/













































































































































































Text
6П4 (072)
H41
Рисунки Б. Белова
Негримовский М. И.
Н41 Инженер начинается в школе. Рис. Б. Белова,
М., «Дет. лит.», 1974.
175 с. с ил. (Библиотечка пионера «Знай и умей»).
Книга по техническому творчеству для школьников.
70803-549 6П4(072)
М 101 (03) 74 '
© Издательство fДетская литература», 1974 г.
Глава I
ЧТО ТАКОЕ ИНЖЕНЕР?
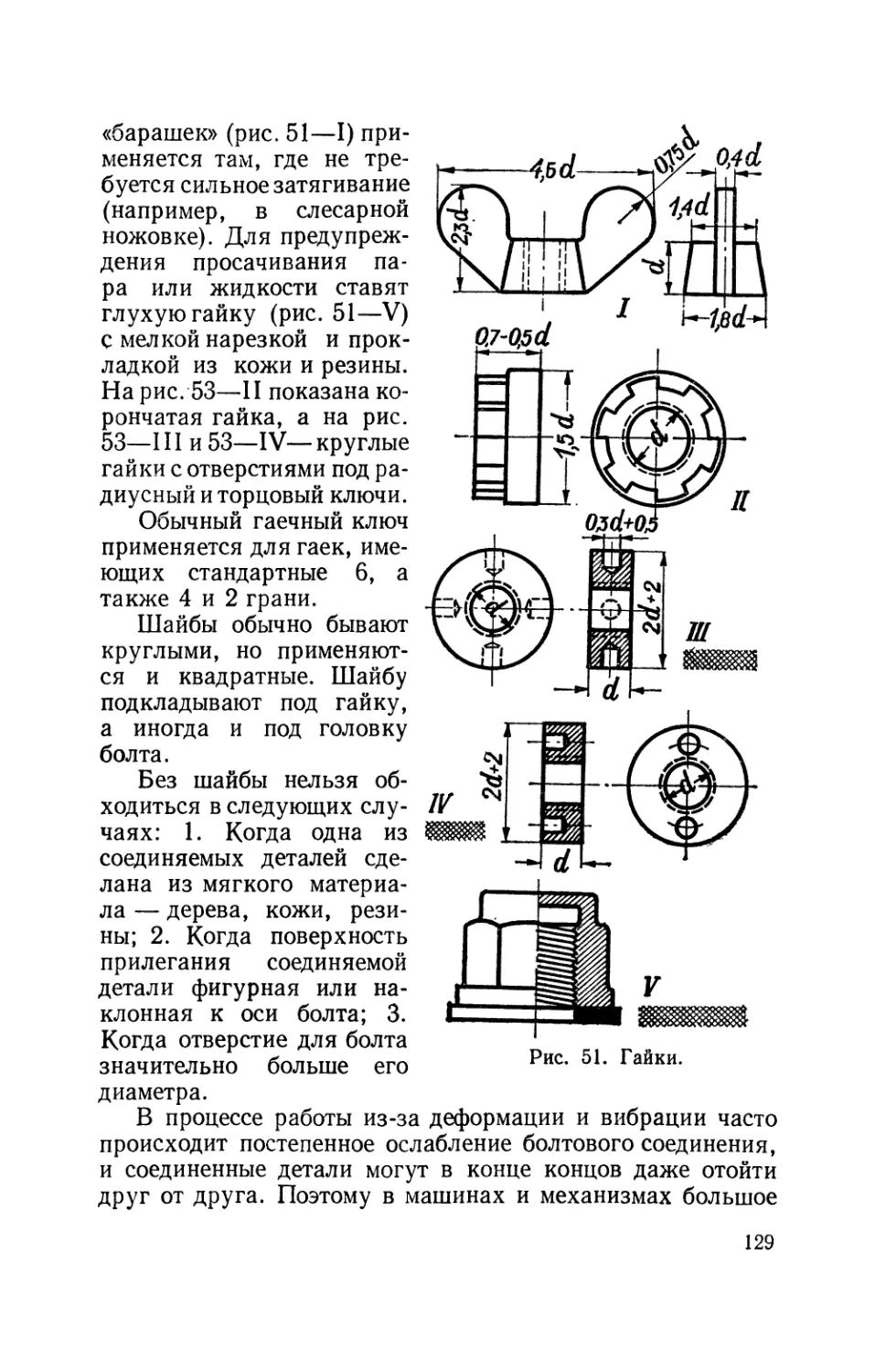
Перед тем как раскрыть эту книгу, все прочитали ее
название: «Инженер начинается в школе». И возможно,
ни одно слово в этом названии не показалось вам неясным,
неточным. Но в действительности такое слово в названии
есть, и слово это — инженер.
В самом деле, попробуйте спросить у родителей, у
друзей, у знакомых: «Что такое инженер?» И вы получите с
десяток совершенно различных ответов. Вот, к примеру, один
из них: «Инженер — это человек, окончивший высшее
техническое учебное заведение». На первый взгляд такое
определение может показаться почти исчерпывающим:
подавляющее большинство современных инженеров
действительно выпускники институтов и высших технических
училищ. И все-таки считать инженером только того, кто
получил инженерный диплом, нельзя. Ведь само понятие и само
слово «инженер» появилось задолго до того, как появились
на свете высшие технические учебные заведения. Многие
выдающиеся инженеры даже прошлого века никогда не дер-
жалив руках институтского диплома, и поначалу в
промышленности работало так мало выпускников высших учебных
заведений, что они, стремясь подчеркнуть свои достоинства,
нередко именовали себя не просто инженерами, но
дипломированными инженерами. Выходит, наличие
институтского диплома, ставшее в наши дни практически
обязательным для инженера, в прошлом столетии было только
желательным...
Тогда попробуем подойти к делу с другой стороны.
«Энджин» по-английски
«машина»,«механизм»,следовательно, «энджинир» — инженер — это «машинист», «механик».
Но кто решится доказывать, что машинист, ведущий
локомотив, или механик, ремонтирующий испортившийся
мотор,— инженеры? Нет, и машинист, и механик — это очень
важные и почетные рабочие, но не инженерные профессии.
А почему же тогда мы называем инженерами таких
механиков, как Иван Кулибин и Джеймс Уатт, которые и по
должности-то своей были механиками — один в Петербургской
Академии наук, а другой в Глазговском университете в
Шотландии? Мы делаем это потому, что, будучи механика-
3
ми, эти люди сделали нечто такое, что
отличало их от множества других соб-
^CjCj^^^ ратьев по профессии. Кулибин изобрел
^ ^—^ прожектор, «водоходное судно», протез
для инвалидов и множество других
механизмов, а Джеймс Уатт — паровую
машину.
Но можно ли утверждать, что только
г изобретатели могут быть инженерами?
Рис. 1. Государ- Л7 r ^ J r
ственный знак ка- Конечно, нет. Больше того, далеко не
чества. все инженеры изобретатели, и не так
уж редки изобретатели, которые
никогда не были и никогда не стали инженерами. В качестве
примера можно привести Жиллета, который хотя и
изобрел безопасную бритву, но не стал от этого инженером.
И наоборот, швед Никерсон, который не изобрел бритвы,
но разработал машины для ее производства, наладил их
выпуск и принес таким образом успех Жиллету, был самым
настоящим инженером.
Значит, чтобы быть инженером, не всегда обязательно
иметь диплом высшего технического учебного заведения, не
всегда обязательно быть изобретателем и не всегда
обязательно быть связанным с машинами и механизмами.
Инженером может быть только тот, кто способен решать
возникающие технические проблемы. Не беда, что сложность понятия
«инженер» мы заменили сложностью понятия «техническая
проблема». Такая замена лишь подчеркивает новую мысль:
техника и инженер связаны неразрывно. Их нельзя
рассматривать как нечто застывшее, раз навсегда определенное.
Смысл, вкладываемый в понятие «техническая проблема»,
непрерывно меняется и усложняется по мере
распространения и внедрения техники в нашу жизнь. Соответственно
меняется содержание слова «инженер», и непрерывное
расширение и усложнение этого слова как бы отражает такое
же расширение и усложнение самой техники.
Можно утверждать, что любое изменение в
человеческой жизни, любая новая задача, возникающая перед
человечеством, способны порождать технические проблемы. Так,
стремление выйти в космическое пространство породило
массу технических проблем: создание жаропрочных
сплавов, высококалорийных топлив, мощнейших и легчайших
ракетных двигателей. Но было бы неверно думать, что тех-
4
нические проблемы возникают только в новых отраслях
техники. Вовсе нет. Такая, скажем, незатейливая операция,
как прокалывание на ботинках дырочек для шнурков,
превращается в головоломную проблему, когда речь идет о
миллионах пар. То, что раньше сапожник делал не
задумываясь, теперь требует специальных приспособлений,
автоматических станков, вспомогательных устройств. Нередко
технические проблемы порождаются отсутствием
дефицитных материалов, высококвалифицированных рабочих,
специальных станков и инструментов. И в каждом из этих
случаев неизбежно вмешательство инженера...
Если попытаться одним словом обозначить главное
направление в развитии современной техники, то этим словом
должно быть слово «специализация». Давно кануло в
вечность время средневековых мастеров, совмещавших в
одном лице и изобретателя, и конструктора, и технолога, и
художника. Ныне все эти функции разделились,
расщепились. В отдельную группу выделились
инженеры-конструкторы — специалисты, создающие чертежи новых машин и
устройств. Часть исходных данных, необходимых им для
работы, они получают от заказчика. Часть назначают сами
«из конструктивных соображений». Наконец, часть таких
данных им выдают инженеры-расчетчики, которые
вычисляют нужные величины, опираясь на формулы, добытые
наукой. Если расчетчикам не хватает каких-то
коэффициентов и цифр, они выдают задание
инженерам-исследователям, которые с помощью моделей на экспериментальных
установках получают необходимые данные. Потом
конструкцию проверяют инженеры-прочнисты, и она поступает в
распоряжение инженеров-технологов—специалистов,
знающих, как легче и быстрее изготовить ту или иную деталь,
собрать узел, смонтировать машину. Тем временем
инженеры-экономисты подсчитывают стоимость будущей
машины и оборудования, необходимого для ее производства.
Инженеры по организации производства готовят графики
и производственные площади. Инженеры-испытатели
готовятся испытать опытный образец, чтобы результаты этих
испытаний можно было учесть в конструкции серийного
образца.
Все эти специалисты, занимающиеся столь непохожими
работами,— инженеры, ибо каждый из них в своей области
решает технические проблемы, необходимые для того, что-
5
бы новая машина, новый материал, новое сооружение как
можно быстрее увидели свет. Там, где все технические
трудности решены, где установилась твердая практика, там
инженеру делать нечего. Но как только встречается случай,
выходящий за рамки освоенного, как только появляется
проблема, которая не под силу существующим способам,
так сразу же настает черед инженера, и прежде всего
глазного конструктора...
Название «главный конструктор» страдает тем
недостатком, что оно создает впечатление, будто главный
конструктор это просто очень хороший, лучший, опытнейший
конструктор. В действительности главный конструктор — это
новое качество. Это — дирижер оркестра, а не достигший
высшего совершенства барабанщик. В конструкторском
бюро есть люди, умеющие делать каждую работу быстрее
и лучше, чем сам главный конструктор, но он тот, кто все
объединяет, всем руководит, за все несет ответственность.
Чтобы достичь успеха, главный конструктор должен быть
уверенным в себе, должен брать на себя полную
ответственность за проект стоимостью в миллионы рублей. Конечно,
его должен поддерживать, ему должен помогать большой
коллектив, но после коллективных обсуждений все важные
решения главный конструктор должен принять один. Он
должен иметь в себе силу и мужество отказаться от работ,
которые нельзя выполнить хорошо, как бы сильно ни
побуждали его к этому заказчики. Он должен заражать
людей своим энтузиазмом и своей требовательностью. И это,
быть может, самое ценное наследство, сохраняющееся
долгие годы после его смерти.
Как правило, главному конструктору не приходится
самому выдумывать задание. Обычно он получает его от
заказчика, руководствующегося при составлении задания
рядом далеких от техники соображений — политических,
экономических, военных и т. д. Тем не менее это задание
облечено в конкретную, сжатую форму технических
требований (ТТ) — этих «обарифмеченных желаний».
Величайшая опытность, проницательность, смелость и
здравый смысл требуются от главного конструктора во время
выработки ТТ.
«Первая обязанность главного конструктора,— пишет
известный советский инженер лауреат Ленинской и
Государственных премий Н. Синев,— правильно поставить
6
практическую задачу. Сколько блестящих технических
идей погибло от того, что их авторы не сумели правильно
оценить масштаб трудностей, встающих на пути к
реализации замысла! Искусство превращать новую идею в
практическую задачу — это умение отделить выполнимое от
того, что может лишь затормозить дело... Искусство
превращать идею в практическую задачу — редкий дар, ибо
надо иметь большой опыт и много знать, чтобы увидеть
трудности».
Такого же мнения придерживается и известный
английский авиаконструктор де Хэвиленд: «Есть лишь один путь
к удачной конструкции. Заказчик составляет предельно
краткую спецификацию желаемой машины с минимальным
числом жестко заданных параметров. Затем проводится
несколько бесед с конструкторами, которым заказчик
доверяет, и когда устанавливается взаимопонимание,
конструктору предоставляется полная свобода. Лучше всего
такие беседы проводить втроем, вчетвером и никогда не
собирать больших совещаний, где некоторые говорят
слишком много потому, что любят говорить, а некоторые —
слишком мало потому, что теряются на людях».
После того как технические требования и технические
условия утверждены, задание поступает в распоряжение
конструкторов — этих чародеев техники. Говорят, Байрон
не мог объяснить некоторых своих стихов, а знаменитый
инженер Эриксон — создатель броненосца «Монитор» —
до конца жизни не смог понять законов, по которым
работал построенный им двигатель внешнего сгорания. Поэт,
не понимающий своих стихов, конструктор, не
понимающий работы своей машины,— это парадоксальное
сопоставление показывает, как в существе своем неправилен обычай
смешивать инженеров и ученых. Ведь цель науки —
знание, а цель техники — польза. «Ученый, когда понял
действительность, останавливается, он свою миссию выполнил,—
писал теоретик изобретательства П. Энгельмейер.— А
техник тут только начинает. Знать нужно ученому для того,
чтобы знать, а технику надо знать для того, чтобы делать».
Вот почему инженерное дело, особенно его
конструкторская ветвь, сродни искусству, и труд конструктора ближе
к труду художника, нежели к труду ученого.
Получив задание, конструктор должен соразмерить
цели и находящиеся в его распоряжении средства. Он дол-
7
жен помнить, что главная его цель состоит не в том, чтобы
непременно изобрести что-нибудь новое, а в том, чтобы
решить поставленную перед ним практическую задачу. Если
она хорошо решается уже известными методами, если
хорошо проверенные опытом узлы и детали позволяют
удовлетворить всем требованиям, то изобретательство ради
изобретательства, новое ради нового может принести лишь
вред. В конструкторской работе вовсе не нужно
придумывать все заново. В ней надо изобретать только то, без
чего нельзя решить задачу. Конструируя новый механизм,
незачем делать по-своему все болты и гайки. Надо взять
максимум уже освоенного производством и необходимый
минимум вновь изобретенного. Но если новое качество
будущей машины оказывается недостижимым с помощью
обычных болтов и гаек, то эти, казалось бы, простые детали
сами могут стать объектом изобретательского творчества.
К сожалению, о творчестве изобретателей писалось и
пишется гораздо больше, чем о творчестве конструкторов.
Больше того, существует стремление рассматривать
конструктивные особенности машины как нечто легко
достижимое, как результат несложной, почти рутинной работы,
требующей лишь исполнителей средней руки. При этом
упускается из виду, что новинка, вышедшая
непосредственно из рук изобретателя, не имеет почти никакой ценности
для потребителя: она неуклюжа, неудобна, ненадежна,
несовершенна. И лишь конструктор способен создать из
идеи продукцию, способен вдохнуть в нее жизнь, сделать
предметом, которым удобно и приятно пользоваться,
который быстро становится действительно необходимым.
И создание такой конструкции далеко не простая, не
рутинная работа.
Опыт... Мы часто произносим это слово, но редко
задумываемся над тем, что оно в действительности означает.
Опыт — это когда ломается деталь, рассчитанная по всем
правилам сопромата. Опыт — это когда в аварийной
ситуации рука пилота никак не может найти нужной
рукоятки. Опыт — это когда самолет в небе начинает вести себя
совсем не так, как модель в аэродинамической трубе.
Короче говоря, опыт это то, что нельзя оценить цифрой, что
не ложится в методики, что не поддается формализации.
Опыт — вот главное богатство конструктора. У него есть
помощники — отделы прочности, вычислительные машины,
8
испытательные стенды. Но как бы важны и необходимы они
ни были, они не могут создать хорошую конструкцию. И в
наши дни творческая мысль конструктора так же
необходима, как и прежде, как и всегда.
Конструктор должен обладать даром мысленно
воссоздавать сложную картину работы машины, видеть ее
форму, размер, соотношение между частями. Он должен
видеть облик будущей машины, который потом будет
перенесен на бумагу и претерпит массу изменений прежде,
чем будет выполнен в металле. Каждая деталь должна
быть не только достаточно прочной, 'но и простой в
изготовлении, в ремонте, в обслуживании. Все эти вещи далеки
от теоретических соображений, они скорее объект опыта
и здравого смысла. И в конструкции машины личность ее
создателя отражается, быть может, не менее ярко, чем
личность художника в картине.
К этой мысли приходит и известный советский
конструктор трижды лауреат Государственной премии А. Рихтер:
«Выполняя одно и то же задание, разные проектировщики
представят неодинаковые решения, в которых непременно
найдут отражение чисто человеческие свойства и
наклонности: широта или узость взглядов, приверженность к
новизне или традициям, радикальным решениям или
разумным компромиссам, тяготение к сложности или простоте,
невнимательность к «мелочам» или стремление к постижению
тонкостей».
Как ни странно, несмотря на такую близость
творчества художника и конструктора, некоторые инженеры даже
сейчас считают особым достоинством неказистый и грубый
вид своих конструкций. По их мнению, отсутствие красоты
и изящества с лихвой окупается техническими качествами
их машин. «Человек,— говорят они,— любит машины не за
их красивый вид, а за работу, которую они выполняют».
Казалось бы, такое рассуждение не лишено смысла:
какое нам дело до внешнего вида авиационного двигателя,
упрятанного в крыло самолета, или судового винта,
скрытого от наших глаз толщей воды. Стоит ли тратить время и
средства на то, чтобы придать им красивый вид? Да пусть
они выглядят как угодно, лишь бы были надежными и
экономичными.
Однако эти инженеры не должны забывать, что в
конечных своих звеньях мир машин неизбежно соприкасается с
9
человеком. И вот в этих-то точках контакта красота и
удобство машины играют далеко не второстепенную роль.
Конечно, есть немало машин, при проектировании которых
можно не заботиться об их внешнем виде. Нам
действительно все равно, красив или нет двигатель самолета, но
неудачное оформление пульта управления этим двигателем,
за которым сидит пилот, может быстро вызвать утомление
и даже привести к аварии. Некрасивый, неудобный станок,
неудачно окрашенный цех, примитивный, грубый
инструмент раздражает рабочего, делает работу неприятной,
снижает производительность труда.
Вот почему сейчас в Советском Союзе и в других
странах так много внимания уделяют технической эстетике —
науке о красоте машин, о взаимодействии мира техники с
человеком. Некоторые учебные заведения уже приступили
к подготовке художников-конструкторов — специалистов,
которые призваны придать машинам красивый и изящный
вид. Форма, ритм, цвет — вот основные средства,
которыми располагает художник-конструктор...
До появления первых паровых машин архитектура и
строительство были едва ли не самой главной областью
приложения конструкторских талантов. Не удивительно, что
архитектурные идеи задавали тогда тон и во всех других
сферах конструирования. Создатели первых машин и
станков, привыкшие к неподвижности и монументальности
архитектурных сооружений, непроизвольно применяли эти
принципы и при оформлении внешнего вида своих
творений, вычурных и витиеватых, как дворцы того времени.
Они не замечали, сколь нелепо выглядели классические
ордера, пилястры, римские и греческие орнаменты в
сочетании с неустанно движущейся, неутомимой паровой
машиной. Они рассматривали свои технические творения как
некий каркас, на который необходимо было навесить
украшения.
Лишь немногим более ста лет назад четко
сформулировалась идея: наиболее красивой конструкцией должна
считаться та, которая выполняет свое назначение при
наивыгоднейшем распределении усилий и напряжений в
деталях.
Этот принцип применим для оценки любого
технического изделия.
У красивого здания, предмета обстановки, машины фор-
ю
мы и размеры отдельных частей не должны противоречить
основному назначению. Для этого необходимо соблюсти ритм,
равновесие и гармонию форм, пропорций и цвета отдельных
частей и всей конструкции в целом.
Во многих устройствах, в которых механизм скрыт в
оболочке, проектировщик может создать красивую
конструкцию правильным выбором формы оболочки.
Известно, например, что некоторые соотношения высоты и ширины
прямоугольника приятны большинству людей, а некоторые
кет. Вряд ли кого-нибудь устроил холодильник, имеющий
форму старинных стенных часов или парадной двери. Как
показал опыт, для холодильников наилучшим оказался
знаменитый золотой «прямоугольник», у которого длина
малой стороны равна корню квадратному из длины большей
стороны.
Однако форма и размеры оболочки должны давать
правильное представление о скрытом внутри ее механизме.
Техническая конструкция должна быть правдивой.
Все детали конструкции должны рассказывать одну
историю и выделять основную тему. Нельзя, чтобы три части
говорили «иди», а одна — «стой», как нельзя себе
представить обтекаемый панцирь черепахи.
Об этом нередко забывали увлекающиеся художники-
прикладники. В 20-х годах, во времена бурного развития
авиации появилось модное словечко «обтекаемость».
Обтекаемые формы самолетов, кораблей, автомобилей, поездов
позволяют сильно снизить сопротивление и достичь
больших скоростей. Поэтому в транспорте они оказались
чрезвычайно важными и полезными.
Но очень скоро обтекаемость стали связывать не только
с высокими скоростями, но и вообще с движением. Любой
движущейся детали стали придавать обтекаемый вид,
независимо от того, с какой скоростью она двигалась.
Художники как будто не замечали, что в природе обтекаемую
форму имеют лишь самые быстроходные птицы и рыбы.
В скором времени художники-прикладники заметили, что
обтекаемые формы не имеют острых углов и резких
переходов. Они стали называть обтекаемой любую закругленную,
сглаженную конструкцию. Появились «обтекаемые»
здания, мебель, радиоприемники, пишущие машинки, то есть
вещи, которые по смыслу своему должны быть
устойчивыми и неподвижными.
И
Ошибка украшателей паровой машины «вывернулась
наизнанку»: теперь неподвижным вещам придавали форму
движущихся тел.
Исследование показало, что устойчивость и
монументальность любого сооружения зависит не только от того,
обтекаема или нет его форма. Все, что устраняет
уравновешенность, порождает ощущение движения. Бегущий человек —
крайне несбалансированная фигура. Кроме того, мы
связываем движение с течением времени. Любая ритмичность
указывает на течение времени и, следовательно, на
движение. Повторяющиеся вертикальные линии производят
впечатление чего-то более или менее устойчивого, а
наклонные — чего-то движущегося, изменяющегося.
Ритмическое повторение линий, наклоненных вперед,
связывается в нашем представлении с ускоренным
движением, назад — с замедленным. Чтобы создать впечатление
очень быстрого движения, на оболочке машины можно
разместить зигзагообразную линию, напоминающую
молнию.
Таким образом, в распоряжении конструктора есть
богатый арсенал ритмов, линий, поверхностей, форм,
масштабов, цветов. Но, пользуясь ими, всегда надо помнить, что
истинно талантливый художник тот, кто может выразить
все несколькими линиями и простейшими формами.
В течение десятилетий конструкторы, проектирующие
новые машины, совершенно не задумывались о том, в какой
цвет будут окрашены их конструкции. А ведь цвет — очень
важный фактор для людей, которые должны обслуживать
новые машины. Известны, например, случаи, когда у
здоровых тренированных летчиков начинала кружиться
голова и возникала тошнота, если они находились в кабине
самолета, окрашенной в желтый цвет. А вот другой пример:
если предложить поднять два совершенно одинаковых по
размеру и весу ящика, один из которых окрашен в белый,
а другой в черный цвет, то большинство скажет, что
черный ящик тяжелее.
Ясно, какую важную роль играет цвет в технике и
производстве. Скажем, при красном освещении люди
определяют величину и вес предметов менее точно, чем при
голубовато-зеленом. Не удивительно, что правильная окраска
цехов и оборудования приводит к резкому повышению
производительности труда.
12
Металлорежущие станки рекомендуют окрашивать в
светло-зеленый цвет. Для того чтобы движущиеся детали
выделялись среди неподвижных, их красят броской светло-
желтой краской. Открытые внутренние полости
окрашивают ярко-красной краской.
Сельскохозяйственные машины окрашиваются главным
образом в красный и зеленоватый цвет. Объясняется это
тем, что синяя краска быстро выцветает на солнце, а на
поверхностях, покрытых желтой и белой краской, очень
заметны темные царапины и вмятины.
А вот пример из судостроительной практики: замечено,
что палубы танкеров,- покрашенные темной краской,
быстрее ржавеют с обратной стороны, чем палубы, покрытые
светлыми красками. Оказывается, темная палуба сильнее
нагревается солнцем и нефтепродукты испаряются быстрее.
Ночью палуба охлаждается, и на ее внутренней поверхности
конденсируются пары нефтепродуктов, вызывающие
быстрое ржавление. Специалисты предложили окрашивать
палубы в светло-зеленый цвет: он хотя и хуже белого с точки
зрения коррозии, но более приятен для экипажа. Но самое
удивительное то, что искусным подбором цветов можно
неказистым судам придать вид стройных красавцев.
Художнику-прикладнику, имеющему лишь смутное
представление о назначении и внутреннем устройстве
машины, создаваемой инженером, не всегда наделенным
художественным вкусом, становится все труднее создавать
настоящие «произведения технического искусства».
Промышленность все более испытывает потребность в
художниках, которые могли бы говорить с инженером на языке
техники. Вот почему и родилась новая профессия—
художник-конструктор.
Есть шуточное определение геометрии как искусства
правильно рассуждать на неправильных чертежах. Если
пбпытаться подобным же образом сформулировать суть
технического творчества, то его можно определить как
искусство принимать правильные решения на основе
недостаточных предпосылок. Вот почему метод вариантных прикидок,
метод проб и ошибок всегда будет характерен для
творческого инженера. У каждого такого конструктора свой
почерк, свои приемы преодоления технических
трудностей. Но в творчестве любого из них в той или иной форме
заложены одни и те же принципы, без которых, по-видимо-
13
му, нельзя обойтись в конструкторской и изобретательской
работе.
1. Прежде чем приступить к работе над новой машиной,
необходимо так изучить работу предшественников, чтобы
свободно ориентироваться в данной области. Но не следует
переусердствовать в этом: слишком тщательное знакомство
с неудачами других отпугивает и нередко оказывается
вреднее, чем слишком поверхностное.
2. Главное на предварительной стадии — проникнуть
в сердце проблемы и понять причины, по которым
существующие методы ее решения недостаточны.
3. Следующий шаг — дать полную волю фантазии, не
отбрасывая, а внимательно анализируя самые необычные,
самые, казалось бы, сумасшедшие идеи.
4. Надо непрерывно думать над проблемой, час за
часом, день за днем. Решение может прийти неожиданно.
5. Надо все время держать в голове всю проблему,
пересматривая и перекраивая ее по мере продвижения
разработок.
6. Необходимо рассмотреть и разобрать все мыслимые
варианты и комбинации, ибо первая конструкция редко
оказывается наилучшей.
Вдумайтесь внимательно в эти принципы, и вы
убедитесь, что на предварительной, проектной стадии творчество
конструктора по сути дела не отличается от творчества
художника. Но когда создан опытный образец, сходство
кончается. В технике, в отличие от искусства, нельзя
сослаться на несовпадение вкусов, на непонимание тех, кто
оценивает работу. Здесь существует надежный метод оценки
работы конструктора — удачность или неудачность вновь
созданной машины. Никого не интересуют причины, по
которым ты не смог сделать работу хорошо, никого не
интересуют запоздалые оправдания и извинения. Машина либо
удачна, либо нет. И этот вопрос выясняется в тот момент,
когда образец ставится на испытание.
Периода, сходного с периодом испытаний опытного
образца, не знает ни один вид творчества, кроме технического.
Именно здесь проверяется опытом квалификация инженера,
его умение быстро увидеть и ухватить решающее звено
проблемы, кажущейся неимоверно сложной. Именно здесь
выплывают все промахи, огрехи, инженерные наивности
и неоправданная самоуверенность конструктора, небреж-
14
ность и низкая культура производства. Неудачный
опытный образец в таких случаях служит бессловесным, хотя
и не всегда немым укором людям, его создавшим.
Во время испытаний опытного образца нередко пасуют
самые способные и изобретательные инженеры, ибо
никакая изобретательность, никакая математическая
подготовка не может на этом этапе заменить опытности и
беспощадного острого анализа, позволяющего мысленно проникнуть
в самое сердце работающего механизма, представить себе
сложную, причудливую картину сил, действующих на
каждую деталь.
Существует простое правило, позволяющее поставить
первый общий диагноз. Если деталь вышла из строя в
первый раз, ее поломку можно объяснить любой причиной.
Если она выходит из строя второй раз, то это уже дурное
предзнаменование. При третьей поломке все сомнения
можно отбросить: конструкция спроектирована плохо. Теперь,
если даже будут найдены истинные причины неполадок,
возможности их устранения ограничены тем, что машина уже
изготовлена. И здесь зачастую приходится принимать
решения компромиссные, вынужденные, порой даже
нелепые, которых никогда не применили бы, если бы можно было
спроектировать все сначала. Из-за этой неясности причин
неполадок, стесненности в возможностях их устранения
период сдачи требует порой величайшего инженерного
мастерства, опытности и квалификации. Некоторые
специалисты считают даже возможным говорить об особом
инженерном таланте — таланте сдатчика.
Говорят, образование — есть нечто, остающееся у
человека после того, как все изучаемое забыто. Это «нечто» —
общее развитие, общий метод подхода к любой проблеме,
умение разобраться в любом вопросе, умение учиться,
наконец. Инженер прежде всего должен думать и понимать.
Это необходимо для того, чтобы техника раскрылась перед
ним как' сокровищница человеческого творчества, чтобы
к нему пришло понимание, опыт и постоянный интерес.
А интерес — это немало. Ведь ни в одном деле нет ровно
ничего интересного, если не любишь это дело...
Положение юного техника в корне отличается от
положения взрослого инженера. Юный техник сам себе
заказчик, конструктор, технолог, сдатчик, организатор работ и
инженер по технике безопасности. Но он должен помнить,
15
что такая широта обязанностей не дает ему права на
снижение требовательности к себе, что его работа ведется по тем
же законам и принципам, по каким работают взрослые
инженеры. Так, он должен работать по строгим техническим
требованиям. Если он изготовляет копию какой-нибудь
машины, то она должна точно воспроизводить оригинал —
его форму, количество и расположение деталей.
Динамическая модель должна повторять основные движения
(динамику) оригинала. Если модель полностью придумана
самим юным техником, то ее технические показатели
должны соответствовать назначению: скоростная модель —
обладать высокой скоростью, радиоуправляемая — послушно
выполнять каждую передаваемую по радио команду,
модель с программным управлением — работать точно по
заданной программе.
Новая модель — как и новая машина вообще —
никогда сразу не дает тех результатов и не оправдывает тех
надежд, которые на нее возлагались. Именно после
изготовления модели начинается «настоящая мужская работа»
по наладке отдельных узлов и их взаимному согласованию.
Эта работа называется доводкой конструкции, требующей
большого терпения, времени и сил, но зато позволяющей
в итоге создать то, что было задумано вначале. Именно на
доводке и проверяется будущий инженер — его знания,
воля, терпение и сила духа.
Наблюдая за работой модели, машины или ее узлов,
надо поменьше восторгаться, а производить любое
возможное улучшение, даже если оно дает самый незначительный
эффект. Улучшая понемногу конструкцию, нужно
добиваться рекордных или еще более высоких результатов.
Для этого следует брать за основу для своей работы
результаты рекордной модели или машины и, повысив их,
считать новые значения техническими условиями для своей
модели и стараться их превзойти.
На настоящем «взрослом» производстве, выпускающем
всевозможные детали и устройства в огромных
количествах, все оборудование специализировано, приспособлено
к выпуску данной, конкретной, однотипной продукции.
У юных техников никакого специального оборудования
не бывает, есть лишь те станки, которые установлены
в школьной мастерской. Но и на этом оборудовании можно с
большим успехом выполнять самые разнообразные работы.
16
Тут важен в первую очередь инженерный, творческий
подход. Всемерная механизация, сокращение времени
обработки за счет выбора технологичного, рационального способа
изготовления деталей, применения специального
инструмента, повышения скоростей резания и величины подачи,
снижения расхода материалов, электроэнергии,
вспомогательного времени — над всем этим стоит поработать
юному технику.
Любая работа представляет собой подчинение
материала работающему. Материал всегда сопротивляется, и тем
сильнее, чем сложнее работа.
Инженер работает с серьезным материалом. Станки,
металл, резцы, электричество, огонь. В технике всегда
существует опасность, что рабочий материал выйдет из
повиновения. Стоит лишь слегка расслабиться, стать
небрежным, неаккуратным, невнимательным, и в результате
авария или несчастный случай.
Инженер на производстве — командир, поэтому одна
из его важнейших обязанностей (притом обязанностей
государственных) — полное обеспечение безопасности труда
на вверенном ему участке. За безопасность подчиненных
командир отвечает не только перед пострадавшим и своей
совестью, но и перед Законом.
Каждый, кто занят на производстве, пусть даже самой
малой и незаметной работой, тоже несет ответственность.
С техникой шутки плохи. Человек, допускающий
небрежность, невнимательность при работе с металлом на станке,
враг не только себе, он враг технике и обществу. Не может
служить оправданием и незнание техники, незнание правил
безопасности труда. Незнание можно восполнить, а травму
и несчастный случай возместить нечем.
Юный техник, если он работает самостоятельно,— сам
себе командир. И тем выше его ответственность. Не следует
думать, что настоящая опасность при встрече с техникой
подстерегает нас только на настоящем заводе или стройке.
Техника не делится на малую и большую, техника у
взрослых та же, что и у юных, и опасности те же.
Поэтому, даже делая игрушки, можно пострадать
всерьез, поэтому правила техники безопасности одни и те же
для всех. Юный техник обязан их знать, выполнять и
требовать их выполнения от других. Может быть, эти правила
и скучны. Может быть. Но, как писала одна американская
2 Инженер начинается в школе
17
фирма в инструкции своим рабочим: «Скучнее всего
больница. Лучше десять раз поскучать над правилами техники
безопасности, чем один раз под рукой врача».
Итак, подведем итоги. Неохватная многогранность
современной техники и производства требуют объединенных
усилий работников самых различных специальностей,
склада ума и даже характера. Ни один творческий коллектив
не добьется успеха без инженеров, мыслящих в широкоу^
плане и озаряемых смелыми техническими идеями. Без
критически мыслящих специалистов, не принимающих ничего
на веру и подвергающих каждое новое предположение
очистительному огню анализа. Без скрупулезных,
кропотливых исследователей, способных затратить годы на
отработку одного узла, агрегата, ответственной детали. Каждый
из-этих типов работников играет важную роль и не может
быть возведен в пример для подражания. И детское
техническое творчество — это замечательная школа для каждого
будущего конструктора, технолога, исследователя.
Пройдя последовательно все фазы инженерной работы от
формулирования технических требований до разработки
мер по технике безопасности, юный техник получает
уникальную возможность прочувствовать красоту и
притягательность технического творчества, оценить свои силы и,
способности, выявить свое истинное призвание и убедиться
в справедливости слов, написанных много лет назад В.
Маяковским:
Все работы хороши,
Выбирай на вкус!
Глава II
язык и мысль
Земной шар ныне населяют сотни народов, проживающих
почти в 200 государствах. Исторически сложилось так, что
у каждой народности — свой язык, и далеко не все люди,
проживающие даже в одной стране или местности, вполне
понимают друг друга, ибо говорят они на разных языках
и наречиях (местных диалектах). Давно уже
предпринимаются попытки создать единый международный язык;
предлагаются различные системы такого языка, среди которых
наибольшей известностью пользуется система эсперанто.
Несмотря на большие усилия, прилагаемые энтузиастами
эсперанто, язык этот не получил еще широкого
распространения.
И все же международный язык существует. Это язык
науки и техники, язык чертежей и формул. Им владеет
почти каждый технически грамотный человек. В
совершенстве владеет техническим эсперанто и каждый инженер.
Чертеж — единый для всех народов мира и понятный в
любой точке земного шара — выражает идеи и мысли
конструктора. По чертежам, разработанным в одной стране,
могут быть изготовлены изделия в любой другой.
Юному технику тоже следует хорошо знать язык
чертежа. Без этого ему не удастся ни перенять опыт и знания
других, ни передать им свои технические идеи. Вот
почему на выставке технического творчества неукоснительно
требуют соблюдения правила: вместе с моделью сдавать
на нее и техническую документацию, то есть чертежи.
Самое трудное в черчении — не заучивание правил и
даже не их применение. Труднее всего научиться
пространственному объемному мышлению, то есть умению
представлять мысленным взором чертежи в виде готового,
законченного изделия.
Задания, приводимые в этой главе, как раз и преследуют
цель помочь в развитии пространственного мышления у
читателей. В чертежах очень часто применяют резьбовые
соединения. Размеры массовых крепежных деталей
стандартизованы. Их нужно хорошо знать и уметь изображать на
бумаге. Закреплению их в памяти вам помогут
следующие задания:
19
Задание №1. Вычертить в сборе (то есть в
собранном виде) болт, шайбу и гайку.
Технические условия: 1. Резьба М20, основная.
2. Длина тела болта 80 мм, резьбы — 60 мм.
3. Масштаб — М 1 : 1.
4. Проставить на чертеже все размеры.
В школе часто конструируют для нужд мастерской
станки по заточке инструмента, например шлифовальный
станок. Крепление шлифовального круга на шпинделе такого
станка дело чрезвычайно ответственное. Надежное
закрепление круга достигается с помощью двух фасонных шайб,
имеющих выточку глубиной 2—3 мм со стороны, обращенной
к кругу. Кольцевая выточка начинается от самого
отверстия, но не доходит до наружного края шайбы, поэтому на
шайбе получается кольцевой выступ, которым и
прижимается круг. Между шайбой и шлифовальным кругом
следует помещать прокладку (кожаную или картонную).
Задание №2. Сделать рабочий чертеж прокладки
для крепления шлифовального круга.
Технические условия: 1. Наружный диаметр прокладки
равен наружному диаметру фасонной шайбы с допуском
±1,0 мм.
2. Внутренний диаметр прокладки на 0,1—0,2 мм
больше посадочного диаметра шпинделя станка.
Задание №3. Сделать рабочий чертеж
втулки-вкладыша для шлифовального круга.
Технические условия: 1. Наружный диаметр втулки на
0,1—0,15 мм меньше внутреннего диаметра отверстия круга.
2. Внутренний диаметр втулки на 0,05—0,1 мм больше
диаметра посадочного места шпинделя.
3. Высота втулки на 0,2—0,3 мм меньше толщины круга.
Задание №4. Сделать рабочий чертеж фасонной
шайбы для крепления шлифовального круга на валу
электродвигателя.
Технические условия: 1. Диаметр шпинделя 20 мм.
2. Размеры круга DHap. =200мм; dB„yTp.=25 мм, h=20мм.
3. Размеры шайбы: DHap# =—кРуга; ширина
прижимающего кольцевого выступа Н = круга; форма наружной
стороны шайбы произвольная.
20
Рис. 2. Круглая плашка с держателем.
Для нарезания резьбы на стержнях небольшого
диаметра обычно используют круглые плашки (рис. 2). Плашку
закрепляют винтами в плашкодержателе, представляющем
собою кольцо (обойму) с цилиндрической выточкой и
сквозным отверстием, через которое проходит нарезаемый
стержень. В кольцевой стенке обоймы просверлены — по
направлению к ее оси — отверстия для винтов, которые и
удерживают плашку в держателе от проворачивания во
время нарезания резьбы. Перпендикулярно оси регулирующего
винта просверлены отверстия с резьбой для двух ручек.
Задание №5. Сделать рабочий чертеж плашкодер-
жателя для круглой плашки с резьбой 10 мм.
Технические условия: 1. Наружный диаметр плашки
равен 30 —0,1 мм, ее толщина 11 мм.
2. Размеры обоймы: наружный диаметр 45 мм, толщина
14 мм.
3. Ручки цилиндрические. Длина: общая —130 мм,
длина заточки под резьбу — 6 мм; диаметр резьбы 8 мм;
диаметр ручки 12 мм. Свободный конец ручки закруглить
R=0,75 резьбы.
4. Размеры удерживающих винтов: d=6 мм; /=10 мм,
головка — по ГОСТу.
В школах нередко приходится нарезать много болтов.
Вручную это малопроизводительный труд, его следует
механизировать с помощью приспособления,
устанавливаемого на токарном станке. Приспособление (рис. 3) состоит
из корпуса, ползуна (с плашкодержателем) и подвижного
упора. Корпус представляет собой цилиндрический
стержень, оканчивающийся коническим хвостовиком (хвостовик
подгоняется по конусному отверстию пиноли задней бабки
21
Рис. 3. Приспособление для нарезания болтов.
токарного станка). В цилиндрической части корпуса вдоль
оси просверливают и чисто растачивают отверстие.
Приспособление вставляют хвостовиком в конусное отверстие пи-
ноли задней бабки и закрепляют плашку в держателе
ползуна. Для того чтобы нарезать болт, заднюю бабку
продвигают к обточенной заготовке и закрепляют. Затем, вращая
рукоятку задней бабки, подают пиноль вперед, пока
плашка не врежется в заготовку, после чего включают станок на
скорости 20—30 оборотов в минуту. Ползун движется
вперед и нарезает резьбу. Затем дают обратный ход станку,
ползун отходит назад и сходит с нарезанного болта.
Остается отвести пиноль бабки и отрезать болт.
Задание №6. Сделать рабочий чертеж
приспособления для нарезания болтов на токарном станке.
Технические условия: 1. Хвостовик с конусом Морзе
№ 3 №=23,8 мм; d2=18,6 мм; / = 93,5 мм).
2. Максимальная длина нарезаемого болта 100 мм.
3. Плашкодержатель для плашек М10 (D=30—0,1;
L=11±0,1).
Эти упражнения кажутся скучными, но в результате
выпускается документ, отступить от которого не может ни
рабочий, ни директор, ни технолог, ни министр. Его
может изменить только выпустивший его конструктор.
Выпуск рабочего чертежа дело огромной ответственности, ибо
дальше начинаются затраты материалов, энергии, труда.
Основы конструирования
Конструирование машин, а в равной степени и
действующих моделей — дело ответственное и трудное. Оно
требует системы и аккуратности в работе и от тех, кто занимает-
22
ся конструированием давно, и особенно от тех, кто берется
за дело впервые. Знания одной теории недостаточно,
гораздо важнее уметь применять ее на деле. Необходим
практический навык, знакомство с другими существующими
конструкциями и машинами, умение оценивать их
критически. Все, что собираешься конструировать, следует
вначале четко представить себе, а потом уже перенести мысли
на бумагу, на чертеж.
Проектирование машины, как правило, начинается с
конструктивной разработки ее общего вида и сложных
узлов, а также с расчета основных размеров. Далее следует
разработка рабочих чертежей деталей и их расчет. Расчет
и разработка чертежей ведутся параллельно.
Рационально спроектированная и правильно
построенная машина должна быть:
надежной, то есть прочной и долговечной;
экономичной в работе, то есть потреблять возможно
меньше топлива, масла, энергии, воды;
удобной в эксплуатации и доступной для ремонта;
долговечной, то есть иметь возможно больший
моторесурс — период между очередными ремонтами;
безопасной в эксплуатации и ремонте;
устойчивой против аварии, то есть не содержащей
узлов и деталей, повреждение которых быстро выводит из
строя всю конструкцию;
технологичной, то есть простой в изготовлении.
Для того чтобы ясно представить себе всю конструкцию
машины, перед разработкой ее общего вида полезно сделать
чертеж в аксонометрической проекции от руки так, чтобы
были понятными лишь общие очертания машины.
Чертежи же общего вида следует сделать в масштабе или
в натуральную величину с обязательной простановкой
основных размеров.
Определение размеров детали производится главным
образом на основании расчета действующих на нее внешних
усилий по формулам сопротивления материалов. При этом
обязательно учитывается, что каждая деталь должна быть не
только прочной, но и долговечной. Следовательно,
напряжение в ней нигде не должно превышать допускаемого, а
деформация должна быть только упругой.
Таков основной инженерный принцип расчета. Но
помимо того есть еще очень много факторов, незначительных на
23
первый взгляд, но способных на практике сыграть
решающую роль.
К примеру, важную роль играет скорость машины.
Неточности изготовления, которые в машине, работающей на
малой скорости, допустимы, при больших скоростях работы
могут привести к катастрофическим последствиям. Вот
почему при проектировании скоростных машин
видоизменяют конструкцию, вводят в нее упругие звенья,
амортизаторы, глушители колебаний, излишние в машинах
тихоходных.
Учтя все эти факторы, можно приступать к
вычерчиванию рабочих чертежей по чертежу общего вида и узлов.
Не следует, однако, медлить с вычерчиванием до полного
окончания всех расчетов. Эту ошибку допускают все
начинающие конструкторы, в результате они бесполезно тратят
время и труд на многократные переделки. На каждом шагу
при вычерчивании машины их подстерегают неожиданности
и недоразумения. Повторим для них еще раз: расчет и
вычерчивание конструкции должны идти параллельно. Как
только будет обнаружена ошибка или найдется новое, лучшее
решение уже проработанной детали — переделайте, не
колеблясь, ваш чертеж. Стереть и вычертить заново
несколько карандашных линий гораздо быстрее и проще, чем
впоследствии заново изготавливать деталь. Запомните три
основных правила проектирования: а) после уяснения для
себя схемы механизма на эскизе приступайте к
вычерчиванию его сразу же, как только расчет даст вам достаточно
данных, при этом получаемые данные тотчас проверяйте
на чертеже, не откладывая начала вычерчивания до конца
расчетов; б) не увлекайтесь чрезмерной точностью расчетов,
основанных на формулах сопротивления материалов
(допускаемые напряжения, коэффициенты трения и пр.),
так как в этих формулах многие величины берутся
приближенно и меняются в широких пределах; для нас вполне
достаточна точность (до 5%), которую дает
логарифмическая линейка; в) при проектировании старайтесь по
возможности использовать в конструкциях простые
геометрические формы и их комбинации, ибо их легче получить при
обработке деталей на обычных станках.
Общие правила
Практика конструирования выработала некоторые
общие правила, придерживаться которых небесполезно для
начинающего инженера. Итак, старайтесь в своих
конструкциях:
1. Применять по возможности симметричные детали.
2. Везде, где можно, применять стандартные или
нормальные заводские детали (гайки, винты, болты и т. д.),
найти их легче, чем изготовить.
3. Избегать резких изменений сечения в деталях,
особенно избегать узких запилов с острыми углами, так как
в этих местах концентрируются внутренние напряжения,
что увеличивает опасность поломки деталей. Переходы от
одного сечения к другому нужно сопрягать плавными
кривыми возможно большего радиуса (рис. 4—I).
4. Точность установки соприкасающихся деталей
достигать прилеганием лишь одной пары простых и коротких
по длине поверхностей. Излишние поверхности прилегания
нисколько не увеличивают точность установки деталей,
но зато намного усложняют их обработку и подгонку.
Например, подгонка двух длинных сопрягающихся
деталей — вала и шкива — операция трудная. Длинная
охватывающая деталь (шкив) вовсе не гарантирует полной
устойчивости соединения: при сильном увеличении (рис.
4—II) это легко заметить. Но достаточно расточить
отверстие по-другому (рис. 4—III), и при той же точности обработ-
Рис. 4. Переходы от сечения к сечению (I); сопряжение длинных
деталей (II—III)
Рис. 5. Наклонные плоскости и наклонные отверстия.
ки втулка уже не будет качаться, так как она касается
вала по двум кольцевым поверхностям. Эти выступающие
посадочные поверхности (рабочие пояски) должны иметь
ширину l^~jL-
Уменьшение длины соприкасающихся поверхностей
(как в приведенном примере) дает еще и то преимущество,
что сокращает время подгонки деталей.
5. Неподвижные части, воспринимающие ударную
нагрузку, делать по возможности массивнее, и наоборот:
движущиеся части машины делать более легкими, чтобы
уменьшить их инерцию.
6. Везде, где только возможно, применять детали в
виде тел вращения; их легче всего изготовить на токарном
станке, а этот станок наиболее распространен.
7. Избегать таких форм деталей, идущих под обработку,
при которых получаются наклонные плоскости или
наклонные отверстия (рис. 5), ибо при этом сильно затрудняется
их обработка.
8. Обязательно предусматривать возможность удобной
и надежной смазки трущихся частей и деталей «на ходу» —
это избавит их от чрезмерного нагревания или «заедания».
9. Обеспечивать легкий доступ (для надзора, ремонта,
осмотра и замены) ко всем ответственным и
изнашивающимся частям машины.
Замена и ремонт деталей будут заметно упрощены, если
на машине заранее предусмотреть только самое
минимальное количество крепежных деталей (болтов, гаек). Кроме
26
того, это позволит обходиться минимальным числом
гаечных ключей.
10. Детали на стержнях крепить не менее чем тремя
болтами или шпонками, располагая их под углом 90—135°.
При угле 180° число точек опоры равно двум — деталь
неизбежно будет качаться.
11. Закрепляя на вращающемся валу деталь с помощью
гайки, направление резьбы вала принимать таким, чтобы
при вращении он стремился ввернуться в гайку. Иначе
гайка отвернется и деталь соскочит. Если на валу закреплено,
например, два шлифовальных круга на разных его концах,
то и резьба на концах должна быть различная; на одном —
правая, на другом — левая.
Связь технологии с конструированием
Детали машин делают из заготовок. Заготовки — это
либо куски материала стандартного профиля, либо
черновые болванки — отливки, поковки, штамповки тех деталей,
которые предстоит изготовить. Чтобы получить деталь
нужной формы и размеров,заготовку обрабатывают вручную или
на станках. Обработка обязательна для всех сопрягаемых
поверхностей, но обычно ей подвергают и «свободные», ни
с чем не соприкасающиеся поверхности. Трущиеся друг
о друга поверхности обрабатывают особенно тщательно.
Ручная обработка деталей невыгодна. И не только
потому, что она длительнее по времени, но и потому, что
требует от работающего большего умения и мастерства^
Значит, ручную обработку надо стараться свести к минимуму
или устранить совершенно.
Установленные в школьной мастерской станки
(токарный, фрезерный, сверлильный и др.) гораздо более
универсальны, чем кажутся на первый взгляд. Так, на токарном
станке можно не только точить и сверлить заготовку, но
и фрезеровать, строгать, обрабатывать плоскости,
шлифовать и выполнять другие операции. Надо лишь
основательно познакомиться со станками. Кроме того, универсальность
станков можно повысить, если оснастить их различными
приспособлениями. Тогда почти любую деталь, задуманную
в процессе конструирования, удастся легко и быстро
изготовить на станке собственными силами.
27
Приступая к обработке детали на станке, надо стараться
закрепить заготовку так, чтобы можно было проводить все
необходимые измерения без снятия детали со станка. Это
помогает быстрее завершить обработку детали, а часто
просто необходимо по технологии, например, когда деталь
изготавливается из прутка на токарном станке. Стоит снять
пруток для измерений со станка, и это сразу же приведет
к нарушению его соосности в патроне станка, то есть к
заведомому браку.
Начинающих инженеров чаще всего подводит
забывчивость. Они снимают незаконченную деталь со станка, а
повторно установить ее в исходное положение не удается.
Деталь либо приходится переделывать, либо выбрасывать.
Техника расчета
Как уже говорилось, за высокой точностью при расчетах
конструкции в большинстве случаев гнаться не следует.
Вполне достаточна точность: для сил — в целых кг
(ньютонах), для статических моментов — в кгсм (Нм), для
напряжений — в кг/см2 (Н/м2 или почти эквивалентно кг/'см2 —
в МН/мм2). В расчет нужно брать только целые числа,
без десятичных знаков. При этом 0,5 и больше считать за
единицу, а меньшую дробь — отбрасывать.
В инженерной практике для статического момента силы
ограничиваются тремя значащими цифрами, заменяя
остальную часть числа нулями, так как линейные размеры (по
моменту) определяются корнем кубическим или
квадратным. Для линейных размеров из получающихся чисел
берут только целые. Десятые и сотые доли миллиметра
учитывают лишь при расчете конусов, резьбы, зубчатых колес.
Во избежание ошибок при расчете запись следует вести
таким образом:
1. Написать буквенное выражение формулы, например:
nd2
F = ~ = 0J85d2\
4
d= V 0^85 =
28
2. Подставить все известные числовые значения в
формулу, например: 6000=0,785 d2;
. тЛбОСЙГ
d=V 0J85;.
3. Получить результат, проделав все арифметические
действия, и записать его в отдельной строке:
d= /7643;
d-*88 (мм).
Если не придерживаться этого правила, чтение и
проверка расчета будут затруднены, создастся возможность
ошибок при алгебраических преобразованиях.
Расчет должен иметь ясный заголовок. Писать его
следует в систематическом порядке с минимальным
пояснительным текстом, но так, чтобы другой человек мог его всегда
проверить и в случае необходимости завершить расчет.
Следует все время внимательно следить за однородностью
и размерностью формул. Наиболее частые ошибки
происходят от ослабления внимания: суммируют различные
величины, неправильно пользуются таблицами и счетной
линейкой, неправильно указывают размерность и т. п.
При расчете нужно пользоваться счетной
(логарифмической) линейкой и числовыми таблицами, которые есть в
справочниках. Там приведены готовые результаты п2 и /г3,
корни У п и у п, площади кругов -j-n(R2), длины
окружностей и другие данные, наиболее часто требующиеся при
технических расчетах.
Расчет должен быть не только понятным, но и наглядным,
поэтому его нужно сопровождать простыми эскизами.
Необходимо принять за правило: чертеж и расчет
непременно должны идти параллельно, расчет немного
впереди.
Часто бывает достаточна точность графического
построения в крупном масштабе, что полезно и для проверки
расчета.
Оформление рабочих чертежей
На машиностроительных чертежах особенно важны
разрезы, показывающие внутреннее устройство машин.
При проектировании необходимо вычерчивать минималь-
29
U— 40—i
ПРАВИЛЬНО НЕПРАВИЛЬНО
Рис. 6. Нанесение размеров на чертеж.
ное, но достаточное число проекций: для тел вращения
достаточно двух проекций, иногда даже одной, для сложных
фигур — трех.
Располагать проекции нужно в точном соответствии с
требованиями стандарта (ГОСТ 2.305—68). Если же
необходимость заставляет отступать от него, то на чертеже
обязательно следует сделать указание об этом. Выдвинутые
части и детали механизма надо всегда показывать в крайнем
положении для правильного определения длины болтов
и проверки зазоров.
Части, расположенные в машине в наклонном
положении, при деталировке изображают в горизонтальном или
вертикальном положении.
Рабочий чертеж должен содержать кроме графического
изображения еще и некоторые указания по обработке.
Чрезвычайно важно правильно нанести размеры, в
особенности на детальных чертежах. Размеры должны не
только определять геометрическую форму и размеры детали, но
и указывать плоскости, от которых нужно вести измерение
при изготовлении детали, а для этого необходимо ясно
представлять себе и саму деталь, и возможность ее
обработки.
Основные принципы правильной простановки размеров
таковы:
30
1. Следует указывать все размеры, необходимые для
изготовления детали.
2. Размеры каждой детали нужно указывать
самостоятельно, не смешивая их с размерами соседних деталей
(рис. 6):
I—IV — правильно,
II—III — неправильно.
3. Размеры указывать так, чтобы каждую деталь можно
было вычертить, руководствуясь проставленными
размерами, и изготовить самостоятельно, независимо от других
деталей.
4. Указывать размеры между осями симметрии и от осей
до обработанных поверхностей.
Кроме отдельных размеров, следует указывать и
суммарные (общая длина и ширина, высота), чтобы исполнителю
не пришлось их подсчитывать, иначе неизбежны ошибки.
5. Во втулках указывать наружный и внутренний
диаметр, но не толщину стенки, а на чертежах плоских
деталей наоборот: дать наружный или внутренний размер и
толщину стенки, чтобы не чертить второй проекции.
6. Размерные линии ставить так, чтобы получилось
наименьшее количество вспомогательных линий.
7. Размеры деталей всегда ставить натуральные (в
миллиметрах), независимо от масштаба чертежа.
8. У нормальных деталей (гайки, болты и пр.)
указывать только основной размер (например, диаметр резьбы).
9. Для часто встречающихся деталей давать условные
и сокращенные обозначения.
10. Чертеж обязательно снабжать спецификацией
(описью) с перечислением названия всех деталей, их
количества, материала и других сведений, необходимых для
изготовления изделия.
11. Проверку чертежа лучше всего поручать кому-либо
другому (как это и делают на производстве), так как чужие
ошибки легче обнаружить, чем свои. Начинать проверку
следует с «мелочей», о которых можно потом забыть: с
надписей, масштабов, правильности расположения проекций
и размеров.
Затем — при проверке правильности самой
конструкции — особое внимание нужно обратить на зазоры между
подвижными и неподвижными частями, на возможность
открывания дверец и крышек для осмотра механизма, на
31
Рис. 7. Настольно-сверлильный станок.
возможность сборки, разборки и ремонта, на полную
безопасность обслуживания.
Приобретя навыки пространственного мышления и
научившись сносно читать чертеж, попробуйте выполнить:
Задание № 7. По рис. 7 настольно-сверлильного
станка1: 1. Описать каждую деталь и дать общее
описание станка. 2. Сделать общий вид, необходимые расчеты
и рабочие чертежи станка. 3. Разработать технологию
изготовления деталей.
Технические условия: 1. Максимальный диаметр
сверления 5 мм. 2. Число скоростей — одна. 3. Приводной шкив
и ремень должны быть надежно ограждены. 4.
Предусмотреть возможность натяжения ремня. 5. Рабочий ход
шпинделя 100 мм. 6. Точность изготовления деталей по 2 классу.
7. Чистота обработки деталей по 6 классу.
1 Конструкция станка разработана в ленинградском Дворце
пионеров.
Глава III
НАУКИ ТЕХНИКУ ПИТАЮТ...
Создавая какую-либо машину, конструктор всегда
держит в голове ее идеальный прообраз. Изобретение на первых
порах формируется немного наивно, например: «Нужен
агрегат, который автоматически, без всякого вмешательства
извне, выдавал бы по первому требованию жареные
пирожки и булочки. Хорошо, если бы он при этом был невесом,
невидим и не расходовал никакой энергии!» Но
конструктор прекрасно понимает: идеальных машин на свете нет и
быть не может. От общего абстрактного замысла он
переходит к постепенной его конкретизации, ко всякого рода
частностям. Расплывчатый и абстрактный поначалу сюжет идеи
обрастает понемногу живой плотью подробностей,
реальными деталями.
Если на первом этапе творчества конструктору
требуется знание самых общих принципов техники, то
постепенно в работу вовлекаются все более глубокие, все более
специальные участки инженерного знания. Один из узлов
машины «не решается» без электротехники, создать второй
узел поможет химия, в третьем не обойтись без
теплотехники, а в пятом понадобились средства металловедения,
гидравлики и термодинамики.
Для решения всех возникающих на практике задач
инженер должен приобрести самые разнообразные знания:
изучить несколько десятков дисциплин. Поскольку мир
техники, как и весь окружающий нас мир, подчиняется
действию некоторых общих законов, то инженеру преподают
некоторые общие дисциплины: физику, химию, математику.
Заложив прочный фундамент, инженер углубляет знания
по специальным дисциплинам: сопротивлению
материалов, тепло- и электротехнике, теории машин, гидравлике,
металловедению и т. п.
Все эти предметы по сути своей более подробная и
узкая разработка некоторых положений той же
математики, физики, химии.
Так постепенно формируется профиль инженера:
общий, широкий и более специальный, узкий. Инженер, более
подробно изучивший радиотехнику и электронику,
становится радиоинженером; освоивший горное дело, машины и
33
механизмы шахт и рудников,— горным инженером и т. д.
Но в основе каждой инженерной специальности должно
лежать хорошее знание общих дисциплин, тех, которые
изучаются еще в школе. Поэтому мы и утверждаем: инженер
начинается в школе.
После школы мы ничего существенного не изменим в
нашей позиции, мы только будем углублять и расширять
приобретенные знания, не больше. И выбор специальности
своей происходит в основном в школе. Хотя порою мы даже
и не подозреваем об этом.
Существует немало точек зрения на то, каков
должен быть объем знаний инженера. Одни считают, что
инженер — это сосуд, который надо наполнить знаниями и
сведениями до отказа. Другие говорят, что инженер — это
факел, который надо зажечь. Одни — за Эдисона: тот
помнил тысячи самых разнообразных сведений из различных
областей науки и техники, был своего рода ходячей
энциклопедией. Другие — за Эйнштейна, которому легче было
вывести формулу заново, нежели запомнить ее. А кто же
все-таки прав?
Если нам придется в этом споре быть судьями, мы
скажем: правы и те и другие. Мы скажем так потому, что спор
этот, по существу, беспредметен. Нельзя говорить о
человеке вообще и призывать его быть Эйнштейном или,
наоборот, Эдисоном. Человек всегда конкретен. Одному
достаточно понимания общих закономерностей. Другой силен
памятью, идеи в его голове рождаются лишь после того, как
она насытится огромным количеством информации,
разрозненных сведений и фактов. Для третьего нужна система
и озарение.
Мы можем утверждать лишь одно: без знания основных
законов материального мира, без ориентировки в сфере
техники инженером стать нельзя. Что бы там ни говорилось
о факелах, которые нужно зажечь, факел не будет гореть,
если он недостаточно пропитан горючим составом.
Может ли врач браться за лечение пациента, полагаясь на
один лишь талант и игнорируя знание анатомии и
физиологии человека? Может ли пианист играть, забыв о нотной
грамоте? Будет ли солдат хорошим бойцом, не взяв ни разу
в руки оружия и не умея даже заряжать его?
Инженер всегда стремится создать идеальную машину.
Но все, что он создает, зиждется на реальной почве. Все,
34
что окружает нас в цивилизованном мире, кем-нибудь
когда-то создано. Оно не появилось само по себе. За каждой
вещью стоит реальный инженер и рабочий, и каждая вещь
служит отражением их опыта, их умения, их знаний.
Движение и его силы
Движение тел вызывается действующими на них извне
силами. Покой — это просто равновесие
противодействующих сил. Стоит лишь одной из сил «пересилить» другие,
и тело начнет двигаться, медленно или быстро, это не важно.
Оно будет двигаться до тех пор, покуда другие внешние
силы не изменят скорости и направления его движения.
В технике силы, действующие на тело, вызываются
другими телами, поэтому носителем силы всегда служит
какой-то конкретный предмет. Значит, чтобы изменить
скорость или направление движения тела, необходимо
воздействовать на него другим телом.
Наиболее важный вопрос, который решает инженер при
конструировании, заключается в том, чтобы выяснить, какие
тела и с какой силой действуют внутри и вне машины;
какие из этих воздействий полезны для работы машины, а
какие — вредны, и как рационально использовать
полезные воздействия и ослабить вредные.
Итак, действие одного тела на другое принято
называть силой. Силы внешние, приводящие в движение другие
тела, называют активными, или движущими, силами. Это
силы движущейся воды, ветра, мускулов животных и
человека; силы, развиваемые двигателями — электромоторами,
паровыми машинами, дизелями и т. д. Этим силам
противостоят силы противодействия. Как только мы приложим
к какому-либо телу движущую силу, оно сразу же начнет
оказывать этой силе противодействие, реакцию. Силы
реакции называют пассивными силами, или силами
сопротивления. Силы сопротивления возникают как ответ на действие,
на движение. Эти силы отрицают движение,
сопротивляются ему.
Деление сил на действующие и противодействующие
весьма условно. Например, при движении одного тела по
поверхности другого сила трения будет
противодействующей — с помощью этой силы тело будет сопротивляться
35
движению. Но та же сила трения может быть и полезной
силой, скажем, во фрикционной передаче.
Силы сопротивления (равно как и «создающие» их
движущие силы) могут складываться из нескольких
различных сил. Например, при обработке детали на станке
сопротивление движущей силы мотора будет складываться
из силы сопротивления самого материала и сил трения
между различными деталями станка. Силы сопротивления
резанию принято считать силами полезного сопротивления, все
прочие силы — вредными силами сопротивления.
Движущие силы
Движущие силы в технике — это те силы, которые
приводят в действие машины и механизмы, преодолевая
возникающие в них силы сопротивления. Машины могут
выполнять различную работу — тяжелую и легкую — и
преодолевать различное сопротивление, поэтому величина
необходимой движущей силы оказывается различной, так же
как и зависящая от силы мощность двигателя. Мощность,
развиваемая двигателем, зависит от силы сопротивления
и скорости на валу:
где:
Р — сила сопротивления в кг;
v — скорость движения в м/сек.
Или в системе СИ:
А7 P'V < Ч
N=fifi=(Kem)9
где:
Р — сила в ньютонах;
v — скорость в м/сек.
Из формул следует, что:
увеличение силы сопротивления, так же как и
увеличение скорости, требует повышения мощности двигателя,
что влечет за собой увеличение расхода топлива или
энергии;
при одной и той же мощности двигателя
развиваемая им движущая сила будет тем больше, чем меньше
скорость.
36
Эти выводы юный техник обязан учитывать в процессе
конструирования своих машин и моделей. Например, если
для модели правилами задан двигатель вполне
определенной мощности, превышать которую нельзя, то для
достижения высоких скоростей необходимо всячески уменьшать
силы сопротивления. В тех же случаях, когда требуется
большая движущая сила, ее можно получить даже от
маломощного двигателя — за счет уменьшения скорости — путем
подбора передачи от двигателя к исполнительному
механизму. Наглядным тому примером могут служить вальцы (рис.
8), которые с помощью двигателя от швейной машинки
легко сгибают в трубку широкую стальную полосу толщиной
до двух миллиметров, или автомобильчик «Муравей»,
приводимый в движение микродвигателем с одной
плоской батарейкой от карманного фонарика, но способный
перевозить груз, подчас тяжелый даже для
школьника-старшеклассника.
Рис. 8. Вальцы с электроприводом.
Силы трения
Силой трения называется сила, препятствующая
движению одного тела по поверхности другого. В зависимости
от того, как взаимодействуют трущиеся тела, различают
несколько видов трения: скольжения, качения, покоя.
Трение скольжения возникает в том случае, когда тело
скользит по поверхности другого тела. На любой
поверхности есть неровности и гребешки, которые оказывают
сопротивление скольжению. Если даже поверхности
отшлифовать до зеркального блеска, то микронеровности на них
останутся, а при особенно качественной шлифовке
сопротивление скольжению будут оказывать уже и силы
молекулярного сцепления двух тел.
При скольжении деталей друг по другу неровности и
гребешки их поверхностей постепенно стираются, детали
прирабатываются. Казалось бы, для трущихся
поверхностей это положительный фактор: ведь сила трения
уменьшается. Но не следует забывать, что поверхности при этом
изнашиваются, а в машинах и механизмах такой износ
допустим в очень небольших пределах, так как он нарушает
точность и надежность их работы. Изношенные детали
приходится исправлять или заменять, а это и трудно и накладно.
Для уменьшения трения и износа деталей применяют
ряд мер: смазывают трущиеся поверхности, обрабатывают
их с высокой степенью чистоты, трущиеся детали
изготавливают из различных материалов, заменяют трение
скольжения трением качения.
Для смазки трущихся поверхностей в технике
применяются различные масла. Кроме них, используются и другие
вещества, в том числе и вода (например, для смазки
текстолитовых подшипников, в которых вращаются валки
прокатных станов). Для смазки металлических поверхностей
вода непригодна, так как вызывает их ржавление. Выбор
смазки зависит от материала трущихся поверхностей и
условий, в которых работают детали (температура, скорость
движения и другие).
Масло прилипает к скользящей поверхности и образует
на ней тончайшую пленку, которая отделяет одну твердую
скользящую поверхность от другой. При этом трение
твердых тел заменяется внутренним трением в самом слое
масла. Такое трение называется жидкостным. Жидкостная смаз-
38
ка резко уменьшает изнашиваемость скользящих
поверхностей и, следовательно, резко увеличивает срок службы
деталей, а также во много раз уменьшает расход энергии,
так как коэффициент жидкостного трения составляет всего
0,001—0,006 (в то время как коэффициент трения стали по
стали /тр=0,17).
Тщательная обработка трущихся поверхностей
уменьшает высоту гребешков и увеличивает площадь
соприкасающихся поверхностей, а значит, снижает удельное
давление. Это уменьшает износ. Тщательная обработка детали,
соблюдение всех размеров и допусков требуют, конечно,
добавочного времени и большого терпения. Его, к сожалению,
не всегда хватает юным техникам. Встречается еще немало
ребят, которые тщательно изготавливают только детали,
находящиеся на виду, а остальные делают кое-как. Но эти
дефекты, скрытые внутри моделей, как раз и подводят юных
техников на выставках и соревнованиях: отличная по
внешнему виду модель или не заводится совсем, или еле-еле
тянет, или быстро выходит из строя. Юным техникам
необходимо запомнить, что любое исправление
недоброкачественной детали, а тем более ее переделка, не только не
доставляет удовольствия, но и занимает намного больше времени,
чем тщательное изготовление детали с самого начала.
Трущиеся детали следует изготавливать из различных
материалов, так как при этом уменьшается коэффициент
трения. Еще больше он снижается, когда подшипники
изготовляются из антифрикционных сплавов.
Различные материалы имеют различную твердость, а
следовательно, по разному и изнашиваются. Нужно
учитывать и это. Поэтому-то сложные валы делают из стали, а
значительно более простые по конструкции подшипники
скольжения, в которых валы вращаются, изготавливают из
менее твердых материалов. От трения срабатывается не вал,
а подшипник, который изготовить и заменить значительно
легче и дешевле, чем вал.
Трение — весьма тонкий и непростой для понимания
процесс.
Вот скажите-ка, могут ли три школьника переместить
по двум стальным полосам груз весом 20—25 тонн?
Отрицательный ответ на этот вопрос кажется совершенно
очевидным. Тем не менее ответ на него будет положительным:
да, могут! Именно о таком случае рассказывает известный
39
советский педагог Макаренко в своей «Педагогический
поэме».
Поводом для такого приложения ребячьих сил
послужило отсутствие паровоза для подачи под разгрузку
железнодорожного состава, в котором детская трудовая колония
имени Горького приехала на новое местожительство. И вот,
чтобы не ночевать в вагонах, колонисты, по трое на вагон,
перекатили целый железнодорожный состав, 45 товарных
вагонов (общим весом около 1000 тонн), на расстояние около
километра. Но отрицательный ответ на вопрос станет
действительно очевидным, если бы этот же груз ребята
попытались перетащить волоком.
Каждый человек по собственному опыту знает, что
катить груз намного легче, чем волочить его, и для всех
совершенно очевидна целесообразность и прямая выгода
замены трения скольжения трением качения. Поэтому почти
весь наземный транспорт катится на колесах. И только там,
где нельзя применить колеса, пока еще применяются
скользящие опоры с большой площадью — лыжи для
пешеходов, аэросаней и самолетов. Трение скольжения возникает
и во втулке колеса, трущейся вокруг оси. Так вот, если
заменить скольжение колеса вокруг оси качением, то сила
трения существенно снизится. Этот вывод и привел к
созданию подшипников качения — шариковых и роликовых.
Их появление позволило при тех же мощностях
значительно увеличить скорости и коэффициент полезного действия
машин. В настоящее время подшипники качения в огромных
количествах применяются во всех отраслях техники: на
станках, приборах, разнообразных машинах-двигателях и
машинах-орудиях. Все шире применяют подшипники
качения для своих моделей и юные техники. Коэффициент
трения подшипников качения очень мал: /тр=0,005~-0,008.
Подробнее о подшипниках качения рассказано в
разделе «Детали и передачи вращательного движения».
Последний вид трения — трение покоя —
проявляется в тех случаях, когда тело неподвижно. Стремясь
переместить это тело по поверхности другого, мы и будем
преодолевать трение покоя. Сила трения покоя проявляется
в местах соприкосновения неподвижных тел с
поверхностью, на которой они находятся. Например, между нижней
поверхностью тяжелого ящика и поверхностью, на которой
он стоит, или линией соприкосновения колеса железнодо-
40
рожного вагона и рельса. Большая сила трения покоя
мешает, например, сдвинуть с места шкаф с книгами, его
приходится сначала опустошить и тем силу трения уменьшить,
а затем уж двигать.
Иногда малая сила трения может создать большие
неприятности и даже привести к печальным последствиям.
Например, на скользкой дороге ведущие колеса
автомобиля проскальзывают (буксуют), и машина становится
плохо управляемой, не может преодолеть даже незначительный
подъем. Если же на дороге возникнет неожиданное
препятствие и водитель резко нажмет на тормоз — колеса
перестанут вертеться, но машина сразу не остановится, а
будет скользить — пойдет юзом.
Поэтому при экстренном торможении машину нередко
заносит в кювет, разворачивает поперек дороги, ставит
на пути движения других машин, переворачивает набок
и даже вверх колесами. Таким образом, малая сила трения
для транспорта один из источников дорожных
происшествий. Плохое сцепление подошв обуви с дорогой вовремя
гололеда опасно и для пешеходов. Поэтому для повышения
коэффициента трения дороги и тротуары посыпают песком,
на трамваях и локомотивах устанавливают песочницы, из
которых песок высыпается на рельсы.
Увеличение силы трения важно не только для создания
безопасности на улицах. Оно необходимо и для успешной
работы станков и машин. При недостаточном трении будут
проскальзывать приводные ремни, окажется мало
эффективной фрикционная передача, станут ненадежными
тормозные устройства. Для повышения коэффициента трения
плоскоременной передачи увеличивают натяжение ремня,
посыпают его канифолью, устанавливают натяжные
устройства; где это возможно, заменяют плоскоременную
передачу — клиноременной, для тормозов подбирают
материалы с большим коэффициентом трения.
Силы инерции
Инерцией тела называют его свойство сохранять
состояние покоя или прямолинейного и равномерного
движения. Любому изменению скорости тело оказывает сопро-
41
тивление. Это сопротивление обычно называют силой
инерции. Она зависит только от массы тела. Чтобы привести
в движение тело, находящееся в покое, например снаряд,
вложенный в ствол орудия, необходимо приложить силу.
В стволе ее создают пороховые газы. Они давят на снаряд
только до тех пор, пока он движется внутри ствола. В это
время снаряд, обладая инерцией, противодействует газам.
Взаимодействие газов со снарядом прекращается, как
только он вылетит из ствола. Однако благодаря инерции
снаряд продолжает лететь до тех пор, пока его не остановят
силы сопротивления среды.
В данном случае инерция проявляется двояко: во время
движения снаряда внутри ствола она противодействует его
разгону до необходимой скорости, после же вылета из
ствола именно благодаря инерции снаряд летит, преодолевая
сопротивление среды.
С силами инерции мы встречаемся и на транспорте:
когда автомобиль трогается с места или разгоняется,
водителя и пассажиров инерцией прижимает к сиденью, а
когда перед движущейся машиной возникает неожиданное
препятствие и водитель резко тормозит или сворачивает
в сторону, силы инерции стаскивают пассажиров с сидений
или прижимают к боковой стенке кузова. А если стенку
убрать, то инерция способна вообще вышвырнуть
пассажира из кузова.
В школьной мастерской силы инерции особенно
заметны при работе строгального станка: в конце хода ползуна,
когда меняется направление его движения, происходит
удар, который сотрясает и станок и даже его фундамент.
При этом ослабевают соединения деталей, усиленно
срабатываются детали кулисного механизма. Большой
износ деталей может привести к их поломке. В этом случае
ползун слетит с направляющих. Поэтому правила техники
безопасности предписывают во время работы стоять только
сбоку от станка. При работе токарного станка вибрация,
вызванная силами инерции, особенно ощутима при
обработке крупных несимметричных деталей,
устанавливаемых на планшайбе. В этих случаях необходимо применять
уравновешивающие контргрузы.
При современном уровне развития техники в
быстроходных машинах силы инерции в десятки и сотни раз
превышают вес движущихся деталей. Эти силы создают допол-
42
кото
ЦЕНТР06ЕЖН0ГО
КОМПРЕССОРА
шкив
фрикционного
ПРЕССА
Рис. 9. Шкив фрикционного
пресса.
нительные нагрузки на
детали, дополнительные силы
трения, вибрацию машин
и фундаментов.
Известно немало
случаев, когда от действия
центробежных сил
ломались отдельные детали
машин, разлетались
маховики, диски турбин,
шлифовальные круги. Поэтому
детали, подвергающиеся
действию значительных сил
инерции, необходимо
усиливать. Но делать это
нужно не путем увеличения
сечения деталей, что
приведет к увеличению их массы
(а значит, и сил инерции тоже), а путем применения
более прочных материалов и придания деталям такой
формы, которая наиболее рациональна с точки зрения
расположения массы по отношению к оси вращения.
Примером правильного выбора формы служит колесо
центробежного компрессора авиационного двигателя и
шкив ведущего вала фрикционного пресса (рис. 9). Колесо
компрессора делает большое число оборотов, и потому
большую часть массы колеса располагают ближе к оси
вращения. Фрикционному прессу приходится преодолевать
сопротивление металла. Для этого нужна большая сила.
Ее получают, используя инерцию приводного шкива
ведущего вала пресса. Конструкция шкива такова, что
большая часть массы расположена на максимально возможном
удалении от оси вращения. Пока вал вращается
вхолостую, двигатель сравнительно небольшой мощности
разгоняет шкив, имеющий значительную массу. Во время
рабочего хода пресса сопротивление деформируемого
металла тормозит вращение шкива и возникающие при этом
силы инерции прибавляются к силе, развиваемой
двигателем, помогая ему справиться с «упрямым» материалом.
Если понаблюдать за работой пресса, то по изменению
числа оборотов шкива видно, как возрастает при холостом
ходе и уменьшается в момент прессования сила инерции.
43
На рисунке 10 изображен
маятник Максвелла, который
служит для демонстрации
перехода потенциальной энергии в
кинетическую и наоборот.
Задание №8. Не меняя
массы диска, изменить его
форму так, чтобы максимально
увеличить период колебаний
маятника.
Силы сопротивления среды
Знакомясь с инерцией на
примере снаряда, мы убедились,
что после прекращения действия
движущей силы длина пути,
проходимого телом, зависит от соп-
ротивления среды, в котором
З^ЦР^ " i |Ь^я оно движется: в твердом теле,
^ j00^j жидкостях или газах.
Юные техники в своей
практической деятельности
встречаются с сопротивлением
каждой из этих сред. В мастерской
школы и на производстве при изготовлении изделий
приходится преодолевать сопротивление металлов,
древесины, пластмасс и других твердых материалов. Чтобы
уменьшить силу сопротивления материала режущему
инструменту, сам инструмент должен быть остро заточен и
тщательно отполирован. Это уменьшает трение и не
только улучшает качество обрабатываемой поверхности и
стойкость инструмента за счет уменьшения его нагрева, но
и заметно снижает затрату энергии на обработку.
Уменьшению трения при обработке и отводу тепла
способствует и применение смазывающе-охлаждающих жидкостей.
Уменьшение угла заострения инструмента тоже облегчает
резание.
Увеличение затраты энергии при работе затупившимся
и неправильно заточенным инструментом особенно замет-
Рис. 10. Маятник Максвелла.
но при ручной обработке.
44
При разрезании заготовок ручной ножовкой она часто
заедает и даже ломается. Тяжело и медленно идет работа,
но зато легко можно получить травму. Причина заедания
пилы — трение боковых поверхностей полотна о стенку
прорези. Успешно разрезать толстую заготовку можно
только в том случае, если ширина прорези будет больше
толщины полотна ножовки. А такую прорезь дают полотна
с разведенными зубьями. Поэтому зубья пилы по дереву
необходимо не только затачивать, но и разводить.
Жидкости и газы оказывают сопротивление движущимся
в них телам гораздо меньшее, чем тела твердые: идущий
человек легко преодолевает сопротивление воздуха,
движущаяся лодка спокойно раздвигает воду. Но как только скорость
возрастает, сопротивление жидкостей и газов тоже
становится весьма ощутимым, ибо, чем выше скорость, тем
больше сопротивление среды. Например, сопротивление,
которое оказывает воздух свободно падающему парашютисту,
настолько велико, что дает возможность парашютисту
безопасно опуститься на землю с большой высоты.
Сопротивление воды с возрастанием скорости становится еще более
заметным: носовая часть моторной лодки поднимается над
водой тем выше, чем больше скорость движения. Вода
надежно держит лыжника, которого буксирует катер.
На преодоление сил сопротивления среды приходится
затрачивать дополнительные мощности, а следовательно,
и дополнительное — и притом очень значительное —
количество топлива. Все это резко увеличивает вес
транспортных средств. Для воздушных и космических кораблей вес
имеет решающее значение. Поэтому конструкторы
борются за снижение каждого килограмма веса самолетов, а для
юных техников-авиамоделистов важен буквально каждый
грамм веса модели.
При очень больших скоростях жидкости и газы
приобретают непривычные свойства. Например, водой,
выталкиваемой из сопла со сверхзвуковой скоростью, можно
пробивать отверстия в твердых горных породах и даже в
металле, потому что водяная струя становится «твердой».
При полете со скоростями, превышающими скорость
звука (а скорость современных самолетов-истребителей
превышает ее в 2—3 раза), пилот в случае аварии не
только не может выброситься из самолета, но даже и
высунуть руку из кабины — поток воздуха мгновенно срежет
45
ду» — колеса, шасси, крепление крыльев. В процессе
борьбы за увеличение скорости, маневренности и
улучшение других летных характеристик самолетостроителям
пришлось убрать внутрь все, что выступало наружу, даже
головки заклепок — вместо полукруглых стали применять
потайные. Для снижения веса самолета, не в ущерб его
прочности, авиаконструкторы разработали сложные формы
прокатных профилей, а для уменьшения трения всю
наружную поверхность самолета стали тщательно
заглаживать, «зализывать», и покрывать лаком. Самолет,
автомобиль и корабль приобрели обтекаемые формы с небольшими
изменениями сечений и плавными переходами между ними.
Наилучшую форму помогает определить испытание кон-
46
струкции или ее модели в аэродинамической трубе
(рис. 12).
Форма продольного сечения самолета определяется его
скоростью: для дозвуковых аппаратов она характеризуется
сферической головной частью и заостренной хвостовой.
При сверхзвуковых скоростях продольное сечение
самолета в головной части похоже на острый конус, а хвостовая
часть — плоская, как бы обрубленная.
Тяжелый самолет, наделенный большой инерцией, при
посадке требует очень длинных взлетно-посадочных полос
и больших аэродромов. Это и сложно и дорого. Поэтому
авиационные конструкторы стремятся использовать силу
сопротивления среды для уменьшения пробега самолета
после посадки. Например, у некоторых самолетов делают
тормозные парашюты, которые летчик выпускает сразу же
после приземления машины, а у сверхзвукового
пассажирского лайнера «ТУ-144» (рис. 13) торможение
производится при помощи опускания лобового обтекателя, который в
полете служит для придания самолету сверхзвуковой
формы.
Сопротивление движению тела в различных средах
различно: наибольшее — в твердой среде, гораздо меньше —
в жидкостях, наименьшее — в газах.
При большой скорости движения твердого тела в жид-
»/ ВЕНТИЛЯТОР
Рис. 12. Аэродинамическая труба.
Рис. 13. Самолет «ТУ-144».
кости ее сопротивление выталкивает тело на поверхность.
Тело начинает скользить по поверхности — глиссирует.
Сопротивление глиссирующего тела становится меньше, и
при прежней мощности двигателей скорость судна резко
возрастает. Такое свойство натолкнуло кораблестроителей
на хорошую идею — создать условия, облегчающие
кораблю подъем на поверхность воды и глиссирование. Так
появились глиссеры со ступенькой на днище — реданом.
Все более широкое распространение приобретают суда
на подводных крыльях (рис. 14), создающих судну подъ-
Рис. 14. Судно на подводных крыльях.
емную силу, как крылья самолету. Как только судно раз-
вивает определенную скорость, оно полностью выходит из
48
воды, а в воде движутся только крылья с очень небольшой
поверхностью. Очевидно, еще меньшее сопротивление
должно иметь транспортное средство, которое совсем не
касается опоры. Так появились суда и автомобили на
воздушной подушке, поезда на электромагнитной подушке.
Сопротивление воздушной среды меньше, чем
сопротивление других сред. Но ведь можно уменьшить сопротивление
и самой воздушной среды. Для этого нужно подняться в
более разреженные слои атмосферы. Поэтому авиация
одновременно с увеличением скорости поднимает и потолок
полетов, выводит самолеты на большие высоты — туда, где
плотность воздушной среды мала, а значит, мало и
сопротивление, оказываемое летящим самолетам.
Юные техники со своими моделями участвуют в
соревнованиях, на которых основные показатели — скорость,
дальность и высота подъема (или глубина). Чтобы добиться
наилучших результатов на модели с заданным двигателем,
нужно правильно отрегулировать его, подобрать горючее,
заставить двигатель развить наибольшую мощность, на
которую он способен, а все вредные сопротивления
предельно уменьшить. Как этого добиться, вы теперь знаете.
Сопромат — инженерная наука
Любые материалы, как говорилось уже не раз,
сопротивляются внешнему воздействию. Конечно, нет
материала, который мог бы сопротивляться вечно, но при каких
значениях силы наступит поломка, какие силы и при каком
расположении в пространстве погубят деталь?
Поведение материалов под действием различных сил
можно предсказать, если положить в основу расчета
формулы и выводы инженерной науки — сопротивления
материалов (в студенческом обиходе — сопромат). Эта наука
изучает вопросы прочности и долговечности материалов и
конструкций, а потому нужна каждому инженеру. Потому
что инженер должен так рассчитать свое изделие, чтобы оно
было прочным, способным сопротивляться разрушению.
Для каждого элемента своей конструкции инженер,
руководствуясь сопроматом, подбирает необходимый материал,
рассчитывает оптимальные размеры с учетом полной
надежности и наименьшего веса. Для этого ему необходимо
3 Инженер начинается в школе
49
выяснить характер воздействия внешних сил на
конструкцию, возникающие в конструкции деформации и
внутренние напряжения, выбрать необходимый запас прочности
и на основании расчета получающихся вариантов назначить
каждой детали конструкции свои определенные размеры и
сечения.
Силы, действующие на конструкцию
При работе сооружений и машин их части
подвергаются действию внешних нагрузок. Плотина воспринимает
давление воды и передает возникающие силы на фундамент.
Сила тяги локомотива передается поезду через головку
соединяющей их автосцепки. По характеру расположения
в пространстве силы, действующие на конструкцию, делят
на сосредоточенные и распределенные. Сосредоточенными
называются силы, передающиеся на элемент конструкции
через площадку, размеры которой очень малы по
сравнению с размерами всего элемента. Например, давление
колес локомотива на рельсы сосредоточено почти в точке. При
расчетах для их упрощения сосредоточенные силы
принимают приложенными в одной точке и измеряют их в
единицах силы (тоннах, килограммах, ньютонах). Примером
сосредоточенной силы может служить давление груза на крюк
подъемного крана.
Распределенными нагрузками называются силы,
приложенные на протяжении некоторой длины или площадки
конструкции. Распределенная нагрузка измеряется в
единицах силы, отнесенных соответственно к длине или площади
(кг/м\ Н1м\ кг/м2\ Н/м2= Па). Если, например, на тележке,
с платформой длиной 2 м и шириной 1,5 м перевозится 600 кг
песка, насыпанного на платформе ровным слоем, то
нагрузку на платформу считают равномерно распределенной. Она
будет равна:
600 кг: (2x1,5) л*2=200 кг/л*2=0,02 кг/см2=1962 Н/м*).
Действие сосредоточенной и распределенной нагрузки
многим хорошо известно и по собственному опыту. Если
снег глубокий, то пешком по лесу не пройдешь — будешь
глубоко проваливаться. Вес тела сосредоточен на малой
площади подошв. Если же станешь на лыжи (да еще
широкие, охотничьи), то можешь идти на них куда хочешь. Лыжи
не дадут провалиться: ведь площадь и^ поверхности во
много больше площади поверхности одной ступни; вес тела
распределится по лыжам, а распределенная нагрузка в
этом случае будет значительно меньше.
Рассмотрим еще один пример. Многие ребята
увлекаются катанием на коньках и игрой в хоккей. В сельской
местности обычно катаются по льду рек и прудов. А лед коварен,
и весной или осенью бывает немало случаев, когда лед не
выдерживает юных спортсменов, и они проваливаются в
воду. Нередко вслед за ними проваливаются и те, кто
хочет оказать им помощь.
А ведь достаточно проявить в этом случае
элементарную грамотность и сообразительность, и беды можно
избежать. Если под катающимся неожиданно качнет
прогибаться или ломаться лед, то необходимо немедленно лечь
и раскинуть руки и ноги. Таким образом нагрузка на лед
(вес спортсмена) из сосредоточенной (на одном или двух
коньках) превратится в распределенную — вес тела будет
рассредоточен на большую поверхность льда. Меньшую
распределенную нагрузку лед должен выдержать, и,
следовательно, спортсмен останется на поверхности льда, а не
уйдет под воду. Если же спортсмен все-таки провалится,
то тот, кто пойдет к нему на помощь, должен оказывать ее
технически грамотно, иначе и товарищу не поможет и
сам погибнет. А такая грамотная помощь также
заключается в том, чтобы рассредоточить свой вес на возможно
большую площадь: приблизиться к полынье ползком или на
лыжах, положить на лед широкую длинную доску, чтобы
предельно уменьшить сосредоточенную нагрузку.
По характеру действия нагрузки разделяют на
статические, которые нагружают конструкцию постоянно, и
динамические, которые действуют внезапно.
Внезапно приложенные нагрузки передаются на
сооружение мгновенно всей своей величиной (например, давление
колес паровоза, входящего на мост). Ударные нагрузки
возникают при ударе (например, молотком по зубилу или при
ударе бабы копра о сваю). Повторно-переменные нагрузки
действуют на элементы конструкции, повторяясь
значительное число раз. Эти нагрузки вызывают усталость материала,
которая может привести к его быстрому разрушению.
Разрушающим действием усталости металла многие часто
пользуются ка практике: если надо, например, разрезать пру-
51
А-РАСТЯЖЕНИЕ
Б-СЖАТИЕ
В-ПЕРЕРЕЗЫВАНИЕ
Г-КРУЧЕНИЕ
ток или полоску металла, то ее
достаточно только надрезать в нужном месте;
затем несколько раз перегнуть в
противоположные стороны. После этого на
месте перегиба образуется трещина, и
твердая заготовка переломится «от
усталости».
Деформации и напряжения
Под действием внешних сил
элементы конструкции и вся она целиком в
большей или меньшей степени изменяют
свою форму и размеры. Это изменение
формы и размеров называется
деформацией.
Основные типы деформаций (рис. 15).
1. Растяжение (А) или сжатие (Б) — его
испытывают цепи, канаты, тросы,
колонны, элементы в фермах (мостов).
2. Перерезывание (В) — ему
подвержены болты, винты, заклепки. 3.
Кручение (Г) — возникает при работе валов.
4. Изгиб (Д) — ему подвергаются
различные балки.
Деформации разделяются на
упругие и остаточные. Упругими
деформациями называются такие, которые
появляются под влиянием внешних сил
и исчезают после того, как эти силы
перестают действовать. После того как
внешняя сила, вызвавшая упругую
деформацию, прекращает свое действие,
деформированный элемент
восстанавливает свою первоначальную форму и
размеры. Этот вид деформации всем
хорошо знаком на примере дверной
пружины. Чем шире открываешь дверь,
тем сильнее растягивается пружина, а
Д-ИЗГИБ
Рис. 15. Основные типы деформаций.
как только дверь отпустишь, пружина
сожмется до первоначальной длины: дверь
закроется со стуком.
Упругая деформация материала
возможна только до определенного предела.
Если величина нагрузки превысит этот
предел, то после «разгрузки» элемент
(изделие) своей первоначальной формы
полностью не восстановит, а так и останется
деформированным. Примером служит та
же пружина: повесишь на нее груз
потяжелее, она вытянется, но уже не сожмется
после снятия груза. Эта деформация и
называется остаточной.
Сила, которая приходится на единицу
площади поперечного сечения, называется
напряжением. Она измеряется в кг/см2]
Н/м2 или Н/мм2; кг/мм2; Т/см2; Т/м2;
МН1м2\ МН/мм2; Па; МПа.
Пример. На стержень (рис. 16.) с
поперечным сечением 2x2=4 см2 действует
растягивающая сила Р=1000 кг.
Напряжение материала в поперечном сечении
стержня составит:
1000 кг ОСЛ , 9
=250 кг/см2, или
в СИ
4 см2
9810Я
Ж
5
см
г
РНОООкг.
Рис. 16.
Внутреннее
напряжение материала.
4-10-
м*
=24525- \03Н/м2 = 24,525 МПа.
Максимальное напряжение, при котором начинается
разрушение материала, называется пределом прочности, или
временным сопротивлением материала.
Предельное напряжение, при котором деформированный
элемент после снятия деформирующего усилия
восстанавливает свою первоначальную форму, называется
пределом упругости. Превышение предела упругости вызывает
остаточную деформацию. В тех случаях, когда конструкция
должна сохранять свою форму неизменной, необходимо
рассчитать размеры каждого элемента так, чтобы его
деформация под действием нагрузки не превышала предела
упругости.
Выбирая материал и размеры того или иного элемента
53
конструкции, необходимо учитывать, чтобы возникающие
при работе напряжения были меньше тех, при которых
материал разрушается или получает остаточные деформации.
Иначе говоря, деформации всегда должны быть упругими
а напряжение — меньше предела упругости материала, из
которого элементы конструкции изготовлены.
Запас прочности
Временное сопротивление материала — это та
предельная нагрузка, при которой наступает разрушение. Но ведь
изделие, которое будет изготовлено из этого материала,
разрушаться не должно! Чтобы этого не случилось, оно
должно обладать необходимым запасом прочности. Чтобы создать
такой запас, гарантирующий сохранность изделия при
работе, конструктор при расчете должен допускать в его
элементах напряжение, которое значительно меньше предела
прочности материала.
Число, показывающее, во сколько раз допущенное в
конструкции напряжение меньше предела прочности
материала, называется коэффициентом запаса прочности. Его
величина зависит от условий работы конструкции и от
того, насколько опасны последствия разрушения ее
элемента.
Что, например, может случиться, если сломается
крючок вешалки, на котором висит пальто? Ничего особенного:
поднимешь пальто, почистишь и повесишь на другой
крючок. А что произойдет, если оборвется предохранительный
пояс, который удерживает верхолаза, выполняющего работу
на верхушке мачты электропередачи, или же не выдержат
нагрузки стропы парашюта в момент его раскрытия?
Произойдет страшное: и верхолаз, и парашютист погибнут.
Поэтому крючок вешалки достаточно рассчитать на
статическую нагрузку, лишь не намного превышающую вес
пальто, а предохранительный пояс и детали парашюта — на
динамическую нагрузку, значительно превышающую средний
вес человека и падающего вместе с ним снаряжения.
В тех случаях, когда недостаточная прочность изделия
или какой-либо из его частей может привести к авариям,
предварительная проверка только материала и отдельных
элементов конструкции недостаточна, и тогда приходится
54
испытывать все изделие целиком. Для такого испытания
изготавливается опытный образец конструкции в
натуральную величину или его точная, но уменьшенная копия —
модель. Испытание проводится так, чтобы каждый элемент
конструкции подвергался действию нагрузок, значительно
превышающих те, которые будет испытывать этот же
элемент при работе в обычных для конструкции условиях.
Например, при испытании моста на него завозят и ставят
вплотную, колесо к колесу, десятки большегрузных
автомобилей. В процессе же эксплуатации мост испытывает нагрузку
в несколько раз меньшую, так как расстояние между
идущими через мост машинами всегда намного больше, а вес
у большинства из них гораздо меньше. Парашют же вначале
испытывают, сбрасывая на нем по многу раз с самолета
манекен, вес которого значительно больше веса человека.
Проверка самолета предварительно производится в
аэродинамической трубе. Внутри ее закрепляют модель самолета
и мощными вентиляторами разгоняют обтекающий ее
воздух до нужной скорости. Если модель испытания не
выдержит и разрушится, то в конструкцию будут внесены
необходимые изменения за счет увеличения прочности отдельных
ее элементов. Когда же будет достигнута необходимая
прочность модели, конструкторы произведут соответствующий
перерасчет размеров каждой детали и будет изготовлен
опытный образец самолета в натуральную величину. Его много
раз будут испытывать сначала на земле, а затем в воздухе,
выбирая наиболее трудные условия. Производить испытание
будут опытнейшие летчики-испытатели, а вместо
пассажиров в салонах будут размещены мешки с песком и
контрольные приборы. Испытатели будут вводить самолет в
грозовые тучи, выключать в полете часть двигателей, сажать
самолет с одним выпущенным шасси и с убранными шасси,
не на колеса, а на «брюхо», то есть в условиях наиболее
тяжелого полета и вынужденной посадки.
Все конструкции, разрушение которых в процессе
работы может поставить под угрозу жизнь людей, наделяются
повышенным коэффициентом запаса прочности. Таковы все
виды транспортных и подъемных машин, жилые здания и
т. д. Например, трос, на котором подвешена кабина лифта,
рассчитан так, чтобы выдержать 14-, а то и 20-кратную
перегрузку. Это, естественно, вызывает добавочный расход
материала. Но речь ведь идет о безопасности людей!..
Растяжение и сжатие
Если какой-либо элемент конструкции растягивать
(или сжимать) силой Ркг(в системе СИ-ньютонов), в нем
возникнут внутренние напряжения, которые легко найти
по формуле:
а=-4 кг/см2, (Н1м2 = Па),
где: а — внутреннее напряжение сжатия (или растяжения);
5 — площадь поперечного сечения элемента, см2
(в системе СИ-л*2).
При инженерных расчетах приходится определять
сечение конструктивного элемента по заданной или
вычисленной нагрузке. Размеры сечения установить легко, если
известно допускаемое напряжение выбранного для
конструкции материала или если известен коэффициент запаса
прочности. Обычно допускаемые напряжения для статической
(I) и динамической (II) нагрузок различны (табл. 1). Надо
иметь в виду, что большинство применяемых в технике
материалов (за исключением чугуна и бетона) сжатию
сопротивляются гораздо хуже, нежели растяжению.
Пример. Юные техники пионерского лагеря взялись
изготовить для колхозной фермы подъемный кран-укосину
грузоподъемностью в одну тонну для разгрузки автомашин
(рис. 17). Просчитать на прочность составляющие кран
стержни.
Пользуясь правилом разложения сил, определяем, что
наклонный стержень / будет растянут силой 2000 кг, а
горизонтальный стержень 2 — сжат силой 1740 кг.
Стержень / изготовлен был из стали СтЗ; ее допускаемое
напряжение при динамической нагрузке 300 кг/см2. Исходя
из этого, найдем поперечное сечение стержня 1:
с 2000 7 а
Стержень круглый, его диаметр найдем по формуле:
S=——, или d— I/ —з
d^3cM=3Q мм.
56
Таблица 1
СХЕМА БАЛКИ
ИНАГРУЗКИ
ОПОРНЫЕ РЕАКЦИИ
И ПОПЕРЕЧНЫЕ СИЛЫ
УРАВНЕНИЕ ИЗГИБАЮЩЕГО
МОМЕНТА, НАИБОЛЬШИЙ
ИЗГИБАЮЩИЙ МОМЕНТ
В=Р,
(отАдо1)}
(от 1доВ)
М-О (от Ago 1)
м=~р(х-в)
(от 1доВ)
тахМ=0 (omAgot),
тпах(-М=-Ра(вв)
е¥ ?»
В = Р=рС
м*-
Рхг
2е
max M = 0 f
в=о
q=o
м=м0
maxM~M0
(on Ago В )
A=p£
3=PZ
Q?P-§(omAgol)
Qr-pffimlgoB)
"? (omAqol)
М.РЩ-Х)
fomlgoB)
maxM=Pjf(Bl)
\f
p.pi a
%\
A 2 2
P
при x*jjr
Стержень 2 —
деревянный (сосновый), с
допускаемым напряжением
50 кг/см2. Его сечение:
52 =
1740
50 '
; 34,8 ел*2.
В сечении стержень
квадратный, то есть
сторона его _
а=}/"5"2=^34,8^6сж=
=60 мм.
Учитывая, что стержень
2 сжат, введем коэффициент
запаса п=1,65 и получим:
а=60-1,65=99,0 мм.
Принимаем
окончательно поперечное сечение
стержня 2 равным 100 X 100 мм.
(Строго говоря,
коэффициент запаса следовало бы ввести в допускаемое напряжение
50
Р-1000кг.
Рис. 17. Расчет крана-укосины.
Р* =
1,65
; 30 кг/см2,
а дальше вести расчет, как обычно. Но на конечный
результат это не повлияло бы).
Напряжение растяжения в технике иногда называют
разрывным напряжением, но это не совсем верно.
Разрывное напряжение — это уже предел прочности материала,
напряжение разрушения. Его можно считать разновидностью
напряжения растяжения, предельным случаем растяжения.
Перерезывание (сдвиг)
Заклепки, болты, оси шарниров, шпонки и многие
другие детали работают в условиях, при которых действующие
на них силы стремятся перерезать их, сдвинуть одну часть
детали относительно другой. Познакомимся с примером
расчета на прочность при сдвиге.
Пример. В пионерском лагере решили построить качели
с платформой в виде четырехместной лодки (рис. 18). Тре-
58
Рис. 18. Расчет шарнира на срез.
буется рассчитать диаметр оси шарнира, на котором лодка
подвешена к перекладине (см. узел «А»). Материал оси —
сталь СтЗ. Лодка рассчитана на 4 человека, но может
случиться так, что в лодку набьются сколько влезет. Будем
считать, что влезет втрое больше, то есть 12 человек, и все
взрослые. Средний вес взрослого человека принимаем
равным 80 кг, вес лодки — 100 кг. Полная нагрузка на оба
шарнира составит:
12x80+100=1060 кг (10,6 кН в системе СИ),
а нагрузка на один шарнир
~ = Б30 кг (5,3 кН в системе СИ).
Эта сила стремится перерезать ось шарнира по двум
плоскостям (аа и бб).
Допускаемое напряжение на срез обычно принимаем
равным 0,8 от допускаемого напряжения на разрыв.
Учитывая, что нагрузка в данном случае динамическая,
допускаемое напряжение на разрыв принимаем равным
300 кг/см2. Следовательно, допускаемое напряжение на срез
составит:
0,8X300=240 кг/см2 (или 23,5 МПа).
59
Суммарная (общая) площадь сечения по двум
плоскостям должна составить:
5сум.=|§-2,2 «, („ли 2ОТ7Га=2.2-10-4 ") •
Площадь сечения по одной плоскости, то есть площадь
сечения оси шарнира:
5=^ = 1,1 см2 (или 1,1-Ю-4 м2 в системе СИ).
nd2
Так как площадь круга -j-=S, то диаметр оси шарнира
d= j/i£ = У^УТТ-1'2 см (т. е. l,2.10-aJU).
Такой диаметр оси шарнира обеспечивает ему
необходимую прочность, но, учитывая, что качели строят на открытом
воздухе, металл подвергается действию атмосферных
осадков и ржавеет, а кроме того, ось нередко будут забывать
смазывать, и она постепенно будет истираться, принимаем
с запасом:
d=16 лш=16.10-8л*.
Этот диаметр оси обеспечит ее прочность на
перерезывание (сдвиг). Передача нагрузки на ось шарнира
происходит путем нажатия на него стенок отверстия проушины
шарнира, поэтому необходимо произвести проверку
шарнира еще и на смятие. Поверхность отверстия проушины,
работающей на смятие, принимаем равной произведению
диаметра оси на толщину проушины. Примем толщину
проушины равной диаметру оси, тогда «сминаемая» поверхность
SCM=1,6X 1,6=2,56 сл*2=2,56.10-4л*2.
Допускаемое напряжение смятия обычно принимают
в два раза больше допускаемого напряжения на разрыв,
что в нашем случае составит:
2X300=600 кг/см2 (или 58,9 МПа).
Так как фактическое напряжение смятия в шарнире
равно
530
g-gg=210 кг/см2 (или 20,6 МПа)
60
НА ХОМУТАХ
Рис. 19. Соединение деревянных деталей врубкой.
и значительно меньше допускаемого, то опасности
разрушения шарнира от смятия поверхности оси и стенок
проушины нет.
Деревянные детали в строительстве часто соединяют при
помощи врубок. Они также подвергаются деформации
сдвига.
Дерево — материал неоднородный, одним и тем же
деформациям оно оказывает различное сопротивление в
зависимости от того, как направлены действующие силы по
отношению к волокнам.
Сопротивление скалыванию вдоль волокон значительно
больше сопротивления скалыванию поперек волокон. Это
необходимо учитывать при соединении деталей врубкой,
располагая их так, чтобы силы были направлены (рис. 19)
вдоль волокон.
Кручение
В технике на кручение работают многие детали:
шпиндели станков, различные валы, обыкновенный ключ
дверного замка. Все эти детали передают крутящий момент от
источника движения — двигателя или руки — к
исполнительному механизму.
Крутящий момент — это произведение силы,
выраженной в килограммах, на расстояние (плечо) этой силы от оси
61
в
Рис. 20. Замена сплошного вала полым.
вращения, выраженное в метрах или в сантиметрах.
Измеряется крутящий момент в кем или кгсм (в системе Си—
в Н-м).
При передаче крутящего момента в сечении вала
возникают внутренние напряжения, но если при растяжении
напряжения по своей величине одинаковы во всех точках
сечения, то при кручении дело обстоит по-другому: на оси вала
они равны нулю, в точках, близких к оси, весьма малы и
возрастают по мере удаления от оси, достигая своего
максимального значения у наружного диаметра. Таким
образом, материал средней части вала при передаче крутящего
момента почти не нагружен и практически не используется.
Значит, валы и стержни можно изготавливать пустотелыми
без ущерба для их прочности, но зато значительно меньшего
веса. Например, у вала с наружным диаметром 48 мм с
толщиной стенки 5 мм прочность такая же, как у сплошного
вала диаметром 40 мм, но в два раза легче его (рис. 20).
Расчеты показывают, что такая замена позволяет
значительно снизить вес конструкций. Это особенно важно
при изготовлении различных транспортных средств, где
снижение веса конструкции позволяет экономить металл
и использовать мощность двигателя для увеличения веса
перевозимого груза. Поэтому-то рамы велосипедов,
мотоциклов и многие другие конструкции изготавливают из
труб. Пустотелые стержни вместо сплошных широко
применяют и в станкостроении. Например, пустотелый шпиндель
токарного и револьверного станков дает возможность
изготавливать детали из прутка, а это значительно уменьшает
количество отходов. Через пустотелые шпиндели фрезерных
станков проходят стержни, с помощью которых
достигается надежное крепление в шпинделе оправок для фрез.
Конструкции из труб применяют и юные техники,
например, при изготовлении картов (рис. 21).
Использование труб вместо сплошного стержня должно,
разумеется, производиться без малейшего ущерба для проч-
62
Рис. 21. Карт.
ности конструкции, поэтому такую замену можно
производить лишь после предварительной тщательной проверки
расчетом.
Прочность любого вала будет в пределах нормы, если
возникающие в нем при кручении внутренние напряжения
не превысят допускаемых. При кручении величину
допускаемого напряжения обычно принимают равной 0,5—0,6
допускаемого напряжения на растяжение. Для мягкой
стали допускаемое напряжение при кручении /?^=200 кг/см2,
а для твердой стали #5=300-7-1200 кг/см2, в зависимости
от характера нагрузки и сечения вала х.
Зная величину крутящего момента и допускаемые
напряжения, необходимый диаметр сплошного вала
определяют по формуле:
"СПЛОШН. == *>' * У ~р >
а наружный диаметр пустотелого вала по формуле:
л -17 V М"»'
Янаружн. — М' У (1—а)4-/?/
1 Если на валу есть гнезда для шпонок, то возникает концентрация
местных напряжений, снижающая прочность вала.
63
где
4
"внутр.
а = -т ; /WKp>—крутящий момент на валу.
"наружи.
Если вал передает вращение от двигателя мощностью
N киловатт и делает при этом п оборотов в минуту, то
крутящий момент на валу, выраженный в килограммо-сан-
тиметрах, будет равен:
л;
Мкп =97360 — кгсм.
кр. п
Пример. Определить диаметр стального вала,
передающего вращение от электродвигателя мощностью 2 кет при
п =1000 об/мин.
МкР. = 97 360 -^ = 195 кгсм.
Принимая допускаемое напряжение равным 200 кг/см2,
находим диаметр вала сплошного:
d = 18 мм= 18-Ю-3 м.
ПрИНЯВ а= -внутр. =од
"Н
^внутр.
наружи.
определим диаметры полого вала равной прочности:
з / fas
<*н.ружн. = 1.7.у (1_08)4200^2'0СЛ< = 2()Л1Л< = 2'1()"2 м'
dBHyTp.=: 20-0,8 = 16 мм = 16- Ю-3 м.
Иначе говоря, пустотелый вал диаметром 20 мм при
толщине стенки 2 мм по прочности на скручивание равен
сплошному валу диаметром 18 мм. Но он в 2,2 раза легче!
Изгиб
Если к стержню приложить силу, перпендикулярную его
оси, то стержень изогнется. Так работают детали многих
машин и сооружений: балки междуэтажного перекрытия
здания; стойка плотины, на которую давит вода; главная
балка моста, на которую передается давление колес поезда
64
Рис. 22. Схемы балок.
или автомашины; вагонная ось, представляющая собой
балку, опирающуюся на колеса и загруженную давлением
букс; крыло самолета, изгибающееся под давлением
воздуха; карандаш и ручка, которыми мы пишем.
Балки принимают на себя нагрузку и передают ее
элементам, на которые опираются — опорам (рис. 22). По
количеству и расположению опор различают:
а) балки на двух опорах — однопролетные (например:
брус, перекинутый через канаву, обыкновенная садовая
скамейка, вагонная ось с колесами и пр.);
б) балка моста через широкую реку, у которого, кроме
береговых, есть еще и промежуточные опоры;
железнодорожный рельс;
в) балки с одним заделанным концом — консольные
(например: балки, поддерживающие балкон, спортивный бум,
доска трамплина).
Силы, действующие на балку, создают изгибающий
момент, вызывающий деформацию —изгиб —балки. Величина
изгибающего момента зависит от величины действующей
силы, ее положения относительно опор и расстояния между
ними. Внутренние напряжения, возникающие в балке при
65
Таблица 2
Форма
сечения
43-
квадрат
[« ii—A
ШТ 12
КВАДРАТНА РЕ6РЕ
I
Ы^Р-iH
i
га
i
Т—
ф*
!* of// »'
полый квадрат
ПРЯМОУГОЛЬНИК
«-
Ш
ш
ПРЯМОУГОЛЬНИК
СОТВЕРСТНЕМ
ПЛОЩАДЬ -
СЕЧЕНИЯ F
F=a<
F=a2
F=Hz-h
г lz
F=6k
F-e(H-h)
.РАССТОЯНИЯ 9f и &,
\потьыт(шт\
ТОЧЕК СЕЧЕНИЯ
%-&-*•
/2 2
УгЯгфа
%-&-£
уА>уА
УГ2 ;&-•£■
{МОМЕНТЫ
Wi»wzmoT'
ЮШЕНИЮкОСМ
1-10 2-2
Щ'Ч f-
и^и£=о;//аа<
и$=и£
" 6И
ц^кищ
ж-
H-h,
ez
ФОРМА
СЕЧЕНИЯ
П0ЛЫЙКРУГ
% в/г
СИММЕТРИЧНОЕ СЕЧЕНИЕ
ИЗ ПРЯМОУГОЛЬНИКОВ
СИММЕТРИЧНОЕ СЕЧЕНИЕ
изпрямоугопшт.
I-— ■■
I
^
к
s§
<!0
+
^
05
к
к*
е.
I ill
1 ^
|сч
га*
к
—'"1
Ч*
1
! и
^
Ьф|
>|
*
ф
»
^
1!
О I «г, 1 II
\
со
&
<U
to«'
Ф
а:
col
coll
■2" аМ
«о 1 1
*§
с+
£
QD
s
! >' II
ЫМ> И II
КК0«Г*СХ 1
^Я1
=гп II
. ..
от 1
»| 1
изгибе, также зависят от
величины изгибающего момента:
чем он больше, тем больше
деформация, следовательно,
больше и внутренние напряжения.
Рассмотрим пример,
известный каждому: через узкую
канаву (расстояние между опорами
мало) переброшена доска. Если
ступить на нее вблизи опоры,
доска почти не прогнется, а если
начать двигаться вдоль доски,
то по мере удаления от опоры и
увеличения изгибающего
момента будет увеличиваться и
деформация доски. Если ширина
канавы значительная, то
переход по этой доске становится
опасным, так как материал
может не выдержать возникших
напряжений, и доска сломается.
Чтобы предотвратить поломку,
либо заменяют доску (балку)
более толстой, либо
устанавливают дополнительно
промежуточные опоры и тем уменьшают
величину пролета.
Однако величина
деформаций, а следовательно, и
внутренних напряжений зависит не
только от величины
изгибающего момента, но также от
размеров и формы поперечного
сечения балки и направления
действия силы. Эти факторы (размеры
и форма поперечного сечения)
определяют способность балки
сопротивляться действию
изгибающих сил и называются
моментом сопротивления. Он
измеряется в см3 и обозначается
обычно буквой W.
67
п
W2=72cm?
Рис. 23. Моменты сопротивления
балки.
W,=144cm?
Формулы для
определения моментов
сопротивления некоторых
простейших фигур
приведены в таблице № 2.
Оказывается, если
доску, которая так
угрожающе прогибается
под ногами человека,
переходящего канаву,
положить на ребро, то
момент ее
сопротивления резко возрастет,
способность
сопротивляться действию изгибающего момента увеличится, а
деформация уменьшится и переход по той же самой доске
станет безопасным.
В технике, и особенно в строительстве, балки
применяются очень широко. Поэтому для них инженеры
разработали такие формы сечений, которые позволяют при
наименьшем расходе материала получить балки с наибольшим
моментом сопротивления.
Металлургическая промышленность выпускает для
народного хозяйства готовые балки из стали различной формы
и размера (см. рис. 27). Моменты сопротивления для них
приводятся в справочниках.
Величина момента сопротивления фигуры определяется
относительно оси симметрии. Так, для прямоугольного
сечения со сторонами 6 и 12 см (рис. 23) момент сопротивления
6X122 АЛЛ 3
--— = 144 см3;
о
12><62
6
1) относительно оси I—I W±=
2) относительно оси II
II W2 = -
-=72 см*.
Это значит, что доска толщиной 60 мм и шириной 120 мм,
положенная на ребро, выдержит нагрузку в два раза
большую, чем положенная на опоры плашмя.
Зная изгибающий момент Мй и допускаемое напряжение
Rb материала балки, момент сопротивления ее
подсчитывают по формуле:
Ма ,
Hi™'
W=-
63
Формулы для расчета балок с различной нагрузкой
приведены в таблице 1.
Пример 1. Строители грузили мусор на
автомобиль-самосвал вручную. Юные техники подшефной школы взялись
механизировать эту малопроизводительную работу,
применив лебедку с электромотором грузоподъемностью в одну
тонну (рис. 24). Блок подвесили на деревянный (сосновый)
брус, опорами для которого стали стены двух соседних
зданий. Ящик для мусора установили на землю под
блоком. После заполнения мусором ящик поднимали; под него
подъезжал самосвал, ящик опускали в кузов, потом
подцепляли за днище и опрокидывали. Такая несложная
механизация значительно облегчила труд строителей и
позволила сократить простои машины под погрузкой в
несколько десятков раз.
Проверим расчеты юных техников, проведенные ими
для деревянной балки.
6АЛКА
Рис. 24. Деформация подкрановой балки.
Балка лежит на двух опорах. Нагрузка
сосредоточенная, приложена в середине пролета. Расстояние между
опорами 5 м (500 см).
По таблице 1 находим изгибающий момент:
.. 1000-500 10СЛЛЛ
Л/,,= - = 125 000 кгсм.
Момент сопротивления бруса размером 25x25 см:
№=^- = 2604 cjw3.
о
Внутреннее напряжение материала при изгибе:
Rb=^JL кг/см*;
D 125000 АЛ . 2
Rb ^ ~2604~ ~ Кг/
Допускаемое напряжение изгиба для сосны равно
100 кг/'см2. Следовательно, прочность балки в данном
случае обеспечена с хорошим запасом.
Для дальнейшего ускорения и облегчения работы
использованную юными техниками конструкцию ящика
следует усовершенствовать, поэтому предлагаем
Задание №9. Сконструировать ящик для мусора.
Технические условия. 1. Удельный вес мусора 2,5 т/м3.
2. Емкость ящика должна быть больше необходимой на
20% (чтобы мусор не высыпался). 3. Для подъема лебедкой
ящик должен иметь крюки. 4. Для передвижения по земле
ящик должен иметь управление и колеса на шариковых
подшипниках. 5. Дно ящика должно для быстрой выгрузки
мусора откидываться на две половины дистанционным
устройством.
Пример 2. В пионерском лагере надо построить
пешеходный мостик (рис. 25) через ров шириной 3 м. Ширина
мостика 1 м (чтобы могли одновременно пройти двое).
Требуется определить размеры деревянных брусьев, несущих на
себе настил мостика, исходя из условий обеспечения
прочности.
Решение. При проведении расчета необходимо учесть
максимальную возможную нагрузку. Считаем, что на
мостике могут одновременно столпиться 20 человек взрослых.
70
Рис. 25. Деформация мостика.
Средний вес каждого примем равным 80 кг. Нагрузку
считаем распределенной. Она равна:
20X80=1600 кг.
Для такой нагрузки (по таблице 1) изгибающий момент
1600-3
ми=-
8
- = 60 000 кгсм.
Принимаем допускаемое напряжение для дерева
(сосны) — 100 кг/см2. Из условий прочности находим
необходимый момент сопротивления по формуле:
Ми.
Rb '
60 000
W--
W -
100
= 600 см3.
Мостик конструируем из двух брусьев — балок с
настилом из досок.
Требуемый момент сопротивления каждого бруса-балки
Используем брусья прямоугольного сечения с
отношением сторон
_1_
2 '
71
Момент сопротивления сечения бруса
Так как Ь = 2а, то W6 = —
а-\2а\2
6
2 3 /~3-300
откуда W6=-^a3, но так как W6 = 300 см3, то а= 1/ ;
а = 7,6сл* И 6 = 2-7,6= 15,2 ел*.
Округленно принимаем а=80 л*л*; 6=160 лш.
Настил делаем из досок толщиной 30 мм, шириной 150—
200 мм. Доски настила расчетом не проверяем, так как и
без того ясно, что прочность их будет обеспечена.
Задание № 10. Сконструировать для описанного
мостика перила по обеим его сторонам.
Технические условия. Обеспечить необходимую
прочность, считая, что на перила с одной стороны мостика могут
облокотиться одновременно до четырех взрослых человек
и что за них может схватиться при падении случайно
споткнувшийся прохожий (динамическая нагрузка). Выбрать
наиболее рациональную форму сечения перил.
Глава IV
МАТЕРИАЛЫ ТЕХНИКИ
Создать какую-либо вещь, конструкцию, машину из
ничего нельзя, потому что весь мир, в котором мы живем и
действуем, веществен и материален. Любые детали машин
и механизмов, сооружения, инструменты, конструкции
инженер изготовляет из конкретных, реальных материалов.
В зависимости от своего назначения материалы можно
разделить на условные группы: машиностроительные,
текстильные, химические, строительные. Материалов великое
множество. Это и хорошо для инженера, и плохо.
Хорошо потому, что инженеру есть из чего выбирать.
Каждый свой замысел, идею он может материализовать,
воплотить, сделать реальной. Выбор велик, а если
материала подходящего нет, то современная техника способна
такой недостающий материал создать.
Но чем больше ассортимент материалов, тем труднее
и дольше происходит выбор самого нужного. Инженеру
нелегко разобраться в этом бесконечном списке.
Чем руководствуется инженер при выборе материала
для своей конструкции? Условиями и характеристиками
работы этой конструкции. Он должен создать изделие,
способное выполнять те функции, которые возлагаются на
него техническими условиями и потребностями общества,—
работоспособное, надежное, прочное, безотказное, дешевое
изделие.
Отталкиваясь от этих свойств, инженер просматривает
материалы один за другим, отбирая те, которые по своим
свойствам и особенностям могут удовлетворить всем
требованиям, могут быть использованы в проектируемом изделии.
Инженер уже по ходу проектирования в самый
начальный момент производит отбор материалов и каждую
деталь своей конструкции рассчитывает, исходя из свойств
того материала, который пойдет на изготовление именно
этой детали.
Самым замечательным подарком для инженера был бы
универсальный материал — по всем своим свойствам
пригодный для создания любой детали в любой конструкции.
Но такого материала в природе и в технике нет — слишком
противоречивыми и отрицающими друг друга свойствами
73
он должен быть наделен: легкостью и тяжестью, прочностью
и хрупкостью, прозрачностью и цветом, влажностью и
сухостью, стойкостью и эластичностью и т. д. А раз такого
материала нет и раз техника требует очень большого
набора свойств от материала, используются различные
материалы, обладающие все вместе этими необходимыми
свойствами.
Универсальных материалов в нашем распоряжении нет.
Но ведь в то же время нет и быть не может материалов
«однозначных», «узконаправленных» — нет материалов,
наделенных всего лишь одним-единственным свойством. У
каждого реального материала есть целый комплекс свойств —
физических, химических, технологических и прочих.
Представить себе материал, обладающий одним лишь свойством—
например, только вязкостью и ничем более,— столь же
невероятно, как представить универсальный материал,
наделенный сразу всеми мыслимыми свойствами. А раз так,
то границы между областями применения материалов
неизбежно будут перекрываться; так, алюминий используют
не только в авиации, но еще и в химической помышленнос-
ти, в строительстве, в судостроении и т. д. Равным образом
и древесина идет не только на сооружение лодок, но и
в любую отрасль, в любое изделие, где ее свойства
оправдывают ее применение.
В технике наиболее широко применяются металлы.
Иногда их называют также основными
машиностроительными материалами. Такое предпочтение отдается металлам
потому, что все они вместе и каждый из них в отдельности
обладают широким комплексом разнообразных свойств.
Иначе говоря, присущие металлам свойства в значительной
степени удовлетворяют требованиям, предъявляемым
инженером к материалам для инженерных конструкций.
Свойства металлов и их испытание
Свойства металлов делятся на физические, химические,
механические и технологические. К физическим свойствам
относят: цвет, удельный вес (плотность), плавкость,
электропроводность, теплопроводность, магнитные свойства,
теплоемкость, расширяемость при нагревании. К химическим
свойствам — окисляемость, растворимость, стойкость про-
74
тив коррозии (окисления). К механическим — прочность,
твердость, упругость, вязкость, пластичность. К
технологическим — прокаливаемость, жидкотекучесть, ковкость,
свариваемость, обработку резанием.
В машиностроении — да и в технике вообще —
первостепенное значение придается прочности и долговечности
изделия. Именно поэтому при выборе материала для своей
конструкции инженер прежде всего обращает внимание на
его механические свойства. Для того же, чтобы определить,
соответствуют ли свойства материала требованиям,
предъявляемым к готовому изделию, инженер подвергает
материал испытаниям — в первую очередь механическим
испытаниям.
Наиболее точные, полные и всесторонние испытания
материала инженер проводит в лаборатории на
испытательных машинах и приборах. Металл вначале испытывают на
прочность—выясняют его способность сопротивляться
действию внешних сил без разрушения. Из двух
одинаковых по форме и размерам кусков тот, который выдержит
большую нагрузку, и будет считаться более прочным. Затем
стальным закаленным шариком металлы испытывают на
твердость: чем глубже вдавливается шарик в испытываемый
образец, тем металл мягче — ведь нагрузка на шарик
каждый раз берется одна и та же. Потом специальным ножом —
гильотиной,— пускаемым с размаху с определенной
высоты, испытываемые образцы металлов подвергают
разрушению. Тот металл, который потребует больших усилий
ножа, признается более вязким, а разрушающийся легко
и быстро называют хрупким. Ну и, наконец, металлы
испытывают на упругость или пластичность — два
противоположных свойства. Упругий металл легко восстанавливает
форму после снятия нагрузки, пластичный — легко
формуется под действием этой нагрузки.
Все результаты испытаний заносят в таблицы и графики.
Инженеру в дальнейшем уже не придется испытывать
металл заново: ему достаточно убедиться в том, что взятый
им для изготовления детали металл соответствует (по
составу, по «характеру», по сорту) тому, который уже испы-
тывался в лаборатории, и, заглянув в таблицу, узнать его
механические свойства. Точно так же поступают и с
другими характеристиками металлов: проведя испытания,
заносят полученные данные в таблицы, которыми и поль-
, 75
зуется инженер в процессе конструирования и изготовления
деталей и машин.
Правда, порою инженеру по какой-либо причине
бывает неизвестен вид металла, взятого для изготовления
детали. Тогда уж приходится поневоле испытывать образцы
этого неведомого металла. Это отнимает много времени,
но зато служит гарантией надежной, безопасной и точной
работы будущего изделия.
Юные техники нередко тоже оказываются в
затруднительном положении. У них под рукой не оказывается того
металла, который им нужен, или же они работают с
металлом, свойства которого им почти неизвестны. Машин и
приборов для всесторонних испытаний металла у юных
техников нет, а если даже и есть, стоит ли тратить время на
эти нудные процедуры, думают они. В результате
оказывается, что использованный в конкретной конструкции
материал непригоден для этой конструкции. Но
обнаруживается это тогда, когда на конструкцию уже затрачено
много времени, труда и сил. Конструкция получается
неработоспособной. При применении неизвестного металла для
ответственных деталей модели необходимо провести хотя
бы технологические пробы металла, позволяющие
определить его пригодность для использования в конкретной
конструкции. Технологические пробы не могут дать полного
представления обо всех свойствах испытываемого металла,
но они позволяют избегнуть хотя бы грубых ошибок.
Проба на внешний вид всегда важна при работе с
незнакомым металлом. По цвету образца, по виду его на изломе,
по форме и размерам микрокристалликов нужно не
торопясь определить вид металла и его сорт. Сталь это или
чугун? Олово или алюминий? Опытный инженер умеет по
первому взгляду безошибочно отгадывать даже, к какому
классу относится образец стали — мягкая она или твердая,
закаленная или нет. А это немаловажно в некоторых
случаях.
Проба на искру должна проводиться только под
наблюдением старших. Она позволяет с помощью простейшего
шлифовального круга определить путем обтачивания
образца не только вид металла, но даже его сорт и примерный
состав. Например, сталь с содержанием 0,5% углерода
дает длинный светло-желтый сноп искр, быстрорежущая
сталь Р-18 — короткий сноп темно-красных искр без звез-
76
дочек, сталь Р-9 — такой
же сноп, но с более
светлыми искрами. Сталь с
большим содержанием
углерода образует сноп
белых искр — звездочек.
Каждой марке стали
соответствует свой сноп искр.
При некоторой тренировке
(тренироваться можно на
заточке сверл из разных
марок стали) удается
приобрести достаточный навык i 2
ДЛЯ быстрого И надежного рис. 26. Проба на выдавливание:
угадывания марок стали 1 — лист материала, 2 — пуансон.
по искрам.
Проба на загиб есть разновидность проверки
пластических свойств металла. Проба может проводиться в
холодном и горячем состоянии. Пробу ведут так: берут плоский
кусок металла и гнут его — либо до определенного угла,
либо до получения V-образного (или П-образного)
профиля, либо до соприкосновения его сторон. Например,
если требуется определить пригодность заготовки для
изготовления дверных петель, проводят пробу на загиб. У
образца, который выдержит пробу, не должно быть после
загиба трещин, надломов, надрывов.
Проба на перегиб служит для определения способности
металла (в виде листа, полосы, проволоки или прутка)
выдерживать многократные перегибы.
Проба на выдавливание предназначена для определения
способности тонкого листового металла к холодной
штамповке и вытягиванию (рис. 26): в пластинке, зажатой
каким-либо кольцом, выдавливают лунку головкой
сферического пуансона до появления первой же трещинки. Такую же
пробу применяют в том случае, если хотят определить
пригодность термопластичной пластмассы для изготовления
объемных деталей сложной формы.
Пробе на осадку подвергают, например, материал,
идущий на изготовление заклепок. Берут образец металла в виде
цилиндрика (высота которого должна быть равна двум его
диаметрам) и «осаживают» до некоторой, заранее
условленной, высоты в холодном состоянии. Металл считается вы-
77
державшим пробу (то есть пригодным для осадки), если
в нем не образуется трещин, надрывов или изломов.
Проба труб на обжатие позволяет определить качество
трубы и пластичность металла, способность трубы без
повреждения выдерживать «вколачивание» (загонку) в
коническое гнездо, диаметр которого меньше диаметра трубы.
Проба на жидкотекучесть определяет способность
расплавленного металла заполнять литейную форму. Взятый
для пробы расплавленный металл выливают на поверхность
кирпича поставленного под углом. Жидкотекучесть
металла показывает длина его струи до застывания (кстати
сказать, рост температуры расплава повышает текучесть
металла).
Металлы
В технике все металлические материалы подразделяют
на простые металлы — элементы, имеющие небольшое
количество примесей, и сложные металлы (сплавы), которые
представляют собой сочетание какого-либо простого
металла с другими элементами.
Из простых металлов в технике применяются только
медь и алюминий для линий электропередач. Остальные
металлы используются в основном в виде сплавов. В состав
сплава вводят элементы, которые придают ему свойства,
каких нет у основного металла, но какие должны быть у
готового изделия. Например, нож, изготовленный из
чистого железа, будет гнуться и тупиться даже при резанье
хлеба, потому что железо — металл очень мягкий. Добавка
углерода в сплав повысит упругость и твердость железа,
а марганец увеличит его сопротивление истиранию.
Инструмент из такого сплава будет резать уже не только хлеб, но
даже и само железо. То же самое происходит и с цветными
металлами: добавлением к мягкой меди или олову цинка
получают сплавы прочные, пластичные и твердые; золото
упрочняют добавками серебра и т. д.
Металлы и сплавы, в свою очередь, разделяют на черные
и цветные. К черным относят железо и его сплавы (с
углеродом и другими элементами) — стали, чугуны и
ферросплавы. Всё остальные металлы и их сплавы относятся
к цветным металлам. И в технике, и в народном хозяйстве
78
вообще наибольшее распространение получили черные
металлы.
К сталям относят железоуглеродистые сплавы,
содержащие до 2,0% углерода, к чугунам — 2,5-f-4,0% углерода.
По своему химическому составу стали разделяют на
углеродистые и легированные, в эти последние вводят
химические элементы, придающие стали особые свойства.
Легированные стали применяют для изготовления наиболее
ответственных деталей.
Углеродистые стали по назначению бывают
конструкционные и инструментальные, при этом конструкционные—
обыкновенного качества и качественные.
По ГОСТу конструкционные углеродистые стали
обыкновенного качества обозначают буквами Ст и цифрой от
0 до 7, обозначающей примерное содержание углерода в
десятых долях процента. Например, сталь Ст1 содержит
примерно 0,1% углерода, сталь Ст2 — около 0,2% и т. д.
Чем выше номер стали, тем она тверже и прочнее. Стали
с малым содержанием углерода более пластичны и мягки,
их легче гнуть в холодном состоянии. Термической
обработки низкоуглеродистые стали не воспринимают. Из сталей
Ст4 и Ст5 изготавливают болты, оси, рычаги, шестерни
(зубчатые колеса), шпонки, ключи и другие детали, из
Стб и Ст7 — рессоры, валы, бандажи для колес и т. д.
Качественные конструкционные углеродистые стали
более однородны по составу и содержат меньше (чем стали
обыкновенного качества) вредных примесей. По ГОСТу они
маркируются так: стали 0,8, 10, 15, 20 и т. д. до 85, где
число обозначает содержание углерода в сотых долях
процента. Из конструкционных сталей изготовляют мосты,
строительные конструкции, перекрытия зданий,
крепежные детали (болты, гайки, шайбы, гвозди и т. п.) и др.
Инструментальная углеродистая сталь разделяется на
сталь качественную, которая обозначается буквой У и
цифрой или числом, показывающим содержание углерода в
десятых долях процента: У7, У8 и так до У13, и
высококачественную сталь. Высококачественная инструментальная
сталь обозначается так же, как качественная, но с
добавлением буквы А (У7А — У13А). Из инструментальных
углеродистых сталей изготавливают молотки, отвертки, зубила,
бородки и другие инструменты и ответственные
приспособления.
79
Существенным недостатком всех углеродистых сталей
является отсутствие у них нужных сочетаний механических
свойств. Например, сталь с большим содержанием углерода
прочнее и тверже, но зато она имеет меньшую пластичность
и вязкость, а это существенный недостаток. Резцы и сверла
из углеродистой стали теряют свои режущие свойства уже
при температуре 180°С, прокаливаемость (твердость по
сечению после закалки) углеродистых сталей невелика
и т.д.
По этим причинам углеродистые стали не отвечают
высоким требованиям ответственного машиностроения и
инструментального производства, и поэтому там применяются
стали легированные.
Легированной сталью называют такой сплав, в котором,
кроме железа и углерода, содержатся другие, специально
введенные химические элементы, придающие стали особые
свойства: упругость, твердость, износоустойчивость,
жаропрочность и т. д. По названию элементов, входящих в
состав легированных сталей, они так же и называются:
ванадиевые, хромистые, хромомолибденовые и другие стали.
Легирующие элементы по ГОСТу обозначаются
заглавными буквами русского алфавита: X — хром; Н — никель;
Г — марганец, Ф — ванадий; К — кобальт; Т — титан; Ю —
алюминий; Д — медь. Содержание химических элементов
в стали указывается цифрами и буквами: первые две цифры
перед буквами показывают содержание углерода в сотых
долях процента; сами буквы — наличие соответствующего
лигирующего элемента; цифры после букв — содержание
этого элемента в целых процентах. Если имеется буква,
но цифра после нее не стоит, то значит данного элемента
содержится в сплаве около одного процента. Например,
легированная сталь марки 35Х — это сталь хромистая,
содержащая 0,35% углерода и хрома примерно 1 %. Сталь
45Г2 содержит 0,45% углерода и марганца 2%. Сталь
ЗОХНЗ — 0,30% углерода, хрома 1% и никеля 3%. Если
сталь высококачественная, то к ее обозначению в конце
добавляется буква А. Например, высококачественная хро-
момарганцевокремнистая сталь, содержащая 0,30% угле
рода, хрома — 1%, марганца — 1% и кремния — 1%,
будет иметь марку ЗОХГСА.
Некоторые стали с особыми свойствами имеют и особую
маркировку: Ш — шарикоподшипниковая, Р — быстро-
80
режущая, Ж — хромовая
нержавеющая, Я — хромоникелевая
нержавеющая, Е —
электротехническая.
Легированные
конструкционные стали имеют более высокие
механические характеристики, чем
простая углеродистая сталь,
поэтому детали, изготовленные из
легированных сталей, могут иметь
меньшее сечение, а
следовательно, и меньший вес, чем такие же
детали, изготовленные из обычной
стали. А это значит, что замена
деталей из обычных сталей
легированными позволяет значительно
снизить вес машин, увеличить их
надежность и долговечность.
Широкое применение черных
металлов в народном хозяйстве
облегчается тем, что
металлургическая промышленность выпускает
металл в виде стандартных
профилей определенной формы и
размеров (рис. 27). Конструируя
машину или сооружение, инженер
обязан при расчете подбирать и
указывать в чертеже только тот
профиль, который имеется в стандарте.
Это упрощает и ускоряет
конструирование, облегчает выполнение
чертежей, на которых нет нужды
вычерчивать весь сложный профиль
со многими размерами, а
достаточно указать только название
Рис. 27. Профили стали, выпускаемые
для народного хозяйства: 1 — круглый;
2 — квадратный; 3 — полосовой; 4 —
угловой; 5 — тавровый; 6 — двутавровый;
7 — корытный (швеллер); 8 —
рельсовый; 9 — зетовый.
4 Инженер начинается в школе
профиля и его номер. Например, балка двутавровая
№ 20; или: швеллер № 12 и т. д.
Чугун
Чугун имеет более низкую температуру плавления и
лучшие литейные свойства, чем сталь. Из него можно
отливать детали сложной формы. Поэтому отливки из
чугуна очень широко применяются в машиностроении.
Посмотрим на станок в школьной мастерской: его
станины, суппорты, столы и траверзы, патроны, ручки,
ограждения, шкивы и многие другие, наиболее крупные и
сложные детали, изготовлены из чугуна. Вес чугунных
деталей составляет около 3/4 общего веса станков. Из
чугуна изготовлены слесарные тиски, поверочные и
разметочные плиты. С изделиями из чугуна мы встречаемся и дома:
это сковороды, утюги, канализационные трубы, ванны и др.
Марки чугуна и их химический состав установлены
ГОСТом: Сч — серый чугун, Кч — ковкий чугун и Мч —
модифицированный (видоизмененный) чугун. Две первые
цифры после букв означают предел прочности на
растяжение, две последние — предел прочности при изгибе в
кг/мм2. Например, марка Сч15-32 обозначает серый чугун,
имеющий прочность на растяжение 15 кг, а на изгиб 32
кг/мм2.
Серый чугун применяется исключительно для
изготовления отливок, и поэтому он называется литейным чугуном.
Это чугун вторичный. Его получают путем переплавки
в печах — вагранках — чугунных чушек, отлитых из
первичного чугуна доменных печей. Вагранки имеются на
всех машиностроительных заводах, где в литейных цехах
изготавливают всевозможные детали, часто имеющие такую
сложную форму, которую очень трудно, а то и просто
невозможно получить при помощи ручной или механической
обработки. Механическая прочность серого чугуна
невелика, и потому из него отливают детали, которые не
испытывают больших нагрузок.
Ковким чугуном условно называют мягкий и вязкий
чугун (но деталей из него не куют). Он обладает хорошими
механическими свойствами и высокой стойкостью против
коррозии. Ковкий чугун значительно прочнее серого. Он
82
широко применяется в сельскохозяйственном
машиностроении для изготовления зубчатых колес, звеньев, цепей и
т. д., в вагоностроении делают из него детали автосцепки,
части тормозов и другие ответственные детали. Ковкий
чугун часто применяется для замены цветных металлов и
сплавов.
Высокопрочные чугуны, обладающие, помимо
прочности, еще и высокой пластичностью и ударной вязкостью,
получают путем модификации — введения в жидкий
чугун, вытекающий из вагранки, мелких порошков алюминия,
магния, кальция, кремния. Высокопрочные чугуны
получают также путем воздействия на расплавленный чугун
ультразвуком. По своим механическим характеристикам
высокопрочные чугуны, в особенности легированные, не
уступают стали и с успехом заменяют ее в таких
ответственных деталях, как зубчатые колеса, муфты, задние мосты
автомобиля, картеры и даже коленчатые валы
автомобильных двигателей, валы и шпиндели токарных станков и
многое, многое другое.
Цветные металлы
Кроме алюминия и меди, в народном хозяйстве
широко применяются также магний, свинец, олово и цинк.
Однако эти металлы и их сплавы стоят дорого, и потому
во всех возможных случаях конструкторы стараются
заменять их черными металлами и неметаллическими
материалами. Но бывает и так, что необходимые свойства
изделию можно придать только в результате изготовления
его из цветных металлов или сплавов.
Так, например, олово применяется для лужения
консервных банок, крыши кроют оцинкованным железом,
водопроводные краны и детали водомерных приборов
изготавливают из бронзы.
. По ГОСТу сплавы обозначаются так: Л — латуни,
Бр — бронзы, Б — баббиты, а легирующие элементы в них
так: Ж — железо, Мц — марганец; Н — никель, О —
олово, К — кремний, С — свинец, Ц — цинк, Ф — фосфор.
Количество компонента (составной части сплава)
указывается цифрой. Например, Л96 означает латунь с
содержанием около 96% меди; ЛМцЖ52-4-1 обозначает латунь
S3
марганцово-железную с содержанием меди — 52%,
марганца — 4% и железа — 1% (остальное цинк);
Бр. ОЦС 6-6-3 обозначает бронзу оловянно-цинково-свин-
цовую, содержащую олова около 6%, цинка — 6% и
свинца — 3% (остальное медь).
Латуни — это сплавы меди с цинком. По сравнению
с чистой медью они прочнее, пластичнее и тверже, обладают
лучшими литейными свойствами и лучше сопротивляются
коррозии. В состав специальных латуней входят также
железо, марганец, никель, олово, кремний и другие элементы.
Специальные латуни обладают повышенными
механическими свойствами. Латуни разделяются на литейные,
которые применяют для фасонного литья, и подвергаемые
обработке давлением.
Бронзы — сплавы меди с оловом и другими различными
элементами. Оловянистые бронзы обладают высокой
стойкостью против коррозии, повышенными антифрикционными
свойствами и жидкотекучестью. Из них изготовляют
подшипники, отливки, в том числе и художественные. Ранее
из такой бронзы отливали стволы пушек, монеты, колокола.
Частичная замена в сплаве дорогого дефицитного олова
цинком, свинцом, никелем и фосфором позволяет получить
сплав с теми же свойствами, но значительно более
дешевый. Заменителями оловянистой бронзы являются
алюминиевая, кремнистая, марганцевая бронзы. Они имеют
несколько худшие литейные качества, но зато лучшие
механические свойства.
Добавка никеля улучшает механические и литейные
свойства бронзы, ее стойкость против коррозии, но очень
удорожает сплав. Поэтому медно-никелевые сплавы
применяют только для специальных целей. Некоторые из медно-
никелевых сплавов имеют специальные названия: мельхиор
(18—20% никеля) — применяют для ювелирных изделий;
константан (39—41% никеля), имеющий большое
электрическое сопротивление, применяют в виде проволоки и лент
для реостатов, электроизмерительных приборов и др.
Алюминий
Сплавы алюминия с кремнием называют силуминами.
Они обладают хорошими литейными свойствами.
Применение модификатора (металлический натрий или смесь фто-
84
ристых солей натрия и калия), около 0,01% по весу, резко
улучшает механические свойства силуминов. Сплавы с
другими элементами — дюралюмины — имеют высокие
механические свойства и хорошо поддаются обработке
давлением — ковке, штамповке, прокатке. Для повышения
механических свойств дюралюмина подвергают термической
обработке — закалке с последующим «старением».
«Старение»— выдержка дюралюмина после закалки перед
последующей механической обработкой — может быть
естественным (5—7 суток при комнатной температуре) или
искусственным (несколько часов при температуре около
150°С). В результате закалки и «старения» механические
свойства дюралюмина повышаются до уровня среднеугле-
родистой стали. Механическую обработку дюралюмина
производят в горячем (при температуре 440 — 480°С) и
холодном состояниях. В холодном состоянии дюралюмин
рекомендуется обрабатывать до «старения».
Антифрикционные сплавы
Сплавы, применяемые для изготовления вкладышей
подшипников скольжения, называют антифрикционными. Они
имеют малый коэффициент трения. В качестве
подшипниковых сплавов применяют баббиты на свинцовой и
оловянной основе, алюминиевые и оловянные бронзы.
Древесина
Древесина является материалом, который очень широко
применяется в народном хозяйстве. Широко используют
ее и юные техники для изготовления авиа-, судо- и
автомоделей и самых разнообразных поделок. Природные
недостатки древесины — способность к гниению,
воспламенению и другие — можно в значительной мере исправить при
помощи сушки и пропитки ее различными химическими
веществами.
Все работы, связанные с применением древесины,
разделяются на плотницкие, при которых используются бревна,
брусья и доски, и столярные, при которых применяются
пиленые лесоматериалы. При плотницких работах дере-
85
вянные детали соединяют в основном на врубках,
гвоздях, болтах и клею, а при столярных — в основном на
клею, а также на шурупах или — реже — на гвоздях.
Дефекты, которые имеет древесина, снижающие ее
качество и ограничивающие ее применение для изготовления
изделий, называют пороками. К ним относят: сучки,
трещины, неправильность формы ствола и строения,
ненормальную окраску, гниль и повреждение насекомыми. Для
изготовления изделий нужно брать древесину только
доброкачественную, но юные техники, в особенности младшие,
это правило соблюдают далеко не всегда, в особенности если
они работают самостоятельно. В результате из
недоброкачественного материала получаются и недоброкачественные
изделия, а труда на их изготовление часто затрачивается
больше.
Древесина обладает способностью терять и поглощать
влагу.
По влажности древесину различают: сырую, полусухую,
воздушно-сухую, комнатно-сухую и абсолютно сухую
(такую можно получить только в лаборатории). Изменение
влажности вызывает усушку, разбухание, коробление и
растрескивание заготовок и изделий: при усушке
(высыхании) древесина уменьшается в размерах (становится
короче, тоньше, уже). Усушка в различных направлениях
неодинакова. Так, например, доска уменьшается вдоль
волокон, то есть по длине всего до 0,1%, по толщине до 5%,
а по ширине до 10%.
Например, сырая доска длиной 2 м, шириной 20 см
и толщиной 5 см при высыхании уменьшится
200-0,1 ЛО 0
по длине на —[осГ"^ ' см=2мм,
по толщине на -щ-=0,25см=2,5 мм,
по ширине на ' =2 см=20 мм.
Для изготовления столярных изделий и различных
поделок следует применять только комнатно-сухую
древесину. Изделия из нее практически не усыхают и не
деформируются, в особенности если их изготавливать из узких
досок.
86
Рис. 28. Виды коробления.
Если сухая древесина подвергается воздействию влаги,
то она разбухает и увеличивается в объеме. Например, окно
или дверь, намокшие во время дождя, нельзя закрыть, так
как они не входят в рамы. Разбухание древесины
используется и как положительное ее свойство, например, при
постройке лодок, при изготовлении деревянных труб, бочек и
тому подобных изделий. После разбухания отдельные
детали плотнее примыкают друг к другу и не пропускают
воду.
Коробление вызывается тем, что части древесины,
расположенные ближе к сердцевине ствола, высыхают
быстрее. Выпуклость покоробившейся доски всегда бывает
обращена в сторону сердцевины (рис. 28). Это нужно
учитывать при соединении досок в щиты и располагать доски
КОРОдЛШй ЩИТА ПРАВИЛЬНАЯ СБОРКА ЩИТА
Рис. 29. Соединение досок в щит.
так, чтобы их сердцевинные части были обращены в разные
стороны. Тогда коробление одних досок будет
препятствовать короблению других досок (рис. 29).
Растрескивание происходит в результате различной
скорости высыхания наружных и внутренних слоев
дерева. При медленном высыхании древесина не
растрескивается. Для замедления сушки при длительном хранении
древесины торцы бревен, брусьев и досок оклеивают
бумагой, покрывают известью или каменноугольной
смолой.
К механическим свойствам древесины относятся:
прочность, упругость, вязкость, хрупкость, раскалываемость и
гвоздимость.
Прочность древесины вдоль и поперек волокон
различна. Например, сопротивление растяжению и сжатию
поперек волокон в 20 раз меньше, чем вдоль их. Сопротивление
древесины изгибу зависит от ее влажности, плотности,
породы дерева и других причин. Влажность и пороки
(особенно сучья и трещины) значительно снижают прочность
древесины при изгибе. Наибольшую прочность имеет дуб,
бук, ясень, наименьшую — сосна, ель, ольха, липа.
Твердость древесины зависит от ее породы, плотности
и степени влажности, а упругость — от влажности,
плотности и возраста.
Вязкостью (пластичностью) древесины называется ее
способность изменять свою форму (например, гнуться) и
сохранять приданную форму после прекращения действия
силы, вызывающей деформацию. Пластичность древесины
повышается при повышении ее влажности и температуры.
Поэтому при необходимости изготовления гнутых
деревянных изделий древесину нужно предварительно пропарить.
У лиственных пород вязкость больше, чем у хвойных.
Очень пластичными являются вяз, бук, ясень.
Хрупкость — свойство, противоположное упругости.
Пересушенная древесина более хрупка.
Раскалываемость — это способность древесины колоться
вдоль волокон под действием клина (например, топора).
Ее нужно учитывать при скреплении деталей гвоздями,
болтами, в особенности у края досок.
Гвоздимость — способность древесины удерживать
гвозди, шурупы, скобы и т. д. При вбивании гвоздей древесина
твердых пород раскалывается легче, чем мягких. Во избе-
88
жание раскалывания в местах забивания гвоздей следует
предварительно просверливать отверстия (диаметр их,
разумеется, должен быть меньше диаметра гвоздя или
шурупа), а затем вбивать гвоздь или ввертывать шуруп.
Увеличение долговечности древесины
Долговечность древесины можно увеличить правильной
сушкой и хранением, пропиткой специальными
химическими веществами, препятствующими загниванию или
придающими древесине огнестойкость. Сушка и хранение
являются наиболее общепринятыми мерами по сохранению
и улучшению древесины. Древесину на хранение нужно
укладывать так, чтобы могла происходить ее естественная
сушка. Если же доски сложены на открытом воздухе, то
необходимо защитить штабель от дождя, снега и прямых
солнечных лучей.
Многие юные техники увлекаются изготовлением из
древесины моделей кораблей, самолетов, зданий, изделий
домашнего обихода и т. д., которые нередко являются
«реликвиями» для семьи, а иногда и для общества. Такие
изделия изготавливают особенно тщательно, но тщания и
прилежания недостаточно, необходимо также принять
меры, чтобы созданная вами деревянная реликвия была
долговечной, чтобы ее не привели в негодность насекомые и
грибы. Для борьбы с вредителями древесины применяются
химические вещества — антисептики. Специальные
химические составы— антипирены, а также огнезащитные краски
и обмазки придают древесине огнестойкость.
Отделка древесины
Отделка изделий из древесины не только улучшает
внешний их вид, она предохраняет их от увлажнения,
коробления и растрескивания.
Материалы для отделки разделяются на основные и
вспомогательные. К основным относятся лаки и масла,
образующие на дереве прочную защитную пленку, а также
89
красители. Вспомогательные материалы служат для
подготовки древесины под отделку. К ним относятся
растворители, разбавители, порозаполнители (воск, парафин) и
шлифующие материалы.
Для шлифования Древесины применяют абразивные
материалы: шкурку, пемзу и трепел (инфузорную землю).
Шкурка — хлопчатобумажная ткань или бумага, покрытая
молотым песком или толченым стеклом на клею. Наждак
и корунд для шлифования древесины непригодны, так как
оставляют в порах древесины темную пыль. Для получения
гладкой поверхности дерево шлифуют сначала крупной
шкуркой, затем — мелкой. Шлифовальный порошок и
пасту используют для шлифования фигурных поверхностей.
Пемза — пористый камень — применяется в кусках и
порошке. Трепел — предварительно размолотый и
отмоченный в воде — служит для тонкого шлифования
древесины.
Для растворения и удаления с поверхности древесины
смолы используют бензол, бензин, спирт, скипидар,
раствор соды.
Масла и олифы после высыхания образуют на
поверхности древесины пленку. Для отделки столярных изделий
годятся олифы только натуральные и полунатуральные
(оксоль, сульфооксоль). Лаки и политуры при высыхании
тоже образуют на поверхности древесины прочную
блестящую пленку.
Сиккативы — жидкие вещества, ускоряющие
высыхание лаков и красок в 4—6 раз. Их прибавляют к олифе и
маслам в количестве 2,5—5%.
Порозаполнители — вещества, применяемые для
заполнения пор древесины столярных изделий; обычно это
восковые и масляные мастики.
Восковая мастика состоит из 20—60% пчелиного воска
и 20—30% растворителя или из парафина и 50—60%
растворителя (скипидара) и 10—15% канифоли. Остальное —
мел молотый и сиккатив. Приготовление мастики: тонко
настроганный воск (парафин) кладут в металлическую
эмалированную посуду, погружают ее в бачок с водой и
нагревают. Затем посуду с расплавленным воском снимают и
осторожно подливают в расплав растворитель, непрерывно
помешивая мастику деревянной или стеклянной палочкой
до застывания. Остывшую мастику жесткой щетинной ки-
90
стью наносят на отшлифованную поверхность древесины и
втирают до полного затягивания пор и появления блеска.
Шпаклевки применяются для выравнивания
поверхности древесины перед окрашиванием. Густые используют для
заполнения отдельных углублений, а жидкие для покрытия
всей поверхности. Шпаклевку наносят шпателем —
металлической лопаткой. Шпаклевка клеевая состоит из молотого
мела и пигмента (65%), сухого столярного клея (3%), воды
(30%) и олифы (2%). Масляные шпаклевки: мел молотый
и пигмент (70%), лак подмазочный (30%) и немного
сиккатива. Применяются для поверхностей, покрываемых
масляной краской или лаком.
После шпаклевки производится грунтовка поверхности
изделия. Грунтовочные составы для дерева и металла
различны: для металлических изделий применяется грунтовка
№ 138, состоящая из сухих пигментов и талька,
разведенных на глифталевом лаке с добавлением растворителей и
сиккатива; для дерева применяется грунтовка того же
состава, но с добавлением 15% воды. Грунтовочные составы
наносятся на поверхность распылителем или кистью.
Замазки служат для заделки таких дефектов древесины,
как впадины, крупные трещины, отщепы. Пастообразные
замазки наносят на поверхность в холодном состоянии, и
они, высыхая, затвердевают. Твердые замазки наносят в
горячем жидком виде. Они затвердевают при охлаждении.
Красители (пигменты) — это вещества, окрашивающие
наружный слой древесины, но не закрывающие ее текстуры.
Красители бывают растительные (органические) и
искусственные (анилиновые). Порошки-пигменты (красители) —
белила, охру, сурик, ультрамарин (синьку) и др.—
смешивают с маслом, лаком, клеем. Такая смесь называется
краской. Масляные краски продаются в виде пасты,
которую нужно разводить на олифе. Эмалевые краски продаются
готовыми к употреблению.
Лаки и политуры применяют для отделки поверхности
древесины с сохранением ее текстуры. В зависимости от
растворителя лаки разделяются на спиртовые, масляные
и нитролаки. Нитролаки водоустойчивы, а спиртовые лаки
и политуры не выдерживают даже протирки влажной
тряпкой.
Эти свойства лаков необходимо учитывать при их
выборе. Тем из юных техников, кто еще не имеет достаточного
91
опыта в отделке древесины, можно рекомендовать перед
тем, как браться за отделку готового изделия,
предварительно полностью обработать образец — кусочек
материала, из которого изготовлено изделие; посмотреть, что
получится.
Если потребуется, опыт следует повторить еще и еще
раз и так до тех пор, пока не получишь то, к чему
стремишься.
Пластические массы
Под термином «пластические массы» (пластмассы)
принято подразумевать разнообразные промышленные
продукты, которые на определенной стадии их изготовления
обладают пластичностью, то есть способностью легко принимать
любую форму и сохранять эту форму по окончании
процесса обработки. Главной составной частью пластмассы,
определяющей ее основные свойства, в большинстве случаев
является органическое вещество — синтетическая
(искусственная) или природная смола.
В настоящее время из пластических масс изготовляют
сотни тысяч технических изделий, от мелких кнопок до
крупнейших агрегатов: автомобильные шестерни,
подшипники мощных прокатных станов, вагонетки, корпуса
автомобилей, лодки, ткацкие челноки, точнейшие детали
оптических приборов, телефонные аппараты, небьющиеся стекла
самолетов, сети неводов, детали химической аппаратуры,
превосходящие по стойкости золото и платину.
В некоторых пластмассах синтетическая смола является
только составной, связующей частью, определяющей
основные свойства пластмассы, а остальная часть состоит из
наполнителей (древесная мука, шпон, стеклянное волокно,
хлопчатобумажная ткань, бумага, асбест и прочее).
Наполнители придают изделиям прочность, твердость,
теплостойкость и другие специальные свойства. Замена одних
наполнителей другими позволяет значительно изменять свойства
пластмасс. В то же время есть пластмассы, состоящие
только из смолы и небольшого количества красителей.
Из пластических масс наиболее высокими
диэлектрическими свойствами обладают: политетрафторэтилен (фторо-
пласт-4), полистирол, полиэтилены, полиизобутилены, ге-
92
тинаксы, стеклотекстолита, волокниты и некоторые
другие. Введением различных наполнителей диэлектрические
свойства пластмасс можно изменять в очень широких
пределах, а если добавлять токопроводящие вещества (графит,
сажу, металлический порошок и т. д.), можно получать
даже токопроводящие пластмассы. Пластмассы с
повышенными электроизоляционными свойствами применяют для
деталей электротехнического назначения. К ним относятся
хорошо известные юным техникам: гетинакс, текстолит,
полиэтилены всех марок.
Пластмассы, содержащие в качестве наполнителя
асбест, стекловолокно и другие неорганические наполнители,
отличаются высокой термостойкостью. Пластмасса с
асбестом (асбоволокнит) приобретает фрикционные свойства
и применяется для тормозных колодок. Введение графита,
кварца и некоторых других материалов придает
пластмассам высокую химическую и термическую стойкость; это
позволяет использовать их для изготовления деталей
химической аппаратуры.
Под влиянием тепла и давления пластмассы способны
приобретать пластичность, что и используется в технике
для придания пластмассам самой разнообразной формы,
которая сохраняется в изделиях в нормальных условиях
их эксплуатации.
В зависимости от поведения связующего вещества под
действием тепла и давления пластмассы условно разделяют
на термопластичные и реактивные. Термопластичные
материалы (термопласты) при нагреве переходят в
пластическое состояние, не претерпевая коренных химических
изменений. Превращения термопластов обратимы, то есть
отпрессованное и охлажденное изделие можно нагреванием
вновь размягчить и придать ему давлением прежнюю или
иную форму (как лед можно расплавить, а затем воду вновь
заморозить). Термореактивные пластмассы под действием
тепла и давления подвергаются коренным, необратимым
изменениям. Изделия, изготовленные из термореактивных
материалов, вновь размягчить и переработать нельзя (так
же как из муки с водой получают тесто, которое после
выпечки уже в тесто не превратишь). Эти материалы
отличаются твердостью, жесткостью и теплостойкостью.
Удельный вес большинства пластмасс равен 1,0—1,5 г/см3.
По сравнению с черными металлами пластмассы в
93
среднем легче в 5 раз, легче алюминия в 2 раза, легче
свинца в 10 раз. Механическая прочность их колеблется в
широких пределах. Теплостойкость — от 70 до 300°С.
Теплопроводность пластмасс очень низка. Только у графитоплас-
та она примерно равна коэффициенту теплопроводности
стали. Коэффициент линейного расширения у пластмасс
значительно выше, чем у металлов. Так, у винипласта он
в 7 раз выше, чем у стали. Морозостойкость у пластмасс,
как правило, хорошая — до минус 60°С и более низких
температур. Химическая стойкость по отношению к
агрессивным химическим средам у многих пластмасс высокая.
Изделия из полиэтилена, винипласта, фторопласта и
некоторых других пластических материалов широко
применяются в химическом машиностроении.
Основной способ производства изделий из
термореактивных пластмасс — прессование — основан на
способности прессматериалов при нагреве и под давлением
переходить в пластическое состояние, заполнять полость пресс-
формы, а затем отверждаться. Пресспорошок засыпается
в горячую прессформу, нагревается и размягчается
вследствие плавления связующего вещества и под действием
давления пресса начинает течь, заполняя полость
(внутреннее пустое пространство) прессформы и оформляясь в
изделие. Одновременно в прессовочном материале происходит
и процесс перехода смолы из мягкого расплавленного
состояния в твердое, которое заканчивается спустя некоторое
время после полного смыкания прессформы. Затем пресс-
форму раскрывают и извлекают горячее изделие.
Основные методы переработки пластмасс
Компрессионное прессование —самый
распространенный способ переработки пластмасс: исходные материалы
загружают в металлическую прессформу и формуют
изделие под действием температуры и давления.
Литьем без давления изготавливают, например,
органическое стекло. Литье пластмасс под давлением
осуществляется на специальных литьевых машинах.
Экструзия (формование выдавливанием) производится
на специальных машинах, на которых материал после
подогрева проходит через оформляющий мундштук и выходит
наружу в виде бесконечной трубы, стержня или ленты.
94
Вальцевание применяется для получения листовых
материалов (винипласт, пластикат).
Выдувание применяется только для термопластичных
материалов при изготовлении полых (пустых внутри)
изделий из целлулоида, полистирола, плексигласа,
полиэтилена.
Штамповка — изготовление изделий из листовых
материалов при помощи штампов.
Механическая обработка производится после
прессования, литья и формования для удаления облоя, литников
и т. п.
Слоистые пластики
В машиностроении широко распространены текстолит
и древеснослоистый пластик (ДСП) для изготовления
подшипников и шестерен. Подшипники скольжения из этих
материалов с успехом заменяют дефицитные цветные
металлы — бронзу, баббит и прочие. Например, подшипники
из текстолита хорошо работают на прокатных станах, имея
высокую износоустойчивость и низкий коэффициент
трения. Смазкой служит вода. Шестерни из пластических
материалов имеют преимущество перед металлическими:
бесшумность, малый вес, хорошо работают на высоких
скоростях. Шестерни из пластмасс обычно спаривают с
шестернями из стали, так как коэффициент трения такой пары
меньше, чем пластика по пластику.
Стеклопластики
Это искусственные материалы, получаемые путем
усиления синтетических смол стеклянными нитями или
стеклянной тканью. Стеклянное волокно обладает целым
рядом преимуществ по сравнению с синтетическими и
природными волокнами: оно прочнее на разрыв, более упруго,
менее гигроскопично (меньше впитывает влагу), не горит,
более стойко против воды, химических веществ, имеет
высокие диэлектрические свойства.
СВАМ — стекловолокнистый анизотропный материал.
Из него изготавливают изоляционные детали для электри-
95
ческих машин, электрическую и радиотехническую
арматуру, электрощиты; в судостроении — катера, лодки,
цистерны и прочее; кузова автомашин и прицепов — в
автостроении. В машиностроении из СВ АМа изготовляют трубы,
фитинги и емкости для предприятий химической
промышленности; он хорош там, где обычно сталь подвергается
быстрой коррозии. Трубы из СВАМа применяют при
постройке эстакад на нефтепромыслах в Каспийском море.
Они значительно дольше сопротивляются воздействию
морской воды и выдерживают большие механические нагрузки.
Автомобильные кузова из стеклопластика почти в два
раза легче металлических. Суда, построенные из
стеклопластика, значительно легче, поэтому их осадка меньше.
Соответственно уменьшается сопротивление воды и
возрастает скорость. Сопротивление трению уменьшается за
счет лучшего скольжения корпуса из-за его безукоризненно
гладкой поверхности. Суда из стеклопластиков имеют
высокую прочность, не подвергаются коррозии, долго не
требуют новой окраски.
Обработка пластмасс резанием
Механическая обработка пластмасс может
производиться на обычных металлорежущих станках, а также и на
специальном оборудовании. При механической обработке
пластмасс необходимо учитывать:
1. Очень низкую их теплопроводность (необходимо
усиленно отводить тепло). 2. Малую твердость многих
пластиков (затачивать инструмент нужно острее, чем при
обработке металлов). 3. Быстрый износ инструмента, так как
в наполнители входят кварц, тальк, стекловолокно и
другие материалы, обладающие абразивными свойствами.
Затупление инструмента проявляется в снижении точности
обработки и чистоты поверхности, появлении прижогов
и т. п.
Для инструмента обычно используют углеродистые и
быстрорежущие инструментальные стали, твердые сплавы.
Инструмент должен быть хорошо заточен, а его режущие
грани доведены оселком. Задний угол инструмента (резцов
и др.) должен быть увеличен до 12—15°. Это повысит
стойкость инструмента.
96
При обработке отверстий, особенно глубоких, трение
поверхности материала о режущие грани инструмента
приводит к сильному выделению тепла. Это, в свою очередь,
ведет к переходу материала, особенно термопластичного,
в пластическое состояние, налипанию материала на
режущие грани, резко ухудшает условия резания. Охлаждение
водой и эмульсией не всегда возможно, так как это
вызывает либо скольжение инструмента, либо поглощение влаги
обрабатываемым материалом. Для уменьшения выделения
тепла следует уменьшить ширину ленточки сверла.
Для разрезания древеснослоистых пластиков и гети-
накса можно применять пилы из быстрорежущей стали
с разводкой 0,3-т-0,5 мм на сторону. Листовой винипласт
режут циркулярными пилами с шагом 2-т-4 мм. При
разрезании винипласта толщиной до 2 мм дисковую пилу (фрезу)
следует перевернуть так, чтобы она резала материал
перевернутыми зубьями (рис. 30), тогда материал не будет
расщепляться. Тонкий стеклотекстолит (менее 2,5 ми) режут
вибрационными и гильотинными ножницами и ленточными
пилами. Разрезать текстолит можно ленточными и
дисковыми пилами. Ленточные пилы применяют на любом лен-
точнопильном станке с прочным устойчивым столом.
Ширина полотна 6—30 мм, толщина полотна 0,8—1,0 мм. Шаг
зубьев /=4-г-7 мм (рис. 31). Зубья не должны иметь
цилиндрических фасок. Листы и плиты толщиной до 25 мм
можно резать шлифовальными кругами зернистостью 24,
36 или 46, твердостью от СМ до СТ на бакелитовой или вул-
канитовой связке. Тонкий листовой текстолит (до 3 мм)
следует разрезать на электрогильотинных ножницах.
Разрезать фенопласты и аминопласты пилами не сле-
Рис. 30. Разрезание винипласта пилой.
дует, так как выкрашивается
место реза. Следует применять
абразивные круги.
Полиметилметакрилат
(оргстекло) и другие
термопластичные листовые материалы
хорошо разрезать шлифовальными
Рис. 31. Форма зубьев лен- кругами. Разрезать полиметил-
точной пилы для разрезания метакрилат можно и так: остро
текстолита. r r
заточенным резаком на
поверхности листа сделать
неглубокий надрез, по которому лист и расколется. Если
материал толще 2 мм, то надрез следует делать с двух сторон.
Листы из полиэтилена, полипропилена и
полиамидов лучше всего разрезать ленточными пилами с
мелкими зубьями. Полотно нужно смазывать маслом, чтобы
к нему не прилипал материал.
Для разрезания термопластичного листового материала
годится инструмент из обычной инструментальной
углеродистой стали, а для вырезания круглых заготовок из
листов удобны циркульные резцы (рис. 32).
Штамповка (вырубка) изделий из листовых пластмасс
производится на том же оборудовании и теми же
инструментами, что и штамповка металлов. При штамповке
заготовка должна быть надежно закреплена пружинящими
прижимами. Штамповать материал можно в холодном и
подогретом состоянии. В некоторых случаях, например
при штамповке (вырубке) изделий из гетинакса толщиной
более 3 мм, асботекстолита толщиной свыше 5 мм и
текстолита толще 6 мм, требуется нагревать материал до
температуры 120-200 °С.
При изготовлении штампов следует учитывать, что после
штамповки происходит упругое восстановление материала
(в результате которого отверстия уменьшаются, а
вырубленные детали несколько увеличиваются по сравнению с
размерами инструмента). При штамповке (вырубке, пробивке)
предварительно подогретых слоистых пластиков после
охлаждения деталей происходит усадка материала. Это также
нужно учитывать при конструировании штампов.
Чтобы обеспечить прочность листового материала,
диаметр пробиваемого отверстия, как правило, не должен
быть больше толщины (б) материала, расстояние от от-
98
Рис. 32. Циркульный резец.
верстия до края изделия и расстояние между отверстиями
должно быть не менее (2-г-З) б. Наименьший радиус
сопряжения контура детали должен быть не меньше 0,56.
Токарная обработка
Токарную обработку пластмасс ведут на
металлорежущих станках, применяя те же резцы, что и для металла, но
с увеличенным передним углом.
Древеснослоистые пластики и текстолит обрабатывают
резцами из быстрорежущей стали, а пластмассы с
бумажными, графитовыми, асбестовыми и стеклянными
наполнителями — резцами с пластинками из твердых сплавов. На
производстве широко применяют также резцы с
керамическими пластинками.
Сверление и рассверливание
Для этих операций применяются специальные и
стандартные сверла со специальной заточкой. При обработке
волокнитов, фено- и аминопластов лучше всего применять
цилиндрические спиральные сверла из быстрорежущей
стали с углом при вершине 90—100° и с пластинками из
твердого сплава В Кб (угол 100°). Для неглубоких и не очень
точных и чистых отверстий можно применять плоские свер-
99
Рис. 33. Сверло с
двойной заточкой для
обработки полиметил-
метакрилата.
ла из стали У10А и У12А (угол 40°)
(рис. 33). Их можно изготовить и
самим.
Чтобы канавки спиральных сверл
при сверлении глубоких отверстий
(более 2,5 d сверла) не забивались
материалом, во время работы
сверло необходимо часто и быстро
выводить из отверстия.
Жидкостное охлаждение
повышает стойкость сверл, а при сверлении
пенопластов оно просто необходимо.
Полиметилметакрилат сверлят
сверлами с двойной заточкой (рис. 41)
с углом 2cp=70-f-75o и с подточкой
перемычки до уменьшения ее длины
в 2-f-2,5 раза. Этот материал сверлят
только начерно; чистовую обработку
отверстий производят разверткой.
При сверлении полиамидных
материалов следует применять масло.
При сверлении винипласта нельзя пользоваться остро
заточенным сверлом, так как оно при врезании и выходе
из материала (с противоположной стороны) вырывает или
расщепляет его. Поэтому острые режущие кромки сверла
необходимо слегка притуплять на брусках, смазанных
маслом. Угол заточки сверла 110—130°. Если деталь из
винипласта потребуется раззенковать сверлом, то это
нужно делать в такой последовательности: зацентровать
отверстие, засверлить его сверлом большого диаметра,
просверлить нужным сверлом (рис. 34).
В стеклопластиках при сверлении параллельно слоям
возможно расслоение материала, поэтому необходимо
соблюдать осторожность.
Независимо от вида обрабатываемого материала при
сверлении необходимо: 1. Жестко закреплять
обрабатываемую деталь на столе станка или в приспособлении. 2.
Материал толщиной до 5 мм закреплять на ровных гладких
прокладках из мягкого дерева. 3. Чтобы избежать
выкрашивания материала при выходе сверла, следует
просверлить заготовку сначала маленьким сверлом насквозь, а
затем нужным сверлом с двух сторон. 4. Если при сверлении
100
возникнет вибрация сверла, необходимо немедленно
устранить ее, изменив режим резания (увеличить или уменьшить
скорость или подачу).
Нарезание резьбы
Резьбу на стержнях (наружную) нарезают плашками,
резцами и фрезами, а в отверстиях (внутреннюю) —
азотированными или хромированными метчиками из
быстрорежущей стали с тремя полированными спиральными
канавками. Диаметр метчика должен быть на 0,05—0,15 мм больше,
так как после нарезания резьбы происходит усадка
отверстия. На краях отверстий нужно делать фаски (зенковать).
Для получения чистой резьбы инструмент смазывают
маслом или пчелиным воском.
Фрезерование
Фрезерование широко применяется при механической
обработке пластмасс и особенно при изготовлении деталей
из листового материала. Фрезерование производят
цилиндрическими фрезами со спиральными зубьями, а также
торцовыми и пазовыми фрезами с наклонными зубьями
(рис. 35).
Фрезерование слоистых пластиков следует производить
в направлении подачи. В этом случае усилия резания будут
прижимать заготовку к столу и резание будет происходить
более спокойно.
При фрезеровании текстолитов и стеклотекстолитов
требуется: 1. Прочно крепить материал на подкладной плите,
изготовленной из однородной древесины, либо из
текстолита. 2. При обработке фальца материал нужно плотно
Рис. 34. Раззенковка отверстия в винипласте.
101
Рис. 35. Фреза с наклонными зубьями.
OflS-Of
прижимать к опорной поверхности возможно ближе к месту
обработки. 3. Охлаждать зону резания только сжатым
воздухом. 4. Отсасывать пыль.
В школах и детских внешкольных учреждениях сжатого
воздуха не бывает, поэтому фрезеровать эти пластики там
не следует, а если уж возникает острая необходимость, то
нужно просить помощи взрослых и работать можно только
в очках (вроде тех, которые надевают мотоциклисты),
надежно защищающих глаза от пыли, а рот и нос следует
закрыть повязками из
нескольких слоев
марли, как это делают
врачи во время гриппа.
Винипласт хорошо
фрезеруется на обычных
металлорежущих
станках фрезами,
предназначенными для металла.
При фрезеровании
пол иметилметакрилата
следует применять
цилиндрические фрезы с
мелким спиральным
зубом. Зубья и канавки
Рис. 36. Заточка зуба фрезы для обра- Фрезы следует полиро-
ботки полиметилметакрилата. вать, чтобы уменьшить
102
трение и возникающие от трения внутренние напряжения
в материале. Фрезы должны вращаться против движения
подачи. При неправильном выборе инструмента и
режимов резания в материале возникают внутренние
напряжения, и он мутнеет. Чтобы в углах выборки материала не
образовались трещины, следует пользоваться
фрезами, имеющими угловую кромку с радиусом закругления
1,5 мм (рис. 36).
Пенопласта фрезеруют цилиндрическими фрезами с
мелким спиральным зубом. Для фрезерования полиамидов
следует применять фрезы, предназначенные для обработки
цветных металлов, смазывая их маслом.
Шлифование и полирование
Шлифование пластмасс производится наждачной
бумагой сначала начерно, затем начисто более мелкой шкуркой.
Изделия из фено- и аминопластоз зачищают и шлифуют
мягкими карборундовыми кругами и кругами средней
твердости. Детали из текстолита, гетинакса и других слоистых
пластиков целесообразно полировать кругами на мягкой
связке. Изделия из литых термореактивных и
термопластичных материалов шлифуют пастой из отмоченной пемзы
с водой, которую наносят на хлопчатобумажные и
суконные круги. Изделия нужно слегка прижимать к кругу
и перемещать, не допуская перегрева.
Изделия из полиметилметакрилата шлифуют вручную
и на станках всухую и с водой. При ручной шлифовке пасту
наносят на щетку или мягкую кожу и шлифуют
равномерными круговыми движениями. Состав пасты: трепел
(инфузорная земля) — 20%, этиловый спирт — 25%, керосин —
2%, масло— 1%, скипидар—4%, дибутилфталат и
столярный клей по 0,2%, вода —45%. Вместо пасты иногда
можно шлифовать и мелкой шкуркой 0—00 и 000—0000.
Полирование производят для удаления с поверхности
изделия рисок и матовых пятен и придания ей зеркального
блеска. Полируют обычно в два приема: начерно — на
хлопчатобумажных или шерстяных (шерсть, войлок) кругах
со специальной пастой и начисто — на кругах из бязи
или фланели (всухую). Размеры полированного круга:
диаметр — 250-М00 мм, толщина 30-МО мм.
Составы некоторых полировочных паст:
103
1. Окись хрома — 30%, парафин — 70%.
2. Окись хрома — 55%, воск пчелиный — 11%,
стеариновая кислота — 34%.
3. Пемза —25%, вода —70%, керосин —4%, масло
машинное — 0,5%, скипидар — 0,5%.
При полировании больших количеств мелких изделий,
например шариков для подшипников, пользуются не
кругами, а методом галтовки. Изделия загружают (на 1/4)
в специальные барабаны, вместе с полирующим составом
(так же на 1/4) — опилками, мелом, пемзой, смоченными
маслом. Затем барабан приводят во вращение на 1—3 часа.
Готовые изделия отделяют от полировочной массы при
помощи сита.
Режимы резания пластмасс
Выбор режимов резания при механической обработке
зависит от материала и инструмента. При обработке
волокнистых пластиков особое внимание нужно уделять выбору
подачи. Чрезмерно малая подача не улучшает качества
обработки, а часто ухудшает ее: при сверлении отверстия
поверхность его получается «лохматая». Наилучшая подача
0,1—0,15 мм/об, скорость резания не более 50—60 м в
минуту (во избежание прижога материала).
При токарной обработке: подача — при обдирке — до
0,3 мм/об, при чистовой обработке до 0,05 мм/об; скорость
резания при обдирке 300-f-400 м/мин, при чистовой
обработке 500^-600 м/мин.
Фрезерование: подача — 0,08-f-0,3 мм/зуб., скорость
резания —150-^350 м/мин.
Обработка полиметилметакрилата
Сверление: скорость резания 40-f-60 об/мин.
Фрезерование: подача 0,03-^-0,1 мм/зуб., скорость
резания 125-^-300 об/мин. При больших скоростях возможны
прижоги, чешуйчатость и другие виды брака.
Точение: подача 0,05-^-0,2 мм/об., скорость резания
75-Н50 об/мин.
Для других пластмасс режимы обработки и инструмент
берут те же, что и для легких сплавов и цветных металлов,
обязательно проверяя их и корректируя опытным путем.
104
Глава V
ДЕТАЛИ МАШИН
Каждая машина, механизм, приспособление состоят из
различных деталей и узлов, которые имеют различное
назначение, размеры и форму.
Все эти детали и узлы соединены друг с другом то
простым, то хитроумным способом. Но вместе, в
соединении, они и образуют машину.
Соединяют между собой детали в машине по-разному:
одни — раз и навсегда (неразъемные), другие — так, чтобы
их можно было снимать для осмотра, ремонта и замены
(разъемные), а третьи во время работы должны иметь
возможность перемещаться относительно друг друга
(подвижные).
Правильный выбор типа соединения, а главное,
правильное его выполнение — отнюдь не простая штука даже
для инженера. Но зато в нем гарантия надежной,
безопасной, успешной работы машины.
Неразъемные соединения получают сваркой, клепкой,
склейкой и пайкой деталей.
Клепка в технике ныне почти повсеместно заменена
,сваркой, однако юные техники к клепке прибегают
нередко ввиду ее простоты и доступности. Но делают они ее
не всегда грамотно, и потому соединения часто получаются
недостаточно прочными.
Заклепки диаметром до 8—10 мм нужно ставить
холодными, а большего диаметра — нагретыми до
светло-красного каления. Заклепка а пропускается через отверстие
соединяемых листов с—с (рис. 37), поддерживается
снизу поддержкой (матрицей) — е, с углублением в ней по
форме закладной головки — в, а сверху на выступающий
конец стержня заклепки ставится обжимка р, имеющая
углубление по форме и размерам затяжной головки а,
показанной пунктиром в готовом соединении. При больших
размерах листы предварительно сжимаются наджимным
кольцом h. Расклепывать можно ударами молотка и давлением
пресса. Отверстия в листах можно получить
высверливанием, а также пробивкой, но она в ответственных случаях
105
Рис. 37. Технология
заклепочного соединения:
а — заклепка; Ь —
закладная головка; с —
соединяемые листы; р —
обжимка; d — затяжная
головка; h — нажимное
кольцо; Е — поддержка.
не допускается, так как около
пробитого отверстия лист
становится хрупким.
A Ki^Tilfljr'''l^feJ Толщина склепываемых листов
! ШРО^уЦдЗРЩ не должна превышать 4d(d —
диаметр тела заклепки). Форма
головки может быть сферической,
потайной и полупотайной. Длина
хвоста /, необходимая для
осаживания всей заклепки и для
образования затяжной головки,
равна /=0,7 d для потайных и
/^1,3 d для других видов
головок.
Заклепки следует ставить из
того же материала, что и
соединяемые ими части, так как при
разнородных металлах и наличии
влаги возникают электрические
токи, разъедающие металл: медные
листы склепывают медными
заклепками, стальные — стальными,
алюминиевые — алюминиевыми, латунные — латунными.
Чтобы соединение деталей было надежным, заклепки
необходимо устанавливать по определенным правилам.
По назначению различают следующие заклепочные швы:
1) прочные, применяемые в строительных и мостовых
фермах; 2) плотные, применяемые в резервуарах и
трубопроводах для жидкостей и газов при небольших давлениях
(они должны обеспечить герметичность); 3) прочно-плотные,
которые должны обеспечить и прочность и герметичность
при больших давлениях.
Заклепочные швы по конструкции делятся на:
А. Швы внахлестку:
а) однорядные (рис. 38—I);
б) двухрядные — 1) параллельные (цепные); 2)
шахматные (рис. 38—II).
Б. Швы встык:
а) с одной накладкой (рис. 38—III) однорядные и
многорядные;
б) с двумя накладками (рис. 38—IV) при параллельном
и шахматном расположении заклепок.
106
Шов встык с двумя накладками дает наилучшее
распределение усилий в листе.
Расстояние t между центрами заклепок по длине шва
называется их шагом, расстояние а между рядами заклепок
называется дорожкой.
Очень важное значение для прочности заклепочного
шва имеет расстояние от края шва до отверстий под
заклепки и шаг заклепок. Они должны быть не меньше тех,
которые указаны на рисунках 38—1 и 38—IV.
Рис. 38. Виды заклепочных швов,
Рис. 39. Соединение фасонных деталей.
Для прочных швов берут следующие размеры: при
однорядном шве внахлестку (рис. 38—I) диаметр
заклепок до d=26 (б — толщина листа в мм), шаг t ==3d,
расстояние заклепки от края листа /=l,5d. Для двухрядного
шва внахлестку t =4d, расстояние между рядами a=2d. Для
однорядного шва (рис. 40—IV) встык с двумя накладками
d=(l,5-r-1,75)8, t =3,35d. Для двухрядного шахматного
шва берут d=28; t =4d; a=2d (б — толщина листа в мм).
При соединении фасонных профилей отверстие под
заклепки нужно сверлить так, чтобы в одной точке
пересекались линии центров тяжести профилей (рис. 39—1) либо
так, чтобы в одной точке пересекались осевые линии
заклепок (рис. 39—II), что обычно и делают.
Если заклепочные швы должны быть герметичными, то
этого можно достичь: 1) прокладками из холщовых или
бумажных полос, пропитанных маслом или суриком, или
же из мягких металлов (например, красной меди), зажатых
при склепывании между поверхностями склепываемых
листов; 2) чеканкой кромок листов и головок заклепок.
Сварка
В настоящее время сварка является самым
распространенным способом получения неразъемных соединений.
Сваривают детали машин, корпуса кораблей, элементы
конструкций мостов и зданий и многое, многое другое. Сварку
применяют также для исправления пороков литья и
восстановления поломанных деталей. Различают сварку дав-
108
лением (кузнечная сварка), при которой металлы
нагревают и сдавливают и они соединяются за счет диффузии
(взаимного проникновения частиц металла одной детали
в другую), и сварку плавлением (ту, которую мы обычно
наблюдаем), при которой металл свариваемых частей
доводится до плавления, сливается вместе и по затвердевании
образует сплошной прочный шов.
Кузнечная сварка применяется для низкоуглеродистой
стали. Для сварки концам изделий придают необходимую
форму и нагревают их до белого цвета. Затем свариваемые
концы посыпают смесью кварцевого песка с поваренной
солью и бурой (для очистки от шлака), накладывают друг
на друга и молотком производят частые легкие удары. После
сварки деталей кузнечный шов проковывают сильными
ударами, что повышает его прочность.
По роду источников тепла для нагрева сварка делится
на электрическую (дуговую и контактную), при которой
электрическая энергия преобразуется в тепловую, и
химическую (кузнечную, термическую, газовую), при которой
используется энергия химических реакций.
При газовой сварке источником теплоты, необходимой
для расплавления металла, является пламя, которое
образуется при сгорании горючего газа в струе кислорода.
В качестве горючих газов используется главным образом
ацетилен, а также водород и другие газы. Ацетилен (С2Н2)
получают из карбида кальция (СаС2) при действии на него
водой в специальных аппаратах — ацетиленовых
генераторах.
Реакция протекает очень бурно по формуле:
СаС2+2Н20-^С2Н2 f +Ca(OH)2.
Сварочное пламя может быть различным по своему
составу и температуре. Нормальное ацетилено-кислородноз
пламя (С2Н2 : 02=1 : 1) является восстановительным. Оно
применяется для сварки стали и цветных металлов. Пламя
с избытком ацетилена является науглероживающим и
применяется при сварке чугуна, чтобы пополнить выгорающий
углерод. Окислительное пламя (с избытком кислорода)
применяется при сварке латуни для получения окисной
пленки, уменьшающей испарение цинка.
Среди генераторов наиболее распространенным
является генератор, работающий по схеме «вода на карбид» (рис.
109
40). Корпус / генератора
заполняется водой, на
которой плавает колокол 2,
определяющий своим весом
давление газа.
Кислород и горючие
газы хранятся в стальных
баллонах. Кислород под
давлением до 150 атм,
ацетилен — под давлением до
16 атм. Каждый баллон
имеет редуктор, через
который и производится
выпуск газа.
Кстати сказать, газовую
сварку часто производят
не на постоянных рабочих
Рис. 40. Схема ацетиленового гене- местах предприятия, а на
ратора. его территории, в жилых
домах, на улицах и других
местах. Там же по окончании работы сварщики нередко
оставляют баллоны и аппаратуру. Предупреждаем:
никакие шалости и игры с этим оборудованием недопустимы,
так как они могут окончиться трагически, причем прежде
всего для самих шалунов.
Необходимо твердо запомнить, что смесь горючего газа
с кислородом является взрывоопасной, поэтому
требования техники безопасности предписывают хранить газы
только в определенных баллонах. Во избежание ошибки баллоны
для различных газов окрашивают в различные цвета:
кислородные — в голубой, ацетиленовые — в белый, для
других горючих газов — в красный, а для инертных газов —
в черный. Перекрашивание баллонов недопустимо, так как
может привести к ошибке — заполнению их другими
газами и образованию взрывоопасных смесей. Необходимо
также запомнить, что попадание даже небольшого
количества масла на редуктор кислородного баллона приводит
к взрыву баллона, а это равносильно взрыву крупной
бомбы. Поэтому ни в коем случае нельзя смазывать маслом
никакие детали редуктора и баллона.
Опасно также механическое повреждение баллонов,
поэтому недопустимо ударять по ним молотком, зубилом, кам-
110
нями. Повреждение может привести к такому ослаблению
корпуса, что он не выдержит огромного давления и
разорвется. Никакие шалости и «опыты» g баллонами,
аппаратурой и шлангами недопустимы!
Карбид кальция хранится в стальных бочках. Их
вскрывают специальными приспособлениями, чтобы случайно не
высечь искру, так как это приведет к взрыву газовой смеси
ацетилена с воздухом (кислородом). Поэтому совершенно
недопустимо пытаться открывать бочки с карбидом,
бросать в них железные болванки или камни. Искра приведет
к взрыву!
Перед сваркой деталей свариваемые поверхности
необходимо очистить от грязи, окислов, масла и, если нужно,—
скосить кромки (рис. 41). При сварке горелку продвигают
вдоль шва.
Присадочный металл в виде прутков или проволоки
вносят в пламя горелки. Он расплавляется и смешивается
с основным металлом. После затвердевания металл
образует сварной шов (рис. 41). Для сварки с углеродистой
сталью присадочным металлом служит малоуглеродистая
стальная проволока, а для легированной стали —
проволока, содержащая легирующие элементы.
При сварке цветных металлов и сплавов применяют
проволоку, по своему составу близкую к основному
металлу. Диаметр присадочной проволоки берется на 1—2 мм
больше половины толщины свариваемых листов.
Газовая сварка применяется главным образом для
соединения тонкостенных стальных деталей, а также деталей
из цветных металлов и сплавов.
Сварка чугуна применяется с целью ремонта, а также
как средство исправления пороков литья. При этом
свариваемые части обычно подогревают до 400—600°С, чтобы
предупредить возникновение трещин вблизи сварочного
шва, как результат усадки нагретой части сваренного
изделия. Как присадочный металл применяют чугунные
литые стержни диаметром 6—12 мм с повышенным
содержанием углерода и кремния.
Электрическая дуговая сварка по распространению
занимает первое место среди других видов сварки. Она
применима к изделиям любых размеров и поддается
механизации. Автором электродуговой сварки с металлическим
электродом является русский горный инженер Н. Г. Сла-
111
Рис. 41. Сварные соединения: / —бортовое; 2 — стыковое; 3 —
v^-образное; 4 — втыковое X-образное; 5 — стыковое V-образ-
ное; 6 — стыковое двойное У-образное; 7 — внахлестку; 8 —
угловое; 9 — тавровое.
вянов(1888), и теперь эта сварка чрезвычайно широко
применяется для получения неразъемных соединений при
изготовлении подвижного состава железнодорожного и
водного транспорта, котлов, подъемно-транспортных
сооружений, емкостей для жидкостей и газов, на строительстве
зданий, мостов, машин и механизмов. По способу Славя-
нова используется металлический электрод в виде мягкой
стальной проволоки диаметром 1-МО мм. Для сварки
легированной стали применяют проволоку из легированной
стали. При ручной дуговой сварке по способу Славянова
пользуются почти исключительно электродами, обмазанными
с поверхности специальным составом. Такое покрытие
состоит из мела с жидким стеклом и служит для повышения
устойчивости горения дуги. Толстые покрытия обеспечивают
не только устойчивость дуги, но и создают газовую защит-
112
ную атмосферу, защищающую металл ванночки от
окисления, замедляющую охлаждение и повышающую плотность
шва. При сварке электродами без обмазки (голыми) и
тонкопокрытыми электродами швы обладают пониженными
качествами. Для получения качественных швов необходимо
брать и качественные электроды с обмазкой.
Дуговую сварку можно вести на постоянном и
переменном токе. Для питания дуги постоянным током применяют
генераторы. Для сварки переменным током используют
сетевой ток стандартного напряжения (127, 220, 380 вольт),
который пропускают через сварочный аппарат, состоящий
из понижающего трансформатора и регулятора тока.
Лучи вольтовой дуги, образующейся при сварке, очень
опасны для глаз. Длительное наблюдение за работой
электросварщика вызовет заболевание глаз —
электроофтальмию и может даже привести к слепоте. Причем особая
опасность заключается в том, что наблюдающий первоначально
никаких неприятных ощущений не испытывает. Только через
несколько часов, чаще всего ночью, когда тот, кто наблюдал
за работой сварщика, уже и думать забыл об этом, у него
начнется сильная боль в глазах (как будто в них попал
песок), которая и после оказания врачебной помощи, даже
в лучшем случае и при благоприятном течении болезни,
на длительный срок сделает неосторожного наблюдателя
нетрудоспособным. Сам электросварщик защищает от
лучей дуги глаза и лицо специальным щитком с очень
плотным (темным) светофильтром. Синие стекла, которыми
пользуются газосварщики, от лучей вольтовой дуги не
защищают.
Электрическая контактная сварка была изобретена
русским изобретателем Н. Н. Бенардосом в 1882 году. При
этом виде сварки для нагрева свариваемых частей
используется теплота, которая выделяется при прохождении тока
через место сварки (контакт).
Количество выделяющегося при этом тепла
определяется по закону Джоуля-Ленца:
Q=0,24./».fl.f,
где: Q — количество выделяющегося тепла в килокалориях,
/ — сила тока в амперах,
R — сопротивление контакта в месте сварки в омах,
/ — время прохождения тока в секундах.
5 Инженер начинается в школе
113
После достижения температуры сварки свариваемые
части сдавливают, они при этом сплавляются.
Существует три вида контактной сварки: стыковая,
точечная и шовная.
Для стыковой сварки соединяемые части зажимают в
клеммах — электродах сварочной машины и пропускают
через них ток большой силы, который индуктируется во
вторичной обмотке трансформатора. При этом в месте
контакта частей, вследствие повышенного сопротивления,
выделяется большое количество тепла и происходит разогрев
их до сварочного жара. Разогретые части сдавливают, и
в месте их контакта происходит сварка. Стыковой сваркой
можно соединить изделия любой формы и различных
сечений: круглой, квадратной,
фасонной (рельсы, уголки,
трубы). Однако форма и
сечение каждой пары
свариваемых частей должны
быть одинаковыми.
При точечной сварке
свариваемые части
зажимаются между
электродами, по которым
пропускается ток большой силы от
вторичной обмотки
специального трансформатора.
Место контакта
свариваемых частей, имея большое
сопротивление,
разогревается до сварочного жара, и
под давлением электрода
происходит диффузия и
сварка металла в этом
месте. Точечная сварка
легко поддается
автоматизации и широко применяется
в различных областях
машиностроения и
приборостроения.
Заслуженное внимание
Рис. 42. Аппарат для точечной уделяют ей и юные тех-
сварки. ники. На рисунке 42 по-
казан аппарат для точечной сварки,
сконструированный и изготовленный в средней школе № 1 города
Люберцы, Московской области под руководством учителя
труда Н. И. Шевченко. Электрическая часть аппарата
представляет собой трансформатор, изготовленный из Ш-образ-
ного железа с поперечным сечением сердечника 42 см2.
Первичная обмотка имеет 180 витков медного провода
сечением 5 мм2, а вторичная — 4,5 витка многожильного
провода сечением 180 мм2. Напряжение в первичной обмотке
220 вольт, во вторичной — 5 вольт. Ток первичной
обмотки — 30 ампер. Один конец вторичной обмотки
присоединен медной шиной к корпусу с рычагом, а второй через
съемную медную планку, расположенную на наружной
стороне передней стенки трансформатора, соединен кабелем
сечением 150 мм2 с подвижным стержнем, на конце которого
закреплен нижний электрод. Включение аппарата
производится пакетным выключателем ПВР-50 (220 вольт, 50
ампер), расположенным на передней стенке корпуса. Толщина
свариваемых изделий до 5 миллиметров (сумме двух
пластин). При необходимости сваривания тонких, до одного
миллиметра, пластин силу тока можно регулировать
подбором сопротивления, устанавливаемого взамен медной
планки.
Аппарат смонтирован на стойке-трубе, приваренной к
основанию и дополнительно укрепленной косынками.
Трансформатор установлен на верхнем конце стойки на
швеллерах и закрыт кожухом. Сближение электродов и зажим
свариваемых деталей производятся при помощи ножной
педали, которая тягой соединена с нижним поворотным
рычагом. От корпуса он изолирован пластинками и втулками
из диэлектрического материала. В исходное положение
педаль возвращает спиральная пружина растяжения.
Электроды медные пустотелые. Они оканчиваются
штуцерами, на которые надеты шланги водяного охлаждения:
подводящий идет от водопровода, отводящий — в
канализацию. Во избежание утечки воды между стержнями
с контактами и штуцерами установлены свинцовые
прокладки.
Задание №11. По рисунку 50 и описанию
сконструировать и изготовить сварочный аппарат для своей
школы.
Шовная сварка применяется для соединения тонких
115
листов низкоуглеродистой стали, нержавеющей хромони-
келевой стали, латуни, бронзы и алюминиевых сплавов.
Производится она на шовной машине. Шовная сварка
нужна при изготовлении всевозможных баков, труб и
сосудов, работающих под давлением, и других герметичных
изделий из тонких металлических листов.
Резка металлов
Огневая резка металлов производится с использованием
теплоты электрической дуги или газового пламени.
Газовая резка основана на сгорании металла в струе
кислорода и возможна только для тех металлов, у которых
температура воспламенения ниже температуры плавления,
ими являются: железо, углеродистая сталь с содержанием
углерода до 0,7%, некоторые сорта легированной стали.
Чугун, алюминий, а также медь и ее сплавы непосредственно
в струе кислорода не режутся, так как образуют
тугоплавкие окислы. Для резки этих металлов и сплавов применяют
порошкообразные флюсы, состоящие в основном из
железа. Сгорая в струе кислорода, флюс повышает
температуру в зоне реза, окислы расплавляются и выдуваются
струей кислорода. Для резки применяются специальные
горелки-резаки.
Электродуговая резка применима как для стали, так
и для чугуна и цветных металлов. При ней заготовка
разделяется на части расплавлением в зоне реза. Для стока
расплавленного металла деталь наклоняют. Резать можно
графитовым или угольным электродом с толстой обмазкой.
Электродуговая резка не дает гладкой поверхности реза
и поэтому применяется в основном для разделки
металлолома и отливок из высоколегированной стали, не
поддающихся газовой резке.
Пайка металлов
Пайка — это процесс соединения металлических частей
с помощью более легкоплавкого присадочного металла
называемого припоем. При пайке основной металл находится
в твердом состоянии, а припой — в расплавленном. Сое-
116
динение частей основного металла осуществляется в
результате взаимного растворения и диффузии припоя и оснозного
металла в зоне шва. Диффузия и растворение возможны
только в том случае, если припой смачивает основной
металл: свинец, например, не может служить припоем для
меди, так как не смачивает ее.
Перед пайкой необходимо очистить спаиваемые
поверхности от грязи и окислов, а в процессе пайки припой и
основной металл должны быть защищены от окисления
кислородом воздуха и пламени. Такой защитой являются
флюсы.
Пайкой можно соединять углеродистую и легированную
стали, твердые сплавы, чугуны, а также благородные,
редкие и цветные металлы и их сплавы. Возможна также пайка
разнородных металлов и сплавов. Различают пайку мягким
припоем (температура плавления ниже 400°С) и твердым
припоем (температура плавления более 550°С). Шов,
полученный мягким припоем, не может выдерживать больших
нагрузок. Его применяют главным образом для получения
герметичности в деталях, которые не испытывают
значительных напряжений. Припайке стали мягкими припоями
применяют флюсы — хлористый цинк ZnCl2 и хлористый
аммоний NH4C1 (нашатырь) или их смесь. Эти флюсы сильно
разъедают металл, поэтому
сразу по окончании пайки
их необходимо удалить с
поверхности деталей. Для
пайки меди и латуни
применяют канифоль, а для
пайки свинца и
легкоплавких сплавов — стеарин.
Пайка твердым припоем
дает прочные соединения,
выдерживающие
значительные напряжения.
Детали при пайке
соединяют внахлестку (А),
встык (Б) и в «ус» (В) —
рис. 43. Соединение в «ус»
наилучшее, но необходимо
тщательно подготовить
кромки. Подготовка по-
- В
Рис. 43. Соединение при пайке.
117
верхностей к пайке заключается в точной пригонке
деталей, обезжиривании их кромок горячей щелочью и
надежном скреплении частей. Величина зазора наилучшая
0,01—0,02 мм, но не более 0,1 мм. При больших зазорах
или глубоких царапинах от грубой обработки неизбежны
скопления чрезмерного количества припоя, которое
ослабляет соединение.
Припоями служат: для стальных деталей —
электролитическая и фосфористая медь, для цветных металлов и
сплавов — медноцинковые, серебряные, алюминиевые
припои. В качестве флюса применяют обезвоженную буру
(Na2B207), которая плавится при 783°С. При пайке более
легкоплавкими припоями к буре прибавляют хлористый
цинк (2пС12),втористый калий (KF) и другие соли
щелочных металлов.
ПРИПОИ И ИХ ПРИМЕРНОЕ НАЗНАЧЕНИЕ
МАРКА
ПОС—90
ПОС—40
ПОС-18
Легкоплавкий
сплав
ПМЦ-Зб
1 (припой медно-
цинковый)
ПМЦ—48
ПСр—45
(припой сере-
1 бряный)
ПСр-70
АЛ-2
1 (силумин)
ПРИМЕРНОЕ НАЗНАЧЕНИЕ
Мягкие припои
Для внутренних швов хозяйственной посуды.
Для радиаторов, электро- и радиоаппаратуры,
физико-технических приборов.
Для изделий из цинка, оцинкованного железа,
меди и ее сплавов, лужения подшипников.
Для пайки изделий из легкоплавких металлов и
сплавов.
Твердые припои
Для пайки изделий из латуни с содержанием
меди не более 68%.
Для пайки медных сплавов, содержащих более
68% меди.
То же, что и ПМЦ-48, но при более тонких
работах, когда требуется высокая чистота места
спая.
Для пайки проводников, когда место спая не
должно резко уменьшать электропроводность.
Для пайки алюминиевых изделий.
Склеивание
Склеивание материалов имеет ряд преимуществ перед
другими видами соединения. Склеивание заменяет пайку,
сварку и клепку, обеспечивая достаточную прочность шва.
Клеями называются вязкие вещества, способные при
определенных условиях скреплять между собой
поверхности различных деталей. Клей обладает связывающими
свойствами, которые основаны на его способности
смачивать склеиваемый материал и прочно соединяться с ним.
Жидкий раствор клея, нанесенный на склеиваемые
поверхности, при высушивании или в результате химических
реакций густеет и превращается в твердую пленку —
клеевой шов. По своему происхождению клеи разделяются на
органические (животные и растительные) и синтетические
(искусственные.) По применению клеи разделяются на
универсальные, которыми можно склеивать между собой самые
различные материалы, и специальные, предназначенные
для определенных материалов. Применение клеев
непрерывно расширяется. Склеивают теперь не только отдельные
мелкие детали, но и целые конструкции.
Соединением деталей при помощи клея обеспечивается:
1) высокая прочность и герметичность швов; 2) возможность
соединения между собой самых разнородных материалов
(металл — резина, металл — пластмассы и т. п.); 3)
ликвидация технологических операций, ослабляющих
скрепляемые детали и элементы конструкций (пробивка и
сверление отверстий под заклепки, винты и т. п.); 4) большая
равномерность распределения напряжений в клеевых
конструкциях по сравнению с конструкциями клепаными,
болтовыми, сварными; 5) получение соединений, гладких
по наружной и внутренней поверхностям; 6) возможность
изготовления конструкций из элементов любой толщины и
формы, включая тонкие пленки, пластины, листы, трубы
и др. (рис. 44). Выбор клея зависит от конструкции и
назначения изделия, а также от условий, в которых оно
работает.
При склеивании деталей особое внимание нужно уделять
тщательной подготовке склеиваемых поверхностей и
строгому соблюдению режима склеивания. Чтобы соединение
было прочным, нужно правильно подготовить склеиваемые
поверхности: 1. Придать им шероховатость (шкуркой, на-
119
Рис. 44. Клеевые швы и соединения.
пильником). 2. Удалить со склеиваемых поверхностей пыль
и жировые пятна (органическими растворителями). 3.
Смазать склеиваемые поверхности клеем.
При применении некоторых марок клея склеенные
детали необходимо выдерживать при определенной
температуре. Для нагрева склеиваемых деталей можно
использовать электрические лампы (как это делают строители
при сушке стен и потолков), электрические тепловые
отражатели (бытовые), утюги, медицинские термостаты,
имеющиеся в школах нагревательные электропечи.
Органические клеи. Промышленность выпускает два
вида органических клеев: казеиновый и столярный.
Казеиновый клей в основе своей состоит из молочного белка —
казеина, который получают из отходов переработки
молока. Продается он в виде белого порошка. Боится сырости.
Хорошо клеит сухое дерево, бумагу. Для получения клея
казеиновый порошок растворяют в воде при комнатной
температуре. Посуду для приготовления клея следует
120
брать чистую, отсыпать в нее одну весовую часть порошка,
залить его двумя частями воды и перемешивать до полного
растворения. После приготовления клей годен 4—5 часов.
При склеивании готовым клеем смазывают обе
тщательно подогнанные поверхности деталей, дают выдержку на
воздухе 4—5 минут, затем плотно прижимают обе детали
друг к другу и оставляют под прессом (или каким-нибудь
тяжелым предметом) не менее чем на 24 часа до полного
отверждения клея. Соединение, полученное на казеиновом
клее, боится сырости, поэтому склеенную деталь следует
оберегать от влаги.
Столярный клей, широко используемый в производстве
шкафов, табуретов, стульев и прочей мебели,
выпускается двух видов: костный и мездровый. Костный клей
вываривают из костей, хрящей и рогов скота, забиваемого
на скотобойнях для выработки мяса. Мездровый клей
готовят из мездры — отходов боен и кожевенных заводов,
то есть из обрезков кожи, хрящей, подкожной ткани
животных. Мездровый клей прочнее и долговечнее костного. Оба
клея поступают в продажу либо в виде клеевого студня
(галерты), либо з виде сухих прозрачных и
полупрозрачных плиток светло-желтого и темно-коричневого цвета.
Один клей от другого можно легко отличить при сжигании:
пепел мездрового клея — это белый порошок, пепел
костного — спекшийся шлак. Самый качественный клей —
в плитках; он должен быть твердым, сухим, хрупким и
прозрачным.
Как и казеиновый, столярный клей применяется для
склеивания дерева, и также подвержен воздействию влаги.
Столярный клей готовят («распускают») с помощью
клеянки.
Клеянку (рис. 45) можно изготовить из двух консервных
банок, вставленных одна в другую. В большую, наружную
банку заливают воду, а во внутреннюю — засыпают
разбитый на мелкие кусочки клей. Затем к клею добавляют
воды (на одну часть клея — две весовых части воды). В
таком виде клей оставляют «размокать» на 12—15 часов,
потом клеянку ставят на огонь и расплавляют в ней клей.
Но до кипения клей доводить нельзя.
Готовность клея проверяют по его вязкости: слишком
жидкий клей стекает с палочки отдельными каплями,
густой — тянется сгустками, а нормальный — сплошной
121
Рис. 45. Клеянки а) — банка с клеем; б) — сосуд для воды;
в) — кран; г) — электроплитка.
струйкой. Клей нормальной густоты применяют при
склеивании деталей и подклейке фанеры с помощью пресса,
жидкий клей — для предварительной промазки торцов
деталей перед склеиванием или перед окрашиванием их
полупрозрачными красителями. Густой клей — при склеивании
мелких деталей без применения зажимов.
Синтетические клеи. По своей клеящей способности
все синтетические клеи делятся на две большие группы:
клеи универсальные и клеи специального назначения.
Промышленность выпускает эти клеи в жидком,
порошкообразном и твердом (пленки) виде. Жидкие клеи — это обычно
раствор клеящего вещества в каком-либо растворителе
(чаще всего — летучем), или же смесь жидких компонентов
без растворителя.
Прочность клеевого соединения в значительной мере
зависит от вязкости клея. Поэтому перед склеиванием
ответственных деталей вязкость клея необходимо проверить при
помощи вискозиметра — прибора, который несложно
изготовить самим (рис. 46). Делают это так: в стакан 1 — при
закрытом иглой 2 калиброванном штуцере 3 (штуцер здесь —
пробка с отверстием) заливают до определенного уровня
испытуемый клей. Затем иглу выдергивают и при помощи
секундомера засекают время вытекания некоторого
количества клея. Если вязкость клея не соответствует указанным
122
Рис. 46. Вискозиметр:
1 — стакан; 2 — игла;
3 — штуцер с
калиброванным отверстием.
в паспорте техническим условиям
(клей стал более густым), то ее
доводят до нормы, добавляя в клей
растворитель.
Проверить вязкость можно и
без прибора: взять чистое стекло,
поставить его под углом к столу и
с небольшой высоты вылить на
стекло некоторое количество клея
(например, чайную ложку).
Жидкий клей оставит на стекле более
длинный след, чем клей густой.
Если один раз определить таким
образом длину следа свежего клея,
вязкость которого заведомо
соответствует техническим условиям, то в
дальнейшем, производя испытания
в сходном режиме (при неизменном
угле установки стекла, том же
объеме и температуре клея, той же высоте, с которой его
сливают на стекло), вполне можно контролировать вязкость
клея без вискозиметра.
Важным условием получения надежного клеевого
соединения является правильный подбор давления, которое
прилагается к склеиваемым деталям. Это давление должно
быть равномерным, одинаковым по всей поверхности
склеивания, достаточным для полного и плотного контакта
деталей, но не чрезмерным, чтобы не выдавливалась из шва часть
клея, потому что это снизит прочность соединения.
Склеиваемые детали следует выдерживать под давлением
некоторое время при определенной температуре. Это время и
температура указываются в инструкции по применению
клея. Отступление от требований инструкции приведет
к ослаблению соединения.
Для термореактивных клеев важной характеристикой
является их жизнеспособность, то есть время, в течение
которого клей сохраняет вязкость, необходимую для
получения соединений заданной прочности. Кроме того,
прочность соединения зависит еще и от водостойкости его и
теплостойкости.
Синтетическими клеями можно соединять разнородные
материалы: металл и древесину, металл и керамику,
123
металл и стекло, пластмассы с металлами и т. д.
Прочность клеевого шва выше при склейке мягких
металлов друг с другом, нежели твердых. В любом случае
для получения достаточно прочного шва необходимо
наносить на детали пленку клея минимальной толщины, так как
из-за различной величины коэффициента расширения клея
и металла при нагреве в толще клеевого шва могут
образоваться трещинки, снижающие его прочность.
Все синтетические клеи горючи и токсичны (ядовиты),
поэтому работать с ними нужно только под наблюдением
старших. В помещении должна быть хорошая вентиляция,
а если клеить приходится много, то работу лучше вести в
вытяжном шкафу. Синтетические клеи достаточно подробно
описаны в литературе, поэтому мы ограничимся здесь
перечислением лишь некоторых, наиболее употребительных в
машиностроении клеев.
Клеи БФ-2 и БФ-4 применяются для склеивания
металлов, стекла, пластмасс, древесных, керамических и
других материалов как между собой, так и в различных их
сочетаниях, а также в качестве подслоя на металле при
склеивании его с неметаллическими материалами клеем ВИАМ
Б-3.
Клей БФ-6 склеивает металлы, ткани, войлок,
резину между собою и в сочетании друг с другом.
Клей 88Н хорош для склейки резины и пластмасс
с металлами.
Резорциновый клей пригоден в первую очередь для
склеивания слоистых пластиков и древесных
материалов.
Клей карбинольный «работает» неплохо в несиловых
соединениях металлов, пластмасс и керамики друг с
другом.
Клей ПВ-16 применяется для склеивания изделий из
оргстекла.
Перхлорвиниловый клей — для склеивания
полихлорвиниловых пластикатов, линолеума, линолеумных плиток
между собой и с металлами.
Термопреновый клей — для склеивания резины с
резиной и резины с металлами.
Метиловый, уксусный, муравьиный, дихлорэтановый
клеи — для склейки оргстекла.
124
Клей ВК-3 — для склейки металлов, дюралюмина и
пластмасс.
Клей «Мёкол» (ГДР) склеивает бумагу, дерево,
картон, керамику, металлы.
Клей «Суперцемент» (Польша) идет под пластмассы,
кожу, металл, дерево, керамику.
Разъемные соединения
Включают в себя соединения клиновые, болтовые,
винтовые, шплинтовые и прочие.
Клиновые соединения применяются там, где может
потребоваться частая разборка частей машины. Достоинством
их является малая чувствительность к пыли и грязи;
недостатком — невозможность точной установки соединяемых
частей.
Клин удерживается на месте одним лишь трением,
поэтому там, где соединение испытывает ударные или
переменные нагрузки, может произойти отделение одной детали
от другой и полное исчезновение силы трения. Чтобы этого
не случилось, необходимо заранее принять меры: поставить
еще и установочный винт. Такими винтами регулируют,
например, положение установочных клиньев на суппорте
токарного станка, на суппорте и столе
поперечно-строгального и фрезерного станков. Винт можно закрепить гайкой.
Кроме клиньев установочных, имеются также клинья
скрепляющие, которые служат для скрепления частей
машин. К ним относятся шпонки и предохранительные
шпильки, которыми, например, ходовой валик и винт токарного
станка соединены с коробкой подач. Такие шпильки
изготовлены из мягкой стали небольшой прочности, и если токарь
захочет снять стружку такого сечения, при котором
нагрузка может оказаться непосильной для деталей станка,
произойдет не поломка дорогих и сложных деталей (например,
зубчатых колес), а срезание этой предохранительной
шпильки. Токарь сможет сам за несколько минут тут же изготовить
и установить такую шпильку взамен сломавшейся.
Наиболее надежными являются клиновые врезные
шпонки прямоугольного поперечного сечения. Такие шпонки
ставят на валах коробок скоростей станков, автомашин и
т. д., где соединяемые детали (шестерни, кулачковые муфты)
125
требуется перемещать
относительно оси вала, на
котором они насажены (рис. 47).
Широко применяется также
плоская шпонка на лыске,
зачищенной на
поверхности вала (рис. 47—II).
Фрикционные клиновые
шпонки (рис. 47—III)
наиболее подходят для
пустотелых валов, где прореза-
ние паза в валу сильно
уменьшило бы прочность
соединения. Круглые
шпонки (рис. 47—IV) — они
могут быть и резьбовыми —
часто ставят для крепления
шестерни или другой
детали, расположенной вровень с торцом вала. Изготовить и
смонтировать такую шпонку очень просто: шестерню нужно
установить на место, а с торца, параллельно осям
соединяемых деталей, просверлить отверстие между валом и
шестерней на необходимую глубину. В отверстие вбить
гладкий стержень или нарезать резьбу и ввернуть винт,
который и станет шпонкой.
В тех случаях, когда соединяемые детали приходится
перемещать очень часто или требуется более надежное
соединение, например в коробке скоростей автомобиля,
применяют многошпоночные или шлицевые валы.
Рис. 47. Типы шпонок: 1 —
врезная прямоугольного сечения; 2 —
плоская на лыске; 3 —
фрикционная клиновая; 4 — круглая.
Болтовые соединения
Разъемное соединение деталей при помощи винтовой
нарезки имеет в машиностроении наибольшее
распространение. Такое соединение является наиболее надежным и
простым, кроме того, оно позволяет производить точную
установку деталей и любую степень затяжки (напряженности)
соединения. Винты применяются не только как крепежные
детали для соединения деталей машин, но и как часть
кинематической пары для передачи и преобразования движения
(например: 1) грузовые винты — домкраты; 2) ходовые вин-
126
Рис. 48. Основные виды крепежных болтов.
ты, обычно преобразующие вращательное движение в
поступательное; 3) передаточные винты-червяки, которые
преобразуют одно вращательное движение в другое — в
редукторах).
Различают три главных вида скрепляющих болтов:
1. Нормальный болт с головкой А и гайкой В (рис. 48—I);
2. Глухарь с головкой Л, но без гайки, завинчиваемый своим
телом в одну из соединяемых деталей (рис. 48—II) и 3.
Шпильку (штифт), также завинчиваемую в одну из
соединяемых деталей, но имеющую на другом конце нарезку и
Рис. 49. Фундаментные болты.
гайку В (рис. 48—III).
К скрепляющим болтам
относятся и фундаментные
болты, с помощью которых
станки, двигатели и прочие
машины крепят к полу или
стенам. Чтобы установить
такой болт, в стене или
полу нужно просверлить
отверстие необходимой
глубины (рис. 49), заложить
в него болт и залить
отверстие свинцом, цементом,
гипсом или алебастром.
Если болт работает на
сдвиг, то он должен быть
плотно пригнан к
отверстию: его нужно
тщательно обточить, слегка
смазать и легкими ударами
молотка загнать в
аккуратно развернутое
отверстие.
Установочные и
стопорные болты (рис. 50)
служат для установки и
закрепления деталей (колец, муфт и т. п.) на валах. Они
отличаются друг от друга не только формой головки, но,
главное, формой нажимного конца. Конец нажимного болта
должен быть твердым, поэтому его следует закалить или
цементировать.
Болты могут быть черные, получистые и чистые. У
первых и вторых стержень необработан, и они входят в
отверстие с зазором, но у вторых с внутренней стороны подрезана
головка. Чистые имеют обточенный стержень и головку.
Прочность болта в значительной мере зависит не только от
качества нарезки, но и от характера проточки — она не
должна иметь прямых и острых углов, так как в них
происходит концентрация внутренних напряжений, которые
сильно ослабляют сечение.
Гайки, предназначенные для крепления деталей, в
зависимости от назначения имеют различную форму: гайка-
Рис.
50. Установочные и
стопорные болты.
128
«барашек» (рис. 51—I)
применяется там, где не
требуется сильное затягивание
(например, в слесарной
ножовке). Для
предупреждения просачивания
пара или жидкости ставят
глухую гайку (рис. 51—V)
с мелкой нарезкой и
прокладкой из кожи и резины.
На рис. 53—II показана
корончатая гайка, а на рис.
53—III и 53—IV—круглые
гайки с отверстиями под
радиусный и торцовый ключи.
Обычный гаечный ключ
применяется для гаек,
имеющих стандартные 6, а
также 4 и 2 грани.
Шайбы обычно бывают
круглыми, но
применяются и квадратные. Шайбу
подкладывают под гайку,
а иногда и под головку
болта.
Без шайбы нельзя
обходиться в следующих
случаях: 1. Когда одна из
соединяемых деталей
сделана из мягкого
материала — дерева, кожи,
резины; 2. Когда поверхность
прилегания соединяемой
детали фигурная или
наклонная к оси болта; 3.
Когда отверстие для болта
значительно больше его
диаметра.
В процессе работы из-за деформации и вибрации часто
происходит постепенное ослабление болтового соединения,
и соединенные детали могут в конце концов даже отойти
друг от друга. Поэтому в машинах и механизмах большое
Гайки.
129
значение имеют гаечные замки, назначение которых —
воспрепятствовать ослаблению болтового соединения. Замки
особенно необходимы на быстродвижущихся частях
машины, где ослабление гайки вследствие неизбежных ударов
наиболее вероятно, а обнаружить это ослабление на ходу
машины невозможно.
Замков придумано очень много. Одни из них основаны
на увеличении трения, другие задерживают гайку при
помощи добавочных деталей. К первым (рис. 52) относятся:
контргайка (I), гайка Палиссера (II)—конусная с разрезом,
разрезная гайка с шурупом (III), разрезная шайба — шайба
Гровера (IV). Из вторых наибольшее распространение имеют
разводные шплинты (V) и корончатые гайки (VI). Разводные
шплинты и лежачие замки гораздо надежнее. Они
удерживают гайку в определенном положении нажатием твердых
частей.
Шплинт изготавливается из сложенной вдвое стальной
проволоки полукруглого сечения. Для него сверлится от-
130
верстие, а затем концы шплинта, выступающие наружу,
разводятся в стороны. Отверстие может быть просверлено либо
только в теле болта или же через гайку и болт. Иногда
ставится корончатая гайка (4) с прорезями для шплинта в
добавочной кольцевой части.
Когда необходимо закрепить гайку, а никаких замков
нет, то можно поступить так: поставить на резьбу винта у
торца гайки керн или бородок и ударить молотком. Образуется
вмятина, которая и будет препятствовать
самоотвинчиванию гайки. А когда потребуется снять гайку, то замятое
место придется запилить.
Детали и передачи вращательного движения
В любом механизме, приборе и машине часть деталей в
процессе работы должна перемещаться относительно друг
друга. Характер движения, степень подвижности
соединения и его точность зависят от вида и назначения
соединения.
Наиболее распространенным видом движения в технике
является вращательное. Вращающиеся детали имеются в
любой машине. Движение можно передавать при помощи
жесткой или гибкой связи. Так что инженеру постоянно
приходится конструировать и изготавливать детали
различных передач.
Вращательное движение деталей машин является самым
распространенным, так как: 1) его легко сделать
непрерывным; 2) при нем легче достигается равномерность хода;
3) его легче всего осуществить; 4) потери на трение при нем
меньше, чем при других видах движения; 5) его можно
выполнить в виде весьма компактной конструкции.
Детали вращательного движения подразделяются на:
1) детали для поддержания и соединения вращающихся
частей машин (сюда относятся: цапфы, оси, валы,
подшипники, муфты, пяты и пр.); 2) собственно передачи:
фрикционные, зубчатые, червячные, ременные, цепные, канатные (эти
сейчас почти не применяются). Передачи основаны либо на
трении вращающихся частей при их непосредственном
соприкосновении, либо на нажатии одних твердых частей
деталей передачи на другие.
131
Рис. 53. Цапфы.
Оси служат для поддержания вращающихся на них или
вместе с ними различных деталей машин (например,
передняя ось велосипеда и ось железнодорожного вагона).
Валы не только поддерживают детали, вращающиеся
вместе с ними, но и передают движение при помощи этих
деталей другим деталям. Например: вал привода коробки
скоростей токарного станка, несущий на себе шестерни,
передает с их помощью вращение мотора шпинделю. Валы,
как и оси, могут быть сплошными или полыми.
Та часть вала, которая опирается на опору, когда
нагрузка направлена перпендикулярно его оси, называется
цапфой, а та часть вала, которой он опирается на опору, когда
нагрузка направлена вдоль его оси, называется пятой.
Опоры валов и осей, в которых помещаются цапфы,
называются подшипниками, а те, в которых располагаются пяты,
называются подпятниками.
Детали, при помощи которых соединяют концы разных
валов, называются муфтами.
Цапфы. Если цапфа (рис. 53) расположена на конце
вала, ее называют концевой (I, IV, V), если посредине—
называют шейкой (II—III). Цилиндрическая поверхность цапфы
и ее торцовая, прилегающая к опоре поверхность должны
быть очень тщательно отшлифованы. Переход от поверхности
вала к поверхности цапфы должен быть плавным, тщательно
закругленным. Прямой или острый угол в месте перехода
значительно ослабит прочность вала.
132
cb cb
1 ~'"i i
шнтттжптжжжжт
Рис. 54. Пяты.
Пяты (рис. 54) — это те части вала, которыми он
опирается на подпятники. Пяты бывают плоские (I), кольцевые
(II), шаровые (III), вставные (IV) и гребенчатые (для очень
больших усилий). В кольцевой пяте выточку можно
использовать для подвода масла. Шаровая пята применяется в
тех случаях, когда она должна допускать отклонение вала
на некоторый угол. Вставная пята при повреждении ее
рабочей поверхности может быть заменена новой без замены
всего вала.
Подпятники служат опорами для валов,
препятствуя их смещению от усилий,
действующих вдоль оси.
Поверхность подпятника
скольжения должна соответствовать
форме поверхности пяты.
В тех случаях, когда осевое
давление невелико, например
вдоль оси шпинделя токарного
станка по дереву, вместо
подпятников можно надевать на вал
установочные буртики или
кольца. Установочный буртик
надевают в горячем состоянии, а
установочные стопорные кольца
являются съемными. Кольцо
(рис. 55) устанавливают на валу
в нужном месте во время
предварительной Сборки И сверлят Рис> 55. Установочные
в нем перпендикулярно оси кольца.
133
вала два отверстия так, чтобы сверло прошло насквозь
через кольцо и на несколько миллиметров вошло в
тело вала. Оси отверстий должны быть расположены под
углом в 90—135° друг к другу. После сверления
кольцо снимают, в отверстиях нарезают резьбу, очень
аккуратно зачищают заусенцы и прилегающую сторону
кольца. Затем производят окончательную сборку, закрепляя
кольцо стопорными винтами. Удерживающий конец винта
должен иметь ту же форму, что и отверстие под него в теле
вала. Головки винтов обязательно должны быть для
безопасности утоплены в теле кольца.
Муфты являются соединительными устройствами для
валов, концы которых подходят друг к другу вплотную или
на очень близкое расстояние. Обычно валы расположены на
одной оси или под углом, а их концы выполнены так, чтобы
они могли передавать вращение от одного вала к другому.
Муфты применяются для составления длинных валов,
для включения одной из частей вала, для соединения валов с
частями приводных механизмов — шкивами ременной
передачи, зубчатыми колесами и прочее. По условиям работы
муфты разделяют на неразъемные и разъемные. При помощи
первых сцепление и расцепление валов может быть
произведено только при остановке движения (вращения) и разборке
самих муфт. При помощи разъемных муфт сцепление и
расцепление валов производится без разборки муфт, на ходу
передачи. Такой, например, является фрикционная муфта
включения коробки скоростей токарного станка.
Для примера рассмотрим упругую дисковую муфту
(рис. 56), с помощью которой соединяют вал двигателя с
Балом насоса, кулачковую муфту (рис. 57), применяемую в
коробках скоростей, и шарнирную муфту (муфту Гука)
(рис. 58), которую называют также карданным соединением.
С ее помощью соединяют валы, расположенные под углом
друг к другу, причем угол изменяется в процессе работы.
Карданная муфта передает вращение от двигателя
автомобиля к его ведущим колесам, от двигателя трактора
к различным агрегатам, от коробки подач фрезерного станка
к механизму подачи его стола, да и вообще используется
в технике весьма широко.
Упругая дисковая муфта (рис. 64) состоит из двух
половин, каждая из которых надевается на конец своего вала и
соединяется с другой половиной при помощи 6 или 8 бол-
134
Рис. 56. Упругая дисковая муфта.
тов. Отверстия под болты в одной из половин сверлят
большего диаметра, так как кроме болтов в них входят еще и
кожаные или резиновые кольца-прокладки, которые смягчают
удар при включении двигателя. На концах валов
половинки муфты крепятся с помощью призматических шпонок.
Кулачковая муфта состоит из двух (реверсивная — из
трех) частей. В их торцах, обращенных друг к другу, про-
фрезерованы пазы. Одна из частей муфты может
перемещаться вдоль вала и таким образом соединяться или
разъединяться с другой, передавая или не передавая ей движение.
Работа кулачковой муфты хорошо видна в коробке
скоростей токарного станка. На рисунке 57 показана простейшая
кулачковая муфта с двумя кулачками.
Шарнирная муфта Гука (рис. 58) состоит из двух
половин — «вилок», насаженных
на концы вала с помощью
шпонок. Между ними
находится кольцо, соединенное с
вилками при помощи болтов.
Из разъемных муфт
наибольшее применение имеют
фрикционные муфты. Они
бывают с осевым ()) и
радиальным нажатием (2) (рис. 59).
Первые требуют постоянного
нажатия в течение всего време- Рис> 57. Простейшая кулачко-
ни передачи движения,это на- вая муфта,
Рис. 58. Шарнирная муфта Гука.
жатие осуществляется пружиной. Такие муфты
применяются, например, в приспособлениях для нарезания резьбы в
глухих (несквозных) отверстиях. Пружина,
отрегулированная на определенное усилие, вращает держатель с
метчиком, нарезающим резьбу в отверстии, но как только
метчик упирается в дно отверстия, держатель начинает
провертываться вхолостую. Вторые (радиального нажатия) —
Рис. 59. Фрикционные муфты: / — дисковая; // — коническая.
требуют усилия только в
момент включения и
выключения. Так, например,
работает муфта,
соединяющая приводной шкив
коробки скоростей с ее
ведущим валом на токарном
станке.
Подшипники
поддерживают валы при радиальной
нагрузке, то есть когда
нагрузка направлена
перпендикулярно оси вращения.
Примером являются
подшипники, в которых
вращается шпиндель
токарного станка. Они
воспринимают вес самого шпинделя,
насаженных на него
деталей, вес патрона и других
приспособлений.
Подшипники и
подпятники в зависимости от
возникающего в них рода
трения разделяются на: 1)
подшипники и подпятники
скольжения (рис. 60) и 2)
подшипники и подпятники
качения. В первых цапфы осей и валов помещаются в
неподвижных вкладышах и при своем вращении скользят
относительно их. Во вторых цапфы и пяты осей и валов
опираются на специальные тела вращения — шарики или
ролики и при своем вращении катятся по ним.
У подшипников и подпятников скольжения корпус
обычно изготовляют из чугуна, он бывает целым или
разъемным. Его верхняя часть называется крышкой, нижняя —
подушкой. В корпус вставляют вкладыши из
антифрикционных материалов или из пластмасс. Вкладыши необходимо
закреплять, чтобы они не имели осевого перемещения и не
вращались.
Отверстие вкладыша должно точно прилегать, к цапфе по
всей ее длине. Поэтому отверстие нужно тщательно растачи-
Рис. 60. Подшипники скольжения:
/ и // — без вкладышей на
концевых цапфах; /// и IV — с цельными
бронзовыми вкладышами.
137
Рис. 61. Приспособления для густых смазок: I и II — масленка
Штауфера; /// — тавотница с пружинной крышкой.
вать, а еще лучше после расточки и развертывать. Оно
должно получиться при этом строго соосным с наружным
диаметром вкладыша, и потому его необходимо обрабатывать
целикохМ с одного установа в патроне токарного станка.
Если же вкладышей несколько, то следует сначала на всех
обработать отверстия, а затем, на оправке,— наружные
их диаметры.
Смазку вкладыша производят мазями, например,
тавотом (если в цапфе большое давление, сильный нагрев и
работа идет с перерывами), и маслами (во всех остальных
случаях). Для смазки в стенке вкладыша делают отверстие,
перпендикулярное его оси, а от него вдоль отверстия
вкладыша прорубают спиральные канавки, не доводя их до
торцов (боковых поверхностей) вкладыша, чтобы масло не
вытекало. Для смазки мазями в теле подшипника (подпятника)
сверлят отверстие, в котором нарезают резьбу и ввертывают
масленку. В масленку набивают мазь, которую
выдавливают к смазываемым поверхностям периодически:
масленкой Штауфера с крышкой на резьбе (рис. 61—I и 61—II)
или непрерывно — из тавотницы с пружинной крышкой
(рис. 61—III).
Смазку вкладыша маслом можно производить и
по-другому: при помощи масляной ванны (как смазывают шестерни
в коробке скоростей токарного станка), при помощи фитиля
138
(благодаря его
капиллярности), через капельницу и
периодической смазкой из
обычной масленки.
О приспособлениях для
смазки и смазочных канавках
юные техники, к сожалению,
нередко забывают.
Подшипники качения
являются одним из наиболее
массовых видов изделий,
изготовляемых и применяемых
в машиностроении. В
подшипниках качения
вращаются шпинели станков, валы
электромоторов, валы
авиационных и автомобильных
двигателей, на них катятся
велосипеды и автомобили
и т. д.
Подшипники качения не
рассчитывают, а подбирают
по ГОСТу в зависимости от: 1)
величины и направления
нагрузки (радиальная, осевая
или комбинированная); 2)
характера нагрузки
(постоянная, переменная, ударная); 3)
числа оборотов вращающегося
кольца подшипника; 4)
условий работы подшипника
(легкость сборки, перекосы вала
и т. д.); 5) необходимой
долговечности.
Все подшипники качения
подразделяются на
шариковые и роликовые. Те и другие
в основном делятся на: 1) ра-
Рис. 62. Основные виды
шарикоподшипников.
Рис. 63. Основные виды роликоподшипников.
диальные (опорные), предназначенные для восприятия
радиальных усилий; 2) упорные (подпятники) — для
восприятия осевых усилий и 3) радиально-упорные,
предназначенные для одновременного восприятия радиальных
и осевых усилий. Все подшипники качения —
неразъемные. Их устанавливают на концах вала. Роликовые
подшипники применяют для очень больших нагрузок.
Обычно подшипник качения состоит из колец, между
которыми помещаются шарики или ролики, самих шариков
или роликов и сепаратора, который их разделяет и
удерживает на одинаковом расстоянии друг от друга. Одно из
колец запрессовывается в охватывающую деталь (например,
крышку электромотора или корпус велосипедной втулки),
а другое надевается на охватываемую (например, вал
электромотора или ось велосипедного колеса). При вращении
охватываемой детали она катится вокруг охватывающей
детали на шариках или роликах подшипника. В этом и
состоит, как говорится, «весь фокус».
Шариковые подшипники бывают одно- и двухрядные.
Вторые допускают небольшое отклонение оси вала от оси
вращения.
На рисунке 62 показаны основные ви^ы
шарикоподшипников— несамоустанавливающиеся: / — радиальный, /// —
упорный односторонний, V — упорный двусторонний;
самоустанавливающиеся: // — радиальный, IV — упорный
140
односторонний, VI — упорный двусторонний; VII — ради-
ально-упорный; VIII — сепаратор для шариков
однорядного подшипника.
Основные виды роликоподшипников приведены на
рисунке 63. Несамоустанавливающиеся: / — с короткими
цилиндрическими роликами; // — с длинными
цилиндрическими роликами; /// — с витыми роликами; IV —
игольчатый. Самоустанавливающиеся: V — с бочкообразными
роликами; VI — радиально-упорный.
В качестве смазки для подшипников качения,
вращающихся с небольшим числом оборотов (например, в
металлорежущих и деревообрабатывающих станках и
электромоторах), служат тавот и другие густые смазки. На производстве
такую смазку меняют примерно через 3000 часов работы.
При скоростях в несколько тысяч оборотов в минуту
подшипники сильно нагреваются и их подвергают
принудительному охлаждению жидким маслом, подаваемым насосом.
Передачи
Как уже говорилось, служат для передачи («эстафеты»)
вращения от вала к валу.
Фрикционная передача состоит из двух соприкасающихся
колес. Вращение одного из них преобразуется во вращение
другого за счет трения, которое развивается при
принудительном прижатии одного колеса к другому при помощи
пружин или грузов.
В зависимости от формы и расположения колес
различают передачу цилиндрическую, коническую и лобовую
(рис. 64). Колеса цилиндрической передачи могут быть
с прямым и клинчатым ободом.
Лобовая фрикционная передача устанавливается на
взаимоперпендикулярных валах и применяется в тех случаях,
когда необходимо изменять число оборотов ведомого колеса
в широких пределах или когда необходимо иметь
реверсивную передачу. И то и другое осуществляется перемещением
ведомого колеса А. (Его различные положения показаны на
рисунке 64 пунктиром). Примером применения реверсивной
передачи является фрикционный винтовой пресс (рис. 67).
В конической фрикционной передаче угол между валами
может быть любым, но в большинстве случаев он равен 90°.
141
Рис. 64. Фрикционные передачи: / — цилиндрическая с прямым
ободом; // — цилиндрическая с клинчатым ободом; /// — коническая;
/V — лобовая; V — с передвижным цилиндрическим колесом.
Для правильной работы колес оба конуса должны иметь
общую вершину.
Фрикционная передача с клинчатыми колесами
применяется для уменьшения силы нажатия колес, что очень
важно, так как при этом уменьшается изнашивание колес и под-
142
шипников, а также потери на трение цапф в подшипниках.
Для того чтобы регулировать силу сцепления колес в
любой фрикционной передаче, одно из колес должно иметь
возможность перемещаться перпендикулярно относительно
оси другого колеса.
Для фрикционных передач обычно применяют
материалы с большим коэффициентом трения. Например, ведущие
колеса обтягивают кожей или резиной, а ведомые
изготавливают из чугуна. Но бывают и исключения.
Фрикционная передача используется для включения
коробки скоростей токарного станка, намотки ниток на
шпульку швейной машины и многого, многого другого. Применяют
фрикционную передачу и юные техники, например, для
автомоделей.
Рис. 65. Винтовой фрикционный пресс.
Задание № 12. По схеме (рис. 65) разработать
рабочие чертежи и сделать модель фрикционного пресса.
Технические условия: ход пресса 50 мм.
Зубчатая передача состоит из двух зубчатых колес.
Передача движения в ней осуществляется нажатием зубьев
одного колеса на зубья другого.
В зависимости от формы колес и их взаимного
расположения различают следующие виды зубчатых передач:
цилиндрическую, коническую, червячную, винтовую,
реечную.
Достоинством зубчатой передачи является постоянство
передаточного отношения i.
г2
где: zx — число зубьев ведущего колеса,
z2 — число зубьев ведомого колеса.
Зубчатые колеса часто называют шестернями.
Цилиндрическая зубчатая передача (рис. 66—I) состоит
из двух или нескольких цилиндрических колес,
установленных на параллельных валах.
Коническая передача состоит из двух конических колес,
находящихся на двух валах, оси которых пересекаются.
Угол пересечения осей может быть любым, но обычно он
равен 90° (рис. 66—II).
Винтовая передача применяется для валов, оси которых
перекрещиваются, но не пересекаются. Она состоит из двух
цилиндрических колес с зубцами, расположенными по
винтовым линиям (рис. 66—IV). Угол перекрещения может быть
любым, но обычно он равен 90°.
Реечная передача (рис. 66—III) служит для
преобразования вращательного движения шестерни в
возвратно-поступательное движение рейки и наоборот. Рейку можно
рассматривать как вытянутую в прямую линию окружность
большого зубчатого колеса.
Все перечисленные зубчатые передачи включают
зубчатые колеса круглой формы. Но бывают «зубчатки» с
колесами иной формы, например эллиптической.
В технике зубчатые передачи очень распространены.
Рассмотрим на примере расчета цилиндрической прямозубой
передачи основные понятия, необходимые для сознательного
подбора того или иного типа передачи.
144
Рис. 66. Зубчатые передачи: / — цилиндрическая; // —
коническая; /// — реечная; IV — винтовая; V — червячная.
В основе расчета зубчатого колеса лежит нахождение
диаметра его начальной окружности. Это окружность,
проходящая посередине между выступами и впадинами зубьев.
Диаметр начальной окружности вычисляется по формуле:
D — г*т,
где: г — число зубьев,
g Инженер начинается в школе
145
m — модуль зацепления.
Модулем зацепления называется отношение шага
зацепления t к числу я (3,14), то есть
Модуль всегда измеряется в миллиметрах и показывает,
сколько миллиметров диаметра колеса приходится на один
его зуб.
Наружный диаметр цилиндрического зубчатого колеса
£>нар.= z-m+2m=D+2m=m(z+2),
например, для колеса с числом зубьев 2=30 и модулем т=
= 1,5 мм
DHap.= 30-1,5+2-1,5=48 мм.
Для колеса с 2=60
DHap.= 60-1,5+2-1,5=93 мм.
При модуле т=2 соответственно будет:
£>30=30.2+2-2=64 мм.
D60=60.2+2-2=124 мм.
Если колеса находятся на расстоянии друг от друга и
их зубья не соприкасаются, то их можно соединить при
помощи промежуточного колеса. Оно передаточного
отношения не изменяет, а только меняет направление вращения
ведомого колеса.
Если передаточное число велико, то иногда бывает
необходимо ставить не одну, а большее число пар зубчатых
колес. В этом случае
._ ггг3-2уг7-г9 и т, д.
Z2'Z4-Zq'Z8-Z10 • И Т. Д.
где z — в числителе указывают числа зубьев ведущих
колес, а в знаменателе — числа зубьев ведомых колес.
При установке зубчатых колес большое значение имеет
соблюдение точного расстояния между их осями. Оно
должно равняться сумме радиусов начальных окружностей
колес плюс 0,1—0,2 мм.
Если зазор будет меньше, колеса будут вращаться с тру -
дом, если больше — будет слишком шумно, ну, а если рас-
146
стояние между осями будет меньше суммы радиусов — одно
из колес просто нельзя будет надеть на вал.
Юные техники, размечая отверстия для валов,
соединяемых зубчатыми колесами, очень часто бывают недостаточно
внимательными, а соединения, выполненные кое-как, не
только работают с меньшим коэффициентом полезного
действия, но и гораздо менее надежны в работе и менее
долговечны.
Для улучшения работы зубчатых колее следует
производить их предварительную обкатку, то есть установить их
на стенд или даже на модель или изделие и дать им
возможность покрутиться несколько часов вхолостую. После этого
передачу нужно разобрать, промыть в керосине, а затем
смазать и собрать снова.
Червячная передача (рис. 66—V) состоит из червяка
(обычно стального), имеющего форму винта, и червячного
зубчатого колеса (бронзового или чугунного), которое, по
сути дела, представляет собой гайку, частично
охватывающую нитки червяка.
Подобно винтам, червяки бывают однониточные, двухни-
точные и многониточные. Валы червяка и червячного колеса
скрещиваются между собой, но не пересекаются. Угол
скрещивания может быть любой, но обычно он равен 90\
Передаточное число червячной передачи
; _ ni _ г1
4 п2 г2
где: Пх — число оборотов червяка,
п2 — число оборотов колеса,
Zi — число ниток червяка,
z2 — число зубьев червячного колеса.
Червячная передача по сравнению с другими допускает
значительно большее передаточное число. Например, при
сравнительно небольших размерах передачи, имея однони-
точный червяк, а червячное колесо со 100 зубьями, получим
. 1_
1ч~КХГ
что ни в какой другой передаче недостижимо (при одной
паре колес).
Таким образом, одна червячная передача может заменить
2—3 и даже более последовательно включенных зубчатых
б*
147
Рис. 67. Плоскоременные передачи: / — открытая; // —
перекрестная; ///—с холостым ходом; IV—реверсивная; V—с натяжным
роликом; VI — со ступенчатыми шкивами; VII — с коническими шкивами.
или иных передач. Кроме того, червячная передача работает
бесшумно, что также очень ценно.
Червячная передача, как правило, является
самотормозящейся, то есть передача вращения в ней производится
только от червяка к колесу. Это позволяет использовать ее
в грузоподъемных машинах — лебедках, подъемных
кранах, тельферах — без применения тормозных устройств.
148
В зависимости от скорости
вращения червячные передачи
разделяются на тихоходные и
быстроходные. Быстроходные
применяются главным
образом для уменьшения большого
числа оборотов мотора в
грузоподъемных и транспортных
устройствах. Быстроходные
передачи должны
выполняться очень тщательно и из
высококачественных материалов.
Ременные передачи — это
передачи гибкие. Они
соединяют два колеса (шкива),
расположенные на расстоянии
друг от друга. Передача
вращения происходит за счет тре- Рис. 68. Клиноременная пере-
ния между ремнем и шки- дача,
вами. Достоинством передачи
является возможность соединения шкивов,
расположенных не только на значительных расстояниях друг от друга,
но и под различными углами.
Недостатком передачи является проскальзывание
ремня, что не обеспечивает постоянства передаточного
отношения.
Если расстояние между шкивами невелико, то для
уменьшения проскальзывания ремня его ведущую ветвь (ту,
которая идет от двигателя) нужно прижать при помощи
натяжного ролика (леникса). Он ставится также при большой
разнице диаметров шкивов (большом передаточном числе) и
увеличивает угол охвата ремнем меньшего шкива.
Основные виды плоскоременных передач приведены на
рис. 67.
Клиноременная передача (рис. 76) схожа с
фрикционной передачей, с той лишь разницей, что колеса
расположены на расстоянии друг от друга. В отличие от
плоскоременной передачи, клиноременная может соединять только
валы, расположенные в одной плоскости. Передача широко
применяется на станках.
Цепная передача (рис. 71) состоит из двух зубчатых
колес (звездочек), соединенных между собой цепью.
149
Рис. 69. Цепная передача: / — цепь; // — звездочка.
Достоинствами передачи являются постоянное
передаточное отношение и компактность, а ее недостатками —
постоянное растяжение цепи и шум.
Цепную передачу широко применяют и юные техники
на велосипедах, мотороллерах, картах.
Механизмы и кинематические схемы
В машинах и механизмах происходит преобразование
движения. Механизм представляет собой несколько
деталей, соединенных каким-либо образом между собой и
совершающих определенное движение под воздействием внешних
сил. В машине, на станке или приборе имеется целый ряд
механизмов, которые, соединяясь между собой, образуют
общую кинематическую цепь (кинематика—греческое слово,
обозначающее «движительное», «связанное с движением»).
Разрабатывая машину, конструктор составляет ее
кинематическую схему, на которой с помощью условных
обозначений, единых для всей нашей страны (ГОСТ 2.770—68),
наносит все детали, имеющие отношение к движению:
шестерни, муфты, валы, подшипники, а также направление и
характер движения и т. д.
Для примера рассмотрим кинематическую схему коробки
скоростей токарного станка, расположенной в его передней
150
бабке (рис. 70). В схему входят два узла: I — узел с
передвижными зубчатыми колесами (шестернями) и II — узел с
передвижной муфтой. Ведущий вал 1 коробки имеет
постоянную скорость вращения пг от укрепленного на нем шкива
2, который приводится во вращение электродвигателем при
помощи плоскоременной передачи.
На валу жестко закреплены шестерни гх\ гъ\ z5t а на
промежуточном валу 3 на призматической шпонке может
перемещаться блок шестерен z2—z4—ze, которые при надобности
соединяются с шестернями вала 1: z2 с шестерней гг (как
на схеме), z4 с г3 и г6 с гь. Следовательно, вал 3 может иметь
три скорости вращения.
На валу 3 жестко насажены шестерни z7 и z9, которые
свободно сидят на шпинделе. Они находятся в постоянном
зацеплении с парными шестернями z8 и zi0. Переключая
двустороннюю кулачковую муфту 4У можно соединить эти
шестерни на валу 3 (z1 с z8 или z9 с zl0).
Из схемы видно, что шпиндель станка может иметь шесть
чисел оборотов.
Рис. 70. Кинематическая схема коробки скоростей токарного
станка со шкивом плоскоременной передачи.
Рис. 71. Механизм подачи суппорта токарного станка.
Рис. 72. Универсальная делительная головка фрезерного станка:
|м кинематическая схема; // — общий вид.
Зная число оборотов приводного вала 1
коробки скоростей и числа зубьев ведущих
и ведомых колес zx—z10, можно подсчитать
все числа оборотов шпинделя. Соединим
муфту 4 с колесом и подсчитаем:
„ *1 *7 .
-Пг • — • —»
*2 *8
Ч
Ч
г = /!,.«■
1"*1-
Подставив в формулы числа, получим
число оборотов шпинделя в минуту.
Задание №13. Составить описание
кинематической схемы механизма
токарного станка (рис. 71).
Задание № 14. Составить описание
кинематической схемы делительной
головки фрезерного станка (рис. 72).
Задание № 15. По рисунку
фрикционного молота (рис. 73) составить его
кинематическую схему, сделать рабочие
чертежи действующей модели.
Технические условия: ход бойка 100мм.
О
2/|
и
1-1
I
Рис. 73.
Схема
фрикционного молота с
доской: 1 —
ролики; 2 — доска;
3 — боек.
Глава VI
„Звездные часы"..,
Если взглянуть на проблему становления человечества
исторически, то можно утверждать: человек начался с
изобретательства. Изобретательство — самое древнейшее
занятие человечества, потому что само человечество только через
последовательную цепь изобретений и вышло постепенно
из состояния дикости. Все началось с простейших орудий
труда: камня, палки, скребка... Даже слово «изобрести»
подсказывает нам, откуда мы черпаем в себе силы быть людьми:
мы обретаем себя изнутри, из усилий нашего разума мы
становимся самими собою, только выходя из пределов
того, что нам отпущено природой. Маркс по этому поводу
говорил: «Природа не строит машин, паровозов, железных
дорог...
Все это — созданные человеческой рукой органы
человеческого мозга, овеществленная сила знания».
На протяжении всего своего существования человек
стремился понять окружающую его природу, постичь ее
законы и поставить их на службу человечеству. Овеществив
свое познание, он создал «вторую природу», а вместе с нею
он создал через изобретения и открытия самого себя. И кем
бы ты ни был по профессии, будь хоть немножко инженером—
умелым, организующим, изобретательным человеком.
Потому что ты, как и все твои собратья по разуму, живешь в
гуще Второй природы, пользуешься ею, созидаешь ее. Даже
став музыкантом, не отворачивайся от техники, ибо, что бы
ты ни держал в руках, чем бы ни загружал свои руки, —
это все «овеществлено», «очеловечено» техникой.
Ну, а уж если ты зовешься юным техником, юным
инженером — без изобретательства тебе не обойтись.
Изобретатель — это не особая какая-то порода инженеров, не особая
миссия, а попросту наивысшее, наиболее полное выражение
сущности инженера, нормальное и высокое его творческое
состояние.
Когда-нибудь в обозримом будущем это состояние
станет обыденной нормой деятельности каждого человека.
А чтобы хоть немного приблизить эту пору,
изобретательству надо учить, и главное, изобретательству надо упорно
и толково учиться.
Щ4
Есть немало хороших книг, посвященных различным
проблемам изобретательства. Конечно, никакая книжка не
может сама по себе научить изобретать, как ничьи рассказы
о езде на велосипеде не могут нас существенно приблизить
к умению на велосипеде ездить. Учиться изобретательству—
это означает постоянно изобретать, искать, думать, делать
и переделывать конструкции собственными руками. Мы
хотели бы сегодня изложить лишь самые простые идеи
изобретательства и правила оформления изобретений — вернее,
заявок на изобретения. Ведь если о изобретении не заявить,
да еще при этом и не осуществить его,— какое же это
изобретение?
У изобретений, как и у людей, различные судьбы и
различные профессии. Одни изобретения используются только
для определенного дела, предназначены для ограниченного
круга целей. Такими изобретениями являются, например,
батисфера или батискаф, используемые для погружения на
большие океанские глубины. Другим изобретениям открыта
широкая дорога в мир. К примеру, добывание огня трением
существует уже много веков и в виде спичек и зажигалок
распространено широко во всем мире даже и теперь.
Люди занимаются изобретательством не только ради
собственного удовольствия, а еще и для того, чтобы решить
те или иные насущные и конкретные задачи: увеличить
скорость перемещения людей и грузов, улучшить связь,
повысить производительность труда машины, цеха, завода,
отрасли. Решение этих задач интересует не одного человека
и даже не один народ, а все человечество, поэтому над
решением каждой такой задачи бьются ученые и инженеры
различных стран. Нередко и ответ они находят почти
одновременно.
Так, закон сохранения материи самостоятельно был
открыт нашим соотечественником М. Ломоносовым и
французом А. Лавуазье; газовые законы сформулировали
одновременно англичанин Р. Бойль и француз Э. Мариотт. То же
самое происходило и происходит в технике: первый
универсальный тепловой двигатель построили — в России И.
Ползунов (1765), в Англии Д. Уатт (1774); паровоз — отец и
сын Черепановы в России и Стефенсон в Англии (рис. 74);
электрическую лампочку А. Лодыгин в России (1872) и
Т. Эдисон в США (1879); радиоприемник — А. Попов в
России (1895) и Г. Маркони в Англии (1897); квантовый опти-
155
Рис. 74. Паровозы: 1 — бр. Черепановых; 2 — Стефенсона.
ческий генератор — в 1952—1954 гг. в СССР и США
одновременно Басов и Прохоров и Ч. Таунс.
Одинаковые задачи часто приводят к похожим
техническим решениям, к созданию конструкций, даже внешне
похожих друг на друга, не только среди взрослых инженеров,
но и у юных техников, например спортивный автомобиль
«карт» (рис. 26). Другим любопытным примером может
служить создание сигнализатора уровня шума для школ: как
только ученики в классе начинают шуметь, прибор
автоматически включается и призывает их к тишине, не
отвлекая учителя.
Юные техники города Новомосковска сконструировали
его с обычной лампой накаливания, в г. Туле выполнили с
люминесцентной лампой, а в Англии— с магнитофоном, на
156
ленте которого записан голос директора школы,
успокаивающий учеников.
В наше время научные и технические задачи значительно
усложнились, решают их в большинстве своем уже не
одиночки, а большие коллективы специалистов различного
профиля, вооруженные самой современной первоклассной
техникой. В их распоряжении конструкторские бюро,
исследовательские лаборатории, экспериментальные мастерские и
целые предприятия, вычислительные машины и
испытательные полигоны. Но, хотя инженерный труд стал во многом
коллективен, это отнюдь не значит, что путь в изобретатели
одиночкам теперь заказан. Просто в наше время масштабную
техническую задачу одиночке решить много труднее, чем
коллективу, поэтому вероятность удачи при коллективном
подходе к технической проблеме значительно выше, нежели
у энтузиаста-одиночки.
Общее руководство делом изобретательства в СССР
осуществляет Комитет по делам изобретений и открытий при
Совете Министров СССР (Москва, М. Черкасский пер. 2/6).
Всю работу по развитию массового изобретательства
Комитет проводит при участии Всесоюзного общества
изобретателей и рационализаторов (ВОИР), отделения которого
есть почти на каждом предприятии и институте.
Комитету подчиняется Всесоюзный
научно-исследовательский институт Государственной патентной экспертизы
(ВНИИГПЭ), который принимает материалы заявок от
изобретателей, оценивает предложенные ими технические
решения, устанавливая наличие основных признаков
изобретения, и выдает изобретателям авторские свидетельства
на сделанные ими изобретения. Институту ВНИИГПЭ в его
работе помогают Центральный научно-исследовательский
институт патентной информации и технико-экономических
исследований (ЦНИИПИ), Всесоюзный институт научной и
технической информации (ВИНИТИ) и масса журналов, в
которых публикуется информация о новостях науки и
техники. Описания изобретений и открытий публикуется в
«Бюллетене открытий, изобретений, промышленных
образцов и товарных знаков», выходящем в свет каждые две
недели, а сами изобретения официально регистрируются в
«Государственном реестре изобретений СССР». Общее число
регистрируемых в стране изобретений достигает 25 тысяч в
год. Специально в помощь изобретателям массовым тира-
157
жом издается популярный журнал «Изобретатель и
рационализатор».
Права и обязанности всей многомиллионной армии
изобретателей нашей страны определяются государственным
документом, который носит название: «Положение об
открытиях, изобретениях и рационализаторских предложениях».
Оно утверждено Правительством СССР 24 апреля 1959 г.
В пункте первом этого Положения указано, что авторство
на открытие, изобретение или рационализаторское
предложение в нашей стране охраняется законом и удостоверяется
выданными в установленном порядке: на открытия —
дипломами на изобретения — авторскими свидетельствами или
патентами, на рационализаторские предложения —
удостоверениями.
Открытием признается установление неизвестных ранее
объективно существующих закономерностей, свойств и
явлений материального мира. Например, группа советских
ученых во главе с Б. Дерягиным открыла способность
алмаза отлагаться в виде нитевидных кристаллов (заявлено
27 декабря 1968 г. и зарегестрировано под № 73). Группой
ученых по главе с В. Васильевым обнаружено свойство
природных газов находиться под землей в твердом состоянии
(заявлено 19 марта 1969 г. и зарегестрировано под № 75).
Открытия делаются гораздо реже, нежели изобретения,
потому что носят фундаментальный характер. Так, за годы
Советской власти у нас в стране выдано немногим более ста
дипломов на открытия, а свидетельств на изобретения
выдается ежегодно по нескольку десятков тысяч.
Основные признаки изобретения. Всякое ли техническое
решение может считаться изобретением? Ведь инженер по
ходу своей работы чуть ли не каждодневно
предлагает что-то новое, улучшая работу машины, прибора, цеха,
завода.
Во втором пункте Положения ограничивается круг
открытий, на которые выдаются дипломы. Дипломы не
выдаются на открытия географические и палеонтологические, на
открытия месторождений полезных ископаемых и открытия
в области общественных наук. Ведь при всей их
значительности географические открытия, например, носят не
общий, а единичный характер. Открытие в этом случае
становится подобным «находке», а находки дипломами не
отмечают.
158
Далее в третьем пункте Положения сказано со всей
определенностью, которую можно ожидать от официального
документа: «Изобретением признается отличающееся
существенной новизной решение технической задачи в любой
области народного хозяйства, культуры, здравоохранения или
обороны страны, дающее положительный эффект». Таким
образом, по закону в Советской стране изобретением
признается только то техническое предложение, которое приносит
пользу. Авторские свидетельства не выдаются на
бесполезные, неосуществимые, противозаконные (вредные для
общества) предложения.
К числу бесполезных относятся многие «вычурные»
технические предложения, например предложение «о снижении
износа обуви путем более частого хождения босиком». Или
«о создании олимпийского стадиона для игры в домино».
Среди неосуществимых предложений чаще всего
встречаются такие, авторы которых недостаточно подкованы в
физике, химии или других науках. За многими из таких
предложений скрывается попытка обойти или обмануть
какой-либо закон природы. Например, идея создания
«перпетуум-мобиле» — вечного двигателя,— выдвинутая еще
древними греками, до сих пор тревожит некоторых
незадачливых изобретателей. В том или ином завуалированном
виде эта идея встречается во многих проектах. Сюда же
можно отнести идею фаустовской «вечной молодости», идею
бессмертия и многое другое.
Правда, вопрос об осуществимости или
неосуществимости изобретения — один из самых сложных. Сколько ррз
на памяти человечества многие авторитеты, выдающиеся умы
и скромные эксперты налагали запреты на предложенную
кем-либо идею, утверждая, что она неосуществима или даже
противоречит природе, а спустя некоторое время идея
торжествовала. Предложение нередко кажется неосуществимым не
только на современном этапе развития техники, но и в
отдаленном будущем, однако история быстро посрамляет
такие категоричные суждения. Так было с идеями самолета,
радиоприемника, лазера, атомного реактора, полетов в
космос и с частными техническими идеями: машинами без
колес, электролитическим способом получения железа,
метрополитеном, паровозом, телефоном и т. д.
О третьем виде нерегистрируемых предложений —
противозаконных предложениях — долго не приходится гово-
.159
рить. Представьте себе, что изобретен способ «легкого и
быстрого разбивания стекол в домах»,— кому он нужен?
Разве только хулигану?
Новые виды оружия считаются изобретениями, и на них
выдаются авторские свидетельства (револьвер «системы
Наган», пистолет-пулемет «системы Шпагина», «трехлинейка
Мосина» и др.).
Полезность и рентабельность изобретения. В нашей
стране изобретением признается целесообразное, а потому и
полезное, техническое предложение, которое не только
сохраняет труд и энергию, но и облегчает условия труда,
удешевляет производство, увеличивает производительность,
позволяет заменить дефицитные материалы более дешевыми
и распространенными. При этом полезность и рентабельность
определяются не с капиталистической точки зрения
немедленного использования изобретения в хозяйстве и
немедленного получения прибылей, а с широкой точки зрения
облегчения условий труда и возможности использования
изобретения в будущем, после создания необходимых для этого
условий. Бывает иногда, что полезное изобретение влечет
после внедрения временное уменьшение производительности
и увеличение затрат, но оно, скажем, позволяет
ликвидировать нездоровые или опасные условия труда. Мы его
считаем изобретением, оно полезно. Изобретения, делающие
труд безопасным, улучшающие условия труда, охраняющие
здоровье трудящихся, внедряются независимо от затрат и
рентабельности.
Конкретность предложения. Техническое предложение,
претендующее на то, чтобы стать изобретением, должно быть
прежде всего конкретным. В известной песенке поется:
«Хорошо бы, хорошо бы нам кита поймать большого».
Конечно, хорошо бы, но как? Ведь предложить идею нетрудно,
гораздо труднее сделать идею технически осуществимой.
Было бы замечательно, если бы все люди на Земле стали
добрыми, хорошими, честными!.. Действительно,
замечательно, но как?
Гоголевский персонаж мечтал о том, чтобы вареники
«сами окунались бы в сметану», а потом, обмакнутые в
сметану, прямиком попадали бы в рот. Его мечта была весьма
конкретной — он прямо-таки видел перед собой эти сочные,
облитые сметаной, сладкие вареники. Но он ничего не изоб-
160
рел, потому что и сам не знал, как добиться этого, он лишь
пускал слюни.
Существенная новизна. Во многих книгах по истории
техники и изобретательству рассказывается такая история.
В небольшом провинциальном городке жил один
скромный портной. Он не знал русского языка, был неграмотен, но
все свои вечера и ночи проводил за изысканиями в области
математики. Обуревавшие его мысли и фантазии он заносил
в замусоленную тетрадку, сочинив для письма собственные
кривые, значки и символы.
Прошелестели над Россией «годы и ветры», прошла,
отбушевала война, а портной все бредил своей математикой,
все о чем-то мечтал, лихорадочно обдумывал, чего-то
мучительно доискивался. Спустя двенадцать лет портной
наконец-то решился показать заветную тетрадочку учителю
математики из местной гимназии. Чтобы разобраться в
каракулях портного, потребовался переводчик. Но то, что
открылось после расшифровки странных портновских значков,
поразило учителя: старик портной самостоятельно,
независимым от Ньютона и Лейбница путем, пришел к открытию...
дифференциального исчисления! Портного пригласили на
заседание факультета математики Самарского университета.
Декан факультета с почтением пожал ему руку и сказал:
— Вы сделали величайшее открытие, но увы...— Тут
он помялся и закончил: — Двести лет назад его успел
сделать и другой.
Возвращаясь домой, портной от жестокого потрясения
умер на вокзальном перроне.
Еще один пример. В глухом степном селенье один
монгол построил диковинную машину на двух колесах,
употребив на ее постройку обрезки кожи, деревянные палочки и
конский волос. Когда он прокатился на ней по селению,
восторгам односельчан не было границ. Монгол отправился
на машине в город, и тут, среди «каменных юрт», его хватил
удар: по городским дорогам стремительно мчались стальные
сверкающие собратья его деревянной скрипучей машины —
велосипеды!..
Любое предложение, поступившее на экспертизу во
ВНИИГПЭ, проходит проверку на патентную чистоту (то
есть оно не должно быть заимствовано ни у кого в мире) и
на новизну и лишь после этого может быть признано
изобретением. Любая «формула изобретения» (ко-
161
торая, кстати всегда
состоит из одной цельной,
грамматически законченной
фразы) содержит в себе два
обязательных слова:
«отличающееся тем». Эти
слова при печати выделяют
жирным шрифтом, а вслед
за ними пишется то, что
принципиально нового
внесено в данную конструкцию
(машину, прибор,
устройство) изобретателем. Напри-
Рис. 75. Рулевое колесо. мер: «Рулевое колесо (рис.
75), отличающееся тем, что
в целях удобства управления его обод сделан овальным».
Или: «Фигурная шайба, содержащая контрящие элементы,
отличающаяся тем, что с целг^ю упрощения шайба
выполнена в виде треугольника, вершины которого одновременно
являются и контрящими элементами»1 (рис. 75). Или:
«Карманный электрический фонарь, отличающийся тем, что с
целью уменьшения его габаритов и лучшего использования
силы света лампа расположена цоколем наружу и размещена
внутри рефлектора»2. Или: «Способ маркировки яиц,
отличающийся тем, что с целью ускорения операции
птичница надевает на большой палец руки специальный
напальчник со штемпелем, служащий для маркировки яиц
сразу же при их сборе»3.
При экспертизе на новизну учитываются ранее
выданные авторские свидетельства, советские, досоветские и
иностранные патенты, ранее поданные заявки, материалы,
опубликованные в отечественной и зарубежной литературе,
опубликованные отчеты научно-исследовательских и прое-
ктно-конструкторских учреждений, а также сведения о
применении изобретений.
В выдаче авторского свидетельства или патента будет
отказано, если при проверке выяснится, что в любом из
упомянутых выше материалов сущность предполагаемого
1 Авторское свидетельство №252764.
2 Авторское свидетельство № 169687.
3 Авторское свидетельство №163473.
162
изобретения уже была раскрыта ранее. Поэтому-то подача
заявки в Комитет еще не означает, что за ее автором будет
признано первенство на изобретение. Это произойдет только
в том случае, если предложение является действительно
новым и полезным. Но установить новизну автор может и
сам, если он до посылки заявки ознакомится с
перечисленными материалами.
Большую помощь з этом всем изобретателям оказывает
Всесоюзная патентно-техническая библиотека. Ее
сотрудники отвечают на тысячи запросов изобретателей,
рассылают фотокопии имеющихся у нее описаний, выпускают
сборники, бюллетени, указатели, дают письменные
консультации. Кроме того, более чем в ста крупнейших публичных
библиотеках страны открыты патентные отделения, где также
собираются копии описаний, поступающих из Комитета по
делам изобретений.
Те из юных техников, кто научился наблюдать, умеет
обобщать свои наблюдения и знания, кто по-настоящему
занимается техническим творчеством, те рано или поздно
начинают и изобретать. А изобретают юные техники не так
уж и мало. Но на свои изобретения ребята обычно не
оформляют заявки — одни потому, что не понимают всей
важности и пользы своей работы, другие же потому, что не знают,
как оформить заявку.
Существуют «Указания по составлению заявки на
изобретение» (ЭЗ—1—67), которые утверждены Комитетом по
делам изобретений и открытий при Совете Министров СССР
28 июля 1966 г. и введены в действие с 1 января 1967 г.
В Указаниях говорится о том, как должна быть оформлена
заявка, какие требования предъявляются к заявлению,
описанию и чертежам, в каких случаях у изобретателя могут
быть затребованы модели и образцы, что нужно сделать,
если требуется дополнить или исправить заявку.
Конечно, никакими «Указаниями» нельзя
предусмотреть всех случаев жизни,— изобретения бывают разные,
и дать рецепты на составление к ним заявок невозможно.
Но в каждой заявке должны присутствовать ответы на
вопросы, без которых нельзя будет оценить суть и новизну
изобретения.
Описание изобретения следует открывать вводной
частью, в этом введении изобретатель отвечает на вопросы:
«где?», «для чего?» и «как?».
163
Вопрос «где?» требует ответа: где конкретно (в машине,
устройстве, конструкции и в целом в отрасли, в народном
хозяйстве) предполагается использовать предлагаемое
изобретение. Далее следует ответ: для чего, для каких целей
применяется изобретение (в этой машине, устройстве,
конструкции, отрасли). Но чтобы уяснить, в чем же новизна
изобретения, нужно перед ответом на вопрос «для чего?»
дать описание того, какие устройства или машины уже
используются для тех же целей, отметить их недостатки.
В заключение дается ответ на вопрос: как работает
предлагаемое изобретение? В чем отличие его от существующих
устройств или машин?
Основной частью заявки является подробное описание
изобретения. Пункт 30 «Положения об открытиях,
изобретениях...» гласит, в частности: «В описании и чертежах
сущность предполагаемого изобретения должна быть
изложена точно, ясно и полно, чтобы видна была его новизна и
на основании представленных материалов можно было бы
осуществить изобретение».
В обычной практике изобретательства встречаются два
типичных случая: 1) в известной машине изобретателем
усовершенствован один узел или устройство; 2) изобретена
новая машина, но в ней есть ряд старых узлов или давно
используемых устройств. И в том и в другом случае
следует подробно описать все узлы, с которыми
взаимодействует изобретенное устройство, точно их назвать,
разъяснить принцип работы всей машины в целом.
Если изобретение носит конструктивный характер, к
заявке следует приложить чертежи. По чертежам должно
быть ясно, как, из каких материалов, в каком виде можно
осуществить предлагаемое изобретение. Чертежи к
заявкам следует выполнять на кальке или на ватмане тушью или
темными чернилами. Рекомендуемый формат чертежа —
144 х 208 или 203 х 288 мм. Все позиции (цифровые отсылки)
чертежа должны быть пояснены в описании.
Описание изобретения и чертежи следует представлять
в Комитет в трех экземплярах, иначе заявка не будет
принята. К описанию и чертежам прилагается заявление
установленной формы с просьбой выдать вам авторское
свидетельство. Каждое описание заканчивается кратким
изложением сути предмета изобретения (его называют
«формулой изобретения»).
164
От того, насколько ясно, точно и полно составлены все
эти документы, зависит, правильно ли поймет и оценит
изобретение эксперт, который будет рассматривать заявку.
Наглядное представление о том, как нужно заполнять этот
основной документ и с какими данными следует
предварительно ознакомиться изобретателю, дают примеры,
приведенные в Указаниях. Рассмотрим один из них.
Пример заявки на изобретение
Наименование предприятия-заявителя или
фамилия, имя и отчество автора (авторов), если
последний является^ заявителем.
Название «ДЫХАТЕЛЬНЫЙ АВТОМАТ
изобретения. АКВАЛАНГА. Изобретение от-
Вводнаа часть: носится к дыхательному авто-
область техники, мату акваланга, входящего в
к которой относится состав легководолазного снаря-
предполагаемое жения и применяемого в подвод-
изобретение ном спорте, подводной охоте,
службе спасения утопающих,
подводных работах, подводных
исследованиях и т. п.
Дыхательный автомат акваланга предназначен для
сообщения вдыхаемому воздуху давления, равного по
величине гидростатическому давлению внешней среды на грудную
клетку водолаза, т. е. давлению водяного столба
высотой от центра легких до поверхности. Эту функцию
дыхательный автомат выполняет посредством того, что его мембрана,
контактирующая с внешней средой, уравновешивает
усилием гидростатического давления водяного столба (высотой
от мембраны до поверхности) клапан, подающий свежий
воздух из баллонов при вдохе.
Но расположение мембраны дыхательного автомата
относительно центра легких в условиях подводного плавания
все время меняется (в зависимости от изменения положения
водолаза), поэтому все время возникает и изменяется
разница между высотой водяного столба от центра легких и
высотой водяного столба от мембраны дыхательного
автомата^ с этим соответственно возникает и изменяется раз-
165
ница величин гидростатического давления на центр легких
и на мембрану дыхательного автомата, что обусловливает
разницу величин давления в легких и давления воздуха,
подаваемого при вдохе. Разность величин этих давлений
составляет сопротивление вдоху. Снижение сопротивления
воздуха путем поддерживания при вдохе давления, равного
давлению в легких, осуществляется в аквалангах с помощью
компенсатора давления при вдохе, воздействующего на
мембрану дыхательного автомата.
Известное Известен дыхательный автомат
устройство, которое акваланга, мембрана которого
усовершенствуется встроена в жесткий корпус, об-
в предполагаемом разующий камеру вдоха, а для
изобретении воздействия мембраны на
клапан, подающий свежий воздух в камеру вдоха, в последней
смонтирована система рычагов, соединяющая мембрану с
клапаном. Этот автомат снабжен компенсатором давления
при вдохе, представляющим собой смежную с камерой
автомата камеру, соединенную шлангом с камерой
предусмотренного для этой цели второго дыхательного автомата, и
снабженную компенсационной диафрагмой, соединенной
жесткой связью с мембраной автомата. Действие такого
компенсатора давления при вдохе состоит в том, что он
с помощью компенсационной диафрагмы воспринимает от
второго дыхательного автомата и с помощью жесткой связи
сообщает мембране автомата встречное усилие,
соответствующее гидростатическому давлению на мембрану второго
легочного автомата, вследствие чего мембрана воздействует
на клапан с усилием, соответствующим средней величине
гидростатических давлений на мембраны обоих автоматов,
т. е. величине гидростатического давления по центру легких.
Недостатки Недостатками этого дыхатель-
известного ного автомата и компенсатора
устройства давления при вдохе является
сложность конструкции и
громоздкость.
166
Цель, которая должна Целью настоящего изобретения
быть достигнута является устранение указанных
в результате недостатков.
применения
предполагаемого
изобретения
Новое, что Достижение поставленной цели
составляет сущность осуществляется следующими
предполагаемого средствами: мембрана дыхатель-
изобретения. ного автомата соединена с
неподвижной стенкой автомата
шарниром и гибкой манжетой,
образующей с мембраной и стенкой камеру вдоха, причем
мембрана снабжена упором для непосредственного
воздействия на клапан и несет на себе компенсатор давления
при вдохе.
Компенсатор давления на вдохе может быть выполнен
в виде поплавка и укреплен на мембране с помощью рычага
с переменным плечом. Такое выполнение дыхательного
автомата и компенсатора давления при вдохе упрощает
конструкцию и уменьшает габариты.
Указание на чертеж. Сущность изобретения
поясняется чертежом, на котором
изображена схема дыхательного
автомата с компенсатором
давления при вдохе.
Подробное описание Подвижная мембрана / соеди-
устройства. йена с неподвижной стенкой 2
шарниром 3 и гибкой манжетой
4, образуя камеру 5 вдоха.
Мембрана / снабжена упором 6 для непосредственного
воздействия на клапан 7. Степень этого воздействия регулируется
контргайкой 8. На стенке 2 размещены: корпус 9 клапана
7, патрубок 10 шланга вдоха 11, и смонтирован жесткий
перфорированный кожух 12 ограждений. На мембране / с
помощью рычага с переменным плечом 13 укреплен поплавок
14, который воздействует своей подъемной силой на
мембрану и служит компенсатором давления при вдохе.
167
Работа устройства. Под давлением внешней среды
мембрана
/дыхательногоавтомата поворачивается на шарнире <?,
прижимается к неподвижной стенке 2 и упором 6 давит на
клапан 7, который выпускает воздух из баллонов при вдохе.
По прекращении вдоха мембрана 1 занимает исходное
положение, упор 6 освобождает клапан 7, и впуск воздуха из
баллонов прекращается. Когда водолаз находится в таком
положении, при котором гидростатическое давление на
мембрану / меньше, чем на середину грудной клетки, а
вследствие этого давление воздуха в камере 5 вдоха дыхательного
автомата меньше, чем давление в легких, поплавок 14 своей
подъемной силой увеличивает силу воздействия среды на
мембрану /. Вследствие этого мембрана дополнительно
перемещается, что увеличивает открытие клапана7, и в
камеру 5 вдоха поступает дополнительное количество воздуха
до давления, равного давлению в легких. При ином
положении водолаза, когда гидростатическое давление на
мембрану / больше, чем на середину грудной клетки, и давление
воздуха в камере 5 вдоха больше, чем давление в легких,
поплавок 14 своей подъемной силой уменьшает силу
воздействия среды на мембрану /. Вследствие этого мембрана
открывает клапан 7 на меньшую величину, и давление
воздуха в камере 5 вдоха снижается до давления,
равного давлению в легких. При вертикальном положении
водолаза, когда разности гидростатических давлений на
мембрану и на середину грудной клетки нет, поплавок 14
бездействует.
Формулировка предмета изобретений,
Формула изобретения. 1. Дыхательный автомат
акваланга, содержащий камеру с
клапаном и кинематически сочлененной с ним системой
рычагов мембраной, служащей для подачи в камеру свежего
воздуха при вдохе, и компенсатор давления для
поддержания в камере давления воздуха, равного давлению в легких,
отличающийся тем, что с целью упрощения конструкции
и уменьшения габаритов дыхательного автомата мембрана
соединена со стенкой камеры автомата шарниром и гибкой
манжетой, образующей с мембраной и стенкой камеру вдоха,
причем мембрана снабжена упором для непосредственного
168
воздействия на клапан и несет на себе компенсатор
давления.
2. Дыхательный автомат по п. 1, отличающийся тем, что
компенсатор давления состоит из стойки, укрепленной на
мембране, и поплавка со стержнем, соединенным подвижно
со стойкой для изменения плеча воздействия поплавка на
мембрану».
Подписи представителя организации-
заявителя или авторов (автора).
Внимательно изучи этот пример:
Задание № 16. Руководствуясь рассмотренным
примером, составить заявку на весы (рис. 76), как на
изобретение, исходя из предположения, что они еще не изобретены.
Технические условия: 1. Грузоподъемность весов 10 кг.
2. Точность взвешивания 10 г.
Примечание. Только не следует посылать эту заявку
в Комитет, так как на весы журналом «Юный техник» уже
выдано авторское свидетельство.
Изобретатель всегда создает что-то новое, иногда до
этого никем нигде не виденное, и потому, естественно,
первоначальные технические данные изобретения и его внешний
вид и внутреннее устройство далеко не всегда сразу
получаются в наилучшем из всех возможных сочетаний. Но
проходит время, и люди, которые пользуются этим
изобретением, начинают обращать внимание на его недостатки,
стараются устранить их, изменяя форму изделия, его размеры,
расположение отдельных деталей и т. д., то есть улучшать
конструкцию.
Так, например, эволюцию (постепенное развитие)
токарного металлорежущего станка наглядно демонстрируют
Рис. 76. Весы.
Рис. 77. Эволюция токарного станка завода «Красный пролетарий».
модели завода «Красный пролетарий» (рис. 77). На
станках выпуска 1923 года (модель ТН—15) виден ступенчатый
шкив плоскоременной передачи, сплошной шпиндель,
механизм подачи со сменными зубчатыми колесами и
небольшой коробкой передач, стружка летит во все стороны.
Станки модели (IK-62) конструкция середины 50-х годов) имеют
пустотелый шпиндель, закрытую коробку скоростей с
зубчатой передачей, коробку подач, на которой простым
поворотом ручки можно установить любую из нескольких
десятков скоростей для нарезания различных резьб, ускоренное
механическое перемещение суппорта нажатием кнопки на
суппорте при его холостом ходе, пусковой валик, дающий
возможность рабочему включать, выключать и реверсиро-
170
вать вращение шпинделя непосредственно с суппорта,
жидкостное охлаждение инструмента и его ограждение,
препятствующее разбрасыванию стружки и разбрызгиванию
охлаждающей жидкости, клиноременная передача. Таким
образом, станок усовершенствованной модели удобнее,
мощнее, а главное, гораздо безопаснее и производительнее.
Другой пример. Обычный домашний холодильник:
вначале он имел малую емкость, работал непрерывно и потому
расходовал много электроэнергии, не имел морозилки.
Теперь почти все холодильники имеют автоматическое
управление и работают с перерывами, потребляя энергии в
несколько раз меньше, чем раньше; при прежних внешних
размерах, емкость холодильника возросла за счет
размещения части продуктов (яиц, масла и бутылок) на внутренней
стороне дверцы, все холодильники имеют морозилку.
Такая же «история» происходит нередко и с
технологическим процессом изготовления какой-либо детали или
получения материала, химического продукта и так далее.
При разработке особенно сложного процесса сразу всего
предусмотреть невозможно. А пройдет время, люди,
которые разработали или ведут этот процесс, присмотрятся к
работе и обнаружат, что одни операции можно объединить,
другие ускорить за счет механизации (например, загрузку
или контроль), без третьих вообще можно обойтись.
Усовершенствование известных технических решений в
зависимости от уровня творчества автора может быть
признано изобретением или рационализаторским предложением.
Рационализация является делом не менее полезным, чем
изобретательство, а принимать в ней участие может гораздо
больше людей, чем в изобретательстве, так как устранить
какой-либо видимый недостаток обычно значительно легче,
чем создать новую конструкцию или разработать ранее
неизвестный технологический процесс. Поэтому
рационализаторов в народном хозяйстве немало. Те из них, кто
занимается рационализацией постоянно, объединяются во
Всесоюзное общество изобретателей и рационализаторов —
ВОИР — добровольную массовую организацию. В
настоящее время она насчитывает около 6 000 000 человек. Это
инженеры, техники и рабочие. Равноправными членами
общества становятся и вступающие в него юные техники.
Первичные организации общества имеются на каждом
предприятии, в том числе и на тех, которые шефствуют над
171
школами, Домами пионеров и
станциями юных техников.
Теперь первичные организации
ВОИР создаются и в школах.
Задачами общества являются:
всемерное содействие
дальнейшему подъему всех отраслей на-
Рис. 78. Нагрудный значок родного хозяйства, автоматиза-
члена ВОИР. ции и механизации
производственных процессов,
модернизация действующего оборудования, выявление и
максимальное использование резервов производства, экономия
сырья, материалов, топлива, электроэнергии в целях
обеспечения выполнения и перевыполнения производственных
планов, неуклонного роста производительности труда,
повышение качества и снижение себестоимости выпускаемой
продукции и улучшение условий труда, борьба за
достижение максимальной эффективности от внедрения в народное
хозяйство изобретений и рационализаторских предложений.
Точно такие же задачи ставят перед собой и юные
техники, которые внесли уже немало предложений по
улучшению технологических процессов и использованию
оборудования на предприятиях, где учащиеся проходят
производственную практику, и в школах, где в мастерских
выполняют заказы предприятий. Поэтому-то с юными техниками,
как с равными, советуются инженеры, мастера и
квалифицированные рабочие, поэтому-то юные техники, как и
взрослые изобретатели и рационализаторы, вступают в ВОИР
на предприятиях. Но если даже учащиеся на
предприятиях не работают, а занимаются техническим творчеством
в школе, то им следует работать не в одиночку, а
объединиться и создать в школе свою организацию ВОИР. Эта
организация будет иметь в обществе такие же права, как
организация ВОИР на предприятии, а ее члены получат право,
как и взрослые члены ВОИР, носить нагрудный значок
(рис. 78).
Для технического творчества воировцев работы в школе
непочатый край: нужно совершенствовать имеющиеся и
создавать новые учебные пособия, приспособления для
мастерских, игры и игрушки, спортивные модели. Очень хорошо
конструировать что-либо в помощь шефам. Но чтобы не
тратить зря время и силы, работать нужно по плану. Таким
172
планом на предприятии является перечень так называемых
«узких мест» — производственных участков,
оборудования и технологических процессов, которые тормозят
производство. В нем указаны темы для рационализации и
технические условия на их выполнение.
Темы для рационализации всегда имеются на каждом
предприятии, и среди них немало таких, которые вполне
посильны юным техникам. В нашей стране творческая
деятельность юных техников получила полное признание, и в
ряде городов и районов страны их стараются, как равных,
широко привлекать к решению технических задач, стоящих
перед народным хозяйством.
Астраханская областная станция юных техников по
заданию предприятий выпустила брошюру, в которой
названы темы для юных техников по решению технических
задач, стоящих перед различными предприятиями области.
Вот некоторые из этих тем и технические условия на
них:
Тема 7 (для Астраханского морского судостроительного
завода). Задание: разработать простейший способ
механизации работ по очистке секций и корпусов кораблей от
снега и льда.
Технические условия: 1. Приспособление должно быть
легким и удобным в работе. 2. При электрическом варианте
напряжение не должно превышать 36 вольт.
Тема 10 (для Астраханского завода стекловолокна).
Задание: предложить рациональное оборудование
рабочего места оператора в цехе электропечей.
Технические условия: обеспечить внешний вид,
соответствующий современным требованиям технической эстетики,
и удобное расположение инструмента, материалов и прочего.
Тема 17 (для машиностроительного завода «Октябрь»).
Задание: разработать автоматическую систему
включения и отключения электросети освещения территории
завода.
Технические условия: обеспечить включение и
отключение освещения в заданное время.
В изобретении техническое решение является
принципиально новым, еще нигде не применяемым. В
рационализаторском предложении решение также может быть новым
(тогда это будет изобретение), а может быть и уже
известным. В этом случае рационализатор за основу своего пред-
Д73
ложения берет техническое решение, найденное им в
литературе или на другом предприятии, и творчески
перерабатывает его, приспосабливая к местным условиям.
Юным техникам следует знать, что
рационализаторскими предложениями считаются предложения по
усовершенствованию применяемой техники (машин, приборов,
инструментов, приспособлений, аппаратов, агрегатов и т, д.),
усовершенствованию выпускаемой продукции, технологии
производства, способов контроля, наблюдения и
исследования, техники безопасности и охраны труда или
предложения, позволяющие более эффективно использовать
энергию, оборудование, материалы.
Рационализаторское предложение подается в
первичную организацию ВОИР в письменном виде. Предложение
должно содержать подробное изложение того, что
предлагается и как осуществить предложение. Название должно
отражать сущность предложения. В описании должны быть
изложены недостатки того способа производства или
приспособления, которые предлагается заменить, и указаны
преимущества, которые даст осуществление предложения:
повышение производительности труда или его безопасности,
экономию энергии или материалов, улучшение качества
продукции и т. д. Если нужно, то к описанию прилагается
чертеж, эскиз или схема. Если какую-нибудь из деталей
чертежа нужно пояснить, то это делается в описании под
тем же номером, под которым деталь указана на чертеже.
Заявление, описание и чертежи необходимо подписывать
всем, кто участвовал в разработке предложения. О каждом
участнике должны быть сообщены: фамилия, имя, отчество,
адрес места жительства, номер школы и класс.
Удостоверение на рационализаторское предложение
выдается предприятиями или организациями, которые первые
приняли эти предложения к внедрению.
Широкое внедрение изобретений и рационализаторских
предложений приносит государству большую пользу,
поэтому государство поощряет и премирует их авторов, а тех,
кто мешает рассмотрению и внедрению изобретений и
рационализаторских предложений, государство привлекает к
ответственности.
Изобретательство и рационализация — дело не только
важное и нужное, но и очень интересное. В нем участвуют
тысячи и тысячи юных техников, и каждому, конечно, очень
174
хочется изобрести что-нибудь полезное и нужное Родине,
но далеко не каждый настолько уверен в своих силах, чтобы
решиться подать заявку в Комитет Совета Министров СССР
и даже в первичную организацию ВОИР завода-шефа, да и
не всякий изобретет то, с чем в эти организации следует
обращаться: ведь многие юные изобретатели
конструируют «для себя». Но их работа может оказаться интересной
и полезной и для других людей, а также для народного
хозяйства и обороны страны. Поэтому юным техникам можно
посоветовать: посылайте свои предложения (описание и
чертежи или фотографии) в журналы «Юный техник» и
«Моделист-конструктор». Там их рассмотрят опытные
технические специалисты. Если предложение окажется
интересным, то в журнале о них напишут. А в «Юном технике» уже
несколько лет работает патентное бюро, которое выдает
автору предложения свое авторское свидетельство. Если
окажется, что предложение юного техника может быть
полезным народному хозяйству, то редакции журналов
помогут автору его оформить в Государственном комитете по
делам изобретений и открытий при Совете Министров СССР
или в ВОИРе.
Авторское свидетельство «Юного техника» (рис. 85) или
публикация предложения в журналах подтверждение того,
что автор предложения умеет технически мыслить и имеет
данные для того, чтобы стать в дальнейшем инженером.
Мы изложили здесь весьма малую толику тех сведений,
которыми должен располагать инженер («изобретательный
человек» — в дословном переводе с французского).
Главное — это пробудить интерес, подтолкнуть хоть одного из
сотни читателей этой книги к изобретательству и
инженерной, технической, творческой деятельности.
«А при чем тут звездные часы?» — скажут некоторые,
закрывая книгу в недоумении.
Известный писатель Стефан Цвейг называл жизнь
великих ученых, поэтов, изобретателей «звездными часами
человечества». В тысячелетних буднях истории жизнь каждого
из них — не более чем краткий взблеск, крохотный час.
Но этот час приближал человечество к звездам, открывал
людям новые горизонты.
Пусть и ваша жизнь, дорогие юные читатели, станет
«звездным часом», пусть она будет вся отдана творчеству и
победам — над собой, над материалом, над Природой!..
СОДЕРЖАНИЕ
Г лав а I
ЧТО ТАКОЕ ИНЖЕНЕР 3
ГЛАВА II
ЯЗЫК И МЫСЛЬ 19
ГЛАВА III
НАУКИ ТЕХНИКУ ПИТАЮТ 33
ГЛА В А IV
МАТЕРИАЛЫ ТЕХНИКИ 73
ГЛАВА V
ДЕТАЛИ МАШИН 105
ГЛА В А VI
«ЗВЕЗДНЫЕ ЧАСЫ* 154
ДЛЯ СРЕДНЕГО И СТАРШЕГО
ВОЗРАСТА
Моисей Исаакович Негримовский
ИНЖЕНЕР НАЧИНАЕТСЯ В ШКОЛЕ
Ответственный редактор М. А. Зарецкая. Художественный
редактор И. Г. Найденова. Технический редактор И. Я.
Колодная. Корректоры В. В. Борисова и Г. Ю. Гнетова. Сдано
в набор 4/III 1974 г. Подписано к печати 6/IX 1974 г.
Формат 84хЮ81/32. Бум. типогр. № 1 Печ. л. 5,5. Усл. печ.
л. 9,24. Уч.-изд. л. 9,24. А02883. Тираж 100 000 экз.
Заказ № 1205. Цена 44 коп. Ордена Трудового Красного
Знамени издательство «Детская литература». Москва, Центр,
М. Черкасский пер., 1. Отпечатано с матриц Ордена
Трудового Красного Знамени фабрикой «Детская книга» № 1.
Росглавполиграфпрома Государственного Комитета Совета
Министров РСФСР по делам издательств, полиграфии и
книжной торговли.Зак 3620, Москва, Сущевский вал, 49.