/

























































































































Text
УСТРОЙСТВО ЧПУ 2С42-65
РУКОВОДСТВО ОПЕРАТОРА
2,5748275,00001-03 34 01
СОДЕРЖАНИЕ
Часть I. Технические характеристики
Часть 2, Инструкция программиста
I, Срстав программы
I.I. Кадр
1.2. Слово
1.3. Формат ввода
1.4. Номер программы и подпрограммы
1.5. Номер кадра и начало программы
1,6. Пропуск кадра и его части по выбору
1.7. Заключение
2. Размерные слова
2.1. Управляемые геометрические координаты
2.2. Разрешающая способность
2.3. Максимальные перемещения
2.4. Система координат
2.5. Задание перемещений в абсолютных величинах
и приращениях
3. Функции подачи
9
16
16
16
16
19
20
21
21
22
23
23
24
24
24
26
27
Раэр аб.
Про»-
Рук.
Н КОН гр
Утв,
3.1. Скорость ускоренного перемещения
3.2. Скорость рабочей подачи
3.3. Коррекция подачи
3.4. Расчет подачи в УЧПУ
3.4.1. Расчет составляющих подачи по осям
при линейной интерполяции
3.4.2. Расчет
полиции
3.4.3. Расчет
интерполяции
3.4.4. Расчет
подачи
подачи
подачи
при круговой интер-
при линейно-круговой
для эквидистанты
4.1. Задание плоскости
4.2. Позиционирование
4.2.1. Одностороннее ]
4.3. Линейная интерполяция
позиционирование
Пэм
— . —
Лист № докум Подпись Д»та
0^
Ж
-2.5748275.00001-03 34 01
УСТРОЙСТВО ЧПУ 2С42-65
Руководство
оператора
27
27
27
28.
28
29
30
32
34
37
38
39
40
Лит Лист Лиг-те-
1. 197
8
g
u.
Стр.
4.4. Круговая интерполяция 40
4.5. Линейно-круговая интерполяция 43
4.6. Автоматический выход в точку 44
4.6.1. Автоматический выход в ноль координат
станка по путевым выключателям 44
4.6.2. Позиционирование в ноль координат
станка через промежуточную точку 44
4.6.3. Позиционирование в фиксированную точку
через промежуточную точку 45
4.6.4. Позиционирование координат
станка в заданную точку через запомненную
точку 46
4.7. Завершение перемещений в кадр по внешнему
сигналу 47
4.8. Пауза 48
4.9. Торможение в конце кадра 49
4.10. Системы координат
4.IO.I. Задание системы координат
4.10.2. Системы координат заготовки
4.10.3. Дополнительное смещение систем,
координат заготовки
4.10.4. Возврат к системе координат станка
5. Функция коррекции
5.1. функции D и Н
5.2. Величина смещения
5.3. Смещение инструмента на длину
5.4. Смещение инструмента
5.5. Коррекция инструментам*радиус
5.5.1. Подробное описание коррекции на
радиус инструмента
2*5748275.00001-03 34 01
5.5.I.I. Ввод коррекции на радиус инструмента
5Х5Ж1.2. Отработка введенной коррекции на
радиус инструмента
5.5.1.3. Режим отмены коррекции на радиус
инструмента
5.5.1.4. Изменение направления смещения в
режиме коррекции
5.5.1.5. Коррекция на радиус инструмента при
работе с круговой осью
49
49
50
52
52
53
53
53
54
55
57
59
59
63
68
68
69
n.Mlni. » I 1 *'•»
Ннв.Л»подл.| Подпись £ дата I Взам инн №1Инв. Ni дубл. Полнись и дата-
JMff- j ZZ/?/ — форма 5а ГОСТ 2106-68
5.6. Зеркальная обработка 71
6. Функция цикловой обработки 72
6.1. Постоянные циклы 72
6.I.I. Цикл сверления 75
6.1.2. Циклы растачивания 70
6.1.3. Цикл глубокого сверления 79
6.1.4. Цикл нарезания резьбы 80
6.1.5. Цикл прерывистого сверления 81
6.2. Число повторений кадра 82
7. функция шпинделя ZSX Функция инструмента (Т),
вспомогательные функции (М), /Я) /О) , функция управле-
ния делительным столом (А,В,С) 83
7.1. Функция шпинделя (S) 83
7.I.I. Коррекция скорости шпинделя 83
7.2. Функция инструмента (Т) 83
7.3. Вспомогательная функция (U) 84
7.4. Вспомогательная функция (R, Q) 85
7.5. Функция управления делительным столом
(А,В,С) 85
8. Подпрограмма 87
8.1. Составление подпрограммы 87
8.2. Выполнение подпрограммы 88
9. Макропрограммирование 8S
9.1. Допустимые символы 89
9.2. Представление данных 89
9.2.1. Константы 89
9.2.2. Переменные 89
9.2.3. Формальные параметры 89
9.2.4. Системные параметры 90
9.3. Выражения языка макропрограммирования 96
9.3.1. Способы обращения к параметрам 96
9.3.I.I. Непосредственный способ 96
9.3.1.2. Косвенный способ * 97
9.3.2. Оператор присвоения 98
9.3.3. Неявный оператор присвоения 99
9.3.4. Арифметические выражения 99
9.3.4.1. Оператор сложения 99
9.3.4.2. Оператор вычитания 190
9.3.4.3. Оператор умножения IQI
9.3.4.4. Оператор деления 1Й
И ИМ Аист м ЛОХУМ
— ” т. 2.5748275.000GJ.—03 ЗА ОТ г
Педик* * Д«'« ~ j
2.106-68 9.3.5. Логические выражения 9.3.5.1. Оператор проверки разрядов 102 102
у 9.3,5.2. Оператор установки разрядов 103
е 9.3.5.3. Оператор сброса разрядов 104
9.3.6. Вычисление функций 105
9.3.6.1. Вычисление квадратного корня 105
9.3.6.2. Вычисление синуса и косидуоа 105
ц 9.3.6.3. Вычисление арктангенса 106
9.3.6.4. Функции округления числа до цеЛогоо 107
♦ 9.3.6.5. Определение модуля числа 108
9.3.7. Условные выражения 108
9.3.8. Текстовые выражения ПО
9.4.Структура программы ПО
9.4.1. Технологический кадр ПО
9.4.2. Вычислительный кадр III
9.5. Управление выполнением программы 112
9.5.1. Номер кадра 112
9.5.2. Оператор передачи управления 112
9.5.2.1. Безусловный оператор передачи
управления ИЗ
9.5.2.2. Условный оператор передачи
н t 1 управления 114
х V 9.5.2.3. Назначаемый оператор передачи
5 управления 114
° чЬ 9.6. Последовательность выполнения операторов
в выражении 115
9.7. Подпрограмма 117
9.7,1. Вызов подпрограммы 117
$ 9.7.2. Выполнение подпрограммы и возврат
х *4 из подпрограммы 118
в 9.6. Выполнение программы 121
[Взам. •аь.— II
я г
£ Ч О* «Ь с \ь t о J
с л - л ж 2.5748275.00001-00 34
X *' 72 [ли Лист М докуй. Подпись Ддт> ь .. ... .. . —— — —
8
Устройство числового программного управления 2С42-о5 является
системой ЧПУ типа СNС, выполненной на основе мякро-ЭШ.
Устройство ЧПУ 2042-65 (в дальнейшем УЧПУ) снабжено фиксирован-
ным программно-математическим обеспечением (ИМО), разработанным ГСПО
для управления фрезерными станками, обрабатывающими центрами и гиб-
кими производственными модулями на их основе.
Программно-математическое обеспечение состоит из двух функцио-
нальных модулей:
- базового математического обеспечения (НЛО);
- программно-математического обеспечения электроавтоматики (ЭЛ).
Нодуль БЛО реализует функции, общие для всех станков и не зави-
сит от конкретного станка.
Модуль ЭА предназначен для реализации функций электроавтоматики
конкретного станка и разрабатывается изготовителем станка для каждой
модели станков.
В настоящем руководстве дано описание функций УЧПУ, методов
составления управляющих технологических программ, а также содержится
инструкция оператора по работе с пультом УЧПУ.
Кроме этого, следует обращаться к "Руководству по эксплуатации"
на конкретный станок.
Техническое описание УЧПУ, методы ремонта и настройки узлов и
блоков изложены в документе :
"Устройство ЧПУ 2С42-65Руководство'по эксплуатации".
Погнись
Назначение уставок УШУ, параметров, описание стыковки ЕЛО со
станком через программу ЭЛ, составленную на языке ФОКОИ, изложены в
документе "Инструкция по организации сопряжения УЧПУ 2С42-65 со
станком".
руководство оператора не отражает незначительных
конструктивных изменений в оборудовании, внесенных изготови-
телем после подписания к выпуску в свет данного руководства,
а также изменений по комплектующим изделиям и документации,
поступающей с ними.
2.5748275.00001-03 34 01
; s
5
2
Ь
ч
ЧАСТЬ I. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Таблица I
$
2
Ji ц/п Наименование Содержание Ссылки
* !• Количество управ- ляемых (следящих? осей Три оси Х,У,2, четвертая ось, одна из А,В,С (выбираемая устав- кой) Часть 2 2.1
2. Количество одно- временно управля- емых осей Интерполяция Линейная Круговая Линейно-круго- вая 4 2 3 4
3. ” л Разрешающая способность Минимальное задание 0.001 ш 0.001 град Минимальное перемещение 0.001 мм 0.001 град 2.2
4. Датчик положения Резольвер, индуктосин, BJM, сельсин
' 5. Максимальное задание 9999,999 мм 9999,999 град 2.3
6. Ввод Технологические программы - код IS 0 я. макропрограммирова- ние Числовые значения задаются в соответствии с форматом пред- ставления данных 1.3
10. Скорость ускорен- ного перемещения 15000 мм/мин 3.1
II. Скорость рабочей подачи Возможно задание в диахазоне. I-15000 мм/мин. 3.2
2.5748275.00001-03 34 01
иглист At докум. [Поллво Дата_______
------—-----------------------------
й ,:м.т А 4
s Продолжение табл. I
Форма 5а ГОСТ 2 К a/t Наименование Содержание ; Ссылки
Путем ручной коррекции возможно оперативное измененИеЧюдачи на 0,10,20,40,50,60,70,80,90,100, 110,12®?% 3.2
12. Автоматическое ускорение и за- медление Автоматическое ускорение (замед- ление) по линейному закону 1
13. Задание в абсо- лютных величинах и приращениях Допускается задание в абсолютных величинах и приращениях путем переключения £ -функции. С 90: Задани в абсолютных величинах G91: Задание в приращениях 1 1 2.5
} • Hur Н»лубл I Подпись и дата I i 1 14. Позиционирование При программировании С М проис- ходит ускоренное перемещение от- дельно для каждой оси с замедле- нием перед остановом и проверкой точного останова 4.2
15. 1 Одностороннее позиционирование Программированием G 60 можно задать позиционирование в точку с подходом в направлении, зара- нее определенном уставкой 4.2.1
}Инв, подл. | -Подпись t дата । Паям. иив. Л»| 1t 16. Выход в точку К данной функции относятся: - выход в ноль координат станка через заданную точку ( С- 27), - позиционирование в ноль коор- динат станка через запанную точку (£28), - позиционирование коор- динат в заданную точку, через Запсмн₽ннд»точку (С29), - позиционирование в фиксир^нную 4.6 1
2.5748275.00001-03 34 01 у <
Ьм. Ж . <! ДОкум. Подпись Дата
. Форм Ба ГОСТ 2.106-68 1 । Продолжение табл. I
Л ц/п ; Наименование Содержание Ссылки
точку через ьайаннук! (£30,£31) 4.6
Линейная интер- поляция Программированием 601 задается линейная интерполяция с подачей, заданной адресом F 4.3
16. Круговая интер- поляция Программированием £02, £03 за- дается круговая интерполяция с подачей, заданной адресом F 4.4
•С- 19. Линейно-круговая (винтовая) интер- поляция Программированием £10 задается линейно-круговая интерполяция вокруг любой из осей Х,У, Z Лее подачей, заданной адресом F 4 .5
Ина. •** подл. Подпись иЪдта Ввам. нив Ии» Мдубл Подпись и дата 1 **•**- гем? л 20. 4 Торможение в конце кадра После выполнения перемещений кадра, в котором запрограммиро- вана функция £09, происходит замедление подачи до нуля с проверкой точного останова 4.9
> 21. Задание системы координат При программировании каждой оси после (г92 заданное значение ко- ординат становится текущим отно- сительно новой системы координат 4.I0.I
22. Выбор системы координат заго- товки В соответствии с любой из функ- ций G5^-ff59 можно выбрать одну из заранее установленных шести координатных систем заготовки. Дальнейшее исполнение программы производится в выбранной систе- ме координат 4.10.2
— Подла св Дате 2.5748275.00001-03 3? 01 -J
Им. Лист *6 докум.
• -- —м —= — ———=-. -
1 1 Продолжение табл. I
CN о - Л ц/п Наименовали Содержание : Ссылки
2 23. Пауза С помощью функции GtA можно за-
«о 1 S держивать выполнение следующего 4‘®
а 1 кадра на заданную пр долхитель-
ность времени
о * 24. Коррекция дли- Использованием функций £43, G 44 53
ны инструмента можно запрограммировать смещение
инструмента на величину, заданную
адресом Н и номером в пределах
I...299
25. Коррекция инет- Использованием функций G 41,G 42
румента по ра- можно осуществить коррекцию по- 5.4
диусу ложения инструмента по радиусу.
заданному адресом D и номером в
пределах I...299*
26. Постоянный С помощью программирования
«9 ^1(1 цикл С 81...£86 можно задавать стан-
V дартныи технологический цикл вдоль
f любой из осей Х,У,Х
1 lo.ll /4^z 27. Программирова- Программируя адрес L и количество
£| ние повторений повторений, можно проделать нуж-
нуа операцию требуемо» число раз
* Д 28. Завершение кадра Программирование G 32 разрешает
> по внешнему сиг- завершить кадр по внешнему сигна!лу
~ налу и передать управление обработкой
заданному кадру
5 Ml
29. Технологические Программированием заданий по ад-
функции ресам Т, S > М, R.Q можно ?
j V задать: - поиск инструмента,
i nH - код скорости или обороты шпин-
л «; деля,
2*5748275.00001-03 34 01 -
S5 J2 ,\и . »ячя пот- Д.тл —
-— 1 " - '• .
g- Продолжение табл. I
ci и О и. 5 я О' е * Л п/п Наименование Содержание Ссылки
- включение/отключение функции на станке. Конкретный вид отработки функций определяется электроавтоматикой станка 7
г 30. Поиск номеров программы, под- программы и кадра При работе с УЧПУ возможен поиск и отработка программы, подпрог- раммы и кадра с заданного номера Часть 3 6.
31. Покадровая отработка Возможна отработка программы ив памяти или с ленты по одному кадру 7.
1'lj' • 1 iuiht ь и i |i> .»м. и1 п .V Цн< Лгдубл| lloifliicbii л ti | • ч t1 32. Пропуск кадра или его части по выбору Информация, запрограммированная между символами / и ПС будет пропущена 7.2.7
33. Ускоренная отработка Производится отработка программы на ускоренной подаче, величина которой определяется уставкой 7.2.9
34. Блокировка станка Происходит отработка программы без выдачи любых сигналов на станок 7.2.4
35. Блокировка перемещений Происходит отработка программы без выдачи сигналов на управле- ние перемещениями осей 7.2.5
*3. Блокировка тех- нологических функций Происходит отработка программы без выдачи на станок заданий по адресам М, S ,Т, Д ,Q 7.2.6
_| 1 rzzz— _| .Ьм 1 Ж £ 'J L” . 2.5748275.00001-03 34 01 ' « ’
89-90ГС X30J »S екйОф * ' /ZXX' у4? Продолжение табл. I
№ u/i : Наименование Содержание Ссылки
37. Отмена перемеще- ний по оси Происходит отработка программы с отменой перемещений по заданной оси 7.2.8
Г • 38. Зеркальная обра- ботка Происходит отработка Программы с зеркальным выполнением перемеще- ний вдоль заданной оси 7.2.10
39. Пуск отработки Возможен пуск отработки о пультов станка и УЧПУ 10
40. Останов отработ- ки Возможен останов отработки по: - функциям, заданным в программе. - концу кадра, - командам пультов станка и УЧПУ 10
41. Пуск прерванной программы Возможен повторный пуск прерван- ной программы с точки останова или с нужного кадра 10.1
42. Ручное управле- ние Возможно ручное управление опе- рациями на пульте станка 9
г ' m. hi .\<1Инв.Л? у л.| 1 | U 43. Редактирование Возможно изменение содержания программ в памяти УЧПУ, а также подготовка дополнительной ин- формации 5
44. Индикация На экран УЧПУ выдается информация о всех режимах работы отанка и УЧПУ 7.1
эд.1.1 Полнись» .Ун 1 I 45. Сообщения опера- тору Выдаются на экран и запоминаются текстовые сообщения УЧПУ и кодо- вые сообщения электроавтоматики 13
1 Лист 2.5748275.00001-03 34 01 )—
— 'к ' ~
Дат.
' '
Продолжение тайл. I
Л п/п : Наименование : Содержание Ссылки
46 Автоматическая компенсация / Всегда выполняется автоматичес- кая компенсация дрейфа нуля электроприводов подач. Возможна компенсация люфта и накопленной погрешности ходо- вых винтов на предварительно заданные величины —
47 Программирование электроавтомати- ки Возможно программирование электроавтоматики станка с ио- пользованием языка ФОКОН -•
48 Ввод с перфолен- ты Возможен ввод программ и вспо- могательной информации о пер- фоленты 4.2
49 J * Вывод на перфо- ленту Возможен вывод на перфоленту информации, подготовленной в режиме "Редактирование" 5
50 Код перфоленты ISO 4.2
51 Объем памяти Объем Памяти для программ оос- тавляет 32 Кбайт (80 м перфо- лента)
ЧАСТЬ 2. ИНСТРУКЦИЯ ПРОГРОИСТА
Для обработки детали на станке с ЧПУ необходимо задать траекто-
рии деремешения инструмента и другие условия обработки. Данную про-
грамму называют программой обработки детали или управляющей програм-
мой (УП).
Программирование обработки детали означает указание траектории
движения инструмента и вспомогательных действии станка устройству
ЧПУ в соответствии с правилами (языком программирования) ЧПУ.
В данной инструкции описан метод программирования обработки
детали.
I. СОСТАВ ПРОГРАММЫ
Программы делятся на главные программы и подпрограммы. При отра-
ботке программы УЧПУ будет работать по командам главной программы,
однако, если в главной программе встретится команда обращения к под-
программе, то дальнейшее поведение УЧПУ определяется командами под-
программы. Далее, если во время выполнения подпрограммы встретится
команда возвращения в главную программу, то дальнейшее повеление УЧПУ
определяется командами главной программы.
* В памяти УЧПУ в обшей сложности одновременно может находиться
IOO программ и подпрограмм с номерами 00...99.
Метод выбора нужной программы или подпрограммы описан в части 3
"Инструкция оператора".
I.I. Кадр
Структурную единицу программы (или подпрограммы) составляет
кадр. Кадр представляет собой записанную по правилам программирования
последовательность символов языка программирования. Последующий кадр
от предыдущего отделяется кодом ПС (перевод строки).
Максимальное число символов в кадре - 128, включая символ ПС.
W» 1.2. Слово
Элементом кадра является слово. Слово состоит из адреса и после-
дующего числового значения нескольких разрядов (перед числовым значе-
нием могут быть записаны знаки +,-).
X - 1000
Адрес Числовое значение
2.5748275.00001-03 34 01
16
со <д>
О <ч’ 13 о и. •3 ю а я с- е Адрес представляет собой одну жз алфавитных букв (А...И) и оп- ределяет смысл последующего числового значения. Нике перечислены адреса, которые используются для данного УЧПУ, и их смысл. Таблица 2
*Ц Функция Адрес Смысл
Номер программы и подпрограмм* • Номер программы и подпрограммы
Номер кедра /V Номер кедра
Подготовительная функция 6 Определение вада движения рабочего органа
5 г X г* Размерные слова Х.У.2 А,В,С Команда на перемещение по координа- там стола Команды на перемещение по дополни- тельным осям Расстояние до центра други окружнос- ти или шаг винта при линейно-круго- вом интерполяции
Е 6 Величина подачи А Задание величины подачи
л
к? ч Обороты шпинделя Задание оборотов шпинделя или кода ступени
СВ г ч Номер инструмен- т Задание номера инструмента для
Л та поиска
iU-iim инг Вспомогательная [функция м Указание на двухпозиционного управ- ление (ВКЛ-ВЫКЛ) на станке
одд.| Подпись г?д(та 1 ’} д! Дополнительная технологическая функция Of Qj Указание на выполнение технологичес- ких операций на станке
1
! 2 .5748275.00001-03 54 01 >,
,g !sn’ Ли* т № лскун. Полон •* Дета « . »' f f
a Форм 5а ГОСТ 2 106 68 Продолжение табл. 2
Функция Адрес Смысл
Номер корректора инструмента V* к Задание номера корректора инструмен- та для коррекции: - на длину, - на радиус
Пауза Е Задание сличены паузы
Вызов подпрограм- мы Р Команда вызова подаготраммы
Число повторений L Число повторений подпрограммы, число повторении постоянного цикла
Параметр #1..>195 &2..Я1Ш Параметры постоянного цикла, подпрограммы или макропрограмми- рования »
t • ' '<ь И л<гд 1 Ним. Him. Л« 1 h• н .\. лч6л Не;тл• ь и Де । ///ZZ j < С использована порядок слов в ка; Например, кад; /У^б^Х F^G дри одинаковы татам. Рекомендуется h сев этих слов можно составить один кадр, причем [ре может бить произвольным. )Ы ^Y^F^S^F^ ПС Х^ FU ПС ос числовых значениях приведут к одинаковым резуль- порядок записи по ГОСТ 20999-86. 1
2.5748275.00001-03 34 01
8
1.3. Формат ввода
&
Ввод числовых величин осуществляется в десятичной системе счис-
ления в соответствии со следующими допустимыми заданиями.
Таблица 3
— функция Адрес Пределы допустимых заданий
Номер программы и подпрограммы 2 00 ... 99
Номер кадра Л 0...9999
Подготовительная функция С 00...92
1Ии». .V пОдл,| Подпись и |Вум. клв. „ЧИии. .У- дубл 1 Подпись и дата "| * В Размерные олова I.V А,В,С -9999.999...+9999,999 мм -9999.999...+9999.999 град Точка в поле числа является десятич- ной точкой, разделяющей целую и дробную части в миллиметрах или градусах
Подача F 0...15000 ыц/мин (град/мин)
Обороты шпинделя S 0...9999 об/мин или код ступени
Номер инструмен- та т «1 0...9999
j - * Л 1 вспомогательная функция м 00...99
1 (ополнительная •ехнологичеокая ункция R Q 0...9999 0...9999
Номер корректора инструмента я 0...299 0...299 , —
1 rvir./vr Г>О
Л • U * f v • LaJwwA™UaJ
Ъм Л.рт Эй д ; < Пс -пни ДжТ4 — — - -——— - -
О Продолжение табл. 3
функция : Адрес Пределы допустимых значений
и Пауза Е I...65535 десятых секувды
Форма Вызов подпрграм- ыы Р 00...99
* Число повторений L I...65535
t» — - .as ,
При программировании заданий, кроме вызова подпрограммы, веду-
щие нули можно опускать.
Конкретные пределы числовых значении, программируемых под адре-
сом F, S, Т, R f Q определяются типом станка и указываются в
эксплуатационной документации на конкретный станок.
1.4. Номер программы и подпрограммы
прог-
*
В памяти УЧПУ возможно одновременное хранение одной сотни
раым и подпрограмм.
Программам и подпрограммам присваивается двухзначный номер сле-
дующим образом:
: ПС
Например, 9 программа будет иметь номер:
: ГШП
Номера программ и подпрограмм должны принимать разные значения
хранение в памяти двух
пределах 00...99, при этом не допускается
на стадии распознавания
и подпрограммами, ж от-
V
в
одинаковых номеров.
При выполнении поиска и отработки УЧПУ
номера не делает различия мевду программами
личие заключается в следующем:
* — программа начинается с номера программы и заканчивается кадром
с функцией 142 или МЗО - конец программы.
- подпрограмма начинается с номера подпрогра мы и заканчивается
кадров с Функцией М99 - возврат из подпрограммы.
Действия упомянутых Н-функциЗ описаны в разделах 7.3 и 8
2.5748275.00x1-03 34 01
W
1.5. Номер кадра и начало программы
©
г
В начале кадра следует помещать номер кадра с использованием
адреса N и последующего числового значения в пределах 0...9999.
Допускается произвольная последовательность номеров кадра и даже
пропуск промежуточных номеров (но не адреса Ж ).
Воообще говоря, рекомендуется обязательно поставить номера кад-
ров, в возрастающей последовательности в соответствии с порядком вы-
полнения механической обработки в ключевых частях программы (напри-
мер, при смене инструмента).
Помер программы одновременно может являться и номером кадра,
если после него запрограммированы задания по каким-либо адресам.
Кадр в этом случае является
Например: кадр
: Ш690£54£00 ХО ПС
является началом программы, так
программы.
В общем случае в программе
ко кадров о различными номерами, подобных приведенному выше и распо-
ложенных до функции М2, МЗО (или М99).
Это позволяет начинать обработку из нескольких точек программы.
началом программы.
как его ноыер-одновременно номер
(или подпрограмме) может быть
Использование такой возможности в конкретном случае - дело
программиста.
При задании номера программы, подобно п. 1.4, отработка начина-
ется с этодо кадра.
Ж гспользуя операцию поиска программы,
2.5748275.00001—03 34 01
1.6. Пропуск кадра или его части по выбору
Если запрограммировать символ "/" в кадре до символа ПС, устано-
вить подрежим отработки УП с пропуском (см. "Инструкцию оператора"),
то задания, расположенные между / и ПС будут пропущены. Если символ
"/" задан перед номером кадра, то будет пропущен весь кадр.
l Не допускается щрограшировать "/" между адресом и заданием, это
приведет к сообщению об ошибке.
21
1.7. Заключение
Для формирования структуры управляющих программ и подпрограмм
необходимо отметить следующие моменты:
I. Программы и подпрограммы, одновременно находящиеся в памяти
УЧПУ, должны иметь различные номера.
2. .Программы и подпрограммы располагаются в памяти УЧПУ в поряд-
ке их ввода. Поэтому рекомендуется объединять программы и подпрограм
мы в группы, это облегчает редактирование.
3. Подпрограммы должны заканчиваться кадром с М99.
Программы должны заканчиваться кадром с Ы2 или ИЗО.
4. Требования к подготовке перфоленты изложены в п.п, 4.2.1,
4.2.2, части 3 "Инструкция оператора".
2
8
2. РАЗИЕГШЕ СЛОВА
Ь
о
Размерные слова являются командами для указания на перемещение
инструмента и состоят из адреса, показывающего ось перемещения инст-
румента и числового значения, определяющего направление и величину
перемещения.
о
*
Таблица 4
’ Адреса размерных слов Смысл
Основные оси Х,У,£ Данные адреса соответствуют трем взаимо- перпендикулярным осям и используются для обозначения положений по этим осям и рас- стояний по этим осям
Дополнительная ось А или В или С Адреса для четвертой оси, используемые для выражения утла поворота
Параметры круговой или линейно-круговой интер- поляции Г i . 3, К 4 Данные адреса используются для задания расстояния (составляющих по осям Х,У,2 ) от начала. дуги окружности до ее центра и для задания шага винта при линейно- круговой интерполяции
2.1. Управляемые геометрические координаты
Управляемыми называют те геометрические координатные оси переме-
щения, которыми согласованно может управлять УЧИ/ с контролем поло-
жения по каждой оси. Каждая управляемая ось ставится в соответствие
с адресом координатного слова.
В настоящем УЧПУ число управляемых осей составляет 3 при стан-
дартном исполнении (Х,У,2 ) и становится равным 4 при выборе чет-
вертой управляемой оси - любой из А,В,С.
2.5748275.00001-03 34 01
-------—---------. :—-гт
2.2. Разрешающая способность
Программирование размерных слов осуществляется в формате с деся-
тичной точкой, которая разделяет целую и дробную часть числа в милли-
метрах. Отсутствие точки означает для УЧПУ задание числа в милдрыет-
рах.
Минимальная программируемая единица перемещения выражается в
долях мм и градусах и составляет 0.001 мм иш 0.001 град.
Минимальное перемещение на станке выполняется в долях мм или
градусах и составляет 0.001 мм и O.uOI град.
Минимальные перемещения па индикации имеют такие же величины.
В зависимости от точности станка возможно десятикратное увели-
чение дискретности индикации. При зтом на индикации минимальные пе-
ремещения будут иметь величины 0.01 мм л 0.01 град. Однако, это ни-
как не охранлчиваот программирование и минимальные перемсщеыл.
Вообще говоря, _ разрешающая способность УЧПУ и точность обра-
ботки не одно и тоже, последняя определяется системой "станок-приспо-
собление-инструмент-деталь", поэтому для получения высокой точности
на детали следует использовать все средства, не полагаясь только на
УЧПУ.
2.3. Максимальные перемещения
Максимальные перемещения, которые можно запрограммировать в дан-
ном УЧПУ равны -9999.999мм по линейным осям,
±9999.999 град по круговым осям.
Безусловно, перемещение зависит от конкретного станка.
2.4. Системы координат
Задание положения осей всегда производится в какой-либо системе
координат.
Устройство ЧПУ позволяет задавать позиции рабочего органа в сис-
теме координат, связанной со станком или с деталью, по усмотрению
Программиста.
Любые системы координат всегда подчиняются следующим правилам:
I. Координатные управляемые Линейные оси Х,У,Я всегда создают
правую трехмерную систему координат, в которой задаются позиции
инструмента. Поэтому при программировании траектории обработки не
нужно задумываться ое перемещении физических узлов станка, устройство
2,5748275.и «jvI-СИ 34 01
3
8
ЧПУ автоматически скоординирует движение так, чтобы инструмент ока-
зался в запрограммированной позиции заданной системы координат.
2. Ось 5? всегда располагается параллельно оси шпинделя.
За положительное направление (из в "+") оси J? принимается
направление от инструмента к шпинделю.
3. Координатное слово оси X, как правило, задает перемещение
вдоль стола станка. Поэтому оси X и У расположены таким образом:
X - вдоль стола станка
У - перпендикулярно X так, чтобы при повороте от полохитель-
тельного направления X к положительному направлению У
правый винт перемещался в положительном направлении X
4. Дополнительные круговые оси А,В,С являются вращающимися
координатными осями вокруг линейных осей Х,У, Z соответственно.
За положительное направление (из в "+") поворотной оси
принимается вращение по часовой стрелке, если смотреть на вращающую-
ся ось в положительном направлении для соответствующей ей линейной
оси.
2.5748275.00001- 34 01
По1ПМ'*>
Примечание; Станки, предназначенные для специальных видов
обработки, могут иметь системы координат,
построенные по иным правилам.
25
<1-
••Г"”' н1:
2.5. Задание перемещении в абсолютных величи-
• м нах и приращениях
9
- Существует два способа задания величины перемещения по кавдой
оси - это задание в абсолютных величинах и приращениях.
Для задания перемещения в абсолютных величинах используется
ё . функция G 90. При этом запрограммированная величина представляет
Ш собой'координата конечной точки в заданной системе координат.
♦ Для задания перемещения в приращениях используется функция 6*91.
При этом залэогралаарованная величина представляет собой приращение
к текущему значению координаты оси.
Если запрограммировать показанное на рисунке перемещение в аб-
солютных величинах, то получим
4/ С 90 Х40 У73 ПС
в приращениях
Л/£91Х-6О У40 ПС.
Примечание : Задание в абсолютных величинах всегда относится
к действующей системе координат.
2.5748275.00001-03 34 0J
26
оо
§
О
О
3. ФУНКЦИЯ ПОДАЧИ
Данный раздел относится к скорости перемещении при отработке
программы или кадра в автоматическом, полуавтоматическом режимах,
а также в преднаборе.
3.1. Скорость ускоренного перемещения
Скорость ускоренного перемещения по любой из управляемых осей оп
редедяется настройкой электропривода соответствующей оси. Максимальна
величина скорости ускоренного перемещения составляет для УЧПУ
15000 об/мин.
Перемещение на скорости ускоренного перемещения выполняется авто-
матически при программировании какого-либо вида позиционирования.
Во время позиционирования каждая ось всегда движется на скорости
ускоренного перемещения. Величина скорости ускоренного перемещения
определяется типом станка и приводится в документации на конкретный
станок.
3.2. Скорость рабочей подачи
"рабочая подача" относится к перемещениям центра инстру-
при различных видах интерполяции.
*
। Понятие
мента станка
Рабочая подача всегда направлена по касательной к траектории
движения инструмента и является, таким образом, контурной подачей.
Программирование подачи осуществляется в миллиметрах в минуту
по адресу F .
Запрограммированная подача 1000 мц/мин выглядит так:
F 1000
Для УЧПУ возможно программирование подачи в диапазоне
0...15000 мм/мин, однако пределы подачи зависят от типа станка и ука-
зываются в документации на конкретный станок.
3.3. Коррекция рабочей подачи
При отработке программы или кадра возможна оперативная коррекция
рабочей подачи в диапазоне 0.. .120$ дискретно на
0,20,40,50,60,70,80,90,100, II0,120$%
2.5748275.00001-03 34 Of
П
IV-
<1'О|
За величину, соот етствупцую IOC# принимается запрограммирован-
ная величина подачи.
Непосредственно ввод коррекции подачи описан в разделе
"Инструкция оператора".
3.4. Расчет подачи в УЧПУ
Данный раздел содержит подройное описание метода автоматического
расчета подачи в /ЧПУ и тех расчетов, которце нужно выполнить предва-
рительно.
В большинстве случаев обработки достаточно задавать контурную
подачу (см. п. 3.2), однако иногда для правильного программирования
необходимо учитывать дополнительные условия обработки.
Предварительно нужно ознакомиться с пунктами 4.
3.4.1. Расчет составляющей подачи по осям при линейной интерпо-
ляции.
При линейной Интерполгщии расчет составляющих по осям производит
•ся устройством ЧПУ по следующим формулам:
Хг
где
I, заданная в кадре;
- составляющие подачи по осям Х,У,Я И четвертой
оси;
- величины п ремедений, заданные в кадре по осям
Х,У,7 и 4-ой оси.
2.5748275.00001-03 34 Of
28
Как правило, четвертая ось является поверотнои осью с програм-
мированием перемещений в градусах.
В этом случае обработка ведется на каком-то расстоянии от центра
стола станка, следовательно, нужно предварительно рассчитать подачу,
программируемую в кадре, так, чтобы результирующая подача на станке
была равна заданной по технологии.
Этот расчет выполняется предварительно по формуле:
= F \ /
3 у * У* -з* * f * г# }*
_ ' nt> J
где г3 - •поррял, заданная по технологии;
Fk - подача, которую нужно запрограммировать в кадре;
- перемещения по осям Х,У,2 в мм;
& - перемещение по четверток оси в град;
fi - расстояние от центра поворотного стола до точки
резания. в мм.
При програь.мпровании перемещений по двум осям, например У и чет-
вертая ось, формула примет вид:
В случаях с включением в интерполяцию поворотной оси теряется
смысл размерности для подачи, заданной в кадре.
3.4.2. Расчет подачи при круговой интерполяции.
Поскольку круговая интерполяция выполняется всегда в плоскости
при помощи двух линейных осей, всегда программируется контурная пода-
ча в мм/мин.
Эта подача автоматически поддерживается постоянной на дуге ок-
•| | ружности и направлена по касательной к ней в любой точке.
При программировании подачи следует руководствоваться таким соот-
I ношением
~ <3000, где
• 4 г- .
г-к - запрограммированная подача, мм/мин
।5: f? - минимально допустимый радиус дуги интерполяции, мм
Например, для подачи /”1000 минимальный радиус интерполяции
R> о,зз мм.
2.5748275.00001-03 34 01
29
на
по
ш
2fTP
*P~
где
К
Лля крутовой составляющей справедливо соотношение пункта 3.4.2
I___________
Потпп«.ь
» г «
3.4.3. Расчет подачи при линейно-круговой интерполяции
Подача, запрограммированная для линейно-круговой интерполяции,
является для УЧПУ подачей вдоль винтовой линии.
Если линейно-круговая интерполяция задана тремя линешп коор-
динатами, то подача вдоль винтовой линии автоматически ракладавается
линейную и круговую составляющие, с тем, чтобы на один шаг винта
линейной оси выполнялась паяная окружность в плоскости круговой
терполяции.
- подача, запрограммированная в кадре
- линейная составляющая подачи
- круговая составляющая подачи
- абсолютная величина шага линейно-круговой интерполяции
- величина радиуса крутовой интерполяция.
2.5748275.00001-03 34 01
сч
Программирование линеино-круговои интерполяции позволяет задать
перемещение по круговой оси в качестве "линейной оси".
Траектория движения инструмента в этом случае имеет сложную
форму и определяется различными комбинациями поворотных и линейных
осей.
Понятие "винт" здесь применяется условно.
Устройство ЧПУ рассчитывает составляющие подачи по формулам, при-
веденным выше, но подача в точке резания будет еще зависеть от рас-
'г стояния от центра поворотного стола.
Расчет величины подачи, которую нужно задать в кадре, показан
на следующем примере:
Пример:
В качестве "линейной" оси используется ось В.
где К - шаг по оси В град
Подача, с которой будет перемещаться центр круговой интерполя-
(не инструмент):
ц Рг К
2.5748275.00GCI-03 54 01
Если Рц считать заданной технологической подачей, то программная
подача F* определится по формуле;
Примечания: Рисунок показывает не реальную траекторию, а схему
перемещений осей.
Радиус круговой интерполяции R и подача бу связань
соотношением пункта 3.4.2.
3.4.4. Расчет подачи для эквидистанты
Подача, заданная в кадре, всегда относится к центру инструмента,
поэтому при обработке прямоугольных участков контура подача края инст-
румента совпадает с подачей центра, а при обработке по дуге окружнос-
ти отличается от нее. Это необходимо учитывать при обработке по дуге
с внутренней стороны, особенно в том случае, если радиус круговой
интерполяции соизмерим с радиусом инструмента.
Ft - заданная технологическая подача для резания
F* - подача, которую нужно запрограммировать в кадре
- радиус инструмента
R - радиус дуги круговой интерполяции
Если считать технологическую подачу заданной, то в кадре нужно
запрограммировать подачу
Такой расчет позволяет избежать поломки инструмента.
Если обработка ведется с внешней стороны, то подача края инст-
румента будет меньше, чем подача центра.
Соответственно величина подачи:
Такой расчет повышает производительность обработки.
Примечание: Эти расчеты автоматически устройством УЧПУ
не выполняются.
4. ПОДГОТОВКГЕЛЬНАЯ ФУНКЦИЯ (функция G )
С
Содержание действия кода G определяется следующим за ним число-
вым значением.
Продолжительность действия G -функций определяется ее типом.
Существуют следующие два типа G-функций.
е
Таблица 5
Тип Смысл
Одноразовый код Код 0 данного типа является эффективным только в том кадре, в котором он запрограммирован.
Модальный код Код Q данного типа является эффективным до тех пор, пока не будет закодирован другой код G из топ же группы, в которую входит данный код.
Пример: С GOT 01, GO0 являются модальными кодами и поэтому X. В этих пределах адъективным является G0I
У
Z
Goo у.
*
Действие G ОТ прекращается
Эффективна функция G 00
Ниже приводятся все группы и типы Q -функции, возможных
-лом УЧПУ.
в дан-
1*1
б
Таблица
। -1 Код С Группа Функция
00 ОТ Позиционирование (ускоренно перемещение)
L 01 Лине^ная интерполяция (рабочая подача)
> 02 Круговая интерполяция по часовой стрелке
03 1 1 Круговая интерполяция против часовой стрелки
- _ _ — । / ' 1 1 2.5748275.00001-03 34 01 . У)' J
00 I Продолжение табл. 6
О о w ю Код Cf Группа Функция
04 00 Пауза
w a ex о e 3 09 Торможение в конце кадра
10 Линейно-круговая интерполяция
17 02 Задание плоскости ХУ
18 Задание плоскости 7 I
19 Задание плоскости У2
27 00 Выход в "ноль" координат станка по путевым выключателям через промежуточную точку
28 Позиционирование в "ноль" координат станка через промежуточную точку
29 Позиционирование координат станка в заданную точку через запомненную точку
|l. in. иодл.| 110-11ШСЫ1 >1 та |В13М ин . ЛгИнв X» дубл 1 1 lojiuicb и дата 1 ЛГ/VZ 30 4 31 Позиционирование в фиксированную точку через промежуточную точку
32 Завершение перемещении в кадре по внешнему сигналу
60 Одностороннее позиционирование
40 03 Отмена коррекции на радиус инструмента
41 Коррекция на радиус инструмента слева
42 Коррекция на радиус инструмента справа
43 04 Коррекция на длину инструмента в "+"
* 44 Коррекция на длицу ийструмента в
49 Отмена коррекции на длину инструмента
* _ j •5 1 45 00 Смещение инструмента в направлении расширения
46 Смещение инструмента в направлении сокра- щения
2.5748275.00001-03 34 01 Зэ
Лян Ап» г Хл 1. -ум. Подпись Д»Т1
Продолжение табл. 6
Код Группа Функция
47 00 Двойное смещение инструмента в направлении расширения
48 * Двойное смещение инструмента в направлении сокращения
53 05 Возврат к системе координат станка
54 Выбор координатной системы заготовки I
55 Выбор координатной системы заготовки 2
56 Выбор координатной системы заготовки 3
57 Выбор координатной системы заготовки 4
58 Выбор координатной систем заготовки 5
59 Выбор координатной системы заготовки 6
92 Задание системы координат
« &0 06 Отмена постоянного цикла
* Ы Цикл сверления
82 Цикл растачивания I (рабочая подача)
£3 Цикл глубокого сверления
84 Цикл нарезания резьбы
85 Цикл растачивания 2
86 Цикл прерывистого сверления
90 07 Задание в абсолютных величинах
91 Задание в приращениях
Примечания:
I. функции G 01,//17, //40,/л 43,/л 54,6-80,6^90 устанавливаются
автоматически при включении питания УЧПУ.
2. Q -функции группы 00 не являются модальными. Их действие
распространяется только на тот кадр, в котором они запрограммированы.
2.5746275.00001-03 Ч 01
3. В одном кадре можно запрограммировать несколько U -tywuw.,
если они из разных групп.
Если же запрограммировать несколько G -функции одной группы, то
действовать будет только та, которая запрограммирована последней.
, 4. Кода модальных G -функций выводятся на индикацию "Состояние1
в соответствии с номером группы.
4.1. Задание плоскости
Программированием функции G17,GIB,G19 одновременно задаются
следующие условия отработки:
- плоскость круговой интерполяции и коррекции на радиус инстру-
мента;
- ось, вдоль которой вводится коррекция на дайну;
- ось, вдоль которой выполняется постоянный цикл;
- ось винта при линейно-круговой интерполяции в соответствии с
табл.
Таблица 7
функция Плоскость круто- вой интерполяции и коррекции на радиус Ось кор- рекции на дайну Цикловая ось Ось винта при линейно-круго- воя интерполяции
£17 ‘ху Z £ % или 4
G IB ZX У У У или 4
Q 19 — — 72 X X X или 4
При этом следует заметить, что команда на перемещение не имеет
никакого отношения к выбору плоскости.
Например, при команде
G 17
происходит перемещение по оси J? .
2.5748275.00001-03 34 01
8
4.2. Позиционирование
о
е
. -Позиционирование задается с помощью функции С 00.
При этом происходит перемещение инструмента на скорости ускорен-
ного перемещения в точку Х,У, ? , 4-ая координата в случае программи-
рования в абсолютных величинах или на расстоянии Х,У, % , 4-ая коор-
дината в случае задания в приращениях.
Одновременно можно запрограммировать перемещение по всем четыре
осям. Следует помнить, что скорость ускоренного перемещения определя-
ется настройкой приводов подачи, следовательно, невозможно задавать
скорость ускоренного перемещения с помощью функции F
В общем случае программирование позиционирования выглядит так
(4-ая ось - В):
&00 Х^_ У—?*— Вс-.
При этом происходит перемещение со скоростью ускоренного переме-
щения одновременно по всем запрограммированным осям до заданной точки
В общем случае, в зависимости от запрограммированных величин
траектория перемещения инструмента на является прямой, то есть пере-
мещение на ускоренной подаче не является вадом интерполяции.
л
NG90CCW0Y3O
4.2.1. Одностороннее позиционирование
Одностороннее позиционирование, заданное по функции G60 по ха-
рактеру движения полностью соответствует позиционированию по G 00.
Особенностью является то, что подход к заданной точке всегда
осуществляется с определенного направления, которое задается уставке*.
Программирование одностороннего позиционирования в общем случае
осуществляется так:
2.5748275.00001-03 54 С1
Изи
Лм.т
М до.
Подти»
35
г
~РЦ
Pj - начальная точка
Р2 - конечная точка
/760 Х^У^Х 4-
Пример:
Уставкой задано направление выхода в точку из в
Запрограммировано направление перемещения из в
/791/760 х+ а
Гл
Если запрограммировано направление перемещения из "+" в
Сг 91 G 60 X-
Р2\
Примечание: Величина Л постоянна и составляет 0,4 мм.
При процраммровании нулевого перемещения по G 60
в случае Сг 91 происходит движение на величину J
и toitpcrr иаъад
G 91/760 ХО
К
/>/
Уставкой задан подход из "+" в движение из в
Функция G 60 действует на один кадр.
2.5746275.00001-05 34 01
8
4.3. Линейная интерполяция
Б
Линейная интерполяция задается функцией С 01.
В зависимости от программирования 6 90 или Q 91, заданная вел
чины будут означать линейное перемещение в точку (по£ 90) или на
расстояние ( £ 91), причем знак запрограммированной величины указы-
вает
л
так
перемещения по оси
иодшк-к
киш» i^T.
на направление
В общем случае программирование лянеинои интерполяции выглядит
/790 (или G 91) £01 Х_ У—Z—.
Комбинации осей мохут быть произвольными.
При этом происходит одновременное лилейное перемещение по за-
программированным осям до заданной точки с* подачей, определяемой
величиной
Задаваемая величиной F подача действует до тех пор, пока не
будет запрограммирована новая величина додачи, поэтому нет необходи-
мости программировать одну и ту же величину подачи в каждом кадре.
4*4. Круговая интерполяция
Круговая интерполяция задается функциями G 02 или G 03
ПерриОцение по дуге окружности в плоскости ХУ
j ьоз
По дуге окружности в плоскости J? X
Gl8^ Х<_; 7^
CCQ
По дуге окружности в плоскости УЯ
у_ F^
ьсв
Ниже расшифровывается смысл функций и адресов, используемых при
• ^программировании круговой интерполяции.
2.5748275.00001-03 54 01
Л»‘СТ
в
на
на
положительного
отрицательное
положительного
отрицательное
положительного
отрицательное
плоскость ZX с
в
направления
направления
направления
СОЗ
СОЗ
%
Gi7
По-ли •
плоскость У2 с
в
> ляется,
на
Таблица 8
Задание Код Смысл
I Задание плоскости &I7 • Задание дуги окружности на плоскости ХУ
&I8 Задание дуги окружности на плоскости 2Х
<719 Задание дуги окружности на плоскости уу
I 2 Направление вращения &О2 По часовой- стрелке
£U3 Против часовой стрелки
3 Положение конечной точки С 90 Две из коор- динат Х,У,7 Положение конечной точки в коорди- натной системе
Дво из коор- динат Х,У,2 Расстояние от начальной точки до конечной точки
4 Расстояние от начальной точ- ки до центра Две из коор- динат 1.3, К Расстояние от начальной точки до центра со знаком
Направление по часовой стрелке и против часовой стрелки опреде-
если смотреть
плоскость X/ с
Z
У
X
G03
№
"579
2.5748275.00001-03 34 Q1
4/
них
Скорость подачи для
У100 I
У60 I
УбО
У—10
2.5748275.00001-03 34 Of
(lowtui.
I -GO А 300
I -50
-GO F 300
-50
Программирование векторов определяющих положение центра
дуги начально., точки осуществляется всегда в приращениях, независимо
от
/790 или Q 91.
В зависимости от направления I, У, К необходимо выбрать для
соответствующий знак.
Пример программы:
В абсолютных величинах:
NG92 Х200 У40 7 0
/V/7 90/717/703 XI40
Л/ /7 02 Х120
В приращениях:
HQ 91 /717/703 X-GO
/702 Х-20
круговой интерполяции соответствует заданной
направлена по касательной к дуге округлости и поддержи-
вается постоянной в каждой точке дуги.
Примечание: Если задан центр с использование.! векторов X, У, К
и не задан ни один из адресов Х,У,% , то это соот-
ветствует заданию дуги окружности на 360° (задание
полной окружности).
4.5. Линейно-круговая интерполяция
(винтовая обработка)
Линейно-круговая интерполяция задается функцией £ 10.
Путем программирования круговой интерполяции в какой-либо из
плоскостей ХУ, /X, 72е и синхронной с ней линейной интерполяции, по
оставшейся свободной линейной оси или 4~й оси (А,В,С) можно получить
линейно-круговув интерполяцию.
Линейно-круговая интерполяция в общем случае программируется
следующим образом:
у шаг
£ю 7 ^F^K
Lr U3 "
£03 А
£iu ^F^I
Q 03 т
функцией F програ:лпзруется подача по винтовой линии.
Если в качестве "линейной* оси задана круговая ось, то шаг
задается в градусах,
£
Примечания:
I. Знак шага до таен совпадать с направлением перемещения по
линейной оси.
2. Коррекция инструмента оо радиусу выполняется только относи-
тельно дуги окружности.
3. Смещение инструмента неприменимо ( £45- £48).
Если смещение инструмента применяется, то оно выполняется для
всех осей, а также для I J К. -> г „„„
ч Щаг Ьсегда лаЪаЬЛа па един oSope.n бинта
»
•Hirer
2.5*746275.00001-03 34 О/
co
8
4.6, Автоматический выход в точку
Я
о
Программированием аункций £27, /7 28, £29, G30, G31 задается авто-
матическое позиционирование осей станка в особые точки станка через
промежуточные точки.
Задания по технологическим адресам Х,У, J? и 4-ои оси являются
- ^координатами промежуточной (или заданном) точки в действующей системе
координат в случае G 90 или перемещениями в случае G 91.
Так как эти функции являются вицами позиционирования, то харак-
тер движения осей соответствует функции G 00.
4.6.1. Автоматический выход в ноль координат станка по путевым
выключателям через промежуточную точку.
Автоматический выход в ноль координат станка задается функцией
GZ1.
В общем случае выход в ноль станка по G 27 программируется
следующим образом (четвертая ось - В):
/V £27 Х_
Х,У,Я ,В - координаты промежуточной точки при расстояния до нее.
«5
При отработке произойдет позиционирование в промежуточную точку
’Из действующей системе координат (в случав G 90) или на расстояние
(в случае G 91) на скорости ускоренного перемещения, после чего
будет выполняться выход в ноль координат станка на скорости выхода
в ноль в направлении, заданном уставками аналогично выходу в ноль й
пульта станка.
Для выхода в воль станка без перемещений в промежуточную точку
нужно задать кадр:
MG9I /?27 ХО УО 70 ВО
четвертая ось, например, В
Л
4.6.2. Позиционирование в ноль координат станка через проможуточ-
,ную точку.
Позиционирование в ноль координат станка через промежуточную
точку задается (функцией G 28.
628 Х_ У_2^_ 4_
Величина по адресам Х,У,7 и 4-ой оси являются заданием на пере-
мещение в промежуточную точку в абсолютных величинах или в прираще-
ниях в зависимости от G 9Q/ G 91.
2.5748275.00001-03 34 Л
Иэм- -\и«.т
Ппягиш
I Л .-Г
>7
При выполнении данного кадра происходит позиционирование в про-
межуточную точку и, далее, позиционирование в ноль координат станка.
Все движения выполняются на скорости ускоренного перемещения.
При.'ер:
Л/1 &90 XI00 У200 7 300
/У 2 £28 Х400 7500
4
4.6.3. Позиционирование в фиксированною точку через промежуточ-
ную точку.
Использование функций Q30,Q 31 приводит к перемещению исполни-
тельного органа в точку с ранее введенными координатами через проме-
жуточную точку.
Программирование данного перемещения осуществляется так:
Gзо(з1) у_ z
Величины по адресам Х,У,7 и 4-Оа оси являются заданием на пере-
мещение в промежуточную точку в абсолютных величинах или приращениях
в зависимости от /л 90/ С 91.
Данная функция по своему действию эквивалентна G 28, но позицио-
нирование после промевуточной точки осуществляется не в ноль коорди-
нат, а в точку, координаты которой определены массивом С 30,С31.
^Ввод массива координат описан в части "Инструкция оператора".
Массив координат всегда, независимо от G 3Q/G91 задает абсолют-
ные значения координат зафиксированной точки в сиотеме координат стан-
ка.
Если запрограммировать G 29 сразу после кадра с С 30, то выпол-
няется позиционирование в точку, заданную по G 29, через промежуточ-
ную точку, заданную в кадре с Z/30, G 3IrG27?G2£.
Примечание: Если программирование ведется в приращениях я в
случае £27,£28,£30, £31 по адресам координат
задана нулевая величина, то это означает позициони-
рование без промежуточной точил. В случаев 29 это
означает позиционирование в промежуточную точку.
Позиционирование в промежуточную или заданную точку
выполняется с учетом действующей коррекции на длину
инструмента.
Коррекцию на радиус инструмента предварительно
нужно отменить.
2.5748275.0000I-C3 3* Oi
оо
CO
8
ei
t
о
3
CQ
6.
4.6.4. Позиционирование координат станка в заданную
точку через запомненную точку.
При выполнении функций 6 27,4 28, £30,/731 координаты промежу-
точной точки запоминаются и точка становится запомненной.
&29 Х^_, у_ 4_
Как правило, данная функция применяется сразу после £27, С 28,
Величины по адресам Х,У, £ и 4-ая координата являются заданием
на перемещение из запомненной точки в заданную в абсолютных вели-
чинах или в приращениях, в зависимости от £90/£91.
При выполнении кадра с С 29 сначала происходит ускоренное пере-
мещение по всем заданным осям в запомненную точку, которая задана
предыдущей функцией Q 27, Q 2Q,C 30/?затем позиционирование из запом-
ненной точки в точку, координаты которой определены функцией £ 29.
Пример применения £28,4^29
N С 91 С 28 Х-800 У300 (из А в 0 через В)
N М06
V Q 29 Х500 У200 (из 0 в С через В).
Примечание: Координаты запомненной точки сохраняются, даже
если сменить систему координат до выполнения G29,
так как запоминаются в системе координат станка.
2.5748275.00001-03 3* 01
Фч- М И
Лис г
4.7. Завершение перемещений в кадре
по внешнему сигналу
В некоторых случаях обработки необходимо управлять выполнением
программы по внешнему сигналу от станка.
Программирование функции 432 позволяет прекратить выполнение
перемещений, заданных в кадре, при установке семенного сигнала "Ка-
сание" в логическую единицу и передать управление выполнением прог-
раммы кадру с номером, запрограммированным после Z?32.
Пример:
А/Ю П000 G32 Л/21 ПС
/VII ...
Л/12 ...
A/U2I ...
Л 22
Если за время выполнения кадра с £ 32 сигнал "Касание" не
появляется, то кадр отрабатывается до конца и начинает отрабатываться
следующей за ним кадр и так далее, будто бы Сг 32 не была запрограмми-
ровала.
Номер кадра, на который передается управление, должен быть обя-
зательно четырехзнач^ным, ведущие нули при этом опускать запрещается.
При программировании & 32 допускается задание номера кадра через
формальный параметр.
Пример:
N10 XI000 6* 32/V# 14 ПС
£
Здесь номер кадра, на который передается управление выполнением
программы, содержится в формальном параметре # 14 и должен задаваться
заранее.
Для того, чтобы передать управление кадру, расположенному "выше"
кадра с Zz 32, следует запрограммировать знак "минус" перед номером.
2.5748275.00001-03 3^01
Пример:
Л/0005 .... ПС
N 10 XI000 G 32 N -5 ПС
/V 0G3I .... ПС
Подробнее вопрос управления выполнением программ» изложен в
разделе "Макропрограммирование".
Примечание:
I. Отработка функции G 32 связана с программой электроавтомати-
ки, которая формирует диаграмму сигнала "Касание" при получении внеш-
него сигнала от станка. Таким сигналом может быть сигнал с нулевого
датчика (индикатора контакта).
2. Если номер кадра подле G 32 не задан, то всегда выполняется
следующий кадр.
4.8. Пауза
4
Пауза программируется так:
Это означает, что выполнение следующего кадра задержится на
t /10 секунд. Программирование величины паузы производится в десятых
долях секунды. Максимальная величина паузы составляет
6553,5 сек ~ 109,225 мин ~ 1,82 ч яг 1ч 49 мин 12 сек
£
№
По хпи» ъ
Лист
2.5748275.00001-03 Vi 01
48
У
4.9. Торможение в конце кадра
Кадр, содержащий Z/Q9, предусматривает замедление скорости пода-
чи до нуля в конце кадра, проверку достижения заданного положения и
затем переход на следующий кадр. Данная функция применяется в том
случае, когда необходима обработка острого края в угловой части заго-
товки. (а 09 действует только на один кадр.
Торможение в конце кадра выполняется автоматически, без програм-
мирования Q 09, в следующих случаях:
- все вида позиционирования;
- перед кадром с заданным позиционированием;
- перед кадром без перемещений;
- перед выполнением постоянного цикла;
- при сопряжении участков эквидистанты в-точке S ;
- при ускоренной отработке;
- при работе в полуавтоматическом режиме;
- при наличии в текущем кадре М-функцш конца кадра;
- при наличии в следующем кедре Ll-Тункци;: начала кадра.
4.10. Системы координат
f|n «И" *
Для программирования в абсолютных величинах необходимо опреде-
лить систему координат.
Устройство ЧПУ позволяет программировать позицию инструмента
по осям в следующих системах:
- заданной системе координат;
- системе координат заготовки;
- системе координат станка.
Систем.' координат, которая определена для текущего программиро-
вания, считается действующей системой координат.
4.I0.I. Зэданио системы координат
Заданно едет а и1 координат осуществляется программированием
функции G 92 следующим .образом:
/7 92 Х^_> У^?и- 4l__>
При этом величины по адресам Х.У, Z,4-oz оси являются координа-
тами инструмента в некоторой системе координат.
Пример:
&Э2 Х40 УЗО Z 25
2.5743275.2- Jl-СЗ 34 01
i
25
Ь
2.5748275.00001-03 3-90/
Пример. Допустим, заданы смещения по осям по G 55
С 55
X
У
2
4
Задана систег а координат с некоторым центром О и позицией
инструмента (40,30,25) Вней.
Если запрограммировать
G 92 ХО УО Z О
то текущие позиции по осям станут началом новой координатной систе-
Дальнейшее задание в абсолютных величинах соответствует положе-
нию инструмента в системе координат, заданной по Q 92.
Вообще говоря, G 92 позволяет программным путем задать систему
координат с началом в любой точке.
4.10.2. Системы координат заготовки
С помощью программирования G 54- G 59 можно выбрать одну из
шести предварительно установленных систем координат станка без зада-
ния системы координат функцией G 92.
Эти шесть систем координат определяются путем установки расстоя-
ния до кавдой координатной оси от фактического нуля координат станка
до начала отсчета новой системы координат.
4 Задание величины смещений описано в разделе "Инструкция опера-
тора".
500
200
100
0
—
л<* М а. . тя. г; >т.пи. v Дат*
Лист
то при программировании
£90£55£00 Х100У50 720
произоццет позиционирование в положение
8
X = 100, У = 50, 7 = 20 в системе координат заготовки, задан
Сг 55.
функция С 92 отменяет действие функции С 53...4 59.
Примечание: При задании систем координат ..ункциями 4 54...С59,
492 установится система координат той функции, ко-
торая запрограммирована последней.
При программировании 4 54.-459,492 в одном кадре
установится система координат по G 92.
При включении питания УЧПУ автоматически устанавли-
вается система координат заготовки G 54.
2.5748275.00001-03 Зч/М
t
4.10.3. Дополнительное смещение систем координат заготовки
Заданием величин в массиве смещений Cl.ll с пульта УЧПУ возможно
получить дополнительное одновременное смещение всех шести систем
координат заготовки на »ти величины относительно нуля координат
станка. Величины, заданные для G54... С 59 при этом не изменяются.
4.10.4. Возврат к системе координат станка
Программирование»^ кадре G- 53 отменяется действие системы коор-
динат заготовки, выбранных по Q 92 или Сг 54...Z? 59. Перемещение, за-
данное в кадре с Сг 53 и последующих, будут производиться относитель-
но системы координат (0) станка.
5. ФУНКЦИЯ КОРРЕКЦИИ
5.1. Функции J) к Н.
5.2. Величина смещения
2.5748275.00и01-03 34 Of
Для автоматического учета размера инструмента при обработке
детали предназначены ^ушщии коррекции.
Функции D и Н служат для задания вида коррекции и величины
смещения в соответствии с заданным номером корректора.
Функция 2) предназначена для задания величины смещения для кор-
рекции по радиусу и используется фикциями G40,641,G42,С45,6 46,
6 47,648.
Функция И задает величину смещения для коррекции по длине и
действует по функциям 6 43,644,649.
Программируется задание смещения, например по радиусу, так:
64IJ) 34
Здесь запрограммирована величина смещения по радиусу, определяе-
мая 34-м корректором.
Величина смещения инструмента может находиться в пределах
±9у99.999 мм или ±9999.999 град, и задается номером корректора.
В данном УЧПУ предусмотрено 299 корректоров с номерами 1-299,
что позволяет иметь 299 различных величин смещения.
Ввод величин смещения в память УЧПУ подробно рассмотрен в раз-
деле "Инструкция оператора”.
Примечания:
I. Величины смещения по запрограммированным номерам корректоров
следует вводить до начала отработки управляющей программы.
2. Сдан и тот же номер корректора может одновременно использо-
ваться по D и И.
3. Номер корректора никак не связан с номером инструмента,
поэтому, вне зависимости от номера инструмента, может быть задана
величина коррекции по любому надеру корректора.
5
8
5.3. Смещение инструмента по длине
(643,6 44,6 49)
о
е
Н
Смещение инструмента по длине задается функциями 6 43,644 сле-
дующим образом:
6 43 и
644 "
функциями 6 43,644 выбирается направление смещения, а функцией
указывается номер корректора.
Направление смещения
6 43 смещение в исправлении "+"
6 44 смещение в направление
Вне зависимости от рачима задания в абсолютных величинах или
приращениях, величина смещения автоматически добавляется к координат-
ным значениям конечной точки запрограммированного перемещения по G 43
и отнимается по G 44. Причём, эти операции производятся о учетом
знака величины смещения.
Например, задание 6 44 с отрицательной величиной смещения
эквивалентно заданию 6 43 с такол же величиной смещения. Но имеющей
положительный знак.
функции G 43,644 являются модальными и действуют до тех пор,
пока не будет запрограммирована другая 6 -функция этой же группы.
Для отмены смещения по длине необходимо запрограммировать 649
или выбрать EDO.
Примечание:
I. В случае изменения величины смещения путем изменения номера
корректора старая величина смещения просто заменяется новой, и нельзя
предполагать, что новая величина прибавляется к старой.
2. Для смещения инструмента по длине нельзя использовать функ-
цию 2) •
3. Функция 643 устанавливается автоматически при включении пи-
тания УЧПУ.
Коррекция длины инструмента в данном УЧПУ возможна по любой из
Осей, причем величина смещения будет вводиться в зависимости от функ-
ции Ct 17,618,619 по осям %,Y, X соответственно. Ввод и вывод кор-
рекции на длину инструмента производится независимо от того задано
в кадре с 6 43 (6 44) перемещение по корректируемой оси или нет. Если
перемещение не задано, то ввод коррекции производится на скорости
ускоренного перемещения.
2.5746275.00001-03 346/
| Лист
54
5.4. Смешение инструмента
(G45...G 48)
Программированием £15—£46 могло увеличть или уменьшить вели-
чину перемещения для запрограммированных осей на величину смещении,
задаваемые номером корректора по функции JD .
Таблица 9
Смещение инструмента и функции
буикция Смещение
G 45 Уь-личелио перемещения ла величину смещения
£46 Уменьшение перемещения на величину смещения
G 47 Увеличение перемещения на удвоенную величину смещения
Q 46 Уменьшение перемещения на удвоенную величину сма.ения
Ч'
£45... £48 действуют только в том кадре, в котором они
запрограммированы.
Смещение, задаваемое функциями £45../748 действует по всем
осям, запрограммированным в кадре, а также на векторы I Xх в зави-
симости от £i?,£I8,£l9.
Таблица 10
ФУ1ПЩИЯ Действие смсщ< имя
£17 X.Y,I,3
£18 Z .Х.КЛ
£19 У, 7, к
i р. м. I
2.5748275.UUljI-СЗ 34 01
Лиг
55
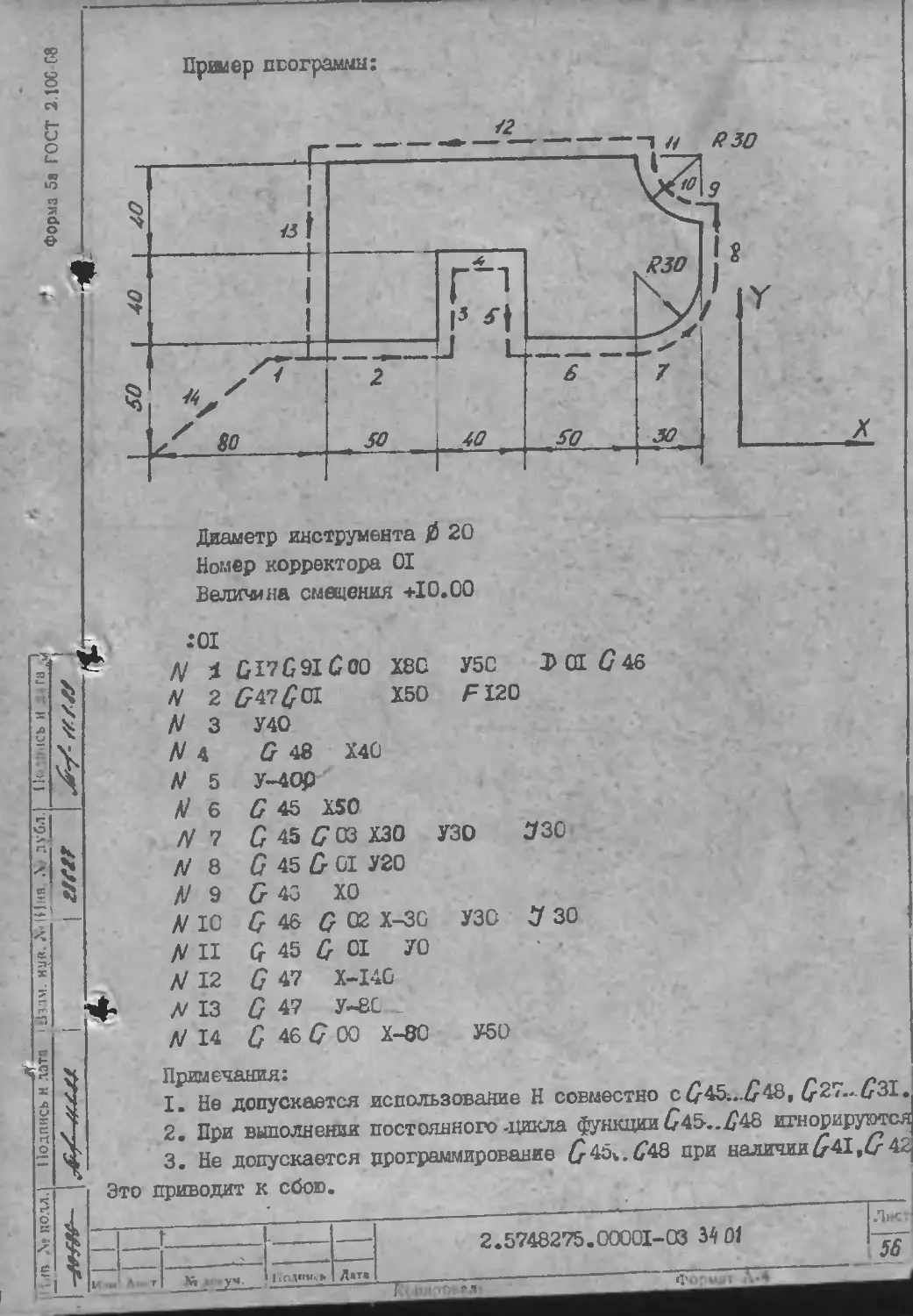
Припер пгограммн:
Диаметр инструмента 0 20
Номер корректора 01
Величина смещения +10.00
Это
:01
N 1 GI7G9IC00 Х8С У5С 2>Gl£46
Д' 2 £47 £U1 Х5О FI20
/V 3 У4О
N 4 G 48 X40
Л* 5 У-4О0
Д' 6 G 45 Х50
N 7 G 45 G 03 X30 У30 330
Л/ в Q 45 & 01 У20
Д/ 9 £43 X0
N 10 G 46 G 02 X-3G У30 3 30
N II Q 45 G 01 У0
Д' 12 G 47 X-I4G
N 13 G 47 y-ec
N 14 G 46 G 00 X-8C У50
Примечания:
I. He допускается использование H совместно c^45...Zr48, ^27.. /731.
2. При выполнении постоянного-цикла функции £45..£48 игнорируются
3. Не допускается программирование £45v.£48 при наличии//41,G42
приводит к сбою.
2.5748275.00001-03 01
Лкг
16
2
8
5.5. Коррекция инструмента по радиусу
(С40..642)
J?
§
С помощью функций С 40,См,СМ программируется коррекция тра-
ектории движения инструмента на величину его радиуса. Эти функции
используются вместе с Сг 00, G 01, Q Ос, G 03 и они совместно определяют
некоторый режим движения инструмента.
Величина смещения задается номером корректора по функции D
-
Таблица II
функция Действие
Z/40 Отмена коррекции на радиус инструмента
&4I Ввод смещения слева от направления перемещения инструмента
G 42 Ввод смещения справа от направления перемещения инструмента
На примере нижеприводимого рисунка описан процесс выработки
режима коррекции на радиус инструмента. Кадр Ге 1 называют кадром вклю-
чения. При программировании Z?4I происходит переключение из режима
отмены коррекция на режим коррекции на радиус инструмента слева от
обрабатываемого контура.
В конечной точке PI кадра fr I происходит смещение на ветчину
радиуса инструмента, перпендикулярное к направлению PI—Р2. При
этом радиус инструмента определен кодом Л 07. То есть, в ячейке памяти
соответствующей номеру корректора 7 хранится значение радиуса инстру-
мента. Теперь, когда уже задан режим коррекции на радиус инструмента,
достаточно запрограммировать контур заготовки в натуральном масштабе,
смещение на радиус инструмента будет при этом вводиться автоматически.
Если задать G 40 в кадре /У II при возвращении в точку отправления, то
коррекция на радиус будет отменена и инструмент возвратится в точку
Б
Величину смещения D по номеру 7 необходимо установить до начала
отработки программы.
Примечание. Запрещается программирование перемещении по оси,
перпендикулярной плоскости коррекции (ХУ, У7, 7Х)
без предварительной отмены коррекции на радиуо
инструмента, если она была введена.
k
2.5748275-.00001—03 34 Of
№ докуй.
Подрии.
Дат*
’2.5748275.00001-03 34 01
баз
Gee
G оз
G cl
У1150
1200
У900
I -600 0250
UI50
1650 00
07
К I
2
fi 3
Л 4
Z 5
Ik 6
S 7
X 8
X 9
10
II
G 92 XU 70 Z 0
£ 90 £17 £01 Z?4I-Z> 07 X25O /550 F 150
G 01
Coo
Y 900
X45O
X500
XSOO
X950
XII5O
У550.
X700
X25O
GW
У65О.
У55О
*0 УО
V
на
5.5.1. Подробное описание коррекции инструментала радиус.
При включении УЧПУ или после завершения программы по М02, МЗО
устанавливается режим отмены коррекции по радиусу.
5.5.I.I. Ввод коррекции на радиус инструмента
Режим коррекции по радиусу начинает выполняться при отработке
ц>а, удовлетворяющего следующим условиям:
- запрограммированы функции G 41 или G 42
- номер корректора отличен от 3 00
- запрограммировано перемещение, по крайней море, для одной
плоскости коррекции.
Примечания:
I. Не допускается програгмирование круговой интерполяции по функ-
циям Z?02, G 03 и ввода коррекции по радиусу функциями £?41,£42 в
одном кадре.
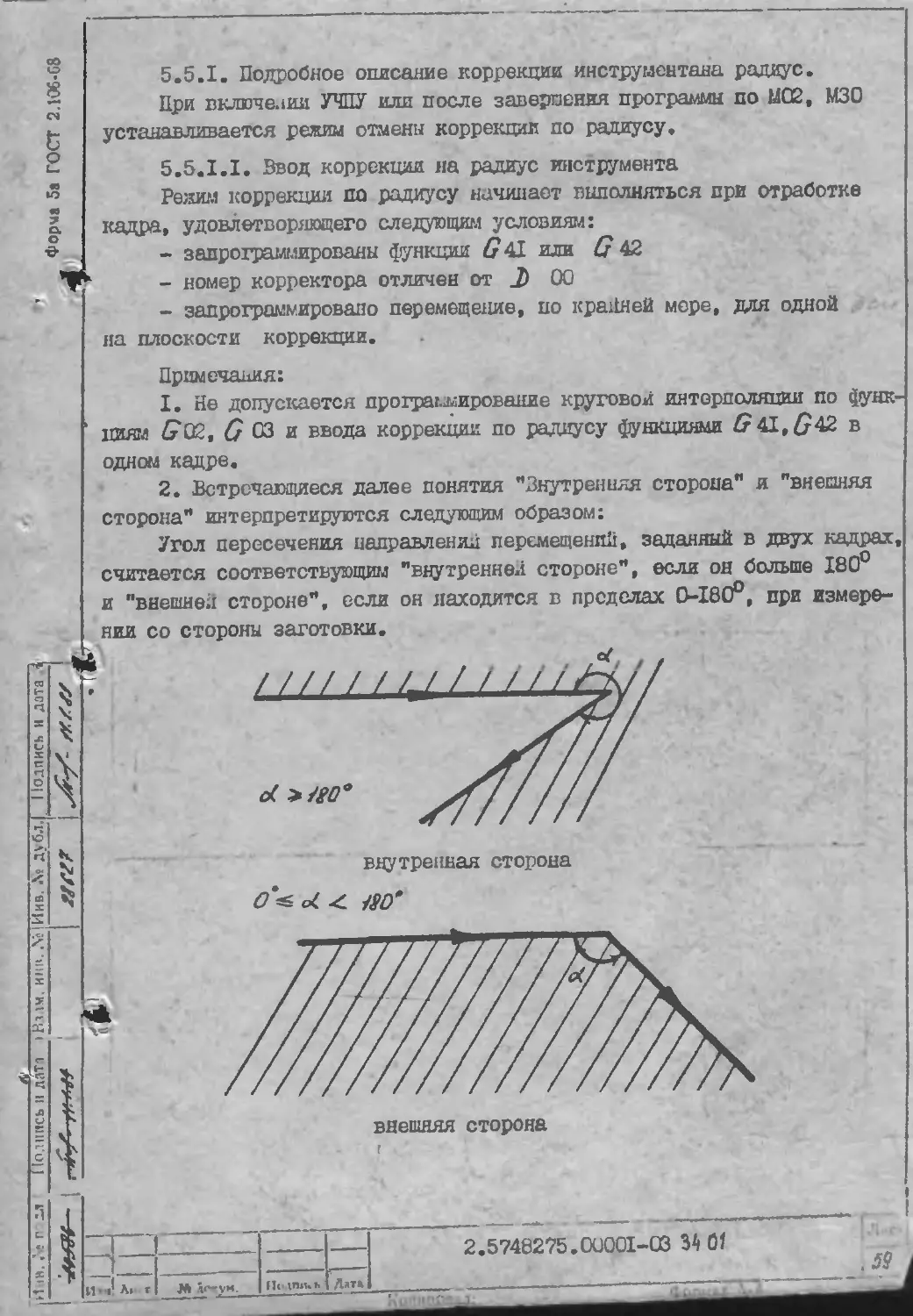
2. Встречающиеся далее понятия "Внутренняя сторона" я "внешняя
сторона" интерпретируются следующим образом:
Угол пересечения направлении перемещений, заданный в двух кадрах,
считается соответствующим "внутренней стороне", если он больше 180°
и "внешней стороне", если он находится в пределах 0-180°, при измере-
нии со стороны заготовки.
Перемещение в "внутренней стороны'
Прямая линия - лрямяя линия
Здесь и далее на рисунках используются еледукщие обозначения:
$ - точка останова в рошле покадровой отработки,
точна смены подачи на заданную в следующем кадре,
точка выдачи на станок М-4ункций конца кадра,
точка автогатического торможения,
L - перемещение до прякоЙ линии
С - перемещение по дуге окружности
Прдеаа да,|ма.г_ДЕ£а
Перемеще.ше с наружно.! стороны под тупым утлом
йамая линия - другая ля;йл
Перемедение с наружной стороны под острым углом
(о<<900)
2
5.5.2.I. Отработка введенное коррекции на радиус инструмента
При работе УЧПУ с введенное коррекцией на радиус инструмента
происходит Смещение траектория центра инструмента на величину коррек-
ции От запрограммированной траектории при линей!о.., круговой, линейно
. круговой интерполяции и позиционировании.
В резиме коррекция на радиус инструмента не допускается програм-
мировании кадров без перемещения. Это может
привести к перерезании или педорезаяию. Такие не допускается переклю-
г ченяе Z?I7,£l8,&I9 без предварительно.! отмени & 'll, 6*42 ^акцией
S'
С 40,
2.5748275.00001-03 34 01
Перемещение с наружной стороны под тупым углом 90°^ с<.< 180°
Прямая.прямая
2.5748275.00001-03 34 01
.. . .л • С , ' it А -1
Прямая - дуга
Перемещение с наружной стороны под острым углом 90°
Прямая - ПРЯЭДЯ
2.5748275. OOOQI-CG 34 01
• ' 4
co
8
ci
5.5.1.3, Режим отмены коррекции на радиус инструмента
Программированием £?40 или D 00 отменяется коррекция на радиус
О
о
v>
GJ
я
Q.
о
e
инструмента, причем се впвод происходит только при наличии в кадре
запрограммированного линейного п >ремещения.
Если перемещение не задано, то происходит только отмена коррек-
ции
& ном
без вывода центра инструмента на запрограммированную траектории.
Не допускается программирование G 40 или 2>00иб02,£сЗв од-
кадре.
5.5.1.4. Изменение направления смещения в режиме коррекции.
В соответствии с комбинацией G 41,G42 и знака величины смеще-
ния для коррекции инструмента по радиусу направление смещения опреде-
ляется следующим образом:
Таблица 12
функция Знак величины смещения
♦ -
Z? 41 Смещение слева Смещение справа
Q 42 Смещение справа Смещение слева
В случае изменения направления смещения теряется смысл понятий
наружной стороны1* и "с внутренней стороны" и они являются общими
всех случаях.
В следующих примерах величина смещения считается положительной.
Пммаа - дта
Примечание: Если запрограммировать G 92 для установки коорди-
натное системы в рея зе коррекции на радиус инст-
румента, 1о временно исчезнет смешение, но после
этого будет авт! атически восстановлено.
5.5.1.5. Коррекция на радиус инструмента при работе с круговой
осьп.
В случае программирования перемещений по 4-oL круговом коорди-
нате с введенной коррекцией на радиус инструмента (резание поворот-
нкм столом) необходимо перед программированием перемещений по круго-
вое координате отменить действие коррекции па радиус, задан кадр:
/К 2) о
После кадра с перемещениями по круговой координате нугно восста-
новить действие коррекции програи.-кровяни ем кадра (в случае G 17):
Л*ХО У О
___________________номер корректора,
который бил отменен
2.5748275.00001-03 34 01
I
ci
О
О
Л.
«з
Я
ex
e
У/15 Gl? G9I
N 16 G 42 У-23 -C 65 G 1^280
N 17 G 2 X-23- У23 7 23
N 18 J) 0
/V 19 GI 0360 F 200 поворот 0 на 360°
fj 20 X0 У0 D 65
//21 G2 X23 У23 2* 23
Ц22 GO G40 У-23
Если нужно выполнить ввод коррекции к углу для обработки линей-
ной и круговой осью, то возможно использование функций Сг 45...G 48.
Например:
Необходимо выполнять такую обработку
Обработка ведется одновременно вращением круговой оси В и пере-
мещениями оси У (линейная интерполяция).
Для того, чтобы вывести центр инструмента в
кадр, например
У - 100 G 46 2) 10
Величина корректора d в этом случае будет
ки S по вершины угла с< и рассчитывается, исходя
мента Z и величины угла d по формуле:
d=^f
Этот расчет нужно выполнить предварительно для каждого инстру-
мента, участвующего в такой обработке, что позволяет получить правиль-
ные размеры на детали,
точку нужно задать
расстоянием от точ-
из радиуса иястру-
2.5748275.00001-03 34 01
Подт ь
Дата
1ЛКО
70
М дохум.
5.6. Зеркальная обработка
Выбором специальных подрс лмов на пульте /ЧПУ можно задать
зеркальцу обработку по любой из осей л,У•
Сшсл понятия "зеркальная обработка по оси" заключается в следую-
• дем;
- вое перемс~снил, запрограммированные для заданной оси, выпол-
*
Ы, няются симметрично в противоположном направлении
.Т,™-. .... г. ъ ------ п Q ,
- отработка функции Q 2 заменяется на G 3 и наоборот.
- отработка функции & 41 заменяется па G 42 и наоборот
Текст програ&щ при этом не изменяется.
Задание зеркальной обработки не оказывает влияния на:
- кор; кцшо на длину ыструмента;
- смешение по С 45.../J4B;
- позицию ^yHKmuZz 30,Z?3I;
I !<•»* . Ч Л I .
Пример:
/VJ
задан подрежим зеркальной обработки по оси X, то отработка
| Лист
2.574S275.0C~JI-03 34 01
ХЗО У15
G 2 Х40 УОТ 20 70
Л2
L^_l
II &9I £1 AIGO XI064IZ) Ш
Г 2
Г 3
Если
удет равносильна кадраи
X I G9I С I Р 100 Х-10 G42J> 01
а 2 Х-30 У15
Г 3 G 3 Х-40 УО 1 -20 7 О
8
8
сЧ
о
о
«I
иэ
т
7!
СХ
е
6. ФУНКЦИЯ ЦИКЛОВОа ОБРАБОТКИ
6.1. Постоянные циклы
Для реализации функции цикловои обработки предназначены постоян-
ные циклы, программируемые функциями 6 61...С86, определяющими смыс
+? операции, и параметрами цикла.
1* Ось, вдоль которой выполняется постоянный цикл, называется цик-
ловом осью. Задание цикловом оси происходит автоматически при прог-
раммировании функций выбора плоскости:
G 17 - цикловая ось Z
С 16 - цикловая ось У
G 19 - цикловая ось X
Параметры цикла задаются одинаково для любой цикловой оси и
всегда должны программироваться после Q -функции цикла.
Каждый цикл имеет свою диагра-дму перемещений цикловои оси, одна-
ко в основе каждого цикла яежит следующая обобщенная диаграмма пере-
мещений:
Общая характеристика точек
2.5746275.0000I-C3 34 01
Точка 0 - начальная позиция цикла. Сюда выводится инструмент
начала выполнения цикла и включается шпиндель в нужном направлении.
Точка I - начальная точка для движения цикловой оси на рабочей
подаче.
Точка 2 - конечная точка для движения цикловои оси на рабочей
Подаче. Здесь возможен останов или реверс шпинделя и задание выдержки
времени до перехода на следующий участок.
Точка 3 - точка выхода. Здесь возможна выдержка времени до пере-
хода на следующий участок.
Фор .ia 5а ГОСТ 2 1 45 1. МЛ' ; Точка 4 - точка завершения цикла. Здесь возможен реверс или сохранение состояния дпипдсля точки 2. Для следующего цикла это лачалмая позиция, если подряд выполняются несколько циклов. При отработке програм.’.ш в полуавтоматическом режиме происходят останови в точках С,1,3,4. Условные обозначения на диаграммах: *- рабочая подача -=- скорость ускоренного перемещения. Параметры циклов Таблица 13 •
Параметр : Характеристика Содержание
G 90 G 91
обяза- тельные и Для всех циклов Позиция точки I Перемещение в точ- ку I
Z Для всех циклов Позиция точки 2 Перемещение в точ- ку 2
нес Фа- тальные I Для всех циклов Позиция точки 4 Перемещение В точ- ку 4
1? 1 = 1 7 1 ''F'' Если не задан, то точка 4 совпадает с точкой 3
обязательные V для Сг 83 Q 86 Lar сверления
У для (j 83 Запас до очередного начала сверления
2$ для Q 86 Величина отскока на скорости ускоренного перемещения
__ 1Л Hr । » и 11 |м. н -A^r- . ( необязательна* F для всех циклов Подача для перемещения на участке 1-2
F для G 82 G 84 Подача для перемещения на участке 2-3
Н для Zz 82 Додача дал перемещения на участке 2-3
L.I _ч_ 1 г [ 5* ЯЛ» 11 П 1 . 2.5748275.0000Х-С6 34 01 - - ——
'т Л. по 1.1, Нсглппсь и ,ifta ’ Вгим и •* Х? |Ипо.'Л дуйл.' "Подпись и дата 1 ’•
* ф°Рма 5» ГОСТ 2.1ОС-С8
Продолжение табл. 13
Параметр Характеристика Содержание
(790 G 91
• £ Для всех циклов Выдержка времени в точке 2
для G 84 Выдержка време-ни в точке 3
F м П для G 85 G 84 Привяак смены состояния шпинделя в точке 4
Если обязательные параметра на заданы при программирования
цикла, то в цикле используются прежние значения.
Если Е не задан, то выдержка времени не выполняется.
Программирование цикла в общем случае:
С - у—_________I
t----——. ..— _________________ величина
параметров
1 -----------—----—--------------------- код G -функции
Параметры всегда должны программироваться после С- -функции цикла
Величины параметров должны задаваться в соответствии о форматом
, ввода (см. п. 1.3).
Допускается программирование не самих величия, а формальных
параметров, в которых эти величины содержатся (подробнее см. раздел
"Макропрограммирование").
Если в кадре с цирлои нужно запрограммировать какие-либо задания,
то их нужно записать до С- -функции цикла. При выполнении такого кадра
цикл выполняется последним до тех пор, пока его не отменим функцией
£80.
|Lk Если запрограммировать задания после G -функции цикла, то они
^воспримутся как параметры цикла, даже если в нем не участвуют.
Для изменения какого-либо параметра цикла достаточно задать в
кадре Q -функцию цикла и новые величины одного или нескольких пара-
метров .
При отработке циклов УЧПУ автоматически используют формальные
параметры>1*Е (f 5),#A(/6),^H(#8),#l(#9),>M(#I3),/C/i;^2I),
/Р" ( # 22),/ИЛ#23),/J?(#26), # 1Ь6...#195, поэтому при програм-
ироваяяи гакрооперацин одновременно с постоянными циклами их приме-
нять не нугло.
€.1.1. Цикл сверления
Цикл сверления задается функцией & 81 и имеет следующую диаграм-
му перст едки:
От
Параметре тыла задаются следующими адресами:
1 « Г * Таблица 14
Параметр : Синел ...
Q 90 G- ы
ф и Позиция начально*, точки для дадаенда «а рабочей подаче - т. I Пср-аец< икс в начальную точк., для дай: гения на ра- бочее подаче G-I
i — Z Позиция конечно.: точки для давления рабочей подаче - т. 2 Леро-ыцение на рабочей подаче 1-2
* I’i Не об. дат ж.да I Позиция точки ^ихода 4 Перемещение в точку выхода 2-4
j F Рабочая подача
Е Вндсрхка времени в точке 2
I-1нс
15
2.5748275.CwOI-03 34 01
Инн. ,У< подл Подпись и Ufti |Влам. win. .У. Пив. .4. дубя. Подпись и для
л/лм f _ 'j Z///Z * '• Ф°Р-" 5» ГОСТ 2 10G-G8
Если параметр I не задан, то точка 4 совпадает с.точками 3 и I.
Перемещения на участках выполняются со следующими скоростями.
Таблица 15
Участок Скорость перемещения
Параметр задан Параметр не задан
* 0-1 Скорость ускоренного перемещения —
1-2 Подача из параметра F Подача из предыдущих кадров
2-3 Скорость ускоренного перемещения Скорость ускоренного перемещения
3-4 Скорость ускоренного перемещения
В общем случае программирование цикла выглядит так:
6 81 2— _
Если нужно изменить только один (или несколько) параметров цикла,
достаточно задать Z?-функцию и необходимые параметры.
£б!
Примечание. В полуавтоматическом режиме отработки программы
происходит останов в точках 0,1,3,4.
2.5748275.00001-03 34 О*
Пример; Цикловая сверлильная обработка четырех отверстий
без ввдеркки времени.
G54X0
£ t 654&0£ЭО XIOZIO
Л 2 G El U 0.5 2 -15 F 100
£ 3 хзо£ Ы и -9.51 -4.5
4 а45£ 81^ -4.5 £ 0.5
5 165 6 81 и 0.5 2 -10 I 10
£6 G 80
Примечание. Предполагается, что предварительно введена коррекция
на длину инструмента и ось У установлена в нудную
позицию.
2.5748275.0O00I-03 34 Of
1-1
СП
g
ei
О
О
I—
io
я
е
6.1.2. Циклы растачивания
Устройством ЧП7 предусмотрены два цикла растачивания:
£ 82 - цикл растачивания с программированием подачи выхода
Q 85 - цикл растачивания с остановом шпинделя в точке 2.
Циклы имеют такую жедиаграмму перемещений, что я цикл £ 81.
GtS GS2.
Qci*VHo£
Параметры цикла, задаваемые адресами 2/, 7,1, F, £ и геометри- л’ческие характеристики имеют тот же смысл дал циклов С- 82, £ 85 и что и для G 81. Кроме того, для циклов 27 82 и G85 существуют дополнительные необязательные параметры. Таблица 16
Подпись И Длта л /УХ7Х -/-Af
। 1 1 ОЛП ЯСЬ И ДА Л Взэч. К К <. ,\:.'|Инв. ,\8 дуб.1,1 1 Цикл Параметр ; иодесгание Параметр задан Параметр не задан
(г 82 И Подача для перемещения на участке 2-3 из пара- метра Н Подача на участке 2-3 из параметра F или предыдущего кадра
85 ч м Если задан, то в точке 4 шпиндель сохраняет состояние, которое имей в точке 2. .'Лонно запрограммиро- вать, например, М5 Если не задан, то в точке 4 восстанавлива- ется состояние шпинде- ля, которое было в точ- ке 0
1 1. . К. 11ОДЛ.1 - — 1
1
1 Ичн1 Л- т| М PCiJUR* 2.5748275. OUUOL-Ш 34 U1 -у — 7 ~ —
V
Цикл £ 62 в обще.’.' случае программируется так
£82
а £ 8э таким образом:
£85 £_ F^E^K-j
6.1.3. Цикл глубокого сверления
Цикл глубокого сверления задается функцией £ 83 и имеет следую-
щую диаграмму nei смещении:
I
1 \U
л
ЛОЕ
V
Параметры [/'. 2.1 ,F,£ имеют тот же сыысл, что и для цик-
£81, £82, £85.
Для цикла £ 83 существуют следующие обязательные параметры:
Таблица 17
Параметр
Скисл
Q 9G
Шаг сверления
Запас до очередного
начала сверления
Шаг сверления
л
Для параметров V я W величины всегда должны задаваться поло-
Л
- । жительница числамкй приращений*
2.5748275.2X01-03 34 01
79'
3
3
сч
&
В общем случае цикл G 83 программируется так:
без Z^U^yf^U/^LFF
6.1.4. Цщ’Л нарезания
Цикл нарезания резьбы
диаграмму перемещений:
резьбы
задается функцией Ц 84 и имеет следующую
°г
1
и
1
4 • I Peitpc ици /ухл-мге соСгммт
Л
2.
2
Параметры U, 2,1 имеют тот же смысл, что и у циклов 6-81,682,
1ись и лита .1 । 55 £85,683. |Н Крале того, для цикла G 84 существуют следующие необязательны! параметры. Таблица 18
5 Параметр Содержание
л Параметр задан Параметр не задан
3 < к' X уС" Подача для участков 1-2 и 2-3 действует подача для участков 1-2 и 2-3 из предыдущих кадров
г - X Е Выдержка времени в точках 2 ж 3 Выдержка времени равна нулю
Подпись н iih | В. .» > S * fc м Если задан, то в точке 4 реверс не происходит, а сохраняется состояние ппивделя точки 2. Можно задать, например, «5. 1хли параметр не задан, то в точке 4 происходит реверс
2.5748275.ООСЛ-ОЗ 34 О/
S
К- пир' "“Л:
ф ’
В общем случае цикл G £.4 программируется так:
6.1.5. Цикл прерывистого сверления
Цикл прерывистого сверления программируется функцией Zz86 и
имеет следующую диаграмму перемещений:
Параметры имеют тот зе смысл, что и для циклов
£ei, G 82, G 85, G 83. '
Кроме того, для цикла G 86 существуют следующие обязательные
с х'ры:
Таблица 19
Параметр Содержат е
G sc G
"[Л Шаг сверлент! Шаг сверления
|> Величина отскока на скорости ускоренного перемещения Величина отскока на скорости ускоренного перемещения
Цикл (а 86 в общем случае программируется так:
2.5748275.OU0U1-03 34 01
6.2. Число повторений кадра
Программированием адреса L и последующего числового значения
мовно задать повторение отработки кадра заданное число раз.
Есля адрес L не запрограммирован, то кадр выполняется один
раз.
Максимальное число повторении в УЧПУ - 65535 раз.
< Ц Пример: Программирование сверления четырех отверстий
по оси X, расположенных на одной прямой без выдержки
времени.
ция
щее
7. ФУНКЦИЯ ШПИНДЕЛЯ (S), ФУНКЦИЯ К1СТРУ14ЬНТА(Т),
ВСПОООГАТШНЩ ФУНКЦИИ (1.1), (R),(Q), ФУНКЦИЯ
УПРАВЛИДК ДЕЛИТЕШШ СТОЛОМ (А,В,С)
При отработке числовых значений, запрограммированных под адре-
сами М, , Т, R, Q. запускаются соответствующие процессы в фоновом
контроллере, управляющим электроавтоглатикой станка.
Подробно этот вопрос изложен в "Инструкции по сопряжению".
Возможно Программирование и выполнении М,$ , Т-фуякций в одном
кадре с перемещениями, а также функций A t Cl
7.1. Функция шпинделя
Программированием адреса S и последующего числового значения
задается число оборотов шпинделя в минуту или номер ступени.
Пример: Требуется запрограммировать 1000 об/мин.
Это обеспечивается командой
SI000
Максимальное задание оборотов шпинделя для УЧ11У составляет
9999 об/мин. Но конкретная максимальная скорость определяется пас-
портными данными станка и может отличаться от этого максимального
значения.
7.I.I. Коррекция скорости шпинделя.
При работе УЧПУ в полуавтоматическом, автоматическом режимах,
а также в режима ручного управления возможна коррекция скорости
шпинделя в пределах 40-140$ о дискретностью 10$. За величину, соот-
ветствующую 100% при.чи.мается запрограммированная адресом скорость
шпинделя.
Ввод коррекции скорости шпинделя рассмотрен в части "Инструк-
оператора”.
7.2. функция инструмента
Для выбора нужного инструмента используется а,ц?ес Т и последую-
четырехзначное числовое значение, являющееся номером инструмента.
Программирование инструмента Л/ 39 выглядит так:
Г 39
Номер инструмента для УЧПУ находится в пределах 0...9999, но
конкретное максимальное значение номера инструмента определяется ем-
костью магазина инструментов станка,
лчп V j
2.5748275.000QI-C3 34 01
Г'
i'luu' | Полпясьн |'Вч;1м н .У Инн, Л; дубл. Подпись н д.тГ~|
tiftl ' Форма 5a ГОСТ 2.
Таблица соответствия номера инструмента номеру гнезда позволяет
задавать номера в пределах 0...999 (см. часть 3 "Инструкция опера-
тора”).
7.3. Вспомогательная функция (М)
При отработке запрограммированных адресов М о последующим дву-
значоннм числом происходит запуск электроавтоматики станка.
Действие конкретной функции М ццределяется характеристиками
станка и реализуется в соответствии с его алгоритмом работы.
Ниже рассматриваются функции Ы, имеющие специальное назначение
и, поэтому, действующие в любых станках.
М02, ИЗО: Конец программы
Данные функции означают конец главной программы и являются необ-
ходимыми при вводе программы, как с ленты, так и с пульта УЧПУ.
Данные функции приводят к останову автоматической работы УЧПУ
и устанавливают отработанную программу на ее начало. Состояние систе-
мы при этом остается таким, каким оно было в последнем кадре отрабо-
танной программы. Если после останова по М02, ИЗО произвести пуск
отработки, то произойдет возврат УЧПУ (не станка!) в исходное состоя-
ние и начнется повторная отработка программы.
НОС: 0станов программы.
При отработке кадра с U00 происходит безусловный останов авто-
матической работы, причем воя информация при этом сохраняется. При
пуске отработки программа будет продолжена о того места, где она
была прервана функцией М00.
ЫСП: Технологический останов.
Действие UOI полностью повторяет действие И00, но отработка за-
программированной функции 1101 возможна только в подрежиме работы УЧПУ
с технологическим остановом или по сигналу от станка.
М99: Конец подпрограммы.
Данная функция означает конец подпрограммы и передачу управления
Главной программе. Подробное описание действия 1Л99 дано в главе
"Подпрограмма". При отработке М99 сигналы на станок не выдаются.
ЫОЗ: Пуск шпинделя по часовой стрелке, если смотреть на инст-
румент со стороны шпинделя.
W04: Пуск шпинделя против часовой стрелки, если смотреть на
инструмент со стороны шпинделя.
2.5748275.0CWI-03 34 01
Цотпи ь
д
I,’05: Останов шпинделя.
Ери отработке кадра с MG5 происходит выключение и останов при-
вода шпинделя.
Примечания:
I. Не допус.<ается программирование более пяти И-фушоды в одном
кадре.
2. Ло допускается совместное программирование функций из группы
УС2, ”Л, LI£2, 1230, Ы9& в одно:.; кадре.
3. За исключение:.; 1.199 все сункции U обрабатывается вне УЧИ/
(на стороне станьа), поэтому следует в каадом конкретном случае изу-
чить ее действие по описанию станка.
4. Повторны.! пуск программы после останова отработки по 112, 1.130
не возврацает координаты станка в исходную точку.
Переведения начнутся из положения, заданного последним кадром
программы. Поэтому, если нужно повторить отработку , в конце програм-
ма нузно запрограммировать выход в исходную точку.
7.4. Вспомогательная функция
Функция предназначена для расширения технологических возкож-
ностей станка путем введения добавочных функций электроавтоматики.
Конкретное действие функции Р, 0. определяется конкретным типом
станка и .^армируется в электроавтоматике. Использование функций
рекомендуется в том случае,если набор 1.1,5. Т функция оказывается
недостаточным или усложняет технологическое програтм ирование.
Величина, програ^-ируемая по адресам R, Q , долина находиться в
диапазоне 6-92^9.
Отработка этой зелдчлхи производится в программе электроавтома-
тики, поэтому подробное описание действия этих функций э кладом кон-
кретном случае производится в документации на конкретный станок.
7.5. Функция управления делительным столом
(А,В,С)
В зависимости от выбранное уставки возможно управление координа-
тами А, В или С как делительным столом через программу электроавтома-
тики, реализованную на языке ФОКОН. В этом случае величина А,В или С
воспринимается как код и выдается без изменения в программу электро-
2.5748275.0000I-C3 34 С1
автоматики, где используется для организации перемещения делительного
стола в заданную позицию с нужное величиной подачи.
Примечание, функция управления делительным столом (А,В,С) вво-
дится вместо вспомогательной функции R ,
Соответствующим образом изменяется и индикация
"Состояние”. Программирование вспомогательной
функции d в этом случае невозможно»
е
8. иодарогРА.;а
Если тлеется постоянная последовательность операций или повто-
ряющаяся много раз типовая часть в програуме, то можно оформить эту
часть как подпрограмму и, тем самым, существенно упростить и сокра-
тить основную программу.
Подпрограммы могут быть вызваны как в ражиме отработки основной
программы из памяти, так и в режиме работы от ленты, однако, в пос-
Ч- леднем случае вызываемая подпрограмма должна находиться в памяти УЧПУ
Вызванная подпрограмма, в свою очередь, может вызвать другую
подпрограмму.
Если считать вызов подпрограммы от главно!! программы однократ-
ным, то можно использовать максимально пятикратный вызов, иными сло-
вами, уровень вложенности подпрограмм составляет 5.
J)
вызов Д вызов В вызов С вызов D вызов f
8.1. Составление подпрограммы
возврат возврат возврат возврат возврат
В начале подпрограммы программируется адрес : о последующим но-
мером подпрограммы в пределах 0...99. Далее следует текст подпрограм-
мы, Ьоставлонной в соответствии с правилами программирования управляю-
щих программ.
Для возврата из подпрограммы ее последний кедр должен содержать
Можно запрограммировать 1499 и отдельным кадром, с целы} выхода
—из подпрограммы по условию (щи использовании макрооперация в под-
программе).
2.5748275.0000^-03 34 01
Т>
ПГ<ТЛ1Т« f.
Р.П
ся
то
2.5748275.00001-03 34 01
8.2. Выполнение подпрограммы
Подпрограмма вызывается от главной програлмы или ухе вызванной
подпрограммы следующим образом:
А' - Число повторений вызова
/7 - Номер подпрограммы
Отсутствие Z означает однократный вызов.
После вызова будет отрабатываться подпрограмма с номером Л ,
заданным Р, вызов будет повторяться К раз.
Можно запрограммировать £ »___< Р<_» вместе с перемещением в
одном кадре.
Пример: Х1000 PI9
В данном случае после завершения перемещения по оси X вызывает-
подпрограмма с номером 19.
Примечания:
I. Сигналы по М99 не выдаэтся на станок.
2. Если пе найден номер подпрограммы, который задан адресом Р,
вырабатывается текстовое сообщение.
3. Невозможно вызвать подпрограмму в преднаборе.
4. В кадрах, содержащих IJ99, Р, ’ не происходит останов в полу-
автоматическом режиме работы /ЧПУ. Однако, в кадрах, содержащих
кроме адресов Mj9, Р еще и другие адреса, останов Происходит.
5. Кадр с' I.I99 не должен содержать U00, Ы01, М02, ИЗО, а также
адресов Р a L .
6. Номер подпрограммы всегда должен быть двузначным числом, ве-
дущий пуль опускать запрещается.
Лист
SS
9. MAKP01IP0rPAVMJfP0BAHM£.
oi
I
£гл juрешения технологического программирования, создания уни-
версальных подпрограмм, выполнения арияметхческих и логических опера-
ции во гремя отработки управляюще,. поограмлы рекомендуется приме,
ние языка макропрограуудрования. Описание средств языка макро..рогра/л-
апрования приводится ниже.
9.1. Допусти1 ие символы
ХопустЕлдли являются все сиыволы, представленные в коде ASCII
9.2. Представление данных
Данные представляются в десятичной системе счисления в формате
с йликсированнсл запятой. Целая и дробная часть числа при програими-
рованил разделяются десятичной точкой.
9.2.1. Константы
Константой является действительное число, представленное в деся-
тичной системе счисления в диапазоне - 8388CU7,99999- +8388607,99999.
Точность представления числа в системе O.CuJCI. Иными словили, наи-
меньшее положительное число +С,000С1, наибольшее отрицательное число
-0,00001.
9.2.2. Переменные
ыеремзнлО.. является величина, представленная через параметр,
поэтому в датьне.пасм вместо понятия переменная будет употребляться
терт.шн "Параметр".
В данном УЧПУ предусмотрено два типа параметров: системные и
формальные.
9.2.3. Формальные параметры.
В данном УЧЛ7 предусмотрено 195 формальных параметров с .номерами
Г...195. Совокупность самаола и следующего за ним номера образует
формальный параметр системы.
2.5748275.OG0OI-O3 34 01
?jf 16 - формальный параметр 16
Формальные параметры не имеют каких-либо «риксгооваиных значений
предназначены дан использования в качестве переменных в различных
выраяониях языиа. Любому параметру nporpawwcTO.. может быть назначена
иэбая величина и истолкован ее смысл по его усмотрении.
t
80
Все 195 параметров имеют один формат представления данных и
могут принимать значения только десятичных величин в диапазоне -
-8388607,995ЭЭ„.+8388607,99999 с точностью 0.00001.
Доступ к формальным параметрам с номерами 1-26 можно получить
через символы букв латинского алфавита в соответствии с табл.
Таблица 20
| Буква Номер Буква Номер Буква Номер
А I 3 10 S 19
В 2 К II т 20
С 3 L 12 и 21
J) 4 м 13 V 22
Е 5 л/ 14 V 23
F 6 0 15 X 24
G 7 р 16 У 25
н 8 Q 17 Z 26
I 9 R 18
Такц{л образом, записи #3 и # 4 в выражениях языка полностью
равнозначен^.
9.2.4. Системные параметры
Системные параметры в отличие от формальных, имеют определенны!
фиксированный смысл, изменить который нельзя. Однако, системные пара-
метры могут использоваться в
является то, что яе для всех
их величины.
При работе с системными
вираз;ениях языка, особенностью при этом
системных параметров возможно изменение
параметрами нужно руководствоваться
следующей таблицей, в которой приводятся сведения о представлении
данных, их формате хранения и возможностях изменения величин по
группам параметров.
Системный параметр образуется совокупностью символа & в сло-
^.дующего за ним номера.
Величина системного параметра может быть только целым числом.
2.5748275.00001-03 34 Of
7 ’ 4орми 5a I\'CT 2 1<Х-6Я Таблица 21
п/е Параметр Содержание Фор* ат слот, г . следил Условия использования
I. 3. &2 Текущее состояние илы щ<ля: мз а 2=3 f14 & 2=4 MS & 2=5 Байт, двоичная Считывание
2. <84 Дискретность индика- ции геометрических данных I цкм - Л 4=0 10 мкм - <3 4=1 байт, двоичная сиятыванде
3. Л? Свидание конца кадра байт установка, считывание
7 i •• । k, W# i?Jf? 4. r - Заг1 ет о таисва в по- дуавгоматичсском ре- зшме отработки УЛ на один кадр Д Ь = С останов разрепен ДЬ = I останов запрещен байт установка, считывание
5. <£2I J? 22 Активизации ермгьгь- них параметров при обращении к подпрог- рамме от #А до # Р от/- Q до слово, двоичная считывание
6. J? 23 Номер действующего корр . то; a iu дану инструмента (И) слово, даоичная считывание
I. ’ £ *7 & 24 * Номер де-ству-дого ко; к.ора на радиус инструмента ) слово, двоичная считывание
6. <£25 Задание последова- тельности операций в циклах измерений j слово, двоичная считывание
$ 1 1. 1 1 7ис- о егтлоопс ЛППГТ ГЛ Ъ/. Л1
« — Л • О t* vJkAzv<X 'LAJ Л V 4
Г — X ‘in. A । . . . . * ' "
Л Форма 5s ГОСТ 2 10".68 Продолжение табл. 21
к" п/п Параметр Содержание Формат сист. счисления Условия использования
9. А 26 Номер инструмента в шпинделе слово, де. считывание
10. & 27 Подача, действующая в текущем кадр слово де. считывание
II. £28 Абсолютное положение в рабочей системе коор- динат по цикловом оси до начала цикла 2 слова, двоичная, мкм считывание
12. & 29 А 30 А 31 А 32 Текущее значение коор- динат в момент касания по X по У по,? по 4 к 2 слова, двоичная, мкм считывание
бл I Подпись X д гл 1 -Э 'Л 13. <U3 А 34 <£35 А 36 Абсолютное положение в рабочей системе коорди- нат в начале текущего кадра: по X по У по,? по 4 к. 2 слова, двоичная, икм считывание
< । А И ив. № ду «5 14. А 39 А 40 А 41 Размер инструмента после измерении по X по У по 7 2 слова, двоичная, мкм установка, считывание
Подпись и .fltja |и i\ 1 ч ч ч 15. & 42 А 43 А 44 Отклонение размера по X по У по 2 2 СЛОВА. Л.ЛОВЧНЛЯ. Н/СН установка считывание
Г
— * 2.574827b .00001-03 34 Of ЧиГГ
- — 92
41 1 • I . «и . Д' Г* It _ * -4
1 я» с? bj Еродолзенис табл.21 •
^уп; Параметр Содержание Формат сист. счисления Условное использование
1/ о о е * 16. & ICGI ? & IGQ2 Величина коррекции на размер инструмента в соответствии с номерами -4>,Н I 2 2 слова, двоичная, мкм установка, считывание
А 1239 299
17. 4 ioJi 4 2СС2 '<£ 2CJ3 & 2CJ4 См по мюние нулей координат £54-6 59, СШ,СМ2 Ctil по X по У по 2 по 4 к 2 слова, двоичная, мкм установка, считывание
1 с и 4 2u30 & 2С31 * & 2С32 /7 59 по X по У по 2 по 4 к
2L* • м-'/1'- 18. & ЗЗШ 4 30G2 A 3JC3 А ЗЗС4 Смещение абсолютного нуля координат стайка по X по У по 2 по 4 к 2 слова, двоичная, впал установка, считывание
", N III К — *** 19. Д 3005 Д ЗСиб Г & 3007 А 3008 Координаты зона смены инструмента по X по У по .7 по 4 к 2 слова, двоичная, мкм установка, считывание
-| si с 1 у 1, :1 20. & 3009 Лзшо Л 3011 Координаты измерителя инструмента по X по У по J? 2 слова, двоичная, MICM установи, считывая. -1. ИС
и ! I 2.5748275.CoJ0I-03 34yjl Лио
1 я“!
— Ь"—— - i-*•-. • 1 • ’ • •' ' «1 г Л -4
1 4 .... - .. Форма 5а ГОСТ 2Л0С-Г8 L ш , Продолжение табл. 21
Y.ib ц/п Параметр Содержание Формат сист. счисления Условное использован.
21. < А 3012 £3019 Параметры калибров 2 слова, двоичная, мкм установка, считывание
22. <8 3020 £3021 £ЗСи2 £3023 £3024 £3025 Погрепность измерителя летали при перемещении в + в - по координате X У Z 2 слова, двоичная, тем установи, считывание
23. * £ 3026 £3027 £ 3028 Погрешность измерителя инструмента при переме- щении в + в - по координате X У 2 слова, двоичная, мкм установка, считывание
1 1 io 11Сь н дата X 1 * *
, ,у "О" ч,| 1 io гик» И .1r J 1 Ним ннп .V И HR. м дуб.1 к S £3029 £3030 £3031 7
1 у J i 24. <8 3032 £3033 <83034 <83035 £3036 <8 3037 Л3и38 А 3039 Координаты позиций по осям для функции: &30 X У 2 4 £зт х У ? 4 2 слова, двоичная, мкм установка. считывание । 1
1 00001-03 34 ОЪ 1
| _ ' ' ' 2.5746275.
-SI л «mi Ли» г м> ч [ мпть алтд - —1— ——л >, • п -4
I
»Тк 1 . . * * ' Форма 5а ГОСТ 2.I0C-G8 /Л ) - Прододаоныо табл. 21
IX п/л Параметр Содержание Формат сист. Условное * * сиясления использование
25. JJ4CGI .84002 Л-4020 Зходные сигналы по 6aiiT, считыва адресам двоичная 167602 167603 ние
167625
26. Выходные сигналы по байт, установка, адресам: двоичная считывание Л 5001 167630 45002 I6763I 4 5008 167637.
олл.).. 1 юлпись и :r,fi В чм шт №1Инв Л? дубл.| Подпись и лТггП $ V $ 27. « Действующие пункции байт, считывание 4 6ь01 G 0-03 двоичная 46002 С, 4 46003 С, 9 46004 G10 46005 С 17- й 19 46006 G 27-С31,СЮ,С32 46007 640-#42 4.6308 G 43, /744,/749 46009 б45-#48 46010 653-/759 46CII Z?80-6fcS 46012 690-691 46013 692
J! 1 28. Обменные ячейки бант, считывание, < электроавтоматики двоичная установка 47001 B2CD
— X7I28 В377
iilljii. М г 5 Г 2.5748275.00001-03 34 01 —1 ——И ё ’ ~~~ Дне 1
R - И чч! Ли» Т Л- ; « Пс.’.пис» Ди*л
о
Примечания;
I. Системные параметры групп 16, 17, 18... 24 доступны опсра-
Труллы 25, 26, 28 в подрежиме индикации логи-
ngflii
ческих сигналов.
2. При считывании величин системных параметров в формальные
параметры вся величины считывается в целую часть.
Если считать абсолютное положение 100.548 мм в формальный пара-
^метр, то в нем окажется 100548 мкм.
3. Представление данных производится в двоичной системе, это
нужно учитывать при программировании логических операторов.
Програ-нмирование выполняется обычяыгж десятичными числами.
9.3. Выражения языка макропрограммирования
Выражения предназначены для проведения арифметических, логичес-
ких операций, операции присвоения, вычислительная функций в ходе
выполнения программы.
В состав выражений входят:
- десятичные числа,
- параметры,
- операторы,
-функции.
Числовые величины в выражениях задаются или непосредственно
десятичным числом, или через параметр .
9.3.1. Способы обращения к параметрам
Существует два основных способа обращения к параметрам:
- непооредстве;1ный,
- косвенный.
Подпиг
9.3.I.I. непосредственный способ
При обращении к параметру непосредственный способом подразуме-
вается, что в выражении будет использоваться величина, находящаяся
в данном параметре.
Пример: $ I
Такая запись в выражении означает, что будет использоваться
величина, находящаяся в формальном параметре с номером I.
2.5748275.00001-03 34.01
Л1К. ,
. тс.
со
3
и
о
i_
Л
ч
Z.
§
*
Разновидностью данного способа обращения является обращение к
формальным параметрам с номерами 1-26 через буквы латинского алфавита
(см. таблицу 20 )-
Таким образом, программирование # А означает то же самое, что и
программирование * I.
Пример:
Л 1
L Такая запись в выражении означает, что будет использоваться вели-
'чина, находящаяся в системном параметре с номером I.
Примечание К системным параметрам нельзя обратиться через буквы
латинского алфавита, используя непосредственный
способ. Иными словами, запись вада А является не-
дг пустимой.
9 3.1.2. Косвенный способ
При использовании косвенного способа обращения к параметру подра-
зумевается, что параметр содержит не саму величину, которая должна
использоваться, а номер_параметра, в котором эта величина находится.
Пример:
* * I
Такое программирование означает, что в выражении будет использо-
даться величина, находящаяся в формальном параметре, номер которого
™ держится в параметре IF I.
Например, если параметр * I содержит число 10, то при выполнении
приведенной записи в выражении будет участвовать величина, находящаяся
в формальном параметре с номером 10.
| Другая форма этого же способа:
А
поскольку #1 и # А являются одним и тем же параметром (см. таблицу А?)
Программирование обращения к системному Параметру косвенным спо-
собом производится следующим образом;
Пример:
& # I
Эта запись означает, что ь выражении будет использоваться величи-
находящаяся в системном параметре, номер которого хранится в формаль-
ном параметре I.
Например, если формальный параметр содержит число IOOI^to в
выражении будет использоваться величина, находящаяся в системном па-
раметре с номером 1001.
Иная форма записи:
а? # А
полностью эквивалентна^’/' I, так как 4 I равнозначно # А (см. табли-
цу ).
Лист
97
И1М. Лист| Ла дон ум.
Подпись Ддта
2.5748275.00001-03 34 01
3
§
!
ю
Я
О.
Примечания:
I. Системный параметр не может содержать номер параметра.
То есть, программирование типа/^ I А) является недопустимым.
2. Нормальный параметр, указывающий номер, должен содержать ТОЛЬ'
ко целое положительное число. Это число должно являться допустимым
номером формального или системного параметра.
В противном случае возникает ошибка.
9.3.2. Оператор присвоения
Оператор присвоения программируется символом "=" и означает при-
своение параметру, стоящему слева от него результата выражения, за-
программированного справа от оператора присвоения.
Пример:
# 10 = #26
Параметру # 10 присваивается значение параметра # 26.
Программиро вание
4 10 * приведет точно к такому же результату, поскольку*^ и
* 26 - один и тот же параметр.
Пример:
В = & 10
Формальному параметру, номер которого находится в формальном па-
— раметре # В присваивается величина, находящаяся в системном параметре
номером 10.
X Пример:
* /#Е=Л#А
X Формальному параметру, номер которого содержится в формальном па-
> раметре Е, присвоится величина системного параметра, номер которого
находится в формальном параметре А.
Пример:,
# Е = II (I) - параметру #Е присваивается величина II
# 11 ж 0.5 (2) - параметру #11 присваивается величина 0.5
# С = 300/(3) - параметру#С присваивается величина 300/
J2#C=*#E(4)- системному параметру с номером300/присвоится ве-
личина 0.5
Последовательность этих выражений эквивалентна выражению
3 ЗОО/хО.5,
но универсальность выражения (4) значительно выше.
При работе с оператором присвоения необходимо иметь четкое пред-
ставление о способах обращения к параметрам.
Им. Лист ' М докуй?
Подпись Дата
Копировал:
Формат А 4
Лист
1Г
2.5748275.00001-03 34 01
5
*£
9.3. J. H неный ; пр 'Биения
Неявный о..ерат р -рлсвоения вгобде не npoij ;«хируегся, а выполни-
г—я ,гте- ггически при выгщлненш ар; ф-v гического вгу пения следующим
образе н-
кр .’нему левому ..ара-этру присваивается результ_т ардиетического
ВЫТ1Ж " -.Я.
4 пример :
#10 + # S1 - *65
Б р-эультате выполнения зте" выражения к величине параметра * 19
добавит ся величина пат _метра * 81 и вычтется величина п араметр з * сБ,
после чего ар метру # 10 будет присвоен результ т этих действий
(см. "Ариф тические вырат эния").
С этой точки зрения выражения:
« 20 + *41 - * €Ь и
*29 - *20 ^*£1 - #65
полностью эквивалентны.
Примечание. При использовании неявного р кисвоения чте-
что величину некот.рьх системных пара-1
•енить нельзя. То есть, этот параметр не мо-
Поцобное программирование
ния.
№ Юйум
naw |';ЛТЗ
тлч вы-злнения аряфчети-
операторов, оператор
дует пемлить
метров
жет быть первым в выражении,
вызовет ошибку.
9.3.4. арифметические выражения
-ф- гические выражения программируются
ческих вычислений и состоят из ариф/стических
присвоения п .. метров и десятичных чисел.
9.3.4.1. Оператор сложения
Лрсгр мируется символом "+" (знак плюс).
Выполняется операция сложения зеданных величин.
Результат помещается в параметр, определенный оператором присвое-
Примет:
#2? = 100.001 + 22.76
В результате этого выражения число 122.761 -сместится з параметр
х'б?
Пример:
Е величине параметра * А добавится величина, находящаяся в пар
метре
Равн.ценная запись:
2.5748275.OOoOI-Cb 34 01
99
Пример:
# 24 = I02.I ♦
Параметру с номером 24 будет присвоен результат сложения числа
102.I с величиной системного параметра, номер которого содержится в
параметре R.
Примечание. Знак плюс используется только для задания операции
сложения. Не допускается использование знака плюс
для задания положительной величины.
Пример:
#В.+ 10.8
Программирование неправильное.
И В > 10.8
Правильная форма программирования.
9.3.4.2. Оператор вычитания
Программируется символом (знак минус)
Выполняется операция вычитания в соответствии с арифметическим
правилом. Результат помещается в параметр, определенный оператором
присвоения.
*
>3
* S
&
v
Пример:
#<? = 100.001 - 22.‘7б
Разность будет размещена в параметре
Пример:
Из величины, хранящейся в параметре 0 к вычитается величина,
находящаяся в параметре
Равнозначная запись:
* А = * A -*F
Пример:
*24 = 102.1 -
Параметру с номером 24 будет присвоена величина разности между
числом 102.I и величиной системного параметра, номер которого содер-
жится в формальном параметре
Примечание. Знак минус можно использовать для задания отрицатель-
» ной величины.
Пример:
ГН =• - 5
Программирование правильное.
ГН - 80.5 - - * А
Конструкция также допустимая и означает лишь то, что из числа
80.5 нужно вычесть величину, противоположную величине параметра Г А,
результат поместить в # Н.
г.
Лист
2.5748275.OOOOI-CB 34 01
Иис Лист М докуй?
Подпись Дета
Фоомйт А-4
S
8
Эквивалентное выражение
АН = 80.6 + #А
9.3.4.3. Оператор умножения
Программируется символом "Х-" ("звездочка").
Выполняется операция умножения в соответствии с арифметическим
правилом. Результат помещается в параметр, определенный оператором
присвоения.
л
* 85 = *«7 * Ь.04
Результат умножения величины, хранящейся в параметре * У на чис-
ло 5.04 будет помещен в параметр # 85.
Пример:
*.7*5.04
Величина.нлходящаяся в параметре *<7 умножится на 5.04, резуль-
тат операции будет храниться в параметре <7.
Пример:
& 1001 ** X
Выполняется операция умножения величины, хранящейся в системном
параметре Л 1001 на величину, находящуюся в формальном параметре # X.
Результат поместится в. системный параметр, номер которого содержится
- формальном параметре J*^.
™ 9.3.4.4. Оператор деления
Программируется символом "/" (наклонная черта). Выполняется опе-
рация целения в соответствии с арифметическим правилом.
Результат помещается в параметр, определенный оператором присвое-
НИЯ.
я
с
£
Пример:
# 71 = 55/J! * 29
Результат деления числа 55 на величину системного параметра,
номер которого содержится в формальном параметре # 29, будет помещен
в формальный параметр А 71.
Пример:
# Y = 3/2,5
В формальном параметре будет храниться результат деления числа 3
на число 2.5.
9.3.4.5. Точность выполнения арифметических операций
Все арифметические операции выполняются с точность» 0,00301.
Результат арифметической операции не должен превышать по модулю
величины 8338607,99999. Если величина результате превысила указанную
величину, то результат будет представлен заведомо неверным числом.
2.5748275.00001-03 34 01
---------------i_______
Лист
мГ
н»м. Лист| Л» докум
Появись Д«тв
ИИ8..ЧНУДЛ Иь.гпиц, и лата IBtaM, пн» л [Пив Ай дубл ' Подпись и дата |
-j&rsfa J/SJf j “ Форма 5a. ГОСТ 2.106-68
При выполнении операции деления результат может оказаться меньше,
чем 0,03001. В этом случае, результат операции деления будет представ-
лен числом 0000000.00000.
Во время выполнения операции умножения производится контроль со-
множителей на превьщэние по модулю величий^ 8338607.99999. Если хотя
бы один из сомножителей превысит ее, вычисления прекращаются и выдает-
ся сообщение оператору.
. При выполнении операции деления происходит контроль делителя на
^равенство нулю и превышение по модулю величины 8388607.99999.
Если обнаруживается деление на ноль или на величину по модулю
большую, чем 8388607.99999, то вычисления прекращаются, а оператору
выдаются соответствующие сообщения (см. "Инструкцию оператора").
При выполнении операций сложения и вычитания контроль участвующих
в них величин не производится.
Таким образам, при программировании арифметических операций нужно
располагать хотя бы оценочными сведениями о величине результата.
9.3.5. Логические выражения
Логические выражения языка макропрограммирования предназначены
для работы с двоичнюли разрядами величин, хранящихся в параметрах.
9.3.5.1 Оператор проверки разрядов АЛ®
С помощью оператора /42? программируется проверка двоичных раз-
^-.ядо величины, хранящейся в параметре, запрограмм1гровг#шом слева от
АЛТ> , двоичные разряды для проверки задаются десятичным числом, за-
программированным справа от A/J> .
Пример:
# Р АХо) 5
о о
Число 5 представляет собой следующую сумму 5 = 4+1 =2 +2 ,
иными словами двоичное представление числа пять таково:
5,, ~ Ю12 ,
где единицы стоят в разрядах с весом 2 и 0.
Таким образом, при выполнении этой операции будут проверяться
нулевой и второй двоичные разряды величины, хранящейся в параметре Р.
> Пример:
£ J?*Z/X2? II
Двоичное представление десятичного числа II выглядит так:
II = 8 + 2 + I = 23 + 21 + 2°
или степени числа 2
II - ЮН-
1и Я
2.5748275.00001-03 34 01
Лист
~Я2\
Лист] А? юкум.
Подписи Дата
ные
То есть, в результате будут проверяться нулевой, первый и третий
разряды величины, хранящейся в системном параметре, номер которого
содержится в формальном Параметре *%.
Пример:
* 54- AMD
Число II.91 в двоичном представлении выглядит так:
II. 91
IOII
। •» -W
I НО 100 ОН по по,
У -------------------—дробная часть 0.91
--------- ------------целая часть II
При выполнении операции будут проверены представленные выше двоич
разряды величины, хранящейся в формальном параметре # 54.
Номера разрядов для проверки можно задать и десятичным числом,
хранящемся в параметре, с использованием любого способа обращения к
параметрам.
Пример:
/А АЮ
Число, определяющее проверяемые разряды * А, находится в пара-
метре .
Пример:
tKAUb&M К
Номера разрядов для проверки задаются величиной системного пара-
метра, номер которого находится в параметре & К.
Логический оператор АкЬ является фактически условным оператором,
проверяющим единичное состояние указанных разрядов.
Результатом операции является передача управления областям про-
граммы в соответствии с оператором передачи управления (см. "Условные
выражения", "Оператор передачи управления"). При этом равенство хотя
бн одного из проверяемых разрядов единице означает выполнение условия
проверки. Таким образом, логический оператор AMD выполняет функцию
логического "И" в отношении проверяемых разрядов.
9.3.5.2. Оператор установки разрядов С>Д •
ь Программирование оператора ОМ позволяет задать единичную величи-
ну тем двоичным разрядам параметра, запрограммированного слева от опе-
ратора ЙР , номера которых определяются десятичным числом, запрограмми-
рованной оправа от 04. Состояние остальных разрядов параметра не изме-
няется.
Задание номеров разрядов для установки программируется аналогично
оператору/^ (см. "Оператор проверки разрядев AMD").
Ин.
Лист Xi докум.
Полнись Латп
Лист
/Z7J
2.5740275.00001-03 34 01
Копировал-
Форм 1 г А 1
8
С
о
k 4 “Л ДО
оператора ХОХ
*
Ч'
Пример:
* Р 0£ 5
Б параметре * Р будут установлены нулевой и второй разряды. Таким
образом, если до операции установки формальный параметр * Р содержал
нуль, то в нем окажется число 5.
Рели же в параметре *Г, било какое-то число, допустим, 6 , то
произойдет следующее:
Десятичное число б имеет такое двоичное представление
? 6„~ 110^ (22 + 21)
и число 5 представляется так:
~ 101ж (22 ♦ 2°)
То есть, в параметре *Р второй разряд уже установлен, значит
после выполнения оператора установится только нулевой разряд.
Иными словами, двоичное число будет таким:
И1Л или десятичное 7 /е
Из приведенного примера ясно, что оператор реализует логи-
ческую функцию "ИЛИ". -
9.З. Б.З. Оператор, сброса рчз^дцов ХСХ’
При выполнении запрограммированного оператора ХОХ* производится
обнуление тех двоичных разрядов в параметре, запрограммированном слова
’ , номера которых заданы десятичным числом, занрогрим-
мированным справа от ХОХ .
Состояние остальных разрядов параметра не изменяется. Задание но-
меров разрядов для сброса программируется аналогично оператору /&J)
(см. 9.3.5.1).
Пример:
* Р ХОХ 5
В параметре * Р будут сбрспены нулевой и второй разряды. Таким
образом, если до операции сброса формальный параметр j^P содержал нуль,
то состояние двоичных разрядов параметра не изменится.
Если же параметр # Р содержал величину, отличную от нуля, напри-
мер,- 6, то выполнится следующая операция:
_Двоичное представление числа 6
- б„~П0,
101,
В параметре^1 Р должны сброситься второй и нулевой разряды, но
нулевой разряд уде равен нулю, значит обнулится только второй разряд
и в^*Р окажется число 0X0 или десятичное 2.
Him. Лист Дг ЛОкум. Поап.с, Дата
<1>ппмят Л-4
Лист
ж
2.5748275.00001-03 34 ОХ
3
8
e
имеется возможность вычисления
косинуса, арктангенса, нахождения
Таким о бра ium, оператор ХС£ выполняет логическую функцию
"исключающее ИЛИ".
Примечание. При выполнении , ХОХ1 производится контроль
числа, определяющего разряды, на допустимую величину 8388607.99999.
9.3.6 Вычисление функций
В языке макропрограммирования
функций квадриного корня, синуса,
•^дуля числа и операции округления чисел.
Аргументами функций могут быть или непосредственно десятичные
числа, или параметры с любым способом обращения.
Выражения и функции аргументами быть не могут.
9.3.6.1. Вычисление квадратного корня
Вычисление квадратного корня программируется с помощью оператора-
функции
•SQR (аргумент)
Пример;
SQfi 5.5
Вычисляется корень квадратный из числа 5.5.
*
•3
и
С
тов величин,
л
з
Ч
# А
Вычисляется корень квадратный из величины, хранящейся в #А,
результат помещается в системный параметр, номер которого содержится
в#5-
При выполнении 50Г производится контроль знака числа под корнем
его величина, которая не должна превышать 8388607.99999.
Кроме оператора-функции SQR существует специальная функция 2>50. ,
помощью которой можно вычислить корень квадратный из суммы квадра-
хранящихся в параметрах # 88 и # 89.
Пример;
*А
Такое программирование означает,.что выполнится операция
/Т#В8)2 + (*89)^ • и результат присвоится параметру ф к.
Допустим, параметр #88 содержит число 3, а #89 - 4. После вы-
feлнения функции/»^ и оператора присвоения в параметре #А окажется
число 5.
Функция J)SQ работает только с параметрами #88 и #89. Аргумент
у функции 2)$0. недопустим.
9.3.6.2. Вычисление синуса и косинуса
При вычислении функций синуса и косинуса запрогр; ммированная ве-
личина аргумента воспринимается как десятичное число в градусах, г.ге
Л
2.5748275.ОООЙГ-ОЗ 34 Ш
| Лист
|W
И»м.
Лист| № л ок ум
Подпиы. ДйТП
3
8
еч
и
о
«
ю
я
7
О.
§
дробная час: и «.знача. т ,соответствующие доли грдцуса.
Величина аргумс нта должна находиться в диапазоне ] -181 , 181 £
,Lp-. р.г/чир :Е?.ние'вычисления синуса и косинуса осуд«ствяяе1ся с
помощью . льраторэв-функций SIN и COS
S/N (аргумент)
COS I о/чумен#)
Пр,мер:
* 'I Г/Л/ 30
Еучис..ябтся величин , синуса чис :а 30, где величина 30 восприни1 -
в градусах, то есть параметру #• 71 будет присвоена :• .дичина .?.£,
рав ад лл 30.
Пример:
#G = COS Я #66
Выч/ пяется косинус от величины системного «• я. «тстря, номер кото-
рого находится в #66 и результат присваивается . лр>а”етру # G.
При выполнении SIN и COS производится контроль величины аргу-
мента на допустимое значение.
9.3.6.3. Вычисление арктангенса
не J -181
при вычислении арктангенса величина аргумента должна находиться
в диапазоне (-638860 .99999^ + 83886С ,999997 . Ь ре «ультате вычисле-
ния получается десятичное число, имеющее размерность .р^дуса в.д uia-
181 [
Пт с гравируется вычисление арктангенса с г^тодью оператора-функ-
ции A TN.
ATfJ (аргумент)
Пример:
# F - ATNI
Б результате выполнения этого выражения число 45, равное I»
присвсшся параметру Н.
ёр.. - оператора-функции АГА/ существует спещгльная функция 1>ТА/
npoi ратинированием которой задается вычисление величины
# 89
ctJ
Пример!
I DTN
Вычисляется
«нкцияз?/"^ работает
функции 1)ТМ недопустим,
и внчис.книи арктаЯгенс-Н прей: дидся контроль величины ар^гу.
••ента на допустимое значение.
QO
—— и результат присваиваете н параметру I.
только с параметрами 89 и# 88. Ар; у-
Hw.UlHCij .У. Д0 ДЧ. IHonw.t Дата
К”’ .IJV п.,1.
►!ист
2.5748275.00001-03 34 01
Э.5. С.4. *уь. г;*л ' f>i. -чин чисел це .
В я ••ак. Лрц Ч Г|' , , ' - pj'i
чи д ц ..'. :
- - - . . • . .:. л с г 1У*-1
/'V-.
н:'- г .
. р . •...•(’„••>••. |'Х_ I ч. . еу Ti чет я г- ду
RVI1 ' ; у -нт) - . . . • У
' ..у. нт) - _ . с I . Т'
F(/P 4;у I’") из' :<
£ - . чш 1У ' • и'{” - < i -1 •
.10.3.
, "... л у. 10 ?, ><
0.3 < ?...
’ Я ND lO.tODOI
\ ’Ktу. л . . . 11.0, . ' г .
-1 j - - _ . •: . • : '
гу. .
-10.: 0001 . ; . -II.
I/•:<?:
F/X
1У ’I ' ‘.'I : ' 0
' ’Р:
/=// -3.0
. О.ч -131 .. . ю
• • 1 . . 1з 'Г/-^ •
.
Р‘-
# FUP
; 1 -Г , _ . 101.0 _ .
FUP -1ЭЭ.1
I
7». >.е i-ьЗ 34 01
3
8
л
помощью оператори-
находящегося в пара-
А.
проверяется допустимая
8388607.99999.
Произойдет округление до -100.0.
1о есть, оперттор-функция FUP всегда округляет до большего целого
При выполнении операций округления проверяется допустимая величина ар-
гумента, которая не должна превышать 8388607.99999.
9.3.6 5. Определение модуля числа
Определение модуля числа программируется с
функции ABS .
ABS (аргумент)
Пример:
#3 » ABS А
Параметру #J) присваивается модуль числа,
метре, номер которого содержится в параметре #
При выполнении операции определения модуля
величина аргумента, которая не должна превышать
9.3.7. Условные выражения
Условными считаются выражения, в которых запрограммирована про-
верка какого-либо условия.
В языке макропрограммирования предусмотрено задание проверки сле-
дующих условий:
- равенства,
- неравенства,
- больше,
- меньше,
- не больше,
- не меньше.
Программирование проверки условий осуществляется с помощью следую-
щих условных. операторов:
= =т равно
/ ~ не равно
- > больше
< меньше
> = больше или равно
< — меньше или равно
Формат условного выражения должен быть следующим:
(параметр, или выражение),(оператор сравнения), (число, параметр или
выражение).
Условнее выражения не могут начинаться с числа. Попытка программи-
рования условного выражения, начинающегося с числа, приведет к ошибке.
Лист
2.5748275.OOCOI-CB 34 01
И»». Лист Кг докум.
Подпись Дата _________
Копировал-
Ф- рмят А 4
8
8
5*
В К щ- ус овн. 81; . ’Я иЯ3.1ТГЛЬН нужно Зр >Гра№ г
с.1 : ‘ЧИ упр. ення ’ части пре ; И, KOTOJJ <,
нить . .н ни • ip i ...н« о условия. ?• г • рре чи
угр. п.тения вс 1>ы1. лняется ^сл< .чей (ом. "Упр ав. ние ьг ллнейж
пр .
Iij.. 'р > y>b~hhl л те рзторб т в с ет у
вирнжг к ko'.v лу елрин л- бегания, предья.ляе к ус-
ф „ .жен-ш’
м < бр • . об: бранный ф рмат условного внражёния следующий:
(пар .р или l раже:::-), (у лес й .черггор илиХЛ2>), (параметр или
ыр.1Ж‘лие), (сг iTop г р .чи yi .вления).
Пт шие О’ ер тора ,vp' ;-чи управления п дробно рассмот-
рена в р -Оделе "Улрдв н: вн .олнен пр гр пйы", почте еу ните внес
пре jВпния прив ^ятся у хмннания как символа Оч
Пример:
* #&
,.г вернется р венствэ • ар етрг. #28 величин, , нахо-
дящееся в I. “Г“ *б2 -
7?ли ни величины равны, то про
в тствии с пер .тор м гХ
,ет перег ,ча у ’'авления в соот-
У'чг
• * I > Э j" + I
I - тат в- ... ч,,г' 1 'нип пр~из 1
чин , в * I .IJ ' ~Ч с -
е параметра X I ^'МЯ’ЛчктСя ни единицу, а затем прогзойд т i
. ‘ля — гв' . 1 с _ .. эр
-.р.г р:
* Зо AtJ) 7 (с/)
Пров ряюгся ну-е^ й, pi ~~4 и второй рэаз; ды величину систем юг
лгтт -., 1 • >т р гс находится в формальном п ip .метре #32, и,
t ели х гл б> дин из г эр лов имеет еминичную величину, пр эизойд п“
р(—jq управлении в cootf ~стт. и с oner .тором <Х .
Зр: -ер:
Пх х д •• г . |','Х , у 41 I угли;...:' Еыргт' , нач -
аь/то »tC->*S(d)
; чанг гьчос. . гия f . . н -
ни.1 ус.~ -я, .нч, го условн сражении, у при
вае я ' г. "У плени виюлнени- м пр "
IHu.lJlHCT
М ДОК\ 1
Пули.» Дата
\205
2.5748275.00001-03 34 01
Uhb.N. iio.in. Подпись и .ига Вшм. инь. .\, Пни Л» ад~ По щись и дата
j/Af? „fjp * Форма 5а ГОСТ 2 106-6S
9.3.S. Текстовые выражения
для формирования текстовых сообщений оператору в ходе выполнения
программы в языке макропрограммирования предусмотрена возможность про-
грамм лрр вания текстевых выражений.
Текстовые выражения могут быть частью вычислительного кадра, или
программироваться отдельным кедром.
В текстовых выражениях допустимы любые буквы и символы, включая
.символы русского алфавита. Текстовые выражения программируются в соот-
ветствии со следующим форматом:
г
I---------- сообщение
Длина сообщения не должна превышать 27 символов.
Примечание: "Стереть" ранеее сформированное сообщение можно,
в текстовом выражении
запрограммировав пробел
Сообщения появляются на
текста с периодом I с
экране БСС'Л в вцце мерцающего
(см. "Инструкцию оператора").
9.4. Структура программы
Управляющая программа, написанная на языке макропрограммирования,
состоит из последовательности кадров двух типов:
- - технологических кадров,
- вычислительных кадров.
9.4.1. Технологический кадр
Технологическим считается обычный кадр, содержащий задание на вы-
полнение любых технологических функций, как и в случае традиционного
программирования. Особенностью технологического кццра при макропрограм-
мировании является то, что задание на выполнение ряда функций может
программироваться через формальный параметр с непосредственным спосо-
бом
обращения к параметру, кроме обращений через буквы.
Через Параметр программируется:
код Сг -функции
задание на перемещение по адресам Х,У,-? ,4
- величины векторов
- величина "Подачи
- обороты ип’лнделя
Номер ПНСтру v 'НТа
- номера корректоров
- задание по функциям X? и Q
величина паузы Е
- количество повторений Z
D«H
И>ь.
Лист Л» ,т“' ум.
IV
Дота ________
ИглИШГНыЛ'
2.5748275.00001-СЗ 34 01
. ItCT
по
*
8
д
Пример:
G*1
Запрограммирована G -функция, код которой находится в парамет-
§
*
11
£
Пример:
X * 28 У * 78 F+6
Запрограммировано перемещение с подачей, величина которо й нахо-
дится в*^, задание на перемещение находится'.
=. по X в параметре # 28,
по У в параметре # 78.
При использовании формальных параметров для задания по технологи-
ческим адресам следует помнить, что первое присвоение числовых значе-
ний параметрам должно происходить раньше, чем начнется отработка кадра,
В котором они используются.
Следует также помнить, что задания по технологическим адресам
воспринимаются как целые числа, следовательно, дробная часть величины
параметра, через который программируется задание, при отработке будет
просто отброшена.
Бели заранее известно, что величина параметра, через который про-
граммируется задание, в результате вычислений окажется дробной, то ее
можно округлить, используя операторы RMj), FJY, FUP.
Отработка заданий на перемещение происходит в соответствии с
дискретностью системы.
Примечание: Косвенный способ обращения к параметру, содержащему
величину, ЦедопУ^^^;
Номера М, г программировать через параметр
нельзя. Выражения языка макропрограммирования в тех-
нологическом кадре недопустимы.
9.4 2. Вычислительный кадр
Вычислительным считается кадр, содержащий любое выражение языка
макропрограммирования.
Вычислительный
параметра.
Вычислительный кадр не может начинаться с числа. Длина вычисли-
тельного кадра, как i
чая символ ПС, который программируется последним.
Вычислительный кадр может содержать несколько выражений, в этом,
случае они должны разделяться пробелом (<_>).
Примечание. Вычислительна кадр не должен содержать технологичес-
кие задания. Их программирование приведет к ошибке.
кадр должен начинаться или с номера кадра или с
и технологического, ограничена 128 символами, вклю-
Дета
Лист
Tit
2
2.5748275.00001-03 34 01
Лист К» докум.
Подпись
^ЛПМПЛИЛЛ1
Фор* т 1
Взаимодействие техно""гическ.ж и вычислитель-
ных кадров в процессе ' тр чбетки программы
подробно изложено в разделе "Выполнение
программы"
9.5 . У пр твление выполнением программы
Программа, написанная на языке макро.прсгра'.миро вания, выполняется
^логической последовательности, заданной физической последовательность о
кадров, то есть точно также, как и програ-ча, написанная традиционным
способом. Сцнако, в язык* макропрограммирования предусмотрена возмож-
ность упр *вления выполнением программы с поме-зю оператора передачи
управления и номеров кадроь.
9.5.1. Но мер ‘кадра
Но ".ер кадра программируется точно также, к_к и при традиционным
npqi р-.ммироььнии.
Особенностью •акропрограммироЕания является то, что перед в'чи'ли-
те л ьнъм кадром программирование А/ не обязательно, если этому кадру
не будет передаваться управление программой оператором передачи управ-
ления.
Если же как-чду-либо, как технологическому, так и вычислительному
Й"Д1У. Судет предано упр-вление, то программирование номера кадра явлв
ется обязательном, в соответствии следующим фор' .том:
/ЙХШ
ХХХХ - иомег кадра, всегда состояций из четырех , первые три
из которых тл гут быть ведущими нулями, '“пускат: ъе ^гдие нули г.ри про-
грам.ми] ‘Вании :за~р< (аетег, этс приведет к <:бке ₽р*»д .че ynjarnf-
ния ।
JipHM'p
Пр травмирование правильное, но на этот кадр нельзя передать уп-
ра- лени-^
/Г0ЭЭ1 X У ^5'
Программирование правильное и в зтногении передачи управление н.
Т^и. обр ом, люб^й четырехзначный номер может являться метке?,
которую можь пере ,иь управление программой.
9.5.2. Оператор передачи управления
Оператор передачи управления является оператором, который всегд
„..злняст-я в конце вычислительного кадра, к передает управление про-
. т чммой к- цру по • unp^.’j аммиро₽нннг1лу номеру.
Про. г лмирование оператор. передачи управления в технологическом
Шет
.—<
112
2.5748275.00001-03 34 0/
и™. Лист .4 доиум. !по1п«сь Дата
3
2
о;
В-
<J
О
кадре не допуск.°тся.
9. а. 2.1- Безусловный оператор передачи управления.
Программирование безусловного оператора перс тачм управления про-
изводится следующим образом:
г, с< номер кадра, которому нужно передать управление, без провер-
ки каких-либо условий. Ведущие нули необязательны.
с( является положительным числом, если номер, котср лу передается
управление, Находится физически "ниже" выполни - го кадра, и отрица-
тельным числ< м, если передача осуществляется кадру, находящемуся
"вы_е" выполняемого.
Это правило является общим для любого опер ттора пер дачи управ-
ления.
Безусловный оператор передачи управления прэграмыиру тся или в
качре, не содержащем условных выражений, или от льны.'.: кадром.
Пример:
/ЮЭЮ
#А = # В + S/А/ 45 — 5* (-13)
После выполнения вычислений и присвоения результата г.сраиетру'А
произойдет передача управления кадру с номер м 0313, находящемуся"вы_е
данного кадра.
Пример:
// X 2300 Y * ”0
V 0019 Z 0
44 = # А + I
* (19)
*
Д 3319 >*#44 *3
Л- ^*7 X 230? 1303
При ьел : чии безусл.овн > адтора г.ер‘ • wi управления про-
и ййдег передача упрзвления кадру с номером 0319.
Лист
If5
инровлд:
Ф« ; v ат J- «
2.5748275.00v0I-03 34 01
Лист .V/ дог.ум
Полис* 7ата
S
8
я
8
4
9.J.2.2 Условий оператор передачи управления
Условный оператор передачи управления программируется только в
конце условного выражения и передает управление указанному кадру только
при выполнен;-» запрограммированного условия. Если же условие не выпол-
няется, то отрабатывается следующий за условным выполнением кадр про-
граммы.
Программируется условный оператор передачи управления так:
условное выражение, («<)
<L - номер кадра', которому
НИИ
нужно передать управление при вылолне-
условия.
Пример:
# А окажется меньсе величины систем-
находится в *70, то произойдет переда
выше" данного услое-
X/ G 90 X 1000 У 10
Если величина в параметре
ного параметра, номер которого
ча управления кадру с номером 0015, находящемуся
ного выражение. В противном случае будет отрабатываться следующий кадр.
Пример:
R 10 ** 66ЛЛ/Т> 10 ( 900)
N II V ft 60 OR ю
В кадре с номером 10 произойдет проверка первого и третьего раз-1
гядов (IOjq'•lOIOg) в формальном параметре, номер которого содержится
? параметре # 66 и, если они установлены (равны единице), произойдет
передала управления кадру с номером 0900, расположенному"ниже". Исли
условие в кадре 10 не выполнится, то будет отрав лываться следующий
кадр с номером II.
9.5.2.3. Назначаемый оператор передачи управления
Этот ви,д оператора передачи управления может использоваться и
как условны?, и как безусловный оператор передачи управления. Особен-
ностью его является то, что номер кадра,
ление содержится в формальном параметре. Способ обращения к параметру
может быть любым.
Номер кадра в параметр можно задать
Программирование осуществляется следующим образом:
которому нужно передать управ-
предварительно.
где об является не номером, а формальным параметром, содержащим
номер
Пример:
* W +L (*<* )
Величина формального параметра &fo'увеличивается на пять и проис-
ходит безусловная передача управления кадру с номером, находящимся в*1/
Лист № -о- vm. Помпись Дата
2.5748275.00001-03 34 01
Лист
Кг. провал:
т
3
8
&
о
§
!
Пример:
& 1001 = = 0 (** я)
Если величина системного параметра 1001 равна нулю, осуществляет-
ся передача управления кадру, номер которого содержится в формальном
параметре, номер которого, в свою очередь, содержится в параметре # А.
Номер кадра нужно, естественно, назначить предварительно.
Системные параметры .для указания номеров кадров в данном случае
*4
*
о
£
г
соответствии с
выполняются пер-
в поряцке их эапи-
^. пользоваться не могут.
9-6. Последовательность выполнения операций в выражении
Последовательность выполнения операций в выражении соответствует
порядку записи операторов слева направо. Изменить последовательность
выполнения операций с помощью программирования^выражений в скобках
нельзя, поскольку языком макропрограммирования не предусмотрено использо-
вание скобок в выражении.
Выполнение операторов в выражении производится в
их приоритетом. Те операторы, приоритет которых выше,
выми.
Операторы, имеющий равный приоритет, выполняются
си в выражении слева направо (за исключением оператора передачи управ-
ления).
Приоритет операторов возрастает в следующем порядке от низшего к
высшему:
- оператор передачи управления,
- арифметические, логические и условные операторы к оператор
присвоения.
- операторы-функции.
Если в выражении запрограммировано несколько операторов передачи
управления, то выполнится только последний оператор передачи управле-
ния. Тип оператора передачи управления влияния на приоритет не оказы-
вает.
Подробнее последовательность выполнения операций рассмотрена в
примерах.
Пример:
Запрограммировано выражение:
*" I а
*
2 + # 2 - 10** СЛ'20/SM''30
I +
I -
I *
* I/результат
ю
20
I.
2.
3.
4.
5.
б.
вычисление 5*030
Лист
ТУ
Фо-v
2.5748275.00001-03 34 Of
ии<. Лист Л*‘докум~
Пожпкс» Дата
2
8
CM
ь.
£
IO
<53
a
f
Это выражение фактически эквивалентно набору из шести элементар-
ных выражений 1-6. То есть, последовательность выполнения операций
будет с ле, дующая.
Первым выполняется оператор присвоения и параметру # I присвоится
число 2. Затем выполнится оператор сложения и к величине параметра # I
добавится величина параметра # 2, результат останется в параметре# 1,
то есть присвоение произойдет неявно..
После чего из содержимого параметра # I вычтется число 10, ре-
зультат будет в параметре/*!.
Четвертой операцией будет умножение содержимого параметра # I на
содержимое параметра # 3. Результат будет в параметре# I.
Следующей выполнится операция установки четвертого и второго
разрядов в параметре # I (20jq e'J 10100g). После этого будет вычислен
S//V30°, потому что приоритет оператора-функции выше, чем арифметичес-
кого оператора.
Последней выполнится операция деления содержимого параметра# I
на результат вычисления ип 30°. Результат деления будет находиться в
параметре # I.
Таким образом, в параметре # I окажется результат выполнения опе-
раций, запрограммированных справа от оператора присвоения.
Допустим, параметр
# 2 содержит 3,5
# С содержит -5
Результаты выполнения операций в параметре * I
Операция
присвоение
сложение
вычитание
умножение
установка разрядов
деление на $//] 30°
Содержимое # I
2
-4.5
+22.5
22.5
44.99725
2010
2210
XOIOOzr
ЮНО,
и деления
Из приведенного примера видно, что операторы умножения
приоритета над операторами сложения и вычитания не имеют.
Пример:
*66 = З-.З *.#4/ = ХЧТ^бб
Такое программирование является правильным.
Последовательность выполнения операций следующая:
Первым выполнится умножение числа 3.3 На содержимое параметра*^
Нам. Лист, Л Ок ум,
Пояпжсь Латв
Лист
~ПЬ
2.5748275.00001-03 34
Кппмповял:
Формат А-4
8
$
i
Д1ИИ
Затем выполнится персы? оператор присвоения и результат умноже-
ния присвоится параметру # 66. После чего выполнится функция ,
тем самым Содержимое параметра #66 округлится до целого.
Последним выполнится второй оператор присвоения и результат ок-
ругления поместится в параметр #*66.
Таким образом, это выражение позволяет получить в параметре # 66
округленную величину произведения числа 3.3 на. содержимое параметра/^
k Примеры выполнения условного выражения.
Пример:
# (I0k_*(20)u_# (30)
Выполнится последний безусловньй оператор передачи управления.
Предыдущие игнорируются.
Пример:
# А == / В (Ю)_ # ( # а)
При выполнении равенства между содержимым •* А и > В управление
будет передано в Соответствии с назначенным оиераторгм передачи упрю-
ления, запрограммированным последним. Условный оператор передачи управ-
ления, стоящий перед ним, игнорируется.
Пример:
#2 > - 5.73 (100)/* 3+1
Последовательность выполнения такова:
В начале проверится выполнение условия "больше или равно" и, не-
зависимо от результата проверки, к содержимое параметра * 2 добавля-
ется содержимое параметра * 3, результат заносится в * 2. Затем к
содержимому # 2 добавляется I, результат хранится в * 2. Но передача
управления произойдет только при выполнении условий " > =".
Выражение эквивалентно двум выражениям:
I. #2+ #3+1
2. # 2>- 5.73 (хОО),
при условии, что первое всегда выполняется.
9.7. Подпрограмма.
При макропрограммировании, также как и при обычном программирова-
возможно использование подпрограмм.
Составление подпрограмм и обращение к ним подчиняется тем же са-
лравилам, что и при программировании традиционным способом (см.
о
X
МЫМ
раздел 8). Однако, использование подпро!рамм в языке макропрограммиро-
вания имеет свои особенности, не носящие принципиального характера.
9.7.1. Вызов подпрограммы.
Вызов подпрограммы программируется в обычном технологическом
кадре и выполняется последним.
Mia. Лист .М дои ум. Полп.е» Дата
Копиплпял-
Лист
777
2.5748275.00001-03 34 01
N "2
,x " - : . н ; 2.
/Г . I??
cP' ' ”. ’ ;!z? •'-• • z« '•
' I п ы • •: 'з-
coew h ’••'-» ? x Z‘ .zt• '-•:,u гадать uitcxni-'- ’..лчи-
, -v сек -.2 , . " ' -r- -• зт/х ' 1 '
T,?» HF -i * " ' *= & • 'T-
ЭТО задание по адресат 4-— 5-
4 оси;;:'. /го/ r чяола де ятично точно:;.
Притер: >-1Э
" . > . . 4 г 4. ir *!,#•,<*-
ихи, - fi г" 10, ТОО • - >-
;iwr:u чн .
’ 4 . ‘1 • ИХ
Г,гя т
’ . ' ' ' .
• Л::-; । : , .YJi . CZ Y Г Ъ.
’ 10
»; <.?/
/Г Z
V ГС
. .j. Сеть не тальке {орияль-
я ;ния им ьгличи; нужно ис< ль
я л г < * 1^.*2С ис j.b п'
? . .2. /г • и . .а
-I — ... -fc.. ж пег . ши у ' в-
1 - я, 1 Ч а'
j \ - ~>Вх ;,з . Г гр
J • . ЭТ ' . . . • ’ bC’pe'iMto Г-Я ({у1КЦИИ
I’- L , с •'.! lit .'.сходит 1 ,,.ЬЕО по функции
_| I
— Zw&trj iq./. игп*^ы>эвиши мгдогр ь nt;.< ц/ли у у л*чия сд у-г
2.574Ь275.<^1-Ш 34 01
/;е
г
8
л
так организовывать управление программой, чтобы в любом случае кадр с
М99 не был пропущен!
Если кадр с М99 не будет выполнен, то тем самым нарушится вся
в
Б
2
-логическая последовательность выполнения основной программы, что
конечном итоге приведет к сбою.
Недопустимо также передавать управление кадрам подпрограммы
ее вызова, то есть минуя технологический кадр с адресом Р.
В общем случае, программируя операторы передачи управления,
выполнить фрагменты программы, физически не входящие в подпрограмму.
Однако, правильно организованное управление позволяет выполнить нуж-
ный фрагмент логически в Подпрограмме.
Пример:
4/ P0I
4/0101
без
можно
А 10 В 100
X
#24
4/ М02
#А =
С
5.5
₽
Ч
i.
о
£
= II (
# в ~
# X = # с
М99
150)
* А ^(151)
^0150
Л' 0151
Программирование правильное.
После выполнения подпрограммы P0I должен выполняться кадр 4/3 101.
подпрограмме P0I произойдет проверка на равенство параметра / А чис-
лу II. При выполнении этого равенства управление будет передано кадру
Z/'0I50, после которого выполнится функция М99. При невыполнении ус-
ловия (как в нашем случае) после выполнения выражения #Х=#В-#А
управление безусловно передается кадру 4/ 0151, то есть М99 будет вы-
полнена.
Таким образом, хотя в подпрограмме вычисляются различные задания
по оси X, кадрУ 101, где это перемещение запрограмми-
на перемещения 1
>вано, всегда выполнится.
Пример:
4/ POI AI0
л/ Ю1 :
) DI00 СО.5
X #24
Лист
и «.I Лист М доиум Поти» Дата
119
2,5748275.00001-03 НО!
3
ei
я
МЭ2
101
*A . - II (152)
AX - А В - * A
M/51 M99
A0I52 AX = AC *(-151)
Программирование правильное.
L Хотя кадр /^0X52 физически не включен в подпрограмму, безусло
ннй оператор передачи управления (-151) передает управление кадру с
499, таким образом обеспечивая логическое выполнение кадра Л/0Х52
Е—
В
подпрограмме.
Пример:
/ГРОХ A I0BI00 С5.5
/УХО! X
А
>f:®2
:0Х
* А = = II (152)
А X - А В - #
0151 М99
0X52 А X = А <
А
С
неправильное.
Программирс вание
После выполнения кадра А/0X52 не произойдет возврат из подпрог-
раммы, будет отрабатываться следующий за/^ 0X52 кадр, а не A/I0I.
А/ РОХ АХО ВХОО С5.5
/1/0X01
/ПЮ2
I01
#А
. XI (152)
# В - <А
М99
*Х > * С/(-ХОХ)
/VOX 51
Л'0152
Программирование неправильное.
Иа Аист Лй докук, Подпись Дита
•-у» п-4
Лист
iw
X
2.5748275.00001-03 34 01
Кяпфовал:
§
•9
I Я
Хотя управление в любом случае передается кадру Л' ОШ, но после
кадра /f 0152 это производится бузесловным оператором передачи управле-
ния, что неверно, потолку что управление на 4/0152 было передано в
' подпрограмме, следовательно, возврат должен программироваться только
пй ЫЭ9.
Ионструкции, подобные последней, в конце донцов,приводят к сбою.
Пример.
#( 120)
* Г Л/POI AIO BI00 С5.5
//101 X
«01
Л' 0X20 * А « = II (150)
*X-#B-i*A # (151)
Д' 0150 # X = # С
Ж 0151 М99
Программирование неправильное.
Безусловный оператор передачи управления*(720) передаст управле-
v кадру подпрограмм^помимо обращения к ней.
£
ч
1
Это вызовет сообщение об ошибке.
Примечание. Нельзя программировать М99 в вычислительном кадре.
Контроль правильности логического выполнения вызовов
и возвратов из подпрограмм не производится.
9.8. Выполнение программы
Как отмечено в предыдущих пунктах, главная программа и подпро-
граммы при макропрограммировании состоят из кадров двух типов:
технологических и вычислительных.
Вычислительный кадр предназначен для подготовки заданий по Техно-
логическим адресам для технологических кадров, поэтому на отработку
ли не передается.
То есть характер выполнения перемещений по различным Сг -функциям,
выполнения вспомогательных функций от присутствия вычислительных кадро!
в программе никак не меняется.
Вычислительные кадры, в которых запрограммированы операторы пере-
дачи управления, определяют лищь логическую последовательность выпол-
нения программы, в том числе и технологических кадров.
Л
Поитесь
Д»т»
2.5748275.00001-03 34 01
3
8
«4
У
л
*0
я
а.
I
Пример:
!J I & I XI0000 Y 5500 F 300
/V 2 У 1010 Z -50
Г N 3 * А » 5000 ** С_#В - *ДБ9
1 N 4 X -1100 /2000
Последовательность выполнения и характер движения этих кадров
будет точно таким же, как и при обычном программировании. Вычислитель
’ <чый кадр /УЗ выполнится как бы совместно с кадром /У 4, и никакого
изменения в характере движения не произойдет.