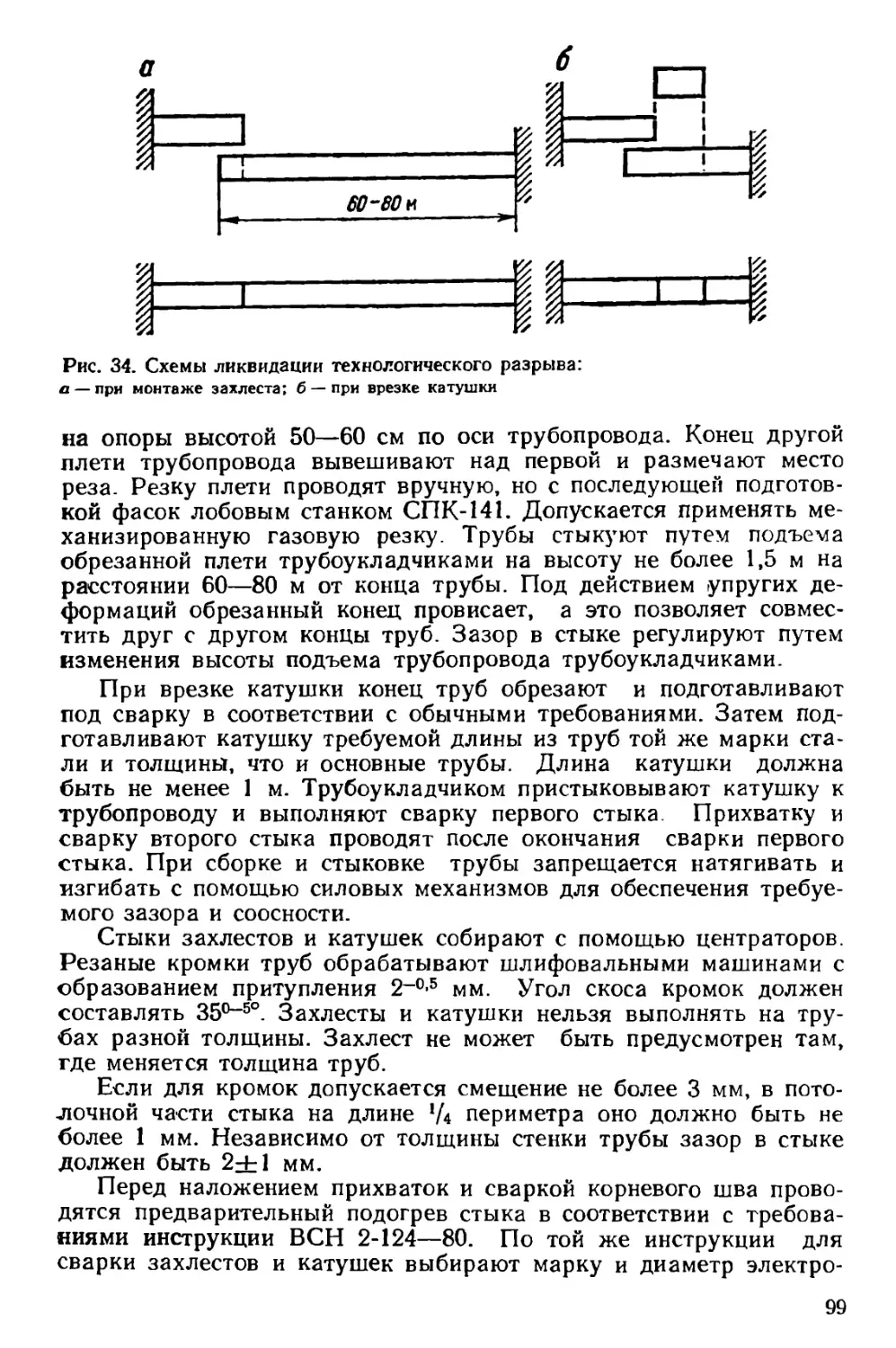
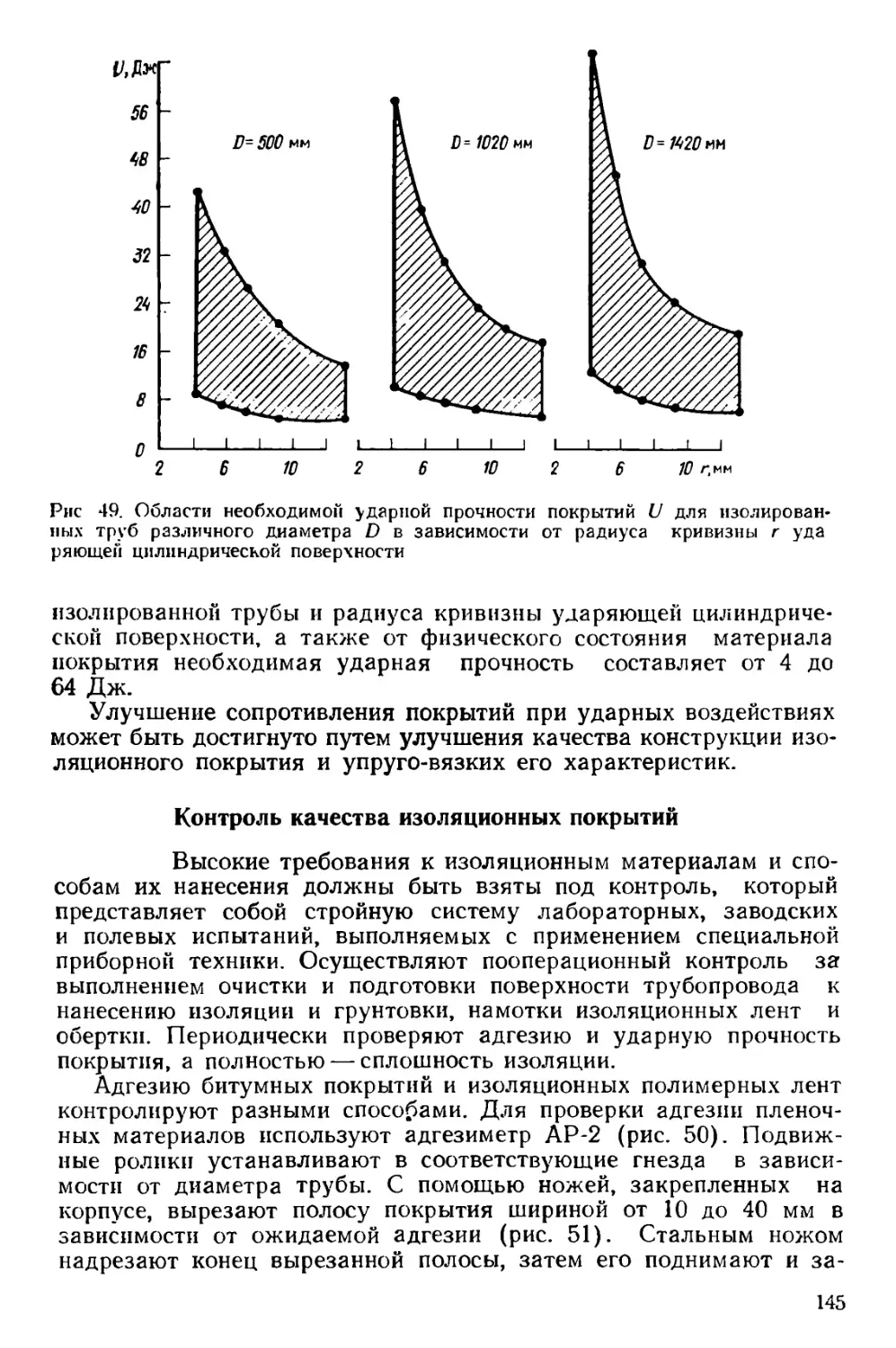
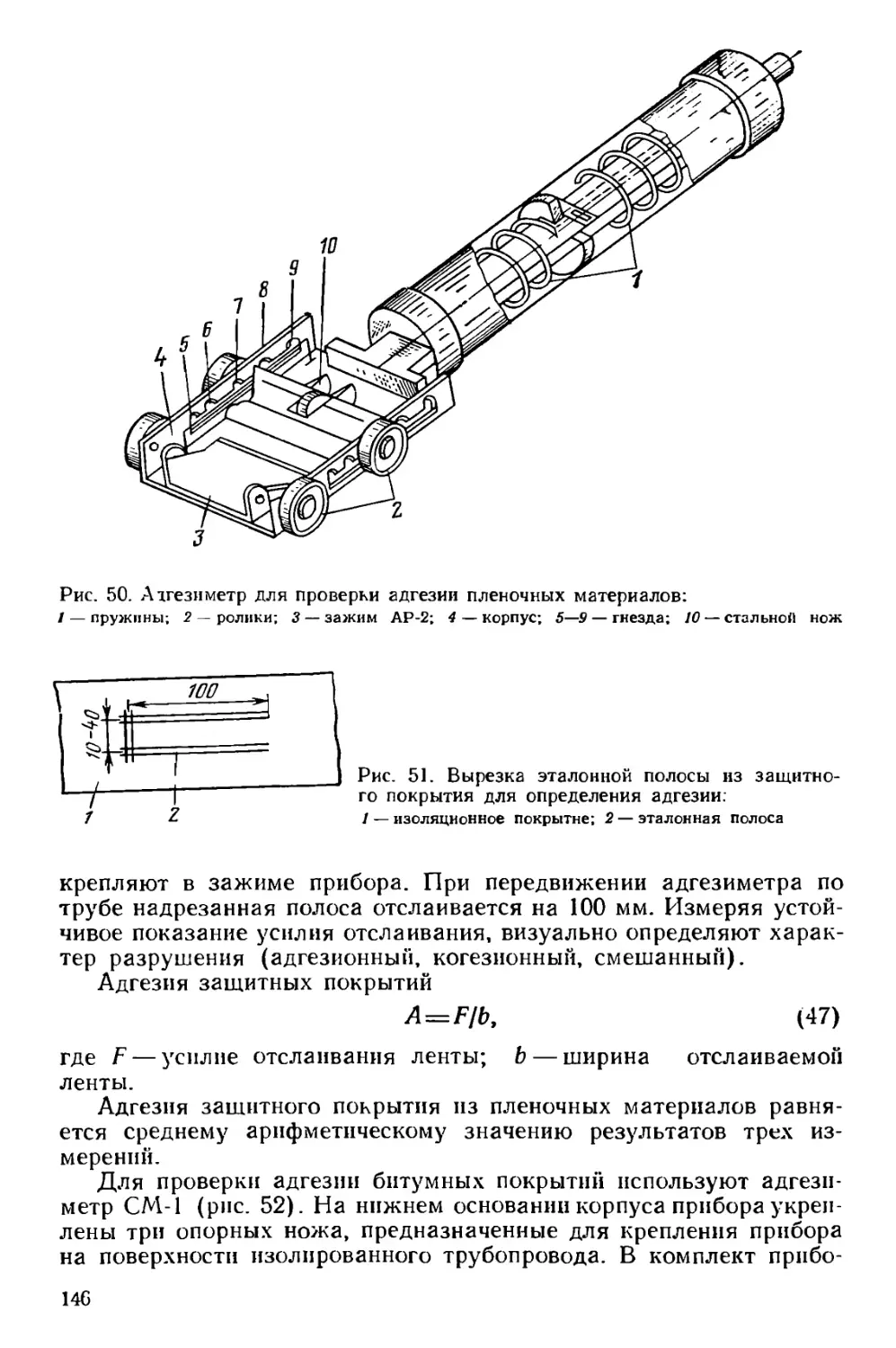
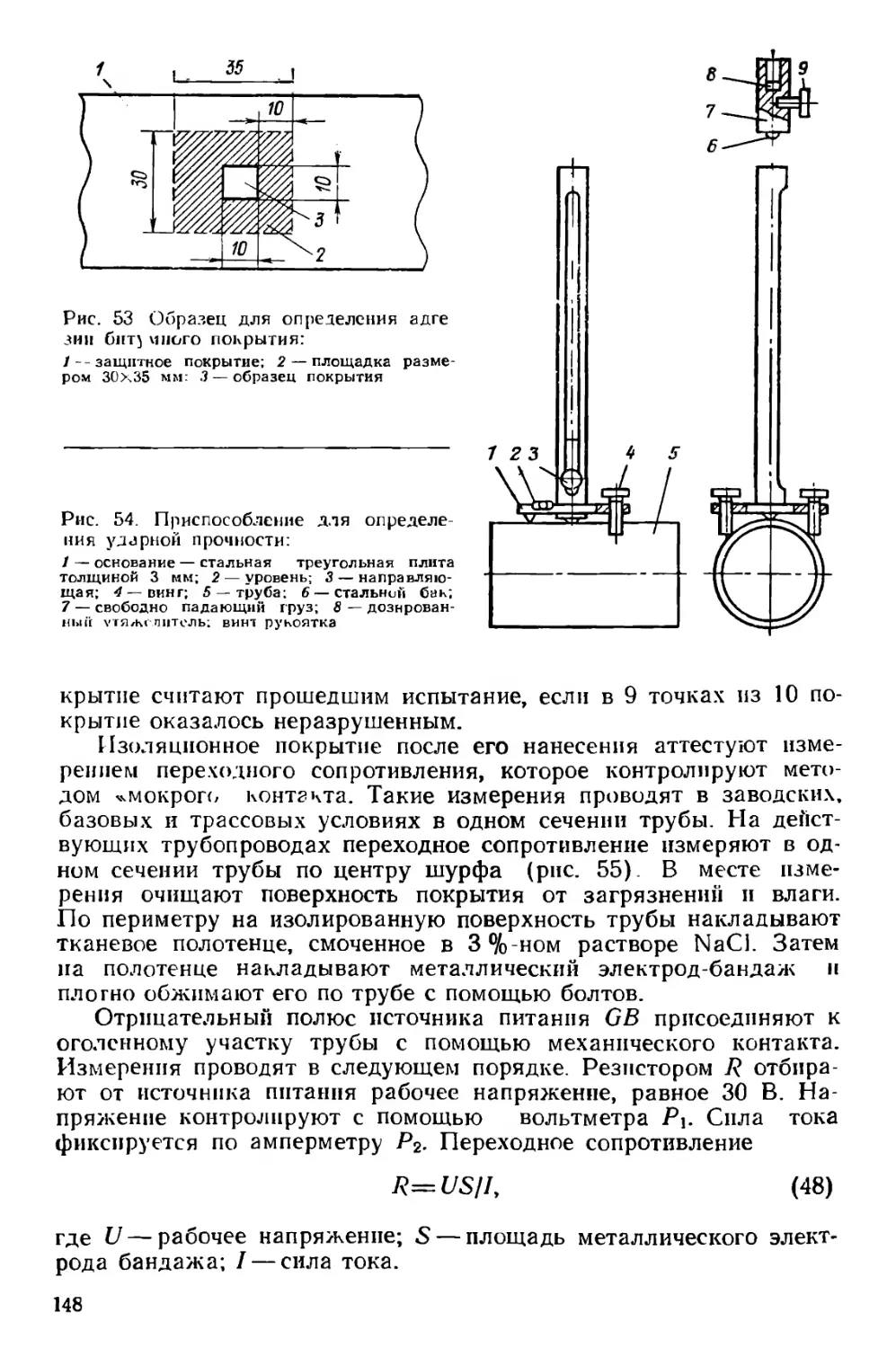
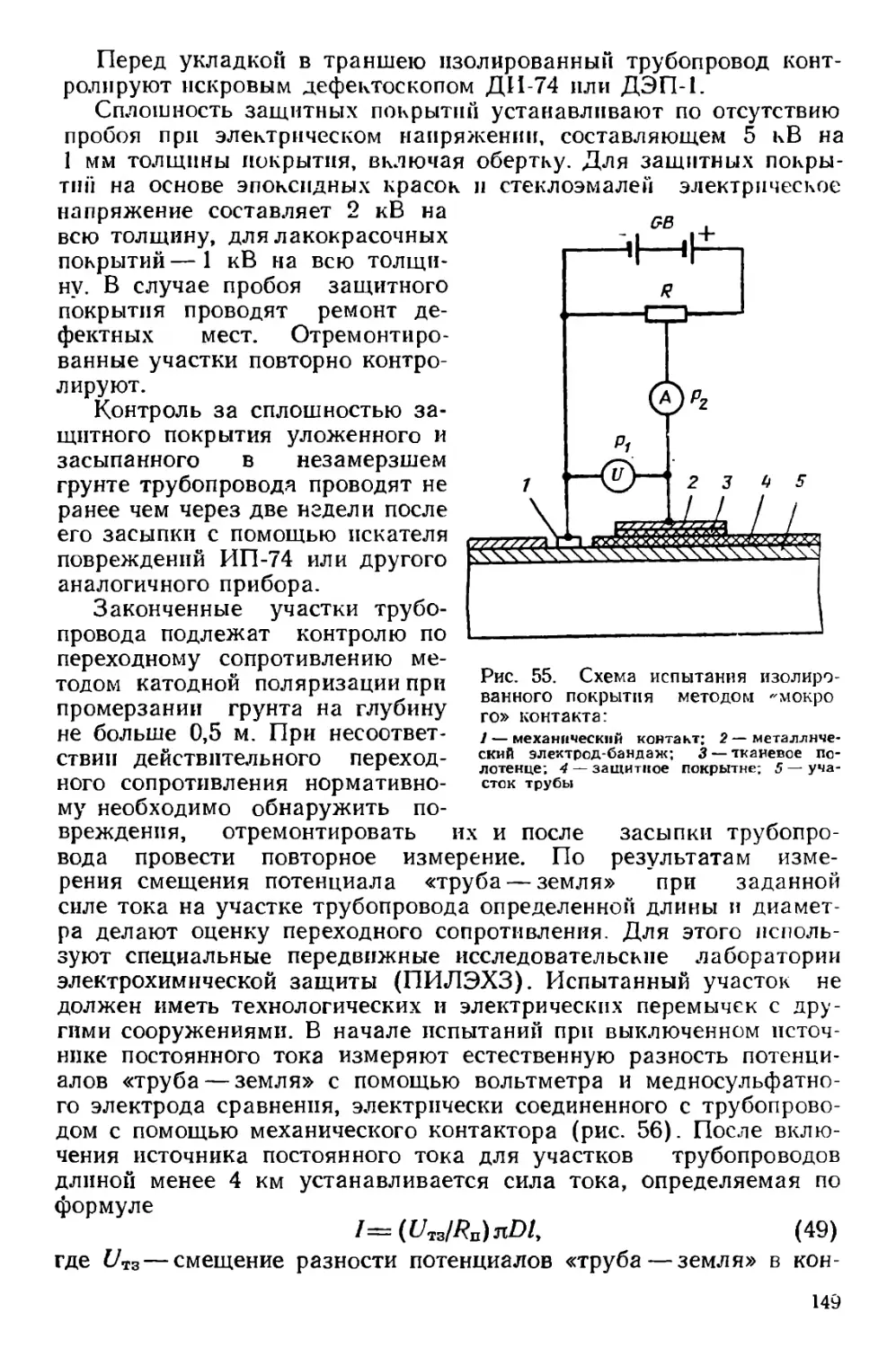
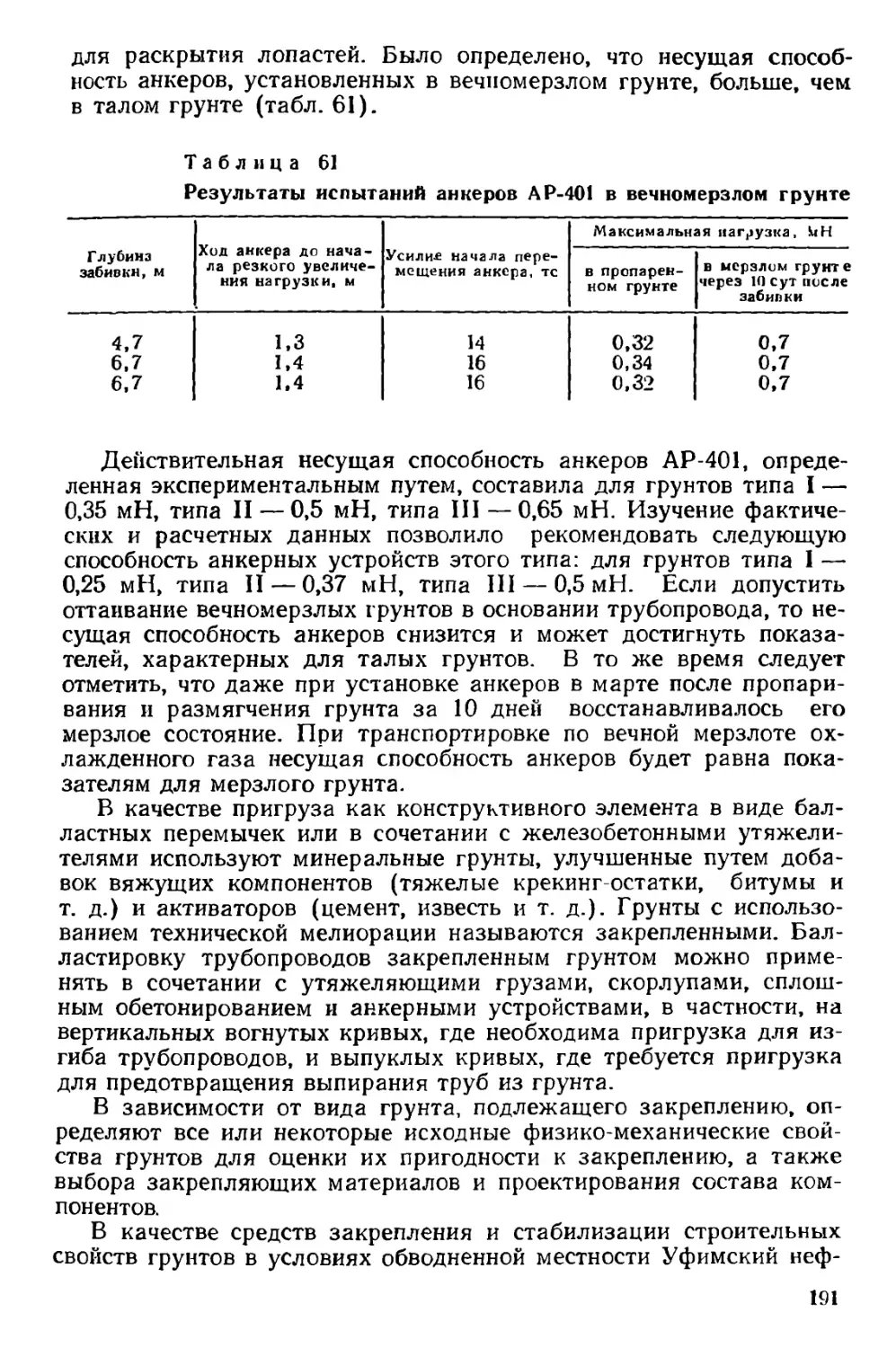
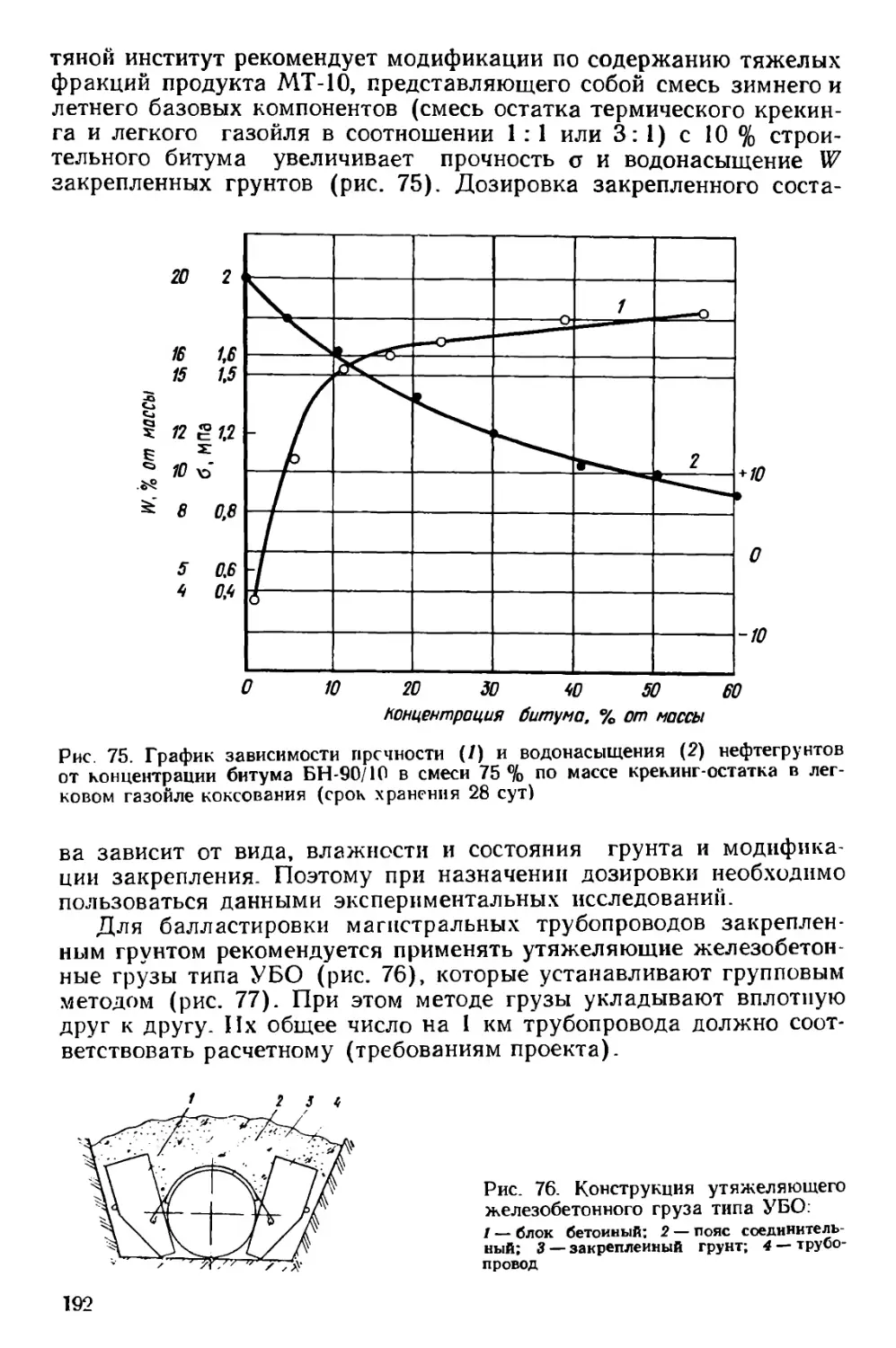
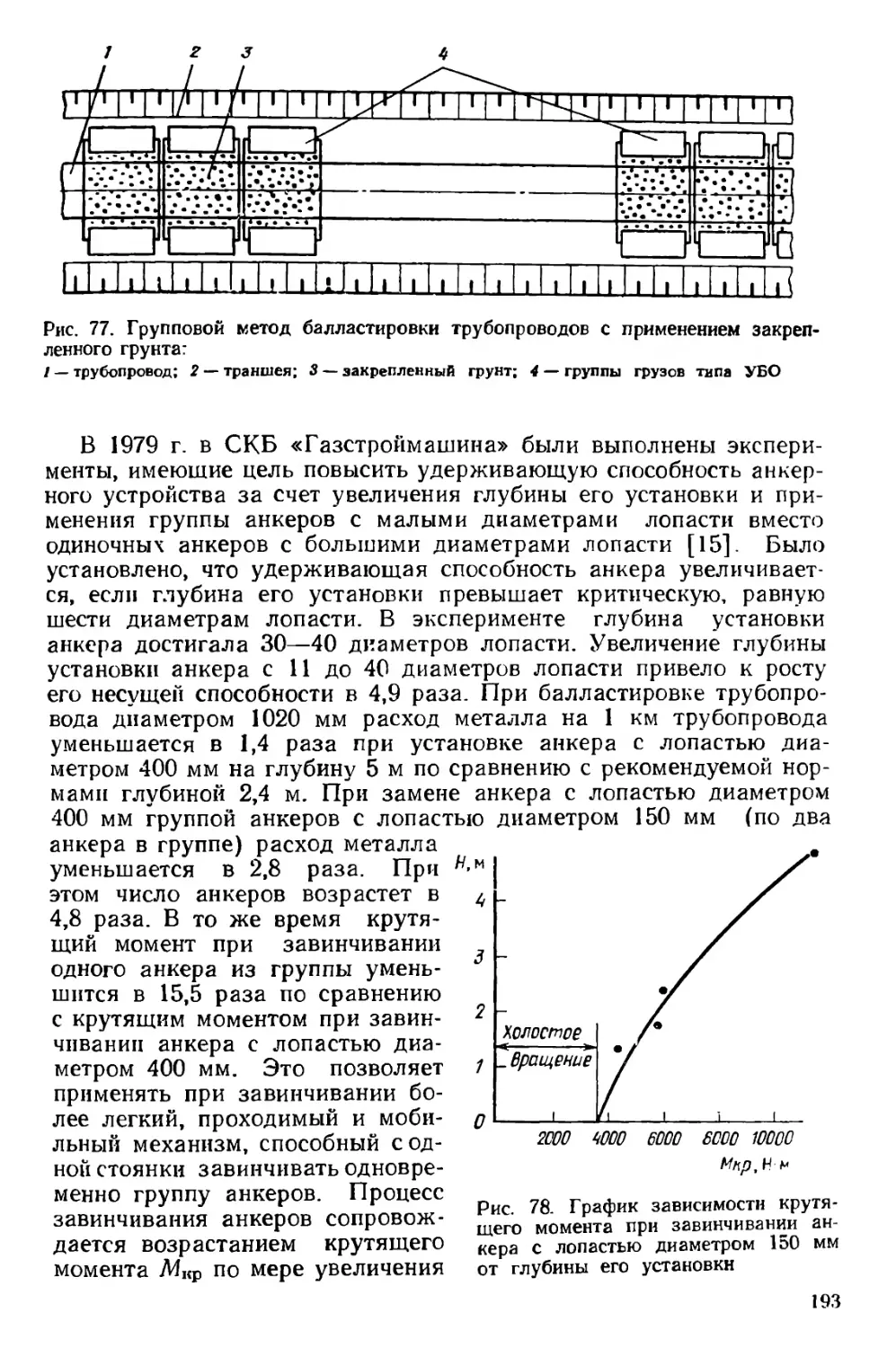
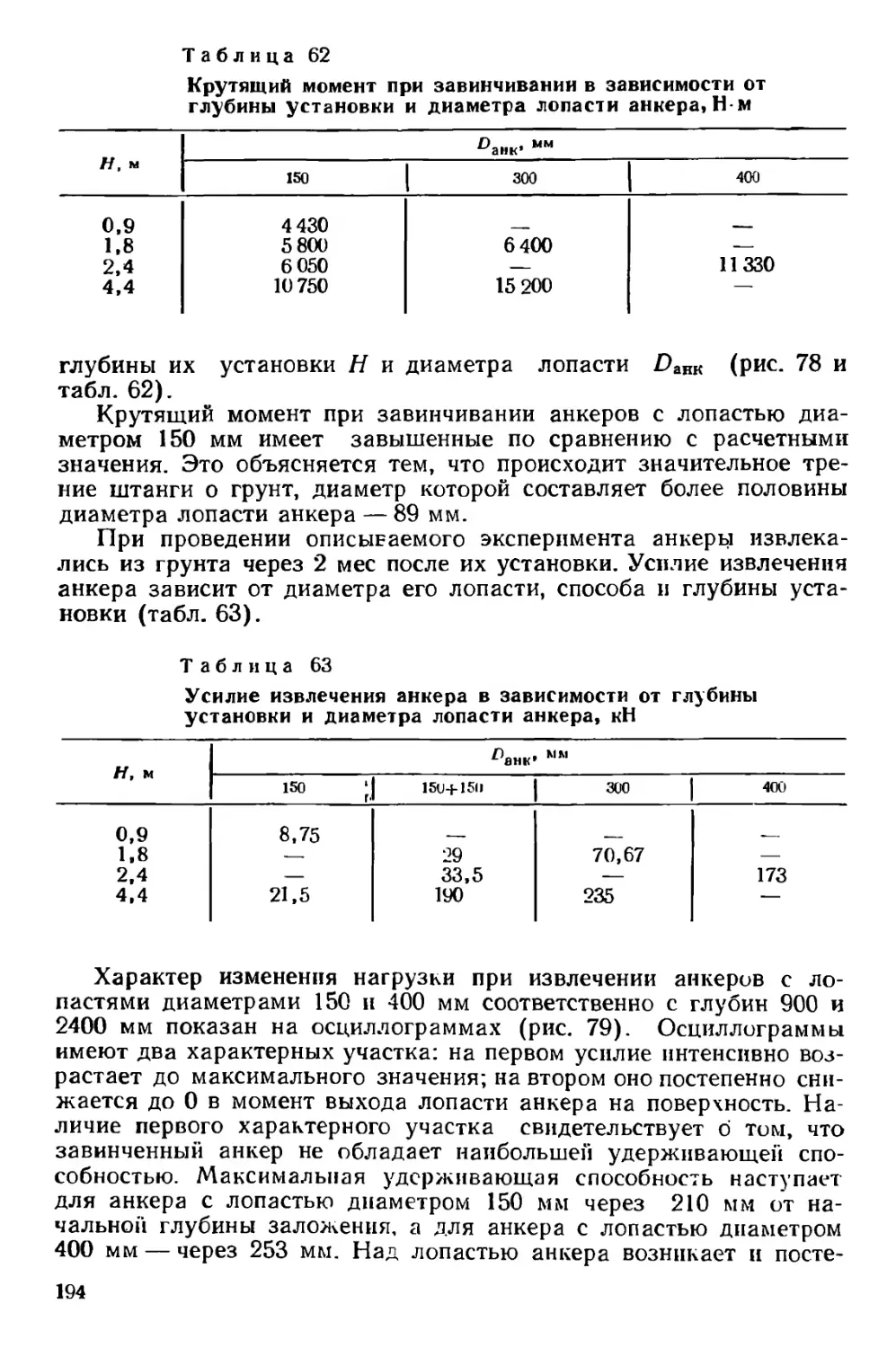
/












































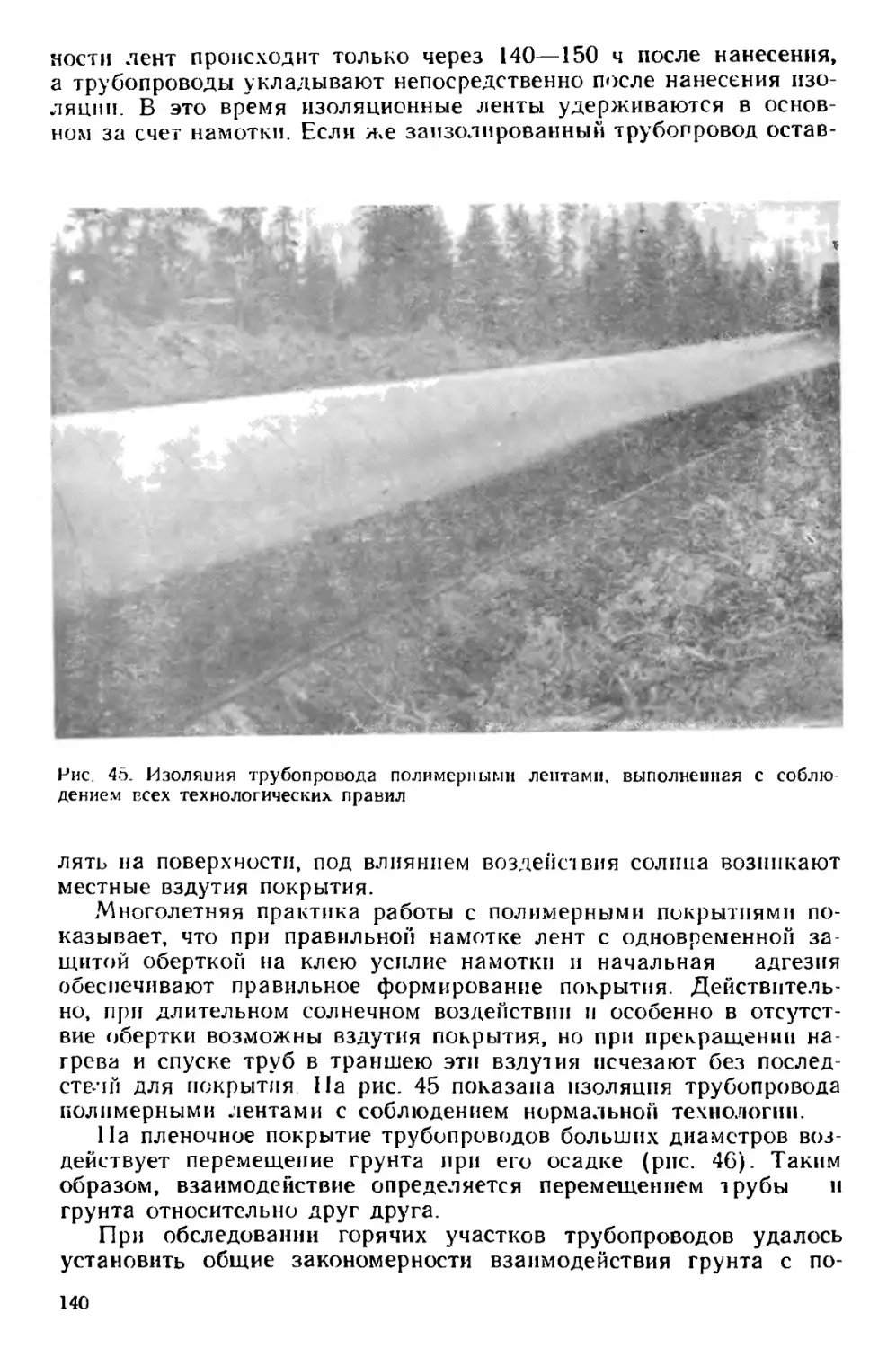



























Text
ом.ивлнцов
Надежность
матмстральнШ
TTTVfWl- '
НАДЕЖНОСТЬ И КАЧЕСТВО
Межиздательская серия
О.М. ИВАНЦОВ
Надежность
строительных
конструкций
магистральных
трубо-
проводов
МОСКВА „НЕДРА” 1985
УДК 622.691.4—192
Иванцов О. М. Надежность строительных конструк-
ций магистральных трубопроводов.— М.. Недра, 1985.—
с 231 (Надежность и качество).
Даны основные понятия надежности транспортно-
энергетических систем. Приведены статистические мето-
ды расчетов надежности строительных конструкций,
показана специфика задач оценки конструктивной на-
дежности в трубопроводном строительстве. Рассмотре-
ны методы вероятностно-экономической оптимизации
конструктивной надежности трубопроводов. Указаны
пути обеспечения высокого уровня надежности на эта-
пах от производства исходных материалов для трубо-
проводов до их эксплуатации.
Для инженерно-технических работников, занимаю
щихся исследованием, проектированием, строительством
и эксплуатацией магистральных трубопроводов.
Табл. 68, ил. 88, список лит. — 32 назв.
Рецензент: Б. Л. Кривошеин, доктор технических
наук (Научно-исследовательский и проектно-технологи-
ческий институт организации, экономики и управления
строительством предприятий нефтяной и газовой про-
мышленности)
И
3608000000—204
043(01)—85
—290—85
© Издательство «Недра», 1985
ВВЕДЕНИЕ
В СССР за исторически короткий промежуток времени
создан высокоэффективный крупномасштабный топливно-энерге-
тический комплекс. Народное хозяйство страны полностью обес-
печено всеми энергетическими ресурсами, и созданы возможности
значительного экспорта топлива. Топливно-энергетический комп-
лекс характеризуется возрастанием общественных затрат на его
нужды, которые составляют 20 % суммарных капитальных вложе-
ний в народное хозяйство.
Энергетическая программа СССР с учетом складывающейся
демографии и необходимости более высокой интенсификации и
эффективности общественного производства стала важнейшей
проблемой энергетического развития народного хозяйства совре-
менного и перспективного периода [3], [30]. В программе особо
важное место отведено росту нефтяной и газовой промышленно-
сти. В 1984 г. было добыто 613 млн. т нефти (включая газовый
конденсат) и 587 млрд, м3 газа. С использованием природного
газа производят 93 % стали и чугуна, 60 % цемента и 95 % ми-
неральных удобрений. К концу одиннадцатой пятилетки нефть и
газ составят в топливном балансе страны соответственно 38
и 34 % • Кардинальные вопросы опережающего развития нефтяной
и газовой промышленности тесно связаны с рациональным разме-
щением производств и производительных сил, всемерным развити-
ем магистрального трубопроводного транспорта. Магистральные
трубопроводы имеют протяженность более 230 тыс. км.
Созданы единые системы газо- и нефтеснабжения потребите-
лей. По трубопроводам транспортируют весь добытый газ, 98 %
нефти, а также большое количество нефтяных и химических про-
дуктов. Благодаря строительству протяженных магистралей пре-
имущественно большого диаметра и высокого давления непрерыв-
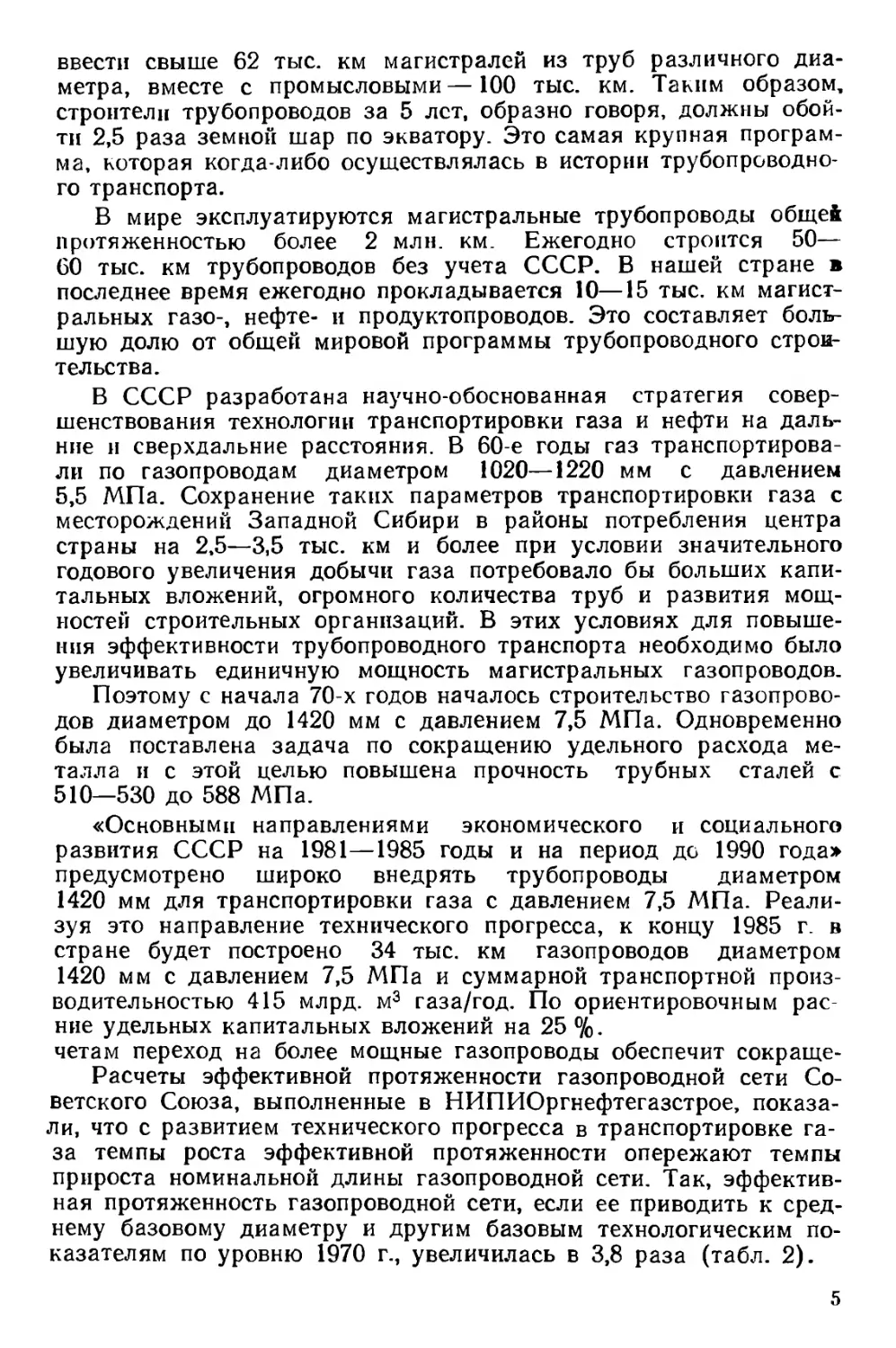
но растет доля трубопроводного транспорта в общем грузооборо-
те страны (табл. 1).
Газопроводов максимального диаметра 1420 мм построено бо-
лее 26 тыс. км. По ним транспортируется 40 % всего количества
газа.
Интенсивно вовлекаются в народное хозяйство новые нефтя-
ные и газовые месторождения, особенно месторождения Западной
Сибири. Поэтому в центр страны, в районы потребления газа про-
кладывают системы магистралей, имеющих большую протяжен-
ность и мощность. В одиннадцатой пятилетке только газовых ма-
гистралей с северных месторождений газа Западной Сибири в
Центр страны будет построено шесть — из труб диаметром
1420 мм на давление 7,5 МПа. Все они досрочно вступили в экс-
3
Таблица 1
Доля трубопроводного транспорта в общем грузообороте
СССР» в %
Вид транспорта I960 г. 1965 г. 1970 г. 1975 г. 1980 г. 1985 г. (прогноз)
Железнодорожный 79,4 69,0 63,1 59,2 50,4 47,6
Речной 5,2 4,7 4,4 Г4.0 3,7 *3,6
Морской 6,9 13,8 16,6 13,4 12,5 11,2
Т рубопроводный: 3,3 7,4 10,3 17,2 27,1 30,9
нефтепроводный 2,7 5,2 7,1 12,1 18,0 17,4
газопроводный 0,6 2,2 3,2 5,1 9,1 13,5
Автомобильный 5,2 5,1 5,6 6,2 6,3 6,7
Примечание. Без Бездушного транспорта.
плуатацню. Кроме того, построен экспортный газопровод Урен-
гой— Помары — Ужгород диаметром 1420 мм на давление
7,5 МПа, протяженностью 4451 км.
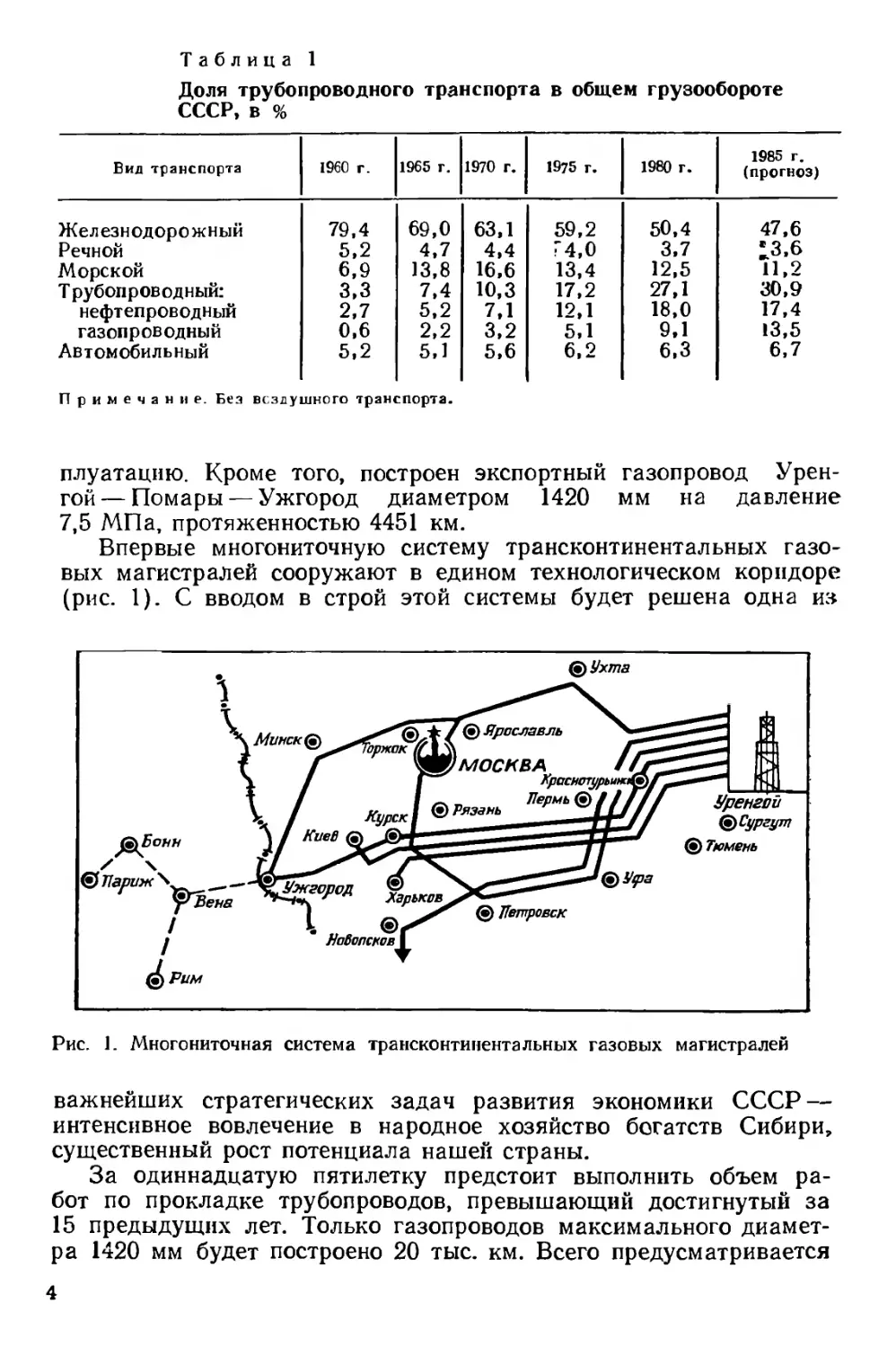
Впервые многониточную систему трансконтинентальных газо-
вых магистралей сооружают в едином технологическом коридоре
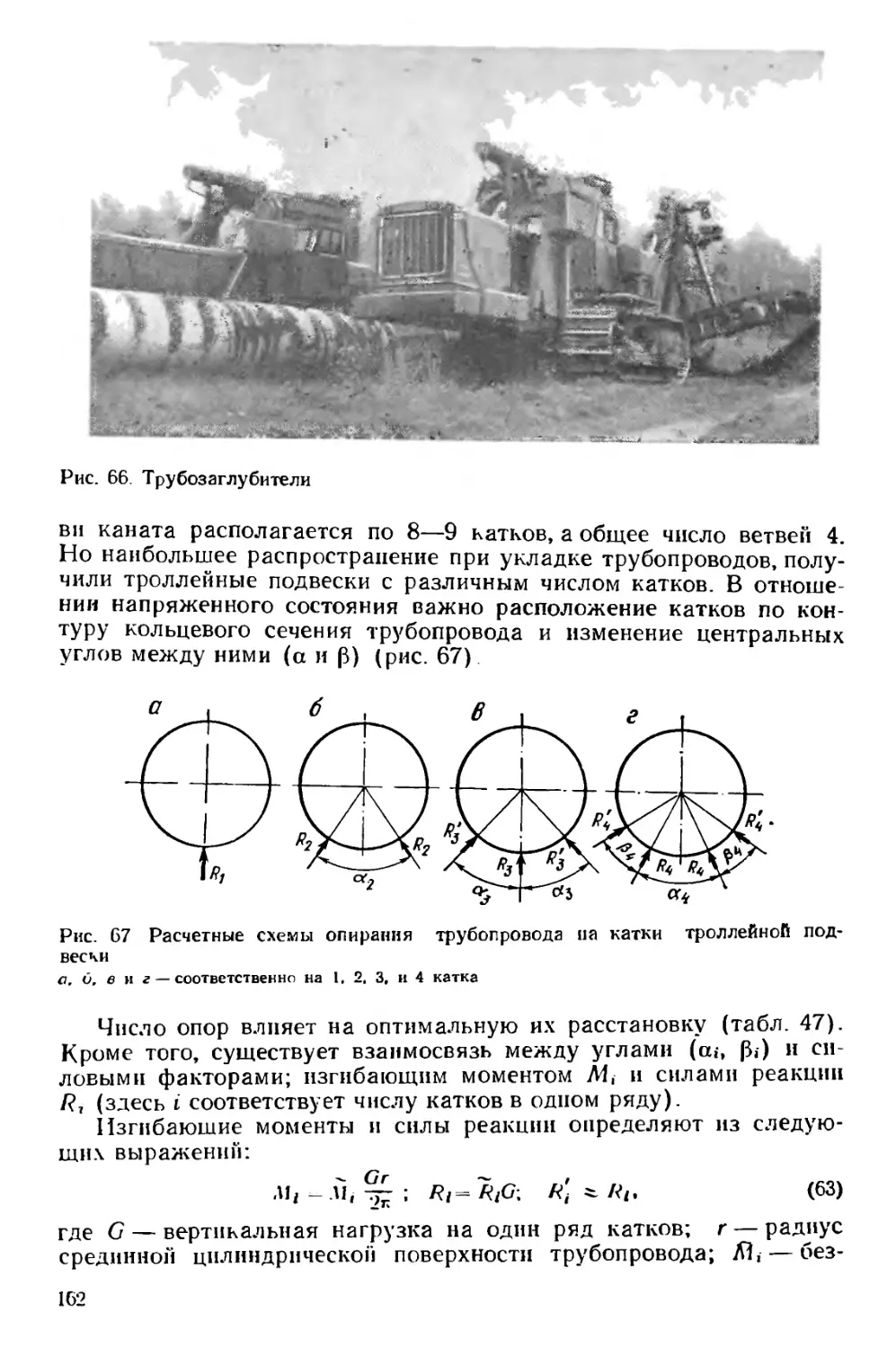
(рис. 1). С вводом в строй этой системы будет решена одна из
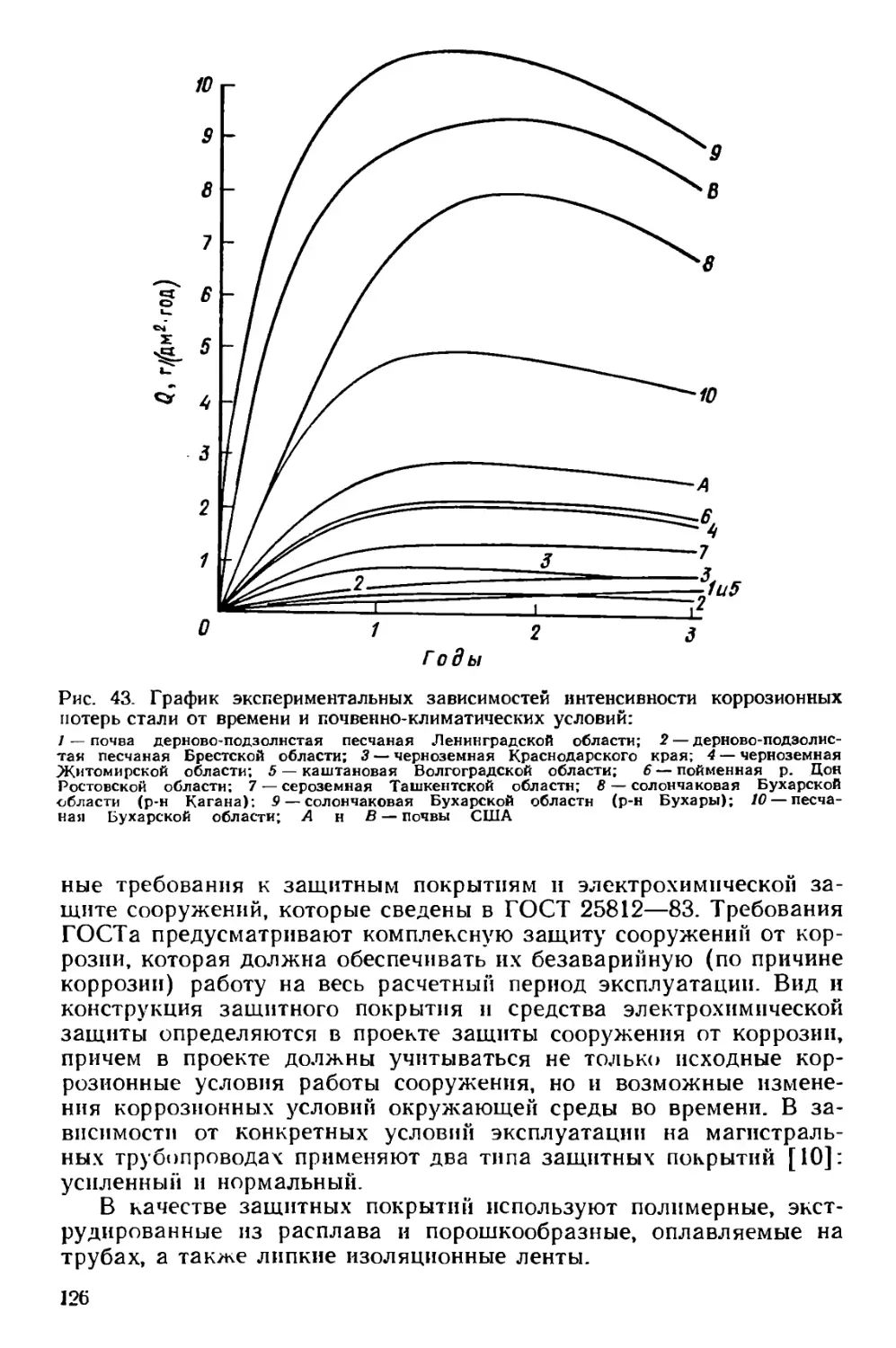
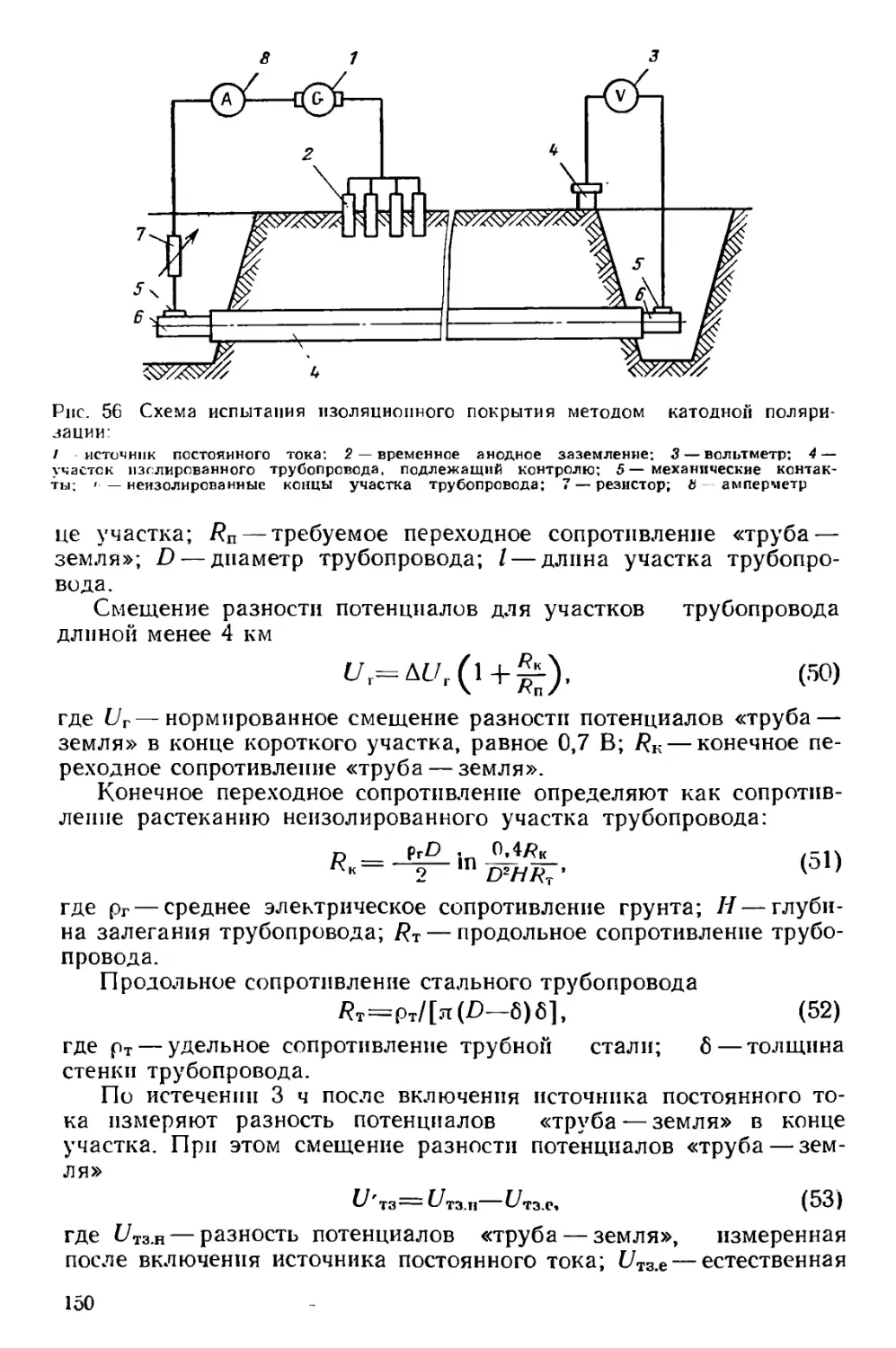
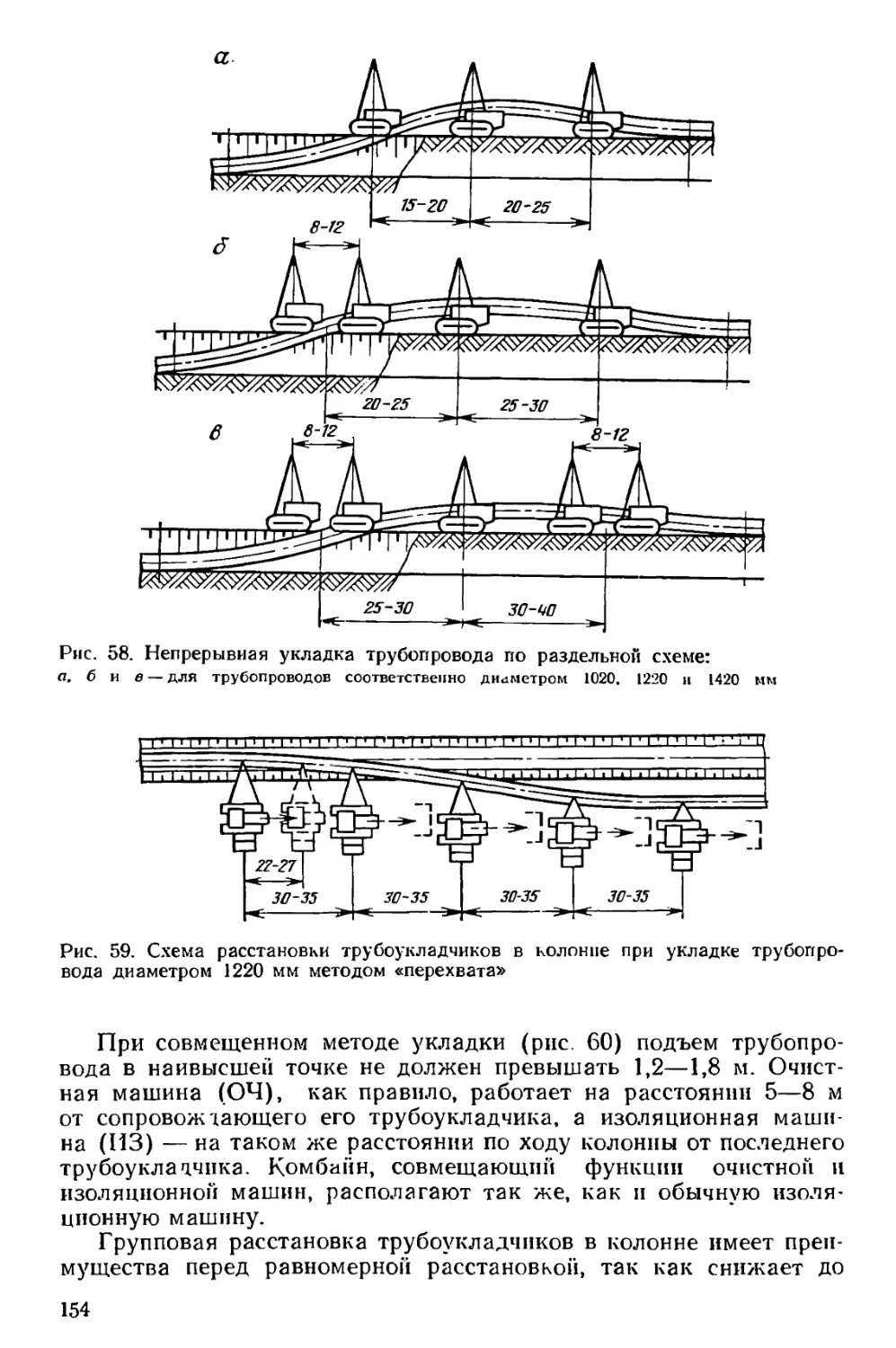
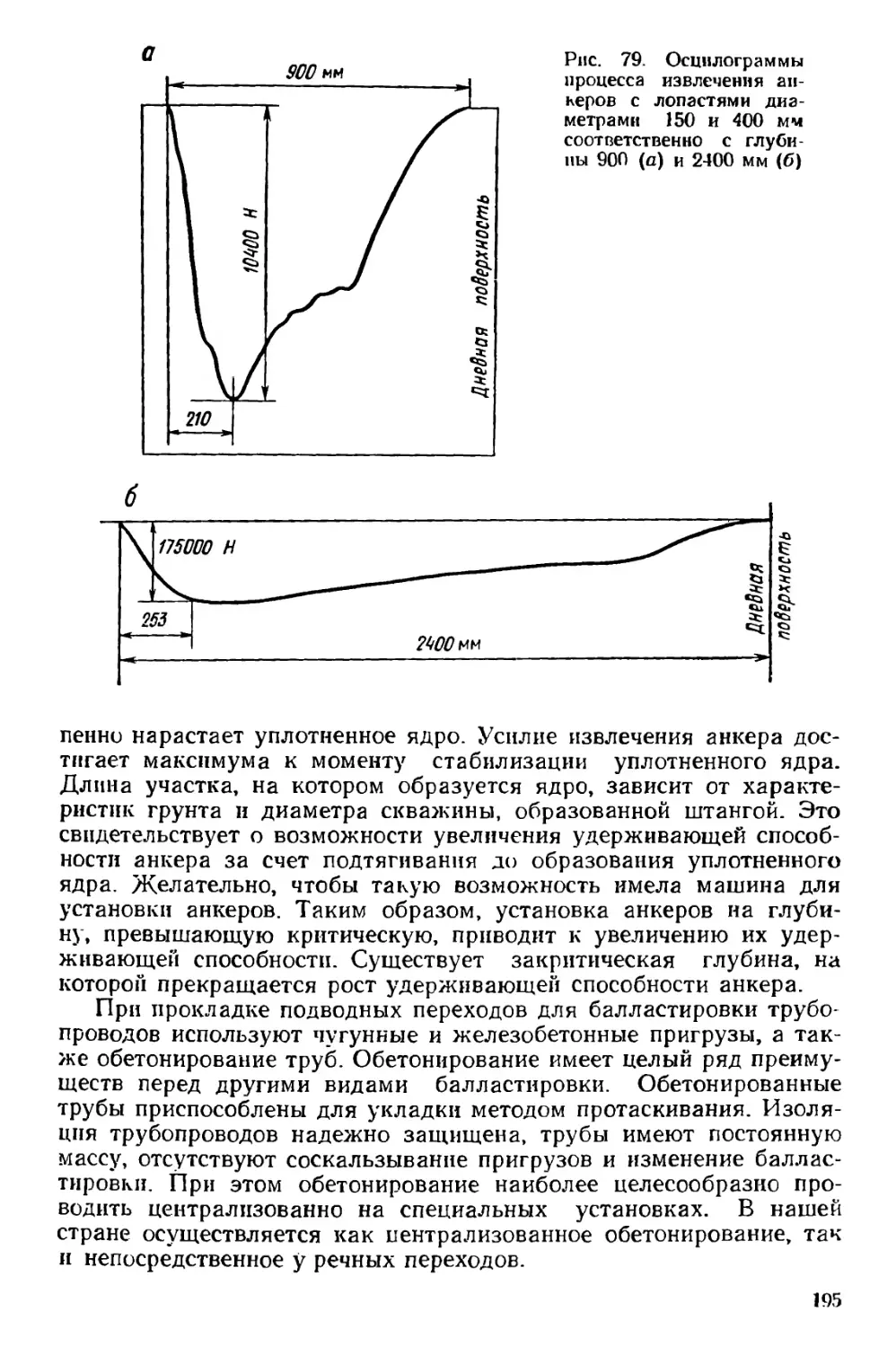
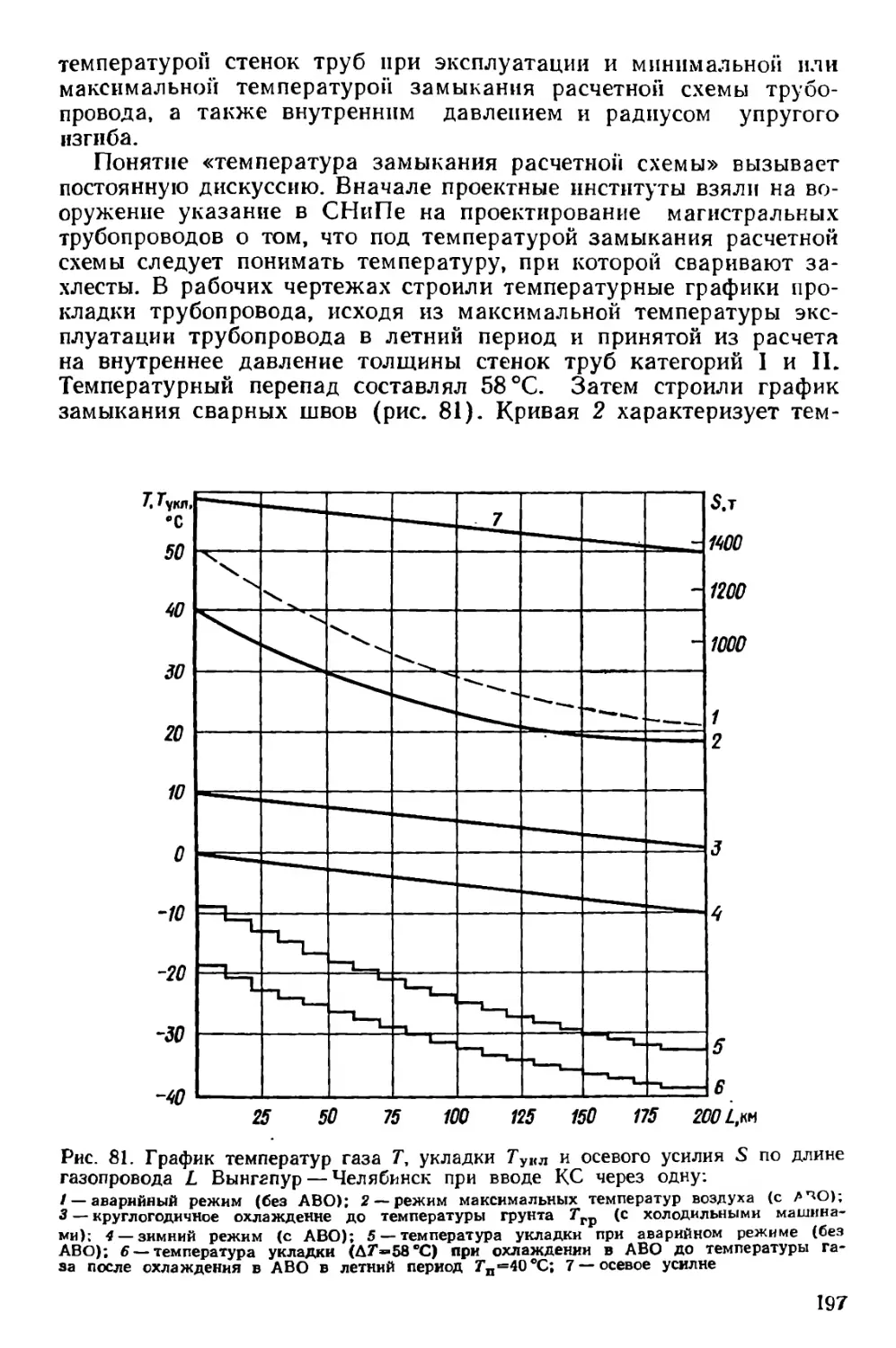
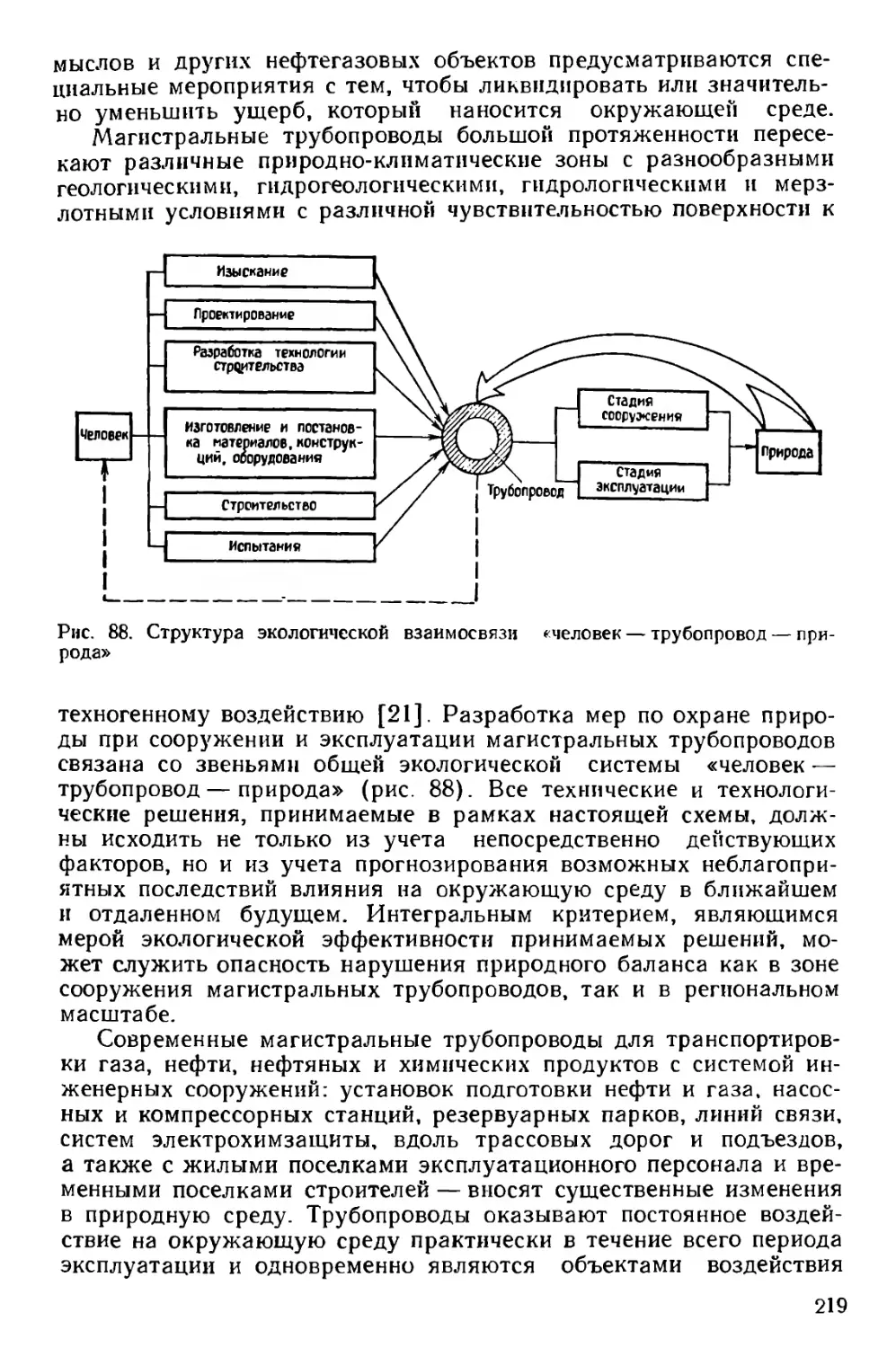
Рис. 1. Многониточная система трансконтинентальных газовых магистралей
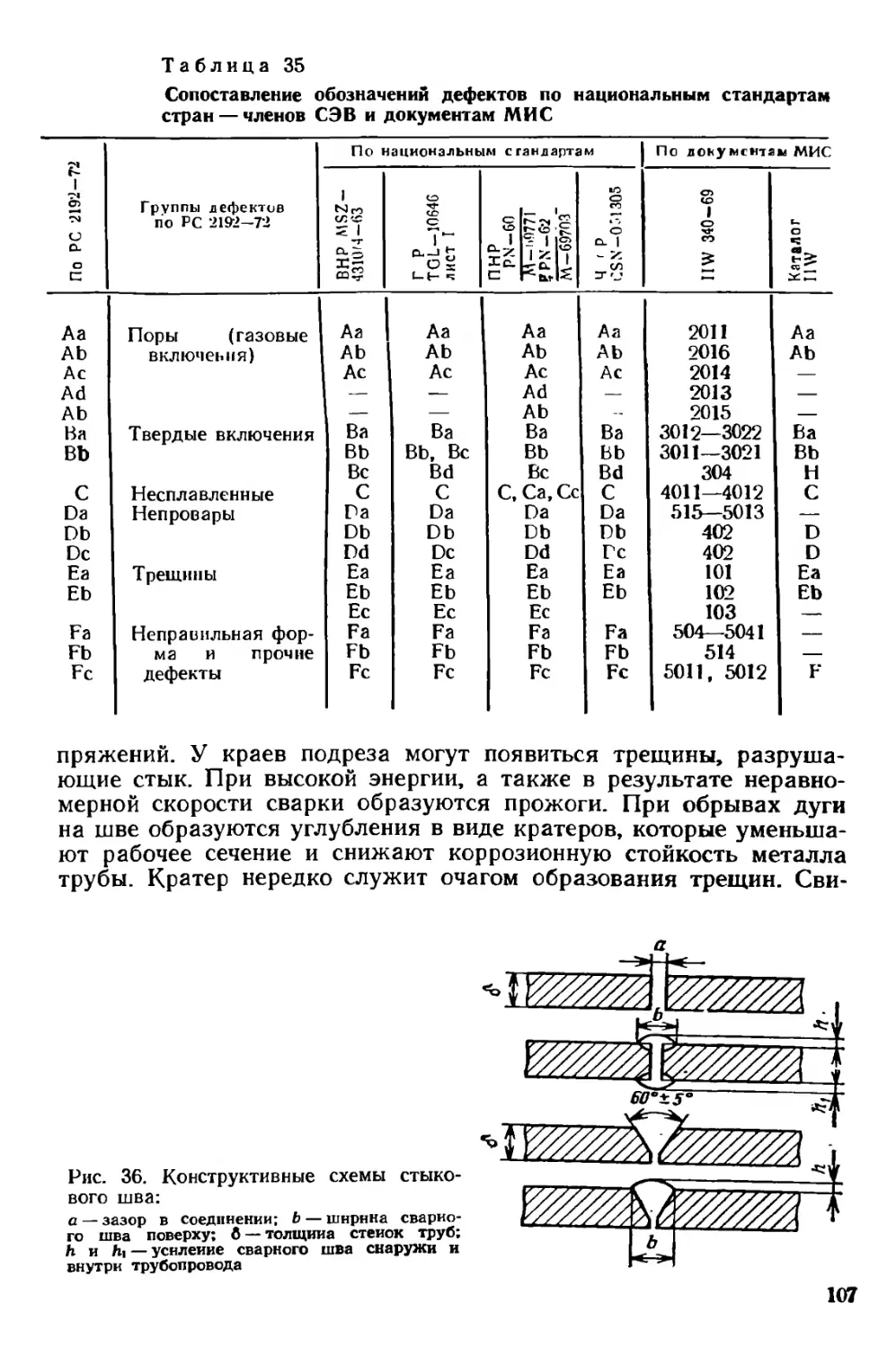
важнейших стратегических задач развития экономики СССР —
интенсивное вовлечение в народное хозяйство богатств Сибири,
существенный рост потенциала нашей страны.
За одиннадцатую пятилетку предстоит выполнить объем ра-
бот по прокладке трубопроводов, превышающий достигнутый за
15 предыдущих лет. Только газопроводов максимального диамет-
ра 1420 мм будет построено 20 тыс. км. Всего предусматривается
4
ввести свыше 62 тыс. км магистралей из труб различного диа-
метра, вместе с промысловыми—100 тыс. км. Таким образом,
строители трубопроводов за 5 лет, образно говоря, должны обой-
ти 2,5 раза земной шар по экватору. Это самая крупная програм-
ма, которая когда-либо осуществлялась в истории трубопроводно-
го транспорта.
В мире эксплуатируются магистральные трубопроводы общей
протяженностью более 2 млн. км. Ежегодно строится 50—
60 тыс. км трубопроводов без учета СССР. В нашей стране в
последнее время ежегодно прокладывается 10—15 тыс. км магист-
ральных газо-, нефте- и продуктопроводов. Это составляет боль-
шую долю от общей мировой программы трубопроводного строи-
тельства.
В СССР разработана научно-обоснованная стратегия совер-
шенствования технологии транспортировки газа и нефти на даль-
ние и сверхдальние расстояния. В 60-е годы газ транспортирова-
ли по газопроводам диаметром 1020—1220 мм с давлением
5,5 МПа. Сохранение таких параметров транспортировки газа с
месторождений Западной Сибири в районы потребления центра
страны на 2,5—3,5 тыс. км и более при условии значительного
годового увеличения добычи газа потребовало бы больших капи-
тальных вложений, огромного количества труб и развития мощ-
ностей строительных организаций. В этих условиях для повыше-
ния эффективности трубопроводного транспорта необходимо было
увеличивать единичную мощность магистральных газопроводов.
Поэтому с начала 70-х годов началось строительство газопрово-
дов диаметром до 1420 мм с давлением 7,5 МПа. Одновременно
была поставлена задача по сокращению удельного расхода ме-
талла и с этой целью повышена прочность трубных сталей с
510—530 до 588 МПа.
«Основными направлениями экономического и социального
развития СССР на 1981—1985 годы и на период до 1990 года»
предусмотрено широко внедрять трубопроводы диаметром
1420 мм для транспортировки газа с давлением 7,5 МПа. Реали-
зуя это направление технического прогресса, к концу 1985 г. в
стране будет построено 34 тыс. км газопроводов диаметром
1420 мм с давлением 7,5 МПа и суммарной транспортной произ-
водительностью 415 млрд, м3 газа/год. По ориентировочным рас-
ние удельных капитальных вложений на 25 %.
четам переход на более мощные газопроводы обеспечит сокраще-
Расчеты эффективной протяженности газопроводной сети Со-
ветского Союза, выполненные в НИПИОргнефтегазстрое, показа-
ли, что с развитием технического прогресса в транспортировке га-
за темпы роста эффективной протяженности опережают темпы
прироста номинальной длины газопроводной сети. Так, эффектив-
ная протяженность газопроводной сети, если ее приводить к сред-
нему базовому диаметру и другим базовым технологическим по-
казателям по уровню 1970 г., увеличилась в 3,8 раза (табл. 2).
5
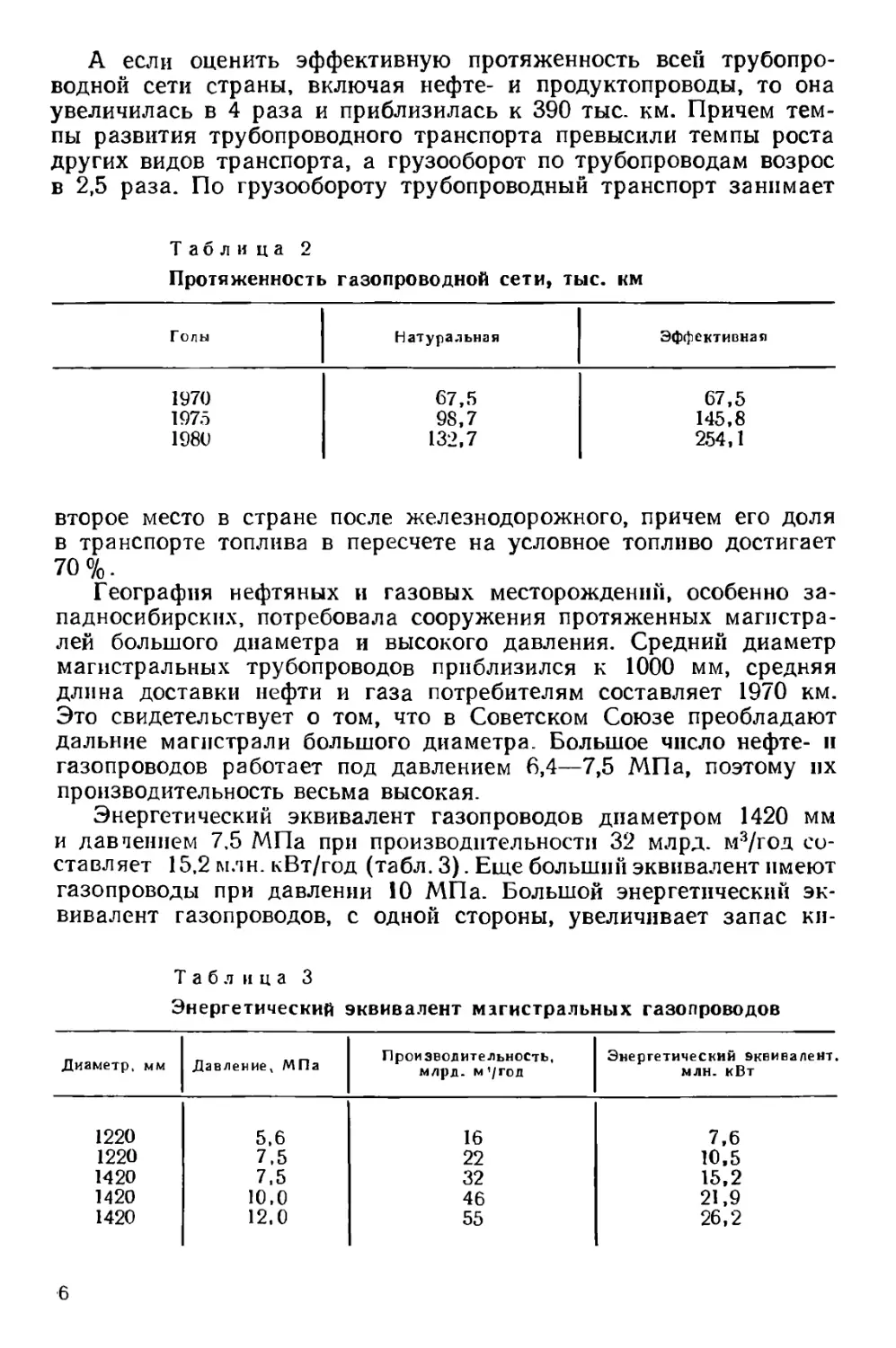
А если оценить эффективную протяженность всей трубопро-
водной сети страны, включая нефте- и продуктопроводы, то она
увеличилась в 4 раза и приблизилась к 390 тыс. км. Причем тем-
пы развития трубопроводного транспорта превысили темпы роста
других видов транспорта, а грузооборот по трубопроводам возрос
в 2,5 раза. По грузообороту трубопроводный транспорт занимает
Таблица 2
Протяженность газопроводной сети, тыс. км
Голы Натуральная Эффективная
1970 67,5 67,5
1975 98,7 145,8
1980 132,7 254,1
второе место в стране после железнодорожного, причем его доля
в транспорте топлива в пересчете на условное топливо достигает
70%.
География нефтяных и газовых месторождений, особенно за-
падносибирских, потребовала сооружения протяженных магистра-
лей большого диаметра и высокого давления. Средний диаметр
магистральных трубопроводов приблизился к 1000 мм, средняя
длина доставки нефти и газа потребителям составляет 1970 км.
Это свидетельствует о том, что в Советском Союзе преобладают
дальние магистрали большого диаметра. Большое число нефте- п
газопроводов работает под давлением 6,4—7,5 МПа, поэтому их
производительность весьма высокая.
Энергетический эквивалент газопроводов диаметром 1420 мм
и лав пением 7.5 МПа при производительности 32 млрд. м3/год со-
ставляет 15.2 млн. кВт/год (табл. 3). Еще больший эквивалент имеют
газопроводы при давлении 10 МПа. Большой энергетический эк-
вивалент газопроводов, с одной стороны, увеличивает запас ки-
Таблица 3
Энергетический эквивалент магистральных газопроводов
Диаметр, мм Давление, МПа Производительность, млрд, м’/год Энергетический эквивалент, млн. кВт
1220 5,6 16 7,6
1220 7,5 22 10,5
1420 7,5 32 15,2
1420 10,0 46 21,9
1420 12,0 55 26,2
6
нетпчсской энергии, способной вызывать в них протяженные ла-
винные разрушения, с другой стороны — резко возрастают потери
транспортируемого продукта при аварийных разрушениях.
Основные объемы трубопроводного строительства перемести-
лись в арктические и субарктические районы, на вечную мерзло-
ту, заболоченные массивы и огромные обводненные территории
Западно-Сибирской низменности. Достаточно сказать, что систе-
ма газопроводов от Уренгоя в Центр пересекает сплошные бо-
лота на длине почти в 1000 км.
Прокладка нефте- и газопроводов в труднодоступных местах,
увеличение диаметра и протяженности привели к увеличению вре-
мени ликвидации аварий. Помимо прямых потерь транспортируе-
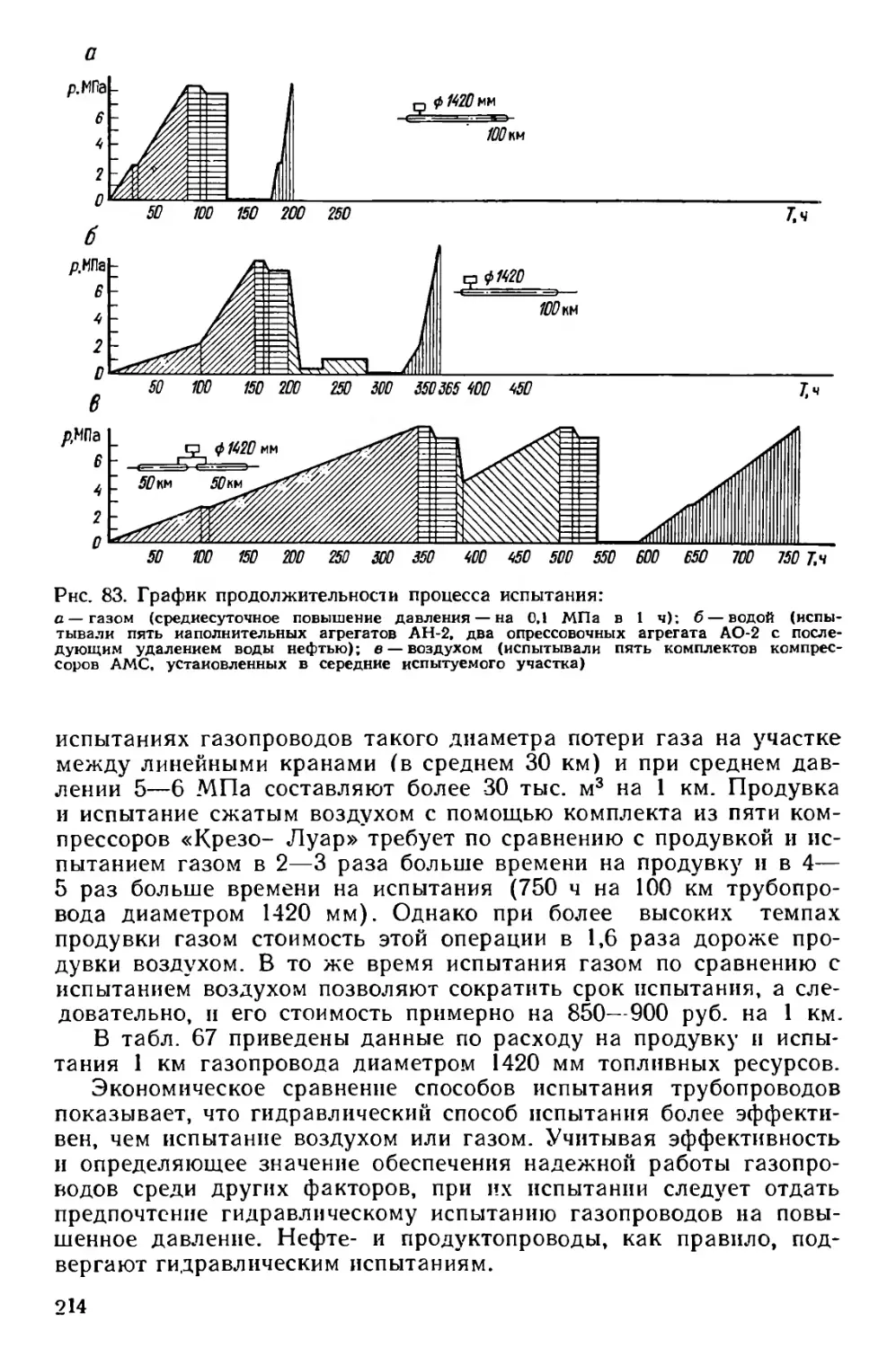
мого продукта при авариях недодача сырья и топлива потребите-
лям, продолжительные остановки в работе трубопроводов несут
потери за пределами собственно трубопроводной системы. Боль-
шой урон наносится окружающей среде, в то время как охране
природы предъявляются все более жесткие требования. И несмот-
ря на то, что в условиях увеличения единичной мощности газо- и
нефтепроводов, прокладки многониточных систем в единых энер-
гетических коридорах, перекачки с подогревом вязких и засты-
вающих нефтей и нефтепродуктов уровень и частота отказов на
магистралях непрерывно снижаются с учетом высокой стоимости
и металлоемкости и других показателей, обеспечение надежности
их эксплуатации становится центральной проблемой дальнейшего
развития трубопроводного транспорта.
Магистральные трубопроводы, несмотря на внешнюю конст-
руктивную простоту, принципиально отличаются от других со-
оружений сложной схемой взаимодействия силовых факторов,
неопределенностью напряженно-деформированного состояния, мас-
штабностью. Невозможность осмотра и приборного освидетельст-
вования трубопроводов при эксплуатации увеличивает вероятность
возникновения отказов. Трубопроводы в течение всего срока служ-
бы испытывают весьма значительные напряжения, близкие к нор-
мативным характеристикам прочности металла. Поэтому даже
незначительные отклонения действительных условий от принятых
за исходные в расчетах приводят систему в состояние предельно-
го напряжения.
Масштабный фактор современных трубопроводов, оцениваемый
по закону больших чисел, очевидно, не дает пока возможности до-
стичь такого качества труб, строительства и эксплуатации, при
котором полностью бы исключалась вероятность появления де-
фектов, нарушения технологических параметров транспортировки
и. следовательно, нарушения прочности магистралей. Общая тео-
рия надежности магистральных трубопроводов не создана. Это
снижает достоверность принимаемых технических и технологиче-
ских решений и оценку их эффективности. Не разработаны и не
обоснованы уровни конструктивной надежности, в проектах не
определяется уровень надежности магистралей, который может
быть достигнут при реализации.
7
Исходя из статистических данных о частоте отказов и среднего
времени восстановления функционирования трубопровода после
аварий, можно определить вероятность безотказной работы трубо-
проводов. Однако технико-экономические расчеты, обосновываю-
щие требуемый уровень надежности, не выполнены и не отработа-
ны методики выполнения таких расчетов. Оценки достигнутого
с позиций правильной методологии технико-экономического ана-
лиза в настоящее время дать не представляется возможным, так
как многоплановая проблема надежности магистральных трубо-
проводов не имеет четкого теоретического и методологического
выражения. Конечно, следует всем арсеналом научных, техниче-
ских, технологических и организационных средств стремиться к
сокращению на трубопроводах аварийных ситуаций. Для этого
потребуется и разработка комплекса новых научных проблем.
Действительные условия работы магистральных газопроводов
Западной Сибири отличаются большой спецификой. Не всегда
прослеживается адекватность поведения сооруженного трубопро-
вода под действием эксплуатационных и внешних воздействий
расчетной схеме, принятой в проектах и нормах. Это прежде все-
го относится к воздействию на газопроводы температурного пе-
репада между температурой строительства и максимальной тем-
пературой транспортируемого газа, т. е. к обеспечению продоль-
ной устойчивости трубопровода.
Повысился общий уровень качества строительства трубопрово-
дов. Снижение частоты отказов на магистралях объективно сви-
детельствует о повышении надежности эксплуатации газо-, нефте-
и продуктопроводов. Но обеспечение качества и надежности ос-
тается важнейшей проблемой трубопроводного транспорта. Под
надежностью систем газо- и нефтеснабжения понимается их спо-
собность осуществлять подачу нефти и газа, сохраняя во времени
установленные эксплуатационные показатели в заданных преде-
лах, соответствующих заданным режимам и условиям использо-
вания, технического обслуживания, ремонтов, хранения и транс-
портировки.
Проблема обеспечения надежности магистральных трубопрово-
дов— сложная комплексная задача, которая включает техниче-
ские, экономические и организационные аспекты. Повышение на-
дежности может быть достигнуто за счет применения новых, бо-
лее совершенных конструктивных решений, увеличения безотказ-
ности и долговечности транспортных систем, улучшения качества
проектирования и строительства, оптимизации резервирования на
магистральном транспорте нефти и газа, а также улучшения тех-
нического обслуживания и эксплуатации. Надежность может
быть охарактеризована различными качественными показателя-
ми, из которых за исходные следует принимать параметры по-
токов отказов и восстановления трубопроводов, компрессорных
и насосных станций.
Пропускная способность трубопроводов с учетом отказов ли-
нейной части и оборудования — случайная величина. Наиболее
8
важной характеристикой надежности трубопровода является ко-
эффициент надежности, равный отношению средней пропускной
способности к номинальной. Для расчета показателей надежно-
сти линейной части, насосных и компрессорных станций следует
использовать математическую модель марковской цепи с непре-
рывным временем, которая в некоторых частных случаях сводится
к схеме «гибели — размножения». В зависимости от целей рас-
чета, имеющейся информации и характера самого объекта следу-
ет использовать предложенные различные модели определения
надежности магистральных трубопроводов.
В «Основных направлениях экономического и социального
развития СССР на 1981—1985 годы и на период до 1990 года»
отмечено как основное задание: «Повысить качество строитель-
ства объектов трубопроводного транспорта и обеспечить их на-
дежную работу».
Автор выражает благодарность кандидатам технических наук
В. И. Харитонову, А. Д. Двойрису, Г. М. Чичко, И. А. Шмелевой,
Л. П. Семенову, В. В. Рождественскому, Н. П. Васильеву за по-
мощь, оказанную в подготовке материалов и просмотре глав
книги, а также инженеру С. И. Капитанову, принявшему участие
в составлении главы 10.
Глава 1
ОПРЕДЕЛЕНИЯ И ПОКАЗАТЕЛИ НАДЕЖНОСТИ
МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
В связи с повышением технической сложности и на-
роднохозяйственного значения современных трубопроводных си-
стем снабжения газом, нефтью, нефтяными и химическими про-
дуктами возрастают требования к их надежности. Широкое раз-
витие получили теоретические и экспериментальные исследования
условий, закономерностей и тенденций, связанных с обеспечением
оптимальной надежности систем энергетики. Зародилось самостоя-
тельное научное направление — теория надежности больших си-
стем энергетики.
Сформулирована научно обоснованная терминология в соот-
ветствии с однозначной строгой системой понятий надежности в
энергетике, которая имеет межотраслевой характер и распростра-
няется на магистральные трубопроводы и трубопроводный транс-
порт Наиболее удачно и комплексно определения и показатели
надежности магистральных трубопроводов охарактеризованы в
ГОСТ 13377—75 и в сборнике Академии наук СССР за 1980 г.
«Надежность систем энергетики. Терминология».
Под системой энергетики (газо- и нефтеснабжающая системы)
понимают открытую человеко-машинную систему, предназначен-
ную для добычи нефти, природного газа и газового конденсата,
их переработки, передачи, хранения и распределения нефти, неф-
тепродуктов, сжиженного и природного газа.
Надежность — свойство объекта выполнять заданные функции
в заданном объеме при определенных условиях функционирова-
ния. Применительно к системам газо- и нефтеснабжения в числе
заданных функций предусматривают бесперебойное снабжение
потребителей газом, нефтью и нефтепродуктами требуемого каче-
ства и недопущение ситуаций, опасных для людей и окружаю-
щей среды. Надежность — комплексное свойство, которое в от-
дельности или определенном сочетании включает безотказность,
долговечность, ремонтопригодность, устойчпвоспособность, ре-
жимную управляемость, живучесть и безопасность. Учитывая,
что эти понятия в дальнейшем будут широко фигурировать при
рассмотрении проблем надежности магистральных трубопроводов,
приведем их определения, принятые для систем энергетики.
Безотказность — свойство магистрального трубопровода непре-
рывно сохранять работоспособность в течение некоторого времени.
Долговечность — свойство магистрали сохранять работоспособ-
ность до наступления предельного состояния при установленной
системе технического обслуживания и ремонтов. Ремонтопригод-
10
ность— способность трубопровода, заключающаяся в приспособ-
ленности к предупреждению и обнаружению причин возникнове-
ния его отказов, повреждений и устранению их последствий путем
проведения технического обслуживания и ремонтов. Устойчиво-
способность — свойство объектов непрерывно сохранять устойчи-
вость в течение некоторого времени. Режимная управляемость —
свойство трубопровода поддерживать нормальный режим посред-
ством управления. Живучесть—свойство магистрального трубо-
провода противостоять возмущениям, не допуская их каскадного
развития с массовым нарушением поставки топлива, сырья по-
требителям. Безопасность — возможности объекта не допускать
ситуаций, опасных для людей и окружающей среды.
Анализ работоспособности, безотказности и ремонтопригодно-
сти линейной части трубопроводов, технологического оборудова-
ния компрессорных и насосных станций составляет информацион-
ную базу анализа надежности магистральных трубопроводов как
сложных технических систем. Однако такой анализ не решает
проблемы оценки надежности трубопровода как сооружения. На-
дежность магистральных трубопроводов — собирательное поня-
тие для обозначения совокупности свойств, определяющих качест-
во функционирования объекта.
Основной показатель надежности трубопровода — пропускная
способность — интегральная характеристика производственной
мощности газо- или нефтетранспортной системы. Пропускная спо-
собность характеризует состояние трубопровода в данный момент
времени независимо от состояния других элементов систем. Про-
ектную пропускную способность обычно считают постоянной, т. е.
это пропускная способность идеального абсолютно надежного
трубопровода, работающего в неизменяющихся условиях. Расчет
фактической надежности магистрального трубопровода состоит в
исследовании изменения реальной пропускной способности в за-
висимости от частоты, характера и продолжительности отказов
линейной части, насосных и компрессорных станций.
Магистральные трубопроводы представляют собой сложные
технические системы с восстанавливаемыми и резервируемыми
элементами, структурно состоящие из последовательно соединен-
ных звеньев, компрессорных (КС) или насосных (НС) станций и
линейных участков. При этом звено — управляемая совокупность
определенным образом взаимодействующих элементов, рассмат-
риваемых как неделимое целое. Звеньями, например, для маги-
стрального газопровода следует считать КС и линейные участки
между соседними КС при однониточном трубопроводе или ли-
нейные участки между перемычками при двух- и многониточном
варианте. За элементы приняты условные части звеньев. Элемен-
ты звена КС — газоперекачивающие агрегаты, аппараты воздуш-
ного охлаждения газа, пылеуловители, системы обвязочных трубо-
проводов, блоки энергоснабжения и др. Элементы звена линейной
части газопровода — участки однониточного трубопровода между
11
соседними кранами, перемычками, запорная арматура, системы
автоматики и телемеханики, катодные станции и т. д.
Надежность элемента — его способность выполнять заданные
функции, сохраняя эксплуатационные показатели в определенных
пределах в течение рассматриваемого периода времени. Отказом
элемента называют нарушение его работоспособности. При от-
казе элемент исключается из технологического процесса и посту-
пает в систему обслуживания для восстановительного ремонта.
Отказы вспомогательного оборудования, приводящие к исключе-
нию основных элементов из рабочего процесса, отождествляются
с отказами элемента.
Элементы в каждый момент могут находиться в одном из сле-
дующих состояний: рабочем, аварийном простое, ненагруженном
резерве. Под рабочим состоянием понимают состояние элемента,
при котором он выполняет все или часть заданных функций в
полном или частичном объеме. Аварийный простой — нерабочее
состояние элемента, при котором не ведут работы по восстановле-
нию его работоспособности, нарушенной в результате отказа. Со-
стояние ненагруженного резерва — резервное состояние элемента,
при котором он не находится в работе. Возможно еще одно со-
стояние элемента: простой для проведения планово-профилактиче-
ского ремонта. Однако это состояние не рассматривают, так как
считают, что отказ может возникнуть лишь в том случае, когда
элемент находится в работе.
Состояние трубопровода определяется сочетанием состояний
элементов всех звеньев. Изменение состояния элементов вследст-
вие аварий, отказов и восстановительных ремонтов приводит к
изменению состояния газопровода и, следовательно, его пропуск-
ной способности.
Аварией называют событие, заключающееся в переходе тру-
бопровода с одного уровня работоспособности или относительного
уровня функционирования на другой, существенно более низкий,
с крупным нарушением работы объекта.
Отказ в надежности объектов энергетики имеет несколько зна-
чений. Укажем только на отказ работоспособности и полный отказ
функционирования. Под первым понятием имеется в виду событие,
заключающееся в переходе трубопровода с одного уровня рабо-
тоспособности на другой, более низкий. Полный отказ функциони-
рования— отказ функционирования, приводящий объект в нера-
бочее состояние.
Восстановительным ремонтом называют процесс обнаружения
и устранения неисправностей элементов для восстановления их
работоспособности. Предполагают, что при ремонте полностью вос-
станавливаются технические характеристики элемента, предусмот-
ренные нормативно-технической документацией.
Пропускная способность, определяемая как максимальное ко-
личество продукта, которое может быть передано по трубопроводу
в единицу времени при установившемся режиме, является функ-
цией состояния трубопровода. А поскольку состояние это изме-
12
няется случайным образом, то пропускная способность также яв-
ляется случайной величиной, причем она имеет дискретный ха-
рактер.
Средняя пропускная способность
п
Q = ^PiQi, (1)
t=i
коэффициент надежности
^над== QIQh, (2)
коэффициент недоподачи продукта
•^'нед= 1 ^над.
где п — число всех возможных состояний данного трубопровода,
Qi (t=l, n) —пропускная способность i-ro состояния; Pi — вероят-
ность t-го состояния; QH— номинальная пропускная способность
трубопровода в полностью исправном состоянии.
Значение бнад-100% указывает средний процент потерь про-
пускной способности за счет отказов основного оборудования.
ВНИИСТом проведены работы, в которых дано обобщение ос-
новных понятий и представлений, касающихся конструктивной на-
дежности магистральных трубопроводов. Конструктивная надеж-
ность трубопроводов определяется как надежность строительных
конструкций их линейной части. Конструктивной надежностью на-
зывают совокупность свойств линейной части трубопроводов и ее
конструктивных элементов, определяющих начальный уровень ка-
чества трубопроводов к моменту окончания строительно-монтаж-
ных работ, а также вероятность того, что при введении трубопро-
водов в эксплуатацию отказ линейной части и ее конструктивных
элементов не наступит. Начальный уровень качества выявляется
при испытании трубопроводов и может быть повышен в резуль-
тате исправления обнаруженных дефектов.
Линейный участок магистрального трубопровода состоит из
конструктивных элементов. Причем под конструктивным элемен-
том линейного участка понимают такую его часть, условия работы
которой (характер нагрузок и воздействий, грунтовые условия,
в том числе наличие или возможность обводнения и другие) и на-
пряженно-деформированное состояние существенно отличаются от
условий работы и напряженно-деформированного состояния дру-
гих частей линейного участка. Надежность конструктивного эле-
мента линейной части —его свойство сопротивляться при эксплуа-
тации нагрузкам и воздействиям, определяемым расчетными усло-
виями функционирования, без достижения каких-либо состояний
непригодности к дальнейшей эксплуатации, в том числе разру-
шения.
Свойство конструктивного элемента линейной части трубопро-
вода выполнять заданную функцию, сохраняя во времени установ-
ленные показатели функционирования в определенных пределах,
13
в зависимости от условий работы элемента и есть его конструк-
тивная надежность.
Отказ участка линейной части трубопровода — разрушение его
конструктивного элемента (или элементов), прерывающее процесс
испытания или эксплуатации этого участка. В свою очередь отказ
конструктивного элемента линейной части — его разрушение. От-
казу предшествует предельное состояние конструктивного элемен-
та, т. е. ограничение его параметров из-за потери устойчивости,
всплытия, появления недопустимых деформаций, коррозионных по-
вреждений или нарушений герметичности трубопровода. Предель-
ное состояние конструктивных элементов наступает вследствие:
исчерпания запаса прочности при силовом нагружении и пла-
стичности при деформации;
образования или развития трещин, размеры которых превосхо-
дят критические для данной конструкции;
возникновения поперечных (в вертикальной или горизонталь-
ной плоскостях) и продольных перемещений подземных трубопро-
водов, вызывающих потерю устойчивости, выход трубопроводов
на поверхность, всплытие;
образования локальных нарушений герметичности стенок тру-
бопровода или сварного соединения (свищи) в результате местной
коррозии, подрастания и раскрытия дефектов, случайных механи-
ческих воздействий;
недопустимого общего утонения стенки трубопроводов в резуль-
тате сплошной коррозии и механического износа внутренней по-
верхности трубопровода;
недопустимого изменения структуры и физико-механических
свойств материала трубопровода под действием температурных
факторов, циклических и вибрационных нагрузок, коррозии, старе-
ния, химического взаимодействия с транспортируемым продуктом.
Формирование (как поддержание во времени) определенного
уровня конструктивной надежности линейной части трубопрово-
да результат функционирования большого числа технических и
производственных систем и взаимодействия их с магистральным
трубопроводом.
Надежность, в том числе и конструктивную, подвергают ана-
лизу. Анализ — это исследование свойств надежности в определен-
ных количественных показателях надежности для решения научно-
технических :адач. Анализ надежности включает следующие эта-
пы: установление номенклатуры показателей и свойств надежно-
сти; выбор методов и средств для получения информации о надеж-
ности; выбор методов математической обработки информации
о надежности; анализ полученных результатов; выработка реше-
ний по надежности.
Под метрологическим обеспечением надежности понимают уста-
новление и применение научных и организационных основ, техни-
ческих средств, правил и норм, необходимых для достижения
единства п требуемой точности измерений физических величин,
характеризующих надежность трубопровода.
14
Глава 2
МЕТОДИЧЕСКИЕ ПРИНЦИПЫ ОЦЕНКИ
конструктивной надежности
МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ
В настоящей главе линейная часть газопровода рассмат-
ривается с позиций строительной механики как сооружение со
случайным характером изменения нагрузок и воздействий. При
этом даются обоснование предельного состояния отдельных эле-
ментов конструкции трубопровода и оценка их напряженного со-
стояния, определяется вероятность отказов при различных кон-
структивных решениях и принятом законе распределения основ-
ных параметров.
Выбор оптимального уровня надежности линейной части и его
экономическое обоснование не могут быть выполнены без опреде-
ления функциональной надежности магистральных газопроводов
как транспортной системы. Определение функциональной надеж-
ности в сочетании с экономической оценкой общих затрат, вклю-
чая затраты на средства резервирования, позволяет дифференци-
ровать влияние не только отдельных элементов газопровода (газо-
перекачивающих агрегатов и их резерва на КС, линейных участ-
ков, системных перемычек и пр.), но и отдельных технических ре-
шений как по КС, так и по линейной части.
Газопровод (его линейная часть) рассматривается как соору-
жение, включающее элементы конструктивного и конструктивно-
технологического назначения. Конструктивная надежность линей-
ной части рассматривается как ее свойство сопротивляться внеш-
ним и внутренним нагрузкам и воздействиям при экономически
оправданном уровне отказов (аварий и аварийных остановок).
При этом совместно рассматривается влияние технических и эко-
номических факторов.
Теоретические основы оценки
конструктивной надежности
Надежность и безотказность работы строительных кон-
струкций оценивают по условию
S = ₽ Q>0, (3)
где S— функция надежности; R — предельное значение расчетно-
го показателя Q.
А. Р. Ржаницын [26] рекомендует за функцию надежности при-
нимать резерв прочности, равный разности обобщенной прочности
и обобщенной нагрузки. Методика оценки конструктивной надеж-
ности магистральных трубопроводов, приведенная в «Руководстве
по инженерной оценке и проектированию фактической и конструк-
15
тивной надежности магистральных трубопроводов Р-301—77», ос-
нована на анализе исходного условия расчета трубопроводов по
деформативности, которое по СНиП П-45—75 имеет вид
(4)
где
сн
пр
0,15р/)вн/Б-а£Д/±^- ;
(5)
здесь грз — коэффициент, учитывающий двухосное напряженное
состояние металла труб; /?н2 — нормативное сопротивление растя-
жению (сжатию), принимаемое равным минимальному значению
предела текучести; С и Кн — дифференцированные расчетные ко-
эффициенты запаса; онПр— максимальное суммарное продольное
напряжение в трубопроводе от нормативных нагрузок и воздейст-
вий; р — рабочее (нормативное) давление; DBn и Da—соответ-
ственно внутренний и наружный диаметры трубы; б — толщина
стенки; а—коэффициент линейного расширения металла трубы;
Е—модуль упругости металла; Л/— расчетный температурный
перепад, положительный при нагревании; р — минимальный ради-
ус упругого изгиба.
При сжимающих продольных напряжениях
ф3= д/ 1-0,75------------0,5 - °к“- , (6)
при растягивающих ф3=1.
Условие обеспечения надежности, соответствующее расчетно-
му условию (4), имеет вид
Фз/?2 °пр>
(7)
где отсутствуют дифференцированные коэффициенты запаса.
Физическую сущность условия (7) в полной мере раскрывают
следующие преобразования. Подставляя в условие (7) формулу
(6) без дифференцированных коэффициентов запаса, получим
V (/?“) - о,75с;ц - 0,5окц > о ЕР ,
откуда
( /?а)2 > («пр)2 4-Окц 4- °пр°кц • (8)
Правая часть неравенства (8) представляет собой квадрат эк-
вивалентного напряжения сгЭкв по энергетической теории, отсюда
условие (7) можно записать в следующем виде:
^2>Оэкп- (9)
16
Придавая выражению (9) форму (3), применяемую для строи-
тельных конструкций, получим
$ = &-с9Кв>о. (10)
В формуле (10) роль обобщенной прочности выполняет Рн2—
второе нормативное сопротивление растяжению-сжатию металла
труб и сварных соединений, принимаемое равным пределу текуче-
сти, т. е. /?,|2=<тт, а роль обобщенной нагрузки — эквивалентное
напряжение по энергетической теории. Величины, входящие в вы-
ражения (7) —(10), рассматриваются как статистически измен-
чивые.
Неравенства (9) и (10) показывают, что условие безотказно-
сти (7), соответствующее нормативному (по СНиПу) расчету ма-
гистральных трубопроводов по деформативности, равносильно тре-
бованию, чтобы эквивалентное напряжение произвольного эле-
мента стенки трубы как случайная величина или случайная
функция не превышало статистически возможного минимального
предела текучести материала труб. Соответственно появление те-
кучести в любой ограниченной части трубы должно рассматри-
ваться как появление предельного состояния. Такое представле-
ние о предельном состоянии не отражает способности стальных
трубопроводов сопротивляться внешним воздействиям при упруго-
пластических деформациях.
Разрушение магистральных трубопроводов, как правило, сопро-
вождается образованием трещин основного металла и сварного
шва, что свидетельствует о достижении предела прочности в зо-
нах разрушения, причем нередко при внутреннем давлении, мень-
шем расчетного.
Нормативные расчеты магистральных трубопроводов на проч-
ность, в том числе определение толщины стенки, основаны на пред-
ставлении о предельном состоянии как о разрыве стенки при появ-
лении напряжений, равных пределу прочности, которые в СНиПе
имеют вид
(U)
где (Тпрк—продольное осевое напряжение от расчетных нагрузок
и воздействий, т. е. без учета напряжений изгиба.
Условие сохранения надежности, соответствующее условию
прочности (11), после преобразований принимает форму
3=ЯГ-аэкв>0, (На)
где £Я1 — статистически возможное нормативное сопротивление
растяжению-сжатию металла труб и сварных соединений, которое
принимают равным пределу прочности оВр, т. е. /?н1=овр.
Для исследования надежности магистральных газопроводов
представляется более целесообразным исходить из условия сохра-
нения надежности в форме (На), т. е. за обобщенное сопротивле-
17
нпс материала принимать предел прочности, как в расчетах тол-
щины стенки.
Вероятность распределения резерва прочности S, входящего
в условие (На), можно записать в виде:
Л<($)= $ PAS)dS,
(12)
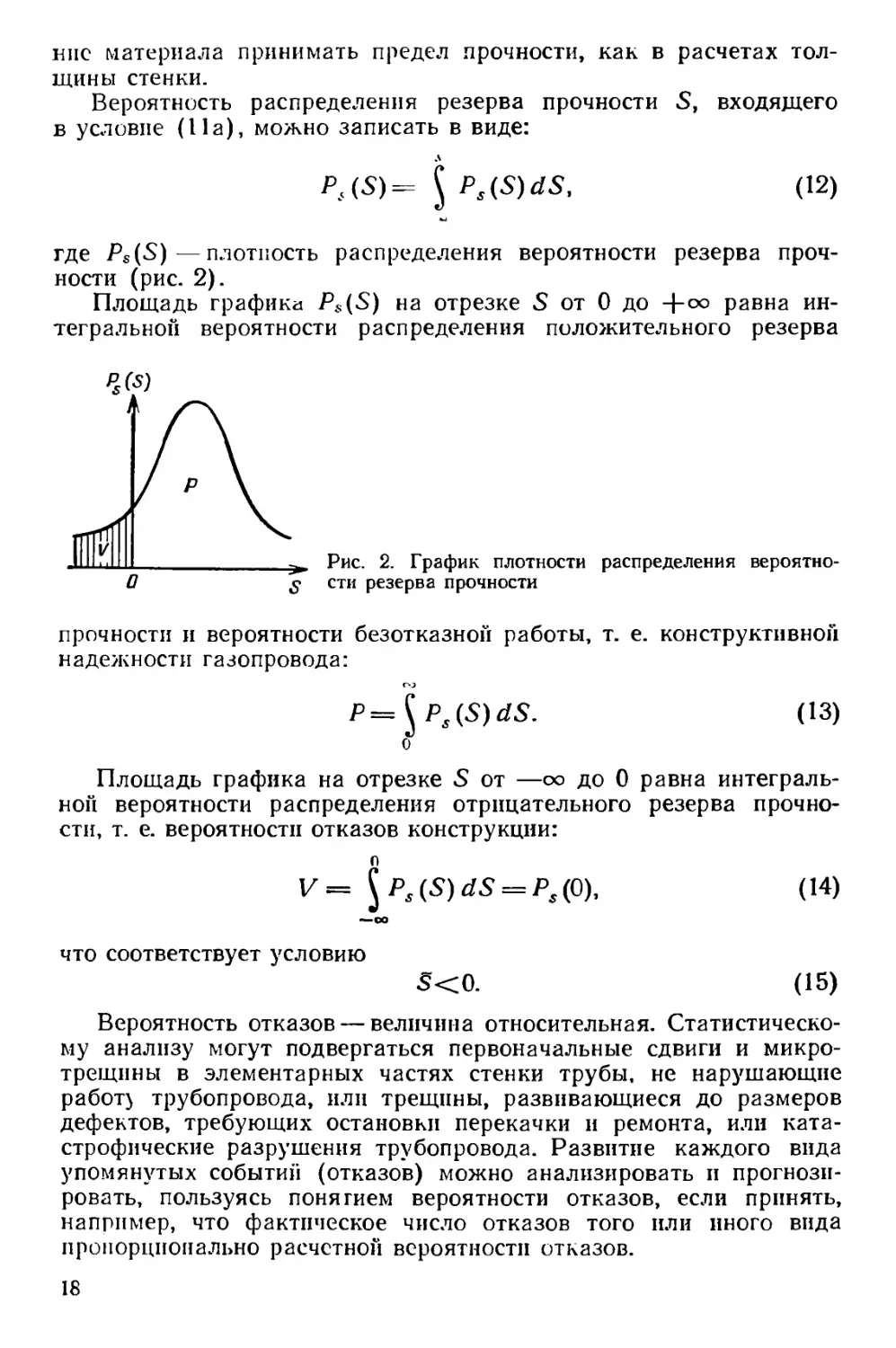
где Ps(S)—плотность распределения вероятности резерва проч-
ности (рис. 2).
Площадь графика Ps(S) на отрезке S от 0 до +оо равна ин-
тегральной вероятности распределения положительного резерва
Рис. 2. График плотности распределения вероятно-
сти резерва прочности
прочности и вероятности безотказной работы, т. е. конструктивной
надежности газопровода:
P=^Ps(S)dS. (13)
о
Площадь графика на отрезке S от —оо до 0 равна интеграль-
ной вероятности распределения отрицательного резерва прочно-
сти, т. е. вероятности отказов конструкции:
п
V= ^Ps(S)dS = Ps(p), (14)
что соответствует условию
S<0. (15)
Вероятность отказов — величина относительная. Статистическо-
му анализу могут подвергаться первоначальные сдвиги и микро-
трещины в элементарных частях стенки трубы, не нарушающие
работ} трубопровода, или трещины, развивающиеся до размеров
дефектов, требующих остановки перекачки и ремонта, или ката-
строфические разрушения трубопровода. Развитие каждого вида
упомянутых событий (отказов) можно анализировать и прогнози-
ровать, пользуясь понятием вероятности отказов, если принять,
например, что фактическое число отказов того или иного вида
пропорционально расчетной вероятности отказов.
18
Можно считать, что вероятность отказов (15) пропорциональна
числу элементов стенки трубы с отрицательным резервом прочно-
сти, т. с. числу элементарных разрушений первичных элементов
материала стенки [26].
Плотность отказов U за период времени Т на участке трубо-
провода длиной I, исходя пз вероятности отказов V, определяют,
используя двухстороннюю оценку
(16)
Зависимости соответственно между математическим ожидани-
ем, дисперсией и стандартами величин, входящих в (Па), выра-
жаются равенствами [26]:
_ Л Ли л
S = ₽ 1 — сакв; — R* + °9К0:
л _ l/f\ л
S-K^ + o9KB. (17)
При нормальном законе распределения вероятность распреде-
ления резерва прочности можно выразить через интеграл вероят-
ности Гаусса Ф (у)
Р4(5)=^- + Ф(т), (18>
где у — характеристика безопасности, введенная А. Р. Ржаннцы-
ным, y=S/5.
Соответственно вероятность отказов согласно условию (15)
определяют из зависимости
и = Р,(0)=-1--Ф(1Г), (19)
где Ф(у)—числовое значение интеграла вероятности Гаусса как
функции характеристики безопасности у.
При экономическом сравнении вариантов технических решений
строительства газопроводов с учетом показателей их надежности
в конкретных условиях строительства и эксплуатации следует ис-
ходить из эксплуатационной конструктивной надежности (в пони-
мании безотказности). Такой подход дает возможность учитывать
изменение температурного перепада стенки трубы от температуры
укладки в траншею и засыпки (температура фиксации расчетной
схемы) до температуры транспорта газа в наиболее теплый период
года и статистическую изменчивость во времени внутреннего дав-
ления наряду с изменчивостью других факторов — толщины стен-
ки, упругого изгиба, механических свойств материала, влияющих
на надежность.
Влияние надежности на экономические показатели газопровода
представляем возможным оценивать на основе учета главных от-
личительных особенностей газопровода как строительной и техно-
логической системы при следующих допущениях:
19
все статистически изменчивые факторы, влияющие на обобщен-
ную нагрузку,— эквивалентное напряжение и само эквивалентное
напряжение, рассматривать как случайные; их функциональную
зависимость от времени не учитывать;
изменчивость во времени обобщенного сопротивления — преде-
ла прочности учитывать приближенно по зависимостям малоцик-
ловой усталости;
исследовать отдельные наиболее опасные сечения газопрово-
дов, расположенные на «горячей» стороне компрессорной станции,
где внутреннее давление и температура стенки — наибольшие на
перегоне между КС;
не учитывать взаимную корреляцию факторов надежности по
длине газопровода и времени;
статистические характеристики изменчивости аргументов функ-
ции надежности принимать по данным натурных исследований или
находить аналитически в пределах действующих нормативов на
допуски и дифференцированные коэффициенты запаса.
Числовое значение вероятности отказов V, определяемое по
формулам (17) —(19), и соответствующую плотность отказов U
по формуле (16) рассматриваем как относительные характери-
стики.
Ожидаемую плотность отказов для исследуемого варианта счи-
таем возможным определять пропорциональным пересчетом, исхо-
дя из среднестатистической плотности отказов Us базового вари-
анта действующего газопровода:
u=u5v/v6, (20)
где V и Ус — соответственно вероятность отказов исследуемого
и базового вариантов, определяемые по формулам (17)—(19) при
одинаковых допущениях.
Эквивалентное напряжение как случайная величина
°ЭКВ = °кц 4“ °пр °КЦ °пр • (21)
Зависимость кольцевых напряжений от внутреннего давления
р выражается формулой
^KU = pD/2l (22)
Наибольшая амплитуда колебаний кольцевого напряжения
да "и* =0,1 Окц, что соответствует коэффициенту перегрузки по
давлению согласно СНиП П-45—75.
Согласно выражению (21), наиболее опасно равнозначное на-
пряженное состояние, т. е. когда действует сжимающее продольное
напряжение (кольцевое напряжение всегда растягивающее).
Главная особенность строительства северных подземных газо-
проводов— действие продольных сжимающих напряжений, вызы-
ваемых температурным перепадом Д/ от температуры строительст-
ва до температуры нагретого газа. Соответственно объекты стати-
20
стического анализа — участки газопровода, где продольные сжи-
мающие напряжения складываются с напряжениями от изгиба по
проектным радиусам оИзг и напряжениями от несовершенства очер-
тания дна траншей в границах допусков на производство работ
Опзг.с. Согласно требованию СНиПа о необходимости обеспечения
полного защемления подземных газопроводов, т. е. исключения
возможности поперечных перемещений, продольные напряжения
газопроводов определяют по зависимости
°пр === °ИЗГ °мзг. с
пли в развернутом виде
°пр = Р kt а.Е 2~ Е —
161 E/ g (0>667 _ 0>5~ _ , (23)
| пР) Ъ
где р — коэффициент поперечной деформации; cst— осевое напря-
жение от температурного перепада; ц — коэффициент, учитываю-
щий несплошное опирание трубы к дну траншеи и равный отноше-
нию длины участка опирания к расстоянию между смежными опор-
ными участками; J — отклонение очертания оси от проектного по-
ложения, принимаемое равным отклонению очертания дна траншеи
в пределах допусков; q—интенсивность пригрузки.
Согласно формуле (23), изменения продольных сжимающих на-
пряжений ДоПр=±200 МПа, т. е. на порядок более интенсивны,
чем изменения кольцевых напряжений, в связи с колебаниями
внутреннего давления, которые не превышают 10 % рабочего. От-
носительная стабильность кольцевых напряжений дает возмож-
ность в первом приближении рассматривать эквивалентное напря-
жение как функцию одного продольного сжимающего напряже-
ния. Заменив в формуле (21) случайную величину кольцевого
напряжения оКц ее математическим ожиданием сгкц, получаем вы-
ражение для эквивалентного напряжения, центрированное отно-
сительно кольцевого напряжения, т. е.
°ЭКВ == V °КЦ 4” °пр °Кц°ПР • (24)
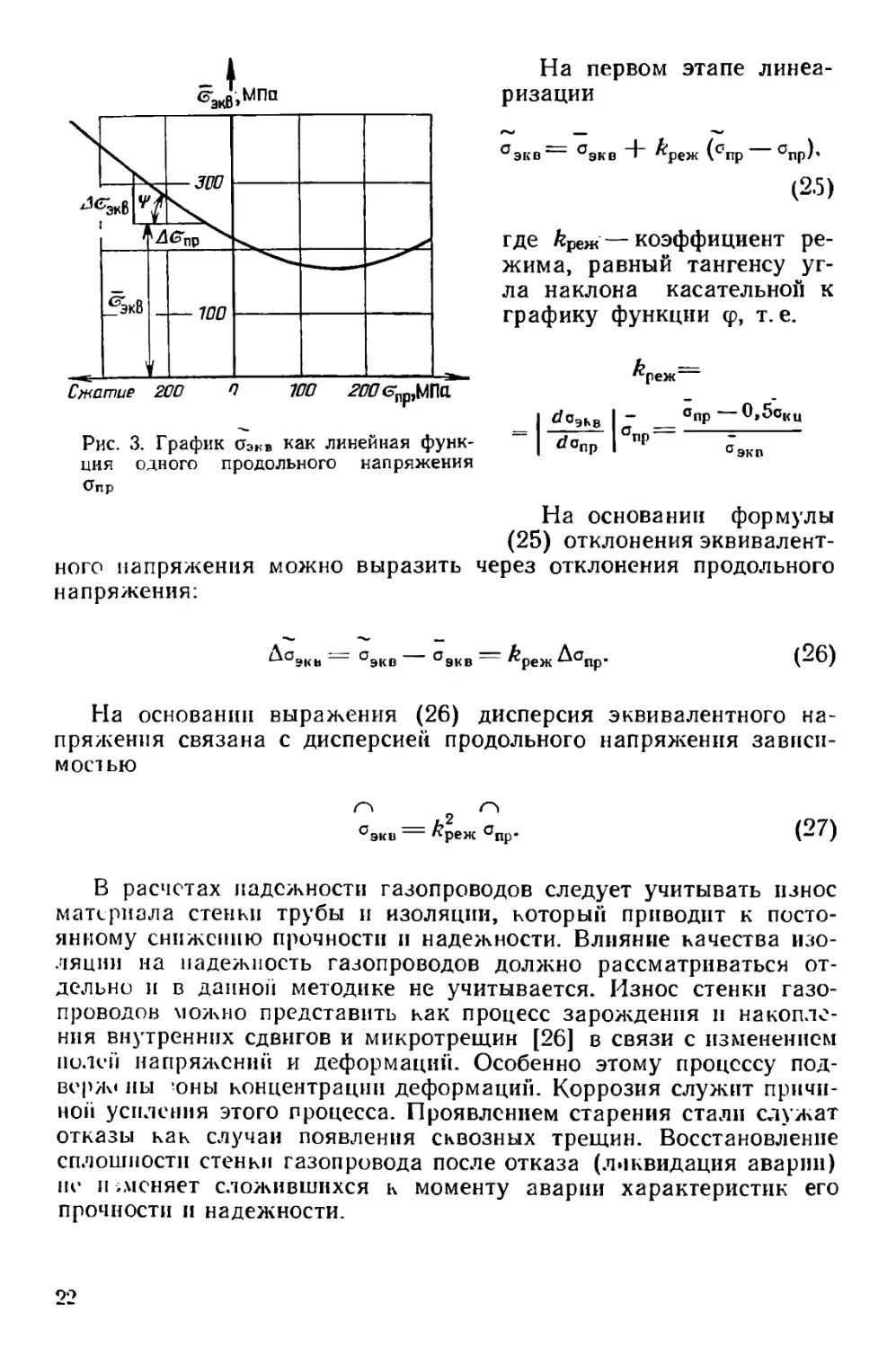
На рис. 3 показан график оэ«в как нелинейной функции одного
продольного напряжения оПр.
Выражение (24) дает возможность применить линеаризацию
эквивалентного напряжения оЭкв в два этапа: как функцию одного
Опр, а затем как функцию аргументов.
21
Рис. 3. График Пэкв как линейная функ-
ция одного продольного напряжения
Опр
На первом этапе линеа-
ризации
°эко= °экв Д ^-реж (’'пр спр)'
(25)
где Лреж — коэффициент ре-
жима, равный тангенсу уг-
ла наклона касательной к
графику функции <р, т. е.
k —
Лреж—
| do9Ms | - _°np—0.5cKU
~ I I "Р
На основании формулы
(25) отклонения эквивалент-
ного напряжения можно выразить через отклонения продольного
напряжения:
^сэкв °экв °экв ^-реж ^°пр’
(26)
На основании выражения (26) дисперсия эквивалентного на-
пряжения связана с дисперсией продольного напряжения зависи-
мостью
2
° эки ^реж °пр*
(27)
В расчетах надежности газопроводов следует учитывать износ
материала стенки трубы и изоляции, который приводит к посто-
янному снижению прочности и надежности. Влияние качества изо-
ляции на надежность газопроводов должно рассматриваться от-
дельно и в данной методике не учитывается. Износ стенки газо-
проводов можно представить как процесс зарождения и накопле-
ния внутренних сдвигов и микротрещин [26] в связи с изменением
нолей напряжений и деформации. Особенно этому процессу под-
верж< ны юны концентрации деформаций. Коррозия служит причи-
ной усиления этого процесса. Проявлением старения стали служат
отказы как случаи появления сквозных трещин. Восстановление
сплошности стенки газопровода после отказа (ликвидация аварии)
не и вменяет сложившихся к моменту аварии характеристик его
прочности и надежности.
22
Экономическая оценка вариантов строительства
линейной части газопровода
с учетом конструктивной надежности
Для экономической оценки сравниваемых вариантов
строительства линейной части газопровода с различными техниче-
скими решениями существует несколько методических приемов.
Один из них основывается на использовании в качестве крите-
рия суммарных затрат:
3=Зс+М(У), (28)
где Зс — приведенные затраты на строительство и эксплуатацию
линейной части газопровода; М(У)—математическое ожидание
(интегральная оценка) случайной величины ущербов от недоот-
пуска потребителям газа.
Прп сопоставлении вариантов по приведенным затратам долж-
но быть выдержано основное условие применимости этого крите-
рия — тождественность энергетического эффекта. Для разных по
величине потоков газа это достигается сопоставлением приведен-
ных затрат на единицу товарного газа либо уравниванием по ва-
риантам товарного газа за счет тех пли иных решений. Последнее
следует считать более правильным.
Так как настоящий методический прием относится к линейной
части газопровода с различными техническими решениями, необ-
ходимо в сравниваемых вариантах обеспечить одинаковую надеж-
ность КС. При этом целесообразно для КС принять такие реше-
ния, чтобы их надежность практически не сказывалась на общей
системной надежности газопровода (например, использование на
КС такого числа резервных агрегатов, которое обеспечило бы на-
дежность КС, близкую к 1).
Ущерб от отказов линейной части газопровода складывается из
ущерба непосредственно транспортного предприятия и ущерба
у потребителя, связанного с остановкой перекачки. Ущерб транс-
портного предприятия определяется затратами на ликвидацию ава-
рий и стоимостью потерянного при аварии и недоподанного
газа, т. е.
М (У)т.п=:Зл.а_ЬСгС1)п_|_Сндп (Сг—Пд Птр Пр) , (29)
где Ут.п — ущерб транспортного предприятия; Зл.а — затраты пред-
приятия на ликвидацию аварии; Сг — замыкающие затраты на газ;
Q°n — объем физических потерь газа, возникающих в результате
потери герметичности и стравливания газа при авариях или ава-
рийных отказах; фндп — объем недоподанного газа; Пд, Птр, Пр —
удельные приведенные затраты соответственно на добычу, транс-
порт и распределение газа.
В формуле (29) подразумевается, что прямой ущерб от потерь
газа л его недоподачи <2ВДП оценивается по замыкающим затратам,
причем последние необходимо уменьшить на суммарные приведен-
ные затраты на всех стадиях подачи газа к потребителю.
23
Наиболее сложным в оценке является определение ущерба
у потребителя, который может значительно превосходить ущерб
транспортного предприятия. В зависимости от отрасли, исполь-
зующей газ, ущерб колеблется от 350 до 3000 руб/1000 м3 недопо-
данного газа с существенным ростом у потребителей, где газ ис-
пользуют в технологических целях.
Использование уравнений (28), (29) подразумевает предвари-
тельную оптимизацию, направленную на выбор оптимальной на-
дежности газопроводов при заданных затратах на ликвидацию
аварий. В этом случае будет обеспечено сопоставление вариантов
в оптимальных условиях.
Применение при сопоставлении экономических категорий ущер-
бов имеет следующие недостатки:
показатель ущерба не может быть объективно определен для
систем отопления и вентиляции, бытовых нужд населения, пасса-
жирского транспорта. Однако именно эти категории потребителей
являются основными для многих систем теплоснабжения; они, как
правило, «замыкают» расход газа в системах газоснабжения, еще
больше увеличивается их значение в электроэнергетических и неф-
теснабжающих системах;
ущерб производственных потребителей существенно зависит от
размера и продолжительности аварийного недоотпуска газа, а так-
же от возможности заблаговременного предупреждения потребите-
лей о наступающей аварии. Ущерб непосредственно определяется
производственной структурой конкретных потребителей, которая
может претерпевать значительные изменения во времени. Следо-
вательно, в общем случае нельзя нормировать некоторый средний
ущерб;
законы распределения вероятностей будущих ущербов можно
получить только на основании надежных массовых обобщений
применительно к конкретным потребителям. Замена же таких дан-
ных отдельными случайными ущербами неизбежно даст лишь слу-
чайные результаты в определении оптимальной надежности, поэто-
му в соответствующей литературе по проблемам надежности в энер-
гетике рекомендуют другие методические приемы по сравнению
вариантов с учетом надежности.
При другом методическом приеме в качестве критерия для
сравниваемых вариантов используют сумму приведенных затрат
для обеспечения заданной надежности и затрат на резервирова-
ние (включая резервное топливо). При этом оптимальной надеж-
ности соответствует минимальный критерий. В качестве резервно-
го топлива можно принимать: газ из подземных хранилищ (для
конкретных решений, при наличии соответствующих геологических
структур); сжиженный газ из хранилищ (в соляных отложениях
или шахтных); сжиженный природный газ (изометрические хра-
нилища СПГ различного типа); заменители газа (мазут, уголь,
если это позволяет конкретное применение топлива).
Наиболее предпочтительным для экономического анализа яв-
ляется использование категорий нормативной надежности топли-
24
воснабжсния. Эти понятие основывается на том, что для любой
системы характерен вид связи между дополнительными затрата-
ми и мероприятиями с повышающими характеристиками надежно-
сти. Почти всегда имеется некоторая зона, в которой последующее
повышение надежности будет требовать резкого увеличения допол-
нительных денежных средств по системе. В этом случае задача
формулируется следующим образом: достичь заданного уровня на-
дежности системы при минимальных дополнительных затратах на
совокупность резервных мероприятий. Данной нормируемой на-
дежности соответствует определенный средний системный ущерб
от недоотпуска газа. Поэтому речь может идти не о противопо-
ставлении понятия ущерба и нормативной надежности, а о том,
каким из них удобнее пользоваться на практике как нормируемой
величиной.
Представленные методические приемы требуют большого объе-
ма исходной информации как для оценки эффективности самих
технических решений, так и для оценки затрат на различные виды
резервирования. При усовершенствовании методических приемов
необходимо рассмотреть ряд других критериев, существенно влия-
ющих на результаты решения (трудоемкость строительства, влия-
ние конструктивных решений на темп строительства и др.), что
позволит более полно подойти к вопросу выбора оптимальной на-
дежности линейной части газопровода.
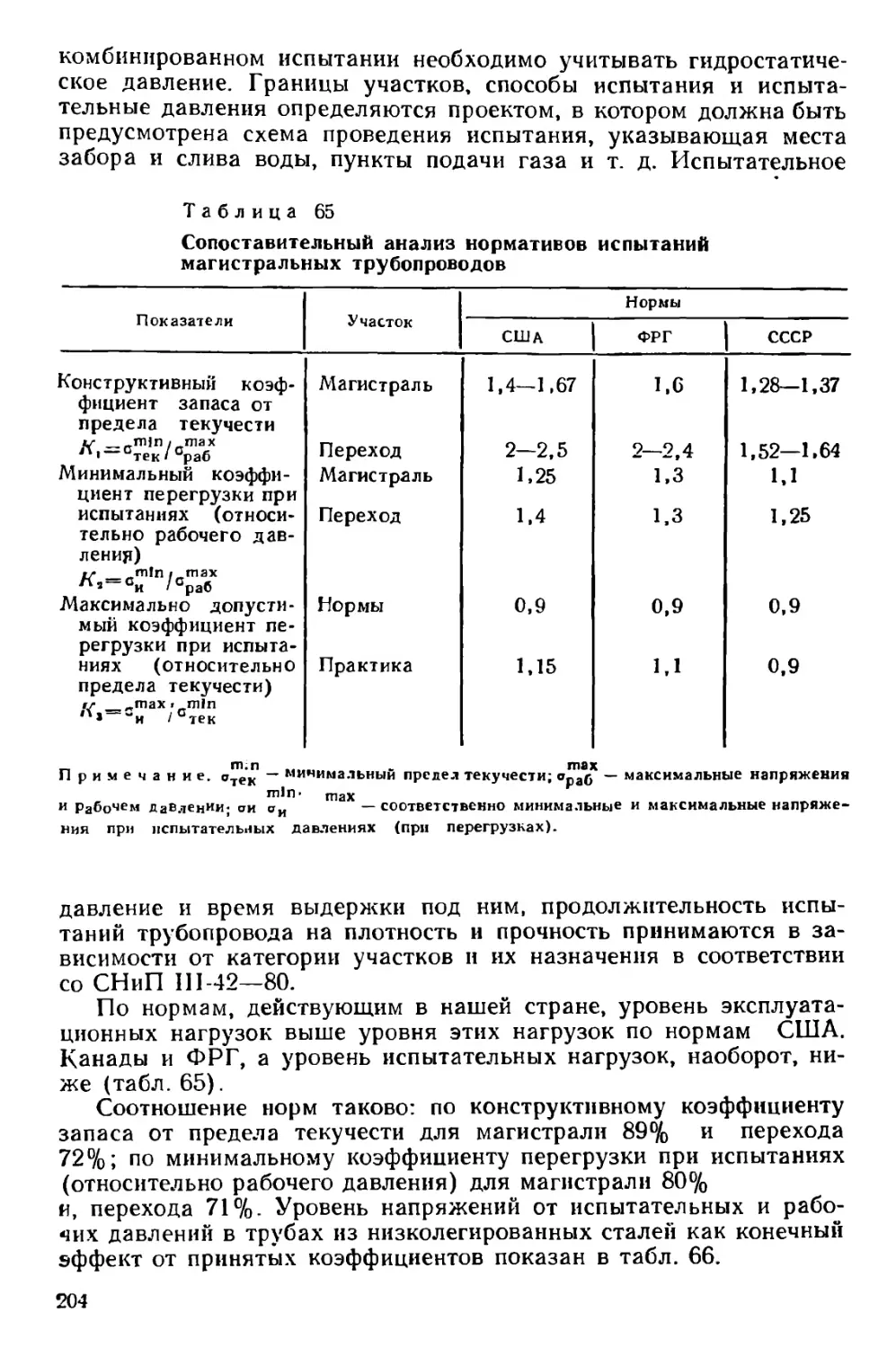
Оценка энергии разрушения газопровода
С увеличением диаметра и давления в газопроводах по-
вышается энергия их разрушения. Представляют теоретический
и практический интерес абсолютная оценка энергии разрушения
и динамика ее роста при увеличении давления с 5,5 до 12 МПа
в перспективных системах газопроводов для труб максимальных
диаметров 1220 и 1420 мм. Оценка энергии разрушения важна для
определения опасных зон с целью обоснования разрывов между
соседними нитками трубопроводов, между газопроводами и жилы-
ми массивами и инженерными сооружениями, а также для раз-
работки эффективных природоохранных мероприятий.
Энергию разрушения можно определить через эквивалент, т. е.
через энергию, выделяющуюся при взрыве взрывчатого вещества.
Теоретически энергию, выделяющуюся при взрыве ВВ, определя-
ют как работу адиабатического расширения продуктов взрыва до
атмосферного давления, называемую полной идеальной работой
взрыва:
Л = (30)
где Q — теплота реакции взрыва; pi — начальное давление; р2 —
конечное давление; k — показатель адиабаты (&=1,31).
Для тротила Ливв=2976 кДж/кг.
25
Для внезапного расширения природного газа при разрушении
газопровода
V, Р.
А. = \pdV = jj Vdp 4- (f2V2—Pil/i)=ii—G+ GMA—PiV'i), (31)
Vi pi
где Vt, V2—удельные объемы газа соответственно до и после
расширения; tb i2— энтальпия газа соответственно в исходном со-
стоянии и при адиабатическом расширении, т. е. s=const до р2=
= 0,1 МПа; s-—энтропия.
Для 1 м трубопровода
Л'и=Лил£>2тр/4К1, (32)
где £>Тр — диаметр трубопровода.
Исходные данные и результаты расчета взрывного эффекта от
расширения газа в трубопроводе диаметром 1420 мм приведены
в табл. 4. Там же приведены отношения Ли/Ливв и Л'и/Лц®®, харак-
Таблица 4
Исходные данные и результаты расчета взрывного эффекта
от расширения газа в трубопроводе диаметром 1420 мм
р|. МПа к ^и* кДж/кг / кДж/м AZ, кДж/кг A (рУ), кДж/кг АДАВВ и- и • кг/кг /мвв. Ли/ли 1 кг/м
7,0 300 272,2 21,465 361 —85,8 0,091 7,2
10,0 300 275,1 32,318 362 —83,4 0,094 10,8
Примечание Г, — начальная температура газа; A (pVr)=paVra — piVj.
теризующие взрывной эффект от расширения газа по отношению
к эффекту взрыва тротила (тротиловый эквивалент).
Под тротиловым эквивалентом понимают такое количество тро-
тила, которое при стандартном испытании на баллистическом ма-
ятнике дает тот же эффект, что и взрыв данного количества испы-
туемого ВВ. Тротиловый эквивалент нельзя определить теоретиче-
ски. Однако в связи с тем, что именно полная идеальная работа
Лп в основном определяет фугасный эффект взрыва, отношение
Ля/Л„вв должно быть близко к тротиловому эквиваленту (приме-
нительно к рассматриваемому случаю, вероятно, несколько превы-
шает его).
В табл. 5 приведены данные, характеризующие упругую энер-
гию газа, выделяющуюся при разрушении газопроводов разного
диаметра DTp, работающих под давлением р₽ от 5,5 до 12 МПа.
Энергия газа отнесена к 1 кг газа и 1 м трубопровода. Там же
приведены значения тротилового эквивалента, а также указана
энергия газа при различных масштабах разрушения (длинах про-
бега трещин). Масштаб разрушения определен в соответствии
26
Таблица 5
Упругая энергия газа, выделяющаяся при разрушении
газопровода
Рр МПа мм кДж/кг /и, кДж/м кг/кг ' вв ^и/^и • кг/м Энергия газа (в ч тротила! при различных (длинах про- бега трещины), м
100 20U ЗОИ
5.5 1220 268,8 12,187 0,0904 4,1 0,41 0,82 1,23
7.5 1220 274,4 17,500 0.0922 5,9 0,59 1,18 1,77
7,5 1420 274,4 23,709 0.0922 8.0 0,8 1.6 2,4
10,0 1420 275,1 32,765 0,0925 11,0 1,1 2,2 3,3
12,0 1420 273,0 39,827 0,0918 13,4 1,34 2,68 4,02
Примечание. Начальная температура газа принята 301) К (27°С).
с конкреп ыми рекомендациями по характеристикам стали (проч-
ность, ударная вязкость) для труб различного диаметра и разных
рабочих давлений.
Глава 3
ОТКАЗЫ НА МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДАХ
Основной источник информации об отказах на магист-
ральных трубопроводах—акты их технического обследования,
а также специальные обзоры, составляемые ежегодно контрольны-
ми и инспектирующими организациями. Накоплен большой стати-
стический материал по отказам на магистральных трубопроводах,
как в период строительства, так и при эксплуатации.
В приводимом ниже анализе рассматриваются отказы на газо-
проводах и нефтепроводах, а также остановки из-за свищей, тре-
щин и по другим причинам. Статистические данные систематизи-
рованы по группам распределения, в основу которых принят род-
ственный признак. В качестве родственного признака взята при-
чина отказа.
ВНИИСТом предложены следующие группы распределений по
причинам:
группа I — отказы из-за дефектов на трубных деталях (тройни
ков, отводов, переходников, заглушек), запорной и регулирующей
арматуры;
группа II — отказы из-за некачественного исполнения, т. е. де-
фекты строительства;
группа III — отказы из-за нарушений правил эксплуата-
ции (ПЭ);
27
группа IV — отказы по прочим причинам, в том числе из-за
почвенной коррозии, которые могут возникать в результате оши-
бок изыскания и проектирования, применения некачественных ма-
териалов, брака при производстве строительных работ, а также
при нарушении режимов и правил эксплуатации.
Общим критерием для построения распределения отказов при
эксплуатации принят срок службы (возраст) трубопроводов, по-
скольку отказы при эксплуатации характеризуют в общем факти-
ческую их надежность в функции старения (табл. 6—13).
Таблица 6
Распределение отказов (в %) по причинам и возрасту
нефтепроводов
Группа и причина отказа
Группа I:
дефект соединений
арматуры
дефект на трубах
Группа И:
монтажная сварка
механические повреж
дення
Группа IV;
почвенная коррозия
прочие и неустанов-
ленные причины
Всего
Возраст нефтепровода, годы
1 1 2 1 1 4 s 1 1 9 1 | 11-15 | | 16-20 24 39
5 — —• 5 -—- — • — —
— — 5 — — 10 5 — —
- 5 —. — 10 5 5
- — — — — 5 5 10 10 —
— - . — — — — — 5
— — — — — 5 5 — —
5 5 5 5 5 30 25 15 5
2
10
20
100
25
30
5
10
Данные таблиц позволяют достаточно подробно проанализи-
ровать отказы, имевшие место на магистральных газо- и нефте-
проводах. Однако этот материал не позволяет проследить влияние
совершенствования технологии, организации и управления на про-
ектирование, строительство и эксплуатацию и, как следствие, со-
кращение отказов на трубопроводах. Для этого необходимо рас-
смотреть статистические данные по отказам за достаточно продол-
жительный период (рис. 4), причем использовать и более объек-
тивные показатели, чем число отказов. К ним в первую очередь
относится частота отказов. Частота остановок (число отказов на
1000 км в год) зависит от ликвидации обнаруженных свищей и
трещин в сварных соединениях, а также других неполадок на ма-
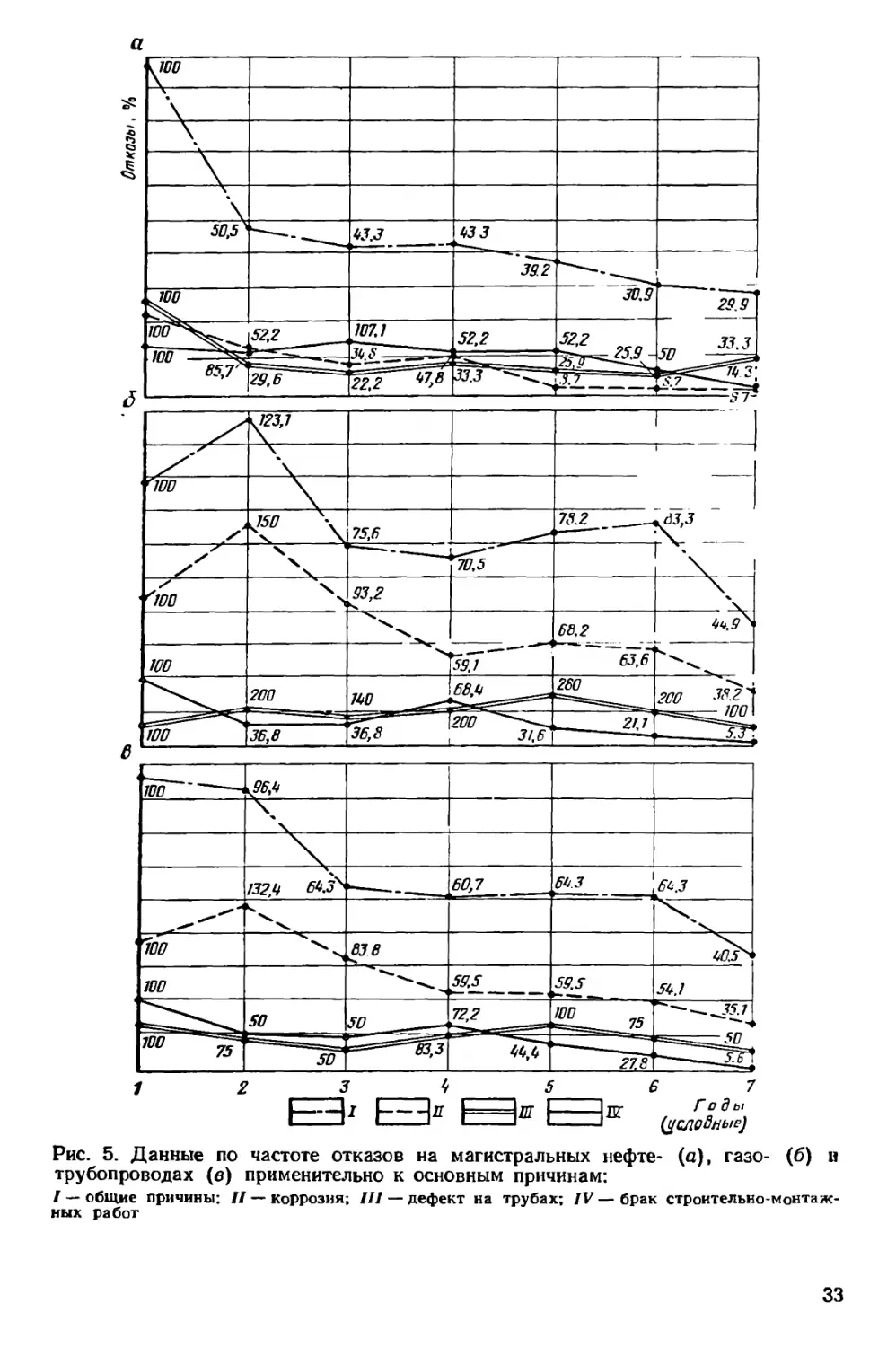
гистральных трубопроводах (табл. 14); на рис. 5 представлены
данные по частоте отказов применительно к основным причинам
на магистральных нефте-, газо- и трубопроводах.
Анализ данных приведенных выше таблиц и графиков показы-
вает, что частота отказов за рассматриваемый период снизилась
на нефтепроводах в 3,2 раза и на газопроводах в 1,2 раза. В деся-
28
Таблица 7
Распределение отказов (в %) по причинам и возрасту газопроводов
Группа и причина отказа Виэраст газопровода, годы I
<1 1 2 3 4 5 6 7 8 9 11-15 16-20 21-30 32
Группа Г, дефект арматуры дефекты на трубах Группа II: нарушение проекта дефекты сварного монтажного шва механические по- вреждения Группа III: нарушение ПЭ сероводородная коррозия и внут- ренняя эрозия Группа IV: почвенная коррозия стихийное бедствие прочие отказы Всего 1,1 1,1 1,1 1,1 4,4 1,1 1,1 1,1 2,2 5,5 , СО — со 1 сч — 1 1 11 1 1 со сгГ | г г 11 | Г?> II оо — . Ь— СЛ II 1—1 II 1 с? II --I 1 II 1 1 1 ”-| III II 1 1 1 сГ 4,4 1,0 1,2 6,6 2,3 2,3 1,1 1,1 1,1 1,2 3,4 1,1 9,0 4,5 1,2 2,3 21,3 2?3 31,6 ю о II III II с4 1 & »—1 Г—’ II III II 1 £ rill Г| III II —* •—* 3,4 15,7 7,9 5,6 2,2 3,4 3,4 39,3 1,1 18,0 100
Таблица 8
Распределение отказов (в %) по месту дефекта на трубе
в зависимости от диаметра труб и возраста нефтепроводов
Диаметр, мм Мести дефекта В«>з, ас г нефтепровода, годы
1 * 1 7 1 6 1 9 1 11-15
1220 Металл 7,2 21,3 28,5
Шов — — — 7,2 — — 7,2
1020 Металл 14,2 14,1 7,2 7.2 7,2 49,9
Шов — 7,2 — — - 7,2
720 Металл 7,2 7,2
S 7,2 14,2 -8,5 14,4 7,2 28,5 100
Таблица 9
Распределение отказов (в %) по • виду дефекта на трубе
в зависимости от диаметра тр‘б и возраста газопроводов
Bl- Эраст газолро и»да, 1 иДЫ
Диэм гр.
м.м Вит лефск|а 1
1 ! s 1 9 | 11-13
1220 Трещина — 8,3 — — 8,3
Расслоение — —. —- — — 25,1 25,1
1020 Расслоение 16,6 1о,G 8,4 8,4 — 50,0
Трещина -—- -—. — — — 8,3 8,3
720 Расслоение 8,3 - — — — 8,3
S8.3 16,6 24,9 8,4 8,4 33,4 100
Таблица 10
Распределение отказов (в %) по месту дефекта на трубе
в зависимости о г диаметра, толщины стенки и возраста
нефтепроводо в
Диа метр D и толщина стен- ки 6, (Dx 6). мм Возраст нефтепровода, годы 5
I 2 4 9 11-15 16-20 24 39
1020x11 , —. 25 25
720x9 — — 25 — — — — — — 25
529x8 — — —- — — 25 25 — — 50
Всего — — 25 — — 50 25 — — 100
Таблица 11
Распределение отказов (в %) по строительным причинам
в зависимости от возраста нефтепроводов
С 1р.гительп1я причина < исаза Возраст нефтспрозода, годы -
1 ; 1 4I 5 9 1 11-15 | 16-20 | 24 39
Монтажная сварка 11,1 . — 22,3 11,1 11,1 — 55,6
Механическое повреж'- — — — — 11,1 11,1 22,2 — — 44,4
дение Всего •— 11,1 — — 11,1 33,4 33,3 11,1 — 100
<30
Таблица 12
Распределение отказов (в %) по строительным причинам
в зависимости от возраста газопроводов
Строительная причина отказа Возраст газопровода, голы 5
<1 1 1 1 1 3 4 1 5 1 7 9 11-15
Нарушение проекта 7,1 7,1 21,9 7,1 7,1 50,3
Монтажная сварка — — — 7,1 7,1 — 7,1 7,1 7,1 35,5
Механические повреж- 7,1 7,1 — — — — — — — 14,2
дения Всего 14,2 7,1 7,1 30,0 7,1 7,1 7,1 14,2 7,1 100
Таблица 13
Распределение отказов (в %) по причине нарушения ПЭ
и сероводородной коррозии в зависимости от возраста
магистральных трубопроводов
Причина отказа Возраст трубопровода, годы Е
<1 1 1 1 7 11-15 32
Нарушение ПЭ 16,6 16,7 16,7 50,0
Сероводородная корро- зия и внутренная эро- зия — — 33,3 16,7 50,0
Всего 16,6 16,7 16,7 33,3 16,7 100
Таблица 14
Частота остановок на магистральных трубопроводах, %
Годы (услов- ные) Трубопроводы Г азолроводы Нефтепровод ы
по отказам по обнаружен- ным свищам, трещинам И др. по отка- зам по обнаружен- ным свищам, трещинам и др. по отказам по обнаружен- ным свищам, трещинам и др.
1 100 100 100 100 100 100
2 97,9 93,1 79 128,2 119,3 70,8
3 67,1 79,3 85 101,1 51,5 64,4
4 58 70,3 68 82,9 48,4 59,7
5 47,5 79,3 69 111,1 71,6 53,3
6 58,7 115,1 78 247 41,6 88,9
7 56,6 93,1 96 158,8 21 49,8
8 37,7 100 59 170 18 51,6
9 35,6 96,5 55 164,7 18 48
10 37,7 89,6 61 152,9 16,3 46,2
11 37,7 65 158,8 12,8 ж
* Данные отсутствуют.
31
Рис 4. Динамика распределения отказов на магистральных трубопроводах:
/. II м III — соответственно газе-, нефте- и трубопроводы
той пятилетке по сравнению с девятой число отказов уменьшилось
в 1,6 раза. Было зарегистрировано наименьшее число отказов за
многолетний период.
Отказы на трубопроводах — следствие совокупного влияния
на них различных факторов (силовые воздействия, дефекты).
Прогнозировать такую совокупность практически невозможно, поэ-
тому отказы на трубопроводах следует считать событием случай-
ным. Вероятность отказов на участках трубопроводов с из-
вестной степенью достоверности можно оценивать на основании
вероятностно-статистического подхода. В связи с этим весьма
важно накопление статистического массива остановок из-за дефек-
тов и отказов на трубопроводах за предыдущие годы и их класси-
фикация по причинам. Это позволяет более определенно ориенти-
роваться в прогнозах возможных отказов на действующих трубо-
проводах.
Из анализа характера отказов на трубопроводах видно, что де-
фекты на трубах и арматуре послужили причиной отказов в 22,3;
21,5 и 19,4 % случаев от их общего числа. Следует отметить, что
просматривается тенденция к снижению отказов из-за дефектов
на трубах, хотя на долю этой причины приходилось всего 14 % от-
казов от их общего числа. Более благоприятная закономерность
наблюдается по сокращению отказов из-за брака строительно-мон-
тажных работ. За определенный период они составили 14,6;
8,4 и 4,2 % от их общего числа. Повреждения действующих трубо-
проводов строительными и транспортными механизмами за эти
годы соответственно составили 4,9; 8,4 и 2,8 от их общего числа.
Здесь практически не прослеживается закономерность снижения
отказов, только в последние годы их было значительно меньше.
Также нельзя проследить тенденцию в отказах, связанных с поте-
&
a
\100
•
50,5х —- 43.3 и 433
392 r ***•-
J00 30,9 29.9
/00^4^, 52,2 . 107,1 52,2 52,2 ^^-2X9- я 3
65,7^1 29.6 22 2 ^7f6 33.3 it. _z »- — — — ту*
\123,1 1 J
гюо \
kZ5Z7 \ 75,6 73.2 _и U3,5
--J 1 (
Qw 93,2
68,2
wo w” ~63,6
200 140 ^^^====1 260 200 ^7 t inn 1
'зб,б 36,8 [ 200 31J> £/,7 IU\J 1
' w < <5®;«
132,4 64.3^ 60,7 643 64.3
'Ss*->s_
'ioo \ 638 405^>
100 59.5 54.1
50 50 72,2
50 ^гтв' l5====^_k
1 2 _____3 ____ 4 _______ 5_______ e 7
|-----I------I |g I— |g , r°db\
I-----1 «-----1 ।-----1 •-----1 (условные]
Рис. 5. Данные по частоте отказов на магистральных нефте- (а), газо- (б) и
трубопроводах (в) применительно к основным причинам:
/ — общие причины: II — коррозия; III — дефект на трубах; IV — брак строительно-монтаж-
ных работ
33
рей продольной устойчивости трубопроводов, которая проявляется
на газопроводах больших диаметров, проложенных на заболочен-
ных территориях в слабонесущих и малосвязанных грунтах. Сле-
дует отметить, что уточнение расчетов и усиление балластировки,
правильное использование графиков температуры замыкания рас-
четной схемы практически исключает выход трубопроводов на по-
верхность и потерю продольной устойчивости. Применение анкеров
раскрывающегося типа повышает надежность фиксирования про-
ектного положения трубопровода. Важное значение имеет также
прогнозирование последующего обводнения отдельных участков, на
которых проектами предусмотрена балластировка. Отказы из-за
нарушения правил эксплуатации заметно снизились. Если раньше
они составляли 7 °/о> то за рассматриваемый период 1,9 и 1,4 %•
Несмотря на существенное снижение уровня коррозионных отка-
зов они остаются самыми многочисленными. За рассматриваемый
период они соответственно составили 39,8; 36,4 и 34,7 %. Наиболь-
шее число коррозионных повреждений связано с прокладкой газо-
и нефтепроводов в сильно агрессивных грунтах, причем подав-
ляющее число отказов падает на отдельные участки трубопроводов
ограниченной протяженности.
Плотность остановок на газопроводах для ремонта свищей и
трещин сварных швов, а также для исправления других неполадок
оставалась длительный период практически на одном уровне.
Плотность аварийных остановок на нефтепроводах существенно
сократилась. Это объясняется тем, что любой дефект на нефтепро-
водах, вызывающий выход нефти, легче обнаружить и устранить,
чем выход газа на газопроводах. На образование свищей, трещин
и др., т. е. на развитие элементарных разрушений, оказывает вли-
яние с течением времени процесс старения трубопровода как кон-
струкции.
За рассматриваемый период частота отказов в целом на дей-
ствующих трубопроводах снижалась в основном за счет уменьше-
ния коррозионных отказов. Частота отказов на нефтепроводах бы-
ла выше, чем на газопроводах, в 1,2 раза, поэтому в последующие
годы она уменьшалась более интенсивно. Частота отказов на неф-
тепроводах была примерно в 2 раза ниже, чем на газопроводах, а
затем эти показатели по двум видам трубопроводов практически
сравнялись.
Считают, что начальный уровень конструктивной надежности
у газо- и нефтепроводов одинаковый. Однако разный характер
эксплуатации и нагружения трубопроводов при транспортировке
жидкостей и газа, а также неодинаковый уровень обслуживания
этих трубопроводов обуславливают разброс в показателях частоты
отказов, т. е. указывают по отдельным годам на их неодинако-
вую способность, неравнонадежность, в частности, на их разную
эксплуатационную надежность. Режимы эксплуатации, в том чис-
ле и температурные, существенно изменяются в течение года
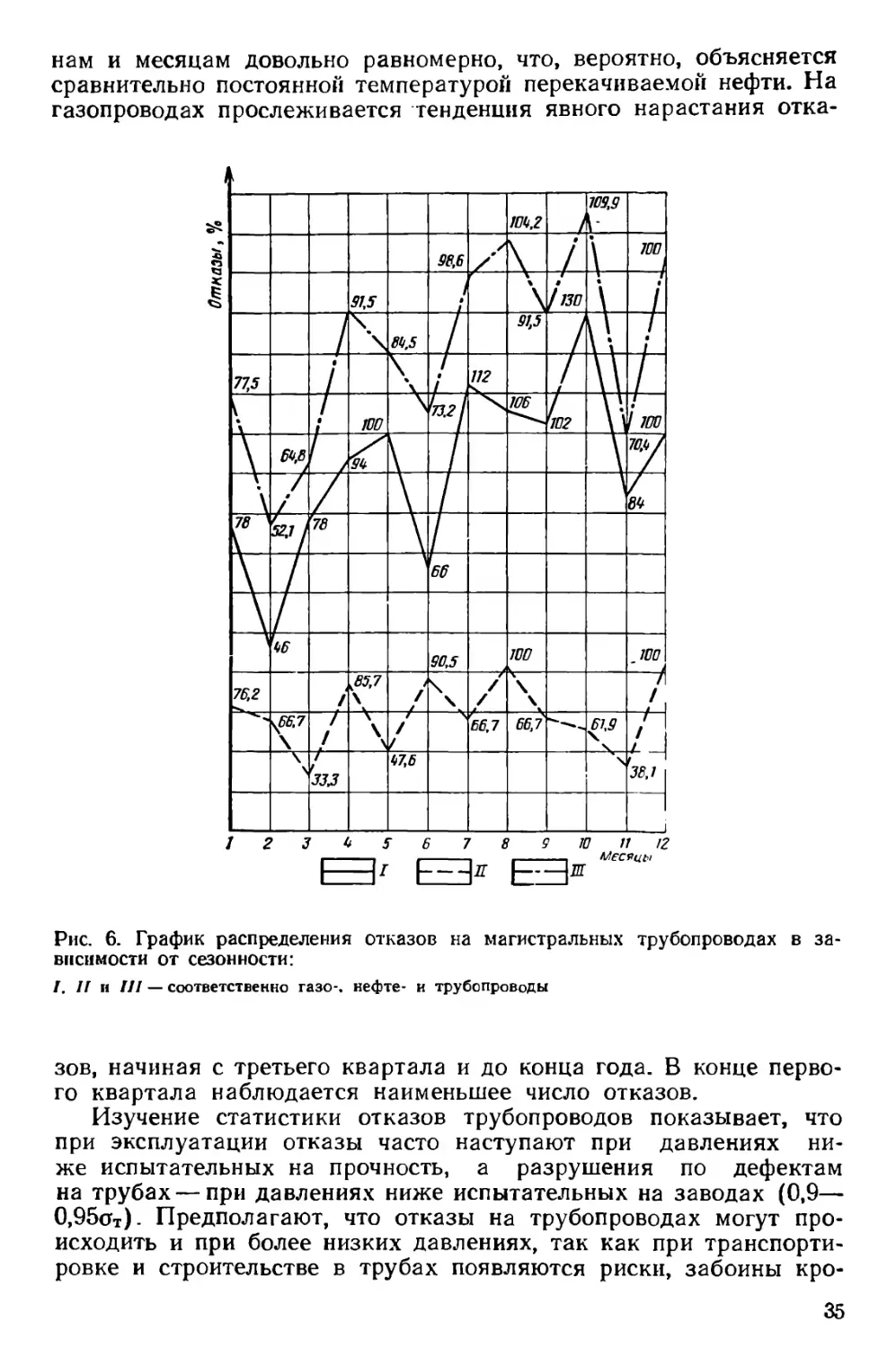
(рис. 6). Промерзание почвы изменяет и микроклимат вокруг тру-
бопроводов. На нефтепроводах отказы распространяются по сезо-
34
нам и месяцам довольно равномерно, что, вероятно, объясняется
сравнительно постоянной температурой перекачиваемой нефти. На
газопроводах прослеживается тенденция явного нарастания отка-
Рис. 6. График распределения отказов на магистральных трубопроводах в за-
висимости от сезонности:
/. II и III — соответственно газо-. нефте- и трубопроводы
зов, начиная с третьего квартала и до конца года. В конце перво-
го квартала наблюдается наименьшее число отказов.
Изучение статистики отказов трубопроводов показывает, что
при эксплуатации отказы часто наступают при давлениях ни-
же испытательных на прочность, а разрушения по дефектам
на трубах — при давлениях ниже испытательных на заводах (0,9—
0,95от). Предполагают, что отказы на трубопроводах могут про-
исходить и при более низких давлениях, так как при транспорти-
ровке и строительстве в трубах появляются риски, забоины кро-
35
мок, вмятины и др. Кроме того, в период эксплуатации трубопровод
может иметь более высокое напряжение за счет дополнительного
воздействия температуры, изгибных деформаций как следствие
осадок грунта, воздействия паводков, оползней и др. Возможно
подрастание дефектов во времени, старение материалов и соору-
жения в целом. Таким образом, прочностные испытания трубопро-
водов по современным методикам не обеспечивают полной гаран-
тии надежной работы магистральных трубопроводов.
Повышение давления транспортировки продуктов и диаметра
труб, с одной стороны, увеличивает запас энергии, способной вы-
зывать в стенках труб высокие напряжения, а при ошибках изыс-
кания, проектирования, строительства и эксплуатации порождает
протяженные разрушения, с другой стороны — увеличивает про-
должительность остановок, время ликвидации разрушений и по-
тери нефти или газа. Кроме того, увеличение времени ремонтных
работ связано и с тем, что на большом протяжении газо- и нефте-
проводы прокладывают в труднодоступных местах Крайнего Севе-
ра, на болотах и обводненных территориях Западной Сибири. Сле-
дует отметить, что с ростом средней дальности трубопроводов, ко-
торая уже достигла 2000 км, повышается и вероятность отказов.
На трубопроводах имеет место недодача сырья и топлива потре-
бителям, так как продолжительные остановки влекут за собой
чрезвычайно большие потери за пределами собственно трубопро-
водной системы. Остановка промысловых установок, скважин и
предприятий-потребителей может обойтись народному хозяйству в
десятки раз дороже, чем прямые потери продукта в системе транс-
порта. Ущерб в отдельных отраслях промышленности, связанный
с кратковременным прекращением поставки газа на технологиче-
ские нужды предприятий в расчете на 1000 м3 недодаваемого газа,
составляет:
Ущерб, тыс.
руб/1000 м3
газа
Машиностроение:
тяжелое ... . . . ... 6,6
электротехническое ... .6,7
прочее . . ... .1,1
Виды промышленности:
химическая . 1,4
радиотехническая . . .............. . 3,3
строительных материалов и стекольно-фарфоровая 0,9
пищевая ................................. ... .3,3
легкая .... ... . .0.3
прочие виды промышленности ... - 1,2
Повышение надежности магистральных трубопроводов приво-
дит к дополнительным материальным и трудовым затратам, а не-
дооценка факторов, определяющих надежность,— к большим убыт-
кам от отказов. Необходимо искать оптимальные решения.
Зб
Глава 4
ТРУБЫ ДЛЯ МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДОВ
Надежность работы труб в определяющей мере влияет
на обеспечение конструктивной надежности магистралей. Анализ
статистики отказов трубопроводов при испытаниях и эксплуата-
ции показывает, что многие отказы связаны с дефектами на тру-
бах. Так, за определенный период из-за дефекта на трубах на
магистральных трубопроводах при испытаниях было зарегистри-
ровано половина отказов от п\ общего числа.
Диаметр труб и рабочее давление выбирают на основании тех-
нико-экономических расчетов с учетом фактических возможностей
поставки труб и трубных деталей, запорной и регулирующей ар-
матуры, перекачивающих агрегатов, а также возможностей осу-
ществления строительства, включая строительную технику. Боль-
шой диаметр труб и высокие давления магистральных трубопро-
водов, работающих при значительных температурных перепадах,
обуславливают помимо увеличения окружных напряжений от внут-
реннего давления также и увеличение силовых воздействий в на-
правлении вдоль оси трубы. Поэтому при выборе параметров тру-
бопроводов по диаметру, давлению и температурам эксплуатации
накладывают ограничения по работоспособности металла и кон-
струкции труб.
Изучение советскими и зарубежными учеными работоспособно-
сти труб применительно к различным диаметрам и давлениям, тем-
пературным условиям эксплуатации и строительства, статистиче-
скому или динамическому характеру нагружения, а также допу-
стимости ограниченной длины разрушения позволило сформулиро-
вать требования к механическим и вязким свойствам металла
труб, конструкции труб и их геометрическим параметрам. Расчет
прочности труб —важная предпосылка эксплуатационной надеж-
ности магистральных трубопроводов. Общепринятый метод расче-
та труб на прочность по пределу текучести или временному сопро-
тивлению разрыву позволяет рассчитать толщину стенок труб.
В Советском Союзе в качестве коэффициента, учитывающего свой-
ства материала труб, принимают временное сопротивление разры-
ву. В СНиП толщину стенки трубопровода определяют при ста-
тическом нагружении и наличии продольных осевых сжимающих
напряжений; в ФРГ стандарт D1N 2413 используют для расчета
толщины стенок при статическом и циклическом нагружениях, при
этом учитывают напряжения от внутреннего давления и добавоч-
ные напряжения (термические, изгибающие); в США толщину
стенки нефтепроводов определяют по национальному стандарту
ANSI В.31.4, а толщину стенки газопроводов — по стандартам
USAS В.31.2 и ANS1/ASME В.31.8—1982.
37
Для расчета толщины стенки трубы согласно различным стан-
дартам используют следующие формулы.
По СНиП П-45—75
б—npD^I [2 (Ri+np)].
При наличии продольных осевых сжимающих напряжений
b=npDHl [2 (^iRi+np) ],
где п — фактор перегрузки; р — нормативное давление; £>н — на-
ружный диаметр; Д—допустимое напряжение; ф1— коэффициент,
учитывающий двухосное напряженное состояние труб.
По D1N 2413
Статистическое нагружение при температурах до 120 °C. Тол-
щина стенки труб при внутреннем давлении
Sr== (с?аР) / (2OzuiV.iv).
Циклическое нагружение
' 1 Р — A J
где S,- — теоретическая толщина стенки без поправок; da — наруж-
ный диаметр трубы; р — расчетное давление, т. е. максимально
возможное внутреннее давление с учетом перегрузок при условиях
эксплуатации; УЛ- — фактор качества сварного шва прямошовных
и спиральношовных труб (VA=1 для бесшовных труб); oZui — до-
пустимое напряжение при циклическом нагружении; р—р -интер-
вал изменения давления.
По ANS1/ASME В.31.8—1982 системы
трубопроводов распределения и транспорта газа
От внутреннего давления
t=PiDI2S,
где t — расчетная толщина стенки без поправок; р,— расчетное
внутреннее давление; S — допустимое напряжение (psig=6,7X
Х10-2 МПа).
По USAS В.31.2 трубопроводы топливного газа,
американский национальный стандарт
t=pDI2SE,
где t — минимальная расчетная толщина стенки; р — расчетное
внутреннее давление; D — наружный диаметр трубы; S — до-
пустимое напряжение; Е — фактор качества продольного свар-
ного шва.
38
Допустимые напряжения для расчета толщины стенки труб
согласно различным стандартам определяют по следующим фор-
мулам.
По СНиП 11-45—75
При расчете по временному сопротивлению
R^R^rn/ (KtKn),
где /?1и—минимальное временное сопротивление; т — коэффици-
ент, зависящий от категории трубопроводов; — коэффициент
безопасности по материалу, характеризует качество труб; Лн —
коэффициент.
По D1N 2413
Статистическое нагружение внутренним давлением при темпе-
ратуре до 120 °C
Ozul K/S,
где К—минимальный предел текучести при температуре 20 °C;
s — коэффициент запаса прочности минимального предела текуче-
сти, зависящий от относительного удлинения материала тр>б; для
магистрального газопровода с /( = 470 МПа s—1,6 при относи-
тельном удлинении на пятикратных образцах 65=20 Не-
циклическое нагружение, заданное время работы
где c&ch/h — предел выносливости при циклическом нагружении;
s=2-H10.
Циклическое нагружение, неопределенное время работы
v
asch ID
°zul < >
где osch/D — минимальный предел выносливости; s = l,5.
По ANSI В.31.4, ANS1/ASME В.31.8—1982
При температуре до 120 °C для труб по стандарту AP15L из
стали класса Х70 допустимое напряжение принято равным
353 МПа, для труб из стали класса Х65 — 327 МПа
s=0,72 Е smys,
где 0,72 — расчетный фактор, зависящий от конструкции трубы
и степени ответственности трубопровода; для труб компрессорных
станций газопровода принимается равным 0,5; Е— фактор свар-
ного соединения, для сварных труб по стандарту AP15L прини-
мается равным 1; smys — нормативный минимальный предел теку-
чести стали труб.
39
В табл. 15 приведено сравнение расчетных толщин стенок труб
диаметром 1420 мм из стали класса Х67 (временное сопротивление
овр=600 МПа, предел текучести аТек = 470 МПа) для газопрово-
да со статическим рабочим давлением 7,5 МПа (категория «В»)
различных методик [5].
Таблица 15
Расчет толщины стенки труб диаметром 1420 мм из стали
класса Х67 для рабочего давления газа 7,5 МПа
Стандарт Допустимое напряжение, МПа Толщина стенки, мм* Эффективный запас проч- ности на момент разруше- ния трубы
СНиП 244 23,2 2,6
Д1Н 276 20,2 2.3
ANSI 234 22,7 2,7
1 Для газ )прсводов категорий III. IV расчетные толщины стенок составляют соответственно
Стандартам 15.7; 19 и 15,9 мм.
По советскому и американскому стандартам толщины стенок
труб одинаковы для участков вблизи компрессорных станций
и для участков категорий III, IV подземной прокладки.
Способность газопровода противостоять разрушению при уве-
личении давлений и диаметра труб в значительной мере опреде-
ляется свойствами стали труб. До начала 70-х годов требуемая
прочность сталей для труб большого диаметра достигалась путем
нормализации после процесса горячей прокатки листа и состав-
ляла 520 МПа. В настоящее время отечественной промышлен-
ностью освоен процесс контролируемой прокатки сталей, при этом
прочность металла труб достигла 600 МПа, а для термоупрочнен-
ных труб —650 МПа. За рубежом до начала 70-х годов прочность
трубных сталей соответствовала классам Х52, Х56 стандарта Аме-
риканского нефтяного института (API). В 70-х годах прочность
стали возросла до класса Х67. В настоящее время появились ста-
ли классов Х75—Х80.
В табл. 16, 17 приведены марки сталей и механические свой-
ства металла труб отечественной и импортной поставки (для
транспорта некоррозионноактивного газа).
Только один статический расчет трубопровода на прочность
не дает гарантии надежности работы металла. До настоящего вре-
мени нет нормативных методов проверки трубопроводов на проч-
ность по характеристикам вязкости труб, что гарантировало бы
безопасную работу трубопровода, т. е. отсутствовала возможность
развития трещин от какого-либо очагового дефекта.
Предложены различные методики для оценки способности ме-
талла труб противостоять протяженным хрупким и вязким разру-
шениям.
40
Таблица 16
Отечественные стальные трубы большого диаметрз
Год Диа- метр, м м Марка ст а ли ° пр' П Ма °(М’ МПа % Ударная вязкость, кДж/м’ Процент во- локна В ИЗЛ1 - ме (бразиив ДЦ7ТТ Состояние поставки металла груб
кси KCV
Челяб ihckuu трубопрокатный завод
1973 1220 1220 14Г2САФ 17Г1С 570 520 400 360 19 20 350 (-60 °C) 300 ( — 40 °C) — Нормализованный лист То же
1979 1220 17Г1С-У 520 370 20 400 (-40°С) 300 (0°С) »
1983 1220 13Г2АФ 540 370 20 400 (—СО °C) 4С0(- 5°С) 60 ( -5°С) »
Волжский трубный завод
1973 1220 17Г1С 520 360 16 400 (- 60°С) — Рулонная iорячекатаная стань
1220 17Г2СФ 550 380 16 400 (-60 °C) — — То же
1979 1220 17Г1С 600 420 16 400 (-40°С) — Термически упрочненные тру-
бы из руло.п ой горячека- rai ой стали
1220 17Г2СФ 600 420 16 400 ( —40°С) — То же
1983 1220 17Г1С 600 420 16 500 ( -60°С) 600 ( -5°С) 60 ( -5°С) »
1220 17Г2СФ 600 420 16 500 ( -60°С) 600 (—5°С) 60 ( -5°С) »
1220 17Г2СФ 550 380 16 400 ( —40°С) 600 ( -5°С) 60 ( -5°С) Рулонная горячекатаная сталь
1420 09Г2ФБ 560 420 16 500 (-60°С) 800 ( - 15°С) 80 ( -15°С) Листовая сталь контролиру-
емой прокатки
арцызский трубный завод
1979 1220 1420 17Г1С —У 09Г2ФБ 520 560 370 430 20 19 400 ( —40°С) 500 ( -60°С) 800 ( - 15°С) 80 ( -15°С) Нормализованный лист Лист контролируемой про-
катки
1420 Х70 600 450 20 550 (-60°С) 800 ( -15°С) 80(-15°С) То же
1983 1420 10Г2Ф 560 440 19 500 (-60°С) 800 ( - 15°С) 80 (- 15“С) »
10Г2ФБ-У 600 470 20 1100 (- 15°С) 85(—15°С) »
10Г2ФТ-У 600 470 20 — П00(-15°С) 85 ( -15°С) »
15Г2АФЮ 560 420 20 500 (-40 °C) 800 (—5 °C) 70 ( —5°С) Нормализованный лист
Примечание. KCU — ударная вязкость на образцах - наже; KCV — ударная вязкость на образцах Шарпп.
ND
Таблица 17
Импортые стальные трубы большого диаметра
Г од Страна-ппс- таяшик, диа- метр, мм К inгс стали Одр. МПа %.,• М||° ь5. % Ударная вязкость. кДж/м’ Процент волокна в изломе сбраз- иов Д1ГТТ С(стояние по- станки метал- ла труб
К си KCV
1973 ФРГ 1420 Х60 ООО 420 20 500 ( ЬОиС) -— — Нормализо- ванный лист
Италия 1420 Х60 5С0 420 20 350 ( 6О’С) — — То же
1979 ЯпОШЯ 1420 Х70 600 470 20 500 (-60’С) 800 (-20°С) 80 (-20’С) Лист конт- ролиру- емой прокатки
ФРГ 1420, 1220 Х70 600 470 20 500( -601 С) 800 (-2(ГС) 1 ' То же
ФРГ, Франция, Япония 1220 XGO 540 400 20 500( -60’С) — »
1983 ФРГ, И талия 1420 Х7О 600 470 20 500 ( -60°C) 800 ( -20е С) 80( -20’С) »
Япония Х75 650 520 18 600 (—60’С) 1200( -20°C) 85 (-20’С) »
1420 Х80 700 550 16 600 ( -60"С) 1200 (-20’С) 85 (—20°С)
На рис. 7, 8, 9 показаны примеры хрупкого и вязкого разру-
шения магистральных трубопроводов большого диаметра. Харак-
тер разрушения и его причины различны, но все они произошли
в результате наличия в трубах или сварных соединениях дефектов.
Рис. 7. Разрушение трубопровода при гидравлическом испытании по зоне тер-
мического влияния заводского продольного шва
43
Рис. 8 Вязкое разрушение по нижней образующей газопровода при испытании
газок пр; давлении 8,2 МПа. Очаг разрушения — царапина глубиной до 1 мм
на длине 150
Рис. 9. Хрупкое разрушение газопровода диаметром 1020 мм при испытании. Си-
нусоидальное распространение разрушения в осевом направлении газопровода
Хрупкое разрушение
Проблема хрупких разрушений появилась впервые в
50-х годах. За рубежом наиболее протяженное хрупкое разруше-
ние произошло в 1960 г. во время испытания газом трубопровода
диаметром 762 мм. Разрушение распространилось на 13 км при
уровне напряжений 63 % нормативного предела текучести. Поверх-
ность разрушения содержала 5—10 % волокнистой составляющей.
На одном конце трубопровода трещина вошла в трубу с темпера-
турой перехода ниже, чем температура разрушения. При этом ха-
рактер разрушения изменился на вязкий, и трещина останови-
лась [31].
С 50-х годов проводят исследования хрупкого разрушения на
образцах Шарпи. Испытания проводят в определенном интервале
температур. Температура перехода соответствует зоне резкого па-
дения ударной вязкости. При отсутствии резкого перехода в хруп-
кое состояние за критическую температуру принимают значение,
соответствующее определенной величине поглощенной энергии.
В конце 60-х годов в литературе были предложены зависимости,
связывающие поглощенную энергию Шарпи Cv при температуре
перехода с пределом текучести стали сго.2 и толщиной образца
Сг=оо,2 (/+6,35)/645; (33)
С„>(оо,2)2//£. (34)
Поглощенная энергия возрастает пропорционально прочности
и толщине стали.
Анализ разрушений при работе трубопроводов также показал,
что для остановки хрупкого разрушения напряжения в трубе
должны соответствовать ударной вязкости трубной стали и изме-
нению характера разрушения. Факторы, контролирующие распро-
странение хрупкого разрушения,— разница температур ниже тем-
пературы перехода металла из пластичного в хрупкое состояние,
окружные напряжения, диаметр трубы, вязкость разрушения.
Для предупреждения образования хрупкого разрушения темпе-
ратура перехода стали из вязкого состояния в хрупкое должна
быть ниже температуры эксплуатации трубопроводов. Для полу-
чения наиболее достоверных температур перехода необходимы
полномасштабные испытания труб. При этом принято, что темпе-
ратура перехода соответствует 50 % волокнистой составляющей на
поверхности разрушения трубы. В лабораторных условиях для оп-
ределения температуры перехода широко применяют испытание на
отрыв полнотолщинных образцов падающим грузом. Это испыта-
ние (DIFTT) предложено в 1969 г. Мемориальным институтом
Баттелля (США). Ипользование метода DWTT основано на взаи-
мосвязи скорости распространения &р при полномасштабных испы-
таниях труб и вида разрушения (табл. 18).
Согласно стандарту американского нефтяного института
APISL, раздел SR6, не менее 80 % плавок для труб должно иметь
на поверхности разрушения образца D1FTT не менее 40 % волок-
нистой составляющей. Ведущими организациями Европы, Японии,
4
Таблица 18
Скорость распространения разрушения в зависимости от вида
разрушения и процента вязкого излома
Вязкий излом поверхности. % Скорость распространения, м/с Вид разрушения
0—20 >450 Трещина синусоидаль- ной формы с большим числом коротких от- ветвлений
15 532 То же, с двумя или тре- мя длинными ответ- влениями
2(к—80 275—450 Прямая одиночная тре- щина, проходящая в продольном направле- нии
50 388 То же
80—100 <275 »
100 174—216 >
Канады принято, что для обеспечения условия предотвращения
хрупкого разрушения требуется 75—85 % волокнистой составляю-
щей при температуре эксплуатации газопровода. Температура, при
которой наблюдается 85 % волокнистой составляющей, соответ-
ствует температуре перехода от больших скоростей распростране-
ния трещины (>500 м/с) к более низким (~200 м/с), т. е. пере-
ходу из хрупкого состояния в вязкое.
В дальнейшем испытание DWTT было преобразовано в испыта-
ние DT, в процессе которого также измеряется энергия хрупкого
разрушения от хрупкого инициатора. Стандарт нормирует надрез
с наплавкой титаном с предварительной усталостной трещиной
либо прессованный надрез (табл. 19).
Вязкое разрушение
В результате развития технологических процессов вы-
плавки, прокатки трубных сталей и последующего предела лист —
труба можно считать в основном решенными вопросы предотвра-
щения хрупких разрушений магистральных трубопроводов. Трубы
большого диаметра изготавливают из сталей, которые при приня-
тых температурах эксплуатации могут проявить вязкий характер
разрушения. Из практики эксплуатации газопроводов с конца
60-х годов известны протяженные вязкие разрушения, которые ха-
рактеризуются волокнистостью и матовой поверхностью излома,
стабильностью направления трещины и распространяются в осе-
вом направлении трубы со скоростью до 300 м/с. Механические
повреждения при укладке труб могут вызвать образование дефек-
та критического размера и последующее распространение трещи-
ны в трубопроводе при испытаниях или эксплуатации. Возникнове-
46
Таблица 19
Обобщение методик ударных испытаний, DWTT
Стандарт Цель Тип образца Тип надреза Технология испытания
NDT (испытание по Определение температу- Прямоугольный стержень Хрупкий валик сварного Определение максималь-
Пеллинп), ASTME ры нулевой пластично- с хрупким инициатором- шва шириной 12,5 мм, ной температуры раз-
208—69 сти. Мера сопротивле- ния разрушению в при- сутствии небольшой трещины, подвергаемой нагрузкам до предела текучести надрезом, /Х»Хй (L): 16X51X127 (102); 19X51X127 (102); 25X89X366 (305) длиной 63,5 мм с щеле- вым надрезом 1,5 мм, шириной с усилением сварного шва 2 мм рушения; критерий разрушения — распро- странение трещины от одной или двух сто- рон образца
DWTT (испытание по Определение температу- Образец с надрезом, Прессованный надрез, Визуальная оценка про-
Баттеллю), ASTME 436—74 ры пластичпо-хрупкого перехода. Корреляция между скоростью хруп- кой трещины и про- центом волокнистой со- ставляющей 76X305 (254) 45°, V-образной формы, с радиусом 0,025 мм, глубиной 5 мм цента волокна на по- верхности излома (за вычетом одной толщи- ны стенки от любого конца)
DT, ASTME 604 -77 Определение поглощен- ной энергии. Информа- ция о сопротивление распространения раз- рушения Образец с надрезом, ис- пытание на трехточеч- ный изгиб, 16X38X181 (165) Прессованный надрез, 40°, с радиусом 0,025 мм Измерение общей энер- гии разрушения при испытании на машине с падающим грузом или с маятником
Примечания. 1. Размеры образна, мм: I — длина; л — ширина; Л — высота / - । < < । i i < х > i () < j . >) x n ) 11 для moi ы t в и
образцов, мм.
ние дефекта, прорастание трещины через толщину стенки трубы
и скорость ее распространения зависят от ударной вязкости метал-
ла — с повышением ударной вязкости скорость и протяженность
разрушения уменьшаются.
Изучение условий, при которых может возникнуть разрушение,
проводят для определения допустимой длины трещины до момен-
та ее распространения. При распространении трещины исследуют
условия, при которых разрушение может быть остановлено.
Известны условия образования в трубопроводе трещины крити-
ческой длины. В Мемориальном институте Баттелля (США)
в 1974 г. была установлена зависимость между критической дли-
ной сквозной трещины, окружным напряжением, определяемым
через внутреннее давление, пределом текучести стали, геометрией
трубы и ударной вязкостью стали при 100 %-ном вязком разруше-
нии. Зависимость может быть применена к основному металлу,
сварному шву и зоне термического влияния. Она позволяет пред-
ложить требования по вязкости стали.
Допустимую критическую длину трещины можно определить из
выражения
г-2
Ас к . тс I М-t <3, 1 zOcv
_ = ln sec ^J, (35)
где Кс — параметр сопротивления металла разрушению; а — по-
лудлина осевой сквозной трещины; о — напряжение течения мате-
риала, <т=о0,2-|-10000 (фунт/дюйм2) или а=сго,24-Ю (кг/дюйм2),
здесь 0о,2 — нормативный предел текучести стали; Мт — прибли-
женно удовлетворяет выражению
Л1Т «• [1 +1,255 (a2/Rt) —0,0135 (a4/R2P) ],
где R и t — радиус и толщина стенки трубы; ат — окружное нап-
ряжение при возникновении разрушения.
Параметр сопротивления металла разрушению определяют из
равенства
(36)
где Со — ударная вязкость на образцах Шарпи; Ас—поверхность
разрушения образцов Шарпи; Е—модуль упругости металла.
С увеличением вязкости стали (максимальной энергии Шарпи
на кривой ударная вязкость — температура), предела текучести
и толщины стенки трубы увеличивается допускаемая длина дефек-
та, не приводящая к развитию разрушения (10 %-ное увеличение
толщины стенки обеспечивает 18 %-ное увеличение критической
длины трещины).
Формулы, определяющие условия предотвращения распростра-
нения разрушения, практически используют при проектировании
газопроводов. Так, канадская фирма «Nova» нормирует ударную
вязкость на образцах Шарпи, допускающую наличие дефекта оп-
ределенной длины при рабочих кольцевых напряжениях, не пре-
48
Таблица 20
Требования ударной вязкости стали для труб из стали
класса Х70
Наружный диаметр, мм Ударная вязкость, кДж/м5 Размер критического сквозного дефекта, мм (90% от максималь- ного возможного дефекта)
914 470 14
1067 550 135
1219 690 155
1422 (рабочее давление 8,4 МПа) 690 165
вышающих напряжения, соответствующие 80 % минимального пре-
дела текучести стали класса Х70 (табл. 20).
Тем не менее основным методом предупреждения возникнове-
ния трещин является контроль качества труб на заводе-изготови-
теле и трассе при их укладке, а также защита трубопровода от
повреждений при эксплуатации. Для труб целесообразно норми-
ровать критическую длину трещины, отдельно для сварного шва,
зоны термического влияния и основного металла. Связь между
критическим размером дефекта и вязкостью стали трубы, при ко-
торой предотвращается критическое распространение дефекта, экс-
периментально определяется при полномасштабных испытаниях
труб до разрушения.
Принятая в отечественной нормативной документации методи-
ка определения толщины стенки трубы учитывает только внутрен-
нее давление транспортируемой среды и прочностные свойства ста-
ли. Исследования, проводимые институтом Баттелля, Американ-
ским институтом железа и стали и Британской газовой корпораци-
ей, развили метод предсказания допустимого рабочего давления
и толщины стенки трубы, а также необходимых вязких свойств
стали, исходя из условия нераспространения вязкого разрушения
от сквозного дефекта с длиной меньше критической или из усло-
вия остановки разрушения. Если вязкое разрушение началось,
оно будет распространяться на некоторое расстояние как резуль-
тат процесса разрушения. Длина распространения зависит от раз-
мера и толщины стенки трубы, величины напряжений, ударной
вязкости стали трубы и состава транспортируемого продукта. При
уменьшении скорости распространения трещины напряжение в вер-
шине ее трещины может снизиться в результате выхода продукта
до уровня, необходимого для остановки разрушения.
Проведенные исследования показали, что распространение вяз-
кого разрушения не происходит, если ударная вязкость стали до-
статочно высокая. Это привело к мнению о пороговой ударной
вязкости, измеряемой при испытании образцов Шарли, выше кото-
рой не происходит стабильного распространения разрушения.
Начиная с 1974 г. ведущими центрами по исследованиям и про-
изводству труб предложен ряд зависимостей между результатами
49
полномасштабных испытаний и энергией Шарпи трубной стали,
определяющих условия остановки вязкого разрушения.
Для обеспечения надежности магистральных трубопроводов
большого диаметра и высокого давления ведут поиск различных
технических решений и оптимальных технологических режимов
транспортировки газа, нефти, нефтяных и химических продуктов.
Что касается непосредственно труб, то здесь исследования ведут
по выбору оптимальных химических составов стали, способов ее
обработки и режимов прокатки листа, обеспечивающих при тре-
буемой прочности высокую вязкость.
С учетом массовости производства труб конструкционный ма-
териал — низколегированные стали и способы изготовления листа
и труб не должны быть дорогими при минимальном расходе дефи-
цитных элементов. Кроме того, необходимо создание новых кон-
струкций труб с обеспечением их высокой работоспособности и
трещиностойкости. Наконец, следует ввести в состав трубопровода
или в конструкцию трубы специальные устройства для торможе-
ния трещин — гасители или ловушки трещин (стопперы). Приме-
няют гаситель трещин проволочного исполнения (бандажирование
трубы проволокой), в виде короткого участка трубы высокой вяз-
кости, надеваемого на трубопровод, в виде половин трубы, сварен-
ных пластинами. В Советском Союзе успешно опробован для оста-
новки разрушения газопровода с давлением 7,5 МПа гаситель
многослойной конструкции.
Специалисты фирмы «Маннесманн» [28] разработали «интег-
рированный» гаситель трещин. Для этого в газопровод из труб
с обычно принятой вязкостью стали с интервалом 5—10 труб уста-
навливают трубы более высокой вязкости или трубы с утолщен-
ной стенкой. Труба-гаситель должна иметь 1,5-кратную ударную
вязкость по отношению к трубам газопровода. Возможно и ис-
пользование труб с пониженной ударной вязкостью, но более тол-
стой стенкой (табл. 21). Французскими фирмами «Валлурек» и
Таблица 21
Характеристики труб — гасителей разрушения
Тр)ба-гаситель К-ласс стали Диаметр трхбы, мм Толщина стенки трубы, мм Рабочее напряже- ние, % от Окружное напряже- ние, МПз Несбх. - дима я ударная пязк* сть*, Дж/№
С одинаковой толщиной стенки и повышенной ударной вязкостью Х70 1220 14,0 66 325 ПО
С утолщенной на 20% стенкой XGO 1220 16,8 65 270 78
С утолщенной на 20% стенкой Х70 1220 16,8 55 270 78
* По флрмуле Американ'ког 1 института железа и стали.
50
«Юзинор» предложена обечайка-гаситель длиной 1,5 м, изготавли-
ваемая поперечной к направлению прокатки намоткой листа из
стали класса Х70 высокой вязкости. Лист в направлении прокатки
имеет следующие механические свойства (по данным фирм): вре-
менное сопротивление 640 МПа; предел текучести 480 МПа; отно-
сительное удлинение 25 %; ударная вязкость: при —20 °C по Шар-
пи (10X10 мм) 3700 кДж/м2; при —60°С по Менаже (10X10 мм)
3700 кДж/м2; волокно в изломе образцов DWTT при —20°C 100 %.
Новые конструкции труб для газопроводов
Одним из направлений повышения надежности и эконо-
мичности магистральных трубопроводов, особенно прокладывае-
мых в северных районах, является не только повышение механи-
ческих свойств трубных сталей за счет повышения степени их ле-
гирования, сколько создание принципиально новых конструкций
сварных труб. Наиболее опробованы конструкции многослойных
и двухслойных спиральношовных труб, предложенные Институтом
электросварки имени Е. О. Патона (ИЭС) [24] и Всесоюзным
ордена Ленина научно-исследовательским и проектно-конструктор-
ским институтом металлургического машиностроения (ВНИИмет-
машем) [9].
ИЭС совместно с Институтом проблем механики (ИПМ) АН
УССР и промышленными предприятиями созданы конструкцион-
ные металлические материалы принципиально нового класса — ар-
мированные квазимонолитные материалы (АКМ). Основная отли-
чительная особенность этих материалов состоит в том, что при
статических нагрузках они ведут себя подобно обычным монолит-
ным сталям, а при динамических нагрузках и низких температу-
рах обладают свойствами многослойных металлических мате-
риалов.
Для газопроводов больших диаметров создана армированная
квазимонолитная сталь (АКМ) на основе малоперлитной безнио-
биевой стали марки 09Г2СФ, подвергаемой контролируемой про-
катке. При разливке стали прямо в изложницах устанавливают
армирующие вкладыши специальной конструкции. Крупнотоннаж-
ные (20 т) слитки прокатывают с получением листов толщиной
17,5 и 21,6 мм. Листы АКМ по внешнему виду ничем не отли-
чаются от обычного монолитного материала. Они не расслаивают-
ся при холодной гибке и вальцовке, огневой резке и сварке. Тех-
нология изготовления прямошовных и спиральношовных сварных
труб при использовании металла АКМ не изменяется.
Исследования физико-механических свойств труб из АКМ ме-
талла показали, что они обладают более высоким сопротивлением
распространению трещин по сравнению с монолитным металлом
равной толщины и такого же класса (рис. 10). По критической
температуре хрупкости, характеризуемой наличием 80 % вязкой
составляющей в изломе, листовая сталь марки 09Г2СФ-АКМ су-
51
Рис. 10. Графики сравнения ре-
зультатов испытаний по методике
DV\ ТТ листового металла марок
09Г2СФ-ЛКМ (П, 09Г2ФБ (2) и
09Г2СФ (5) толщиной 17,5 мм
(по данным ИЭС)
щественно превосходит не только монолитную сталь марки
09Г2СФ, но и сталь марки 09Г2ФБ, содержащую ниобий.
В изломе ударных образцов АКМ имеется ярко выраженная
слоистость, свидетельствующая о высокой вязкости металла и вы-
сокой сопротивляемости разрушению. Расслоение носит организо-
ванный характер и может быть регламентировано в процессе про-
изводства АКМ. Это достигается
путем установки и заливки в из-
ложнице армирующего вклады-
ша, состоящего из определенного
количества пластин, изменением
формы вкладыша, материала
пластин, а также нанесением на
поверхность пластин специаль-
ных покрытий.
Испытания в специальной ка-
мере до разрушения пряго- и
спиральношовных труб размером
1420X17,5 мм из стали марки
С9Г2СФ-АКМ на рабочее давле-
ние 7,5 МПа, а также натурные
испытания на Севере плети дли-
ной 250 мм подтвердили высокую
сопротивляемость АКМ протя-
женным разрушениям. Так, при
испытании плети длина разрушения труб АКМ составила 11,8 м,
а труб из стали класса Х70 японской поставки — 21,5 м.
Полученная толстолистовая сталь марки 09Г2СФ-АКМ с тол-
щинами 25 и 32 мм также отличается высокими физико-механиче-
скими свойствами. Таким образом, квазимонолитные стали обес-
печивают высокие вязкие свойства в толщинах более 25 мм. Основ-
ное преимущество стали из АКМ заключается в том, что ее высокая
хладостойкость обеспечивается без легирования дорогостоящими
и дефицитными элементами.
К новому виду многослойных труб относятся бандажпрован-
ные трубы, которые конструктивно состоят из внутренней грубы-
основы и обмотки-бандажа. Для бандажирования можно исполь-
зовать различные виды усиления: жесткие кольца из катаного
металла прямоугольного сечения; обмотку под напряжением ме-
таллической проволокой круглого или плоского сечений или поло-
совой сталью; обмотку в нескоько рядов проволоки или лент.
Внутренняя труба для бандажирования может быть бесшовной,
прямошовной, спиральношовной и многослойной. Обмотку можно
накладывать перпендикулярно к образующей трубы-основы
(и в этом случае она не воспринимает продольных усилий) и так-
же навивать по винтовой спирали. В трубах со сплошной стенкой,
нагруженных внутренним давлением, окружные напряжения
в 2 раза превышают продольные. У бандажированных труб тол-
щину стенки внутренней трубы рассчитывают исходя из продоль-
52
ных напряжений. Бандаж воспринимает дополнительные кольце-
вые напряжения, оказывает сжимающее усилие и создает в трубо-
проводе предварительное напряжение сжатия, которое вычитают
из окружного напряжения, вызываемого внутренним давлением.
Рис. 11 Труба из композиционного материала конструкции французской фир-
мы «Спифлекс»
Французской фирмой «Спифлекс» предложено бандажирование
труб лентой из стеклопластика—композиционного материала, со-
стоящего из термопластичной смолы и однонаправленных волокон
(чаще всего из стекловолокна) (рис. 11). Этот материал обладает
при растяжении прочностью, равной или превышающей прочность
стали, и очень высоким пределом текучести. Кроме того, при при-
Таблица 22
Сравнение характеристик монолитной и бандажированной труб
Показатели Труба
М( н лишая по API, диаметре м 1420 мм, □ । 2=457 МПа бзняажи озлнчзя лентой из стеклог ла- стика, 002=1020 МПа м нтлитная
Рабочее давление, МПа 7.5 15 15
Толщина бандажирова- ния, мм Толщш а стенки трубы, мм — 12,5 —
17,5 17.5 33,3
Масса 1 м, т 0,605 Г, 713 1,15
Свариваемое сечение, мм2 160 160 643
53
менении обычной технологии бандажирования данный материал
обладает рядом преимуществ: масса бандажированной трубы
уменьшается до 40 % по сравнению с однослойной трубой такого
же назначения; одновременно обеспечивается коррозионная за-
щита трубы; устраняются трудности, связанные с защитой от кор-
розии под напряжением металлических бандажей из высокопроч-
ных сталей (табл. 22).
Выбор труб
Выбор труб для конкретных газо-, нефте- и продукто-
проводов, сообразуясь с их заданными техническими параметрами,
проводят проектные организации. При этом они руководствуются
действующим СНиПом на проектирование магистральных трубо-
проводов, ГОСТами и техническими условиями на трубы.
При выборе материалов труб с учетом климатических условий
районов строительства за расчетную температуру строительства
следует принимать среднюю температуру воздуха за наиболее хо-
лодную пятидневку года, определяемую согласно главы СНиПа
по строительной климатологии и геофизике.
При выборе материалов труб с учетом климатических условий
районов эксплуатации за расчетную температуру эксплуатации
следует принимать:
для подземных газопроводов — среднемесячную минимальную
температуру грунта в году на глубине оси трубопровода, опреде-
ляемую согласно главы СНиПа по строительной климатологии
и геофизике с учетом дроссель-эффекта и поочередного включения
в работу компрессорных станций. При транспортировке на вечной
мерзлоте газ охлаждается до отрицательных температур на голов-
ных компрессорных станциях или установках комплексной подго-
товки газа на промыслах для транспортировки по подземным кол-
лекторам;
для надземных газопроводов — температуру окружающего воз-
духа за наиболее холодный период года (если не предусмотрена
теплоизоляция и технологические средства регулирования сниже-
ния или повышения температуры продукта), определяемую соглас-
но главы СНиПа по строительной климатологии и геофизике как
наиболее низкую температуру, которая может наблюдаться на
рассматриваемом отрезке газопровода;
для воздушных переходов подземных газопроводов — темпера-
туру как для подземного газопровода (если на участке перехода
температура газа снижается менее чем на 5°C) и как для над-
земного газопровода (если на участке перехода температура газа
снижается более чем на 5 °C);
для всех видов нефте- и нефтепродуктопроводов — температуру
перекачиваемого продукта с учетом температурных режимов тру-
бопровода (перекачка, остановка) и взаимодействия его с окру-
жающей средой (грунт, воздух).
54
Возможное снижение температуры газа при остановке на под-
земных и наземных участках газопроводов не учитывают, и тем-
пературу принимают в соответствии с видом прокладки.
Предельную положительную температуру для стенок труб при-
нимают из учета обеспечения допустимых температурных напря-
жений в металле труб, а также из условий сохранности изоляции.
Спиральношовные трубы не допускается применять: для участ-
ков категории «В»; для участков, примыкающих к площадкам га-
зоперекачивающего завода (ГПЗ), подземных хранилищ газа
(ПХГ), установок комплексной подготовки газа (УКПГ), компрес-
сорных станций (КС), насосных станций (НС), газораспредели-
тельных станций (ГРС); для участков, входящих в состав крано-
вых узлов, узлов подключения, узлов пуска и приемка очистных
устройств; для изготовления соединительных деталей и кривых
искусственного гнутья. Протяженность примыкающих участков
принимают в соответствии с действующими нормами проектиро-
вания.
Л1арку стали труб в соответствии с минимальными температу-
рами эксплуатации и строительства трубопроводов выбирают по
табл. 23, опубликованной в «Инструкции по применению труб
в га овой и нефтяной промышленности».
Самокомпенсируюициеся трубы
Миннефтегазстроем, ВНИИметмашем и ИЭС созданы
новые самокомпенсирующиеся трубы, предназначенные для бес-
компенсаторной прокладки «горячих» и «холодных» трубопрово-
дов. Непрерывная компенсация температурных деформаций дости-
гается введением в конструкцию спиральношовной трубы винтовых
гофров, что позволяет сооружать прямолинейные участки трубо-
проводов (например, «горячих» нефтепроводов, мазутопроводов
и теплотрасс) любой длины без установки компенсирующих уст-
ройств. Нанесение гофров по винтовой линии позволило придать
процессу изготовления труб непрерывный характер. Нанесение
гофров согласуется со спиральношовным характером изготовления
труб, когда гофры располагаются с шагом, равным шагу спираль-
ного шва. Гофры прокатывают на плоскости параллельно кромкам
рулонной полосы. Затем трубу формуют, как обычно, по винтовой
линии. На рулонной полосе можно расположить несколько гофров
равномерно по всей ширине полосы. Для труб, рассчитанных на
перепад температур до 150 °C, применяют гофры с шагом 500—
600 мм.
Теоретические и экспериментальные исследования самокомпен-
сирующихся труб, выполненные ИЭС и ИМП АН УССР, позволи-
ли оценить прочность и распределение напряжений по трубе, вы-
брать оптимальные формы, углы наклона гофра и определить ра-
циональную степень снижения продольной жесткости трубы.
В Центральном аэрогидродинамическом институте имениН. Е. Жу-
ковского (ЦАГИ) были проведены гидравлические испытания труб,
55
Таблица 23
Применение труб из разных сталей в зависимости от
температуры эксплуатации и строительства трубопровода
Марка стали Минимальная температура стенки труб при эксплуатации до —Г, сС Минимальная темпе- ратура стенки труб или воздуха при строительных и мон- тажных работах н с станов ке до —Т, °C
D <530 мм, р <32 МПа £)=530< <820 мм, р<10 МПа Г)=1020< <1420 мм/ р <10 МПа D < 530 мм Г)=530< <1420 мм
8 < 10 м 8=10< <30 мм - 8 <12 мм 8<12< <32 мм 8 <32 мм
Ст20 СтЗсп Ст4сп СгЮ Ст2сп 10Г2 09Г2С 09 Г2 17Г1СУ 17Г1С спиральношовные (термоупрочненные) 17Г2СФ 14ХГС 15Г2АФЮ 10Г2Ф 09Г2ФБ Х-70 09Г20Ф 08Г2СФБ 08Г2СФТ 13Г2АФ 10Г2ФБ-У 10Г2ФТ-у Импортные стали с та- ра »тироваш:ой удар- ной вязкостью на об- разцах KCU при Т=~40GС или на об- разцах KCV при г=о с Импортные стали с га- рантированной удар- ii ой вязкостью при 7=—60 С на образ- цах KCU или на об- разцах KCV при Т=~ 20°С 20 10 10 30 20 30 30 40 10 5 5 20 10 20 20 20 20 20 10 15 10 10 10°С 20 0 и выше 10 и выше 0 и выше 0 5 15 15 15 15 15 5 15 15 0иС 20 40 40 40 60 40 60 60 60 60 60 40 60 40 40 40 60 60 60 60 60 60 60 60 40 60
Примечания. 1. Испытание трубопроводов должно проводН1ЬСя при темперадуре нс ниже
его эксплуатации.
2. Для труб с 8 10 мм допускается применение полуспокойной стали с Г на 10 °C выше ука-
занной в таблице.
56
которые показали, что в трубах с винтовыми гофрами реальных
размеров нет дополнительных гидравлических сопротивлении.
Первая опытная партия самокомпенсирующихся труб размером
426x5 мм была изготовлена на Альметьевском заводе спирально-
шовных труб Миннефтегазстроя в 1978 г. из СтЮ с винтовым гоф-
ром высотой 26 мм и углом наклона к продольной оси 68° (рис. 12).
Рис. 12. Самокомпенсирующиеся трубы размером 426 x 5 мм с винтовым гофром
высотой 26 мм и углом наклона к продольной оси 68°
Трубы успешно выдержали заводские испытания на прочность при
внутреннем давлении 5 МПа и различные стендовые испытания.
Для проверки работоспособ'.ости таких труб на одной из ГРЭС
был построен опытный участок (рис. 13). Испытания проводились
с нагружением, нагревом до 150 °C и внутренним давлением до
3,5 МПа в условиях защемленного в неподвижных опорах откры-
того, теплоизоляционного и засыпанного грунтом трубопровода,
а также в условиях отключения неподвижных опор. Испытания
полностью подтвердили возможность использования самокомпен-
сирующихся труб для строительства бескомпенсаторных нефте-
и мазутопроводов с рабочими температурными перепадами до
100°C и теплотрасс с рабочими температурными перепадами 120—
150 °C. Положительные результаты, полученные при всесторонних
исследованиях самокомпенсирующихся труб, позволили перейти
к их промышленному освоению.
Техническая характеристика самокомпенсирующихся труб,
рекомендованных для промышленного производства
Компенсирующая способность, мм/м ... . ... 1,2—1.8
Рабочее давление, МПа.......................................1,6—5,5
57
Рис. 13. Опытный участок трубопровода из самокомпепснрующихся тр>б
Температурный перепад, °C 100__150
Диаметр, мм 530—820
Толщина стенки, мм..................... 6—8
Число гофров между спиральными швами 2—3
Угол формовки труб, градус 60—70
Высота гофра, мм . . ... 30—35
Радиус закругления гофра, мм............................. . 30—40
Материал труб — рулонная горячекатаная сталь
марок Ст2сп, СтЗсп, 17Г1С(У), 08Г2СФТ:
ширина полосы, мм . . 560—1300
предел прочности, МПа . . 340—570
предел текучести, МПа 210—420
Применение самокомпенсирующихся труб имеет следующие
преимущества: полностью отпадает необходимость в установке спе-
циальных компенсирующих устройств (П-образных, сальниковых
и т. п.); повышается надежность трубопроводов за счет непрерыв-
ности компенсации продольных деформаций; резко уменьшаются
число и размеры неподвижных опор в связи со значительным (до
8—10 раз) снижением в трубопроводе действующих продольных
усилии; упрощается проектирование трубопроводов; создается воз-
можность осуществления полностью бесканальных прокладок тру-
бопроводов тепловых сетей; создаются условия для более высокого
уровня механизации и блочности при строительстве трубопроводов.
Ориентировочная оптовая цена 1 т таких труб при их промыш-
ленном производстве выше, но не более чем на 10% стоимости
обычных спиральношовных труб газонефтепроводного сортамента.
Глава 5
ВЛИЯНИЕ ПОВЕРХНОСТНЫХ ПОВРЕЖДЕНИЙ
НА ПРОЧНОСТЬ
МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
Анализ статистики разрушений магистральных трубо-
проводов при эксплуатации и испытаниях показывает, что одной
из распространенных причин является повреждение сплошности по-
верхности труб, которое возникает при их транспортировке к мест)
строительства и в строительном процессе, а также в период экс-
плуатации. При эксплуатации повреждения связаны с коррозион-
ными повреждениями поверхности и эрозионным износом. Кор-
розионные повреждения классифицируют на одиночные (каверны),
групповые (каверноз) и коррозионные по площади (пластовая кор-
розия). Механические повреждения труб: царапины, задиры, над-
резы и вмятины — могут возникать при их транспортировке, скла-
дировании, погрузке и разгрузке без специальных захватов, а так
же на трубопрокатных заводах.
59
Не существует методов учета влияния на прочность трубопро-
водов поверхностных повреждений, хотя вклад их в общую карти-
ну разрушений значительный. Американская газовая ассоциация
провела анализ статистики разрушений, в том числе и из-за по-
вреждения поверхности при эксплуатации и испытании перед сда-
чей в эксплуатацию и установила, что такие разрушения достига-
ют почти 50%. Магистральные трубопроводы являются тонкостен-
6 1 1
ными конструкциями с отношением ~ -=у -4-
Методы прочностного расчета предусматривают, что в безде-
фектном трубопроводе пластические деформации не возникают,
т. е. внутренние напряжения в них не превышают предела текуче-
сти. Поверхностные повреждения труб выполняют роль концен-
траторов напряжений, вокруг которых возникают повышенные ло-
кальные напряжения [23]. Исследованиями многих ученых было
доказано, что большая часть разрушений трубопроводов происхо-
дит от острых продольных или тупых надрезов, оканчивающихся
остроконечной краевой микротрещиной.
В разработанных ВНИИСТом материалах по оценке состояния
участков магистральных трубопроводов в зависимости от геомет-
рических характеристик (размеров) различных дефектов и по-
вреждений стенки трубы магистральных трубопроводов диаметром
от 820 до 1420 мм приведена общая их классификация.
Дефекты механического происхождения
Царапины на внешней поверхности трубы (риски) — по-
вреждение внешней поверхности трубы, произошедшее в результа-
те ее динамического взаимодействия с перемещающимся по ней
твердым телом, имеющим острые края. Края царапины зазубрин
не имеют. Форма поперечного сечения царапины приближается
к треугольной или трапециевидной и может изменяться по длине.
Направление относительно продольной оси трубопровода произ-
вольное (рис. 14). Форма царапины на поверхности трубопровода
может быть прямолинейной и криволинейной. Контактные напря-
жения достигали разрушающих значений. Повреждение (появле-
ние царапины) произошло при однократном взаимодействии «ин-
дентора» с поверхностью.
Задиры. В отличие от царапины задир имеет зазубренные края
и .меньшую кривизну дна. Геометрические характеристики задиров
те же, что и для царапин.
Зибоины — повреждение, появляющееся в результате динами-
ческого взаимодействия поверхности трубы с твердым телом, име-
ющим острые края, без касательного по отношению к поверхности
стенки трубы перемещения и заметного остаточного местного изги-
ба тела трубы. В зависимости от характера и силы удара забоины
могут иметь различную форму, площадь и глубину (до 4 м), при
этом в стенке трубы возникают значительные напряжения, оста-
точные от локальных пластических деформаций стенки. Площадь
60
Рис. 14. Схема определения ориента
шш царапины:
V — угол между осями трубы и царапины
Рис. 15. Схема определения площади
забоины:
а\—длина забоииы; —ширина забоины;
F — плошадь забоины, F=axby
забоины F условно определяется как произведение наибольшего
линейного размера (длины) at на наибольшую ширину bt (рис. 15).
Вмятины — повреждения, появляющиеся при взаимодействии
(статическом или динамическом) поверхности трубопровода с твер-
дым телом, не имеющим острых кромок. Вмятины характеризуют-
ся плавным сопряжением поверхностей, образующих углубление
с поверхностью трубы. При вмятинах сплошность металла трубы
не нарушается. Площадь вмятин не регламентируется. Согласно
ВСН 1-24—73 (Миннефтегазстрой) вмятины глубиной до 50 мм
подлежат выправлению, а участки труб с вмятинами более 50 мм
удаляются. Схема определения глубины вмятины представлена на
рис. 16.
Рис. 16. Схема определения глубины
вмятины:
R— радиус трубы: 6 — толщина стены тру-
бы; /в — глубина вмятины
Эрозионное повреждение внутренней поверхности трубопрово-
да— повреждение внутренней поверхности стенки трубы, пред-
ставляющее собой последовательное разрушение поверхностного
слоя стенки под влиянием механического (или электромеханиче-
ского) воздействия взвешенных в движущемся потоке жидкости
твердых частиц. При преобразующем действии твердых частиц
имеет место механическая эрозия. По характеру воздействия на
металл механическая эрозия адекватна абразивному износу, со-
провождающемуся процессами: истирания и, следовательно, ло-
кального или общего утонения стенки; поверхностного трещино-
образования и, следовательно, местной потери прочности стенки.
Лыска на внешней поверхности трубы — повреждение, появ-
ляющееся в результате динамического воздействия на трубу рабо-
61
чих органов станков при механической обработке (снятие грата,
зачистка дефектов и т. д.). Происходит равномерное не большой
площади утонение стенки трубы.
Дефекты коррозионного происхождения
в соответствии с ГОСТ 5272—68
Сплошная коррозия — коррозия, охватывающая обшир-
ную по площади поверхность металла трубы. Равномерная сплош-
ная коррозия протекает с одинаковой скоростью по поверхности
подвергнутой коррозии, а неравномерная — с неодинаковой ско-
ростью на различных участках корродирующего металла.
Местная коррозия — коррозия, охватывающая отдельные уча-
стки поверхности металла. Местная коррозия в виде отдельных то-
чечных поражений — точечная коррозия. Местная коррозия в виде
отдельных пятен — коррозия пятнами. Местное коррозионное по-
вреждение, имеющее вид отдельной раковины. «Линейная корро-
зия— коррозионные язвы, расположенные по одной линии на ма-
лом расстоянии (порядка нескольких диаметров раковины) друг
от друга.
Межкристаллитная коррозия — коррозия, распространяющаяся
по границам кристаллов (зерен) металла.
Дефекты технологического происхождения (прокат) 1
Вмятина (не смешивать с вмятиной механического про-
исхождения) — отдельное местное углубление различной величины
и формы, образовавшееся от вдавливания валками неудаленной
окалины, металлической крошки или от случайных ударов.
Включение — загрязнение металлическое или неметаллическое
различной величины и формы, отличающееся от основного метал-
ла микроструктурой, химическим составом и механическими свой-
ствами и вызывающее нарушение сплошности поверхности.
Окалина — окислы металла, расположенные по всей поверхно-
сти или на отдельных ее участках, образовавшиеся в процессе
охлаждения нагретого металла.
Трещина — узкий разрыв металла, проникающий вглубь, имею-
щий любое направление на поверхности изделия. Причинами появ-
ления трещин могут быть различные факторы (дефекты слитков
или литых слябов, напряжения при охлаждении, термические на-
пряжения и др.).
Пузырь — вздутие различной формы на поверхности изделия.
Раскатанный пузырь — тонкое прямолинейное нарушение
сплошности поверхности, образовавшееся из наружного пли под-
коркового пузыря.
Плена — отслаивание металла различной толщины и размера,
чаще всего языкообразной формы, вытянутое в направлении про-
1 По данным постоянной комиссии по черной металлургии (ноябрь 1970 г.).
62
катки и соединенное с основным металлом одной стороной. Ниж-
няя поверхность плены и образованное углубление окислены.
Расслоение — несплошность в слоях внутри проката. Поверх-
ность металла в расслоении окислена.
Закат — расслоение, выходящее на поверхность листа.
Вкат — единичное включение в металл трубы. Размер включе-
ния соизмерим с наименьшим размером проката.
Сегрегация — скопление неметаллических включений в опреде-
ленных слоях проката.
Царапина—механическое повреждение поверхности произволь-
но направленное, образовавшееся при складировании и транспор-
тировании труб.
Риска — предельная канавка, образовавшаяся от царапанья по-
верхности металла наварами и другими выступами на прокатном
инструменте.
Подрез — продольный порез металла буртами валков при одно-
стороннем перекрытии калибра, располагающийся по всей длине
на отдельных участках поверхности.
В местах продольных и тупых надрезов могут возникать макси-
мальные локальные напряжения, превышающие предел текучести
металла и расчетные номинальные напряжения в конструкции,
разрушение которой начинается при низких номинальных напря-
жениях. Отдельные конструкции разрушаются при номинальных
напряжениях, не достигающих предела текучести. Это указывает
на недостаточность классических расчетов и необходимость учета
поведения металла в «критический» момент напряжения, т. е. ко-
личественной оценки номинальных разрушающих напряжений, не
превышающих предела текучести в зависимости от размера дефек-
та. размеров сечения, вида нагружения и свойств материала.
Исследователи Гриффитс, Зенер и Холломан определили пре-
дельное напряжение сквозной трещины в идеально хрупком теле,
а Орован и Ирвин впервые отметили, что существенное увеличение
местных напряжений и деформации в зоне трещины и возникнове-
ние пластических деформаций в металле при напряжениях, пре-
вышающих предел текучести, являются причиной образования зон
пластичности в вершине трещин при весьма ограниченных уров-
нях номинальных напряжений и способствуют перераспределению
напряжений и деформаций в упругой и упругопластической дефор-
мированных зонах. Д-р техн, наук М. П. Анучкин при расчете на
прочность трубопроводов с дефектами установил, что номиналь-
ные напряжения в них не превышают 50 % предела текучести.
Ирвином, Андерсоном, Силливаном, Хан и Даффи на основе
решений в упругих и упругопластических деформированных зонах
получены поправки размера пластической зоны для сквозной тре-
щины в полубесконечных пластинах, т. е. для плоского напряжен-
ного состояния.
Однако появилась необходимость в экспериментальном опреде-
лении размеров этой зоны, так как под поверхностным надрезом
реализуется состояние плоской деформации и полученные в ре-
63
зультате данных исследований зависимости для поправок опреде-
ления размера пластических зон неприемлемы. До начала процесса
разрушения необходимо достигнуть предельной пластической де-
формации в достаточно большом объеме, которая определяется
упругими напряжениями, окружающими пластическую зону и яв-
ляющимися мерой напряжений и деформаций внутри пластической
зоны. Напряжения и деформации определяют через коэффициент
интенсивности К, а достижение его критической величины Кс сви-
детельствует о начале роста дефекта и может служить критерием
допустимых размеров дефектов. Для наиболее жестких условий
нагружения Кс минимально.
Коэффициент интенсивности К можно определить как предель-
ный коэффициент концентрации упругих напряжений при стремле-
нии радиуса закругления концентратора р к нулю. Поэтому воз-
никла необходимость в определении концентрации напряжений в
стенке трубопровода под острым продольным надрезом.
Исследователи Дж. Нейбер, Н. Н. Давиденков, Г. В. Ужик,
Кунц, занимаясь изучением влияния несквозных концентраторов
напряжений в виде выточек, выглушек, гиперболических надрезов,
определили необходимые коэффициенты концентрации упругих
напряжений у концентраторов с плавными очертаниями. Прак-
тические коэффициенты упругих напряжений можно получить для
концентраторов с радиусами закругления больше 0,3 мм.
На трубопроводах разрушения, связанные с поверхностными
нарушениями, происходили от надрезов с радиусом меньше 0,3 мм.
Поэтому возникла необходимость в экспериментальном изучении
распределения полей упругих напряжений и получении коэффи-
циента концентрации дефектов с радиусами закругления меньше
0,3 мм. Такие экспериментальные исследования были выполнены
канд. техн, наук Г. В. Прокофьевой. Ею исследовались характер
распределения упругих и пластических напряжений под надрезом
и зависимости коэффициентов концентрации напряжений от гео-
метрии трубы и параметров надреза, изучались также зоны влия-
ния надреза и размеры пластических зон под ним.
Для исследования упругих полей напряжений был выбран по-
ляризационно-оптический метод, позволяющий полно исследовать
распределения напряжений в сечении трубы и определять напря-
жения в точках, расположенных на небольших (0,1 мм) расстоя-
ниях друг от друга.
Критерий оценки поверхностных надрезов и коррозионных ка-
верн можно определить на основе использования закономерностей
линейной механики разрушения с введением поправочных коэффи-
циентов, полученных на основе экспериментальных данных по кон-
центрации упругих напряжений и размеров пластических зон.
Установлено, что влияние острого продольного надреза в радиаль-
ном направлении по сечению трубы перестает сказываться на рас-
стоянии 26 от вертикальной оси надреза, на продолжении надреза
вдоль образующей трубы — на расстоянии 36 от его краев.
64
Коэффициент концентрации напряжений не зависит от диамет-
ра трубы, а зависит прямо пропорционально от толщины стенки
трубы. При углах раскрытия дефекта от 0 до 60° коэффициент
концентрации напряжений является практически постоянным, а
при углах раскрытия больше 60° уменьшается. С увеличением глу-
бины надреза или уменьшением его радиуса закругления коэффи-
циент концентрации напряжений увеличивается по степенной за-
Таблица 24
Снижение локальной прочности трубопроводов диаметром
1420 мм в зависимости от толщины стенки трубы В, длины I и
глубины царапин t, %
мм 1, см Л % ОТ 6
10 | 20 30 | 40
6,5 5 28 34 41 50
10 31 41 52 62
>24 37 — — —
>23 — 51 — —
>22 — —. 64
>20 — — 75
19,5 5 27 34 40 48
10 31 40 50 62
>26 37 — — —
>25 — 51 — —
>23 — — 64 —
>22 — ,— — 75
20 5 27 31 39 46
10 30 39 47 58
>30 37 — — -—
>28 — 51 — —
^>26 — — 64 —
>24 — — — 75
висимости. Глубина и радиус закругления надреза влияют только
на градиент напряжений в локализованной у надреза зоне, равной
половине радиуса закругления, и практически не влияют на рас-
пределение напряжений в остальной части сечения.
Размер пластической зоны в глубь сечения трубы не зависит
от радиуса закругления надреза. При номинальных напряжениях
размер зоны не превышает 30 % глубины дефекта, а при больших
напряжениях увеличивается до размера, равного глубине дефекта.
Теоретические и экспериментальные исследования позволили
определить снижение локальной прочности трубопроводов
(табл. 24). Приведенные в таблице данные по снижению прочно-
сти трубопровода вычислены с использованием теории концентра-
ции напряжений (и деформаций) при расчете цилиндрических обо-
лочек, подверженных асимметрической нагрузке (теории расчета
балок на упругом основании). Причем определение снижения
прочности трубопровода с дефектами проведено с учетом работы
материала в пластической области. Учитывая, что царапины и за-
65
диры на поверхности стенки трубопровода (при одинаковых глу-
бинах и длинах) в равной степени снижают прочность трубопрово-
да, в дальнейшем будем именовать оба вида дефекта царапиной.
Продольная царапина располагается по отношению к образующей
трубопровода под углом не более 45°, поперечная — не менее 45°.
Расчетная длина продольной царапины равна проекции фактиче-
ской длины на образующую трубопровода, поперечной царапи-
ны— проекции фактической длины на окружность (табл. 25).
Таблица 25
Длины поперечных царапин, соответствующих потере
прочности трубопровода на 20%, см
(Dx6), мм tt % LT Б
2(1 I 30 40
1020X9 60 45 35
1020x12 45 30 25
1020x14 35 25 20
1220x11 60 45 35
1220X14 40 30 23
1220x16 28 20 14
1420x16,5 30 25 20
1420x19,5 10 10 10
1420X25 Не допускается Не допускается Не допускается
Таблица 26
Локальная прочность магистральных трубопроводов
в зависимости от расстояния между краями язв I и глубины
коррозионного поражения t на поверхности трубы, %
/, см с %
10 1 -° I 31 4.) | 1 50 1 60 70
9 6 12 18 23 29 36 43
3 6 11 16 21 26 31 36
4 6 11 15 19 24 28 32
5 6 11 15 19 22 26 30
П родолже ни е табл. 26
lt см /. %
10 1 20 | 30 I 1 40 ЕО 1 60 1 1 70
6 6 10 14 18 21 25 28
7 6 10 14 17 21 24 27
8 6 10 14 17 20 23 26
9 6 10 14 17 20 23 25
10 6 10 14 17 19 22 25
Одиночные каверны 5 9 12 14 16 18 19
65
Всесоюзным научно-исследовательским институтом по строи-
тельству магистральных трубопроводов (ВНИИСТом) выполнены
расчеты по определению влияния коррозионного поражения (ка-
верны) стенки на прочность трубопровода (табл. 26). При этом
исходили из того, что форма каверны в разрезе представляет со-
бой полуокружность (рис. 17).
При определении влияния утонения стенки по площади на сни-
жение прочности трубопровода геометрию дефекта принимают в
Рис. 18. Геометрия дефекта — коррозионное
поражение по площади:
I — длина пораженного участка вдоль образую-
щей трубы; £>я — наружный диаметр трубы;
б — толщина стенки трубы; <р=0.14 рад — угол,
определяющий размер пораженного участка;
цб — толщина стенки трубы в месте коррозион-
ного поражения
Рис. 17. Геометрия коррозионной
каверны стенки трубопровода
rf=2/ — диаметр каверны; t — радиус
(глубина) каверны; a=6--t — толщина
стенки трубы под каверной: 6 — тол-
щина стенки трубы
Таблица 27
Снижение локальной прочности трубопроводов диаметром
1420 мм в зависимости от толщины стенки трубы Ь, длины I и
глубины поражения /, %
8, мм Z. см %
10 | 20 I 30 | 40
16,5 5 15 24 30 38
10 21 33 42 52
>24 28 — — —
>23 — 43 — —
>22 —. — 56 —
>20 — — — 68
19,5 5 14 24 30 37
10 20 30 39 50
>26 28 —. — —
>25 — 43 — —
>23 — —- 53 —
>22 — - - — 68
25 5 14 23 29 35
10 19 29 36 48
>30 28 — — —
>28 — 43 —. —
>26 — — 56 —
>24 — — — 68
67
соответствии со схемой (рис. 18), при этом угол <р равняется при-
мерно 0,14 рад.
Снижение локальной прочности трубопровода зависит от гео-
метрических характеристик коррозионного поражения по площа-
ди, диаметра трубопровода и толщины стенки (табл. 27).
Дефекты стенки трубопровода: включения, трещины, пузыри,
раскатанные пузыри, плены, расслоения, закаты, вкаты и сегрега-
ции недопустимы. При их обнаружении любым диагностическим
методом необходимо проводить отбраковку труб или ремонт от-
дельных дефектов. Дефекты стенки трубопровода: вмятины, окали-
ны, царапины, риски, подрезы, коррозионные повреждения — могут
быть допущены по оценке их влияния на прочность трубопровода.
Глава 6
КАЧЕСТВО И НАДЕЖНОСТЬ
СВАРНЫХ СОЕДИНЕНИЙ
Все виды соединений труб, трубных деталей, запорной
и регулирующей арматуры на магистральных трубопроводах яв-
ляются сварными. В технологии прокладки трубопроводов качест-
во выполнения сварочно-монтажных работ в значительной степени
определяет надежность их эксплуатации и безопасность работы.
Требования к качеству сварки сводятся к обеспечению условий
равнопрочности и вязкости сварных соединений основному метал-
лу труб, трубных деталей и арматуры.
Качество сварки, надежность сварных соединений определяют-
ся многими составляющими и в том числе показателями сваривае-
мости сталей, способом и технологическими параметрами сварки,
правильным выбором и качеством сварочных материалов, квали-
фикацией сварщиков и контролеров качества, а также применяе-
мым методом контроля и чувствительностью аппаратуры. По ре-
зультатам контроля обнаруженные дефекты в сварных соединениях
могут быть устранены, стыки отремонтированы или вырезаны и
заменены катушкой.
Свариваемость — комплексная технологическая характеристика
металла, отражающая его реакцию на процесс сварки и характе-
ризующая возможность использовать данный металл для изготов-
ления надежной сварной конструкции, удовлетворяющей условиям
ее эксплуатации. Совокупность показателей, характеризующих
свариваемость металла, включает показатели, обеспечивающие
технологическую и эксплуатационную надежность конструкции
при изготовлении ее данным способом сварки. Наиболее простым
способом качественного прогнозирования поведения стали при
сварке является оценка свариваемости по эквиваленту углерода
стали. Большое число формул для расчета эквивалента углерода
68
учитывает влияние на показатель свариваемости химического со-
става стали. В некоторых случаях в формулы вводят поправки,
характеризующие действие на свариваемость скорости охлажде-
ния металла при сварке, жесткость напряженного состояния кон-
струкции, уровень содержания в стали диффузионно-подвижного
водорода и др. Наиболее распространенной формулой для опреде-
ления эквивалента углерода стали является формула МНС, кото-
рую применяют и в нашей стране:
r/-i г' 1 Мп . Сг + Mo + V + Nb + Т i Ni 4- Си
I с1 экв = С + "6" + ------5--------- +----15--•
где С, Мп, Сг, Mo, V, Nb, Ti, Ni, Си — процентное содержание в
стали соответственно углерода, марганца, хрома, молибдена, вана-
дия, ниобия, титана, никеля, меди.
Эквивалент углерода стали указывают в маркировке на конце
трубы, технических условиях на поставку труб и сертификатах на
трубы.
Но помимо химического состава стали реакция стали на тер-
мический цикл сварки зависит и от способа ее производства. Для
изготовления труб используют широкую номенклатуру трубных
сталей: дисперсионно-упрочненных, термоупрочненных, бейнитных,
малоперлитных и т. п. В связи с этим эквивалент углерода стали,
характеризующий склонность данной стали к закалке и образова-
нию холодных трещин при сварке, не может быть единственным
показателем свариваемости. Кроме механизма легирования и
упрочнения стали необходимо учитывать склонность стали к раз-
упрочнению в зоне термического влияния, жесткость закрепления
сварного соединения при сварке, т. е. уровень напряженного со-
стояния, а также диффузионно-подвижной водород, содержащийся
в металле шва. При этом следует оценивать влияние соотношения
химических составов и прочностных показателей металла шва и
основного металла. Существует большое число испытаний, выпол-
няемых, как правило, в лабораторных условиях и позволяющих
получить качественные показатели оценки влияния различных фак-
торов на поведение металла при сварке.
При строительстве магистральных трубопроводов широкое при-
менение получили автоматическая сварка под флюсом, которой
сваривают около 50 % всех стыков, а также поточно-расчлененная
и поточно-групповая сварка.
Трубопроводы сваривают в два этапа: автоматическая сварка
секций и сварка секций в непрерывную нитку. Автоматическую
сварку под флюсом выполняют на специальных трубосварочных
базах, где из двух или трех труб сваривают секции длиной 24 и
36 м в зависимости от возможностей их вывозки на трассу. Свар-
ку ведут с вращением собранных секций — поворотные стыки. До
недавнего времени на базах оставалась немеханизированной един-
ственная операция — подварка корня шва изнутри трубы. Обра-
ботка многолетнего статистического материала по разрушениям
сварных стыков магистральных трубопроводов показала, что из
69
общего числа разрушенных сварных стыков 71 % падает на швы
ручной сварки, из них 46 % разрушений связаны с некачественным
выполнением специальных монтажных работ (врезки, катушки, за-
хлесты, вварка отводов, арматуры). Вероятность разрушений по-
воротных стыков при сварке под флюсом на трубосварочных ба-
зах примерно втрое меньше, чем при ручной сварке. Существен-
ное повышение качества этих швов обеспечивает переход на двух-
стороннюю автоматическую сварку без ручной подварки на базах
типа БТС. Опыт двухсторонней автоматической сварки стыков на
таких базах показывает возможность получения высококачествен-
ных сварных соединений, причем разрушений таких стыков не на-
блюдалось.
Около 15% разрушений стыков происходит из-за некачествен-
ного выполнения специальных сварочных работ сварщиками экс-
плуатационных служб при ремонте действующих трубопроводов.
Следует отметить, что специальные сварочные работы при строи-
тельстве и ремонте по объему составляют всего 4—5 % общего
объема сварки. Поэтому в совершенствовании конструкции спе-
циальных стыков, улучшении технологии и качества их сварки
имеется значительный резерв повышения надежности сварных со-
единений магистральных трубопроводов.
Существенное повышение качества можно получить на непово-
ротных стыках трубопроводов при замене ручной сварки новыми
способами автоматической электродуговой сварки: порошковой
проволокой с принудительным формированием на установках
«Стык», газоэлектрической и стыковой контактной сваркой. Число
неповоротных стыков, сваренных автоматической сваркой, из года
в год увеличивается. К концу 1982 г. было сварено примерно
11 тыс. стыков труб преимущественно диаметром 1420 мм. в том
числе: порошковой проволокой—6000; стыковой контактной свар-
кой — 3000; в среде защитных газов — 2000. Общий объем этих
видов сварки в пересчете на длину сваренных газо- и нефтепрово-
дов диаметром 1020—1420 мм составляет 400 км. или 5% проло-
женной общей длины трубопроводов этих диаметров в год.
В 1985 г. объем сварки неповоротных стыков указанными метода-
ми возрастет до 10—15%, и вместе с поворотной сваркой будет
обеспечена автоматическая сварка 60 % стыков магистральных
трубопроводов. Это генеральное направление улучшения качества
сварки трубопроводов и повышения надежности сварных соеди-
нений.
На трубосварочных базах новой конструкции БТС-142В и
БТС-143 применяют двухстороннюю автоматическую сварку под
флюсом с полной механизацией подготовительных и сборочных
операций, а также ведут контроль за качеством сварных соедине-
ний. Особенность технологии двухсторонней автоматической свар-
ки под флюсом состоит в том, что изменение разделки кромок
труб, поступающих с завода (увеличение притупления и уменьше-
ние угла раскрытия разделки), позволяет полностью отказаться от
ручной подварки и в 3—4 раза уменьшить объем наплавленного
70
металла на стык. При сварке стыка с внутренней стороны присут-
ствие сварщика в трубе не требуется, так как процессом управля-
ют дистанционно. Устранение ручной подварки позволило практи-
чески исключить внутренние дефекты в шве и резко повысить ка-
чество сварных соединений.
На базах БТС-142В и БТС-143 конструкции Киевского филиала
СКБ «Газстроймашнна» (рис. 19) можно сваривать трубы диамет-
Рнс. 19. Спарсчнгч база автоматической лву'стсрснпе” '’•’арки под флюсом труб"
диаметром 1420 мм конструкции Киевского филиала СКБ «Газстроймашнна»
ром 1420 мм в секции длиной 36 м при температуре окружающего
воздуха от —40 до +40 °C. Все рабочие места имеют индивидуаль-
ные укрытия, что позволяет работать в любую погоду в течение
всего года. Оборудование базы, масса которого составляет 195 т,
может быть также размещено в стандартном сборно-разборном
укрытии с пролетом 12 м. На базе, которую обслуживает 7 чел.,
за 1 ч сваривают 3 трехтрубные секции — 6 стыков труб диамет-
ром 1420 мм с толщиной стенки 16,5 мм, т. е. до 60 стыков в
смену.
71
На магистральных трубопроводах появились агрегаты автома-
тической сварки порошковой проволокой, газоэлектрической и сты-
ковой контактной сварки.
Институт электросварки имени Е. О. Патона совместно с орга-
низациями Миннефтегазстроя разработал комплекс машин стыко-
вой контактной сварки трубопроводов большого диаметра до
1420 мм включительно «Север-1». Этот контактно-сварочный комп-
лекс является универсальным и может применяться для сварки
труб в секции на базах ПЛТ-141 конструкции Киевского филиала
СКВ «Газстроймашина» и для сварки неповоротных стыков. Его
•отличают высокая производительность и стабильно хорошее каче-
ство сварки. Увеличение производительности достигается за счет
больших по сравнению с дуговыми методами мощностей, вводи-
мых в стык одновременно по всему периметру трубы на одной ра-
бочей позиции, совмещения операций монтажа и сварки, полной
автоматизации процесса сварки, а также исключения необходимо-
сти перемещения источника нагрева или вращения труб при
•сварке.
При стыковой контактной сварке оплавлением используют
удельную потребляемую мощность 0,5—0,7 кВт/см2. Благодаря
большой тепловой мощности, вносимой в свариваемое соединение,
время сварки одного стыка, независимо от его диаметра, удалось
сократить до 90—120 с.
Контактно-сварочный комплекс «Север-1» (рис. 20) выполнен
на принципиально новой технической основе. Его главный агре-
гат— сварочная головка К-700, представляющая собой внутри-
трубную сварочную машину, располагается внутри трубопровода и
перемещается в нем от стыка к стыку самоходом, используя трубо-
провод как транспортный путь. Это не только создает особые
Рис. 20. Внутритрубная сварочная машина контактно-сварочного комплекса «Се-
вер- для сварки неповоротных стыков труб диаметром 1420 мм
72
удобства в условиях бездорожья и повышает маневренность, но и
сокращает потери времени на перебазирование при сварке непово-
ротных стыков. Внутритрубная сварочная машина осуществляет
центровку труб, сварку и снятие внутреннего грата. К машине
подведена штанга с силовым и сигнальным кабелем. В зависимо-
сти от сварки однотрубок, секций из двух и трех труб штанга име-
ет длину соответственно 12—24 и 36 м. В корпусе сварочной ма-
шины смонтирован девятисекционный кольцевой сварочный транс-
форматор мощностью 1100 кВт. Номинальный сварочный ток
ПО тыс. А, а номинальное вторичное напряжение 6 В. Машина
имеет гидростанцию с рабочим давлением 16 МПа для привода
механизмов зажатия, разжатия токоподводящих башмаков и осад-
ки с усилием от 400 до 1580 т. Тяговый электродвигатель постоян-
ного тока обеспечивает передвижение сварочной машины со ско-
ростью 2,7 м/с. Машина имеет также систему клиновидных ножей
для снятия внутреннего грата в момент перемещения головки от
стыка к стыку. Система управления сварочной машиной смонтиро-
вана в автомобильном КУНГе. Энергоснабжение осуществляется
от передвижной электростанции мощностью 1000 кВт. Для подго-
товки труб под сварку в комплекс включен агрегат АЗТ-141 для
зачистки торцов, состоящий из рабочего органа, подвешенного на
стреле трубоукладчика Т 15-30, и прицепной электростанции. На-
ружный грат снимают в холодном состоянии с помощью наружно-
го гратоснимателя АНГ-141, рабочий орган которого также под-
вешен на стреле трубоукладчика Т 15-30. Гратосниматель имеет
свою электростанцию ДЭС-30. Есть модели гратоснимате. я, кото-
рые перекатывают от стыка к стыку непосредственно по трубопро-
воду. В комплекс входят также два тяжелых трубоукладчика и
бульдозер.
Бригада из 13—14 чел. обслуживает комплекс в одну смену.
Опыт работы комплекса «Север-1» в экстремальных условиях Тю-
менского Севера в трестах «Севертрубопроводстрой» и «Уренгой-
трубопроводстрой» показал возможность проведения сварочных
работ практически при любых погодных условиях.
Была успешно опробована новая электростанция АС-630БАМ
производственного Ленинградского объединения «Звезда», кото-
рая на короткий период при форсированном режиме обеспечивала
ток необходимых параметров. Комбинированная система энерго-
снабжения сварочной головки позволила вспомогательные опера-
ции по сборке стыка выполнять от генератора сварочного агрега-
та АС-81 мощностью 200 кВт, а основную электростанцию запус-
кать в работу только на период самой сварки. Благодаря такой
системе электроснабжения в зимний строительный сезон 1981 —
1982 гг. на одном из комплексов электростанция АС-630БАМ обес-
печила сварку 2000 стыков, при этом отработала только 180 мото-
часов [20]. Производительность одного комплекса 6—8 стыков
труб диаметром 1420 мм в смену. При сварке из готовых трех-
трубных секций в смену можно прокладывать с применением кон-
тактной сварки 1,5—2 км трубопровода указанного диаметра. Про-
73
изводительность одного комплекса по сравнению с производитель-
ностью ручной сварки повышается в 3—4 раза.
Качественные стыки при стыковой контактной сварке получают
за счет полной автоматизации процесса, который управляется спе-
циальной системой. Этот процесс корректирует случайные изме-
нения технологических параметров сварки, вносит поправки на
случайное изменение геометрических размеров труб и характери-
стик сварочных машин. В период освоения комплекса «Север-1»
число отбракованных стыков не превышало 1 %, т. е. уровень бра-
ка был в 4—5 раз ниже, чем при других видах сварки. Возникно-
вение дефектов связано с недостаточной подготовкой торцов труб,
смещением торцов труб на вмятинах, сваркой разностенных труб
и залипанием отдельных стыков.
При стыковой контактной сварке с помощью автоматического
пятиканального самописца на бумажную диаграммную ленту за-
писывают режимы сварки. При этом контролируют первичное эф-
фективное напряжение сварочного трансформатора, эффективный
и мгновенный сварочный ток, скорость оплавления, величину
оплавления и осадки. По виду кривых на диаграмме определяют
годность сварного стыка по параметрам сварки. После снятия на-
ружного грата измеряют фактические смещения торцов труб, и ре-
зультаты фиксируют в исполнительной документации. Каждый со-
тый стык вырезают и подвергают механическим испытаниям.
Практика показала, что обычно все образцы успешно выдержи-
вают испытания, угол загиба составляет 70—450°.
Проводят работы по созданию специальных устройств в техно-
логической схеме сварки, которые при недопустимых нарушениях
режима будут останавливать процесс с тем, чтобы избежать вы-
резки дефектных стыков. Ведут также работы и по применению
ультразвукового контроля для оценки стыков.
При стыковой контактной сварке получают абсолютно газо-
плотные швы. Такие дефекты, как закалочные трещины, поры,
усадочные раковины, которые чаще всего являются причинами
разрушений сварных швов, отсутствуют. Уровень внутренних на-
пряжений в поперечных кольцевых швах в несколько раз ниже,
чем при электродуговой сварке. Высокое качество стыков под-
тверждает многолетняя эксплуатация трубопроводов диаметром
до 500 мм, сваренных контактным способом. С использованием
стыковой контактной сварки проложено 33 тыс. км трубопроводов
и не зарегистрировано ни одного случая разрушения стыков.
В год сваривают 2,5—3 тыс. км труб малого диаметра. Все
больше выпускают заводы электротехнического оборудования уста-
новок для стыковой контактной сварки. Только в одиннадцатой
пятилетке будет выпущено более 130 комплексов, в том числе для
труб диаметром 1020—1420 мм около 30 комплексов. Успешно осу-
ществленный впервые в мировой практике опыт стыковой контакт-
ной сварки газопроводов диаметром 1420 мм в северных условиях
открывает новые перспективы в строительстве магистральных тру-
бопроводов как по темпам, так и по обеспечению высокого качест-
74
ва и надежности. Стыковая контактная сварка, являясь приоритет-
ной отечественной разработкой, имеет все основания стать домини-
рующей сварочной технологией в трубопроводном деле. За 1981 —
1985 гг. намечено довести объемы стыковой контактной сварки на
трубопроводах малых диаметров до 50 % всего объема стыков, а
на трубопроводах больших диаметров — до 30 % Успешно прове-
дена опытная контактная сварка труб с толщиной стенок 26 мм,
что делает ее перспективной для сварки трубопроводов высокого
давления до 10 МПа и более.
Контактно-сварочные комплексы по уровню технических реше-
ний, автоматизации сварочных и контрольных процессов можно
отнести к категории робототехники. Создается новое поколение
внутритрубных контактно-сварочных машин с шарнирным сочле-
нением отдельных узлов. Такие машины будут проходить изогну-
тые участки трассы и сваривать трубы на кривых. В бригады, ра-
ботающие на комплексах «Север-1», вводят звенья по автоматиче-
ской сварке порошковой проволокой углов поворотов и переходов,
а также звенья ручной сварки катушек, захлестов и крановых уз-
лов. За счет такой организации работ 90—95 % стыков при сборке
секций в нитку выполняют автоматической сваркой под флюсом
стыковой контактной сваркой и сваркой порошковой проволокой.
Это кардинальное решение повышения качества сварных соедине-
ний магистральных трубопроводов.
Автоматические установки «Стык» (рис. 21) для сварки непо-
воротных стыков с применением порошковой проволоки разработа-
ли ИЭС, ВНИИСТ и Киевский филиал СКВ «Газстроймашина».
Такие установки сваривают стыки труб двумя сварочными голов-
Рис. 21. Автоматическая установка «.Стык» для сварки неповоротных стыков
труб диаметром 1420 мм порошковой проволокой.
ками, движущимися орбитально снизу вверх с разных сторон сва-
риваемого стыка. В плавильное пространство, ограниченное свари-
ваемыми кромками и поверхностью корневого слоя, выполненного
ручной дуговой сваркой и формирующего ползуна, подают порош-
ковую проволоку. После возбуждения дуги образуется сварочная
ванна из расплавленного основного и электродного металла, кото-
рая защищена от воздуха шлаком и газом, образующимся при
плавлении сердечника порошковой проволоки. При заполнении
стыка сварочную ванну удерживают от вытекания формирующим
теплоотводящим ползуном. Принудительное формирование шва и
высокие параметры сварки обеспечивают большую производитель-
ность, чем при ручной дуговой сварке. В качестве электрода ис-
пользуют порошковую проволоку, которую вводят в сварочную
ванну по касательной. Получают сварные соединения высокого
качества.
Применение автоматических установок на строительстве газо-
проводов диаметром 1420 мм позволяет в 1,5—2 раза увеличивать
темп сварки неповоротных стыков. Однако установки нуждаются
в дальнейшем усовершенствовании, так как сварку порошковой
проволокой проводят по ручной сварке корневых швов. В случае
автоматической сварки на медной подкладке значительно снижа-
ется производительность.
В мировой практике способ сварки трубопроводов в среде угле-
кислого газа впервые был разработан в ЦНИИТмаше. В 1956 г.
этот способ сварки был применен в МВТУ имени Н. Э Баумана
для монтажа технологических трубопроводов, а в 1957 г. во
ВНИИСТе для монтажа магистральных трубопроводов. В Совет-
ском Союзе ВНИИЭСО, ВНИИСТом и Киевским филиалом СКВ
«Газстроймашина», а за рубежом американской фирмой «Сеорси
Кроуз» было создано оборудование для газоэлектрической сварки
неповоротных стыков. При поточном ведении сварочно-монтажных
работ и расчленении операций сварки корневого шва была достиг-
нута сменная производительность до 40 стыков труб диаметром
1420 мм.
Комплекс «Дуга» газоэлектрической сварки неповоротных сты-
ков трубопроводов большого диаметра прошел испытание на
строительстве газопровода Уренгой—Челябинск. Однако при ра-
боте комплекса обнаружены некоторые недостатки в оборудова-
нии. Кроме того, расчленение на многочисленные операции вызы-
вает необходимость иметь бригаду в 60 чел., синхронизировать ра-
боту которой весьма затруднительно. Поэтому газоэлектрическая
сварка комплексом «Дуга» получила ограниченное применение.
В Советском Союзе накоплен большой опыт применения поточ-
но-расчлененного и поточно-группового методов ручной дуговой
сварки. Такие методы в технологических потоках используют круп-
ные сварочные бригады в 24—36 сварщиков. Монтаж и сварку
захлестов, врезку катушек и линейной арматуры выполняют от-
дельные специализированные бригады. До недавнего времени
каждый стык трубопровода большого диаметра полностью варили
76
два сварщика. Выделяли сварщика для выполнения корневого
шва. Сварку неповоротных стыков выполняли квалифицированные
сварщики, умеющие работать электродами разных типов во всех
пространственных положениях. В последние годы в отечественной
практике строительства трубопроводов наиболее широкое распро-
странение получил поточно-групповой метод сварки, основанный
на расчленении процесса сварки стыков труб на отдельные техно-
логические операции: сварка корневого шва и горячий проход,
сварка первого, второго, последующих заполняющих и облицовоч-
ного слоев шва, а также выполнение подварочного шва. Отдель-
ные операции выполняют группы сварщиков из 2—4 чел. Каждая
группа сваривает только определенный слой шва, а каждый свар-
щик— определенную часть шва. Такую расстановку исполнителей
фиксируют на рабочей схеме, что позволяет устанавливать ответ-
ственность каждого участника процесса. Узкая специализация
сварщиков при поточно-групповом методе способствует обеспече-
нию высоких темпов выполнения работ и улучшению качества
сварных соединений. Важным является визуальный контроль оче-
редной группы сварщиков за работой предыдущей.
При сборочно-сварочных работах необходимо применять инвен-
тарные лежки. Укладывать трубы и секции на земляные и снеж-
ные призмы запрещается, так как такой способ не обеспечивает
фиксированного положения труб и секций, что может вызвать до-
полнительные нагрузки на стыки и дефекты в первых слоях свар-
ного соединения после снятия внутреннего центратора со стыка.
Поэтому центратор можно снимать только после полной сварки
двух первых слоев шва.
Важным элементом качества сварки являются различные укры-
тия от непогоды (ветра, дождя, снега). Укрытия имеют самую
разнообразную конструкцию — от обычных палаток до механизи-
рованных укрытий, базирующихся на самоходной сварочной уста-
новке, укомплектованной специальной стрелой. Такие укрытия
имеют жесткий пол-площадку и систему вентиляции.
Брак сварочно-монтажных работ может приводить не только к
авариям с остановкой газопроводов, но и к образованию свищей —
сквозных отверстий н трещин в швах. Если общее число свищей,
выявленных и исправленных в десятой пятилетке, принять за
100%, то в последующие годы наметилось их заметное снижение:
1976 г.—57%, 1977 г.—18%, 1978 г.—12%, 1979 г.—7% и
1980 г,—6%.
Наблюдения и обработка статистических данных по разруше-
ниям сварных стыков показывают, что механизм и временной
фактор разрушений зависят от марки сталей труб.
Газопроводы, рассчитанные на давление 7,5 МПа. сваривают
из высокопрочных толстолистовых труб диаметром 1420 мм, под-
вергнутых нормализации и контролируемой прокатке. На таких
газопроводах, проложенных в южных и северных районах страны,
отказы из-за брака сварки наблюдаются в основном (80 % слу-
чаев) сразу после ввода их в эксплуатацию. Это объясняется тем,
что, во-первых, в результате осадки грунта после строительства
возникает более сложное напряженное состояние стенок труб,
а во-вторых, при эксплуатации возникают дополнительные изгиб-
ные напряжения в трубопроводе и сварных соединениях. В связи
с чувствительностью металла труб к охрупчиванию происходит
быстрое подрастание трешин от дефектов и их немедленное прояв-
ление.
Газопроводы, рассчитанные на давление 5,5 МПа, сваривают
из труб диаметром 1220 мм, имеющих меньшую толщину стенки и
изготовленных из отечественных сталей марок 17Г1С, 17ГС,
14ХГС и др. На таких газопроводах 10 % отказов из-за брака
сварки наблюдаются через полгода и 90 %—в течение 17 лет.
Из-за менее сложного напряженного состояния, а также из-за бо-
лее низкой прочности сталей и относительно малых толщин сте-
нок, чем у труб диаметром 1420 мм, подрастание трещин от де-
фектов происходит медленно. На разрушение стыков в таких газо-
проводах влияют силовые воздействия, например оползни, совпа-
дающие с местом расположения сварных дефектных швов.
Квалификационные испытания сварщиков
Значительное влияние на качество сварки оказывает
профессиональная подготовленность сварщиков, выполняющих
ручную и автоматическую сварки, а также дефектоскопистов-конт-
ролеров. На строительстве магистральных трубопроводов работает
много высококвалифицированных сварщиков, только сварщиков
разрядов V и VI насчитывается около 10 тыс. чел. Сварщиков го-
товят в специальных школах, дающих теоретические знания и
практические навыки.
Независимо от наличия удостоверения сварщик должен сварить
допускной стык или половину стыка для труб диаметром 1000 мм
и более в следующих случаях: впервые приступает к сварке маги-
стральных трубопроводов или после перерыва в работе более
3 мес.; выполняет сварку труб из новых марок сталей и новых
диаметров; применяет новые марки сварочных материалов; выпол-
няет сварку труб с измененной формой разделки или использует
новые типы сварочного оборудования. Допускной стык должен
быть того же диаметра, что и трубопровод, и выполняться тем же
способом сварки, который предстоит использовать на трассе. При
поточно-расчлененном и поточно-групповом методах сварки до-
пускной стык разрешается выполнять бригадой. В этом случае
каждый сварщик бригады получает право выполнять сварку толь-
ко того слоя шва, который был им сварен на допускной стыке.
Допускные стыки визуально осматривают и замеряют парамет-
ры сварного шва, а также подвергают радиографическому конт-
ролю и механическим испытаниям в соответствии с требованиями
Инструкции по технологии сварки магистральных трубопроводов
(ВСП 2-124-80, Миннефтегазстрой). Если стык не удовлетворяет
78
требованиям Инструкции, то сваривают и контролируют уже два
допускных стыка. Если при этом получают неудовлетворительные
результаты хотя бы по одному стыку, сварщик (или бригада свар-
щиков) признается невыдержавшим испытаний. Сварщика, вы-
державшего испытания, допускают к работе на магистральных
трубопроводах. По результатам проверки и оценки качества свар-
ки допускного стыка устанавливают квалификацию сварщика.
Выбор сварочных материалов
Значительное влияние на качество сварки оказывают
правильный выбор и применение высококачественных сварочных
материалов, а также соблюдение правил их хранения и использо-
вания.
Для сварки кольцевых монтажных стыков магистральных тру-
бопроводов применяют: электроды с основным и целлюлозным по-
крытием для ручной дуговой сварки поворотных и неповоротных
стыков труб; флюс и сварочную проволоку для автоматической
сварки под флюсом поворотных стыков труб; самозащитную по-
рошковую проволоку для автоматической сварки неповоротных
стыков труб с принудительным формированием; защитный газ и
сварочную проволоку для автоматической сварки стыков труб в
среде защитных газов.
Для сварки магистральных трубопроводов тип, марку и диа-
метр электродов определяют в зависимости от марки и характери-
стики трубной стали, типа выполняемых сварных швов и условий
прокладки, включая температуру воздуха
При автоматической сварке необходимо использовать свароч-
ные проволоки с омедненным или специальным антикоррозионным
покрытием. Омедненная сварочная проволока обеспечивает ста-
бильность горения сварочной дуги и однородность металла шва,
т. е. хорошее качество сварного соединения. Кроме того, при ис-
пользовании омедненной проволоки сокращаются расход токопро-
водящих деталей сварочных автоматов и эксплуатационные расхо-
ды. Однако большое количество сварочной проволоки поставляют
неомедненной, причем это касается в основном высокопрочной
проволоки для сварки сталей повышенной прочности. Неомеднен-
ную проволоку перед использованием необходимо тщательно очи-
щать от ржавчины, жировой смазки и грязи, которые приводят к
образованию пор.
Все сварочные материалы: электроды, проволоки, флюсы и по-
рошковую проволоку необходимо хранить в помещении, защищен-
ном от влаги. При хранении электродов температура в помещении
не должна быть ниже +15°C. К месту работ сварочные материа-
лы доставляют из расчета потребности одной смены. Электроды и
флюсы непосредственно перед сваркой должны быть прокалены
(просушены) при определенной температуре и выдержаны.
79
Сборка стыков труб под сварку
Перед сборкой труб, деталей и арматуры под сварку вы-
полняют подготовительные операции, которые состоят в проверке
сертификатов и внешнем осмотре. В случае необходимости прово-
дят селективную подборку труб, изменяют заводскую разделку
кромок под выбранный метод сварки, правят концы и ремонтиру-
ют поверхности труб, очищают внутреннюю полость труб от грун-
та, грязи и снега, а также защищают торцы труб и подогревают
зоны стыка.
При внешнем осмотре труб устанавливают дефекты. Обнару-
женные на трубах и деталях царапины, риски и задиры глубиной
более 0,2 мм, но не превышающей 5 % толщины стенки, устраняют
шлифованием. При этом должно выполняться условие, что толщи-
на стенки не будет выведена за пределы минусового допуска. Об-
наруженные на фасках забоины и задиры глубиной до 5 мм раз-
решается ремонтировать заваркой с применением электродов с ос-
новным видом покрытия. Если глубина царапин, рисок и задиров
на трубах превышает 5 % толщины стенки труб, а глубина забоин
и задиров на фасках превышает 5 мм, а также при наличии вмя-
тин глубиной 3,5 % диаметра трубы ремонт не проводят, а дефект-
ные участки труб вырезают.
Дефектные торцы патрубков арматуры ремонту не подлежат.
Их ремонт возможен только по согласованию с заводом-постав-
щиком.
Правку местных вмятин и искривлений кромок труб, глубина
которых не превышает 3,5 % диаметра трубы, а также исправле-
ние эллипсности концов труб выполняют с применением специаль-
ных разжимных устройств или внутренних центраторов при сбор-
ке Правку вмятин на трубах из сталей с нормативным временным
сопротивлением 550 МПа и выше выполняют с местным подогре-
вом до температуры 100—150 °C. При правке вмятин на трубах из
менее прочных сталей подогрев нужно проводить только при отри-
цательных температурах воздуха.
Большое значение имеет защита кромок труо от повреждений.
Опробывались различные виды защитных устройств, в том числе
заглушки, выполненные из полиэтилена. На рис. 22 представлены
устройства для защиты кромок, применяемые японскими фирмами.
Защитные устройства должны быть внедрены на всех трубопро-
катных заводах как серьезное начало повышения гарантии качест-
ва сборки и сварки стыков.
Значительное влияние на качество сварки оказывает совпаде-
ние торцов труб при сборке. Допуски на геометрические размеры
тРУб, регламентированные ГОСТами и техническими условиями,
таковы, что иногда возникает необходимость проводить трудоем-
кую селективную подборку труб, которая заключается в измерении
длины окружности концов труб и подборе наиболее близких по
размерам периметра концов.
80
Рис. 22. Устройства для защиты кромок труб от повреждений, применяемые
японскими фирмами. Стяжка защитного бандажа:
д — с помощью специального клина; б — с помощью стяжного болта
В тех случаях, когда трубы и трубные секции перевозят и скла-
дируют без инвентарных заглушек на торцах, в них попадают
грунт, грязь и снег, а также посторонние предметы. Все это за-
трудняет очистку полости трубопровода перед испытаниями. Перед
сборкой трубы очищают путем протаскивания специального уст-
ройства или с помощью внутреннего центратора со специальными
манжетами.
На трубопрокатных заводах кромки труб обрабатывают под
стандартную разделку применительно к ручной сварке.
Поэтому на сварочных базах и при сварке секций в нитку на
части концов труб приходится изменять конфигурацию заводской
фаски. Обработку торцов труб на заводах и при изменении фаски
на трассе проводят механическим способом с применением резцов,
фрез, абразивных кругов, плазматронов и газовой резки. Послед-
ний способ используют только в полевых условиях.
Кромки труб под сварку необходимо разделывать (рис. 23).
Размер В (см. рис. 23) выбирают в зависимости от толщины стен-
ки трубы: при s= 15-ь19 мм В=1 мм; при s=19-b21,5 мм В =
= 8 мм, при s = 21,5-^26 мм В=10 мм. При автоматической свар-
ке в среде защитных газов или двухсторонней автоматической
сварке под флюсом заводские разделки изменяются только меха-
ническим способом.
Правильность обработки фасок проверяют с помощью спе-
циального шаблона. Перед сборкой стыков труб до металлическо-
го блеска проводят зачистку от ржавчины и грязи кромок и при-
легающей зоны на ширину не менее 10 мм. Перед сборкой стыков
труб под двухстороннюю автоматическую сварку внутреннюю по-
верхность труб нужно зачищать на ширину не менее 15 мм. На
сварочных базах зачистку проводят специальными станками, а
также электрошлифовальными машинками; на трассе — шлифо-
81
Рис. 23. Типы разделки кромок труб для ручной дуговой сварки под флюсом
(а), автоматической дуговой сварки порошковой проволокой с принудительным
формированием (б), автоматической сварки в среде защитных газов (в), двух
сторонней автоматической сварки под флюсом (г, б, е, ж):
а — для труб диаметром D = 200 -т- 1220 мм с толщине i стенки 5 ,16 мм; б — для труб
D = 1020 4- 1420 мм с 5 > 15 мм; в — для труб О — 1220 1420 мм с 5 > 10 мм; г — для
труб D < 1220 мм с 5 = 7,5 — 11 мм; д — для труб D < 820 мм с 5 = 11 18 мм; е— для труб
D = 720 820 мм с s 18 мм и О = 1020 4- 1420 мм с s > 21 мм; ж — для труб D =
= 1020 : 1420 мм с 5= 11 4-21 мм.
Бальными машинками с армированными абразивными кругами в
качестве рабочего инструмента.
Сборку под сварку труб диаметром 530 мм и более необходи-
мо проводить на внутренних центраторах. Сборку захлестов и дру-
гих стыков, где технически невозможно применение внутренних
центраторов, разрешается выполнять для всех диаметров на на-
ружных центраторах. Преимущество внутренних центраторов со-
стоит в том, что с их помощью удается более равномерно провести
распределение разности периметров торцов труб по всему стыку,
выправить незначительные вмятины и эллипсность, приводя торцы
к форме правильной окружности. При центровке труб имеется до-
ступ к стыку снаружи по всему периметру, что позволяет вести
сварку непрерывно и использовать сварочные автоматы и полуав-
томаты. В нашей стране применяют самоходные и несамоходные
внутренние гидравлические центраторы. Самоходный центратор
может преодолевать подъем и спуск до 5°, барабан такого центра-
тора способен наматывать до 40 м кабеля, скорость передвижения
его 0,5—0,6 м/с, время разжатия одного ряда жимков 8—9 с.
Управляется самоходный центратор дистанционно. Центратор спо-
собен развивать усилие до 80 т.
Собранный стык перед прихваткой и сваркой корневого слоя
шва подвергают просушке при подогреве до температуры 20—50°C
82
на участке по 150 мм в обе стороны. Такая операция обязательна
при наличии влаги на трубах, а также при температуре окружаю-
щего воздуха ниже 5°C в случае сварки труб из сталей с норма-
тивным временным сопротивлением 550 МПа и выше. Температуру
подогрева стыка контролируют контактными термометрами ТП-1
и ТП-2 или термокарандашами (термокраской). Температуру за-
меряют на расстоянии 10—15 мм от торцов труб. Перед нанесе-
Рис. 24. Расположение прихваток при сборке под двухстороннюю автоматиче-
скую сварку под флюсом:
а — сборка труб с помощью одной прихватки; б — сборка труб с помощью двух при-
хваток; / — положение сварочной головки в начале сварки. 2— прихватка
нием каждого последующего слоя шва после корневого подогрев
не нужен за исключением вынужденного перерыва более 5 мин
после сварки корневого слоя шва. Перед автоматической сваркой
под флюсом и автоматической сваркой в среде защитных газов
предварительный подогрев стыков не требуется. Для ограничения
зоны разупрочнения при сварке термически упрочненных труб
максимальная температура подогрева стыков не должна превы-
шать 250 °C.
При сборке труб на внутренних центраторах прихватки ставить
не рекомендуется. Только при двухсторонней автоматической свар-
ке под флюсом ставят одну-две прихватки на режимах сварки
первого наружного слоя шва. Длина прихватки должна быть не
менее 200 мм (рис. 24). При сборке труб на наружных центрато-
рах прихватки распределяют равномерно по периметру стыка.
Число прихваток N и их толщину L назначают в зависимости от
диаметра труб £>:
£>, мм......................................
N...............................
L, мм.................. ....................
До 400 400—1000 1000—1400
2 3 4
30—50 60—100 100—200
83
Двухсторонняя автоматическая сварка под флюсом
поворотных стыков труб
Двухстороннюю автоматическую сварку под флюсом по-
воротных стыков труб диаметром 720—1420 мм выполняют на тру-
босварочных базах типа БТС. Последовательность выполнения
сварки осуществляется по двум схемам: первая — сначала свари-
вают наружные слои шва, а затем внутренние; вторая — сначала
сваривают корневой наружный слой, а затем одновременно вто-
рой наружный и внутренний слои шва.
Усиление наружного и внутреннего швов должно иметь высоту
в пределах 1—3 мм.
Разрыв во времени между началом сварки внутреннего слоя
после сварки корневого наружного слоя не должен превышать 1 ч
при плюсовой температуре воздуха и 30 мин при минусовой. При
минусовой температуре воздуха нельзя скатывать сваренную плеть
на снег или мокрый грунт, пока стык не остынет до температуры
воздуха.
Односторонняя автоматическая сварка под флюсом
При односторонней автоматической сварке под флюсом
на трубосварочных базах выполняют сварку корневого шва элект-
родами с основным покрытием на постоянном токе обратной и
прямой полярности, ручную дуговую или автоматическую подвар-
ку корневого слоя шва и автоматическую сварку под флюсом за-
полняющих слоев шва.
В зависимости от толщины стенки трубы назначают число
слоев, выполняемых автоматической сваркой. Так, без учета подва-
рочного слоя, при s до 16,5 мм число слоев должно быть не ме-
нее 2, при s до 20,5 — не менее 3 и при s более 20,5 — не менее 4.
Готовый шов должен иметь усиление не менее 1 мм и не более
3 мм.
Автоматическая сварка труб порошковой проволокой
Автоматическую сварку порошковой проволокой выпол-
няют комплексами «Стык» с принудительным формированием шва.
Для труб диаметром 1220—1420 мм из нетермоупрочненных ста-
лей с нормативным временным сопротивлением до 600 МПа при-
меняют порошковую проволоку марок ПП-АН19, ПП-АН24 и
ПП-АН24С диаметром 2,3 и 2,4 мм. Вначале сваривают корневой
шов ручной дуговой сваркой в два слоя электродами с целлюлоз-
ным покрытием или в один слои электродами с основным покры-
тием После зачистки шлифовальной машиной до получения ров-
ной подложки корневой шов должен иметь толщину 6—7 мм.
Сварку комплексом «Стык» проводят путем подачи порошковой
проволоки в плавильное пространство. По мере заполнения пла-
вильного пространства сварочная головка перемещается с крайне-
84
го нижнего до крайнего верхнего положения стыка, причем пере-
мещения регулирует оператор. При сварке проволока подается
внутрь разделки, угол наклона ее увеличивается и составляет 30—
40° в верхней четверти относительно касательной к поверхности
трубы. Обе сварочные головки с двух сторон трубы начинают
сварку одновременно. При часовом кодировании пространственно-
го положения процесса сварки первой головкой сваривают участок
шва в интервале 6—12 ч, второй головкой — участок шва в интер-
вале 3—12 ч. На маршевой скорости первую головку перемещают
в положение 6 ч, сваривают оставшийся участок в интервале 6—
3 ч. Второй головкой начинают сварку из положения 6 ч. Для
обеспечения беспрепятственного прохода ползуна перед сваркой
наружное усиление поперечного шва (швов) снимается до 0—
0,5 мм на длине не менее 25 мм от кромки.
Автоматическую сварку неповоротных стыков порошковой про-
волокой по предварительно заваренному вручную корню шва вы-
полняют при толщине стенок труб до 14 мм за один проход, при
большей толщине за два прохода. Питаются автоматы от источни-
ка постоянного тока, имеющего жесткую характеристику. Сварку
электродной проволокой диаметром 2,3 мм ведут при вылете ее
из сварочной головки на 40—50 мм. Напряжение на дуге 24—
30 В, сварочный ток 300—450 А, средняя скорость сварки 13—
20 м/ч.
Замки предыдущего и последующего слоев должны быть сме-
щены один относительно другого на расстояние не менее 60 мм.
Перед выполнением каждого последующего прохода поверхность
предыдущего слоя шва тщательно зачищают от шлака, брызг и
неровностей.
Стыковая контактная сварка труб
Стыковая контактная сварка непрерывным оплавле-
нием — один из наиболее эффективных и производительных спосо-
бов сварки кольцевых стыков труб при сооружении магистральных
трубопроводов. Созданные контактно-сварочные комплексы позво-
ляют сваривать трубы диаметром 1220—1420 мм из сталей с нор-
мативным пределом прочности 588 МПа включительно.
Стыковую контактную сварку отдельных труб в секции длиной
до 36 м проводят на полустационарных базах с полностью механи-
зированными линиями. Секции или отдельные трубы на трассе
сваривают в непрерывную нитку трубопровода передвижными
комплексами машин и механизмов (рис. 25, 26). Управление базо-
выми и передвижными комплексами полностью автоматизировано.
В состав базового комплекса входят: сварочные машины К-755
(длина 9800 мм, ширина, высота 1090 мм, вес 15 т) с внутренним
гратоснимателем для сварки труб диаметром 1220 мм, К-700 (дли-
на 11605 мм, ширина, высота 1400 мм, вес 25,4 т) для сварки труб
диаметром 1420 мм; линия зачистки труб; две зачистные машины;
85
Землеройная полоса
транспортные рольганги; ли-
ния съема наружного гра-
та; наружный, гратоснима-
тель; маслостанция; элект-
ростанция.
Для обслуживания уста-
новок придается трубоук-
ладчик Т15-30.
В состав передвижного
комплекса для сварки труб
и трубных секций диамет-
ром 1220 и 1420 мм входит
различное оборудование
(табл. 28).
Передвижные комплексы
сопровождают два трубоук-
ладчика САТ-594 грузо-
подъемностью 90 т, трубо-
укладчик Т15-30 грузоподъ-
емностью 15 т и бульдозер.
Основные технические
показатели установок для
контактной сварки труб диа-
метром 1220 и 1420 мм при-
ведены в табл. 29.
Производительность ба-
зовых комплексов для свар-
ки труб диаметром 1220,
1420 мм составляет 8—10
стыков в час, передвижных
комплексов — 6- 8 стыков в
час. Базовые комплексы об-
служивает бригада из 7 чел.,
передвижные комплексы —
бригада из 14 чел. Перед
началом сварочных работ
проводят наладку и провер-
ку сварочного комплекса
вначале на холостом ходу,
а затем при сварке. При
этом проверяют основные
параметры режима сварки
по диаграммам регистриру-
ющих приборов в соответст-
вии со специальной мето-
дикой.
Технологический процесс
стыковой контактной свар-
ки оплавлением включает
86
Рис. 26. Комплект оборудования э.чектрокоитактного комплекса «Север»
подготовку труб к сварке, зачистку поверхностей под контактные
башмаки сварочной машины, центровку труб в сварочной машине,
сварку труб, выполняемую автоматически по заданной программе,
удаление внутреннего и наружного грата. При стыковой контакт-
ной сварке особое внимание обращают на подготовку концов труб.
Допускается сварка разнотолщинных труб в следующих сочетани-
ях: для труб диаметром 1220 мм 11—13; 13—14; 14—15; для труб
диаметром 1420 мм 15,7-16,5—17,5; 16.5—17.5-18,7; 17,5—18,7—
19,5 мм. На калиброванных концах не должно быть вмятин с глу-
биной более 50 мм, а на фасках — забоин с глубиной более 7 мм.
Вмягины выравнивают с помощью специального разжимного уст-
ройства. Сварочными машинами проводить правку труб не разре-
шается. На подогрев перед правкой распространяются правила по-
догрева перед сваркой. Если глубины вмятин и забоин превосхо-
дят допустимые размеры, вырезают катушку, причем обрезанные
концы должны иметь фаски под углом не менее 10° и не более
35°. Ширина притупления должна быть не более 3 мм.
При сварке на базах после укладки механическим способом
труб на приемный стеллаж на участке 370 мм от торца трубы сни-
мают усиление продольного шва. Оставшееся усиление шва не
должно превышать 0,5 мм. Специальными иглофрезерными щетка-
ми до металлического блеска зачищают пояски на трубе шириной
150 мм на поверхности труб под контактные башмаки на линии
зачистки, которая расположена в 50 мм от торцов труб. После
87
Таблица 28
Оборудование передвижного комплекса для сварки груб и
трубных секций диаметром 1220 и 1420 мм
Оборудование Габариты, мм Масс, т
Сварочная машина К-700 с внутренним грато- снимателем без штанги или сварочная ма- шина К-755 с внутренним гратоснимателем без штанги 11 605x1400x1400 25,4
Передвижная электростанция необходимой мощности, транспортируемая тягачом К-700 с агрегатом АС 31 9 800x1090x1090 15
Агрегат для зачистки концов труб под токо- подводящие башмаки сварочной машины A3T-14I или АЗТ-121 в составе трубоук- ладчика, электростанции ДЭС-20 (или ДЭС-30), собственно рабочего органа за- чистного агрегата, электрошлифмашинки 4 230 x 7925 x 4900 29,8
Агрегат для снятия наружного грата АНГ-141 или АНГ-121 в составе трубоукладчика, электростанций ДЭС-20 (или ДЭС-30), соб- ственно рабочего органа — гратоснимате- ля, электрошлифмашинки Штанга к сварочной машине К-700 длиной 12 4 200 x 8025'4900 28,5
8 300 1100x1100 0,68
или 36 м 33145x1310x1310 4.214
Штанга к сварочной машине К-755 длиной 12 8 000x1080x1080 0,65
или 36 м 32500x1120X1120 1,6
КУНГи для укрытия и обогрева бригад по зачистке и снятию наружного грата — ——
Таблица 29
Технические показатели установок для контактной сварки
труб диаметром 1220 и 1420 мм
Псказатели Тр^бы диаметром, мм
1220 1420
Толщина стенок свариваемых труб, мм 11—15,4 15,7—22
Длина свариваемых труб базовыми комплек- 8—12 8-12
сами, м Длина свариваемых труб или секций пере- 8—36 8 -36
движными комплексами, м Мощность электростанции, кВт: номинальная длительная, не менее 600 600
максимальная в течение 30с, не менее 1000 1150
Номинальное напряжение на генераторе 400 400
электростанции, В Род тока электростанции Переменный Т рехфазный
Частота тока электростанции, Гц 50 50
Номинальная мощность сварочного транс- 790 820
форматора, кВ А Номинальное напряжение сварочного транс- форматора, В: первичное 400 400
вторичное 7,15 7,4
88
Прсдолжение табл. 29
Псказатели Трубы дна мет рем, мм
1220 1420
Продолжмтелы ость включения свароч ого тока, % Номинальный первичный ток в процессе оп- лавления (среднее значение), А Номинальный сварочный ток, А Число гидроаккумуляторов Объем гпдроаккумуляторов, л Усилие зажатия, А1Н Усилие осадки, МН Линейная осадка, мм 25 985 55 000 1 40 От 6,2 до 8,7 2,2 5--12 30 1500 110 000 1 40 От 9,3 до 15,5 3,9 7—12
этого металлической щеткой зачищают фаски труб от грязи и
ржавчины.
Подготовленные трубы подают на рольганг, по которому их
транспортируют к сварочной машине. Центровку труб осуществ-
ляют сварочной машиной. Допускается смещение кромок на 20 %
толщины стенки трубы, но не более 2 мм. Зазор по периметру
должен быть равномерным и минимальным, не более 7 мм.
Запуск сварочного комплекса осуществляется автоматически
нажатием кнопки «пуск — сварка». После сварки первого стыка
двухтрубная секция движется по рольгангу. При этом с внутрен-
ней поверхности, удаляют грат. На рольганг кладут третью трубу,
которую с двухтрубной секцией подают к сварочной машине, где
центрируют и сваривают второй стык. При движении трехтрубной
секции по рольгангу удаляют внутренний грат. Затем секцию по-
дают на линию снятия наружного грата. Наружный грат удаляют
с помощью наружного гратоснимателя, который устанавливают на
стык таким образом, чтобы плоскость стыка проходила через его
середину.
При стыковой контактной сварке труб или секций в нитку тру-
бопровода их раскладывают в определенной последовательности
так, чтобы обеспечивался подход очистного агрегата к обоим кон-
цам труб или секций.
Подготовку концов труб при сварке на передвижных комплек-
сах ведут так же, как и при сварке на базовых комплексах. Пере-
мещение сварочной машины от стыка к стыку начинают с отсоеди-
нения от клеммника штанги сварочной машины. Затем электро-
станцию передвигают на новую позицию. Привариваемую секцию
с предварительно введенным в нее вспомогательным кабелем тру-
боукладчиком подают к сваренной нитке так, чтобы торцы труб
совпали. После этого сварочную машину перемещают в трубопро-
воде с пропуском штанги через пристыковываемую трубу или сек-
цию и останавливают в рабочей позиции так, чтобы расстояние
между кромками зажимных башмаков, находящихся внутри нит-
89
ки сваренного трубопровода, и его краем составило 35—40 мм.
В этом положении подают команду на разжатие башмаков маши-
ны в нитке трубопровода. Затем привариваемую секцию трубо-
укладчиком подают до соприкосновения торцов труб и разжимают
башмаки центратора внутри привариваемой трубы. Проводят
центровку пристыковываемой трубы к уже сваренной нитке. После
проверки зазоров ведут автоматическую сварку. После сварки
плеть выдерживают в течение 4 мин. Удаление внутреннего и на-
ружного грата проводят так же, как и при сварке на базовых
комплексах.
Стыковую контактную сварку труб диаметром 1220—1420 мм
проводят методом непрерывного оплавления. Процесс сварки пол-
ностью автоматизирован и задается с помощью командных прибо-
ров по типовой программе изменений основных параметров. Ско-
рость, заданную программой, в процессе оплавления корректируют
с помощью регулятора скорости. В конце оплавления при повы-
шении скорости последнюю не корректируют, а задают жестко.
Правила испытания сварщиков-операторов контактно-свароч-
ных машин имеют отличительные особенности от общих правил
испытания сварщиков. Оператор контактно-сварочной машины пе-
ред сваркой допускного стыка должен проверить ее настройку на
регламентированные технологические режимы сварки. Допускной
стык сварщик-оператор сваривает перед началом работ, если у не-
го был перерыв в работе более 3 мес, а также если необходимо
сварить трубы новых марок сталей или другой толщины. Качество
сварки допускного стыка определяют по соответствию формы сты-
ка, данных механических испытаний образцов и режимов сварки
заданным. При положительных результатах испытаний допускного
стыка оператору представляется право ведения сварочно-монтаж-
ных работ на контактно-сварочных комплексах.
Стыки, выполненные стыковой контактной сваркой, проверяют
на смещение кромок и высоту остающегося наружного усиления
сварного соединения.
На всех стыках, сваренных в течение первой смены после за-
пуска комплекса в работу (но не менее 10 стыков), визуально или
ультразвуковым толщиномером проверяют качество удаления
внутреннего грата по всему периметру. 100 % стыков проверяют
на соответствие фактического режима сварки, записанного на диа-
грамме, заданному. Один стык из 100 подлежит вырезке для про-
ведения механических испытаний в соответствии со СНиП
111-42—80. Проверку стыков ультразвуком проводят факульта-
тивно.
В соответствии со СНиП III-42—80 испытывают стыки трубо-
проводов диаметром 720—1420 мм, выполненных стыковой комп-
лектной сваркой оплавлением, силовым воздействием (рис. 27).
Такое испытание выполняют после удаления внутреннего и наруж-
ного грата до нанесения изоляции трубопровода. При испытании
трубопровода силовым воздействием максимальные фибровые на-
пряжения не должны превышать 0,9 предела текучести, но и не
90
Рис. 27. «Одногорбая» (а) и «двугорбая» (б) схемы испытания трубопроводов
силовым воздействием:
2с — расстояние между трубоукладчиками; lt и — расстояние между точками опоры тру-
бопровода и закрепления крюка трубоукладчика
быть ниже 0,7 предела текучести, что соответствует наиболее ве-
роятным напряжениям при работе трубопровода. «Одногорбая»
схема испытания (табл. 30) требует вдвое меньше грузоподъем-
ных средств. Преимущества «двугорбой» схемы испытания (табл.
31) состоят в том, что при ней сваренные стыки дважды испыты-
Таблица 30
Данные расчета А и К при испытании силовым 'воздействием
трубопровода диаметром 1420 мм из стали с пределом
текучести 490 МПа по „одногорбой" схеме
6, мм и "= |°т| К. т Л, м
16,5 0,7 40 2,5
16,5 0,9 43 4
19,5 0.7 47 2,5
19,5 0,9 52 4
Пр и меч а ние. б — толщина стенки трубы, к = ----отношение заданного фибрового
напряжения к н рмируем'му пределу текучести материала труб; К — усилие иа крюках
трубоукладчиков; Л — высота подъема нитки трубопровода.
Таблица 31
Данные расчета h и К при испытании силовым воздействием
трубопровода диаметром 1420 мм из стали с пределом
текучести 490 МПа по „двугорбой" схеме
S, мм п~ 1 1 1°т1 т Т Л,, м Л2, м L, м
16,5 0,7 40 43 9 2 140—150
16,5 0,9 45 48 3,2 3,2 160—170
19,5 0,7 46 51 2 2 1*10—150
19,5 0,9 52 56 3,2 3,2 160—170
Примечание. £—расстояние между трубоукладчиками.
91
вают изгибные напряжения, а фибровые напряжения охватывают
больший периметр стыка трубопровода. Для проведения испыта-
ния необходимо знать усилие на крюках К и высоту подъема пле-
ти h, а также расстояние L между трубоукладчиками при «дву-
горбой» схеме испытаний. Их можно определить по специальным
номограммам, приведенным в Инструкции по технологии стыковой
контактной сварки магистральных трубопроводов из сталей с пре-
делом прочности до 600 МПа (ВСН 2-72—82 Миннефтегазстрой).
Испытание начинают со свободного конца сваренного трубопро-
вода. После надевания троллейных подвесок трубоукладчики под-
нимают трубопровод на расчетную высоту, позволяющую создать
в трубопроводе фибровые напряжения 0,7 предела текучести.
Контроль за напряжениями ведут по заданному усилию на крюке
с помощью динамометра. После прохождения трубоукладчиков
вдоль испытуемого трубопровода с созданием в нем фибровых на-
пряжений 0,7 предела текучести металла труб и осмотра стыков
трубопровода трубоукладчики проходят вдоль трубопровода и
возвращаются в исходную позицию, создавая напряжения 0,9 пре-
дела текучести. Затем проводят визуальное освидетельствование
стыков. Скорость движения трубоукладчиков не должна превы-
шать 4 км/м. Следует отметить, что испытания трубопровода, сва-
ренного стыковой контактной сваркой, являются весьма жестки-
ми, гарантирующими неразрушимость стыков при деформациях в
период эксплуатации.
Ручная электродуговая сварка труб
Ручную электродуговую сварку применяют для соедине-
ния стыков, а также для ремонта сварных соединений и труб.
Электродами с целлюлозным покрытием выполняют корневой шов
и горячий проход неповоротных стыков; электродами с основным
покрытием—корневой, заполняющий и облицовочный швы, а также
подварочный слой шва неповоротных и поворотных стыков и кор-
невой слой шва поворотных стыков для последующей односторон-
ней автоматической сварки под флюсом на трубосварочных базах.
Сварку корневого шва ведут электродами с целлюлозным покры-
тием на постоянном токе обратной или прямой полярности, сварку
горячего прохода теми же электродами на постоянном токе обрат-
ной полярности, а сварку всех остальных швов — электродами с
основным покрытием на постоянном токе обратной полярности.
Сварку электродами с целлюлозным покрытием следует вести
методом замочной скважины (окна). Электросварщик, поддержи-
вая угол наклона электрода в пределах 40—90°, постоянно обес-
печивает окно — сквозное отверстие в кромках — за торцом элект-
рода. Вынужденные перерывы более 3 мин во время сварки кор-
невого шва не допускаются. В случае остановки стык необходимо
подогреть до температуры предварительного подогрева. Если это
невыполнимо, стык необходимо вырезать и заварить вновь.
92
После сварки корневой шов шлифуют абразивным инструмен-
том, а затем выполняют горячий проход для выплавки шлака из
раскрытых карманов, удаления дефектных мест корневого шва,
равномерного распределения водорода по сечению сварного шва,
отжига закалочной структуры корневого шва, а также для полу-
чения ровной подложки для наложения последующих слоев шва
электродами с основным покрытием. Горячий проход выполняют
только по неостывшему корневому шву с перерывом не более
5 мин электродами с целлюлозным покрытием или специальными
низководородистыми электродами, обеспечивающими возможность
сварки «на спуск». За рубежом выпускают специальные безводо-
родные электроды для корневого слоя. Опыт применения таких
электродов для сварки корневого шва показал, что объем ремонт-
ных работ сократился с 5 до 1,5% общего числа стыков. Горячий
проход электродами с целлюлозным покрытием выполняют со ско-
ростью 18—20 м/ч, а электродами с основным покрытием — 22 м/ч.
Стыки труб большого диаметра из сталей с пределом прочно-
сти 550 МПа и выше подваривают изнутри электродами с основ-
ным покрытием; поворотные стыки и стыки разностенных труб —
по всему периметру; неповоротные стыки, у которых корневой слой
сварен электродами с основным покрытием,— только нижнюю чет-
верть периметра и исправляют участки с непроваром. Когда в не-
поворотных стыках корневой шов заварен электродами с целлю-
лозным покрытием, подваривают только участки с непроваром,
длина которых более 15 мм. Подварочный слой шва должен иметь
усиление высотой 1—3 мм и шириной 8—10 мм.
Для предупреждения образования дефектов между швами пе-
ред наложением очередного шва поверхность предыдущего тща-
тельно очищают от шлака и брызг металла. Облицовочный слой
шва должен перекрывать кромки основного металла на 2,5—
3,5 мм и иметь усилие высотой 1—3 мм. Его также очищают от
брызг металла и шлака.
Минимальное число слоев шва зависит от толщины стенки тру-
бы и типа электродов (табл. 32). Важное значение для качества
сварки имеют не только кратковременные перерывы между нало-
жением слоев, но и остановка работ после окончания смены. При
сварке захлестов после окончания смены оставлять незаконченный
стык не разрешается. В некоторых случаях остановка возможна
при условии наложения необходимого числа слоев в зависимости
от толщины стенки трубы и вида покрытия электрода (табл. 33).
При возобновлении сварки после остановки стык обязательно по-
догревают в соответствии с требованиями, указанными ранее.
При строгом выполнении технологических требований и режи-
мов подготовки к сварке стыков трубопроводов можно получить
сварные соединения высокого качества. Требования и режимы —
результат большого многолетнего комплекса исследований и обоб-
щений результатов. В практике встречаются случаи нарушения
инструкции и технологии сварки разностенных труб, при соедине-
93
Таблица 32
Минимальное число
слоев при сварке
корневого шва
электродами с
покрытием различных
видов
Таблица 33
Необходимое число
слоев при сварке
корневого шва
электродами с
покрытием различных
видов
Толщина стенки трубы, мм Электроды с целлюлозным покрытием Электроды с основным покрытием
До 10 3 9
10—15 4 3
15—20 5 4
20—25 6 5
Толщина стенки трубы, мм Электроды с целлюлозным покрытием Электроды с основным покрытием
5-8 Стык заваривают пол- ностью
8—15 3 О
Свыше 15 4 3
Примечание. Число слозв указано бе
учета подварочного слоя.
нии труб с трубными деталями и различной арматурой. Это вызы-
вает дефекты в стыках и их разрушение.
О наиболее характерных дефектах сварных соединений можно
судить по тщательному анализу дефектов потолочных и поворот-
ных стыков на двух участках северного газопровода диаметром
1420 мм (рис. 28). Из диаграмм видно, что более 50% дефектов
связано с пористостью. Существенный процент составляют непро-
вары разного характера и шлаковые включения. Следует отме-
тить, что такой тщательный анализ дефектов в начале сварки га-
зопровода позволил существенно улучшить качество сварки, отра-
ботать более совершенную технологию сварки, тщательно следить
за прокладкой сварочных электродов, подготовкой сварочных ма-
териалов, зачисткой швов от шлака. Более 50 % дефектов сварных
соединений связано с выполнением специальных стыков (рис. 29).
Соединение труб с деталями трубопровода или арматурой до-
пускается, если соотношение толщин стенок стыкуемых элементов
$i/s<l,5, а разность толщин стенок этих элементов изнутри $1 —
—s<3 мм. Если Si—s>3 мм, то допускается обработка торца
толстостенного элемента под внутренний диаметр трубы (рис. 30).
Если S)/s> 1,5, то допускается вварка между стыкуемыми элемен-
тами заводских переходников или вставок промежуточной толщи-
ны длиной не менее 250 мм. Трубы можно соединять с арматурой
непосредственно, если толщина стыкуемой части патрубка арма-
туры превышает 1,5 мм толщины стенки трубы ($i/s>l,5), но при
соответствующей подготовке патрубка арматуры (рис. 31). Если
подготовка патрубка не предусмотрена проектом, а его толщина
превышает 1,5 толщины стенки стыкуемой с ним трубы, соедине-
ние проводят только с помощью специального переходного кольца
заводского изготовления.
При выполнении стыковых сварных швов шириной более 30 мм
следует применять многоваликовую сварку каждого слоя, включая
94
a
53,57. 11.4% 18,8% 16,37.
Рис. 28. Диаграммы распределения дефектов на участках газопровода диамет-
ром 1420 мм
также сварку облицовочного слоя шва. При этом предыдущий слой
шва должен перекрываться не менее чем на ’/з (рис. 32). При со-
единении с деталями трубопроводов или арматурой труб диамет-
ром 1000 мм и более необходимо выполнять подварку изнутри по
всему периметру стыка. Если ее выполнить невозможно, то корне-
вой шов следует варить электродами диаметром 2,5—2,6 мм с ос-
новным покрытием марок ЛБ-52У, Грюн К50Р, ВСО-50СК.
Сварные соединения разнотолшинных элементов подвергают
100%-ному радиографическому контролю в соответствии с ОСТ
102-51—79 и 20 %-ному дублирующему ультразвуковому контролю.
При радиографическом контроле необходимо применять только
техническую пленку.
95
Рис. 29. Характерные дефекты сварных стыков, выполненных на различных га*
зопроводах.-
/—11 автосварка: 1— непровар 40 %; 2 — разрушение по шву; 3 — непровар- 4— шлако-
вые карманы, смещение шва от осн стыка 10—12 мм; 5—непровар; 6 — непровар, сме-
щение кромок; 7 — непровар корня шва. поры, малое усиление 0.2 мм; 8—непровар глу-
биной 5—6 мм, пять трещин, другие дефекты; 9 — трещины в шве; 10 — шлак, наружные
поры; 11— непровар корня шва; 12 — полуавтоматическая сварка, непровар корня шва;
13—27— ручная сварка: 13 — непровар при сварке отвода; 14— непровар при сварке от-
вода, 15 — непровар и шлаковые включения; 16 — непровар размером 400 мм; 17 — недо-
пустимая пористость, шлак, трещины; 18 — недопустимая пористость, непровар; 19 — стык
с непроваром, порами и шлаком; 20 — в стык заплавлены присадочный материал, шлак;
21 — поры, шлак; 22— поры, непровар, шлак, смещение кромок; 23 — непровар глубиной
3—4 мм; 24— непровар, шлак; 25 — трещины, подрезы; 26 — непровар корня шва, недо-
пустимая пористость; 27—в изломе шва крупные шлаковины; 28 — недопустимый непро-
вар при вварке патрубка; 29 — непровар в захлесточном стыке; 30 — дефекты при вварке
заплаты; 31 — разрушение частично по шву. частично по юбке крана из-за допусти-
мого непровара; 32 — катушка вварена на месте гофра, вварен присадочный материал;
33 — непровар катушки; 34 — дефект при вварке заплаты; 35—непровар 50—80%;
36 — дефект при вварке заплаты; 37 — непровар до 25 %: 38 — подрезы, нет подварки;
39— смещение кромок в гофре до 7 мм. непровар. поры; 40 — сварка, без подварки;
41 — непровар лепестков до 50%; 42— непровар спирального шва трубы; 43 — ремонт
тела трубы на монтаже; 44 — сквозная трещина длиной 20 мм; 45 — непровар корня
шва при вварке патрубка
Рис. 30. Подготовка кромок трубы
при Si/s<l,5
Рис. 31. Подготовка торца патрубка
арматуры или детали трубопроводов
при s!/s>1,5
Рис. 32. Схема
выполнения за-
полняющих и
облицовочн ого
слоев шва:
1—13 — последо-
вательность слоев
сварки
Врезки в трубопроводы следует выполнять через тройники за-
водского изготовления. Однако в отдельных случаях проектом
предусматриваются прямые врезки трубопроводов. Для этого в ос-
новной трубе по шаблону вырезают отверстие. Затем ответвление
присоединяют путем пропуска внутрь основной трубы или встык
при соответствующей подготовке торца ответвления (рис. 33).
Прямую врезку с пропуском ответвления внутрь основной трубы
осуществляют при диаметре основной трубы 1020 мм и более. При
этом особое внимание следует уделять точности и качеству газо-
вой резки. Предпочтение отдают механизированной газовой резке
с последующей механической обработкой свариваемых кромок до
уровня заводской обработки. При пропуске ответвления внутрь
трубы обязательна подварка изнутри основной трубы. Рекоменду-
ется при выполнении прямых врезок вне зависимости от толщины
труб корневой шов и первый заполняющий слой шва выполнять
электродами диаметром не более 3 мм.
Одной из наиболее трудоемких и сложных операций сборочно-
сварочных работ является выполнение захлестов. Нередко в этих
соединениях наблюдаются дефекты, что требует выполнения при
сборке и сварке захлестов особой тщательности. На практике
встречаются технологические разрывы различных видов: два кон-
ца трубопровода свободны, не засыпаны землей и находятся в
траншее или на ее бровке; один конец трубопровода защемлен (за-
сыпан или подходит к крановому узлу), а другой свободно пере-
мещается; два конца трубопровода защемлены. В первых двух
случаях необходимо провести сборку и сварку одного кольцевого
97
и
Рис. 33. Прямая врезка с пропуском ответвления внутрь основной трубы (а)
и при соединении ответвления с основной трубой встык (6):
/ — сборка; II — сварка; 1 — ответвление. 2 — основная труба; 3 — подварка изнутри; 4—
корневой шов; 5 — заполняющие н облицовочный слои шва
стыка-захлеста; в последнем случае — вварку катушки с выполне-
нием двух кольцевых стыков (рис. 34).
Работы по ликвидации технологических разрывов допускается
проводить при температуре окружающего воздуха не ниже —30 °С.
Монтажом захлестов и врезкой катушек должен руководить про-
изводитель работ в присутствии работника контрольных служб.
При этом должен быть составлен акт на производство работ с
оценкой качества выполненных операций. В акте указывают фа-
милии сварщиков, схемы их расстановки, использованные свароч-
ные материалы, а также результаты визуального и радиографиче-
ского контроля стыков. Сварку захлестов и катушек должны вы-
полнять сварщики, аттестованные для специальных сварочных ра-
бот в соответствии с Положением об аттестации электросварщи-
ков. Если трубопровод находится в траншее, то под соединение
труб готовят приямок, позволяющий удобно проводить работы по
сварке, контролю и изоляции стыков. При сварке захлеста в
траншее необходимо оставлять незасыпанным один из примыкаю-
щих участков на расстоянии 100—120 м от места будущего стыка.
Перед сборкой захлестов один из концов соединяемых плетей
трубопровода заранее подготавливают под сварку и укладывают
98
Рис. 34. Схемы ликвидации технологического разрыва:
а — при монтаже за хлеста; б — при врезке катушки
на опоры высотой 50—60 см по оси трубопровода. Конец другой
плети трубопровода вывешивают над первой и размечают место
реза. Резку плети проводят вручную, но с последующей подготов-
кой фасок лобовым станком СПК-141. Допускается применять ме-
ханизированную газовую резку. Трубы стыкуют путем подъема
обрезанной плети трубоукладчиками на высоту не более 1,5 м на
расстоянии 60—80 м от конца трубы. Под действием упругих де-
формаций обрезанный конец провисает, а это позволяет совмес-
тить друг с другом концы труб. Зазор в стыке регулируют путем
изменения высоты подъема трубопровода трубоукладчиками.
При врезке катушки конец труб обрезают и подготавливают
под сварку в соответствии с обычными требованиями. Затем под-
готавливают катушку требуемой длины из труб той же марки ста-
ли и толщины, что и основные трубы. Длина катушки должна
быть не менее 1 м. Трубоукладчиком пристыковывают катушку к
трубопроводу и выполняют сварку первого стыка. Прихватку и
сварку второго стыка проводят после окончания сварки первого
стыка. При сборке и стыковке трубы запрещается натягивать и
изгибать с помощью силовых механизмов для обеспечения требуе-
мого зазора и соосности.
Стыки захлестов и катушек собирают с помощью центраторов.
Резаные кромки труб обрабатывают шлифовальными машинами с
образованием притупления 2-0>5 мм. Угол скоса кромок должен
составлять 350-50. Захлесты и катушки нельзя выполнять на тру-
бах разной толщины. Захлест не может быть предусмотрен там,
где меняется толщина труб.
Если для кромок допускается смещение не более 3 мм, в пото-
лочной части стыка на длине периметра оно должно быть не
более 1 мм. Независимо от толщины стенки трубы зазор в стыке
должен быть 2±1 мм.
Перед наложением прихваток и сваркой корневого шва прово-
дятся предварительный подогрев стыка в соответствии с требова-
ниями инструкции ВСН 2-124—80. По той же инструкции для
сварки захлестов и катушек выбирают марку и диаметр электро-
99
дов. Прихватки сваривают электродами, принятыми для сварки
корневого шва. Прихватки имеют длину 50—100 мм в зависимо-
сти от диаметра трубопровода и должны равномерно располагать-
ся по периметру стыка. Толщина прихваток должна быть не менее
4 мм. Наложение и сварку прихваток следует выполнять без пе-
рерывов в работе не менее чем двумя сварщиками одновременно.
Число слоев, характеристику сварочного тока и технологию про-
изводства работ выбирают в соответствии с требованиями Инст-
рукции ВСН 2-124—80.
Все захлесточные сварные соединения трубопроводов подверга-
ют 100%-ному радиографическому и 100%-ному ультразвуковому
контролю. При радиографическом контроле необходимо руководст-
воваться ОСТ 102-51—79 и при ультразвуковом контроле — требо-
ваниями инструкции ВСН-2-47—74.
Качество сварных соединений
Качество сварки и надежность сварных соединений маги-
стральных трубопроводов определяют совокупностью целого ряда
свойств: прочностью, надежностью, наличием и характером дефек-
тов, структурой металла шва и околошовной зоны, коррозионной
стойкостью, исправлениями и ремонтом швов. В отношении на-
дежности сварных соединений принятая нормативная терминология
по надежности (ГОСТ 13377—75) не подходит. Более точно следу-
ет представлять надежность как свойство сохранения работоспо-
собности сварного стыка при эксплуатации или обеспечения равно-
надежности (равнопрочностп) металлу соединяемых конструктив-
ных элементов трубопроводов. Таким образом, сварное соединение
может быть выполнено равнонадежным трубам, трубным деталям
и арматуре либо уступать им, т. е быть неравнонадежным.
Потери исходного качества могут быть вызваны технологиче-
скими, производственными, производственно-технологическими и
эксплуатационными причинами.
Технологические и производственно-технологические причины
или потери по этим причинам можно определять в единицах пока-
зателей работоспособности по результатам лабораторных или про-
изводственных разрушающих испытаний, причем при назначении
схемы испытаний необходимо учитывать условия эксплуатации, от
которых зависит характер доминирующего отказа, соответствую-
щего наибольшей вероятности достижения сварным стыком пре-
дельного состояния. Предельные состояния, ограничивающие или
прекращающие нормальную эксплуатацию, могут иметь разный
характер: потеря прочности, пластичности, жесткости конструкции
и т. п. Соответственно этому работоспособность сварных соедине-
ний и конструкций подвергается различным испытаниям с доведе-
нием их до одного из возможных предельных состояний (рис. 35).
Все многообразие факторов, влияющих на качество сварки, мож-
но объединить в группы технологических и конструктивных факто-
ров, которые регулируют проектно-конструкторские решения и нор-
100
Характеристики качества.
получаемые при
испытаниях
Условия эксплуатации
♦
предел прочности —.
Предел текучести
Предельная относительная деформация
Ударная вязкость
предел выносливости If Доминирующий отказ
предел ползучести i 1
. ——
Конструктивная прочность
Технологическая стойкость
Хладостойкость
Коррозионная стойкость
Хрупкая прочность и т.п.
Выбор показателя работоспособности и схемы испытаний
Рис. 35. Характеристики качества сварных соединений и конструкций, получае-
мые при испытаниях
мативную подготовку производства. Группа технологических фак-
торов включает проверку сварочных материалов, сварочного обо-
рудования, квалификации сварщиков и операторов и т. п.
Главная цель современного контроля за качеством сварных
соединений трубопроводов — обнаружение дефектов. Не менее
важно и то, что обнаруженные дефекты служат сигналом не толь-
ко к ремонту и отбраковке стыков, но и к оперативному вмеша-
тельству в технологию, улучшение уровня и состояния технологи-
ческого процесса подготовки и сварки. Эта обратная связь необ-
ходима для предупреждения появления недопустимых дефектов в
сварных соединениях и брака сварных стыков.
Дефекты и уровень дефектности сварных соединений
В соответствии с ГОСТ 17104—71 термин «дефект» оп-
ределяется как каждое отдельное несоответствие продукции тре-
бованиям, установленным нормативной документацией [16].
101
Таблица 34
Классификация дефектов по PC 2192—72
на Дефект Схематическое изображение дефекта Примечание
по сечению соединения по радиограмме
Группа А Аа АЬ Ас Ad Поры (газовые включе- ния) Пора сферическая Пора канальная Цепь пор Группа пор Длина больше трехкратной мак- симальной ширины. Главный размер направлен в глубину шва Минимум четыре поры в ряду или в группе на расстоянии, не пре- вышающем трехкратного диа- метра наибольшей поры
Ле
Группа В
Ва
ВЬ
Вс
Группа С
Длина больше трехкратной макси-
мальной ширины. Главный раз-
мер вдоль оси шва
ипллвв
Длина больше трехкратной макси-
мальной ширины
ппшо
Продолжение табл. 34
Обозначение дефекта Дефект Схематическое изображение дефекта Примечание
по сечению соединения по радиограмме
Группа D Da Непровары Непровар в корне одно- ВЮ)Ю)}]))И —
стороннего шва без подреза Непровар в корне одно- стороннего шва с под- резом
Db
Непровар двустороннего ИМ)
De ГП
шва
Группа Е Еа Трещины Трещина продольная »»»»))
Eb
Ес
Группа F
Fa
Fb
Fc
TOW)
JTJJM
СП
m
шиш
ни
WM)
В особую категорию выделяют дефекты подготовки кромок и
сборки стыков. К ним относят неправильный угол скоса кромок
с V-, Y- и Х-образной разделкой, увеличенное или уменьшенное
притупление, непостоянство зазора между кромками, несовпадение
стыкуемых плоскостей кромок, загрязнения и расслоения на кром-
ках и т. п. Правильность подготовки кромок и сборки стыков про-
веряют внешним осмотром и обязательным промером с помощью
специальных шаблонов и инструментов.
Дефекты сварных соединений классифицируют: по расположе-
нию— поверхностные или наружные, внутренние (макроскопиче-
ские и дефекты структуры) и сквозные; по форме и остроте —
компактные, протяженные, плоские, объемные, острые (с надре-
зом), округлые (без надреза); по величине — мелкие, средние и
крупные; по массовости — единичные, групповые (цепочки, скоп-
ления), распространенные.
Физической сущности различных сварочных процессов свойст-
венна и разная природа образования дефектов. Для стыковых сое-
динений труб, трубных деталей и арматуры, выполняемых методом
плавления, характерны шесть видов дефектов (табл. 34). Класси-
фикация дефектов по технологическому придатку дана согласно
рекомендациям СЭВ по стандартизации PC 2192—72 и ГОСТ
7512—75. Дефекты обозначают двумя буквами: первая буква — вид
дефекта, вторая — подробный род дефекта.
Газовые включения (поры) ....
Твердые включения (шлаки, металлы)
Несплавления . . . .
Непровары . . . .
Трещины .... . . ..........
Неправильная форма и прочие дефекты
2 PC
19 2—72
А
В
D
Е
F
гост
7512—75
п
ш
н
н
Подобные обозначения дефектов приняты в документах стран-
членов СЭВ, а также в документах Международного института
сварки (МИС) (табл. 35).
Выполнение технологических указаний по процессам сварки и
сборки стыков, выбору сварочных материалов и подготовке свар-
щиков дает возможность избежать или иметь дефекты в допускае-
мых размерах и количествах. Нарушение этих указаний неизбеж-
но приводит к образованию недопустимых дефектов.
Наружные дефекты — дефекты формы шва и его поверхности.
Размеры и форма швов зависят от толщины свариваемого мате-
риала. При выполнении стыковых и угловых сварных швов регла-
ментируют ширину шва Ь, высоты усилия шва h и проплава hi
(рис. 36). Сварные швы могут иметь по длине неравномерные ши-
рину и высоту, бугры, наплывы, седловины. К наружным дефектам
относятся подрезы, прожоги, кратеры, свищи и т. п. Подрезы —
углубления в основном металле по краям шва (рис. 37), которые
уменьшают рабочее сечение шва и вызывают концентрацию на-
106
Таблица 35
Сопоставление обозначений дефектов по национальным стандартам
стран — членов СЭВ и документам МИС
*т тч СП о CL О Е Группы дефектов no PC 2192-72 По национальным стандартам По документам МИС
ВНР MSZ- 4310М-63 г P TGL-10646 лист I ПНР PN-60 tkt l-<- 4 f P CSX—031305 IIW 340-69 Каталог Il W
Аа Поры (газовые Аа 1 Aa Aa Aa 2011 Aa
АЬ включения) АЬ Ab Ab Ab 2016 Ab
Ас Ас Ac Ac Ac 2014 —
Ad — — Ad — 2013 —
Ab — — Ab — 2015 —
Ba Твердые включения Ва Ba Ba Ba 3012—3022 Ba
Bb ВЬ Bb, Be Bb Bb 3011—3021 Bb
Вс Bd Be Bd 304 H
с Несплавленные С C c, Ca,Cc £ 4011—4012 c
Da Непровары Da Da Da Da 515—5013 —
Db Db Db Db Db 402 D
De Dd De Dd Гс 402 D
Ea Трещины Ea Ea Ea Ea 101 Ea
Eb Eb Eb Eb Eb 102 Eb
Ec Ec Ec 103
Fa Неправильная фор- Fa Fa Fa Fa 504—5041 —
Fb ма и прочие Fb Fb Fb Fb 514 —
Fc дефекты Fc Fc Fc Fc 5011, 5012 F
пряжений. У краев подреза могут появиться трещины, разруша-
ющие стык. При высокой энергии, а также в результате неравно-
мерной скорости сварки образуются прожоги. При обрывах дуги
на шве образуются углубления в виде кратеров, которые уменьша-
ют рабочее сечение и снижают коррозионную стойкость металла
трубы. Кратер нередко служит очагом образования трещин. Сви-
Рис. 36. Конструктивные схемы стыко-
вого шва:
а — зазор в соединении; b — ширина сварно-
го шва поверху; б — толщина стеиок труб;
h и hi — усиление сварного шва снаружи и
внутри трубопровода
а
107
щи, развиваясь из канальных пор, образуют сквозные, выходящие
на поверхность дефекты.
К внутренним дефектам относятся газовые поры, шлаковые
включения, непровары и трещины. Газовые поры могут быть мик-
роскопическими, диаметром до 2—3 мм. Поры снижают прочность
Рис. 37 Наплывы (а, б, в) и подрезы (г, д, е) в сварных швах, выполненных
в горизонтальном положении и на вертикальной плоскости
и плотность швов. Шлаковые включения образуются обычно как
следствие нетщательной очистки от шлака очередных слоев при
многослойной сварке (рис. 38), а также при плохой зачистке кро-
мок от окалины и ржавчины. Большие острые шлаковые включе-
ния вызывают местную концентрацию напряжений и снижают
прочность соединения. Небольшие округлые шлаковые включения
обычно не представляют опасности, а микроскопические в виде
Шлак
Рис. 38. Шлаковое включение на кромке при много-
слойной сварке
загрязнений нитридами, сильфидами, легкоплавкими и эвтектика-
ми снижают пластичность швов. При неправильной подготовке
кромок стыка или их загрязнении, а также при неправильном
или неустойчивом режиме сварки образуются большие несплош-
ности между основным и наплавленным металлом — непрова-
ры (раскрытия) (рис. 39). Непровары ослабляют рабочее сечение.
Острые непровары являются концентраторами напряжений, что
снижает работоспособность сварного соединения. Малые несплош-
ности между свариваемыми поверхностями несплавления
(слипания), наиболее часто встречающиеся при сварке в защит-
ных газах. Они плохо выявляются при просвечивании.
Самые опасные внутренние дефекты сварных соединений — тре-
щины, которые в зависимости от размеров могут быть микро- и
макроскопическими, а в зависимости от происхождения - - горячи-
ми и холодными. Горячие трещины образуются в процессе за-
твердевания металла шва, в результате резкого снижения его пла-
стических свойств в интервале температур и развития растягиваю-
щих деформаций. Холодные трещины образуются в процессе про-
тяжения фазовых превращений, вызывающих снижение прочности
металла, и воздействия сварочных напряжений. Холодные трещины
Ю8
Рис. 39. Непровары в стыковых швах:
а — по кромке; б — в середине шва; в — в
корне шва. г — в угловых швах
образуются при охлаждении металла на его завершающем этапе,
а также в готовых конструкциях в течение некоторого времени по-
сле завершения сварки. Однако трещины могут развиваться и в
процессе эксплуатации трубопроводов. Возможно подрастание
(раскрытие) сварочных микротрещин, а также появление и раз-
витие новых трещин вследствие проявления сварочных дефектов,
непроваров, шлаковых включений и др. Трещины могут распола-
гаться в самом шве или в зоне термического влияния и быть про-
дольными или поперечными. Сварные соединения с трещинами
как с недопустимым дефектом подлежат ремонту или вырезке.
Появились научные исследования, доказывающие допустимость
в сварных соединениях трещин определенного типа и размеров
при наличии условий к прекращению их роста. Критические раз-
меры таких трещин устанавливают в соответствии с законами пи-
нейной механики разрушения и данными экспериментов.
Влияние наружных и внутренних дефектов на работоспособ-
ность стыка каждого в отдельности или в сочетаниях зависит от мно-
жества конструктивных и эксплуатационных факторов: свойства ста-
ли, конструкции соединений, схемы нагружения, наличия концент-
раторов напряжений (несовпадение кромок, чешуйчатость и т. п.),
вида нагрузки (статика, динамика, вибрация, малоцикловая на-
грузка и т. п.), агрессивности среды, температурных воздействий,
вероятности и опасности отказа (характер перегрузок, опасность
аварийной ситуации).
109
Экспериментальные исследования по влиянию дефектов на ра-
ботоспособность соединений, в том числе и стыков трубопроводов,
проводят в нашей стране, Канаде, США и Бельгии (Гентский уни-
верситет). К настоящему времени можно говорить только об ус-
тановлении некоторых закономерностей. В частности, отечествен-
ные и зарубежные исследования показывают, что при статической
нагрузке и пластичном материале влияние непровара на потерю
прочности примерно пропорционально относительной величине это-
го непровара. При динамических и вибрационных нагрузках и
малопластичном материале эта пропорциональность нарушается
и сравнительно небольшие дефекты могут существенно влиять на
прочность. Наличие газовых пор и шлаков при их относительной
суммарной площади в сечении шва по 5—10 % практически мало
влияет на статическую прочность сварных соединений.
Для оценки уровня дефектности этих данных недостаточно.
Кроме того, опасность дефектов зависит от их типа, определяемо-
го геометрическими признаками, вида, определяемого технологиче-
скими признаками внешних конструктивно-эксплуатационных фак-
торов. И все это является только детерминированными данными,
относящимися к определенным дефектам и конкретным конструк-
циям.
При отработанной почти конвейерной автоматической и ручной
технологии сварки магистральных трубопроводов появление де-
фектов следует считать событием случайным. Поэтому для оценки
засоренности сварных соединений дефектами вводят статистические
показатели: дефектность в контролируемом элементе G, доля де-
фектных элементов в 1 км трубопровода q. Определяют также до-
лю брака Б как показателя доли элементов, имеющих недопусти-
мые дефекты. Размеры единичных дефектов имеют следующие
обозначения: ДЛ(Д/)—по осн X; Д^Дб)—по оси Y; &г(Д1г)—по
оси Z; Д — наибольший характеристический размер; AS — площадь
дефекта.
Дефектность в контролируемом элементе определяют по фор-
муле
G=SAS/SP=S/SP,
где 5р — расчетное сечение контролируемого элемента.
Долю дефектных элементов и долю брака на участке оп-
ределяют по формулам
q=(D/N) 100%;
E=(M/N) 100%,
где D и М — соответствовало число дефектных и бракованных
элементов на участке с общим числом элементов N.
На основании исследований и обобщения многолетних статисти-
ческих данных по дефектам сварки магистральных трубопроводов
разработана оценка дефектности сварных стыков в СНиП III-42—
110
80. При контроле физическими методами годными считают те свар-
ные соединения, размеры дефектов которых не превышают норма-
тивных данных (табл. 36).
Проведя сравнение требований к квалификационным испытани-
ям сварщиков по СНиП III-42—80 и наиболее распространенным
за рубежом нормативам API 1104, следует отметить, что практиче-
ски различий нет. В соответствии со СНиПом необходимо вы-
полнять большее число допускных стыков, что связано с более
широкой градацией по применяемым трубам. По СНиПу сущест-
вуют три группы: до 400 мм, 400—1000 мм и свыше 1000 мм, а
по API — две группы: до 323,8 мм и свыше 323,8 мм. Требования
к механическим характеристикам сварных соединений, в частно-
сти, к углу загиба, в СНиПе более жесткие, чем в API. СНиП до-
пускает менее жесткие требования к сборке сварных соединений.
По API при сборке труб с одинаковой толщиной стенки не допу-
скается смещение кромок свыше 1,6 мм, а при СНиП — свыше
20 % толщины стенки, но не более 3 мм при дуговых методах
сварки и не более 2 мм при сборке под контактную сварку оплав-
лением.
Принципы нормирования дефектов по СНиПу отличаются от
принятых в большинстве зарубежных стран стандартов жестким
ограничением глубины непровара (10 % толщины стенки трубы, но
не более 1 мм ). При этом ограничение общей длины непровара
(1/6 периметра стыка) примерно соответствует требованиям API.
В СНиПе более жесткие ограничения предусмотрены по трещинам
и шлаковым включениям. По остальным типам дефектов брако-
вочные показатели находятся примерно на одном уровне. Наибо-
лее часто встречающиеся дефекты сварных швов в виде газовых
пор более жестко ограничены в СНиПе. Например, максимальный
размер поры по СНиПу составляет 2,7 мм, тогда как по API —
3,2 мм. Глубину дефекта по многим зарубежным стандартам оце-
нивают визуально. В отечественных нормативах с учетом жестких
требований предусмотрено определение глубины дефекта с помо-
щью канавочных эталонов, измерителей оптической плотности
(денситометров) или микрофотометров.
Нормы на сварку API практически едины для США, Велико-
британии, Канады, ФРГ, Нидерландов, Японии, ГДР и других
стран. Допуски на отдельные дефекты в API разработаны более
подробно, чем в СНиПе. Например, на такие дефекты, как под-
резы, дают три размера. Такой подход к нормированию за рубе-
жом объясняется тем, что там используют в основном радио-
графический контроль, позволяющий определять точные размеры
дефекта только в плане. Однако этот подход практически исклю-
чает другие методы дефектоскопии, в частности, перспективный
ультразвуковой метод контроля. Принципы нормирования в
СНиПе предусматривают использование различных методов дефек-
тоскопии, созданных на разной физической основе. Это способст-
вует лучшей выявляемое™ дефектов сварных соединений и объек-
тивности контроля в зависимости от методов сварки.
111
Таблица 36
Критерии оценки качества сварных соединений
Тип дефекта Условные обозначения Допустимые размеры Дополнительные требования
одиночных дефектов совокупности дефектов
длина глубина суммарная длина суммарная глубина
Поры: сферические Аа — 20 % от s при />3s 15 % от $ при /^2 s 10 % от $ при />3 d — — Во всех мальный должен 2,7 мм случаях макси- размер поры не превышать
удлиненные ЛЬ До 2,7 мм То же — — То же
цепочка пор Лс — 10 % от $ при /<3d Не более 30 мм на 500 мм сварного шва — »
скопление пор Ad 10 % от s при l<3d То же — >
Неметаллические включе- ния (шлаки):
компактные Ва —• 10 % от 5 Не более 1/6 пе- — —
(одиночные шлаки) удлиненные ВЬ До 50 мм — риметра Не более 50 мм на 350 мм сварного шва — —
SII
Непровары:
в корне шва междуваликовые Da Db До 50 мм 10 % от s, но не более 1 мм 1/6 периметра Не более 50 мм на — В стыках трубопроводов диаметром 1020 мм и бо- лее, выполненных с внут-
(несплавление) De До 50 мм 350 мм сварного шва ренней подваркой, непро- рывы в корне шва не допускаются. При сварке
по кромкам (несплавление) То же целлюлозными электрода, ми труб длиной 1020 мм и более допускается не- провар длиной не более 15 мм на 350 мм свар- ного шва
шлаковое включение Трещины: Db До 50 мм — 10 % от s. но не более I мм Если дефекты располо- жены на одной верти- кальной линии
продольные Ea — — — — Не допускаются трещи- ны любой глубины и про- тяженности
поперечные Наружные дефекты: Eb — — — — То же
утяжины (провисы) подрезы Fa Fb До 50 мм До 0,5 мм Не более 50 мм на 350 мм сварного шва — —
Дефекты сборки (смеще- ние кромок) Cm До 20 % от но не более 3 мм — — При сборке под газо- электрическую сварку смещение не должно пре- вышать 2 мм
Примечание, j — тодщино стенки тпгбы; расстояние ме^кду соседними порами; (/ — максимальный размер поры,
Для качества сварных соединений важны все этапы контроля.
При сборке и сварке магистральных трубопроводов проводят сис-
тематический пооперационный контроль, внешний осмотр и за-
мер параметров сварных соединений, неразрушающий контроль
сварных стыков. Перед сваркой проверяют сертификаты на трубы
и трубные детали, паспорта на арматуру, качество электродов,
сварочной проволоки, флюсов, а также сварочное оборудование.
Рис. 40 Макрошлиф образца из допускного и контрольного стыков:
/ _ ось внутреннего слоя шва; 2 — ось первого наружного слоя шва; 3 — условная ось
стыка. 4- риска для определения условной оси стыка; А — расстояние риски от торца
трубы. В — ширина внутреннего шва; С — смещение осей наружного и внутреннего швов
от условной оси стыка (С=±1 мм); а — перекрытие наружного н внутреннего слоев шва
(c=hB±fcH—s); Лв — глубина проплавления внутреннего шва, /^<2. но не более 7 мм;
hH — глубина проплавления наружного шва; s — толщина стенки трубы
Все стыки после очистки от шлака, грязи и брызг металла под-
вергают внешнему осмотру. При двух- и односторонней автома-
тической сварке под флюсом и автоматической подварке корня
шва через каждые 200 стыков проводят замер сварного соедине-
ния. Для этого из сварного стыка вырезают образец для изготов-
ления макрошлифа (рис. 40).
По шлифу определяют: смещение осей наружного и внутренне-
го швов от условной оси стыка; глубину проплавления и ширину
внутреннего шва (отношение ширины внутреннего шва к глубине
проплавления должно быть не менее 2); перекрытие наружного и
внутреннего слоев шва. Для определения перекрытия при сварке
изнутри оставляют несваренным участок стыка длиной 300—
400 мм, из которого вырезают три образца для изготовления шли-
фов. На этих образцах измеряют глубину проплавления при свар-
ке снаружи. Перекрытие определяют как разность глубин про-
плавления наружного и внутреннего слоев шва.
Стыки, выполненные электродуговой сваркой, после внешнего
осмотра и устранения всех недопустимых наружных дефектов под-
вергают неразрушающему контролю. В качестве неразрушающих
методов контроля при сооружении магистральных трубопроводов
114
применяют радиографию (гаммографию и рентген), магнитогра-
фию и ультразвук.
С 1983 г. Госстрой СССР ввел новые нормы контроля за каче-
ством сварных стыков магистральных трубопроводов, предусмат-
ривающие осуществление 100%-ного контроля физическими ме-
тодами. Контролю только радиографическим методом подверга-
ются: участки трубопроводов категорий «В» и 1 во всех районах
независимо от их диаметра; трубопроводы диаметром 1020—
1420 мм и их участки в районах Западной Сибири и Крайнего
Севера; участки трубопроводов на переходах через болота типа II
и III во всех районах; участки трубопроводов на переходах через
железные дороги и автомобильные дороги категорий I, II и III во
всех районах; трубопроводы на участках их наземных переходов,
захлестов, ввариваемых вставок и арматуры. В остальных случаях
стыки трубопроводов и их участков категорий II, III, IV подлежат
контролю радиографическим методом в объеме соответственно не
менее 25, 10 и 5%, а остальные сварные стыки — ультразвуковым
или магнитографическим методом.
Как показывает практика строительства магистральных трубо-
проводов, рациональное сочетание методов контроля позволяет
обеспечить не только повышение достоверности результатов, но и
увеличение производительности, соответствующей темпам свароч-
но-монтажных работ. В 1981 г. при строительстве трубопроводов
большого диаметра (1220 и 1420 мм) было сварено 571 888 сты-
ков, на которых фактический объем контроля физическими мето-
дами составил 95 %. При этом объемы контроля по методам были
распределены следующим образом: гаммография — 37,6 %, рент-
ген— 11 %, магнитография — 49,6%, ультразвук—1,8%.
Глава 7
ЗАЩИТА ТРУБОПРОВОДОВ ОТ КОРРОЗИИ
Почвенная коррозия
Защита от коррозии магистральных трубопроводов не-
прерывно совершенствуется, но до сих пор наибольшее число от-
казов связано с этой причиной. До 1982 г. примерно половина
разрушений имела коррозионное происхождение. Правда, более
тщательное изучение статистических данных показывает, что по-
давляющее число таких разрушений происходит на нефте- и газо-
проводах в южных районах с высокоагрессивными грунтами на
участках трубопроводов сравнительно небольшой протяженности.
Коррозионные повреждения в основном имеют место на старых
трубопроводах, но встречаются и на недавно проложенных, что
связано с нарушением изоляционного покрытия при укладке, за-
115
«ыпке и некачественным выполнением изоляционных работ, а
также с нарушениями в работе электрохимзащиты, отсутствием
контроля и несвоевременным ремонтом изоляционного покрытия
к период эксплуатации.
Среди подземных сооружений, которые возводят для различных
.нужд человека, магистральные трубопроводы самые масштабные
и протяженные. Общая длина их по всему миру достигла
2,0 млн. км. Это говорит о том, что общая площадь защиты трубо-
проводов от коррозии составляет около 500 млн. км2 к тому же
ежегодно она значительно увеличивается.
Весь ущерб, связанный с пожарами, наводнениями, ураганами
и землетрясениями, т. е. от всех стихийных бедствий, вместе взя-
тых, не идет в сравнение с ущербом, причиняемым коррозией. По
оценке Национальной ассоциации по вопросам коррозии США,
стоимость ущерба от коррозии в этой стране составляет 15 млрд,
долларов в год. По оценке Национального Бюро Стандартов около
40 % общего годового объема выплавки стали в стране расходу-
ется на замену строительных конструкций, машин, аппаратов, тру-
бопроводов, поврежденных коррозией. На ремонт и защиту от
коррозии нефте- и газопроводов расходуются огромные средства —
около 125 долларов на 1 км.
Статистика разрушений трубопроводов показывает, что корро-
зионных разрушений на Севере практически не бывает. Для объек-
тивности следует отметить, что в основной своей массе северные
трубопроводы наиболее «молодые». Ремонт трубопроводов большо-
го диаметра, проложенных на заболоченных территориях Запад-
ной Сибири и Европейского Севера, на вечной мерзлоте, где в
широких масштабах применена балластировка, затрудняется, т. е.
снижается их ремонтоспособность.
Защита от коррозии протяженных инженерных сооружений,
пересекающих все климатические и почвенно-географические зо-
ны Советского Союза и других стран, является сложной научно-
технической проблемой. Поэтому принципиально важное значение
имеют теоретические исследования по этой проблеме и научная
обоснованность принимаемых технических решений.
Современная наука достаточно глубоко разработала теорию
почвенной коррозии металлов и электрокоррозии, вызываемой
блуждающими токами. С точки зрения обеспечения конструктив-
ной надежности магистральных трубопроводов именно защита
от этих видов коррозии представляет наибольший интерес. При
почвенной коррозии происходит разрушение внешней поверхности
стальных трубопроводов под воздействием окружающей среды.
Электрокоррозия — разрушение трубопроводов под действием
блуждающих токов установок постоянного тока, использующих
землю в качестве обратного проводника.
Процесс почвенной коррозии — электрохимический процесс,
причем электрохимическая коррозия протекает при существовании
на поверхности трубопровода анодных и катодных участков. Кор-
розия связана с наличием в грунте электролитов, в которых раст-
116
ворителем является вода. При растворении вещества, содержащие-
ся в земле, распадаются на ионы, образуя сильные электролиты.
Вещества, диссоциирующие частично, образуют слабые электроли-
ты. На поверхности трубопровода возникают участки с различны-
ми потенциалами, в результате чего появляется уравнительный ток,
который протекает через грунт от участков с более отрицательным
потенциалом к участкам с более положительным потенциалом. В
самом трубопроводе ток протекает в обратном направлении. Уча-
стки, на которых растворяется металл, называются анодными. На
анодных участках коррозионный ток стекает с трубопровода в ок-
ружающий грунт. Электрохимические процессы на аноде и катоде
различны, но они взаимосвязаны. Такая система называется кор-
розионным элементом.
В соответствии с законом Фарадея количество растворившего-
ся металла Q при прохождении коррозионного тока tK прямо про-
порционально его силе и времени прохождения t:
t t
Q = = (38)
о о
где q — электрохимический эквивалент; A — атомный вес; F— по-
стоянная Фарадея; п — валентность.
Стойкость металлов к коррозии оценивается скоростью корро-
зии, выражаемой глубинным показателем
П=бк/Г, (39)
где бк — глубина проникновения коррозии в металл, мм; t — вре-
мя проникновения.
Глубинный показатель можно также определить исходя из ве-
совых потерь:
П=8,76 К/р, (40)
где К — потеря массы; р — плотность металла.
Коррозионная активность грунтов
Физико-химические свойства грунтов зависят от их хи-
мического состава, структуры, степени уплотнения и влажности.
При наличии даже невысокой влажности они являются ионными
проводниками. На скорость коррозии трубопроводов в значитель-
ной мере влияет pH, от которого зависит состояние окисной плен-
ки. При pH ниже 7 пленка может растворяться или совсем не об-
разовываться. Скорость коррозии стали с увеличением pH резко
снижаться. На скорость катодной реакции при кислородной депо-
ляризации влияет проникновение кислорода в грунт, что создает
условия для микробиологических процессов. В процессе электрохи-
мической коррозии большую роль играет температура грунта. Жизне-
деятельность анаэробных бактерий в почве может влиять на уве-
личение скорости коррозии за счет разрушения изоляционных по-
117
крытий и влияния на анодные и катодные процессы электрохими-
ческой коррозии. Таким образом, на коррозионную активность
грунтов влияют многие факторы. С другой стороны, необходимо
рассматривать подверженность коррозии самого сооружения. К
факторам можно отнести неоднородность стали, механические
напряжения, геометрические размеры и температуру трубопрово-
да, характеристику изоляционного покрытия. На участках трубо-
провода, подверженных различным механическим напряжениям,
могут образовываться коррозионные элементы. При этом участки
с большим механическим напряжением становятся анодами и
корродируют более интенсивно.
Магистральные трубопроводы подвергаются коррозии от блуж-
дающих токов, если они проложены вблизи электрифицированных
железных дорог постоянного тока, или вблизи рабочих заземлений
системы электропередачи постоянного тока «провод — земля». В
местах входа блуждающих токов в трубопровод образуется катод-
ная зона, а в местах выхода — анодная.
При изменении силы блуждающего тока во времени коррози-
онный эффект в анодной зоне от стекающего с трубопровода тока
за время Т
т
Q = q^idt, (41)
о
где i — стекающий ток в какой-либо точке трубопровода, являю-
щийся функцией времени.
Скорость коррозии от блуждающих токов
т
VK = QIT = qlT^idt. (42)
о
В знакопеременных зонах, когда на участке блуждающие то-
ки меняют направление, коррозионный эффект определяется лишь
стекающими с трубы токами (участок является анодным):
m
Q*=q'ZSiaidt, (43)
I-I о
где in — число случаев анодного состояния участка трубопровода
за наблюдаемый период То; Tt— продолжительность i-ro анодного
состояния трубопровода в знакопеременной зоне; ict-— значение
анодного тока в какой-либо точке трубопровода при i-м анодном
его состоянии.
Средняя скорость коррозии в этом случае
m Т1
2 Vai dt. (44)
Z=1 о
118
т
Следует отметить, что То > ^Т{, а эффект коррозии в знако-
/ = |
переменных зонах при всех других равных условиях меньше, чем
в анодной зоне:
Q>Qa- (45)
В катодных зонах, вызванных блуждающими токами, может
иметь место почвенная коррозия, если разность потенциалов
«труба — земля» не достигнет минимального защитного потен-
циала.
При электрохимической защите на весь подземный трубопро-
вод накладывается такой катодный ток, что поверхность трубо-
провода становится катодной. В анодной зоне нет стекающих кор-
розионных токов.
Эффективность защиты трубопровода от коррозии можно оце-
нить степенью снижения скорости коррозии. Для этого используют
коэффициент защищенности или коэффициент защитного дейст-
вия:
Кз=[(Ук— V'k)/Vk] 100%, (46)
где VK — скорость коррозии без проведения защитных мероприя-
тий; — скорость коррозии при осуществлении защитных меро-
приятий.
Скорость коррозии можно выразить в весовых (г/(дм2-год))
или в глубинных (мм/год) единицах. При полной защите V'K—0 и
коэффициент защищенности равен 100%. Для обеспечения дли-
тельной и надежной защиты магистральных трубопроводов необ-
ходимо, чтобы Г'к«0 и Кз^100%.
Почвенная коррозия трубопроводов главным образом связана
с коррозионной активностью грунтов, богатых солями, растворы
которых образуют электролиты. Однако фактическую коррозион-
ную активность грунтов долгое время (вплоть до 1967 г.) действу-
ющие нормы полностью не учитывали, поэтому и тип изоляцион-
ного покрытия определяли, только исходя из аттестации грунтов
по удельному электрическому сопротивлению. В настоящее время
продолжают изучать факторы, вызывающие коррозию трубопро-
водов или влияющие на этот процесс, в том числе возможности
участия бактерий в коррозии и биодеградации изоляционных ма-
териалов. Установлено, что коррозионная активность грунтов резко
снижается с понижением температуры. Можно было бы ожидать
вообще снижения коррозионной активности грунтов на Севере,
но вокруг газо- и нефтепроводов образуется микроклимат в ре-
зультате транспортировки по ним нефти и газа с высокими темпе-
ратурами. Таким образом, основной критерий коррозионной актив-
ности остается за коррозионными свойствами грунтов. Следует до-
бавить возможность микробиологической коррозии. Отметим, что,
например, сульфатредуцирующие бактерии обнаружены на всех
континентах, включая Антарктиду.
119
Магистральные трубопроводы имеют комплексную защиту от
коррозии: изоляционное покрытие и электрохимическую защиту
путем катодной поляризации. Теоретические основы комплексной
защиты для гомогенной системы широко исследованы, но на систе-
му защиты большое влияние оказывает неоднородность парамет-
ров защищаемого объекта и окружающей его среды, а также экс-
плуатационных условий. Нет единой методики определения аг-
рессивности грунтов. По ГОСТ 9.015.74 коррозионную активность
грунтов определяют по трем показателям: удельному электриче-
скому сопротивлению грунта, потерям массы образцов и плотно-
сти поляризующего тока (табл. 37).
Таблица 37
Коррозионная активность грунтов
Показатели Низкая Средняя Повышен- ная Высокая Весьма высокая
Удельное электри- ческое сопротив- ление, Ом-м Свыше 100 20—100 10—20 5 — 10 До 5
Потери массы образцов, г До 1 1—2 2—3 3 — 4 Свыше 4
Плотность поляри- зующего тока, А/см2 До 0,05 0,05—0,2 0,2—0,3 0,3—0,4 Свыше 0,4
Все известные методы определения коррозионной активности
грунтов носят оценочный характер, поэтому ее уточняют еще до-
полнительными показателями: насыщением грунтов водой, общей
минерализацией, pH и др. Скорость коррозии незащищенной ста-
ли зависит от удельного сопротивления грунтов (табл. 38).
Определения низкая, средняя, повышенная, высокая и весьма
высокая коррозионная активности грунтов не характеризуют воз-
можную коррозию стали. В то же время при проектировании тру-
Таблица 38
Скорость «оррозми стали в зависимости от удельного соп[отивления
грунтов
Показатели Степень коррозии
1 2 1 3 4 1 5 1 1 6 1 7 К 8 .
Удельное электриче- ское сопро- тивление, Ом-м с выше 200 100-200 20—10 10-20 5-10 2-5 1-2 0,5-1
Максимальная скорость коррозии, мм/год 0,03-0,05 — 0.06-0,1 0,1-0,15 0,15-0,4 0,4-1 Свыше 1 Свыше1
120
бопроводов необходимо назначать средства защиты от коррозии,
исходя из прогнозирования опасности коррозионного разрушения.
Для этого на стадии изысканий должна быть определена не толь-
ко коррозионная активность грунтов, но и скорость коррозии
трубной стали в данных конкретных условиях. Отсутствие количе-
ственных показателей оценки агрессивности условий затрудняет
выбор оптимальных схем и параметров защиты трубопроводов от
коррозии. Только в стандартах на коррозию ГДР была сделана
попытка связать качественную оценку агрессивности грунтов (по
баллам) со скоростью коррозии.
Трудность детерминированного определения скорости корро-
зии трубной стали связана со свойствами грунта, который пред-
ставляет собой специфический многофазный электролит. Дисперс-
ность и литологический состав твердой фазы грунта изменяются
в широких пределах. Жидкая фаза, ее минерализация, состав раст-
воренных солей, pH и другие показатели могут изменяться непре-
рывно под воздействием метеорологических, гидрогеологических,
биологических факторов, а также под воздействием хозяйственной
деятельности человека (применение минеральных удобрений, гер-
бицидов, осушение или обводнение территории, сельскохозяйст-
венная обработка земли). Не остается постоянной и газовая фа-
за. Таким образом, агрессивность грунта — функция многих пока-
зателей случайного характера. Следует отметить, что при опреде-
лении агрессивности грунта важно определять не средние показа-
тели, а максимальные, так как сооружение выйдет из строя, если
будет повреждена самая незначительная его часть, находящаяся
в контакте с наиболее агрессивной частью грунтовой массы.
Во ВНИИСТе на многих коррозионных станциях проводят
исследования кинетики коррозионных процессов трубных сталей
[6]. В северных районах европейской части Советского Союза
коррозионные станции были созданы в типичных дерново-подзо-
листых глинистых, песчаных и торфяных почвах, в Средней Азии—
в песчаных солончаках и суглинистых, на Украине и Северном
Кавказе — в черноземах и каштановых солонцеватых почвах, в
Сибири — в болотистых, глинистых, песчаных и черноземных поч-
вах. Испытывали трубчатые образцы, заложенные на глубину 0,8
и 1,6 м, часть из которых была замкнута в пару для изучения вли-
яния макропар дифференциальной аэрации. Полученные данные
показали: в северо-западных районах европейской части Советско-
го Союза (Новгородская область) во влажных глинистых почвах
коррозия трубной стали протекает равномерно со скоростью 0,5—
0,6 г (дм2-год), в этих условиях кинетика коррозии стали не зави-
сит от глубины заложения образцов; в болотистых почвах Бело-
руссии и Сибири — со скоростью 0,6—0,7 г/(дм2-год); в песчаных
грунтах Белоруссии и Сибири — со скоростью до 1,8 г/(дм2-год),
в Западной Сибири (Тюменская область) вследствие большого
количества атмосферных осадков, повышенной испаряемости и
продолжительного зимнего периода — со скоростью не более
0,6—0,8 г/(дм2-год).
121
Большой объем исследований кинетики трубной стали в тор-
фяных почвах с учетом влияния различных факторов был выпол-
нен в Западной Сибири. Анализ полученных данных показал, что
максимальная скорость коррозии достигает 2,6 г/(дм2-год) на глу-
бине укладки до 0,7 м. С увеличением глубины укладки скорость
уменьшается и на глубине 1,5 м составляет 1/(дм2-год). Наиболее
глубокие каверны на трубопроводе были обнаружены под слоем
торфа толщиной от 20 до 60 см, поэтому насыпной слой торфа
над трубопроводом рекомендуется делать более 60 см.
По обобщенной оценке почву северных районов европейской
части Советского Союза относят к почве низкой агрессивности, в
которой коррозия трубопроводной стали протекает равномерно со
скоростью до 0,05—0,1 мм/год. Изучение кинетики коррозионного
процесса в Западной Сибири показало сходные данные по скорости
коррозии трубной стали на большой территории, что позволяет
говорить о низкой коррозионной опасности грунтов этого района.
В черноземной зоне Украины и областях Северного Кавказа кор-
розия трубной стали протекает неравномерно с образованием глу-
боких каверн со скоростью до 1 мм/год. В этих условиях глубина
укладки трубопровода существенно влияет на характер и скорость
коррозии стали. Заметно влияет на скорость коррозии количест-
во осадков: в засушливые годы она не велика (около 0,8 г/(дм2Х
Хгод), при нормальном количестве осадков она выше (около
2,4 г/(дм2-год). В условиях высоких среднегодовых температур
воздуха Средней Азии, небольшого количества атмосферных осад-
ков температура и невысокая влажность грунтов скорости корро-
зии стали существенно различаются по глубине. Во многих райо-
нах грунты имеют высокую засоленность. Скорость коррозии со-
ставляет 5,4—5,8 г/(дм2-год), а сам процесс протекает неравно-
мерно с образованием глубоких каверн. В солончаковых грунтах
отмечена и более высокая скорость коррозии до 12 г/(дм2-год).
В грунтах Средней Азии и юга европейской части Советского Со-
юза скорость коррозии стали по результатам полевых исследова-
ний ВНИИСТа составляет 2 мм/год и более.
Если проследить изменение скорости коррозии трубной стали
с севера на юг нашей страны, заметна тенденция увеличения кор-
розионной активности грунтов при уменьшении их среднего удель-
ного электрического сопротивления. В Западной Сибири и в се-
верных районах Советского Союза за некоторым исключением оно
составляет 100—500 Ом-м, в центральной части — 40—300 Ом-м.
Удельное электрическое сопротивление грунтов зависит от клима-
тических условий (количества осадков, их соотношения и испаряе-
мости, среднегодовой и максимальных температур), поэтому деле-
ние территории по степени их агрессивности, впервые выполнен-
ное в СССР, с учетом почвенно-климатических факторов оправда-
но. Соотношение осадков к их испаряемости определяет степень
минерализации грунтовых вод, которая значительно влияет на
скорость коррозии трубной стали в грунте.
122
Для осуществления эффективной противокоррозионной защиты
и выбора ее оптимальных параметров необходимо знать количе-
ственную характеристику скорости коррозии [6]. Анализ корро-
зионных отказов является величиной вероятностной (рис. 41).
Рис. 41. График изменения вероятности коррозионных отказов в зависимости от
коррозионной активности грунтов:
/ — весьма высокая; 2 — высокая; 3 — повышенная; 4 -средняя; 5 -низкая
Наибольшее количество отказов приходится на участки газопро-
вода, проложенные в грунтах с удельным электрическим сопротив-
лением менее 10 Ом-м, т. е. в грунтах высокой и весьма высокой
коррозионной активности, как правило, сильно засоленных влаж-
ных или периодически увлажняемых. Количество коррозионных
отказов уменьшается со снижением коррозионной активности
грунтов. Однако удельное электрическое сопротивление грунта да-
ет лишь интегральную оценку. Грунт представляет собою гетеро-
генную структуру. Поэтому даже в грунтах с низкой коррозион-
ной активностью, имеющих удельное сопротивление более 100 Ом-м,
могут быть включения, которые увеличивают коррозионную агрес-
сивность.
Не всегда удельное электрическое сопротивление измеряют в
период максимальной влажности грунта. Максимальная влажность
грунтов в некоторых районах Средней Азии наблюдается весной
после таяния снегов. В этот период резко активизируются корро-
зионные процессы, что может существенно изменить среднегодо-
вую скорость коррозии, которая в остальное время может оста-
ваться небольшой. В период строительства и эксплуатации трубо-
провода, как правило, изменяется гидрологический режим, нередко
в траншее скапливаются грунтовые и талые воды. Применение хи-
мических удобрений изменяет минерализацию грунтовых вод. Все
это влияет на коррозионную активность грунтов, на их удельное
электрическое сопротивление. Грунты, считавшиеся при проекти-
ровании некоррозионноопасными, в дальнейшем могут перейти
123
в категорию высокой или даже весьма высокой коррозионной
активности.
Повышение температуры грунта вокруг трубопровода с 20 до
80 °C во время эксплуатации увеличивает скорость коррозии в
2,5—з раза. Количество коррозионных отказов на газопроводе
зависит от приближения различных участков к КС, откуда в тру-
бопровод поступает нагретый газ (рис. 42). На участке 5 км от
Расстояние от кс по ходу газа, км
Рис. 42. График изменения количества коррозионных отказов по длине газопро-
вода
КС было зарегистрировано 22 % всех отказов, на участке 10 км
от КС — 34 %, на участке 20 км от КС — 49%; на участке 30 км от
КС — 68 %» с удалением от КС на 100 км — менее 1 % на каждые
5 км. При этом грунты по категориям активности примерно рав-
номерно размещены на перегоне между двумя КС.
На повышенную скорость коррозии начального участка после
КС оказало влияние и более высокое напряжение в металле сте-
нок труб. Известно, что скорость коррозии тем больше, чем выше
напряжение в металле и чем чаще и с большей амплитудой оно
изменяется. Коррозионное растрескивание под напряжением бы-
ло замечено еще в 1965 г., причем оно наблюдалось как в трубах
без покрытия ее катодной защитой, так и в трубах с покрытием
катодной защитой. Разрушение труб с покрытием происходило в
местах его отслоения, при этом водородный показатель в этих зо-
нах был равен 10—12. Длительность процесса разрушения под
воздействием нагрузки и коррозии по данным американских уче-
ных составляет 15—17 лет. Точное разрушение можно отличить от
водородной хрупкости при помощи фрактографического исследова-
124
ния растрескавшихся поверхностей. Трещины, образовавшиеся-
вследствие водородной хрупкости, следов коррозии не имеют &
отличие от трещин, образовавшихся в результате напряжения в ме-
талле и коррозии.
Как уже говорилось, удельное электрическое сопротивление
грунта влияет на скорость коррозии. Однако имеются экспери-
ментальные данные, показывающие нецелесообразность использо-
вания удельного электрического сопротивления грунта как крите-
рия оценки коррозионной активности грунтов. Это подтверждается
следующими результатами исследований. В северных районах ев-
ропейской части страны скорость коррозии трубной стали в гли-
нистой почве с удельным сопротивлением около 25—35 Ом-м сос-
тавляет 0,5—0,6 г/(дм2-год), тогда как в песчаной почве с удельным
сопротивлением более 100 Ом-м —1,8 г/(дм2-год). Песчаные поч-
вы Средней Азии имеют удельное электрическое сопротивление
более 100 Ом-м, однако коррозия трубной стали оказывается
более высокой, чем в грунтах с меньшим удельным электрическим,
сопротивлением других районов. Имеются районы, где это сопро-
тивление хорошо коррелируется со скоростью коррозии. Очевид-
но, в этих районах грунтовый электролит содержит достаточное
количество минеральных солей, прежде всего хлоридов, активизи-
рующих коррозионный процесс.
В районах с низкой минерализацией грунтов основным крите-
рием коррозионной опасности выступает диффузионное ограниче-
ние кислорода. Работы Н. Д. Томашева и Ю. Н. Михайловского
посвящены изучению кинетики коррозионного процесса при дей-
ствии пар дифференциальной аэрации. В грунтах основным депо-
ляризатором катодной реакции является кислород и, в конечном
итоге, критерием может быть предельный ток по кислороду.
Надежность подземных трубопроводов в значительной степени
зависит от противокоррозионной стойкости трубной стали в про-
цессе старения или повреждения изоляционного покрытия. Важ-
но для прогнозирования коррозии трубопроводов выявить законо-
мерности коррозионных разрушений.
ВНИИСТом в результате обобщения натурных эксперимен-
тов на коррозионных станциях в различных зонах страны с об-
разцами сделана попытка аналитически описать зависимость кор-
розионного процесса от параметров почвенно-климатических усло-
вий местности и времени [7] В качестве показателей (результа-
тов) процесса принимали суммарные коррозионные потери метал-
ла Q и среднюю глубину каверн К. В любых условиях коррозион-
ный процесс протекает по нелинейным законам (рис. 43), во всех
случаях по истечении года наблюдается монотонно убывающий
характер скорости коррозионного процесса Это объясняется
главным образом образованием на поверхности металла продуктов
коррозии и уменьшением доступа к ней влаги и кислорода.
Л4ноголетние исследования по коррозии магистральных трубо-
проводов, натурные наблюдения и обобщения огромного опыта их
строительства и эксплуатации позволили сформулировать основ-
125
Г оды
Рис. 43. График экспериментальных зависимостей интенсивности коррозионных
потерь стали от времени и почвенно-климатических условий:
1 — почва дерново-подзолистая песчаная Ленинградской области; 2— дерново-подзолис-
тая песчаная Брестской области; 3 — черноземная Краснодарского края; 4 — черноземная
Житомирской области; 5 — каштановая Волгоградской области; 6 — пойменная р. Цон
Ростовской области; 7 — сероземная Ташкентской области; 8 — солончаковая Бухарской
области (р-н Кагана); 9— солончаковая Бухарской области (р-н Бухары); 10 — песча-
ная Бухарской области; А н В — почвы США
ные требования к защитным покрытиям и электрохимической за-
щите сооружений, которые сведены в ГОСТ 25812—83. Требования
ГОСТа предусматривают комплексную защиту сооружений от кор-
розии, которая должна обеспечивать их безаварийную (по причине
коррозии) работу на весь расчетный период эксплуатации. Вид и
конструкция защитного покрытия и средства электрохимической
защиты определяются в проекте защиты сооружения от коррозии,
причем в проекте должны учитываться не только исходные кор-
розионные условия работы сооружения, но и возможные измене-
ния коррозионных условий окружающей среды во времени. В за-
висимости от конкретных условий эксплуатации на магистраль-
ных трубопроводах применяют два типа защитных покрытий [10]:
усиленный и нормальный.
В качестве защитных покрытий используют полимерные, экст-
рудированные из расплава и порошкообразные, оплавляемые на
трубах, а также липкие изоляционные ленты.
126
Полимерное покрытие наносят на трубы любого диаметра, лен-
точное—на трубы диаметром до 1420 мм включительно. Для тру-
бопроводов диаметром до 820 мм применяют покрытие на основе
битумных изоляционных мастик, наносимых в базовых и трассо-
вых условиях. На трубопроводы диаметром 1020 мм при темпера
туре воздуха в период строительства не выше 25 °C допускается
наносить в базовых условиях битумное покрытие при наличии двух
армирующих слоев стеклохолста с защитной оберткой. При над-
земной прокладке трубопроводы защищают алюминиевыми, цин-
ковыми, лакокрасочными, стеклоэмалевыми покрытиями или кон-
систентными смазками. Толщина покрытия из алюминия и цинка
должна быть не менее 0,25 мм.
Все подземные трубопроводы должны иметь электрохимиче-
скую защиту (катодную, протекторную и дренажную) с непрерыв-
ной катодной поляризацией всей поверхности. Системы катодной
и протекторной защиты в течение 10 лет, а дренажной—в тече-
ние 5 лет с начала их эксплуатации без реконструкции должны
поддерживать защитные потенциалы на всем протяжении трубо-
провода.
Для трубопроводов с температурой транспортируемого про-
дукта не более 20 °C, проложенных в грунтах с удельным электри-
ческим сопротивлением более 10 Ом-м или с содержанием водо-
растворимых солей менее 1 г на 1 кг грунта, минимальный поля-
ризационный защитный потенциал «труба— земля» относительно
медносульфатного электрода сравнения должен быть равен
—0,85 В (с омической составляющей —0,90 В). Для трубопрово-
дов с температурой транспортируемого продукта не более 60 °C,
проложенных в грунтах с удельным электрическим сопротивлени-
ем менее 10 Ом-м и непосредственно контактирующих с водной
средой не менее 6 мес, максимальный допустимый поляризацион-
ный защитный потенциал «труба—земля» относительно медно-
сульфатного электрода сравнения должен быть равен —1,1 В (с
омической составляющей —1,2 В).
Коррозионное влияние полей блуждающих токов источников
постоянного тока на подземные сооружения и меры защиты от это-
го влияния оценивают в соответствии с требованиями ГОСТ
9.015—74. При наличии анодных и знакопеременных зон потенциа-
лов, созданных постоянными блуждающими токами, подземные
трубопроводы необходимо постоянно защищать в течение всего
срока службы, непрерывно поддерживая на них защитный потен-
циал, независимо от характера изменения блуждающих токов и
режимов работы их источников. Защитная зона одной установки
катодной защиты на начало эксплуатации должна составлять не
менее 20 км для нормальной изоляции и 30 км для усиленной изо-
ляции.
Технологическая система протекторной защиты включает уста-
новки протекторной защиты, состоящие из одного или группы про-
текторов и соединительных проводов (кабелей), а также контроль-
но-измерительных пунктов. Для протекторной защиты применяют
127
литые протекторные электроды длиной до 1,5 м или протяженные
протекторы с технологической длиной более 10 м. Литые протек-
торы используют в грунтах с удельным электрическим сопротивле-
нием не более 50 Ом-м и устанавливают на глубину не менее
1 м ниже зоны промерзания грунта; протяженные протекторы —
в грунтах с удельным сопротивлением не более 500 Ом-м.
Технологическая система дренажной защиты включает установ-
ки дренажной защиты, состоящие из электрических дренажей,
электрических перемычек и дроссель-трансформаторов, а также
контрольно-измерительных пунктов. Дренажные установки под-
ключают к рельсовой цепи только через отсасывающие фидеры и
средние точки путевых дросселей. Среднечасовой ток всех уста-
новок дренажной защиты, подключенных к одной тяговой под-
станции электрифицированной железной дороги, не должен пре-
вышать 20 % общей среднечасовой токовой нагрузки этой под-
станции.
Таковы основные требования к электрохимической защите под-
ъемных магистральных трубопроводов.
Теперь, когда сформулированы требования к изоляции тру-
бопроводов и их электрохимической защите, соблюдение кото-
рых при проектировании, строительстве и эксплуатации должно
обеспечить надежную защиту сооружения от коррозии, рассмот-
рим фактическое практическое состояние изоляции и электрохим-
защиты магистральных трубопроводов.
Анализ применяемых изоляционных материалов в мировой
практике показывает, что в основном используют [8]: битумные
и каменноугольные мастики толщиной 2—4 мм, модифицирован-
ные полимерными добавками для улучшения термоупругих и тер-
мопластичных свойств, для трубопроводов диаметром не более
820 мм при температуре воздуха от 0 до 40°C; полимерные изо-
ляционные ленты с соответствующим праймером и оберткой из
полимерных и других материалов; полиэтиленовые покрытия тол-
щиной 2,5—4 мм, наносимые на трубы методом экструзии или на-
пылением порошка; эпоксидные порошковые и полиуретановые по-
крытия толщиной 0,35—0,5 мм, наносимые в электростатическом
поле; термоусаживающиеся манжеты на базе полиэтилена с под-
клеивающим слоем, специальные бандажи для изоляции стыков
труб с заводской изоляцией.
В Западной Европе и Японии наибольшее распространение
получили полиэтиленовые покрытия, в США и Англии — эпоксид-
ные покрытия и каменноугольные мастики. Битумные и каменно-
угольные мастики наносят в основном на стационарных изоляци-
онных базах, а иногда и в полевых условиях. Наиболее эффектив-
ным направлением в применении изоляционных покрытий следу-
ет назвать заводскую изоляцию труб полиэтиленом и эпоксидными
порошками.
Полиэтиленовые покрытия (табл. 39) на заводах на трубы
большого диаметра наносят методом боковой экструзии, а на тру-
бы малого диаметра — методом «чулок». Перед нанесением по-
128
крытия стальную поверхность трубы тщательно очищают с помо-
щью дроби, затем трубы нагревают и одновременно наносят под-
клеивающий слой из севелена и основной полиэтиленовый слой.
Перед нанесением подклеивающего слоя трубы покрывают эпо-
ксидной грунтовкой толщиной 30—40 мкм, что улучшает адгезию
подклеивающего слоя к стали. Эпоксидная грунтовка обеспечива-
ет также высокую стойкость покрытия к отслаиванию при дейст-
вии токов катодной защиты. Отдельные фирмы ФРГ и Нидерлан-
дов подклеивающий слой не применяют, а наносят порошок поли-
этилена в электростатическом поле или ссыпанием на горячую
поверхность с прикаткой покрытия и последующим наружным оп-
лавлением («Хеш» — ФРГ, «Кей-Крамер» — Нидерланды). В этом
случае трубы нагревают примерно на 100°С выше, чем при экстру-
зии. Первый слой порошкового полиэтилена на металле окисля-
ется и деструктирует, образуя высокую адгезию.
Эпоксидные порошковые покрытия (табл. 40, 41) наносят в
электростатическом поле на предварительно тщательно очищенную
и нагретую до температуры 220 °C трубу. Поверхность после очи-
стки должна иметь определенный микрорельеф — шероховатость
должна быть 60—70 мкм, но не ниже 50 мкм. Это достигается об-
работкой комбинации колотой и обычной дроби. Тонкопленочное
покрытие имеет толщину 350—500 мкм.
При прокладке трубопроводов из труб, изолированных на за-
водах, необходимо защищать сварные стыки между ними, причем
уровень защиты не должен уступать основному покрытию. Для
защиты стыков применяют специально изготовленные бандажи,
которые накладывают на стык после его очистки и праймирова
ния. Бандажи выполняют из различных полимерных материалов
с подклеивающим слоем, а иногда из термоусаживающихся поли-
мерных лент, которые плотно облегают профиль стыка с заходом
на основное изоляционное покрытие труб.
Однако для изоляции стыков изолированных труб лучше ис-
пользовать термоусаживающиеся манжеты (муфты), которые до
сварки стыка свободно надевают на конец трубы, а после свар-
ки надвигают на него (табл. 42). За счет подогрева самого стыка
и свободно одетого манжета происходит его усадка с плотным об-
леганием стыка и краев изоляции на трубах (рис. 44).
В Советском Союзе начат выпуск термоусаживающихся ра-
диационно обработанных манжет на основе полиэтилена, а так-
же осваивается производство термоусаживающихся полимерных
материалов, получаемых методом соэкструзии с обработкой осно-
вы фотохимическим сшиванием.
Основным видом изоляции на трубопроводах Советского Сою-
за остается полевая изоляция. Доля заводской изоляции непрерыв-
но растет. Так на газопроводах Уренгой — Петровск, Уренгой —
Новопсков, Уренгой — Ужгород диаметром 1420 мм, построенных
в одиннадцатой пятилетке, объем строительства из изолированных
труб соответственно составил 3,5, 19,1 и 58,9 %. Наибольшее при
мененне труб с заводской изоляцией достигнуто на газопроводе
124
Таблица 39
Основная техническая характеристика полиэтиленовых покрытий (по техническим условиям)
Показатели Технические тре- бования Мингаэ- прома. Миннефте- газстроя и Мин- чермета ТУ ППКМ-78 № 52-08/81074 • Ниппон Кокан" ППС-78 № 52-08/81072-1 Сумитомо- ТУ НПА - 78М № 52-08/81068 • Маннесманн’ ТУ П ПАП — 78 № 52-08/8107.1 • Ниппон Стил' ТУ ППК - 79 Зальц| иттес- Хеш“
Метод нанесения Тип полиэтилена — Экструзия ПЭВП «High plex 5500В» Экструзия ПЭВП Экструзия ПЭНП «Lupolen 2452Е» Экструзия Сополимер «ИВЕК 335» Оплавление ПЭНП «Алька» тен 066,045»
Плотность, г/см3 0,945 0,94 0,924 0,935 0.929
Показатели текучести распла- ва, г/10 мин 0,2 0,15 0,5—0,8 0,15 1,8
Ударная прочность (в Дж) t, °C: -45 при 20 38 18 12 57 10
20 15 32 18 20 26 —
80 10 13 15 12 (50 °C) 18 (60 °C) 10 (60 °C)
Адгезия при отслаивании (Н/см) при t, °C: -45 (60 °C) 50 200 70 272 (О’С) 50
20 50 150 57-70 35 176 50
80 Прочность при разрыве МПа) при t, °C: (в 50 20 12-17 (60 °C) — 79 (60 °C) 50
-45 — 44,7 43 — 32,2 —
20 — 21.4 21,9 17 17,1 15
80 10 (60 °C) 9,8 9,5 0,2 9.1 (60 °C) —
Удлинение при разрыве (в %) при °C: —45 80 110
20 200 340
80 Модуль упругости (в МПа) при /, °C: 2330
-45 3100
20 — 780
80 Переходное электрическое со- противление (в Ом*м2) че- рез 100 сут после термоста- рения при 100 °C при /, °C: 170
20 10’° 10"
100 Катодное отслаивание (в мм) в 3 %-ном растворе NaCl при V = 1,58 В: ю8 1,4-10"
60 сут — 6,8
90 сут Стойкость к продавливанию (пенетраиия) (в мм) при t °C: 8 12
20 0,08
60 0,3 0,27 (180 °C)
Испытание на изгиб труб при t = 30 °C, градус — 3
Примечание, t ~ температура испытания; V — напряжен»
300 100 435 80
750 400 628 500
1000 ——- 625 —
9800 —— 1912
420 280 ’ 179 —•
200 ——
6-10'< 10" 1,2-10" 10»
9-10” — 1,4-10" 10» (100 сут)
5,5—6 15 (30 сут) 5,8 10
8—9 — 5,9 —
0,07 0,18 0,125 —
0,19 0,40 0,225 0,3
3 3 5 3
Таблица 40
с*
Основная техническая характеристика импортных эпоксидных порошковых покрытий
(по данным совместных испытаний ВНИИГаза и ГИПИ ЛКП)
Показатели Технические требования Мингаэпрома Оке ипласт 13р «Либерт» (Бельгия) Скотчкоут 206 ((.ША) Нап-Гард 7-2500 (США) Термобонд Н-фортрон «Копон Коутинп> (Нидерланды)
Толщина, мм 0.25 0,4 0,35—0,4 0,35- -0,4 0,4—0,5
Сплошность, кВ 2,0 3 — — —
Относительное удлинение при разрыве (в %) при 6 4,8 3,7-4 3,8-1 2
t = — 40 °C
Прочность при разрыве (в Н/см) при / = 60°С — 6900-7400 6000-6400 7500-8000 2200-2400
Температура стеклования, °C 90 98—100 100 104 40—42
Ударная прочность, Н/см 750 750-800 500—600 600 1800
Адгезия покрытия (в МПа) при f = 20°C 35 60—80 — —. —
Водопоглощение (в %) при /, °C:
20 0,3 0,4 — — —
80 5,0 3 11 (200 ч) 9 (200 ч) 1,5
Переходное электрическое сопротивление (в 10е 108 —• — —
Ом-м2) через 100 cvt после тормостарсния при
100 °C
Катодное отслаивание (в мм) в 3 %-ном растворе 16 |24-26 12-15 10-14 0
NaCl при V = 1,5 В за 90 сут
Таблица 41
Основная техническая характеристика отечественных
полиэтиленовых и эпоксидных порошковых покрытий
Показатели Полмэтмленопая изоляция Эпоксидная изоляция
на импортном сырье на отечест- венном сырье
Толщина, мм 3 3 0,4
Ударная прочность, Н м 15 10 5,5—5,8
Адгезионная прочность 6—8 кг/см 3 кг/см 1 балл (после выдержки в воде при тем- пературе 95 °C)
Переходное электрическое сопротпв- 10'° Ю10 1010
ление (в Ом-м2) через 100 сут после термостарения при 80 °C в растворе NaCl 10» 107—10» 1CI6
Катодное отслаивание (в мм) при И= 1.5 В за 30 сут 8—10 12—15 6—8
Таблица 42
Основная техническая характеристика импортных термоусаживающнхся манжет
Показатели Техниче- ские требования ИВТР м (Раикем) ЕО ' О 1150 (Hmttoj РАР-'О THBF Фурукава)
Толщина, мм
основы 1,5 1,15 9 1.3
адгезива 0,7 1,15 1 1
общая 2,2 2,3 3 3,3
Внутренний диаметр, мм 1520+20 1520±20 1520-1 20 1520+20
Ширина, мм 600 700 700
Прочность при разрыве при / = 20°С, 12 18 — —
МПа
Удлинение при разрыве (основы) при 200 500 200 200
/=20°С, % Равновесное водопоглощение (адге- зия) при /=20°С, %
1 0,5 — —
Ударная прочность при /=20°С, 2000 2000 — 1000
МПа
Катодное отслаивание при /«=20 сС, продолжительность испытания 10 75 (90 дней) 7 10
60 сут, мм
Переходное электрическое сопротив- 108 1013 (23 °C) —
ление (в Ом-м2) через 100 сут пос- ле термостарения при 60 °C в рас- творе NaCl и V=l,5 В
Прочность на вдавливание при / = = 60 °C, мм 0,3 0,3 0,3 0,3
Адгезионная прочность при / = 20°С, Н/см 300 150 350 350
133
Уренгой — Помары — Ужгород, где уложено 2580 км изолирован-
ных труб.
Изоляцию на трассе выполняют в основном полимерными лип-
кими лентами и битумными мастиками. Так, по данным на 1982 г.
из общей протяженности 126,4 тыс. км заизолировано липкими
лентами 44,5 тыс. км и битумной изоляцией - — 71,9 тыс. км.
Битумная мастика получила широкое применение для изоля-
ции главным образом трубопроводов небольшого диаметра. Наи-
Рис. 44. Изоляция стыка с помощью
термоусаживающейся манжеты (муф-
ты) на трубосварочной базе с про-
каткой специальным поролоновым
валиком при вращении секции сва-
ренных труб
большее распространение полу-
чила битумно-резиновая мастика
в сочетании с оберткой стекло-
холстом. В качестве наполнителя
в битум вводят 5—10% резино-
вой крошки, представляющей со-
бой продукт переработки утиль-
ных автопокрышек. Присутствие
резиновой крошки улучшает уп-
руго-пластические свойства по-
крытия и понижает температуру
хрупкости композиции. За рубе-
жом в битумные мастики добав-
ляют неорганические наполните-
ли, тальк, асбестовую и сланце-
вую муку, каолин и аналогичные
минеральные порошки, не содер-
жащие водорастворимых компо-
нентов и устойчивые по отноше-
нию к химическим воздействиям.
Битумно-резиновая мастика не
отличается высокой прочностью:
при температуре 30 °C прочность
составляет 12 г/см2, при темпе-
ратуре 10 °C — 406 г/см2. Поэто-
му при значительной массе тру-
бопровода мастика выдавливает-
ся из-под нижней образующей трубы, хотя обертка из стеклохол-
ста препятствует этому. В связи с этим установлен предельный
диаметр трубопровода для применения битумно-резиновой масти-
ки в 820 мм. Применение этой мастики ограничивается также тем-
пературой в 40 °C. При более высоких температурах мастика оп-
лавляется, оголяя нижнюю образующую трубопровода. Кроме
того, при повышенных температурах резко ускоряется процесс
старения битума, что вызывает увеличение его хрупкости, водоиа-
сыщения, снижение электрического сопротивления и адгезии к
металлу.
Битумно-резиновые мастики защищают трубопровод от корро-
зии в течение 10—15 лет. Для улучшения их защитных свойств и
удлинения сроков службы в них вводят полимерные добавки. Так,
во ВНИИСТе было предложено добавлять термоэластопласт
134
«Изобитеп-Н» и «Изобптеп-30». В результате был получен новый
изоляционный битумный материал (табл. 43). Во ВНПИСТнефть
(Мпннефтепрома) было предложено вводить в состав битумной
мастики пластификатор (дизельное топливо или автотракторное
масло) и бандажировать мастику поливинилхлоридными лентами.
Новое изоляционное покрытие получило название «Пластобкт2М».
Наибольшее распространение получила трассовая изоляция
полимерными материалами в виде липких лент и защитных обер-
Таблица 43
Техническая характеристика битумных мастик
Тип мастик Физике-механически? с вой ст ва Адгезионно- когезионные Свойства, МПа
температура разы ягчения по КИШ, °C I астяжимс.сть, см глубина про- никновения иглы диамет- ром 0.1 мм
МБР 75 75 3.8 33 0,47
МБР-100 101 4 23 0,62
МБР-120 127 2.1 23 0,51
«Изобитэп-Н» 90 12 20 •——
«Изобитэп-30» 80 12,5 21.5 0,52
100 7.2 18.5 0.62
120 7 13 с,6
Продолжение табл. 43
Тип мастик Наилучшая пластическая вязкость (в Па-с) при температуре, °C Водонасыщенность (в %) за время
40 60 80 1 сут 30 сут 1 год
МБР-75 1.5-104 0,43-104 0,72-10» 0,05 0,49 2,41
МБР-100 2.86-104 0,57 104 2,6 -103 0,07 0,83 -
МБР-120 4,8-104 1,95-Ю4 1,95-10з 0,09 0,91 4,1
«Изобитэп-Н» —— 0,2 —
«Изобитэп-30» 3,63-104 0,48-104 — 0,05 0,47 1,82
10-ю4 2,39-104 2,9-103 0,04 0,47 2,47
17,5-104 8,1-104 81 • 10» 0,06 0,59 2,16
точных материалов. Ленты представляют собой двухслойную кон-
струкцию, состоящую из наружного полимерного слоя, дублирован-
ного внутренним подклеивающим слоем. Для достижения адге-
зионной связи липкой ленты с металлом трубы используют грун-
товку, содержащую в основном битилкаучук, сажу, растворитель
и различные адгезионные добавки и ингибиторы. Конструкцию
полимерного ленточного покрытия выбирают в соответствии
с требованиями к изоляционным покрытиям, а также в соответствии
с указаниями проекта. Изоляционные ленты, обертки и клеевые
грунтовки (табл. 44) наносят на трубопроводы одновременно ме-
ханизированным способом при совмещенном методе производства
изоляционно-укладочных работ. Для каждого типа изоляционной
135
Таблица 44
Техническая характеристика отечественных изоляционных лент и оберток
Матерная Нормативные доку* менты Материал /Толщина, мм Масс а, 1 м’. кг Грунтовка Температур- ный интервал эксплуатации, °C
Ос иона Клеевой слои
Изоляционные ленты
ПВХ для изоляции газонефте- продуктопроводов ПВХ-БК ТУ 102-166-78 П В Х-ком по- зиция БК-компози- ция 0,4 ±0.05 0,510 ГТ-752 ГТ-754 ПН —45 — +40
ПВХ липкая ПВХ-Л ТУ 102-320—82 То же ПВХ-компо- зиция 0,4±0.05 0,500 1о же -45-+30
ПВХ изоляционная ПИЛ ТУ 19-103-78 » То же 0,4±0,05 0,450 11 -30 — +40
Термостойкая изоляционная Лэтсар-ЛПТ ТУ 38-103418-78 Полимер- ная плен- ка Силоксано- вые рези- ны 1,2 ±0,2 1.3 виксинт У-4-21 —40 —+120
Оберточные материалы Стеклоткань То же 0,6±0,1 0,8 То же —40 —+120
Пленка ПЭКОМ ТУ 120-284 -81 Пэ-компози- ция — 0,6±0,05 0,530 -30—+50
Пленка гидроизоляционная ПДБ ТУ 21-27-49—76 То же 0,55 ±0,05 0,580 —— -50 — 60
Лепта полимерная для защиты изоляционного покрытия ТУ 102-123—78 ПВХ-компо- зиция 0,5±0.1 0,634 —20 — +40
ленты применяют соответствующую грунтовку и подходящую по
температурным условиям эксплуатации обертку. Изоляционные по-
крытия из импортных изоляционных лент и липких оберток оп-
ределяют проектом (табл. 45).
В формировании надежности изоляции трубопроводов помимо
правильного выбора конструкции и материалов покрытия важную
роль играют качество нанесения покрытия на трубопроводы, по-
операционный контроль и конечное приборное освидетельствование
качества изоляции. Для получения изоляционного покрытия хоро-
шего качества весьма важно подготовить поверхность труб. Металл
очищают от продуктов коррозии, окалины, грязи, масляных пя-
тен. копоти и пыли и создают наружный микрорельеф—-активную
поверхность, обеспечивающую хорошее сцепление с покрытием и
надежную работу изоляции в условиях катодной поляризации. По-
верхность должна соответствовать эталону IV Руководства по
контролю качества очистки поверхности трубопроводов перед на-
несением изоляционных покрытий (260- 77) и не должна иметь
острых выступов, заусенцев, задиров, капель металла от сварки.
В трассовых условиях поверхность подготавливают одним или
двумя проходами самоходных очистных машин; в базовых и за-
водских условиях — дробеструйной и дробеметной очистки или с
помощью пглофрез. Практически лишь в стационарных условиях
удается обеспечить не только высокий уровень очистки, но и на-
ружный микрорельеф.
До недавнего времени контроль качества очистки проводился
только визуально в сравнении с эталонами очистки. В последнее
время появился специальный прибор, который позволяет объек-
тивно аттестовать качество очистки поверхности труб.
Грунтовку наносят на очищенную и сухую поверхность метал-
ла. Слой грунтовки должен быть сплошным и равномерным по
толщине, не иметь подтеков, сгустков и пузырей. Специально для
растирания грунтовки на поверхности изоляционные машины снаб-
жены вращающимися полотенцами. В случае загустения грунтов-
ку перед нанесением разбавляют бензином марки Б-70, причем
объем добавляемого бензина не должен быть более 10 % разбав-
ляемого объема. При нанесении грунтовка должна иметь темпе-
ратуру от 10 до 30°С, поэтому в холодное время года ее подогре-
вают на водяной или масляной бане, но не выше 50°С. При тем-
пературе окружающего воздуха ниже 3°С изолируемый трубопро-
вод необходимо подогревать до температуры не ниже 15°C, но не
выше 50 °C, при этом на поверхности не должно быть следов ко
поти. Работы по изоляции полимерными лентами разрешается
проводить при температуре воздуха не ниже —40°C. При темпе-
ратуре воздуха ниже 10 °C рулоны с пленкой необходимо подогре-
вать до температуры от 15 до 45°C. Рулоны выдерживают в теп-
лом помещении не менее 2 сут.
Изоляционные и оберточные ленточные материалы наносят
специальными изоляционными машинами без перекоса и морщин
с нормируемым нахлестом и натягом. Для однослойного покры-
137
Co
00
Таблица 45
Техническая характеристика импортных изоляционных лент, оберток и кпеевых грунтовок
Материал (страна-изготовитель) Голщнна, мм Прочность при растяже- нии, Н/см ширины Удлинение при разры- ве, % Масса 1 м< кг Клеевая грунтовка (праймер; 1 Расход грун- та при тем- пературе 20 . кп м? 1 емпературиый интер- вал эксплуатации пок- рытий, в;(праймер + 4- один стой ленты 4- 4- одни слой обертки)
общая пснлвы адге- зива
не ниже не выше
Изоляционные ленты
Поликен 980-25 (США) 0,635 0,330 0,305 62 235 0,664 По 1икен 919 0,08 — 60 - 60
Плайкофлекс 450-25 (США) 0,635 0,330 0,305 62,5 400 0,664 Плайкофлекс 125 0.104 -60 -60
Тек-Рап 240-25 (США) 0,635 0,330 0,305 53,6 400 0,735 Тек-Рап 200 0,104 -60 U- 60
Нитто 53-635 (Япония) 0,635 0,380 0,255 76 570 0,692 Ни т го В-300 0,085 — 60 + 60
Фурукава Рапко НМ-2 0,640 0,340 0,300 70 500 0,648 Рапко Коат № 6 0,07 — 60 + 60
(Япония)
Альтене 100-25 (Италия) 0,635 0,330 0,305 62 235 0,664 Альтене Р-19 0,08 - 60 + 60
Пластизол (Югославия) 0,630 0,330 0,330 76 500 0,665 Примол-40 0,140 — 60 -г 60
Кил (Болгария) 0,630 0,330 0,300 60 230 0,800 г 1025 0,110 -40 + 50
Обертки
Поликен 955-25 (США) 0,635. 0,508 0,127 45 100 0,635 -
Плайкофлекс 650-25 (США) 0,635 0,500 0,135 44,7 200 0,640
Тек-Рап 260-25 (США) 0,635 0,500 0,135 44,7 200 0,680 — -
Нитто 56 РА-4 (Япония) 0,635 0,535 0,100 100 400 0,670 -
Фурукава Рапко РВ-2 0,640 0,500 0,140 110 580 0,633 — —
(дПОНИЯ) Альтене 205-25 (Италия) 0„635 0,508 0,127 45 100 0,653 — — ,
Пластизол (Югославия) 0,635 0,500 0,135 50 380 0,655 — —
Примечания: 1. Допустимые отклонения по толщине изоляционных лент и оберток от —5 до +10%. 2. Максимальная температура эксплуа-
тации и гарантнйрын срок службы при этой температуре определены фирмами-поставщиками. 3. Адгезия к праймириванноТ стали для всех
изоляционных лент — 15 Н 'см. 4. Адгезия к осн )ве ленты, лля всех лент — 3,5 Н см; для всех оберток — 3 Н/см
тия нахлест должен быть не менее 3 см, для двухслойного — на
50 % ширины ленты плюс 3 см.
Плотное прилегание к поверхности труб и очередному слою
пленки обеспечивает постоянное равномерное натяжение пленки
с нормируемым усилием, которое проверяют динанометрами:
Температура воздуха, °C 40 20 —30
Натяжение, КН/м 1—1,5 1,5—2 2—3
Изоляционную машину тщательно регулируют по диаметру
изолируемого трубопровода и проверяют натяжение ленты.
Разработаны система контроля за качеством нанесения изоля-
ционного ленточного покрытия, а также система надежности конт-
роля за защитой трубопроводов от коррозии в период эксплуата-
ции.
Методы изоляции полимерными пленками в полевых условиях
имеют недостатки, являющиеся как следствием нарушения техно-
логии производства работ, так и связанные с органическими недо-
статками самого метода В полевых условия,х весьма сложно
обеспечить качественную подготовку поверхности труб с полным
удалением ржавчины, загрязнений и влаги. Недостаточная очист-
ка поверхности труб влияет на снижение адгезионной прочности
покрытия. Не удаленные с поверхности продукты коррозии, за-
грязнения и влага способствуют развитию подпленочной коррозии
в процессе эксплуатации. Недостатки подготовки поверхности труб
в сложных метеорологических условиях в равной степени относят-
ся ко всем видам трассовой изоляции. В заводских условиях име-
ется полная возможность высококачественной подготовки поверх-
ности и обеспечения высокой адгезионной прочности покрытия.
При опускании заизолированного трубопровода в траншею в
результате касания о ее стенки и при укладке на неподготовлен-
ное дно с неубранными замерзшими комьями или не присыпанное
мягким грунтом скальное основание могут произойти порыв и
продавливание изоляционного покрытия. Такие же нарушения на-
блюдаются при нарушении технологии засыпки трубопровода, а
также при сбрасывании бульдозером на изолированную трубу
крупных комьев, мерзлых глыб и т. п. Соблюдение технологиче-
ских правил укладки и применение траншеезасыпателей обеспечи-
вают сохранность изоляционного покрытия. Однако такие наруше-
ния производства все еще встречаются на трассах. Визуальный и
приборный контроль позволяют обнаружить дефекты изоляцпон
ного покрытия и провести их ремонт, причем ремонтные работы
ведут сразу же после обнаружения дефектов. Трубопровод с от
ремонтированной изоляцией засыпают мягким грунтом.
Во ВНПИГазе выполнен ряд исследований и наблюдений за
поведением полимерных изоляционных покрытий в периоды строи-
тельства и эксплуатации. Установлено, что практически трудно
осуществить безупречную изоляцию с отсутствием складок и
гофр лент. Объясняется это тем, что достижение адгезивной проч-
139
ности лент происходит только через 140—150 ч после нанесения,
а трубопроводы укладывают непосредственно после нанесения изо-
ляции. В это время изоляционные ленты удерживаются в основ-
ном за счет намотки. Если же закодированный трубопровод остав-
Рис. 45. Изоляция трубопровода полимерными лептами, выполненная с соблю-
дением всех технологических правил
лять на поверхности, под влиянием воздействия солнца возникают
местные вздутия покрытия.
Многолетняя практика работы с полимерными покрытиями по-
казывает, что при правильной намотке лент с одновременной за-
щитой оберткой на клею усилие намотки и начальная адгезия
обеспечивают правильное формирование покрытия. Действитель-
но, при длительном солнечном воздействии и особенно в отсутст-
вие обертки возможны вздутия покрытия, но при прекращении на-
грева и спуске труб в траншею эти вздутия исчезают без послед-
ствий для покрытия На рис. 45 показана изоляция трубопровода
полимерными лентами с соблюдением нормальной технологии.
На пленочное покрытие трубопроводов больших диаметров воз-
действует перемещение грунта при его осадке (рис. 46). Таким
образом, взаимодействие определяется перемещением трубы и
грунта относительно друг друга.
При обследовании горячих участков трубопроводов удалось
установить общие закономерности взаимодействия грунта с по-
140
Рис. 46. Пленочное изол я тонное покрытие под влиянием осадки грунта сдвинуто вниз с образованием гофров (а) и пор
валось в верхней части трубы (б)
крытием. При повышенной температуре транспортируемого про-
дукта битумкаучуковый слой лент размягчается и подвергается
вязкоупругому течению. Происходят потери когезионной прочно-
сти. Это способствует скольжению ленты по трубе и образованию
пазух, складок и гофров. Адгезионная прочность липких лент рез-
ко снижается.
Внешние силы, действующие на покрытие при вертикальном
перемещении трубы и грунта относительно друг друга, можно раз-
ложить в каждой точке образующей на нормальную (к поверхно-
сти трубы) силу — давление грунта — и тангенционную. Для пре-
дотвращения деформации оберточного материала при взаимодей-
ствии с грунтом, перемещающимся к низу траншеи, необходимо,
чтобы приложенные со стороны грунта тангенциальные сплы были
больше сил сопротивления сдвигу оберточного материала на этом
участке. Сдвигу оберточного материала по изоляционному покры-
тию препятствуют сопротивление самой обертки растяжению, а
также силы сцепления между оберточным материалом и основой
изоляционной ленты. К основе изоляционной ленты также будут
приложены тангенциальные силы, поэтому для предотвращения
ее сдвига необходимо, чтобы были уравновешены сопротивление
ленты и силы сцепления ленты с поверхностью трубы.
При сдвиге покрытия грунтом возможны два варианта. Первый,
если сила сопротивления сдвигу по границе «обертка — .изоляцион-
ная лента» меньше силы сопротивления сдвигу основы изоляцион-
ной ленты по ее подклеивающему слою пли подклеивающему слою
по грунтовке, сдвиг произойдет по этой границе. При этом гофры
образуются только на оберточном материале. Изоляционная лен-
та в этом случае не нарушается. Второй, если сила сопротивления
сдвигу по границе «обертка — изоляционная лента» больше силы
сопротивления сдвигу основы изоляционной ленты по ее подклеи-
вающему слою, сдвиг обертки произойдет совместно с основной
изоляционной лентой. При этом гофры образуются на оберточном
материале и изоляционной ленте, т. е. нарушается сплошность
покрытия. Возможность разрушения обертки и изоляционной
ленты на верхней образующей трубы в обоих случаях зависит от
сдвига прочностных и деформационных свойств каждого материала
в отдельности.
Ориентировочные расчеты и практические данные эксплуатации
показывают, что на покрытиях, выполненных липкими изоляцион-
ными лентами при температуре 60 °C и выше на участках трубо-
проводов большого диаметра, в результате взаимодействия трубо-
провода с грунтом, т. е. при подвижке грунта вокруг трубопровода
или подвижке трубы в грунте, становится возможен сдвиг покрытия.
Это приводит к деформации (растяжению), а в некоторых случаях
к разрушению покрытия. Поэтому должен быть контроль за тем-
пературой транспортируемого продукта. Кроме того, при засыпке
следует обращать внимание на уплотнения грунта, а также за-
полнять пазухи так, чтобы свести к минимуму явления оседания
грунта вокруг трубопровода в первые годы эксплуатации.
112
Под образовавшиеся на покрытии складки и пазухи возможно
проникновение электролита почвы, в результате чего происходит
интенсивное развитие подпленочной коррозии. Наблюдаются слу-
чаи, когда при повышенных температурах эксплуатации за счет
более низкой адгезионной прочности пленок по сравнению с проч-
ностью основы пленки происходит ее отслаивание увеличивающи-
мися в объеме продуктами коррозии без ее разрушения. Это вызы-
вает развитие коррозии под пленкой. При этом система катодной
защиты не всегда обеспечивает подавление коррозионных процес-
сов под пленкой, особенно в удаленных от открытого дефекта
местах.
Повреждение изоляции во многом зависит от ее ударной проч-
ности, прочности материалов труб и конструкции покрытия. Это
важно и для полевой изоляции, но еще более важно для заводской
изоляции труб. Трубы, изолированные на заводах, доставляют на
большие расстояния с перегрузками, перевозят морским путем,
по железной дороге, речным и автомобильным транспортом. При
перегрузке выполняют погрузочно-разгрузочные работы и сктади-
рование. Разработаны способы и правила погрузки, разгрузки,
складирования и крепления, предотвращающие повреждения по-
крытия. Созданы специальные приспособления, в том числе трол-
лейные подвески грузоподъемностью 63 т с полиуретановыми и
Рис. 47. Схема складирования труб диаметром 1420 мм в четыре ряда с при-
менением стеллажа СР 1421;
/ — автоматический захват ЗТА102; 2 —ложемент стеллажа; 3 — соединительное звено
143
пневматическими катками для поддержки изолированного трубо-
провода в процессе укладки, специальные мягкие полотенца, кон-
цевые захваты, стеллажи специальной конструкции. Для очистки
и изоляции стыков труб используют специальные комплексы ма-
шин. СКВ «Газстроймашина» разработало конструкцию сборно-
Рис 48. План складирования труб диаметром 1420 мм в четыре ряда с при-
менением стеллажа СР 1421
разборного стеллажа СР 1421 [27]. предназначенного для склади-
рования изолированных и неизолированных труб диаметром
1420 мм, длиной от 8 до 12 м на прирельсовых площадках, близ
пристаней и причалов (рис. 47). Ла стеллаже трубы укладывают
в четыре ряда (рис. 48).
Однако все эти меры полностью не исключают возможности
повреждений изоляции при погрузочно-разгрузочных строительно-
монтажных работах и транспортировке. Разработана система ре-
монтов всех видов изоляции и при всех видах повреждений с при-
менением специальных мастик типа герлен и других материалов.
Для отдельных заводских покрытий созданы специальные набо-
ры ремонтного инструмента и материалов.
В требованиях к изоляционным покрытиям труб указывают
необходимую ударную прочность покрытий для условий транспор-
тировки и складирования (рис. 49). В зависимости от диаметра
144
Рис 49. Области необходимой ударной прочности покрытий U для изолирован-
ных труб различного диаметра D в зависимости от радиуса кривизны г уда
ряющен цилиндрической поверхности
изолированной трубы и радиуса кривизны ударяющей цилиндриче-
ской поверхности, а также от физического состояния материала
покрытия необходимая ударная прочность составляет от 4 до
64 Дж.
Улучшение сопротивления покрытий при ударных воздействиях
может быть достигнуто путем улучшения качества конструкции изо-
ляционного покрытия и упруго-вязких его характеристик.
Контроль качества изоляционных покрытий
Высокие требования к изоляционным материалам и спо-
собам их нанесения должны быть взяты под контроль, который
представляет собой стройную систему лабораторных, заводских
и полевых испытаний, выполняемых с применением специальной
приборной техники. Осуществляют пооперационный контроль за
выполнением очистки и подготовки поверхности трубопровода к
нанесению изоляции и грунтовки, намотки изоляционных лент и
обертки. Периодически проверяют адгезию и ударную прочность
покрытия, а полностью — сплошность изоляции.
Адгезию битумных покрытий и изоляционных полимерных лент
контролируют разными способами. Для проверки адгезии пленоч-
ных материалов используют адгезиметр АР-2 (рис. 50). Подвиж-
ные ролики устанавливают в соответствующие гнезда в зависи-
мости от диаметра трубы. С помощью ножей, закрепленных на
корпусе, вырезают полосу покрытия шириной от 10 до 40 мм в
зависимости от ожидаемой адгезии (рис. 51). Стальным ножом
надрезают конец вырезанной полосы, затем его поднимают и за-
145
Рис. 50. Аггезиметр для проверки адгезии пленочных материалов:
/ — пружины; 2 — ролики; 3 — зажим АР-2; 4 — корпус; 5—9 — гнезда; 10 — стальной нож
Рис. 51. Вырезка эталонной полосы из защитно-
го покрытия для определения адгезии:
1 — изоляционное покрытие; 2 — эталонная полоса
крепляют в зажиме прибора. При передвижении адгезиметра по
трубе надрезанная полоса отслаивается на 100 мм. Измеряя устой-
чивое показание усилия отслаивания, визуально определяют харак-
тер разрушения (адгезионный, когезионный, смешанный).
Адгезия защитных покрытий
A=Flb, (47)
где F — усилие отслаивания ленты; b — ширина отслаиваемой
ленты.
Адгезия защитного покрытия из пленочных материалов равня-
ется среднему арифметическому значению результатов трех из-
мерений.
Для проверки адгезии битумных покрытий используют адгези-
метр СМ-1 (рис. 52). На нижнем основании корпуса прибора укреп-
лены три опорных ножа, предназначенные для крепления прибора
на поверхности изолированного трубопровода. В комплект прибо-
146
Рис. 52. Адгезиметр CAVl для проверки адгезии битумных покрытий:
/ — корпус; 2— винт; 3 — опорный нож; 4, 6 — ведущий и ведомый штоки; 5 — тариро-
ванная пружина; 7 — втулка; 8 — вертикальный шток; 9 — нож; 10 — передняя часть кор-
пуса прибора; // — винт; 12— чаша; 13— стопорная гайка; /-/ — регулировочный винт:
/3 — кронштейн; 16— верхняя съемная крышка; 17 — шкала для пересчета показаний
индикатора. 18—индикатор; 19— стопорный винт
ра входит стальной нож для надреза размером 10X10 мм в испы-
тываемом защитном покрытии до металла (рис. 53). Вокруг над-
реза расчищают площадку (снимают покрытие) размером ЗОХ
Х35 мм для сдвига образца. Затем определяют усилие сдвига об-
разца защитного покрытия. Визуально определяют характер раз-
рушения (адгезионный, когезионный, смешанный). Адгезию за-
щитного покрытия характеризуют усилие сдвига образца площа-
дью 1 см2. Измерения проводят при температуре защитного покры-
тия от —15 до 25 °C. За адгезию защитного покрытия из битум-
ных материалов принимают среднее арифметическое значение как
результат трех измерений.
Защитные покрытия подвергают также контролю за заданной
прочностью при ударе. Контроль ведут с помощью ударного при-
способления на 2 % труб в 10 точках, отстоящих друг от друга
на расстояние не менее 0,5 м, а также в местах, где имеются сом-
нения по качеству покрытия. Ударное приспособление (рис. 54)
устанавливают на поверхности покрытия в выбранной точке. Сво-
бодно падающий груз поднимают на высоту 0,5 м и сбрасывают
на поверхность защитного покрытия. Сплошность защитного по-
крытия в месте удара контролируют искровым дефектоскопом.
В местах удара не должно быть пор и трещин. Измерения прово-
дят при температуре защитного покрытия 20±5°С. Защитное по-
147
Рис. 53 Образец для определения адге
знп бит} много покрытия:
1 -- защитное покрытие; 2 — площадка разме-
ром 30x35 мм: 3 — образец покрытия
Рис. 54. Приспособление для определе-
ния ударной прочности:
/ — основание — стальная треугольная плита
толщиной 3 мм; 2— уровень; 3 — направляю-
щая; 4 — вин г; 5 — труба: 6 — стальной бак;
7 — свободно падающий груз; 8 — дозирован-
ный утягкспитсль; винт рукоятка
крытпе считают прошедшим испытание, если в 9 точках из 10 по-
крытие оказалось неразрушенным.
Изоляционное покрытие после его нанесения аттестуют изме-
рением переходного сопротивления, которое контролируют мето-
дом ^мокрого контакта. Такие измерения проводят в заводских,
базовых и трассовых условиях в одном сечении трубы. На дейст-
вующих трубопроводах переходное сопротивление измеряют в од-
ном сечении трубы по центру шурфа (рис. 55). В месте изме-
рения очищают поверхность покрытия от загрязнений и влаги.
По периметру на изолированную поверхность трубы накладывают
тканевое полотенце, смоченное в 3 %-ном растворе NaCl. Затем
па полотенце накладывают металлический электрод-бандаж и
плотно обжимают его по трубе с помощью болтов.
Отрицательный полюс источника питания GB присоединяют к
оголенному участку трубы с помощью механического контакта.
Измерения проводят в следующем порядке. Резистором R отбира-
ют от источника питания рабочее напряжение, равное 30 В. На-
пряжение контролируют с помощью вольтметра Р\. Сила тока
фиксируется по амперметру Р2. Переходное сопротивление
R=US/I, (48)
где V — рабочее напряжение; S — площадь металлического элект-
рода бандажа; I — сила тока.
148
и стеклоэмалеи электрпческ
Рис. 55. Схема испытания изолиро-
ванного покрытия методом "мокро
го» контакта:
1 — механический контакт; 2 — металличе-
ский электрод-бандаж; 3 — тканевое по-
лотенце; 4 — защитное покрытие; 5 — уча-
сток трубы
Перед укладкой в траншею изолированный трубопровод конт-
ролируют искровым дефектоскопом ДИ-74 или ДЭП-1.
Сплошность защитных покрытий устанавливают по отсутствию
пробоя при электрическом напряжении, составляющем 5 кВ на
1 мм толщины покрытия, включая обертку. Для защитных покры-
тии на основе эпоксидных красок
напряжение составляет 2 кВ на
всю толщину, для лакокрасочных
покрытий — 1 кВ на всю толщи-
ну. В случае пробоя защитного
покрытия проводят ремонт де-
фектных мест. Отремонтиро-
ванные участки повторно контро-
лируют.
Контроль за сплошностью за-
щитного покрытия уложенного и
засыпанного в незамерзшем
грунте трубопровода проводят не
ранее чем через две недели после
его засыпки с помощью искателя
повреждений ИП-74 или другого
аналогичного прибора.
Законченные участки трубо-
провода подлежат контролю по
переходному сопротивлению ме-
тодом катодной поляризации при
промерзании грунта на глубину
не больше 0,5 м. При несоответ-
ствии действительного переход-
ного сопротивления нормативно-
му необходимо обнаружить по-
вреждения, отремонтировать их и после засыпки трубопро-
вода провести повторное измерение. По результатам изме-
рения смещения потенциала «труба — земля» при заданной
силе тока на участке трубопровода определенной длины и диамет-
ра делают оценку переходного сопротивления. Для этого исполь-
зуют специальные передвижные исследовательские лаборатории
электрохимической защиты (ПИЛЭХЗ). Испытанный участок не
должен иметь технологических и электрических перемычек с дру-
гими сооружениями. В начале испытаний при выключенном источ-
нике постоянного тока измеряют естественную разность потенци-
алов «труба — земля» с помощью вольтметра и медносульфатно-
го электрода сравнения, электрически соединенного с трубопрово-
дом с помощью механического контактора (рис. 56). После вклю-
чения источника постоянного тока для участков трубопроводов
длиной менее 4 км устанавливается сила тока, определяемая по
формуле
/=(Гтз/Дп)лД/, (49)
где Утз — смещение разности потенциалов «труба — земля» в кон-
149
8
1
3
Рис. 56 Схема испытания изоляционного покрытия методом катодной поляри-
зации:
/ источник постоянного тока: 2 — временное анодное заземление; 3— вольтметр; 4 —
участок изолированного трубопровода, подлежащий контролю; 5 — механические контак-
ты; ' — неизолированные концы участка трубопровода; 7 — резистор; И - -амперметр
це участка; Rn — требуемое переходное сопротивление «труба —
земля»; D — диаметр трубопровода; I — длина участка трубопро-
вода.
Смещение разности потенциалов для участков трубопровода
длиной менее 4 км
Ut=bUr(\+%>), (50)
где Lг—нормированное смещение разности потенциалов «труба —
земля» в конце короткого участка, равное 0,7 В; RK — конечное пе-
реходное сопротивление «труба — земля».
Конечное переходное сопротивление определяют как сопротив-
ление растеканию неизолированного участка трубопровода:
*51)
где рг— среднее электрическое сопротивление грунта; Н — глуби-
на залегания трубопровода; /?т — продольное сопротивление трубо-
провода.
Продольное сопротивление стального трубопровода
/?т=рт/[л(/)—б)б], (52)
где рт — удельное сопротивление трубной стали; б—толщина
стенки трубопровода.
По истечении 3 ч после включения источника постоянного то-
ка измеряют разность потенциалов «труба — земля» в конце
участка. При этом смещение разности потенциалов «труба — зем-
ля»
t^zT3=t^T3.n—t/тз.е, (53)
где £7Тз.н — разность потенциалов «труба — земля», измеренная
после включения источника постоянного тока; С7тз.е— естественная
150
разность потенциалов «труба — земля», измеренная до включения
источника постоянного тока;
переходное сопротивление контролируемого участка
/?т l2nD
1 /
V nD
(54)
arsh —
U
где arsh — обратная гиперболическая функция расчетных аргу-
ментов.
На действующих трубопроводах применяют интегральный ме-
тод оценки переходного сопротивления. В качестве источника по-
стоянного тока используют катодные станции, действующие на
трубопроводе, и их анодные заземления. Контролируемый участок
трубопровода должен быть оборудован контрольно-измерительны-
ми пунктами, не менее одного на 1 км трассы.
Переходное сопротивление дает интегральную оценку состоя-
ния покрытия и, следовательно, качества изоляции по всей длине
исследуемого трубопровода. Как уже указывалось, для проверки
трубопровода способом катодной поляризации требуется, чтобы
трубопровод был покрыт грунтом. Косвенный критерий оценки
качества изоляции — переходное сопротивление «труба—земля»,
имеет тесную корреляцию с площадью оголения трубопровода:
чем' больше дефектов в изоляционном покрытии, тем больше пло-
щадь оголения и тем меньше переходное сопротивление и на-
оборот.
Пригодность изоляционного покрытия оценивают по смещению
разности потенциалов «труба — земля» в конце участка. Если из-
меренные в начале и конце испытываемого участка разности по-
тенциалов окажутся меньше чем 104 Ом/м2, то с помощью искате-
лей повреждений начинают поиск дефектных мест, шурфование и
ремонт изоляции. Затем испытания повторяют.
Метод катодной поляризации имеет недостатки. Он более дей-
ствен во влажных грунтах, поэтому результаты замеров, сделан-
ных в сухую погоду и после обильных дождей, будут различны-
ми, а промерзание грунта до верхней образующей трубы вообще
исключает применение этого метода. Эксплуатационные службы
не располагают приборными устройствами, с помощью которых
можно было бы определять снижение защитных свойств изоляци-
онных покрытий за счет старения материалов или по другим при-
чинам.
Для контроля за качеством трубопроводов созданы внутритруб-
ные проходные устройства, движущиеся в потоке нефти или газа,
«Вайколог» и «Лайоналог» фирмы «Ветко» (рис. 57). Устройства
настроены на различные уровни чувствительности, характеры рас-
познавания дефектов и оценки их интенсивности. С помощью внут-
151
Рис 57. Внутритрубное проходное устройство фирмы «Ветко»:
/ ведущая секция и контейнер батарей питания; 2— секция намагничивания: 3— сек-
ция самописцев; 4— комплекс излучателей; 5 — ведущая манжета; 6—преобразователь
излучателя; 7—переднее маркирующее устройство; 8—башмаки; 9 — U-образные соеди-
нения, 10 — щетки, 11 — заднее маркирующее устройство; 12—термометрическое устрой-
ство. 13 — колесики измерителя пройденного пути
ритрубных устройств определяют отклонения внутреннего диамет-
ра. фиксируют несовпадения осей труб и задвижек и др.
Сонар — это двойной цилиндр, смонтированный в передней
(ведущей) секции УКВ. Его преобразователь установлен вместе
с преобразователем электромагнитных волн в средней секции
УКВ. При этом обеспечивается контакт металла УКВ с металлом
стенок трубопровода, необходимый для передачи акустических им-
пульсов. Датчик для измерения температуры транспортируемого
продукта состоит из платинового элемента сопротивления, встав-
ленного в опрессованный алюминиевый корпус, изолированный
нейлоновой прокладкой из стального корпуса приборной секции
УКВ. Температуру продукта в цифровом виде считывают со спе-
циальной дорожки магнитной ленты.
Перед началом работ по трубопроводу пропускают шаблон,
оборудованный акустическим излучателем (макет, подобный
УКВ). Диаметр расположенного в средней части шаблона калиб-
рующего кольца равен диаметру башмачного кольца магнита
УКВ. С помощью УКВ можно обнаружить до 95 % дефектов, при-
чем 80 % классифицированных. Плохо обнаруживаются дефекты
вблизи кольцевых и продольных сварных швов, захватывающие
менее 15 % толщины стенки, а также дефекты шириной 12,7 мм.
Не всегда правильно определяют масштабы дефектов, имеет мес-
то появление неопознанных дефектов.
Различные организации ведут разработку новых видов устрой-
ства УКВ для внутреннего контроля трубопроводов, основанных
на применении ультразвука и радиоактивных изотопов.
152
Глава 8
УКЛАДКА МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ
В ТРАНШЕЮ
Суровые природно-климатические условия Севера и уве-
личенные объемы строительства трубопроводов больших диамет-
ров вызвали рост монтажных нагрузок и усложнили укладку тру-
бопроводов в траншею. Последняя операция, с точки зрения сох-
ранности трубопровода, является весьма, ответственной, если не са
мой ответственной в ряду технологических операций. Сложность
ее выполнения состоит и в том, что в трассовых условиях практи-
чески не представляется возможным проводить замеры и осущест-
влять контроль силовых воздействий па трубопровод. Обычно при
технологии непрерывного опускания напряженное состояние укла-
дываемого трубопровода контролируют только косвенно — по рас-
становке трубоукладчиков и высоте подъема трубопровода. При
нарушении технологических параметров в трубопроводе могут воз-
никать перенапряжения и изломы труб. Не допускаются также
рывки в работе трубоукладчиков, касания и удары трубопровода
о стенки и дно траншеи
При укладке секций заранее изолированных трубопроводов по
принципу непрерывного опускания используют специальные трол-
лейные подвески на полиуретановых катках или авиационных ши-
нах (пневмобаллонах). Наибольший подъем трубопровода над по-
верхностью строительной полосы составляет 0,5—0,7 м. что продик-
товано возможностью прохождения под ним троллейных подвесок.
Когда нет специальных троллейных подвесок, не портящих изоля-
ционное покрытие труб, непрерывную укладку секций трубопрово-
да ведут по раздельной схеме (рис. 58). Кроме того, укладку мож-
но вести циклическим способом с «перехватом» и применением мяг-
ких полотенец. При этом число трубоукладчиков в колонне увели-
чивается на один по сравнению с непрерывной укладкой. Трубоук-
ладчики расставляют на равном расстоянии друг от друга, в
зависимости от диаметра трубопровода на 20—40 м.
Работа методом «перехвата» (рис. 59) состоит в том, что по-
следний (по ходу колонны) трубоукладчик после завершения пре-
дыдущего цикла укладки, освободившись от нагрузки, переходит
вперед и занимает место вслед за предпоследним трубоукладчи-
ком. Тот, в свою очередь, передав нагрузку подошедшему трубоук-
ладчику, перемещается вперед до следующего трубоукладчика и
так далее, пока не будет завершен весь цикл. За один цикл мето-
дом «перехвата» укладывают 18—27 м трубопровода, причем на
это затрачивается 6—8 мин. Следует отметить, что темп работ та-
ким методом сравнительно невысок, так как значительное время
уходит на строповку. В смену укладывают 1,2—1,5 км трубопро-
вода большого диаметра.
153
Рис. 58. Непрерывная укладка трубопровода по раздельной схеме:
л. б и в — для трубопроводов соответственно диаметром 1020. 1220 и 1420 мм
Рис. 59. Схема расстановки трубоукладчиков в колонне при укладке трубопро-
вода диаметром 1220 мм методом «перехвата»
При совмещенном методе укладки (рис. 60) подъем трубопро-
вода в наивысшей точке не должен превышать 1,2—1,8 м. Очист-
ная машина (ОЧ), как правило, работает на расстоянии 5—8 м
от сопровождающего его трубоукладчика, а изоляционная маши-
на (ИЗ) — на таком же расстоянии по ходу колонны от последнего
трубоуклацчика. Комбайн, совмещающий функции очистной и
изоляционной машин, располагают так же, как и обычную изоля-
ционную машину.
Групповая расстановка трубоукладчиков в колонне имеет преи-
мущества перед равномерной расстановкой, так как снижает до
154
Рис. 60 Типовые технологические схемы производства изоляционно укладочных
работ совмещенным методом:
а, б, в и г — для трубопроводов соответственно диаметром 529 *20. 1020. 1220 и 1420 мм
минимума нагрузки на колонну. Между отдельными группами тру-
боукладчиков назначаются определенные расстояния (табл. 46).
При работе на сильно пересеченной местности в состав колон-
ны дополнительно вводят один-два трубоукладчика, оснащенных
Таблица 46
Расстояния между группами трубоукладчиков и техно-
логическими машинами в колонне
Диаметр трубо- провода, мм Схема в соот- ветствии с рис. 5S Расстотние между группами трубаукладчиксв, м Расстояние между маши- нами, м
1 т.
529 а 10— 15 15—20 25 — 35
720 - 820 а 15 — 20 20 — 25 35—45
1020 б 15—25 20-25 35 — 50
1220 в 20-30 25 — 35 45 — 65
1420 г 30 — 45 35 — 50 65—100
155
Рнс. 61. Схемы изменения вы-
лета стрел трубоукладчиков,
работающих в головной, сред-
ней и задней группах
мягкими полотенцами, в то время как основные работают с трол-
лейными подвесками.
Для каждого диаметра трубопровода выбирают трубоукладчи-
ки с соответствующими грузовыми характеристиками. Этот выбор
должен подтверждаться расчетом. Для оценки характера нагруже-
ния трубоукладчика необходимо знать ориентир» вечный вылет стре-
лы, т. е. расстояние между осью трубопровода и ребром опроки-
дывания трубоукладчика (рис. 61).
Вылет стрел для каждой группы тру-
боукладчиков различен. Он зависит ог
диаметра трубопровода, но в большей
степени от условий рельефа и физико-
механических свойств грунтов. Стати-
стические наблюдения показывают,
что вылет стрелы а изменяется в ши-
роком диапазоне: для головной груп-
пы аг= 1,54-3,2; для срепней груп-
пы оср=2,44-4,6; для задней группы
а3=2,84-5,5. Применив вероятностные
методы, получим соответственно рас-
четные значения этого параметра
аг,асч‘ 2,7; 3,9; 4,6. Приведенные арасч
даны с уровнем обеспеченности 0.8.
Нагрузки на трубоукладчики опре-
деляют в зависимости от диаметра и
массы трубопровода. Эти нагрузки,
как правило, вычисляют как суммар-
ные для каждой группы трубоуклад-
чиков: Л’г, Хер и Л':|.
На рис. 62 показано опускание тру-
бопровода диаметром 1420 мм в тран-
шею. По заданной расстановке трубо-
укладчиков и машин в колонне мож-
но решить задачу по определению на-
пряженного состояния упругоизогнутого участка трубопровода. Ис-
ходными данными являются подъем трубопровода под краном
каждого из трубоукладчиков, пролеты между трубоукладчиками,
а также диаметр, толщина стенки и предел текучести стали трубо-
провода. Находят напряжения изгиба в опасных сечениях трубо-
провода и нагрузки на трубоукладчики. По этим данным судят
о приемлемости принятой схемы.
По заданным условиям работы можно решить задачу по состав-
лению наиболее выгодной схемы проведения укладочных работ.
Кроме сведений о самом трубопроводе, исходными данными яв-
ляются высота подъема трубопровода в местах расположения ма-
шин и глубина траншеи /iT с учетом возможных ее изменений. Схе-
му оптимизируют, например, по параметрам напряженного состоя-
ния трубопровода.
При решении этих задач принимают одинаковые допущения:
156
Рис. 62. Опускание трубопровода диаметром 1420 мм в траншею
в основу всех расчетов почожено приближенное дифференци-
альное уравнение упругой линии
y"=(Pyldx*= l/pv=Mx/E/, (55)
где 1/рх — кривизна упругой линии; Мх — текущее значение изги-
бающего момента; EI — продольная (балочная) жесткость трубо-
провода;
j часток трубопровода, приподнятый над землей, имеет дли-
ну L и опирается концами на поверхность строительной полосы
и дно траншеи. Одну из этих точек принимают за начало систе-
мы прямоугольных координат. Тогда, граничные условия расчетно-
технологической схемы имеют вид:
х=0; #о=О; #'о=О; #"о=О; (56)
x=L-, yL=hr; y'L=0- y"L=0. (57)
Эти допущения исходят из предположения, что грунт, на кото-
рый опирается трубопровод, обладает абсолютной жесткостью.
Делаются также предположения, что в укладываемом трубопрово-
де отсутствуют продольные (сжимающие или растягивающие) уси-
лия, так как при такой технологической схеме возможна компен-
сация продольных усилий. Кроме того, не учитывают смещение
трубопровода в плане, хотя в действительности такое смещение
имеет место. Погрешность от неучета смещения оценивается в 3—
8 %. Не принимают во внимание на первом этапе расчета дина-
мические воздействия на трубопровод.
157
Рис. 63. Расчетная
схема для опреде-
ления основных па-
раметров изоля-
ционно - укладом
ной колонны:
А — силы реак-
ции в точках опмра
иия трубопровода
Рассмотрим характерную расчетную схему укладки трубопро-
вода диаметром 1420 мм в траншею (рис. 63).
Задано: диаметр трубопровода £>=1420 мм; толщина стенки трубы б =
= 16,4 мм; масса 1 м трубопровода <7 = 5,7 кН/м; £/ = 3,61-Ю6 кН-м2; момент
сопротивления сечения труб w=2,51-104 см3; ftT = 2,7 м; высота подъема тру-
бопровода на трубоукладчике, сопровождающем изоляционную машину Л1=3м;
высота подъема трубопровода над строительной полосой /га=1,3 м (обе ука-
занные высоты назначают из условий беспрепятственного прохождения машин
по трубопроводу); число групп трубоукладчиков принято равным 3.
В начале определяем безразмерные комплексы t и f:
t=0,1642Мб; f=0,1642(ha+AT)/ft|. (58)
В данном примере /=0,07, /=0,22. Используя график, составленный канд.
техн, наук Е. А. Аникиным (рис. 64), отыскиваем кривые с обозначениями, со-
Рис 64. Взаимосвязь расчетных параметров схемы укладки (в безразмерном
виде)
/. // — изменение параметров соответственно t и f
158
ответствующими полученным результатам. Точку пересечения этих кривых сно-
сим на оси координат, в результате чего получаем d=l,37; р= 1,78.
Оптимальные расстояния между центрами групп трубоукладчиков, т. е. рас-
стояния, при которых напряжения изгиба в трубопроводе имеют наименьшие
значения, определяем из выражения
Л = 2,46 У —- Д = Z2 - Ц = (<z- 1)7,;
L2=Z3—Z2=(₽—а)/г, /4=0,85/ь (59)
Подставляя в выражение (59) численные значения расстояний, получаем,
и =91,5 м; Li=33,8 м; 7-2=37,4 м; /4=77,8 м. Затем определяем изгибающие
моменты М в опасных сечениях трубопровода и напряжения изгиба Oj:
М = М, = М, = М3 = 0.52 / ЁПцд . (60)
В данном примере Л4=4120 кН-м; Oi = 164 МПа, что составляет 0,36 от
предела текучести трубной стали (отек=450 МПа).
После этого определяем нагрузки на каждую из групп трубоукладчиков
от массы трубопровода:
Кг = q (0,64/4+0,5L2); Кср =0,5$ (£,+£);
/<3=$(0,6Z1+0,5L1). (61)
В данном примере Кг = 39.1 т; Л'ср=20,3 т; К3=40,9 т.
На головную группу трубоукладчиков падает еще н нагрузка от очистной
машины (Q04=13 т), а на заднюю группу — от изоляционной машины
(Qhj = 6 т).
Общая нагрузка К' на каждую из этих групп составляет;
K'r=Kv+Qo4\ K'3=/<3+Qh3. (62)
Для данного примера Л'г = 52,1 т; К'э=46,9 т. Принимая головную группу
в два трубоукладчика с моментом устойчивости каждого МуСт = 100 т-м при
коэффициенте запаса по устойчивости трубоукладчиков /<=1,4, определяем, на
каком максимальном вылете стрелы может работать головная группа:
/ИГСТЛГ 110*2
а- = ~КК'Г ° 1.4-52.7 = 3 м-
Максимальный вылет стрелы для среднего трубоукладчика:
если он в группе один,
110
(Лср)1 = 1,4-20.3 м’
если их в группе два,
1102
(^ср)п = 1,4-20.3 м*
Первый вариант недостаточно надежен, и поэтому в средней группе реко-
мендуется ставить два трубоукладчика.
В заднюю группу включают обычно три трубоукладчика. Для этого случая
максимальный вылет
МустЛз но-з
(аз) = 1,4-46,9 = 5 м-
Приведенный пример показывает, что в колонне для укладки
трубопровода размером 1420X16,4 мм в обычных условиях необ-
ходимо иметь семь трубоукладчиков.
159
Следует отметить, что при укладке трубопровода весьма слож-
но контролировать параметры укладки и напряженное состояние
строящегося трубопровода, даже устанавливая достаточную точ-
ность ±10 %. Необходимую для практических целей точность мож-
но получить методом электрического тензометрирования, приме-
нением рычажных тензометров, а также способом, основанным на
Рис. 65. Фрагмент осцилограммы, показывающий влияние динамических напря-
жений изгиба на суммарные напряжения трубопровода при укладке
графическом дифференцировании уравнения упругоизогнутой ли-
нии трубопровода. Для последнего способа необходима регистра-
ция прогибов трубопроводов с последующей обработкой данных
по специальным формулам и графикам [4].
В процессе укладки имеют место изменяющиеся во времени си-
ловые воздействия, вызывающие механические колебания и как
следствие дополнительные знакопеременные напряжения в стейках
трубопровода.
Механические колебания трубопровода в процессе укладки ха-
рактеризуются уровнем динамических (знакопеременных) напря-
жений изгиба, частотой и амплитудой колебаний. Динамические на-
пряжения изгиба Один входят составляющей в суммарные напря-
жения трубопровода (рис. 65), а именно Осум=Ост±оДпн, где
Осг — статические напряжения изгиба. Отдельные случаи смятия
стенки при укладке трубопровода могут быть объяснены значи
тельной долей динамической составляющей. Обычно динамиче-
ские напряжения изгиба не превышают 20—30 % величины ста-
тических
Как показали эксперименты, частота колебаний трубопроводл
имеет три диапазона: низкочастотный (0,3—2 с-1), характеризую-
щий динамику всего приподнятого над землей участка трубопро-
вода; среднечастотный (7—15 с-1)> характеризующий динамику от-
дельных пролетов расчетной схемы; высокочастотный (25—
60 с-1), вызываемый работой (вибрацией) двигателей самоходных
очистных и изоляционных машин и вращением их рабочих орга-
нов. Колебания труборовода с разной амплитудой возникают в
результате его раскачивания, что является следствием неровностей
строительной полосы, а также заклинивания и продвижения рыв-
ками троллейных подвесок на сварных стыках, выполненных с от-
ступлением по геометрии. Раскачивание может вызвать боковое
смещение трубопровода относительно оси траншеи, удары трубо-
провода о стенки траншеи с порчей изоляции и обрушением грун-
та, соударение трубопровода со стрелами трубоукладчиков, ухуд-
шение намотки изоляции. Сильное раскачивание может вызват»
травматизм рабочих.
Наибольшие неприятности может принести динамический про
цесс в том случае, когда колонна не укомплектована нужным ко-
личеством трубоукладчиков. При прохождении такой колонны по
сложному участку трассы, например с выпуклым рельефом, она мо-
жет испытывать нехватку запаса устойчивости. При этом правые
гусеницы всех или части трубоукладчиков отрываются от грунта
и начинают раскачиваться и трубопровод, и вся колонна трубо-
укладчиков. В таком случае требуется плавно уменьшить высоту
подъема трубопровода, сократить расстояние между группами
трубоукладчиков и доукомплектовать колонну.
При прокладке трубопроводов на сложных участках, в горис-
той местности, на болотах применяют специально разработанные
в проектах производства работ технологические схемы. В послед-
ние годы отраслевой лабораторией МИНХ и ГП совместно с СКВ
«Газстроймашина» был разработан бесподъемный способ укладки
трубопроводов. Сущность его состоит в том, что трубопровод опус-
кается без применения трубоукладчиков под действием собственной
массы. Трубопровод монтируют из отдельных секций и выкладыва-
ют по оси будущей траншеи. По обе стороны от трубопровода рас-
полагают специальные трубозаглубители — землеройные машины
роторного типа (рис. 66). Они соединены между собой и работают
синхронно, выкапывая траншею заданного профиля. При продви
женин трубозаглубителя в открытую траншею происходит само-
опуск трубопровода.
Созданы опытные одноковшовые трубозаглубители. Это позво
ляет выполнять земляные работы при бесподъемном способе в
грунтах разной категории. Опытно-промышленная проверка этого
способа была проведена при укладке трубопроводов диаметром
1020 и 1220 мм. Трубопровод не испытывает напряжений от стати
ческих и динамических нагрузок, как при обычном способе уклад-
ки, поэтому, с точки зрения сохранности трубопровода при уклад-
ке, бесподъемный способ имеет неоспоримые преимущества.
При обычной схеме укладки важное значение для сохранности
трубопровода имеют грузоподъемные средства (троллейные под-
вески, мягкие и катковые полотенца). Последние, с точки зрения
равномерного распределения усилий, неповреждаемости металла
труб и изоляции, имеют определенные преимущества. Катковые
полотенца состоят из траверсы, системы стальных канатов, на ко-
торые надеты катки, облицованные полиуретаном. На каждой вет-
161
Рис. 66 Трубозаглубители
ви каната располагается по 8—9 катков, а общее число ветвей 4.
Но наибольшее распространение при укладке трубопроводов, полу-
чили троллейные подвески с различным числом катков. В отноше-
нии напряженного состояния важно расположение катков по кон-
туру кольцевого сечения трубопровода и изменение центральных
углов между ними (а и Р) (рис. 67)
Рис. 67 Расчетные схемы опирания трубопровода на катки троллейной под-
вески
а, и, в и г — соответственно на 1, 2, 3, и 4 катка
Число опор влияет на оптимальную их расстановку (табл. 47).
Кроме того, существует взаимосвязь между углами (си, р() и си-
ловыми факторами; изгибающим моментом Л1, и силами реакции
/?, (здесь i соответствует числу катков в одном ряду).
Изгибающие моменты и силы реакции определяют из следую-
щих выражений:
•И/- .М, Ri. (63)
где С — вертикальная нагрузка на один ряд катков; г — радиус
срединной цилиндрической поверхности трубопровода; Л), — без-
162
Таблица 47
Расчетные параметры схем опирания трубопровода на катки
Число катксв Я,
1 1 1 1 1 _ 1.5 1.0
2 67°24' — 0,527 0.6
3 50'25' — 0.278 0.44
4 37°40' 42° 10' 0.175 0.35
размерные параметры, характеризующие расчетную схему опира-
ния трубопровода на катки; Й, — сила реакции на крайние катки
(см. рис. 66, виг).
Проектные расчеты магистральных трубопроводов, в том числе
определение толщины стенки, выполняют без учета монтажных на-
грузок. Такое положение принято потому, что в подавляющем боль-
шинстве случаев выбранная толщина стенки, исходя из техноло-
гических параметров, оказывается вполне достаточной, чтобы вос-
принять силовые воздействия в процессе выполнения строитель-
но-монтажных операций. Установилась многолетняя практика оп-
ределения толщины стенок труб без учета монтажных нагрузок.
Да это было бы и экономически неоправданно — ради короткого
периода укладки увеличивать толщину стенки, которая в после-
дующий многолетний период эксплуатации практически не нужна.
Если такая необходимость возникла бы, то более целесообразно
было бы искать такие способы укладки и монтажных воздействий
на трубопровод, которые не требовали бы увеличения толщины
труб.
Основным видом воздействия на трубопровод при выполнении
строительно-монтажных работ является укладка трубопровода в
траншею с одновременной очисткой его и изоляцией. Нагрузки
прикладываются со стороны трубоукладчиков в сочетании с изги-
бающими моментами от собственной массы трубопровода, вызыва-
ющими напряжения изгиба в стенках трубопровода. Необходимо
также учитывать напряжения, возникающие от динамики, релье-
фа местности и фактических отклонений при выполнении работ от
расчетной схемы. Допустимо, что максимальное монтажное напря-
жение изгиба смоп не превышает 70—80 % тех напряжений, кото-
рые характеризуют предельную несущую способность трубопрово-
да на изгиб Опред. Таким образом, имеем условие, обеспечиваю-
щее сохранность трубопровода при проведении строительно-мон-
тажных работ:
<?мон ^£к(Упред, (64)
где к=0,7-ь0,8.
В тех случаях, когда предельное состояние проявляется в виде
потери устойчивости стенок труб в упругой стадии с образованием
163
характерных ромбовидных складок, предельная несущая способ-
ность трубопровода на изгиб
0,488 2FB
°П₽Я = /3(Ь7<’) D ' (
где р—коэффициент Пуассона (для стали р=0,3); Е — модуль
упругости стали (2,1-105 МПа); 6 — толщина стенки; D — диа-
метр трубопровода.
Эта формула приемлема для сравнительно тонкостенных труб,
когда соотношение 1/120. Если 1/50>6/Д> 1/120, то пре-
дельное состояние трубопровода на из иб характеризуется потерей
устойчивости его стенок в упругопластической стадии работы ма-
териала.
Для количественной оценки предельных напряжений изгиба
можно рекомендовать полуэмпирическую формулу
Опред = (8,26 6/D + 0.85) Отек. (66)
Когда трубопровод смонтирован из толстостенных тру<5, т. е.
б/£) > 1/50. его предельную сопротивляемость действию изгибаю-
щих монтажных нагрузок можно с достаточной точностью опреде-
лить гз устовия появления в трубопроводе шарнира пластичности:
у. 3 .к К27с1ек. (6^)
Рис. 68. Излом трубопровода при укладке в траншею
164
Если трубы имеют первоначальные несовершенства в виде гофр
и вмятин, Опред резко снижается (на 15—30 %). Указанные несо-
вершенства не только ухудшают эксплуатационную надежность
трубопровода, но и затрудняют процесс его строительства.
Укладка трубопровода в траншею — наиболее сложный процесс
технологического комплекса сооружения магистральных трубопро-
водов. От правильности и качества укладки во многом зависит на-
дежность работы трубопроводов. Следует отметить, что процесс
непрерывной укладки трубопровода сложно управляем, что приво-
дит в отдельных случаях к нарушению технологии и расчетных
параметров, а в конечном итоге к изломам трубопровода (рис. 68).
Поиск новых технологических схем укладки насущно необхо-
дим. Перспективна бесподъемная укладка нового принципа, когда
землеройная машина перемещается по трубопроводу и ведет по-
перечное копание траншеи.
Глава 9
ОБЕСПЕЧЕНИЕ ПРОЕКТНОГО ПОЛОЖЕНИЯ
ТРУБОПРОВОДОВ
От сохранения проектного, расчетного положения тру-
бопровода в значительной мере зависит надежность его работы.
Это объясняется тем, что все элементы линейной части трубопро-
вода постоянно в течение всего срока службы испытывают весьма
большие напряжения, близкие к нормативным характеристикам
металла Поэтому даже незначительные отклонения действитель-
ных условий от принятых за исходные при проектировании приво-
дят систему в состояние предельного напряжения. В то же время
нормы проектирования трубопровода не предусматривают допус-
ков на их отклонение от проектного положения при монтаже, свар-
ке и укладке. Только в СНиПе на производство работ при соору-
жении магистральных трубопроводов, введенном в 1980 г., появи-
лась таблица допусков на производство отдельных строительных
операций, которая в какой-то мере регламентирует допускаемые
отклонения трубопровода от проектного положения (табл. 48, 49).
Из-за выполнения сварки труб с допускаемой косиной торцов
трубопровод собирают в нитку не по идеальной прямой, а по ло-
маной линии. Имеют место: изгибы трубопровода на горизонталь-
ных и вертикальных кривых; отклонения в плане из-за неточности
разбивки и рытья траншеи; отклонения отметки дна траншеи по
глубине на участках, разрабатываемых одноковшовыми экскава-
торами; отклонения отметки дна траншеи от горизонтали на участ-
ках, разрабатываемых роторными экскаваторами. Поэтому в стен-
ках смонтированного трубопровода, в котором нет еще внут-
реннего давления транспортируемого продукта, уже имеются до
165
Таблица 48
Допускаемые отклонения строительно-разбивочных работ
от проектных положений для балочных переходов
и надземной прокладки
Контролируемый показатель
Точность положения осей опоры и трубопровода при выносе в
натуру:
вдоль оси трубопровода
поперек оси трубопровода
Отклонения высотной отметки подошвы фундамента опоры
Смещение фундамента относительно разбивочных осей
Отклонение головы свай в плане
Отклонение отметки верха сваи
Отклонение центра опоры
Отклонение отметки верха опорной части
Отклонение оси трубопровода от центра опоры:
на продольно-подвижных опорах
на свободно-подвижных опорах с учетом
температурного графика (по проекту)
Отклонение трубопровода от геометрической оси на прямолиней-
ных переходах без компенсации температурных деформаций
на каждой опоре
Отклонение вылета компенсатора
Допускаемое
отклонение.
мм
±100
±50
±25
±40
±50
±50
±50
±20
±100
±200
±50
±1000.
—500
Таблица 49
Допускаемые отклонения земляных работ от проектных
положений при сооружении магистральных трубопроводов
Контролируемый показатель Допускаемое отклонение, мм
Половина ширины траншеи по дну по отношению к разбивочной оси Отклонение отметок при планировке полосы для работы ротор- ных экскаваторов Отклонение отметок дна траншеи от проекта: при разработке грунта землеройными машинами при разработке грунта буровзрывным способом Толщина слоя постели из мягкого грунта на дне траншеи Толщина слоя присыпки из мягкого грунта над трубой (при по- следующей засыпке скальным или мерзлым грунтом) Общая толщина слоя засыпки грунта над трубопроводом +20. —5 —5 —10 —20 + 10 +10 +20 +20. —5
Высота насыпи
полиительные, нерасчетные напряжения, вызванные этими откло-
нениями.
Работу подземного трубопровода надо рассматривать с учетом
взаимодействия трубы с окружающим грунтом. Прокладка трубо-
провода в зимний период и эксплуатация его в летний период, пе-
рекачка с подогревом вязких и застывающих нефтей и нефтепро-
166
дуктов вызывают значительные температурные перепады в трубо-
проводе и как следствие большие сжимающие напряжения. Под
действием внешних сил и температурного перепада трубопровод
может изменить свое первоначальное положение. Большие сжи-
мающие напряжения изменяют условия деформации стенок труб,
интенсифицируют продольно-поперечный изгиб трубопровода в
грунте, приводят к разрушению грунтового массива, засыпки и по-
терям общей устойчивости трубопровода в продольном направле-
нии, сопровождающимися резким нарастанием прогибов и смяти-
ем труб. Наибольшие перемещения трубопровода и напряжения
изгиба при действии продольных сил возникают на криволиней-
ных участках, особенно там, где не обеспечено защемление трубо-
провода в грунте.
На вертикальных выпуклых кривых имеет место тенденция к
изменению проектного положения трубопровода и выходу его на
поверхность из-за высоких напряжений изгиба в стенках труб
(рис. 69). В отдельных случаях могут образоваться гофры, про-
Рис. 69. Участок газопровода на заболоченной местности с малосвязаннымн
грунтами, вышедший на поверхность
167
воцирующие разрыв трубопровода в верхней или нижней части.
Под трубопроводом, нагруженным перекачиваемым продуктом и
пригрузами, в слабонесущих малосвязанных грунтах возможны
просадки грунта и появление изгибных напряжений другого знака.
В вечной мерзлоте наблюдаются эрозия почвы, оттаивание (при
несоблюдении температурных режимов), просадки и пучения грун-
та. При недостаточной изученности меандрирования русел рек в
створах подводных переходов и ошибках проектирования или стро-
ительства имеют место подмывы, обнажения и провисания трубо-
провода. Сложное, а порой и весьма опасное взаимодействие тру-
бопровода с грунтами возникает на склонах гор, особенно при на-
личии оползневых явлений. Таким образом, между подземным тру-
бопроводом и грунтами возникают сложные взаимосвязи, оказы-
вающие влияние на проектное положение трубопровода и появле-
ние в его стенках дополнительных, чаще всего, нерасчетных на-
пряжений
Продольная устойчивость трубопроводов
Обеспечение продольной устойчивости трубопроводов,
прокладываемых на заболоченных и обводненных территориях За-
падной Сибири и в других районах со слабонесущими и малосвя-
занными грунтами, стало одной из центральных задач надежно-
сти их эксплуатации. Особенно сложно добиться продольной устой-
чивости для магистральных газопроводов диаметром 1420 мм, ко-
торые при работе подвергаются действию интенсивных деформа-
ций и напряжений продольного сжатия. Продольное сжатие
развивается в результате потенциального стремления газопровода
к удлинению от повышения температуры стенки трубы. Анализ ус-
ловий эксплуатации нефтепровода диаметром 1220 мм показывает,
что при транспортировке обычной маловязкой нефти его темпера-
тура достигает 40 °C и более, а при транспортировке вязких неф-
тей с подогревом — 50—80 °C. Температура газопровода после ком-
прессорных станций достигает 40—60 °C. На газопроводах больших
диаметров даже после аппаратов воздушного охлаждения тем-
пература составляет 45 °C. В Западной Сибири и на Севере евро-
пейской части трубопроводы строят в основном зимой при отри-
цательных температурах, поэтому фактический температурный пе-
репад равняется 70—100 °C. На продольное сжатие трубопровода
воздействует также составляющая от внутреннего давления.
Эффект действия сжимающих сил существенно зависит от на-
чальных изгибов оси трубопровода, которые представляют собой
геометрические элементы проектного назначения и случайные иск-
ривления, связанные с технологией землеройных и сварочно-мон-
тажных работ.
Результаты исследований прочности и устойчивости магистраль-
ных трубопроводов привели многих авторов к выводу о возмож-
ности не учитывать влияние на прочность не только случайных иск-
ривлений, но и кривизны по проектным радиусам упругого изгиба,
168
что нашло отражение в официальных расчетно-методических доку-
ментах. Основанием для таких выводов, в частности, служит мне-
ние, что в рабочем состоянии трубопровода допустимы пластиче-
ские деформации. Соответственно считают, что нет необходимости
определять и контролировать напряжения и деформации трубо-
провода в режиме работы от действия одних номинальных (рас-
четных) нагрузок. Такая точка зрения внешне отражает принципы
расчета металлических конструкций с учетом упругопластических
деформаций. Но упругопластические деформации обычно допуска-
ют в предельном состоянии конструкции на основании специаль-
ного расчетно-теоретического обоснования с учетом концентрации и
циклического изменения напряжений при соответствующем инже-
нерно-техническом обеспечении стабильности условий расчета в
период эксплуатации.
Обобщение опыта строительства и эксплуатации магистральных
трубопроводов в нашей стране и данные исследований в области
малоцикловой усталости металла труб приводят к выводу о необ-
ходимости контролировать расчетом не только предельные состоя-
ния трубопроводов, но и состояния при нормальных условиях ра-
боты, в частности, состояния от действия одних расчетных нагру-
зок без учета нормативных перегрузок.
Толщину стенки ё магистрального трубопровода определяют
расчетом на кольцевое растяжение оКц от внутреннего давления
р без учета продольных напряжений, исходя из зависимости
*кц = ^<Я1, (68)
где п — коэффициент перегрузки по давлению (п=1); DB„ — внут-
ренний диаметр трубопровода; Ri — нормативное сопротивление
трубной стали на одноосное растяжение.
В трубопроводах развиваются и продольные сжимающие напря-
жения от давления и температурного перепада. Поэтому, чтобы
обеспечить условие расчета толщины стенки, т. е. не менять ее
толщину, определенную по формуле (68), продольные напряжения
Опр от совместного действия давления и температурного перепада
должны отвечать условию
Опр 0. (69)
При соблюдении такого условия в стенке трубы не могут раз-
виваться продольные сжимающие напряжения.
При определении допустимого температурного перепада исхо-
дят из зависимости
Опр=иокц—EtaE (70)
при
опр=0 и Д/=рокц/а£, (71)
где у,— коэффициент поперечной деформации; Д/— температур-
ный перепад; а—коэффициент температурного удлинения; Е —
модуль упругости.
169
Если условие (69) не соблюдается, необходимо увеличить тол-
щину стенки трубы по сравнению с определенной только на коль-
цевое растяжение от внутреннего давления по формуле (68), что
связано с дополнительными расходами стали и материальными
затратами на сооружение трубопровода.
Теоретически и технически возможно за счет повышения тол-
щины стенки трубы б и балластировки Б достигать увеличения
расчетного температурного перепада Д/:
6 мм • 19,5 20,1 20,8 21,7 22,8 24,1
б, % ......... 100 103 106,7 111,3 116,9 123,6
Б, % 100 108,8 117,6 126,4 135,3 144
At, °C 58* 63 68 73 78 83
*) Расчетный тcwrcpaiyf ный перепад. принятый в проектах газопроводов диаметром 1420 мм
Знак минус в формуле (70) соответствует сжатию. Согласно
СНиПу, коэффициент ц принимают равным 0,5, что соответствует
пластическому состоянию стенки трубопровода. Здесь имеет место
теоретическое противоречие методики расчета. Почему расчет
строят применительно к крайним экстремальным условиям, когда
возникают пластические состояния? Трубопровод защемлен в грун-
те, а там, где не защемлен, забалластирован. В этих случаях плас-
тическое состояние стенки трубопровода — явление крайне редкое,
относящееся к разряду случайных событий. Поэтому расчет трубо-
провода на прочность следовало бы вести по упругой стадии при
(.1=0,3. Расчетные же коэффициенты запаса должны «защищать»
элементы стенки трубопровода от появления в них предельных со-
стояний, в том числе и пластических деформаций с научно оправ-
данной степенью надежности. При анализе будем исходить из па-
раметров трубопровода, определенных по нормативной методике,
в частности, при р.=0,5, но фактические напряжения и запасы
прочности в различных режимах будем определять по упругой ста-
дии работы при ц=0,3.
Для нормативного газопровода диаметром 1420 мм с р=
=7,5 МПа на участках категорий I и II: 6=19,5 мм из стали с
временным сопротивлением овр=600 МПа, Д/=58°С при р=0,5;
на участках категорий III и IV: 6=16,2 мм (16,5 мм по сортамен-
ту), Д/=70°С из-за значительного влияния оКц, определенного по
зависимости (71). При проектировании газопровода по всей его
длине и на перегоне между КС принимают Д/=58°С. При этом
термокомпенсирующая способность примерно на 80—85 % длины
газопровода, состоящего из участков категорий III и IV при
д/=70°С, остается недоиспользованной, т. е. резерв температур-
ного перепада в 12 °C на подавляющей длине трассы остается не-
реализованным.
Увеличение толщины стенки трубы участков категорий I й II
связано с уменьшением коэффициента условий работы т с 0,9 до
0,75 из-за высокой категории сложности и ответственности участ-
ков. Толщина стенки трубы, определяемая по формуле (68), бу-
170
дет большой для участков категорий I п II, так как расчетное со-
противление будет маленьким:
7?,= (/?Vi)/(A'^h), (72)
где R"i — нормативное сопротивление трубной стали; Ki — коэф-
фициент уровня технологии производства трубной стали и труб;
Кн — коэффициент надежности.
Предполагали, что увеличение толщины стенки трубы сущест-
венно снижает уровень напряженного состояния и повышает запас
прочности и надежности работы трубопровода на участках с повы-
шенной вероятностью разрушения и особой тяжестью возможных
последствий. Однако расчетное сопоставление уровней напряжен-
ного состояния участков категорий I и II с участками категорий
III и IV по упругой стадии работы показывает, что увеличение тол-
щины стен труб не дает существенного эффекта. Дело в том, что
согласно энергетической теории прочности, принятой в СНиПе,
критерием общего уровня двухосного напряженного состояния
служит эквивалентное напряжение
сэкв = |/ °кц спп скц °пр"• (^)
Эквивалентное напряжение существенно зависит от продольно-
го сжимающего напряжения. Оно превышает кольцевое (всегда
растягивающее), когда имеет отрицательный знак, т. е. является
сжимающим (тогда третье слагаемое под корнем имеет знак
«плюс»). Утолщение стенки трубы приводит к пропорциональному
уменьшению кольцевого напряжения, но сжимающие продольные
напряжения при этом согласно зависимости (70) прогрессивно
увеличиваются, что приводит к увеличению эквивалентного напря-
жения и приближает его к эквивалентному напряжению неутол
щенной стенки. Соответственно с увеличением температурного пе-
репада дополнительный запас прочности утолщенных труб, опре-
деленный как отношение предела прочности к эквивалентному на-
пряжению. заметно уменьшается и приближается к запасу проч-
ности труб на участках категорий III и IV.
Эквивалентное напряжение для участков категории I—IV за-
висит от продольных сжимающих напряжений (рис. 70), опреде-
ляемых для различных температурных перепадов с учетом напря
жений от упругого изгиба и в соответствии с допущением о пол-
ном защемлении газопровода по формуле
°лр — Р°к„ + A/af -|- (74)
Принимали радиус упругого изгиба р=2500 м и ц=0,3.
Допустимый температурный перепад лимитируется трубами на
участках категорий I и II и пластической стадией работы при
р=0,5 с п= 1,1 и должен быть не более 60 °C. В северных услови-
ях расчетная температура строительства составляет примерно
—40 °C. поэтому газ после КС должен охлаждаться до температу-
171
Рис. 70. График изменения эквивалентного напряжения для участков категорий
I— IV в зависимости от продольных сжимающих напряжений
ры около 20 °C, что требует использования холодильных машин с
парожидкостным хладагентом. Широко применяют аппараты воз-
душного охлаждения, которые обеспечивают в таких условиях
Д/=80°С. В обеих температурных зонах Д/=60°С и Д/=80°С эк-
вивалентные напряжения значительно превышают кольцевые на-
пряжения, при которых определены толщины стенок. Соответст-
венно коэффициенты запаса прочности К, определяемые как отно-
шение временного сопротивления оВр к эквивалентному напряже-
нию Оэкв, значительно меньше тех коэффициентов запасов проч-
ности, которые приняты при определении толщин стенок труб. Ко-
эффициенты запаса прочности для участков газопровода различ-
ных категорий зависят от температурного перепада:
А/, °C............................ 32—38
Оэкв, МПа...................... 265/318*
К...............................2,26/1,88
60
350/390
1,71/1,54
80
390/426
1.54/1,41
• В числителе лапы цифры для участков категорий I, II; в знаменателе — для участков
категорий III, IV.
Применение труб с утолщенной стенкой для участков катего-
рий I и II не оправдано. Действительно, по сравнению с трубами
для участков категорий III и IV толщина стенки и соответственно
расход металла увеличиваются на 20 %. Кроме того, утолщение
стенки трубы приводит к уменьшению эквивалентного напряжения
172
е основном расчетном режиме при температурных перепадах 60
и 80 °C всего лишь на 10 и 8 % соответственно. Эффективность
применения утолщенных труб снижается также в силу того, что
они требуют более интенсивной общей пригрузки против потери
устойчивости и всплытия. Продольное усилие сжатия от действия
температурного перепада пропорционально площади поперечного
Таблица 50
Балластировка упругоизогнутых участков трубопроводов
диаметром 1420 мм на давление 7,5 МПа
Категория участи а А/, °C S, мм р, м Пригрузка от всплы- тия для начального из иба г? —1,1 и *н„ = *-"5- т/м Пригргзьа от потери устойчи- вости. т/м Суммарная пригрузка от всплытия и потеря устойчивости
*„=1.2 Ь05 Кв=1.2
III — IV 58 16,5 3000 1,53 1.75 1,75 3,28 3,5
I - II 58 19,5 3000 1,44 1,65 1,95 3,39 3,6
III —IV 70 16,5 3000 1,53 1,75 2 3,53 3,75
I — II 70 19,5 3000 1,44 1,65 2,25 3,69 3,9
Примечание. /Г — коэффициент надежности при расчете устойчивости положения тру-
бопровода против всплытия; — коэффициент надежности; Кн — коэффициент запаса про-
тив потери устойчивости.
сечения трубопровода, которая у труб для участков категорий III
и IV меньше, чем у труб с утолщенными стенками. У труб для
участков категорий I и II продольное усилие сжатию равно 1760 т,
тогда как у труб для участков категорий III и IV — 1570 т. Масса
труб с утолщенными стенками на 20 % больше, что уменьшает
балластировку против всплытия, но это не изменяет общий ба-
ланс пригрузки в сторону увеличения. Суммарная пригрузка, необ-
ходимая для компенсации действия продольного усилия и сил Ар-
химеда, при равных коэффициентах запаса прочности у труб для
участков категорий I и II больше, чем у труб для участков катего-
рий III и IV, примерно на 3 %. Так, суммарная балластировка же-
лезобетонными пригрузами при Д/=58°С на участках категорий
I и II составит 3,39 т/м против 3,28 т/м на участках категорий III
и IV. Сравнительные данные по балластировке упругоизогнутых
затопленных участков газопровода диаметром 1420 мм на давле-
ние 7,5 МПа приведены в табл. 50.
Для ооеспечении проектного положения трубопровода большого
диаметра на болотах и обводненных территориях применяют спе-
циальные балластирующие, удерживающие на заданных отметках
устройства.
Газопроводы диаметром 273 мм и более плавают в воде, поэто-
му для погашения положительной плавучести и удержания их в
проектном положении необходима дополнительная пригрузка, опре-
деляемая разностью между массой вытесняемой воды в объеме
173
трубопровода и массой трубопровода в зависимости от его диа-
метра и толщины стенки. До недавнего времени нефте- и продук-
топроводы не пригружались. Полагали, что масса транспортируе-
мого продукта погашает положительную плавучесть трубопрово-
дов. Однако имели место случаи их всплытия. Это можно объяс-
нить выдержкой их пустыми до начала гидравлического испытания
Таблица 51
Масса балластировки (пригрузов) газопровода диаметром
1420 мм, кг/м
р, м В воде В воздухе
против всплытия против потери устой чи- вости всего против всплытия против потери устийчи- ПОСТЕ всего
5000 1100 900 2060 1880 1540 3420
2500 1100 1800 2900 1880 3080 4960
70 (набор кривых из уг- лов по 3°) 1100 3200 4300 18чЮ 5500 7380
и опорожнением при аварийных ситуациях и ремонте, а также тем,
что на выпуклых кривых температурный перепад вызывает сжи-
мающие усилия, вертикальная составляющая от которых не урав-
новешивается массой трубопровода.
На газопроводах большого диаметра даже при пологих выпук-
лых кривых и значительных температурных перепадах для погаше-
ния действия осевых сжимающих усилий требуется балластиров-
ка большей массы, чем для погашения положительной плавучести.
Это видно на примере газопровода размером 1420X19.5 мм, при
р=7,5 МПа и Д/=58°С в соответствии со СНиП П-47—75 и
ВСН 1-46—73, уложенного на выпуклой кривой с различными ра-
диусами упругого изгиба р (табл. 51), [14].
Применяют различные способы балластировки: железобетонные
пригрузы, анкерные устройства, грунтовые засыпки с коврами из
нетканых синтетических материалов и др. Наибольшее распрост-
ранение получила балластировка с помощью железобетонных при-
грузов.
Об объемах балластировки газопроводов можно судить по дан-
ным табл. 52. Гаюпровод Уренгой — Нижняя Тура — Петровск
имеет общую протяженность 2731 км, из них забалластировано
582 км (21,3 % общей длины трассы), при этом 52 % участков за
балластировано л слезобетонными грузами и 48 % — анкерами. Га-
зопровод Уренгой — Новопсков имеет общую лротяжениисто
3341,2 км, из них забалластировано 594 км (18 % общей длины
трассы), при этом 53 % участков забалластировано железобетон-
ными грузами и 47 % —анкерами. Газопровод Уренгой — Ужго-
174
1 а о л н ц a 52
Объемы балластировки магистральных газопроводов
Газопровод Пригрузы армсбекшные Анкерные устройства
число комплек- том, гыс. объем бетона, тыс. мэ масса при- грузев, тыс. 1 ЧИСЛО комплек- тин, гыс. масса уст- ройств, тыс. т
Комсомольское —Сур- 282 524 1,13 75,6 9,3
гут— Челябинск (нит- ка I) Уренгой - Сургут - - 292 542,5 1,17 112,1 14,58
Челябинск (шика 11) Уренгой — Нижняя Ту- 151,2 281 604,8 53 6,4
ра — Петровск У ренгол — Новопсков 157,8 293 631 54 6,5
Уренгой — У жгород 303,4 564,4 1214 72,2 8,6
роо. имеет общую протяженность 4550 км, из них забалластирова-
но 910 км (20 % общей длины трассы), при этом 70 % участков
забалластировано железобетонными грузами и 30 % — анкерами.
При подвижках трубопровода из-за высоко расположенного
центра тяжести седловидные железобетонные пригрузы были не-
устойчивыми и поэтому сваливались с трубопровода (рис 71). Так
как такое явление не было единичным, разработали более совер-
шенные конструкции железобетонных пригрузов (табл. 53)
Наибольшее распространение получили пригрузы типа УБО.
Выбору этой конструкции для массового внедрения предшество-
вали экспериментальные испытания различных пригру job по спе-
циальной методике, содержащей 17 параметров оценки и столько
же видов испытаний [22].
Конструкцию пригрузов оценивали следующим образом: 1 —
устойчивость груза в плоскости, перпендикулярной к оси трубопро-
вода, градус; 2 — трудовые затраты на монтаж груза на трубопро-
вод, чел-дней; 3 — давление груза на изоляционное покрытие тру-
бопровода, МПа; 4 — расход металла на 1 м3 бетона, кг; 5 — за-
щемление трубопровода грузом, Н/м; 6 — усилие сдвига груза по
трубопроводу, Н; 7 — состояние изоляционного покрытия после
монтажа груза и сдвига его в продольном направлении; 8 — воз-
можность использования грунта засыпки траншеи; 9 — коэффи-
циент использования железнодорожных платформ по грузоподъем-
ности; 10 — наличие металлических деталей и надежность защи-
ты их от коррозии; 11 — минимальное расстояние от продольной
оси трубопровода до основания стенки траншеи, необходимое для
навески груза и его устойчивого положения, см; 12 — сложность
изготовления; 13 — погрузка, транспорт и разгрузка грузов на
участке железнодорожной станции и трассе трубопровода; 14 —
наличие дополнительных средств для навески грузов на трубопро-
вод и их сложность; 15 — монтаж груза на трубопровод вертоле-
том; 16—максимально возможная нагрузка на 1 м трубопровода
175
Рис. 71. Седловидные железобетонные пригрузы
Таблица 53
Техническая характеристика пригрузов для балластировки магистральных трубопроводов диаметром
1420 мм
Схема конструкции ’ Марка Разработчик Габариты, м Масса одного утяжели- теля, т Объем бетона на один утяжелитель, м1 Масса стали на один утяжелитель, кг Число комплектов в группе Объем балласта а поло- сти одного комплекта, мг Масса утяжелителя а по те. г Удельная балластирую- щая narpvoKa на 1 м длины труб эпроиода. т/м Масса металла, нес бхо- днмого для балластиров- ки 1 км грубопрьнпда, м 1 ИИ J 1 |с„ ил^»1М1-ажн1Л nvaiih |
i , -fin Седловид- ный ВНИПИ трансгаз 2,4x1,84x0,75 4 1,9 30,4 1 — 2,2 0 19,4 639
Гг Шарнир- ный СУ Г Главсиб- трубо- провод- строй, ВНИИСТ Трест «Ленгаз- спец- строй» 2,1x1,1x1,75 2,1X1,1X1,75 4 4 1.8 1,8 30,6 34,2 1 1 “— 2,2 2,2 2 0 * 19,4 21,9 639 639
и 1 71 sin
11 LJ
>- j W
оо
Продолжение табл. 53
Схсмз'К"ИСтрукиии
Марка Разработчик Габариты, м Масса одного утяжели- теля, т Объем бетона на один утяжелитель, м’ Масса стали на один утяжелитель, кг Число комплектов в группе Объем балласта в поло- сти одного комплекта, м’ 1 Масса утяжелителя в воде, т Удельная балластирую- щая нагрузка на 1 м длины трубопровода,т/м Масса металла, необхо- димого для балластиров- ки 1 км трубопровода, м 1 Число утяжелителей на | 1 км
УБО ВНИИСТ 1,6x1,2x0,6 4,26 1,86 53,66 1 0,96 2,55 1.7 32,2 600
ПКБУ Оргнсфте- газстрой 4. 1,5x1 (в загружен- ном состоя- нии 4x1,5x1,5) 0,096 — 86 4-8 9 6 (с бал- лас- том)^ 4 20.6 240
УБК-1,4 М ГТУ Гос- инспек- ция по качеству строи- тельства Миннефте- газстроя 1X1,76x2,4 6 2,55 ’42 I —- 3,5 3,5 14 330
Примечания. 1. Минимальная ширина траншеи по дну 2,4 м. 2. Крутизна откосов 1:1. 3. ^Число полимерно-контейнерного материала на один
комплект для ПКБУ 41.2/10, м’/кг. 4. СУГ — седловидный утяжелитель для газопроводов; УБО — утяжелитель бетонный охватывающий; ПКБУ—по
лимсрно-коптеинерное балластирующее устройство; УБК — утяжелитель бетонный клиновидный.
при сплошной установке грузов, Н/м; 17 — минимальная ширина
траншеи, необходимая для навески грузов, м.
Параметры 7, 10, 12—15 определяют экспертным путем, осталь-
ные экспериментально или расчетом. Для проведения экспертной
опенки по шести показателям на каждый тип пригруза составля-
ют матрицу «эксперты параметры», в которую вносят оценки по
параметрам от 0 до 100 баллов В экспертизе участвуют специалис-
ты из строительных организаций, проектных и научно-исследова-
тельских институтов, конструкторских и технологических органи-
заций. Результаты сравнительных испытаний различных пригрузов
приведены в табл. 54.
Таблица 54
Показатели оценки железобетонных пригрузов
Номер параметра Марка npurpvu
седлсвидный УСС шарнирный СУГ СГ '
1 20 35 40 31 45
2 0,011 0,011 0,012 0,012 0,012
3 0,04 0,12 0,02 0,02 0,62
4 16 19,5 17 18 66
5 200 300 300 300 350
6 30 35 32 30 65
8 240 240 240 240 240
9 0,75 1 0,75 0,75 0,75
11 1,1 1,1 1,1 1.0 0,95
16 22,9 35 22,9 32 24
17 2,4 2,4 2,4 2,2 2,2
Экспертная 87 68 68 77 66
оценка
Продолжение табл. 54
Номер параметра Марка пригруза Метод определения па- раметров
УП ~ УБПщ УБО шарнирный с клиновидным фиксатором
1 50 50 50 90 Эксперимент
2 0,04 0,033 0,018 0,015 То же
3 0,4 0,4 0,4 0,02 Расчет
4 29 30 28,8 26,5 По рабочим чертежам
5 270 270 380 300 Эксперимент
6 31 29 35 32 То же
8 325 325 600 240 Расчет
9 1,0 1,0 1,0 0,75 То же
11 1,32 1,32 0,9 1,05 »
16 18 18 28,8 22,9
17 2,6 2,6 1,8 2.1 »
Экспертная 72 69 70 61 Эксперимент
оценка
179
Для того чтобы выбрать наиболее рациональные конструкции
пригрузов, необходимо соединить все параметры пригрузов в еди-
ную количественную оценку. Для этого используют функцию сум-
марной желательности качества продукции Харингтона
(75)
где di, dn — безразмерные параметры, полученные определен-
ным путем.
Качественным эквивалентам соответствуют количественные зна-
чения функции суммарной желательности:
д
Продукция обладает предельно отличным качеством, улучшение
нецелесообразно.......................................... 1
Продукция обладает отличным качеством, и ее свойства намного
лучше свойств применяемой продукции...................... I—0,8
Продукция обладает хорошим качеством, и ее свойства улучшены
по сравнению с применяемой продукцией, для которой Д=0,63 0,8—0,63
Продукция приемлема, но низкого качества................. 0,63—0.4
Качество продукции ни нижнем уровне...................... 0,4—0,3
Продукция этого качества приведет к аварийной ситуации 0,3—0
Продукция абсолютно неприемлема.......................... 0
Перевод параметров железобетонных грузов осуществляют с
помощью выражения
cf = e-’e-y,>, (76)
где у\ — величина, получаемая из размерных значений параметров
железобетонных пригрузов по линейному уравнению.
После этого d< подставляют в выражение (75) для каждой
конструкции железобетонного пригруза по всем параметрам.
Проведенные расчеты позволили определить показатели сум-
марной желательности качества продукции для утяжеляющих при-
грузов различных конструкций: УБО — 0,818; УСС — 0,767; СУГ —
0,728; шарнирный—0,687; СГ — 0,686; шарнирный с клиновидным
фиксатором — 0,681; седловидный — 0,613; УБПщ — 0,571; УП —
0,552. При сравнительных испытаниях седловидный пригруз, кото-
рый раньше наиболее широко применялся, получил почти самую
низкую оценку (0,613). Поэтому в последние годы наибольшее рас-
пространение получили пригрузы типа УБО. Опыт их использова-
ния показал, что несмотря на их устойчивость на трубопроводе
возможность учитывать пригрузку грунтом и другие положитель-
ные качества имеются сложности при монтаже. Идет широкий
поиск новых, более совершенных конструктивных решений. Это
тем более важно, что объем применения балластировки непрерыв-
но растет (табл. 55).
Совершенствование пригрузов идет не только по линии усовер-
шенствования их конструкции. Разрабатывают технологии отлив-
ки из расплавленного металлургического шлака или получения
особо тяжелых бетонов с применением отвальных шлаков метал-
180
Таблица 55
Прогнозные данные по балластировке газопроводов диаметром
530—1420 мм в 1984—1985 гг.
Годы строи- тельства Протяженность участков газопроводов, км Объем желе- зобетонных пригрузов, тыс. мэ Число комп- лектов анкер- ных уст- ройств, тыс.
всего балласти- руемых в том числе
железобетон- ными пригру- зами анкерными устройствами
1984 11590 2320 1508 812 936 107
1985 10900 2180 1410 770 1016 111
лургического производства. В 1981 г. из доменного шлака была
изготовлена первая опытная партия пригрузов для трубопроводов
диаметром 1220 мм. Испытания пригрузов на речных переходах
прошли успешно. По своим прочностным характеристикам шлако-
литые утяжелители не уступают чугунным и при этом в 2,5 раза
дешевле железобетонных. Объемная масса достигает 3—3,5 т/м3.
Особо тяжелые бетоны на основе применения отвальных шлаков
металлургического производства Медногорского и Карабашского
комбинатов, а также использования чугунной стружки имеют объ-
емную массу 2,8—3,5 т/м3. Применение особо тяжелого бетона
при балластировке трубопроводов позволяет ускорить сроки строи-
тельства, сократив при этом потребность в утяжелителях на 40 %,
затраты труда на их монтаж на трассе в 2 раза, грузоперевозки на
40 %, и резко снизить затраты цемента.
При выборе конструкции железобетонного пригруза или анкер-
ного устройства необходимо учитывать природно-климатические и
гидрогеологические условия строительства, методы производства
строительно-монтажных работ, а также их надежность и стоимость.
Проверку против всплытия трубопроводов, прокладываемых на
болотах, обводненных и заболоченных участках, следует произ-
водить по расчетным нагрузкам и воздействиям согласно СНиП
11-45—75 из условия
Б /См (Кн.в^в^Б И31 “Ь^пр.с Qrp—рдоп ). (77)
где Б — необходимая пригрузка (вес балласта под водой) или рас-
четное усилие анкерного устройства, приходящееся на 1 м трубо-
провода; /См — коэффициент безопасности по материалу (для ан-
керных устройств — 1; для железобетонных грузов—1,05; при
сплошном ©бетонировании в опалубке—1,07; при сплошном обе-
тонировании методом торкретирования—1,1; при балластировке
плотным (неразжиженным) грунтом: для газопроводов диаметром
до 1020 мм—1,2; для газопроводов диаметром 1020 мм и бо-
лее— 1,4); /Сн.в — коэффициент надежности при расчете устойчи-
вости положения трубопровода против всплытия (для болот, водо-
емов при отсутствии течения воды, пойм рек и периодически зали-
181
ваемых участков 1 %-ной обеспеченности—1,05); qB — расчетная
выталкивающая сила воды, действующая на трубопровод (с уче-
том изоляции и футеровки); Б„зг—расчетная пригрузка (вес бал-
ласта под водой), необходимая для изгиба трубопровода по задан-
ной кривой дна траншеи, определяемая из условия прилегания
трубопровода к дну траншеи; Ьпр.с — расчетная пригрузка (вес
балласта под водой), необходимая для предотвращения подъема
трубопровода на криволинейных участках в вертикальной плоско-
сти под воздействием внутреннего давления и изменения темпера-
туры стенок труб; qrp—расчетный вес трубопровода (с учетом
изоляции и футеровки) на воздухе; дДОп — расчетный вес продук-
та на воздухе, дополнительных обустройств в воде, а также обле-
денения в воде при транспортировке продукта с отрицательной
температурой.
Для выпуклых кривых
8 EI
для вогнутых кривых
*32 EI
9J р2 Р«'
(78)
(79)
Ь изг
где I — момент инерции сечеиия трубы на рассматриваемом участ-
ке; р — угол поворота оси трубопровода; р — радиус упругого из-
гиба оси трубопровода.
Бпр.с = s/p, (80)
1 де s — эквивалентное продольное осевое усилие по СНиП
II-45—75.
Выталкивающая сила воды, приходящаяся на единицу длины
полностью погруженного в воде трубопровода при отсутствии
течения воды,
qu — 0,8Днув,
(81)
где Он — наружный диаметр трубы с учетом изоляционного по-
крытия и футеровки; ув — объемный вес воды с учетом растворен-
ных в ней солей.
При проектировании трубопроводов на участках, сложенных
грунтами, могущими перейти в жпдкопластическое состояние, и
определении выталкивающей силы следует вместо объемного веса
воды принимать объемный вес разжиженного грунта, определяе-
мый по данным инженерных изысканий.
Расчетный вес трубопровода (с учетом изоляции и футеровки)
на воздухе
9т₽ — 0,0246Z>6 (Д„—б) “Ь^изЧ-^Фут.
(82)
где DH — наружный диаметр трубопровода; б — толщина стенки
трубопровода; qH3 — вес изоляционного покрытия; г/фут — вес фу-
теровочного покрытия.
182
Расчетный вес продукта на воздухе определяют следующим об-
разом:
для газопроводов
<?газ —
(83)
для нефтепроводов
<7н = Тн
(84)
где п — коэффициент перегрузки по СНиП П-45—75; р — норма-
тивное давление газа; £)Вц — внутренний диаметр трубопровода;
ун — объемный вес транспортируемой нефти или нефтепродукта.
Вес одиночного железобетонного груза в воде
Вгр = Л1, - у (85)
где М — масса железобетонного груза на воздухе; Vi — объем же-
лезобетонного груза; у — объемный вес жидкой среды погруже-
ния трубопровода.
Пригрузы устанавливают на трубопровод в соответствии с рас-
четом одиночно или группами (рис. 72).
Рис. 72. Расчетные схемы трубопровода при групповой установке грузов (с) в
зоне обслуживания кранов (б):
1 — ось трубопровода: 2 — ось поворота крана; I — предельная длина группы грузов;
половина пролета между группами гр\'зов; г вылет стрелы крана; $ — расстоя-
ние от оси поворота крана до оси трубопровода; В — зоны обслуживания кранов;
L — расстояние между центрами группы пригрузов
Коэффициент пропорциональности
К --- /Гр/Вгр --- 1
(86)
где /ГР — расчетное расстояние между грузами по СНиП II 45—75;
ВГР — ширина груза.
183
Для определения максимального числа грузов в группе задают
допустимый прогиб трубопровода. Предельная длина группы гру-
зов
, _ ,7 ___________768£7/___________
У 2дг(К* 4№ + 6№) + 9, (6/< -I 2)’ ' '
где Е — модуль упругости стали; I — момент инерции сечения тру-
бопровода; f—прогиб трубопровода; дг—распределенная нагруз-
ка; <71 — нагрузка от балласта
Яг ~ увУтр — ^тр> (8®)
где ув — плотность воды; Утр — объем 1 м трубопровода; дтр —
масса 1 м трубопровода в воздухе.
Я1 =: Р/Егр — Яг, (89)
где Р — вес груза в воде.
Для трубопровода размером 1420X16,5 мм максимальное чис-
ло грузов в группе равно 32, а расстояние между группами — 33 м;
для трубопровода размером 1420X19,5 мм соответственно 30
и 37 м.
Наибольший эффект от применения группы грузов достигается
в случае их монтажа краном с одной стоянки.
Расчетное удерживающее усилие гарпунных анкеров зависит
от категории грунтов (табл. 56).
Таблица 56
Расчетное удерживающее усилие гарпунных анкеров, кН
Категория грунтов Грунты Конструкция анкера
цилиндр АВ-1 с Cf UinM М3 прутьев АВ-П с поворотной лопастью А В-III
I Мягкопластичные глины и суглинки, пластич- ные супеси 12 25 51,5
II Мелкие, плотные и сред- ней плотности пески, полутвердые тугопла стичные глины и суг- линки 18 54 82,5
III Гравелистые, крупные, средней крупности пески, твердые супеси, твердые глины и суг- линки 21 80 102
Расчетное удерживающее усилие раскрывающихся типа АР-401
и винтовых анкеров
Данк ==— zkrpNанк^Ианк, (90)
184
где z — число анкеров в одном анкерном устройстве; Лгр — коэф-
фициент однородности грунта, принимаемый равным 0,6; Л^анк —
максимальная (критическая) нагрузка на один анкер; пганк — ко-
эффициент условий работы, принимаемый равным 0,5 при z^2 и
0,4 при z>2.
Максимальная (критическая) нагрузка на один анкер
Л^анк= (АС Byh)F, (91)
где Л и В — коэффициенты, зависящие от угла внутреннего тре-
ния в рабочей зоне (табл. 57);
Таблица 57
Коэффициенты А и В
Нормативный угол внутрен- него трения грунта в ра- бочей зоне, градусы А В Нормативный угол внутрен- него трения грунта в ра- бочей зоне, градусы А В
10 6,2 2,1 24 13,5 7
12 6,6 2,4 26 16,8 9,2
14 7,1 2,6 28 21,2 12,3
16 7,7 8,6 3,2 30 26,9 16,5
18 3,8 32 34,4 22,5
20 9,6 4,5 34 44,5 31
22 11.1 5.5 36 59,6 44,4
С — сцепление грунта в рабочей зоне, тс/м2; у — средневзвешен-
ный объемный вес грунтов, залегающих от дна траншеи до от-
метки заложения лопастей анкера; h — глубина заложения лопас-
тей от дна траншеи; F — площадь лопастей анкера.
Расстояния между анкерными устройствами необходимо опре-
делять исходя из двух условий:
несущая способность анкера
L < Блмк/Б, (92)
где Б — необходимое расчетное усилие анкерного устройства, при-
ходящееся на 1 м трубопровода;
обеспечение устойчивости. При определении критической силы
необходимо учитывать начальный изгиб трубопровода.
Расстояние между анкерными устройствами, рассчитанное ис-
ходя из каждого из двух условий, принимается наименьшее.
Расстояние между железобетонными грузами
L sC Бг/Б, (93)
где Бг — пригрузка, действующая на трубопровод против его
всплытия от одиночного груза.
185
Трубопровод, закрепляемый на проектных отметках анкерны-
ми устройствами (табл. 58) и железобетонными грузами, прове-
ряют на прочность, деформацию и общую устойчивость в соот-
ветствии с требованиями СНиП П-45—75. Использовать анкерные
устройства для закрепления трубопроводов на болотах следует
только в том случае, если подстилающие минеральные грунты обе-
спечивают надежную работу анкеров, а мощность торфа
//торф —• 1 —(" ^тр, (94)
где Dtp — диаметр трубопровода.
На участках с пучинистыми грунтами и на участках, где воз-
можны продольные перемещения трубопровода, анкерные устрой-
ства до разработки и внедрения специальных компенсационных
приспособлений применять не рекомендуется.
Гарпунные анкеры АВ-I, АВ-П и АВ-Ш применяют для за-
крепления трубопроводов диаметром до 820 мм включительно:
^тр* мм Тип анкеРа
До 426 ............... Цилиндрический АВ-1
Ют 426 до 530 ............. С ершом из прутьев АВ-П
От 530 до 820 .... . С поворотной лопастью АВ-III
Анкерное устройство ВАУ-I и раскрывающийся анкер АР-401
используют для закрепления трубопроводов диаметром до 1420 мм
включительно на переходах через болота, обводненные участки и
малые водотоки.
При сооружении трубопроводов в зимний период анкеры сле-
дует устанавливать в грунт сразу после разработки траншеи, в
этом случае работы по закреплению трубопроводов анкерами
должны быть синхронно увязаны с производством основных видов
строительно-монтажных работ.
Винтовые анкеры, как правило, делают сварными. Они просты
в изготовлении, и у них отсутствуют скрытые дефекты в лопастях.
На сварные анкеры расходуется меньше металла, поэтому стои-
мость их ниже стоимости чугунных. Для завинчивания анкеров в
грунт требуется меньший крутящий момент. Максимальная (кри-
тическая) нагрузка на один винтовой анкер Манк зависит от диа-
метра его лопасти D„:
£>л, мм
Л'анк’ к Н мм
100................. 6,5
150 . • . •............. 7,5
200 ...............• . . 13,5
250 .................... 21
300 ...................
400 ................• .
500 ...................
600 ...................
^анк’
30
53
83
120
Если в пролете между анкерными устройствами необходимо
ограничить прогиб (подъем) трубопровода, пролет проверяют по
формуле
/<0,01 \ t (95)
где Е — модуль упругости металла трубы; I — момент инерции по-
186
таблица t>«
Характеристика анкерных устройств н область их применения
Схема конструкции Тип анкера Разработчик Расход метал- ла на один комплект, кг Несущая спо- собность, т Область применения
1 1 Анкер гарпунный АВ-1, АВ-2, АВ-3 Анкер винтовой Гипротюмсннеф- тегаз, Главсиб- трубопровод- строя ВНИИСТ 80-120 100 4 10 Закрепление трубопроводов диамет- ром по 720 мм включительно Закрепление трубопроводов шамет-
разборный Анкер свайный , АР-401 МИНХиГП, Глав- сибтрубопровод- строй, Тюменский фили- ал СКБ ГСМ 790 40 ром до 1420 мм на переходах чере^ болота типов I и II, обводненные участки и малые водотоки Углы поворота в горизонтальной и вертикальной плоскостях, выходы трубопровода на поверхность
перечного сечения трубы; f — допускаемый прогиб трубопровода;
q — расчетная нагрузка на трубопровод,
<7 = О.ОЮ/в — <?тр — <7лоп), (96)
где qR — выталкивающая сила воды с учетом изоляции и футе-
ровки, приходящаяся на единицу длины полностью погруженного
в воду трубопровода, определяемая по формулам СНиП П-45—75;
qTP — расчетная масса трубопровода (с учетом изоляции и футе-
Таблица 59
Расстояния между анкерными устройствами на трубопроводах
различных диаметров, м
Показания динамометра при
контрольном выдергивании, т
D =1220 мм
DTp~ 1420 мм
3—4
4—5
5—6
6—7
7—8
8—9
12-13
13—14
14—15
15 и более
3,7
5,0
6,2
7,5
8,7
10,0
11.2
12,5
15,0
16,2
17,5
18,7
3.0
3,3
4,1
5,0
5,8
6,6
7,5
8,3
10,0
10,8
11,6
12,5
Примечание, Показания динамометра при контрольном выдергивании округляли до це-
лого числа в сторону меньших значений.
ровки) на воздухе; qAon — расчетная масса продукта на воздухе,
дополнительных обустройств в воде, а также обледенения в воде
при транспортировке продукта с отрицательной температурой.
Трубопровод, закрепляемый анкерными устройствами, проверя-
ют на прочность, деформацию и общую устойчивость в соответст-
вии с требованиями СНиП П-45—75.
Для определения расстановки анкерных устройств вдоль тру-
бопровода по данным контрольных выдергиваний необходимо ру-
ководствоваться следующими соображениями:
исходная нагрузка для закрепления трубопровода диаметром
1420 мм от всплытия— 1,2 т на 1 м трубы, а для трубопровода
диаметром 1220 мм — 0,8 т на 1 м трубы;
расчетную несущую способность анкерного устройства в со-
ставе пары анкеров определяют по данным выдергивания одного
анкера, завинченного на глубину 2,4 м. Эта величина, деленная на
12 кН/м (для трубопровода диаметром 1420 мм) или 8 кН/м (для
трубопровода диаметром 1220 мм), позволяет определить расстоя-
ние между анкерными устройствами (табл. 59).
Проведенные на трассах испытания показали, что установки
ВАГ-202 могут осуществлять завинчивание винтовых анкеров с
188
диаметром лопасти 450 мм. Замена широко применяемых анкеров
с лопастью 400 мм анкерами с лопастью 450 мм позволяет уве-
личить их несущую способность на 20—25 %.
Свайные анкеры (рис. 73) предложены Главсибтрубопровод-
строем, МИНХ и ГП им. Губкина и Тюменским филиалом СКБ
«Газстроймашина». Анкерное устройство типа АР состоит из двух
Рис. 73. Конструкция анкерного устройства АР-401:
/ — свайный анкер; 2 — силовой пояс: 3 — футеровочный мат; 4 — прокладка
свайных раскрывающихся анкеров, силового пояса, футеровочного
мата и прокладки. Свайный раскрывающийся анкер состоит из
штанги, выполненной из трубы диаметром 168 мм с толщиной стен-
ки 8—10 мм, снабженной на забойном конце заостренным свар-
ным или литым наконечником, и четырех лопастей трапецеидаль-
ной формы, шарнирно крепящихся к штанге и расположенных по-
парно относительно штанги в два яруса по ее длине перпендику-
лярно друг к другу (в плане между ними угол 90°). Суммарная
площадь лопастей около 1 м2. Свайные анкеры забивают серий-
ными сваебойными агрегатами или специальными установками
для погружения анкеров (АША) и забивки (УЗА). Трестом «Орг-
техтрубопроводстрой» предложена и экспериментально проверена
новая конструкция силового пояса, исключающая смятие трубы
(рис. 74) [21].
Максимальный шаг расстановки анкерных устройств АР-401
учетом ограничения по несущей способности трубопровода и ис-
пользования новых силовых поясов приведен в табл. 60.
В марте 1979 г. трестом «Оргтехтрубопроводстрой» были прове-
дены испытания по установке и определению несущей способности
свайных анкеров, погружаемых в вечномерзлые грунты. Установ-
ке анкеров предшествовало пропаривание, выполняемое различ-
ными способами. Во всех скважинах были образованы «котлы1»
18J
Рис, 74. Новая конструкция силового пояса для анкерных устройств АР-401
Таблица 60
Шаг расстановки анкерных устройств АР-401, м
Диаметр D в толщина стен- ки, С (DxJ), мм Рекомендуемый проект- ной организацией Рассчитанный по несущем спсс<б- ности анкерного устройства Допустимый по несущей способности трубы
тип грунта тип грунта
’ 1 1 " I 1 1 « 1 111
1420x19,5 26 30 23 34 46 65
1420x16,5 25 25 21 31 42 50
1220x16,8 30 33 31 46 62 62
1020x16,0 35 35 49 72 97** 60
которого трубопровод теряет устойчивость, равно
Расстояние между анкерами, после
84 .8 м
Продолжение табл. 60
Гмаметр D и толщина стен- ки, £ (Dx£), мм Возможный по несу щей способности ан- керного устройства Допустимый по дейст- вительной несущей спо- с< бности анкерною уст- ройства Рекомендуемый с учетом действительной несущей способности
тип грунта тип грунта тип грунта
I " 1 1 1 1 1 " Ш I И 1 1 111
1420x19,5 23 34 46 32 46 59 32 46 59
1420x16,5 21 31 42 29 42 54 29 42 50*
1220X16.8 31 46 62* 44 62 81 44 62* 62*
1020X16,0 59 60* 60* 68 97*# 127** 60* 60* 60*
* О|раиичснис io несущем ennet Свести трубы.
Расстояние между анке! амн, ьосле которого труубопрс вод теряет устойчивссть, равно
ГО
для раскрытия лопастей. Было определено, что несущая способ-
ность анкеров, установленных в вечномерзлом грунте, больше, чем
в талом грунте (табл. 61).
Таблица 61
Результаты испытаний анкеров АР-401 в вечномерзлом грунте
Глубина забивки, м Ход анкера до нача- ла резкого увеличе- ния нагрузки, м Усилие начала пере- мещения анкера, тс Максимальная нагрузка, МН
в пропарен- ном грунте в мерзлом грунте через 10 сут после забивки
4,7 1,3 14 0,32 0,7
6,7 1,4 16 0,34 0,7
6,7 1,4 16 0,32 0,7
Действительная несущая способность анкеров АР-401, опреде-
ленная экспериментальным путем, составила для грунтов типа I —
0,35 мН, типа II — 0,5 мН, типа III — 0,65 мН. Изучение фактиче-
ских и расчетных данных позволило рекомендовать следующую
способность анкерных устройств этого типа: для грунтов типа 1 —
0,25 мН, типа II — 0,37 мН, типа III — 0,5 мН. Если допустить
оттаивание вечномерзлых грунтов в основании трубопровода, то не-
сущая способность анкеров снизится и может достигнуть показа-
телей, характерных для талых грунтов. В то же время следует
отметить, что даже при установке анкеров в марте после пропари-
вания и размягчения грунта за 10 дней восстанавливалось его
мерзлое состояние. При транспортировке по вечной мерзлоте ох-
лажденного газа несущая способность анкеров будет равна пока-
зателям для мерзлого грунта.
В качестве пригруза как конструктивного элемента в виде бал-
ластных перемычек или в сочетании с железобетонными утяжели-
телями используют минеральные грунты, улучшенные путем доба-
вок вяжущих компонентов (тяжелые крекинг-остатки, битумы и
т. д.) и активаторов (цемент, известь и т. д.). Грунты с использо-
ванием технической мелиорации называются закрепленными. Бал-
ластировку трубопроводов закрепленным грунтом можно приме-
нять в сочетании с утяжеляющими грузами, скорлупами, сплош-
ным обетонированием и анкерными устройствами, в частности, на
вертикальных вогнутых кривых, где необходима пригрузка для из-
гиба трубопроводов, и выпуклых кривых, где требуется пригрузка
для предотвращения выпирания труб из грунта.
В зависимости от вида грунта, подлежащего закреплению, оп-
ределяют все или некоторые исходные физико-механические свой-
ства грунтов для оценки их пригодности к закреплению, а также
выбора закрепляющих материалов и проектирования состава ком-
понентов.
В качестве средств закрепления и стабилизации строительных
свойств грунтов в условиях обводненной местности Уфимский неф-
191
тяной институт рекомендует модификации по содержанию тяжелых
фракций продукта МТ-10, представляющего собой смесь зимнего и
летнего базовых компонентов (смесь остатка термического крекин-
га и легкого газойля в соотношении 1: 1 или 3:1) с 10 % строи-
тельного битума увеличивает прочность с и водонасыщение W
закрепленных грунтов (рис. 75). Дозировка закрепленного соста-
Концентрация битума, % от массы
Рис. 75. График зависимости прочности (/) и водонасыщения (2) нефтегрунтов
от концентрации битума БН-90/10 в смеси 75 % по массе крекинг-остатка в лег-
ковом газойле коксования (срок хранения 28 сут)
ва зависит от вида, влажности и состояния грунта и модифика-
ции закрепления. Поэтому при назначении дозировки необходимо
пользоваться данными экспериментальных исследований.
Для балластировки магистральных трубопроводов закреплен-
ным грунтом рекомендуется применять утяжеляющие железобетон
ные грузы типа УБО (рис. 76), которые устанавливают групповым
методом (рис. 77). При этом методе грузы укладывают вплотную
друг к другу. Их общее число на I км трубопровода должно соот-
ветствовать расчетному (требованиям проекта).
Рис. 76. Конструкция утяжеляющего
железобетонного груза типа УБО.
1 — блок бетонный; 2 — пояс соединитель-
ный; 3 — закрепленный грунт; 4 — трубо-
провод
192
Рис. 77. Групповой метод балластировки трубопроводов с применением закреп-
ленного грунта:
/ — трубопровод; 2 — траншея; 3 — закрепленный грунт; 4 — группы грузов типа УБО
В 1979 г. в СКВ «Газстроймашииа» были выполнены экспери-
менты, имеющие цель повысить удерживающую способность анкер-
ного устройства за счет увеличения глубины его установки и при-
менения группы анкеров с малыми диаметрами лопасти вместо
одиночных анкеров с большими диаметрами лопасти [15]. Было
установлено, что удерживающая способность анкера увеличивает-
ся, если глубина его установки превышает критическую, равную
шести диаметрам лопасти. В эксперименте глубина установки
анкера достигала 30—40 диаметров лопасти. Увеличение глубины
установки анкера с 11 до 40 диаметров лопасти привело к росту
его несущей способности в 4,9 раза. При балластировке трубопро-
вода диаметром 1020 мм расход металла на 1 км трубопровода
уменьшается в 1,4 раза при установке анкера с лопастью диа-
метром 400 мм на глубину 5 м по сравнению с рекомендуемой нор-
мами глубиной 2,4 м. При замене анкера с лопастью диаметром
400 мм группой анкеров с лопастью диаметром 150 мм (по два
анкера в группе) расход металла
уменьшается в 2,8 раза. При
этом число анкеров возрастет в
4,8 раза. В то же время крутя-
щий момент при завинчивании
одного анкера из группы умень-
шится в 15,5 раза по сравнению
с крутящим моментом при завин-
чивании анкера с лопастью диа-
метром 400 мм. Это позволяет
применять при завинчивании бо-
лее легкий, проходимый и моби-
льный механизм, способный с од-
ной стоянки завинчивать одновре-
менно группу анкеров. Процесс
завинчивания анкеров сопровож-
дается возрастанием крутящего
момента Мкр по мере увеличения
Мкр, Нм
Рис. 78. График зависимости крутя-
щего момента при завинчивании ан-
кера с лопастью диаметром 150 мм
от глубины его установки
193
Таблица 62
Крутящий момент при завинчивании в зависимости от
глубины установки и диаметра лопасти анкера, Н м
Я, М Ра>.к- мм
150 300 400
0,9 4 430
1.8 5 800 6400 —
2,4 6 050 — 11330
4,4 10 750 15 200 —
глубины их установки Н и диаметра лопасти D№K (рис. 78 и
табл. 62).
Крутящий момент при завинчивании анкеров с лопастью диа-
метром 150 мм имеет завышенные по сравнению с расчетными
значения. Это объясняется тем, что происходит значительное тре-
ние штанги о грунт, диаметр которой составляет более половины
диаметра лопасти анкера — 89 мм.
При проведении описываемого эксперимента анкеры извлека-
лись из грунта через 2 мес после их установки. Усилие извлечения
анкера зависит от диаметра его лопасти, способа и глубины уста-
новки (табл. 63).
Таблица 63
Усилие извлечения анкера в зависимости от глубины
установки и диаметра лопасти анкера, кН
Н, м Оаик, мм
iso ;J | 15U+15IJ | I 300 | 400
0,9 8,75 .
1.8 — 29 70,67 —
2,4 — 33,5 — 173
4,4 21,5 190 235 —
Характер изменения нагрузки при извлечении анкеров с ло-
пастями диаметрами 150 и 400 мм соответственно с глубин 900 и
2400 мм показан на осциллограммах (рис. 79). Осциллограммы
имеют два характерных участка: на первом усилие интенсивно воз-
растает до максимального значения; на втором оно постепенно сни-
жается до 0 в момент выхода лопасти анкера на поверхность. На-
личие первого характерного участка свидетельствует о том, что
завинченный анкер не обладает наибольшей удерживающей спо-
собностью. Максимальная удерживающая способность наступает
для анкера с лопастью диаметром 150 мм через 210 мм от на-
чальной глубины заложения, а для анкера с лопастью диаметром
400 мм — через 253 мм. Над лопастью анкера возникает и посте-
194
Рис. 79. Осцнлограммы
процесса извлечения ан-
керов с лопастями диа-
метрами 150 и 400 мм
соответственно с глуби-
ны 900 (а) и 2400 мм (б)
пенно нарастает уплотненное ядро. Усилие извлечения анкера дос-
тигает максимума к моменту стабилизации уплотненного ядра.
Длина участка, на котором образуется ядро, зависит от характе-
ристик грунта и диаметра скважины, образованной штангой. Это
свидетельствует о возможности увеличения удерживающей способ-
ности анкера за счет подтягивания до образования уплотненного
ядра. Желательно, чтобы такую возможность имела машина для
установки анкеров. Таким образом, установка анкеров на глуби-
ну, превышающую критическую, приводит к увеличению их удер-
живающей способности. Существует закритическая глубина, на
которой прекращается рост удерживающей способности анкера.
При прокладке подводных переходов для балластировки трубо-
проводов используют чугунные и железобетонные пригрузы, а так-
же обетонирование труб. Обетонирование имеет целый ряд преиму-
ществ перед другими видами балластировки. Обетонированные
трубы приспособлены для укладки методом протаскивания. Изоля-
ция трубопроводов надежно защищена, трубы имеют постоянную
массу, отсутствуют соскальзывание пригрузов и изменение баллас-
тировки. При этом обетонирование наиболее целесообразно про-
водить централизованно на специальных установках. В нашей
стране осуществляется как централизованное обетонирование, так
и непосредственное у речных переходов.
195
Наибольшее распространение получило обетонирование труб по
оригинальной технологии, предложенной инженером А. П. Кото-
вым завода треста «Сургуттрубопроводстрой». Бетон для такого
обетонирования должен соответствовать требованиям по прочно-
сти, морозостойкости и плотности Объемный вес бетона не менее
2300 кг/м3. Обетонируют трубы размером 1020X21 мм и длиной
12 м. Масса такой трубы составляет 19 т. Трубы обычными тру-
бовозами вывозят к месту уклад-
ки на расстояние 150 км. Такие
обетонированные трубы были
уложены через протоки перехода
газопровода Уренгой — Челя-
бинск через р. Обь. Укладку про-
Рис. 80. Балластировка минераль-
ным грунтом с применением нетка-
ного синтетического материала:
/, 2 — грунт засыпки; 3 — синтетический
нетканый материал; 4 — уложенный в
траншею трубопровод; 5, 6, 7 — дно,
стенки и бермы траншеи
водили протаскиванием и опус-
ком со льда. Опыт строительства
этого перехода показал, что бе-
тонное покрытие надежно в эксп-
луатации, жесткость обетониро-
ванного трубопровода незначи-
тельно отличается от необетони-
рованного благодаря устройству
кольцевых разрезов на бетонном
покрытии через каждые 3,5 м и
иеобетонированных стыках труб.
При балластировке трубопро-
вода минеральным грунтом с при-
менением нетканого синтетичес-
кого материала последний укла-
дывают в траншею над трубопроводом с прилеганием к поверхно-
сти трубопровода, стенкам и дну траншеи (рис. 80). Поверх не-
тканого материала отсыпают привозной или местный минеральный!
грунт, служащий балластом, соединяют концы нетканого материа-
ла над траншеей или заводят концы на бровку траншеи, а затем
сверху обваловывают местным грунтом.
В 1981—1982 гг. в районах Среднего Приобья Главспбтрубопро-
водстрой применял такую балластировку. Получены положитель-
ные результаты. Трубопровод сохраняет устойчивое проектное по-
ложение. Балластировку проводят серийными машинами, при этом
обеспечивается сохранение темпа прокладки трубопроводов. Стои-
мость балластировки 1 км трубопровода диаметром 1420 мм со-
ставляют приведенные затраты 23,76 тыс. руб. (без учета достав-
ки минерального грунта) и 32,06 тыс. руб. (с доставкой минераль-
ного грунта из карьера) против 25,08 тыс. руб. анкерными устрой-
ствами и 113,51 тыс. руб. железобетонными пригрузами.
Для расчета балластировки трубопровода необходимо опреде-
лить сумму силовых воздействий на данный участок трубопрово-
да. Как уже было показано, эти воздействия определяются силами
Архимеда, выталкивающими трубопровод из воды или пульпы, и
температурным перепадом между максимальной или минимальной
196
температурой стенок труб при эксплуатации и минимальной или
максимальной температурой замыкания расчетной схемы трубо-
провода, а также внутренним давлением и радиусом упругого
изгиба.
Понятие «температура замыкания расчетной схемы» вызывает
постоянную дискуссию. Вначале проектные институты взяли на во-
оружение указание в СНиПе на проектирование магистральных
трубопроводов о том, что под температурой замыкания расчетной
схемы следует понимать температуру, при которой сваривают за-
хлесты. В рабочих чертежах строили температурные графики про-
кладки трубопровода, исходя из максимальной температуры экс-
плуатации трубопровода в летний период и принятой из расчета
на внутреннее давление толщины стенок труб категорий I и II.
Температурный перепад составлял 58 °C. Затем строили график
замыкания сварных швов (рис. 81). Кривая 2 характеризует тем-
1200
25 50 75 100 125 150 175 200 £,км
Рис. 81. График температур газа Т, укладки Tyvn и осевого усилия S по длине
газопровода L Вынгапур — Челябинск при вводе КС через одну:
/ — аварийный режим (без АВО); 2 — режим максимальных температур воздуха (с дто);
3 — круглогодичное охлаждение до температуры грунта ГГр (с холодильными машина-
ми); 4 — зимний режим (с АВО); 5 — температура укладки при аварийном режиме (без
АВО); 6 — температура укладки при охлаждении в АВО до температуры га-
за после охлаждения в АВО в летний период Гп=40°С; 7 — осевое усилие
197
пературу газа, охлаждаемого в АВО, на перегоне между двумя
КС газопровода т, е. кривая построена применительно к данным
климатологического справочника плюс 10—15 °C на головном уча-
стке (уровень возможного охлаждения в аппаратах воздушного
охлаждения) и с учетом влияния отдачи тепла грунту, дроссель-
эффекта по длине перегона. Кривая 1 характеризует тепловой ре
жим трубопровода при отказах АВО. Температурный уровень по-
дачи газа зимой определен проектом как минимальный —10 °C.
Температурный перепад по расчету составляет 58 °C. Из графика
видно, что примерно половину трассы надо проложить при темпе-
ратурах выше —25 °C, а участки, прилегающие к компрессор-
ным,— при температурах ниже —18 °C. Без дополнительного ох-
лаждения газа, т. е. без применения искусственных холодильных
циклов, изменить узаконенный температурный перепад не пред-
ставляется возможным. Выполнять прокладку трубопроводов по
такому температурному графику практически невозможно. Как уже
было показано, речь идет не о температуре замыкания сварных
швов, так как ограничение на расчетную схему накладываются
уже в период засыпки трубопровода грунтом. Доказано, что точка
трубопровода зафиксирована, если фронт засыпки ушел вперец
на 700—1000 м в зависимости от характеристики грунтов. В слу-
чае, если трубопровод балластируют анкерами или пригрузами,
это расстояние может быть меньшим. Поэтому температура про-
кладки трубопровода с небольшой поправкой на «согревание»
трубопровода в мерзлом грунте за сравнительно небольшой пе-
рист является расчетной температурой для определения темпера-
турного перепада. Замыкание сварных стыков засыпанных протя-
женных участков трубопровода не может вызвать подвижек, де-
формаций его на большую длину. Поэтому температура замыка-
ния монтажных соединений уложенных и засыпанных грунтом
плетей, участков трубопровода может влиять только на темпера-
туру коротких прилегающих к стыку участков. Следует сказать,
что при поточном ведении работ и температурный график замыка-
ния стыков не выдерживается.
Один из важных конструктивных параметров прокладки трубо-
провода — минимально допустимый радиус упругого изгиба тру-
бы, который определяется температурным перепадом, внутренним
явлением и физико-механическими характеристиками трубы. Кро-
ме того, с уменьшением радиуса упругого изгиба при прокладке
трубопровода на обводненных участках трассы и болотах увеличи-
вается пригрузка трубопровода, обеспечивающая его продольную
устойчивость.
Минимально допустимый радиус упругого изгиба определяют
исходя и деформаций в крайних волокнах сечения, установлен-
ных нормами, по формуле
2^зС/?^/<н + 0,15pDBH/6 — ЕъМ ) ’
1< к
где
Е—модуль упругости металла труб, равный 2,1-105 МПа; С —
коэффициент, отражающий категорию участка газопровода, при-
нимаемый согласно нормам; Кн—коэффициент надежности, при-
нимаемый согласно нормам для данного газопровода равным 1,1;
— предел текучести металла труб, определяемый технически-
ми условиями на трубы; а — коэффициент линейного расширения
металла, равный 1,2-10-5 1/градус; Д/ — нормативный темпера-
турный перепад, положительный при нагревании; онкц — кольце-
вые напряжения от рабочего (нормативного) давления, определяе-
мые по формуле (68) при я=1.
На основании проведенных расчетов при проектировании газо-
провода предельно допустимые радиусы упругого изгиба получе-
ны равными 1250 м для участков категории III и 1930 м для участ-
ков категорий I и II (табл. 64). Отметим, что во многих случаях
принятые для сооружения радиусы упругого изгиба несколько вы-
ше минимально допустимых, что увеличивает объемы земляные
работ, но уменьшает необходимое число пригрузов для обеспече-
ния продольной устойчивости выпуклых кривых.
Увеличение диаметров современных трубопроводов с одновре-
менным увеличением внутреннего давления привело к тому, что
обеспечение их устойчивости в грунте стало одним из решающих
факторов, определяющих надежность всей системы. Продольные
усилия, возникающие в трубопроводе вследствие изменения тем-
пературы его стенок, растут пропорционально квадрату его диа-
метра и могут достигнуть примерно 20 мН. Силы трения трубы а
грунт, противодействующие ее перемещению как в продольном, так
и в поперечном направлении, увеличиваются только пропорцио-
нально диаметру трубы. Это положение усугубляется при проклад-
ке трубопроводов по болотам и обводненной местности, где защем-
ляющая способность грунта значительно снижается.
Опыты показали, что зависимость сопротивления грунта засып-
ки от поперечного перемещения трубопровода вверх имеет сле-
дующий характер: вначале с ростом перемещения сопротивление
грунта засыпки увеличивается, достигая своей предельной удержи-
вающей способности, с дальнейшим ростом перемещения оно
уменьшается. На основании экспериментальных исследований ус-
тановлены расчетные зависимости, определяющие предельную
удерживающую способность грунта и показывающие ее зависи-
мость от высоты засыпки трубы и физико-механических свойств
грунта. Следует остановиться на влиянии времени и способа за-
сыпки трубопровода грунтом. Обычно при изысканиях определи
ют физико-механические характеристики грунта ненарушенной
структуры. Засыпку трубопроводов, особенно в зимнее время, про
Таблица 64
Допустимые радиусы упругого изгиба
Диаметр тру- бопровода D и толщина стен- ки Б ( О х Б), мм %Р’ МПа тд’ МПа Участки категории III
МПа р. МПа д/. °C р. м
допусти- мое Принято!? ! допусти- м ый принятый допусти- мый принятый
1420x10,5 600 470 351 76 75 72,5 58 1250 1500
1420x19,5 600 470 - — - — — —
1220x16,8 600 450 — — — — — - —
1020x16,0 540 400 - — - - — - —
1020x21,5 540 400 — — — — — — —
Продолжение табл. 64
Диаметр тру-
бопровода D и
толщина стен-
ки Б < /Jx Б),
мм
Участки категории 1 и II
МПа
1420x16,5
1420x19,5
1220x16,8
1020x16,0
1020x21,5
291
291
263
263
7,5
7,5
7,7
10,2
7,5
7,5
7,5
7,5
58
58
57
82
58 1840 2000
58 1500 2000
57 1730 2000
57 1930 2000
Примечание. Трубы размером 1220x16,8; 1020 x 21,5; 1020х 16 мм прокладывают на много-
ниточных переходах через реки.
водят с помощью механизмов таким образом, что пористость грун-
та засыпки и его влажность существенно увеличиваются по срав-
нению с грунтом ненарушенной структуры. Кроме того, как в свя-
зи с производством работ, так и в связи с происходящим измене-
нием во времени уровней грунтовых вод в процессе эксплуатации
возможно обводнение трубопровода. Поэтому для обеспечения на-
дежности его работы расчеты продольной устойчивости проводят с
учетом времени и способов обратной засыпки, а также прогнози-
рования изменения гидрогеологических условий при его эксплуа-
тации.
Критическое продольное усилие определяют на основе энерге-
тического критерия устойчивости, учитывающего все факторы, вли-
яющие на трубопровод. Устойчивости системы труба — грунт при
200
действии продольного сжимающего усилия исследовали на осно-
вании анализа полной энергии системы
о о
a LI2
- (-VT")2} dx + $ Kv2 dx + $ <?"₽ - CPV>Vdx' <")
b о
где El — жесткость трубы при изгибе; L — длина волны вспучива-
ния; V(x) — форма дополнительных перемещений трубопровода;
Sx — осевое продольное сжимающее усилие, вызванное изменени-
ем температуры и внутреннего давления; Уо(х) — форма началь-
ного искривления (изгиба) трубопровода; а — участок упругой ра-
боты грунта; К, Ср — параметры, характеризующие расчетную мо-
дель грунта; #пр — предельная удерживающая способность грунта
поперечным перемещениям трубы вверх.
При анализе полной энергии системы исследовали различные
формы потери устойчивости, отвечающие особенностям работы за-
глубленного трубопровода. В результате анализа было получено
уравнение, описывающее равновесное состояние системы. Крити-
ческую силу находили из условия минимума полной энергии си-
стемы. Длину волны выпучивания (критическую длину) определя-
ли минимизацией критического усилия по длине, т. е. находили
длину участка кривой, на которой может произойти выпучивание.
Исследования показали, что в подземном газопроводе может про-
изойти потеря устойчивости типа И. Качественно этот тип потери
устойчивости можно описать следующим образом: вначале с уве-
личением нагрузки (температуры и внутреннего давления) трубо-
провод, имеющий начальные искривления, получает небольшие по-
перечные перемещения, затем при нагрузке соответствующей кри-
тической силе, происходит резкое нарастание перемещений и вы-
пучивание трубопровода.
На основании проведенных исследований получены расчетные
зависимости, устанавливающие связь между действующими нагруз-
ками, воздействиями (давлением и температурным перепадом),
радиусом упругого изгиба и балластировкой, обеспечивающей про-
дольную устойчивость подземных газопроводов. Для минеральных
грунтов, находящихся в состоянии естественной влажности, мини-
мальная глубина заложения, равная 1 м из условия защиты тру-
бопровода от механических повреждений, обеспечивает устойчи-
вость трубопровода на участках с упругим изгибом трубы. На об-
водненных участках трассы, сложенных даже минеральными грун-
тами, в некоторых случаях из расчета продольной устойчивости
требуется дополнительное заглубление трубопровода или дополни-
тельная его балластировка, обеспечивающая его устойчивость про-
тив всплытия.
201
Важным вопросом при проектировании газопровода в условиях
Западной Сибири является правильный учет удерживающей спо-
собности обводненного грунта. Удерживающую способность грун-
тов, подверженных размыву, плывунных или разжиженных не учи-
тывают. Однако существовало мнение, что при расчете трубопро-
водов больших диаметров против всплытия не следует учитывать
и вес минерального грунта. При этом исходили из того, что трубо-
провод можно укладывать в обводненную траншею. В результате
чего действительно невозможно обеспечить проектного положения
трубопровода за счет засыпки грунтом. В то же время при уклад-
ке трубопровода в необводненную траншею грунт при последую-
щем обводнении может обеспечить устойчивость его положения.
Однако, учитывая разнообразные условия строительства, нормами
СНиП П-45—75 было предписано не учитывать вес обводненного
грунта при расчете трубопровода против всплытия. Это привело
в некоторых случаях к значительному удорожанию и увеличению
объемов балластировки, что не всегда оправдано.
Остановимся несколько подробнее на определении удерживаю-
щей способности обводненного грунта. Удерживающая способ-
ность обводненного грунта на единицу длины газопровода опре-
деляется объемом призмы выпора грунта и объемным весом об-
водненного грунта. В пределах существующих глубин заложения
(до 4 м) объем призмы выпора примерно пропорционален глуби-
не заложения трубы. Это определило в некоторых случаях воз-
можность повышения удерживающей способности грунта за счет
увеличения глубины заложения трубы. Объемный вес обводнен-
ного грунта
fv Тв 1 ....
Тезв — , । Е * (1J0)
где уу — плотность грунта (скелета); ув — плотность воды с уче-
том растворенных в ней веществ; е — коэффициент пористости.
Плотность минерального грунта в среднем равна 2,6 т/м3, а
грунта болот— 1,1—1,2 т/м3, воды с учетом растворенных в ней
веществ—1—1,1 т/м3. Отсюда следует, что объемный вес мине-
рального грунта во взвешенном состоянии достаточно велик и
должен учитываться в расчетах, а объемный вес грунта болот и
удерживающую способность их при вертикальном поперечном пе-
ремещении трубы можно практически не учитывать. Объемный вес
обводненного грунта обратно пропорционален его пористости. Сле-
довательно, объемный вес грунта засыпки обводненного грунта в
значительной степени меняется в зависимости от способа произ-
водства работ. Так, при засыпке грунтом без его предварительного
разрыхления и последующего уплотнения объемный вес обводнен-
ного грунта может уменьшиться в 2—3 раза, что, в свою очередь,
может вызвать необходимость дополнительной балластировки. Та-
ким образом, на основании детальных расчетов с учетом способа
и времени строительства, условий работы трубопровода при эксп-
луатации можно определить необходимую глубину его укладки и
расстояние между грузами или анкерными устройствами.
202
Глава 10
ИСПЫТАНИЯ МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДОВ
В системе конструктивной надежности и интегральной
оценки качества построенного магистрального трубопровода испы-
тания перед сдачей его в эксплуатацию занимают особо важное
место. Все линейные сооружения испытывают на плотность и
прочность в соответствии с требованиями СНиП Ш-42—80 и до-
полнением к нему, введенным Госстроем СССР 5 ноября 1982 г.
№ 272.
При испытаниях в трубопроводе имитируют эксплуатационные
нагрузки и на короткое время по определенной схеме создают пе-
регрузки с тем, чтобы спровоцировать проявление скрытых дефек-
тов, не выявленных при контроле в процессе строительства и тех-
нологических операций или при контроле труб, трубных деталей
и арматуры на заводах-изготовителях. Если дефекты отсутствуют
или они устранены прн испытании и трубопровод выдержал весь
цикл испытаний на плотность и прочность, его аттестуют как рабо-
тоспособное на проектные параметры сооружение. Однако испы-
тания не дают полной гарантии безопасной работы трубопровода.
Речь может идти лишь о высокой степени вероятности безопасной
эксплуатации.
В практике эксплуатации газо-, нефте- и продуктопроводов
имеют место разрушения, которые происходят на трубопроводах
через сравнительно короткое время после начала эксплуатации
при рабочих давлениях более низких, чем испытательные давления
на прочность. Так, например, изучение отказов трубопроводов
за 1979—1983 гг. показывает, что среднее статистическое давле-
ние, при котором имели место отказы, для газопроводов состав-
ляет 4,1 МПа, а для нефтепроводов — 3,6 МПа.
Испытание трубопроводов на плотность и прочность проводят
после полной готовности участка, его засыпки, обвалования или
крепления на опорах при надземной прокладке, а также после
монтажа арматуры и катодных выводов. Перед испытанием долж-
на быть очищена полость трубопровода. Нефте- и продуктопроводы
испытывают гидравлическим способом, газопроводы — водой или
пневматическим способом (воздухом или природным газом).
В горной и пересеченной местности испытания газопроводов раз-
решается проводить комбинированным способом (воздухом и во-
дой или газом и водой). Испытания трубопроводов водой при от-
рицательных температурах воздуха допускаются только при усло-
вии предохранения трубопровода и линейной арматуры от замо-
раживания.
Протяженность испытываемых участков обычно не ограничи-
вается за исключением случаев, когда при гидравлическом или
203
комбинированном испытании необходимо учитывать гидростатиче-
ское давление. Границы участков, способы испытания и испыта-
тельные давления определяются проектом, в котором должна быть
предусмотрена схема проведения испытания, указывающая места
забора и слива воды, пункты подачи газа и т. д. Испытательное
Таблица 65
Сопоставительный анализ нормативов испытаний
магистральных трубопроводов
Показатели Участок Нормы
США | ФРГ СССР
Конструктивный коэф- фициент запаса от предела текучести Магистраль 1,4—1,67 1.6 1,28—1,37
V _гтПНп /~тах /'«-'Стек/°раб Переход 2—2,5 2—2,4 1,52—1.64
Минимальный коэффи- циент перегрузки при Магистраль 1.25 1.3 1,1
испытаниях (относи- тельно рабочего дав- ления) К’ = си /сраб Переход 1.4 1.3 1,25
Максимально допусти- мый коэффициент пе- регрузки при испыта- Нормы 0.9 0,9 0,9
ниях (относительно предела текучести) гг Лтах » min /°тек Практика 1,15 1,1 0,9
Примечание. а™?* — минимальный предел текучести; — максимальные напряжения
mln* max
и Рабочем Давлении; ии ои —соответственно минимальные и максимальные напряже-
ния при испытательных давлениях (при перегрузках).
давление и время выдержки под ним, продолжительность испы-
таний трубопровода на плотность и прочность принимаются в за-
висимости от категории участков и их назначения в соответствии
со СНиП II1-42—80.
По нормам, действующим в нашей стране, уровень эксплуата-
ционных нагрузок выше уровня этих нагрузок по нормам США.
Канады и ФРГ, а уровень испытательных нагрузок, наоборот, ни-
же (табл. 65).
Соотношение норм таково: по конструктивному коэффициенту
запаса от предела текучести для магистрали 89% и перехода
72%; по минимальному коэффициенту перегрузки при испытаниях
(относительно рабочего давления) для магистрали 80%
и, перехода 71%. Уровень напряжений от испытательных и рабо-
чих давлений в трубах из низколегированных сталей как конечный
эффект от принятых коэффициентов показан в табл. 66.
204
Испытательные напряжения составляют 67—85% нормативно-
го предела текучести, причем для участков категорий 111 и IV на-
пряжения самые высокие, хотя это наименее ответственные участ-
ки. Наименьшие напряжения приняты для участков категорий II.
В такой постановке нет логики, это доказывает случайный харак-
тер повышающих коэффициентов. Справедливо было бы иметь
более высокие напряжения при испытаниях для наиболее ответст-
Таблица 66
Напряжения от рабочих и испытательных давлений в трубах,
проложенных на участках различных категорий
Давление* I II III и IV
Рабочее 0,61—0,65 0,61—0,65 0,73—0,77
Испытательное 0,76—0,80 0,67—0,72 0,80—0,85
* По отношению к пределу текучести.
венных участков или по крайней мере одинаковые напряжения для
участков всех категорий, т. е. проверку должны проходить все
участки трубопровода в одном режиме напряжений.
Этот пример показывает, что коэффициенты перегрузки регули-
руют действительное напряженное состояние, возникающее в ме-
талле труб при испытаниях без строгого научного обоснования.
С момента выхода первых отечественных норм по испытанию ма-
гистральных трубопроводов прошло более 20 лет. В то время
строили трубопроводы диаметром 720 мм на давление 5,5—
6,4 МПа. Теперь, когда строят трубопроводы диаметром 1220—
1420 мм на большие давления, эти нормы требуют пересмотра.
Испытательное давление на трассе чаще всего ниже испыта-
тельного давления в заводских условиях, которое составляет 0,9—
0,95 предела текучести. Если учесть, что нормативный предел те-
кучести является практически наименьшим из всех его значений
для металла трубы, то следует сделать вывод, что напряжение в
трубопроводе при испытаниях на трассах далеко от фактических
пределов текучести металла. Таким образом, имеется резерв в 10—
20% повышения испытательного давления при испытаниях на
трассе по сравнению с испытаниями в заводских условиях. Не ус-
тановлено, почему, выдержав испытания в заводских условиях на
давление, равное 90—95% нормативного предела текучести, все
трубы большого диаметра начинают разрушаться при меньших
давлениях в периоды предпусковых испытаний. В 1980—
1982 гг. из общего числа разрушений на трубы в среднем
падало 68,8%. Следовательно, кратковременное нагружение в те-
чение 20—30 с на заводах не вскрывает всех дефектов или де-
фектов определенных категорий. Кроме того, при транспортировке
205
по железной дороге, водным и автотранспортом с многочисленны-
ми перегрузками, а также при строительстве трубы могут получать
повреждения, в результате чего появляются новые дефекты: рис-
ки, забоины, повреждения кромок, скрытые дефекты от ударов и
деформаций при холодном гнутье труб и др. При строительстве и
эксплуатации в стенках трубопровода на отдельных участках мо-
гут возникать напряжения более высокого уровня, чем при испыта-
нии на заводах и трассе, за счет дополнительного воздействия тем-
ператур и силовых факторов.
Методики испытаний трубопроводов перед сдачей в эксплуата-
цию нуждаются в дальнейшем усовершенствовании. О необходи-
мости повышения испытательного давления говорит тот факт, что
часть газопроводов из-за отсутствия требуемого количества газа
и невозможности обеспечить повышение давления, а также в силу
ряда конъюнктурных причин испытывали не на проектное, а на так
называемое проходное давление, что соответствовало рабочему
давлению на конкретных участках газопроводов. За 3—6 мес вре-
менной эксплуатации до переиспытания на таких участках имели
место многочисленные отказы. В настоящее время испытание газо-
проводов на «проходное» давление не практикуется.
Американская компания «Тексас истерн трансмишн» с 1950 г.
проводит испытания трубопроводов на давление, создающее в стен-
ке напряжения, близкие к пределу текучести или незначительно
его превышающие. По мнению компании, испытания на таком
уровне позволяют устранить все дефекты и установить истинную
прочность трубопровода. Такие испытания получили в зарубежной
практике широкое распространение. Уже в 1972 г. на XII между-
народном конгрессе представитель компании «Тексас истерн
трансмишн» Г X. Эвинг доложил результаты эксплуатации
60 тыс. км трубопроводов в США, испытанных при высоких на-
пряжениях. Отмечалось, что при испытании повышенным давлени-
ем улучшается структурная прочность трубопровода, повышается
коэффициент безопасности и надежности, что позволяет эксплуа-
тировать его при повышенных давлениях. Хотя напряжения растя-
жения при гидравлическом испытании составляли от 100 до 113%
установленного минимального предела текучести, ни на одном из
участков трубопровода деформации не превысили 2%. Для опре-
деления фактической степени деформации отдельных труб было
создано специальное измерительное устройство, которое запуска-
лось в трубопровод до и после гидравлических испытаний, и ве-
лась автоматическая регистрация геометрии трубопровода с при-
вязкой по длине и трубам. Исследования, выполненные в США,
показали, что уровень пластической деформации до 2% практиче-
ски не имеет влияния на снижение прочности, ударной вязкости
и пластичности труб.
Метод испытания трубопроводов на повышенное давление с
1967 г. получил применение и в Англии. Были проведены экспе-
рименты на 1600 км трубопроводов, которые показали, что 47%
дефектов всех, найденных в процессе испытаний, было обнаруже-
206
по при повышении давления, вызывающего в стенках напряжения
0,8 до J % предела текучести. По мнению английских специали-
стов, оставшиеся при таком уровне испытаний в трубопроводе де-
фекты настолько малы, что при более низком рабочем давлении
разрушений не возникает.
Опыт испытания повышенным давлением имеют также фирмы
ФРГ и Канады.
В США уже к 1970 г. было испытано повышенным давлением
до предела текучести 96 тыс. км газопроводов. Широкое распрост-
ранение испытания повышенным давлением получили при строи-
тельстве морских трубопроводов, испытательное давление которых
достигает значения, равного двум рабочим давлениям. В США был
проведен эксперимент на газопроводах длиной 4800 км для опре-
деления выявления дефектов при различных уровнях испытатель-
ного давления. Ниже приведены результаты этих испытаний.
рисп ’
%
Менее 80
80,1—90
90,1—100
101,1—110
Более ПО
Процент обшего
числа дефектен
8,3
10,4
25
37,5
18,8
Таким образом, было показано, что только около 20% всех де-
фектов выявляется при обычных условиях испытаний, т. е. при на-
пряжениях, меньших 90% предела текучести. Более 60% всех
дефектов обнаружено при испытательных напряжениях, находя-
щихся в диапазоне 90—110% предела текучести.
Обобщение проведенных исследований показало, что ухудше-
ния пластических свойств трубных сталей после проведения испы-
тании повышенным давлением опасаться не следует. Во-первых,
испытания повышенным давлением проводят при напряжениях,
приблизительно равных нормативному минимальному пределу те-
кучести, регламентированному техническими условиями на постав-
ку труб. Фактический же предел текучести стали труб, как пра-
вило, значительно превышает нормативный предел текучести,
и его значение не достигается при испытании повышенным давле-
нием. Во-вторых, как показал зарубежный опыт, более чем на 99%
длины испытанных трубопроводов остаточные деформации не пре-
вышали 0,25%. Как уже указывалось, ухудшение пластических
свойств сталей можно ожидать только при остаточных деформа-
циях, превышающих 2%.
В течение длительного периода обсуждалась проблема и стави-
лись эксперименты по установлению возможности проведения
испытаний трубопроводов с созданием в стенках труб напряжений,
равных пределу текучести или превышающих его. Высказывались
мнения о возможности повреждения металла такими испытаниями,
подращивании дефектов и их прогрессировании при эксплуатации.
Следует отметить, что местные деформации оставшихся трещин
207
при испытании повышенным давлением способствуют притуплению
надреза, а местные сжимающие напряжения, которые остались
после испытания, делают эти дефекты менее склонными к росту
при эксплуатации. Если максимальные напряжения составляют
50% минимального предела текучести и трубопровод испытывают
при 75% предела текучести, то оставшийся дефект максимального
размера должен был бы увеличиться примерно на 50% в длину
во время эксплуатации, чтобы стать опасным в этих условиях. Если
же трубопровод испытывают при максимальном пределе текучести
в 110%, этот дефект должен был бы увеличиться примерно на
200% в длину, чтобы стать опасным при рабочем напряжении в
50% предусмотренного минимума предела текучести.
Основной риск в отношении «повреждения» стали выявляется
от повышенного деформирования трубы при испытании.
Контроль за общим уровнем деформации при испытаниях осу-
ществляется путем использования специальных диаграмм «давле-
ние— объем». При испытании повышенным давлением уменьша-
ются остаточные напряжения после сварки, которые в значитель-
ной степени способствуют возникновению трещин. Метод испыта-
ния повышенным давлением основывается на положении механики
разрушения, согласно которому критические размеры дефектов
тем меньше, чем выше уровень напряжений. Следовательно, чем
выше испытательное давление, тем меньших размеров дефекты
раскрываются, т. е. тем большее число дефектов будет обнаруже-
но. Так, например, испытания при напряжениях, составляющих
110% нормативного предела текучести, позволяют выявить дефек-
ты, длина которых почти в два раза меньше дефектов, выявленных
при испытательном давлении, равном 1,1 рабочего давления.
Связь надежности трубопровода с уровнем испытательных на-
грузок может открыть кинетическая теория прочности, модель ко-
торой была построена советскими учеными С. Н. Журковым,
Э. Е. Томашевским и над развитием которой по исследованию
температурно-временной зависимости прочности твердых тел с
1952 г. работала лаборатория физики прочности Физико-техниче-
ского института имени А. Ф. Иоффе.
На многочисленных различных материалах доказано существо-
вание временной зависимости прочности. Эта зависимость имеет
экспоненциальный характер. Чем меньше начальный размер де-
фектов и уровень рабочих нагрузок, тем больше долговечность
материала и наоборот.
На основе этой теории можно уяснить смысл и выбрать пра-
вильный режим испытаний, чтобы обнаружить дефекты, которые
«прорастут» под рабочей нагрузкой в период эксплуатации. Одна-
ко при этом могут развиться (подрасти) и менее значительные де-
фекты. Очевидно, не существует такого уровня испытаний, кото-
рый обеспечил бы полную безотказность на бесконечном интерва-
ле времени. Но, варьируя соотношениями между пределом теку-
чести, испытательным и эксплуатационными напряжениями, можно
найти такой интервал, который обеспечивает наибольшую гаран-
208
тпю безотказности в ограниченных пределах «жизни» трубопро-
вода.
Мемориальным институтом Баттеля применительно к трубным
сталям установлен экспериментально такой порог — предельная
величина испытательных нагрузок, которая должна быть на уров-
не фактического предела текучести стали.
Испытания повышенным давлением практически можно прово-
дить только гидравлическим способом, так как при пневматиче-
ском способе испытания повышенным давлением может произойти
лавинное разрушение трубопровода.
В Советском Союзе накоплен значительный опыт испытания
нефтепроводов повышенным давлением, так, например, нефтепро-
вод Калтасы — Куйбышев был испытан на давление 0,95 предела
текучести. Это позволило внести в дополнения к СНиП Ш-42—80
норматив испытательного давления в 0,9 предела текучести (мини-
мального нормативного предела текучести). Госстрой СССР своим
постановлением от 5 ноября 1982 г. № 272 ввел дополнения к
п. 11.27 СНиП Ш-42—80, в которых ужесточил требования к ис-
пытаниям трубопроводов на прочность. Дополнительно предусмот-
рено циклическое гидравлическое испытание трубопроводов. Испы-
тательное давление назначается из расчета обеспечения в металле
трубы напряжения, равного 0,9 предела текучести (имеется в виду
минимальный нормативный предел текучести).
Испытательное давление
ри=200бЯ/£>вн, (101)
где б — минимальная толщина стенки; /? — расчетное напряжение,
принимаемое равным 90% минимального нормативного предела
текучести; £)вн — внутренний диаметр трубы.
При гидравлических испытаниях участков трубопроводов, про-
ложенных в гористой или сильно пересеченной местности, испыта-
тельное давление с учетом гидростатического давления в любой
точке не может превышать заводского испытательного давления
труб по техническим условиям или сертификатам (без учета осе-
вого подпора), но должно быть ие менее 1,1рраб в верхней точке
испытуемого участка.
Под циклом гидравлического испытания участка следует пони-
мать суммарное время подъема давления выдержки под испыта-
тельным давлением, вызывающим в металле трубы напряжение,
равное 0,9 предела текучести, и снижения давления до величины,
вызывающей напряжение, равное 0,75 предела текучести. За пол-
ный цикл гидравлических испытаний принимают время выдержки
трубопровода под испытательным давлением от окончания подъе-
ма до начала снижения давления, которое в первом цикле состав-
ляет не менее 6 ч, в каждом из последующих — не менее 3 ч
(рис. 82).
На графике показан обобщенный случай вынужденного сниже-
ния давления до атмосферного при наличии дефекта в период вы-
держки испытательного давления. Такой цикл в общее время вы-
209
Рис. 82. График циклических гидравлических испытаний магистральных трубо-
проводов на прочность:
7В — время выдержки под испытательным давлением; ГВ1 — время выдержки в первом
цикле; Тъ2 — время выдержки во втором цикле; Твн — время выдержки в незаконченном
цикле, Тък — время выдержки в конечном (последнем) цикле; Тц — время цикла испы-'
таний; Гц] — время первого цикла; — время второго цикла; 7ЦН — время незакончен-
ного цикла; Гцк—время конечного (последнего) цикла; — время ликвидации дефекта
держки под испытательным давлением не засчитывается. Число
полных циклов должно быть не меньше 3, а общее время выдерж-
ки по сумме законченных циклов должно составлять не менее 24 ч.
Новые правила допускают в исключительных случаях и при со-
ответствующих обоснованиях испытания газопроводов на плот-
ность и прочность пневматическим способом. При этом парамет-
ры испытаний необходимо применять без циклического нагру-
жения.
В дополнениях к СНиП Ш-42—80 предусмотрена проверка га-
зопроводов на плотность газом. Так как на законченные строи-
тельством отдельные участки газопроводов возможна подача газа
только на конечном этапе строительства всего трубопровода (при
полном окончании монтажа линейной части и вводе в эксплуата-
цию компрессорных станций), разрешается проводить испытания
газопровода в два этапа, разделенные между собой во времени:
первый этап — гидравлическое испытание на прочность; второй
этап — испытание на плотность газом. В особых случаях, когда
необходим ввод газопровода или его участка для повышения на-
дежности газоснабжения, а испытание на плотность газом нельзя
осуществить, допускается испытание на плотность гидравлическим
•способом рабочим давлением в соответствии с указаниями СНиП
III-42—80. Этим же СНиПом следует руководствоваться при опре-
делении испытательного давления и времени испытания без цик-
лического нагружения газопроводов внутри зданий, в пределах
территорий компрессорных и газораспределительных станций,
станций подземного хранения, а также трубопроводов топливного
и пускового газа.
При испытаниях на плотность и эксплуатации жидкостных тру-
бопроводов разрушения имеют небольшую протяженность, дости-
гающую нескольких метров. Другое дело при испытании газом.
В американской практике был случай, когда газопровод разрушил-
210
ся на длине 13 км. Исследования показали, что разрушения тру-
бопровода при испытании газом или воздухом начинаются со
сквозного дефекта меньшего размера, чем при испытании жид-
костью. Более протяженные разрушения при испытании газом или
воздухом объясняются тем. что скорость декомпрессии в жидкости
выше, чем скорость декомпрессии в газовой среде. Трещина пере-
стает развиваться, если скорость разгрузки трубопровода, опреде-
ляемая скоростью распространения звука в транспортируемой сре-
де, превышает скорость движения трещины. Скорость звука в га-
зообразном метане равна 0,43 км/с, а нефти — 1,39 км/с, т. е. в 3 ра-
за ниже. При испытании газом или воздухом в вершине трещины
все время поддерживается высокое напряжение. Отсюда и указан-
ный выше разный эффект разрушения трубопровода при пневма-
тических и гидравлических испытаниях.
При испытаниях участки ограничивают заглушками или линей-
ной арматурой. Линейная арматура может быть использована, ес-
ли перепад давлений не превышает максимальной величины, до-
пустимой для данного типа арматуры.
Проверку на плотность проводят после испытания на прочность
и снижения испытательного давления до рабочего, обусловленно-
го проектом. Для лучшего выявления утечек воздуха или природ-
ного газа при закачке добавляют одорант. При испытании водой
для повышения эффективности обнаружения утечек применяют так
называемые трассирующие вещества, а также акустические при-
боры.
Время выдержки при испытании на плотность назначается из
условия необходимого времени для осмотра испытуемого участка,
но не менее 12 ч.
При пневматических испытаниях подъем давления в трубопро-
воде должен быть плавным, не более 0,3 МПа в час. Первый
осмотр трассы проводят при давлении 0.3 испытательного, но не
выше 2 МПа. При осмотре давление не поднимают. Под испыта-
тельным давлением трубопровод должен быть выдержан для ста-
билизации давления и температуры. Трубопровод считается выдер-
жавшим испытания на прочность, если за время испытания давле-
ние остается неизменным. При пневматическом испытании трубо-
провода на прочность допускается снижение давления на 1% за
12 ч. Трубопровод считается герметичным, если при испытании на
плотность не будут обнаружены утечки. При обнаружении утечек
визуально, по звуку, запаху или с помощью приборов испытывае-
мый участок подлежит ремонту и повторному испытанию.
За рубежом практически отказались от пневматических испы-
таний газопроводов, считая что испытания должны подчиняться
одной цели — выявлению дефектов в трубопроводе, исключая риск
одновременного вывода из строя больших участков трубопро-
водов.
Испытания газом, помимо протяженных разрушений, связаны
с большими потерями газа при разрывах. При испытании возмож-
но возгорание газа при разрушениях, что особенно опасно пр
ill
прокладке газопроводов вблизи жилья, пересечении инженерных
сооружений и наличии параллельных ниток трубопроводов. Боль-
шой ущерб в этих случаях наносится окружающей среде. Если по
трассе нельзя подсоединиться к действующим газопроводам» то
испытание газом может идти только последовательно от место-
рождения, а давление обеспечиваться агрегатами компрессорных
станций. Практически перегрузку рабочими компрессорами в га-
зопроводе нельзя создать выше 1,1 рРаб- Однако при отсутствии на
трассе воды, при надземной прокладке, не рассчитанной на допол-
нительные весовые нагрузки, а также в зимний период гидравличе-
ские испытания представляют большую сложность. В отдельных
случаях не может быть гарантирована полная защита от размора-
живания. Достигнуты большие успехи по испытанию водой в хо-
лодное время года при надежном утеплении арматурных узлов и
соблюдении специальных правил. Испытание воздухом трубопрово-
дов большого диаметра, как это будет показано дальше, требует
много времени и значительных средств. Кроме того, как и при ис-
пытании газом, возникает возможность протяженных разрушений.
В Советском Союзе все большее число газопроводов проходит
гидравлическое испытание. Если в 1973—1975 гг. гидравлическим
испытаниям было подвергнуто всего 2,5% общей протяженности
газопроводов, то в 1980 г. уже 50%. В 1983 г. газопровод Урен-
гой—Помары—Ужгород почти на всем протяжении 4450 км был
испытан водой на повышенное давление по циклической методике.
Для массового перехода на гидравлическое испытание газопро-
водов большого диаметра необходимы были наполнительные агре-
гаты большой производительности. Такие агрегаты созданы и вы-
пускаются промышленностью: АН-501 производительностью
500 м3/ч, АН 1001 производительностью 1000 м3/ч и АН-3001 с
авиационным двигателем производительностью 3000 м3/ч. Для
опрессовки используют агрегаты АО-2 производительностью
20 м3/ч на давление 10 МПа и АНО-202 производительностью
45 м3/м на давление до 20 МПа.
Непрерывно совершенствуется комплекс приборов для контроля
за давлением и обнаружением утечек. Для контроля за давлением
используют опломбированные и имеющие паспорта дистанционные
приборы или технические манометры класса точности не ниже I
со шкалой на давление около 4/3 испытательного давления, уста-
навливаемые вне охранной зоны. Применяют дистанционные при-
боры «Контролер-1» и «Контролер-2», отечественные и зарубежные
акустические приборы.
Характеризуя различные методы испытаний с точки зрения на-
дежности обнаружения дефектов, возможности использования по-
вышенного давления, а также вероятности протяженных разру-
шений трубопроводов при пневматических испытаниях, необходи-
мо отметить и их сравнительную экономическую эффективность.
Эта эффективность определяется многими факторами, но одним из
основных является срок проведения испытаний.
212
Обобщение практических данных по срокам очистки полости
и испытаниям свидетельствует, что срок окончания строительства
удлиняется на 3—15% общей продолжительности строительства.
Однако средние данные далеко не полностью характеризуют сроки
проведения этих операций. Так, засорение трубопровода, вмятины
и другие деформации внутри полости приводят к остановке очист-
ных устройств, обнаружение и вырезка которых удлиняют сроки
промывки и продувки в 2—3 раза. На обнаружение утечек при
гидравлическом испытании на заболоченных и обводненных участ-
ках порой тратится значительное время.
Ликвидация дефектов увеличивает сроки производства работ,
особенно в сложных условиях. Так, испытание участка одного из
нефтепроводов от 0 до 106 км продолжалось 24 дня из-за выявле-
ния 13 утечек. Приведенные данные свидетельствуют о существен-
ном влиянии на сроки строительства операций по очистке полости
законченного трубопровода и его испытанию, а также о целесооб-
разности вести очистку и испытания в технологическом потоке вы-
полнения строительных работ. В этом плане преимущества имеют
испытания водой и воздухом, так как можно проводить испытания
отдельными участками по трассе независимо от полной готовно-
сти газопровода, переходов через водные преграды и пересечений с
инженерными сооружениями, которые часто не могут быть построе-
ны с опережением.
Гиравлический способ испытаний отличается меньшей опасно-
стью, возможностью обнаружения мельчайших дефектов с по-
мощью приборов высокого технического класса точности и испыта-
ния повышенным давлением без разрушения больших участков
дорогих труб, в том числе и использованием для обнаружения
скрытых дефектов дополнительных напряжений, создающихся от
массы воды.
На рис. 83 представлены составленные ВНИИСТом сопостави-
тельные графики испытания магистрального газопровода газом,
водой и воздухом применительно к требованиям СНиП 42—80 без
дополнений по циклическому характеру нагружения. На графике
показан процесс восстановления испытательных условий при раз-
рыве трубопровода. Из графика видно, что средняя продолжи-
тельность испытания 100 км газопровода диаметром 1420 мм та-
кова: воздухом 545 ч, водой —285 ч и газом— 129 ч.
Испытание водой должно идти в потоке всего комплекса работ
по сооружению трубопроводов. Отсюда несмотря на увеличение
времени испытания водой более чем в 2 раза по сравнению со вре-
менем испытания газом конечный срок гидравлических испытаний
будет меньшим. Это объясняется возможностью проведения гид-
равлических испытаний одновременно на многих участках строя-
щегося трубопровода как заключительной операции производства
строительно-монтажных работ отдельными технологическими по-
токами.
Потери газа на продувку 1 км трубопровода диаметром
1420 мм составляют 10 тыс. м3. Исходя из статистики разрывов при
213
a
50 100 150 200 250 500 350365 400 450 Тч
в
50 100 150 200 250 300 350 400 450 500 550 600 650 700 750 Т.н
Рнс, 83. График продолжительности процесса испытания:
а—газом (среднесуточное повышение давления — на 0,1 МПа в 1 ч): б — водой (испы-
тывали пять наполнительных агрегатов АН-2, два опрессовочных агрегата АО-2 с после-
дующим удалением воды нефтью); в — воздухом (испытывали пять комплектов компрес-
соров АМС. установленных в середние испытуемого участка)
испытаниях газопроводов такого диаметра потери газа на участке
между линейными кранами (в среднем 30 км) и при среднем дав-
лении 5—6 МПа составляют более 30 тыс. м3 на 1 км. Продувка
и испытание сжатым воздухом с помощью комплекта из пяти ком-
прессоров «Крезо- Луар» требует по сравнению с продувкой и ис-
пытанием газом в 2—3 раза больше времени на продувку и в 4—
5 раз больше времени на испытания (750 ч на 100 км трубопро-
вода диаметром 1420 мм). Однако при более высоких темпах
продувки газом стоимость этой операции в 1,6 раза дороже про-
дувки воздухом. В то же время испытания газом по сравнению с
испытанием воздухом позволяют сократить срок испытания, а сле-
довательно, и его стоимость примерно на 850—900 руб. на 1 км.
В табл. 67 приведены данные по расходу на продувку и испы-
тания 1 км газопровода диаметром 1420 мм топливных ресурсов.
Экономическое сравнение способов испытания трубопроводов
показывает, что гидравлический способ испытания более эффекти-
вен, чем испытание воздухом или газом. Учитывая эффективность
и определяющее значение обеспечения надежной работы газопро-
водов среди других факторов, при их испытании следует отдать
предпочтение гидравлическому испытанию газопроводов на повы-
шенное давление. Нефте- и продуктопроводы, как правило, под-
вергают гидравлическим испытаниям.
214
Назначение участков Водные преграды, реки поймы рек „Сухие'1 трассы газопроводов болота типа НН) Болота типа Ш
категория участков 1 11 111 (IV) III (П) I
Рис. 84. Гипотетический участок газопровода диаметром 1420 мм, проложенный в различных условиях:
/1 — ширина водной преграды
Рис. 85. Направление действия сил в газопроводе от внут-
реннего давления и температуры
2L-50"
Рис. 86. Схема синусоидального изгиба газопровода в ре-
зультате возможной его осадки и выпирания
Таблица 67
Расход топлива на продувку и испытание 1 км газопровода
диаметром 1420 мм
Операции Расход топлива, т условного топлива
газ | | воздух | | вода
Продувка 11,7 0,6
Испытания 35,0 9,6 1,4
Пр имечание. Очистку полости проводят промывкой газопровода водой при его запол-
нении.
Для того чтобы проанализировать напряженное состояние тру-
бопроводов при испытаниях на прочность, рассмотрим гипотетиче-
ский участок газопровода диаметром 1420 мм, проложенный в раз-
личных условиях (рис. 84, 85). На участке имеются водная прегра-
да, пойма реки, сухая часть, болота различного типа, причем бал-
ластировка выполнена обетонированием, пригрузами и анкерами.
Возможен синусоидальный изгиб газопровода в результате его
осадки и выпирания (рис. 86). Условно участок изгиба 2L —50 м.
Радиус изгиба трубопровода
Р = <. (Ю2)
где f— прогиб газопровода.
В зависимости от прогиба газопровода f и радиуса упругого
изгиба р определяют изгибное напряжение оизг:
А см.................................... 25 15 10 5
р, м................................... 500 830 1260 2520
о„зг, МПа . . ±294 ±177 ±117 ±58,3
На участке с самокомпенсацией на открытом повороте (рис. 87)
участок изгиба трубопровода 2Л=50 м, а угол поворота р=12°,
о11ЭГ=227 МПа. В приводимой ниже табл. 68 дана характеристика
труб участка трубопровода и все виды напряжений, возникающих
при испытании газопровода на прочность газом.
При испытаниях в трубопроводах за счет внутреннего давления
возникают значительные кольцевые и незначительные продольные
напряжения, поэтому прежде всего испытывают металл и завод-
Рис. 87. Схема участка с самокомпенса-
цией на открытом повороте
216
Таблица 68
Напряжения в газопроводе диаметром 1420 мм при испытании
на прочность газом
Показатели Категории участков
I. и III, IV
Толщина стенки трубы при оср= =600 МПа отех^=450 МПа, Рр<1б= =7,5 МПа, мм Кольцевые напряжения окц, МПа: 19,5 16,5
при заводском и трассовом испы- °гех 0,9 °ех
тании водой оку=0,9 отех 405 405
при испытании на трассе газом 0,66 о ех- 0,78 сгех
Alcn^Hl Рраб 297 350
ОТ Рр«1б 0,6 агех 0,71 аТех
Рраб"^7,5 ЛШа Продольные напряжения опр, МПа: 270 318
от упругого изгиба ±36,4 ->60,3
от нагрева на 30сС —75,5 -75,5
ОТ Рисп~^»1 Рраб суммарные при испытании: + 74,2 +87,5
прямых участков — 1,3 12,0
упругоизогнутых —37,7 48,0
суммарные расчетные (по условию прочности при Л/ ^70сС; —121 - 141
возможные при эксплуатации До 400 До 400
ские сварные соединения труб, что повторяет заводское испытание
труб. Монтажные стыки слабо нагружаются продольными усилия-
ми, поэтому в них возникают примерно в 2 раза меньшие напря-
жения, чем в заводских стыках, если считать трубопровод не за-
щемленным (работа на заглушки). А так как трубопровод защем-
лен в грунте, напряжения в поперечном стыке, возникающие от
внутреннего давления, на порядок ниже кольцевых напряжений.
Монтажный стык должен быть равнопрочен основному металлу и,
следовательно, при испытаниях необходимо было бы в этих сты-
ках создавать напряжения такие же, как и при испытаниях основ-
ного металла труб и заводских швов. Таким образом, при испыта-
ниях на прочность испытывают в основном трубы, а не монтаж-
ные стыки.
Но может быть, если монтажные стыки трубопровода при ис-
пытаниях имеют малые нагрузки по сравнению с продольными
сварными швами, то и в период эксплуатации они будут испыты-
вать такие же небольшие нагрузки? Оказывается, это не так. До-
полнительные напряжения от изгиба и температуры могут дости-
гать больших значений (см. табл. 66). При наличии дефектов в
стыках они могут явиться причиной разрушения при испытаниях
и особенно в период эксплуатации, даже в условиях работы тру-
бопровода при давлениях, значительно меньших, чем давления
при испытании.
217
Нагрузки на монтажные стыки, возникающие в период эксплуа-
тации от температуры и прогрессирующего изгиба трубопровода,
и дополнительные напряжения от этих силовых воздействий испы-
таниями не имитируются. Поэтому испытания магистральных тру-
бопроводов на прочность не могут дать полной гарантии их нераз-
рушимости в период эксплуатации. Речь может идти только о боль-
шей или меньшей степени гарантии.
Одним из возможных путей приближения испытания трубопро-
водов на прочность к условиям возникновения различных силовых
воздействий при эксплуатации является использование метода ана-
логий. Для этого сваривают плеть из труб, используемых для дан-
ного трубопровода, с применением методов и сварочных материа-
лов, принятых при сооружении трубопровода. Плеть испытывают
на поверхности с приложением нагрузок, вызывающих изгиб и тем-
пературное воздействие, а в отдельных случаях циклическое на-
гружение. Нагрузки выбирают максимальными, которые следует
ожидать в трубопроводе при эксплуатации. По аналогии с поведе-
нием поперечных стыков и всей плети трубопровода можно в до-
полнении к испытанию трубопровода по обычным правилам полу-
чать дополнительную информацию о его работоспособности и на-
дежности. Перед испытаниями проводят очистку полости трубопро-
вода от окалины и грата, попавшего грунта и случайно оставлен-
ных различных предметов. Если очистка полости прямо не связана
с контруктивной надежностью трубопроводов, то недостаточно тща-
тельная очистка полости, равно как и плохое удаление воды после
гидравлических испытаний, прямо влияет на надежность работы
арматуры, оборудования компрессорных станций, газо- и нефтепе-
рекачивающих агрегатов. Очистку полости выполняют промывкой
водой с пропуском очистных поршней или поршней-разделителей
или продувкой с пропуском очистных поршней, а при необходи-
мости и поршней-разделителей. Подводные переходы и участки
нефте- и продуктопроводов, прокладываемые на болотах и в об-
водненной местности, возможно очищать продувкой только в слу-
чае, если обеспечена невозможность всплытия трубопровода.
Очистку всех трубопроводов проводят только после засыпки под-
земных, обвалования наземных и закрепления на опорах надзем-
ных трубопроводов.
Глава 11
ВЗАИМОДЕЙСТВИЕ МАГИСТРАЛЬНОГО
ТРУБОПРОВОДА С ОКРУЖАЮЩЕЙ СРЕДОЙ
Воздействие нефтяной и газовой промышленности на
природу может быть очень велико. Поэтому при проектировании,
строительстве и эксплуатации магистральных трубопроводов, про-
218
мыслов и других нефтегазовых объектов предусматриваются спе-
циальные мероприятия с тем, чтобы ликвидировать или значитель-
но уменьшить ущерб, который наносится окружающей среде.
Магистральные трубопроводы большой протяженности пересе-
кают различные природно-климатические зоны с разнообразными
геологическими, гидрогеологическими, гидрологическими и мерз-
лотными условиями с различной чувствительностью поверхности к
Рис. 88. Структура экологической взаимосвязи «человек — трубопровод — при-
рода»
техногенному воздействию [21]. Разработка мер по охране приро-
ды при сооружении и эксплуатации магистральных трубопроводов
связана со звеньями общей экологической системы «человек —
трубопровод — природа» (рис. 88). Все технические и технологи-
ческие решения, принимаемые в рамках настоящей схемы, долж-
ны исходить не только из учета непосредственно действующих
факторов, но и из учета прогнозирования возможных неблагопри-
ятных последствий влияния на окружающую среду в ближайшем
и отдаленном будущем. Интегральным критерием, являющимся
мерой экологической эффективности принимаемых решений, мо-
жет служить опасность нарушения природного баланса как в зоне
сооружения магистральных трубопроводов, так и в региональном
масштабе.
Современные магистральные трубопроводы для транспортиров-
ки газа, нефти, нефтяных и химических продуктов с системой ин-
женерных сооружений: установок подготовки нефти и газа, насос-
ных и компрессорных станций, резервуарных парков, линий связи,
систем электрохимзащиты, вдоль трассовых дорог и подъездов,
а также с жилыми поселками эксплуатационного персонала и вре-
менными поселками строителей — вносят существенные изменения
в природную среду. Трубопроводы оказывают постоянное воздей-
ствие на окружающую среду практически в течение всего периода
эксплуатации и одновременно являются объектами воздействия
219
возникающих необратимых изменений природных процессов. По-
этому мероприятия, направленные на охрану окружающей среды,
одновременно способствуют повышению надежности трубопрово-
дов. Таким образом, лучшие инженерные решения, обеспечиваю-
щие надежность трубопроводов, и лучшие способы охраны окру-
жающей среды взаимосвязаны и взаимозависимы. Именно в таком
аспекте они и должны рассматриваться, для чего необходимо взаи-
модействие многих отраслей знания, включая технические науки,
механику грунтов, инженерную геологию, мерзлотоведение, геобо-
танику, зоологию и др.
Наиболее важные проблемы этого направления—обеспечение
надежности работы трубопровода в течение всего расчетного срока
службы; разработка конструктивных решений, способов строи-
тельства и технологических режимов работы трубопроводов с ми-
нимальным воздействием на окружающую среду; создание методов
долгосрочного прогнозирования возможных изменений природной
среды и силовых факторов воздействия на трубопровод, а также
мероприятий по управлению этими изменениями; разработка но-
вых транспортных средств, специальных строительных машин и ме-
ханизмов с низким удельным давлением на грунт и высокой про-
ходимостью, предназначенных для сооружения трубопроводов на
вечномерзлых грунтах и заболоченных территориях.
Магистральные трубопроводы в экологическом смысле пред-
ставляют собой весьма специфические сооружения, существенно
влияюшие в период строительства и эксплуатации на экологиче-
ское равновесие. Экологическое равновесие в природе опирается
на состояние и свойство биогенезов флоры и фауны. Естественный
природный баланс вследствие антропогенного изменения имеет
тенденцию смещения, и одна из основных задач исследования эко-
логических систем состоит в достоверном прогнозе возможных по-
следствий нарушенных равновесий и определении смещений равно-
весных состояний по фактическим (или планируемым) параметрам
таких нарушений.
Экологические критерии пли охраняемые природные факторы —
созофакторы системы «человек — трубопровод — природа», как и
само реальное экологическое равновесие системы, с точки зрения
предельно допустимых норм еще требуют своего научного обосно-
вания. Для установления допустимых норм важно оценить воз-
можность развития необратимых смещений экологического равно-
весия и интенсивность экологического скачка, характера экологи-
ческого противодействия (экологической реакции) на функциони-
рующий объект, потенциальность экологических резервов при взаи-
модействии трубопровода с окружающей средой.
Наиболее чувствительными и уязвимыми к вмешательству че-
ловека в сложившееся экологическое равновесие в природной сре-
де являются районы Крайнего Севера. Восстановление нарушен-
ной природной среды в этих районах происходит крайне медлен-
но или не происходит вообще, в местах нарушений довольно быст-
ро развиваются необратимые мерзлотные процессы—тормокарст.
220
эрозия, оползание склонов, новые образования болот на значи-
тельных территориях.
Многочисленными исследованиями доказано, что разрушение
растительного покрова в полосе строительства может явиться при-
чиной нарушения природных ландшафтов, изменения теплового
баланса поверхности и вытаивания мерзлых грунтов. Доказано
также, что в зоне лесотундры вырубаемые леса вновь больше не
восстанавливаются, это приводит к повсеместному распростране-
нию зоны тундры на юг на многие десятки километров со всеми ее
атрибутами — обширным заболачиванием территории, развитием
тундровых растительных сообществ, эрозионных процессов. Осо-
бенно опасным для природы Крайнего Севера является попадание
нефти и нефтепродуктов в воды арктических морей, северных рек
и водоемов. В этих районах загрязненные нефтью водоемы само-
очищаются в десятки раз медленнее, чем в южных. Так, по иссле-
дованиям С. М. Драчева в условиях умеренной климатической
зоны полная самоочистка реки происходит на удалении 200—
300 км от источника загрязнения, а на Крайнем Севере — до
2000 км. Нефтяные осадки могут накапливаться в виде отложений
на дне арктических морей, ухудшая условия жизни микроорга-
низмов.
Очень многие процессы, происходящие в природной среде се-
верных районов в результате антропогенного воздействия, в на-
стоящее время еще недостаточно изучены. А между тем большие
объемы работ по прокладке трубопроводов выполняются в райо-
нах, где наблюдается нарушение природной среды, к кото-
рым, в частности, относятся бассейн р. Таз (месторождения Мед-
вежье и Уренгой), Среднеобский нефтепромысловый район, нефтя-
ные и газовые промыслы Большеземельской тундры и др.
Как видно из многолетних среднестатистических данных, до
51% общей длины трассы магистральных трубопроводов прокла-
дывают по лесным массивам. При этом ежегодно вырубают от 12
до 15 тыс. га леса. В лесах средней полосы, преимущественно на
территории европейской части, при расчистке трасс заготавливают
ежегодно около 2 млн. м3 деловой древесины. Часть этого леса ис-
пользуют для нужд строительства. В северных районах Западной
Сибири тонкомерный лес используют для устройства лежневых
дорог и обустройства технологических площадок при строительст-
ве. По ориентировочным расчетам при расчистке трасс теряют до
2,4 млн. м3 неделовой древесины (тонкомерный лес, порубочные
остатки, пни и др.).
Не найдены технические решения по первичной переработке
на трассе порубочных остатков, выкорчеванных пней для после-
дующей сдачи деревообрабатывающей и химической промышлен-
ности для выработки из них технологической щепы, осмола и дру-
гих продуктов. Именно в создании малоотходных и безотходных
технологий основной смысл рационального использования природ-
ных ресурсов. Значительно повысились механизация и общая куль-
тура лесосечных работ. Однако до сих пор имеет место захороне-
221
ние порубочных остатков и пней, что наносит вред окружающей
природе.
Нормативы не предусматривают обязательной рекультивации
земель на трассах в пределах лесных массивов. В лучших случа-
ях здесь только разравнивают грунт. Несмотря на большой объем
работ по рекультивации, достигающий 2 тыс. га в год, еще далеко
не все проблемы решены. Магистральные трубопроводы на четвер-
ти своей длины пересекают пашни и другие сельскохозяйственные
угодья. Нормами предусматривается снятие плодородного слоя с
полосы шириной до 10—11 м. Из общего объема рекультивируе-
мых земель пашня составляет 1000—1200 га. луга — 300—500 га
и пастбища — 300 га. Срезку плодородного слоя и его возврат
осуществляют в основном бульдозерами. Для этого стали исполь-
зовать роторные траншеезасыпатели ТР-351 производительностью
1200 м3/ч с шириной захвата 3,5 м. Главвостоктрубопроводстрой
переообрудовал и успешно использует для рекультивации экска-
ваторы ЭТР-254, начат выпуск специальных экскаваторов этого ти-
па с измененным рабочим органом. Новый экскаватор имеет так
же, как и траншеезасыпатель, производительность 1200 м3/ч с ши-
риной захвата 3,5 м.
После рекультивации плодородных земель строителями заказ-
чик заключает договора с колхозами и совхозами по биологиче-
ской рекультивации на срок до 5 лет.
В Башкирии были поставлены наблюдения за восстановлением
плодородия на рекультивированных землях. Отмечено снижение
плодородия на 2—3%. Однако это снижение пока прослежено за
сравнительно небольшой период. Можно ожидать полного восста-
новления плодородия при правильной биологической рекульти-
вации.
Благодаря отличию термического режима трубопровода от ес-
тественного термического режима грунта, последний сильнее про-
гревается вокруг трубопровода. Поэтому урожай в узкой полосе
над трубопроводом созревает раньше, чем на всем массиве, и зер-
но осыпается до начала уборки. В связи с этим необходима разра-
ботка специальных агротехнических приемов для раздельной
уборки.
Методы охраны окружающей среды при строительстве трубо-
проводов и эксплуатации носят принципиально отличный характер.
При строительстве определяющее значение имеет собственно фор-
мируемый уровень качества (или конструктивной надежности),
а при эксплуатации — способность обеспечения стабильной сохран-
ности конструктивной надежности трубопровода. Поэтому модель
экологического равновесия системы «человек — трубопровод — при-
рода» должна оцениваться по характеристикам качества строи-
тельства и эксплуатационной надежности.
Какое же конкретное воздействие на окружающую среду ока-
зывают трубопроводы при строительстве и эксплуатации, какие
нарушения имеют место? О части из них уже упоминалось. На-
пример, уничтожение лесных массивов при расчистке трассы на
222
значительных площадях, снижение плодородия при несоблюдении
всех правил и законов биологической рекультивации. При уничто-
жении леса вдоль трассы возможно заболачивание территории в
результате изменений условий теплообмена и испарения на поверх-
ности. Имеют место повреждения растительного и почвенного по-
крова транспортной и строительной техникой при езде по тундре
в летний период, в результате чего развиваются термокарстовые и
эрозионные процессы. Уменьшаются площади пастбищ парноко-
пытных животных в результате замены мхов и лишайников на
дренированной и нарушенной транспортом территории луговой ра-
стительностью. При строительстве и эксплуатации происходит за-
грязнение почв и воды плохо очищенными промышленными и
бытовыми стоками, пленочной нефтью при небрежном хранении
нефтепродуктов. Наблюдается в широких масштабах изменение
режима грунтовых вод вдоль трубопровода за счет нарушения
естественного стока. В результате увеличивается дренирование
территории вдоль трубопровода, что может вызвать развитие
эрозионных процессов. Возможно также заболачивание территории
в результате образования мерзлого ядра вокруг охлажденного
газопровода, которое препятствует естественному направлению
стока. В результате изменения гидрологического режима террито-
рии и водостоков меняются условия обитания бобра, выдры,
ондатры.
Выполненные в течение ряда лет аэрокосмические съемки трасс
одних и тех же нефте- и газопроводов на Крайнем Севере позво-
лили выявить изменения в гидрологическом режиме. Вначале,
в первые годы после окончания строительства трассы трубопрово-
дов сильно обводняются, но уже через 3—4 года начинается обрат-
ный процесс — осушение трасс.
В отдельных случаях имеет место загрязнение водоемов и рек
неочищенной водой после гидравлических испытаний трубопрово-
дов. Для гидравлических испытаний обычно используют запасы
естественных водоемов. После испытаний воду возвращают почти
в тех же количествах, но более низкого качества из-за недостаточ
ной очистки от механических примесей, а иногда и от красителей,
вводимых для лучшего обнаружения утечек при негерметичности
трубопровода. Поэтому использование естественных водоемов для
нужд гидравлических испытаний должно рассматриваться проек-
том с учетом реальных возможностей очистки сбрасываемой воды
после испытаний, с одной стороны, н природных систем самоочи-
щения — с другой.
Рассмотренные воздействия и их последствия относятся к без-
аварийному состоянию. Если процессы строительства и эксплуата-
ции трубопровода находятся в пределах экологического регламен-
та, уровень воздействия его на окружающую среду, как правило,
находится в пределах адаптационных возможностей конкретного
региона. Однако имеют место значительные и долговременные воз-
действия на окружающую среду со стороны строящихся и дейст-
вующих трубопроводов, превышающие допустимые нормы, что
223
приводит к нарушению экологического равновесия. К таким воз-
действиям относятся и аварийные ситуации на магистралях, при-
чем они по-разному проявляются на газо-, нефте- и нефтепродук-
топроводах. Газопроводы обладают значительно большими запа-
сами потенциальной энергии. Поэтому возможны случаи их про-
тяженных лавинных разрушений. При разрушениях газопроводов
на больших участках уничтожается растительный покров, наруша-
ется плодородный слой почвы, изменяются естественный рельеф и
природный ландшафт. Во многих случаях разрушение сопровож-
дается возгоранием газа, а механическое воздействие — мощной
тепловой радиацией. Нефте- и нефтепродуктопроводы разрушаются
по законам жидкостных трубопроводов со значительно меньшим
механическим воздействием. Разрушение имеет ограниченную не-
сколькими метрами протяженность. Однако авария на нефте- и
нефтепродуктопроводах сопровождается выходом большого коли-
чества продукта, и потенциальная опасность окружающей среде
у таких трубопроводов выше, чем у газопроводов. Физико-хими-
ческое воздействие нефти и нефтепродуктов на почву и воду часто
приводит к трудновосстанавливаемому (или практически невосста-
навливаемому) режиму естественного самоочищения. Мероприятия
по ликвидации последствий аварий, сбору и выжиганию разлитых
продуктов часто приносят даже больший урон окружающей среде,
чем сами разрушения трубопроводов.
Еще более тяжелый урон наносят окружающей среде аварии на
трубопроводах, по которым транспортируют химические продукты
и особенно аммиак. Разлив большого количества аммиака может
привести к гибели растительности и животных на значительном
расстоянии и большой площади, так как образуется газообразное
облако тяжелее воздуха, стелящееся по земле. Серьезное загряз-
нение могут также получить водоемы.
Особенность аварий на трубопроводах в экологическом смысле
состоит в том, что методы охраны природы в этом случае не носят
предупредительного характера. И такое положение будет иметь
место до тех пор, пока не будет освоено прогнозирование аварий-
ных ситуаций по месту и времени, т. е. пока параметры отказов че
станут управляемыми.
В Советском Союзе проводят большую работу по охране при-
роды. На осуществление природоохранных мероприятий в один-
надцатой пятилетке выделено 10,3 млрд. руб. На XXVI съезде
КПСС было отмечено: «Актуальность этих задач связана с тем, что
речь идет о невосполнимых богатствах. За их правильное, рачи-
тельное использование мы несем ответственность не только перед
нынешним, но и перед будущими поколениями. И об этом никто
не вправе забывать».
Разработке и реализации конкретных методов охраны окру-
жающей среды при проектировании, строительстве и эксплуатации
магистральных трубопроводов уделяется большое внимание. При-
чем осуществляется комплексный подход к решению этой пробле-
мы с введением обоснованных экологических критериев в практи-
224
ку изысканий, расчета и проектирования, строительства и эксплуа-
тации трубопроводов. Эти критерии вошли в состав нормативной
документации, требующей проведения прогнозных исследований
изменения гидрогеологических, гидрологических и мерзлотных ус-
ловии на трассе трубопровода в течение всего срока службы соо-
ружения. Предусматривается повышение категорийности участков,
наиболее ответственных в экологическом отношении, проведение
изыскании с учетом экологии и нормирование технологических
процессов подготовительного периода (вырубка просек, расчистка
полосы, устройство проездов и др.), земляных работ (крепление
склонов оврагов и движущихся песков, рекультивация земель
м др). Ужесточаются требования по испытанию трубопроводов, по-
вышается испытательное давление для улучшения выявляемости
дефектов.
Для обеспечения сохранности проектного положения трубопро-
водов на заболоченных и обводненных территориях предусматри-
вается их балластировка. Повышаются требования к соблюдению
проектного положения трубопроводов. Совершенствуется и расши-
ряется применение средств автоматизации при транспортировке
продуктов, внедряются автоматизированные системы контроля за
состоянием средств электрохимической защиты и других парамет-
ров линейной части трубопровода. При плановых ремонтах трубо-
проводов учитываются экологические критерии и охраняемые эко-
логические факторы (созофакторы). Мероприятия по охране окру-
жающей среды должны войти во все нормативы и стандарты по
проектированию и строительству магистральных трубопроводов,
а также в проекты. Намеченные мероприятия должны иметь тех-
ническое и экономическое обоснования.
Особенность нарушения окружающей среды в районах Край-
него Севера — общее разрушение природных экологических систем
на больших территориях, которое может проходить очень быст-
ро—практически в течение нескольких лет Восстановление при-
родной среды в таких районах происходит очень медленно или не
происходит совсем.
Советский Союз первым построил и эксплуатирует системы ма-
гистральных трубопроводов в районах Крайнего Севера. При про-
кладке таких трубопроводов были использованы технические реше-
ния по охране окружающей среды В районе вечной мерзлоты тру-
бопроводы строились надземным способом (например, Мессоя-
ха — Норильск), чтобы исключить воздействие на вечную мерзло-
ту. Накопленный опыт строительства трубопроводов на Севере
получил дальнейшее развитие на трассах трансконтинентальной
системы трубопроводов Сибирь — Центр.
Строительство трубопроводов на Севере ведут, как правило,
в зимнее время, когда нарушение поверхности минимально, и про-
мерзший слой грунта обеспечивает прохождение техники по тунд-
ре и заболоченной территории. В летний период строительство ве-
дут пока только на сухих участках. Освоено сооружение подвод-
ных переходов в зимнее время со льда, при этом кроме определен-
225
пых преимуществ зимнего производства работ учитывают соблю-
дение экологических нормативов при производстве взрывных
работ.
На первом северном газопроводе была проведена рекультива-
ция земель, пригодных для сельского хозяйства. Все надземные
участки газопровода имеют проходы для оленей, при этом тща-
тельно были изучены пути их миграции.
Большое значение придают разработке новых транспортных
средств, строительных машин и механизмов с минимальным удель-
ным давлением на грунт. Широко используют болотоходы «Тю-
мень» с удельным давлением на грунт 0,032 МПа, болотные экска-
ваторы с удельным давлением на грунт 0,018 МПа. Созданы пер-
вые образцы устройств на воздушной подушке грузоподъемно-
стью 20 и 60 т с удельным давлением на грунт 0,008 МПа. Наме-
чена широкая программа разработки и изготовления устройств на
воздушной подушке грузоподъемностью 100 т и более. Применя-
ют тяжелые вертолеты, выполняющие не только транспортные, но
и технологические операции. Ведут опытное строительство шлан-
говых надувных дорог, дорог с применением нетканых синтетиче-
ских материалов. Для уменьшения воздействия газопроводов на
вечномерзлые грунты газ искусственно охлаждают до темпера-
туры — 1-----3° С.
Значительный интерес по техническим решениям, связанными
с охраной окружающей среды, представляет сооружение и экс-
плуатация Трансаляскинского нефтепровода. Исполнение всех тре-
бований по защите окружающей среды на этом нефтепроводе по-
требовало 2 млрд, долларов, из которых 200 млн. долларов было
израсходовано на стадии проектирования нефтепровода. Так как на
всем протяжении трубопровода (1280 км) температура транспор-
тируемой нефти составляла около 70° С, подземная прокладка бы-
ла разрешена только на постоянно талых грунтах или стабильных
вечномерзлых грунтах, не дающих осадки при оттаивании. На про-
тяжении 640 км нефтепровод прокладывали над землей на опорах
и покрывали тепловой изоляцией. Опоры имеют термотрубки, ком-
пенсирующие поступление тепла в грунт. Там, где нефтепровод
пересекал постоянные маршруты миграции стад оленей, его укла-
дывали подземно с теплоизоляцией и системой охлаждения во из-
бежание оттаивания вечной мерзлоты. Транспортным средствам и
строительным механизмам не разрешалось двигаться по нетрону-
той местности, их движение было организовано только п-о дорогам
и отсыпанной гравием рабочей зоне. После завершения сооруже-
ния нефтепровода всю территорию строительства, включая карье-
ры, засевали травами. Было высажено большое количество ивы.
Естественная растительность была восстановлена.
Опыт, полученный при строительстве Трансаляскинского неф-
тепровода на вечной мерзлоте, был использован для разработки
критериев и условий строительства трубопроводов в районах Край-
него Севера в Советском Союзе.
226
Сохранение экологического равновесия «человек — трубопро-
вод— природа» базируется на регламентации антропогенных фак-
торов окружающей среды при строительстве и эксплуатации тру-
бопроводов. Совокупность созофакторов определяется проектом и
является одним из критериев интегрального качества и надежности
трубопроводов. Важное значение приобретают исследования по
установлению экологически обоснованных критериев и показате-
лей качества магистральных трубопроводов. Любое воздействие
трубопровода на природу, изменение природной обстановки вдоль
трассы при строительстве и эксплуатации может отрицательно по-
влиять на работу трубопровода. Поэтом!' необходимо комплексно
решать задачи в рамках экологической системы «человек — трубо-
провод — природа», учитывая взаимообусловленность воздействия
трубопровода и окружающей среды.
Наибольшую опасность представляют воздействия естественных
процессов в природе или спровоцированных строительством или
эксплуатацией трубопровода на его расчетное положение, возник-
новение дополнительных силовых факторов, изменение напряжен-
ного состояния, возможные перегрузки и деформации. К потен-
циально опасным естественным воздействиям следует отнести ов-
рагообразование, миграцию песков, селевые и оползневые про-
цессы. Необходимо прогнозирование этих процессов и принятие в
проектах необходимых технических решений. Также необходим
долговременный прогноз деформации русел рек при проектирова-
нии и строительстве водных переходов. Отсутствие такого прогно-
за или ошибки проектирования приводят к обнажению и прови-
санию подводных трубопроводов на переходах, воздействию на
обнаженные участки динамических нагрузок от течения, на кото-
рые они не были рассчитаны. Для предотвращения процессов овра-
гообразования необходимо предусматривать сооружение ограж-
дающих дамб, водосборных сооружений, канав для отвода талых
и ливневых вод. Для защиты от песчаных заносов применяют спе-
циальную технологию производства земляных работ, учитывая вет-
ровой режим и направление перемещения песков. Для предотвра-
щения дефляции песчаных и горных пород используют посевы
кустарника и посадку деревьев.
Непрогнозируемое обводнение и заболачивание трасс может
вызывать всплытие газопроводов, так как в этих местах проекта-
ми балластировка не предусматривалась. Возможен выход на по-
верхность в обводненных грунтах и на болотах нефтепроводов
большого диаметра при их опорожнении из-за разрывов, испыта-
нии или аварийных ситуациях. На всплывших (вышедших на по-
верхность) участках трубопроводов, уложенных в зимний период
при низких температурах, при транспортировке продуктов с высо-
кой температурой возникают дополнительные продольные осевые
усилия, вызывающие деформацию и излом трубопровода. Длитель-
ное влияние теплого трубопровода на мерзлый грунт приводит к
деградации вечной мерзлоты, резко снижается несущая способ-
ность таких грунтов, что в свою очередь вызывает нарушение
227
проектного положения и устойчивости трубопровода. Особо отри-
цательное воздействие оказывают паводки, изменяющие водона-
сыщение грунтов и размывающие траншеи.
Охлаждение газа может вызвать в талых грунтах образование
мерзлого «ядра» и морозное выпучивание газопровода. При про-
хождении газопровода по участкам с талыми грунтами (в том чис-
ле пучинистыми), необходимо принимать инженерные решения по
предотвращению морозного пучения. Особенно важен научно
обоснованный прогноз возможности возникновения дополнитель-
ных силовых факторов на многониточные трубопроводы, проклады-
ваемые в едином коридоре.
Приведенные данные показывают, что нарушение равновесия
экологической системы «человек—трубопровод — природа» очень
часто приводит к появлению силовых воздействий, изменяющих
расчетное, проектное положение трубопровода и вызывающих в
отдельных случаях аварийные ситуации. Поэтому наряду с научно
обоснованным прогнозом, техническими проектными решениями по
предотвращению воздействия дополнительных силовых факторов
на трубопровод необходимо создание автоматических систем сле-
жения за его проектным положением, деформациями и напряжен
ным состоянием.
СПИСОК ЛИТЕРАТУРЫ
1. Аникин Е. А. Технология укладки подземных трубопроводов. — Обзорная
информация. ВНИИЭгазпром, 1983, вып. 5.
2. Аникин Е. Л. Экспресс-метод определения напряжений изгиба трубопро-
вода в процессе строительства.— Тр. ВНИИСТ, 1982.
3. Байбаков Н. К. Топливная индустрия страны к 60-летнему юбилею Со
ветского государства. — Строительство трубопроводов, 1982, № 12.
4. Берхман Е. И. Экономика систем газоснабжения. Л., Недра, 1975.
5. Гесслер. Сравнение результатов различных методов расчета фасонных де-
талей магистральных газопроводов. — В кн.: Труды VII совместного советско-
западногерманского симпозиума по трубам большого диаметра. М., 1982.
6. Глазов И. П. Эффективность электрохимической защиты магистральных
нефтепроводов. Обзорная информация. М., изд. ВНИИОЭНГ, 1982.
7. Громов Н. И,, Храмихина В. Ф., Жегалов С И. Математическая модель
коррозионного процесса трубной стали. М., изд. Информнефтегазстрой, 1979,
выл. 7.
8. Гутман Э. М. Состояние проблемы противокоррозионной изоляции магист-
ральных трубопроводов. — В кн.: Труды Киевской конференции по надежности
магистральных трубопроводов. М., 1983.
9. Двухслойные трубы/И. Н Альбов, М. П. Анучкин, А. С. Болотов и др.—
Научно-технический обзор. М., изд. Информнефтегазстрой, 1978.
10. Защита от коррозии протяженных металлических сооружений. Справоч-
ник. М., Недра, 1969.
11. Иванцов О. М., Болотов А. С. О требованиях к вязкости разрушения
металла труб для магистральных трубопроводов. — Проблемы прочности,
1983, № 5.
12. Иванцов О. М., Харитонов В. И. Надежность магистральных трубопро-
водов. М., Недра, 1978.
13. Иванцов О. М, Лившиц Л. С. Трубы для низкотемпературных газопро-
водов.— Научно-технический обзор. М., изд. Информнефтегазстрой, 1976.
14. Иванцов О. М. О проблемах надежности магистральных трубопрово-
дов.— Научно-технический сборник. М., изд. Миннефтегастрой, 1977, вып. 10.
15. Калугин А. А., Марченко И. А., Солодко П. А. Повышение эффективно-
сти применения анкерных устройств для закрепления трубопроводов на проект-
ной отметке. — Научно-технический обзор М., изд. Информнефтегазстрой, 1983.
16. Контроль качества сварки/В. Н. Волченко, А. К- Гурвич, А. Н. Майо-
ров и др. М., Машиностроение, 1975.
17. Лившиц Л. С. Расчет устойчивости трубопроводов против хрупких раз-
рушений.— Строительство трубопроводов, 1968, № 3.
18. Мелентьев Л. А. Системные исследования в энергетике. М., Наука, 1983.
19. Минаев И. В., Охрименко И. 77. Опыт внедрения электроконтактной свар-
ки труб диаметром 1420 мм «Север-1» при сооружении магистральных газопро-
водов на севере Тюменской области. — В кн.. Механизация строительства трубо-
проводов и газонефтепромысловых сооружений. М., изд. Информнефтегазстрой,
1982, вып. 9.
20. Молдаванов О. И. Качество сооружения магистральных трубопроводов.
М., Недра, 1979.
21. Обобщение опыта и анализ строительства газопровода Уренгой — Челя-
бинск / В. Г. Чирсков, О. Я. Блеч, А. И. Брун и др.— Научно-технический об-
зор. изд. Информнефтегазстрой, 1980.
22. Опыт сооружения газопровода Вынгапур — Челябинск. А. Б. Айнбиндер,
Ю. П. Баталин, Л. В. Вальковский и др. — Научно-технический обзор. М., изд.
Информнефтегазстрой, 1979.
229
23. Оценка степени влияния дефектов стенок труб на снижение прочности
магистральных трубопроводов. Вопросы прочности трубопроводов / А. А. Ники-
тин, Г. В. Прокофьева, В. В. Рождественский и др. ЛА., изд. ВНИИСТ, 1982.
24. Патон Б. Е.. Билецкий С. М. Диктует экономика. Многослойные тру-
бы.— Наука и жизнь, 1981, № 2.
25. Проблемы разрушения стальных сосудов давления / Б. Эдмонсон, К. Форм-
би, Р. Юркевич, М. Стэгг—В кн.: Новые методы оценки сопротивления метал-
лов хрупкому разрушению. М., Мир, 1972.
26. Ржаницын А. Р. Теория расчета строительных конструкций на надеж-
ность. М., Стройиздат, 1978.
27. Туманян О. Н. Приемка и складирование труб — важнейший подготови-
тельный этап строительства. — Строительство трубопроводов, 1981, № 8.
28. Фогт Г. Металлургические, технологические и конструктивные возмож-
ности для предупреждения нестабильных продольных трещин в магистральных
газопроводах. — В кн.: Труды VII советско-западногерманского симпозиума по
трубам большого диаметра. М., 1980.
29. Хан Г., Саррат М., Розенфилд Д. Новые методы оценки сопротивления
металлов хрупкому разрушению. М., Наука, 1972.
30. Щербина Б. Е. Магистральный трубопроводный транспорт на рубеже
80-х годов. М., Недра, 1982.
31. Eiber R. J., Maxey W. A. Fracture propogation control methods. 6-th sym-
posium on line pipe research Houston, Texas, NOV. 1979.
32. Folias E. S. On the theory of fracture of curved sheets. Engineering
Fracture Meeh. N 2, 1970.
ОГЛАВЛЕНИЕ
Введение 3
Глава 1 Определение и показатели надежности магистральных тру-
бопроводов ... 10
Глава 2. Методические принципы оценки конструктивной надежности
магистральных газопроводов 15
Теоретические основы оценки конструктивной надежности Экономическая оценка вариантов строительства линейной ча- 15
сти газопровода с учетом конструктивной надежности 23
Оценка энергии разрушения газопровода 25
Глава 3. Отказы на магистральных трубопроводах . 27
Глава 4. Трубы для магистральных трубопроводов 37
Хрупкое разрушение . . . .... 45
Вязкое разрушение .... . ... 46
Новые конструкции труб для газопроводов .... 51
Выбор труб ..... .... 54
Самокомпенсирующиеся трубы 55
Глава 5. Влияние поверхностных повреждений на прочность магист-
ральных трубопроводов ... .... 59
Глава 6. Качество и надежность сварных соединений . . Квалификационные испытания сварщиков Выбор сварочных материалов 68 78 79
Сборка стыков труб под сварку . . Двухсторонняя автоматическая сварка под флюсом пово- 80
ротных стыков труб 84
Односторонняя автоматическая сварка под флюсом 84
Автоматическая сварка труб порошковой проволокой 84
Стыковая контактная сварка труб ... 85
Ручная электродуговая сварка труб 92
Качество сварных соединений . . 100
Дефекты и уровень дефектности сварных соединений 101
Глава 7. Защита трубопроводов от коррозии 115
Почвенная коррозия .... . .... 115
Коррозионная активность грунтов ... .... Контроль качества изоляционных покрытий . . 117 145
Глава 8. Укладка магистральных трубопроводов в траншею 153
Глава 9. Обеспечение проектного положения трубопроводов 165
Продольная устойчивость трубопроводов . 168
Глава 10. Испытания магистральных трубопроводов . . 203
Глава 11. Взаимодействие магистрального трубопровода с окружающей 218
средой
Список литературы ... 229