
































































































































































































Author: Голубятников В.А. Шувалов В.В. Костецкая О.С. Огаджанов Г.А.
Tags: основы химической технологии автоматика кибернетика издательство химия управление производством автоматизация производство
ISBN: 5—7245—0142—2
Year: 1991




ББК 6П7.1
Ш952
УДК 66.012-52(075.8)
Рецензент: Костецкая О. С. (Московский химико-технологический
техникум)
Шувалов В. В., Огаджанов Г. А., Голубятников В. А.
Ш952 Автоматизация производственных процессов в химиче-
ской 1промышленности. — М.: Химия, 1991. — 480 с.
ISBN 5—7245—0142—2
В третьем издании (второе вышло в 1985 г.) переработаны и допол-
нены все разделы учебника. Значительно расширен материал, посвящен-
ный использованию микроЭВМ и микропроцессоров при управлении тех-
нологическими процессами. Дополнены разделы по схемам контроля, ре-
гулирования, сигнализации, блокировок и защиты, а также по схемам-
автоматизации типовых технологических процессов. Дано описание ав-
томатизации процессов химической, нефтехимической, нефтеперерабаты-
вающей промышленности, а также производств минеральных удобрений.
Для учащихся техникумов, специализирующихся в области автома-
тизации процессов химической и смежных отраслей промышленности.
Может быть полезна студентам высших учебных заведений.
2801010000-080
85»(01)—91
ББК 6П7.1
ISBN 5—7245—0142—2
© в. в. Шувалов, Г. А. Огаджанов„
В. А. Голубятников, 1991
Мозырочая РЦБС !
Гомальской обл. ,
ОГЛАВЛЕНИЕ
Введение . . . ...................... • • * • ®
ЧАСТЬ I. ОБЩИЕ ВОПРОСЫ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ . . 8
Глава 1. Основные понятия управления технологическими процессами 8
1.1. Технологический объект управления.......................... 8
1.2. Классификация технологических объектов управления .... И
1.3. Система управления технологическим объектом................13
1.4. Классификация систем управления технологическими объектами 16
1.5. Пункты управления технологическими объектами...............21
1.6. Выбор параметров управления и средств автоматизации ... 27
1.7. Определение уровня автоматизации технологических объектов 32
1.8. Надежность систем управления...............................40
1.9. Экономическая эффективность систем управления..............43
Глава 2. Автоматизированные системы управления технологическими
процессами (АСУТП)................................................45
2.1. Назначение АСУТП........................................... 45
2.2. Основные функции АСУТП.......................................47
2.3. Режимы работы АСУТП..........................................53
2.4. Виды обеспечений АСУТП.......................................55
2.5. Разработка АСУТП.............................................63
Глава 3. Техническое обеспечение систем управления...................67
3.1. Схемы контроля и регулирования...............................67
3.2, Схемы сигнализации...........................................73
3.3. Схемы блокировки.............................................92
3.4. Схемы защиты.................................................95
3.5. Агрегатные системы сигнализации, защиты н блокировки . . 100
3.6. Управляющие вычислительные комплексы..........................133
3.7. Средства представления информации в АСУТП.....................137
3.8. Устройства связи с объектом в АСУТП...........................142
3.9. Средства измерения, преобразования, регулирования В АСУТП 145
3.10. Агрегатные комплексы технических средств.....................166
3.11. Зарубежные системы управления технологическими процессами 176
Глава 4. Управление промышленным предприятием.......................191
4.1. Промышленное предприятие как объект управления .... 191
4.2. Автоматизация управления предприятием.........................193
4.3. Состав задач управления предприятием ... ... 195
4.4. Постановка задач управления предприятием для решения на ЭВМ 199
4.5. Процесс обработки информации в АСУП (ИВЦ)......................202
4.6. Основные виды обеспечения АСУП.................................203
4.7. Взаимодействие человека и ЭВМ при решении задач управления
предприятием........................................................207
4.8. Технические средства АСУП......................................211
4-9. Решение профессиональных задач на персональной ЭВМ . . . 217
-4.10. Интегрированные автоматизированные системы управления . . 227
ЧАСТЬ IL УПРАВЛЕНИЕ ТИПОВЫМИ ТЕХНОЛОГИЧЕСКИМИ
ПРОЦЕССАМИ........................................... 234
Глава 5. Управление гидромеханическими процессами..................234
5-1, Перемещение жидкостей и газов.................................234
5.2. Смешение жидкостей...........................................242
5.3. Отстаивание жидких систем ...................................244
5.4. Центрифугирование жидких систем .... .... 247
5.5. Фильтрование жидких систем...................................250
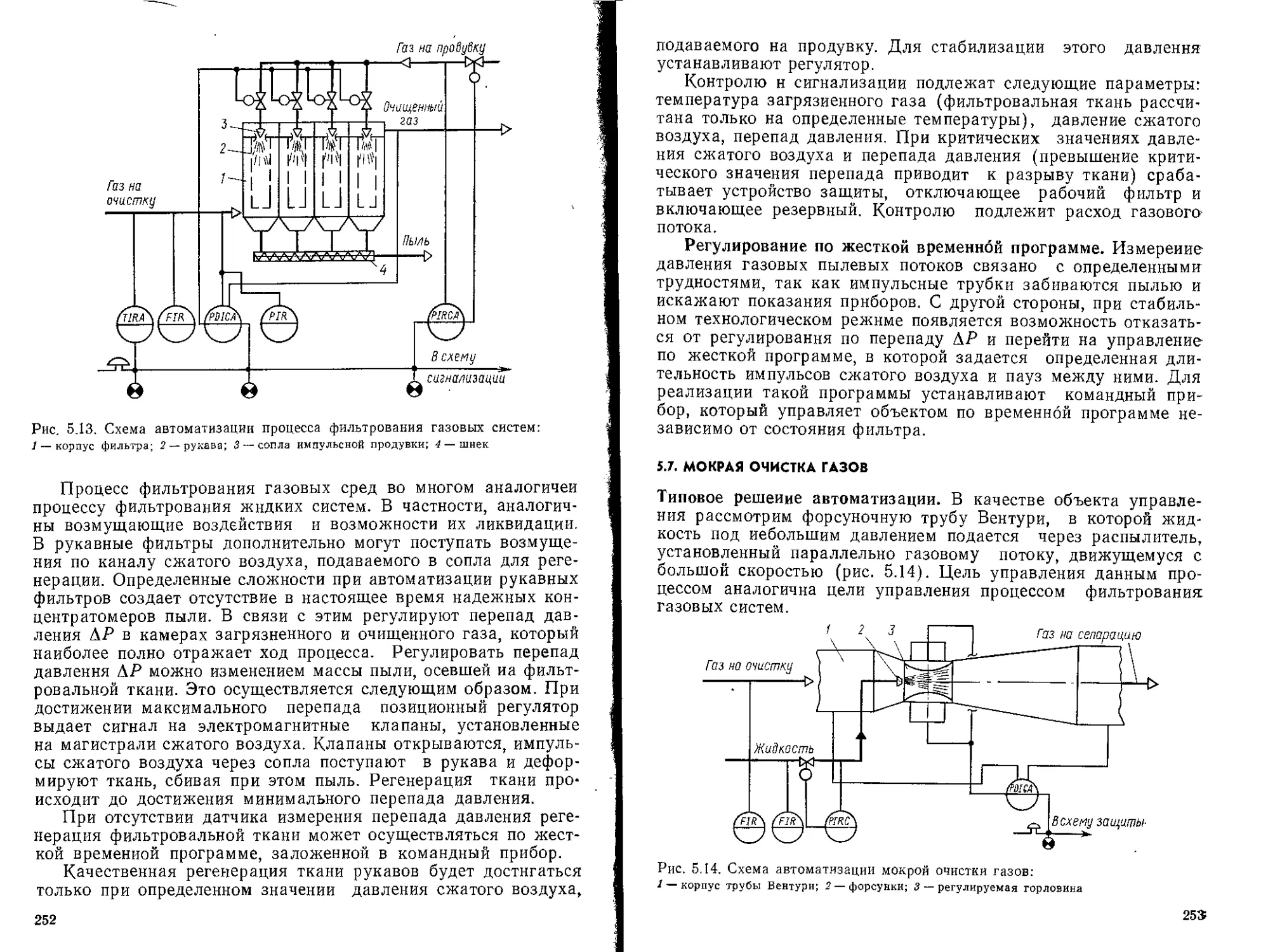
5.6. Фильтрование газовых систем.................................
5.7. Мокрая очистка газов . •...................................\253-
5.8. Электрическая очистка газов.................................
Глава 6. Управление тепловыми процессами ........ 257
6.1. Нагревание жидкостей......................................
6.2. Искусственное охлаждение ................................С2Й53
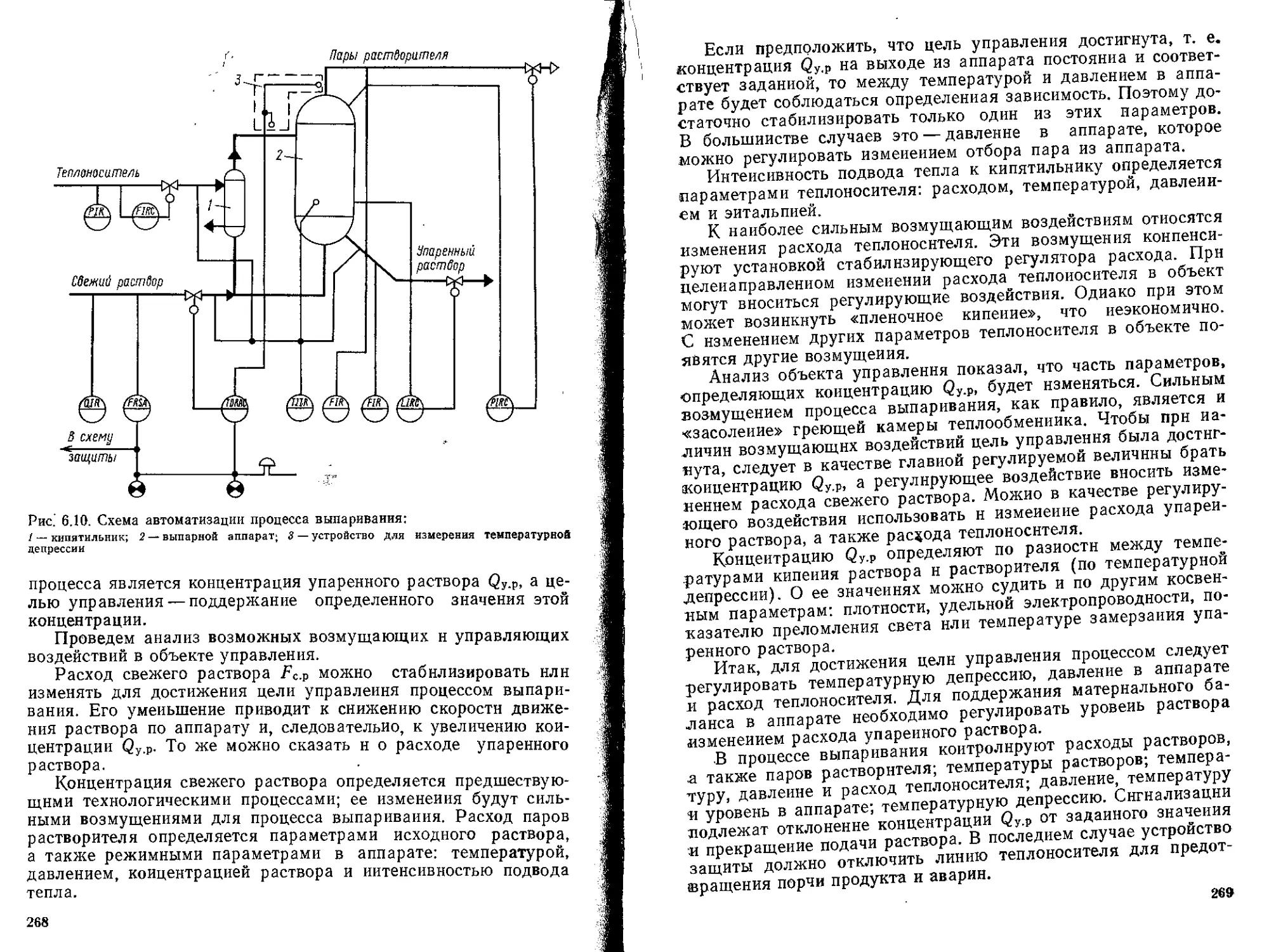
6.3. Выпаривание................................................26?>
6.4. Кристаллизация .............................................\ STS1'
Глава 7. Управление массообменными процессами....................275
7.1. Ректификация.............................................. 275
7.2. Абсорбция......................•...........................289
7.3. Адсорбция................................................ 295
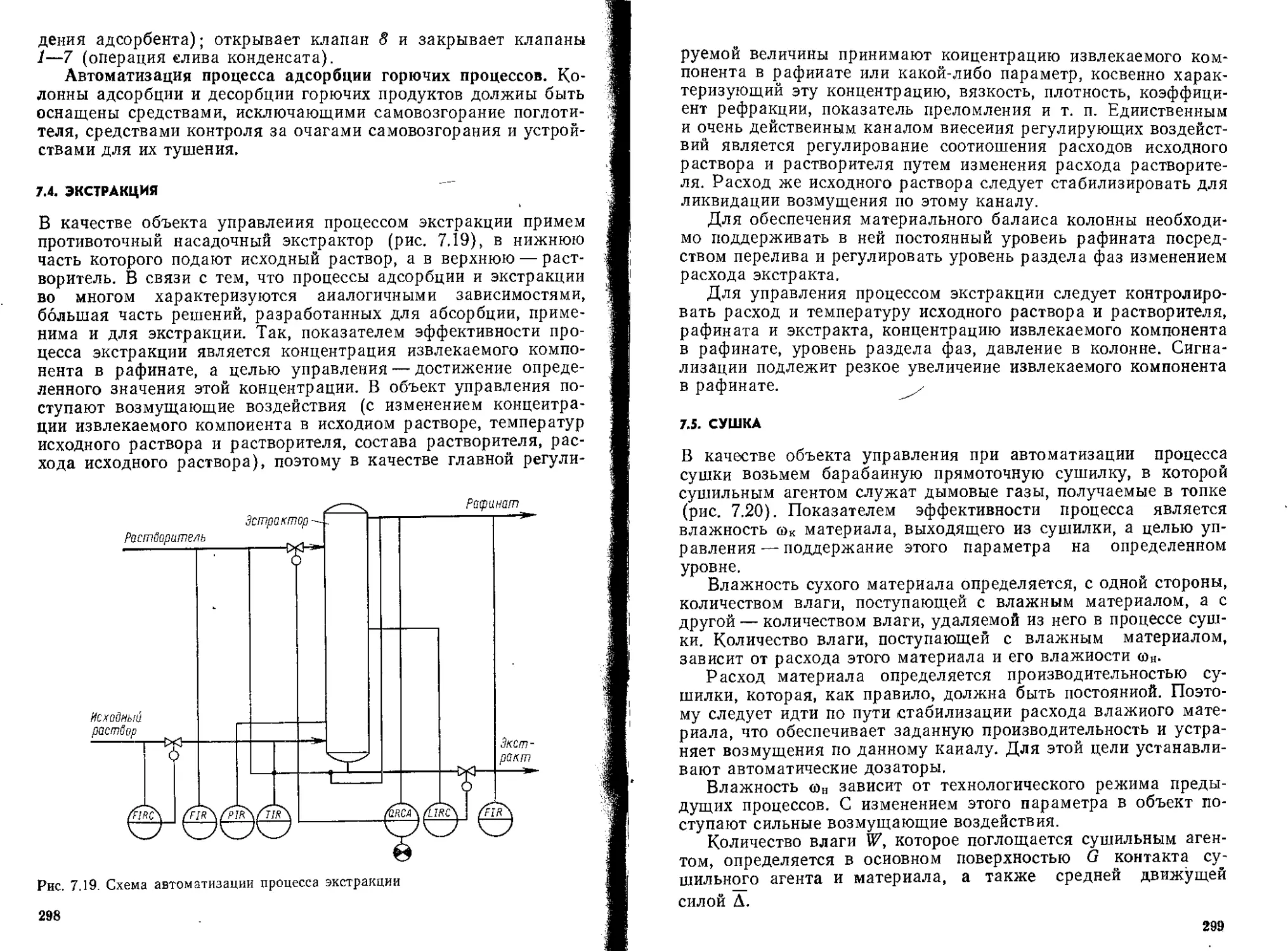
7.4. Экстракция................................................. 298
7.5. Сушка................................•................... 299.
Глава 8. Управление механическими процессами.....................310
8.1- Перемещение твердых материалов.............................316
8.2. Дозирование твердых материалов.............................316
8.3. Измельчение твердых материалов.............................321
ЧАСТЬ 111. УПРАВЛЕНИЕ ХИМИЧЕСКИМИ. НЕФТЕХИМИЧЕСКИМИ
И НЕФТЕПЕРЕРАБАТЫВАЮЩИМИ ПРОИЗВОЛ*
СТВАМИ............................................ 325
Глава 9. Управление производствами неорганических веществ
9.1. Производство аммиака....................... . .
9.2. Управление аммиакопроводом.......................
9.3. Производство иеконцеит-рированной азотиой кислоты
9.4. Производство аммиачной селитры...................
9.5. Производство карбамида..........................
9.6. Производство экстракционной фосфорной кислоты
9.7. Производство фосфатов аммония....................
9.8. Производство желтого фосфора .......
9.9. Производство кормовых обесфторенных фосфатов
9.КГ. Производство серной кислоты......................
9.14,- Производство суперфосфата....................
9.12. Производство хлора...........................
9.13. Производство кальцинированной соды...............
(32^
326
333
336
345-
347
348
351
353-
357
Збб
364
4
Глава Ю. Управление производствами некоторых органических про-
дуктов ..........................................................
10.1. Производство олефинов......................................
10.2. Производство ацетилена . . . . •...........................
10.3. Лакокрасочное производство.................................
370
370
Глава 11. Управление производствами химических волокон
11.1. Производство вискозного волокна...................
11.2. Производство полиамидного волокна.................
Глава 12. Управление производствами синтетического каучука
12.1. Производство бутадиен-стирольного каучука
12.2. Производство изопренового каучука.................
£ ggg § IO gO(J§'
Глава 13. Управление производствами шин и резиновых технических из-
делий .........................................................
13-1. Производство технического углерода.......................
13.2. Производство шин.........................................
13.3. Производство резиновых технических изделий
Глава 14. Управление процессами полимеризации..................
14.1. Полимеризация этилена под высоким давлением..............
14.2. Полимеризация пропилена..................................
Глава 15. Управление производствами нефтепродуктов.............
15.1. Процесс первичной переработки нефти......................
15.2. Процесс каталитического крекинга.........................
15.3. Процесс гидроочистки дизельного топлива..................
15.4. Процесс замедленного коксования..........................
15.5. Процесс алкилирования бензола............................
Глава 16. Управление общезаводскими системами химических пред-
приятий . .....................................................
16.1. Системы водоснабжения....................................
16.2. Системы теплоснабжения . . . . .................
16.3. Системы вентиляции.......................................
16-4. Системы кондиционирования................................
Глава 17. Управление очистными системами химических предприятий
17.1. Системы очистки газовых выбросов.........................
17.2. Системы очистки сточных вод..............................
17.3. Системы очистки газов от твердых примесей.................476
Библиографическийсписок . . . . • . . . . 479
ВВЕДЕНИЕ
В химической промышленности комплексной механизации и
автоматизации уделяется большое внимание. Это объясняется
сложностью и высокой скоростью протекания технологических
процессов, а также чувствительностью их к нарушению режи-
ма, вредностью условий работы, взрыво- и пожароопасностью
перерабатываемых веществ и т. д.
По мере осуществления механизации производства сокра-
щается тяжелый физический труд, уменьшается численность
рабочих, непосредственно занятых в производстве, увеличива-
ется производительность труда н т. д.
В механизированном технологическом процессе человек продол-
жает принимать непосредственное участие, но его физическая
работа сводится лишь к нажатию кнопок, повороту рычагов и
т. п. Здесь на человека возложены функции управления ме-
ханизмами и машинами.
С увеличением нагрузок аппаратов, мощностей машин, сло-
жности и масштабов производства, с повышением давлений,
температур и скоростей химических реакций ручной труд даже
в механизированном производстве подчас просто немыслим. На-
пример, в производстве полиэтилена давление достигает
300 МПа, в производстве карбида кальция температура в элек-
трических печах равна 3000 °C; процесс обжига серного колче-
дана в кипящем слое продолжается несколько секунд. В таких
условиях даже опытный рабочий часто не в состоянии своевре-
менно воздействовать на процесс в случае отклонения его от
нормы, а это может привести к авариям, пожарам, взрывам,
порче большого количества сырья и полуфабрикатов.
Ограниченные возможности человеческого организма (утом-
ляемость, недостаточная скорость реакции на изменение окру-
жающей обстановки и на большое количество одновременно
поступающей информации, субъективность в оценке сложившей-
ся ситуации и т. д.) являются препятствием для дальнейшей
интенсификации производства. Наступает новый этап машинно-
го производства — автоматизация, когда человек освобождает-
ся от непосредственного участия в производстве, а функции уп-
равления технологическими процессами, механизмами, машина-
ми передаются автоматическим устройствам.
Автоматизация приводит к улучшению основных показате-
лей эффективности производства: увеличению количества, улуч-
шению качества и снижению себестоимости выпускаемой про-
дукции, повышению производительности труда. Внедрение
автоматических устройств обеспечивает высокое качество про-
$
дукции, сокращение брака и отходов, уменьшение затрат сырья
и энергии, уменьшение численности основных рабочих, снижение
капитальных затрат на строительство зданий (производство ор-
ганизуется под открытым небом), удлинение сроков межре-
монтного пробега оборудования.
Проведение некоторых современных технологических процес-
сов возможно только при условии их полной автоматизации
(например, процессы, осуществляемые на атомных установках
и в паровых котлах высокого давления, процессы дегидрирова-
ния и др.). При ручном управлении такими процессами малей-
шее замешательство человека и несвоевременное воздействие
его на процесс могут привести к серьезным последствиям.
Внедрение специальных автоматических устройств способст-
вует безаварийной работе оборудования, исключает- случаи
травматизма, предупреждает загрязнение атмосферного воздуха
и водоемов промышленными отходами.
В автоматизированном производстве человек переключается
на творческую работу — анализ результатов управления, со-
ставление заданий и программ для автоматических приборов,
наладку сложных автоматических устройств и т. д. Для обслу-
живания агрегатов, оснащенных сложными системами автома-
тизации, требуются специалисты с высоким уровнем знаний.
С повышением квалификации и культурного уровня рабочих
стирается грань между физическим и умственным трудом.
Задачи, которые решаются при автоматизации современных
химических производств, весьма сложны. От специалистов тре-
буются знания не только устройства различных приборов, ио н
общих принципов составления систем автоматического управле-
ния.
Учебник написан в соответствии с программами дисциплин
«Автоматизация производственных процессов» и «ЭВМ и авто-
матизированные системы», которые являются профилирующими
наряду с курсами «Автоматическое регулирование и регулято-
ры» и «Основы метрологии и средств технического контроля».
Главы I (кроме разд. 1.5); 2, 3 (разд. 3.6—3.10); главы
4—8; 9 (разд. 9.11, 9.13); разд. 10.2; главы 11, 12, 14, 16 написа-
ны В. В. Шуваловым. Главы 3 (разд. 3.1, 3.5); 9 (разд. 9.1—
9.10, 9.12); 10 (разд. 10.1, 10.3); 15 (разд. 15.2—15.5), а также
глава 17 написаны Г. А. Огаджаковым. Введение; разд. 1.5;
3.2—3.4; глава 13; разд. 15.1 написаны В. А. Голубятниковым.
Авторы выражают благодарность О. С. Костецкой за полез-
ные советы и замечания, сделанные при рецензировании ру-
кописи.
7
Часть I
ОБЩИЕ ВОПРОСЫ АВТОМАТИЗАЦИИ УПРАВЛЕНИЯ
ГЛАВА 1
ОСНОВНЫЕ ПОНЯТИЯ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
1.1. ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТ УПРАВЛЕНИЯ
Технологический объект управления (ТОУ) —это совокупность
технологического оборудования и реализованного на нем по со-
ответствующим регламентам (режимам) технологического про-
цесса. К ТОУ относятся как отдельные технологические агрега-
ты и установки, реализующие локальный технологический про-
цесс (например, полимеризационная батарея в производстве
СК, реактор пиролиза в производстве ацетилена, трубчатые
печи на нефтехимических заводах и резиносмесители — на шин-
ных), так и целые производства (цехи, участки) промышленно-
го предприятия (если управление производством носит техноло-
гический характер, т. е. заключается в поиске и реализации ра-
циональных технологических режимов взаимосвязанных устано-
вок; к таким ТОУ можно отнести, в частности, производства
этилена, серной кислоты, технического углерода). Существуют
и супер-ТОУ, например установки ЛК-6У на нефтеперерабаты-
вающих заводах, включающие сотни технологических аппара-
тов.
Основными направлениями развития современной химичес-
кой технологии являются существенное увеличение единичной
мощности технологических установок с комбинированием и сов-
мещением нескольких процессов в одном технологическом бло-
ке и проведение процессов в режимах, близких к критиче-
ским.
Многие современные установки в производстве серной кис-
лоты, аммофоса, полимеров, синтетических волокон, аммиака,
этилена, большая часть установок первичной и вторичной пере-
гонки нефти по мощности соответствуют целому заводу 1960—•
70 гг. Выход из строя такой установки даже на короткий пе-
риод прн нарушении в ней технологического режима приводит
к огромным экономическим потерям.
Отметим, что требования к жесткому соблюдению техноло-
гического режима объясняются ие только масштабностью и
8
сложностью установок, но и необходимостью получения высоко-
качественной продукции.
Таким образом, в современных установках, с одной стороны,
должен строго выдерживаться технологический режим; с дру-
гой стороны, чем крупнее и сложнее установки, тем сильнее
они подвержены различного рода возмущениям, приводящим к
нарушению режима. Следует отметить и сложности, возникаю-
щие при пуске и останове установки, при переводе ее в другие
режимы — как запланированном (при переходе иа выпуск дру-
гой целевой продукции), так и связанном с возникновеинем
критических и аварийных ситуаций.
Все сказанное привело к резкому усложнению задач управ-
ления технологическими объектами.
Под управлением, будем понимать совокупность действий,
выбранных на основании определенной информации и направ-
ленных на поддержание или улучшение функционирования
объекта в соответствии с имеющейся программой или целью
управления.
ТОУ (будь то локальная технологическая установка или це-
лый производственный комплекс) должен удовлетворять следу-
ющим требованиям.
Оборудование ТОУ должно быть полностью механизировано
и безотказно работать в установленный межремонтный период.
Очень важно, чтобы оио было по возможности непрерывнодей-
ствующнм.
Технологическая схема ТОУ должна быть составлена таким
образом, чтобы он был управляем, т. е. разбит на определен-
ные зоны с возможностью воздействия на технологический ре-
жим в каждой из них изменением материальных и энергетиче-
ских потоков; чтобы была возможность воздействия на харак-
теристики оборудования; чтобы был обеспечен доступ человека
к местам установки датчиков, запорных и регулирующих орга-
нов; чтобы число возмущающих воздействий, поступающих в
основные аппараты схемы, технологический режим в которых
обусловливает количество и качество выпускаемых целевых
продуктов, было сведено к минимуму. Последнее обеспечива-
ется установкой между основными аппаратами дополнитель-
ных— ресиверов, емкостей с мешалками, теплообменников,—
уменьшающих амплитуду и частоту изменения таких парамет-
ров, как давление, состав, температура.
Только при выполнении этих условий системы управления
могут повысить эффективность ТОУ: увеличить его производи-
тельность, улучшить качественные показатели целевой продук-
ции нли уменьшить ее себестоимость за счет сокращения рас-
хода сырья и энергии иа единицу продукции.
Технологические процессы химической технологии характе-
ризуются большим числом разнообразных параметров. Часть нз
S
них — входные параметры — дают представление о материала
ных и энергетических потоках на входе в технологический ап-
парат (расход сырья, давление греющего пара и т. д.). Их из-
менения приводят к изменениям режимных параметров, харак-
теризующих условия протекания процесса внутри аппарата
(температура, уровень жидкости, составы продуктов).
Значения режимных параметров непосредственно влияют на
выходные параметры, характеризующие выходные потоки.
К выходным параметрам можно отнести и сводные экономиче-
ские показатели процесса, например себестоимость или затраты
на производство конечной продукции. Естественно, что требова-
ние к поддержанию режимных н особенно выходных парамет-
ров в заданном диапазоне является обязательным условием
проведения технологического процесса.
Единовременную совокупность значений всех параметров
называют технологическим режимом, а совокупность значений
параметров, обеспечивающую решение задачи, поставленной
при управлении процессом, — нормальным технологическим ре-
жимом. Нормальный технологический режим задают н оформ-
ляют в виде технологической карты. В ней приводят перечень
параметров, значения которых необходимо поддерживать на
определенном уровне, а также указывают допустимые диапазоны
их изменения.
Сложность управления современными ТОУ заключается в
том, что они постоянно подвергаются возмущающим воздейст-
виям (возмущениям), нарушающим технологический режим.
Возмущения условно можно разбить на два вида.
Внешние возмущения проникают в ТОУ извне при измене-
нии всех входных и некоторых выходных параметров, а также
параметров окружающей среды. Так, изменение давления гре-
ющего пара существенно нарушит теплообмен в нагревателе,
а значит и температуру продукта на его выходе; изменение рас-
хода кубового остатка повлияет на уровень в ректификацион-
ной колонне и т. д.
Внутренние возмущения возникают в самом объекте управ-
ления при изменении характеристик технологического оборудо-
вания. К ним можно отнести, например, изменение активности
катализатора, отключения отдельных аппаратов, загрязнение и
коррозию внутренних поверхностей аппаратов, перераспределе-
ние насадки в колоннах насадочного типа и т. д.
Управление технологическим объектом заключается во вне-
сении таких управляющих воздействий, которые компенсируют
возмущения и тем самым обеспечивают достижение цели функ-
ционирования ТОУ в сложных производственных условиях.
10
1.2. КЛАССИФИКАЦИЯ ТЕХНОЛОГИЧЕСКИХ ОБЪЕКТОВ УПРАВЛЕНИЯ
Предприятия химической технологии включают множество
разнообразных аппаратов, установок, участков, цехов и произ-
водств. С точки зрения автоматизации и управления важно
разделить нх по типу и характеру технологического процесса,
проводимого в аппаратах, по сложности ТОУ, а также по ха-
рактеру параметров, участвующих в управлении.
Классификация по типу технологического процесса. В ТОУ
химической промышленности протекают различного рода про-
цессы, которые классифицируют следующим образом:
Класс процесса
Гидромеханические
Тепловые
Массообмениые
Механические
Химические
Тип процесса
Перемещение жидкостей н газов, разделение не-
однородных систем, перемешивание, очистка га-
зов
Нагревание, охлаждение, выпаривание, кристал-
лизация
Ректификация, абсорбция, адсорбция, сушка,
экстракция
Измельчение, дозирование, классификация, пере-
мещение твердых материалов
Окисление, восстановление, синтез, разложение
солей, образование гндрооксидов, нейтрализация,
дегидратация, электролиз, нитрование, сульфиро-
вание, щелочное плавление, алкилирование, поли-
меризация, омыление, гидрогенизация, переэтери-
фикация, ароматизация, изомеризация, крекинг
н др.
Технологические процессы одного типа могут отличаться
аппаратурным оформлением и свойствами перерабатываемых
веществ, однако все они протекают по одним и тем же законам
и характеризуются аналогичными зависимостями между пара-
метрами. Это дает возможность разработать типовое решение
по их автоматизации, которое с незначительными изменениями,
вызванными особенностями ТОУ, может быть применено для
всех процессов данного типа.
Во многих ТОУ проводятся процессы, подчиняющиеся не-
скольким законам. Например, технологический процесс в рек-
тификационной колонне подчиняется законам гидродинамики
(так как происходит перемещение потоков), тепло- и массопе-
редачи (между потоками жидкости и пара постоянно осуществ-
ляется тепло- и массообмен). Естественно, что управлять таким
процессом значительно сложнее.
Классификация по характеру технологического процесса.
Характер технологического процесса определяется по времен-
ным режимам работы технологического оборудования. Большая
часть объектов управления химической технологии (нефтепере-
рабатывающие. установки, производства синтетического каучука
и кислот и многие другие) относится к ТОУ с непрерывным ха-
рактером производства. Сырье и реагенты в такие ТОУ посту-
лают практически безостановочно, а технологический режим
после пуска ТОУ устанавливается неизменным на длитель-
ные сроки (неделя, месяц, квартал, год).
В ТОУ с периодическим (дискретным) характером произ-
водства, которые преобладают на шинных, резино- и асбесто-
техиических заводах, длительность технологических операций
незначительна (минуты, часы); в одном и том же аппарате
часто проводят разные технологические процессы с изменением
во времени заданных значений параметров. Автоматизация пе-
риодических процессов существенно осложнена необходимостью
перестройки работы аппаратов, заключающейся в изменении
технологических режимов, а также маршрутов материальных и
энергетических потоков.
Часть производств, например некоторые производства синте-
тических волокон, удобрений, включают как непрерывные, так
и дискретные технологические процессы.
Классификация по информационной емкости. Степень слож-
ности ТОУ характеризуется информационной емкостью объек-
та, т. е. числом технологических параметров, участвующих в
управлении. Ниже приведена классификация по этому призна-
ку:
Информационная емкость
объекта
Минимальная
Малая
Средняя
Повышенная
Высокая
Число технологических параметров, участвующих е управлении Пример ТОУ
10—40 Насосная, резиносмеси- тель
41—160 Массообменная колонна
161—650 Установка первичной пе- реработки нефти
651—2500 Производство этилена
2500 н выше Установки ЛК-6У, КТ-1, производство техническо- го углерода
Большая часть ТОУ химической технологии относится к
объектам с числом параметров до 1000.
Классификация по характеру параметров управления. По
этому признаку ТОУ делятся на объекты с сосредоточенными
и распределенными параметрами. К первым относятся ТОУ,
регулируемые параметры которых (уровень жидкости, давле-
ние, температура) имеют одно числовое значение в разных точ-
ках в данный момент времени. Это простейшие объекты — ем-
кость, испаритель, насос, компрессор.
Большая часть объектов химической технологии относится
к объектам с распределенными параметрами, значения которых
неодинаковы в различных точках объекта в данный момент
времени. Так, в ректификационной колонне температура раз-
лична по высоте колонны; в реакторе состав веществ неодина-
ков по объему.
12
1.3. СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ОБЪЕКТОМ
Система управления технологическим объектом — это совокуп-
ность оперативного технологического персонала и комплекса
технических средств автоматизации управления, связанных об-
щей задачей управления.
Оперативный технический персонал (начальник установки,
старший оператор, оператор, аппаратчик) с помощью комплек-
са автоматических устройств, в том числе и средств вычисли-
тельной техники, получает информацию о состоянии ТОУ (вход-
ных и выходных потоках, режимных параметрах, различного
рода возмущениях) и воздействует на них таким образом, что-
бы достигалась цель функционирования ТОУ (рис. 1.1).
Сначала при управлении технологическими объектами персо-
нал использовал только органы чувств. Операция контроля за
технологическим режимом, обработка полученной информации
и выработка управляющих воздействий на ТОУ основывались
исключительно на правильности восприятия, интуиции и опыте
человека. Естественно, что при этом человек делал многочислен-
ные ошибки. Поэтому первой автоматизированной функцией уп-
равления был контроль (рис. 1.2).
Автоматические устройства контроля (контрольно-измери-
тельные приборы) обеспечивают быстрые и точные измерения
технологических параметров: температуры, давления, расхода,
уровня и, что очень важно, параметров качества продукции.
В состав устройств контроля может быть включен регистр иру-
Рис. 1.1, Схема управления технологическим объектом
13
Рис. 1.2. Автоматические устройст-
ва контроля (а), сигнализации
(5), регулирования (в):
! — датчик; 2 — регистрирующий при-
бор,- 3 — показывающий прибор; 4 —
оператор; 5 — регулирующий орган;
6 — сигнализатор; 7 —сумматор; 8 —
задатчик; 9 — блок определения регу-
лирующего воздействия; 10 — регуля-
тор; сплошные линии — автоматические
воздействия; штрихпунктирные линии —
воздействие осуществляется вручную
ющий прибор, записывающий динамику изменения технологи-
ческих параметров. Диаграмма регистрирующего прибора слу-
жит документом, позволяющим в дальнейшем восстановить ход
событий.
При автоматизированном контроле функции человека сво-
дятся к определению отклонения параметра от заданного зна-
чения, выработке решения по изменению технологического ре-
жима и реализации этого решения на ТОУ изменением положе-
ния регулирующих органов на технологических магистралях.
Следующим этапом при автоматизации управления было
использование сумматора, позволяющего рассчитывать откло-
нение параметра от заданного значения. Результат расчета ре-
ализовался в устройствах сигнализации, регулирования и за-
щиты.
Устройства сигнализации предназначены для автоматичес-
кого оповещения персонала об отклонении параметров за допу-
стимые пределы путем подачн световых или звуковых сигналов.
Для световой сигнализации используют электрические лампы,
для звуковой — звонки, сирены, гудки. Как правило, звуковой
сигнал служит лишь для оповещения оператора о факте появ-
ления события, а световой точно указывает на его место н ха-
рактер.
Различают следующие виды сигнализации: предупредитель-
ную, аварийную и сигнализацию положения.
Предупредительная сигнализация предназначена для опове-
щения персонала об отклонениях параметров за пределы, опре-
деляемые нормальным технологическим режимом; аварийная
предназначена для оповещения персонала о недопустимых зна-
14
чсниях параметров или об аварийном отключении одного из ап‘
паратов технологической схемы; сигнализация положения объ-
екта управления предназначена для оповещения персонала о
состоянии механизмов и машин (включены или выключены), а
также положении запорных органов (открыты или закрыты) в
данный момент времени.
Устройства сигнализации существенно упрощают работу
оператора: ему не надо постоянно следить за ходом процесса,
он может сосредоточить внимание на более серьезных задачах.
Устройства регулирования (регуляторы) предназначены для
поддержания текущего значения параметра равным заданному.
Текущее значение регуляторы получают от устройств контро-
ля, а заданное — от оперативного технологического персонала
с помощью задатчиков или других автоматических устройств.
В зависимости от того, как формируется заданное значение,
различают следующие типы регуляторов: стабилизирующие (за-
данное значение постоянно во времени); программные (задан-
ное значение изменяется во времени по заранее заданной зави-
симости); следящие (заданное значение соответствует текущему
значению какого-либо другого параметра, т. е. произвольно из-
меняется во времени); экстремальные (заданное значение соот-
ветствует экстремальному значению параметра для данных про-
изводственных условий).
Регуляторы поддерживают параметры на значениях, соот-
ветствующих нормальному технологическому режиму. Оператор
корректирует их работу путем изменения задания или коэффи-
циентов настройки только в случае невыполнения цели функци-
онирования ТОУ, возникновения критических ситуаций или пе-
рехода на другой вид продукции (т. е. изменения технологиче-
ского режима).
Устройства защиты предназначены для предотвращения ава-
рий, пожаров, взрывов, выхода из строя оборудования. При
срабатывании аварийной сигнализации оии воздействуют на
процесс (открывая и закрывая технологические магистрали,
включая и отключая электродвигатели механизмов и машин)
таким образом, чтобы ликвидировать критическое состояние
объекта управления с наименьшими потерями (например, при
появлении вибрации ротора центрифуги вследствие нарушения
равномерности осадка устройство защиты осуществляет оста-
новку) .
Устройства программно-логического управления. Выше были
рассмотрены функции управления технологическим объектом
при рабочих режимах выпуска целевой продукции. Операции
пуска, останова, перевода установки периодического действия с
одной рабочей операции на другую в современных установка?'
возлагаются на автоматические устройства программно-логичес-
кого управления, которые по заранее заданной временной про-
грамме включают н выключают различные механизмы, машины
и аппараты.
Сигналом к включению такого устройства может служить
наступление того или иного события в ТОУ: окончание какой*
либо рабочей операции, «выбег» параметра за допустимый диа*
пазок и т. п. Так, по срабатыванию датчика загрузки центрифу-
ги периодического действия устройство программно-логического1
управления отключает входную магистраль и по жесткой вре-:
меннбй программе начинает операции подсушки и промывки
суспензии.
Итак, для управления технологическим объектом необходим
комплекс технических средств, позволяющий автоматизировать
функции контроля, сигнализации, регулирования, защиты и:
программно-логического управления. Он может быть представ-
лен совокупностью приборов, регуляторов, сигнализаторов, раз-
личных блоков и т. д. Такое—аппаратурное — решение задачи
заложено в ныне действующих системах управления. Намного
более эффективна программная реализация всех перечисленных
выше функций на ЭВМ, т. е. внедрение АСУ технологическими
процессами (см. гл. 2). Программная реализация обеспечивает
гибкость системы, глубину автоматизации функции, возмож-
ность легкой перенастройки отдельных блоков. Внедрение ЭВМ
при управлении технологическими объектами открывает новые
возможности расчета технико-экономических показателей про-
цесса, показателей качества целевых продуктов, а также опти-
мальных технологических режимов.
1.4. КЛАССИФИКАЦИЯ СИСТЕМ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ОБЪЕКТАМИ
Системы управления (СУ) технологическими объектами отно-
сятся к сложным системам и могут классифицироваться по раз-
личным признакам. Основными из них являются цель и способ
управления технологическим объектом, степень участия челове-
ка в управлении, место расположения технических средств сбо-
ра и обработки информации и степень централизации управле-
ния.
Классификация по цели управления. Цель управления при
ведении технологических процессов — высокоэффективная рабо-
та ТОУ. Эффективность работы оценивается значением крите-
рия управления (КУ)—показателем, характеризующим функ-
ционирование ТОУ в целом и принимающим числовые значения
в зависимости от возмущающих и управляющих воздействий.
В качестве КУ принимают выходные параметры процесса,
характеризующие целевой продукт — его расход (характеризу-
ет производительность объекта) или одну из его важнейших
характеристик, в том числе качественных. Эффективность мас-
10
(ЭП-300) или каучука, в качестве КУ выбирают при-
сообмеиных и химических процессов, связанных с химическим
превращением вещества, характеризуется выходом целевого
продукта,
Критерием управления может выступать и себестоимость С
целевой продукции:
с =^з-2 Пп)ц„^ Iпц,
где 3 — затраты на выпуск продукции; Ппг- — производитель-
ность установки по побочным продуктам; Цш — цена побочных
продуктов; Пц — производительность установки по целевому
продукту.
Для мощных установок, выпускающих несколько продуктов,
критерием управления может быть прибыль К:
К = 2ад-з.
r=t
Чем сложнее и крупнее ТОУ, тем более экономический ха-
рактер принимает КУ. Для небольшого объекта — насосной,
теплообменника — в качестве КУ принимают расход продукта
или его температуру, для ректификационной колонны — содер-
। жаиие высококипящего компонента в остатке. Для установки
первичной переработки нефти, состоящей из многих теплообмен-
ников и ректификационных колонн, критерием становится се-
бестонмость продукции. Для таких ТОУ, как производства по-
Т лиэти
' быль.
По цели управления СУ делятся иа стабилизирующие и оп-
тимизирующие.
Целью управления стабилизирующей СУ является поддержа-
ние КУ на постоянном, заранее заданном значении. Стабилизи-
рующие системы оправданы для простых вспомогательных про-
цессов, критерии управления которых следует поддерживать на
значении, определяемом из соображений эффективного ведения
основного процесса. Например, при нагревании исходной смеси,
поступающей в ректификационную колонну, КУ является тем-
пература смеси на выходе из теплообменника, ее заданное зна-
чение будет определяться составом исходной смеси.
При стабилизации КУ основных процессов химической тех-
нологии (массообменных, химических) не всегда используются
резервы технологической аппаратуры. Для каждой конкретной
производственной ситуации существует такое сочетание значе-
ний входных и режимных параметров, которое обеспечивает
максимально (или минимально) возможное значение КУ. До-
пустим, стабилизирующая система поддерживает выход продук-
та на постоянном значении, а при новом качестве сырья можно
2—798
Мозырская РЦБС
Гомельской обл.
так управлять процессом, чтобы выход увеличился. Поэтому
-стабилизирующая система оправдана только при автоматизации
стационарных объектов, в которые возмущения поступают ред-
ко и они незначительны. Для сложных нестационарных ТОУ
-следует применять оптимизирующие системы.
Оптимизирующие СУ поддерживают КУ не на заранее за-
данном значении, а на экстремальном для создавшейся произ-
воственной ситуации -(наличие сырья и полуфабрикатов, их ка-
чественные показатели, состояние технологического оборудова-
ния, оперативные директивы вышестоящего руководства н т. д.)
при соблюдении ограничивающих условий. Последние обуслов-
лены тем, что критерий (который в этих системах может назы-
ваться критерием оптимальности) характеризует процесс только
с одной, правда, наиболее важной стороны. При оценке полной
эффективности процесса необходимо иметь в виду и другие
параметры целевого продукта. Например, если в качестве КУ
при ректификации выбран состав остатка, то ограничивающие
условия накладываются на производительность колонны по ос-
татку н по его себестоимости. Производительность должна
быть не ниже, а себестоимость не выше заданных значений; в
противном случае можно получить сверхчистый продукт, но в
небольшом количестве или с очень высокими затратами.
Ограничивающие условия накладываются и на те парамет-
ры, изменения которых ограничены технологическим режимом:
давление в аппарате не должно быть выше определенного пре-
дела, иначе произойдет разрыв стенкн аппарата; расход потока
лимитируется пропускной способностью трубопроводов н т. д.
Оптимизирующие системы значительно более сложны, чем
стабилизирующие. Они базируются на экстремальных регулято-
рах или на ЭВМ. Экстремальные регуляторы работают по прин-
ципу «поиска» и служат для достижения экстремального значе-
ния КУ. Выполнение ограничивающих условий обеспечивается
или самим экстремальным регулятором, нли специальными ста-
билизирующими регуляторами.
При использовании ЭВМ предварительно составляют систе-
му уравнений зависимости КУ от параметров процесса, взаимо-
зависимости параметров, неравенства ограничивающих условий
(подробнее см. разд. 2.2).
Классификация по способу управления. Способ управления
характеризует алгоритмы формирования управляющих воздей-
ствий по достижению цели управления. По этому признаку си-
стемы делятся на замкнутые, разомкнутые и комбинированные.
В замкнутых системах управления воздействия формируются
в зависимости от отклонения текущего значения КУ от задан-
ного. Одним управляющим воздействием компенсируются все
возмущения. Однако замкнутые системы не препятствуют про-
никновению в ТОУ возмущающих воздействий, а только реаги-
18
руют на их последствия — изменения КУ. В связи с этим в
случае сложных ТОУ, подверженных многочисленным возмуще-
ниям, замкнутые СУ не могут обеспечить высокого качества уп-
равления.
Разомкнутые СУ формируют управляющие воздействия в за-
висимости от возмущений. Устанавливаются, например, регуля-
торы, стабилизирующие входные параметры процесса, тем са-
мым ликвидируются возмущения по этим каналам. При этом,,
несмотря на то, что СУ содержит замкнутые контуры регулиро-
вания, она остается разомкнутой, так как значения КУ не ис-
пользуются для формирования управляющих воздействий.
Достоинства разомкнутых систем в том, что возмущающие
воздействия ликвидируются до поступления в ТОУ. В результа-
те КУ равен заданному значению. Однако ликвидировать все
возмущения, как правило, практически невозможно, поэтому
использование таких систем чаще всего ие дает большого эф-
фекта.
В комбинированных системах используют принцип формиро-
вания управляющих воздействий и разомкнутых, и замкнутых
систем. В основу комбинированной системы положена замкну-
тая система, а для улучшения качества управления часть воз-
мущений ликвидируется дополнительными регуляторами. Част-
ным случаем таких систем являются многоконтурные САР, в
которых формирование управляющих воздействий осуществля-
ется от нескольких параметров: главной регулируемой величи-
ны (КУ) и одной или нескольких вспомогательных, характери-
зующих возмущения.
Комбинированные системы наиболее распространены в хи-
мической промышленности; их используют для управления хи-
мическими, массообменными и теплообменными процессами.
Классификация по степени участия человека в управлении.
Степень участия человека в управлении технологическими объ-
ектами определяется сложностью и масштабностью ТОУ, це-
лью управления, а также комплексом технических средств СУ.
Так, при автоматизации простого объекта управления (сме-
сителя, отстойника, транспортной системы и т. п.) со стабилиза-
цией какой-либо физико-химической величины управление мо-
жет осуществляться полностью автоматически, без привлечения
технологического персонала. Такую СУ называют системой ав-
томатического управления (САУ).
Крупные ТОУ с реализацией оптимального режима и слож-
ных функций по программно-логическому управлению, защите,
пуску н останову оборудования могут управляться лишь челове-
ком иа основе современных методов управления с помощью
ЭВМ и средств сбора, передачи и хранения информации. Чело-
веко-машинная система, обеспечивающая эффективное функци-
онирование технологического объекта, в которой сбор и перера-
2*
ботка информации, необходимой для реализации функций уп-
равления, осуществляется с применением современных средств
автоматизации и вычислительной техники, называется автома-
тизированной системой управления технологическим процессом
(АСУТП).
На человека в АСУТП возлагается наиболее сложная опера-
ция управления — принятие решения по изменению режимов
работы ТОУ и СУ на основе данных, предоставленных ему
ЭВМ и поступающим по другим каналам. ЭВМ же осуществля-
ет сбор и передачу информации, контроль за ее достоверностью,
анализ информация по определенным алгоритмам, подготовку
управленческого решения. При таком синтезе сочетаются ин-
теллект человека, математический аппарат и возможности вы-
числительной техники.
Классификация по месту расположения технических средств
сбора и обработки информации. Средства автоматизации, с по-
мощью которых представляется и обрабатывается информация
о ТОУ, а также осуществляется воздействие на технологический
процесс, могут быть сосредоточены как непосредственно у тех-
нологического оборудования (местное управление) в виде от-
дельно установленных пультов н щитов, так н в специально
выделением пункте. Из этих пунктов осуществляется дистанци-
онное управление, т. е. управление на расстоянии. Непосредствен-
но на технологических аппаратах в этих случаях устанавлива-
ют немногочисленные простые приборы (манометр, ртутный тер-
мометр, регулятор прямого действия).
Классификация по степени централизации управления. Со-
временные ТОУ состоят нз многих аппаратов, установок, участ-
ков, цехов. Управление отдельными составляющими объекта в
зависимости от степени их влияния друг на друга, информаци-
онной мощности, сложности и важности может осуществляться
нз самостоятельных пунктов нли из одного центрального пунк-
та. По степени централизации СУ делятся на одно- и много-
уровневые (рис. 1.3). Одноуровневые — это системы, в которых
управление ТОУ осуществляется из одного (централизованные
системы) или нескольких (децентрализованные системы) пунк-
тов.
Одноуровневые централизованные системы применяют в ос-
новном для управления относительно несложными объектами,
расположенными на небольшой территории. Для современных
ТОУ, включающих большое число территориально рассредото-
ченных установок, использование одноуровневой централизо-
ванной системы приводит к усложнению коммуникаций СУ и
громоздкости пульта управления (ПУ). Усложняется и работа
технологического персонала, так как значительная часть полу-
ченной им информации не нужна для непосредственного ведения
технологического процесса, а удаленность ПУ от установок за-
20
Рис. 1.3. Структурные,схемы систем управления:
а — одноуровневой централизованной; б — одноуровневой децентрализованной; а — много-
уровневой
трудняет принятие оперативных мер по устранению неполадок.
Для устранения этих недостатков используют одноуровневые
децентрализованные системы. Однако децентрализация исклю-
чает управление всеми установками ТОУ как единым техноло-
гическим комплексом. Для решения этой проблемы необходим
еще один, более высокий, уровень управления. Такие системы
называют двухуровневыми.
Комплекс технических средств одноуровневых систем—• это
набор автоматических устройств, осуществляющих непосредст-
венное воздействие на процесс, исходя из технологических крите-
риев управления. В качестве таких устройств начинают приме-
нять микропроцессорные контроллеры, выполняющие заданные
функции управления (регулирования, программно-логичес-
кого управления, представления информации), а также микро-
и миниЭВМ малой и средней мощности. Место централизации
одноуровневой системы (ПУ 1, ПУ2, ПУЗ) называют операторс-
кой (см. разд. 1.5).
Второй уровень управления носит, как правило, технико-эко-
номический или даже экономический характер. Его невозможно
осуществить без мощной вычислительной техники, которая воз-
действует на ТОУ через автоматические устройства первого
уровня. Пункты управления второго уровня (ПУ4) называют
диспетчерскими (см. разд. 1.5).
1.5. ПУНКТЫ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ОБЪЕКТАМИ
Место, где сосредоточены средства представления информации
и органы управления объектом, называют пунктом управления.
Различают местные (МП), операторские (ОП) н диспетчерские
(ДП) пункты управления.
Местные пункты управления предназначены для управления
отдельными механизмами или технологическими агрегатами,
располагаются рядом с ними и обслуживаются, в частности, ап-
паратчиками. Щиты местных пунктов управления оборудуют j
средствами контроля, ручного и автоматического управления, i
сигнализации.
Операторские пункты (их часто называют просто операторс-
кими) организуют, как правило, для управления технологичес- :
кнми процессами (установками). Здесь решаются задачи стаби-
лизации или оптимизации режимов процессов и работы обору-
дования. Они оснащаются устройствами контроля, сигнализа- '
ции, защиты, автоматического регулирования, аппаратурой
дистанционного управления, средствами связи, а иногда и элек-
тронными управляющими машинами.
Кроме информации о процессе в ОП поступают различные
задания и советы от вышестоящих пунктов управления.
Диспетчерские пункты служат для оперативного управления
работой более крупной, чем технологическая установка, произ-
водственной единицы. Различают диспетчерский пункт цеха,
производственного процесса, предприятия (завода), комбината.
ДП оборудуют щитами с мнемосхемами, контролирующими,
приборами (основных параметров), средствами связи с диспет-
черами других цехов и служб, с операторами отделений, с ин-
формационно-вычислительным центром предприятия.
ОП и ДП располагают как в специальных помещениях, так
и в помещениях производственных цехов. В последнем случае
они могут отделяться от цеха застекленной стеной. Это делает-
ся обычно там, где в производственных помещениях находится
многочисленный обслуживающий персонал, а технологические
процессы проводятся в открытых аппаратах и машинах.
В ОП и ДП устанавливают щиты и пульты управления с
размещенными иа них приборами. Вспомогательную аппарату-
ру (преобразователи, реле) размещают в релейных шкафах или
на специальных панелях, находящихся за основным щитом.
В настоящее время вместо щитов и пультов с отдельными при-
борами используют системы централизованного контроля, сиг-
нализации и регулирования с вызовом параметров по желанию
оператора (диспетчера). Такне системы заменяют громоздкие
щиты, уменьшают капитальные затраты и повышают оператив-
ность управления.
Четкость работы оператора (диспетчера) в значительной
степени определяется объемом информации, которую он должен
принимать и обрабатывать. С одной стороны, количество ин-
формации должно быть достаточным для принятия правильных
решений по управлению процессом, с другой — оно не должно
загружать оператора второстепенными данными, что затрудня-
ет быстрое вмешательство в ход процесса. Исходя из этого,
22
оператор (диспетчер) должен постоянно получать информацию
о значениях таких важных параметров, как производительность
отдельных аппаратов и участков, качественные показатели сы-
рья, полуфабрикатов и конечных продуктов и т. п. Информа-
цию же о меиее важных параметрах достаточно давать только
при отклонении их от нормы, а также при возникновении пред-
аварийных и аварийных ситуаций.
Для облегчения работы оператора (диспетчера) по управле-
нию сложным процессом (для быстрого определения характера
нарушения и воздействия на объект), на некоторые панели ши-
та управления наносят мнемонические схемы, (мнемосхемы).
Такне панели называют графопанелями. На мнемосхеме услов-
ными изображениями показывают технологические аппараты и
их взаимные связи. В соответствующих точках мнемосхемы рас-
полагают обозначения исполнительных механизмов и регулиру-
ющих органов. Состояние процесса в аппаратах, положение час-
тей машин и регулирующих органов указывают на схемах сиг-
нальными лампами разных цветов. В некоторых случаях ис-
пользуют мигающие сигнальные лампы, поворотные указатели
(например, для указания положения заслонок) с электромагнит-
ными приводами. Часто иа графопанелях размещают малога-
баритные или миниатюрные измерительные приборы (как пра-
вило, это приборы первой необходимости) и органы ручного уп-
равления (ключи, кнопки и т. п.). Расположение приборов и
органов управления иа мнемосхеме должно соответствовать дей-
ствительному их расположению. Лампы на линиях, обозначаю-
щих трубопроводы, сигнализируют о наличии в них потока ве-
щества.
Мнемосхема может быть выполнена различными способами:
красками, накладками из цветной пластмассы, «светопроводни-
ковыми» стеклянными элемеитамн. Схема может быть изобра-
жена на стекле, вся площадь которого закрашивается, за иск-
лючением линий рисунка; такая мнемосхема освещается с зад-
ней стороны щита. Для выполнения мнемосхемы удобен секци-
онных мозаичный Щит. Панель щита состоит из ряда установ-
ленных друг на друга мозаичных секций; каждая секция — это
наборная решетка, образующая ячейки, в которые встраивают-
ся унифицированные съемные мозаичные элементы.
Иногда в операторском или диспетчерском пункте размеща-
ют приемные устройства установок промышленного телевиде-
ния, передающие камеры которых находятся в производствен-
ных помещениях.
Важное значение имеет способ представления информации
оператору (диспетчеру). Отображение информации может осу-
ществляться на указывающем или регистрирующем приборе с
помощью цифровых газоразрядных ламп, проекционных цифро-
вых индикаторов, электролюминесцентных знаковых инднкато-
23
-2
Рис. 1.4. Автоматизированное рабочее место оператора-технолога:
1, 5 — блок приборов показывающих пневматических; 2, 4 —блок приборов регистрирую-
щих; 3 — мнемосхема; 6 —дисплеи
ров, индикаторов матричного типа на лампах накаливания, ин-
дикаторов на базе электронно-лучевых трубок и др. На рис. 1.4
показано рабочее место оператора-технолога.
Эффективность деятельности оператора (диспетчера) во мно-
гом зависит от условий работы. Планировку постоянного рабо-
чего места оператора (диспетчера) и размещение оборудования
проводят с учетом психофизиологических характеристик работ-
ника данной профессии. Лицевые плоскости панелей щита и
пульта должны находиться в поле зрения, а органы управления
на пульте — в пределах досягаемости оператора (диспетчера).
В случае, когда щнты имеют значительную протяженность по
фронту, нх боковые части развертывают по отношению к опе-
ратору с образованием щита П (Г)-образной формы или с обра-
зованием из панелей многогранника, вписываемого в часть дуги
окружности, центром которой является рабочее место операто-
ра. Конструкция пульта, являющегося постоянным рабочим ме-
стом оператора, должна быть приспособлена для работы сидя
в удобной позе. Общая высота пульта с приставкой, сзади ко-
торого стоит щит, должна быть не более 1200 мм (от пола).
Для записей на пульте отводится поверхность площадью не ме-
нее 100x200 мм. Нормами эргономики (науки о функциональ-
ных возможностях человека в трудовых процессах) определены,
конструкции и размеры кресла для оператора.
24
При проектировании помещений ОП и ДП необходимо со»
блюдать действующие строительные нормы н правила и руково-
дящие материалы по проектированию систем автоматического
управления. Под операторские и диспетчерские пункты нельзя
отводить помещения в цокольных этажах. Сюда не должны
проникать вибрация и шум от технологического оборудования;
должно быть исключено попадание вредных газов, паров и пы-
ли. ОП и ДП не рекомендуется размещать под помещениями с
мокрыми технологическими процессами и рядом с источниками
сильных магнитных полей. Высота помещений ОП и ДП долж-
на быть не менее 3,6 м. Покрытия полов выполняют из неэлект-
ропроводного материала, удобного для мытья н уборки пылесо-
сами.
Выход из ОП (ДП) в помещение, в воздухе которого содер-
жался вредные газы, пары, пыль, влага, устраивается через
коридор илн тамбур с подпором воздуха*. Установлены следую-
щие оптимальные пределы температуры воздуха в ОП (ДП):
20—22 °C в холодное время года и 22—25 °C — в теплое при
относительной влажности 30—60%. В помещениях ОП (ДП)
предусматривается приточно-вытяжная вентиляция или конди-
ционирование воздуха (если вентиляция не сможет обеспечить
требуемые условия). В ОП (ДП) устанавливают датчики про-
тивопожарной безопасности. Электропитание устройств ОП
(ДП) должно осуществляться от двух независимых источников
питания. Продолжительность прерывания питания не должна
превышать 3—5 с.
К освещению ОП (ДП) предъявляют следующие основные
требования: равномерность освещения всех панелей щита и
пульта; отсутствие бликов на поверхностях; отсутствие теней;
близость спектра источников света к дневному; отсутствие рез-
ких световых контрастов. Лучше всего использовать люминес-
центное освещение с помощью ламп дневного света. В помеще-
нии ОП (ДП) устраивают контур заземления, к которому под-
ключают щиты, пульты, отдельные приборы, аппараты, метал-
лические оболочки кабелей и защитных труб. Для заземления
вычислительной техники предусматривают специальный контур.
Для окраски н отделки помещений ОП (ДП) применяют ма-
териалы светлых цветов с высоким коэффициентом отражения
(оранжево-желтые, желтые, зелено-желтые, зеленые, зелено-го-
лубые, голубые, белые). В отделке должен преобладать один
цвет. При выборе цвета учитывают климатические условия,
ориентацию окон иа стороны света, размер помещения. Помеще-
ния с окнами, выходящими на север, окрашивают в «теплые»
цвета (желтые, желто-зеленые). Солнечные помещения окраши-
* На многих химических, нефтеперерабатывающих и нефтехимических
предприятиях ОП (ДП) располагают в отдельных помещениях.
25
вают в «холодные» цвета (зелено-голубые, серо-голубые, бе-
лые). Окрашенные поверхности не должны иметь резких цветов
вых контрастов. Полы выполняют из материала светлого цветам
лучше — в тон с цветом стен. ’•
Хорошо оборудованное рабочее место оператора (диспетче-
ра) может эффективно использоваться только при хорошей ор-
ганизации работы на нем, постоянном поддержании безупреч-
ного порядка и аккуратном обращении со средствами, которы-
ми это место укомплектовано.
Для ускоренной подготовки операторов технических произ-
водств предназначены учебные тренажеры — программно-техни-
ческие микропроцессорные устройства. Они имитируют режимы
функционирования производства и позволяют создавать все-
возможные аварийные ситуации путем ситуационного, статичес-
кого и динамического моделирования. Алгоритмы, программы и
методика обучения направлены иа привитие обучаемым про-
фессиональных навыков по правильному ведению технологичес-
кого процесса, уменьшению последствий отклонений режимов
от нормальных, умению быстро и точно ориентироваться в ано-
мальных ситуациях.
Для операторов химических производств разработаны учеб-
ные тренажеры системы АСТХИК. Устройства системы позволя-
ют осуществлять автоматический контроль за процессом обуче-
ния, а также сбор, хранение н вывод на печать информации о
подготовке специалистов за весь цикл обучения. Видеотермина-
лы на рабочем месте обучаемых дают возможность инструктору
оперативно вмешиваться в процесс обучения и определять глу-
бину подготовки оператора.
Режим «экзамена» в системах такого типа обычно форми-
руется по жестким программам: отсутствуют рекомендации,
подсказки, диалоги с инструктором. После экзамена выдается
распечатка экзаменационного листа с оценкой по пятибалльной
системе, с указанием промахов и удачных действий обучаемого.
В состав системы входят рабочие места обучаемого и инст-
руктора, а также вычислительный комплекс.
Рабочее место обучаемого состоит из центрального щита уп-
равления, на котором расположены средства отображения ин-
формации и органы управления; учебно-технологической мнемо-
схемы, отражающей структуру и состояние технологического
оборудования и отклонения значений технологических парамет-
ров; дисплея, предназначенного для подсказывающей и допол-
нительной информации, оценки знаний и действий обучаемого.
Рабочее место инструктора преставляет собой дисплей,
позволяющий организовать процесс обучения через вычисли-
тельный комплекс.
Вычислительный комплекс осуществляет сбор и обработку
информации с рабочих мест обучаемого н инструктора. Он обес-
26
печивает представление обучаемому аналоговой информации по
40 каналам и дискретной — по 80; выход на объект осуществ-
ляется по 25 аналоговым каналам и 70 дискретным.
Тренажеры позволяют менять заданные значения парамет-
ров, т. е. ориентировать информационное обеспечение на конк-
ретный ТОУ, а также вводить новые задачи обучения в рам-
пах имеющихся входных и выходных сигналов.
1.6. ВЫБОР ПАРАМЕТРОВ УПРАВЛЕНИЯ
И СРЕДСТВ АВТОМАТИЗАЦИИ
Система управления должна обеспечить достижение цели уп-
равления за счет заданной точности поддержания технологичес-
ких регламентов в любых условиях производства прн соблю-
дении надежной безаварийной работы оборудования и требова-
ний взрыво- и пожаробезопасности. При этом важно, чтобы она
была по-возможности проста и легка в эксплуатации.
Главной задачей при разработке СУ является выбор пара-
метров, участвующих в управлении, т. е. тех параметров, кото-
рые необходимо регулировать, контролировать и анализировать
и по значениям которых можно определить предаварийное со-
стояние ТОУ. Иными словами, разрабатывается стратегия уп-
равления технологическим объектом. При этом необходимо по-
лучить наиболее полное представление о ТОУ, имея минималь-
но возможное число выбранных параметров. Успешному дости-
жению цели управления способствует правильный выбор авто-
матических устройств для реализации стратегии управления.
Выбор регулируемых величин н каналов внесения регулиру-
ющих воздействий. На этом этапе из многих параметров, харак-
теризующих процесс, необходимо выбрать те, которые подлежат
регулированию и изменением которых целесообразно вносить
регулирующие воздействия. Обычно их число не превышает чет-
вертой части параметров, участвующих в управлении. Справить-
ся с поставленной задачей можно лишь по результатам анали-
за целевого назначения процесса и его взаимосвязи с другими
процессами производства. Исходя из результатов анализа вы-
бирают критерий управления, его заданное значение и парамет-
ры, изменением которых наиболее целесообразно на него воз-
действовать. Последнее осуществляется на основе статических и
динамических характеристик процесса, дающих представление о
взаимозависимости параметров.
Статические характеристики позволяют оценить степень вли-
яния одних параметров на другие. На рис. 1.5, а показана зави-
симость выхода целевого продукта С от температуры Т н давле-
ния Р в аппарате. Анализ статических характеристик показыва-
ет, что даже большие изменения давления Р ие оказывают за-
27
щения
меткого влияния на параметр С. Поэтому выход целевого про-
дукта на основе статической характеристики следует поддержи-
вать изменением температуры Т. Динамические характеристики
позволяют уточнить правильность выбора. Из графика на рис,.
1.5, б видно, что наименьшие запаздывания имеют место при
изменении температуры Т.
Канал регулирования выбирают так, чтобы регулирующее
воздействие (изменение расхода, температуры, давления) сопро-
вождалось максимальным н быстрым изменением регулируемой
величины, т. е. чтобы коэффициент усиления объекта по каналу
регулирования был максимален.
После выбора критерия управления и каналов воздействия
на него приступают к анализу ТОУ с точки зрения возможных
возмущений и путей их ликвидации до поступления в объект.
При этом особое внимание необходимо обратить на стабилиза-
цию входных параметров, так как с их изменением в объект
поступают наиболее сильные возмущения.
Как правило, все возмущающие воздействия не удается лик-
видировать до поступления в объект. Практически невозможно
предусмотреть и устранить внутренние возмущения. Кроме то-
го, многие входные и выходные параметры определяются техно-
логическим режимом предыдущего или последующего процесса.
Например, концентрация кислорода в обжиговом газе (произ-
водство H2SO4), поступающем в контактный аппарат, зависит
от технологического режима процесса обжига; состав газа де-
гидрирования (производство синтетического каучука), подавае-
мого в абсорбционную колонну, зависит от хода процесса де-
гидрирования.
Поскольку все возможные возмущения не могут быть ликви-
дированы, они приводят к изменению режимных параметров,
а затем и критерия управления. Появляется необходимость ре-
гулирования режимных параметров. При этом необходимо
вновь обратиться к статическим и динамическим характеристи-
кам объекта.
28
В конечном итоге, при автоматизации ТОУ химической тех-
нологии, как правило, приходят к созданию комбинированной
СУ, осуществляющей регулирование критерия управления, ре-
жимных и входных параметров.
Отметим, что ввиду взаимосвязанности параметров регули-
рующие воздействия, направленные на регулирование одного-
параметра, оказывают влияние н на другие. Например, измене-
ние количества пара, подаваемого в кипятильник ректификаци-
онной колонны, осуществляемое регулятором температуры, вли-
яет не только на температуру в кубе, но и на уровень в ием.
Существуют способы ослабления внутренних связей между
отдельными параметрами: выбор в качестве регулируемых вели-
чин таких параметров, которые не связаны (нли слабо связаны)
между собой; введение в цепь регулирования компенсирующих
внешних связен между регуляторами.
Выбор контролируемых величин. Контролю подлежат те па-
раметры, по значениям которых осуществляется оперативное
управление технологическим процессом, а также его пуск и ос-
танов. К таким параметрам относятся все режимные и выход-
ные параметры, а также входные параметры, прн изменении ко-
торых в объект будут поступать возмущения. Обязательному
контролю подлежат параметры, значения которых регламенти-
руются технологической картой.
Особое внимание должно быть уделено контролю техноло-
гических параметров взрывоопасных ТОУ. Для каждого из них
определяют совокупность значений критических физико-химиче-
ских величин технологического процесса, а также допустимый
диапазон их изменений. Для контроля загазованности (по пре-
дельно допустимой концентрации) в производственных помеще-
ниях, рабочей зоне открытых наружных установок должны пре-
дусматриваться в обязательном порядке средства автоматичес-
кого газового анализа.
Параметры, характеризующие состояние взрывоопасных
ТОУ, должны не только контролироваться, но и регистрировать-
ся, а сигнал на устройства контроля должен поступать от не-
скольких чувствительных элементов; например, на емкости со
сжиженными газами и легковоспламеняющимися жидкостями
(ЛВЖ) следует устанавливать три измерителя уровня.
Выбор сигнализируемых величин. К выбору параметров сиг-
нализации приступают после анализа ТОУ в отношении его
взрыво- и пожароопасности, токсичности и агрессивности пере-
рабатываемых веществ, возможных аварий и несчастных слу-
чаев.
Предаварийной (а при необходимости и предупредительной)
сигнализации подлежат параметры, предельные значения кото-
рых могут привести к указанным ниже последствиям: взрыву и
пожару (например, концентрация взрывоопасных веществ в
29*
технологических аппаратах, производственных помещениях, ра-
бочей зоне открытых наружных установок); несчастным случа-
ям (например, концентрация токсичных веществ в помещении);
аварии (например, крайние положения движущихся частей обо-
-рудования); выводу из строя оборудования (например, давле-
ние в аппаратах, температура в реакторах с катализаторами);
^существенному нарушению технологического режима (напри-
мер, расход инициирующих процесс добавок, уровень жидкости
•в аппарате); выпуску некондиционной продукции и браку (на-
пример, наиболее важные режимные параметры).
Естественно, что сигнализации подлежит факт изменения
количественных и качественных характеристик целевых продук-
тов, а также не предусмотренная технологическим регламентом
остановка отдельных агрегатов.
Отметим, что сигнализация наиболее ответственных пара-
метров должна осуществляться от двух параллельно установ-
ленных измерителей, например от двух измерителей уровня
-ЛВЖ, а срабатывание устройств сигнализации должно фикси-
роваться.
Выбор параметров и способов защиты. Оперативный техно-
логический персонал при оповещении его устройствами сигнали-
зации о нежелательных событиях должен принять соответству-
ющие меры по их ликвидации. Если эти меры окажутся неэф-
фективными и параметр, характеризующий состояние ТОУ, до-
стигнет аварийного значения, должны сработать системы про-
тивоаварийной защиты (ПАЗ), которые автоматически по за-
данной программе перераспределяют материальные и энергети-
ческие потоки, включают н отключают аппараты объекта с це-
лью предотвращения взрыва, аварии, несчастного случая, вы-
пуска большого количества брака. При этом ТОУ должен быть
переведен в безопасное состояние, вплоть до его остановки.
Возврат в рабочее состояние осуществляется технологическим
персоналом.
Комплекс реализуемых способов защиты разрабатывают ис-
ходя из особенностей ТОУ, анализа аварийных ситуаций и кате-
гории взрывоопасности ТОУ. Для ТОУ с блоками I категории
.взрывоопасности необходимо дополнительно моделирование си-
туации средствами вычислительной техники. При этом, с одной
стороны, применяемые автоматические способы должны пол-
ностью ликвидировать возникшую критическую ситуацию, с
другой — последствия от вмешательства устройств защиты
должны быть минимальны. Так, при достижении опасного зна-
чения концентрации какого-либо вещества должна быть пере-
крыта магистраль подачи данного вещества н приведена в
действие аварийная система вентиляции; при превышении пре-
дельного значения давления должен сработать предохранитель-
ный клапан; при прекращении подачи одного из веществ долж-
но
на быть отключена магистраль подачи другого вещества и т. д.
Одна из основных задач систем ПАЗ — максимальное умень-
шение уровня взрывоопасности ТОУ, в том числе: предотвраще-
ние взрывов и пожаров внутри оборудования; защита оборудо-
вания от разрушения и максимальное ограничение выбросов из
него горючих веществ в атмосферу прн аварийной разгермети-
зации; исключение возможных взрывов и пожаров в объеме
производственных зданий, сооружений и наружных установок.
Значения уставок и время срабатывания систем ПАЗ уста-
навливают с учетом категории пожаро- и взрывоопасности ТОУ,
возможной скорости изменения параметров, класса точности
чувствительного элемента и быстродействия системы ПАЗ.
ТОУ, в которых при отклонениях от нормального режима
возможно образование пожаро- и взрывоопасных смесей, обес-
печиваются системами подачи в них инертных газов, локализу-
ющих или предотвращающих- образование взрывоопасных кон-
центраций. Для производств, в которых имеются блоки I кате-
гории взрывоопасности, предусматривают автоматическое уп-
равление подачей инертного газа, II и III категории—дистан-
ционное, а при относительных значениях энергетических потен-
циалов (QB) менее 10 допускается ручное управление по месту.
В случае отключения питания система ПАЗ должна обеспе-
чить перевод ТОУ в безопасное состояние. Необходимо исклю-
чить возможность производственных переключений в системах
ПАЗ прн восстановлении питания.
Установка деблокирующих ключей в системах ПАЗ допус-
кается только лля обеспечения пуска, остановки или переклю-
чений. При этом должны предусматриваться устройства, реги-
стрирующие число и продолжительность отключений парамет-
ров защиты.
Выбор средств автоматизации. Автоматические устройства и
средства вычислительной техники, реализующие функции управ-
ления, должны выбираться по возможности в рамках Государ-
ственной Системы Приборов с учетом сложности объекта и его-
пожаро- н взрывоопасности, агрессивности н токсичности окру-
жающей среды, вида измеряемого технологического параметра и
физико-химических свойств среды, дальности передачи сигналов
от датчиков и исполнительных устройств до пунктов управле-
ния, требуемой точности и быстродействия, допустимой погреш-
ности измерительных систем, места установки устройства, тре-
бований правил установки электрооборудования. При этом
необходимо иметь в виду, что предпочтение следует отдавать
однотипным, централизованным и серийно выпускаемым уст-
ройствам. Это значительно упростит поставку, а затем и экс-
плуатацию системы управления.
Очень ответственен выбор средств автоматизации для взры-
во- н пожароопасных ТОУ. В частности, производства, в соста-
з*
ве которых имеются блоки I категории взрывоопасности, долж-
ны оснащаться системами, базирующимися на резервируемых
электронных средствах (включая ЭВМ и микропроцессорную
технику) с самодиагностикой и световой индикацией исправно-
го состояния. Эти системы должны работать по специальным
программам, задающим последовательность и время выполне-
ния операций отключения при аварийных выбросах. Высокий
уровень техники должен обеспечивать максимальное снижение
вероятности ошибочных действий технологического персонала.
Технологические блоки II и III категории взрывоопасности ос-
нащаются эффективными быстродействующими системами при-
ведения технологических параметров к регламентным значени-
ям или к остановке блоков. Такие системы можно строить и
без УВМ.
Для блоков с Qb<10 допускается применение автоматичес-
ких устройств контроля и сигнализации с ручным регулирова-
нием.
Для максимального снижения выбросов в окружающую сре-
ду при аварийной разгерметизации блоков I категории долж-
на быть предусмотрена установка автоматических быстродейст-
вующих запорных и (или) отсекающих устройств с временем
срабатывания не более 12 с; для блоков II и III категорий —
устройств с дистанционным управлением и временем срабаты-
вания не более 120 с; для блоков с QB< 10 допускается установ-
ка запорных устройств с ручным приводом, при этом предус-
матривается минимальное время приведения их в действие (за
счет рационального территориального размещения) не более
300 с. Исполнительные механизмы систем ПАЗ кроме указате-
лей крайних положений (непосредственно на механизмах)
должны обязательно иметь устройства сигнализации крайних
положений в операторских.
Системы ПАЗ должны исключать срабатывание их при слу-
чайных и кратковременных сигналах нарушения нормального
технологического режима, а также при переключении на ре-
зервный или аварийный источник питания. В случае отключе-
ния питания система должна обеспечить перевод ТОУ в без-
опасное состояние.
1.7. ОПРЕДЕЛЕНИЕ УРОВНЯ АВТОМАТИЗАЦИИ
ТЕХНОЛОГИЧЕСКИХ ОБЪЕКТОВ
Уровень автоматизации характеризует долю труда по управле-
нию технологическим объектом, производимую автоматически,
без участия человека. Количественная оценка его осуществляет-
ся с помощью показателя К. При использовании этого показа-
теля можно проводить анализ состояния автоматизации дейст-
32
вующих и планирование основных направлений работ по авто-
матизации реконструируемых и строящихся ТОУ. Максималь-
ное значение показателя Л равно 1, а нормативное значение его
принимают в диапазоне 0,75—0,9. Показатель К рассчитывают
по уравнению
/ = 1
где Ki — частные показатели уровня автоматизации отдельных
функций управления; а/ — коэффициент «важности» функций,
определяющий относительную значимость дайной функции в
общем процессе управления.
Ниже приведены функции управления технологическим объ-
ектом и коэффициенты нх «важности» а:
I Функции управления щ
I Контроль технологических параметров 0,9
2 Контроль параметров качества сырья, полуфабрикатов и целевых 0,9
продуктов
3 Регистрация технологических параметров 0,7
4 Контроль состояния основного оборудования 1,0
5 Контроль работоспособности комплекса технических средств (КТС) 1,0
б Расчет технико-экономических показателей (ТЭП) 0,8
7 Анализ технологических ситуаций 0,7
8 Пуск и останов 0,8
9 Управление технологическим процессом 0,9
10 Оптимизация технологического процесса 0,9
11 Оценка качества ведения технологического процесса 0,7
12 Обмен информацией со смежными и вышестоящими уровнями 0,7
управления
Если система автоматизации не выполняет какую-либо функ-
цию управления, то частный показатель уровня автоматизации
этой функции принимают равным нулю.
Показатель уровня автоматизации контроля технологических
параметров Ki рассчитывают по уравнению
= 2 Kiyrtlj7rt10,
где пц— число параметров, контролируемых по способу /;
п10— общее число контролируемых параметров; Кц — коэффи-
циент конкретного способа реализации контроля технологичес-
ких параметров, значения которого приведены ниже:
/ Способ реализации контроля технологических параметров Кц
1 Контроль приборами по месту 0,2
2 Щитовая система контроля с сигнализацией отклонения параметров 0,7
3 Контроль, сигнализация отклонения параметров и вызов на цифра- 0,85
вые приборы с применением средств централизованного контроля
и управления (Старт, Режим, Каскад, Микродат и т. п.)
4 Контроль, сигнализация отклонения параметров, вызов на дисплей, 1
печать параметров с применением ЭВМ, миннЭВМ и микропроцес-
сорной техники
3—798 33
При расчете числа параметров контроля по способам реали-
зации необходимо придерживаться следующих правил: во-пер-
вых, одни и тот же параметр не может входить в разные спо-
собы реалнзацни (его необходимо отнести к наиболее значимо-
му способу); во-вторых, параметры, которые контролируются по
месту приборами, поставляемыми комплектно с технологичес-
ким оборудованием, а также приборами, необходимыми лишь
для пуска, наладки и обследования ТОУ, ие учитываются.
Показатель уровня автоматизации контроля параметров ка-
чества сырья, полуфабрикатов и целевых продуктов Кг опреде-
ляют по уравнению
4
Х’г = 2 ^2jn2j/«20,
/=1
где «г/ — число параметров, контролируемых по способу /г
Пго— общее число параметров контроля качества (устанавлива-
ется по технологическому регламенту); Кз/ — коэффициент кон-
кретного способа реализации контроля параметров сырья, полу-
фабрикатов и целевых продуктов, значения которого приведены
ниже:
Способ реализации контроля параметров качества
1 Химические и физико-механические методы лабораторного контроля 0,2
2 Инструментальные методы полуавтоматического лабораторного 0,5
контроля
3 Контроль на автоматизированном оборудовании с обработкой ре- 0,8
зультатов анализа
4 Автоматические анализаторы иа потоке или (и) расчет параметров 1
контроля с помощью ЭВМ, миниЭВМ и микропроцессорной техники
Показатель уровня автоматизации регистрации технологи-
ческих параметров Кз рассчитывают следующим образом:
4
Кд = 2 KsjKzj/пзо >
где Пз/ — число параметров, регистрируемых по способу j;
Цзо — общее число регистрируемых параметров; Кз/ — коэффи-
циент конкретного способа реализации регистрации технологи-
ческих параметров, значения которого приведены ниже:
Способ реализации регистрации параметров
1 Ручная регистрация 0,2
2 На диаграммах вторичных приборов 0,6
3 Средствами централизованного контроля и управления 0,85-
4 Печать параметров, режимных листов, сводок, графика или таб- 1
лицы, с применением ЭВМ, миниЭВМ и микропроцессорной техники
34
Показатель уровня автоматизации контроля состояния
(«включено», «выключено», «закрыто», «открыто») оборудова-
ния рассчитывают по формуле
4
^4 = 2 Л«о»
/=i
где л4/- — число единиц машинного оборудования, имеющего
привод (насосные н компрессорные агрегаты, аппараты воздуш-
ного охлаждения и т. и.), а также запорной арматуры на тру-
бопроводах, контролируемых по способу /; п40 — общее число
единиц основного оборудования; ^4/ — коэффициент конкретно-
го способа реализации контроля состояния оборудования:
j Способ реализации контроля состояния Кц
основного оборудования
1 Контроль по месту 0,2
2 Контроль и сигнализация с помощью щитовой системы 0,7
3 Контроль и сигнализация на центральном пульте управления, мне- 0,85
мосхеме и щите в операторной или (и) на мнемосхеме дисплея и
печати с применением средств централизованного контроля и управ-
ления, ЭВМ и микропроцессорной техники
4 Контроль и сигнализация состояния и диагностика* оборудования 1
• Под диагностикой оборудования понимают информацию о вибрации оборудования,
осевом сдвиге, состоянии змеевиков печей, температурах подшипников и т. п.
Показатель К5 уровня автоматизации контроля работоспо-
собности комплекса технических средств (в состав которого
входят средства получения, преобразования, хранения, отобра-
жения и регистрации сигналов, средства передачи информации
в системе, в смежные и вышестоящие АСУ, исполнительные ме-
ханизмы н управляющие вычислительные комплексы) определя-
ют так:
где Ksi — коэффициент конкретного способа реализации контро-
ля работоспособности комплекса технических средств (К.ТС):
i Способ реализации контроля работоспособности КТС
1 Ручная фиксация моментов сбоя и выхода из строя частей КТС и 0,2
устранение неисправностей вмешательством оперативного персонала
2 Контроль, сигнализация, вызов на цифровые приборы данных о ра- 0,7
ботоспособности КТС путем проверки информации на достоверность
средствами централизованного контроля и управления
3 контроль, сигнализация, вызов на дисплей, печать данных о рабо- 0,85
тоспособности КТС с применением алгоритмов и программ тесто-
вого и диагностического контроля средствами ЭВМ. и микропро-
цессорной техники
-4 Автоматический переход на горячий резерв как системы в целом, 1
так н отдельных каналов при обнаружении отказов
-3*
35
Отметим, что показатель Кэ, а также показатели Кт, Кю &
Кп, могут принимать промежуточные значения в зависимости от<
способов реализация. Ч
Показатель Кь уровня автоматизации расчета техиико-эко-J
комических показателей (ТЭП) определяют по уравнению 1
Ke==2|
2
3
4
где пЬ/— число ТЭП, рассчитанных по способу /; п6о— общее
число ТЭП; Кв/—для каждой группы показателей выбирают
в зависимости от способа реализации функции расчета ТЭП:
/ Способ реализации функции расчета ТЭП А'у
1 ТЭП, рассчитанные по показаниям приборов вручную 0,2
2 ТЭП, рассчитанные с помощью средств централизованного контро- 1
ля и управления, ЭВМ, миниЭВМ и микропроцессорной техники
В состав ТЭП входят: объемы (фактические и плановые) пе-
реработанного сырья, целевых продуктов, потерь, энергозатрат
и потребляемых материалов; отборы (фактические и плановые)
целевых продуктов; материальный н тепловой балансы; удель-
ные энергозатраты (фактические и плановые); себестоимость
целевой продукции (фактическая и плановая).
Показатель уровня автоматизации анализа технологических;
ситуаций К- определяют следующим образом:
где Кт/— коэффициент конкретного способа реализации функ-
ции анализа технологических ситуаций:
Способ реализации, функции анализа технологических ситуаций
По показанию приборов по месту
По диаграммам приборов и сигнализации отклонений параметров
иа щите в операторной
По сигнализации отклонений параметров на центральном пульте
управления, мнемосхеме и щите в операторной или (и) на мнемо-
схеме дисплея и печати с применением устройств централизованно-
го контроля ЭВМ и микропроцессорной техники
По специальным алгоритмам анализа ситуаций с выдачей рекомен-
даций по управлению
*7/
0,2
0,8
0,9
Показатель уровня автоматизации пуска и останова К*
считывают так:
рас-
4
Кв= 2 Кв]П^!пъа,
где — число единиц оборудования, запускаемого (останавли-
ваемого) по способу j; п8о — общее число единиц оборудования;
36
Ksj — коэффициент конкретного способа реализации функции
пуска и останова, значения которого приведены ниже:
/ Способ реализации функции пуска и останова К8/
I С использованием ручного привода и приборов По месту 0,2
2 С использованием дистанционного управления и контроля 0,6
3 С использованием отдельных программных устройств или алгоркт- 0,8
мов
4 Полностью автоматически 1
Показатель уровня автоматизации управления технологиче-
। ским процессом Кд определяют по формуле
4
| Кд — 2 Kg/ngj/ngg,
где «9/ — число контуров регулирования, участвующих в управ-
лении по способу j; пэо — общее число контуров регулирования,
Кд, — коэффициент конкретного
_ ------------------------------------------------------ про-
участвующих в управлении;
способа реализации функции управления технологическим
цессом, значения которого приведены ниже:
/ Способ реализации функции управления
1 Стабилизация параметров процесса в щитовом варианте
Стабилизация параметров процесса в щитовом варианте с приме-
нением анализаторов качества
Стабилизация параметров процесса с применением средств цент-
рализованного контроля н управления и (или) микропроцессорных
контроллеров
Супервнзориое и непосредственное цифровое управление
Показатель уровня автоматизации оптимизации технологи-
ческого процесса Кю рассчитывают следующим образом:
2
3
*9/
0,7
0,8 \
0,9
4
Kig = Км>},
где Кю/— коэффициент конкретного способа реализации функ-
ции оптимизации технологического процесса, значения которого
приведены ниже:
/ Способ реализации функции оптимизации
1 Оптимизация технологического процесса в режиме совета оператору 0,85
2 Автоматическое оптимальное управление 1
Показатель уровня автоматизации оценки качества ведения
технологического процесса рассчитывают так:
Au = Ан/,
где К\\/ — коэффициент конкретного способа реализации функ-
ции оценки качества ведения технологического процесса:
37
} Способ реализации оценки качества ведения процесса
1 Опенка качества ведения технологического процесса производится 0,2
неавто магически
2 Оценка качества ведения процесса с использованием комплексных 0,6
показателей, рассчитываемых автоматически
3 Оценка качества проводится полностью, с использованием ЭВМ рас- 1
считываемых показателей
Комплексная оценка качества ведения технологического про
цесса учитывает выполнение сменного плана, потери сырья
экономию энергоресурсов, «выбеги» основных технологически?
параметров, выполнение санитарно-технических норм.
Показатель уровня автоматизации обмена информацией сс
смежными и вышестоящими уровнями управления К12 опреде
ляют по формуле
5
K12=2 Ki2J^12;7ni2o.
/=1
где — число единиц информации, передаваемой по способу
/; ^120 — общее число единиц информации, передаваемой е
смежные и вышестоящие уровни управления; /С2/— коэффици-
ент конкретного способа реализации функции обмена информа-
цией со смежными и вышестоящими уровнями управления:
Способ реализации функции обмена информацией
1 При помощи курьера 0,2
2 С помощью телефонной связи 0,3
3 С помощью телеграфной и факсимильной связи 0,7
4 С помощью терминальных устройств и ЭВМ 0,9
5 Автоматический межмашинный обмен информацией 1
Ниже приведен пример расчета частных и комплексных по-
казателей уровня автоматизации для двух вариантов (в вари-
анте II система управления базируется на миниЭВМ типа СМ)
систем управления комбинированной установкой электрообессо-
лнваиия и атмосферно-вакуумной трубчатки (ЭЛОУ— АВТ) в
нефтеперерабатывающей промышленности. Исходные данные
для расчета приведены в табл. 1.1.
В результате получим следующие значения показателя /С:
/G = 0,53, 7<ii=0,85.
Результаты расчетов показывают, что уровень автоматиза-
ции, обеспечиваемый щитовой системой управления варианта I,
равен 0,52, что значительно ниже нормативного значения
(0,75—0,9). Лишь использование вычислительной техники с ее
большими возможностями позволяет достичь заданных значений
38
Таблица 1.1. Исходные данные для примера расчета показателей
уровня автоматизации
Функция управления Способ реа- лизации функции j Вариант I Вариант II
% п11 кч п10
1 2 4 270 0,7 270 0,7 170 100 0,7 1 270 0,71
2 2 3 4 40 20 0,5 0,8 60 0,6 15 20 25 0,5 0,8 1 60 0,81
3 2 4 90 0,6 90 0,6 50 40 0,6 1 90 0,77
4 2 3 80 0,7 80 0,7 80 0,85 80 0,85
5 1 3 + 0,2 0,2 + 0,85 0,85
е 1 2 32 0,2 32 0,2 32 1 32 1
7 2 3 4 + 0,8 0,8 + + 0,9 1 0,95
8 2 3 75 0,6 75 0,6 75 0,8 75 0,8
9 1 4 140 0,7 140 0,7 95 45 0,7 1 140 0,8
0,85
+ 0,85
39
Продолжение таблицы 1.
Функция управ- ления i Способ реа- лизации функции i Вариант I Вариант II
П1П пИ КН ПЮ К,
12 120 0,25
1 60 0,2 120 0,8
2 60 0,3
3 60 0,7
4 60 0,9
показателя уровня (использованию управляющих ВМ. при авто
матизации технологических объектов посвящена гл. 2 и частич
ио гл. 3).
1.8. НАДЕЖНОСТЬ СИСТЕМ УПРАВЛЕНИЯ
Показатели надежности. Надежность систем управления опре
деляется способностью системы выполнять заданные функции <
сохранением во времени установленных значений эксплуатаци
онных показателей — безотказности, ремонтопригодности и дол
говечиости системы.
Безотказность — способность системы сохранять работоспо
собность в условиях эксплуатации в течение заданного времен!
(цикла производства, смены, месяца, квартала, года) без вы
нуждениых (внеплановых) перерывов. Она характеризуется на
работкой на отказ отдельных функций, подсистем и системы i
целом.
Ремонтопригодность характеризует приспособленность систе
мы к предупреждению, обнаружению н устранению отказов
Этот показатель важен для систем, рассчитанных на длнтель-
ное использование, с многократным восстановлением работоспо
собиости после возможных отказов и характеризуется средни!*
временем восстановления.
Долговечность — это свойство системы сохранять работе
способность до предельного состояния (с необходимыми пере
рывами для технического обслуживания и ремонта). Она оп-
ределяется факторами физического и морального старения г
задается сроком службы системы.
В процессе разработки, проектирования, внедрения и про
мышленной эксплуатации системы управления должен быть ус
тановлен и обеспечен оптимальный уровень ее надежности. По-
следствиями низкого уровня являются нарушения технологичес
48
кого режима, брак, недовыпуск целевого продукта, аварии,
взрывы, а также увеличение затрат иа ремонт системы. В от-
дельных случаях низкий уровень надежности системы может
свести ее эффективность к нулю или даже сделать отрицатель-
ной (т. е. затраты будут выше экономического эффекта). За-
вышение показателей надежности также приводит к увеличе-
нию затрат.
Установление и обеспечение оптимального уровня надежнос-
сн системы—сложная и ответственная задача, поскольку систе-
мы управления ТОУ химической технологии относятся к много-
функциональным, в их состав входят многочисленные техничес-
кие устройства и оперативный персонал. При этом, с одной сто-
роны, в выполнении отдельной функции может использоваться
несколько технических устройств, а с другой — одно и то же
устройство можно использовать в выполнении нескольких функ-
ций. Немаловажное значение имеет и избыточность систем (ап-
паратная, информационная, временная, функциональная), что
позволяет поддерживать надежность системы в целом выше на-
дежности отдельных подсистем и устройств. Наличие оператив-
ного персонала может как увеличить общую надежность выпол-
нения заданных функций (если персонал является резервным
звеном управления), так и уменьшить ее в случае последова-
тельной работы персонала с техническими устройствами.
Расчет показателей безотказности. Отказ — это событие, пос-
ле которого система полностью или частично перестает выпол-
нять свои функции. Причинами отказа могут быть естественные
процессы изнашивания н старения, а также дефекты, возника-
ющие при изготовлении, монтаже, ремонте системы, нарушении
правил и норм эксплуатации.
Время безотказной работы реального устройства должно
быть выше заданного значения, т. е. должно соблюдаться усло-
вие t>t3. Заметим, что время t здесь носит случайный характер.
Это определяет необходимость использования вероятностных
характеристик: p(t)—вероятности безотказной работы за за-
данное время (как правило 106 я), q(t) — вероятность отказа
за время t3.
Естественно, что q(t) = 1— p(t).
Типичный вид этих функций приведен иа рис. 1.6. Как
следует из вида кривых, показатель надежности устройства с
течением времени изменяется от 1 до 0.
Вероятность p(t) в заданном интервале времени t3 рассчи-
тывают по формуле
р (/) =г_'з/'°Р,
где tCp — среднее время наработки иа отказ (среднее время
безотказной работы), определяемое как
/ср = 1/№) J
41
эг
Рис. 1.6. Характер изменения функций надежности р(т) и вероятность нена-
дежности z?(t) схемы
Рис. 1.7. Зависимость экономической эффективности Э от капитальных затрат
на внедрение системы управления К.
где X — интенсивность отказов устройства; К3— коэффициент
загрузки устройства. Интенсивность отказов X устройства при-
водится в его паспорте. Она определяется на заводе-нзготовите*
ле как отношение числа отказавших устройств к числу уст-
ройств, исправно работающих в заданном интервале времени.
Для выполнения даже элементарных функций управления
требуется несколько последовательно установленных устройств
с надежными характеристиками. Например, для аналоговой
регистрации расхода требуется датчик Сапфнр-22Ех, блок пи-
тания БПС-24 и регистрирующий прибор А-543.
Интенсивность отказов цепочки последовательно установлен-
ных устройств, выполняющих функцию Ф, рассчитывают по
формуле
(муф=»5(му,. <=1...........п,
1
где (%K3)i — интенсивность отказов /-го устройства с учетом
коэффициента загрузки этого устройства; п— число устройств
в цепочке.
Для группы параллельных устройств, т. е. устройств, одно
из которых находится в рабочем состоянии, а другое — в ре-
зервном, интенсивность отказов можно вычислить по формуле
(ККэ)ф = 0,5 (MQV
Методы повышения надежности систем управления. Основ-
ными методами повышения надежности являются резервирова-
ние (избыточность), предусмотренное на стадии разработки, и
качественное техническое обслуживание и ремонт на стадии
эксплуатации.
Различают функциональное и структурное резервирование.
Первое обеспечивается введением в систему родственных взаи-
модополняющих функций, например аналоговой и цифровой ре-
42
гистрацнн, ручного и дистанционного управления, контроля с
помощью приборов и на дисплее и т. п.
Структурное резервирование предусматривает параллельную
установку устройств при выполнении наиболее важных функ-
ций управления. Различают следующие виды структурного ре-
зервирования: автоматическое включение резервных устройств
при отказе рабочих («горячее» резервирование); включение за-
ранее смонтированного резервного устройства за счет изменения
коммутационных связей («холодное» резервирование); демон-
таж неисправного устройства и замена его резервным.
Организация технического обслуживания и ремонта предпо-
лагает, с одной стороны, сбор и анализ данных о надежности
устройств с целью предсказания возможных отказов, а с дру-
гой— разработку и обеспечение оптимальных периодичности н
объема ремонтных работ КИП и А.
Сбор данных о надежности может быть возложен на прибо-
ристов и работников ремонтных служб цехов КИП. Для этой
цели в журнал учета отказов заносят время, место и причину
неисправности, способ ее устранения и трудовые затраты на
устранение. На каждое устройство заводят формуляр; в него
кроме данных об отказах заносят паспортные характеристики
устройства (год выпуска, завод-изготовитель, дату ввода в экс-
плуатацию) и результаты профилактических осмотров и ремон-
тов.
Техническое обслуживание систем управления является ос-
новным способом поддержания показателей надежности на за-
данном уровне в межремонтный период. Оно предполагает про-
верку по тестовым сигналам работоспособности и метрологиче-
ских характеристик отдельных устройств и каналов связи;
чистку устройств, наладку и замену отдельных элементов уст-
ройств; проверку работоспособности и надежности разъемных
соединений, контактов и креплений электрических н трубных
проводок; модернизацию схем управления.
Ремонтные работы, проводимые на стадии технического об-
служивания, называют текущим ремонтом, выполняемым для
обеспечения или восстановления работоспособности средств
автоматизации н состоящим в замене н (нли) восстановлении
отдельных частей системы. Для полного восстановления показа-
телен надежности необходим капитальный ремонт всех частей
системы с последующей проверкой.
1.9. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ СИСТЕМ УПРАВЛЕНИЯ
Автоматизация технологических объектов управления может
привести к повышению их технико-экономических показателей
на 3—5% при значительном (на 30—40%) снижении трудоем-
кости получения целевого продукта.
43
С другой стороны, для ее реализации требуются дополни^
тельные капитальные вложения. Так, в химической и смежных;
с ней отраслях промышленности затраты на автоматизацию сон
ставляют до 35% стоимости оборудования ТОУ. -
Основным показателем эффективности внедрения СУ явля-^
ется их срок окупаемости:
Т-(К + А)/Э,
где Т — срок окупаемости, год; К — капитальные вложения (за-
траты) на внедрение СУ, руб.; А — амортизационные отчисле-
ния от стоимости внедренных устройств управления, руб; Э —
условно-годовой экономический эффект, руб/год. 1
Экономический эффект определяют по уравнению
Э=(С1-С2)/П,
где Ct, С2 — себестоимость единицы целевой продукции до и
после автоматизации, руб; П — годовой выпуск целевой про-
дукции после автоматизации.
Учитывая, что основной (50—80%) статьей себестоимости
продукции химических предприятий является стоимость сырья,
главное внимание необходимо уделять внедрению тех средств
автоматизации, которые снижают удельные расходы сырья на
единицу целевой продукции.
Обратной величиной срока окупаемости является коэффи-
циент экономической эффективности Е:
Е=1/Т=(С1-Са)П/(К+А).
Определенные по приведенным формулам значения показа-
телей эффективности сравнивают с нормативными значениями
и иа основании результата делают вывод о целесообразности
внедрения СУ. На химических предприятиях нормативный срок
окупаемости СУ составляет примерно трн года.
Зависимость экономической эффективности от капитальных
затрат на внедрение СУ приведена на рнс. 1.7.
Анализ зависимости показывает, что на первом этапе (Ко—
Ki) прн незначительных затратах на комплекс технических
средств экономическая эффективность отрицательна ввиду уве-
личения себестоимости Ci и незначительной эффективности ав-
томатизации простых функций управления (контроля, сигнали-
зации н т. п.). Начиная с определенного значения капитальных
вложений (Ki) расширение функций и задач управления при-
водит к резкому росту эффективности СУ, а значит н экономи-
ческого эффекта, за счет использования более совершенного
комплекса технических средств. На этом этапе совершенствова-
ния СУ дает наибольший эффект. Этот этап непродолжителен;
он длится до значения капитальных затрат Кг- Дальнейшее уве-
личение капитальных затрат (Кг—Кз) уже не дает столь резко-
44
| го повышения экономической эффективности внедрения СУ; на-
чиная с определенного значения капитальных затрат (Кз)»
' дальнейшее расширение функций н задач управления ведет к
। столь незначительному эффекту, что экономическая эффектив-
ность системы начинает падать. Это объясняется дублировани-
1 ем функций и задач управления; переизбытком информации,
представляемой технологическому персоналу; сложностью, а
значит и ненадежностью СУ; автоматизацией функций управле-
ния, которые прн достигнутом уровне развития науки и техинкн
целесообразнее оставить за технологическим персоналом. Начи-
ная со значения К4, дальнейшее усложнение комплекса техни-
ческих средств по указанным причинам приводит к отрица-
тельному значению экономической эффективности.
Анализ зависимости показывает, что для каждого ТОУ мож-
но подобрать СУ, дающую наибольший экономический эффект.
Капитальные затраты при этом буцут составлять Кз.
ГЛАВА 2
АВТОМАТИЗИРОВАННЫЕ СИСТЕМЫ УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ (АСУТП)
1.1. НАЗНАЧЕНИЕ АСУТП
АСУТП — это человеко-машинная система управления, предна-
значенная для выработки и реализации управляющих воздейст-
вий на технологический объект управления (ТОУ) в соответст-
вии с принятым критерием управления при помощи современ-
ных средств сбора и переработки информации, в первую оче-
редь средств вычислительной техники.
Совокупность совместно функционирующих АСУТП н ТОУ
называется автоматизированным технологическим комплексом
(АТК). Схема его дана на рнс. 2.1.
Многочисленные датчики технологических параметров —
температуры, давления, расхода, качества н т. д., а также дат-
чики состояния оборудования («включено», «выключено») слу-
жат для получения информации о текущем состоянии объекта
в реальном масштабе времени.
Выходные сигналы датчиков преобразуются в унифициро-
ванные стандартные сигналы и поступают на средства отобра-
жения информации, а также через устройства связи с объектом
(УСО)—на управляющий вычислительный комплекс (УВК).
Отметим, что ряд датчиков (анализаторы показателей качества,
счетчики) имеют стандартный выход и могут работать без пре-
образователей.
45
АСУП,
Рис. 2.1. Схема автоматизированного технологического комплекса (АТК):
3 —задания; И — информация; РУ — ручное управление; Су — супервизорное управление;
НЦУ — непосредственное цифровое управление
На щнтах и пультах управления операторской размещены
многочисленные средства отображения информации: мнемосхе-
ма со световой аварийной и технологической сигнализацией,
звуковые сигнализаторы, индикаторы, алфавитно-цифровые пе-
чатающие устройства (принтеры), дисплеи (мониторы), регист-
рирующие н показывающие вторичные приборы. Кроме того, в
операторской находятся средства регулирования, программно-
логического управления, защиты н блокировки. Они могут быть
выполнены в традиционном исполнении или же в виде микро-
процессорных контроллеров, на которые возлагаются опреде-
ленные функции управления процессом. На щитах и пультах
помещены н органы управления (станции управления регулято-
рами, выключатели, переключатели), с помощью которых чело-
век может непосредственно вмешаться в процесс.
Управление технологическим процессом с помощью АСУТП
осуществляется следующим образом.
Устройства регулирования н управления автоматически под-
держивают нормальный технологический режим процесса. Опе-
ративный технологический персонал ТОУ (операторы, началь-
ник установки, начальник смены) получает текущие оператив-
ные данные от чувствительных элементов с помощью приборов,
индикаторов и сигнализаторов, а также развернутую обрабо-
танную информацию от информационной подсистемы АСУТП
через пульты с дисплеями и принтеры. На основании получае-
46
.мой информации технологический персонал анализирует ход
процесса.
На первом этапе внедрения автоматизированных систем представление
информации о процессе с помощью традиционных средств отображения дан-
ных используется достаточно широко, т. е. система управления остается щи-
товой. Одиако по мере повышения надежности УВК, совершенствования мате-
матического и программного обеспечения АСУТП все больше информации
поступает через периферийные средства УВК, число приборов и сигнализато-
ров уменьшается, а система превращается в бесщитовую.
Оперативный технологический персонал при управлении тех-
нологическим объектом использует управляющую подсистему
АСУТП, которая исходя нз заданного критерия управления вы-
ясняет, достигается лн цель управления.
Если цель не достигается, то управляющая подсистема опре-
деляет, как необходимо изменить технологический режим, т. е.
каковы должны быть управляющие воздействия. В зависимости
от режимов работы АСУТП рассчитанные значения могут реа-
лизовываться в виде рекомендаций оператору, путем изменения
уставок регуляторам, непосредственно через исполнительные
механизмы.
Эксплуатация вычислительной техники и комплекса преоб-
разователей осуществляется эксплуатационным персоналом
АСУТП (сектор, группа, службы АСУТП).
Связь данной АСУТП с другими АСУ (с АСУТП следующе-
го н предыдущего по ходу обрабатываемого сырья технологиче-
ских процессов, с АСОДУ — автоматизированной системой опе-
ративно-диспетчерского управления, с АСУ предприятия) осу-
ществляется с помощью специальных устройств связи.
2.2. ОСНОВНЫЕ ФУНКЦИИ АСУТП
Цель, поставленная перед АТК, достигается при выполнении
системой управления, прежде всего вычислительной техникой,
ряда функций, по назначению объединенных в подсистемы.
Информационная подсистема. Она предназначена для пред-
ставления технологическому персоналу оперативной, достовер-
ной, разносторонней, подробной, обработанной соответствую-
щим образом информации о настоящем, будущем и прошлом
ТОУ. Она выполняет перечисленные ниже функции.
Сбор и первичная обработка информации. Эта функция со-
стоит из ряда операций. Первой является опрос чувствительных
элементов с заданной частотой. Частота опроса определяется
особенностями ТОУ (его инерционностью, взрыво- и пожаро-
опасностью) и ресурсами ЭВМ; она может колебаться от не-
скольких секунд до часа. При этом параметру присваивается
измеренное значение до следующего обращения к датчику.
47
Операции фильтрации и прогнозирования технологических
параметров состоят в получении наиболее правдоподобных на-
стоящих и будущих (прогнозируемых) значений параметров по
результатам измерений. При фильтрации отбрасывают явно
неистинные значения параметров, возникающие прн сбое изме-
рительной системы, и на это время присваивают расчетное зна-
чение параметра, исходя нз зависимостей процесса. Для реали-
зации этого необходима соответствующая система уравнений
расчета параметров. По этим же уравнениям можно рассчиты-
вать прогнозируемые значения параметров, т. е. те значения,
которые могут быть достигнуты через заданное время. Необхо-
димость в получении прогнозируемых значений возникает в слу-
чае критических аварийных ситуаций.
Операция усреднения параметров за заданные промежутки
времени (час, смену, сутки), например определение средней тем-
пературы за час или показателя качества продукции за смену,
решается путем накопления суммы Sxj н последующего деления
на длительность интервала измерения или число циклов изме-
рения (п) прн равных промежутках Дт между циклами:
1 "
1-1
Следующая операция — расчет действительных значений па-
раметров по информации от чувствительных элементов с учетом
их характеристик и введением поправок на состояние контро-
лируемых сред. Например, прн определении расхода F по пере-
паду давления на сужающем устройстве по формуле
Г = /С$-|/др7р,
где К — условно-постоянный коэффициент; S — площадь попе-
речного сечения сужающего устройства; ДР— перепад давления
на сужающем устройстве; р — плотность среды. Вычислитель-
ная техника может учесть изменение во времени коэффициента
К, рассчитать (по температуре среды) действительное значение
плотности р и в результате с большей точностью определить
расход F.
При операции интегрирования параметров — вычисления
суммарного количества вещества, например расхода сырья, топ-
лива, выработанной продукции за некоторый промежуток вре-
мени— наиболее часто применяют метод дискретного интегри-
рования, основанный на вычислении интеграла по формуле пря-
моугольников:
х = S XAXi>
48
где х— интегральное значение параметра за п измерений; Дт»—
длительность /-го интервала времени; х/—мгновенное значение
измеряемого параметра.
И, наконец, еще одна задача, входящая в эту функцию —
расчет количества продуктов в емкостях, резервуарах по зна-
чениям уровня и с учетом текущих значений параметров про-
дуктов.
Расчет показателей качества продуктов. Показатели качест-
ва продуктов являются одними нз основных параметров, по
значениям которых осуществляется управление процессами.
Часть из них измеряется автоматическими анализаторами. Од-
нако по ряду причин анализаторы не нашли широкого примене-
ния в отрасли: для ннх характерны большие запаздывания, вы-
званные инерционностью систем пробоотбора, н конструктивная
сложность. Последнее резко снижает их надежность.
Полученную путем лабораторного анализа информацию о
качестве продуктов также трудно использовать оперативному
персоналу при управлении процессом ввиду запаздывания и
дискретности поступления результатов (пробы отбираются, как
правило, не чаще одного раза в смену).
Вычислительная техника с ее большими возможностями по-
зволяет не измерять, а рассчитывать показатели качества по
текущим значеиням тех параметров, которые измеряются точно
и оперативно (температуры, давления, расходы, уровни). Для
реализации этого необходимо уравнение, связывающее показа-
тель качества и измеряемые параметры. Такие уравнения по-
лучают иа действующих установках путем длительной (от не-
скольких месяцев до года) фиксации данных нормально рабо-
тающей аппаратуры н обработки их математическими метода-
ми статистики. Как правило, полученные уравнения регрес-
сии— полиномы первой степени, число слагаемых которых не
превышает четырех:
У = ао 4- fliXi + а&ъ + a3xa -J- а4х4,
где У — показатель качества; xi—х4 — параметры процесса;
01 — й4 — коэффициенты регрессии.
Результаты лабораторных анализов продуктов постоянно
вводятся в память ЭВМ, что дает возможность корректировать
уравнения регрессии в одном темпе с получением достоверных
данных за счет изменения коэффициентов а. Они изменяются
таким образом, чтобы погрешность рассчитанного значения У
была минимальной.
Достоинство рассчитанного, а не измеренного значения по-
казателя качества состоит в том, что оно является не действи-
тельным на данный момент времени, а тем, которое наступит
через некоторый промежуток времени. Это позволяет оператнв-
4—798
4»
ному персоналу в случае необходимости принять меры до того,
как показатель качества изменится за допустимые пределы.
Расчет технико-экономических показателей (ТЭП). К ТЭП
процесса относятся величины, комплексно характеризующие
ТОУ в данный момент нлн за определенный интервал време-
ни: выработка основных и побочных продуктов; расходы всех
видов сырья, топлива, электроэнергии, пара, воздуха, воды,
вспомогательных материалов и т. п.; удельные расходы этих
же потоков на 1 т вырабатываемого основного товарного про-
дукта; производительность ТОУ по сырью и основному про-
дукту; технологическая себестоимость 1 т основного товарного
продукта.
ТЭП процесса необходимы как для управления ТОУ, так и
для учета и отчетности. Периодичность их расчетов определяет-
ся особенностями ТОУ. Как правило, их считают за час, смену,
сутки, декаду н месяц.
К этой же функции относится решение задач по сведению
материального н теплового балансов процесса. Нарушение лю-.
бого нз них свидетельствует об изменении технологического ре-
жима.
Контроль за состоянием ТОУ. По этой функции решается
несколько задач. Основной является обнаружение отклонений
текущих значений параметров за технологические н аварийные
диапазоны. При этом в аварийном диапазоне содержится н тех-
нологический. Нахождение параметров в пределах технологиче-
ских диапазонов гарантирует нормальное протекание процесса
и выпуск кондиционных продуктов. Если по какой-либо причи-
не текущее значение параметра оказалось за пределами техно-
логического диапазона, то фиксируется «выбег», появляется
звуковая и световая сигнализация о нем для привлечения вни-
мания оператора, а также осуществляется его регистрация.
Оператор в случае необходимости может осуществить индика-
цию любого параметра или показателя на данный момент вре-
мени или усредненного за определенный промежуток времени.
При аварийном «выбеге», кроме всего перечисленного, должны
сработать системы защиты и блокировки.
Следующей по важности задачей является контроль за со-
стоянием оборудования, учет его пробега и определение срока
ремонта. Эта задача охватывает оборудование, имеющее элект-
рические приводы, — насосы, компрессоры, вентиляторы и
т. п. Сигнал о включении двигателя в работу автоматически
поступает в ЭВМ одновременно с нажатием пусковой кнопки
двигателя. Далее подсчитывается длительность работы (пробе-
га) оборудования. Расчет сроков ремонтов осуществляется пу-
тем сравнения действительного пробега оборудования после по-
следнего ремонта (текущего, среднего, капитального) с норма-
тивными данными о величине пробега. На основании этого
50
сравнения составляется н печатается график ремонтов на опре-
деленный период с указанием даты ремонта. Кроме того, печа-
тается учетная информация о пробеге оборудования с начала
месяца, межремонтных пробегах и др.
Управляющая подсистема. Она предназначена для выработ-
ки и реализации управляющих воздействий на ТОУ. При этом
под выработкой понимают определение на основании имеющей-
ся информации рациональных управляющих воздействий, а под
реализацией — действия, обеспечивающие их. Эта подсистема
выполняет следующие функции.
Регулирование отдельных технологических параметров. Та-
кое регулирование обычно производится традиционными сред-
ствами — регуляторами, которые осуществляют регулирование,
i как правило, по простейшим П- и Й-законам. Технологический
персонал установки не всегда правильно выбирает настроечные
коэффициенты. Все это приводит к некачественному регулиро-
ванию— большим .статической и динамической ошибкам, а
также значительной продолжительности регулирования.
Вычислительная техника с ее огромными возможностями мо-
жет реализовать любой по сложности закон регулирования.
Больше того, она может сама подобрать закон, наиболее полно
подходящий для данного ТОУ, и рассчитать оптимальные наст-
роечные коэффициенты. Для этой цели можно использовать,
например, микропроцессорный регулирующий контроллер «Ре-
миконт», способный реализовывать многоканальное, многосвя-
занное, каскадное, супервизорное, программное регулирование.
«Ремнконт» располагает библиотекой программ, заложенных в
постоянную память, включающей до 25 алгоритмов управле-
ния, и имеет 64 канала управления.
Программно-логическое управление состоит в том, что по
командам вычислительной техники осуществляется открытие и
закрытие трубопроводов, включение н отключение аппаратов,
насосов и компрессоров. При пуске н останове ТОУ такое уп-
равление может осуществляться по жесткой временной про-
грамме, а при переводе ТОУ с одного режима на другой или
при возникновении какого-либо нежелательного события в
ТОУ — по достижении характерным параметром заданного кри-
тического значения. Для осуществления программно-логическо-
го управления разработан микропроцессорный контроллер «Ло-
мнконт». Однако чаще данная функция возлагается на ЭВМ и
решается при этом на программном уровне, путем составления
соответствующих программ. Это резко упрощает систему управ-
ления, делает ее более надежной и дешевой.
Оптимальное управление, т. е. поиск и выдача оптимальных
управляющих воздействий, обеспечивающих нанлучшее дости-
жение цели управления, — одна из самых сложных н ответст-
4’
51
венных функций, выполняемая путем решения уравнений мате-
матической модели процесса.
Математическая модель — это система уравнений математи-
ческого описания, отражающая суть явлений, протекающих в
реальном объекте. Алгоритм, составленный на основе этой сис-
темы, позволяет прогнозировать поведение ТОУ при поступле-
нии возмущающих и управляющих воздействий. Имея матема-
тическую модель, достаточно задать реальные данные и наблю-
дать (путем решения системы уравнений на ЭВМ) предполагае-
мую реакцию ТОУ на различного рода возмущения. При этом
исключены аварии, взрывы и пожары, даже если моделировать
заведомо аварийную ситуацию. После выбора оптимального ва-
рианта управленческих решений математическая модель позво-
ляет оценивать поведение ТОУ в различных ситуациях при ре-
комендованных значениях параметров.
Математические модели строятся следующим образом. Преж-
де всего необходимо выделить в объекте его основные законо-
мерности и наиболее важные свойства, т. е. идеализировать его.
Идеализация воплощается во введении ряда допущений. На-
пример, при математическом описании процесса полимеризации
пропилена принимают (допускают), что реактор — аппарат пол-
ного смешения, что процесс в нем можно разбить на несколько
стадий, что ряд параметров не влияет на критерии управления
и т. д. Необходимо стремиться установить максимум допуще-
ний и в то же время при этом нельзя пренебречь каким-либо
существенным свойством ТОУ. Затем выделенные основные за-
кономерности описывают математически с использованием из-
вестных физических и химических законов, действующих в
тепловых, массообменных, пневматических, гидравлических и
других системах. Построив модель, проводят проверку ее адек-
ватности. Для этого задают реальные начальные и граничные
условия и сравнивают результаты расчета с данными измере-
ний на реальном объекте. По результатам анализа проводят
корректировку модели, вводя соответствующие коэффициенты.
Описанный метод называют аналитическим. По нему строят
аналитические или, как их еще называют, детерминированные
модели, т. е. модели, по которым можно определить цепь при-
чин и следствий. Как правило, они отличаются большой слож-
ностью и малой точностью. Их используют для математического
описания строящихся и проектируемых установок.
Для управления действующими установками используют
статистические модели, построенные по данным активного и
пассивного эксперимента. Активный эксперимент заключается
в целенаправленном изменении входных параметров и регистра-
ции реакции объекта на них. На действующем оборудовании
проведение активного эксперимента, как правило, затруднено.
Чаще применяют пассивный эксперимент, заключающийся в ре-
52
гнстрации параметров в ходе функционирования ТОУ в течение
длительного времени (от нескольких месяцев до года). Затем
набранный статистический материал обрабатывают с получени-
ем уравнений, связывающих показатели процесса (в том числе
и критерия управления) с режимными и входными параметра-
ми, режимные параметры друг с другом и с входными и т. д.
Статистические модели более просты, чем детерминирован-
ные. Они представляют собой полиномы первой (редко) или
второй степени н обладают значительно большей точностью.
Прием, сбор, накопление и статистическая обработка результа-
тов эксперимента могут быть возложены на ЭВМ.
Статистические модели могут быть использованы только на
тех установках, на которых собирались данные, н в тех диапа-
зонах изменения параметров, которые имели место при экспери-
ментах. Иначе говоря, использование статистических моделей
ограничено, что является нх недостатком.
Вспомогательная подсистема. Кроме информационной и уп-
равляющей подсистем, функции которых имеют конкретного по-
требителя— оперативный технологический персонал нлн ТОУ,
АСУТП выполняет еще функции, обеспечивающие ее нормаль-
ную эксплуатацию. Они объединены во вспомогательную под-
систему. К ее функциям можно отнести, например, организацию
всего комплекса технических средств (КТС) как единого цело-
го, диагностику состояния КТС, контроль функционирования
всей системы, организацию совместной работы с другими АСУ
л т. д.
Одной из основных задач вспомогательной подсистемы явля-
ется организация системы прерывания. Проблема заключается
в том, что УВК в АСУТП работает с большим числом источни-
ков и потребителей информации; при этом информация от ТОУ
и запросы на информацию поступают в произвольные моменты
времени. При ограниченных ресурсах УВК возникает необходи-
мость в формировании очереди на обслуживание. Приоритет
той нлн иной задачи может изменяться во времени и зависит от
состояния ТОУ, продолжительности ожидания и режима работы
АСУТП. Установление приоритета задачи и его реализация —
функции системы прерываний, под которой понимают совокуп-
ность аппаратных н программных средств, обеспечивающих пе-
реключения процессора системы с выполняемой программы на
другую, имеющую более высокий приоритет. При этом возмож-
ность возврата к прерванной программе должна сохраняться.
2.3. РЕЖИМЫ РАБОТЫ АСУТП
В зависимости от степени участия человека в выполнении функ-
ции АСУТП различают два режима работы: автоматизирован-
ный и автоматический.
53
Автоматизированный режим. В этом режиме оперативный
технологический персонал принимает активное участие в управ-
ления. Возможны следующие варианты реализации этого режи-
ма (см. рис. 2.1).
Прн ручном управлении (РУ) технологический персонал по
информации, получаемой по различным каналам о состоянии
ТОУ, принимает решения об изменении технологического режи-
ма н воздействует на процесс дистанционно из операторской с
помощью ручных задатчиков нли органов управления илн же
непосредственно, закрывая или открывая запорную арматуру.
В режиме «советчика» ЭВМ рекомендует технологическому
персоналу через монитор оптимальные значения наиболее важ-
ных режимных параметров (температуры в реакторе, расхода
флегмы в ректификационную колонну и т. п.), обеспечивающих
достижение цели управления. Технологический персонал на ос-
новании своего опыта и знаний анализирует полученные реко-
мендации, а также информацию о процессе и принимает реше-
ние о целесообразности изменения режима. В случае принятия
«совета» он вмешивается в работу ТОУ, либо изменяя задания
регулятору, либо непосредственно — как прн ручном управле-
нии. Недостатком этого режима является то, что оператору за-
частую трудно проверить правильность выработанной ЭВМ ре-
комендации.
При диалоговом режиме технологический персонал имеет
возможность получать по запросу через монитор дополнитель-
ную информацию о настоящем, прошлом н будущем процесса
(например, о наличии сырья, о прогнозируемых показателях
качества), и лишь после этого принимать решение о целесооб-
разности изменения технологического режима.
Автоматический режим. Этот режим работы АСУТП предус-
матривает выработку и реализацию управляющих воздействий
без участия человека. Реализуются следующие варианты дан-
ного режима:
супервизорное (косвенное) управление (СУ), когда ЭВМ ав-
томатически изменяет уставки и (или) коэффициенты настройки
локальных регуляторов. При этом на программном уровне ре-
шаются вопросы защиты ТОУ от опасных и неприемлемых из-
менений технологических параметров;
непосредственное (прямое) цифровое управление (НЦУ),
прн котором ЭВМ реализует результаты расчетов по поиску оп-
тимальных режимов путем воздействия на исполнительные ме-
ханизмы. Естественно, требования к надежности управляющей
подсистемы в этом режиме резко возрастают. Она должна учи-
тывать все возможные варианты работы ТОУ и не допустить
выход его в неустойчивую зону, в которой возможны аварийные:
ситуации.
54
Из всех перечисленных режимов наиболее распространен
режим «советчика»; при его реализации уменьшается возмож-
ность неправильных решений, основанных на неполной инфор-
мации нли принятых в непредвиденных алгоритмами обстоя-
тельствах.
Режим СУ предусматривается на проектируемых и создава-
емых АТК. Наиболее перспективен режим НЦУ — режим буду-
щего. Он позволяет резко повысить эффективность ТОУ и иск-
лючить из КТС регистрирующие приборы и регуляторы, а зна-
чит, и громоздкие щиты управления. Однако успешное его внед-
рение возможно лишь прн надежной вычислительной технике,
использовании сложных оптимизационных методов поиска наи-
лучших вариантов поведения ТОУ, адекватных математических
моделях технологических процессов, автоматизации всех смеж-
ных технологических процессов на уровне АСУТП, реализации
систем регулирования с самонастройкой.
2.4. ВИДЫ ОБЕСПЕЧЕНИЙ АСУТП
Выполнение перечисленных функций и режимов работ реализу-
ется комплексом взаимодействующих обеспечений АСУТП: тех-
ническим, программным, математическим, информационным,
метрологическим, лингвистическим, организационным.
Техническое обеспечение включает весь комплекс
технических средств (КТС): чувствительные элементы, преобра-
зователи, средства вычислительной техники, вторичные приборы
и регуляторы, исполнительные механизмы и т. д. (в КТС
АСУТП не входят лишь регулирующие органы), достаточный
для функционирования АСУТП.
Состав и структура КТС определяется функциями и режи-
мами работы АСУТП, а также спецификой ТОУ.
Основой КТС современных АСУТП служат микропроцессор-
ные средства и микроЭВМ. Условно их можно разделить на
аппаратные, программно-аппаратные и программируемые.
К аппаратным средствам относятся микропроцессорные уст-
ройства с жесткой логикой, которая реализуется программами,
записанными з постоянном запоминающем устройстве. Их целе-
сообразно применять в тех случаях, когда система выполняет
простые типовые функции (сбор данных, одноконтурное цифро-
вое регулирование, представление данных, индикация, сигнали-
зация, первичная переработка информации, программное логиче-
ское управление ит.п.), число обслуживаемых входов и выходов
невелико (до 50), изменение системы не ожидается, емкость за-
поминающих устройств невелика, а заданное быстродействие
высокое. В состав аппаратных средств входят микропроцессор
(МП) нли интегральные микросхемы общего назначения, па-
мять, таймер, коммутатор, простейшие устройства для перехода
55
от автоматического режима к ручному и обратно, интерфейс.
На их базе создаются отдельные преобразователи, приборы, ре-
гуляторы, программно-логические контроллеры н т. п. (см.
разд. 3.10).
При разработке средств АСУТП используют однокристалль-
ные и многокристалльные МП с фиксированной длиной машин-
ного слова н фиксированной системой команд (КР 580, К586,
К 581, К 588, К 1801, К 1806, К 1810, К 1816, К 1820) н секцион-
ные многокристалльные МП с изменяемой длиной машинного
слова и проектируемой системой команд (К 583, К 584, К 589,
К 1800, К 1802, К 1804).
Прн переходе от традиционных аналоговых средств автома-
тизации к микропроцессорам, как правило, повышается точ-
ность, расширяются функциональные возможности и увеличива-
ется гибкость систем управления. Например, микропроцессор-
ные регистрирующие приборы не только регистрируют текущее-
значение параметров (нескольких), но и отклонение их от нор-
мы, индицируют текущее значение в цифровом виде, рассчиты-
вают среднее значение за заданный промежуток времени, резко
увеличивают диапазон изменения скоростей диаграммы.
Программно-аппаратные средства строятся на базе микро-
процессорных комплексов и микроЭВМ. Они проблемно ориен-
тированы на решение конкретных задач АСУТП и предназначе-
ны для реализации функций средней сложности (многоконтур-
ное цифровое регулирование, многосвязанное программно-логи-
ческое управление, многоканальные сбор, обработка и контроль
параметров и т. п.) со средним быстродействием и с большим
числом входов и выходов (до 1000), с обеспечением функцио-
нальной гибкости системы. Преимущества программно-аппарат-
ных средств: высокая надежность, компактность, универсаль-
ность, экономичность, простота ввода управляющей программы,
устойчивость к внешним воздействиям.
В их состав входят микропроцессорные комплекты, память,
автономный источник питания, модули сопряжения с устройст-
вами ввода — вывода и с ЭВМ верхнего уровня. Микропроцес-
сорный комплект — это совокупность универсальных и специа-
лизированных интегральных микросхем различного функцио-
нального назначения, совместимых по конструктивно-технологи-
ческому исполнению.
Программно-аппаратные средства начинают находить широ-
кое применение в виде агрегатных КТС АСУТП. Они построены
по модульному принципу, и создание на их базе АСУТП сво-
дится фактически к набору из модулей различного функцио-
нального назначения такой технической и функциональной
структуры, которая обеспечивала бы достижение цели управле-
ния. Кроме того, требуется корректировка программного обес-
печения под конкретный ТОУ.
56
Рис. 2.2. Структурные схемы АСУТП:
й — централизованной; б — функционально децентрализованной; в — территориально де-
централизованной
Агрегатные КТС АСУТП, нашедшие применение в химичес-
кой и нефтехимической промышленности, описаны в разд. 3.1.
Программируемые средства целесообразно применять для
выполнения сложных функций, а также для управления ТОУ
большой информационной мощности, что свойственно многим
химическим производствам. Онн реализуются на многомашин-
ных комплексах микро- и мнниЭВМ (см. разд. 3.6) —локаль-
ных управляющих вычислительных сетях (ЛУВС). Состав сетей
может быть чрезвычайно разнообразен ввиду разнообразия
ТОУ, целей и задач управления.
Как правило, ЛУВС представляют собой децентрализован-
ные системы управления с распределенной обработкой данных.
Это объясняется тем, что централизованные АСУТП, базирую-
щиеся на одной УВМ (рис. 2.2), как показал опыт их внедре-
ния, обладают рядом серьезных недостатков, перечисленных
ниже.
низкая надежность — с выходом из строя УВМ. теряется боль-
шая часть функций системы; возникает необходимость резерви-
рования ЭВМ как вычислительными машинами, так и локаль-
ными средствами автоматизации;
сложность программного обеспечения — современный техно-
логический процесс представляет собой систему взаимосвязан-
ных, одновременно протекающих процессов, а УВМ работает
последовательно, поочередно обслуживая технологическое обо-
рудование. Это несоответствие режимов работы порождает про-
57
блему увязкн прикладных программ по отдельным функциям
управления;
высокая стоимость коммуникаций — центральное положение
УВМ предполагает наличие большого числа связей объекта с
УВМ. Часть из них имеют большую протяженность. Известны
централизованные АСУТП, в которых стоимость средств пере-
дачи данных составляет до 75% стоимости всей системы;
ограниченная гибкость — наращивание функций в процессе
развития системы затруднительно и имеет предел, определяе-
мый производительностью н объемом памяти УВМ.
Распределенная система управления (РСУ) устраняет мно-
гие нз перечисленных недостатков за счет вынесения части вы-
числительных ресурсов непосредственно к объектам управления:
и распределения функций управления по отдельным микроЭВМ.
Такая структура систем управления позволяет сочетать преиму-
щества систем управления, базирующихся на вычислительной
технике, с достоинством децентрализованных систем, основан-
ных иа локальных средствах автоматики, — высокой живуче-
стью.
Еще одна причина перехода к децентрализованным РСУ —
появление микропроцессоров и микроЭВМ, которые по сравне-
нию с традиционными средствами вычислительной техники об-
ладают рядом преимуществ: функциональной гибкостью, высо-
ким быстродействием, высокой надежностью, устойчивостью к
неблагоприятным воздействиям окружающей среды, простотой
технического обслуживания, возможностью расширения системы
за счет ее наращивания, малой массой, небольшими габарита-
ми, незначительным энергопотреблением.
Различают функциональное и территориальное разделение в-
РСУ. Целью функциональной децентрализации является умень-
шение сложности процесса управления путем выделения от-
дельной функции управления и реализации ее на одной из мнк-
роЭВМ. Например, на одну микроЭВМ могут быть возложены
все информационные функции, на другую (на рис. 2.2 на мнк-
роЭВМ № 2) — вспомогательные, а на третью — управляющие.
Это повышает надежность и эффективность системы в целом, так
как отказ микроЭВМ приводит к выходу из строя только одной
функции, система же в целом остается работоспособной. Жиз-
неспособность РСУ повышается также за счет частичного пере-
крытия функций (функциональной избыточности), выполняемых
отдельными микроЭВМ.
Территориальная децентрализация предполагает территори-
альное распределение микроЭВМ, за счет чего осуществляется
приближение средств обработки информации к ее источникам и
потребителям, т. е. к установкам ТОУ. Одна микроЭВМ выпол-
няет, например, все функции управления насосами, другая —
58
комплексом ректификационных колонн, обслуживаемых этими
насосами.
На практике чрезвычайно редко встречаются территориаль-
ные или функциональные АСУТП в чистом виде. Чаще РСУ со-
четают оба вида распределения.
При создании РСУ соблюдается иерархический принцип уп-
равления: управление отдельными установками или выполнение
отдельных функций осуществляется микроЭВМ (нижний уро-
вень управления), а общее управление всей системой осуществ-
ляется УВМ (верхний уровень управления). В качестве цент-
ральной УВМ используют, как правило, миниЭВМ. Она осу-
ществляет взаимоувязку отдельных частей ТОУ, оптимальное
управление ТОУ- в целом, вмешивается в управление при воз-
никновении предаварийных и аварийных ситуаций. Кроме того,
на нее возложены функции контроля за микроЭВМ; подготовки,
хранения и подпитки программами микроЭВМ; при отказе мик-
роЭВМ центральная УВМ может взять на себя часть ее функ-
ций. Это повышает живучесть системы в целом. С другой сторо-
ны, выход из строя УВМ не должен привести к катастрофичес-
ким последствиям в связи с достаточно высокой автономностью
микроЭВМ.
Структура многомашинных комплексов может быть несколь-
ких типов (рис. 2.3). Наиболее простой и распространенной в
отечественной практике является радиальная (звездообразная).
В таких системах центральная миниЭВМ (или комплекс ма-
шин) высокого уровня соединяется с локальными микроЭВМ
низкого уровня отдельными, не связанными между собой кана-
лами связи.
К достоинствам этих структур относятся простота реализа-
зин сопряжения машин, высокая скорость обмена по отдельным
линиям. Обладают они и существенными недостатками. Так,
центральная УВМ перегружена задачами обеспечения связи с
Рис. 2.3. Типовые структуры децентрализованных АСУТП:
а — радиальная; б — магистральная; в — кольцевая; ЦМ — центральная мини-ЭВМ; ЛМ —
локальные микро-ЭВМ; УС — устройства связи
59
локальными микроЭВМ и связью нх друг с другом; прн отказе
центральной машины связь между мнкроЭВМ теряется, и они
становятся автономными. Последнее резко уменьшает эффек-
тивность системы. Необходимо учитывать и повышенный расход
кабельной продукции.
Этих недостатков лишены шинная (магистральная) и коль-
цевая (петлевая) структуры.
В шинной структуре машины связаны между собой общим
каналом передачи данных. Связь между машинами осуществля-
ется благодаря нх конкретным адресам. Управление шиной мо-
жет осуществляться машинами, входящими в многомашинный
комплекс (т. е. быть децентрализованным), или может быть
передано специально выделенной для этого машине. Первый
вариант более предпочтителен, так как при централнзацнн уп-
равления выход из строя специальной ЭВМ приводит к отказу
РСУ в целом.
Децентрализованные РСУ шинной структуры не рекоменду-
ется использовать для сильно разбросанных ТОУ (расстояние
между элементами которых превышает 2—3 км).
Кольцевая структура имеет высокоскоростной замкнутый
канал связи. Отдельные машины подсоединяются к этому ка-
налу с помощью специальных устройств связи. Для организа-
ции кольцевой структуры требуются более дешевые средства
связи, чем для шинной. Однако надежность кольцевой структу-
ры ниже, так как отказ любого устройства связи может привес-
ти к отказу системы в целом, хотя отдельные машины могут
продолжать работать автономно. Для повышения живучести не-
обходимо применение двойных колец или дополнительных ли-
ний связи с обходными путями. В зарубежных компьютерных
системах кольцевая структура нашла широкое распространение.
Эффективным способом повышения надежности и живучести
системы является использование комбинированных структур»
сочетающих достоинства структур разных типов.
Нормальная работа КТС и успешное решение задач управ-
ления ТОУ осуществляется на основе других видов обеспече-
ния АСУТП.
Программное обеспечение (ПО) — совокупность,
программ и эксплуатационной программной документации, не-
обходимых для реализации функций АСУТП и заданного режи-
ма функционирования КТС. Его разделяют на общее и специ-
альное ПО.
Общее ПО поставляется в комплекте с вычислительной тех-
никой и представляет собой совокупность операционной систе-
мы, системы управления базой данных, организующих, служеб-
ных и транслирующих программ, программ отладки и диагнос-
тики, библиотеки стандартных программ. Оно обеспечивает
нормальную работу КТС АСУТП.
во
Специальное ПО — это совокупность программ, реализующих
информационные и управляющие функции конкретной АСУТП.
Оно разрабатывается на базе и с использованием общего ПО.
Несмотря на существенные различия ТОУ, в программах уп-
равления ими имеется много общего. Это позволяет разрабаты-
вать для большей части функций управления типовые пакеты
прикладных программ (ППП), которые сравнительно просто
адаптируются под конкретные ТОУ. Так, разработаны ППП
первичной обработки информации, расчета ТЭП, пуска и остано-
ва установки, регулирования и т. д.
Как правило, перед АСУТП химической технологии ставятся
задачи одновременного решения нескольких прикладных задач,
т. е. встает вопрос о мультипрограммном режиме, при котором
иа УВК параллельно выполняется несколько программ путем
совмещения времени работы периферийных устройств и процес-
сора. Для реализации мультипрограммного режима ПО должна
обеспечивать планирование порядка выполнения задач, органи-
зацию системы прерывании программ, распределять ресурсы
УВК, производить защиту памяти от несанкционированного
вмешательства одной задачи в другую при их параллельной
работе.
Наиболее сложной задачей при разработке ПО является соз-
дание программ оптимального управления технологическим
объектом. Успешное решение ее возможно лишь при наличии
адекватной математической модели.
Математическое обеспечение (МО) представляет
собой комплекс математических методов, моделей и алгоритмов.
На его основе разрабатывается ПО.
Разработке алгоритмов н программ должен предшествовать
анализ аналогичного материала в государственных и отраслевых
фондах алгоритмов и программ.
Заимствованные алгоритмы, используемые прн реализации
ответственных функций системы (защита, НЦУ), после получе-
ния документации из фонда должны быть проверены на соот-
ветствие требованиям, предъявляемым к ним в данной системе.
МО и ПО должны охватить все функции управления, реали-
зуемые УВК. Они должны быть составлены таким образом,
чтобы исключалось дублирование программ, минимизировались
необходимые вычислительные ресурсы. Структурой и характери-
стиками ПО и МО определяется следующий вид обеспечения
АСУТП.
Информационное обеспечение (ИО) — совокуп-
ность сведений о потоках н массивах информации, характери-
зующих состояние АТК. Оно включает перечень и характеристи-
ки сигналов о ТОУ и системе управления; описание систем
классификации и кодирования технической и технико-экономи-
ческой информации; описание массивов информации, форм
6}
документов и видеокадров, используемых в системе; описание
нормативно-справочной информации, используемой в системе.
ИО должно обеспечивать полноту, непротиворечивость, отсутст-
вие избыточности и дублирования информации, необходимой
для реализации функций управления.
Метрологическое обеспечение — совокупность
работ, проектных решений, технических и программных средств,
а также организационных мероприятий, направленных на обес-
печение заданной точности измерений.
Метрологическое обеспечение проводится для АСУТП и ли-
ний связи (в совокупности они дают информационно-измери-
тельные системы — ЙИС) на всех стадиях создания и функцио-
нирования АСУТП. На стадии разработки АСУТП должны
обеспечиваться единство измерений и их точность для задан-
ных условий эксплуатации за счет выбора определенных тех-
нических средств, а также их резервирования. Программными
решениями должны обеспечиваться фильтрация измеряемых
значений параметров и выбор достоверных значений. Разработ-
чиками должны быть определены виды и порядок метрологичес-
кой аттестации ИИС.
На стадии эксплуатации АСУТП метрологические службы
предприятий проводят анализ состояния метрологического обес-
печения ИИС и разработку мероприятий по повышению уровня
и совершенствованию средств измерений, контроля и испытаний;
осуществляют метрологическую аттестацию заданных средств
измерений; организуют поверку средств автоматизации; прово-
дят метрологическую экспертизу конструкторской и технологи-
ческой документации на ИИС.
Организационное обеспечение представляет со-
бой совокупность описаний функций и режимов работ АСУТП,
а также ее технической и организационной структур. В иего
также входит план мероприятий по подготовке предприятия к
внедрению АСУТП. Основными документами организационного
обеспечения являются инструкции по действию как технологи-
ческого персонала, так и персонала, обслуживающего вычис-
лительную технику, в условиях функционирования АСУТП.
Лингвистическое обеспечение — это описание
языковых средств общения оперативного технологического пер-
сонала с УВК-
Отметим, что при автоматизации ряда функций работа тех-
нологического персонала претерпевает значительные изменения.
Так, на уровне диспетчера производства вычислительная техни-
ка решает задачи согласований технологического режима отде-
лений (цехов, установок, участков), расчета обобщенных ТЭП
всего производства, составления отчетной документации. Наи-
более значительные изменения происходят в работе технологи-
ческого персонала при управлении технологическими установка-
42
ми (начальников установки и смены, операторов и аппаратчи-
ков). Их труд при автоматизации большей части функций
управления становится более творческим; он смещается в сто-
рону поиска оптимальных технологических режимов работы
вверенного им оборудования.
Автоматизация функций управления ТОУ создает предпосыл-
ки для изменения организационной структуры управления;
объединения цехов, установок, участков с организацией единого
пункта управления; сокращения числа уровней управления
(иапример, можно исключить начальников смен и возложить их
функции на старших операторов) и т. д.
2.5. РАЗРАБОТКА АСУТП
Принципы построения АСУТП. Создание и внедрение АСУТП —
сложный и трудоемкий процесс. Это объясняется внедрением
прогрессивных и сложных методов управления, многокомпо-
нентностью АСУТП, системностью подхода при разработке от-
дельных обеспечений, сложностью поставленных задач и ком-
плекса технических средств.
Усложняет задачу и тот факт, что при разработке систем
данного типа нельзя воспользоваться обычной схемой внедрения
новой техники: создание опытного образца, проверка его рабо-
тоспособности, корректировка проекта по результатам проверки,
создание окончательного варианта. Пока не пущен АТК,
проверку работоспособности системы управления в целом осу-
ществить невозможно. Это резко повышает ответственность
первоначальных решений при разработке АСУТП.
Большие сложности возникают и ввиду того, что ТОУ с тече-
нием времени претерпевает существенные изменения, а это
влечет за собой модернизацию внедренных задач управления.
Сама АСУТП также совершенствуется — происходят наращива-
ние и изменение задач управления для нормального функциони-
рования АСУТП в будущем: эволюция АТК должна быть запла-
нирована заранее, что создает дополнительные трудности.
Все перечисленное выше требует неукоснительного соблюде-
ния общих принципов построения АСУТП. Рассмотрим их.
Принцип новых задач состоит в том, что при внедрении
АСУТП нельзя перекладывать на УВК традиционно сложившие-
ся задачи управления; необходимо совершенствовать их с уче-
том возможностей вычислительной техники. Для этого необхо-
димо провести тщательный анализ ТОУ с целью выявления
трудовых, материальных и энергетических резервов. В соответ-
ствии с результатами анализа составляют перечень задач, кото-
рые могут быть решены с помощью вычислительной техники.
Решение этих задач должно обеспечить полноту, своевремен-
ность и оптимальность управления.
Принцип системного подхода заключается, во-первых, в од-
новременном (системном) подходе к обеим составляющим АТК:
нельзя относиться к системе управления как к чему-то второ-
степенному, лишь надстройке к ТОУ. При создании ТОУ следует
учитывать возможность и необходимость управления им: разбив-
ку его на зоны, установку дополнительных смесителей, нагрева-
телей, насосов и т. д. Во-вторых, при создании АСУТП необхо-
димо системно и планово подходить к разработке отдельных
обеспечений.
Принцип непрерывного развития системы состоит в том, что
в системе должна быть заложена возможность ее развития,
выражающаяся в резервных объемах памяти и устройствах
связи с объектом, запасных врезках датчиков и МИМов. В про-
тивном случае АСУТП может стать тормозом для развития ТОУ.
Принцип максимальной разумной типизации состоит в том,
чтобы разрабатываемые решения при минимальных изменениях
подходили не только для разрабатываемого ТОУ, ио и для
других объектов. Основной путь реализации принципа — раз-
работка типовых решений и широкое использование таких
решений при разработке данной АСУТП (что в два раза умены
шает затраты на разработку).
Принцип единой информационной базы состоит в создании
на машинных носителях (дисках, леитах) общей информацион-
ной базы для всех задач, решаемых системой. Тем самым ис-
ключается дублирование информации, возможность разночтения
(когда, например, одна величина имеет разные значения в
нескольких массивах данных) и создаются условия формирова-
ния рабочих массивов для конкретных задач управления.
Принцип согласованности пропускных способностей системы
состоит в том, что система должна разрабатываться из элемен-
тов с равноценными пропускными способностями. С одной сто-
роны, УСО должно соответствовать числу датчиков и исполни-
тельных механизмов, а с другой — вычислительным мощностям
УВК; объемы памяти должны соответствовать информационной
мощности ТОУ и т. д.
Стадии и этапы разработки АСУТП. На рис. 2.4 показаны
стадии (1.2,...,7) и этапы (1.1, 1.2, ..., 7.8) работ, а также после-
довательность их выполнения.
Исследование и обоснование создания АСУТП. На этой ста-
дии формируют цель создания АСУТП, требования к системе в
целом, перечень автоматизируемых функций, а также определя-
ют источники эффективности системы.
На этой стадии проводят анализ известных случаев приме-
нения АСУТП для аналогичных объектов и технико-экономичес-
кое обследование существующего ТОУ. Обследование проводят
с целью выявления достигнутой на объекте степени использова-
ния производственных ресурсов (труд, сырье, материалы, топ-
64
Рис. 2.4. Стадии и этапы создания АСУТП:
/ — обоснование создания АСУТП (/./ — обследование ТОУ, т. е. сбор н анализ данных;
/•2 — разработка и оформление требований к системе): 2 — техническое задание (2.1 —
научно-исследовательские работы; 2.2 — разработка аванпроекта; 2.3 —разработка ТЗ);
3./— разработка предварительных решений (необязательна); 4 — технический проект —
разработка решений (4.1 — окончательных по общесистемным вопросам; 4.2— по органи-
зационному обеспечению; 4.3— по техническому обеспечению; 4.4— по выбору алгорит-
мов; 4.5 — по информационному обеспечению; 4.6— по лингвистическому обеспечению;
4.7 — по программному обеспечению; 4.8 — по метрологическому обеспечению; 4.9— по
проектно-сметной строительной документации; 4.10 — согласование решений по связям
видов обеспечения между собой и разработка общесистемной документации в целом;
4.11 — составление заказной документации на КТС); 5 —разработка рабочей документа-
ции (5./—по информационному обеспечению; 5.2 — по организационному обеспечению;
5.3 — по метрологическому обеспечению; 5.4 — по лингвистическому обеспечению; 5.5—
по программному обеспечению; 5.6 — по техническим средствам разового изготовления;
5.7 — строительной); 6 — изготовление несерийных компонентов КТС (6.1 — изготовление
компонентов КТС; 6.2—автономная отладка и испытание компонентов); 7 —ввод в дей-
ствие (7.7 — подготовка к вводу, обучение персонала пользователя; 7.2 — строительно-
монтажные работы; 7.3 — комплектация поставляемыми техническими и программными
средствами; 7.4 — пуско-наладочные работы; 7.5 — опытная эксплуатация; 7.5—приемоч-
ные испытания; 7.7 — устранение замечаний; 7.8 —приемка в промышленную эксплуата-
цию)
ливо, энергия, оборудование), а также возможного влияния
автоматизации управления иа использование резервов, сокра-
щение расходов ресурсов, т. е. иа снижение себестоимости целе-
вой продукции и увеличение ее выпуска.
Результатом работ на этой стадии являются технико-эконо-
мическое обоснование (ТЭО) создания АСУТП и результаты
обследования н анализа ТОУ в виде отчета. Работы проводятся
совместно представителями заказчика и разработчика системы.
В рабочие бригады входят специалисты по АСУТП, технологии,
КИП и автоматизации, экономике, системотехнике.
5—798
65
Техническое задание. Цель работ — подтверждение целесооб-
разности и обоснование возможности создания АСУТП в соот-
ветствии с ТЭО; планирование работ по созданию АСУТП; под-
готовка материалов, необходимых для проектных работ. Все это
обеспечивается проведением разработчиком научно-исследова-
тельских работ (НИР), разработкой аванпроекта н технического
задания (ТЗ).
В процессе НИР проводят исследования ТОУ, информацион-
ных потоков и наиболее сложных задач управления с выбором
критерия управления и ограничений и составлением математи-
ческих моделей технологического процесса и каналов измерений.
При разработке аванпроекта разработчик подтверждает воз-
можность создания заданной АСУТП по различным видам обес-
печений; осуществляет предварительные расчеты надежности^
быстродействия и метрологических показателей наиболее ответ-
ственных функций (и/или узлов) системы; проводит оценку
необходимых вычислительных мощностей и рациональной за-
грузки средств ВТ; производит предварительный выбор КТС
с его обоснованием.
Результатом работ является техническое задание на разра-
ботку АСУТП — обязательный исходный документ для всех
последующих работ.
Технический проект. Цель работ — разработка основных тех-
нических решений по системе и определение ее сметной стои-
мости.
На этом этапе первоначально проводят работы по функцио-
нально-алгоритмическому синтезу системы, включающие раз-
работку окончательной функциональной структуры; распределе-
ние функций между техникой и оперативным технологическим
персоналом; постановку задач и разработку алгоритмов;
разработку алгоритма функционирования АСУТП как человеко-
машинной системы; разработку организационной структуры
системы и структуры ее КТС. Затем проводят детализацию ре-
шений по всем видам обеспечения АСУТП.
Результатом работ является технический проект, включаю-
щий документацию на функциональную часть проекта; проект-
ные решения, необходимые и достаточные для выпуска на
следующей стадии эксплуатационной документации на систему
в целом; проектно-сметную документацию, входящую в состав
раздела «Автоматизация технологических процессов» проекта
строительства; проект заявок, содержащих технические требова-
ния на разработку новых технических средств; техническое
задание на поставку комплексов средств автоматизации; ком-
плекс документации, необходимой для заказа комплекса
средств ВТ; документации специального математического И
информационного обеспечений, включая техническое задание на
разработку программ.
66
1
Рабочая документация. Цель работы — выпуск рабочей до-
I кументации на создаваемую систему. Работы иа этой стадии
завершаются выпуском комплекта проектно-сметной документа-
ции, достаточной для приобретения, монтажа и наладки КТС;
документации ПО, достаточной для изготовления программ спе-
циального ПО на машинных носителях и их применения; доку-
ментации организационного обеспечения, необходимой и доста-
точной для наладки и эксплуатации системы и документации
на комплекс средств автоматизации АСУТП.
Техно-рабочий проект. Проектирование АСУТП может осу-
ществляться в одну стадию, если система создается с широким
использованием типовых решений, путем повторного примене-
ния проекта или при создании технически несложной системы.
Изготовление несерийных компонентов комплекса средств ав-
томатизации. Цель работ — изготовление компонентов техни-
ческого, программного н информационного обеспечений «собст-
венной разработки».
В ходе работ разрабатывают, изготовляют и испытывают
яестандартнзованные технические средства, в том числе опера-
тивно-диспетчерское оборудование; специальные программы, в
том числе программные средства для привязки готовых про-
грамм, получаемых по комплектации; части информационного
обеспечения в виде информационных изделий.
Ввод в действие. Цель работ — ввод действующей системы в
промышленную эксплуатацию.
Организационно работы по внедрению системы выполняют
по утвержденному плану-графику. Первоначально должны быть
укомплектованы и обучены необходимые штаты персонала си-
стемы, проведена комплектация АСУТП и подготовлен ТОУ к
। проведению строительных и монтажных работ. Затем проводят
монтажно-строительные н пуско-наладочные работы, опытную
эксплуатацию, приемочные испытания, устранение недостатков
и, наконец, приемку в промышленную эксплуатацию.
ГЛАВАЗ
ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ СИСТЕМ УПРАВЛЕНИЯ
3.1. СХЕМЫ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
Автоматический контроль технологических процессов осуществ-
ляется с помощью измерительных приборов — устройств изме-
рения, служащих для выработки сигнала о каком-либо пара-
метре процесса в форме, доступной для непосредственного
восприятия человеком.
При централизованном контроле любой измерительный при-
бор включает три. основных узла: первичный измерительный
5*
67
преобразователь, канал связи и вторичный прибор. Первичный
измерительный преобразователь, установленный на объекте,
преобразует измеряемую величину в выходной сигнал, удобный
для передачи по каналу связи. Канал связи служит для переда-
чи сигнала от первичного преобразователя ко вторичному при-
бору. Вторичный прибор—устройство, воспринимающее сигнал
от первичного преобразователя и выражающее его в удобном
виде.
В табл. 3.1 приведены типовые схемы автоматического конт-
роля наиболее важных параметров химико-технологических про-
цессов (расхода и количества, давления, уровня, температуры,,
состава и свойств веществ), выполненные в соответствии с
ГОСТ 21.404—85.
Система автоматического регулирования технологического
процесса (САР ТП) представляет собой совокупность регули-
руемого объекта и автоматического регулятора, взаимодейст-
вующих друг с другом. Существует большое разнообразие
САР ТП. Ниже приведена классификация основных типов
САР ТП по их наиболее характерным признакам.
В зависимости от характера информации о ходе ТП, исполь-
зуемой для цепей управления, САР подразделяют на следую-
щие виды: по отклонению; системы комбинированного регулиро-
вания; с использованием промежуточных регулируемых величин;
системы многосвязного регулирования.
САР по отклонению — это системы, в которых регулирующее
воздействие формируется в результате сравнения текущего и
заданного значений регулируемой величины. В системах ком-
бинированного регулирования регулирующее воздействие фор-
мируется по сигналу отклонения текущего значения регулируе-
мой величины от заданного значения с использованием упреж-
дающих сигналов от возмущающих воздействий. В системах с
использованием промежуточных регулируемых величин регули-
рующее воздействие формируется по сигналу отклонения
текущего значения главной регулируемой величины от заданно-
го значения с использованием упреждающих сигналов от проме-
жуточных регулируемых величин. В зависимости от характера
задающего воздействия САР подразделяют на стабилизирую-
щие, программные, следящие, оптимизирующие.
Стабилизирующие САР — это системы с постоянным задан-
ным значением регулируемой величины. В программных САР
заданное значение регулируемой величины изменяется во вре-
мени по установленному заранее закону-программе. В следя-
щих системах заданное значение регулируемой величины опре-
деляется какой-либо другой величиной, произвольно изменяю-
щейся во времени. В оптимизирующих системах заданная
регулируемая величина поддерживается регулятором иа опти-
мальном значении (максимальном нли минимальном).
68
Таблица 3.1. Примеры- изображения функциональных схем контроля
технологических параметров
Контролируемый параметр
Развернутое
изображение
Упрощенное
изображение
Расход технологического пото-
ка:
/ — прибор для измерения расхо-
да, установленный на щите;
1-1 — диафрагма камерная
ДСК 10-50; 1-2 — передающий
преобразователь расхода 13ДД11;
1-3 — вторичный пневматический
регистрирующий прибор ПКР.1
Расход и количество потока:
1— прибор для измерения расхо-
да и количества, установленный
на щите; 1-1—диафрагма камер-
ная ДСК 10-50; Л2 —передаю-
щий преобразователь расхода
13ДД11; 1-3— вторичный пневма-
тический суммирующий прибор
ПИК-1
Расход и количество потока:
1 — счетчнк ШЖУ-25-6, установ-
ленный по месту
Расход потока:
1 — прибор для измерения расхо-
да, установленный иа щите;
1-1— ротаметр РПМ; 1-2—вто-
ричный пневматический регистри-
рующий прибор ПКР.1
Расход потока:
/ — прибор для измерения расхо-
да, установленный на щите;
1-1 — индукционный расходомер
ИР-51; 1-2—устройство контроля
и регистрации ФШЛ
69
Продолжение таблицы 3.1
Контролируемый параметр Развернутое изображение Упрощенное изображение
Давление в трубопроводе:
/ — прибор для измерения давле-
ния, установленный на щите;
1-1— измерительный преобразо-
ватель давления САПФИР 13ДИ
1-2 — вторичный пневматический
регистрирующий прибор ПКР.1
либо 1-1—САПФИР 22ДИ; 1-2 —
вторичный электронный регистри-
рующий прибор А-542
Измерение давления в аппара-
те:
1 — пружинный манометр техни-
ческий общего назначения
МПТ-160, установленный по мес-
ту
Перепад давления в аппаратах:
1—врнбор для измерения давле-
ния, установленный иа щите;
1-1 — измерительный преобразо-
ватель перепада давления
САПФИР 22ДД; 1-2 — вторичный
электронный регистрирующий
прибор А-542
Уровень жидкости в аппарате:
1 — прибор для измерения уров-
ня. установленный на щнте;
/-/ — измерительный преобразова-
тель уровня САПФИР 22ДГ;
1-2—вторичный регистрирующий
электронный прибор А-542
либо 1-1—уровнемер буйковый
УБП; 1-2— вторичный пневмати-
ческий регистрирующий прибор
70
Продолжение таблицы 3.1
Контролируемый параметр Развернутое изображение Упрощенное изображение
Уровень жидкости в аппарате:
/ — прибор для измерения уров-
ня, установленный иащвте;/-/ —
емкостной уровнемер РУС; 1-2—
вторичный показывающий элек-
тронный прибор А-503
Уровень сыпучих тел в аппара-
те (сигнализация и блокировка):
1 — радиоизотопный сигнализатор
уровня (РРПВ-3), установленный
иа щите; 1-1 — передающий пре-
образователь; 1-2— вторичный
прибор
Температура потока в трубо-
проводе:
1 — термометр манометрический
ТГС-7Ц, установленный по месту;
1-1— термобаллои манометриче-
ского действия; 1-2—термометр
манометрический показывающий
Измерение температуры потока
в трубопроводе:
1 — прибор для измерения темпе-
ратуры, установленный иа щите;
1-1 — термоэлектрический преоб-
разователь ТХК; 1-2 — устройство
контроля и регистрации ФЩЛ
либо 1-1— термоэлектрический
преобразователь сопротивления
(ТСП); 1-2 — устройство контро-
ля и регистрации ФЩЛ
71
Продолжение таблицы 3.1
Контролируемый параметр
Развернутое
изображение
Упрощенное
изображение
Температура поверхности аппа-
рата:
1 — прибор для измерения темпе-
ратуры, установленный иа щите;
1-1— термоэлектрический преоб-
разователь ТХК-803; 1-2 — устрой-
ство контроля н регистрации
ФЩЛ
Температура реакционной массы
в аппарате:
1 — прибор для измерения темпе-
ратуры, установленный на щите;
1-1—термоэлектрический преобра-
зователь ТХК; 12 — нормирую-
щий преобразователь ИП-ТД-1Н;
1-3 — электропневматический пре-
образователь; 1-4 — вторичный
пневматический регистрирующий
прибор ПКР.1
Профиль температур в аппара-
те:
1 — многоточечный самопишущий
потенциометр, установленный иа
щите; 1-1 — термоэлектрические
преобразователя ТХК; 1-2 — уст-
ройство контроля н регистрации
ФЩЛ
Концентрация кислорода в ап-
парате:
1 — прибор для измерения кон-
центрации кислорода, установлен-
ный на щите; 1-1—датчик газо-
анализатора ГТМК-16; 1-2— уст-
ройство контроля и регистрации
ФЩЛ
72
Продолжение таблицы 3.1
Контролируемый параметр
Плотность ЖИДКОСТИ!
] — прибор для измерении плот-
ности, установленный на щите;
— плотномер радиоактивный
(ПР-1025); 1-2 — устройство
контроля и регистрации (ФЩЛ)
Упрощенное
изображение
Развернутое
изображение
В зависимости от числа контуров регулирования, образован-
ных регулируемым объектом и автоматическими регуляторами,.
САР подразделяют на одноконтурные; многоконгурные; с пере-
менной структурой.
В одноконтурных системах регулируемый объект и автома-
тический регулятор образуют лишь один замкнутый контур ре-
гулирования. В многоконтурных системах регулируемый объект
и регуляторы образуют несколько взаимозависимых замкнутых
контуров регулирования. САР с переменной структурой — это
системы, в которых структура изменяется по определенному
алгоритму управления. Эти системы самоприспосабливаются во
время работы к изменениям характеристик либо условий эк-
сплуатации регулируемого объекта.
В табл. 3.2 приведены примеры функциональных схем регу-
лирования, выполненные по ГОСТ 21.404—85.
3.2. СХЕМЫ СИГНАЛИЗАЦИИ
Технологическая сигнализация. На предприятиях находят при-
менение разнообразные схемы сигнализации, отличающиеся
числом и типом устройств, напряжением и родом тока, характе-
ром световых и звуковых сигналов. Правильно построенные
схемы обеспечивают четкую сигнализацию, способствуют пре-
дотвращению аварий и несчастных случаев.
Схема технологической сигнализации должна обеспечивать
одновременную подачу светового и звукового сигналов; съем
звукового сигнала (нажатием кнопочного выключателя); пов-
торность срабатывания исполнительного устройства звуковой
сигнализации (при вторичном отклонении параметра) после его
отключения нажатием кнопочного выключателя; проверку ис-
полнительных устройств сигнализаторов (световых и звуковых)
от одного кнопочного выключателя.
73
Таблица 3.2. Примеры схем регулирования технологических параметров
Схема регулирования
Развернутое изображение Упрощенное изображение
Одноконтурная стаби-
лизирующая САР расхо-
да:
/ — регулятор расхода ;
2 — исполнительный ме-
ханизм; 1-1— сужающее
устройство (ДК); 1-2 —
Передающий преобразо-
ватель расхода (Сап-
фир); 1-3— вторичный
регистрирующий прибор
со станцией управления
(ПВ 10.1Э); 1-4 — регу-
лирующий блок
(ПР 3.31); 1-5 — испол-
нительный механизм
Одноконтурная стаби-
лизирующая САР темпе-
ратуры:
1 — регулятор темпера-
туры; 2 — исполнитель-
ный механизм; 1-1— тер-
моэлектрический преоб-
разователь (ТХК); 1-2 —
нормирующий преобра-
зователь Ш-700; 1-3—
Электроиневматический
преобразователь ЭПП;
1-4 — вторичный регист-
рирующий прибор со
станцией управления
(ПВ 10.1Э); 1-5— регу-
лирующий блок
(ПР 3.31); Ь6 —испол-
нительный механизм
Следящая САР соот-
ношения расходов;
1 — регулятор соотноше-
ния расходов; 2 — ис-
полнительный механизм;
1-1 в 2-1— сужающие
устройства (ДК); 1-2 н
2-2 — передающие преоб-
разователи расхода
(Сапфир); 1-3 — вторич-
ный регистрирующий
прибор со станцией уп-
равления (ПВ 10.2Э);
1-4 — регулирующий
блок (ПР 3.33);/-5 —ис-
полнительный механизм
74
Продолжение таблицы 8^2
Схема регулирования
Развернутое изображение
Упрощенное взображепм
Следящая САР соот-
ношения расходов вода:
: пар с коррекцией по
уровню:
1 — регулятор уровня;
2 — регулятор соотноше-
ния расходов; 3 — испол-
нительный механизм;
4 — барабан парового
котла; 1-1 и 3-1 — су-
жающие устройства
(ДК); 1-2, 2-1 н 3-2 —
передающие преобразо-
ватели (Сапфир); 1-3 и
2-2 — вторичные регист-
рирующие приборы со
станцией управления
ГПВ 10.2Э) и (ПВ 10.1Э);
1-4 и 2-3 — регулирую-
щие блоки (ПР 3.34 и
ПР 3.33); 1-5 — испол-
нительный механизм
Комбинированная САР
с использованием сигна-
ла от возмущающего
воздействия:
1 — регулятор расхода;
2 — подогреватель исход-
ного продукта; 3 — рек-
тификационная колонна;
4 — дефлегматор; 5 —
исполнительный меха-
низм; 1-1 и 2-1 — су-
жающие устройства
(ДК); 1-2 и 2-2 —пере-
дающие преобразователи
(Сапфир); 2-3 — регист-
рирующий прибор со
станцией управления
(ПВ 10.2Э); 2-4—регу-
лирующий блок
(ПР 3.33); 2-5 — испол-
нительный механизм
75
Продолжение таблицы 3.2
Схема регулирования Развернутое изображение Упрощенное изображение
Комбинированная САР
с использованием сигна-
ла от промежуточной
регулируемой величины:
J — трубчатая печь; 2 —
регулятор температуры;
3 — исполнительный ме-
ханизм; 1-1 и 2-1— тер-
моэлектрические преоб-
разователи (ТХК); 1-2 и
2-2 — нормирующие пре-
образователи Ш-700;
1-3 — регистрирующий
прибор со станцией уп-
равления (СУРА); 1-4—
регулирующий блок
(РБАМ); 1-5 — исполни-
тельный механизм
Система программного
регулирования:
1 — технологический ап-
парат; 2 — регулятор
давления; 3—программ-
ный задатчик;4 — испол-
нительный механизм;
1-1 — преобразователь
измерительный давления
(Сапфир); 1-2 — вторич-
ный регистрирующий
прибор со станцией уп-
равления (ПВ 10.1Э);
1-3 — регулирующий
блок (ПР 3.31); 1-4 —
исполнительный меха-
низм; 2-1 — программный
задатчик
Система каскадно-свя-
занного регулирования:
1 — трубчатая печь; 2 —
главный регулятор тем-
пературы ; 3 — вспомога-
тельный регулятор тем-
пературы; 4 — исполни-
тельный механизм; 1-1 и
2-1 — термоэлектриче-
ские преобразователи;
1-2 и 2-2 — нормирую-
щие преобразователи
Ш-700; 1-3 и 1-5 — реги-
стрирующие приборы со
•станцией управления; 1-4
•и 1-6—регулирующие
блоки (РБАМ); 1-7 — ис-
полнительный механизм
7в
Кобъекту К объекту К объекту
к объекту
Рис. 3.1. Функциональные схемы технологической сигнализации:
<1 — схема местной сигнализации; б—г— схемы дистанционной сигнализации; 1а, 2б —
электроконтактные манометры; 16, !в, 2в, 2г, Зе. Зд, 4в, 4г — электрические лампы; 2а,
За — манометрические термометры; Зб — двухпозиционный регулятор (например, типа
ПР-1,5); Зв — пневматическая лампа; Зг — пневмоэлектрический преобразователь (напри-
мер, типа СМ-1); 4а — термоэлектрический преобразователь; 4б — потенциометр сигнали-
зирующий (с контактным устройством)
Некоторые измерительные приборы имеют встроенную кон-
тактную систему, которую можно непосредственно использовать
для включения ламп, звонков и т. п. Такие приборы вместе с
исполнительными устройствами сигнализации (лампами, звон-
ками и др.) можно устанавливать около аппаратов (в особых
случаях те и другие должны иметь взрывозащищенное испол-
нение).
На рис. 3.1 представлены функциональные схемы сигнализа-
ции одного параметра, используемые на промышленных пред-
приятиях.
Ниже рассмотрены различные принципиальные электричес-
кие схемы сигнализации.
При замыкании технологического контакта Р измерительно-
го прибора (рис. 3.2, а) включается сигнальная лампа HL. Па-
раллельно лампе можно подключить звуковой сигнализатор
(звонок и т. п.). Недостаток такой схемы состоит в том, что
звонок работает все время, пока замкнут контакт Р. Если
контакт прибора имеет недостаточную разрывную мощность, в
схему вводят промежуточное реле (катушка реле К иа рис.
3.2,6).
В случае, когда сигнальная лампа рассчитана на меньшее
напряжение, чем напряжение питания схемы, последовательно
с лампой устанавливают резистор. Это способствует также уве-
77
Рис. 3.2. Принципиальные электрические схемы технологической сигнализации:
а — без промежуточного реле; б — с промежуточным реле
личению срока службы лампы (при совпадающих напряже-
ниях).
Надежность схемы сигнализации можно повысить, исполь-
зовав две параллельно включенные лампы для сигнализации
об одном параметре. В этом случае нет большой необходимости
в цепи проверки ламп.
Все основные специфические требования к технологической
сигнализации выполнены на рис. 3.3, а. При замыкании контак-
та прибора Р включаются звонок НА и лампа HL. Для снятия
звукового сигнала необходимо нажать кнопочный выключатель
SB2. При этом реле К контактом К (строка 3) отключает зво-
нок НА, а контактом К. (строка 2) самоблокируется. Как только
контакт Р разомкнется, схема вновь готова для подачи звуко-
вого сигнала. При нажатии кнопочного выключателя SB1
проверяется исправность звонка и лампы. Схема на рис. 3.3,6
отличается от предыдущей только наличием промежуточного ре-
ле К2, которое вводится в схему ввиду недостаточной мощности
контакта Р.
Рис. 3.3. Схемы технологической сигнализация иа один параметр:
а — без промежуточного реле; б — с промежуточным реле
78
Рис. 3.4. Использование искрогасяще-
го контура для защиты технологиче-
ского контакта (Р)
Для защиты технологических контактов в случае их работы
в цепях с большой индуктивностью используют искрогасящий
контур (рис. 3.4).
На рис. 3.5 показана схема сигнализации температуры и
давления. При определенном отклонении температуры в объекте
от заданного значения замыкается технологический контакт Р1
(в приборе). Включается реле К1- Замыкаются контакты К1
(строки 4, 8, И), и размыкается контакт К1 (строка 12). Кон-
такт К1 в строке 4 готовит цепь для включения реле КЗ. Кон-
такт К1 в строке 8 включает звонок НА. Контакт К1 в строке
11 включает лампу HL1. Контакт К1 (строка 12) исключает
ложное срабатывание лампы HL2 при замыкании контакта
Р1. Для отключения звонка нажимают кнопочный выключатель
SB1. Включается реле К5, и замыкается контакт К5 (строка 3).
-2208 hL3
Контроль
напряжения
Снятие звукового
сигнала
Проверка-звонка
Звуковой сигнал
Температура
Давление
Проверка ламп
Рис. 3.5. Схема сигнализации температуры и давления
78
Рис. 3.6. Схема технологической сигнализации нескольких параметров с цент-
ральным реле
При этом включается реле КЗ, которое замыкающимся контак-
том КЗ (строка 4) самоблокируется. Размыкается контакт КЗ
(строка 8), и звонок НА отключается. Схема готова для вклю-
чения звонка при замыкании другого технологического контак-
та ( Р2).
Для проверки исправности звонка и ламп нажимают кнопоч-
ные выключатели соответственно SB2 и SB3.
Аналогично работает схема при замыкании технологического
контакта Р2. Недостатком данной схемы является наличие двух
реле иа каждый сигнализируемый параметр.
Рассмотрим работу схемы сигнализации с центральным реле
(рис. 3.6). При замыкании контакта Р1 датчика включается
катушка К1 общего (центрального) реле. Замыкается его кон-
такт Ki (строка 1) и включает звонок НА; замыкается второй
контакт К1 (строка 4) этого реле, и реле становится на само-
блокировку; замыкается третий контакт К1 (строка 2), и вклю-
чается промежуточное реле К2. Контакт К2 (строка 5) размы-
кается, что дает возможность нажатием кнопочного выключа-
теля SB1 обесточить реле К1 для снятия звукового сигнала.
Контакт К2 (строка 8) переключается и включает лампу HL1.
Контакт К2 (строка 7) замыкается и подключает реле К2 к
участку (шине) 2, минуя контакт К1 (строка 2).
Для отключения звонка необходимо нажать кнопочный вы-
ключатель SB1. При этом реле К1 обесточится и разомкнет свой
80
Рис. 3.7. Схема сигнализации с ис-
пользованием реле времени
— 220 В
контакт К1 в цепи звонка
НА. Контакты К/ (строки 2 и
4) разомкнутся и подготовят
реле К1 к принятию нового
сигнала от других приборов
(Р2 и т. п.).
Для проверки исправности
ламп и звонка нажимают кно-
почный выключатель SB2.
Диоды VD1 и VD2 не поз-
воляют подключаться реле К2,
если замкнутся контакты дру-
гих приборов (например, кон-
такт Р2 при разомкнутом кон
ложный сигнал, т. е. включится и лампа HL1. Назначение дио-
дов VD3 и VD4 аналогично.
Иногда контакты приборов срабатывают импульсно (кратко-
временно). Как правило, в таких случаях сигналы не должны
поступать на операторский пункт. Для этого в схеме сигнали-
зации используют реле времени (рнс. 3.7). Контакты приборов
включают это реле (КГ), и лишь через некоторое время оно
своим контактом (КТ) включает центральное реле (К/).
Для большей наглядности в схемах сигнализации используют
мигающий свет ламп.
Мигающий свет сигнальных ламп можно получить несколь-
кими способами: с помощью механического прерывателя тока,
с использованием неоновой лампы, с применением пульс-пары
и др. На рис. 3.8 приведена схема устройства с механическим
прерывателем тока. Лекало (кулачок) непрерывно вращается,
заставляя ролик опускать или поднимать контактную пластинку.
При опускании пластинки подается потенциал на шину мигаю-
щего света (III МС), а при ее поднятии потенциал снимается.
В результате этого при замкнутых контактах сигнализирующих
приборов (Pl, Р2, РЗ) сигнальные лампы (HL1, HL2, HL3~)
будут мигать. Частоту мигания ламп можно варьировать изме-
нением скорости вращения лекала или числа выступов и впа-
дин на лекале.
На рис. 3.9 представлена схема технологической сигнализа-
ции с использованием пульс-пары (в схеме применен одиобук-
венный код обозначения видов элементов). Прн замыкании
контакта Р1Н сигнализирующего прибора включается реле КЗ.
Замыкается контакт K3.I этого реле, включая реле сигнализации
КН. При этом замыкаются его контакты КН.1 и КН.2\ первый
6—798
81
Температу-
ра велика
Давление
велико
Уровень
велик
Рис. 3.8. Схемы получения мигающего света с помощью механического пре-
рывателя тока
Рис. 3.9. Схема сигнализации с пульс-парой
82
включает звонок Н2, второй — пульс-пару. Замыкающим кон-
тактом КЗ.З реле КЗ подключает лампу НЗ к шине мигающего
света (ШМС). Размыкающий контакт КЗ.4 предотвращает
подключение других ламп. Замыкающий контакт К3.2 подго-
тавливает цепь для включения реле К4, которое используется
для выключения звукового сигнала н пульс-пары.
Пульсирующий сигнал на шине ШМС получают следующим
образом. При замыкании контакта КН.2 включается реле К1.
Однако в связи с одиополупернодиым выпрямлением тока реле
К1 сработает только через некоторое время, когда зарядится
конденсатор С1. При этом замкнется его контакт К1-2, и иа
шину ШМС будет подано напряжение; замкнется контакт К1.1,
и начнет заряжаться конденсатор С2, обеспечивая тем самым
срабатывание реле К2. Это реле размыкает свой контакт К2.1.
Конденсатор С1 начинает разряжаться через катушку КЦ и
реле К1 обесточивается, размыкая контакты KL2 и К1.1. Кон-
такт К1.2 снимает напряжение с шины ШМС, а контакт К1.1
отключает реле К2. Конденсатор С2 начинает разряжаться через
катушку К2, н оиа обесточивается, замыкая контакт К2.1. При
этом вновь подключается реле К/, и цикл повторяется.
После того, как сигналы будут замечены, оператор нажимает
кнопочный выключатель S2. Реле К4 срабатывает и своим за-
мыкающим контактом К41 самоблокируется. Контакт К4.3
размыкается и отключает реле КН. Контакт К4.4 замыкается,
подключая лампу НЗ непосредственно к шинам 1 и 2, и она
начинает гореть нормально. При этом отключаются звонок и
пульс-пара. Контакт К4.5 размыкается и отключает лампу НЗ
от шины ШМС. Контакт К4.2 размыкается, что исключает воз-
можность ложного срабатывания других реле, подобных реле
К4, после нажатия кнопки снятия сигнала S2. Так, если контакт
К4.2 не разомкнется, а замкнется контакт Р2 второго сигнали-
зирующего прибора, то замкнется контакт К5.2, и реле Кб
включается. Поэтому реле КН не срабатывает, а звонок и
пульс-пара не включаются.
Для проверки звукового и световых сигнализаторов нажи-
мают на сдвоенный кнопочный выключатель S3.
Недостаток рассмотренной схемы сигнализации с пульс-па-
рой состоит в большом числе используемых реле. Поэтому тех-
нологическая сигнализация сложных объектов управления со
значительным числом сигнализируемых параметров осуществ-
ляется с помощью схем импульсной сигнализации (рис. 3.10).
При замыкании контакта прибора Р/ загорается лампа HL2
и начинает заряжаться конденсатор С1. Импульс тока зарядки
заставляет кратковременно сработать реле К2\ контакт К2
(строка 4) включит реле KJ. Контакт К1 (строка 3) ставит
реле К1 на самоблокировку, а контакт К1 (строка 2) включит
звонок НА. После импульса тока реле К2 обесточится и будет
6-
83
Рис. 3.10, Схема импульсной сигнализации
готово принять сигнал от других датчиков. Для отключения
звонка необходимо нажать кнопочный выключатель SB2\ реле
КЛ обесточится и контакты К1 (строки 3 и 2) разомкнутся.
Первый контакт предотвратит включение реле К1 после опус-
кания выключателя SB2, а второй выключит звонок. Для про-
верки исправности звонка и ламп нажимают кнопочный выклю-
чатель SB1.
Резисторы R1 и R2 позволяют конденсаторам С1 и С2 раз-
рядиться при размыкании контактов Р1 и Р2 с тем, чтобы эти
цепи были готовы вновь сработать при повторном замыкании
контактов Р1 и Р2. Диод VD1 предотвращает включение всех
остальных ламп, кроме лампы HL2, если замкнется только кон-
такт Р1. Аналогичное назначение имеет и диод VD3. Диоды
VD2 и VD4 служат для выпрямления тока. Лампа HL1 сигна-
лизирует о наличии напряжения питания в схеме.
В промышленности получили распространеине схемы с реле
импульсной сигнализации РИС-Э2М и РИС-ЭЗМ; первое служит
для работы на постоянном токе, второе — на переменном. Рас-
смотрим схему, изображенную на рис. 3.11. При подаче напря-
жения на схему срабатывает реле К2. Благодаря контакту К2
(строка 2) реле К2 полностью переходит на питание через
резистор Р4, который подобран так, чтобы коэффициент возвра-
та реле К2 был близок к единице; контакт К2 (участок цепи 9)
замыкает цепь конденсатора С.
При замыкании контакта прибора Р1 загорается лампа HL1,
а на резисторе R1 падает напряжение; это падение напряжения
через выпрямитель VD1 обеспечивает зарядку конденсатора С.
84
Рис. 3.11, Схема сигнализации с использованием реле импульсной сигнализации
Благодаря импульсу тока зарядки, проходящему по катушке
1, срабатывает поляризованное реле К1, замыкая свой контакт
К1 (строка 9) и включая звонок НА.
Для отключения звонка необходимо нажать кнопочный вы-
ключатель SB1-, при этом включается обмотка 11 поляризован-
ного реле, и оно размыкает контакт К1 в цепи звонка НА.
Теперь эта цепь готова принять сигнал от других приборов.
Однако, если тут же сработает второй прибор и замкнется кон-
такт Р2, ток через резистор R1 увеличится, падение напряжения
на ием возрастет, произойдет дополнительная зарядка конден-
сатора С, и вновь сработает реле К1, включая звонок НА.
После зарядки конденсатор С начнет разряжаться через рези-
стор R2, однако все время будет готов для принятия нового
сигнала.
Реле К2 предотвращает включение звонка при восстановле-
нии нормального напряжения питания схемы после его значи-
тельного уменьшения или полного исчезновения. При снятии
напряжения питания схемы (илн его уменьшении) реле К2 от-
ключается, размыкая контакт К2 (участок цепи 9), благодаря
чему конденсатор С не разряжается. Поэтому, когда нормальное
напряжение питания будет восстановлено, ток через катушку 1
реле К1 не пойдет, следовательно, реле не сработает и звонок
не включится.
Выключатель SB2 служит для проверки ламп.
Диоды VD3 и VD4 развязывают цепи ламп, т. е. предотвра-
щают возможность включения остальных ламп, кроме той,
которая сигнализирует о срабатывании прибора (замыкании
технологического контакта).
85
Рис. 3.12. Схема технологической сигнализации с использованием тиристоров:
Pt, Р2 — технологические контакты; В1 — кнопочный выключатель для проверки исправ-
ности сигнализаторов; В2 — кнопочный выключатель для отключения и мультивибратора.
На предприятиях химической, нефтеперерабатывающей н нефтехимической
промышленности начинают использовать схемы технологической сигнализации^
выполненные на тиристорах. Они отличаются от релейно-контактных схем
меньшими размерами, массой и энергопотреблением и характеризуются высо-
кой надежностью.
Рассмотрим такую схему (рис. 3.12). При замыкании одного из технологи-
ческих контактов (Pl, Р2, ...), например Р1, ток проходит по цепи: +220 В,
эмиттер — база транзистора VT1, R6, VD8, R5, Rl, VD2, HL1, Р1, —220 В.
Транзистор VT1 открывается, и ток в цепи: +24 В, VT1, R9, управляющий
электрод (анод) тиристора V55, К, —24 В включает тиристор VS3. Реле К
срабатывает и своими контактами К включает звонок НА и мультивибратор
(используемый в схеме для получения мигающего света). Контакт КТ начи-
нает периодически замыкаться, а лампа HL1 —мигать. Прн этом ток идет по
цепи: +220 В, КТ, VD7, Rl, VD2, HL1, R1, -220 В.
Для отключения звонка НА и перевода лампы HL1 на ровный (немигаю-
щий) свет необходимо нажать сдвоенный кнопочный выключатель SB2. При
замыкании контакта выключателя SB2 (левая часть) через резистор R4 и диод
VD3 идет ток на управляющий электрод тиристора VS1. Последний включает-
ся, и на лампу HL1 подается полное напряжение (220 В). При размыкании
контакта правой части кнопочного выключателя SB2 тиристор VS5 н реле К
выключаются. Контакты реле К размыкаются, что приводит к отключению-
звонка НА и мультивибратора.
Для опробования световых и звуковых сигнализаторов необходимо на-
жать кнопочный выключатель SB1. Нетрудно заметить, что контакт этого
выключателя аналогичен любому технологическому контакту (Pl, Р2, ...). Сле-
довательно, схема сработает точно так же, как при замыкании контакта Р1
(что было рассмотрено выше), т. е. включаются мультивибратор и звонок.
Одновременно начнут мигать все исправные лампы (HL1, HL2, ...), так как
контакт выключателя SB1 является для них общим.
В отдельных случаях роль реле К и КТ выполняют тиристоры. Такие схе-
мы являются полностью бесконтактными (не считая технологических контак-
тов) и, следовательно, более надежными.
Сигнализация положения (состояния). Простейшая схема
сигнализации состояния электродвигателя представлена на рис.
вб
Рнс. 3.13. Схемы сигнализации
состояния электродвигателя:
а — с одной лампой; б — с двумя
лампами (без промежуточного ре*
ле); в —с двумя лампами (с про*
межуточными реле)
3.13, а. Сигнальная лампа HL подключена параллельно катуш-
ке магнитного пускателя КМ. Недостатком такой схемы явля-
ется возможность выдачи ложной информации в случае перего-
рания лампы.
На рис. 3.13, б для сигнализации отключения двигателя ис-
пользуется один контакт КМ (строка 5) магнитного пускателя.
Если в этой схеме не горят одновременно обе лампы HL1 и
HL2, это свидетельствует, в частности, о перегорании одной из
них. Если у магнитного пускателя нет свободных контактов, то
с целью размножения его контактов устанавливают промежу-
точное реле (рис. 3.13, в).
Введением в схему резисторов можно обеспечить двухрежим-
ное использование одной лампы. В таких схемах (рис. 3.14)
перегорание лампы не дает ложной информации.
Рис. 3.14. Схема сигнализации состоя-
ния электродвигателя с использовани-
ем резистора
87
Несоответствие
Отключен
Включен
Отключен
Несоответствие
включен
Несоответствие
Отключен
Несоответствие
включен
Несоответствие
Рис. 3.15. Схемы сигнализации состояния электродвигателя, построенные по
принципу соответствия положения рукоятки переключателя состоянию электро-
двигателя:
а —с тремя лампами; б —с мигающими лампами (включен, отключен — ровный свет;
несоответствие — мигающий свет); в —с изменением накала ламп (включен, отключен —
неполный накал; несоответствие — полный накал)
88
При неподвижном электродвигателе лампа HL1 горит непол-
ным накалом — ток идет через резистор /?/. При работающем
электродвигателе замкнут контакт КМ магнитного пускателя, и
лампа горит полным накалом — ток идет через контакт КМ.
В тех случаях, когда для управления электродвигателями
используют не кнопочные выключатели, а универсальные пере-
ключатели, схемы сигнализации строят по принципу соответст-
вия положения универсального переключателя состоянию
электродвигателя (рис. 3.15). Такой переключатель имеет два
фиксированных положения рукоятки — «О» (отключено) и
«В» (включено), а также два положения без фиксации—«ОО»
(операция отключения) и «ОВ» (операция включения).
В схеме (рис. 3.15, а) для включения электродвигателя руко-
ятку переключателя ставят в положение «ОВ». При этом вклю-
чается магнитный пускатель КМ, замыкается контакт КМ
(строка 2), шунтирующий контакт SX (строка /), и рукоятку
можно опустить — она перейдет в положение «В». Контакт КМ
(строка 4) размыкается, и лампа HL2 отключается; контакт КМ
(строка 6) замыкается, и лампа HL3 включается. Если же по
каким-либо причинам катушка КМ обесточится, т. е. электро-
двигатель отключится, возникнет несоответствие между положе-
нием рукоятки переключателя («В») и состоянием электродви-
гателя. Об этом будет свидетельствовать включение лампы HL1.
В схеме (рис. 3.15, б) при соответствии положения рукоятки
переключателя состоянию электродвигателя лампы HL1 и HL2
горят ровным светом, прн несоответствии — мигающим светом.
В схеме (рис. 3.15, в) лампы HL1 и HL2 при несоответствии
горят полным накалом, а при соответствии — неполным нака-
лом.
Для сигнализации конечных или промежуточных положений
запорных устройств (задвижек, заслонов, клапанов и т. п.)
используют путевые (конечные) выключатели. Для указания
любого промежуточного положения запорных устройств приме-
няют индукционные и реостатные преобразователи, в которых
исполнительными устройствами вместо ламп являются стрелоч-
ные приборы (рис. 3.16).
Рис. 3.16. Указатель положения регулирующего
органа:
М — электропривод регулирующего органа; Р —показы-
вающий измерительный прибор; /?|— потенциометриче-
ский датчик; Л? — подстроечный резистор
89
Рис. 3.17. Пневматические схемы н средства сигнализации:
а — технологическая сигнализация; б — сигнализация положения; в — пневмолампа; г —
пневматический конечный выключатель; / — передающий (пневматический) преобразова-
тель; 2 — позиционный регулятор,- 3 — пяевмолампа; 4 — пневмосирена; 5 — пневматиче-
ский конечный включатель; 6 — резиновая мембрана; 7 —лепестки; 8 —стекло; 9— шток;
10 — внутреннее сопло; // — наружное сопло; 12 — заслонка; /3 —мембрана
Пневматические схемы сигнализации. И технологическая
сигнализация, и сигнализация положения может быть осуществ-
лена без использования (или с частичным использованием)
электрической энергии. Это имеет большое значение при уста-
новке сигнализаторов во взрывоопасных помещениях.
Технологическая сигнализация с использованием только
пневматических устройств показана на рис. 3.17, а. Сигнал от
прибора / поступает на позиционный регулятор 2 (например,
типа ПР1.5), выход которого (0; 1) связан с пневмолампой
(индикатором) 3. При подаче единичного (1) сигнала резиновая
мембрана 6, окрашенная, например, в красный цвет (рис. 3.17, в),
вытягивается, прижимает лепестки 7 к краям стекла, и мембра-
на становится видна через стекло. Одновременно открывается
клапан и подает воздух к пневматической сирене 4.
Для сигнализации положения запорного устройства исполь-
зуют пневматические конечные выключатели (рис. 3.17, б, г).
При иажагии иа шток 9 (рис. 3.17, а) мембрана /3 прогибается,
внутреннее сопло 10 подходит к заслонке 12 и отводит ее от
наружного сопла 11. Камера Б отсоединяется от камеры В,
соединяется с камерой А, и воздух под давлением начинает
поступать через камеру Б иа выход выключателя. В качестве
исполнительного устройства сигнализатора могут быть исполь-
зованы пневмолампа, пружинный манометр и др.
На рис. 3.18 представлена рабочая схема сигнализации с ис-
пользованием пневматического генератора прямоугольных им-
пульсов 10. Схема работает следующим образом. При отклоне-
нии одного из параметров, например уровня, преобразователь 2а
заставит позиционный регулятор 26 выдать единичный сигнал
(0,14 МПа), который поступит к элементу 7 (замкнется его
верхний контакт) и в камеру В элемента 4. Мембранный узел
90
Рис. 3.18. Схемы сигнализации с использованием пневматического генератора
прямоугольных импульсов:
а — сигнализация уровня (L); б — сигнализация температуры (Т); 1а, 2а — пневматиче-
ские передающие преобразователи; 16, 26 — позиционные регуляторы; 3, 3', 4, 4' — грех-
мембранные реле; 5, 5', 9 — логические схемы (элементы) ИЛИ; 6. 6', 7, 7', 8, 8' 11,
12 — пневмоэлектропреобразователи; 10 — генератор прямоугольных импульсов; 13 — зво-
нок; 14—14’ — лампы
элемента 4 сместится вниз, и на выходе его также появится
единичный сигнал, который поступит одновременно к элементам
6 и 9. В элементе 6 замкнется верхний контакт и соединит шину
мигающего света (ШМС) с лампой 14. На выходе элемента
появится единичный сигнал, включающий генератор прямоуголь-
ных импульсов 10, в результате чего элемент 11 начнет подавать
на ШМС пульсирующее напряжение. Единичный выходной сиг-
нал элемента 9 поступит также к пневмосирене и пневмопреоб-
разователю 12, и включится звонок 13.
Для снятия звукового сигнала (отключения звонка и пневмо-
сирены) и перевода лампы на нормальный режим горения не-
обходимо нажать на пневматический кнопочный выключатель
КСС. На вход элемента 5 будет подан единичный сигнал. Та-
кой же сигнал появится и на выходе элемента 5. Он заставит
мембранный узел в элементе 3 сместиться вниз, н на выходе
элемента 3 также появится единичный сигнал. В результате на
вход элемента 3 подается еще одни единичный сигнал, и выклю-
чатель КСС можно отпустить. Подаваемый в камеру Б эле-
мента 4 сигнал заставит мембранный узел подняться, и на вы-
91
ходе этого элемента давление станет равно нулю. В элементе 6
замкнется нижний контакт, отключающий ШМС от лампы 14 и
подключающий эту лампу к сети нормального напряжения.
Снятие единичного сигнала с входа элемента 9 приведет к сня-
тию аналогичного сигнала с его выхода. При этом отключится
пневмосирена, разомкнется контакт в элементе 12 и отключится
звонок.
Для проверки сигнализаторов нажимают кнопочный выклю-
чатель КИС, и воздух (Рпит) поступает в элементы 8 и 8'. При
этом замыкаются верхние контакты элементов, и лампы 14 и
14' подключаются на нормальное напряжение. При иажатии иа
выключатель КПС подается единичный сигнал иа вход элемента
Р; такой же сигнал появляется и иа его выходе. Контакт в эле-
менте 12 замыкается, и включается звонок.
3.3. СХЕМЫ БЛОКИРОВКИ
Схемы блокировочных зависимостей электродвигателей. В том
случае, когда требуется предотвратить возможность включения
электродвигателя М2 без предварительного пуска электродвига-
теля Ml, применяют схему, показанную на рис. 3.19, а. Кон-
такт КМ1 магнитного пускателя КМ1 электродвигателя Ml
вводится в цепь магнитного пускателя КМ2 электродвигателя
М2. Только при замкнутом контакте КМ1 воздействие иа кно-
почный выключатель SB3 приведет к включению пускателя
КМ2. Универсальный переключатель 5Д должен при этом нахо-
диться в положении «Б» (блокировка). При отключении
электродвигателя Ml контакт КМ1 в цепи магнитного пускателя
КМ2 размыкается, отключая тем самым и электродвигатель М2.
Рис. 3.19. Принципиальная схема управления двумя сблокированными элект-
родвигателями:
а —с блокировкой пуска и останова; б— с блокировкой пуска
92
Рис. 3.20. Принципиальная электрическая схема управления электродвигате-
лем (М3), сблокированным с двумя другими электродвигателями (Ml и М2)
При переводе переключателя в положение «Р» (ручное
управление) контакт /СМ/ блокируется, и становится возможным
пуск электродвигателя М2 независимо от того, в каком состоя-
нии находится электродвигатель Ml. Этот режим необходим для
опробования электродвигателя М2.
Если остановка электродвигателя Ml не должна приводить
к остановке электродвигателя М2, контакт К2 блокирует как
кнопку SB3, так и контакт КМ1 (рис. 3.19,6).
В случае, когда пуск электродвигателя М3 может быть осу-
ществлен только после пуска электродвигателей Ml и М2 (схе-
ма «И» — конъюнкция), используют схему, представленную на
рис. 3.20. Для соблюдения блокировочной зависимости контакты
магнитных пускателей КМ1 и КМ2 электродвигателей Ml и М2
устанавливают последовательно в цепи магнитного пускателя
КМЗ электродвигателя М3. При этом выключение электродвига-
телей Ml или М2 приводит к остановке электродвигателя М3.
Если пуск электродвигателя М3 может быть разрешен после
пуска любого из электродвигателей Ml или М2 (схема
«ИЛИ» — дизъюнкция), контакты КМ1 и КМ2 должны быть
установлены параллельно. Остановка любого из двигателей Ml
и М2 ведет к остановке электродвигателя М3.
В электрических схемах управления реверсивными электро-
двигателями должна быть исключена возможность одновремен-
ного срабатывания обоих магнитных пускателей, так как прн
этом происходит короткое замыкание фаз. Блокировочная зави-
симость в этом случае осуществляется путем введения контак-
та КМ1 пускателя КМ1 («Вперед») в цепь пускателя КМ2
(«Назад») и контакта КМ2 пускателя КМ2 — в цепь пускателя
КМ1 (рис. 3.21). Для реверсирования электродвигателя, запу-
93
Рис. 3.21. Принципиальная электрическая схема управления реверсивным
электродвигателем
щеиного нажатием кнопки SB1 («Вперед»), необходимо сначала
нажать кнопку SB3 («Стоп»), а затем кнопку SB2 («Назад»).
Блокировку реверсивного двигателя можно производить и с
помощью двухцепиых кнопочных выключателей (рис. 3.22). При
нажатии любого из выключателей SB1 или SB2 разрывается
цепь магнитного пускателя соответственно КМ2 или КМ1. Такая
блокировка позволяет осуществить реверсирование электродви-
гателя без предварительной остановки. В этом случае необхо-
дима механическая блокировка в магнитном пускателе, исклю-
чающая притягивание якорей одновременно к сердечникам
обеих катушек.
Схемы блокировочных зависимостей в технологических про-
цессах. На рис. 3.23 показана схема, разрешающая открытие
клапана 7 только после открытия клапанов 4—6. На выходе
кт
Рис. 3.22. Фрагмент принци-
пиальной электрической схе-
мы управления реверсивным
двигателем с использовани-
ем двухцепных кнопочных
выключателей (В1 н В2)
«4
Рис. 3.23. Схема блокировочных зависимостей клапанов:
1~3 — пнеамотумблеры; -4—7 — клапаны; 8, 9 — трехмембранные элементы
схемы «И» единичный сигнал появится только тогда, когда на
мембраны клапанов 4—6 будут поданы единичные сигналы от
пиевмотумблеров /, 2, 3. Применяют также схемы, в которых
пуск командного прибора, управляющего через клапаны пода-
чей материальных и энергетических потоков в объект, невозмо-
жен до закрытия крышки аппарата. При полном закрытии
крышка воздействует иа конечный выключатель, разрешающий
пуск прибора.
3.4. СХЕМЫ ЗАЩИТЫ
При защите объектов химической технологии чаще всего необ-
ходимо включить или отключить подачу каких-либо веществ в
объект. Это может быть осуществлено несколькими способами.
Если иа магистрали установлен регулирующий орган, то
схема защиты может быть выполнена, как показано на рис.
3.24, а. При достижении в объекте критического давления по-
зиционный регулятор 1а выдает единичный сигнал переключаю-
щему реле 3 (в камеру В). Мембранный узел смещается вниз,
при этом сопло С1 закрывается, а сопло С2 открывается. Воз-
дух из линии мембранного исполнительного механизма сбра-
сывается в атмосферу, а клапан 4 полностью закрывается или
открывается в зависимости от его типа (НЗ или НО). При
достижении нормального давления в объекте давление воздуха
в камере В реле 3 становится равным нулю, и схема принимает
первоначальное положение.
После срабатывания устройств защиты часто недопустимо
автоматическое восстановление нормального функционирования
объекта при исчезновении признака опасности. Поэтому на
линии между позиционным регулятором 1а и реле 3 устанавли-
вают обратный клапан КО и патрубок с игольчатым вентилем
95
Dm объекта
Рис. 3.24. Схемы защиты простого объекта с использованием регулирующего
органа:
« — без переключателя: б — с устройством ручного восстановления нормального режима;
в~ с задержкой времени срабатывания схемы защиты; г —с переключателем; д~ с
трехмембранным элементом; е —с трехходовым клапаном; ж —устройство трехходового
клапана; 1а — позиционный регулятор; 2а— регулятор (например, ПИ-регулятор); 3 — пе-
реключающее реле; 4 — регулирующий клапан; 5 — трехмембранный элемент; 6~ переклю-
чатель; 7 — трехкодовой клапан; <?, 9 — нижнее к верхнее седло клапана; 10 — тарельча-
тый золотник (затвор); 11—14 — пневматические линии; КО —клапан обратный; ВИ —
вентиль игольчатый; V — емкость
ВИ (рис. 3.24, б). Для восстановления нормального режима,
работы схемы после срабатывания устройств защиты необходи-
мо открыть вентиль ВИ для сброса воздуха и вновь закрыть
его.
Чтобы исключить срабатывание схемы защиты при кратко-
временных (случайных) срабатываниях позиционного регулято-
ра, необходимо использовать реле времени; сигнал от позициои-
96
кого регулятора подается на реле времени, которое лишь спустя
определенное время посылает сигнал к переключающему реле
(рис. 3.24, в). При появлении на выходе позиционного регуля-
тора 1а единичного сигнала давление в камере В трехмембраи-
ного элемента 5 нарастает медленно (из-за наличия игольчатого
вентиля ВИ н емкости V). Через некоторое время элемент 5
срабатывает, и единичный сигнал от него поступает к реле 3
(защита сработала).
Чтобы обеспечить возможность отключения схемы защиты и
ее проверки, в схему вводится ручной переключатель 6 (рис.
3.24, а). Переключатель имеет три положения: «Аварийное ав-
томатическое срабатывание», «Защита отключена», «Ручное
срабатывание». В первом положении выходной сигнал позици-
онного регулятора 1а через переключатель 6 поступает к пере-
ключающему реле 3. Во втором положении камера В элемента
3 (см. рис. 3.24, а) сообщается с атмосферой. В третьем поло-
жении воздух давлением Ргшт (единичный сигнал) от переклю-
чателя подается в верхнюю камеру элемента 3.
Вместо переключающего реле 3 можно использовать трех-
мембраииый элемент (рнс. 3.24, д) или трехходовой клапан
(рис. 3.24, е, ж). При подаче единичного сигнала от позицион-
ного регулятора 1а (см. рис. 3.24, д) мембранная сборка трех-
мембранного элемента 5 смещается вверх, верхнее сопло за-
крывается, а нижнее сопло открывается. Связь мембранного
исполнительного механизма регулирующего клапана 4 с регу-
лятором 2а прекращается, исполнительный механизм сообщает-
ся с атмосферой, и клапан 4 срабатывает. В случае использо-
вания трехходового клапана 7 при подаче единичного сигнала
на его исполнительный механизм нижнее седло 8 закрывается,
а верхнее 9 — открывается, благодаря чему регулирующий кла-
пан 4 (тип НЗ) перекрывает магистраль.
Если при аварийном состоянии объекта недопустима утечка
вещества, происходящая, как правило, при закрытом регули-
рующем органе, необходимо на магистрали рядом с регулирую-
щим органом устанавливать отсечный клапан (монтируется без
шунта). В этом случае к схеме защиты подключают лишь от-
сечный клапан и при срабатывании схемы регулирующий орган
остается открытым.
Если подача вещества осуществляется индивидуальным насо-
сом (или компрессором), то для ее прекращения достаточно
отключить привод насоса (компрессора) с помощью электро-
контактного прибора, воздействующего на магнитный пускатель
электродвигателя насоса (компрессора).
При необходимости воздействовать одновременно на не-
сколько магистралей (в случае опасного отклонения одного
параметра) применяют следующую схему (рнс. 3.25,а). Наприг
7—798
97
Магистраль приборного Воздуха
Магистраль приборного Воздуха
Рис. 3.25. Схемы зашиты сложного объекта:
а —с помощью трехходового клапана; б —с использованием обратных клапанов для*
развязки позиционных регуляторов; в — с использованием семимембранного элемента
для развязки позиционных регуляторов; 1а—За —передающие преобразователи; 16—Зб —
позиционные регуляторы; 1в — трехходовой клапан; 1—3 — запорные вентили; 4—6 — об-
ратные клапаны; 7 —игольчатый вентиль; 8 — семимембранный элемент
мер, при повышении давления в объекте позиционный регулятор
16 посылает единичный сигнал иа исполнительный механизм
трехходового клапана /в, который прекращает доступ сжатого
воздуха в гребенку и одновременно сбрасывает остаток воздуха
из гребенки в атмосферу. Прн этом клапаны регуляторов и от-
сечные клапаны полностью закрываются или открываются в
зависимости от их типа (НЗ или НО). При работе схемы защи-
ты вентиль 3 должен быть закрыт, а вентили 1 и 2 откры-
ты.
Если необходимо осуществить защиту объекта по трем па-
раметрам, то схему выполняют, как показано иа рис. 3.25,6.
Обратные клапаны 4, 6, 6 предотвращают выход воздуха в ат-
мосферу через несработавшие позиционные регуляторы.
Игольчатым вентилем 7 возвращают схему защиты в исходное
состояние. Прн частично открытом игольчатом вентиле схема
защиты самостоятельно возвращается в исходное состояние
после восстановления нормального значения параметра.
98
Для развязки позиционных регуляторов (исключения влия-
ния их друг на друга) вместо обратных клапанов можно исполь-
зовать семимембраиный элемент (рис. 3.25, в). Имеющийся в
схеме одни обратный клапан 4 с игольчатым вентилем 7 служит
для возвращения схемы защиты в исходное состояние. Для
ускорения подачи сигнала от семимембранного элемента 8 к
исполнительному механизму иа выходе элемента 8 необходимо
установить усилитель мощности.
Отключить линию питания регуляторов и отсечных клапанов
можно также с помощью электромагнитного трехходового кла-
пана; при этом уменьшается продолжительность срабатывания
устройства защиты (рис. 3.26). Пневматические сигналы от
позиционных регуляторов 16—36 поступают иа пневмоэлектро-
преобразователи 1в—Зв, контакты которых управляют магнит-
ным пускателем 1г электромагнитного клапана 1д.
Принципиальная электрическая схема управления электро-
магнитным клапаном приведена на рис. 3.27. Питание схемы
осуществляется постоянным током напряжением 24 В. Основ-
ное питание производится от понижающего трансформатора TV
через выпрямитель VD. При падении напряжения основного
литания автоматически включается аварийное питание от акку-
муляторной батареи GB. При замыкании выключателя SA1
К регуляторам
или отсечным
От объекта
Магистрат приборного бозбуха
Рис. 3.26. Схема защиты объекта
с использованием электромагнит-
ного трехходового клапана:
16—36 — позиционные регуляторы; 1в—
Je — пневмоэлектропреобразователи (на-
пример, типа СМ-1); 1г — магнитный
пускатель; 1д — трехходовой электро-
магнитный клапан; 1—3 — запорные вен-
тили
Рис. 3.27. Принципиальная элект-
рическая схема управления элект-
ромагнитным клапаном
включается реле К1. Его контакты К1.1 и К1.2 подают иа схему
питание через выпрямитель VD-, контакты К 1.3 и К.1.4 отключа-
ют аварийное питание; контакт К1.5 включает лампу HL1
основного питания, а контакт К1-6 выключает лампу HL2 ава-
рийного питания.
При срабатывании одного из сигнализирующих приборов
замкнется его контакт (Pl, Р2 или РЗ) в цепи магнитного
пускателя КМ. Пускатель срабатывает (тумблер в рабочем
состоянии схемы замкнут). При этом контакт КМ.2 включает
катушку К2 электромагнитного трехходового клапана; контакт
КМ.1 блокирует замкнувшийся контакт прибора, что предотвра-
щает отключение клапана при возвращении параметра защиты
к нормальному значению.
Для отключения клапана необходимо с помощью тумблера
разомкнуть цепь магнитного пускателя КМ. При падении
напряжения основного питания реле К1 контактами К1.3 и
К. 1.4 подключает к схеме батарею GB, контактами К1.1 и К1.2
отключает основное питание, контактом К1.5 выключает лампу
HL1, контактом К1.6 включает лампу HL2. Для проверки напря-
жения аварийного питания предусмотрена специальная цепь.
При воздействии иа кнопочный выключатель контроля SB2 по
показанию вольтметра PV можно судить о напряжении аварий-
ного питания. Резистор К. является нагрузкой для батареи во
время проверки напряжения.
В рабочем состоянии схемы выключатели SA1 и SA2 долж-
ны быть включены.
3.5. АГРЕГАТНЫЕ СИСТЕМЫ СИГНАЛИЗАЦИИ,
ЗАЩИТЫ И БЛОКИРОВКИ
Технологические процессы современных химических производств
характеризуются оптимальными значениями параметров, во мно-
гих случаях приближающимися к критическим значениям. В ря-
де случаев даже небольшие отклонения параметров от их опти-
мальных значений могут соответственно снизить эффективность
функционирования установки и даже привести к аварийной
ситуации. В связи с этим при проектировании и эксплуатации
промышленных установок большое значение придают вопросам
обеспечения контроля за ходом технологического процесса.
В свою очередь, надежность н достоверность технологическо-
го контроля в значительной степени определяется применяемы-
ми системами н устройствами технологической сигнализации,
защиты и блокировки.
Устройства аварийно-предупредительной сигнализации поз-
воляют фиксировать критическое отклонение контролируемого
технологического параметра и тем самым предупреждать разви-
тие предаварийиой ситуации в аварийную.
100
Устройства противоаварийиой защиты позволяют своевре-
менно обнаруживать аварийные ситуации и автоматически при-
нимать оперативные меры по предотвращению аварий.
Устройства технологических блокировок предотвращают не-
допустимые, ошибочные действия оперативного персонала, оп-
ределяют заданную последовательность операций по отключе-
нию технологического оборудования.
Устройства сигнализации, защиты и блокировки основывают-
ся на различной элементной базе. Существующие схемы на ре-
лейно-контактных элементах достаточно подробно описаны в
предыдущих изданиях данного учебника и в литературе. Эти
схемы обладают рядом существенных недостатков — громозд-
костью, низкой надежностью и большим электропотребле-
ннем.
В настоящее время разработаны достаточно надежные бес-
контактные помехозащищеиные схемы сигнализации, защиты и
блокировки, реализованные на тиристорах, транзисторах, мик-
росхемах и других элементах. Промышленные системы сигна-
лизации, защиты и блокировок разрабатываются с использова-
нием унифицированных комплектных устройств, позволяющих
осуществлять модульный принцип проектирования систем.
Эти устройства достаточно надежны и удобны в обслужива-
нии.
Рис, 3.28. Структурная схема системы защиты на базе МЗС с функциональ-
ными связями
101
Ниже рассмотрены назначение и принцип действия, а также
схемная реализация основных унифицированных устройств сиг-
нализации, защиты и блокировки, выпускаемых промышленно-
стью.
Система модулей защиты и сигнализации (МЗС). Системы
защиты и сигнализации, реализованные на базе МЗС, предназ-
начены для приема сигналов, от датчиков с дискретными и
аналоговыми выходами и двухпозиционного управления техно-
логическим оборудованием с представлением на мнемосхеме
отклонений технологических параметров и состояния оборудо-
вания в виде световых сигналов, дублируемых световым и
звуковым прерывистыми сигналами.
С помощью МЗС может быть спроектирована как подсисте-
ма защиты и сигнализации, входящая в АСУТП, так и само-
стоятельная система защиты и сигнализации.
Система МЗС включает три группы модулей: электронные;
сигнальные и управляющие; конструктивно-коммутационные
модули.
На рис. 3.28 приведена структурная схема системы защиты
на базе МЗС с функциональными связями.
Электронные модули
Модуль дискретных входов МДВ-1 предназначен для приема
сигналов замыкания пассивных контактов на искробезопасные
входы' и для передачи сигналов другим модулям этой группы.
МДВ-1 имеет четыре канала, входом каждого является двух-
проводная линия связи, гальванически изолированная от других
электрических цепей модулей МЗС. Входным сигналом по каж-
дому каналу является сигнал замыкания пассивных контактов.
При разомкнутых контактах сопротивление линии связи не
менее 1 МОм, при этом на входе канала присутствует положи-
тельный потенциал 6 В, что соответствует сигналу логической
единицы. При замкнутых контактах сопротивление линии связи
не более 5 кОм, что соответствует сигналу логического нуля.
Модуль дискретных входов МДВ-2 предназначен для приема
сигналов замыкания пассивных контактов и передачи сигналов
другим модулям этой группы. МДВ-2 имеет восемь каналов,
входом каждого является цепь, образованная входом и общим
проводом системы. Входным сигналом по каждому каналу
является сигнал замыкания пассивных контактов.
При разомкнутых контактах сопротивление лиини связи со-
ставляет не менее 20 кОм; при этом на входе канала присутст-
вует положительный потенциал 5 В, что соответствует сигналу
логической единицы. При замкнутых контактах сопротивление
линии связи не более 500 Ом, что соответствует сигналу логи-
ческого иуля.
102
Модуль аналоговых входов МАВ-1 предназначен для приема
токовых аналоговых сигналов ГСП, преобразования их в дис-
кретные на уровне регулируемых уставок в диапазоне 0—1 В
и передачи другим электронным модулям. МАВ-1 имеет четыре
канала, входными сигналами которых являются токовые сигна-
лы 0—5 мА, 0—20 мА и 4—20 мА. Входные цепи гальванически
изолированы от электрических цепей данного модуля и других
модулей МЗС.
Значение входного сигнала ниже уровня уставки соответст-
вует подаче на вход канала логической единицы. При этом иа
прямом дискретном выходе присутствует сигнал логической
единицы, а на инверсном дискретном выходе — сигнал логичес-
кого нуля. При значении входного сигнала выше уровня уставки
(что соответствует подаче на вход канала сигнала логического
нуля) выходные дискретные сигналы меняют свое значение.
Допускается устанавливать до четырех уставок преобразования
одного входного аналогового сигнала в дискретные.
Модуль логики сигнализации МЛС-1 предназначен для прие-
ма сигналов от входных модулей (МДВ-1, МДВ-2, МАВ-1) и
модуля мнемосхемы (ММ-2) сигнальио-управляющей группы,
включения сигнализации на блоках управления н индикации
(БУИ-1 — БУИ-4) конструктивно-коммутационной группы и
включения дополнительной звуковой и световой сигнализации
через модули силовых ключей (МКС-1 и МКС-2) сигнально-уп-
равляющей группы. Кроме того, МЛС-1 позволяет выделять
сигнал, пришедший первым в группе последовательно пришед-
ших сигналов, обеспечивает возможность квитирования сигна-
лизации и контроля исправности световых индикаторов.
Модуль МЛС-1 имеет восемь самостоятельных каналов.
Входы модуля находятся относительно общего провода данного
модуля или других модулей МЗС под положительным потенциа-
лом не меиее 2,4 В, что соответствует входному сигналу логичес-
кой единицы.
При появлении на входе канала сигнала логического нуля
(ие более 0,4 В), первого из группы пришедших, сигнал на вы-
ходе изменяется с периодом следования 0,32 с, а всех последую-
щих— с периодом 1,28 с.
При квитировании сигнализации иа выходе световой индика-
ции появляется сигнал логического нуля, а иа выходе звуковой
индикации —• сигнал логической единицы.
Модули логики защиты МЛЗ-1, МЛЗ-2 и МЛЗ-З. Модуль
МЛ3-1 предназначен для приема и передачи сигналов от элект-
ронных модулей МЗС и реализации логической функции «И»
по четырем входам. МЛЗ-2 предназначен для приема и передачи
сигналов от электронных модулей МЗС и реализации мажори-
тарной логики по схеме «два из трех». МЛЗ-З предназначен для
приема и передачи сигналов от электронных модулей МЗС и
103
реализации логической функции «ИЛИ» по четырем входам.
Модули МЛ3-1, МЛЗ-2 и МЛ3-3 имеют восемь самостоятель-
ных каналов. Их входы относительно общего провода находятся
под положительным потенциалом не меиее 2,4 В, что соответ-
ствует входному сигналу логической единицы. При этом иа
прямом выходе модулей имеется сигнал логической единицы, а
на инверсном — логического нуля.
Модуль временной задержки МВЗ-1 предназначен для прие-
ма н передачи сигналов от электронных модулей МЗС, реализа-
ции задержки входного сигнала и выдержки времени выдачи
сигнала. МВЗ-1 имеет четыре канала, каждый из иих имеет три
входа и два выхода.
Входы относительно общего провода модуля находятся под
положительным потенциалом не менее 2,4 В, что соответствует
входному сигналу логической единицы; выходы также находят-
ся в состоянии логической единицы. Сигнал логического нуля на
входе изменяет состояние выхода выдержки сигнала, но ие из-
меняет состояния выхода задержки. Через заданный отрезок
времени состояние выхода задержки сигнала переходит в со-
стояние логического нуля, а состояние выхода выдержки —
в состояние логической единицы.
Диапазон задаваемого времени задержки и выдержки сигна-
ла может изменяться от 1,28 до 2580,48 с с дискретностью 1,28
и 40,96 с.
Модуль логики управления МЛУ-1 предназначен для выпол-
нения следующих функций:
приема сигналов управления двухпозиционными исполни-
тельными механизмами, не имеющими собственной памяти
(блок-контактов пускателя), от модулей мнемосхемы ММ-1 и
ММ-3 сигиально-управляющей группы и УВМ;
приема от электронных модулей МДВ-1, МДВ-2, МАВ-1,
МЛЗ-1, МЛЗ-2, МЛЗ-З, МВЗ-1 сигналов защитных блокировок
на включение, отключение и передачи сигналов управления ис-
полнительными механизмами электронным модулям МКС-I и
МКС-2;
включения сигнализации срабатывания защитных блокиро-
вок иа блоках БУИ-1—БУИ-4, включения дополнительной зву-
ковой и световой сигнализации;
обеспечения возможности снятия блокировок исполнитель-
ных механизмов только вмешательством оператора после лик-
видации аварийной ситуации по каждому каналу отдельно.
Модуль МЛУ имеет два канала, каждый из которых имеет
по пять входов (управление иа включение и отключение, защита
с блокировкой во включенном и отключенном состояниях и
сигнал «снятие блокировки») и три выхода (на управление,
световую индикацию включения блокировки и дополнительную
104
звуковую сигнализацию). Входными сигналами МЛУ-1 явля-
ются сигналы замыкания пассивных открытых контактов.
Входы МЛУ-1 относительно общего провода модуля находят-
ся под положительным потенциалом не менее 5 В, что соответ-
ствует сигналу логической единицы; при этом все выходы также
находятся в состоянии логической единицы.
Модуль логики управления МЛУ-2 предназначен для выпол-
нения следующих функций:
приема сигналов управления двухпозиционными исполни-
тельными механизмами, имеющими блок-контакты пускателя
илн требующими выдержки времени включения от модулей
ММ-1 и ММ-3 и от УВМ;
приема сигналов защитных блокировок на включение или от-
ключение от электронных модулей МДВ-1, МДВ-2, МАВ-1,
МЛЗ-1, МЛЗ-2, МЛЗ-З, МВЗ-1;
обеспечения блокировок иа включение и отключение и пере-
дачи сигналов управления электронным модулям МКС-1 и
МКС-2;
включения снгиализацин срабатывания защитных блокиро-
вок на блоках БУИ-1 — БУИ-4 и дополнительной звуковой и
световой сигнализации;
обеспечения возможности снятия блокировки исполнитель-
ного механизма только вмешательством оператора после лик-
видации аварийной ситуации.
МЛУ-2 содержит один канал, имеющий пять входов, назначе-
ние и характеристики которых аналогичны входам модуля
МЛУ-1, и пять выходов: выход управления на включение; пря-
мой выход управления на отключение; инверсный выход управ-
ления на отключение; выход на световую индикацию включения
блокировки и выход на дополнительную звуковую сигнализацию’
МЛУ-2 обеспечивает возможность задания времени выдачи
сигнала управления от 1,28 до 19,2 с с дискретностью 1,2 с.
Входы МЛУ-2 относительно общего провода модуля нахо-
дятся под положительным потенциалом не менее 2,4 В, что
соответствует сигналу логической единицы. При этом один вы-
ход модуля находится в состоянии логического нуля, осталь-
ные— в состоянии логической единицы.
Модуль ключей силовых МК.С-1 предназначен для приема
сигналов от электронных модулей МЗС и коммутации цепей
переменного тока промышленной частоты.
Максимальное коммутируемое напряжение составляет
420 В, максимальный коммутируемый ток 3 А, входной тон-
не более 4,8 мА.
МКС-1 имеет четыре канала. Вход МКС-1 относительно об-
щего провода модуля находится под положительным потенциа-
лом не менее 2,4 В, что соответствует входному сигналу логи-
ческой едниицы. На выходе также имеется сигнал логической
105
единицы, т. е. ключ закрыт, и напряжение на ключе равно при-
ложенному. Выходом канала является двухпроводная цепь,
Гальванически изолированная от электрических цепей модуля.
Модуль ключей силовых МКС-2 предназначен для приема
'Сигналов замыкания пассивных контактов, сигналов от электрон-
ных модулей МЗС и для переключения силовых цепей постоян-
ного и переменного тока частотой до 5 кГц. Максимальная ам-
плитуда коммутируемого напряжения составляет 100 В,
минимальная — 2 В. Максимальное эффективное значение тока
ключа составляет 0,4 А, минимальное значение коммутируемого
тока 1 мА, а входной ток — не более 4,8 мА.
МКС-2 имеет восемь каналов. Вход МКС-2 относительно
общего провода находится под положительным потенциалом не
менее 2,4 В, что соответствует входному сигналу логической
единицы; выход также находится в состоянии логической едини-
цы, т. е. ключ закрыт, и напряжение на ключе равно приложен-
ному. Выходом канала является двухпроводная цепь, гальвани-
чески изолированная от электрических цепей модуля.
Модуль питания МП-1 предназначен для питания локальных
стабилизаторов, установленных в электронных модулях, н вы-
дачи импульсных сигналов звуковой и световой сигнализации.
Выходными напряжениями и токами нагрузки модуля явля-
ются следующие значения: £7=+5±0,25 В, /макс^0.8 А; V—
= +7,5±1 В, /макс^20 A; U = + 14,5±2 В, /макс^1>5 А.
Выходными сигналами МП-1 являются:
прерывистые сигналы с частотой 300 Гц н периодом преры-
вания 0,32 с, током до 100 мА прн напряжении до 10 В (звуко-
вая технологическая сигнализация);
импульсные сигналы с периодом следования импульсов:
0,004 с; 0,32 с; 1,28 с; 10,24 с, током до 100 мА и напряжением
До 5 В;
прерывистые и непрерывные сигналы с частотой 1200 Гц,
периодом прерывания 1,28 с, током до 100 мА при напряжении
до 10 В (контрольная звуковая сигнализация).
Модули МП-1 работают парами иа общую нагрузку. Отказ
типа «обрыв» в одном из модулей, отключение одного из моду-
лей, а также отключение одной из фаз питания не нарушают
работоспособности системы.
Сигнальные и управляющие модули
Модуль мнемосхемы ММ-1 предназначен для выбора адреса
дистанционного управления исполнительным механизмом и
выбора режима управления. Модуль работает в паре с ММ-3.
Число модулей ММ-1 соответствует числу исполнительных ме-
ханизмов, используемых в алгоритме защиты и изображенных
на мнемосхеме.
106
Модуль мнемосхемы ММ-2 предназначен для общей свето-
вой сигнализации отклонения от нормы контролируемых пара-
метров и включения защитных блокировок (технологическая
сигнализация), общей световой сигнализации неисправности
электронных модулей МЗС (контрольная сигнализация), квити-
рования технологической сигнализации и оперативного контро-
ля исправности индикаторов технологической сигнализации.
Модуль имеет два индикатора. Число модулей ММ-2 соответст-
вует числу используемых блоков управления и индикации.
Модуль мнемосхемы ММ-3 предназначен для выбора команд
управления исполнительными механизмами: включить, отклю-
чить, сиять блокировку. Число устанавливаемых модулей ММ-3
зависит от числа используемых модулей ММ-1.
Модуль мнемосхемы ММ-4 предназначен для световой инди-
кации отклонения от нормы технологических параметров, не
имеющих мнемонической связи с технологическим процессом.
Модуль имеет два индикатора.
Модуль мнемосхемы ММ-5 предназначен для звуковой сиг-
нализации— технологической и контрольной. Звуковая мощ-
ность регулируется соответствующими потенциометрами, уста-
новленными в модуле питания МП-1.
Модуль мнемосхемы ММ-6 предназначен для световой ииди-
кацни отклонения от нормы контролируемых параметров, мне-
монически связанных с технологическим процессом, индикации
включения защитных блокировок и состояния защитных меха-
низмов. Модуль имеет восемь индикаторов.
Модуль мнемосхемы ММ-7 предназначен для световой инди-
кации включения защитных блокировок и состояния защитных
механизмов н имеет шесть индикаторов.
Ко н стру кт ив ио-ко ммутацноиные модули
Стойка блока формирования логики БФЛ-1 предназначена для
размещения разъемов, электронных модулей и для функцио-
нальных связей между модулями и с внешними устройствами.
Каркасы блоков индикации БИ-1 и БИ-2 предназначены для
размещения модулей световой индикации ММ-6, разъемов и па-
нели мнемосхемы.
Каркасы блоков управления и индикации БУИ-1 — БУИ-4
предназначены для размещения адресных модулей управления
исполнительными механизмами ММ-1, общей световой сигнали-
зации ММ-2, выбора команд управления ММ-3, световых табло
ММ-4, звуковой сигнализации ММ-5, световой индикации ММ-7,
разъемов и панели мнемосхемы.
Панель соединительная ПС-1 предназначена для подключе-
ния электрических связей, кроме цепей аналоговых датчиков и
дискретных датчиков, требующих искробезопасных входов;
107
ПС-2— для подключения токовых датчиков; ПС-3 — для под-
ключения сигнальных цепей контактных датчиков с искробезо-
пасными входами.
Система защиты и сигнализации на базе МЗС не имеет огра-
ничений по объему перерабатываемой информации и вариантам
компоновки функциональных схем защиты и сигнализации.
Система МЗС обладает высокими характеристиками надеж-
ности. Вероятность безотказной работы каждого канала любого
модуля не хуже 0,95 за 2000 ч работы, что соответствует нара-
ботке на отказ 40 000 ч. Такая вероятность безотказной работы
модулей обеспечена применением высоконадежных элементов
(интегральные микросхемы, кремниевые диоды, тиристоры,
транзисторы) и выбором режима работы элементов.
Все электронные модули МЗС имеют самоконтроль исправ-
ности. При появлении неисправности в любом из модулей сра-
батывает общая звуковая н световая сигнализация неисправно-
сти и засвечивается светодиод, расположенный на лицевой
панели неисправного модуля. Модули МЗС обеспечивают воз-
можность использования мажоритарности для особо важных
параметров и каналов системы защиты, что с учетом самокон-
троля неисправности обеспечивает почти абсолютную надеж-
ность.
Для повышения надежности системы питания модули пита-
ния попарно резервируются. При выходе из строя модулей
питания каждой пары в процессе замены неисправного модуля и
при отключении одной из фаз трехфазиого питания работоспо-
собность системы не нарушается. За счет введения задержек
прохождения сигналов выходы системы защиты и сигнализации
надежно защищены от влияния импульсных наводок и сетевых
помех.
Унифицированные блоки технологической сигнализации.
Блоки технологической сигнализации предназначены для инди-
видуальной световой и общей звуковой сигнализации конечных
состояний объектов и дискретных значений технологических
параметров. Они реализуют аварийную сигнализацию предель-
ных значений отдельных технологических параметров и позици-
онную сигнализацию состояния (включен, отключен, закрыт,
открыт) аппаратуры, агрегатов и механизмов, участвующих в
технологическом процессе.
В блоках технологической сигнализации используются сле-
дующие типовые алгоритмы (программы) работы сигнализации
с индивидуальными световыми сигналами и общим звуковым
сигналом многократного действия при одновременном ручном
квитировании звукового сигнала и мигающего света:
в исходном состоянии (технологический контакт разомкнут)
сигнальная лампа, соответствующая данному технологическому
параметру, погашена, звуковая сигнализация выключена;
J08
при нарушении технологического параметра (технологичес-
кий контакт замкнут) сигнальная лампа горит мигающим све-
том, включается звуковая сигнализация;
при квитировании сигнальная лампа переходит на ровное
горение, звуковая сигнализация выключается;
при восстановлении нормального значения технологического
параметра (технологический контакт разомкнут) сигнальная
лампа гаснет;
при восстановлении технологического параметра до квитиро-
вания сигнальная лампа гаснет, звуковая сигнализация выклю-
чается, и схема переходит в исходное состояние.
При позиционной сигнализации реализуются следующие ал-
горитмы: при включенном (открытом) состоянии механизма,
соответствующем нормальному протеканию технологического
процесса (технологический контакт замкнут), сигнальная лампа
горит ровным светом, звуковая сигнализация выключена; при
несанкционированном отключении (закрытии) механизма (тех-
нологический контакт разомкнут) сигнальная лампа горит
мигающим светом, включается звуковая сигнализация; при
квитировании сигнальная лампа гаснет, звуковая сигнализация
выключается.
Блоки технологической сигнализации выполнены на полу-
проводниковых элементах и герметизированных магнито-управ-
ляемых контактах и рассчитаны на работу от замыкающих
контактов датчиков (блок-коитакты механизмов, выходные кон-
такты вторичных приборов и т. д.).
К унифицированным блокам технологической сигнализации
относятся: блок аварийной сигнализации (БАС) на 5 точек;
блок позиционной сигнализации (БПС) на 5 точек; блоки об-
щих цепей (БОЦ-1, БОЦ-2, БОЦ-3), выполняющие функции
управления мигающим светом, звуковой сигнализацией и пита-
пня блоков БАС и БПС.
Блок аварийной сигнализации (БАС). Принципиальная
электрическая схема БАС представлена на рис. 3.29. Функцио-
нально БАС состоит из 5 каналов индивидуальной сигнализа-
ции, объединенных общими шинами. Отработка алгоритма
аварийной сигнализации показана иа примере работы канала I.
Остальные каналы отрабатывают алгоритм аналогичным обра-
зом.
В исходном состоянии технологический контакт ТКД разомк-
нут, соответствующая ему лампа сигнализации Л1 погашена,
звука нет.
При замыкании ТКД лампа сигнализации Л1 подключается
к шине мигающего света по цепи: ТК1 —диод ДЗ— диод Д5—
Л1—диод Д7 — диод Д8 — шина «Мигание АС»; одновременно
по цепи: ТКД — диод ДЗ —диод Д4 — реле Р1 —диод Д6 —ди-
од Д16 — шииа «Квитирование, звук АС» включается звуковой
1 О
сигнал. Включение реле Р1 при этом не происходит, так как ток,
протекающий по его обмотке, ограничен на уровне ниже тока
срабатывания резисторами R1 и R2, которые находятся в БОЦ-2.
При нажатии оператором кнопки «Квитирование АС» шина
«Квитирование, звук АС» подключается непосредственно к ши-
не «—24 В», реле Р1 срабатывает, и через собственный контакт
(1,2) и диод Д40 подключается к шине «—24 В» (становится на
самоблокировку). Лампа сигнализации через замкнутый кон-
такт (3,4) реле Р1 подключается к шине «—£7Л» н переходят
на ровное горение (диод Д7 запирается); звуковой сигнал вы-
ключается, так как замкнутый контакт (1,2) реле Р1 шунтирует
шину «Квитирование, звук АС», и днод Д6, который запирается,
выключая ток, проходивший на вход узла звуковой сигнализа-
ции.
При размыкании ТК1 лампа сигнализации Л1 гаснет, но кон-
такты реле Р1 остаются замкнутыми, так как реле продолжает
получать питание от узла задержки через шину «Задержка» и
диоды Д32 и Д2. По окончании времени задержки, определяе-
мого времязадающей цепью узла задержки СЗ и Р16 в блоке
БОЦ-2, реле Р1 выключается. Таким образом, кратковременное
размыкание датчика, при котором он успевает замкнуться до
окончания задержки, воспринимается схемой как случайное, и
разблокировки реле Р1 не происходит.
Контроль исправности сигнальных ламп и каналов индиви-
дуальной сигнализации осуществляется оператором нажатием
кнопки «Контроль», которая подключает шину «Контроль» и
диоды Д1, Д9—ДЗЗ к шине «+£/л, +24 В», что равнозначно
включению всех ТК.
Если некоторые ТК были при этом замкнуты, то соответст-
вующие каналы индивидуальной сигнализации не изменяют сво-
его состояния. Каналы индивидуальной сигнализации с разомк-
нутыми ТК могут быть проверены оператором иа функциониро-
вание нажатием кнопки «Квитирование АС». При отпускании
оператором кнопки «Контроль» каналы индивидуальной сигна-
лизации возвращаются в исходное состояние.
Диоды ДЗ, Д11—Д35 являются развязывающими и обеспе-
чивают возможность подключения к ТК других ячеек сигнали-
зации или входов схем блокировок.
В целях защиты общих шин от короткого замыкания под-
ключаемых к иим по схеме «ИЛИ» полупроводниковых диодов
общие шины заводятся в БАС через дополнительные, схемно-
избыточные диоды Д8, Д16, Д24, Д32, Д40. Это повышает
Рис. 3.29. Принципиальная электрическая схема блока аварийной сигнализации
(БАС)
111
24в,-^,+^
’I
Рис. 3.30. Принципиальная электрическая схема блока позиционной сигнализации (БПС)
эксплуатационную надежность аппаратуры за счет возможности
локализации катастрофического отказа в аппаратуре с точно-
стью до сменного конструктивного блока.
Блок позиционной сигнализации (БПС). Принципиальная
электрическая схема БПС представлена на рис. 3.30. Функцио-
нально БПС состоит из 5 каналов индивидуальной сигнализа-
ции, объединенных общими шинами. Отработка алгоритма
позиционной сигнализации показана на примере работы канала
I. Остальные каналы отрабатывают алгоритм аналогичным об-
разом.
В исходном состоянии блок-контакт БК1 замкнут, соответст-
вующая ему лампа сигнализации Л1 горит ровным светом, зву-
ка нет. Лампа сигнализации Л1 получает питание по цепи:
шина «+£Лъ +24 В» — БК.1 — диод Д2— Л1 — шина «—
Одновременно по цепи: БК1 — диод Д4 — реле Р1 — диод Д11 —
шина «—24 В» получает питание реле PJ и держит замкнутыми
свои контакты (1,2) и (3,4). Однако, несмотря на то, что кон-
такт (3,4) замкнут, тока в цепи этого контакта и соединенной
с ним шины «Квитирование, звук ПС» нет, так как эта цепь
зашуитирована БК1 и диодом Д4. Узел звуковой сигнализации,
вход которого соединен с шиной «Квитирование, звук ПС», вы-
ключен.
При размыкании БК1 реле Р1 получает питание по цепи:
шина «Квитирование, звук ПС» — днод Д23 — диод Д5 — кон-
такт (3,4)—реле Р1—диод ДИ — шина «—24В». Ток этой
цепи удерживает реле Р1 во включенном состоянии и, кроме
того, включает звуковой сигнал. Лампа сигнализации Л1 полу-
чает питание по цепи: шина «Мигание ПС» — диод Д29 — кон-
такт (1,2)—диод Д1 — Л1—шина «—Un» и горит мигающим
светом.
При нажатин оператором кнопки «Квитирование ПС» раз-
рывается цепь тока, проходящего по шине «Квитирование, звук
ПС», реле Р1 выключается, контакты (1,2) и (3,4) размыкают-
ся, Л1 гаснет, выключается звуковой сигнал.
Контроль исправности ламп сигнализации и каналов инди-
видуальной сигнализации осуществляется оператором нажатием
кнопки «Контроль», контакты которой подключают шину «Конт-
роль» к шине « + {7Л, +24 В», что равнозначно замыканию
всех БК-
Каналы индивидуальной сигнализации, у которых БК при
этом уже были замкнуты, не изменят своего состояния. Каналы
индивидуальной сигнализации с разомкнутыми БК проверяют
на функционирование при отпускании кнопки «Контроль» н
последующем нажатии кнопки «Квитирование ПС».
В целях защиты общих шин от короткого замыкания под-
ключаемых к ним по схеме «ИЛИ» полупроводниковых диодов
общие шины заводятся в БПС через дополнительные, схемно-
8—798 113
Рис, 3.31. Принципиальная электрическая схема блока общих цепей (БОЦ-1)
избыточные диоды ДП, Д17, Д23, Д29. Это повышает эксплуа-
тационную надежность аппаратуры за счет возможности лока-
лизации катастрофического отказа в аппаратуре с точностью
до сменного блока.
Блок общих цепей БОЦ-1. Принципиальная электрическая
схема БОЦ-1 представлена на рис. 3.31. Блок БОЦ-1 выполняет
функции организации и управления мигающим светом. Основу
этого узла составляет симметричный мультивибратор на тран-
зисторах Т2 и ТЗ с частотой колебаний 1 Гц.
Диодно-трансформаторный компаратор формирует на обмот-
ке W3 трансформатора Тр1 запускающие импульсы длительно-
стью 0,5 мс с частотой следования 100 Гц в начале каждой
полуволны напряжения фазы А.
При совпадении импульсов с обмотки W3 Тр1 и импульсов
разрешения, снимаемых с эмиттера транзистора Т2 мультивиб-
ратора, открывается транзистор Т1, и через обмотки W5 н W6
трансформатора Тр1 пачки запускающих импульсов (длитель-
ность пачкн определяется мультивибратором и составляет 0,5 с)
поступают на управляющие переходы тиристоров Д7 и ДП.
Тиристор, включенный запускающим импульсом, остается в от-
крытом состоянии до окончания полуволны питающего напря-
жения (фаза А), затем выключается, а включается в начале
следующей полуволны следующим импульсом. Таким образом,
при наличии пачки тиристор открыт, а при отсутствии —
заперт.
Фазовые соотношения на входе компаратора выбраны таким
образом, что запускающие импульсы формируются в момент,
когда напряжение фазы А нарастает не более чем до 30% свое-
го амплитудного значения. Это позволяет защитить замыкаю-
щийся ТК от возможной токовой перегрузки при коммутации
холодной лампы накаливания в случае аварийной сигнализации,
так как максимальная мощность, коммутируемая ТК, благодаря
прямым мерам в 5—10 раз меньше, чем при обычной коммута-
ции холодной лампы.
Квитирование аварийной ситуации и связанное с ним пере-
ключение лампы накаливания герконовым контактом (3,4) реле
Р1 на ровный свет происходит при уже подогретой лампе, что
снижает нагрузку на геркон. Кроме того, с целью повышения
надежности работы герконового контакта предусмотрено вклю-
чение тиристора Д7 при квитировании с помощью дополнитель-
ных контактов кнопки «Квитирование АС» и резисторов R8 и
R9, так что коммутация рассматриваемого герконового контакта
происходит на уровне напряжения ие более 5 В. Это позволяет
значительно снизить нагрузку на контакты и повысить их на-
дежность до уровня надежности полупроводниковых элементов.
Блок общих цепей (БОЦ-2). Принципиальная электрическая
схема БОЦ-2 представлена на рис. 3.32. Блок БОЦ-2 выполняет
8* 115
Рис. 3.32. Принципиальная электрическая схема блока общих цепей (БОЦ-2)
функции управления звуковой сигнализацией и организации за-
держки.
Рассмотрим работу блока в режиме аварийной сигнализа-
ции. Как было описано выше, при замыкании любого ТК по-
является ток в шине «Квитирование, звук АС», подключенной ко
входу усилителя на транзисторах Tl, Т2, ТЗ, Т4 узла звуковой
сигнализации. Ток, протекающий через обмотку реле Р1 (БАС),
ограничен резисторами R1 и R2 на уровне ниже срабатывания
реле Р1 (БАС), но достаточном для насыщения транзистора Т1
и срабатывания усилителя Т1—Т4. В коллекторной цепи тран-
зистора Т4 включено реле Р1 (ЗВУК). Контакт (1,2) реле Р1
(ЗВУК) запускает тиристорный ключ на тиристоре ДЮ, кото-
рый подключает источник звукового сигнала Зв к источнику
переменного напряжения.
Конденсатор С1 и резисторы R5 и R6 образуют времязадаю-
щую цепь, определяющую задержку на включение источника
звукового сигнала, необходимую для предотвращения ложных
срабатываний звукового сигнализатора при кратковременных
(менее 0,2 с) замыканиях ТК.
При нажатии оператором кнопки «Квитирование АС» запи-
рается транзистор Т1, открывается Т2, происходит разряд ем-
кости С1 через резистор R6 и транзистор Т2; транзисторы ТЗ и
1.16
Т4 запираются, и звуковой сигнал выключается. При отпускании
кнопки «Квитирование АС» шина «Квитирование, звук АС»
остается обесточенной благодаря шунтирующему действию кон-
такта (1,2) реле PI в блоке БАС.
Рассмотрим работу узла задержки в режиме аварийной сиг-
нализации. Узел обеспечивает задержку иа отпускание герко-
нового реле (Р1) заквитированного индивидуального канала
аварийной сигнализации (блок БАС) при кратковременном
(случайном) размыкании технологического контакта датчика.
Время задержки определяется временем разряда конденсатора
СЗ. Как описано выше, после квитирования катушка реле Р1
индивидуального канала сигнализации (блок БАС) получает
питание по цепи: шина « + £/д, +24 В», технологический кон-
такт ТК, диоды ДЗ (БАС), Д4 (БАС), контакт (1,2) (БАС),
диод Д40 (БАС), шина «—24В». Диод Д2 (БАС) при этом за-
перт. При размыкании ТК диод Д2 (БАС) открывается. Катуш-
ка Р1 (БАС) подсоединяется к шине « + 24 В» по цепи: диод
Д2 (БАС), диод Д32 (БАС), шина «Задержка», э-база T9
(БОЦ-2), резисторы R19 и R21 (БОЦ-2). Транзистор T9 откры-
вается, через него начинает протекать ток разряда конденсатора
СЗ, при этом открывается транзистор Т8. Через открытый тран-
зистор Т8 течет ток удержания реле Р1 (БАС) по цепи: шина
« + ^л, +24 В», Р17, к-э Т8, Д6, к-э T9, Д2 (БАС), катушка
Р1 (БАС), контакт (1,2), шина «—24В». Этот ток существует
117
Рис. 3.33. Принципиальная электрическая схема блока общих цепей (БОЦ-3)
на время разряда конденсатора СЗ, пока открыт транзистр Т8.
По окончании разряда конденсатора СЗ транзистор Т8 закрыва-
ется, транзистор Т7 открывается. Ток удержания реле Р1 (БАС)
исчезает, реле Р1 (БАС) отпускает и контактом (1,2) (БАС)
разрывает цепь на шину «—24 В».
Через резистор RJ5 и открытый транзистор Т7 протекает ток
заряда конденсатора СЗ. Схема возвращается в исходное со-
стояние.
Рассмотрим работу блока БОЦ-2 в режиме позиционной сиг-
нализации. При размыкании любого БК от шины «-Ь£7П, + 24 В»
через размыкающие контакты кнопки «Квитирование ПС» и
вход усилителя на транзисторе Т5, зашунтироваиный четырьмя
диодами ДШ, начинает протекать ток в шину «Квитирование,
звук ПС». Транзистор Т5 этим током открывается и с помощью
транзистора Тб включает реле Р1 (Звук).
При нажатии кнопки «Квитирование ПС» разрывается цепь
питания реле Р1 (БПС), контакт реле (3,4) (БПС) размыкает-
ся, шина «Квитирование, звук ПС» обесточивается, транзисторы
Т5, Тб запираются, звуковой сигнал выключается.
Диоды ДШ необходимы для предохранения входа усилителя
Т5 от перегрузок. Они должны быть рассчитаны на суммарный
ток реле всех каналов позиционной сигнализации. В качестве
таких диодов могут быть использованы, например, диоды вы-
прямительного моста БОЦ-3.
Блок общих цепей (БОЦ-3). Принципиальная электрическая
схема БОЦ-3 представлена на рис. 3.33. Блок БОЦ-3 выполня-
ет функции питания блоков аварийной и позиционной сигнали-
зации.
118
Схема питания собрана по трехфазной двухтактной схеме,
где с каждой фазной обмоткой одного из трех трансформаторов
соединены два полупроводниковых диода: один — анодом, дру-
гой— катодом. Первичные и вторичные обмотки трансформато-
ров соответственно соединены звездой. Второй выпрямитель для
ламп сигнализации собран по однофазной двухтактной (мосто-
вой схеме).
Ниже приведен порядок контроля и работы блоков технологи-
ческой сигнализации.
Контроль. Нажать и держать кнопку «Контроль». Лампы
аварийной сигнализации горят мигающим светом, лампы пози-
ционной сигнализации горят ровным светом, включается звуко-
вая сигнализация.
Не отпуская кнопки «Контроль», нажать кнопку «Квитиро-
вание АС». Все лампы сигнализации горят ровным светом,
звуковая сигнализация выключается. Отпустить кнопку «Конт-
роль». Лампы аварийной сигнализации гаснут, лампы позицион-
ной сигнализации горят мигающим светом, включается звуко-
вая сигнализация.
Нажать кнопку «Квитирование ПС». Все лампы сигнализа-
ции гаснут, звуковая сигнализация выключается.
Состояние ламп сигнализации при контроле представлено в
табл. 3.3.
Аварийная сигнализация. В исходном состоянии (технологи-
ческий контакт разомкнут) сигнальная лампа, соответствующая
Таблица 3.3. Состояние устройств технологической сигнализации
Действия оператора Состояние ламп аварий- ной сигнализации Состояние ламп позиционной сигна- лизации Состояние звуковой сигнализа- ции
при отсут- ствии ава- рийной си- туации при наличии аварийной ситуации по- сле квити- рования прн вклю- ченном ме- ханизме при отклю- ченном ме- ханизме
Исходное состоя- ние Погашены Горят ров- ным светом Горят ровным светом Погаше- ны Не включена
Нажать кнопку «Контроль» Горят ми- гающим све- том То же То же Горят ровным светом Включается
Не отпуская кнопку «Конт- роль», нажать кнопку «Квитиро- вание АС» Горят ров- ным светом » То же Выключает- ся
Отпустить кнопку «Контроль» Гаснут > » » Включается
Нажать кнопку «Квитирование ПС» Погашены » » Гаснут Выключает- ся
119
данному технологическому параметру, погашена, звуковая сиг-
нализация выключена.
При нарушении технологического параметра (технологичес-
кий контакт замыкается) сигнальная лампа горит мигающим
светом в сопровождении звукового сигнала.
Нажать кнопку «Квитирование». Сигнальная лампа горит
ровным светом, звуковая сигнализация выключается.
При восстановлении нормального значения технологическо-
го параметра (размыкается технологический контакт) сигналь-
ная лампа гаснет. При восстановлении технологического пара-
метра до квитирования сигнальная лампа гаснет, звуковая сиг-
нализация выключается, схема переходит в исходное состояние.
Позиционная сигнализация. При включенном (открытом) со-
стоянии механизма, соответствующем нормальному протеканию
технологического процесса (блок-контакт замкнут), сигнальная
лампа горит ровным светом, звуковая сигнализация выключена.
При аварийном отключении (закрытии) механизма блок-
контакт размыкается, сигнальная лампа горит ровным мигаю-
щим светом в сопровождении звукового сигнала.
Нажать кнопку «Квитирование ПС». Сигнальная лампа гас-
нет, звуковая сигнализация выключается.
Устройство технологической сигнализации УТС-1. Устройство
предназначено для приема информации от электроконтактиых
датчиков взрывозащищенного и обыкновенного исполнения с
последующим представлением ее на блоках световой сигнали-
зации (БСС-1), световом табло и мнемосхеме.
Входными сигналами устройства по каждому каналу являют-
ся замыкание и размыкание нормально открытых контактов дат-
чиков.
Выходными сигналами устройства являются:
прерывистый звуковой сигнал;
при наличии БСС-1 — прерывистый световой сигнал; при от-
сутствии БСС-1 прерывистое замыкание по каждому каналу
одного тиристорного ключа переменного тока, коммутирующего
цепи любого светового табло или мнемосхемы (прерывистый
световой сигнал или прерывистое замыкание тиристорного клю-
ча переходит на постоянный режим через 15 вспышек ламп
сигнализации или замыканий при нажатии кнопки «Квитирова-
ние») ;
замыкание тиристорного ключа переменного тока, позволяю-
щего коммутировать индуктивную или активную нагрузки,
питающиеся током не более 2 А при напряжении 220 В;
размыкание по каждому каналу одного транзисторного клю-
ча постоянного тока. Максимальная сила тока в цепи не долж-
на превышать 0,02 А при напряжении не более 5 В;
запоминание сигнала, пришедшего первым, и выявление его
прн нажатии кнопки «Причина аварии»;
120
электрический сигнал для питания внешнего громкоговори-
теля.
Принцип действия устройства основан на преобразовании
сигналов, поступающих от датчиков, в электрические сигналы
замыкания тиристорного ключа переменного тока, которые за-
тем преобразуются в световые сигналы тех или иных устройств
световой индикации. Элементами световой индикации являются
лампы накаливания, которые питаются переменным током ча-
стотой 50 Гц, напряжением от 6 до 220 В и током от 20 до
500 мА. Световая сигнализация в устройстве дублируется зву-
ковым снгиалом.
Конструктивно УТС (рис. 3.34) состоит из следующих эле-
ментов: блока управления БУ-5, фильтра сетевого ФС-1 и блоков
логики БЛ-11, БСС-1, которые электрически соединяются между
собой кабелем.
Число блоков, входящих в состав устройства, определяется
его модификацией, и УТС-1 может содержать до 10 блоков ло-
гики БЛ-11 и блоков световой сигнализации БСС-1. Каждая
модификация, кроме того, должна содержать в своем составе
одни блок управления БУ-5 и один сетевой фильтр ФС-1. Об-
щее число обрабатываемых каналов может колебаться от 20
до 200.
Блок управления БУ-5 выполнен в отдельном корпусе щи-
тового исполнения и состоит из субблоков, изготовленных на
кассетах. На передней открывающейся панели БУ-5 размещены
головка динамическая, кнопки «Квитирование» и «Контроль»,
лампочка, сигнализирующая о включении устройства.
За передней панелью БУ-5 расположены: тумблер включения
питания устройства, два предохранителя сети, регулятор гром-
кости звукового сигнала, субблоки, соединенные между собой
с помощью разъемов.
На задней панели блока размещены разъемы для подклю-
чения ФС-1, блока выхода БВ-9, предназначенного для управле-
ния исполнительными механизмами, блока БЛ-11, электропнев-
моканала, включающего воздушную сирену, внешней динами-
ческой головки, внешней кнопки квитирования и болтовой зажим
для подключения заземления.
Фильтр сетевой ФС-1 состоит из конденсаторов и двух дрос-
селей, выполненных иа тороидальных сердечниках, и обеспечи-
вает помехозащиту УТС по цепи питания.
Блок логики БЛ-11 выполнен в отдельном корпусе щитового
исполнения и состоит из субблоков.
На передней открывающейся панели БЛ-11 размещены кноп-
ки «Причина аварии» и «Установка иа залгись». На задней пане-
ли блока размещены разъемы для подключения БУ-5, БСС-1,
датчиков «Искробезопасные цепи» и болтовой зажим для под-
ключения заземления.
121
БУ—блок управления; ФС —фильтр сетевой; Ц —цепь; К —контакт; ВГ —
внешний громкоговоритель; ККВ —кнопка квитирования внешняя; ВСС —блок
световой сигнализации; Д —датчик; ВЛ — блок логики; РЗ — разрешение зву-
ка; КК—кнопка квитирования
Блок световой сигнализации БСС-1 также выполнен в от-
дельном корпусе щитового исполнения. На его передней панели
в виде открывающейся дверцы расположены световое табло и
лампа, сигнализирующая о включении блока в сеть. За па-
нелью блока размещены тумблер включения сети и предохрани-
тели. На задней панели размещены разъемы для внешних
соединений и клемма для подключения заземления.
Устройство технологической сигнализации работает следую-
щим образом (рис. 3.35). Датчики своим выходом подключены
к блоку логики, и сигнал через ограничитель тока ОТ-5 посту-
пает на входы субблоков логики СЛ-1.
С выхода субблока генераторов СГ-4 постоянно поступают
на субблоки логики импульсы с частотой 1,5 Гц, которые через
субблок силовых ключей ССК-1 в блоке логики поступают на
БСС-1 для засветки элементов световой индикации. В момент
прихода сигнала от датчика блок логики дает разрешение на
блок управления на прохождение прерывистого звукового сиг-
нала и с субблока управления сигнал идет на усилитель низкой
частоты УНЧ-1, который нагружен на громкоговоритель. Гром-
коговоритель выдает звуковой сигнал частотой 1500 Гц, модули-
рованный частотой 1,5 Гц.
Нажимая кнопку «Квитирование», можно снять звуковую
сигнализацию, и через 15 вспышек лампы световая сигнализа-
ция переходит на постоянное свечение. При снятии входного
сигнала звуковая и световая сигнализация исчезает.
Сигналы с первого по десятый каналы блока логики поступа-
ют на субблок регистрации первопричины СРП-1, где происхо-
дит регистрация сигнала, пришедшего первым из десяти. Эта
информация хранится неограниченное время при работающем
устройстве и может быть вызвана нажатием кнопки «Причина
аварии» иа передней панели блока логики.
Подготовка субблока регистрации первопричины к записи
следующей информации и стирание предыдущей информации
производится нажатием кнопки «Установка на запись».
Устройство аварийной сигнализации УАС-20Б. Устройство
предназначено для предупреждения оператора световым н зву-
ковым сигналами об отклонении контролируемых параметров от
нормы. Устройство многоканальное, непрерывного действия, щи-
тового исполнения.
УАС-20Б имеет 20 каналов. На вход устройства по каждому
каналу подключаются электрокоитактные датчики с нормально-
открытыми и нормально-закрытыми контактами. К одному ка-
налу можно подключить несколько датчиков.
Входами устройства являются: прерывистая и непрерывная
световая сигнализация по каждому каналу; прерывистый звуко-
вой сигнал; контакты для подключения выносных дублирующих
123
Рис. 3.35. Блок-схема устройства технологической сигнализации (УТС-1);
Д — датчики; ОТ — ограничитель тока; СЛ — субблок логики; ССК — субблок силовых
КУЗ — кнопка «установка на запись»; СГ—субблок генераторов; УНЧ — усилитель низ-
кнопок: «Контроль», «Квитирование звука», «Причина»,
«Сброс», «Снятие блокировки».
В устройстве предусмотрена задержка сигнала по входу на
0,2—1,0 с для защиты от кратковременного замыкания и размы-
кания (дребезжания) контактов датчиков и ложного срабаты-
вания сигнализации. Световая прерывистая сигнализация после
нажатия кнопки «Квитирование света» переходит на непрерыв-
ное свечение. Звуковая сигнализация после нажатия кнопки
«Квитирование звука» исчезает. Предусмотрено объединение
устройств в единую систему (до 1000 точек) с управлением от
кнопок на любом из устройств либо от выносных кнопок на
пульте оператора. Нарушения технологического режима, возник-
шие в отсутствие оператора, запоминаются на имеющемся в
устройстве дублирующем световом табло. Имеется также воз-
можность выделения сигнала, пришедшего первым.
На рис. 3.36 представлена схема электрических соединений
УАС-20Б.
Микропроцессорные системы сигнализации и защиты. Нали-
чие относительно хорошо разработанных методов и средств
124
ключей; СРП —субблок регистрации первопричины; КПА —кнопка «причина аварии»;
кой частоты; остальные обозначения — как на рис. 3.34
преобразования разнообразных контролируемых величин в
электрические сигналы и удобство выполнения преобразований,
передачи и обработки электрических сигналов способствовало
тому, что большинство систем контроля и сигнализации основа-
но на электрическом принципе действия.
Бурное развитие микроэлектронной и микропроцессорной
элементной базы привело к созданию микропроцессорных си-
стем контроля и сигнализации (МСКС). Характерными особен-
ностями МСКС являются: сочетание контроля, сигнализации с
измерением; сочетание контроля с защитой; применение эле-
ментной базы с достаточно надежными характеристиками и
большими функциональными возможностями; применение прин-
ципиально новых способов отображения информации; наличие
разнообразных алгоритмов функционирования.
В большинстве МСКС иа выходе систем помимо результатов
контроля при необходимости выдаются и результаты измерения.
Это позволяет более подробно оценить состояние объекта.
Кроме того, если описание уставок в системе задано в цифро-
вом виде, то результаты измерения и описание уставок также
125
Рис. 3.36. Схема электрических соединений устройства аварийной сигнализации (УАС-20Б)
представляются в цифровом виде. В этом случае результаты
измерения могут быть использованы для более рационального
выполнения операций контроля, в частности для определения
частоты их проведения.
В цифровых МСКС все операции хранения и формирования
уставок, сравнения и анализа их результатов, выдачи сигналов
на устройство отображения можно выполнить как аппаратным,
так и программным способами.
Важным элементом в МСКС является система отображения
информации, которая может быть выполнена на электронно-
лучевых трубках, электролюминесцентных и газоразрядных ин-
дикаторах, жидких кристаллах. Исследуются различные вариан-
ты использования лазерных генераторов, больших экранов,
плоских матричных панелей и экранов, обеспечивающих надеж-
ное отображение информации при малом потреблении энергии
и сопрягающихся с большими интегральными схемами микро-
процессорных устройств.
По способу воспроизведения информации системы отображе-
ния делятся на изобразительные, текстовые, индикационные,
знаковые и алгоритмические.
Изобразительные системы обычно включают элементы, име-
ющие внешнее сходство с объектом или условно изображающие
структуру объекта, его технологическую схему, и реализуются
в виде мнемосхем, объектных моделей, макетов и т. п.
Текстовые системы выполняются в виде световых сигналь-
ных табло, панелей, отображающих постоянные инструкции,
формуляры и т. п.
На индикационных системах контрольная информация
предъявляется в виде аналоговых и цифровых показаний прибо-
ров, мигания световых ламп и т. п.
Знаковые системы делятся на аналитические и матричные.
Аналитические системы предназначены для отображения про-
цесса контроля в виде математических или логических формул,
а матричные — для отображения взаимосвязи между парамет-
рами контроля в матричной форме.
Алгоритмические системы отображения информации пред-
ставляют в наглядной форме алгоритмы операций контроля,
диагностирования ситуаций.
Ниже приведены краткие описания некоторых современных
микропроцессорных устройств и систем контроля и сигнализа-
ции.
Система «Монитор-4000» (ФРГ) построена на базе новей-
шей микропроцессорной техники; элементная база системы обес-
печивает высокую надежность и гибкость для пользователя.
Она реализует следующие функции: контроль двух предельных
уставок для каждого канала контроля; работу со стандартными
входными сигналами (0—1, 0—5 и 1—5 В; 0—20 и 4—20 МА);
127
работу со стандартными термоэлементами; самоконтроль путем
перепроверки всех электронных модулей (специальным датчи-
ком контролируется в измерительных цепях наличие короткого
замыкания и обрыва цепи).
Наличие неисправностей индицируется на светодиодном таб-
ло в виде цифровых кодов и запоминается до их устранения.
Время задержки, зона нечувствительности, значение конт-
ролируемого сигнала и выходное напряжение регулируются ин-
дивидуально для каждого канала. По каждому каналу преду-
смотрено квитирование.
Управление МСКС «Монитор-4000» осуществляется через
мембранное псевдосеисорное поле, расположенное на передней
панели устройства. Индикация предельных точек светодиодная,
измерительная информация выводится на семисегмеитиый инди-
катор с пятью разрядами. Индикатор, светодиоды и псевдосеи-
сорное поле защищены прозрачной плеикой.
Ниже приведены технические данные системы «Моиитор-
4000»:
Число каналов контроля....................................6, 12, 24
Точность измерения, % от диапазона измерения................. ±0,25
Зона нечувствительности, % от диапазона измерения . . . 0—25
Точность срабатывания, °C.................................0.5
Время задержки для каждого канала, с......................0—60
Габаритные размеры, мм (масса, кг):
6 каналов................................... 192X192x394 (7,5)
12 каналов.................................. 288X192X394 (10,5)
24 канала................................... 432x192x394 (15,0)
Система контроля и сигнализации «Даматик» (Финляндия)
базируется иа микропроцессорной технике и предназначена для
сбора и обработки информации о процессе, передачи и пред-
ставления информации, контроля за ходом ведения технологи-
ческого процесса, пуска, останова, регулирования и управления
процессом.
Модульная конструкция оборудования и программного обес-
печения делает данную систему контроля гибкой и легкой в
обслуживании. В зависимости от сложности объекта управления
система может быть оснащена и несколькими станциями управ-
ления.
Каждая станция управления процессом может обслужить
32 аналоговых сигналов вывода и 16—64 двоичных сигналов
для управления двигателями. Длина канала управления может
быть до 2 км.
Вся информация о протекании технологического процесса
может быть представлена на следующих цветных дисплеях: об-
щем (обзорном), который показывает состояние процесса в
целом, а также нормальные и аварийные состояния 64 элемен-
те
лов контроля; групповом, с помощью которого осуществляется
управление процессом; архивном, который индицирует историю
процесса за последние 30 мии, 2,8 ч или 32 ч.
Программно-технический комплекс автоматической защиты.
Программно-технический комплекс автоматической защиты
(ПТКАЗ) предназначен для решения задач автоматической за-
щиты от аварий технологических процессов в химической, неф-
техимической, металлургической, энергетической, пищевой и
других отраслях промышленности.
ПТКАЗ обрабатывает дискретные и аналоговые входные сиг-
налы, имеет искрозащиту по дискретным входам, формирует
дискретные выходы на различного типа мнемосхемы и инфор-
мационные табло, а также на исполнительные механизмы по-
стоянного и переменного тока. ПТКАЗ имеет органы ручного
управления исполнительными механизмами со световой инди-
кацией.
Данный комплекс выполняет логические операции алгорит-
мов защиты, имеет возможность формировать временные за-
держки и позволяет фиксировать в памяти факт и время сраба-
тывания блокировок, а также обладает возможностью выхода
на следующие типы машин: миниЭВМ/СМ-1420, СМ-1300; мик-
ро-ЭВМ класса «Электроника-60».
ПТКАЗ является программируемым комплексом, работать
с ним могут проектировщики системы защиты и эксплуатацион-
ный персонал, не знакомые с программированием.
ПТКАЗ — проектно-компонуемое изделие. Он содержит по-
стоянную часть аппаратуры (ПТКАЗ-0), поставляемую незави-
симо от конкретной системы защиты, и переменную, проектно-
компоиуемую часть, зависящую в основном от типа и числа
каналов ввода — вывода информации и определяемую при зака-
зе потребителем. Постоянная часть ПТКАЗ имеет однократное
резервирование. Переменная часть аппаратуры может резерви-
роваться в зависимости от требований пользователя.
ПТКАЗ-0 представляет собой дублированную подсистему
обработки информации, выполненную на базе микро-ЭВМ
«Электроника МС 1260.12», имеет модульную структуру и со-
стоит из следующих узлов: микро-ЭВМ «Электроника МС
1260.12» — 2 шт.; интерфейс ИФ-1 — 2 шт.; постоянная память
(ПЗУ)—2 шт.; память пользователя (ППЗУ)—2 шт.; модуль
независимой памяти (МЭП-1)—2 шт.; модуль обмена и конт-
роля (МОК-1)—2 шт.; модуль контроля МК-12—1 шт.; мо-
дуль адаптерный (МАД-1)—4 шт., модуль реального времени
(МРВ-1) — 1 шт.; модуль связи (МС-4) — 1 шт.; модуль связи
(МС-5) — 1 шт.; первичный источник питания (ПИП-2) — 1 шт.;
вторичный источник питания (ВИП-2) —8 шт.
К переменной части ПТКАЗ относятся: модули ввода н вы-
вода, блок управления блокировками и устройство программи-
9—798
129
Рис. 3.37. Общий вид ПТКАЗ.
/-микро-ЭВМ «Электроника МС 1260.12»; 2 — барьер искробезопасности БИБ-1; 3~
модуль ввода аналоговой информации ВАИ-1; 4 — модуль ключей силовых низковольтных
КСН-1; 5 —модуль ввода дискретной информации ВДИ-1; 6 —модуль ключей силовых
низковольтных КСН-2; 7 — модуль ключей силовых высоковольтных КСВ-1
рующее. На рис. 3.37 представлен общий вид расположения
модулей в ПТКАЗ.
Модули ввода. Для ввода дискретных сигналов типа «сухой
контакт» или двухпозиционных сигналов потенциального типа
предназначен модуль ввода дискретной информации ВДИ-1.
Для обеспечения, при необходимости, искробезопасности
130
входных цепей при вводе информации типа «сухой контакт»
предназначен барьер искробезопасности БИБ-1.
Для ввода аналоговой информации с целью сравнения ее с
заданными уставками предназначен модуль ввода аналоговой
информации ВАИ-1. Он является программируемым. В него с
пульта УП-1 предварительно заносятся уставки, которые сохра-
няют свое значение при отключении питания.
Максимальное число дискретных входов равно 256 (с крат-
ностью наращивания 16 путем установки модулей ВДИ-1), либо
максимальное число аналоговых входов—128 (с кратностью
наращивания 16 путем установки модулей ВАИ-1), либо любая
комбинация модулей аналогового ввода ВАИ-1 и дискретного
ввода ВДИ-1. Ограничения обусловлены общим числом устано-
вочных мест для ввода информации, равным 16.
Имеется возможность обеспечения искробезопасности мак-
симально по 176 дискретным входам от датчиков типа «сухой
контакт» (с кратностью наращивания 16 путем установки мо-
дулей типа БИБ-1).
Модули вывода. Для вывода информации на внешние устрой-
ства световой сигнализации предназначен 16-канальный модуль
ключей силовых низковольтных КСН-1. Для вывода информации
на исполнительные механизмы постоянного тока предназначен
8-канальный модуль ключей силовых низковольтных КСН-2.
Для вывода информации на исполнительные механизмы пе-
ременного тока предназначен 8-каиальный модуль ключей си-
ловых высоковольтных КСВ-1. Каждый модуль КСВ-1 работает
совместно с модулем КСН-2, т. е. для организации выхода на
исполнительные механизмы переменного тока нужны модули
КСВ-1 и КСН-2.
Максимальное число выходов на сигнализацию равно 256 (с
кратностью наращивания 16 путем установки модулей КСН-1).
Максимальное число выходов на управление исполнительными
механизмами постоянного тока (без возможности ручного уп-
равления со стороны БУБ) (с кратностью наращивания 8 путем
установки модулей КСН-2), либо максимальное число выходов
иа управление исполнительными механизмами (без возможно-
сти ручного управления со стороны БУБ)—64 переменного
тока и 64 постоянного тока (с кратностью наращивания 8 путем
установки модулей КСВ-1 и КСН-2), либо максимальное число
выходов на управление (или блокировку) исполнительными
механизмами переменного тока (с возможностью ручного управ-
ления со стороны БУБ) — 64 (с кратностью наращивания 8),
либо максимальное число выходов на управление исполнитель-
ными механизмами постоянного тока (с возможностью ручного
управления со стороны БУБ)—64 (с кратностью наращива-
ния 8).
131
Блок управления блокировками БУБ. Этот блок предназна-
чен для организации световой и звуковой сигнализации о сраба-
тывании блокировок, а также звуковой диагностической сигна-
лизации. БУБ является выносным устройством и может распо-
лагаться в местах, удаленных до 50 м от стойки ПТКАЗ. БУБ*
имеет модульное исполнение и состоит из следующих модулей:
управления блокировками (МУБ-1) — 1 шт.; управления блоки-
ровками (МУБ-2)—от 1 до 8 шт.; питания (МП-1) — 1 шт.;
ключей силовых низковольтных (КСН-3) —от 1 до 8 шт.
Модули КСН-3 предназначены для организации световой
сигнализации на модуле МУБ-2, который имеет лампочки, све-
тодиоды, а также органы выбора индивидуального управления
блокировками.
Модуль МУБ-1 имеет орган звуковой сигнализации (дина-
мик), органы перехода с автоматического управления на ручное
и наоборот, кнопку «Квитирование», органы группового и
индивидуального управления блокировками.
Максимальное число управляемых вручную исполнительных
механизмов (блокировок) со стороны БУБ в одной стойке равно
64 (с кратностью наращивания 8 путем установки в БУБ моду-
лей МУБ-2). Организация ручного управления —групповая и
и поадресная.
Устройство программирующее УП-1 относится к сервисному
оборудованию и предназначено для: программирования памяти
пользователя ППЗУ ПТКАЗ; записи значений уставок в модуль
ввода аналоговой информации ВАИ-1; стирание и перепрограм-
мирования ППЗУ н уставок; распечатки факта и времени сра-
батывания блокировок; метрологической проверки на объекте-
модулей ввода аналоговой информации ВАИ-1; диагностики н
ремонта модулей, входящих в состав ПТКАЗ; отладки алгорит-
мов автоматической системы защиты и сигнализации.
Устройство УП-1 состоит из трех блоков: собственно про-
1рамматора УП-1; пуско-наладочного стенда ПНС-1; схемы сти-
рания СС-5.
Сигнализация изменения состояния исполнительного меха-
низма— световая и звуковая при работе в автоматическом:
режиме от ПТКАЗ, световая при работе в ручном режиме. На
базе одной стойки ПТКАЗ можно организовать одно рабочее
место.
ПТКАЗ обеспечивает возможность выделения первопричины
(выделение из группы сигналов сигнала, пришедшего первым)
и отображения ее на мнемосхеме отличительной частотой мига-
ния. Он обеспечивает накопление и хранение информации о
факте и времени срабатывания блокировок и передачу ее по
каналу, а также возможность распечатки информации с помо-
щью УП-1. ПТКАЗ обеспечивает диагностику и самодиагностику
на уровне сменных модулей.
132
Питание ПТКАЗ осуществляется от сети переменного тока
трехфазным напряжением 380 В по двум независимым вводам.
Источник питания включает первичный источник питания
ПИП-2 и вторичные источники питания ВИП-2. ПИП-2 обеспе-
чивает бесперебойным питанием вторичные источники питания
модулей в каркасах ПТКАЗ, а также элементы сигнализации
состояния блокировок и источник вторичного питания, располо-
женные в БУБ, в случае потери питания по одному из вводов
380 В.
В случае кратковременной потери питания по двум вводам
ПИП-2 обеспечивает на время до 0,5 с сохранение состояния
выходных ключей в положении, предшествующем потере напря-
жения.
Программное обеспечение (ПО) комплекса ПТКАЗ включает
ПО стойки и ПО программатора УП-1. ПО стойки предназна-
чено для управления работой стойки ПТКАЗ и состоит из четы-
рех частей: управляющей системы (УС), программ диагностики
(ПД), библиотеки программ функции защиты (БП) и алгорит-
ма защиты (АЗ). Постоянная часть ПО стойки включает УС,
ПД, БП, записывается в постоянную память (ПЗУ) при изготов-
лении комплекса ПТКАЗ и является его составной и неотъемле-
мой частью. В ней записаны внутренний алгоритм работы стой-
ки ПТКАЗ и набор стандартных операторов защиты для созда-
ния АСЗС. Емкость постоянной части — не более 8 Келов.
Изменяемой частью ПО стойки является алгоритм защиты,
представляющий собой программную реализацию конкретной
АСЗС, записанную на специальном языке логической защиты.
АЗ программируется пользователем на программаторе УП-1 и
записывается в постоянную перепрограммируемую память, ем-
кость которой составляет 8 Келов. ПО УП-1 предназначено так-
же для выполнения ряда сервисных функций, связанных с об-
служиванием комплекса ПТКАЗ.
3.6. УПРАВЛЯЮЩИЕ ВЫЧИСЛИТЕЛЬНЫЕ КОМПЛЕКСЫ
Общие сведения. Управляющие вычислительные комплексы
(УВК) состоят из следующих элементов: вычислительной части,
системных периферийных устройств, устройств связи с объектом,
связи оператора-технолога с УВК и связи с другими машинами
(рис. 3.38).
Вычислительная часть включает процессор с пультом управ-
ления, устройства оперативной и внешней памяти, а также си-
стему ввода — вывода.
Процессор предназначен для преобразования информации по
заданной программе и управления взаимосвязями между от-
дельными устройствами. В процессорах УВК наибольшее рас-
133
Рис. 3.38. Структурная схема УВК:
ВЧ — вычислительная часть; ОП — оперативная память; OTIj—ОПК — модули оперативной
памяти; СОП—сверхоперативная память} Пр — процессор; ВП —внешняя память; НМД—
накопитель на магнитном диске; НМЛ — накопитель на магнитной ленте; СВВ — система
ввода—вывода; КПДП — канал прямого доступа к памяти; ПК — программный канал;
СПУ — системные периферийные устройства; УСМ — устройство связи с другими ЭВМ:
УСО — устройство связи с объектом; УСОТ — устройство связи с оператором-технологом
простраиение получила одноадресная система команд 16- и 32-
разрядного формата.
Оперативная память (ОП) представляет собой модули па-
мяти емкостью 1, 4, 8 или 16 Келов. Набор таких модулей
позволяет компоновать УВК памятью заданной емкости
(0,128—8 Мбайт). ОП включает также модуль сверхоперативной
памяти емкостью не более десятка слов.
Внешняя память УВК представлена накопителями на маг-
нитных лентах (30—300 Мбит) и магнитных дисках (1—
100 Мбит).
Устройство связи с объектом содержит модули, обеспечиваю-
щие преобразование и обмен информации между УВК и ТОУ.
Оно выполняет сбор и преобразование информации от датчиков,
а также формирование и выдачу управляющих воздействий на
исполнительные механизмы.
Все источники и потребители информации подразделяются
на пассивные, работа которых инициируется процессором, и
активные, выставляющие запрос на необходимые ресурсы УВК
по собственной инициативе. В связи с этим система ввода — вы-
вода вычислительной части должна реализовывать несколько
134
режимов: программно-управляемый без прерывания, программ-
но-управляемый в режиме прерывания и обмен информацией в
режиме прямого доступа к памяти. Для этого служат программ-
ный канал и канал прямого доступа к памяти. Кроме этих ка-
налов обмен реализуется процессором и контроллерами систем-
ных периферийных устройств. К последним относятся перфолен-
точные устройства ввода — вывода, печатающие устройства,
трафические и алфавитно-цифровые устройства.
Устройство связи с оператором-технологом состоит из пульта
оператора-технолога, различного рода демонстрационных табло
и экранов, системы ручного ввода информации, устройств
индикации и регистрации технологических параметров.
Устройство связи с другими УВК служит для создания мно-
гомашинных и многопроцессорных комплексов с целью создания
многоуровневых децентрализованных распределенных систем
управления. В их состав входят различные устройства сопряже-
ния и коммутации для соединения в единое целое УВК одного
или разных типов.
Структурные схемы УВК. Способ соединения отдельных уст-
ройств в УВК в значительной степени определяет технико-эконо-
мические показатели АСУТП. Возможны два варианта соедине-
ния: радиальный (табл. 3.4) и магистральный (табл. 3.5).
При радиальном соединении каждое устройство подключа-
ется к процессору с помощью независимой, выделенной для этой
цели, линии связи. Основное достоинство такой системы — про-
стота реализации и надежность, так как работа устройств не
зависит от состояния линий связи соседних устройств. Недостат-
ком является большое число линий связи, невозможность обмена
информации непосредственно между устройствами, ограничен-
ное число подключенных к процессору устройств.
Внедрение УВК радиальной структуры значительно упроща-
ется при наличии унифицированного программно-информацион-
ного комплекса (ПИК), который ориентирован на построение
многоуровневых (до трех ступеней) АСУТП. ПИК представляет
собой набор прикладных программ, работающих в среде опера-
ционных систем ДОС АСПО, РОС АСПО и ОСВС совместно с
системой управления базой данных «Базис».
При разработке ПИК конкретных АСУТП можно применять
как всю совокупность программ, так и отдельные пакеты, функ-
циональные возможности ПИК зависят от состава применяемых
пакетов. Их перечень: опрос аналоговых, позиционных и число-
импульсных сигналов; прием и обработка инициативных сигна-
лов; технологический контроль; первичная обработка информа-
ции; сигнализация; формульные расчеты; архивация событий;
учет материальных потоков; учет работы оборудования; регули-
рование; вывод видеограммы на дисплей и печать; отображение
информации на РМОТ-02 (см. разд. 3.7); формирование времен-
135
ных рядов и графиков; калькулятор АСУТП; межмашинная ин-
теграция баз данных.
Прн магистральном соединении к общей шине данных под-
ключают все устройства УВК- Каждое устройство может быть
активным и формировать или принимать информацию. Любая
информация сопровождается адресом. Контроллеры всех уст-
ройств, подключенных к общей шине, сравнивают адрес при ин-
формации со своим собственным и принимают его в случае
совпадения.
К достоинствам магистральных УВК можно отнести простоту
организации обмена информацией и компактность линий связи,
Таблица 3.4. Типы и основные характеристики УВК радиальной структуры
Характеристики Тип УВК
мини-ЭВМ микро-ЭВМ
СМ-2М см-шо СМ-1634 _ (TBCO-I) 1 ПС-10И
Тип процессора А131-15 СМ-1210 СМ-50/60 ПС-1001 Число процессоров в 1—2 1—2 1 1—3 комплексе Системный интерфейс 2К ИУС ИУС ИУС Обеспечение миогопро- Есть Есть Нет Есть цессорного (многома- (2-машии- (2- и 3-ма- шиииого) обмена ный) шинный) Разрядность обрабаты- 16 16 16 16 ваемых данных, бит Производительность, мли 0,9 2,2 0,16 0,8 оп/с (2-процессорный) Максимальный объем 0,256 4 0,128 4 ОЗУ, Мбайт Внешние интерфейсы ИРПР, ИРПР, ИРПР, ИРПР, ИРПС, ИРПС, ИРПС, ИРПС, С2 СЗ, С2, 2К, ДР, 2К, С2, ДР.С2, ДР, ЕС, ИУС, 2А, ЕС ИУС ИУС 2ТБ, ДР, С1—ТГ, АКП Внешняя память, Мбайт: полупроводниковые — 6 — 16 диски НМД 5,6; 29 16; 29 5 16 НГМД 0,246 0,246 0,246 0,246 НМЛ 10; 20 20 10 10; 20 НКМЛ 1,4 1,4 1,4 — Наработка иа отказ, 1,8 10 2 10 тыс. ч Операционная система ДОС АСПО Пакеты программ Пакеты сбора и обработки информации и рабо- чего места оператора-технолога
136
Таблица 3.5. Типы и основные характеристики УВК
магистральной структуры
Характеристики Тип УВК
мини-ЭВМ микро-ЭВМ
СМ-1420 СМ1-1300 СМ-1800, СМ-1803, СМ-1'804 СМ-1810 СМ-1814
Тип процессора СМ-4 СМ-2300 К-580 К-586
Число процессоров в комплексе 1 1 1 2 и более
Системный интерфейс ОШ ОШ И41 И41
Обеспечение многопро- цессо р ного (м ного м а- шиниого) обмена Есть Есть Есть 2-машинный Есть
Разрядность обрабаты- ваемых данных, бит 16 16 8 16
Производительность, мли оп/с 1 0,5 0,2 1
Максимальный объем ОЗУ, Мбайт 2,048 0,256 1 4,25
Внешние интерфейсы ИРПР, ИРПР, ИРПР, ИРПР,
ИРПС, ИРПС, С2, ИРПС, ИРПС,
Внешняя память, Мбайт: С1-ФЛ, С2 С1-ФЛ, ОШ, ДР ИАПС, С1-ФЛ, С2, С1-ТГ, ОШ ИРРС, МИРПР, милпс, МС, ОШ
полупроводниковые диски — 4 — “
НМД 5; 10; 16; 29 5; 10; 16 — 0,5; 1; 16
НГМД 0,5 0,5 0,5 0,32
НМЛ —- ——
нкмл — —
НМ «Винчестер» — — — 14
Наработка иа отказ, 2 — 2 23
тыс. ч Операционная система Рафос-2, ОС РВ, ОС 1800 Микрос-86
ДИАМС-2, РОС РВ, ДОС КП, инмос МикроДОС ДОС 1800 МДОС18Ю ДОС18Ю
Пакеты программ Нет Нет Нет Нет
к недостаткам — зависимость быстродействия от числа подклю-
ченных устройств и зависимость работы всех устройств от
состояния общей шины.
3.7. СРЕДСТВА ПРЕДСТАВЛЕНИЯ ИНФОРМАЦИИ В АСУТП
Информация, обработанная иа ЭВМ, может быть представлена
оперативному технологическому персоналу с помощью диспле-
ев, АЦПУ, световых и цифровых индикаторов, звуковых сиг-
нализаторов и регистрирующих вторичных приборов.
13;
Дисплеи (мониторы, видеотерминальные модули) являются
наиболее эффективным средством отображения информации.
С их помощью технологический персонал оперативно, практи-
чески мгновенно, получает интересующую его информацию о
состоянии объекта управления и (или) системы управления,
причем в самом льготном режиме — диалоговом, т. е. в режиме
«вопрос — ответ». Для реализации диалогового режима разра-
батывается специальная функциональная клавиатура. Запрос
на определенный вид информации осуществляется на этой кла-
виатуре нажатием соответствующей инициативной технологи-
ческой клавиши.
На дисплей, например, можно вызвать: мнемоническое изо-
бражение ТОУ (рис. 3.39) и отдельных его участков с указа-
нием текущих и заданных значений параметров, а также рас-
согласования между ними; таблицу значений определенной,
технологически связанной группы параметров, причем строки
этой таблицы содержат значения разных параметров в один н
тот же момент времени, а столбцы — значения одного парамет-
ра в разные моменты времени; фрагмент представления обзор-
Установхи
стабилизации бензина (кзо^)
300
oosh Ж Блок Групп Сигил Тренд Статус Схема Деталь Пслд I Миш [Вызов стр | b0UiM [сигил
15 мае 90 11 37:30 M34-3tab кзо4 ST-Benz-кзоь
Рис. 3.39. Мнемоническое изображение технологического объекта управления
138
44 ПЕЧЬ-101/10
44/ FRO 80-5
I Расход этана
0-3200 кф
0-3120
3=3120
К =72,3 %
Р9=А
ЗК~-
8К=
442 FRO 80-S
ЦП Расход этана
g 0- 3200кф
йк 0- 2837
3=3083
РЗ=А
ЗК=
ВК =
443 FRC80-7
1П Расход этана
0-3200 кф
: 0=3010
5 3=3010
' К=51,8 %
i Р9=Р
i i
; вк=
444 FRC 80~8
flfticxoi? этана
0-2960
3=3041
К=49,8аА
РМ
зк--
вк=
445 Ж 84-5
Расход пара
0-1000 кф
9=809,1
3=809,1
К=71,3%
,В9=А
ЗК=
8К=
446 FRC 84'8 447 FRC 84-7 448 CRC 84~8 8
I Расход пара
0-Ю00кф
О'-880
3 = 740
К=81,3%
Р9=Н09
зк--
8К--
Расход тара
0-1000 кф
П-701
3=892
Расход пара
0-1000 кф
7
Рис. 3.40. Фрагмент представления на дисплее обзорной информации по тех-
нологическому участку:
/ — номер и название технологического участка; 2 — номер и обозначение технологиче-
ского параметра; 3 — название технологического параметра; 4 — пределы шкалы датчи-
ка; 5 — текущее значение параметра; 6 — заданное значение параметра; 7 — значение уп-
равляющего сигнала; 8 — режим управления (А — автоматический, Р —ручной, С — су-
первизорный, НЦУ — непосредственное цифровое управление); 9, /0 —номера задающего
и воспринимающего контуров при использовании каскадной схемы (заполняется в случае
многоконтурной САР); 11 — значение управляющего сигнала к исполнительному механиз-
му (в %); 12 — значение задания (в %); /3 —значение параметра (в %)
ной информации по технологическому участку (рис. 3.40);
изменения отдельных параметров; изменения отдельных пара-
метров за заданный оператором промежуток времени (рис. 3.41),
причем можно запросить и прогнозируемые значения парамет-
ров; технико-экономические показатели, а также показатели
качества на текущий момент времени и усредненные (за час,
смену, сутки, месяц); нарушения технологических режимов и
время, когда они произошли; сменный рапорт; личный паспорт
бригады; общую сводку работы бригад с начала месяца.
По мере совершенствования дисплеев иа них возлагаются
все более разносторонние функции. Большие возможности, в
частности, открываются с применением графических, цветных
и интеллектуальных дисплеев. На графических дисплеях мож-
но представить зависимости между параметрами в виде гра-
фика; на цветовых можно выделить цветом те переменные про-
цесса, значения которых вышли за допустимые значения, ука-
139
1
2
3
Рис. 3.41. Динамика изменения параметра:
/ — номер технологического участка; 2—название технологического участка; 3 —время
и дата; 4 — шкала времени; 5 — значение параметра (в %); 6 — номер параметра; 7 —
обозначение параметра; 8 — название параметра; 9~ пределы шкалы датчика; J0 — зна-
чение параметра в момент вызова; //—заданное значение в момент вызова
зать состояние оборудования (включено или выключено);
интеллектуальные позволяют создавать собственное программ-
ное обеспечение для представления информации, учитывающей
специфику и особенности отдельных технологических узлов.
Большая часть информации, по которой принимаются уп-
равленческие решения, может быть не только получена на экра-
не дисплея, ио и зафиксирована на машинограмме с помощью
АЦПУ (принтера). Например, по команде оперативного пер-
сонала могут быть отпечатаны мгновенные текущие значения
режимных параметров, их позиции на технологической схеме,
регламентные значения и отклонения текущих значений от ре-
гламентных; составы материальных потоков (в этом случае
фиксируются позиция пробоотборного устройства, время отбо-
ра и результаты анализа) и другая информация.
Принтер служит также для ведения учета и отчетности. От-
чет о выпуске конечной продукции, потреблении сырья, мате-
риалов и энергоресурсов представляется диспетчеру производ-
ства, а затем в функциональные службы предприятия за истек-
шие смену, сутки, декаду и месяц. При необходимости могут
быть получены текущие сведения об этих показателях от нача-
ла любого периода (например, с начала месяца) с нарастаю-
щим итогом через определенный интервал времени (смену, час).
Отчет о производственной деятельности ТОУ за смену и
сутки представляется диспетчеру, начальнику и технологу про-
изводства. Он включает сведения о средних расходах входных,
140
выходных и основных рецикловых материальных н энергетиче-
ских потоков, средних значениях режимных параметров, поте-
рях сырья, значениях качественных показателей и т. д.
Отчет о иарушеииях технологического режима составляется
по итогам работы каждой смены; он содержит сведения о па-
раметрах, по которым были допущены нарушения, и времени
.нарушений. Машинограммами пользуются начальники смен.
Информация о текущих нарушениях технологического регла-
мента представляется старшему оператору (старшему аппарат-
чику) в момент выхода параметра за регламентные значения.
Печатаются наименование параметра, его позиции, текущее
.значение, регламентные значения, за которые отклонился пара-
метр, время нарушения и время возврата в заданный диапазон.
На световых и цифровых индикаторах и звуковых сигнали-
заторах представляется информация, позволяющая оперативно
•оценить состояние ТОУ: есть ли нарушение технологического
режима, включен ли рабочий насос и т. д. На цифровые инди-
каторы по запросу оператора может быть вызван любой пара-
метр, а световые индикаторы, установленные, как правило, на
мнемосхеме, дают качественное представление о значениях
параметра — ие вышел ли он за допустимые пределы.
Кроме перечисленных средств отображения информации, яв-
ляющихся периферийными устройствами ЭВМ, в системах уп-
равления находят применение регистрирующие записывающие
приборы для постоянной фиксации изменения отдельных наи-
более важных параметров. Как правило, такое резервирование
касается не более 10% параметров, используемых для контро-
ля и управления. Наличие регистрирующих приборов повыша-
ет надежность систем управления, облегчает анализ производ-
ственных ситуаций, позволяет производить непрерывно накоп-
ление статистического материала для получения зависимостей
между отдельными параметрами процесса.
Рабочее место оператора-технолога (РМОТ). В связи с тем,
что организация связи оператора-технолога при всем многооб-
разии ТОУ базируется на единых принципах, разработано уни-
фицированное средство, реализующее эту связь — РМОТ (пер-
воначально РМОТ-01, а затем РМОТ-02).
РМОТ-02 осуществляет вывод и отображение на экранах
•цветных графических дисплеев следующей информации: мне-
мосхем ТОУ и фрагментов отдельных участков мнемосхем с
.индикацией значений параметров; мозаичных изображений
(картограмм), отражающих состояние параметров в опреде-
ленной зоне аппарата; графическое изображение текущих зна-
чений параметров в виде горизонтальных отрезков (гистограмм);
групп взаимосвязанных параметров с указанием граничных зна-
чений, размерностей, заданий регуляторам; графиков измене-
ний параметров во времени. Статическая часть информации
Ml
(вид мнемосхем, картограмм, гистограмм, таблиц) для выпол-
нения этих функций хранится иа магнитных носителях РМОТ,.
а динамическая часть (конкретные значения параметров) по-
ступает из УВК по его инициативе или по запросам оператора.
Обновление динамической информации производится с пе-
риодом, задаваемым оператором, в пределах от 1 с до 10 мин,
с дискретностью 1 с. Динамическая информация может отобра-
жаться изменением численного значения параметра, измене-
нием цвета, мерцанием, индикацией наименования и нарушен-
ных граничных значений.
Состав РМОТ-02: монохромный алфавитно-цифровой и два
цветных графических дисплея, контроллер микропрограммируе-
мый, постоянное и оперативное запоминающие устройства, уст-
ройство внешней памяти на магнитных дисках, устройство пе-
чати знакосинтезирующее. РМОТ-02 может быть подключен к
машинам типа СМ-2М, СМ-1210 и СМ-1634 при удалении до
3 км.
3.8. УСТРОЙСТВА СВЯЗИ С ОБЪЕКТОМ В АСУТП
Устройства связи с объектом (УСО) предназначены для сбора,,
передачи и ввода в управляющий комплекс в режиме реально-
го времени информации от чувствительных элементов, а также
для вывода из УВК управляющих сигналов на исполнительные
механизмы и устройства (рис. 3.42).
Устройства ввода аналоговых сигналов (рис. 3.43) обеспе-
чивают прием, нормализацию и фильтрацию (все три опера-
ции осуществляют модули нормализации) и коммутацию (ком-
мутатор) электрических аналоговых сигналов от датчиков, а
также преобразование их (аналого-цифровой преобразова-
тель— АЦП) в цифровой кодовый сигнал.
К аналоговым сигналам относят: сигналы постоянного тока,
в диапазонах 0—5, 0—20, 4—20 мА; сигналы напряжения по-
УСО УСО
Рис. 3.42. Структурная схема УСО
142
Рис. 3.43. Структурная схема ввода
аналоговых сигналов:
МН—модули нормализации; АЦП —ана-
лого-цифровые преобразователи
стоянного тока в диапазонах: от 0—5 мВ до 0—100 мВ (низ-
кого уровня); от 0—1,8 до 0—10 В (среднего уровня); от 0—
10 В до 0—100 В (высокого уровня); сигналы сопротивления
в диапазонах 0—300 Ом (от термометров сопротивления) н
0—150, 0—300, 0—500 Ом (от датчиков расхода); частотные
сигналы в виде переменного напряжения с амплитудой 16,2±
±0,2 В и частотой 4—8 кГц.
Устройства ввода дискретной информации используются для
приема дискретных сигналов от двухпознционных, кодовых и
число-импульсиых датчиков, преобразования их в цифровой
кодовый сигнал и проведения над ними простейших арифмети-
ческих (типа сложения) и логических операций.
Устройства вывода аналоговой информации служат для ли-
нейного преобразования цифровых кодовых сигналов в токо-
вый аналоговый сигнал стандартного диапазона 0—5 мА.
Возможна установка цифро-аналогового преобразователя
(ЦАП) на каждом выходном канале или же одного ЦАП, ра-
ботающего в режиме разделения времени и с выходным запо-
минающим усилителем в каждом выходном канале. ЦАП вы-
пускают в двух модификациях — для вывода информации из
УВК на аналоговые показывающие и регистрирующие при-
боры и для управления исполнительными механизмами.
Устройства вывода дискретной информации обеспечивают
выработку цифровых управляющих сигналов технологическому
оборудованию. Выходами этих устройств могут быть сигналы
тока или напряжения, срабатывание полупроводникового клю-
ча или замыкание контакта электромеханического реле. Они
могут использоваться для прямого цифрового управления нли
для изменения задания регуляторам. По мощности дискретные
выходные сигналы делятся на маломощные (меньше 10 ВА),
средней (10—50 ВА) и большой мощности (50—100 ВА).
Субкомплексы связи с объектом (ССО) разработаны как
стандартное средство связи с объектами большой информаци-
онной мощности управляющих комплексов типа СМ-2М и СМ-
1210. Число и типы датчиков и выходных устройств ССО опре-
деляются набором модулей, входящих в состав комплекса.
143
Максимальное число входных сигналов — до 520 аналоговых,,
до 320 дискретных; выходных — до 10 аналоговых7 и до 32(>
дискретных. /
Созданы два типа комплексов: ССО-1 и CG0-2. Первый
осуществляет ввод — вывод сигналов по командам от УВК,
второй — в соответствии с программами, загаженными непо-
средственно в комплексе, т. е. может работать в автономном
режиме.
Терминал вычислительной связи с объектом (ТВСО-1) обес-
печивает сбор и обработку информации от ТОУ, а также орга-
низацию связи с УВК (типа СМ-2М, СМ-1210) и технологиче-
ским персоналом.
В качестве процессора терминала используют микро-ЭВМ.
типа СМ 50/60 (производительность 150 тыс. оп/с, ОЗУ —
128 кбайт, ПЗУ — 24 кбайт). Ее устанавливают в шкафу. Там.
же расположены оперативное и постоянное запоминающие
устройства, а также модули связи с объектом. Для связи с тех-
нологическим персоналом (выполняемые функции см. разд. 3.7)
служит видеотерминал алфавитно-цифровой ВТА-2000 и уст-
ройство печати знакосинтезирующее.
Загрузка программ терминалу осуществляется вышестоя-
щим УВК-
Рис. 3.44. Структурная схема терминала вычислительной связи управляющего
ТВСУ-1:
СМ 50/60 — мнкроЭВМ; УПКУ — устройство переключения каналов управления; БПП —
блок памяти полупроводниковый; ОЗУ — оперативное запоминающее устройство; ППЗУ —
перепрограммируемое постоянное запоминающее устройство; РМП — рабочее место поль-
зователя; УПЗ — устройство печати знакосинтезирующее; ДГЦ — дисплей графический
цветной; НМЛК — накопитель на магнитной ленте кассетный; ФК — функциональная*
клавиатура
144
Терминал вычислительной связи управляющий (ТВСУ-1)*
выполняет функции, аналогичные ТВСО-1. Для повышения на-
дежности терминала в нем предусмотрено горячее резервирова-
ние процессора СМ 50/60 (рис. 3.44) и устройств представле-
ния информации. Кроме того, в терминале используется полу-
проводниковая память в режиме «псевдодиска», которая состо-
ит из оперативной памяти (512 кбайт) и перепрограммируемой
постоянной памяти (256 кбайт).
3.9. СРЕДСТВА ИЗМЕРЕНИЯ, ПРЕОБРАЗОВАНИЯ,
РЕГУЛИРОВАНИЯ В АСУТП
Средства измерения и преобразования. Для измерения большей
части технологических параметров в условиях внедрения.
АСУТП разработан комплекс измерительных преобразователей
Сапфир-22, на выходе которых образуется унифицированный
токовый сигнал.
В состав комплекса входят преобразователи абсолютного-
давления (Сапфир-22ДА), избыточного давления (Сапфир-
22ДИ), разрежения (Сапфир-22ДВ); давления — разрежения .
(Сапфир-22ДИВ), разности давлений (Сапфир-22ДИВ), гидро-
статического давления (Сапфир-22ДГ), пневмоэлектрический.
(Сапфир-22ППЭ).
Преобразователи разности давлений могут применяться для-;
преобразования значений уровня жидкости, расхода жидкости,
или газа, а преобразователи гидростатического давления—-
уровня жидкости.
Взрывобезопасные преобразователи Сапфир-22-Ех изготов-
ляют с видом взрывозащиты «искробезопасная цепь», уровнем
взрывозащиты «особовзрывобезопасиый» и маркировкой
«.OExia 11СТ6» в комплекте с БПС-24.
Преобразователь состоит из измерительного элемента н
электронного устройства. Деформация чувствительного элемен-
та, пропорциональная значению измеряемого параметра, визы-,
вает изменение сопротивления кремниевых тензорезисторов.
Электронное устройство преобразует это изменение в стандарт-
ный выходной сигнал постоянного тока. Преобразователи раз-
личных параметров имеют унифицированное электронное уст*
ройство высокой надежности и отличаются лишь конструкцией
измерительного блока.
Преобразователи изготовляют в виде многопредельных при*
боров с возможностью настройки иа минимальный, максималь-
ный и промежуточные пределы измерения (перестройка боль-
шинства моделей в отношении 6:1).
Рабочая характеристика преобразователя может быть сме-
щена в широких пределах — от минус 100 до 84% максималь-
ного диапазона измерения. При этом расширяются функцио-
Ю-798 145.
нальные возможности преобразователя и повышается факти-
ческая точность измерения и регулирования параметров контро-
лируемых процессов.
Йскробезопасность электрических цепей преобразователя
достигается за счет ограничения тока и напряжения в цепях.
Для этого в блоке преобразования сигналов БПС-24, осущест-
вляющем питание преобразователей, предусмотрены барьер
защиты и гальваническое разделение в сигнальной цепи н цепи
питания.
Питание преобразователей может осуществляться и от дру-
гих источников постоянного тока напряжением в диапазоне
15—42 В.
Ниже приведены технические данные преобразователей:
Верхние пределы измерения, кПа: Сапфир-22ДА Сапфир-22ДИ Сапфир-22ДВ Сапфир-22ДИВ 2,5—16-103 0,25-1-10s 0,25-100 ±0,125 102 +0,125- + 24-102
Сапфир-22 ДД Сапфир-22ДГ Сапфир-22ППЭ Предельно допустимое рабочее избыточное давление для «Сапфир-22ДГ», «Сапфнр-22ДД» (в зависимо- сти от модели), МПа Пределы допустимой основной погрешности, % Температура окружающей среды, °C Температуры рабочей среды на входе преобразова- теля, °C Выходной сигнал от преобразователя до блока пи- тания, мА Выходной сигнал блока БПС-24, мА Сопротивление нагрузки преобразователя, кОм Сопротивление нагрузки блока БПС-24, кОм, не бо- лее: для выходного сигнала 0—5 мА для выходного сигнала 0—20 н 4—20 мА 0,25—16-Ю3 2,5-250 20-100 4; 10; 16; 25; 40 ±0,25; ±0,5; ±1,0 —50— +80 -50-+120 ( + 200) 4—20 4—20, 0—5, 0—20 0,1—1 2,5 1
Для преобразования с высокой точностью (погрешность из-
мерения, включая нелинейность, гистерезис и повторяемость
составляет ±0,2 и ±0,4%) избыточного давления и разности
давлений жидких и газообразных сред, находящихся под вы-
соким рабочим (статическим) давлением, могут быть исполь-
зованы соответственно Сапфир-312ДИ и Сапфир-342ДД.
Для измерения уровня электропроводных и неэлектропро-
водных жидкостей (включая агрессивные и взрывоопасные) в
АСУТП используют, кроме того, датчики емкостные ДУЕ-1.
Датчик имеет обыкновенное (ДУЕ-10) и искробезопасное
(ДУЕ-1В) исполнения. Принцип действия датчика основан на
измерении электрической емкости первичного преобразовате-
ля, которая зависит от положения уровня контролируемой
среды.
146
Датчик состоит из первичного (ПП-0 или ПП-В) и переда-
ющего измерительного (ПП-0 нли ПН-В) преобразователей,.,
соединенных между собой кабелем. Первичный преобразова-
тель включает емкостной чувствительный элемент н встроенный
преобразователь «емкость — напряжение», размещенный в го-
ловке первичного преобразователя. Емкостной чувствительный
элемент, в зависимости от диапазона измерения и условий экс-
плуатации, имеет различные конструктивные исполнения. •
Ниже приведены технические данные емкостного датчика
\ровня: Диапазоны измерения, м 0—0,2; 0—0,4; 0—0,6; 0—1; 0—1,6; 0—2,5; 0—4; 0—6; 0—10;
Основная погрешность измерения, % 0—16; 0—20; 0—25 ±0,5; ±1,0; ±1,5
Параметры измеряемой среды: вязкость, Па-с удельная электропроводность, см/м: Не более 0,1
электропроводных сред неэлектропроводных сред Относительная диэлектрическая проницаемость, не менее Давление, МПа, не более Температура, °C Ю"! и ниже от 0 до 10~5 1,2 32,0 —259-250
1'емпература окружающей среды, °C: для передающего преобразователя для первичного преобразователя —50-60; 5-60 —50-60
Для преобразования сигналов датчиков температур в АСУТП
находят применение индивидуальные преобразователи Ш-704,
Ш-705 и групповой Ш-711.
Индивидуальный преобразователь Ш-704 предназначен для
работы с термометрами сопротивления. Преобразователи это-
го типа относятся к одиоканальным устройствам непрерывного
действия с линейной зависимостью между входными н выход-
ными сигналами, без гальванической связи между входными и
выходными цепями, с классом точности 0,4. Полное сопротив-
ление датчиков может меняться от 90 до 5000 Ом. Соединение
каждого преобразователя с датчиком осуществляется трехпро-
водной линейной связью с сопротивлением каждого провода не
более 5 Ом. Мощность, потребляемая от сети, не более 9 ВА;
масса ^2,3 кг; габариты 60x162x350 мм; средний срок служ-
бы 10 лет. Обеспечивается контроль исправности.
Индивидуальный преобразователь Ш-705 предназначен для
работы с термопарами ТХК, ТХА, ТПП, ТВР, ТПР. Соединение
термопар осуществляется двухпроводной линией. Сопротивле-
ние проводов линий связи, включая сопротивление термопар,
Должно быть не более 500 Ом, индуктивность — не более 103 Ги,
емкость — не более 0,25 мкФ. Класс точности преобразователя
0,4; 0,5; 1,0 в зависимости от исполнения; габаритные размеры
147
<60X160x350 мм; входное сопротивление преобразователя — ие
менее 1 МОм; потребляемая мощность — не более 8,5 В А, мас-
са — ие более 3,0 кг; средний срок службы — 10 лет.
Многоканальный цифровой измерительный преобразователь
(МИП) предназначен для преобразования аналоговых электри-
ческих сигналов первичных преобразователей (датчиков) тем-
пературы, а также сигналов напряжения и силы постоянного
тока в кодированный электрический сигнал, обеспечивающий
обмен информацией с ЭВМ, терминальными и печатающими
устройствами по стандартным интерфейсам ИРПР, ИРПС.
В качестве датчиков могут быть использованы преобразо-
ватели термоэлектрические (термопары) по ГОСТ 3044—84;
термопреобразователи сопротивления по ГОСТ 6651—84; пре-
образователи с унифицированными выходными сигналами 0—5,
0—20, 4—20 мА и 0—100 В.
МИП обеспечивает также следующие дополнительные функ-
ции: преобразование выходного кодированного сигнала в уни-
фицированный сигнал постоянного тока в диапазонах 0—5, 0—
20, 4—20 мА; линеаризацию нелинейных зависимостей; мас-
штабное преобразование выходного кодированного сигнала;
сравнение результата преобразования с заданными значения-
ми (уставками) и сигнализацию отклонений (общее число уста-
вок 80; число уставок, адресуемых одному входному сигналу,
до 4); индикацию результатов преобразования, номера опра-
шиваемого канала, результатов сравнения с уставкой и данных
программирования на встроенном цифровом индикаторе.
Ниже приведены технические данные МИП:
Число каналов преобразования Максимальная скорость опроса каналов в 1 с 60 20
Число аналоговых выходов Приведенная погрешность при преобразовании сиг- налов, %: напряжение постоянного тока силы постоянного тока Абсолютная погрешность преобразования сигналов в зависимости от диапазона температуры и исполь- зуемого датчика, °C: термоэлектрических преобразователей термометров сопротивления Питание от сети переменного тока: напряжение, В частота, Гц Потребляемая мощность, ВА 16 0,05 0,1 0,5—2,2 0,25—1,0 220 —33 50 + 0,5 Не более 60 (при
Наработка на отказ, ч Рабочий диапазон температур, °C Габаритные размеры, мм подключенных на- грузках аналоговых выходов не более 80 ВА) Не менее 5000 5—50 440X270X525
Масса, кг Не более 22
148
рис. 3.45. Приборы показывающие и
регистрирующие серии А:
а__групповой индикатор на базе приборов
А501 А542; б — внешний вид прибора А542
Для преобразования унифи-
цированного пневматического
сигнала (200—100 кПа) в уни-
фицированные электрические с
целью его ввода в УВК ис-
пользуют пневмоэлектрический
преобразователь ППЭ-2; для
обратного преобразования ис-
пользуют электропневмопреоб-
разователь ЭП.
Приборы показывающие и
регистрирующие. К приборам,
используемым в АСУТП, отно-
сятся показывающие приборы
А501, А502, а также показы-
вающие и регистрирующие од-
но-, двух- и трехканальные
приборы А542 и А543 комп-
лекса АСКР-ЭЦ (рис. 3.45;
табл. 3.6 и 3.7). Все они могут
быть изготовлены в щитовом и
стоечном исполнениях. В зави-
симости от исполнения прибо-
ры рассчитаны на работу при
температуре окружающего воз-
духа от 5 до 50°С и верхнем
значении относительной влаж-
ности 80% при 35 °C и более
низких температурах без кон-
денсации влаги.
Класс точности приборов
А501 —1,0; приборов А502,
А542, А543— 0,5; быстродейств:
ие—1; 2,5; 10 с; длина шкалы
и ширина диаграммной ленты—100 мм; скорость перемещения
ленты 20, 40, 60, 180, 600, 1800 мм/с; габаритные размеры:
А501—39x159x263 мМ; А502, А542 — 80X160X590 мм; А543 —
120X160x590 мм.
В основу работы данной группы приборов положен компен-
сационный метод измерения входного сигнала, осуществляе-
мый электромеханической следящей системой.
Электрическая принципиальная схема платы прибора состо-
ит из входного усилителя, измерительной схемы, стабилизатора
149
Таблица 3.6. Исполнение приборов А502 и А542
Шифр Конструктивное исполнение Число ка- налов Напряжение питания, В
стоечное | щитовое
А502-165, А542-001 । 1 220
А502-171, А542-013 1 24
А502-177, А542-025 2 220
А502-183, А542-037 2 24
А502-189, А542-049 ц- 1 220
А502-195, А542-061 1 24
А502-201, А542-073 2 220
А502-207, А542-085 + 2 24
напряжения постоянного тока, усилителя рассогласования, схе-
мы сигнального устройства, «электронных упоров», стабилиза-
тора питания.
В двухканальных (А502, А542) и трехкаиальиых приборах
(А543) измерение осуществляется независимо по каждому ка-
налу. Текущие значения параметров регистрируются (А542,
А543) иа единой диаграммной ленте непрерывной линией чер-
нилами разного цвета. В прибор может быть встроено сигналь-
ное устройство.
Масса приборов стоечного исполнения (с трансформатор-
ным блоком) не превышает 7,0, щитового— 12,5 кг.
В автоматизированных системах используются также уни-
версальные цифровые приборы А565, А566. Они предназначены
для измерения температуры, сигнализации отклонения пара-
метра от заданного значения, позиционного регулирования и
преобразования измеряемой величины в выходной двоично-де-
сятичный код.
Работа прибора основана на принципе время-импульсного
преобразования входных сигналов с применением метода двух-
тактного интегрирования. Приборы могут быть одиоканальны-
ми показывающими без сигнализации и с сигнализацией, а так-
же двеиадцатиканальными.
Таблица 3.7. Исполнение трехканальных приборов А543
Шифр Конструктивное исполнение стоечное | щитовое Напряжение питания, В Частота то- ка. Гц
А543-237
А543-240
А543-249
А543-252
А543-261
А543-264
А543-273
А543-276
220 50
220 60
24 50
24 60
+ 220 50
+ 220 60
+ 24 50
+ 24 60
159
Рис. 3.46. Типовая блок-схема микро-
процессорного контроллера:
МПКС — мультиплексор; ПКК — проектно-
компонуемый комплект: БК — базовый
комплект
। входы Выходы \ пКК
। U..-1
| МПКС
j \дцп\дцл
ЦДП ЦДП I
панель
оператора
Внутри- г_— ,
zz IН Н S_f
Класс точности — 0,1 илн 0,25; исполнение щитовое; габари-
ты: 240X160X455 мм.
Приборы А565 работают в комплекте с преобразователями
термоэлектрическими различных градуировок, а также с пре-
образователями измерительными, имеющими унифицированные
выходные сигналы. Приборы А566 работают в комплекте с тер-
мопреобразователями сопротивления ТСП и ТСМ различных
градуировок.
Микропроцессорные контроллеры (МК). МК относятся к
классу программно-аппаратных средств и ориентированы на
решение конкретной задачи или набора однотипных задач. Их
внедрение — основное направление повышения уровня автома-
тизации технологических процессов. По назначению они делят-
ся на два типа: первый — МК, предназначенные для реализа-
ции алгоритмов регулирования и различного преобразования
аналоговых и дискретных сигналов, которые заменят регуля-
торы; наиболее типичным представителем их является РЕМИ-
КОНТ; второй — МК, предназначенные для реализации задачи
программно-логического управления; они должны заменить ре-
лейные и логические схемы; представителем их является
ломиконт.
В состав любого типа МК входят неизменный для данного
типа базовый комплект, проектно-компоиуемый комплект
(ПКК), а также панель оператора (рис. 3.46). Базовый комп-
лект (БК) включает процессор (ПР) и память: оперативную
(ОЗУ) —для хранения числовых данных и постоянную
(ПЗУ) —для хранения программ.
ПКК — это устройство ввода — вывода сигналов. Его состав
определяется числом каналов ввода — вывода и содержит бло-
ки гальванической развязки ГР для разделения входов и вы-
ходов от нагрузки; мультиплексор МПКС для коммутации ана-
логовых сигналов, а также аналого-цифровые (АЦП), цифро-
аналоговые (ЦАП), дискретио-цифровые (ДЦП) и цифро-дис-
кретные (ЦДП) преобразователи.
151
Панель оператора (ПО) МК имеет органы управления (кла-
виши, кнопки) н устройство отображения информации в виде (
цифрового индикатора (РЕМИКОНТ) или матричного экрана •
(ЛОМИКОНТ). Оиа позволяет выбрать режим работы, соста-1
вить и реконфигурировать систему управления, осуществить
вызов программы из ПЗУ, изменить настройки контуров. л
МК имеют выходы по стандартным радиальным иитерфей- ;
сам — последовательному (ИРПС) и параллельному (ИРПР)— '
на УВК, дисплеи и принтеры; число каналов ИРПС может до- i
стигать пяти, а длина каналов этого типа может составлять
0,5; 1; 2; 4 км; число каналов ИРПР равно двум, а длина не 1
превышает 15 м. ,
Оба типа МК выполнены в конструктивах УТК-2. Элемен-
тарной ячейкой МК является модуль (160x235); модули соби-
раются в каркас (480X280x240), в каждом из которых может
быть установлено до 23 модулей; каркасы собираются в шкаф
(1850x800X650).
Рас. 3.47. Размещение модулей в каркасах РЕМИКОНТОВ разных моделей;,
БК— базовый комплект; ПКК—вроектно-компонуемый комплект; цифры —число мо-
дулей
152
МК имеют шифры, составлямые следующим образом:
х х х х
Буква функционального назначения МК
(Р-РЕМИКОНТ, Л-ЛОМИКОНТ)
Поколение МК (первое поколение базируется
на микропроцессоре K-S80)
Серия МК____________________________________
Модель МК
Регулирующий микроконтроллер РЕМИКОНТ. Как следует
из рис. 3.47, число посадочных мест для модулей ПКК Р-110
равно 16 (2 места не занимаются из соображений вентиляции);
для модулей Р-112 равно 32, но основной комплект полностью
дублируется резервным, поэтому возрастает надежность этого
типа МК, а ие информационная мощность; Р-120 представляет
собой два локальных контроллера, каждый из которых имеет
по 6 посадочных мест, а в Р-122 второй ПКК становится ре-
зервным.
Ниже приведен возможный состав ПКК н характеристики
модулей различных типов:
Модули Число, шт. Возможности
Аналого-цифрового преобразования Дискретно-цифрового преобразования Цифро-аналогового преобразования Цифро-нмпульсного преобразовання Цифро-дискретного преобразования Разделителя гальванического входного Разделителя гальванического выходного Злока переключення резерва 0—4 0—8 0—8 0—8 0—8 0—6 0—6 0—2 До 16 входов До 16 входов До 8 выходов До 8 выходов До 16 выходов До 8 аналоговых входов До 4 аналоговых выходов До 8 цепей
рассчитать максимальное
Приведенные данные позволяют рассчитать маг.снмалыюо
число входов и выходов МК: аналоговых входов до 64, дис-
кретных— до 126; аналоговых выходов — до 64, дискретных —
до 126, импульсных—до 64. Число контуров регулирования,
реализуемое РЕМИКОНТОМ, естественно, значительно мень-
ше. Так, иа Р-110 можно реализовать от 8 до 16 контуров, а
на Р-120 — от 4 до 8.
Функциональные возможности МК определяются програм-
мами, помещенными в ПЗУ. РЕМИКОНТ располагает библио-
текой программ, реализующей 24 алгоритма: ПИД-аналоговое
регулирование (4), ПИД-дискретиое регулирование (4), дина-
153
Рис. 3.48. Пример виртуальной структуры РЕМИКОНТА
мическое преобразование (5), статическое преобразование (5),,
нелинейное преобразование (5), стандартная логика (1).
Наличие широкого набора программ и панель оператора по-5
зволяют легко создавать и изменять каналы регулирования с?
заданными динамическими свойствами.
Пример виртуальной (кажущейся, набранной иа панели)d
структуры РЕМИКОНТА, реализующего восемь каналов регу-
лирования при 16 аналоговых и 32 дискретных входах, 8 ана-'
логовых и 16 дискретных выходах приведен на рис. 3.48.
Логический контроллер ЛОМИК.ОНТ. Модели этого типа-i
МК аналогичны моделям регулирующего МК, но число поса-
дочиых мест для модулей ПКК меньше на одно, так как базо-
вый комплект состоит из 6 модулей. Максимальное число вхо-
дов и выходов ЛОМИКОНТА составляет: дискретных входов»
до 512, аналоговых — до 128. импульсных — до 8; дискретных
154
выходов до 256, аналоговых — до 64, импульсных — до 32. Об-
щее число входов —выходов Л-110 может достигать 900.
От завода-изготовителя ЛОМИКОНТ поставляется пол-
ностью готовым к работе и настраивается на решение требуе-
мой задачи на объекте с помощью пульта оператора, имеюще-
го экран и специализированную клавиатуру. В процессе на-
стройки, которая называется технологическим программирова-
нием, оператор вводит в ЛОМИКОНТ логику управления
конкретным объектом (программу пользователя), используя
специально предназначенный для этого технологический язык
МИКРОЛ. Программа пользователя, введенная оператором в
ЛОМИКОНТ, а также информация о текущем состоянии объ-
екта сохраняются при отключении питания.
Реализация программно-логического управления на ЛОМИ-
К.ОНТЕ. Схемы иа релейных элементах плохо отвечают требо-
ваниям надежности из-за нарушения многочисленных электри-
ческих цепей и контактов, «залипания» контактов, электромаг-
нитных помех в релейных цепях, низких метрологических ха-
рактеристик измерительных преобразователей, ошибок обслу-
живающего громоздкие цепи персонала.
Рассмотрим этапы реализации сигнализации, блокировки и
защиты компрессоров В-102 в производстве синтеза техниче-
ского водорода на ЛОМИКОНТЕ. Годовые потери от ложных
срабатываний релейных схем компрессора составляют сотни
тысяч рублей; в ряде случаев они не обеспечивали надежного
останова компрессора при возникновении реальной аварийной
ситуации.
Таким образом, общая цель — обеспечение надежной рабо-
ты системы сигнализации и блокировок компрессора В-102 —
разбивается иа две: защита от ложных срабатываний блокиро-
вок; надежный останов в случае возникновения реальной ава-
рийной ситуации.
Принципы повышения надежности работы системы сигна-
лизации и блокировок. Для достижения целей, сформулирован-
ных выше, используют два основных принципа. Первый — по-
вышение достоверности информации о состоянии объекта. Вы-
полнение этого принципа достигается дублированием наиболее
важных измерительных каналов; использованием более надеж-
ных технических средств измерения и обработки информации;
в ряде случаев установкой дополнительных датчиков. Второй
принцип — повышение надежности системы блокировок и сиг-
нализации. Выполнение этого принципа достигается алгоритми-
ческим путем за счет использования косвенных параметров для
более точной диагностики предаварийиого и аварийного со-
стояния оборудования; использования в алгоритме сигнализа-
ций н блокировок дополнительных параметров, вырабатывае-
мых самим ЛОМИКОНТОМ.
155
В частности, к таким сигналам можно отнести: сигнал о не-
исправности (исправности) термодатчиков коренных подшип-
ников компрессора; производные от температуры коренных
подшипников по времени и некоторые другие.
Декомпозиция компрессора на подсистемы. В целях обес-
печения задачи создания алгоритма произведена декомпозиция-
компрессора как единой системы на несколько функциональна
обособленных подсистем. По функциональному признаку вы-
делены три подсистемы: смазки механизма компрессора; элек-
тропривода компрессора; газового тракта компрессора.
Здесь рассмотрен алгоритм сигнализации и блокировок для-
подсистемы смазки механизма компрессора.
Для ввода в ЛОМИКОНТ выбраны следующие параметры:
T’nii, Аы (i=l, 12)—температура 12 коренных подшипни-
ков (по два датчика на каждый подшипник); Рм — давление-
масла в системе смазки; S» — контакт пускателя маслонасоса;.
Ты — температура масла после охладителя; QO.B — расход охла-
ждающей воды; То.в — температура охлаждающей воды; т —
сигнал 6-секундной временной задержки перед срабатыванием^
всех блокировок.
Кроме того, в ЛОМИКОНТЕ вырабатываются следующие-
сигиалы: ДТдн, ДЛш (i=l, •••, 12) — приращения температуры
за один цикл опроса входов по каждому из датчиков темпера^-
туры коренных подшипников; £)пн, Dn2i (t=l, •••, 12)—ин-
формация об исправности в текущий момент времени каждого-
из 24 каналов измерения температуры коренных подшипников.
Граф-моделъ причинно-следственных связей подсистемы
смазки. Между параметрами подсистемы существуют опреде-
ленные связи, которые можно изобразить с помощью сигналь-
ных графов. Граф-модель подсистемы смазки приведена на-
рис. 3.49. В кружочках отмечены события. Стрелками показа-
ны причинно-следственные связи между этими событиями. Для
аналоговых сигналов принято: одна буква н справа над наи-
менованием параметра свидетельствует о том, что значение па-
раметра ниже предела сигнализации; две буквы н — что зна-
чение параметра ниже нижнего предела блокировки. Анало-
гично одна или две буквы в означают соответственно превы-
шение пределов сигнализации и блокировки. Дискретные
Рис. 3.49. Граф-модель подсич
стемы смазки механизма ком-
прессора (условные обозначе-
ния приведены в тексте)
156
значения параметров обозначены 0 или 1. Каким событиям
соответствуют эти значения, определено ниже.
Описание алгоритма диагностики состояния подсистемы
смазки. При создании алгоритма диагностирования сохранены
все основные блокировки и сигнализации. Алгоритм приведен
в табл. 3.8. Цифры 1.1, используемые в таблице, означают, что
средняя температура коренных подшипников выше нормы, а
0.0 — что средняя температура подшипников в норме. Единица
в столбце, соответствующем какому-либо событию, означает,
что оно в рассматриваемой ситуации имеет место; 0 — не имеет
места; прочерк — что оно для данной ситуации безразлично.
Справа от описания ситуации помещено информационное сооб-
щение, выдаваемое ЛОМИКОНТОМ оператору. Далее отмече-
ны управляющие и сигнализирующие действия ЛОМИКОНТА
в этой ситуации: ЗС — звуковая сигнализация, СС — световая
сигнализация, БЛК — блокировка.
Основные изменения и дополнения по сравнению с тради-
ционными системами состоят в следующем.
1. Введена диагностика на обрыв линии измерения темпе-
ратуры коренных подшипников. С этой целью в ЛОМИКОНТЕ
вычисляются приращения температуры за каждый цикл опро-
са датчиков. Если произошел обрыв линии, показания датчи-
ков (датчика) начнут увеличиваться с постоянной времени,
равной постоянной времени измерительной цепи. В то же вре-
мя температура коренных подшипников ие может увеличивать-
ся с такой большой скоростью. ЛОМИКОНТ сравнивает зна-
чения ДТпи н ДТп2» со значением ДТП- Величина ДТП опреде-
ляется так:
ДТп = К (Лщзх — ^min) Д^Лпш»
где Атах — максимальное значение шкалы преобразователя;
^min — минимальное значение шкалы преобразователя; /Пш —
время прохождения шкалы прибора; Д£ — шаг опроса датчи-
ков; К. — коэффициент запаса.
Можно принять К равным 0,5—0,7. В этом случае обрыв
линии будет достоверно классифицирован как обрыв, а реаль-
ное приращение температуры коренных подшипников будет су-
щественно меньше, и вследствие малости нормирующего
преобразователя (ввиду того, что сигнал преобразователя не-
посредственно вводится в ЛОМИКОНТ) постоянная времени-
измерительной линии будет практически равна постоянной вре-
мени нормирующего преобразователя.
В случае выявления неисправности лннни датчика ЛОМИ-
КОНТ присваивает соответствующей переменной Dnli илн Dnst
значение 1, что соответствует информации о неисправности дан-
ной линии. В дальнейшем алгоритм работает следующим обра—
157'
зом: если зарегистрирован обрыв измерительной линии одного
из датчиков i-ro подшипника, проверяется состояние второй
•измерительной линии этого подшипника. Если эта линия ис-
правна, выдается сигнал об обрыве одной из измерительных i
линий этого подшипника, а переменной состояния соответству- .
ющего измерительного канала присваивается значение 0. Если
же вторая линия к моменту обрыва уже неисправна, выдается j
сообщение об обрыве обеих измерительных линий i-ro подшип- |
ника. В этом случае операторы обязаны перейти на резервный I
компрессор с целью восстановления измерительных каналов. |
2. В случае возрастания средней температуры коренных I
подшипников выдаются звуковой и световой сигналы и сооб- -I
щенке о повышении температуры, а также причина, по кото- j
рой оно произошло. Средняя температура подшипников может I
возрастать либо вследствие падения давления масла, либо 1
вследствие повышения его температуры. В случае дальнейшего ]
повышения температуры и превышения ее верхнего значения J
производится останов компрессора с 6-секундной задержкой I
и выдачей сообщения о причине останова. I
3. В случае превышения верхнего предела температуры мае- 1
ла выдаются звуковой и световой сигналы и сообщение опера- |
тору. При этом выявляется причина повышения температуры 1
масла. Она может повыситься вследствие повышения темпера- ч
туры охлаждающей воды, понижения расхода охлаждающей 1
воды либо неисправности маслоохладителя. |
4. Останов по падению давления масла осуществляется 1
только в случае одновременного повышения средней темпера- 1
туры коренных подшипников выше верхнего предела. Это по- I
зволяет избежать аварийного останова в случае разгерметиза- I
ции измерительной линии давления масла. I
5. Останов по падению расхода охлаждающей воды осуще- I
ствляется только в случае одновременного повышения темпе- 1
ратуры коренных подшипников выше верхнего предела. Это 1
также позволяет избежать аварийного останова в случае об- 1
рыва измерительной линии расхода. 1
6. В случае повышения показания одного из датчиков тем- 1
пературы i-ro подшипника верхнего предела блокировки оста- I
иов производится только при наличии информации об неправ- 1
ности измерительного канала этого датчика. 1
Разработка лестничных схем. За основу построения лест- I
иичных схем можно принять изображение принципиальных I
электрических схем. Отличие заключается в том, что в лест; 1
ничных схемах введены специальные символы, обозначающие Я
-алгоритмы, блоки условий, арифметические операции с аиало- Я
говыми переменными и т. д. Условные обозначения элементов Я
лестничных схем программы пользователя ЛОМИКОНТА при- Я
введены на стр. 161. Я
S160
Символ Содержание символа.
Ш i т Физический дискретный вход, Включен То же . , отключен Физический дискретный выход, включен То же , отключен Логическая связь логическая связь по условию «Иначе» Внутренняя дискретная переменная условной части оператора, включено То же Л отключено Внутренняя дискретная переменная исполнительной части оператора, включено То же , отключено Условие выполнения логической задачи
На рис. 3.50 приведен фрагмент лестничной схемы сигна-
лизации. При достижении температуры масла выше 40°C вы-
полняется условие В Al 1 ;>-j-40, лампочка Е1 загорается (вклю-
чается ДВ10) мигающим светом, так как включен таймер-ге-
нератор ДВ01. Последний служит для генерации последова-
тельности импульсов. Одновременно включается ДВ20 — сигнал
звуковой сигнализации. При иажатии кнопки квитирования
Рис. 3.50. Пример лестничной схемы сигнализации увеличения температуры
масла выше 40 °C
11—798
161
предупредительной сигнализации включается дискретный сиг-
нал ДВЗО, и лампочка загорается ровным светом. Одновремен-
но происходит отключение звуковой сигнализации. Если в это»
время выйдет за пределы другой параметр, это будет просиг-
нализировано аналогичным образом. При нормализации пара-
метра лампочка гаснет, так как не выполняется условие В
АН >4-40.
Пример программы на языке МИК.РОЛ. Ниже приведена
программа, реализующая сигнализацию повышения температу-
ры масла:
00 Е В АН >+40 06 И О ДВ20-
01 Т В ДВ01 07 т О ДВЗО-
02 Т В ДВ20 08 Е В АН
< + 40
03 Е В ДВЗО 09 т о двю
04 Т 0 ДВ01 10 век
05 И в двю
Дисплейный микропроцессорный контроллер ДИМИКОНТ
Д-110. ДИМИКОНТ — микропроцессорное устройство, предна-
значенное для контроля технологических процессов в составе
распределенных АСУ, построенных с использованием регули-
рующих и логических микропроцессорных контроллеров. Связь
как на иижием уровне управления (с РЕМИКОНТАМИ и
ЛОМИКОНТАМИ), так и на верхнем уровне (с УВМ) осуще-
ствляется интерфейсными каналами.
ДИМИКОНТ обеспечивает работу в оперативном и сервис-
ном режимах, а также в режиме технологического программи-
рования.
В оперативном режиме ДИМИКОНТ выполняет следующие
функции:
сбор и предварительную обработку данных о течении про-
цесса в цикле до 2—10 с. Данные поступают по последователь-
ному интерфейсу ИРПС с РЕМИКОНТОВ и ЛОМИКОНТОВ^
управляющих процессом. Общее число принимаемых дискрет-
ных и аналоговых сигналов — до 1536;
отображение данных о течении процесса в виде статической
информации (мнемосхем, таблиц, осей координат, информаци-
онных надписей и т. д.) и динамической (значений параметров,
аварийной сигнализации, данных, характеризующих течение
процесса и т. д.), совмещенной со статической информацией.
Динамическая информация отображается в процентах и абсо-
лютных значениях параметров, в виде графиков, диаграмм,,
таблиц, изменяющихся фрагментов изображений и т. д.;
аварийную сигнализацию и сигнализацию об отклонениях
параметров подачей звукового сигнала, мерцанием параметра,,
изменением цвета отображения параметра;
162
ведение истории процесса; данные по истории процесса за-
писываются в ОЗУ и на кассетный накопитель на магнитной
лейте для последующего просмотра и анализа, осуществляе-
мого в сервисном режиме. Оперативно доступны данные не
менее чем по 124 параметрам;
документирование информации по процессу, включающее ав-
томатический вывод на печать аварийной информации (дата,
время наступления отклонения параметра, наименование пара-
метра, код отклонения «< нормы», «>» нормы» и т. д.); распе-
чатку по вызову оператора буквенно-цифровой копии экрана;
распечатку по вызову оператора протокола технологического
процесса основных параметров (в протокол входят выборки иа
программируемом интервале по основным параметрам, харак-
теризующим течение процесса);
вывод изображений на большое информационное табло
(БИТ); цикл обновления информации на БИТ — 5 с;
самодиагностику работы основных узлов оборудования в
цикле реального времени, формирование и отображение сооб-
щений о неисправности в контроллере и в линиях связи;
формирование и отображение сообщений о неправильных
действиях оператора.
В режиме технологического программирования осуществля-
ются функции конфигурирования ДИМИКОНТА под требова-
ния конкретного объекта:
формирование библиотек алгоритмов. Предусмотрена воз-
можность создания в дополнение к базовому четырех програм-
мируемых штатных алгоритмов и библиотеки алгоритмов на
внешнем носителе (кассетном накопителе на магнитной лен-
те). Программируемые алгоритмы вызываются в оперативном
режиме. Библиотеки алгоритмов иа внешнем носителе исполь-
зуются для создания штатных алгоритмов с применением ко-
манд ДИМИКОНТА. Для обработки алгоритма предусмотре-
ны специальные директивы и инструкции, облегчающие эту
процедуру;
формирование библиотек кадров и страниц. Под «кадром»
понимается некоторый объем связанной статической информа-
ции, например, мнемосхема объекта. Кадр может иметь объем,
превышающий информационную емкость экрана ЭЛТ и раз-
личный формат. Кадр .вызывается по присвоенному ему номе-
ру. Под «страницей» понимается объем динамической информа-
ции, наложенной на изображение кадра. Один кадр может
включать до 64 страниц динамической информации. Постоянно
библиотека кадров хранится иа внешнем носителе, каталог кад-
ров— иа внешнем носителе или в составе данных о конфигу-
рации системы;
определение вида отображения динамической информации
зг
163
Часть II
УПРАВЛЕНИЕ ТИПОВЫМИ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
ГЛАВА 5
УПРАВЛЕНИЕ ГИДРОМЕХАНИЧЕСКИМИ ПРОЦЕССАМИ
5.1. ПЕРЕМЕЩЕНИЕ ЖИДКОСТЕЙ И ГАЗОВ
В качестве объекта управления примем трубопровод 6, по ко-
торому транспортируется жидкость* от аппарата 1 к аппара-
ту 8, и центробежный насос (компрессор) 2 с приводом от
асинхронного двигателя 4 (рис. 5.1). Параметром, характери-
зующим выполнение задачи, поставленной перед установкой пе-
ремещения, служит расход перемещаемой жидкости.
Процесс перемещения в химической промышленности явля-
ется вспомогательным; его необходимо проводить таким обра-
зом, чтобы обеспечивался эффективный режим основного про-
цесса (химического, массообменного), обслуживаемого данной
установкой перемещения. В связи с этим необходимо поддержи-
вать определенное, чаще всего постоянное, значение расхода F.
Это н будет целью управления установкой перемещения.
Проведем анализ объекта для выявления возмущений, воз-
можности их ликвидации н путей внесения управляющих воз-
действий.
Сильными возмущениями, которые будут поступать в объект
управления, нарушать режим его работы и приводить к непред-
сказуемым изменениям расхода жидкости (если автоматические
устройства их нескомленсируют), являются изменение давления
в аппаратах 1 и 5 —они определяются технологическим режи-
мом процессов, протекающих в этих аппаратах; изменения вяз-
кости н плотности перемещаемой жидкости — они определяются
технологическим режимом предыдущих процессов; изменения
общего гидравлического сопротивления трубопроводов вслед-
ствие засорения и засоления трубопроводов и арматуры.
Для того чтобы при наличии возмущений расход F все же
был равен заданному, необходимо вносить в объект управления
управляющие воздействия, которые будут компенсировать по-
ступившие возмущения. В качестве регулируемой величины здесь
необходимо взять сам расход F и формировать управляющие
* Все рассуждения, относящиеся к жидкостям, справедливы и для газов
при скорости газов меньше скорости звука.
234
Рис. 5.i. Схема автоматизации процесса перемещения потока:
1, 8 — технологические аппараты; 2 — насос (компрессор); 3 — подшипники; 4 — электро-
двигатель; 5 — обратный клапан; б — трубопровод; 7 — дроссельный орган
воздействия в зависимости от того, насколько текущее значение
расхода отличается от заданного. Наиболее простым способом
внесения управляющих воздействий при этом является измене-
ние положения дроссельного органа на трубопроводе нагнета-
ния*, что повлечет за собой изменение его гидравлического со-
противления и общего сопротивления системы в целом. Итак,
основное автоматическое устройство установки перемещения
представляет собой датчик расхода, установленный на магист-
рали нагнетания, контрольно-измерительный прибор расхода,
регулятор расхода, исполнительный механизм и регулирующий
орган.
При пуске, наладке и поддержании нормального режима про-
цесса перемещения необходимо контролировать давление на вса-
сывающей и нагнетательной линиях насоса; для правильной экс-
плуатации установки перемещения требуется контролировать
температуру подшипников и обмоток электродвигателя насоса,
температуру и давление смазки и хладоагента; для подсчета
технико-экономических показателей процесса следует контро-
лировать количество энергии, потребляемой приводом.
Сигнализации подлежит давление в линии нагнетания, по-
скольку значительное изменение его свидетельствует о серьез-
ных нарушениях процесса. Кроме того, следует сигнализировать
* Устанавливать дроссельный орган на трубопроводе всасывания не реко-
мендуется, так как это может привести к кавитации и быстрому разрушению
лопастей насоса.
235
давление и наличие потока в системе смазки и охлаждения,
температуру подшипников н обмоток электродвигателя, масла и
воды. Сигнализируется также положение задвижек в линиях
всасывания и нагнетания.
Если давление в линии нагнетания или параметры, характе-
ризующие состояние объекта, продолжают изменяться, несмот-
ря на принятые обслуживающим персоналом меры, то должны
сработать автоматические устройства защиты. Они отключают
действующий аппарат перемещения и включают резервный (на
рис. 5.1 не показан).
Рассмотрим ряд наиболее распространенных частных случа-
ев установок перемещения и особенности их автоматизации.
Регулирование при различных целях управления. Часто уста-
новкой перемещения необходимо управлять так, чтобы обеспе-
чивалась стабилизация какого-либо параметра процесса, пред-
шествующего процессу перемещения или следующего за ним.
Например, может быть поставлена следующая задача: измене-
нием расхода газа поддерживать постоянное давление в аппа-
рате илн же изменением расхода жидкости в трубопроводе ста-
билизировать уровень в аппарате.
Учитывая многообразие процессов химической технологии и
задач, которые ставятся при их проведении, можно сказать,
что в качестве регулируемой величины при перемещении пото-
ков могут служить любые параметры этих процессов: темпера-
тура, концентрация, плотность, толщина пленки и т. д.
Регулирование методом дросселирования потока в байпасном
трубопроводе. При использовании поршневых насосов (компрес-
соров) регулирующие органы устанавливать на нагнетательном
трубопроводе нельзя, так как изменение степени открытия та-
кого органа приводит лишь к изменению давления в нагнета-
тельной линии; расход же практически остается постоянным.
Полное закрытие регулирующего органа может привести к та-
кому повышению давления, при котором произойдет разрыв
трубопровода или повреждение арматуры на нем.
В этих случаях регулирование может быть осуществлено
дроссельным органом, установленным на байпасной линии, со-
единяющей всасывающий и нагнетательный трубопроводы. Та-
кое же регулирование применяют при использовании шестерен-
чатых и лопастных насосов.
Если по какой-либо причине невозможно дросселировать по-
ток в байпасном трубопроводе поршневых машин, жидкость
дросселируют в нагнетательной линии, но при этом на байпас-
ном трубопроводе устанавливают предохранительный клапан.
При повышении давления до критического значения клапан от-
крывается, и часть жидкости байпасируется во всасывающую
линию.
236
Регулирование изменением числа оборотов вала насоса.
Дроссельное регулирование имеет существенный недостаток —
низкую экономичность, -так как потери на регулирующем орга-
не при дросселировании жидкости уменьшают к. п. д. насоса.
Более экономичен метод регулирования изменением числа обо-
ротов рабочего вала насоса.
Одиако прн использовании в качестве привода насоса асин-
хронных электродвигателей переменного тока изменение числа
оборотов рабочего вала может быть осуществлено лишь за счет
сложного и дорогостоящего оборудования.
В связи с этим наиболее эффективным методом изменения
числа оборотов вала насоса является использование вариаторов
и муфт скольжения, позволяющих изменять число оборотов ра-
бочего вала насоса при неизменном числе оборотов вала элект-
родвигателя. Кроме того, они обеспечивают быстрое и легкое
дистанционное сцепление и расцепление электродвигателя и на-
соса; сглаживание ударов от электродвигателя к насосу, и на-
оборот; возможность разгона насоса с начальным моментом со-
противления, превышающим пусковой момент двигателя; огра-
ничение передаваемого вращающего момента.
Регулирование изменением числа ходов и длины хода порш-
ня. При использовании прямодействующих паровых поршневых
насосов (компрессоров) регулирование расхода осуществляется
дросселированием пара в линии пуска его в паровой цилиндр,
что вызывает изменение числа ходов поршня.
В настоящее время находят применение поршневые насосы,
в которых расход регулируют изменением хода поршня (рис.
5.2). Возвратно-поступательное движение тяги 5 и соответствен-
но штока 7 в насосах такого типа зависит от положения второ-
Рис, 5.2. Схема насоса с регулируемым ходом поршня:
/—электродвигатель; 2 — червяк; 3 — червячное колесо; 4 — шатун; 5 —тяга; б — серь-
га; 7—шток, 8 — поршневой насос; 9 — поворотная рамка
237
го конца серьги 6. Если положение серьги таково, что проекция
ее на горизонтальную ось иасоса 8 равна длине тяги, то воз-
вратно-поступательное движение тяги прекращается; ход порш-
ня в этом случае равен нулю. Если же положение серьги соот-
ветствует изображенному на рисунке, ход поршня будет макси-
мальным. Каждому промежуточному положению серьги соот-
ветствует определенный ход поршня. Положение серьги зависит
от положения рамки 9, которая может поворачиваться вокруг
своей оси и на которую можно воздействовать с помощью чер-
вячной передачи.
При ручном регулировании червяк приводится во вращение
от маховика, при автоматическом — необходима установка спе-
циального сервомотора. Для химических производств разрабо-
таны специальные пневматические конструкции приводного
устройства поворотной рамки. Основным узлом их является
поршень, положение которого в цилиндре зависит от давления
командного пневматического сигнала; шток поршня воздейству-
ет на поворотную рамку 9.
Регулирование изменением угла наклона рабочих лопастей
или лопаток. Производительность центробежных машин можно-
регулировать изменением угла наклона рабочих лопастей. Этот
метод эффективен, одиако поскольку для его реализации требу-
ется использование специальных насосов и компрессоров с уст-
ройствами поворота лопастей, он ие нашел широкого распрост-
ранения. Это же можно сказать и о регулировании изменением
угла наклона поворотных лопаток, устанавливаемых специально
для этой цели перед входом в рабочее колесо центробежных
компрессоров.
Регулирование работы насосной станции. Если жидкость
перемещается насосной станцией, то появляется возможность
воздействовать на расход изменением числа работающих насо-
сов или же переключением насосов с параллельного соединения
на последовательное, и наоборот (при последовательном соеди-
нении складываются напоры, при параллельном — подачи).
Специальные методы регулирования поршневых компрессо-
ров. Для создания больших давлений в химической промышлен-
ности широко используют поршневые компрессоры. При их ав-
томатизации регулируемой величиной служит давление в нагне-
тательной линии, а регулирующее воздействие вносится путем-
изменения производительности компрессора. Изменять произво-
дительность можно разными способами; некоторые из ннх были-
рассмотрены выше. Для поршневых компрессоров, кроме того,,
разработан ряд специальных способов регулирования. Примене-
ние их основано на том, что на стороне нагнетания у поршневых
компрессоров устанавливают ресиверы большой емкости для
сглаживания пульсаций потоков газа. Это позволяет вносить
регулирующие воздействия периодическим отключением комп-
238
рессора от потребителя (при отключении потребитель получает
газ из ресивера). При этом качество регулирования давления
обеспечивается варьированием частоты отключения.
Отключение компрессора от потребителя можно производить
различными способами: переводом компрессора на холостой
ход; периодическим пуском и остановкой электродвигателя
компрессора; расцеплением компрессора и электродвигателя;
перекрытием всасывающей линии; соединением полости цилинд-
ра со всасывающим трубопроводом на всем ходе сжатия; меха-
ническим удержанием пластин клапанов компрессора в откры-
том состоянии на всем ходе сжатия; периодическим подключе-
нием дополнительного мертвого пространства к объему цилинд-
ра компрессора. Разберем способы, получившие распростране-
ние в промышленности.
Простым и доступным способом внесения регулирующего
воздействия является перевод компрессора на холостой ход, при
котором в случае превышения давления над заданным газ сбрасы-
вается из нагнетательной линии во всасывающую по байпасно-
му трубопроводу. Для этой цели на байпасном трубопроводе
устанавливают запорный орган с исполнительным механизмом,
получающим сигнал от позиционного регулятора. В случае
многоступенчатых компрессоров газ сбрасывается во всасыва-
ющую линию как после первой, так и после остальных ступе-
ней (рис. 5.3). Этот метод значительно экономичнее, чем дрос-
селирование газа в байпасном трубопроводе, так как перепус-
каемый со стороны нагнетания на сторону всасывания газ сжи-
мается лишь настолько, чтобы преодолеть сопротивление, со-
здаваемое клапанами и трубопроводами компрессорной уста-
новки.
Другим способом внесения регулирующего воздействия яв-
ляется периодический пуск и останов электродвигателя комп-
рессора. Для этого необходимо перевести электродвигатель на
автоматический режим, при котором состояние магнитного пус-
кателя определяется двухпозициоииым регулятором давления.
Правда, резкие толчки тока при пуске влияют на работу других
потребителей, а также приводит к нагреванию обмоток электро-
двигателя. В связи с этим мощность электродвигателей не
Рис. 5.3. Схема регулирования ра-
боты двухступенчатого поршнево-
го компрессора переводом его па
холостой ход:
1 — первая ступень компрессора; 2 — хо-
лодильник; 3 — вторая ступень ком-
прессора; 4— обратный, клапан; 5 — ре-
сивер
239
должна превышать определенных значений (для асинхронных I
короткозамкнутых—100 кВт, для асинхронных с фазным рото- j
ром — 250 кВт), а число включений должно быть не больше 15 ]
за один час. j
Для уменьшения пускового тока в случае короткозамкнутого
электродвигателя целесообразно переключить обмотки со звез-
ды на треугольник. Допустимое число включений в этом случае
возрастает до 30 за один час. Еще больший эффект дает пуск
электродвигателя при холостом ходе компрессора. Полностью
избежать резких толчков пускового тока можно установкой ре-
гулируемых муфт скольжения. В этом случае потребляемая 4
электродвигателем мощность составляет только 15% рабочей. 1
Специальные методы регулирования центробежных компрес-
соров. Необходимость специальных методов регулирования
центробежных компрессоров объясняется тем, что при сильном \
уменьшении потребления газа давление в линии нагнетания
возрастет до такого значения, при котором изменится направ-
ление газового потока в компрессоре. Это будет происходить до
тех пор, пока давление на выходе компрессора не снизит-
ся до некоторого значения. Кратковременные изменения дав-
ления могут перейти в пульсации (помпаж), способные вы-
звать серьезные повреждения компрессора. Следовательно,
нельзя допускать уменьшения расхода газа до значения мень-
шего, чем критическое Екр (рис. 5.4). Этого можно добиться пу-
тем перепуска части газа из линии нагнетания в линию всасыва-
ния по байпасной магистрали. При этом расход через компрес-
сор увеличится. Схема регулирования, реализующая этот ме-
тод, представлена иа рис. 5.5.
Рис. 5.4. Зависимость степени сжатия газа от расхода при разных числах
оборотов рабочего колеса:
Рн, Рк — давление газа на входе в компрессор и на выходе из него; п,, п3 — числа обо-
ротов рабочего колеса; F — расход газа
240
перепуска газа по байпасной ли-
нии
Предположим, что расход газа уменьшился по какой-либо1
причине, например вследствие увеличения гидравлического со-
противления аппарата, потребляющего этот газ. Тогда давление
Рк увеличится. Регулятор давления уменьшит подачу, и давле-
ние Рп уменьшится, а перепад ДР=РК—Рн увеличится. Регуля-
тор перепада увеличивает задание регулятору расхода, который
начинает увеличивать перепуск газа из линии нагнетания в ли-
нию всасывания, что, с одной стороны, приводит к уменьше-
нию перепада ДР, а с другой —к увеличению расхода через
компрессор.
Простым методом регулирования работы центробежного
компрессора в предпомпажном режиме является выпуск части
сжатого газа в атмосферу. Такое регулирование позволяет
поддерживать расход газа выше критического независимо от
потребления.
В том случае, если сжимаемый газ ядовит или дорог н регу-
лирование данным методом неприемлемо, используют методы
дросселирования газа по байпасному трубопроводу или отклю-
чения компрессора от сети. Последний метод можно применять
только при наличии нескольких компрессоров, работающих па-
раллельно, или ресивера большой емкости, установленного на
нагнетательной линии.
Регулирование работы дозировочных насосов. Дозировочные
насосы находят широкое применение в промышленности для
дозирования и смешения небольших количеств растворов, сус-
пензий и сжиженных газов. Производительность таких насосов
можно регулировать изменением числа ходов поршия (штока)
или длины хода поршня.
Автоматизация компрессоров, перемещающих горючие про-
дукты. Для компрессоров (и насосов), перемещающих горючие
продукты, обязательно следует предусматривать установку иа
линиях всасывания и нагнетания запорных и отсекающих уст-
ройств с дистанционным управлением. Тип арматуры и места ее
установки выбирают при проектировании в каждом конкретном
случае в зависимости от диаметра и протяженности трубопро-
вода и характеристик транспортируемой среды.
Для удаления жидкой фазы из перемещаемой газовой сре-
ды на всасывающей линии компрессора устанавливают сепара-
тор. Он должен быть оснащен приборами уровня и сигнализации
(по максимальному уровню) и средствами, обеспечивающими
автоматическое удаление жидкости из него и отключение комп-
рессора при превышении предельно допустимого значения
уровня.
Всасывающие линии компрессора должны находиться под
избыточным давлением; если это невозможно, необходимо осу-
ществить контроль за содержанием кислорода в горючем газе.
В случае превышения содержания кислорода в горючем газе
16—798
241
выше предельно допустимого значения необходимо предусмот-
реть блокировку, обеспечивающую отключение привода комп-
рессора или подачу инертного газа.
Автоматизация систем пневмотранспорта мелкодисперсных
твердых горючих продуктов. В трубопроводах пневмотранспор-
та (и самотечных линиях перемещения горючих жидкостей)
предусматривается контроль за движением продукта и разра-
батываются меры, исключающие забивку трубопроводов. Такие
системы должны быть оснащены блокировками, прекращающи-
ми подачу в них продуктов при достижении верхнего предель-
ного уровня этих продуктов в приемочных аппаратах или при
прекращении процесса выгрузки из них.
5.2. СМЕШЕНИЕ ЖИДКОСТЕЙ
Основные принципы автоматизации процесса смешения разра-
ботаем на примере емкости, в которой смешиваются две жид-
кости А и Б (рис. 5.6). В качестве показателя эффективности
процесса перемешивания примем концентрацию искомого ком-
понента в смеси (Qcm), а целью управления будет получение
смеси с определенной концентрацией этого компонента.
Концентрация искомого компонента в смеси зависит от рас-
ходов жидкостей А и Б, а также от концентрации в них искомо-
го компонента. Все эти параметры определяются технологичес-
ким режимом предыдущих процессов, и воздействовать на них
нз соображений достижения цели управления процессом смеше-
ния невозможно.
Так, в смеситель могут поступать возмущающие воздействия,
поэтому следует регулировать непосредственно концентрацию
Qcm, внося регулирующие воздействия изменением одного из'
расходов жидкостей.
защиты
Рис. 5.6. Схема автоматизации процесса смешения жидкостей:
/ — емкость; 2 — механическая мешалка
Рис. 5.7. Схема регулирования процесса смешения при значительных измене-
ниях расхода одной из жидкостей (в данном случае — Б)
242
В смесителе необходимо иметь определенный объем жидкос-
ти. Существенное изменение объема жидкости может привести
к переполнению аппарата или его опорожнению, при этом про-
цесс смешения становится невозможным. Показателем объема
жидкости является уровень в аппарате, поэтому его необходи-
мо стабилизировать. Уровень жидкости зависит от расходов жид-
костей, поступающих в смеситель, и расхода смеси. Если рас-
ход смеси определяется ходом последующего процесса, то его-
нельзя ни стабилизировать, ии использовать для внесения ре-
гулирующих воздействий. Один из расходов жидкостей (напри-
мер, жидкости А), как уже сказано, будет использоваться для
внесения регулирующих воздействий при регулировании кон-
центрации Qcm- Следовательно, единственным каналом для вне-
сения регулирующих воздействий при стабилизации уровня яв-
ляется расход другой жидкости. Отметим, что осуществляя ре-
гулирующие воздействия, регулятор уровня создает возмущения
для регулятора концентрации QCM.
Для успешной эксплуатации смесителя, оперативного управ-
ления им и подсчета технико-экономических показателей сле-
дует контролировать концентрацию QCM, расходы жидкостей и
смесн, уровень жидкости в смесителе и количество энергии, по-
требляемой приводом мешалки. При значительном отклоиенни
концентрации Qcm и уровня в смесителе от заданных значений
должен быть подан сигнал. При достижении критического зна-
чения уровня подача жидкости должна быть прекращена.
Регулирование уровня путем изменения расхода смеси. Если
расход смеси не обусловлен ходом последующего технологичес-
кого процесса, его нужно использовать для регулирования уров-
ня в смесителе — качество регулирования уровня при этом улуч-
шится по сравнению с описанным выше.
Регулирование с помощью регулятора соотношения. Если
расход жидкостей сильно изменяется, то для улучшения каче-
ства регулирования следует использовать регулятор соотноше-
ния расходов жидкостей с коррекцией по концентрации смеси
Qcm (рис. 5.7). Регулирование соотношения расходов жидкости
компенсирует возмущения по расходу жидкости Б путем изме-
нения расхода жидкости А до того, как изменится концентра-
ция Qcm. Если по каким-либо причинам концентрация QCM все
же изменится (например, при изменении концентрации иско-
мого компонента в жидкостях А и Б), то изменится задание
регулятору соотношения.
При постоянных концентрациях компонента в жидкостях А
и Б возможно регулирование соотношения расходов без авто-
матической коррекции величины соотношения.
Регулирование барботажных смесителей. Перемешивание
жидкости в барботажных смесителях осуществляется с помо-
щью сжатого воздуха. Для нормальной работы таких смесите-
16я
243
лей необходимо дополнительно к рассмотренным выше регуля-
торам установить регулятор давления воздуха, подаваемого в
барботер. При постоянном давлении воздуха обеспечивается
равномерное распределение одной жидкости в другой.
Автоматизация процесса смешения горючих продуктов.
В технологических блоках I категории взрывоопасности необхо-
димо проводить с помощью микропроцессорной техники конт-
роль состава смеси и регулирование соотношения горючих ве-
ществ и окислителя. Прн отклонении концентрации окислителя
от регламентных значений средства аварийной защиты должны
прекратить поступление компонентов на смешение. При получе-
нии парогазовых смесей необходимо регулировать, кроме того,
давление в смесителе.
Подводящие к смесителям коммуникации должны быть осна-
щены обратными клапанами или другими устройствами, исклю-
чающими (при нарушении технологического режима) поступ-
ление обратным ходом в эти коммуникации подаваемых на сме-
шение горючих продуктов, окислителей и смесей.
5.3. ОТСТАИВАНИЕ ЖИДКИХ СИСТЕМ
Основные принципы управления при автоматизации процессов
отстаивания рассмотрим на примере отстойника со скребковым
устройством (рис. 5.8). Процессы отстаивания проводят, как
правило, с целью полного извлечения твердой фазы (ценного
продукта) из жидкости, поэтому показателем эффективности
процесса будем считать концентрацию твердой фазы в осветлен-
ной жидкости, а целью управления — поддержание ее на задан-
ном (минимально возможном для данных производственных ус-
ловий) значении.
Рис. 5.8. Схема автоматизации процесса отстаивания:
1—отстойник; 2 — переливное устройство; 3 —мешалка; Б — момент по валу электродви-
гателя; В — мутность жидкости
244
В объект управления процесса разделения могут поступать
многочисленные возмущающие воздействия: изменение расхода
суспензии, плотностей твердой и жидкой фаз, концентрации и
вязкости суспензии, дисперсности (гранулометрического соста-
ва) твердой фазы. Все эти возмущения определяются техноло-
гическим режимом предыдущего процесса, поэтому устранить
их при управлении пропессом отстаивания невозможно. Особен-
но сильными возмущениями являются изменения расхода сус-
пензии и концентрации твердой фазы в ней.
Рассмотрим, каким образом при наличии перечисленных воз-
мущений можно достичь цели управления. На твердую частицу
суспензии в отстойнике действуют одновременно сила инерции
и сила тяжести. Поэтому истинное значение скорости V дви-
жущейся частицы является результирующей горизонтальной
составляющей Кг и вертикальной составляющей Кв скорости,
а положение частицы определяется отношением этих скоростей:
если Ув-CVr, то частица оседает в бункере отстойника; если же
Уг»Ув, то частица уносится в выходной патрубок.
Скорость VB является переменной величиной, зависящей от
изменяющихся во времени параметров: диаметра частиц, кон-
центрации твердой фазы, плотностей фаз, динамической вязко-
сти суспензии. Стабилизировать скорость невозможно, так как
все перечисленные параметры определяются предшествующим
процессом. Для того чтобы при изменяющейся скорости осажде-
ния частицы успевали оседать в бункер, подбирают такие зна-
чения расхода суспензии и диаметра отстойника, которые обес-
печивают нужное соответствие скоростей VB и Vr. Необходи-
мость в непосредственном регулировании показателя эффектив-
ности процесса при этом отпадает.
Уровень жидкости в отстойнике поддерживается постоянным
за счет свободного перелива осветленной жидкости.
В отстойнике необходимо поддерживать на постоянной вы-
соте границу раздела зон осаждения и уплотнения. Эта высота
зависит от расхода сгущенной суспензии, поэтому регулирующее
воздействие вносится изменением степени открытия специаль-
ных клапанов (для высоковязких жидкостей) на линии сгущен-
ной суспензии.
В качестве контролируемых величин принимают расходы ис-
ходной и сгущенной суспензий, осветленной жидкости, а также
мутность осветленной жидкости, которая является косвенным
параметром, характеризующим показатель эффективности и
плотность сгущенной суспензии. Контролируется, кроме того,
уровень границы раздела зон с помощью гидростатического
приемника с непрерывной промывкой. Работа механической
части отстойников контролируется путем непосредственного из-
мерения момента на валу двигателя. Можно проводить контроль
и по косвенному параметру — мощности, потребляемой приво-
245
дом электродвигателя. Перегрузка электродвигателя сигнализи-
руется. В случае повышенных перегрузок дается сигнал в схе-
му защиты. Сигнализации подлежит также повышение мутнос-
ти осветленной жидкости.
Регулирование изменения расхода суспензии. В отдельных
случаях расход исходной суспензии не зависит от предшествую-
щего технологического процесса; тогда его можно изменять,
стабилизируя мутность осветленной жидкости, т. е. уменьшать
прн увеличении мутности выше заданного значения и увеличи-
вать— при ее уменьшении. При отсутствии датчика мутности
расход суспензии стабилизируют, что приводит к ликвидации
одного из самых сильных возмущений.
Регулирование плотности сгущенной суспензии. В ряде от-
стойников проводится процесс сгущения суспензии до заданно-
го содержания твердой фазы (влажность осадка прн отстаива-
нии может колебаться от 35 до 55%); при этом содержание
твердой фазы в сливе приобретает второстепенное значение.
В этом случае идут по пути регулирования плотности сгущен-
ной суспензии изменением ее расхода.
В отдельных технологических схемах при повышенных тре-
бованиях к концентрации твердой фазы в сгущенной суспензии
применяют рециркуляцию части сгущенной суспензии из про-
межуточной емкости. В этих случаях плотность регулируют пу-
тем изменения коэффициента рециркуляции, т. е. отношения рас-
хода циркулирующей жидкости к общему расходу сгущенной
суспензии (рис. 5.9).
Регулирование подачи коагулянта. Для лучшего отстаива-
ния некоторых веществ в суспензию добавляют коагулянт — ве-
щество, способствующее коагулированию (укрупнению) твердой
фазы. Расход коагулянта изменяют в зависимости от высоты
границы раздела между зонами уплотнения и осаждения или
в зависимости от расхода исходной суспензии.
Регулирование режима работы гребкового механизма. Плот-
ность осадка можно регулировать и по косвенному парамет-
ру— нагрузке на валу гребкового устройства, которая связана
прямой зависимостью с плотностью сгущенной суспензии в ниж-
ней части отстойника. Регулятор нагрузки в этом случае после-
довательно воздействует сначала на исполнительный механизм
Рис. 5.9. Схема регулирование
плотности сгущенной суспензии
с рециркуляцией:
1 — отстойник; 2 — промежуточная
емкость; 3 — регулирующее устрой-
ство перераспределения расходов
246
иа магистрали сгущенной суспензии, а затем на привод подъема
гребков. При перегрузке привода происходит подъем скребково-
го устройства, и наоборот.
Управление процессом противоточного отстаивания. В случае
если одни отстойник не справляется с поставленной задачей,
устанавливают несколько аппаратов, соединяя их по противо-
точной схеме. Такую схему применяют, например, на калийных
предприятиях. Степень извлечения твердой фазы, обеспечивае-
мая всей схемой, во многом определяется работой первого от-
стойника, поэтому для управления процессом отстаивания в нем
регулируют плотность сгущенной суспензии и высоту раздела
зон (подачей коагулянта); контролируют расход суспензии и
щелоков, мутность осадка. Требования к работе следующих от-
стойников менее жесткие, поэтому на них установлены только
регуляторы плотности сгущенной суспензии, а расход коагулян-
та изменяется вручную.
Управление отстойником периодического действия. В про-
мышленности находят применение отстойники периодического
действия, в которых выгрузка осадка является отдельной опе-
рацией. Для автоматического перевода отстойника с режима
отстаивания на режим выгрузки на определенной высоте аппа-
рата устанавливают датчик прозрачности, который дает сигнал
на закрытие трубопровода исходной суспензии и включение от-
качивающего насоса.
5.4. ЦЕНТРИФУГИРОВАНИЕ ЖИДКИХ СИСТЕМ
В качестве объекта управления при автоматизации процесса
центрифугирования рассмотрим центрифугу непрерывного дей-
ствия (рис. 5.10). Полученный в результате центрифугирования
осадок в дальнейшем, как правило, поступает в сушилку, энер-
гетические затраты которой определяются в основном влажно-
стью осадка, поэтому при управлении центрифугами ставится
задача получения заданной (минимально возможной прн данных
условиях) влажности осадка (она может колебаться, например,
при отстойном центрифугировании, от 10 до 30%). Это и будет
являться целью управления.
В реальных условиях производства в центрифугу поступают
многочисленные возмущения в виде изменения гранулометричес-
кого состава твердого вещества, начальной концентрации его в
суспензии, вязкости жидкой фазы и т. д. Наиболее сильным
возмущающим действием является изменение подачи суспензии.
В частности, увеличение расхода суспензии ведет к вымыванию
части осадка из центрифуги и повышению его влажности,
а уменьшение расхода нарушает равномерность слоя осадка и
приводит к сильной вибрации ротора.
247
Рис. 5.10. Схема автоматизации процесса центрифугирования жидких систем;
Б — момент на валу электродвигателя; Z — уровень вибрации
Для того чтобы при наличии многочисленных возмущений
достигалась цель управления, устанавливают центрифуги с вы-
сокой разделяющей способностью. Разделяющая способность
определяется прежде всего числом оборотов вала ротора, Из-
менением этого параметра в объект можно вносить сильные
управляющие воздействия. Однако в современных центрифугах
в качестве привода используют, как правило, асинхронные
электродвигатели с постоянным числом оборотов вала. К тому
же в настоящее время отсутствуют высококачественные датчи-
ки влажности конечного продукта. В связи с этим выбирают
электродвигатель с таким числом оборотов п, при котором даже
при значительных возмущающих воздействиях центрифуга обес-
печивала бы заданную влажность осадка.
Для компенсации сильных возмущений, вызванных измене-
нием расхода суспензии, предусматривается узел стабилизации
этого параметра. Для поддержания материального баланса в
центрифуге не требуется установка регуляторов, так как уро-
вень фугата и осадка поддерживается путем их свободного уда-
ления из аппарата. Стабилизация расхода суспензии и соблю-
дение баланса обеспечивают постоянную производительность
центрифуги.
В связи с высокими скоростями вращения центрифуг, боль-
шим потреблением энергии, а также возможностью неравно-
мерного распределения материала в барабане центрифуги осо-
бое внимание уделяется контролю, сигнализации и защите па-
раметров центрифугирования. Контролируются расходы сус-
пензии н фугата, мутность фугата, количество потребляемой
электродвигателем энергии. При перегрузке электродвигателя
срабатывает сигнализация. Контролю и сигнализации подле-
жат также давление масла в системе смазки и температура
подшипников, причем при резком падении давления и повыше-
нии температуры должны сработать устройства защиты, отклю-
248
чающие центрифугу. Отключение должно производиться и в
случае вибрации барабана, являющейся признаком неравномер-
ного распределения материала в центрифуге.
Регулирование отстойных центрифуг. Изменяя продолжитель-
ность отстаивания и сушки осадка в отстойных центрифугах,
в объект можно вносить сильные регулирующие воздействия.
В соответствии с результатами лабораторных анализов влаж-
ности осадка производят изменение длительности указанных
операций путем изменения числа ходов поршня при выгрузке
осадка пульсирующим поршнем или же изменения числа оборо-
тов шнека в шнековых центрифугах.
Управление центрифугами периодического действия. Цент-
рифуги периодического действия в связи с простотой конструк-
ции находят широкое применение в промышленности. Регулиру-
ющие воздействия в них могут быть внесены путем изменения
продолжительности отдельных операций в зависимости от влаж-
ности осадка. Однако на практике ввиду отсутствия датчиков
влажности процесс ведут по жесткой временной программе с
помощью командного прибора (рис. 5.11). На него поступают
сигналы от датчика загрузки 6 барабана 1 центрифуги и конеч-
ных выключателей положений ножа 2, служащего для срезания
осадка и приводимого в движение масляным исполнительным
механизмом 3. При срабатывании датчика загрузки командный
прибор формирует сигнал на закрытие клапана 7; операция за-
грузки при этом прекращается. Длительность следующих опе-
раций (подсушки и промывки) устанавливается вручную с по-
мощью задатчиков времени командного прибора и обеспечива-
ется срабатыванием клапана 8. На некоторых центрифугах по-
очередно осуществляется несколько операций подсушки и про-
мывки с различной выдержкой. Заданные последовательность и
длительность их также выдерживается командным прибором.
По завершении этих операций прибор выдает импульс на пере-
ключающее устройство 5 маслораспределителя 4, который с по-
мощью исполнительного механизма 3 приводит в движение
Рис. 5.11, Система управления перио-
дической центрифугой;
1 — барабан; 2— нож; 3 — гидравлический
исполнительный механизм; 4— маслорас-
пределитель; 5 — переключающее устрой-
ство; 6 — датчик загрузки; 7, в — запорные
клапаны
249
нож 2. Начинается операция выгрузки твердого продукта из ба-
рабана 1. Движение ножа продолжается до крайнего положе-
ния, что обеспечивается конечным выключателем КВ1. По era
команде происходит обратное движение ножа до срабатывания
второго конечного выключателя — КВ2; начинается новая за-
грузка или же вновь открывается магистраль промывной воды
для регенерацнн сетки барабана 1. Далее цикл повторяется.
В качестве параметра, характеризующего степень загрузки,
может использоваться уровень суспензии в барабане. Чувстви-
тельным элементом уровня является пластинка, контактирующая
с верхним слоем жидкости в нем. При изменении положения
этого слоя пластинка поворачивается вместе с валом, на кото-
ром установлен кулачок. Положение последнего преобразуется
в аналоговый или дискретный сигнал, соответствующий уровню
жидкости. Таким же способом можно контролировать и уровень
твердого осадка; тогда в качестве чувствительного элемента ис-
пользуется гребенка, представляющая собой сопротивление
только для твердой фазы.
В промышленности для контроля загрузки используют так-
же емкостные датчики, измеряющие электрическую емкость-
между датчиком и уровнем суспензии в барабане или его стен-
кой, датчики скорости вращения барабана и мощности привод-
ного электродвигателя.
Регулирование скорости вращения центрифуг периодическо-
го действия. Значительного улучшения эксплуатационных ха-
рактеристик центрифуг периодического действия можно добить-
ся путем изменения скорости вращения ротора при осуществле-
нии различных операций, так как каждой из них соответствует
своя оптимальная скорость. Для этой цели в качестве привода
центрифуги применяют специальные электродвигатели и команд-
ные устройства, работающие по жесткой программе.
5.5. ФИЛЬТРОВАНИЕ ЖИДКИХ СИСТЕМ
В качестве объекта управления при фильтровании жидких си-
стем примем барабанный (дисковый) вакуумфнльтр (рис. 5.12).
Фильтровальные аппараты устанавливают, как правило, с той
же целью, что и центрифуги, поэтому н цели управления в обо-
их случаях совпадают. То же можно сказать и о возмущающих
воздействиях, а также о выборе таких технологических н кон-
структивных параметров установки, которые обеспечили бы ми-
нимально возможную (для конкретных условий) влажность
осадка. Устройства регулирования устанавливают иа данном
объекте только для обеспечения определенного уровня суспен-
зии в ванне. Регулирующим воздействием в данном случае слу-
жит изменение расхода суспензии.
250
защиты
Рис. 5.12. Схема автоматизации процесса фильтрования жидких систем:
/ — барабан (диск); 2 — ванна; Б — момент на валу электродвигателя
Серьезной опасностью при работе вакуум-фильтров является
прорыв фильтровальной ткани, так как через отверстия в ней
будет теряться целевой продукт. Для предотвращения таких си-
туаций устанавливают датчики мутности фильтрата, а также
устройства сигнализации и защиты. Кроме того, на вакуум-
фильтре устанавливают еще один датчик сигнализации и защи-
ты— датчик перегрузки электродвигателя барабана.
Контролю подлежат расходы суспензии и фильтрата, уро-
вень жидкости в ванне, разрежение в вакуум-линии, перепад
давления до и после фильтровальной ткани, мутность фильт-
рата, мощность электродвигателя.
Регулирование толщины осадка. Толщина осадка является
важнейшим режимным параметром. Увеличение толщины при-
водит к значительному повышению влажности осадка, поэтому
целесообразна стабилизация этого параметра. С этой целью
регулирующие воздействия могут быть внесены как изменением
вакуума, так и изменением скорости вращения барабана. Необ-
ходимо отметить узкий диапазон возможных регулирующих
воздействий в последнем варианте, что связано с увеличением
влажности осадка при значительном повышении скорости вра-
щения.
5.6. ФИЛЬТРОВАНИЕ ГАЗОВЫХ СИСТЕМ
Объектом управления в данном случае будет рукавный фильтр
с импульсной продувкой (рис. 5.13). Рукавные фильтры уста-
навливают, как правило, для полной очистки газа от вредных
веществ, являющихся ценным продуктом, поэтому показателем
эффективности процесса будем считать концентрацию твердого
вещества в газе на выходе из фильтра, а целью управления —
поддержание его на заданном значении.
251
Рис. 5.13. Схема автоматизации процесса фильтрования газовых систем:
/ — корпус фильтра; 2 —рукава; 3 — сопла импульсной продувки; 4 — шнек
Процесс фильтрования газовых сред во многом аналогичен
процессу фильтрования жидких систем. В частности, аналогич-
ны возмущающие воздействия и возможности их ликвидации.
В рукавные фильтры дополнительно могут поступать возмуще-
ния по каналу сжатого воздуха, подаваемого в сопла для реге-
нерации. Определенные сложности при автоматизации рукавных
фильтров создает отсутствие в настоящее время надежных кон-
центратомеров пыли. В связи с этим регулируют перепад дав-
ления АР в камерах загрязненного и очищенного газа, который
наиболее полно отражает ход процесса. Регулировать перепад
давления АР можно изменением массы пыли, осевшей иа фильт-
ровальной ткани. Это осуществляется следующим образом. При
достижении максимального перепада позиционный регулятор
выдает сигнал на электромагнитные клапаны, установленные
на магистрали сжатого воздуха. Клапаны открываются, импуль-
сы сжатого воздуха через сопла поступают в рукава и дефор-
мируют ткань, сбивая при этом пыль. Регенерация ткани про-
исходит до достижения минимального перепада давления.
При отсутствии датчика измерения перепада давления реге-
нерация фильтровальной ткани может осуществляться по жест-
кой временной программе, заложенной в командный прибор.
Качественная регенерация ткани рукавов будет достигаться
только при определенном значении давления сжатого воздуха,
252
подаваемого на продувку. Для стабилизации этого давления
устанавливают регулятор.
Контролю н сигнализации подлежат следующие параметры:
температура загрязненного газа (фильтровальная ткань рассчи-
тана только на определенные температуры), давление сжатого
воздуха, перепад давления. При критических значениях давле-
ния сжатого воздуха и перепада давления (превышение крити-
ческого значения перепада приводит к разрыву ткани) сраба-
тывает устройство защиты, отключающее рабочий фильтр и
включающее резервный. Контролю подлежит расход газового
потока.
Регулирование по жесткой временной программе. Измерение
давления газовых пылевых потоков связано с определенными
трудностями, так как импульсные трубки забиваются пылью и
искажают показания приборов. С другой стороны, при стабиль-
ном технологическом режиме появляется возможность отказать-
ся от регулирования по перепаду АР и перейти на управление
по жесткой программе, в которой задается определенная дли-
тельность импульсов сжатого воздуха и пауз между ними. Для
реализации такой программы устанавливают командный при-
бор, который управляет объектом по временной программе не-
зависимо от состояния фильтра.
5.7. МОКРАЯ ОЧИСТКА ГАЗОВ
Типовое решение автоматизации. В качестве объекта управле-
ния рассмотрим форсуночную трубу Вентури, в которой жид-
кость под небольшим давлением подается через распылитель,
установленный параллельно газовому потоку, движущемуся с
большой скоростью (рис. 5.14). Цель управления данным про-
цессом аналогична цели управления процессом фильтрования
газовых систем.
Рис. 5.14. Схема автоматизации мокрой очистки газов:
/ — корпус трубы Вентури; 2 —форсунки; 3 — регулируемая горловина
253
Проведем анализ технологических особенностей мокрых пы-
леочистителей. Движение газового потока в трубе Вентури
можно представить как движение газа через слой капель жид-
кости со скоростью, равной относительной скорости фаз. Из
этого следует, что конечная концентрация пыли будет зависеть,
во-первых, от числа и размера капель, определяющих качество
«фильтра», и, во-вторых, от количества газа, движущегося че-
рез «фильтр», т. е. от расхода газа.
Жидкость дробится на капли в трубе Вентури дважды: иа
крупные — при истечении жидкости нз форсунки и на более
мелкие — под действием энергии газового потока. Конечный раз-
мер капель и их число определяются обоими процессами.
Средний диаметр капель после форсунки при распыливаннн
определенной жидкости в газовый поток с малоизменяющимися
свойствами зависит от геометрических размеров форсунки и
давления жидкости. Для одного из типов форсунок получено,
например, следующее уравнение:
4 = k (0,307 + 17,6dc) Рж-м,
где — средний диаметр капель; dz— диаметр соплового от-
верстия; Рж — давление перед форсункой; k — постоянный ко-
эффициент.
Таким образом, для стабилизации диаметра dK достаточно
поддерживать давление постоянным. Этим же будет обеспе-
чиваться и постоянное число капель, так как расход жидкости
К» через форсунку определяется в основном перепадом давле-
ния ДРж на форсунке:
Уж = (jxd3c/4) Д/2&Ржё/рж 7
где — коэффициент расхода (изменяется незначительно);
ДРж=Рж—Рг.н; Рг.н — давление газа в начале трубы, где уста-
новлен распылитель (мало изменяется); рж — плотность жидко-
сти (мало изменяется).
Дисперсность вторичного распыла — прн контактировании
капель жидкости после форсунки с газом — зависит в основном
ст скорости газового потока Wr:
= £с Д/2АР^/рг,
где |с — коэффициент скорости (мало изменяется); ДРГ — пере-
пад давления в начале и в конце трубы Вентури (ДРГ=РГ.Н—
—Рг.к), Рг.к — давление в конце трубы; рг— плотность газа (ма-
ло изменяется).
Из уравнения следует, что для постоянства скорости №г до-
статочно стабилизировать перепад давления на трубе Вентури.
Регулирующее воздействие при этом вносится изменением по-
перечного сечения горловины трубы.
254
Перепад давления на трубе является движущей силой про-
цесса перемещения газа, поэтому его стабилизация обеспечива-
ет не только качественную дисперсность распыла, но и постоян-
ство расхода газа — второго режимного параметра процесса
мокрой очистки, определяющего показатель эффективности.
Итак, для эффективного применения труб Вентури необходи-
мо регулировать давление жидкости перед форсункой и перепад
давления газа.
Мокрые пылеочистители склонны к забиванию, поэтому о
достижении предельного значения перепада давления следует,
кроме того, сигнализировать. При критическом значении пере-
пада ДР устройство защиты включает резервный пылеочисти-
тель и отключает рабочий. Контролю в данном процессе подле-
жат расходы жидкости и газа.
5.8. ЭЛЕКТРИЧЕСКАЯ ОЧИСТКА ГАЗОВ
Типовое решение автоматизации рассмотрим на примере сухого
электрофильтра (рис. 5.15). В связи с тем что электрические
аппараты пылеочистки решают задачи, аналогичные задачам
для фильтров и мокрых пылеочистителей, цели управления у
них совпадают.
Параметрами, от которых зависит концентрация пыли иа вы-
ходе нз электрофильтра, являются: напряжение питания U, на-
грузка G, температура газа t, радиус частиц г, давление газа Р,
влажность т, удельное электрическое сопротивление R.
Рис. 5.15. Схема автоматизации электрической очистки газа:
1 — трансформатор; 2 — высоковольтный выпрямитель; 3 — электрофильтр; 4 — корони-
рующий электрод; 5 — реле максимального тока; 6 — реле минимального напряжения;
7 — автоматическое устройство управления; 8 — исполнительный механизм
255
Для сухих электрофильтров получено уравнение, дающее
лредставлеиие о зависимости конечной концентрации Ск от ука-
занных параметров:
СК = СН (—0,74iU -/-0,5990-—О,21Р -J-0,025? — 0,226г),
где GH — начальная концентрация пыли.
Из уравнения следует, что наиболее сильно на концентра-
цию Ск влияют начальная концентрация Сн, напряжение £7 и
расход G; параметры Р, t г влияют меньше, они определяются
ходом предыдущего технологического процесса, и с их измене-
нием в объект будут поступать возмущающие воздействия. То
же можно сказать и о концентрации Сн. Расход газа с целью
устранения возмущений нужно и можно стабилизировать. На-
пряжение U для высококачественной очистки должно поддер-
живаться на максимально высоком уровне, близком к критиче-
скому. Для этого устанавливают автоматическое устройство,
которое периодически осуществляет плавное повышение напря-
жения до возникиовеиия пробоя (дугового разряда) в меж-
электродных промежутках. В момент возникновения пробоя
срабатывают реле максимального тока и минимального напря-
жения; оии дают команды автоматическому устройству на бы-
строе снижение напряжения £7 до значения, обеспечивающего
гашение дуг (ж 10%). Через некоторый промежуток времени
устройство вновь начинает повышать напряжение до предельно-
го пробивного значения. Затем цикл повторяется.
При обрыве коронирующих электродов сигнальное устройст-
во через 5—10 циклов понижения напряжения дает импульс в
схему сигнализации и защиты.
Контролю в данном процессе подлежат расход, температура
и влажность газового потока, напряжение и сила тока, темпе-
ратура масла трансформаторно-выпрямительного блока.
Регулирование по искровому принципу. Типовое регулирова-
ние электрофильтра по дуговому пробою имеет существенный
недостаток—среднее значение рабочего напряжения оказывает-
ся ниже оптимального вследствие его периодического снижения.
Более перспективным является регулирование по числу искро-
вых разрядов, которые предшествуют пробою и определяют сте-
пень очистки (рис. 5.16). Оптимальная частота искровых раз-
рядов может быть рассчитана заранее (как задание регулято-
ру) по разрядному расстоянию, сочетанию электродов, свойст-
Рис. 5.16. Зависимость эффективности
очистки (п) от числа искровых раз-
рядов в 1 мик (п)
236
вам очищаемых газов и другим параметрам процесса. Для конт-
роля за текущим значением частоты искрений во вторичной це-
пи трансформатора устанавливают специальное устройство,
реагирующее на импульсы напряжения, которые вызываются
скачкообразными изменениями тока прн искрении.
Автоматизация аппаратов при фильтровании аэрозолей горю-
чих продуктов. Для технологических процессов разделения го-
рючих аэрозолей в фильтрах, циклонах и электрофильтрах
должны предусматриваться меры, обеспечивающие взрывобез-’
опасность, в том числе контроль за разрежением в этих аппара-
тах, а при необходимости — контроль за содержанием кисло-
рода в исходной аэрозоли илн в отходящей газовой фазе, меры
по исключению возникновения опасных значений напряженности
электрического поля, а также по предотвращению образования
отложений твердой фазы на внутренних поверхностях аппара-
тов илн иа удаление (антиадгезиоиные покрытия, механические
встряхиватели, вибраторы, введение добавок н т. п.).
глАВА 6
УПРАВЛЕНИЕ ТЕПЛОВЫМИ ПРОЦЕССАМИ
6.1. НАГРЕВАНИЕ ЖИДКОСТЕЙ
Основные принципы управления процессом нагревания рассмот-
рим на примере поверхностного кожухотрубчатого теплообмен-
ника (рис. 6.1), в который подают нагреваемый продукт и теп-
лоноситель. Показателем эффективности данного процесса яв-
ляется температура Г"п продукта на выходе из теплообменни-
ка, а целью управления—поддержание этой температуры на
определенном уровне.
Проведем анализ возможных управляющих и возмущающих
воздействий в объекте управления.
Расход теплоносителя Гт можно легко стабилизировать или
использовать для внесения эффективных регулирующих воздей-
ствий. Расход продукта определяется другими технологичес-
кими процессами, а не процессом нагревания, поэтому он не мо-
жет быть ни стабилизирован, ни использован для внесения ре-
гулирующих воздействий; при изменении Fn в теплообменник
будут поступать сильные возмущения. Начальные температуры
продукта Т'а и теплоносителя Т'т, а также их удельные тепло-
емкости Сп н Ст определяются технологическими режимами
других процессов, поэтому стабилизировать нх при ведении
процесса нагревания невозможно. К нелнквидируемым возму-
щениям относятся также изменения температуры окружающей
17—798
257
/Мт
Рис. 6.1. Схема автоматизации процесса нагревания
среды и свойств теплопередающей стенки вследствие отложения
солей и коррозии.
Анализ объекта управления показал, что большую часть
возмущающих воздействий невозможно устранить. В связи с
этим следует в качестве регулируемой величины брать темпера-
туру Т"п, а регулирующее воздействие осуществлять путем изме-
нения расхода Гт.
Теплообменники как объекты регулирования температуры
обладают большими запаздываниями, поэтому следует уделять
особое внимание выбору места установки датчика н закона ре-
гулирования. Для уменьшения траислортиых запаздываний дат-
чик температуры необходимо помещать как можно ближе к
теплообменнику. Для устранения запаздывания значительный
эффект может дать применение регуляторов с предварением и.
исполнительных механизмов с позиционерами.
В качестве контролируемых величин следует принимать рас-
ходы теплоносителей, их конечные и начальные температуры^
давления. Знание текущих значений этих параметров необходи-
мо для нормального пуска, наладки и эксплуатации процесса.
Расход требуется знать также для подсчета технико-экономиче-
ских показателей процесса, а расход Fn и температуру Т"п —
для оперативного управления процессом.
Сигнализации подлежат температура Т"л н расход про-
дукта. Поскольку резкое падение Гп может послужить причи-
ной выхода из строя теплообменника, устройство защиты в этокв
случае должно перекрывать линию подачи теплоносителя.
258
Все рассуждения в отношении процесса нагревания справед-
ливы и для процесса охлаждения. Объектом управления в этом
.случае будет кожухотрубчатый теплообменник, в который по-
дают хладоноситель н охлаждаемый продукт; показателем
эффективности — конечная температура продукта, а целью
управления — поддержание этой температуры на заданном зна-
чении. Основным узлом управления будет регулятор конечной
температуры охлаждаемого продукта, регулирование же будет
осуществляться путем изменения расхода хладоносителя.
Каскадно-связанное регулирование. Использование двухкон-
дурных САР значительно улучшает качество регулирования ко*
нечной температуры продукта, если вспомогательной регулируе*
мой величиной выбрать параметр, изменение которого будет
•сильным возмущением для процесса теплообмена. Часто в каче-
стве вспомогательного параметра выбирают расход теплоноси-
теля (рис. 6.2); если теплоносителем служит пар с перемен-
ным давлением, то предпочтительнее брать давление теплоноси-
теля илн давление в межтрубном пространстве. Последний ва-
риант следует использовать при переменных расходе и темпера-
туре нагреваемого продукта, так как давление в межтрубном
пространстве является гораздо менее инерционным параметром,
чем конечная температура продукта.
Регулирование байпасированием продукта. Для регулирова-
ния систем, в которых изменение расхода теплоносителя недо-
пустимо, используют метод байпасирования. Регулирующее
воздействие в этом случае осуществляется изменением расхода
байпасируемого продукта (рис. 6.3, а). Поскольку перемеще-
ние'регулирующего органа на байпасной линии все же приводит
к некоторому изменению расхода продукта, при высоких тре-
Рис. 6.2. Двухконтурные системы регулирования процесса нагревания с ис-
пользованием в качестве вспомогательной регулируемой величины расхода
теплоносителя (а), давления пара (б) и давления в межтрубном пространст-
ве (в)
17"
259
Рис. 6.3. Схема регулирования температуры изменением расхода продукта в-
байпасном трубопроводе:
а — с помощью одного клапана; б —с помощью двух клапанов; в —с помощью треххо-
дового клапана
боваинях к постоянству этого расхода устанавливают два-
мембранных исполнительных механизма разного типа (НО w
НЗ, рис. 6.3,6). Аналогичный эффект достигается прн установи
ке трехходового смесительного клапана (рис. 6.3, в).
Регулирование методом байпасирования улучшает динами-
ческую характеристику системы, так как при этом из цепи регу-
лирования исключается теплообменник.
Регулирование изменением расхода конденсата греющего*
пара. Если теплообменник работает при частичном заливе кон-
денсата, регулирующие воздействия можно вносить изменением-
расхода конденсата, что приводит к изменению уровня конден-
сата в теплообменнике. При этом перераспределяются поверх-
ности теплообмена между конденсирующимся паром и продук-
том, с одной стороны, и конденсатом и продуктом — с другой..
Интенсивность теплообмена, а затем и температура продукта
иа выходе теплообменника меняются. Такая система позволяег
повысить эффективность работы теплообменника на 6—7% бла-
годаря полному использованию тепла пара н конденсата. Од-
нако вследствие больших запаздываний эта система можег
быть рекомендована лишь прн условии отсутствия резких воз-
мущающих воздействий.
Регулирование изменением температуры горячего теплоноси-
теля. Если насос теплоносителя установлен после теплообмен-
ника, то стабилизировать конечную температуру продукта мож-
но путем изменения начальной температуры горячего теплоноси-
теля за счет рециркуляции части отработанного теплоносителя.
Достоинством данного метода является постоянство расхода ж
260
скорости теплоносителя в теплообменнике, что обеспечивает вы-
сокие и стабильные значения коэффициента теплоотдачи.
Регулирование изменением расхода продукта. Если для ка-
чественного управления процессом теплообмена допустимо из-
менение или стабилизация расхода продукта, то, в зависимости
от возможных возмущающих воздействий, может быть принят
один из вариантов схем регулирования, показанных на рис. 6.4.
Стабилизирующие регуляторы расхода теплоносителя и расхо-
да продукта ликвидируют возмущения до поступления их в си-
стему.
Регулирование процесса в теплообменниках смешения. Ма-
лейшие изменения параметров теплоносителя при непосредст-
венном смешении двух н более жидкостей приводят к значи-
тельным и быстрым изменениям конечной температуры продук-
та, поэтому прн управлении теплообменниками смешения часто
применяют связанное регулирование и регулирование соотноше-
ния расхода теплоносителя и продукта с коррекцией по темпе-
ратуре продукта.
Регулирование работы трубчатых печей. В нефтеперераба-
тывающей и нефтехимической промышленности широкое приме-
нение находят трубчатые печи, в которых продукт, непрерывно
прокачиваемый через змеевик, нагревается за счет тепла, выде-
ляющегося при сжигании топлива. Трубчатая печь является
сложным объектом регулирования; стабилизацию конечной тем-
пературы продукта в ней необходимо обеспечить при значи-
тельно изменяющихся температуре и расходе продукта. Посто-
янно изменяется также состояние змеевика и тепловой изоля-
Рис. 6.4. Схемы регулирования процесса нагревания:
а —со стабилизацией расхода продукта; б —с изменением расхода продукта в зависи-
мости от конечной температуры продукта
261
Рис. 6.5. Схемы связанного регулирования процесса в трубчатой печи
ции. Компенсация всех возмущений осуществляется изменени-
ем количества подаваемого в печь топлива.
В связи с тем что для трубчатой печи характерны большие
запаздывания (20—30 мии по каналу «расход топлива — конеч-
ная температура продукта»), целесообразно использовать свя-
занное регулирование. На рис. 6.5, а представлена схема регу-
лирования расхода топлива с коррекцией по температуре на-
греваемого продукта на выходе из печи. Качество регулирова-
ния заметно улучшается при введении вспомогательного конту-
ра регулирования температуры топочных газов над перевальной
стенкой. Это улучшение сильно влияет на температуру продук-
та иа выходе из печи. Схема на рис. 6.5, б обеспечивает регу-
лирование температуры продукта на выходе из печи с учетом
изменений температуры над перевальной стенкой и расхода
нагреваемого продукта.
Качество регулирования можно улучшить также, введя до-
полнительно регулятор расхода нагреваемого продукта.
В случае нагревания горючих продуктов трубчатые печи
необходимо оснащать системами регулирования соотношения
топлива, воздуха и водяного пара; блокировками, прекращаю-
щими поступление газообразного топлива и воздуха при сниже-
нии их давления ниже установленных параметров, а также при
прекращении электро- (или пневмо-) питания приборов КИП
и А; средствами сигнализации о прекращении поступления топ-
лива н воздуха при принудительной подаче их в топочное про-
странство; средствами контроля за уровнем тяги и прекраще-
ния подачи газообразного топлива в зону горения при останов-
ке дымососа или недопустимом снижении разрежения в печн;
средствами подачи водяного пара в топочное пространство и в
змеевики при прогаре труб.
Противоаварийиая защита змеевиков нагревательных печей
обеспечивается аварийным опорожнением змеевиков печи от
262
нагреваемого жидкого продукта при повреждении труб или пре-
кращении его циркуляции; блокировками по отключению пода-
чи топлива при прекращении подачи сырья; средствами дистан-
ционного отключения подачи сырья и топлива при аварии в си-
стемах змеевиков; средствами сигнализации о падении давления
в системах подачи сырья.
Регулирование процесса в топках. Прн сушке, выпаривании,
обжиге и других процессах в качестве теплоносителя часто ис-
пользуют топочные газы, получаемые в топках в результате
сжигания топлива. В зависимости от требований, предъявляемых
к топочному газу, в промышленности используют топки разных
конструкций. Наиболее простой является топка с инжекционны-
ми горелками (рнс. 6.6, а). Расход топлива в этом случае из-
меняется в зависимости от температуры (или какого-либо дру-
гого параметра) того процесса, в котором используют получен-
ные топочные газы. Соотношение расходов топлива и воздуха,
подсасываемого из атмосферы, поддерживается постоянным за
счет изменения инжекционной способности горелки при измене-
нии расхода топлива. Температуру топочных газов сразу после
топки регулируют изменением расхода вторичного воздуха.
При использовании горелок с принудительной подачей пер-
вичного воздуха возникает необходимость в регуляторе соотно-
шения топливо: первичный воздух (рис. 6.6,6).
В отдельных случаях разбавляющий воздух подают одно-
временно в охлаждающую рубашку топки и в смесительную ка-
меру. Расход вторичного воздуха при такой технологии изме-
Рнс. 6.6. Схемы регулирования топок:
а— с инжекционной горелкой; б —с принудительной подачей первичного воздуха; 1 —
топка; 2 — смесительная камера; 3 — технологический аппарат; 4 — инжекционная горелка
263
няется в зависимости от температуры во внутренней футеровке
топки или в топке вблизи футеровки, а расход третичного воз'
духа — от температуры после смесительной камеры.
Регулирование работы парокотельиых установок. На многих
химических предприятиях имеются свои парокотельные уста-
новки, предназначенные для получения пара заданных парамет-
ров. Основной регулируемой величиной парокотельной установ-
ки является давление получаемого пара. Заметим, что для на-
сыщенного пара существует определенная зависимость между
давлением и температурой, поэтому стабилизация давления
обеспечит и постоянство температуры.
Одной из серьезных задач при регулировании процесса го-
рения в топках парокотельных установок является экономичное
сжигание топлива благодаря подаче определенного количества
воздуха. Показателем соответствия расходов воздуха и топлива
может служить коэффициент избытка воздуха a,—FB.a!FB'T> 1
(где Fs.a — действительное значение расхода воздуха; Гв.т —
теоретическое значение расхода воздуха, обеспечивающего пол-
ное сжигание топлива). При постоянной теплотворной способ-
ности топлива заданное значение коэффициента а («1,1) мо-
жет обеспечить простой регулятор соотношения расходов топ-
лива и воздуха (рис. 6.7).
Если же качество топлива изменяется, то требуется более
сложная система регулирования, позволяющая непрерывно оп-
ределять оптимальное значение а0Пт по содержанию кислорода
в топочных газах.
Схема регулирования построена таким образом, что при из-
менении давления пара одновременно изменяется подача топ-
лива и воздуха.
Изменение разрежения в топке отражается на расходах топ-
лива и воздуха. Для компенсации этого возмущения устанав-
ливают регулятор разрежения в топке. Поддержание матери-
ального баланса в схеме обеспечивается регулятором уровня,
при этом регулирующее воздействие вносится изменением рас-
хода питательной воды.
Автоматизация процесса нагревания горючих продуктов.
Чтобы исключить взрывоопасную ситуацию в поверхностных
теплообменниках, необходимо предусмотреть методы и средст-
ва, предотвращающие взаимное проникновение теплоносителей
(если оно может привести к образованию взрывоопасной сре-
ды). Особенно это относится к тем теплообменникам, в кото-
рых давление горючего теплоносителя выше, чем давление него-
рючего.
При снижении уровня нагреваемой горючей жидкости в теп-
лообменнике и оголении поверхности теплообмена (что может
привести к перегреву, высушиванию и разложению горючего
264
Рис. 6.7. Схема регулирования ра-
боты парокотельиой установки
Рис. 6.8. Схема автоматизации
процесса искусственного охлаж-
дения:
t — компрессор; 2 — конденсатор; 3 —
испаритель; 4 — дросселирующий эле-
мент; 5 —выносная камера
0 0 В схему защиты
продукта, развитию неуправляемых процессов) должны срабо-
тать устройства сигнализации и блокировки (последние долж-
ны прекратить подачу греющего агента).
6.2. ИСКУССТВЕННОЕ ОХЛАЖДЕНИЕ
Типовое решение автоматизации рассмотрим иа примере уста-
новки охлаждения, состоящей из поршневого компрессора /,
конденсатора 2, испарителя 3 (с кипящим хладоагеитом в меж-
трубном пространстве) и дросселирующего элемента 4 (рис.
6.8). В качестве показателя эффективности примем конечную
температуру охлаждаемого продукта tK (часто рассола). Под-
держание ее иа постоянном значении путем корректировки тех-
нологических режимов аппаратов, входящих в объект управле-
ния, будет целью управления процессом искусственного охлаж-
дения.
Конечная температура охлаждаемого продукта определяется
параметрами охлаждаемого продукта н хладоагента, поступаю-
щих в испаритель. Параметры продукта зависят от хода тех-
нологического процесса, для проведения которого применяется
265
данная установка охлаждения. С их изменением, а также с из- 1
менеиием параметров воды, подаваемой в конденсатор, в объ- 1
ект будут поступать внешние возмущения; температура tK при М
этом будет отклоняться от заданного значения. С другой сторо- J
иы, варьируя параметры хладоагента (в частности, его расход), <
сравнительно легко управлять процессом. Из сказанного следу-
ет, что основным узлом регулирования процесса искусственного
охлаждения должен быть регулятор температуры tK, а регули-
рующие воздействия целесообразно вносить изменением расхо-
да хладоагента, используя метод пуска и останова поршневого J
компрессора. При этом холодопроизводительность установки бу- \
дет изменяться так, что возмущающие и регулирующие воз- 1
действия полностью компенсируются. >
Одним из сильных возмущений, которые могут поступать в
испаритель через дросселирующий элемент 4, является измене-
ние давления в конденсаторе 2. Последнее может произойти, j
например, при колебаниях параметров охлаждающей воды. Для
ликвидации таких возмущений давление конденсации стабили-
зируют, изменяя расход воды, подаваемой в испаритель.
Работа испарителя в значительной мере определяется так-
же степенью заполнения его жидким хладоагентом. Для боль-
шинства испарителей существует оптимальная степень заполне-
ния, при отклонении от которой эффективность процесса сни-
жается вследствие неполного использования теплопередающей
поверхности испарителя или из-за «влажного» хода компрессо-
ра. Определенная степень заполнения поддерживается стабили-
зацией уровня, который измеряется в выносной камере 5. Регу-
лятор уровня воздействует на регулирующий орган, помещен-
ный между конденсатором н испарителем. В случае непрерывно-
го дросселирования хладоагента (что обеспечивают все регу-
ляторы, кроме позиционных) регулирующий орган будет одно-
временно служить и дросселирующим элементом 4, изменяю-
щим давление хладоагента от значения, соответствующего дав-
лению конденсации, до значения, соответствующего давлению
кипения.
Для безаварийной работы установки следует сигнализиро-
вать повышение уровня хладоагента выше предельного значе-
ния (для предотвращения «влажного» хода компрессора),
а также (ввиду возможности замерзания продукта). В случае
достижения этими параметрами предельно допустимых значе-
ний срабатывают устройства защиты, отключающие компрессор.
При искусственном охлаждении контролю подлежат расхо-
ды продукта и охлаждающей воды, а также их начальные и ко-
нечные температуры. Сигнализации и контролю, кроме того,
подлежат все параметры компримирования газов.
Регулирование компрессоров установок искусственного
охлаждения. В зависимости от типа компрессора регулирование
266
Рис. 6.9. Терморегулирующий вентиль:
/ — мембрана; 2 — термобаллон; 3 — трубка;
4 — испаритель; 5 — клапан; б — шток; 7 — пру-
жина; 8 — сальник
его работы может производить-
ся различными способами (см.
разд. 5.1). В наиболее мощных
холодильных установках исполь-
зуют винтовые компрессоры,
снабженные специальным золот-
ником (ползуном). Перемеща-
ясь параллельно осям винтов
под действием исполнительного
механизма регулятора, золотник
изменяет их ход сжатия и тем
самым — производительность
компрессора.
Регулирование перегрева па-
ров после испарителя. При ис-
пользовании хладоагентов с низкой теплотой парообразования
(например фреонов) нельзя принимать уровень хладоагента в
качестве параметра, характеризующего степень заполнения ис-
парителя (ввиду бурного вспенивания). Кроме того, точность
работы уровнемера с выносной камерой часто недостаточно вы-
сока, так как уровень жидкости в этой камере может отличаться
от уровня в испарителе. Это обусловливается различной сте-
пенью насыщения кипящей жидкости паром и, следовательно,
различным значением плотности кипящей жидкости.
Косвенным параметром, по которому судят о степени запол-
нен-ия испарителя, служит перегрев паров на выходе испарите-
ля: чем больше перегрев, тем меньше заполнение, т. е. больше
теплопередающая поверхность, и наоборот. В зависимости от
разности температур кипящего хладоагента и перегретых па-
ров, позиционный регулятор открывает или закрывает клапан
на линии жидкого хладоагента.
Для плавного регулирования перегрева разработан специ-
альный терморегулирующий веитнль (рис. 6.9), основным эле-
ментом которого является мембрана 1. Ее положение соответст-
вует разности давлений в термобаллоне 2 и линии пара, а эти
давления, в свою очередь, определяются температурами пере-
гретого пара и кипения хладоагента.
6.3. ВЫПАРИВАНИЕ
Основные принципы управления процессом выпаривания рас-
смотрим на примере одиокорпусной выпарной установки есте-
ственной циркуляции (рис. 6.10). Показателем эффективности
267
Рис. 6.10. Схема автоматизации процесса выпаривания:
/ — кипятильник; 2 — выпарной аппарат; 3~ устройство для измерения температурной
депрессии
процесса является концентрация упаренного раствора Qy.P, а це-
лью управления — поддержание определенного значения этой
концентрации.
Проведем анализ возможных возмущающих н управляющих
воздействий в объекте управления.
Расход свежего раствора Кс.р можно стабилизировать нлн
изменять для достижения цели управления процессом выпари-
вания. Его уменьшение приводит к снижению скорости движе-
ния раствора по аппарату и, следовательно, к увеличению кон-
центрации Qy.p. То же можно сказать н о расходе упаренного
раствора.
Концентрация свежего раствора определяется предшествую-
щими технологическими процессами; ее изменения будут силь-
ными возмущениями для процесса выпаривания. Расход паров
растворителя определяется параметрами исходного раствора,
а также режимными параметрами в аппарате: температурой,
давлением, концентрацией раствора и интенсивностью подвода
тепла.
268
Если предположить, что цель управления достигнута, т. е.
концентрация Qy.p на выходе из аппарата постоянна и соответ-
ствует заданной, то между температурой и давлением в аппа-
рате будет соблюдаться определенная зависимость. Поэтому до-
статочно стабилизировать только один из этих параметров.
В большинстве случаев это — давление в аппарате, которое
можно регулировать изменением отбора пара из аппарата.
Интенсивность подвода тепла к кипятильнику определяется
параметрами теплоносителя: расходом, температурой, давлени-
ем и энтальпией.
К наиболее сильным возмущающим воздействиям относятся
изменения расхода теплоносителя. Эти возмущения конпенси-
руют установкой стабилизирующего регулятора расхода. Прн
целенаправленном изменении расхода теплоносителя в объект
могут вноситься регулирующие воздействия. Однако при этом
может возникнуть «пленочное кипение», что неэкономично.
С изменением других параметров теплоносителя в объекте по-
явятся другие возмущения.
Анализ объекта управления показал, что часть параметров,
определяющих концентрацию Qy.p, будет изменяться. Сильным
возмущением процесса выпаривания, как правило, является и
«засоление» греющей камеры теплообменника. Чтобы прн на-
личии возмущающих воздействий цель управления была достиг-
нута, следует в качестве главной регулируемой величины брать
концентрацию Qy.p, а регулирующее воздействие вносить изме-
нением расхода свежего раствора. Можно в качестве регулиру-
ющего воздействия использовать н изменение расхода упарен-
ного раствора, а также расхода теплоносителя.
Концентрацию Qy.p определяют по разности между темпе-
ратурами кипения раствора н растворителя (по температурной
депрессии). О ее значениях можно судить и по другим косвен-
ным параметрам: плотности, удельной электропроводности, по-
казателю преломления света нли температуре замерзания упа-
ренного раствора.
Итак, для достижения цели управления процессом следует
регулировать температурную депрессию, давление в аппарате
и расход теплоносителя. Для поддержания материального ба-
ланса в аппарате необходимо регулировать уровень раствора
изменением расхода упаренного раствора.
В процессе выпаривания контролируют расходы растворов,
в также паров растворителя; температуры растворов; темпера-
туру, давление и расход теплоносителя; давление, температуру
и уровень в аппарате; температурную депрессию. Сигнализации
подлежат отклонение концентрации Qy.p от заданного значения
и прекращение подачи раствора. В последнем случае устройство
защиты должно отключить линию теплоносителя для предот-
вращения порчи продукта и аварии.
269
Рнс. 6.11. Схема регулирования си-
стемы создания вакуума:
t — выпарной аппарат; 2 — барометрически®
конденсатор; 3 — вакуум-насос (паровой
эжектор)
Регулирование с помощью двухконтурных систем. Улучшить
качество регулирования можно, используя многоконтурное ре-
гулирование расхода свежего раствора, упаренного раствора и
паров растворителя с коррекцией соответственно по темпера-
турной-депрессии, уровню и давлению в аппарате.
Регулирование разрежения в вакуум-выпариых аппаратах.
Разрежение в вакуум-выпариых аппаратах создается с помощью*
барометрических конденсаторов и вакуум-насосов, служащих
для отсоса смеси несконденсировавшихся газов с воздухом. Ре-
гулировать разрежение можно изменением расхода и темпера-
туры воды; расхода паров растворителя, поступающих в баро-
метрический конденсатор; расхода воздуха, подсасываемого
вакуум-насосом нз атмосферы. Все эти способы нашли приме-
нение в промышленности, но наиболее часто применяют послед-
ний способ (рис. 6.11). Расход воды при этом изменяется в за-
висимости от температуры стоков нз барометрического конден-
сатора (в качестве регулируемой величины можно использовать-
также перепад температур воды на входе и выходе конденса-
тора).
Регулирование концентрации упаренного раствора изменени-
ем его расхода. В отдельных случаях для предотвращения ого-
ления греющих труб кипятильника предъявляют повышенные
требования к узлу регулирования уровня в выпарном аппарате.
Качество регулирования уровня можно улучшить, внося регу-
лирующие воздействия изменением расхода свежего раствора.
Концентрацию Qy,p в этих случаях стабилизируют изменением
расхода упаренного раствора, а узлы регулирования расхода
теплоносителя и давления в аппарате остаются прежними.
Такая схема предпочтительна также при частых «засолени-
ях» поверхности теплообмена н связанных с ними промывках
теплообменника, так как регуляторы могут быть включены сра-
зу после промывки. При регулировании концентрации в соот-
ветствии с типовым решением включение выпарного аппарата
производится вручную.
270
Регулирование концентрации упаренного раствора изменени-
ем расхода теплоносителя. Если расход свежего раствора опре-
деляется ходом предшествующего технологического процесса,
то этот параметр нельзя использовать для регулирования кон-
центрации или уровня. В этих случаях концентрацию упарен-
ного раствора регулируют изменением расхода теплоносителя.
Аналогичная ситуация возникает и в случае, если расход упа-
ренного раствора определяется следующим процессом. Тогда
расход свежего раствора следует использовать для стабилиза-
ции уровня, и единственным регулирующим воздействием при
стабилизации концентрации будет изменение расхода теплоно-
сителя.
Регулирование при постоянной концентрации растворенного
вещества в свежем растворе. Если отсутствует одно из самых
сильных возмущающих воздействий — изменение концентрации
вещества в свежем растворе, целесообразно вместо сложного и
ненадежного узла регулирования концентрации Qy,p установить
регулятор расхода свежего раствора. При этом концентрацию
Qy.p только контролируют, и по ее значению периодически про-
изводят перенастройку регуляторов системы.
При сильно изменяющихся расходах свежего раствора и теп-
лоносителя качество регулирования показателя эффективности
можно улучшить (уменьшить запаздывание), регулируя соотно-
шение этих расходов изменением расхода теплоносителя. Регу-
лятор соотношения будет реагировать и на другие возмущения,
так как они приведут в конечном итоге к срабатыванию регуля-
тора концентрации раствора и изменению расхода свежего
раствора.
Управление выпарными аппаратами периодического действия.
Операция выпарки здесь осуществляется при стабилизации
уровня изменением расхода свежего раствора до момента до-
стижения заданного значения температурной депрессии. При
срабатывании реле температурной депрессии устройство управ-
ления дает сигнал на открытие магистрали упаренного раствора
и закрытие магистралей свежего раствора и теплоносителя пу-
тем прекращения питания регуляторам уровня и давления
(давление в аппаратах периодического действия регулируется
изменением расхода теплоносителя). Начинается операция вы-
грузки. При полном опорожнении аппарата по сигналу от реле
уровня вновь начинается операция загрузки и выпарки.
Можно осуществлять и полупериодический режим работы,
когда выпарной аппарат опорожняется лишь частично. Для этой
цели регулятор уровня должен быть дополнен логическим уст-
ройством, которое при достижении уровнем какого-то промежу-
точного значения срабатывает и дает сигнал иа открытие кла-
пана свежего раствора. Добавляемый в аппарат свежий раст-
271
вор снижает концентрацию раствора, срабатывает реле темпе-
ратурной депрессии, и выгрузка продукта прекращается.
Регулирование работы многокорпусных и многоступенчатых
установок. При управлении процессом выпаривания в установ-
ках такого типа стабилизируют концентрацию Qy.p в последнем
корпусе изменением расхода упаренного раствора. Уровень во
всех корпусах при таком способе стабилизации концентрации
регулируется изменением расхода раствора, подаваемого в кор-
пус. В промышленности реализованы также схемы стабилизации
концентрации Qy.p изменением расхода раствора, подаваемого
в последний корпус. Соответственно изменится способ регули-
рования уровня.
Стабилизация давления в корпусах установки обеспечивает-
ся самостоятельными регуляторами давления путем сброса ча-
сти пара в общую линию паров растворителя. В том случае,
если весь пар из предыдущего корпуса направляется в кипя-
тильник следующего, стабилизируют давление только в послед-
нем корпусе изменением расхода выводимых из него паров
растворителя.
Расход теплоносителя, поступающего в кипятильник, стаби-
лизируют регулятором расхода.
Регулирование работы теплообменника свежего раствора.
Нормальный технологический режим выпарного аппарата воз-
можен лишь при температуре свежего раствора, близкой к тем-
пературе кипения. При более низкой температуре раствора на-
рушится циркуляция раствора и снизится коэффициент тепло-
передачи; перегрев раствора приведет к вскипанию его на вхо-
де в аппарат, что сопровождается выделением кристаллов соли
и забивкой трубопроводов. Поэтому при наличии теплообменни-
ка на линии свежего раствора температуру раствора на его
выходе регулируют изменением расхода теплоносителя.
6.4. КРИСТАЛЛИЗАЦИЯ
Основные принципы управления процессом кристаллизации рас-
смотрим на примере кристаллизатора с выносным холодильни-
ком (рис. 6.12). Показателем эффективности процесса является
размер полученных кристаллов. Для обеспечения текучести и
неслеживаемости кристаллических веществ необходимо полу-
чать кристаллы одинакового размера, что и является целью
управления. Размер кристаллов определяется, с одной стороны,
условиями, при которых проводится процесс (температурой в
аппарате, интенсивностью охлаждения н перемешивания раст-
вора), а с другой — свойствами поступающего иа кристаллиза-
цию раствора (степенью насыщения твердой фазой, т. е. на-
чальной концентрацией, а также температурой, содержанием
примесей и т. д.).
272
Рис. 6.12. Схема автоматизации процесса кристаллизации:
/ — холодильник; 2 — кристаллизатор; <3 —насос для суспензии; 4 — циркуляционный
насос
Постоянство температуры в кристаллизаторе можно обеспе-
чить изменением расхода хладоиосителя. Интенсивность охлаж-
дения раствора прн постоянной температуре в аппарате будет
определяться скоростью прохождения раствора через аппарат;
для поддержания ее на постоянном уровне стабилизируют рас-
ход раствора. Интенсивность перемешивания раствора в кри-
сталлизаторе при использовании насоса с постоянными харак-
теристиками можно считать постоянной.
Концентрация твердой фазы в исходном растворе, темпера-
тура его и наличие примесей являются начальными параметра-
ми процесса, определяемыми предыдущим технологическим про-
цессом. Их изменения будут приводить к нарушению техноло-
гического режима кристаллизации.
В связи с тем, что в кристаллизатор поступают многочислен-
ные возмущения, в качестве регулируемой величины следовало-
бы взять размеры кристаллов. Однако пока отсутствуют датчи-
ки как непосредственного, так и косвенного измерения размеров^
кристаллов, поэтому ограничиваются стабилизацией температу-
ры в аппарате. Для поддержания материального баланса кри-
сталлизатора следует стабилизировать уровень в аппарате. Ре-
гулирующим воздействием при этом может быть изменение рас-
хода суспензии. Маточный раствор выводится из аппаратов за
счет перелива, поэтому его расход не регулируется. Стабилиза-
ция указанных параметров, как правило, обеспечивает заданные-
размеры кристаллов.
18—798 &&
Контролировать следует расходы поступающего раствора,
платочного раствора, суспензии и хладоносителя, их температу-
ру, уровень и температуру в кристаллизаторе. Контролируются
и сигнализируются, кроме того, параметры насосов раствора и
суспензии.
Регулирование концентрации кристаллов в суспензии. В от-
дельных случаях параметром, характеризующим процесс кри-
сталлизации, является концентрация кристаллов в суспензии.
Тогда требуется управлять процессом таким образом, чтобы
концентрация кристаллов была постоянной, максимально воз-
можной для данных условий. Концентрация кристаллов в сус^
пензин в некоторой степени характеризует и их размеры; на-
пример, чем больше концентрация, тем интенсивнее процесс
кристаллизации и тем больше размер кристаллов. На практике
концентрацию кристаллов определяют по плотности суспензии.
Регулирующие воздействия следует вносить путем изменения
расхода исходной смеси; все остальные узлы регулирования
•остаются теми же, что и при типовом решении.
Регулирование кристаллизатора выпарного типа. Кристалли-
зацию за счет испарения части растворителя проводят в аппа-
ратах выпарного типа, поэтому регулирование процессов в та-
ких аппаратах аналогично регулированию процесса выпарива-
яия. На рис. 6.13 показана схема регулирования испарителя-
кристаллизатора с естественной циркуляцией, которая нашла
применение при кристаллизации сульфата кальция из фосфор-
Рис. 6.13. Схема регулирования одноступенчатого кристаллизатора выпарного
типа:
1 — верхняя камера; 2 —нижняя камера; 3 — кипятильник
274
ной кислоты. Особенностью схемы является регулирование пе-
репада уровней в верхней и ннжней камерах выпарного ап-
парата.
ГЛАВА 7
УПРАВЛЕНИЕ МАССООБМЕННЫМИ ПРОЦЕССАМИ
7.1. РЕКТИФИКАЦИЯ
Процесс ректификации относится к основным процессам хими-
ческой технологии. Показателем эффективности его является
состав целевого продукта. В зависимости от технологических,
особенностей в качестве целевого продукта могут выступать как
дистиллят, так и кубовый остаток. Поддержание постоянного'
состава целевого продукта к будет являться целью управления^
Состав другого продукта при этом может колебаться в опреде-
ленных пределах вследствие изменения состава исходной смеси.
В дальнейшем будем считать целевым продуктом дистиллят.
В качестве объекта управления при автоматизации процес-
са ректификации примем установку для разделения бинарной
смеси, состоящую из тарельчатой ректификационной колонны 2^
выносного кипятильника 4, дефлегматора 3 и теплообменника
для подогрева исходной смеси 1 (рис. 7.1).
Ректификационная установка является сложным объектом,
управления со значительным временем запаздывания (напри-
мер, в отдельных случаях выходные параметры процесса начнут
изменяться после изменения параметров сырья лишь через 1—
3 ч), с большим числом параметров, характеризующих процесс,
многочисленными взаимосвязями между ними, распределенно-
стью их и т. д.
Трудность регулирования процесса объясняется также час-
тотой и амплитудой возмущений. Возмущениями являются из-
менения начальных параметров исходной смеси, тепло- и хладо-
носителей, изменения свойств теплопередающих поверхностей,,
отложение веществ на стенках и т. д. Кроме того, на техноло-
гический режим ректификационных колонн, устанавливаемых
под открытым иебом, влияют колебания температуры атмосфер-
ного воздуха.
Показатель эффективности процесса — концентрация Qa ис-
комого компонента в дистилляте самым непосредственным об-
разом зависит от начальных параметров исходной смеси. С их
изменением в процесс могут поступать наиболее сильные воз-
мущения, в частности по каналу состава исходной смеси, таю
как состав определяется предыдущим технологическим про-
цессом.
18* 27*
2
Рис. 7.1. Схема автоматизации процесса ректификации:
1 — теплообменник исходной смеси; 2 — ректификационная колонна; 3 — дефлегматор- 4 —
-кипятильник
Расход сырья Fc может быть стабилизирован с помощью
регулятора расхода. Диафрагма и исполнительное устройство
регулятора должны быть установлены до теплообменника, так
•как после нагревания смеси до температуры кипения в этом
теплообменнике поток жидкости может содержать паровую фа-
зу, что нарушает работу автоматических устройств.
Большое значение для процесса ректификации имеет темпе-
ратура исходной смесн. Если смесь начинает поступать в колон-
ку при температуре ниже температуры кипения, она должна
нагреваться до этой температуры парами, идущими из нижней
части колонны. Конденсация паров при этом возрастает, что
нарушает весь режим процесса ректификации. Поэтому темпе-
ратуру исходной смеси стабилизируют изменением расхода теп-
лоносителя, подаваемого в теплообменник; тем самым ликви-
дируют одно из возмущений.
Рассмотрим возможности регулирования режимных парамет-
ров верхней (укрепляющей) части ректификационной колонны,
непосредственно определяющих состав дистиллята.
Зависимость состава паров, выходящих из укрепляющей ча-
сти колонны (а значит, и состава дистиллята), от других пара-
метров процесса можно проследить по диаграмме (рис. 7.2).
Анализ диаграммы показывает, что концентрация у (показа-
~27б
тель эффективности) определяется концентрацией х, температу-
рой кипения t жидкости и давлением паров Р над жидкостью.
Для получения определенной концентрации, например у3, в со-
ответствии с правилом фаз следует поддерживать на определен-
ном значении только два из перечисленных параметров, напри-
мер давление Pl и концентрацию х3.
Давление Р легко стабилизировать изменением расхода па-
ра из колонны. Исполнительное устройство при этом устанавли-
вают не на шлемовой трубе, соединяющей верхнюю часть рек-
тификационной колонны с дефлегматором, а на линии хладоно-
сителя, поступающего в дефлегматор. Это вызвано, в частности,
тем, что при дросселировании пара в шлемовой трубе дефлег-
матор начинает работать в режиме переменного давления, что
неблагоприятно влияет на процесс конденсации.
Стабилизация давления в верхней части колонны необходи-
ма не только для поддержания заданного состава целевого
продукта, но н для обеспечения нормального гидродинамическо-
го режима колонны, так как при понижении давления может
лроизойти «захлебывание» колонны (восходящий поток пара
начинает препятствовать стеканию жидкости по тарелкам вниз),
а при его повышении уменьшается скорость парового потока,
что связано с уменьшением производительности установки.
Сравнительно просто регулировать также концентрацию х
изменением расхода флегмы: чем выше этот расход, тем больше
в жидкости иизкокипящего компонента, и наоборот.
На практике часто регулируют состав паров (а в отдельных
случаях и непосредственно состав дистиллята) изменением рас-
хода флегмы. Регулирующий орган во всех случаях может быть
установлен как на линии флегмы, так и иа линии дистиллята,
что равноценно. В. качестве анализаторов состава используют
хроматографы и газоанализаторы.
Итак, для достижения цели управления необходимо стабили-
зировать давление и состав жидкости в верхней части колонны.
Качество регулирования этих параметров зависит от состава и
скорости паров, движущихся из нижней (исчерпывающей) ча-
сти колонны и определяемых ее технологическим режимом —
главным образом давлением, температурой и составом жидкости
б кубе колонны.
Необходимость стабилизации давления паров в кубе отпа-
дает, так как ректификационная колонна обладает хорошо вы-
раженными свойствами самовыравнивания по этому параметру,
и регулирование давления в укрепляющей части колонны при-
ведет к тому, что давление в кубе через несколько минут примет
определенное (несколько большее, чем в верхней части колон-
ны) значение.
Этого нельзя сказать о температуре (составе) жидкости в
кубе (как и в верхней части колонны, в кубе, кроме давления,
277
Рис. 7.2. Диаграмма температура (Т) — концентрация низкокипящего компо-
нента в жидкости (х) и паре (у)
Рис. 7.3. График изменения состава целевого продукта по высоте колонны до-
изменения расхода флегмы (/) и после его изменения (2)
достаточно регулировать лишь один параметр). Изменение рас-
хода флегмы с целью регулирования второго параметра приво-
дит к изменению параметров в кубе колонны лишь через не-
сколько часов. В связи с этим для поддержания нормального
режима в кубе возникает необходимость независимого регули-
рования одного из этих параметров. Обычно стабилизируют
температуру, поскольку, с одной стороны, датчик температуры
значительно проще н надежнее, чем анализаторы состава, а с
другой стороны, если целевым продуктом является дистиллят,,
то требования к технологическому режиму в нижней части ко-
лонны менее жесткие, чем в верхней части. Итак, в кубе колон-
ны следует регулировать температуру.
Регулирующие воздействия в нижней части колонны могут
осуществляться изменением расходов кубового остатка и тепло-
носителя, подаваемого в кипятильник. Если учесть, что расход
остатка следует использовать для поддержания материального
баланса, т. е. для стабилизации уровня жидкости в кубе, то
единственным регулирующим воздействием при регулировании
температуры является изменение расхода теплоносителя.
Таким образом, если целевым продуктом является дистил-
лят, то для достижения цели управления следует регулировать
расход исходной смеси, температуру исходной смеси, давленне-
в верхней части колонны, состав жидкости в верхней части ко-
лонны, температуру и уровень жидкости в кубе. (Если же целе-
вым продуктом является кубовый остаток, то в нижней части
колонны регулируют состав жидкости изменением расхода теп-
лоносителя, а в верхней — температуру изменением расхода
флегмы.) Контролю подлежат: расход исходной смеси, дистил-
лята, флегмы, остатка, тепло- и хладоносителей; состав и тем-
пература конечных продуктов; температура исходной смеси»
тепло- и хладоносителя; уровень в кубе колонны; температура
278
по высоте колонны; давления в верхней и нижией частях колон-
ны, а также перепад этих давлений.
Сигнализации подлежат значительные отклонения состава
целевого продукта, уровня и давления в колонне от заданных
значений. При давлении в колонне выше допустимого, а также
при прекращении поступления исходной смеси должны срабо-
тать автоматические устройства защиты, отключающие ректи-
фикационную установку. При этом магистрали теплоносителей,
остатка и дистиллята перекрываются, а магистрали хладоноси-
теля и флегмы полностью открываются.
Регулирование параметров на контрольных тарелках. Основ-
ными регулирующими воздействиями, с помощью которых ком-
пенсируются возмущения и достигается цель управления, явля-
ются изменения расхода флегмы в верхней части колонны и
расхода теплоносителя, подаваемого в кипятильник, — в ниж-
ней. От правильности выбора параметров, по значениям кото-
рых, будут осуществляться изменения этих расходов, во многом
зависит достижение цели управления.
Если запаздывания в колонне невелики (колонна имеет не-
большое число тарелок, температуры кипения разделяемых ком-
понентов значительно различаются и т. п.), в качестве регули-
руемых величин могут быть взяты непосредственно составы
дистиллята и остатка. При больших запаздываниях этот вари-
ант неприемлем, так как регулирующие воздействия начнут
реализовываться только после серьезных нарушений режима
всей колонны. Восстановление же режима произойдет лишь по-
сле значительного отрезка времени. Гораздо удобнее в этих слу-
чаях использовать в качестве регулируемой величины состав на
промежуточной тарелке, который изменяется гораздо быстрее
и сильнее (в 20—50 раз), чем состав иа выходе колонны.
График изменения состава по высоте ректификационной ко-
лонны при скачкообразном изменении расхода флегмы показы-
вает (рис. 7.3), что состав конечных продуктов изменяется сла-
бо (кривые 1 и 2 в начальных точках почти совпадают) при
значительных изменениях состава (точки Ai н А2, Б1 и Б2) на
средних контрольных тарелках укрепляющей и исчерпывающей
частей колонны. Здесь и следует устанавливать датчики соста-
ва. Заметим, что все сказанное в отношении составов продуктов
справедливо и для температур, а также для физико-химических
характеристик продуктов. К ним относятся парциальные давле-
ния паров компонентов смеси, плотность продукта, температура
кипения и т. д.
Перекрестное регулирование температуры и уровня в кубе
ректификационной колонны. Такое регулирование применяют
при разделении смесей сжиженных газов, а также низкокипя-
щих жидкостей с близкими температурами кипения. Прн увели-
чении содержания низкокипящего компонента в кубе колонны
279
flap эталонной
Рис. 7.4. Схема регулирования состава
целевого продукта по разности темпера-
тур кубового остатка и эталонной жид-
кости:
1 — ректификационная колонна; 2 — кипятиль-
ник; 3 — камера конденсации
температура снижается. Регулятор температуры прикрывает
клапан на линии отбора остатка, а связанное с этим увеличение
уровня в кубе заставляет регулятор уровня увеличивать подачу
пара. Начинается более интенсивное испарение жидкости из
куба колонны преимущественно за счет низкокипящего компо-
нента. Температура и уровень возвращаются к заданным зна-
чениям. Таким образом, остаток выводится из куба в большом
количестве только в том случае, если его (состав соответствует
заданному. При обычном же способе регулирования температу-
ры и уровня в кубе возможен значительный расход кубовой:
жидкости с большим содержанием низкокипящего компонента.
Регулирование физико-химических переменных целевых про-
дуктов. При разделении многокомпонентных смесей находят
применение регуляторы физико-химических переменных этих:
продуктов. К таким переменным относятся разность парциаль-
ных давлений паров продукта и эталонной жидкости, плотность,,
температура вспышки, разность температур кипения продукта
и эталонной жидкости, начало и конец кипения и др. Особенно»
предпочтительны приборы, которые на выходе имеют сигнал,,
пропорциональный разности значений параметров эталонной
жидкости и продукта, так как их выход может иепосредственно-
использоваться в схемах регулирования.
На рис. 7.4 показан, в частности, узел регулирования соста-
ва по разности температур кипения продукта н эталонной жид-
кости при постоянном давлении в исчерпывающей части ко-
лонны.
В куб колонны непрерывно подается небольшое количество’
насыщенных паров эталонной жидкости — кубового остатка за-
данного состава. В камере 3 они конденсируются; температура
их измеряется термопарой. Другой термопарой измеряется тем-
пература кипящей жидкости в колонне. Термопары соединены
по дифференциальной схеме; разность их термоэлектродвижу-
щнх сил подается на регулирующий прибор. Равенство давлений
в кубе колонны и в камере 3 обеспечивается небольшой длиной
и достаточно большим (10—15 мм) диаметром трубки, соеди-
няющей камеру конденсации с колонной.
Регулирование температуры. Температура в колонне облада-
ет значительно меньшим запаздыванием, чем состав. К тому же
280
г
датчики температуры проще и надежнее, чем датчики состава.
Поэтому если к чистоте целевого продукта ие предъявляют
очень высоких требований, то расход флегмы (или теплоноси-
теля в кипятильник) изменяется ие по составу, а по температу-
ре в верхней (нижией) части колонны.
Если возмущения поступают в колонну по многим каналам
(с изменением параметров исходной смеси, теплоносителей, хла-
доносителей и т. д.), то улучшения качества регулирования со-
ставов целевых продуктов добиваются стабилизацией перепада
температур на двух соседних контрольных тарелках, так как
перепад температур быстрее реагирует иа возмущения, чем тем-
пература.
Регулирование давления в верхней части колонны. Типовой
метод регулирования давления изменением расхода хладоиоси-
теля, подаваемого в дефлегматор, связан с большими запазды-
ваниями, поэтому нашли применение и другие способы регули-
рования давления.
Если в парах, выходящих из верхней части колонны, содер-
жатся ие конденсирующиеся в дефлегматоре компоненты, при-
меняют схему регулирования давления сбросом этих компонен-
тов из сепаратора. Роль сепаратора может играть и флегмовая
-емкость (рис. 7.5,а). Она обеспечивает запас флегмы, необхо-
димый для стабилизации состава дистиллята при значительных
Рис. 7.5. Схемы регулирования давления в верхней части колонны:
4—колонна; 2 —дефлегматор; 3 — емкость; 4 — эжектор
281
возмущениях. Для поддержания материального баланса в этой
емкости следует регулировать уровень изменением расхода ди-
стиллята. Стабилизация уровня, кроме того, обеспечивает по-
стоянное гидростатическое давление перед клапаном на линии
флегмы и, следовательно, улучшает качество регулирования
состава.
Улучшение качества регулирования давления в верхней ча-
сти колонны с отдувкой может быть достигнуто установкой двух
исполнительных устройств — на линиях хладоносителя и отдув-
ки. Область работы этих исполнительных механизмов должна
быть различной.
Для регулирования давления используют и метод байпаси-
рования (рис. 7.5,6). В этом случае часть паров из колонны
(«10%) перепускают помимо дефлегматора во флегмовую ем-
кость, где они конденсируются. Если запаздывание в системе
регулирования давления надо свести к минимальному, дроссе-
лируют пары, выходящие из колонны. Оба способа требуют ис-
пользования крупногабаритных паровых регулирующих органов,,
что является их недостатком.
В случае полного отсутствия неконденсирующихся паров
применяют метод регулирования давления изменением величи-
ны поверхности конденсации в дефлегматоре. При уменьшении
давления в колонне регулятор давления прикрывает клапан на
линии слива конденсата из дефлегматора. При этом уровень-
конденсата повышается, поверхность конденсации уменьшается^
и давление принимает заданное значение.
Если конденсация паров в дефлегматоре осуществляется за
счет испарения хладоагентов (аммиака, фреона и т. п.), то улуч-
шение качества регулирования давления может быть достигнуто
изменением расхода отводимых из дефлегматора паров хдадо-
агента. Это приводит к быстрому изменению давления и темпе-
ратуры кипения хладоагента и, следовательно, интенсивности
испарения. Расход жидкого хладоагента может измеряться или
по уровню в дефлегматоре (рис. 7.5,в), илн по перегреву парок
с помощью терморегулирующего вентиля (см. рис. 6.9).
Разрежение в вакуумных колоннах обычно регулируют из-
менением подачи воздуха или инертного газа в линню между
дефлегматором и паровым (водяным) эжектором (рис. 7.5,а).
Необходимо заметить, что если возможны сильные измене-
ния расхода хладоносителя, подаваемого в дефлегматор, во всех
приведенных выше схемах наряду с узлом регулирования дав-
ления следует предусмотреть узел стабилизации расхода хладо-
иосителя.
Регулирование давления в кубе колоииы. При значительном
гидравлическом сопротивлении колонны стабилизация давления
в верхней ее части не обеспечивает постоянства давления в ниж-
ней. Если в колонне разгоняется смесь, состав которой более-
282
«чувствителен к изменению давления, чем к изменению темпера-
туры, то стабилизируют давление не только в верхней части
колонны, но и в нижней части изменением расхода теплоноси-
теля в кипятильник.
При ректификации ряда жидких смесей к гидродинамическо-
му режиму колонны предъявляют повышенные требования:
в процессе работы должны быть исключены как режим захле-
бывания, так и режим уноса капель жидкости паровым потоком.
В этих случаях стабилизируют перепад давления по высоте
колонны.
Регулирование расхода флегмы. В отдельных случаях целе-
сообразно не изменять расход флегмы по составу или темпера-
туре в верхней части колонны, а стабилизировать его. Для та-
кого регулирования имеются следующие предпосылки: отсутст-
вие приборов для непрерывного автоматического определения
-состава дистиллята, в то время как температура в верхней ча-
сти колонны при сравнительно больших изменениях состава
меняется в очень узких пределах; значительная связь между
регуляторами температуры в верхней и нижней частях колон-
ны; наличие в исходной 1смеси примесей компонента с темпера-
турой кипения ниже температуры кипения основного иизкоки-
пящего компонента; большие запаздывания в массо- и теплопе-
редаче при большой высоте тарельчатых колонн.
Как правило, стабилизация расхода флегмы связана с пере-
расходом теплоносителя, подаваемого в кипятильник, так как
«флегма подается заведомо в избытке из расчета компенсации
самого сильного возмущения.
Регулирование энтальпии исходной смеси. При значительных
•изменениях состава исходной смеси регулирование температуры
не дает нужного эффекта, так как заданное регулятору значе-
ние температуры не всегда соответствует температуре кипения.
В этих случаях целесообразнее поддерживать постоянную эн-
тальпию смеси. Для расчета энтальпии устанавливают вычисли-
тельное устройство, на вход которого подают значения состава,
температуры и давления исходной смеси. Регулирующее воздей-
ствие вносится изменением расхода теплоносителя, подаваемого
в теплообменник исходной смеси.
Регулирование температуры паров, возвращаемых из кипя-
тильника в колонну. Если основные возмущения связаны с из-
менением параметров теплоносителя, подаваемого в кипятиль-
ник, а не с изменением параметров исходной смеси, то датчик
-температуры ннжней части колонны следует устанавливать на
линии пара, движущегося из кипятильника. При этом резко
•уменьшаются запаздывания в системе.
Регулирование процесса отбора промежуточной фракции
<(рис. 7.6). При ректификации многокомпонентных смесей ряд
283
Ряс. 7.6. Схема регулирования
процесса ректификации при от-
боре промежуточной фракции:
1 — колонна; 2 — дефлегматор; 3 —
емкость
компонентов отбирают и?
промежуточной части ко-
лонны в виде пара. Затем,
пар конденсируется в де-
флегматоре. Конденсат
собирается в емкости, от-
куда возвращается в ко-
лонну, а частично отбира-
ется в виде одного из-
целевых продуктов. Для того чтобы обеспечивался заданный
состав промежуточной фракции, иа тарелке отбора этой фрак-
ции необходимо поддерживать постоянный состав или темпера-
туру жидкости (постоянство давления пара над тарелкой под-
держивается регулятором давления верхней части колонны).
Какой из этих параметров следует брать в качестве регулируе-
мого, зависит от требований к чистоте промежуточной фракции
(на схеме регулируется температура). Наиболее часто регули-
рующее воздействие осуществляется изменением расхода про-
межуточной фракции, возвращаемой в колонну. Если к составу
верхнего продукта не предъявляют высоких требований, то ре-
гулирующие воздействия могут реализоваться изменением рас-
хода флегмы, так как уменьшение расхода флегмы приводит к
уменьшению концентрации низкокипящего компонента в целе-
вой промежуточной фракции, и наоборот. Для соблюдения ма-
териального баланса по промежуточной фракции уровень в ем-
кости регулируют.
Каскадно-связанное регулирование. Ректификационные ко-
лонны являются объектами управления с большими запаздыва-
ниями, поэтому возмущения успевают существенно изменить-
режим всей колонны прежде, чем изменится состав целевых
продуктов и начнется их компенсация основными регуляторами
схемы. Улучшения качества управления процессом можно до-
биться введением дополнительных контуров регулирования.
Каскадно-связанное регулирование почти всегда применяют
при регулировании состава конечных продуктов, что объясняет-
ся невысокой надежностью анализаторов состава. В качестве
вспомогательного параметра при регулировании состава в верх-
ней части колонны (или на контрольной тарелке) используют
расход флегмы (рис. 7.7,а). Если регулируют Состав дистилля-
та, то вспомогательным параметром лучше брать температуру
иа контрольной тарелке. Можно использовать и трехконтурную
систему (рис. 7.7,6), в которой первым вспомогательным кон-
284
туром будет контур регулирования температуры, а вторым —
регулирования расхода.
При регулировании состава кубового остатка вспомогатель-
ными параметрами могут быть расход теплоносителя (либо его
давление, если в качестве теплоносителя используют пар), или
температура в нижней части колонны, или же оба параметра.
Когда расход исходной смеси определяется предыдущим тех-
нологическим процессом и сильно изменяется во времени, боль-
шой эффект могут дать регуляторы соотношения расходов ис-
ходной смеси и флегмы (или исходной смеси и теплоносителя,,
подаваемого в кипятильник) с коррекцией по составу дистилля-
та (или остатка). Если же сильным изменениям подвержен и
состав исходной смеси, то целесообразно установить вычисли-
тельное устройство (ВУ), которое по текущим значениям пара-
метров исходной смеси и с учетом состава целевых продуктов’
будет рассчитывать значения расходов флегмы и теплоносителя
и корректировать работу соответствующих регуляторов-
(рис. 7.8).
Находит применение и способ автоматического изменения
точки ввода исходной смеси в колонну. Для этого устанавлива-
ют специальное устройство, которое в зависимости от состава
переключает линию подачи питания на соответствующие та-
релки.
Во всех приведенных выше схемах вследствие недостаточной
надежности анализаторов состава целесообразно вводить огра-
ничения на корректирующий сигнал по составу, что устраняет
нежелательные последствия, возможные прн выходе анализа-
тора из строя.
При регулировании температуры в верхней и иижией частях
колонны в качестве вспомогательных параметров обычно берут
расходы соответственно флегмы и теплоносителя, подаваемого*
в кипятильник; при регулировании давления — расход хладо-
носителя, подаваемого в дефлегматор.
Хладоибситель .
Рнс. 7.7. Схемы двухконтурной (а) н трехконтуриой (б) систем регулирова-
ния состава дистиллята:
/ — колонна; 2 — дефлегматор
285-
Рис. 7.8. Схема регулирования соотношения расходов с коррекцией по составу
целевых продуктов:
/ — колонна; 2 — дефлегматор; 3 — кипятильник
Регулирование процесса в колонне с дефлегматором и кон-
денсатором. Если температуры кипения компонентов смеси близ-
ки, конденсация паров, выходящих из колонны, осуществляется
раздельно. В дефлегматоре конденсируется только высококипя-
щий компонент, конденсат отделяется в сепараторе от парожид-
костной смеси и возвращается в колонну. Пары низкокипящего
компонента проходят через дефлегматор и затем конденсиру-
ются в конденсаторе.
Для того чтобы в дефлегматоре конденсировался только вы-
сококипящий компонент, необходимо поддерживать на опреде-
ленном уровне температуру парожидкостной смесн, выходящей
из дефлегматора. Для этого устанавливают регулятор темпера-
туры (рис. 7.9,а), воздействующий на расход хладоиосителя,
подаваемого в дефлегматор. Давление в колонне стабилизиру-
ют в этцх случаях путем изменения расхода хладоиосителя, по-
ступающего в конденсатор.
В некоторых ректификационных установках дефлегматоры
размещают непосредственно на колонне (рис. 7.9,6). Пары,
идущие из колонны, конденсируются в такой степени, чтобы
•обеспечить заданное орошение. При этом расход хладоиосителя
в дефлегматоре должен соответствовать составу или темпера-
туре продукта в верхней части колонны.
Регулирование при использовании экстремальных регулято-
ров и вычислительных машин. При управлении процессом рек-
тификации могут ставиться задачи получения продуктов макси-
286
Рис. 7.9. Схемы регулирования процесса в верхней части колонны с дефлег-
матором н конденсатором:
/ — колонна; 2 — дефлегматор; 3 — конденсатор; 4 — сепаратор
мальио возможной чистоты, достижения максимальной произво-
дительности колонны, получения минимальной себестоимости
целевого продукта и т. п.
Процесс ректификации является одним из самых сложных
процессов химической технологии, поэтому применение простых
регуляторов, как правило, не исчерпывает всех возможностей
увеличения производительности и уменьшения себестоимости
продукции. Возникает необходимость применения экстремаль-
ных регуляторов или управляющих вычислительных машин.
Экстремальный регулятор, например, служит для изменения
расхода флегмы с целью получения максимально возможной
чистоты дистиллята. На работу такого регулятора накладыва-
ются ограничения по расходу флегмы.
Большой эффект может дать применение управляющих ма-
шин, на которые возлагаются следующие функции: вычисление
оптимальной нагрузки колонны и установление задания регуля-
тору расхода смеси; вычисление оптимальных соотношений рас-
ходов смеси и флегмы, смеси и теплоносителя и установление
задания регуляторам расхода флегмы и теплоносителя; коррек-
тировка вычисленных соотношений расходов по составу целево-
го продукта; вычисление номера оптимальной тарелки питания
и переключение, устройств ввода питания на эту тарелку; вы-
числение оптимального значения энтальпии исходной смеси и
установление задания регулятору расхода теплоносителя, пода-
ваемого в теплообменник для нагревания смеси; переход от од-
ного алгоритма управления к другому при изменении цели уп-
равления, при переходе с пускового режима на нормальный и
с нормального на останов (алгоритм машины включает ограни-
чения, например, по качеству целевых продуктов) и т. д. Если
ректификации подвергается многокомпонентная смесь, управ-
ляющая машина рассчитывает иомер тарелки для отбора про-
28?
^межуточного продукта и производит переключение устройств
отбора на нужную тарелку.
Регулирование периодической ректификации. Схемы регули-
рования периодически действующих ректификационных колони
значительно отличаются от приведенных выше. Кроме введения
.дополнительного программного устройства, которое осуществля-
ет переключение ректификационной установки с одной операции
на другую, видоизменяются следующие узлы регулирования
(рнс. 7.10,а).
Регулятор состава (температуры) в нижней части колонны
заменяют регулятором расхода теплоносителя. Это объясняется
тем, что время, необходимое для разделения исходной смеси в
таких колоннах, обратно пропорционально скорости подвода
тепла в куб колонны. Поэтому расход теплоносителя целесооб-
разно поддерживать на постоянном, максимально возможном
для данных технологических условий значений.
Регулятор давления в периодических колоннах отсутствует,
а регулятор температуры в верхней части колонны снабжают
специальным блоком. Он получает информацию о степени от-
крытия клапана на магистрали флегмы и настраивается на оп-
ределенное значение, соответствующее минимальному расходу
отбираемого дистиллята, ниже которого процесс становится
экономически невыгодным, так как произведение себестоимости
дистиллята на его количество, уменьшаясь, достигает уровня
Рис. 7.10. Регулирование колонны периодического действия:
л — функциональная схема; б — график определения экономически выгодной продолжи-
тельности процесса; / — стоимость дистиллята; // — производственные затраты; А — мо-
мент окончания процесса; / — колонна; 2 —дефлегматор; 3 — кипятильник
288
эксплуатационных затрат (рис. 7.10,б). В этот момент закан-
чивается отбор дистиллята и начинается отбор остатка.
Регулирование процесса экстрактивной ректификации. Осо-
бенностью такого процесса является введение в верхнюю часть
колонны растворителя, снижающего парциальное давление од-
ного из компонентов. Растворитель должен подаваться в стро-
гом соотношении с расходом исходной смеси, так как в против-
ном случае происходит либо неоправданное увеличение нагруз-
ки колонны, либо некачественное разделение компонентов сме-
си. С целью поддержания соотношения расходов исходной смеси
и растворителя устанавливают регулятор соотношения. Осталь-
ные узлы регулирования экстракционной колонны и колонны
регенерации растворителя аналогичны приведенным выше.
Автоматизация процесса ректификации горючих продуктов.
Колонны ректификации горючих смесей должны быть обяза-
тельно оснащены средствами контроля и регулирования уровня
и температуры жидкости в кубе, а также температуры посту-
пающей на разделение исходной смеси и флегмы; средствами
сигнализации опасных отклонений значений параметров, опре-
деляющих взрывоопасность процесса, и при необходимости —
перепада давления между нижней и верхней частями колонны.
В колоннах, работающих под разрежением, с веществами,
способными образовывать с кислородом воздуха взрывоопасные
смеси, предусматривается автоматический контроль за содержа-
нием кислорода в парогазовой фазе. Для технологических объ-
ектов III категории взрывоопасности допускается предусматри-
вать средства периодического лабораторного контроля.
При подаче флегмы в колонну насосами, остановка которых
может привести к опасным отклонениям технологического ре-
жима, должны быть разработаны меры, обеспечивающие непре-
рывность технологического процесса.
7.2. АБСОРБЦИЯ
В качестве объекта управления процессом абсорбции примем
абсорбционную установку, состоящую из абсорбционной колон-
ны и двух холодильников — на линиях абсорбента и газовой
смеси (рис. 7.11). Показателем эффективности процесса явля-
ется концентрация Ук извлекаемого компонента в обедненной
смеси, а целью управления — достижение определенного зна-
чения этой концентрации.
Концентрация Ук определяется разностью количеств извле-
каемого компонента, поступающего в колонну с газовой смесью
и поглощаемого из нее абсорбентом.
Количество компонента, поступающего в колоииу, однознач-
но определяется расходом газовой смеси Fc и начальной кон-
центрацией в ней извлекаемого компонента Уи.
19—798
289
Обедненная смесь (абгаз)
Рис. 7.11. Схема автоматизации процесса абсорбции:
1, 3 — холодильники; 2 — абсорбционная колонна
Количество же компонента, который переходит из газовой
фазы в жидкую, в основном зависит от движущих сил на вхо-
де в аппарат Д3 и иа выходе из него Дг» т. е. от положения
рабочей (АВ) и равновесной (ОС) линий процесса (рис. 7.12).
Положение равновесной линии определяется температурой и
давлением процесса (рис. 7.13), а положение рабочей линии—•
начальной и конечной концентрациями компонента в обеих фа-
зах. Если цель управления достигнута, концентрация Ук будет
постоянной; в жидкой фазе (Хк) она определяется удельным
расходом жидкости Fa/Fz (где F&— расход абсорбента).
Таким образом, концентрация Ук зависит от расхода газовой
смеси, концентраций Хк н Ун, отношения расходов Fa/Fc, тем-
пературы и давления в аппарате.
Изменения расхода газовой смеси могут быть сильными воз-
мущениями, поэтому расход газа следует стабилизировать. Из-
менять же его с целью регулирования показателя эффективно-
сти нецелесообразно, так как при этом производительность аб-
сорбера может оказаться ниже расчетной, и экономичность-
процесса снизится.
Концентрации Хн и Ун определяются режимами других тех-
нологических процессов; с их изменением в объект будут вио-
290
Рис. 7.12. Диаграмма х—у:
х, ]/— содержание поглощаемого компонен-
та в жидкости и газе
снться возмущающие воздей-
ствия.
Отношение Га/Гс можно
поддерживать постоянным пу-
тем стабилизации обоих рас-
ходов. Это отношение можно
использовать также для регу-
лирования процесса, причем
изменять его следует путем из-
менения расхода Fa.
Температура в абсорбере зависит от многих параметров:
температуры, теплоемкости и расхода газовой и жидкой фаз,
интенсивности массообмена между фазами (процесс абсорбции
экзотермичен), потерь тепла в окружающую среду. Часть этих
параметров обычно подвержена значительным колебаниям во
времени; это относится, например, к интенсивности массообмена,
которая для достижения цели управления должна быть пере-
менной при изменяющихся концентрациях Хн, Ун. Такие возму-
щения приводят к нарушению теплового баланса и, следователь-
но, к изменению температуры в абсорбере. Чтобы этого не про-
исходило, температуру следовало бы регулировать, однако в
рассматриваемом абсорбере нет внутреннего охлаждения, по-
этому ограничиваются стабилизацией температур абсорбента
Та и газовой смеси Тс на входе в абсорбер путем изменения
расходов хладоносителей.
Давление в абсорбере целесообразно стабилизировать путем
изменения расхода обедненной смеси.
Итак, стабилизировать все параметры, влияющие иа показа-
тель эффективности, практически невозможно. Поэтому в каче-
стве регулируемой величины следует взять концентрацию Ук,
Рис. 7.13. Влияние давления (а) и температуры (б) на процесс абсорбции:
-X, у ~ содержание поглощаемого компонента в жидкости и газе
19* 291
а регулирующие воздействия реализовать изменением отноше-
ния расходов Fa/Fc. Для улучшения качества регулирования
показателя эффективности надо предусмотреть узлы регулиро-
вания расхода Fc, температур Та и Тс, давления в колонне.
В нижней части абсорбера должно находиться некоторое ко-
личество жидкости, обеспечивающее гидравлический затвор, что
исключает поступление газовой смеси из абсорбера в линию
насыщенного абсорбента и позволяет регулировать давление в
абсорбере. Постоянное количество этой жидкости поддержива-
ется регулированием уровня в абсорбере путем изменения рас-
хода насыщенного абсорбента.
В качестве параметров, которые необходимо контролировать,
следует выбрать расход и температуру исходного и насыщенно-
го абсорбентов, исходной и обедненной газовой смеси, хладоно-
сителей, а также концентрацию извлекаемого компонента в
обедненной смеси, уровень в нижней части колонны, температу-
ру по высоте колонны, давление и перепад давления в ней.
Сигнализации подлежат отклонения давления в колонне и кон-
центрация извлекаемого компонента в абгазе от предельных
значений.
Схемой автоматизации должно быть предусмотрено устрой-
ство защиты, исключающее значительное повышение давления
в колонне. Это устройство при определенном значении давления
обеспечивает прекращение питания регуляторов воздухом. Вы-
бор регулирующих органов (НО или НЗ) должен производить-
ся так, чтобы регулирующий орган на магистрали обедненной
смеси открылся, а на остальных — закрылся.
Регулирование концентрации извлекаемого компонента в на-
сыщенном абсорбенте. Такая цель управления часто ставится
при проведении процесса абсорбции в производстве кислот.
В этом случае из газовой смеси необходимо поглощать такое
количество компонента, которое бы обеспечило постоянство кон-
центрации Ук. В качестве основного регулируемого параметра
следует брать эту концентрацию (часто используют также плот-
ность продукта), а регулирующее воздействие должно осуществ-
ляться изменением расхода абсорбента. При этом датчик со-
става с целью уменьшения запаздывания может быть установ-
лен не на линии насыщенного абсорбента, а в кубе колонны.
Регулирование состава при переменном расходе газовой сме-
си. Если расход газовой смеси определяется технологическим
режимом предшествующего процесса, то стабилизировать его
нельзя, а изменения его являются для абсорбера сильными воз-
мущениями. Для качественного регулирования процесса эти
возмущения следует компенсировать до распространения их в
объекте. Эту задачу решает регулятор соотношения расходов
газовой смеси и абсорбента с коррекцией по концентрации Ук.
292
Если на установку поступает смесь постоянного состава, то
исключается одно из сильных возмущающих воздействий. Тогда
достаточно вместо регулирования концентрации Ук ограничить-
ся стабилизацией расходов газовой смеси и абсорбента. Если
при этом расход газовой смеси изменяется во времени, уста-
навливают регулятор соотношения расходов газовой смеси аб-
сорбента без коррекции по концентрации.
Регулирование процесса изотермической абсорбции. Некото-
рые процессы абсорбции протекают с большим выделением теп-
ла, что ухудшает массопередачу. В связи с этим возникает не-
обходимость в отборе части тепла из абсорбера, для чего уста-
навливают охлаждающие змеевики непосредственно в колонне.
Расход хладоиосителя, подаваемого в змеевик, должен опреде-
ляться тепловым режимом всего абсорбера. Если змеевики ус-
тановлены по всей высоте абсорбера, то параметром, характе-
ризующим— тепловой режим абсорбера, является температура
хладоиосителя на выходе из него. Если же змеевики установле-
ны только в нижней части абсорбера, регулируемой величиной
является температура насыщенного абсорбента.
Регулирование перепада давления в колонне. Некоторые
конструкции абсорбционных колонн очень чувствительны к на-
рушению гидродинамического режима: даже незначительные
изменения скорости газа в колонне ведут к неустойчивым ре-
жимам ее работы. В этих случаях следует стабилизировать не
давление, а перепад давления в колонне изменением расхода
обедненной газовой смеси.
Регулирование процесса при рецикле абсорбента. В некото-
рых случаях абсорбент, выходящий из куба колонны, лишь час-
тично отбирается с установки, большая же часть его возвраща-
ется в колонну в качестве рецикла. Уровень в колонне при такой
технологии регулируют изменением расхода насыщенного аб-
сорбента, выводимого с установки, а концентрацию Ук— изме-
нением расхода свежего абсорбента.
Регулирование состава абсорбента, поступающего в абсорб-
ционную колонну (рис. 7.14). Абсорбент, возвращаемый с участ-
ка десорбции, может содержать некоторое количество компо-
нентов газовой смеси, что значительно ухудшает процесс аб-
рис. 7.14. Схема регулирования со-
става абсорбента, поступающего в ко-
лонну
293
Рис. 7.15. Контур регулирования по возмущению при переменных расходе и
составе исходной смеси
Рис. 7.16. Схема автоматизации процесса адсорбции:
1 — адсорбционная колонна; 2 — тарелки; 3— дозатор
сорбции. В этом случае необходимо постоянно выводить часть
отработанного абсорбента из системы и вводить такое же коли-
чество свежего. Это осуществляется в специальной емкости,
устанавливаемой между абсорбером и десорбером. При этом
состав абсорбента на входе в абсорбер стабилизируют измене-
нием расхода свежего абсорбента. Баланс между расходами
свежего и отработанного абсорбента, выводимого из системы,
поддерживается с помощью регулятора уровня, воздействующе-
го на расход сливаемого абсорбента.
Регулирование по возмущению (использование многоконтур-
ных систем). Если в объект поступают возмущения в виде изме-
нения состава и расхода исходной смеси, то расход абсорбента
целесообразно изменять в зависимости от этих параметров, т. е.
использовать регулирование по возмущению. На схеме (рис. 7.15)
показана двухконтурная система, осуществляющая такое регу-
лирование.
Благодаря использованию многокоитурных систем можно
значительно улучшить качество регулирования процесса и при
наличии других возмущений. В качестве вспомогательных па-
раметров выбирают расход абсорбента — при регулировании
концентрации извлекаемого компонента в обедненной смеси;
расход хладоносителя — при регулировании температур газовой
смеси и абсорбента, выводимых из холодильников; расход на-
сыщенного абсорбента — при регулировании уровня.
Регулирование нескольких последовательно установленных
абсорбционных колонн. Система автоматического регулирования
последовательно установленных абсорберов принципиально
294
не отличается от систем регулирования одного абсорбера. Кон-
центрацию Ук регулируют изменением подачи абсорбента, по-
ступающего в первый по ходу абсорбента аппарат. Стабилизи-
руют уровни в каждом абсорбере, температуры газовой смеси
и абсорбента иа входе в установку и давление в последнем по
ходу газа абсорбере. В тех случаях, когда между абсорберами
установлены промежуточные холодильники для охлаждения
абсорбента, необходимо предусмотреть регулирование темпера-
туры абсорбента перед абсорберами изменением расхода хладо-
носителей.
7.3. АДСОРБЦИЯ
В качестве объекта управления возьмем противоточный непре-
рывиодействующий аппарат 1 с кипящим (псевдоожижен-
ным) слоем мелкозернистого адсорбента на тарелках 2
(рис. 7.16). На верхнюю тарелку такого аппарата подается ад-
сорбент с-номощью дозатора 3. Под действием силы тяжести
адсорбент проваливается с тарелки на тарелку и выводится из
нижней части адсорбера; газ же движется снизу вверх и выво-
дится из верхней части аппарата. Показатель эффективности,
цель управления и закономерности такого процесса адсорбции
аналогичны процессу адсорбции, поэтому решения по автомати-
зации этих процессов одни и те же. Основным контуром регу-
лирования является регулятор концентрации адсорбируемого
компонента в отходящем газе, а регулирующее воздействие осу-
ществляется изменением расхода адсорбента (корректировкой
работы дозатора 5). Для устранения возмущения по каналу
расхода газовой смеси этот расход стабилизируют.
Контролю подлежат расход газовой смеси, конечная концент-
рация адсорбируемого компонента, температуры газовой смеси
и адсорбента,' температуры по высоте адсорбера, давления в
верхней и нижней частях колонны, перепад давления между
ними. Сигнализации подлежат концентрация адсорбируемого
компонента в отходящем газе и давление в колонне; при резком
возрастании последнего должно сработать устройство защиты.
Регулирование гидравлического сопротивления колонны. Од-
ним из важных параметров процесса адсорбции в псевдоожи-
женном слое является перепад давлений в верхней и нижней
частях колонны. При постоянном расходе газовой смеси этот
параметр определяется массой адсорбента на тарелках, поэтому
регулирующее воздействие при стабилизации перепада давления
осуществляется корректировкой работы дозирующего устройст-
ва. При использовании такой схемы обычно отпадает необходи-
мость в регулировании конечной концентрации адсорбируемого
компонента. Можно использовать двухконтурную систему, ос;
295
новным параметром которой будет конечная концентрация,
а вспомогательным — перепад давлений.
Перепад давления по всей колонне в конечном счете опре-
деляется количеством адсорбента, поступающего на верхнюю
тарелку, т. е. перепадом давления на ней. В связи с этим мож-
но идти по пути стабилизации этого параметра, так как он зна-
чительно менее инерционен, чем перепад по всей колонне.
Регулирование аппаратов с провальными тарелками перемен-
ного сечения. Если конструкция тарелок позволяет изменять их
проходное сечение, появляется еще одни канал регулирующего
воздействия. Обычно поперечное сечение тарелок поддерживают
на таком значении, чтобы перепад давления на отдельных та-
релках был постоянным.
Работа тарелок такой конструкции может быть настроена и
на дискретный режим, когда порция адсорбента единовременно
подается на верхнюю тарелку и остается там в течение задан-
ного времени; затем проходное сечение тарелки открывается,
и адсорбент проваливается на нижележащую тарелку и т. д.
Для управления такими тарелками устанавливают программное
устройство, которое в соответствии с жесткой временной про-
граммой открывает и закрывает проходные сечения тарелок.
Это же устройство при сбрасывании адсорбента с верхней та-
релки выдает сигнал дозатору на начало загрузки ее свежим
адсорбентом. Загрузка продолжается до того момента, когда
перепад давления на верхней тарелке становится равным за-
данному.
Регулирование десорберов с кипящим слоем. Выделение из
адсорбента поглощенного вещества проводится в псевдоожи-
женном слое противоточных тарельчатых сорбционных аппара-
тов. Адсорбент после адсорбера (рис. 7.17) подается на верх-
нюю тарелку, а в нижнюю часть поступает нагретый воздух
после калорифера. Как и для процесса адсорбции, система ре-
гулирования десорбера включает узлы регулирования перепада
давления в колонне и расхода воздуха. Кроме того, для лучше-
го выделения поглощенного вещества стабилизируют темпера-
туру воздуха после калорифера изменением расхода теплоно-
сителя.
Регулирование адсорберов с неподвижным слоем адсорбента
(рис. 7.18). Адсорберы этого типа относятся к периодически
действующим аппаратам. Для управления ими устанавливают
программное устройство, которое по жесткой временной про-
грамме осуществляет следующие операции: открывает клапа-
ны 1 и 2 и закрывает клапаны 3—8 (операция адсорбции); от-
крывает клапаны 3 и 6 и закрывает клапаны 1, 2, 4, 5, 7, 8
(операция десорбции); открывает клапаны 4 и 7 и закрывает
клапаны 1—3, 5, 6, 8 (операции сушки адсорбента), открывает
клапаны 5 и 7 и закрывает клапаны 1—4, 6, 8 (операция охлаж-
296
Адсорбент после
адсорбции
Адсорбент на адсорбцию
Рис. 7.17. Схема регулирования процесса десорбции в кипящем (псевдоожи-
женном) слое:
1— калорифер; 2 — десорбционная колонна; 3 —тарелки; 4 — дозатор
Рис. 7.18. Схема регулирования адсорбера с неподвижным слоем адсорбента
дения адсорбента); открывает клапан 8 и закрывает клапаны
1—7 (операция елива конденсата).
Автоматизация процесса адсорбции горючих процессов. Ко-
лонны адсорбции и десорбции горючих продуктов должны быть
оснащены средствами, исключающими самовозгорание поглоти-
теля, средствами контроля за очагами самовозгорания и устрой-
ствами для их тушения.
7.4. ЭКСТРАКЦИЯ
В качестве объекта управления процессом экстракции примем
противоточный насадочный экстрактор (рис. 7.19), в нижнюю
часть которого подают исходный раствор, а в верхнюю — раст-
воритель. В связи с тем, что процессы адсорбции и экстракции
во многом характеризуются аналогичными зависимостями,
большая часть решений, разработанных для абсорбции, приме-
нима и для экстракции. Так, показателем эффективности про-
цесса экстракции является концентрация извлекаемого компо-
нента в рафинате, а целью управления — достижение опреде-
ленного значения этой концентрации. В объект управления по-
ступают возмущающие воздействия (с изменением концентра-
ции извлекаемого компонента в исходном растворе, температур
исходного раствора и растворителя, состава растворителя, рас-
хода исходного раствора), поэтому в качестве главной регули-
Рис. 7.19. Схема автоматизации процесса экстракции
298
руемой величины принимают концентрацию извлекаемого ком-
понента в рафинате или какой-либо параметр, косвенно харак-
теризующий эту концентрацию, вязкость, плотность, коэффици-
ент рефракции, показатель преломления и т. п. Единственным
и очень действенным каналом внесения регулирующих воздейст-
вий является регулирование соотношения расходов исходного
раствора и растворителя путем изменения расхода растворите-
ля. Расход же исходного раствора следует стабилизировать для
ликвидации возмущения по этому каналу.
Для обеспечения материального баланса колонны необходи-
мо поддерживать в ней постоянный уровень рафината посред-
ством перелива и регулировать уровень раздела фаз изменением
расхода экстракта.
Для управления процессом экстракции следует контролиро-
вать расход и температуру исходного раствора и растворителя,
рафината и экстракта, концентрацию извлекаемого компонента
в рафинате, уровень раздела фаз, давление в колонне. Сигна-
лизации подлежит резкое увеличение извлекаемого компонента
в рафинате.
7.5. СУШКА
В качестве объекта управления при автоматизации процесса
сушки возьмем барабанную прямоточную сушилку, в которой
сушильным агентом служат дымовые газы, получаемые в топке
(рис. 7.20). Показателем эффективности процесса является
влажность ©к материала, выходящего из сушилки, а целью уп-
равления— поддержание этого параметра на определенном
уровне.
Влажность сухого материала определяется, с одной стороны,
количеством влаги, поступающей с влажным материалом, а с
другой — количеством влаги, удаляемой из него в процессе суш-
ки. Количество влаги, поступающей с влажным материалом,
зависит от расхода этого материала и его влажности <он.
Расход материала определяется производительностью су-
шилки, которая, как правило, должна быть постоянной. Поэто-
му следует идти по пути стабилизации расхода влажного мате-
риала, что обеспечивает заданную производительность и устра-
няет возмущения по данному каналу. Для этой цели устанавли-
вают автоматические дозаторы.
Влажность ©и зависит от технологического режима преды-
дущих процессов. С изменением этого параметра в объект по-
ступают сильные возмущающие воздействия.
Количество влаги W, которое поглощается сушильным аген-
том, определяется в основном поверхностью G контакта су-
шильного агента и материала, а также средней движущей
силой Д.
299
Топливо
Первичный
возвух
Вторичный
воздух
Рис. 7.20. Схема автоматизации процесса сушки:
/—топка; 2 — смесительная камера; 3 —барабан; 4 — бункер; 5—циклон; 6 — вентиля-
тор; 7 — автоматический дозатор; 8 — электродвигатель барабана
. , Поверхность G зависит от толщины слоя материала и его
гранулометрического состава. Толщина слоя определяется на-
личием материала в барабане и при постоянных расходе мате-
риала и скорости вращения барабана (в практике используют
асинхронные двигатели с постоянным числом оборотов рабочего
вала) будет постоянна. Гранулометрический состав определяет-
ся ходом предыдущих технологических процессов; с его изме-
нением в объект вносятся возмущения.
Средняя движущая сила А определяется движущими силами
в начале Д; ив конце Д2 процесса (рис. 7.21). Положение точ-
Рис. 7.21. Диаграмма ш—ср:
ОВ — кривая равновесной влажности; ®и,
— влажность материала на входе в су-
шилку и выходе из нее; <ря, <рк —влаж-
ность сушильного агента на входе в су-
шилку н выходе из нее
300
ки А зависит от значений влажности материала сон и сушильно-
го агента <рн, которые определяются предшествующими процес-
сами. Стабилизировать их сложно; по этим каналам будут
поступать возмущения.
Положение точки Б определяется значениями влажности ма-
териала сок (©к задается, исходя из цели управления) н сушиль-
ного агента фк. Значение фк зависит от расхода сушильного
агента, проходящего через сушилку: чем он больше, тем мень-
ше фк и тем левее располагается точка Б на линии влажности
<0к- С изменением расхода сушильного агента в объект могут
вноситься действенные регулирующие воздействия.
Положение точек Г и Д определяется положением кривой
равновесной влажности. Положение этой кривой зависит от
температуры и разрежения в барабане сушилки. Разрежение
легко стабилизируется изменением расхода сушильного агента,
выводимого из сушилки. Температура же определяется всеми
начальными параметрами, а также интенсивностью испарения
влаги из материала. Стабилизировать ее можно, в частности,
изменением расхода или температуры сушильного агента. Необ-
ходимо отметить, что диапазон изменения последнего параметра
существенно ограничен, что объясняется требованиями техники
безопасности и возможностью разложения высушиваемою ма-
териала.
Таким образом, все параметры, влияющие на показатель эф-
фективности, стабилизировать невозможно. В частности, возму-
щения будут возникать в результате изменения начальной
влажности материала сон и сушильного агента фн и грануломет-
рического состава материала и т. д.
В барабане может изменяться распределение материала,
а также гидродинамические условия его обтекания сушильным
агентом. В связи с этим в качестве основного регулируемого
параметра целесообразно принять влажность сок (используют
влагомеры кондуктометрические, оптические, радиационные,
электротермические, комбинированные), а регулирующее воз-
действие осуществлять изменением расхода сушильного агента.
Соответствие между расходами топлива и воздуха обеспечива-
ется регулятором соотношения.
Температура сушильного агента на входе в барабан должна
быть стабилизирована путем изменения расхода вторичного
воздуха. Необходимо регулировать также расход влажного ма-
териала и разрежение в сушилке изменением расхода отрабо-
танного сушильного агента.
При управлении процессом сушки следует контролировать
расход топлива, первичного и вторичного воздуха, влажного и
сухого материала, температуру сушильного агента иа входе в
сушилку и на выходе из иее, температуру в сушилке, разреже-
ние в смесительной камере.
301
При значительном отклонении показателя эффективности от
заданного значения, опасном повышении температуры сушиль-
ного агента на входе в сушилку и остановке электродвигателя
барабана должен быть подан сигнал обслуживающему персо-
налу. Кроме того, при остановке электродвигателя должна быть
прекращена подача материала в сушилку.
Регулирование температуры сушильного агента в сушилке.
При отсутствии надежного прибора для непрерывного измере-
ния влажности материала, а также при больших запаздываниях
в сушилке в качестве основного регулируемого параметра сле-
дует брать температуру сушильного агента в барабане. Датчик
регулятора температуры рекомендуется устанавливать на рас-
стоянии 7з длины сушилки от места ввода материала.
Более перспективно использование двухконтурных систем
регулирования, где в качестве основного регулируемого пара-
метра взята температура сушильного агента на выходе из ба-
рабана (или влажность его), а в качестве вспомогательного —
температура в середине сушилки. Можно построить двухконтур-
ную систему также следующим образом: основной параметр —
температура в середине сушилки, вспомогательный — параметр»
характеризующий загрузку барабана (например, расход влаж-
ного материала или ток электродвигателя привода барабана).
В качестве основной регулируемой величины можно исполь-
зовать и температуру материала на выходе из сушилки. Однако
измерение этого параметра представляет значительные трудно-
сти ввиду неравномерности температурного поля в материале»
налипания частиц на датчик и т. п.
Рис. 7.22. Схема регулирования противоточной барабанной сушнлкиг
/ — транспортер влажного материала; 2 — барабан; 3 — воздухонагреватель /
302
Рис. 7.23. Схема регулирования ленточной (конвейерной) сушилки:
/ — калорифер; 2 — сушилка; 3 — дополнительный подогреватель; 4 — вентилятор; 5 — пи-
татель
Регулирование противоточных барабанных сушилок
(рис. 7.22). В противоточных сушилках для предотвращения
разложения материала под действием высоких температур в
качестве основной регулируемой величины нужно использовать
температуру материала на выходе из сушилки и вносить регу-
лирующие воздействия изменением расхода сушильного агента.
Температуру воздуха на входе в барабан регулируют измене-
нием расхода теплоносителя, подаваемого в воздухоподогрева-
тель, а влажность — изменением расхода рециркулирующего
воздуха. Узлы регулирования расхода влажного материала и
разрежения остаются такими же, как и в прямоточных су-
шилках.
Следует отметить, что изменение расхода сушильного агента
в противоточной сушилке может быть осуществлено и в зависи-
мости от влажности (ок, а также от температуры в барабане.
Регулирование ленточных и конвейерных сушилок (рис. 7.23)
подобно регулированию барабанных. Стабилизации подлежат
влажность сухого материала или конечная температура сушиль-
ного агента, температура сушильного агента на входе в сушил-
ку, разрежение в сушилке.
Конструкции ленточных и конвейерных сушилок позволяют
принимать и особые решения по их автоматизации. При исполь-
зовании ленточного транспортера (конвейера) появляется воз-
можность регулирования влажности ок изменением скорости
транспортера. При наличии дополнительного подогревателя под
транспортером расход теплоносителя в подогреватель стабили-
зируется, а при рецикле части сушильного агента расход его
зоз
Рис. 7.24. Схема регулирования струйной сушилки:
1— топка; 2 —сушилка; 3 — теплообменник суспензии; 4 — сепаратор; G —размеры
изменяется в зависимости от влажности фн (на схеме этот узел
не показан).
Регулирование струйных распылительных сушилок (рис. 7.24).
В сушилках этого типа осуществляется сушка суспензии различ-
ных неорганических соединений (предварительно нагретых в
теплообменнике) за счет распиливания их сушильным агентом.
В струйных и других распылительных сушилках, как правило,
требуется получить продукт не только заданной влажности, но
и постоянного гранулометрического состава.
Дисперсность распыла в струйных сушилках определяется в
основном соотношением расходов сушильного агента и суспен-
зии. Поэтому к уже известным решениям по автоматизации до-
бавляется, в частности, узел регулирования размеров частиц
изменением соотношения расхода суспензии и суммарного рас-
хода воздуха, поступающего в топку. Если допустима стабили-
зация подачи суспензии, то в схему дополнительно вводится
регулятор суспензии.
В настоящее время при автоматизации струйных сушилок в
качестве основной регулируемой величины часто используют не
влажность материала ок, а температуру или влажность отра-
ботанного сушильного агента. Регулирование этих параметров
в струйных сушилках можно осуществлять изменением расхода
влажного материала, так как продолжительность переходного
процесса при измеиении расхода распыливаемой суспензии не-
велика (2—3 мин).
Регулирование сушилок кипящего слоя (КС). При автомати-
зации сушки в кипящем (псевдоожиженном) слое основным по-
304
казателем процесса является температура в слое, и только в-
случае крупных установок, когда температура по высоте слоя
меняется, лучше в качестве такого показателя брать температу-
ру сушильного агента на выходе, которая соответствует средней
температуре материала в слое. Регулирующие воздействия при
стабилизации температур могут осуществляться изменением
расхода влажного материала или сушильного агента, а также
изменением температуры последнего. Более предпочтителен
первый вариант (рис. 7.25), так как изменение параметров су-
шильного агента можно производить только в определенном,
довольно узком диапазоне (температуры — ввиду терморазло-
жения материала, расхода — вследствие повышенного уноса
частиц с сушильным агентом). Первый способ предполагает
наличие между сушилкой и предыдущим технологическим про-
цессом промежуточного бункера с определенным запасом мате-
риала. Для предотвращения сводообразования и зависания ма-
териала в бункере предусматривают автоматические устройства,
осуществляющие встряхивание через определенные промежутки
времени.
Нормальная работа сушилок КС возможна только прн опре-
деленной высоте псевдоожиженного слоя. С целью поддержания
заданного значения этого параметра стабилизируют гидродина-
мическое сопротивление слоя (т. е. перепад давлений до и после
оешетки) воздействием на вариатор электродвигателя питателя
Рис. 7.25. Схема регулирования процесса в сушилках с кипящим (псевдоожи-
женным) слоем:
1 — сушилка; 2 — кипящий слой; 3— решетка; 4— топка; 5 — промежуточный бункер; 6 —
питатели; 7 —вариаторы; 8 — электродвигатели; 9 — циклон
20—798
305-
сухого материала. Можно регулировать перепад давлений и из-
менением расхода сушильного агента, однако при этом темпе-
ратура в слое будет сильно колебаться.
Кроме этих регуляторов предусматриваются стандартные
узлы регулирования разрежения, начальной температуры су-
шильного агента, его расхода, соотношения расходов топлива и
первичного воздуха.
Регулирование вихревых и аэрофонтанных сушилок. По гид-
родинамическим и тепловым режимам этот тип сушилок подо-
бен сушилкам КС, поэтому регулирование их аналогично. Ос-
новными регуляторами, в частности, являются регулятор тем-
пературы фонтанирующего слоя и регулятор перепада давления.
Регулирование сушилок с механическими распылителями.
В таких сушилках суспензия распыливается за счет давления
перед механическим распылителем (форсункой), которое и сле-
дует стабилизировать. Все остальные узлы регулирования такие
же, как и у струйных сушилок.
В отдельных случаях идут по пути корректирования давле-
ния суспензии перед форсункой по основному показателю про-
цесса. Такими показателями могут быть влажность высушенно-
го продукта, его гранулометрический состав, температура отра-
ботанного сушильного агента. Выбор основного регулируемого
параметра определяется целью управления и свойствами сус-
пензии.
На рис. 7.26 показана одна из таких схем с использованием
двухконтурной системы регулирования. Регулирующее воздей-
ствие осуществляется байпасированием части суспензии с вы-
хода насоса суспензии на его вход. В приведенной конструкции
сепарация высушенного продукта производится непосредственно
в корпусе сушилки мешочными фильтрами. Для регенерации их
предусмотрен встряхивающий механизм, который управляется
командным устройством по жесткой временной программе.
Регулирование сушилок с дисковыми распылителями. В дис-
ковых распылительных сушилках диспергирование суспензий
Теплоноситель
Рис. 7.26. Схема регулирования
распылительной сушилки с механи-
ческими распылителями:
/_ вентилятор; 2— теплообменник; 3 —
сушилка; 4 — мешочный фильтр; 5 —
встряхивающее устройство; б — меха-
нические распылители (форсунки); 7 —
питательный насос
306
производится с помощью вращающихся дисков. Число оборотов,
дисков существенно влияет на процесс сушки, поэтому данный
параметр необходимо стабилизировать. В случае применения
асинхронных двигателей эта задача решается выбором двигате-
ля с соответствующим числом оборотов вала;’в случае же при-
менения турбопривода — использование центробежного регуля-
тора прямого действия, изменяющего подачу пара к нему.
Главный регулируемый параметр таких сушилок — темпера-
тура отработанного сушильного агента. Регулирующее воздей-
ствие вносится изменением расхода суспензии, так как запазды-
вания по этому каналу незначительны. Так, влажность высушен-
ного материала и температура отработанного сушильного аген-
та при изменении расхода суспензии изменяются через 30 с,
а при изменении расхода и начальной температуры сушильиого-
агента — через 130 с. Для ликвидации возмущений от измене-
ния начальной температуры и расхода сушильного агента эти
параметры стабилизируют. Чувствительный элемент регулятора
расхода устанавливают после пылеочистных устройств, так как
сушильный агент в сушилках этого типа содержит большое ко-
личество твердой фазы.
Во всех схемах управления дисковыми сушилками необходи-
мо контролировать число оборотов диска. Для этого можно,
применять устройства с постоянным магнитом, установленным
на рабочем валу диска. Сигнал от такого устройства может
быть использован для регулирования или блокировки (напри-
мер, для прекращения подачи суспензии при уменьшении числа
оборотов ниже предельного).
Регулирование контактных (барабанных и вальцовых) суши-
лок. Процесс сушки в аппаратах такого типа обусловлен темпе-
ратурой греющей поверхности, которую и используют в качест-
ве основной регулируемой величины. Если невозможно измерить
влажность ок измеряют температуру вращающейся теплопере-
дающей поверхности с помощью специальных контактных уст-
ройств.
Регулирующее воздействие в контактных сушилках может
вноситься изменением расхода теплоносителя или исходного
материала, а также изменением скорости вращения барабана.
Более предпочтителен второй способ вследствие больших запаз-
дываний при изменении расхода теплоносителя и ограниченного
применения регулируемого привода барабана. Температуру теп-
лоносителя стабилизируют.
Иногда одноконтурное регулирование процесса контактной
сушки только по температуре поверхности или по конечной
влажности материала недостаточно. Тогда используют связан-
ное регулирование.
На рис. 7.27 представлена структурная схема многокоитур-
ной системы регулирования вальцовой сушилки, в которой уп-
9П* 307
Рис. 7.27. Блок-схема связан-
ной системы регулирования
вальцевой сушилки:
/— барабан; 2 —лента сухого ма-
териала; И — измеритель влажно-
сти; ТГ — тахогенератор; РУ — ре-
гулирующее устройство
равняющее воздействие—'изменение скорости вращения бара-
бана — формируется в зависимости от влажности материала сйк,
скорости вращения барабана V и их производных по времени.'
Регулирование радиационных сушилок. При регулировании
процесса сушки в радиационных сушилках в качестве основной
регулируемой величины используют косвенный показатель: тем-
пературу поверхности излучателя или же температуру отрабо-
танного сушильного агента. На рис. 7.28 показан один из ва-
риантов регулирования процесса. Кроме регулятора температу-
ры излучателя в схеме предусмотрены регулятор соотношения
расходов топливо : воздух .и регулятор влажности отработан-
ного сушильного агента.
Радиационные сушилки работают прн высоких температурах,
что повышает требования к иим в отношении техники безопас-
ности. Система автоматического управления этими сушилками
должна обеспечивать автоматическое зажигание горелочных
устройств топки, определенную последовательность пуска и ос-
тановки отдельных устройств установки и т. д.
Регулирование сушилок при использовании токов высокой
частоты. При сушке токами высокой частоты в качестве регули-
руемой величины целесообразно брать температуру материала.
Термоэлектрический термометр вводится внутрь материала. Для
предохранения измерительного прибора от воздействия токов
высокой частоты в соединительных проводах термочувствитель-
ного элемента устанавливают высокочастотные фильтры. Регу-
Рис. 7.28. Схема регулирования
радиационной сушилки:
/ — топка; 2 — излучатель; 3 — кон-
вейер; 4 — корпус
308
лирующее воздействие вносится изменением напряжения на ра-
бочем конденсаторе.
Регулирование сушилок периодического действия. Окончание
процесса сушки можно легко определить по достижению рав-
новесного значения влажности материала, что характеризуется
равенством температур материала и сушильного агента. Для
измерения этих температур устанавливают два термочувстви-
тельных элемента, включают их по дифференциальной схеме и
при достижении заданного значения разности между ними осу-
ществляют с помощью переключающего устройства смену опе-
рации сушки на операцию разгрузки.
Оптимизация процесса сушки с помощью вычислительной
техники. Оптимизирующие управляющие системы целесообраз-
но применять в сушилках с высокоэффективными способами
сушки, например с сушкой в псевдоожиженном слое. В сушил-
ках с большой инерционностью поиск экстремальных значений
затягивается, а качество регулирования не улучшается по срав-
нению с регулированием по Обычным схемам.
В качестве критерия оптимальности сушки выбирают, как
правило, количество влаги W, удаляемой из материала в еди-
ницу времени: W=Fc(®h—фк).
Текущие значения расхода сухого материала Fc и влажно-
стей (пн и сок подаются на вычислительное устройство, рассчиты-
вающее критерий оптимальности. Выходной сигнал с этого уст-
ройства поступает на экстремальный регулятор, который изме-
няет поочередно расходы сушильного агента и влажного
материала, отыскивая оптимальные значения критерия. При
работе экстремального регулятора вводится ограничение по ми-
нимальной влажности б)к-
Автоматизация процессов сушки горючих материалов. Для
предупреждения термодеструкции и (или) загорания горючих
продуктов обязательно должно быть предусмотрено регулиро-
вание температур высушиваемого материала и сушильного аген-
та, а также защита, исключающая возможность повышения этих
температур выше допустимых значений путем отключения по-
дачи сушильного агент или включения подачи хладоагента
(холодного газа, воды) и т. д.
При сушке в атмосфере инертного газа необходимо преду-
смотреть контроль содержания кислорода в инертном газе на
входе в сушилку и (или) выходе из нее. При концентрации
кислорода выше допустимого значения должна быть предусмот-
рена блокировка по остановке процесса и защита по исключе-
нию возможности образования взрывоопасной смеси в сушилке.
При сушке под вакуумом перед пуском сушилки, а также
при ее остановке предусматривается, как правило, автоматиче-
ская продувка рабочего пространства сушилки ииертиым газом.
Если такая операция, невозможна, необходимо исключить ис-
309
точкики воспламенения. Сушилки в этом случае оснащают уст-
ройствами блокировки, предотвращающими включение их обо-
грева при отсутствии или снижении вакуума в рабочем прост-
ранстве.
В сушилках горючих веществ предусматривают меры, исклю-
чающие возврат взрывоопасной смеси из сушилки в нагрева-
тельное устройство (топку, калорифер). При непосредственном
контакте высушиваемого продукта и сушильного агента сушил-
ки должны оснащаться аппаратами очистки отработанного су-
шильного агента от пыли высушиваемого продукта с соответст-
вующими устройствами управления (см. разд. 5.6—5.8).
Распылительные сушилки горючих веществ должны осна-
щаться средствами прекращения подачи высушиваемого мате-
риала и сушильного агента при нарушении подачи одного
из иих.
ГЛАВА 8
УПРАВЛЕНИЕ МЕХАНИЧЕСКИМИ ПРОЦЕССАМИ
8.1. ПЕРЕМЕЩЕНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
В качестве объекта управления процессом перемещения твердых
материалов примем ленточный транспортер, перемещающий
сыпучий материал (рис. 8.1). Показателем эффективности этого
процесса является расход транспортируемого материала,
а целью управления будем считать поддержание заданного зна-
чения расхода. В связи с тем что все возмущения на входе в
объект (изменение гранулометрического состава материала, его
влажности и насыпной плотности, проскальзывание ленты
транспортера и т. п.) устранить невозможно, расход материала
следует принять в каче-
стве регулируемой вели-
чины и регулировать его
корректировкой работы
дозировочных устройств
(см. 8.2).
Контролю подлежат
расход перемещаемого
Рис. 8.1. Схема автоматизации
процесса перемещения сыпучих
материалов:
/ — бункер; 2 — дозатор; 3 — вариа-
тор; 4—ленточный транспортеру
Б — наличие материала на ленте
310
Рис. 8.2. Схемы весоизмерительных
транспортеров:
/ — транспортер; 2 — щуп; 3 — чувствитель-
ный элемент: 4 — рама; 5 — неподвижные
вспомогательные ролики; 6 — измеритель-
ный ролик
материала и количество потребляемой приводом электроэнер-
гии. При резком возрастании тока электродвигателя транспор-
тера (например, в случае заклинивания ленты) должны срабо-
тать устройства сигнализации и защиты. Последние отключают
электродвигатель.
В связи с возможностью засорения отдельных участков
транспортной системы посторонними включениями (комками,
налипшим материалом) и опасностью выхода из строя отдель-
ных элементов транспортера контролируется и сигнализируется
также наличие потока материала с помощью специального
датчика.
Необходимо заметить, что типовые решения автоматизации
ленточного транспортера при перемещении штучных грузов
аналогичны, но в качестве регулируемой величины в этом слу-
чае следует принять число единиц груза в единицу времени,
а регулирующее воздействие осуществлять корректировкой ра-
боты погрузочных устройств.
Различные цели управления процессом перемещения. В за-
висимости от требований, предъявляемых следующим по ходу
перемещаемого материала технологическим процессом, перед
транспортным устройством могут ставиться разные задачи.
1. Стабилизация усредненного во времени расхода. Эта за-
дача ставится наиболее чабто и решается применением сравни-
тельно простых устройств. \
На рис. 8.2 показаны схемы, обеспечивающие измерение
среднего расхода за определенный промежуток времени. Прин-
цип действия указанных устройств основан на измерении уси-
лий, возникающих под действием веса материала. Усилия F,
воспринимаемые щупом от транспортера и передаваемые на
преобразователь, могут быть рассчитаны по уравнению
F = Vpgr = VpgL/v,
311
где V — объемный расход материала; р — плотность материала;
g — ускорение свободного падения; т — время усреднения; L —
длина ленты, воспринимающей усилие; v — скорость ленты.
На практике используют несколько вариантов конструкций
приборов измерения усредненного за определенный промежуток
времени расхода: с установкой всей рамы транспортера на чув-
ствительном элементе (рис. 8.2,а); с размещением одного конца
рамы на элементе, а другого — на подвижной опоре, которая
может перемещаться вдоль рамы н тем самым изменять усилие,
поступающее на элемент (рис. 8.2,6); с выделением на транс-
портере расходно-измерительного участка, длину которого можно
менять перемещением роликов (рис. 8.2, в).
2. Поддержание заданного мгновенного значения расхода.
Эту задачу решить значительно труднее, во-первых, вследствие
флуктуаций расхода, вызванных изменением проходного сече-
ния дозатора при прохождении через него материала, н, во-вто-
рых, ввиду сложности измерения мгновенного расхода. Для из-
мерения мгновенного расхода используют сложные устройства,
в которые входят элементы вычислительной техники.
3. Обеспечение определенного суммарного количества мате-
риала за определенный цикл работы. Такую задачу требуется
решать, например, при составлении шихты, упаковке определен-
ных порций материала и т. д. В качестве устройств, применяе-
мых для отвешивания определенной порции материала, исполь-
зуют автоматические весы, обеспечивающие взвешивание мате-
риала, загрузку и разгрузку бункера.
Внесение регулирующих воздействий изменением скорости
транспортера. Когда между бункером и транспортером отсутст-
вует дозатор, работа которого определяет поступление материа-
ла иа ленту, расход материала зависит от скорости ленты. При
такой технологической схеме регулирующие воздействия могут
быть реализованы изменением скорости ленты. Самым распро-
страненным способом изменения скорости является использова-
ние электромагнитных муфт, систем с преобразованием частоты
тока и двигателей постоянного тока.
Система автоматического управления транспортерами. Авто-
матические устройства управления транспортерами должны
обеспечить не только регулирование расхода перемещаемого
груза, но и автоматический пуск, остановку, а в отдельных слу-
чаях и реверсирование электродвигателей этих транспортеров.
Сигналы на осуществление той или иной операции могут по-
ступать от командного прибора или от путевых выключателей
и реле скорости. Применяют и комбинированные системы, на-
пример систему управления пульсирующим транспортером.
Пульсирующий транспортер должен доставить изделие к аппа-
рату, прекратить работу на некоторый промежуток времени,.
312
Рис. 8.3. Электрическая схема управления электродвигателем пульсирующего
транспортера
необходимый для загрузки изделия в аппарат, включиться вновь
и работать до того момента, пока следующее изделие не до-
стигнет аппарата. Электрическая схема, с помощью которой ав-
томатически производится смена операций, представлена на
рис. 8.3.
Первоначальный пуск транспортера осуществляется нажа-
тием кнопки S2. Цепь катушки К1 магнитного пускателя замы-
кается. Своим контактом К.1.4 он блокирует кнопку S2, а кон-
тактами К.1.1—К КЗ замыкает силовую цепь электродвигателя
транспортера М. Двигатель начинает работать, транспортер
приходит в движение. При достижении изделием аппарата сра-
батывает конечный выключатель, иа который воздействует упор
ходовой части транспортера. Положение упора на лейте строго
соответствует положению изделия. Контакт S4.1 конечного вы-
ключателя разрывает цепь пускателя К1, и двигатель М вы-
ключается; контакт конечного выключателя S4.2 замыкает цепь
реле времени К4. Таким образом, останов транспортера может
произойти только в том случае, если изделие будет находиться
напротив аппарата, т. е. управление осуществляется в зависи-
мости от состояния объекта.
По истечении определенного промежутка времени контакт
К.4.2 реле замкнутся, и катушка пускателя К1 вновь попадет
под напряжение, так как контакт S4.1 блокирован контактом
К.4.1. В заданном случае пуск транспортера осуществляется по
заранее заданной программе путем соответствующей настройки
реле времени независимо от того, успели загрузить изделие в
аппарат или иет.
313
Управление поточно-транспортными системами. Для обслу-
живания одного технологического процесса часто необходимо
установить несколько транспортных устройств. Комплекс меха-
низмов и машин, предназначенных для транспортировки мате-
риалов в едином технологическом процессе, называют поточно-
транспортной системой (ПТС). В связи с тем что работа всех
транспортных установок ПТС подчинена одной цели — обеспе-
чению непрерывного и бесперебойного протекания основиого>
процесса, — автоматизацию их следует вести по общей схеме.
Естественно, что системы управления комплексом механизмов
строятся с учетом всех требований, предъявляемых к схемам
отдельных транспортных установок, и, кроме того, должны
удовлетворять ряду дополнительных требований. Приведем ос-
новные из иих.
Схему управления следует составлять не для всей ПТС (ко-
торая может включать несколько десятков механизмов), а для
отдельных трактов или участков. Участком называют часть
ПТС, предназначенную для выполнения отдельного технологи-
ческого процесса; границами участка обычно являются емкости.
Тракт — это часть участка, механизмы которого могут быть
включены независимо от остальных механизмов участка. Схема
управления трактом должна быть автономной: пуск отдельного
тракта не должен отражаться на работе соседних. Внутри трак-
та выбирают головной механизм, который должен включаться
первым. Пуск его — единственная ручная операция при управ-
лении трактом. В качестве головного выступает последний по
потоку материала механизм. Все остальные механизмы должны
включаться автоматически в такой последовательности, чтобы
не было завалов механизмов транспортируемым материалом.
Последнее условие соблюдается с помощью блокировочных
связей, обеспечивающих последовательность пуска механизмов
в направлении, обратном потоку материалов, а остановку ка-
кого-либо механизма — только после остановки предшествую-
щих механизмов (по потоку материала).
Электрическая схема управления ПТС должна обеспечивать
три режима работы механизмов. Основным является централи-
зованный сблокированный режим.. Централизованное управле-
ние крайне затруднено, так как механизмы участков не видны-
из помещения операторской. В связи с этим появляется необхо-
димость в установке автоматических устройств, по показаниям
которых оператор может судить о ходе технологического процес-
са и состоянии оборудования. Непосредственно на механизмах,
устанавливают датчики, контролирующие их состояние: пущены
ли они, в каком режиме работают, в каком положении находят-
ся их рабочие органы, есть ли материал на транспортерах и в
бункерах, какова скорость вращения рабочих валов. В качестве
314
датчиков используют магнитные пускатели, реле .скорости, ватт-
метры, тахогенераторы, уровнемеры, реле наличия и движения
материала, путевые и конечные выключатели. Информация от
датчиков поступает в операторскую на вторичные приборы и
лампочки, которые вводятся, как правило, в мнемосхему ПТС.
Механизмы перед включением должны быть приведены в го-
товность, поэтому схему управления ПТС следует построить так,
чтобы централизованный пуск ее можно было осуществлять
только после разрешения из цеха.
При местном несблокированном режиме пуск и останов ме-
ханизмов может быть произведен в цехе с помощью кнопки, не-
зависимо от состояния соседних механизмов. Такой режим на-
зывают также ремонтным, так как его используют в основном
для опробования механизмов после ремонта.
При местном сблокированном режиме пуск и останов меха-
низмов также может быть произведен в цехе, но с обязатель-
ным соблюдением блокировочных связей. Необходимость в этом
режиме появляется в момент наладки технологического процес-
са и во время выхода из строя аппаратуры централизованного
режима.
Автоматизация процессов распределения грузов. Поточно-
транспортная система современных химических предприятий,
как правило, очень сложна вследствие большого числа отпра-
вителей и получателей грузов, связанных определенными адрес-
ными связями. Автоматизация операций нанесения адресов,
считывания их, выдачи сигналов иа разгрузочное устройство,
снятия адреса и переадресования требует применения специаль-
ных автоматических устройств.
В качестве признаков, по которым производится транспорти-
рование грузов и их распределение по определенным адресам,
могут использоваться отличительные характеристики грузов
(их габаритные размеры, цвет, температура и другие парамет-
ры). Однако иа химических производствах часто разные про-
дукты и полуфабрикаты перемещаются в одинаковой таре, что
исключает такое различие. Поэтому идут по пути использования
искусственного признака — набора щупов, штырей н других
устройств, которые закрепляют на самом грузе или на его гру-
зонесущем органе. Этот адрес считывается у получателя с по-
мощью электромеханических, электроконтактных, фотоэлектри-
ческих или индуктивных устройств.
Автоматизация операций регистрации и анализа параметров
ПТС. Для централизованного автоматического контроля и ре-
гистрации числа переданных и хранящихся на различных ста-
диях производства единиц сырья, полуфабрикатов и готовой
продукции используют машины централизованного контроля
(«Марс», «Зенит», «Румб»). Если требуется не только регистри-
315
ровать, ио и анализировать результаты работы ПТС, а также
выдавать рекомендации по управлению отдельными транспорт-
ными установками или ПТС в целом и отыскивать оптимальные
направления грузопотоков, применяют специализированные уп-
равляющие вычислительные машины, например «Автодис-
петчер».
8.2. ДОЗИРОВАНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
В качестве объекта управления примем дозатор непрерывного
действия с ленточным питателем (рис. 8.4). Показателем эффек-
тивности процесса дозирования является расход дозируемого
материала, целью управления — поддержание определенного
значения этого расхода.
Массовый расход материала F через ленточный питатель ра-
вен произведению площади S проходного отверстия, скорости и
движения материала и насыпной плотности р' материала.
Площадь S, равная произведению ширины ленты I (величи-
на постоянная) на высоту открытия заслонки h, периодически
сокращается при прохождении частиц материала у кромки эле-
ментов, ограничивающих проходное сечение. Приняв, что части-
цы (куски) материала имеют шаровую форму с эквивалентным
диаметром d3KB, получили уравнение, позволяющее рассчитать
поправку h' к высоте открытия заслонки Л, учитывающую умень-
шение площади S:
h’ = (d3KB/8) (1 + Зл/4) « d3KB/2,3.
Таким образом, площадь S определяется по уравнению
S — b (h — dBKB/2,3)
Рис. 8.4. Схема автоматизации про-
цесса дозирования:
I— бункер; 2 —заслонка; 3 — транспортер;
4 — вариатор
16
и зависит от высоты подъема заслонки h и диаметра частиц
^экв. Величину h сравнительно просто стабилизировать или из-
менять при дозироваиин. Диаметр d3KB определяется процессом
измельчения, предшествующим процессу дозирования.
Скорость v тоже может изменяться при колебаниях напря-
жения и частоты тока в электрической сети двигателя дозатора,
а также при проскальзывании приводных ремней и ленты транс-
портера на ведущем барабане. Путем целенаправленного изме-
нения скорости v с помощью вариатора или другого специаль-
ного оборудования могут осуществляться регулирующие воздей-
ствия.
Возмущения могут поступать в объект не только при изме-
нении размеров частиц, но и при изменении насыпной плотно-
сти р'. Она определяется в основном предшествующим техноло-
гическим процессом, но может меняться также в зависимости
от метеорологических условий и влажности окружающей среды.
Колебания последней приводят и к изменению коэффициента
внутреннего трения, что является сильным возмущением.
Таким образом, в объект будут поступать возмущения, для
компенсации которых следует вносить регулирующие воздейст-
вия изменением степени открытия заслонки или скорости пере-
мещения материала. Регулируемой величиной будет служить
расход дозируемого материала.
Контролировать следует расход материала и его количество,
а сигнализировать — значительные отклонения расхода от за-
данного значения и состояние привода дозатора («Включен»,
«Выключен»), В случае полного прекращения поступления ма-
териала на ленту транспортера устройства защиты должны ав-
томатически прекратить работу дозатора и других механизмов.
Регулирование дозатора с ленточным питателем регулятора-
ми прямого действия (рис. 8.5). Регуляторы прямого действия
в виде системы рычагов нашлн широкое применение для управ-
[Материал
Рис. 8.5. Схема прямого регулирования дозатора с ленточным питателем:
/_буНкер; 2 —заслонка; 3 —коромысло; 4 — лента; 5 —подвижный груз (задатчик);
6 — рычаги; 7 — заслонка ручного управления
317
Материал
Рис. 8.6. Схема регулирования до-
затора с разделением потока дози-
руемого материала:
/ — бункер; 2 — ручные заслонки; 3 —
ленточный транспортер; 4 — вариатор;
5, 6 — шнековые питатели
Рис, 8.7. Типы питателей:
а — вибрационный; б — тарельчатый;
з — шнековый; г — секторный; д — гра-
витационный; е — аэрационный; / —
вибропривод; 2 — автоматическая за-
слонка; 3—манжета; 4 — нож; 5 — ва-
риатор; 6 — тарелка; 7 — пористая пе-
регородка; 8 —шланговый клапан
ления ленточными питателями благодаря простоте и надежно-
сти конструкции. Рама питателя, служащая датчиком расхода,
в этих случаях связана через систему рычагов с заслонкой, из-
меняющей сечение проходного отверстия при изменении массы
материала на лейте. Описанное устройство относится к П-регу-
ляторам.
318
Регулирование дозаторов с разделением потока дозируемого
материала (рис. 8.6). Поток дозируемого материала делится иа
нерегулируемый (80—90% всего материала) и регулируемый.
Нерегулируемый поток поступает иа транспортер, рама которо-
го воздействует на преобразователь регулятора и в зависимости
от массы поступившего материала изменяет расход регулируе-
мого потока таким образом, чтобы суммарный расход был ра-
вен задаииому.
Способы внесения регулирующих воздействий при использо-
вании питателей различных типов. Большое разнообразие дози-
руемых материалов привело к созданию питателей различных
типов (рис. 8.7). Рассмотрим их характеристики с целью выяв-
ления возможных регулирующих воздействий.
Вибропитатель применяют для дозирования различных
материалов. Движение материала по наклонному лотку обеспе-
чивается благодаря возвратно-поступательным движениям лот-
ка, создаваемым электромагнитным виброприводом. Характе-
ристика вибропитателя имеет следующий вид:
F = KAfb (/i-d3KB/2,3)p,
где К. — коэффициент: Л=/(а); а — угол наклона лотка; А —
амплитуда колебаний; f — частота колебаний; b — ширина лот-
ка (постоянная величина); Л — высота подъема заслонки.
Из уравнения следует, что регулировать производительность-
можно путем изменения амплитуды и частоты колебаний пита-
теля, угла наклона лотка и степени открытия заслонки. Широ-
кое распространение получило регулирование путем изменения
амплитуды колебаний. Объясняется это простотой способа из-
менения амплитуды: она находится в прямей зависимости от
подводимого к обмоткам электромагнитов йапряжения, а меж-
ду напряжением и расходом материала существует пропорцио-
нальная зависимость, что обеспечивает устойчивое и плавное
регулирование расхода дозируемого материала в широких пре-
делах. Этот способ отличается еще одним существенным досто-
инством— быстротой протекания переходных процессов: новое
значение амплитуды устанавливается через 0,04—0,05 с после
изменения напряжения.
Воздействовать на скорость прохождения материала можно-
также путем изменения угла наклона лотка сс, при этом произ-
водительность питателя изменяется в значительных пределах.
Реже используют метод регулирования производительности пу-
тем изменения высоты подъема заслонки 1.2.
Тарельчатый питатель предназначен для дозирования
мелкозернистых и мелкокусковых материалов. Он представляет
собой круглую тарелку, устанавливаемую под бункером и вра-
щаемую приводом. Между бункером и тарелкой помещаются
манжета и нож.
319
Характеристика питателя выражается следующим уравне-
нием:
F = я (D — h ctg ф/3) (йа ctg ф-пр'/2)}
где D — диаметр манжеты; b — высота щели; ср — угол естест-
венного откоса материала на тарели; п — частота вращения
(число оборотов) тарелки.
Анализ уравнения показывает, что регулировать производи-
тельность тарельчатого питателя можно изменением частоты
вращения (числа оборотов) или высоты щели h. Наибольший
интерес представляет второй метод. Высоту щели h изменяют
перемещением манжеты 3. Однако таким образом можно до-
биться только грубого регулирования. Более точное регулирова-
ние достигается изменением положения ножа 4, вследствие чего
меняется толщина срезаемого слоя материала.
Установив регулируемый электропривод или вариатор 5 с
реверсивным двигателем, можно регулировать расход F изме-
нением числа оборотов п.
Шнековый питатель применяют для выдачи порошко-
образных и мелкозернистых материалов. Характеристика пита-
теля имеет вид:
F = (лО2/4) In р',
где D — диаметр желоба питателя; I — расстояние между ло-
пастями; п — частота вращения (число оборотов) вала питателя.
Как видно из уравнения, единственным регулирующим воз-
действием является изменеиие числа оборотов п. Для этого ус-
танавливают регулируемые электроприводы или вариаторы с
реверсивным двигателем.
Секторный питатель используют для дозирования по-
рошкообразных и мелкозернистых материалов. Такой питатель
имеет вращающийся барабан, разделенный радиальными
стенками на несколько отсеков. Его характеристика имеет
вид:
G = kVnp',
где k — число секторов; V — емкость одного сектора; п — час-
тота вращения (число оборотов) вала питателя.
Регулирующие воздействия могут вноситься изменением чис-
ла оборотов вала питателя и емкости сектора. Последний спо-
соб не нашел широкого применения ввиду сложности. Регули-
рование путем изменения скорости вращения тоже имеет недо-
статок — ограничение по предельному верхнему значению
скорости (при большой скорости сектора заполняются лишь
частично).
Гравитационный питатель. Уравнение зависимости
между расходом дозируемого материала, и другими параметра-
320
ми процесса имеет вид:
F = ft(ft-d3KB/2,3) р'V2gtf,
где Ь — ширина отверстия в нижней части бункера; h — длина
отверстия; Н — высота установки питателя.
Из уравнения следует, что регулировать производительность
питателя такого типа можно лишь изменением длины отверстия
с помощью автоматической заслонки.
Аэропитатель нашел применение для дозирования пы-
левидных материалов. Материал в таких питателях приводится
в псевдоожиженное состояние подачей воздуха через пористую
перегородку и движется за счет силы тяжести по трубе к потре-
бителю. Изменение расхода дозируемого материала легко осу-
ществляется с помощью стандартных регулирующих органов.
Для поддержания нормального режима псевдоожижения целе-
сообразно регулировать давление воздуха.
Автоматизация дозаторов дискретного действия. Такие доза-
торы должны обеспечить подачу равных порций сыпучего ма-
териала. Как правило, оии представляют собой саморазгружаю-
щийся ковш, который устанавливается под бункером материала.
Бункер заканчивается гравитационным питателем с быстродей-
ствующей автоматической заслонкой.
Системы автоматического управления такими дозаторами
выполняют на электрических или механических элементах. В по-
следнем случае они представляют собой систему рычагов с гру-
зом, местоположение которого соответствует заданной порции.
Они выполняют следующие операции: открытие заслонки; на-
полнение ковша до заданного значения массы; закрытие заслон-
ки; опорожнение ковша; возвращение ковша в исходное поло-
жение. Сигнал на опорожнение ковша может подаваться как по
достижении нужной массы, так и по прошествии заданного
времени.
При повышенных требованиях к точности работы' под ков-
шом устанавливают два гравитационных питателя, причем один
из них работает в режиме грубого дозирования, другой — в ре-
жиме точного. Система управления осуществляет в этом случае
следующие операции: одновременное открытие двух заслонок;
наполнение ковша до определенного значения массы — несколь-
ко меньшего, чем заданное; закрытие большой заслонки; досып-
ку материала через меньший питатель до точного значения за-
данной массы; закрытие малой заслонки; опорожнение ковша,
возвращение механизмов в исходное положение.
С помощью автоматических устройств точность взвешивания
дозаторов дискретного действия может быть доведена до
0,5-1%.
Другие цели управления процессом дозирования. Часто из
соображений наилучшего хода последующего процесса дознро-
21—798
321
Материал
2
Рис, 8.8. Схема автоматизации
процессов измельчения:
1 — ленточный питатель; 2 — бара-
бан; В — амплитуда шума
вание ведется с целью не стабилизации расхода, а поддержания
постоянного значения какого-либо параметра этого процесса.
Например, для поддержания материального баланса многочис-
ленных бункеров корректировку режима работы дозаторов осу-
ществляют по уровню сыпучего материала в них; для оптималь-
ного ведения процесса сушки интенсивность подачи материала
в сушилку определяют в зависимости от начальной влажности
материала; для поддержания определенной степени загрузки
шаровых мельниц расход материала, подаваемого в мельницу,
изменяют в зависимости от загрузки материала; дозирование
мелкокускового топлива, подаваемого в топку паровых котлов,,
должно соответствовать одному из выходных параметров полу-
чаемого в котле пара.
8.3. ИЗМЕЛЬЧЕНИЕ ТВЕРДЫХ МАТЕРИАЛОВ
В качестве объекта управления при автоматизации процесса из-
мельчения примем барабанную мельницу сухого помола
(рис. 8.8). Показателем эффективности при управлении данным
процессом является размер кусков измельченного материала
(тоиииа помола), а целью управления — поддержание опреде-
ленного конечного гранулометрического состава материала.
Гранулометрический состав определяется, с одной стороны,
свойствами измельчаемого материала (твердостью, влажностью,
насыпной плотностью, размерами) и количеством его в бараба-
не, а с другой, — кинетической энергией, с которой шары воз-
действуют иа материал.
На участок дробления, как правило, подается разнородный
материал, поэтому в объект управления будут поступать возму-
щающие воздействия. Стабилизировать свойства подаваемого
материала невозможно. Едннствеииой возможностью уменьшить
частоту и силу возмущений является перемешивание различных
партий сырья с целью усреднения их характеристик. Масса ма-
териала W в барабане определяется расходами сырья и конеч-
ного продукта. Она может быть стабилизирована изменением
одного из этих расходов.
322
Кинетическая энергия, с которой шары воздействуют на ма-
териал, зависит от высоты падения отдельного шара и числа
ударов шаров в единицу времени. Естественно, что с увеличе-
нием этих параметров интенсивность измельчения возрастает.
Высота падения шара и число ударов шаров зависят от частоты
вращения барабана мельницы; с увеличением частоты вращения
до некоторого предела значения этих параметров возрастают,
а прн дальнейшем увеличении начинают уменьшаться.
Высоту падения и число ударов шаров можно стабилизиро-
вать, поддерживая постоянное число оборотов п\ изменением
этого параметра можно осуществлять регулирующие воздейст-
вия. Практика показала, что для поддержания заданных раз-
меров кусков измельченного материала изменение п не должно
превышать 20—30% от номинального значения.
В связи с наличием неустранимых возмущений по каналу
исходного материала в качестве основной регулируемой величи-
ны следовало бы принять гранулометрический состав конечного
продукта, а регулирующие воздействия осуществлять изменени-
ем частоты вращения барабана. Расход материала при этом
следует стабилизировать, что обеспечит устранение возмущений
по этому каналу и постоянную производительность мельницы.
В промышленности нет качественных, иепрерывиодействую-
щих датчиков размеров твердых частиц, поэтому стабилизиру-
ют количество материала в барабане. Оно реагирует практиче-
ски на все параметры, определяющие размеры частиц. Необхо-
димо учитывать и тот факт, что если мгновенное значение
количества материала в барабане станет меньше объема пустот
между шарами, то большая часть кинетической энергии шаров
будет расходоваться не на измельчение материала, а на иагрев
и взаимное раскалывание шаров и футеровки мельницы. Поэто-
му объем материала должен быть всегда больше объема пустот
или равен ему. С экономической точки зрения такой режим
•тоже более выгоден по следующей причине: центр тяжести
внутримельиичной загрузки приближается к вертикальной оси
мельницы, в результате чего статический момент внутримель-
личной загрузки уменьшается, и снижается расход мощности на
•единицу объема материала.
Масса материала W ие поддается непосредственному изме-
рению. На практике эта регулируемая величина определяется
косвенными методами: по силе тока электродвигателя мельни-
-цы, по вибрации барабана или опоры мельницы, по амплитуде
шума, создаваемого мельницей. Наибольшее распространение
нашел последний метод.
Контролю в данном процессе подлежат расход материала;
амплитуда шума, создаваемого мельницей; количество потреб-
ляемой энергии. Сигнализируется состояние барабана: включен
21* 323
Рис. 8.9. Схема регулирования работы
классификатора:
1 — мельница; 2 — классификатор
или выключен. Устанавливаются
устройства пуска и остановки
двигателей.
Регулирование барабанных
мельниц мокрого помола. Автома-
тизировать эти машины сложнее»
чем мельницы сухого помола,
вследствие появления дополни-
тельного потока — жидкостного.
Расход воды, подаваемой в мель-
ницу, следует стабилизировать или изменять в зависимости от
количества материала в ней. В качестве регулируемой величины
можно выбрать и плотность суспензии, которая довольно точно
характеризует тонину помола.
Регулирование объема материала изменением расхода сырья.
Если для следующего за процессом перемещения технологиче-
ского процесса не требуется постоянный расход измельченного
вещества, то регулирующие воздействия при стабилизации мас-
сы материала W можно осуществлять изменением расхода
сырья. Режим работы дозирующих устройств при этом должен
соответствовать заданному объему материала в барабане мель-
ницы, а все остальные параметры процесса следует поддержи-
вать постоянными.
При использовании мельниц мокрого помола можно стаби-
лизировать массу материала W изменением не только расхода
сырья, ио и расхода суспензии. Для этого устанавливают регу-
лятор, закрывающий или открывающий сливное отверстие
мельницы.
Регулирование мельниц, работающих по замкнутому циклу
(рис. 8.9). При работе мельницы в замкнутом цикле измельчен-
ный материал или суспензия поступает в спиральный гидравли-
ческий классификатор, в котором производится сортировка зерен
материала. Для классификации зерен туда подают воду. Мелкие
зерна материала удаляют из классификатора в слив, а крупные
(пески) возвращают в мельницу в качестве рецикла.
Для поддержания нормального технологического режима
классификатора необходимо установить регулятор, обеспечива-
ющий возврат крупных зерен материала в мельницу. Косвенное
представление о крупности зерен после классификатора можно
получить по значению плотности суспензии.
Регулирующие воздействия при стабилизации плотности сус-
пензии можно вносить несколькими способами. Наиболее про-
стым и распространенным является изменение расхода воды.
324
подаваемой в классификатор. Этот способ требует плавного И
медленного изменения скорости подачи, воды; в противном слу-
чае нарушается нормальный технологический режим классифи-
катора. После резкого изменения расхода воды режим восста-
навливается не раньше чем через 10 мин.
Можно регулировать плотность суспензии изменением ско-
рости вращения или величины подъема спирали классификато-
ра. Более эффективен последний метод; он позволяет изменять
расход рецикла от 0 при полном подъеме спиралей до 100% —
при нижнем их положении. Этот метод легко осуществить иа
классификаторах современных конструкций.
Регулирование щековых дробилок. При измельчении мате-
риала в щековых дробилках следует обеспечить прежде всего
их равномерную загрузку. Это достигается узлом корректиров-
ки работы питателей в зависимости от потребляемой мощности
привода дробилки. Выбор регулируемой величины обусловли-
вается наличием зависимости между производительностью дро-
билки и мощностью (током) ее электропривода.
Автоматизация процесса измельчения горючих продуктов.
Для исключения образования в дробилках (и смесителях) взры-
воопасных смесей эти процессы проводят в среде инертного
газа. Оборудование при этом оснащается средствами контроля
давления подаваемого инертного газа, сигнализации отклоне-
ний давления от заданных значений и блокировки, не допускаю-
щей пуск оборудования без предварительной подачи инертного
газа и обеспечивающей остановку оборудования прн прекраще-
нии поступления инертного газа.
Часть III
УПРАВЛЕНИЕ ХИМИЧЕСКИМИ, НЕФТЕХИМИЧЕСКИМИ
И НЕФТЕПЕРЕРАБАТЫВАЮЩИМИ
ПРОИЗВОДСТВАМИ
ГЛАВА9
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ
НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
9.1. ПРОИЗВОДСТВО АММИАКА
Производство синтетического аммиака состоит из трех основных технологи-
ческих стадий: получение исходной азотоводородной смеси (оннтез-газа);
очистка синтез-газа от примесей; синтез аммиака. Основным сырьем для полу-
чения аммиака является природный газ.
Основные стадии современных технологических схем производства аммиа-
ка включают следующие процессы: сероочистку, паровую каталитическую кон-
версию метана в трубчатой печи, паровоздушную каталитическую конверсию
метана в шахтном конверторе, двухступенчатую каталитическую конверсию
оксида углерода, абсорбционную очистку газа от СОг, метанирование остаточ-
ных оксида и диоксида углерода, компримирование азотоводородной смеси
и каталитический синтез аммиака.
Рассмотрим автоматизацию процессов конверсии метана, конверсии окси-
да углерода и синтеза аммиака.
Технологическая схема процесса конверсии метана. Природный газ нз за-
водского коллектора под давлением 1,2 МПа смешивается в соотношении 10:1
с азотоводородной смесью (АВС), поступающей из отделения синтеза аммиа-
ка и направляется далее в трубчатую печь 1 (рис. 9.1), где смесь газов по-
догревается дымовыми газами до «400 °C. Затем ее направляют в аппарат 2
гидрирования сероорганических соединений до сероводорода. Далее природ-
ный газ, очищенный от сероводорода, смешивают с водяным паром в соотно-
шении пар:газ, равном 4.
Полученную парогазовую смесь направляют в подогреватель, расположен-
ный в конвективной части трубчатой печи, где ее температура повышается до
500—550 °C за счет тепла дымовых газов.
Нагретая парогазовая смесь поступает далее в реакционные трубы, уста-
новленные в радиационной камере трубчатой печи, в которых иа никелевом
катализаторе происходит конверсия природного газа водяным паром.
В процессе конверсии метан окисляется в трубчатой пеан водяным паром
по следующей основной реаицин:
СН4+Нг0 q* CO+3H2-Q.
Тепло, необходимое для реакции, получают сжиганием природного газа
в межтрубном пространстве печи. Дымовые газы, образующиеся в результате
сгорания топлива в трубчатой печи, выбрасываются в атмосферу дымососом 9.
Из реакционных труб конвертированный газ, содержащий около 10% оста-
точного метана, при температуре 800—830 °C, поступает в смеситель шахтного
реактора 3. Сюда же под давлением 3 МПа подается технологический воздух,
нагретый до 500 °C в конвективной части трубчатой печи.
826
Рис. 9.1. Технологическая схема н схема автоматизации процесса конверсии
метана:
1— трубчатая печь; 2 — аппарат гидрирования; 3 — пахтвый реактор; 4 — регулятор со-
отношения; 5—регулятор давления; 6 — регулятор расхода; 7 —регулятор соотношения;
8 — регулятор расхода; 9 — дымосос; 10—15 — датчики давления; 16—27 — датчики темпе-
ратуры; 28—30 — датчики состава; 81—35 — регулирующие клапаны
В шахтном реакторе 3 осуществляется практически полная конверсия ме-
тана, оставшегося в газе после трубчатой печи, и введение в состав получаемо-
го технологического газа азота, необходимого для стадии синтеза аммиака.
В шахтном реакторе протекают следующие основные реакция:
СН4+0,5О2 CO + 2Ha+Q;
2Н3 + Оз 2H2O4-Q;
СН4-ЬН2О —> СО+ЗНг- Q.
В свободном пространстве верхней части шахтного реактора часть водо-
рода и метана, содержащихся в конвертированном газе, поступающем из труб-
чатой печи, сгорает с кислородом воздуха; при этом выделяется тепло, необ-
ходимое для эндотермической реакции оставшегося метана с водяным паром
иа никелевом катализаторе шахтного реактора.
На выходе шахтного реактора получают конвертированный газ при тем-
пературе 980—1000°C с остаточным содержанием метана «0,5%.
Автоматизация процесса конверсии метана. При осуществле-
нии последовательного двухступенчатого процесса конверсии
метана, в котором на первой ступени протекает паровая конвер-
сия (в трубчатой печи), а на второй—'Паровоздушная (шахтная
докоиверсия), состав конвертированного газа на выходе шахт-
ного реактора определяется составом, давлением н температу-
рой конвертированного газа на выходе трубчатой печи.
327
При увеличении температуры иа выходе трубчатой печи и со*
отношения пар : газ на ее входе остаточное содержание метана
в газе после нее уменьшается. Заданное соотношение пар:газ
поддерживается регулятором соотношения 4 путем изменения
подачи пара с помощью регулирующего клапана 31. Давление
природного газа стабилизируется регулятором 5, воздействую-
щим на регулирующий клапаи 32 подачи природного газа. Тем-
пература на выходе трубчатой печи регулируется изменением
подачи топливного газа в печь с помощью регулятора 6 н ре-
гулирующего клапана 33.
Предусмотрено также регулирование соотношения расходов
газ: АВС, подаваемых в аппарат 2, с помощью регулятора со-
отношения 7, воздействующего на регулирующий клапан 34
подачи АВС.
Заданный режим в шахтиом реакторе 3 поддерживают изме-
нением подачи в него воздуха с помощью регулятора 8 и регу-
лирующего клапана 35.
Основными контролируемыми параметрами процесса конвер-
сии метана являются:
давления воздуха (датчик 10), парогазовой смеси на входе
в трубчатую печь (датчик 11), коивертироваииого газа на вы-
ходе из трубчатой печи (датчик 12), топлива (датчик 13), кон-
вертированного газа на выходе шахтного реактора (датчик 14)
и дымовых газов перед дымососом (датчик 15);
температуры пара (датчик 16), воздуха на входе трубчатой
печи (датчик 17) и шахтного реактора (датчик 18), топлива
(датчик 19), смеси природного газа и АВС на входе в трубча-
тую печь (датчик 20) и аппарат 3 сероочистки (датчик 21),
парогазовой смеси иа входе реакционных труб печи (датчик 22),
конвертированного газа на выходе печи (датчик 23) и шахтно-
го реактора (датчик 24), дымовых газов на выходе из радиа-
ционной камеры печи (датчик 25) и перед дымососом (датчик
26), смеси газов на выходе аппарата 2 (датчик 27);
составы конвертированного газа после трубчатой печи (дат-
чик 28) и шахтного реактора (датчик 29)—содержание метана;
дымовых газов на выходе трубчатой печи (датчик 30)—со-
держание кислорода.
Технологическая схема процесса конверсии оксида углерода. Процесс кон-
версии оксида углерода описывается следующим уравнением реакции:
со + н2о co24-h2 + q.
Поступающий на конверсию газ содержит 12—13% СО, а соотношение
пар: газ составляет (0,57-7-0,66) : 1. Небольшое донасыщение газа паром
осуществляется в увлажнителе 1 (рис. 9.2) за счет впрыска в газ конденсата.
В конверторе 2 первой ступени, загруженном среднетемпературным ката-
лизатором, процесс проводят при температуре на входе 320—380 °C. По мере
прохождения через катализатор температура парогазовой смеси повышается
до 400—450 °C, а содержание оксида углерода снижается до 2,5—4%. Из кон-
328
Рис. 9.2. Технологическая схема и схема автоматизации процесса конверсии
оксида углерода:
1 — увлажнитель; 2 — конвертор первой ступени; 3 — котел-утнлизатор; 4 — теплообмен-
ник; 5 —конвертор второй ступени; б — регулятор расхода (глС); 7, 8 — регуляторы тем-
пературы; 9—11— датчики давления; 12—15 — датчики температуры; 16, 17 — датчики со-
става; 18, 19 — регулирующие клапаны
вертора 2 газ поступает в котел-утилизатор з',(где его тепло используют для
получения пара), а затем в газовый теплообменник 4, где осуществляется
нагрев газа, поступающего на метанирование. При этом парогазовая смесь
охлаждается до 210—220 °C и направляется в конвертор 5 второй ступени,
загруженный низкотемпературным катализатором, где происходит конверсия
оксида углерода до остаточного содержания 0,2—0,5%, а температура на выхо-
де повышается до 240—270 °C.
Автоматизация процесса. Процесс конверсии СО идет без
изменения объема, поэтому давление не сказывается на равно-
весной степени превращения. Реакцию желательно проводить
при возможно более низкой температуре. Уменьшение остаточ-
ного содержания СО может быть достигнуто снижением темпе-
ратуры и увеличением концентрации водяного пара в газе. Ниж-
ний температурный предел определяется условиями конденсации
водяного пара. Количество конденсата, подаваемого в увлаж-
нитель /, регулируют с помощью регулятора расхода 6, воздей-
329
ствующего иа регулирующий клапан 18, а температуру на входе
в конвертор 2 первой ступени—изменением подачи этого кон-
денсата с помощью регулятора температуры 7.
Температуру газа на входе во вторую ступень конверсии ре-
гулируют байпасированием части газа мимо котла-утилизатора
с помощью регулятора температуры 8 и регулирующего кла-
пана 19.
К основным контролируемым параметрам процесса относят-
ся: давления газа на входе в увлажнитель 1 (датчик 9) и вы-
ходе из конвертора 5 (датчик 10) и пара, получаемого в котле-
утилизаторе 3 (датчик 11);
температуры газа на входе в увлажнитель (датчик 12), на
выходе конверторов 2 и 5 (датчики 13 и 14) и пара (датчик /5);
составы (содержание СО) конвертированного газа после кон-
верторов 2 и 5 (датчики 16 и 17).
Технологическая схема процесса синтеза аммиака. Азотоводородную смесь
(АВС), содержащую также 0,3% Аг и до 1% СН4, сжимают в четырехступен-
чатом центробежном компрессоре до давления 31,5 МПа и после охлаждения
в воздушном холодильнике до 40 °C направляют в конденсационную колонну 1
(рис. 9.3) агрегата синтеза аммиака. Барботируя через слой жидкого аммиака,
она промывается от следов влаги и диоксида углерода и смешивается с цир-
куляционным газом в сепарационной части колонны. Смесь газов, охлаждая
циркуляционный газ в межтрубном пространстве, нагревается до 35—45’С
Рнс. 9.3. Технологическая схема н схема автоматизации процесса синтеза ам-
миака:
t -• конденсационная колонна; 3—теплообменник; 3—колонна синтеза; 4 —подогрева-
тель- 5 — аппараты воздушного охлаждения; б — сепаратор: 7 — циркуляционный ком-
прессор- 8 — испаритель; 9 — конденсационная колонна; 10 — испаритель; // — регулятор
давления; 12—16 — регуляторы температуры; 17—21 — регуляторы уровня; 22—26 — датчи-
ки температур; 27—30 — датчики давлений; 31—33 — датчики расходов; 34—36 — датчики
состава; 37—47 — регулирующие клапаны
ЗЗб
и выходит из конденсационной колонны в выносной теплообменник 2. В меж-
трубном пространстве теплообменника газ нагревается до 140—190 °C (встреч-
ным газом, едущим по трубкам) и направляется в колонну 3 синтеза.
Перед колонной синтеза газовая смесь, содержащая 3,3% 1ЧНз, разделяет-
ся на несколько потоков. Основной поток идет в нижнюю часть колонны сен-
теза, поднимается по кольцевому зазору между корпусом колонны н катали-
заторной коробкой и поступает в теплообменник, размещенный над ней.
В межтрубном пространстве теплообменника газ нагревается до 400—440 °C
за счет теплообмена с газом, выходящим из каталнзаториой коробки, н посту-
пает в катализаторную зону, где происходит образование аммиака нз азото-
водородной смеси. Пройдя последовательно четыре слоя катализатора, газовая
смесь, содержащая 14—16% аммиака, прн температуре 480—530 поднимает-
ся по центральной трубе вверх, проходит по трубкам подогревателя теплообх
менника, где охлаждается до 335 и выходит из колонны синтеза. Далее га-
зовая смесь проходит по трубкам подогревателя воды 4, охлаждаясь там до
215°C, а затем—по трубкам выносного теплообменника 2, охлаждаясь да
60—75 °C, н поступает в аппараты воздушного охлаждения 5. Синтез аммиака
из азота и водорода описывается обратимой экзотермической реакцией
N2 + 3HS 2NH3 + Q.
Реакция протекает с уменьшением объема и выделением тепла, поэтому
выход аммиака увеличивается при повышении давления н снижения темпе-
ратуры.
Аммиак, сконденсировавшийся при охлаждении газовой смеси до 30—
40 °C, отделяется в сепараторе б и собирается в сборнике аммиака. Газовую
смесь, содержащую 10—12% аммиака, направляют из сепаратора в циркуля-
ционный компрессор 7, где дожимают до 31,5 МПа и подают во вторую конден-
сационную систему, состоящую из конденсационной колонны 1 и испарителя
жидкого аммиака 8. Газ вводят сверху в межтрубное пространство конденса-
ционной колонны; здесь он охлаждается газом, идущим по трубкам, до 20—
25 °C и поступает в испаритель, где охлаждается до —5—0°С аммиаком,
кипящим в межтрубном пространстве прн температуре —12 °C. Смесь охлажден-
ного циркуляционного газа н сконденсировавшегося аммиака подают в сепара-
ционную часть конденсационной колонны 7, где жидкий аммиак отделяется
от газа. Циркуляционный газ смешивают с азотоводородной смесью, и цикл
повторяется. Жидкий аммиак из конденсационной колонны 1 прн температуре
минус 5 — минус 2 °C дросселируется до 2 МПа и отводится в сборник
аммиака.
Метан н аргон (инертные газы), содержащиеся в исходной газовой смеси,
накапливаются в цикле синтеза. Для поддержания на определенном уровне
концентрации инертных газов часть циркуляционного газа постоянно выводят
нз системы продувкой. Продувочный газ под давлением 29,5 МПа направляют
в конденсационную колонну 9, где он проходит по межтрубному пространству
теплообменника и поступает в трубки испарителя 10, в межтрубном прост-
ранстве которого кипит аммиак при — 34 “С. Продувочный газ, охлажденный
до —28 °C, возвращают в сепарационную часть конденсационной колонны 9
для отделения жидкого аммиака н далее направляют на использование, Содер-
жание аммиака в продувочном газе после охлаждения снижается до 2%.
Жидкий аммиак из конденсационной колонны 9 дросселируется до 2 МПа
и направляется в сборник аммиака.
Автоматизация процесса синтеза аммиака. Эффективность
процесса синтеза аммиака в значительной степени определяется
созданием в зоне катализа оптимального температурного режи-
ма, который зависит от состава, давления, объемной скорости
циркуляционного газа и свойств катализатора. Если темпера-
турный режим, количество продувочных газов и другие пара-
3S1
метры обеспечивают заданную производительность по аммиаку,
то пониженное давление свидетельствует о хорошей работе сис-
темы синтеза аммиака.
Скорость реакции синтеза аммиака зависит от состава газо-
вой смеси. Оптимальным составом при равновесии является сте-
хиометрический. Максимальная скорость реакции в рабочих
условиях наблюдается при соотношении Н2: N?=2,5—2,8, ко-
торое поддерживается иа заданном уровне изменением расхода
воздуха иа стадии конверсии метана.
Увеличение содержания аммиака в газе иа входе в реактор
приводит к увеличению давления (так как снижается скорость
реакции синтеза), а уменьшение начальной концентрации ам-
миака— к более высоким степеням превращения и соответст-
венно к снижению давления в системе. При повышении давле-
ния температура в реакторе повышается, так как возрастает
степень превращения и, соответственно, тепловыделение, иду-
щее на повышение температуры. При поступлении избыточного
количества свежего сиитез-газа происходит рост давления и,
соответственно, повышение температуры в зоне катализа. Умень-
шение содержания инертных газов на входе в реактор приводит
к повышению скорости процесса и степени конверсии, в резуль-
тате чего температура в реакторе повышается. Постоянное дав-
ление в цикле поддерживается регулятором давления // путем
изменения расхода продувочного газа с помощью регулирую-
щего клапана 37. Состав свежего газа регулируется на преды-
дущих стадиях производства.
Температуру газа иа входе в колонну синтеза поддержива-
ют постоянной с помощью регулятора 12 температуры, воздей-
ствующего иа регулирующий клапан 38 подачи холодного газа
по байпасной линии мимо выносного теплообменника. Темпера-
турный режим в колонне синтеза поддерживают на каждой
полке регуляторами температуры 13—16 путем автоматической
подачи холодного газа на полки с помощью регулирующих кла-
панов 39—42.
Важными узлами регулирования являются узлы выдачи
жидкого аммиака из конденсационных колонн 1 и 9 и из сепа-
ратора 6 с помощью регуляторов уровня 17—19 и регулирующих
клапанов 43—45. Предусмотрено также автоматическое поддер-
жание постоянства уровней в испарителях жидкого аммиака с
помощью регуляторов 20 и 21 и регулирующих клапанов 46
и 47.
Для осуществления функций контроля основных технологи-
ческих параметров предусмотрена установка ряда контрольно-
измерительных приборов. Важнейшими являются приборы для
измерения:
температур поверхности стенки колонны (датчик 22), газа
на выходе колоииы (датчик 23), свежей азотоводородиой смеси
412
(датчик 24), циркуляционного газа на входе в выносной тепло-
обменник, газообразного аммиака на выходе испарителей (дат-
чики 25 и 26);
давлений свежей азотоводородной смеси (датчик 27), жид-
кого и газообразного аммиака (датчики 28—30)\
расходов свежей азотоводородной смеси (датчик 31), про-
дувочного газа (датчик 32), циркуляционного газа (датчик <?<?);
состава циркуляционного (датчика 34), свежего (датчик 35)
и продувочного (датчик 36) газов.
♦Д. УПРАВЛЕНИЕ АММИАКОПРОВОДОМ
Схема аммиакопровода. Транспортирование аммиака на большие расстояния
по трубопроводам получило распространение недавно. Его достоинство (осо-
бенно при больших объемах поставок потребителям) заключается в низкой
себестоимости, бесперебойности, малых потерях продукта, возможностивысо-
кон степени автоматизации. Транспортирование аммиака по трубопроводу бо-
лее выгодно, чем транспортирование эквивалентного количества природного
газа; оио в 7 раз дешевле, чем перевозка аммиака железнодорожным транс-
портом и в 8 раз дешевле, чем автомобильным.
Первый советский машетральный аммиакопровод — один из крупнейших
в мире. Его протяженность 2417 км; диаметр труб на основном участке (Толь-
ятти — Одесский припортовой завод) длиной 2203 км составляет 356 мм, а на
ответвлении в Горловку — 273 мм.
Трасса аммиакопровода выбрана с учетом максимально возможного исполь-
зования коридоров трасс магистральных газо- и нефтепроводов, удаления от
крупных городов и транспортных узлов, обхода заповедных территорий, место-
рождений полезных ископаемых и районов с неблагоприятными инженерно-
геологическими условиями. На трассе аммиакопровода расположены одна
конечная, две головные н двенадцать перекачивающих насосных станций. Про-
изводительность насосов — 570 м3/ч, давление иа трассе— 1,5 МПа, на нагне-
тании— не более 8,3 МПа для основного участка и не более 10 МПа—для
ответвления. На основном участке аммиакопровода расположено 400 постов
секционирования с запорными вентилями.
На трассе аммиакопровода расположено 30 раздаточных станций, каждая
из которых имеет два горизонтальных хранилища емкостью по 100 м3 прн
рабочем давлении в хранилищах 2,0 МПа. Хранилища предназначены для
приема жидкого аммиака из аммиакопровода н выдачи его одновременно
в две автоцистерны (до 20 т/ч).
Автоматизация аммиакопровода. Аммиакопровод является
сложной технологической системой, требующей применения
быстродействующих схем контроля и управления на базе совре-
менных приборов и управляющих вычислительных машин.
Основной задачей системы управления аммиакопроводом яв-
ляется обеспечение транспортирования заданного количества
жидкого аммиака, а также предупреждение, обнаружение и лик-
видация утечек жидкого аммиака в случае разуплотнения тру-
бопровода. С этой целью все головные и промежуточные насос-
ные станции, собственно трубопровод и конечные пункты ам-
миакопровода оснащены необходимым количеством автоматиче-
ских регуляторов, контрольно-измерительных приборов, устрой-
333
ствами аварийно-предупредительной сигнализации и защитных
блокировок.
На насосных станциях в электротехнических модулях име-
ются щиты с приборами контроля и регулирования. Здесь же в
специальном помещении, где расположен щит управления, раз-
мещены устройства телемеханики, обеспечивающие передачу
сигналов от датчиков, установленных в насосной станции,
в центральный пункт управления (ЦПУ). Эти же устройства
телемеханики обеспечивают прием телекоманд, посылаемых
из ЦПУ.
Пуск насосной станции и апробирование насосных агрегатов
осуществляют с местных щитов. Однако управление с местных
щитов возможно только в том случае, если из ЦПУ получена
разрешающая телекомаида. Управление аммиакопроводом при
нормальной работе, контроль и управление работой насосных
станций, линейных постов секционирования, задание регулято-
рам на насосных станциях, контроль станций катодной защиты
осуществляются с пульта из ЦПУ, расположенного на террито-
рии завода в г. Тольятти. ЦПУ оснащен двумя ЭВМ; одна из
них работает, а другая находится в «горячем» резерве и авто-
матически включается в работу при выходе из строя работаю-
щей ЭВМ.
Информация, поступающая в ЦПУ, воспроизводится иа экра-
нах цветных дисплеев и на печатающих устройствах. Кроме то-
го, на пульте предусмотрены встроенная мнемосхема с сигнали-
зацией отклонений от нормальной работы по отдельным участ-
кам аммиакопровода и шесть регистрирующих приборов, на
которые может быть выведена регистрация любого параметра.
Оператор из ЦПУ осуществляет управление аммиакопрово-
дом подачей команд с помощью клавиатуры дисплея, а также
с помощью телефонной и телетайпной связи. ЭВМ реализует
индикацию и регистрацию параметров; контроль изменения со-
стояния оборудования и порогов ограничений значений парамет-
ров; расчет и печать материальных балансов; расчет отклонения
давления и расходов (обнаружение утечек); контроль катодной
защиты.
На рис. 9.4 показана принципиальная схема автоматическо-
го регулирования головной иасосной станции. Здесь регулиру-
ется заданное количество жидкого аммиака, поступающего в
аммиакопровод. Поток аммиака замеряют с помощью турбин-
ного счетчика. Регулятор расхода 3 воздействует на регулирую-
щий клапан 6, установленный иа линии нагнетания насоса 1.
Расход аммиака автоматически корректируется датчиком плот-
ности 2. Работа регулятора 3 корректируется по давлению на
линии всасывания насоса 1 с целью поддержания необходимого
давления. Команды регулятора 3 и датчика давления 8 могут
быть автоматически отменены датчиком 7 давления жидкого
334
Рис. 9.4. Принципиальная схема автоматического регулирования головной на-
сосной станции:
1 — насос; 2 —датчик плотности; •? — регулятор расхода; 4 —фильтр; 5—-реле выбора
сигнала; 5 — регулирующий клапан; 7, а—-датчики давления
аммиака на линии нагнетания. Такое регулирование исключает
возможность падения ниже нормы давления жидкого аммиака
на линии всасывания и повышения выше нормы давления иа
линии нагнетания.
На рис. 9.5 приведена принципиальная схема автоматическо-
го регулирования промежуточной насосной станции. В отличие
от головной станции, основным регулятором здесь является не
регулятор расхода жидкого аммиака, а регулятор давления 2 на
линии всасывания насоса 1. Количество жидкого аммиака не
регулируется, а лишь измеряется с помощью турбинного счет-
чика 7. При нормальном технологическом режиме регулятор 2
воздействует иа регулирующий клапан 5. Если давление жид-
кого аммиака на линии нагнетания жасоса начнет подниматься
и выйдет за заданное предельное значение, то регулятор давле-
Рис. 9.5. Принципиальная схема автоматического регулирования промежуточ-
ной насосной станции:
t — иасос; 2 — датчик плотности; 5—реле выбора сигнала; 4 — регулятор давления; 5 —
регулирующий клапан; 6 —фильтр; 7 —счетчик
335
Рис. 9.6. Принципиальная схема автоматического регулирования потока аммиа-
ка в конечном пункте:
регулятор расхода; 2, 4 — регуляторы давления; 5 —реле выбора сигнала- 5 —регу-
лирующий клапан; 6 — датчик плотности; 7 — фильтр
ния 4 на линии нагнетания через реле 3 выбора сигнала отклю-
чит сигнал регулятора 2 и вернет давление жидкого аммиака
на линии нагнетания к заданному значению.
На рис. 9.6 приведена принципиальная схема автоматическо-
го регулирования потока жидкого аммиака в конечном пункте
его выдачи из магистрального аммиакопровода. Требуемое ко-
личество жидкого аммиака, выдаваемого из магистрального
трубопровода в конечном пункте, автоматически поддерживают
в заданном диапазоне с помощью регулятора расхода 1, кото-
рый автоматически корректируется датчиком плотности 6. Ре-
гулятор давления 2, воздействуя на регулирующий клапан 5,
поддерживает заданное давление аммиака в трубопроводе.
В случае повышения давления аммиака в результате уменьше-
ния его отбора срабатывает реле 3 выбора сигнала и включает
регулятор давления 4, который, воздействуя на клапан 5, умень-
шает поступление аммиака в пункт выдачи.
9.3. ПРОИЗВОДСТВО НЕКОНЦЕНТРИРОВАННОЙ АЗОТНОЙ КИСЛОТЫ
Все промышленные способы получения азотной кислоты основаны на контакт-
ном окислении аммиака кислородом воздуха с последующей переработкой ок-
сидов азота в кислоту путем поглощения их водой. Сырьем для производства
азотной кислоты служат аммиак, воздух и вода. Вспомогательными матери-
альными и энергетическими ресурсами являются катализаторы окисления ам-
миака и очистки выхлопных газов, природный газ, пар и электроэнергия.
Технологическая схема агрегата. Она включает следующие стадии: филь-
трацию воздуха от пыли, сжатие его до 0,412 МПа; испарение жидкого аммиа-
ка под давлением 0,588 МПа; фильтрацию газообразного аммиака; смешение
газообразного аммиака с воздухом; фильтрацию аммиачновоздушной смеси;
окисление (конверсию) аммиака кислородом воздуха; охлаждение нитрозных
газов с одновременной промывкой их от китра’г-нитритов аммония и получе-
нием конденсата азотной кислоты концентрацией 40—45% HNO3; сжатие нит-
розных газов до 1,079 МПа и охлаждение их; абсорбцию оксидов азота с об-
разованием 60%-й азотной кислоты; подогрев выхлопных газов до 480—500 °C;
каталитическую очистку их от оксидов азота и одновременным подогревом
336
8 отделение абсорбции
Рис. 9.7. Схема автоматизации контактного окисления аммиака.-
/, 7 —фильтры; 2— воздушный компрессор; 3 —аппарат окисления аммиака; 4—подо-
греватель газообразного аммиака; 5 —ресивер: 6— испаритель; в —смеситель; 9— ко-
тел-утилизатор; 10, 24, 26, 23 — регулирующие клапаны; 11—13 н 18—20 — датчики изме-
рения соответственно температуры, расхода и давления; 14—15 — блоки умножения на
постоянный коэффициент; 16 — блок суммирования; 17—блок умножения; 21—вычисли-
тельный блок; 22 —регулятор соотношения расходов; 23, 25 — регуляторы температуры;
27 — регулятор уровня
до 750—770 °C; расширение выхлопных газов в газовой турбине от 0,932—0,981
до 0,103 МПа и охлаждение их до 200 °C.
Рассмотрим автоматизацию одной из основных стадий производства некои-
центрированной азотной кислоты — окисление аммиака. Автоматизация ката-
литической очистки выхлопных газов приведена в гл. 7.
Технологическая схема процесса окисления аммиака. Атмосферный воздух
после очистки от механических примесей иа фильтрах 1 (рис. 9.7) грубой
и тонкой очистки засасывается осевым воздушным компрессором 2. Сжатый
воздух разделяется на два потока, один из которых (основной) направляется
в аппарат 3 окисления аммиака, а второй (10—14% от общего расхода воз-
духа на технологию) проходит подогреватель 4 газообразного аммиака и да-
лее поступает иа смешение с иитрозными газами.
Жидкий аммиак поступает в ресивер 5, а затем в испаритель 6, где испа-
ряется за счет тепла циркулирующей воды. Влажный газообразный аммиак
очищается в фильтре 7 от механических примесей и паров масла, нагревается
в подогревателе 4 сжатым воздухом. Горячий газообразный аммиак смеши-
вается с воздухом в смесителе 8, встроенном в верхнюю часть аппарата 8
окисления аммиака. Горячие нитрозные газы охлаждаются далее в котле-ути-
22—798 337
лизаторе 9, расположенном под катализаториыми сетками аппарата 3 окисле-
ния аммиака, и поступают на дальнейшую обработку. Окисление аммиака
осуществляется на катализаторных сетках из платино-роднево-палладиевого
сплава.
Стадия конверсии аммиака во многом определяет показатели всего произ-
водства азотной кислоты. От условий и качества ее проведения зависят расход-
ные коэффициенты по аммиаку, потерн катализаторов и энергетические воз-
можности схемы.
Каталитическое окисление аммиака — очень сложный процесс. Протекаю-
щие реакции в общем виде описываются следующими уравнениями:
4N'H3-}-5О2 = 4NO + 6Н2О + 904,0 кДж; (7)
4NHS + 40г = 2N2O+6H2O + 1104,4 кДж; (2)
4NH3 -}- ЗО2 = 2N2 6Н2О 1268,8 кДж. (5)
В зависимости от условий окисления аммиака, кроме этих основных реак-
ций могут протекать и побочные, приводящие к образованию молекулярного
азота. Хотя платиноидные катализаторы обладают высокой активностью к реак-
ции окисления аммиака, выход NO на одном и том же катализаторе может
сильно отличаться, в зависимости от выбранных технологических условий.
Автоматизация процесса. Параметром, оказывающим наибо-
лее значительное влияние на выход NO, является температура.
При повышении температуры контактирования увеличивается
степень конверсии и соответственно снижается расходный коэф-
фициент по аммиаку. С другой стороны, при повышении темпе-
ратуры увеличивается расходный коэффициент по платиноидио-
му катализатору. Поэтому существует оптимальное значение
температуры контактирования, удовлетворяющее указанным
конкурирующим условиям.
Значительное влияние на процесс окисления оказывает со-
держание кислорода в газе, поступающем на конверсию. Для
полного превращения NH3 в NO в соответствии с реакцией (/)
достаточно иметь соотношение п=О2: NH3= 1,25. Однако на
практике при таком соотношении выход NO не превышает 60—
80%. Степень конверсии возрастает при увеличении соотноше-
ния примерно до п = 1,7, что соответствует содержанию 11,5%
NH3 в аммиачновоздушной смеси (АВС). Минимальное необхо-
димое соотношение п составляет 1,7 при 600 °C, 1,35 при 1000 °C
и 1,3 — при 1200°С.
Увеличение концентрации кислорода в АВС при постоянном
содержании аммиака позволяет получить равный выход NO при
более низких температурах; а сохраняя оптимальное соотноше-
ние п^1,7, можно повышать концентрацию аммиака вплоть до
13,5%, ие снижая при этом выхода оксида азота.
При автоматизации процесса окисления аммиака основными
являются узлы регулирования соотношения воздух: аммиак и
стабилизации температуры контактного окисления аммиака на
платиноидных сетках.
Для регулирования соотношения применена компенсацион-
ная схема. Диафрагму, с помощью которой измеряют расход
газообразного аммиака, устанавливают за клапаном /0, регули-
338
рующим расход при застабилизированном давлении, что обес-
печивает равенство условий измерения на данной диафрагме и
иа диафрагме, измеряющей расход воздуха. Для повышения
качества регулирования соотношения воздух : аммиак необходи-
мо знать точные расходы воздуха и аммиака, поступающих в
контактный аппарат. Действительное значение расхода газооб-
разного вещества определяют по формуле
Qa — Qh3M (РдТр/(РрТд)]^,
где Qn и QH3M — действительное и измеренное значения расхода;
Рд и Рр — действительное и расчетное значение давления перед
измерительной диафрагмой; Гд и Тр— действительное и расчет-
ное значения температуры.
Для реализации схемы коррекции по приведенной формуле
требуется большое число функциональных преобразователей,
поэтому используют пересчет по формуле разложения в ряд
Тейлора в точке рабочего расчетного режима:
Qr == Оизм (Ко + ,
где Ко, Ki, К2— постоянные коэффициенты.
Схема коррекции по расходу аммиака на основе этой упро-
щенной формулы содержит: датчики 11—13 измерения соответ-
ственно температуры, расхода и давления жидкого аммиака;
блоки умножения 14 и 15 иа постоянные коэффициенты Ki и К2',
блок суммирования 16 и блок умножения 17. На выходе блока
17 формируется сигнал, равный действительному значению рас-
хода газообразного аммиака.
Схема коррекции по расходу воздуха содержит аналогичные
элементы: датчики 18—20 измерения соответственно температу-
ры, расхода и давления воздуха. Для упрощения схемы все бло-
ки, реализующие функции умножения на постоянный коэффи-
циент, суммирования и умножения двух переменных, обозначе-
ны одним вычислительным блоком 21, на выходе которого
формируется сигнал, равный действительному значению расхода
воздуха.
Соотношение действительных расходов воздуха и аммиака
поддерживается с помощью регулятора соотношения расходов
22 путем воздействия иа регулирующий клапан 10 подачи ам-
миака по основному трубопроводу. При использовании схем
коррекции по расходам аммиака и воздуха погрешность коррек-
ции по расходу аммиака не превышает 0,54%, а по расходу воз-
духа — 1,7%.
Температуру сеток контактного аппарата стабилизируют с
помощью регулятора температуры 23, воздействующего на ре-
гулирующий клапан 24, установленный иа байпасной линии по-
дачи аммиака. Пропускная способность клапана не должна пре-
вышать 3—5% пропускной способности основного регулирующе-
22* 339
го клапана 10. Это, с одной стороны, обеспечивает более точную
стабилизацию температуры в контактном аппарате, а с дру-
гой— безопасность процесса окисления, так как при самопро-
извольном открытии клапана 10 соотношение расходов воз-
дух : аммиак не превысит допустимых пределов.
Кроме того, системой автоматического регулирования про-
цесса предусмотрено автоматическое регулирование температу-
ры газообразного аммиака с помощью регулятора 25 темпера-
туры и регулирующего клапана 26, а также регулирование
уровня жидкого аммиака в ресивере 5 с помощью регулятора
уровня 27 и регулирующего клапана 28.
9.4. ПРОИЗВОДСТВО АММИАЧНОЙ СЕЛИТРЫ
Аммиачная селитра — один из основных видов азотных удобрений; содержит
не менее 34,2% ’ азота. Сырьем для получения гранулированной аммиачной
селитры служат неконцентрированная 58—60%-я азотная кислота и газообраз-
ный аммиак.
В качестве кондиционирующей добавки используют 92,5%-ю серную кис-
лоту, которая нейтрализуется аммиаком вместе с азотной кислотой до суль-
фата аммония. Для опрыскивания готовых гранул применяют поверхностно-
активное вещество — 40%-й водный раствор диспергатора «НФ».
Основными стадиями производства аммиачной селитры являются: нейтра-
лизация азотной кислоты газообразным аммиаком; получение высококонцент-
рированного плава аммиачной селитры; гранулирование плава; охлаждение
гранул аммиачной селитры; обработка гранул поверхностно-активным вещест-
вом— диспергатором «НФ»; очистка воздуха и сокового пара перед выбросом
в атмосферу; упаковка и хранение готового продукта.
Ниже рассмотрена автоматизация первой стадии — нейтрализации азот-
ной кислоты аммиаком, — во многом определяющей режимы работы последую-
щих стадий.
Технологическая схема процесса. Азотная кислота предварительно по-
догревается в теплообменнике 1 (рис. 9.8) до температуры 70—80 °C соковым
паром из аппарата 2 нейтрализации (ИТН), газообразный аммиак подогревает-
ся в теплообменнике 3 н далее поступает в аппарат 2. Подогретая азотная
кислота поступает в смеситель 4, куда подают также серную и фосфорную
кислоты. Серная кислота дозируется с таким расчетом, чтобы содержание
сульфата аммония в готовом продукте было в пределах 0,3—0,7%. Смесь кис-
лот поступает далее в аппарат ИТН, где под давлением, близким к атмосфер-
ному, при температуре 155—165 °C проводится процесс нейтрализации азотной
кислоты аммиаком:
NH3 4- HNO3 = NH4NO3 + Q.
Азотная кислота и аммиак дозируются таким образом, чтобы на выходе
из аппарата ИТН раствор имел некоторый избыток азотной кислоты (в преде-
лах 2—5 г/л), необходимый для обеспечения полноты поглощения аммиака
в реакционной зоне. В сепарационной зоне аппарата ИТН соковый пар отде-
ляется от кипящего раствора и поступает на очистку в промывную зону аппа-
рата ИТН, состоящую из четырех тарелок н брызгоуловителя. На верхнюю
тарелку подается конденсат сокового пара. На выходе из аппарата ИТН соко-
вый пар содержит 2—-5 г/л NH4NO5, 1—2 г/л HNO3; аммиак при правильном
ведении процесса промывки в парах отсутствует.
Образующийся в аппарате ИТН 92—93%-й раствор аммиачной селитры
несколько разбавляется растворами нз промывной части аппарата и прн кон-
349
Рис. 9.8. Схема автоматизации стадии нейтрализации:
1. 3 — теплообменники; 2 — аппарат ИТН; 4 — смеситель; 5 — донейтрализатор; « — регу-
лятор расхода; 7, 9, 12, 13, 15, 17, 19, 22, 23 — регулирующие клапаны; S, 10, //—регу-
ляторы соотношения расходов; 14, /3—регуляторы pH; 16, 20, 21 — регулятор темпе-
ратуры
центрации 89—91% направляется в донейтрализатор 5, куда подается аммиак
для нейтрализации избытка кислоты и создания щелочной среды раствора
(избыток аммиака должен поддерживаться в пределах до 0,1 г/л свободного
NH3). Далее раствор аммиачной селитры направляется в отделение выпарки.
Автоматизация процесса. На стадии нейтрализации задачей
автоматической системы регулирования процесса является под-
держание соотношения потоков аммиака и азотной кислоты в
аппарат ИТН; поддержание заданного pH раствора аммиачной
селитры в аппарате ИТН; обеспечение щелочной реакции раст-
вора аммиачной селитры после донейтрализации на входе в
выпарной аппарат.
Для системы регулирования ведущими являются параметры
газообразного аммиака. Чтобы избежать влияния колебаний
давления аммиака во внешней сети на качество регулирования
процесса нейтрализации, на входе в агрегат аммиачной селитры
автоматически поддерживается давление газообразного аммиа-
ка. Расход аммиака в аппарат ИТН поддерживается автомати-
чески с помощью регулятора расхода 6, путем воздействия на
регулирующий клапан 7.
Подача азотиой кислоты в аппарат ИТН автоматически ре-
гулируется в заданном соотношении с расходом аммиака с по-
341
мощью регулятора соотношения расходов 8 воздействием на ре-
гулирующий клапан 9. Подача серной и фосфорной кислот
автоматически регулируется в. заданном соотношении с расхо-
дом азотиой кислоты с помощью регуляторов соотношения рас-
ходов 10 и 11 и регулирующих клапанов 12 и 13.
Соотношением расходов азотной кислоты и аммиака предоп-
ределяется некоторый избыток кислоты, для контроля и регу-
лирования которого на выходе аппарата ИТН непрерывно кон-
тролируется pH раствора аммиачной селитры. Заданный избы-
ток азотной кислоты в растворе автоматически поддерживается
регулятором pH 14, корректирующим подачу аммиака в ИТН
с помощью регулирующего клапана 15, установленного на бай-
пасной линии подачи аммиака, по которой направляется неболь-
шое количество аммиака (несколько процентов от общего рас-
хода). Такая система обеспечивает хорошее качество регули-
рования процесса нейтрализации.
Для обеспечения максимально возможной очистки сокового
пара в промывной части аппарата ИТН автоматически регули-
руется подача конденсата сокового пара на верхнюю тарелку.
Большая подача конденсата нежелательна во избежание раз-
бавления растворов селитры перед нх выпариванием, а недо-
статочная подача конденсата оголит тарелки, так как соковый
пар перегрет. Подачу конденсата сокового пара регулируют с
помощью регулятора температуры 16 воздействием иа регули-
рующий клапан 17. Так как в выпарной аппарат нельзя пода-
вать кислые растворы аммиачной селитры, избыточная кислот-
ность нейтрализуется в донейтрализаторе 5. Подача аммиака
в него регулируется с помощью регулятора 18 pH раствора на
выходе донейтрализатора, воздействующего на регулирующий
клапан 19.
Системой автоматического регулирования предусмотрено ре-
гулирование подогрева аммиака и азотиой кислоты с помощью
регуляторов температуры 20 и 21 воздействием на регулирую-
щие клапаны 22 и 23 подачи теплоносителя в теплообменники
1 и 2.
9.5. ПРОИЗВОДСТВО КАРБАМИДА
Карбамид — высококонцентрированное азотное удобрение; по сравнению с дру-
гими азотными удобрениями содержит наибольшее количество азота. Сырьем
для производства карбамида являются жидкий аммиак и диоксид углерода.
Процесс производства карбамида состоит нз следующих стадий: синтез кар-
бамида и дистилляция плава; упаривание растворов карбамида; гранулирова-
ние или кристаллизация карбамида; абсорбция отходящих газов и десорбция
аммиака из сточных вод; упаковка и складирование готового продукта.
Рассмотрим автоматизацию стадии синтеза карбамида.
Технологическая схема процесса синтеза карбамида. Диоксид углерода
турбокомпрессором 1, жидкий аммиак насосом 2 и раствор карбамата аммо-
ния насосом 3 под давлением 23—25 МПа подают в реактор 4 (рис. 9.9). Син-
342
23
Рис. 9.9. Схема автоматизации процесса синтеза карбамндЦ
/ — турбокомпрессор; 2, 3 —насосы; 4 —реактор; 5—-аппарат разложения; 6 — абсорбер-
промыватель; 7 — конденсатор; 8 — емкость аммиака; 9 — подогреватель; 10—12 — регу-
ляторы уровня; 13—15 — регуляторы температуры; 16, /7 — регуляторы расхода; 18 — ре-
гулятор давления; 19—27 — регулирующие клапаны
тез карбамида проводят под давлением 23 МПа при температуре 180—190 °C.
Реакция синтеза протекает в две стадии. В начале образуется карбамат
аммония по реакции
2NH,4-CO2 NH4CO2NH2,
а затем отщепляется вода и получается карбамид:
NH4CONH2 CO(NH2)24-H2O.
Плав из реактора 4 дросселируют до давлении 1,8 МПа и направляют в аппа-
рат разложения среднего давления 5, где при температуре 155—158 °C проис-
ходят почти полное разложение карбамата аммония и отгон аммиака и диок-
сида углерода из раствора. Раствор карбамида из аппарата 5 направляют
далее в аппарат разложения низкого давления (иа схеме не показан).
Газовая фаза нз аппарата 5, содержащая NHs, СО2, Н2О, поступает в аб-
сорбер-промыватель 6, где происходит отмывка аммиака от диоксида углерода
маточным раствором. Полученный раствор карбамата аммония насосом 3 по-
дают в реактор 4. Газовая фаза из абсорбера-цромывателя 6, состоящая в ос-
343
иовном из аммиака и нертных газов, попадает в конденсатор 7, где аммиак
конденсируется и стекает в емкость 8 аммиака. Из емкости 8 аммиак насо- -
сом 2 через подогреватель 9 подают в реактор 4.
Автоматизация процесса. Наиболее выгодные условия про-
цесса превращения аммиака и диоксида углерода в карбамид
определяются глубиной н степенью протекания этих реакций»
а также физическим состоянием реакционной массы.
Минимальная температура, при которой целесообразно про-
водить синтез карбамида, составляет 160—170 °C. При более
низких температурах скорость превращения карбамата аммо-
ния в карбамид весьма мала. Практически процесс синтеза
карбамида проводят при 185—195 °C.
При повышении давления процесса температура разложения
карбамата аммония повышается. Таким образом, для проведе-
ния синтеза карбамида при указанных выше температурах не-
обходимо поддерживать давление, препятствующее разложению
карбамата аммония. Практически при температуре синтеза
185—195 °C необходимо давление порядка 18—20 МПа.
Большое значение для эффективности процесса синтеза
карбамида имеет соотношение исходных реагентов. При стехио-
метрическом соотношении аммиака и диоксида углерода равно-
весная степень их превращения (т. е. предельно достижимая
при длительном пребывании реагентов в реакционной зоне) не
превышает 45—55%. С повышением этого соотношения равно-
весная степень превращения аммиака увеличивается, однако
увеличение избытка аммиака целесообразно лишь до опреде-
ленного предела. Как показали расчеты, наиболее экономичен
избыток аммиака, равный 80—100% (от стехиометрического).
Существенное влияние иа протекание процесса синтеза
карбамида оказывает примесь воды в исходных реагентах, при-
сутствие которой снижает степень превращения карбамата ам-
мония в карбамид.
Применяемые для синтеза карбамида технический аммиак
и (особенно) диоксид углерода содержат инертные примеси (Н2,
СН4, СО, О2, N2), неблагоприятно влияющие на протекание
синтеза карбамида.
Схема автоматического регулирования включает стабилиза-
цию следующих параметров процесса:
уровня жидкого аммиака в емкости 8 с помощью регулято- .
ра 10 и регулирующего клапана 20; уровня в кубе аппарата 5
разложения среднего давления с помощью регулятора 11 и ре-
гулирующего клапана 26; уровня раствора углеаммоиийных со-
лей в абсорбере-промывателе 6 с помощью регулятора 12 и ре-
гулирующего клапана 19, установленного на байпасной линии
иасоса 3;
температуры аммиака, подаваемого в реактор 4, с помощью
регулятора 13 и регулирующего клапана 22, установленного на
344
Рис. 9.10. Схема автоматизации производства ЭФК:
1 — холодильник-разбавитель; 2 — дозатор-распределитель; 3 — экстрактор; 4 — датчик
расхода; 5, 8 — регулятор соотношения расходов; 6, 9, 12, 16, 18, 20, 22 — регулирующие
клапаны; 7, 10, /3 — датчики концентрации; 11, /7 — регуляторы температуры; 14 — дат-
чик уровня; 15, 2/— регуляторы расхода; /9 — регулятор концентрации
линии вывода конденсата пара из подогревателя 9; температу-
ры в аппарате 5 разложения с помощью регуляторов темпера-
туры 14 и 15 и регулирующих клапанов 24 и 25, установленных
на линиях подачи пара;
расхода жидкого аммиака, подаваемого в реактор 4, с по-
мощью регулятора расхода 16 и регулирующего клапана, уста-
новленного на байпасе насоса 2; расхода маточного раствора,
подаваемого в абсорбер-промыватель 6, с помощью регулято-
ра 17 и регулирующего клапана 27\
давления в реакторе 4 с помощью регулятора давления 13
и регулирующего клапана 23, установленного на линии вывода
газовой фазы из реактора 4.
9,6. ПРОИЗВОДСТВО ЭКСТРАКЦИОННОЙ ФОСФОРНОЙ кислоты
Важнейшим сырьем для производства фосфорных удобрений является экстрак-
ционная фосфорная кислота (ЭФК), полученная по дигидратному методу. Схе-
ма процесса производства ЭФК состоит из следующих технологических узлов:
разбавления серной кислоты; экстракции фосфорной кислоты; фильтрации
и промывки пульпы; упарки фосфорной кислоты; абсорбции фосфорсодержа-
щих газов и хранения сырья и готовых продуктов.
Ниже рассмотрены вопросы автоматизации отделений разбавления сер-
ной кислоты и экстракции фосфорной кислоты.
Технологическая схема процесса. Поступающую 93 %-ю серную кислоту
разбавляют водой в холодильнике-разбавителе 1 (рис. 9.10) до концентрации
54—56% и после охлаждения направляют дозатором-распределителем 2 в экс-
трактор 3. Туда же поступают апатитовый концентрат и рециркулирующий
раствор фосфорной кислоты. В результате экзотермической реакции между
серной кислотой и апатитом происходит разложение последнего с кристалли-
зацией сульфата кальция:
Са10 (PO^gFg-f- IOH2SO4 4* ЮиН2О —>
—> 10CaSO4-nH2O + 6Н3РО4 + 2HF + Q.
345
Процесс разложения апатита может быть представлен в виде двух стадий:
на первой фосфорная кислота взаимодействует с апатитом с образованием
монокальцийфосфата Са(Н2РО4)г; на второй монокальцийфосфат реагирует
с серной кислотой с образованием фосфорной кислоты и гипса.
Для поддержания постоянной температуры (80 °C) пульпу экстрактора
охлаждают. После окончания процесса экстрагирования пульпа из экстрактора
поступает на фильтрацию, где гипс отделяется от фосфорной кислоты. Часть
фосфорной кислоты возвращается в процесс для поддержания подвижности
пульпы, а часть идет на упарку. Упаренная до 52—54% ЭФК является готовым
продуктом, а побочный продукт — гексафторкремниевая (кремнефтористово-
дородная) кислота—является сырьем цеха фторидов (фтористых солей).
Автоматизация процесса. Скорость разложения апатита сер-
ной кислотой в значительной мере определяется концентрацией
серной и оборотной фосфорной кислот, температурой в экстрак-
торе и тоиииой помола фосфатного сырья. Существуют вполне
определенные зависимости между скоростью разложения фос-
фата, концентрацией готовой фосфорной кислоты и степенью
пересыщения раствора сульфатом кальция, с одной стороны,
и концентрацией серной кислоты — с другой. Все эти параметры
имеют оптимальные значения, что вызывает необходимость ста-
билизации концентрации H2SO4 в экстракторе.
Для обеспечения подвижности пульпы, образующейся при
смешении измельченного фосфата с серной кислотой, для облег-
чения ее перемешивания и перекачки массовое соотношение
между жидкой и твердой фазами в дигидратном процессе не-
обходимо поддерживать в пределах (2,0±0,2) : 1.
Следует также регулировать температуру в экстракторе, так
как ее понижение (по сравнению с оптимальной) замедляет ре-
акцию, а повышение приводит к образованию полугидратной,
а затем и ангидридной форм сульфата кальция. Существуют не-
линейные зависимости между концентрацией фосфорной кисло-
ты в экстракторе и температурой в нем. В рабочем диапазоне
допустимых значений температуры, соответствующем концен-
трации 28—32% Р2О5, требуемое значение температуры может
изменяться. Поэтому при регулировании температуры пульпы
необходимо изменять температуру в экстракторе в зависимости
от концентрации фосфорной кислоты в первой его секции.
Апатит поступает на вход экстрактора независимо от про-
чих входных параметров процесса. Подачу серной кислоты ре-
гулируют в заданном соотношении с расходом апатита (изме-
ряемым датчиком 4} с помощью регулятора 5, воздействующе-
го иа регулирующий клапан 6 подачи разбавленной серной
кислоты в экстрактор, с коррекцией по коицеитрации избыточ-
ной серной кислоты в экстракторе (измеряемой датчиком 7).
Подачу оборотной фосфорной кислоты в экстрактор также
регулируют в соотношении с расходом апатита с помощью ре-
гулятора 8, воздействующего на регулирующий клапан 9,
с коррекцией по значению соотношения жидкой и твердой фаз
в пульпе, измеряемого датчиком 10.
346
Температуру в экстракторе регулируют с помощью регуля-
тора температуры 11, изменяющего значение вакуума в систе-
ме путем воздействия иа регулирующий клапаи 12, с коррекци-
ей по концентрации фосфорной кислоты в первой секции экст-
рактора, измеряемой датчиком 13.
Регулирование уровня в экстракторе, измеряемого датчи-
ком 14, осуществляют изменением отвода пульпы из экстракто-
ра с помощью регулятора расхода 15 и регулирующего клапа-
на 16.
Кроме того, системой автоматического регулирования
предусмотрена стабилизация следующих параметров: темпера-
туры разбавленной серной кислоты в дозаторе-распределителе2
с помощью регулятора температуры 17, воздействующего иа
регулирующий клапаи 18 подачи воды на охлаждение в экстрак-
тор 3; концентрации серной кислоты в дозаторе-распределите-
ле 2 с помощью регулятора концентрации 19, воздействующего
на регулирующий клапан 20 подачи воды на разбавление в
экстрактор 3; расхода концентрированной сериой кислоты
в экстрактор с помощью регулятора расхода 21 и регулирую-
щего клапана 22.
9.7. ПРОИЗВОДСТВО ФОСФАТОВ АММОНИЯ
Производство сложных гранулированных удобрений, содержащих фосфаты
аммония (аммофоса, диаммофоса, нитроаммофоса, диаммоинтрофоски и др.)»
может быть представлено в общем виде тремя основными стадиями: приготов-
ление пульпы; сушка в распылительных сушилках с абсорбцией отходящих га-
зов; грануляция и сушка в барабанных сушилках с абсорбцией отходящих
газов, классификацией к кондиционированием.
В данном разделе будут рассмотрены вопросы автоматизации процесса
получения пульпы аммофоса.
В производстве аммофоса (смесь 95—80% моно- и 5—20% диаммоиий-
фосфата) пульпу получают нейтрализацией экстракционной фосфорной кисло-
ты газообразным аммиаком до моно- или диаммонийфосфата. Для уравнове-
шивания удобрений недостающий азот вводят путем добавления аммиачной
селитры, карбамида или сульфата аммония. Основными реакциями процесса
нейтрализации являются следующие:
Н8РО4 + NH3 = NH4H2PO4; H3P04 + 2NH3 = (NH4)2HPO4.
Автоматизация получения пульпы аммофоса. Нейтрализацию
фосфорной кислоты аммиаком проводят в двух последователь-
но включенных реакторах 1 и 2 (рис. 9.11) до pHj — 2,5 и
рНг«4,5 при температуре 100—105°C. Температуру в реакто-
рах стабилизируют с помощью регуляторов 5 и 6 воздействием
на регулирующие клапаны 15 и 16 подачи пара на обогрев ре-
акторов.
Расход фосфорной кислоты, подаваемой в реактор 1, изме-
ряют датчиком 12 и стабилизируют регулятором 13, воздейст-
вующим на регулирующий клапан 17.
347
Аммиак:
Рис. 9.11. Схема автоматизации производства аммофоса;
1, 2 — реакторы; 3, 4 — регуляторы pH; 5, 6 — регуляторы температуры; 7, 8 — регулято-
ры соотношения расходов; 9, Ji? — датчики давления; // — датчик плотности; 72 — датчик
расхода; 13 — регулятор расхода; 14 — блок умножения; 15—19 — регулирующие клапаны
Концентрацию фосфорной кислоты определяют с помощью
датчика плотности 11, а расход фосфорной кислоты с учетом ее
концентрации — блоком умножения 14. Системой автоматиче-
ского регулирования предусмотрено регулирование соотношения
расходов фосфорной кислоты и аммиака в каждый из реакто-
ров 1 и 2 с помощью регуляторов соотношения расходов 7 и 8
путем воздействия на регулирующие клапаны 18 и 19 с коррек-
цией сответственно от регуляторов 3 и 4 pH пульпы иа выходе
первого и второго реактора. Давление в реакторах 1 и 2 изме-
ряют с помощью датчиков давления 9 и 10.
9.8. ПРОИЗВОДСТВО ЖЕЛТОГО ФОСФОРА
Современные производства, выпускающие фосфоросодержащие продукты, пред-
ставляют собой сложные комплексы, структура которых определяется спосо-
бом получения фосфорной кислоты и номенклатурой готовой продукции. При
получении термической фосфорной кислоты головной стадией являет-
ся производство желтого фосфора, основанное на электротермическом процес-
се его возгонки из фосфоритных руд.
Основными стадиями производства желтого фосфора являются: подготов-
ка исходного сырья (дробление фосфорита, кокса и кварцита, рассев компо-
нентов); сушка кокса, кварцита и кускового фосфорита в барабанных сушил-
ках; обжиг фосфорита на обжиговых или агломерационных машинах; приго-
товление шихты; электровозгонка фосфора в руднотермических печах; очистка
печных газов в электрофильтрах; конденсация фосфора нз печного газа; от-
стаивание <и транспортирование полученного фосфора на склад.
Ниже рассмотрена автоматизация стадии обжига материала.
Технологическая схема процесса. На обжиговых машинах осуществляется
совместная термическая обработка кусковой руды и окатышей, получаемых из
фосфоритной мелочи и связующего на дисковых грануляторах.
348
«Сырые» окатыши из фосфоритной руды по лотку 1 (рис. 9.12) поступают
на движущуюся решетку 2 машины в зону сушки 7, где в трех камерах проис-
ходит сушка. В следующих двух камерах (зона обжига 77) осуществляется
обжит материала на Vs высоты засыпки. Необожженная нижняя часть слоя
служит термической защитой решетки от перегрева. Равномерность обжига
по всему поперечному сечению слоя достигается специальным профилировани-
ем скребков, приводящим к увеличению высоты слоя по краям решетки.
Обожженный материал проходит далее зону выдержки н затвердевания III
и зону выравнивания температур IV, где за счет тепла, передаваемого от верх-
них слоев к нижним, завершается обжиг материала и происходит охлаждение
и затвердевание окатышей. Необходимое для обжига тепло получается в топ-
ках камер зоны обжига за счет сжигания природного газа. Отходящие газы
ряда зон направляются в зону сушки, где используются в качестве теплоноси-
теля. Далее окатыши по перевалочному лотку 3 поступают на охлаждающую
решетку 4 (зона охлаждения), где осуществляется охлаждение свежим возду-
хом, нагнетаемым вентилятором 9. Отходящие газы из зоны охлаждения уда-
ляются по трубе 5.
Автоматизация процесса. Основными параметрами, влияю-
щими на качество обжига, являются количество и влагосодержа-
ние обжигаемого продукта, его гранулометрический состав, ско-
рость перемещения по рабочим зонам, температурный и мано-
метрический режим в каждой зоне. Количество обжигаемого
продукта и его гранулометрический состав зависят от качества
дозирования, дробления и грануляции.
Рис, 9.12. Схема автоматизации производства желтого фосфора:
/ — лоток; 2— обжиговая решетка; 3 — перевалочный лоток; 4 — охлаждающая решетка;
б—труба; 6—9 — вентиляторы; /0—/5 — датчики температур; 16—18—регуляторы разре-
жения; 19, 20 — регуляторы соотношения расходов; 21, 22 — регуляторы температуры;
23 — датчик уровня материала; 24 — регулятор скорости движения решетки; 25—21 — бло-
ки дистанционного управления; 28, 29 — газоанализаторы содержания кислорода; / — зо-
ва сушки; II — зона обжига; III — зона выдержки и затвердевания; IV — зона вырав-
нивания температур
34»
Скорость перемещения продукта по зонам определяется тол-
щиной слоя на решетке, условиями теплообмена и максимально
допустимой тепловой нагрузкой, а температурный режим в каж-
дой зоне — исходной влажностью, а также указанными выше
параметрами. Манометрический режим по зонам определяется
газопроницаемостью слоя и общим количеством газа, просасы-
ваемого через каждую зону.
Режим горения в зоне II обеспечивается сжиганием природ-
ного газа или отходящих газов фосфорных печей с последую-
щим разбавлением топочных газов вторичным воздухом. Ста-
билизация температур осуществляется регуляторами 21 и 22,
изменяющими подачу газа в зону II. Регуляторами соотноше-
ния 19 и 20 поддерживается требуемое соотношение расходов
газ : воздух.
Контроль за полнотой сгорания газа в зоне обжига II осу-
ществляют автоматические газоанализаторы 28 и 29 кислоро-
да, от которых можно подавать корректирующие сигналы на со-
отношение газ:воздух. Абгазы распределяются по остальным
камерам с помощью блока 25 дистанционного управления в за-
висимости от показаний датчиков 10 и 11 температур с таким
расчетом, чтобы температуры по зонам соответствовали задан-
ному распределению температур.
Качество сушки и обжига определяется температурой отхо-
дящих газов в вакуум-камерах под решеткой. Она настраивает-
ся по датчикам 14 и 15 температуры изменением количества от-
сасываемых газов с помощью блока 27 дистанционного управ-
ления и должна соответствовать заданному распределению тем-
ператур.
Манометрический режим по зонам машины косвенно харак-
теризует состояние топочных устройств, высоту слоя, положение
обжигаемого участка, ширину зоны выдержки и затвердевания.
Рабочие значения манометрического режима определяются тре-
бованиями к нормальной работе топочиых устройств и высотой
слоя засыпки. Стабилизация манометрического режима осу-
ществляется регуляторами 16—18. Разрежение по остальным
точкам обеспечивается дистанционным управлением соответст-
вующими заслонками на отсасывающих газоходах из каждой
камеры.
Существенное значение для всего процесса имеют скорость
перемещения материала по зонам. Скорость движения охлаж-
дающей решетки 4 регулируется в зависимости от высоты ма-
териала на перевалочном пороге между решетками 2 и 4. Ми-
нимальную скорость выбирают несколько меньше той, которая
нужна для транспортирования поступающего материала, а мак-
симальную— несколько больше. При высоте слоя материала
Иш&х привод решетки включается на минимальную скорость
350
движения, а при Z/mIn— на максимальную. В качестве датчика
уровня материала 23 применяют гамма-реле, устанавливаемые
со специальной тепловой защитой.
9.9. ПРОИЗВОДСТВО КОРМОВЫХ ОБЕСФТОРЕННЫХ ФОСФАТОВ
Одним из методов получения фосфоритной подкормки — кормовых фосфа-
тов— является гидротермический процесс обесфторивания природных фосфа-
тов, Он заключается в удалении фтора из апатитового концентрата при высо-
кой температуре (до 1500 °C) в результате взаимодействия фторапатита с во-
дяным паром и кремнеземом.
Технологическая схема процесса производства обесфторенных фосфатов
включает следующие стадии: приготовление шихты; обжиг шихты во вращаю-
щейся печи в потоке топочных газов; утилизацию тепла отходящих газов
и улавливание из них пыли и фтора; размол и упаковку готовой продукции.
Шихта, приготовленная из предварительно высушенного и размолотого
песка, апатита и фосфорной кислоты и тщательно перемешанная, поступает
на грануляцию, а затем па обжиг во вращающейся печи. Продукт после охлаж-
дения и размола поступает на склад, а содержащие фтор высокотемператур-
ные топочные газы проходят последовательно охлаждение, очистку от пыли
и фтора, после чего выбрасываются в атмосферу. При содержании фтора в
готовом продукте менее 0,2% его используют как кормовое средство; в про-
тивном случае — как удобрение.
Ниже рассмотрена автоматизация процесса обжига апатита во вращаю-
щейся печи.
Технологическая схема обжига апатита. Фосфорная кислота и пыль шихты
из пылевой камеры 7 (рис. 9.13) вращающейся печи 2 поступают в смеситель 3;
песок и апатит поступают в смеситель 5; смеси нз аппаратов 3 и 5 поступают
в смеситель 4. После обработки сырьевых компонентов в смесителе 4 они по-
ступают в «холодную» часть печи 2— пылевую камеру 1. Степень заполнения
печи материалом, как правило, не превышает 17%. Необходимые для гидро-
термической переработки сырья тепло н пары воды получают в результате
химических реакций топлива (природного газа) с кислородом воздуха, кото-
рые подаются в «горячую» часть печи 2 — рекуператоры 6. Под действием
гравитационных сил и благодаря вращению корпуса печи обрабатываемый ма-
териал перемещается нз «холодного» в «горячий» конец печи. Продукты сго-
рания топлива под действием разрежения, создаваемого дымососом 7, направ-
ляются к «холодному» концу печи и, пройдя отделение 8 утилизации тепла
отходящих газов и улавливания из них пыли и фтора, выбрасываются в ат-
мосферу.
Автоматизация процесса. Относительно большие размеры
вращающейся печи, высокие температуры протекающих тепло-
вых процессов, сложный химизм реакций высокотемпературной
обработки исходного сырья и вращение печи создают значи-
тельные трудности для управления этим объектом.
Исследование вращающейся печи для разложения апатита
как объекта управления показали, что в процессе работы она
подвергается значительным возмущениям — как внешним, так
и внутренним. К внешним возмущениям относятся изменения
параметров материальных потоков, поступающих в аппарат;
теплотворной способности топлива; химического состава, влаж-
ности, температуры и тонины помола сырья; концентрации фос-
форной кислоты; атмосферных условий. К внутренним возму-
351
Песок. Апатит Фосфорная Пыль
Рис. 9.13. Схема автоматической системы регулирования процесса обжига апа-
титового концентрата:
/ — пылевая камера; 2 — вращающаяся печь; 3—5 — смесители; 6 — рекуператоры; 7 —
дымосос; 8 — отделение утилизации тепла; 9, /7 — регуляторы расхода; 10, 18, 22—24 —
регулирующие клапаны; //—датчик температуры; /2 —датчик концентрации; /3 — регу-
лятор давления; 14 — регулятор температуры; /5 —датчик разрежения; 16 — датчик рас-
хода; 19—21 — регуляторы соотношения расходов
щеииям относятся изменения, возникающие в ходе технологиче-
ского процесса: износ теплообменных устройств и футеровки,
измерение скорости движения материала по печи и положения
зои в печи.
Система регулирования подачи топлива является важней-
шим узлом схемы. Работа регулятора расхода топлива 9, воз-
действующего на регулирующий клапаи 10, корректируется дат-
чиком И температуры в печи. Предусмотрен также дополни-
тельный контур коррекции подачи топлива по концентрации
кислорода в отходящих газах, измеряемой датчиком 12. Дав-
ление топлива стабилизируется иа заданном значении регуля-
тором 13.
Заданное значение температуры в пылевой камере 1 регу-
лируется с помощью регулятора 14 с коррекцией по разреже-
нию в пылевой камере (из-за изменения сопротивления печи),
измеряемому датчиком 15.
Подача апатита в смеситель 5 измеряется с помощью датчи-
ка расхода 16 и стабилизируется регулятором расхода 17, воз-
действующим на регулирующий клапаи 18.
352
Подача остальных исходных компонентов — песка, фосфор-
ной кислоты и пыли—регулируется в заданном соотношении с
расходом апатита с помощью регуляторов соотношения расхо-
дов соответственно 19, 20, 21 и регулирующих клапанов 22,
23, 24.
9.10. ПРОИЗВОДСТВО СЕРНОЙ кислоты
Серная кислота является одним из основных продуктов химической промыш-
ленности и применяется в различных отраслях народного хозяйства: для про-
изводства минеральных удобрений, искусственных волокон, органических кра-
сителей, капролактама и других продуктов.
Сырьем для производства серной кислоты служит элементная сера или
содержащие серу вещества, из которых может быть выделена элементная сера
или получен диоксид серы SOg, являющийся исходным веществом для полу-
чения H2SO4. Он образуется в результате сжигания серы или серного колчедана.
Переработка SO2 в серную кислоту включает окисление его до SO3 с последую-
щей его гидратацией. Скорость взаимодействия диоксида серы с кислородом
в обычных условиях очень мала, поэтому в промышленности эту реакцию про-
водят на катализаторе (контактный метод производства серной кислоты).
Технологический процесс при контактном способе с использованием в ка-
честве сырья колчедана включает четыре основные стадии: обжиг колчедана
для получения диоксида серы (сернистого газа), очистку сернистого газа от
примесей, окисление диоксида серы на катализаторе и абсорбцию серного ан-
гидрида. Ниже рассмотрена автоматизация стадий обжига колчедана и кон-
тактного окисления.
Технологическая схема процесса обжига колчедана. В последние годы на-
чал широко применяться в промышленности метод обжига колчедана в кипя-
щем (псевдоожиженном) слое. При этом методе измельченный колчедан сжи-
гают в восходящем воздушно-газовом потоке. Воздух подается в печь снизу
через гооизонтальную распределительную решетку с такой скоростью, при
которой частицы колчедана и огарка совершают движение, напоминающее
«кипящую» жидкость. Скорость горения колчедана в кипящем слое высока:
для полного выгорания частиц флотационного колчедана достаточно 6—7 с.
При обжиге колчедана выделяется большое количество теплоты — температура
в кипящем слое может повыситься до 1100—1200°С. Такая высокая темпера-
тура может привести к спеканию огарка, поэтому процесс обжига ведут при
750—800 °C, снижая температуру горения с помощью трубчатых теплоотни-
мающих элементов, погруженных в кипящий слой. Внутри этих элементов
циркулируют вода и пароводяная эмульсия. Газовым потоком из кипящего
слоя выносится значительное количество загружаемых с колчеданом мелких
частиц, которые догорают в надслойном объеме, что приводит к повышению
температуры обжиговых газов на выходе из печи до 870—930 °C. Для макси-
мального использования избыточной теплоты процесса обжиговые газы охлаж-
дают в котле-утилизаторе до 500—550 °C. Схема установки печи с кипящем
слоем приведена на рис. 9.14.
Печь 1 питается влажным колчеданом с помощью тарельчатого питателя 2.
Колчедан подается в печь по наклонной точке, расположенной в форкамере 3
печи, и поступает в нижнюю зону кипящего слоя. Воздух, подаваемый в печь
вентилятором 4, распределяется на три потока: к колосникам форкамеры,
в основной под печи (первичный воздух) и в фурмы над кипящим слоем
(вторичный воздух). Скорость первичного воздуха должна быть такой, чтобы
обеспечить «кипение» слоя колчедана и огарка. К колосникам форкамеры
подается более интенсивное дутье, чем на основной под. Обжиговый газ из
печи проходит котел-утилизатор 5, циклоны 6, электрофильтр 7 и затем вен-
тилятором 8 направляется на переработку. Производительность печи кипящего
23—798 353
Рис. 9.14. Технологическая схема и схема автоматизации установки обжига
колчедана в печи с кипящим слоем:
/ — печь; 2 —питатель; 3 —форкамера печи; 4, 8 — вентиляторы; 5 — котел-утилизатор;
6 — циклоны; 7 — электрофильтр; 9, 11, /3 — регуляторы расхода; 10, 12, 14, 21— дрос-
сельные заслонки; 15 — датчик температуры; 16 — датчик концентрации; /7 — регулятор
числа оборотов; 18 — регулятор уровня; 19 — дисковый затвор; 20 — регулятор разре-
жения
слоя составляет 120—170 т/сут колчедана, а выработка пара на 1 т сжигаемого-
колчедана — 1200 кг. Содержание диоксида серы в печном газе составляет
13—14%, а содержание серы в огарке — 1,2—1,3%.
Автоматизация процесса. Исследования процесса обжига в
печах с кипящим слоем показали, что подачу колчедана в печь
можно осуществить как по концентрации SO2 в обжиговом газе,
так и по температуре кипящего слоя. Регулирование нагрузки
по температуре может привести при максимальных возмущени-
ях по сере и влаге в колчедане к изменению концентрации газа
на ±1% SO2 (нормальная концентрация 12% SO2). Если же
регулировать нагрузку по концентрации сернистого газа, то ко-
лебания температуры кипящего слоя могут быть ±40 °C (нор-
мальная температура 750°C). Так как для производства серной
кислоты колебания концентрации SO2 в обжиговом газе на
±1% недопустимы, то регулирование подачи колчедана целе-
сообразно вести по концентрации SO2. Прн таком регулирова-
нии датчиком является электрический газоанализатор на SO2^
инерция которого ограничивает быстродействие системы регули-
рования концентрации газа. Поэтому наряду с регулированием
иодачн колчедана по концентрации газа применяют также кас-
354
кадное регулирование подачи колчедана по температуре кипя-
щего слоя и концентрации SO2 в газе.
Важным условием нормального течения процесса обжига в
печи является постоянная высота кипящего слоя. Измерение вы-
соты кипящего слоя проводится по косвенному параметру —
давлению первичного дутья под решеткой печи. При стабилизи-
рованном расходе воздуха под решетку между уровнем кипяще-
го слоя и давлением дутья имеется однозначная зависимость.
Постоянная высота кипящего слоя регулируется выпуском огар-
ка из печи дисковым затвором.
Схемой автоматизации печи предусмотрены следующие си-
стемы регулирования:
автоматическая стабилизация заданного расхода воздуха на
входе воздуходувки 4 с помощью регулятора расхода 9 и дрос-
сельной заслонки 10; автоматическая стабилизация подачи пер-
вичного воздуха, поступающего под решетку печи, с помощью
регулятора расхода 11 и дроссельной заслонки 12; автомати-
ческая стабилизация расхода воздуха в форкамеру с помощью
регулятора расхода 13 и дроссельной заслонки 14;
автоматическое регулирование подачи колчедана в печь в за-
висимости от температуры кипящего слоя, измеряемой датчи-
ком 15, с коррекцией по концентрации газа перед электрофильт-
ром, измеряемой датчиком /6; подача колчедана регулируется
регулятором 17 путем изменения числа оборотов электродвига-
теля тарельчатого питателя 2; автоматическое регулирование
высоты псевдоожиженного слоя в печи с помощью регулято-
ра 18 н дискового затвора 19; автоматическое регулирование
разрежения в верхней части печи с помощью регулятора 20,
воздействующего на дроссельную заслонку 21 перед вентилято-
ром 8.
Технологическая схема контактного окисления диоксида серы. В производ-
стве серной кислоты контактным методом окисление SO2 осуществляется в
присутствии катализатора по следующей реакции:
SO2 4-0,502 SO34-Q’
Для этого газ приводят в соприкосновение с катализатором, находящимся
в стационарном или псевдоожиженном состоянии. Количество окисленного SO2
выражают либо в долях общего содержания диоксида серы в газе, либо в про-
центах к общему первоначальному количеству SO2 в газе. Эту величину назы-
вают степенью превращения, или степенью окисления. Степень превращения
SO2, достигаемая на катализаторе, зависит от его активности, состава газа,
продолжительности контакта газа с катализатором, давления, температуры
и пр. Для газа данного состава теоретически возможная, т. е. равновесная,
степень превращения (хР) выражается уравнением
= Psos/(Pso2 + -PsOjj) ’
где Pso3 и Pso2 —равновесные парциальные давления SO3 и SO2.
С увеличением степени превращения уменьшается содержание SO2 в от-
ходящих газах. Так, при х=0,995._ в отходящих газах содержится около 0,04%'
23* 355
S02. Для осуществления процесса окисления SO2 применяют различные кон-
тактные аппараты (реакторы). В последние годы преимущественное развитие
получили многослойные контактные аппараты с промежуточным охлаждением’
(теплообменом), которые отличаются простотой, возможностью использования
тепла реакции, малым гидравлическим сопротивлением и другими достоинст-
вами. Теплообменники размещены внутри контактного аппарата или вне его
(выносные). Процесс окисления SO2 состоит в том, что газ, подогретый до-
температуры несколько выше температуры зажигания (400—420°C), пропу-
скают через первый слой контактной массы, где происходит окисление 60^—
80% всего количества SO2. Температура газа повышается до 550—580 °C за
счет выделения тепла реакции. Газ после первого слоя охлаждают до 460—
480 °C в теплообменнике или путем добавления более холодного газа. После
охлаждения газ поступает во второй слой контактной массы, где происходит
дальнейшее окисление SO2. При этом температура вновь повышается, и газ
снова нужно охлаждать и т. д. Температурные условия процесса тем ближе
к оптимальным, чем больше слоев контактной массы. В промышленности ис-
пользуют контактные аппараты, имеющие от трех до пяти слоев контактной
массы.
Автоматизация процесса. Один из основных путей интенси-
фикации производства серной кислоты — повышение начальной
концентрации диоксида серы в перерабатываемых газах перед
контактным аппаратом. При концентрации диоксида серы около-
10,5% равновесие иа выходе из первого слоя достигается при
температуре выше 600 °C. Однако прн этом возникает возмож-
ность перегрева катализатора и снижения его активности.
Рассмотрим основные факторы, влияющие иа режим работы
контактного аппарата. Температура в слое катализатора зави-
сит от количества и концентрации диоксида серы в обжиговом-
газе, а также от его температуры. Наибольшее влияние на тем-
пературу в контактном аппарате оказывает концентрация диок-
сида серы в обжиговом газе: чем больше выделяется тепла в
результате реакции окисления диоксида серы в триоксид, тем
выше температура. Влияние изменения расхода обжигового
газа на температуру на выходе из слоя катализатора и степень
конверсии практически незаметно, зато сильно изменяется тем-
пература внутри слоя, замеряемая на ’Д—’/б высоты слоя (ско-
рость изменения температуры на этом расстоянии от входа в
слой имеет наибольшее значение).
Для того чтобы уменьшить потери серы, стабилизируют сте-
пень конверсии в переходных режимах компенсацией возмуще-
ний, вызванных изменением концентрации диоксида серы и рас-
хода газа в контактный аппарат. С целью обеспечения стабиль-
ной работы контактного аппарата в различных режимах приме-
няют комбинированную систему регулирования (рис. 9.15). За-
мер температур осуществляют в трех точках: на входе в кон-
тактный слой,’ внутри слоя и на выходе из него. При появлении
возмущения на входе в слой сигнал от датчика температуры в
слое поступает в ведомый регулятор 4, где сравниваются пока-
затели датчика и задатчика, связанного с ведущим регулято-
ром 5, и вырабатывается сигнал иа регулирующий клапан 6
356
7
Рис. 9.15. Комбинированная система регулирования режима работы контакт-
ного аппарата:
/ — контактный аппарат; 2 — теплообменник; 3—5 — регуляторы температуры; б, 7 —регу-
лирующие клапаны: 8 — регулятор расхода; 9 — датчик концентрации диоксида серы;
10 — вычислительный блок
через схему стабилизации температуры на входе в слой с по-
мощью регулятора 5. Соответственно изменяются расход холод-
ного газа, поддерживаемый регулятором 8, и температура на
входе в контактный аппарат. Это приводит к предварительной
компенсации поступающего возмущения. Если температура на
выходе контактного аппарата отклонится от заданного значения,
то ведущий регулятор 3 устранит это изменение. Введение кор-
рекции от датчика 9 концентрации диоксида серы в обжиговом
газе в контур стабилизации температуры на входе контактного
аппарата (иа регулятор 5) позволяет компенсировать влияние
изменения концентрации диоксида серы. Для обеспечения инва-
риантности температур газа на входе и выходе контактного ап-
парата от расхода газа вычислительный блок 10 формирует
сигнал, соответствующий по форме и длительности измерению
температуры внутри слоя катализатора, но противоположный по
знаку.
Данная система регулирования обеспечивает при значитель-
ных колебаниях состава и нагрузки обжигового газа увеличение
общей степени контактирования на 0,1—0,2%.
9.11. ПРОИЗВОДСТВО СУПЕРФОСФАТА
Технологическая схема. Основным процессом производства суперфосфата
является разложение природных фосфатов серной кислотой. Тонкоизмельчен-
ные фосфаты подаются транспортером / (рис. 9.16) в бункер 2. Из него с по-
357
регулятор -чх}- регулирующий орган с исполнительным механизмом
Рис. 9.16. Схема регулирования производства суперфосфата:
1, 17 — транспортеры; .2 —приемный бункер; 3, 5 —шнеки; 4 — элеватор; 6 — обратный
шнек; 7 — ленточный дозатор; 8 — смеситель пульпы; 9 — приемная емкость; 10 — насос;
11, 13 — напорные емкости; 12 — смеситель; 14 — газоотделитель- 15 — реакционная каме-
ра;. 16 — фрезер; 18 — выгрузная труба
мощью системы транспортных установок 3—5 сырье перемещается в бункер
ленточного дозатора 7, который непрерывно подает фосфаты в смеситель
пульпы <3. Избыток сырья возвращается обратным шнеком 6 в приемный бун-
кер 2.
Серная кислота концентрацией 75% H2SO4 поступает в приемную
емкость 9, откуда откачивается насосом 10 в бак 11. Температура кислоты
в баке поднимается острым паром до 40 °C. Нагретая кислота поступает в сме-
ситель 12, где разбавляется водой до концентрации 68% H2SO4, а оттуда
через газоотделитель 14 направляется в смеситель пульпы 8.
Для непрерывного получения пульпы применяют камерные смесители, пред-
ставляющие собой две или три сообщающиеся камеры с быстро вращающими-
ся мешалками. Продолжительность образования пульпы 5—6 мин. Из смеси-
теля 8 пульпа непрерывно подается в реакционную камеру 15, представляю-
щую собой цилиндр, медленно вращающийся вокруг неподвижной выгрузной
трубы 18. Крышка камеры, на которой установлен смеситель 8, неподвижна.
Камера делает один оборот за 1,5—2,5 ч. Этого времени достаточно для
созревания суперфосфатной массы. Созревший суперфосфат срезается ножами
фрезера 16 и через выгрузную, трубу попадает на транспортер 17.
Автоматизация процесса разложения. Показателем эффек-
тивности процесса разложения является «коэффициент разло-
жения», дающий представление о степени перехода нераствори-
мой формы пентоксида фосфора в растворимую форму. Значе-
ние его необходимо поддерживать максимальным, что уменьша-
ет время дозревания суперфосфата иа складе (6—25 суток).
Основными факторами, определяющими «коэффициент разложе-
ния», являются концентрация серной кислоты, поступающей в
358
смеситель пульпы, соотношение расходов сырья и разбавленной
кислоты и температурный режим в реакционной камере.
Скорость реакции растет с повышением концентрации сер-
ной кислоты. Однако при высоких концентрациях на поверхно-
сти гранул сырья образуется плотная корка сульфата кальция,
которая ие дает диффундировать фосфорной кислоте в частицы
сырья. Оптимальное значение концентрации серной кислоты,
при котором на поверхности частиц образуется пористый слой
сульфата кальция, равно 68% H2SO4. Для стабилизации кон-
центрации серной кислоты предусмотрен специальный регуля-
тор. В качестве регулируемой величины берется плотность кис-
лоты после газоотделителя 14, а регулирующее воздействие осу-
ществляется изменением расхода воды, поступающей в смеси-
тель 12.
Соотношение расходов сырья и разбавленной кислоты, по-
даваемых в смеситель пульпы, поддерживается постоянным с
помощью узлов стабилизации расходов сырья и кислоты. Стаби-
лизация расхода сырья осуществляется дозатором 7, который
обеспечивает постоянную производительность.
Температура в реакционной камере оказывает сильное влия-
ние на процесс разложения: с увеличением ее скорость реакции
возрастает. При концентрации H2SO4, равной 68%, процесс раз-
ложения протекает ианлучшим образом, если температура по-
стоянна и равна ПО °C. Температура в камере в основном оп-
ределяется количеством тепла, поступающим в камеру с сырьем
и кислотой, н количеством тепла, выделяющимся при разложе-
нии сырья. При постоянном расходе сырья количество тепла,
поступающего с сырьем и выделившегося при реакции, можно
считать постоянным. В связи с этим единственной возмож-
ностью стабилизации температуры в реакционной камере явля-
ется изменение количества тепла, поступающего в камеру с сер-
ной кислотой. Это количество зависит от расхода и температу-
ры кислоты.
Изменением расхода кислоты стабилизировать температуру
в реакционной камере 15 нецелесообразно, так как при этом
изменяется соотношение расходов сырья и кислоты. Единствен-
ная возможность для регулирования температуры в реакцион-
ной камере — изменение температуры поступающей серной кис-
лоты; регулирующее воздействие при этом осуществляется из-
менением расхода пара, поступающего в напорный бак.
На практике оказалось более целесообразным (из соображений
уменьшения запаздывания) стабилизировать температуру не в
реакционной камере, а в газоотделителе 14.
Для поддержания материальных балансов отделения по воде
и кислоте установлены два узла регулирования уровней в ем-
костях 9 и 13. _
359
ff.1l. ПРОИЗВОДСТВО ХЛОРА
Современное хлорное предприятие представляет собой совокупность химико-
технологических комплексов, производящих (основное хлорное производство)
и перерабатывающих (производства-потребители) хлор, водород и гидроксид
натрия (едкий натр, каустическую соду).
Основное хлорное производство включает последовательно соединенные
стадии: приготовление и очистку рассола, электролиз, сушку и очистку водо-
рода и хлоргаза.
Производства-потребители можно разделить на две основные группы:
потребители хлора и хлорида водорода. Потребителями хлора являются: уста-
новки сжижения хлора; отделения синтеза хлорида водорода и получения син-
тетической соляной кислоты; производства неорганических и органических
хлорпродуктов, получаемых хлорированием. К потребителям хлорида водорода
относятся производства, вырабатывающие хлорпродукты в ходе реакций гид-
рохлорирования.
Центром хлорного технологического комплекса является стадия электро-
лиза, где электролизом водного раствора хлорида натрия (поваренной соли)
в электролизерах с твердым стальным катодом (диафрагменный метод) или
с жидким ртутным катодом (ртутный метод) получают хлор, гидроксид натрия
(каустическую соду) и водород.
Автоматизация процесса получения хлора н каустической
соды методом ртутного электролиза. Критерием управления
данным процессом является максимизация выработки NaOH,
которая зависит от.многих факторов. Существенное влияние на
продолжительность межремонтного пробега электролизеров ока-
зывает качество очищенного рассола, особенно его прозрач-
ность (мутность). Взвешенные частицы загрязняют поверхность
ртутного катода, способствуют образованию амальгамного мас-
ла, усилению выделения водорода, что приводит к уменьшению
выхода по току и снижению выработки NaOH, а также может
привести к отключению электролизера.
Одни из наиболее эффективных способов снижения себе-
стоимости NaOH — увеличение его выработки за счет повыше-
ния выхода по току.
Для управления электрохимическим процессом получения
хлора и NaOH существенным является падение напряжения на
электролизере. Баланс напряжения электролизера складывает-
ся из напряжения разложения и перенапряжения на аноде и ка-
тоде, падения напряжения в проводниках первого рода (шины,
контакты и т. п.) и падения напряжения в электролите (в меж-
электродиом пространстве между анодом и катодом). Выход по
току является функцией нескольких параметров: плотности тока,
температуры электролита, концентрации в нем хлорида натрия,
степени подкисления рассола и концентрации натрия в амаль-
гаме.
Основную статью расхода в калькуляции себестоимости ка-
устической соды составляет расход электроэнергии постоянного
тока, который при данной амперной нагрузке пропорционален
падению напряжения на электролизере. С увеличением плотно-
го
сти тока в балансе напряжения увеличивается составляющая
расхода электроэнергии иа преодоление сопротивления анолита,
зависящего от электропроводности последнего и от межэлект-
родного расстояния. Первые три составляющие баланса напря-
жения являются неуправляемыми переменными, а межэлектрод-
ное расстояние регулируется на минимальном уровне.
Исследование разлагателя как объекта регулирования пока-
зало, что параметром регулирования является концентрация
получаемой каустической соды, которую необходимо поддержи-
вать постоянной, регулирующим воздействием — расход воды,
а возмущающим — количество натрия в амальгаме, которое оп-
ределяется токовой нагрузкой н величиной выхода по току.
Технологическая схема ртутного электролиза и схема автома-
тизации представлены на рис. 9,17, Очищенный рассол насо-
сом 1 подается через теплообменник 2 в напорный бак 3, отку-
да поступает в электролизер 4. С выхода электролизера кон-
центрированная амальгама поступает в разлагатель 5, нз кото-
рого слабую амальгаму рециркуляционным насосом 6 направо
ляют в электролизер 4, а полученный водород охлаждают в хо-
лодильнике 7.
Рис. 9.17. Схема автоматического регулирования ртутного электролиза:
j 6__насосы; 2 — теплообменник; 3 — напорный бак; 4 — электролизер; 5 — разлагател;,;
7’—холодильник; 8, 23 — регуляторы температуры: 9 — датчик уровня; 10 — регулятор
расхода- 11 — вакуумметр; /2 —датчик давления; 14 — датчик концентрации: 15 — датчик
токовой’нагрузки; 16 — вычислительное устройство; /7, 18 — датчики расхода; 19 — кон-
центратомер; 20 — датчик температур
361
Температуру очищенного рассола стабилизируют регулято-
ром 8, изменяющим подачу пара в теплообменник 2; его уро-
вень в баке 3 контролируют датчиком 9, а расход стабилизи-
руют регулятором 10.
Разрежение на линии отвода хлора и давление водорода
контролируют датчиками 11 и 12. Температуру водорода ста-
билизируют регулятором 13, изменяющим подачу воды в холо-
дильник 7; концентрацию хлора контролируют датчиком 14,
а профиль температур в электролизере — датчиком 20. Токовую
нагрузку измеряют датчиком 15, выходной сигнал которого на-
правляется в вычислительное устройство 16 и иа регулятор рас-
хода воды 17. На этот же регулятор поступают сигналы от дат-
чика расхода воды 18 и концеитратомера NaOH 19. Такая связь
позволяет поддерживать постоянную концентрацию каустиче-
ской соды на выходе из разлагателя путем изменения подачи в
него воды. Сигналы с датчика расхода 18 и с концеитратомера 19
также поступают в вычислительное устройство 16, которое рас-
считывает выход по току.
Автоматизация процесса получения соляной кислоты. Тех-
нологическая схема процесса и система автоматического регу-
лирования приведены на рис. 9.18. Исходными продуктами для
производства соляной кислоты являются хлор и водород, по-
ступающие в печь синтеза 1, где осуществляется синтез хлори-
да водорода по уравнению:
Н2 + С12 = 2НС1 + Q.
После печи синтеза 1 газообразный хлорид водорода посту-
пает в нижнюю часть колонны абсорбции 2; в верхнюю ее часть
рис. 9.18. Схема автоматического регулирования и контроля процесса полу-
чения соляной кислоты:
печь синтеза; 2 — колонна абсорбции; 3 — насос; 4 — холодильник; 5 — сборник; 6 —
хвостовая колонна; 7 —регулятор расхода; 8 — регулятор соотношения расходов; 9 — ана-
лизатор; 10, 12— регуляторы температуры; Я—регулятор давления; )3 — датчик темпе-
ратуры; 14 — датчик уровня; /5 —рН-метр; 16—20 — регулирующие клапаны
Рис. 9.19. Зависимость концентрации
НС1 в хлористоводородном газе
(Chci) от соотношения расходов во-
дорода и хлора (а) при различных
значениях концентрации хлора в ис-
ходном хлоргазе (Cci2):
7 — Сг, =0,92; 2 — 0,95' 3 — 0,98
^'2 ’
^НС1
1,0
0,8
0,6
0,5 0,7 0,9 1,1 1,3 ос
в качестве орошения подают воду насосом 3. Полученная соля-
ная кислота с низа колонны абсорбции 2, охлажденная водой
в холодильнике 4, поступает далее в сборник 5. Газы с верха
абсорбера направляют в хвостовую колонну 6, где они ороша-
ются водой для связывания оставшегося хлорида водорода.
Статические характеристики печи синтеза дают зависимость
изменения параметров хлористоводородного газа от изменения
параметров входных потоков.
Наиболее вероятными возмущающими воздействиями явля-
ются колебания расхода и концентрации хлора в исходном
хлоргазе. Зависимость концентрации НС1 от соотношения рас-
ходов водорода и хлора носит экстремальный характер
(рис. 9.19).
Процесс синтеза ведут с избытком водорода («водородный
режим»), чтобы избежать проскока хлора с хлоридом водоро-
да; концентрация водорода колеблется от 2 до 10%.
Таким образом, основная задача автоматического регулиро-
вания работы печей синтеза — поддержание такого соотноше-
ния расходов хлора и водорода на входе в печь, которое необ-
ходимо для получения хлорида водорода заданной концентра-
ции. Расход хлора стабилизируют с помощью регулятора 7 (см.
рис. 9.18). Соотношение расходов хлора и водорода поддержи-
вают регулятором соотношения 8, на который также поступает
сигнал от анализатора 9, определяющего содержание водорода
или хлорида водорода в газе на выходе печи синтеза. Этот
сигнал является корректирующим, автоматически изменяющим
заданное соотношение расходов хлора и водорода.
Схема автоматического контроля и регулирования процесса
получения соляной кислоты включает также следующие кон-
туры:
стабилизации температуры в колонне абсорбции регулято-
ром 10, изменяющим подачу воды на орошение колонны; стаби-
лизации давления орошающей воды регулятором 11, воздейст-
вующим на клапан 19, установленный на линии перепуска воды
с выхода насоса 3 на его вход; стабилизации температуры соля-
ной кислоты иа выходе холодильника 4 регулятором 12, изме-
няющим подачу воды в холодильник 4;
36&
контроль температуры газа иа выходе печи синтеза 1 дат»
чиком 13; контроль уровня соляной кислоты в сборнике 5 дат-
чиком 14; контроль проскока НС1 на выходе хвостовой колон-
ны 6 с помощью рН-метра 15.
9.13. ПРОИЗВОДСТВО КАЛЬЦИНИРОВАННОЙ СОДЫ
Технологическая схема производства кальцинированной соды состоит из не-
скольких отделений.
Отделение абсорбции. Очищенный водный раствор поваренной соли (рас-
сол) поступает в бак 1 и далее — в промыватели 3 и 4 (рис. 9.20). В промы-
ватель 3 подается воздух из вакуум-фильтра, содержащий аммиак. Рассол
улавливает аммиак и стекает в промыватель 10, где дополнительно насыщает-
ся аммиаком из газа, прошедшего абсорбер 5. Часть рассола из аппарата 10
отводится на станцию малой абсорбции, предназначенную для насыщения рас-
сола аммиаком, поступающим с газом со станции малой дистилляции (аппа-
ратура станций малой абсорбции н малой дистилляции иа схеме не показана).
Воздух из промывателя 3 с помощью вакуум-насоса отводится в атмосферу.
Чтобы исключить унос брызг рассола, в промыватель 3 подают воду.
В промыватель 4 поступает газ из сепаратора 19 отделения карбонизации.
Рассол поглощает аммиак и частично диоксид углерода, содержащиеся в этом
газе, я стекает в абсорбер 5. Сюда же поступает рассол нз промывателя 10.
Газ из промывателя 4 после удаления брызг рассола и промывки водой в се-
параторе 9 выбрасывается в атмосферу. Рассол в абсорбере 5 поглощает ам-
миак и диоксид углерода из газа, идущего из абсорбера 6, и стекает в этот
абсорбер. В абсорбер 6 через холодильник 7 поступает газ из отделения ди-
стилляции. В этом абсорбере происходят основной процесс абсорбции аммиака
и частичное поглощение диоксида углерода. Так как при абсорбции выделяется
тепло, рассол охлаждают водой. Образующийся при охлаждении газа в холо-
дильнике 7 конденсат стекает в резервуар 8 и далее перекачивается на стан-
цию малой дистилляции, где из него удаляется аммиак. Аммонизированный
рассол через холодильник 11 поступает в сборник 12, откуда насосом подается
в бак 13 отделения карбонизации.
Отделение карбонизации. Рассол из бака 13 поступает в верхнюю часть
колонны предварительной карбонизации 14. В нижнюю часть этой колонны
подается газ известковых печей, содержащий около 40% СО2. В колонне 14
происходит частичное насыщение аммонизированного рассола диоксидом угле-
рода. Рассол из колонны 14 направляется в верхнюю часть промывателя 16,
а в нижнюю его часть поступает газ из колонн 14 и 15 и газ известковых
печей. Жидкость из промывателя через холодильник 17 подается в бак 18,
откуда она поступает в осадительную колонну 15. В верхнюю часть колон-
ны 15 подается газ ввода 11 (газ известковых печей давлением 0,45 МПа),
а в нижнюю — концентрированный газ ввода I («смешанный» газ), содержа-
щий до 80% СОг- Благодаря этому достигается высокая степень карбонизации
суспензии, выходящей из колонны 15, и высокая степень использования натрия.
Нижняя часть колонны 15 охлаждается водой. Образующаяся бикарбонатная
суспензия поступает в бак 20 отделения фильтрации. Газ из промывателя 16
проходит сепаратор 19 и поступает в промыватель 4 отделения абсорбции.
Отделение фильтрации. Из бака 20 суспензия поступает в корыто 23 ва-
куум-фильтра, в иотором вращается барабан 22 с натянутой иа него тканью.
Вакуум-насосы (на схеме не показаны) отсасывают из барабана воздух через
сепаратор 26 н промыватель 3. Образующийся на ткани слой гидрокарбоната
натрия промывается жидкостью, поступающей из бака 21 через распредели-
тельное корыто 25. По мере поворота барабана гидрокарбонат срезается но-
жом 24 на транспортер 28, по которому подается в отделение кальцинации.
Сжатый воздух, поступающий в барабан, служит для регенерации фильтрую-
щей ткани после срезания гидрокарбоната. Засасываемые в барабан вакуум-
364
фильтра маточная и промывная жидкости поступают в сепаратор 26 и далее
в резервуар фильтровой жидкости.
Отделение дистилляции. Из резервуара 30 жидкость подается в бак 31
и далее самотеком —в конденсатор дистилляции 32, где подогревается пара-
ми, выходящими из теплообменника дистилляции 34. Образующийся конденсат
направляется на станцию малой дистилляции. Подогретая жидкость стекает
из конденсатора 32 в теплообменник 34, где происходит полное разложение
карбонатов аммония, оставшихся в фильтровой жидкости после нагревания
в конденсаторе 32. Из теплообменника 34 жидкость поступает в смеситель 37,
куда подается также известковое молоко из бака 35. В смесителе при высокой
температуре и перемешивании происходит разложение хлорида аммония с вы-
делением аммиака.
Основная часть аммиака растворяется в жидкости, поступающей в ди-
стиллер 39. Подаваемый сюда острый водяной пар отгоняет аммиак из жидко-
сти. Газообразный аммиак, пройдя сепаратор 40, присоединяется к потоку газа
через теплообменник 34 и конденсатор 32 и направляется в отделение абсорб-
ции. После отгонки аммиака жидкость поступает в испарители 41 и 42. Вслед-
ствие снижения давления над жидкостью в испарителях происходит значитель-
ное выделение водяных паров, которые из аппарата 50 поступают в смеси-
тель 37, а из аппарата 42 через сепаратор 43— к инжектору 44 и далее на
станцию малой дистилляции.
Отделение кальцинации. Гидрокарбонат сбрасывается с транспортера 28
в бункер 45, откуда с помощью питателя 46 подается в барабан 47 содовой
печи. Тепло в содовой печи образуется при сжигании топливного газа. Воз-
духо-додаваемый в топку центробежным компрессором 51, предварительно
нагревается в калорифере 50 за счет тепла отходящих топочных газов.
При вращении барабана образующаяся сода перемещается к разгрузочно-
му устройству печи. Газы отсасываются из барабана турбокомпрессорами че-
рез циклон 52, холодильник 53, промыватель 54 и после смешения с газом из-
вестковых печей поступают в карбонизационные колонны. Газ в холодильни-
ке 53 охлаждается водой, промыватель 54 орошается жидкостью, поступаю-
щей со станции малой дистилляции. В сборнике 55 собирается жидкость, одна
часть которой после охлаждения в холодильнике 56 поступает иа орошение
в аппарат 54, а другая направляется на станцию малой дистилляции. Жидкость
нз промывателя 54 сливается в сборник 57, откуда перекачивается через холо-
дильник 29 в напорный бак 21 отделения фильтрации.
Автоматизация процесса карбонизации. Показателем эффек-
тивности процесса карбонизации является степень карбониза-
ции гидрокарбонатной суспензии, которую необходимо поддер-
живать на заданном значении. На степень карбонизации влияют
расходы аммонизированного рассола и газов, содержащих СО2
(газ известковых печей, газ I ввода, газ II ввода), концентра-
ция СО2 в этих газах, степень аммонизации рассола и темпера-
тура в колоннах 14 и 15.
Расход аммонизированного рассола, поступающего в колон-
ну 14, можно стабилизировать, но при этом нельзя добиться
увеличения производительности. Так, с увеличением подачи га-
зов в отделение и повышением концентрации в них СО2 появ-
ляется возможность поднять производительность отделения при
заданной степени карбонизации.
Расход газов, содержащих СО2 и поступающих в отделение,
может изменяться, однако должно перерабатываться все коли-
чество поступающих газов. Это обеспечивается регулятором дав-
365
Мзбеетюдое /worn
Дистил/герная жидкость
Отделение Иистм/ицм
Рис. 9.20. Схема регулирования производства кальцинированной соды:
/ 2— напорные баки- 3 — промыватель воздуха вакуум-фильтров; 4— промыватель газ»
стилляции- 8 — резервуар; 9, 19, 2d, 33, 40, 43 — сепараторы; 10 — промыватель газа аб-
аммоннзир’ованного рассола; 14 — колонна предварительной карбонизации; 15 — осадн-
колошг 18 — напорный бак; 20 — напорный бак бикарбонатной суспензии; 21 — напорный
распределительное корыто промывной жидкости; 27 — вариатор; 28 — транспортер} 31 —
35— напорный бак известкового молока; 36, 38 — электродвигатели мешалок; 37 — сме-
47 — барабан; 48 — воспринимающее устройство удлинения барабана; 49 — топка; 50 —
вых печей
Отделение кальцинации
1-лппая' ч Б__пепвый и второй абсорберы; 7—холодильник газа ди-
карбонизационных колонн,_ первой 5^_^борники. /з —напорный бак
сорбции; 11, J7’ ’ 'ная колонна- 16 — первый промыватель газа карбонизационных
цельная кАРб°«и^Х0Ди- 22- барабан фильтра; 23- корыто фильтра; 24-нож: 25-
“бак промывной жидкости, Р дистилляции; 34 — теплообменник дистилляции;
•напорный бак Фильтра 32- инжектор; 45 - бункер; 46 - питатель;
K“S«ee«p;- «-№«»».• «- лроми.атоль г.з. соло-
Таблица 9.1. Регулирование процессов в производстве
кальцинированной соды
Регулируемая величина
Линия установки регулирующего
органа
Абсорбция
Температура рассола из аппарата 5 в ап-
парат 6*
То же, из аппарата 6 в аппарат И
Температура газа дистилляции из аппара-
та 7 в аппарат 6
Разрежение в аппаратах 6 и 7
Расход очищенного рассола в аппарат 3
Расход воды в аппарате 3
Расход воды в аппарате 9
Расход воздуха из аппарата 3
Температура аммонизированного рассола
после аппарата 11
Уровень в аппарате 1
Уровень в аппарате 2
Очищенный рассол в аппарат 4‘
Обратная вода из аппарата 6
Обратная вода из аппарата 7
Обедненный газ из аппарата 5
Очищенный рассол в аппарат 3
Вода в аппарат 3
Вода в аппарат 9
Воздух из аппарата 3
Обратная вода из аппарата 11
Очищенный рассол в аппарат 1
Вода в аппарат 2
Фильтрация
Соотношение расходов бикарбонатиой сус-
пензии в аппарате 23 и промывной жидко-
сти в аппарате 25
Расход воздуха в аппарате 22
Температура промывной воды перед аппа-
ратом 21
Уровень в аппарате 23
Уровень в аппарате 21
Уровень в аппарате 20*
Промывная вода в аппарат 25
Сжатый воздух в аппарат 22
Обратная вода из аппарата 29
Вариатор скорости 27
Промывная вода в аппарат 21'
Бикарбонатная суспензия в ап-
парат 20
Дистилляция
Расход фильтровой жидкости в аппара-
те 32
Температура жидкости из аппарата 34
в аппарат 37*
Соотношение расходов фильтровой жидко-
сти в аппарат 32 и известкового молока в
аппарат 37
Давление пара после аппарата 44
Уровень в аппарате 31
Уровень в аппарате 35
Фильтровая жидкость в аппа-
рат 32
Пар в аппарат 39
Известковое молоко в аппа-
рат 37
Свежий пар в аппарат 44
Фильтрован жидкость в аппа-
рат 31
Известковое молоко в аппа-
рат 35
Кальцинация
Удлинение барабана 47 (косвенный пока-
затель температуры)
Концентрация СО2 в топочных газах после
аппарата 49*
Разрежение в аппарате 49
Разрежение в аппарате 47
Топливный газ в топку 49
Угол наклона лопаток компрес-
сора 51
Топочные газы из аппарата 49'
Газ содовых печей из аппара-
та 47
Продолжение таблицы 9.$
Регулируемая величина
Линия установки регулирующего
органа
Давление газа содовых печей перед аппа-
ратом 53*
Расход жидкости со станции малой дис-
тилляции в аппарат 54
Температура газа из аппарата 53 в аппа-
рат 54
Уровень в аппарате 57
* Двухконтурная система регулирования.
Газ содовых печей из аппара-
та 54 к турбокомпрессорам
Жидкость со станции малой-
дистилляции в аппарат 54
Обратная вода из аппарата 53
Умягченная вода в аппарат 57-'
ления на вводе газа известковых печей и двухконтурными си-
стемами, в которых регулируются расходы газов / и II вводов-
с коррекцией по давлению. Может изменяться и концентра-
ция СОа в газах. В соответствии со сказанным осуществляется’
регулирование расхода выходящей из колонны 15 гидрокарбо-
натной суспензии с коррекцией по суммарному расходу СО2,,
содержащегося в газах,
Схема регулирования строится следующим образом. Изме-
ряются расходы газов I и II вводов, поступающих в колон-
ну 15, и концентрации СО2 в этих газах. Сигналы датчиков рас-
ходов и концентраций поступают в блоки УМ1 и УМ2 для пере-
множения и далее — в сумматор СМ. Выходной сигнал сумма-
тора подается на регулятор расхода бикарбонатной суспензии.
Изменение расхода суспензии вызовет автоматическое измене-
ние подачн аммонизированного рассола в колонну 14. Опреде-
ленная степень предварительной карбонизации в колонне 14 и
промывателе 16 обеспечивается двухконтурными системами, ос-
новными регуляторами в которых являются регуляторы pH рас-
сола, выходящего нз этих аппаратов.
Степень аммонизации рассола, поступающего в колонну 14>
поддерживается постоянной с помощью узлов регулирования
отделения абсорбции.
Заданная температура в нижней части колонны 14 обеспе-
чивается регулятором температуры с регулирующим клапаном
на линии воды, выходящей из холодильника этой колонны. Ре-
гулятор температуры в нижней части колонны 14 способствует
одновременно стабилизации температурного режима и в про-
мывателе 16. Давление газа известковых печей, поступающего'
в промыватель 16, стабилизируется.
Регулятор температуры рассола перед баком 18 создает
определенный температурный режим большей части колонны 15.
Наиболее сильное влияние на размер и структуру кристаллов
бикарбоната натрия оказывает температура в нижней части ко-
лонны 15, где происходит «завязка» кристаллов. Требуемое зна-
24—798
36ft-
!чение этой температуры обеспечивает регулятор температуры с
регулирующим клапаном на линии воды, выходящей нз холо-
дильника колонны 15. Материальный баланс по жидкости ко-
лонн 14 н 15, промывателя 16, баков 13 и 18 достигается с по-
мощью регуляторов уровня.
Все разобранные узлы регулирования обеспечивают получе-
ние нужной степени карбонизации бикарбонатной суспензии.
Узлы регулирования остальных процессов данного производ-
ства кратко описаны в табл. 9.1.
ГЛАВА 10
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ
НЕКОТОРЫХ ОРГАНИЧЕСКИХ ПРОДУКТОВ
ЧОЛ. ПРОИЗВОДСТВО ОЛЕФИНОВ
Производство олефинов основано на термическом разложении
углеводородного сырья на ряд продуктов и выделении этих про-
дуктов с заданной степенью чистоты. В зависимости от условий
разложения преобладающим является тот илн иной продукт.
При этилен-пропиленовом режиме олефины С2—С4 составляют
до 50—60% (на перерабатываемое сырье); всего же получают
десять продуктов — водород, метан, этан, этилен, пропаи, про-
пилен, фракции С4 и С5, ароматические углеводороды и тяже-
лое жидкое топливо. Наиболее потребляемым продуктом нефте-
химической промышленности является этилен.
Технологическая схема производства. Схема включает две основные уста-
новки— пиролиза и газоразделения (рис. 10.1). Установка пиролиза представ-
ляет собой группу' параллельно работающих бензиновых и этановых трубча-
тых печей. Сырье поступает в каждую печь отдельными потоками, продукты
пиролиза по общему 'коллектору направляются на установку газоразделения.
Для снижения коксообразования в змеевики печей подают водяной пар в ко-
личестве 40—60% от нагрузки по сырью для бензиновых печей и 15—20% —
для этановых. Этан поступает иа пиролиз в качестве рециркулирующего пото-
ка с установки газоразделения.
Топливом для обогрева змеевика служат метано-водородная фракция или
тяжелые жидкие фракции, получаемые при пиролизе. Выработка водяного пара
при утилизации тепла продуктов пиролиза и дымовых газов позволяет снизить
энергетические затраты производства олефинов.
Установка газоразделения отличается сложностью, что обусловлено мно-
гокомпонентностью поступающей на ее вход углеводородной смеси и большим
числом товарных продуктов. Условно ее можно разделить на семь основных
узлов.
С установки пиролиза пирогаз поступает в узел 1 первичного фракциони-
рования, компрессии, очистки и осушки, где часть пирогаза конденсируется.
Один поток конденсата—тяжелое жидкое топливо (ТЖТ)—отводится на
склад. Второй поток — более легкий конденсат — подается в узел 6 выделения
фракции С3; третий поток—в узел 5 получения фракции С4 и гидростабили-
зированного бензина (ГСБ). Оставшийся пирогаз поступает в первичную ме-
370
тановую колонну К-11 (узел 2), предназначенную для грубой отгонки мета-
новодородной фракции. На узле 3 выделяется фракция С2, которая далее-
поступает в узел 4 получения чистого этилена. В состав этого узла входят реак-
тор гидрирования ацетиленовых соединений Р-I, колонна разделения этан-эти-
леновой фракции К-14 и -вторичная метановая колонна К-13. Остатки метано-
вой фракции, содержащей значительную примесь этилена, рециркулируют через
узел компрессии.
Кубовый продукт коланны К-12 выделения фракции С2 поступает в узел 6,
предназначенный для выделения фракции С3. Фракция С3 передается далее
в узел 7 получения товарного пропилена. Он охватывает реактор гидрирования
ацетиленовых соединений Р-2, колонну К-16 отгонки остатков фракции С2
и колонну получения чистого пропилена К-17. Остатки фракции С2 из узла 7
рециркулируют через узел компрессии. Кубовый продукт колонны выделения
фракции С3 поступает в узел 5 получения фракции С4 и ГСБ. Таким образом,
установка газоразделения имеет один входной, восемь выходных и два рецир-
кулирующих потока.
Распределение затрат по стадиям производства олефинов характеризуется
следующими показателями. Для печей пиролиза наибольшие затраты (80%
и более) приходится на основное сырье. Это необходимо учитывать при фор-
мировании критерия управления процессом пиролиза.
Анализ материального баланса по углеводородам для производства в це-
лом и основных его участков позволил установить, что потери этилена и про-
пилена (в % °т общего количества этих продуктов) составляют соответствен-
но: на агрегатах газоразделения — 2,8 и 2,2%; при гидрировании ацетиленовых
углеводородов — 2,1 и 8,5%.
Таким образом, с точки зрения необходимости разработки системы управ-
ления наибольший интерес представляет установка пиролиза: она характери-
зуется большими энергозатратами и расходами на сырье; здесь определяются
состав товарных продуктов и, следовательно, экономические показатели произ-
водства. Ниже приведены схемы автоматизации отделения пиролиза.
Автоматизация процесса. Режимными параметрами трубча-
той пиролизной печн, определяющими термические превращения
углеводородов и, следовательно, состав получаемых продуктов,
являются: температурное поле (профиль) реакционной смеси по
длине змеевика; продолжительность пребывания смеси в зоне
реакции (время контакта); соотношение расходов сырья и во-
дяного пара, поступающих в реактор; поле давления реакцион-
ной смеси по длине змеевика; состав исходного сырья; степень
закоксовывания змеевика.
Управляющими воздействиями, с помощью которых осу-
ществляют изменение и стабилизацию технологического режи-
ма в пиролизной печи, служат расходы сырья и пара в змеевик
и расходы топливного газа в обогревающие горелки. Путем
перераспределения топлива, подводимого к отдельным горел-
кам (или их группам), можно изменять характер температур-
ного поля смеси по длине реакционной зоны. При регулирова-
нии теплового режима в печах некоторых конструкций в качест-
ве управляющего воздействия используют подачу хладоагента
(пара, сырья, воды, инертного газа) в промежуточные зоны
змеевика.
Одной из важнейших задач автоматического регулирования'
работы пиролизных печей является стабилизация теплового ре-
24
371
жима, в частности температуры пирогаза иа выходе из печи.
Как правило, эту температуру стабилизируют воздействием на
расход топливного газа к горелкам.
Для компенсации возмущений применяют каскадные схемы
регулирования. В качестве промежуточной точки используют
температуру перевала (рис. 10.2), перепад давления в змеевике
(рис. 10.3) или давление топливного газа (рис. 10.4). Применя-
ют также коррекцию по расходу, давлению, температуре и со-
ставу сырья.
Рис. 10.1. Технологическая схема производства олефинов:
/ — первичное фракционирование, очистка и сушка; 2 —выделение водорода; 3 — выде
фракции Са; 7 —получение пропилена
372
В печах, где несколько змеевиков обогревается одним экра*
ном горелок, температуру иа выходе одного из них регулируют
воздействием на подачу топлива, а на выходе из остальных —
воздействием иа подачу в них сырья (рис. 10.5) или водяного
пара (рис. 10.6).
При автоматическом управлении промышленными печами
важную задачу представляет стабилизация оптимального теп-
лового режима по длине реакционной зоны змеевиков (темпера-
турного профиля). Структура системы автоматической стаби-
лизации температурного профиля зависит от конструкции кон-
кретной печи.
ление фракций С;; 4 —получение этилена; 5 — выделение фракции С<; 6 — выделение
373
Рис. 10.2. Система автоматического регули-
рования температуры пирогаза с коррекци-
ей по температуре дымовых газов:
1 — печь пиролиза; 2 — змеевик; 3 — регулирующий
клапан; 4 —регулятор температуры дымовых га-
зов; 5 — регулятор температуры пирогаза
На рис. 10.7 приведена система зонного регулирования тем-
пературного профиля реакционной смеси в змеевиках трубча-
той печи с вертикальным расположением труб. Она осуществля-
ет стабилизацию температуры стенки труб змеевиков в ко-
нечной и средней частях (воздействие на подачу топлива в про-
тиволежащие зоны горелок) и регулирование температуры про-
дуктов пиролиза на выходе из печи Т& изменением подачи топ-
лива в зону горелок, обогревающую начальный участок змее-
вика.
Задание регуляторам температуры стенок труб змеевиков со-
ответствует максимально допустимому пределу нагрева мате-
риала змеевика. Такая система регулирования позволяет прн
любом режиме поддерживать оптимальную (в данном случае
максимально возможную) крутизну температурного профиля
потока.
Для измерения температуры стенки змеевика в каждой зоне
устанавливают несколько термопар. С помощью искателя мак-
Рис. 10.3. Система автоматического регулирования температуры пирогаза с
коррекцией по перепаду давления в пирозмеевике:
1 — регулятор расхода; 2 — регулирующий клапан; 3— датчик перепада давлений; 4 —
регулятор температуры
Рнс. 10.4. Система автоматического регулирования температуры пирогаза с
коррекцией по давлению топливного газа:
/ — регулирующий клапан; 2 —датчик давления; 3 — регулятор температуры
374
Рис. 10.5. Система автоматического регулирования температурного режима
пиролизной печи путем изменения расходов топлива и сырья:
1, 2 — регулирующие клапаны; 3, 4 — регуляторы температуры; 5 —регулятор расхода
Рис. 10.6. Система автоматического регулирования температурного режима
пиролизной печи путем изменения расходов топлива н пара:
J, 2 — регулирующие клапаны; 3, 4 — регуляторы температуры; 5~ регулятор расхода
симальиой температуры определяется значение температуры
в наиболее нагретой точке, которое затем поступает на вход
•соответствующего регулятора и поддерживается им на макси-
мально допустимом значении.
Для пиролизных печей с горизонтальным расположением
труб змеевиков и расширенным обогревающим экраном горелок
применяют системы регулирования величины реакцноииой зоны
(рис. 10.8 и 10.9). При изменении нагрузки печи по сырью ус-
тройство 5 (см. рис. 10.8) управления размером реакционной
зоны производит последовательное включение или отключение
подачи топливного газа в три иижних ряда горелок. Отключение
ряда горелок, обогревающих начальный участок змеевика, при-
водит к концентрации подводимого тепла на конечном участке
и сокращению реакционной зоны процесса (увеличению кру-
тизны температурного профиля реакционной смеси).
Алгоритм работы устройства 5 составляют на основе экспе-
риментальных данных с таким расчетом, чтобы при различных
нагрузках по сырью обеспечить максимально возможную кру-
тизну температурного профиля. Он позволяет изменять преде-
лы срабатывания клапанов, предел их закрытия и время, в те-
чение которого клапаи переводится из иижиего положения в
верхнее (и наоборот).
Общее количество тепла, необходимого для проведения ре-
акции пиролиза, регулируют по температуре продуктов пироли-
за иа выходе из печи воздействием на общую подачу топлив-
ного газа в горелки.
Если горелки трубчатой печи имеют ограниченную тепловую
мощность, то при управлении тепловым режимом в печи целе-
375
Рис. 10.7. Система зонного регу-
лирования температурного профи-
ля в змеевиках трубчатой печи с
вертикальным расположением,
труб:
1—3 — регулирующие клапаны; 4—6 —
регуляторы температуры; 7,8 — много-
точечные автоматические потенциомет-
ры; 9, 10 — искатели максимальной тем-
пературы
сообразно поддерживать максимальный расход топлива в го-
релки, обогревающие конечный участок змеевика. Такой способ
управления реализуется системой, принципиальная схема кото-
рой представлена иа рис. 10.9. В качестве параметра, характе-
ризующего теплоподвод иа конечном участке реактора, выбра-
но давление топлива перед обогревающими горелками. Алго-
ритм управления клапанами на линиях подвода топлива в на-
чальную зону горелок в зависимости от давления топлива раз-
рабатывают иа основе экспериментальных данных. Это позво-
Рис. 10.8. Система зонного регулирования температурного профиля в пиролиз-
ной печи с горизонтальным расположением труб змеевиков:
1—# —регулирующие клапаны; 5 —устройство управления; 6 — регулятор температуры;
7 — датчик расхода
Рис. 10.9. Система зонного регулирования температурного профиля в пиролиз-
ной печи с горизонтальным расположением труб змеевиков:
1—4 — регулирующие клапаны; 5 —устройство управления; 6 — регулятор температуры;.
7 — датчик давления
376
ляет автоматически компенсировать влияние иа тепловой режим
неконтролируемых возмущений — закоксованности змеевика, из-
менения состава сырья и т. д.
Для пиролизных печей, в которых невозможно изменять тем-
пературный профиль смеси путем перераспределения топлива по
зонам обогрева, применяют системы регулирования температур-
ного профиля изменением подачи хладоагента, в качестве кото-
рого используют водяной пар или воду.
Система регулирования предусматривает регулирование со-
отношения между расходами сырья и водяного пара в змеевик.
Если технологический регламент установки позволяет изменять
расход пара в некоторых пределах, то для управления тепло-
вым режимом процесса можно использовать системы, непосред-
ственно изменяющие время пребывания (снижающие его до ми-
нимально допустимого). Эту систему регулирования целесооб-
разно применять для печей с сильными перекрестными связями
между подачей топлива в горелки и температурой стеики змее-
вика. Система осуществляет увеличение подачи пара в змеевик
(т. е. уменьшение эффективного времени пребывания) до преде-
ла, обусловленного ограничениями на интенсивность подвода
тепла к змеевику: максимальной температурой стенки змеевика
(рис. 10.10) или максимальным расходом топлива в горелки
(рис. 10.11).
Рис. 10.10. Принципиальная схема системы регулирования теплового режима
пиролизной печи по длине змеевика воздействием на подачу пара:
1, 2 — регулирующие клапаны; 3, 4 —регуляторы температуры
Рис. 10.11. Принципиальная схема системы регулирования теплового режима
пиролизной печи по длине змеевика путем воздействия на подачу пара:
/, 2 — регулирующие клапаны; 8— регулятор температуры; 4 — регулятор давления
377
Рис. 10.12. Принципиальная схема системы управления тепловым режимов
процесса пиролиза в многопоточной трубчатой печн:
1. 2 — регулирующие клапаны; 3, 4 — датчики расхода; 5, 6 — датчики температуры; 7,
8—усреднители; 5, 10 — регуляторы температуры; // — многоточечный автоматический
потенциометр; 12 — искатель максимальной температуры
На рис. 10.12 представлена система зонного регулирования
подвода тепла к змеевику в многопоточной печи, которая
предусматривает управление ио усредненной температуре пиро-
газа на выходе змеевика и по максимальной из совокупности
измеренных температур стенки змеевиков. Поверхностные тер-
мопары, установленные на стенках змеевиков в конечных зонах
радиантной камеры печи, подсоединены к многоточечному по-
тенциометру 11, выход которого связан с искателем 12 макси-
мальной температуры. Выход искателя является переменной ве-
личиной, поступающей иа вход регулятора 10, задание которому
устанавливают с учетом верхнего предела температуры нагре-
ва стенки змеевика. Выходной сигнал регулятора 10 воздейст-
вует на клапан 2, установленный на линии подачи топлива. Та-
ким образом, контур регулирования обеспечивает подвод макси-
мально допустимого количества тепла в конечную зону пироли-
за. Количество тепла, подводимого в начальную зону, регулиру-
ют с помощью регулятора 9 и клапана 1. В качестве переменной
на регулятор 9 поступает сигнал, пропорциональный среднему
значению температур пирогаза на выходе змеевиков. Этот сиг-
нал вырабатывается с помощью усреднителя 8. Уставку регу-
лятору 9 корректируют по среднему значению расхода бензина,
определяемому усреднителем 7.
378
16.2. ПРОИЗВОДСТВО АЦЕТИЛЕНА
Технологическая схема производства ацетилена пиролизом природного газа
состоит из следующих отделений.
Отделение компрессии и пиролиза. Природный газ, предварительно нагре-
тый в подогревателе 3, подается в реактор 4 (рис. 10.13). В результате сжига-
ния части исходного сырья—метана достигается температура 1400—1500®С,
необходимая для проведения эндотермической реакции образования ацетиле-
на. Необходимый для горения кислород сжимается в турбокомпрессоре 1 и на/
гревается в подогревателе 2. Для стабилизации процесса горения в реактор
дополнительно непрерывно вводят небольшое количество кислорода (стаби-
лизирующий кислород). Реакция получения ацетилена при высоких темпера-
турах обратима. Для предотвращения разложения ацетилена пирогаз подвер-
гают «закалке» путем впрыскивания холодной воды иди бензина.
Газы пиролиза содержат ацетилен (7—8%) и другие продукты. Сажа из
нижней части реактора выводится с помощью отделителя технического угле-
рода (сажи) 5. Из реактора газы пиролиза поступают в скруббер на дальней-
шее охлаждение и очистку от сажи. Электрофильтр тонкой очистки 7 обеспе-
чивает практически полную очистку газов пиролиза от сажи.
Отделение компрессии газов пиролиза. Газы пиролиза, охлажденные в хо-
лодильнике 8, подаются в шестиступенчатый компрессор где сжимаются
до давления 0,9 МПа. В турбину компрессора, служащую его приводом, по-
дается синтез-газ (смесь СО — Нг), отогнанный от газов пиролиза; после тур-
бины он направляется к потребителю и «на свечу». Требуемый состав синтез-
газа обеспечивается в газгольдере 9. Синтез-газ нагревается в теплообменни-
ке 10.
Отделение концентрирования. Сжатый пирогаз поступает в абсорбционную
колонну 13, орошаемую диметилформамидом. В колонне растворитель погло-
щает весь диацетилен и небольшое количество ацетилена. Насыщенный абсор-
бент подается в колонну десорбция 14, в которой за счет продувки и одно-
временного снижения давления выделяется растворенный ацетилен. Выделив-
шийся газ (циркуляционный) направляется во всасывающую линию ком-
прессора.
Для отгонки оставшегося ,в растворителе диацетилена служит колонна
десорбции 17. Процесс в ней ведется под вакуумом прн повышенной темпера-
туре и одновременной продувке синтез-газа. Необходимая температура дости-
гается нагреванием насыщенного растворителя в теплообменнике 1'6 и нагре-
ванием синтез-газа острым паром; вакуум создается вакуум-насосом 18.
Отмытый пирогаз с верха колонны 13 поступает в колонну 19, где проис-
ходит абсорбция диметилформамидом ацетилена, его гомологов, а также не-
большого количества синтез-газа. Основная часть синтез-газа выводится из
верхней части колонны 19. Насыщенный абсорбент из колонны 19 подается в
верхнюю часть десорбционной колонны 20, где в результате снижения давления
из раствора диметилформамида выделяется большая часть плохо растворимых
газов (циркуляционный газ). Эти газы отводятся из верхней части колонны 20.
Диметилформамид стекает в куб колонны навстречу ацетилену-сырцу, кото-
рый подается в среднюю часть колонны.
Ацетилен-сырец состоит в основном из ацетилена с примесью высших аце-
тиленовых углеводородов, которые поглощаются диметилформамидом. Полу-
чаемый в колонне 20 ацетилен-коицентрат направляется в промыватель 21 для
отмывки водой остатков диметилформамида. Отводимый диметилформамид
возвращается в колонну 20.
Растворитель из куба десорбера подается в теплообменник 23, нагревает-
ся в нем до 104 °C и затем поступает в верхнюю часть десорбционной колон-
ны 24. За счет снижения давления и повышения температуры в этой колонне
происходит выделение ацетилена из диметилформамида. Ацетилен отводится
из верхней части колонны.
379
Рис. 10.13. Схема регулирования производства ацетилена:
!, 11 — турбокомпрессоры; 2, 3 — подогреватели; 4 — реактор; 5 — отделитель техническа-
16, 23 — теплообменники; 13, 19 — абсорбционные колонны; 14, 17, 20, 24, 25 — десорбци
27 — испаритель
' Из десорбера 24 растворитель стекает в вакуум-десорбционную колон*
ну 25. Вакуум в колонне создается с помощью компрессора 26. Отсасываемый
компрессором ацетилен-сырец направляется в десорбер 20, а растворитель из
куба колонны стекает в испаритель 27, где из диметилформамида испаряется
вода. Парогазовая смесь, выводимая из испарителя, состоит нз паров воды
и растворителя, а также высших ацетиленовых углеводородов. Она поступает
на вспомогательную колонну (на схеме не показана) для разгонки.
Автоматизация процесса пиролиза. Показателем эффектив-
ности процесса пиролиза является выход ацетилена, а целью
управления — поддержание его на заданном значении. Выход
ацетилена определяется составом природного газа, температу-
рой в реакторе и временем пребывания природного газа в зоне
реакции. С изменением состава природного газа в объекте по-
являются возмущения. Для того чтобы при наличии этих воз-
мущений метай, содержащийся в природном газе, полностью
вступил в реакцию, температуру в реакторе не стабилизируют,
а изменяют в зависимости от концентрации метана в газах пи-
ролиза. Эта температура определяется количеством сжигаемого
газа и соотношением метана и кислорода, подаваемого в ре-
актор. Для грубого регулирования соотношения расходов при-
380
ДМ9
Абсорбция
диацети -
пена
го углерода; 6 — скрубб&р; 7 — электрофильтр; 8, /2 — холодильники; 9 — газгольдер; 10*.
оиные колонны; 15, 22 ~ насосы; 18 — вакуум-насос; 21 — промыватель; 26—компрессор:.
родиый газ : кислород устанавливают регулятор соотношения
расходов природного газа и основного потока кислорода. Точное
регулирование осуществляется двухконтурной системой, в кото-
рой основным является регулятор концентрации метаиа в газе
пиролиза, а вспомогательным — регулятор расхода кислорода
в байпасной линии.
Для стабилизации пламени в горелках реактора поддержи-
вают постоянный расход стабилизирующего кислорода с по-
мощью регулятора расхода. С этой же целью поддерживают
постоянными температуры природного газа и кислорода. Для.
предотвращения разложения ацетилена температуру газов пи-
ролиза стабилизируют изменением расхода холодной воды, вво-
димой в реактор иа закалку.
Время пребывания природного газа в зоне реакции зависит
от скорости прохождения газа через реактор, которая опреде-
ляется манометрическим режимом реактора. Для поддержа-
ния нормального манометрического режима устанавливают ре-
гуляторы давления природного газа и кислорода. При этом дав-
ление кислорода в нагнетательной линии турбокомпрессора /
38 £
t,°c
Рис. 10.14. Температурно-временная
программа синтеза лаковых алкидных
смол:
/—загрузка исходных компонентов; 2 —
нагрев реакционной смеси; 3 — стадия пе-
реэтерификации; 4 — охлаждение реакцион-
ной смеси; 5 — загрузка фталевого ангид-
рида; 6 — нагрев реакционной смеси; 7 —
стадия поликонденсации; 8 — охлаждение
смолы
стабилизируют дросселированием его из нагнетательной магист-
рали во всасывающую.
Заданная степень очистки газов пиролиза от сажи в скруб-
бере 6 достигается установкой регулятора расхода воды, пода-
ваемой в скруббер.
10.3. ЛАКОКРАСОЧНОЕ ПРОИЗВОДСТВО
Управление технологическими процессами получения лаковых
-смол. Лакокрасочное покрытие обычно представляет собой по-
лимерную пленку, образующуюся на защищаемой поверхности.
Для придания покрытию определенных декоративных и защит-
ных свойств в состав лакокрасочного материала, из которого в
дальнейшем получается пленка, перед нанесением на поверх-
ность вводят частицы пигментов (красителей) и наполнителей.
Пленкообразующими для лакокрасочных покрытий могут слу-
жить лаковые смолы различных типов, среди которых наиболее
распространены алкидные. Их получают в результате реакции
поликонденсации при взаимодействии спирта и кислоты с обра-
зованием сложного эфира и воды. В качестве кислот исполь-
зуют в основном природные жирные кислоты, находящиеся в
растительных маслах, а в качестве спиртов — глицерин.
Процесс получения лаковых смол реализован таким обра-
зом, чтобы в основном аппарате можно было осуществлять син-
тез различных лаковых смол с учетом изменения характеристик
исходного сырья и конечных продуктов. Возможность пере-
стройки режима синтеза наилучшим образом обеспечивается при
периодическом процессе в вертикальном реакторе с механиче-
скими перемешивающими устройствами. В таких реакторах до-
стигаются достаточная степень гомогенизации реакционной сме-
си и заданный температурный режим.
Технологический процесс получения алкидных смол имеет
стадии нагрева и охлаждения (рис. 10.14). Исследования пере-
ходного процесса при регулировании температуры в реакторе
иа различных участках температурно-временной программы
(ТВП) синтеза алкидной смолы показали, что ПИ-регулятор
температуры, обеспечивающий при определенных настройках
оптимальные показатели переходного процесса для одного участ-
382
Циркуляционная
Рис. 10.15. Принципиальная схема регулирования температурного режима в
реакторе:
/ — реактор; 2 —рубашка реактора; 3, 4 — трехходовые клапаны; 5 —датчик температу-
ры; б — программный задатчик температуры: 7 —регулятор температуры-: 8 — циркуляци-
онный насос; 9 — холодильник; 10 —• корректирующее устройство; 11— датчик вязкости
ка ТВП, не обеспечивает их иа других участках. Дл'д повыше-
ния качества регулирования температурного режима в'реакторе
необходимо иа различных участках ТВП изменять параметры
настроек регулятора температуры.
На рис. 10.15 приведена принципиальная схема регулирова-
ния температурного режима в реакторе путем изменения тем-
пературы теплоносителя при постоянном его расходе. При на-
греве все количество теплоносителя, проходящее через рубаш-
ку 2 реактора 1, направляется через клапаны 3 и 4 обратно в-
циркуляционную линию. При достижении определенной, зара-
нее заданной температуры продукта срабатывает автоматиче-
ский регулятор температуры 7, воздействующий иа клапан 4,
и теплоноситель через этот клапан насосом 8 возвращается
в реактор. Если необходимо охлаждение продукта, регулятор/
воздействует иа клапаны 3 и 4, и часть теплоносителя направ-
ляется через холодильник 9. Количество теплоносителя, прохо-
дящего через холодильник, зависит от отклонения текущего зна-
чения температуры в реакторе от заданного значения.
Корректирующее устройство 10, получая сигнал от датчика
температуры 5, выдает на регулятор 7 сигнал, пропорциональ-
ный заранее рассчитанным зависимостям настроек регулятора
от температуры в реакторе. Получая сигнал от программного
385
задатчика 6, регулятор 7 с учетом скорректированных настроек
воздействует на трехходовые клапаны 3 и 4, изменяя темпера-
туру теплоносителя на входе в рубашку 2 реактора, чтобы обес-
печить требуемую температуру реакционной массы. Возможны
и другие варианты системы автоматического регулирования
ТВП, например каскадная схема, в которой к регулятору тем-
пературы реакционной массы может быть добавлен регулятор
температуры теплоносителя в рубашке реактора, получающий
задание от основного контура регулирования.
Процесс поликонденсации при синтезе алкидных смол (см.
рис. 10.14, участок 7) контролируют по изменению вязкости ре-
акционной массы, измеряемой датчиком 11, так как на стадии
поликонденсации молекулярную массу смолы до заданной,
определяющей вязкость смолы на этой стадии.
Управление технологическими процессами получения пиг-
ментированных лакокрасочных эмалей. Эмали представляют со-
бой мелкодисперсные суспензии пигментов в пленкообразующем.
Обычно неорганические пигменты обеспечивают необходимые
защитные и декоративные свойства лакокрасочного покрытия,
а органические — необходимый цвет. Основным технологиче-
ским процессом получения эмалей является диспергирование
пигментов в пленкообразующем. В существующих технологиче-
ских схемах производства эмалей используют диспергирующее
оборудование со свободно движущимися мелющими телами,
приводимыми в движение мешалками, расположенными иа вер-
тикальной оси соответствующего аппарата. Наиболее часто в
•технологических процессах получения эмалей в качестве дис-
пергирующего оборудования используют бисерные мельницы.
Исследование процесса получения эмалей показало, что вяз-
кость суспензии зависит от объемной концентрации пигмента
в системе, включающей пигмент и лаковую смолу (плеикообра-
зующее), поэтому вязкость суспензии можно использовать для
контроля соотношения пигмента и пленкообразующего.
Пигментированные лакокрасочные покрытия должны обла-
дать не только защитными, ио и декоративными свойствами. По-
этому цветовые (колористические) и оптические характеристи-
ки являются одним из главных параметров контроля в процес-
се получения как однопигментных, так и смесевых (многопиг-
меитных) эмалей.
На оптические параметры пигментированных систем сущест-
венно влияют размеры пигментных частиц. Поэтому использу-
ют косвенные методы контроля размеров частиц в пигментиро-
ванных лакокрасочных системах, основанные иа взаимосвязи
между оптическими или цветовыми характеристиками пигменти-
рованной лаковой системы и диаметром пигментных частиц.
На рис. 10.16 приведена схема контроля и регулирования
процесса диспергирования пигментных суспензий для получения
:-384
Рис. 10.16. Схема контроля и регулирования процесса диспергирования пиг-
ментированных лакокрасочных систем:
/ — емкость; 2 — бункер; 3, 4 — дозаторы; 5 — смесители-дисольверы; 6, // — насосы; 7,
8 — бисерные мельницы; 9, 10 — регуляторы вязкости; /2 —регулятор коэффициента от-
ражения; 13. 14 — трехходовые клапаны; -/5 —датчик коэффициента отражения
эмалей. Жидкое сырье (плеикообразующее) из емкости-храни-
лища 1 и пигмент из бункера 2 загружаются дозаторами 3 и 4
в смесители-дисольверы 5. Пигментная паста (так называемый
«замес») после дисольвера 5 насосом 6 направляется для дис-
пергирования иа две последовательно работающие бисерные
мельницы 7 и 8.
Исходя из выявленных взаимосвязей между дисперсностью
частиц и физико-химическими и цветовыми характеристиками
пигментных суспензий, в качестве основных контролируемых па-
раметров выбраны вязкость и коэффициенты отражения пиг-
ментных суспензий.
Работа системы автоматического регулирования во многом
определяется тем, производится ли сразу цветная эмаль (т. е.
происходит ли в дисольвере смешение всех пигментов, входя-
щих в данную цветную эмаль, с последующим диспергировани-
ем многопигментиой суспензии в бисерных мельницах), или же
производится одиопигментиая эмаль (т. е. в дисольвер поступа-
ет одни пигмент, а на бисерные мельницы — однопигментная
суспензия).
В первом случае загрузке пигментов в смеситель должны
предшествовать расчет рецептуры пигментной части с помощью
ЭВМ и автоматическое управление дозаторами пигментов, по-
ступающих в дисольвер. Подача плеикообразующего через со-
25—798 385
ответствующий) дозатор осуществляется в соответствии с за-
данным значением объемной концентрации пигментов (ОКП).
При производстве однопигментных эмалей в соответствии с
выбранной ОКП определяется подача и пленкообразующе'го,
и пигмента; при этом отпадает необходимость расчета рецепту-
ры смеси. Поддержание выбранного соотношения между пиг-
ментом и смолой осуществляется в зависимости от значение
вязкости пигментной пасты после дисольвера 5. В соответствии
с ним регулятор 9 изменяет задание дозаторам 3 и 4, а также-
формирует опережающий импульс иа насос 6 для управления;
подачей пигментной пасты в первую бисерную мельницу 7, так.
как изменение объемной концентрации пигмента в пасте после
дисольверов приведет к нарушению фактического соотношения
объемов мелющих тел и пигментных частиц в бисерной мельиице-
и, следовательно, к изменению размеров пигментных частиц на
выходе мельницы.
Изменение подачи продукта из первой бисерной мельницы 7-
во вторую 8 осуществляется по значению вязкости продукта на
выходе мельницы 7, в зависимости от которого регулятор 1&
воздействует иа насос 11.
Изменение размеров частиц иа выходе мельницы 7 контро-
лируют по коэффициенту отражения пигментной суспензии, ре-
гулирование которого осуществляется регулятором 12 воздей-
ствием иа трехходовые клапаны 13 и 14, определяющие направ-
ление пигментной суспензии: на фильтрацию и фасовку или на.
вторую бисерную мельницу 8. Включение в технологическую схе-
му второй бисерной мельницы связано с необходимостью устра-
нения возникающих иа выходе первой мельницы существенных
отклонений размеров пигментных частиц от заданных. При этом
трехходовые клапаны 13 и 14 обеспечивают поступление пиг-
ментной суспензии иа повторное диспергирование во второй
мельнице с дополнительным контролем коэффициента отраже-
ния пигментированной системы с помощью датчика 15.
ГЛАВА 11 .
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ ХИМИЧЕСКИХ ВОЛОКОН
11.1. ПРОИЗВОДСТВО ВИСКОЗНОГО ВОЛОКНА
Технологическая схема производства (рис. 11.1). Производство вискозного
волокна, как и большинство цроизводств других химических волокон, состоит
из отделения, где получают прядильный раствор и подготавливают его к фор-
мованию, и прядильню-отделочиого участка, в котором волокно формуют
и сушат.
Процесс изготовления прядильного раствора (вискозы) состоит из процес-
сов мерсеризации, предсозревания, ксантогенироваяия, растворения и подго-
товки вискозы к формованию.
386
Процесс мерсеризации целлюлозы представляет собой химическую реакцию
-получения щелочной целлюлозы путем обработки исходной целлюлозы раство-
ром едкого натра. Обработка проводится при 40—60 °C в баке-мерсеризатореЗ,
куда транспортером 1 подают ленты целлюлозы и рабочую щелочь. Последняя
поступает через бачок-дозатор 6 и нагреватель 7 из емкости 4. Готовится она
в смесителе 5 смешением отработанной (рециркулирующей) и укрепительной
щелочи, а также умягченной воды.
В баке-мерсеризаторе 3 целлюлоза и щелочь перемешиваются, получается
щелочная целлюлоза. Одновременно происходит набухание целлюлозы. Это
приводит к вымыванию гемицеллюлоз и равномерной диффузии сероуглерода
внутрь целлюлозной нити при образовании ксантогената на следующей стадии
производства.
Полученная щелочная целлюлоза подается в буферную емкость 9, где
происходит дополнительное взаимодействие целлюлозы н щелочи.
Процесс предсозрееания. Щелочная целлюлоза содержит избыточное ко-
личество щелочи, которую удаляют в прессе 10. На поверхности отжимных ва-
лов пресса образуется плотный слон щелочной целлюлозы, через который под
давлением 0,012—0,03 МПа фильтруется щелочь, поступающая затем на ре-
генерацию.
Образовавшаяся лента щелочной целлюлозы дробится в измельчителе 11
и подается в аппарат предсозревания 12. Процесс предсозревання проводят
.для уменьшения молекулярной массы щелочной целлюлозы путем изменения
степени ее полимеризации (в результате окислительной деструкции макромо-
лекул щелочной целлюлозы под влиянием кислорода воздуха).
Деструкцию щелочной целлюлозы проводят в двухтрубном аппарате (тру-
бы 12, 13) при температуре 57—60 °C в течение примерно 1,5 ч. В верхней тру-
бе 12 осуществляется нагревание целлюлозы до указанной температуры, в ниж-
ней трубе 13 — ее охлаждение. Для более равномерного нагрева и охлаждения
труба 12 разделена на две зоны, а труба 13—на четыре.
Процесс ксантогенирования служит для перевода нерастворимой в воде
и щелочах .щелочной целлюлозы в растворимый ксантогенат целлюлозы
(OCSSNa). Для этого щелочную целлюлозу обрабатывают сероуглеродом
в ксантогенаторе 18. Первоначально с помощью транспортных устройств через
бункер-весы 16 в него подают в течение 13—15 мин щелочную целлюлозу;
после перемешивания целлюлозы (температура ее при этом возрастает) в ксан-
тогеиаторе создается вакуум (рис. 11.2, а), и только тогда подается сероугле-
род в количестве 40% от загрузки целлюлозы. Начинается процесс ксантоге-
нирования, который длится около одного часа. В результате реакции темпера-
тура повышается до 29—32 °C, а вакуум уменьшается (вследствие нспарения
сероуглерода). Когда большая часть сероуглерода вступит в реакцию со ще-
лочной целлюлозой, избыточное давление начинает снижаться и создается
•небольшой вакуум, что и является признаком окончания реакции.
Реакция образования ксантогената обратима; побочными продуктами реак-
ции являются серосодержащие соединения Na2S и Na2CS3.
После окончания процесса в ксантогенатор (для предварительного раство-
рения полученного ксантогената) подают раствор щелочи, а затем умягченную
воду. После выгрузки продуктов реакции ксантогенатор промывают раство-
ром щелочи.
Процесс растворения. Для окончательного растворения ксантогената в ще-
лочи их интенсивно перемешивают в емкости 24 (см. рис. 11.1) с помощью
насоса 25, работающего в замкнутом цикле. Растворению препятствует наличие
комков, поэтому ксантогенат предварительно пропускают через растиратель 26.
"Качество растворения улучшается также при охлаждении ксантогената до
'5—10 °C в емкости 24.
Подготовка вискозы к формованию. Для получения при формовании ка-
чественной нити растворенный ксантогенат целлюлозы должен пройти подгото-
вительные операции. Первоначально в аппаратах 28, 29, 31 смешивают партии
•ксантогената, полученные в разных ксантогенаторах н отличающиеся по свой-
-ствам; тем самым производится усреднение показателей вискозы.
•25* 38?
Процесс мерсеризации
Процесс предсозревания
Процесс ксантогенирования
Процесс
растворения
Регулятор.
Регулирующий
орган с испол-
нительным
механизмом
Процесс подготовки Вискозы ксрормоВанию
Процесс срормоВания и сушки Волокон
Рнс 111 Схема регулирования производства вискозного волокна:
1 14 15 '17- транспортеры; 2-вариатор; 3 - бак-мерсеризатор; 4. 9. 28. 32, 34. 38 - емкости; 5-смеситель; 5- «ачок-дозатор; 7-
яагпеватель’ 8 - массонасос: 10 - отжимной пресс; //-измельчитель; 12, /3-трубы аппарата предсозревания; 16 - буикер-весы, /3-
ксантогенатор- /5 27-командные приборы; 20, 21 - сигнализаторы; 22-вакуум-насосы; 23 - загрузочное устройство Целлюлозы; 2j 32-
омклгти яля паствопения- 25-зубчатый насос; 25 - растиратель; 29. 3/- смесители; 30 -рамный фильтр-пресс; 33 - воздухоотделитель.
35 — пароэжекторный насос; 36 — формовочная машина; 37 — смеситель; 40 — вакуум-аппарат; 41 туннельная сушильная камер, Я —
калорифер
Модуль
Рис. 11.2. Зависимости между параметрами процесса ксантогенирования:
а — кривая изменения давления в кеантогенаторе; б — зависимость между плотностью
пульпы и модулем ванны при различных температурах; в — оптимальный температурный
режим процесса ксантогенирования
Между смесителями '20 и 31 установлен фильтр-пресс 30 для отделения от
вискозы волокон целлюлозы, не полностью растворимых частиц ксантогената,
•органических компонентов целлюлозы и продуктов их превращений, минераль-
ных примесей, поступающих с исходным сырьем, и т. п. Для лучшей филь-
труемости вискозы ее нагревают в смесителях.
Вискоза содержит пузырьки воздуха, что приводит к обрыву волокон
формуемой нити. Воздух удаляют под вакуумом в воздухоотделителе 33.
Одновременно испаряется часть воды, и вискоза охлаждается.' По количеству
испаренной воды можно судить об интенсивности процессов испарения и обез-
воздушивания (воздухоотделения).
Продолжительность процессов подготовки вискозы составляет несколько
часов. За это время изменяется химический состав вискозы, что приводит к по-
вышению степени этерификации, увеличению количества побочных сернистых
соединений и т. д. Этот комплекс изменений вискозы в процессе подготовки
назван созреванием.
Процессы формования и сушки волокна. Подготовленную вискозу подают
на формование в формовочную машину 36. Формование происходит при вы-
текании вискозы из фильеры в трехкомпонентную «осадительную ванну»
(H2SO4, ZnSO4, Na2SO4). В процессе формования волокна «осадительная ван-
на» разбавляется водой, поступающей с вискозой. Для восстановления концент-
рации «осадительной ванны» производят выпаривание избыточного количества
воды в аппарате 42, частичный слив ее в канализацию и добавление свежих
серной кислоты, воды и растворов ZnSO4 и Na2SO4.
Волокно, полученное в прядильной машине в виде «куличей», сушат в су-
шильной камере 41 периодического действия.
Автоматизация процесса мерсеризации целлюлозы. Показа-
телем эффективности процесса является количество связанной
щелочи в целлюлозе и равномерность замещения гидроксиль-
ных групп целлюлозы едким натром. Необходимо получать ще-
лочную целлюлозу стабильного качества, что является целью
управления. Для выполнения поставленной задачи следует ста-
билизировать тепловой режим в баке-мерсеризаторе, отношение
объема щелочи к массе исходной целлюлозы (модуль ваниы),
содержание в мерсеризационном растворе NaOH и гемицеллю-
лоз и свойства исходной целлюлозы (содержание в ней a-цел-
люлоз).
390
Тепловой режим в баке-мерсеризаторе 3 стабилизируют регу-
лированием температуры реакционной массы; регулирующее
воздействие вносят изменением количества тепла, которое несет
с собой мерсеризационный раствор в бак-мерсеризатор.
Стабилизация концентраций едкого иатра и гемицеллюлоз
в мерсеризационном растворе осуществляется изменением их
расхода с помощью регулирующих блоков соотношения с кор-
рекцией по составу мерсеризационного раствора. Материальный
баланс в емкости 4 поддерживают регулированием уровня и из-
менением расхода укрепительной щелочи.
Отношение объема щелочи к массе исходной целлюлозы —
одни из важнейших параметров процесса. О значении этого па-
раметра достаточно точно можно судить по плотности пульпы,
выходящей из бака-мерсеризатора (см. рис. 11.2,6). Плотность
пульпы берут обычно в качестве регулируемой величины, а ре-
гулирующее воздействие вносят изменением скорости перемеще-
ния леиты транспортера 1 (см. рис. 11.1).
С изменением свойств исходной целлюлозы в объекте могут
возникать сильные возмущения. Для того чтобы не допустить
этого, регулярно проводят лабораторный контроль и сортиров-
ку исходной целлюлозы.
Автоматизация процесса предсозреваиия. Процесс предсозре-
ваиия следует вести таким образом, чтобы разброс степени по-
лимеризации не превышал определенного значения (80); это
обеспечивает микроодиородность целлюлозы, а в дальнейшем и
необходимые вязкость и концентрацию вискозы. Степень поли-
меризации определяется в основном температурой процесса,
степенью отжима и свойствами щелочной целлюлозы.
Свойства щелочной целлюлозы меняются во времени в свя-
зи с изменением качества сырья. Степень отжима зависит глав-
ным образом от избыточного давления под отжимными валами.
Когда оно превышает 0,035 МПа, резко увеличивается унос ще-
лочной целлюлозы. При малых давлениях произойдет недопу-
стимое уменьшение производительности установки. Для поддер-
жания избыточного давления на заданном значении изменяют
режим работы насоса 8.
Существенное влияние на степень отжима оказывает темпе-
ратура в аппарате: при изменении температуры предсозреваиия
на 1 °C степень полимеризации изменяется так, что вязкость
вискозы меняется иа 15—20%. Поэтому к стабилизации темпе-
ратурного режима в трубах аппарата 12, 13 предъявляют очень
высокие требования: колебания температуры по всей длине ап-
паратов не должны превышать ±0,2°C. Для этого в каждой
зоне аппаратов устанавливают регуляторы температуры, а для
устранения возмущений, которые могут поступать с изменением
температуры теплоносителя, эту температуру стабилизируют.
391
С этой же целью стабилизируют давление хладоиосителя во
входной линии аппарата 13.
Для улучшения качества регулирования температуры в аппа-
ратах предсозреваиия осуществляют кондиционирование воздуха
в отделении предсозреваиия с жесткой стабилизацией темпера-
туры (20—22 °C) и влажности (65%) воздуха.
Автоматизация процесса ксантогенирования. Показателем
эффективности процесса является степень этерификации (число
групп OCSSNa иа 100 групп целлюлозы). Оиа определяет тех-
нологический режим всех последующих процессов и, следова-
тельно, физико-химические свойства волокна. Управление про-
цессом ксантогенирования заключается, во-первых, в автомати-
ческом переключении ксантогенатора с одной операции на дру-
гую, и, во-вторых, в поддержании таких условий процесса, при
которых обеспечивалось бы получение ксантогената целлюлозы
с заданным значением степени этерификации (60).
Первая задача решается с помощью специально разработан-
ного командного устройства управления 19, кото-рое по заранее
заданной программе управляет включением соответствующих
электромагнитных клапанов и электродвигателей.
Поддержание степени этерификации иа определенном значе-
нии— более сложная задача, так как этот параметр зависит от
многих других свойств щелочной целлюлозы (степени полиме-
ризации, гранулометрического состава и т. д.), состава сероуг-
лерода, количества щелочи и сероуглерода в ксантогеиате, тем-
пературы в реакторе, степени перемешивания, времени контак-
тирования.
Стабилизация степени отжима и степени полимеризации яв-
лялась задачей управления химическими процессами на преды-
дущих участках производства. Однако регулирование предшест-
вующих процессов по косвенным параметрам ие гарантирует
поддержания их на заданном значении. Могут появляться воз-
мущения и с изменением гранулометрического состава целлюло-
зы, а также состава сероуглерода.
Определенное содержание щелочи и сероуглерода в ксаито-
генате обеспечивается с помощью буикер-весов 16 и дозатора.
Дозирование компонентов начинается по сигналу от командно-
го устройства 19, а кончается при срабатывании сигнализато-
ров 20 и 21. |
Для обеспечения нормального хода процесса ксантогениро-
ваиия температуру в зоне реакции в начале процесса следует
поддерживать на уровне 20—22 °C; в ходе реакции оиа начнет
повышаться. Сначала это повышение положительно влияет иа
показатель эффективности, однако чрезмерное повышение тем-
пературы приводит к увеличению расхода сероуглерода на по-
бочные реакции и появлению неоднородного ксантогената. По-
этому температуру в ксаитогеиаторе поддерживают в соответ-
392
ствии с заранее заданной программой. Первоначально оиа по-
степенно увеличивается до оптимального значения, а затем под-
держивается на верхнем (допустимом) пределе (рис. 11.2, б, в).
Для реализации этой программы устанавливают программный
регулятор температуры, который соответствующим образом воз-
действует иа расход хладоиосителя.
Продолжительность реакции можно стабилизировать с по-
мощью командного аппарата, однако вследствие возмущений в
объекте заранее установленная продолжительность ие всегда со-
ответствует дейтвительному окончанию процесса, поэтому о кон-
це реакции судят по появлению вторичного вакуума
(рис. 11.2,а). Датчик давления в момент появления вакуума
дает сигналы на прекращение реакции и подачу раствора ще-
лочи.
Автоматизация процесса растворения. Растворимость ксанто-
гената в разбавленном растворе щелочи зависит от степени эте-
рификации, однородности химического состава ксантогената
целлюлозы, свойств растворителя, температуры в аппарате 24
(см. рис. 11.1) и продолжительности контактирования. Кроме
двух последних, все перечисленные факторы определяются пре-
дыдущими процессами обработки целлюлозы.
Температура в аппарате 24 должна автоматически поддержи-
ваться постоянной с помощью регулятора температуры.
Продолжительность контактирования при качественном рас-
тирании комков ксантогената тоже может быть стабилизирова-
на, что легко выполняется с помощью командного прибора 27.
Этот же прибор выполняет и все остальные переключения, вы-
званные периодичностью действия растворителя. Прибор вклю-
чается при открытии электромагнитного клапана, установленно-
го на выходной магистрали ксантогенатора 18. При включении
он пускает электродвигатели иасоса 25 и растирателя 26, а за-
тем подает сигналы иа электромагниты клапанов таким образом,,
чтобы ксантогенат поступал в растворитель 24, а хладоноси-
тель — в его рубашку. По достижении минимального уровня
ксантогената в растворителе включается электродвигатель ме-
шалки, а по достижении максимального уровня клапаны приво-
дятся в такое положение, при котором масса циркулирует в си-
стеме растворитель — насос — растиратель — растворитель. По
истечении определенного промежутка времени подаются сигна-
лы иа прекращение циркуляции и начало выгрузки ксантогеиа-
та; клапаны принимают соответствующее положение. Окончание
выгрузки ксантогената из растворителя фиксируется падением
давления после насоса; при этом командный прибор возвраща-
ется в первоначальное состояние.
Автоматизация процессов подготовки вискозы к формованию.
При управлении процессом смешения преследуется цель получе-
ния вискозы заданного качества. Многие качественные показа-
393
тели вискозы (содержание а-целлюлозы, щелочи и т. п.) опре-
деляются предыдущими процессами и качеством смешения от-
дельных партий ксаитогеиата. Последнее обеспечивается после-
довательной установкой большого числа смесителей (иа схеме
не показаны).
Степень этерификации вискозы после смешения зависит от
температуры и длительности процесса. Продолжительность про-
цесса определяется расходом вискозы через смесители, а рас-
ход— числом работающих прядильных машин. Для поддержа-
ния постоянного расхода работу прядильного отделения орга-
низуют так, чтобы это количество было постоянным. Темпера-
туру в смесителях стабилизируют изменением расхода теплоно-
сителя, подаваемого в рубашки смесителя. Материальный ба-
ланс аппаратов смешения поддерживают регулированием уров-
ня в смесителях 29 и 31.
О качестве процесса отделения воздуха судят по показателю
параллельно протекающего с ним процесса испарения — раз-
ности температур вискозы до и после воздухоотделителя. Эту
разность выбирают в качестве регулируемой величины; регули-
рующее воздействие вносят изменением расхода воздуха, под-
сасываемого из атмосферы.
Важное значение для воздухоотделения имеет уровень вис-
козы в воздухоотделителе, который стабилизируют изменением
положения клапана на байпасной линии насоса, подающего вис-
козу в емкость 32.
Автоматизация процессов формования и сушки иити. Цель
управления процессом формования — получение иити требуемого
качества. Ойо обусловлено свойствами вискозы, зависящими от
предыдущих процессов, и составом осадительной ваииы.
Состав осадительной ванны поддерживают постоянным с по-
мощью регулятора плотности раствора, поступающего из емко-
сти 40 в формовочную машину 38 (плотность раствора косвен-
но отражает состав осадительной ванны); регулирующее воз-
действие осуществляют изменением расхода пара, подаваемого
в аппарат 42. Необходимым условием постоянства состава оса-
дительной ванны является четкое дозирование серной кислоты
и кислой воды в смеситель 39.
Основное требование, предъявляемое к регуляторам процес-
са сушки, — поддержание определенной и равномерной оста-
точной влажности высушиваемой нити. Ввиду отсутствия качест-
венных влагомеров и сложности определения того кулича, тем-
пература и влажность которого характеризуют состояние всей
массы куличей, в сушилке регулируют температуру сушильного
агента после калорифера и его влажность.
Процесс полимеризации|Процесс экстракции
Рис. 11.3. Схема регулирования производства капрона:
1, S5 — бункеры; 2— питатель; 3, 36 — расплавители; 4 — фильтр; 5 —смеситель; 6 — ем-
кость; 7, /0 — шестеренчатые насосы; 8 — полимеризатор; S —дозатор; //—ванна для
охлаждения ленты; 12 — переливная труба; /3 — рубильный станок; 14— промежуточный
бункер; /5 — экстрактор; 16—19 — приемные емкости промывных вод; 20— водоотдели-
тель; 21, 34 —программные автоматические устройства; 22 — питающий бункер крошки;
23— барабанная сушилка; 24 — телескопическая поворотная труба; 25 — расширительный
бак; 26 — нагреватель; 27 — пылеуловитель; 28 — электронагреватели пылеуловителя; 29 —
сервомотор; 30 — вариатор; 31 — вакуум-насос; 32 — конденсатор водяного пара; 33 —ем-
кость; 37 — прядильные машины
11.2. ПРОИЗВОДСТВО ПОЛИАМИДНОГО ВОЛОКНА (КАПРОНА]
Технологическая схема производства (рис. 11.3). Основными процессами произ-
водства капрона являются полимеризация капролактама, экстракция низкомо-
лекулярных соединений, сушка капроновой крошки и формование волокна.
Процесс полимеризации. Капролактам загружается из бункера 1 с помощью
питателя 2 в расплавитель 3 и плавится там при температуре 90 °C. Расплав
через фильтр 4 и дозатор 9 подается в один из смесителей 5; туда же добавля-
ют активатор и стабилизатор. Готовая смесь поступает в емкость 6, а в резерв-
ном смесителе 5 начинается приготовление новой порции смеси.
Процесс полимеризации проводят при атмосферном давлении в многосек-
ционных U-образных аппаратах 8 непрерывного действия с индивидуальным
обогревом. Обогрев осуществляют дифенильной смесью, которая находится
395
в рубашке секции и подогревается с помощью электронагревателей. Темпера-
туру в секциях полимеризатора поддерживают в интервале от 250 до 270 °C.
Плав выводится из переливной трубы 12 последней секции. Для матирования
волокна в верхнюю часть полимеризатора ковшовым дозатором 9 подают вод-
ную суспензию диоксида титана.
Средняя скорость перемещения расплава в полимеризаторе при номи-
нальной' производительности составляет около 0,012 м/мин, что обеспечивает
продолжительность полимеризации от 18 до 24 ч.
В нижней части полимеризатора расположен касос 10, продавливающий
полученный расплав полимера через литьевые фильеры. После фильер поли-
мер в виде ленты пропускают для застывания через ванну И с водой.
Процесс экстракции. В результате полимеризации не весь мономер превра-
щается в полимер; при температурах, которые поддерживаются в полимериза-
торах, продукты полимеризации содержат 10—12% низкомолекулярных соеди-
нений (НМС). Присутствие такого количества НМС затрудняет получение
волокна высокого качества. Выделение НМС до заданного остаточного коли-
чества (1%) проводят в экстракторе 15 при температуре 95—100°C в течение
15—20 ч. Предварительно ленту полученного капролактама дробят на рубиль-
ном станке 13. Крошку, загруженную в экстрактор пневмотранспортом, под-
вергают обработке четырьмя промывными водами с разной концентрацией
НМС — сначала водой с наибольшим содержанием НМС, затем, по мере вымы-
вания НМС, экстракцию осуществляют менее концентрированной водой, а на
последней стадии — чистой.
По окончании четырех стадий промывки воду из экстрактора спускают
соответственно в емкости 16—19, а крошку выгружают в водоотделитель 20,
где содержание влаги в ней уменьшается до 14%.
Процесс сушки. Для нормального протекания процесса формования во-
локна необходимо удаление влаги из крошки полимера до 0,05%. Сушку про-
водят в течение 30—46 ч в сушилке 23 периодического действия при темпера-
туре 96—98°C и глубоком вакууме (до Ю~3 мм рт. ст. = 0,133 Па). Для загруз-
ки крошки сушилку устанавливают в таком положении, чтобы загрузочный
люк барабана и выходное отверстие питающего бункера 22 совпали. Затем
включают систему обогрева; вода начинает циркулировать между нагревате-
лем 26 и водяной рубашкой сушилки. После этого пускают электродвигатель
сушилки, масляный насос пылеуловителя 27 и электронагреватели масла 28.
Пылеуловитель служит для сепарации мелкой крошки, уносимой с отсасывае-
мым газом. Через 5 мин включается вакуум-насос 31 и открывается линия по-
дачи воды в конденсатор паров 32. Полученный конденсат собирается в емко-
сти 33, а затем выводится нз системы. Очищенный газ после конденсатора 32
выбрасывается в атмосферу. Для уменьшения пылеобразования в процессе
сушки скорость вращения вакуум-сушилки уменьшается по мере высушивания
крошки. Для этой цели служит сервомотор 29, изменяющий передаточное число
вариатора 30. Первое уменьшение скорости должно осуществляться через 12 ч
работы сушилки; после 20 ч работы и двенадцати включений сервомотора
сушилка должна вращаться с минимальной скоростью. После 40 ч работы
нагреватель 26 отключается, и в рубашку сушилки подают холодную воду,
которая, пройдя через сушилку и расширительный бак 25, сбрасывается в ка-
нализацию.
Для прекращения процесса сушки отключают аппараты сушилки в обрат-
ной последовательности, причем барабан сушилки должен быть остановлен
в таком положении, при котором загрузочный люк совмещается с телескопи-
ческой поворотной трубой 24 пневмотранспортера. После этого барабан с крош-
кой заполняют азотом, чтобы предотвратить окисление кислородом воздуха.
Процесс формования. Высушенная и охлажденная до 30—35 °C крошка
направляется в бункер 35. Отсюда она подается на плавление в расплави-
тель 36, в котором получают термически устойчивый расплав, способный к фор-
мованию. Формование волокон осуществляется в прядильных машинах 37
и заключается в продавливании расплава полимера через тонкие отверстия
зза
фильеры. Выходящая из фнльеры струйка расплава полимера затвердевает на
воздухе в виде нити и наматывается на бобину. Бобины с намотанными на инх
нитями капрона являются конечным продуктом производства.
Автоматизация процесса полимеризации. Показателем эф-
фективности процесса служит степень полимеризации мономера
в полимер, в значительной степени определяющая качество
нити. Для получения интей одинакового качества степень поли-
меризации следует поддерживать постоянной. Оиа определя-
ется составом и количеством капролактама; количеством и ка-
чеством активатора, стабилизатора и водной суспензии диокси-
да титана; температурой в секциях полимеризатора; продолжи-
тельностью реакции; уровнем в переливной трубе полимери-
затора.
С изменением состава компонентов в объекте будут появ-
ляться возмущения, поэтому в качестве основной регулируемой
величины следовало бы взять показатель эффективности. Одна-
ко автоматические анализаторы степени полимеризации отсут-
ствуют; к тому же при изменении входных параметров процесса
степень полимеризации меняется с большими запаздываниями
(7—8 ч). Поэтому параметры процесса, влияющие на показа-
тель эффективности, стабилизируют.
Одним из таких параметров является соотношение компо-
нентов смеси, поступающей на полимеризацию. Оно поддержи-
вается постоянным с помощью дознрующнх устройств. Дозато-
ры осуществляют поочередное дозирование определенных пор-
ций капролактама, активатора и стабилизатора в рабочий сме-
ситель. Выбор рабочего смесителя осуществляется с помощью
электромагнитных клапанов, установленных на магистралях
компонентов смеси (иа схеме не показаны). Температура поли-
меризации также сильно влияет на показатель эффективности,
поэтому ее необходимо поддерживать с точностью до ±1°С.
Для этой цели устанавливают несколько регуляторов температу-
ры (по числу секций). Необходимость в локальных регуляторах
объясняется ие только жесткими требованиями к качеству регу-
лирования, но и различными значениями температур, которые
следует поддерживать в секциях.
При перетекании поликапролактама во внутреннюю трубу
последней секции происходит дегазация полимера — удаление
влаги и НМС. Степень дегазации определяется площадью обра-
зующейся пленки, т. е. уровнем поликапролактама во внутрен-
ней трубе. При снижении уровня дегазация становится интен-
сивнее, и наоборот. Для обеспечения постоянной степени дега-
зации уровень во внутренней трубе стабилизируют.
Продолжительность процесса полимеризации определяется
подачей смеси и отбором полимера. Отбор полимера произво-
дится в зависимости от давления перед фильерами; постоянство
давления—одно из основных требований нормального формова-
397
ния нитей. Для соблюдения материального баланса при пере-
менном отборе плава уровень в первой секции стабилизируется
изменением расхода смеси, подаваемой иа полимеризацию. (Од-
новременно подается сигнал на пропорциональное изменение
расхода водной суспензии диоксида титана; этим соблюдается
определенное соотношение расхода смеси и матирующего ком-
понента, т. е. качественное матирование волокна.) Таким обра-
зом, и отбор полимера, и подача смеси не постоянны — это еще-
один вид возмущений процесса.
Автоматизация процесса экстракции. Процессом экстракции,
необходимо управлять таким образом, чтобы содержание НМС
в крошке не превышало 1%. Это осуществляется с помощью-
программного устройства 21. Сигналом для его включения слу-
жит окончание загрузки экстрактора крошкой поликапролакта-
ма. Первой операцией, которую производит устройство 21, яв-
ляется загрузка промывной воды с высокой концентрацией НМС-
в экстрактор. Продолжительность промывки определяется про-
граммой, но может и корректироваться рефрактометром, изме-
ряющим содержание НМС в промывной воде экстрактора. Ста-
дия считается законченной, когда содержание НМС в воде пере-
стает возрастать. Затем программное устройство по такому же-
принципу производит промывку крошки капролактама второй,,
третьей и четвертой водами.
Экстрагирование НМС из крошки наиболее полно осуществ-
ляется при определенной температуре, поэтому температуру в
экстракторе 15 стабилизируют.
Автоматизация процесса сушки. Основным требованием^
предъявляемым к системе управления процессом сушки, явля-
ется получение крошки с определенным содержанием влаги. Это-
требование удовлетворяется, если температуру и вакуум в су-
шилке поддерживать в заданных пределах. Для стабилизации,
температуры в сушилке устанавливают регулятор, который из-
менением расхода пара, подаваемого в нагреватель 26, поддер-
живает заданную температуру нагретой воды. Правильнее было
бы установить датчик температуры в самом барабане, однако
это ие представляется возможным ввиду его вращения и нали-
чия водяной рубашки. Для поддержания заданного значения
вакуума в барабане сушилки не требуются автоматические уст-
ройства: ои поддерживается вакуум-насосом.
Определенная последовательность операций и соблюдение
выдержек времени осуществляются пятью программными уст-
ройствами, причем каждое управляет одной фазой общей про-
граммы (на схеме они объединены в одно). Продолжительность,
операций может изменяться в большом диапазоне (от несколь-
ких секунд до 60 ч), в зависимости от начальных условий про-
цесса.
Для обеспечения нормальной работы конденсатора 32 уста-
398
навливают регулятор уровня, который при заполнении конден-
сатора водой осуществляет слив ее в емкость 33. Слив жидко-
сти из этой емкости производится по такому же принципу.
Автоматизация процесса формования. Целью управления
процессом формования является получение инти требуемого ка-
чества. Качество волокна зависит в основном от среднего значе-
ния относительной молекулярной массы (степени полимериза-
ции), средиемассового значения относительной молекулярной
массы и вязкости полимера. Все эти параметры определяются
условиями проведения процессов полимеризации, экстракции и
сушки. Единственным параметром, влияющим иа вязкость по-
лимера, иа который можно воздействовать при управлении про-
цессом формования, является температура расплава. Для под-
держания постоянной вязкости раствора эту температуру ста-
билизируют изменением расхода пара, подаваемого в расплави-
•тель 36.
ГЛАВА 12
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ
СИНТЕТИЧЕСКОГО КАУЧУКА
-12.1. ПРОИЗВОДСТВО БУТАДИЕН-СТИРОЛЬНОГО КАУЧУКА
Технологическая схема производства. Бутадиен-коицентрат, стирол-ректификат
и стирол-дистиллят, непрерывно подаваемые из емкостей 1, 2 и 3, смешивают-
ся в трубопроводе (рис. 12.1). Полученная углеводородная фаза охлаждается
в теплообменнике 4 и поступает в смеситель фаз 5. Водная фаза, предвари-
тельно охлажденная в холодильнике 6, также поступает в смеситель фаз 5.
Образующаяся в смесителе эмульсия подается в полимеризатор 7 — первый
аппарат полимеризационной батареи, состоящей из 12 последовательно
включенных полимеризаторов 7—18.
Процесс полимеризация осуществляется в эмульсии в присутствии компо-
нентов окислительно-восстановительной системы и модификатора молекуляр-
ной массы при перемешивании и пониженных температурах (4—8°C). Для
прекращения процесса вводится прерыватель полимеризации в смеситель 19.
Полученный в результате полимеризации латекс содержит иезаполимери-
зовавшиеся мономеры (бутадиен и стирол), содержание которых позволяет
судить о конверсии мономеров. Для выделения незаполимеризовавшихся моно-
меров проводят дегазацию. В колонне 20 происходит удаление основной мас-
сы незаполимеризовавшегося бутадиена за счет подачи водяного пара, увлаж-
ненного умягченной водой, под небольшим избыточным давлением.
Пары воды и углеводородов поступают из колонны 20 в отбойник 21, где
отделяются унесенные капли латекса (для предотвращения забивки конденса-
торов в линию паров после отбойника подается ингибитор). Отделенный бута-
диен после конденсатора 22 направляется на компримирование и последую-
щую очистку, а кондеясат — стирольная вода—подается на переработку.
Латекс из колонны предварительной дегазации 20 направляется в вакуум-
ную колонну 23, предназначенную для удаления незаполимеризовавшегося
‘бутадиена до остаточного его содержания не более 0,2%. В колонну 23
подается также водяной пар, увлажненный умягченной водой. Пары воды
и углеводородов поступают из колонны 23 в отбойник 24 (в линию паров
399
26—798
| Коагуляция латекса и пуомыбка каучука | Сушка и упакобка каучука
Рнс. 12.1. Схема регулирования производства бутадиен-стирольного каучука:
, о о с /а 2Я 35 36 —емкости’ 4 б 22 25, 27 — теплообменники; 7—18 — полимеризаторы; 20, 23 — прямоточные отгонные колонны;
21 24-отбойники-26- противоточная отгонная колонна; 29 - фильтр; 30. 3/- смесители; 32 .33 - коагуляционные аппараты; 34. 37-кон-
центрато^ы° крошки каучука; 38 - экспеллер; 39 - дробилка; 40 - пневмотранспортер; 41 - воздушная конвейерная сушилка; 43-ж
ртема транспортеров; 43 — брикетировочный пресс; 44 — оберточная ^аш^на, 45 — упаковочная
«осле отбойника также подается ингибитор) и далее в конденсатор 25. Кои»
денсат — стирольная вода — подается на переработку, Частично дегазирован-
ный латекс с остаточным содержанием бутадиена не более 0,2% (масс.) для
предотвращения вспенивания подают в противоточную колонну 26, работаю-
щую под глубоким вакуумом, создаваемым пароэжекционной установкой.
В линию латекса перед колонной предварительной дегазации 20 и проти-
воточной колонной 26 подается эмульсия пеногасителя. Отгонка стирола из
латекса в колонне 26 производится с помощью увлажненного водяного пара,
подаваемого противотоком потоку латекса.
В дегазированный латекс вводят антиоксидант и направляют его в цех
выделения каучука. Пары воды и углеводородов поступают в конденсатор 27.
Конденсат — стирольная вода — направляется на совместную переработку с кон-
денсатом из аппаратов 22 и 25.
Дегазированный латекс усредняется и анализируется в емкости 28 цеха
выделения каучука и через фильтр 29 подается иа коагуляцию. Предваритель-
но латекс в смесителе 30 смешивается с нефтяным пластификатором.
Коагуляцию латекса проводят электролитом — водным раствором поварен-
ной соли и разбавленным раствором поваренной соли с рециклом серума.
Вместо электролита может быть использована другая коагулирующая добавка.
Раствор коагулянта смешивается с латексом в смесителе 31. Полученный
в аппарате 31 флокулят направляется в аппарат коагуляции 32, куда подается
также циркулирующий серум, подкисленный разбавленной серной кислотой.
Пульпа каучука из верхней части коагуляционного аппарата 32 перетекает
в дозреватель 33. Отсюда пульпа направляется в концентратор 34. Серум
после концентратора 34 поступает в сборник 35, откуда возвращается на коагу-
ляцию в аппараты 31 и 32.
Крошка каучука из концентратора 34 поступает в промывную емкость 35.
Из емкости пульпа направляется в концентратор 37, а оттуда — в отжимную
машину (экспеллер) 38. Вода из промывной машины н экспеллера сбрасывает-
ся в канализацию. После экспеллера каучук поступает в молотковую дробил-
ку 39, откуда пневмотранспортером 40 подается в сушилку 41. Сушка крошки
каучука осуществляется в многосекционной воздушной конвейерной сушилке.
В процессе сушки каучука циркуляционные вентиляторы осуществляют посто-
янный рецикл горячего воздуха через калориферы. При этом производится
подпитка циркуляционного горячего воздуха свежим, подаваемым из помеще-
ния цеха через специальные окна в сушилке. Отработанный воздух из сушилки
вытяжными вентиляторами подается в атмосферу или в печи для каталитиче-
ского окисления примесей углеводородов. Высушенная крошка системой транс-
портеров 42 подается на брикетировочный пресс 43 и далее в оберточную ма-
шину 44. Брикеты каучука, обернутые в полиэтиленовую пленку, поступают
в машину 45 для упаковки в бумажные мешки и транспортером передаются
иа склад.
Автоматизация процессов приготовления эмульсии и поли-
меризации. Критерием управления процессом полимеризации яв-
ляется степень конверсии мономеров. Постоянство этого пара-
метра является одним из важнейших условий стабильности
свойств полимеров. Выполнение этого условия является целью
управления процессом полимеризации.
Конверсия определяется чистотой мономеров, составами угле-
водородной и водной фаз, расходами инициатора, модификатора
(регулятора) молекулярной массы, соотношением расходов уг-
леводородной и водной фаз, продолжительностью полимери-
зации.
Мономеры, используемые для приготовления углеводородной
фазы, должны удовлетворять строгим требованиям по содержа-
402
иию примесей, оказывающих существенное влияние иа скорость,
полимеризации. Устранить многие из перечисленных возмуще-
ний при управлении процессом полимеризации невозможно.
Нагрузку всего производства по углеводородной фазе стаби-
лизируют регулятором расхода. Ее состав стабилизируют регу-
лированием соотношения расхода углеводородной фазы и рас-
ходов бутадиена и стирола дистиллята.
Соотношение расходов углеводородной и водной фаз, угле-
водородной фазы и инициатора, эмульсии и модификатора (ре-
гулятора) молекулярной массы обеспечивается регуляторами
соотношения.
Температура в полимеризаторах автоматически изменяется
таким образом, чтобы при наличии возмущений была достигну-
та цель управления. Для этого предусматривается двухконтур-
ная САР, в которой основным является регулятор конверсии
мономеров, а вспомогательными — регуляторы температуры (на
схеме показан только регулятор температуры последнего поли-
меризатора). Чтобы исключить влияние колебаний начальной
температуры эмульсии иа процесс полимеризации, температуру
углеводородной фазы после теплообменника 4 стабилизи-
руют.
Расход прерывателя должен определяться количеством неза-
полимеризовавшихся мономеров. Это обеспечивается двухкои-
турной системой, в которой основным является регулятор кон-
версии мономеров, а вспомогательным — регулятор расхода пре-
рывателя.
Расход пеногасителя стабилизируют на постоянном зна-
чении.
Автоматизация процесса дегазации. При управлении процес-
сом дегазации необходимо поддерживать на определенном зна-
чении температуру в отгонных колоннах. Стабилизацию темпе-
ратурного режима в колоннах 20 и 26 осуществляют коррекци-
ей работы регулятора соотношения расходов латекса и увлаж-
ненного водяного пара, а в колонне 23— двухконтуриой САР»
в которой основным является регулятор температуры, а вспо-
могательным— регулятор расхода увлажненного водяного пара.
Кроме того, стабилизируют температуры продуктов после теп-
лообменников 22, 25 и 27 изменением расхода обратного рассо-
ла. Расход пеногасителя в колонну 26 стабилизируют.
Расход антиоксиданта должен определяться расходом ла-
текса, что обеспечивается регулятором соотношения этих рас-
ходов.
Автоматизация процесса коагуляции. При управлении про-
цессом коагуляции поддерживают постоянными нагрузку на
коагуляционные аппараты (стабилизирующим регулятором),
а также соотношения расхода латекса и расходов коагулянта и
пластификатора (регуляторами соотношения).
26* 403
Расход свежей серной кислоты должен быть таким, чтобы
значение pH смесн серной кислоты и возвратного серума было
постоянным. Для этого используют двухкоитурную САР, где
главным является регулятор pH, а вспомогательным — регуля-
тор расхода. Расходы кислоты в коагуляционные аппараты ста-
билизируют.
Промывку каучука осуществляют при постоянном расходе
воды, подаваемой в емкость 36. Для этого устанавливают ста-
билизирующий регулятор.
Автоматизация процесса сушки. При управлении процессом
сушки стабилизируют температуру в сушилке 41 с помощью
двухконтуриой САР, в которой главной регулируемой величиной
является температура, а вспомогательной — расход пара к кало-
риферу сушилки.
12.2. ПРОИЗВОДСТВО ИЗОПРЕНОВОГО КАУЧУКА
Технологическая схема производства. Осушенная углеводородная шихта по-
дается на охлаждение в холодильник-испаритель 1, охлаждаемый кипящим
пропаном (рис. 12.2). Охлажденная до минус 5 —минус Ю°С шихта поступает
в первый по ходу полимеризатор 2, куда также непрерывно дозируется ката-
литический комплекс.
Процесс полимеризации осуществляют в полимеризационной батарее, со-
стоящей из шести полимеризаторов (2—7), в растворе инертного углеводород-
ного растворителя—изопентана — под действием стереоспецифического ката-
лизатора при температуре от 45 °C в начале до 60 °C — в конце батареи. В ру-
башки полимеризаторов подают охлаждающий рассол. Из последнего полиме-
ризатора 7 полимеризат поступает в смеситель S, куда подают также стоппер
для разрушения каталитического комплекса и антиоксидант — для стабилиза-
ции каучука.
После стопперирования и заправки антиоксидантом дезактивированный по-
лимеризат поступает в смеситель 9, где смешивается с подкисленной водой.
Полученная смесь подается в отмывную колонну 10, где отмывается подкис-
ленной промывной водой, подаваемой противотоком. Отмытый от стоппора
и продуктов разрушения каталитического комплекса полимеризат через
фильтр 11 поступает на отстой в емкость 12 и далее в усреднитель 13. Вода
по уровню раздела фаз поступает на осаждение гидроксидов металлов. Поли-
меризат из усреднителя 13 поступает на дегазацию через смеситель 14 и крош-
кообразователь 15. Дегазатор первой ступени 16 имеет две дегазационные
•секции, а второй ступени 17 — одну дегазационную и одну сепарационную
секции.
В смесителе 14 происходит смешение полимеризата с циркуляционной во-
дой. Образовавшаяся эмульсия полимеризата из смесителя 14 поступает
в крошкообразователь 15, куда подают также водяной пар высокого давления
.и циркуляционную воду, содержащую антиагломератор.
Крошка каучука после крошкообразователя подается в верхнюю секцию
дегазатора 16 и с потоком воды через переливной стакан противотоком парам
поступает в его нижнюю секцию. В обеих секциях дегазатора 16 отгоняется
основная масса циркулирующего растворителя н незаполимеризовавшегося
изопрена. Из второй секции дегазатора 16 пульпа каучука насосом подается
-в верхнюю (дегазационную) часть дегазатора 17, откуда дросселируется в ниж-
нюю (сепарационную) часть. Отсюда пары вторичного вскипания с помощью
эжекторов 18 и 19 подаются в дегазаторы 16, 17. Из сепарационной части
дегазатора 17 пульпа крошки каучука откачивается в концентратор 23 отде-
ления сушки и упаковки.
404
Для предотвращения слипания каучука в процессе дегазации и равномер-
ного распределения крошки в воде в циркуляционную воду, подаваемую
в крошкообразователь /5, вводят антиагломерат.
Пары воды и углеводородов из дегазатора 16 через гидроциклон 20 по-
ступают в конденсатор 21. Конденсат собирается в емкости — отстойнике 22,
еде разделяется на углеводородный и водный слои. Углеводородный слой
(изопентан — изопреновая фракция) подается на очистку и азеотропную осуш-
ку совместно с потоком свежего изопрена. Водный слой из емкости 22 на-
правляется в смеситель 14, крошкообразователь 15 и гидроциклон 20; избыток
воды сбрасывается в канализацию.
Циркуляционная вода из концентратора крошки каучука 23 сбрасывается
в емкость 24 и возвращается в рецикл: в смеситель 9, отмывную колонну 10,
крошкообразователь 15. Избыток воды также сбрасывается в канализацию.
Из верхней части концентратора 23 крошка каучука сбрасывается в за-
грузочное устройство отжимной машины (экспеллера) 25. Отжатая вода сте-
кает в канализацию. Из экспеллера крошка каучука, содержащая до 15% вла-
ги, поступает в приемную камеру сушильной машины 26, сжимается в ней
за счет сид трения (при давлении до 5,0 МПа) и нагревается до 180—230 °C.
На выходе из сушильной машины происходит дросселивание перегретого пара
ют 5,0 до 0,1 МПа. В результате каучук разрывается и рыхлится. Далее каучук
в сушильной камере 27 обдувается горячим воздухом для предотвращения ре-
конденсации водяного пара на гранулах каучука, проходит вертикальный виб-
роконвейер 28, поступает в брикетировочный пресс 29, оберточную машину 30
для упаковки в полиэтиленовую пленку и зашивочную машину 31.
Автоматизация процесса полимеризации. При управлении
процессом полимеризации необходимо получать полимер опре-
деленного качества. Наиболее полно качество полимера харак-
теризуется средней молекулярной массой, молекулярно-массо-
вым распределением и вязкостью по Муни.
Качество полимера определяется многими параметрами: со-
держанием микропримесей в исходной углеводородной шихте,
соотношением компонентов каталитического комплекса и его
дозировкой по отношению к углеводородной шихте, температу-
рой процесса полимеризации и другими параметрами. Ряд
параметров поддерживать иа заданном значении не представля-
ется возможным. Поэтому в качестве главной регулируемой ве-
личины необходимо взять одни из перечисленных параметров,
-а регулирующее воздействие вносить изменением температуры
полимеризации. Для этой цели предусмотрены двухконтурные
САР, в которых главным является регулятор качественного по-
казателя, а вспомогательными — регуляторы температуры в по-
лимеризаторах (на схеме показан регулятор только первого в
батарее полимеризатора).
Для ликвидации возмущений температурного режима темпе-
ратуру углеводородной шихты стабилизируют регулятором тем-
пературы, воздействующим на клапан паров пропана, выводимо-
го из холодильника 1. Уровень жидкого пропана в холодильнике
при этом стабилизируется.
Для исключения колебаний нагрузки иа полимеризациоииую
’батарею расход углеводородной шихты поддерживают на за-
данном значении; регулятор соотношения расходов углеводород-
405
Рис. 12.2. Схема регулирования производства изопренового каучука:
i - холодильник-испаритель; 2-7- // ^<)С-эж^тар1г, lo^r^o^AO^Sl
”,S'?aU сушильной «““• 27-сушила» Кайера;
пресс; 30 — оберточная машина; 3/— зашивочная машина
// — фильтр; 12, 2# —емкости; 13 — усред-
___конденсатор; 22—'Отстойник; 23 —кон-
23 — виброконвейер; 29 — брнкетировочиыи
ной шихты и каталитического комплекса изменяет расход по-
следнего в зависимости от расхода шихты. Так же изменяются
расходы стоппера и антиоксиданта.
Автоматизация процесса отмывки полимеризата. Полноту
вывода продуктов разрушения каталитического комплекса под-
держивают регулированием подачи подкисленной воды иа от-
мывку в смеситель 9 и отмывную колонну 10. Расход кислоты
на подкисленные воды регулируют с коррекцией по величине pH
подкисленной воды.
Автоматизация процесса дегазации, сушки и упаковки каучу-
ка. Расход полимеризата иа дегазацию регулируют изменением
скорости вращения насоса, откачивающего продукт из усредни-
теля 13. Расход воды в смеситель 14, а также пара и циркуля-
ционной воды в крошкообразователь 15 поддерживают вручную
в соответствии с расходом полимеризата.
Для стабилизации режима в дегазаторах регулируют уровни
в них, давления в сепарационной секции дегазатора 17, расход
пара в инжекторы 18 и 19, расход антиагломератора.
В отделении дегазации осуществляется защита от попадания
в него углеводородов по уровню в кубе дегазатора последней
секции второй ступени и температуре в кубе дегазаторов.
Давление отжима в экспеллере 25 регулируется автомати-
чески.
ГЛАВА 13
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ ШИН
И РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИИ
13.1. ПРОИЗВОДСТВО ТЕХНИЧЕСКОГО УГЛЕРОДА
Технологическая схема производства. Она состоит из следующих отделений:
приема и складирования сырья, подготовки сырья, реакторного, отделения
улавливания н гранулирования, склада технического углерода.
Сырье (жидкие продукты переработки нефти и др.) поступает, как пра-
вило, в цистернах по железной дороге или трубопроводу непосредственно с неф-
теперерабатывающего завода. При большой вязкости сырья его предварительно!
подогревают. Далее насосом сырье подают в резервуары для хранения 1 и 2
(рис. 13.1). Обычно в производстве технического углерода используют два
и даже три вида сырья, для каждого из которых служат свои резер-
вуары.
Подготовка сырья включает приготовление смеси различных видов сырья
в заданном соотношении, обезвоживание смеси и подогрев ее перед поступле-
нием в реактор. Сырье из резервуаров Для хранения центробежными насосами
подается в смеситель 3, откуда поступает в резервуар для хранения смеси 4,
Отсюда смесь сырья через теплообменник 5 подается во влагоиспаритель 6,
где за счет резкого снижения давления происходит испарение воды, сопровож-
498
дающееся интенсивным пенообразованием. С целью предотвращения потерь
4в схеме предусмотрен пеноотделитель 7, из которого накапливающееся сырье
вновь поступает в реактор, а пары воды сбрасываются в атмосферу. Сырье из
испарителя 6 поступает в подогреватель 8, где нагревается до 280—300 °C
и далее через фильтр (на рис. не показан) подается в реакторное отделение
для непосредственного получения из сырья технического углерода. Принцип
получения технического углерода основан на частичном разложении углеводо-
родного сырья в высокотемпературном потоке продуктов сгорания топлива.
Подогретый в подогревателе 11 воздух среднего давления (Р«0,04 МПа;
7=300—400 °C) и топливный газ поступают в смесительную камеру реактора 9,
а затем в камеру сгорания. Сырье вводится в поток продуктов сгорания через
две форсунки (на рис. показана только одна форсунка; вторая находится
с противоположной стороны реактора) и поступает в реакционную зону. Здесь
при высокой температуре (—1550 °C) происходит разложение сырья и образо-
вание технического углерода и газообразных продуктов реакции. Этот процесс
протекает очень быстро (—0,05 с), и чтобы его прекратить, в реактор через
форсунки впрыскивают химически очищенную воду (камера предзакалки и ка-
мера закалки). Для ее распыления используют воздух высокого давления
(«2 МПа), предварительно подогретый (7=250—300°C) в подогревателе 10.
Далее углеродно-газовая смесь проходит теплообменники 10 и 11, поступает
в общий коллектор (задвижка А открыта) и далее—в отделение улавливания
технического углерода. Во время сушки реактора и постепенного разогрева
•его до рабочей температуры продукты сгорания выбрасываются в атмосферу
(открыта задвижка Б, задвижка А закрыта).
Углеродно-газовая смесь после реактора проходит через оросительный хо-
лодильник 12, где охлаждается до 280 °C. Затем смесь поступает в циклон 13
(на заводах устанавливают несколько последовательно соединенных цикло-
нов), где улавливается большая часть (90—95%) технического углерода. Даль-
нейшее осаждение углерода происходит в рукавном фильтре 14 (на заводах
•Рукавные фильтры объединяются в секции). Освобожденный от технического
углерода газ поступает на сжигание.
Технический углерод из циклона 13 и рукавного фильтра 14 подается-
в циклон 18 отделения гранулирования, откуда поступает в мешалку-уплотни-
тель 19. Очищенный газ из циклона 18 возвращается в отделение улавливания
(на рукавный фильтр).
В мешалке технический углерод предварительно уплотняется, а затем по-
дается в смеситель-гранулятор 20. Туда же поступает раствор сульфитно-дрож-
жевой бражки. В смесителе-грануляторе образуется влажный технический уг-
лерод. Он подается в бункер 21 и далее в сушилку кипящего слоя 22, где'
подвергается сушке до влажности 3—4%. Дальнейшая сушка углерода про-
водится в сушилке 24. Сушильный агент из сушилки 22 подается в пылеулови-
тель 23. Газ из пылеуловителя направляется в котельную (через пылеулови-
тель 25), а уловленный технический углерод поступает в циклон 17 и далее
в мешалку-уплотнитель 19.
Автоматическое регулирование производства технического уг-
лерода. При разогреве сырья, проходящего из железнодорожной
цистерны многократно через теплообменник, устанавливают ре-
гулятор температуры сырья иа выходе нз теплообменника (иа_
рис. ие показан). Регулирующее воздействие вносится измене-
нием расхода водяного пара в теплообменник. Аналогично регу-
лируют температуру сырья, находящегося в резервуарах 1, 2
и 4. Переполнение резервуаров 1, 2, 4 исключается схемами сиг-,
нализации и защиты по максимальному уровню. Отсекающие
клапаны стоят-иа линиях подачи сырья в резервуары. Заданное
соотношение расходов отдельных видов сырья, поступающих в
409
Am#..
него давления; 12 — оросительный холодильник; 13, 17, 18 — циклоны; 14 — рукавный
фильтр; 15 — шлюзовые затворы; 16 — вентилятор; 19 — мешалка-уплотнитель; 20 — сме-
ситель-гранулятор; 21 — бункер; 22 — сушилка с кипящим слоем; 23, 25 — пылеуловители;
24— сушилка; 26, 27 — вариаторы скоростей; А, Б —задвижки
• смеситель, обеспечивается регуляторами расхода. Температура
сырья при поступлении во влагоиспаритель 6 регулируется ре-
гулятором температуры сырья на выходе из теплообменника 5.
В испарителе 6 регулируется уровень сырья. Слив накопивше- ;
гося сырья в испарителе осуществляется с помощью регулятора
уровня.
В реакторном отделении стабилизируется расход топливио-
го газа, поступающего в смесительную камеру реактора 9. Тем- .
пературу углеродно-газовой смеси перед входом в теплообмен-
инк 10 регулируют изменением расхода химически очищенной •
воды во вторую ступень охлаждения (камера закалки). Давле- ;
ине в камере смешения регулируют воздействием иа задатчик
регулятора расхода воздуха среднего давления. Соотношение
расходов воздуха высокого давления и сырья (по регулятору
расхода иа каждой стороне реактора) регулируют изменением
расхода сырья. Соотношение расходов химически очищенной
воды, поступающей в первую (камера предзакалки) и вторую
(камера закалки) ступени охлаждения, стабилизируют измене-
нием расхода воды в камеру предзакалки.
Регулируют температуру углеродно-газовой смеси иа выходе
холодильника-оросителя 12. Рукавные фильтры, объединенные
в секции, периодически забиваются углеродом и автоматически
по секциям ставятся иа режим обратной продувки.
В отделении гранулирования и сушки технического углерода
регулируют расход сульфитио-дрожжевой бражки, давление -
газа после пылеуловителя 23, температуру и уровень кипящего .
слоя в сушилке 22, влажность гранулированного технического i
углерода после сушилки 24.
13.2. ПРОИЗВОДСТВО шин
Технологическая схема производства шин. Основным полуфабрикатом в произ-
водстве автомобильных шин являются резиновые смеси, которые приготовляют
яз различных ингредиентов (каучук, сера, оксид цинка, стеарин, технический
углерод, канифоль, каменноугольная смола, каолин и др.). Многие ингредиенты
подвергаются предварительной обработке: резке, сушке, дроблению, просеву,
плавлению, фильтрованию и т. д. Эти операции необходимы для обеспечения
нормальных условий транспортирования (по заводу), дозирования, смешения.
В отделении смешения ингредиенты дозируют н в определенные моменты
времени подают в резиносмесители. Готовая резиновая смесь поступает на
протекторные н автокамерные агрегаты, каландры, на склад смесей.
Заготовительно-сборочные операции включают раскрой и сквидживание ;
корда, изготовление браслет, крыльев, сборку покрышек.
Завершающей операцией в процессе изготовления покрышек и камер яв-
ляется вулканизация, во время которой закрепляется форма изделий и им
придаются необходимые свойства. Сущность операции состоит в нагревании ।
резиновых смесей до 130—160*С в течение определенного промежутка времени \
в специальных аппаратах—вулканизаторах различных типов. •
После вулканизации покрышки подвергают балансировке и отделке и на-
правляют на комплектацию с камерами для получения готового изделия—
шины.
412
Автоматизация процессов производства шии. Как в любой
производстве резиновых технических изделий, так и в шиииои
производстве трудности автоматизации обусловлены дискрет-
ной структурой технологических процессов, разнообразием ма-
териальных потоков, отсутствием надежных автоматических при-
боров н устройств для измерения и регулирования многих па-
раметров. Однако, несмотря иа это, в настоящее время многие
операции и технологические процессы характеризуются высо-
кой степенью автоматизации (например, процессы вулкани-
зации).
Ниже рассмотрены схемы автоматизации технологических
процессов шинного производства.
Процесс приготовления резиновых смесей. Смеси могут при-
готовляться на вальцах и в резииосмесителях. Более высокое-
качество смешения обеспечивается в резииосмесителях (рис.
13.2). В смесительной камере резииосмесителя навстречу друг
другу вращаются два ротора (18 и 20) сложной конфигура-
ции. Сверху Камера имеет загрузочное окно (для ингредиен-
тов), закрываемое верхним затвором. Подъем и опускание
затвора производится под действием поршня, который пере-
мещается в вертикальном цилиндре 15 и связан штоком с верх-
ним затвором. Для выгрузки резиновой смеси в нижней части
камеры предусмотрено второе окно, перекрываемое иа врем»
работы нижиим затвором. Этот затвор закреплен сверху на го-,
ризонтальном пневматическом цилиндре 19, который и управ-
ляет работой затвора.
Ингредиенты поступают в загрузочное окно с откидной за-
слонкой (крышкой) 16, управляемой поршневым затвором.
Стенки смесительной камеры, роторы н затворы охлаждаются
водой.
Для получения высококачественной резиновой смеси необхо-
димо строго выдерживать последовательность введения в сме-
сительную камеру всех ингредиентов и продолжительность пол-
ного цикла смешения, а также поддерживать постоянную тем-
пературу в камере. Управление процессом по времени осу-
ществляется командным прибором или специальной автомати-
ческой системой. Воздух в вертикальный и горизонтальный ци-
линдры, а также к поршневому приводу дверцы загрузочной
воронки подается с помощью воздухораспределительных клапа-
нов с мембранным или электромагнитным приводом.
Для контроля температуры резиновой смеси в .торцевою
стенке смесительной камеры, а также в затворах устанавливают
термоэлектрические преобразователи la, 3, 2a, 26 (преобразо-
ватель 3— резервный). Расход охлаждающей воды обычно из-
меняют периодически, вручную (с помощью вентилей) вследст-
вие больших запаздываний прн регулировании температуры ре-
зиновой смеси и малой продолжительности цикла смешения.
41»
Рис. J3.2. Функциональная схема автоматизации процесса резиносмешения:
1, 4, 7, 23 —бункеры; 2, 5, 8, 22 — шнековые питатели; 3, 6, 9, 11, 12, 14 — автоматические
весы; 10 —транспортер; 13, 2? — емкости; 15— вертикальный цилиндр верхнего затвора;
15 — заслонка; 17 — пневматический цилиндр управления заслонкой; 13, 20 — роторы; 12 —
горизонтальный цилиндр нижнего затвора; 24 — поршневой насос; 25—27 — воздухораспре-
делительные клапаны; 28—30 — электроуправляемые клапаны; 31 — привод для разгрузки
емкости 21; 32—управляющая система
По достижении заданного времени открывается ннжинй за-
твор, н резиновая смесь выгружается.
Если в процессе смешения температура в камере достигает
критического значения, то для предотвращения подвулканиза-
ции смеси прибор 16 дает команду на выгрузку смеси.
414
Конечные положения затворов и дверцы загрузочной ворон»
ки сигнализируются с помощью ламп на мнемосхеме.
Широко применяют автоматические системы развески ингре-
диентов и управления работой резииосмесителей. Поточная ли-
ния приготовления резиновой смеси работает следующим обра-
зом (см. рис. 13.2). Каучуки и сыпучие ингредиенты хранятся в
бункерах 4, 7, 23, откуда по командам программного устройст-
ва с помощью винтовых или внброшнековых питателей 2, 5, 8Г
22 поступают на автоматические весы 3, 6, 9, 14. Мягчители
поступают к весам 11 и 12 из общей циркуляционной системы
через электроуправляемые клапаны 28, 29. Для большей точно-
сти взвешиваиня винтовые питатели снабжены двухскоростиым
приводом, обеспечивающим в конце взвешивания Загрузку ве-
сов иа малой скорости.
Весы разгружаются (также по командам программного уст-
ройства) иа транспортер 10 или в сборные (загрузочные) емко-
сти 13, 21.
Системы автоматического дозирования обеспечивают про-
граммное управление процессами автоматического взвешивания
компонентов смесей; программное управление процессом полу-
автоматического взвешивания компонентов, не пригодных для
автоматического дозирования; автоматический контроль задан-
ной массы каждого ингредиента (с точностью до 0,2%); авто-
матический контроль занятости тары каждых весов перед оче-
редной навеской компонентов смеси; автоматическое управле-
ние весами-дозаторами с компенсацией массы свободно падаю-
щего материала; автоматический выбор материала в соответ-
ствии с заданной рецептурой смеси; управление одиоскоростны-
ми и двухскоростными питателями; автоматический контроль
общей продолжительности цикла навески (по всем весам); авто-
матическую разгрузку резиносмеснтелей (по времени или темпе-
ратуре в камере резнносмесителя).
Вальцы представляют собой машину с двумя горизонталь-
ными валкамн, вращающимися навстречу друг другу (рис, 13.3) ►
Их используют не только для приготовления резиновых смесей»
но и для подогрева смесей перед дальнейшей переработкой, по-
лучения листов смеси, размола регенератора, очнсткн смесей
от посторонних включений.
Ингредиенты приготовляемой смеси в соответствующие мо-
менты времени загружают в зазор между валками. Образую-
щийся на переднем валке лист смеси срезается и вновь направ-
ляется в зазор. Многократный проход смеси через зазор обес-
печивает равномерность распределения всех ингредиентов в
смеси.
На ход процесса на вальцах влияет температура валков. Из-
мерять ее непосредственно сложно, так как, во-первых, валки
Непрерывно вращаются, а во-вторых, поверхность их целиком
415
8вда
Рис. 13.3. Функциональная схема автоматизации вальцов:
4 а—1г — термоэлектрические преобразователи; 1д— электронный сигнализирующий потен*
циометр с обегающей системой; 1е, 1Ж, 1и 1к — сигнальные лампы; 1л — звонок; 2а, 4а —
датчики гидравлического динамометра; 20, 46, 7 — манометры; За — лучковый термоэлек-
трический преобразователь; Зб — милливольтметр; 5, 6 — жидкостные термометры; 8 —
кнопочный выключатель двигателя вальцов; 9 — конечный выключатель; 10 — штанга
механизма аварийного останова (Приборы отмеченные звездочкой, используют периоди-
иокрыта резиновой смесью. Поэтому применяют косвенный ме-
тод контроля температуры валков — путем измерения темпера-
туры выходящей из валков воды (жидкостные термометры рас-
ширения 5 и 6). Периодически температуру валков измеряют
лучковым термоэлектрическим преобразователем За с милли-
вольтметром Зб. Необходимо иметь в виду, что показания мил-
ливольтметра всегда завышены (вследствие выделения тепла
при трении термоэлектрического преобразователя о валок).
В связи с тяжелыми условиями работы подшипники валь-
цов часто перегреваются, поэтому иногда предусматривают из-
мерение и сигнализацию их температуры. Термоэлектрические
преобразователи 1а—1г устанавливают в подшипниках и под-
ключают к электронному потенциометру 1д с обегающей систе-
мой контроля и сигнализации. Сигнальные лампы 1е, 1ж, 1а,
Jk устанавливают на мнемосхеме вальцов, что позволяет быст-
ро обнаружить подшипник, температура которого выше допу-
стимой.
416
Периодически производится измерение распорного усилия,
приходящегося на подшипники (приборы 2а, 26, 4а, 46). Нели
для этого используют гидравлический динамометр, то датчиком
(2а, 4а) является цилиндр, заполненный жидкостью, с поршнем,
на который действует усилие от подшипника. Создающееся .при
этом давление жидкости в цилиндре передается по трубке ма-
нометру (26, 46), шкала которого проградуирована в единицах
силы.
При аварийном состоянии (например, при попадании посто-
роннего предмета в зазор) необходимо нажать на штангу 10,
связанную с конечным выключателем 9. При этом отключается
электродвигатель М вальцов и одновременно включается элек-
тродинамический тормоз или электромагнитный колодочный
тормоз.
Процесс каландрования. При проведении этого процесса
целью является формование резиновой смеси для получения
гладких илн профильных листов; дублирование листов резино-
вой смеси для получения листа большей толщины; обкладка и
промазка текстильной ткани резиновой смесью. Процесс прово-
дят на валковых машинах — каландрах, которые могут иметь
от двух до пяти валков.
Функциональная схема автоматизации процессов каландро-
вания представлена на рис. 13.4. Непрерывно срезаемая с валь-
цов специальным ножом лента резиновой смеси по транспорте-
ру поступает в зазор между верхним 1 и средним 2 валкамн
каландра. Выходящий с каландра бесконечный лист резиновой
смеси проходит через охладительные барабаны и закатывается
в валики с прокладочной тканью.
Основной регулируемой величиной является толщина (ка-
либр) получаемого листа резиновой смеси. Она измеряется ме-
ханическими, индукционными, пневматическими, емкостными
или радиоактивными приборами (4а).
В большинстве приборов измерительный ролик находится в
постоянном контакте с листом резиновой смеси и через переда-
точный механизм обеспечивает изменение положения стрелки
на шкале измерительного прибора (или положения плунжера в
индукционной катушке, нли заслонки по отношению к соплу,
или же одной обкладки конденсатора по отношению к другой).
Непосредственное соприкосновение чувствительного элемента с
листом резиновой смеси приводит к уменьшению точности из-
мерения вследствие некоторого продавливания роликом листа
или налипания смеси иа этот ролик.
В приборах, принцип действия которых основан иа исполь-
зовании радиоактивных изотопов, толщина измеряется бескон-
тактным методом. Число р-лучей, прошедших от источника из-
лучения в приемную камеру, зависит от толщины листа резино-
вой смеси. В тех случаях, когда необходимо замерить толщину
27—798 417
,< rwtiocxene
Рис. 13.4. Функциональная схема автоматизации каландра:
/—3 —валки; 1а, 2а, За — термоэлектрические преобразователи; 16—36 — электронные по-
тенциометры с пневматической регулирующей системой; 1в—Зв — трехходовые смеситель-
ные клапаны; 4а — датчик толщины (калибра); 4б — вторичный прибор с электрическим'
регулирующим устройством; 5а-~5в — термоэлектрические преобразователи (или термо-
преобразователи сопротивления); 5г— электронный потенциометр (или мост) с обегаю-
щей системой контроля и сигнализации
листа непосредственно иа валке каландра, применяют прибор,,
измеряющий число лучей, отраженных от резиновой смеси и
валка и попавших в ионизационную камеру.
Толщину листа регулируют вручную или автоматически пу-
тем включения двигателей, перемещающих подшипники валков.
По ширине листа (в крайних точках его) устанавливают два
калибромера (регулятора). Иногда для контроля калибра при-
меняют один калибромер, двигающийся поперек листа попере-
менно в обе стороны.
Другой регулируемой величиной является температура по-
верхности валков. Для непосредственного измерения ее исполь-
418
зуют специальные поверхностные чувствительные элементы
(термоэлектрические преобразователи илн термопреобразовате-
ли сопротивления 1а—За). Применяют также метод косвенного
измерения температуры поверхности валков — по температуре
воды, выходящей из валков.
Температура подшипников контролируется и сигнализирует-
ся прибором 5г с обегающим устройством. Прибор последова-
тельно подключает к своей измерительной схеме чувствитель-
ные элементы (термоэлектрические преобразователи нли тер-
мопреобразователи сопротивления 5а—5в), установленные в
подшипниках. В случае отклонения температуры подшипника от
допустимой включается звонок и загорается соответствующая
лампа на мнемосхеме.
В случае обкладки корда (или промазки ткани резиновой
смесью) измеряют и регулируют массу единицы площади обре-
зиненного корда. Для этого используют ^-лучевой прибор. Чис-
ло частиц, попавших в приемную камеру5 зависит от массы
единицы площади листа резиновой смесн.
Ткань должна поступать в зазор между валками точно по-
середине длины валков, т. е. расстояния от кромок ткани до
стрел, ограничивающих ширину распределения резиновой смеси
на валках, должны быть равны с обеих сторон, Для этого ис-
пользуют различные центрирующие устройства, одно из кото-
рых показано иа рис. 13.5. Щуп 1а находится в постоянном
контакте с кромкой ткани 1 и при смещении ткаии воздействует
на заслонку в двухпозиционном регуляторе 16. Давление воз-
духа на выходе регулятора меняется, и мембранный исполни-
тельный механизм 1в поворачивает раму 3 с центрирующими
валками 2 в нужном направлении (например, при наклоне рамы
вправо ткань смещается влево).
Ткань, поступающая в зазор между валками, должна быть
определенной ширины, без складок и иметь соответствующее на-
тяжение. Наиболее просто увеличить ширину ткани с помощью
ширительных дуг (изогнутых труб, между которыми проходит
ткань). При изменении ширины ткани посылается сигнал регу-
лятора, который заставляет исполнительный механизм повер-
нуть дугу в соответствующем направлении.
Рис. 13.5. Центрирующее уст-
ройство:
J — ткань; 2 — центрирующие валки;
3 — рама; 1а — щуп (датчик смеще-
ния); /б — двухпозиционный регу-
лятор; 1е — мембранный исполни-
тельный механизм
27*
419
Рис. 13.6. Схема регулирования ширины полотна корда и центрирования его:
/—сопла; 2 — приемные трубки; 3 —скобы; 4 — полотно корда; 5 —резиновые шланги;
б — мембрана; 7— дуга ширительного механизма; 8 — центрирующие валки
Ниже описано устройство, обеспечивающее измерение н ре-
гулирование ширины полотна корда (ткани), а также центри-
рование его.
Ширина полотна корда измеряется бесконтактным способом
(рис. 13.6). В каждую скобу 3, совершающую возвратно-посту-
пательное движение от двигателя Ml, вмонтированы сопло /
и приемная трубка 2. Если полотно корда 4 не закрывает сопла,
то струя воздуха, выходящая из сопла, попадает в трубку»
создавая давление под соответствующей мембраной 6, и кон-
такт К замыкается. При пересечении полотном корда струи воз-
духа давление под мембраной снижается до нуля, и контакт К
размыкается. Размыкание контакта является сигналом для
электронного логического устройства ЛУ к началу подсчета им-
пульсов, вырабатываемых пневмоэлектрическим реле, схема ко-
торого показана иа рисунке. Один миллиметр перемещения скобы
соответствует одному импульсу, поэтому число миллиметров»
пройденных скобой после пересечения струи воздуха полотном
корда, равно числу импульсов, полученных логическим устрой-
ством.
Минимальное расстояние между соплами (скобы сошлись)
составляет 1200 мм, максимальное (скобы разошлись) —
1700 мм. В момент сближения скоб включается генератор им-
пульсов (под действием механической связи скобы с генера-
тором).
Ширина полотна корда определяется как сумма минимально-
го расстояния между соплами (эта величина, равная 1200 мм»
постоянно введена в логическое устройство) и числа импуль-
420
сов, т. е. числа миллиметров, принятых логическим устройством
от обеих скоб. Полученная сумма указывается с помощью циф-
ровых индикаторных ламп. При отклонении ширины от задан-
ного значения на ±5 мм логическое устройство выдает сигнал
в пульт управления ПУ, обеспечивающий включение в соответ-
ствующем направлении реверсивного двигателя М2 привода ши-
рительного механизма. При этом дуга 7 поворачивается в соот-
ветствующем направлении.
Разность чисел импульсов, полученных от скоб, соответствует
смещению полотна корда от средней линии. При смещении на
±10 мм логическое устройство обеспечивает включение ревер-
сивного двигателя М3 привода центрирующего механизма.
Процесс вулканизации автомобильных камер. Перед вулка-
низацией стык камеры замораживают для того, чтобы он не
разошелся при поддувке камер на шаблоне. Эту операцию про-
водят на специальном столе, охлаждаемом до температуры
—8 °C раствором хлорида кальция. Продолжительность выдерж-
ки (12—15 мии) контролируют с помощью реле времени.
Затем камеры поддувают на шаблоне сжатым воздухом под
давлением 0,2—0,5 МПа до наружного диаметра определенного
размера, при достижении которого камера касается ограничи-
теля, отключающего подачу в нее воздуха.
Поддутая камера 7 закладывается в нижнюю половину 8
пресс-формы индивидуального (одноместного) вулканизатора
(рис. 13.7). Вентиль камеры соединяют с трубкой, по которой во
время вулканизации внутрь камеры подается теплоноситель
(пар). Обе половины (8 и 9) пресс-формы снабжены рубашкой
для подачи пара. Нажатием кнопочного выключателя на посту
управления 2 включают двигатель Ml, который закрывает вул-
канизатор. Прн полном смыкании верхней половины пресс-фор-
мы с нижней конечный выключатель 15 (SQ2)* выключает дви-
гатель Ml п включает командный прибор 2а, а шатун 10 воз-
действует на пневматический конечный выключатель 14, что
обеспечивает подачу воздуха к прибору 2а.
Командный прибор 2а открывает трехходовой клапан 26,
и в камеру подается пар из линии, где поддерживается посто-
янное давление регулятора 1а. В конце цикла вулканизации
командный прибор 2а с помощью трехходового клапана 26пре-
кращает подачу пара в камеру 7, а с помощью трехходового
клапана 2в сначала соединяет камеру с линией вакуума для
удаления пара, а затем сообщает ее с атмосферой. Он же по-
дает команду на включение двигателя Ml для открытия вулка-
низатора. При полном открытии его шатун 10 воздействует на
конечный выключатель 13 (SQ3) и тем самым выключает дви-
* В скобках указано обозначение контакта на принципиальной электри-
ческой схеме (см. рис. 13.8,а).
421
Рис. 13.7. Функциональная схема автоматизации процесса вулканизации авто-
мобильных камер:
1а — регулирующее устройство; 16 — исполнительное устройство; 2 — кнопочный пункт
управления («Закрытие», «Открытие», «Стоп»); 2а — командный прибор; 25, 2в — трех-
ходовые клапаны; За — термоэлектрический преобразователь; 36 — регулирующий потен-
циометр; Зе — исполнительное устройство; 4 — конденсатоотводчик; 5, 6 — реле давления;
7—-камера; 8, 9 — нижняя и верхняя половины пресс-формы; 10 — шатун; //—дуга ава-
рийного выключателя; 12, 13, /5 — конечные электрические выключатели; // — конечный
пневматический выключатель
гатель Ml. Командный прибор 2а выключается, готовый к про-
ведению нового цикла.
Для аварийного останова вулканизатора при его закрытии
служит дуга аварийного выключателя 11, воздействующего на
конечный выключатель 12 (SQ1). После останова двигатель ре-
версируется, и вулканизатор полностью открывается.
На кнопочном посту управления 2 кроме кнопки, обеспечи-
вающей закрытие вулканизатора, имеются еще две кнопки:
одна—для открытия вулканизатора при ручном управлении,
другая — для останова двигателя как при закрытии, так и при
открытии вулканизатора.
Реле давления 5 и 6 (два реле устанавливают для повыше-
ния надежности) исключают открытие вулканизатора при нали-
чии давления в камере.
Температуру в вулканизаторе регулируют групповым регу-
лятором 36. В одну секцию (группу) объединяют до двенадца-
ти вулканизаторов. Для каждой секции устанавливают один ре-
гулятор, поддерживающий постоянную температуру конденсата,
сбрасываемого с вулканизаторов данной секции. Практика ис-
пользования таких схем регулирования показала, что темпера-
тура во всех вулканизаторах поддерживается в допустимых
пределах.
422
Ниже описана работа принципиальной электрической схемы
вулканизатора (рис. 13.8, а) с использованием прибора
КЭП-12у.
Перед началом работы необходимо включить трехполюсный
автоматический выключатель QF н выключатель SA2 в команд-
ном приборе. Для закрытия вулканизатора нажимают двухцеп-
ной кнопочный выключатель SB1. Его замыкающий контакт
включает катушку КМ1 магнитного пускателя закрытия, а раз-
мыкающий контакт (строка 5) разрывает цепь катушки КМ2
магнитного пускателя открытия (система блокировки, предот-
вращающая одновременное включение обоих магнитных пуска-
телей). Силовые контакты КМ1 магнитного пускателя закрытия
замыкаются, включается двигатель Ml, и вулканизатор закры-
вается. Замыкающийся при этом блокирующий контакт КМ1
(строка 10) дает возможность опустить кнопочный выключа-
тель SB1, а размыкающийся контакт КМ1 (строка 5) предот-
вращает одновременное включение магнитного пускателя от-
крытия (катушка КМ2).
При' полном смыкании обеих половин пресс-формы сраба-
тывает конечный выключатель SQ2. Его размыкающий контакт
(строка 9) отключает катушку КМ1, а замыкающий (строка 12)
включает катушку К4 соленоидного устройства командного при-
бора РЗ. При этом замыкается контакт Р3.1, начинает работать
двигатель М2 прибора и включается лампа HL3. В камеру по-
ступает пар, н контакты Р1 и Р2 двух реле давления размыка-
ются. Промежуточное реле КЗ обесточивается, его контакт КЗ
(строка 5) замыкается, и включается лампа HL2 («Давление
в камере»).
По окончании цикла вулканизации замыкаются контакты
Р3.2 н Р3.5 и включается катушка КМ2 магнитного пускателя
открытия (при условии снятия давления в камере и замыкания
контактов Р1 и Р2 реле давления). Его силовые контакты КМ2
замыкаются, и двигатель М2 начинает открывать вулканизатор.
Размыкающийся при этом контакт КМ2 (строка 9) предотвра-
щает одновременное включение магнитного пускателя закрытия
(катушка КМ1). При некотором открытии вулканизатора раз-
мыкается контакт Р3.1-, он готов к проведению нового цикла.
При полном открытии вулканизатора срабатывает конечный вы-
ключатель SQ3 и своим контактом (строка 5) выключает дви-
гатель Ml. При снятии давления в камере включается катуш-
ка КЗ промежуточного реле, размыкающий контакт КЗ которо-
го выключает лампу HL2.
Перед окончанием цикла вулканизации замыкается контакт
РЗ.З. Это дает возможность командному прибору еще некото-
рое время работать после размыкания контакта конечного вы-
ключателя SQ3. Без такой доработки невозможно совместить
размыкание контакта выключателя SQ3, отключающего двига-
423
Тель М2 командного прибора, и приведение контакта Р3.2 в ис-
ходное состояние, обеспечивающее возможность проведения но-
вого цикла вулканизации (контакт Р3.2 размыкается в ходе до-
работки, а контакт РЗ.З — в конце доработки, включая двига-
тель Ml).
Чтобы катушка К4 соленоида не была под напряжением в
течение всего цикла вулканизации, прн некотором закрытии вул-
- J5Z75
Рис. 13.8. Принципиальная электрическая схема управления вулканизатором
для автомобильных камер (а), циклограмма работы контактов командного
прибора (б) и схема работы конечных выключателей вулканизатора (в)
424
каинзатора размыкается контакт Р3.4-, он замыкается вновь
лишь при открытии вулканизатора, готовя цепь соленоида для
нового цикла.
Контакты Р3.5 и Р3.6 ib начале вулканизации размыкаются,
что предотвращает возможность включения в это время двига-
теля вулканизатора. Как уже было сказано, этому же препят-
ствуют н контакты Р1 и Р2 реле давления (при наличии давле-
ния пара в камере). Контакт Р3.6 замыкается в ходе доработ-
ки, готовясь к проведению нового цикла.
Если при закрытии вулканизатора воздействовать на рычаг
аварийного выключателя, то переключается его контакт SQ1,
и катушка КМ1 магнитного пускателя закрытия обесточивается.
При этом включается катушка КМ2 магнитного пускателя от-
крытия, и вулканизатор после останова тут же начинает от-
крываться.
Для ручного управления переключатель рода работы SA1
становится в положение «Р» («Ручное»). При этом контактом
SA1 (строка 13) переключателя отключается командный прибор,
и исключается возможность воздействия через контакт Р3.2 на
катушку КМ2 магнитного пускателя открытия (контактом SA1
переключателя). Закрытие н открытие вулканизатора в этом
случае производится нажатием кнопочных выключателей SB1
и SB2. Кнопочным выключателем SB3 можно остановить двига-
тель вулканизатора как при автоматическом, так и при ручном
управлении.
Лампа HL1 сигнализирует о наличии напряжения в сети.
На рис. 13.8, б приведена циклограмма работы контактов
прибора КЭП-12у, а на рис. 13.8, в дается пояснение работы ко-
нечных выключателей вулканизатора. \
425
Рис. 13.9. Схема автоматизации процесса вулканизации автомобильных по-
крышек в форматоре-вулканизаторе:
/ — нижняя половина паровой камеры; 2 — нижняя полуформа; 3 — цилиндр; 4 — ни
5 — верхнее бортовое кольцо; б — диафрагма; 7 — нижнее бортовое кольцо; !а — термо-
электрический преобразователь; 16 — регулирующий потенциометр; 1в — исполнительное
устройство; 8—10 — реле давления; 2а— командный прибор; 26, 2г, 2д, 2е, 2ж, 2к, II,
/3 — трехходоьие нлаяайы; 2е, ‘1г>, 2л, 52 — двухходовые клапаны; 54 —обратный клапан
Процесс вулканизации автомобильных покрышек в формато-
рах-вулканизаторах. Ниже рассмотрена схема автоматизации
процесса вулканизации (рис. 13.9), начиная с момента, когда
покрышка уже загружена в вулканизатор (процесс автоматике'
ской выгрузки покрышки не рассмотрен). Правильно надетая
на диафрагму покрышка обеспечивает включение электродвига-
теля форматора-вулканизатора, который начинает производить
смыкание половин паровой камеры. При некотором смыкании
верхней (на схеме не показана) и нижней 1 половин камеры с
помощью конечного выключателя закрывается клапан 11 на ли-
нии вакуума, и эта линия отключается от диафрагмы. К мем-
бране клапана 13, установленного на линии подачи формующе-
го пара в диафрагму (клапан 12 на линии сброса формующего
пара открыт), подается воздух, и включается реле времени. Че-
рез некоторое время это реле, настроенное на полное вытесне-
ние воздуха из всей системы и некоторый ее прогрев, обеспечит
закрытие клапана 12.
При дальнейшем закрытии паровой камеры откроется кла-
пан на линии подачи воздуха (на схеме ие показан) для обдува
пресс-формы и покрышек.
426
Не закрыв полностью паровую камеру, двигатель форматора-
вулканизатора останавливается; при этом клапан 13 закрыва-
ется. Одновременно диафрагма через клапан 12 сообщается с
линией выпуска формующего пара.
Давление снимают для того, чтобы дать возможность диа-
фрагме и покрышке занять правильное положение. Через неко-
торое время включенное при останове паровых камер реле вре-
мени включит двигатель форматора-вулкаиизатора, и паровые
камеры будут продолжать закрываться. Вновь откроется кла-
пан 13 н произойдет повторный обдув пресс-форм. При даль-
нейшем закрытии паровой камеры прекратится подача формую-
щего пара в диафрагму (клапан 13 закроется), и диафрагма со-
общится с линией сброса формующего пара (клапан 12). Таким
образом предотвращается сильное раздутие покрышки и попа-
дание протектора в стык полуформ.
Перед полным закрытием паровой камеры прекращается об-
дув пресс-формы. В момент достижения оптимального натяга в
соединении половин камеры двигатель форматора-вулкаииза-
тора останавливается (с помощью конечного выключателя),
а командный прибор 2а включается в работу. При этом закры-
вается клапан 2г на линии сброса охлаждающей воды, который
оставался открытым от предыдущего цикла. Одновременно че-
рез этот клапан паровая камера сообщается с линией сброса
конденсата. Открывается клапан 2д на линии подачи греющего,
пара в диафрагму. Открывается клапан 26 и пропускает сжатый\
воздух от регулятора температуры 16 к мембране регулирую-
щего клапана 1в на линии пара в паровую камеру. Этот регу-
лятор начинает регулировать температуру в паровой камере.
После непродолжительного прогрева покрышки изнутри за-
крывается клапан 2д‘, закрывается клапан 2и на линии цирку-
ляции перегретой воды, и открывается клапан 2е на линии ее
подачн.
По окончании вулканизации закрывается клапан 25; при
этом воздух с мембраны клапана 1в сбрасывается в атмосферу,
и клапан закрывается. Закрываются клапаны 2е и 2к на лини-
ях подачи и сброса перегретой воды, н открывается клапан 2и
на линии циркуляции перегретой воды (во избежание ее осты-
вания в подводящих трубах при отсутствии потребления). От-
крываются клапаны 2ж н 2л на линиях подачи и сброса ох-
лаждающей воды. Открывается клапан 2в н начинается охлаж-
дение пресс-форм. Клапан 2г срабатывает, отключая выход па-
ровой камеры от конденсатоотводчика и подсоединяя его к ли-
нии сброса охлаждающей воды.
Далее командный прибор включает двигатель форматора-
вулкаиизатора, паровая камера начинает открываться, и при-
бор выключается. Как только паровая камера начнет откры-
ваться, отключается питание командного прибора сжатым воз-
427
духом и подключается сжатый воздух к электропневматичес-
кнм клапанам, управляемым конечными выключателями форма-
тора-вулканизатора. С помощью клапана 11 диафрагма сооб-
щается с линией вакуума. На этом вулканизация покрышки
заканчивается.
Для обеспечения безопасной работы в схеме автоматизации
предусмотрены реле давления 8—10, не позволяющие открыть
паровую камеру, если камера н диафрагма находятся под дав-
лением.
Если во время закрытия паровой камеры требуется остано-
вить двигатель форматора-вулканизатора, необходимо нажать
на предохранительную скобу (на схеме не показана), н паро-
вая камера откроется полностью.
13.3. ПРОИЗВОДСТВО РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИИ
Некоторые цехи завода представляют собой самостоятельные производства
(рукавов, клиновых ремней, неформовых и формовых изделий и др.). Подго-
товительный цех и цех каландров (с участком пропитки текстиля латексом
и последующей сушкой) являются общими для всех остальных цехов завода.
Они аналогичны соответствующим цехам шинного завода.
Производство рукавов занимает одно из ведущих мест в резиновой про-
мышленности. Резиновые рукава применяют для передачи газов, жидкостей
и сыпучих материалов. Клиновые ремни также находят широкое применение
(клиноременные передачи и пр.). Неформовые изделия используют в качестве
уплотнений рам, крышек аппаратов и т. п. К неформовым изделиям относятся
шнуры, пластины, маты, коврики и т. п. Формовые изделия выпускают в очень
большом ассортименте: амортизаторы, уплотнители (в основном для автомо-
бильной и авиационной промышленности), защитные гофрированные чехлы,
пробки и т. п. Формовые изделия изготовляют методом литья, когда разогре-
тая резиновая смесь под давлением подается в формы, либо методом формова-
ния, когда резиновую заготовку помещают в полость формы и запрессо:
вывают.
Автоматизация процессов производства РТИ. Многие техно-
логические процессы на современных заводах РТИ осуществля-
ются при участии человека. Сложность автоматизации этих
процессов обусловлена их технологией и устройством машин,
дискретностью производства, отсутствием надежных приборов
контроля и регулирования ряда параметров, большим разнооб-
разием производства. Ниже описаны схемы автоматизации не-
которых технологических процессов на заводах РТИ.
Процесс формования и вулканизации изделий на прессах.
После закладки форм 1 с заготовками резиновой смеси на пли-
ты 2 пресса с паровым обогревом (рис. 13.10) нажимают на
кнопочный выключатель 2а. Включается .в работу командный
прибор 26 (в качестве его могут быть использованы: командный
электропневматический прибор КЭП-12у, устройство програм-
много управления УПУ, реле времени). Он управляет водорас-
пределительной коробкой (дистрибутером) 5. Сначала в гидрав-
428
Рис. 13.10. Схема автоматизации процесса формования и вулканизации рези-
новых изделий на прессах с паровым обогревом:
J — форма; 2 — плита; 3~ плунжер; 4 ~ гидравлический цилиндр; 5 — водораспредели-
тельная коробка (дистрибутор); 2а — кнопочный выключатель; 26 — командный прибор;
2в, 2г, 2д — мембранные исполнительные механизмы; 1а — термоэлектрический преобра-
зователь; 6 — реле давления; /б — регулирующий потенциометр; 1в — мембранное испол-
нительное устройство; / —обратный клапан
лический цилиндр 4 подается вода низкого давления, обеспечи-
вающая подъем плнт, пресса с формами и предварительную^
запрессовку. Далее по сигналу реле давления 6 включается по-
дача воды высокого давления, которая будет находиться в гид-
равлическом цилиндре в течение всего процесса вулканизации.
В конце цикла командный прибор обеспечивает слив воды из
цилиндра, н плиты с формами опускаются.
Температура плит пресса стабилизируется групповым регу-
лятором— одним на секцию прессов (10—12 штук). Этот регу-
лятор регулирует температуру конденсата, сбрасываемого со
всех прессов секции, которая с достаточной точностью отража-
ет температуру плит всех прессов, входящих в секцию.
На рис. 13.11 показана функциональная схема автоматиза-
ции вулканизационного пресса с электрическим обогревом плит.
Здесь использована индивидуальная маслонапориая установ-
ка 21. Цначале цикла (после перезарядки всех форм) нажима-
ют на кнопочный выключатель 17, при этом включается (через
магнитный пускатель 20) двигатель М маслонасоса. Масло че-
рез дроссель, снижающий скорость перемещения плит, начина-
ет поступать в малый гидроцилнндр, внутри которого находится
малый плунжер (дроссель, малый гидроцилнндр и малый плун-
жер на рисунке не показаны). Этот гидроцилнндр находится
внутри главного гидравлического цилиндра 4 и служит для ус-
корения смыкания плит и предотвращения сильного удара при
429
Рис. 13.11. Схема автоматизации процесса вулканизации резиновых изделий
на прессах с электрическим обогревом:
/ — вулканизационная форма; 2 — плита; 3 —плунжер; 4 — главный гидравлический ци-
линдр: 5—9 — термоэлектрические преобразователи; 10—14, 20 — магнитные пускатели;
J5 — электронагреватель; 16 — контактный манометр; /7 — кнопочный выключатель; 18—-
реле времени подпрессовки; 19— командный прибор (КЭП-12у, УПУ или другой); 21 —
маслонапорная установка; 22 — электромагнит; 23 — маслобак; 24 — машина автоматиче-
ской регистрации, регулирования и сигнализации (МЦК.Р): 1 — масло в главный (из глав-
ного) гидроцилиндр; П — масло в малый (из малого) цилиндр
окончательном их смыкании. При полном смыкании плит давле-
ние в напорной лннин (после маслонасоса) начинает расти н
происходит автоматическое переключение маслонасоса на пода-
чу масла в главный гидравлический цилиндр. При этом обеспе-
чивается окончательное формование изделий. В момент дости-
жения в главном гидроцилиндре давления подпрессовки элект-
рокоитактный манометр 16 включает реле времени подпрессов-
кн 18 и обеспечивает воздействием на электромагнит 22 соеди-
нение гидроцилиндров с линией слива (с маслобаком 23). Стол
вулканизационного пресса при этом опускается, а плиты размы-
каются.
По истечении установленного времени реле 18 обеспечивает
переключение насоса на подачу масла в гидравлические ци-
линдры, и плиты пресса вновь смыкаются. При достижении дав-
ления прессования электроконтактиый манометр включит ко-
мандный прибор, который в конце цикла путем воздействия иа
электромагнит 22 соединит гндроцилнндры с маслобаком —
плиты пресса разомкнутся н последует его перезарядка.
430
Температуру плит регулируют включением и выключением
электронагревателей с применением машины автоматической
регистрации, регулирования н сигнализации (МЦКР).
Процесс вулканизации резиновых изделий в котлах. На
рис. 13.12 приведена функциональная схема автоматизации про-
цесса вулканизации изделий в котлах с воздушной средой.
После загрузки изделий крышку 1 котла закрывают. При этом
срабатывает пневматический конечный выключатель 2, подаю-
щий воздух к командному прибору 16. Аппаратчик нажимает
на кнопочный выключатель 1а, и командный прибор включается
в работу, о чем сигнализирует лампа 1в. Прибор 16 открывает
трехходовой клапан 1г для заполнения котла воздухом. Посто-
янное давление воздуха в котле обеспечивает регулятор давле-
ния За (общий для нескольких котлов). Обратный клапаи 4
предотвращает поинжеине давления в данном котле при запол-
нении воздухом других котлов.
Температура в котле поддерживается постоянной с помощью
регулятора 26. По окончании вулканизации командный прибор
с помощью трехходового клапана 1г соединяет полость котла
с атмосферой; теперь крышку котла можно открыть.
Конечный пневматический выключатель 2 обеспечивает до-
полнительную блокировку котла: при открытии крышки отклю-
Рис. 13.12. Схема автоматизации процесса вулканизации резиновых изделий
в котле с обогревом «глухим» паром:
1 — крышка; 2 — пневматический конечный выключатель; 1а — кнопочный выключатель;
16— командный прибор; 1в — сигнальная лампа «Цикл идет»; 1г — трехходовой клапан*
2a — термоэлектрический преобразователь; 25 — регулирующий потенциометр; 2в, 36 —
мембранные исполнительные устройства; За — регулятор давления; 3 — предохранитель-
ный клапан; 4 — обратный клапан; 5 — термометр расширения; 6—устройство блокиров-
ки; 7 — манометр
431
Рис. 13.13. Схема автоматизации ре-
зиновых изделий в котлах с обогре-
вом острым паром:
1а — командный прибор: 16, 1ь — запорные
клапаны; 1г — кнопочный выключа гель;
2а — термоэлектрический преобразователь;
26 — регулятор температуры: 2в — регули-
рующий клапан; 3 — термометр расшире-
ния: 4 — контактный манометр; 5 — мем-
брана блокировочного устройства; 6 — ко-
нечный пневматический выключатель; 7 —
предохранительный клапан
чается подача воздуха к ко-
мандному прибору, н треххо-
довой клапан 1г сообщает
внутреннюю полость котла
с линией сброса независимо от
того, дал ли на это команду
прибор 16.
На рнс. 13.13 представлена
функциональная схема автома-
тизации процесса вулканизации резиновых изделий в котлах
с обогревом острым паром. После загрузки изделий крышку
котла закрывают. Пневматический конечный выключатель 6
подает воздух к командному прибору 1а (КЭП-12у, УПУ, реле
времени), нажимает кнопочный выключатель 1г, и командный
прибор включается в работу. Он подает воздух к регулятору
температуры 26 и открывает клапаны 16 и 1в. Открывается
и клапан 2в. В котел начинает подаваться водяной пар, а от-
крывшийся клапан 1в обеспечивает продувку котла. Далее кла-
пан 1в закрывается, н регулятор 26 начнет поддерживать за-
данную температуру в котле изменением расхода водяного па-
ра, поступающего в котел (клапан 2в). По окончании цикла
вулканизации командный прибор закроет клапан 16 и откроет
клапан 1в. При полном снятии давления из полости котла
красная сигнальная лампа, управляемая контактным маномет-
ром 4, выключится, а зеленая включится. Котел готов к раз-
грузке. Устройство с мембранным приводом 5 исключает от-
крытие байонетного затвора прн наличии давления в котле.
Конечный пневматический выключатель 6 дает возможность
командному прибору и регулятору температуры открывать
клапаны 16 и 2в только прн закрытой крышке котла н закры-
том байонетном затворе.
Процесс вулканизации обрезиненной ткани. На рис. 13.14
дана функциональная схема стабилизации температурного ре-
жима процесса вулканизации обрезиненной ткаин на непрерыв-
ном вулканизаторе. Ткань с раскатной стойки проходит ком-
пенсатор и поступает в зазор между поверхностью нагреваемо-
го барабана 1 и гибкой стальной лентой 5, огибающей все ба-
432
Рис. 13.14. Схема регулирования температурного режима процесса вулкани-
зации обрезиненной ткани на непрерывном вулканизаторе:
/ — греющий барабан; 2 —верхний прижимной барабан; 3 — нижний прижимной'барабан;
4 — натяжной барабан; 5 —стальная лента; 1а, 2а — термоэлектрические преобразовате-
ли; 16, 26 — регулирующие потенциометры; 1в, 2в — исполнительные устройства; 1 — не-
вулканизованная ткань; 11 ~ вулканизованная ткань
Рис. 13.15. Схема автоматизации процесса вулканизации резиновых изделий
в туннельных вулканизаторах:
/—цепной транспортер с формами; 2—корпус туннеля; 3 — вентилятор; 4 — калорифер;
1а, 2а, 2б, 2в — термоэлектрические преобразователи; 16 — регулирующий потенциометр;
1в — исполнительное устройство; 2г — переключатель термоэлектрических преобразовате-
лей; 2д — милливольтметр
28—798
рабаны. По мере движения ткань благодаря ее контакту с ба-
рабаном 1 вулканизуется и, пройдя через второй компенсатор,
поступает на закаточное устройство. Нагрев металлической
ленты перед поступлением ее на барабан 1 обеспечивается на-
греваемым валком 3. Регулирование температуры поверхностей
барабанов 1 и 3 осуществляется по температуре конденсата,
выходящего нз них. Регулирующее воздействие вносится изме-
нением расхода водяного пара, поступающего в барабаны.
Процесс вулканизации резиновых изделий в туннельных
вулканизаторах непрерывного действия. Вулканизуемые изде-
лия в формах непрерывно перемещаются по транспортеру 1
(рис. 13.15). Постоянная температура воздуха в туннелях
обеспечивается регулятором температуры 16. Температуру
в различных точках вулканизатора периодически контролиру-
ют с помощью термоэлектрических преобразователей 2а, 26,2в
и милливольтметра 2д с переключателем 2г.
ГЛАВА 14
УПРАВЛЕНИЕ ПРОЦЕССАМИ ПОЛИМЕРИЗАЦИИ
14.1. ПОЛИМЕРИЗАЦИЯ ЭТИЛЕНА ПОД ВЫСОКИМ ДАВЛЕНИЕМ
Технологическая схема. Этилен, сжатый до рабочего давления, поступает
в емкость 1 (рис. 14.1), из которой двумя потоками подается в трехзонный
реактор автоклавного типа с перемешивающим устройством. Верхний поток,
предварительно нагретый в теплообменнике 2, подается в верхнюю зону 3
реактора, а нижний вводится между средней 4 и нижней 5 зонами. Полимери-
зация проводится под давлением 110—150 МПа при температуре 170—200 °C.
Для ускорения процесса в верхний трубопровод этилена дозируется инициатор.
В результате реакции часть этилена полимеризуется в полиэтилен. Степень по-
лимеризации колеблется в пределах 10—12%. Смесь непрореагировавшего эти-
лена и полиэтилена поступает в отделитель 6. При дросселировании смеси дав-
ление падает до 30 МПа. Полиэтилен скапливается в нижней части отделителя
и периодически выгружается в приемник 8, а этилен непрерывно направляется
в циклон 7 для очистки. Полиэтилен из приемника поступает на переработку,
а этилен после очистки вновь возвращается в процесс.
Автоматизация процесса полимеризации. Показателем эф-
фективности процесса полимеризации является степень поли-
меризации; ее необходимо поддерживать максимально возмож-
ной. Степень полимеризации определяется чистотой этилена,
температурой н давлением полимеризации, соотношением рас-
ходов этилена н инициатора. К чистоте этилена предъявляются
очень высокие требования, так как появление примесей суще-
ственно изменяет ход процесса.
Процесс полимеризации протекает при больших скоростях,
температуре и давлении, что обусловливает жесткие требова-
ния к поддержанию температуры н давления в устойчивой для
434
Рис. И.1. Схема регулирования процесса полимеризации этилена под высо-
ким давлением:
J — приемная емкость; 2 — теплообменник; 3—5 — верхняя, средняя и нижняя зоны реак-
тора; 6 — отделитель; 7—циклон; 8 — приемник; 9 — клапан, обеспечивающий постепен-
ное увеличение давления при пуске реактора; 10— аварийный клапан сброса
процесса области. При выходе этих параметров за допустимые
пределы начинается реакция разложения с последующим
взрывом.
Температурный режим в реакторе стабилизируется двумя
двухконтурными системами. Основным регулятором одной из
них является регулятор температуры верхней зоны реактора,
вспомогательным — регулятор температуры потока этилена
после теплообменника 2. Основным регулятором другой систе-
мы является регулятор температуры нижней зоны реактора,
вспомогательным — регулятор температуры средней зоны. При
регулировании температуры в ннжней зоне происходит пере-
распределение потоков этилена, что отражается на температу-
ре в верхней зоне. Для устранения этого предусмотрена кор-
ректировка температуры средней зоны.
Давление в реакторе стабилизируется изменением расхода
смеси этилена н расплавленного полиэтилена, выводимой из
нижней зоны реактора. Улучшение качества регулирования дав-
ления в реакторе достигается стабилизацией давления в отде-
лителе.
Соотношение расходов этилена и инициатора поддержива-
ется оператором путем изменения расхода инициатора; при
этом стремятся получить наилучшую степень полимеризации.
Оператор, кроме того, вручную управляет выгрузкой полимера
из отделителя. Необходимость вмешательства человека при
управлении процессом полимеризации объясняется отсутствием
2S*
435
Рис. 14.2. Схема регулирования процесса полимеризации пропилена в произ-
водстве полипропилена;
J — реактор-полимеризатор; 2 — подогреватель; 3 — испарительная камера; 4 — холодиль-
ник; 5 — сепаратор
надежных датчиков и возможностью разложения этилена и по-
лиэтилена.
Реакция разложения протекает с большой скоростью и со-
провождается резким повышением давления н температуры, что
может привести к взрыву. При разложении выделяется угле-
род, удаление которого из реактора требует больших затрат
труда и времени.
Защиту реактора от резкого повышения давления и темпе-
ратуры во время пуска и эксплуатации осуществляют специ-
альные устройства, воздействующие на клапаны 9 и 10.
В настоящее время для управления реакторами полимериза-
ции этилена используется специально разработанное управляю-
щее устройство «Автооператор». Оно выполняет все операции
по регулированию параметров процесса, пуску и остановке
реактора, защите реактора при разложении, контролю и сигна-
лизации параметров процесса.
14.2. ПОЛИМЕРИЗАЦИЯ ПРОПИЛЕНА
Технологическая схема производства. Пропилен поступает в нижнюю честь
реактора-полимеризатора 1 (рис. 14.2). Туда же подают инертный раствори-
тель (обычно бензин) и катализатор. Необходимая степень перемешивания
реакционной массы обеспечивается механической мешалкой и барботажем мо-
номера через жидкую фазу.
В результате реакции полимеризации получают полипропилен. Основным
показателем качества продукта полипропилена является средняя молекулярная
436
масса, определяющая механические и физические свойства получаемого про
дукта. Молекулярная масса полимера определяется расходом специальной
добавки — регулятора молекулярной массы, в качестве которого, как правило,
используют водород.
Для отвода теплоты реакции в рубашку реактора подают хладоноситель.
Полученная суспензия полимера вместе с непрореагировавшим мономером
через подогреватель 2 поступает в испарительную камеру 3. В последней про-
исходит выделение из жидкости растворенного мономера и испарение части
растворителя. Суспензия полимера отводится из нижней части испарительной
камеры и подается на выделение растворителя, а парогазовая смесь охлаж-
дается в холодильнике 4 и поступает в сепаратор 5. Конденсат растворителя
из сепаратора возвращается в испарительную камеру <3, а газовая фаза, состоя-
щая в основном из мономера, направляется на очистку. В дальнейшем мономер
вновь возвращается в реактор 1.
Автоматизация процесса полимеризации. Показателем эф-
фективности процесса является степень превращения мономера
в полимер. Ее следует поддерживать на постоянном — макси-
мально возможном для данного момента и данных условий —
значении. Степень превращения зависит от характеристики ка-
тализатора, температуры и давления в реакторе, состава раст-
ворителя и мономера, расхода растворителя, мономера и регу-
лятора молекулярной массы.
Определяющим фактором являются химический состав и со-
отношение компонентов катализатора, концентрация его в реак-
торе, расход и способ приготовления. Прн управлении процес-
сом полимеризации целенаправленно изменяют или стабилизи-
руют только расход катализатора. С изменением остальных
параметров в объект поступают возмущения.
Важным параметром является температура в зоне реакции.
Прн повышении температуры на 1 °C скорость полимеризации
пропилена возрастает на 6%. Верхний предел температуры
устанавливают, исходя из работоспособности катализатора.
Прн чрезмерном повышении температуры скорость процесса
полимеризации может возрасти до критического значения, и про-
изойдет авария. Поэтому температуру следует поддерживать
на строго определенном значении, блнзком к критическому; ре-
гулирующее воздействие достигается при этом изменением рас-
хода хладоиосителя, подаваемого в рубашку реактора.
С изменением состава мономера, растворителя н регулятора
молекулярной массы в объекте будут возникать возмущения,
которые могут значительно изменить ход процесса. Например,
катализатор очень чувствителен к малейшим примесям серы
и пропадиена, а присутствие некоторых веществ вообще пре-
кращает реакцию.
Давление в реакторе влияет на растворимость мономера и
водорода в жидкой фазе, т. е. на их концентрацию в реакцион-
ной массе. Кроме того, в реакторах с газовой фазой давление
определяет температуру кипения растворителя. Поэтому давле-
437
ние следует стабилизировать изменением расхода продукта
реакции — суспензии полимера.
Расход мономера, катализатора, растворителя и регулятора
молекулярной массы влияет на степень превращения мономера
в полимер не в меньшей степени, чем остальные параметры.
Их можно стабилизировать и тем самым устранить сильные
возмущения по этим каналам, а можно изменять с целью вне-
сения регулирующих воздействий.
Обычно стабилизируют расходы растворителя, регулятора мо-
лекулярной массы и катализатора. Расход же мономера изме-
няют таким образом, чтобы поддерживать количество иепро-
реагировавшего мономера постоянным, минимально возможным
для данных условий. Для определения количества непрореаги-
ровавшего мономера после сепаратора устанавливают датчик
расхода. Данный узел регулирования реализуется с помощью
двухконтурной системы* в которой основным регулятором яв-
ляется регулятор расхода непрореагировавшего мономера, а
вспомогательным — регулятор расхода мономера, подаваемого
в реактор.
В схеме предусмотрено также регулирование температуры
суспензии после подогревателя 2 изменением расхода пара, по-
даваемого в подогреватель. Это необходимо для полного выде-
ления мономера из жидкой фазы. Для поддержания матери-
ального баланса регулируют уровень суспензии и давление в ис-
парительной камере 3.
ГЛАВА 15
УПРАВЛЕНИЕ ПРОИЗВОДСТВАМИ НЕФТЕПРОДУКТОВ
15.1. ПРОЦЕСС ПЕРВИЧНОЙ ПЕРЕРАБОТКИ НЕФТИ
Технологическая схема первичной переработки нефти. Обезвоженная и обес-
соленная нефть (после блока ЭЛОУ) поступает в колонну отбензинивания 1
(рис. 15.1), где происходит испарение легкокипящих фракций (бензина, воды),
которые уходят из верхней части колонны, проходят воздушный 2 и водяной 3
конденсаторы-холодильники и поступают в емкость 4. Из нее газ поступает
к фракционному абсорберу; отстоявшаяся вода отводится в канализацию;
часть бензина подается насосом 5 на орошение колонны 1, а остальной бензин
поступает в емкость 19 и далее в стабилизационную колонну 32.
Часть отбензиненной нефти с низа колонны забирается насосом 8 и направ-
ляется в трубчатую печь 7, откуда возвращается в колонну 1. Остальная нефть
насосом 6 через печь 9 подается в колонну 14. Из верхней части колонны 14
пары бензина и воды поступают сначала в воздушный конденсатор 15, а за-
тем— в водяной 16. Конденсат собирается в емкости 10, откуда насосом 11
частично подается в колонну 14 в качестве острого орошения. Остальной кон-
денсат поступает в емкость 19. Отстоявшаяся в емкости 10 вода отводится
в канализацию, а газ сбрасывается иа факел.
Для наиболее полного извлечения светлых нефтепродуктов нз мазута
в нижнюю часть колонны 14 подается водяной пар. Для съема тепла в колонне
438
применяют два циркуляционных орошения—верхнее (ВЦО) и нижнее (НЦО).
Для этого жидкость из колонны забирается насосами 13 и 17, проходит через
теплообменники 12 и 18 и возвращается в колонну. В теплообменниках 12
и 18 осуществляется подогрев сырой нефти перед поступлением ее в колонну 1.
Мазут из нижней части колонны 14 забирается насосом 21, прокачивается че-
рез печь 9 и поступает на вакуумную колонну 38. Из колонны 14 отбираются
три боковых погона, которые подаются в отпарную колонну, состоящую из
трех самостоятельных секций — 22—24.
В каждую секцию подается водяной пар, способствующий извлечению лег-
ких фракций. Эти фракции возвращаются в колонну 14, а освобожденные от
них целевые продукты насосами 25—27 через воздушные холодильники 28—30
подаются в парк. Продукт из секции 23 используют для подогрева бензина
перед поступлением его в стабилизационную колонну32 (см.теплообменник31),
а продукт из секции 22 частично идет в качестве абсорбента во фракциони-
рующий абсорбер.
Пары из верхней части стабилизационной колонны 32 проходят через воз-
душный конденсатор-холодильник 33. Конденсат сливается в емкость 34, отку-
да насосом 35 частично поступает в колонну 32 в качестве орошения; другая
его часть (головка стабилизации) выводится в установки. Сухой газ из емко-
сти 34 отводится в топливную сеть. Нижний продукт колонны 32 — стабильная
бензиновая фракция—поступает через печь 36 на установку вторичной пере-
гонки бензина, где разделяется на узкие фракции. Для поддержания теплового
режима в колонне 32 часть бензиновой фракции насосом 37 прокачивается
через печь 36, где испаряется и в виде паров возвращается в колонну.
Из верхней части вакуумной колонны 38 водяные пары, газы разложения,
небольшое количество дизельной фракции поступают в конденсатор 47. Кон-
денсат направляется на прием сырьевых насосов, а несконденсировазшмеся
газы отсасываются эжектором (на рис. не показан), обеспечивающим разре-
жение в колонне.
Для снижения температуры нижней части колонны 38 и облегчения испа-
рения легких компонентов в колонну вводится перегретый водяной пар.
Для съема тепла в колонне 38 предусматриваются три циркуляционных
орошения — верхнее (ВЦО), среднее (СЦО) и нижнее (НЦО). Для этого
с определенных тарелок колонны насосами 40, 42 и 44 забирается жидкость
(фракции), которая проходит через теплообменники 39, 41 и 43 и частично
возвращается в колонну, Другая часть жидкости, прошедшей теплообменники,
возвращается на колонну 32.
Остаток вакуумной перегонки — гудрон — через теплообменник 46 выво-
дится из установки. В теплообменнике 39 происходит подогрев химически очи-
щенной воды, В теплообменниках 41, 43 и 46 осуществляется подогрев сырой
нефти перед поступлением ее в колонну 1.
Автоматическое регулирование процесса первичной перера-
ботки нефти. Поддерживаются постоянные температуры в верх-
ней н нижней частях колонны /, для чего используют схемы
связанного регулирования. Стабилизации подлежат давление
в верхней части колонны 1\ температура конденсата после водя-
ного конденсатора 3 (связанное регулирование); расходы жид-
кости, поступающей в печь 7. Регулируют уровень конденсата
в емкости 4 отводом части конденсата в емкость /9. Для сброса
воды, собирающейся в нижней части емкости 4, используют ре-
гулятор уровня. Уровень жидкости в иижней части колонны 1
стабилизируют изменением расхода ее через печь 9 (схема свя-
занного регулирования). Так же, как и в колонне 1, регулируют
давление н температуру в верхней части колонны 14, температу-
439
ру конденсата после водяного конденсатора 16, уровень в ниж-
ней части колонны, уровни в емкости 10 (по аналогии с емко-
стью 4). Температуры в зонах ВЦО, НЦО колонны 14 стаби- '
лнзнруют изменением расходов орошений (связанное регулиро-
ванне). Регулируют расходы водяного пара, поступающего -
в колонну 14 и секции отпарной колонны. Уровни в секциях 1
регулируют изменением расходов целевых продуктов (фрак-
цнй), уходящих из секций.
Температура в верхней части колонны стабилизации 32 ре- *
гулнруется изменением расхода головки стабилизации, посту- '
лающей от насоса 35 в эту колонну (связанное регулирование).
Давление в верхней части колонны 32 регулируется изменением
расхода сухого газа. Температура в нижней части этой колон-
ны регулируется изменением расхода топлива, поступающего
в печь 36 (связанное регулирование). Аналогично регулируется
и температура бензина, уходящего нз печи 36 на установку вто-
Рнс. 15.1. Автоматическое регулирование процесса первичной переработки
1 — колонна отбензинивания; 2, 15, 28—30, 33 — воздушные теплообменники; 3 12 16 18
17, 20, 21, 25—27, 35, 37, 40, 42, 44, 45 — центробежные насосы; 7, 9, 36 — трубчатые печи;
цнн; 38 — вакуумная колонна
440
ричной перегонки. Уровень в емкости 34 регулируется измене-
нием расхода головки стабилизации, уходящей с установки.
Температура в зонах циркуляционных орошений вакуум-
ной колонны 38 регулируется изменением расхода фракций,
уходящих из колонны, что приводит к изменению расхода
орошений, возвращаемых в колонну (связанное регулирование).
Уровень в нижней части колонны 38 и расход водяного па-
ра, подаваемого в нее, стабилизируют. Требуемое остаточное
давление в колонне обеспечивается воздействием на работу
эжектора.
15.2. ПРОЦЕСС КАТАЛИТИЧЕСКОГО КРЕКИНГА
Каталитический крекинг различных вндов дистиллятного и ос-
таточного сырья предназначен для получения компонентов вы-
сококооктановых бензинов и газа с высокой концентрацией
пропан-пропиленовой и бутан-бутилеиовой фракций. Процесс
протекает при температуре 420—550 °C и давлении 0,1—0,2 МПа
нефти:
S3, 39, 41, 43, 46, 47 —трубчатые теплообменники; 4. 10, 19, 34 —емкости; 5, 6, 8. 11, 13,
74 — атмосферная колонна; 22—24 — секции отпарной колонны; 32 — колонна стабилиза-
441
в присутствии алюмосиликатных, цеолитсодержащих и других
катализаторов. Основным узлом установки каталитического
крекинга является реакторно-регенераторный блок. Функцио-
нальная схема системы автоматичесого регулирования реактор-
но-регенераторного блока установки каталитического крекинга
изображена на рнс. 15.2. Система предусматривает автоматиче-
скую стабилизацию переменных параметров, характеризующих
работу трех самых важных агрегатов блока — нагревательной
печи 1, реактора 2 и регенератора 3.
Система регулирования состоит из ряда взаимосвязанных
контуров, обеспечивающих стабилизацию следующих перемен-
ных процесса: температуры подогрева сырья в нагревательной
печн, уровня кипящего слоя в реакторе, расхода закоксованно-
го катализатора, выходящего из реактора, расхода регенернро-
442
Рис. 15.2. Схема автоматического регулирования реакторно-регенераторного
блока установки каталитического крекинга:
1—нагревательная печь; 2 — реактор; 3— регенератор; 4—7 — регуляторы температур;
S, 9 — регуляторы расходов: 10 — регулятор уровня; 11— регулятор закохсованности ка-
тализатора; 12—18— регулирующие клапаны
ванного катализатора, выходящего из регенератора, температу-
ры кипящего слоя в реакторе и в регенераторе, закоксованностн
катализатора, выходящего из регенератора. Реактор н регенера-
тор, рассматриваемые с позиции автоматического регулирова-
ния, представляют собой многосвязанный объект с положи-
тельной обратной связью. Это вызвано тем, что увеличение со-
держания кокса на катализаторе на выходе из реактора при
избытке воздуха в регенераторе вызывает увеличение темпера-
туры кипящего слоя регенератора н, следовательно, возраста-
ние температуры кипящего слоя в реакторе. При этом увели-
чивается глубина разложения сырья н происходит дальнейшее
коксование катализатора. Таким образом, система реактор—
регенератор имеет тенденцию к неустойчивости. Указанная осо-
бенность объекта регулирования характерна не только для его
теплового режима, но и для гидродинамического.
Ниже приведено описание систем автоматического регулиро-
вания реакторно-регенераторного блока. Автоматическое регу-
лирование температуры подогрева сырья осуществляется по
каскадной схеме, причем промежуточной координатой служит
температура перевальной зоны печи. В качестве управляющего
воздействия используют расход топливного газа в печь. Этот
443
контур регулирования реализован с помощью регулятора 6, воз-
действующего на регулирующий клапан 13.
Температура подогрева сырья на выходе печи стабилизиру-
ется регулятором 5, выходной сигнал которого формирует зада-
ние регулятору 6. Применение для стабилизации температуры
подогрева сырья каскадной САР целесообразно, поскольку ос-
новные возмущения (например, изменение давления в линии
топливного газа) воздействуют на систему со стороны регули-
рующего органа. Другим обстоятельством служит то, что инер-
ционность канала «расход топливного газа — температура пе-
ревальной зоны печн» значительно меньше инерционности кана-
ла «расход топливного газа — температура подогрева сырья».
Связанная система автоматического регулирования режима
реактора предусматривает стабилизацию температуры и уров-
ня кипящего слоя в реакторе, а также расхода катализатора
нз реактора в регенератор. Регулирование температуры в реак-
торе 2 осуществляется регулятором 4, воздействующим на ре-
гулирующий клапан 12, изменяющий расход холодного сырья
через байпас помимо печи. Регулирование уровня осуществля-
ется регулятором 10, изменяющим расход дымовых газов из
регенератора 3 с помощью регулирующего клапана 16. Регули-
рование расхода катализатора нз реактора в регенератор осу-
ществляется регулятором 8 изменением подачи транспортирую-
щего агента в подъемный стояк реактора путем воздействия на
регулирующий клапан 14.
В процессе регулирования температуры кипящего слоя из-
меняется расход сырья через байпас и, следовательно, через
печь. Поэтому в САР температуры сырья возникнут возмуще-
ния. Для стабилизации температурного режима печи н улучше-
ния показателей качества САР температуры подогрева сырья
в снстеме предусмотрена коррекция задания для регулятора
температуры 6 от регулятора температуры 4, изменяющего рас-
ход топливного газа, поступающего в печь при изменении поло-
жения регулирующего клапана на байпасе холодного сырья.
САР технологического режима регенератора обеспечивает:
стабилизацию температуры в регенераторе с помощью регуля-
тора температуры 7, воздействующего на регулирующий кла-
пан 17 подачи конденсата в охлаждающие змеевики регенера-
тора; стабилизацию закоксованности катализатора, выходяще-
го нз регенератора с помощью регулятора 11, воздействующего
на регулирующий клапан 18 подачи воздуха в регенератор; ста-
билизацию расхода катализатора нз регенератора в реактор
с помощью регулятора 9, воздействующего на регулирующий
клапан 15 подачи транспортирующего агента.
15.3. ПРОЦЕСС ГИДРООЧИСТКИ ДИЗЕЛЬНОГО ТОПЛИВА
Процесс гидроочистки дизельного топлива предназначен для
удаления сернистых соединений нз прямогонного дизельного топ-
444
Рис. 15.3. Схема автоматизации реакторного блока установки гидроочистки
дизельного топлива:
} — регулятор расхода; 2 — регулирующий клапан; 3 — датчик расхода; 4 — теплообмен-
ник; 5 — трубчатая печь; б — регулятор температуры; 7 — регулирующий клапан; 8—') —
реакторы; 10, // — многоточечный автоматический потенциометр: 12 — датчик перепада
давлений (PDR); 13~~датчик температуры; 14, 15 — сепараторы; 18, 17 — холодильники;
1в — многоточечаый автоматический потенциометр; 19, 20 —регуляторы уровня; 21, 23 —
регулирующие клапаны; 24 — регулятор давления; 25 — датчик температуры
лива. Показателем эффективности процесса является состав
очищенного топлива (гидрогенизата).
На рис. 15.3 представлена функциональная схема автомати-
зации реакторного блока установки гидроочистки дизельного
топлива. Сырье (расход которого стабилизируется с помощью
регулятора 1 и регулирующего клапана 2) смешивается с цир-
куляционным водородсодержащнм газом, расход которого конт-
ролируется с помощью датчика 3. Газо-сырьевая смесь, пройдя
предварительно теплообменник 4, нагревается в печи 5 до тем-
пературы реакции. Температуру продукта на выходе печи ста-
билизируют с помощью регулятора 6 воздействием на регули-
рующий клапан 7 подачи топлива в печь.
После трубчатой печи нагретая смесь проходит последова-
тельно реакторы 8 н 9. В реакторах содержащаяся в дизельном
топливе сера соединяется с водородом циркуляционного газа.
При работе реакторов особое внимание уделяют контролю теп-
лового режима, для чего в инх установлены многозонные тер-
моэлектрические преобразователи, подключенные к многоточеч-
ному автоматическому потенциометру 10 (поскольку автомати-
445
зация обоих реакторов аналогична, оиа показана на примере
одного реактора). Кроме того, осуществляется контроль темпе-
ратуры наружных стенок реакторов с помощью датчиков тем-
пературы в различных точках и потенциометра 11.
Состояние катализатора (степень его закоксованности) кос-
венно оценивают по перепаду давлений на входе и выходе реак-
торов, измеряемому датчиком 12. Температуру продуктов реак-
ции на выходе реакторов контролируют датчиком 13.
Перед разделением продуктов реакции их тепло использу-
ют для нагрева газо-сырьевой смеси в теплообменнике 4. Пе-
ред разделением продуктов реакции в сепараторах 14 н 15 со-
ответственно высокого н низкого давлений продукты реакции
охлаждаются в воздушном и водяном холодильниках 16 и 17.
Температуры продуктов реакции на входе н выходе теплообмен-
ника 4, холодильников 16 и 17 контролируют с помощью много-
точечного автоматического потенциометра 18. Из верхней части
сепаратора 14 отводится насыщенный сероводородом циркуля-
ционный газ, а снизу — гидрогенизат, который в сепараторе 15
частично освобождается от растворенного в нем так называе-
мого жирного газа, содержащего ряд компонентов. Из сепарато-
ра 15 гидроочищенное дизельное топливо направляется на ста-
билизацию. Уровень в сепараторах регулируют с помощью ре-
гуляторов 19 и 20 воздействием на регулирующие клапаны 21
и 22 отбора гндрогенизата. Давление в сепараторе 15 стабили-
зируют с помощью регулятора 23 воздействием на регулирую-
щий клапан 24 сброса газа.
15.4. ПРОЦЕСС ЗАМЕДЛЕННОГО КОКСОВАНИЯ
Коксование нефтяных остатков и высококипящих дистиллятов
вторичного происхождения используют для получения мало-
зольного электродного кокса, применяемого в алюминиевой про-
мышленности. Одновременно получаемые коксовые дистилляты
вовлекаются в дальнейшую переработку для получения свет-
лых нефтепродуктов. Коксование ведут прн давлении 0,1—
0,3 МПа и температуре 480—540 °C.
Автоматическая система контроля и регулирования режима
трубчатой печи установки замедленного коксования предна-
значена для стабилизации основных параметров нагрева пер-
вичного и вторичного сырья перед коксованием.
На установках замедленного коксования первичное сырье
(смесь гудрона нлн крекинг-остатка) нагревается в конвекци-
онных змеевиках трубчатой печн, после чего направляется в
ректификационную колонну, где за счет контакта с нефтяными
парами, поступающими нз реакторов, обогащается рециркули-
рующими продуктами. В результате образуется вторичное
сырье, которое насосами подается в реакционные змеевнкн пе-
чи для скоростного высокотемпературного нагрева.
446
Для создания высоких скоростей и предотвращения коксоот-
ложения в трубах печи в поток вторичного сырья при входе
в печь подается турбулизатор (конденсат водяного пара). На-
гретое в печи до 490—510 °C вторичное сырье поступает в реак-
тор, где завершается начавшийся в печн процесс частичного
испарения, деструктивного разложения сырья и замедленного
коксования.
Ввиду высоких температур и вязкости нагреваемого сырья»
склонности его к коксованию, наличия механических примесей»
малых расходов турбулизатора и других факторов автоматиза-
ция трубчатых печей затруднена.
Основным фактором, влияющим на производительность
и длительность межремонтного пробега, является скорость за-
коксовывания змеевика трубчатой печи, которая зависит в основ-
ном от качества сырья и режима работы печн. Температурный
режим печн необходимо вести так, чтобы в змеевике протекали
преимущественно физические процессы нагревания и испарения»
а процессы крекинга, конденсации и уплотнения, т. е. образова-
ния кокса, происходили бы в реакторах.
Трубчатые печн установки замедленного коксования рабо-
тают в жестких условиях, характеризующихся высокой темпера-
турой нагрева сырья н малыми допустимыми отклонениями ее
от заданного значения. Даже кратковременное отклонение тем-
пературы от заданной приводит к закоксовыванию и прогару
труб, нарушению технологического процесса установки и сокра-
щению межремонтного пробега.
Учитывая важность достоверного контроля тепловой нагруз-
ки печн по каждому (левому н правому) потоку сырья, при
оценке состояния реакционной зоны змеевиков целесообразно-
наряду с измерением расходов сырья и общего расхода топлив-
ного газа измерять расход газа в каждую камеру сгорания пе-
чи. В качестве характеристики состояния змеевика печн (степе-
ни ее закоксованностн) можно использовать перепад темпера-
тур на коксующемся участке.
Одним из важнейших параметров процесса замедленного
коксования, определяющим условия работы печей, количество и
качество продуктов фракционирования, является коэффициент
рециркуляции сырья (ХР):
Кр ~ Fвт.с Рвт.с/(^пер.с Рпер. с) »
где /’вт.с, /^пер.с — расходы соответственно вторичного и первич-
ного сырья; рвт.с, рпер.с — плотности соответственно вторичного
и первичного сырья.
Функциональная схема системы автоматического контроля
И регулирования технологических параметров трубчатой печи
установки замедленного коксования приведена на рис. 15.4, где
показана одна печь. Фактически установка содержит две ана-
447
Рис. 15.4. Схема системы автоматического контроля и регулирования техно-
логических параметров трубчатой печи установки замедленного коксования:
/ — трубчатая печь; 2 —насос; 3—12 — датчики температур; 13—13 — датчики расходов: :
19, 20 — регуляторы температур; 21, 22 — регуляторы расходов; 23 — регулятор давления:
24, 25 — плотномеры; 26 — вычислительное устройство; 21—31 — регулирующие клапаны
логичные по устройству и системам печи, работающие на па- -
раллельных потоках сырья. По схеме управления автоматиче- :
скому контролю подлежат следующие параметры:
общий расход первичного сырья в печь (датчик 18);
общин расход вторичного сырья в печь (датчик 17);
расходы вторичного сырья в каждом потоке печи (датчики 15 1
и 16); j
коэффициент рециркуляции сырья (вычислительное устройст-
во 26);
температуры по длине каждого змеевика (датчики 3—7 и
8—12); j
перепад температур на коксующейся части каждого змеевика
(датчики 6, 7 н 11, 12); >
расход газа в каждую камеру сгорания (датчики 13 и 14).
Автоматическому регулированию подлежат следующие пара- 5
метры: давление топливного газа (регулятор 23 и клапан 27);
температуры нагрева вторичного сырья в точке каждого змее- 1
вика печн, предшествующей зоне активного коксообразовання :
(изменение подачи топливного газа в камеру сгорания обеспечи- <
вается регуляторами температуры 19, 20 и клапанами 28,31);
448 ;
расход турбулизатора (пара), подаваемого во вторичное сырье
(регулятор 22 и клапан 30).
Система автоматического контроля коэффициента рецирку-
ляции сырья работает следующим образом. Сигналь! с датчи-
ков 17 и 18 расхода соответственно вторичного н первичного
сырья и плотномеров 24 и 25 поступают в вычислительное уст-
ройство 26, которое реализует приведенное выше уравнение для
расчета Кр. По значению коэффициента рециркуляции опера-
тор судит о работе печи и реактора. В зависимости от произ-
водственной необходимости можно улучшить качество получае-
мого кокса, увеличивая коэффициент рециркуляции, однако
пронзводнтельность установки при этом снижается.
15.5. ПРОЦЕСС АЛКИЛИРОВАНИЯ БЕНЗОЛА
Алкилирование — процесс введения алкильных групп в молеку-
лы органических и некоторых неорганических веществ. Про-
цессы алкилирования являются промежуточными стадиями
в производстве мономеров для сннтетнческого каучука, моющих
веществ н других продуктов.
Процесс алкилирования является каталитическим, катализа-
тором служит фосфорная или серная кислота, хлорид алюминия
и др. Наибольшее распространение получил процесс алкилиро-
вания бензола пропиленом в присутствии хлорида алюминия,
в результате чего получают изопропилбензол (кумол), который
используют для производства фенола, ацетона, в качестве высо-
кооктанового компонента авиационных топлив. Сырьем для
производства изопропилбензола служат пропан-пропнленовая
фракция, содержащая 40—80% пропилена, и бензол. Хлорид
алюминия вводится в количестве 8—10% от алкилата. Процесс
ведут при давлении 0,5—1 МПа и температуре 90—130 °C.
Автоматическая система регулирования процесса алкилиро-
вания бензола предназначена для поддержания оптимального
соотношения бензольных и алкильных групп. Объектом регули-
рования является аппарат, предназначенный для проведения
процесса алкилирования бензола пропиленом. В алкилатор по-
даются осушенный бензол, свежнй каталнзаторный комплекс
(СКК), пропан-пропиленовая фракция (ППФ), полналкилбен-
зол (ПАБ) н возвратный каталнзаторный комплекс (ВКК).
Из алкнлатора выводится реакционная масса вместе с непро-
реагировавшнми газами (абгазы).
В отстойнике нз реакционной массы отделяется увлеченный
тяжелый каталнзаторный слой, который возвращается в алки-
латор. В абгазах содержатся пары бензола, которые после
улавливания возвращаются в процесс. В системе регулирова-
ния, представленной на рис. 15.5, в качестве основного незави-
симого параметра прннят расход бензола, определяющий произ-
29—798 449
Рис. 15.5. Схема автоматического регулирования процесса алкилирования бен-
зола:
1 — алкилатор; 2 — отстойник; 3 — насос; 4—6— датчики расходов; 7—10 — регуляторьр-
расходов; И—датчик давления; 12 — регулятор давления: 13—регулятор состава ката—
лизаторного комплекса; 14 — вычислительное устройство; 15—20 — регулирующие клапаны
водительиость алкилатора по сырью и в конечном итоге — по
целевому продукту. Расход пропилена ГПпф поддерживается*
в зависимости от расходов бензола (^б), полиалкилбензола
(Лгаб), катализаторного комплекса (FKK) и давления (Р) в ал-
кнлаторе, в соответствии с линейным уравнением:
Лшф “ а9 4“ а1^б — й2^паб 4~ ^З^кк — »
где ао, ai—Й4 — коэффициенты.
Расчет по данному уравнению производится с помощью вы-
числительного устройства, реализующего операцию умножения*
входных переменных на постоянный коэффициент с последую-
щим алгебраическим сложением результатов. Коэффициенты.
Оо, П1—Й4 определены нз принятого механизма реакции и уточ-
нены статистическим путем. На вычислительное устройство 14'
подаются сигналы с датчиком 5, 4, 6 и И, пропорциональные*
соответственно расходам бензола, ПАБ, СКК и давлению в ал-
килаторе, Прн увеличении расхода бензола и катализаторного-
комплекса и уменьшении расхода полиалкилбензола соразмер-
но с коэффициентами а у—увеличивается расход ППФ. Кор-
рекция расхода ППФ по давлению в алкилаторе введена»
с целью устранения неучтенных возмущающих воздействий^
например активности каталитического комплекса, качества беи-
451
.зола и ППФ и других факторов. При увеличении или уменьше-
нии давления в алкнлаторе расход ППФ соответственно умень-
шается или увеличивается. Кроме того, предусмотрено регули-
рование подачи свежего каталнзаторного комплекса и вывода
из системы ВКК в зависимости от его состава, который может
быть определен с помощью датчика электропроводности. Для
этого регулятор 13 состава ВКК воздействует на регулирующий
клапан 19 вывода из системы ВКК н на регулятор 10 расхода
СКК, изменяя тем самым их подачу в алкилатор. Например,
если активность ВКК снижается, то увеличивается количество
выводимого из системы ВКК и соответственно увеличивается
подача СКК.
ГЛАВА 16
УПРАВЛЕНИЕ ОБЩЕЗАВОДСКИМИ СИСТЕМАМИ
ХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
16.1. СИСТЕМЫ ВОДОСНАБЖЕНИЯ
Химические предприятия потребляют воду в качестве хладо-
и теплоносителей, а также как средство пожаротушения в про-
тивопожарных устройствах.
Системы оборотного водоснабжения. Охлаждение большин-
ства технологических аппаратов осуществляется водой, и по-
требление ее на современных химических предприятиях достига-
ет десятков и сотен тысяч тонн. Такие потребности не могут
быть удовлетворены только за счет водопроводной воды, поэто-
му нагретую в аппаратах воду вновь охлаждают атмосферным
воздухом в специальных устройствах — вентиляционных гра-
.днрнях (рис. 16.1,а).
При управлении системой оборотного водоснабжения необ-
ходимо стабилизировать температуру в сборном баке 6 градир-
ин, поскольку колебания ее являются сильными возмущениями
для охлаждаемых аппаратов 1. Поставленная задача решается
•следующим образом. При пуске электродвигателей охлаждае-
мых аппаратов автоматически включается одни из электродви-
гателей рабочего насоса 2. Вода при движении через аппарат
нагревается, и температура ее в сборном баке 6 повышается.
По достижении первого предельного значения температуры
срабатывает один из позиционных регуляторов, и включается
вентилятор 5; воздух просасывается через распыливаемую
сверху градирни нагретую воду и охлаждает ее. Если включе-
ние одного вентилятора недостаточно и температура продол-
жает повышаться, срабатывает второй регулятор и включается
29’ 451
Рис. 16.1. Схема управления системами оборотного (а) и горячего (б) водо-
снабжения:
/ — охлаждаемые аппараты; 2 — циркуляционные насосы; 3, 4 — вентиляторы; 5 — корпус,
граднрнн; 6 — сборный бак
вентилятор 4. Температура воды уменьшается, н происходит
отключение вентиляторов в обратной последовательности.
Системы горячего водоснабжения. Их используют для полу-
чения горячей воды — теплоносителя для многих технологиче-
ских аппаратов. Как и при оборотном водоснабжении, управ- (
лять устройствами данной системы следует таким образом,,
чтобы температура поступающей в производство горячей воды
была постоянной.
Горячую воду на химических предприятиях получают, как;
правило, смешением воды из прямой и обратной линий тепло-
сети. Это позволяет регулировать температуру горячей воды*''
изменением соотношения расходов воды (рис. 16.1,6).
Системы противопожарного водоснабжения. В случае повы-
шенной пожароопасности сырья, полуфабрикатов и продуктов;
в производственных помещениях предприятий устанавливают 1
спринклерные автоматические системы противопожарного водо-j
снабжения. Они представляют собой ряд трубопроводов, про- .1
ложенных под потолком помещения, со спринклерами над пожа—|
452
роопасными участками. Спринклеры — разбрызгивающие уст-
ройства, выходные отверстия которых закрыты замком из плас-
тинок, соединенных между собой легкоплавким сплавом. При
возникновении пожара и повышении температуры до 75—90 °C
сплав плавится, замок распадается, и начинает разбрызгиваться
вода, так как трубопроводы постоянно находятся под давле-
нием.
16.2. СИСТЕМЫ ТЕПЛОСНАБЖЕНИЯ
Этн системы служат для поддержания в производственных по-
мещениях определенного температурного режима с помощью
теплообменников, обогреваемых водой из теплосети, При жест-
ких требованиях к поддержанию заданного режнма в каждом
помещении устанавливают индивидуальные регуляторы прямо-
го действия, которые изменяют расход теплоносителя, подаваемо-
го в нагреватели соответствующего помещения, в зависимости
от температуры в нем. В химической промышленности чаще
используют центральное регулирование с регулятором расхода
воды, поступающей из теплосети в производственное здание
(рнс. 16.2). Работа этого регулятора корректируется позицион-
ными регуляторами температуры. Чувствительные элементы
регуляторов температуры установлены в четырех помещениях,
различно ориентированных относнтельно сторон света, а элект-
рическая схема построена таким образом, чтобы промежуточ-
ное реле /С отключило регулятор расхода в случае повышения
температуры минимум в двух различно ориентированных поме-
щениях. Это приводит к снижению температуры, контакты ре-
Рис. 16.2. Схема управления системой теплоснабжения:
а — электрическая; б — функциональная; 1 — грязеотбойник; 2 — нагревательные элемен-
ты; з — производственные помещения
453
Рис. 16.3. Схема управления системой приточной вентиляции:
а — с калорифером, обогреваемым горячей водой; б —с электрокалорифером: /—воз-
душный фильтр; 2 — калорифер; 3 — вентилятор
гуляторов температуры размыкаются, и регулятор расхода
вновь открывает магистраль теплосети. Такая система обеспе-
чивает регулирование температуры с точностью до ±2 °C.
Схемой автоматизации предусмотрены также узлы защиты
системы от значительного повышения давления в трубопрово-
дах прямой теплосети (что может привести к прорыву горячей
воды из нагревателей в помещение) и понижения давления
в обратной магистрали (что нежелательно .вследствие возмож-
ного опорожнения нагревателей).
16.3. СИСТЕМЫ ВЕНТИЛЯЦИИ
Вентиляционные системы предназначены для обеспечения нор-
мальных санитарно-гигиенических условий воздушной среды
в производственных помещениях. В зависимости от выполняе-
мых функций различают приточные и вытяжные системы, а так-
же системы воздушно-тепловых завес.
Системы приточной вентиляции. Такие системы обеспечива-
ют подачу свежего воздуха определенной температуры в произ-
водственные помещения с помощью калорифера и вентилятора
(рис. 16.3,а). Основным параметром регулирования этих систем
является температура воздуха после вентилятора. Регулирова-
ние осуществляется изменением расхода горячей воды, подавае-
мой из теплосети. Одной из серьезных проблем при автомати-
зации приточных систем является защита калорифера от замер-
зания в зимнее время. Для этой цели предусматриваются два
термометра сопротивления с позиционными регуляторами темпе-
ратуры. Один из термометров устанавливают на начальном
участке воздуховода, другой — на трубопроводе воды после ка-
лорифера. Если температура воздуха ниже 3—4 °C, а темпера-
тура воды ниже 20—30 °C, позиционные регуляторы срабатыва-
454
jot, выключают вентилятор, закрывают заслонку на воздухово-
де и открывают клапан на трубопроводе воды. При рабочем
отключении вентилятора система защиты осуществляет перио-
дическое прогревание калорифера пропусканием горячей
воды.
Если в качестве теплоносителя используют пар, то в калори-
фере нагревается только часть воздуха. Другая часть направ-
ляется непосредственно во всасывающую магистраль вентиля-
тора. Регулирующие воздействия в этом случае будут вноситься
изменением соотношения расходов основного и байпасируемого
потоков воздуха. Система защиты при таком регулировании
должна обеспечить закрывание клапана на магистрали пара
при полном закрывании заслонки основного потока воздуха
(или предотвращения перегрева незначительной части воздуха,
который будет проникать через закрытую заслонку).
На рис. 16.3,6 показана схема регулирования электрокало-
рифера с четырьмя секциями равной мощности. Два позицион-
ных регулятора осуществляют включение и выключение секций
в зависимости от температуры воздуха за вентилятором. Точ-
ность такого регулирования ±1°С. Достоинство систем с элек-
трокалорифером— отсутствие необходимости в устройствах
защиты от замерзания.
В отдельных случаях приточная вентиляция обеспечивает
воздушное отопление производственных помещений за счет
нагревания воздуха в нескольких последовательно установлен-
ных калориферах до 40—50 °C. Заданную температуру воздуха
в помещении поддерживают регулятором температуры, изменя-
ющим расход горячей воды в калориферы. Регулирующие кла-
паны на трубопроводах горячей воды настроены таким обра-
зом, чтобы при повышении температуры воздуха в помещении
сначала закрывался регулирующий клапан последнего калори-
фера, и только в том случае, если этого недостаточно, в работу
включались бы клапаны предыдущих калориферов.
В промышленности применяют и более сложную систему
управления приточной вентиляцией — изменением производи-
тельности вентилятора в зависимости от температуры наружно-
го воздуха. Если температура наружного воздуха уменьшится
ниже того значения, которое было принято при расчете калори-
фера, то регулятор температуры пропорционально уменьшит
расход воздуха, н наоборот.
Для экономии тепла в отдельных случаях воздух после по-
мещения частично возвращают в воздуховод перед калорифе-
ром. Температуру воздуха после вентилятора при наличии ре-
цикла стабилизируют изменением соотношения расходов наруж-
ного и рециркулирующего воздуха.
Системы вытяжной вентиляции. Прн автоматизации вытяж-
ных систем решают задачу защиты вентилятора от «опрокнды-
455
вания» при его остановке. В момент «опрокидывания» вытяж-
ная система начинает работать- на приток за счет разрежения
в помещении. Это тем более нежелательно в случае общего (на
несколько вытяжных систем) выходного воздухопровода, так
как в момент «опрокидывания» в помещение могут проникнуть
вредные газы. Для исключения «опрокидывания» на воздухо-
проводе вытяжной системы устанавливают заслонку, сблокиро-
ванную с электродвигателем вентилятора. Прн остановке вен-
тилятора заслонка закрывается н перекрывает вытяжной воз-
духопровод.
Если вытяжная система обслуживает помещения, в которых
могут находиться особо опасные вещества, необходима уста-
новка резервного вентилятора. В автоматическом режиме при
непредусмотренной остановке рабочего вентилятора срабатыва-
ет реле потока воздуха, установленное на его воздухопроводе;
оно дает сигнал на включение резервного вентилятора и откры-
тие его заслонки.
Если помещение, обслуживаемое вытяжной системой, обору-
довано и приточной вентиляцией с регулируемой производи-
тельностью, одновременно должна изменяться производитель-
ность и вытяжной системы. С этой целью на вытяжном возду-
хопроводе устанавливают заслонку, на которую подается регу-
лирующее воздействие от регулятора, изменяющего расход воз-
духа приточной системы.
Системы воздушно-тепловых завес. Эти системы предназна-
чены для стабилизации температуры в производственных поме-
щениях с часто открываемыми грузовыми воротами (рис. 16.4).
Система управления завесой работает следующим образом.
При открывании ворот срабатывает конечный выключатель, ко-
торый дает сигнал на включение вентилятора завесы и откры-
тие трубопровода теплоносителя. Воздух, нагретый в калори-
фере, поступает в определенном направлении в зону ворот и
преграждает путь атмосферному воздуху в помещение. Расход
воздуха, подаваемого в завесу, регулируется в зависимости от
температуры наружного воздуха. Это значительно сокращает
потери тепла в летнее время. Отключение тепловой завесы
производится по сигналу того же конечного выключателя прн
закрытии ворот.
1М. СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ
Системы кондиционирования служат для автоматического под-
держания температуры и относительной влажности воздуха
в помещениях предприятий. Для этой цели наружный воздух
перед подачей его в помещение подвергают обработке в кало-
риферах и оросительной камере.
456
рис. 16.4. Схема управления воздуш-
но-тепловой завесой:
1 — калэрнфер; 2 — вентилятор: 5 — направ-
ляющие сопла
Рис. 16.5. Управление кондиционером
по температуре точки росы:
a — схема управления; б —процесс регули-
рования на 1—d-диаграмме; 1 — воздушный
фильтр; 2, 4 — калориферы; 3 — ороситель-
ная камера; 5 — вентилятор
Кондиционеры для одного помещения. Воздух в кондицио-
нерах последовательно проходит обработку в калорифере 2
первого подогрева (рис. 16.5,а), оросительном устройстве 3
и калорифере 4 второго подогрева. Стабилизация температуры
и относительной влажности осуществляется по температуре
точки росы, причем регулирование проводится в два этапа
(рнс. 16.5,6). Первоначально путем соответствующей обработки
воздуха достигается температура точки росы (точка 3), затем
воздух нагревается до такой температуры (точка 4), чтобы при
подаче его в помещение обеспечивалась заданная температура
(точка 5). Реализуется данный метод следующим образом.
В холодный период года регулятор воздействует на клапан
теплоносителя калорифера 2 таким образом, чтобы воздух на-
грелся (прямая 1—2) до температуры, характеризуемой точ-
кой 2. В оросительной камере воздух адиабатически охлажда-
ется и увлажняется (прямая 2—3) до точки росы. В теплый
период постоянная температура точки росы поддерживается ре-
гулятором путем изменеиня расхода холодной воды, подавае-
мой в оросительную камеру (калорифер 2 ие работает). Проис-
ходит процесс охлаждения воздуха и насыщения его влагой
.(прямая 1—3). Таким образом, независимо от начальных зна-
457
Рис. 16.6. Управление кондиционером с регуляторами температуры и относи-
тельной влажности:
а—схема управления; б —значения параметров наружного воздуха и воздуха в поме-
щении на диаграмме l—d; /—воздушный фильтр; 2, 4 — калориферы; 3 — оросительная
камера; 5 — вентилятор
чений параметров, наружный воздух после оросителя всегда
имеет одни и те же параметры, характеризуемые точкой 3.
В калорифере 4 воздух нагревается до определенной темпера-
туры в результате изменения расхода теплоносителя (точка 4).
Недостатком описанного метода является его неэкономич-
ность прн параметрах наружного воздуха, характеризуемых
точкой 4. Более предпочтительны системы с регулятором отно-
сительной влажности воздуха (рис. 16.6, а), который совместно
с регулятором температуры осуществляет прямое воздействие
на те или иные агрегаты кондиционера в зависимости от пара-
метров наружного воздуха. На диаграмме I — d (рис. 16.6,6)
показаны предельно допустимые значения температуры и отно-
сительной влажности воздуха в помещении; четырехугольник,
углами которого служат этн значения, является допустимой
областью этих параметров. Кривой на диаграмме обозначена
область возможных параметров наружного воздуха, которую
можно разбить на шесть зон. В табл. 16.1 приведены данные по
управлению системой кондиционирования в зависимости от
параметров наружного воздуха.
Кондиционеры для нескольких помещений. На некоторых
производствах в каждом помещении необходимо поддерживать
свой микроклимат. Этого добиваются дополнительной обработ-
кой воздуха после центральной системы кондиционирования
в индивидуальных калориферах второго подогрева, в эжекци-
онных доводчиках (рис. 16.7, а) и путем смешения нагретого
воздуха после калорифера второго подогрева с воздухом, про-
пускаемым помимо этого калорифера (рис. 16.7,6).
При использовании нескольких индивидуальных калорифе-
ров второго подогрева для регулирования температуры в каж-
дом помещении устанавливают дополнительные регуляторы, из-
458
Таблица 16.1. Данные по системе автоматического управления
кондиционером (к рис. 16.6)
Область изменения параметров наружного воздуха Работающие регуляторы Регулирую- щие органы регулятора Положение осталь- ных регулирующих органов Примечание
I Регулятор 1г Клапан /до Заслонка 1з за- Клапан 1л вклю-
II Клапан 1л Регулятор 1г Клапан 1л крыта, заслонка 1и и клапан 1к от- крыты Клапан /до за- чается при полном открытии клапана 1ж
III Регулятор 1д Регулятор Заслонки 1з, 1U Заслонки 1з, крыт, клапан открыт Клапаны 1ж, 1к 1л
1д 1и закрыты, клапан
1к открыт
IV Регулятор 1г Клапан 1л Клапаны /до, 1к и Насос ороситель-
заслонка 1з за- ной камеры вы-
V VI Регулятор 1г Клапан 1к Регулятор Заслонки/з, Id 1и Регулятор 1г Клапан 1л Регулятор Заслонки 1з, Id 1и крыты, заслонка 1и открыта Клапаны /до, 1л закрыты Клапан /до за- крыт, клапан 1к открыт ключен
меняющие расходы теплоносителя в соответствующие кало-
риферы.
Эжекционные доводчики устанавливают после калорифера
второго подогрева (общая часть системы кондиционирования на
схеме не показана). Воздух после кондиционера подается через
сопло доводчика и смешивается в нем с эжектируемым из по-
мещения воздухом, который предварительно обрабатывается
в калорифере таким образом, чтобы в помещении поддержива-
лась определенная температура. Это обеспечивается регулято-
ром температуры прямого действия; регулирующее воздействие
при этом осуществляется изменением соотношения расходов
тепло- и хладоносителей, подводимых к трехходовому клапану
регулятора.
При смешении нагретого и холодного воздуха перед поме-
щением температуру в помещениях регулируют изменением со-
отношения расходов воздуха, что достигается индивидуальными
регуляторами температуры помещений. Для того чтобы соотно-
шение расходов не менялось при изменении давления в магист-
ралях воздуха, устанавливают стабилизирующие регуляторы
давления.
Кондиционеры с рециркуляцией. Возврат части воздуха из
помещения в начальный участок воздухопровода позволяет зиа-
459
Рис. 16.7. Схемы управления кондиционерами для нескольких помещений
чительно сократить расход тепла и холода на кондиционирова-
ние. Такне схемы нашли применение в тех случаях, когда в по-
мещении не выделяются вредные газы.
Схема управления кондиционером с рециркуляцией приведе-
на на рис. 16.8. Стабилизация температуры точки росы в хо-
лодный период года по данной схеме осуществляется регулято-
ром температуры 26 изменением соотношения расходов наруж-
ного и рециркулирующего воздуха. Поддержание гидродинами-
ческого режима в помещении достигается одновременным изме-
нением положения заслонки 2в на рециркуляционной линии и
положения заслонки 2д на вытяжной лннни.
В летний период температуру точки росы поддерживают из-
менением расхода хладоиосителя в оросительную камеру. Од-
нако для экономии холода предусмотрен позиционный регуля-
рно. 16.8. Схема управления системой кондиционирования с рециркуляцией
460
тгор 16, который при наружной температуре, превышающей за-
данное значение температуры в помещении, открывает заслон-
ку 2в и прикрывает заслонку 2г до определенного предела, обес-
печивающего приток наружного воздуха в соответствии с сани-
тарной нормой.
Температуру воздуха в помещении стабилизируют регулято-
ром 36 путем изменения расхода теплоносителя.
ГЛАВА 17
УПРАВЛЕНИЕ ОЧИСТНЫМИ СИСТЕМАМИ
ХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
При существующих в химической промышленности технологиях
переработки сырья наряду с конечными полезными продуктами
вырабатываются так называемые отходы производств в виде га-
зов, жидкостей и пыли, которые выбрасываются в окружающую
•среду.
В настоящее время уделяется большое внимание охране ок-
ружающей среды н рациональному использованию природных
.ресурсов. Интенсивно ведутся работы по созданию безотходных
технологий. Однако существующий уровень развития промыш-
ленности еще не позволяет перейти к полностью безотходным
производствам. Поэтому весьма актуальны вопросы разработки
методов и средств контроля н очистки вредных выбросов.
47Л. СИСТЕМЫ ОЧИСТКИ ГАЗОВЫХ ВЫБРОСОВ
Система очистки газов от оксидов азота. Основным источником
выбросов оксидов азота в атмосферу в химической промышлен-
ности является производство азотной кислоты. Технологическим
узлом, осуществляющим очистку выбрасываемых газов в этом
-производстве, служит отделение каталитической очистки нит-
розных газов; эффективностью его работы определяется уро-
вень загрязнения атмосферы в данном регионе оксидами азота
и углерода.
Неочищенные хвостовые газы (НХГ) предварительно разо-
гревают в камере сгорания, куда подают также природный газ
и воздух. Далее НХГ и природный газ поступают на восстанов-
ление в реактор каталитической очистки, где проходят два
слоя катализатора: на первом слое происходит горение водосо-
лержащих компонентов природного газа н восстановление ок-
сидов азота до молекулярного азота, а на втором — дожигание
оксида углерода до диоксида.
На рис. 17.1 показана схема автоматической стабилизации
технологического режима каталитической очистки нитрозных
461
Рис. 17.1. Схема автоматической стабилизации технологического режима про-
цесса каталитической очистки нитрозных газов:
1— камера сгорания; 2 — реактор; 3 — регулятор температуры; 4, 9, 14 — регулирующие
органы; 5 — сумматор; 6 — датчики температуры; 7 — регулятор разности температур; 8,.
13 — регуляторы соотношения расходов; 10 — датчик концентрации; 11 — блок умноже-
ния; 12 — датчик расхода
газов. Она содержит первый датчик 6 температуры, помещен-
ный в верхнем слое катализатора реактора 2, регулятор 3 тем-
пературы верхнего слоя катализатора, регулирующий орган 4
подачи воздуха на сжигание, сумматор 5, второй датчик 6 тем-
пературы, чувствительный элемент которого установлен в ниж-
нем слое катализатора, регулятор 7 разности температур, регу-
лятор 8 соотношения расходов воздуха и природного газа на
сжигание, регулирующий орган 9 на линии подачи природного
газа на сжигание, датчик 10 концентрации кислорода в НХГ,
блок 11 умножения, датчик 12 расхода НХГ, регулятор 13 соот-
ношения расходов НХГ и природного газа на восстановление,,
регулирующий орган 14 расхода природного газа на восстанов-
ление. Система работает следующим образом.
Ввиду того что химические реакции, протекающие на пер-
вом и втором слое катализатора, сильно экзотермнчны, в ука-
занных слоях установлены датчики 1 и 6 измерения температу-
ры. Требования технологии предусматривают поддержание вос-
становительной среды для первого слоя катализатора — при
этом происходит восстановление оксидов азота до свободного
азота. Реакции, протекающие на втором слое катализатора,
требуют окислительной среды — в этом случае оксид углерода
реагирует с кислородом с образованием диоксида. Разность
температур в реакторе 2, измеряемая сумматором 5, характери-
зует протекание процесса в реакторе 2. Так, увеличение разно-
462
хугй температур между слоями катализатора указывает на пере-
ход процесса в реакторе к окислительному режиму, и, наобо-
рот, уменьшение разности температур до нуля свидетельствует
об образовании сильно восстановительной среды и перерасходу
природного газа. В связи с этим система стабилизации предус-
матривает сложение с противоположным знаком в сумматоре 5
-сигналов о значении температуры с датчиков 1 н 6. С выхода
сумматора 5 сигнал поступает на вход регулятора 7, выходной
сигнал которого, пропорциональный разнице между заданной
и измеренной разностью температур, поступает на корректи-
рующий вход регулятора соотношения 8, управляющего регули-
рующим органом 9 подачи природного газа в камеру сгорания.
Таким образом, регулируется соотношение расходов воздуха
,и природного газа с коррекцией от регулятора 7.
Для поддержания необходимой температуры в реакторе сиг-
нал от датчика 1, измеряющего температуру первого слоя ката-
лизатора, подключен к регулятору 3, где сравнивается со значе-
.ниями уставки. Выходной сигнал регулятора 3, пропорциональ-
ный величине рассогласования, управляет регулирующим ор-
ганом 4, установленным на линии подачи воздуха в камеру
сгорания. Регулирование подачи природного газа в реактор на
восстановление осуществляется в соотношении с расходом НХГ
прн помощи регулятора соотношения 13, воздействующего на
регулирующий орган 14. В схеме предусмотрено корректирую-
щее воздействие на регулятор 13 с блока умножения И, про-
лорциональное значению массового расхода воздуха, поступаю-
щего с потоком нитрозных газов в реактор. Это значение полу-
чается в результате перемножения в блоке 11 сигналов от дат-
чика расхода нитрозных газов 12 на значение объемной кон-
центрации кислорода в потоке нитрозных газов, измеряемой
датчиком 10. Введение указанного корректирующего воздейст-
вия позволяет компенсировать изменение концентрации кисло-
рода в потоке нитрозных газов соответствующим изменением
лодачи природного газа в реактор на восстановление.
Система очистки газов от диоксида серы. Для очистки отхо-
дящих газов сернокислотных производств от диоксида серы наи-
более экономичен озонно-каталитический метод. По этому ме-
тоду газы, подлежащие очистке, пропускают через скруббер,
орошаемый 40%-м раствором серной кислоты. Очищенные от
диоксида серы газы выбрасываются в атмосферу. По мере на-
сыщения раствора серной кислоты часть его выводится из си-
стемы. Катализатором служат ионы двухвалентного марганца.
Для перевода катализатора в активную форму в очищаемый
газ добавляют озонированный воздух, получаемый в озонаторах.
При удовлетворительной степени очистки исходного газа
потерн катализатора невелики, и экономическая эффективность
процесса очистки определяется энергетическими затратами, ко-
463
торне зависят от концентрации озона в озонируемом воздухе.
Показателем эффективности процесса очистки может служить
показатель (П), характеризующий отношение количества окис-
ленного диоксида серы к количеству озона, затраченного на это
• окисление:
П = Г1(21-<22)/(Л<2з),
где Fi н F2 — соответственно количество газа, поступающего на
очистку, и количество озонированного воздуха, поступающего
в скруббер; Qi и Q2 — концентрация диоксида серы в газе на
входе в скруббер н на выходе из него; Q3 — концентрация озо-
на в озонированном воздухе.
С ростом концентрации озона в скруббере увеличивается
суммарная скорость поглощения диоксида серы нз газа раство-
ром. Вследствие этого прн заданном потоке газа, поступающем
на очистку в скруббер, увеличивается количество поглощенно-
го SO2 и, соответственно, увеличивается значение П, т. е. сни-
жаются удельные затраты на единицу очищаемого газа. Одна-
ко для повышения концентрации озона необходимо увеличить
расход озонированного воздуха, что приводит к росту затрат
электроэнергии. На рис. 17.2 приведена принципиальная схема
автоматического регулирования озонно-каталитического процес-
са газоочистки.
Для определения количества поглощенного SO2 измеряют
расход газа (датчик 7), поступающего на очистку, и концентра-
цию SO2 на входе в скруббер 12 н на выходе из него (датчи-
ки 4 и 3). Массовое количество поглощенного SO2 получается
путем перемножения в блоке умножения 9 сигналов с датчика
расхода 7нс алгебраического сумматора 19, в котором опре-
деляется разность между концентрацией SO2 на входе и выхо-
де скруббера. Расход озонированного воздуха измеряют датчи-
ком 6, а концентрацию озона в нем — датчиком 5. В блоке ум-
ножения 8 эти сигналы перемножаются и на выходе формирует-
ся сигнал, пропорциональный массовой концентрации озона
в поступающем озонированном воздухе. На выходе делителя 11
получается сигнал, пропорциональный соотношению количеств,
поглощенного SO2 и поступающего озона. Регулятор 15 осуще-
ствляет регулирование этого соотношения с коррекцией по кон-
центрации озона в озонированном воздухе путем воздействия
на регулирующий орган 1 подачн воздуха в озонатор 2. Так как
концентрация озона является основным регулирующим пара-
метром, то, регулируя соотношение количеств поглощенного
SO2 н поступающего озона, можно получить заданную степень
очистки газа от SO2 с наиболее рациональным использованием
дорогостоящего озона. Для регулирования концентрации сер-
ной кислоты на выходе из скруббера служит регулятор 14 кон-
464
Очиненный, газ
Рис. 17.2. Принципиальная схема автоматического регулирования озонно-ка-
талитического процесса газоочистки:
1, 16 —регулирующие органы; 2 —озонатор; 3, 4 —датчики концентрации SO»; 5 —дат-
чик концентрации озона: б, 7—датчики расхода; 8, 9 — блоки умножения; 10 — алгеб-
раический сумматор; // — делитель; 12 — скруббер; /3 — циркуляционный сборник; 14 —
регулятор концентрации серной кислоты; 15 — регулятор показателя (П)
центрации HsSO-j, воздействующий на регулирующий орган 16
подачи воды в циркуляционный сборник 13 скруббера. 12.
Система очистки газов от сероводорода. С каждым годом
все острее ставится вопрос о защите окружающей среды от
пагубного воздействия сернистых соединений (в частности, серо-
водорода), образующихся в процессе переработки газа, нефти
и сланца на предприятиях химической промышленности. Осо-
бенно актуальной стала проблема очистки природного и техно-
логического газов от сероводорода, что обусловлено как увели-
чением масштабов разработки месторождений (Оренбургское,
Астраханское, Мубарекское), так н увеличением добычи высо-
косернистых нефтей. При этом наряду с очисткой газов от серо-
водорода существующие технологические схемы предусматри-
вают также получение ценных товарных продуктов (серы, сер-
ной кислоты и т.д.). Наиболее распространенным процессом
очистки газов от сероводорода с получением элементной серы
является непрерывный каталитический окислительный процесс
30—798 465-
ЕРис. 17.3. Система экстремального регулирования процесса Клауса:
,1 — реактор-генератор; 2 — котел-утилизатор; 3—печь дожита; 4 — дымовая труба; б —
газоанализатор SOk 6 — расходомер дымовых газов; 7 — блок умножения: 3 —экстре-
мальный регулятор; 9, /7 — регуляторы соотношения расходов; 10, 12, 14, 16, /«'-регу-
лирующие клапаны; 11 — регулятор уровня; /3—регулятор давления; 15~ регулятор
п-ампературы
Клауса. В этом процессе протекают реакции, осуществляемые
последовательно в термических и каталитических реакторах:
H2S + 1,502 = Н2о 4-S02 4- Qr> 2HaS 4- SO2 = 2H2O 4- 1 ,SS2 - Q2.
Большая часть сероводорода («65%) превращается в серу
-в реакторе-генераторе 1 (рис. 17.3); она выводится из газового
^потока в результате его охлаждения и конденсации образую-
щихся паров в котле-утилизаторе 2. Далее технологический газ,
пройдя ряд аппаратов, поступает в печь 3 для переработки не-
прореагировавшнх сернистых соединений и неуловленных частиц
‘серы. В печи 3 происходит дожигание остатков сероводорода
:и серы в избытке кислорода воздуха до диоксида серы. После
•печи дымовые газы, содержащие менее 1,7% S02> сбрасывают-
ся через дымовую трубу 4 в атмосферу. Общая степень кон-
версии сероводорода, степень конверсии его до серы и до S02
зависят от многих факторов, прежде всего от концентрации
сероводорода в исходном газе, количества воздуха, подаваемо-
го в процесс, температурных режимов отдельных аппаратов
-установки.
Основной задачей управления процессом переработки серо-
водорода в элементную серу является минимизация содержания
S02 в дымовых газах (не более санитарной нормы), что обес-
печивает также и максимальный выход серы. Система экстре-
мального регулирования включает газоанализатор 5 на S02,
расходомер 6 дымовых газов, блок 7 умножения, экстремаль-
нее
ный регулятор 9 соотношения расходов кислый газ (до 95%*
H2S) : воздух. Сигнал с газоанализатора 5 и расходомера 6 (по-
ступает на блок умножения 7, формирующий сигнал, пропор-
циональный количеству SO2 в дымовых газах. Этот сигнал по-
ступает на вход экстремального регулятора 8, осуществляюще-
го поиск оптимального соотношения расходов кислый газ:во-
дород, соответствующего минимальному количеству SOs в ды-
мовых газах. Оптимальное соотношение расходов обеспечивает-
ся с помощью регулятора соотношения 9, воздействующего на
регулирующий клапан 16 подачи воздуха в реактор-генератор.
Схемой автоматического регулирования процесса Клауса,
предусмотрены также:
стабилизация уровня воды в котле-утилизаторе 2 с помощью
регулятора уровня 11, воздействующего на регулирующий кла-
пан 12 подачи воды в котел-утилизатор; стабилизация давления'
пара в котле-утилизаторе 2 с помощью регулятора давления 13,.
воздействующего на регулирующий клапан 14, установленным
на линии отвода пара; стабилизация температуры газов в печ»
дожита 3 с помощью регулятора температуры 15, воздействую-
щего на регулирующий клапан 16, подачи топливного газа,
в печь дожига 3\
регулирование соотношения расходов топливный газ : воздух,,
подаваемых в печь дожига 3, с помощью регулятора 17 соотно-
шения расходов путем воздействия на регулирующий клапан
подачи воздуха 18.
Другим распространенным каталитическим процессом очи-
стки газа от сероводорода является промывка газа щелочным
раствором солей мышьяковой кислоты. В качестве щелочи
обычно применяют раствор соды (карбоната натрия). Техно-
логическая схема процесса и схема автоматизации приведены
на рнс. 17.4. Газ, содержащий сероводород, поступает в абсор-
бер 1, куда на орошение подают также абсорбент. В резуль-
тате абсорбции содержанке H2S в отходящих газах снижается
до 0,8—1 мг/м3. Выходящий из абсорбера прореагировавший
раствор, пройдя теплообменник 2, поступает в аппарат 3 окис-
ления, где взаимодействует с кислородом воздуха и регенериру-
ется с образованием элементной серы. Далее регенерирован-
ный раствор, смешавшись с подаваемым в процесс содовым
раствором, поступает на орошение в абсорбер 1.
Одним из основных контуров регулирования является ре-
гулирование подачи абсорбента в абсорбер 1 пропорционально
количеству сероводорода в исходном газе, которое определяется
перемножением в блоке 4 сигналов от датчика 5 расхода газа
на очистку и от газоанализатора 6 на H2S в исходном газе.
Выходной сигнал с блока умножения 4 поступает в камеру за-
дания регулятора расхода абсорбента 7, воздействующего на
регулирующий клапан 8 подачи абсорбента.
30* 467-
1
1Рис. 17.4. Схема автоматизации мышьяково-содовой очистки газов от серо-
водорода:
1— абсорбер; 2— теплообменник; 3 — аппарат окисления; 4 — блок умножения; 5 — дат-
'чик расхода газа; 6, /7 — газоанализаторы сероводорода; 7, 13 — регуляторы расхода; 8 —
регулирующий клапан; §—регулятор соотношения расходов; 10, 14, 16— регулирующий
-клапан; 12—датчик pH; 15 ~ регулятор температуры
Другим важным контуром регулирования является контур
'регулирования соотношения расходов исходного газа, посту-
пающего в абсорбер 1, и воздуха, подаваемого в аппарат окис-
ления 3. Это регулирование осуществляется с помощью регуля-
тора соотношения расходов 9 путем воздействия иа регулирую-
щий клапан подачи воздуха 10. Кроме того, предусмотрен конт-
роль следующих параметров: содержания H2S в очищенном
тазе на выходе абсорбера 1 с помощью газоанализатора П; по-
казателя pH в абсорбенте с помощью датчика 12.
Предусмотрена стабилизация следующих параметров: рас-
хода содового раствора, подаваемого на смешение с регенериро-
ванным раствором, с помощью регулятора расхода 13, воздейст-
вующего иа регулирующий клапан 14 подачи содового раство-
.ра; температуры насыщенного раствора после теплообменни-
ка 2 с помощью регулятора температуры 15 путем воздействия
на регулирующий клапан подачи пара 16.
17.2. СИСТЕМЫ ОЧИСТКИ сточных ВОД
Состав и концентрация загрязнений сточных вод большинства
производственных объектов химических отраслей промышлен-
.ности ие позволяют сбрасывать их в водоемы без предвари-
тельной обработки.
-468
Существуют следующие основные методы очистки сточных
ЙОд: механические (процеживание, отстаивание, фильтрова-
ние); химические, или реагентные (нейтрализация кислот и ще-
лочей, выделение металлов, химическое окисление органических
веществ, обеззараживание, коагуляция тонкодисперсных взве-
сей за счет добавления реагентов); физико-химические (ионный
обмен, электрохимическое окисление и восстановление, экстрак-
ция, термическая обработка сжиганием и др-); биохимические
(биохимическое окисление органических веществ, анаэробное
сбраживание).
Каждый из этих методов отдельно нлн в определенной сово-
купности применяют для очистки сточных вод всех химических
производств. Например, очистка общего стока предприятий ис-
кусственного волокна строится по схеме: смещение всех стоков,
нейтрализация их, отстаивание, подщелачивание н биохимиче-
ская очистка.
Реагентная обработка и биохимическая очистка являются
^непременными и основными способами очистки сточных вод,
сбрасываемых предприятиями основной, азотной и нефтехимиче-
ской отраслей промышленности, производствами синтетического
каучука, пластических масс и др.
Ниже рассмотрены способы автоматизации химической, фи-
зико-химической и биохимической очисток.
Химическая очистка. На станциях химической очистки пре-
имущественное распространение получила обработка сточных
вод различными реагентами. Реагентную очистку производст-
венных сточных вод чаще всего применяют для коагуляции кол-
лоидных и взвешенных веществ, нейтрализации кислот и щело-
чей, освобождения от ионов тяжелых металлов, обезврежива-
ния ядовитых веществ (цианидов, хрома и др.). Эти методы
применяют и для разрушения органических и поверхностно-ак-
тивных веществ. Несмотря на такое многообразие задач, уста-
новки для реагентной очистки сточных вод более илн менее
однотипны по составу сооружений и видам оборудования (мно-
гие из них в инженерной практике известны под названием
станций нейтрализации, хотя функции их гораздо шире).
Ниже рассмотрена система автоматизации н контроля ком-
плекса очистки сточных вод завода искусственного волокна
(рис. 17.5).
Технологическая схема процесса. Технологией обработки
кислых и щелочных стоков предусматриваются их взаимная
нейтрализация, реагентная обработка с последующим отстаи-
ванием взвеси и отдувкой газов, фильтрование, завершающая
нейтрализация фильтрата, уплотнение осадка и его механичес-
кое обезвоживание.
Кислые и щелочные стоки подают на очистку раздельно в ре-
зервуары 1 и 2, где происходит некоторое выравнивание соста-
469
Рис. 17.5. Принципиальная схема контроля и регулирования комплекса очист-
ки сточных вод:
/, 2 — резервуары; 3, 4 —смесители; 5 —отстойник; б — осветлитель; 7 —ершовый смеси-
тель; 8 — декантатор; £ —вакуум-фильтр; 10 — ресивер; //—резервуар; 12—16 — насосы;
17, /а —дозаторы; 19—22 — датчики уровня; 23 — датчик расхода; 24— датчик мутности;
25 — регулятор уровня; 26, 27 — регулирующие клапаны; 28—30 — регуляторы pH; 31 —
датчик расхода
ва стоков. В смесителе 3 осуществляется взаимная нейтрали-
зация кислых и щелочных стоков и отдувка основной массы
сероуглерода и сероводорода. Затем стоки поступают в смеси-
тель 4, где подвергаются обработке известковым молоком.
На выходе из смесителя необходимо поддерживать постоянное-
значение рН=9—10. При этом растворенный в воде сульфат
цинка переходит в малорастворнмый гидроксид цинка. Обра-
зовавшийся осадок выпадает в отстойнике 5. В дальнейшем
осветленная вода проходит дополнительную очистку в осветли-
теле 6. Так как очищенная вода обладает повышенной щелоч-
ностью, перед сбросом в канализацию ее подкисляют. Для это-
го ее направляют в закрытый напорный ершовый смеситель
на вход которого подают раствор серной кислоты. На выходе
из смесителя 7 должно поддерживаться постоянное значение
pH, равное 7. Нейтрализованные стоки после смесителя 7 сбра-
сываются в канализацию. Осадок нз отстойника 5 с влажно-
стью 98% уплотняется в декантаторе 8 и после понижения
влажности до 96% подается на механическое обезвоживание
в барабанный вакуум-фильтр 9. Вода из вакуум-фильтра 9,
пройдя ресивер /9, поступает в резервуар 11 и в дальнейшем ис-
пользуется для промывки контактных осветлителей.
Автоматизация процесса. Уровень сточных вод в резервуа-
рах 1 и 2 контролируется датчиками уровня 19 и 20, в декан-
таторе 5—датчиком 21 и в резервуаре И — датчиком 22. Рас-
470
ход обрабатываемых стоков на входе в отстойник 5 контроли-
руется датчиком 23, а расход стоков, сбрасываемых в канали-
зацию,— датчиком 31. Контроль за работой отстойника осуще-
ствляется с помощью датчика мутности 24. Регулирование
уровня жидкости в ресивере 10 производится регулятором 25,
управляющим клапаном 26 на трубопроводе подачи декантата.
Автоматическое регулирование величины pH в смесителях 3 и 4
осуществляется регуляторами 28 н 29, которые воздействуют
на приводы дозаторов 17 и 18, осуществляющих дозирование
известкового молока в смесители 3 и 4. Регулирование подачи
кислоты в ершовый смеситель 7 производится с помощью регу-
лятора pH 30 и регулирующего клапана 27.
Одной из самых трудоемких технологических операций на
современных очистных сооружениях является приготовление
реагентов. Поэтому большое значение придается автоматиза-
ции реагентных узлов. В узлах приготовления некоторых чи-
стых растворов, например раствора серной кислоты, технологи-
ческий цикл построен таким образом, что можно исключить не-
посредственное участие в нем обслуживающего персонала.
Принципиальная схема автоматизации узла приготовления
раствора кислоты показана на рис. 17.6. Запас концентрирован-
ной серной кислоты хранится в баке 1. Растворные баки 2 н 3
с насосами соответственно 4 и 5 и напорными бачками 6 н 7
работают попеременно. При опорожнении очередного раствор-
ного бака 2 или 3 по импульсу от соответствующего сигнализа-
тора уровня 8 или 9 с помощью программного командного бло-
Рис. 17.6.'Принципиальная схема автоматизации узла приготовления раствора
кислоты:
’ — бак: 2, 3—растворные баки; 4, 5 —насосы; 6, 7 — напорные бачки; 8, 9 — сигнализа-
торы уровня; 10 — программный командный блок; //, 12 — приборы для блокировки по
Уровню
471
ка 10 отключается соответствующий насос (4 или 5), закрыва-
ется клапан на его напорном трубопроводе, включается второй
насос и открывается его клапан для подачи раствора во второй
напорный бачок. Во втором растворном баке к этому времени*
уже приготовлен рабочий раствор кислоты. Одновременно от-
крывается клапан на линии подачн воды в первый бак. Загруз-
ка воды прекращается по достижении верхнего уровня. Затем;
открывается клапан на подаче концентрированной кислоты
в первый бак. Количество загружаемой кислоты зависит от на-
стройки времени выдержки программного командного блока 10„
управляющего клапанами кислоты. После закрытия клапана
кислоты включается первый насос, и раствор перемешивается*
при закрытом напорном клапане. Продолжительность переме-
шивания также задается блоком 10. После отключения насоса*
первый бак готов к работе. Аналогичные операции произво-
дятся после опорожнения второго растворного бака.
Термическая обработка. Очистка промышленных стоков, со-
содержащих органические н минеральные вещества широкого
состава и высокой концентрация (к которым относятся, напри-
мер, стоки производства капролактама), с применением меха-
нических, биохимических, химических и других методов либо
не дает положительного эффекта, либо нецелесообразна с эко-
номической точки зрения. Одним из перспективных методов*
обезвреживания подобных промышленных стоков является тер-
мический (огневой), а наиболее эффективные и универсальные
установки для огневого обезвреживания промышленных сто-
ков— аппараты вихревого типа, в частности циклонные реакто-
ры. Процесс термического обезвреживания протекает в верти-
кальной циклонной камере, предназначенной для полного сго-
рания органических отходов, нейтрализации SSO2+SO3 и HCI
в объеме камеры и улавливания расплава минеральных солей,,
которые выводятся через летку. Камера снабжена тангенциаль-
ным вводом топливно-воздушной смеси, тангенциальным вводом
горячего вторичного воздуха и тремя ярусами механических,
форсунок для распыливания стоков. Охлаждение камеры водя-
ное, зона горения природного газа футерована огнеупорным
кирпичом.
Топливно-воздушная смесь и вторичный воздух с высокой-
скоростью (30—100 м/с) вводятся в циклонную камеру и обра-
зуют в ней интенсивно реагирующую вихревую систему. Зона i
горения органических примесей стоков расположена в нижней
части камеры. Благодаря распиливанию кислых и щелочных
стоков в высокотемпературной зоне (до 1700 °C) обеспечивает-
ся интенсивное протекание процессов испарения влаги, реакций
термического разложения органических примесей и окисления
горючих составляющих, реакций соединения щелочей и кислот
472
JPhc. 17.7, Структурная схема системы автоматического управления процессом
термического обезвреживания промышленных стоков;
/ — циклон; 2 — накопитель; 3 — хроматографический газоанализатор; 4, 7— сумматор;
5, 8, // — регуляторы соотношения расходов; 6, 9, 12 — регулирующие клапаны; 10— дат-
чик температуры
•с образованием минеральных солей и возгонкой некоторых со-
лей. Температура отходящих дымовых газов составляет 800 °C.
Качество обезвреживания стоков определяется количеством
токсичных газовых выбросов в атмосферу (в частности, кон-
центрацией оксида углерода в дымовых газах) и энергетически-
ми затратами. Регулирование процесса обезвреживания значи-
тельно осложняется непрерывно изменяющимся составом по-
даваемых в циклон стоков, а также тем, что на обезврежива-
ние поступают одновременно три различных по составу потока:
кубовые остатки (масла), щелочные и кислые стоки. Определе-
ние состава суммарного стока н отдельных его составляющих
сопряжено с отборами проб и длительным лабораторным ана-
лизом. Поэтому эффективность процесса термического обезвре-
живания стоков во многом определяется системой автоматиче-
ского регулирования процесса, позволяющей в условиях непол-
ной информации о процессе с достаточной точностью управлять
этим процессом.
На рис. 17.7 приведена структурная схема системы автома-
тического управления термическим обезвреживанием промыш-
ленных стоков. Отходящие газы, полученные от сжигания топли-
ва и термического обезвреживания сточных вод в циклоне 7,
473
проходят через накопитель 2 и в хвостовой части отбираются?
газоотборным устройством, из которого поступают в хромато-
графический газоанализатор 3 для анализа на содержаиие-
в них водорода и оксида углерода. Сигнал, пропорциональный'
концентрации водорода, поступает в сумматор 4 (в котором .<
формируется сигнал разности между текущим и заданным зна-
чениями концентрации водорода) и затем — на вход регулято-
ра 5 соотношения расходов топливо: воздух. Выходной сигнал-
регулятора 5 подается на регулирующий клапан 6 подачи пер-
вичного воздуха в циклон 1. Сигнал, пропорциональный кон-
центрации оксида углерода, поступает с газоанализатора
в сумматор 7, на выходе которого формируется сигнал разно-
сти между текущим и заданным значениями концентрации ок-
сида углерода. Этот сигнал поступает на вход регулятора 8 со-
отношения расходов сточные воды: вторичный воздух, который
управляет расходом вторичного воздуха через регулирующий
клапан 9. Температура дымовых газов в накопителе 2 измеря-
ется датчиком температуры 10, выходной сигнал которого по-
ступает на регулятор И соотношения расходов сточные воды:
•.топливо, воздействующий на регулирующий клапан 12 подачи;
топлива в циклон /.
Сигнал по температуре подается иа регулятор 11 соотноше-
ния расходов для обеспечения надежной работы циклонного
реактора в условиях переменного состава сточных вод с целью
ограничения (снижения) температуры ниже критической, при
которой реакции окисления составляющих сточных вод значи-
тельно замедляются.
Биохимическая очистка. Устройства биохимической очистки
сточных вод являются конечным звеном очистного комплекса..
Ее проводят в аппаратах (аэротенках) или в водоемах (прудах,,
каналах) путем окисления находящихся в стоках органических
веществ. Сточные воды после аэротенка направляются в от-
стойники, откуда очищенные стоки стекают в канализацию,,
а часть ила, содержащего бактерии, рециркулирует в аэротенк.
Для хорошего перемешивания и насыщения полученной иловой
смеси кислородом в нижнюю часть аэротенка подают воздух.
Главная задача автоматизации биохимической очистки за-
ключается в поддержании иа оптимальном уровне ряда фак-
торов, обеспечивающих жизнедеятельность микроорганизмов-
(окислителей) в условиях, когда колебаниям подвержены со-
держание органических веществ и растворенного кислорода
в сточной воде и активном иле, концентрация активного ила и
другие параметры. На рис. 17.8 представлена система автомати-
ческого регулирования блока «аэротенк — отстойник», состоя-
щая нз трех контуров регулирования: концентрации растворен-
ного кислорода, нагрузки на активный ил и вывода избыточно-
го нла.
474
Рис. 17.8. Система автоматического регулирования блока аэротенк — отстой-
ник:
/ — аэротенк; 2—отстойник; 3 — регулятор концентрации; 4—6 — датчики расходов; 7.
8 — датчики концентраций; 9. /(/ — блоки умножения; /7 — регулятор соотношения расхо-
дов; 12 — вычислительный блок; 13—15 — регулирующие клапаны
Регулятор 3 концентрации растворенного кислорода воздей-
ствует на регулирующий клапан 15 иа воздуховоде аэротенка 1
для поддержания заданной концентрации растворенного кисло-
рода во всем объеме иловой смеси. САР нагрузки на активный
ил действует таким образом, чтобы соотношение между коли-
чеством загрязнений, поступающих в аэротенк, и количеством
возвратного ила оставалось постоянным. Сигналы от датчика 7
концентрации органических соединений и датчика 4 расхода
сточной воды перемножаются блоком умножения 9, выходной
сигнал которого подается в регулятор соотношения расходов 11.
Сюда же подаются сигналы от датчика 8 концентрации актив-
ного нла н датчика 5 расхода возвратного ила, перемноженные
•блоком 10. Регулятор 11 соотношения расходов воздействует на
регулирующий клапан 13, который изменяет расход возвратно-
го ила.
САР регулирования вывода избыточного ила действует та-
ким образом, чтобы общая масса ила в аэротенке 1 и отстойни-
ке 2 оставалась постоянной. Сигналы от датчиков 4 и 6 расходов
сточной воды и избыточного ила, датчика 8 концентрации ак-
тивного ила и блоков 9 и 1) умножения поступают в вычисли-
тельный блок 12, который рассчитывает массу активного ила,
475
находящегося в системе очистки. Вычислительный блок 12 воз-
действует на регулирующий клапан 13, изменяющий количество1
выводимого из системы ила.
17.3. СИСТЕМЫ ОЧИСТКИ ГАЗОВ ОТ ТВЕРДЫХ ПРИМЕСЕЙ
Одним из наиболее распространенных видов загрязнений отхо-
дящих газов химических предприятий являются твердые взве-
си (сажа, зола, пыль). Для очистки отходящих газов от твер-
дых примесей применяют сухие и мокрые методы. Сухую очи-
стку осуществляют в аппаратах циклонного типа, с помощью*
электрофильтров и тканевых фильтров, мокрую — в основном;
в скрубберах Веитури.
Очистка газов в циклонах. Эти аппараты применяют для
выделения из газового потока сравнительно крупных частиц,
диаметром от 5 мкм. Циклоны могут применяться в сочетании
с другими пылеулавливающими аппаратами, в зависимости от
требований, предъявляемых к очистке газов, свойств и дисперс-
ного состава твердых примесей.
Принцип действия циклонов основан на использовании цент-
робежной силы, развивающейся при вращательно-поступатель-
ном движении газового потока. Под действием этой силы твер-
дые частицы отбрасываются к стейке циклона и вместе с ча-
стью газов отводятся в буикер. С повышением скорости газо-
вого потока улучшается улавливание в циклоне. Однако при
больших скоростях рост к. п.д. циклона Замедляется и даже
снижается, что обусловлено возникновением завихрений, сры-
вающих уже осевшие твердые частицы. Поэтому большое зна-
чение имеет стабилизация скорости газа иа входе в циклон на
оптимальном уровне, для чего организуют переток части очи-
щенного газа из трубопровода на вход циклона.
На рис. 17.9 приведена принципиальная схема автоматичес-
кого управления, реализующая стабилизацию входной скорости
газового потока в аппарат циклонного типа. Очищаемый газ.
поступает в циклон /; сверху вентилятором 2 выводится очищен-
ный газ; снизу в бункер 3 выводятся твердые частицы. Часть,
очищенного газа рециркулируется в линию очищаемого газа.
Скорость газа на входе в циклон измеряется струйным ком-
пенсационным измерителем и поддерживается на заданном зна-
чении регулятором 4. При отклонении действительной скорости
входного потока газа от заданного значения регулятор 4 выда-
ет команды на регулирующие клапаны 5 н 6, которые измеря-
ют проходные сечения трубопроводов выхода газа и рециркуля-
ции таким образом, чтобы подачей части очищенного газа на
вход циклона стабилизировать входную скорость очищаемого
газового потока. Уловленная пыль собирается в бункере 3. Дли
предотвращения перегрузки бункера и удаления пыли из него
476
Рис. 17.9. Принципиальная схема системы автоматического управления ап-
паратами циклонного типа:
1 —циклон; 2 — вентилятор; 5 —бункер циклона; 4 — регулятор; 5, б, 8 — регулирующие-
клапаны; 7 —регулятор уровня
без остановки циклона струйным уровнемером измеряется уро-
вень пыли в бункере 3 и при заполнении бункера осуществля-
ется автоматическое перекрытие его с помощью регулятора 7
и регулирующего клапана 8.
Электрическая очистка газов. Она основана на создании
в электрофильтре условий для образования ионов. В процессе-
ионизации газовых молекул частицы пыли заряжаются, а затем-
движутся под действием электрического поля к электродам'
и осаждаются на них. Скорость движения частиц к электродам1
электрофильтра зависит от разности потенциалов между
электродами.
Для повышения эффективности электрической очистки газов;
применяют кондиционирующий реагент — 25 %-й водный раствор*
аммиака, который распыляют на газоходе электрофильтра. При
добавлении аммиака в дымовые газы протекает реакция паров;
аммиака с содержащимися в газах парами воды и триоксидом
серы:
2NHg -J- SOs Ч- HSO —-> (NH4)2SO4.
Образовавшийся сульфат аммония увеличивает поверхност-
ную проводимость частиц золы.
В идеальном случае кондиционирующий реагент необходи-
мо подавать с учетом идеального электрического сопротивле-
ния пыли. Однако такого прибора нет. Поэтому для автомати-
ческого управления процессом очистки газов в электрофильтре
с применением кондиционирующего реагента используют зави-
симость концентрации этого реагента от вольтамперной харак-
теристики электрофильтра (рис. 17.10).
477
Жцдмсть
Рис. 17.11. Система автоматического
управления скруббером Вентури:
/ — датчик перепада давления;- 2 —скруб-
бер Вентури; 3 — регулятор перепада дав-
ления; 4 — исполнительный механизм; 6 —
регулятор расхода; 6—регулирующий кла-
пан
В электрофильтр 1 подают очищаемый газ и кондиционирую-
аций реагент. Питание электрофильтра осуществляется с по-
мощью блока питания 2, напряжение и силу тока которого из-
меряют с помощью датчиков 3 и 4. В зависимости от производ-
ных тока и напряжения формируется задание регулятору 6
расхода кондиционирующего реагента, воздействующему на ре-
гулирующий клапан 7.
Мокрая очистка газов. Это один из наиболее известных спо-
собов очистки газов от пыли. Мокрое осаждение пыли прово-
дят в аппарате простой конструкции — скруббере Вентури, позво-
ляющем обеспечить очистку газа практически от любой оста-
точной концентрации улавливаемого компонента. Труба Венту-
ри имеет сужение (конфузор) на входе газов и плавное расши-
рение (диффузор) на выходе. Режим работы скруббера выби-
рают в зависимости от фнзнко-химических свойств улавливае-
мых твердых частиц и требуемой эффективности очистки газа.
Так, скорость газа в горловине труб Вентури лежит в интерва-
ле 30—200 м/с, а удельное орошение составляет 0,1—6 л/м3.
Существенным недостатком скрубберов Вентури является
зависимость эффективности их работы от гидравлического со-
противления: уменьшение объема газов, связанное с режимом
работы технологического агрегата, сопровождается снижением
эффективности пылеулавливания. Этот недостаток устраняют
•с помощью системы автоматического управления скруббером
(рис. 17.11).
При отклонении гидравлического сопротивления (перепада
давления), измеряемого датчиком /, в скруббере 2 сигнал от
регулятора перепада давления 3 поступает на исполнительный
механизм 4, изменяющий поперечное сечение горловины скруб-
бера в пределах диапазона ограничителя, обусловленного гид-
родинамическим режимом процесса очистки. При достижении
предельного значения заданного перепада давления (минималь-
ного или максимального) включается регулятор 5 расхода оро-
шающей жидкости, который, воздействуя на регулирующий
клапан 6, изменяет подачу орошающей жидкости до достиже-
ния заданного перепада давления. Такая схема регулирования
позволяет стабилизировать перепад давления на скруббере
Вентури ие только автоматическим регулированием проходного
сечения горловины, но и изменением удельного орошения.
библиографический список
Автоматизированные системы управления предприятиями И объединениями/'
Под ред. Соломатина М. А. М.: Экономика, 1985. 248 с.
Боборыкин И. А. и др. Агрегатные комплексы технических средств АСУТП-
JI.: Машиностроение, 1985. 271 с.
Брябрин В. М. Программной обеспечение персональных ЭВМ. М.: Наука, 1988..
272 с.
Гуров А. М., Починкин С. М. Автоматизация технологических процессов. Мл
Высшая школа, 1979. 355 с.
Зажарский А. М. и др. Проектирование комплексов технических средств АСУ
на базе малых ЭВМ. М.: ЦНИИТЭприборостроенне, 1984. ТС-3. Вып. 4.
55 с.
Методические указания по определению уровня автоматизации непрерывных
технологических процессов. М.: МСКБ НПО НЕФТЕХИМАВТОМАТИКА>
1989 г.
Общеотраслевые руководящие методические материалы по созданию и при-
менению АСУТП в отраслях промышленности (ОРММ-3 АСУТП). Поста-
новление ГКНТ № 34-129/175 от 17.12.1986.
Яиггот С. Г. Интегрированные АСУ химическими производствами. М.-. Химия,
1985. 120 с.
Радкевич В. В. АСУ газоперерабатывающими заводами. М: Химия, 1986.
24 с.
Родионов В. Д., Терехов В. А., Яковлев В. Б. Технические средства АСУТП.
М.: Высшая школа, 1989. 263 с.
Склярский Э. И., Барский Л. А. Пневмоэлектрояные комплексы в системах,
управления химико-технологическими процессами. М.: Химия, 1987. 200 с.
Строганов Р. П. Управляющие машины и их применение. М.: Высшая школа,.
1986. 240 с.
Технические средства АСУ/Под ред. Косарева В. П. М.: Финансы и статистика,
1986. 327 с.
Шестихин О. Ф., Красильников В. С., Коптев Ю. И. АСУ предприятиями неф-
теперерабатывающей и нефтехимической промышленности. Л/. Химия,.
1986. 200 с.