




















































































































































































































































































Author: Схиртладзе А.Г.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология металлов машиностроение приборостроение обработка металлов автоматизация общее машиностроение учебное пособие серия технология оборудование и автоматизация машиностроительных производств
ISBN: 5-8037-0157-2
Year: 2003



; МГТУ НКИН I
-А ?)Л ,/ . ц |. у , ‘ f ' , . , 1УЦЖ11Ж
ТЕХНОЛОГИЯ, ОБОРУДОВАНИЕ И АВТОМАТИЗАЦИЯ
АШИНОСТРОИТЕЛЬНЫХ
РОИЗВОДСТВ
СЕРИЯ ОСНОВАНА В 1996 ГОДУ
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Член-корреспондент РАН Ю.М. Соломенцев - председатель,
Профессор А. Г. Схиртладзе - зам. председателя,
Профессор В. В. Бушуев,
Профессор Н.В. Волков,
Профессор В.А. Гречишников,
Профессор А.А. Кутин,
Профессор В.Г. Митрофанов,
Профессор В.Л. Сосонкин,
Н.М. Тищенко,
Доцент В.Н. Балаболин,
Доцент В.Л. Платонов
Учебно-методическое объединение по образованию
в области автоматизированного машиностроения
ТЕХНОЛОГИЯ, ОБОРУДОВАНИЕ И АВТОМАТИЗАЦИЯ
АШИНОСТРОИТЕЛЬНЫХ
__ L РОИЗВОДСТВ
СЕРИЯ ОСНОВАНА В 1996 ГОДУ
ТЕХНОЛОГИЧЕСКИЕ НАЛАДКИ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ И СБОРКА
В МАШИНОСТРОЕНИИ
Учебное пособие
Допущено Министерством образования Российской Федерации в качест-
ве учебного пособия для студентов высших учебных заведений, обучающихся
по направлению подготовки бакалавров и магистров «Технология, оборудо-
вание и автоматизация машиностроительных производств» и направлению
подготовки дипломированных специалистов «Конструкторско-технологичес-
кое обеспечение машиностроительных производств»
МОСКВА
МГТУ«СТАНКИН»
2003
УДК 621.9.(031)
ББК 34
Р17
Технологические наладки изготовления деталей и сборка в машиностроении: Учеб,
пособие / А.Г. Схиртладзе, В.В. Морозов, В.Н. Жарков, Горохов В.А. и др. - М.: М1ТУ
«СТАНКИН», Янус-К, 2003, 280 с.
ISBN 5-8037-0157-2
Приведены типовые технологические маршруты механической обработки различ-
ных деталей, схемы технологических наладок для большинства групп металло-
обрабатывающих станков и примеры оформления комплекта технологических докумен-
тов в соответствии с действующими стандартами. Дана необходимая информация по ко-
дированию заготовок, профессий рабочих, режущего, измерительного инструмента и
приспособления, необходимого при составлении документов. Рассмотрены технологичес-
кие процессы сборки.
Предназначено для оказания методической помощи студентам технологических и
конструкторских специальностей машиностроительных вузов, может быть полезно тех-
нологам и конструкторам машиностроительных предприятий.
Ил. 46. Библиогр.: 21 назв.
Редакционная коллегия'.
Член-корреспондент РАН Ю.М. Соломенцев - председатель, профессор А. Г. Схирт-
ладзе - зам. председателя, профессор В. В. Бушуев, профессор Н.В. Волков, профессор
В.А. Гречишников, профессор А.А. Кутин, профессор В.Г. Митрофанов, профессор
В.Л. Сосонкин, Н.М. Тищенко, доцент В.Н. Балаболин, доцент В.Л. Платонов
Рецензенты:
Доктор технических наук, профессор Владимирского государственного
педагогического университета Н.Г. Наянзин
Председатель технического совета ОАО НИПТИ «Микрон» А. С. Кормилицын
ISBN 5-8037-0157-2
© МГТУ «СТАНКИН», 2003
ОГЛАВЛЕНИЕ
Введение..............................................................5
1. Условные обозначения терминов и рекомендации по оформлению
технологической документации..........................................7
1.1. Условные обозначения.........................................7
1.2. Рекомендации по оформлению технологической документации .... 13
1.3. Пример записи содержания технологических переходов..........21
2. Схемы обработки и расчетные формулы...............................25
2.1. Точение и растачивание......................................25
2.2. Сверление, зенкерование и развертывание.....................29
2.3. Резьбонарезание и резьбофрезерование........................31
2.4. Фрезерование................................................33
2.5. Строгание и долбление.......................................39
2.6. Шлифование..................................................41
2.7. Протягивание................................................47
2.8. Зубонарезание...............................................48
2.9. Заготовительные операции....................................52
3. Кодирование заготовок, операций, профессий, режущего,
измерительного инструмента и приспособлений..........................53
3.1. Указатель кодирования видов заготовок согласно общесоюзному
классификатору...................................................53
3.2. Указатель терминов и кодов операций с соответствующими
кодами оборудования..............................................55
3.3. Указатель кодов профессий согласно общественному
классификатору...................................................69
3.4. Указатель кодов единицы величины детали, заготовки..........69
3.5. Указатель кодов режущего инструмента........................70
3.6. Коды контрольно-измерительного инструмента, устройств,
приспособлений...................................................79
3.7. Коды технологической оснастки для машиностроения............83
3.8. Коды технологических переходов..............................84
4. Схемы базирования деталей, нанесение обозначений опор,
зажимов и устройств..................................................85
4.1. Схемы базирования деталей...................................85
4.2. Нанесение обозначений опор, зажимов и установочных устройств
на схемах........................................................95
5. Типовые технологические маршруты изготовления деталей
в условиях серийного производства....................................99
5.1. Технологический маршрут изготовления детали «Втулка»........99
5.2. Технологический маршрут изготовления цилиндрического зубчатого
колеса со ступицей..............................................101
5.3. Технологический маршрут изготовления детали «Рычаг»........107
3
5.4. Технологический маршрут изготовления планки...............109
5.5. Технологический маршрут изготовления гайки
винтовой пары качения.........................................113
5.6. Технологический маршрут изготовления ходового винта
токарного станка особо высокой точности.......................118
6. Схемы технологических наладок на металлообрабатывающих
станках...........................................................120
7. Примеры оформления технологической документации.................148
8. Технологические процессы сборки.................................155
8.1. Исходная информация и основные этапы разработки
технологических процессов сборки..............................155
8.2. Сборка типовых сборочных единиц...........................162
8.2.1. Сборка составных валов и муфт........................162
8.2.2. Установка подшипников скольжения в корпусе...........168
8.2.3. Сборка подшипников скольжения на валу
и укладка вала в подшипники................................178
8.2.4. Сборка узлов с подшипниками качения..................184
8.2.5. Сборка зубчатых и червячных передач..................194
8.2.6. Сборка маховиков и шкивов с валами...................206
Приложение 1. Соответствие между точностью обработки
и шероховатостью поверхности.......................................223
Приложение 2. Предпочтительные посадки по ГОСТ 25347-82
для номинальных размеров 1-500 мм..................................224
Приложение 3. Предпочтительные поля допусков по ГОСТ 25347-82.
Предельные отклонения..............................................227
Приложение 4. Выбор метода обработки в зависимости от требуемой
шероховатости обрабатываемой заготовки.............................229
Приложение 5. Точность и качество поверхности при обработке наружных
цилиндрических поверхностей........................................232
Приложение 6. Промежуточные припуски на механическую
обработку..........................................................238
Приложение 7. Припуски и допуски(±) на фасонные стальные литые
заготовки (ГОСТ 2009-5 5)......................................... 249
Приложение 8. Припуски и допуски(±) на литые заготовки из серого
чугуна (ГОСТ 1855-55)............................................. 254
Приложение 9. Выбор марок твердого сплава для режущего инструмента
при различных видах обрабатываемого материала......................259
Приложение 10. Типовые и технические требования
к станочным приспособлениям........................................260
Библиографический список...........................................277
ВВЕДЕНИЕ
Цель настоящего учебного пособия - оказать помощь сту-
дентам при разработке технологических наладок механической
обработки деталей на металлообрабатывающих станках, входящих
в состав графической части курсового и дипломного проектов. В
учебном пособии обобщены опыт ряда учебных заведений по
оформлению схем технологических наладок в курсовом и ди-
пломном проектах, передовых машиностроительных предпри-
ятий, а также литературные источники. Материалы всех источни-
ков проанализированы и приведены к определенному единству, а
также дополнены недостающей информацией.
Выполнение схем наладок наряду с заполнением техноло-
гических карт является заключительным этапом разработки тех-
нологического раздела курсового и дипломного проектов. Каче-
ство оформления схем наладок характеризует технологическую
зрелость будущего специалиста - технолога машиностроительно-
го производства.
Составление и вычерчивание схем наладок требует от сту-
дента использования различного справочного материала и лите-
ратурных источников, глубокого ознакомления с дисциплинами
«Технология машиностроения», «Металлорежущие станки» и
«Режущий инструмент», развивает технологическое мышление,
заставляет студентов глубоко продумать практическую реализа-
цию разработанного технологического процесса.
При составлении пособия учтены рекомендации учебных
пособий по курсовому и дипломному проектированию [1,2,3,4]. На
схемах наладок изображены заготовки (детали) с выделением обра-
5
батываемых поверхностей операционными размерами, режущие, а в
отдельных случаях и вспомогательные инструменты, зажимные
элементы приспособления, циклограммы (траектории) движе-
ния центров режущих инструментов (для станков с ЧПУ),
приведены таблицы режимов резания. На схемах наладок
представлены наладочные размеры для инструментов,
изображены инструментальные головки с инструментами,
даны расчетные формулы и числовые значения наборов
сменных шестерен гитар (например для зуборезных станков).
Таким образом, на схеме наладки дается вся информация, не-
обходимая для непосредственной настройки и наладки станка
на данную технологическую операцию, т.е. схема наладки яв-
ляется основным документом наладчика или оператора техноло-
гического оборудования.
Поскольку стандартов по оформлению схем технологиче-
ских наладок не существует, то некоторые схемы наладок даны
альтернативно: с изображением зажимных элементов приспо-
собления или без него, с указанием ГОСТ и кода на режущий
инструмент или без них, с таблицей режимов резания или без
нее и т.д. Руководитель курсового или дипломного проекта
может порекомендовать тот или иной вариант оформления
схемы технологической наладки. Для справки на схемах нала-
док может быть представлена краткая характеристика исполь-
зуемых металлообрабатывающих станков новейших моделей
(по номенклатурному каталогу). В отдельных случаях даются
сведения о станках, снятых с производства, но имеющих
большое распространение на предприятиях страны.
Для расчета основного (технологического) времени обработки
приведены наиболее распространенные их схемы и расчетные
6
формулы к ним, а также основные условные обозначения терми-
нов, применяемых в формулах.
Материалы учебного пособия могут быть использованы на
практических занятиях по предметам «Технология машинострое-
ния», «Технология обработки концентрированными потоками
энергии», «Основы технологии машиностроения» и др. и будут
полезны студентам при изучении каждой дисциплины и выпол-
нении курсового и дипломного проектов машиностроительного
профиля.
1. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ТЕРМИНОВ
И РЕКОМЕНДАЦИИ ПО ОФОРМЛЕНИЮ
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
1.1. Условные обозначения
7. Условные обозначения движений в металлообрабаты-
вающих станках, необходимых для обработки заготовок.
Обозначения приведены в Соответствии с ГОСТ 25762-83
«Обработка резанием. Термины, определения и обозначения об-
щих понятий»:
Dr - главное движение резания;
А - движение подачи;
Dsnp - движение подачи в продольном направлении;
Dsn - движение подачи в поперечном направлении;
DSK - движение подачи в круговом направлении;
РХ - рабочий ход рабочего органа (РО);
БП - быстрый подвод РО;
БО - быстрый отвод РО.
7
2. Условное графическое обозначение опор и зажимов.
Обозначения даны в соответствии с ГОСТ 3.1107-81
(см. таблицу).
Обозначение опор и зажимов
Наименование Вид спереди, сзади Вид сверху Вид снизу
Опоры
Неподвижная _Д_
Подвижная
Плавающая — —^**^**1
Регулируемая _А_ о Q
Зажимы
Одиночный У.. (+) 0
Двойной —Cl)
3. Установочные устройства:
- центр неподвижный;
- центр вращающийся;
- центр плавающий;
8
- центр рифленый;
- оправка цилиндрическая;
- патроны кулачковый, цанговый;
- патрон поводковый.
4, Формы рабочей поверхности опор, зажимов и устано-
вочных элементов приспособления:
- плоская;
~ сферическая;
- цилиндрическая;
- призматическая;
- коническая;
- трехгранная;
- ромбическая.
5. Условные обозначения на схемах наладок станков с чи-
словым программным управлением:
— обрабатываемый контур заготовки;
9
6
- эквидистанта (траектория рабочего движения) и
номер опорной точки;
- траектория РО, совпадающая с контуром детали:
► - траектория холостого хода;
о.
- перемещение инструмента с одновременным опус-
канием;
- перемещение инструмента с одновременным
подъемом;
- точка вертикального опускания (на 30 мм);
- точка вертикального подъема (на 30 мм);
X, У, Z - оси координат (ось Z совпадает с осью шпинделя);
- нуль станка;
- нуль детали;
- номер позиции инструментальной головки;
- нуль программы (исходная точка);
- точка технологического останова (контрольная
точка);
10
— точка временного останова, 30 с;
30
- припуск
- точка выдержки времени (10 с)
- центр установочного штыря
6. Размеры изготавливаемой детали и инструмента:
D, d - диаметр обрабатываемой поверхности или диаметр
режущего инструмента, мм;
/ - длина обрабатываемой поверхности, мм;
1\ - величина врезания инструмента, мм;
/2 - величина перебега инструмента, мм;
L - расчетная длина рабочего хода инструмента, принимае-
мая для определения основного (технологического) времени, мм;
Ц - длина хода в направлении главного движения на стан-
ках с механизмами возвратно-поступательного движения, мм;
В - расчетная ширина обрабатываемой поверхности, мм;
Ь - ширина резца или фрезы, мм;
DK - диаметр шлифовального круга, мм;
£>вк - диаметр ведущего круга, мм;
Вк - ширина (высота) шлифовального круга, мм;
2?вк - ширина (высота) ведущего круга при бесцентровом
шлифовании, мм;
11
Dcp - средний диаметр рабочей зоны круглого стола, мм;
z - число зубьев зубчатого колеса , число шлицев или чис-
ло зубьев фрезы;
7. Режимы обработки:
V - скорость резания, м/мин; м/с;
So - подача на оборот шпинделя, мм/об;
Sz - подача на зуб фрезы, мм/зуб;
5М - подача в минуту (минутная подача) SM - Szzn, мм/мин;
л - частота вращения шпинделя, мин'1;
5рад - радиальная подача инструмента на оборот детали;
5в - продольная, поперечная подача на двойной ход или
на один оборот изделия в долях ширины шлифовального круга;
Sn - поперечная подача на оборот детали, мм/об;
5пр - продольная подача на оборот детали, мм/об;
Six - подача на двойной ход стола или круговая подача на
двойной ход долбяка, мм/2х;
5верт - вертикальная подача на глубину шлифования за
оборот стола, детали, мм/об;
t - глубина резания, мм;
Пд~ частота вращения изделия, мин'1;
П2Х - частота двойных ходов в минуту;
П2х пред - частота двойных ходов при предварительном
шлифовании в минуту;
П2х чист - частота двойных ходов при чистовом шлифова-
нии в минуту;
«всп - частота вращения шпинделя при вспомогательных
ходах, мин'1;
яОбк - частота двойных ходов или обкатов в минуту (зу-
бошлифование).
12
8. Прочие условные обозначения:
Q - число одновременно обрабатываемых заготовок;
Р - шаг нарезаемой резьбы, мм;
i — число проходов инструмента;
/1 - число проходов при предварительном шлифовании;
i2 - число проходов при получистовом шлифовании;
2з - число проходов при чистовом шлифовании;
а - припуск на обработку на сторону, мм;
/дал - время переключения и деления на один проход, мин;
К - коэффициент, учитывающий выхаживание и доводку
при шлифовании (К = 1,2 -г 1,5);
q - число заходов резьбы; число заходов фрезы;
То - основное время на операцию, мин;
Т2 - время обработки одного зуба, устанавливаемое ки-
нематической настройкой станка, с.
1.2. Рекомендации по оформлению технологической
документации
Описание технологического процесса механической обра-
ботки и сборки зависит, в первую очередь, от типа производства.
Для крупносерийного и массового производства технологический
процесс разрабатывается наиболее подробно с оформлением
комплекта документов. В технологическую документацию на
процесс механической обработки входят маршрутная карта (МК),
операционная карта (ОК), карта эскизов (КЭ) и карта техническо-
го контроля (КК).
Термины, определения, условные обозначения, наименова-
ния госстандартов и руководящих документов, оформление
должны соответствовать требованиям ГОСТ 3.1104-81.
13
С целью облегчения заполнения граф маршрутной и опе-
рационной карт приводят расшифровку условных обозначений
бланка МК (ГОСТ 3.1118-82, форма 1) и операционной карты
ОК (ГОСТ 3.1404-86, форма 3).
МО1 - наименование, сортамент, размер и марка ма- териала, обозначение стандарта, технических условий;
МО2 ЕВ - код материала по классификатору; - код единицы величины (массы, длины и т.п.) детали, заготовки;
МД ЕН - масса детали; - единица нормирования, на которую установ- лена норма расхода материала (например 1, 10, 100);
Нрасх. КИМ Код заго- товки - норма расхода материалов; - коэффициент использования материала; - код заготовки по классификатору. Допуска- ется указывать вид заготовки (прокат, поковка, отливка и т.п.);
Профиль и размеры КД - профиль и размеры заготовки. Например: 110x250x400мм; - количество деталей, изготавливаемых из од- ной заготовки;
М3 Цех - масса заготовки; - номер (код) цеха, в котором выполняется опе- рация;
14
Уч - номер (код) участка, конвейера, поточной линии;
PM Опер. - номер (код) рабочего места; - номер операции в технологической после- довательности изготовления изделия;
Код, наимено- вание операции Обозначение документа - код операции по технологическому клас- сификатору, наименование операции; - обозначение документов, инструкций по охране труда, применяемых при выполнении данной операции;
Код, наимено- вание оборудо- вания - код оборудования по классификатору, краткое наименование оборудования. До- пускается взамен краткого наименования оборудования указывать его модель;
СМ - степень механизации (код степени механи- зации);
Проф. - код профессии по классификатору ОКПДТР;
Р - разряд работы, необходимый для выпол- нения операции;
УТ - код условий труда по классификатору ОКПДТР;
КР - количество исполнителей, занятых при выполнении операции;
КОИД - количество одновременно обрабатывае- мых деталей;
оп Кщт. - объем производственной партии в штуках; - коэффициент штучного времени при много- станочном обслуживании. Если станок об- служивается одним рабочим, ставится цифра «1». При обслуживании двух станков - «0,5», трех станков - «0,33»;
15
Тпз - норма подготовительно-заключительного
времени на операцию;
Тшт - норма штучного времени на операцию;
То - норма времени;
Тв - норма вспомогательного времени;
СОЖ - информация о применяемой смазочноох-
лаждающей жидкости;
ПИ - номер позиции инструментальной налад-
ки. Графа заполняется для станков с ЧПУ;
О - содержание операции (перехода);
Т - информация о применяемой при выполне-
нии операции технологической оснастки;
Р - режимы резания.
Маршрутная карта (МК) является составной и неотъем-
лемой частью комплекта документов, разрабатываемых на тех-
нологические процессы изготовления изделий. Маршрутные
карты являются унифицированными, и их следует применять
независимо от типа производства. При маршрутном и мар-
шрутно-операционном оформлении технологического процесса
она является основным документом описания процесса в тех-
нологической последовательности выполнения операций.
Заполнение маршрутной карты (форма 1, 1а) начинают с
указания фамилии и инициалов разработчика (составителя),
лица, проверяющего правильность заполнения карты и нормо-
контролера. Указывают организацию, наименование обрабаты-
ваемого изделия и другие данные, касающиеся марки материа-
ла заготовки, массы детали, единицы нормирования, нормы
расхода, коэффициента использования материала, кода заго-
товки, ее профиля и размеров, массы заготовки и др. Далее не-
обходимо ответить на пункты, расположенные в строке А, а
16
затем и в строке Б. При ответе на пункты строки А (цех, участок,
рабочее место, код, наименование операции, обозначение доку-
мента) перед цифрой 03 ставим букву А, что означает в нашем
ответе ссылку на пункты строки А. Слева направо строкой ука-
зываем цифры, соответствующие номеру цеха, участка, рабочего
места, где выполняется данная технологическая операция. При
ответе на пункт «Опер» строки А записывают номер технологи-
ческой операции 005, 010 и т.д. Затем указывают код операции
(четырехзначное число) и краткое название операции, образуе-
мой от наименования станка, на котором выполняется данная
операция, выраженной именем прилагательным. При ответе на
последний пункт «обозначение документа» строки А указывают
«ИОТ 52, 96», что означает «Инструкция по охране труда и номе-
ра этих инструкций 52, 96». Эти инструкции рабочий должен
изучить прежде, чем приступить к выполнению самой операции.
Для разных технологических операций номера инструкций раз-
личаются.
После ответа на пункты строки А перед свободными циф-
рами 04, 05 ставят букву Б, что означает наш ответ на пункты
строки Б (код, наименование оборудования, см коды профессий,
Р, УТ, КР, КОИД, ЕН, ОП, Кцп., Тп.3 и Тш). Ответив на пункты
строк А и Б для операции 005, приступают к ответу на пункты
строк А и Б для следующих технологических операций 010, 015 и
т.д. в описанной выше последовательности до конца технологи-
ческого маршрута обработки.
Карта эскизов (форма 7) оформляется на технологические
процессы, операции и переходы с соблюдением или без соблюде-
ния масштаба, с примерным соблюдением пропорций и указани-
ем элементов обрабатываемых поверхностей.
17
Обрабатываемые элементы поверхности выделяются
утолщенной линией, равной 2...3 S (ГОСТ 2.303-68), где S -
толщина контурной линии поверхности.
Изображать изделие па операционных эскизах необходи-
мо в конечном положении обработки изделия (рабочем поло-
жении). Если эскиз детали, изделия разработан к нескольким
операциям, допускается изображать изделия на эскизе в нера-
бочем положении.
Изображение изделия на карте эскизов должно содержать
номинальные размеры с квалитетами точности и предельными
отклонениями, обозначение допускаемых погрешностей формы
в продольном и поперечном сечениях, погрешности во взаим-
ном расположении поверхностей. На эскизе указывают шеро-
ховатость и волнистость, получаемые после обработки, а также
базы, опоры, зажимы и установочно-зажимные устройства, не-
обходимые для выполнения операции. Обрабатываемые по-
верхности изображаются жирными контурными линиями, что
облегчает восприятие информации о содержании конкретной
операции.
Все размеры обрабатываемых поверхностей должны
иметь предельные отклонения по ГОСТ 2.307-68 и ГОСТ 2.308-79.
Требуемую шероховатость поверхности после обработки
можно указывать численными значениями среднеарифме-
тического отклонения профиля Ra или высоты микронеровно-
сти Rz, используя область предпочтительного применения.
Обозначение опор, зажимов, установочных зажимных
устройств, средств технологического оснащения И т.п. следует
выполнять в соответствии с требованиями действующих госу-
дарственных и отраслевых стандартов.
18
На эскизах к операциям все обрабатываемые поверхности
или их конструктивные элементы условно нумеруют арабскими
цифрами. Номер размера или конструктивного элемента обраба-
тываемой поверхности проставляется в окружности диаметром
6-8 мм и соединяется с размерной или выносной линией. При
этом размеры, предельные отклонения обрабатываемой поверх-
ности в тексте содержания операции или перехода не указываются.
Операционную карту (форма 3) заполняют после оформле-
ния маршрутной карты и карты эскизов. Верхнюю часть опера-
ционной карты заполняют так же, как и для маршрутной карты.
Основное То, вспомогательное Тв, подготовительно-заключи-
тельное Тпз и штучное Тш или штучно-калькуляционное Тшк время
заносят в операционную карту после нормирования технологиче-
ской операции.
Перед тем, как раскрыть содержание выполняемой опера-
ции, формулируют указание: «Установить, закрепить заготовку»,
например, в трехкулачковом самоцентрирующем патроне или
другом станочном приспособлении. В вертикальном столбце «Тв»
цифрами указывают вспомогательное время, отводимое на уста-
новку и закрепление заготовки.
Если обрабатывают заготовку на многопозиционном металло-
обрабатыващем станке с несколькими суппортами, то содержание
операции раскрывают для каждой позиции и каждого суппорта.
Описывают технологическую операцию в последовательно-
сти: О, Т и Р. Символы О, Т, Р пишут перед цифрами 03,04 и т.д.
При заполнении информации на строке, имеющей символ
«0», запись следует выполнять в технологической последова-
тельности по всей длине строки с возможностью переноса на по-
следующие строки.
19
При заполнении информации на строке, имеющей символ
«Т», следует руководствоваться требованиями классификато-
ров, приведенными в разд. 3.
При заполнении информации на строке Р указывают раз-
меры обрабатываемой поверхности, расчетную дину обработ-
ки, глубину резания, число проходов, численные значения по-
дачи, частоты вращения, скорости резания, вспомогательного и
основного времени на выполнение операции.
При оформлении карт технического контроля (ГОСТ
3.1502-85, форма 2) необходимо учитывать следующие услов-
ные сокращения (обозначения):
Код средств ТО Наименование средства ТО Объем и ПК - код, обозначение средств технического ос- нащения (СТО) по классификатору; - краткое наименование средства технического оснащения; - объем контроля (в шт.; %) и периодич- ность контроля (ПК) (в час, в смену и т.д.);
TJTe - основное или вспомогательное время на переход;
Обозначение — обозначение инструкции по охране труда.
йот
Коды заготовок, технологических операций, профессий
рабочих, режущего, измерительного инструмента и оснастки
для машиностроения приведены в прил. 1 - 6.
Пример правильного оформления комплекта технологи-
ческой документации приведен в прил. 7 для детали «Колесо
цилиндрическое прямозубое».
При расчете режимов резания на литые заготовки из серо-
го чугуна необходимо руководствоваться прил.8, при выборе
марки твердого сплава - прил.9, технические требования к ста-
ночным приспособлениям приведены в прил. 10.
20
1.3. Пример записи содержания
технологических переходов
Эскиз
Запись перехода полная и
_______сокращенная______
Точить (шлифовать, прите
реть, полировать и т.д.) по-
верхность, выдерживая раз
меры 1 и 2
Точить (шлифовать, прите
реть, полировать и т.д.) по-
верхность 1
Точить (шлифовать, прите
реть, полировать и т.д.) по
верхность, выдерживая раз
меры 1 - 4
Точить (шлифовать, поли
ровать и т.д.) выточку 1
21
22
Эскиз
Запись перехода полная и
_______сокращенная._______
Точить (шлифовать, полиро-
вать и т.д.) криволинейную
поверхность 1
Расточить (зенкеровать,
шлифовать, полировать и
т.п.) галтель, выдерживая
размеры 1 - 3
Расточить (зенковать, шли-
фовать, полировать и т.п.)
галтель!
Отрезать две заготовки,
выдерживая размер 1
Отрезать, две заготовки 1
23
24
Эскиз
Запись перехода полная и
сокращенная
Расточить канавку, выдержи-
вая размеры 1 - 3
Расточить канавку 1
2. СХЕМЫ ОБРАБОТКИ И РАСЧЕТНЫЕ ФОРМУЛЫ
2.1. Точение и растачивание
Li D-d г , , ,
Т —----; t —-----L — I + Zi + /т.
° nS0 2 * 1 2
1. Обтачивание и растачивание цилиндрических поверх-
ностей резцами: а - напроход; б, в - в упор (до уступа)
25
2. Растачивание отверстий однорезцовой борштангой
(оправкой)
26
3. Снятие фасок
27
28
2.2. Сверление, зенкерование и развертывание
?;= 4-;Л = / + /'+/2-
«50
1. Центрование, сверление в упор и напроход
2. Рассверливание в упор и напроход
29
28
2.2. Сверление, зенкерование и развертывание
nSo
1. Центрование, сверление в упор и напроход
2. Рассверливание в упор и напроход
29
3. Зенкерование в упор и напроход
4. Развертывание в упор и напроход
5. Развертывание конических отверстий
30
2.3. Резьбонарезание и резьбофрсзерование
то =р-+- — -Л
[пР пвспР)
где Р - шаг резьбы. При нарезании резьбы на станках с авто-
матическим циклом Тп = (i + 0,5 ).
пР
1. Нарезание резьбы резцом
2. Нарезание резьбы машинными метчиками
31
Т — + ^всп
° ~ пР
где Lecn - длина вспомогательного хода метчика.
3. Нарезание резьбы плашками
пР
г L
самораскрывающимися головками 10 = —
пР
32
4. Фрезерование резьбы гребенчатой (групповой) фрезой
Т„ — ;L — l\ +1S" — ПтмnZn nS ,
и 1 р р 2
где Пфр - частота вращения фрезы, мин’1; гфр - число зубь-
ев фрезы; Sz - подача на зуб.
2.4. Фрезерование
L
Т
о
1. Фрезерование цилиндрическими фрезами
33
2. Фрезерование дисковыми фрезами
34
5. Фрезерование шпоночных пазов
35
- при маятниковой подаче
- при глубинном способе фрезерования (ползучей подаче)
6. Фрезерование Т-образных пазов
36
7 Фрезерование шлицев червячной фрезой
в. Фрезерование плоскостей на станках с круглым сто-
лом
, где Dp - диаметр наибольшей OK-
Т =
° S
ружности, описанной по габаритам фрезеруемых заготовок;
Q - число заготовок?размещенных на столе.
37
9 . Многошпиндельное продольное фрезерование на
станке с вертикальными и горизонтальными шпинделями
Г„=А,-Д = /4./,+/р1+/р2+/,./, =0.5£>,;
О “
12 =0,5Г>5
-------------------------
10. Фрезерование торцев (а) и центрование заготовок на
38
при фрезеровании
при центровании
т = —
° Sm
т = —
° nS
м
2.5. Строгание и долбление
Т =
л о
---+ +12
п2х$2х
1. Строгание плоскостей на поперечно-строгальных, про-
2. Строгание направляющих типа «ласточкин хвост»
39
3. Строгание пазов и канавок мерным резцом
4. Долбление шпоночных пазов
40
2.6. Шлифование
1. Круглое наружное шлифование методом продольной
подачи на проход (а) и в упор (б)
2. Круглое наружное врезное шлифование
41
т
о
L „ , D-d
- - -К; L- а = — -
^д^ рад
3. Круглое внутреннее шлифование методом продольной
подачи: сквозных (а); в упор (б)
4. Врезное шлифование торцев
42
To=—^—K;L = a.
ndSo
5. Плоское шлифование переферией круга на станках с
прямоугольным столом
Г =----- - - i; i=~~; L = B + Bk+W.
S„BKn2xQ S...
43
6. Бесцентровое круглое наружное шлифование:
- метод поперечной подачи
LK
- —”д =
пвкд рад
пвк^вк
D
D-d
2
о
а =
где DeK - диаметр ведущего круга;
- метод продольной подачи
44
7. Шлифование шлицевых валов
„ _ 2 Liz . _ а
° ~ 1000И’ 1 ~ ~sin~S^
при шести шлицах а = 60"; sin60° = 0,866;
при восьми шлицах а = 45°; sin45° = 0,707.
45
8. Резьбошлифование:
- однониточным кругом
вспомогательный ход;
- коэффициент, учитывающий
- многониточным кругом
То = где 1,5 - коэффициент, учитывающий вы-
$ радпд
хаживание; L = а
46
2.7. Протягивание
1. Протягивание гладких, шлицевых отверстий и шпо-
ночных пазов
где Vnp - скорость протягивания; Vec„ - скорость вспомогатель-
ных ходов протяжки.
2. Калибрование отверстий прошивкой
То =----------; L = 1тош + /] ;1\ = 30 50лш.
1000|/v„,
47
2.8. Зубонарезание
1. Зубофрезерование цилиндрических зубчатых колес
червячными фрезами
т = Liz
nSoq '
где q - число
Z = B + l\ +I2; Для косозубых колес L -
заходов фрезы: для прямозубых колес
п
—-'Ml*.
cos р
2. Зубофрезерование червячных колес методом радиаль-
ной подачи
48
То =------ — ;L = 3mz, где 3m - длина прохода на один
п$ р адЧ
зуб; q - число заходов фрезы.
3. Зубофрезерование червячных колес методом танген-
циальной подачи
То = —-— ;L = 3mzjz, vjis q - число заходов фрезы;
п8оЯ
3myfz - длина прохода на один зуб.
4. Зубодолблснис методом обкатки
То = ———;L = 1,\лтг;
n2xS2x
где П2Х - число двойных ходов долбяка; L - В + /j + /2; при
модуле до 3; // = 4 мм; при модуле m = 4-?5; li = 5 мм; при m =
49
- 6~7; // = 6 мм; при т 8^9; // 8 мм; при т - 10-Н2; // - 10
мм.
5. Зубострогание конических зубчатых колес зубостро-
гальными резцами
То - ; Tz - время обработки одного зуба.
60
6. Шевингование зубьев цилиндрических колес
50
Li zzwn
lo — —, где 8M — ,• здесь гш - число зубьев шевс-
'-'.м ZK
pa; zK - число зубьев колеса; L = В + 1\; I/ = 3 мм.
7. Зубошлифование цилиндрических колес методом об-
катки червячным шлифовальным кругом
при а = 20°Х= 1,462; при «= 15°К= 1,932; L =В + 6 мм.
51
То - T,Li;L = z + К, где К - поправочный коэффици-
ент, зависящий от модуля; при m 1,254-2,5 К= 3; при m -
= 2,754-4 = 4; при от = 5-6 Д'= 5.
2.93аготовительные операции
1. Отрезка заготовок сегментными пилами
при фрезеровании при центровании
- 7 = .А'.
S.m ° nSM
2. Фрезерование торцев и центрование заготовок на дву-
сторонних фрезерно-центровальных полуавтоматах
52
3. КОДИРОВАНИЕ ЗАГОТОВОК, ОПЕРАЦИЙ,
ПРОФЕССИЙ, РЕЖУЩЕГО, ИЗМЕРИТЕЛЬНОГО
ИНСТРУМЕНТА И ПРИСПОСОБЛЕНИЯ
3.1. Указатель кодирования видов заготовок
(выборочно)
Код 09 3401 09 3402 09 5002 Наименование - катанка качественная; - катанка легированная; - прокат из стали с пределом текучести 450 - 750 МПа;
09 501Х - сталь сортовая конструкционная (без подшип- ников);
09 503Х 09 504Х 09 56ХХ - сталь сортовая конструкционная углеродистая; - сталь сортовая конструкционная легированная; - сталь сортовая конструкционная подшипнико- вая;
09 58ХХ - сталь сортовая конструкционная никельсодер- жащая;
09 8ХХХ 13 1ХХХ - прокат листовой качественный; - трубы стальные горячедеформированные глад- кие;
13 4ХХХ - трубы тянутые бесшовные углеродистые и ле- гированные;
13 5ХХХ - трубы тонкос тенные бесшовные (без нержа- веющих);
41 111Х 41 112Х 41 113Х 41 121Х - литье (отливки) из ковкого чугуна; - литье (отливки) из серого чугуна; - литье (отливки) из высокопрочного чугуна; - литье (отливки) из углеродистой стали;
53
41 122Х - литье (отливки) из низколегированной конст- рукционной стали;
41 123Х - литье (отливки) из легированной конструкци- онной стали;
41 131Х 41 132Х 41 133Х 41 134Х 41 135Х 41 1701 - литье (отливки) из алюминиевых сплавов; - литье (отливки) из магниевых сплавов; - литье (отливки) из сплавов на медной основе; - литье (отливки) из цинковых сплавов; - литье (отливки) из титановых сплавов; - литье (отливки) в формы с применением пла- стичных и сыпучих самотвердеющих смесей на синтетических смолах;
41 1702 - литье (отливки) кокильное и центробежное не- прерывным способом;
41 2002 - штамповки горячие, изготовляемые методом выдавливания;
41 2003 - штамповки горячие, изготовляемые на криво- шипных горячештамповочных прессах;
41 2009 - штамповки горячие - кольцевые заготовки, из- готавливаемые раскаткой;
41 211Х 41 212Х 41 213Х 41 215Х - штамповки горячие из черных металлов; - поковки из проката черных металлов; - поковки из слитков черных металлов; - штамповки холодные объемные из черных ме- таллов;
41 221Х 41 222Х - штамповки горячие из цветных металлов; - поковки из слитков цветных сплавов.
54
3.2 .Указатель терминов и кодов операций
с соответствующими кодами оборудования
Наименова- ние операции Код опера- ции Код оборудо- вания Примечание
Агрегатная 4101 38 1881 38 1882 38 1883 38 1884 38 1885 38 1887 38 1886 38 1888 Станки горизонталь- ные односторонние Станки горизонталь- ные двухсторонние Станки горизонталь- ные трехсторонние Станки горизонталь- ные четырехстронние Станки вертикальные одностоечные Станки вертикальные многостоечные Станки вертикальные двухстоечные Станки с вертикаль-ной и горизонтальной го- ловками
Алмазно- расточная 4224 38 126Х
Балансиро- вочная 4104 38 1878
Барабанно- фрезерная 4265 38 167Х
55
Наименова- ние операции Код опера- ции Код оборудо- вания Примечание
Бесцентрово- шлифовальная 4134 38 1314
Болтонарез- ная 4107 38 1731
Вальцетокар- ная 4118 38 1815
Вальцешли- фовальная 4142 38 1839
Вертикально- протяжная 4182 38 1753 38 1754 Станки для внутренне- го протягивания Станки для наружного протягивания
Вертикально- расточная 4222 38 1262 38 1213 Станки для сверления диаметром до 12 мм Станки для сверления диаметром до 18 мм и свыше
Вертикально- фрезерная 4261 38 1611 38 1612 38 1861 Станки консольные Станки с крестовым столом Станки специальные и специализированные
Вибро- абразивная 4196 38 1775
56
Наименование операции Код опера- ции Код оборудо- вания Примечание
Внутри- шлифоваль- ная 4132 38 1312
Г айконарез- ная 4106 38 1732
Горизонталь- но-протяжная 4181 38 1751
Горизонталь- но-расточная 4221 38 1261
Горизонталь- носверлиль- ная 4122 38 1829
Горизонталь- но-фрезерная 4268 38 1621 38 1631 38 1632 Станки горизонтально- фрезерные, консольные (кроме уни-версальных) Станки горизонтально- фрезерные, консоль- ные, универсальные с поворотным столом Станки горизонтально- фрезерные широкоуни- версальные с поворот- ной головкой, ширина стола до 320 мм
57
Наименование операции Код опера- ции Код оборудо- вания Примечание
Гравироваль- 4268 38 1634 38 1641 Станки горизонталь- но-фрезерные широ- коуниверсальные (ин- струментальные)
но-фрезерная Гравировал ьно- 7255 38 1741
электрохими- ческая Доводочно- ХХХХ 38 1837
притирочная Долбежная 4175 38 1718
Зубодолбеж- 4152 38 1571 Станки зубодолбеж-
ная Зубозакруг- 4156 38 1575 ные для цилиндриче- ских колес
ляющая Зубообраба- 4162 38 185Х
тывающая специальная Зубоприти- 4158 38 1578
рочная Зубопротяж- 4155 38 1573
ная
58
Наименование операции Код опера- ции Код оборудо- вания Примечание
Зубостро- гальная 4154 38 1520 38 1573 38 1521 Станки зубострогаль- ные для конических колес Станки зубострогаль- ные для цилиндриче- ских колес Полуавтоматы зубо- строгальные для пря- мозубых конических колес
Зубофрезер- ная 4153 38 1572 38 1522 38 1523 Полуавтоматы зубо- фрезерные для цилин- дрических колес Полуавтоматы зубо- резные для прямозу- бых конических колес Полуавтоматы зубо- резные для кониче- ских колес с круглы- ми зубьями
Зубохонинго- вальная ХХХХ 38 1574
Зубошевинго- вальная 4157 38 1574
59
Наименова- ние операции Код опера- ции Код оборудо- вания Примечание
Зубо шлифо- вальная 4151 38 1561 Полуавтоматы зубо- шлифовальные для цилиндрических ко- лес, работающие аб- разивным червяком
38 1562 Полуавтоматы зубо- шлифовальные для цилиндрических ко- лес, работающие ко- ническими кругами
38 1563 Полуавтоматы зубо- шлифовальные для цилиндрических ко- лес, работающие та- рельчатыми кругами
38 1564 38 1565 Станки полуавтоматы для шлифования зубь- ев долбяков, шеверов и измери- тельных колее Полуавтоматы зубо- шлифовальные для цилиндрических ко- лес, работающие про- фильным кругом
60
Наименование операции Код опера- ции Код оборудо- вания 11римечание
Карусельно- 4264 38 1567 38 1568 38 1674 Полуавтоматы зубо- шлифовальные для прямозубых кониче- ских колес Полуавтоматы зубо- шлифовальные для конических колес с круглыми зубьями Полуавтоматы кару-
фрезерная Карусельно- ХХХХ 38 1839 сельно-фрезерные
шлифоваль- ная Контрольная 0220 Кон троль линейных
Контрольная 0225 0230 размеров Контроль размеров криволинейных по- верхностей Контроль отклонения
0240 расположения по- верхностей Контроль отклонения формы поверхностей
61
Наименова- ние операции Код опера- ции Код оборудо- вания Примечание
Контрольная 0245 Контроль цилиндрич- ности
0250 Контроль угловых размеров
0255 Контроль шерохова- тости
0260 Контроль резьбовых соединений
0265 Контроль шлицевых соединений
0270 Контроль зубчатых передач
0290 Контроль червячных передач
Координатно- расточная 4223 38 1263
Координатно- шлифоваль- ная 4136 38 1318
62
Наименова- ние операции Код опера- ции Код оборудо- вания Примечание
Копироваль- но-фрезерная 4267 38 1642 38 1644 Станки вертикальные для контурного и объ- емного копирования Станки горизонталь- ные
Круглошли- фовальная Маркировоч- ная (клеймение) 4131 0180 38 1311
Нанесение покрытия 5182 5162 5163 Азотирование Хромирование Покрытие цинком
Обдирочно- шлифоваль- ная 4137 38 1332 Станки с горизон- тальным шпинделем
Отделочная 4190 38 1639
Электрохи- мическая 7261 38 1741
63
Наименование операции Код опера- ции Код оборудо- вания 11римечание
Плоскошлифо- 4133 38 1313
вальная
Полировальная 4191 38 1337
Поперечно- 4172 38 1715
строгальная Правильная 0111 38 2777
Продольно- 4171 38 1713
строгальная Продольно- 4263 38 1661 Станки одностоеч-
фрезерная 38 1663 ные с горизонталь- ным шпинделем Станки одностоеч- ные с горизонталь- ными и вертикаль- ными шпинделями
38 1667 Станки двухстоеч- ные с поперечиной Шпиндели горизон- тальные и верти-
кальные
Протяжная 4180 38 1756 Полуавтоматы и ав- томаты непрерывно- го действия с пере- мещающимся инст- рументом
64
Наименова- ние операции Код опе- рации Код оборудо- вания Примечание
Радиально- 4123 38 1757 38 1758 38 1217 Полуавтоматы и авто- маты непрерывного действия с переме- щающимися изделиями Полуавтоматы шпо- ночно-протяжные
сверлильная Расточная 4220 38 126Х
Резьбонакат- 4108 38 2424 Автоматы резьбонакат-
нал Резьбонарез- 7272 38 1879 38 1743 ные Станки резьбонакатные
ная Электроэро- 4271 38 1623 Станки электроэрозион-
зионная Резьбофре- 7272 38 1743 ные
зерная Резьбошли- 4135 38 1316
фовальная Сверлильная 4120 38 121Х
Сверлильно- ХХХХ 38 1825
центроваль- ная Слесарная 0190
65
11аименова- ние операции Код опера- ции Код обору- дования Примечание
Строгальная 4170 38 1701
Суперфи- нишная 4193 38 1836
Термическая 5010 5130 5140 5150 5181 Отжиг Закалка Отпуск Старение Науглероживание
Токарная 4110 38 1101
Токарная ав- томатная 4112 38 1111 38 1113 38 1114 38 1115 Автоматы и полуавто- маты прутковые одно- пшиндельные Автоматы и полуавто- маты многошпиндель- ные Полуавтоматы горизон- тальные многошпин- дельные патронные Полуавтоматы много- резцовые и копировальные
Токарная 1 специальная 4118 38 181Х
66
Наименова- ние операции Код опе- рации Код оборудо- вания Примечание
Токарная бес- центровая хххх 38 1819
Токарновин- торезная 4114 38 1148 38 1151 Для изделий до 1800 мм Для изделий свыше 3000 мм
Токарно- карусельная 4113 38 1151 38 1159
Токарно- копироваль- ная 4117 38 1115
Токарно- револьверная Транспортная 4111 38 1131 38 1133 38 1138 0401 Токарно-револьверный с вертикальной осью револьверной головки Токарно-револьверный с горизонтальной осью револьверной головки Полуавтоматы токарно- револьверные
Фрезерная 4260 38 16ХХ
Фрезерная специальная 4272 38 186Х
67
Наименова- ние операции Код опера- ции Код оборудо- s вания Примечание
Фрезерно- отрезная ХХХХ 38 1765
Фрезерно- центроваль- ная 4269 38 1825
Хонинговаль- ная 4192 38 1836
Центрошли- фовальная ХХХХ 38 1839
Шлифоваль- ная 4130 38 13IX
Шлицефре- зерная ХХХХ 38 1672
Шлицешли- фовальная ХХХХ 38 1315
Шпоночно- фрезерная ХХХХ 38 1671
Примечание. В случае применения специальных,
не указанных в извлечениях из классификатора, операций в
маршрутной карте на соответствующем месте указывается
«ХХХХ», в графе «Оборудование» (код, наименование и ин-
вентарный номер) указывается «XX ХХХХ».
68
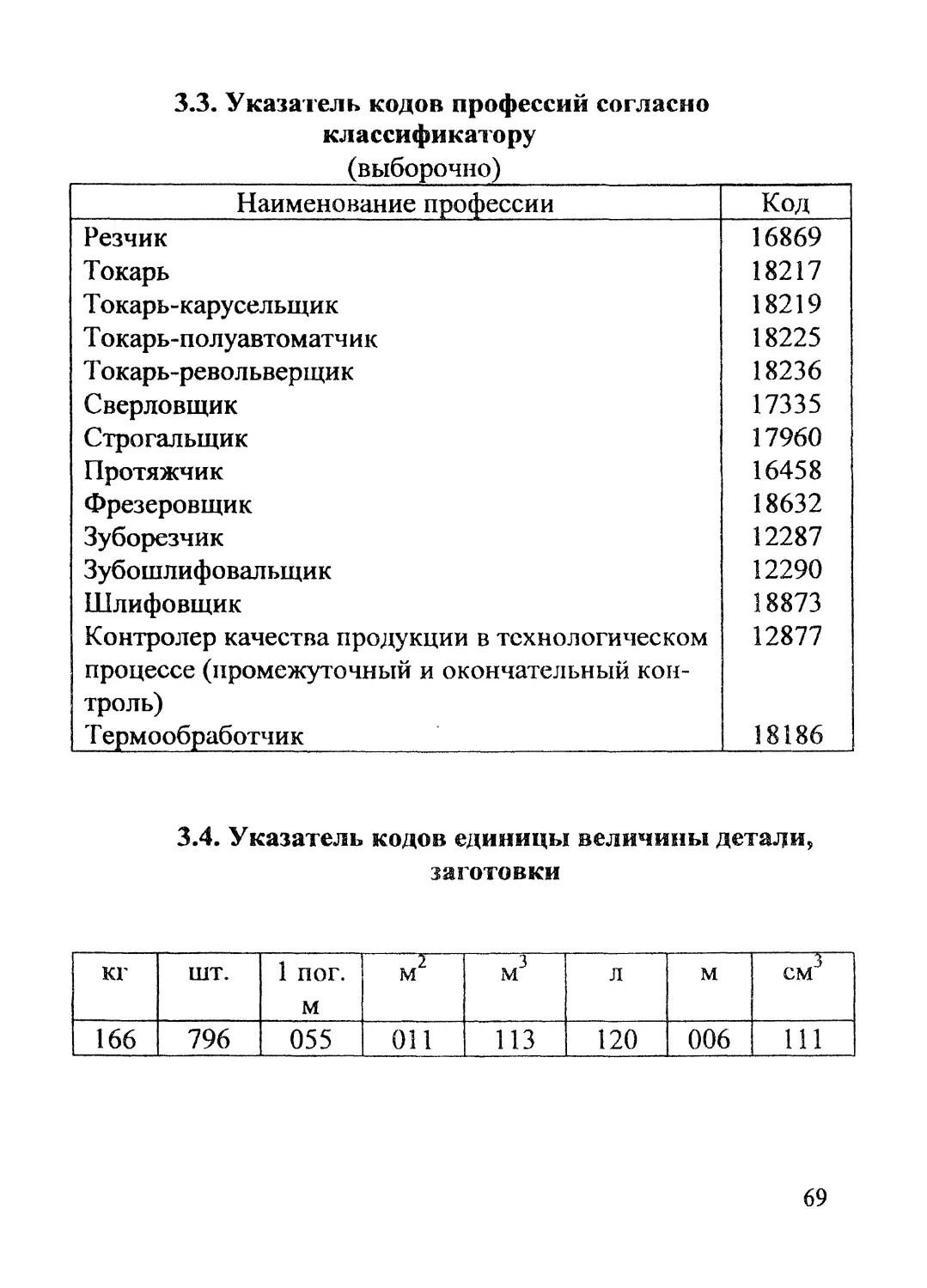
3.3. Указатель кодов профессий согласно
классификатору
(выборочно)
Наименование профессии Код
Резчик 16869
Токарь 18217
Токарь-карусельщик 18219
Т окарь-полуавтоматч ик 18225
Токарь-револьверщик 18236
Сверловщик 17335
Строгальщик 17960
Протяжчик 16458
Фрезеровщик 18632
Зуборезчик 12287
Зубошлифовалыцик 12290
Шлифовщик 18873
Контролер качества продукции в технологическом 12877
процессе (промежуточный и окончательный кон-
троль)
Термообработчик 18186
3.4. Указатель кодов единицы величины детали,
заготовки
КГ шт. 1 пог. м м2 м3 Л м см3
166 796 055 011 113 120 006 111
69
3.5. Указатель кодов режущего инструмента
Сверла из быстрорежущей стали спиральные общего
назначения с цилиндрическим хвостовиком
39 1213 - средней серии правые;
39 1217-е удлиненной рабочей частью.
Сверла из быстрорежущей стали спиральные общего
назначения с коническим хвостовиком
39 1221 - нормальной длины;
39 1222 - длинные и удлиненные.
Сверла из быстрорежущей стали спиральные для
определенных материалов
39 1231 - легких сплавов (с цилиндрическим хвостови-
ком);
39 1232 - легких сплавов (с коническим хвостовиком);
39 1235 - чугуна.
Сверла из быстрорежущей стали
39 1241 - комбинированные;
39 1242 - центровочные;
39 1243 - конические;
39 1244 - ступенчатые.
Сверла из быстрорежущей стали для глубоких отвер-
стий
39 1251 - спиральные с отверстиями для охлаждения и
патронами;
39 1253 - кольцевые;
39 1254 - перовые.
Сверла твердосплавные (кроме спиральных)
39 1263 - спиральные цельные с цилиндрическим хво-
стовиком средней серии;
39 1264 - спиральные цельные с цилиндрическим хво-
стовиком малоразмерные;
70
39 1265 - спиральные с коническим хвостовиком мало-
размерные;
39 1266 - спиральные с припаянными пластинками и ци-
линдрическим хвостовиком.
Сверла спиральные с припаянными пластинками
39 1267 - с коническим хвостовиком;
39 1268 - центровочные и другие комбинированные;
39 1271 - специальные из быстрорежущей стали;
39 1272 - специальные твердосплавные.
Метчики
39 1303 - из сложнолегированных быстрорежущих ста-
лей;
39 1311 - для метрической резьбы;
39 1312 - для цилиндрической трубной резьбы;
39 1335 - для конической трубной резьбы;
39 1336 - для трапецеидальной резьбы;
39 1360 - метчики специальные.
Плашки
39 1510 - плашки резьбонарезные круглые;
39 1511 - для метрической резьбы до Ml6 включительно;
39 1512 - для метрической резьбы свыше М16;
39 1513 - для трубной цилиндрической резьбы;
39 1516 - плашки специальные.
Зенкеры
39 1603 - из сложнолегированных быстрорежущих ста-
лей;
39 1611 - с цилиндрическим хвостовиком;
39 1612 - с коническим хвостовиком цельные;
39 1613 - с коническим хвостовиком сборные;
39 1614 - насадные цельные;
39 1615 - насадные сборные;
39 1620-твердосплавные;
71
39 1612 - твердосплавные с цилиндрическим хвостови-
ком цельные;
39 1622 - с припаянными пластинками и коническим
хвостовиком;
39 1623 - с коническим хвостовиком сборные;
39 1624 - насадные с припаянными пластинками;
39 1625 - насадные сборные.
Зенковки конические
39 1631 - из быстрорежущей стали 60°;
39 1632 - из быстрорежущей стали 75°;
39 1633 - из быстрорежущей стали 90°;
39 1634 - из быстрорежущей стали 120°;
39 1636 - твердосплавные.
Зенковки подрезные
39 1641 - из быстрорежущей стали односторонние;
39 1642 - из быстрорежущей стали двухсторонние;
39 1643 - твердосплавные односторонние;
39 1644 - твердосплавные двухсторонние;
39 1650 - зенковки цилиндрические под крепежные де-
тали;
39 1652 - из быстрорежущей стали с цилиндрическим
хвостовиком;
39 1653 - из быстрорежущей стали с коническим хвосто-
виком;
39 1654 - из быстрорежущей стали насадные;
39 1655 - твердосплавные с коническим хвостовиком;
39 1657 - твердосплавные насадные;
39 1681 - зенкер специальный из быстрорежущей стали;
39 1682 - зенкер специальный из твердого сплава.
72
Развертки
39 1701 - твердосплавные цельные;
39 1703 - из сложнолегированных быстрорежущих ста-
лей;
39 1721 - машинные из быстрорежущей стали с цилинд-
рическим хвостовиком;
39 1722 - с коническим хвостовиком цельные;
39 1723 - с коническим хвостовиком сборные;
39 1724 - с цилиндрическим хвостовиком с удлиненной
рабочей частью;
39 1725 - с коническим хвостовиком с удлиненной рабо-
чей частью;
39 1741 - твердосплавные с цилиндрическим хвостови-
ком цельные;
39 1742 - с коническим хвостовиком цельные;
39 1745 - насадные с напаянными пластинками;
39 1746 - насадные сборные с напаянными пластинками;
39 1751 - развертки конические с конусностями 1:50,
1:30, 1:20;
39 1754 - под конусы Морзе;
39 1755 - под конусы 1:15;
39 1756 - с другими конусностями.
Фрезы
39 1804 - твердосплавные сборные с механическим кре-
плением многогранных и круглых пластин;
39 1812 - из быстрорежущей стали зуборезные пальце-
вые;
39 1813 - червячные мелкомодульные для цилиндриче-
ских колес с эвольвентным профилем;
39 1814 - червячные модульные для зубчатых колес с
эвольвентным профилем;
39 1815 - червячные специальные;
73
39 1816 - червячные для шлицевых валов червяков,
39 1817 - червячные для нарезания звездочек;
39 1818 - резьбовые;
39 1819 - резьбовые специальные;
39 1820 - фрезы из быстрорежущих сталей;
39 1821 - концевые с цилиндрическим хвостовиком;
39 1822 - концевые с коническим хвостовиком;
39 1823 - концевые с резьбовым хвостовиком;
39 1826 - шпоночные с цилиндрическим хвостовиком;
39 1827 - шпоночные с коническим хвостовиком;
39 1828 - для Т-образных и сегментных пазов;
39 1831 - цилиндрические;
39 1832 - цилиндрические;
39 1833 - дисковые трехсторонние;
39 1834 - дисковые пазовые;
39 1835 - дисковые двухсторонние;
39 1837 - прорезные;
39 1842 - фрезы из быстрорежущих сталей угловые;
39 1843 - фрезы из быстрорежущих сталей фасонные;
разных профилей;
39 1851 - фрезы твердосплавные зуборезные цельные;
39 1852 - концевые цельные;
39 1853 - концевые, цилиндрические с припаянными
пластинками и коронками;
39 1854 - торцевые с припаянными пластинами;
39 1855 - торцевые сборные с механическим креплением
многогранников и круглых пластин;
39 1857 - цельные шпоночные, дисковые прорезные и
другие;
39 1858 - дисковые трехсторонние, двухсторонние, пазо-
вые с припаянными пластинами;
39 1881 - фрезы специальные из быстрорежущих сталей;
74
39 1882 - фрезы специальные твердосплавные.
Резцы токарные
39 2104 - твердосплавные сборные с механическим кре-
плением многогранных пластин;
39 2111 — из быстрорежущей стали проходные отогну-
тые;
39 2112 - из быстрорежущей стали проходные прямые;
39 2113 - из быстрорежущей стали проходные упорные,
подрезные, чистовые широкие;
39 2114 - из быстрорежущей стали отрезные;
39 2115 - из быстрорежущей стали прорезные, фасонные,
канавочные;
39 2116 - пазовые, фасонные, тангенциальные и копир-
ные;
39 2117 - из быстрорежущей стали копирные;
39 2119 - из быстрорежущей стали специальные;
39 2121 - из быстрорежущей стали расточные;
39 2123 - из быстрорежущих сталей строгальные;
39 2124 - из быстрорежущих сталей долбежные;
39 2125 - из быстрорежущих зубострогальные;
39 2128 - из быстрорежущих сталей специальные,в том
числе автоматные;
39 2131 - твердосплавные (напайные) проходные, под-
резные и резьбовые;
39 2133 - расточные;
39 2134 - отрезные;
39 2135 - прорезные фасонные пазовые, фасонные и дру-
гие;
39 2151 - твердосплавные сборные с механическим кре-
плением многогранных пластин проходные;
39 2152 - расточные;
39 2153 - резьбовые;
75
39 2171 - твердосплавный чашечный;
39 2181 - минералокерамическис токарные проходные;
39 2182 - расточные.
Протяжки
39 2311 - из быстрорежущих сталей круглые цельные с
одним хвостовиком;
39 2313 - из быстрорежущих сталей круглые сборные с
одним хвостовиком;
39 2315 - твердосплавные с одним хвостовиком;
39 2321 - из быстрорежущих сталей 3-гранные;
39 2322 - из быстрорежущих сталей 4-гранные;
39 2323 - из быстрорежущих сталей 5-гранные;
39 2324 - из быстрорежущих сталей 6-гранные;
39 2325 - из быстрорежущих сталей 8-гранные;
39 2326 - из быстрорежущих сталей фасонные;
39 2331 - шлицевые прямобочные из быстрорежущих
сталей с центрированием по наружному диаметру, цельные с
одним хвостовиком;
39 2335 - шлицевые прямобочные из быстрорежущих
сталей с центрированием по внутреннему диаметру, цельные с
одним хвостовиком;
39 2339 - протяжки шлицевые прямобочные твердо-
сплавные;
39 2341 - шлицевых из быстрорежущей стали с эволь-
вентным профилем центрированием по профилю зубьев, цель-
ные.
39 2342 - по профилю зубьев сборные;
39 2343 - по наружному диаметру цельные;
39 2344 - по наружному диаметру сборные;
39 2345 - шлицевые с т реугольным профилем;
39 2351 - шпоночные из быстрорежущей стали для пря-
мобочпых пазов;
76
39 2352 - для пазов с фасками;
39 2353 - твердосплавные;
39 2361 - протяжки плоские по стали;
39 2362 - протяжки плоские по стали и другие твердо-
сплавные;
39 2371 - прошивки круглые из быстрорежущей стали;
39 2372 - прошивки круглые твердосплавные;
39 2373 - шлицевые из быстрорежущей стали;
39 2374 - шлицевые твердосплавные.
Долбяки зуборезные, шеверы
39 2411 - долбяки прямозубые хвостовые;
39 2412 - прямозубые дисковые;
39 2413 - прямозубые чашечные;
39 2421 - шлицевые;
39 2423 - специальные долбяки;
39 2431 - шевер дисковый правый;
39 2432 - шевер дисковый левый;
39 2441 - червячный;
39 2442 - питчевый;
39 2451 - долбяки твердосплавные;
39 2452 - шеверы твердосплавные.
Головки зуборезные
39 2461 - головки зуборезные для конических колес с
прямыми зубьями;
39 2462 - головки зуборезные для конических колес с
круглыми зубьями;
39 2463 - головки зуборезные для специальных зубчатых
колес;
39 2464 - головки зубопротяжные для конических колес;
39 2465 - головки зубодолбежные.
77
Инструмент для зубонакатывания, резьбонакатывания
39 2491 - инструмент для горячей накатки цилиндриче-
ских зубчатых колес;
39 2492 - инструмент для холодной накатки и калибров-
ки цилиндрических зубчатых колес;
39 2493 - оснастка инструментальная для прокатки шли-
цевых валов (головки, ролики);
39 2510 - головки и плашки резьбонакатные, головки
резьбонарезные;
39 2511 - плашки резьбонакатные регулируемые типов
ВНГН, ВНГТ, РНГТ и др.;
39 2514 - головки резьбонарезные;
39 2525 - принадлежности к резьбонакатным и резьбо-
нарезным головкам;
39 2517 - головки винторезные;
39 2518 - гребенки круглые и плашки плоские к голов-
кам К, КА, КИ, КБ;
39 2519 - гребенки резьбонарезные плоские к головкам
типа РГТ (тангенциальные);
39 2520 - ролики резьбонакатные для метрических резьб;
39 2528 - ролики резьбонакатные для неметрических
резьб;
39 2542 - полотна ножовочные машинные;
39 2543 - головки хонинговальные;
39 2571 - резцы, оснащенные режущими элементами из
сверхтвердых композиционных материалов;
39 2580 - инструмент прочий режущий, специальный;
39 2581 - головки многорезцовые;
39 2582 - инструмент для комплектации станков завода
им. Орджоникидзе;
39 2584 - резцедержатели;
39 2620 - инструмент, работающий ударом;
78
39 2621 - молотки;
39 2625 - клейма цифровые и буквенные;
39 2901 - напильники разные.
Абразивные инструменты
39 7000 - инструмент алмазный из сверхтвердых мате-
риалов;
39 7110 - инструмент шлифовальный и полировальный
на органической связке;
39 7700 - инструмент из синтетических сверхтвердых
материалов на основе нитрида бора (эльбор);
39 7291 - пасты;
39 7710 - инструмент шлифовальный и полировальный
на органической связке;
39 7712 - круги плоские прямого профиля;
39 7713 - чашечные;
39 7714 - тарельчатые;
39 7715 - профильные;
39 7717 - головки, бруски, притиры;
39 7730 - инструмент шлифовальный и полировальный
на керамической основе.
3.6. Коды контрольно-измерительного инструмента, устройств, приспособлений 39 3110 - калибры гладкие, пробки; 39 3111 - полные; 39 3112 - неполные; 39 3113 - оснащенные твердым сплавом; 39 3121 - скобы гладкие, нерегулируемые 39 3122 - нерегулируемые, оснащенные твердым спла-
вом; 39 3123 - регулируемые; 39 3124 - регулируемые, оснащенные твердым сплавом;
79
393131 - калибры для конусов Морзе;
39 3133 - ролики для измерения среднего диаметра.
Для метрической резьбы
39 3141 - пробки диаметром 1 -150 мм;
39 3142 - пробки резьбовые твердосплавные;
39 3143 - пробки резьбовые диаметром свыше 150 мм;
39 3144 - кольца резьбовые для диаметра 1-150 мм;
39 3145 - кольца резьбовые диаметром свыше 150 мм;
39 3151 - калибры для дюймовой цилиндрической резь-
бы;
39 3152 - калибры для дюймовой конической резьбы с
углом профиля 60°;
39 3153 - трубная коническая резьба;
39 3154 - трубная цилиндрическая резьба;
39 3161 - трапецеидальные однозаходные пробки;
39 3162 - трапецеидальные однозаходные кольца.
Калибры для шпоночных и шлицевых прямобочных и
эвольвентных соединений
39 3181 - для шпоночных прямобочных соединений;
39 3182 - для шлицевых прямобочных соединений;
39 3183 - для шлицевых эвольвентных соединений;
39 3191 - пробки и их кольца для упорной резьбы;
39 3192 - скобы нерегулируемые со скошенными губка-
ми для наружных проточек, канавок.
Штангенциркули
39 3311 - с пределами измерений 125, 150, 160, 1000 и
1600 мм;
39 3312 - с пределами измерений 200, 2000 мм.
Штангенглубиномеры
39 3331 - с пределами измерений 160 мм;
39 3332 - с пределами измерений 200 мм;
393334-е пределами измерений 400 мм.
80
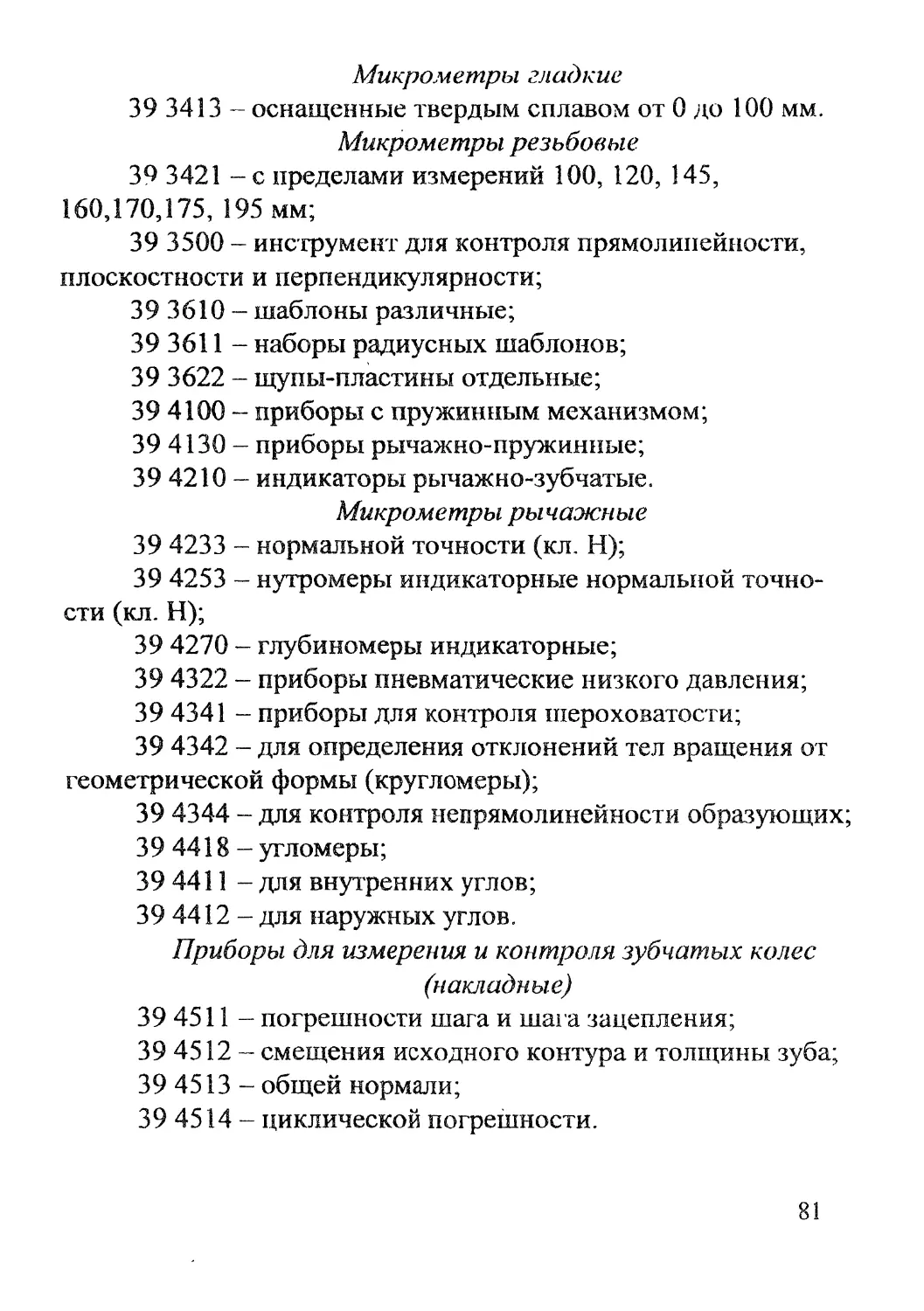
Микрометры гладкие
39 3413 — оснащенные твердым сплавом от 0 до 100 мм.
Микрометры резьбовые
39 3421 - с пределами измерений 100, 120, 145,
160,170,175, 195 мм;
39 3500 - инструмент для контроля прямолинейности,
плоскостности и перпендикулярности;
39 3610 - шаблоны различные;
39 3611 - наборы радиусных шаблонов;
39 3622 - щупы-пластины отдельные;
39 4100 - приборы с пружинным механизмом;
39 4130 - приборы рычажно-пружинные;
39 4210 - индикаторы рычажно-зубчатые.
Микрометры рычажные
39 4233 - нормальной точности (кл. Н);
39 4253 - нутромеры индикаторные нормальной точно-
сти (кл. Н);
39 4270 - глубиномеры индикаторные;
39 4322 - приборы пневматические низкого давления;
39 4341 - приборы для контроля шероховатости;
39 4342 - для определения отклонений тел вращения от
геометрической формы (кругломеры);
39 4344 - для контроля непрямолинейности образующих;
39 4418 - угломеры;
39 4411 - для внутренних углов;
39 4412 - для наружных углов.
Приборы для измерения и контроля зубчатых колес
(накладные)
39 4511 - погрешности шага и шага зацепления;
39 4512 - смещения исходного контура и толщины зуба;
39 4513 - общей нормали;
39 4514 - циклической погрешности.
81
Приборы для контроля зубчатых колес (станковые)
39 4521 - кинематической погрешности;
39 4522 - ИМР (измерения межосевого расстояния);
39 4523 - зубчатых колес многоцелевые;
39 4524 - направления зуба;
39 4526 - эвольвентомеры;
39 4527 - биениметры;
39 4528 - шагомеры;
39 4590 - приборы для измерения зубчатых колес раз-
ные;
39 4591 - колеса измерительные зубчатые цилиндриче-
ские;
39 4592 - колеса измерительные зубчатые конические.
Приборы активного контроля к шлифовальным станкам
39 4625 - торцешлифовальным;
39 4621 - круглошлифовальным;
39 4622 - внутришлифовальным;
39 4623 - плоскошлифовальным;
39 4624 - бесцентрово-шлифовальным ;
39 4626 - шлицешлифовальным;
39 4628 - бортикошлифовальным.
Приборы активного контроля к станкам
39 4631 - хонинговальным;
39 4632 - расточным;
39 4633 - фрезерным;
39 4634 - токарным;
39 4635 - прочим;
39 4666 - приборы для контроля деталей двигателей.
82
3.7. Коды технологической оснастки
для машиностроения
39 6110 - патроны токарные 3- и 4-кулачковые, включал
пневматические;
39 6111 - самоцентрирующиеся 3-кулачковые нормаль-
ной точности типа СТ;
39 6112 - пневматические 3-кулачковые;
39 6114 - 4-кулачковые с независимым перемещением
кулачков «ТН» прецизионного исполнения;
39 6113 - 4-кулачковые с независимым перемещением
кулачков «ТН» нормальной точности;
39 6131 - тиски машинные станочные;
39 6141 - головки делительные универсальные;
39 6161 - плиты магнитные;
39 6180 - оснастка УСП;
39 6181 - приспособления универсально-сборочные пе-
реналаживаемые;
39 6190 - оснастка для машиностроения прочная;
39 6191 - цилиндры пневматические;
39 2670 - инструмент вспомогательный для крепления
режущего инструмента;
39 2811 - патроны 3-кулачковые для сверл 0 до 6 мм;
39 2812 - патроны 3-кулачковые для сверл 0 до 10 мм;
39 2813 - патроны 3-кулачковые для сверл 0 до 13 мм;
39 2814 - патроны 3-кулачковые для сверл 0 до 16 мм;
39 2818 - предохранительные для метчиков.
Втулки
39 2831 - переходные всех видов и размеров;
39 2841 - центры упорные вращения № 2, 3;
39 2842 - центры упорные вращения № 4, 5;
83
39 2843 - центры упорные вращения № 6;
39 2844 - упорные жесткие № 2 - 5;
39 2845 - токарные твердосплавные № 2 - 5;
39 6190 - оснастка для машиностроения прочная;
39 2846 - поводковые;
39 2850 - державки для резцов;
39 2870 - инструмент зажимной прочий;
39 2871 - тиски слесарные верстачные.
3.8. Коды технологических переходов
(выборочно)
Код по КТО Код Выполняемое действие Код по КТО Код Выполняемое действие
4110- 4118 ЖН Вырезать 4150, 4159 БП Приработать
4170, 4175 2Я Долбить 4190, 4195 БТ Притереть
4130, 4242 ЛУ Заточить 4101, 4102 ГМ Развернуть
4130, 4137 6Г Зачистить 4110, 4118 ЖН Разрезать
4101, 4102 6И Зенкеровать 4101, 4102 ЖЯ Рассверлить, сверлить
4101, 4102 И5 Обработать 4101, 4102 ЛУ Расточить
4101, 4102 ЛУ Обточить 4150, 4154 лд Строгать
4101, 4102 ЖН Отрезать 4101, 4102 НД Фрезеровать
4190 4196 АК Полировать 4102, 4110 пм Шлифовать
84
4. СХЕМЫ БАЗИРОВАНИЯ ДЕТАЛЕЙ, НАНЕСЕНИЕ
ОБОЗНАЧЕНИЙ ОПОР, ЗАЖИМОВ И УСТРОЙСТВ
4.1. Схемы базирования деталей
Описание и схема установки
Теоретическая схема бази-
рования
В центрах с поводком с вращаю-
щимся центром и подвижным лю-
В центрах с плавающим центром в
поводковом патроне и неподвиж-
ным люнетом
В центрах с рифленым и вращаю-
щимся центром
85
Теоретическая схема бази-
рования
Описание и схема установки
В трехкулачковом самоцентри-
рующем патроне с базированием
по наружному диаметру без упора
В трехкулачковом патроне в раз-
жим с базированием по торцу
На жестокой центровой конусной
или цилиндрической оправке с на-
тягом в центрах с базированием по
отверстию
ш/ш.
86
Теоретическая схема бази-
рования
Описание и схема установки
На жесткой консольной оправке с
базированием по торцу
По обрабатываемой поверхности
при бесцентровом врезном шли-
фовании:
1 - шлифовальный круг; 2 - веду-
щий круг; 3 - заготовка; 4 - опора;
5 - продольный упор__________
На оправке с базированием по
торцу и креплением по отверстию
87
Теоретическая схема бази-
рования
Описание и схема установки
На жесткой оправке с креплением
по торцу
На оправке в разжим с базирова-
ние но отверстию
88
Описание и схема установки
Теоретическая схема бази-
рования
Крепление на оправке с гидропла-
стом
Базирование по отверстию по сфе-
рической опоре при протягивании
89
Описание и схема установки
Теоретическая схема бази-
Базирование по торцу и с жесткой
рования
опорой при протягивании
В машинных тисках
В призматических тисках
Крепление в призмах
90
Теоретическая схема бази-
рования
Описание и схема установки
На консольной оправке со шпон-
кой с базированием по торцу
На резьбовой консольной оправке
с базированием по резьбе
На разжимной консольной оправ-
ке с базированием по отверстию
rrWZZZ7///\
---------g
91
Теоретическая схема бази-
рования
Описание и схема установки
На разжимной консольной оправ-
ке с базированием по торцу
На жесткой конусной консольной
оправке с базированием по отвер-
стию
92
Описание и схема установки
Теоретическая схема бази-
рования
На плоскость, круглый и срезан-
ный пальцы с вертикальными ося-
В накладном кондукторе
93
Теоретическая схема бази-
рования
Описание и схема установки
По плоскости (на магнитной пли-
те)
П р и м е ч а н и е. На теоретических схемах базирования циф-
рами I - 6 обозначены опорные точки.
94
4.2. Нанесение обозначений опор, зажимов и установочных
устройств на схемах (ГОСТ 3.1107-81)
Наименование Примеры нанесения обозначе- ний опор, зажимов и устано- вочных устройств
Центр: неподвижный (гладкий)
рифленый
плавающий
вращающийся
обратный вращающийся с рифленой поверхностью — $
95
Наименование Примеры нанесения обозначе- ний опор, зажимов и устано- вочных устройств
Патрон поводковый X
Люнет: подвижный л: —
неподвижный _д
Оправка: цилиндрическая :^^77777777777
коническая, роликовая —
96
Наименование Примеры нанесения обозначе- ний опор, зажимов и устано- вочных устройств
резьбовая, цилиндрическая с наружной резьбой
шлицевая
цанговая
у. '/// / 7'У У/СУ///''/ //и /л/Zr-Z..
Опора регулируемая со сфе- рической выпуклой рабочей поверхностью — .. - —
97
Зажим пневматический с цили- ндрической рифленой рабо- чей поверхностью aAL
Обозначение обрагных центров следует выполнять в зеркальном
изображении.
Для базовых установочных поверхностей допускается приме-
нять обозначение
На схемах, имеющих несколько проекций, допускается на от-
дельных проекциях не указывать обозначения опор, зажимов и
установочных устройств относительно изделия, если их положе-
ние однозначно определяется на одной проекции.
Обозначение форм рабочих поверхностей наносят слева от обо-
значения опоры, зажима или установочного устройства.
Обозначение рельефа рабочих поверхностей наносят на обозна-
чение соответствующей опоры, зажима или установочного уст-
ройства.
98
5. ТИПОВЫЕ ТЕХНОЛОГИЧСКИЕ МАРШРУТЫ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
В УСЛОВИЯХ СЕРИЙНОГО ПРОИЗВОДСТВА
5.1. Технологический маршрут изготовления детали «Втулка»
г—|z|o.Q4|a|
1x45*
да.
Номер опера- ции Наименование и крат- кое содержание опера- ции Станок, оборудова- ние Оснастка
005 010 Рихтовочная. Править пруток Абразивно-отрезная. Отрезать заготовку - пруток 034 в размер 2000 Пресс И5526 Абразивно- отрезной 8Б242 Поддер- живаю- щее уст- ройство
99
Номер опера- ции Наименование и крат- кое содержание опера- ции Станок, оборудова- ние Оснастка
015 020 Токарная. Снять фаски под углом 20 ° с обоих концов прутка Токарная. Центровать торец под сверление, сверлить и зенкеровать отверстие 016Н7 до 015,79*0’! 1 под развер- тывание, точить по- верхность 028е8 до 028,4.0,13 под шлифова- ние, проточить канавки b = 3 и b = 4,7Н12, фас- ку окончательно. Отре- зать деталь в размер 40,5 Токарный ХС-151 Токарный автомат 1Е140 Наладка
025 Моечная. Промыть де- таль Моечная машина
030 Навесить бирку с номе- ром детали на тару
035 Токарная. Подрезать второй торец в размер 40, точить и расточить фаски. Развернуть от- верстие 016Н7(+О’О18) окончательно Токарно- револьвер- ный станок 1П340ПЦ Патрон цанговый Вкладыш 028
100
Номер опера- ции Наименование и крат- кое содержание опера- ции Станок, оборудова- ние Оснастка
040 045 050 055 Круглошлифовальная. Шлифовать поверх- ность 028е8(^,о7з‘0'040) с подшлифовкой торца окончательно Моечная. Промыть де- таль Контрольная Нанесение покрытия Круглош- лифоваль- ный ста- нок, 3M153E Моечная машина Плита по ГОСТ 10905-75 Оправка, центры, хомутик прибор активного контроля
Неуказанные предельные отклонения размеров: валов М4, ,7П4 отверстии Н14, остальных ±——
5.2. Технологический маршрут изготовления
цилиндрического зубчатого колеса со ступицей
Номер опера- ции Наименование и краткое содержа- ние операции Базирование Обору- дование
005 Заготовительная. Штамповать за- готовки
101
Номер
опера-
ции
010
015
020
Наименование и
краткое содержа-
ние операции
Термическая
(нормализация и
отпуск)
Токарная. Точить предварительно начисто с одной стороны по на- ружному диамет- ру, торцам и от- верстию
Токарная. Обра-
ботать с другой
стороны отвер-
стие под протя-
гивание, размер с
точностью по 7-
му квалитету,
торцы и наруж-
ный диаметр с
припуском под
чистовую ботку обра-
Базирование
Обору-
дование
Револь-
верный
станок с
ЧПУ или
патрон-
ный по-
луавто-
мат с
ЧПУ
То же
102
Номер опера- ции Наименование и краткое содержа- ние операции Базирование Оборудо- вание
025 Протяжная. Про- По торцу и от- Верти-
030 тянуть шлицевое отверстие комби- нированной про- тяжкой Зачистная. Зачис- тить заусенцы на торце шлицевого отверстия верстию кально- протяж- ной ста- нок Станок для зачи- стки за- усенцев
035 Токарная. Обра- ботать начисто базовым торцем (см. эскиз) А и наружную по- верхность венца: второй торец Б; биение торца не более 0,02 - 0,03 мм Установка на оп- равку по отвер- стию с базирова- нием по малому диаметру шлицев Токарный станок с ЧПУ
040 Зубофрезерная. Нарезать зубья (начерно) По базовому тор- цу и отверстию (на оправке) Зубофре- зерный станок
045 Зубофрезерная. Нарезать зубья (начисто) То же Зубофрезе- рный станок
103
Номер опера- ции Наименование и краткое содержа- ние операции Базирование Обору- дование
050 055 060 065 070 075 Зубозакругляю- щая. Закруглить зубья Шевинговальная. Шевинговать зу- бья колеса Круглоторцеш- лифовальная. Шлифовать на- ружный диаметр и торец на той же оправке, что и на операции 045, не снимая заготовки с оправки (станки устанавливают рядом) Моечная Контрольная Термическая (це- ментация, закал- ка, отпуск) Шлицевое отвер- стие по малому диаметру шлицев Шлицевое отвер- стие по малому диаметру (одна оправка для опе- раций 055 и 060) То же Зубозак- репляю- щий ста- нок Шевин- говаль- ный ста- нок Кругло- торцеш- лифо- вальный станок Моечная машина Стол контро- лера
104
Номер опера- ции Наименование и краткое содержа- ние операции Базирование Обору- дование
080 085 Внутришлифо- вальная. Шлифо- вать отверстие по малому диаметру шлицев (точность по 7-му квалите- ту) и базовый то- рец А Плоскошлифо- вальная. Шлифо- вать торец ступи- цы По наружному диаметру зубчато- го венца, профи- лированного на одной оправке, используемой при шевинговании зубьев на опера- циях 055 и 060 По торцу заготов- ки Внутри- шлифо- вальный станок с двумя шлифо- вальны- ми го- ловками Плоско- шлифо- вальный станок
105
Номер опера- ции Наименование и краткое содержа- ние операции Базирование Обору- дование
090 Зубошлифоваль- На оправке по ма- Зубо-
нал. Шлифовать лому диаметру шлифо-
зубья однократ- но. При малом короблении зубь- ев после терми- ческой обработки зубошлифование может быть заме- нено зубохонин- гованием. шлицев вальные станки
095 Моечная. По малому диа- метру шлицев на круглой гладкой оправке Зубохо- нинго- вальный станок
100 Контрольная — —
106
5.3. Технологический маршрут изготовления детали «Рычаг»
Номер опера- ции Наименование и краткое содержание операции Станок, обору- дование Осна- стка
005 Заготовительная. Отлить заготовку -
010 Обрубка и очистка от- ливки - -
015 020 Вертикально-фрезерная. Фрезеровать литники Навесить бирку с номе- ром детали Вертикально- фрезерный консольный 6Т13 Тиски
025 Вертикально-фрезерная плоскошлифовальная. Фрезеровать нижнюю То же Прис- по- соб-
плоскость с припуском под шлифование ление
107
Номер опера- ции Наименование и краткое содержание операции Станок, обору- дование Оснас- тка
030 Шлифовать нижнюю плоскость окончательно Плоскошлифо- вальный с пря- моугольным столом и гори- зонтальным шпинделем по- вышенной точ- ности ЗП722ДВ
035 Сверлильно-фрезерно- расточная. В первой по- зиции: фрезеровать по- верхность бобышек в размер 85 и 39 оконча- тельно, расточить отвер- стия 05ОН7, 035Н7 и фаски окончательно; зенковать выточку 042,5 окончательно. Во второй позиции: обработать два отверстия 032/017/MI6 и одно отверстие М12 окончательно, фрезеро- вать паз В - 3 оконча- тельно Многоцелевой (сверлильно- фрезерно- расточной) вертикальный высокой точно- сти 2256ВМФ4 На- ладка УС ПО двух- пози- цион- ная
108
Номер опера- ции Наименование и краткое содержание операции Станок, обору- дование Оснас- тка
040 Радиально-сверлильная. Радиально- Кон-
Развернуть отверстие сверлильный дук-
01ОН7 окончательно 2К52-1 тор
045 Зачистить заусенцы Машина для снятия заусен- цев
Неуказанные предельные отклонения размеров: валов М4, 7П4 отверстии Н14, остальных .
5.4. Технологический маршрут изготовления планки
109
Номер опера- ции Наименование и крат- кое содержание операции Станок, оборудова- ние Оснастка
005 Заготовительная. От- резать заготовку от полосы Абразивно- отрезной автомат 8В262 Тиски
010 Навесить бирку с но- мером детали на тару
015 Вертикально- фрезерная. Фрезеро- вать две широкие по- верхности в размер 24,3 под шлифование и две поверхности в размер 82 Вертикаль- но- фрезерный 6Т12 Гидротиски, наладка двухпози- ционная
020 Горизонтально- фрезерная. Фрезеро- вать два торца в раз- мер Б окончательно Горизон- тально- фрезерный станок 6Т22Г Приспособ- ление уни- версально- наладочное с гидравли- ческим за- жимом
025 Зачистная. Зачистить заусенцы после фре- зерования Машина для снятия за- усенцев —
но
Номер опера- ции Наименование и краткое содержание операции Станок, оборудова- ние Оснаст- ка
030 Плоскошлифовальная. Шлифовать две широкие поверхности в размер 24 окончательно Плоско- шлифоваль- ный ЗП722ДВ Маг- нитная плита
035 Зачистная. Зачистить за- усенцы и притупить ост- рые кромки Машина для снятия за- усенцев
040 Фрезерно-сверлильно- расточная. Фрезеровать два платика в размер 20x40x2 окончательно. Сверлить, расточить и развернуть одно отвер- стие 065j, 071, 07ОН9 окончательно, фрезеро- вать паз В = 30 и h = 8+0’5 окончательно, сверлить и зенкеровать одно отвер- стие 022j, 045 оконча- тельно Фрезерно- сверлильно- расточной станок с ЧПУ и ин- струмен- тальным магазином 2254ВФ4 Наладка УСПО двухпо- зицион- ная
Ill
Номер опера- ции Наименование и краткое содержание операции Станок, оборудо- вание Оснастка
045 Вертикально-сверлиль- Верти- Кондук-
ная. Сверлить одно отвер- стие 012 кально- сверлиль- ный ста- нок 2Н125-1 тор
050 Зачистить заусенцы Машина для сня- тия за- усенцев —
055 Моечная Моечная машина —
060 Контрольная —
065 070 Химическое оксидирова- ние Нанесение антикоррози- онного покрытия —
075 Контрольная Стол кон- тролера —
Неуказанные предельные отклонения размеров; /714 отверстий Н14, остальных ± —-—. валов hl4,
112
5.5. Технологический маршрут изготовления гайки винтовой
пары качения
Номер опера- ции Наименование и краткое содержание операции Эскиз Оборудо- вание
05 Заготовительная. Отрезать заготовки диаметром 125 мм и длиной 80 мм Дисковая пила
113
Номер опера- ции Наименование и краткое содержание операции Эскиз Оборудо- вание
010 Токарная. Обтачи- вать наружные по- верхности фланца, подрезание торца со стороны фланца, пе- реустановка, обтачи- вание, подрезание второго торца, свер- ление и растачивание отверстия Токарно- винторезный станок
015 Термическая. Улучшать Электропечь
020 Токарная. Чисто- вая обработка на- ружной поверхно- сти, торца и отвер- стия Токарно- винторезный станок
025 Вертикально- сверлильная. Свер- лить 8 отверстий под фрезерование пазов во фланце гайки Вертикально- сверлильный станок
030 Фрезерная. Фрезеро- вать отверстия четы- рех пазов в размер Консольно- фрезерный станок
114
Номер опера- ции Наименование и краткое содержание операции Эскиз Оборудо- вание
035 Внутришлифоваль- ная. Шлифовать от- верстия и торцы Внутри- шлифо- вальный станок
040 Плоскошлифо- вальная. Шлифо- вать второй торец Плоско- шлифо- вальный станок
045 Круглошлифоваль- ная.Начерно. Шли- фовать наружную поверхность и торцы со стороны фланцев Круглош- лифоваль- ный станок
050 Токарно- винторезная. Пред- варительно нарезать резьбы твердосплав- ным резцом Токарно- винторез- ный станок
055 Координатно- расточная. Сверлить и расточить отвер- стие под паз, фрезе- ровать паз для вкла- дыша гайки Коорди-. натно- расточный станок
060 Термическая. Зака- лить и отпустить до твердости HRC360 Электро- печь
115
Номер опера- ции Наименование и краткое содержание операции Эскиз Оборудо- вание
065 Внутришлифоваль- ная. Начерно шлифо- вать внутренний диаметр резьбы и шлифовать торец Внутри- шлифо- вальный станок
070 Плоскошлифоваль- ная. Начисто шлифо- вать второй торец Плоско- шлифо- вальный станок
075 Круглошлифоваль- ная. Начисто шлифо- вать наружную по- верхность и торец со стороны фланца Круглош- лифоваль- ный станок
080 Резьбошлифоваль- ная. Начерно шлифо- вать профиль резьбы с припуском 0,15-0,2 мм на диаметр Резьбо- шлифо- вальный станок
085 Термическая. Отпус- кать заготовку при температуре 140 - 160°С Масляная ванна
090 Внутришлифо- вальная. Начисто шлифовать внутрен- ний диаметр и торец Внутри- шлифо- вальный станок
116
Номер опера- ции Наименование и краткое содержание операции Эскиз Оборудо- вание
095 Плоскошлифоваль- ная. Окончательно шлифовать второй торец 1 [лоско- шлифо- вальный станок
100 Круглошлифоваль- ная. Окончательно шлифовать наруж- ную поверхность и торец со стороны фланца Круглош- лифо валь- пый станок
105 Резьбошлифоваль- ная. Начисто шли- фовать профиль резьбы Резьбо- шлифо- вальный станок
110 Резьбошлифовал ь- ная. Окончательно шлифовать с вы- хаживанием про- филя резьбы Резьбо- шлифо- вальный станок
115 Контрольная Стол контро- лера
117
5.6. Технологический маршрут изготовления ходового винта
токарного станка особо высокой точности
4108,
Номер операции Наименование и краткое содержание операции
001 Заготовительная. Отрезать заготовку
010 Токарная. Подрезать торцы и центровать отвер- стия
015 Токарная. Обработать наружные поверхности с припуском 1,5 мм и прорезать канавки
020 Термическая. Высокотемпературный отпуск
025 Контрольная. Контролировать биение
030 Токарная. Срезать центры и перецентрировать по наименьшему биению
035 Круглошлифовальная. Начерно шлифовать резьбовую часть
040 Контрольная. Контролировать биение
118
Номер операции Наименование и краткое содержание операции
045 Токарно-винторезная. Начерно прорезать резьбу резцом с припуском 0,5 мм на сторону
050 Термическая. Высокотемпературный отпуск
055 Контролировать биение и отклонение от прямо- линейности
060 Шлифовальная. Шлифовать центровые отвер-
стия
065 Круглошлифовальная. Шлифовать поверхности с припуском 0,2 мм
070 Токарно-винторезная. Нарезать резьбу резцом с прорезанием по внутреннему диаметру в размер 07О±1 мм
075 Слесарная. Разметать лыски
080 Фрезерная. Фрезеровать лыски
085 Слесарная. Зачистка заусенцев
090 Контрольная. Контроль биения
095 Термическая. Стабилизировать отпуск
100 Слесарная. Притереть центровые отверстия
105 Круглошлифовальная. Шлифовать начисто по- верхности вращения
110 Токарно-винторезная. Обточить поверхности под резьбу с мелким шагом и нарезать резьбу
115 Токарно-винторезная. Нарезать начисто трапецеидальную резьбу резцом
120 Контрольная
119
6. СХЕМЫ ТЕХНОЛОГИЧЕСКИХ НАЛАДОК
МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКАХ
На этапе разработки операций обработки заготовок ре-
шаются следующие задачи:
1) определяют рациональную структуру операции, что
позволяет составить или уточнить содержание, последова-
тельность выполнения и возможность совмещения во времени
переходов операции;
2) выбирают средства технического оснащения (СТО);
3) выбирают средства механизации и автоматизации вы-
полнения операции (например, определяют модель оборудо-
вания), включая и транспортные устройства для перемещения
заготовок;
4) назначают и рассчитывают режимы резания;
5) определяют нормы времени;
6) устанавливают настроечные размеры и составляют
схемы наладки.
Построение операции - многовариантная задача. Воз-
можные варианты оценивают по производительности и себе-
стоимости. Разрабатывая операцию, стремятся к уменьшению
времени выполнения технологической операции (нормы вре-
мени). При поточном методе работы время изготовления еди-
ницы продукции увязывают с заданной производительностью
поточной линии - тактом выпуска.
Ниже приведены типовые технологические наладки ме-
ханической обработки заготовок различных деталей на разных
операциях в условиях единичного, мелкосерийного и серийного
производства - точении, фрезеровании, протягивании, зубона-
резании, шлифовании и др.
120
Операция 015: Токарная автоматная
Приспособление: патрон 3-кулачковый пневматический
Оборудование:
Токарный вертикальный патронный полуавтомат модели 1А734
(код 3811155403)
Наибольший диаметр обработки, мм.......................320
Частота вращения шпинделя, мин-1.....................до 1600
Мощность электродвигателя главного движения, кВт.......33,5
Габаритные размеры, мм......................2300x3200x3020
Операция 020: Токарная автоматная
Приспособление: патрон 3-купачковый пневматический
Токарный вертикальный патронный полуавтомат
с ЧПУ модели 1А75ФЗ (код 381115582)
Наибольший диаметр обработки, мм...........................500
Частота вращения шпинделя, мин-1........................до 1000
Мощность электродвигателя главного движения, кВт............45
Габаритные размеры, мм..........................3855x2600x3520
Схемы наладок Лист
автоматного станка
Операция 010: Токарная автоматная Оборудование: токарный многорезцовый копировальный полуавтомат
модели 1Е713 (код.3811152218)
Приспособление: поводковый патрон, плавающий центр, Наибольший диаметр изделия над станиной, мм ..................200
вращающийся центр Длина обрабатываемого изделия, мм.................710; 1000; 1400
1400
Пределы частот вращения шпинделя, об/мин ............. 100 - 2000
Мощность электродвигателя главного движения, кВт......... 17/25
Габаритные размеры, мм......................... 4195x1815x2200
Схема наладки
токарно-копировального станка
Лист
Операция О15._Тркарная автоматная
Приспособление: плавающий центр, вращающийся центр. Оборудование токарный многорезцовый полуавтомат мод. 1Н713
поводковая скоба
Наибольшие размеры обрабатываемой заготовки, мм'
устанавливаемой над станиной...............400
устанавливаемой над суппортом............. 250
длина ................................... 500
Наибольшее перемещение суппорта, мм.
продольное ...................................... 350
поперечное........ 200
Наибольшее перемещение поперечного суппорта, мм:
поперечное........................................200
продольное установочное....................395
Частота вращения шпинделя, мин1.............. 63-1250
Рабочая подача суппорта, мм/мин.
копировального ...............................25-400
поперечного...........................25-400
Скорость быстрого перемещения суппорта, м/мин
копировального ................................ 3,5
поперечного..............................3,5
Мощность электродвигателя главного привода, кВт....5
Габаритные размеры, мм............... 2450x1250x1980
Таблица режима резания
и норм времени
Суппорт Режущий инструмент t, мм кН Т" Мцн п. об мин мин мин мин мин
Провальный суппорт Резец 1 Проходной Т5К10 Рами 2.Поф(одной Т5К10
Поперечный суппорт Резец 3 Квнавочный Т15К6 Р9КН11 noto&itri T15KQ.
Схема наладок токарных
многорезцовых полуавтоматов
Лист
Операция 010. Токарная автоматная
Приспособление: поводковая торцевая оправка; плавающий центр,
вращающийся центр
Оборудование: токарный многорезцовый полуавтомат мод.1Н713
Резцедержатель
специальный №1
Резец фасонный
односторонний
T15K6 12x12
Резцедержатель
специальный Ns2
Резец фасонный
односторонний
Т15К6 12x12
Резец
Ианаеочн'ый
Т15К6 16x20
Резец проходной
Т15К6 16x20
Резцедержатель /
специальный №3
Резец проходной упорный
Т15К6 16x20
Резец подрезной
Задний
'суппорт
Наибольшие размеры обрабатываемой заготовки, мм:
устанавливаемой над станиной ......................400
устанавливаемой над суппортом..............250
длина......................................500
Наибольшее перемещение суппорта, мм:
продольное........................................350
поперечное.................................200
Наибольшее перемещение поперечного суппорта, мм:
поперечное........................................200
продольное установочное....................395
Частота вращении шпинделя, мин-1..............63-1250
Рабочая подача суппорта, мм/мин:
копировального................................25-400
поперечного...........................25-400
Скорость быстрого перемещения суппорта, м/мин
копировального..................................3,5
поперечного.............................3.5
Мощность электродвигателя главного привода, кВт....5
Габаритные размеры, мм............2450x1250x1980
Резцедержатель
специальный №4
Таблица режимов резания
Суппорт t. V, мим Об тг мим
Продольный 1 0,23 122 187 0.23
Поперечный 3 0.17 653 187
Схема наладок токарных
многорезцовых полуавтоматов
Лист
Позиция 2
Б.О.
Позиция 1
Загрузочная
Количество скоростей шпинделя - 21
Частота вращения шпинделя -16-3315 об/мин
Операциями)- Токарная автома_тная
Оборудование: Токарный шестишниндельный
вертикальный патронный полуавтомат мод. 1А286-6
Позиция 4
0200
Б.О.
Ds
Р.П
Режущий инструмент
S V п
Режущий инструмент
S V п К
0201
0250
0300
Режущий инструмент
Позиция 5
Схема наладок токарных
многорезцовых полуавтоматов
Лист
b->
O\
Операция 010: Токарная автоматная
Приспособление, трех кулачковый патрон
Позиция 2
Режущий инструмент ММ S мы/мин V п об/мин Т,
Сверло 022 Р6М5
Оборудование: Токарный шестишпиндельный горизонтальный патронный полуавтомат
повышенной точности модели 1Б24ОП-6К
Наибольший диаметр обрабатываемого изделия,мм.............110
Пределы частот вращения шпинделя,мин1...................80-1120
Наибольший ход продольного суппорта,мм:..общий - 125, рабочий - 105
Время холостого хода распределительного вала, с...........2
Мощность электродвигателя главного движения, кВт ........18,5
Схема наладки
токарного автоматного станка
Операция 010: Токарная карусельная
Оборудование: токарно-карусельный мод 1Е512Ф2И
Приспособление: 4-кулачковый патрон
Револьверная
5 - гнездная головка]
Оборудование токарно-карусельный одностоечный станок с цифровой
индикацией модели 1Е512Ф2И (код.3811511439)
Диаметр планшайбы, мм.......................................1120
Наибольший диаметр обработки, мм............................1250
высота обработки, мм.......................... 1000
Наибольшая масса обрабатываемой заготовки, кг.............. 8000
Пределы частот вращения планшайбы, об/мин................0,5- 400
...............0,4 - 315
Таблица режимов резания и норм времени
Схема наладки
токарно-карусельного станка
Лист
Операция 010_^Токарная с ЧПУ
Оборудование: Токарный станок с ЧПУ мод. 16К2СФ32 код. 3811623277
Приспособление: Поводковый торцевой патрон; вращ. центр
Переход 4
Переход 5
Переход 3
Таблица режимов резания
NB пео. Na Обозначение инструмента NsNd Sf п V т
1 1 Резец 21024)281 ГОСТ 21151-75 Т5К10 WNUM
2 2 Резец 2102-0252 ГОСТ 21151 -75
3 .4 Резец 2Ю2-О642 ГОСТ 20872-80 Т30К4 YNUX
1 - резец проходной упорный Т15К6,
2- резец проходной упорный певый Т15КЯ,
Схема наладки
токарного станка с ЧПУ
Лист
U)
о
Операция 015: Токарная с ЧПУ
Приспособление: поводковый торцевой патрон, вращ. центр
W)
Переход 5
(инструмент 4)
Резец проходной упорный
чистовой Т15К6
(7) - обрабатываемые
поверхности
Т4
Резец прорезной Т15К6
Т5
Резец резьбовой Т15К6
Т1
Резец проходной упорный
черновой Т5К10
2x45° ^7^
+х
Переход 1f 2
(инструмент 1)
Переход 3
(инструмент 2)
Переход 4
(инструмент 3)
Оборудование: Токарный станок с ЧПУ мод. 16К2СФ32
Наибольший диаметр обрабатываемой заготовки, мм.
над станиной............................400
над суппортом..........................220
Наибольшая длина обрабатываемой заготовки, мм.............1000
Шаг нарезаемой резьбы, мм ................ ............. до 20
Частота вращения шпинделя, мин-'.....................12,5- 2000
Число скоростей шпинделя...................................22
Наибольшее перемещение суппорта, мм
продольное................................................900
поперечное...........................250
Подача суппорта, мм/об.
п[юдольная.............................................3- 1200
поперечная ......................1,5-600
Мощность эл двигателя главного движения, кВт ..............10
Габаритные размеры (без ЧПУ), мм.................ЗЗбОх 1710x1750
Схема установки инструментов
в инструментальной головке
Т1 .Т6- позиции инструментальной
Схемы наладок
токарных станков с ЧПУ
Лист
Операция 020: Вертикально-сверлильная
Приспособление: Скальчатый кондуктор
Вспомогательный инструмент Трехпозиционная инструментальная головка,
патрон сверлильный с внутренним подводом СОЖ
мин
Патрон с внутренним
подводом СОЖ
Оборудование _• Вертикально-сверлильный станок модели 2А125 (код 3812132603)
Наибольший диаметр сверления, мм...........................................25
Вылет шпинделя, мм........................................................250
Наибольшее расстояние от торца шпинделя- до рабочей поверхности стола, мм ..1600
Размеры рабочей поверхности стола, мм.................................400x450
Частота вращения шпинделя, мит1........................................5-2000
Мощность электродвигателя главного движения, кВт .........................2,2
Габаритные размеры, мм..........................................2390x805x1130
Таблица режимов резания и норм времени
Режущий инструмент t, мм S, мм/об V, м/мин Л, об/мин
1. Сверло о 16 5 0,15 18 575
2.3енковка 90Р.Р9 1 _0.1_ 19.5 575 .
3 Метчик М12 1 1,75 6 190
0,65
Схема наладки
сверлильного станка
Лист
U)
NJ
Операция 035: Вертикально-сверлильная
Операция 015. Вертикально-сверлильная
Оборудование^ вертикально-сверлильный станок модели 2А125 (код
3812132603)
Приспособление: кондуктор с подвесной кондукторной плитой,
4 - шпиндельная сверлильная головка
Оборудование: вертикально-сверлильный станок модели 2А125 (код
3812132603)
Приспособление: 3 кулачковый настольный патрон с пневмоприводом
Таблица режима резания и норм времени
Режущий инструмент t, мм S. мм/об V, м/мин П, об/мин к мин мин Тц/ЛГ мин Тщт* мин
Зенкер комбинированной ВК8
Оборудование вертикально-сверлильный станок модели 2Н135 (код 38121327010)
Наибольший диаметр сверления в стали 45, по ГОСТ1050-74, мм...........40
Наибольшее усилие подачи, Н...................................... 15000
Частота вращения шпинделя, мин ’. . . ........... 31,5 - 1400 (23 скорости)
Пределы девяти подач шпинделя, мм/об...............................0,1-1,6
Рабочая поверхность стола, мм .................................. 450x500
Мощность электродвигателя главного движения, кВт ....................4, 1
Габаритные размеры, мм .........................1030x875x2535
Схемы наладок
сверлильных станков
Лист
Операция 020: Радиально-сверлильная
Приспособление кондуктор
Вспомогательный инструмент быстросъемный патрон
Режущий инструмент t, мм S, мм/об V, м/мин П, об/мин к мин мин
1 Сверло 016
2 Зенкер 017,8
З.Развертка 018Н7
Оборудование : радиально-сверлильный станок модели 2А554 (код 3812173610)
Наибольший диаметр сверления в стали, мм............................................50
Наибольшее расстояние от оси шпинделя до образующей колонны, мм.................. 1600
Наибольшее расстояние от торца шпинделя до рабочей поверхности фундамента плиты, мм.... 1600
Частота вращения шпинделя, мин'1................................... 16-2000 (24 скорости)
Быстросменный патрон
Схема наладки радиально-
сверлильного станка
Лист
Операция 025: Сверлильная с ЧПУ
Приспособление^ 3 кулачковый патрон
Оборудование: Вертикально-сверлильный станок
с ЧПУ модели 2Р135Ф2 с УЧПУ 2П32-3
Л
0 76x2
08Н8
Т05 L06
11аибольший диаметр сверления, мм
Наибольший диаметр обрабатываемой резьбы
I Юдвча суппорта (число ступенг>й18), м/мин ......
Частота вращении шпинделя (число ступеней 12) мин-1
Размеры рабочей поверхности стопа, мм
Скорость быстрого перемещения столп и салазок м/мин
Наибольшее поперечное перемещение салазок мы
Наибольшее продольное перемещение стопа, мм
Точность позиционирования стола и са/шзок, ым
Дискретность задания перемещений мы
Наибольшая масса обрабатываемой детали, кг
Мощность электродвигателя главного движения кВт
.. 1-100
35.5-1600
400x710
зоо
630
0.05
0,01
зоо
4/4,5
кТ^’ИТГ Игл и1-
G06R=210 z=218
R*210. z-218,b
МЮ
4 отв
Переходы Инстру- мент Пози- ция Т 1уть м* об/мин Код S мм/мин Код F Код
1 Центровать отв 1,2,3 4 5.6. Л 8 Я, 10,11 12 бверпо 020 Р6М5 Т01 6 8 8,5 250 07 63 09 01
2 Сверлить отв 5,6,7,8 Сверло 0 16 ЫК8 102 29 1000 11 200 14 02
3 Цековать отв 5.6.7,8 Цековка 022 ТОЗ 7 250 07 125 12 09
4 Сверлить отв 5.6,7.3 СверЛО 07.8 Т04 37 710 10 100 11 09
5 Сверлить отв 9.10,11.12 Сверло 08,5 Т05 27 710 10 100 11 09
6 Нарезать резьбу в отв 9,10.11 12 Метчик МЮ Т06 28 b 180 06 31.5 06 09
7 Зеикгмлть отв 12,3.4 Зенковка с 6(Р Т07 10 250 07 50 08 09
8 Развертывать ото 1.2.3,4 Разверт 8Н8 ТОВ 59 260 07 160 13 08
точек
Точки X, мм У, мы
1 +21,65 +17,5
2 -21,65 +17,5
3 -21,65 -17,5
4 +21,65 -17.5
5 +48 0
6 0 +48
7 -48 0
8 0 -48
9 +33,94 -33,94
10 +33,94 +33,94
11 -33,94 +33,94
12 -33,94 -33,94
4=200 z=237
Развернутая циклограмма no оси z
Схема наладки
сверлильного станка с ЧПУ
LZl
Точки X, мм Y, мм
1 37,5 -64,95
2 -37,5 -64,95
3 -75 0
4 -37,5 64,95
5 37,5 64,95
6 75 0
7 61,5 -37,5
8 -28,5 -37,5
9 -28,5 37,5
10 61,5 37,5
Q>
Операция 030: Плоскошлифовальная
Оборудование: Плоскошлифовальный станок с
вертикальным шпинделем повышенной точности
мод. ЗЕ756
ОперацияОЗО: Хонинговальная
Оборудование. Хонинговальный полуавтомат
мод ЗК82У
Операция 030 Плоскошлифовальная
Оборудование: Плоскошлифовальный станок с крестовым
столом и горизонтальным шпинделем высокой точности
мод ЗД710В-1
Таблица режимов резания
t, мм S, мм/дв х п, об/мин Т, мин
0,045 0,045 1600 0,44
Операция. 020^Бесцентрошлифовальная
Оборудование:
Бесцентрово-шлифовальный полуавтомат высокой точности модели ЗЕ84В (код 3813141411)
Наибольший диаметр устанавливаемого изделия,мм.............................. 80
Частота вращения шлифовального круга,об/мин............................2293 и 1337
Наибольшая длина шлифования: сквозного и врезного,мм ........................245
Частота вращения ведущего круга,мин-1.....................................18-150
при правке..............................................300
Наибольшее установочное перемещение шлифовальной бабки,мм....................140
Мощность электродвигателя главного движения, кВт..............................30
Габаритные размеры, мм............................................3570x2355x2120
Вариант 1. Шлифование с продольной подачей
(сквозное шлифование) а= 1...7°
Вариант 2. Шлифование с поперечной подачей
Схема наладки
бесцентрово-шлифовального станка
Лист
oo
Операиия 025: ЗубосЬрезерная
Обрудование; Зубофрезерный станок мод. 5Д312П
Приспособление: Оправка шпоночная с пневмоприводом (нападка
на 4 детали)
Модуль т 3
Число зубьев Z 40
Степень точности ВХ
Увол наклона оси червячной фрезы р 3"Э0'
Данные дня
зубомера
Таблица режима резания и норм времени
Режущий инструмент t мм S мм мин м мин п, об мин к мин ТмГн мин мин
Фреза червячная 080. Р6М5т-3
Опера иия 025: ЗубосЬрезерная
Обрудование: Зубофрезерный станок мод. 5Д312
Приспособление Центры, поводковое устройство
Схема наладок зубофрезерных
станков
Операция 030: Зубофрезерная
Обрудование: Зубофрезерный полуавтомат мод ЕЗ-40
Приспособление: Цанговый патрон
Таблица режима резания и норм времени
Режущий инструмент t, мм S. мм мин V, м мин п, об мин Т<г мин Tta,. мин Тщгтг мин мин
Фреза дисковая модульная NsB iVBO.z* Р6М5
Операция 030: Зубодолбежная
Приспособление: гидропластный патрон
Оборудование: вертикальный полуавтомат модели 5В12
Диаметр обрабатываемого колеса, мм:
с наружным зацеплением......................... 12 - 208
с внутренним зацеплением ........ .. . 220
Наибольшая ширина нарезаемого колеса
с наружным зацеплением.............................50
с внутренним зацеплением ...................30
Модуль, мм.........................................1-4
Число двойных ходов в минуту...........200; 315; 425: 600
Круговые подачи на двойной ход долбяка, мм.....0,1 - 0,46
Радиальная подача, мм......................0,1. 0,3 от Зкр
Мощность электродвигателя, кВт ....................1,5
Габаритные размеры, мм..................... 2050x1610x1780
Параметры шестерни Таблица режима резания
Модуль т 1,5
Число зубьев Z 24
Укол зацепления a 20
мм “У м/мин л, тб/мин S, мм/мин мин
1 в 20 900 0,2 0.72
Операция 035: Шевинговальная
Приспособления: Центра дискового шевера
Оборудование: Зубосиевинговальный
полуавтомат мод. 5Б702В
Наибольший диаметр обрабатываемого изделия, мм ....320
Наибольший модуль, мм...........................6
Наибольшая ширина венца обрабатываемого колеса, мм.110
Частота вращения шевера, мин1..............63-500
Мощность электродвигателя главного движения, кВт....3,2
Габаритные размеры, мм...............1950x1600x2130
Таблица режима резания
§
Операция 035: Зубофрезерная
Приспособление: Хомутик, центра
Операция 035: Шлицефрезеоная
Приспособление: Поводковая планшайба, хомутик, центра
Оборудование: зуборезный полуавтомат мод. 53АЗО, код 3815722406
Обкатка
полуавтомат мод.5А352ПФ2, код 3815723381
Наибольший диаметр обрабатываемых заготовок, мм......200
Наибольший диаметр обрабатываемых колес, мм .. ....320
Наибольший модуль, мм........................... .......б
Наибольшая ширина нарезаемых колес, мм..................220
Число нарезаемых зубьев наименьшее........ .. б
Частота вращения фрезерного шпинделя, мин1 .50-500
Мощность двигателя главного движения. кВт .. ...........3,2, 4,2
Габаритные размеры, мм...........................23ООх 1300x1950
Наибольший модуль, мм...................................8
Наибольшая длина устанавливаемой заготовки, мм..........1000
Частота вращения фрезерного шпинделя, мин~1...........60- 400
Мощность электродвигателя главного движения, кВт.....;....5(6,3); 10
Габаритные размеры, мм... .
............3500x2140x2100
Схема наладок зубофрезерных и
шлицефрезерных станков
Лист
Рл^рац^0^В9ртМКальнс>-фр^р^Л Таблица режима резания
Приспособление: специальное пневматическое и норм времени
Подход Отход
Оборудование: Вертикально-фрезерный станок с крестовым столом, преднабором координат и
цифровой индикацией модели 65А60Ф1-11 (код 3816121509)
Размеры рабочей поверхности стола, мм 630x2000
Расстояние от торца шпинделя до рабочей поверхности, мм 125-900
Наибольшее перемещение стола, мм
продольное 1600,
поперечное 630,
вертикальное 775
Частота вращения шпинделя, мин-}
Мощность электродвигателя главного движения. кВт
Габаритные размеры, мм......
5-2000
30
3610x4785x4100
Операция 035. Шпоночно-фрезерная
Таблица режима резания и норм времени
1505x1800
stMswSsdSSS
Режущий
инструмент
Фреза шпоночная
2* -зуОая. 08,
Р6М5___________
. . 700
. 400
.4-25
400-4000
Оборудование шпоночно-фрезерный
вертикальный станок модели 692Р-1
(К0д3816713502)
Рабочая поверхность стола, мм .. 250x1000
Наибольшее перемещение стола, мм
продольное ....
вертикальное...................
Ширина фрезеруемого паза, мм....
Частота вращения шпинделя, мин 1
Мощность электродвигателя главного
движения, кВт
Габаритные размеры, мм
Схема наладок фрезерных станков на
фрезерование шпоночных канавок
Лист
Операция 005: Карусельно-фрезерная
Оборудование: Карусельно-фрезерный станок мод. УФ5144
Приспособление: Пневматическое тисочного типа
Заготовки
Оборудование
Карусельно-фрезерный полуавтомат модели УФ5144 (код 3818680017).
Диаметр рабочей поверхности стола,мм...........................2000
Расстояние от торца шпиинделя до рабочей поверхности стола, мм:
наименьшее............................................... 400;
наибольшее.................................................700
Пределы частоты вращения шпинделя,мин 1....................31,5-100
.......................50-160
Мощность электродвигателя главного движения,кВт................. 12
Таблица режимов резания и норм времени
Режущий инструмент t, мм S, мм мин V, м мин л, об мин мин Твог мин мин Turn* мин
Фреза 1. Торцовая 0150, Т5К10
Фреза 2. Торцовая 0150, Т15К6
Лист
Схема наладки
карусельно-фрезерного станка
Операция 020: Продольно-сЬоезерная
Оборудование: Продольно-фрезерный станок мод. 6И505Ф30
Приспособление: специальное многоместное пневматическое
А-А
повернуто
Регулировочные
шайбы
40x6=240
Таблица режима резания
мин
2,2
3,2
308
980
.. 10000
... 7000
п,
об/мин
V,
м/мин
Схема нападки
продольно-фрезерного станка
Оборудование: продольно-фрезерный станок модели 6И305Ф20 (код 3816631382)
Размеры рабочей поверхности стола, мм ..................................... 500x1000
Наибольшее продольное, поперечное и вертикальное перемещение стола, мм. 1600; 1000 и 630
Частота вращения шпинделя,мин1 .................................... 50-450 или 50-3150
Пределы подач: стопа, ползуна и салазок, мм/мин.............................. 5-7000
Быстрый ход, мм/мин
стола..................
ползуна и салазок. ..
S,
мм/зуб
0,12
Фреза дисковая
двухсторонняя Т15К01 z=10
Заготовка
Лист
Операция 025: Продольно-фрезерная
Оборудование: Продольно-фрезерный станок мод. 6Г605
Приспособление: универсально-переналаживаемое с пневмоприводом
'310
Фреза торцевая
0UO;z-i2; ВК4
Таблица режима резания и норм времени
Режущий инструмент мм S, мм мин V, ¥ мин П, об мин То. мин Т.сп. мин Тцип' мин мин
Фреза торцевая 0130. ВК8 - 2 шт 0110. ВК8- 1 шт
Оборудование: Продольно-фрезерный двухстоечный станок модели 6Г605 (код 3816651404)
Размеры рабочей поверхности стола, мм............................ 600x1000
Расстояние от торца вертикального шпинделя до поверхности стола,мм 25-500
Наибольшее перемещение стола,мм......................................2000
Частота вращения шпинделя,мин-1 ............................... 20-2000
Наибольшая масса обрабатываемого изделия,кг ........................ 2000
Мощность электродвигателя главного движения, кВт ....................15,0
Габаритные размеры, мм................................. ...5400x3520x2330
Цикл подач ^п(150)
РП(ЗЮ) П
БО(450)
РП - рабочая подача
БП - быстрый подвод
БО - быстрый отвод
Схема наладки
продольно-фрезерного станка
Лист
О 25 - опорные точки траектории
Оборудование:
Вертикально-фрезерный консольный станок с ЧПУ
модели 6Т13Ф20 (код 3816111788)
Размеры рабочей поверхности стола, мм.................400x1600
Расстояние от торца шпинделя до рабочей поверхн. стола, мм...70-500
Наибольшее перемещение стола: продольное,мм................10Q0
поперечное, мм...........................400
вертикальное, мм.........................430
Частота вращения шпинделя, мин 1.....................31,5-1600
Мощность электродвигателя главного движения, кВт...........11
Габаритные размеры, мм............................2670x2100x2840
Схема наладки
фрезерного станка с ЧПУ
Лист
Операция 005: центровально-подрезная
Приспособление: Призматическое тисочного типа
с электромеханическим приводом
Оборудование:
Центровально-подрезной двухсторонний полуавтомат с числовым
программным управлением, автоматической сменой инструмента,
повышенной точности модели 2Б932ПМ/2 (код 3818252482 ).
Режущий инструмент 1, мм S, мм/дв.х V, м/мин л, об/мин мин ^"всп1 мин мин мин
1.Фреза торцевая 0100 Т5К10 мм/зуб
2. Сверло центровочное Р6М5 мм/об
595,0
Наибольший диаметр устанавливаемого изделия, мм:
между тисками .................................. 250;
в тисках..........................................100
Наименьший диаметр устанавливаемого в тисках изделия, мм.10
Длина устанавливаемого изделия, мм................... 60-1000
Тип устройства ЧПУ...................................2У22-61
Диапазон рабочих подач шпиндельных бабок, мм/мин.....0-350
Р X - рабочий ход
Б П - быстрый
подвод
Б О - быстрый отвод
Схема наладки
центровально-подрезного станка
Лист
Операция 030: Горизонтально-протяжная
Приспособление: Адаптер
Оборудование: Горизонтальный протяжной станок мод. 7А534
Оборудование: Протяжной горизонтальный полуавтомат для внутреннего
протягивания модели 7А534 (код 3817511512)
Наибольшее тяговое усилие, кН.................................. 250
Скорость рабочего хода, м/мин.................................. 1,5 -13
Максимальный наружный диаметр обрабатываемой детали, мм...........600
Длина протяжки, мм................................... .........400 - 1715
Мощность электродвигателя главного движения, кВт ..................37
Габаритные размеры, мм....................................7275x2200x2260
Операция 015: Вертикально-протяжная
Приспособление Шаровая опора
Оборудование- Протяжной вертикальный полуавтомат модели
7784 (код 3817541513)
Наибольшее тяговое усилие, кН .............250
Наибольшая длина хода рабочих салазок, мм..1600
Рабочая ширина стола, мм...................560
Ход стола..................................160
Наибольшая скорость рабочего хода, м/мин....13
Скорость обратного хода, м/мин..............14
Мощность электродвигателя главного движения. кВт....37
Габаритные размеры, мм............3765x2990x4415
(ЭЖ)Н8
7. ПРИМЕРЫ ОФОРМЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ
ДОКУМЕНТАЦИИ
В зависимости от условий производства и назначения при-
меняют различные виды и формы технологических процессов
(ТП). Вид определяется количеством изделий, охватываемых
процессом (одно изделие, группа однотипных или разнотипных
изделий).
Единичные ТП разрабатывают для оригинальных изделий,
которые не имеют общих конструктивных и технологических
признаков с изделиями, ранее изготавливаемыми на предпри-
ятии.
Унифицированные ТП создают для группы изделий, харак-
теризующихся общностью конструктивных и технологических
признаков. Унифицированные процессы подразделяют на типо-
вые и групповые.
Типовой ТП характеризуется общностью содержания и по-
<ждовагелшос1ъю большинства технологических операций груп-
пы изделий с общими конструктивными и технологическими
признаками.
Групповой ТП состоит из комплекса групповых технологи-
ческих операций и представляет собой процесс обработки заго-
товок различной формы на специализированных рабочих местах
в последовательности изготовления определенной группы изде-
лий. Процесс изготовления может идти при общей наладке и час-
тичных подналадках оборудования для отдельных заготовок из
группы. Групповой ТП может состоять из одной групповой опе-
рации. Групповая технологическая операция характеризуется
общностью используемого оборудования, технологической осна-
стки и наладки при незначительных подналадках СТО.
Перспективный ТП - процесс, соответствующий современ-
ным достижениям науки и техники, методы и средства осуществ-
148
лсния которого полностью или частично предстоит освоить на
предприятии.
Рабочий ТП - процесс, выполняемый по рабочей техноло-
гической или (и) конструкторской документации. Рабочий ТП
разрабатывают только на уровне предприятия для изготовления
или ремонта конкретного предмета производства. Рабочие про-
цессы создают ио унифицированным, перспективным или еди-
ничным ТП, которые используют в качестве информационной
базы.
Комплексный ТП - процесс, в состав которого включены не
только технологические операции, но и операции по перемеще-
нию, контролю и очистке обрабатываемых заготовок. Комплекс-
ные ТП разрабатывают при создании автоматических линий и
гибких автоматизированных производственных систем.
Разработка ТП механической обработки имеет целью дать
подробное описание процессов изготовления детали с необходи-
мыми технико-экономическими расчетами и обоснованиями
принятого варианта из возможных. В результате составления
технологической документации инженерно-технический персо-
нал и рабочие получают необходимые данные и инструкции для
реализации разработанного ТП на предприятии. Технологические
разработки определяют необходимые средства производства для
выпуска изделий (оборудование и СТО, режущий и контрольный
инструмент), трудоемкость и себестоимость изготовления изде-
лий. Все это служит основой для организации снабжения основ-
ными и вспомогательными материалами, календарного планиро-
вания, технического контроля, инструментального и транспорт-
ного обеспечения, а также для определения производственных
площадей, потребных энергетических ресурсов, рабочей силы.
Далее приведены примеры оформления технологической
документации при разработке ТП.
149
LA
О
Московский Государственный Технологический Университет
«СТАНКИН»
Комплект документации
технологического процесса
обработки детали «Полуось Т35А-2303042-10»
Руководитель (Фамилия, имя, отчество)_
(подпись)
Разработал (фамилия, имя, отчество)
(подпись)
- I- -
L
Разраб. ФИО. Подпись Дата Наименование предприятия, организации
Пров. Ф.И.О. Подпись Дата
ХЖ 8.424.033. Колесо цилиндрическое прямозубое У
Н. контр. Ф.И.О Подпись Дата
М01 Сталь 40Х ГОСТ 4543-79
М 02 Код | ЕВ | МД | ЕН j Н расх КИМ Код загот Профиль и размеры КД М3
166 1.4 1 2,13 0,67 штамповка е-158x44 1 2,09
А Цех Уч. | РМ Опер. Код, наименование операции | Обозначение документа
Б Код, наименование оборудования СМ Проф Р УТ КР КоиД ЕН оп Кшт. Тпз Тшт.
АОЗ 02 01 01 005 4112 Токарная НОТ
Б04 38 1114 мод. 1Б290П-8 18 225 2 Н 2 6 1 120 1 0,17 2,2
05
А06 02 01 02 010 4180 Протяжная НОТ
Б07 38 1756 мод 7Б56 16 458 2 н 2 1 1 120 1 0,04 0,49
08
А09 02 01 03 015 4112 Токарная НОТ
Б10 38 1115 мод 1Н713 18 225 2 Н 2 1 1 120 1 0,07 0.92
11
А12 02 01 04 020 4272 Фрезерная НОТ
Б13 38 186Х Спец, станок 18 632 2 н 2 1 1 120 1 0,17 2,1
14
А15 02 01 05 025 4152 Зубодолбежная НОТ
Б16 38 1718 мод 5110 12 287 2 н 2 1 1 120 1 0,08 112
17
А18 02 01 06 030 4156 Зубозакругляющая И ОТ
Б19 38 1575 мод 5Е580 12 287 2 н 2 1 1 120 1 0,14 1,57
20
21
МК Маршрутная карта
L/l
ГОСТ 3 1502—85 Форма 2
-Дубл.
Взам I I I I ' г
Подл.
Разраб Ф.И.О Подпись Дата Наименование предприятия, оогаышшш.
Провер, Ф.И.О Подпись Дата
ХЖ 8.424.033. Колесо цилиндрическое прямозубое | 060
Н.контр. Ф.И.О Подпись Дата
Наименование операции Наименование, марка материала МД
Контрольная Сталь 40Х 1,4
Наименование оборудование То Те Обозначение НОТ
Стол контрольный 0,6 0,2 12 877
р Контролируемые параметры Код средств ТО Наименование средств ТО Объем и ЛК То/Тв
01 Внешний осмотр Визуально 100%
02 &B5.Q22 39 3121 Скоба 10%
03 " 39 3121 Скоба 10%
04 -ебО-о.зя 39 3110 Пробка 10%
05 6,0 39 3610 Шаблон 15%
06 5.5*0,16 39 3610 Шаблон 15%
07 152-009? 39 3121 Скоба 75%
08 20-огв 39 3121 Скоба 20%
09 40-ОМ 39 3121 Скоба 20% ~
10 15й Лю ; 25 , 40° 39 3610 Шаблон 10%
11 в*м.,м, ; 036 •ои ХХХХХХ Шлицевый калибр 25%
12 Проверить точность зубчатого колеса по
13 приведенному комплексу ХХХХХХ Специальное приспособление 25%
14
15
16
ОК Операционная карта технического контроля |
ГОСТ 3.1404—86 Форма 3
Дубл.
Взам.
Подл,
Разраб. Ф.И.О Подпись Дата Наименование организации, предприятия
Пров. Ф.И.О Подпись Дата
ХЖ 8.424.033. Колесо цилиндрическое прямозубое | | 005
Н. контр. Ф.И.О Подпись Дата
Наименование операции Материал Т вёрдосгь ЕВ МД Профиль и размеры М3 КОиД
Токарная Сталь 40Х 220НВ 166 1,4 -0158x44 2,09 1
Оборудование, устройство ЧПУ Обозначение программы То, мин Гв, мин Тп.з, мин Ти/лт.к,мин СОЖ
Токарный п/а мод. 1Б290П-8 1,78 0,25 0,17 2,20 Укринол 5%
Содержание перехода пи Д или В,мм L, мм t, мм i S, мм/об п, мин1 V, м/мин Тв, мин То, мин
01 Обработка по 1-му циклу
02 Позиция 1 - загрузочная
03 Позиция ///
04 Продольный суппорт
0 05 1. Точить поверхности, выдерживая размеры 2;3.
7" Об 39 6112 Патрон; 39 2850 Державка резцовая; 39 2131 Резец проходной упорный 20x12; Т5К10 - 2 сит.; ГОСТ - 18 870;
07 39 3121 Скоба 071614; 39 3121 Скоба 086614
Р 08 86 16 1,5 1 0,3 300 81 0,25 0,18
09 Поперечный суппорт
О 10 2. Точить торцы, выдерживая размеры 1; 4; 5.
Т 11 39 2850 Державка резцовая; 39 2131 Резец подрезной 20x12 Т5К10-3 шт.; ГОСТ 18871-73; 39 3610 Шаблон.
Р 12 155 38 1,5 1 0,15 300 146 0,84
13 Позиция V
14 Продольный суппорт
ГО 15 3. Точить поверхности, выдерживая размеры 7; 8.
Т 16 39 6112 Патрон; 39 2850 Державка резцовая; 39 2131 Резец проходной упорный. 20x12; Т5К6-2 шт.; ГОСТ 18870-73,
17 39 3121 Скоба 071611; 39 3121 Скоба 085611
Р 18 I 85 16 I 0,5 1 0,24 | 375 100 0,18
ОК Операционная карта
ГОСТ 3 1404—86 Форма 2а
Дубл.
Взам. I
Подл. .-L_
ХЖ 8.424.033. Колесо цилиндрическое прямозубое 005
Разраб. ФИ.О Подпись Дата Наименование предприятия,
Пров. ФИ.О Подпись Дата
Н. контр. Ф.И.О Подпись Дата _ _ органи: ации
Р Содержание перехода ПИ Д или В L,mm t,MM i В.мм/об п.мин’1 V, м/мин Тв, мин То, мин
01 Поперечный суппорт
0 02 4. Точить торцы, выдерживая размеры 6, 9, 10
Г 03 39 2850 Державка резцовая; 39 2131 Резец подрезной 20x12, Т15К6-3 шт. ГОСТ 18871-73
04 39 3610 Шаблон
Р05 155 38 0,5 1 0,12 375 183 0,84
06 Позиция VII
07 Продольный суппорт
0 08 5. Зенкеровать центральное ступенчатое отверстие, выдерживая размеры 12; 14; 15
Т09 39 6112 Патрон; 39 2831 Втулка переходная, XX ХХХХ Зенкер комбинированный, Т5К10 специальный
10 39 3110 Пробка О 31.5Н13; 393110 Пробка О50Н13
Р11 50 46 2 1 0,7 240 37,7 0,31
12 Поперечный суппорт
013 б. Точить канавку, выдерживая размеры 11; 13, 16
Г14 39 2850 Державка резцовая; 39 2135 Резец прорезной 20x12, Т5К10; ГОСТ 18874-73, 39 3610 Шаблон (7+0,2)
Р15 85 13 7 1 0,1 240 81 0,54
16 Обработка no II циклу
17 Позиция II - загрузочная
18 Позиция IV
19 Продольный суппорт
0 20 7. Точить наружную поверхность, выдерживая размер 17
Г 21 39 6112 Патрон; 39 2850 Державка резцовая; 39 2131 Резец 20x12, Т5К10; ГОСТ 18870-73
Г 22 39 3121 Скоба 0154614
Р23 154 22 1,5 1 0,3 300 145 0,24
24 Поперечный суппорт
0 25 8. Точить торец, выдерживая размер 18
Г 26 39 2850 Державка резцовая; 39 2131 Резец подрезной 20x12, Т5К10, ГОСТ 18871-73, 39 3121 Скоба 20,5<34
Р27 i 154 80 1'° I 1 0,15 300 145 1,78
28 I \
ОК Операционная карга j
8. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СБОРКИ
Разработка технологического процесса сборки изделий и его
оснащения проводится согласно стандартам: ЕСТД (Единая систе-
ма технологической документации) и ЕСТПП (Единая система
технологической подготовки производства). Технологию сборки
изделия разрабатывают перед разработкой технологии изготовле-
ния деталей, входящих в изделие.
8.1. Исходная информация и основные этапы разработки
технологических процессов сборки
При разработке технологических процессов сборки исполь-
зуют исходную (базовую, руководящую и справочную) информа-
цию. Базовая информация включает данные, содержащиеся в
конструкторской документации на собираемое изделие, и про-
грамму выпуска данного изделия. Руководящей информацией яв-
ляются данные, содержащиеся в стандартах всех уровней на тех-
нологические процессы и методы управления ими, оборудование
и оснастку; в производственных инструкциях и документации на
действующие и перспективные единичные, типовые и групповые
технологические процессы; в классификаторах технико-
экономической информации; в материалах по выбору технологи-
ческих нормативов (режимов сборки, норм времени, затрат труда
и др.); в документации по технике безопасности и промышленной
санитарии. Справочная информация включает данные, содержа-
щиеся в технологической документации опытного производства; в
каталогах, паспортах, справочниках, альбомах прогрессивных
средств технологического оснащения сборки; в описаниях про-
грессивных способов сборки; в планировках сборочных участков; в
методических материалах по проектированию и управлению про-
цессов сборки; в прогнозах научно-технического прогресса и пла-
нах повышения технического уровня сборочного производства.
155
К основным этапам разработки технологических процес-
сов сборки обычно относят следующие.
1. Анализ исходных данных для разработки технологи-
ческого процесса сборки.
2. Расчет такта и ритма сборки, определение типа про-
изводства и организационной формы сборки.
3. Огработка конструкции собираемого изделия на тех-
нологичность в сборке.
4. Выбор действующего типового, группового техноло-
гического процесса или поиск аналога единичного процесса
сборки.
5. Проведение размерного анализа конструкции соби-
раемого изделия, выбор технологических баз и схем базиро-
вания, установление рациональных методов сборки.
6. Составление технологического маршрута сборки из-
делия.
7. Разработка технологических операций.
8. Нормирование технологического процесса сборки.
9. Определение требований техники безопасности.
10. Расчет экономической эффективности вариантов
технологического процесса сборки.
11. Оформление документации на технологический про-
цесс сборки.
Необходимость выполнения каждого из данных этапов,
а также состав задач и последовательность их решения опре-
деляются в зависимости от видов и типа сборочного произ-
водства и устанавливаются стандартами предприятия.
Анализ исходных данных для разработки технологиче-
ского процесса сборки. К исходным данным для разработки
технологического процесса относятся: программа выпуска из-
делия; конструкторская документация на изделие; объем коо-
перации и другие данные, входящие в состав рассмотренной
выше исходной информации. Для действующих и реконст-
руируемых предприятий к исходным также относятся данные
156
об имеющихся сборочном оборудовании и оснастке, производст-
венных площадях и т.п.
В процессе проведения анализа исходных данных изучаются
конструкция собираемого изделия, требования к его сборке; опре-
деляется перечень дополнительной справочной информации, не-
обходимой для разработки процесса сборки; разрабатываются
предложения по конструктивным изменениям изделия, упро-
щающим сборку; выявляется перспективность производства изде-
лий и т.п.
Расчет такта и ритма сборки, определение типа производ-
ства и организационной формы сборки. Такт (темп) сборки пред-
ставляет собой интервал времени, через который производится
сборка изделий определенного наименования, типоразмера и ис-
полнения. При заданном режиме работы сборочного производства
такт сборки Т зависит от числа собираемых изделий за опреде-
ленный промежуток времени
T=--F/N,
где F - фонд времени (годовой, месячный, сменный), ч; N - про-
грамма выпуска изделий за тот же промежуток времени, шт.
Номинальный (календарный) годовой фонд времени F// ра-
боты сборочного оборудования равен 2070, 4140 и 6210 ч соот-
ветственно для работы в одну, две и три смены. Действительный
годовой фонд времени работы сборочного оборудования Рд
=РнКп, где К„ - коэффициент, учитывающий потери времени на
ремонт сборочного оборудования. Для неавтоматизированного
сборочного оборудования, принимая Кп равным 0,98; 0,97 и 0,96,
получим соответственно значения Рд 2030; 4015 и 5965 ч для ра-
боты в одну, две и три смены; для автоматизированного обору-
дования значения Рд будут соответственно равны 1950, 3810 и
5590 ч (при коэффициентах потерь 0,94; 0,92 и 0,90), а для авто-
матических линий - 1900; 3725 и 5465 ч (при коэффициентах по-
терь 0,92; 0,90 и 0,88). В соответствии с этими значениями Рц и
Рд такты сборки Тн = Рц^г и ТЛ= Рд/МГ, где Nr - годовая про-
грамма выпуска изделий.
157
Ритм сборки определяется числом изделий определен-
ных наименований, типоразмеров и исполнений, собираемых в
единицу времени. Номинальный 7?// и действительный Кд
ритмы сборки Rh = 1/ Т„ и Кд= 1/ Тл,
Тип производства определяется номенклатурой, регу-
лярностью, стабильностью и объемом выпуска изделий; он
характеризуется коэффициентом закрепления операций Кзо —
= О/P, где О - число всех различных технологических опера-
ций, выполненных или подлежащих выполнению в течение
месяца; Р - число рабочих мест, на которых выполняются
данные операции.
Различают единичное, серийное и массовое производ-
ства. Единичное сборочное производство характеризуется ма-
лым объемом выпуска одинаковых собираемых изделий, по-
вторный выпуск которых обычно не предусмотрен, для дан-
ного производства Кзо не регламентируется. Серийное сбо-
рочное производство характеризуется сборкой изделий пе-
риодически повторяющимися партиями. В зависимости от
числа изделий в партии или серии и значения коэффициента
Кзо различают мелкосерийное (20 < Кзо < 40), среднесерийное
(10< Кзо < 20) и крупносерийное (1 < Кзо < 10) сборочные
производства. Массовое сборочное производство (1 = А)о)
характеризуется большим объемом выпуска собираемых из-
делий, непрерывно выпускаемых продолжительное время, в
течение которого на большинстве рабочих мест выполняется
одна технологическая операция.
В зависимости от типа производства, программы вы-
пуска изделий, их конструкции, размеров и массы определяет-
ся организационная форма сборки.
Отработка конструкциисобираемого изделия на техно-
логичность в сборке. Осуществляют с учетом типа сборочно-
го производства, уровня автоматизации технологических
процессов сборки, применяемого сборочного оборудования и
т.п.
158
Выбор действующего типового, группового технологическо-
го процесса или поиск аналога единичного процесса сборки. Осу-
ществляют путем формирования технологического кода собирае-
мого изделия с помощью технологического классификатора и от-
несения собираемого изделия по его технологическому коду к дей-
ствующему типовому, групповому или единичному технологиче-
скому процессу сборки. При наличии действующего типового,
группового или единичного технологического процесса, который
может быть использован для данного собираемого изделия, техно-
логический процесс его сборки разрабатывают на основе имею-
щейся технологической документации на эти процессы сборки.
При отсутствии таких действующих технологических процессов
сборки его разрабатывают на основе использования прогрессив-
ных решений, реализованных в действующих единичных процес-
сах сборки аналогичных изделий.
Проведение размерного анализа конструкции собираемого
изделия, выбор технологических баз и схем базирования,
установление рациональных методов сборки. При проведении
размерного анализа конструкции собираемого изделия выявляют
и строят все сборочные размерные цепи и проводят
соответствующие расчеты размерных параметров. На основе
выполнения расчетов и анализа сборочных размерных цепей
определяют необходимую точность сборки компонентов и
наиболее экономичные методы ее достижения. Обоснование
выбора технологических баз, схем базирования и схем
относительной ориентации компонентов на позициях сборки
осуществляют на основе расчета технологических размерных
цепей и условий автоматической собираемости компонентов. При
выборе технологических баз используют принцип совмещения
технологических баз с измерительными и конструкторскими с
целью повышения точности и возможности использования
рациональных методов достижения точности сборки. При выборе
технологических баз также реализуют возможность обеспечения
постоянства и рациональной последовательности смены баз при
выполнении сборки изделия. При выполнении анализа
159
возможных схем базирования рассчитывают погрешности ус-
тановки компонентов и точность сборки, обеспечиваемую
применением различных схем базирования. При выборе тех-
нологических баз дополнительно учитывают удобство уста-
новки и снятия собираемого изделия, его устойчивость и на-
дежность закрепления, удобство установки присоединяемых
компонентов и подвода сборочного инструмента и т.п.
Составление технологического маршрута сборки изде-
лия. На этом этапе определяют последовательность выполне-
ния технологических операций, которую в наглядной форме
представляют в виде технологической схемы сборки. Опреде-
ляют содержание технологических операций и норм времени
на их выполнение, а также состав средств технологического
оснащения сборки.
Разработка технологических операций. На этом этапе
решают задачи рационального построения и выбора структу-
ры технологических операций. Устанавливают рациональную
последовательность выполнения и содержания переходов в
операциях. Определяют требования, предъявляемые к бази-
рующим устройствам, устройствам относительной ориента-
ции, сборочным головкам и другим функциональным элемен-
там оборудования. Устанавливают исходные данные, необхо-
димые для расчетов оптимальных режимов сборки, и рассчи-
тывают их. Выбирают оборудование, обеспечивающее опти-
мальную производительность при условии обеспечения тре-
буемого качества сборки. Рассчитывают загрузку оборудова-
ния. Выбирают оснастку и вспомогательное оборудование.
Нормирование технологического процесса сборки. На
данном этапе производятся расчет и нормирование затрат
труда на выполнение технологических операций и процесса
сборки с использованием нормативов времени. Определяются
разряд работ и профессии исполнителей для выполнения тех-
нологических операций с учетом сложности выполняемых
работ.
160
Определение требований техники безопасности. Требования
определяют путем разработки новых или выбора имеющихся тре-
бований техники безопасности и производственной санитарии к
условиям сборочного производства (шуму, вибрации, опасным и
вредным веществам в воздухе в зоне рабочих мест и т.п.). Раз-
рабатывают требования к устойчивости экологической среды и
средства ее обеспечения.
Расчет экономической эффективности технологического
процесса сборки. Рассчитывают экономическую эффективность
возможных вариантов технологического процесса и выбирают оп-
тимальный вариант технологического процесса сборки.
Оформление документации на технологический процесс
сборки. Оформляют необходимую технологическую докумен-
тацию и осуществляют ее нормоконтроль. Оформленную доку-
ментацию согласуют со всеми производствами и службами, свя-
занными с выполнением и обеспечением реализации технологи-
ческого процесса, а затем утверждают ее.
Документацию к технологическому процессу сборки в крупно-
серийном и массовом производствах оформляют в виде форм, ус-
тановленных Единой системой технологической документации ГОСТ
3.1407- 74; ГОСТ 3.1105 - 74; ГОСТ 3.1104 - 74.
Карты технологического процесса сборки (КТП) составляют
на каждую отдельно собираемую сборочную единицу, а также на
общую сборку изделия. Для каждого рабочего места и сборочного
поста в карту технологического процесса надо включать те опера-
ции, которые должны выполняться на этом посту. Комплектовоч-
ную карту сборки (КК) оформляют в зависимости от условий и ха-
рактера производства.
Ведомость оснастки (ВО) включает наименования и обозначе-
ния всех видов оборудования, приспособлений, инструмента, тре-
буемых для выполнения технологического процесса сборки.
Сборщику на рабочем месте, конечно, не требуются детальные
и сборочные чертежи изделия; если он выполняет какой-то комплекс
работ (одну или несколько операций), ему необходима четкая, с
161
исчерпывающими данными карта технологического процесса, при-
кладываемая к ней карта эскизов и комплектовочная карга. Эти
документы должны быть исчерпывающей инструкцией для осу-
ществления сборки на данном рабочем месте.
8.2. Сборка типовых сборочных единиц
8.2.1. Сборка составных валов и муфт
В конструкциях машин распространены следующие спосо-
бы соединения составных валов: шлицевой муфтой, втулочной
муфтой со шпонками или штифтами, соединение на конусе со штиф-
тами, болтами, работающими на срез, фланцами, стягиваемыми
болтами, запрессовкой одной части вала в другую, созданием
сил трения, удерживающих части вала в определенном положе-
нии.
Сборку составного вала со шлицевой муфтой (рис. 8.1, а)
начинают с установки и закрепления частей вала 1 и 4 на призмах
таким образом, чтобы оси их совпадали. Для этой цели удобно
применять призмы с ретулируемой высотой, устанавливаемые на
выверенной плите. Параллельность осей плоскости плиты контро-
лируют индикатором, укрепляемым на стойке. Части вала закреп-
ляют в положении, требуемом условиями их последующего мон-
тажа, т. е. с учетом расположения шпоночных канавок, отвер-
стий, выступов и т. п. Далее надевают ограничительные кольца 2 и
на один из шлицевых концов - муфту 3; конец второго вала вво-
дят в отверстие муфты.
Если при данном относительном положении частей вала
впадины и выступы шлицев вводимого конца вала и муфты не сов-
падут, валы необходимо раздвинуть, переставить муфту 3 на не-
сколько шлицев, а затем снова собрать.
Для окончательной посадки муфты иногда применяют «мяг-
кие» молотки. При посадке с натягом по центрирующему диаметру
шлицев муфту перед сборкой целесообразно прогреть в горячем
масле.
162
Сборочную единицу валов со втулочной муфтой на шпонках
(рис. 8.1,6) собирают в таком же порядке, предварительно устано-
вив шпонки.
Валы, соединяемые втулочной муфтой со штифтами (рис.8.1,
в), собирают в такой последовательности: устанавливают муфту
на один конец вала, затем на другой, сверлят отверстия под штиф-
ты в валах, развертывают их и запрессовывают штифты.
12 3 4
Рис. 8.J. Сборка составных валов
Особенностью сборки составного вала, части которого со-
единяются коническими поверхностями (рис.8.1,г), является необ-
ходимость контроля силы запрессовки, так как углы уклона конуса
в таких соединениях бывают очень малыми и при сборке возможен
разрыв охватывающей части вала.
Контролировать запрессовку конуса можно измерением зазо-
ра h до начала запрессовки и в конце ее. Сверление отверстий под
штифты и их установку осуществляют после окончательной за-
прессовки частей вала.
В конструкции, приведенной на рис. 8.2, две части вала со-
единены болтами, установленными во фланцах; при этом соосность
обеих частей обеспечивается центрирующим буртиком и строгой пер-
пендикулярностью плоскостей фланцев к осям сопрягаемых частей
вала.
163
Рис. 8.2. Соединение валов болтами
Если требования в отношении соосности жесткие, то
сборку такого вала начинают с подбора его частей по диаметрам
центрирующего буртика и выточки для обеспечения минимального
зазора в этом сочленении. Посадку болтов в отверстиях фланцев
Н Н
назначают обычно —, —.
к п
При сборке обе половины вала устанавливают на приз-
мах и, сдвигая их до соприкосновения фланцев, фиксируют в
таком положении тремя болтами, расположенными в отверстиях
под углом 120°. Затем вал устанавливают в центрах и проверя-
ют на биение по всем шейкам обеих его половин.Если биение не
выходит за пределы допустимого, устанавливают и закрепляют
остальные болты. При этом для лучшего совпадения отверстия
нередко развертывают. Если биение шеек в предварительно соб-
ранном вале больше допустимого, сборочную единицу необхо-
димо разобрать, а затем собрать вновь, сместив одну половину по
отношению к другой на некоторый угол.
Сборка коленчатых валов, сопряжения в которых осущест-
влены с гарантированным натягом, производится в такой последо-
вательности (рис. 8.4, а). Палец 1 кривошипа гидравлическим
прессом запрессовывают в отверстие щеки 2. После этого во второе
отверстие щеки устанавливают макет вала с разжимной цапфой и
проверяют параллельность осей отверстия щеки и запрессованного
164
пальца кривошипа. Далее напрессовывают щеку на цапфу вала и
производят окончательный контроль сборочной единицы на парал-
лельность и непересечение осей пальца кривошипа и вала.
В)
Рис. 8.4. Соединение составных коленчатых валов
Если в конструкции предусмотрены торцовые штифты (рис. 8.4,
6J, то сверление и развертывание отверстий под штифты и установку
Н7 Н7
их ---, ---- осуществляют после предварительного контроля со-
sl и7
бранного вала.
Сборку составного вала, показанного на рис. 8.4, в, можно вы-
полнить двумя способами. Палец 1 кривошипа запрессовывают
вначале в щеку 2, при этом палец и щека фиксируются в приспособ-
лении. Щеку обычно предварительно нагревают до 170 - 180°С (или
охлаждают палец). После этого на палец 1 надевают шатун с на-
бранными роликами (если головка его не имеет разъема) и на свобод-
ный конец пальца напрессовывают предварительно нагретую вторую
щеку 3. Для обеспечения требуемого расстояния а между щеками
устанавливают дистанционную плиту. Соосность отверстий в щеках
под цапфы 4 и 5 обеспечивается направляющим штырем, вставленным
в точно обработанные отверстия К. Затем в обе щеки запрессовывают
цапфы 4 и 5 с предварительно вставленными шпонками.
165
При другом способе сборки в каждую щеку запрессовы-
вают цапфы 4 и 5, затем палец 1 запрессовывают в отверстие
одной из щек,устанавливают шатун с роликами и напрессовыва-
ют вторую щеку. Соосность цапф 4 и 5 обеспечивается установкой
сборочных, единиц в центрирующем приспособлении, в результате
чего отпадает надобность в отверстиях К. Технология сборки в
этом случае следующая: в цапфы 4 и 5 запрессовывают шпонки;
в нагретую щеку устанавливают цапфу 4; так же запрессовы-
вают цапфу 5 в другую щеку. Щеку с цапфой 4 в сборе вновь
нагревают, запрессовывают палец 1. На пальце монтируют шатун
на роликовом подшипнике. Далее нагревают щеку с цапфой 5,
обе подгруппы базируют в приспособлении, устанавливают дис-
танционную плиту и окончательно собирают вал.
Во многих машинах и механизмах валы соединяются при
помощи муфт, допускающих некоторое несовпадение или пере-
кос осей. Конструкций таких муфт чрезвычайно много; в каче-
стве примера рассмотрим порядок сборки одной из них (рис. 8.5).
Муфта представляет собой два полужестких шариковых
сочленения, каждое из которых состоит из внутренней обоймы
5, шариков 4 и наружной обоймы 3. Оба сочленения соединя-
ются промежуточным кольцом 1. Благодаря шарикам 4 внут-
ренние обоймы 5 могут во время вращения перекашиваться, не
нарушая работы муфты.
Последовательность сборки такой муфты следующая:
войлочные кольца 6 устанавливают в канавки гнезд 7 и при
помощи конусной оправки калибруют под прессом до требуе-
мого диаметра. Затем на наружные обоймы 3 устанавливают
прокладки и каждое гнездо уплотнения 7 закрепляют четырь-
мя винтами 9 на наружных обоймах; во избежание самоотвер-
тывания винты накернивают. Внутренние обоймы 5 вставляют
в наружные обоймы 3 и между ними вкладывают поочередно
по восемь шариков 4 в сферические лунки внутренних обойм.
Для определения зазора в сопряжении вставляют два шарика в
диаметрально противоположные лунки внутренней обоймы и
166
измеряют ее диаметр вместе с шариками; после этого измеряют
внутренний диаметр наружной обоймы 3 по противоположным
канавкам и из полученного размера вычитают первый размер. По-
лученная разность - зазор между обоймами.
А-А Б’Б
А
Рис. 8.5. Соединительная муфта
Далее в промежуточное кольцо 1 ввертывают масленку 8, со-
единяют половины муфты с промежуточным кольцом 1, вставляют
шесть болтов 2 и навинчивают на них гайки (не до конца), поста-
вив при этом на место две прокладки и шесть стопорных шайб.
После сборки внутренние обоймы должны иметь возмож-
ность свободно перекашиваться в любом направлении. Муфта, не
обеспечивающая перекоса осей, к установке на машину не допус-
кается.
Перед монтажом муфты на валы последние предварительно
проверяют на соосность и при необходимости производят соответст-
вующую регулировку. Затем болты 2 снимают и каждую половину
муфты монтируют на своем валу. Внутренние обоймы 5 напрессо-
вывают на шлицевые хвостовики валов и укрепляют винтами, ввер-
тываемыми в торцовые отверстия. Под эти винты помещают сто-
порные шайбы, отгибаемые после завертывания винтов в отверстия
167
на торце внутренних обойм и по граням головок винтов. Полости
промежуточного кольца 1 заполняют солидолом, на оба торца
его устанавливают прокладки и кольцо вводят между наруж-
ными обоймами 3. Затем окончательно устанавливают болты 2,
затягивают их гайками и стопорят.
8.2.2. Установка подшипников скольжения в корпусе
Подшипники скольжения могут быть цельными и разъемны-
ми. В первом случае подшипник представляет собой втулку, изго-
товленную из антифрикционного материала, запрессовываемую в
корпус. Во втором случае подшипник состоит из двух частей -
вкладышей с диаметральным разъемом.
Процесс установки втулки в корпус включает ее запрессов-
ку, закрепление от провертывания и подгонку отверстия. Запрес-
совку в зависимости от размеров втулки и натяга в сопряжении про-
изводят при обычной температуре, с нагревом или же с охлаж-
дением самой втулки.
Простейший способ запрессовки втулки в корпус - при
помощи обычной универсальной выколотки и молотка. Этот спо-
соб, широко распространенный в единичном и мелкосерийном
производстве, дает удовлетворительные результаты лишь при ма-
лых натягах в сопряжении, относительно большой толщине сте-
нок втулки и при тщательном выполнении операции. Направле-
ние движения при запрессовке создается здесь только отверстием
в корпусе, поэтому большое значение имеет правильная первона-
чальная установка втулки, предотвращающая ее перекос,
деформацию и задир поверхности корпуса.
При относительно больших натягах во избежание переко-
сов и сдавливания втулок (особенно при монтаже тонкостенных
втулок) их при запрессовке необходимо более точно центрировать
относительно отверстия в корпусе.
Для этого целесообразно пользоваться приспособлением,
например, с направляющим стержнем (рис.8.6, а ). Втулку наде-
вают на шлифованную цилиндрическую часть оправки 2. Оправ-
168
ка хорошо центрируется в стойке или па стержне З.При давлении
штока 1 пресса или при вращении гайки 3 (рис.8.6, б) оправка 1, пе-
ремещаясь вместе со втулкой 5, запрессовывает ее в отверстие корпу-
са 4.
Рис. 8.6Запрессовка подшипников - втулок:
а -на прессе; б - винтовым приспособлением
Необходимо иметь в виду, что диаметр отверстия втулки после
ее запрессовки уменьшается. Особенно это ощутимо при посадках со
z Н9 Н9Х
значительным натягами (например----, —). Если это не учтено при
м8 58
расточке втулки до запрессовки, то отверстие ее приходится дополни-
тельно обрабатывать. Чистовое растачивание или протягивание втул-
ки в сборочной единице производят в механических цехах, а развер-
тывание и калибрование - обычно в сборочных.
169
Распространен также метод окончательной обработки от-
верстия втулки после ее запрессовки калиброванием шариком или
пуансоном-прошивкой (рис.8.7, а, б)
Рис. 8.7. Калибровка подшипников - втулок после их запрес-
совки
Овальность отверстия запрессованной втулки обнаруживают
путем промера диаметров отверстия индикаторным нутромером
(рис. 8.8) в двух взаимно перпендикулярных направлениях в двух-
трех поясах. Таким же способом может быть обнаружена конус-
ность.
В крупносерийном и массовом производствах такой контроль
осуществляется с помощью пневматических калибров (рис. 8.9), вы-
полненных в виде пробок 1 с соплами 2, имеющими отверстия диа-
метром 1,4-1,5 мм.
Точную проверку перпендикулярности оси втулки торцу корпу-
са можно выполнить контрольным приспособлением с индикатором
(рис. 8.10, а).
170
Рис.8.8. Определение эллипсности (овальности) запрессованной
втулки индикаторным нутромером
г
з
Щ«л
х
7)
М
0
О
г
Рис. 8.9. Контроль формы
отверстия запрессованной
втулки пневматическим
калибром
Рис. 8.10. Приспособление для
определения перекоса втулки
171
Приспособление состоит из конической оправки 1, каретки
3 с индикатором 4 и втулки 2. Коническую оправку вставляют в
проверяемое отверстие. На цилиндрическую часть оправки на-
девают втулку с кареткой. Втулка при этом упрется в высшую
точку проверяемого торца. Измерительный штифт 5 через ры-
чаг 6 передаст на индикатор 3 отклонение данной точки от выс-
шей точки торца. Поворачивая каретку, проверяют отклонения
по всей поверхности торца.
Такой контроль можно осуществлять также с помощью
приспособления с гидропластмассой (рис. 8.10,6). Головку 1 с
двумя тонкостенными (толщиной 0,9 - 1,2 мм) поясками вводят
внутрь отверстия и винтом 1 смещают плунжер 2. Вследствие
этого в гидропластмассе повышается давление, и пояски головки
равномерно выпучиваются, строго центрируя головку в отвер-
стии. После этого измеряют щупом зазоры между калибром 3 и
контролируемой плоскостью.
В быстродействующих приспособлениях этого типа вме-
сто винта 1 используют диафрагменную пневматическую камеру.
Разъемные подшипники могут быть толстостенные и
тонкостенные. Для тонкостенных подшипников отношение
толщины стенки к наружному диаметру к = 0,025-7-0,045; тол-
стостенных к = 0,0654-0,095.
Комплект разъемных подшипников состоит из двух дета-
лей-вкладышей. Во многих конструкциях нарушение этой
комплектации не допускается.
Вкладыши толстостенных подшипников изготавливают
из малоуглеродистой стали, чугуна или бронзы и заливают
баббитом или другим антифрикционным сплавом. Толщина слоя
баббита 0,01 d + (0,5 д 2) мм, где d - диаметр отверстия подшипни-
ка.
Вкладыши устанавливают в корпус и в крышку с неболь-
шим натягом. При монтаже вкладышей в постели деревянную или
алюминиевую планку накладывают на обе плоскости вкладыша и
по ней наносят легкие удары.
172
Для предотвращения перемещения вкладышей применяют устано-
вочные штифты (рис. 8.11, 8.12). Их запрессовывают в корпус при по-
мощи пресса или выколотки и молотка. Посадку штифтов в корпусе (б)
осуществляют с натягом 0,04^-0,07 мм. Вкладыш должен устанавли-
ваться на штифт с зазором а -= 0,1 т-0,3 мм. Кроме того, в одной из по-
ловин вкладышей отверстие под штифт в плоскости возможного вра-
щения подшипника должно иметь несколько вытянутую форму, чтобы
при перекосе плоскостей разъема вкладыш мог самоустанавливаться.
Рис. 8.11. Установочные штифты вкладышей подшипников
Перед установкой вкладышей в корпус и крышку все сопря-
гаемые поверхности должны быть просмотрены, а при наличии на
них заусенцев зачищены шабером. Необходимо также проверить
совпадение масляных каналов в корпусе и в крышке с отверстиями во
вкладышах. Несовпадение этих отверстий на величину, превышаю-
щую 0,2 их диаметра, не допускается. Масляные каналы в корпусе пе-
ред установкой вкладышей должны быть тщательно промыты при
помощи шприца. В единичном производстве после подгонки вклады-
шей по месту на них должны бьпь нанесены метки.
Крышки подшипников, как правило, фиксируют штифтами (рис.
8.13, а), пазами (см. рис. 8.12, 8.13, б), шипами (рис. 8.13, в) или на
точно пригнанных болтах (рис. 8.13, г). Штифты запрессовывают в
корпусе с натягом 0,03 - 0,07 мм. Посадка крышки в пазах может быть
с небольшим зазором или натягом.
173
Тонкостенные вкладыши (рис.8.13) изготовляют из ма-
лоуглеродистой стали и заливают изнутри слоем антифрикци-
онного сплава
Рис. 8.13. Способы фиксации
крышек подшипников
Рис. 8.12.Подшипниковая
сборочная единица
Тонкостенные подшипники взаимозаменяемы, но верх-
ний и нижний вкладыши образуют комплект. Замена в ком-
плекте одного из вкладышей обычно не допускается.
Фиксация тонкостенных вкладышей осуществляется по-
средством специального уса 3 (рис. 8.14), выштампованного в
месте разъема, реже - установочными штифтами. Усы упира-
ются в опорные плоскости крышки или корпуса подшипника и
препятствуют проворачиванию вкладышей, а также их осево-
му смещению.
а) б)
Рис. 8.14. Тонкостенные вкладыши:
а - верхний; б - нижний; 1-канавка для смазки; 2 - от-
верстие подвода смазки; 3- фиксирующий ус
174
В крупносерийном и массовом производствах после механи-
ческой обработки вкладышей и гнезд для них особой подгонки со-
прягаемых поверхностей друг к другу не требуется. Иногда лишь
подбирают вкладыши на прилехание их в постелях по краске. При хо-
рошем подборе отпечатки краски на стыках корпуса и вкладышей, а
также в постелях располагаются равномерно и примерно везде одина-
ковы.
Плотное и равномерное прилегание вкладыша к корпусу имеет
большое значение для обеспечения нормальной работы подшипника.
Неплотное прилегание ухудшает теплоотдачу от вкладыша к кор-
пусу при работе подшипника, в связи с чем повышается температура
вкладыша и создаются неблагоприятные условия для работы анти-
фрикционного слоя.
Постели под тонкостенные вкладыши обрабатывают с повышенной
точностью (овальность не более 0,02 мм, конусность 0,01 - 0,015 мм
на 100 мм диаметра), так как вкладыши при зажиме копируют форму
постели.
Высоту вкладышей проверяют (для обеспечения требуемого
натяга) на специальном приспособлении, выполненном по схеме
(рис. 8.14, а), с помощью которого создаются условия, аналогичные
тем, в каких работают вкладыши при окончательной затяжке под-
шипников после сборки. Это достигается посредством пневмоцилин-
дра 3 (рис. 8.14, б), шток которого через упор 2 передает на вкладыш
такое же усилие, которое возникает при затяжке болтов или шпилек
подшипника. Размер гнезда (сменная часть в корпусе 4 приспособле-
ния), куда устанавливается вкладыш, равен наружному диаметру D.
Предварительно в это гнездо ставят вкладыш-эталон и отмечают
положение стрелки индикатора 1, которое не должно меняться при
контроле вкладышей, если высота их соответствует техническим
требованиям.
После установки подшипников многоопорного вала их необ-
ходимо проверить на соосность. Относительное смещение осей
подшипников допускается в узких пределах, например для некот-
рых тракторных двигателей смещение осей соседних опор не дол-
175
но превышать 0,02 мм, а всех опор - 0,03 мм.
Рис. 8.14. Проверка высоты тонкостенных вкладышей
Соосность подшипников можно проверить макетным ва-
лом (рис. 8.15,а), который вставляется внутри смонтированных
втулок. При совпадении осей всех отверстий втулок этот вал,
очевидно, может быть введен в эти отверстия свободно. Не-
возможность такой установки вала указывает на перекос или
на смещение осей подшипников. Диаметр макетного вала
должен быть меньше минимального диаметра отверстия под-
шипников на двойную величину допускаемой несоосности. В
начале под макетный вал в каждом подшипнике подкладывают
полоски тонкой бумаги. Они должны хорошо зажиматься. По-
сле такой предварительной проверки макетный вал равномер-
но покрывают тонким слоем краски и контролируют соосность
по ее отпечаткам на вкладышах.
Для проверки соосности подшипников крупных размеров
применяют сборные макетные валы (рис.8.15, б), состоящие из
трубы 3 и нескольких сменных 1 и передвижных 2 колец.
В сборочных единицах повышенной точности при боль-
ших диаметрах отверстий подшипников соосность можно про-
верять калибром и индикатором (рис.8.16); показания индика-
тора записывают через каждые 45° поворота.
176
Рис. 8.15. Проверка соосности подшипников:а -многоопорного
вала; б - сборного макетного вала
В крупносерийном и массовом производствах целесообразно
применять пневматический контроль соосности.
Рис. 8.16. Схема проверки соосности подшипников в сборочных
единицах повышенной точности
Для особо точного центрирования сборочных единиц в пре-
цизионном станкостроении, подшипников турбин и других эле-
ментов конструкции машин в настоящее время применяют авто-
коллиматор с лазерным устройством. Центр луча лазера определя-
177
ется посредством детектора с электронными координатными
считывающими измерителями. Лазерное устройство устанав-
ливается на автоколлиматоре. При этом достигается линейная
точность до 0,8 мкм на 1 м и угловая - до 2 с.
8.2.3. Сборка подшипников скольжения на валу и укладка
вала в подшипники
Сборка подшипников скольжения на валу. В мелкосе-
рийном производстве сборку толстостенных подшипников
обычно начинают с подгонки их по валу. Толстостенные вкла-
дыши, залитые баббитом, после механической обработки шаб-
рят по шейке вала с проверкой на краску.
Процесс сборки рассмотрим на примере шатунного под-
шипника (рис. 8.17).
Рис. 8.17. Шатунный подшипник с толстостенными
вкладышами на шейке вала; 1 - корпус шатуна; 2 и 5 - вкла-
дыши; 3 - регулировочные прокладки; 4 - крышка шатуна; 6 -
шатунный болт
178
Сборку шатунов быстроходного многоцилиндрового двига-
теля начинают с их подбора по массе, которую обычно обозначают
на стержне шатуна; допускают разность в массе комплекта шату-
нов для современных автотракторных двигателей от 15 до 40 г.
Подобранные шатуны клеймят номером двигателя и номером ци-
линдра.
Перед сборкой подшипника необходимо проверять, чтобы
регулировочные прокладки были чистыми, ровными и гладкими.
Крепежные болты должны входить в отверстия подшипника плотно, без
качки или даже под легкими ударами медного молотка. Пригонку под-
шипника производят следующим образом: шейку вала, по которой ве-
дут подгонку, смазывают тонким слоем краски (обычно лазури); на
шейке устанавливают шатун с регулировочными прокладками и за-
тягивают болты; коленчатый вал для получения отпечатков на по-
верхности трения подшипника несколько раз провертывают, удержи-
вая шатун за верхнюю головку в вертикальном положении; разобрав
после этого шатун и подшипник, приступают к шабрению тех мест
на вкладышах, которые хорошо видны по отпечаткам краски. При
шабрении вкладыши укрепляют в специальных зажимных приспо-
соблениях (рис. 8.18). После того как с закрашенных мест будет
снят слой баббита, шатун и шейку вала тщательно протирают хлоп-
чатобумажной салфеткой, на шейку наносят новый слой краски, а
шатун опять устанавливают на шейке. Эту операцию повторяют до
тех пор, пока равномерно распределенные мелкие отпечатки краски
составят не менее 75 - 85% общей поверхности подшипника. Для
подшипников средней точности на площади 25x25 мм число пятен
должно быть 12 -16, выше средней точности - 16 - 20 и высокой точно-
сти - 20 - 25.
После подгонки подшипника нижней головки шатун прове-
ряли наотклонение от параллельности осей головок. Схема кон-
трольных приборов, применяемых для этой цели, показана на рис.
8.19. Проверяемый шатун устанавливают отверстием нижней го-
ловки на разжимную оправку 1, а в отверстие верхней головки
179
вставляют оправку 2, которая опирается одной стороной на
кольцо 6. По показаниям индикаторов 3 и 4 судят об отклоне-
ний от параллельности осей. Для шатунов автотракторных
двигателем отклонение от параллельности допускают обычно
не более 0,03-0,04 мм.
Рис. 8.18. Приспособление для зажатия вкладышей подшипни-
ков при шабрении
Рис. 8.19. Проверка отклонения от параллельности осей голо-
вок шатуна
180
Рассмотренная выше технология сборки и пригонки под-
шипников характерна для мелкосерийного производства. В круп-
носерийном производстве шатуны быстроходных двигателей посгу-
пают обычно на сборку после окончательной обработки. Поэтому опе-
рация пришабривания подшипника нижней головки не вызывается
необходимостью. Если же шазун имеет тонкостенный подшипник, то
какая-либо пригонка его при сборке вообще запрещается. Для полу-
чения требуемого по техническим условиям сопряжения коленча-
тые валы в зависимости от диаметров шеек сортируют на две-три
размерные группы; на такое же число групп сортируют и шатуны
по диамегру отверстия подшипника. Комплектуя при сборке валы и
шатуны соответствующих групп, получают нужный масляный зазор в
подшипнике.
Укладка вала в подшипники. Перед укладкой вала необходимо
проверить правильность установки вкладышей в корпусе и крыш-
ках подшипников. Вкладыши должны плотно прилегать к поверх-
ности постелей. Штифты, удерживающие их от провертывания, не
должны выступать над поверхностью трения. Очень важно проверить
чистоту всех деталей, а также комплектность вала и вкладышей.
Если подшипники требуют при сборке пригонки, то укладку
вала начинают с проверки прилегания его шеек к вкладышам (раз-
дельно к нижним и верхним). С этой целью вначале нижние вкла-
дыши устанавливают в корпус и закрепляют прижимами (рис. 8.19).
Далее внимательно осматривают шейки вала, протирают их чисгой
хлопчатобумажной салфеткой, а затем смазывают легким слоем крас-
ки. Вал укладывают на подшипники одновременно всеми шейками.
Уложенный вал провертывают на два-три оборота, затем поднимаю!
и проверяют состояние отпечатков краски на вкладышах. Следы
краски должны быть равномерно распределены на всех вкладышах.
После этого вкладыши протирают, прижимы снимают, вал со смазан-
ными краской шейками вновь укладывают в подшипники и устанавли-
вают крышки с вкладышами.
После окончательной подгонки подшипников промывают вал
и вкладыши в специальных моечных установках или в ванне, про-
181
чищают масляные отверстия, обдувают поверхности сжатым
воздухом.
Рис. 8.19. Фиксация вкладышей при укладке вала
Последовательность укладки вала в подшипники с тон-
костенными вкладышами следующая. Подбирают комплекты
вкладышей с учетом размеров шеек вала. Затем вкладыши
монтируют в постели, обращая внимание на плотность приле-
гания, а также на положение в канавках фиксирующих усов.
Далее обдувают все поверхности воздухом, смазывают вкла-
дыши и шейки вала тонким слоем масла, укладывают вал в
подшипники, устанавливают крышки и затягивают гайки. По-
следние часто также не обезличиваются, а как и крышки мар-
кируются при механической обработке.
Степень затяжки подшипников можно проконтролировать
косвенно по крутящему моменту, необходимому для провертыва-
ния вала. С этой целью вал слегка поворачивают рычагом, за-
крепленным па фланце, или приспособлением с цанговым захва-
том. Рычаг при этом должен быть определенной длины, которая
указывается в технических требованиях на сборку.
Для более точного определения момента, требуемого для
провертывания вала, используют динамометрические устройст-
ва.
182
Зазор можно определить при помощи свинцовой проволоки.
Для этой цели отрезки мягкой свинцовой проволоки диаметром
превышающим возможный зазор на 0,2-0,3 мм и более, закладыва-
ют в нескольких местах между вкладышем и шейкой вала
(рис.8.20) и по разъему вкладышей. Проволоки слегка смазывают
маслом. После этого крышку подшипника затягивают гайками.
Проволоки при этом деформируются, толщина образовавшихся
пластинок будет характеризовать зазоры в местах установки про-
волок.
Рис. 8.20. Схема проверки масляного зазора свинцовыми
проволоками
Кроме радиальных зазоров, большое влияние на работоспо-
собность вала и подшипников оказывают осевые зазоры (рис.
8.21), в пределах которых возможно перемещение вала вдоль его
оси.
183
i-) втулка
Рис. 8.21. Осевые зазоры валов, уложенных в подшипники
Осевой зазор обычно проверяют щупом или индикатором
при крайних смещениях вала.
8.2.4. Сборка узлов с подшипниками качения
Некоторые виды соединений подшипников качения с
валом и корпусом, учитывающие действие осевых сил, приве-
дены на рис. 8.22 и 8.23.
В первом случае (рис. 8.22, а) подшипник удерживается на
валу за счет натяга. В сборочных единицах, выполненных по рис.
8.22, б, после посадки подшипника в канавку вала вставляется
разрезное пружинное кольцо.
На рис. 8.22, в осевому смещению подшипника препятствует
втулка, прижимаемая гайкой или муфтой.
Распространенные способы крепления подшипников посред-
ством резьбы показаны на рис. 8.22, г, д.
Крепления подшипников в корпусе (рис. 8.23, а, в, д, е) при-
меняют как для разъемных, так и для неразъемных корпусов. Под-
шипники монтируют в корпус обычно после установки их на ва-
лу.
184
Рис. 8.22. Установка подшипников качения на валах
На рис. 8.23, г показано крепление подшипниковой сборочной
единицы в разъемном корпусе; ограничительное кольцо и крышку
можно установить при сборке в канавках лишь при наличии диамет-
рального разъема. Конструкции, показанные на рис. 8.23, б, ж,обычно
применяют при неразъемных корпусах.
Так как кольца подшипников имеют малую жесткость, очень
важно при сборке не допустить их перекоса. Поэтому, устанавли-
вая подшипники на валу или в корпусе, следует использовать тор-
цы колец как базы, добиваться плотного контакта колец с бурти-
ками вала, корпуса или промежуточной детали.
Для осуществления надежного сопряжения подшипника с валом
и корпусом посадочные места должны быть обработаны (быть чистыми,
гладкими, без рисок, задиров и коррозионных пятен). Шероховатость
посадочных поверхностей для высокоточных подшипников должна со-
ответствовать Ra = 1,25 - 0,32 мкм, для менее точных Rz = 20 мкм, Ra
= 1,25 мкм, а торцов заплечиков валов и корпусов Rz -= 20 мкм, Ra =
1,25 мкм.
185
Рис. 8.23. Установка подшипников качения в корпусе
Сборку сборочной единицы вал - подшипник качения осуще-
ствляют следующим образом. Подшипник тщательно промывают
в 6%-ном растворе масла или в горячих (75 - 85°С)
антикоррозионных водных растворах.
В хорошо промытом подшипнике наружное кольцо легко
и равномерно вращается. Проверку ведут, удерживая подшип-
ник за внутреннее кольцо в горизонтальном положении.
Обычно температура нагрева подшипников при сборке на-
значается в пределах 60 - 100° С. Подшипники целесообразно
нагревать в электрованне с точным контролем температуры
масла. Нагретый подшипник устанавливают на вал и доводят' до
места небольшим осевым усилием. При этом сторона подшипника,
на которой нанесено заводское клеймо, должна быть снаружи.
Операцию напрессовки необходимо обязательно осуществ-
лять с применением оправок. Наносить удары непосредственно по
подшипнику нельзя, так как при этом могут быть повреждены
кольца, поломаны шарики и т.д.
Осевые силы, требуемые для установки подшипников каче-
ния, должны прикладываться только к тому кольцу, которое
при данной операции сопрягается с базовой деталью. Если вал име-
186
ет небольшую длину и малую массу, напрессовывать подшипник
можно, прикладывая осевые усилия к валу (рис. 8.24, а). Чтобы не по-
вредить торец, его закрывают специальной накладкой 1; подшипник
упирается в кольцо 2. Этот способ неприменим, если напрессовка ве-
дется ударами и вал имеет большую массу или малую жесткость. Если
подшипник одновременно монтируется на вал и в корпус, то усилия
передаются на горцы обоих колец (рис. 24,6).
Рис. 8.24. Схемы установки подшипников качения на валу
и в корпусе
Напрессовывая подшипник на вал, конец которого имеет
резьбу, целесообразно использовать ее для закрепления приспо-
собления (рис. 8.25). Если для напрессовки требуются значитель-
ные силы, то применяют стационарные пневматические или гид-
равлические прессы или же переносные гидравлические приспо-
собления (рис. 8.26). Корпус 2 закрепляют на валу посредством пе-
реходной втулки 1. Сила напрессовки создается поршнем 3, когда в
187
пространство А нагнетается ручным насосом 4 масло из резер-
вуара 5. Для спуска масла служит кран 6.
Рис. 8.25. Напрессовка подшипников качения на вал с помощью
винтового приспособления со сменными деталями
Рис. 8.26. Напрессовка крупногабаритного подшипника
качения с помощью гидравлического приспособления
188
Для напрессовки крупногабаритных по/цпипников качения удоб-
но применять так называемые гидравлические гайки 1 (рис. 8.27, а),
навернутые на резьбу вала или закрепленные торцовым винтом (на
рис. 8.27, а условно показаны два способа крепления). Масло к
поршню подается от насосной установки или пневмогидравлического
усилителя, в результате чего могут быть созданы значительные силы
напрессовки.
Рис. 8.27. Монтаж крупных подшипников качения посредством
гидравлической гайки (а) и нагнетания масла в зону контакта (б)
Для облегчения установки крупных подшипников на вал применя-
ют щдропрессовый способ монтажа с нагнетанием между сопрягаемыми
поверхностями минерального масла. Если при этом подшипник монти-
руют на цилиндрическую шейку (рис. 8.27, б), то конец ее делают
меньшего диаметра, чтобы натяг в сопряжении вала с подшипником
здесь составлял примерно 30% натяга на основной шейке. Это дает
возможность резко снизить потребное усилие для установки под-
189
шипника вначале (положение I). После этого по маслопроводам
1, а затем 2 в зону контакта нагнетается масло под высоким дав-
лением, внутреннее кольцо при этом расширяется и производится
окончательная напрессовка подшипника на основную шейку (по-
ложение П). Осевая сила требуется в несколько раз меньшая, чем
при обычном способе напрессовки.
После напрессовки подшипника на вал следует убедиться в
том, что тела качения не защемлены. Наружное кольцо должно
вращаться равномерно, без заедания, с незначительным шумом.
Проверяют также плотность соприкосновения торца кольца с
буртиком или заплечиком. Плотность прилегания к заплечику,
как уже отмечалось, имеет большое значение для нормальной ра-
боты кольца. Однако очень важно, чтобы торец заплечика был
перпеникулярен к оси посадочной шейки вала.
Численное значение осевого зазора - «осевой игры» значи-
тельно больше численного значения радиального зазора. Осевые
перемещения наружного кольца для ряда подшипников могут
быть легко ощутимы. Этим часто пользуются, проверяя пра-
вильность сборки «на качку» наружного кольца. Однако при необ-
ходимости сборки точных подшипниковых сборочных единиц про-
верять зазоры в подшипнике после его напрессовки следует при
помощи индикаторов, показанных на рис. 8.28.
При установке в сборочной единице двух или большего
количества шарикоподшипников один из них фиксируют от
осевых смещений на валу и в корпусе, остальные необходимо
фиксировать только на валу или только в корпусе.
Монтаж конических роликовых подшипников
осуществляют обычно раздельно, т.е. внутреннее кольцо с
роликами и сепаратором напрессовывают на вал, а наружное
кольцо - в корпус. Методы установки внутреннего кольца
такие же, как и при монтаже шарикоподшипников на валу.
Особенностью сборки является запрессовка наружного кольца
в корпус. Радиальный зазор в коническом роликоподшипнике
регулируется осевым смещением наружного кольца.
190
Регулирование зазора в конических подшипниках осуществ-
ляют изменением толщины регулировочных прокладок (рис. 8.29.
а), регулировочным винтом (рис. 8.29,6) или регулировочной гай-
кой (рис. 8.29, в и г), создавая таким образом требуемые зазоры.
Рис. 8.28. Схема проверки зазоров в подшипнике после его
напрессовки на вал
а) б) в) г)
Рис. 8.29. Способы регулирования зазора в конических
роликоподшипниках
191
Игольчатые подшипники не имеют сепаратора, перека-
шивание игл устраняется прилеганием их друг к другу с очень
малыми зазорами. Радиальный зазор в игольчатых подшипни-
ках значительно больше, чем у роликовых, - он примерно ра-
вен радиальному зазору в подшипнике скольжения такого же
диаметра.
Сборку игольчатых подшипников осуществляют в сле-
дующем порядке (рис. 8.30): подача кольца, установка мон-
тажной оси, засыпка игл, установка шайбы и напрессовка кол-
пачка, удаление монтажной оси, транспортировка собранного
подшипника. После этого производят контроль монтажной вы-
соты подшипника и проверку игл на проворачиваемость.
Рис. 8.30. Схема сборки игольчатого подшипника: 1 - 6 - по-
следовательность операций
Подшипники, у которых рабочими поверхностями явля-
ются шейка вала и отверстие сопряженной с ним детали, соби-
рают на монтажной оси (рис. 8.31, а), диаметр которой на 0,1 -
0,2 мм меньше диаметра действительной оси. Чтобы иглы не
рассыпались, на поверхность отверстия следует нанести тон-
192
кий слой густой смазки (или игольчатые ролики могут быть на-
магничены). Иглы устанавливают в зазор между осью и втулкой
или обоймой последовательно по 2 - 3 шт. Последняя игла должна
входить в подшипник свободно. После того как все иглы собраны
и поставлены ограничительные кольца, вставляют на место рабо-
чую ось, которая вытесняет (рис. 8.31, б) монтажную, а иглы и ог-
раничительные кольца остаются на месте.
Рис .8.31. Сборка сборочных единиц с игольчатыми
подшипниками
В некоторых конструкциях игольчатых подшипников преду-
смотрена возможность регулирования зазора при сборке. В этих
случаях после установки определенного количества роликов-игл
измеряют суммарный зазор между ними и по этому размеру шли-
фуют прокладку 1 (рис. 8.31, в) так, чтобы после ее установки в под-
шипнике был зазор, требуемый по чертежу.
Собранную сборочную единицу проверяют вращением, кото-
рое должно быть свободным, без каких-либо заеданий.
193
8.2.5. Сборка зубчатых и червячных передач
При сборке зубчатых передач выполняют следующие ра-
боты: установку зубчатого или червячного колеса на валу; ус-
тановку валов с колесами в корпусе; сборку сборочной едини-
цы червяка и установку его в корпус; регулирование зацепле-
ния.
Цилиндрические зубчатые передачи внешнего зацепления
составляют в конструкциях машин и механизмов 75 - 80% обще-
го количества передач. Некоторые распространенные способы за-
крепления зубчатых колес на валах показаны на рис. 8.32. Наи-
более употребительными из них являются первые четыре спосо-
ба, при этом первый способ - в единичном и мелкосерийном про-
изводствах, а второй и третий - в крупносерийном и массовом. По-
777
садка зубчатых колес на центрирующие поверхности вала: ---
Л 6
Hl Hl Н7
и --- - при легких и средних нагрузках; ------ и --- - при
кб тб пб
средних и тяжелых ударных нагрузках.
Рис. 8.32. Крепление зубчатых колес на валах
194
Колеса устанавливают прессом или же вручную при помощи
специальной мягкой оправки и молотка. Последний способ применяют
в мелкосерийном производстве лишь для зубчатых колес малого раз-
мера, термически не обработанных, монтируемых с небольшими
натягами. Зубчатые колеса большого размера, термически обработан-
ные, а также устанавливаемые со значительными натягами, следует
напрессовывать только посредством пресса с применением специаль-
ных приспособлений. Примером таких приспособлений могут быть
пневматические или гидравлические скобы.
При больших диаметрах зубчатых колес целесообразно при
напрессовке применять приспособления с направляющими планками
или стержнями. В таком приспособлении (рис. 8.33) зубчатое колесо
устанавливают или укрепляют на упорной доске 1, которая движется
по направляющим стержням 2.
А-А
Рис. 8.33. Напрессовка зубчатых колес на вал при помощи
пресса и приспособления
195
В результате этого осуществляют точное центрирование
колеса при запрессовке, особенно в ее начале.
В ряде случаев воспользоваться универсальными прессами
не представляется возможным, например, при установке зубчатых
колес на длинных валах. Тогда целесообразно для напрессовки
применить специальные несложные установки, имеющие привод,
от пневматической сети, насосных станций или
пневмогидравлических устройств.
Перед напрессовкой зубчатого колеса на вал необходимо
обратить внимание на состояние поверхностей отверстия и по-
садочной шейки вала. Если зубчатое колесо напрессовывается
до упора, то фаска на зубчатом колесе должна быть достаточ-
ной величины во избежание упора торца его в переднюю
поверхность вала.
При напрессовке зубчатых колес возможны следующие
погрешности: искажение профиля зубчатого венца, качание
зубчатых колес на шейке вала (рис. 8.34, а), радиальное сме-
щение колеса за счет зазора посадки на вал или биения шейки
вала (рис. 8.34, б), перекос колеса на валу (рис. 8.34, в), неплот-
ное прилегание к упорному буртику вала (рис. 8.34, г), перекосы
в шпоночных соединениях (рис. 8.34, д).
Рис. 8.34. Погрешности установки зубчатых колес на валу
196
Колесо на качание проверяется обстукиванием «мягким» ме-
таллическим молотком. Другие виды погрешностей смонтированно-
го на валу зубчатого колеса обнаруживают при контроле сбороч-
ной единицы с помощью индикатора. Для этого вал 1 устанавли-
вают на плите 2 на призмы (рис. 8.35, а) и изменением высоты ре-
гулируемой призмы 3 добиваются параллельности оси вала плоско-
сти плиты. После этого сверху между зубьями колеса 4 помещают
цилиндрический калибр 6 диаметром 1,68 ш (ш- модуль), на кото-
рый устанавливают ножку индикатора 5. Если на приспособлении
(см. рис. 8.35, а) предусмотреть упор 7 для вала, то можно индика-
тором 8 проверять напрессованное зубчатое колесо на биение по
торцу. Эту проверку осуществляют также в центрах. Контрольное
приспособление выполняют в виде точной чугунной плиты 1 (рис.
8.35, б), на которой укрепляют две стойки 2 с центрами. Один центр
делают подвижным.
Рис. 8.35. Контроль на биение узла зубчатое колесо - вал:
а-на призмах; б- в центрах
197
В крупносерийном и массовом производствах распро-
странен метод проверки зубчатого колеса, напрессованного на
вал, по эталону. В этом случае проверяемая сборочная единица
6 (рис. 8.36), установленная во втулке 7, опирается на центр 8.
Контролируемое зубчатое колесо вводят в зацепление с эта-
лонным колесом 4, сидящим на пальце 5. ।
Рис. 8.36. Контроль пары зубчатое колесо - вал в крупносе-
рийном и массовом производствах
198
Последний неподвижно укреплен в ползуне 1, поджимаемом
пружиной 3 таким образом, чтобы сцепленные зубчатые колеса бы-
ли прижаты одно к другому. Упор 2 на ползуне при этом соприкаса-
ется со штифтом индикатора 9. При вращении контролируемого
зубчатого колеса неточности зацепления вызывают перемещение
пальца 5 и ползуна 1, что фиксируется индикатором 9. Одновремен-
но можно контролировать и торцевое биение зубчатого колеса ин-
дикатором 10. Рычаг 11 служит для отвода ползуна 1 при установ-
ке контролируемой сборочной единицы в приспособление.
При сборке крупных зубчатых передач большого модуля за-
зор проверяют путем прокатывания между зубьями свинцовых
проволочек (трех-четырех), устанавливаемых по длине зуба. Диа-
метр проволочек берут равным (1,4-1,5)Сп. Каждую проволочку
смазывают техническим вазелином и в виде П-образной скобки наде-
вают на зуб. Толщину сплющенных частей проволочек с обеих сто-
рон зуба измеряют микрометром или индикатором. В сумме это и
дает боковой зазор Сп. Одновременно могут быть проконтролиро-
ваны также отклонение от параллельности и перекос осей.
Чтобы убедиться, что в зацеплении имеется зазор, иногда между
зубьями колес «прокатывают» полоску чистой писчей бумаги. Отсут-
ствие разрывов на ней свидетельствует о наличии зазора
Правильность зацепления можно проверить визуально по пятну
контакта (рис. 8.37).
Более точно зазор в зацеплении можно проверить при помощи
специальных приспособлений (рис. 8.38). На валу одного из зубчатых
колес укрепляют поводок 1, конец которого упирается в ножку ин-
дикатора 3, устанавливаемого на корпусе или плите. Если второе
зубчатое колесо удерживать от вращения, а поводок слегка повора-
чивать в том или другом направлении, то поворот будет возможен
лишь на величину зазора в зубьях. Зазор может быть определен по
показанию индикатора, приведенному к радиусу R начальной окружно-
сти.
199
Рис. 8.37. Правильное и неправильное зацепление зубчатых ко-
лес при сборке
Рис. 8.38. Схемы контроля зазора в зацеплении зубчатых
колес
200
В некоторых приспособлениях индикатор 3, заключенный в ко-
робку, закрепляют винтом или струбциной на корпусе сборочной еди-
ницы так, чтобы выступающий конец рычага опирался на один из
зубьев колеса. Затем, также покачивая колесо, можно определить за-
зор в зацеплении.
Плавность хода обычно определяют, провертывая собранный
механизм от руки, но лучше для этой цели употреблять динамо-
метры, динамометрические ключи или специальные «упругие» клю-
чи. Один из них показан на рис. 8.39. Упругий стержень 1 при про-
вертывании зубчатого колеса изгибается; при этом стрела прогиба
пропорциональна прикладываемому крутящему моменту. Прогиб
стержня 1 контролируется индикатором 2. Следовательно, легкость
вращения может характеризоваться величиной момента. Такой
ключ создает момент до 35 Нм. Зацепляющиеся колеса должны
вращаться плавно, без толчков.
Если зазор в зацеплении не соответствует требованиям техни-
ческих условий или же зубчатые колеса вращаются неплавно, за-
клиниваясь при различных положениях, то сборочную единицу
разбирают, колеса притирают (в крупных передачах зубья нередко
шабрят) или подбирают новую пару и опять производят сборку.
Зацепления зубчатых колес проверяют также на краску, при-
чем действующим стандартом (ГОСТ 1643 - 72) установлены нормы
контакта парных колес в передаче. При вращении меныпего колеса,
зубья которого покрыты тонким слоем лазури, на боковой поверх-
ности зубьев парного колеса располагаются следы прилегания, ха-
рактеризуемые относительными размерами контактного пятна по
высоте и длине в процентах к соответствующим размерам зуба (за
вычетом разрывов пятна).
Основной причиной неприлегания (неправильного пятна
краски) зубьев по длине являются обычно отклонение от парал-
лельности и перекос осей отверстий в корпусе или те же погрешно-
сти в сборочной единице зубчатое колесо - вал. Однако перекос ока-
зывает намного большее влияние, чем отклонение от параллельно-
201
сти осей. Нарушение контакта зубьев по высоте - обычно ре-
зультат неправильного их профиля.
Рис. 8.39. «Упругий» ключ для проверки плавности хода
зубчатых передач
Контроль на шум осуществляется в специальных камерах
шумомерами, улавливающими через микрофон звуки, которые
могут быть оценены по шкале в децибелах. В настоящее время
имеются конструкции эффективных шумомеров, посредством
которых на многих заводах осуществляется окончательный кон-
троль высокоскоростных зубчатых передач.
Сборку червячных передач начинают со сборочной едини-
цы, т.е. порядок сборки конических зубчатых колес на валах и
проверки собранных сборочных единиц такой же, как и при
сборке цилиндрических зубчатых колес, т.е. при отдельно выпол-
ненных зубчатых венцах (рис. 8.40) - со сборки венца 1 со ступицей
3. Венец напрессовывают с помощью пресса или в приспособле-
нии на ступицу (рис. 8.40,а) холодном, чаще в подогретом состоя-
нии до упора в бурт 4. Затем сверлят отверстия и нарезают в них
резьбу для стопоров 2, ввертывают стопоры с последующим раскер-
ниванием их. При сверлении отверстий под стопоры оси их смеща-
ют на 1 - 2 мм к оси колеса относительно поверхности сопряже-
ния, чтобы исключить увод сверла.
202
Рис. 8.40. Собранные червячные колеса
После этого колесо проверяют на биение венца в центрах на оп-
равке.
При креплении венца болтами (рис. 8.40, биг) его вначале
подбирают по пояску ступицы для обеспечения необходимой посад-
ки. Затем для точных тяжело нагруженных передач венец устанав-
ливают на ступицу так, чтобы центры отверстий под винты совпадали
в обеих деталях, и закрепляют тремя временными болтами
(рис.8.40,в). В таком виде проверяют зубчатые колеса на биение.
Далее развертывают остальные отверстия, устанавливают в них болты
и предельным ключом затягивают гайки. Затем снимают поставленные
вначале временные болты, так же развертывают отверстия, устанавли-
вают и затягивают рабочие болты.
В конструкции, показанной на рис. 8.40, г, после установки
венца на ступицу развертывают отверстия под штифты (2-3 шт.)
и запрессовывают последние. Болты в этом случае входят в отверстия с
зазорами, гайки затягиваются предельным ключом.
Монтаж червячных зубчатых колес на валах и проверку их
осуществляют так же, как и в случаях сборки обычных цилиндриче-
ских зубчатых колес.
Существенным при сборке червячных передач является обеспе-
чение правильного зацепления червяка с зубьями колеса. Червяк 1
в зацеплении с колесом 2 (рис. 8.41) имеет возможность сместиться
203
в направлениях трех осей, а также повернуться относительно тех
же осей. При сборке необходимо стремиться к тому, чтобы ве-
личины угла скрещивания осей червяка и зубчатого колеса и
межцентрового расстояния соответствовали чертежу, средняя
плоскость колеса совпадала с осью червяка, а боковой зазор в
зацеплении соответствовал техническим требованиям.
Рис. 8.41. Схема червячной передачи
Важным фактором, характеризующим работоспособность
червячной передачи, является совпадение оси червяка со сред-
ней плоскостью колеса. Кратчайшее расстояние между средней
плоскостью червячного колеса и общей нормалью к осям червя-
ка и колеса в собранной передаче характеризует собой смещение
средней плоскости колеса.
Смещение средней плоскости колеса может быть проконтро-
лировано по пятну контакта. Последнее представляет собой часть
боковой поверхности зуба червячного колеса, на которой распола-
гаются следы краски при сопряжении его с парным червяком, по-
сле вращения передачи при легком торможении. Краску наносят
на винтовую поверхность червяка, после чего он вводится в зацеп-
ление с зубчатым колесом. Последующим медленным поворотом
червяка получают отпечатки на зубьях червячного колеса (рис.
8.42), по характеру которых судят о качестве зацепления.
204
Рис. 8.42. Виды отпечатков на зубьях червячного колеса при про-
верке зацепления на краску
При правильном зацеплении червяка краска должна покры-
вать поверхность зуба червячного колеса не менее чем па 60 -
70 % по длине и высоте.
В собранном червячном зацеплении контролируют величину
бокового зазора между сопряженными боковыми поверхностями
витка червяка и зубьев колеса, обеспечивающего свободный пово-
рот червячного колеса при неподвижном червяке. Этот зазор опреде-
ляется в линейных величинах по нормали к боковым поверхностям.
Рис. 8. 43. Схема измерения бокового
зазора в червячном зацеплении
Непосредственно
измерить этот зазор
весьма трудно. Обычно
его определяют по углу
свободного поворота
червяка при закреплен-
ном червячном колесе.
В малогабаритных
же точных передачах,
где боковой зазор весьма
мал, свободный поворот
червяка определяют ин-
дикаторами 2 и 4 и ры-
чагами 1, 3 по схеме,
показанной на рис. 8.43.
205
Собранные зубчатые и червячные передачи в целях прира-
ботки трущихся поверхностей, контроля сборки и проверки в ус-
ловиях, близких к эксплуатационным, подвергают обкатке под
нагрузкой.
8.2.6. Сборка маховиков и шкивов с валами
Наиболее распространены следующие способы крепления
маховика или шкива на валу: на конусе и шпонке (рис. 8.44, а),
на цилиндрической шейке при помощи призматической (рис.
8.44, б) или клиновой (рис. 8.44, в) шпонки, на фланце вала (рис.
8.44,г).
Рис. 8.44. Закрепление маховиков на валах
Маховик или шкив, базируемый на цилиндрической по-
верхности (рис. 8.44, б), напрессовывают на хвостовик вала с
небольшим натягом при помощи специального приспособления,
выполненного по схеме, показанной на рис. 8.45. Винт 1 этого
приспособления ввертывают или каким-либо другим способом
закрепляют в вале. Осевое давление для напрессовки создают
вращением гайки 2.
Намного упрощается и облегчается процесс установки ма-
ховика при использовании гидравлических приспособлений.
Маховики и шкивы часто устанавливают на валах с помо-
щью переносных пневмогидравлических скоб или специальных
стационарных прессов.
206
При напрессовке ступицы особое внимание должно быть об-
ращено на правильность расположения шпоночных канавок и
плотность посадки шпонки. Чтобы шпоночные канавки вала и сту-
пицы совпали, при напрессовке применяют ложную направляющую
шпонку, которую затем вынимают и заменяют настоящей шпонкой,
забиваемой ударами медного молотка со стороны торца вала. Ко-
нец шпонки должен быть заподлицо со ступицей или же закрыт
предохранительным колпаком.
Рис. 8.45. Приспособления для монтажа маховиков
и шкивов ~ винтовое
Однако более распространено крепление маховика на фланце
вала (см.рис. 8.44, г). Маховик в этом случае центрируют на ци-
линдрической поверхности фланца, который входит в выточку с за-
зором,и крепят болтами, плотно входящими в отверстия фланца и с
небольшим зазором (0,04 - 0,1 мм) в отверстия маховика. Ступица
маховика должна плотно прилегать к торцу фланца вала. Местные
зазоры в стыке должны быть не более 0,05 мм.
Окончательную установку маховика на фланце осуществляют
обычно после того, как вал уложен в подшипники корпуса. В этом
случае маховик охватывается специальной схваткой (рис. 8.46) для
поднятия и в вертикальном положении подводится к фланцу вала
(это приспособление может быть применено при установке круп-
207
ных шкивов). Благодаря опорным роликам, имеющимся на
схватке, маховик можно свободно вращать и достичь таким об-
разом совпадения отверстий под болты на ступице с двумя болта-
ми, вставленными предварительно в отверстие фланца вала. По-
сле этого устанавливают остальные болты, и все гайки равно-
мерно затягивают и стопорят.
Рис. 8.46. Приспособления для удержания маховиков
или шкивов при их установке на вал
После закрепления маховика (шкива) на валу проверяют
сборочную единицу на радиальное и торцевое биения. Вал при
этом устанавливают на призмах или в центрах. Допустимое бие-
ние маховиков и шкивов определяется конструктивными требо-
ваниями, но ориентировочно можно принять для радиального
биения (0,00025 - 0,0005) D, для торцевого (0,0005 - 0,001) Д
где Д - диаметр маховика или шкива.
Технологический процесс сборки оформляется на картах
стандартной формы, пример оформления представлен ниже.
208
ГОСТ 31105^ Форма2
01188.00163
ПО "ВТЗ" 8130-1006010
Вал распределительный б сборе
Утверждаю:
должность ФИО
8т подпись. ФИО
КОМПЛЕКТ ДОКУМЕНТОВ
на технологический процесс
слесарно-сборочных работ
Разработал ______
должность ФИО подпись
Проберил
должность ФИО подпись
Нормоконтроль:
должность ФИО подпись
ГОСТ 31118-82 Формат
Разраб ФИО Подпись Дата
Проб ФИО Подпись Дота
Нконтр ФИО Подпись Дота
повтз
Д130-1006010
Вал распределительный б сборе
0118800163
01188.00К9
М01
код | [В | МД | ЕН \Kpacx КИМ код загот профиль и размеры КД | М3
М02
4 цех УЧ | РМ | опер наименование операции обозначение документа
Б код, наименование оборудобания СМ ^роф | НТ | КР \КОИП | СН | ОП \Кшт | Тпз | \ Тш
А01 120 09 ' 01 ' 005 ' 8800 Сборка
02 1 1 Собрать бол распре- т 1 1 1 1 1 1 ИТБ XNS1A3 1
03 1 1 1 делительный с 1 1 W 1 1 1 1 1 1 1 1 1
Ok 1 1 1 шестерней 1 1273 1 J 1 03 1 1 1 1 1 ю 1 30 1 1 076 1694
ОБ III 1 । । I । । I । । । । г
БОБ 1 1 1 125 Пресс ' Г" 1 1 1 1 Г Г 1 1 1 1—
07 111 1 Г 1 1 1 I 1 | । —। 1 1—
1 1 1723-И 1 Сборочный береток 1 . । । । j । , , j ! !
III 1 1 1 1 1 1 1 1 1 1 1
III 1 III II 1 1 '"1 1 1
III 1 । 1 1 1 Т I-----1 | | | |
ГОСТ ? 1118-82 Форма1б
01188.00163
Разрой фио Подпись Дата
Проб. ФИО Подпись Дата П1]П-ттП тМППКП
Н.контр. ФИО Подпись Дата
цех | уч | PH [опер | кой наименование операции
к кой наименование ойорудоЬания ЕМ | W I Р | ЧТ 1 КР 1КОИД ЕН ОП Кшт Тпз Тшт
5 ноинено&шйет обозначение, код ОПП ЕВ ЕН КМ Нрасх
М (20 1 09 1 й? 1 010 1 8800 Шорка 1 6О№ 1111 HTBNSl в
02 Illi Закрепить шестерню 11 Illi 1 I I I ' Г
03 Illi набалу 1 1 21S 1 3 1 03 1 / 1 1 1 Ю I ТО I I I 0.90
№ III сборочный береток 11 Illi 1 I I I I
5 1 1 1 1 II 1 1 1 1 1 I I I I
№ 1 1 1 1 1 1 1 1 1 1 1 I I I I
07 1 1 1 1 II 1 1 1 1 1 I I I I
А08 МО 1 09 1 03 1 ОБ 1 0200 Контроль ' 1 с>010] ill* 1 I I I I
09 Illi приемочный 1 1 118 * 7 1 Z74 1 7 1 / । » 1 X 'ИТБН5ЦЗ* 1 W
I I l I ll I l I I I 1111
511 1111 рто/1 контрольный * 1 Illi 1 till
/2 1111 Пост 09 11 1 1 1 1 1 Illi
й Illi Планировка ПР 02114(20-01 11 1 1 1 1 1 Illi
1 1 1 ““ 1 " 11 Illi 1 1 1 1 1
ГОСТ 31105-74 Фоомо 7
Подпись и дс ima Инб N дуб л Подпись и дата 01188.00163
Комплектовочная Д130-1006010 3018800164
карта
опера- ции позиции Обозначение Наименобание Откуда посту- пает Код единицы беличины Единица нормиро- бания Норма расхода Кол. Такт подачи
Разобся подана О&цая подача на смену
005 1 0130-1006015 ban распределительный 796 1
.../
4 Q30-1006216A2 Шестерня распределения 796 1
Ьедомая
2 030-10060-25 Подшипник упорный 796 1
5 030-1006217 Штифт 796 1
010 6 6-793670010 Болт 6М8 6gx30.88.35 796 3
ГОСТ 7796-70
3 030-1006027А2 Шайда замкоЬая 796 1
Разраб ФИО Подпись Лата Лист
Проб ФИО Подпись Лата
г у уч (y^)l 1 и Z МОМ J 1. Болты затянуть до отказа 2. Концы шайбы отогнуть на грани голобок долтоб 3 Подшипник запрессобать до упора 4. Штифт запрессобать б размер©
ГОСТ 31407-74 Фиима2
01188.00163
Операционная карта слесарных, слесорно-сборочных и злектромонтажных работ /1130-1006010 6018800^22
Вал распределительный
\ Номер '.опера- ции Наименование операции Оборудобоние /наименобание. код)
005 Сборка Сборочный береток 1723-IV
Наименование. марка материала Код код ед белич ед нор мин норма расхода Наименобание. марка материала Код код Рд белич ед нор н мир/ / ~р орма исхода
Номер перехода Содержание перехода Обозначение деталей и бходящих сборочных единиц Количе- стОо (iidenuu Приспособление /код. наименобание) ! Инструмент 1кш1 HiiiiMtvinfiaHue) Количество То
1 Взять и устанобить бал 1 1
б опору 5130-1006015 Опора 0.07
бол распределительный 416 6338
2 Нажибить но бол шестерню 1 Пуансон 0,10
и подшипник упорный 1130-1006214 А2 416 12212
при нахождении штока б Шестерня распределения
берхнем мертбом положении бедомоя
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
1UL1 J Формата
0118800163
номер операции 005 тзо-юобою 60188.00^22
I Номер 1 перехода Содержание перехода Обозначение деталей и бходящих сборочных единиц Количе- ство изделии Приспособление /код, наименобоние/ Инструмент (код наименобоние) Количество То
1
ДЗО-1006025 Пнебмопресс
Подшипник упорный /16 125А
3 Запрессобать шестерню 1 0.15
и подшипник. собместиб Опрабка
отверстия под штифт и /166169
болты
4 Запрессобать б бол 1 1 0,15
распределительный штифт, Д30-1006217 Опрабка
быдержаб размер 1 Размер Штифт /166578
одеспечибается опрабкой
Разраб. ФИО подпись дота , Лист
Проб ФИО подпись дата
<3\
подпись и дата бзаминбЫ инбЫ дуб л подпись и дата ГОСТ 3 7407-11+ Формо2а
01188.00163
иомер QQ5 операции т-юобою 60188.00122
Номер , перехода Содержание перехода Обозначение деталей и бходящих сборочных единиц Количе - сгпбо изделии Приспособление (код, ноиненобоние! i Инструмент (код, нрименоЬание) Количество То
5 Снять подсобранный бал 1 0,05
с опоры и устанобить Подстабка
б подстабку для сборки Мб 66^2
При находжении штока
б берхнем мертбом
положении
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
ГОСТ ЗМ07-71 Форма2
0118800163
Операционная карта слесарных, слесорно-сборочных и злектромонтажных работ [1130-1006010 60188.00^22
. Вал распределительный
ih Наименобание операции Оборудобание (наименобание, код)
010 Сборка Сборочный береток 1723-IV
Наименобание, марка материала Код код ед. белич ед. нор мир норма расхода Наименобание, марка материала Код код ед. белич. ед. нор ь мир р юрма 'осхода
I Номер ,; | перехода Содержание перехода Обозначение деталей и входящих сборочных единиц Кпличр- стбо изделии Приспособление (код, наименобание) \количестбо | Инструмент (код^наименобанир) Количестбо То
1 Вдернуть на 2-3 нитки 3 0,15
болты с шайбой А79367ОО1О
зомкобой Болт Ш8 6дх308835
ГОСТ 7796-70 1
030-1006027А2
Шайба замкобая
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
ГПГТ 11/. п 7 7/.
подпись и дата бзаминбН инбИдудл подпись и дата / ML / 't'UpnUZ.U 01188.00163
номер QQS операции 0130-1006010 6018800^22
Номер 1 перехода\ Содержание перехода Обозначение деталей и бходящих сборочных единиц Колпчр- стбо изделий Приспособление /код, наименобоние/ уКоличестбо Инструмент (код,наименобоние) оушздьпиоу То
2 Закрепить шестерню, 1 015
затянуть болты до Гайкобёрт
упора ГПР-160
1
Встобко /
I 12x100
СТП20288-7*>
3 Законтрить болты 1 015
шайбой.отогнуб концы Спец.клещи
шайбы на грани болта М23077
Снять и уложить собранный бал 1 005
б тележку или стеллаж тележка 1575
1
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
Г ПГТ J 7С/Э7 7/
ИнвИподл / 1одпись и дата взаиминвИ инвИдубл Подпись и дата / 1Д / J “ /Ч 'гирпи 1
0118800163
Операционная карта Д130-1006010
1. 5t технического контроля Вал распределительный
элты затянить до ипооа. И 1 i, h Наименование операции
Момент затяжки болтов должен быть 2(,5 29А Нм. 2. Штифт запрессовать в размер 1. 420 09 015 Контроль приёмочный
Наименование и марка материала ПОСТ, ТУ
Наименование оборудования Стол контр. 09
Содержание перехода Приспособление [код, наименоЬание! Измерительный инструмент (код,наименование) Процент контроля Особые указания
Проверить
~Т Затяжку болтов (до Динамометрический 10 0,017 к 75
контровки болтов! ключ 1П6-7261
ЬстаЬка 12x100
СТП20288-7Ь
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
гпгт ? icm т
ИнбИподл Подпись и дата взииминвП инвИдубл Подпись и дата 1 UL 1 J ! 2ЦЛ-/Ч H'UpnUl
01188.00163
Номер опер
Содержание перехода Приспособление (код,наименование} Измерительный инструмент (код.наименоЬание) Процент контроля Особые указания
~2 Контровку болтов - 100 0,095 к 1
визуально
Запрессовку подшипника - 100 0,090 к 1
Ьизцально
Размер 1 Штангенциркуль 10 ~7ПЮ5ки
шц!-125-0,10-1
ГОСТ 166
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
ИнЬПподл Подпись и дота frjuuMUHbN инЬ Ндуйл Подпись и дата 1 UL / J HUJ-/4 Форма!
втз огт Ведомость оснастки т-1006010
Вал распределительный литера
Номер операции Наименобание приспособления и бспомогательного инструмента Код приспособления и бспомогательного инструмента 1 Наименобание режущего инструмента Код режущего инструмента 3 Наименобание измерительного инструмента Код измерительного инструмента
005 пресс
пнебматический 416 125А
опора 416 6338
пуансон 416 12212
опрабка 416 6169
опрабка 416 6978
подстабка 416 6642
Разрад ФИО подпись дата Лист
Проб ФЛО подпись дата
ИнбПподл Подпись и дата дзаиминбП инЬИдубл Подпись и дити ! ОС! 311О5~ 7^ ФирмаУа
Д13О-1ОО6О1О
Номер операции Наименобоние приспособления и вспомогательного инструмента Код приспособления и бспомоготельного инструмента 1 Наименобоние режущего инструмента Код режущего инструмента 1 Наименобоние измерительного инструмента Код измерительного инструмента
010 Гайкоберт ГПР-160
Встабка 1 12x100
СТП20288-7Ь
Спец клещи М23077
Разраб ФИО подпись дата Лист
Проб ФИО подпись дата
Приложение 1
Соответствие между точностью обработки и шероховатостью
поверхности
Классы точности Квалитеты ГОСТ 25437-82 Шероховатость поверхности по ГОСТ 2789-73 при номинальных размерах, мм
Валы Отверстия До 18 Св. 18 до 50 Cb.50 до 120 Св. 120
07 JT3 0,08 0,16 0,16 0,32
08 JT4 0,16 0,32 0,32 0,63
1 09 JT5 0,16 0,32 0,63 0,63
2 1 JT6 0,32 0,63 0,63 1,25
2а 2 JT7 0,63 1,25 1,25 2,5
- 2а JT8 1,25 1,25 2,5 2,5
3 JT9 2,5 2,5 Rz20 Rz 20
За JT 10 2,5 Rz20 Rz20 Rz20
4 JT 11 _ Rz 20 Rz20 Rz40 Rz 40
5 JT 12 _ Rz40 Rz40 Rz 80 Rz 80
JT 13
7-8 JT 14 Rz40 Rz 80 Rz 160 Rz 160
JT 15
9-10 JT 16 Rz 80 Rz 160 Rz 320 Rz 320
JT 17
Посадки с зазором. Скользящие посадки (сочетание отвер-
стия и с валом h ) применяют главным образом в неподвижных
соединениях при необходимости частой разборки (сменные де-
тали), если требуется легко передвигать или поворачивать дета-
ли одну относительно другой при настройке или регулирова-
нии, для центрирования неподвижно скрепляемых деталей.
223
Приложение 2
Предпочтительные посадки по ГОСТ 25347-82
для номинальных размеров 1-500 мм
Система отверстия______________Система вала
Посадка с за- зором Пере- ходные посад- ки Посад- ки с натя- гом Посадка с зазо- ром Пере- ходные посад- ки Посад- ки с натя- гом
Н7 е8 Н7 П Н7 js6 Н7 рб F8 Ьб Н7 Ь6 JJ Ь6 Р7 Ь6
Н7 g6 Н7 Ь6 Н8 Ь7 Н7 кб Н7 _гб Е9 h8 Н8 Ь7 К7 h6
Н8 е8 Н8 Ь8 Н8 d9 Н7 пб Н7 s6 Н8 Ь8 НИ Ы1 N7 h6
Н9 d9 НИ dll НИ hl 1
Посадку H7/h6 применяют: а) для сменных зубчатых колес в
станках; б) в соединениях с короткими рабочими ходами (наря-
ду с посадкой H7/g6); в) в соединениях деталей, которые долж-
ны легко передвигаться при затяжке; г) для очного направления
при возвратно-поступательных перемещениях (поршневой шток
в направляющих втулках насосов высокого давления); д) для
центрирования конусов под подшипники качения.
Посадку H8/h7 используют для центрирующих поверхно-
стей при пониженных требованиях к соосности.
Посадку Н8/Ь8 применяют для неподвижно закрепляемых
деталей при невысоких требованиях к точности механизмов,
небольших нагрузках и необходимости обеспечить легкую
сборку (зубчатые колеса, муфты, шкивы и др. детали, соеди-
няющиеся с валом на шпонке), а также в подвижных соедине-
ниях при медленных или редких вращательных и поступатель-
224
ных перемещениях (перемещающиеся зубчатые колеса, зубча-
тые торцовые муфты).
Посадку Hll/hll используют для относительно грубо цен-
трированных соединений (центрирование фланцевых крышек,
фиксация накладных кондукторов), для неответственных шар-
ниров.
Посадка H7/f6 характеризуется минимальной величиной га-
рантированного зазора. Применяется в подвижных соединениях
для обеспечения герметичности, точного направления или при
коротких ходах (например клапаны).
Посадку Н7/П применяют в подшипниках скольжения при
умеренных и постоянных скоростях и нагрузках, в том числе в
коробках скоростей, центробежных насосах; для свободно вра-
щающихся на валах зубчатых колес; для направления толкате-
лей в двигателях внутреннего сгорания.
Н7/е8 применяется в подшипниках при высокой частоте
вращения (в механизме передач двигателя внутреннего сгора-
ния), при разнесенных опорах при большой длине сопряжения,
например, для блока зубчатых колес в станках.
Посадки H8/d9, H9/d9 применяют, например, для поршней в
цилиндрах паровых машин и компрессоров, в соединениях кла-
панных коробок с корпусом компрессора (для их демонтажа не-
обходим большой зазор из-за образования нагара и значитель-
ной температуры).
Hll/dll - грубая посадка, применяется для подвижных со-
единений, работающих в условиях пыли и грязи (узлы сельско-
хозяйственных машин, железнодорожных вагонов), в шарнир-
ных соединениях тяг, рычагов и т.п.
Переходные посадки. Предназначены для неподвижных со-
единений деталей, подвергающихся при ремонтах или эксплуа-
тации сборке и разборке.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соеди-
нения. Примеры применения: а) для зубчатых колес, муфт, кри-
вошипов и др. деталей при больших нагрузках, ударах и вибра-
225
циях в соединениях, разбираемых обычно только при капиталь-
ном ремонте; б) посадка установочных колец на валах малых и
средних электромашин; в) посадка кондукторных втулок, уста-
новочных пальцев, штифтов. Сборка производится под прессом.
Посадка Н7/к6 (типа напряженной) дает незначительный за-
зор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя
значительных усилий для сборки и разборки. Применяется чаще
других переходных посадок: для посадки шкивов, зубчатых ко-
лес, муфт маховиков (на шпонках), для втулок подшипников и
вращающихся на валах зубчатых колес. Для облегчения сборки
узла применяют посадку с большим зазором - H7/j6 (типа плот-
ной).
Посадки с натягом обеспечивают надежное соединение де-
талей.
Н7/р6 применяют при сравнительно небольших нагрузках
(например посадка на вал уплотнительного кольца,
фиксирующего положение подшипника).
Посадки Н7/г6, H7/s6 используют в соединениях без кре-
пежных деталей при небольших нагрузках (например, втулка на
головке шатуна двигателя) и с крепежными деталями при
больших нагрузках (посадка на шпонке зубчатых колес и муфт,
нефтебуровое оборудование).
226
Приложение 3
Предпочтительные поля допусков по ГОСТ 25347-82. Предельные отклонения
Номи- нальные Валы Отверстия.
разме- ры, мм g6 h6 кб пб рб (7 h7 е8 h8 d9 h9 dll hll H7 J,7 K7 N7 P7 F8 H8 E9 H9 Hll H14 J514
Предельные отклонения, мкм
От 1 -2-8 0 +3 4-6 410 412 -6 0 -14 0 -20 0 -20 0 + 10 ♦ 5 0 -4 -6 4-20 + 14 +39 +25 +60 +250 + 125-
ДО 3 -6 -3 0 44 +6 -16 -10 -28 -14 -45 -25 -80 -60 0 -5 -10 -14 -16 ♦ 6 0 + 14 0 0 0 125
Св. 3 -4 0- -»4 +9 116 420 -10 0 -20 0 -30 0 -30 0 4 12 16- i-3 - -4 -8 ♦ 28 ♦ 18 450 +30 +75 +300 + 150
до 6 -12 8 -4 41 48 412 -22 -12 -38 -18 -60 -30 -105 -75 0 6 9 -16 -20 + 10 0 +20 0 0 0 -150
Св.6 -5 0 +4,5 4-10 + 19 424 -13 0 -25 0 -40 0 -40 0 + 15 ♦ 7- -4 -9 +35 +22 +61 +36 +90 +360 + 180
ДО 10 -14 -9 +5 + 1 + 10 415 -28 -15 -47 -22 -76 -36 -130 -90 0 7 -10 -19 -24 -» 13 0 +25 0 0 0 -180
Св. 10 -6 0 4 5,5 412 423 <29 -16 0 -32 0 -50 0 -50 0 48 +9- ♦ 6 -5 -11 +43 ♦ 27 ♦ 75 +43 ♦ 110 4 430 +215
до 18 -17 -11 -5,5 41 4 12 418 -34 -18 -59 -27 -93 -43 -160 -110 0 9 -12 -23 -29 46 0 +32 0 0 0 -215
Св. 18 -7 0 4-6,5 4 15 428 ♦ 35 -20 0 -40 0 -65 0 -65 0 +21 + 10 +6 -7 -14 +53 +33 ♦ 92 +52 H30 +520 +260
до 30 -20 -13 -6,5 42 415 422 -41 -21 -73 -33 -117 -52 -195 -130 0 -10 -15 -28 -35 Ь2О 0 +40 0 0 0 -260
Св.ЗО -9 0 +8 1 18 +33 ♦ 42 -25 0 -50 0 -80 0 -80 0 ♦ 25 ♦ 12 17 -8 -17 ♦ 64 +39 + 112 +62 + 160 +620 +310
до 50 -25 -16 -8 42 + 17 426 -50 -25 -89 -39 -142 -62 -240 -160 0 -12 -18 -33 -42 45 0 ♦ 50 0 0 0 -310
Св.50 -10 0 4 9,5 421 +39 +51 -30 0 -60 0 -100 0 -100 0 4 30 4 15 19 -9 -21 +76 +46 ♦ 134 +74 + 190 +740 +370
до 80 -29 -19 -9,5 42 420 -т-32 -60 -30 -106 -46 -174 -74 -290 -190 0 -15 -21 -39 -51 '30 0 ♦ 60 0 0 0 -370
Окончание прил.З
Номи- Валы Отверстия
разме- g6 Ь6 js6 кб пб рб f7 h7 е8 h8 d9 h9 dll hl 1 Н7 Js7 К7 N7 Р7 F8 Н8 Е9 Н9 НН Н14 JJ4
Предельные отклонения, мкм
Св.80 до 120 -12 -34 0 -22 ill -1! <25 +3 +45 *23 +59 <37 -36 -71 0 -35 -72 -126 0 -54 -120 -207 0 -87 -120- 340 0 -220 +35 0 + 17 -17 И0 -25 -10 -45 -24 -59 <90 <36 + 54 0 И59 +72 +87 0 +220 0 +870 0 +435 -435
Св. 120 до 180 -14 -39 0 -25 1 12,5 -12,5 +28 +3 +52 +27 +68 +43 -43 -83 0 -40 -85 -148 0 -63 -145 -245 0 -100 -145 -395 0 -250 +40 0 120 -20 *12 -28 -12 -52 -28 -68 + 106 +43 +63 0 । 185 +85 + 100 0 +250 0 + 1000 0 +500 -500
Св. 180 до 250 -15 -44 0 -29 + 14,5 -14,5 4 33 +4 +60 <31 +79 F50 -50 -96 0 -46 -100 -172 0 -72 -170 -285 0 -115 -170 -460 0 -290 +46 0 423 -23 г 13 -33 -14 -60 -33 -79 + 122 150 +72 0 4215 + 100 + 115 0 +290 0 41150 0 +575 -575
Св. 250 до315 -17 -49 0 -32 416 -16 136 +4 +66 4 34 +88 +56 -56 -108 0 -52 -НО -191 0 -81 -190 -320 0 -130 -190 -510 0 -320 +52 0 4 26 -26 116 -36 -14 -66 -36 -88 + 137 +56 181 0 4240 + 110 । 130 0 +320 0 + 1300 0 4 650 -650
Св. 315 до 400 -18- 54 0 -36 Н8 -18 +40 +4 +73 +37 +98 +62 -62 -119 0 -57 -125 -214 0 -89 -210 -350 0 -140 -210 -570 0 -360 +57 0 < 28 -28 417 -40 -16 -73 -41 -98 + 151 162 489 0 4265 + 125 И40 0 +360 0 + 1400 0 + 700 -700
Св.400 до 500 -20 -60 0 -40 *20 -20 +45 4 5 +80 +40 + 108 +68 -68 -131 0 -63 -135 -232 0 -97 -230 -385 0 -155 -230 -630 0 -400 +63 0 431 -31 418 -45 -17 -80 -45 -108 4 165 +68 497 0 1290 + 135 4 155 0 +400 0 4 1550 0 +775 -775
Приложение 4
Выбор метода обработки в зависимости от требуемой шероховатости обрабатываемой заготовки
Методы обработки поверхностей детали Параметры шероховатости, ед. измер.
Rz Ra Rz
320 160 80 40 20 2,5 1,15 0,63 0,32 0,16 0,08 0,04 0,10
1 Наружные цилиндрические Обтачивание предварительное X X X X
чистовое X X X X X
тонкое X X X
Шлифование предварительное X X
чистовое X X
тонкое X X
Притирка грубая X X
средняя X X
тонкая X X X X
Отделка абразивным полот- ном X X X X
Обкатывание ро- ликом X X X
Шлифование- отделка (суперфини- ширование) X X X X
Продолжение прил. 4
Методы обработки поверхностей детали Параметры шероховатости, ед. измер.
Rz Ra Rz
320 160 80 40 20 2,5 1.15 0,63 0,32 0,16 0,08 0,04 0,10
Внутренние цилиндрические Растачивание п редварите: i ь ное X X X X
чистовое X X X X
тонкое X X X
Сверление Зенкерование X X X
черновое (по корке) X X X X X
чистовое X X X X
Развертывание нормальное X X
точное X X
тонкое X X
Протягивание X X X X
Внутреннее шли- фование предварительное X X
чистовое X X X
Калибрование X X X
Притирка грубая X X
средняя X X
тонкая X X X
Шлифование (хо- нингование) нормальное X X X
зеркальное X X X
Окончание прил. 4
Методы обработки поверхностей детали Параметры шероховатости, ед. измер.
Rz Ra Rz
320 160 80 40 20 2,5 1,15 0,63 0,32 0,16 0,08 0,04 0,10
Плоскости Торцевое точение предварительное X X X X
чистовое X X X X X
тонкое X X X
Плоское шлифова- ние предварительное X X
чистовое X X
Притирка грубая X X
средняя X X
гонкая X X X X
Строгание предварительное X X X X
чистовое X X X X X
тонкое X X
Цилиндрическое фрезерование предварительное X X X X X
чистовое X X X
гонкое X X X
Торцевое фрезеро- вание предварительное X X X X X
чистовое X' X X
тонкое X X
Приложение 5
Точность и качество поверхности при обработке наружных цилиндрических поверхностей
Обработка Параметр шероховатости поверхности Ra, мкм Глубина дефектного по- верхностного слоя, .мкм Квалитет допуска размера Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св.З до 6 Св.6 до 10 Св. 10 до 18 Св. 18 до 30 L 1 Св.30 до 50 Св.50 до80 Св.80 до 120 Св. 120 до 180 Св. 180 до 250 о rl О м О Св.З 15 до 400 Св.400 до 500
Обтачивание
черновое 50- 120- 14 - - - - 620 740 870 1000 1150 1300 1400 1550
6,3 60 13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
Обтачивание по- 25-1,6 50-20 13 180 220 270 330 390 460 540 630 720 810 890 970
лу чистовое или 12 120 150 180 210 250 300 350 400 460 520 570 630
однократное 6,3-0,4 30- 11 72 90 ПО 130 160 190 220 250 290 320 360 400
чистовое 20 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
Обтачивание 1,6-0,2 10-5 9 30 36 43 52 62 74 87 100 115 130 140 155
тонкое 8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
Продолжение прил. 5
Обработка Параметр шероховатости поверхности Ra, мк.м Глубина дефектного по- верхностного слоя. мкм 1 Квалитет допуска размера Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. з до 6 Св.6 до 10 Св. 10 до 18 Св. 18 до 30 Св.ЗО до 50 Св.50 до80 Св.80 до 120 Св. 120 до 180 Св. 180 до 250 Св.250 до 315 Св.315 до 400 Св.400 до 500 1
Шлифование:
предварительное 6,3-0,4 20 9 30 36 43 52 62 74 87 100 115 130 140 155
чистовое 3,2-0,2 15-5 8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
тонкое 1,6-0,1 5 6 8 9 11 13 16 19 22 25 29 32 36 40
6 8 9 11 13 16 19 22 25 29 32 36 40
Притирка, су- 0,8-0,1 5-3 5 5 6 8 9 11 13 15 18 20 23 25 27
перфинши 5 5 6 8 9 11 13 15 18 20 23 25 27
4 4 4 5 6 7 8 10 12 14 16 18 20
Обкатывание, 0,8- - 10 48 58 70 84 100 120 140 160 185 210 230 250
алмазное выгла- 0,05 9 30 36 43 52 62 74 87 100 115 130 140 155
живание 8 18 22 27 33 39 46 57 63 72 81 89 97
7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 11 13 15 18 20 23 25 27
Продолжение прил. 5
Обработка Параметр шероховатости поверхности Ra, мкм Глубина дефектного | поверхностного слоя, мкм Квалитет допуска размера Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св.ЗО до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Сверление и рас- 25-0,8 70-15 13 - - 270 330 390 460
сверливание 12 - - 180 210 250 300
11 75 90 НО 130 160 190 - - - - - -
10 48 58 70 84 100 120
9 30 36 43 52 62 74
Зенкерование: 25-6.3 50-20 13 270 330 390 460 540
черновое 12 - 180 210 250 300 350 -
однократное ли- 25-0,4 50-20 13 270 330 390 460 540
того или проши- 12 180 210 250 300 350
того отверстия; И ПО 130 160 190 220 -
чистовое после 10 - - 70 84 100 120 140 - - - - -
чернового или 9 43 52 62 74 87
сверления 8 27 33 39 46 57 I 1
Продолжение прил. 5
Обработка Параметр шероховатости поверхности Ra ,мкм Глубина дефектного поверхностного слоя, мкм| Квалитет допуска размера Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св.ЗО до 50 Св. 50 до 80 1 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Развертывание: нормальное 12,5-0,8 25-15 И 75 90 НО 130 160 190 220 250 290 320 360
10 48 58 70 84 100 120 140 160 185 210 230
точное 6,3-0,4 15-5 9 30
8 18
7 12
тонкое 3,2-0,1 10-5 6 36 43 52 62 74 87 100 115 130 140
45 22 27 33 39 46 57 63 72 81 89 -
15 18 21 25 30 35 40 46 52 57
Протягивание:
черновое 12,5-0,8 25-10 11-10 - - - - 160 190 220 250 - - - -
литого или про- шитого отвер- стия - - - 100 120 140 160 - - - -
Продолжение прил. 5
о\
Обработка Параметр шероховатости поверхности Ra, мкм Глубина дефектного по- верхностного слоя, мкм Квалитет допуска размера Технологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 J Св.ЗО до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 1 Св. 315 до 400 Св. 400 до 500
Растачивание:
черновое 25-1,6 50-20 13 180 220 270 330 390 460 540 630 720 810 890 970
12 120 150 180 210 250 300 350 400 460 520 570 630
чистовое 6,3-0,4 25-10 10 48 58 70 84 100 120 140 160 185 210 230 250
9 30 36 43 52 62 74 87 100 115 130 140 155
8 18 22 27 33 39 46 57 63 72 81 89 97
чистовое после 6,3-0,2 10-5 9 43 52 62 74 87 100
чернового или 8 - - 27 33 39 46 57 63 - - - -
после сверления 7 18 21 25 30 35 40
тонкое 3,2-1,6 10-5 7 12 15 18 21 25 30 35 40 46 52 57 63
6 8 9 11 13 16 19 22 25 29 32 36 40
5 5 6 8 9 11 13 13 18 20 32 25 27
Шлифование: предварительное 6,3-0,2 25-10 9 - - 43 52 62 74 87 100 115 130 140 155
8 - - 27 33 39 46 57 63 72 81 89 97
Окончание прил. 5
Обработка Параметр шероховатости поверхности Ra, мкм Глубина дефектного по- верхностного слоя . мкм Квалитет допуска размера 1 ехнологические допуски (мкм) на размер при номинальных диаметрах поверхности, мм
Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св.30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
чистовое 3,2-0,2 20-5 7 - - 18 21 25 30 35 40 46 52 57 63
6 - - И 13 16 19 22 25 29 32 36 40
тонкое 1,6-0,1 10-5 5 - - 8 9 И 13 15 18 20 23 25 27
Притирка, 1,6-0,1 5-3 5 5 6 8 9 И 13 15 18 20 23 25 27
хонингование 4 4 4 5 6 7 8 10 12 14 16 18 20
Раскатывание, 6,3-0,1 - 10 - 58 70 84 100 120 140 160 185 210 230 250
калибрование, 9 - 36 43 52 62 74 87 100 115 130 140 155
Алмазное вы- 6,3-0,1 8 - 22 27 33 39 46 57 63 72 81 89 976
глаживание 7 - 15 18 21 25 30 35 40 46 52 57 3
6 - 9 И 13 16 19 22 25 29 32 36 40
5 - 6 8 9 И 13 15 18 20 23 25 27
Приложение 6
Промежуточные припуски на механическую обработку
П - 9.1. Минимальные припуски на обработку плоскостей, мм
Метод обработки Наибольший размер обрабатываемой поверхности, мм
До 50 50-120 120-250 250-500 500-800 800-1250 1250- 2000 2000- 3150
Способ изготовления отливок: в пес- чаной форме:
Черновая и од- I класс точности 0,9 Ы 1,5 2,2 3,1 4,5 7,0 10,0
нократная лез- вийным инстру- II класс точности 1.0 1.2 1,6 2,3 3,2 4,6 7,1 11,0
ментом в кокиле 0,7 0,8 1,0 1,6 2,2 3,1 4,6 7,0
в оболочковой форме 0.5 0,6 0,8 1,4 2,0 2,9 — —
по выплавляемой модели 0,3 0,4 0,5 0,8 — — — —
Получистовая лезвийным инструментом после черновой 0,25 0,25 0,30 0,30 0,35 0,40 0,50 0,65
Чистовая лезвийным инструментом после полу чистовой 0,16 0,16 0,16 0,16 0,16 0,16 0,20 0,20
Предварительное и однократное шлифование после чис- товой обработки лезвийным инструментом 0,05 0,05 0,05 0,05 0,05 0,05 0,08 0,08
Чистовое шлифование после предварительного 0,03 0,03 0.03 0,03 0,03 0,03 0,5 0,5
Продолжение прил. 6
П - 9.2. Припуски на обработку отверстия шлифованием, мм
Метод обработки отверстия Припуск па диаметр при размере отверстия, мм
6-10 10-18 18-30 30-50 50-80 80-120 120-180
Шлифование до термообработки 0,2 0,3 0,3 0,3 0,4 0,5 0,5
Шлифование после термообработки: черновое — 0,2 0,2 0,2 0,3 0,3 0,3
чистовое — 0,1 0,1 0,1 0,2 0,2 0,2
П - 9.3. Припуски на обработку отверстий хонингованием, мм
Диаметр отверстия, мм Материал детали
Сталь Чугун
До 80 0,05 0,02
Св. 80 до 180 0,06 0,03
Св. 180 0,07 0,04
П - 9.4. Припуски на притирку отверстий, мм
Диаметр отверстия, мм Припуск на диаметр, мм
До 50 0,010
Св. 50 до 80 0,015
Св. 80 до 120 0,020
Продолжение прил. 6
11 - 9.5. Припуски на шабрение, мм
Плоскости
Ширина плоскости, мм Припуск на сторону (в мм) при длине плоскости, мм
100-500 500-1000 1000-2000 2000-4000 4000-6000
До 100 0,10 0.15 0,20 0,25 0,30
Св. 100 до 500 0.15 0.20 0,25 0,30 0,40
Отверстия
Диаметр отверстия, мм Припуск на диаметр (в мм) при длине отверстия, мм
До 100 100-200 200-300
До 80 0,05 0,08 0,12
Св. 80 до 180 0,10 0,15 0,25
Св. 180 до 360 0,15 0,25 0,35
П-9.6. Припуски на обработку пазов, мм
Ширина паза, мм Припуск на ширину паза, мм
Чистовое фрезерование после черново- го Шлифование пазов у термически обработанных и не- обработанных деталей после чистового фрезерования
До 6 1,5 0,5
Св. 6 до 10 2,0 0,7
Св. 10 до 18 3,0 1,0
Св. 18 до 30 3,0 1.0
Св. 30 до 50 3,0 1,0
Св. 50 до 80 4,0 1,0
Св. 80 до 120 4,0 1.0
Примечание. Длина пазов до 80 мм. глубина до 60 мм
Продолжение прил. 6
П - 9.7. Припуски на обработку горцов, мм
Длина дета- ли, мм Наибольший размер горца
Чистовая подрезка после черновой Шлифование после черновой подрезки
До 30 Св. 30 до 120 Св. 120 до 260 До 30 Св. 30 до 120 Св. 120 до 260
До ю 0,5 0,6 1,0 0,2 0,2 0,3
Св. 10 до 18 0,5 0,7 1,0 0,2 0,3 0,3
Св. 18 до 30 0,6 1,0 1,2 0,2 0,3 0,3
Св.ЗО до 50 0,6 1,0 1,2 0,2 0,3 0,3
Св.50 до 80 0,7 1,0 1,3 0,3 0.3 0,4
Св.80до 120 1,0 1,0 1,3 0,3 0,3 0,5
Св. 120 до 180 1,0 1,3 1,5 0,3 0,4 0,5
Св. 180 до 260 1,о 1,3 1,5 0,3 0.5 0,5
Продолжение прил. 6
П - 9.8. Припуски на обработку зубьев цилиндрических шестерен
Модуль, мм Припуск на толщину зуба, мм
Чистовое нарезание после чернового Чистовое долбление
До 2 0,3-0,4 0,3-0,4
Св. 2 до 3 0,4-0,5 0,4-0,5
Св. 3 до 5 0,5-0,6 0,5-0,6
Св. 5 до 7 0,6-0,7 0,6-0,7
Св. 7 до 10 0,7-0,8 0,7-0,8
II - 9.9. Припуски на шевингование и шлифование зуба, мм
Модуль, мм Шевингование Шлифование
Диамечр зубчатого колеса, мм
До 50 | | Св. 50 до 100 | Св. 100 до 200
Степень точности ГОСТ 1643-70
7 8 7 8 7 8
2 0,08 0,09 0,09 0,10 0,12 0,11 0,18
3 0,09 0,10 0,10 0,11 0,13 0,12 0,22
3,5 0,10 0,11 0,11 0,13 0,14 0,14 0,24
4 0,10 0,11 0,11 0,13 0,14 0,14 0,26
4,5 0,11 0,12 0,12 0,14 0.15 0,16 0,28
5 0,11 0,12 0,12 0,14 0,15 0,16 0,30
6 0,12 0,14 0,14 0,16 0,16 0.18 0,34
Продолжение прил. 6
П - 9.10. Припуски на механическую обрабо тку деталей из цветных металлов и сплавов, мм
Втулки Отверстия, обрабатываемые в сплошном материале
Метод обработки Припуск на диаметр отверстия при его размере, мм
До 18 18-50 50-80
Растачивание или зенксрование после сверления 0,80 1,00 1,10
Развертывание или предварительное шлифование после растачивания или зенкеро вания 0,20 0,25 0,30
Чистовое шлифование после предварительного; протя- гивание или точное развертывание после нормального развертывания 0,12 0,14 0,18
Тонкое развертывание или растачивание после протяги- вания или развертывания 0,10 0,12 0,14
Хонингование после точного развертывания или чисто- вого растачивания 0,003 0,012 0,015
Притирка после тонкого разверт ывания или тонкого растачивания 0,006 0,007 0,008
Продолжение прил. 6
Втулки Отверстия, обрабатываемые в сплошном материале
Погрешность Диаметр отверстия, мм
До 18 18-50 50-80
Увод оси отверстия па 1 мм длины, мм 1.3 0,8 0,5
Начальное смещение оси отверстия, мкм 20 27 35
Примечания: 1. Увод оси отверстия после сверления и начальное смещение оси не должны превышать величин, приведенных ниже. 2. Погрешность установки втулки в патроне при растачивании или зснксровавии не должна превышать в радиальном направлении 0,3 мм.
Внешние поверхности вращения
Метод обработки Припуск на диаметр при номинальном размере л мм
До 18 18-50 50-120
Черновое или однократное обтачивание отливок Способ литья: в песчаные формы 1,70 1.80 2,00
центробежный 1,30 1,40 1,60
в кокиль или оболочковые формы 0,80 0,90 1,00
по выплавляемым моделям 0,50 0,60 0,70
под давлением 0.30 0.40 0,50
Внешние поверхности вращения
Чистовое обтачивание или предварительное шлифова- ние после чернового обтачивания 0,20 0,30 0,40
Чистовое шлифование после предварительного шлифо- вания или шлифование после однократного обтачивания 0,10 0,15 0,20
Торцевые поверхности
Метод обработки Припуск на горец при диаметре обрабатываемой поверхности ,мм
До 18 18-50 50-80 80-120
Черновое или однократное подрезание отливок Способ литья: В песчаные формы 0,80 0,90 1,00 1,10
Центробежный 0,65 0,70 0,75 0,80
В кокиль или оболочковые формы 0,40 0,45 0,50 0,55
По выплавляемым моделям 0,25 0,30 0,35 0,40
Под давлением 0,15 0,20 0,25 0,35
Чистовое подрезание после чернового 0,12 0,15 0,20 0,25
Шлифование после чистового подрезания 0,05 0,06 0,08 0,08
Величина припуска дана на торец при совмещенных установочной и измерительной базах; при несовмещении баз припуск увеличи- вать на погрешность базирования, равную допуску на размер, связывающий установочную и измерительную базы
Продолжение прил. 6
П-9.11. Припуски на механическую обработку деталей из цветных металлов и сплавов, мм
Барабаны Литые отверстия
Метод обработки отверстия Припуск на диаметр при его номинальном размере, мм
До 30 30-50 50-80 80-120 120-180 180-260
Черновое раста- чивание или зенкерование после литья Способ литья: в песчаные фор- мы 2,70 2,80 3,00 3,00 3,20 3,20
центробежный 2,40 2,50 2,70 2,70 3,00 3,00
в кокиль или оболочко- вые формы 1,30 1,40 1,50 1,50 1,60 1,60
Чистовое растачивание или про- тягивание после чернового рас- тачивания 0,25 0,30 0,40 0,40 0,50 0,50
Протягивание, тонкое растачива- ние, нормальное развертывание или шлифование после чистового растачивания 0,10 . 0,15 0,20 0,20 0,25 0,25
Чистовое шлифование после предварительного шлифования 0,10 0,12 0,15 0,15 0,20 0,20
Продолжение прил. 6
Барабаны
Литые отверстия
Точное развертывание после нор- мального 0,05 0,08 0,08 0,10 0,10 0,15
Притирка после точного развертывания 0,008 0,010 0,015 0,020 0,025 0,030
Внешние поверхности вращения
Метод обработки поверхности 11рипуск на диамечр при его номинальном размере, мм
До 50 50-80 80-120 120-180 180-260
Черновое обтачивание по- еле литья Способ литья: В песчаные формы 2,00 2,10 2,20 2,40 2,60
Центробежный 1,60 1,70 1,80 2,20 2,20
В кокиль или оболочковые формы 0,90 1,00 1,10 1,20 1,30
Чистовое обтачивание или предварительное шлифова- ние после чернового обтачивания 0,40 0,50 0,60 0,70 0,80
Предварительное шлифование после чистового обтачи- вания или гонкое обтачивание после чистового 0,15 0,20 0,25 0,25 0,30
Чистовое шлифование после чернового шлифования 0,10 0,15 0,15 0,20 0,20
Окончание прил. 6
Внешние поверхности вращения
Хонингование, отделка абразивным полотном или тон- кое шлифование после чистового шлифования 0,010 0,015 0,020 0,025 0,030
Притирка, суперфиниширование или полирование по- сле тонкого обтачивания 0,006 0,008 0,010 0,017 0,015
Торцевые поверхности
Метод обработки поверхности Припуск на диаметр при его номинальном размере, мм
До 50 50-80 80-120 120-180 180-260
Черновое или однократное подрезание после литья Способ литья: в песчаные формы 0,80 0,90 1,0 1,30 1,50
центробежный 0,60 0,70 0,80 0,80 1,20
в кокиль или оболочковые формы 0,40 0,45 0,50 0,60 0,70
Чистовое подрезание после чернового 0,10 0,13 0,13 0,15 0,15
Шлифование после чистового подрезания 0,06 0,08 0,08 0,11 0,11
Приложение 7
Припуски и допуски (±) на фасонные стальные литые заготовки (ГОС Т 2009-55), мм
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800 - 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
I класс точности
До 120 Верх 3,5± 0,2 3,5± 0,3
Низ, бок 3,0 ±0,2 3,0 ±0,3
Св. 120 до 260 Верх 4 ±0,3 4 ±0,4 5 ±0,6
Низ, бок 3,0 ±0,3 3,0 ±0,4 3,5 ±0,6
Св.260 до 500 Верх 5 ±0,4 5 ±0,6 5 ±0,8 6±1,0
Низ, бок 3±0,4 3±0,6 4 ±0,8 4±1.0
Св.500 до 800 Верх 5 ±0,6 5 ±0,8 6±1,0 7 ±1,2 7± 1,4
Низ, бок 4 ±0,6 4 ±0,8 4,5± 1,0 5± 1,2 5± 1,4
Св.800 до 12'50 Верх 7 ±0,6 7 ±0,8 7 ±1,0 8±1,2 8±1,4 8±1,6
Низ, бок 5 ±0,6 5 ±0,8 5 ±1,0 6±1,2 6±1,4 6±1,6
Св. 1250 до 2000 Верх 8 Ю,8 8± 1,0 8± 1,2 9± 1,4 9± 1,6 9±2,0 10±2,5
Низ, бок 6 Ю,8 6 ±1,0 6 И,2 6±1,4 7 ±1,6 7 ±2,0 7 ±2,5
Продолжение прил. 7
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800-1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
Св.2000 до 3150 Верх 9±0,8 9±1,0 9±1,2 10 ±1,4 10 ±1,6 11 ±2,0 12 ±2,5 12 13,0
Низ, бок 7 ±0,8 7 ±1,0 7 ±1,2 7 ±1,4 8±1,6 8±2,0 8±2,5 9±3,0
Св.З 150 до 5000 Верх 10 ±1,0 10±1,2 10 ±1,5 11 ±1,8 12 ±2,0 12 ±2,5 13 ±3,0 13 Ь4,О 16 ±5,0
11из, бок 8±1,0 8±1,2 8±1,5 8±1,8 8±2,0 912,5 9±3,0 10 ±4,0 12 ±5,0
J класс IQHHQcra
До 120 Верх 4 ±0,5 4 ±0,8
Низ, бок 4 ±0,5 4 ±0,8
Св. 120 до 260 Верх 5 ±0,5 5 ±0,8 6 ±1,0
Низ, бок 4 ±0,5 4 ±0,8 4 ±1,0
Св.260 до 500 Верх 6 ±0,8 6 ±1,0 7 ±1,2 7±1,5
Низ, бок 5 ±0,8 5 ±1,0 5± 1,2 6±1,5
Св.500 до 800 Верх 7±1,0 7±1,2 8k 1,5 9±2,0 10±2,5
Низ, бок 5 ±1,0 5 ±1,2 6Н,5 6±2,0 7 ±2,5
Продолжение прил, 7
Наиболь- ший габаритный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800- 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
Св.800 до 1250 Верх 8 ±1,0 8±1,2 9±1,5 10 ±2,0 10±2,5 11 ±3,0
Низ, бок 6Ы,0 6Н.2 7 ±1,5 7 ±2,0 8 ±2,5 8 ±3,0
Св. 1250 до 2000 Верх 9±1,2 9±1,5 10± 2,0 1О±2,5 11 ±3,0 12 ±4,0 13 ±5,0
Низ, бок 7± 1,2 7± 1,5 7 ±2,0 8±2,5 8 ±3,0 9±4,0 9 ±5,0
Св.2000 до 3150 Верх 10±1,2 10 ±1,5 11 ±2,0 11 ±2,5 12 ±3,0 13 ±4,0 13 ±5,0 14 ±6,0
Низ, бок 7± 1,2 7± 1,5 8±2,0 8±2,5 9±3,0 10+4,0 10+5,0 11 +6,0
Св.3150 до 5000 Верх 10 ±1,5 10 ±1,8 11±2,2 12 ±3,0 13+4,0 13 ±5,0 13 ±6,0 14+7,0 16+9,0
Низ, бок 8±1,5 8 ±1,8 8±2,2 9±3,0 9 ±4,0 10 ±5,0 10 ±6,0 11 ±7,0 13+9,0
Св.5000 до 6300 Верх 12 ±1,5 12 ±1,8 1312,2 13 ьЗ,0 14 ±4,0 14 ±5,0 15+6,0 15 ±7,0 16 ±9,0 20± 12,0
Низ, бок 9+1,5 9±1,8 9±2,2 10 ±3,0 10 ±4,0 11 ±5,0 11 ±6,0 12 ±7,0 14 ±9,0 16±12,0
Продолжение прил. 7
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800- 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
III класс точности
До 120 Верх 5 ±1,0 5 ±1,5
Низ, бок 4 ±1,0 4 ±1,5
Св. 120 до 260 Верх 5 ±1,0 5 ±1,5 6±2,0
Низ, бок 4 ±1,0 4 ±1,5 5 ±2,0
Св.260 до 500 Верх 6 ±1,0 6±1,5 8 ±2.0 9±2,5
Низ, бок 5 ±1,0 5 ±1,5 6 ±2,0 612,5
Св.500 до 800 Верх 7 ±1,2 7± 1,8 8±2,2 10 ±3,0 11 ±4,0
Низ. бок 5± 1,2 5 ±1,8 6±2,2 7 ±3,0 7 ±4,0
Св.800 до 1250 Верх 8±1,2 8± 1,8 10±2,2 11 ±3,0 12 ±4,0 13 ±5,0
Низ. бок 6±1,2 6-11,8 7 ±2,2 8 ±3,0 8 ±4,0 9±5,0
Окончание прил. 7
Наиболь- ший Поло- жение Поминальный размер, мм
габари- тный размер летали, мм поверх- ности при заливке До 50 50-120 120-260 260 -500 500 -800 800- 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
Св.1250 Верх 10 ±1,5 10+2,0 11±2,5 12 ±3,5 13 ±5,0 14 ±6,0 16+7,0
до 2000 Низ, бок 7± 1,5 7 ±2,0 8+2,5 9±3,5 9 ±5,0 10 ±6,0 11 ±7,0
Св.2000 Верх 10±1,5 10+2,0 11 ±2,5 13 ±3,5 14 ±5,0 15 ±6,0 16 ±7,0 17 ±9,0
до 3150 Низ, бок 8±1,5 8+2,0 9+2,5 10+3,5 10+5,0 11 ±6,0 12 ±7,0 13 ±9,0
Св.3150 Верх 12± 1,8 12±2,2 13 ±3,0 14 ±4,0 15 ±5,5 16 ±6,5 17 ±8,0 18± 10,0 20 ±12,0
до 5000 Низ, бок 9±1,8 9+2,2 10 ±3,0 11 ±4,0 11±5,5 12 ±6,5 13 ±8,0 14 ±10,0 16+12,0
Св.5000 Верх 14 ±3,0 15 ±4,0 16 ±5,5 18 ±6,5 20 ±8,0 21 ±10,0 23+12,0 25 ±15,0
до 6300 Низ, бок 10 ±3,0 11 ±4,0 12 ±5,5 13 ±6,5 14 ±8,0 15 ±10,0 17+12,0 20 ±15,0
Св.6300 Верх 16+4,5 18 ±6,0 20+7,5 22 ±9,0 23± 11,0 25+14,0 28 ±17,0 33 ±20,0
ь-> LZ1 до 10000 Низ, бок 12+4,5 13 ±6,0 .. 14 ±7,5 15 ±9,0 16+11,0 18+14,0 22 ±17,0 26 +20,0
Приложение 8
Припуски и допуски (±) на литые заготовки из серого чу1уна (ГОСТ 1855-55), мм
Наиболь- ший габаритный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120-260 260 -500 500 -800 800- 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
I класс точности
До 120 Верх 2,5± 0,2 2,5± 0,3
Низ, бок 2,0 ±0,2 2,0 ±0,3
Св. 120 до 260 Верх 2,5 t0,3 3,0 ±0,4 3,0 ±0,6
Низ, бок 2,0 ±0,3 2,5 ± 0,4 2,5 ±0,6
Св.260 до 500 Верх 3,5 ±0,4 3,5 ±0,6 4,0 ±0,8 4,5 ±1,0
Низ, бок 2,5 ±0,4 3,0 ±0,6 3,5 ±0,8 3,5 ±1,0
Св.500 до 800 Верх 4,5 ±0,6 4,5 ±0,8 5,0 ±1,0 5,5 ±1,2 5,5 ±1,4
Пиз, бок 3,5 ±0,6 3,5 ±0,8 4,0± 1,0 4.5 ±1,2 4,5 ±1,4
Продолжение прил. 8
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800- 1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
Сн.800 до 1250 Верх 5,0 ±0,6 5,0 ±0,8 6,0 ±1,0 6,5±1,2 7,0 ±1,4 7,0 1 1,6
Пиз, бок 3,5 ±0.6 4,0 ±0,8 4,5 1 1,0 4,5 Ц,2 5,0+1,4 5,0 ±1,6
Св.1250 до 2000 Верх 5,5 ±0,8 6,0 ±1,0 6,5И,2 7,0 11,4 7,0 ±1,6 7,5 ±2,0 8,0± 2,5
Низ, бок 4,0 ±0,8 4,5 ±1,0 4,5 ±1,2 5,0 ± 1,4 5,0 ±1,6 5,5 ±2,0 6,0±2,5
Св.2000 до 3150 Верх 6,0 ±0,8 6,5 ±1,0 6,54-1,2 7,5± 1,4 8,0± 1,6 8,5± 2,0 9,0± 2,5 9,5+ 3,0
Низ, бок 4,0 J 0,8 4,5 ±1,0 4,5 ±1,2 5,0±1,4 5,5 ±1,6 6,0 ±2,0 6,5 J 2,5 6,5± 3,0
Св.З 150 до 5000 Верх 6,0± 1,0 6,5+ 1,2 7,0± 1,5 7,5± 1,8 8,0± 2,0 9,0+ 2,5 9,5± 3,0 10,01 4,0 11,0± 5,0
Пиз, бок 4,5 11,0 5,0±1,2 5,01-1,5 5,5 ±1,8 6,0 ±2,0 6,5±2,5 7,0 ±3,0 7,5J 4,0 7,5± 5,0
II класс точности
До 120 Верх 3,5 ±0,5 4,0 ±0,8
Низ, бок 2,5 ±0,5 3,0± 0,8
ил
Продолжение прил. 8
Наиболь- ший габари- тный размер детали, мм 11оло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800 -1250 1250- 2000 2000- 3150 3150- 5000 5000- 6300 6300- 10000
Св. 120 Верх 4,0 ±0,5 4,5 ±0,8 5,0 ±1,0
до 260 Низ, бок 3,0± 0,5 3,5 ±0,8 4,0+1,0
Св.260 Верх 4,5 ±0,8 5,0 ±1,0 6,0+1,2 6,5+1,5
до 500 Низ, бок 3,5 ±0,8 4,0 ±1,0 4.5 +1,2 5,0+1,5
Св.500 Верх 5,0 ±1,0 6,0±1,2 6,5+1,5 7,0 ±2,0 7,5± 2,5
до 800 Низ, бок 4,0 ± 1,0 4,5 ± 1,2 4,5+1,5 5,0 ±2,0 5,5 ±2,5
Св.800 Верх 6,0+ 1,0 7,0±1,2 7,0+ 1,5 7,5+ 2,0 8,0+ 2,5 8,5+ 3,0
до 1250 Низ, бок 4,0 ±1,0 5,0 ±1,2 5,0 +1,5 5,5 ±2,0 5,5 +2,5 6,5 +3,0
Св. 1250 Верх 7,0±1,2 7,5+1,5 8,0± 2,0 8,01 2,5 9,0+ 3,0 9,0+ 4.0 10,0+ 5,0
до 2000 Низ, бок 4,5+1,2 5,О±1,5 5,5± 2,0 6,0+2,5 6.5А3.0 6,5 +4,0 7,5 ±5.0
Св.2000 Верх 7,0± 1,7 7,5± 1,5 8.0± 2,0 8,5+ 2.5 9,0+ 3,0 10,0± 4,0 11,0+ 5,0 12,0+ 6,0
до 3150 Низ, бок 5,0+1,2 5,0± 1,5 5,5 12,0 6,0+2,5 6,5+3,0 7,0+ 4,0 8,54 5,0 9,0-1 6,0
Св.3150 Верх 7,5± 1,5 7.5+ 18 8,0+2,2 8,5+ 3,0 9.0-1 4,0 10,0+ 5,0 11,0+ 60 12,0+7,0 13,0+ 9,0
до5000 Низ, бок 5,5 ±1,5 5,5+ 1,8 6,0 ±2.2 6,0 ±3,0 6,5 ±4,0 7,0+ 5,0 8.0+ 6.0 9.0+ 7,0 10.0+ 9,0
Продолжение прил. 8
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500 -800 800-1250 1250- 2000 2000- 3150 3150- 5000 5000-6300 6300- 10000
Св. 5000 до 6300 Верх 7,5± 1,5 8,0± 1,8 8,5± 2,2 9,0± 3,0 10,0± 4,0 11,0± 5,0 12,0± 6,0 13,0± 7,0 14,04= 9,0 15,0± 12,0
Низ, бок 5.5 ± 1,5 6,0 ±1,8 6,5 ±2,2 7,0± 3,0 7,5± 4,0 8,0± 5,0 9,5± 6,0 10,0± 7,0 11,0± 9,0 12,04= 12,0
III класс точности
До 120 Верх 4,5 ±1,0 4,5 ±1,5
Низ, бок 3,5 * 1,0 3,5 ± 1.5
Св.120 до 260 Верх 5,0 ±1,0 5,0 ±,1,5 5,5 ±2,0
Низ, бок 4,0 ±1,0 4,0 ±1,5 4,5 ±2,0
Св.260 до 500 Верх 6,0±1,0 6,04-1,5 7,0 ±2,0 7,0±-2,5
Низ, бок 4,5 ± 1,0 4,5± 1,5 5,0 ±2,0 6,0±2,5
Св.500 до 800 Верх 7,0± 1,2 7,0 ±1,8 7,0±2,2 8,0± 3,0 9,0± 4,0
Низ, бок 5,0 ±1,2 5,0 ±1,8 5,0±2,2 6,0± 3,0 7,0 ±4,0
Св.800 до 1250 Верх 7,0 ±1,2 7,0 ь 1,8 8,0±2,2 8,0± 3,0 9,0± 40 10,0± 5,0
Низ, бок 5,54=1,2 5,5 ±1,8 6.0±2,2 6,0±3,0 7,0± 4,0 7,5±5,0
Окончание прил. 8
Наиболь- ший габари- тный размер детали, мм Поло- жение поверх- ности при заливке Номинальный размер, мм
До 50 50-120 120 -260 260 -500 500-800 800-1250 1250- 2000 2000-3150 3150-5000 5000-6300 6300- 10000
Св. 1250 Верх 8,0± 1,5 8,0± 2,0 8,0± 2,5 9,0± 3,5 9,0± 5,0 10,0± 6,0 12,0± 7,0
до 2000 Низ, бок 6,0 ±1,5 6,0 ±2,0 6,0±2,5 7,0 ±3,5 7,0 ±5,0 8,0± 6,0 9,0± 7,0
Св.2000 Верх 9,0± 1,5 9,0± 2,0 9,0±2,5 10,0± 3,5 10,0± 5,0 11,0± 6,0 12,0+ 7,0 14,0+ 9,0
до 3150 Низ, бок 7,О±1,5 7,0 ±2,0 7,0±2,5 8,0± 3,5 8,0± 5,0 9,0± 6,0 9,0+ 7,0 10.04 9,0
Св.3150 Верх 9,0± 1,8 9,0± 2,2 10,0± 3,0 10,0+4,0 11,0± 5,5 12,0+ 6,5 14,0+ 8,0 15,0+ 10,0 16,0+ 12,0
до 5000 Низ, бок 7,0 ±1,8 7,0 ±2,2 8,0± 3,0 8,0± 4,0 9,0+ 5,5 9,0± 6,5 11,0± 8,0 12,0± 10,0 13,0± 12,0
Св.5000 Верх 9,0 ±1,8 9,0±2,2 10,0±3,0 11,0± 4,0 12,0± 5,5 13,0± 6,5 14,0+ 8,0 16,0+ 10,0 18,01 12,0 20,0± 15,0
до 6300 Низ, бок 7,0 ±1,8 7,О±2,2 8,0 ±3,0 9,0 ±4,0 9,О±5,5 10,0± 6,5 11,0± 8,0 13,0± 10,0 15,0+ 12,0 17,0+ 15,0
Св.6300 Верх 9,0 ±2,0 9,0±2,5 10,0± 3,5 11,0± 4,5 12,0+ 6,0 14,0± 7,5 16,0+9,0 18,0+ 11,0 20,0± 14,0 22,0± 17,0 24,0120,0
до 10000 Низ, бок 7,0 ±2,0 7,0-12,5 8,О±3,5 9,0±4,5 10,0± 6,0 11,0+ 7,5 13,0± 9,0 15,0± 11,0 17,0± 14,0 19,0+ 17,0 21,0+20,0
Приложение 9
Выбор марок твердого сплава для режущего инструмента при различных видах обрабатываемого материала
Углеродистая и легированная сталь Труднообра- батываемая сталь Чугун I (ветные металлы и сплавы
Вид и характер обработки НВ240 НВ 300-700
Точение черновое поковок, штамповок и литья по корке и окалине при неравномерном сечении среза и прерывистом резании (с ударами) T5KI0 T5KI28 ВК8 Т5К12В ТТ7К12 ВК8 ВК8 ВК8В ВК4 ВК8 ВК8В ВК4 ВК6 ВК8
Точение черновое по корке при неравномерном сечении среза и непрерывном резании Т14К8 Т5К10 ВК ВК8 ВК4 ВК8 ВК6М ВК4 ВК4 ВК6
Точение получистовое и чис товое при непрерывном резании Т15К6 Т5К10 ВК4 ВК8 ВК4 ВК8 ВК6М ВК2 ВК4
Гонение получистовое и чистовое при непрерывном резании Т15К6Т Т15К6 Т14К8 Т15К6 ВК6 ВК6 ВК4 ВКЗ
Точное точение ТЗОК4 — ВК2 ВК6М ВКЗМ
Отрезка и прорезка канавок Т5К10 ВК4 ВК6 ВК6М ВК2
Зенкерование черновое Т15К6 T5KI0 ВК8 TI5K6 ВК4 ВК8 ВК4 ВК6М ВК2 ВК6М ВК2 ВКЗМ
Зенкерование получистовое и числовое Т15К6 Т14К8 Т15К6 Т5К10 ВК4 ВК6М ВК2 ВК6М ВК2 ВКЗМ
Фрезерование черновое TI5K6 Т5К10 Т5К10 ВК8 ВК6 ВК8 — ВК6 ВК8
Фрезерование получистовое и чистовое ТЗОК4 Т15К6 Т15К6 Т14К8 ВК8 В Кб ВК6М ВК12 ВКЗМ
Сверление сплошное неглубоких (нормальных) отверстий Т5К10 Т5К12В ВК8 T5KI2B ТТ7К12 ВК8В ВК8 ВК8В ВК6 ВК8 ВК6 ВК4 ВК6 ВК8
ПриложениеЮ
ТИПОВЫЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К СТАНОЧНЫМ
ПРИСПОСОБЛЕНИЯМ
1. Приспособления к токарным, карусельным,
кругло- и внутришлифовальным станкам
Схема приспособле- ния Технические требования
Биение поверхности А относи- тельно оси центровых отверстий не более ... мм
1 ' т Б а Биение поверхности А относи- тельно оси центровых отверстий не более ... мм
В Б А В 1. Биение поверхности А относи- тельно поверхности Б не более ... мм 2. Биение поверхности В относи- тельно поверхности Б не более ... мм
Б \ &-А: А - V Б Тк 4 J/N А 3 1 1. Биение поверхности А относи- тельно поверхности БиСне более ... мм 2. Отклонение от параллельности поверхности В относительно поверх- ности Д не более ... мм на диаметре ... мм
260
Схема приспособле-
ния
Технические требования
1. Биение контрольного валика, за-
жатого в призмах, относительно по-
верхности Б не более ... мм.
2. Отклонение от перпендикуляр-
ности валика, зажатого в призмах, к
поверхности Д не более ... мм на дли-
не ... мм__________________________
1. Несовпадение плоскости, про-
ходящей через оси поверхностей А и
Б, с осью поверхности Г не более ...
мм
2. Отклонение от перпендикуляр-
ности поверхности В к поверхности Д
не более ... мм на длине ... мм____
1. Отклонение от параллельности
поверхности А к поверхности Б не бо-
лее ... мм на диаметре ... мм
2. Несовпадение плоскости, прохо-
дящей через оси поверхностей В и Г. с
осью поверхности Дне более ... мм
261
Схема приспособле-
ния
Технические требования
1. Несовпадение плоскости, про-
ходящей через оси поверхностей А и Б,
с осью поверхности В не более ... мм
2. Отклонение от перпендикуляр-
ности поверхности Г к поверхности А
(оси поверхности А) не более ... мм
3. Отклонение от параллельности
поверхности Г в сечениях перпенди-
кулярно плоскости, проходящей через
оси поверхностей А и Б, относительно
поверхности Д не более ... мм на дли-
не ... мм____________________________
1. Несовпадение оси контрольного
валика, установленного в призму, с
осью поверхности А не более ... мм
2. Отклонение от параллельности
оси контрольного валика, установлен-
ного в призму, относительно поверх-
ности Б не более ... мм на длине ...
мм
1. Отклонение от перпендикуляр-
ности поверхности А к поверхности Б
не более...мм на длине...мм
2. Несовпадение оси поверхности Б
с осью поверхности В нс более...мм
262
Схема приспособле- ния Технические требования
/7,^ Г 7 7 7/] Д Б 1. Несовпадение плоскости, прохо- дящей через оси поверхностей А и Б. с осью поверхности Сне более...мм 2. Отклонение от параллельности поверхности В в сечениях перпенди- кулярно плоскости, проходящей через оси поверхностей А и Б относительно поверхности Д не более...мм на дли- не...мм
2. Приспособления к сверлильным станкам
^р^^ 1. Отклонение от перпендикуляр- ности оси поверхности А (или осей кондукторных втулок) к поверхности В не более...мм на длине...мм
2. Несовпадение оси поверхности А
И -7 ! TI в/ 1 с осью поверхности Б (или поверхности) ! не более...мм
CD S- й-> 1. Отклонение от перпендикулярности оси поверхности А (или осей кондук- торных втулок) к поверхности В не более...мм на длине...мм 2. Несовпадение оси поверхности А с осью поверхности Б (или поверхно- стей Б) не бол ее...мм 3. Отклонение от параллельности поверхности Г относительно поверх- ности В не более...мм на длине...мм
263
Схема приспособле-
ния
Технические требования
1. Отклонение от перпендикулярности
оси поверхности Л (или осей кондук-
торных втулок) к поверхности В нс
более...мм на длине...мм
2. Отклонение от параллельности по-
верхности Г относительно поверхно-
сти В не более...мм
3. Несовпадение оси поверхности Б с
плоскостью, проходящей через оси
поверхности А, не более...мм_______
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Г не
более...мм на длине...мм
2. Несовпадение оси поверхности А с
осью поверхности Б (или поверхно-
стей Б ) не бол ее... мм
3. Отклонение от перпендикуляр-
ности поверхности В к поверхности Г
не более...мм на длине...мм
264
Схема приспособле-
Технические требования
ния
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Г не
более...мм на длине...мм
2. Несовпадение оси поверхности А
с осью поверхности Б (или поверхно-
стей Б ) не более...мм
3. Отклонение от перпендикуляр-
ности поверхности В к поверхности Г
нс более...мм на длине...мм
Отклонение от перпендикулярности
плоскости, проходящей через оси по-
верхностей Б и Д. к поверхности Г не
более...мм на длине...мм___________
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Г не
более...мм на длине...мм
2. Несовпадение оси поверхности А с
осью поверхности Б (или поверхно-
стей Б ) не более...мм
3. Отклонение от перпендикулярно-
сти поверхности В к поверхности Г не
более...мм на длине...мм
Отклонение от параллельности плос-
кости, проходящей через оси поверх-
ностей Б и Д, относительно поверхно-
сти /"не более...мм на длине...мм
265
Схема приспособле-
________ния________
Гр4
Технические требования
1.Отклонение от перпендикулярно-
сти оси поверхности А (или осей кон-
дукторных втулок) к поверхности Г* 1 2 не
более...мм на длине...мм
2. Отклонение от параллельности
поверхности Е относительно поверх-
ности Г не более...мм на длине...мм
3. Несовпадение оси поверхности А
(или осей поверхностей А ) с плоско-
стью, проходящей через оси новерх-
постей £ и Д, не более...мм________
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Б не
более...мм на длине...мм
2. Несовпадение оси поверхности А с
осью поверхности (или осей поверх-
ностей А ) с осью контрольного вали-
ка, установленною в призму нс бо-
лее...мм
266
Схема приспособле- ния Технические требования
к; Гк 1. Отклонение от перпендикулярности оси поверхности А (или осей кондук- торных втулок) к поверхности Б не более...мм на длине...мм 2. Несовпадение оси поверхности Л (или осей поверхностей А )с осью кон- трольного валика, установленного в призму не более...мм 3. Отклонение от параллельности оси контрольного валика, установлен- ного в призму, относительно поверх- ности Б не более...мм на длину...мм
- 1IE222UL /A\VA
Х////////7 Л //ЛУЛ
Б7
Y* . __ 1. Отклонение от перпендикуляр- ности оси поверхности А (или осей кондукторных втулок) к поверхности Б не более...мм на длине...мм 2. Отклонение от параллельности поверхности В относительно поверх- ности Б не более...мм на длине...мм 3. Несовпадение оси поверхности А (или осей поверхностей А ) с плоско- стью симметрии призмы (или призм) не более...мм
у л : v//x: и [ у/л; V/
J -1 \х . \\
L.j ।
-1 -L J
267
Схема приспособле-
ния
Технические требования
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Б не
более...мм на длине...мм
2. Отклонение от параллельности по-
верхности В относительно поверхно-
сти Б не более...мм на длине...мм
3. Несовпадение оси поверхности А
(или осей поверхностей А ) с плоско-
стью симметрии призмы (или призм)
не более...мм______________________
1.Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Б не
более...мм на длине...мм
2. Отклонение от параллельности по-
верхности В относительно поверхно-
сти Б не более...мм на длине...мм
3.Несовпадение оси поверхности А
(или осей поверхностей А ) с плоско-
стью симметрии призмы (или призм)
не более...мм
4. Разность размеров Г не бо-
лее...мм на длине хода призм
268
Схема приспособле-
Технические требования
ния
1. Отклонение от перпендикулярности
оси поверхности А (или осей кондук-
торных втулок) к поверхности Б не
более...мм на длине...мм
2. Отклонение от параллельности по-
верхности В относительно поверхно-
сти Б не более...мм на длине...мм
3. Несовпадение оси поверхности А
(или осей поверхностей А ) с плоско-
стью, проходящей через ось поверхно-
сти и плоскость симметрии призмы,
не более...мм
3.Приспособления к фрезерным, строгальным, плоскошлифо-
вальным станкам
X. X X X к Отклонение от параллельности
i а 1 поверхности А относительно поверх-
ности Б не более...мм на длине...мм
Г в । ь-ц 1. Отклонение от параллельности поверхности А относительно поверх- ности Б не более...мм на длине...мм
"Г" 1 2. Отклонение от перпендикуляр- ности поверхности В к поверхности Б не более...мм на длине...мм
269
Схема приспособле- ния Технические требования
в п туг А 1. Отклонение от параллельности поверхности А относительно поверх- ности Б не более...мм на длине...мм 2. Отклонение от параллельности поверхности В относительно поверх- ности Г не более...мм на длине...мм
Б
А L— В J^ir 1. Отклонение от параллельности поверхности А относительно поверх- ности Б не более...мм на длине...мм 2. Отклонение от перпендикуляр- ности поверхности В к поверхности Г не более...мм на длине...мм
i О* о А/ ’ 1. Отклонение от параллельности оси контрольного валика, установлен- ного на призму относительно поверх- ности Б (или А или Б и А ), не бо- лее...мм на длине...мм
Е J4-^ 1. Отклонение от параллельности оси контрольного валика, установлен- ного в призму относительно поверх- ности Б (или ?1;Или Б и А ) не бо- лее...мм на длине...мм 2. Отклонение от перпендикуляр- ности оси контрольного валика, уста- новленного в призму, к поверхности Б не более...мм на дине...мм
270
Схема приспособле- ния Технические требования
А —1 1. Отклонение от перпендикуляр-
ц; ности оси поверхности А к поверхно- сти Б не более...мм на длине...мкм
БХ
в ГДЕ dr /ГТ у7] * V/ 1. Отклонение от перпендикуляр- ности осей поверхностей В, Г, Д, Е к
a 1 д/ Б П П П П И JJlJyL JL поверхности А не более...мм на дли- не...мм 2. Несовпадение осей поверхностей Г и Д с плоскостью, проходящей через оси поверхностей В и Е, не более...мм 3. Отклонение от параллельности плоскости, проходящей через оси по- верхностей В и Е, относительно по- верхности Б нс более...мм на дли- не...мм
271
Схема приспособле- ния Технические требования
, fi .Г уД >Е L-~—-т— А Б 1. Отклонение от параллельности плоскости, проходящей через оси кон- трольных валиков, установленных на поверхностях В и Е,относительно по- верхности А не бол ее... мм на дли- не...мм 2. Несовпадение осей контрольных валиков, установленных на поверхно- сти Г и Д, с плоскостью, проходящей через оси контрольных валиков, уста- новленных на поверхности В и Е, не более...мм 3. Отклонение от перпендикулярно- сти осей контрольных валиков, уста- новленных на поверхности В, Г. Ди Е к поверхности А не более...мм на дли- не...мм
272
Схема приспособле-
ния
Технические требования
в
1. Отклонение от параллельности
плоскости, проходящей через оси кон-
трольных валиков, установленных на
поверхностях В и ^относительно по-
верхности Б не более...мм на дли-
не...мм
2. Несовпадение осей контрольных
валиков, установленных на поверхно-
стях Г и Д, с плоскостью, проходящей
через оси контрольных валиков, уста-
новленных на поверхностях В и £, не
более...мм
3. Отклонение от перпендикуляр-
ности осей контрольных валиков, ус-
тановленных на поверхности В, Г7Ди
Е к поверхности А1 не бол ее...мм на
длине...мм_________________________
1. Отклонение от параллельности
оси поверхности В относительно по-
верхности А (или Б или А и Б ) не бо-
лее...мм на длине...мм
273
Схема приспособле-
ния
А
Технические требования
1. Отклонение от параллельности
оси В относительно поверхности А не
более...мм на длине...мм
2. Отклонение от перпендикуляр-
ности оси поверхности В к поверхно-
сти Б не более...мм на длине...мм__
1. Отклонение от перпендикуляр-
ности оси поверхности Б к поверхно-
сти А (или В или А и В ) нс более...мм
на длине...мм
1. Отклонение от параллельности
поверхности А относительно поверх-
ности Б не более...мм на длине...мм
2. Отклонение от параллельности
плоскости, проходящей через оси по-
верхностей Г и Д, относительно по-
верхности В не более...мм на дли-
не...мм____________________________
1. Отклонение от перпендикулярности
поверхности Б к поверхности А не бо-
лее...мм на длине...мм
2. Отклонение от параллельности
плоскости, проходящей через оси по-
верхностей В и Г, относительно по-
верхности А не более...мм на дли-
не...мм
274
Схема приспособле- ния Технические требования
Н=| д 1 ! R ГГ-П =L_ Б А ХпЛ 1. Отклонение от параллельности
1—J ‘ U-J поверхности А относительно поверх- ности В не более...мм на длине...мм 2. Отклонение от перпендикуляр- ности плоскости, проходящей через оси поверхностей Д и Б, к поверхно- сти Г( В) не более...мм на длине...мм
/ ш 1 .Отклонение от перпендикулярно- сти поверхности Б к поверхности А не более...мм на длине...мм 2. Отклонение от перпендикуляр-
1 ности плоскости, проходящей через оси поверхностей 11 и В , к поверхно- сти Б(А ) не более...мм на длине...мм
flz дх
ос/Х ,А Б 1. Отклонение от параллельности поверхности Б относительно поверх- ности Г не более...мм на длине... мм
1 I 2. Отклонение от параллельности
в7 т плоскости А в сечениях параллельно поверхности Б относительно плоско- сти В не более...мм на длине...мм
275
Схема приспособле- ния Технические требования
ё // aA~V/ / г71 1. Отклонение от перпендикулярности оси поверхности А к поверхности Г не более...мм на длине...мм 2. Отклонение от перпендикуляр- ности оси поверхности А к поверхно- сти Б не более...мм на длине...мм
Б <хХ/’Х> у) 1. Отклонение от перпендикуляр- ности поверхности Б к поверхности Г не более...мм на длине...мм 2. Отклонение от параллельности плоскости А в сечениях параллельно поверхности Б относительно плоско- сти В не более...мм на длине...мм
1 1
в-'""
б Д /7 7Л V/ / 7 “T=‘J ГВ г 1.Отклонение от параллельности оси поверхности А относительно поверх- ности Г не более...мм на длине...мм 2. Отклонение от перпендикуляр- ности оси поверхности А к поверхно- сти Б не более...мм на длине...мм
276
Библиографический список
1. Горбацевич А.Ф., Шкред В.А. Курсовое проектирова-
ние по технологии машиностроения. - Минск: Вьппэйш. шк.,
1983.-256 с.
2. Гусев В.Г., Жарков В.Н., Петухов Е.Н. Альбом черте-
жей технологических наладок / Владам, гос. ун-т. Владимир,
2001.-52 с.
3. Данилевский В.В., Гельфгат Ю.И. Лабораторные
и практические занятия по технологии машиностроения. - М.:
Высш, шк., 1988. - 222 с.
4. Дипломное проектирование по технологии машино-
строения / Под ред. В.В. Бабука. - М.: Высш, шк., 1979. - 453 с.
5. Ковшов А.Н. Технология машиностроения: Учеб, для
студентов машиностроительных специальностей вузов. - М.:
Машиностроение, 1987. - 320 с.
6. Колесов И.М. Основы технологии машиностроения.
Учеб, для машиностроит. спец, вузов. - 3-е изд., стер. - М.:
Высш. шк. 2001. - 591 с.
7. Маталин Л.А. Технология машиностроения. - Л.: Ма-
шиностроение, 1985. - 496 с.
8. Методические указания по оформлению технологи-
ческой документации при выполнении курсовых и дипломных
проектов / Сост.: В.Г. Гусев, В.Н. Жарков. - Владимир,
1998.- 68 с.
9. Мухин А.В., Спиридонов О.В., Схиртладзе А.Г., Хар-
ламов Г.А. Производство деталей металлорежущих станков.
- М.: Машиностроение, 2003. - 559 с.
10. Новиков В.Ю., Схиртладзе А.Г. Технология станко-
строения. - М.: Машиностроение, 1999. - 256 с.
11. Новиков М.П. Основы технологии сборки машин
и механизмов - 5-е изд., испр. - М.: Машиностроение, 1980. -
592 с.
277
12. Обработка металлов резанием: Справ, технолога /
Под ред. А.А.Панова. - М.: Машиностроение, 1988. - 736 с.
13. Проектирование технологии / Под общ. ред.
Ю.М. Соломенцева- М.: Машиностроение, 1990. - 416 с.
14. Справочник по технологии резания материалов / Под
ред. Ю.М. Соломенцева; Пер. с нем. В.Ф. Колотенкова. - М.:
Машиностроение. 1985. Кн.1.— 616 с.
15. Справочник технолога-машиностроителя / Под ред.
А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение,
1985. Т.1,655 с.; Т.2,495 с.
16. Схиртладзе А.Г., Новиков В.Ю., Соколов В.И. Техно-
логические основы обработки деталей станков. - Киев: Выща
шк. 1991.-327 с.
17. Схиртладзе А.Г., Новиков В.Ю., Тулаев Ю.Н. Техно-
логическое оборудование машиностроительных производств:
В 2 ч. - М.: Изд-во Станкин, 1997. 4.1. - С. 41 - 310; Ч. 2 - 210 с.
18. Схиртладзе А.Г., Новиков В.Ю. Технологическое
оборудование машиностроительных производств. - М.: Выс-
шая школа. 2002. - 407 с.
19. Схиртладзе А.Г., Тимерязев В.А. Автоматизация
технологии сборки и механической обработки. - М.: Славян-
ская школа. 2003 -519 с.
20. Худобин Л.В., Гурьянихин В.Ф., Берзин В.Р. Курсо-
вое проектирование по технологии машиностроения: Учеб,
пособие для машиностроит. спец, вузов. - М.: Машинострое-
ние, 1989.-288 с.
278
Учебное пособие
Схиртладзе Александр Георгиевич
Морозов Валентин Васильевич
Жарков Владимир Николаевич
Горохов В.А. и др.
Технологические наладки изготовления деталей
и сборка в машиностроении
Сдано в набор 18.08.2003. Подписано в печать 15.09.2003
Формат 60х90’/1б Печать офсетная. Бумага офс. № 1.
Уч.-изд. л. 17,5. Физ. п. 17,5. Тираж 500. Заказ № 5119.
«Янус-К». Лицензия ИД № 05875 от 21.09.2001
109316, Москва, ул. Стройковская, д.12, корп.2.
Отпечатано в ФГУП «Производственно-издательский комбинат ВИНИТИ»,
140010, г. Люберцы, Октябрьский пр-т, 403. Тел. 554-21-86
ISEN 5-8037-0157-2
9785803 701576