











Author: Одинцов Л.Г.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение приборостроение технология машиностроения издательство машиностроение
Year: 1987




УПРОЧНЕНИЕ
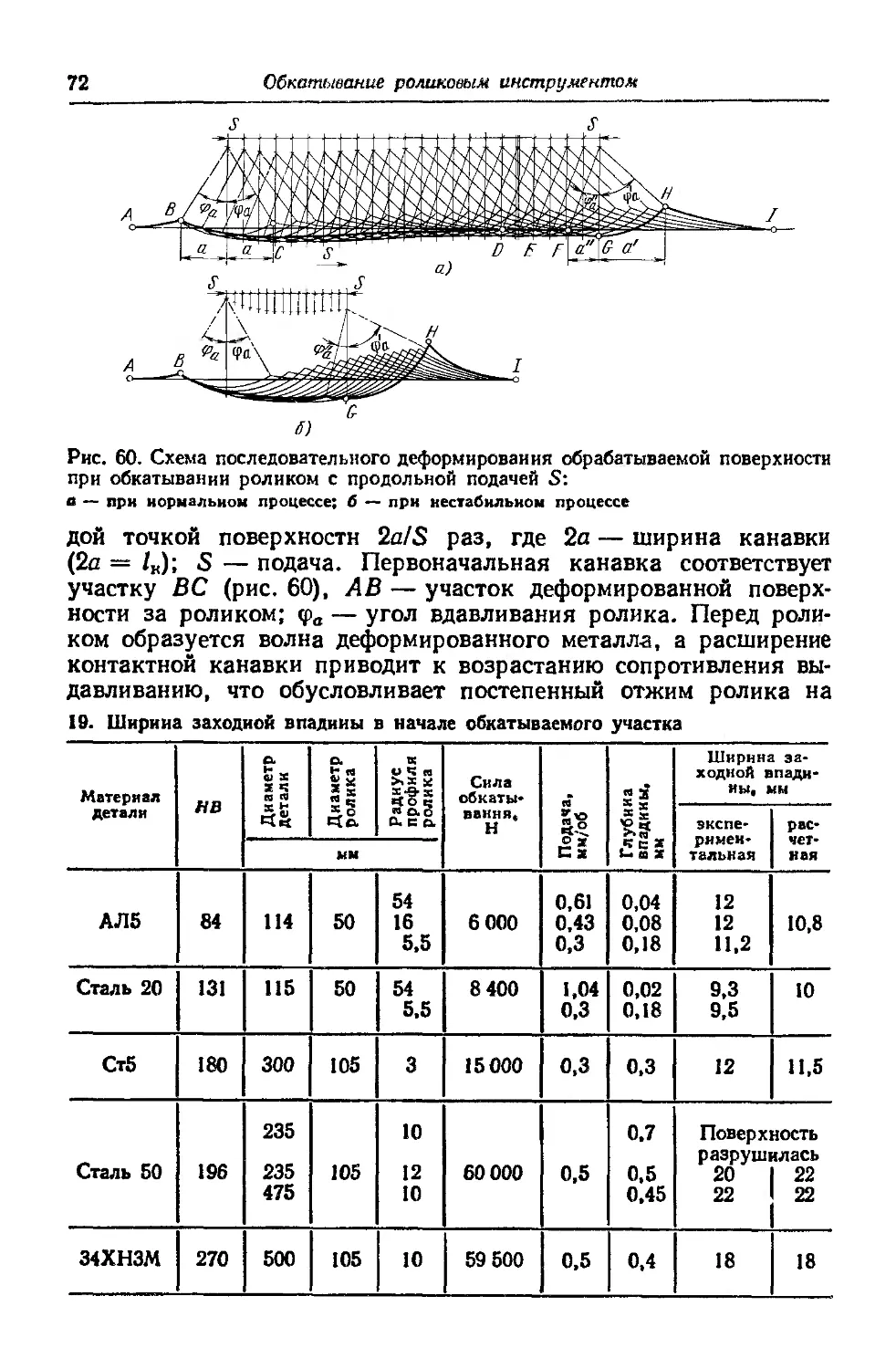
И ОТДЕЛКА
ДЕТАЛЕЙ
поверхностным
пластическим
деформированием
ББК 34.6
0-42
УДК 621.9 (031)
Рецензент канд. техн, наук Д. Д. Щетинин
Одинцов Л, Г.
0-42 Упрочнение и отделка деталей поверхностным пласти-
ческим деформированием: Справочник. — М.: Машино-
строение, 1987, 328 с., ил.
(В пер.): 1 р. 40 к.
Приведены основные данные о методах ППД. применяемых инструментах,
оснастке и оборудовании, об эксплуатационных свойствах деталей, обработан-
ных ППД. Даны практические рекомендации по эффективному использованию
различных методов на основе анализа особенностей, преимуществ и недостатков
каждого метода, а также рекомендации по выбору оптимальных параметров обра-
ботки.
Справочник предназначен для инженерно-технических работников машино-
строительных и приборостроительных предприятий.
2704070000-286
° 038 (01)-87
286-87
ББК 34.6
6П4
© Издательство «Машиностроение», 1987
ОГЛАВЛЕНИЕ
Предисловие......................................................
Глава 1. Физическая сущность и классификация методов ППД . .
1.1. Понятие о поверхностном слое..........................
1.2. Классификация н особенности применения методов ППД. . •
1.3. Явления, происходящие в поверхностном слое при обработке
деталей ППД ...............................................
1.4. Сравнительный анализ и области рационального применения
различных методов ППД .....................................
Глава 2. Инструменты и рабочие тела, используемые при ППД. • •
2.1. Материалы для инструментов и рабочих тел...............
2.2. Ролики и шары для раскатывания и обкатывания...........
2.3. Инструменты для выглаживания...........................
2.4. Инструменты для поверхностного дорноваиия.............
2.S. Рабочие тела и рабочие среды для ударных методов ППД. .
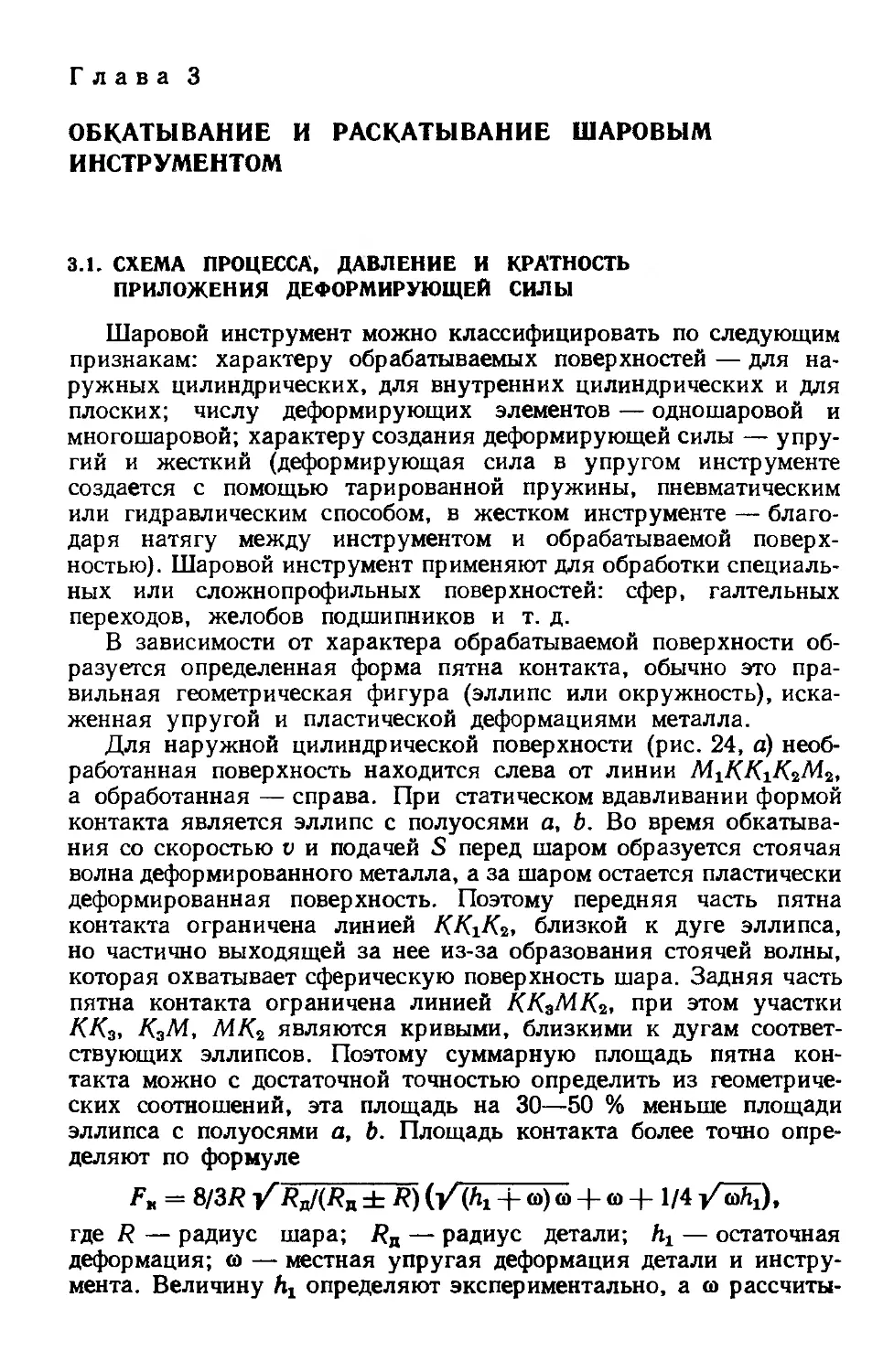
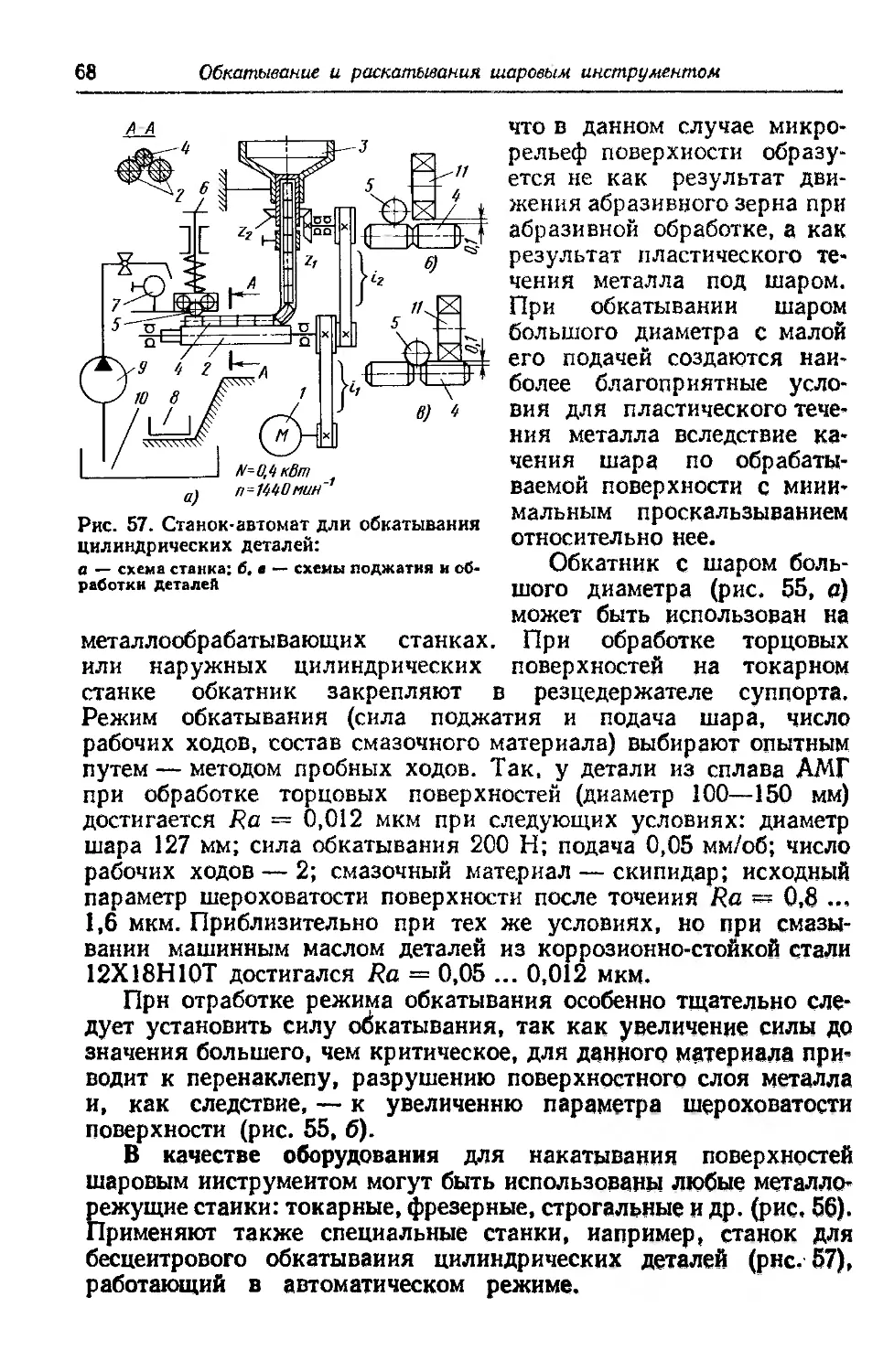
Глава 3. Обкатывание и раскатывание шаровым инструментом . •
3.1. Схема процесса, давление и кратность приложения деформи-
рующей силы................................................
3.2. Выбор параметров обкатывания и раскатывания...........
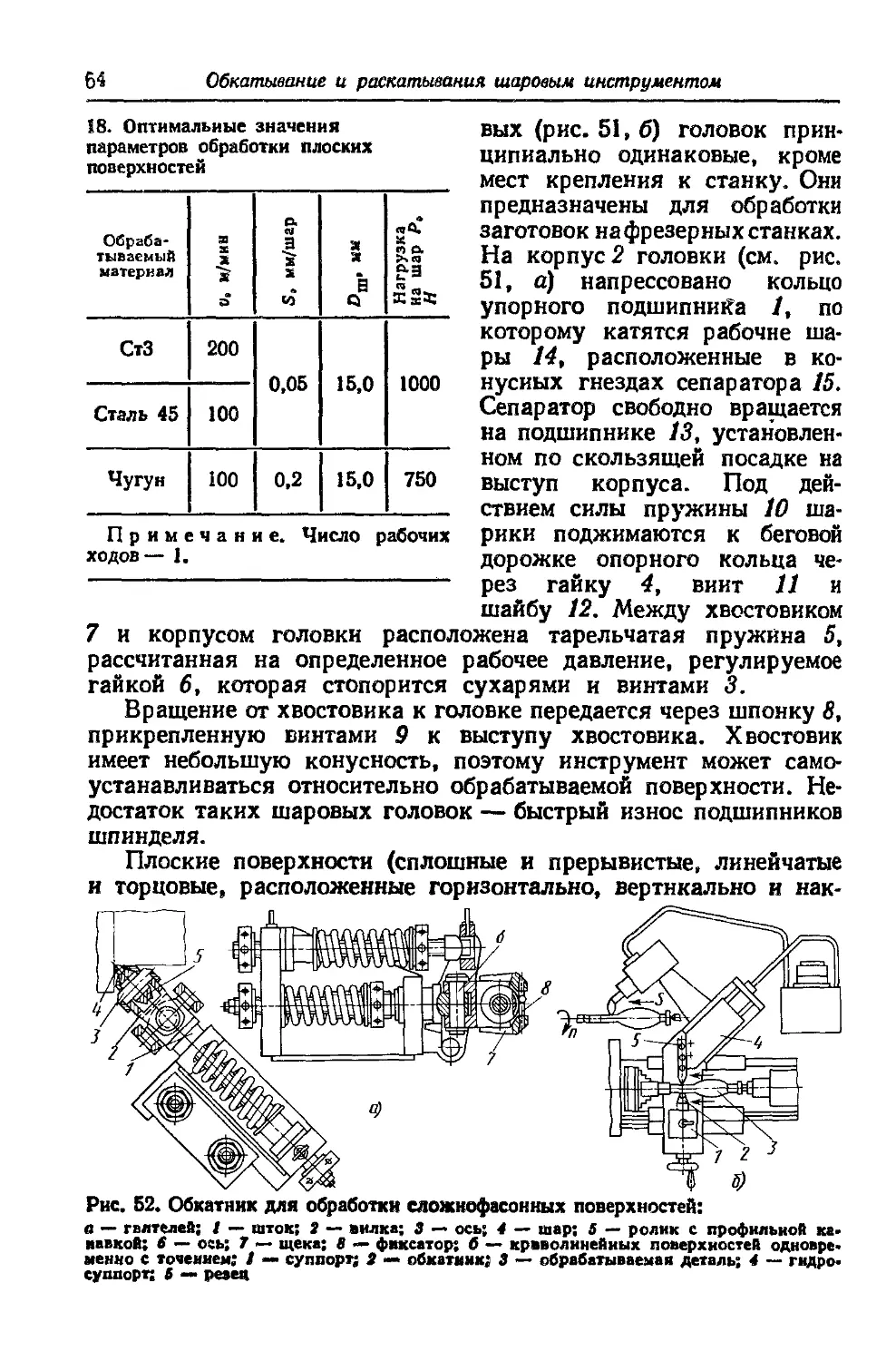
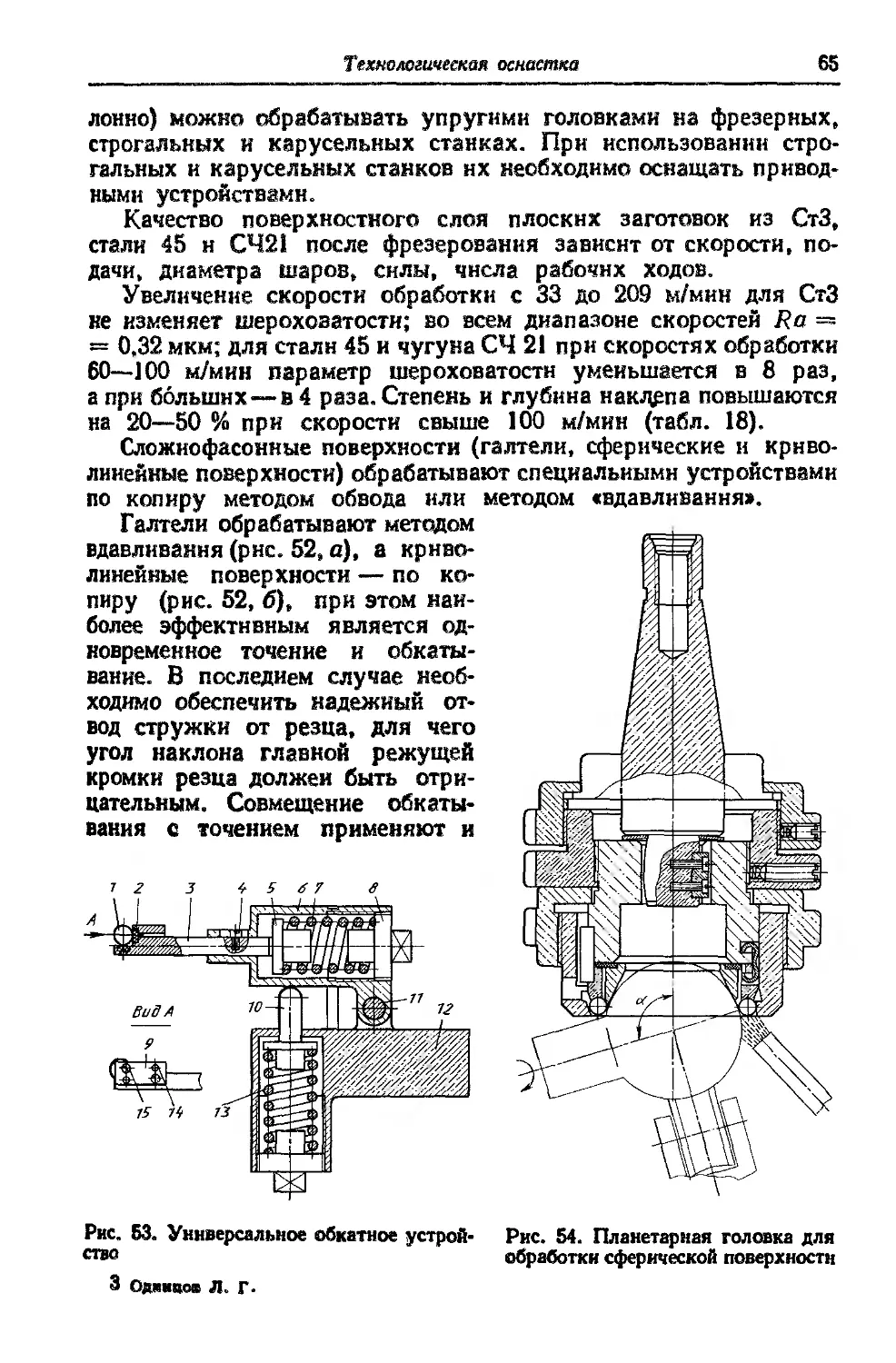
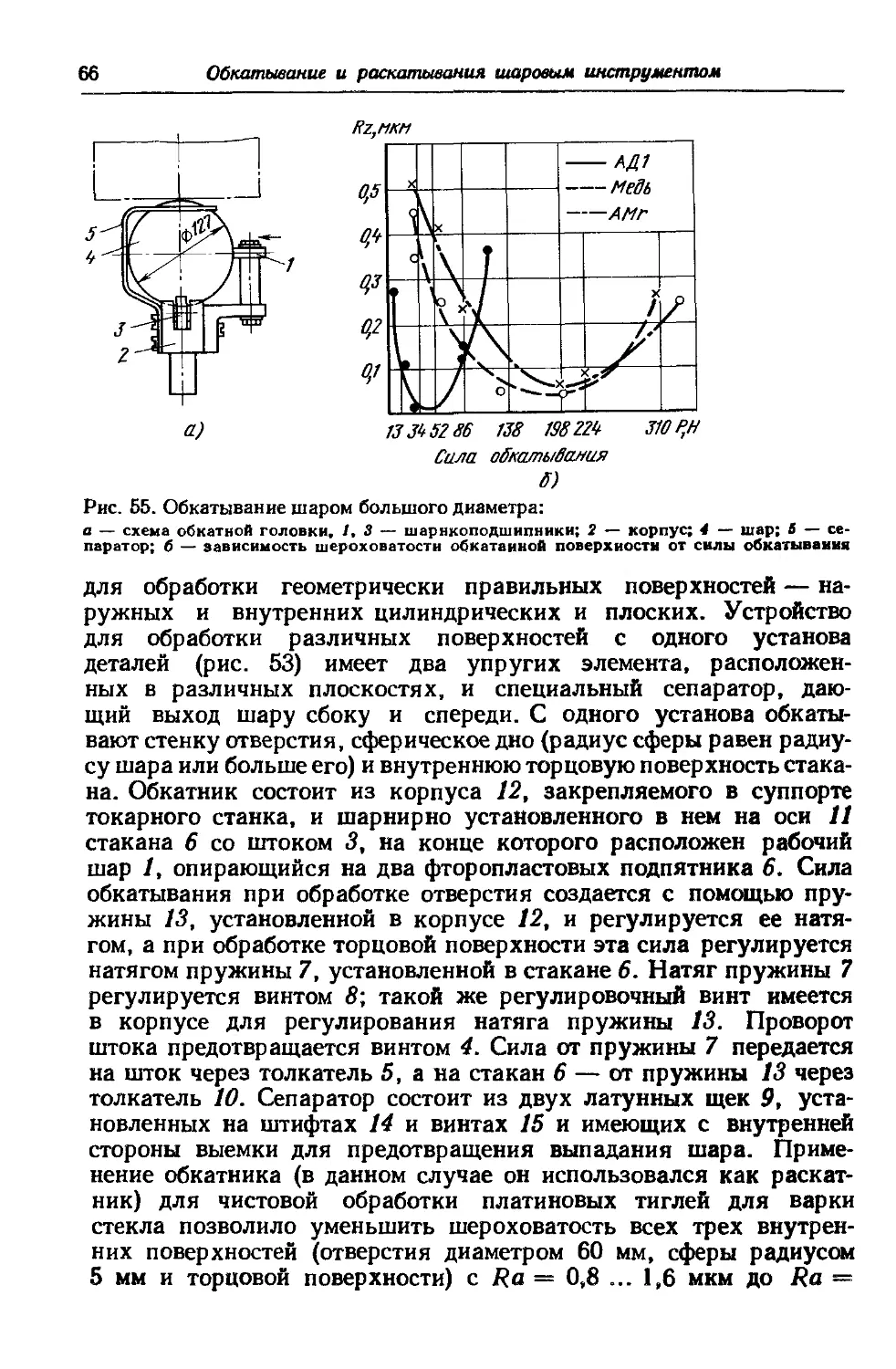
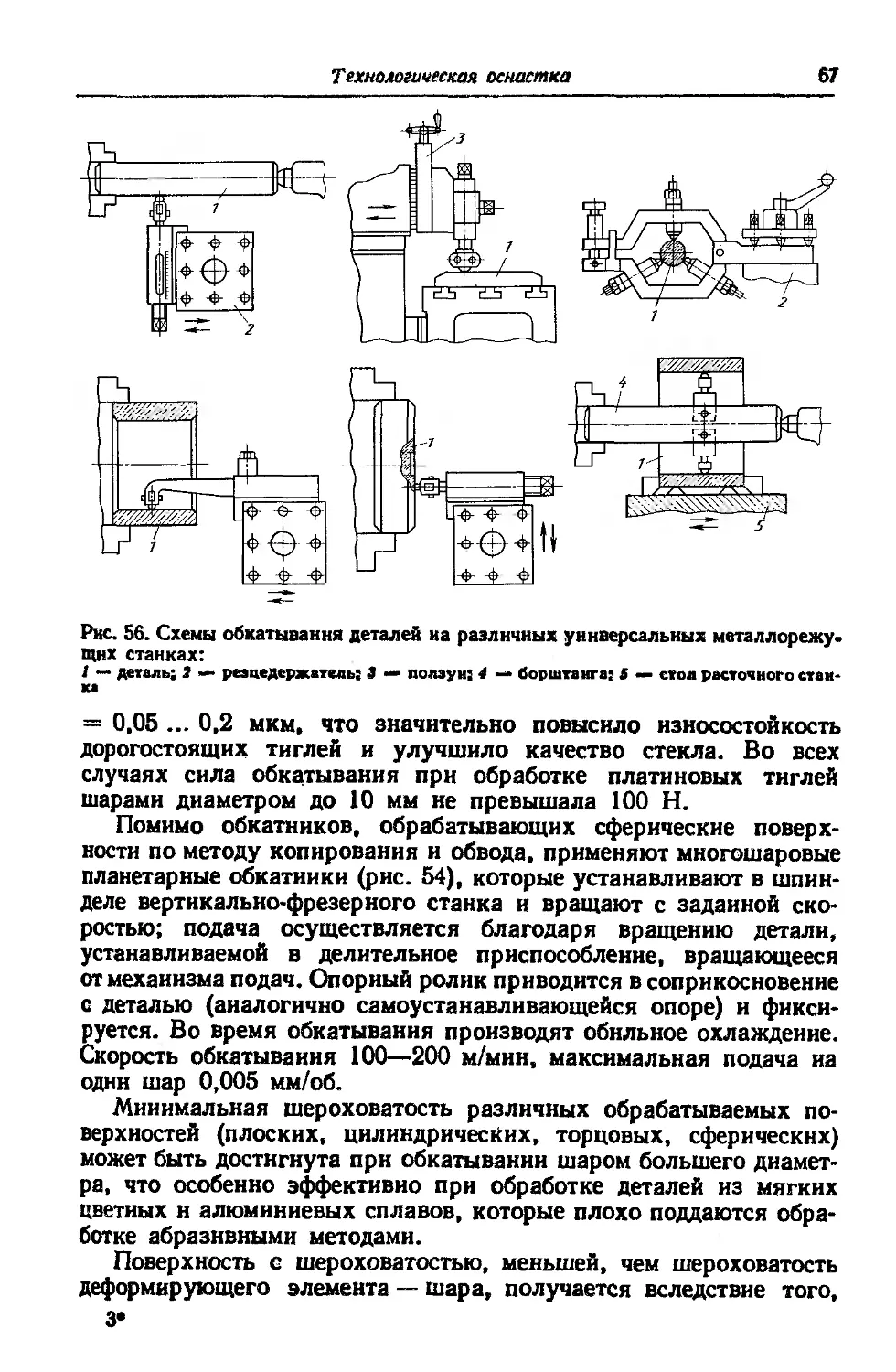
3.3. Технологическая оснастка .............................
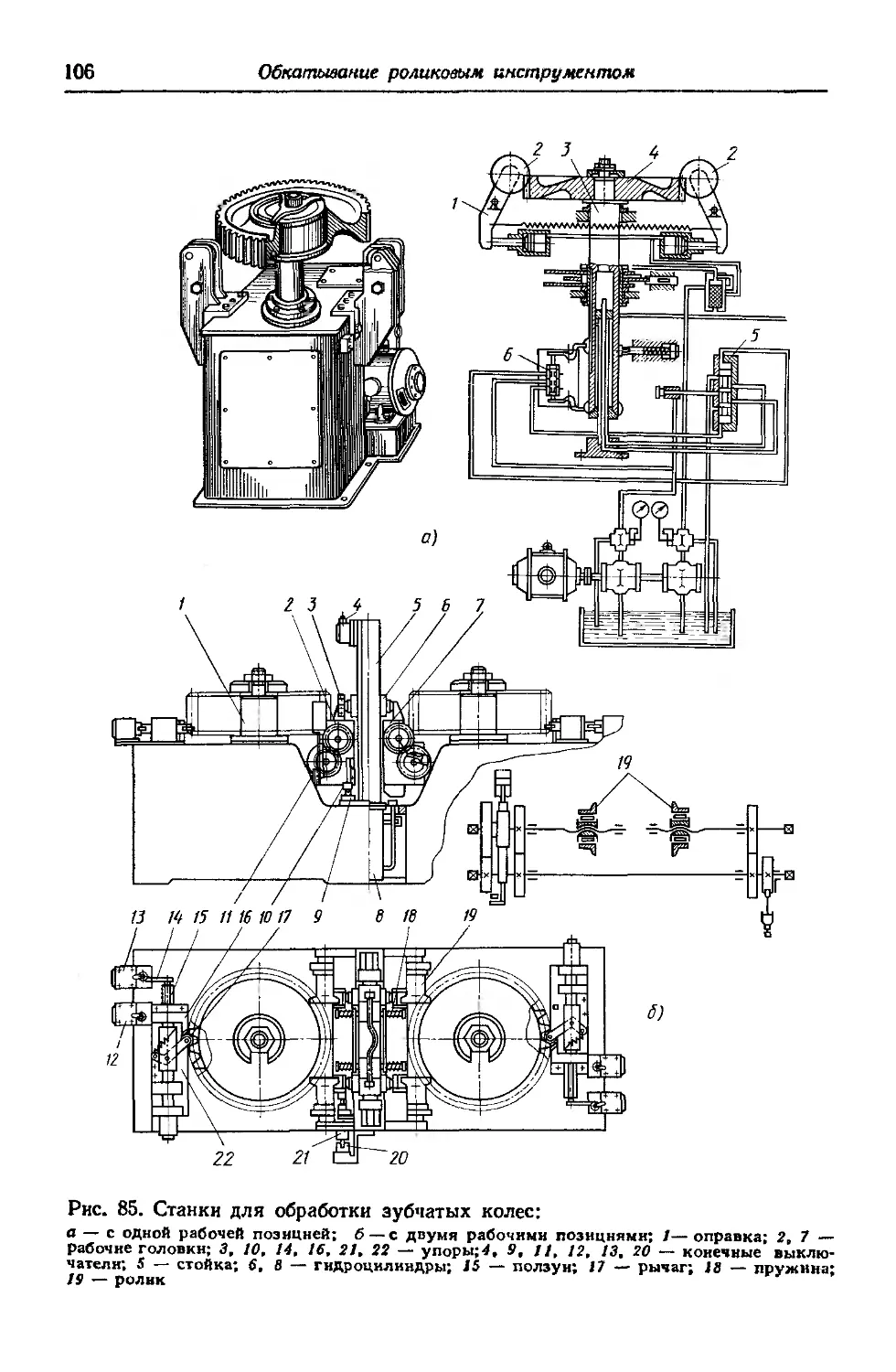
Глава 4. Обкатывание роликовым инструментом ....................
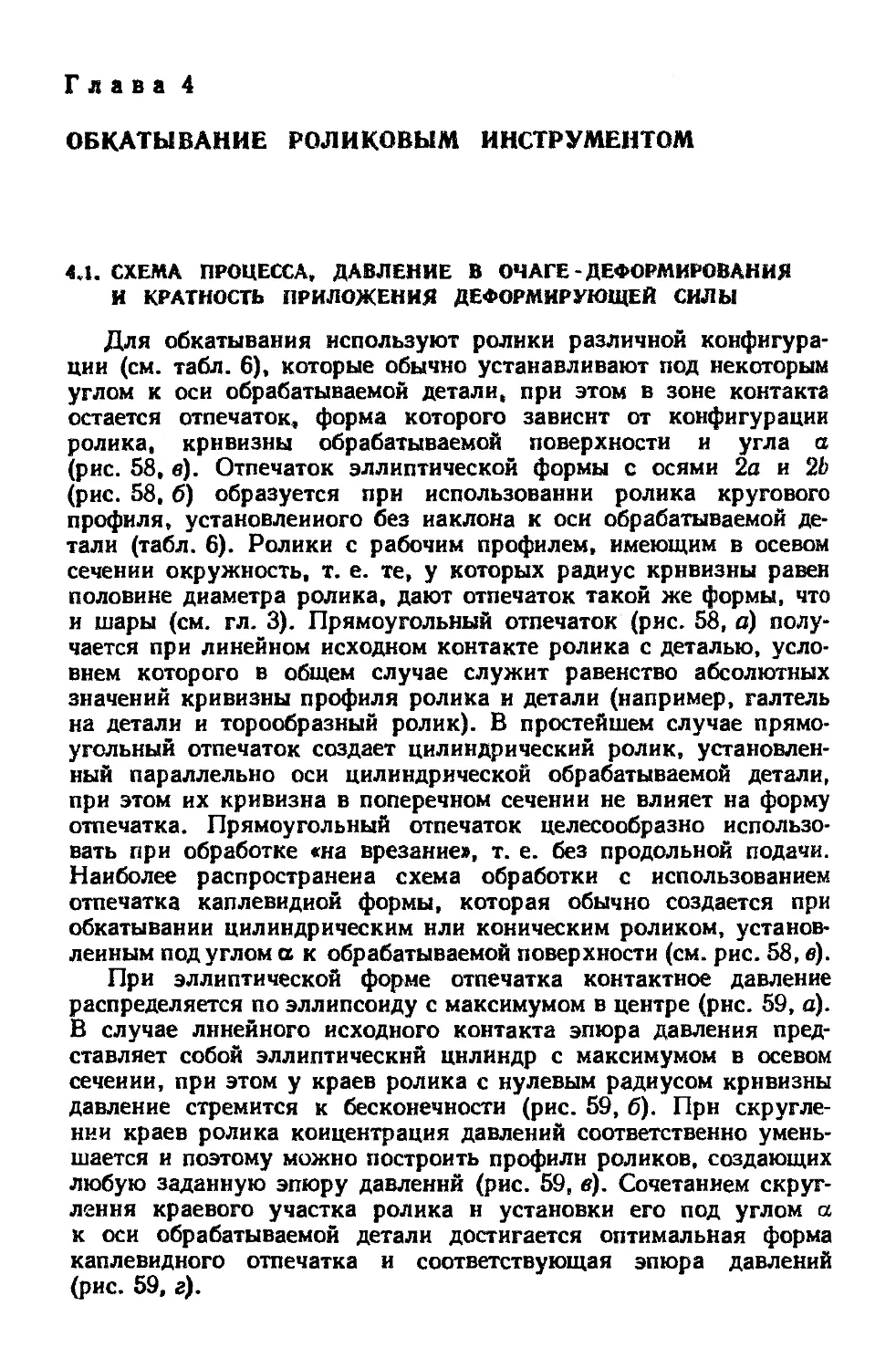
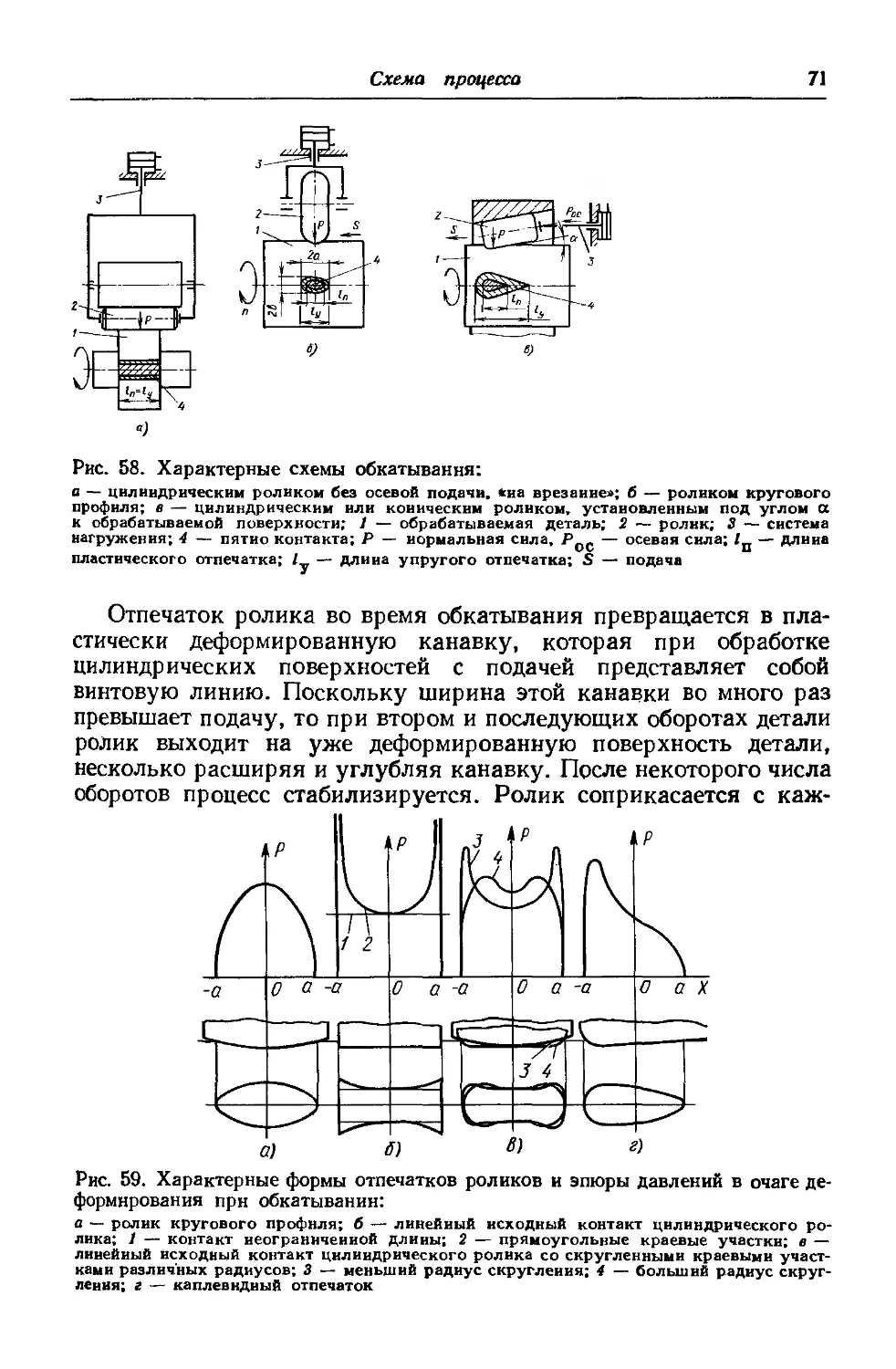
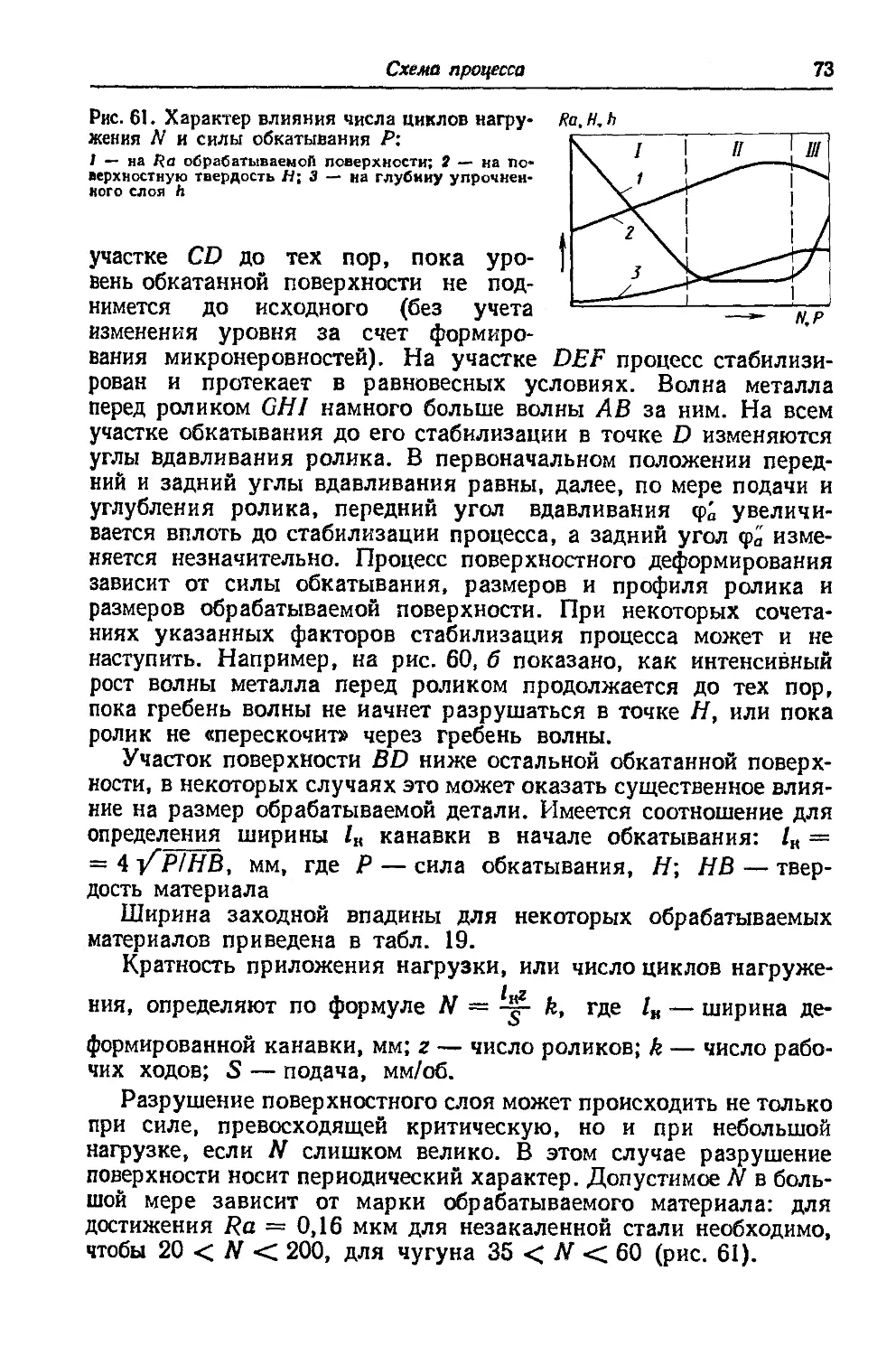
4.1. Схема процесса, давление в очаге деформирования и кратность
приложения деформирующей силы .............................
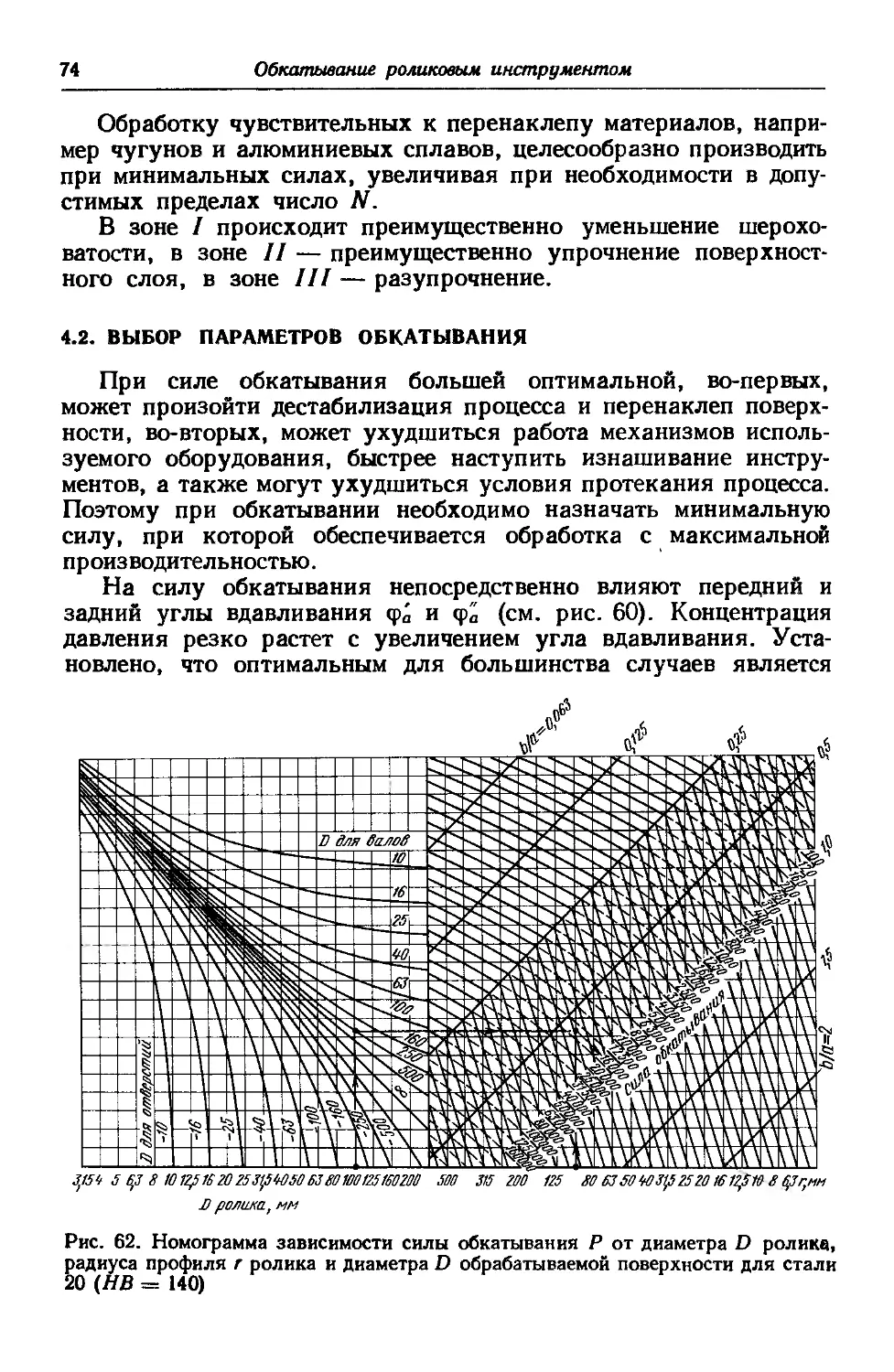
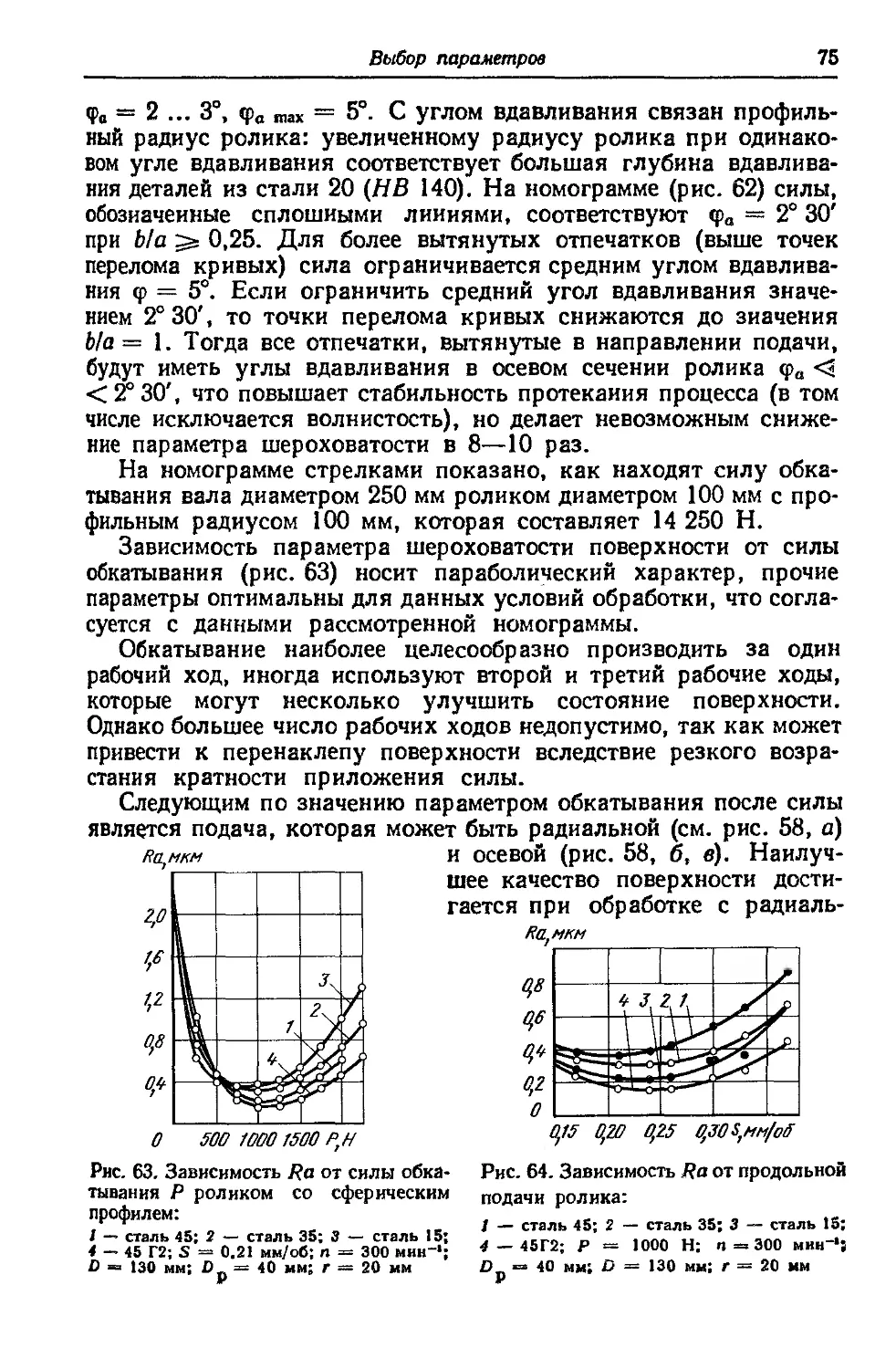
4.2. Выбор параметров обкатывания..........................
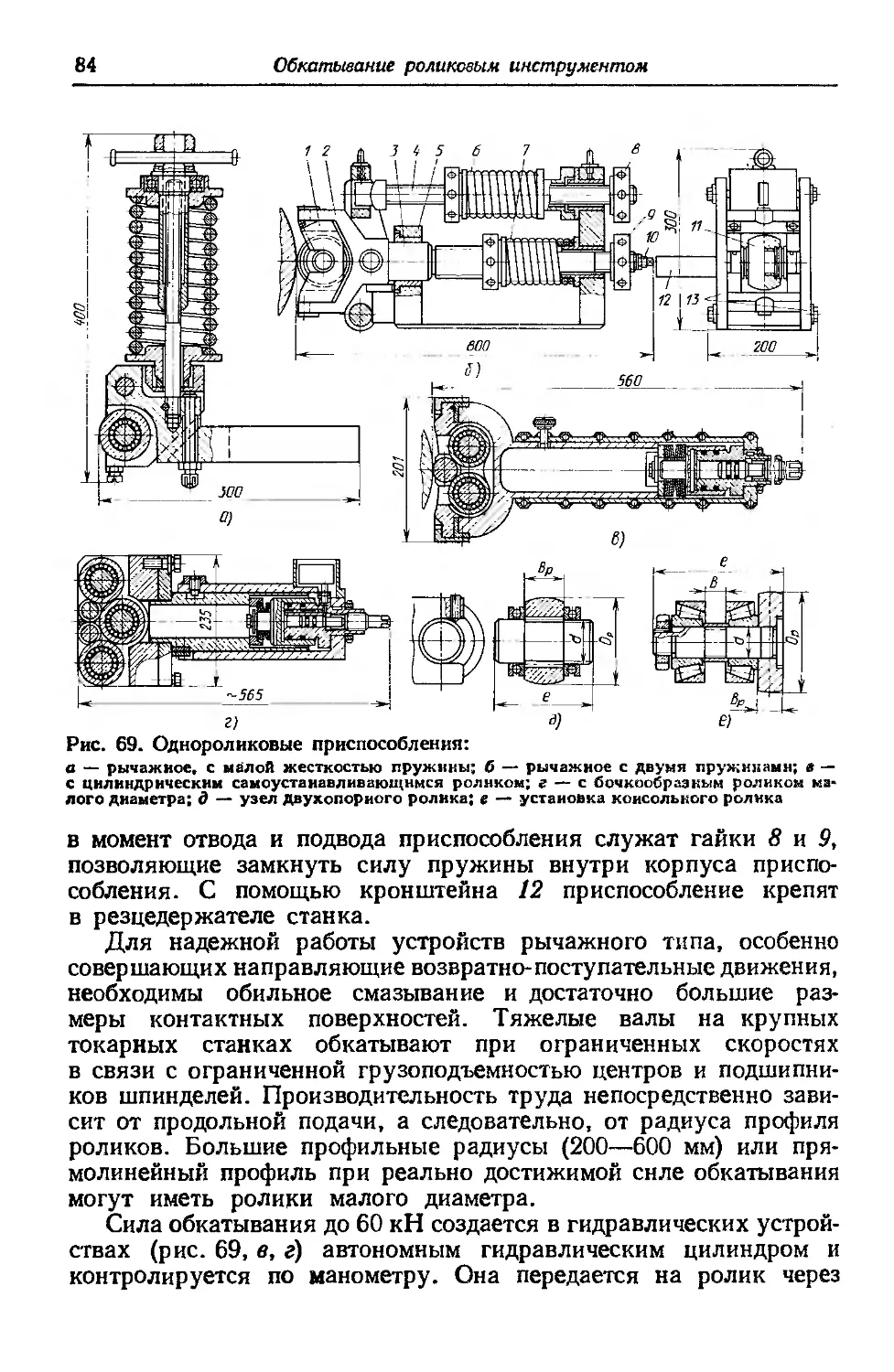
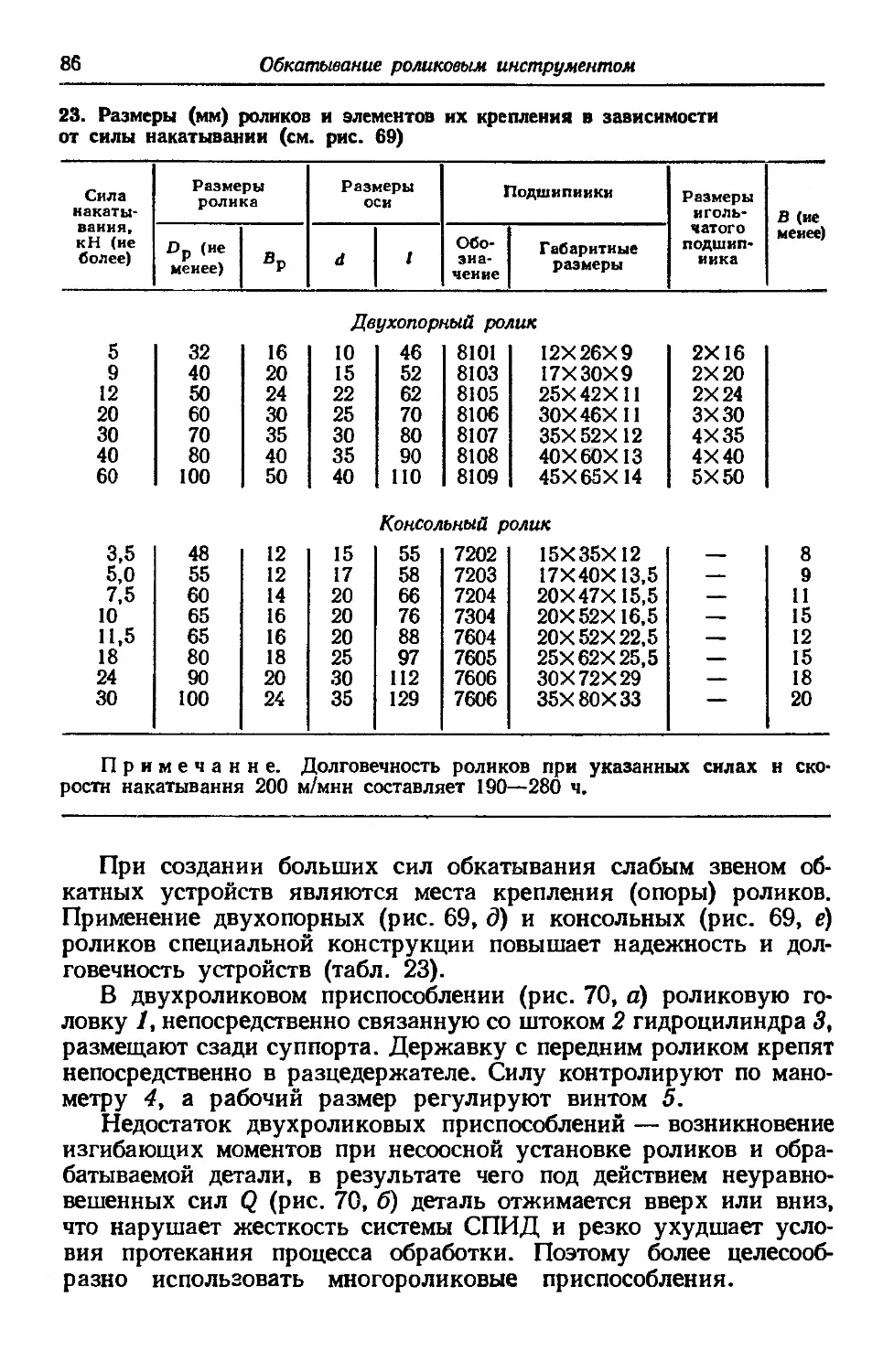
4.3; Технологическая оснастка .............................
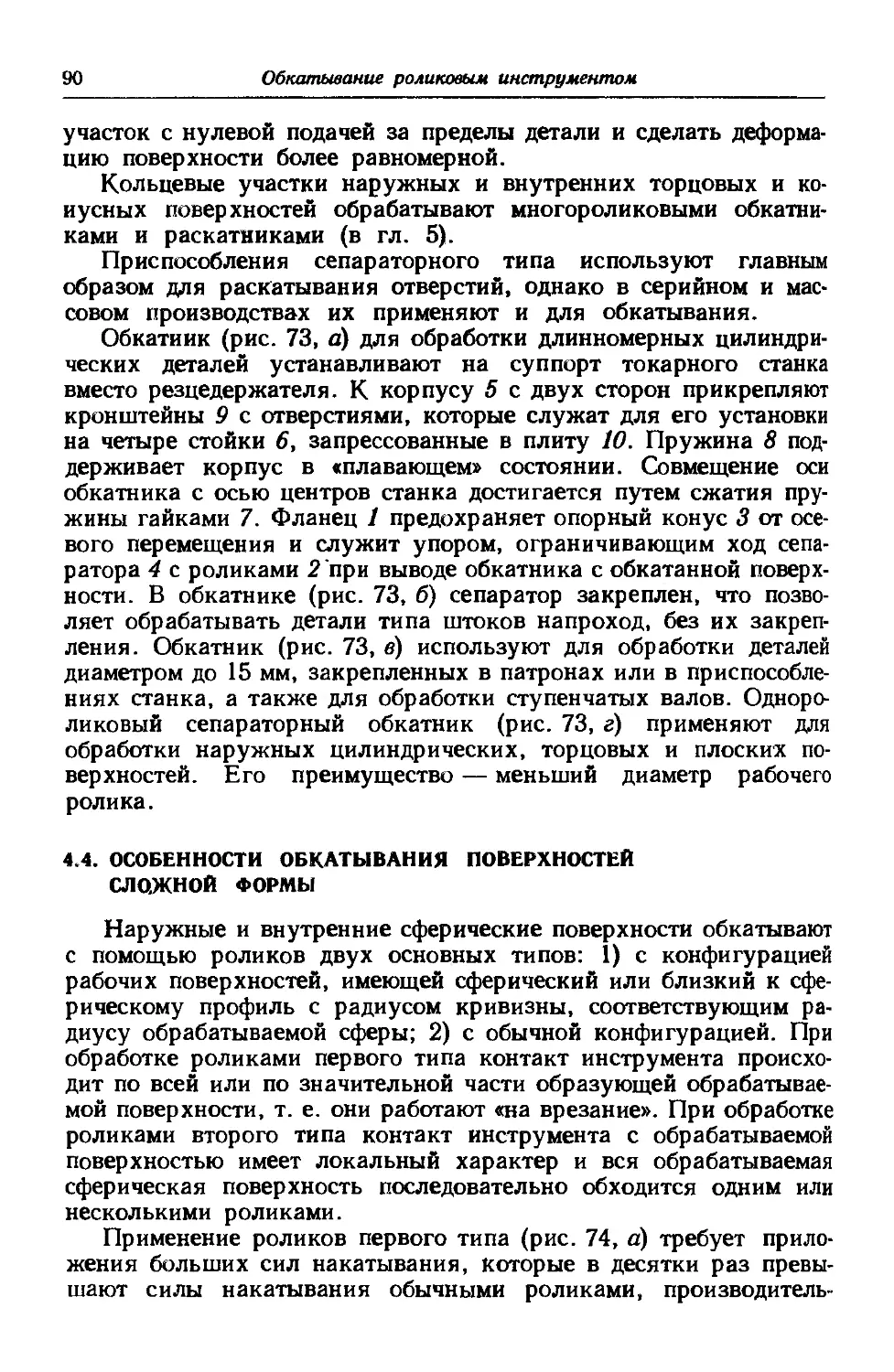
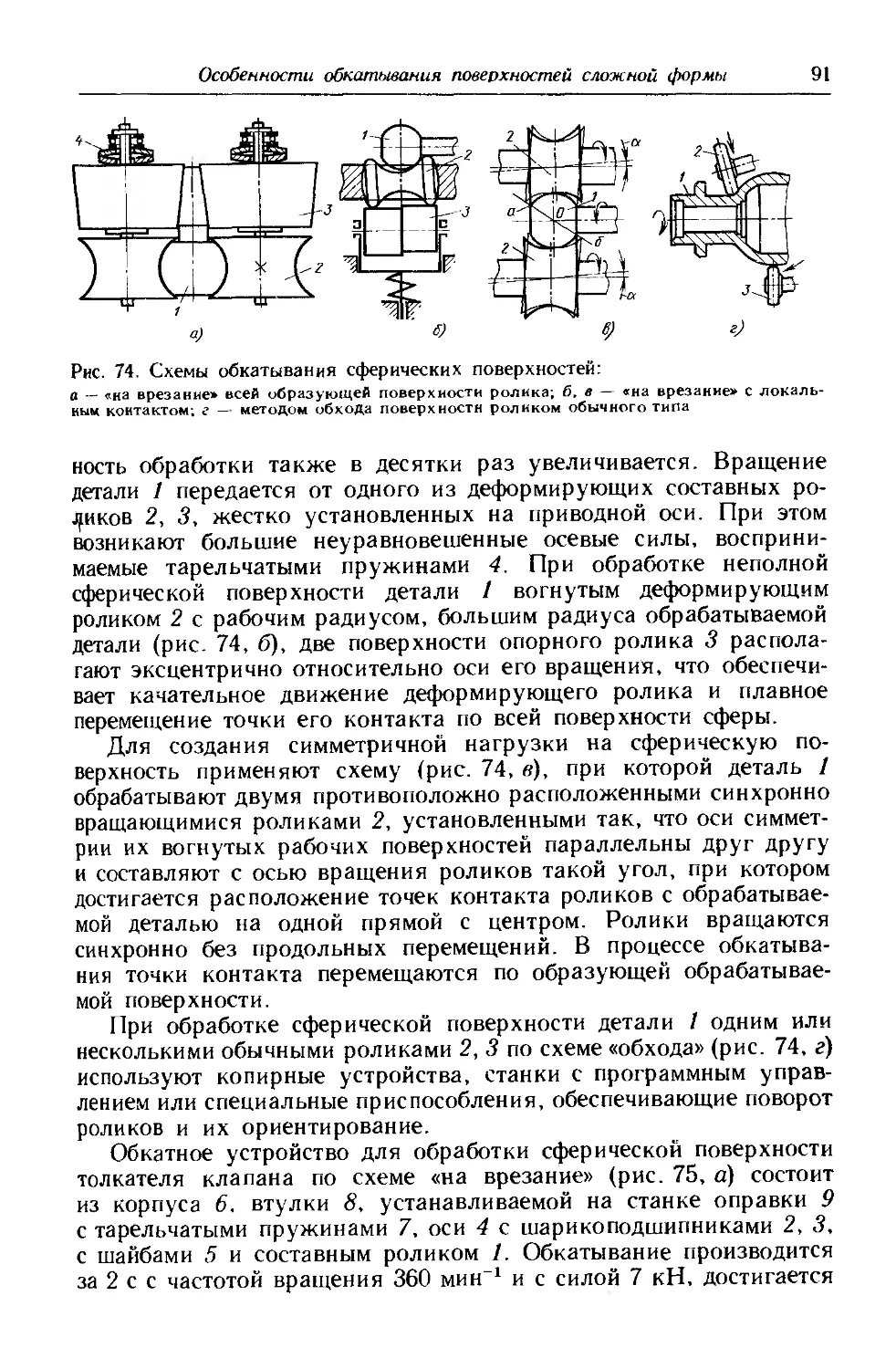
4.4. Особенности обкатывания поверхностей сложной формы . .
4.5. Оборудование..........................................
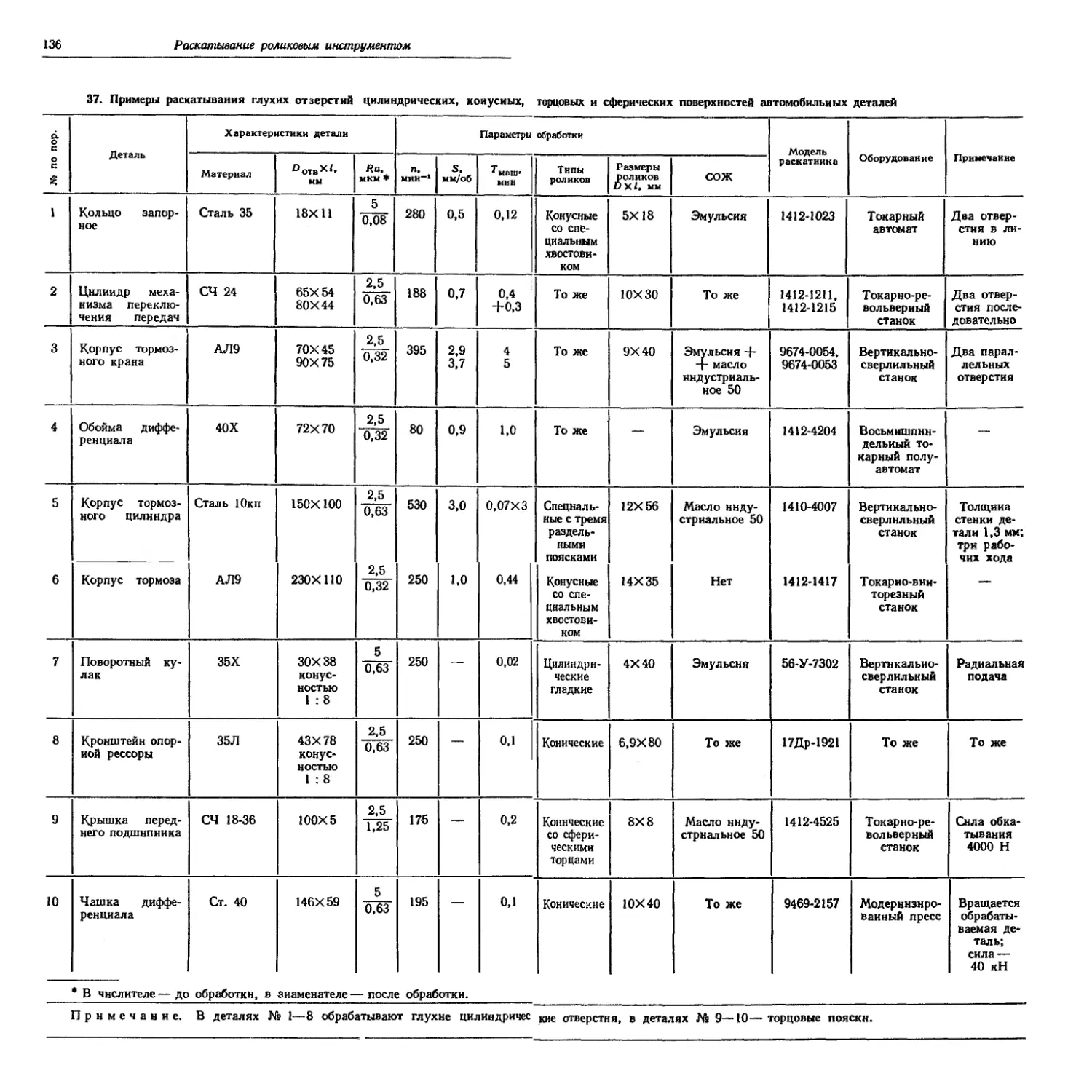
Глава 5. Раскатывание роликовым инструментом.....................
5.1. Особенности раскатывания..............................
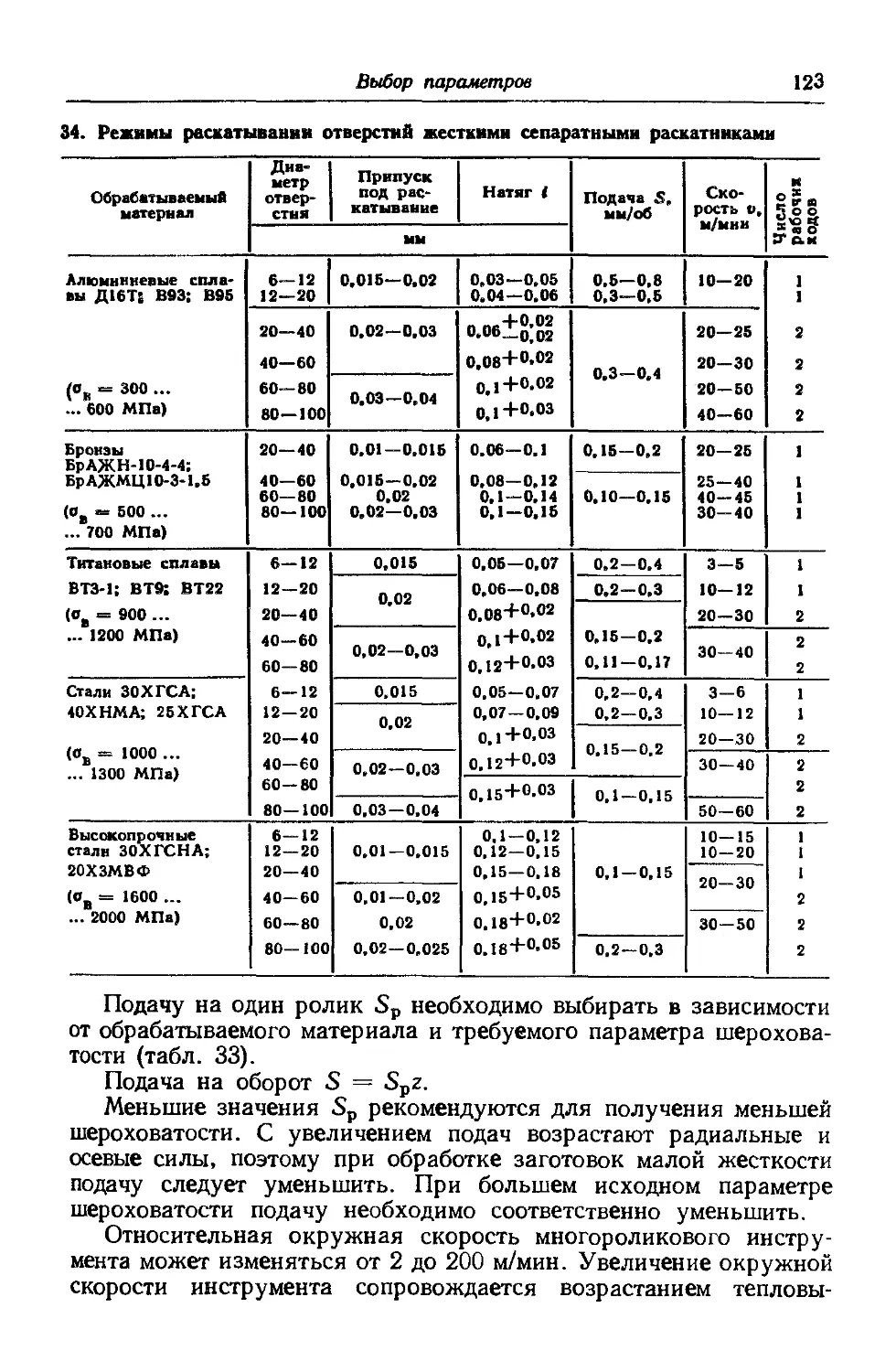
5.2. Выбор параметров раскатывания.........................
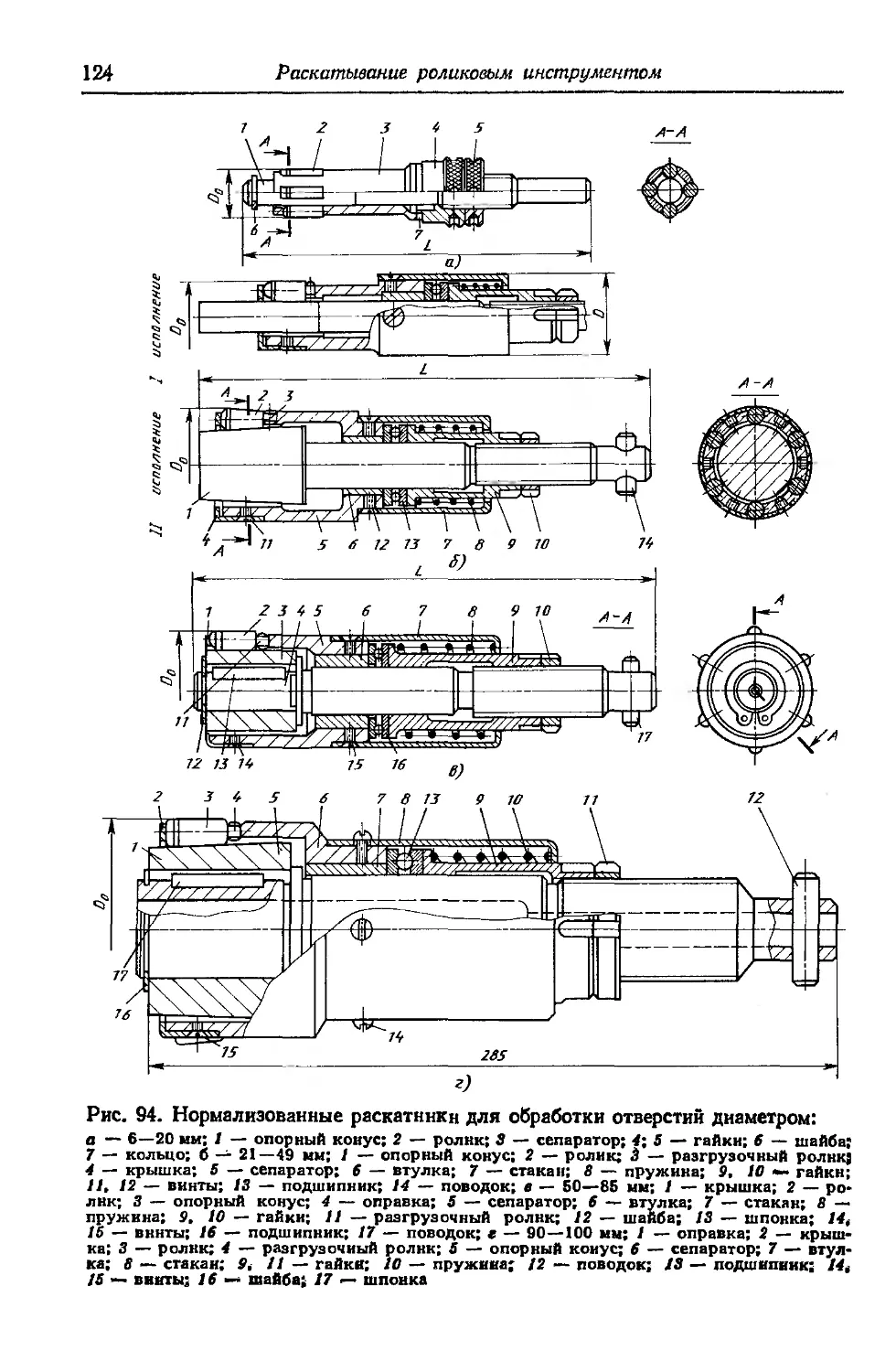
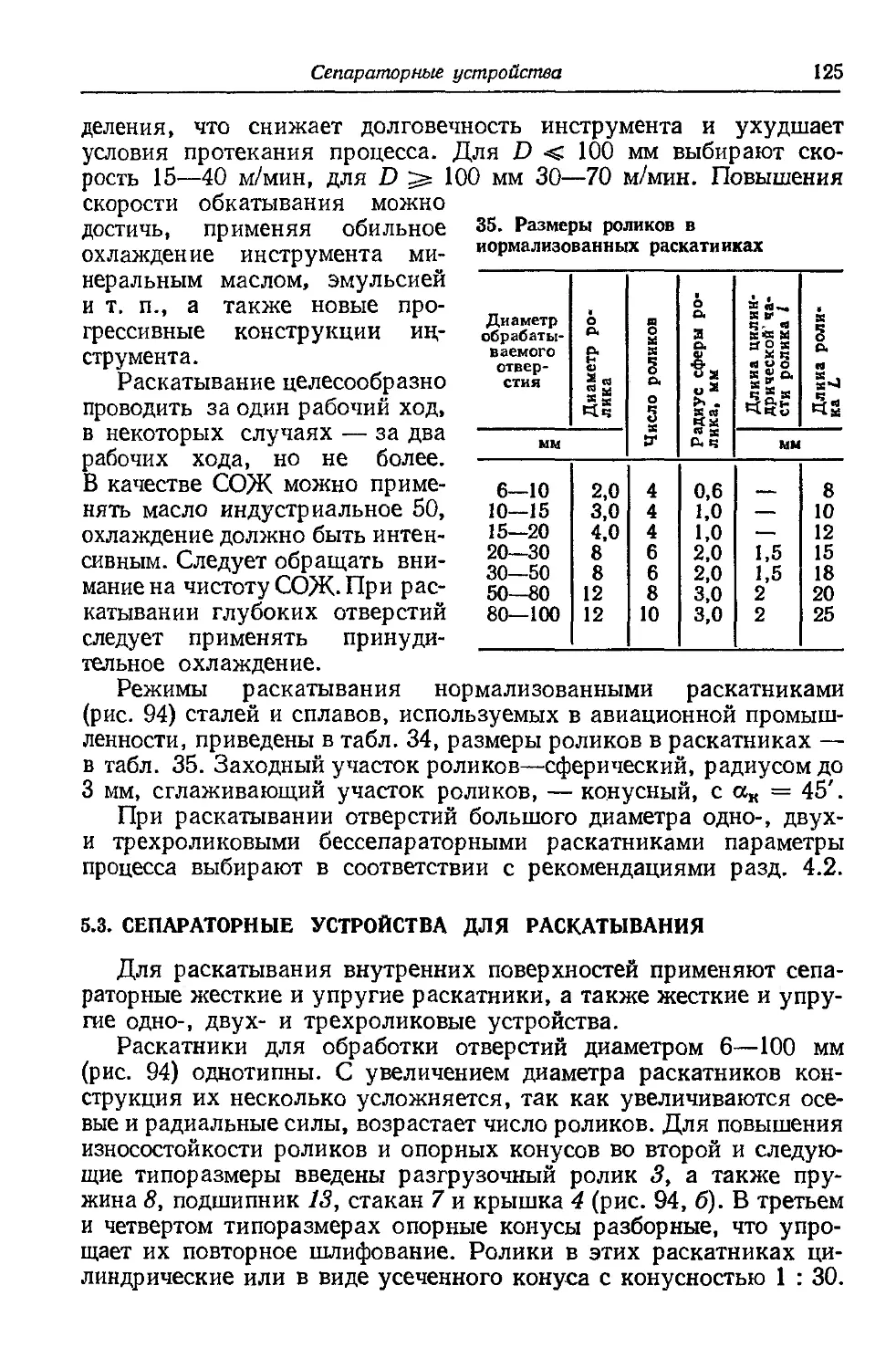
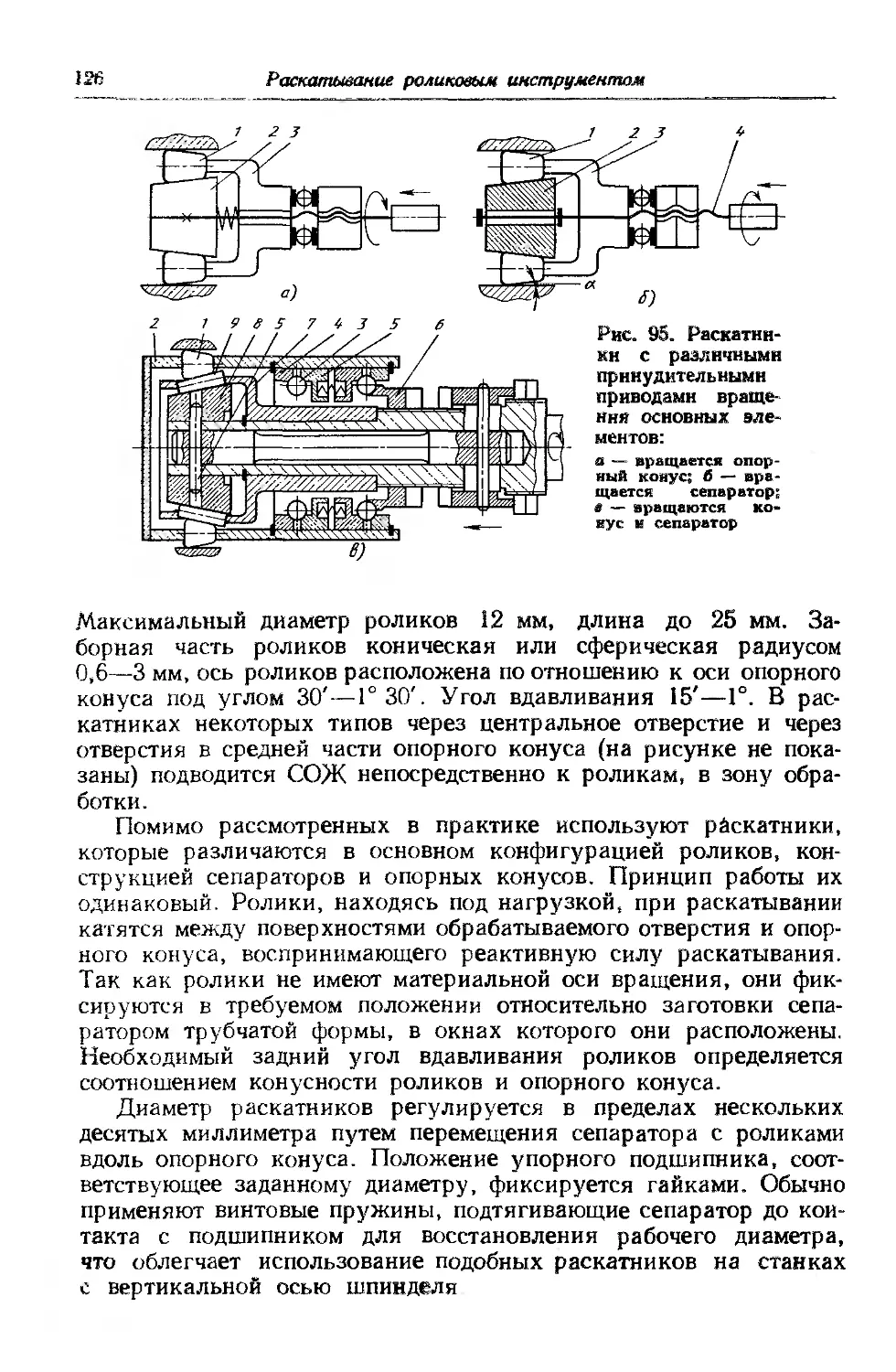
5.3. Сепараторные устройства для раскатывания..............
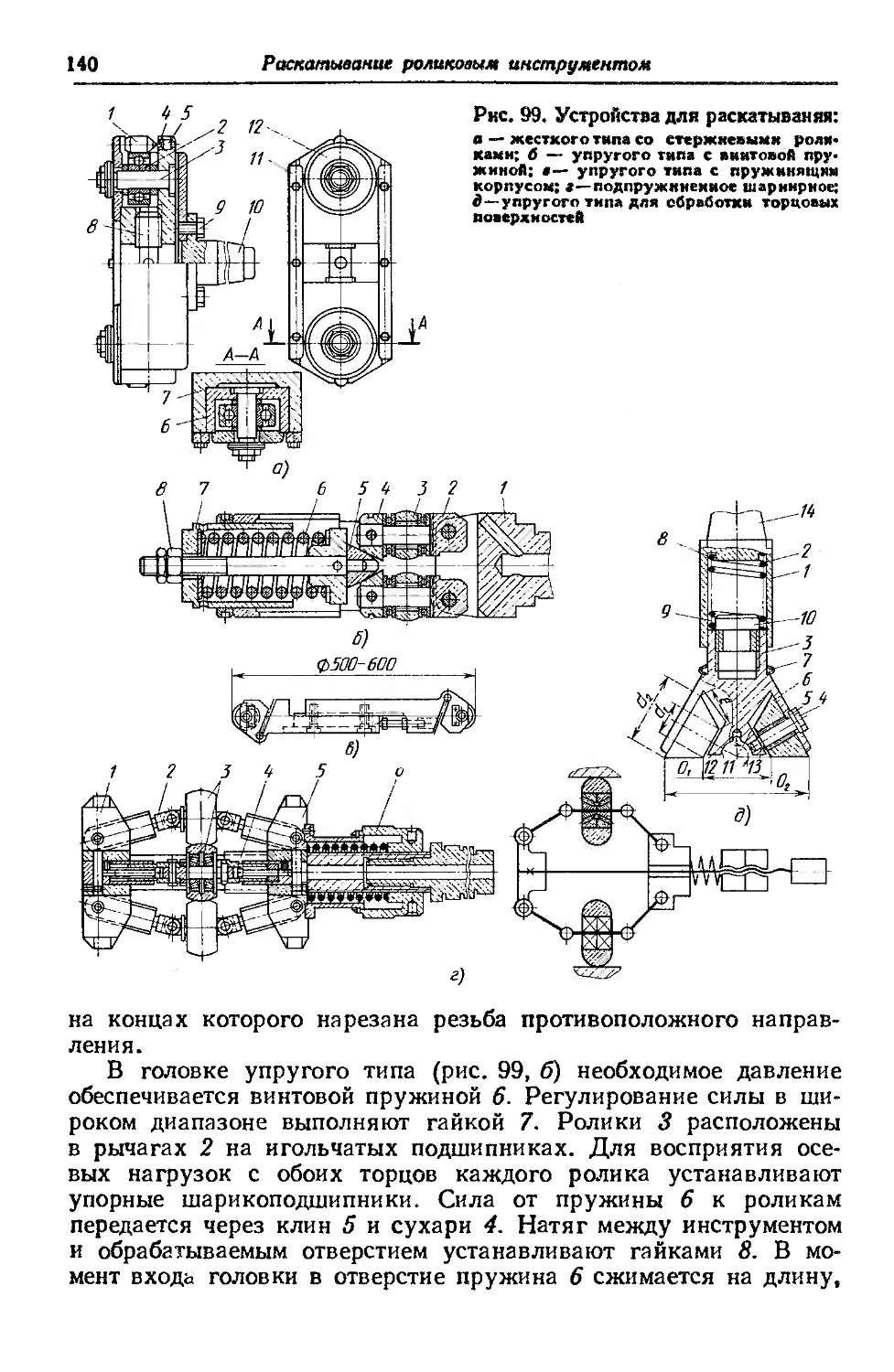
5.4. Бессепаратные устройства для раскатывания.............
5.5. Оборудование .........................................
Глава 6. Алмазное выглаживание ..................................
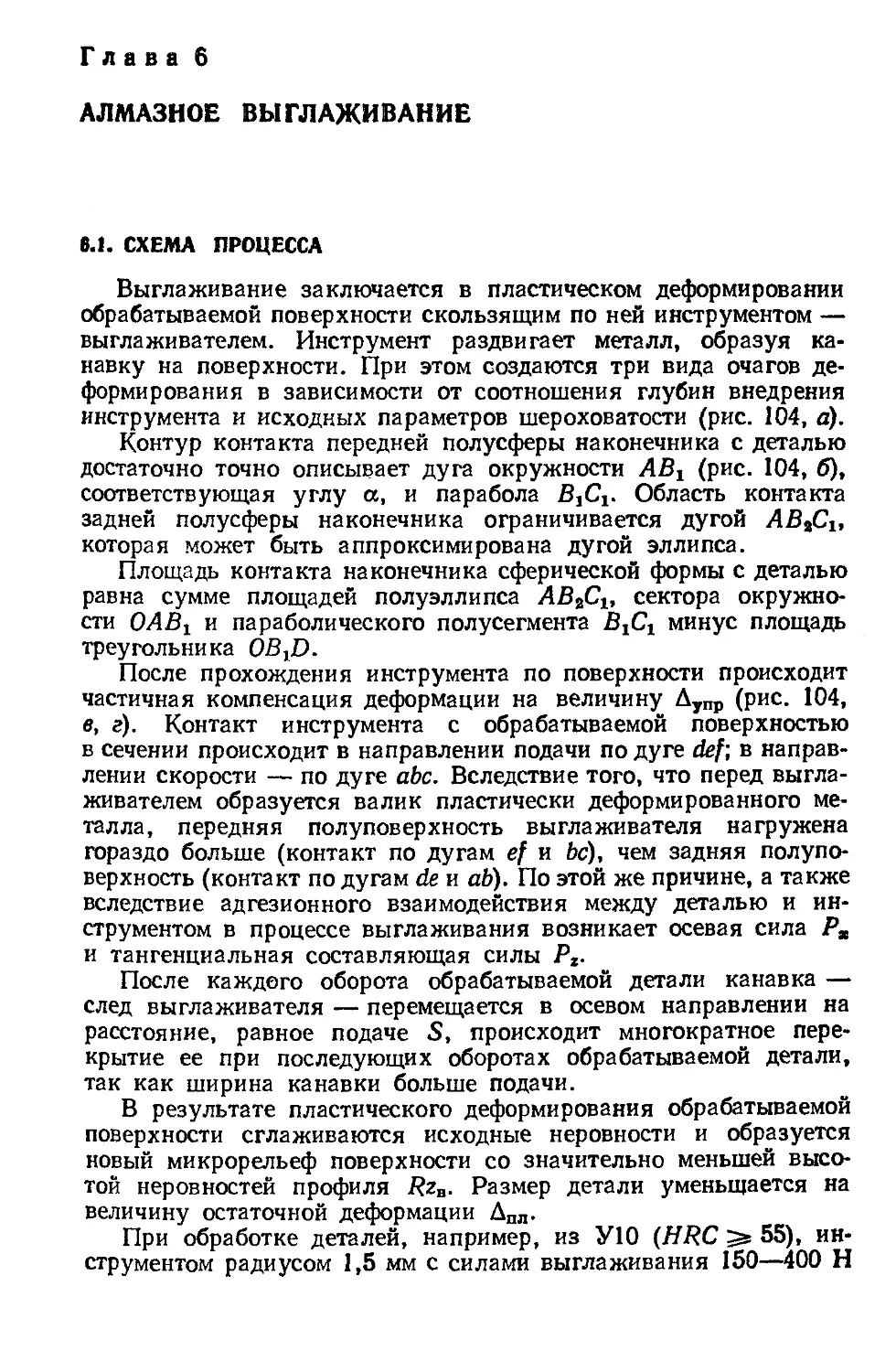
6.1. Схема процесса .......................................
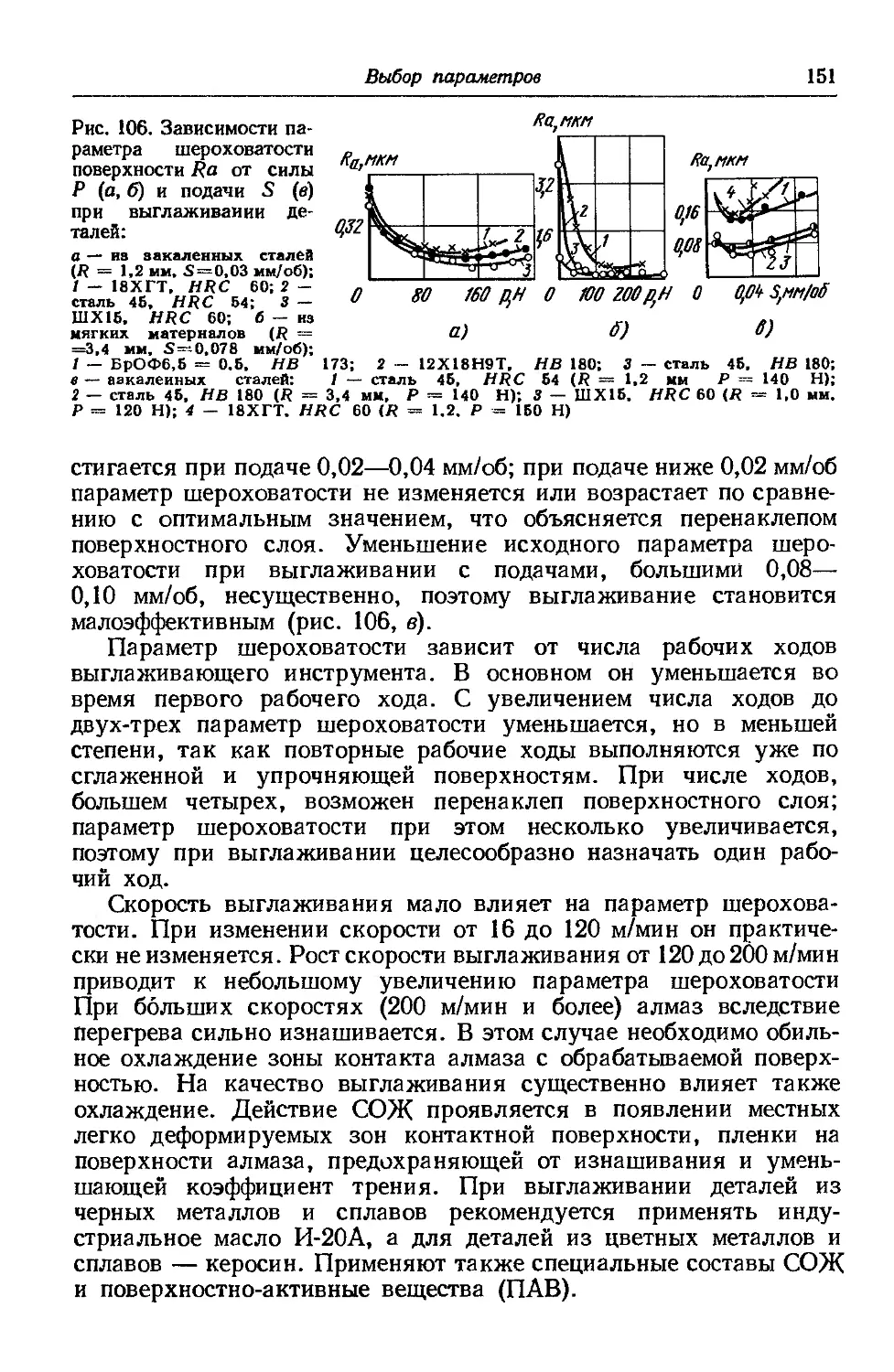
6.2. Выбор параметров выглаживания.........................
6.3. Технологическая оснастка .............................
6;4. Оборудование .........................................
Глава 7. Поверхностное дориование...............................
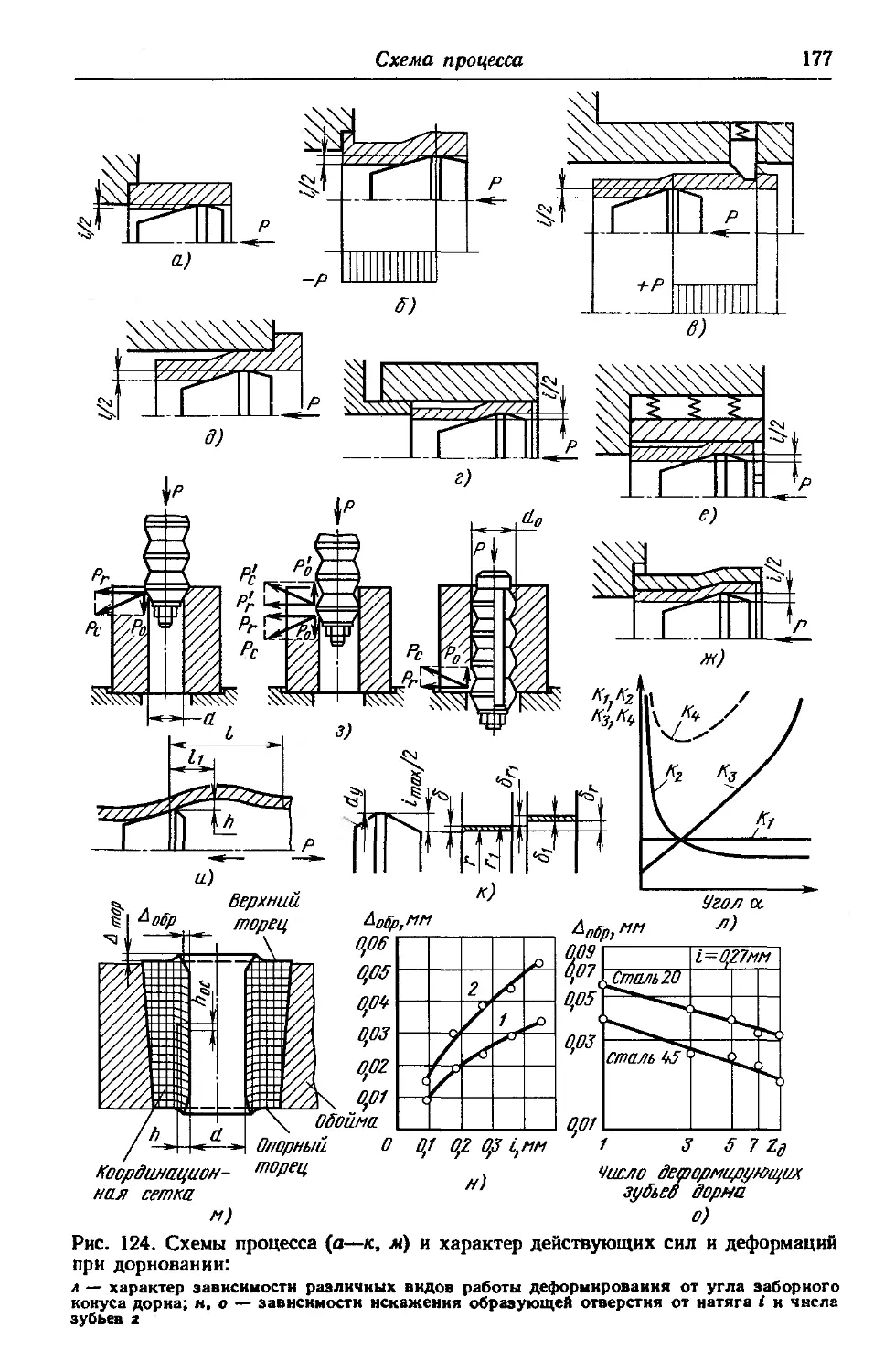
7.1. Схема процесса .......................................
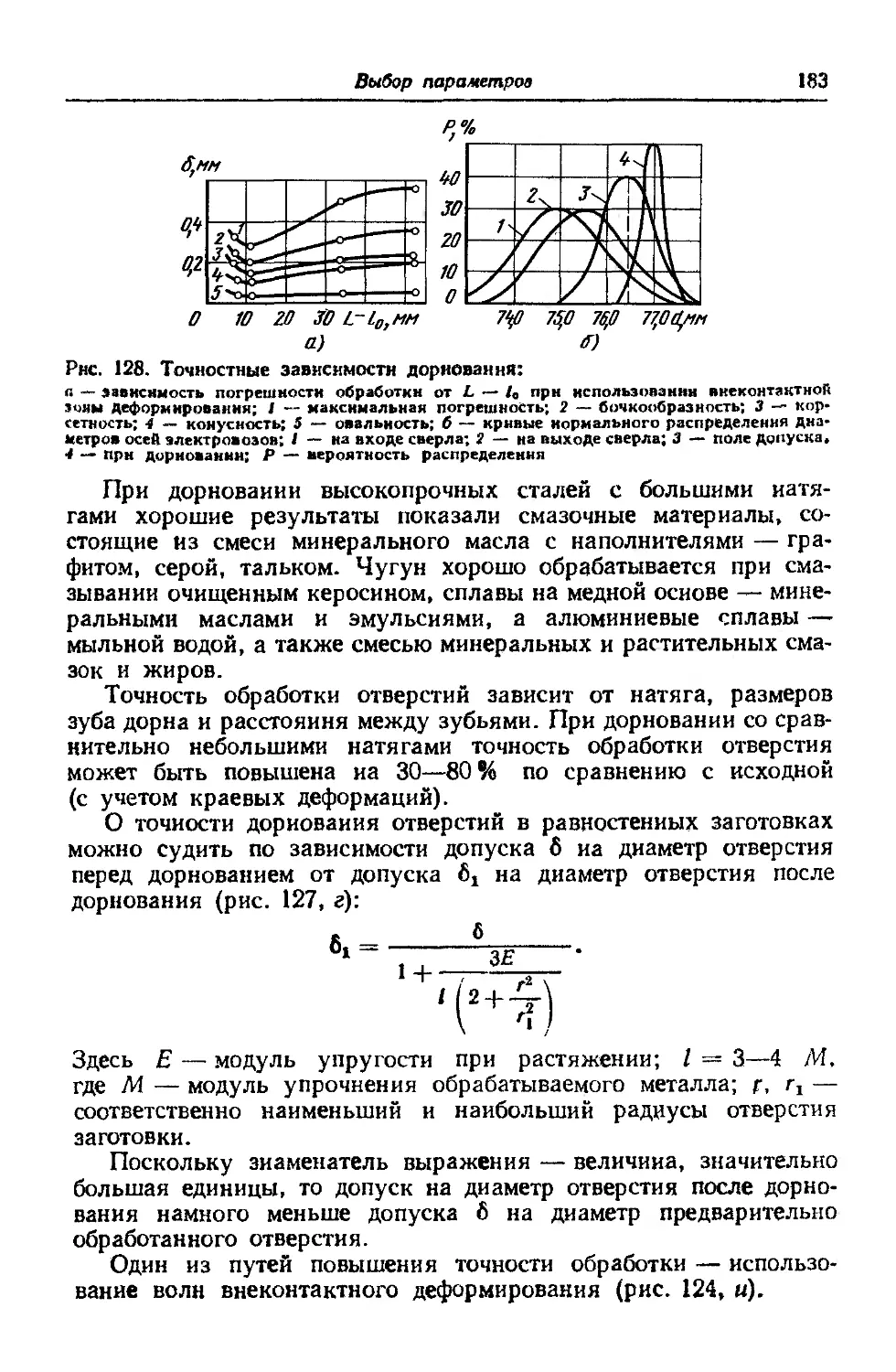
7.2. Выбор параметров дорноваиия...........................
7.3. Технологическая оснастка и оборудование...............
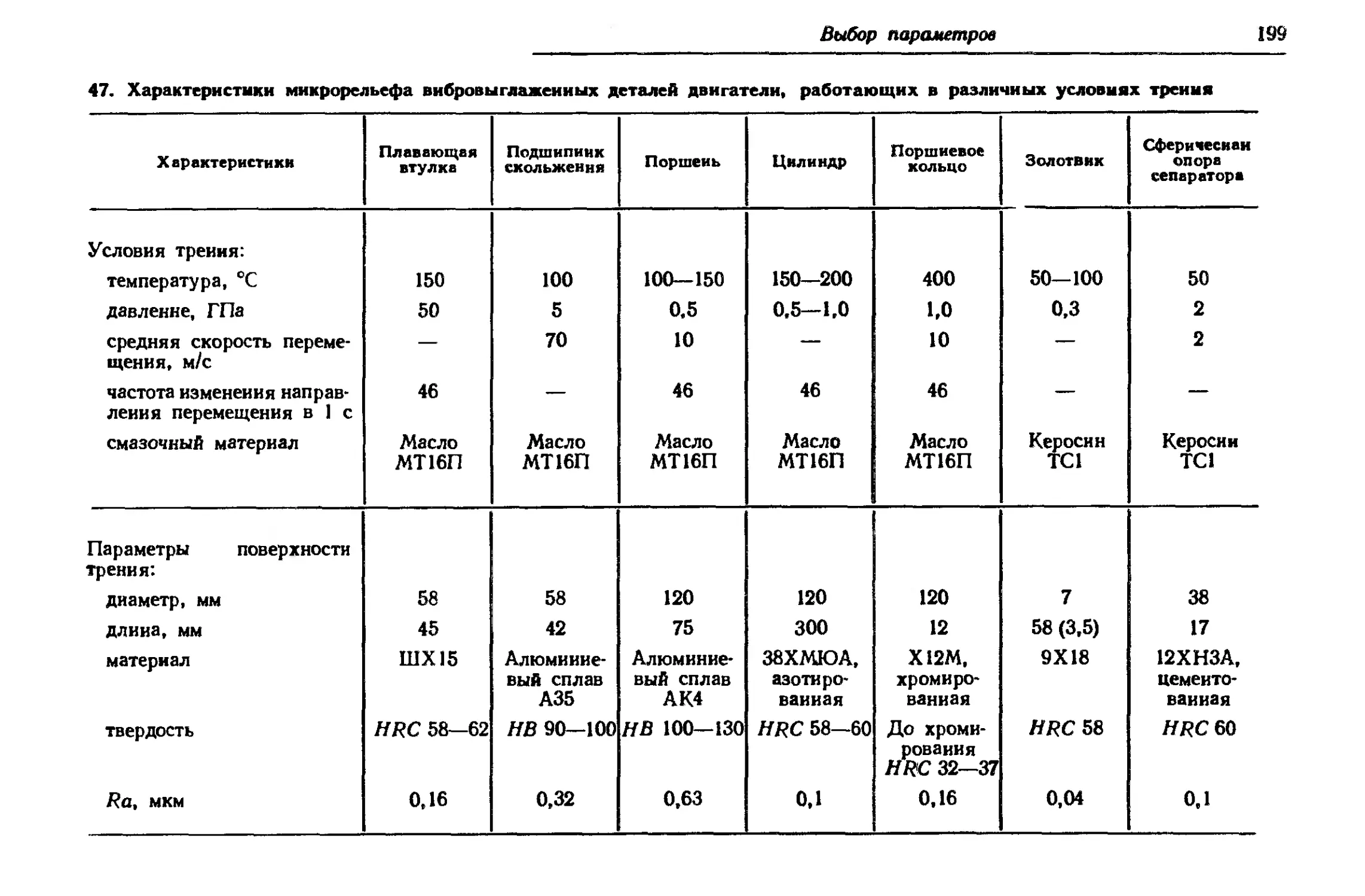
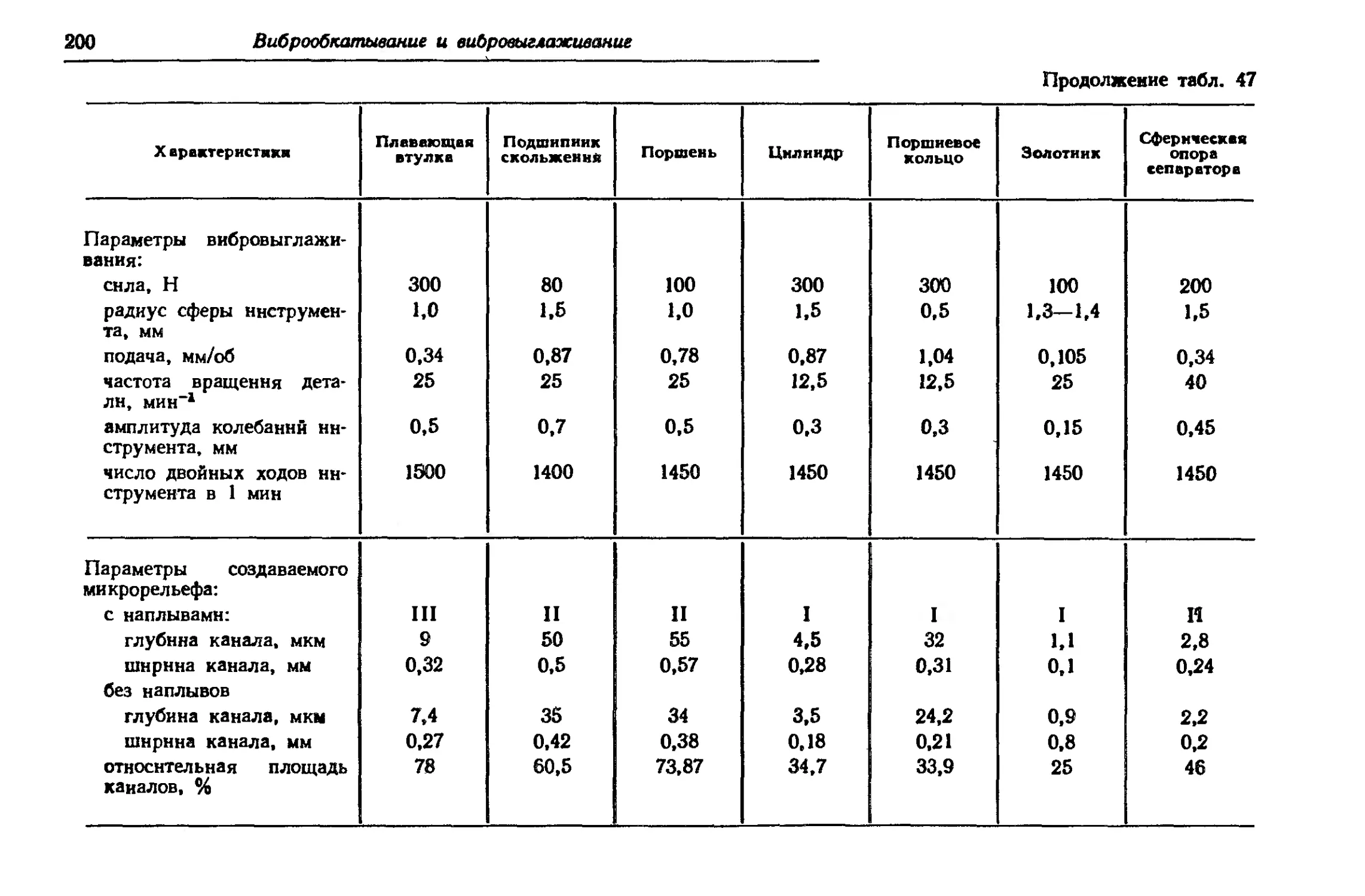
Глава 8. Виброобкатывание и вибровыглаживаиие ...................
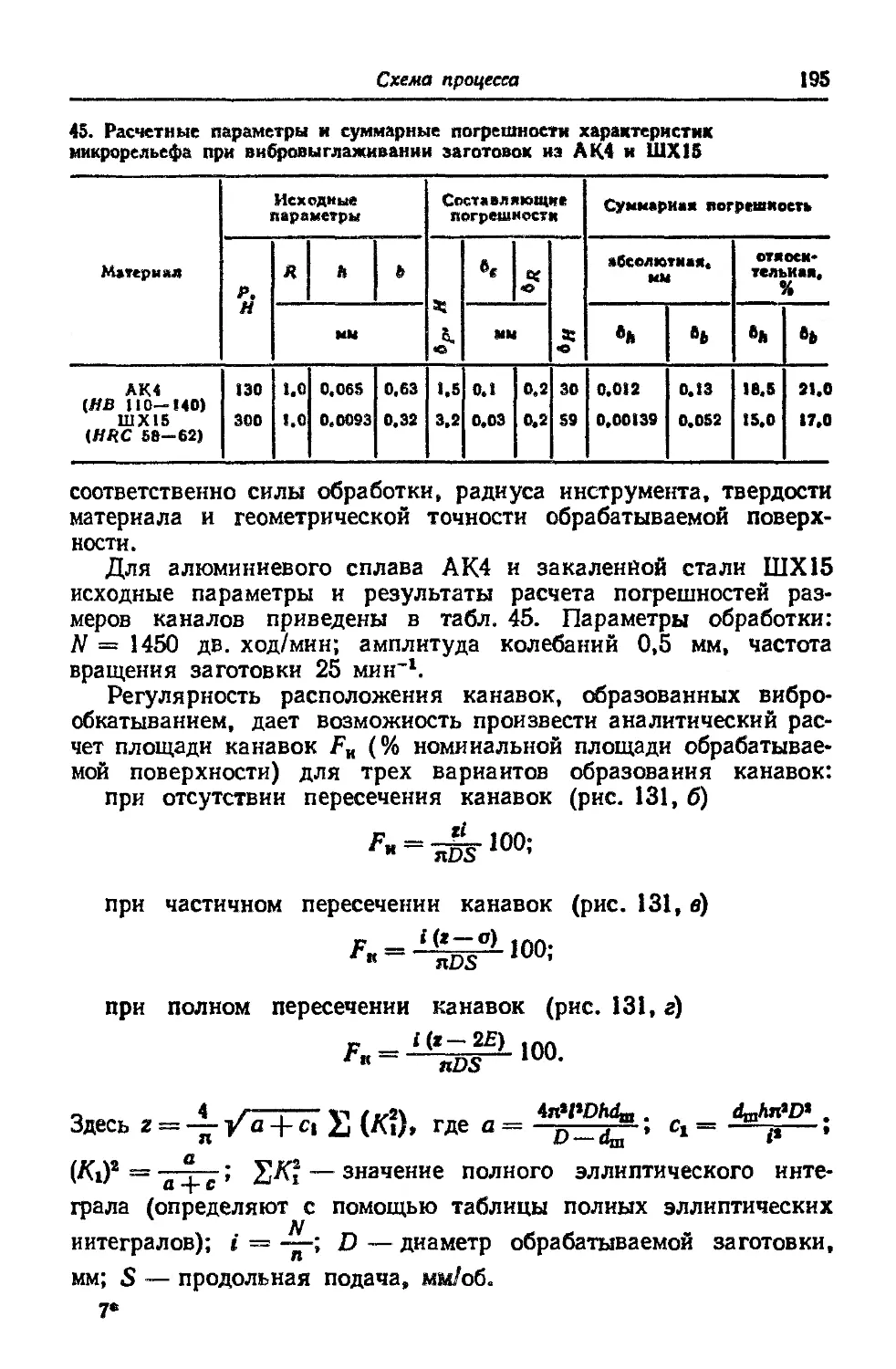
8.1. Схема процесса, расчет элементов микрорельефа.........
8.2. Выбор параметров виброобкатываиия и вибровыглажнвания
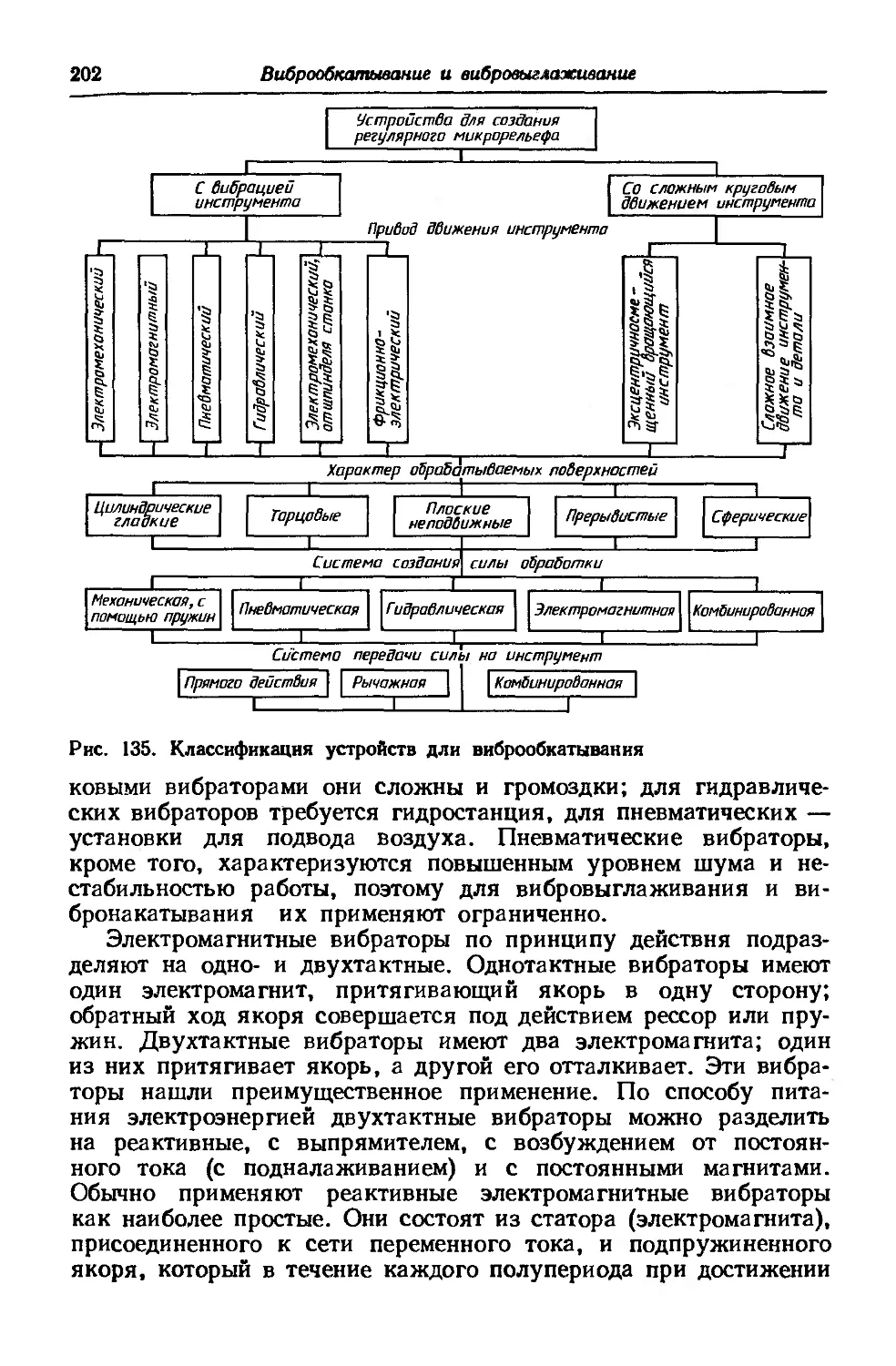
8.3. Технологическая оснастка и оборудование...............
Глава 9. Виброудариая обработка..................................
9.1. Схема процесса, динамика движения рабочих тел я обрабаты-
ваемых деталей ............................................
5
7
7
11
16
24
29
29
32
37
39
41
46
46
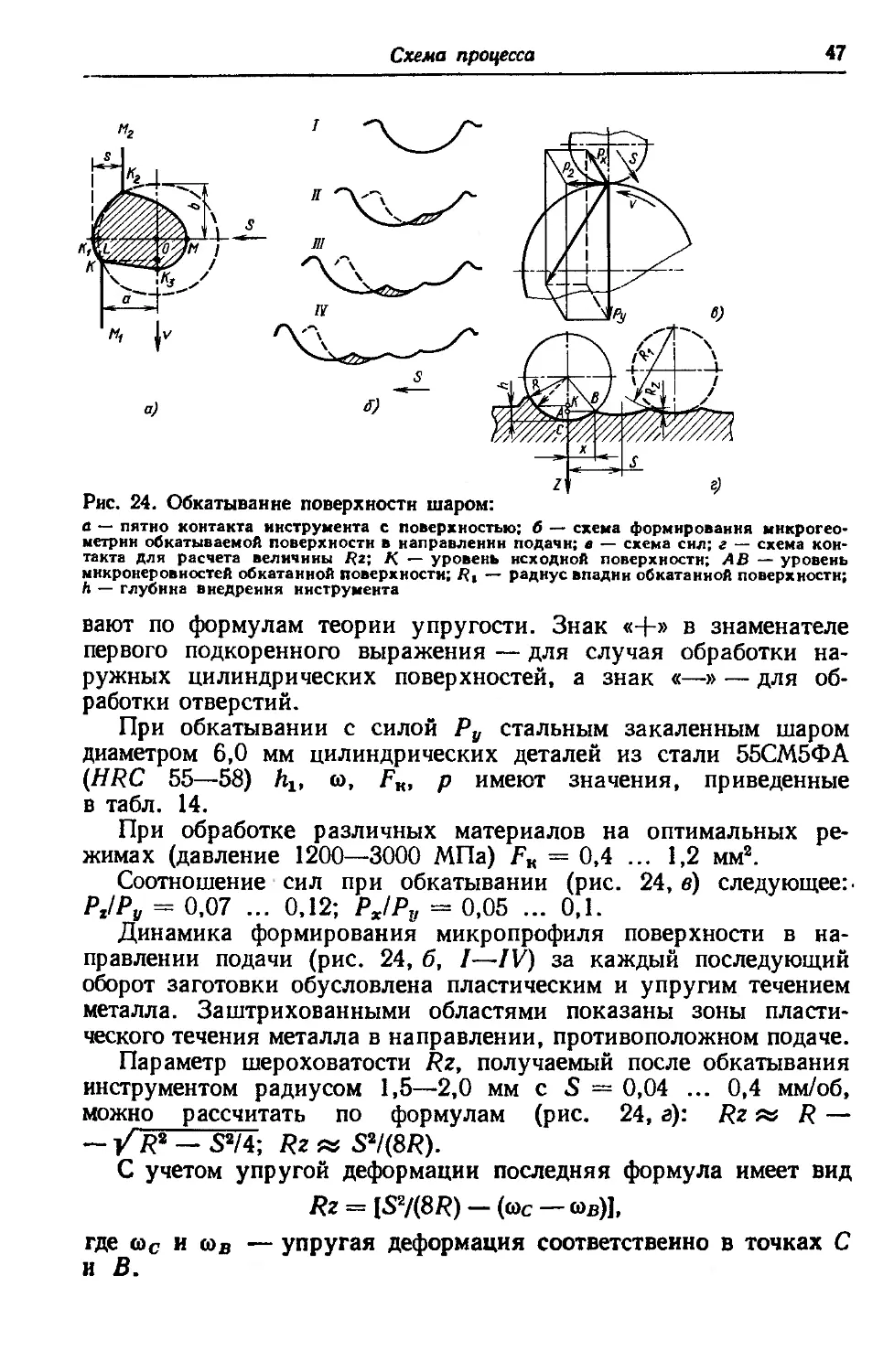
48
53
70
70
74
79
90
105
116
116
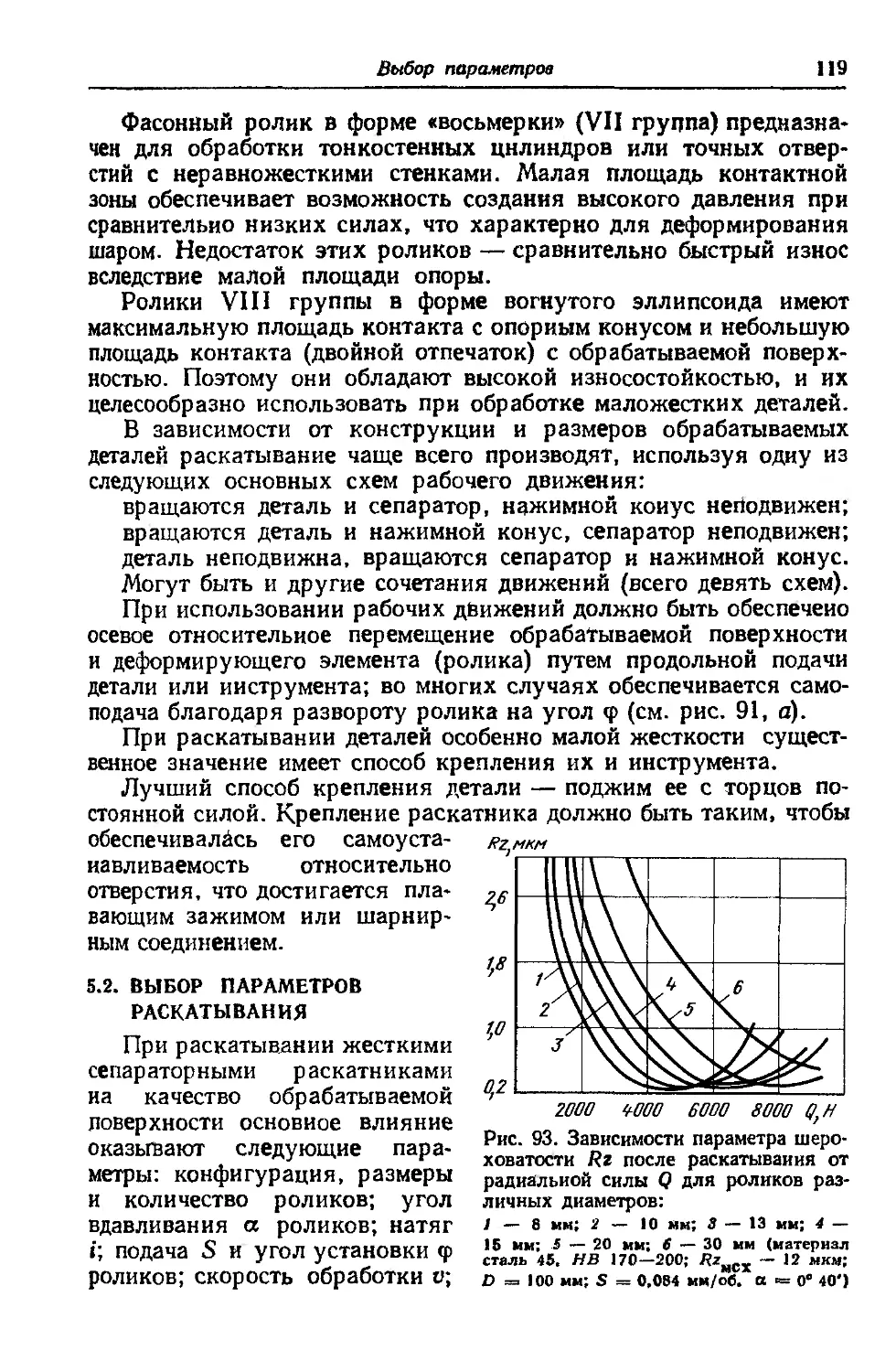
119
125
138
144
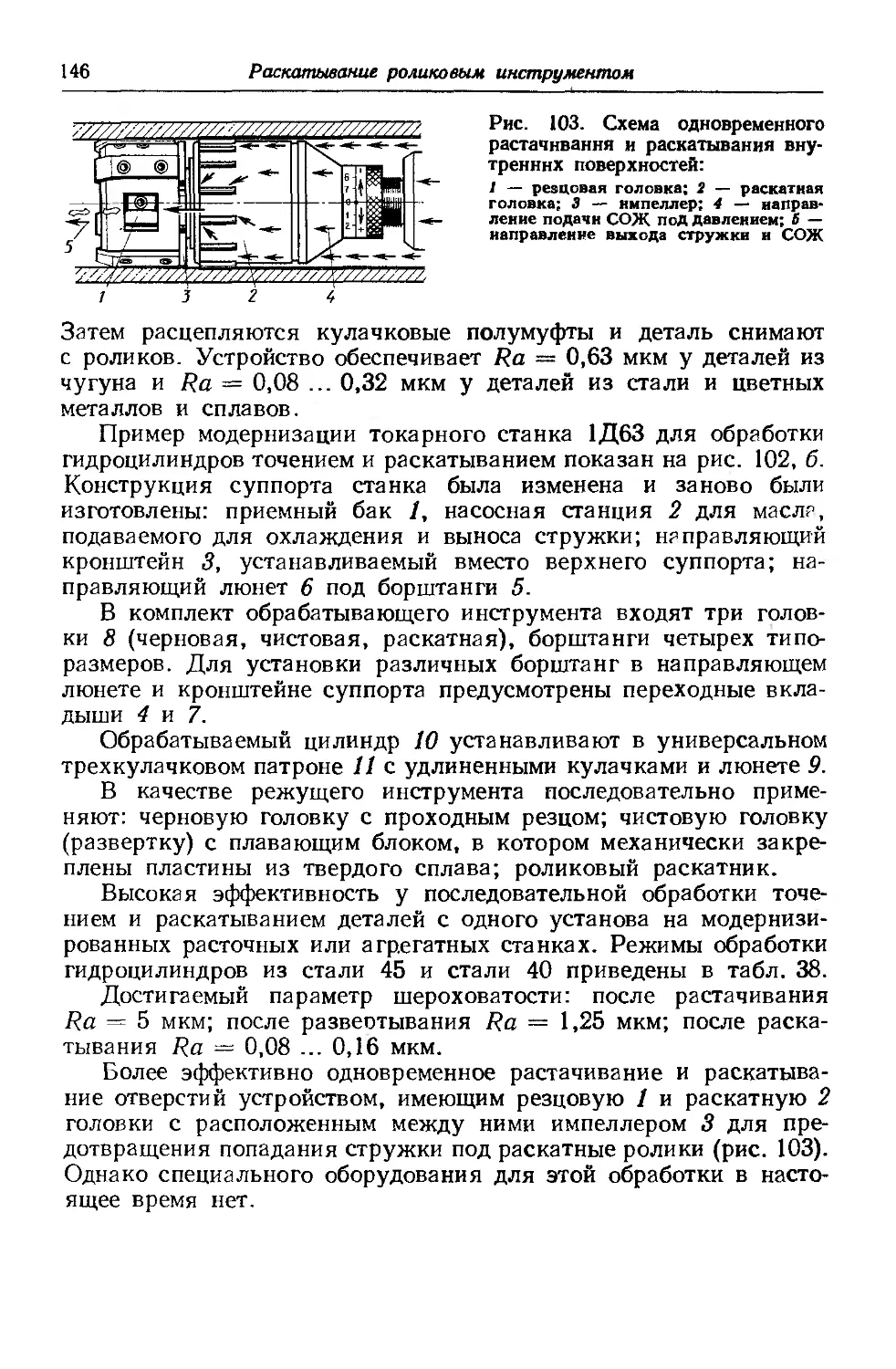
147
147
150
153
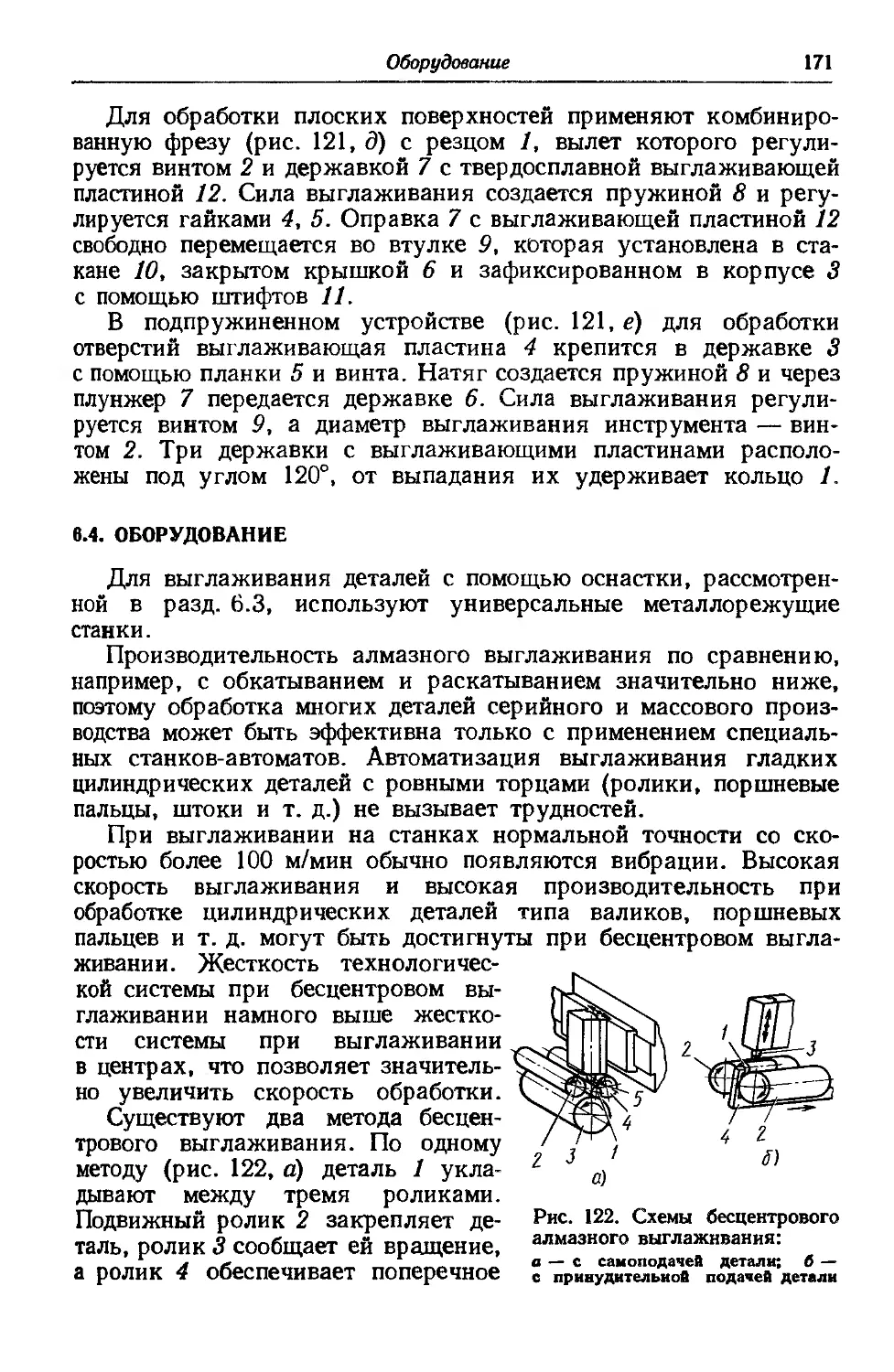
171
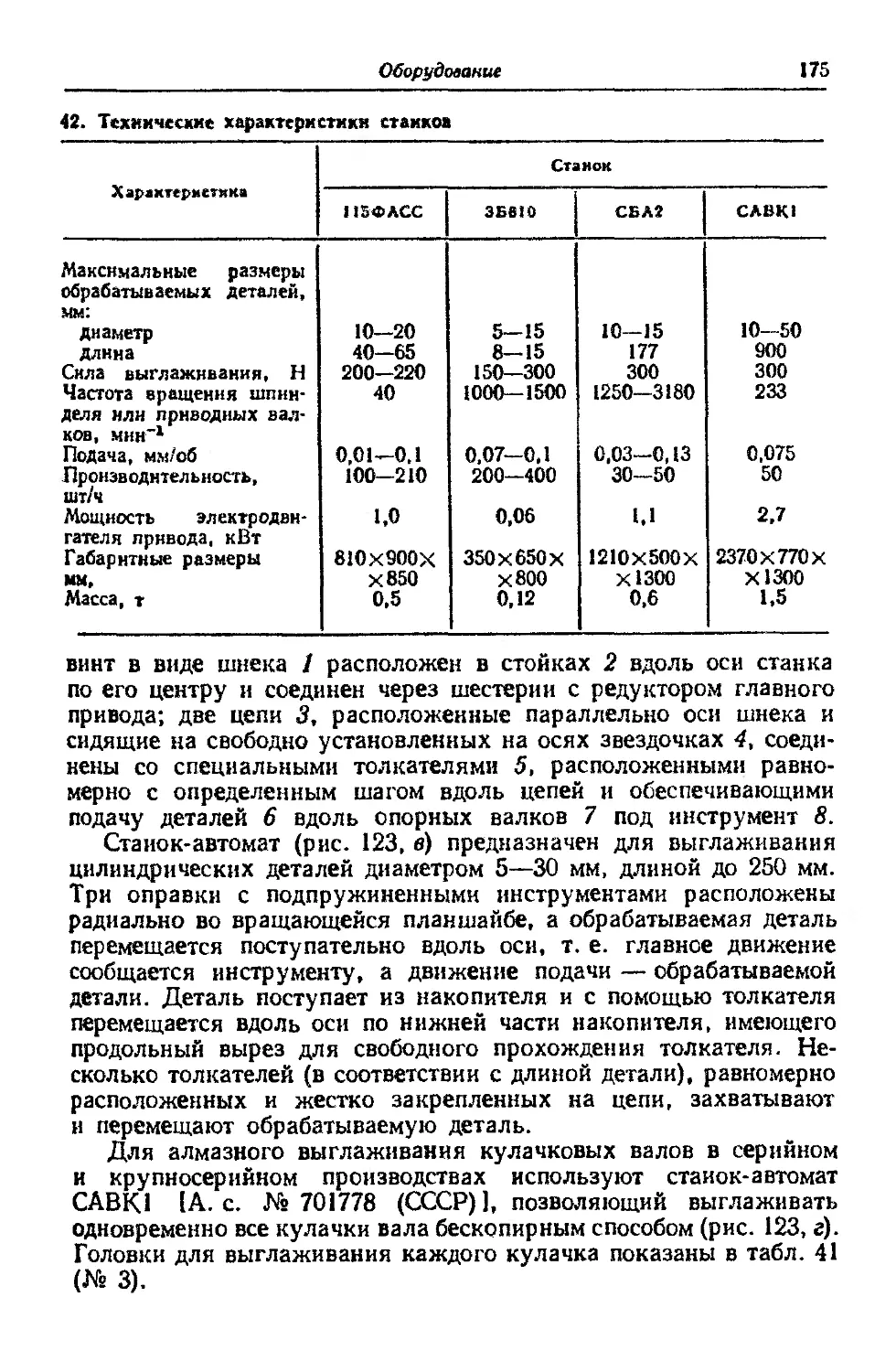
176
176
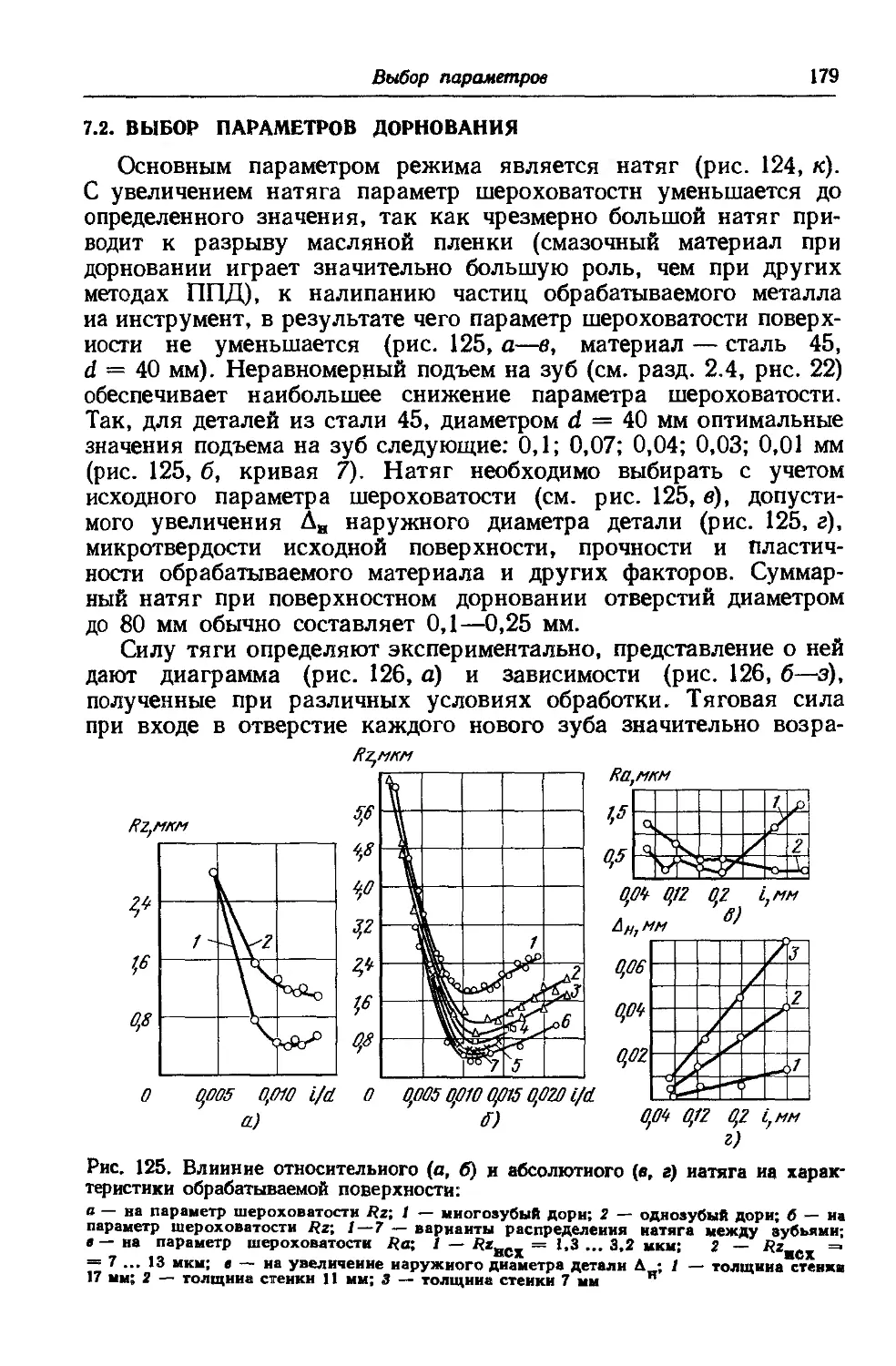
179
184
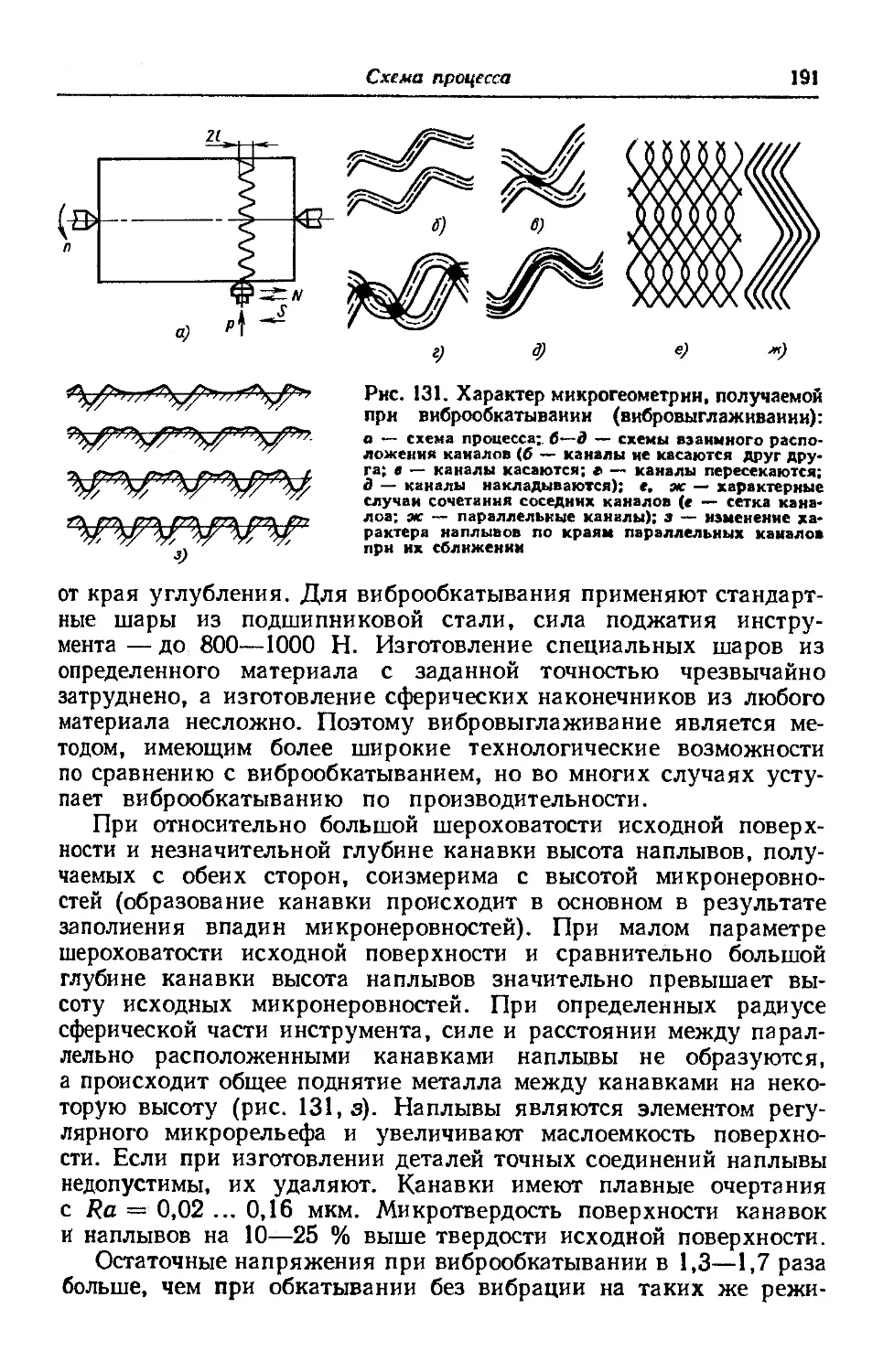
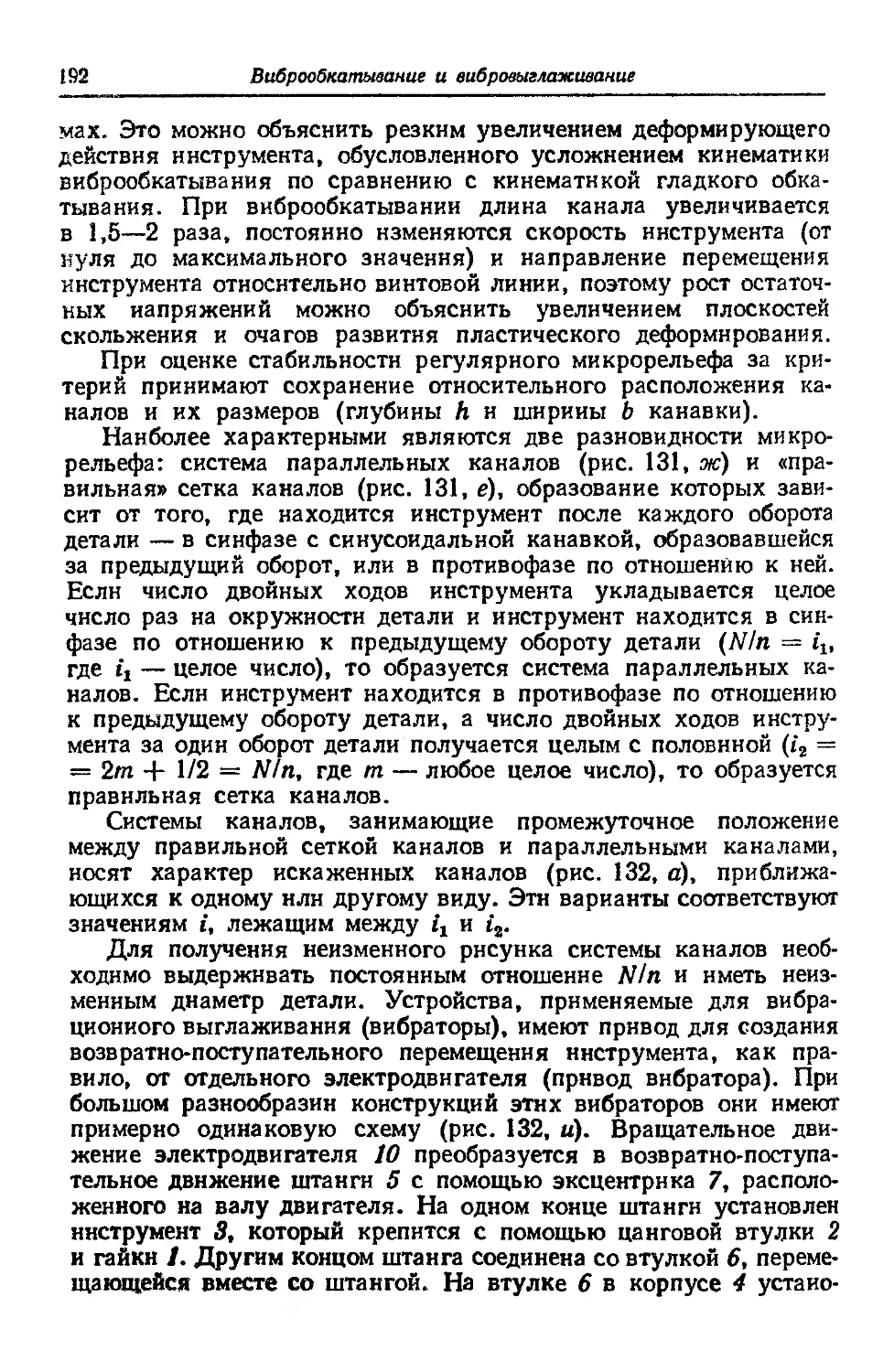
190
190
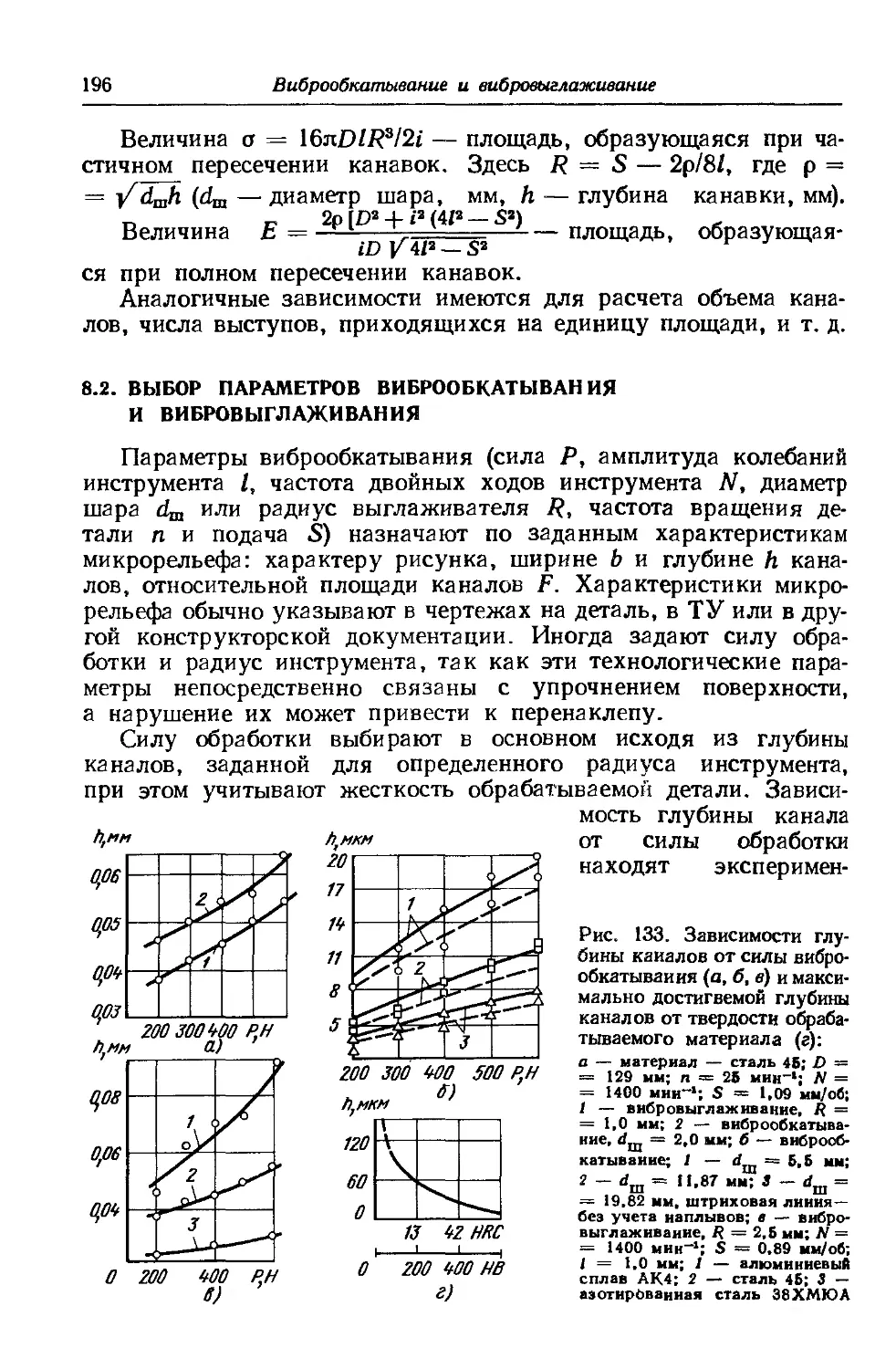
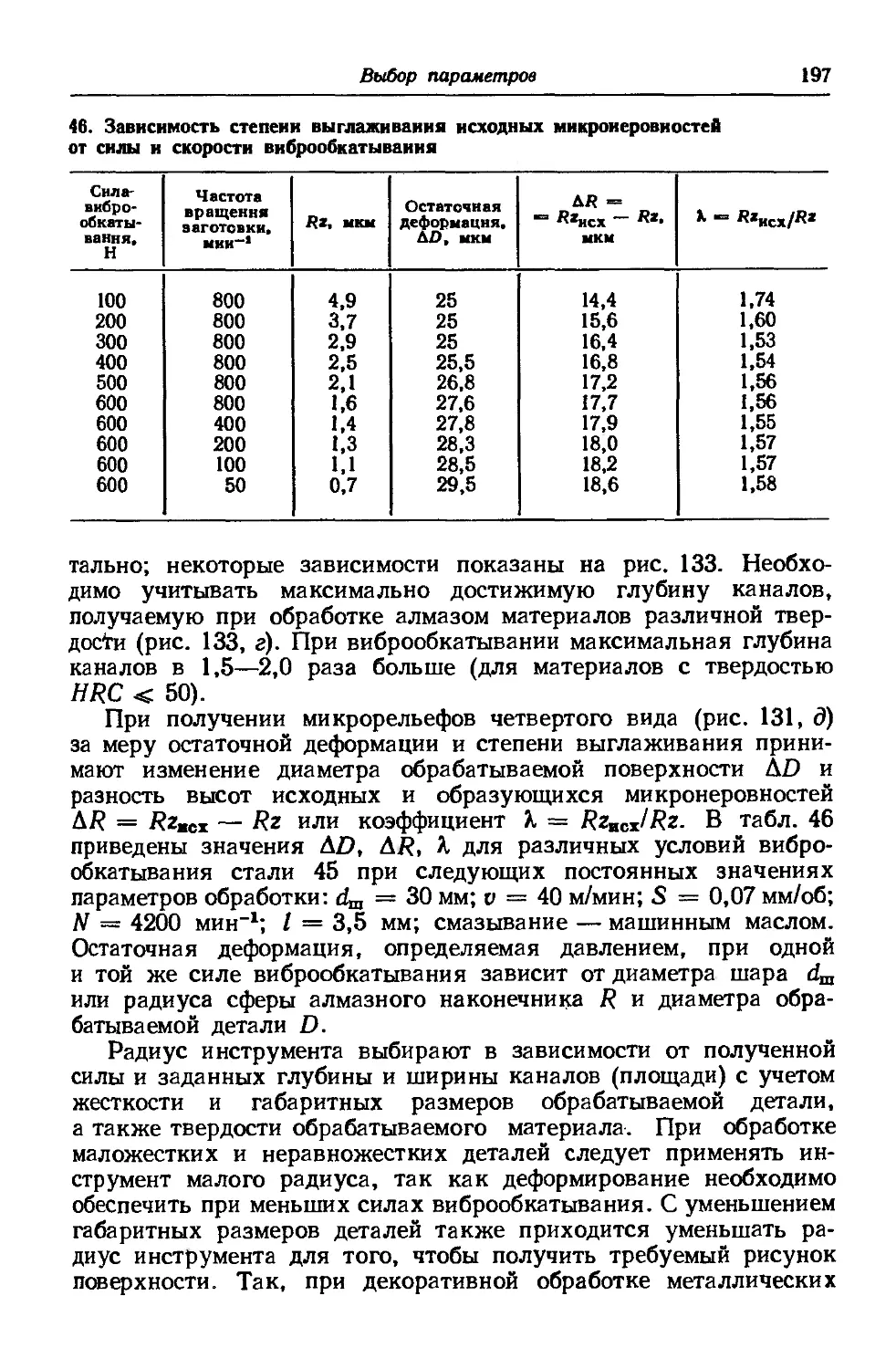
196
201
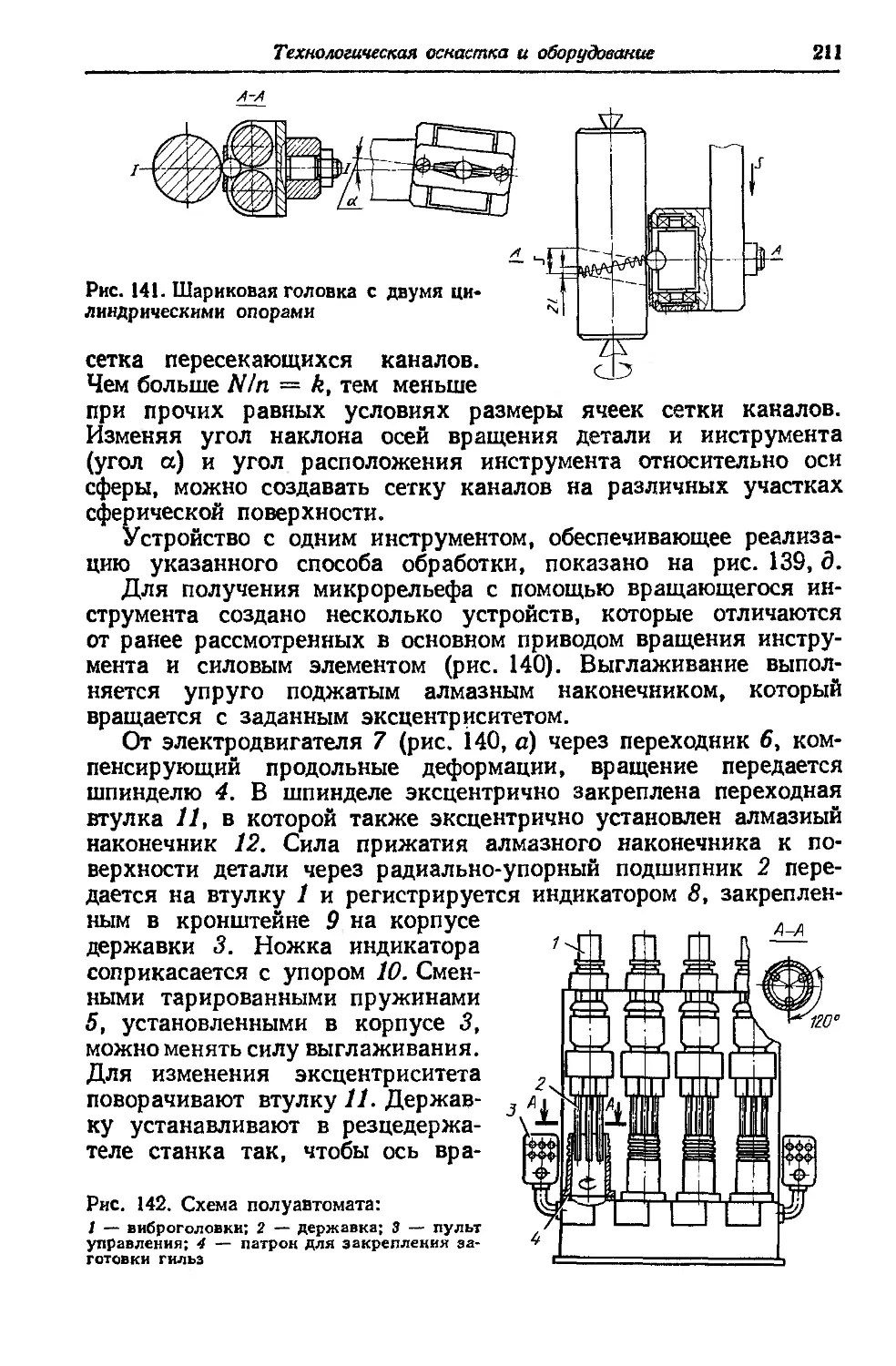
213
213
4
Оглавление
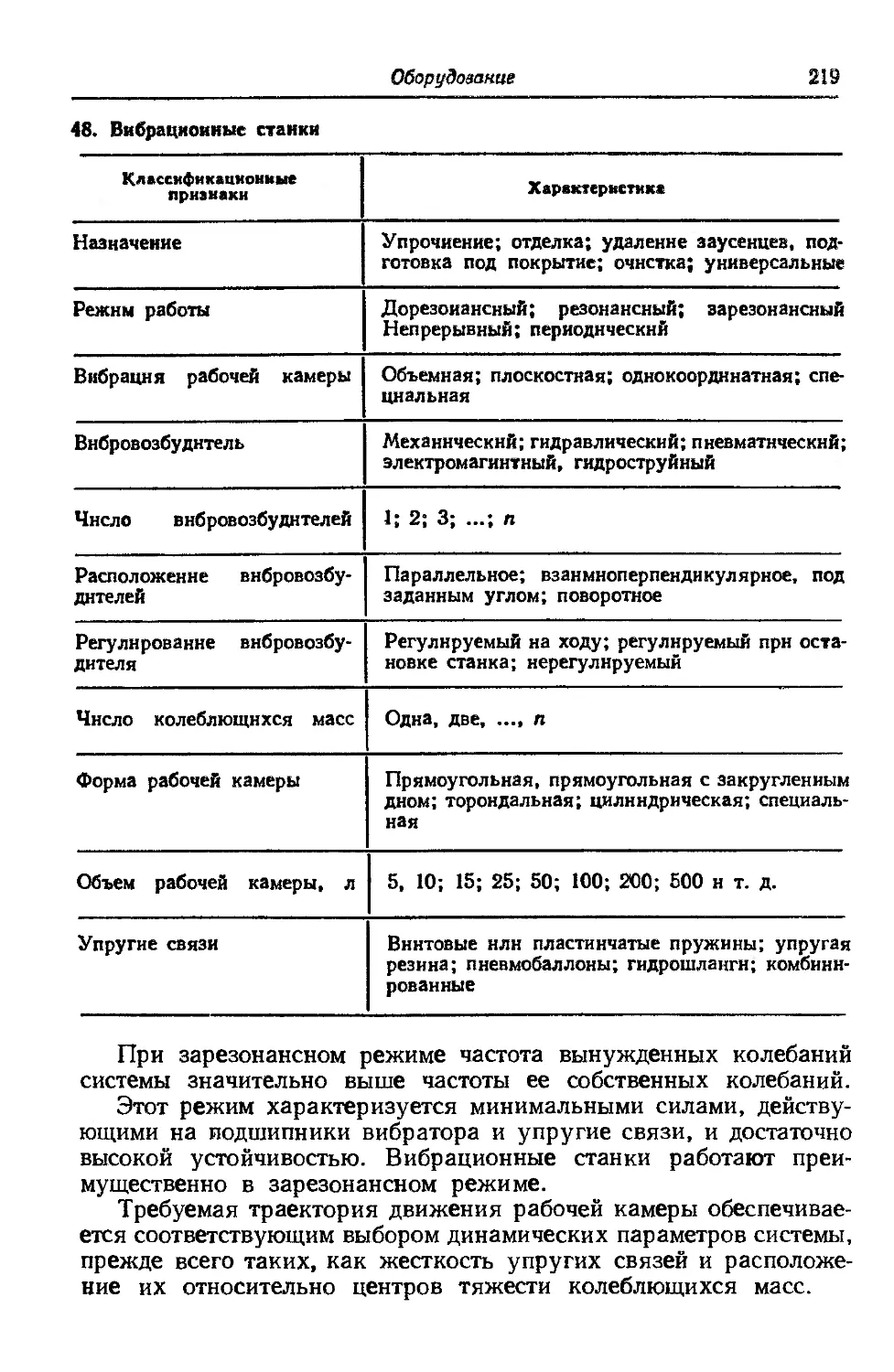
9.2. Выбор параметров виброудариой обработки................ 217
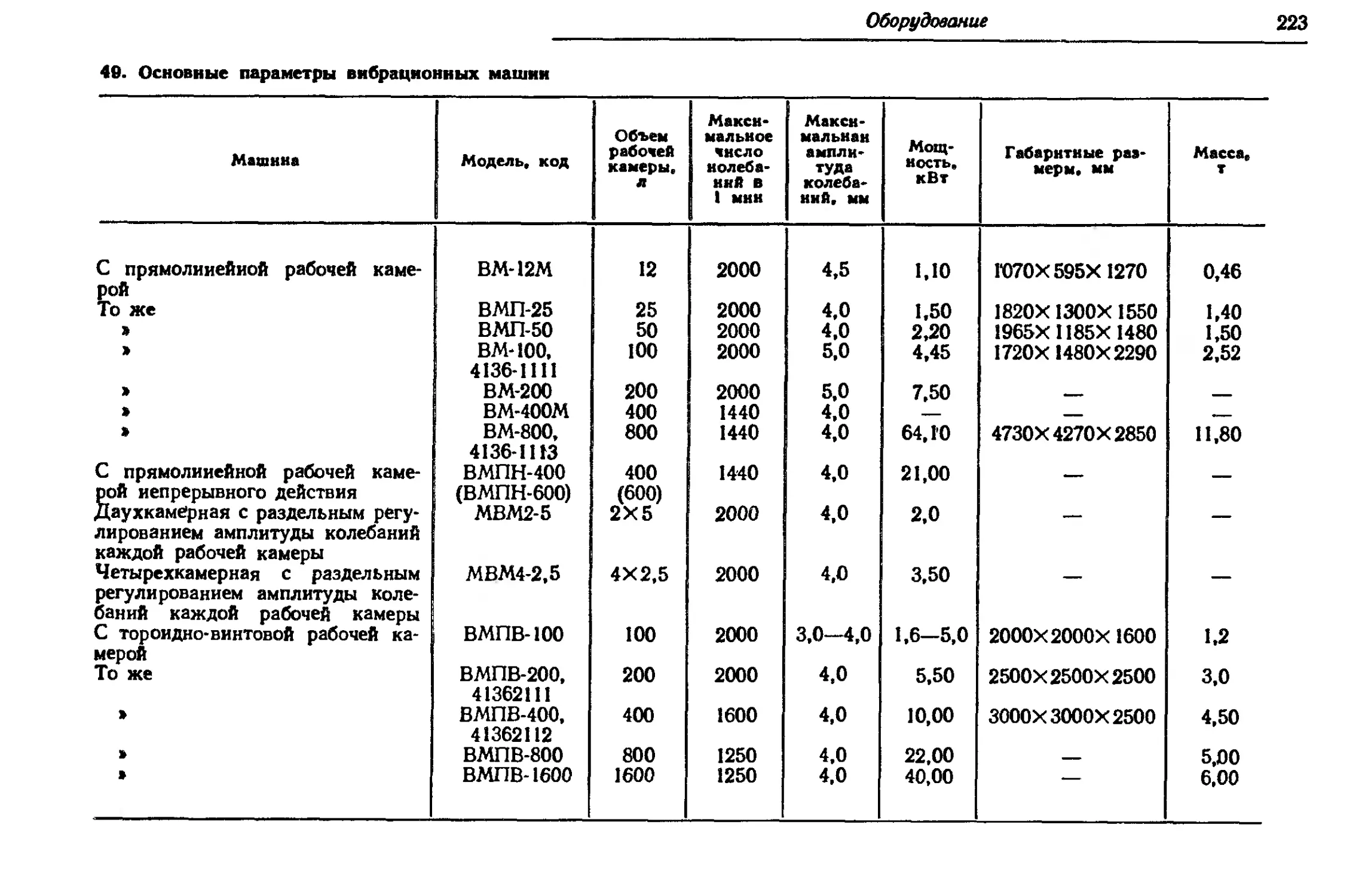
9.3. Оборудование........................................... 218
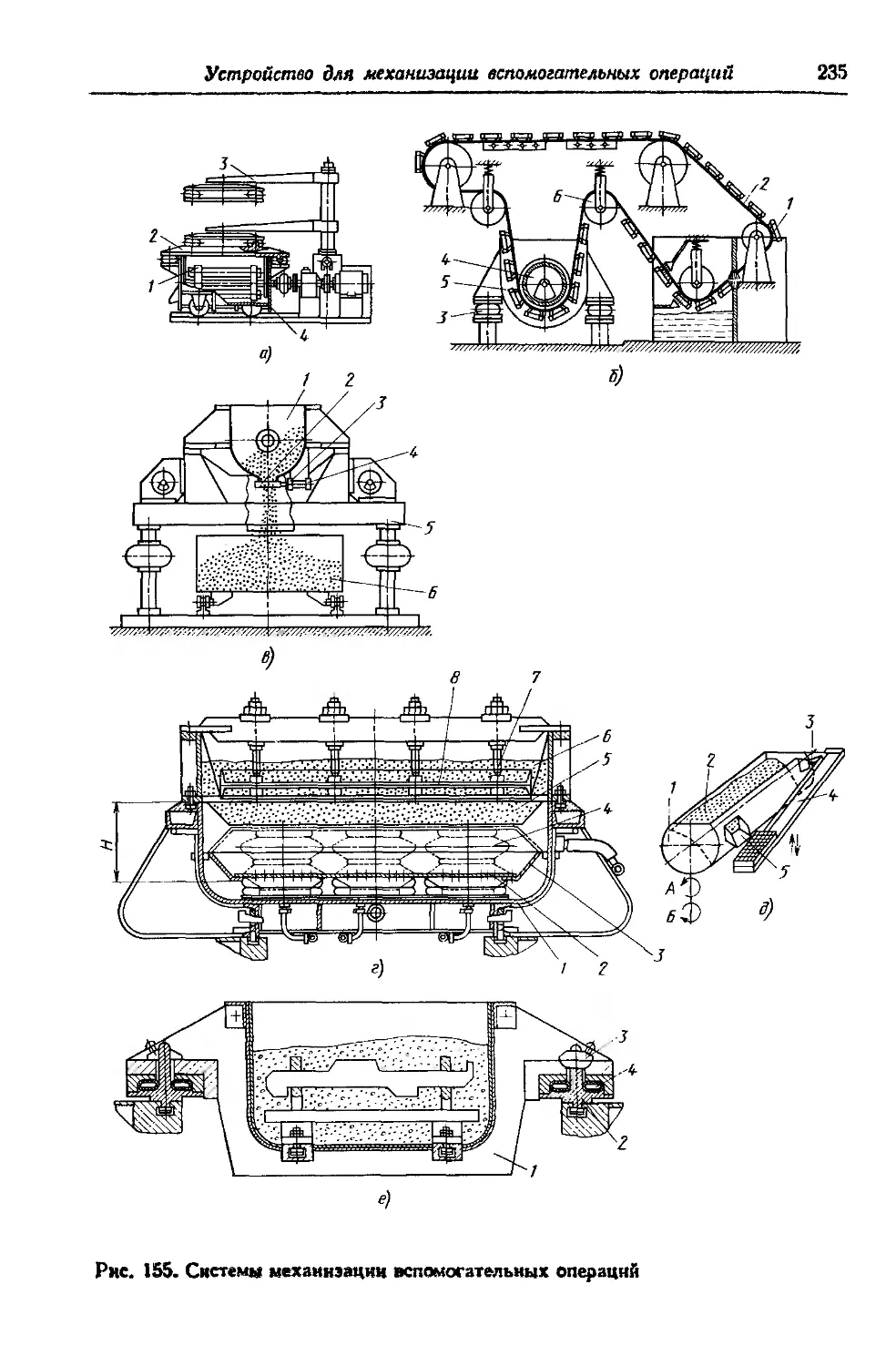
9.4. Технологическая оснастка и устройства для механизации
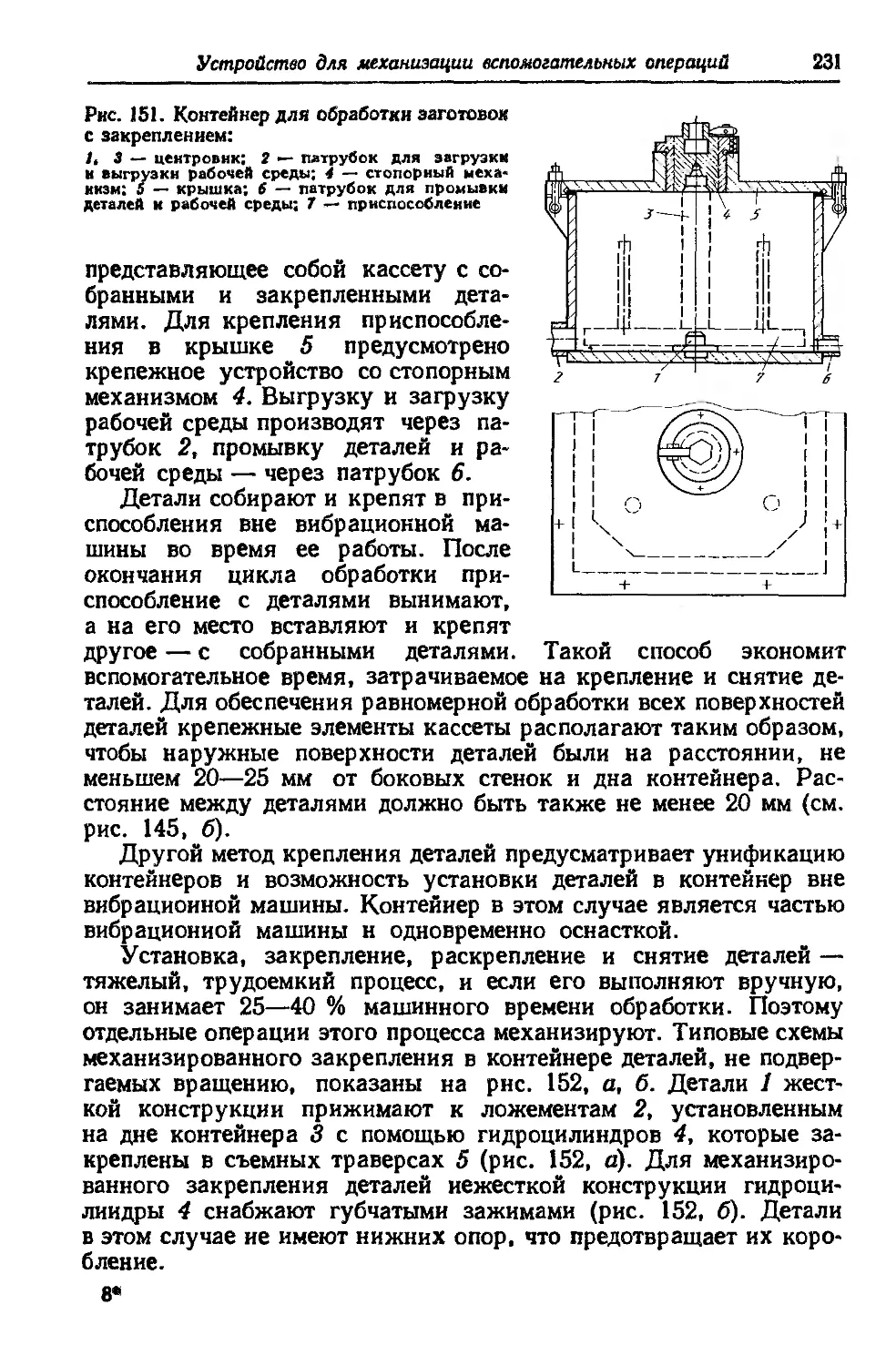
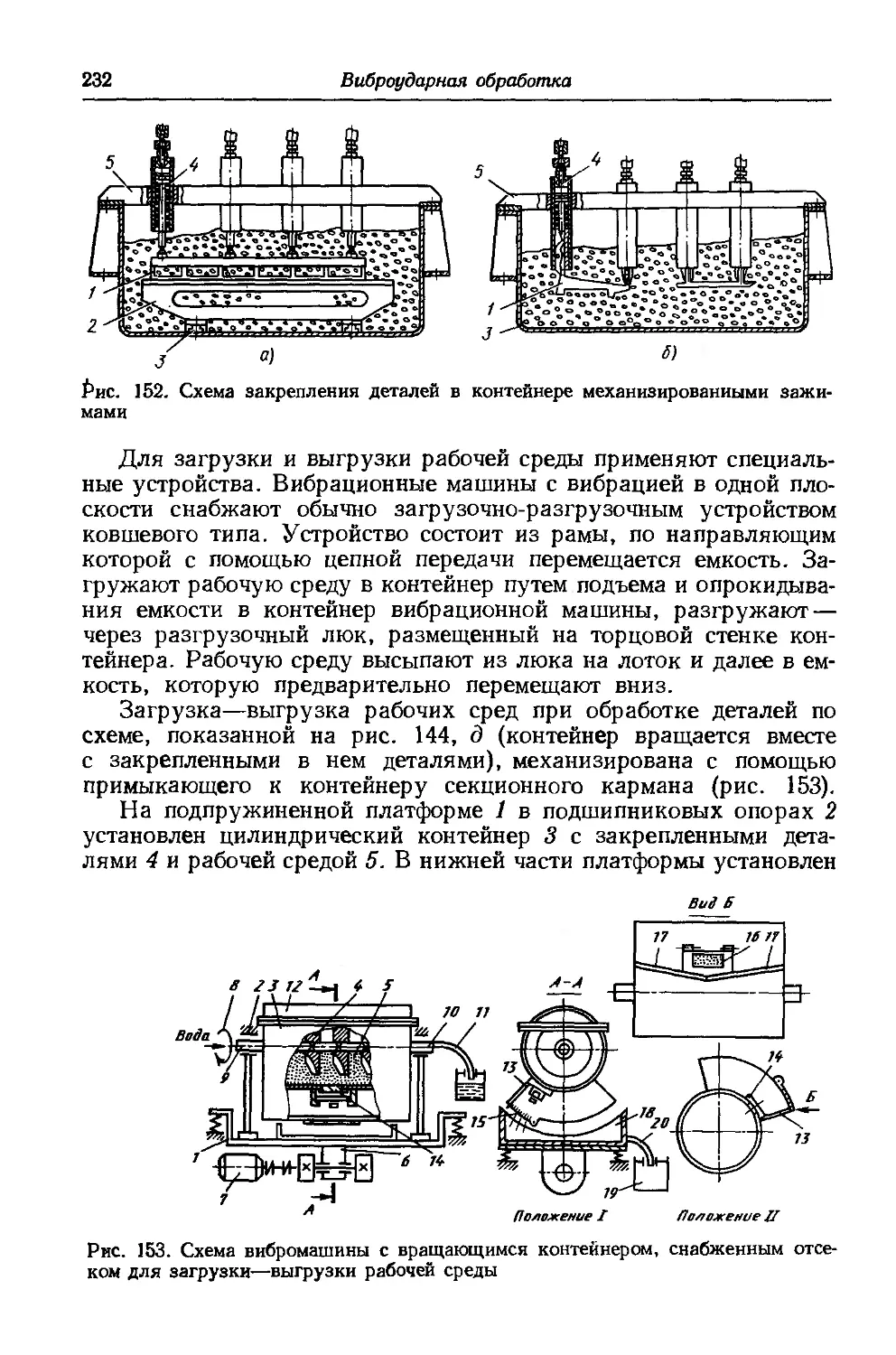
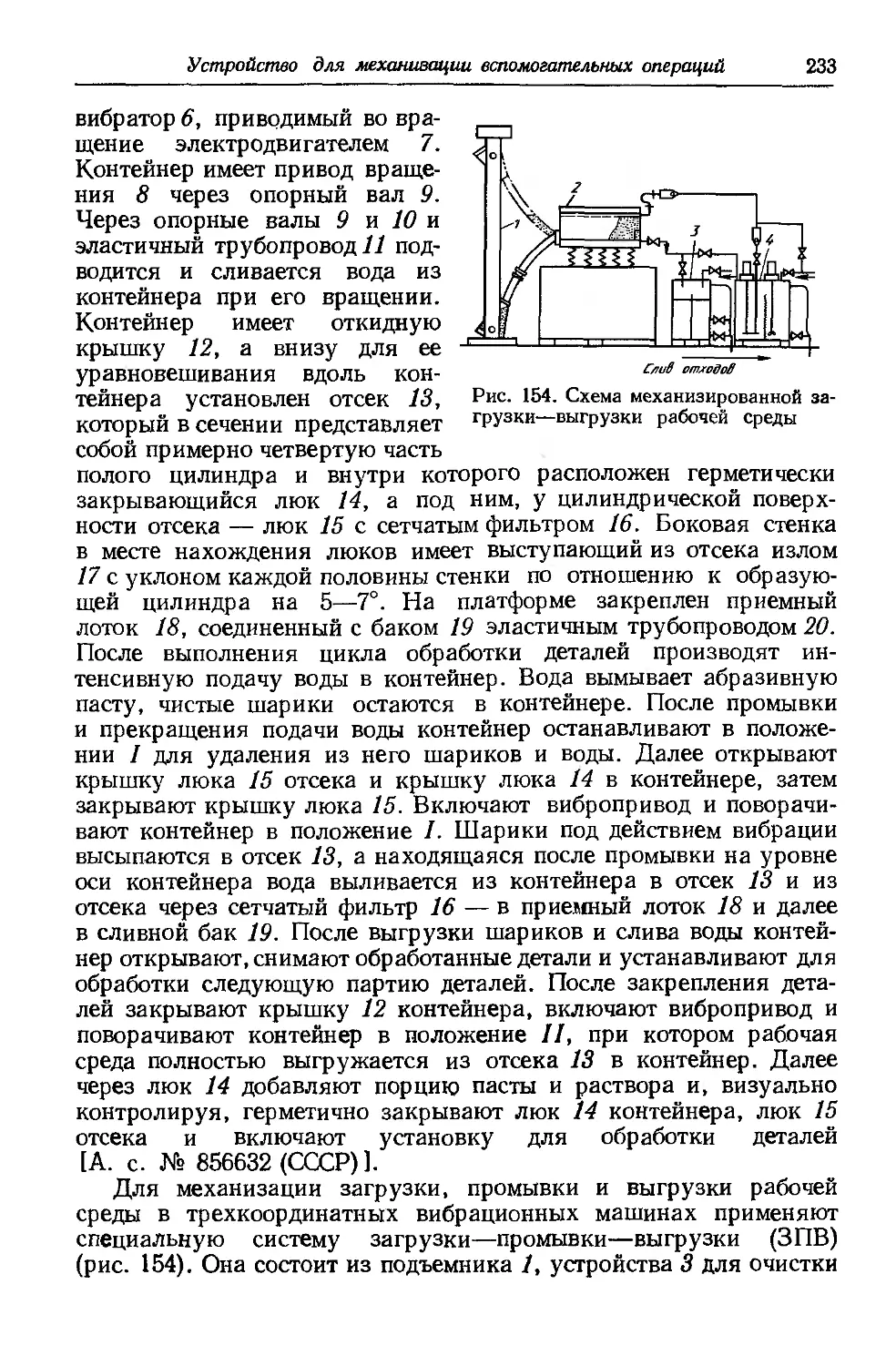
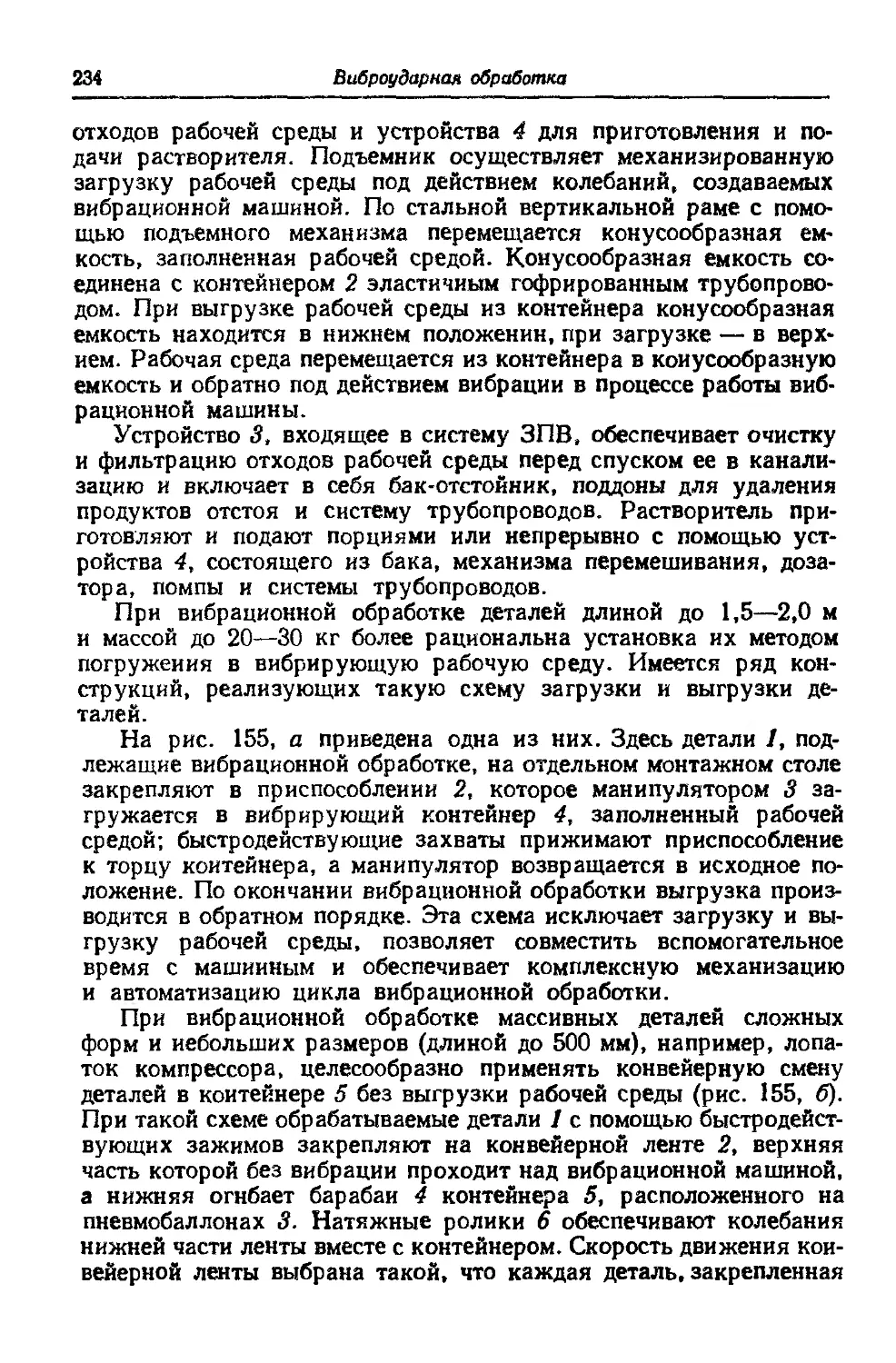
вспомогательных операций.................................... 228
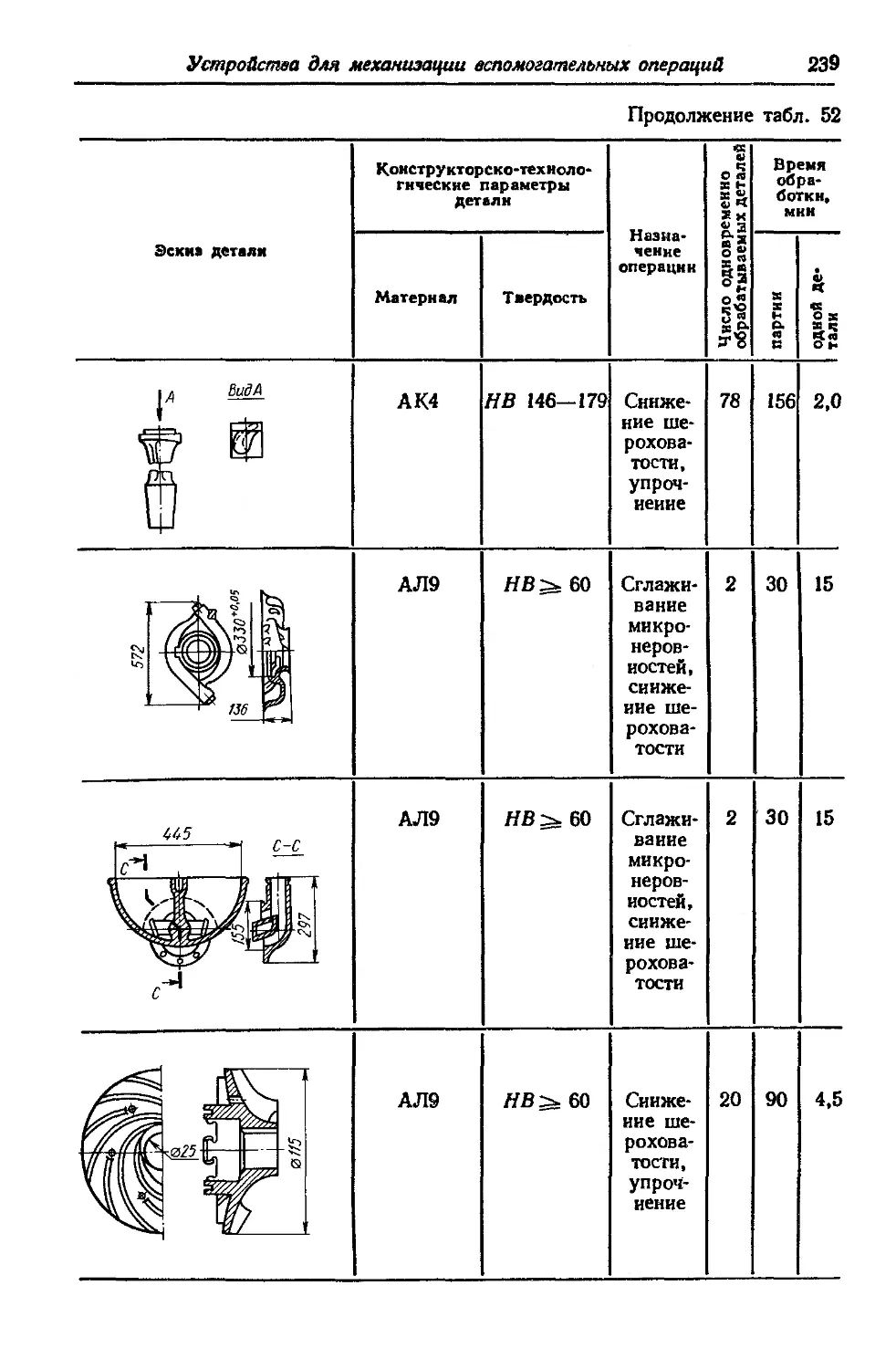
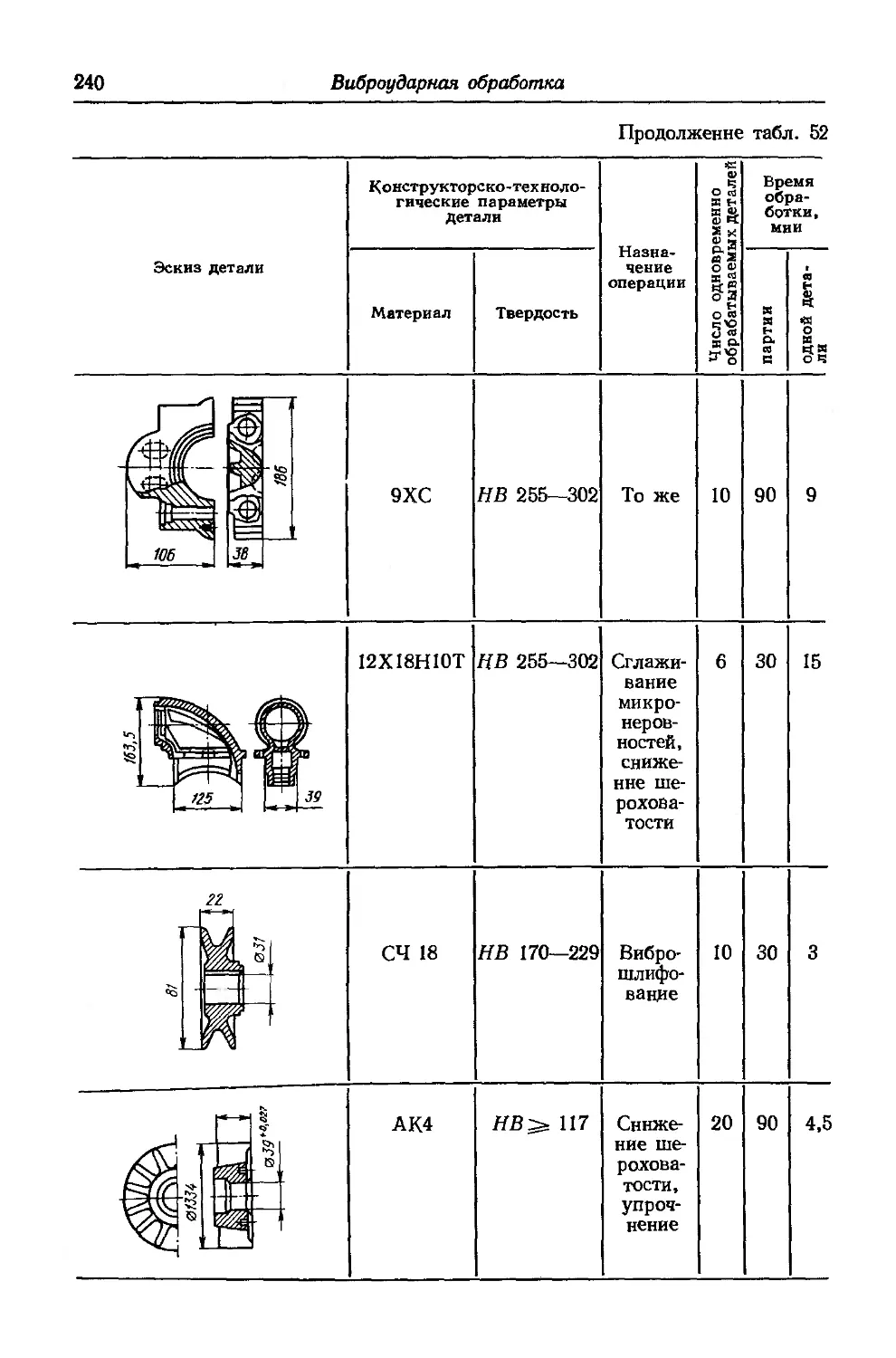
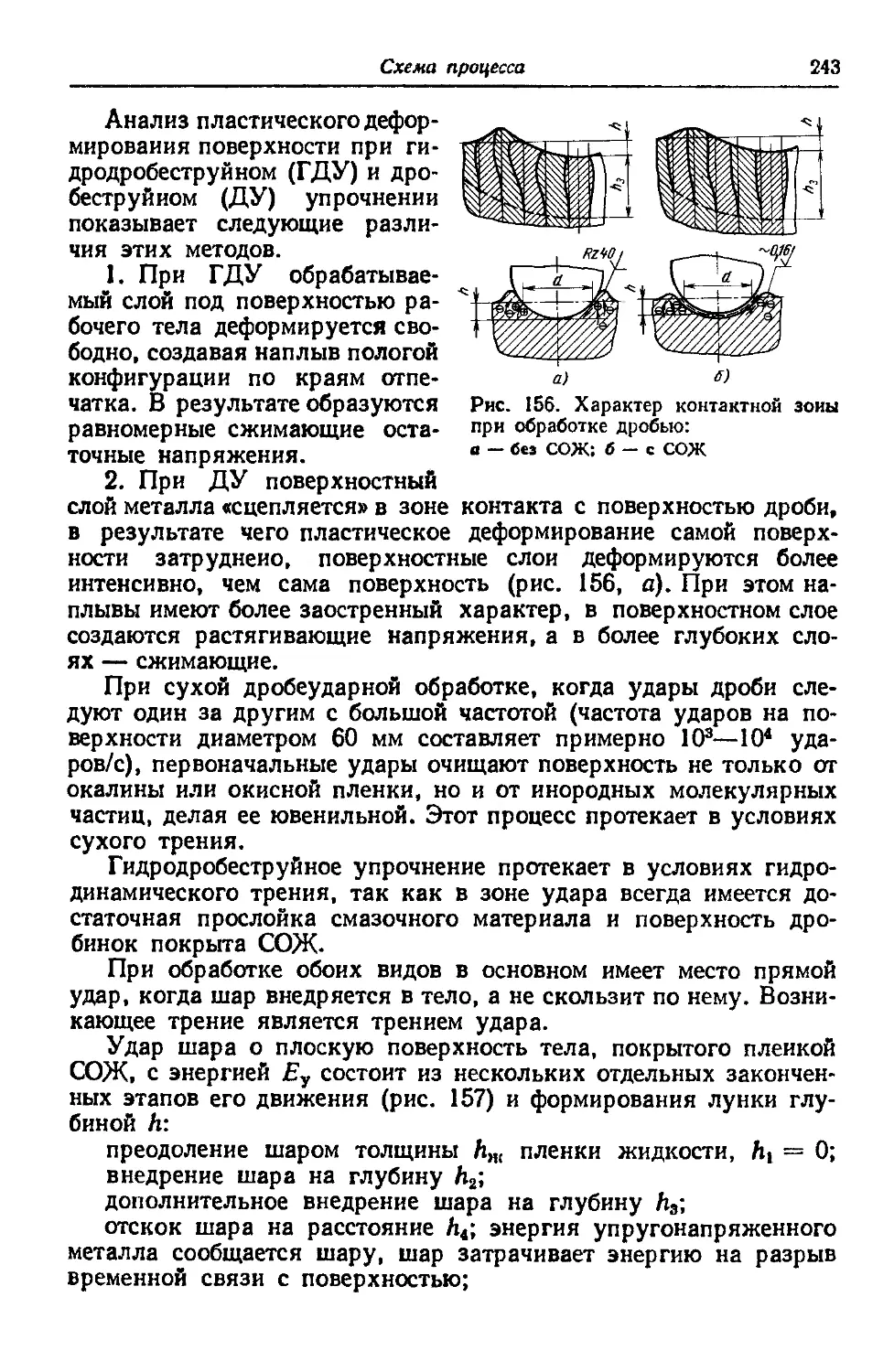
Глава 10. Обработка дробью........................................ 242
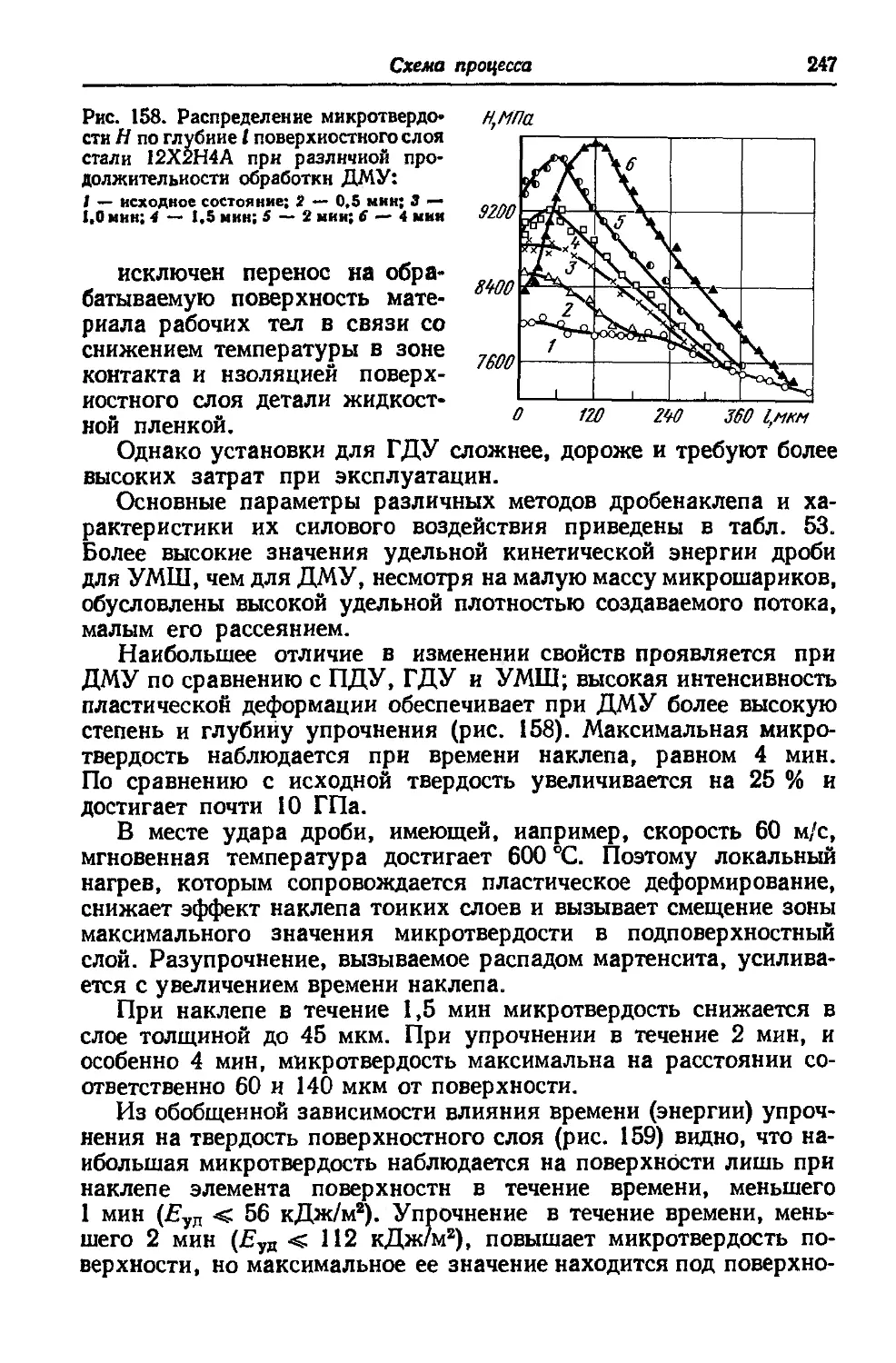
10.1. Схема процесса, характер формирования очага деформирова-
ния ........................................................ 242
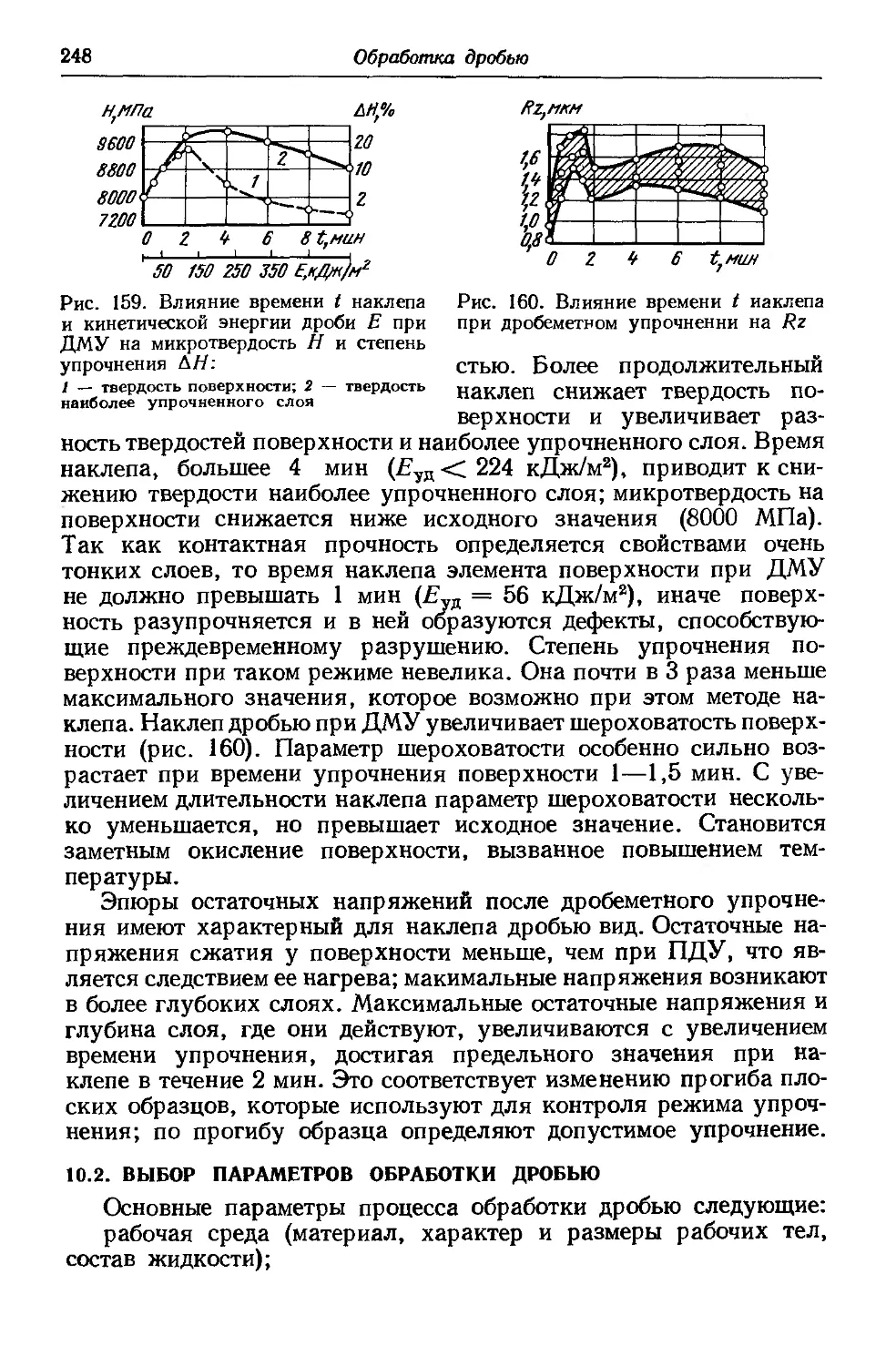
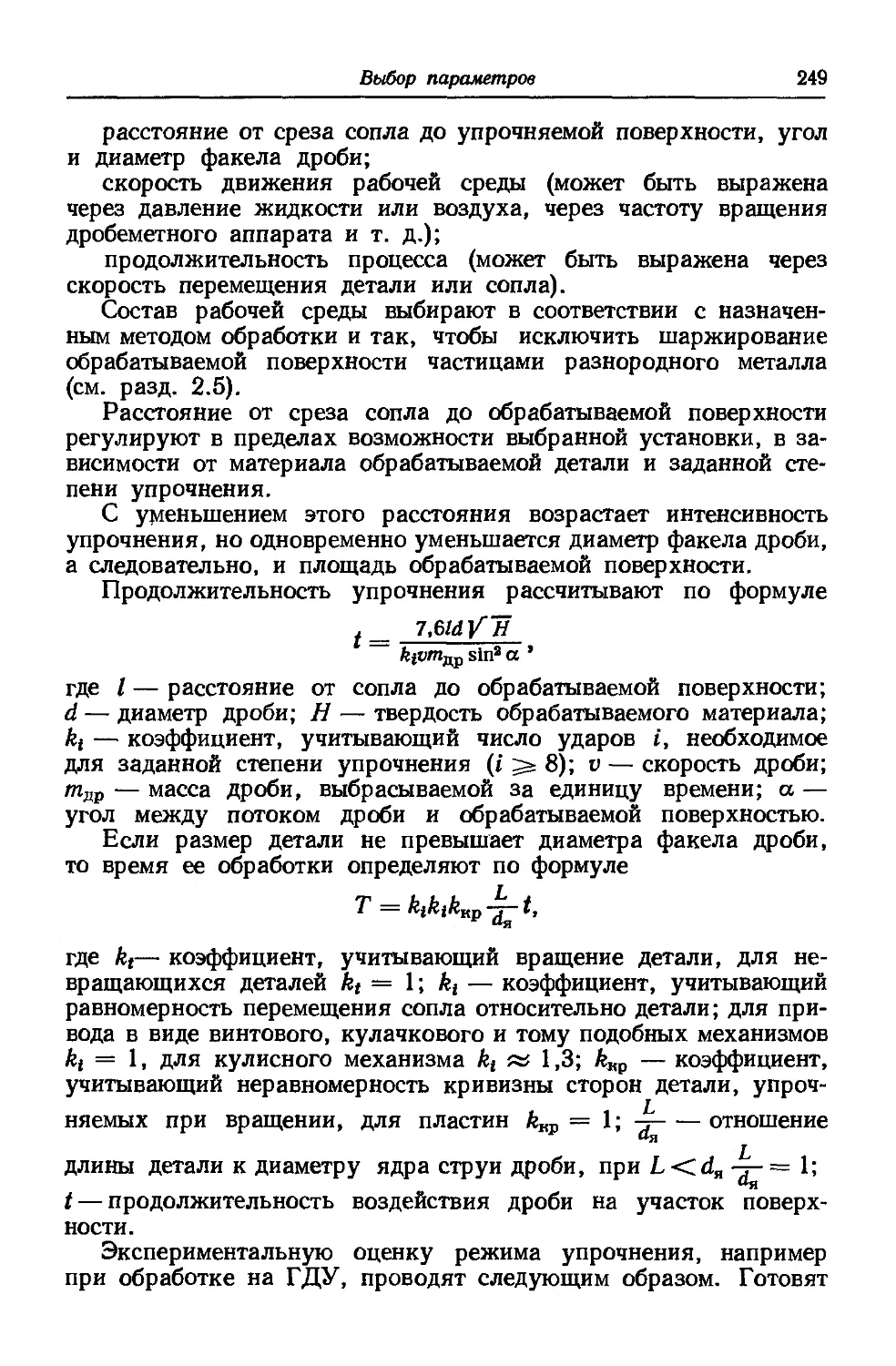
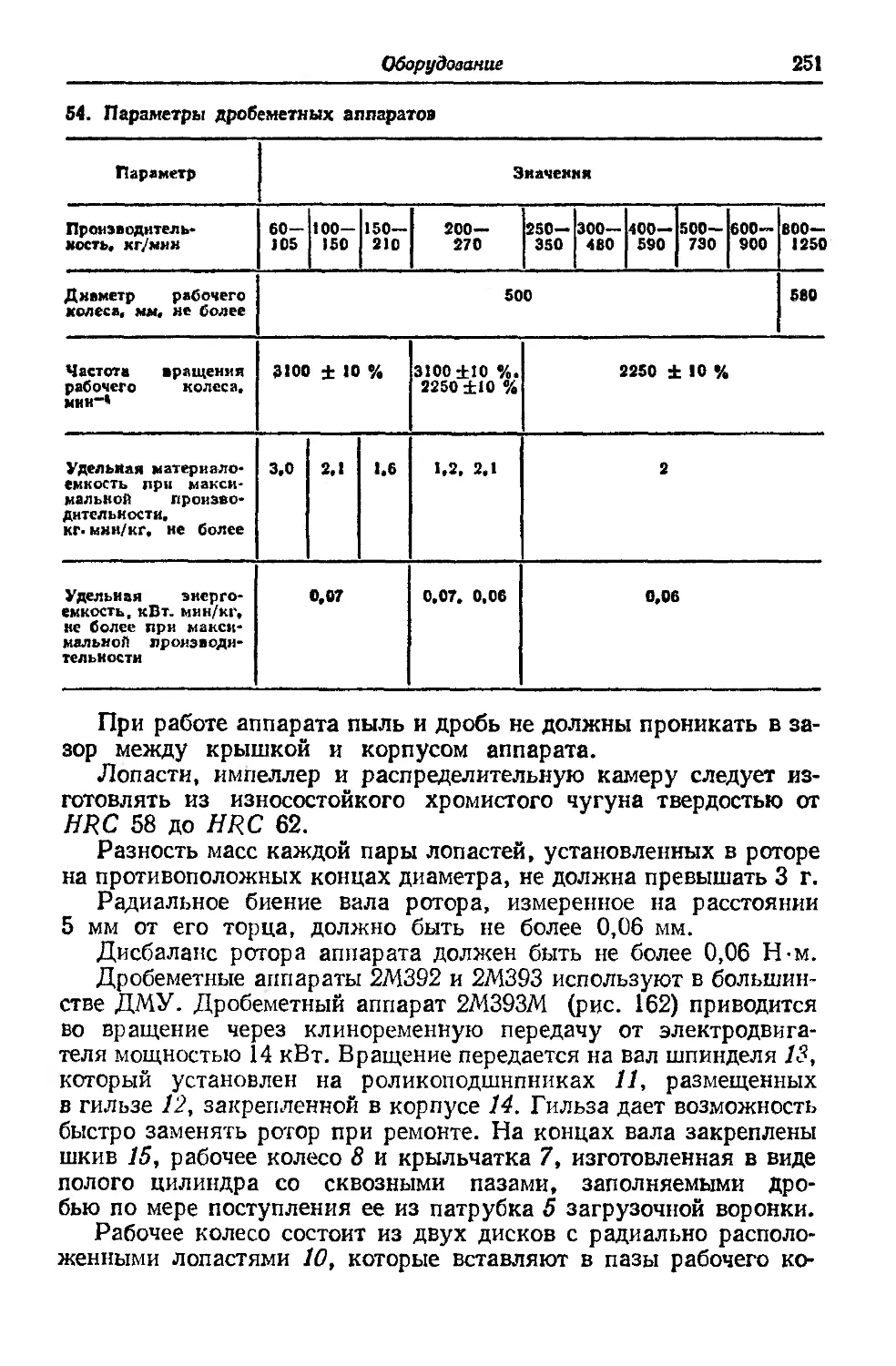
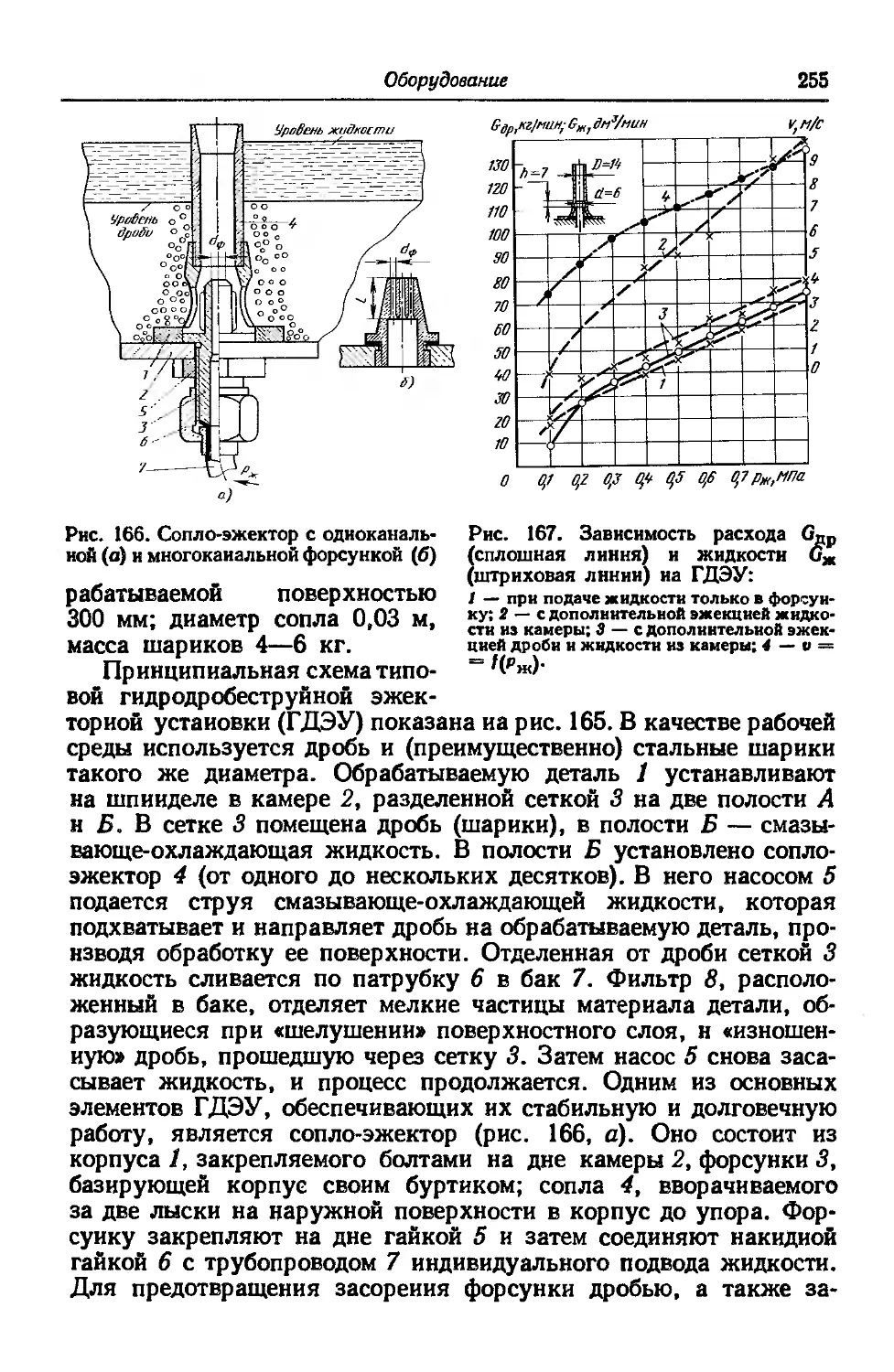
10.2. Выбор параметров обработки дробью..................... 248
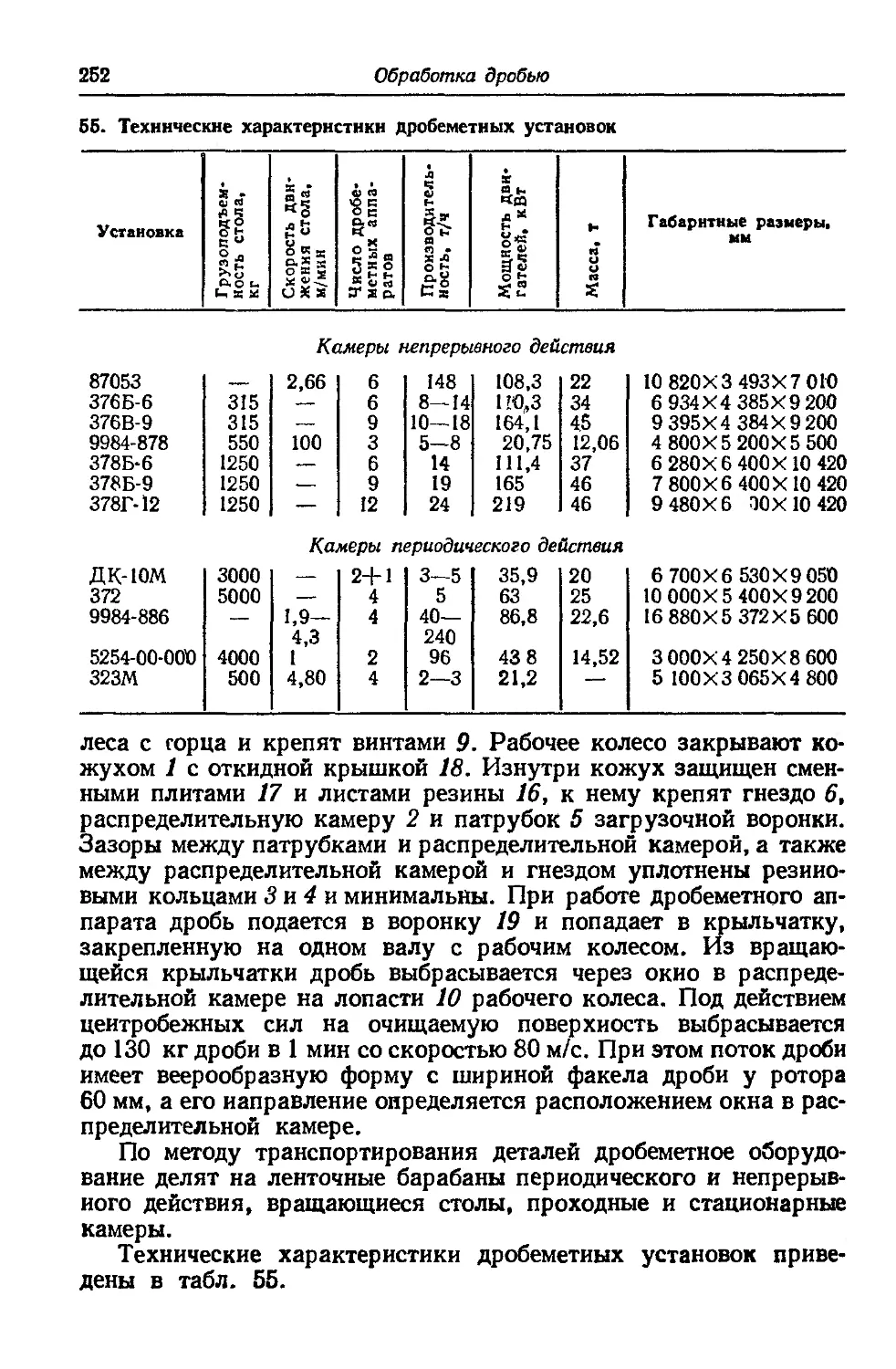
10.3. Оборудование.......................................... 250
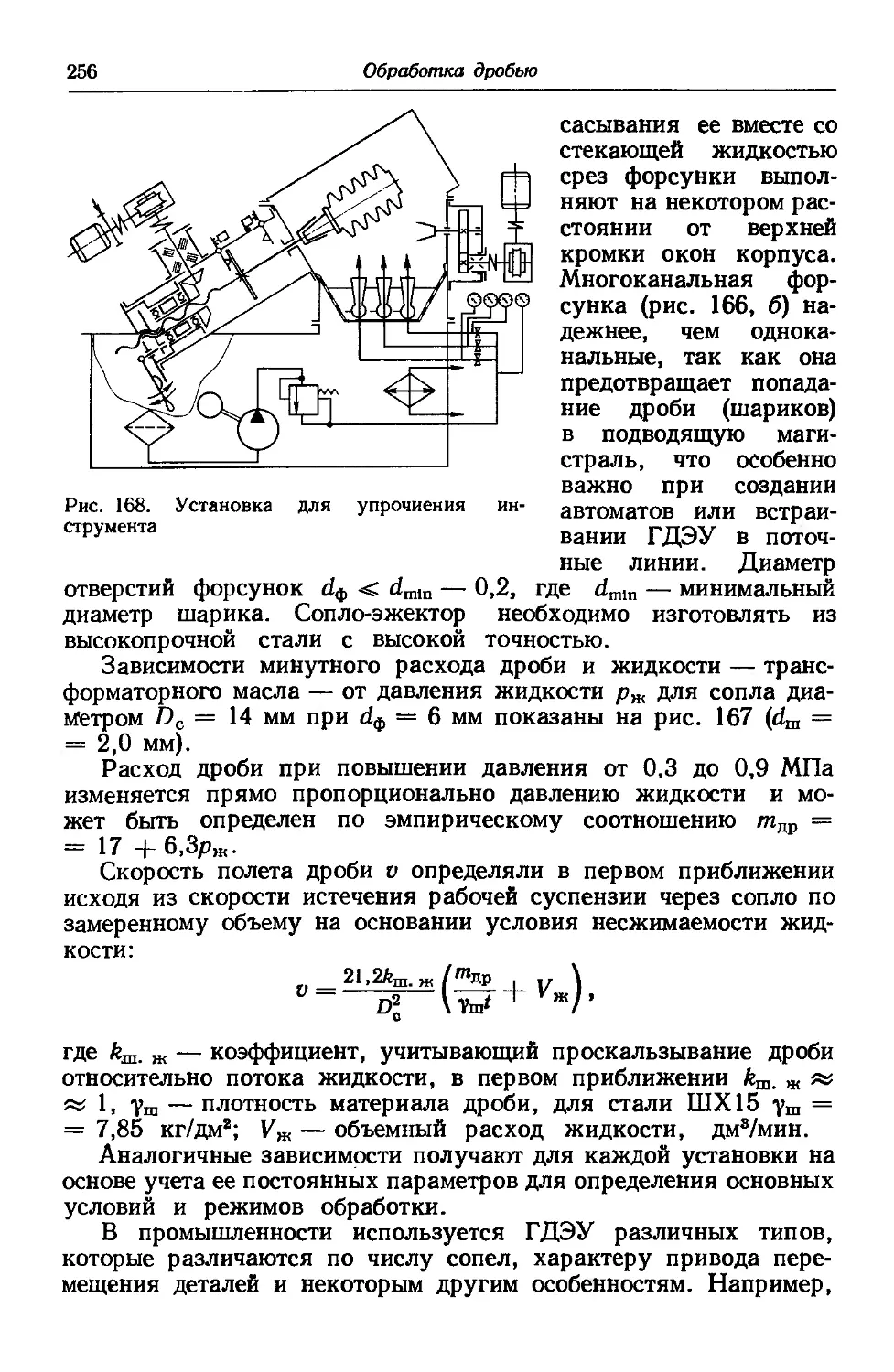
10.4. Некоторые разновидности ударной обработки свободными
рабочими телами ............................................ 257
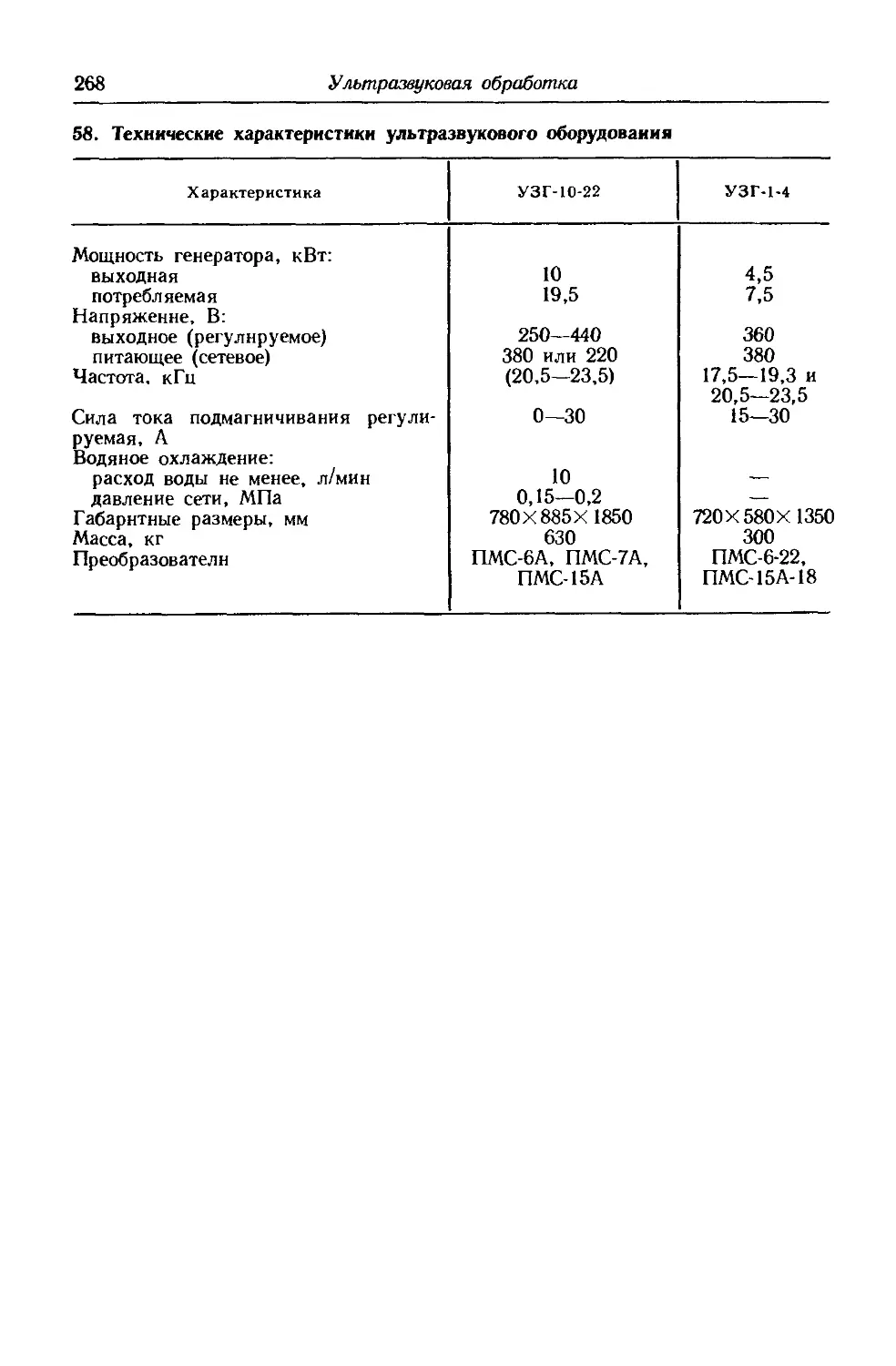
Глава 11. Ультразвуковая обработка................................ 260
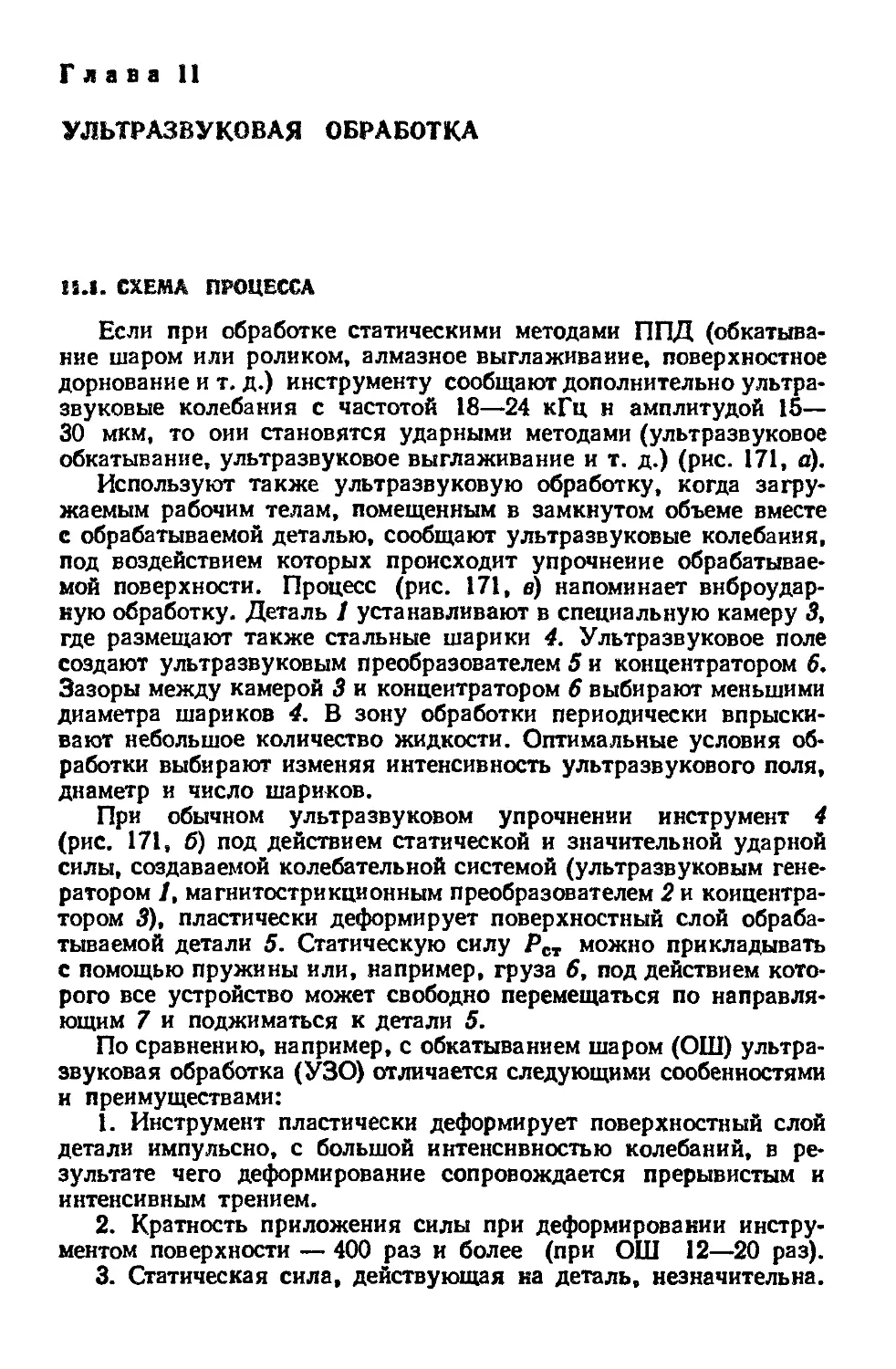
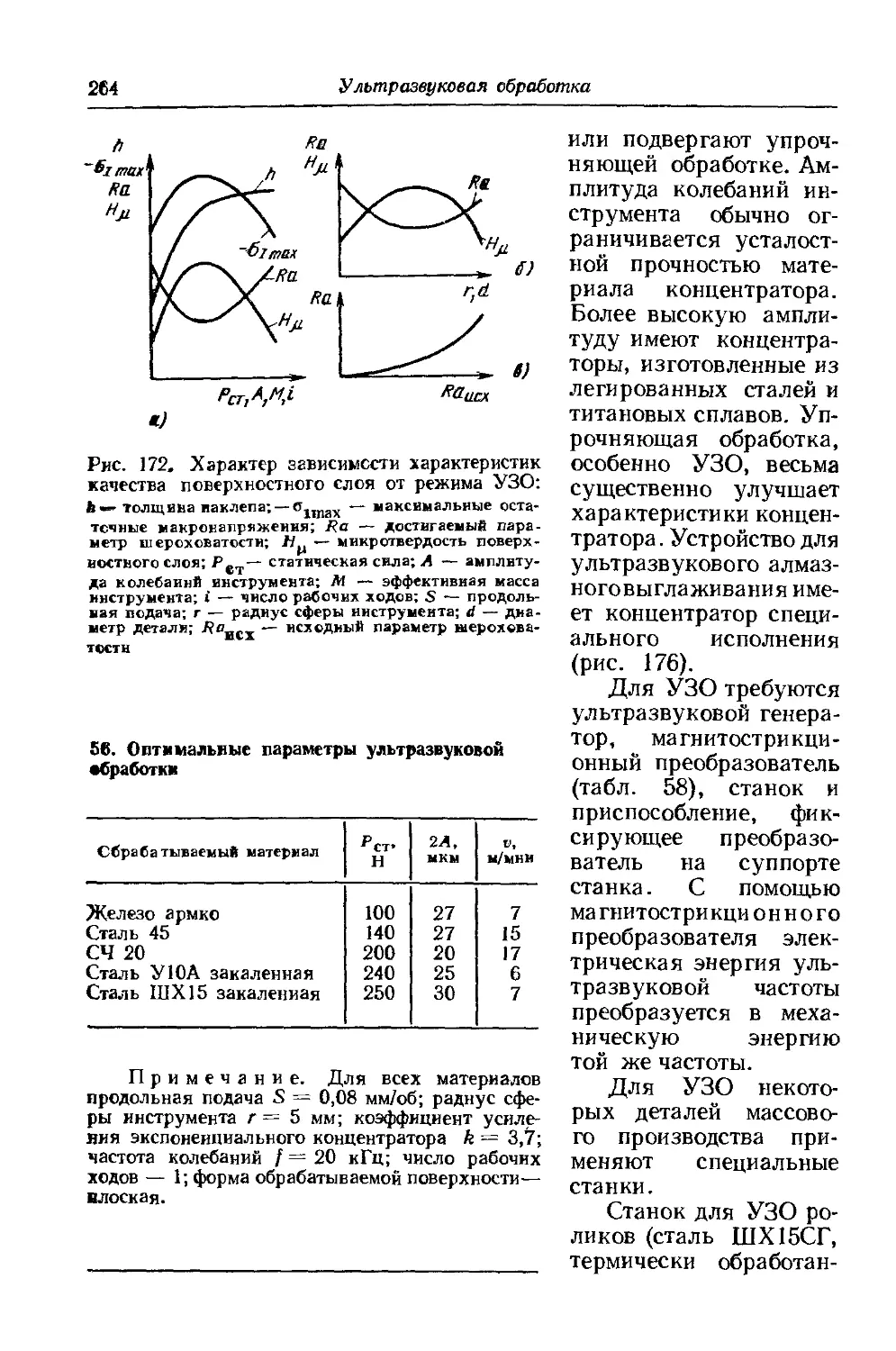
11.1. Схема процесса........................................ 260
11.2. Выбор параметров ультразвуковой обработки............. 262
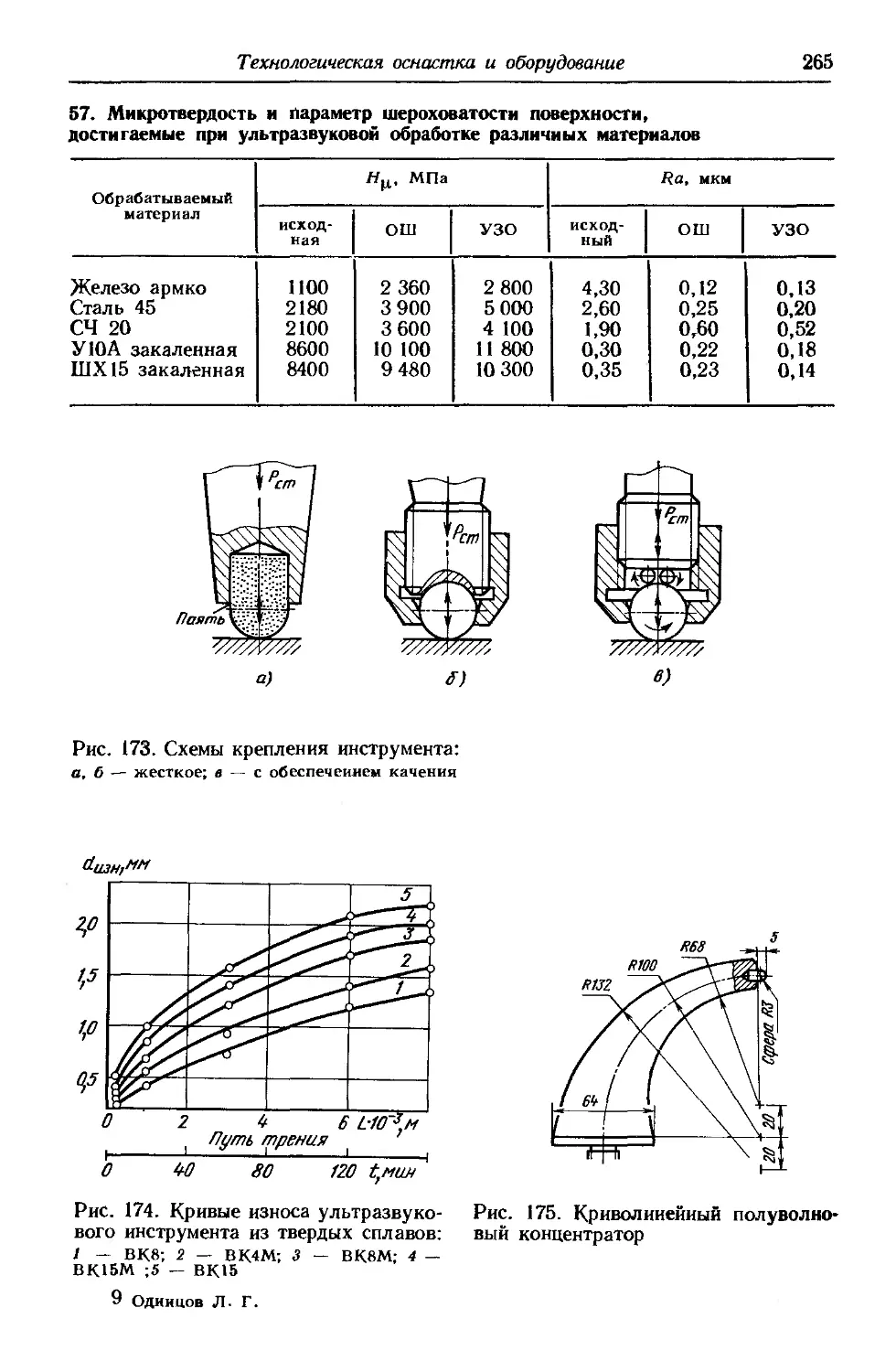
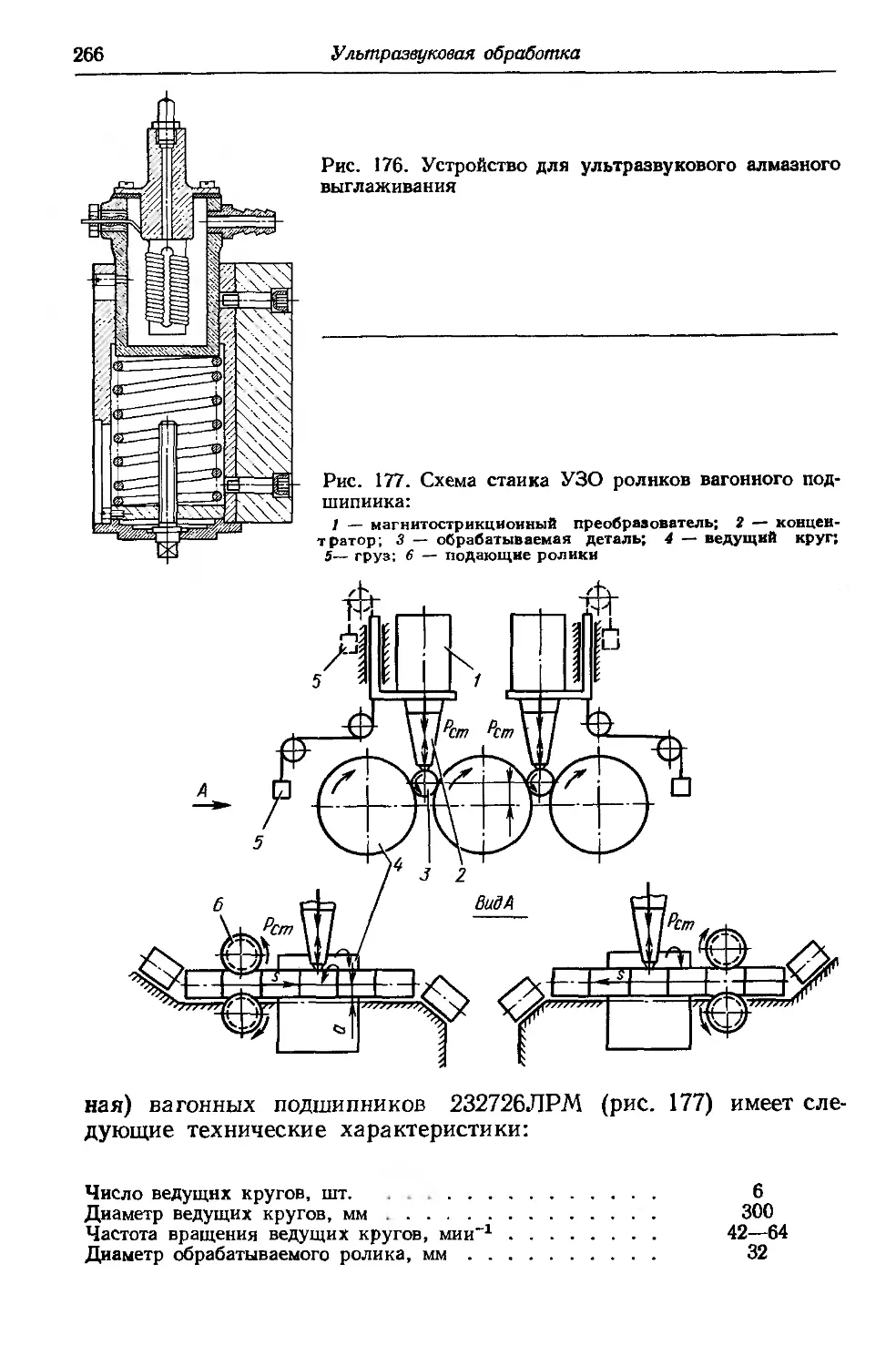
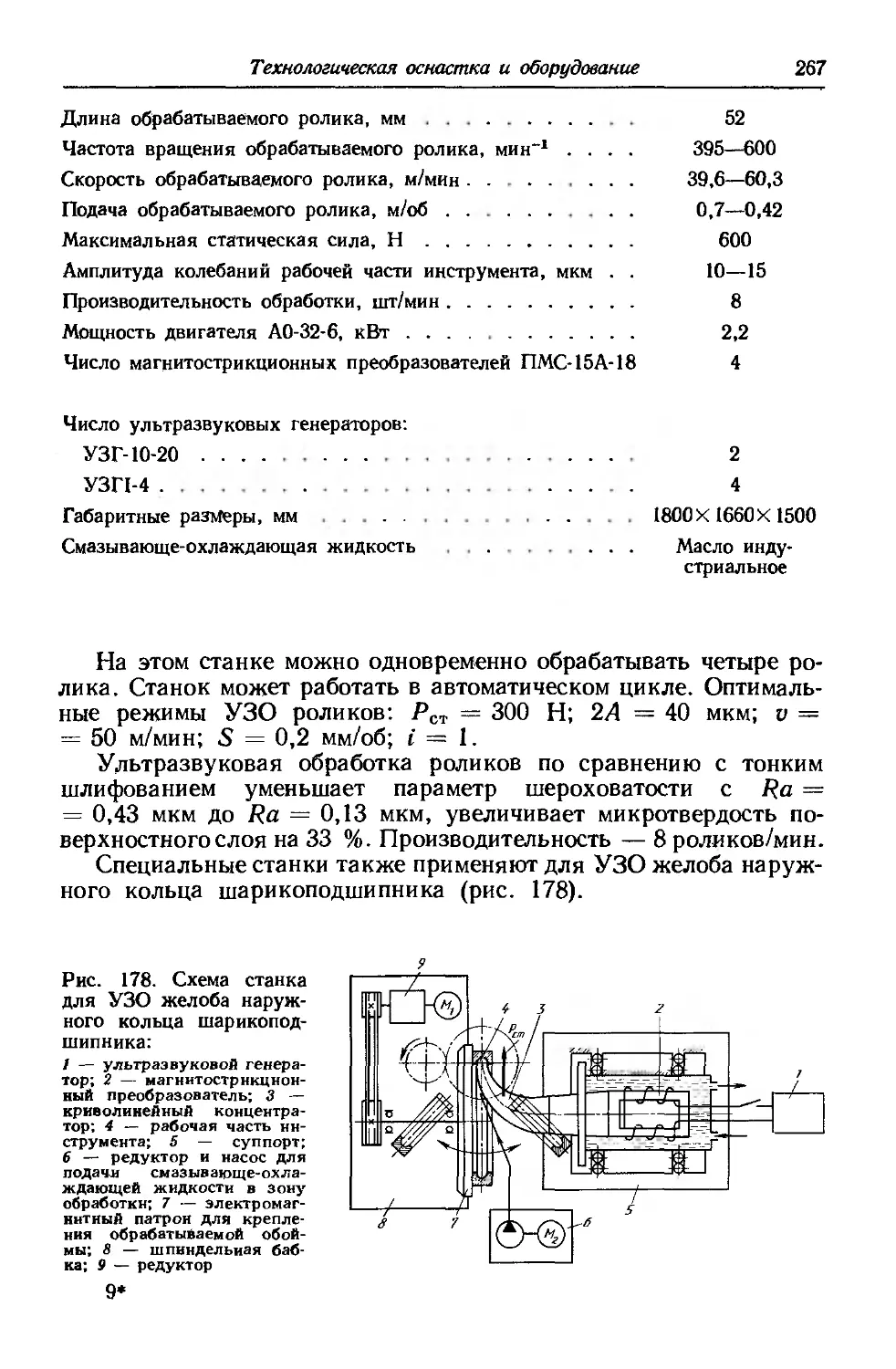
11.3. Технологическая оснастка н оборудование............... 263
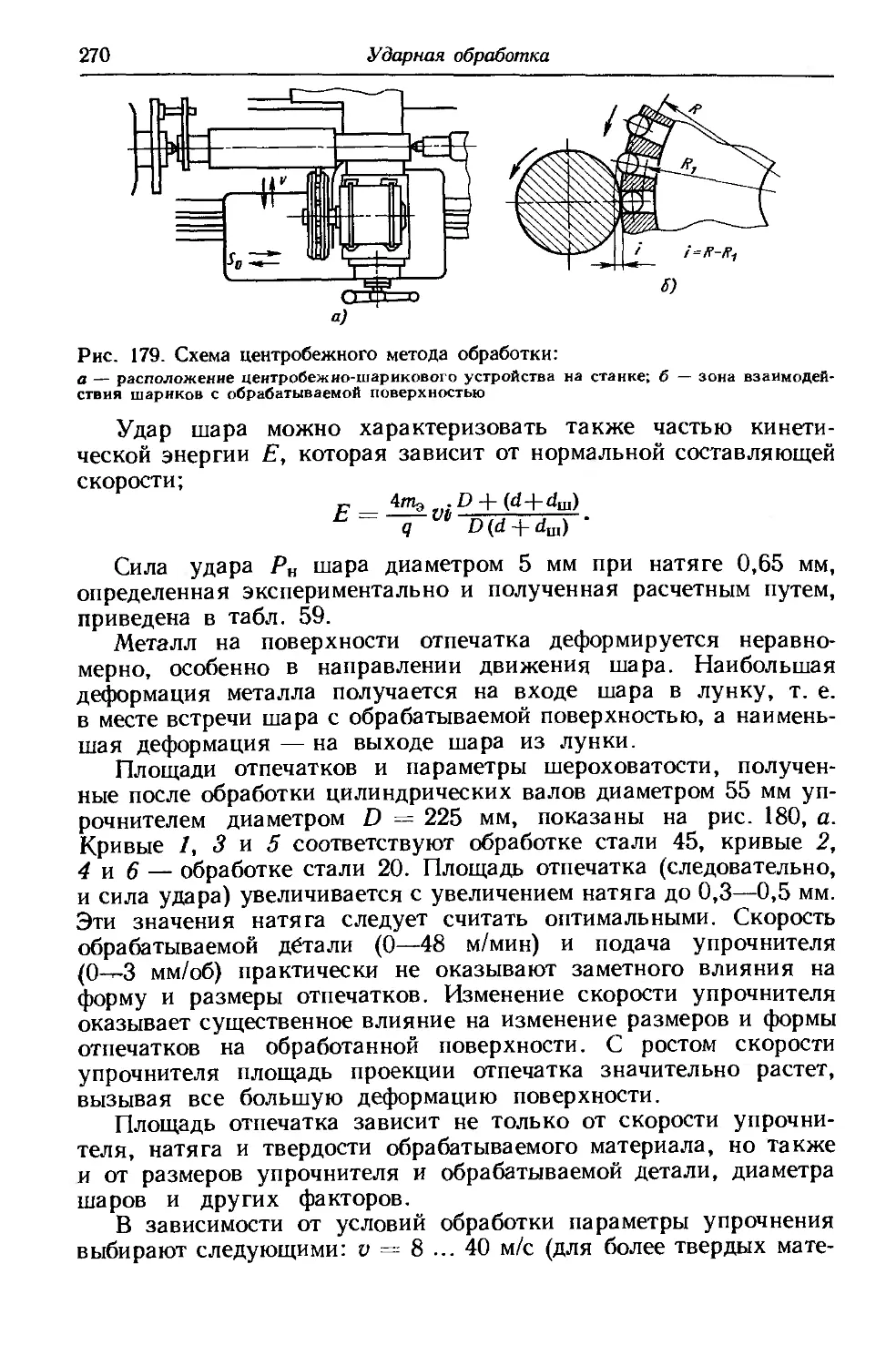
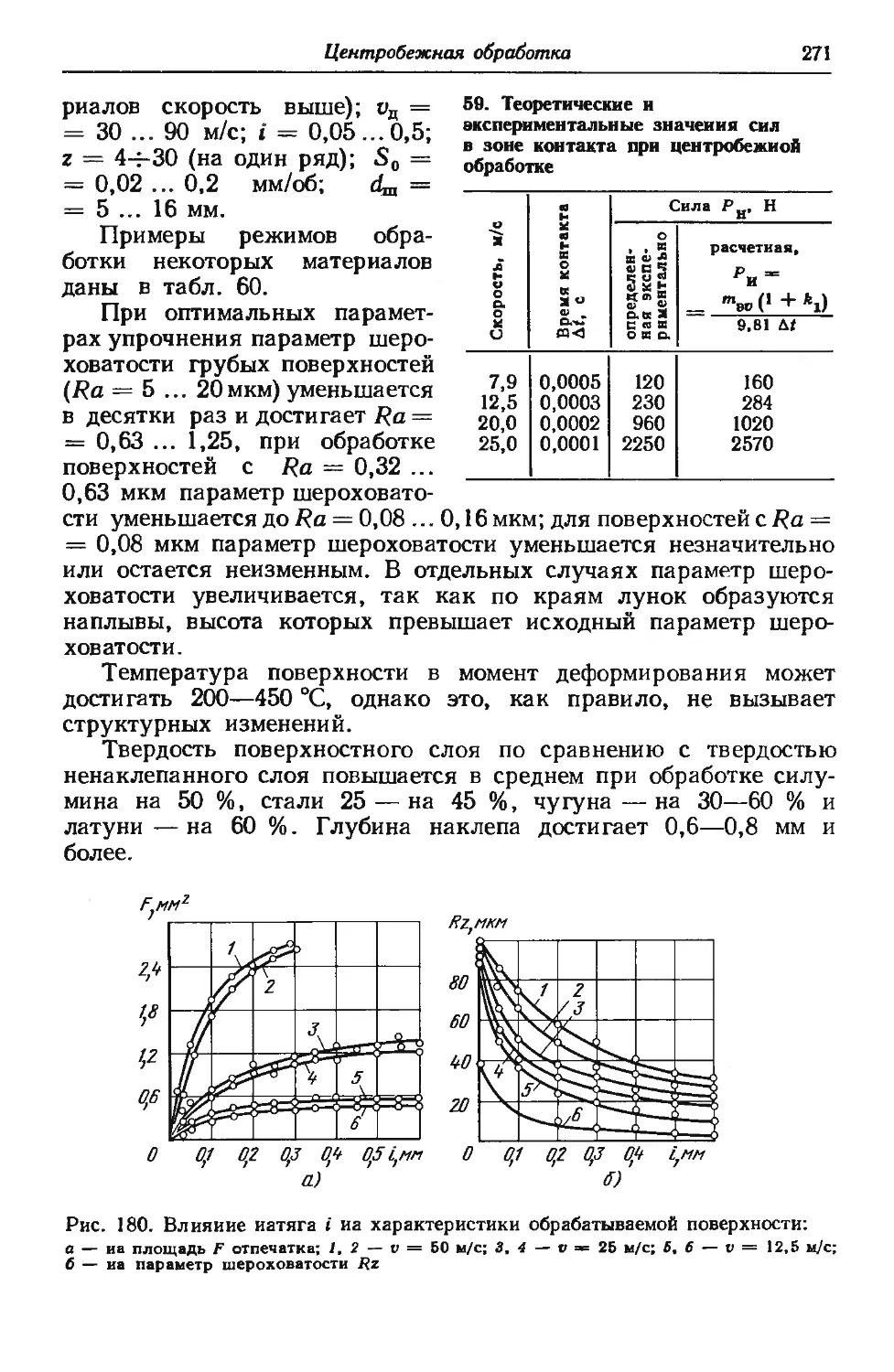
Глава 12. Ударная обработка специальным инструментом.............. 269
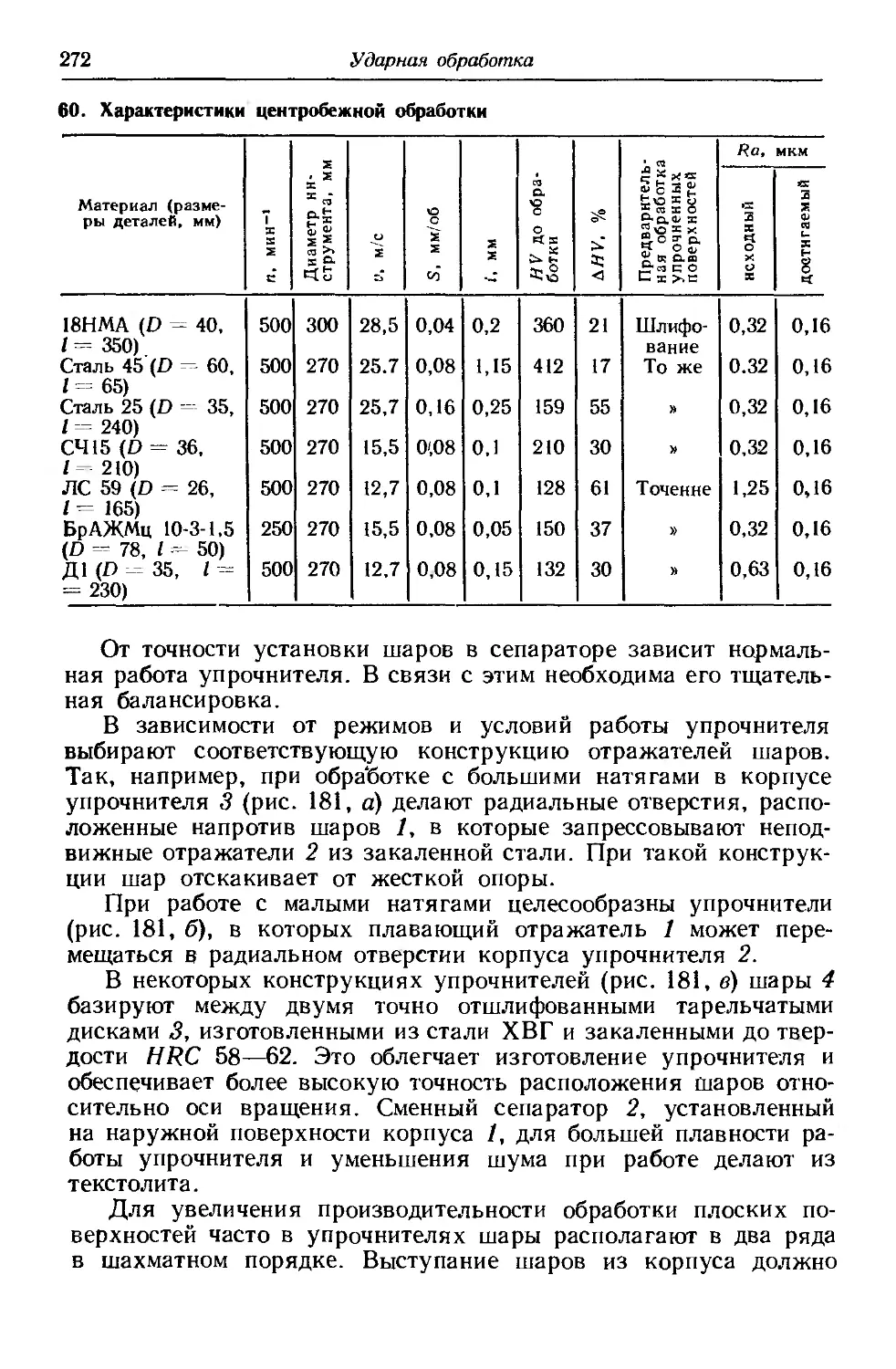
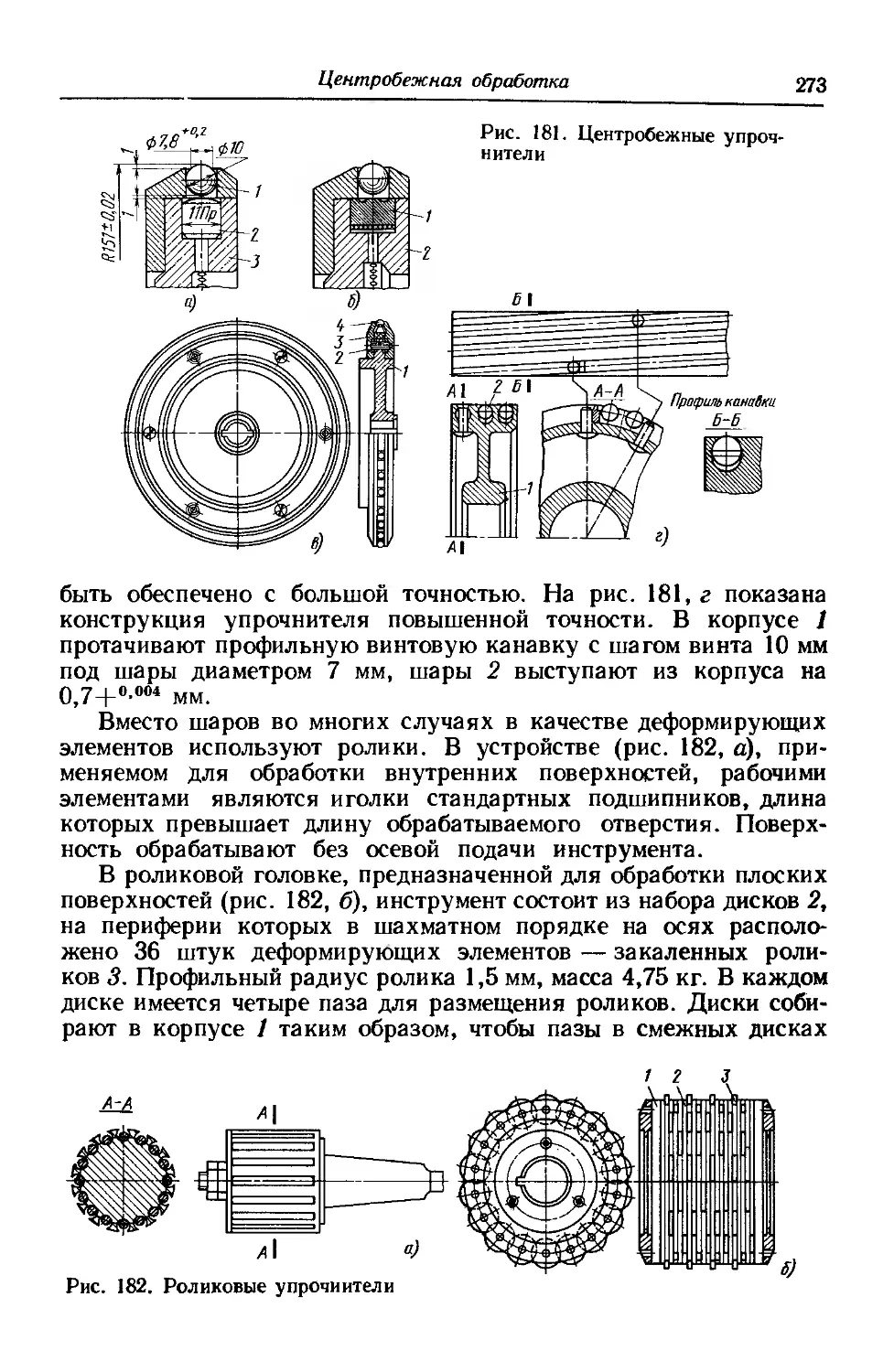
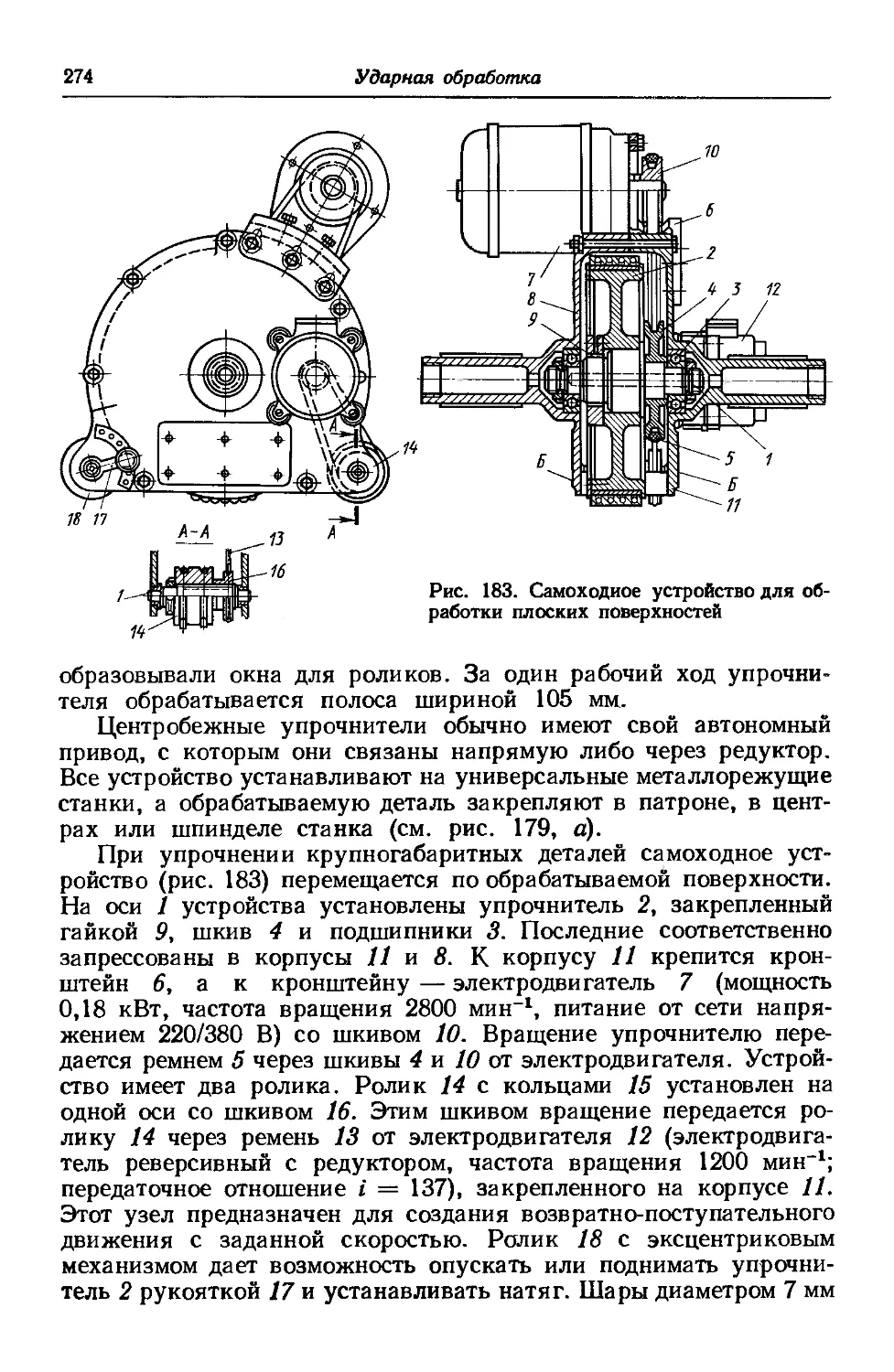
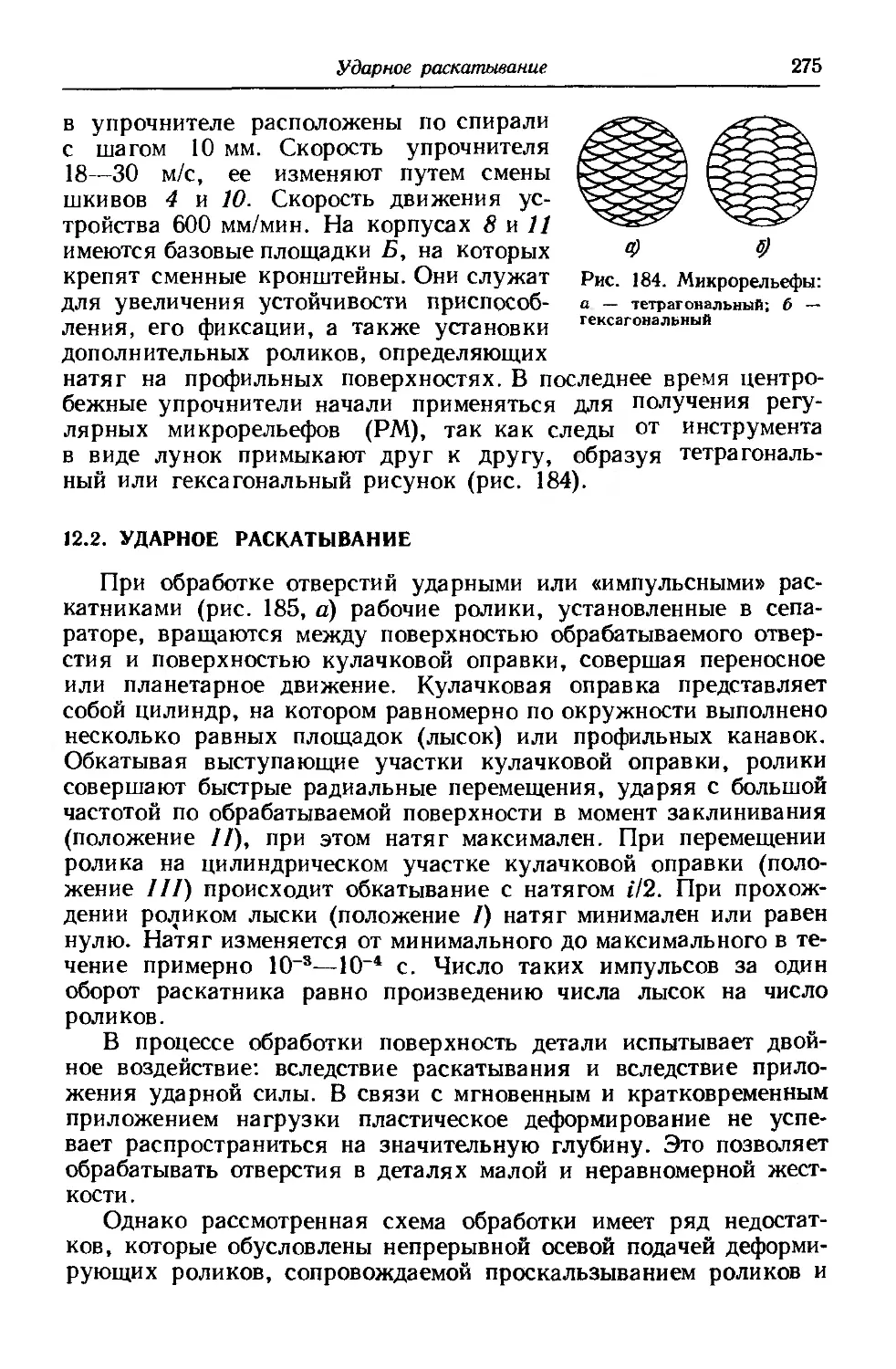
12.1. Центробежная обработка .......................... 269
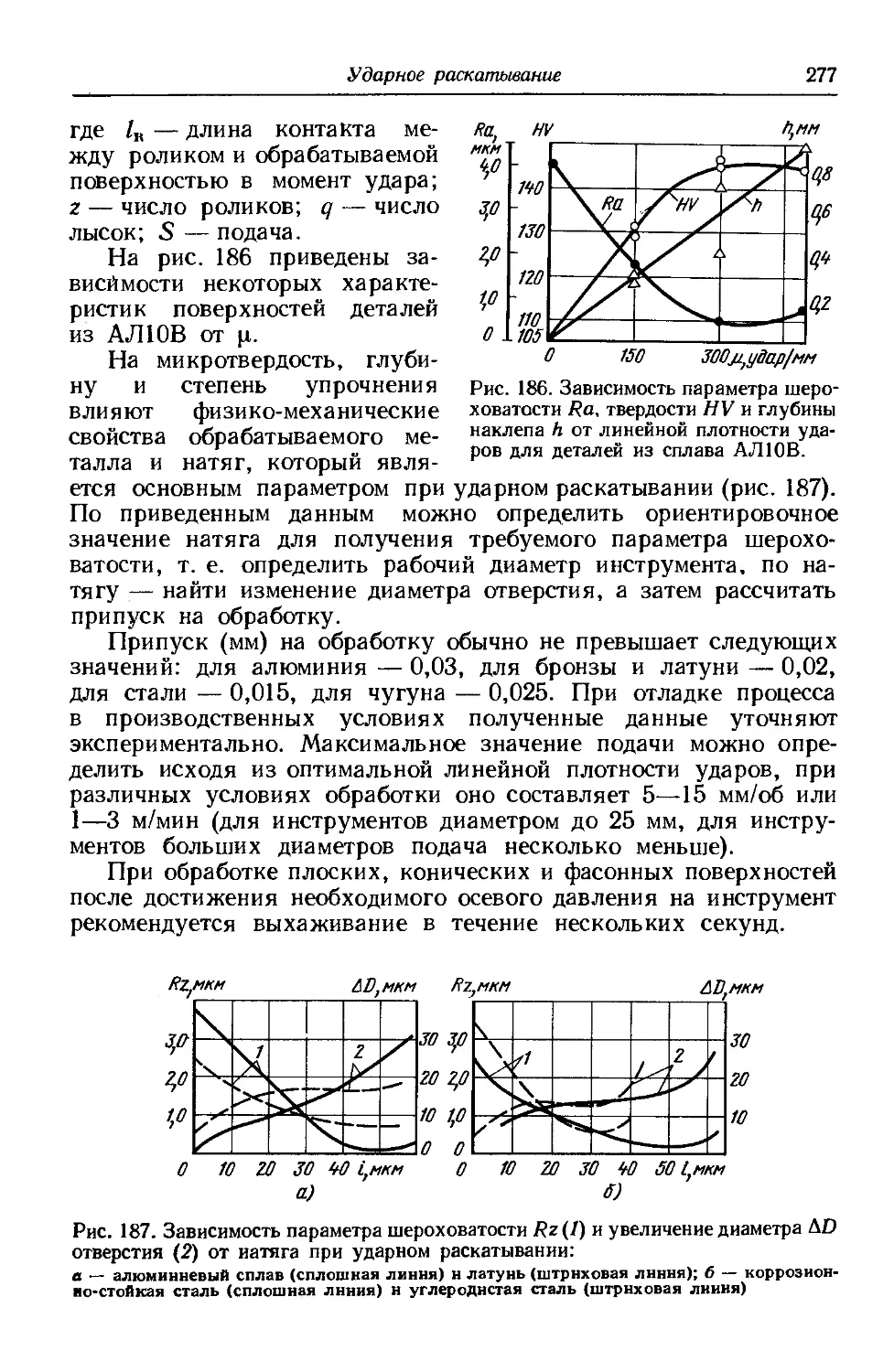
12.2. Ударное раскатывание .......................... 275
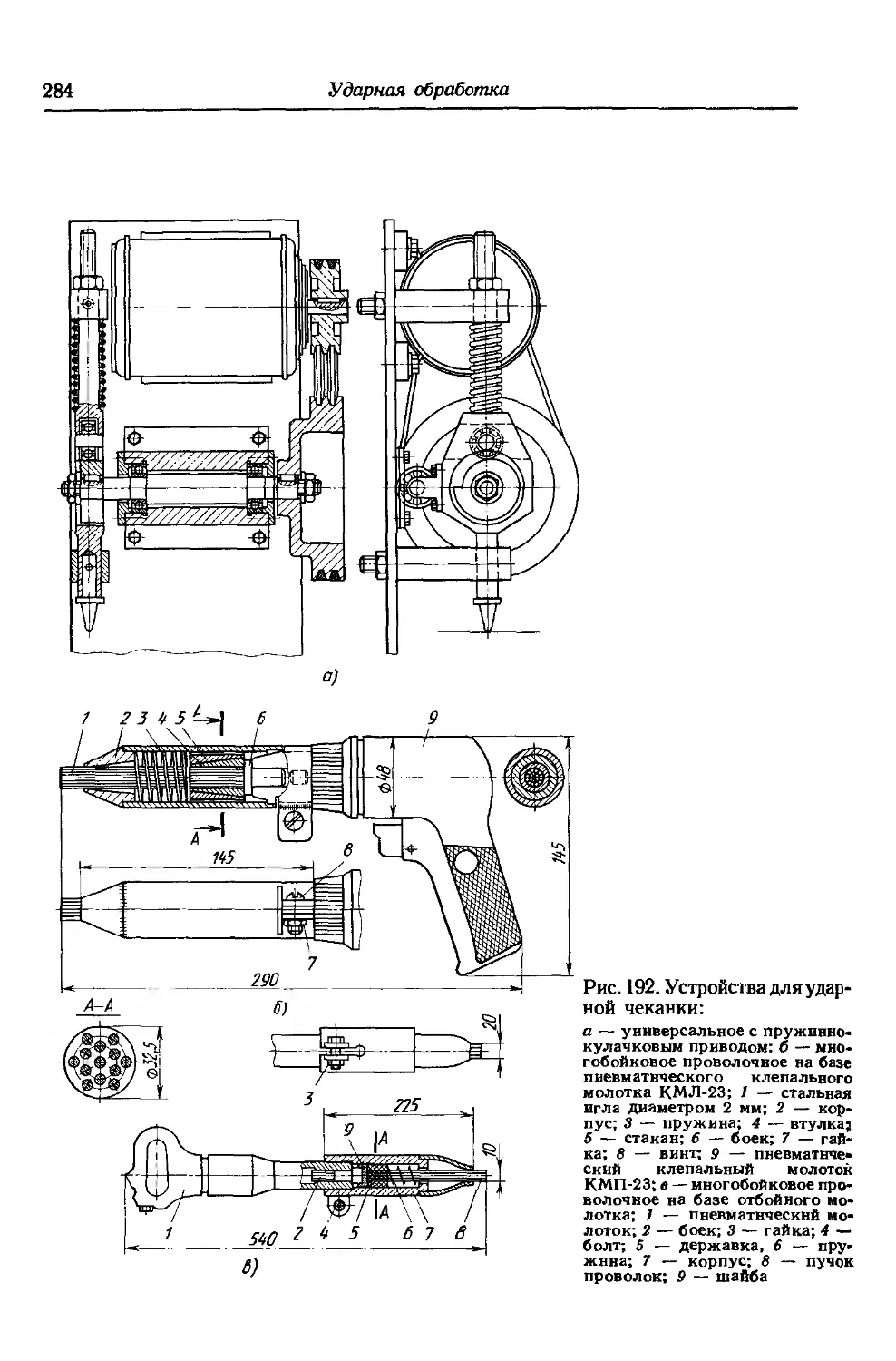
12.3. Ударная чеканка....................................... 280
12.4. Обработка проволочным инструментом.................... 286
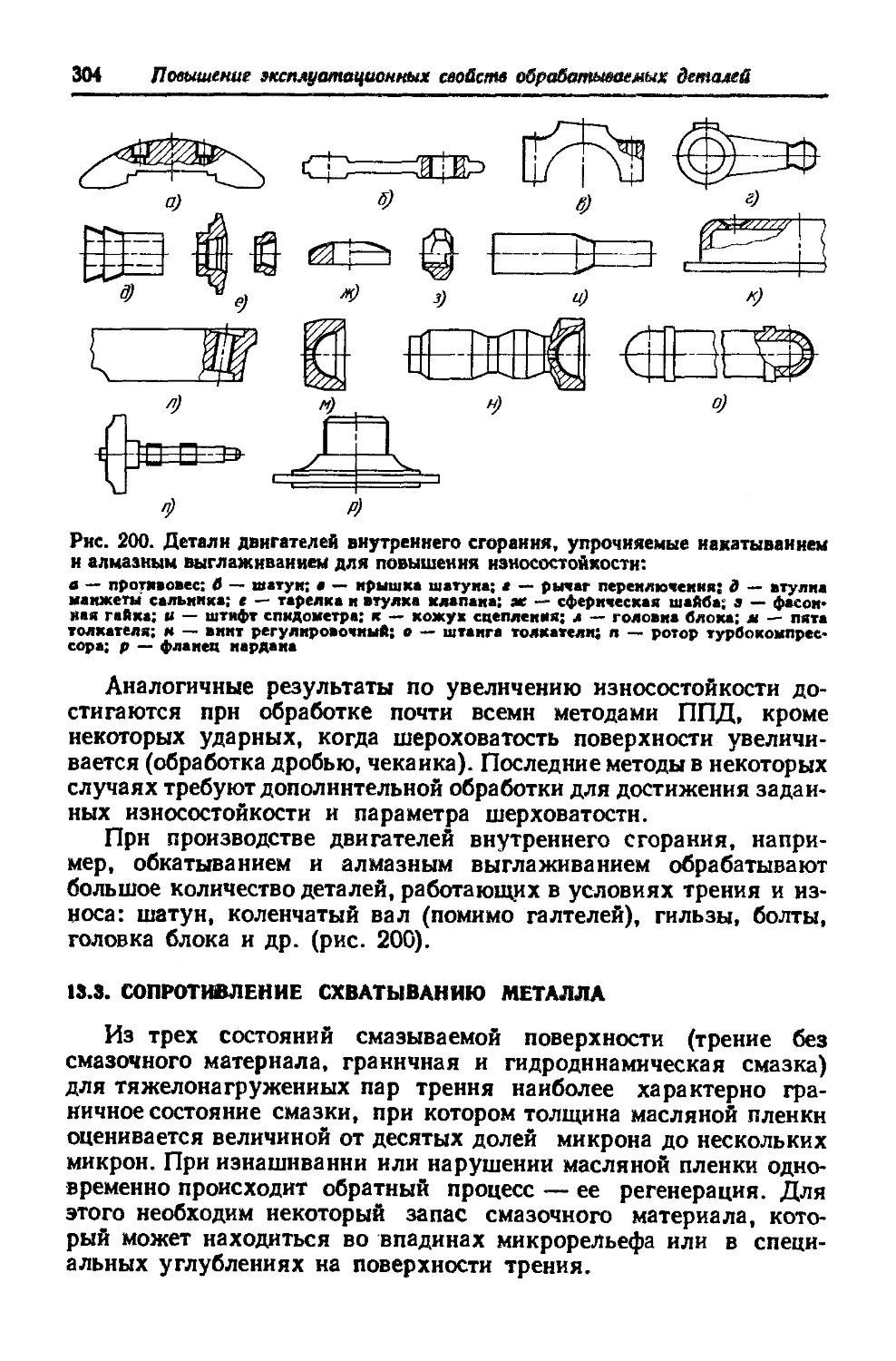
Глава 13. Повышение эксплуатационных свойств деталей, обрабаты-
ваемых ППД........................................................ 292
1'3.1. Сопротивление усталости .......................... 292
13.2. Износостойкость ...................................... 301
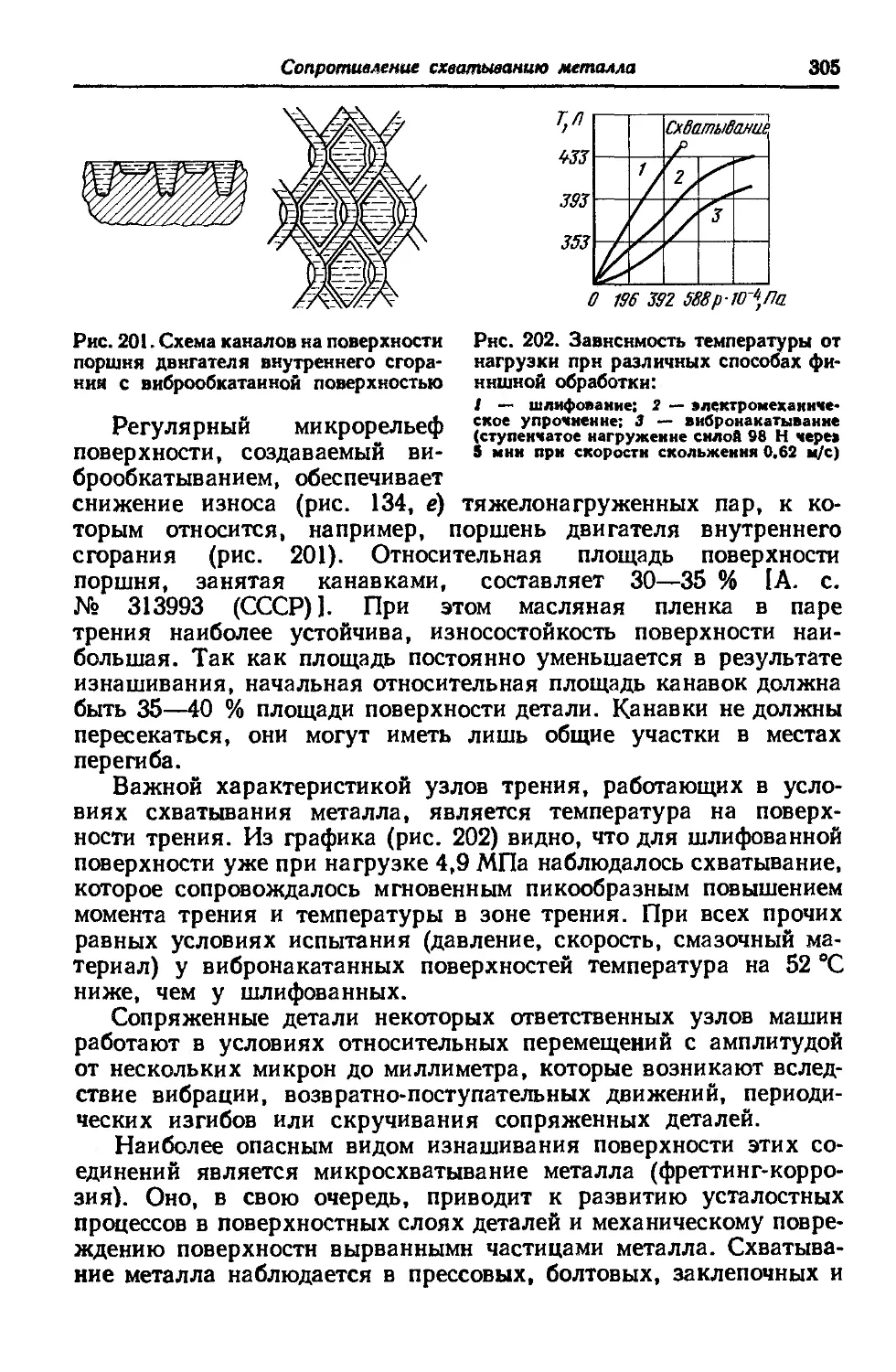
13.3. Сопротивление схватыванию металла..................... 304
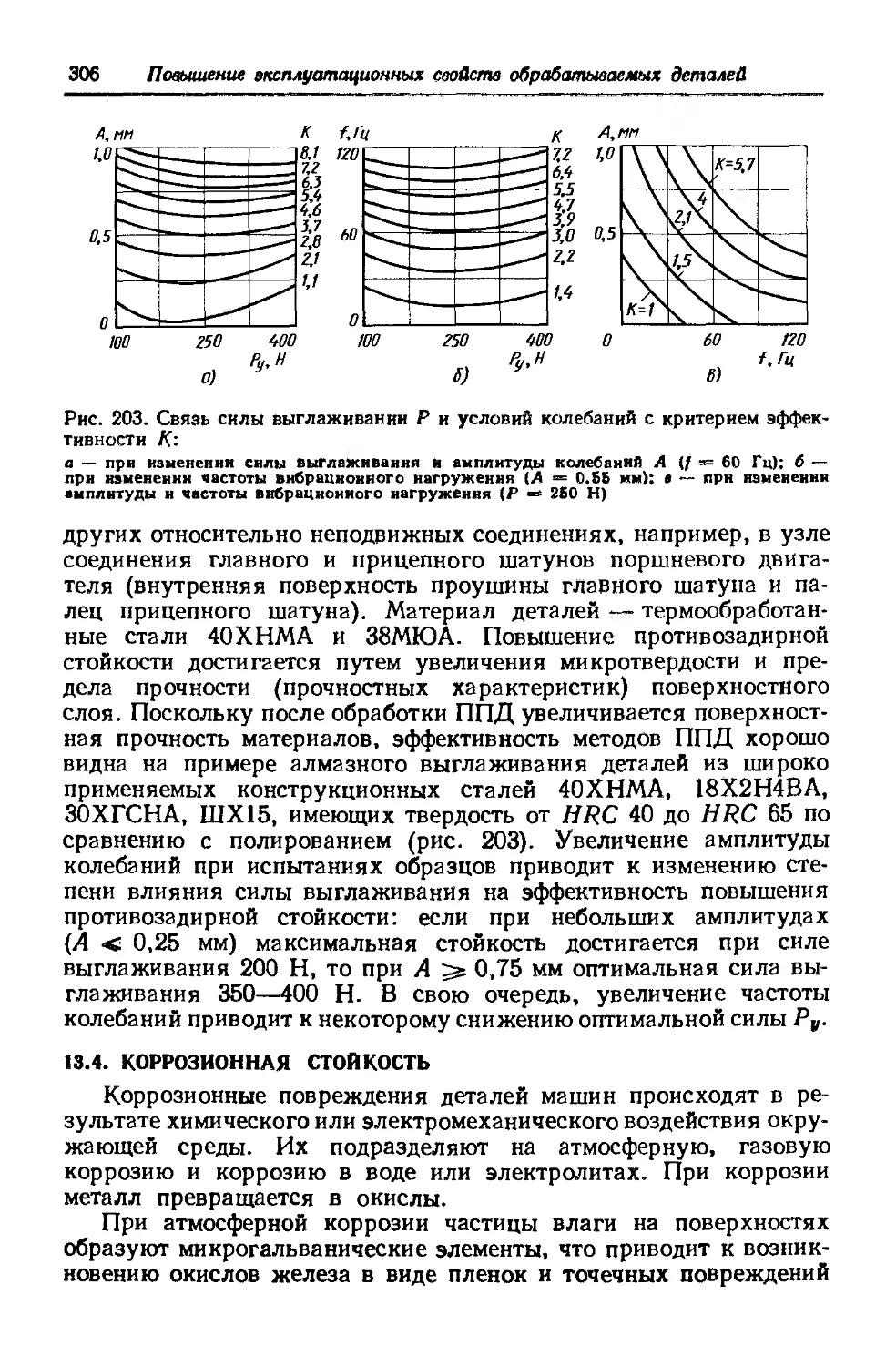
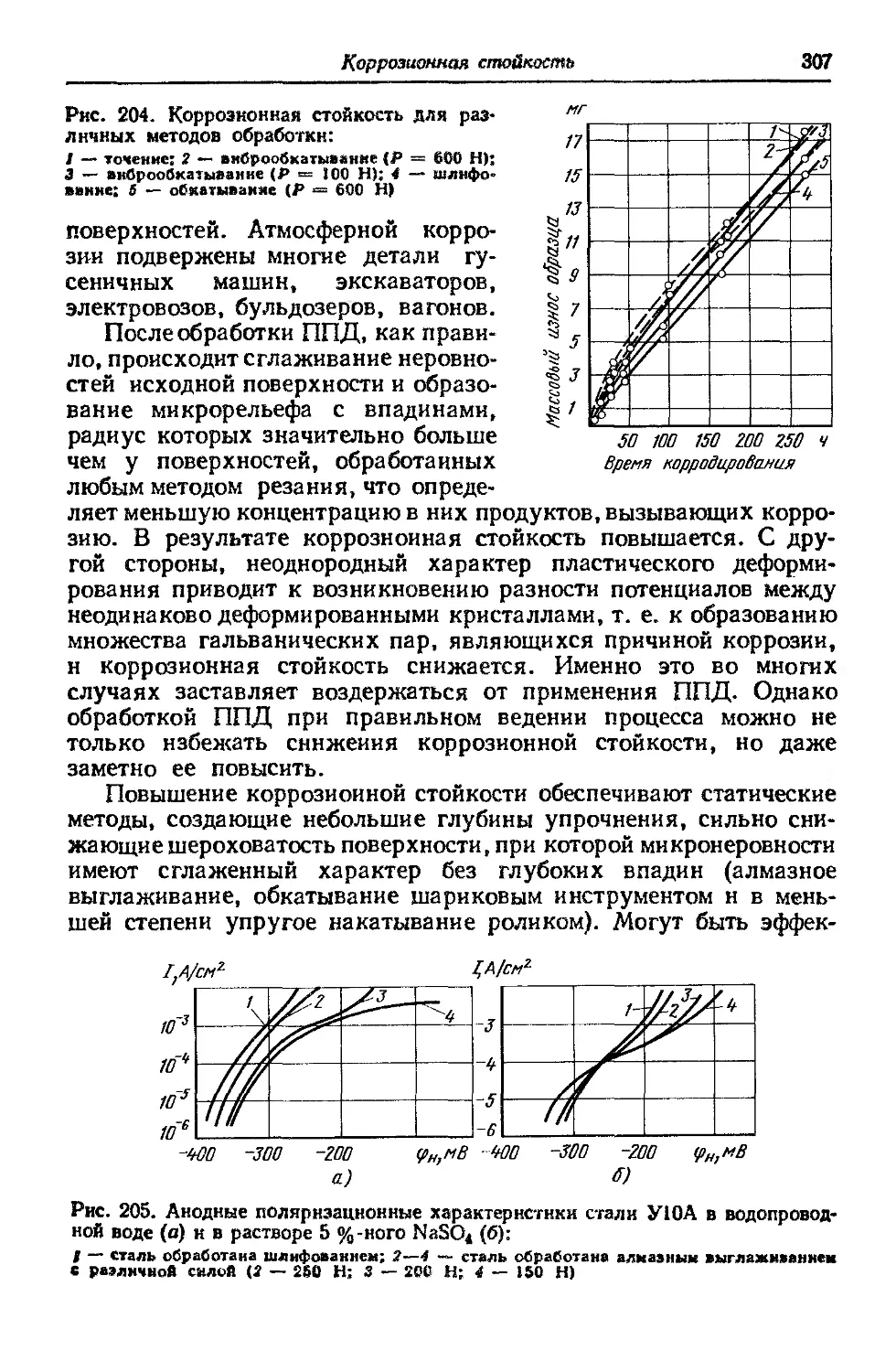
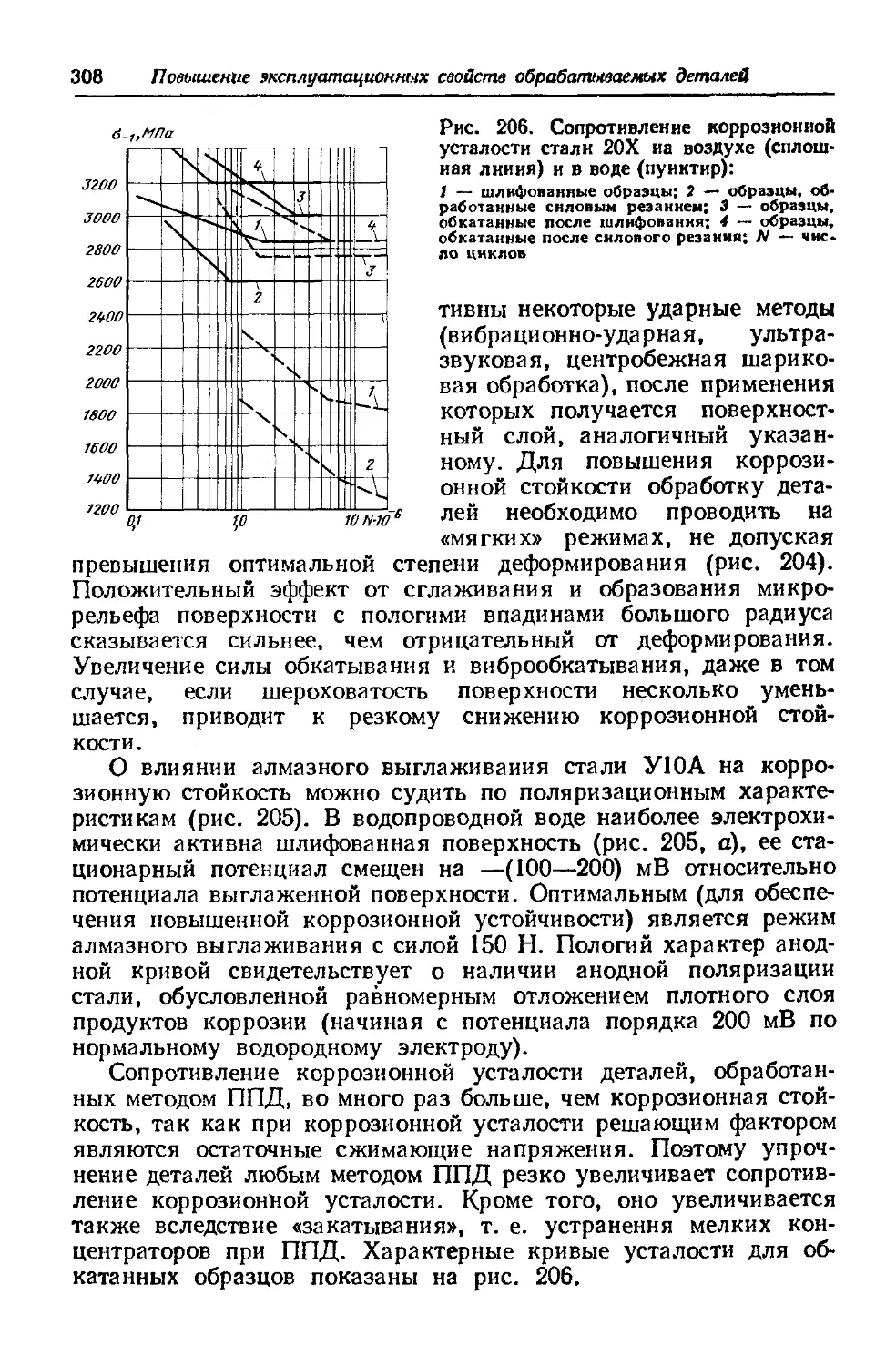
13.4. Коррозионная стойкость................................ 306
13.5. Сопротивление контактной усталости.................... 309
Основные направления дальнейшего развития методов ППД ........... 312
Список литературы................................................. 318
Предметный указатель ............................................. 320
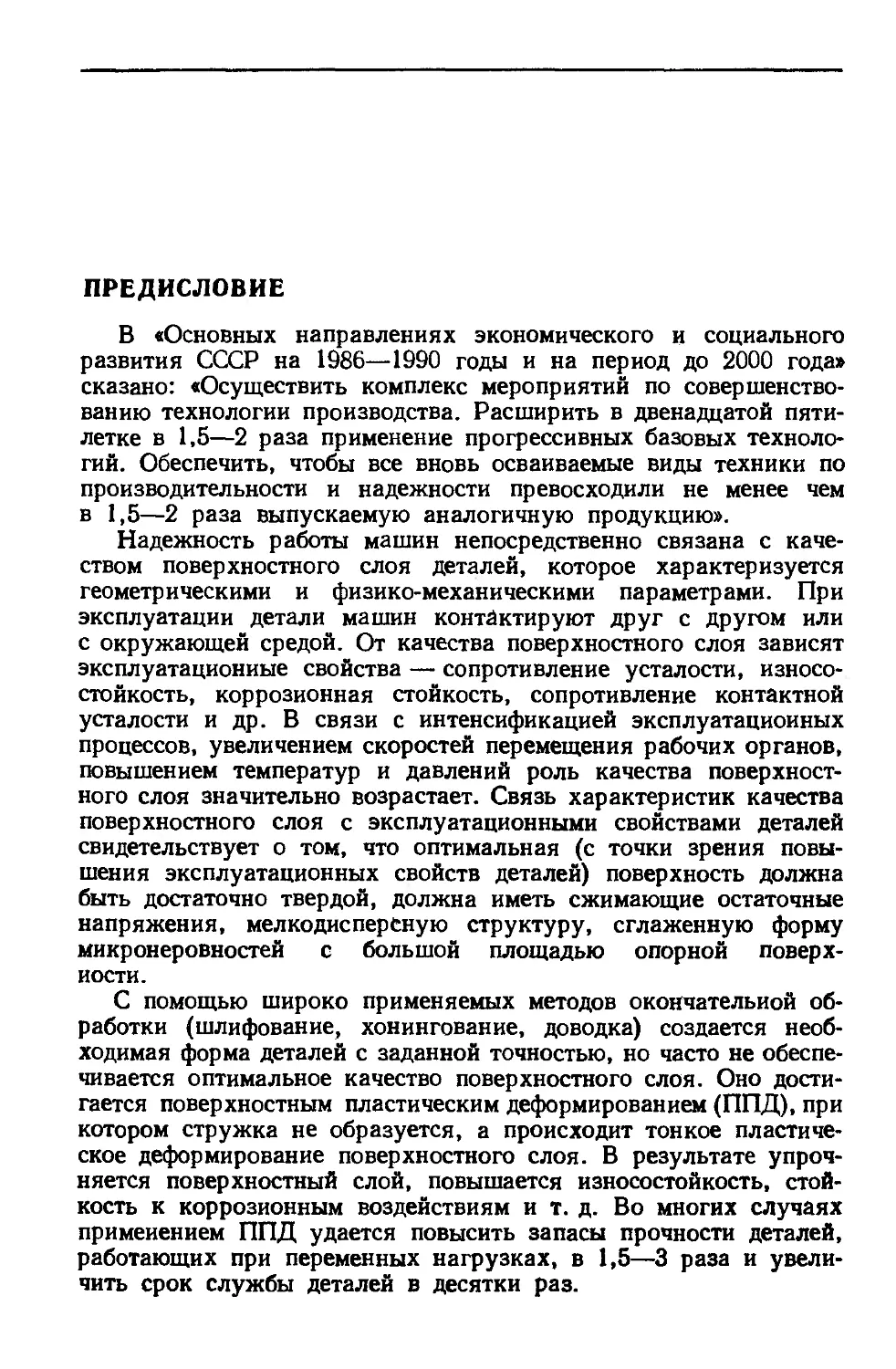
ПРЕДИСЛОВИЕ
В «Основных направлениях экономического и социального
развития СССР на 1986—1990 годы и на период до 2000 года»
сказано: «Осуществить комплекс мероприятий по совершенство-
ванию технологии производства. Расширить в двенадцатой пяти-
летке в 1,5—2 раза применение прогрессивных базовых техноло-
гий. Обеспечить, чтобы все вновь осваиваемые виды техники по
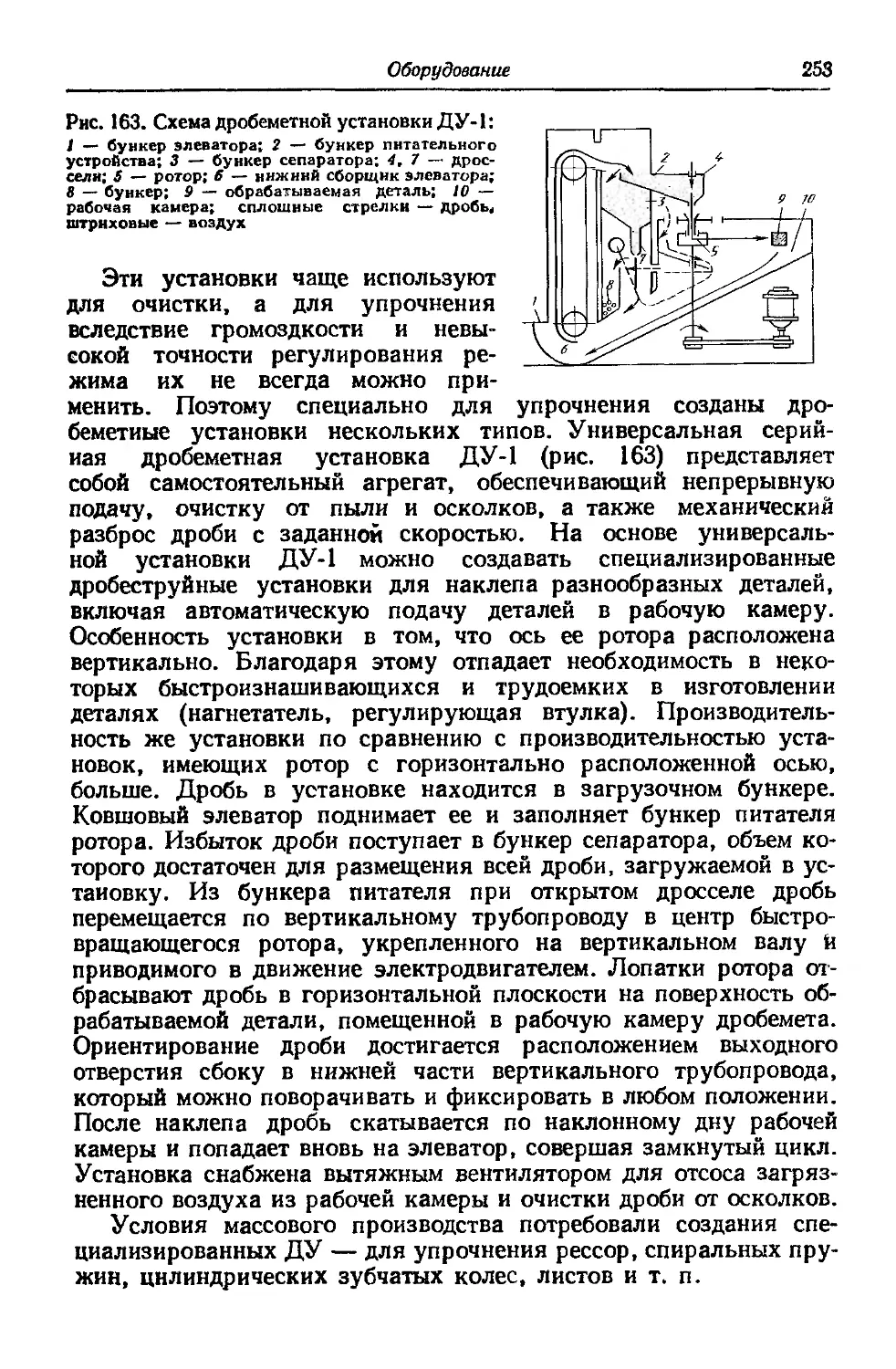
производительности и надежности превосходили не менее чем
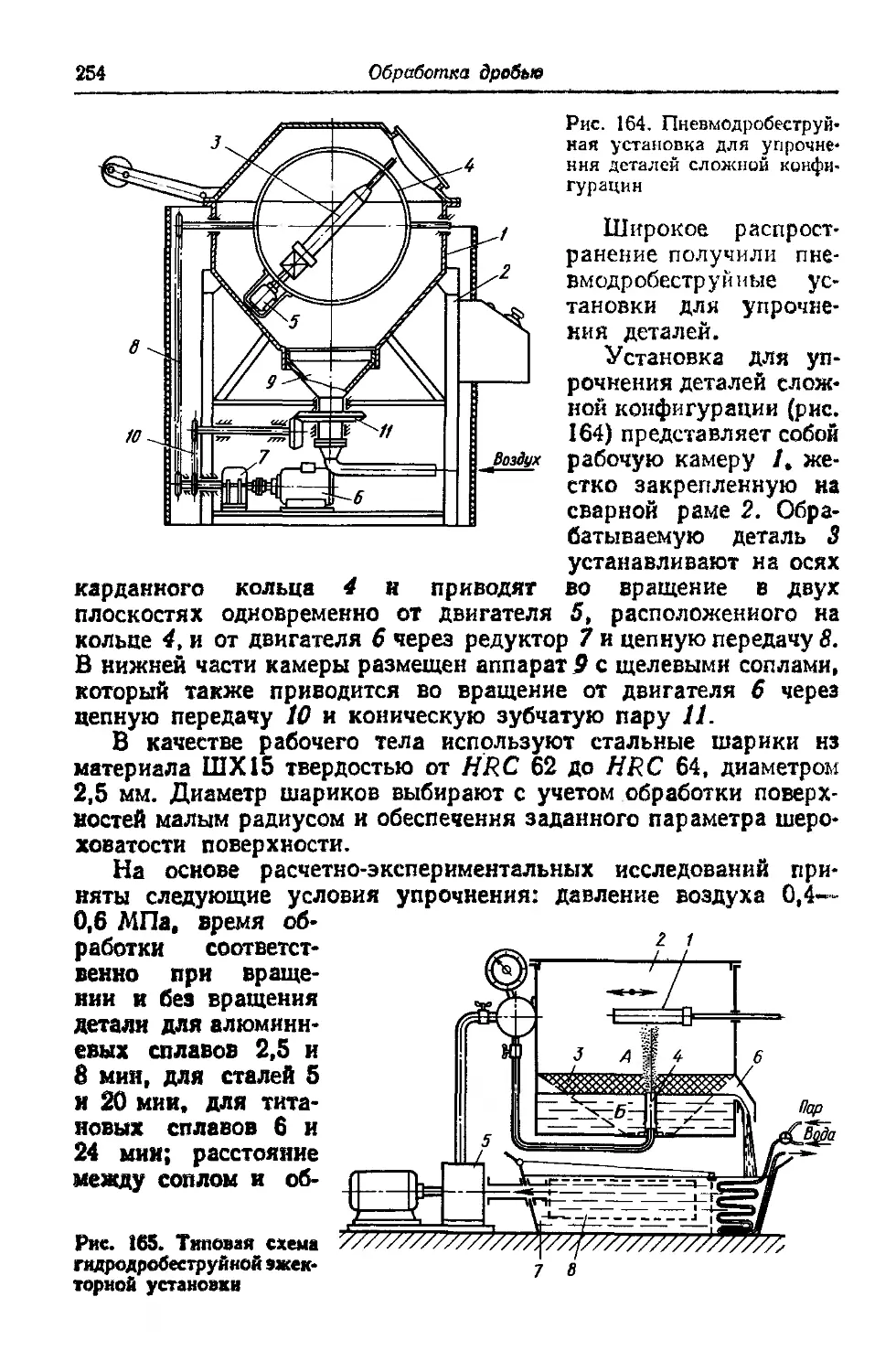
в 1,5—2 раза выпускаемую аналогичную продукцию».
Надежность работы машин непосредственно связана с каче-
ством поверхностного слоя деталей, которое характеризуется
геометрическими и физико-механическими параметрами. При
эксплуатации детали машин контактируют друг с другом или
с окружающей средой. От качества поверхностного слоя зависят
эксплуатационные свойства — сопротивление усталости, износо-
стойкость, коррозионная стойкость, сопротивление контактной
усталости и др. В связи с интенсификацией эксплуатационных
процессов, увеличением скоростей перемещения рабочих органов,
повышением температур и давлений роль качества поверхност-
ного слоя значительно возрастает. Связь характеристик качества
поверхностного слоя с эксплуатационными свойствами деталей
свидетельствует о том, что оптимальная (с точки зрения повы-
шения эксплуатационных свойств деталей) поверхность должна
быть достаточно твердой, должна иметь сжимающие остаточные
напряжения, мелкодисперсную структуру, сглаженную форму
микронеровностей с большой площадью опорной поверх-
ности.
С помощью широко применяемых методов окончательной об-
работки (шлифование, хонингование, доводка) создается необ-
ходимая форма деталей с заданной точностью, но часто не обеспе-
чивается оптимальное качество поверхностного слоя. Оно дости-
гается поверхностным пластическим деформированием (ППД), при
котором стружка не образуется, а происходит тонкое пластиче-
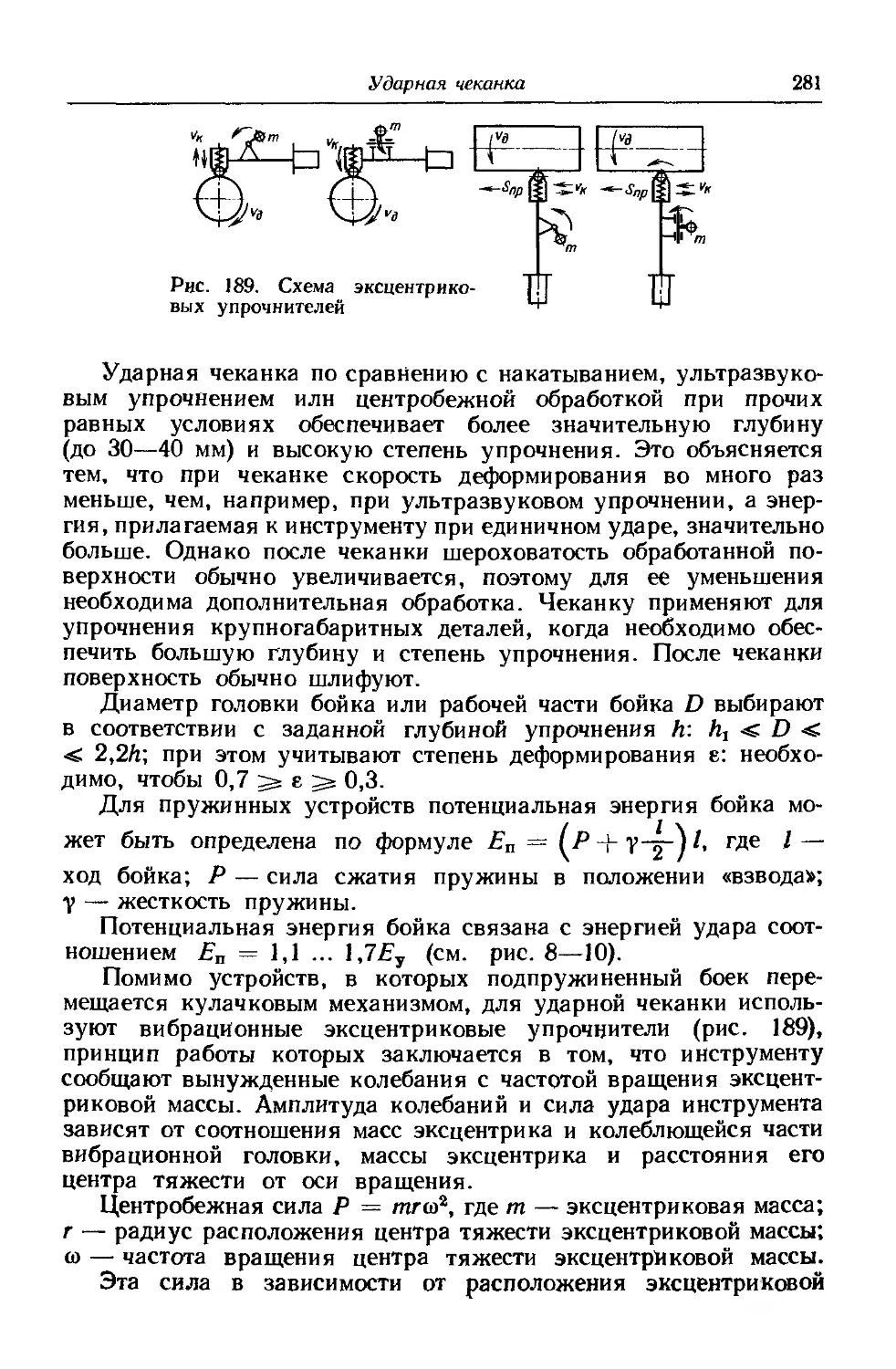
ское деформирование поверхностного слоя. В результате упроч-
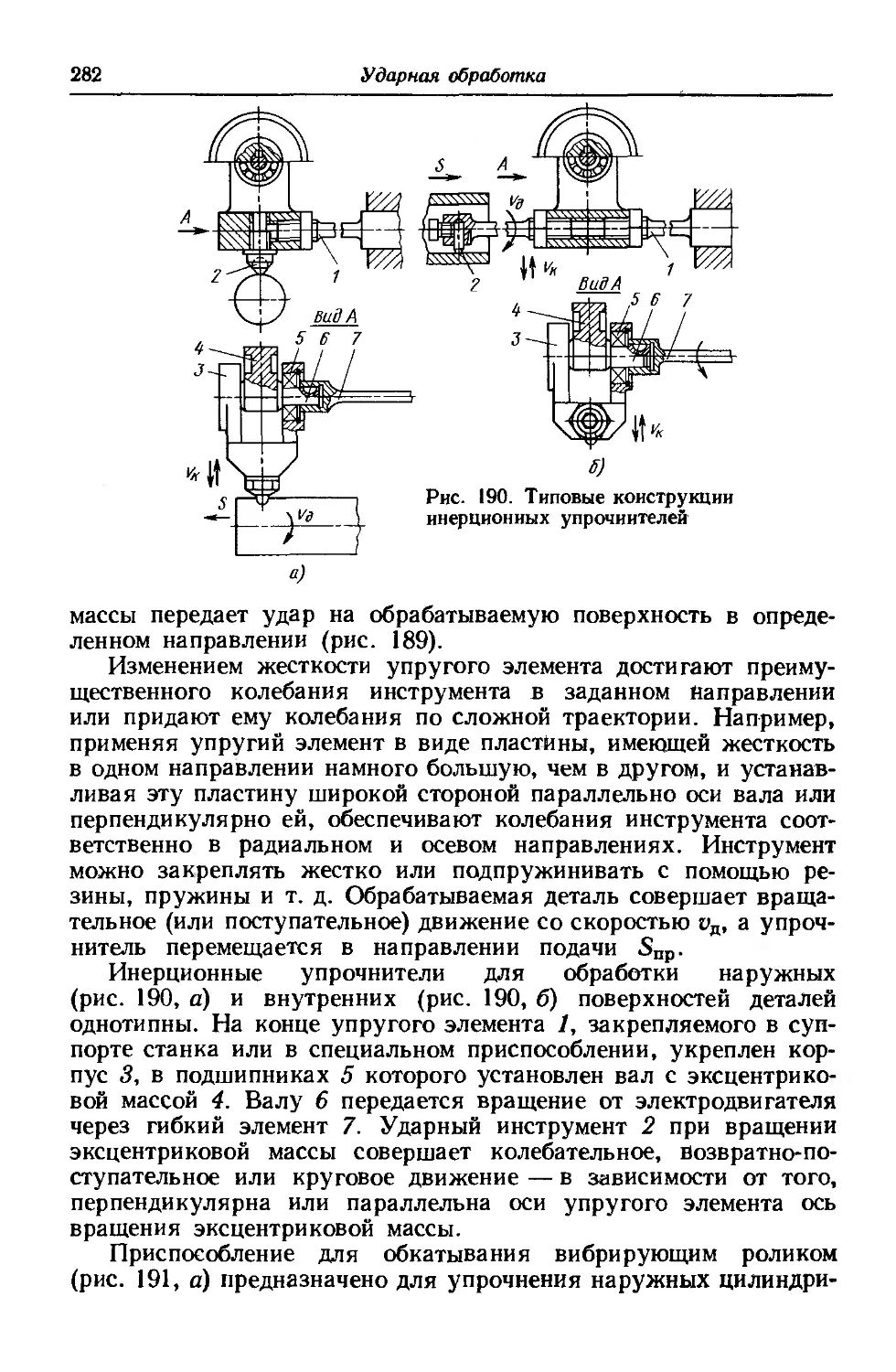
няется поверхностный слой, повышается износостойкость, стой-
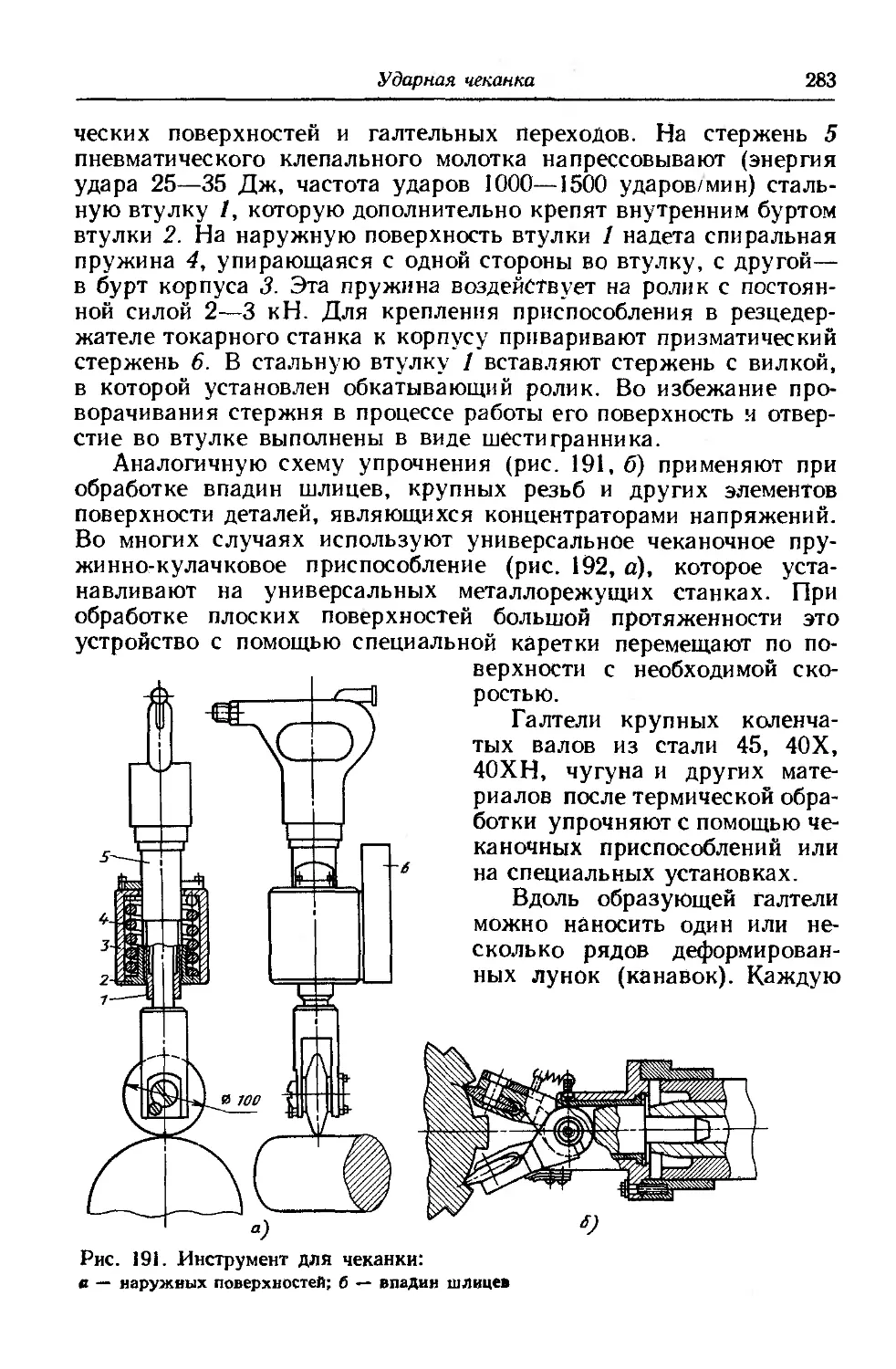
кость к коррозионным воздействиям и т. д. Во многих случаях
применением ППД удается повысить запасы прочности деталей,
работающих при переменных нагрузках, в 1,5—3 раза и увели-
чить срок службы деталей в десятки раз.
6 Предисловие
По каждому или почти по каждому методу ППД имеются
отдельные монографии, брошюры, отраслевые стандарты и т. д.
Сведения по методам ППД рассеяны в многочисленных статьях,
сборниках и других публикациях. В этих работах методы ППД
рассматриваются, как правило, обособленно, без связи с другими
методами поверхностного деформирования.
В справочнике сделана попытка с единых позиций рассмотреть
все методы ППД, объективно оценить их эффективность для раз-
личных условий применения.
Автор надеется, что предлагаемый справочник даст возмож-
ность работникам промышленности оценить каждый метод ППД
с учетом его особенностей, а также поможет в каждом конкретном
случае определить оптимальные параметры обработки.
Глава!
ФИЗИЧЕСКАЯ СУЩНОСТЬ И КЛАССИФИКАЦИЯ
МЕТОДОВ ППД
1.1. ПОНЯТИЕ О ПОВЕРХНОСТНОМ СЛОЕ
При изготовлении и эксплуатации деталей машин на их по-
верхностях образуются неровности и микронеровиости, а слой
металла, непосредственно прилегающий к поверхности, изменяет
структуру, фазовый и химический состав, в нем возникают оста-
точные напряжения.
Слой металла, имеющий отличающиеся от основной массы
детали структуру, фазовый и химический состав, называют по-
верхностным.
В условиях эксплуатации поверхностный слой детали под-
вергается наиболее сильному физико-химическому воздействию:
механическому, тепловому, магнитоэлектрическому, световому,
химическому и др. В большинстве случаев у детали начинают
ухудшаться служебные свойства поверхности, например, износ,
эрозия, кавитация, коррозия, усталостные трещины и другие
разрушения развиваются вначале на поверхности. Поэтому к по-
верхностному слою предъявляются обычно более высокие требо-
вания, чем к основной массе детали.
Реальная поверхность физического тела несовершенна. Раз-
личают следующие геометрические отклонения поверхностей в за-
висимости от отношения шага 3 к высоте неровностей Rz: при
S//?2<50 — шероховатость поверхности, при S/Rz — 50 ...
1000 — волнистость поверхности и при S/RzZ> 1000 — макро-
скопические отклонения или отклонения от правильной геометри-
ческой формы (конусность, овальность, вогнутость и др.). Дефекты
поверхности — это отдельные неровности, совокупность неров-
ностей или участки поверхности, размеры которых существенно
отличаются от параметров шероховатости и волнистости. К де-
фектам поверхности относят риски, царапины, вмятины, раковины,
поры, сколы, выкрашивания, трещины, задиры, заусенцы и др.
Шероховатость поверхности регламентируется ГОСТ 2789—73,
в котором предусмотрено нормирование шероховатости по вы-
соте (Rz, Ra, Rm»*) и по параметрам, характеризующим форму,
расположение и направление микронеровиостей в пределах базо-
вой длины — среднему шагу неровностей Sm, среднему шагу
неровностей по вершинам 3 и относительной опорной длине про-
филя tp.
Волнистость может образоваться на поверхности детали при
ее изготовлении в результате вибраций системы станок—при-
6
Физическая сущность и классификация методов ППД
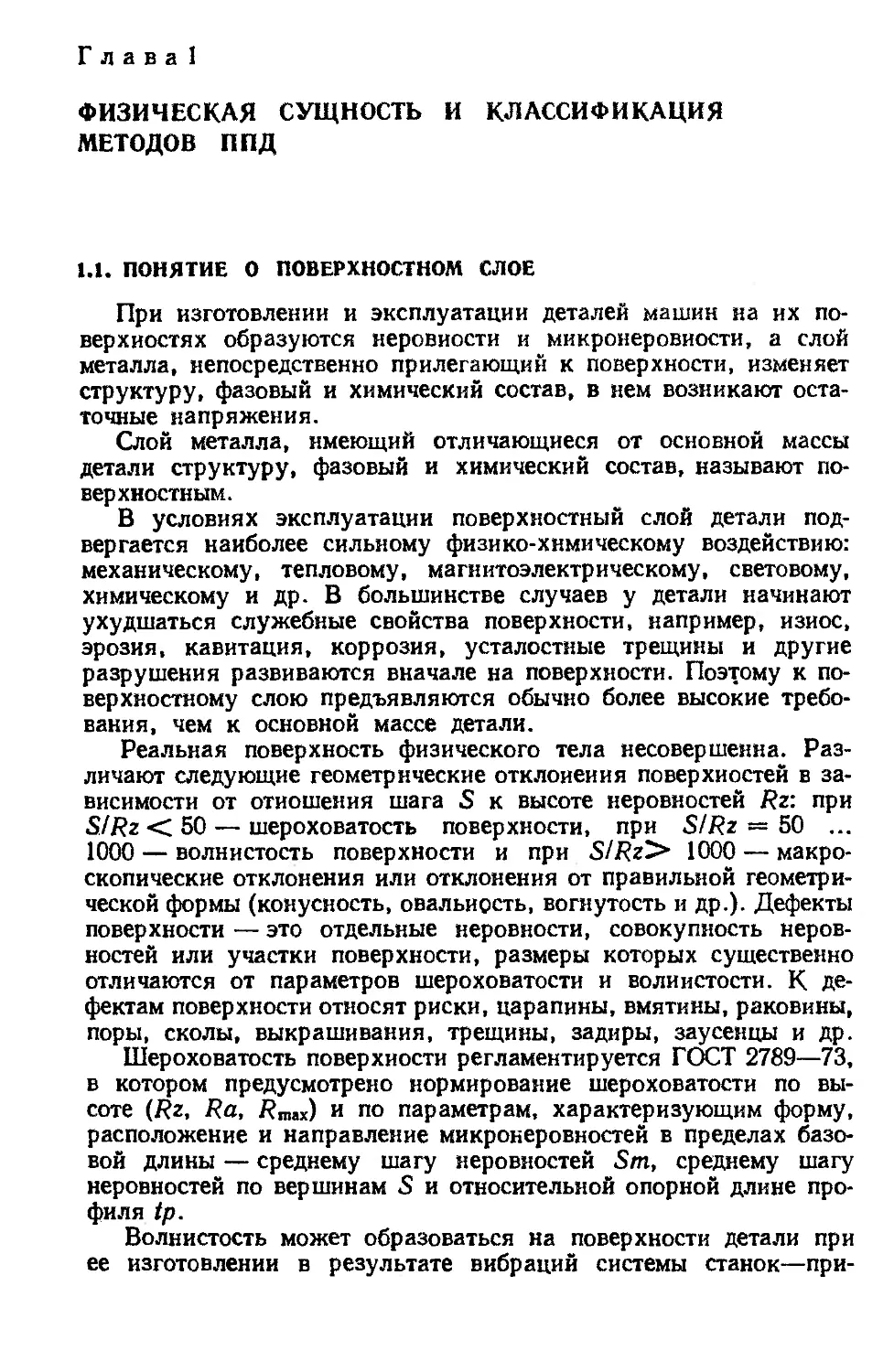
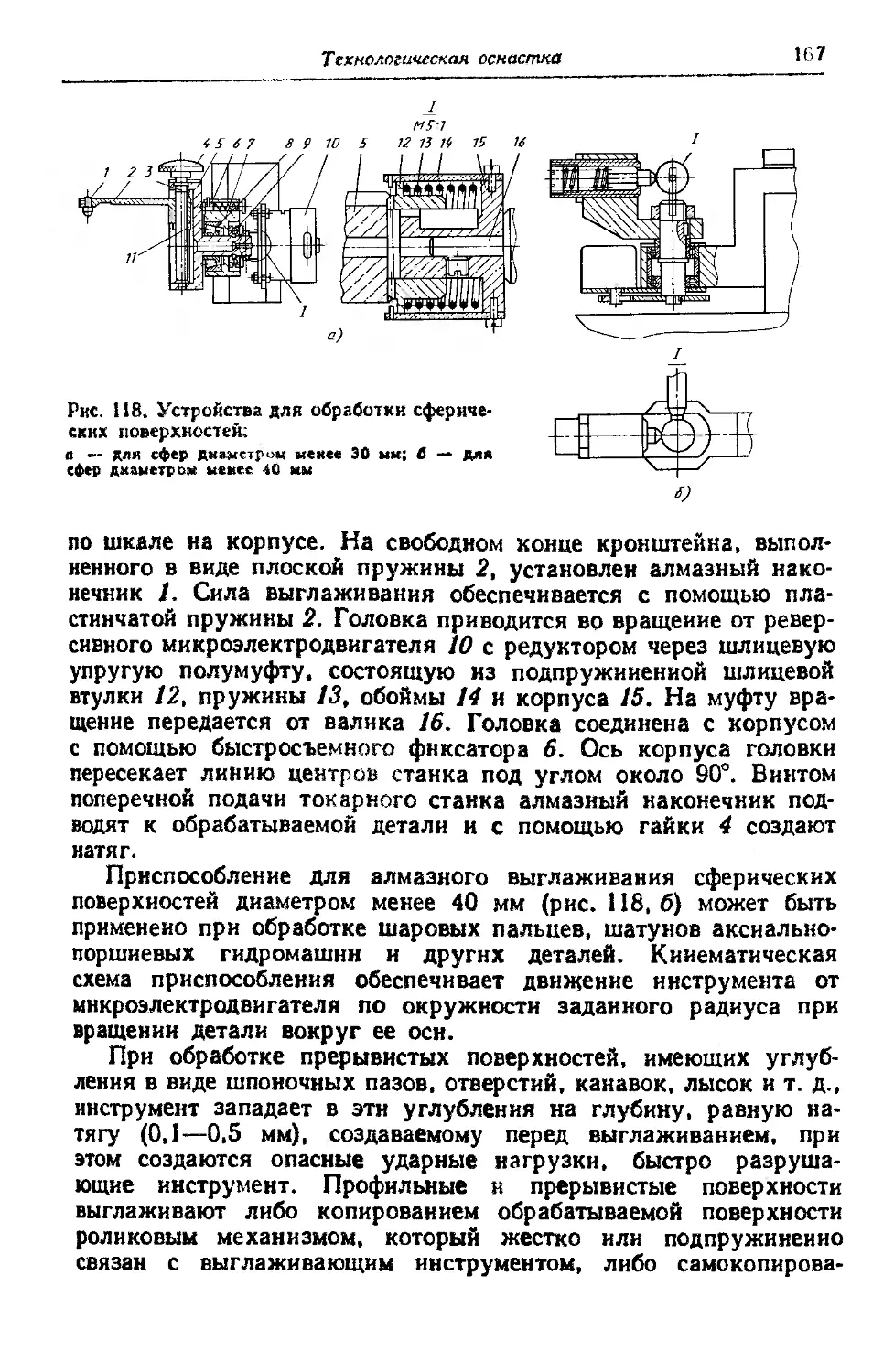
Рис. 1. Геометрические характеристики поверхности:
а — характер реально# поверхности; б — микрогеоветрия; в — волнистость; в — макро-
геометркя
способленне—инструмент—заготовка. Различают волнистость по-
перечную — с расположением волн перпендикулярно к движению
режущего инструмента и продольную — с расположением волн
в направлении движения инструмента.
Волнистость поверхности до настоящего времени не стандарти-
зирована и при ее назначении руководствуются отраслевыми нор-
малями или рекомендациями СЭВ, которые для оценки волни-
стосТи поверхности устанавливают три параметра: высоту вол-
нистости Wt, наибольшую высоту водности и средний шаг
ВОЛНИСТОСТИ Se (риС. 1).
Физико-механические свойства поверхностного слоя изме-
няются при изготовлении деталей, а затем — во время эксплуата-
ции под действием силовых, температурных и других факторов.
Поверхность твердого тела по сравнению с его внутренней
частью имеет ряд особенностей. Любой атом, расположенный
внутри твердого тела с идеальной кристаллической решеткой,
находится в состоянии подвижного устойчивого равновесия, по-
скольку для него по всем направлениям интенсивность силового
поля одинакова. В ином положении оказываются атомы, которые
находятся на поверхности: они имеют только односторонние
связи — с металлом, поэтому их состояние неуравновешенное,
неустойчивое; они более активны, обладают избыточной илн
свободной энергией по сравнению с атомами, находящимися
внутри. Поверхность металла в реальных условиях адсорбирует
атомы элементов окружающей среды, покрываясь слоями адсорб-
ционных газов, паров воды, жиров и образуя различные окислы.
В результате диффузии в поверхностном слое возникают хи-
мические и иные соединения основного металла с проникающими
извне веществами. Диффузионная подвижность атомов может
привести к перераспределению концентрации легирующих эле-
ментов, в результате чего в отдельных случаях в поверхностном
слое уменьшается содержание некоторых легирующих элементов
(обезуглероживание поверхностного слоя в сталях и снижение
Понятие о поверхностном слое
9
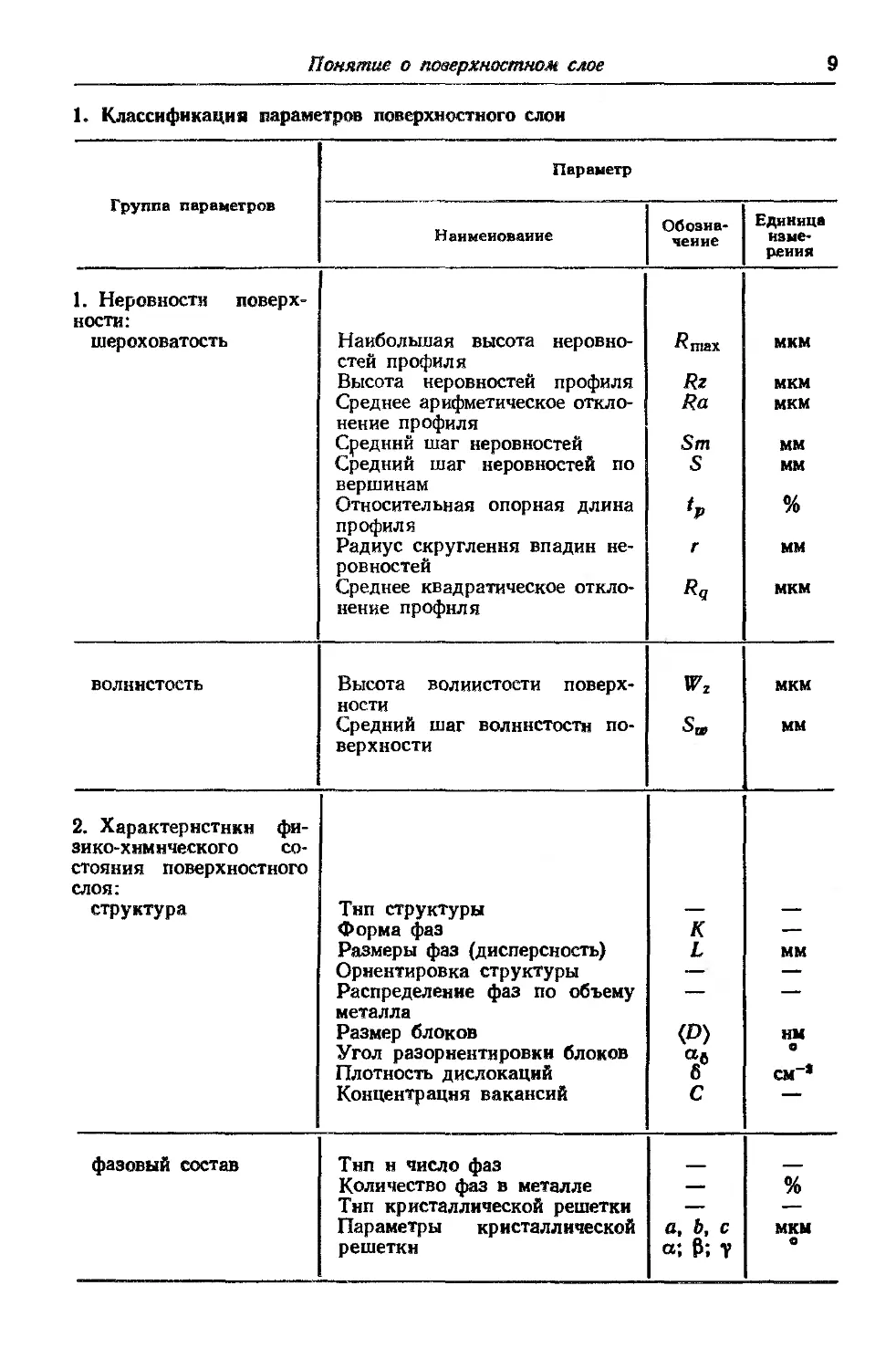
1. Классификация параметров поверхностного слои
Группа параметров Параметр
Наименование Обозна- чение Единица изме- рения
1. Неровности поверх- ности: шероховатость Наибольшая высота неровно- стей профиля Высота неровностей профиля Среднее арифметическое откло- нение профиля Средний шаг неровностей Средний шаг неровностей по вершинам Относительная опорная длина профиля Радиус скругления впадин не- ровностей Среднее квадратическое откло- нение профиля Rmax Rz Ra Sm S r Rg мкм мкм мкм мм мм % мм мкм
волнистость Высота волнистости поверх- ности Средний шаг волнистости по- верхности N ft b CO мкм мм
2. Характеристики фи- зико-химического со- стояния поверхностного слоя: структура Тип структуры Форма фаз Размеры фаз (дисперсность) Ориентировка структуры Распределение фаз по объему металла Размер блоков Угол разорнентировки блоков Плотность дислокаций Концентрация вакансий К L Ф) ae 6 C мм нм о см-*
фазовый состав Тнп н число фаз Количество фаз в металле Тнп кристаллической решетки Параметры кристаллической решетки a, b, c a; ₽; у % мкм о
10
Физическая сущность и классификация методов ППД
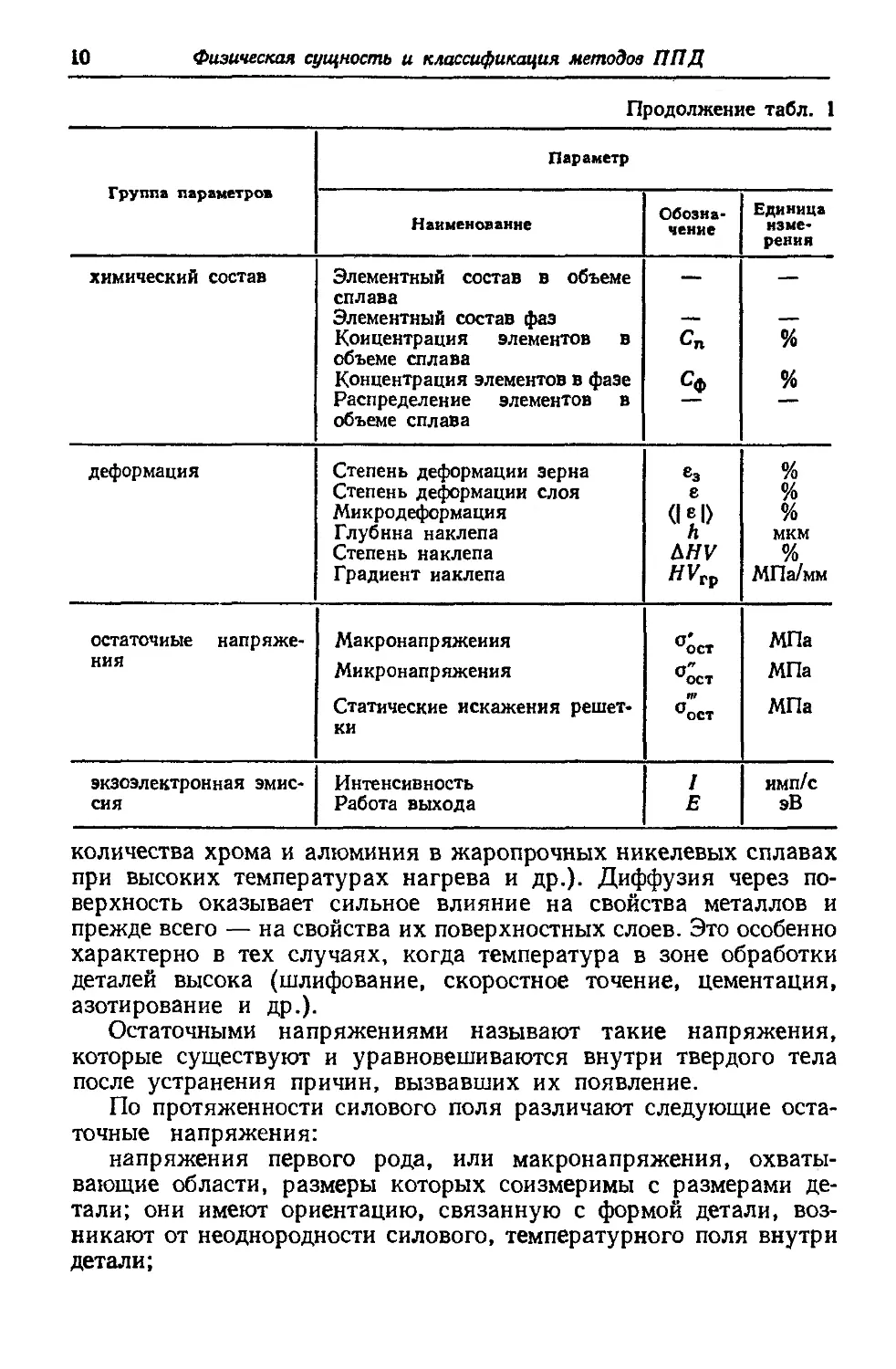
Продолжение табл. 1
Группа параметров Параметр
Наименование Обозна- чение Единица изме- рения
химический состав Элементный состав в объеме сплава Элементный состав фаз Концентрация элементов в объеме сплава Концентрация элементов в фазе Распределение элементов в объеме сплава |<р pi 1 % %
деформация Степень деформации зерна Степень деформации слоя Микродеформация Глубина наклепа Степень наклепа Градиент наклепа ®з е (HI) Л EHV HVrp % % % мкм % МПа/мм
остаточные НИЯ напряже- Макронапряжеиия Микронапряжения Статические искажения решет- ки °ост о" ост № °ост МПа МПа МПа
экзоэлектрон ная эмис- сия Интенсивность Работа выхода 1 Е имп/с эВ
количества хрома и алюминия в жаропрочных никелевых сплавах
при высоких температурах нагрева и др.). Диффузия через по-
верхность оказывает сильное влияние на свойства металлов и
прежде всего — на свойства их поверхностных слоев. Это особенно
характерно в тех случаях, когда температура в зоне обработки
деталей высока (шлифование, скоростное точение, цементация,
азотирование и др.).
Остаточными напряжениями называют такие напряжения,
которые существуют и уравновешиваются внутри твердого тела
после устранения причин, вызвавших их появление.
По протяженности силового поля различают следующие оста-
точные напряжения:
напряжения первого рода, или макронапряжения, охваты-
вающие области, размеры которых соизмеримы с размерами де-
тали; они имеют ориентацию, связанную с формой детали, воз-
никают от неоднородности силового, температурного поля внутри
детали;
Классификация методов ППД
II
напряжения второго рода, или микронапряжения, распростра-
няющиеся иа отдельные зерна или на группу зерен;
напряжения третьего рода (субмикроскопические), относя-
щиеся к искажениям атомной решетки; в этом случае термин
«напряжения» является условным, иногда их называют статиче-
скими искажениями решетки или искажениями третьего рода.
Напряжения второго и третьего родов дезориентированы и не
проявляются в виде коробления при разрезании детали на части.
Основными причинами возникновения макронапряжений яв-
ляются неоднородность пластической деформации и локальный,
неоднородный нагрев металла поверхностного слоя, а при наличии
превращений — разность объемов возникающих структур. Ми-
кронапряжения — местные остаточные напряжения в микрозо-
нах. Они являются следствием фазовых превращений, изменения
температуры, анизотропии механических свойств отдельных зе-
рен, границ зерен и распада зерен на блоки при пластической
деформации.
Причиной образования искажений кристаллической решетки
являются, главным образом, дислокация и внедрение атомов.
Степень и глубина наклепа обусловлены пластической дефор-
мацией поверхностного слоя и непосредственно связаны с увели-
чением дислокаций, вакансий и других дефектов кристаллической
решетки металла.
Более полная классификация параметров поверхностного слоя
приведена в табл. 1.
1.2. КЛАССИФИКАЦИЯ И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
МЕТОДОВ ППД
В соответствии с ГОСТ 18296—72 методы ППД подразделяют
на статические и ударные. При статических методах обработки
инструмент, рабочие тела или среда воздействуют на обрабаты-
ваемую поверхность с определенной постоянной силой Р, про-
исходит плавное перемещение очагов (очага) воздействия, которые
последовательно проходят всю поверхность, подлежащую об-
работке. При этом инерционные силы не оказывают существенного
влияния иа ППД. К таким методам относятся различные виды
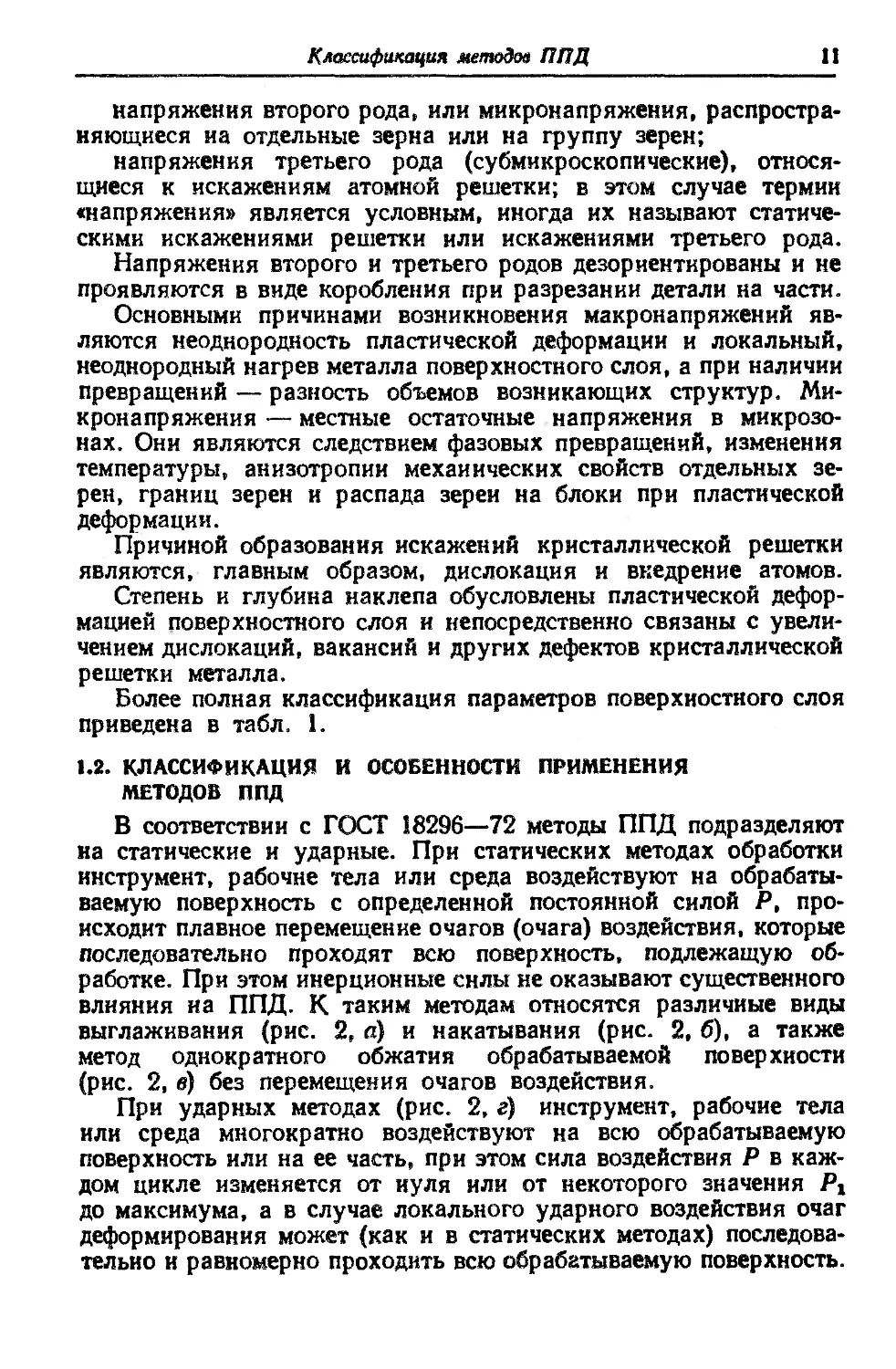
выглаживания (рис. 2, «) и накатывания (рис. 2, б), а также
метод однократного обжатия обрабатываемой поверхности
(рис. 2, в) без перемещения очагов воздействия.
При ударных методах (рис. 2, е) инструмент, рабочие тела
или среда многократно воздействуют на всю обрабатываемую
поверхность или на ее часть, при этом сила воздействия Р в каж-
дом цикле изменяется от нуля или от некоторого значения Pi
до максимума, а в случае локального ударного воздействия очаг
деформирования может (как и в статических методах) последова-
тельно и равномерно проходить всю обрабатываемую поверхность.
12
Физическая сущность и классификация методов ППД
р
а)
6)
в)
г)
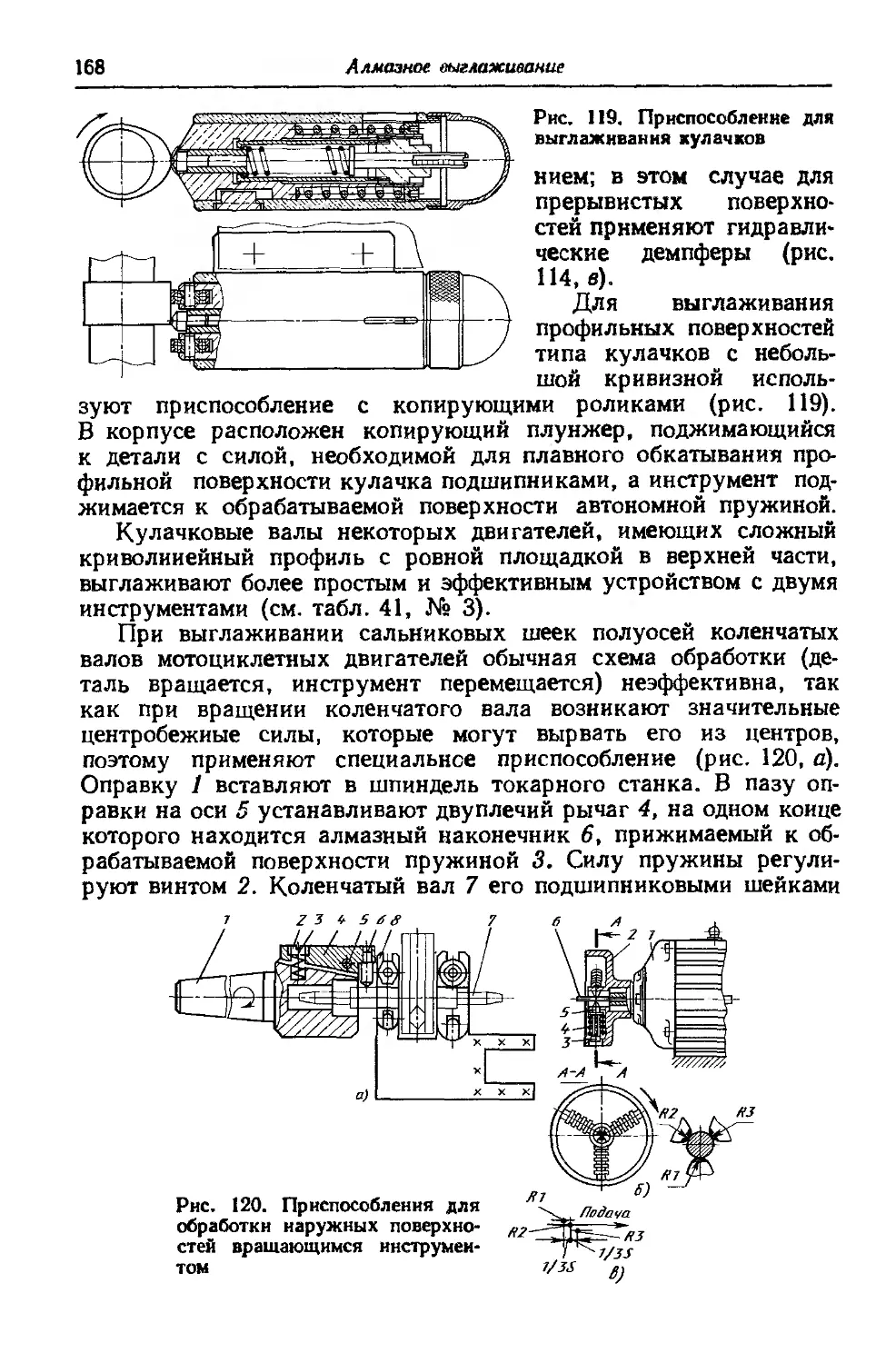
Рис. 2. Характер контактного взаимодействия инструмента с обрабатываемой по-
верхностью при различных методах ПГЩ
Инструментами при ППД могут быть ролик, шар с принуди-
тельной осью вращения или без нее, гладилка, дорн с нережущими
кольцами, боек-чекан и т. д. В качестве рабочих тел при ППД
могут быть использованы дробь, шарики из стали, стекла, пласт-
массы и др. Рабочей средой при ППД могут быть жидкость, газ
и их суспензии с частицами абразива.
В табл. 2 приведены принципиальные схемы обработки с по-
мощью основных, наиболее распространенных методов ППД.
Статические методы ППД, как правило, обеспечивают меньшую
шероховатость поверхности с благоприятной формой микроне-
ровностей; с помощью ударных методов можно достичь большой
степени упрочнения, которая характеризуется степенью повыше-
ния микротвердости, значениями сжимающих остаточных напря-
жений и толщиной упрочненного слоя.
Это относится к статическим и ударным методам, близким
по удельной нагрузке и кратности ее приложения. Однако об-
работка некоторыми ударными методами уступает по степени
упрочнения обработке статическими методами, например, при
виброударной обработке степень упрочнения бывает обычно
меньше, чем при накатывании.
В состав общих требований (ГОСТ 20299—74) входят восемь
групп: требования к обрабатываемым изделиям, технологическим
процессам обработки ППД, оборудованию, оснастке, аппаратуре
и инструменту, основным технологическим материалам, обрабаты-
ваемым изделиям, контролю обработки, технологическим про-
цессам следующей за ППД обработки и сборки изделий, технике
безопасности и производственной санитарии при обработке ППД.
Необходимо учитывать, что обработка, основанная иа пла-
стическом деформировании тонкого поверхностного слоя, имеет
по сравнению с обработкой точением, шлифованием, полирова-
нием, доводкой ряд преимуществ, в том числе:
сохраняется целость волокон металла и образуется мелко-
зернистая структура-текстура в поверхностном слое;
отсутствует шаржирование обрабатываемой поверхности ча-
стичками шлифовальных кругов, полировочных паст;
Классификация методов ППД
13
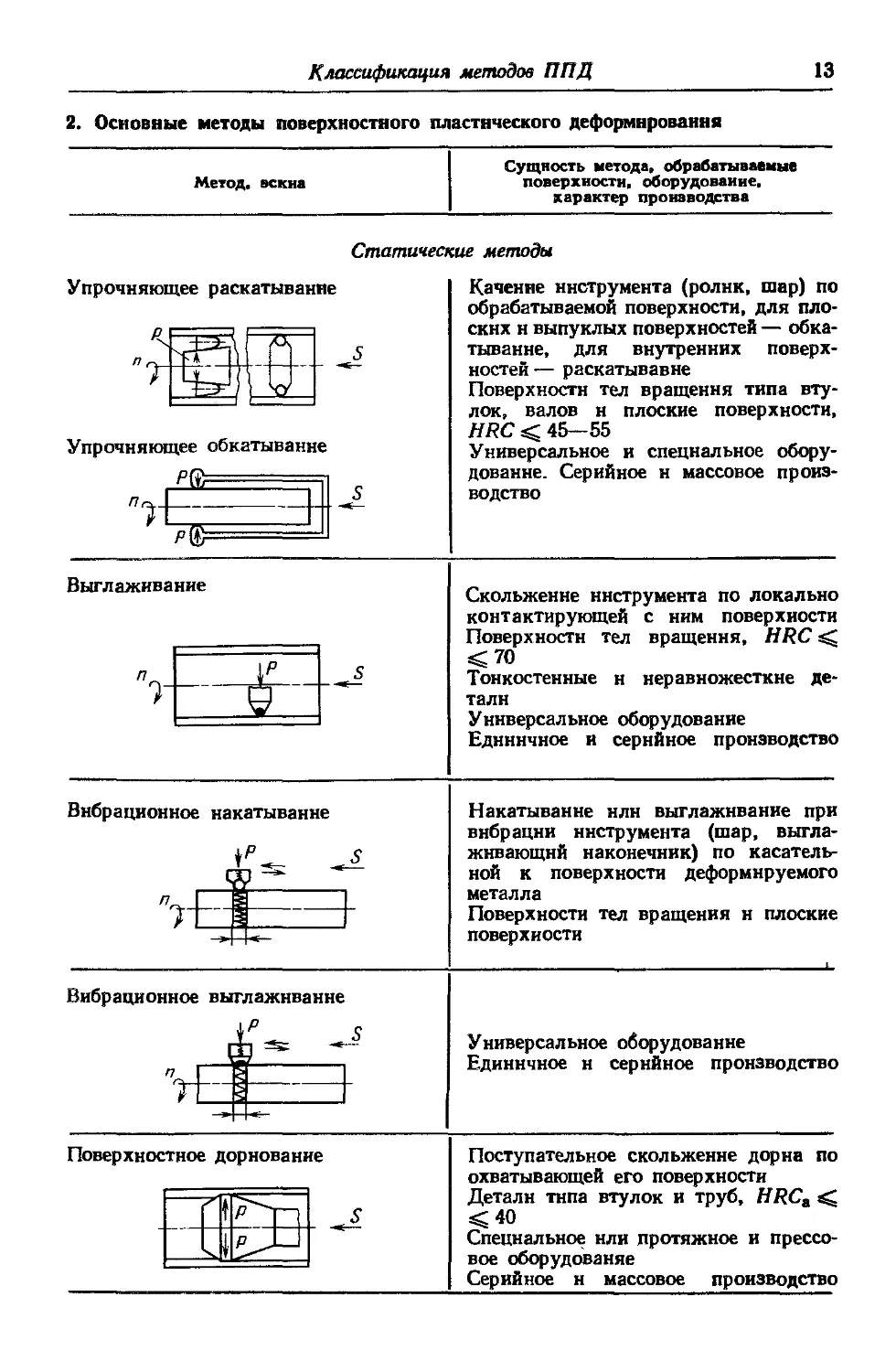
2. Основные методы поверхностного пластического деформирования
Метод, вскна
Сущность метода, обрабатываемые
поверхности, оборудование,
характер производства
Статические методы
Упрочняющее обкатывание
Р&
S
Качение инструмента (ролик, шар) по
обрабатываемой поверхности, для пло-
ских и выпуклых поверхностей — обка-
тывание, для внутренних поверх-
ностей — раскатывавне
Поверхности тел вращения типа вту-
лок, валов и плоские поверхности,
HRC < 45—55
Универсальное и специальное обору-
дование. Серийное и массовое произ-
водство
Выглаживание
Скольжение инструмента по локально
контактирующей с ним поверхности
Поверхности тел вращения, HRC <
<70
Тонкостенные и неравножесткне де-
тали
Универсальное оборудование
Единичное и серийное производство
Вибрационное накатывание
Накатывание нлн выглаживание при
вибрации инструмента (шар, выгла-
живающий наконечник) по касатель-
ной к поверхности деформируемого
металла
Поверхности тел вращения и плоские
поверхности
Вибрационное выглаживание
Универсальное оборудование
Единичное и серийное производство
Поверхностное дорнование
Поступательное скольжение дорна по
охватывающей его поверхности
Детали типа втулок и труб, HRCa <
<40
Специальное или протяжное и прессо-
вое оборудование
Серийное и массовое производство
14
Физическая сущность и классификация методов ППД
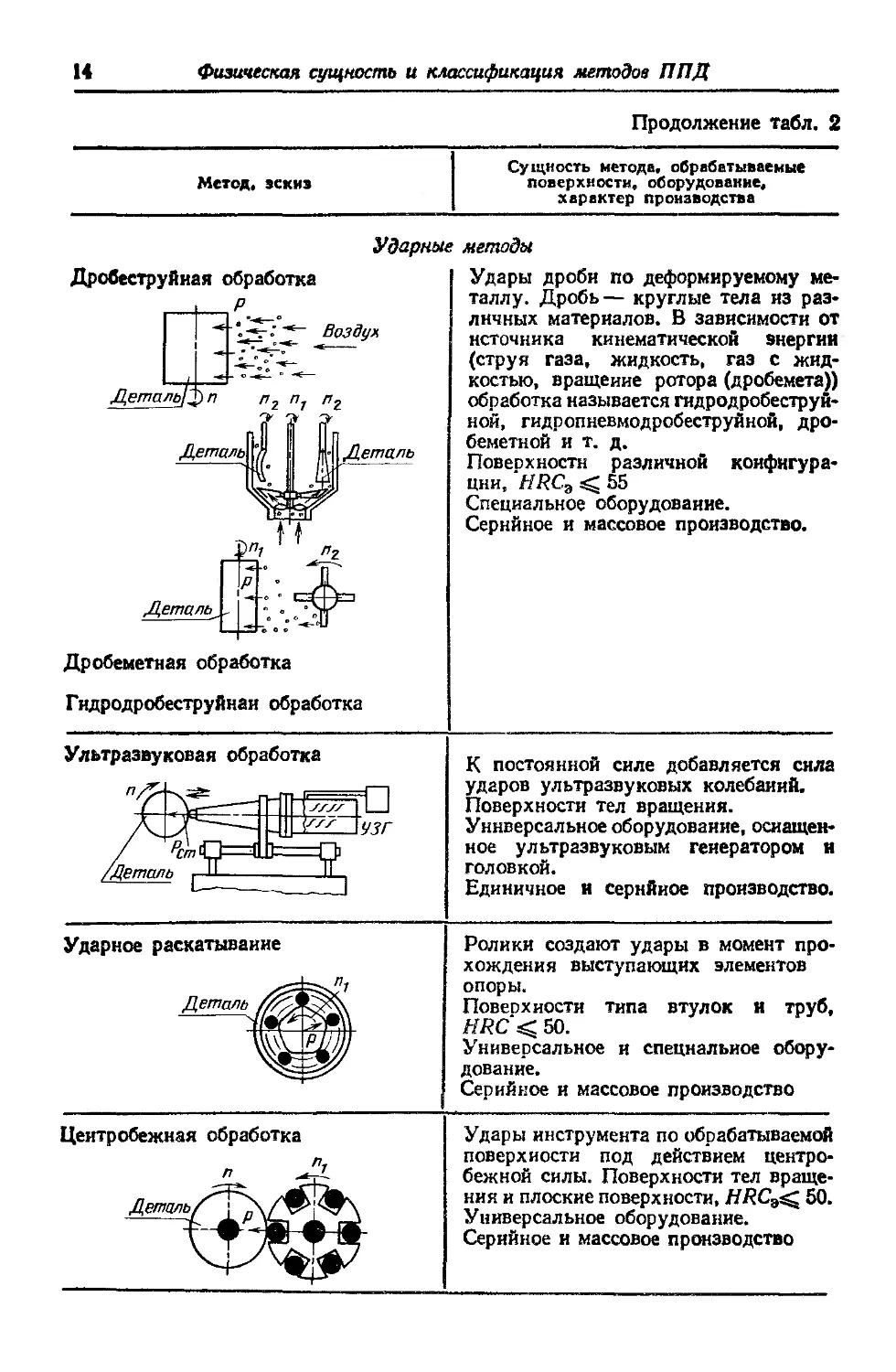
Продолжение табл. 2
Метод, эскиз
Сущность метода, обрабатываемые
поверхности, оборудование,
характер производства
Ударные методы
Дробеметная обработка
Удары дроби по деформируемому ме-
таллу. Дробь— круглые тела из раз-
личных материалов. В зависимости от
источника кинематической энергии
(струя газа, жидкость, газ с жид-
костью, вращение ротора (дробемета))
обработка называется гидродробеструft-
ной, гидропневмодробеструйной, дро-
беметной и т. д.
Поверхности различной конфигура-
ции, HRCa 55
Специальное оборудование.
Серийное и массовое производство.
Гидродробеструйнаи обработка
Ультразвуковая обработка
К постоянной силе добавляется сила
ударов ультразвуковых колебаний.
Поверхности тел вращения.
Универсальное оборудование, оснащен-
ное ультразвуковым генератором и
головкой.
Единичное и сернйиое производство.
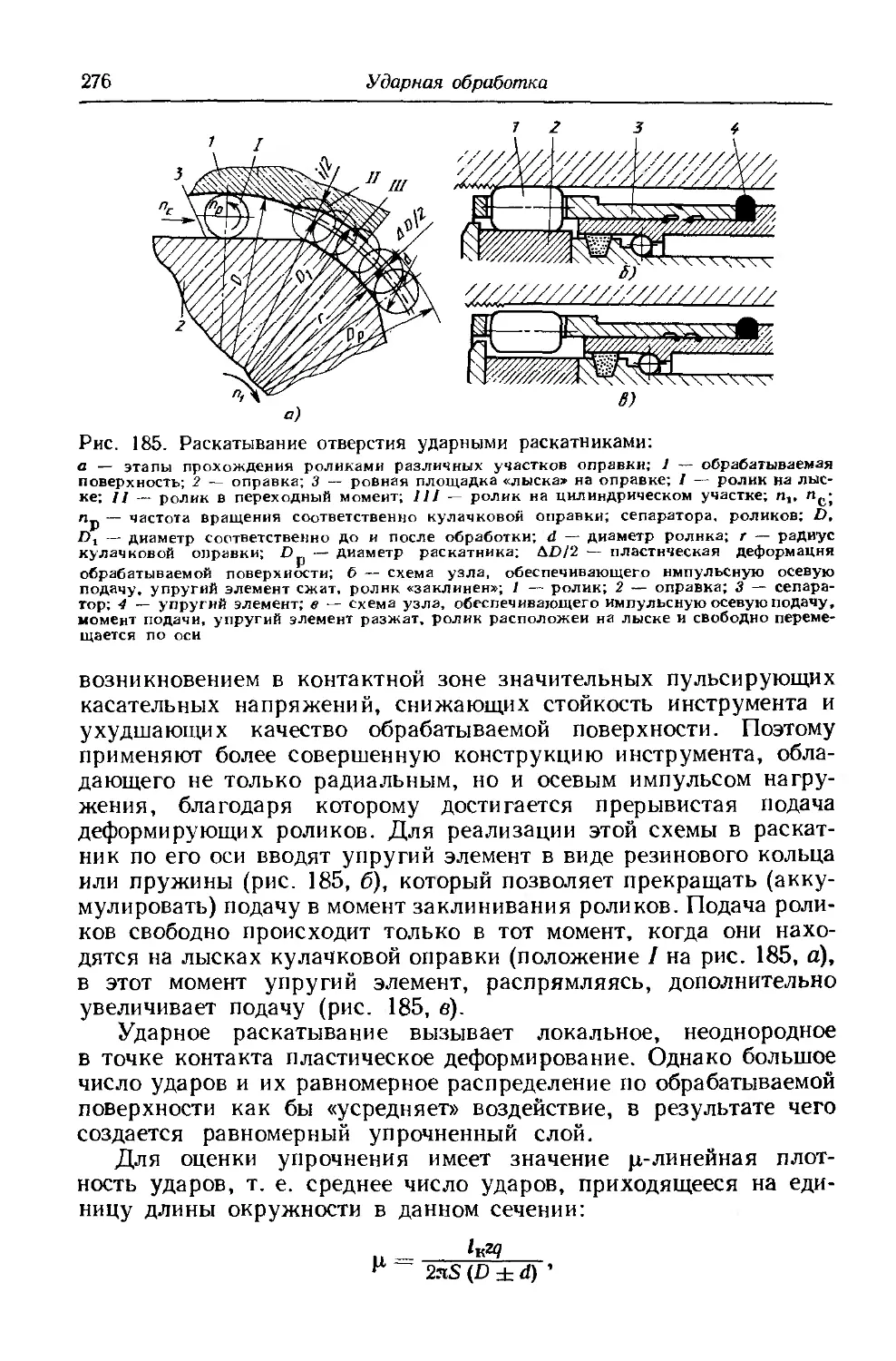
Ударное раскатывание
Ролики создают удары в момент про-
хождения выступающих элементов
опоры.
Поверхности типа втулок и труб,
HRC^ 50.
Универсальное и специальное обору-
дование.
Серийное и массовое производство
Центробежная обработка
Удары инструмента по обрабатываемой
поверхности под действием центро-
бежной силы. Поверхности тел враще-
ния и плоские поверхности, HRCa^ 50.
Универсальное оборудование.
Серийное и массовое производство
Классификация методов ППД
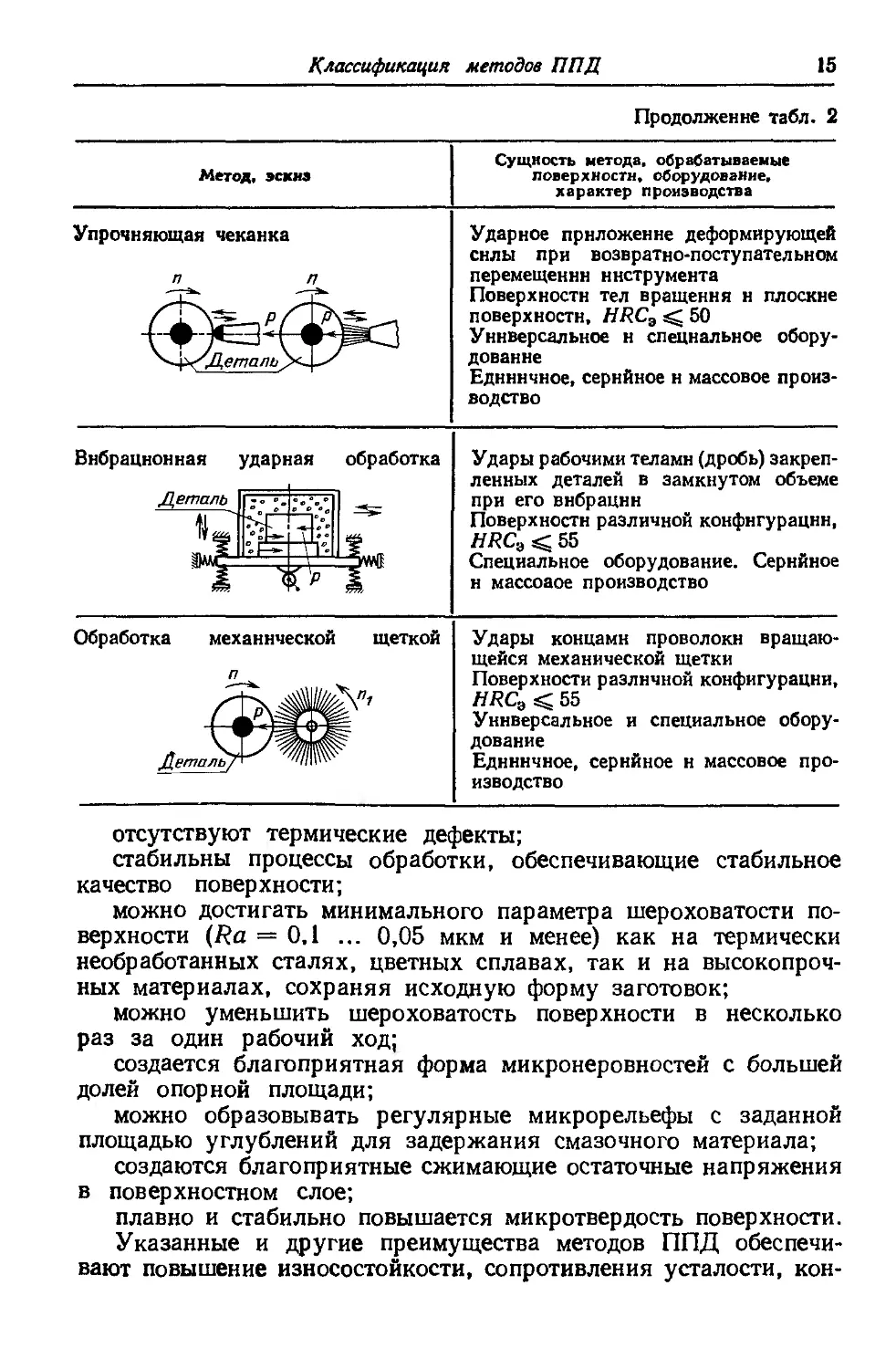
15
Метод, эскиз
Упрочняющая чеканка
Внбрацнонная ударная обработка
Деталь
Обработка механической щеткой
Продолжение табл. 2
Сущность метода, обрабатываемые
поверхности, оборудование,
характер производства
Ударное приложение деформирующей
силы при возвратно-поступательном
перемещении инструмента
Поверхности тел вращения и плоские
поверхности, HRC3 50
Универсальное н специальное обору-
дование
Единичное, серийное н массовое произ-
водство
Удары рабочими телами (дробь) закреп-
ленных деталей в замкнутом объеме
при его внбрацнн
Поверхности различной конфнгурацнн,
HRC9 < 55
Специальное оборудование. Серийное
н массовое производство
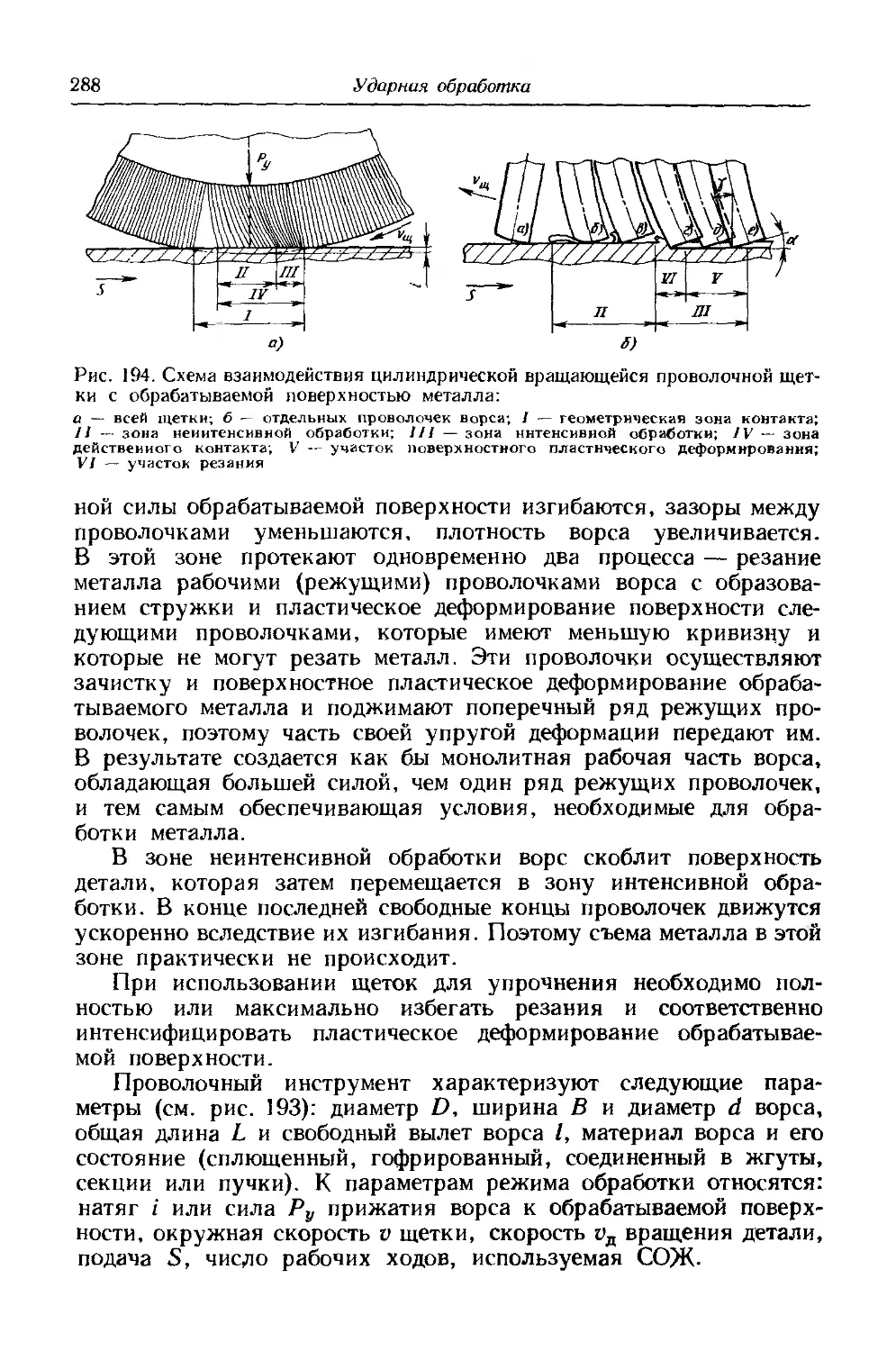
Удары концами проволоки вращаю-
щейся механической щетки
Поверхности различной конфигурации,
HRC3 55
Универсальное и специальное обору-
дование
Единичное, серийное н массовое про-
изводство
отсутствуют термические дефекты;
стабильны процессы обработки, обеспечивающие стабильное
качество поверхности;
можно достигать минимального параметра шероховатости по-
верхности (Ra = 0,1 ... 0,05 мкм и менее) как на термически
необработанных сталях, цветных сплавах, так и на высокопроч-
ных материалах, сохраняя исходную форму заготовок;
можно уменьшить шероховатость поверхности в несколько
раз за один рабочий ход;
создается благоприятная форма микронеровностей с большей
долей опорной площади;
можно образовывать регулярные микрорельефы с заданной
площадью углублений для задержания смазочного материала;
создаются благоприятные сжимающие остаточные напряжения
в поверхностном слое;
плавно и стабильно повышается микротвердость поверхности.
Указанные и другие преимущества методов ППД обеспечи-
вают повышение износостойкости, сопротивления усталости, кон-
16
Физическая сущность и классификация методов ППД
тактной выносливости и других эксплуатационных свойств обра-
батываемых деталей на 20—50 %, а в некоторых случаях — в 2—
3 раза (при условии выбора в каждом конкретном случае наиболее
рационального метода и назначения оптимальных режимов об-
работки).
Наряду с обеспечением высокого качества поверхности ППД
во многих случаях позволяет механизировать ручной труд и по-
высить производительность на окончательных операциях.
Необходимо также учитывать следующие особенности методов
ППД:
подавляющее большинство методов не повышает геометриче-
ской точности поверхности, обычно сохраняется точность, достиг-
нутая на предшествующей операции;
в связи с созданием полезных сжимающих остаточных напря-
жений в поверхностном слое при обработке тонкостенных и не-
равножестких деталей (толщиной 3—5 мм) может происходить
деформация поверхности 5—10 мкм и более;
в связи с пластическим течением металла при использовании
некоторых методов обработки ППД на кромках обрабатываемых
поверхностей образуются равномерные наплывы металла толщи-
ной 0,03—0,3 мм.
1.3. ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ В ПОВЕРХНОСТНОМ СЛОЕ
ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ ППД
Поверхностный слой при обработке деталей ППД формируется
в результате сложных взаимосвязанных явлений, происходящих
в очаге деформирования и прилегающих к нему зонах: много-
кратных упругих и пластических деформаций, изменения проч-
ностных и пластических свойств деформируемого металла, тре-
ния и тепловых процессов, изменения микро- и макроструктуры,
микрогеометрии самой поверхности и др.
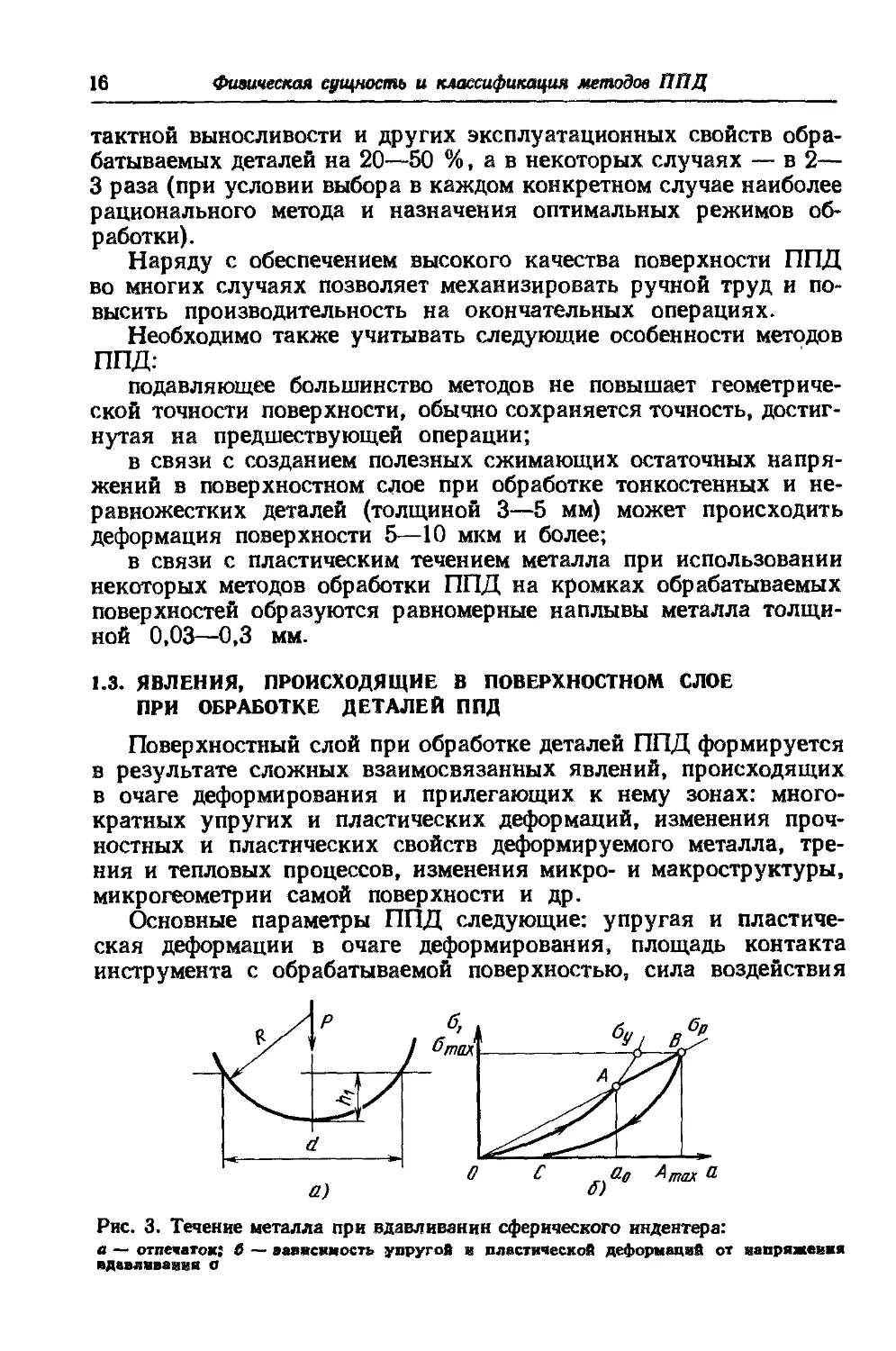
Основные параметры ППД следующие: упругая и пластиче-
ская деформации в очаге деформирования, площадь контакта
инструмента с обрабатываемой поверхностью, сила воздействия
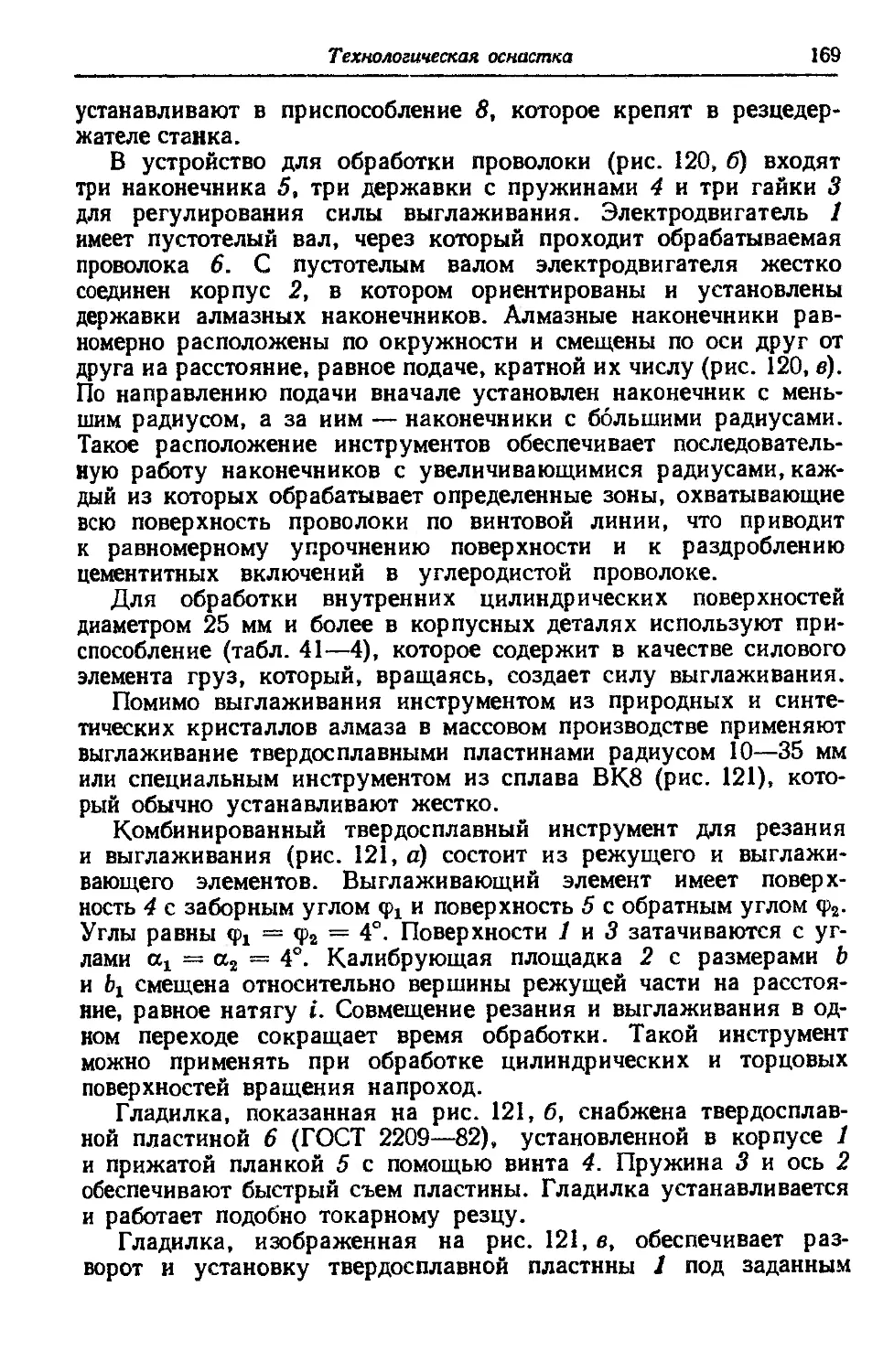
Рис. 3. Течение металла при вдавливании сферического индентера:
а — отпечаток: б — зависимость упругой я пластической деформаций от напряжения
вдавлвваяяя а
Явления в поверхностном слое при ППД
17
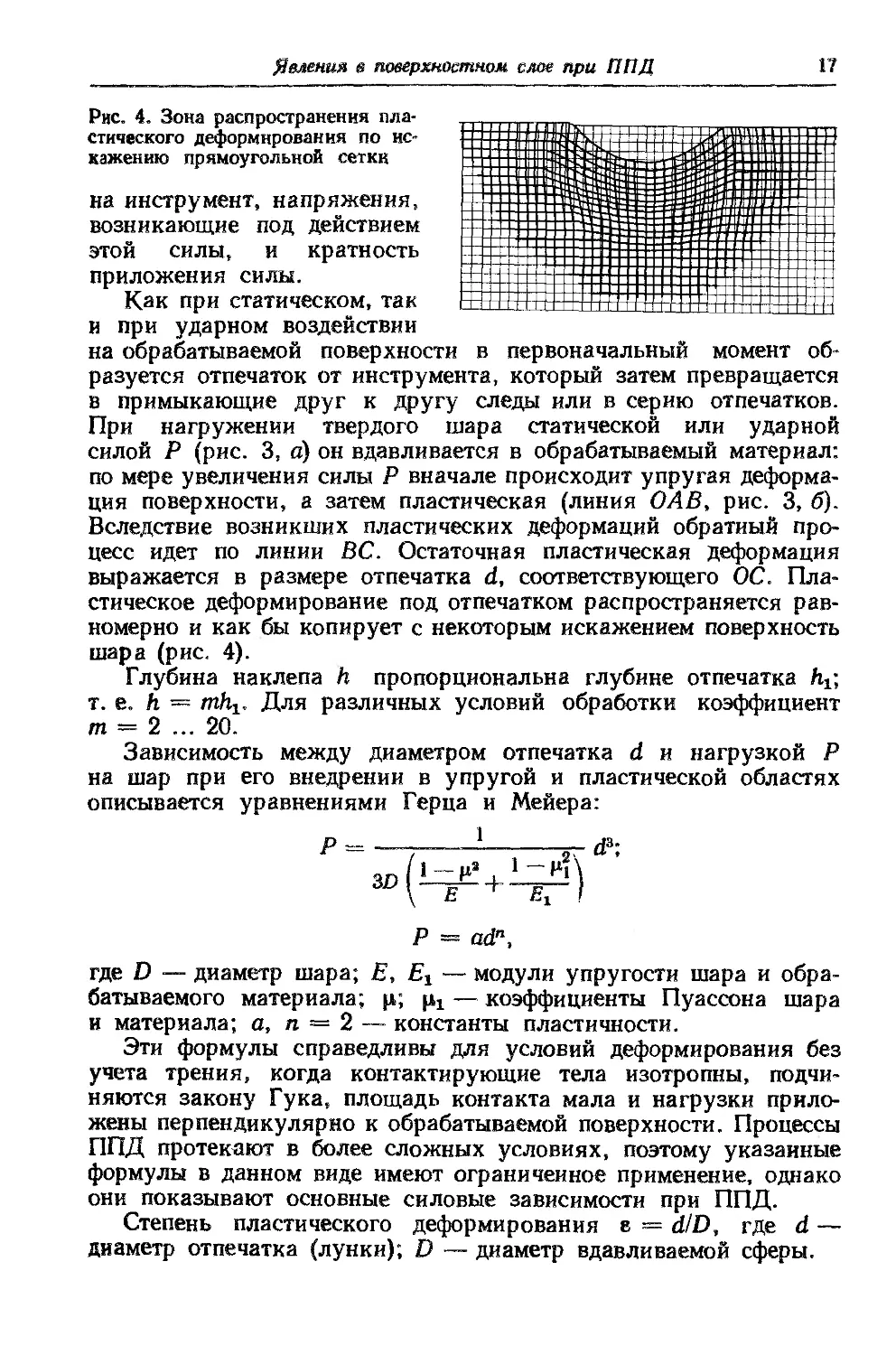
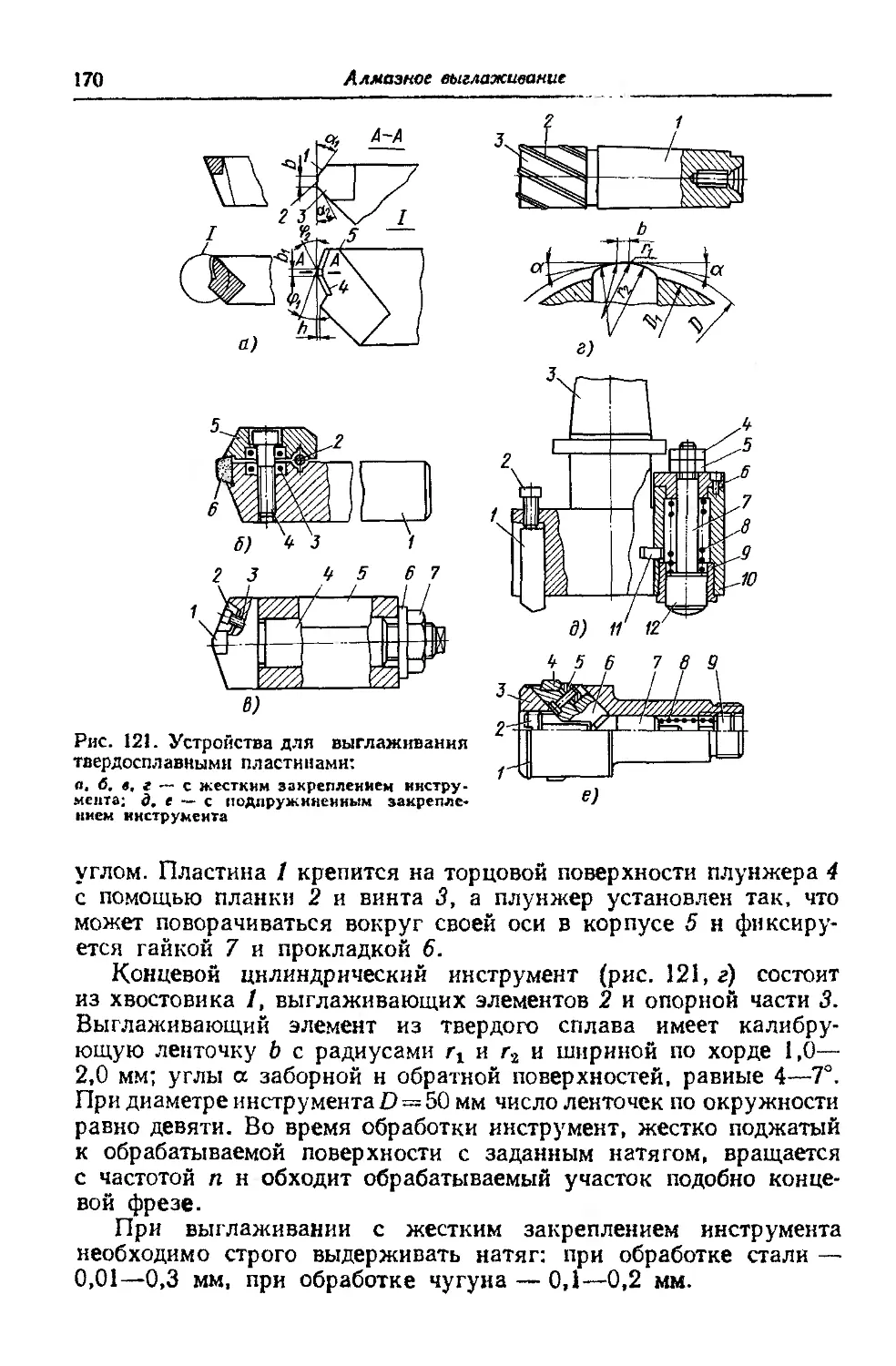
Рис. 4. Зона распространения пла-
стического деформирования по ис-
кажению прямоугольной сетки
на инструмент, напряжения,
возникающие под действием
этой силы, и кратность
приложения силы.
Как при статическом, так
и при ударном воздействии
на обрабатываемой поверхности в первоначальный момент об-
разуется отпечаток от инструмента, который затем превращается
в примыкающие друг к другу следы или в серию отпечатков.
При нагружении твердого шара статической или ударной
силой Р (рис. 3, а) он вдавливается в обрабатываемый материал:
по мере увеличения силы Р вначале происходит упругая деформа-
ция поверхности, а затем пластическая (линия ОАВ, рис. 3, б).
Вследствие возникших пластических деформаций обратный про-
цесс идет по линии ВС. Остаточная пластическая деформация
выражается в размере отпечатка d, соответствующего ОС. Пла-
стическое деформирование под отпечатком распространяется рав-
номерно и как бы копирует с некоторым искажением поверхность
шара (рис. 4).
Глубина наклепа h пропорциональна глубине отпечатка h^;
т. е. h = mh^. Для различных условий обработки коэффициент
т = 2 ... 20.
Зависимость между диаметром отпечатка d и нагрузкой Р
на шар при его внедрении в упругой и пластической областях
описывается уравнениями Герца и Мейера:
d8:
р = adn,
где D —- диаметр шара; Е, Е± — модули упругости шара и обра-
батываемого материала; р; рг — коэффициенты Пуассона шара
и материала; а, п = 2 — константы пластичности.
Эти формулы справедливы для условий деформирования без
учета трения, когда контактирующие тела изотропны, подчи-
няются закону Гука, площадь контакта мала и нагрузки прило-
жены перпендикулярно к обрабатываемой поверхности. Процессы
ППД протекают в более сложных условиях, поэтому указанные
формулы в данном виде имеют ограниченное применение, однако
они показывают основные силовые зависимости при ППД.
Степень пластического деформирования е = d/D, где d —
диаметр отпечатка (лунки); D — диаметр вдавливаемой сферы.
18
Физическая сущность и классификация методов ППД
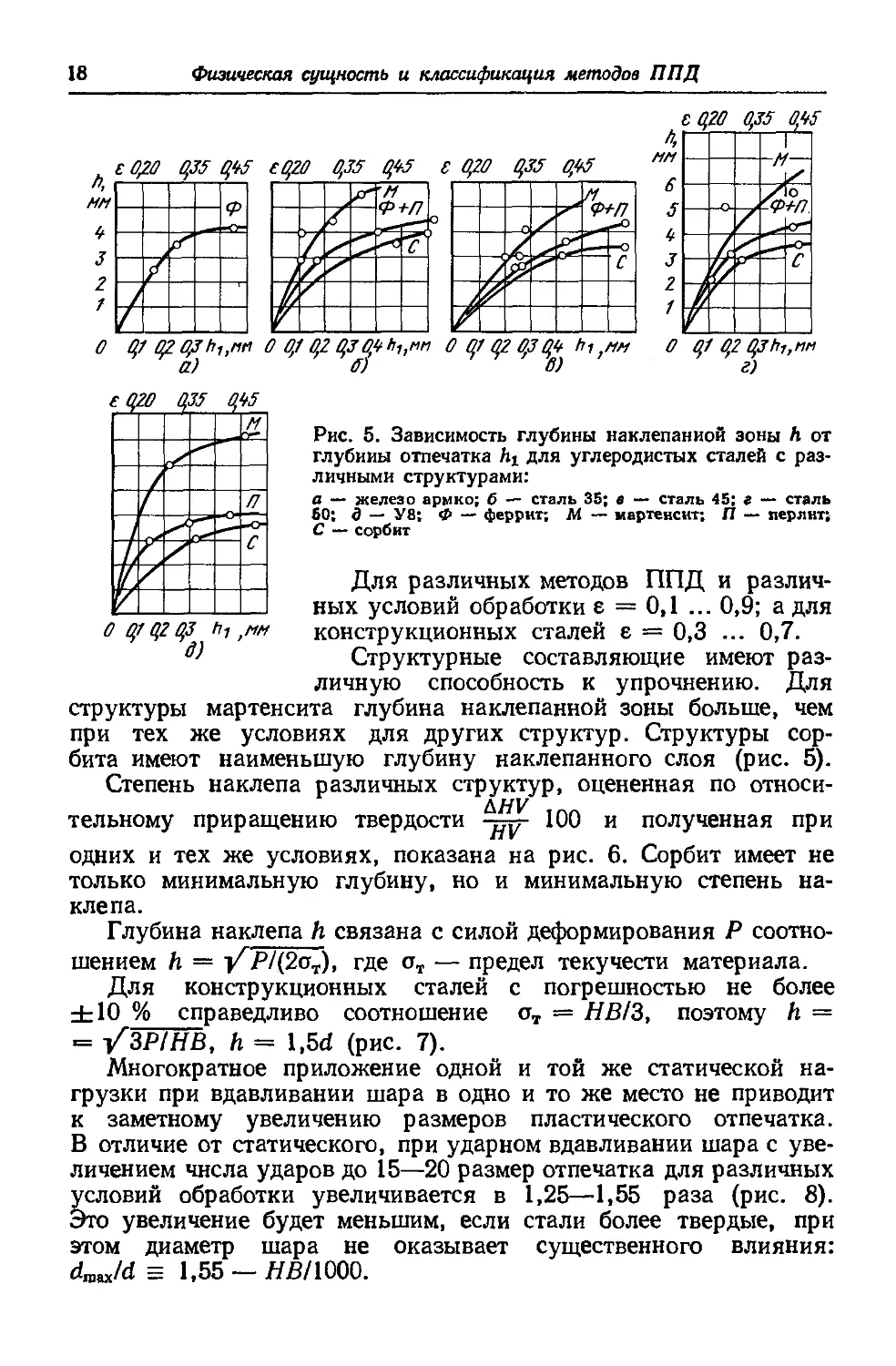
Рис. 5. Зависимость глубины наклепанной зоны h от
глубины отпечатка для углеродистых сталей с раз-
личными структурами:
а — железо армко; б — сталь 35; а — сталь 45; г — сталь
50; д — У8; ф — феррит; М — мартенсит; П — перлит;
С — сорбит
Для различных методов ППД и различ-
ных условий обработки е = 0,1 ... 0,9; а для
конструкционных сталей е = 0,3 ... 0,7.
Структурные составляющие имеют раз-
личную способность к упрочнению. Для
структуры мартенсита глубина наклепанной зоны больше, чем
при тех же условиях для других структур. Структуры сор-
бита имеют наименьшую глубину наклепанного слоя (рис. 5).
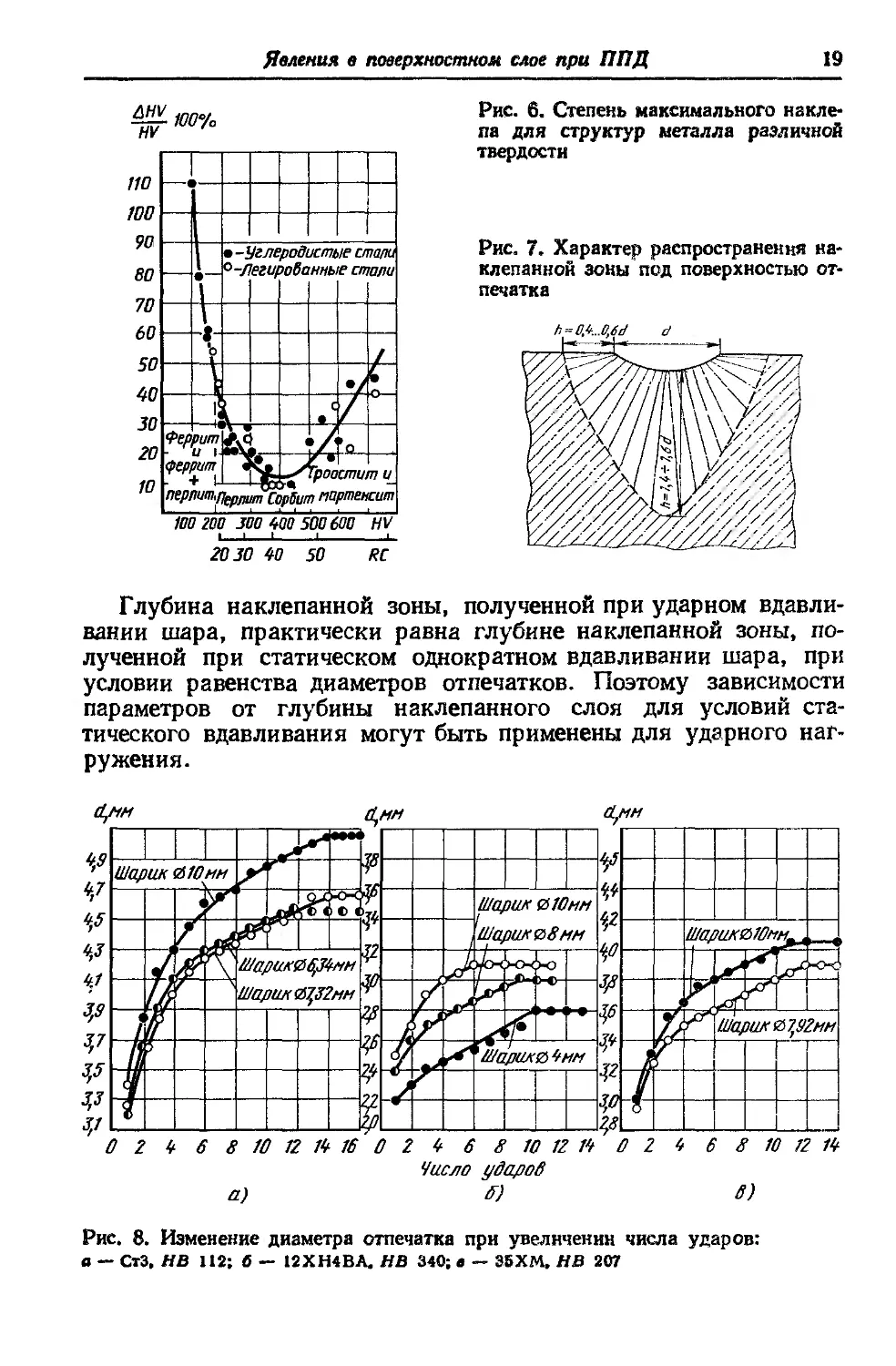
Степень наклепа различных структур, оцененная по относи-
ДЯУ
тельному приращению твердости 100 и полученная при
одних и тех же условиях, показана на рис. 6. Сорбит имеет не
только минимальную глубину, но и минимальную степень на-
клепа.
Глубина наклепа h связана с силой деформирования Р соотно-
шением h = УР/(2аг), где ат — предел текучести материала.
Для конструкционных сталей с погрешностью не более
±10 % справедливо соотношение ат = НВ/3, поэтому h —
= V^PIHB, h= 1,5d (рис. 7).
Многократное приложение одной и той же статической на-
грузки при вдавливании шара в одно и то же место не приводит
к заметному увеличению размеров пластического отпечатка.
В отличие от статического, при ударном вдавливании шара с уве-
личением числа ударов до 15—20 размер отпечатка для различных
условий обработки увеличивается в 1,25—1,55 раза (рис. 8).
Это увеличение будет меньшим, если стали более твердые, при
этом диаметр шара не оказывает существенного влияния:
dmJd = 1,55-/75/1000.
Явления в поверхностном слое при ППД
19
Ю0°/о
2030 40 50 RC
Рис. 6. Степень максимального накле-
па для структур металла различной
твердости
Рис. 7. Характер распространения на-
клепанной зоны под поверхностью от-
печатка
Глубина наклепанной зоны, полученной при ударном вдавли-
вании шара, практически равна глубине наклепанной зоны, по-
лученной при статическом однократном вдавливании шара, при
условии равенства диаметров отпечатков. Поэтому зависимости
параметров от глубины наклепанного слоя для условий ста-
тического вдавливания могут быть применены для ударного наг-
ружения.
Рис. 8. Изменение диаметра отпечатка при увеличении числа ударов:
а — СтЗ, НВ 112; б — 12ХН4ВА. НВ 340; в — 35ХМ. НВ 207
20
Физическая сущность и классификация методов ППД
Ударное нагружение определяется энергией удара, приклады-
ваемой к инструменту или рабочим телам, и скоростью деформи-
рования. Энергия удара создается различным образом: путем
придания определенных параметров струе дроби или струе сталь-
ных шариков с помощью сжатого воздуха, давления жидкости,
посредством использования центробежных сил, использования
вибрационных перемещений рабочей среды, путем использования
пневматических и пружинных устройств для сообщения деформи-
рующему инструменту (бойку) ударного нагружения. Например,
боек, помимо полезной работы деформирования, затрачивает
энергию на упругий отскок и на преодоление сил трения. По-
этому потенциальная энергия бойка при обработке конструкцион-
ных сталей должна быть на 15—20 % больше полезной работы
деформирования. Величина энергии упругого отскока бойка Еот
зависит от массы, жесткости обрабатываемой детали и характе-
ристик ее материала, она может составлять 25—30 % и более.
Зная силу сжатия пружины Рср и ход бойка X, можно с доста-
точной точностью определить потенциальную энергию бойка Еп
и энергию удара Еу:
Е — Р X — F F
4-П 1 CpZV ’— I ^ОТ’
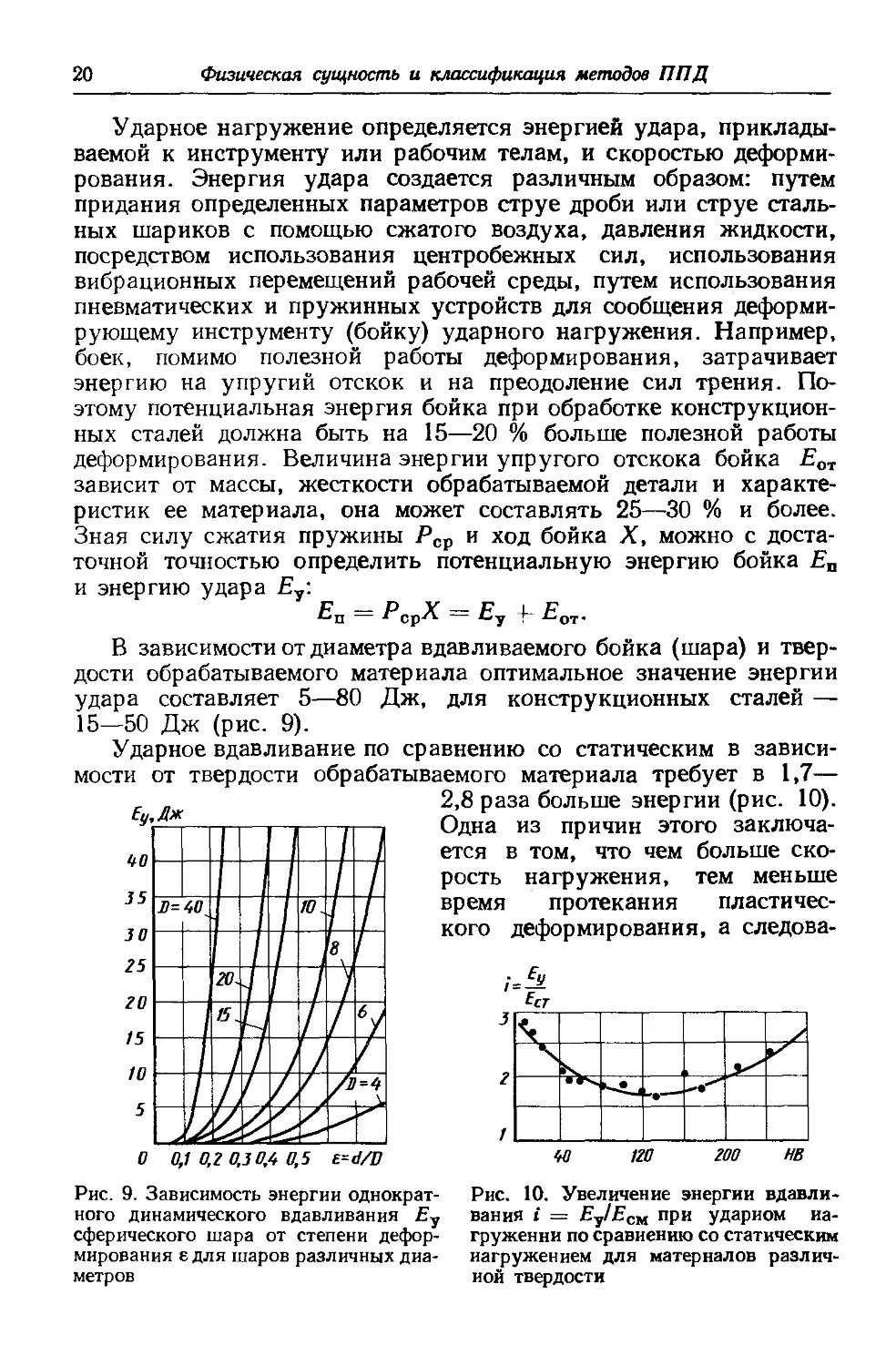
В зависимости от диаметра вдавливаемого бойка (шара) и твер-
дости обрабатываемого материала оптимальное значение энергии
удара составляет 5—80 Дж, для конструкционных сталей —
15—50 Дж (рис. 9).
Ударное вдавливание по сравнению со статическим в зависи-
мости от твердости обрабатываемого материала требует в 1,7—
2,8 раза больше энергии (рис. 10).
Одна из причин этого заключа-
ется в том, что чем больше ско-
рость нагружения, тем меньше
время протекания пластичес-
кого деформирования, а следова-
0 0,1 0,2 0,30,4 0,5 e-d/D
Рис. 10. Увеличение энергии вдавли-
вания i = Еу/Есм при ударном на-
гружении по сравнению со статическим
нагружением для материалов различ-
ной твердости
Рис. 9. Зависимость энергии однократ-
ного динамического вдавливания Еу
сферического шара от степени дефор-
мирования е для шаров различных диа-
метров
Деления в поверхностном слое при ППД
21
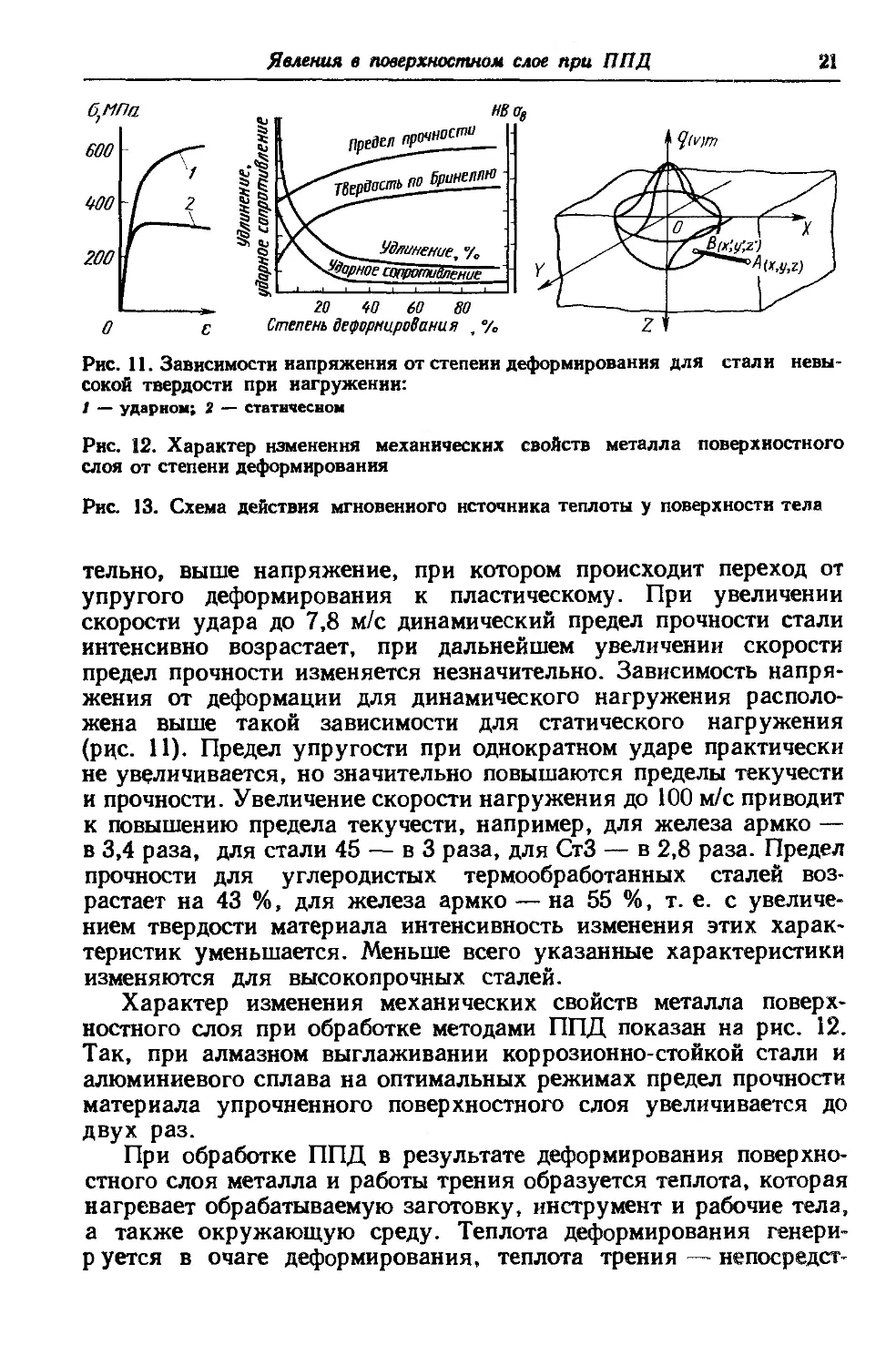
Рис. 11. Зависимости напряжения от степени деформирования для стали невы-
сокой твердости при нагружении:
i — ударном; 2 — статическом
Рис. 12. Характер изменения механических свойств металла поверхностного
слоя от степени деформирования
Рис. 13. Схема действия мгновенного источника теплоты у поверхности тела
тельно, выше напряжение, при котором происходит переход от
упругого деформирования к пластическому. При увеличении
скорости удара до 7,8 м/с динамический предел прочности стали
интенсивно возрастает, при дальнейшем увеличении скорости
предел прочности изменяется незначительно. Зависимость напря-
жения от деформации для динамического нагружения располо-
жена выше такой зависимости для статического нагружения
(рцс. 11). Предел упругости при однократном ударе практически
не увеличивается, но значительно повышаются пределы текучести
и прочности. Увеличение скорости нагружения до 100 м/с приводит
к повышению предела текучести, например, для железа армко —
в 3,4 раза, для стали 45 — в 3 раза, для СтЗ — в 2,8 раза. Предел
прочности для углеродистых термообработанных сталей воз-
растает на 43 %, для железа армко — на 55 %, т. е. с увеличе-
нием твердости материала интенсивность изменения этих харак-
теристик уменьшается. Меньше всего указанные характеристики
изменяются для высокопрочных сталей.
Характер изменения механических свойств металла поверх-
ностного слоя при обработке методами ППД показан на рис. 12.
Так, при алмазном выглаживании коррозионно-стойкой стали и
алюминиевого сплава на оптимальных режимах предел прочности
материала упрочненного поверхностного слоя увеличивается до
двух раз.
При обработке ППД в результате деформирования поверхно-
стного слоя металла и работы трения образуется теплота, которая
нагревает обрабатываемую заготовку, инструмент и рабочие тела,
а также окружающую среду. Теплота деформирования генери-
р уется в очаге деформирования, теплота трения — непосредст-
22
Физическая сущность и классификация методов ППД
венно на поверхности контакта. Источник теплоты — местный,
характеризуемый эффективной тепловой мощностью, т. е. количе-
ством теплоты, образующимся в единицу времени, и распределе-
нием теплоты по объему. Теплота образуется в основном вслед-
ствие пластического деформирования, поэтому источник теплоты
соответствует форме очага деформирования (рис. 13), а сам про-
цесс характеризуется мгновенным локальным нагревом и быстрым
отводом теплоты внутрь заготовки. Время контактирования по-
верхности заготовки с источником теплоты зависит от скорости
перемещения источника и его размеров в направлении перемеще-
ния. Наибольшее время контакта с источником теплоты имеют
точки, лежащие на оси X (в случае перемещения источника по
оси X). Для точек теплоты, расположенных в глубине (z > 0),
время контакта с источником меньше. Наконец, для точки, на-
ходящейся на оси Z на границе источника, контакт будет мгно-
венным. Если обозначить через / размер источника в направле-
нии оси его перемещения, то время нагрева любой точки, распо-
ложенной на этой оси, t = llv.
Так как на размеры очага деформирования влияют многие
параметры обработки, то время нагрева зависит не только от ско-
рости, но и от давления и размеров инструмента. Если известна
температура 0, полученная в результате действия источника,
то скорость нагрева v0 = Q/t.
При интенсивных режимах обработки локальные участки
поверхностных слоев нагреваются до различной температуры:
при обкатывании — до 300—400 °C, при выглаживании — до
600—700 °C, при ударных методах — до 800—1000 °C.
Такой нагрев может вызывать термопластическое деформирова-
ние и другие явления, снижающие эффект упрочнения. Термопла-
стическое деформирование приводит к резкому спаду остаточных
сжимающих напряжений на поверхности, а в некоторых слу-
чаях — к превращению их в растягивающие. Могут образовы-
ваться также вторичные структуры, снижающие эксплуатацион-
ные свойства поверхности. Стыки структур являются концентра-
торами напряжений, что приводит к зарождению усталостных
трещин. Необходимо устанавливать такие давления и скорости
обработки конкретных материалов, которые не вызывают повыше-
ния температуры поверхности более допустимой.
Обработка ППД сопровождается сложными структурными и
фазовыми превращениями, характерными для формирования по-
верхностного слоя (см. табл. 1). В первоначальный момент про-
исходит дробление зерен металла на блоки (полиганизация) н
образуется мозаичная структура. Далее вследствие усиления раз-
вития сдвигов по плоскостям скольжения образуются новые,
значительно измельченные зерна. При этом кристаллиты теряют
свою глобоидную форму, сплющиваются, вытягиваются в направ-
Явления в поверхностном слое при ППД
23
лении деформирования. Резко изменяется соотношение их раз-
меров, образуется упорядоченная ориентированная структура
волокнистого характера с анизотропными механическими свой-
ствами, когда пластичность вдоль волокон выше, чем в попереч-
ном направлении.
Основной причиной упрочнения является лавиноподобное
развитие дислокаций — дефектов кристаллической решетки ме-
талла, скапливающихся вблизи линий сдвигов, и последующее
их застревание перед различного рода препятствиями, образу-
ющимися в процессе деформирования (скрещение дислокаций,
траектории движения которых пересекаются между собой под
некоторым углом; полосы деформирования и т. д.) или существо-
вавшими до него (межкристаллические граничные слои, скопление
атомов примесей, элементы второй фазы и т. д.). Дробление на
блоки объемов металла, заключенных между линиями скольже-
ния, поворот этих блоков, искривление плоскостей скольжения
и накопление на них продуктов разрушения кристаллической ре-
шетки способствуют увеличению неровностей по плоскостям
скольжения, а следовательно, и упрочнению.
При наклепе перенасыщенных твердых растворов частично
происходит их распад, в результате которого выделяются мель-
чайшие частицы новых структурных образований. Последние,
попав на плоскости скольжения, блокируют развитие сдвигов.
При деформировании сталей с феррито-перлитной структурой
распадается твердый раствор a-железа и углерода, роль «шипов»
играют карбиды железа, выделяющиеся в виде очень мелких кар-
бидных включений. Возможно и выпадание соединений азота —
нитридов. Увеличение твердости при пластическом деформиро-
вании сталей со структурой мартенсита закалки объясняется ча-
стичным превращением остаточного аустенита в мартенсит.
Удельный объем структурных составляющих следующий (в по-
рядке уменьшения): тетрагональный мартенсит, мартенсит с ку-
бической решеткой, перлит (сорбит, троостит), аустенит. Если
при обработке происходят структурные превращения, сопровож-
даемые увеличением удельного объема (например, переход аусте-
нита в мартенсит), то образуются остаточные сжимающие напря-
жения, при обратном процессе — растягивающие напряжения.
Увеличение концентрации точечных и линейных дефектов кристал-
лического строения и образование субмикроскопических (не опас-
ных и не вредных) трещин также увеличивает удельный объем
металла. Суммарное максимальное увеличение удельного объема
для сталей достигает 1,1 %. Это обусловливает образование в на-
клепанной зоне остаточных напряжений сжатия, которые в за-
висимости от материала и метода обработки достигают 1200—
1500 МПа; глубина залегания напряжений обычно на 10—50 %
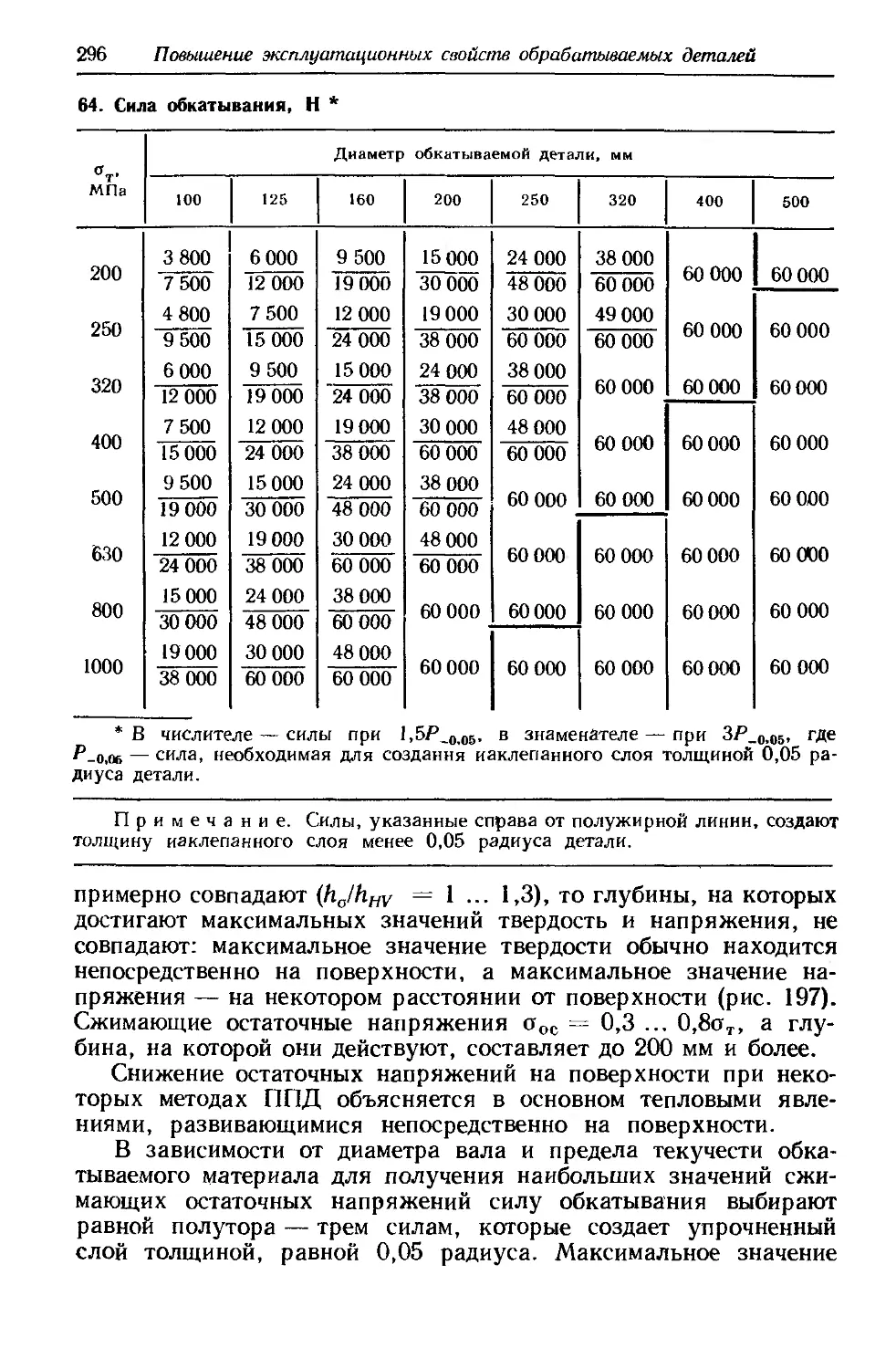
превышает глубину слоя с повышенной твердостью. Максималь-
24
Физическая сущность и классификация методов ППД
ное напряжение чаще всего непосредственно на поверхности или
на некотором расстоянии от поверхности (что вызвано тепловыми
явлениями).
При завышенных силовых параметрах обработки может про-
исходить перенаклеп, в результате которого в поверхностном слое
появляются опасные микротрещины, намечается образование
частичек отслаивающегося металла, поверхностные зерна сплю-
щиваются так, что становятся почти неразличимыми. Резко уве-
личивается шероховатость поверхности. Наклеп металла можно
частично или полностью снять путем отжига. Перенаклеп —
необратимый процесс, при котором нагрев не восстанавливает
исходную структуру металла и его механические свойства.
1.4. СРАВНИТЕЛЬНЫЙ АНАЛИЗ И ОБЛАСТИ РАЦИОНАЛЬНОГО
ПРИМЕНЕНИЯ РАЗЛИЧНЫХ МЕТОДОВ ППД
Обрабатывают ППД наиболее тяжелонагруженные детали ма-
шин и механизмов, от работоспособности которых зависят на-
дежность и долговечность изделий в целом.
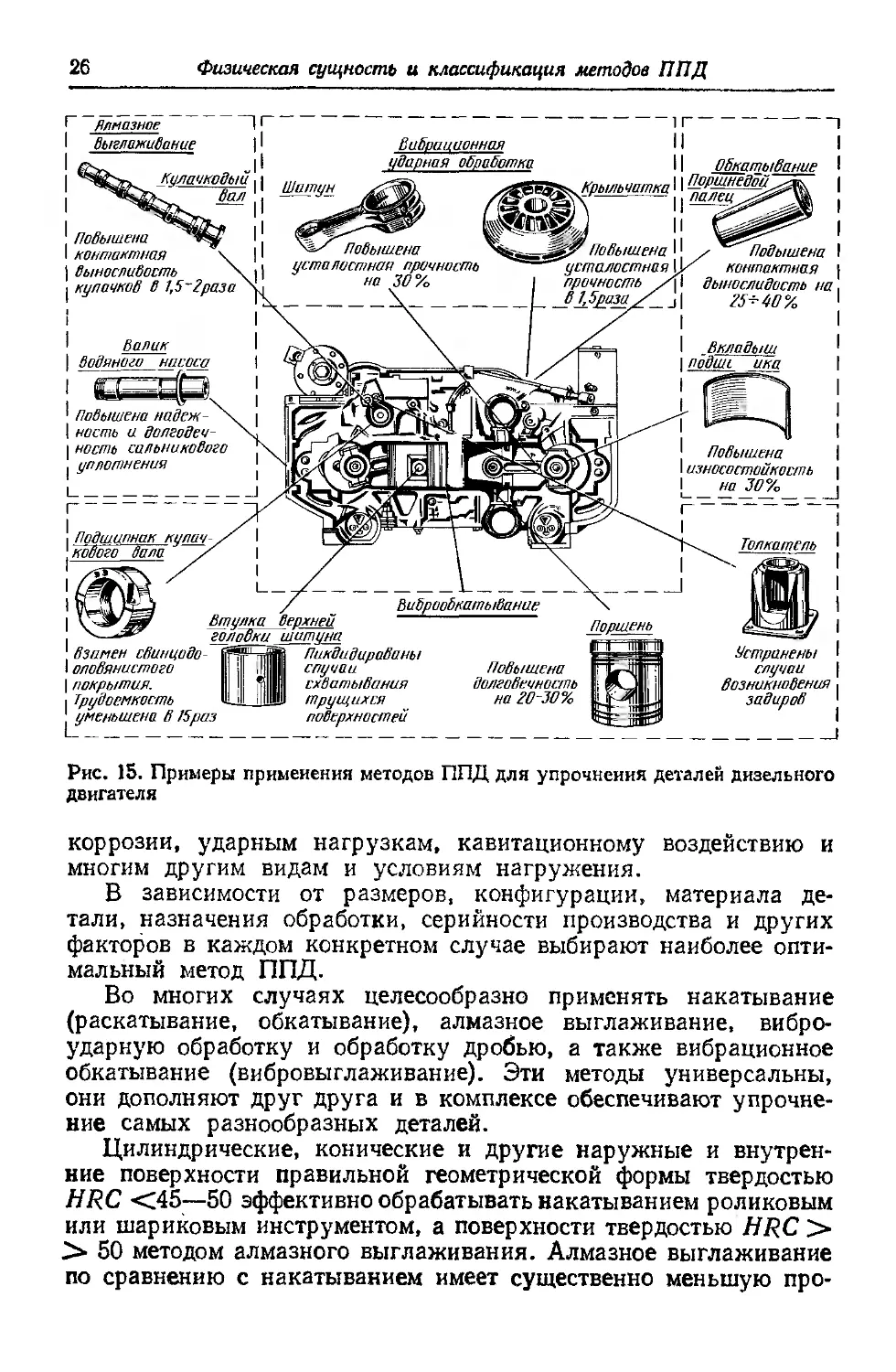
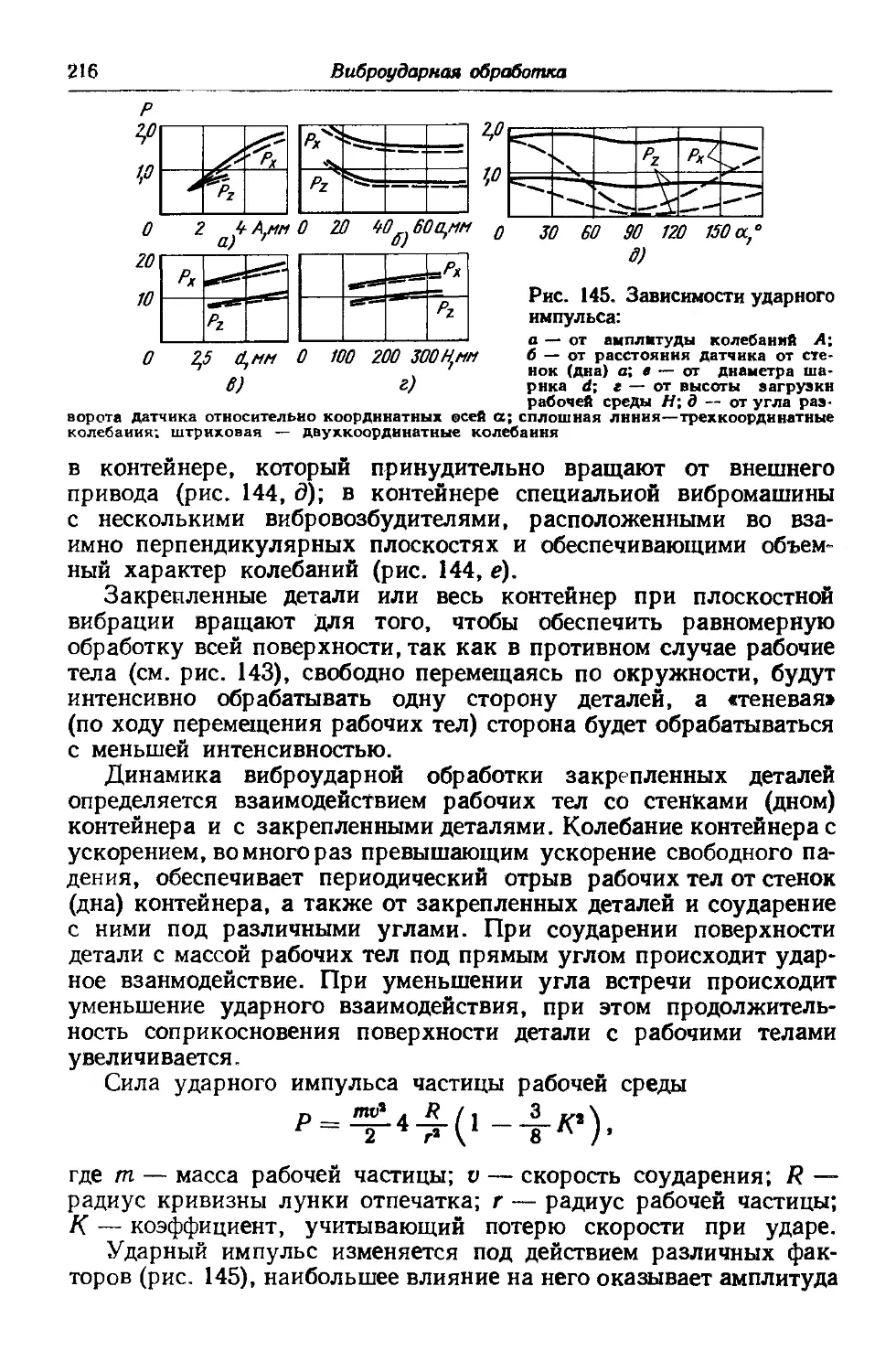
В качестве примера на рис. 14 и 15 показаны типовые детали,
испытывающие максимальную нагрузку, соответственно грузового
автомобиля и дизельного двигателя, упрочняемые методами ППД.
Из тысяч наименований деталей в машине обычно несколько де-
сятков или несколько штук деталей необходимо упрочнять этими
методами. Основные детали можно сгруппировать следующим
образом:
детали, работающие в условиях знакопеременных нагрузок,
вызывающих усталостные разрушения (торсионы, силовые болты,
балансиры, вилки, лопатки, коленчатые и кулачковые валы,
крыльчатки, шатуны, шестерни, лонжероны, лопасти, пружины,
полуоси, диски);
детали, работающие в условиях высоких скоростей относи-
тельно перемещения и больших давлений с минимальными за-
зорами при обедненном смазочном материале, что приводит к схва-
тыванию металла (распределители, поршни, шатуны со сфериче-
скими головками, поршневые кольца, золотники, плунжеры,
шпиндели);
детали, работающие в условиях абразивного изнашивания
(пальцы трака, диффузоры, крыльчатки, тормозные диски и ба-
рабаны, колеса, опорные ролики, рабочие детали сельскохозяй-
ственных, землеройных и других машин);
детали, работающие в условиях окислительного изнашивания
(шейки коленчатых валов, цилиндры, подшипники скольжения);
детали манжетных уплотнений, к герметичности и износо-
стойкости которых предъявляются высокие требования (валы,
втулки, оси, штоки);
Сравнительный анализ методов ППД
25
Рис. 14. Примеры применения методов ППД для упрочнения деталей грузового
автомобиля
детали, контактирующие с газовым потоком, имеющим высокие
скорость, температуру и давление (трубы, раструбы, лопатки и
диски турбин, камеры);
детали, работающие в условиях контактно-усталостных на-
пряжений (беговые дорожки подшипников, цапфы шестерен,
опорные шейки, крестовины, поворотные кулаки);
детали инструментального производства, работающие в тяже-
лых условиях трения скольжения (валки холодной прокатки,
пуансоны, матрицы, протяжки).
Кроме того, методами ППД эффективно упрочняют детали,
подвергаемые коррозионно-усталостному воздействию, фреттииг-
26
Физическая сущность и классификация методов ППД
Шатун
Крыльчатка
вибрационная
ударная обработка
1 Повышена надеж
I кость и долгодеч-
। ноешь сальникового
। уплотнения
' валик
| водяного насоса
Обкатывание
Поршневой
палец
Алмазное
выглаживание
Ьиброобкатывание
Поршень
Повышена
долговечность
на 2030%
Устранены
случаи
возникновения
задиров
взамен свинцодо-
I оловянистого
| покрытия.
। Трудоемкость
'^уменьшена в 15раз
втулка верхней
головки Шатуна
Ликвидированы
случаи
схватывания
трущихся
поверхностей
Рис. 15. Примеры применения методов ППД для упрочнения деталей дизельного
двигателя
' Повышена
I контактная
j выносливость
। кулачков в 1,5~2раза
1 п я
I Подшипник кулач-
! к об б го вала
Повышена
усталостная прочность
на 30 %
Повышена
усталостная
прочность
в 1,5раза
Повышена
контактная
выносливость на
25+40%
вкладыш
подии, ика
Повышена
износостойкость
на 30%>
Толкатель
коррозии, ударным нагрузкам, кавитационному воздействию и
многим другим видам и условиям нагружения.
В зависимости от размеров, конфигурации, материала де-
тали, назначения обработки, серийности производства и других
факторов в каждом конкретном случае выбирают наиболее опти-
мальный метод ППД.
Во многих случаях целесообразно применять накатывание
(раскатывание, обкатывание), алмазное выглаживание, вибро-
ударную обработку и обработку дробью, а также вибрационное
обкатывание (вибровыглаживание). Эти методы универсальны,
они дополняют друг друга и в комплексе обеспечивают упрочне-
ние самых разнообразных деталей.
Цилиндрические, конические и другие наружные и внутрен-
ние поверхности правильной геометрической формы твердостью
HRC <45—50 эффективно обрабатывать накатыванием роликовым
или шариковым инструментом, а поверхности твердостью HRC >
>• 50 методом алмазного выглаживания. Алмазное выглаживание
по сравнению с накатыванием имеет существенно меньшую про-
Сравнительный анализ методов ППД
27
изводительность, однако обладает большей универсальностью
и позволяет обрабатывать маложесткие и неравножесткие детали,
так как давление при алмазном выглаживании 100—200 Н, в то
время как при накатывании оно составляет 10—100 кН.
К сложным поверхностям рассмотренных групп деталей, об-
рабатываемых накатыванием и алмазным выглаживанием, отно-
сятся: наружные и внутренние сферические; профильные типа
кулачков; фасонные (диаметр которых по длине изменяется не-
линейно); поверхности галтелей и радиусных переходов; поверх-
ности резьб; поверхности шлиц и канавок; поверхности зубьев
зубчатых колес.
Сложны для обработки прерывистые поверхности, т. е. гео-
метрически правильные поверхности, имеющие углубления в виде
отверстий, шпоночных канавок, проточек и др., а также глубокие
отверстия.
Для осуществления накатывания и алмазного выглаживания
сложных поверхностей по сравнению с обработкой простых по-
верхностей необходимо дополнительно решить ряд технологиче-
ских и конструкторских задач, связанных с созданием деформи-
рующего инструмента специального профиля, с необходимостью
огибать обрабатываемую поверхность по криволинейной образу-
ющей и ориентировать инструмент определенным образом, с не-
обходимостью изменять во время обработки диаметр и некоторые
другие размеры устройств для накатывания и алмазного выгла-
живания и т. д.
Детали более сложной конфигурации (пружины, рессоры,
шатуны, лопатки) невозможно обрабатывать накатыванием и ал-
мазным выглаживанием. Их целесообразно упрочнять виброудар-
ным методом или обработкой дробью. Однако энергетические за-
траты на обработку этими методами в 2—3 раза выше.
Для повышения долговечности деталей, подвергаемых изна-
шиванию, а также схватыванию металла на их поверхности соз-
дают регулярный микрорельеф путем вибрационного накатывания
(вибрационного выглаживания).
Накатывание, вибрационное выглаживание и алмазное вы-
глаживание выполняют обычно на универсальных металлорежу-
щих станках с помощью несложных устройств, а объемную вибро-
ударную обработку и обработку дробью — на специальных вибро-
машинах и установках.
Требования к технологичности конструкций деталей, обра-
батываемых ППД на универсальных и специальных станках,
примерно такие же, как и требования к деталям, подвергаемым
механической обработке. Для обработки дробью (дробеударной),
вибрационной ударной обработки и других подобных методов
характерно одновременное воздействие на всю наружную или
внутреннюю поверхность. Если какую-либо поверхность обра-
28
Физическая сущность и классификация методов ППД
батывать нельзя, ее необходимо изолировать с помощью специаль-
ных приспособлений, а также следует предусмотреть базы для
установки и закрепления деталей в контейнере или в камере.
Эффективность упрочнения зависит от материала, структуры,
вида напряженного состояния, формы и т. д. Большую роль
играет выбор метода и режима упрочнения. Поэтому при внедре-
нии методов ППД в производство обычно предварительно проводят
исследования и испытания. Максимального эффекта достигают,
если учитывают конкретные условия эксплуатации деталей.
Работоспособность деталей повышают применением комбини-
рованной обработки различными методами ППД, а также обра-
ботки методами ППД в сочетании с другими методами упрочнения.
Например, обработка поверхности методами ППД под хроми-
рование обеспечивает наиболее высокое качество и прочность
хромового покрытия. Цилиндрические поверхности трения дета-
лей из титана можно упрочнять комбинированным способом:
вначале электроискровое микролегирование, т. е. насыщение и
покрытие поверхности сверхтвердыми материалами, а затем
жесткое обкатывание, которое обеспечивает получение необходи-
мой точности и шероховатости поверхности, а также снижает
вредное влияние микролегирования на сопротивление усталости.
Г л а в a 2
ИНСТРУМЕНТЫ И РАБОЧИЕ ТЕЛА,
ИСПОЛЬЗУЕМЫЕ ПРИ ППД
2.1. МАТЕРИАЛЫ ДЛЯ ИНСТРУМЕНТОВ И РАБОЧИХ ТЕЛ
Материалы для инструментов и рабочих тел должны иметь
более высокие физико-механические свойства, чем материалы
обрабатываемых деталей. Они должны обладать следующими
основными свойствами: высокой твердостью; способностью сопро-
тивляться истиранию и ударным воздействиям при обработке
ударными методами ППД; высоким пределом прочности на сжа-
тие; низким коэффициентом трения по металлу; большой тепло-
проводностью и теплоемкостью; способностью обрабатывать по-
верхность до получения минимальной шероховатости; высокой
антиадгезионной способностью. Особенности каждого метода ППД
отражают также требования к инструментам и рабочим телам.
Шары и ролики, используемые для ППД, изготовляют из
подшипниковых сталей ШХ15, ШХ15СГ, ШХ20СГ, 18ХГТ,
20Х2Н4ВА; в особых случаях можно применять коррозионно-
стойкие стали 11Х18М, 95X18 (табл. 3), а также теплоустойчи-
вую вольфрамованадиевую сталь 8Х4В9Ф2.
В качестве материала для ударных и некоторых других ин-
струментов применяют следующие инструментальные стали: вы-
сокой теплостойкости — У10, У10А, нормальной теплостойко-
сти— Р18, Р6АМ5; повышенной теплостойкости — Р6М5К5,
Р9М4К8, Р9К5, а также сплавы, обладающие высокой теп-
лостойкостью.
Инструмент для поверхностного дорноваиия, а также в не-
которых случаях обкатные ролики, гладилки и другие инстру-
менты изготовляют из твердых сплавов. Твердые сплавы, обладая
рядом преимуществ, в то же время хуже воспринимают ударные и
изгибные нагрузки по сравнению с инструментальными и под-
шипниковыми сталями. Твердые сплавы применяют в зависимости
от эксплуатационных нагрузок:
при изнашивании, отсутствии ударных нагрузок .................... ВК6
при изнашивании с легкими ударами................................ ВК8
при изнашивании с тяжелыми ударами.............................. ВКЮ
при ударе слабой интенсивности............................. ... ВК15
при ударе умеренной интенсивности .............................. ВК20
прн тижелых ударных нагрузках .................................. ВК25
Сплавы, содержащие 10 % Со и менее, из-за хрупкости при-
менять нецелесообразно, так же как сплавы, содержащие более
30 % Со, вследствие их ускоренного изнашивания. Твердые сплавы
30
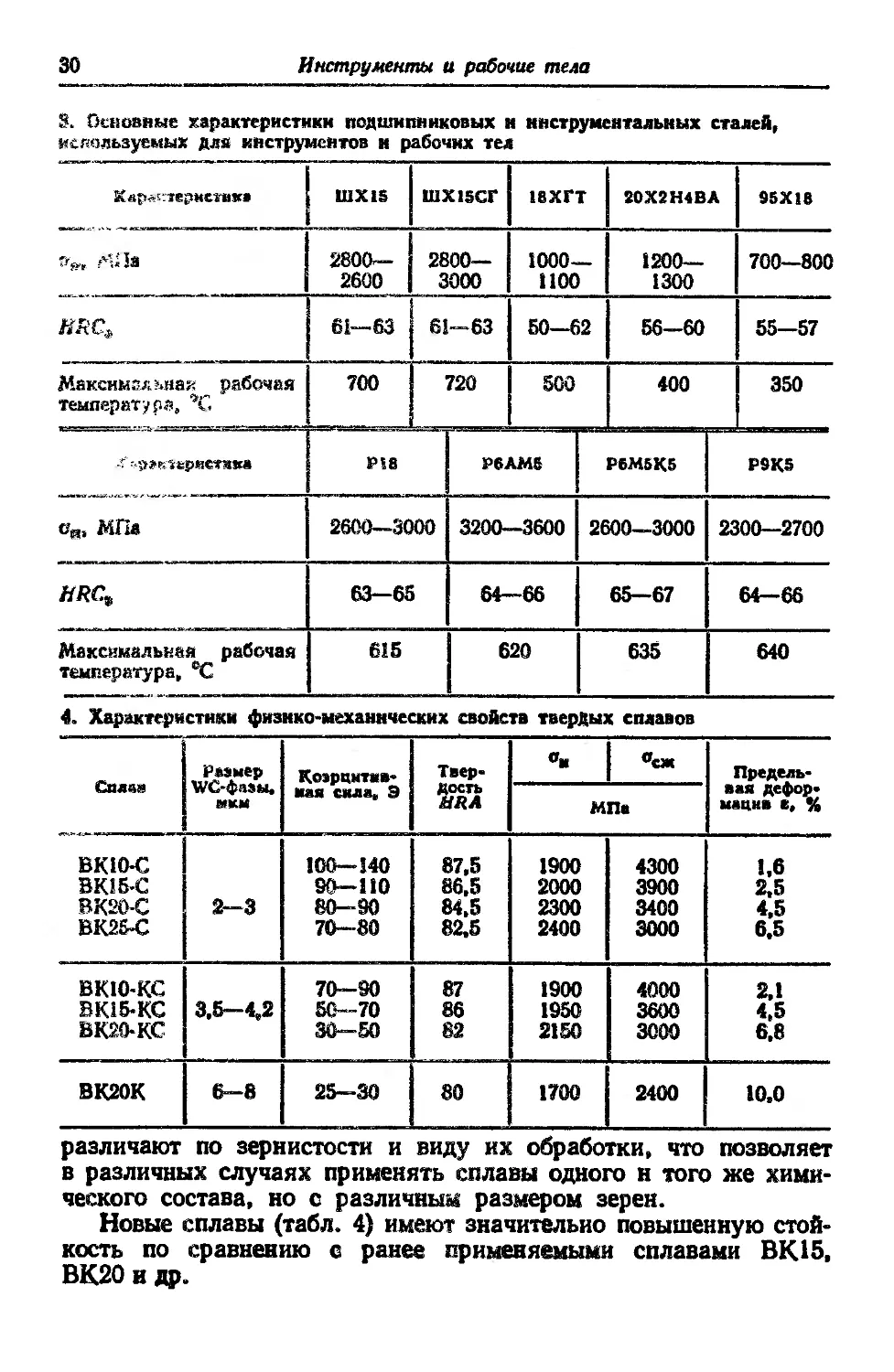
Инструменты и рабочие тела
3. Основные характеристики подшипниковых н инструментальных сталей,
используемых для инструментов н рабочих тел
Характеристика ШХ15 ШХ15СГ 18ХГТ 20X2 Н4ВА 95X18
МПа 2800— 2600 2800— 3000 1000— 1100 1200— 1300 700—800
KRCt 61—63 61—63 50—62 56—60 55—57
Максимальная рабочая температура, ’С. 700 720 500 400 350
№18 Р6АМ6 Р6М5К5 P9KS
сй, МПа 2600—3000 3200—3600 2600—3000 2300—2700
HRC* 63—65 64—66 65—67 64-66
Максимальная рабочая температура, еС 615 620 635 640
4. Характеристики физнко-механнческих свойств твердых сплавов
Солея Размер WC-фазы. мкм Коэрцитив- ная сила, Э Твер- Ж «и °сж Предель- мая дефор* ммцнв е, %
МПа
ВК10-С ВК15-С ВК20-С ВК25-С 2—3 100—140 90—110 80-90 70—80 87,5 86,5 84,5 82,5 1900 2000 2300 2400 4300 3900 3400 3000 1,6 2.5 4,5 6,5
ВК10-КС ВК15-КС ВК20-КС 3,5—4,2 70—90 50—70 30—50 87 86 82 1900 1950 2150 4000 3600 3000 2,1 4,5 6.8
ВК20К 6—8 25—30 80 1700 2400 10,0
различают по зернистости и виду их обработки, что позволяет
в различных случаях применять сплавы одного и того же хими-
ческого состава, но с различным размером зерен.
Новые сплавы (табл. 4) имеют значительно повышенную стой-
кость по сравнению с ранее применяемыми сплавами ВК15,
ВК20 и др.
Материалы для инструментов и рабочих тел
3 1
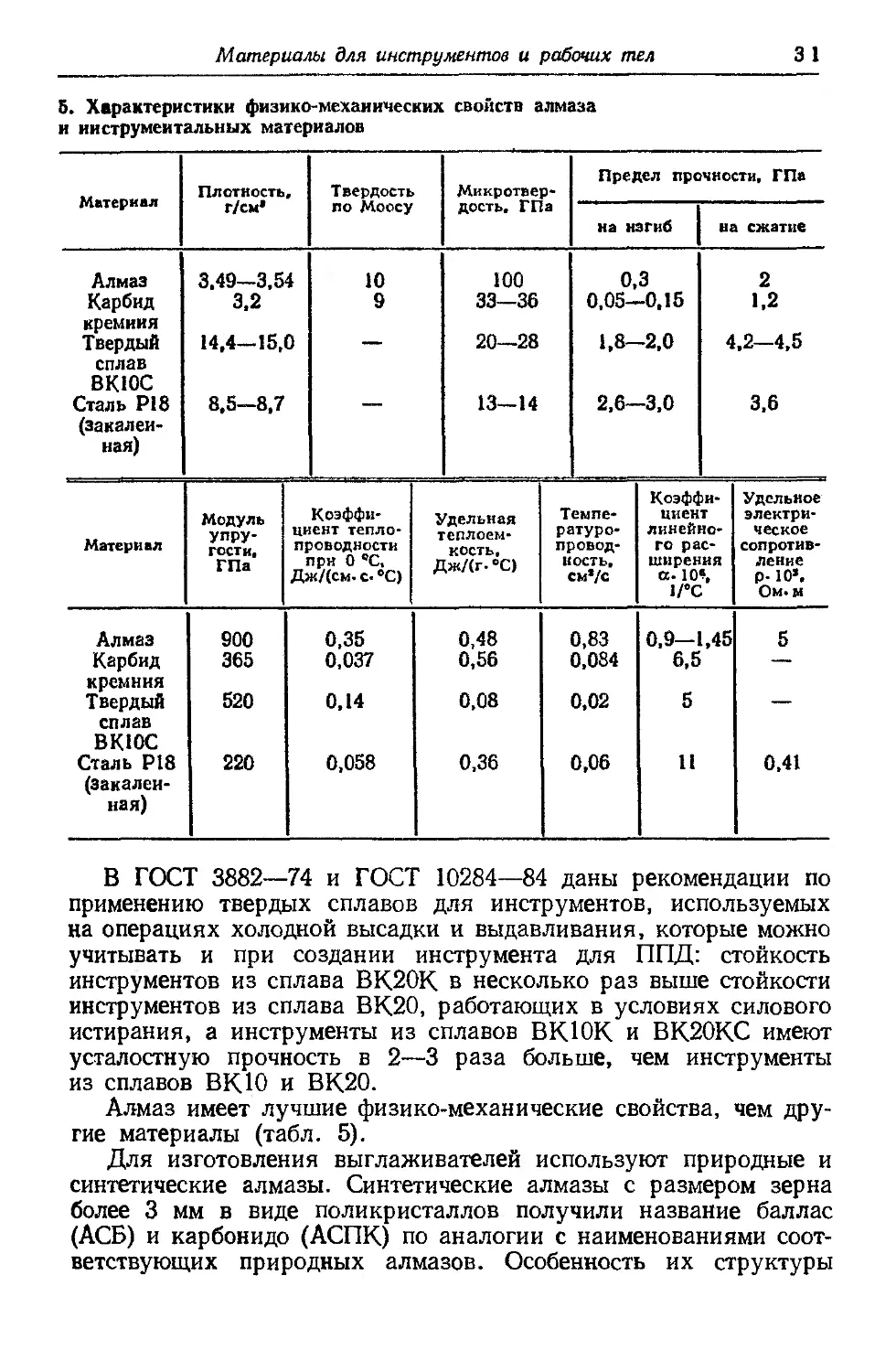
S. Характеристики физико-механических свойств алмаза
и инструментальных материалов
Материал Плотность, г/см* Твердость по Моосу Микротвер- дость. ГПа Предел прочности, ГПа
на изгиб на сжатие
Алмаз Карбид кремния Твердый сплав ВК10С Сталь Р18 (закален- ная) 3,49—3,54 3,2 14,4—15,0 8,5—8,7 10 9 100 33—36 20—28 13—14 0,3 0,05—0,15 1,8—2,0 2,6—3,0 2 1.2 4,2—4,5 3,6
Материал Модуль упру- гости, ГПа Коэффи- циент тепло- проводности при 0 'С, Дж/(см. с- °C) Удельная теплоем- кость, Дж/(г-»С) Темпе- ратуре- провод- ность. см* /с Коэффи- циент линейно- го рас- ширения а. 10% 1/°С Удельное электри- ческое сопротив- ление р- 10». Ом. м
Алмаз Карбид кремния Твердый сплав ВКЮС Сталь Р18 (закален- ная) 900 365 520 220 0,35 0,037 0,14 0,058 0,48 0,56 0,08 0,36 0,83 0,084 0,02 0,06 0,9—1,45 6,5 5 11 5 0,41
В ГОСТ 3882—74 и ГОСТ 10284—84 даны рекомендации по
применению твердых сплавов для инструментов, используемых
на операциях холодной высадки и выдавливания, которые можно
учитывать и при создании инструмента для ППД: стойкость
инструментов из сплава ВК.20К. в несколько раз выше стойкости
инструментов из сплава ВК.20, работающих в условиях силового
истирания, а инструменты из сплавов ВКДОК. и ВК.20К.С имеют
усталостную прочность в 2—3 раза больше, чем инструменты
из сплавов ВК.10 и ВК.20.
Алмаз имеет лучшие физико-механические свойства, чем дру-
гие материалы (табл. 5).
Для изготовления выглаживателей используют природные и
синтетические алмазы. Синтетические алмазы с размером зерна
более 3 мм в виде поликристаллов получили название баллас
(АСБ) и карбонидо (АСПК) по аналогии с наименованиями соот-
ветствующих природных алмазов. Особенность их структуры
32
Инструменты и рабочие тела
обеспечивает изотропность физико-механических свойств, что
дает возможность инструменту работать с переменными нагруз-
ками. Алмазы АСБ имеют шаровидную форму с четко выраженной
радиально-лучистой структурой, размеры их зерен достигают
6 мм.
Алмазы АСПК имеют форму цилиндра диаметром 2—4,5 мм
и высотой 2—5 мм. Структура их также радиально-лучистая, но
более совершенная.
Для обработки дробью и вибрационной ударной обработки
используют стальные и стеклянные шары, дробь различной гра-
нуляции, изготовленную из различных материалов. Главным
образом, применяют дробь из отбеленного чугуна следующего
состава, %: 3,26 С; 0,57 Мп; 2,72 Si (HRCU 62—64).
Для изготовления проволочных щеток используют в основное
углеродистую пружинную проволоку диаметром 0,2—1,0 мм
(ГОСТ 3875—83, ГОСТ 9389—75).
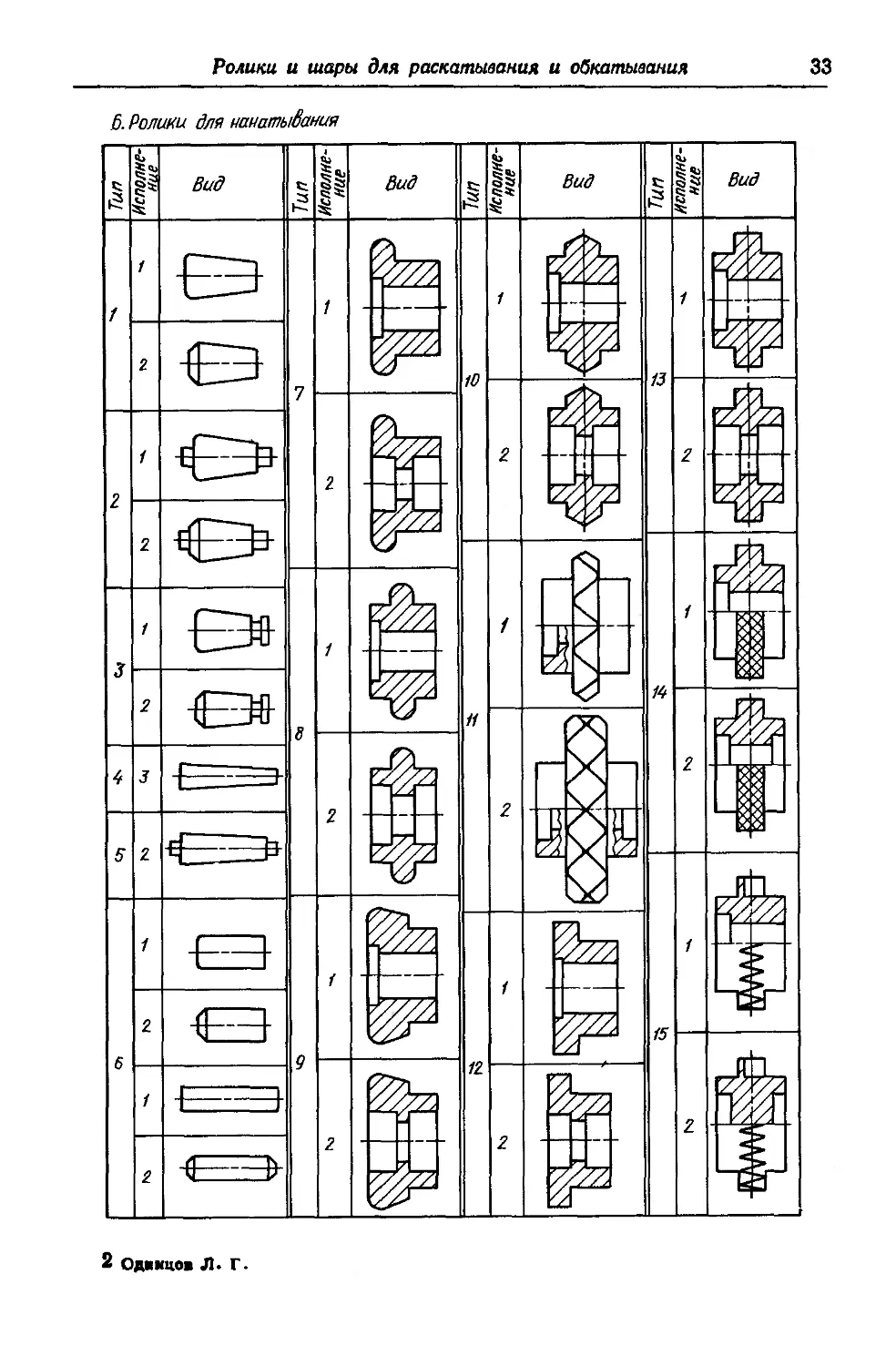
2.2. РОЛИКИ И ШАРЫ ДЛЯ РАСКАТЫВАНИЯ И ОБКАТЫВАНИЯ
Ролики для раскатывания и обкатывания бывают двух видов —
стержневые и кольцевые; их подразделяют на 15 типов, причем
некоторые типы имеют несколько исполнений. Стержневые ролики
могут быть коническими и цилиндрическими, могут иметь торо-
вую и коническую заходную поверхность или их выполняют без
заходиой поверхности, с хвостовиками или с цапфами с одной
или с двух сторон. Кольцевые ролики имеют посадочное отвер-
стие, их рабочая поверхность может быть торовой, конической
или цилиндрической, ассиметричной или симметричной с заход-
иой поверхностью или без нее. Поверхность кольцевых цилиндри-
ческих роликов может иметь регулярные элементы или может
быть выполнена в виде выступающих синусоид. Это обеспечивает
на обрабатываемой поверхности получение заданного микро-
рельефа (табл. 6).
Ролики 1-го и 2-го типов применяют для накатывания с осевой
подачей цилиндрических непрерывных поверхностей, ролики 3-го
типа позволяют обрабатывать поверхности до упора в бурты или
галтели. Ролики 4-го и 5-го типов используют главным образом
для обработки с радиальной подачей, 6-го типа — для обработки
как с радиальной, так и с осевой подачами. Ролики 6-го типа —
цилиндрические, стержневые ролики остальных типов — кониче-
ские. Ролики некоторых типов и исполнений могут быть исполь-
зованы из стандартных роликоподшипников.
Кольцевые ролики 7-го и 9-го типов предназначены для сгла-
живающе-упрочняющего накатывания с осевой подачей, а 12-го
типа — с радиальной подачей. Ролики 8-го и 13-го типов исполь-
зуют для упрочняюще-калибрующего накатывания соответственно
Ролики и шары для раскатывания и обкатывания
33
2 Одакцов Л. Г.
34
Инструменты и рабочие тела
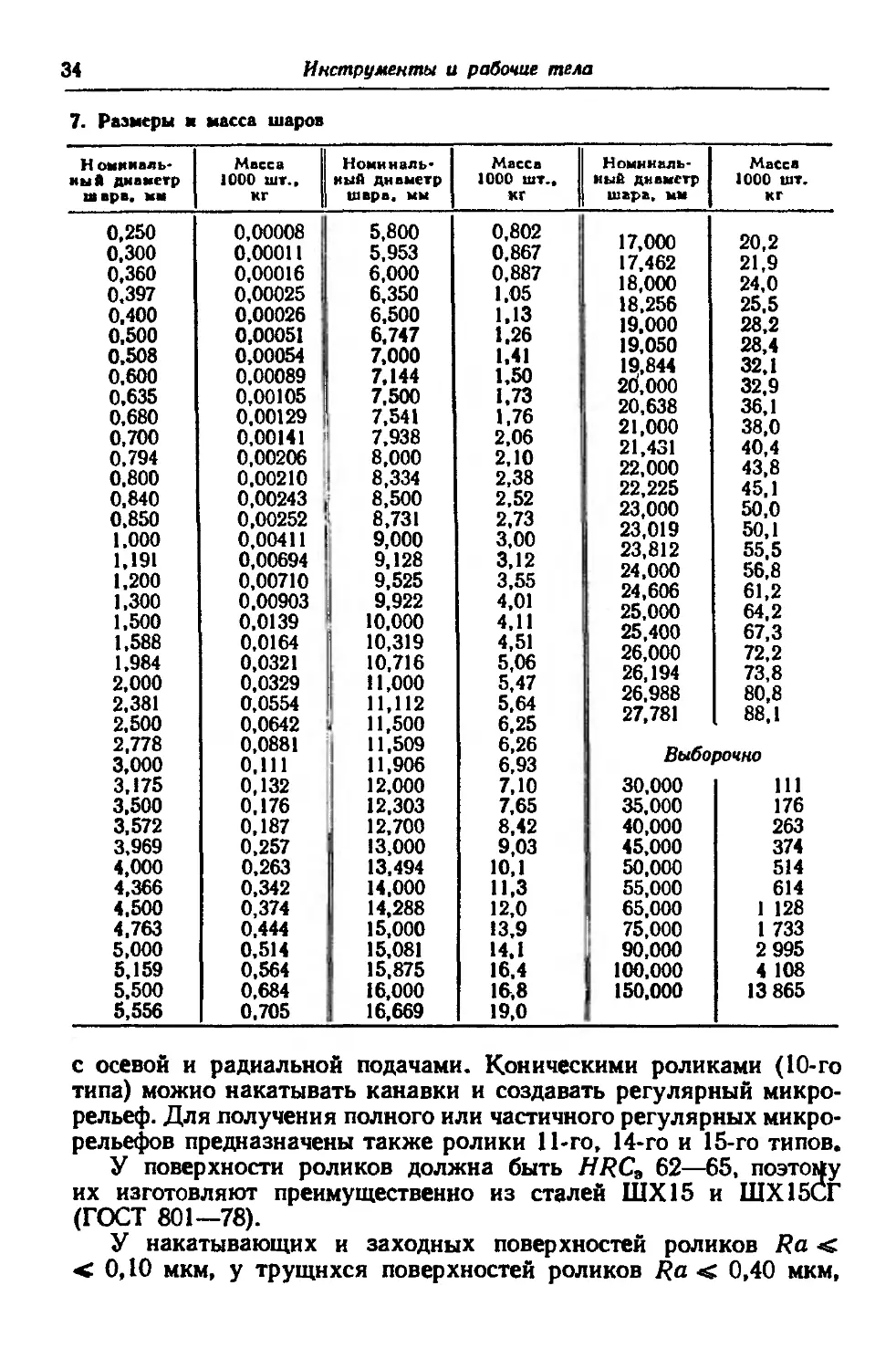
7. Размеры масса шаров
Н омималь- мы А дм а метр шврв. мм Масса 1000 шт., кг Номиналь- ный диаметр шара. мм Массв 1000 шт.. КГ Номиналь- ный диаметр шара, мм Масса 1000 шт. кг
0,250 0,00008 5,800 0,802 1 *7 ЛЛЛ 20,2
0,300 0,00011 5,953 0,867 1 /.UUU
0,360 0,00016 6,000 0,887 17.462 21,9
0.397 0.00025 6,350 1,05 18,000 24,0
0,400 0,00026 6,500 1,13 lo.zbo 25,5
0,500 0,00051 6,747 1,26 19,000 28,2
0.508 0,00054 7,000 1.41 19,050 28,4
0.600 0,00089 7,144 1.50 19,844 32.1
0,635 0,00105 7,500 1,73 20,000 32,9
0.680 0,00129 7,541 1,76 20,638 36,1
0,700 0,00141 7,938 2,06 21,000 38,0
0.794 0,00206 8,000 2,10 21,4о1 40,4
0,800 0,00210 8,334 2,38 22,000 43,8
0,840 0,00243 8,500 2,52 22,225 45,1
0.850 0,00252 8,731 2,73 23,000 50,0
1,000 0,00411 9,000 3,00 23,019 50,1
1,191 0,00694 9,128 3,12 23,812 55,5
1,200 0,00710 9,525 3,55 24,000 56,8
1,300 0,00903 9,922 4,01 24,606 61,2
1,500 0,0139 1 10,000 4,11 25.000 64,2
1,588 0,0164 I 10,319 4,51 25,400 67,3
1,984 0,0321 10,716 5,06 26,000 72,2
2,000 0,0329 11,000 5,47 j 26,194 73,8
2,381 0,0554 1 11,112 5,64 26.988 80,8
2,500 0,0642 11,500 6,25 27,781 88,1
2,778 0,0881 11,509 6,26
3,000 0,111 11,906 6,93 выоорочно
3,175 0,132 12,000 7,10 30.000 111
3,500 0,176 12,303 7,65 35,000 176
3,572 0,187 12,700 8,42 40,000 263
3,969 0,257 13,000 9,03 45,000 374
4,000 0,263 13,494 10,1 50,000 514
4,366 0,342 14,000 11,3 55,000 614
4,500 0,374 14,288 12,0 65,000 1 128
4,763 0.444 15,000 13,9 75,000 1 733
5,000 0,514 15,081 14,1 90,000 2 995
5.159 0,564 15,875 16,4 100,000 4 108
5,500 0,684 16,000 16,8 150,000 13 865
5,556 0,705 16,669 19,0
с осевой и радиальной подачами. Коническими роликами (10-го
типа) можно накатывать канавки и создавать регулярный микро-
рельеф. Для получения полного или частичного регулярных микро-
рельефов предназначены также ролики 11-го, 14-го и 15-го типов.
У поверхности роликов должна быть HRC„ 62—65, поэтому
их изготовляют преимущественно из сталей ШХ15 и ШХ15СГ
(ГОСТ 801—78).
У накатывающих и заходных поверхностей роликов Ra <
< 0,10 мкм, у трущихся поверхностей роликов Ra < 0,40 мкм,
Ролики и шары для раскатывания и обкатывания
35
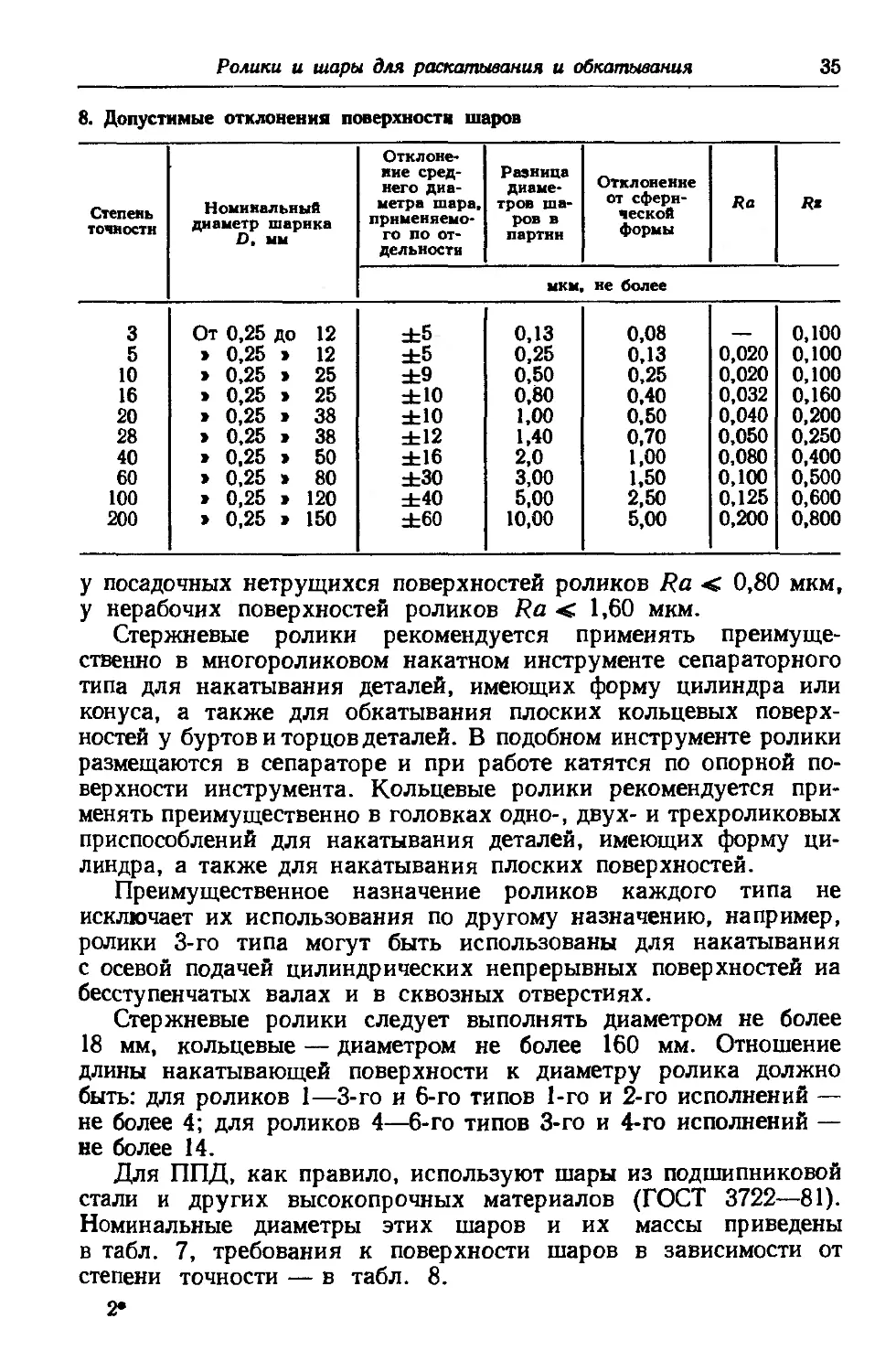
8. Допустимые отклонения поверхности шаров
Степень точности Номинальный диаметр шарика D, мм Отклоне- ние сред- него диа- метра шара, применяемо- го по от- дельности Разница диаме- тров ша- ров в партии Отклонение от сфери- ческой формы Ra R*
мкм не более
3 От 0,25 до 12 ±5 0,13 0,08 — 0,100
5 > 0,25 > 12 ±5 0,25 0,13 0,020 0,100
10 » 0,25 » 25 ±9 0,50 0,25 0,020 0,100
16 > 0,25 » 25 ±10 0,80 0,40 0,032 0,160
20 > 0,25 > 38 ±10 1,00 0,50 0,040 0,200
28 > 0,25 > 38 ±12 1,40 0,70 0,050 0,250
40 » 0,25 » 50 ±16 2,0 1,00 0,080 0,400
60 > 0,25 » 80 ±30 3,00 1,50 0,100 0,500
100 > 0,25 > 120 ±40 5,00 2,50 0,125 0,600
200 > 0,25 > 150 ±60 10,00 5,00 0,200 0,800
у посадочных нетрущихся поверхностей роликов Ra < 0,80 мкм,
у нерабочих поверхностей роликов Ra < 1,60 мкм.
Стержневые ролики рекомендуется применять преимуще-
ственно в многороликовом накатном инструменте сепараторного
типа для накатывания деталей, имеющих форму цилиндра или
конуса, а также для обкатывания плоских кольцевых поверх-
ностей у буртов и торцов деталей. В подобном инструменте ролики
размещаются в сепараторе и при работе катятся по опорной по-
верхности инструмента. Кольцевые ролики рекомендуется при-
менять преимущественно в головках одно-, двух- и трехроликовых
приспособлений для накатывания деталей, имеющих форму ци-
линдра, а также для накатывания плоских поверхностей.
Преимущественное назначение роликов каждого типа не
исключает их использования по другому назначению, например,
ролики 3-го типа могут быть использованы для накатывания
с осевой подачей цилиндрических непрерывных поверхностей иа
бесступенчатых валах и в сквозных отверстиях.
Стержневые ролики следует выполнять диаметром не более
18 мм, кольцевые — диаметром не более 160 мм. Отношение
длины накатывающей поверхности к диаметру ролика должно
быть: для роликов 1—3-го и 6-го типов 1-го и 2-го исполнений —
не более 4; для роликов 4—6-го типов 3-го и 4-го исполнений —
не более 14.
Для ППД, как правило, используют шары из подшипниковой
стали и других высокопрочных материалов (ГОСТ 3722—81).
Номинальные диаметры этих шаров и их массы приведены
в табл. 7, требования к поверхности шаров в зависимости от
степени точности — в табл. 8.
2*
36
Инструменты и рабочие тела
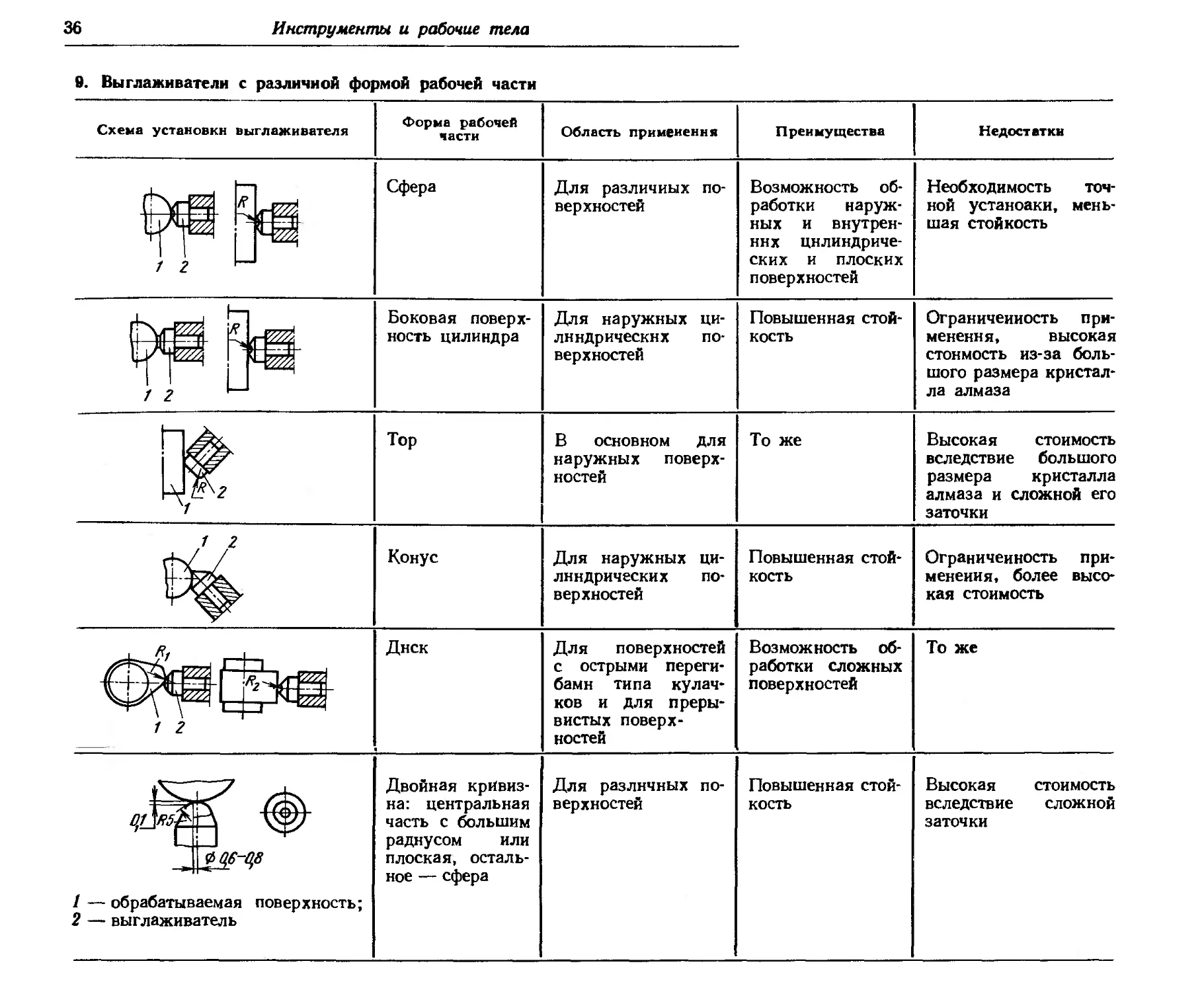
В. Выглаживатели с различной формой рабочей части
Схема установки выглаживателя Форма рабочей части Область применения Преимущества Недостатки
/ 2 L Сфера Для различных по- верхностей Возможность об- работки наруж- ных и внутрен- них цилиндриче- ских и плоских поверхностей Необходимость точ- ной устаноаки, мень- шая стойкость
/ Z R |ф|| Боковая поверх- ность цилиндра Для наружных ци- линдрических по- верхностей Повышенная стой- кость Ограниченность при- менения, высокая стоимость из-за боль- шого размера кристал- ла алмаза
г i Тор В основном для наружных поверх- ностей То же Высокая стоимость вследствие большого размера кристалла алмаза и сложной его заточки
1 2 Конус Для наружных ци- линдрических по- верхностей Повышенная стой- кость Ограниченность при- менения, более высо- кая стоимость
-fr—1 Диск Для поверхностей с острыми переги- бами типа кулач- ков и для преры- вистых поверх- ностей Возможность об- работки сложных поверхностей То же
3г 1 2
1 — обрабап 2 — выглаж 1g7 ф гываемая поверхность; иватель Двойная кривиз- на: центральная часть с большим радиусом или плоская, осталь- ное — сфера Для различных по- верхностей Повышенная стой- кость Высокая стоимость вследствие сложной заточки
Инструменты для выглаживания
37
Стандартные шары имеют вы-
сокую прочность, разрушающая
статическая нагрузка на шар за-
висит от его диаметра:
Dm, мм 3,175 10,319 20,638 30,162 41,275
Р, кН 5,5 56 219 450 815
2.3. ИНСТРУМЕНТЫ ДЛЯ
ВЫГЛАЖИВАНИЯ
Инструменты для выглажива-
ния характеризуются: материалом
рабочего элемента; формой рабо-
чей поверхности (табл. 9); спо-
собом крепления рабочего эле-
мента (кристалла) в корпусе ин-
струмента.
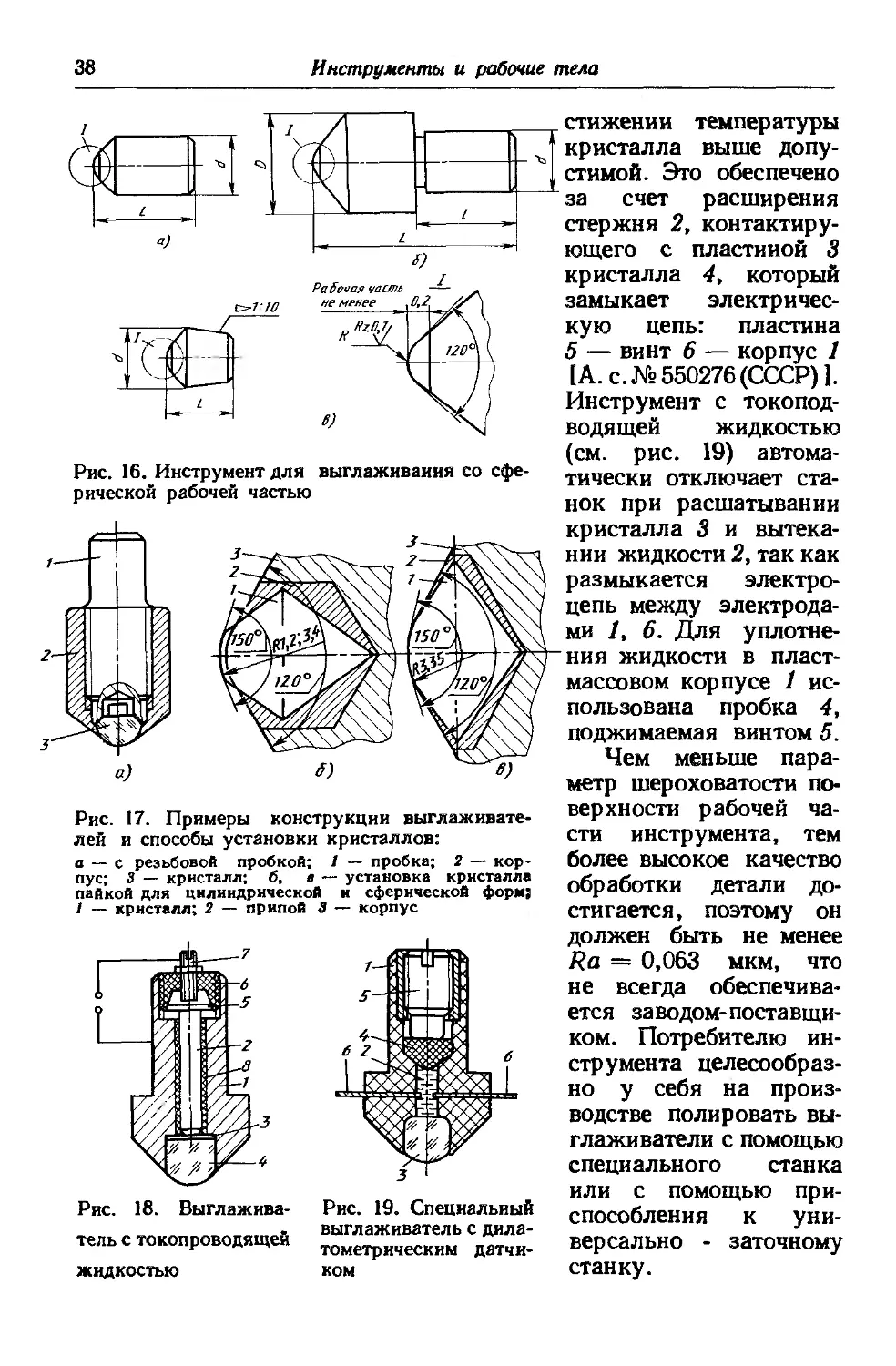
Выглаживатели сферической
и цилиндрической форм выпу-
скают серийно; выглаживатели
сферической формы радиусом
0,5—4 мм могут быть двух ти-
пов: без головки (рис. 16, а, в)
и с головкой (рис. 16, б).
Кристаллы алмаза крепят в
корпусе инструмента механически
(рис. 17, а), пайкой (рис. 17, б, в)
и заливкой материалом с элек-
троизолирующими свойствами,
например пластмассой (рис. 18).
При использовании клеев с высо-
кими механическими свойствами
алмаз можно крепить путем
приклеивания. Поликристаллы
синтетических сверхтвердых ма-
териалов имеют, как правило,
определенные размеры и форму,
поэтому их можно крепить меха-
нически, путем запрессовки и
завальцовки в корпусе или под-
жатия резьбовой -пробкой (рис.
19; 17, а).
Выглаживающий инструмент
с дилатометрическим датчиком
(см. рис. 18) позволяет автомати-
чески отключать станок при до-
38
Инструменты и рабочие тела
Рис. 16. Инструмент для выглаживания со сфе-
рической рабочей частью
Рис. 17. Примеры конструкции выглаживате-
лей и способы установки кристаллов:
а — с резьбовой пробкой: 1 — пробка; 2 — кор-
пус; 3 — кристалл; б, в — установка кристалла
пайкой для цилиндрической и сферической форм;
1 — кристалл; 2 — припой 3 — корпус
Рис. 18. Выглажива-
тель с токопроводящей
жидкостью
Рис. 19. Специальный
выглаживатель с дила-
тометрическим датчи-
ком
стижении температуры
кристалла выше допу-
стимой. Это обеспечено
за счет расширения
стержня 2, контактиру-
ющего с пластиной 3
кристалла 4, который
замыкает электричес-
кую цепь: пластина
5 — винт 6 — корпус 1
[А. с. №550276 (СССР) 1.
Инструмент с токопод-
водящей жидкостью
(см. рис. 19) автома-
тически отключает ста-
нок при расшатывании
кристалла 3 и вытека-
нии жидкости 2, так как
размыкается электро-
цепь между электрода-
ми 1, 6. Для уплотне-
ния жидкости в пласт-
массовом корпусе 1 ис-
пользована пробка 4,
поджимаемая винтом 5.
Чем меньше пара-
метр шероховатости по-
верхности рабочей ча-
сти инструмента, тем
более высокое качество
обработки детали до-
стигается, поэтому он
должен быть не менее
На = 0,063 мкм, что
не всегда обеспечива-
ется заводом-поставщи-
ком. Потребителю ин-
струмента целесообраз-
но у себя на произ-
водстве полировать вы-
глаживатели с помощью
специального станка
или с помощью при-
способления к уни-
версально - заточному
станку.
Инструменты для поверхностного дернования
39
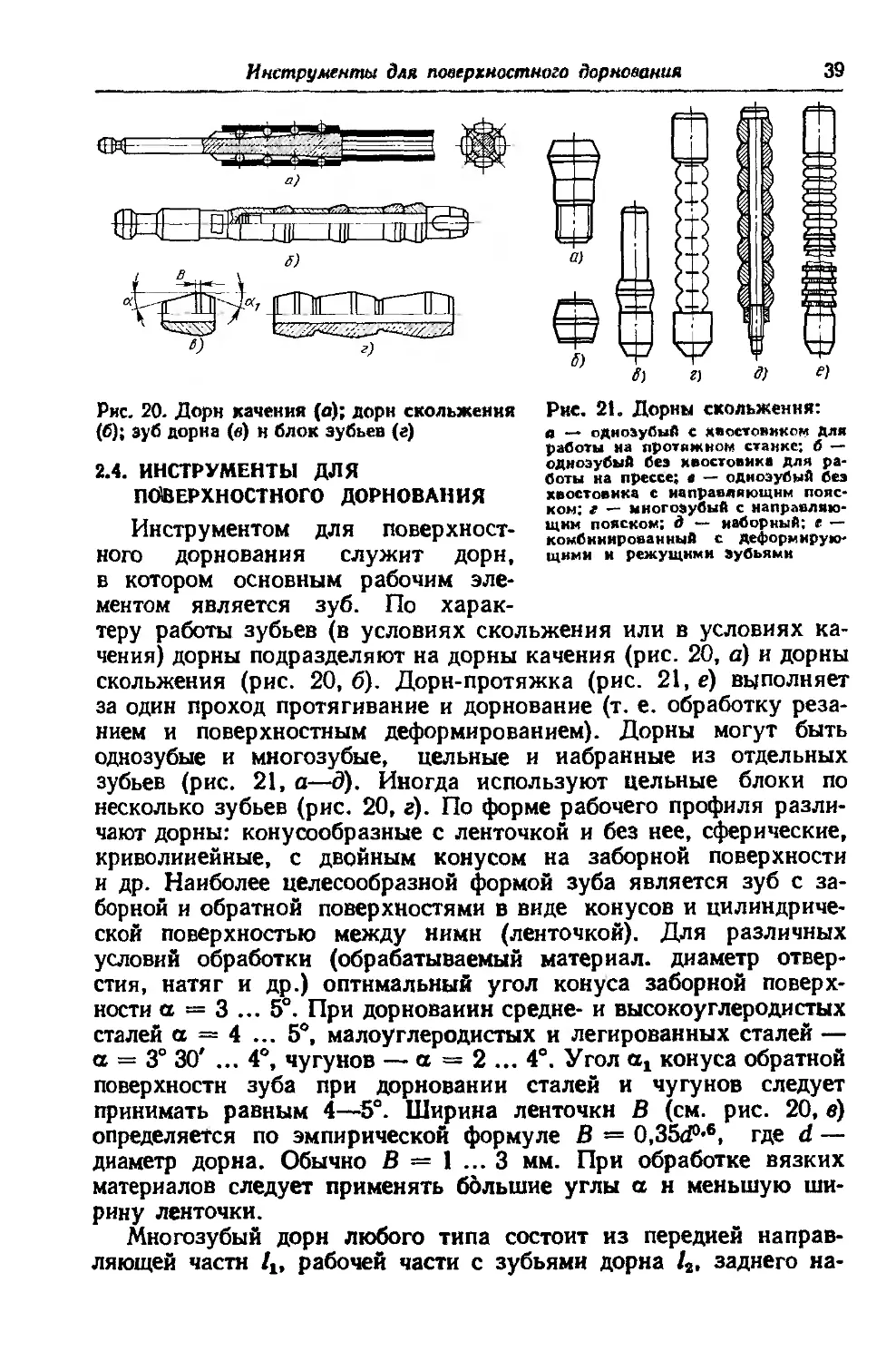
Рис. 2!. Дорны скольжения:
а — однозубыА с хвостовиком Для
работы на протяжном станке; б —
одноэубый без хвостовика для ра-
боты на прессе; а — одиоэубый без
хвостовика с направляющим пояс-
ком; г — многозубый с направляю-
щим пояском; д — наборный; е —
комбинированный с деформирую-
щими и режущими зубьями
Рис. 20. Дорн качения (а); дорн скольжения
(б); зуб дорна (в) н блок зубьев (г)
2.4. ИНСТРУМЕНТЫ ДЛЯ
ПОВЕРХНОСТНОГО ДОРНОВАНИЯ
Инструментом для поверхност-
ного дорнования служит дорн,
в котором основным рабочим эле-
ментом является зуб. По харак-
теру работы зубьев (в условиях скольжения или в условиях ка-
чения) дорны подразделяют на дорны качения (рис. 20, а) и дорны
скольжения (рис. 20, б). Дорн-протяжка (рис. 21, е) выполняет
за один проход протягивание и дорнование (т. е. обработку реза-
нием и поверхностным деформированием). Дорны могут быть
однозубые и многозубые, цельные и набранные из отдельных
зубьев (рис. 21, а—д). Иногда используют цельные блоки по
несколько зубьев (рис. 20, г). По форме рабочего профиля разли-
чают дорны: конусообразные с ленточкой и без нее, сферические,
криволинейные, с двойным конусом на заборной поверхности
и др. Наиболее целесообразной формой зуба является зуб с за-
борной и обратной поверхностями в виде конусов и цилиндриче-
ской поверхностью между ними (ленточкой). Для различных
условий обработки (обрабатываемый материал, диаметр отвер-
стия, натяг и др.) оптимальный угол конуса заборной поверх-
ности а = 3 ... 5°. При дорноваиин средне- и высокоуглеродистых
сталей а = 4 ... 5°, малоуглеродистых и легированных сталей —
а = 3° 30' ... 4°, чугунов — а = 2 ... 4°. Угол конуса обратной
поверхности зуба при дорновании сталей и чугунов следует
принимать равным 4—5°. Ширина ленточки В (см. рис. 20, в)
определяется по эмпирической формуле В = 0,35d°’6, где d —
диаметр дорна. Обычно В = 1 ... 3 мм. При обработке вязких
материалов следует применять большие углы а н меньшую ши-
рину ленточки.
Многозубый дорн любого типа состоит из передней направ-
ляющей части /ь рабочей части с зубьями дорна /2, заднего на-
40
Инструменты и рабочие тела
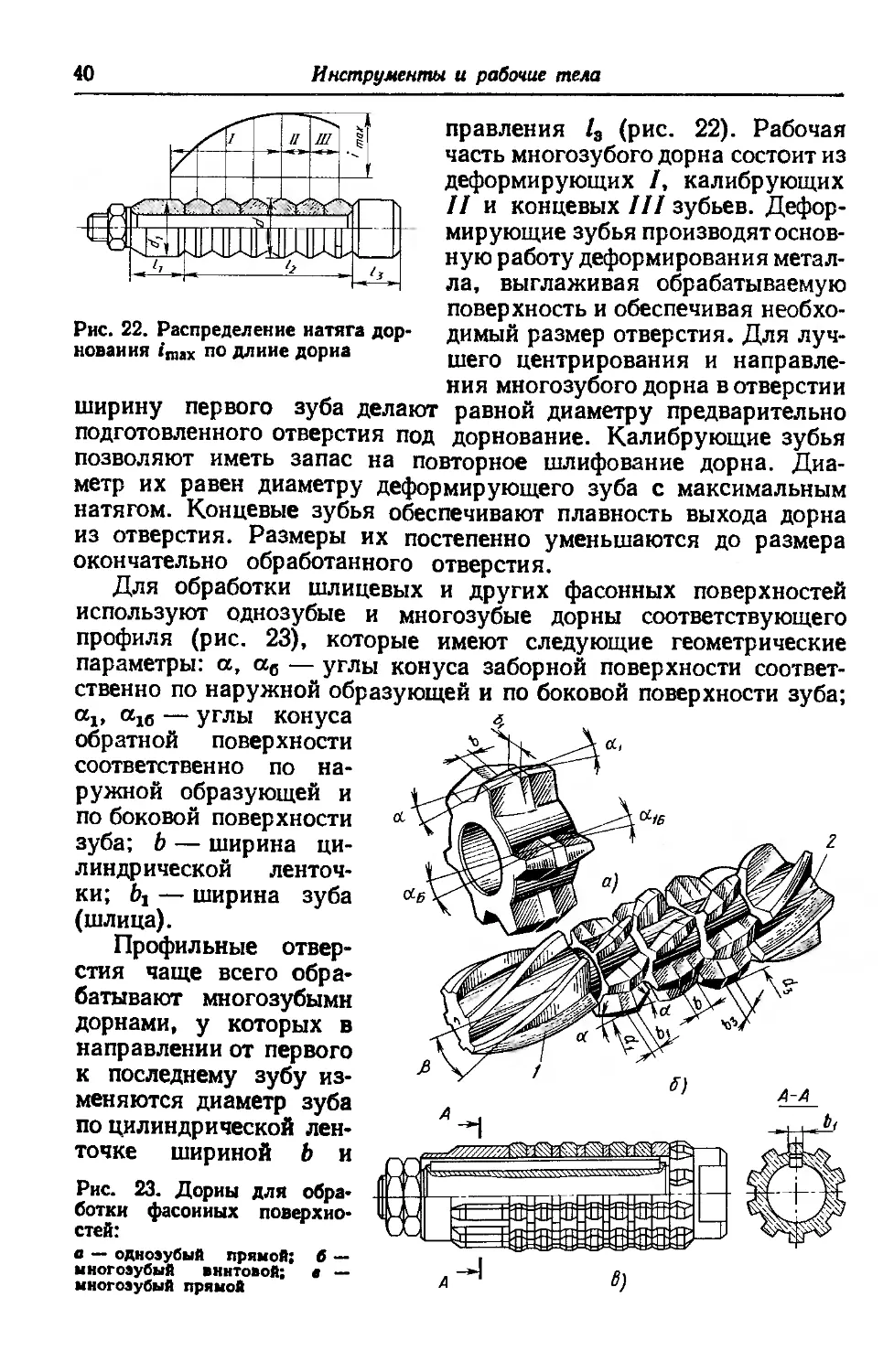
Рис. 22. Распределение натяга дер-
нования 1'пих по длине дориа
правления la (рис. 22). Рабочая
часть многозубого дорна состоит из
деформирующих /, калибрующих
II и концевых III зубьев. Дефор-
мирующие зубья производят основ-
ную работу деформирования метал-
ла, выглаживая обрабатываемую
поверхность и обеспечивая необхо-
димый размер отверстия. Для луч-
шего центрирования и направле-
ния многозубого дорна в отверстии
ширину первого зуба делают равной диаметру предварительно
подготовленного отверстия под дорнование. Калибрующие зубья
позволяют иметь запас на повторное шлифование дорна. Диа-
метр их равен диаметру деформирующего зуба с максимальным
натягом. Концевые зубья обеспечивают плавность выхода дорна
из отверстия. Размеры их постепенно уменьшаются до размера
окончательно обработанного отверстия.
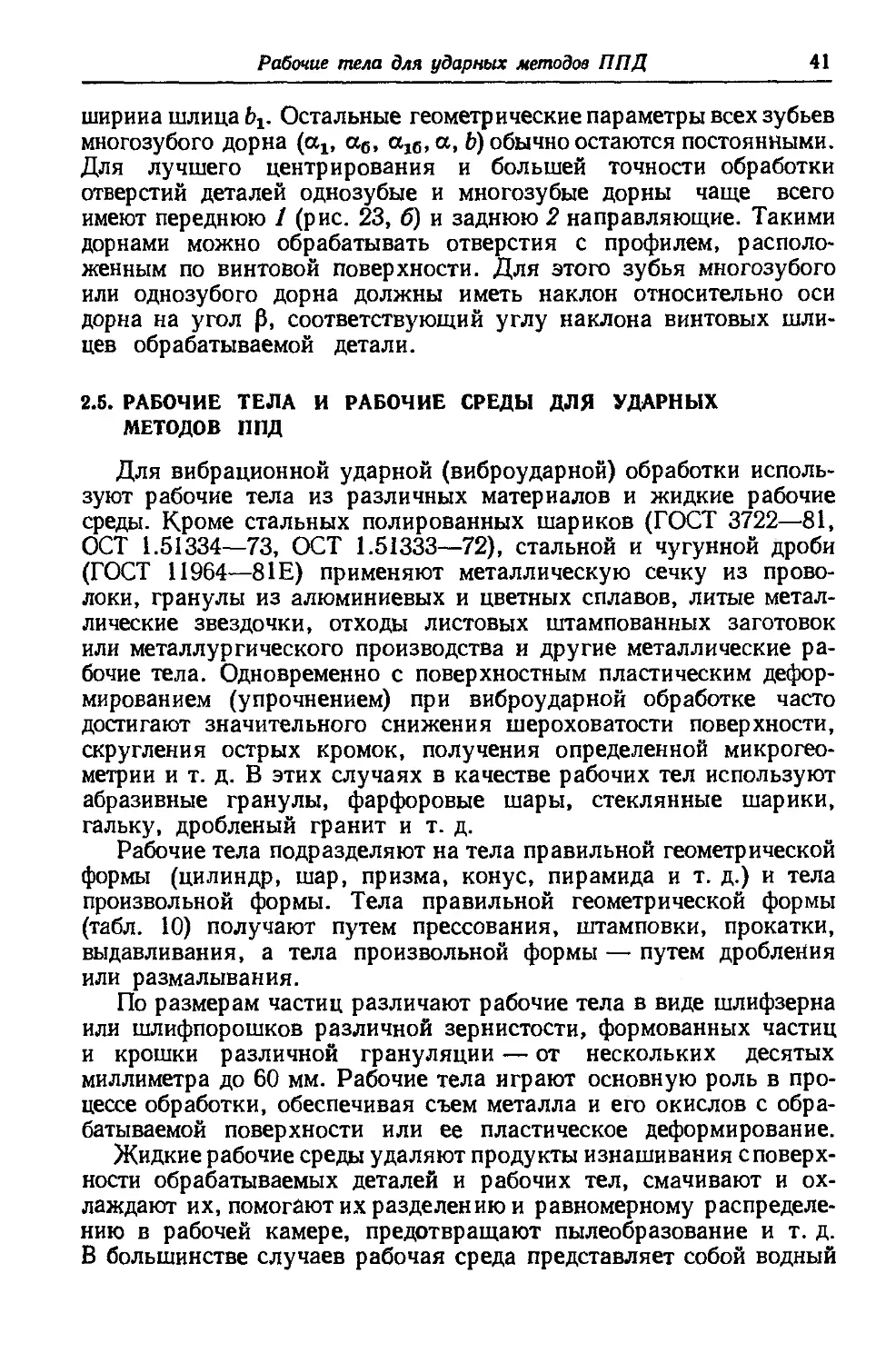
Для обработки шлицевых и других фасонных поверхностей
используют однозубые и многозубые дорны соответствующего
профиля (рис. 23), которые имеют следующие геометрические
параметры: а, аб — углы конуса заборной поверхности соответ-
ственно по наружной образующей и по боковой поверхности зуба;
ai> а1б — углы конуса
обратной поверхности
соответственно по на-
ружной образующей и
по боковой поверхности
зуба; b — ширина ци-
линдрической ленточ-
ки; Ьг — ширина зуба
(шлица).
Профильные отвер-
стия чаще всего обра-
батывают многозубымн
дорнами, у которых в
направлении от первого
к последнему зубу из-
меняются диаметр зуба
по цилиндрической лен-
точке шириной b и
Рис. 23. Дорны для обра-
ботки фасонных поверхно-
стей:
я — одноэубый прямой; б —
многоэубый винтовой; • —
многоэубый прямой
Рабочие тела для ударных методов ППД
41
ширина шлица Остальные геометрические параметры всех зубьев
многозубого дорна (alt аб, а1б,а, Ь) обычно остаются постоянными.
Для лучшего центрирования и большей точности обработки
отверстий деталей однозубые и многозубые дорны чаще всего
имеют переднюю 1 (рис. 23, б) и заднюю 2 направляющие. Такими
дорнами можно обрабатывать отверстия с профилем, располо-
женным по винтовой поверхности. Для этого зубья многозубого
или однозубого дорна должны иметь наклон относительно оси
дорна на угол р, соответствующий углу наклона винтовых шли-
цев обрабатываемой детали.
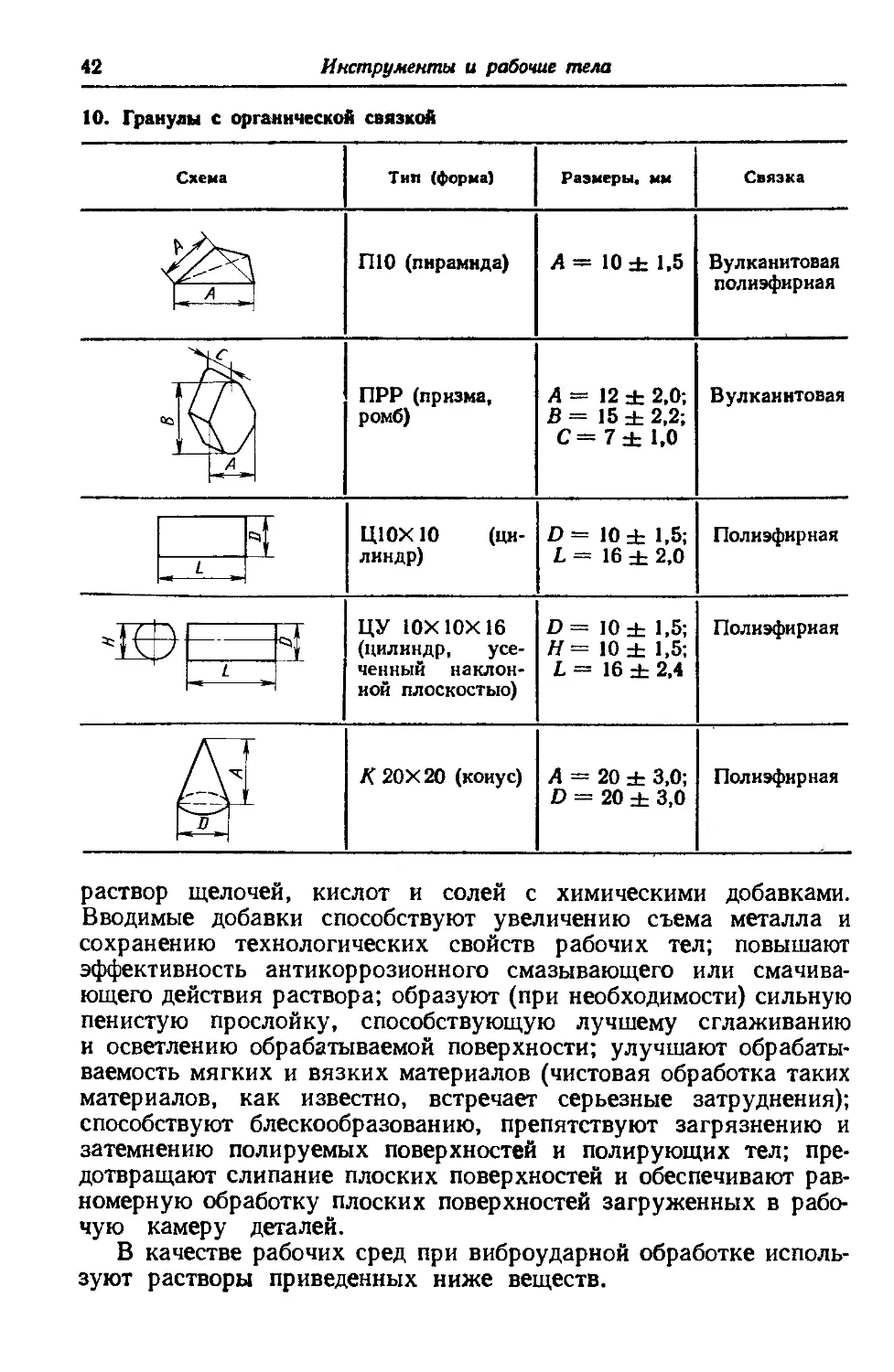
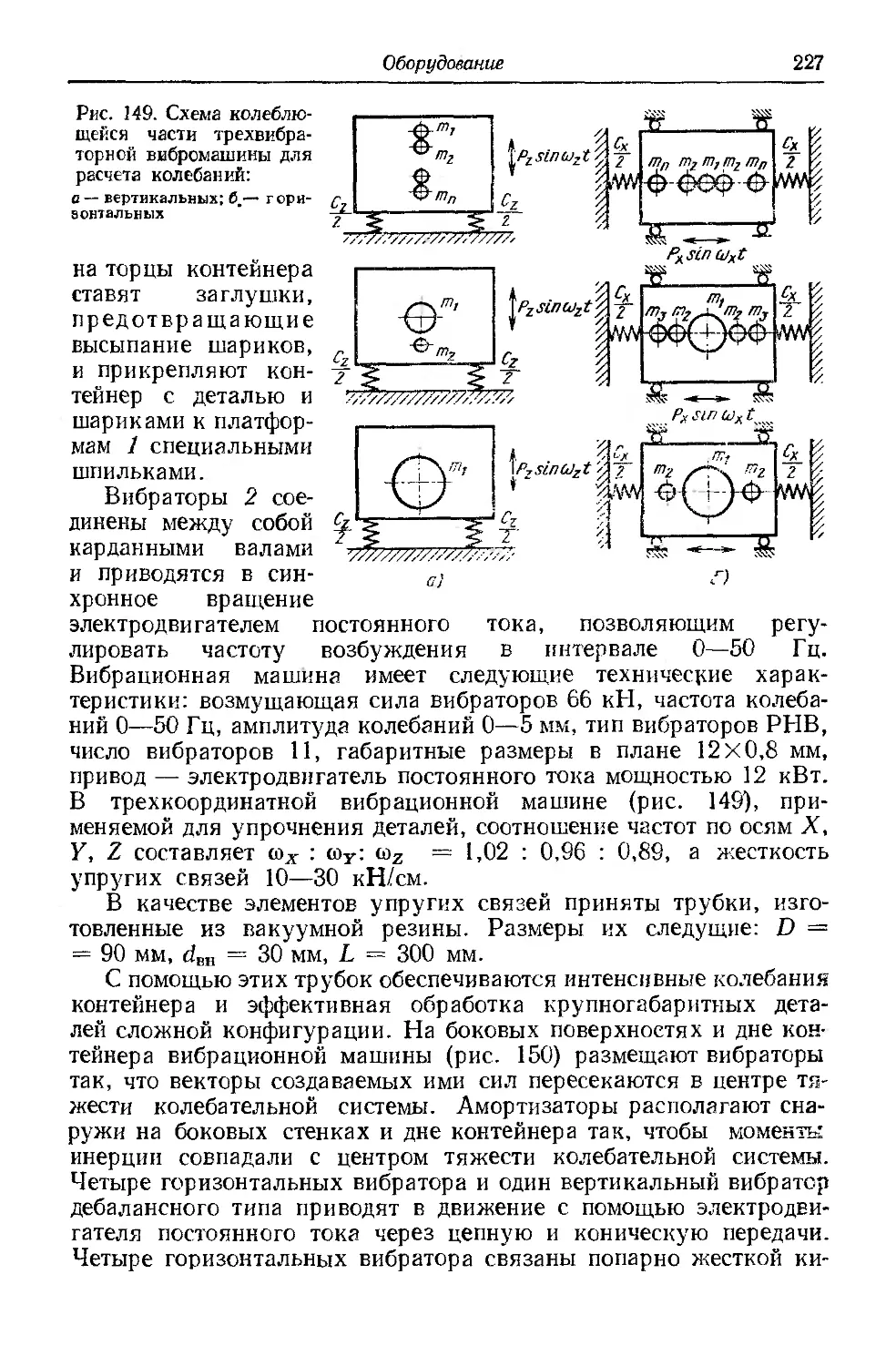
2.5. РАБОЧИЕ ТЕЛА И РАБОЧИЕ СРЕДЫ ДЛЯ УДАРНЫХ
МЕТОДОВ ППД
Для вибрационной ударной (виброударной) обработки исполь-
зуют рабочие тела из различных материалов и жидкие рабочие
среды. Кроме стальных полированных шариков (ГОСТ 3722—81,
ОСТ 1.51334—73, ОСТ 1.51333—72), стальной и чугунной дроби
(ГОСТ 11964—81Е) применяют металлическую сечку из прово-
локи, гранулы из алюминиевых и цветных сплавов, литые метал-
лические звездочки, отходы листовых штампованных заготовок
или металлургического производства и другие металлические ра-
бочие тела. Одновременно с поверхностным пластическим дефор-
мированием (упрочнением) при виброударной обработке часто
достигают значительного снижения шероховатости поверхности,
скругления острых кромок, получения определенной микрогео-
метрии и т. д. В этих случаях в качестве рабочих тел используют
абразивные гранулы, фарфоровые шары, стеклянные шарики,
гальку, дробленый гранит и т. д.
Рабочие тела подразделяют на тела правильной геометрической
формы (цилиндр, шар, призма, конус, пирамида и т. д.) и тела
произвольной формы. Тела правильной геометрической формы
(табл. 10) получают путем прессования, штамповки, прокатки,
выдавливания, а тела произвольной формы — путем дробления
или размалывания.
По размерам частиц различают рабочие тела в виде шлифзерна
или шлифпорошков различной зернистости, формованных частиц
и крошки различной грануляции — от нескольких десятых
миллиметра до 60 мм. Рабочие тела играют основную роль в про-
цессе обработки, обеспечивая съем металла и его окислов с обра-
батываемой поверхности или ее пластическое деформирование.
Жидкие рабочие среды удаляют продукты изнашивания с поверх-
ности обрабатываемых деталей и рабочих тел, смачивают и ох-
лаждают их, помогают их разделению и равномерному распределе-
нию в рабочей камере, предотвращают пылеобразование и т. д.
В большинстве случаев рабочая среда представляет собой водный
42
Инструменты и рабочие тела
10. Гранулы с органической связкой
Схема Тип (форма) Размеры, мм Связка
V А П10 (пирамида) 4= 10 ± 1,5 Вулканитовая полиэфирная
ПРР (призма, ромб) А = 12 ± 2,0; В = 15 ± 2,2; С = 7± 1,0 Вулкаинтовая
А*
Ц10Х10 (ци- линдр) D= 10 ± 1,5; L = 16 ± 2,0 Полиэфирная
L
4kj 3 — ЦУ 10X10X16 (цилиндр, усе- ченный наклон- ной плоскостью) D = 10 ± 1,5; Н = 10 ± 1,5; L = 16 ± 2,4 Полиэфирная
L
К 20X 20 (коиус) А = 20 ± 3,0; D = 20 ± 3,0 Полиэфирная
раствор щелочей, кислот и солей с химическими добавками.
Вводимые добавки способствуют увеличению съема металла и
сохранению технологических свойств рабочих тел; повышают
эффективность антикоррозионного смазывающего или смачива-
ющего действия раствора; образуют (при необходимости) сильную
пенистую прослойку, способствующую лучшему сглаживанию
и осветлению обрабатываемой поверхности; улучшают обрабаты-
ваемость мягких и вязких материалов (чистовая обработка таких
материалов, как известно, встречает серьезные затруднения);
способствуют блескообразованию, препятствуют загрязнению и
затемнению полируемых поверхностей и полирующих тел; пре-
дотвращают слипание плоских поверхностей и обеспечивают рав-
номерную обработку плоских поверхностей загруженных в рабо-
чую камеру деталей.
В качестве рабочих сред при виброударной обработке исполь-
зуют растворы приведенных ниже веществ.
Рабочие тела для ударных методов ППД
43
Кислота стеариновая техническая С18НзвОа (ГОСТ 9419—78)
обладает высокими поверхностно-активными свойствами.
Кислота олеиновая С18Н34О2 (ГОСТ 10475—75) активно соз-
дает окисные пленки, снижает износ рабочих тел.
Аэросил — двуокись кремния SiO2 (ГОСТ 14922—77) — уве-
личивает стойкость к окислительным процессам, усиливает ги-
дрофобность и антистатические свойства образующейся пленки,
придавая ей температуроустойчивость.
Триэтаноламин N(CH2CH2OH)3 (МРТУ 6-02-497—68) приме-
няют как адсорбент, ингибитор коррозии, моющее средство, эмуль-
гатор, смачиватель.
Вещества вспомогательные ОП-7, ОП-Ю (ГОСТ 8433—81) и
полиэтиленовый эфир октилфенола обладают высокой поверх-
ностной активностью, интенсифицируют обработку, облегчают
удаление продуктов отхода с обрабатываемых поверхностей.
Водный раствор полимера полиметилметакрилата (10 %-ный)
интенсифицирует процесс обработки.
Водорастворимый полимер полиакриламид (ТУ 6-011-1172—78)
регулирует скорость растворения и способствует образованию
вязкого слоя на поверхности металла.
Для вибрационной ударной обработки металлическими рабо-
чими телами деталей, например, из высокопрочных сталей и
титановых сплавов, применяют обычно водный раствор триэта-
ноламина и нитрита иатрия при концентрации соответственно
7—15 и 2—5 г/л, а при обработке деталей из алюминиевых спла-
вов — водный раствор калиевого хромпика КгСгО? при концен-
трации 2—-5 г/л.
Дробь, используемую для различных методов обработки, в со-
ответствии с ГОСТ 11964—81Е подразделяют на дробь чугунную
литую (ДЧЛ), дробь чугунную литую улучшенную (ДЧЛУ),
дробь чугунную колотую (ДЧК), дробь стальную литую (ДСЛ),
дробь стальную литую улучшенную (ДСЛУ), дробь стальную
колотую (ДСК), дробь стальную колотую улучшенную (ДСКУ),
дробь стальную, рубленную из проволоки (ДСР). Размер дроби
(0,1—8,0 мм) соответствует ее номеру (табл. 11).
Для упрочнения необходима шарообразная и прочная дробь.
Чтобы избежать деформирования дроби в момент удара, твердость
ее должна быть выше твердости обрабатываемого материала.
Однако при значительном повышении твердости дроби увеличи-
вается ее хрупкость, что приводит к раскалыванию дроби, повреж-
дению упрочняемой поверхности (острые риски) и снижает эффек-
тивность процесса. Легирование чугуна, из которого получается
дробь, никелем, хромом и особенно медью очень улучшает свой-
ства дроби. Например, введение в чугун 0,3—0,5 % меди повы-
шает прочность дроби при ударных испытаниях на 20—50 %.
Отжиг дроби также сказывается положительно.
44
Инструменты и рабочие тела
11. Физико-механические свойстве дроби
Дробь № дроби Твердость HV Прочность при испы- тании на сжатие статической нагруз- кой, Н, ие менее
дел дел делу ДСЛКУ 0,3—2,2 2,8—3,6 0,8—3,6 0,1—2,2 365—545 6000 6500
ДЧЛУ 0,8—3,6 450—580 —
дек ДСКУ дчл дчк 0,1—2,2 0,1—2,2 0,2—3,6 0,1—2,2 545—583 6500 4000
12. Характеристики дроби для упрочнения,
выпускаемой по техническим условиям
Показатель Материал
25Х13Н2 Р6М5 Низкоуглеро- дистая сталь
Диаметр, мм 0,1—0,8 0,1—0,8 0,2—2,7
Мнкротвердосгь, МПа 6800 7600 4200
Долговечность, цикл 3600 1200 4500
Плотность, г/см3 8,3 8,1 7,7
Стоимость 1 кг, руб. 60 4,0 0,2
Основной недостаток чугунной дроби — ее повышенная хруп-
кость и, следовательно, большой расход при дробеструйной об-
работке. Так, расход чугунной дроби на один ротор дробеструй-
ной установки, предназначенной для упрочнения рессор, при
скорости 70—80 м/с достигает 50 кг/ч.
В последнее время в отечественной и зарубежной практике
вместо дроби из отбеленного чугуна часто применяют стальную
дробь. Стальная литая дробь проходит закалку при температуре
860—900 °C с последующим низкотемпературным отпуском при
180—220 °C в течение 1,5—2 ч. Она обладает высокой стойкостью
(расход ее в 30 раз меньше, чем чугунной). Несмотря на высокую
стоимость по сравнению с чугунной дробью, затраты на стальную
дробь в 8—10 раз меньше.
Рабочие тела для ударных методов ППД
45
13. Характеристики технических масел,
применяемых при обработке дробью
Масло Кинемати- ческая вязкость. м’/с Плот- ность р. ю\ кг/м* Температура, *С
ВСПЫШКИ эасты- вания
Трансформаторное (ГОСТ 982—80) 3-10~6 (при Т = 20 °C) 9,6-10~* (при Т — = 50 °C) 0,887 135 —45
Л (велосит) — для высокоскорост- ных механизмов (ГОСТ 20799—75) 4-10"*— 5-IO'® 0,854 112 —25
Индустриальное 12 (веретенное 2) (ГОСТ 20799—75) 1-Ю-5— 1.4-10"5 0,92 165 —30
Приборное МВП (ГОСТ 1805—76) 6,3-10-®— 8.5-10-® — 120 —60
Примечание. Плотность определяют по отношению к воде при 4 °C
Выпускают также дробь по техническим условиям (табл. 12).
Для упрочнения деталей из алюминиевых сплавов применяют
дробь диаметром 0,6—1,2 мм из коррозионно-стойкой стали по
ТУ ОП 1-809-30—76; ТУ ОП 1-809-85—77; ТУ ОП 1-809-326—79.
Стеклянные шарики диаметром 0,8—1,2 мм выпускают по
ТУ 6-11-288—73, диаметром 6—20 мм — по ТУ 6-11-78—72.
В качестве рабочей среды при упрочнении дробью применяют
технические масла (табл. 13).
Глава 3
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ШАРОВЫМ
ИНСТРУМЕНТОМ
3.1. СХЕМА ПРОЦЕССА, ДАВЛЕНИЕ И КРАТНОСТЬ
ПРИЛОЖЕНИЯ ДЕФОРМИРУЮЩЕЙ СИЛЫ
Шаровой инструмент можно классифицировать по следующим
признакам: характеру обрабатываемых поверхностей — для на-
ружных цилиндрических, для внутренних цилиндрических и для
плоских; числу деформирующих элементов — одношаровой и
многошаровой; характеру создания деформирующей силы — упру-
гий и жесткий (деформирующая сила в упругом инструменте
создается с помощью тарированной пружины, пневматическим
или гидравлическим способом, в жестком инструменте — благо-
даря натягу между инструментом и обрабатываемой поверх-
ностью). Шаровой инструмент применяют для обработки специаль-
ных или сложнопрофильных поверхностей: сфер, галтельных
переходов, желобов подшипников и т. д.
В зависимости от характера обрабатываемой поверхности об-
разуется определенная форма пятна контакта, обычно это пра-
вильная геометрическая фигура (эллипс или окружность), иска-
женная упругой и пластической деформациями металла.
Для наружной цилиндрической поверхности (рис. 24, а) необ-
работанная поверхность находится слева от линии
а обработанная — справа. При статическом вдавливании формой
контакта является эллипс с полуосями а, Ь. Во время обкатыва-
ния со скоростью v и подачей S перед шаром образуется стоячая
волна деформированного металла, а за шаром остается пластически
деформированная поверхность. Поэтому передняя часть пятна
контакта ограничена линией близкой к дуге эллипса,
но частично выходящей за нее из-за образования стоячей волны,
которая охватывает сферическую поверхность шара. Задняя часть
пятна контакта ограничена линией КК3МК2, при этом участки
КК3, К3М, МК.% являются кривыми, близкими к дугам соответ-
ствующих эллипсов. Поэтому суммарную площадь пятна кон-
такта можно с достаточной точностью определить из геометриче-
ских соотношений, эта площадь на 30—50 % меньше площади
эллипса с полуосями а, Ь. Площадь контакта более точно опре-
деляют по формуле
FK = 8/3/? V/?д/(/?д ± /?) (Vх(Лх Д- <о) <о 4- <о 4-1/4
где R — радиус шара; /?п — радиус детали; — остаточная
деформация; <о — местная упругая деформация детали и инстру-
мента. Величину определяют экспериментально, а <о рассчиты-
Схема процесса
47
2 г)
Рис. 24. Обкатывание поверхности шаром:
а — пятно контакта инструмента с поверхностью; б — схема формирования микрогео-
метрии обкатываемой поверхности в направленни подачи; а — схема сил; г — схема кон-
такта для расчета величины /?г; К. — уровень исходной поверхности; АВ — уровень
мнкронеровиостей обкатанной поверхности; /?, — радиус впадин обкатанной поверхности;
h — глубина внедрения инструмента
вают по формулам теории упругости. Знак «+» в знаменателе
первого подкоренного выражения — для случая обработки на-
ружных цилиндрических поверхностей, а знак «—» — для об-
работки отверстий.
При обкатывании с силой Ру стальным закаленным шаром
диаметром 6,0 мм цилиндрических деталей из стали 55СМ5ФА
(HRC 55—58) hlt со, FK, р имеют значения, приведенные
в табл. 14.
При обработке различных материалов на оптимальных ре-
жимах (давление 1200—3000 МПа) FK = 0,4 ... 1,2 мм2.
Соотношение сил при обкатывании (рис. 24, в) следующее:.
PJPy = 0,07 ... 0,12; PXIPV = 0,05 ... 0,1.
Динамика формирования микропрофиля поверхности в на-
правлении подачи (рис. 24, б, I—IV) за каждый последующий
оборот заготовки обусловлена пластическим и упругим течением
металла. Заштрихованными областями показаны зоны пласти-
ческого течения металла в направлении, противоположном подаче.
Параметр шероховатости Rz, получаемый после обкатывания
инструментом радиусом 1,5—2,0 мм с S = 0,04 ... 0,4 мм/об,
можно рассчитать по формулам (рис. 24, г): Rz« R —
— /Т?а — Sa/4; Rz « S2/(8R).
С учетом упругой деформации последняя формула имеет вид
Яг = [<$7(8/?)-(сое —сов)],
где сос и сов — упругая деформация соответственно в точках С
и В.
48
Обкатывание и раскатывания шаровым инструментом
Упругую деформацию не-
ровностей приближенно опре-
деляют с помощью формулы
Герца. Из теории упругости
известно, что при упругом
контакте двух тел смещение
(cot и (о2) от местной деформа-
ции точек первого и второго
тела в направлении действия
силы определяется следующим
образом: (ох -|- (о2 = а —
где а — сближение обоих тел;
14. Характеристики пятна контакта
при обработке шаром
h, р’
Ру. Н ММ ММ1 МПа
500 0,0030 0,0175 0,078 1800
1000 0,0150 0,0276 0,424 2360
1500 0,0258 0,0365 0,582 2570
2000 0,0411 0,0442 0,741 2700
2500 0,0630 0,0480 0,855 2690
Р —постоянная величина, зави-
сящая от радиуса кривизны; х—расстояние точек от оси (от центра).
При обработке одношаровым инструментом S = 0,06 ...
0,4 мм/об, а размер пятна контакта в направлении подачи —
0,6—1,1 мм, следовательно, кратность приложения нагрузки
N — 3 ... 10. Наиболее рациональное значение N = 4 ... 6.
При таком значении достигается наиболее высокая производи-
тельность и обеспечивается достаточно высокое качество поверх-
ностного слоя. Использование многошаровых устройств позво-
ляет увеличить подачу при постоянном N.
3.2. ВЫБОР ПАРАМЕТРОВ ОБКАТЫВАНИЯ И РАСКАТЫВАНИЯ
На рис. 25—33 показаны зависимости характеристик поверх-
ностного слоя от режимов обработки, которые позволяют выбрать
оптимальные параметры обра-
ботки различных материалов.
Шероховатость поверхности
наиболее интенсивно уменьша-
Рис. 25. Зависимость параметра шеро-
ховатости поверхности Rz от давления
обкатывания р при Ош = 10 мм, S =
= 0,1 мм/об, о = 80 м/мин:
1 — сталь 20; 2 — ШХ15; 3 — сталь 45;
4 — 20ХНЗА; 5 — У8; 6 — 18ХГТ
ется
при удельных нагрузках
Рис. 26. Зависимость параметра шеро-
ховатости Rz от подачи S при обкаты-
вании стали ШХ15 (р = 1500МПа;и =
= 80 м/мин) для различных диаметров
шаров:
1 — Ош = 40 мм; 2 — Ош = 20 мм; 3 —
£>ш = 9.4 мм
Выбор параметров
49
15. Подача в зависимости от исходного и требуемого параметров
шероховатости, диаметра и числа шаров
Параметр шеро- ховатости Ра, мкм Число шаров в инстру- менте S (мм/об) при диаметре шара, мм
требуе- мый исход- ный 6 10 22 40 100
1 0,20 0,25 0,35 0,50 0,80
0,4 3,2 2 0,40 0,50 0,70 0,10 1,60
3 0,60 0,75 1,10 1,50 2,50
1 0,14 0,20 0,25 0,35 0.60
0,2 1,6 2 0,30 0,40 0,50 0,70 1,20
3 0,35 0,60 0,75 1,00 1,80
1 0,10 0,15 0,20 0,25 0,40
0,1 1,6 2 0,20 0,30 0,40 0,50 0,80
3 0,30 0,45 0,60 0,75 1,20
1 0,07 0,10 0,12 0,20 0,30
0,05 0,8 2 0,15 0,20 0,25 0,40 0,60
3 0,20 0,30 0,40 0,60 0,90
1 0.05 0,06 0,09 0,12 0,20
0,025 0,8 2 0,10 0,15 0,20 0,25 0,40
3 0,15 0,20 0,30 0,40 0,60
этом оптимальное значение удельной нагрузки возрастает для
более твердых и менее пластичных материалов; для стали 20
оно, например, равно 1400—1750 МПа (Ру — 500 ... 600 Н);
а для стали У8 — 1800—2200 МПа (Ру = 950 ... 1250 Н).
Параметр шероховатости прямо пропорционален подаче во
второй степени и обратно пропорционален радиусу шара (рис. 26).
Данные для выбора подачи приведены в табл. 15.
Зависимости Rz от S для стали 45 и стали 20 показаны
на рис. 27, а. Большое влияние на Rz оказывает исходный пара-
метр шероховатости (рис. 27, б).
Скорость обкатывания и число рабочих ходов (рис. 27, в,
г) практически не влияют на шероховатость поверхности.
Эти параметры следует выбирать по характеристикам упрочнения
поверхностного слоя.
Твердость поверхности при обкатывании повышается для
всех металлов, и чем выше прочность обрабатываемого материала,
тем больше оптимальное давление обкатывания (рис. 28). Твер-
дость значительно повышается до глубины 2 мм, однако на глу-
бине 1,0—1,5 мм повышение твердости становится незначитель-
50 Обкатывание и раскатывания шаровым инструментом
Рис. 27. Зависимость па-
раметра шероховатости
Rz обкатанной поверхно-
сти от различных условий
обработки:
а — от подачи; б — от исход-
ного параметра шерохова-
тости Ятисх; в — от скоро-
сти; г — от числа рабочих
ходов; 1, 5, 7 — сталь 45;
2. 6. 8 — сталь 20; 3 — сталь
45 при р = 1200 МПа; 4 —
сталь 45 при роа =
= 1700 МПа
ным (рис. 29). Число рабочих ходов и скорость обкатывания
несущественно влияют на поверхностную твердость (рис. 30).
Стали с мартенсито-аустенитной структурой (HRC 53—65)
при обкатывании заметно упрочняются уже при давлении 1500—
1800 МПа, а максимальной твердости достигают при давлении
2700—3000 МПа. При дальнейшем повышении давления твердость
не повышается, а вследствие переклепа может снижаться.
Наибольшее увеличение твердости происходит у материалов
со структурой мартенсита, не подвергшихся отпуску. При этом
поверхностная твердость, например сталей У8, ШХ15, 40Х,
увеличивается от 15 % (ШХ15) до 25 % (У8) по отношению к ис-
ходной.
Из закаленных и отпущенных сталей наиболее склонны
к упрочнению также стали со структурой мартенсита. У сталей
со структурой троостита, троостосорбита и сорбита твердость
увеличивается меньше. Однако эффективность упрочнения струк-
туры троостита у стали У8 также несколько выше по сравнению
с эффективностью упрочнения структуры троостита у стали
ШХ15. Если твердость
у первой стали увеличи-
валась на HV60, то у вто-
рой только на HV45 или
Рис. 28. Зависимость твердости
поверхности от давления обкаты-
вания:
о — относительный прирост твердо-
сти Для различных металлов; / —
железо армко; 2 — сталь 20; 3 —
сталь 45; 4 — У8; б — твердость для
легированных сталей; /—25Х2М1Ф;
2 — 14Х2НЗМА; 3 — ШХ15; 4 —
20ХНЗА; 5 — 40Х
Выбор параметров
51
Рис. 29. Распределение твердости в поверхностном слое при различных давлениях
обкатывания:
а — сталь 20; б — сталь 46; 1 — 1400 МПа; 2 — 1750 МПа; 3 — 2250 МПа; 4 — 2500 МПа
соответственно на 11,6 % и 8,5 %. Результаты упрочнения
материалов со структурой троостита близки к результатам
упрочнения стали ШХ15. Еще меньшее упрочнение происхо-
дит у стали 40Х со структурой троостосорбита. Опти-
мальное давление, при котором достигается максимальная
твердость, для структур троостита и сорбита 2100—2300 МПа,
т. е. ниже, чем для мартенситных структур. Подача 0,6—0,2 мм/об
несущественно влияет на поверхностную твердость (рис. 31),
однако прн подачах более 0,2 мм/об, а особенно более 0,3 мм/об
твердость быстро снижается, так как для эффективного упрочне-
ния кратность приложения силы становится недостаточной.
Остаточные напряжения в поверхностном слое зависят от
давления, подачн, скорости, размеров инструмента, числа рабо-
чих ходов, структуры н свойств обрабатываемого материала.
По мере повышения давления от минимального 1400 МПа
(рис. 32), до предельного значения возрастают абсолютное значе-
ние и глубина «залегания» тангенциальных остаточных напряже-
ний, т. е. напряжений, направленных по окружности обрабаты-
ваемой поверхности. Осевые остаточные напряжения больше тан-
генциальных. С увеличением диаметра шара глубина «залегания»
напряжений возрастает, а их градиент и абсолютные значения
уменьшаются. Подача и число рабочих ходов инструмента при
оптимальных режимах обработки практически не влияют на
уровень остаточных на-
пряжений. Однако уве- hv
личение подачн до
Рис. 30. Распределение твер- $00
дости в поверхностном слое
стали 45: 200
а — при различном числе рабо-
чим ходов; 1 — одни ход; 2 — три 220
рабочим хода; 3 — шесть рабо-
чих ходов; б — при различной ,„л
скорости обработки; / — '°"
12 м/мии; 2 — 60 м/мии; 3 —
180 м/мии
52
Обкатывание и раскатывания шаровым инструментом
прочных сталей
Рис. 31. Зависимость твердости поверхности от по-
дачи для стали ШХ15, обкатанной при различных
давлениях:
1 — 2800 МПа; 2 — 2200 МПа
значения большего, чем допустимое, резко
уменьшает остаточные напряжения и глу-
бину их «залегания», причем для более
это проявляется в большей степени.
Если сила обкатывания меньше оптимальной, то с увеличе-
нием числа рабочих ходов инструмента до трех-четырех оста-
точные напряжения возрастают до значений, соответствующих
оптимальной силе обработки при одном рабочем ходе инстру-
мента.
Увеличение скорости обкатывания до 40—50 м/мин не влияет
на значения остаточных напряжений, более высокие скорости
изменяют напряженное состояние поверхностного слоя. Так, при
скорости 3,5 м/мин для стали 45 возникают напряжения сжатия
с максимальным значением у поверхности около 400 МПа, а при
скорости 186 м/мин их значение у поверхности снижалось до
250 МПа, а максимум сдвигался в глубину и составлял около
320 МПа.
Изменение скорости обкатывания для стали 12Х18Н10Т
с 40 до 120 м/мин не только понижает сжимающее напряжение,
но и приводит к формированию в тонком слое остаточных растя-
гивающих тангенциальных напряжений при одновременном умень-
шении их глубины «залегания» (рис. 33).
Рис. 32. Распределение тангенциаль-
ных остаточных напряжений в поверх-
ностном слое после обкатывания раз-
личных сталей:
1, 4 - 14Х2НЗМА; 2, 5 — У8; 3, 6 -
сталь 20 (/, 2. 3 - 140 МПа, 4, 5, 6 —
250 МПа, диаметр шара 10 мм); 7—10 —
сталь 45 (7 — I 400 МПа, 8 — 750 МПа. 9 —
2500 МПа. 10 — 1500 МПа. диаметр шара
1 0 мм)
Рис. 33. Остаточные напряжения в ста-
ли 12Х18Н9Т, обкатанной шаром со
скоростями:
1 — 40 м/мии; 2 — 120 м/ыни; диаметр ша-
ра 5 мы. Ру = Б00 Н
Технологическая оснастка
53
3.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
Особенности шаровых устройств: использование стандартных
шаров с высокими точностью обработки и качеством поверх-
ности; отсутствие материальной оси вращения шаров и самоуста-
навливаемость их относительно обрабатываемой поверхности под
действием сил обкатывания и трения; отсутствие или незначи-
тельность проскальзывания шаров; незначительные силы обра-
ботки, связанные с точечным (условно) контактом инструмента
и обрабатываемой поверхности; меньшие подача и производитель-
ность обработки, чем при использовании роликовых устройств.
Область рационального применения шаровых устройств — об-
работка маложестких и неравножестких деталей, в том числе
деталей с высокой поверхностной твердостью.
Наружные цилиндрические поверхности обрабатывают одно-
шаровыми и многошаровыми обкатниками различных типов. Сила
трения между деформирующим шаром и опорой должна быть
меньше силы трения между шаром и обрабатываемой поверх-
ностью. Для этого применяют следующие виды опор: один, два
или три стандартных шарикоподшипника, расположенных под
углом 90° друг к другу (рис. 34, а); шары меньшего диаметра, чем
рабочий, охватывающие половину или более сферической поверх-
ности шара (см. рис. 39); опорные шайбы из фторопласта или дру-
гого антифрикционного материала (рис. 34, б, в) (в некоторых
случаях опоры могут быть из высококачественной закаленной
стали в виде хорошо отполированной лунки); камеру с жидкостью,
воздухом или другой специальной средой.
Малый коэффициент трения фторопласта (чаще всего ФП-4
и ФП-3) и его высокая износостойкость обеспечивают надежную
работу фторопластовых опор шаров диаметром более 10 мм при
обкатывании и вибронакатывании. При этом предельно упро-
щается конструкция державки и уменьшаются ее размеры.
Рис. 34. Шаровые головки:
а — с опорой на шарикоподшипники; 1 —- шар; 2 — шарикоподшипник: 3 — крышка;
4 — ось; 5 — корпус; б — штифт; б — с опорой на фторопластовые вставки; I — шар;
2 — корпус ;3 — фторопластовая опора; 4 — гайка; в — с компенсатором; е — с промежу-
точным шаром
54
Обкатывание и раскатывания шаровым инструментом
Рис. 35. Одношаровые обкатиики:
а — с упругим поджатием деформирующего шара; / —
сепаратор; 2 — шар; 3 — шарикоподшипник; 4 — ось;
5 — корпус; 6 — упор; 7 — шток; 8 — пружина; 9 —
винт поджатия пружины; 10 — шайбы; б — с жестким
поджатием деформирующего шара; 1 — корпус; 2 —
винт; 3 — сепаратор; 4 — шарикоподшипник; 5 —
ось; 6 — шар; 7 — гайка
Общим недостатком шаровых державок с сепараторами, пред-
отвращающими выпадание шара и ограничивающими его движе-
ние относительно корпуса державки в направлении подачи, яв-
ляется увеличение зазора между шаром и стенками рабочего
отверстия сепаратора вследствие изнашивания его и опоры шара,
что ухудшает условия протекания процесса, а при вибронакаты-
вании искажает профиль выдавливаемой синусоидальной канавки.
В державке, показанной на рис. 34, в, этот недостаток устра-
нен следующим образом. Возрастание зазоров между рабочей
поверхностью сепаратора 4 и шаром 7 в результате изнашивания
опоры 6 и сепаратора 4 компенсируется поджатием втулки 5,
удерживающей фторопластовую или другую опору пружиной 3,
натяг которой создается гайкой 1. После установки гайки 1
в требуемое положение она фиксируется контргайкой 2.
Конструкция шаровой головки с рабочим и опорным шарами
диаметром 2 мм показана на рис. 34, г. Опорный шар является
Вс в А
Рис. 36. Одиошаровый обкатиик рычажного действия для обработки деталей на
строгальных и карусельных станках с пятикратным увеличением силы пружины:
I — шар: 2 — сепаратор; 3 — шарикоподшипник; 4 — ось; S — вилка; 6 — ось: 7 —
рычаг: S — корпус; 9 — гайка: 10 — пружина; 11 — тяга; 12 — стопорный винт
Технологическая оснастка
55
своего рода промежуточной опорой, так как без нее, даже при
использовании шарикоподшипников минимальных размеров, не
удается поместить рабочий шар и шарикоподшипник в сепаратор.
Применяют одношаровые обкатные устройства прямого дей-
ствия с упругим поджатием деформирующего шара (рис. 35, а) и
жестким закреплением (рис. 35, б), а также рычажного дейст-
вия (рис. 36 и 37). Специальные конструкции устройств обуслов-
лены определенными ограничениями или особыми требованиями.
На рис. 38 показано устройство для обработки роликовых
дорожек подшипника, доступ к которым затруднен: деформиру-
ющий шар 1 опирается на кольцо 7, напрессованное на наружное
кольцо шарикоподшипника 9. Кольцо 7 изготовлено из внутрен-
него кольца шарикоподшипника так, что сохраняется беговая
дорожка, по которой катится шар 1 в процессе обкатывания.
В вертикальной плоскости положение шара фиксируется торцо-
выми поверхностями двух игольчатых роликов 2, поджимаемых
к шару винтами 3, а также фиксируемых контргайками; ролики
же предотвращают выпадение шара в нерабочем положении об-
катиика. Ролики и винты вмонтированы в сепараторные колодки 4,
вставленные в корпус 5. Осевое перемещение опорного кольца 7
ограничивается бронзовым винтом 10, установленным таким
образом, чтобы шар 1 мог подойти вплотную к борту. Шайбы 8
предохраняют внутреннее кольцо подшипника 9. Тарированная
пружина 6 создает рабочую силу. Обкатывание роликовых до-
рожек подшипника (HRC 58) с силой 750 Н шаром диаметром
4,5 мм при подаче 0,1 мм/об снижает параметр шероховатости
в 5—8 раз, повышает микротвердость до 25 % при глубине на-
клепанного слоя 0,8 мм. Устройство с опорой деформирующего
шара на шары меньшего диаметра (рис. 39) обеспечивает мини-
мальное трение в опоре и хорошую самоустанавливаемость ша-
ра. В качестве упругого элемента использован сам корпус,
выполненный в виде разрезной скобы.
Создание многошаровых обкатников обусловлено стремлением
избежать одностороннего давления деформирующего элемента на
обрабатываемую деталь, повысить
производительность обкатывания и
степень упрочнения за один рабо-
чий ход. Наибольшее применение
получили многошаровые обкатники
Рис. 37. Одиошаровый обкатник рычажного
действия для обработки деталей из закален-
ных сталей:
/ — шарикоподшипник; 2 — шар; 3 — сепаратор;
4 — ось; 5 — державка; 6 — корпус; 7 — гайка;
S — пружина
56
Обкатывание и раскатывания шаровым инструментом
Рис. 38. Одношаровый обкатник специального
исполнения
упругого действия (рис. 40), обес-
печивающие по сравнению с жест-
кими обкатниками (рис. 41) более
равномерную пластическую дефор-
мацию как в радиальном, так и
в осевом сечениях при обработке неравножестких сталей,
биении заготовки, неоднородной ее твердости и т. д. Жесткий
обкатник настраивают на заданный размер путем перемеще-
ния подвижной опоры по направлению к неподвижной и вы-
движения к центру деформирующих шаров. Такой обкатник
может быть эффективно применен для калибрования и отделки
равножестких прутков и труб правильной геометрической формы
с отклонениями, не превышающими- 0,01—0,02 мм. При этих
условиях точность формы и размеров может быть получена в пре-
делах остаточной деформации, а параметр шероховатости поверх-
ности может быть уменьшен в 3—4 раза за один рабочий ход.
Внутренние цилиндрические поверхности обрабатывают обычно
многошаровыми упругими и жесткими раскатниками. В некото-
рых случаях применяют и одношаровые, которые можно регули-
ровать на большой диапазон диаметра обрабатываемого отверстия.
С помощью такого раскатника (рис. 42) обрабатывают отверстия
диаметром 420 мм и длиной 125 мм в чугунном барабане (СЧ 15,
Рис. 39. Одношаровый об-
катннк с опорой шара на
шары меньшего диаметра:
1 — шар; 2 — корпус; 3 —
шары меньшего диаметра; 4
— крышка; 5 — обраба-
тывая заготовка; б —
упругая державка; 7 — стер-
жень; S — индикатор
Технологическая оснастка
57
Рнс. 41. Жесткий многошаровый об-
катннк:
/ — корпус; 2 — опора; 3 — сепаратор; 4 —
шары; 5 — раздвижная опора; 6 — гайка
Рис. 40. Многошаровый обкатннк упру-
гого действия:
/ — основание; 2 — шарикоподшипник;
3 — сепаратор; 4 — шар; 5 — корпус; 6 —
рычаг; 7 — пружина; 3 — гайка
НВ 163—229) на восьмишпиндельном полуавтомате; раскатыва-
ние осуществляют как один из переходов токарной операции.
За машинное время, равное 8 мин (п = 86 мин-1; S = 0,18 мм/об),
раскатыванием за один рабочий ход (Р = 700 ... 900 Н, с!ш =
= 14 мм) достигают уменьшения параметра шероховатости по-
верхности с Ra = 5 мкм до Ra = 1,25 мкм.
Жесткие и упругие многошаровые раскатники выполняют ре-
гулируемыми на размер обрабатываемого отверстия и нерегули-
руемыми. Жесткие раскатники получили меньшее распростране-
ние, их применяют лишь для обработки жестких деталей, когда
помимо улучшения характеристик поверхностного слоя необ-
ходимо несколько повысить точность размеров отверстия. Нерегу-
лируемые жесткие раскатники (рис. 43) имеют сменные опорные
элементы различных диаметров.
Регулируют диаметр раскатников пу-
тем перемещения деформирующих шаров
по конусу или с помощью рычагов, упо-
ров и других механизмов. Жесткие рас-
катники для обработки отверстия напро-
ход (рис. 44, а, в) и глубокого отверстия
(см. рис. 44, б) выполняют регулируемыми.
Необходимо учитывать, что при обработке
глухого отверстия остается необработан-
ным участок шириной не меньшей радиуса
Рис. 42. Упругий одношаровый раскатннк:
I — оправка; 2 — направляющие; 3 — пружина; 4 —
корпус; 5 — шарикоподшипники: 6 — шар; 7 — обойма,
3 — винт
58
Обкатывание и раскатывания шаровым инструментом
Рис. 43. Многошаровые жесткие раскатникн со сменными опорами в виде:
а — стержни; 6 — Диска, а — ролика; 1 — сепаратор; 2 — шар; 3 — опора
шара. Основные параметры жестких раскатников диаметром 50—
200 мм для обработки отверстий с толщиной стенки 7,0—22 мм
приведены в табл. 16.
Жесткие многошаровые раскатники диаметром 40—300 мм
(рис. 44, в, г) нормализованы поГОСТ 17573—72, ГОСТ 17574—72.
В целях достижения минимальной шероховатости обрабатываемой
поверхности для каждого раскатника рабочие шары необходимо
подбирать с разностью диаметров не более 2 мкм.
Основным параметром при обработке жесткими раскатниками
является натяг: с его увеличением до определенного значения
16. Основные параметры жестких
регулируемых раскатников
Диаметр Число шаров Толщина стенки обраба- тываемого отверстия
рас- кат- чика шара
60 9,5—12,5 6-8 7,0
65 12,5—16,0 8—10 7,5—8,0
70 12,5—16,0 8—10 8
75 12,5—16,0 8—10 9
80 19,0 8 10
90 19,0 8 10—12
100 19-25 6—10 12
ПО 19—25 6—10 12
125 25,0 10 12—15
150 25,0 12 15-17
200 25—32 12—16 20—22
Примечание. Размеры в мм.
улучшаются параметры обра-
батываемой поверхности; при
увеличении натяга более допу-
стимого резко ухудшаются ус-
ловия обработки. Оптимальный
натяг 0,07—0,09 мм для сталей
невысокой и средней твердости
и 0,08—0,12 мм для высоко-
прочных сталей при обработке
шаром диаметром 10 мм; с уве-
личением диаметра шара натяг
увеличивается. Скорость рас-
катывания 20—180 м/мнн, по-
дача 0,02—0,11 мм/об на один
шар раскатника при диаметре
шаров соответственно 10—30 мм.
Усложнение конструкции н
увеличение стоимости двухряд-
ного жесткого раскатника по
сравнению с однорядным в уело-
Технологическая оснастка
59
Рис. 44. Жесткие регулируемые раскатиики для обработки отверстий:
а — сквозных; б — глухих; в — сквозных, нормализованных для диаметра свыше 55 мм;
е — для диаметра до 55 мм; 1 — фланец; 2 — конусная втулка; 3 — втулка; 4 — валик;
5 — ось; 6 — пружина; 7 — гайка; 8 — корпус; 9 — штуцер; 10 — колодка; 11 — сепа-
ратор; 12 — гайка; 13 — контровка; 14 — шарикоподшипник; 15 — гайка; 16 — кон-
тровка; 17 — винт; 18 — сетка; 19 — вставка; 20 — кольцо; 21 — шарик
60
Обкатывание и раскатывания шаровым инструментом
во
Рис. 45. Жесткий двухрядный раскатннк
виях среднесерийного и крупносерийного производства оправданы,
так как повышается производительность вследствие совмещения
двух рабочих ходов; например, при малой жесткости детали и вы-
соких требованиях к шероховатости поверхности целесообразно
проектировать многорядные раскатники с шарами различного диа-
метра в рядах (рис. 45). В этом случае шары меньшего диаметра в
первом ряду (в направлении подачи) выполняют основную работу
деформирования — сглаживание микронеровностей исходной по-
верхности, а шары большего диаметра во втором ряду — второй
чистовой рабочий ход.
Упругие многошаровые раскатники имеют более широкую об-
ласть применения, чем жесткие. Они обеспечивают более плйвную
и надежную работу, менее чувствительны к изменению геометри-
ческих параметров детали и обеспечивают стабильное качество
поверхностного слоя.
При необходимости сочетания калибрующего и выглаживаю-
щего действия за один рабочий ход применяют комбинированные
раскатники (рис. 46). Первый ряд шаров 1 опирается на жест-
кий конус 2 и удерживается сепаратором 3, жестко закреплен-
ным на корпусе раскатника. На том же корпусе закреплены не-
подвижный 4 и подпру-
жиненный 5 конусы, по
которым планетарно об-
катываются шары 6.
Силу шаров второго
ряда регулируют путем
сжатия пружины 7 гай-
ками 8. При выводе
раскатника из отвер-
Рнс. 46. Комбинированный
упругожесткий двухрядный
раскатиик
Технологическая оснастка
61
стия шары жесткого ряда
смещаются влево вместе
с сепаратором и происхо-
дит «сброс размера», по-
сле чего кольцо 9 под
действием пружины 10
возвращает шары в исход-
ное положение. Раскатник
целесообразно применять
в условиях крупносерий-
ного производства для об-
работки отверстий деталей,
к поверхностному слою
Рис. 47. Упругие раскатники с опорой шаров
на подпружиненный конус:
а — однорядный; б — двухрядный
которых предъявляют по-
вишенные требования.
Большее распростра-
нение получили плане-
тарные раскатники с пру-
жинными конусами: одно-, двух- и трехрядные (рис. 47).
Шары / опираются на неподвижный 2 и подвижный 3 конусы.
Последний поджат пружиной 4 через упорный подшипник 5,
регулируют силу пружины с помощью гайки 6 и контргайки 7.
Сепаратор 8 удерживает шары. Вместо пружин в раскатника
часто используют пневмогидравлические устройства для пере-
мещения конусов.
Для обработки отверстий в тонкостенных нежестких деталях
в условиях мелкосерийного и среднесерийного производства
А-А
Рис. 48. Упругие двухшаровые раскатники для диаметров обрабатываемых
отверстий:
а — БО—90 мм; б — 90—140 мм; в — 1Б0—400 мм
62
Обкатывание и раскатывания шаровым инструментом
17. Параметры раскатывания отверстий
Параметр Диаметр обрабатываемым отверстий, мм
30—60 60—130 130—160 165—400
Сила раскатывания, Н 300 600 500 800
Подача, мм/об 0,15— 0,25 0,2—0,3 0,2—0,3 0,3—0,5
Скорость раскатывания, мм/мин Параметр шероховатости Ra, мкм: 50—60 50—60 50—60 50—60
ИСХОДНЫЙ 1,6—6,3 1,6—6,3 1,6—6,3 1,6—6,3
достигаемый 0,2—0,4 0,2—0,4 0,1—0,2 0,2—0,4
иногда применяют двухшаровые раскатники (рис. 48, а). В пазу
корпуса 1 раскатника установлены два рычага 3, качающиеся
вокруг общей оси и раздвигаемые в радиальном направлении
пружиной 3. В каждом из рычагов на двух шарикоподшипниках 4
установлены шары 5, удерживаемые от выпадания сепараторами 6.
В раскатнике (рис. 48, б) шары 5 опираются на подшипники 4,
расположенные на осях 7, которые установлены в стаканах 8.
Стаканы расположены радиально в прямоугольном пазу штанги 9
и расширяются пружиной 3. Разновидностью этого типа раскат-
ников является раскатник для обработки отверстий большого
диаметра (рис. 48, в). Основные параметры раскатывания этими
раскатниками приведены в табл. 17.
В раскатнике с непосредственным давлением масла на дефор-
мирующие шары (рис. 49) масло подается через вращающуюся
втулку во внутреннюю полость, а шары с минимальным зазором
установлены во втулках, запрессованных в корпус. Недостаток
конструкции — необходимость точной подгонки отверстий во втул-
ках по диаметру шаров.
Рассмотренные конструкции раскатников ввиду отсутствия
фиксированной оси вращения шара не являются самоподающими;
при обработке деталей используется подача станка. В раскат-
Рис. 49. Раскатник с силон раскатывания, создаваемой непосредственным дав-
лением масла на шары
Технологическая оснастка
63
нике с самоподачей (рис.50)
деформирующие шары выпол-
нены с опорной лыской и
установлены в сепараторе
под углом а к оси раскат-
ника, что и обеспечивает
самоподачу инструмента. Од-
нако самоустаиавливаемость
шаров ограничена лишь в
одной плоскости.
Для обработки плоских
поверхностей используют же-
сткие и упругие обкатные го-
ловки, которые, помимо сни-
Рис. 50. Раскатиик с самоподачей
жения шероховатости и упрочнения поверхности, улучшают ее гео-
метрические параметры. При использовании жестких головок дости-
гается меньшее отклонение от плоскостности поверхности, но при-
менять их можно в том случае, если оборудование имеет достаточную
жесткость, а отклонения от плоскостности и параллельности по-
верхности после предыдущей обработки не превышают заданный
иатяг. В противном случае нарушается равномерность пласти-
ческого деформирования и в отдельных местах происходит пере-
наклеп поверхности. Упругие головки не имеют этого недостатка,
поэтому они получили большее распространение в промышлен-
ности. Конструкции пружинных шпинделевых (рис. 51, с) и фланце-
75 74 13 12 77 10
а)
Рис. 51. Головки для обработки плоских поверхностей:
а — шпииделевая; б — фланцевая
64
Обкатывание и раскатывания шаровым инструментом
18. Оптимальные значения
параметров обработки плоских
поверхностей
Обраба- тываемый материал ния/и 'а S. мм/шар як -ша Нагрузка на шар Р, н
СтЗ 200 0,05 15,0 1000
Сталь 45 100
Чугун 100 0,2 15,0 750
Примечание. Число рабочих
ходов— 1.
вых (рис. 51, б) головок прин-
ципиально одинаковые, кроме
мест крепления к станку. Они
предназначены для обработки
заготовок на фрезерных станках.
На корпус 2 головки (см. рис.
51, а) напрессовано кольцо
упорного подшипника 1, по
которому катятся рабочие ша-
ры 14, расположенные в ко-
нусных гнездах сепаратора 15.
Сепаратор свободно вращается
на подшипнике 13, установлен-
ном по скользящей посадке на
выступ корпуса. Под дей-
ствием силы пружины 10 ша-
рики поджимаются к беговой
дорожке опорного кольца че-
рез гайку 4, винт 11 и
шайбу 12. Между хвостовиком
7 и корпусом головки расположена тарельчатая пружина 5,
рассчитанная на определенное рабочее давление, регулируемое
гайкой 6, которая стопорится сухарями и винтами 3.
Вращение от хвостовика к головке передается через шпонку 8,
прикрепленную винтами 9 к выступу хвостовика. Хвостовик
имеет небольшую конусность, поэтому инструмент может само-
устанавливаться относительно обрабатываемой поверхности. Не-
достаток таких шаровых головок — быстрый износ подшипников
шпинделя.
Плоские поверхности (сплошные и прерывистые, линейчатые
и торцовые, расположенные горизонтально, вертикально н нак-
Рис. 52. Обкатник для обработки сложнофасонных поверхностей:
о — галтелей; I — шток; 2 — вилка; 3 — ось; 4 — шар; 5 — ролик с профильной ка.
вавкой; 6 — ось; 7 — щека; в — фиксатор; б — криволинейных поверхностей одновре-
менно с точением; / — суппорт; 3 — обкатник; 3 — обрабатываемая деталь; 4 — гидро*
суппорт; 3 — резец
Технологическая оснастка
65
лонно) можно обрабатывать упругими головками на фрезерных,
строгальных и карусельных станках. При использовании стро-
гальных и карусельных станков нх необходимо оснащать привод-
ными устройствами.
Качество поверхностного слоя плоских заготовок из СтЗ,
стали 45 н СЧ21 после фрезерования зависит от скорости, по-
дачи, диаметра шаров, силы, числа рабочих ходов.
Увеличение скорости обработки с 33 до 209 м/мин для СтЗ
не изменяет шероховатости; во всем диапазоне скоростей На —
= 0,32 мкм; для стали 45 и чугуна СЧ 21 при скоростях обработки
60—100 м/мин параметр шероховатости уменьшается в 8 раз,
а при больших — в 4 раза. Степень и глубина накдрпа повышаются
на 20—50 % при скорости свыше 100 м/мин (табл. 18).
Сложиофасонные поверхности (галтели, сферические и криво-
линейные поверхности) обрабатывают специальными устройствами
по копиру методом обвода или методом «вдавливания».
Галтели обрабатывают методом
вдавливания (рнс. 52, а), а криво-
линейные поверхности — по ко-
пиру (рис. 52, б), при этом наи-
более эффективным является од-
новременное точение и обкаты-
вание. В последнем случае необ-
ходимо обеспечить надежный от-
вод стружки от резца, для чего
угол наклона главной режущей
кромки резца должен быть отри-
цательным. Совмещение обкаты-
вания с точением применяют и
Рис. 54. Планетарная головка для
обработки сферической поверхности
Рис. 53. Универсальное обкатное устрой-
ство
3 Оданнов Л. Г-
66
Обкатывание и раскатывания шаровым инструментом
Рис. 55. Обкатывание шаром большого диаметра:
а — схема обкатной головки, 1,3 — шарикоподшипники; 2 — корпус; 4 — шар; 5 — се-
паратор; б — зависимость шероховатости обкатанной поверхности от силы обкатывания
для обработки геометрически правильных поверхностей — на-
ружных и внутренних цилиндрических и плоских. Устройство
для обработки различных поверхностей с одного установа
деталей (рис. 53) имеет два упругих элемента, расположен-
ных в различных плоскостях, и специальный сепаратор, даю-
щий выход шару сбоку и спереди. С одного установа обкаты-
вают стенку отверстия, сферическое дно (радиус сферы равен радиу-
су шара или больше его) и внутреннюю торцовую поверхность стака-
на. Обкатник состоит из корпуса 12, закрепляемого в суппорте
токарного станка, и шарнирно установленного в нем на оси 11
стакана 6 со штоком 3, на конце которого расположен рабочий
шар 1, опирающийся на два фторопластовых подпятника 6. Сила
обкатывания при обработке отверстия создается с помощью пру-
жины 13, установленной в корпусе 12, и регулируется ее натя-
гом, а при обработке торцовой поверхности эта сила регулируется
натягом пружины 7, установленной в стакане 6. Натяг пружины 7
регулируется винтом 8; такой же регулировочный винт имеется
в корпусе для регулирования натяга пружины 13. Проворот
штока предотвращается винтом 4. Сила от пружины 7 передается
на шток через толкатель 5, а на стакан 6 — от пружины 13 через
толкатель 10. Сепаратор состоит из двух латунных щек 9, уста-
новленных на штифтах 14 и винтах 15 и имеющих с внутренней
стороны выемки для предотвращения выпадания шара. Приме-
нение обкатника (в данном случае он использовался как раскат-
ник) для чистовой обработки платиновых тиглей для варки
стекла позволило уменьшить шероховатость всех трех внутрен-
них поверхностей (отверстия диаметром 60 мм, сферы радиусом
5 мм и торцовой поверхности) с Ra = 0,8 ... 1,6 мкм до Ra —
Технологическая оснастка
67
Рис. 56. Схемы обкатывания деталей иа различных универсальных металлорежу.
щнх станках:
1 — деталь; 2 — резцедержатель; 3 — ползун; 4 — борштанга; 5 — стол расточного стан-
ка
= 0,05 ... 0,2 мкм, что значительно повысило износостойкость
дорогостоящих тиглей и улучшило качество стекла. Во всех
случаях сила обкатывания при обработке платиновых тиглей
шарами диаметром до 10 мм не превышала 100 Н.
Помимо обкатников, обрабатывающих сферические поверх-
ности по методу копирования и обвода, применяют многошаровые
планетарные обкатиики (рис. 54), которые устанавливают в шпин-
деле вертикально-фрезерного станка и вращают с заданной ско-
ростью; подача осуществляется благодаря вращению детали,
устанавливаемой в делительное приспособление, вращающееся
от механизма подач. Опорный ролик приводится в соприкосновение
с деталью (аналогично самоустанавливающейся опоре) и фикси-
руется. Во время обкатывания производят обильное охлаждение.
Скорость обкатывания 100—200 м/мин, максимальная подача иа
одни шар 0,005 мм/об.
Минимальная шероховатость различных обрабатываемых по-
верхностей (плоских, цилиндрических, торцовых, сферических)
может быть достигнута при обкатывании шаром большего диамет-
ра, что особенно эффективно при обработке деталей из мягких
цветных н алюминиевых сплавов, которые плохо поддаются обра-
ботке абразивными методами.
Поверхность с шероховатостью, меньшей, чем шероховатость
деформирующего элемента — шара, получается вследствие того,
3*
68
Обкатывание и раскатывания шаровым инструментом
что в данном случае микро-
рельеф поверхности образу-
ется не как результат дви-
жения абразивного зерна при
абразивной обработке, а как
результат пластического те-
чения металла под шаром.
При обкатывании шаром
большого диаметра с малой
его подачей создаются наи-
более благоприятные усло-
вия для пластического тече-
ния металла вследствие ка-
чения шара по обрабаты-
ваемой поверхности с мини-
мальным проскальзыванием
относительно нее.
Обкатник с шаром боль-
шого диаметра (рис. 55, а)
может быть использован на
Рис. 57. Станок-автомат дли обкатывания
цилиндрических деталей:
а — схема станка; б. а — схемы поджатия и об-
работки деталей
металлообрабатывающих станках. При обработке торцовых
или наружных цилиндрических поверхностей на токарном
станке обкатник закрепляют в резцедержателе суппорта.
Режим обкатывания (сила поджатия и подача шара, число
рабочих ходов, состав смазочного материала) выбирают опытным
путем — методом пробных ходов. Так, у детали из сплава АМГ
при обработке торцовых поверхностей (диаметр 100—150 мм)
достигается Ра = 0,012 мкм при следующих условиях: диаметр
шара 127 мм; сила обкатывания 200 Н; подача 0,05 мм/об; число
рабочих ходов — 2; смазочный материал — скипидар; исходный
параметр шероховатости поверхности после точения Ра 0,8 ...
1,6 мкм. Приблизительно при тех же условиях, но при смазы-
вании машинным маслом деталей из коррозионно-стойкой стали
12Х18Н10Т достигался Ра = 0,05 ... 0,012 мкм.
Прн отработке режима обкатывания особенно тщательно сле-
дует установить силу обкатывания, так как увеличение силы до
значения большего, чем критическое, для данного материала при-
водит к перенаклепу, разрушению поверхностного слоя металла
и, как следствие, — к увеличению параметра шероховатости
поверхности (рис. 55, б).
В качестве оборудования для накатывания поверхностей
шаровым инструментом могут быть использованы любые металло-
режущие станки: токарные, фрезерные, строгальные и др. (рис. 56).
Применяют также специальные станки, например, станок для
бесцентрового обкатывания цилиндрических деталей (рнс. 57),
работающий в автоматическом режиме.
Технологическая оснастка
69
От электродвигателя / (рис. 57, а) через клиноременную пере-
дачу 4 приводятся во вращение валки 2. Через вторую клиноре-
менную передачу /8 и конические шестерни н гг вращение пере-
дается механизму загрузочного устройства, обеспечивающему
непрерывную подачу роликов из бункера 3 иа валкн 2. Обраба-
тываемые ролики 4, вращаясь между валками, перемещаются
к рабочей зоне и затягиваются под деформирующий шар 5, уста-
новленный в обкатном устройстве 6. Обкатывание осуществляется
шаром 5 под действием тарированной пружины при осевой подаче
ролика. Сила контролируется индикатором часового типа 7.
Обработанные ролики накапливаются в емкости 8. Обкатывание
производится с применением СОЖ- Одновременно с электродви-
гателем включается и масляный насос 9, подающий в рабочую
зону СОЖ из резервуара 10. Для регулирования подачи СОЖ
предусмотрен вентиль.
Ролики, поступающие из бункера на вращающиеся валки 2,
получают осевое перемещение вследствие наклона оси вращения
одного валка относительно оси другого на угол а, что приводит
к возникновению осевой силы. Подача очередного ролика в зону
обкатывания происходит следующим образом. На обкатном устрой-
стве смонтирован шариковый подшипник 11, нижняя точка кото-
рого расположена на 0,1 мм выше нижней точки деформирующего
шара 5 (рис. 57, б). Вследствие наличия фасок у торцов роли-
ков в момент окончания обкатывания шар 5 одновременно с под-
шипником 11 опускается до тех пор, пока подшипник не коснется
очередного ролика 4 (рис. 57, в). Благодаря этому предотвращается
возможное смещение ролика в сторону, противоположную подаче.
Под действием осевой силы происходит затягивание ролика под
деформирующий шар. Силу затягивания и скорость подачи регу-
лируют, изменяя угол наклона валка а.
Техническая характеристика станка для бесцентроаого обкатывания
Частота вращения валков, мни-1.......................... 706
Угол наклона валков, 0.................................. 0—10
Сила обкатывания, Н...................................... 250—2000
Подача, мм/об . ......................................... 0,1—0,2
Диаметр, мм:
деформирующего швра . .............................. 5—6
обкатываемых деталей........................................ 8—12
Длина обрабатываемых деталей, мм . ..................... 8—20
Машинное вреМя обработки одной детали, с ............... 1,5—5,0
Мощность электропривода, кВт ........................... 0,6
Габаритные размеры, мм............................... . 700X 400X 900
Режим обкатывания роликов диаметром 8 мм следующий:
Dm » 5,0 мм; Р = 600 Н; S = 0,12 мм/об; о — 58 м/мин; один
рабочий ход. В результате обработки параметр шероховатости
снижается до Ra — 0,1 ... 0,16 мкм, твердость повышается
с НРС„ 55—57 до HRC9 58—62, глубина упрочнения — 0,6—0,8 мм.
Глава 4
ОБКАТЫВАНИЕ РОЛИКОВЫМ ИНСТРУМЕНТОМ
4.1. СХЕМА ПРОЦЕССА, ДАВЛЕНИЕ В ОЧАГЕ-ДЕФОРМИРОВАНИЯ
И КРАТНОСТЬ ПРИЛОЖЕНИЯ ДЕФОРМИРУЮЩЕЙ СИЛЫ
Для обкатывания используют ролики различной конфигура-
ции (см. табл. 6), которые обычно устанавливают под некоторым
углом к оси обрабатываемой детали, при этом в зоне контакта
остается отпечаток, форма которого зависит от конфигурации
ролика, кривизны обрабатываемой поверхности и угла а
(рис. 58, в). Отпечаток эллиптической формы с осями 2а и 2Ь
(рис. 58, б) образуется при использовании ролика кругового
профиля, установленного без наклона к оси обрабатываемой де-
тали (табл. 6). Ролики с рабочим профилем, имеющим в осевом
сечении окружность, т. е. те, у которых радиус кривизны равен
половине диаметра ролика, дают отпечаток такой же формы, что
и шары (см. гл. 3). Прямоугольный отпечаток (рис. 58, а) полу-
чается при линейном исходном контакте ролика с деталью, усло-
вием которого в общем случае служит равенство абсолютных
значений кривизны профиля ролика н детали (например, галтель
на детали и торообразный ролик). В простейшем случае прямо-
угольный отпечаток создает цилиндрический ролик, установлен-
ный параллельно оси цилиндрической обрабатываемой детали,
при этом их кривизна в поперечном сечении не влияет на форму
отпечатка. Прямоугольный отпечаток целесообразно использо-
вать при обработке <на врезание», т. е. без продольной подачи.
Наиболее распространена схема обработки с использованием
отпечатка каплевидной формы, которая обычно создается при
обкатывании цилиндрическим или коническим роликом, установ-
ленным под углом а к обрабатываемой поверхности (см. рис. 58, в).
При эллиптической форме отпечатка контактное давление
распределяется по эллипсоиду с максимумом в центре (рнс. 59, а).
В случае линейного исходного контакта эпюра давления пред-
ставляет собой эллиптический цилиндр с максимумом в осевом
сечении, при этом у краев ролика с нулевым радиусом кривизны
давление стремится к бесконечности (рис. 59, б). При скругле-
нии краев ролика концентрация давлений соответственно умень-
шается и поэтому можно построить профили роликов, создающих
любую заданную эпюру давлений (рис. 59, в). Сочетанием скруг-
ления краевого участка ролика н установки его под углом а
к оси обрабатываемой детали достигается оптимальная форма
каплевидного отпечатка и соответствующая эпюра давлений
(рис. 59, г).
Схема процесса
71
а)
Рис. 58. Характерные схемы обкатывания:
а — цилиндрическим роликом без осевой подачи, *на врезание»; б — роликом кругового
профиля; в — цилиндрическим или коническим роликом, установленным под углом а
к обрабатываемой поверхности; 1 — обрабатываемая деталь; 2 — ролик; 3 — система
нагружения; 4 — пятно контакта; Р — нормальная сила, Р — осевая сила; I — длина
пластического отпечатка; /у — длина упругого отпечатка; S — подача
Отпечаток ролика во время обкатывания превращается в пла-
стически деформированную канавку, которая при обработке
цилиндрических поверхностей с подачей представляет собой
винтовую линию. Поскольку ширина этой канавки во много раз
превышает подачу, то при втором и последующих оборотах детали
ролик выходит на уже деформированную поверхность детали,
несколько расширяя и углубляя канавку. После некоторого числа
оборотов процесс стабилизируется. Ролик соприкасается с каж-
Рис. 59. Характерные формы отпечатков роликов и эпюры давлений в очаге де-
формирования при обкатывании:
а •— ролик кругового профиля; б — линейный исходный контакт цилиндрического ро-
лика; 1 — контакт неограниченной длины; 2 — прямоугольные краевые участки; в —
линейный исходный контакт цилиндрического ролика со скругленными краевыми участ-
ками различных радиусов; 3 — меньший радиус скругления; 4 — больший радиус скруг-
ления; г — каплевидный отпечаток
72
Обкатывание роликовым инструментом
Рис. 60. Схема последовательного деформирования обрабатываемой поверхности
при обкатывании роликом с продольной подачей S:
а — при нормальном процессе; б — при нестабильном процессе
дой точкой поверхности 2a/S раз, где 2а — ширина канавки
(2а = /к); S — подача. Первоначальная канавка соответствует
участку ВС (рис. 60), АВ — участок деформированной поверх-
ности за роликом; <ро — угол вдавливания ролика. Перед роли-
ком образуется волна деформированного металла, а расширение
контактной канавки приводит к возрастанию сопротивления вы-
давливанию, что обусловливает постепенный отжим ролика на
19. Ширина заходиой впадины в начале обкатываемого участка
Материал детали пв Диаметр детали Диаметр ролика Радиус профиля ролика Сила обкаты* вання, Н Подача, мм/об Глубина ! впадины, мм Ширина за- ходиой впади* иы, мм
экспе- римен- тальная рас- чет- ная
мм
АЛ5 84 114 50 54 16 5,5 6 000 0,61 0,43 0,3 0,04 0,08 0,18 12 12 11.2 10,8
Сталь 20 131 115 50 54 5,5 8 400 1,04 0,3 0,02 0,18 9,3 9,5 10
Ст5 180 300 105 3 15000 0,3 0,3 12 11,5
Сталь 50 196 235 235 475 105 10 12 10 60000 0,5 0.7 0,5 0.45 Поверхность разрушилась
20 22 22 22
34XH3M 270 500 105 10 59 500 0,5 0,4 18 18
Схема процесса
73
Рис. 61. Характер влияния числа циклов нагру-
жения N и силы обкатывания Р:
/ — на Ra обрабатываемой поверхности; 2 — на по*
верхностную твердость Я; 3 — иа глубину упрочнен-
ного слоя h
участке CD до тех пор, пока уро-
вень обкатанной поверхности не под-
нимется до исходного (без учета
изменения уровня за счет формиро-
вания микронеровностей). На участке
DEF процесс стабилизи-
рован и протекает в равновесных условиях. Волна металла
перед роликом GHI намного больше волны АВ за ним. На всем
участке обкатывания до его стабилизации в точке D изменяются
углы вдавливания ролика. В первоначальном положении перед-
ний и задний углы вдавливания равны, далее, по мере подачи и
углубления ролика, передний угол вдавливания <р'а увеличи-
вается вплоть до стабилизации процесса, а задний угол <р0' изме-
няется незначительно. Процесс поверхностного деформирования
зависит от силы обкатывания, размеров и профиля ролика и
размеров обрабатываемой поверхности. При некоторых сочета-
ниях указанных факторов стабилизация процесса может и не
наступить. Например, на рис. 60, б показано, как интенсивный
рост волны металла перед роликом продолжается до тех пор,
пока гребень волны не начнет разрушаться в точке Н, или пока
ролик не «перескочит» через гребень волны.
Участок поверхности BD ниже остальной обкатанной поверх-
ности, в некоторых случаях это может оказать существенное влия-
ние на размер обрабатываемой детали. Имеется соотношение для
определения ширины канавки в начале обкатывания: /„ =
= 4 ^Р1НВ, мм, где Р — сила обкатывания, /7; НВ — твер-
дость материала
Ширина заходной впадины для некоторых обрабатываемых
материалов приведена в табл. 19.
Кратность приложения нагрузки, или число циклов нагруже-
I 2
ния, определяют по формуле N — -у- k, где 1„ — ширина де-
формированной канавки, мм; z — число роликов; k — число рабо-
чих ходов; S — подача, мм/об.
Разрушение поверхностного слоя может происходить не только
при силе, превосходящей критическую, но и при небольшой
нагрузке, если W слишком велико. В этом случае разрушение
поверхности носит периодический характер. Допустимое N в боль-
шой мере зависит от марки обрабатываемого материала: для
достижения Ра = 0,16 мкм для незакаленной стали необходимо,
чтобы 20 < N < 200, для чугуна 35 < N < 60 (рис. 61).
74
Обкатывание роликовым инструментом
Обработку чувствительных к перенаклепу материалов, напри-
мер чугунов и алюминиевых сплавов, целесообразно производить
при минимальных силах, увеличивая при необходимости в допу-
стимых пределах число N.
В зоне / происходит преимущественно уменьшение шерохо-
ватости, в зоне // — преимущественно упрочнение поверхност-
ного слоя, в зоне III — разупрочнение.
4.2. ВЫБОР ПАРАМЕТРОВ ОБКАТЫВАНИЯ
При силе обкатывания большей оптимальной, во-первых,
может произойти дестабилизация процесса и перенаклеп поверх-
ности, во-вторых, может ухудшиться работа механизмов исполь-
зуемого оборудования, быстрее наступить изнашивание инстру-
ментов, а также могут ухудшиться условия протекания процесса.
Поэтому при обкатывании необходимо назначать минимальную
силу, при которой обеспечивается обработка с максимальной
производительностью.
На силу обкатывания непосредственно влияют передний и
задний углы вдавливания фа и фа (см. рис. 60). Концентрация
давления резко растет с увеличением угла вдавливания. Уста-
новлено, что оптимальным для большинства случаев является
3,150 5 6,3 S 1012^1620 2531fiW50 6360100125160200 500 315 200 125 SO 6350W31J525201612^10 6 г,мм
J) ролика, мм
Рис. 62. Номограмма зависимости силы обкатывания Р от диаметра D ролика,
радиуса профиля г ролика и диаметра D обрабатываемой поверхности для стали
20 (НВ = 140)
Выбор параметров
75
<р0 = 2 ... 3°, <р„ тах = 5°. С углом вдавливания связан профиль-
ный радиус ролика: увеличенному радиусу ролика при одинако-
вом угле вдавливания соответствует большая глубина вдавлива-
ния деталей из стали 20 (НВ 140). На номограмме (рис. 62) силы,
обозначенные сплошными линиями, соответствуют <ро = 2° 30'
при Ыа 0,25. Для более вытянутых отпечатков (выше точек
перелома кривых) сила ограничивается средним углом вдавлива-
ния <р = 5°. Если ограничить средний угол вдавливания значе-
нием 2° 30', то точки перелома кривых снижаются до значения
Ыа= 1. Тогда все отпечатки, вытянутые в направлении подачи,
будут иметь углы вдавливания в осевом сечении ролика фо <3
<2° 30', что повышает стабильность протекания процесса (в том
числе исключается волнистость), но делает невозможным сниже-
ние параметра шероховатости в 8—10 раз.
На номограмме стрелками показано, как находят силу обка-
тывания вала диаметром 250 мм роликом диаметром 100 мм с про-
фильным радиусом 100 мм, которая составляет 14 250 Н.
Зависимость параметра шероховатости поверхности от силы
обкатывания (рис. 63) носит параболический характер, прочие
параметры оптимальны для данных условий обработки, что согла-
суется с данными рассмотренной номограммы.
Обкатывание наиболее целесообразно производить за один
рабочий ход, иногда используют второй и третий рабочие ходы,
которые могут несколько улучшить состояние поверхности.
Однако большее число рабочих ходов недопустимо, так как может
привести к перенаклепу поверхности вследствие резкого возра-
стания кратности приложения силы.
Следующим по значению параметром обкатывания после силы
является подача, которая может быть радиальной (см. рис. 58, а)
Ra,MKM и осевой (рис. 58, б, в). Наилуч-
шее качество поверхности дости-
гается при обработке с радиаль-
Рис. 64. Зависимость Ra от продольной
подачи ролика:
I — сталь 45; 2 — сталь 35; 3 — сталь 15;
4 — 45Г2; Р — 1000 Н; п = 300 мин-*;
Dp = 40 мм; D = 130 мм; г = 20 мм
Рис. 63. Зависимость /?а от силы обка-
тывания Р роликом со сферическим
профилем:
I — сталь 45; 2 — сталь 35; 3 — сталь 15;
4 — 45 Г2; S = 0.21 мм/об; п = 300 мин-1;
D = 130 мм; D = 40 мм; г — 20 мм
76
Обкатывание роликовым инструментом
20. Подачи (мм/об) при обработке роликами кругового профиля
Профиль- ный или приведен- ный радиус ролика, мм Требуемый параметр шероховатости Ra, мкм
0.63 0,32 0.16
Исходный параметр шероховатости Ra, мкм
5,0 2.5 1.25 2.5 1.25 1,25 0.63
5 0,07 0,15 0,3 0,07 0,15 0,07 0,15
6,3 0,09 0,18 0,36 0,09 0,18 0,09 0,17
8 0.12 0,23 0,46 0,12 0,23 0,12 0,19
10 0,15 0,29 0,56 0,15 0,29 0,15 0,21
12,5 0,18 0,37 0,64 0,18 0,34 0,18 0,24
16 0,23 0,47 0,72 0,23 0,39 0,23 0,27
20 0,29 0,58 0,80 0,29 0,42 0,29 0,30
25 0,37 0,83 0,88 0,37 0,48 0,35 0,35
32 0,47 0,94 1,0 0,47 0,54 0,39 0,39
40 0,58 1,12 1,12 0,58 0,60 0,43 0,43
50 0,74 1,24 1,24 0,66 0,66 0,48 0,48
63 0,92 1,40 1,40 0,72 0,72 0,54 0,54
80 1.17 1,60 1,60 0,84 0,84 0,60 0,60
100 1,45 1,80 1,80 0,96 0,96 0,66 0,66
125 1,80 2,0 2,0 1,05 1,05 0,75 0,75
160 2,25 2,25 2,25 1,23 1,23 0,85 0,85
200 2,55 2,55 2,55 1,35 1,35 0,95 0,95
250 2,9 2,9 2,9 1,55 1,55 1,1 1,1
320 3,2 3,2 3,2 1,7 1,7 1,2 1,2
400 3,6 3,6 3,6 1,9 1,9 1,4 1,4
500 4,0 4,0 4,0 2,2 2,2 1,55 1,55
630 4,6 4,6 4,6 2,4 2,4 1.7 1,55
ной подачей, однако на практике детали обрабатывают обычно
с осевой подачей. С уменьшением подачи шероховатость по-
верхности уменьшается до определенного предела (рис. 64),
затем начинает возрастать. При обработке с подачами, мень-
шими оптимальных значений, может происходить перена-
клен поверхности, так как увеличивается число циклов
нагружения N более допустимого. Вновь полученный параметр
шероховатости Rz для оптимальной силы обкатывания и обра-
ботки с подачами более 0,7 мм/об может быть определен по фор-
п / 4г'1 — S2
муле Rz — г
2
Соответственно можно рассчитать заданную подачу: S =
= 2 Vr-Rz — Rz2 = 2,87 /Ttfz.
Расчетную подачу необходимо уменьшить для достижения
параметра шероховатости Ra — 0,8 мкм на 20 %; для достиже-
ния Ra — 0,2 ... 0,4 мкм— на 40 %. Подачу можно выбирать
исходя из ширины канавки: для уменьшения Ra на 0,8 мкм 2a/S
Выбор параметров
77
21. Силы обкатывания роликом цилиндрических поверхностей
из конструкционных сталей за один рабочий ход
(подача 0,04—0,08 мм/об)
Диаметр обкатывае- мой поверх- ности» мм Радиальная сила н
Материал ав. МПа DP = = 100 мм, г = 3 мм Ор = = 100 мм, г = 2,5 мм dp Г — 80 мм, — 3 мм
ЗОХГСНА 1500—1800 12—25 26—50 51—100 101—150 151—200 2200 2800 3600 4000 4600 1600 2100 2600 3100 3600 1600 1200 2600 3100 3600
ВНС5 1400—1600 12—25 26-50 51—100 1200 1600 2000 — —
Х16Н6 1100—1400 12—25 26—50 1000 1400 800 1100 —
ЗОХГСА 1100—1300 12—25 26—50 51—100 101—150 1000 1400 1800 2300 800 1000 1400 1800 800 1000 1400 1800
40ХН2МА 1100—1300 12—25 26—50 51—100 1100 1500 1900 900 1300 1700 900 1300 1700
Примечание. Обозначения: Dp — диаметр ролика; г— профильный
радиус.
1,5; на 1,1—1,4 мкм 2а/S 3; на 1,4—1,6 мкм 2а/S > 9. При
этом необходимо учитывать исходный параметр шероховатости.
Значения подач в зависимости от кривизны ролика, исходного и
достигаемого параметров шероховатости приведены в табл. 20.
Скорость обкатывания не оказывает или почти не оказывает
влияния на получаемую шероховатость и другие характеристики
поверхностного слоя и ограничивается тепловыми явлениями,
допустимым биением инструмента, жесткостью и точностью при-
меняемого оборудования. Поэтому для обеспечения производи-
тельности скорость обработки должна быть максимальной; обычно
она составляет 20—200 м/мин. Дальнейшее увеличение скорости
сопровождается возникновением вибраций и динамических нагру-
зок, что может приводить к увеличению шероховатости поверх-
ности, снижению точности и т. д. Повышение жесткости и точности
78
Обкатывание роликовым инструментом
Рис. 65. Зависимость полученного при обкатывании
параметра Rz от исходного Rz' для различных мате-
риалов:
1, 2 — закаленные стали (HRC 45—50); 3 — сталь 45
(НДС 32—34); 4 — алюминиевые сплавы (НВ 120—180);
5 — бронза
оборудования и инструмента, улучшение
условий его охлаждения позволяет суще-
ственно повысить скорость обработки.
С увеличением скорости обкатывания по-
мимо роста температуры в зоне обработки
наблюдается некоторое снижение степени
пластического деформирования. Например,
при обкатывании стали 45 с максимально
допустимой (250 м/мин) и минимальной (1 м/мин) скоростями
остаточная деформация уменьшается на 20 %. Снижение
степени пластического деформирования объясняется его инер-
ционностью. Скорость распространения волн пластического де-
формирования — величина постоянная для данного металла.
Однако время протекания пластического деформирования ока-
зывает влияние на скорость деформирования, чем и объясняется
инерционность этого процесса. Рекомендуемые для упрочнения
силы обкатывания конструкционных сталей поверхности даны
в табл. 21.
Чем пластичнее материал, тем в меньшей степени достигаемый
параметр шероховатости поверхности зависит от исходного
(рис. 65).
Качество поверхности после обкатывания определяется не
только высотой микронеровностей исходной поверхности, но также
их формой н расположением. Неравномерные по высоте и шагу
мнкронеровностн вызывают «пятнистость», неоднородность упроч-
ненной поверхности и шероховатости. Наиболее благоприятна
исходная поверхность с равномерно чередующимися выступами
и округлыми впадинами. Глубокие вырывы, задиры, надломы
гребешков, следы от вибрации и резцов при их отводе резко ухуд-
шают качество обкатанной поверхности. Беспорядочный харак-
тер микрогребешков на исходной поверхности, полученный,
например, абразивной обработкой, затрудняет их пластическое
деформирование. Однако обкатывание этих поверхностей во мно-
гих случаях улучшает их состояние (шаржирование абразивными
зернами, прижоги, растягивающие остаточные напряжения и т. д.).
Наиболее оптимальный для обкатывания рельеф поверхности
можно получить при стабильном процессе точения со значитель-
ными скоростями резания (150—200 м/мнн). Оптимальный пара-
метр шероховатости исходной поверхности Ra = 1,25 ... 5 мкм
для конструкционных сталей невысокой и средней твердости,
Технологическая оснастка
79
поэтому рекомендуется следующим образом обрабатывать исход-
ную поверхность:
а) для достижения Ra = 0,04 ... 0,08 мкм — точение до Ra —
= 1,25 ... 2,5 мкм;
б) для достижения шероховатости Ra = 0,16 ... 0,32 мкм —
точение до Ra — 2,5 ... 5,0 мкм или шлифование до Ra = 2,5 мкм.
Пластическое деформирование в некоторых случаях может
протекать неравномерно, что связано с определенной неравно-
мерностью силы обкатывания, вибрациями станка, детали, бие-
нием роликов, их неточной установкой, неравномерной твердо-
стью обрабатываемой детали, плохим качеством предварительной
обработки и т. д. Это, в свою очередь, обусловливает образова-
ние волнистости на обкатанной поверхности. Шаг волны не за-
висит от скорости и силы обкатывания, но зависит от подачи,
угла вдавливания ролика и соотношения диаметров ролика и
обрабатываемой поверхности. При использовании роликов с диа-
метром, кратным диаметру детали, уменьшается колебание по
подаче и возрастает шаг волны. Снижения волнистости можно
достичь ограничением угла вдавливания <ра < 2° 30' и приме-
нением самоустанавливающихся роликов.
4.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
Однороликовые и многороликовые устройства для обкаты-
вания подразделяют на бессепараторные, сепараторные и спе-
циальные. Ролики в сепараторных устройствах свободно катятся
по опорной поверхности и удерживаются от выпадания с помощью
сепаратора или какого-либо элемента аналогичного назначения.
В этих устройствах могут использоваться ролики 1—6-го типов
(см. табл. 6).
В бессепараторных устройствах применяют ролики 7—15-го
типов, иногда 2-го и 5-го типов (см. табл. 6), имеющие вспомога-
тельные поверхности (отверстия или цапфы), посредством которых
оии удерживаются в устройстве и воспринимают основную силу
деформирования. Ролики в бессепараторных устройствах уста-
навливают на осях или в специальных отверстиях с помощью
подшипников качения и скольжения или других элементов, вы-
полняющих роль подшипников. Достоинства бессепараторных
устройств — простота конструкции, относительно невысокая стои-
мость, широкие технологические возможности, быстрота и удоб-
ство переналадки. Поэтому их целесообразно использовать в еди-
ничном или мелкосерийном производстве.
Сепараторные устройства имеют ограниченные технологичес-
кие возможности по обработке поверхностей различных диамет-
ров, они более сложны в изготовлении, но обладают вы-
сокой производительностью, поэтому их чаще используют в се-
рийном и массовом производствах.
60
Обкатывание роликовым инструментом
По характеру нагружения рабочих роликов обкатывающие
приспособления подразделяют на механические (пружинные),
пневматические, гидравлические и комбинированного действия
(пневмогидравлические, пневмопружинные н т. д.).
Приспособления с механической системой нагружения харак-
теризуются простотой изготовления н независимостью привода,
но им присущи н существенные недостатки: низкая точность
контроля обкатывающей силы (по осадке тарированной пружины);
сложность обеспечения постоянной силы обкатывания конических
фасонных поверхностей, галтелей валов и т. п., так как допол-
нительное радиальное перемещение ролика (осадка пружины)
вызывает увеличение силы обкатывания; сложность автоматиза-
ции процесса обработки.
Пневматические приспособления в условиях массового и
серийного производства наиболее приемлемы, так как для пита-
ния привода позволяют использовать централизованную систему
подачи сжатого воздуха. Недостаток пневматического привода —
его относительная громоздкость, когда требуется создать большие
силы, вследствие небольшого давления в сети сжатого воздуха.
В отличие от пневматических гидравлические приспособле-
ния обладают большей компактностью при создании высоких
рабочих сил. Однако для работы гидравлической системы приспо-
собления требуется отдельная насосная станция. Основной не-
достаток гидравлических устройств — сложность конструкции
и большие затраты на изготовление.
К общим достоинствам пневматических и гидравлических
приспособлений относятся: удобство контроля и регулирования
рабочей силы обкатывания по показаниям манометра; возмож-
ность быстрого нагружения (в начале рабочего хода) и разгруже-
ния (в конце рабочего хода) деформирующих роликов; универ-
сальность приспособлений, т. е. возможность обработки деталей
различной формы (цилиндрической, конической, фасонной) и
широкий диапазон регулировки рабочих размеров; возможность
автоматизации и программирования.
Комбинированным обкатывающим устройствам присущи осо-
бенности, свойственные различным видам приспособлений. На-
пример, пневмогидравлическое приспособление имеет значительно
меньшие габаритные размеры, чем пневматическое, и обладает
всеми преимуществами последнего; механическое пружинное при-
способление с гидравлической силоизмерительной головкой ха-
рактеризуется удобством контроля и регулирования обкаты-
вающей силы и т. д.
Конструкции однороликовых приспособлений для обработки
наружных цилиндрических и плоских поверхностей наиболее
просты, универсальны и требуют наименьших затрат в изготовле-
нии. Однороликовые устройства обычно выполняют с механической
Технологическая оснастка
81
22. Нормализованные приспособления для обкатывания
гост Приспособления Эскизы
16339-70 Державки суппортные для роли- ковых головок на силы 2500 и 5000 Н 1 1 Г7 "7 //Z 1 [| 1
16340—70 Державки суппортные для роли- ковых головок на силы 10 000 и 20 000 Н 1 [ J 1— J-,
m—S'
16341—70 Державка суппортная для роли- ковой головки на силу 40 000 Н о f ,,1 £ 5
16342—70 Головки роликовые на силы 2 500 и 5 000 Н 221
16343—70
Головки роликовые на силы
10 000, 20 000 и 40 000 Н
IlM
82
Обкатывание роликовым инструментом
Продолжение табл. 29
гост
Пряспособленяе
Эскизы
16344—70 Ролики
системой нагружения, что упрощает конструкцию и эксплуата-
цию инструмента.
Однороликовые приспособления, рассчитанные на силу 2500—
40 000 Н, стандартизованы (см. табл. 22): они состоят из суппорт-
ных державок, снабженных силовым элементом в виде пружины,
и роликовых головок. Приспособления с опорными элементами
суппортных державок устанавливают в суппорте металлорежущих
станков (рис. 66).
Для обработки различных поверхностей деталей из алюми-
ниевых и магниевых сплавов по отраслевому стандарту
ОСТ 1.41669—П применяют обкатное устройство (рис. 67), ролик
которого с профильным радиусом до 6 мм помимо обычного имеет
специальное исполнение. При обработке галтели профильный ра-
диус ролика должен быть на 0,2—0,5 мм меньше радиуса галтели.
Сила обкатывания по этому ОСТу составляет 1000—2500 Н,
скорость обработки — 180—230 м/мин; подача 0,08—0,2 мм/об;
обработку производят за 2—3 рабочих хода, причем при последую-
щих рабочих ходах силу обкатывания увеличивают на 20—30 %.
Достоинствами приспособления, в котором упругим элемен-
том служит перемычка самого корпуса в виде пластинчатой пру-
жины (рис. 68, а), а также приспособления с тарельчатой пружи-
ной (рис. 68, б) являются их простота и компактность, однако
они имеют значительную погрешность при установке и контроле
силы обкатывания, для уменьшения которой в приспособлениях
такого типа иногда применяют специальные индикаторные го-
ловки.
Рычажное приспособление (рис. 69, а) позволяет использо-
вать пружину большей длины, так как она расположена верти-
кально, и получить ее минимальную жесткость. Такие приспо-
собления необходимы, например, при упрочняющем обкатывании,
Технологическая оснастка
83
Рис. 66. Схемы обработки деталей с ис-
пользованием стандартизованных одно-
роликовых приспособлений:
а — цилиндрических поверхностей; б —
торцовых поверхностей; 1 — деталь; 2 —
ролик; 3 — обкатное приспособление; 4 —
суппорт станка
Ю
Рис. 67. Однороликовое обкатное уст-
ройство:
а — конструкция; б, в — ролики специаль-
ного исполнения; 1 — корпус; 2 — пружи-
на; 3 — палец; 4 — вилка; 5 — ролнк; 6 —
шайба; 7 — подшипник; 8 — ось; 9 — крыш-
ка; 10 — обрабатываемая каиавка; 11 —
обрабатываемая галтель
когда точность силы обкатывания играет решающую роль, а также
при обработке тонкостенных или разностенных деталей.
В корпусе 5 рычажного приспособления, рассчитанного на
силу 60 кН (рис. 69, б), перемещаются штоки 3 и 4 с пружинами 6
и 7, максимальная сила обкатывания создается при полном сжа-
тии обеих пружин. Сила нижней пружины передается на ролик
непосредственно, а сила верхней — через рычаг, образованный
щеками 13 (соотношение плеч рычага 1 : 2,2). Рабочий ролик 11
установлен на игольчатом подшипнике в самоустанавливающейся
головке 1, которая своими цапфами крепится к вилке 2. Осевые
силы на ролике воспринимаются шариковыми упорными подшип-
никами. Вилка 2 цилиндрическим хвостовиком входит в расточку
нижнего штока 3 и крепится шайбой 10. Для разгрузки ролика
Рис. 68. Обкатные устрой-
ства специального испол-
нения для обработки с си-
лой до 30000 Н:
а — с пружинящим корпу-
сом. жесткость 12000 Н/см;
б — С тарельчатыми пружи-
нами
84
Обкатывание роликовым инструментом
Рис. 69. Однороликовые приспособления:
а — рычажное, с малой жесткостью пружины: б — рычажное с двумя пружинами; в —
с цилиндрическим самоустаиавливающнмся роликом; г — с бочкообразным роликом ма-
лого диаметра; д — узел двухопорйоге ролика; е — установка консольного ролика
в момент отвода и подвода приспособления служат гайки 8 и 9,
позволяющие замкнуть силу пружины внутри корпуса приспо-
собления. С помощью кронштейна 12 приспособление крепят
в резцедержателе станка.
Для надежной работы устройств рычажного типа, особенно
совершающих направляющие возвратно-поступательные движения,
необходимы обильное смазывание и достаточно большие раз-
меры контактных поверхностей. Тяжелые валы на крупных
токарных станках обкатывают при ограниченных скоростях
в связи с ограниченной грузоподъемностью центров и подшипни-
ков шпинделей. Производительность труда непосредственно зави-
сит от продольной подачи, а следовательно, от радиуса профиля
роликов. Большие профильные радиусы (200—600 мм) или пря-
молинейный профиль при реально достижимой силе обкатывания
могут иметь ролики малого диаметра.
Сила обкатывания до 60 кН создается в гидравлических устрой-
ствах (рис. 69, в, г) автономным гидравлическим цилиндром и
контролируется по манометру. Она передается на ролик через
Технологическая оснастка
85
пакет тарельчатых пружин. Недопустимые перекосы цилиндри-
ческих роликов (см. рис. 69, в) во время обработки устраняются
благодаря их самоустановке. Для этого для головки, несущей
рабочий ролик диаметром 32 мм и два опорных ролика, предусмот-
рена свобода поворота на цапфах вокруг оси, перпендикулярной
к линии контакта ролика с деталью. Под действием момента,
возникающего при перекосах, ролик поворачивается до восста-
новления равномерного контакта по всей длине образующей.
При шестироликовой схеме устройства (рис. 69, г) достигнуто
уменьшение диаметра рабочего ролика до 12,5 мм. Радиус про-
филя рабочего ролика 600 мм. Соответствующую кривизну имеют
и опорные ролики. Головка, несущая ролики, может поворачи-
ваться вокруг нормали, проходящей через точку контакта рабо-
чего ролика с деталью. При обкатывании с большими подачами
валов небольшого диаметра поворот головки на угол подъема
винтового следа ролика предотвращает его скольжение вдоль
детали.
Бочкообразные ролики малого диаметра с профильным радиу-
сом 600 мм позволяют применять обкатывание деталей гидравли-
ческих прессов и насосов, на которые наплавлена коррозионно-
стойкая сталь твердостью НВ 260—300. Сложность обкатывания
наплавленных поверхностей связана с их неоднородной твердо-
стью, изменяющейся в пределах 15—30 % по ширине каждого шага
наплавки (8—12 мм). После обкатывания такой поверхности
обычными торообразными роликами поверхность приобретает
волнистость с шагом наплавки. При рабочей силе 45—50 кН длина
контакта бочкообразного ролика с профильным радиусом 600 мм
составляет 25—28 мм и перекрывает два—три шага наплавки.
Даже в этом случае угол вдавливания ролика в осевом сечении
составляет всего Г 30'. После обкатывания у поверхности, пред-
варительно обточенной до Ra = 3,2 ... 6,3 мкм, получаем Ra =
= 0,2 ... 0,4 мкм без заметной волнистости, а колебания твер-
дости в результате пластического деформированию уменьшаются
до 5—10 %.
Одним роликом целесообразно обкатывать галтели, наружные
и в отдельных случаях внутренние цилиндрические поверхности,
а также торцовые плоские поверхности крупных, массивных
деталей, способных противостоять большим радиальным нагруз-
кам. Недостатком однороликовых устройств является незамкну-
тая система сил, вызывающая деформирование обрабатываемых
деталей, устройств и оборудования, быстрое изнашивание под-
вижных частей системы СПИД.
Более рационально при обкатывании длинных валов, а во мно-
гих случаях и обычных заготовок применять многороликовые
устройства охватывающего типа. Их конструкция сложнее, но
они более удобны, надежны и долговечны.
86
Обкатывание роликовым инструментом
23. Размеры (мм) роликов и элементов их крепления в зависимости
от силы накатывании (см. рис. 69)
Сила накаты- ваиия, кН (не более) Размеры ролика Размеры оси Подшипники Размеры иголь- чатого подшип- ника В (ие меиее)
Dp (не меиее) вр d 1 Обо- зна- чен ие Габаритные размеры
Двухопорный ролик
5 32 16 10 46 8101 12X26X9 2X16
9 40 20 15 52 8103 17X30X9 2X20
12 50 24 22 62 8105 25X42X11 2X24
20 60 30 25 70 8106 30X 46X11 3X30
30 70 35 30 80 8107 35X 52X12 4X35
40 80 40 35 90 8108 40X 60X13 4X40
60 100 50 40 НО 8109 45Х65Х 14 5X50
Консольный ролик
3,5 48 12 15 55 7202 15X35X12 — 8
5,0 55 12 17 58 7203 17X40X13,5 — 9
7,5 60 14 20 66 7204 20X47X15,5 — 11
10 65 16 20 76 7304 20X 52X16,5 — 15
11,5 65 16 20 88 7604 20X 52X 22,5 — 12
18 80 18 25 97 7605 25X 62X 25,5 — 15
24 90 20 30 112 7606 30X72X29 — 18
30 100 24 35 129 7606 35X80X33 — 20
Примечание. Долговечность роликов при указанных силах н ско-
рости накатывания 200 м/мнн составляет 190—280 ч.
При создании больших сил обкатывания слабым звеном об-
катных устройств являются места крепления (опоры) роликов.
Применение двухопорных (рис. 69, д) и консольных (рис. 69, е)
роликов специальной конструкции повышает надежность и дол-
говечность устройств (табл. 23).
В двухроликовом приспособлении (рис. 70, а) роликовую го-
ловку 1, непосредственно связанную со штоком 2 гидроцилиндра 3,
размещают сзади суппорта. Державку с передним роликом крепят
непосредственно в резцедержателе. Силу контролируют по мано-
метру 4, а рабочий размер регулируют винтом 5.
Недостаток двухроликовых приспособлений — возникновение
изгибающих моментов при несоосной установке роликов и обра-
батываемой детали, в результате чего под действием неуравно-
вешенных сил Q (рис. 70, б) деталь отжимается вверх или вниз,
что нарушает жесткость системы СПИД и резко ухудшает усло-
вия протекания процесса обработки. Поэтому более целесооб-
разно использовать многороликовые приспособления.
Технологическая оснастка
87
Рис. 70. Друхроликовое приспособ-
ление (а) и схема сил (б)
Трехроликовое приспособ-
ление для обкатывания тор-
сионных валов прокатных ста-
нов (рис. 71, а) имеет два пневматических цилиндра, что
обеспечивает поджатие роликов с постоянной силой как на
цилиндрической поверхности, так и на галтелях. Материал
торсионов 45ХН2МФА, HRC 40—48, длина 2 м и 2,8 м, диаметр
115 мм и 140 мм, радиус галтели 300 мм. Режим обработки: Р —
— 15 кН; S = 0,3 мм/об; v = 30 м/мин; г = 8 мм. Параметр шеро-
ховатости поверхности уменьшается с Ra = 3,2 мкм до Ra =
= 0,4 ... 0,8 мкм. В связи с высокой твердостью обрабатываемой
поверхности ролики быстро изнашиваются: один комплект роли-
ков обеспечивает обработку пяти торсионов, после чего их необ-
ходимо перешлифовывать для восстановления исходного профиля.
Трехроликовое пневматическое приспособление (рис. 71, б)
предназначено для обкатывания плунжеров автопогрузчиков.
Корпус приспособления устанавливают на нижнюю часть суп-
порта токарного станка. Между щеками корпуса вставляют
нижний рычаг с двумя роликами. Верхний рычаг, в котором
укрепляют третий ролик, шарнирно связан с нижним и создает
давление на ролики посредством откидывающего пневмоцилиндра.
В гидромеханическом трехроликовом приспособлении (рис.
71, а) контур гидравлической системы замкнут, вследствие
чего можно обойтись без индивидуальной насосной станции.
Обкатывание плоских поверхностей (торцы цилиндрических
деталей и плоскости) можно рассматривать как обработку ци-
линдрической поверхности очень большого диаметра. Торцовые
участки обрабатывают обычно на универсальных станках с ис-
пользованием однороликовых устройств (см. рис. 66, б). При этом
необходимо учитывать, что скорость обработки изменяется от
88
Обкатывание роликовым инструментом
минимальной в центре торцовой поверхности до максимальной
на ее периферии.
Большие плоские поверхности обкатывают на крупных фре-
зерных и расточных станках несколькими однороликовыми уст-
ройствами, установленными в стандартную резцовую головку
большого диаметра под таким углом, что оси роликов пересе-
каются с осью шпинделя на уровне обкатываемой поверхности
(рис. 72). Преимущество такого инструмента по сравнению с ша-
риковыми головками состоит в том, что сила, приложенная к каж-
дому ролику, постоянна, так как у них индивидуальное нагру-
жение.
После перемещения головки на обкатанной поверхности ос-
тается деформированная полоса, ширина которой равна диаметру
описываемой роликом окружности. Эта полоса покрыта сеткой
следов, расстояние между которыми равно подаче головки на
один ролик. Такое расстояние между следами лишь в средней
части обкатанной полосы, по мере удаления от середины к краям
оно уменьшается, а у самого края обкатанного участка становится
равным нулю. Уменьшение шага следов ролика свидетельствует
об уменьшении фактической подачи, что приводит к местному
Технологическая оснастка
89
увеличению деформации об-
катываемой поверхности. Зо-
ны увеличенной деформации
занимают около 1/6 ширины
у обоих краев обкатанной
полосы. В этих зонах проис-
ходит более значительное
деформирование поверхно-
сти, вызывающее соответ-
ствующее отклонение от пло-
скостности . Когда отклоне-
ние от плоскостности недо-
пустимо, целесообразно вы-
полнять второй рабочий ход
Рис. 72. Обкатывание плоских поверхно-
стей:
а — характер микроиеровностей (следов обра-
ботки); б — схема устройства
со смещением головки на
половину ширины обкатан-
ного участка. Если ширина
обкатываемой поверхности
меньше диаметра головки,
то ее следует располагать внутри охватываемой роликами полосы
симметрично относительно оси шпинделя. Это позволит вывести
Рис. 73. Сепараторные обкатники:
• — со свободным сепаратором; б — с заторможенным сепаратором; г — одноролико-
90
Обкатывание роликовым инструментом
участок с нулевой подачей за пределы детали и сделать деформа-
цию поверхности более равномерной.
Кольцевые участки наружных и внутренних торцовых и ко-
нусных поверхностей обрабатывают многороликовыми обкатни-
ками и раскатниками (в гл. 5).
Приспособления сепараторного типа используют главным
образом для раскатывания отверстий, однако в серийном и мас-
совом производствах их применяют и для обкатывания.
Обкатиик (рис. 73, а) для обработки длинномерных цилиндри-
ческих деталей устанавливают на суппорт токарного станка
вместо резцедержателя. К корпусу 5 с двух сторон прикрепляют
кронштейны 9 с отверстиями, которые служат для его установки
на четыре стойки 6, запрессованные в плиту 10. Пружина 8 под-
держивает корпус в «плавающем» состоянии. Совмещение оси
обкатника с осью центров станка достигается путем сжатия пру-
жины гайками 7. Фланец 1 предохраняет опорный конус 3 от осе-
вого перемещения и служит упором, ограничивающим ход сепа-
ратора 4 с роликами 2 при выводе обкатника с обкатанной поверх-
ности. В обкатнике (рис. 73, б) сепаратор закреплен, что позво-
ляет обрабатывать детали типа штоков напроход, без их закреп-
ления. Обкатник (рис. 73, в) используют для обработки деталей
диаметром до 15 мм, закрепленных в патронах или в приспособле-
ниях станка, а также для обработки ступенчатых валов. Одноро-
ликовый сепараторный обкатник (рис. 73, г) применяют для
обработки наружных цилиндрических, торцовых и плоских по-
верхностей. Его преимущество — меньший диаметр рабочего
ролика.
4.4. ОСОБЕННОСТИ ОБКАТЫВАНИЯ ПОВЕРХНОСТЕЙ
СЛОЖНОЙ ФОРМЫ
Наружные и внутренние сферические поверхности обкатывают
с помощью роликов двух основных типов: 1) с конфигурацией
рабочих поверхностей, имеющей сферический или близкий к сфе-
рическому профиль с радиусом кривизны, соответствующим ра-
диусу обрабатываемой сферы; 2) с обычной конфигурацией. При
обработке роликами первого типа контакт инструмента происхо-
дит по всей или по значительной части образующей обрабатывае-
мой поверхности, т. е. они работают «на врезание». При обработке
роликами второго типа контакт инструмента с обрабатываемой
поверхностью имеет локальный характер и вся обрабатываемая
сферическая поверхность последовательно обходится одним или
несколькими роликами.
Применение роликов первого типа (рис. 74, а) требует прило-
жения больших сил накатывания, которые в десятки раз превы-
шают силы накатывания обычными роликами, производитель-
Особенности обкатывания поверхностей сложной формы
91
Рис. 74. Схемы обкатывания сферических поверхностей:
а — «на врезание» всей образующей поверхности ролика; 6. a — «на врезание» с локаль-
ним контактом; е — методом обхода поверхности роликом обычного типа
ность обработки также в десятки раз увеличивается. Вращение
детали 1 передается от одного из деформирующих составных ро-
ликов 2, 3, жестко установленных на приводной оси. При этом
возникают большие неуравновешенные осевые силы, восприни-
маемые тарельчатыми пружинами 4. При обработке неполной
сферической поверхности детали I вогнутым деформирующим
роликом 2 с рабочим радиусом, большим радиуса обрабатываемой
детали (рис. 74, б), две поверхности опорного ролика <3 распола-
гают эксцентрично относительно оси его вращения, что обеспечи-
вает качательное движение деформирующего ролика и плавное
перемещение точки его контакта по всей поверхности сферы.
Для создания симметричной нагрузки на сферическую по-
верхность применяют схему (рис. 74, в), при которой деталь /
обрабатывают двумя противоположно расположенными синхронно
вращающимися роликами 2, установленными так, что оси симмет-
рии их вогнутых рабочих поверхностей параллельны друг другу
и составляют с осью вращения роликов такой угол, при котором
достигается расположение точек контакта роликов с обрабатывае-
мой деталью на одной прямой с центром. Ролики вращаются
синхронно без продольных перемещений. В процессе обкатыва-
ния точки контакта перемещаются по образующей обрабатывае-
мой поверхности.
При обработке сферической поверхности детали / одним или
несколькими обычными роликами 2, 3 по схеме «обхода» (рис. 74, г)
используют копирные устройства, станки с программным управ-
лением или специальные приспособления, обеспечивающие поворот
роликов и их ориентирование.
Обкатное устройство для обработки сферической поверхности
толкателя клапана по схеме «на врезание» (рис. 75, а) состоит
из корпуса 6. втулки 8, устанавливаемой на станке оправки 9
с тарельчатыми пружинами 7, оси 4 с шарикоподшипниками 2, 3,
с шайбами 5 и составным роликом /. Обкатывание производится
за 2 с с частотой вращения 360 мин-1 и с силой 7 кН, достигается
92
Обкатывание роликовым инструментом
S)
Рис. 75. Обкатные устройства для
обработки сферических поверхнос-
тей:
а, в — наружных; 6 — внутренних
параметр шероховатости
Ra — 0,16 ... 0,32 мкм при
исходном Ra — 2,5 мкм (ма-
териал-сталь 45).
С помощью трехроликово-
го устройства (рис. 75, б) рас-
катывают внутреннюю сферическую поверхность коробки сателли-
тов из ковкого чугуна радиусом 68,74 мм. Сила раскатывания 6500Н,
частота вращения инструмента 140 мин-1; время обработки 6 с,
достигается Ra «= 0,63 ... 1,25 мкм при исходном Ra = 2,5 ...
5,0 мкм. Длина сферических роликов 35 мм, максимальный диаметр
12 мм, радиус сферы соответствует заданному, т. е. 68,74 мм.
Устройство для обкатывания сферы методом обхода с частич-
ным «врезанием» показано на рис. 75, в. В корпусе 1 на кони-
ческих подшипниках 2 и иглах 3 смонтирована цапфа 4, несущая
кронштейны 5. Они могут поворачиваться вокруг осей 6 и свя-
заны между собой дифференциальным нагружающим механизмом,
представляющим собой пружину 8 со шпилькой 9, проходящей
через отверстия сферических шайб 7. Силы пружин регулируют
гайками 10. В пазах кронштейнов (вариант 1) или консольно
(вариант 2) смонтированы на иглах 11 деформирующие ролики 12
так, что их оси для того, чтобы была возможна самоподача, пере-
секаются с плоскостью кронштейнов не под прямым углом. Го-
ловку устанавливают в резцедержателе токарного станка так,
чтобы ее продольная ось проходила через центр сферы обрабаты-
ваемой детали, установленной по линии центров станка. Затем
винтом поперечной подачи суппорта подводят головку к сфере
до соприкосновения с ней деформирующих роликов для создания
натяга. Вращаясь вместе с обрабатываемой деталью, ролики
осуществляют самоподачу вокруг продольной оси головки. После
поворота цапфы до ее крайнего положения производят реверси-
Особенности обкатывания поверхностей сложной формы
93
рование вращения детали, направление самоподачи изменяется.
В случае обкатывания сфер, имеющих значительную эллипс-
ность, ролики в процессе качения по образующей (самоподача)
и направляющей (обкатывание) копируют макрогеометрию по-
верхности. Одновременно дифференциальный нагружающий ме-
ханизм уравнивает силу на роликах. При накатывании геометри-
чески точных сфер витки пружины нагружающего механизма,
сжимаясь, соприкасаются, что обеспечивает обработку при жестком
контакте между сферой н деформирующими роликами.
При обработке материалов невысокой твердости профиль рабо-
чей поверхности деформирующих, роликов выполняют по дуге
окружности, радиус которой больше радиуса сферы на 1—3 мм.
При обработке закаленных сталей лучшие результаты дости-
гаются с помощью роликов, профиль которых образован дугами
двух окружностей: радиус одной из них равен радиусу обрабо-
танной сферы, а радиус другой — несколько больше.
Фасонные поверхности обкатывают обычно методом обхода
ролика по образующей. При этом, перемещая ролик, одновре-
менно поворачивают его вокруг центра кривизны обрабатывае-
мой поверхности (рис. 76, а) или перемещают поступательно, не
поворачивая (рис. 76, б).
При обработке поверхностей с профилем, образованным дугой,
ширина которой не превышает 60—90°, использование поворот-
ных устройств, как правило, нецелесообразно. При поступатель-
ном перемещении ролика по поверхности криволинейного профиля
непрерывно смещается точка контакта ролика с деталью не только
по образующей обкатываемой поверхности, но и по профилю
самого ролика, что изменяет фактическую продольную подачу
ролика. На рис. 76, б показаны два положения ролика, соответ-
ствующие началу и концу одного оборота детали. Очевидно, что
при подаче SCT от суппорта станка точка контакта перемещается
по поверхности заготовки на расстояние S = Sc,7?/[cos а (7? 4-
+ г) J.
При изменении а в процессе обкатывания подача S непрерывно
изменяется. Кривизна профиля ролика должна быть постоянной,
так как даже ее незначительные колебания нарушают равномер-
ность изменения подачи н вызывают волнистость обкатанной по-
верхности. Нормальная сила в точке контакта ролика с деталью
PN — P/cos р, где Р — угол между плоскостью качения ролика и
радиальным сечением детали в точке контакта. Изменение Р
в процессе обкатывания вызывает изменение силы Рк, что огра-
ничивает (дуга 60—90°) применение этого способа и заставляет
«усиливать» упорные подшипники и направляющие обкатываю-
щего устройства, воспринимающие осевую составляющую силы.
С поступательной подачей роликов на токарных станках обка-
тывают торсионные валы с галтельными участками, валы конус-
94
Обкатывание роликовым инструментом
мых дробилок и другие детали. При этом ролик, прижатый к обка-
тываемой поверхности с постоянной силой, подается вдоль оси
и обходит профиль, а сама поверхность детали служит копиром.
На рис. 76, в показана схема обкатывания с поступательной
по-:-««ей фасонной поверхности корпуса кристаллизатора и пра-
ве -лы графики изменения сил и подач по длине профиля.
Примером обкатывания методом «обхода» с помощью копиро-
вального устройства является обработка литого алюминиевого
корпуса (рис. 77) для повышения его прочности и герметичности.
Для обкатывания гал-
телей применяют несколь-
ко методов (рис. 78), про-
стейший из которых —
обкатывание роликом, про-
фильный радиус которого
равен радиусу кривизны
галтели (на рис. 78, а).
Обкатывание выполняют
с помощью универсальных
Рис. 76. Схемы подачи ролика при обкатыва-
нии фасонных поверхностей:
в — с попоротом ролика: б — с поступательной по-
дачей ролнка; в — эпюра снл и распределение
фактических подач на криаолннейиой поверхности
при обработке раструба кристаллизатора
Рис. 77. Схема копирной об-
работки литых корпусов:
1 — роликовый обкатннк; 2 —
планшайба передней бабкн(боль-
шан горловина корпуса); 3 —
обкатываемый корпус; 4 — ко-
пирная рама; 5 — копир; 6 —
груз; 7 — упорный ролкк суп-
порта (суппорт отключен от вин-
та поперечной подачи); В — съем-
ная планшайба (малая горлови-
на корпуса); 9 — центр задней
бабки станка; 10 — резцедержа-
тель станка
Особенности обкатывания поверхностей сложной формы
95
Рис. 78. Основные схемы обкатывания галтелей
однороликовых приспособлений, повернутых под углом до
45° к оси упрочняемой заготовки. Для галтелей малого радиуса
этот метод достаточно эффективен (табл. 24). При рабочей силе
60 кН можно обкатывать галтели радиусом до 6 мм. Но сила 60 кН
не всегда допустима, так как она не соответствует грузоподъем-
ности токарных станков и жесткости обкатываемых деталей.
С другой стороны, радиус 6 мм относительно невелик, часто упроч-
няют галтели значительно большего радиуса. Линейный контакт
ролика с деталью при такой схеме обкатывания не позволяет
получить больших глубин упрочнения. При обкатывании шаром
площадь линейного контакта меньше (рис. 78, б), однако устрой-
ства, выполненные по такой схеме, более сложны по конструкции
и менее надежны в эксплуатации.
Уменьшение профильного радиуса роликов — один из методов
повышения эффективности обкатывания галтелей. Применяют
различные схемы обкатывания галтелей с подачей роликов уве-
личенной кривизны осевого сечения (рис. 78, в, г). Ролику при
этом нередко придают двойную кривизну (гь г2) для уменьшения
угла вдавливания в цилиндрическую поверхность (рис. 78, в).
Поворотные устройства (рис. 78, г, д) обычно применяют для
обкатывания галтелей больших радиусов.
Подача ролика по профилю галтели требует применения до-
вольно сложных механизмов, для размещения которых не хватает
места. Поэтому используют ролики с биением рабочего профиля
или с профилированным опорным желобом, по которому катится
шарик, позволяющие интенсифицировать деформирование по-
верхности (рис. 78, е, ж).
Разновидность роликов с биением рабочего профиля — клино-
видные ролики (рис. 78, з, и). Ширина широкой стороны клино-
видного сечения ролика равняется хорде, стягивающей дугу
обкатываемой галтели, эта сторона может быть разделена на две
56
Обкатывание роликовым инструментом
24. Режимы обкатывания галтелей роликом диаметром 100 мм
с профильным радиусом, меньшим радиуса галтели на 0,05—0,15 мм,
эв три—пять оборотов детали
Диаметр Сила обкатывания (И) при
радиусе галтели. ММ
Матерная Ug. МП* ной дета-
мм 3.0 5.5 2.0 1.5 1.0 0.5
20ХЗМВФ 1800—2000 25—50 4400 4000 3400
51—100 4800 4400 3800 — —-
101—150 5200 4800 4100 — —-
151—200 5500 5000 4500 — — —"
ЗОХГСНА 1500—1850 12—25 3000 2600 2200 1800 1600 1300
26-50 3600 3200 2800 2400 2000
51—100 4200 3800 3200 -—. -—.
101—150 4800 4400 —— —— —
151—200 5500 5000 —‘ — — —"
вне 1400—1600 12-25 2200 1800 1400 1200 1000 800
26—50 2600 2200 1800 1600 1400
51—100 3100 2600 2400 2200 — —
Х16Н6 1100—1400 12—25 2200 1800 1400 1200 1000 800
26-50 2600 2200 1800 >600 1400 —"
ЗОХГСА 1100—1300 12—25 2000 1800 1300 1200 1000 800
26—50 2400 2200 1600 1500 1300 —»
51—100 3000 2700 2000 — —
101—150 3500 3200 -— -—
151—200 4000 3700 —‘ — —"
40ХНМА 1100—1300 12—25 2200 1800 1400 1200 1000 800
26-50 2600 2200 1800 1600 1400
51—100 3000 2600 2200 2000 — —•
поверхности меньшего радиуса. В одном из вариантов ось враще-
ния ролика расположена эксцентрично относительно рабочей
поверхности. Эксцентриситет равняется половине стрелы дуги
галтели. Рабочие радиусные поверхности клиновидного ролика
оставляют на поверхности обкатываемой галтели одновременно
два синусоидальных следа, которые по мере вращения вала и
ролика постепенно смещаются до тех пор, пока вся поверхность
галтели не станет деформированной.
Обкатник с наклонным роликом состоит из корпуса 1
(рис. 79, а), закрепляемого в резцедержателе токарного станка, и
рычага 5, несущего ось 4 с рабочим роликом 2. Сила обкатывания
создается и регулируется с помощью пружины 5.
Особенности обкатывания поверхностей сложной формы
97
для упрочнения осей крано-
вых колес в установке для непрерывной разливки сгади (диа-
метр осей 170 мм, радиус галтелей 8 мм). Этим методом
удалось достичь значительного упрочнения при относительно
небольшой силе обкатывания — 12 кН и при обработке на
сравнительно малогабаритном станке (высота центров 300 мм).
Однако обкатывание галтелей не наклонным, а клиновым
роликом (рис. 78, з) предпочтительнее, так как вследствие
симметричности профиля клинового ролика уравновешиваются
силы обкатывания и создаются более плавные и меньшие нагрузки
на механизмы используемого оборудования. Галтели коленчатых
валов некоторых двигателей внутреннего сгорания по схеме «на
врезание» (рис. 78, а) обкатывают с помощью устройства (рис. 79, б),
позволяющего применять деформирующие ролики минимального
диаметра и снижать тем самым силу обкатывания. Деформирующие
конические ролики 1 размещены в сепараторе 2 и контактируют
с опорным конусом 3, смонтированным в корпусе 4. Для предот-
вращения одностороннего нагружения коленчатого вала служат
два поддерживающих ролика 5, каждый из которых опирается на
два роликоподшипника 6, расположенных в нижней головке 7.
Деформирующие и поддерживающие головки устанавливают в на-
гружающем устройстве клещевого типа, смонтированном на то-
карном станке 1К62. Сила деформирования создается гидроци-
линдром, воздействующим на рычаги клещевого устройства.
На упрочнение не оказывают влияние отклонения линейных
размеров шеек, а рабочая и опорная части деформирующих, ро-
ликов разделены, чем существенно повышается их долговечность.
4 Одинцов Л. Г.
98
Обкатывание роликовым инструментом
2S. Параметры (мм) упрочненных коленчатых валов
Диаметр шеек Длина коренных шеек Kt Раднуе
коренных шатун- ных 1 2. 4 3 5 шатун- ных шеек галтелей криво- шипа
70,25 65,25 38 42 46 42 42 5-ОЛ 60
75,25 68,25 37 40 40 45 46 4-a.S 62,5
88,25 78,25 57,5 42 60 65 65 6-0.S 70
Галтели обкатывают при вращении коленчатого вала с часто-
той 20 мин-1 в течение 1 мин. Диаметр деформирующего ролика
12 мм, угол его конуса 25°, угол опорного конуса 46°. Радиусы
закругления ролика соответствуют, минимально допустимым ра-
диусам галтелей (табл. 25), материал валов — сталь 25, шейки
закалены ТВЧ, HRC3 52—60, глубина 2,5—4,5 мм. Для предотвра-
щения остаточного деформирования вала обкатывание производят
в три—четыре перехода (по несколько шеек в каждом переходе),
при этом силу в каждом переходе создают таким образом, чтобы
деформация вала, образовавшаяся за предыдущий переход, ком-
пенсировалась при последующем переходе. В результате дости-
гается соосность коренных шеек 0,01—0,03 мм, не требуется холод-
ная правка валов, а их сопротивление усталости повышается
на 55—75 %.
Для большего числа деталей, особенно крупногабаритных,
резьбы которых не могут быть формообразованы, требуется упроч-
нение резьб, получаемых точением. Это, обусловлено тем, что
после нарезания резьбы остаются значительные концентраторы
напряжений, приводящие к резкому снижению сопротивления
усталости.
Калибрование и отделку наружных цилиндрических и кони-
ческих резьб выполняют обычно обкатыванием роликами по тем же
схемам, что и схемы накатывания резьбы, при этом используют
те же резьбонакатные станки, что и при накатывании резьбы.
Припуск под калибрование определяется точностью и параметром
шероховатости поверхности после предварительной обработки,
размерами резьбы, механическими свойствами обрабатываемого
металла и обычно не превышает 0,08—0,2 мм на диаметр.
Применение при обкатывании крупных резьб роликов малого
диаметра позволяет интенсивно деформировать металл при не-
большой силе. Применение цилиндрических роликов малого
диаметра, контактирующих с обкатываемой поверхностью резьбы
по всей высоте профиля, возможно лишь при условии самоуста-
навливания роликов, благодаря чему отклонение углов профиля
резьбы не выходит за пределы допуска.
Особенности обкатывания поверхностей сложной формы
99
S)
Рис. 80. Устройства дли обка-
тывания трапецеидальных резьб
и черняков:
о — однороликовое; 1 — ролик;
1 — рычаг ролика; 3 — рычаг щу-
па копира; 4 — щуп; 5 — копир-
вые линейки, 6 — ыногоролнковое;
1,3 — диски деформирующего элемента; '1 — ролик; 4 — пружина; 5 — червячная пара
Для обкатывания стандартных упорных резьб с узкой впади-
ной, когда допустимо интенсивное деформирование лишь одной
стороны витка (рабочей), применяют устройства с опорным роли-
ком консольного типа. Ролик имеет коническую форму с углом
при вершине, равным углу впадины обкатываемой резьбы. Само-
устанавливание роликов по обкатываемой поверхности резьбы
достигается поворотом головки, несущей ролики, на цапфах,
центр кривизны которых расположен в середине осевого сечения
впадины.
Особенность обкатывания резьб трапецеидального профиля
с шагом 8—30 мм (ходовые винты, винты домкратов, червяки)
заключается в том, что взаимное огибание детали и ролика осу-
ществляется в плоскости как поперечного, так и осевого сечения
ролика.
Устройство, выполненное по такой схеме (рис. 80, а), имеет
два рычага, являющихся параллельными звеньями шарнирного
параллелограмма. Один из рычагов несет ролик, свободно вра-
щающийся на подшипниках, а второй — контактирует с копир-
ными линейками, установленными под углом, соответствующим
углу профиля обкатываемой резьбы. Третье жесткое звено парал-
лелограмма служит корпусом устройства. Корпус устанавливают
вместо резцедержателя на суппорте станка. Четвертое звено со-
4.
100
Обкатывание роликовым инструментом
Рис. 81. Устройство для упрочнения
шлицевых отверстий
держит пружинный силовой
механизм, позволяющий пере-
ключать ролик на левую или
правую сторону впадины.
В серийном производстве
крупные резьбы обкатывают
многороликовым устройством,
деформирующий элемент кото-
рого представляет собой два
зубчатых диска с радиально
расположенными пальцевыми
роликами (рис. 80, б). Ролики
устанавливают под углом к
оси дисков так, что их оси
пересекаются в центре попе-
речного сечения обкатываемой детали. При такой установке
частоты вращения роликов и детали в точках контакта совпадают.
Один из дисков деформирующего элемента связан с нижним концом
пружины, второй — через червячную пару с верхним концом.
Устройство устанавливают на суппорте токарного станка вместо
резцедержателя. Обкатывание резьбы кинематически воспроиз-
водит работу червячной пары. Ролики, выполняющие роль зубьев
червячного колеса, последовательно входят в контакт с обрабаты-
ваемой поверхностью. Профиль роликов многороликового устрой-
ства и режим обкатывания винтовых поверхностей, в том числе
многозаходных резьб относительно малого диаметра, могут быть
рассчитаны с помощью ЭВМ на основе геометрического и кинема-
тического анализа общего случая огибания.
Обкатывание шлицев на валах выполняют на металлорежущих
станках с помощью специальных устройств или на специальных
шлиценакатных установках. Внутренние шлицевые венцы боль-
ших размеров упрочняют обкатыванием так же, как и наружные.
Для небольших и средних шлицевых отверстий применяют инстру-
мент (рис. 81), представляющий собой оправку 1 с собранными
на ней направляющим кольцом 2, установочными кольцами 3,
роликами 4 и задней направляющей 5. Все съемные элементы
(кольца и направляющая) фиксируются на оправке шпонкой 6
и закрепляются гайками 7. Ролики 4 установлены в пазах колец 3
так, что их оси вращения составляют с продольной осью инстру-
мента угол 90°. При движении инструмента вдоль оси обрабатывае-
мой поверхности ролики 4 вращаются и калибруют шлицевое от-
верстие, причем благодаря вращению роликов предотвращается
налипание металла, обеспечивается высокое качество обрабатыва-
емой поверхности и увеличивается срок службы самого устройства.
Помимо основных (несущих) фасонных поверхностей деталей,
а также галтелей и продольных углублений (шлиц) на деталях
Особенности обкатывания поверхностей сложной формы
101
Рис. 82. Ролики для упрочнения канавок:
а — составной; б — конический
машин имеется много различного рода кольцевых и винтовых
канавок, карманов, фасок, которые представляют значительную
трудность при их обкатывании. В то же время именно эти эле-
менты являются концентраторами напряжений, поэтому для
упрочнения их созданы специальные инструменты и устройства.
Для упрочнения прямоугольных канавок применяют ролики
(рис. 82, а), состоящие из двух частей — левой / и правой 2,
на каждой из которых выполнен уступ 3. На левой части 1 ролика
расположен уступ 3 с винтовой линией правого направления подъ-
ема, на правой 2 — уступ 3 с винтовой линией левого направле-
ния. Ось вращения 4, соединенная через шлицы с роликом, опи-
рается на подшипники 5. На оси вращения ролика установлены
регулируемые упоры 6. Внутренние торцы 7 скошены под углом
к оси вращения таким образом, что меньший катет скоса больше
расстояния а между частями ролика. Расстояние b между усту-
пами на наружных торцах половины ролика меньше ширины
канавки с pfftam.
При работе ролик подводится к вращающейся детали с ка-
навкой так, что уступы 3 периферийной частью соприкасаются
с внутренним диаметром канавки. Части ролика 1 и 2, обкатывая
внутренний диаметр канавки, вращаются вместе с осью 4 отно-
сительно подшипников 5, при этом винтовая линия уступов 3
приводит в движение части роликов в направлении, параллель-
ном оси ролика и детали, до соприкосновения с торцами канавки
и упорами 6. В этом положении обрабатывают дно и торцы канавки,
при этом длина обкатываемой окружности не должна быть кратна
длине окружности по периферийной части уступов ролика.
С помощью другого ролика можно обрабатывать последова-
тельно внутренние и наружные цилиндрические поверхности
102
Обкатывание роликовым инструментом
Рис. 83. Устройства для упрочнения криволинейных поверхностей:
а — для обработки радиусных фасок отверстий; /. 2 — обкатные головки; 3 — оправка;
4 — штифт; 5 — хвостовик; 6 — ролик; 7 — ось; В. 9 — подшипники; 10 — сепаратор;
11. 12 — шпонки; 13 — фасонное кольцо; 14 — кольцо; 15 — прокладка; 16 — под-
шипник; 17 — поршень; 18 — корпус пиевмоцилинДра; 19 — пиноль; 20 — хомут; 21 —
штифт; 22, 23 — гайки; 24 — защелка; б — Для обработки боковых поверхностей про-
фильных канавок; 1 — корпус; 2 — подшипник; 3 — оправка; 4 — упругий диск; 5 —
мембрана; 6 — втулка; 7,8 — щеки; 9 — гайка; 10 — шайба; 11. 12 — крышки; 13 —
винт; 14 — деталь
кольцеобразных прямоугольных торцовых пазов с широким диапа-
зоном размеров. В державке 1 (рис. 82, б) на бронзовой втулке 2
может свободно вращаться конусный деформирующий ролик 4,
выполненный в виде чашки. Ось вращения ролика расположена
под углом а к оси вращения обрабатываемой детали 7. Наружная 3,
внутренняя 5, торцовая 6 поверхности ролика выполнены с углами
при вершине соответственно = 2 (a -f- а'), 02 = 2 (а — а'),
Рз = 2 (90 — а), где а' = 30'4-2° — угол вдавливания. Пара-
метры и а выбирают так, чтобы наружная и внутренняя
поверхности ролика при обработке не касались цилиндрических
поверхностей паза заготовки.
Перемещаясь вдоль оси вращающейся заготовки, ролик обра-
батывает вначале одну, например внутреннюю цилиндрическую
поверхность паза, а затем его смещают в радиальном направле-
нии, и он обрабатывает наружную цилиндрическую поверхность
кольцевого прямоугольного паза.
Радиусные переходы в отверстиях некоторых цилиндрических
деталей, например в адаптерных отверстиях гильз двигателей
внутреннего сгорания, относятся к сложным и ответственным
Особенности обкатывания поверхностей сложной формы
103
Рнс. 84. Инструменты для обработки зуб-
чатых колес
поверхностям, от качества
обработки которых зависит
долговечность детали и дви-
гателя. Для обкатывания
этих поверхностей применя-
ют устройство (рис. 83, а),
в котором оправка выполне-
на плавающей в осевом на-
правлении и на ней уста-
новлен пневмоцилиидр (гид-
роцилиндр) двойного дей-
ствия, корпус которого сое-
динен с одной из обкатных
головок, а поршень — с оп-
равкой. Кроме того, на оп-
равке установлены опорные элементы с таким зазором, что
обеспечивается радиальное смещение головок, в каждой из
которых имеются по два ролика, причем ролики одной го-
ловки находятся напротив соответствующих роликов другой
головки. Этим достигается самоустановка обкатных головок по
упрочняемым кромкам отверстия, выполненного в стенке полого
цилиндра, независимо от конфигурации (фаски или радиуса) и
кривизны. Для обработки боковых поверхностей профильных
канавок используется устройство (рис. 83, б), которое отличается
тем, что деформирующий элемент выполнен в виде нескольких
разделенных распорными втулками дисков, число которых соот-
ветствует числу обрабатываемых поверхностей. Устройство уста-
навливают на токарном станке н сообщают ему перемещение,
перпендикулярное оси вращения обрабатываемой детали. При этом
упругие диски, коснувшись наклонной поверхности канавок
детали, начинают сближаться по мере углубления в канавку,
создавая давление на поверхность канавки, а при выходе из него
диски занимают прежнее положение. Давление дисков на обра-
батываемую поверхность регулируют упругими силовыми эле-
ментами — мембранами. Упрочнение зубчатых колес накатывани-
ем, как и резьб, шлиц, галтелей, производится с целью повышения
точности формы и размеров, улучшения качества поверхности.
Основными способами обработки цилиндрических, конических
и червячных колес является обкатывание высокопрочными коле-
сами повышенной точности по окружности или обкатывание спе-
циальными профильными роликами вдоль впадины.
Создано несколько вариантов зубоупрочняющих инструмен-
тов: наиболее работоспособной является конструкция инстру-
мента с монолитным твердосплавным зубом и цельным стальным
корпусом. Зубья / (рис. 84, а) крепятся в корпусе 2 спосо-
бом пайки с использованием серебряного припоя ПСР 40
104
Обкатывание роликовым инструментом
(ГОСТ 19738—74) или латуни Л63 (ГОСТ 15527—70). Зуб имеет
формообразующую зону 3, заборные зоны 4 и выполнен с продоль-
ной модификацией. Формообразующая зона может быть либо
цилиндрической шириной h = 0,5 ... 1,5 мм, либо бочкообраз-
ной, для того чтобы был возможен локальный контакт в рабочей
зоне при обработке как прямозубых, так и косозубых колес, кото-
рый позволяет обеспечивать требуемое поверхностное давление
при небольшой нагрузке, а следовательно, обрабатывать колеса
повышенной твердости. Наиболее износостойкими материалами
для рабочих элементов в данном случае являются сплавы ВК6М,
ВК10М, ВК8 и Т14К8.
Прямозубые накатники требуют больших сил для выполнения
пластического деформирования, что значительно снижает точ-
ность обработки. Накатники с бочкообразными зубьями локали-
зуют пятно деформации, снижают силу деформирования, но при
этом затрудняется исправление отклонения формы обрабатывае-
мого зуба. Накатник с волнистой поверхностью (рнс. 84, б) лишен
этих недостатков. При беззазорном вращении накатника 1 с обра-
батываемым зубчатым колесом 2 деформирование колеса проис-
ходит только в местах контакта с выступами 3 волнистого профиля
накатника. Благодаря этому для достижения заданной деформации
требуется меньшая сила по сравнению с силой, прикладываемой
к накатнику, имеющему, например, прямолинейную образующую.
Наличие при обработке одновременно трех и более очагов мест-
ного деформирования по длине зуба позволяет исправить откло-
нения формы зуба.
Применяют способ обкатывания колес, при котором поверх-
ности впадин зубьев и боковые поверхности обкатывают последо-
вательно различными инструментами. Конические колеса обка-
тывают винтовыми роликами. Деформирующие поверхности вин-
тового ролика расположены по двум винтовым линиям противо-
положного направления. Во время качения ролика в плоскости
осевого сечения упрочняемого колеса винтовые линии его про-
филей развертываются по сторонам трапеции, представляющим
образующие ножек упрочняемых зубьев.
Однако для эффективного деформирования металла во впади-
нах крупномодульных зубчатых колес роликом, профиль кото-
рого близок к профилю впадин, требуются слишком большие
силы обкатывания. Кроме того, такой ролик должен иметь профиль
переменного радиуса, так как переходная кривая у корня зубьев
конических колес меняет кривизну по длине зуба. Эти недостатки
устраняют, придавая ролику постоянную кривизну, увеличенную
по сравнению с кривизной профиля впадины, а чтобы при этом
вся опасная зона у корня зубьев была деформирована, обкатывают
каждую впадину за несколько рабочих ходов и после каждого
рабочего хода сообщают ролику круговую подачу.
Оборудование
105
4.6. ОБОРУДОВАНИЕ
В большинстве случаев для обкатывания используют уни-
версальные металлорежущие станки, на которых иногда возможно
совмещать подготовительную обработку резанием и обкатывание.
Наибольшее применение для обкатывания наружных и внутрен-
них цилиндрических, торцовых, сферических и конусных поверх-
ностей получили станки токарной группы: токарно-винторезные,
револьверные, карусельные, токарные автоматы. Затем идут
вертикально-сверлильные, фрезерные, расточные и строгальные
станки. Используют агрегатные станки и станки некоторых дру-
гих типов. Во многих случаях универсальные станки модернизи-
руют, увеличивая силы нагружения, оснащая их механизмами
быстрого подвода и отвода инструментов, ориентирования, а также
оснащая зажимными и другими устройствами.
Специальное оборудование для обкатывания роликами целе-
сообразно в массовом и крупносерийном производствах, а также
при обкатывании уникальных и специфичных деталей.
В СССР выпускают специальные станки нескольких типов для
обкатывания шеек, поверхностей, расположенных под ступицей,
средних и некоторых других поверхностей вагонных н локомо-
тивных осей. Эти станки имеют гидравлический привод подачи
сдвоенных суппортов с роликами. Давление при обкатывании
регулируется автоматически.
Применяют значительное число специальных станков, создан-
ных отраслевыми институтами, а также самими предприятиями-
потребителями для обработки зубчатых колес, шлицевых валов,
торсионных и коленчатых валов, клапанов и т. д.
Полуавтомат, показанный на рис. 85. а, предназначен для
обкатывания крупномодульных зубчатых колес. Одновременно
обкатываются две диаметрально противоположные впадины ко-
леса. Используют ролики с различным профилем — один для
обкатывания впадин зуба, другой — для обкатывания переходной
поверхности от ножки к впадине (зона максимальных изгибающих
напряжений при эксплуатации). Рабочие ролики 2, расположен-
ные в верхних частях двуплечих рычагов 1, с силой, создаваемой
силовыми гидроцилиндрами, прижимаются к поверхности обра-
батываемого зубчатого колеса 4, установленного на шпиндель 3.
Силу регулируют изменением длин плеч рычагов 1. Гидросистема
станка посредством золотника 5 и рычага 6 обеспечивает автома-
тическое возвратно-поступательное движение шпинделя. Пово-
рот шпинделя на шаг производится с помощью рычажно-храпового
механизма деления и фиксации. На станке могут обрабатываться
зубчатые колеса диаметром 600—800 мм.
Для упрочнения обкатыванием цилиндрических зубчатых ко-
лес экскаватора (т = 26 мм; г — 32, материал — 34ХН1М с за-
106
Обкатывание роликовым инструментом
Рис. 85. Станки для обработки зубчатых колес:
а — с одной рабочей позицией; б—с двумя рабочими позициями; 1—оправка; 2, 7 —
рабочие головки; 3, 10, 14, 16, 21, 22 — упоры;4, S, 11, 12, 13, 20 — конечные выклю-
чатели; 5 — стойка; 6,8 — гидроцилиндры; 15 — ползун; 11 — рычаг; 18 — пружина:
7S — ролик
Оборудование
107
кадкой ТВЧ по контуру) применяют гидрофицированный полу-
автомат (рис. 85, б). Обкатывают переходные поверхности зубьев
одновременно двух зубчатых колес. В этих целях станок снабжен
двумя оправками для установки на них упрочняемых зубчатых
колес. В средней части станины на двух стойках перемещается
каретка, которая несет две шарнирно соединенные с ней рабочие
головки 2 и 7. Каждая головка состоит из двух роликовых узлов
с деформирующим инструментом — роликом 19. Ролики установ-
лены так, что они обкатывают одновременно различные переходные
поверхности, расположенные поочередно через шесть зубьев
упрочняемого колеса. Перемещение каретки, выполняемое с по-
мощью гидроцилиндра 8, ограничивается конечными выключа-
телями 4 и 9, контакты которых замыкаются упорами. Радиальное
перемещение рабочих головок и создание силы обкатывания
осуществляются двумя гидроцилиндрами; возврат головок в ис-
ходное положение после снятия давления обеспечивается пру-
жинами.
Упрочнение переходных поверхностей зубьев на одной позиции
производится за шесть двойных ходов каретки, после чего упор 21
нажимает на контакт конечного выключателя 20, рабочие головки
возвращаются в исходное положение и происходит поворот упроч-
няемых зубчатых колес на один зуб с помощью рычагов 17 при
перемещении ползунов вперед. Рычаг входит в ближайшую впа-
дину колеса и поворачивает его до контакта с упором 16; в этом
положении колесо фиксируется, а упор 14 нажимает на контакт
конечного выключателя 13, который дает команду на начало
нового цикла упрочнения на следующей позиции.
Режим упрочнения (сила обкатывания 40 кН; подача ролика
прн повороте храпового колеса на один зуб 0,25 мм/дв. ход)
устанавливают при настройке станка и контролируют в процессе
работы.
Автоматы АОС-20, АОС-60 (табл. 26) для обкатывания ци-
линдрических деталей типа штоков снабжены обкатной головкой,
обеспечивающей захват, поддерживание и самоподачу деталей
с помощью вращающихся роликов, установленных в заторможен-
ном сепараторе под углом к оси обрабатываемой детали. Ролики
получают вращение через нажимной конус, который для обеспе-
чения постоянства радиальных сил выполнен упругим. Обрабаты-
ваемые детали загружают в бункер / (рис. 86), откуда с помощью
отсекающего барабана 2 с одним пазом они переносятся иа приз-
матическую направляющую 3, установленную соосно с инстру-
ментом. Кулиса-толкатель 4, работающая синхронно с барабаном,
продвигает заготовку до защемления ее вращающимися деформи-
рующими роликами. Обкатанный шток перемещается на лоток
поштучной выдачи и затем — в накопитель готовых штоков.
Привод обкатника осуществляется от электродвигателя 5 через
108
Обкатывание роликовым инструментом
26. Технические характеристики автоматов
Характеристика AOC-20 AOC-2S AOC-60 Б-056 Б-025
Производительность, шт/ч 140 154 102 450 600
Диаметр обрабатываемой де- тали, мм: максимальный минимальный 20 25 60 13 11 61 38
Длина обрабатываемой заго- товки, мм: максимальная минимальная 450 20 370 575 250 160 250 160
Мощность электродвигате- лей, кВт 3,2 3,2 2,2 7 9
Габаритные размеры, мм 1800Х Х1200Х Х660 1800Х X 1200Х Х660 1850Х X 1200Х Х660 1730Х X 1060Х Х1550 1970Х Х1110Х Х1700
клиноременную передачу 6, шкив 7, стакан 8 и нажимной конус 9.
Электродвигатель 5 одновременно служит приводом для шесте-
ренного насоса. Боковые грани и торцы пазов сепараторов, слу-
жащих опорой для роликов, армированы твердосплавными пла-
стинами, что увеличивает срок их службы в 20 раз по сравне-
нию с сепараторами из ШХ15.
Рис. 86. Станок-авто-
мат для обкатывания
цилиндрических дета-
лей типа штоков:
а — обкатная головка;
б — загрузочное устрой-
ство; в — система пода-
чи заготовок в зону
обработки
Оборудование
109
Станки для обкатывания стержней (Б-056) и конусов тарелок
(Б-025) клапанов двигателей состоят из загрузочных устройств,
обкатных головок и приемников деталей. В автомате Б-056 бес-
центровая обкатная головка представляет собой многороликовое
устройство с ведущим конусом и заторможенным сепаратором.
В процессе обработки клапан не закрепляется, все ролики одно-
временно являются деформирующими, приводными и подающими.
В обкатной головке использованы стандартные конические
деформирующие ролики малого диаметра. Для обработки места
перехода от стержня к галтели клапанов предусмотрена специаль-
ная обкатная головка. Автомат может быть встроен в автомати-
ческую линию.
В автомате Б-025 применены стандартные цилиндрические
ролики. Обкатная головка выполнена по бесцентровой схеме со
свободновращающимся сепаратором, в процессе обработки кла-
пан не закрепляется.
Исходный параметр шероховатости поверхности деталей после
точения Ra = 0,32 ... 1,25 мкм, после обкатывания Ra — 0,08 мкм;
твердость поверхности HRC 32—37, после обкатывания она уве-
личивается на 10—20 %.
В соответствии со схемой, изображенной на рис. 79, б, изго-
товлены станки 4481, Б-016, Б-033, Б-039 для обкатывания гал-
телей коленчатых валов. Станки имеют ступенчатое регулиро-
вание частоты вращения коленчатого вала 30—80 мин-1, в них
можно изменять силу, прикладываемую й одному деформирующему
ролику, от 1600 до 30 000 Н.
Привод вращения осуществляется от двух мастер-валов.
Обработка коленчатого вала на полуавтомате производится вна-
чале при низком, а затем при высоком давлении. Для обеспече-
ния взаимной компенсации прогибов элементов коленчатого вала
в процессе упрочнения в гидравлической схеме станка предусмот-
рено раздельное регулирование деформирующей силы, действую-
щей на галтели различных шеек. Одна магистраль высокого
давления создает деформирующую силу в процессе обкатывания
галтелей первой, второй, четвертой и пятой коренных шеек,
а также первой и четвертой шатунных шеек. Вторая магистраль
предназначена для упрочнения галтелей второй и третьей шатун-
ных шеек, а третья —для упрочнения галтелей третьей коренной
шейки.
Дифференциация магистралей высокого давления произведена
в соответствии со степенью влияния упрочнения галтели каждой
шейки на прогиб коленчатого вала.
Станок 4481 предназначен для статического обкатывания,
станок Б-016—для упрочнения галтелей с автоматической ком-
пенсацией прогибов обкатыванием, станки Б-033 и Б-039 — для
гидродинамического упрочнения.
по
Обкатывание роликовым инструментом
Технические характеристики станков 4481, Б-016, Б-ОЗЗ, Б-039
Производительность, шт/ч......... 50—70
Диаметр обрабатываемых шеек, мм:
минимальный ........ 65
максимальный ........... .... 105
Число одновременно упрочняемых шеек:
минимальное . . .......... 5
максимальное ...................................... 13
Максимальная сила деформирования на одни ролик, кН 20
Частота вращении упрочняемого вала, мин"1, при упрочнении:
статическом .... . 30, 60
гидродинамическом 5, 10, 30
Длина вала, мм:
минимальная 450
максимальная . . 1230
Для бесцентрового обкатывания цилиндрических деталей ис-
том числе станки западно-
пользуют станки различных типов, в
германской фирмы «Хе-
ген шайдт» (Hegensche-
idt). В них ведущий
ролик установлен на
консольном участке
шпинделя и при обка-
тывании роликами ци-
линдра шпиндель ис-
гибается, в результате
чего происходит откло-
нение от перпендику-
лярности оси ведущего
ролика и, следователь-
но, его образующей по
отношению к оси штока
силового гидроцилин-
дра. Консольная схема
нагружения шпинделя
создает в нем высокие
напряжения изгиба. По-
скольку изгибающие на-
пряжения носят цикли-
ческий характер, может
иметь место усталостное
разрушение шпинделя.
Рис. 87. Станок для бесцен-
трового обкатывания цилин-
дрических заготовок
Оборудование
111
Рис. 89. Обкатной станок CO-06- 1200Е:
/ — задняя каретка; 2 — обрабатываемая
деталь; 3 — обкаткой ролнк; 4 — ролико*
держатель; 5 — силометрнческий датчик;
б — силовой гидроцнлмкдр; 7 — передняя
каретка; 8 — следящий золотник; 9 — ко-
пир; Ю — станина
Рнс. 88. Схема обкатывания на станке
АР-16-100:
а — цилиндрических поверхностей; / —
головка роликовая; 7 — обрабатываемая
деталь; 3 — нижний приводкой ролик; б —
радиусов под головками болтов; 1 ~ голов-
ка с наклонным роликом; 2 — обрабаты-
ваемая деталь; 3 — прижим; 4 — иижннЙ
приводной ролик
Отечественный станок БОС-1 (рис. 87) снабжен механизмом
разгружения выполненным в виде двух несущих опорные
ролики гидроцилиндров, н гидравлически связан с ними механиз-
мом нагружения.
Станок может работать в наладочном, полуавтоматическом
и автоматическом режимах. Обкатывание идет с подачей смазоч-
ного материала в зону обкатывания.
Технические характеристики станка БОС-1
Диаметр детали, мм .................................. 6—65
Максимальная длина детали, мм ............................ До 5000
Частота вращения ведущего ролика, мин"1 ................ 170, 340
Рабочий днамеТр ведущего ролика, мм ........................ 118
Сила, кН ............................................ До 40
Привод перемещения сменной головки.................... Гидравлический
Габаритные размеры, мм................................ 930X800X1700
Масса, т.................................................... 1,1
Станок обеспечивает снижение параметра шероховатости по-
верхности в 8—10 раз при исходном параметре Ra = 1,25 ...
2,5 мкм у деталей с твердостью до HRC 50 и в 15—20 раз у дета-
лей с твердостью до HRC 35.
Обкатной автомат АР-16-100 имеет также бесцентровую схему
обкатывания, у него нет механизма разгружения силы, но он до-
полнительно снабжен устройством обкатывания радиуса под
головками болтов (рис. 88).
Технические характеристики автомата АР-16-100
Диаметр детали, мм ................................. 5—60
Максимальная длина детали, мм ............................ 100
Максимальная сила, кН:
верхней головкн ......................................... 40
продольной подачи ................................ 10
112
Обкатывание роликовым инструментом
Частота вращения ннжнего ролика, мни-1 . 330; 170; НО
Мощность электродвигателей, кВт . 3; 3,3; 4
Габаритные размеры, мм.............................. 2900Х 2000Х1920
Масса, т . 2,72
Обкатной станок CO-06-1200Е с программным управлением
(рис. 89) предназначен для обработки поверхностей барабанов и
реборд авиационных колес.
Технические характеристики станка СО-06-1200Е
Диаметр деталей, мм.................................. 50—650
Максимальная длина обкатываемой поверхности, мм 1200
Ход поперечного ползуна, мм.......................... 300
Угол поворота рслнкодержатели в горизонтальной пло-
скости, °......... ........................... . ±45
Сила поперечной подачи, кН:
регулируемая пружиной ......................... 0,3—2,5
регулируемая давлением жидкости а гидроцилиндре 2,5—4,0
Сила продольной подачи, кН:
одной продольной каретки.................................... 10
спаренных продольных кареток 20
Сила прижима, кН:
пинолью задней бабки ..... 10
на штоке цангового зажима.................................. 7,5
Продольная подача, мм/мин, для ступеней:
I . . ............................... 10—300
II ................................................... 300—1000
III ................................................... 1600
Частота вращения детали, мни-1....................... 38—440
Число ступеней частоты вращения детали........................ 9
Максимальное давление а гидросистеме, МПа ..... 6,5
Мощность электродвигателя, кВт 13
Габаритные размеры, мм ... ... . 7400X 4200X 2045
Масса, т . . . . . . . 12
Установка УЗТЛ-1 предназначена для обкатывания хвостови-
ков лопаток турбины н компрессора ГТД.
Технические характеристики установки УЗТЛ-1
Максимальные габаритные размеры обрабатываемых дета-
лей, мм ............................ ................ 300Х100Х 70
Число:
обрабатываемых деталей ............ 2
обрабатываемых впадин . .... 1—6
Рабочий ход ползуна, мм ..... . ................. 600
Сила обкатывании, кН................................. 2—12
Скорость обкатывании (скорость перемещения) замка лопат-
ки относительно ролика, м/мин........................ 1,5—5
Давление сжатого воздуха, МПа ....................... 0,3—0,5
Габаритные размеры, мм ................................ 2230X 930X1430
Масса, т......................................... 0,9
Специальные обкатные станки наиболее широко используют
для производства автомобильных деталей (рис. 90, табл. 27).
Оборудование
ИЗ
Рис. 90. Габаритные схемы бесцентровых станков для обработки автомобильных деталей:
а — 0123: б — 0142; « — 0184; « — 0178; д — 0138
114
Обкатывание роликовым инструментом
27. Характеристики бесцентрово-обкатных станков,
выпускаемых автомобильной промышленностью
Характеристика 0123 0142 0184 0178 0135
Назначение Универ- сальный полуавтомат Обкатывание стержней клапанов две Универ- сальный Обкаты- вание поршня пневмо- гидро- усили- теля Станок- автомат (может встраивать- ся в авто- матическую линию)
Размеры обраба- тываемой дета- ли, мм: диаметр длина 6—60 500 6 90—150 6—100 2000 90 54 10—25 100—250
Производитель- ность или подача ^6 м/мнн 400— 600 шт/ч — 350 шт/ч 250— 600 шт/ч
Масса, кг 840 1100 925 1390 1325
Примечание. Мощность привода станков— 3,5 кВт.
Обкатывание торцовой поверхности коленчатого вала из
стали 45 твердостью от НВ 229 до НВ 269 под подпятник и фор-
мирование масляной канавки глубиной 0,05 мм на коренных
шейках диаметром 74 и 96 мм производят на станке СТ-1671.
Режим обкатывания: Р — 1000 Н; п равно 60 и 12 мин-1; произ-
водительность 90 шт/ч.
Обкатной полуавтомат используют для обкатывания канавок
под сухари на клапане из стали 40Х10С2М твердостью от HRC 35
до HRC 40; радиус канавки 0,8 мм, у обкатных роликов такой же
радиус. Режим обкатывания: Р — 1500 ... 1800 Н; п — 60 мин-1;
время цикла 0,5 мин.
Вал барабана лебедки — из стали 40Х твердостью от НВ 255
до НВ 285; диаметр 60 мм; I — 437 мм. Обкатывают его иа спе-
циальном станке. Режим обкатывания: v — 70 м/мин; S =
= 1,9 м/мин; штучное время 0,23 мин. Станок имеет горизонталь-
ный стакан, в котором установлена двухрядная обкатная головка
с восемью ооликами диаметром 7,5 мм конусностью 2°, разверну-
тыми на угол самоподачи 35'.
Ось балансирной подвески — из стали 30ХГСА твердостью от
НВ 241 до НВ 293; диаметр 75,8 мм (два пояска длиной 100 мм
каждый). Обкатывают ее на специальном станке. Режим обка-
тывания: Р — 2800 Н; диаметр ролика 100 мм; радиус профиля
6 мм; S = 0,1 мм/об; п — 500 мин-1; машинное время 4 мин.
На автомате 9686-156 обкатывают стержни клапанов диаме-
тром 8 мм из стали Х9С твердостью от HRC 25 до HRC 35. Режим
Оборудован»»
116
обкатывания: п — 1400 мин-1; S = 1 м/мин; время цикла 5 6.
В автомате использована трехроликовая обкатная головка, в ко*
торой ролики диаметром 12 мм развернуты на угол самоподачи
30'. Цикл работы автомата следующий: подача клапана, захват
его деформирующими роликами, обработка стержня клапана при
затягивании его роликами, разжим роликов при принудительном
перемещении их вдоль конической поверхности втулки. В про-
цессе работы ролики, находясь в неподвижном сепараторе, за-
хватывают вводимую деталь, которая благодаря развороту на
некоторый угол получает движение осевой подачи.
Для обкатывания роликами торцовых, конических и сфери-
ческих поверхностей коробок сателлитов, рычагов рулевого
управления, ступиц диска сцепления и других деталей применяют
типовое устройство УОП-11384 к вертикально-сверлильному
станку 2А150. Устройство создает максимальную силу обкатыва-
ния 20 кН, обеспечивает быстрый подвод и отвод шпинделя, об-
работку до упора, реверсирование и отключение станка
Глава 5
РАСКАТЫВАНИЕ РОЛИКОВЫМ ИНСТРУМЕНТОМ
5.1. ОСОБЕННОСТИ РАСКАТЫВАНИЯ
Для раскатывания внутренних поверхностей, так же как и
для обкатывания, применяют сепараторные и бессепараторные
устройства, но при раскатывании используют в основном устрой-
ства сепараторного типа. Ролики (3—20 шт) в них выполнены
цельными, расположены по окружности в гнездах специального
сепаратора под углом <р (угол самоподачи) к оси обрабатываемой
поверхности (рис. 91, а).
Ролики имеют обычно цилиндрическую или коническую форму,
под действием опорной поверхности и осевой силы передняя часть
ролика внедряется в обрабатываемую поверхность (рис. 92) под
углом а (угол вдавливания). Устройства (раскатники) состоят из
следующих основных элементов (см. рис. 91, а}: ролика /; сепа-
ратора 2; опорного (нажимного) конуса 3.
В основном применяют «жесткие» раскатники, в которых регу-
лируют не силу раскатывания, а натяг i, т. е. разницу диаметров
раскатника и обрабатываемой поверхности. Их недостаток —
ограниченная возможность регулирования диаметра при перена-
ладке. Упругие, или «копирующие», раскатники, оснащенные в не-
которых случаях тарированным силовым элементом, имеют обычно
более широкий диапазон регулирования размера, но конструкция
их сложнее, а производительность меньше, чем «жестких». По-
этому их рационально применять для обработки нежестких или
неравножестких деталей и в некоторых других случаях, когда
сила обработки строго ограничена.
Применение многороликовых сепараторных раскатников эко-
номически невыгодно и технически трудноосуществимо при обра-
ботке внутренних поверхностей большого диаметра. В таком слу-
чае целесообразно использовать бессепараторные одно-, двух- и
трехроликовые устройства упругого действия, аналогичные уст-
ройствам, описанным в гл. 4. В зависимости от характера обраба-
тываемых поверхностей сепараторные роликовые устройства можно
разделить на десять типов (рис. 91, б). Устройства первого и седь-
мого типов рассмотрены в гл. 4, остальные — в разд. 5.3.
Основные группы применяемых роликов (табл. 28) имеют раз-
личную конфигурацию, при этом только I и II группы (цилиндри-
ческие и конические) нормализованы (см. табл. 6).
Параметры обработки, производительность и долговечность
сепараторных раскатников зависят от формы деформирующих ро-
Особенности
117
Рис. 91. Раскатывание поверхности сепара-
торными устройствами:
а — схема процесса; 1 — ролик; 2 — сепаратор;
3 — опорный конус; 4 — обрабатываемая поверх-
ность; б — основные типы устройств в зависимо-
сти от характера обрабатываемой поверхности
В)
почти всех форм дают каплеобразное пятно кон-
ликов. Ролики
такта.
Широкое применение имеют ролики I—III групп, а ролики
IV—VIII групп используют редко, так как они сложны в изго-
товлении.
Ролики I и II групп изготовляют из стандартных роликов (от
подшипников), подшлифовывая их торцы и закругляя головки.
Недостатки их следующие:
вследствие конической формы роликов и опорных конусов
окружные скорости по длине ролика различны, что вызывает
проскальзывание в очаге деформирования и в контакте с опорным
конусом, ухудшающее процесс обработки и увеличивающее износ
Рис. 92. Схема формирования микроиеровностей при обкатывании роликами
различной формы:
Sp — подача, AD — увеличение диаметра отверстия после раскатывания; I —натяг;
сс — угол вдавливания; у — угол деформирования
118
Раскатывание роликовым инструментом
28. Конфигурация деформирующих роликов сепараторного
инструмента
необходима точная установка роликов в гнездах сепаратора,
что повышает трудоемкость их изготовления, а контакт торцов
с сепаратором снижает долговечность; долговечность можно обес-
печить путем установки шариков в гнездах сепараторов или ко-
ротких роликов по торцам основных роликов.
Ролики III группы создают сильно вытянутое пятно кон-
такта; проскальзывание характерно и для них.
Особенность роликов IV группы — отсутствие у них проскаль-
зывания, что объясняется использованием пружинящей втулки.
Эллиптическая форма роликов V—VI групп обеспечивает бла-
гоприятную форму отпечатка. Недостатки их следующие:
большая площадь контактной зоны требует приложения к ро-
лику значительных сил; обкатывание при повышенных силах со-
провождается, во-первых, нагревом инструмента и ускоренным
изнашиванием роликов, сепаратора и опорного конуса, и, во-
вторых, искажением геометрической формы отверстия с недоста-
точно жесткими стенками (при обработке валов эллиптическая
форма ролика обеспечивает наибольший контакт с опорой и наи-
меньший с обрабатываемой поверхностью);
контурный эллипс ролика имеет параметры, зависящие от
размеров обрабатываемого отверстия, что усложняет и удоро-
жает изготовление роликов; в условиях массового производства
это не может служить препятствием, так как затраты на их изго-
товление полностью компенсируются высокой производитель-
ностью и долговечностью инструмента.
Выбор параметров
119
Фасонный ролик в форме «восьмерки» (VII группа) предназна-
чен для обработки тонкостенных цилиндров или точных отвер-
стий с неравножесткими стенками. Малая площадь контактной
зоны обеспечивает возможность создания высокого давления при
сравнительно низких силах, что характерно для деформирования
шаром. Недостаток этих роликов — сравнительно быстрый износ
вследствие малой площади опоры.
Ролики VIII группы в форме вогнутого эллипсоида имеют
максимальную площадь контакта с опорным конусом и небольшую
площадь контакта (двойной отпечаток) с обрабатываемой поверх-
ностью. Поэтому они обладают высокой износостойкостью, и их
целесообразно использовать при обработке маложестких деталей.
В зависимости от конструкции и размеров обрабатываемых
деталей раскатывание чаще всего производят, используя одну из
следующих основных схем рабочего движения:
вращаются деталь и сепаратор, нажимной конус неподвижен;
вращаются деталь и нажимной конус, сепаратор неподвижен;
деталь неподвижна, вращаются сепаратор и нажимной конус.
Могут быть и другие сочетания движений (всего девять схем).
При использовании рабочих движений должно быть обеспечено
осевое относительное перемещение обрабатываемой поверхности
и деформирующего элемента (ролика) путем продольной подачи
детали или инструмента; во многих случаях обеспечивается само-
подача благодаря развороту ролика на угол <р (см. рис. 91, а).
При раскатывании деталей особенно малой жесткости сущест-
венное значение имеет способ крепления их и инструмента.
Лучший способ крепления детали — поджим ее с торцов по-
стоянной силой. Крепление раскатника должно быть таким, чтобы
обеспечивалась его самоуста- rz^km
иавливаемость относительно
отверстия, что достигается пла-
вающим зажимом или шарнир-
ным соединением.
5.2. ВЫБОР ПАРАМЕТРОВ
РАСКАТЫВАНИЯ
При раскатывании жесткими
сепараторными раскатниками
иа качество обрабатываемой
поверхности основное влияние
оказывают следующие пара-
метры: конфигурация, размеры
и количество роликов; угол
Рис. 93. Зависимости параметра шеро-
ховатости Rz после раскатывания от
радиальной силы Q для роликов раз-
личных диаметров:
вдавливания а роликов; натяг
i; подача S и угол установки <р
роликов; скорость обработки о;
1 — 8 мм; 2 — 10 мм; 3 — 13 мм; 4 —
15 мм; 5 — 20 мм; б — 30 мм (материал
сталь 45. НВ 170—200; №мСХ — 12 мкм;
£> = 100 мм; S — 0,084 мм/об. а = 0е 40')
120
Раскатывание роликовым инструментом
20. Углы вдавливания а при обкатывании число рабочих ХОДОВ;
Обрабатываемые материалы применяемая Жесткость детали Конфигурацию рОЛИ-
высокая ков (см. табл. 28) низкая д- выбирают с учетом
Незакаленные ста- ли, алюминиевые сплавы, бронза Закаленные стали Чугун 10'—30' 15'—40' 50'—1° 10' возможности исполь- 30'—50' зования стандартных роликов (см. разд. 40'—г 5.1). В раскатниках 1° Ю'—1° 40' используют ролики диаметром 2—20 мм.
При малых диамет-
рах роликов (4 — 6 мм) достигаются наибольшие упроч-
нение поверхности и снижение шероховатости (рис. 93),
требуется меньший натяг. Однако в несколько раз возрастает
крутящий момент, что увеличивает проскальзывание роликов и
ухудшает условия обработки. Оптимальный диаметр ролика d
следует выбирать в зависимости от диаметра обрабатываемого
отверстия D:
D, мм 6—15 15—20 20—30 30—40 40—100 100—200 200—300
d, мм 2 3 4 6 8 10 12
Длина ролика состоит из длин деформирующего 4 (см. табл. 28),
калибрующего /2 и сглаживающего 13 участков. Деформирующая
часть выполняет основную работу деформирования, обеспечивает
центрирование и захват детали. Длина этой части зависит от угла
деформирования у (передний угол) и натяга i; обычно для роликов
с конической деформирующей частью она составляет 4—25 мм.
Длина Ь mln = 5i.
Рекомендуется выбирать длину калибрующего участка /2 =
= 0,5... 1,0 d; при /2 > d могут в большей степени повышаться
нагрузки на ролики и может снижаться их долговечность.
Величина /3 зависит от угла вдавливания а, (заднего угла)
и упругих свойств обрабатываемого материала. В большинстве
случаев /2 « /3.
Рекомендуются следующие углы а для различных материалов
с учетом жесткости обрабатываемой детали (табл. 29),
Угол а связан с углом конусности ролика ар и углом конус-
ности опорного конуса а„: а = ар — а,,, однако ар не должен
превышать 3°, так как в противном случае увеличивается про-
скальзывание роликов.
Роликов в раскатнике должно быть как можно больше, и число
их (г) должно быть четным. Это повышает производительность и
улучшает условия настройки на размер. Число роликов г =
= nD — d/(d + b), где b та 8 ... 12 мм — расстояние между со-
седними роликами.
Выбор параметров
121
30. Натяг при раскатывании жесткими сепараторными раскатнвками, мм
Исходный па- раметр шеро- ховатости, Яа, мкм Достигаемый параметр шероховатости Ra. мкм
0,32 0.16 0.08 0.04
1,25 0,01—0,04 0,015—0,05 0,02—0,06 0,02—0,08
2,5 0,03—0,06 0,04—0,07 0,06—0,09 0,08—0,11
5,0 0,06—0,1 0,08—0,13 0,09—0,16 0,14—0,19
10 0,12—0,17 0,14—0,19 0,17—0,22 0,19—0,24
20 0,615—0,22 0,18—0,23 0,21—0,27 —’
31. Припуски под раскатывание в зависимости от состояния
обрабатываемой поверхности
Состояние исходной поверхности Получаемый параметр шерохова- тости Яо. мкм Припуск иа диаметр, мм
HRC Матерная Обработка Параметр шерохова- тости Яа. мкм
27—32 Ст 10 Сталь 20 Сталь 30 Сталь 45 Сталь 45 Шлифование > » Точение Шлифование 0,32 0,63 1,25 2,5 0,32 0,02 0,02 0,04 0,04 0,08 0,03—0,006 0,05—0,01 0,01—0,03 0,03—0,06 0,03—0,06
32—40 Сталь 40 Сталь 40Х Шлифование Точение 1,25 2.5 0,08 0,04 0,03—0,08 0,03—0,06
Угол опорного конуса и его длину выбирают исходя из необ-
ходимости обеспечения требуемого диапазона регулирования диа-
метра раскатника, который обычно не превышает 1 мм. Для вывода
раскатника из отверстия после его раскатывания необходимо
ссбрасывать» размер на 0,1—0,2 мм путем перемещения роликов
по опорному конусу. При проектировании раскатников необхо-
димо также предусматривать припуск под перешлифовывание
конуса около 0,5 мм, так как натяг i окончательно определяют
экспериментально. Диаметры конуса DK DK mm устанавли-
вают исходя из указанных соображений, а длину конуса опреде-
ляют по формуле LK = DKma — D„ mln /(2tg a„).
Натяг складывается из пластической и упругой дефор-
мации обрабатываемой детали, упругой деформации роли-
ков и всего раскатника. При обработке тонкостенных дета-
лей происходит объемное деформирование ее стенок. Вследствие
большого числа действующих факторов после предварительного
выбора натяга необходимо опытным путем проверить и уточнить
122
Раскатывание роликовым инструментом
32. Допуск на диаметр
раскатываемой поверхности, мм
33. Подача на ролик при раскатывании,
мм/ролнк
Исходный пара- метр шерохова- тости Ra, мкм Допуск на диаметр рас* катыааемой поверхности: Обрабатываемый мм. при достигаемом материал Лс» мкм Требуемый Параметр шерохова- тости мкм 5р
0,32 0,16 0.08 0.04 Незакаленные стали 0,04—0,08 0,1—0,3
1,25 2,5 5.0 10,0 0,045 0,05 0,06 0,065 0,03 0,04 0,05 0,055 0,02 0,035 0,045 0,05 0,01 Алюминиевые и 0,015 магниевые спла- 0,03 вы, бронза 0,04 0,16—0,32 0,2-0,4
0,63—1,25 0,4—0,5
его оптимальное зна для конкретных ус обработки. Предварите.: натяг для деталей из Сталь твердостью от HRCa2& до ЯЛСЭ37 чение
ловии 1ЬНЫЙ Чугун неза- 0,32—1,25 0,1—0,2
каленных сталей (сталь 10,
сталь 20, сталь 30, сталь 45,
40Х) приведен в табл. 30. Припуск под раскатывание для диамет-
ров отверстий 15—100 мм в зависимости от материала, исход-
ной и получаемой шероховатости лежит в пределах, приведен-
ных в табл.31. Необходимо также учитывать, что допуск на диаметр
исходной поверхности в зависимости от исходной и получаемой
шероховатости должен лежать в пределах, показанных в табл. 32.
Принудительная подача и самоподача могут совмещаться,
при этом необходимо, чтобы подача превышала самоподачу не
более чем на 25 %, иначе ухудшаются условия протекания про-
цесса и снижается качество обработки. Поэтому при необходимо-
сти назначения больших подач угол самоподачи принимают рав-
ным нулю, несмотря на возрастание крутящих моментов и осевых
сил. Эффект самоподачи используют при окончании раскатывания:
процесс автоматически прекращается при остановке привода,
сепаратор с роликами под действием сил трения продолжает пере-
мещаться вперед относительно опорного конуса, до тех пор, пока
полностью не выйдет из обрабатываемого отверстия, при этом
сжимается пружина, обычно применяемая в раскатниках. Проис-
ходит автоматический «сброс» размера. После свободного вывода
инструмента из обрабатываемого отверстия под действием сжатой
пружины сепаратор с роликами возвращается в исходное поло-
жение. Сила пружины должна превышать вес сепаратора с роли-
ками в 1,5—2,0 раза, минимальный ход пружины выбирают рав-
ным 5—10 мм.
Величина самоподачи Se — nD tg <р.
Выбор параметров
123
34. Режимы раскатывании отверстий жесткими сепаратными раскатниками
Обрабатываемый материал Диа- метр отвер- стия Припуск под рас- катывание Натяг 1 Подача мм/об Ско- рость о» м/мии Число рабочих ходов
мм
Алюминиевые сила- 6—12 0.016—0.02 0.03—0.05 0.6—0,8 10—20 1
вы Д16Т1 В93; В95 12—20 0.04—0.06 0.3—0.5 1
20—40 0.02—0.03 „ „«+0,02 0,06—0.02 20—25 2
40—60 0,0в+0«02 0.3—0.4 20—30 2
(°в “ 300 - 60—80 0.03—0.04 0.1+0.02 20—60 2
... 600 МПа) 80—100 0,1+0.03 40—60 2
Бронзы БрАЖН-10-4-4; 20—40 0.01—0.016 0.06—0.1 0.15—0.2 20—26 1
БрАЖМЦЮ-З-1.6 40—60 0,015—0,02 0,08—0.12 25—40 1
60—80 0.02 0.1—0.14 0.10—0,15 40—45 1
(Ов = 600 ... 80—100 0.02—0,03 0.1—0.16 30—40 1
... 700 МПа)
Титановые сплавы 6—12 0.015 0.05—0,07 0.2—0,4 3—5 1
ВТЗ-1; ВТ9: ВТ22 12—20 0,02 0.06—0,08 0.2—0.3 10—12 1
(ов = 900 ... 20—40 о.ов+о*02 20—30 2
... 1200 МПа) 40—60 0.02—0,03 0,1+°.О2 0,15—0,2 0,11—0,17 30—40 2
60—80 0,12+0.03 2
Стали ЗОХГСА; 6—12 0,015 0.05—0.07 0,2—0,4 3-6 1
ЧОХ НМ А; 2БХГСА 12—20 0,02 0,07 — 0,09 0,2—0.3 10—12 1
(ов = 1000 ... ... 1300 МПа) 20—40 од+0,03 0.15—0.2 20—30 2
40—60 0,02—0,03 0.12+О.О3 30—40 2
60—80 0.15+0.03 0.1 — 0,15 2
80—100 0,03—0,04 50—60 2
Высокопрочные 6—12 0,1 — 0,12 10—15 1
стали ЗОХГСНА; 12—20 0,01—0,015 0.12—0.15 10—20 1
20ХЗМВФ 20—40 0,15—0,18 0,1 — 0,15 20—30 1
(Ов = 1600 ... 40—60 0.01—0,02 0,15+0.05 2
... 2000 МПа) 60—80 0.02 O.ie+O.02 30—50 2
80—100 0,02—0,025 о.18+0.0& 0.2—0,3 2
Подачу на один ролик Sp необходимо выбирать в зависимости
от обрабатываемого материала и требуемого параметра шерохова-
тости (табл. 33).
Подача на оборот S = Spz.
Меньшие значения Sp рекомендуются для получения меньшей
шероховатости. С увеличением подач возрастают радиальные и
осевые силы, поэтому при обработке заготовок малой жесткости
подачу следует уменьшить. При большем исходном параметре
шероховатости подачу необходимо соответственно уменьшить.
Относительная окружная скорость многороликового инстру-
мента может изменяться от 2 до 200 м/мин. Увеличение окружной
скорости инструмента сопровождается возрастанием тепловы-
124
Раскатывание роликовым инструментом
Рис. 94. Нормализованные раскатннкн для обработки отверстий диаметром:
а — 6—20 им; 1 — опорный конус; 2 — ролнк; 3 — сепаратор; 4; 5 — гайки; 6 — шайба;
7 — кольцо; б — 21—49 им; / — опорный конус; 2 — ролик; 3 — разгрузочный ролнк;
4 — крышка; 5 — сепаратор; в — втулка; 7 — стакан; 8 — пружина; 9, 10 гайкн;
11, 12 — винты; 13 — подшипник; 14 — поводок; в — 50—85 мм; 1 — крышка; 2 — ро-
лнк; 3 — опорный конус; 4 — оправка; 5 — сепаратор; б — втулка; 7 — стакан; 8 —
пружина; 9, 10 — гайки; 11 — разгрузочный ролнк; 12 — шайба; 13 — шпонка; 14,
15 — вннты; 16 — подшипник; 17 — поводок; г — 90—100 мы; 1 — оправка; 2 — крыш-
ка; 3 — ролнк; 4 — разгрузочный ролнк; 5 — опорный конус; б — сепаратор; 7 — втул-
ка; 8 — стакан; 9, 11 — гайкн; 10 — пружина; 12 — поводок; 13 — подшипник; /4,
15 — винты; 16 — шайба; 17 — шпонка
Сепараторные устройства
125
деления, что снижает долговечность инструмента и ухудшает
условия протекания процесса. Для D < 100 мм выбирают ско-
рость 15—40 м/мин, для D 100 мм 30—70 м/мин. Повышения
скорости обкатывания можно
достичь, применяя обильное
охлаждение инструмента ми-
неральным маслом, эмульсией
и т. п., а также новые про-
грессивные конструкции ин-
струмента.
Раскатывание целесообразно
проводить за один рабочий ход,
в некоторых случаях — за два
рабочих хода, но не более.
В качестве СОЖ можно приме-
нять масло индустриальное 50,
охлаждение должно быть интен-
сивным. Следует обращать вни-
мание на чистоту СОЖ-При рас-
катывании глубоких отверстий
следует применять принуди-
35. Размеры роликов в
нормализованных раскатииках
Диаметр О ш О с. я <в —« X V X
обрабаты- ваемого р. р. х X Я с, ш Кй X ЕХ О X X R 5 р.
отвер- о § •в « <-> О м
стия Диак лика сх о ч и» a « Дли1 ка L
*Сх
мм ЕГ См ч мм
6—10 2,0 4 0,6 8
10—15 3,0 4 1,0 —- 10
15—20 4,0 4 1,0 — 12
20—30 8 6 2,0 1,5 15
30—50 8 6 2,0 1,5 18
50—80 12 8 3,0 2 20
80—100 12 10 3,0 2 25
тельное охлаждение.
Режимы раскатывания нормализованными раскатниками
(рис. 94) сталей и сплавов, используемых в авиационной промыш-
ленности, приведены в табл. 34, размеры роликов в раскатииках —
в табл. 35. Заходный участок роликов—сферический, радиусом до
3 мм, сглаживающий участок роликов, — конусный, с ак = 45'.
При раскатывании отверстий большого диаметра одно-, двух-
и трехроликовыми бессепараторными раскатниками параметры
процесса выбирают в соответствии с рекомендациями разд. 4.2.
5.3. СЕПАРАТОРНЫЕ УСТРОЙСТВА ДЛЯ РАСКАТЫВАНИЯ
Для раскатывания внутренних поверхностей применяют сепа-
раторные жесткие и упругие раскатники, а также жесткие и упру-
гие одно-, двух- и трехроликовые устройства.
Раскатники для обработки отверстий диаметром 6—100 мм
(рис. 94) однотипны. С увеличением диаметра раскатников кон-
струкция их несколько усложняется, так как увеличиваются осе-
вые и радиальные силы, возрастает число роликов. Для повышения
износостойкости роликов и опорных конусов во второй и следую-
щие типоразмеры введены разгрузочный ролик 3, а также пру-
жина 8, подшипник 13, стакан 7 и крышка 4 (рис. 94, б). В третьем
и четвертом типоразмерах опорные конусы разборные, что упро-
щает их повторное шлифование. Ролики в этих раскатииках ци-
линдрические или в виде усеченного конуса с конусностью 1 : 30.
126
Раскатывание роликовым инструментом
Рис. 95. Раскатнн-
кн с различными
принудительными
приводами враще-
ния основных эле-
ментов:
а — вращается опор-
ный конус; б — вра-
щается сепаратор;
в — вращаются ко-
нус и сепаратор
Максимальный диаметр роликов 12 мм, длина до 25 мм. За-
борная часть роликов коническая или сферическая радиусом
0,6—3 мм, ось роликов расположена по отношению к оси опорного
конуса под углом 30'—1°30'. Угол вдавливания 15'—1°. В рас-
катниках некоторых типов через центральное отверстие и через
отверстия в средней части опорного конуса (на рисунке не пока-
заны) подводится СОЖ непосредственно к роликам, в зону обра-
ботки.
Помимо рассмотренных в практике используют раскатники,
которые различаются в основном конфигурацией роликов, кон-
струкцией сепараторов и опорных конусов. Принцип работы их
одинаковый. Ролики, находясь под нагрузкой, при раскатывании
катятся между поверхностями обрабатываемого отверстия и опор-
ного конуса, воспринимающего реактивную силу раскатывания.
Так как ролики не имеют материальной оси вращения, они фик-
сируются в требуемом положении относительно заготовки сепа-
ратором трубчатой формы, в окнах которого они расположены.
Необходимый задний угол вдавливания роликов определяется
соотношением конусности роликов и опорного конуса.
Диаметр раскатников регулируется в пределах нескольких
десятых миллиметра путем перемещения сепаратора с роликами
вдоль опорного конуса. Положение упорного подшипника, соот-
ветствующее заданному диаметру, фиксируется гайками. Обычно
применяют винтовые пружины, подтягивающие сепаратор до кон-
такта с подшипником для восстановления рабочего диаметра,
что облегчает использование подобных раскатников на станках
е вертикальной осью шпинделя
Сепараторные устройства
127
В существующих конструкциях раскатников кроме роликов
принудительно могут вращаться опорные конусы, сепараторы,
а также одновременно конус и сепаратор. В первом случае
(рис. 95, а) конические ролики 1 обкатываются планетарно по
конусу 2, получающему принудительное вращение от оправки
раскатника. Сепаратор 3 вращается свободно на оси, т. е. он раз-
гружен. При принудительном вращении сепаратора (рис. 95, б)
конические ролики 1 обкатываются планетарно по конусу 2, сво-
бодно вращающемуся на оси раскатника. Сепаратор 3 связан с оп-
равкой 4 и получает от нее принудительное вращение, т. е. он на-
гружен (поэтому его изготовляют из высокопрочной стали н под-
вергают термообработке). В обоих случаях раскатники имеют не-
достаточно высокую производительность, а нагруженный сепа-
ратор в них подвержен значительному изнашиванию.
Более производителен, хотя и более сложен по конструкции
раскатник с принудительным вращением и конуса, и сепаратора
(рис. 95, в). При введении раскатника с натягом в упрочняемое
отверстие вращающейся детали начинают вращаться упрочняю-
щие ролики 1, сепаратор 2 и два ряда шариков 3 (через втулку 4
и 5). Так как задний ряд шариков закреплен в гнездах гайки 6
и не вращается планетарно, возникают силы, заставляющие се-
паратор 2 вращаться в сторону, противоположную вращению
втулки-сепаратора 7. На конусе 8 во втулке-сепараторе установ-
лены нажимные ролики 9. Упрочняющие ролики 1, вращаясь пла-
нетарно, «набегают» на нажимные ролики 9 и при перекатывании
ударяют по упрочняемой поверхности. Диаметр раскатника регу-
лируют перемещением конуса 8. Раскатник можно применять для
упрочняющей и отделочной обработки отверстий в деталях из
пластичных металлов в условиях крупносерийного и массового
производства. По характеру воздействия деформирующих роли-
ков этот раскатник ударный (см. разд. 12.2).
Эффективность раскатывания зависит от правильности выбора
рабочих роликов и качества их изготовления.
При использовании специальных роликов рекомендуется соз-
давать различные условия контактирования их поверхностей
качения в средней части и поверхностей по краям. В этих же
целях применяют ролики с цилиндрическими цапфами, которые
входят в центрирующие их сухари; при этом ширина окон сепа-
ратора должна быть больше, чем диаметр ролика.
Применяют разгрузочные ролики и другие элементы, устанав-
ливаемые по торцам рабочих роликов с одной или с двух сторон.
Специальные фасонные ролики использованы в раскатнике
(рис. 96, а), называемом вальцовкой, для обработки глубоких
отверстий.
Отсутствие контакта между рабочими поверхностями роликов
и стенками гнезд сепаратора, а также возможность замены суха-
128
Раскатывание роликовым инструментом
Рис. 96. Раскатники:
а — для обработки глубоких отверстий с длинными двухконусными роликами; б — с ро-
ликами» имеющими с двух сторон цапфы; в, г — с шариковым фиксатором в механизме
«сброса» размера; д — для раскатывания глухих отверстий в торец с роликами, имеющими
цапфы с одной стороны; е — для обработки отверстий диаметром 3—10 мм, ж — с ком-
пенсатором осевого износа
Сепараторные устройства
129
риков по мере их изнашивания значительно увеличивают срок
службы инструмента.
Вальцовки характеризуются малыми температурой и коэффи-
циентом трения, большой долговечностью. Недостатки их сле-
дующие:
вследствие большой площади контакта роликов (L = 5,5 d
вместо L = 2...3 d в обычных раскатииках) возникают большие
радиальные силы, ограничивающие область применения вальцо-
вок обработкой жестких деталей:
повторное шлифование роликов по трем плоскостям затруд-
нено, поэтому целесообразнее применять стандартные ролики;
отсутствует устройство для автоматического возврата роликов
в исходное положение по окончании обработки.
Более технологичны и лишены указанных недостатков рас-
катники с коническими роликами (конусность 1 : 30), снабжен-
ными цапфами, контактирующими с сухарями (рис. 96, б). На
большом диаметре роликов имеется заборная фаска под углом 30°
к оси ролика.
В некоторых случаях обработку начинают не с кромки отвер-
стия, а на некотором расстоянии от нее. Для быстрого ввода в от-
верстие и вывода из него используют раскатники с механизмом
автоматического перемещения роликов и установки их на задан-
ный размер (рис. 96, в, г). По оправке 1 такого раскатника с шари-
ковым фиксатором планетарно обкатываются цилиндрические
ролики 2, установленные в сепараторе 3. Оправка имеет образую-
щую конусностью 1 : 60. Диаметр регулируют осевым перемеще-
нием сепаратора и подшипника 4 при вращении гаек 5 и 6. После
раскатывания отверстия втулка 7 упором, установленным на станке
(не показан) сдвигается до кольца 8 и освобождает шарики 9.
Сепаратор и взаимодействующие с ним детали под действием пру-
жин 10 сдвигаются вправо, происходит «сброс» размера. Размер
восстанавливается при сдвиге втулки влево вторым упором.
Для раскатывания глухих отверстий применяют раскатники
(рис. 96, д) с выступающими за торец роликами, имеющими хво-
стовики. Отверстия минимального диаметра (до 3 мм) обрабатывает
раскатник (рис. 96, е) с опорой рабочих роликов 1 на центральный
ролик 3, который установлен в общем сепараторе 2 и вместе с ра-
бочими роликами удерживается пробкой 4.
В раскатнике (рис. 96, ж) благодаря поджатию специальной
пружиной достигается компенсация осевого износа рабочих и
разгрузочных роликов (штифтов) по их торцовым поверхностям.
С двух сторон от рабочих роликов 3 установлены разгрузочные
ролики 5 и 7, упирающиеся в опорное кольцо 6 и разгрузочное
кольцо 8, поджимаемое пружиной 9. Разгрузочные ролики 5 н 7,
как и рабочие, установлены в сепараторе 4 и катятся с меньшей
скоростью, чем скорость, с которой основные ролики катятся по
5 Одинцов Л. Г.
130
Раскатывание роликовым инструментом
Рис. 97. Двухрядные раскатники с различными приемами регулирования размера:
а — одновременное регулирование диаметров; б, в, е — независимое регулирование диа-
метров
опорному конусу 1, соединенному с оправкой 2. По мере торцового
изнашивания роликов пружина 9 поджимает кольцо 8, чем обеспе-
чивается нормальная работа раскатника. Регулировать диаметр
раскатника можно изменением длины опорного кольца 6.
Производительность и точность обработки повышаются на
30—50 % при использовании двухрядных раскатников: улуч-
шаются качество поверхностного слоя и условия работы инстру-
мента, расширяются его технологические возможности. Однако
двухрядные раскатники значительно сложнее в изготовлении
и настройке. Разновидности таких раскатников показаны на
рис. 97. По коническим поверхностям оправки планетарно обка-
тываются два ряда роликов, удерживаемых единым сепаратором
и обоймами (рис. 97, а).
В раскатнике с независимым регулированием диаметра каж-
дого ряда роликов (рис. 97, б) первый ряд роликов опирается на
конус, который может перемещаться в осевом направлении, а вто-
рой ряд — на конус, закрепленный на корпусе.
В двухрядном раскатнике, показанном на рис. 97, в, сепара-
тор закреплен, в результате чего отсутствует планетарное (пере-
Сепараторные устройства
131
косное) движение роликов, что повышает производительность
обработки при неизменной частоте вращения ведущего звена.
Нагруженный сепаратор воспринимает как осевые нагрузки, так
и крутящие моменты. Поэтому его изготовляют из легированных
сталей (ХВГ, 9ХС и др.) и производят термообработку до полу-
чения HRC 60.
При раскатывании двухрядным раскатником можно одновре-
менно обрабатывать несколько поверхностей (рис. 97, а), напри-
мер, каждый ряд многорядного инструмента может быть пред-
назначен для обработки поверхностей различного диаметра,
а также ступенчатых отверстий (см. рис. 91).
Удобными в эксплуатации являются многороликовые раскат-
ники, в которых угол вдавливания роликов (задний угол) регу-
лируется от 10' до Iй 40'. В подобных конструкциях опорный ко-
нус чаще всего выполняют в виде цанги, однако это не всегда обес-
печивает стабильное качество обработки.
На рис. 98, а показан регулируемый раскатник, у которого
ролики 2, расположенные в сепараторе 6, опираются иа конус,
состоящий из двух частей. Передняя часть 1 опорного конуса не-
подвижно установлена на оправке 7, а задняя часть 3 — иа под-
шипнике скольжения 4, вследствие чего она может проворачи-
ваться под действием сил трения. В результате предотвращается
проскальзывание роликов по обрабатываемой поверхности и повы-
шается качество ее обработки. Подшипник скольжения 4 посред-
ством деталей 5,8, 9 н 10 вместе с задней частью 3 опорного конуса
может перемещаться в осевом направлении, чем достигается регу-
лирование заднего угла роликов.
Внутренние конусные поверхности обрабатывают с помощью
конусных раскатников (рис. 98, б, в}. Применение цилиндриче-
ских роликов, удобно, так как их положение в осевом направлении
строго не регламентируется. Однако, поскольку с увеличением
конусности возрастает проскальзывание роликов относительно
опорного конуса вследствие большой разности окружных скоро-
стей, их используют для обработки поверхностей с конусностью
до 10°. При большем угле применяют раскатники с коническими
роликами.
Метод копирования используют при обработке сферических
поверхностей. Одна из конструкций полноконтактного раскат-
ника для обработки внутренней сферической поверхности в верх-
ней опоре цилиндра гидроподъемника автомобиля МАЗ показана
на рис. 98, г.
Пояски торцовых поверхностей обкатывают инструментом,
длина цилиндрических и конических роликов которого больше
ширины этих поясков (рис. 98, д).
Характерный тип раскатника для обработки цилиндрических
поверхностей с радиальной подачей роликов показан на рис. 98, е.
5*
132
Раскатывание роликовым инструментом
Рис. 98. Сепараторные рзскзт-
нкки специального назначения:
о — с изменением конусности опор*
кого конуса: б. в — для обработки
конусных поверхностей; е — для
обработки сферических поверхно-
стей; д — для обработки плоских
торцовых поясков; е — с радиаль-
ной подачей роликов; wc — упругого
(«копирующего») типа с пустотелым
опорным конусом: s — упругого ти-
па с разрезным опорным конусом;
а упругого типа с пустотелым
опорным конусом* заполненным
упругой массой
Длинные ролики 1 с конусностью 1 : 200 расположены в пазах
сепаратора-втулки 2 и удерживаются от выпадания обоймами 3.
Раскатник вводят в обрабатываемое отверстие до контактирова-
ния подшипника 4 с торцом приспособления, в котором крепят
обрабатываемую деталь. При этом осевое перемещение сепара-
Сепараторные устройства
133
тора прекращается, а оправка 5 продолжает осевую подачу,
раздвигай ролики в радиальном направлении до упора гайки 6
в подшипник 7. При выводе раскатника пружина 8 возвращает
ролики в исходное положение (до упора 9). Диаметр раскатника
регулируют путем настраивания размера и.
Существуют и другие конструкции раскатников с радиальной
подачей роликов. Например, применяют такую схему, когда
ролики своими боковыми конусными участками опираются иа
два симметричных опорных конуса, один из которых с помощью
тяги перемещается и обеспечивает равномерный радиальный
разжим роликов.
Проблему обработки тонкостенных деталей жесткими рас-
катниками решают различными путями: увеличением жесткости
обрабатываемых деталей путем использования специальных при-
способлений (корпусов, цанговых патронов и т. д.); уменьшением
диаметра ролнка; увеличением заднего угла; снижением подачи;
назначением меньшего параметра шероховатости предваритель-
ной обработки.
Вместо жестких раскатников в некоторых случаях используют
упругие или «копирующие», у которых опорный конус тонкостен-
ный, что позволяет ему воспринимать часть упругой деформации.
Такие раскатники эффективны также при обработке деталей из
чугуна, поскольку он очень чувствителен к колебанию радиаль-
ных сил. Толщину стенки h пустотелого опорного конуса (рис.
98, ж) в упругих раска+никах выбирают от 1 до 4 мм.
Регулировать жесткость в более широком диапазоне дает
возможность разрезной опорный конус 2 (рис. 98, з) типа цанги,
по которому катятся рабочие ролики /, однако прорези на конусе
нарушают целость опорной дорожки, вследствие чего могут
возникать удары, что снижает плавность работы и стойкость
раскатника. Поэтому используют раскатник с тонкостенным ко-
нусом, заполненным упругой средой (например, гидропластом),
давление в которой регулируют путем перемещения штока
(рис. 98, и).
Сепараторные раскатники различного типа широко приме-
няют во всех отраслях машиностроения, особенно в автомобиль-
ной промышленности. При изготовлении автомобильных деталей
более 1000 операций выполняют, используя раскатный и обкатный
инструменты, при этом сепараторные устройства составляют
около 70 % всех применяемых.
В табл. 36 н 37 приведены примеры раскатывания сквозных
и глухих отверстий, а также торцовых, конусных и сферических
поверхностей деталей жесткими сепараторными устройствами,
которые дают представление о применяемости этих устройств
и могут быть использованы при внедрении процесса для решения
аналогичных задач.
134
Раскатывание роликовым инструментом
36. Примеры раскатывания отверстий автомобильных деталей жесткими сепаратор ними раскатннкамн
Характеристики детали Размеры роликов DX/, мм
Деталь Материал х & ~з г " | г х Ra. мкм * П. МНН-1 S. мм/об мни Типы роликов сож Модель раскатника Оборудование Примечание
Крышка клапана воздухо- очистителя АЛ1ДВ 12X15 1,25 0,32 140 0,2 0,53 Цилиндри- ческие 2X10 Масло индустри- альное 50 7931-4008 Токарно-ре- вольверный станок —
Картер коленчатого вала МЛ5 18X50 1,25 0,32 400 0,8 0,22 То же 4X20 Нет 939-159, 942-007 Агрегатный станок —
Шатуи компрессора (два отверстия) Баббит БОЦС 44-4-2,5 19,8X32 0,63 0,08 300 Вруч- ную 0,1; 0,07 4X40 Нет 1412-4005 То же Два раскат- ннка с ра- диальной подачей
Кронштейн ручного тормо- за (два отверстия) Вставки ЛС74-3 28X25; 20X13 — 540 0,72 0,14 Цилиндри- ческие с ко- нусным хво- стовиком 4,3X25 Керосин 8Д-10160 Вертикально- сверлильный станок Двухряд- ный рас- катннк
Вилка переключателя Сталь 40 20X35 2,5 0,32 350 1,0 0,1 Конусные с цапфами 4X30 Эмульсия 1412-0025 То же —
Опора распределительного вала АЛ4 23X30 2,5 0,16 250 0,3 0,4 Конусные 4,45X25 Масло индустри- альное 50 8Д-12259 » Обработка последо- вательная
Кронштейн опорной ка- бины Сталь 35 25X35 2,5 0,32 350 0,6 0,5 Конусные с цапфами 6,0X30 Эмульсия 1412-0051 » Два отвер- стия в линию
Цилнидр пневматического усилителя АЛ 108 150X322 2,5 0,63 275 5,5 0,3 Цилиндри- ческие с дву- мя конусными поясками 10,8X56 Масло индустри- альное 50 9674-0052 Вертикально- сверлильный станок —
Стакан Сталь 35 166X 842 2,5 0,32 125 1,0 6,7 Конусные с цапфами 12X60 Эмульсия ЛУ-146 Токарно-вин- торезный станок —
Ведомое зубчатое колесо заднего моста Сталь 55кп 194X34 1,25 0,16 100 0,3 1,1 Конусные 18.15Х Х25 Эмульсия 8Д-12970 Вертнкальио- сверлильиый станок
Цилиндр опрокидывающе- го механизма Сталь 35 228Х96С 5 0,63 80 2,9 4.2 То же 18.75Х Х34.7 Смесь мас- ла с керо- сином 9674-0029 Горизоиталь- ио-расточиый станок —
В числителе—до обработки, в знаменателе— после обработки.
Сепараторные устройства
135
136
Раскатывание роликовым инструментом
37. Примеры раскатывания глухих отверстий цилиндрических, конусных, торцовых и сферических поверхностей автомобильных деталей
Си О с. Деталь Характеристики детали Параметры обработки Модель раскатника Оборудование Примечание
о с. % Материал £*ОТВХ мм Ra, мкм * П, МИИ-1 S, мм/об Т * маш» мин Типы роликов Размеры роликов DXl, мм СОЖ
1 Кольцо запор- ное Сталь 35 18X11 5 0,08 280 0,5 0,12 Конусные со спе- циальным хвостови- ком 5X18 Эмульсия 1412-1023 Токарный автомат Два отвер- стия в ли- нию
2 Цнлиидр меха- низма переклю- чения передач СЧ 24 65X54 80X44 2,5 0,63 188 0,7 0,4 +0,3 То же 10X30 То же 1412-1211, 1412-1215 Токарно-ре- вольверный станок Два отвер- стия после- довательно
3 Корпус тормоз- ного крана АЛ9 70X45 90X75 2,5 0,32 395 2,9 3,7 4 5 То же 9X40 Эмульсия + + масло индустриаль- ное 50 9674-0054, 9674-0053 Вертикально- сверлильный станок Два парал- лельных отверстия
4 Обойма диффе- ренциала 40Х 72X70 2,5 80 0,9 1,0 То же Эмульсия 1412-4204 Восьмишпнн- дельиый то- карный полу- автомат
0,32
5 Корпус тормоз- ного цилиндра Сталь Юкп 150Х 100 2,5 0,63 530 3,0 0,07X3 Специаль- ные с тремя раздель- ными поясками 12X56 Масло инду- стриальное 50 1410-4007 Вертикально- сверлильный станок Толщина стенки де- тали 1,3 мм; три рабо- чих хода
6 Корпус тормоза АЛ9 230X110 2,5 250 1.0 0,44 Конусные со спе- циальным хвостови- ком 14X35 Нет 1412-1417 Токарио-вии- торезный станок
0,32
7 Поворотный ку- лак 35Х ЗОХ 38 конус- ностью 1 : 8 5 250 0,02 Цилиндри- ческие гладкие 4X40 Эмульсия 56-У-7302 Вертнкальио- сверлильный станок Радиальная подача
0,63
8 Кронштейн опор- ной рессоры 35Л 43X78 конус- ностью 1 : 8 2,5 250 0,1 Конические 6,9X80 То же 17Др-1921 То же
0,63 То же
9 Крышка перед- него подшипника СЧ 18-36 100X5 2,5 1,25 175 — 0,2 Конические со сфери- ческими торцами 8X8 Масло инду- стриальное 50 1412-4525 Токарно-ре- вольверный станок Сила обка- тывания 4000 Н
10 Чашка диффе- ренциала Ст. 40 146X59 5 0,63 195 — 0,1 Конические 10X40 То же 9469-2157 Модернизиро- ванный пресс Вращается обрабаты- ваемая де- таль; сила — 40 кН
* В числителе — до обработки, в знаменателе — после обработки.
Примечание. В деталях № 1—8 обрабатывают глухне цилиндричес щк отверстия, в деталях № 9—10—торцовые пояски.
Сепараторные устройства
137
138
Раскатывание роликовым инструментом
6.4. БЕССЕПАРАТОРНЫЕ УСТРОЙСТВА ДЛЯ РАСКАТЫВАНИЯ
Для раскатывания внутренних поверхностей диаметром более
50—100 мм применяют обычно жесткие и упругие однороликовые
и многороликовые устройства. В них используют ролики 7—
10-го типов с отверстием под ось вращения (см. табл. 6), в неко-
торых случаях могут применяться стержневые ролики. Например,
р< личе"-! гэловка (рис. 99. а) для обработки отверстий диаме-
тром 200—360 мм имеет такие ролики. Корпус 7 головки кре-
пят к хвостовику 10 винтами 9. В пазах корпуса размещены два
диаметрально расположенных ползуна 6, в которых на осях 3
установлены шарикоподшипники 2. Последние служат опорой
для роликов /. Осевая нагрузка на ролик воспринимается шари-
ком 4 и опорой 5. С противоположной стороны ролики удержи-
ваются шайбами 12. Планки 11 предотвращают выпадание пол-
зунов из пазов корпуса. Диаметр головки регулируют винтом 8,
Бессепараторные устройства
139
140
Раскатывание роликовым инструментом
Рис. 99. Устройства для раскатывания:
а — жесткого типа со стержневыми роли*
ками; б — упругого типа с винтовой пру-
жиной; •— упругого типа с пружинящим
корпусом; г—подпружиненное шарнирное;
б—упругого типа для обработки торцовых
поверхностей
1
на концах которого нарезана резьба противоположного направ-
ления.
В головке упругого типа (рис. 99, 6) необходимое давление
обеспечивается винтовой пружиной 6. Регулирование силы в ши-
роком диапазоне выполняют гайкой 7. Ролики 3 расположены
в рычагах 2 на игольчатых подшипниках. Для восприятия осе-
вых нагрузок с обоих торцов каждого ролика устанавливают
упорные шарикоподшипники. Сила от пружины 6 к роликам
передается через клин 5 и сухари 4. Натяг между инструментом
и обрабатываемым отверстием устанавливают гайками 8. В мо-
мент входа головки в отверстие пружина 6 сжимается на длину,
Бессепараторные устройства
141
равную натягу. На борштангу расточного станка головку уста-
навливают резьбовым хвостовиком корпуса 1. Через специальные
каналы в корпусе к рабочим роликам в процессе обработки не-
прерывно подается смазочно-охлаждающая жидкость. При ис-
пользовании пружины достаточной длины можно обрабатывать
отверстия с небольшой конусностью.
Двухролнковое приспособление с пружинящим корпусом
(рис. 99, в) имеет диапазон регулирования диаметра 500—600 мм
н состоит из двух частей, соединенных между собой болтами.
Приспособление с подпружиненной системой в виде парал-
лелограмма (рис. 99, г) во время обработки автоматически настраи-
вается, копирует обрабатываемую поверхность, имеющую откло-
нения от правильной геометрической формы, сохраняя при этом
заданную силу обработки. На цилиндрической оправке 4 уста-
новлены две крестообразные муфты — неподвижная / и по-
движная 5. Между щеками муфт шарнирно закреплены крайние
звенья трехзвенных телескопических валиков 2. На средних
звеньях валиков размещены рабочие ролики 3. В головке имеется
четыре сферических ролика, каждый из которых установлен на
два конических роликоподшипника. Для гашения возникающих
в процессе обработки неуравновешенных динамических нагрузок
в телескопических звеньях валиков предусмотрены резиновые
буфера, воздействующие на подвижную муфту. Рабочий диаметр
и заданная радиальная сила регулируются поворотом нажимной
гайки 6.
Сепараторные устройства вследствие проскальзывания роли-
ков не всегда обеспечивают обработку торцовых поверхностей,
особенно состоящих из разнородных материалов. В этих целях
используют раскатное устройство (рис. 99, д) со специальными
коническими роликами.
Устройство содержит: корпус /, в котором установлена сило-
вая пружина 2\ обкатную головку 3 с установленными в ней на
осях 4 в игольчатых роликах 5 рабочими роликами 6; упорную
сигнальную пластинчатую пружину 7. В корпусе / с одной сто-
роны выполнен кольцевой паз 8, а расположенный с другой
стороны кольцевой паз 9 находится между корпусом, торцовой
поверхностью головки и пробкой 10. Силовая пружина установ-
лена в пазах 8 и 9. В средней части обкатной головки выполнено
ступенчатое гнездо, состоящее нз половины цилиндрической
поверхности 11 и отверстия 12. В это гнездо устанавливают один
конец центровой оправки, а другой ее конец — в отверстие обра-
батываемой детали. На цилиндрическую поверхность 11 выходят
два резьбовых отверстия 13, в которые установлены оси 4. Кор-
пус 1 переходит в конус 14, в котором устройство устанавливают,
например, в пиноль задней бабки токарного станка. Ролики имеют
угол конуса а и ширину I по образующей. Ширина роликов строго
142
Раскатывание роликовым инструментом
Рис. 100. Устройства с гидромеханическим (а), пневматическим (6) и гидравличе-
ским (в) нагружением
соответствует ширине кольцевого участка обрабатываемой поверх-
ности, а угол а выбирают таким, чтобы отношение диаметров
роликов djdi было равно отношению диаметров кольцевого уча-
стка обрабатываемой поверхности DJDt. В этом случае ролики
обкатывают кольцевую поверхность без проскальзывания. Такое
требование является строго обязательным для высококачествен-
ной обработки поверхностей, в том числе поверхностей из разно-
родных материалов (например, раскатывание торцового пояска,
образованного примыкающими встык деталями из разнородных
труднообрабатываемых материалов).
Цилиндрическая поверхность головки 3 имеет риски — ука-
затели силы. Под пластинчатой пружиной 7 эта поверхность зака-
лена до высокой твердости. Поэтому при сжатии силовой пру-
жины 2 на длину, большую допустимой, корпус 1 стремится сжать
пластинчатую пружину 7, а она, скользя по твердой цилиндриче-
ской поверхности, издает звук (сигнализация о силе, превыша-
ющей допустимую).
Как и для обкатывания, для раскатывания, помимо механиче-
ского (пружинного) нагружения рабочих роликов, применяют
гидромеханическое, пневматическое и гидравлическое нагруже-
ния. В устройстве с гидромеханическим нагружением (рис. 100, а)
ролики 1 вращаются на рычагах 2, шарнирно соединенных с од-
ной стороны с ползунами 3 через распорные тяги 4 и с другой
стороны — с ползунами 5. Ползуны 3 и 5 расположены в иаправ-
Бессепараторные устройства
143
Рис. 101. Раскатники ротационного типа:
о — с эллипсными роликами: б — схема расположения эллипсного ролика; в — одноро-
лнковый
ляющих корпуса 6 и раздвигаются винтами 7 и 8 при перена-
стройке размера. Раскатник вводят в раскатываемое отверстие
и ролики 1 прижимаются к упрочняемой поверхности с помощью
гидроусилителя 9, пакета тарельчатых пружин 10 и ползуна 11,
действующего на ползун 3. Силу гидроусилителя контролируют
с помощью манометра.
В устройстве с пневматическим нагружением (рис. 100, б)
ролики 1 вращаются на двух конических роликовых подшип-
никах, закрепленных на шарнирных рычагах 2. Сила передается
роликам от поршня 3 пневмоцилиндра через качающуюся шайбу 4.
Пружины 5 постоянно прижимают рычаги с роликами через
шайбу 4 к штоку поршня и утапливают ролики при снятии да-
вления в цилиндре. Воздух подается через воздухораспредели-
тель 6.
Роликовая головка с гидравлическим нагружением (рис. 100, в)
имеет три ролика, расположенных по окружности под углом 120°
на рычагах.
Сравнительно прост по конструкции раскатник для обра-
ботки отверстий, называемый ротационным, который требует
лишь осевого перемещения. Необходимость вращать деталь или
инструмент в данном случае отпадает. Благодаря этому процесс
называют* ротационным дорнованием. Деформирующие ролики 7
(рис. 101, а), как и в обычных раскатииках, расположены в сепа-
раторе 6, но только под углом около 45° к его оси. Поскольку
сепаратор с роликами не закреплен относительно оправки 5,
то в процессе принудительного осевого перемещения инструмента
вследствие такого расположения роликов возникает составляю-
щая осевой силы, вызывающая планетарное вращение сепара-
тора с роликами относительно оправки и обрабатываемой поверх-
ности. Для обеспечения полного контакта роликов профиль
их делают эллипсным. Инструмент зажимают за хвостовик 1,
соединенный со втулкой 2, упирающейся в подшипник 4, который
144
Раскатывание роликовым инструментом
с другой стороны контактирует с головкой тяги 3, соединенной
с оправкой 5.
Специальный однороликовый раскатник (рис. 101, в) также
выполнен ротационным. Рабочим элементом является ролик 3,
устанавливаемый под углом а к оси оправки 1 во втулке 2 или
на игольчатых подшипниках. Штуцер 4 служит для подвода
масла. Специальный винт (на рисунке не показан) предотвращает
осевое перемещение ролика. Если оправке сообщить вращатель-
ное и поступательное движение, то ролик благодаря трению
его рабочих кромок об обрабатываемую поверхность начнет вра-
щаться вокруг своей оси. То же самое будет наблюдаться, если
вращение получит заготовка, а раскатник будет совершать только
осевое перемещение. Диаметр и длина ролика должны быть
строго определенными, чтобы обеспечить требуемый натяг.
5.5. ОБОРУДОВАНИЕ
Для раскатывания деталей используют универсальные ме-
таллорежущие станки практически всех типов.
Специальные станки для раскатников обычно не применяют,
так как всем требованиям удовлетворяют универсальные станки
при их соответствующей наладке. Для одновременного раскаты-
вания нескольких отверстий в корпусных деталях используют
или специально изготовляют
агрегатные станки. Например,
двусторонний агрегатный ста-
нок МС-1149 используют для
одновременного раскатывания
отверстий под подшипники
диаметром 85*0.025:
72io.oi мм в картере коробки
В 7 6 5 4 J
Рис. 102. Оборудование для раскатывании отверстий;
а — специальная установка; б — модернизированный токарный станок
Оборудование
145
38. Режим обработки отверстий гидроци дни дров резанием
и раскатыванием
Сталь 45
Сталь 40
Мате-
риал
гидроци-
лиидра
Диаметр отвер- стия, мм Растачивание Развертывание Припуск иа сторону, мм Раскатывание роликами
1. мм S, мм/об 1 X X ж е V, м/мин 1 t, мм S. мм/об <_ННИ ‘и о. м/мин S, мм/об 8 X X Ж е X X .~ж со 3 и. м/мии
65 4,5 0,3 250 51 0,5 0,8 200 41 0,02 1.6 315 500 64
75 4,5 0,4 250 59 0,5 0,8 200 47 0,025 1,6 315 500 74
90 4,5 0,4 250 71 0,5 0,8 160 45 0,025 1,6 315 500 89
105 4,5 0,4 250 82 0,5 0,8 160 53 0,03 1,6 250 320 82
125 4,5 0,4 200 79 0,5 0,8 125 49 0,03 1,6 250 320 98
150 4,5 0,4 160 75 0,5 0,8 100 47 0,04 1,6 200 400 94
180 4,5 0,4 125 71 0,5 0,8 80 45 0,04 1,6 150 240 85
60 4,5 0,3 250 47 0,5 0,8 200 38 0,02 1,6 315 500 59
85 4,5 0,3 200 53 0,5 0,8 125 33 0,025 1.6 315 500 67
НО 4,5 0,3 200 69 0,5 0,8 125 43 0,03 1,6 250 320 86
120 4,5 0,4 160 60 0,5 0,8 100 38 0,03 1,6 200 400 75
150 4,5 0,4 125 59 0,5 0,8 80 38 0,04 1,6 160 250 75
перемены передач. Цикл работы станка — автоматический, про-
изводительность 40 дет/ч. Трехсторонний агрегатный станок
СТ-1750 обеспечивает одновременное раскатывание пяти отверстий
диаметром 130—140 мм под подшипники в картере редуктора.
В автомобильной промышленности создан станок ОС-1 для
бесцентрового раскатывания деталей типа втулок и цилиндров
диаметром 60—120 мм, длиной не более 400 мм, на котором исполь-
зуются сменные многороликовые сепараторные раскатники.
Для раскатывания глухих отверстий в деталях типа корпу-
сов, крышек, стаканов создано устройство (рис. 102, а), состоящее
из головки 1 деформирующего инструмента, силового механизма 4
и привода 6. В корпусе деформирующего инструмента закреплен
сепаратор 11, в пазах которого, наклоненных по отношению
к оси детали 7. расположены деформирующие ролики 8. Нажим-
ной конус 10 установлен на оправке 9. На конце конуса укре-
плена полумуфта 2, на которую воздействует пружина.
При обработке детали устанавливают на ролики 8 с некото-
рым зазором. Приводному валику 5 сообщают вращение, и полу-
муфты 2 и 3 сцепляются. Нажимной конус получает вращение
и под действием силового механизма перемещает деформиру-
ющие ролики, которые контактируют с обрабатываемой поверх-
ностью в радиальном направлении. После обработки нажимной
конус с помощью пружины выводится из контакта с роликами.
146
Раскатывание роликовым инструментом
Рис. 103. Схема одновременного
растачивания и раскатывания вну-
тренних поверхностей:
1 — резцовая головка; 2 — раскатная
головка; 3 — импеллер; 4 — направ-
ление подачи СОЖ под давлением; 6 —
направление выхода стружки и СОЖ
Затем расцепляются кулачковые полумуфты и деталь снимают
с роликов. Устройство обеспечивает Ra — 0,63 мкм у деталей из
чугуна и Ra = 0,08 ... 0,32 мкм у деталей из стали и цветных
металлов и сплавов.
Пример модернизации токарного станка 1Д63 для обработки
гидроцилиндров точением и раскатыванием показан на рис. 102, б.
Конструкция суппорта станка была изменена и заново были
изготовлены: приемный бак 1, насосная станция 2 для масла,
подаваемого для охлаждения и выноса стружки; направляющий
кронштейн 3, устанавливаемый вместо верхнего суппорта; на-
правляющий люнет 6 под борштанги 5.
В комплект обрабатывающего инструмента входят три голов-
ки 8 (черновая, чистовая, раскатная), борштанги четырех типо-
размеров. Для установки различных борштанг в направляющем
люнете и кронштейне суппорта предусмотрены переходные вкла-
дыши 4 и 7.
Обрабатываемый цилиндр 10 устанавливают в универсальном
трехкулачковом патроне 11 с удлиненными кулачками и люнете 9.
В качестве режущего инструмента последовательно приме-
няют: черновую головку с проходным резцом; чистовую головку
(развертку) с плавающим блоком, в котором механически закре-
плены пластины из твердого сплава; роликовый раскатник.
Высокая эффективность у последовательной обработки точе-
нием и раскатыванием деталей с одного установа на модернизи-
рованных расточных или агрегатных станках. Режимы обработки
гидроцилиндров из стали 45 и стали 40 приведены в табл. 38.
Достигаемый параметр шероховатости: после растачивания
Ra = 5 мкм; после развеотывания Ra — 1,25 мкм; после раска-
тывания Ra — 0,08 ... 0,16 мкм.
Более эффективно одновременное растачивание и раскатыва-
ние отверстий устройством, имеющим резцовую 1 и раскатную 2
головки с расположенным между ними импеллером 3 для пре-
дотвращения попадания стружки под раскатные ролики (рис. 103).
Однако специального оборудования для этой обработки в насто-
ящее время нет.
Глава 6
АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
6.1. СХЕМА ПРОЦЕССА
Выглаживание заключается в пластическом деформировании
обрабатываемой поверхности скользящим по ней инструментом —
выглаживателем. Инструмент раздвигает металл, образуя ка-
навку на поверхности. При этом создаются три вида очагов де-
формирования в зависимости от соотношения глубин внедрения
инструмента и исходных параметров шероховатости (рис. 104, а).
Контур контакта передней полусферы наконечника с деталью
достаточно точно описывает дуга окружности AZ?! (рис. 104, б),
соответствующая углу а, и парабола ВуСг. Область контакта
задней полусферы наконечника ограничивается дугой АВаСц
которая может быть аппроксимирована дугой эллипса.
Площадь контакта наконечника сферической формы с деталью
равна сумме площадей полуэллипса АВгСъ сектора окружно-
сти ОАВГ и параболического полусегмента В^Сх минус площадь
треугольника 0BrD.
После прохождения инструмента по поверхности происходит
частичная компенсация деформации на величину АуПр (рис. 104,
в, г). Контакт инструмента с обрабатываемой поверхностью
в сечении происходит в направлении подачи по дуге def; в направ-
лении скорости — по дуге abc. Вследствие того, что перед выгла-
живателем образуется валик пластически деформированного ме-
талла, передняя полуповерхность выглаживателя нагружена
гораздо больше (контакт по дугам ef и Ьс), чем задняя полупо-
верхность (контакт по дугам de и ab). По этой же причине, а также
вследствие адгезионного взаимодействия между деталью и ин-
струментом в процессе выглаживания возникает осевая сила Ря
и тангенциальная составляющая силы Рг.
После каждого оборота обрабатываемой детали канавка —
след выглаживателя — перемещается в осевом направлении на
расстояние, равное подаче S, происходит многократное пере-
крытие ее при последующих оборотах обрабатываемой детали,
так как ширина канавки больше подачи.
В результате пластического деформирования обрабатываемой
поверхности сглаживаются исходные неровности и образуется
новый микрорельеф поверхности со значительно меньшей высо-
той неровностей профиля RzB. Размер детали уменьшается на
величину остаточной деформации Дпл.
При обработке деталей, например, из У10 (HRC 55), ин-
струментом радиусом 1,5 мм с силами выглаживания 150—400 Н
148
Алмазное выглаживание
д)
Рис. 104. Выглаживание:
а — соотношения между глубиной канавки и высотой микронероэностей; б — очаг де-
формации; в — схема деформирования в направлении подачи; г — схема деформирова-
ния в направлении скорости; д — схема деформирования при входе и выходе инструмента
на кромку детали
площадь контакта 0,025—0,09 мм2, а при обработке деталей из
стали 40Х (HRC 45) с силами 100—300 Н—0,05—0,170 мм2.
Исходными параметрами, определяющими протекание процесса
на кромках детали, является предварительный натяг, который
задается до начала выглаживания, и сила выглаживания. В на-
чальный момент выглаживания пластическое деформирование
металла происходит таким образом, что часть металла перед
инструментом вспучивается в виде валика, а часть выдавливается
на край детали, создавая небольшой наплыв на торце. Наплыв
увеличивается также вследствие обратного течения металла за
инструментом в сторону торца. На участке 1—2 (рис. 104, д)
сила выглаживания постепенно стабилизируется.
При выходе инструмента на кромку детали в конце обработки
большую роль играет валик металла, перемещающийся перед
инструментом. На некотором расстоянии от кромки детали
часть этого валика начинает выходить на кромку и в результате
выглаживающий наконечник углубляется больше, чем на ос-
новной обрабатываемой поверхности. Характер дальнейшего
углубления наконечника зависит от натяга, пластических свойств
обрабатываемого материала, силы н скорости выглаживания
Схема процесса
549
Рис. 105. Фрикционные
зависимости:
а — завмсямость параметра
шероховатости выглажеииоЯ
поверхности Ra от парамет-
ра шероховатости поверх-
ности инструмента Rz; I —
иаконечинк заточен без до-
водки; 3 — доведенный на-
конечник; б — связь между
козффицнеитом трения /Тр
и мнкротвердостью при оп-
тимальных условиях выгла-
живания деталей из различ-
ных материалов; / — сталь
30: 3 - ХН35ВТЮ; 4 -
I2XI8H9T; 5 — ХН77ТЮР;
3 — I8X2H4BA; 7 —
09XI7HSM3; 3 — 12Х18Н2АГ5; 9 — I2X2H4A. цементованная; 10 — I2XH3A. цемен-
тованная; II — хромовое покрытие; 13 — 38Х2МЮА. азотированная
и т. д. К моменту прохождения выглаживающим наконечником
самой кромки натяг исчезает. В результате перераспределения
объемов металла крайних участков (зона / перемещается в зону II)
на торце образуется наплыв металла. Наплывы на выходе инстру-
мента в 2—3 раза больше, чем на входе, и составляют для алюми-
ниевых и цветных сплавов 10—40 мкм, для сталей средней твер-
дости 5—10 мкм, для высокопрочных материалов твердостью от
HRC 50 до HRC 60 — не более 5 мкм.
В большинстве случаев при выглаживании такие наплывы
вполне допустимы и не влияют на эксплуатационные свойства
деталей (кроме золотниковых и плунжерных пар, некоторых
деталей гидравлических машин и других деталей, где даже мини-
мальные наплывы недопустимы). Однако при обработке деталей
напроход и при обработке прерывистых поверхностей резко
уменьшается стойкость выглаживающего инструмента, особенно
из природного алмаза, обладающего повышенной хрупкостью,
что обусловлено его строением. Поэтому наконечниками из при-
родных алмазов допустимо выполнять выглаживание напроход
лишь прерывистых поверхностей деталей из алюминиевых и
цветных сплавов, твердость которых не превышает НВ 130.
Наконечники из сверхтвердых синтетических материалов типа
балласа и карбонадо можно успешно использовать для выгла-
живания прерывистых поверхностей на стальных деталях.
Помимо двух основных факторов, связанных с трением и
влияющих на формирование шероховатости обрабатываемой по-
верхности (молекулярное схватывание и механическое заце-
пление микронеровностей), действуют множество других: смазоч-
ный материал, различные промежуточные вещества, которые
образуют разделительный слой, экранирующий поверхности кон-
такта, высокая температура, обусловливающая интенсивное оки-
сление поверхностей в зоне трения и т. д. Прн этом решающее
150
Алмазное выглаживание
значение для качества поверхности детали имеет шероховатость
инструмента (рис. 105, а).
Коэффициенты трения зависят от наиболее существенных
факторов — силы выглаживания и твердости обрабатываемой
детали. С увеличением силы выглаживания до оптимального
значения коэффициент трения увеличивается, а с возрастанием
твердости материала обрабатываемой детали — уменьшается
(рис. 105, б). Максимальное значение коэффициента трения —
не более 0,1, обычно оно составляет 0,05—0,08.
Температура в очаге деформирования на глубине не более
0,1 мм не превышает 200—400 °C при скорости выглаживания
менее 100 м/мин. При увеличении скорости выглаживания до
400—500 м/мин температура возрастает в 2—2,5 раза.
6.2. ВЫБОР ПАРАМЕТРОВ ВЫГЛАЖИВАНИЯ
Параметрами выглаживания, влияющими на шероховатость,
являются: сила выглаживания, подача и радиус рабочей части
инструмента. При увеличении силы выглаживания до определен-
ного значения шероховатость уменьшается.
При оптимальных значениях силы выглаживания исходные
неровности полностью сглаживаются и образуется шероховатость,
обусловленная самим процессом выглаживания, связанным с по-
дачей. Дальнейшее увеличение силы выглаживания увеличивает
пластические искажения, высота неровностей возрастает по
сравнению с наименьшей, поверхностные слои могут разру-
шиться и могут появиться трещины (рис. 106, а).
Оптимальное значение силы выглаживания Р определяют
по следующим формулам: для закаленных сталей Р —
- 0.0I3W (в^в)!
; для материалов невысокой и средней твер-
(пр Ч 3
D + , где HV — твердость обрабаты-
ваемой поверхности по Виккерсу; D—диаметр обрабатываемой
поверхности, мм; R — радиус рабочей части алмаза, мм.
Сила выглаживания, большая 200—250 Н для деталей из вы-
сокопрочных материалов и большая 100—150 Н для деталей из
материалов средней твердости, как правило, нецелесообразна.
Основным критерием выбора радиуса сферы инструмента
является твердость материала обрабатываемой заготовки: для
деталей из мягких сталей и цветных сплавов этот радиус должен
составлять 2,5—3,5 мм, для деталей из материалов средней твер-
дости — 1,5—2,5 мм, для деталей из высокопрочных сталей
(HRC > 60) — 1,0—1,5 мм.
При изменении подачи от 0,02 до 0,10 мм/об параметр шеро-
ховатости возрастает, при этом остаточная пластическая дефор-
мация уменьшается. Наименьший параметр шероховатости до-
Выбор параметров
151
Рис. 106. Зависимости па-
раметра шероховатости
поверхности Ra от силы
Р (а, б) и подачи S (в)
при выглаживании де-
талей:
а — из закаленных сталей
(R = 1,2 мм. 5 = 0,03 мм/об);
1 — 18ХГТ, HRC 60; 2 -
сталь 46, HRC 54; 3 —
ШХ16, HRC 60; б — из
мягких материалов (R =
=3,4 мм, 5=0,078 мм/об);
1 — БрОФб.б = 0.6. НВ
в — закаленных сталей:
173; 2 — 12Х18Н9Т, НВ 180; 3 — сталь 46. НВ 180;
1 — сталь 46, HRC 64 (R — 1,2 мм Р = 140 Н);
2 — сталь 46. НВ 180 (Л = 3,4 мм, Р = 140 Н); 3 — ШХ16. HRC 60 (R = 1,0 мм.
Р = 120 Н); 4 — 18ХГТ. HRC 60 (R = 1.2. Р = 160 Н)
стирается при подаче 0,02—0,04 мм/об; при подаче ниже 0,02 мм/об
параметр шероховатости не изменяется или возрастает по сравне-
нию с оптимальным значением, что объясняется перенаклепом
поверхностного слоя. Уменьшение исходного параметра шеро-
ховатости при выглаживании с подачами, большими 0,08—
0,10 мм/об, несущественно, поэтому выглаживание становится
малоэффективным (рис. 106, в).
Параметр шероховатости зависит от числа рабочих ходов
выглаживающего инструмента. В основном он уменьшается во
время первого рабочего хода. С увеличением числа ходов до
двух-трех параметр шероховатости уменьшается, но в меньшей
степени, так как повторные рабочие ходы выполняются уже по
сглаженной и упрочняющей поверхностям. При числе ходов,
большем четырех, возможен перенаклеп поверхностного слоя;
параметр шероховатости при этом несколько увеличивается,
поэтому при выглаживании целесообразно назначать один рабо-
чий ход.
Скорость выглаживания мало влияет на параметр шерохова-
тости. При изменении скорости от 16 до 120 м/мин он практиче-
ски не изменяется. Рост скорости выглаживания от 120 до 200 м/мин
приводит к небольшому увеличению параметра шероховатости
При больших скоростях (200 м/мин и более) алмаз вследствие
перегрева сильно изнашивается. В этом случае необходимо обиль-
ное охлаждение зоны контакта алмаза с обрабатываемой поверх-
ностью. На качество выглаживания существенно влияет также
охлаждение. Действие СОЖ проявляется в появлении местных
легко деформируемых зон контактной поверхности, пленки на
поверхности алмаза, предохраняющей от изнашивания и умень-
шающей коэффициент трения. При выглаживании деталей из
черных металлов и сплавов рекомендуется применять инду-
стриальное масло И-20А, а для деталей из цветных металлов и
сплавов — керосин. Применяют также специальные составы СОЖ
и поверхностно-активные вещества (ПАВ).
152
Алмазное выглаживание
Зв. Выбор оптимальных режимов выглаживания
Твердость обрабатываемо- го материала Исход- ный па- раметр шерохо- ватости обраба- тываемой поверх- ности Ra, мкм Радиус алмаза, мм Режимы обработки Параметр шерохова- тости обра- ботанной поверхно- сти Ra, мкм
р. н S, мм/об V* м/мнн
От HRCa 50 до HRCa 65 0,32 0,16 0,08 1,3—2 200—250 150—200 120—150 0,02—0,04 50—100 0,08 0,08 0,04
От HRCg 30 до HRCg 50 0,63 0,32 0,16 1,5—2,0 120—150 120—150 100—120 0,03—0,05 50—100 0,16 0,04—0,08 0,02—0,04
От HRCa 20 до HRCa 25 2,5 1,25 0,63 2,0—2,5 120—150 100—120 80—100 0,03—0,08 50—200 0,32—0,63 0,16—0,32 0,08—0,16
НВ 300 1,25 0,63 0,32 0,16 0,08 2,5—3,5 120—150 100—120 80—100 80—100 60—80 0,06—0,10 50—200 0,32 0,16 0,08—0,16 0,04—0,08 0,02—0,04
Параметр шероховатости выглаженной поверхности зависит
от исходного параметра шероховатости. Детали из закаленных
сталей эффективно выглаживать при исходном параметре шеро-
ховатости не более Ra = 1,25 мкм, при этом достигается стабиль-
ное уменьшение параметра шероховатости в 4—5 раз. Детали
из незакаленных сталей, бронзы, алюминия и других аналогич-
ных металлов можно эффективно выглаживать при исходном
параметре шероховатости Ra < 2,0 мкм (табл. 39).
Большая степень сглаживания достигается при выглажива-
нии точных или шлифованных поверхностей с остроконечным про-
филем микронеровностей, меньшая — при выглаживании поверх-
ностей, имеющих неровности притупленной формы, например,
хонингованных, полированных, обкатанных роликом.
На гладкой блестящей поверхности после выглаживания
появляются микротрещины шириной 1—3 мкм и другие дефекты,
невидимые на шлифованной или полированной поверхности.
Поэтому при изготовлении ответственных деталей выглажива-
ние применяют в качестве контрольной операции [А. С. № 606126
(СССР) ].
Технологическая оснастка
153
В результате алмазного вы-
глаживания размер деталей
может изменяться на 3—5 мкм,
что для большинства деталей
укладывается в допуск на раз-
мер. При выглаживании более
точных деталей следует учиты-
вать изменение размера.
Важнейшие характеристики
микрогеометрии поверхности —
относительная опорная длина
профиля tp, относительная опор-
ная часть площади tf и радиус
скругления микронеровностей
после алмазного выглажива-
ния — более благоприятные,
чем после окончательных ме-
тодов обработки (табл. 40).
Оптимальные режимы выгла-
живания для достижения мак-
симального упрочнения не-
сколько «жестче», чем для до-
стижения минимального пара-
метра шероховатости. Для мак-
симального упрочнения следует
на 15—40 % увеличить силу
выглаживания или на 10—30 %
можно одновременно несколько
40. Характеристики микрогеометрии
поверхности деталей после различных
методов отделочной обработки
Метод обработки До Радиус скруг- ления микро- иеровностей Относитель- ные размеры опорной части, %
про- филя *р пло- щади ‘f
м КМ
Алмазное 0,16 1000 30 15
выглажи- 0,08 1500 45 20
ванне 0,04 2500 70 40
0,02 3500 87 50
Суперфиии- 0,08 350 25 8
широваиие 0,04 450 35 14
Полирова- 0,16 200 18 5
ние 0,08 300 22 8
0.04 400 30 15
Тонкое 0,16 70 4 1,5
шлифование 0,04 100 7 2,0
уменьшить радиус инструмента,
«ужесточить» оба эти параметра.
При выглаживании с оптимальными режимами обеспечивается
степень упрочнения 25—40 % при глубине упрочненного слоя
до 0,4 мм и создаются сжимающие остаточные напряжения до
1,2 ГПа.
6.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА
В зависимости от способа внедрения алмазного инструмента
различают жесткое и упругое выглаживание. При жестком вы-
глаживании инструмент закрепляют на станке подобно резцу,
и он во время обработки внедряется в поверхность детали на
заданную глубину, которая определяется расчетом и обычно
составляется 3—7 мкм. Жесткое выглаживание не получило
широкого распространения вследствие малых допусков на бие-
ния и геометрическую форму детали, а также высоких требова-
ний к жесткости системы СПИД.
Упругое выглаживание проще и удобнее для применения
в производственных условиях.
154
Алмазное выглаживание
Рис. 107. Схемы распределения сил
в устройствах:
а — прямого действия; б — шарнирно-
рычажном; в — рычажном; Nu Л, —
реакция на плунжер (толкатель) со сто-
роны корпуса приспособления
Основное преимущество устройств с упругим элементом на-
гружения — постоянство заданной силы выглаживания незави-
симо от погрешностей установки и точности геометрической формы
обрабатываемой поверхности. В зависимости от системы нагру-
жения приспособления для выглаживания могут быть механиче-
скими, пневматическими, гидравлическими, магнитными, элек-
тромагнитными и комбинированными. Приспособления с меха-
нической системой нагружения с помощью проволочной или
пластинчатой пружины получили наибольшее распространение.
Различают устройства для обработки следующих поверхно-
стей: цилиндрических наружных и внутренних, глубоких отвер-
стий, сферических, профильных, плоских, прерывистых.
По кинематике передачи силы от силового элемента (пру-
жины) к инструменту устройства можно подразделить на две
группы: прямого действия и рычажные. Устройства, в которых
сила от пружины или какого-либо другого силового элемента,
через шток, толкатель и т. д. передается непосредственно на
выглаживающий инструмент, относятся к группе приспособле-
ний прямого действия, а те, в которых сила передается на инстру-
мент посредством рычагов, — к группе рычажных приспособ-
лений.
Помимо основных деталей, обеспечивающих установку, кре-
пление приспособления и передачу силы на инструмент, эти
устройства имеют различные дополнительные элементы (демп-
феры, поворотные устройства, ограничители и т. д.). Отсутствие
промежуточных подвижных звеньев силовой цепи в устройствах
Технологическая оснастка
155
a) ff)
Рис. 108. Схемы рычажных устройств
прямого действия позволяет свести к минимуму силу трения FTp
и тем самым обеспечить требуемую силу выглаживания (рис. 107, а).
Механизм прямого действия применяют в большинстве устройств
для обработки наружных поверхностей. Для обработки внутрен-
них поверхностей эту схему нагружения применяют только в тех
случаях, когда габаритные размеры приспособления позволяют
установить его в отверстие.
Устройства прямого действия имеют повышенную чувстви-
тельность к вибрациям, поэтому в некоторых конструкциях
применяют механические и гидравлические демпфирующие уст-
ройства.
Рычажные механизмы (рис. 107, б, в) получили наибольшее
распространение в устройствах для обработки отверстий. В этих
механизмах сила 7' от элемента нагружения передается на выгла-
живающий инструмент через один или несколько рычагов. У пе-
редаваемой силы может меняться как значение, так и напра-
вление. Увеличение числа подвижных соединений и опор приво-
дит к снижению КПД механизма в целом.
Формулы для определения фактической силы выглаживания Р
следующие:
Т1
для схемы на рис. 108, а Р = -—г-^-ту;
Ti
для схемы на рис. 108, б, г Р = —
‘2
для схемы иа рис. 108, в Р= -q,
где т) = 0,8 ... 0,85 — КПД механизма, учитывающий потери
на трение в опоре рычага и в паре плунжер—корпус.
Все многообразие устройств обычного типа для выглажива-
ния различных деталей можно представить как комбинацию
рассмотренных механизмов прямого и рычажного действия с раз-
личными дополнительными элементами. Однако устройства для
обработки некоторых сложных поверхностей, например профиль-
ных типа кулачков, создают по другим схемам. Для достижения
156
Алмазное выглаживание
Рис. 109. Державки с упругой перемычкой в корпусе для обработки поверхно
стен:
й »- наружных: б — торцовых; i *— йыгзютающий инструмент; ? —* корпус; 3 — винт
крепления инструмента
высокого качества профильной поверхности необходимо строго
выдерживать в заданных пределах силовые параметры алмаз-
ного выглаживания. Чем больше подъем и сложнее профиль
кулачка, тем труднее без потери производительности обработки
поддерживать заданную силу выглаживания.
Для выглаживания кулачков с небольшим подъемом профиля
используют обычную оснастку с подпружиненным наконечником.
При огибании профиля кулачка наконечник совершает возвратно-
поступательное движение вдоль своей оси, периодически сжимая
рабочую пружину. В результате сила выглаживания изменяется
как функция параметров профиля кулачка, частоты его вра-
щения и динамических свойств приспособления. Допустимую
скорость выглаживания можно определить различными спосо-
бами. Наиболее точный — аналитический, однако он н наиболее
трудоемкий, так как для проведения расчетов необходимо иметь
функциональные зависимости положения участков профиля ку-
лачка от угла поворота.
Более простым является графоаналитический способ нахожде-
ния предельных скоростей выглаживания, при котором графи-
чески определяют значения ускорений выглаживающего наконеч-
ника прн прохождении характерных точек профиля кулачка,
т. е. там, где ускорение равно нулю илн достигает своих экстре-
мальных значений.
Наружные и внутренние цилиндрические н торцовые поверх-
ности деталей выглаживают с помощью универсальных и спе-
циальных устройств. Их можно разделить на несколько групп.
1. Державки с упругими элементами типа пластинчатых
пружин, являющиеся частью корпуса илн основного рычага.
2. Приспособления с силовыми элементами в виде винтовых
проволочных пружин.
Технологическая оснастка
157
2 8 7
3.
Рис. НО. Приспособление с винтовой пружиной:
а—работающей на сжатие; б — работающей иа
растяжение
Приспособления с силовыми элементами в виде постоян-
ных магнитов и электромагнитов.
4. Двухалмазные приспособления для обработки деталей типа
тонких штоков н приспособления, имеющие два инструмента
или более для повышения производительности.
5. Специальные быстропереналаживаемые приспособления.
6. Приспособления с дополнительными демпфирующими уст-
ройствами; устройствами, компенсирующими биения деталей,
н другими противовибрационными элементами.
7. Комбинированные приспособления для одновременного то-
чения н выглаживания.
Помимо указанных устройств, используют устройства, обе-
спечивающие дополнительные воздействия инструмента на обра-
батываемую поверхность в результате ультразвуковых колеба-
ний, вращения нли качания инструмента и т. д.
Эти приспособления обычно устанавливают в резцедержа-
теле токарного станка или размещают на суппорте станка вместо
резцедержателя. Технология выглаживания деталей с помощью
этих приспособлений включает несколько типовых переходов:
1) установку и закрепление обрабатываемой детали с обеспече-
нием биения поверхности не более допустимого; 2) подвод при-
способления к обрабатываемой поверхности до соприкосновения
с ней инструмента; 3) включение привода вращения детали;
4) создание натяга 0,1—0,5 мм, что дает возможность силовому
элементу начать работать, т. е. обеспечивает передачу заданной
силы выглаживания на инструмент; натяг должен превышать
биение детали не менее чем в 2,5 раза; 5) включение подачи станка
и выполнение выглаживания; 6) отвод приспособления с инстру-
ментом; 7) остановку станка; раскрепление и снятие детали.
В процессе выглаживания на деталь в зону обработки обильно
подают СОЖ. Приспособление следует оттарировать, отрегулиро-
вать, выставить и настроить на выглаживание определенной
детали с заданной силой.
На рис. 109—111 представлены типовые конструкции при-
способлений.
1Б8
Алмазное выглаживание
Упругим элементом державок (рис. 109) является дугообраз-
ная перемычка толщиной 1—3 мм. При выглаживании деталей,
имеющих биение обрабатываемой поверхности более 0,02 мм,
рекомендуется применять державку с толщиной перемычки 1 мм.
При меиьшем биении можно применять державку с перемычкой
большой толщины.
Упругие державки просты и компактны, однако обладают
повышенной чувствительностью к биению обрабатываемой по-
верхности, вызывающему значительные колебания силы выгла-
живания н снижающему стабильность процесса. Весь диапазон
изменения силы выглаживания (0—250 Н) соответствует переме-
щению в несколько миллиметров, поэтому точность установки
и контролирования силы небольшая.
Приспособления с силовыми элементами в виде винтовых
проволочных пружин лишены указанных недостатков, поэтому
их широко применяют в промышленности. Пружины в этих
приспособлениях работают обычно на сжатие, т. е. их предвари-
тельно поджимают с заданной силой выглаживания при настройке
приспособления и фиксируют в таком состоянии. При создании
натяга 0,1—0,5 мм пружина дополнительно поджимается на эту же
длину. При этом инструмент уже не упирается в корпус, а сво-
бодно плавает, опираясь на пружину, и полностью воспринимая
силу предварительно поджатой пружины.
При обработке наружных поверхностей (рис. ПО, а) исполь-
зуется принцип прямого действия: сила выглаживания от пру-
жины 1 передается на инструмент 2 через плунжер 3.
Для обработки внутренних поверхностей вместо конуса 4
с плунжером устанавливают переходник 5 со штоком 6. В этом
случае сила выглаживания на инструмент передается через
шток 6 и рычаг 7, установленный на оси 8. В переходнике имеется
упор для рычага, который не дает инструменту перемещаться
относительно наружной поверхности переходника на расстояние,
большее заданного.
При обработке наружных поверхностей приспособление рабо-
тает безотказно. При обработке внутренних поверхностей умень-
шается сила выглаживания вследствие потерь на трение, возни-
кающих в отверстии под шток 6, так как отверстие расположено
под некоторым углом к оси переходника.
В приспособлении с пружиной, работающей на растяжение
(рис. ПО, б), сила выглаживания устанавливается в результате
растяжения пружины путем наворачивания гайки на резьбовой
конец тяги. Для выглаживания инструмент подводят к обрабаты-
ваемой поверхности и создают натяг 0,2—0,5 мм, вследствие
чего пружина 1 дополнительно растягивается и заданная сила
передается на инструмент 2. Обработку можно производить
только в одну сторону.
Технологическая оснастка
159
Рис. 111. Магнитные приспособ-
ления:
а — с постоянными магнитами; 1 —
держатель; 2 — инструмент; 3 — маг-
ниты; 4, б— втулки; 5 — диски; 7 —
гайка; 8 — корпус; 9 — крышка; б —
с электромагнитом; 1 — корпус; 2 —
рычаг; 3 — оправка; 4 — якорь; 5 —
электромагниты; б — подшипники;
7 — индикатор; 8 — ось; 9 — винт
Вместо упругих силовых элементов можно использовать
силовое магнитное поле (рис. 111). Достоинство таких приспо-
соблений — предотвращение увеличения силы выглаживания ста-
ночником при чрезмерном перемещении суппорта.
Недостатки приспособления с постоянными магнитами
(рис. 111, а) — его громоздкость и массивность, а также слож-
ность регулирования силы выглаживания. Для обеспечения по-
стоянной силы выглаживания желоба кольца шарикоподшип-
ника применяют приспособление с электромагнитом постоян-
ного тока (рис. 111,6), которое позволяет автоматически изме-
нять силу прижатия инструмента к поверхности желоба в резуль-
тате изменения зазора между якорем и корпусом электромагнита
при соответствующем начальном зазоре и обеспечивать постоян-
ную нормальную силу выглаживания по всему профилю желоба
обрабатываемого кольца.
Для повышения производительности обработки используют
систему нескольких приспособлений, каждое из которых обра-
батывает определенный участок поверхности одновременно с дру-
гими. Например, так работает устройство для выглаживания
шеек коленчатых валов мотоцикла (рис. 112, а).
160
Алмазное выглаживание
Рис. 112. Двухалмазные при-
способления:
в — с инструментами, располо-
женными в один ряд для одно-
временной обработки различных
участков; б — с инструментами,
расположенными напротив друг
друга; в — с двумя инструмента-
ми в шарнирной вилке
При обработке де-
талей типа тонких што-
ков двухалмазное при-
способление (рис.112, б)
предотвращает их про-
гиб, так как силы от
двух инструментов 1
уравновешиваются.
Пружина 5 с одинако-
вой силой одновременно
воздействует на плун-
жер 6 с инструментом
и на оправку 3 с дру-
гим инструментом, ус-
тановленным в резьбо-
вой пробке 2. Каждый
инструмент отделен от
корпуса антивибраци-
онной прокладкой 8.
Плунжер 6 и цилин-
дрическая часть 7 оправки 3 свободно перемещаются относи-
тельно друг друга и относительно неподвижного корпуса 9.
Оправка 3, охватывающая обрабатываемую деталь 4, имеет окно,
через которое осуществляют обзор зоны обработки. Приспособ-
ление не только предотвращает прогиб деталей, но и обеспечивает
эффективную обработку деталей, имеющих биения и другие от-
клонения формы. Одностороннее двухалмазное приспособление
(рис. 112, в) представляет собой установленную шарнирно на осн 4
вилку /, несущую инструменты 2 и 3 с различными радиусами.
Инструмент с большим радиусом создает в зоне контакта мень-
шее давление и выполняет предварительную обработку, а инстру-
мент с меньшим радиусом создает большее давление и, таким
образом, осуществляет окончательную обработку.
С помощью двухалмазного приспособления (см. рис. 112, б)
целесообразно обрабатывать детали типа штоков, диаметр кото-
рых по длине постоянен, с увеличением диаметра дополнительно
сжимается пружина и возрастает сила обработки.
Двухалмазное копирное приспособление (рис. 113) выпол-
няет обработку деталей, имеющих конусный или криволинейный
Технологическая оснастка
161
профиль (диаметр может изменяться до 1,5 раз), с постоянной
силой. Приспособление состоит из корпуса 1, имеющего верти-
кальные окна 2 для подвижных осей 3, несущих рычаги 4, на од-
них концах которых установлены деформирующие элементы 5,
а другие концы связаны с силовой пружиной 6 через оси 7 и тол-
катели 8 и 9. На переднем конце штока 10 размещен взаимодей-
ствующий с обрабатываемой поверхностью 13 копирный ролик 12,
а задний конец упирается в пружину 11, установленную в кор-
пусе 1 [А. с. № 931428 (СССР)].
Устройства для алмазного выглаживания деталей предна-
значены для обработки либо цилиндрических, либо торцовых
поверхностей. На перестановку устройств при переходе с одной
обработки на другую необходимо затрачивать много времени.
Как правило, время перестановки превышает время, необходимое
непосредственно для обработки детали. Имеется большое число
деталей типа пробок, втулок, муфт, коленчатых и кулачковых
валов, у которых необходимо с одного установа обрабатывать
цилиндрические и торцовые поверхности, поверхности шеек и
галтелей, обрабатывать поверхности с разными силами и т. д.
Поэтому созданы быстродействующие н самонастраивающиеся
приспособления (табл. 41).
При выглаживании деталей с малой жесткостью, особенно
с неравномерной твердостью поверхности, часто возникает вибра-
ция инструмента, в результате которой резко ухудшается каче-
ство обрабатываемой поверхности. В этом случае необходимо
применять не только более жесткие и точные станки, но и спе-
циальные виброустойчивые приспособления, так как с помощью
вибропоглощающих прокладок (рис. 112, б) не всегда дости-
гается требуемый эффект.
В приспособлении с механическим демпфированием (рис. 114, а)
установлен плоский сухарь, подпружиненный в направлении,
перпендикулярном оси державки. В корпусе 1 расположена
6 Одинцов Л. Г.
162
Алмазное выглаживание
41. Быстродействующие и самонастраивающиеся приспособления
м RD пор. Эспи» Облает» прикекеиия я преимущества
1 м 1 ж” 1 к в А “4 I I I «►I г! ill Позволяет обрабатывать с одного установа детали наружные н внутренние цилин- дрические и торцовые поверхности путем поворота подпружиненного трехплечего рычага с установленными на нем выгла- живающими инструментами; смена пози- ций производится за доли секунды
2 Л±_| jW-W > || ±л № + 1 |ж 4- Л-А Обеспечивает обработку шейкн коленча- того вала и боковых галтельных перехо- дов за один рабочий ход благодаря уста- новке выглаживающего инструмента по осн галтели и автоматическому развороту его вместе со штоком на 180° при про- хождении середины шейкн
3 И dU Обеспечивает эффективную равномерную обработку сложных криволинейных по- верхностей типа кулачков за счет уста- новки под заданным углом двух выглажи- вающих инструментов, расположенных на качающемся коромысле; при прохождении сложного переходного участка одни из инструментов автоматически разворачи- вается и устанавливается по нормали к обрабатываемой поверхности
4 А ** ш II' д jp~n Устанавливают в шпиндель станка, за- данная сила выглаживания создается при вращении устройства благодаря возни- кающей центробежной силе от регули- руемого грузового элемента; предотвра- щаются вибрации, отпадает необходи- мость устанавливать, контролировать на- тяг между инструментом н обрабатывае- мой поверхностью
Технологическая оснастка
163
Продолжение табл. 41
Область применения и преимущества
Шейку коленчатого вала н боковые гал-
тели обрабатывают за один цикл, что до-
стигается путем плавного разворота ин-
струментальной головки вокруг верти-
кальной осн, а привод разворота осуще-
ствлен от вращающейся детали посред-
ством фрикционного ролика и редуктора
6
Позволяет за доли секунды изменять силу
выглаживания в пределах фиксированных,
предварительно установленных значений
(например, 100, 150, 250 Н), что дости-
гается благодаря включению в работу
различных пружинных блоков путем по-
ворота или перемещения рычагов
державка 2, в которой закреплен инструмент 3. Державка снаб-
жена тремя гранями, равномерно расположенными по окруж-
ности, с которыми контактируют три пары опор — шарикопод-
шипников 4. К одной из граней прижат плоский сухарь 5. Корпус 1
закреплен в резцедержателе токарного станка. Необходимая
сила выглаживания создается с помощью пружины 6 и регулиру-
ется винтом с нониусом 7. Требуемая сила прижима сухаря
к грани державки 2 обеспечивается пружиной 8.
В приспособлении (рис. 114,6) упругим силовым элементом
является трубка манометра 3, шкала которого тарирована в еди-
ницах силы. Энергия колебаний рассеивается вследствие трения
фторопластового поршня 1 в цилиндре 2 и сопротивления жидкости
микроперемещениям подвижных частей. Силовая пружина 4
обеспечивает постоянный поджим диафрагм к поршню. Недо-
статком приспособления является то, что с его помощью невоз-
можно регулировать силу выглаживания.
Гидравлическая система в приспособлении (рис. 114, в) не
только демпфирует колебания за счет плавного перетекания
жидкости из полости А в полость Б и обратно, но и дает возмож-
ность обрабатывать прерывистые поверхности, например с ка-
навками, отверстиями и т. д.
164
Алмазное выглаживание
Рис. 114. Приспособления с различными устройствами демпфирования колебаний:
а — механическое с винтовой пружиной; б — механическое с упругими элементами;
в — гидравлическое
Для интенсификации процесса применяют комбинированную
обработку — резание и выглаживание, используя для этого раз-
личные выглаживающие державки, которые устанавливают за
режущим инструментом (рис. 115).
Выглаживание глубоких отверстий (Lid > 4—5) вызывает
трудности. Наиболее простой способ выглаживания — с помощью
борштанг, предназначенных для растачивания отверстий
(рис. 116, а). Глубокие отверстия в гидроцилиндрах диаметром
70 мм и более обрабатывают универсальными державками, за-
крепленными на борштанге. На боковой поверхности борштанги
нанесена шкала, на которой указаны расстояния до инстру-
мента. При выглаживании шкала, совмещаясь со срезом гидро-
цилиндра, показывает глубину расположения инструмента в ги-
дроцилиндре. Для охлаждения инструмента через внутреннюю
полость подается СОЖ. Несмотря на то, что силы выглаживания
невелики (100—200 Н), при обработке глубоких отверстий созда-
ется достаточно большой момент, поэтому борштанги должны
быть жесткими.
Отверстия диаметром менее 70 мм можно обрабатывать с по-
мощью устройств в виде одноплечего рычага (рис. 116, б). Штанга
этого устройства при обработке глубоких отверстий может от-
жиматься, что ухудшает условия протекания процесса.
Для обработки отверстий диаметром 40—60 мм применяют
двухрычажные шарнирные устройства, между рычагами которых
Технологическая оснастка
165
Рис. 115. Устройство для одновремен-
ной обработки точением и выглажива-
нием:
1 — корпус: 2 — винт; 3 — резец; 4 — вы-
глаживатель; 5 — пружина; 6 — винт; 7 —
втулка
внутри отверстия расположена
компактная короткая пружина,
а на концах рычагов установ-
лены или два инструмента, или
инструмент и опорный меха-
низм (рис. 116, в).
Использование цельных длинных рычагов и тяг затруднено
вследствие ограниченного пространства для размещения эле-
ментов и малой их жесткости, а также отсутствия возможности
визуального наблюдения за зоной обработки. Применение одного
или двух инструментов ограничивает их производительность.
В четырехалмазной выглаживающей головке (рис. 117, а)
сила от пружины передается на инструмент посредством цепочки
коротких коромысел.
В связи с применением четырех инструментов производитель-
ность обработки увеличивается не менее чем в 2 раза. Сила от
силовых элементов, расположенных вне зоны обработки, почти
без потерь передается на большие расстояния.
При выглаживании отверстия четырехалмазной головкой
(рис. 117,6), состоящей из двух пар диаметрально расположен-
ных шарнирно соединенных рычагов, на которых установлены
инструменты, удается устранить возникающие динамические на-
грузки. Головка позволяет эффективно обрабатывать отверстия
с биениями и отклонениями от правильной геометрической формы;
нагрузки, возникающие вследствие этих отклонений, восприни-
Рис. 116. Устройства для
обработки глубоких от-
верстий:
а — с использованием бор-
штанги; б — с исполъэова-
„ »» - . - < нием одноплечего рычага:
в— двухрычажное; 1 — инструмент; 2 — обрабатываемая деталь
2WT 500
iiiibiiiliiiilini
166
Алмазное выглаживание
Рис. 117. Четырехалмазиые шарнирно-рычажные устройства для обработки
глубоких отверстий:
а — с индивидуальным нагружением инструментов; 1 — пружина; 2 — винт; 3 — ин-
струмент; 4 — составное плечо; 5 — центральный стержень; 6, 8, 9, 12, 13 — коромыс-
ла; 7 — головка; 10 — опорный стержень; И — ось; 14 — толкатель; 15 — корпус;
16 — пружина; 17 — гайка с указателем; 18 — фланец; 19 — гайка; 20 —шаровая опора
21 — упругая прокладка; б — с общей силовой пружиной и шарнирными тягами
мает и гасит пакет подпружиненных сферических шайб, распо-
ложенных в средней части.
Для алмазного выглаживания сферических поверхностей не-
обходима специальная оснастка, обеспечивающая равномерный
поворот инструментальной державки с заданной скоростью по
радиусу вокруг сферической поверхности при ее вращении.
Поворот инструментальной державки можно осуществлять вруч-
ную, с помощью отдельного привода или от привода станка через
передаточные механизмы.
Сферические поверхности диаметром менее 30 мм выглажи-
вают специальным приспособлением с поворотом инструмента
от электродвигателя (рис. 118, а). В обойме 7 головки, закреп-
ляемой в резцедержателе токарного станка, установлен в кони-
ческих подшипниках 8 корпус 5. Натяг подшипника 8 регули-
руется с помощью упорного подшипника 9, стопорной шайбы
и гайки. В корпусе расположен кронштейн 11, перемещаемый
в радиальном направлении посредством винта 3 с гайкой 4, что
позволяет настраивать головку на размер обрабатываемой сферы
Технологическая оснастка
167
Рнс. НВ* Устройства для обработки сфериче-
ских поверхностей;
а — для сфер диаметром менее 30 мм; б — для
сфер диаметром менее 40 мм
по шкале на корпусе. На свободном конце кронштейна, выпол-
ненного в виде плоской пружины 2, установлен алмазный нако-
нечник /. Сила выглаживания обеспечивается с помощью пла-
стинчатой пружины 2. Головка приводится во вращение от ревер-
сивного микроэлектродвигателя 10 с редуктором через шлицевую
упругую полумуфту, состоящую из подпружиненной шлицевой
втулки 12, пружины 13, обоймы 14 н корпуса 15. На муфту вра-
щение передается от валика 16. Головка соединена с корпусом
с помощью быстросъемного фиксатора 6. Ось корпуса головки
пересекает линию центров станка под углом около 90°. Винтом
поперечной подачи токарного станка алмазный наконечник под-
водят к обрабатываемой детали и с помощью гайки 4 создают
натяг.
Приспособление для алмазного выглаживания сферических
поверхностей диаметром менее 40 мм (рис. 118, б) может быть
применено при обработке шаровых пальцев, шатунов аксиально-
поршневых гидромашнн и других деталей. Кинематическая
схема приспособления обеспечивает движение инструмента от
мнкроэлектродвигателя по окружности заданного радиуса при
вращении детали вокруг ее осн.
При обработке прерывистых поверхностей, имеющих углуб-
ления в виде шпоночных пазов, отверстий, канавок, лысок и т. д.,
инструмент западает в этн углубления на глубину, равную на-
тягу (0,1—0,5 мм), создаваемому перед выглаживанием, при
этом создаются опасные ударные нагрузки, быстро разруша-
ющие инструмент. Профильные и прерывистые поверхности
выглаживают либо копированием обрабатываемой поверхности
роликовым механизмом, который жестко или подпружиненио
связан с выглаживающим инструментом, либо самокопирова-
168
Алмазное выглаживание
Рис. 119. Приспособление для
выглаживания кулачков
нием; в этом случае для
прерывистых поверхно-
стей применяют гидравли-
ческие демпферы (рис.
114, в).
Для выглаживания
профильных поверхностей
типа кулачков с неболь-
шой кривизной исполь-
зуют приспособление с копирующими роликами (рис. 119).
В корпусе расположен копирующий плунжер, поджимающийся
к детали с силой, необходимой для плавного обкатывания про-
фильной поверхности кулачка подшипниками, а инструмент под-
жимается к обрабатываемой поверхности автономной пружиной.
Кулачковые валы некоторых двигателей, имеющих сложный
криволинейный профиль с ровной площадкой в верхней части,
выглаживают более простым и эффективным устройством с двумя
инструментами (см. табл. 41, Na 3).
При выглаживании сальниковых шеек полуосей коленчатых
валов мотоциклетных двигателей обычная схема обработки (де-
таль вращается, инструмент перемещается) неэффективна, так
как при вращении коленчатого вала возникают значительные
центробежные силы, которые могут вырвать его из центров,
поэтому применяют специальное приспособление (рис. 120, а).
Оправку 1 вставляют в шпиндель токарного станка. В пазу оп-
равки на оси 5 устанавливают двуплечий рычаг 4, на одном конце
которого находится алмазный наконечник 6, прижимаемый к об-
рабатываемой поверхности пружиной 3. Силу пружины регули-
руют винтом 2. Коленчатый вал 7 его подшипниковыми шейками
Технологическая оснастка
169
устанавливают в приспособление 8, которое крепят в резцедер-
жателе станка.
В устройство для обработки проволоки (рис. 120, б) входят
три наконечника 5, три державки с пружинами 4 и три гайки 3
для регулирования силы выглаживания. Электродвигатель 1
имеет пустотелый вал, через который проходит обрабатываемая
проволока 6. С пустотелым валом электродвигателя жестко
соединен корпус 2, в котором ориентированы и установлены
державки алмазных наконечников. Алмазные наконечники рав-
номерно расположены по окружности и смещены по оси друг от
друга иа расстояние, равное подаче, кратной их числу (рис. 120, в).
По направлению подачи вначале установлен наконечник с мень-
шим радиусом, а за ним — наконечники с большими радиусами.
Такое расположение инструментов обеспечивает последователь-
ную работу наконечников с увеличивающимися радиусами, каж-
дый из которых обрабатывает определенные зоны, охватывающие
всю поверхность проволоки по винтовой линии, что приводит
к равномерному упрочнению поверхности и к раздроблению
цементитных включений в углеродистой проволоке.
Для обработки внутренних цилиндрических поверхностей
диаметром 25 мм и более в корпусных деталях используют при-
способление (табл. 41—4), которое содержит в качестве силового
элемента груз, который, вращаясь, создает силу выглаживания.
Помимо выглаживания инструментом из природных и синте-
тических кристаллов алмаза в массовом производстве применяют
выглаживание твердосплавными пластинами радиусом 10—35 мм
или специальным инструментом из сплава ВК8 (рис. 121), кото-
рый обычно устанавливают жестко.
Комбинированный твердосплавный инструмент для резания
и выглаживания (рис. 121, а) состоит из режущего и выглажи-
вающего элементов. Выглаживающий элемент имеет поверх-
ность 4 с заборным углом <рх и поверхность 5 с обратным углом <р2.
Углы равны <Pi = <р2 = 4°. Поверхности 1 и 3 затачиваются с уг-
лами ах — а2 = 4°. Калибрующая площадка 2 с размерами b
и смещена относительно вершины режущей части на расстоя-
ние, равное натягу I. Совмещение резания и выглаживания в од-
ном переходе сокращает время обработки. Такой инструмент
можно применять при обработке цилиндрических и торцовых
поверхностей вращения напроход.
Гладилка, показанная на рис. 121, б, снабжена твердосплав-
ной пластиной 6 (ГОСТ 2209—82), установленной в корпусе 1
и прижатой планкой 5 с помощью винта 4. Пружина 3 и ось 2
обеспечивают быстрый съем пластины. Гладилка устанавливается
и работает подобно токарному резцу.
Гладилка, изображенная на рис. 121, в, обеспечивает раз-
ворот и установку твердосплавной пластины 1 под заданным
170
Алмазное выглаживание
Рис. 121. Устройства для выглаживания
твердосплавными пластинами:
о. б. в, г — с жестким закреплением инстру-
мента; д. е — с подпружиненным закрепле-
нием инструмента
углом. Пластина / крепится на торцовой поверхности плунжера 4
с помощью планки 2 и винта 3, а плунжер установлен так, что
может поворачиваться вокруг своей оси в корпусе 5 н фиксиру-
ется гайкой 7 и прокладкой 6.
Концевой цилиндрический инструмент (рис. 121, г) состоит
из хвостовика /, выглаживающих элементов 2 и опорной части 3.
Выглаживающий элемент из твердого сплава имеет калибру-
ющую ленточку b с радиусами i\ и г2 и шириной по хорде 1,0—
2,0 мм; углы а заборной н обратной поверхностей, равные 4—7°.
При диаметре инструмента!) = 50 мм число ленточек по окружности
равно девяти. Во время обработки инструмент, жестко поджатый
к обрабатываемой поверхности с заданным натягом, вращается
с частотой п н обходит обрабатываемый участок подобно конце-
вой фрезе.
При выглаживании с жестким закреплением инструмента
необходимо строго выдерживать натяг: при обработке стали —
0,01—0,3 мм, при обработке чугуна — 0,1—0,2 мм.
Оборудование
171
Для обработки плоских поверхностей применяют комбиниро-
ванную фрезу (рис. 121, д) с резцом 1, вылет которого регули-
руется винтом 2 и державкой 7 с твердосплавной выглаживающей
пластиной 12. Сила выглаживания создается пружиной 8 и регу-
лируется гайками 4, 5. Оправка 7 с выглаживающей пластиной 12
свободно перемещается во втулке 9, которая установлена в ста-
кане 10, закрытом крышкой 6 и зафиксированном в корпусе 3
с помощью штифтов 11.
В подпружиненном устройстве (рис. 121, ё) для обработки
отверстий выглаживающая пластина 4 крепится в державке 3
с помощью планки 5 и винта. Натяг создается пружиной 8 и через
плунжер 7 передается державке 6. Сила выглаживания регули-
руется винтом 9, а диаметр выглаживания инструмента — вин-
том 2. Три державки с выглаживающими пластинами располо-
жены под углом 120°, от выпадания их удерживает кольцо 1.
6.4. ОБОРУДОВАНИЕ
Для выглаживания деталей с помощью оснастки, рассмотрен-
ной в разд. 6.3, используют универсальные металлорежущие
станки.
Производительность алмазного выглаживания по сравнению,
например, с обкатыванием и раскатыванием значительно ниже,
поэтому обработка многих деталей серийного и массового произ-
водства может быть эффективна только с применением специаль-
ных станков-автоматов. Автоматизация выглаживания гладких
цилиндрических деталей с ровными торцами (ролики, поршневые
пальцы, штоки и т. д.) не вызывает трудностей.
При выглаживании на станках нормальной точности со ско-
ростью более 100 м/мин обычно появляются вибрации. Высокая
скорость выглаживания и высокая производительность при
обработке цилиндрических деталей типа валиков, поршневых
пальцев и т. д. могут быть достигнуты при бесцентровом выгла-
живании. Жесткость технологичес-
кой системы при бесцентровом вы-
глаживании намного выше жестко-
сти системы при выглаживании
в центрах, что позволяет значитель-
но увеличить скорость обработки.
Существуют два метода бесцен-
трового выглаживания. По одному
методу (рис. 122, а) деталь 1 укла-
дывают между тремя роликами.
Подвижный ролик 2 закрепляет де-
таль, ролик 3 сообщает ей вращение,
а ролик 4 обеспечивает поперечное
Рис. 122. Схемы бесцентрового
алмазного выглаживания:
а — с самоподачей детали; б —
с принудительной подачей детали
172
Алмазное выглаживание
б)
Оборудование
173
Рис. 123. Специальные стан-
ки:
а, б — для бесцентрового выгла-
живания' цилиндрических де-
талей; в —- для выглаживания
цилиндрических деталей враща-
2) ющейся трехалмазной головкой;
г — для выглаживания кулач-
ковых валов двигателей
174
Алмазное выглаживание
ориентирование детали. К поверхности вращающейся детали 1
в промежуток между роликами 2 и 4 подводят алмазный вы-
глаживатель 5, которому сообщают прямолинейное движение
продольной подачи, или подачу осуществляют путем разворота
осей роликов на определенный угол.
Недостаток этой схемы — ее сложность. Для закрепления
очередной детали необходимо каждый раз подводить и отводить
один из роликов. Образующая этого ролика должна быть строго
параллельна образующим двух других роликов, чего трудно до-
стичь, так как он перемещается. При отклонении от параллель-
ности образующих роликов возможно продольное проскальзыва-
ние детали вдоль осей роликов, что ухудшает качество детали.
На подачу, фиксацию и выталкивание детали расходуется вспо-
могательное время, снижающее производительность обработки.
По другому способу (рис. 122, 6) выглаживаемую деталь 1
устанавливают на валки 2, которые передают ей вращение, и
обрабатывают выглаживателем 3, при этом детали сообщается
поступательное движение подачи от кронштейна 4 или обеспечи-
вается ее самоподача путем разворота осей валков. Этот способ
позволяет непрерывно подавать детали в зону обработки и авто-
матизировать процесс. При бесцентровом выглаживании можно
работать со скоростями до 200 м/мин, что резко повышает произ-
водительность. При овальности детали более 0,02 мм скорость
выше 130 м/мин не рекомендуется, так как появляются допол-
нительные динамические нагрузки. Выглаживание деталей с оваль-
ностью более 0,1 мм бесцентровым способом практически невоз-
можно.
В станке 115ФАСС (рис. 123, а) для выглаживания поршне-
вых пальцев использована схема бесцентрового выглаживания,
в которой подача детали осуществляется не принудительно,
а путем разворота приводных валков. Все механизмы станка
смонтированы на наклонной станине так, что при выглаживании
создается гравитационный поток, облегчающий прохождение
деталей и их самоподачу в зону выглаживания (табл. 42).
Двухручьевой станок ЗБ810 для выглаживания роликов
характеризуется тем, что его опора выполнена в виде диска с впа-
динами под ролики, расположенного между валками и кинема-
тически связанного с приводом вращения последних. Такая кон-
струкция обеспечивает непрерывность выглаживания.
Станки для алмазного выглаживания цилиндрических дета-
лей типа роликов могут обрабатывать детали только определен-
ной длины. При выглаживании деталей типа длинных штоков
применяют бесцентровый станок-автомат СБА2 (рис. 123, 6), име-
ющий механизм непрерывной осевой подачи при выглаживании.
Обработка ведется в два ручья. Осевая подача осуществляется
с использованием жесткой кинематической связи: специальный
Оборудование
175
42. Технические характеристики стаикоа
Характеристика Станок
115ФАСС ЗБВЮ СБЛ2 СЛВК1
Максимальные размеры обрабатываемых деталей, мм: диаметр 10—20 5—15 10—15 10—50
Длина 40—65 8—15 177 900
Сила выглаживания, Н 200—220 150—300 300 300
Частота вращения шпнн- 40 1000—1500 1250—3180 233
деля нли приводных вал- ков, мин-1 Подача, мм/об 0,01—0,1 0,07—0,1 0,03—0,13 0,075
Производительность, шт/ч Мощность электродвн- 100-210 200—400 30—50 50
1,0 0,06 1.1 2,7
гателя привода, кВт Габаритные размеры 810х900х 350X650X 1210Х500Х 2370 Х 770Х
ММ, х850 Х800 Х1300 Х1300
Масса, т 0,5 0,12 0,6 1.5
винт в виде шнека / расположен в стойках 2 вдоль оси станка
по его центру и соединен через шестерни с редуктором главного
привода; две цепи 3, расположенные параллельно оси шнека и
сидящие на свободно установленных на осях звездочках 4, соеди-
нены со специальными толкателями 5, расположенными равно-
мерно с определенным шагом вдоль цепей и обеспечивающими
подачу деталей 6 вдоль опорных валков 7 под инструмент 8.
Станок-автомат (рис. 123, в) предназначен для выглаживания
цилиндрических деталей диаметром 5—30 мм, длиной до 250 мм.
Три оправки с подпружиненными инструментами расположены
радиально во вращающейся планшайбе, а обрабатываемая деталь
перемещается поступательно вдоль оси, т. е. главное движение
сообщается инструменту, а движение подачи — обрабатываемой
детали. Деталь поступает из накопителя и с помощью толкателя
перемещается вдоль оси по нижней части накопителя, имеющего
продольный вырез для свободного прохождения толкателя. Не-
сколько толкателей (в соответствии с длиной детали), равномерно
расположенных и жестко закрепленных на цепи, захватывают
и перемещают обрабатываемую деталь.
Для алмазного выглаживания кулачковых валов в серийном
и крупносерийном производствах используют стаиок-автомат
САВК1 [А. с. № 701778 (СССР) ], позволяющий выглаживать
одновременно все кулачки вала бескопирным способом (рис. 123, г).
Головки для выглаживания каждого кулачка показаны в табл. 41
(Кг 3).
Глава 7
ПОВЕРХНОСТНОЕ ДОРНОВАНИЕ
7.1. СХЕМА ПРОЦЕССА
Дорнование подразделяют на поверхностное и объемное.
При поверхностном дорновании пластически деформируется по-
верхностный слой, при объемном — пластическое деформирова-
ние происходит по всему поперечному сечению обрабатываемой
детали. Упругое деформирование в обоих случаях может рас-
пространяться на весь объем. По характеру расположения обра-
батываемой детали различают свободное дорнование, т. е. дорно-
вание без ограничения деформации по наружной поверхности
детали (рис. 124, а, б) и дорнование в обоймах: жесткой плава-
ющей (рис. 124, г), жесткой закрепленной (рис. 124, б), жесткой
подпружиненной (рис. 124, е) и жесткой деформируемой
(рис. 124, ж). В зависимости от закрепления детали дорнование
может быть по схеме сжатия (рис. 124, б) или по схеме растяже-
ния (рис. 124, в).
По назначению поверхностное дорнование может быть сгла-
живающим, калибрующим и упрочняющим. Разновидностью дор-
нования является гидродорнование, при котором происходит
постоянное и устойчивое истечение жидких смазочных веществ
между рабочими поверхностями зубьев дорна и обрабатываемого
отверстия.
Поверхностное дорнование характеризуется следующими па-
раметрами: натягом i (разность исходного диаметра отверстий d
и дорна dR), относительным натягом i/d; силой дорнования или
силой тяги Р и осевой составляющей силы деформирования Ро;
скоростью дорнования v и геометрическими характеристиками
дорна (см. разд. 2.4).
При дорновании прикладываемая сила может быть толка-
ющей (инструмент — дорн сжатия) или тянущей (инструмент —
дорн растяжения).
При увеличенных натягах не бывает поверхностного дорно-
вания в чистом виде: присутствуют элементы объемного дорно-
вания.
При многозубом дорновании в отличие от однозубого (см.
разд. 2.4) каждый последующий зуб производит работу дефор-
мирования по уже упрочненному, деформированному предыду-
щим зубом поверхностному слою, находящемуся в напряженном
состоянии. Это необходимо учитывать при определении пара-
метров обработки.
Схема процесса
177
и)
Верхний,
торец
к3,ъ
ж)
Добр,нн
0,06
0'05
ООО
ops
0'02
0,01
Обойма.
Опорный
Координацией- торец
нал сетка
н)
О 0t1 OtZ Oj3 цмм
н)
Число деформирующих
зубьев дорна
о)
f| Добр
Рис. 124. Схемы процесса (а—к, м) и характер действующих сил и деформаций
при дорновании:
л — характер зависимости различных видов работы деформирования от угла заборного
конуса дорна; «. о — зависимости искажения образующей отверстия от натяга i и числа
зубьев z
178
Поверхностное дорнование
Прикладываемая к инструменту сила Р дорнования раскла-
дывается на осевую Р„ и радиальную Рг (рис. 124, з). Осевая сила
совершает работу Ki трения и (в основном) поверхностного де-
формирования микронеровностей (рис. 124, л), а радиальная сила
стремится увеличить диаметр обрабатываемой детали, совершая
работу К2 «раздачи» или объемного деформирования, а также
работу К3 изгиба стенок обрабатываемой детали (/Q = Ki +
+ К2 + К3)- После прохождения зуба образуется волна дефор-
мированной поверхности, называемой зоной внеконтактной де-
формации (рис. 124, и). Путем регламентирования размеров зубьев
н расстояния между ними можно до определенной степени совме-
стить зоны виеконтактного деформирования соседних зубьев
и тем самым снизить работу по изгибу стенок заготовки, повы-
сить точность обрабатываемого отверстия и улучшить другие
условия дорнования.
Для нормального протекания процесса допуск на размеры
обрабатываемого отверстия 6 должен быть в несколько раз меньше
половины натяга, определенного по минимальному размеру
iwax/2 3 ... 56 (рис. 124,к). Допуск на размеры образуемого
при дорновании отверстия (иа сторону) обычно меньше 6. Пла-
стическая деформация составляет 6Г или 6Г1.
При входе зуба дорна в обрабатываемое отверстие (и выходе
из него) в основном пластическое деформирование распростра-
няется в направлении свободного торца. Поэтому вблизи отвер-
стия на поверхности торцов образуется наплыв металла (Дтор),
а образующая отверстия вблизи торца отклоняется от прямой
линии (Добр)- По мере продвижения деформирующего зуба со-
противления течению металла в осевом и радиальном направле-
ниях выравниваются, образующая отверстия в средней части
становится прямолинейной (рис. 124, м), при этом осевое сме-
щение поверхностных слоев металла hoc также становится постоян-
ным. Величина ДОбР прямо пропорциональна натягу(рис. 124, н,
/ — сталь 45; 2 — сталь 20) и обратно пропорциональна числу
деформируемых зубьев (рис. 124, о, шкала числа зубьев — ло-
гарифмическая).
Если деформируемые слои металла не касаются опорной
плиты приспособления, торцовый наплыв металла н искажения
образующей по опорному торцу становятся более значительными
по сравнению с искажениями верхнего торца. Эти искажения
можно значительно уменьшить, если обработку производить
в специальном приспособлении, обеспечивающем зажим обраба-
тываемой заготовки по торцам, чем создается дополнительное
сопротивление течению металла вблизи торцов.
Остаточные деформации по диаметру отверстий прн обработке
многозубыми дорнами практически не зависят от числа дефор-
мнрующих зубьев, а определяются общим натягом дорнования.
Выбор параметров
179
7.2. ВЫБОР ПАРАМЕТРОВ ДОРНОВАНИЯ
Основным параметром режима является натяг (рис. 124, к).
С увеличением натяга параметр шероховатости уменьшается до
определенного значения, так как чрезмерно большой натяг при-
водит к разрыву масляной пленки (смазочный материал при
дорновании играет значительно большую роль, чем при других
методах ППД), к налипанию частиц обрабатываемого металла
иа инструмент, в результате чего параметр шероховатости поверх-
ности не уменьшается (рис. 125, а—в, материал — сталь 45,
d = 40 мм). Неравномерный подъем на зуб (см. разд. 2.4, рнс. 22)
обеспечивает наибольшее снижение параметра шероховатости.
Так, для деталей из стали 45, диаметром d = 40 мм оптимальные
значения подъема на зуб следующие: 0,1; 0,07; 0,04; 0,03; 0,01 мм
(рис. 125, б, кривая 7). Натяг необходимо выбирать с учетом
исходного параметра шероховатости (см. рис. 125, в), допусти-
мого увеличения Ав наружного диаметра детали (рис. 125, г),
микротвердости исходной поверхности, прочности и пластич-
ности обрабатываемого материала и других факторов. Суммар-
ный натяг при поверхностном дорновании отверстий диаметром
до 80 мм обычно составляет 0,1—0,25 мм.
Силу тяги определяют экспериментально, представление о ней
дают диаграмма (рис. 126, а) и зависимости (рис. 126, б—з),
полученные при различных условиях обработки. Тяговая сила
при входе в отверстие каждого нового зуба значительно возра-
Рис. 125. Влияние относительного (а, б) и абсолютного (в, г) натяга иа харак-
теристики обрабатываемой поверхности:
е — на параметр шероховатости Rz; 1 — многоэубый Дорн; 2 — одноэубый дорн; б — на
параметр шероховатости Rz; 1—7 — варианты распределения натяга между зубьями;
а — на параметр шероховатости Ra; 1 — 7?*всх — 1.3 ... 3,2 мкм; 2 — Rz =•
= 7 ... 13 мкм; а — на увеличение наружного диаметра детали Д ; 1 — толщина стенка
17 мм; 2 — толщина стенки 11 мм; 3 — толщина стенки 7 мм "
180
Поверхностное дернование
Рис. 126. Зависимости силы тяги при дорноваиия от различных факторов:
° от Дорна; “ однозубый дори; 2 — многозубый дорн; б — от относительного
натяга х/с; 1 — однозубый Дори; 2—€ — имитация многозубых дорнов с соответствую-
щнм числом зубьев; в — от L/t при различных к / — 0,32; 2 — 0,28; 3 — 0,23; 4 — 0.18;
6 — 0,13; 6 — 0,09; г — от LH Для различных материалов: / — 40Х; 2 — сталь 45; 3 —
сталь 20; 4 ЧУГУ** СЧ 15; б — ЛС59-1; 6 — АЛ9; д — от L/t для различных методов
предварительной обработки (логарифмические координаты); / — протягивание; 2 — раз-
вертывание; 3 — растачивание; 4 — шлифование; Ягисх = 10 ... 12 мкм; материал —
сталь 45; е — от толщины стеики обрабатываемой детали; ас — от угла заборной части
дориа; / — сталь 45; 2 — сталь 20; 3 — СЧ 15; 4—ЛС59-01
Выбор параметров
181
стает, а при выходе — интенсивно падает (рис. 126, а). Штри-
ховой линией показаны диаграммы тяговых сил при последова-
тельной обработке таких же отверстий однозубыми дорнами,
в таких же условиях и с такими же натягами, как и при обработке
многозубыми дорнами.
Тяговая сила почти пропорциональна относительному натягу
при обработке отверстий однозубыми дорнами (рис. 126, б, кри-
вая /). При последовательном проталкивании однозубых дорнов,
т. е. в условиях, подобных условиям работы многозубого дорна,
до некоторого натяга (в данном случае до lid = 0,007) сила
дорнования примерно одинакова, а далее она для многозубого
дорна уменьшается.
Это объясняется тем, что при работе однозубого дорна с боль-
шим натягом пластическая волна металла, образующаяся вслед-
ствие дополнительных сдвигов металла, относительно велика,
а значит, и затрачивается большая работа на пластическое де-
формирование, преодоление сил трения и поворот участков, по-
верхности (зона внеконтактного деформирования — см.
рис. 124, в).
При работе многозубого дорна натяг распределяется между
несколькими деформирующими зубьями; пластическая волна,
создаваемая каждым зубом дорна, значительно меньше, следо-
вательно, необходимы и меньшие силы для пластического дефор-
мирования и преодоления сил трения. Так как поверхностный
слой при многозубом дорновании упрочнен предыдущими зубьями,
то работа, затраченная на упругие деформации металла, будет
больше, чем работа при однозубом дорновании, однако суммар-
ная работа в данном случае остается меньшей.
Снижение тяговых сил на каждом зубе дорна при многозу-
бом дорновании происходит, кроме того, вследствие снижения
параметра шероховатости поверхности, обработанной предыду-
щими зубьями, а также создания ориентированной структуры
зерен металла.
Тяговая сила в значительной степени зависит от отношения
длины отверстия L к шагу зубьев t (на рис. 126, в — логариф-
мические координаты, сталь 45). Поскольку число одновременно
участвующих в работе зубьев zp = LH + 1» то сила тяги при
многозубом дорновании возрастает пропорционально натягу и
числу одновременно участвующих в работе зубьев.
С изменением механических характеристик обрабатываемого
металла (особенно предела текучести) сила тяги значительно
изменяется (рис. 126, г). Сила тяги несущественно зависит от
метода обработки исходной поверхности (рис. 126, 5). На нее
влияет толщина стенки обрабатываемой детали (рис. 126, е,
сталь 45, d = 21 мм), но до некоторого предела.
182
Поверхностное дернование
a) S)
Рис. 127. Распределение температуры н
сил на рабочих зубьях сборного дорна при
дорновании:
а — по зубьям; N — номера зубьев; б — в за-
висимости от скорости о; 1,2,3 — изменение
температуры на первом, шестом и одиннадца-
том зубьях; 4 — изменение осевой силы; d X
X D X I = 19,6 X 28 X 25 мм; N = 11, i =
*“ 0,4 мм; материал — сталь 45
При изменении угла заборного конуса а от 0 до 18° (рис. 126, ж)
сила вначале уменьшается до тех пор, пока а не станет равным
4°, а затем увеличивается. Эти данные получены при следующих
условиях обработки: угол обратного конуса 4°; обработка шести-
зубыми дорнами при постоянном натяге, равном 0,23 мм; ширина
цилиндрической ленточки 1,8 мм; материал сталь 45; диаметр
отверстия 21 мм, толщина стенки 9,5 мм, длина детали 35 мм.
Отверстие предварительно обработали режущей протяжкой, по-
лучив Ra = 1,25 мкм.
Скорость дорнования несущественно влияет на характери-
стики обработанной поверхности и на износ инструмента, она
ограничивается допустимым тепловыделением (рис. 127). Ско-
рость следует выбирать в зависимости от обрабатываемого ма-
териала:
Материзл Скорость, м/ынн
Сталь С НВ'.
143—320 .................................................... 12—15
321 и выше ............................................. 8—10
Алюминий, бронза и латунь................................. 20—25
Баббит ..................................................... 15—20
Во избежание налипания металла заготовки на инструмент
и образования на нем нароста вследствие повышенного нагрева
при обработке особо вязких металлов необходимо уменьшить
скорость дорнования до 5—7 м/мин.
Смазочный материал при дорновании имеет более существен-
ное значение, чем при других статических методах ППД, что
объясняется большими силами трения скольжения, возникаю-
щими при дорновании.
Выбор смазочного материала определяется в основном свой-
ствами обрабатываемого металла и давлением. При обработке
прочных сталей со средними и малыми натягами наилучшими
смазочными материалами являются сурепное, льняное, касторо-
вое и другие масла; для мало- и среднеуглеродистых сталей,
обрабатываемых при относительных натягах до 0,006, экономи-
чески целесообразно использовать более дешевые инструменталь-
ные смазочные материалы.
Выбор параметров
183
Рнс. 128. Точностные зависимости дорнования:
« — зависимость погрешности обработки от L — 1„ при использовании внеконтактной
зовы Деформирования; 1 — максимальная погрешность; 2 — бочкообразного.; 3 — кор-
сетность; 4 — конусность; 5 — овальность; б — кривые нормального распределения диа-
метров осей электровозов; I — на входе сверла; 2 — на выходе сверла; 3 — поле допуска,
4 — прн дорновании; Р — вероятность распределения
При дорновании высокопрочных сталей с большими натя-
гами хорошие результаты показали смазочные материалы, со-
стоящие из смеси минерального масла с наполнителями — гра-
фитом, серой, тальком. Чугун хорошо обрабатывается при сма-
зывании очищенным керосином, сплавы на медной основе — мине-
ральными маслами и эмульсиями, а алюминиевые сплавы —
мыльной водой, а также смесью минеральных и растительных сма-
зок и жиров.
Точность обработки отверстий зависит от натяга, размеров
зуба дорна и расстояния между зубьями. При дорновании со срав-
нительно небольшими натягами точность обработки отверстия
может быть повышена иа 30—80% по сравнению с исходной
(с учетом краевых деформаций).
О точности дорнования отверстий в равностениых заготовках
можно судить по зависимости допуска б иа диаметр отверстия
перед дорнованием от допуска на диаметр отверстия после
дорнования (рис. 127, г):
Здесь Е — модуль упругости при растяжении; I = 3—4 /И.
где Л4 — модуль упрочнения обрабатываемого металла; г, гг —
соответственно наименьший и наибольший радиусы отверстия
заготовки.
Поскольку знаменатель выражения — величина, значительно
большая единицы, то допуск на диаметр отверстия после дорно-
вания намного меньше допуска 6 на диаметр предварительно
обработанного отверстия.
Один из путей повышения точности обработки — использо-
вание волн внеконтактного деформирования (рис. 124, и).
184
Поверхностное дорнование
При расположении зубьев дорна группами, т. е. так, что
зоны их внеконтактного деформирования совмещены, точность
обработки отверстий повышается (рис. 128, а). Материал дета-
лей — сталь 10, НВ 105; i = 0,5 мм; d = 62 мм.
При обработке деталей с большой толщиной стенки рассмо-
тренные оптимальные параметры необходимо скорректировать;
натяг и силу дорнования следует существенно увеличить. Напри-
мер, дорнование осей электровозов после сверления взамен зен-
керования и развертывания (d X D х I = 75+3-0 X 200 X
X 2520 мм, материал — сталь осевая) производят с силой Р =
= 285-4-340 кН; натяг i = 0,94-1,4 мм, смазочный материал —
машинное масло с дисульфидом молибдена.
После дорнования допуски на размеры обрабатываемых осей
(рис. 128, б) существенно уменьшились.
7.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И ОБОРУДОВАНИЕ
Для поверхностного дорнования используют протяжные станки
(табл. 43) н прессы различных типов. Обрабатываемые детали
обычно имеют небольшую длину, поэтому удобно использовать
станки и прессы с уменьшенным рабочим ходом.
43. Протяжные станки, используемые для поверхностного дорновании
Станок Номиналь- ная сила тяги т Скорость рабочего хода, м/мин, не более Длина хода рабочих салазок, мм, не более Скорость обратного хода, м/мин Мощность электродви- гателя главного движения, кВт
Гориэонтально-протяжные станки
7Б54 5,0 11,9 1000 20—25 10
7Б55 10 11,5 1250 20—25 17
7Б56 20 11,5 1600 20—25 30
7Б57 40 6,15 2000 20—25 40
7Б58 80 3,6 2000 10 55
7А505 5 15,0 1000 20—25 7
7В510 10 9,0 1250 20—25 14
7Б520 20 11,0 1600 20—25 20
7А540 40 6,8 2000 20—25 40
7552 100 3,2 2000 До 23 55
Вертикально-протяжные станки
7Б64 5 11,5 1000 20 10
7Б65 10 П,4 1250 20 22
7Б66 20 13 1250 20 30
7Б67 40 7,9 1600 14 57
7Б68 80 8,0 1600 11 80
7Б705В 5 14,0 800 20 10
7710В 10 13,0 1000 20 14
7С720В 20 11,0 1250 25 20
766 20 8,5 1250 20 20
МП141 20 8,5 1600 20 20
Технологическая оснастка и оборудование
185
Рис. 129. Технологическая оснастка для дорноваиия:
а — хвостовики дор ков, устанавливаемые в патроны станков; б — стандартный патрон;
в — автоматический патрон; 1 — корпус патрона; 2 — гильза; 3 — кулачок; 4 — пру-
жина возврата гильзы; 5 — съемная втулка; г — центрирующее приспособление для
дорноваиия отверстий зубчатых колес; д — специальное приспособление с компенсато-
ром в радиальном отверстии
Оснастку для дорноваиия подразделяют на две основные
группы: оснастку, связанную с инструментом; оснастку, свя-
занную с обрабатываемой деталью.
К первой группе относятся рабочие и вспомогательные па-
троны, устройства для наладки и центрирования дорна, вспомо-
гательный инструмент сопровождения, поддержания дорна и т. д.
Во вторую группу входят сменные опорные планшайбы,
устройства для установки, крепления и зажима обрабатываемых
деталей, а также для их центрирования и поворота.
В зависимости от диаметра дорна и условий его применения
хвостовик дориа обычно выполняют под рабочий патрон, под
клиновый патрон, а при малых диаметрах — с радиусной выем-
кой под штифт (рис. 129, а). Съемный однозубый инструмент
чаще всего соединяют с тягой с помощью прямоугольной резьбы.
Наибольшее распространение получили круглые хвостовики
дорнов с кольцевой выточкой (тип 3 по ГОСТ 4044—70). На
рис. 129, б показан стандартный патрон (ГОСТ 16158—70) для
хвостовиков этого типа, состоящий из корпуса 1, гильзы 2 для
186
Поверхностное дорнование
открывания и закрывания кулачков 3, пружины 4, перемеща-
ющей гильзу в положение, соответствующее закрыванию кулач-
ков, и гайкн 5, на которую опирается пружина 4. Рукоятка 6
служит для открывания патрона вручную. Для предотвращения
углового поворота гильзы 2 предусмотрен винт 7. Отличительная
особенность этого патрона — неподпружиненная конструкция ку-
лачков. Раскрытие кулачков происходит вследствие воздействия
на них рабочего конуса хвостовика дорна в начале его отвода.
Перед началом отвода дорна внутренняя выточка на гильзе 2
должна быть расположена напротив кулачков 3. Это достигается
обычно благодаря тому, что в конце обратного хода гильза 2
упирается в специальный упор на опорной плите станка и пере-
мещается в направлении гайки 5, сжимая пружину 4. В начале
рабочего хода пружина 4 возвращает гильзу 2 в исходное поло-
жение. При этом происходит закрывание кулачков 3.
В ГОСТ 16158—70 предусмотрено /8 типоразмеров данного па-
трона для хвостовиков диаметром 12—70 мм.
Для дорнования отверстий с постоянным, фиксированным
положением дорна используют патроны по ГОСТ 16167—78.
Эти патроны отличаются от патронов по ГОСТ 16158—70 наличием
элемента, который фиксирует угловое положение хвостовика.
Недостаток рассмотренных патронов — сложная н иетехнологи-
ческая конструкция кулачков. Кроме того, автоматическое от-
крывание патрона может происходить только около опорной
плиты станка.
Вместо четырех кулачков круглого сечения в автоматических
патронах применяют два кулачка прямоугольного сечения, каж-
дый из которых охватывает примерно половину рабочего конуса
хвостовика дорна. Кулачки подпружинены, т. е. перемещение
кулачков из рабочего в открытое положение, когда выточка
гильзы расположена напротив кулачков, происходит благодаря
пружинам, воздействующим на каждый из кулачков. При обра-
ботке шлицевых или фасонных отверстий, когда требуется фик-
сация углового положения хвостовика дорна, во втулку уста-
навливают фиксатор.
Рабочие патроны для вертикально-протяжных станков отли-
чаются от патронов для горизонтально-протяжных станков
(рис. 129, в) некоторыми особенностями конструкции, связан-
ными с более тщательным уплотнением внутренних полостей
патрона для предотвращения их засорения.
Приспособления, связанные с деталью, обычно устанавли-
вают иа опорную планшайбу горизонтально-протяжных станков
или иа стол вертикально-протяжных станков (табл. 44).
Переходные планшайбы для каждой конкретной детали бази-
руют иа центральное отверстие и закрепляют с помощью болтов,
устанавливаемых в Т-образные пазы.
Технологическая оснастка и оборудование
187
При обработке деталей с
необработанным базовым тор-
цом применяют сферические
самоустанавливающиеся опор-
ные планшайбы. Такие план-
шайбы позволяют предотвра-
тить изгиб и поломку инстру-
мента, когда опорный торец не
перпендикулярен оси обраба-
тываемого отверстия. Фланец
приспособления обычно закреп-
ляют непосредственно на опор-
ной плите станка. Сферическая
самоустанавливающаяся план-
шайба служит опорой для под-
пружиненной рабочей планшай-
бы, на которую опирается то-
рец обрабатываемой заготовки.
В некоторых случаях приме-
няют специальные приспособле-
ния для крепления деталей. При
44. Диаметры посадочных отверстий
для установки приспособлений, мм
Стыки Посадочное отверстие
опор* ной плите в план- шайбе в столе
Горизон- тально- протяжные: 7Б54 140 75
7Б55 160 125 -—
7Б56 200 130 —
7Б57 250 180 —
7Б38 320 260 —
Вертикаль- но-протяж- ные: 7Б64 125
7Б65 — —. 140
7Б66 —- — 160
7Б67 — 200
7Б68 — — 250
дорновании с малыми натягами
отверстий диаметром 26713 и диаметром 65А3 зубчатых колес
(рис. 129, г) взамен растачивания, развертывания, раскатывания
невозможно обеспечить малое отклонение перпендикулярности
торца оси отверстия, так как обработку производят непосред-
ственно после сверления или рассверливания. Всю остальную
обработку, включая подрезку торцов, выполняют на базе от-
верстия. Приспособление обеспечивает минимальную погреш-
ность центрирования обрабатываемого зубчатого колеса благо-
даря утопленному подпружиненному конусному фиксатору 3.
При установке детали на опорный фланец 1 конусный фиксатор
центрирует ее по внутреннему диаметру. При дорновании дерну-
ющая оправка, проталкиваемая через отверстие, утапливает
конусный фиксатор. При выпадении оправки из штока по окон-
чании дорноваиия, т. е. после снятия нагрузки, пружина 5 воз-
вращает конусный фиксатор в исходное положение. Конусный
фиксатор является сменным элементом приспособления. Исполь-
зование того или иного типоразмера фиксатора зависит от на-
именования детали. Конусный фиксатор устанавливают по сколь-
зящей посадке в центрирующий поршень 4, который пере-
мещается по ходовой посадке во внутренней поверхности ста-
кана 2.
Для обеспечения надежной работы пружину 5 устанавливают
на оправку 6, которую закрепляют одним концом в центриру-
ющем поршне 4, а вторым — во фланце 7. Приспособление уста-
188
Поверхностное дорнование
Рис. 130. Комбинированные режуще-деформирующие дорны
навливают на гидравлический пресс и прикрепляют болтами
к столу.
При обработке крышки из-за радиального отверстия диа-
метром 10 мм (рис. 129, д) происходит изгиб дорна, возникающий
вследствие односторонних радиальных сил. В результате проис-
ходит отклонение от прямолинейности обрабатываемого отвер-
стия диаметром 8 мм. Специальное приспособление предотвра-
щает это явление. Обрабатываемую деталь 2 закрепляют в кор-
пусе 5 с помощью пневматического прижима 1. На заглушку 3,
Технологическая оснастка и оборудование
189
удерживаемую от разворота штифтом 4, пружиной 6 и винтом 7,
передается сила, равная силе отжима дорна. Скорость дорнова-
ния 5—8 м/мин, смазочно-охлаждающая жидкость — керосин.
В последнее время все более широкое применение находят
режуще-деформирующие дорны сборной конструкции. Режущую
часть таких дорнов изготовляют из быстрорежущей стали, а для
обработки заготовок из чугуна и труднообрабатываемых мате-
риалов — из твердого сплава (рис. 130). Эти дорны наиболее
эффективны в тех случаях, когда длина отверстия не превышает
трех его диаметров.
Дорны, показанные на рис. 130, а, имеют диаметр 20—70 мм.
Они снабжены комплектом однозубых деформирующих колец
или блоками колец.
Твердосплавный комбинированный дорн для обработки чу-
гунных деталей (рис. 130, г) применяют для получения цен-
трального отверстия диаметром 38 мм в корпусе амортизатора
автомобиля. Он обеспечивает получение точности НТ и Ra =
= 0,63 мкм. Внедрение дорнов позволило упразднить две опера-
ции — чистовое растачивание и хонингование отверстия. При
этом стойкость дорна в среднем в 400 раз превышает стойкость
протяжки из стали Р18. При обработке деталей из серого чугуна
стойкость комбинированного инструмента из твердого сплава
ВКЮМ между повторными заточками составляет 5000—6000 м
длины обработанной поверхности. На рис. 130, бив приведены
варианты конструкции дорнов.
Глава 8
ВИБРООБКАТЫВАНИЕ И ВИБРОВЫГЛАЖИВАНИЕ
8.1. СХЕМА ПРОЦЕССА, РАСЧЕТ ЭЛЕМЕНТОВ МИКРОРЕЛЬЕФА
При виброобкатывании помимо осевой подачи S (как при
обкатывании или при выглаживании) инструменту, поджатому
к обрабатываемой поверхности с силой Р, сообщается возвратно-
поступательное перемещение с частотой N и амплитудой I вдоль
оси детали, вращающейся с частотой п (рис. 131, а). При ис-
пользовании в качестве инструмента стального закаленного
шара (диаметром dm) процесс называют виброобкатыванием, при
использовании сферического наконечника из алмаза илн другого
сверхтвердого материала (радиусом R) — вибровыглаживанием,
так как процесс происходит в условиях трения скольжения.
За исключением возвратно-поступательного перемещения ин-
струмента, прочие условия взаимодействия инструмента с обра-
батываемой поверхностью при виброобкатывании те же, что
и при обкатывании шаром (см. гл. 3), или близки к ним, а при
вибровыглаживании близки к условиям выглаживания (см.
гл. 6). При обкатывании и выглаживании инструмент выдавли-
вает винтовую канавку, при виброобкатывании (вибровыглажи-
вании) — синусоидальную канавку.
Микрорельеф, получаемый при виброобкатывании, по харак-
теру и плотности синусоидальных каналов подразделяют на
четыре вида (рис. 131, б—д). Варьирование форм, размеров и
расположения микронеровностей на поверхности достигается
изменением режимов обработки: S; Р; I; N; п; dm (1?).
В качестве инструмента применяют стальные закаленные
шары и сферические наконечники из природных, синтетических
алмазов и твердого сплава. Выбор материала зависит от твердо-
сти обрабатываемой поверхности и ее характерных свойств (на-
липание на инструмент и др.). Для обработки деталей из мате-
риалов высокой твердости (от HRC 50 до HRC 60) применяют
алмазные наконечники; детали из менее твердых материалов
обрабатывают, как правило, шарами. Вибровыглаживанием можно
обрабатывать поверхности высокой твердости; сила прижатия
инструмента при вибровыглаживании 50—200 Н, что позволяет
обрабатывать маложесткие и неравножесткие детали, а также
углубления шириной 5—10 мм, так как выглаживающий наконеч-
ник имеет небольшой размер и может свободно проходить в эти
углубления. Применяя инструмент специальной конструкции,
можно обрабатывать поверхности непосредственно от торца или
Схема процесса
191
Рис. 131. Характер микрогеометрин, получаемой
при виброобкатываиии (вибровыглаживаиии):
а — схема процесса: б—д — схемы взаимного распо-
ложения каналов (б — каналы не касаются друг Дру-
га: « — каналы касаются; в — каналы пересекаются;
д — каналы накладываются); е, ж — характерные
случаи сочетания соседних каналов (е — сетка кана-
лов; ж — параллельные каналы); з — изменение ха-
рактера наплывов по краям параллельных каналов
при их сближении
от края углубления. Для виброобкатывания применяют стандарт-
ные шары из подшипниковой стали, сила поджатия инстру-
мента — до 800—1000 Н. Изготовление специальных шаров из
определенного материала с заданной точностью чрезвычайно
затруднено, а изготовление сферических наконечников из любого
материала несложно. Поэтому вибровыглаживание является ме-
тодом, имеющим более широкие технологические возможности
по сравнению с виброобкатыванием, но во многих случаях усту-
пает виброобкатыванию по производительности.
При относительно большой шероховатости исходной поверх-
ности и незначительной глубине канавки высота наплывов, полу-
чаемых с обеих сторон, соизмерима с высотой микронеровно-
стей (образование канавки происходит в основном в результате
заполнения впадин микронеровностей). При малом параметре
шероховатости исходной поверхности и сравнительно большой
глубине канавки высота наплывов значительно превышает вы-
соту исходных микронеровностей. При определенных радиусе
сферической части инструмента, силе и расстоянии между парал-
лельно расположенными канавками наплывы не образуются,
а происходит общее поднятие металла между канавками на неко-
торую высоту (рис. 131, з). Наплывы являются элементом регу-
лярного микрорельефа и увеличивают маслоемкость поверхно-
сти. Если при изготовлении деталей точных соединений наплывы
недопустимы, их удаляют. Канавки имеют плавные очертания
с Ra = 0,02 ... 0,16 мкм. Микротвердость поверхности канавок
и наплывов на 10—25 % выше твердости исходной поверхности.
Остаточные напряжения при виброобкатывании в 1,3—1,7 раза
больше, чем при обкатывании без вибрации на таких же режи-
192
Виброобкатывание и вибровыглаживание
мах. Это можно объяснить резким увеличением деформирующего
действия инструмента, обусловленного усложнением кинематики
виброобкатывания по сравнению с кинематикой гладкого обка-
тывания. При виброобкатывании длина канала увеличивается
в 1,5—2 раза, постоянно изменяются скорость инструмента (от
нуля до максимального значения) и направление перемещения
инструмента относительно винтовой линии, поэтому рост остаточ-
ных напряжений можно объяснить увеличением плоскостей
скольжения и очагов развития пластического деформирования.
При оценке стабильности регулярного микрорельефа за кри-
терий принимают сохранение относительного расположения ка-
налов и их размеров (глубины Л и ширины b канавки).
Наиболее характерными являются две разновидности микро-
рельефа: система параллельных каналов (рис. 131, ж) и «пра-
вильная» сетка каналов (рис. 131, е), образование которых зави-
сит от того, где находится инструмент после каждого оборота
детали — в синфазе с синусоидальной канавкой, образовавшейся
за предыдущий оборот, или в противофазе по отношению к ней.
Если число двойных ходов инструмента укладывается целое
число раз на окружности детали и инструмент находится в син-
фазе по отношению к предыдущему обороту детали (N/n = ilt
где ij — целое число), то образуется система параллельных ка-
налов. Если инструмент находится в противофазе по отношению
к предыдущему обороту детали, а число двойных ходов инстру-
мента за один оборот детали получается целым с половиной (i2 =
= 2т + 1/2 = N/n, где т — любое целое число), то образуется
правильная сетка каналов.
Системы каналов, занимающие промежуточное положение
между правильной сеткой каналов и параллельными каналами,
носят характер искаженных каналов (рис. 132, а), приближа-
ющихся к одному нлн другому виду. Этн варианты соответствуют
значениям i, лежащим между и t2.
Для получения неизменного рисунка системы каналов необ-
ходимо выдерживать постоянным отношение N/n и иметь неиз-
менным диаметр детали. Устройства, применяемые для вибра-
ционного выглаживания (вибраторы), имеют привод для создания
возвратно-поступательного перемещения инструмента, как пра-
вило, от отдельного электродвигателя (привод вибратора). При
большом разнообразии конструкций этих вибраторов они имеют
примерно одинаковую схему (рис. 132, и). Вращательное дви-
жение электродвигателя 10 преобразуется в возвратно-поступа-
тельное движение штанги 5 с помощью эксцентрика 7, располо-
женного на валу двигателя. На одном конце штанги установлен
инструмент 3, который крепится с помощью цанговой втулки 2
и гайки /. Другим концом штанга соединена со втулкой 6, переме-
щающейся вместе со штангой. На втулке 6 в корпусе 4 устаио-
Схема процесса
193
Рис. 132. Схемы расположения каналов и типовое устройство для их получения:
о — искаженная сетка; б—ас — варианты неискаженной сетки каналов (6 — К «= 1;
* — К — 2, г — К = 3, д — К — 4; е — К = 5, ж — К = 7); з — характер ячеек сет-
ки; и — типовое устройство для внброобкатывания
влена силовая пружина 11 со шкалой 8. С помощью угольника 9
устройство устанавливают в резцедержателе суппорта станка.
Сила обработки задается путем предварительного сжатия сило-
вой пружины и передается на среднюю часть штанги.
В связи с проскальзыванием в клиноременной передаче при
обработке на токарном станке 1К62 практически невозможно
добиться синхронизации движений детали и инструмента. Вслед-
ствие различия характеристик электродвигателей станка («10 кВт)
и вибратора («0,8 кВт) изменение напряжения в сети, составля-
ющее ± (2—3) %, также нарушает синхронизацию движений
детали и инструмента так, что полностью искажается рисунок
системы каналов. Следовательно, получить стабильный рисунок
системы каналов можно только с помощью устройства, имеющего
7 Одинцов Л. Г.
194
Виброобкатывание и вибровыглаживание
жесткую кинематическую или электрическую связь инструмента
с обрабатываемой поверхностью.
Плотность правильной сетки каналов (рис. 132, б—ж), т. е.
число ячеек на единицу площади и их размер, характеризуют
два параметра: в осевом направлении — отношение амплитуды
колебаний инструмента к подаче (К = IIS), в окружном направ-
лении — величина i = Nln. Ячейки сетки могут быть трех видов
(рис. 132, з): ромбического I, чечевицеобразного II и смешан-
ного III. Первый вид ячеек образуется при К. $s 4, второй и тре-
тий виды — при К 2. При увеличении К от одного до другого
значения ряда четных чисел боковые криволинейные стороны
ячейки третьего вида сближаются, затем они пересекаются, обра-
зуя одну ячейку второго вида, две ячейки первого и одну ячейку
третьего вида. На обрабатываемом участке длиной L общее число
ячеек = iK (LIS — 6) = Nln US (LIS — 6).
При соответствующей замене числа К по формуле можно опре-
делить число ячеек каждого вида.
При жесткой кинематической связи инструмента с обрабаты-
ваемой поверхностью обеспечивается достаточная стабильность
вибровыглаживания: отклонения отдельных характеристик полу-
чаемого микрорельефа, обусловленные определенной жестко-
стью системы станок—приспособление—инструмент—деталь, а
также геометрическими неточностями станка и приспособления,
являются несущественными и не оказывают заметного влияния
на параметры, определяющие регулярность микрорельефа. Форма
синусоидальной канавки зависит от линейной скорости относи-
тельного перемещения инструмента, которая определяется фор-
мой эксцентрика и силой трения в подвижных соединениях вибро-
головки. Для установившихся условий обработки форма сину-
соиды является постоянной.
Факторами, определяющими размеры канавки hub, являются
сила обработки (Р), радиус сферической части инструмента (/?),
твердость (И) поверхности детали, геометрическая точность (Г)
обрабатываемой поверхности: 6h. ъ ~ f (&Р', &R; AH', АГ).
Для определения суммарной погрешности ь, глубины h
и ширины b канавки необходимо экспериментально определить
градиенты изменения этих величин по силе обработки, радиусу
инструмента и твердости материала (соответственно t)Ph. ь,
ь; Пял-, ь):
ь = ф ]/ ф1 (fipVh; ь)2 + Ф2 (бяЧял; ь)2 +
4-фз(бнТ1Ял;г,)2 + Ф4бД; Ь>
где <р; <рх; <р2; <р3; <р4 — коэффициенты, учитывающие закон рас-
пределения случайной величины; 6Р; 6Д; бц', бс — погрешности
Схема процесса
195
45. Расчетные параметры и суммарные погрешности характеристик
микрорельефа при вибровыглаживании заготовок из АК4 и ШХ15
Исходные
параметры
Составляющие
погрешности
Суммарная погрешность
Материал Р. Н я Л Ь 5! ь. « «с «о 5С •о абсолютная^ мм отжоси- телъиая4 %
ММ МН *8 6Ь в» в»
АК4 (НВ 110—140) 130 1.0 0.065 0,63 1.5 0.1 0.2 30 0.012 0.13 18.5 21.0
Ш X15 (НДС 58-62) 300 1.0 0.0093 0.32 3.2 0.03 0.2 59 0.00139 0.052 15.0 17.0
соответственно силы обработки, радиуса инструмента, твердости
материала и геометрической точности обрабатываемой поверх-
ности.
Для алюминиевого сплава АК4 и закаленной стали ШХ15
исходные параметры и результаты расчета погрешностей раз-
меров каналов приведены в табл. 45. Параметры обработки:
N = 1450 дв. ход/мин; амплитуда колебаний 0,5 мм, частота
вращения заготовки 25 мин'1.
Регулярность расположения канавок, образованных вибро-
обкатыванием, дает возможность произвести аналитический рас-
чет площади канавок FK (% номинальной площади обрабатывае-
мой поверхности) для трех вариантов образования канавок:
при отсутствии пересечения канавок (рис. 131, б)
при частичном пересечении канавок (рис. 131, в)
F.-^S^lOO;
при полном пересечении канавок (рис. 131, а)
F„
i(z-2£)
~ nDS
100.
Здесь г — — /а-|-С| £ (К?), где а = ’» ;
(Ki)2 = д^е ; 2JK2 — значение полного эллиптического инте-
грала (определяют с помощью таблицы полных эллиптических
интегралов); i = D — диаметр обрабатываемой заготовки,
мм; S — продольная подача, мм/об.
7*
196
Виброобкатывание и вибровыглаживание
Величина а = 16nD//?3/2i — площадь, образующаяся при ча-
стичном пересечении канавок. Здесь R = S — 2р/8/, где р =
= dmh (dm — диаметр шара, мм, h — глубина канавки, мм).
„ с 2р [D2 + Р (4Z2 — S2) й
Величина Е = ~ pyjp '— площадь, образующая-
ся при полном пересечении канавок.
Аналогичные зависимости имеются для расчета объема кана-
лов, числа выступов, приходящихся на единицу площади, и т. д.
8.2. ВЫБОР ПАРАМЕТРОВ ВИБРООБКАТЫВАНИЯ
И ВИБРОВЫГЛАЖИВАНИЯ
Параметры виброобкатывания (сила Р, амплитуда колебаний
инструмента /, частота двойных ходов инструмента У, диаметр
шара dm или радиус выглаживателя R, частота вращения де-
тали п и подача S) назначают по заданным характеристикам
микрорельефа: характеру рисунка, ширине b и глубине h кана-
лов, относительной площади каналов F. Характеристики микро-
рельефа обычно указывают в чертежах на деталь, в ТУ или в дру-
гой конструкторской документации. Иногда задают силу обра-
ботки и радиус инструмента, так как эти технологические пара-
метры непосредственно связаны с упрочнением поверхности,
а нарушение их может привести к перенаклепу.
Силу обработки выбирают в основном исходя из глубины
каналов, заданной для определенного радиуса инструмента,
при этом учитывают жесткость обрабатываемой детали. Зависи-
мость глубины канала
от силы обработки
находят эксперимен-
Рис. 133. Зависимости глу-
бины каналов от силы вибро-
обкатываиия (а, б, в) и макси-
мально достигвемой глубины
каналов от твердости обраба-
тываемого материала (е):
а — материал — сталь 45; D =
= 129 мм; п — 25 мим4; N =
= 1400 мии“‘; S — 1,09 мм/об;
1 — вибровыглаживание, 7? =
= 1,0 мм; 2 — виброобкатыва-
ние, = 2,0 мм; б — виброоб-
катываиие; 7 — == 5.5 мм;
2-</ш= И.87 мм; i - </ш =
= 19,82 мм, штриховая линия—
без учета наплывов; в — вибро-
выглаживаиие, 7? — 2,5 мм; N =
= 1400 мин"1; S = 0.89 мм/об;
I = 1.0 мм; 7 — алюминиевый
сплав АК4; 2 — сталь 45; 3 —
азотированная сталь 38ХМЮА
Выбор параметров
197
46. Зависимость степени выглаживания исходных микроиеровиостеА
от силы и скорости виброобкатываиия
Сила- вибро- обкаты- вання, Н Частота вращения заготовки, МИИ-1 Rz, мкм Остаточная деформация. AD, мкм ДЯ = - *«исх - мкм
100 800 4,9 25 14,4 1,74
200 800 3,7 25 15,6 1,60
300 800 2,9 25 16,4 1,53
400 800 2,5 25,5 16,8 1,54
500 800 2,1 26,8 17,2 1,56
600 800 1,6 27,6 17,7 1,56
600 400 1,4 27,8 17,9 1,55
600 200 1,3 28,3 18,0 1,57
600 100 1,1 28,5 18,2 1,57
600 50 0,7 29,5 18,6 1,58
тально; некоторые зависимости показаны на рис. 133. Необхо-
димо учитывать максимально достижимую глубину каналов,
получаемую при обработке алмазом материалов различной твер-
дости (рис. 133, г). При виброобкатывании максимальная глубина
каналов в 1,5—2,0 раза больше (для материалов с твердостью
HRC < 50).
При получении микрорельефов четвертого вида (рис. 131, д)
за меру остаточной деформации и степени выглаживания прини-
мают изменение диаметра обрабатываемой поверхности AD и
разность высот исходных и образующихся микронеровностей
АТ? = Т?2ЖСХ — Rz или коэффициент X = RzacT!Rz. В табл. 46
приведены значения AD, &R, А, для различных условий вибро-
обкатывания стали 45 при следующих постоянных значениях
параметров обработки: = 30 мм; v = 40 м/мин; S = 0,07 мм/об;
W = 4200 мин-1; I = 3,5 мм; смазывание — машинным маслом.
Остаточная деформация, определяемая давлением, при одной
и той же силе виброобкатывания зависит от диаметра шара dm
или радиуса сферы алмазного наконечника R и диаметра обра-
батываемой детали D.
Радиус инструмента выбирают в зависимости от полученной
силы и заданных глубины и ширины каналов (площади) с учетом
жесткости и габаритных размеров обрабатываемой детали,
а также твердости обрабатываемого материала. При обработке
маложестких и неравножестких деталей следует применять ин-
струмент малого радиуса, так как деформирование необходимо
обеспечить при меньших силах виброобкатывания. С уменьшением
габаритных размеров деталей также приходится уменьшать ра-
диус инструмента для того, чтобы получить требуемый рисунок
поверхности. Так, при декоративной обработке металлических
198
Виброобкатывание и вибровыглаживание
Рнс. 134. Схемы пар трения и зависимость критерия их изнашивания от отно-
сительной площади каналов:
а — возвратно-круговое движение по цилиндрической поверхности; б — круговое дви-
жение: « — возвратно-поступательное движение; г — возвратно-поступательное движе-
ние е осцнлляцнонным движением в «мертвых* точках: 6 — возвратно-круговое движение
по сферической поверхности; t — зависимость критерия изнашивания пар трения k от
относительной площади каналов F*
колпачков авторучек в качестве деформирующих элементов
применяют шары диаметром 2 мм. Диаметр шара обычно назна-
чают 2—30 мм, а радиус выглаживающих наконечников —
1—6 мм. Шар малого диаметра трудно закреплять, а увеличи-
вать его можно до определенного предела, ограниченного жест-
костью обрабатываемых деталей.
Амплитуду колебаний изменяют от 0 до 4 мм; увеличение ее
более 4 мм вызывает резкое возрастание инерционных сил, ухуд-
шающее процесс обработки.
Число двойных ходов в минуту N ограничивается возможно-
стями приводов и возникающими инерционными силами, обычно
N — 900 ... 3000 дв. ход/мин.
Частоту вращения обрабатываемой детали п и подачу S выби-
рают исходя из заданного рисунка микрорельефа с учетом воз-
можности используемого оборудования. Обычно п < 100 мин-1.
Одной из основных характеристик виброобката иных поверх-
ностей является степень перекрытия Лп выдавливаемыми канав-
ками исходной обрабатываемой поверхности. Величина ka опре-
деляет путь, проходимый деформирующим элементом в единицу
времени относительно обрабатываемой поверхности:
. _.р; /; Р;
*п —'L nTs~ ]•
Наибольшую сложность представляет выбор оптимальных
значений характеристик микрорельефа, так как почти в каждом
случае это требует проведения экспериментальных работ. На
рис. 134 дана классификация некоторых пар трения по харак-
теру взаимного относительного перемещения деталей. Условия
трения для каждого случая, оптимальные параметры микро-
рельефа и параметры вибровыглаживания даны в табл. 47. Эти
данные могут быть использованы при определении параметров
Выбор параметров
199
47. Характеристики микрорельефа вибровыглажеииых деталей двигатели, работающих в различных условиях трения
X арактеристнки Плавающая втулка Подшипник скольжения Поршень Цилиндр Поршневое кольцо Золотвнк Сферическая опора сепаратора
Условия треиня: температура, °C 150 100 100—150 150—200 400 50—100 50
давление, ГПа 50 5 0.5 0.5—1,0 1,0 0,3 2
средняя скорость переме- — 70 10 — 10 — 2
щения, м/с частота изменения направ- 46 — 46 46 46 — —
леиия перемещения в 1 с смазочный материал Масло Масло Масло Масло Масло Керосин Керосин
МТ16П МТ16П МТ16П МТ16П МТ16П ТС1 ТС1
Параметры поверхности трения: диаметр, мм 58 58 120 120 120 7 38
длина, мм 45 42 75 300 12 58 (3,5) 17
материал ШХ15 Алюмииие- Алюмииие- 38ХМЮА, Х12М, 9X18 12ХНЗА,
твердость HRC 58—62 вый сплав А35 НВ 90—100 вый сплав АК4 НВ 100—130 азотиро- ванная HRC 58—60 хромиро- ванная До хроми- HRC 58 цементо- ванная HRC 60
Ra, мкм 0,16 0,32 0,63 0,1 роваиия HRC 32—37 0,16 0,04 0,1
200 Виброобкатывание и вибровыглаживание
Продолжение табл. 47
X арактеристики Плавающая втулка Подшипник скольжений Поршень Цилиндр Поршневое кольцо Золотник Сферическая опора сепаратора
Параметры вибровыглажи-
вання:
сила, Н 300 80 100 300 300 100 200
радиус сферы ннструмен- 1,0 1.5 1,0 1,5 0,5 1,3—1,4 1,5
та, мм
подача, мм/об 0,34 0,87 0,78 0,87 1,04 0,105 0,34
частота вращения дета- ли, мин-1 25 25 25 12,5 12,5 25 40
амплитуда колебаний ин- струмента, мм 0,5 0,7 0,5 0,3 0,3 0,15 0,45
число двойных ходов ин- струмента в 1 мин 1500 1400 1450 1450 1450 1450 1450
Параметры создаваемого микрорельефа:
с наплывами: III II II I I I И
глубина канала, мкм 9 50 55 4,5 32 1,1 2,8
ширина канала, мм без наплывов 0,32 0,5 0,57 0,28 0,31 0,1 0,24
глубина канала, мкм 7,4 35 34 3,5 24,2 0,9 2,2
ширина канала, мм 0,27 0,42 0,38 0,18 0,21 0,8 0,2
относительная площадь каналов, % 78 60,5 73,87 34,7 33,9 25 46
Технологическая оснастка и оборудование
201
оптимального микрорельефа для деталей с аналогичными усло-
виями нагружения, причем необходимо учитывать как основные,
так и второстепенные факторы, в том числе размер деталей, усло-
вия смазывания и т. п.
Важным параметром микрорельефа является относительная
площадь каналов. Для всех рассмотренных пар трения найдены
зависимости критериев изнашивания от относительной площади
каналов, которые положены в основу типовой зависимости для
обобщенного критерия изнашивания k (рис. 134, е). Оптималь-
ным микрорельефом в рассматриваемых случаях является система
каналов с их относительной площадью 35—70 %. Характерной
особенностью приведенной зависимости является то, что изме-
нение относительной площади каналов в широком диапазоне (//)
вызывает незначительное изменение (/) критерия изнашивания.
Это свидетельствует о большой стабильности эксплуатационных
свойств поверхности с регулярным микрорельефом.
8.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И ОБОРУДОВАНИЕ
При виброобкатывании и вибровыглаживании применяют одни
и те же устройства, которые устанавливают на универсальные
металлорежущие станки (рис. 135).
В этих устройствах возвратно-поступательные движения с за-
данной частотой и амплитудой создаются вибраторами. По ха-
рактеру движущей силы вибраторы подразделяют на четыре основ-
ных типа: инерционные, эксцентриковые, электромагнитные и
поршневые (пневматические и гидравлические).
Инерционные вибраторы для рассматриваемых методов не
применяют, что связано с ударным характером их воздействия
на рабочий орган.
Наиболее широко распространены вибраторы с эксцентрико-
вым приводом (эксцентриковые). Эксцентриковый привод в виб-
раторах имеет жесткий или упругий шатун с подпружиненным
приводным валом или шатун с плавающим креплением. Привод
может быть регулируемым и нерегулируемым по амплитуде.
Он должен сообщать рабочему органу кинематически строго опре-
деленное движение. Благодаря относительно небольшим силам
и малым потерям на трение пусковой момент на валу невелик и
нет необходимости использовать упругий шатун, подпружинен-
ный приводной вал или плавающее крепление шатуна.
В поршневых вибраторах заданные частота и амплитуда
колебаний создаются под воздействием жидкости или воздуха.
В зависимости от способа подвода энергии различают поршневые
вибраторы с открытым и замкнутым циклом использования рабо-
чей среды. Пневматические вибраторы относятся к первому
типу, гидравлические — ко второму. По сравнению с эксцентри-
202
Виброобкатывание и вибровыглаживание
Рис. 135. Классификация устройств дли виброобкатывания
ковыми вибраторами они сложны и громоздки; для гидравличе-
ских вибраторов требуется гидростанция, для пневматических —
установки для подвода воздуха. Пневматические вибраторы,
кроме того, характеризуются повышенным уровнем шума и не-
стабильностью работы, поэтому для вибровыглаживания и ви-
бронакатывания их применяют ограниченно.
Электромагнитные вибраторы по принципу действия подраз-
деляют на одно- и двухтактные. Однотактные вибраторы имеют
один электромагнит, притягивающий якорь в одну сторону;
обратный ход якоря совершается под действием рессор или пру-
жин. Двухтактные вибраторы имеют два электромагнита; один
из них притягивает якорь, а другой его отталкивает. Эти вибра-
торы нашли преимущественное применение. По способу пита-
ния электроэнергией двухтактные вибраторы можно разделить
на реактивные, с выпрямителем, с возбуждением от постоян-
ного тока (с подналаживанием) и с постоянными магнитами.
Обычно применяют реактивные электромагнитные вибраторы
как наиболее простые. Они состоят из статора (электромагнита),
присоединенного к сети переменного тока, и подпружиненного
якоря, который в течение каждого полупериода при достижении
Технологическая оснастка и оборудование
203
максимального тока притягивается, а при слабом токе — оттал-
кивается. Поэтому частота колебаний вибратора вдвое больше
частоты питающего тока.
Возвратно-поступательное движение передается инструменту
от вибратора непосредственно, либо через двуплечий шарнирный
рычаг. В некоторых устройствах с помощью системы рычагов
такое движение преобразуется в возвратно-круговое.
Заданная сила создается так же, как в устройствах для обка-
тывания (см. разд. 3.3, 4.3) и выглаживания (см. разд. 6.3).
При вибровыглаживании и вибронакатывании на подвижные
узлы, особенно в местах сочленения деталей, передающих движе-
ние, действуют значительные знакопеременные нагрузки. По-
этому такие узлы должны быть достаточно жесткими и должны
иметь хорошие опоры, передающие вибрации на корпус. Во мно-
гих устройствах вибрирующий элемент (эксцентрик) монтируют
на оси вала электродвигателя, что приводит к нарушению нормаль-
ного режима работы. Более совершенна такая конструкция узла,
когда эксцентрик своими цапфами установлен на две подшипни-
ковые опоры, размещенные в корпусе устройства.
Рассмотренные устройства, как правило, не позволяют полу-
чить стабильный микрорельеф поверхности. Устройства с жесткой
кинематической связью инструмента со шпинделем станка обес-
печивают стабильный микрорельеф поверхности, но громоздки
и сложны по конструкции.
Недостатки эксцентриковых устройств в значительной сте-
пени можно устранить, применяя способ создания регулярного
микрорельефа эксцентрично расположенным вращающимся ал-
мазным сферическим наконечникам, след которого представляет
собой циклоиду (а не синусоиду или близкую к ней кривую).
Обработка торцовых поверхностей мало отличается от обра-
ботки цилиндрических, поэтому некоторые устройства исполь-
зуют для обработки тех и других. Особенность вибровыглажива-
ния торцовых поверхностей заключается в образовании синусо-
идального канала, наложенного на спиральную линию. При
неизменных параметрах процесса по мере приближения инстру-
мента к центру торцовой поверхности создается микрорельеф
поверхности с возрастающей плотностью каналов. Одинаковый
по плотности каналов микрорельеф может быть получен с помощью
устройств, имеющих фрикционно-электрическую связь инстру-
мента с обрабатываемой поверхностью. Эти устройства можно
использовать при обработке не только торцовых, но также конус-
ных, корсетных, бочкообразных и других поверхностей с изме-
няющимся диаметром.
Устройство для обработки плоских неподвижных поверхно-
стей обычно сложнее, чем для обработки цилиндрических или
торцовых поверхностей, так как помимо осциллирующего движе-
204
Виброобкатывание и вибровыглаживание
Рис. 136. Универсальное устройство для виброобкатывания (вибровыглажнвання)
цилиндрических и торцовых поверхностей
ния инструменту необходимо дополнительно сообщать враща-
тельное движение, поскольку деталь неподвижна.
Сферические поверхности обрабатывают с помощью обычных
устройств, имеющих рычаг с инструментом. При обработке верх-
него, наиболее выступающего участка сферы сила, приложенная
к инструменту, будет больше, чем при обработке крайних участ-
ков, на величину, соответствующую дополнительному сжатию
силовой пружины.
Для обработки более широких поясков сферы или всей ее
поверхности можно использовать обычные устройства для вибро-
выглаживания, но с дополнительными поворотными или копи-
рующими механизмами, которые позволяют инструменту после-
довательно обрабатывать поверхность сферы. Такие устройства
более сложны и менее надежны, чем обычные.
В типовом устройстве для виброобкатывания (рис. 136) ис-
пользуется вибратор эксцентрикового типа с жестким шатуном,
приводимым в движение от электродвигателя переменного тока.
Технологическая оснастка и оборудование
205
Электродвигатель и все узлы приспособления смонтированы
на плите 2. Эксцентриковый узел 14 опирается на подшипник 15,
установленный в корпусе 16 и закрытый кожухом. Шатун 13,
передающий возвратно-поступательное перемещение от эксцен-
трикового узла к держателю 11, установлен на подшипниках
качения, что уменьшает трение и увеличивает плавность хода.
На подшипнике установлен также палец 12, соединяющий шатуи
с держателем. Последний имеет бронзовую втулку 9 с пазами
для направления ее перемещения в отверстии корпуса. В держа-
теле в гнездах 10 с обеих сторон от втулки можно устанавливать
сменные инструментальные головки 8.
Головка 8 с помощью винта 4 установлена в переходнике 3,
который имеет резьбовое соединение с держателем и контрится
штифтом. Она предназначена для обработки наружных поверхно-
стей; для обработки внутренних поверхностей применяют смен-
ные головки 20 и 21, в которых сила от пружины передается на
выглаживающие инструменты 17 через толкатели 19 и равнопле-
чие рычаги 18, установленные на осях в корпусах головок. Для
установки индикаторов 5 используют специальные кронштейны.
Устройство может применяться для обработки как цилиндри-
ческих, так и торцовых поверхностей. Универсальность его
обеспечивается поворотным механизмом, состоящим из штыря 1,
который устанавливают на каретке станка, поворотной втулки 6
и фиксатора 7.
Для обработки глубоких отверстий можно использовать при-
способление со штангой, выполненной в виде трубы, во внутрен-
ней полости которой установлен шток, несущий инструмент
(рис. 137, а). Такое исполнение исключает прогиб штанги под
действием силы обработки. Осцилляционное движение инстру-
ментальной головки 1 передается от электродвигателя 6 через
эксцентриковую втулку, соединенную через подшипник с голов-
кой шатуна, шатун 7 и облегченный шток 2, установленный на
оси. Шток перемещается в неподвижной трубе 3 по двум напра-
вляющим втулкам 4 и 5. Таким образом, шток разгружен от
крутящего и изгибающего моментов, возникающих при вибро-
выглаживании, а силовая труба, воспринимающая эти нагрузки,
имеет повышенную жесткость.
Приспособления с электромагнитным приводом позволяют
в процессе обработки регулировать амплитуду колебаний, в них
меньше шарнирных соединений и иет эксцентрикового узла.
В приспособлении для обработки наружных цилиндрических
и торцовых поверхностей диаметром до 20 мм с силой 30 ± 3 Н
(рис. 137, б) возвратно-поступательное движение инструменту 1
передается от вибратора 14 через тягу 11, ось 9, кронштейн 10
и ползун 2. Силу прижима инструмента регулируют пробкой 13,
которая соединена со штоком 8, воздействующим на жидкость,
206
Виброобкатывание и вибровыелаживание
Рис. 137. Устройства
"] для виброобкатыва-
ния:
а — глубоких отверстий;
б — с электромагнитным
-1 приводом; в — с копир-
ным устройством ДЛЯ
обработки прерывистых
поверхностей; г — с же-
сткой кинематической
связью вращения детали
с движением инстру-
мента
залитую в полость
между поршнем 6 и
штоком 8. Эта жид-
кость перетекает че-
рез канал в поршне
6 и создает силу на
штоке 5. Для под-
жатия штока 8 в по-
лость с жидкостью
помещена пружина 7.
Силу контролируют
с помощью маномет-
ра 12. Для создания
давления жидкости,
соответствующего си-
ле виброобкатыва-
ния, оправку снаб-
жают затвором 3,
удерживающим шток
5. После подвода ин-
струмента к обрабаты-
ваемой поверхности за-
твор открывают, ин-
струмент внедряется в
металл с заданной си-
лой. При возвратно-по-
ступательном перемеще-
нии инструмента дер-
жавка вместе с корпу-
сом 4 совершает коле-
бательные движения
относительно оси 9.
Приспособление устанавливают в резцедержатель станка.
Устройство с жесткой кинематической связью детали с ин-
струментом для обработки цилиндрических поверхностей
(рис. 137, г), выполненное в виде системы зубчатых колес и ходо-
Технологическая оснастка и оборудование
207
вого вала, преобразует вращательное движение шпинделя станка
в возвратно-поступательное перемещение инструмента. На шпин-
деле станка установлено цилиндрическое зубчатое колесо 1,
в зацеплении с которым находится другое колесо 2, соединенное
с ходовым валом 3. Ходовой вал имеет подшипниковые опоры 5,
установленные через основания 6 на направляющих станка.
Вал проходит через редуктор 4, корпус которого закреплен на
станке вместо суппорта. От ходового вала вращение передается
через коническую пару, две цилиндрические пары и шлицевой
вал 7 эксцентрику 10. С помощью эксцентрика вращательное
движение вала преобразуется в возвратно-поступательное дви-
жение инструмента 12. Выходной вал редуктора и вал 7 эксцен-
трика имеют шлицевое соединение, поэтому вибратор 11, уста-
новленный на основании 9, может перемещаться в поперечном
относительно редуктора направлении. Соединение шлицевого
вала редуктора с валом эксцентрика является наиболее нагру-
женным местом устройства, так как на него действуют вибрации
с частотой более 17 Гц и амплитудой 0,3—1,0 мм, поэтому вал
эксцентрика установлен на двух подшипниковых опорах 8.
Для алмазного вибровыглаживания прерывистых поверхно-
стей деталей, на которых недопустим завал кромок, или деталей,
для которых нельзя применять выглаживатели из сверхтвердых
синтетических материалов, используют устройства, обеспечива-
ющие отвод инструмента в момент прохождения им опасного уча-
стка поверхности (рис. 137, в).
Сила обработки создается пружиной 10, установленной в кор-
пусе 9, и передается на алмазный наконечник 1 через штангу 4.
При вибрационном выглаживании штанга 4 вместе с алмазом,
втулкой 11 и корпусом пружины 9 совершает возвратно-поступа-
тельное перемещение вдоль оси обрабатываемой детали 2 с по-
мощью электродвигателя, имеющего на оси эксцентриковую
втулку. Штанга имеет направляющую 8 типа ласточкина хвоста,
на которую устанавливают корпус шарикоподшипника 7. Корпус
может перемещаться по направляющей, его можно закреплять
на определенном расстоянии от алмазного наконечника. Опорный
шарик 5 заделай в корпусе 7 шарикоподшипника и может свободно
вращаться, опираясь на шарикоподшипник 6. С обрабатываемой
деталью сочленяется приставка 3 с выступом Б высотой h =
= 0,5—1,0 мм, который по форме соответствует углублению А,
имеющемуся на поверхности детали, и отстоит от него на некото-
ром расстоянии. На таком же расстоянии от алмазного наконеч-
ника устанавливают шариковую опору.
Для повышения производительности обработки используют
многоинструментные виброголовки с установленными равномерно
по окружности или в ряд инструментами. Устройство для обра-
ботки длинных штоков (рис. 138, а) имеет десять выглаживате-
208
Виброобкатывание и вибровыглаживание
Рис. 138. Многоииструмеитные устройства
лей, сила к которым при-
кладывается с помощью
сжатого воздуха.
Примером многоэле-
ментной виброголовки с
расположенными в ряд
инструментами является
головка с восемью сфери-
ческими алмазными на-
конечниками (рис. 138, б)
для вибронакатывания
прокатных валков четы-
рехклетевого стана 1700,
имеющих большую пло-
щадь обработки (D —
— 500 мм, L — 1700 мм).
Она изготовлена на базе
суперфинишной головки.
Глубина выдавливаемых
канавок 4—6 мкм. Голов-
ку 1 устанавливают на
шлифовальной бабке валь-
цешлифовального станка
3415Е с помощью сварной
рамы 2, которая посредст-
вом шарнирного соедине-
ния 3 может занимать два положения. В нерабочее положение го-
ловку ставят при шлифовании валков и фиксируютна кронштейне 4
болтом 13. Механизм осцилляции приводится в движение от
электродвигателя АОЛ-12-4-С2. С помощью эксцентриков и шату-
нов вращательное движение в механизме осцилляции преобра-
зуется в возвратно-поступательное движение двух стержней 12
в противофазе друг к другу. Число двойных ходов стержней
численно равно частоте вращения (л = 147 с-х), а ход — удво-
енному эксцентриситету эксцентриков механизма осцилляции (I—
=5 мм). В корпусах державок 11, жестко установленных на стерж-
нях 12, на осях 6 шарнирно закреплены два коромысла 10. В ко-
ромыслах тоже шарнирно на осях 9 расположено по два держа-
теля 5, каждый из которых оснащен двумя алмазными наконеч-
никами 7, поджатыми резьбовыми втулками 8.
Плоские поверхности обрабатывают на вертикально-фрезер-
ных, поперечно- и продольно-строгальных станках различных
типов. Используют головки с несколькими инструментами
(рис. 139, в).
С помощью специального приспособления (рис. 139, а) обра-
батывают плоские детали на вертикально-фрезерном станке.
Технологическая оснастка и оборудование
209
± увеличено
f^S 5-6 побернуто
Рис. 139. Устройства для обработки
поверхностей:
а — плоскостей; б — червяка; «, е —
схемы обработки соответственно плос-
кой н сферической поверхностей; д —
устройство Для обработки сферической
поверхности
Литой корпус 1 приспособ-
ления жестко крепится к
корпусу 2 головки верти-
кально-фрезерного (или суп-
порта продольно-строгаль-
ного) станка. В корпусе 1 установлены верхние 3 и ниж-
ний 8 V-образные направляющие с шариками 9. Между направ-
ляющими расположена осциллирующая каретка 14 (также снаб-
женная V-образными направляющими) со шпинделем 13 и инстру-
ментом 12. Привод осциллирующей каретки осуществляется от
шпинделя станка через регулируемое эксцентриковое устрой-
ство 4 и тягу 7.
Двойной ход осциллирующей каретки регулируют с помощью
винта 5, перемещающего гайку 6, в которую запрессована ось
тяги 7. Изменяя положение деформирующих элементов поворо-
том вокруг оси шпинделя на определенный угол относительно
210
Виброобкатывание и вибровыглаживание
направления движения детали, можно создавать любой рисунок
микрорельефа. Давление деформирующих элементов на обраба-
тываемую поверхность создается тарированной пружиной 10,
а ее предварительный натяг — гайкой 11. Параметры режима
регулируют изменением частоты вращения шпинделя станка,
подачи, амплитуды колебаний деформирующих элементов, а
также изменением их числа и относительного расположения
(рис. 139, в).
Вибронакатывание рабочих боковых поверхностей витка чер-
вяка производят по схеме, показанной на рис. 139, б. Деформи-
рующему элементу придается осцилляционное движение отно-
сительно обрабатываемой винтовой поверхности в двух взаимно
перпендикулярных направлениях по касательным плоскостям.
Основные характеристики виброголовки: модуль обрабатываемых
червяков 3—16 мм; частота осцилляции #р в радиальном направ-
лении 150—600; частота осцилляции АГТ в тангенциальном на-
правлении 1000—5000; амплитуда перемещения в радиальном
направлении 1—30 мм, в тангенциальном — 3—6 мм; сила вда-
вливания 39—147 Н, мощность приводного двигателя 0,27 кВт.
Регулируемый микрорельеф на сферической поверхности в виде
пересекающихся каналов может быть получен без осцилляции
инструмента. Один, два или несколько инструментов устанавли-
вают по нормали к сферической поверхности детали и закрепляют
во вращающейся державке, при этом ось вращения державки
не совмещена с осью инструмента, а угол между ними можно ре-
гулировать от 0 до 90° (рис. 139, г).
Деталь устанавливают так, что ось сферической поверхности
располагается под углом к оси вращения инструмента. Инстру-
менту и детали сообщают вращательное движение, причем частота
вращения инструмента N превышает частоту вращения детали п.
За каждый оборот инструмента деталь поворачивается на
некоторый угол и на сферической поверхности создается один
виток спиральной канавки. За один полный оборот детали на
всем обрабатываемом участке сферической поверхности создается
Технологическая оснастка и оборудование
211
при прочих равных условиях размеры ячеек сетки каналов.
Изменяя угол наклона осей вращения детали и инструмента
(угол а) и угол расположения инструмента относительно оси
сферы, можно создавать сетку каналов на различных участках
сферической поверхности.
Устройство с одним инструментом, обеспечивающее реализа-
цию указанного способа обработки, показано на рис. 139, д.
Для получения микрорельефа с помощью вращающегося ин-
струмента создано несколько устройств, которые отличаются
от ранее рассмотренных в основном приводом вращения инстру-
мента и силовым элементом (рис. 140). Выглаживание выпол-
няется упруго поджатым алмазным наконечником, который
вращается с заданным эксцентриситетом.
От электродвигателя 7 (рис. 140, а) через переходник 6, ком-
пенсирующий продольные деформации, вращение передается
шпинделю 4. В шпинделе эксцентрично закреплена переходная
втулка 11, в которой также эксцентрично установлен алмазный
наконечник 12. Сила прижатия алмазного наконечника к по-
верхности детали через радиально-упорный подшипник 2 пере-
дается на втулку 1 и регистрируется индикатором 8, закреплен-
ным в кронштейне 9 на корпусе
державки 3. Ножка индикатора
соприкасается с упором 10. Смен-
ными тарированными пружинами
5, установленными в корпусе 3,
можно менять силу выглаживания.
Для изменения эксцентриситета
поворачивают втулку 11. Держав-
ку устанавливают в резцедержа-
теле станка так, чтобы ось вра-
Рнс. 142. Схема полуавтомата:
1 — виброголовки; 2 — державка; 3 — пульт
управления; 4 — патрон Для закрепления за-
готовки гильз
212
Виброобкатывание и вибровыглаживание
щения наконечника находилась на уровне оси центров станка.
В державке (рис. 140, б) основным элементом является кор-
пус с упругой дугообразной рабочей скобой толщиной 2—3 мм.
Перед выглаживанием винтом 2 деформируют упругую часть
корпуса 1, причем деформация соответствует требуемой силе.
Упругие деформации корпуса регистрируют с помощью индика-
тора 4, закрепленного на кронштейне 3. При обработке алмаз
прижимается к обрабатываемой поверхности с силой, соответ-
ствующей деформации корпуса державки. Для уменьшения
вибрации при обработке в зазоре между подвижной и неподвиж-
ной частями державки установлен резиновый амортизатор.
Изменяя частоту вращения детали и инструмента, подачу,
эксцентриситет, радиус сферы инструмента и силу выгла-
живания, можно в широких пределах регулировать параметры
микрорельефа обрабатываемой поверхности.
Для предотвращения проскальзывания шара используют уст-
ройство (рис. 141), в котором шар опирается на два цилиндриче-
ских ролика, а сепаратор развернут на угол а, компенсирующий
угол подъема винтовой линии.
Для вибронакатывания различных деталей машин в крупно-
серийном и массовом производствах используют специальные
полуавтоматические и автоматические станки. Созданы четырех-
шпиндельные полуавтоматы для вибронакатывания внутренних
цилиндрических поверхностей термически обработанных гильз
дизелей (рис. 142). На поверхности гильзы создают микрорельеф
в виде некасающихся синусоидальных каналов глубиной 12—
20 мкм.
Для вибронакатывания наружной сферической поверхности
беговых дорожек колец шарикоподшипников применяют специаль-
ный станок.
Глава 9
ВИБРОУДАРНАЯ ОБРАБОТКА
9.1. СХЕМА ПРОЦЕССА, ДИНАМИКА ДВИЖЕНИЯ РАБОЧИХ ТЕЛ
И ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Вибрационная ударная (виброударная) обработка является
разновидностью объемной вибрационной обработки, которую
в рассматриваемом виде подразделяют на виброабразивную и
виброударную.
Виброабразивную обработку применяют для удаления заусен-
цев, скругления острых кромок, очистки поверхности деталей,
полирования и т. д., а виброударную — для упрочнения. Схема
обработки, характер взаимодействия обрабатываемой поверхно-
сти с рабочими телами и другие условия процесса в обоих слу-
чаях могут быть одинаковыми. Основные различия этих методов
состоят в том, что в качестве рабочих тел при виброударной
обработке используют преимущественно стальные закаленные
шары, дробь и другие металлические гранулы и обработку произ-
водят чаще всего с закреплением деталей в рабочей камере (кон-
тейнере). А при виброабразивной обработке используют абра-
зивные гранулы различного типа (см. разд. 2.5) и обработку
деталей в контейнере производят обычно без их закрепления
(рнс. 143). Во многих случаях указанные задачи по обработке
деталей решают одновременно, в одном цикле. Например, исполь-
зуя стальные шары в смеси со шлифзерном, достигают упрочне-
ния поверхности и существенного снижения шероховатостей или
скругления кромок, полирования и т. д. С другой стороны, обра-
ботка абразивными гранулами одновременно со съемом металла
и снижением шероховатости обеспечивает упрочнение поверх-
ности.
При виброударной обработке рабочей камере, смонтирован-
ной на упругих подвесках и имеющей возможность колебаться
в различных направлениях, сообщаются низкочастотные колеба-
ния — в большинстве случаев с помощью дебалансного вибратора.
Вследствие вибраций рабочая среда и обрабатываемые детали
имеют переменные по знаку ускорения и находятся в интенсивном
относительном перемещении, совершая два вида движений: ко-
лебания с частотой, зависящей от частоты колебаний рабочей
камеры, и круговые перемещения всей массы загрузки. Направ-
ление относительных перемещений детали и рабочих тел посто-
янно меняется, в результате чего между ними возникают соударе-
ния и усиленное трение.
В процессе обработки детали, размещенные без закрепления,
занимают различное положение, что обеспечивает определенную
214
Виброударная обработка
Рис. 143. Схема виброударной обработки заготовок без
закрепления:
1 — контейнер; 2 — упругие амортизаторы; 3 — вибровоз-
будитель; 4 — рабочие тела; 5 — обрабатываемые детали
равномерность их обработки. Однако сила
ударного взаимодействия при закреплении
деталей будет больше, чем при их свободном
расположении, а детали массой более 2—
3 кг необходимо обрабатывать только закрепленными (рис. 144),
так как в противном случае происходит их соударение и по-
вреждение поверхностей.
Виброударная обработка производится в результате множе-
ства микроударов и относительного скольжения с определен-
ным давлением рабочих тел по поверхности обрабатываемой де-
тали. Рабочие тела движутся с переменным ускорением, что обес-
печивает их большую подвижность.
Виброударная обработка деталей основана на использовании
двух- или трехкомпонентной вибрации, т. е. механических колеба-
ний соответственно по двум и трем координатам.
Двухкомпонентная, т. е. плоскостная вибрация характери-
зуется тем, что каждая точка рабочей камеры совершает гармо-
нические колебания в одной плоскости — вертикальной, гори-
зонтальной или наклонной. В наиболее распространенном случае
траектория колебаний при этом имеет вид окружности или эл-
липса.
При трехкомпонентной, или объемной, вибрации каждая точка
рабочей камеры совершает гармонические колебания по простран-
Рис. 144. Схема обработки деталей с закреплением в контейнере:
1 — контейнер; 2 — обрабатываемые детали; 3 — внбровозбудитель; 4 — привод враще-
ния обрабатываемой детали; 5 — устройство, обеспечивающее самовращение детали;
6 — привод вращения контейнера с закрепленными в ием деталями
Схема процесса
215
ственной замкнутой кривой с непрерывным изменением направле-
ния перемещений относительно выбранных осей координат.
Траектории также имеют вид эллипса или окружности, они не-
прерывно изменяют свое угловое положение. Скорость и ускоре-
ния подвижной системы имеют три направления, поэтому такую
вибрацию принято называть трехкомпонентной.
Применение объемной вибрации позволяет лучше обрабаты-
вать труднодоступные места деталей сложной замкнутой формы.
Подбирая рабочие тела с соответствующими физическими свой-
ствами и размерами и регулируя режим вибраций, можно обес-
печивать широкий диапазон решаемых задач по упрочнению
деталей.
Вследствие высокой относительной подвижности рабочие тела
хорошо вписываются в фасонную поверхность деталей, за счет
чего этим методом можно упрочнять как наружные, так и вну-
тренние поверхности сложных деталей различных размеров.
В то же время виброударная обработка по сравнению с дру-
гими методами поверхностного упрочнения обладает ограничен-
ными энергетическими возможностями, так как виброобрабаты-
вающие машины с достаточной для практического применения
долговечностью работают при виброускорениях не более 12—
15g и виброскоростях 1,0—1,2 м/с.
В силу ограниченных энергетических возможностей продол-
жительность упрочнения значительна (от 10—20 мин до несколь-
ких часов), а вероятность перенаклепа деталей практически
исключается.
Допустимые наклеп и остаточные напряжения сжатия при
виброобработке зависят от способа загрузки деталей, состава
и количества рабочих сред, направления действия траектории
колебаний, параметров колебательного процесса и других фак-
торов, изменяя которые, можно в определенных пределах упра-
влять процессом упрочнения.
Интенсивность соударения рабочих тел с обрабатываемой
деталью под действием колебаний зависит от разности До скоро-
стей рабочих тел ор. т и деталей vR: До = ор. т — од.
При обработке незакрепленных деталей последние переме-
щаются в рабочей камере вместе с рабочими телами по круговой
траектории (см. рис. 143), при этом До имеет меньшее значение,
чем при обработке закрепленных деталей.
Основные варианты обработки закрепленных деталей сле-
дующие: в контейнере обычного V-образного типа с помощью
установочных опор и кассет (рис. 144, а); в специальных кон-
тейнерах коробчатого типа на специальных вибромашинах
(рис. 144, б); на шпинделе с приводом его вращения от внешнего
источника (рис. 144, в); на кронштейне специального механизма,
обеспечивающем самовращение деталей (рис. 144, г); на оправке
216
Виброударная обработка
Р
2ft
1,0
О
Рис. 145. Зависимости ударного
импульса:
а — от амплитуды колебаний А;
О и 1т О ЮО 200 300НИМ б — от расстояния датчика от сте-
' нок (дна) а; в — от диаметра ша-
в) £/ рнка d; г — от высоты загрузки
рабочей среды Н-. д — от угла раз-
ворота датчика относительно координатных осей а; сплошная линия—трехкоординатные
колебания; штриховая — двухкоординатные колебания
в контейнере, который принудительно вращают от внешнего
привода (рис. 144, д); в контейнере специальной вибромашины
с несколькими вибровозбудителями, расположенными во вза-
имно перпендикулярных плоскостях и обеспечивающими объем-
ный характер колебаний (рис. 144, е).
Закрепленные детали или весь контейнер при плоскостной
вибрации вращают для того, чтобы обеспечить равномерную
обработку всей поверхности, так как в противном случае рабочие
тела (см. рис. 143), свободно перемещаясь по окружности, будут
интенсивно обрабатывать одну сторону деталей, а «теневая»
(по ходу перемещения рабочих тел) сторона будет обрабатываться
с меньшей интенсивностью.
Динамика виброударной обработки закрепленных деталей
определяется взаимодействием рабочих тел со стенками (дном)
контейнера и с закрепленными деталями. Колебание контейнера с
ускорением, во много раз превышающим ускорение свободного па-
дения, обеспечивает периодический отрыв рабочих тел от стенок
(дна) контейнера, а также от закрепленных деталей и соударение
с ними под различными углами. При соударении поверхности
детали с массой рабочих тел под прямым углом происходит удар-
ное взаимодействие. При уменьшении угла встречи происходит
уменьшение ударного взаимодействия, при этом продолжитель-
ность соприкосновения поверхности детали с рабочими телами
увеличивается.
Сила ударного импульса частицы рабочей среды
где т — масса рабочей частицы; v — скорость соударения; R —
радиус кривизны лунки отпечатка; г — радиус рабочей частицы;
К — коэффициент, учитывающий потерю скорости при ударе.
Ударный импульс изменяется под действием различных фак-
торов (рис. 145), наибольшее влияние на него оказывает амплитуда
Выбор параметров
217
колебаний А, а для двухкоординатных колебаний—располо-
жение обрабатываемой поверхности (на «открытой» стороне с кру-
говыми перемещениями рабочей среды или на «теневой» стороне).
Ударный импульс практически не зависит от положения де-
тали в контейнере, за исключением тех случаев, когда детали
расположены в непосредственной близости от стенок (дна) кон-
тейнера. На расстоянии 10—20 мм от стенок контейнера ударный
импульс резко возрастает вследствие увеличения относительной
скорости отдельных частиц рабочей среды, получающих энергию
от стенок (дна) контейнера и детали. По мере удаления детали от
стенок (дна) контейнера энергия частиц, полученная от стенок
(дна) контейнера, быстро затухает, и на расстоянии 40—50 мм
от стенок контейнера энергия частиц, взаимодействующих с де-
талью, определяется в основном колебаниями детали.
9.2. ВЫБОР ПАРАМЕТРОВ ВИБРОУДАРНОЙ ОБРАБОТКИ
Параметры виброударной обработки следующие: амплитуда
колебаний А по осям координат X; Y, Z; частота колебаний о;
размеры рабочих тел (диаметры шариков); масса рабочих тел и
соотношение массы рабочих тел и массы деталей; расстояние до
детали от стенок контейнера; продолжительность обработки.
Поскольку ударный импульс (импульс ударного взаимодей-
ствия), а следовательно, и степень упрочнения прямо связаны
с увеличением амплитуды колебаний А, то ее значение должно
быть по возможности наибольшим. Обычно это значение ограни-
чено возможностями используемых вибромашин и составляет
1,5—6,0 мм, в некоторых случаях — до 10 мм.
Для упрочнения обычно используют вибромашины зарезонан-
сного типа, которые устойчиво работают с частотами, превышаю-
щими резонансные. Максимальная интенсивность процесса обе-
спечивается в том случае, когда машины работают в зарезонансной
области с минимально допустимой частотой и максимальной амп-
литудой.
Максимально допустимое виброускорение Штдх при этом дол-
жно удовлетворять условию u>max = (10-5-15) g = 2лЛю2, а ми-
нимальное пущщ 2g, где g — ускорение свободного падения.
Диаметры рабочих тел (шаров) выбирают в пределах 1,5—
10 мм, исходя из общей массы загруженных деталей и минималь-
ных размеров элементов поверхности (пазы, галтели, лунки)
обрабатываемых деталей. Диаметры шаров должны быть не менее
чем в 1,8—2,0 раза меньше размеров этих элементов. Если обра-
ботку ведут используя смесь шаров различного диаметра, то,
помимо указанных, следует использовать шары диаметром,
превышающим в 1,1—1,2 раза размеры указанных элементов.
В отличие от других методов ППД при виброударной обработке
практически исключен перенаклеп обрабатываемой поверхности.
218
Виброударная обработка
связанный с кратностью приложения нагрузки. Продолжитель-
ность обработки т должна быть ограничена по технико-экономнче-
скнм соображениям:
4г*ш
Здесь X — число повторяющихся ударов в одну и ту же точку
обрабатываемой поверхности (в зависимости от твердости мате-
риала X выбирают от 10 до 20, большие значения назначают для
меньшей твердости обрабатываемого материала); 0 = 0,5 ... 3,5 —
коэффициент, связанный с формой обрабатываемых поверхностей
и их расположением в объеме рабочих тел (при равномерном рас-
положении 0 = 2 — 3); г — радиус пятна контакта;
r=[4P(vi+va)/?1*/3’
где Vj, v2 — коэффициенты пластичности, характеризующие упру-
гие свойства материала рабочих тел и обрабатываемых деталей:
Здесь Hi; — коэффициенты Пуансона для материала рабочих
тел и обрабатываемых деталей; Elt Е2 — модули упругости мате-
риалов рабочих тел и обрабатываемых деталей.
Для характеристики упрочнения используют также параметр
обработки Г = AmPtq, с возрастанием которого увеличиваются
степень наклепа и глубина упрочненного слоя.
9.3. ОБОРУДОВАНИЕ
Виброударную обработку выполняют на специальном обору-
довании — вибрационных станках, которые называют также виб-
рационными машинами (табл. 48).
Дорезонансный режим характеризуется тем, что частота вы-
нужденных колебаний вибрационного станка, возбуждаемая при-
водом, ниже частоты собственных колебаний системы. Этот режим
характеризуется повышенным давлением на подшипники вибра-
тора и на упругие связи
Резонансный режим работы, при котором частота вынужденных
колебаний, создаваемая приводом, совпадает с одной из собствен-
ных частот системы или близка к ней, характеризуется низкой
устойчивостью. Достоинствами резонансной схемы являются воз-
можность создания многомассовых станков (имеющих две и более
колеблющихся массы, связанные между собой упругими связями)
и меньшая энергоемкость привода.
Оборудование
219
48. Вибрационные станки
Классификационные признаки Характеристик*
Назначение Упрочнение; отделка; удаление заусенцев, под- готовка под покрытие; очистка; универсальные
Режим работы Дорезонансный; резонансный; зарезонансный Непрерывный; периодический
Вибрация рабочей камеры Объемная; плоскостная; однокоордннатная; спе- циальная
Внбровозбуднтель Механический; гидравлический; пневматический; электромагнитный, гидроструйный
Число внбровозбуднтелей 1; 2; 3; ...; п
Расположение внбровозбу- днтелей Параллельное; взанмноперпендикулярное, под заданным углом; поворотное
Регулирование внбровозбу- дителя Регулируемый на ходу; регулируемый при оста- новке станка; нерегулируемый
Число колеблющихся масс Одна, две п
Форма рабочей камеры Прямоугольная, прямоугольная с закругленным дном; тороидальная; цилиндрическая; специаль- ная
Объем рабочей камеры, л 5, 10; 15; 25; 50; 100; 200; 500 и т. д.
Упругие связи Винтовые или пластинчатые пружины; упругая резина; пневмобаллоны; гидрошлаигн; комбини- рованные
При зарезонансном режиме частота вынужденных колебаний
системы значительно выше частоты ее собственных колебаний.
Этот режим характеризуется минимальными силами, действу-
ющими на подшипники вибратора и упругие связи, и достаточно
высокой устойчивостью. Вибрационные станки работают преи-
мущественно в зарезонансном режиме.
Требуемая траектория движения рабочей камеры обеспечивае-
ется соответствующим выбором динамических параметров системы,
прежде всего таких, как жесткость упругих связей и расположе-
ние их относительно центров тяжести колеблющихся масс.
220
Виброударная обработка
Под упругими связями вибрационных машин понимают со-
вокупность эластичных элементов, объединяющих колеблющиеся
и неподвижные массы в единую упругую систему.
Привод вибрационных станков сообщает колебательное дви-
жение рабочим камерам и создает возмущающую силу, необходи-
мую для преодоления внутренних и внешних сопротивлений. На-
ибольшее распространение имеют инерционные вибраторы. Их
достоинствами являются возможность получения больших возму-
щающих сил при небольших габаритных размерах и массе при-
вода, простота конструкции и достаточно высокая надежность.
Недостаток большинства конструкций инерционных вибраторов —
значительное время пуска и выбега. Существуют конструкции
вибраторов как с постоянными, так и с регулируемыми возмущаю-
щей силой и частотой колебаний.
Типовой вибрационный станок состоит из основания, на кото-
ром смонтирована рабочая камера с вибратором, опирающаяся на
упругие элементы, привода вибратора, эластичной муфты, бака-
отстойника и системы циркуляции жидкости (при работе «сухим»
способом вместо жидкости применяют сжатый воздух).
Основание (станина) вибрационного станка служит для мон-
тажа на нем всех рабочих узлов: рабочей камеры с вибратором
и упругими связями, привода вибратора с промежуточной опорой
и некоторых вспомогательных устройств.
Рабочая камера (контейнер) должна быть достаточно жесткой,
прочной.
По способу монтажа рабочие камеры подразделяют на стацио-
нарные и съемные. По способу разгрузки различают камеры
с люками или разгрузочными окнами в торцовых стенках. Бывают
наклоняемые и поворотные камеры.
К основным видам облицовочных материалов рабочих камер
относятся кислотно-щелочная и твердая износостойкая резина,
полиуретан, пластмасса и др. Толщина облицовки рабочей ка-
меры в зависимости от объема рабочей камеры и назначения
вибрационных станков принимается равной 3—50 мм.
Для закрепления облицовки на стенках внутренней полости
рабочих камер используют следующие методы: склеивание (клей
88Н, 4НБ, компаунд-клей К-139 и др.), вулканизацию (гуммиро-
вание), механическое крепление. Все методы крепления обли-
цовки должны быть надежными и предотвращающими отрыв ее
от стенок и донной части. Клей 88Н для приклеивания резиновой
облицовки обладает малой прочностью соединения (менее 35 МПа)
и низкой влагостойкостью.
Облицованные с помощью эпоксидной мастики УП-296А ра-
бочие камеры имеют более высокую работоспособность вследствие
достаточной прочности клеевого соединения на отрыв и сдвиг
под действием знакопеременных нагрузок и вибраций, а также
Оборудование
221
высокое сопротивление химически активным растворам.
Используется также механическое крепление облицовки к ра-
бочей камере с помощью накладных планок, клиновых зажимов
и др.
Вибратор является основным узлом вибрационного станка и
предназначен для сообщения колебаний рабочей камере.
Вибратор должен отвечать следующим требованиям:
должен обладать мощностью, обеспечивающей заданные пара-
метры колебаний;
должен иметь наименьшие габаритные размеры при заданной
мощности (т. е. наибольшую удельную мощность);
должен быть достаточно надежным и иметь минимальное число
деталей с малым сроком службы;
масса его колеблющихся частей должна быть оптимальной;
должен иметь стабильные амплитудно-частотные характери-
стики в допустимых пределах;
должен обеспечивать плавную работу без дополнительных
шумов, которые вредно отражаются на здоровье обслуживающего
персонала;
должен иметь простую регулировку по частоте и амплитуде
задаваемых вибраций, по крайней мере, в пределах, определяемых
технологическими требованиями;
источники его питания должны быть стандартными;
должен иметь несложную компоновку с рабочим органом;
должен быть простым в изготовлении и экономичным.
Так как при работе инерционных вибраторов в зарезонансных
режимах развиваются значительные возмущающие силы, необхо-
димо особое внимание уделять созданию надежных подшипниковых
узлов вибратора.
Инерционный дебалайсный вибратор (рис. 146, а) состоит из
неуравновешенной массы 1, называемой дебалансом, и вала 2,
вращающегося в подшипниках, закрепленных в корпусе 3. Кор-
пус крепят к колеблющимся частям станка. Центробежная сила от
вращения дебаланса воспринимается корпусом через подшипники.
Крутящий момент дебалансиому валу сообщается двигателем,
находящимся вне корпуса или встроенным в него. Основной ха-
рактеристикой дебаланса является статический момент массы.
В вибрационных станках чаще всего применяют вибраторы
ненаправленного действия из двух одинаковых дебалансов, на-
саженных на общий вал, вращающийся равномерно с угловой
скоростью, соответствующей частоте вынужденных колебаний
рабочей камеры.
Дебалансы бывают двух типов: с постоянным в процессе за-
пуска и остановки статическим моментом массы (постоянные де-
балансы) или с меняющимся в процессе запуска и остановки ста-
тическим моментом массы (выдвижные дебалансы). Дебалансы
222
Виброударная обработка
eie
Рис. 146. Примеры исполнения основных узлов вибрационных станков:
а — дебалаясяыЯ вибратор; 6 — привод; в — упруги» ялемеяты
обоих типов могут быть регулируемыми и нерегулируемыми.
Постоянные дебалансы представляют собой простые по кон-
фигурации массы, не уравновешенные относительно оси их вра-
щения.
Невозможность изменения возмущающей силы вибратора с
постоянным дебалаисом (при сохранении его частоты вращения
постоянной) ограничивает применение его в вибрационных стан-
ках. Предпочтительны регулируемые вибраторы, позволяющие из-
менять в определенных пределах статический момент дебалансов.
Это чаще всего раздвижные дебалансы с плавным или ступенчатым
регулированием момента, реже — с дополнительными съемными
грузами.
Привод. В состав привода большинства вибрационных станков
входят: электродвигатель, клиноременная передача 1 (рис. 146, б),
сменные шкивы, вибратор 4, промежуточный вал 2 н его опора,
эластичные муфты 3.
В приводах используют электродвигатели постоянного или
переменного тока. Двигатели постоянного тока обеспечивают бес-
ступенчатое регулирование частоты вращения в достаточно ши-
роких пределах, но они дороже и требуют использования источни-
ков постоянного тока. Поэтому применение их не всегда оправдано.
При выборе или расчете мощности электродвигателя исходят
обычно из опытных данных: на каждые 50 л объема рабочей
камеры требуется около 1 кВт мощности электродвигателя. Так,
например, станок с объемом рабочей камеры 100 л имеет электро-
двигатель мощностью 1,7 кВт, а станок с объемом рабочей каме-
ры 200 л — электродвигатель мощностью 4,0 кВт.
49. Основные параметры вибрационных машин
Машина Модель, код Объем рабочей камеры, л
С прямолинейной рабочей каме- рой То же ВМ-12М 12
ВМП-25 25
» В МП-50 50
> вм-юо, 100
> 4136-1111 ВМ-200 200
» ВМ-400М 400
» ВМ-800, 800
С прямолинейной рабочей каме- 4136-1 ИЗ ВМПН-400 400
рой непрерывного действия (ВМПН-600) (600)
Даухкамерная с раздельным регу- МВМ2-5 2X5
лированием амплитуды колебаний каждой рабочей камеры Четырехкамерная с раздельным МВМ4-2.5 4X2,5
регулированием амплитуды коле- баний каждой рабочей камеры С тороидно-винтовой рабочей ка- ВМПВ-100 100
мерой То же ВМПВ-200, 200
> 41362111 ВМПВ-400, 400
» 41362112 ВМПВ-800 800
» ВМПВ-1600 1600
Оборудование
223
Макси- мальное число колеба- ний в 1 мни Макси- мальна» ампли- туда колеба- ний, мм Мощ- ность. кВт Габаритные раз- меры, мм Масса, т
2000 4,5 1,10 Г070Х 595Х 1270 0,46
2000 4,0 1,50 1820Х 1300Х 1550 1,40
2000 4,0 2,20 1965Х I185X 1480 1,50
2000 5,0 4,45 1720Х 1480X2290 2,52
2000 5,0 7,50 __
1440 4,0 — — —
1440 4,0 64,1'0 4730X 4270X 2850 11,80
1440 4,0 21,00 — —
2000 4,0 2,0 — —
2000 4,0 3,50 — —
2000 3,0—4,0 1,6—5,0 2000Х2000Х 1600 1,2
2000 4,0 5,50 2500X 2500X 2500 3,0
1600 4,0 10,00 3000X3000X2500 4,50
1250 4,0 22,00 5,00
1250 4.0 40,00 — 6,00
224
Виброударная обработка
Передача вращения от главного электродвигателя на промежу-
точный вал осуществляется в станках с помощью двух-или трех-
ступенчатых сменных шкивов и клиноременной передачи. С по-
мощью ступенчатых шкивов можно получить несколько частот
колебаний возмущающей силы — по числу ступеней шкива.
Для регулирования частоты вращения вала вибратора применяют
также вариаторы скоростей, коробки скоростей и другие устрой-
ства.
Для разделения вибрирующих и неподвижных частей станка
между промежуточным валом и валом вибратора ставят эластич-
ные муфты.
Упругие связи. Основным параметром упругой связи
является жесткость. Различают упругие связи с линейными и
нелинейными характеристиками упругой восстанавливающей
силы.
В вибрационных станках в основном применяют пружины
сжатия, которые воспринимают не только продольно-осевую сжи-
мающую нагрузку, но и поперечную нагрузку, изгибающую пру-
жины вследствие эллиптической траектории колебания. Винтовые
пружины выполняют цилиндрическими или коническими. Упругая
характеристика конических пружин нелинейна, однако их изго-
товление сложно и экономически выгоднее комбинировать различ-
ные пластические пружины.
В вибрационных станках пружины испытывают знакоперемен-
ную нагрузку. Их закрепляют специальными пробками (вверты-
шами) или путем вкручивания крайнего витка в петлю для крепе-
жного болта (рис. 146, в). Применяют также пневмобаллоны и
резиновые упругие связи.
Муфты. Вращение от отдельно закрепленного электродвига-
теля к валу вибратора обычно передается через эластичную муфту.
Для большей изоляции вибрирующих частей станка от неподвиж-
ных в цепи передачи крутящего момента на вал вибратора устанав-
ливают две эластичные муфты, разделенные промежуточным ва-
лом небольшой длины. Надежно работают муфты с упругой рези-
новой оболочкой.
В табл. 49 приведены основные параметры вибрационных
машин (станков), выпускаемых станкоинструментальной промыш-
ленностью. В некоторых случаях эти станки могут использоваться
также для упрочнения деталей. Однако для виброударной обработки
в различных отраслях машиностроения применяют специальные
вибрационные машины.
Для вибрационной обработки (виброшлифования, виброполи-
роваиия и виброупрочнения) основной номенклатуры авиацион-
ных деталей создан нормализованный ряд виброобрабатывающих
машин, включающий семь типоразмеров с массой полезной на-
грузки 160—4000 кг (табл. 50).
Оборудование
225
15 Одинцов Л.
50. Технические характеристики нормализованного ряда вибрационных машин
Машина Номинальная ; МЯС.СА ППЛРЯМПЙ 1 нагрузки, кг Объем резер- вуара, л (шт.) Размер контейнера в плане (длина X X ширина), мм 1 Максимальная 1 амплитуда, мм 1 Частота коле- ' баннй, Гц Инерционный вибратор Траектория колебаний резервуара Мощность элек- i тродвигателя, 1 кВт Габаритные размеры, мм Масса машины, кг
ВУД-100 160 60(2) 400X 400 — 2 шт. 8 20 26 32 Одновальный Плоскостная (окружность) 4,5 1000Х 1240Х Х1200 500
ВУД-250 250 75(2) 600X 300 — 2 шт. 6 20 24 30 » То же 4,5 1300X1100Х Х1350 700
ВУД-400 400 100 600Х 350 — 1 шт. 6 20 26 34 Двухвальный То же 7,0 1300Х 1100Х Х1450 800
ВУД-630 630 200 (2) или 400 500Х 700 — 2 шт. или 1200 X 700 — 1 шт. 6 20 26 34 Четырехвалъ- ный с двумя вертикальны- ми валами Объемная (замкнутая спираль) 13,5 2300Х 1600Х Х1450 400
ВУД-1000 1000 400 400X 1000 — 1 шт. 6 17 24 32 Одновальный с разрезным валом Объемная (окружность) 13,5 2400Х 1900Х X 1700 3500
ВУД-2500 2500 1300 1200Х 1000 — 2 шт. 2400Х 1000 — 1 шт. 5 24 Двухвальный Плоскостная (окружность) 56,0 3500Х 1600Х Х1800 5000
ВУД-4000 4000 2000 1600X1000 — 2 шт., 3200Х 1000 — 1 шт. 5 24 » То же 60,0 4200Х 1600Х Х1800 6000
226
Виброударная обработка
Рис. 147. Схема вибромашины на рези-
нокордных пневмобаллонах:
1 — резервуар; 2 — подвижная рама; 3 —
крепежные фланцы с кольцами; 4 — рези-
нокордные пневмобаллоны; 5 — вал вибра-
тора; 6 — дебалансные грузы; 7 — гибкая
муфта; 8 — ременная передача; 9 — элек-
тродвигатель; 10 — основание
Рис. 148. Схема вибрационной машины
для наклепа лонжеронов лопастей не-
сущего винта .^вертолета:
1 — платформа; 2 — вибратор; 3; 5 — упру»
гие элементы; 4 — рама; 6 — шарики; 7 —
лонжерон (обрабатываемая деталь); 8 —*
контейнер
Отличительной особенностью вибрационных машин является
то, что в них в качестве амортизаторов применяют резинокордные
пневмобаллоны (рис. 147), а также дебалансный вибратор с гори-
зонтальной осью вращения, упругую резинокордную муфту и
выносной электродвигатель. На этих вибрационных машинах про-
изводят виброупрочнение наружных и внутренних поверхностей
деталей шасси, корпусов, втулок винта, дисков газотурбинных
двигателей и других деталей. Несмотря на то, что упрочняют де-
тали с достаточно жесткими сечениями, отдельные поверхности
деформируются, что необходимо иметь в виду при внедрении
процесса.
Кроме вибромашин типа ВУД для обработки авиационных де-
талей применяют машины специального назначения (длинномер-
ные, многосекционные и т. д.). К ним относятся машины типов
ВСУ, ВСУЛ, УВО, ВУШП-150, ВГС-250, ВГМ и др. Так, напри-
мер, для упрочнения лопастей несущих винтов вертолетов исполь-
зуют специальную вибрационную машину (рис. 148). Она состоит
из жестких платформ /, к которым прикреплены регулируемые на-
правленные дебалансные вибраторы 2. С помощью упругих подве-
сок 3 платформы 1 установлены на раме 4, которая жестко закреп-
лена на фундаменте. Деталь помещают в специальный контейнер 8,
на ее обрабатываемые поверхности насыпают стальные шарики 6,
Оборудование
227
Рис. 149. Схема колеблю-
щейся части трехвибра-
торной вибромашины для
расчета колебаний:
о — вертикальных; б,— гори-
зонтальных
на торцы контейнера
ставят заглушки,
предотвращающие
высыпание шариков,
и прикрепляют кон-
тейнер с деталью и
шариками к платфор-
мам 1 специальными
шпильками.
Вибраторы 2 сое-
динены между собой
карданными валами
и приводятся в син-
хронное вращение
электродвигателем постоянного тока, позволяющим регу-
лировать частоту возбуждения в интервале 0—50 Гц.
Вибрационная машина имеет следующие технические харак-
теристики: возмущающая сила вибраторов 66 кН, частота колеба-
ний 0—50 Гц, амплитуда колебаний 0—5 мм, тип вибраторов РНВ,
число вибраторов 11, габаритные размеры в плане 12x0,8 мм,
привод — электродвигатель постоянного тока мощностью 12 кВт.
В трехкоординатной вибрационной машине (рис. 149), при-
меняемой для упрочнения деталей, соотношение частот по осям X,
Y, Z составляет сох : соу: <oz = 1,02 : 0,96 : 0,89, а жесткость
упругих связей 10—30 кН/см.
В качестве элементов упругих связей приняты трубки, изго-
товленные из вакуумной резины. Размеры их следущие: D =
= 90 мм, dEB = 30 мм, L = 300 мм.
С помощью этих трубок обеспечиваются интенсивные колебания
контейнера и эффективная обработка крупногабаритных дета-
лей сложной конфигурации. На боковых поверхностях и дне кон-
тейнера вибрационной машины (рис. 150) размещают вибраторы
так, что векторы создаваемых ими сил пересекаются в центре тя-
жести колебательной системы. Амортизаторы располагают сна-
ружи на боковых стенках и дне контейнера так, чтобы моменты
инерции совпадали с центром тяжести колебательной системы.
Четыре горизонтальных вибратора и один вертикальный вибратор
дебалансного типа приводят в движение с помощью электродви-
гателя постоянного тока через цепную и коническую передачи.
Четыре горизонтальных вибратора связаны попарно жесткой ки-
228
Виброударная обработка
9 в у 6
Рис. 150. Схема вибромашины ЦВМ-5:
1 — горизонтальные вибраторы; 2 — кон-
тейнер; 3 — основание; 4 — амортизаторы;
S — вертикальный вибратор; 6 — электро-
двигатель постоянного тока; 7 — кониче-
ская передача; 8 — цепная передача; 9 —
амортизаторы; 10 — муфта
нематической связью, что явля-
ется необходимым условием для
синхронной работы парных горизонтальных вибраторов. Приме-
нение четырех горизонтальных вибраторов обеспечивает симме-
тричное расположение элементов колеблющейся части виброма-
шины.
Технические характеристики вибрационной машины ЦВМ-5
Вибраторы.............................................. Дебалансный,
направленного
действия
Число вибраторов:
горизонтальных ........................................ 4
вертикальных ........................................ 1
Амплитуда колебаний по осям X, Y, Z, мм................ 8, 8, 6
Частота колебаний по осям X, Y, Z, мин'1............... 0—200
Регулирование частот:
собственной ........................................... Ступенчатое
вынужденных ......................................... Бесступенчатое
Масса, кг:
колеблющейся части ........................................ 700
деталей с рабочей средой ................................... 400
Мощность привода, кВт ........................................ 7,8
Габаритные размеры, мм.................................. 1400Х 1300Х 1200
Общая масса, кг.............................................. 3000
9.4. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И УСТРОЙСТВА
ДЛЯ МЕХАНИЗАЦИИ ВСПОМОГАТЕЛЬНЫХ ОПЕРАЦИЙ
В качестве оснастки применяют сменные контейнеры и уст-
ройства для установки и закрепления деталей внутри контейне-
ров (ложементы, прижимы, оправки, стойки, кассеты и т. д.).
Устройство для механизации вспомогательных операций
229
Для загрузки и выгрузки рабочих сред, приготовления и подачи
в контейнер жидких составляющих рабочей среды используют раз-
личные устройства и приспособления. В серийном и массовом про-
изводствах указанную оснастку механизируют, а во многих слу-
чаях — автоматизируют.
Основные направления мехаиизацни и автоматизации вспомо-
гательных операций приведены ниже.
1. Закрепление и съем деталей:
закрепление приспособлений в люнетах контейнера
для деталей, требующих вращения;
закрепление деталей винтовыми н гидравлическими
зажимами к ложементам контейнера;
установка и съем деталей погружением в рабочую среду
с использованием вибрации детали или среды;
конвейерная смена деталей в контейнере.
2. Закрепление и съем контейнера:
с помощью гидрошлангов;
с помощью гидроцилиндров;
отсоединение и откатка контейнера.
3. Загрузка и выгрузка рабочих сред:
выгрузка опрокидыванием;
загрузка и выгрузка парциальная через люкн;
выгрузка отсасывающими механизмами;
загрузка и выгрузка посредством непрерывного транспор-
тирования;
изменением уровня среды в контейнере посредством подвиж-
ного диа.
Конструкция оснастки зависит от того, применяется ли при-
нудительное вращение деталей, используется ли эффект вращения
деталей под действием перемещающейся рабочей среды или деталь
закреплена неподвижно относительно контейнера. Иногда соче-
тают принудительное вращение обоймы или кассеты с деталями
и вращение самих деталей в опорах кассеты под действием колеб-
лющейся рабочей среды (табл. 51).
При обработке деталей по схемам, показанным на рис. 144, б,
д, е, их неподвижно крепят в контейнере вибрационной машины.
Возможны несколько способов крепления деталей. Например,
детали крепят на дне, боковых стейках или крышке с помощью
универсальных крепежных элементов. Применяют также сборку
обрабатываемых деталей в специальные кассеты вне контейнера,
а затем их устанавливают в контейнер.
Крепежные элементы выполнены так, что с их помощью можно
изолировать точные отверстия и поверхности, не подлежащие об-
работке.
В контейнере вибрационной машины ЦВМ-5 (рис. 151) уста-
новлен центровик 1, по которому базируется приспособление 7,
8 Одаицоэ Л. Г
230
Виброударная обработка
51. Крепление деталей В контейнере Вибрационной машины
Деталь
Схема крепления детали
8 контейнере
Цилиндр (1 шт),
цилиндр амортизатора (1шт)
шток (1шт.)
Балка тележки (1 шт.)
Более
Го лобка штока (2шт.)
Вал коленчатый (5шт)
850
вал распределительный
(20 шт.)
600-600
Устройство для механизации вспомогательных операций
231
Рис. 151. Контейнер для обработки заготовок
с закреплением:
t, 3 — центровнк; 2 — патрубок для загрузки
и выгрузки рабочей среды; 4 — стопорный меха*
иизм; 5 — крышка; 6 — патрубок для промывки
деталей к рабочей среды; 7 — приспособление
представляющее собой кассету с со-
бранными и закрепленными дета-
лями. Для крепления приспособле-
ния в крышке 5 предусмотрено
крепежное устройство со стопорным
механизмом 4. Выгрузку и загрузку
рабочей среды производят через па-
трубок 2, промывку деталей и ра-
бочей среды — через патрубок 6.
Детали собирают и крепят в при-
способления вне вибрационной ма-
шины во время ее работы. После
окончания цикла обработки при-
способление с деталями вынимают,
а на его место вставляют и крепят
другое — с собранными деталями. Такой способ экономит
вспомогательное время, затрачиваемое на крепление и снятие де-
талей. Для обеспечения равномерной обработки всех поверхностей
деталей крепежные элементы кассеты располагают таким образом,
чтобы наружные поверхности деталей были на расстоянии, не
меньшем 20—25 мм от боковых стенок и дна контейнера. Рас-
стояние между деталями должно быть также не менее 20 мм (см.
рис. 145, б).
Другой метод крепления деталей предусматривает унификацию
контейнеров и возможность установки деталей в контейнер вне
вибрационной машины. Контейнер в этом случае является частью
вибрационной машины н одновременно оснасткой.
Установка, закрепление, раскрепление и снятие деталей —
тяжелый, трудоемкий процесс, и если его выполняют вручную,
он занимает 25—40 % машинного времени обработки. Поэтому
отдельные операции этого процесса механизируют. Типовые схемы
механизированного закрепления в контейнере деталей, не подвер-
гаемых вращению, показаны на рнс. 152, а, б. Детали 1 жест-
кой конструкции прижимают к ложементам 2, установленным
на дне контейнера 3 с помощью гидроцилиндров 4, которые за-
креплены в съемных траверсах 5 (рис. 152, а). Для механизиро-
ванного закрепления деталей нежесткой конструкции гидроци-
лиидры 4 снабжают губчатыми зажимами (рис. 152, б). Детали
в этом случае ие имеют нижних опор, что предотвращает их коро-
бление.
8«
232
Виброударная обработка
б)
контейнере механизированными зажи-
Для загрузки и выгрузки рабочей среды применяют специаль-
ные устройства. Вибрационные машины с вибрацией в одной пло-
скости снабжают обычно загрузочно-разгрузочным устройством
ковшевого типа. Устройство состоит из рамы, по направляющим
которой с помощью цепной передачи перемещается емкость. За-
гружают рабочую среду в контейнер путем подъема и опрокидыва-
ния емкости в контейнер вибрационной машины, разгружают —
через разгрузочный люк, размещенный на торцовой стенке кон-
тейнера. Рабочую среду высыпают из люка на лоток и далее в ем-
кость, которую предварительно перемещают вниз.
Загрузка—выгрузка рабочих сред при обработке деталей по
схеме, показанной на рис. 144, д (контейнер вращается вместе
с закрепленными в нем деталями), механизирована с помощью
примыкающего к контейнеру секционного кармана (рис. 153).
На подпружиненной платформе 1 в подшипниковых опорах 2
установлен цилиндрический контейнер 3 с закрепленными дета-
лями 4 и рабочей средой 5. В нижней части платформы установлен
Вид S
Рис. 153. Схема вибромашины с вращающимся контейнером, снабженным отсе-
ком для загрузки—выгрузки рабочей среды
Устройство для механизации вспомогательных операций
233
Слив отходов
Рис. 154. Схема механизированной за-
грузки—выгрузки рабочей среды
вибратор 6, приводимый во вра-
щение электродвигателем 7.
Контейнер имеет привод враще-
ния 8 через опорный вал 9.
Через опорные валы 9 и 10 и
эластичный трубопровод 11 под-
водится и сливается вода из
контейнера при его вращении.
Контейнер имеет откидную
крышку 12, а внизу для ее
уравновешивания вдоль кон-
тейнера установлен отсек 13,
который в сечении представляет
собой примерно четвертую часть
полого цилиндра и внутри которого расположен герметически
закрывающийся люк 14, а под ним, у цилиндрической поверх-
ности отсека — люк 15 с сетчатым фильтром 16. Боковая стенка
в месте нахождения люков имеет выступающий из отсека излом
17 с уклоном каждой половины стенки по отношению к образую-
щей цилиндра на 5—7°. На платформе закреплен приемный
лоток 18, соединенный с баком 19 эластичным трубопроводом 20.
После выполнения цикла обработки деталей производят ин-
тенсивную подачу воды в контейнер. Вода вымывает абразивную
пасту, чистые шарики остаются в контейнере. После промывки
и прекращения подачи воды контейнер останавливают в положе-
нии I для удаления из него шариков и воды. Далее открывают
крышку люка 15 отсека и крышку люка 14 в контейнере, затем
закрывают крышку люка 15. Включают вибропривод и поворачи-
вают контейнер в положение I. Шарики под действием вибрации
высыпаются в отсек 13, а находящаяся после промывки на уровне
оси контейнера вода выливается из контейнера в отсек 13 и из
отсека через сетчатый фильтр 16 — в приемный лоток 18 и далее
в сливной бак 19. После выгрузки шариков и слива воды контей-
нер открывают, снимают обработанные детали и устанавливают для
обработки следующую партию деталей. После закрепления дета-
лей закрывают крышку 12 контейнера, включают вибропривод и
поворачивают контейнер в положение //, при котором рабочая
среда полностью выгружается из отсека 13 в контейнер. Далее
через люк 14 добавляют порцию пасты и раствора и, визуально
контролируя, герметично закрывают люк 14 контейнера, люк 15
отсека и включают установку для обработки деталей
[А. с. № 856632 (СССР)].
Для механизации загрузки, промывки и выгрузки рабочей
среды в трехкоординатных вибрационных машинах применяют
специальную систему загрузки—промывки—выгрузки (ЗПВ)
(рис. 154). Она состоит из подъемника 1, устройства 3 для очистки
234
Виброударная обработка
отходов рабочей среды и устройства 4 для приготовления и по-
дачи растворителя. Подъемник осуществляет механизированную
загрузку рабочей среды под действием колебаний, создаваемых
вибрационной машиной. По стальной вертикальной раме с помо-
щью подъемного механизма перемещается конусообразная ем-
кость, заполненная рабочей средой. Конусообразная емкость со-
единена с контейнером 2 эластичным гофрированным трубопрово-
дом. При выгрузке рабочей среды из контейнера конусообразная
емкость находится в нижнем положении, при загрузке — в верх-
нем. Рабочая среда перемещается из контейнера в конусообразную
емкость и обратно под действием вибрации в процессе работы виб-
рационной машины.
Устройство 3, входящее в систему ЗПВ, обеспечивает очистку
и фильтрацию отходов рабочей среды перед спуском ее в канали-
зацию и включает в себя бак-отстойник, поддоны для удаления
продуктов отстоя и систему трубопроводов. Растворитель при-
готовляют и подают порциями или непрерывно с помощью уст-
ройства 4, состоящего из бака, механизма перемешивания, доза-
тора, помпы и системы трубопроводов.
При вибрационной обработке деталей длиной до 1,5—2,0 м
и массой до 20—30 кг более рациональна установка их методом
погружения в вибрирующую рабочую среду. Имеется ряд кон-
струкций, реализующих такую схему загрузки и выгрузки де-
талей.
На рис. 155, а приведена одна из них. Здесь детали /, под-
лежащие вибрационной обработке, на отдельном монтажном столе
закрепляют в приспособлении 2, которое манипулятором 3 за-
гружается в вибрирующий контейнер 4, заполненный рабочей
средой; быстродействующие захваты прижимают приспособление
к торцу контейнера, а манипулятор возвращается в исходное по-
ложение. По окончании вибрационной обработки выгрузка произ-
водится в обратном порядке. Эта схема исключает загрузку и вы-
грузку рабочей среды, позволяет совместить вспомогательное
время с машинным и обеспечивает комплексную механизацию
и автоматизацию цикла вибрационной обработки.
При вибрационной обработке массивных деталей сложных
форм и небольших размеров (длиной до 500 мм), например, лопа-
ток компрессора, целесообразно применять конвейерную смену
деталей в контейнере 5 без выгрузки рабочей среды (рис. 155, б).
При такой схеме обрабатываемые детали 1 с помощью быстродейст-
вующих зажимов закрепляют на конвейерной ленте 2, верхняя
часть которой без вибрации проходит над вибрационной машиной,
а нижняя огибает барабан 4 контейнера 5, расположенного на
пневмобаллонах 3. Натяжные ролики 6 обеспечивают колебания
нижней части ленты вместе с контейнером. Скорость движения кон-
вейерной ленты выбрана такой, что каждая деталь, закрепленная
Устройство для механизации вспомогательных операций
235
Рис. 155. Системы механизации вспомогательных операций
236
Виброударная обработка
на ней, перемещаясь через контейнер, проходит операцию вибра-
ционной обработки.
Такая схема особенно оправданна в том случае, если в соответ-
ствии с технологическим процессом детали должны проходить
несколько операций вибрационной обработки: шлифование, по-
лирование и упрочнение, а также сопутствующие операции —
мойку и сушку. В этом случае отдельные машины и агрегаты
объединяют конвейерной лентой в линию автоматизированной
окончательной обработки. Одна из таких линий для окончатель-
ной обработки лопаток длиной до 250 мм рассчитана на выдачу
окончательно обработанных, промытых и высушенных лопаток
через 40—90 с (в зависимости от габаритных размеров лопаток).
Рабочий только устанавливает деталь, подлежащую вибрацион-
ной обработке, в кассету и снимает ее после обработки.
Разгрузочные люки могут размещаться на торце или на днище
контейнера. Последний вариант предпочтительнее для длинных
контейнеров. На рис. 155, в представлена типовая схема такой
конструкции. Днище контейнера 1 снабжено люком 2, закрывае-
мым задвижкой 3 с пневмоцилиндром 4. Под раму 5 вибрационной
машины по направляющим рельсам закатывают бункер 6. Вибра-
ционные машины длиной 5 м и более имеют несколько таких лю-
ков и выкатных бункеров, что сокращает время выгрузки. За-
грузка контейнера после закрепления детали осуществляется из
этих же выкатных бункеров с помощью кран-балки, которая
поднимает их над контейнером. Вместо выкатных бункеров виб-
рационные машины значительной длины могут оснащаться лен-
точными конвейерами. Выполняют также загрузку и выгрузку
рабочей среды методом непрерывного транспортирования
(рис. 155, д). Удлиненный контейнер 1 снабжен загрузочным 3
и разгрузочным 5 люками. Параллельно контейнеру упруго за-
креплен лоток 4, жесткость подвески которого выбрана так, чтобы
обеспечивалось противофазное движение. В рабочем режиме рабо-
чая среда 2 движется в контейнере в направлении, указанном стрел-
кой А, в режиме разгрузки — в направлении стрелки Б. В по-
следнем случае рабочая среда попадает на вибрирующий лоток
и направляется им либо в емкость промежуточной выгрузки, либо
в загрузочный люк. Отделение детали от рабочей среды путем
изменения ее уровня в контейнере с помощью неподвижного дна
показано на рис. 155, г. Контейнер 1 в своей ннжней части снаб-
жен жестким подвижным дном 2, соединенным со стенками кон-
тейнера посредством эластичной диафрагмы 3. С помощью резино-
кордных оболочек 4 подвижное дно вместе с находящейся над
ним рабочей средой может подниматься до определенной высоты Н,
на которой оно упирается в ложементы 5. При этом рабочая среда 6
заполняет верхнюю часть контейнера, в которой на тех же ло-
жементах 5 с помощью механизированных зажимов 7 закреплена
Устройство для механизации вспомогательных операций
237
52. Примеры вибрационной ударной обработки закрепленных деталей
Эскиа детали Комструкторско-техноло- гические параметры детали Назна- чение операции Число одновременно обрабатываемых деталей Время обра- ботки, МИИ
Материал Твердость партии 1 одной де- | тали
я 62 г 1 !У 123НЗЛ ЯЯСЭ> 56 Скруг- ление кромок иа зубьях, упроч- нение 24 30 1,2
СО О 65 J 18Х2Н4ВЛ HRC^ 58 То же 24 87 3,6
ы Zy АЛ9 ЯВ> 60 Очистка отливки, сниже- ние ше- рохова- тости 2 30 15
245
98 2, 3X13H7C2 ЛЯ 60 То же 4 30 7,5
300 -« * 18Х2Н4ВЛ HRC^ 35 Полиро- вание контура, упроч- нение 10 180 18
1 ЖС6К HRCa^ 58 Снижение шерохо- ватости, упроч- нение ао 30 0,34
238
Виброударная обработка
Продолжение табл. 52
Эскиз детялн Констру ктсрско-тех н оло* гяческие параметры детали Назиа» ченне операции Число одновременно обрабатываемых деталей Время обра- ботки, мни
Материал Твердость i партии _1 одной де- тали 1
&2Q6 12Х18Н10Т НВ 146—179 Сннже- нне ше- рохова- тости 2 20 10
£
АК4 НВ^ 117 Сниже- ние ше- рохова- тости, упроч- нение 4 120 30
Ш
12Х18Н10Т НВ 255—302 Очистка и сни- жение шерохо- ватости 6 60 10
О 1шН «У |
ЖС6К HRC3^ 58 Сниже- ние ше- рохова- тости , упроч- нение 8 120 15
г, г-г <г ± W ВНЛ-1 /7В60 То же 8 120 15
А \-1а
12Х18Н10Т НВ 146—179 То же 56 112 2,0
Устройства для механизации вспомогательных операций
239
Продолжение табл. 52
Эскиа детали Конструкторско-техноло- гические параметры детали Назна- чение операции Число одновременно обрабатываемых деталей Время обра- ботки, мни
Материал Твердость партии одной де- тали
71 ® АК4 НВ 146—179 Сниже- ние ше- рохова- тости, упроч- нение 78 156 2,0
Ci АЛ9 НВ^ 60 Сглажи- вание микро- неров- иостей, сниже- ние ше- рохова- тости 2 30 15
<\| -
Мб
445 АЛ9 НВ^ 60 Сглажи- вание микро- неров- иостей, сниже- ние ше- рохова- тости 2 30 15
1г1 ,
£ 4
ки25 АЛ9 НВ^ 60 Сниже- ние ше- рохова- тости, упроч- нение 20 90 4,5
1 1
240
Виброударная обработка
Эскиз детали
Продолжение табл. 52
Конструкторско-техноло- гические параметры детали Назна- чение операции Число одновременно обрабатываемых деталей Время обра- ботки, мии
Материал Твердость партии одной дета- ли
9ХС НВ 255—302 То же 10 90 9
12Х18Н10Т НВ 255—302 Сглажи- вание микро- неров- ностей, сниже- ние ше- рохова- тости 6 30 15
СЧ 18 НВ 170—229 Вибро- шлифо- вание 10 30 3
АК4 НВ^ 117 Сниже- ние ше- рохова- тости, упроч- нение 20 90 4,5
Устройства для механизации вспомогательных операций
241
деталь 8. При стравливании воздуха из оболочек 4 подвижное дно
вместе с рабочей средой опускается в свое нижнее положение,
освобождая деталь. Такая схема механизации не требут допол-
нительных площадей, допускает автоматизированное управление
всего цикла по заданной программе, предотвращает увеличение
амплитуды колебаний при освобождении рабочего пространства
контейнера от рабочей среды.
При вибрационной обработке деталей со съемом контейнера
механизация его закрепления и раскрепления — сложная про-
блема. В некоторых случаях для этой цели применяют гидроци-
линдры, однако они утяжеляют подвижную часть вибрационной
машины. Кроме этого, надежность работы гидроцилиндров в ус-
ловиях вибрации невысока.
Этих недостатков лишена вибромашина со шланговым зажимом
контейнера (рис. 155, е). Контейнер / опирается на планку 2,
имеющую вид гребенки. В пазы гребенки устанавливают клинья 3.
Между опорной поверхностью контейнера и планкой находится
шланг 4. При подаче жидкости под давлением в шланг контейнер
зажимается. При уменьшении давления клинья освобождают
контейнер.
При откатке контейнера и отсоединении его привода в качестве
амортизаторов применяют обычные автомобильные шины. Каждому
комплекту машины в этом случае придают два контейнера или
более со встроенными вибраторами. Для загрузки и выгрузки
рабочей среды и деталей участок вибрационной обработки снаб-
жают соответствующими механизмами.
Примеры вибрационной обработки деталей, закрепляемых
в контейнерах, приведены в табл. 52.
Глава 10
ОБРАБОТКА ДРОБЬЮ
10.1. СХЕМА ПРОЦЕССА, ХАРАКТЕР ФОРМИРОВАНИЯ ОЧАГА
ДЕФОРМИРОВАНИЯ
Методы обработки подразделяют на две группы — обработка
сухой дробью и обработка дробью с СОЖ- При дробеструйном
(ДУ), пневмодииамическом (ПДУ) и дробеметном (ДМУ) упроч-
нении детали обрабатывают сухой дробью, эти методы называют
дробеударными. Существуют следующие разновидности гидро-
дробеударной обработки, обеспечивающей упрочнение дробью
с СОЖ: гидродробеструйная (ГДУ), гидродробеструйная эжектор-
ная (ГДЭУ), гидродробеметная (ГДМУ), упрочнение микрошари-
ками (УМШ).
Каждый метод характеризуют несколько параметров:
способ сообщения дроби кинематической энергии;
скорость полета дроби (1—100 м/с);
характеристика дроби- ее материал (чугун, сталь, стекло или
материал детали); метод изготовления (литая, рубленная из про-
волоки, шарики для подшипников); диаметр (0,025—5 мм);
допуск диаметра от 0,4 (дробь диаметром 0,5—0,8 мм) до 0,02 мм
(шарики для подшипников); форма — неправильная (литая дробь)
и правильная (шарики).
кинетическая энергия летящей дроби, зависящая от скорости
полета и диаметра дроби;
количество дроби, одновременно участвующей в наклепе повер-
хности детали (например, 6 кг/мин — на гравитационной уста-
новке, 1400 кг/мин — на гидродробеструйных установках);
время воздействия рабочего тела иа обрабатываемую поверх-
ность.
При обработке дробью шероховатость обрабатываемой поверх-
ности повышается незначительно, а при некоторых методах и ре-
жимах обработки возможно и уменьшение шероховатости.
Очаг деформирования представляет собой круговой отпечаток
диаметром d и глубиной h с глубиной деформированной зоны h3.
Этот отпечаток при обработке сухой дробью отличается от отпеча-
тка при обработке дробью с применением СОЖ. Если пространство
под отпечатком представить в виде столбиков (рис. 156), то сте-
пень и направление пластического деформирования этих столби-
ков изменяются от центра к периферии отпечатка. Деформирова-
ние металла в нижней части отпечатка (в центре) затруднено, а на
его периферии, наоборот, — облегчено.
Схема процесса
243
Анализ пластического дефор-
мирования поверхности при ги-
дродробеструйном (ГДУ) и дро-
беструйном (ДУ) упрочнении
показывает следующие разли-
чия этих методов.
1. При ГДУ обрабатывае-
мый слой под поверхностью ра-
бочего тела деформируется сво-
бодно, создавая наплыв пологой
конфигурации по краям отпе-
чатка. В результате образуются
равномерные сжимающие оста-
точные напряжения.
2. При ДУ поверхностный
слой металла «сцепляется» в зоне
в результате чего пластическое
Рис. 156. Характер контактной зоны
при обработке дробью:
а — без СОЖ: б — с СОЖ
контакта с поверхностью дроби,
деформирование самой поверх-
ности затруднено, поверхностные слои деформируются более
интенсивно, чем сама поверхность (рис. 156, а). При этом на-
плывы имеют более заостренный характер, в поверхностном слое
создаются растягивающие напряжения, а в более глубоких сло-
ях — сжимающие.
При сухой дробеударной обработке, когда удары дроби сле-
дуют один за другим с большой частотой (частота ударов на по-
верхности диаметром 60 мм составляет примерно 103—104 уда-
ров/с), первоначальные удары очищают поверхность не только от
окалины или окисной пленки, но и от инородных молекулярных
частиц, делая ее ювенильной. Этот процесс протекает в условиях
сухого трения.
Гидродробеструйное упрочнение протекает в условиях гидро-
динамического трения, так как в зоне удара всегда имеется до-
статочная прослойка смазочного материала и поверхность дро-
бинок покрыта СОЖ.
При обработке обоих видов в основном имеет место прямой
удар, когда шар внедряется в тело, а не скользит по нему. Возни-
кающее трение является трением удара.
Удар шара о плоскую поверхность тела, покрытого пленкой
СОЖ, с энергией Еу состоит из нескольких отдельных закончен-
ных этапов его движения (рис. 157) и формирования лунки глу-
биной Л:
преодоление шаром толщины h„( пленки жидкости, hi — 0;
внедрение шара на глубину h2;
дополнительное внедрение шара на глубину Л3;
отскок шара на расстояние Л4; энергия упругонапряженного
металла сообщается шару, шар затрачивает энергию на разрыв
временной связи с поверхностью;
244
Обработка дробью
Рис. 157. Этапы взаимодействия рабочего тела с обрабатываемой поверхностью
при обработке дробью
продолжение отскока шара, который затрачивает энергию
на преодоление сил молекулярного сцепления с жидкостью; на
поверхности остается луика глубиной h = ft6.
Уравнение баланса энергии имеет вид
Еу — Епп. д Е?р -j- Ет -j- Ев,
где Епя. д — энергия, затрачиваемая на пластическое остаточное
деформирование (образуется лунка); Етр — энергия, затрачивае-
мая на трение без смазочного материала и адгезионное сцепле-
ние; Еж — энергия, связанная с введением СОЖ при ГДУ и за-
трачиваемая на разрыв жидкостной пленки при внедрении шара
и иа преодоление сцепления с ией при его отрыве; Ев — волновая
энергия, распространяющаяся в глубь металла.
Уравнение баланса энергии показывает, что при ГДУ по срав-
нению с ДУ дополнительно затрачивается энергия Еж на преодо-
ление жидкостной пленки, но в то же время резко уменьшается
такая составляющая, как Етр. Очевидно, что ETpj> Ет.
В результате, не учитывая Ев вследствие его малого значения,
получим Епв. д = Ег — (Егр 4- Ем).
Полезная энергия Епл. д упрочнения обработкой дробью ха-
рактеризуется окончательным эффектом — созданием лунки;
при одинаковой Егэта энергия при ГДУ больше, чем при ДУ:
Епл. д. ж Дпл. д. с*
Коэффициент полезного действия удара т]у = Епл. д'£. сле-
довательно, т]у. с < Tjy. ж, т. е. КПД удара при ГДУ будет боль-
ше, чем при ДУ.
За обобщенный критерий оценки режимов дробеудариого на-
клепа можно принять удельную кинетическую энергию, сообща-
ющуюся дробью единице поверхности в единицу времени: Еуд =
= тгтг-, где — расход дроби в единицу времени; од —
скорость дроби при ее соударении с поверхностью; 5П — площадь
упрочняемой поверхности.
Количество энергии, которое сообщает дробь единице поверх-
ности за время упрочнения т, Е = Еудт.
Схема процесса
245
В качестве критериев сопоставимости режимов упрочнения
принимают: скорость дроби, ее удельный расход, время упроч-
нения, расположение детали под потоком дроби и др. Общим кри-
терием является удельная работа дроби М = P2gv^, где Р —
сила деформирования.
Критерий М характеризует интенсивность режима упроч-
нения. Критерий £уд более универсален. С его помощью можно
характеризовать энергетические возможности как режимов, так
и методов упрочнения. Величина Еуа при фиксированных пара-
метрах обработки (скорости, расходе дроби и т. п.) позволяет
сопоставлять методы дробеударного упрочнения, а величина
£удт — режимы упрочнения.
Упрочнение сухой дробью в основном осуществляют на дро-
беструйных н дробеметных установках. В дробеструйных установ-
ках дроби сообщается кинетическая энергия в дробеструйном
сопле сжатым воздухом, подаваемым через воздушную форсунку,
в дробеметных установках — в центробежном дробеметном колесе.
Основные преимущества упрочнения сухой дробью следующие:
простота конструкции установки, так как используется имею-
щаяся на предприятиях централизованная система подачи сжа-
того воздуха; концентрированный поток дроби, позволяющий об-
рабатывать труднодоступные участки деталей; возможность по-
лучения высоких скоростей полета дроби; простота обращения
с рабочим телом (дробью); возможность сепарации дроби потоком
воздуха; отсутствие необходимости промывания детали после упро-
чнения.
Недостатки упрочнения сухой дробью следующие:
жесткий удар дробинок о деталь при значительных скоростях
полета вызывает высокие локальные температуры; например,
при упрочнении улучшенной стали мгновенная температура дос-
тигает 650 °C и более.
остаточные напряжения сжатия имеют максимальное значение
на некотором расстоянии от поверхности;
прн дробеструйном упрочнении шлифованных поверхностей
цементированных и закаленных деталей параметр шероховатости
повышается в среднем на 1—2 мкм; при упрочнении деталей из
улучшенной стали, из титановых и алюминиевых сплавов пара-
метр шероховатости повышается иа 2,5—5 мкм;
во многих случаях происходит активный перенос частиц
дроби на поверхность деталей, что снижает их коррозионную стой-
кость, особенно деталей, изготовленных из материала на неже-
лезной основе;
режим упрочнения характеризуется значительной нестабиль-
ностью, что объясняется следующими причинами: большим допус-
ком на диаметр дроби (например, для диаметра дроби 0,5—0,8 мм
или 0,8—1 мм допуск составляет около 1/3 диаметра дробинки);
246
Обработка дробью
53. Основные параметры различных методов дробенаклепа
и характеристики их силового воздействия
Параметр режима обработки, энергетического и силового воздействия дроби Метод дробеударного упрочнения
ПДУ ГДУ УМШ ДМУ
Диаметр дроби, мм 0,8 1.6 0,2 1,0
Давление среды, МПа 0,4 0,55 — —
Диаметр сопла (размер щели), мм 10 20 (70X1) —
Расход дроби, кг/мин 9 30 18 40
Расстояние от места вылета дроби до детали, мм 180 180 180 700
Скорость дроби, м/с 3 1.2 42 56
Удельная кинетическая энергия дро- би, кДж/(мм3-мин) 20 11 74 56
Сила удара дроби, Н 5,2 6,9 7,7 270
Максимальное нормальное напряже- ние в зоне контакта дроби с поверх- ностью, ГПа 4,4 3,0 12,6 14,1
Радиус площадки контакта, мкм 24 33 17 95
ускоренным изнашиванием дроби вследствие сухого треиия, ко-
торое приводит к заметному уменьшению диаметра дроби уже в те-
чение одной смены непрерывной работы установки (для чугунной
дроби — в большей степени, для стальной — в меньшей), что
снижает стабильность процесса, так как энергия удара пропор-
циональна диаметру дроби третьей степени; значительным допу-
ском на давление воздуха в пневмодробеструйных установках, ко-
торый составляет не менее ±10 % номинального значения (в дро-
беметных установках на изменение режима влияет износ элементов
ротора).
Кроме того, установки для ДУ имеют ряд эксплуатационных
недостатков, связанных с быстрым изнашиванием сопл и других
элементов, нестабильностью работы вспомогательных устройств
(элеватор, сепараторы, осушители и др.).
Основные преимущества гидродробеструйного упрочнения по
сравнению с дробеструйным следующие:
остаточные напряжения только сжимающие и, как правило,
имеющие максимальные значения на некоторой глубине;
сравнительно низкий параметр шероховатости (Ra — 1,25 ...
0,16 мм) поверхности сохраняется, высокий (Ra — 10 ... 1,5 мкм)
может снижаться до Ra = 2,5 ... 1,25 мкм;
микрогеометрия улучшается, так как радиусы закругления
впадин (лунок от шаров) и выступов, определяющих опорную по-
верхность, увеличиваются;
Схема процесса
247
Рис. 158. Распределение микротвердо-
сти Н по глубине I поверхностного слоя
стали 12Х2Н4А при различной про-
должительности обработки ДМУ:
I — исходное состояние; 2 — 0.5 мин; 3 —
1,0 мин; 4 — 1,5 мин; 5 — 2 мии; 6 — 4 мин
исключен перенос на обра-
батываемую поверхность мате-
риала рабочих тел в связи со
снижением температуры в зоне
контакта и изоляцией поверх-
ностного слоя детали жидкост-
ной пленкой.
Однако установки для ГДУ сложнее, дороже и требуют более
высоких затрат при эксплуатации.
Основные параметры различных методов дробенаклепа и ха-
рактеристики их силового воздействия приведены в табл. 53.
Более высокие значения удельной кинетической энергии дроби
для УМШ, чем для ДМУ, несмотря на малую массу микрошариков,
обусловлены высокой удельной плотностью создаваемого потока,
малым его рассеянием.
Наибольшее отличие в изменении свойств проявляется при
ДМУ по сравнению с ПДУ, ГДУ и УМШ; высокая интенсивность
пластической деформации обеспечивает при ДМУ более высокую
степень и глубину упрочнения (рис. 158). Максимальная микро-
твердость наблюдается при времени наклепа, равном 4 мин.
По сравнению с исходной твердость увеличивается на 25 % и
достигает почти 10 ГПа.
В месте удара дроби, имеющей, например, скорость 60 м/с,
мгновенная температура достигает 600 °C. Поэтому локальный
нагрев, которым сопровождается пластическое деформирование,
снижает эффект наклепа тонких слоев и вызывает смещение зоны
максимального значения микротвердости в подповерхностный
слой. Разупрочнение, вызываемое распадом мартенсита, усилива-
ется с увеличением времени наклепа.
При наклепе в течение 1,5 мин микротвердость снижается в
слое толщиной до 45 мкм. При упрочнении в течение 2 мин, и
особенно 4 мин, микротвердость максимальна на расстоянии со-
ответственно 60 и 140 мкм от поверхности.
Из обобщенной зависимости влияния времени (энергии) упроч-
нения на твердость поверхностного слоя (рис. 159) видно, что на-
ибольшая микротвердость наблюдается на поверхности лишь при
наклепе элемента поверхности в течение времени, меньшего
I мин (£уд « 56 кДж/м2). Упрочнение в течение времени, мень-
шего 2 мин (Еуд «112 кДж/м2), повышает микротвердость по-
верхности, но максимальное ее значение находится под поверхно-
248
Обработка дробью
Рис. 159. Влияние времени t наклепа
и кинетической энергии дроби Е при
ДМУ на микротвердость Н и степень
упрочнения Л//:
1 — твердость поверхности; 2 — твердость
наиболее упрочненного слоя
Рис. 160. Влияние времени t иаклепа
при дробеметном упрочнении на Rz
стью. Более продолжительный
наклеп снижает твердость по-
верхности и увеличивает раз-
ность твердостей поверхности и наиболее упрочненного слоя. Время
наклепа, большее 4 мин (ЕУд< 224 кДж/м2), приводит к сни-
жению твердости наиболее упрочненного слоя; микротвердость на
поверхности снижается ниже исходного значения (8000 МПа).
Так как контактная прочность определяется свойствами очень
тонких слоев, то время наклепа элемента поверхности при ДМУ
не должно превышать 1 мин (ЕуД = 56 кДж/м2), иначе поверх-
ность разупрочняется и в ней образуются дефекты, способствую-
щие преждевременному разрушению. Степень упрочнения по-
верхности при таком режиме невелика. Она почти в 3 раза меньше
максимального значения, которое возможно при этом методе на-
клепа. Наклеп дробью при ДМУ увеличивает шероховатость поверх-
ности (рис. 160). Параметр шероховатости особенно сильно воз-
растает при времени упрочнения поверхности 1—1,5 мин. С уве-
личением длительности наклепа параметр шероховатости несколь-
ко уменьшается, но превышает исходное значение. Становится
заметным окисление поверхности, вызванное повышением тем-
пературы.
Эпюры остаточных напряжений после дробеметного упрочне-
ния имеют характерный для наклепа дробью вид. Остаточные на-
пряжения сжатия у поверхности меньше, чем при ПДУ, что яв-
ляется следствием ее нагрева; макимальные напряжения возникают
в более глубоких слоях. Максимальные остаточные напряжения и
глубина слоя, где они действуют, увеличиваются с увеличением
времени упрочнения, достигая предельного значения при на-
клепе в течение 2 мин. Это соответствует изменению прогиба пло-
ских образцов, которые используют для контроля режима упроч-
нения; по прогибу образца определяют допустимое упрочнение.
10.2. ВЫБОР ПАРАМЕТРОВ ОБРАБОТКИ ДРОБЬЮ
Основные параметры процесса обработки дробью следующие:
рабочая среда (материал, характер и размеры рабочих тел,
состав жидкости);
Выбор параметров
249
расстояние от среза сопла до упрочняемой поверхности, угол
и диаметр факела дроби;
скорость движения рабочей среды (может быть выражена
через давление жидкости или воздуха, через частоту вращения
дробеметного аппарата и т. д.);
продолжительность процесса (может быть выражена через
скорость перемещения детали или сопла).
Состав рабочей среды выбирают в соответствии с назначен-
ным методом обработки и так, чтобы исключить шаржирование
обрабатываемой поверхности частицами разнородного металла
(см. разд. 2.5).
Расстояние от среза сопла до обрабатываемой поверхности
регулируют в пределах возможности выбранной установки, в за-
висимости от материала обрабатываемой детали и заданной сте-
пени упрочнения.
С уменьшением этого расстояния возрастает интенсивность
упрочнения, но одновременно уменьшается диаметр факела дроби,
а следовательно, и площадь обрабатываемой поверхности.
Продолжительность упрочнения рассчитывают по формуле
/ = 7,6ldV"H
kivmpp sin2 а ’
где I — расстояние от сопла до обрабатываемой поверхности;
d — диаметр дроби; Н — твердость обрабатываемого материала;
kt — коэффициент, учитывающий число ударов i, необходимое
для заданной степени упрочнения (i 5* 8); v — скорость дроби;
тдр — масса дроби, выбрасываемой за единицу времени; а —
угол между потоком дроби и обрабатываемой поверхностью.
Если размер детали не превышает диаметра факела дроби,
то время ее обработки определяют по формуле
T = kiktkKp-^-t,
где kt— коэффициент, учитывающий вращение детали, для не-
вращающихся деталей kt = 1; kt — коэффициент, учитывающий
равномерность перемещения сопла относительно детали; для при-
вода в виде винтового, кулачкового и тому подобных механизмов
kt = 1, для кулисного механизма kt as 1,3; Лкр — коэффициент,
учитывающий неравномерность кривизны сторон детали, упроч-
няемых при вращении, для пластин kKp = 1; -т------отношение
«я
длины детали к диаметру ядра струи дроби, при L<da -г-= 1;
ая
t — продолжительность воздействия дроби на участок поверх-
ности.
Экспериментальную оценку режима упрочнения, например
при обработке на ГДУ, проводят следующим образом. Готовят
250
Обработка дробью
образцы по 4 ± 1 шт. на
Рис. 161. Зависимость стрелы прогиба f об-
разцов из сплава ВТЗ-1 от времени упрочне-
ния i на ГДЭУ при рт = 0,4 МПа (дробь и
станочная эмульсия):
1 — шарики диаметром 1.6 мм: % — дробь литая
стальная диаметром 1 —1.4 мм: 3 — дробь диаме-
тром 0,Б—0,8 мм
партию (примерно 24 шт.) образцов
и на настроенной (по размеру ша-
риков и виду СОЖ) для конкрет-
ной детали установке упрочняют
каждом режиме при одном выбран-
ном давлении рж1 и времени t, равном 1, 2, 4, 8, 15 мин. Полу-
чив 20 упрочненных образцов, измеряют стрелу прогиба образца.
Затем определяют среднее арифметическое значение / для каж-
дого отрезка времени t, после чего, ведя отсчет от нулевой точки
(t = 0, f = 0), строят по шести точкам кривую зависимости f =
= F (t) (рис. 161).
По построенным зависимостям определяют оптимальное время
t, после которого / практически не увеличивается. В соответствии
с полученными на рис. 161 зависимостями t ра 2 мин.
10.3. ОБОРУДОВАНИЕ
Дробеметные аппараты, являющиеся основной частью
дробеструйных установок, изготовляют в соответствии е
ГОСТ 18521—83. Основные параметры и размеры аппаратов дол-
жны соответствовать данным, приведенным в табл. 54.
Установлены следующие требования к дробеметным аппаратам.
Конструкция аппаратов должна быть такой, чтобы можно было за-
менять быстроизнашивающиеся детали без разборки узлов и
не снимая корпус аппарата.
п
Рис. 162. Дробеметный аппарат 2М393М
Оборудование
251
54. Параметры дробеметных аппаратов
Параметр
Значения
Производитель*
кость, хг/мин
60- 100- 150—
105 150 210
200—
270
250— 300— 400— 500— 600—
950 480 590 730 900
800—
1250
Диаметр рабочего
колеса, мм. не более
Частота вращения
рабочего колеса,
мни-’
3100 ± 10 %
3100 ±10 %.
2250 ±10 %
2250 ± 10 %
Удельная материале* 3,0 2,1 1.6 1,2, 2,1 2
емкость при макси-
мальной произво-
дительности,
кг- мнн/кг, не более
Удельная энерго-
емкость, кВт. мин/кг,
не более при макси-
мальной производи-
тельности
0,07. 0,06
0,06
При работе аппарата пыль и дробь не должны проникать в за-
зор между крышкой и корпусом аппарата.
Лопасти, импеллер и распределительную камеру следует из-
готовлять из износостойкого хромистого чугуна твердостью от
HRC 58 до HRC 62.
Разность масс каждой пары лопастей, установленных в роторе
на противоположных концах диаметра, не должна превышать 3 г.
Радиальное биение вала ротора, измеренное на расстоянии
5 мм от его торца, должно быть не более 0,06 мм.
Дисбаланс ротора аппарата должен быть не более 0,06 Н-м.
Дробеметные аппараты 2М392 и 2М393 используют в большин-
стве ДМУ. Дробеметный аппарат 2М393М (рис. 162) приводится
во вращение через клиноременную передачу от электродвига-
теля мощностью 14 кВт. Вращение передается на вал шпинделя 13,
который установлен на роликоподшипниках 11, размещенных
в гильзе 12, закрепленной в корпусе 14. Гильза дает возможность
быстро заменять ротор при ремонте. На концах вала закреплены
шкив 15, рабочее колесо 8 и крыльчатка 7, изготовленная в виде
полого цилиндра со сквозными пазами, заполняемыми дро-
бью по мере поступления ее из патрубка 5 загрузочной воронки.
Рабочее колесо состоит из двух дисков с радиально располо-
женными лопастями 10, которые вставляют в пазы рабочего ко-
252
Обработка дробью
55. Технические характеристики дробеметных установок
Установка Грузоподъем- ность стола, кг Скорость дви- жения стола, м/мин Число дробе- метных аппа- ратов Производитель- ность, т/ч Мощность дви- гателей, кВт Масса, т Габаритные размеры, мм
Камеры непрерывного действия
87053 — 2,66 6 148 108,3 22 10 820X3 493X7 010
376Б-6 315 — 6 8—14 110,3 34 6 934 X 4 385X 9 200
376В-9 315 — 9 10—18 164,1 45 9 395X4 384X9200
9984-878 550 100 3 5-8 20,75 12,06 4 800X5 200X5 500
378Б-6 1250 .— 6 14 111,4 37 6 280X 6 400X10 420
378Б-9 1250 — 9 19 165 46 7 800X 6 400 X 10 420
378Г-12 1250 — 12 24 219 46 9 480X6 00X10 420
Камеры периодического действия
дк-юм 3000 — 2+1 3—5 35,9 20 6 700X6 530X9 050
372 5000 —- 4 5 63 25 10 000X5 400X9200
9984-886 -— 1,9— 4 40— 86,8 22,6 16 880X 5 372 X 5 600
4,3 240
5254-00-000 4000 1 2 96 43 8 14,52 3 000X 4 250X 8 600
323М 500 4,80 4 2—3 21,2 — 5 100 X 3 065X 4 800
леса с горца и крепят винтами 9. Рабочее колесо закрывают ко-
жухом 1 с откидной крышкой 18. Изнутри кожух защищен смен-
ными плитами 17 и листами резины 16, к нему крепят гнездо 6,
распределительную камеру 2 и патрубок 5 загрузочной воронки.
Зазоры между патрубками и распределительной камерой, а также
между распределительной камерой и гнездом уплотнены резино-
выми кольцами 3 и 4 и минимальны. При работе дробеметного ап-
парата дробь подается в воронку 19 и попадает в крыльчатку,
закрепленную на одном валу с рабочим колесом. Из вращаю-
щейся крыльчатки дробь выбрасывается через окно в распреде-
лительной камере на лопасти 10 рабочего колеса. Под действием
центробежных сил на очищаемую поверхность выбрасывается
до 130 кг дроби в 1 мин со скоростью 80 м/с. При этом поток дроби
имеет веерообразную форму с шириной факела дроби у ротора
60 мм, а его направление определяется расположением окна в рас-
пределительной камере.
По методу транспортирования деталей дробеметное оборудо-
вание делят на ленточные барабаны периодического и непрерыв-
ного действия, вращающиеся столы, проходные и стационарные
камеры.
Технические характеристики дробеметных установок приве-
дены в табл. 55.
Оборудование
253
Рис. 163. Схема дробеметной установки ДУ-1:
I — бункер элеватора; 2 — бункер питательного
устройства; 3 — бункер сепаратора; 4, 7 — дрос-
сели; 5 — ротор; 6 — ннжннй сборщик элеватора;
в — бункер; 9 — обрабатываемая деталь; 10 —
рабочая камера; сплошные стрелки — дробь,
штриховые — воздух
Эти установки чаще используют
для очистки, а для упрочнения
вследствие громоздкости и невы-
сокой точности регулирования ре-
жима их не всегда можно при-
менить. Поэтому специально для упрочнения созданы дро-
беметиые установки нескольких типов. Универсальная серий-
ная дробеметная установка ДУ-1 (рис. 163) представляет
собой самостоятельный агрегат, обеспечивающий непрерывную
подачу, очистку от пыли и осколков, а также механический
разброс дроби с заданной скоростью. На основе универсаль-
ной установки ДУ-1 можно создавать специализированные
дробеструйные установки для наклепа разнообразных деталей,
включая автоматическую подачу деталей в рабочую камеру.
Особенность установки в том, что ось ее ротора расположена
вертикально. Благодаря этому отпадает необходимость в неко-
торых быстроизнашивающихся и трудоемких в изготовлении
деталях (нагнетатель, регулирующая втулка). Производитель-
ность же установки по сравнению с производительностью уста-
новок, имеющих ротор с горизонтально расположенной осью,
больше. Дробь в установке находится в загрузочном бункере.
Ковшовый элеватор поднимает ее и заполняет бункер питателя
ротора. Избыток дроби поступает в бункер сепаратора, объем ко-
торого достаточен для размещения всей дроби, загружаемой в ус-
тановку. Из бункера питателя при открытом дросселе дробь
перемещается по вертикальному трубопроводу в центр быстро-
вращающегося ротора, укрепленного на вертикальном валу и
приводимого в движение электродвигателем. Лопатки ротора от-
брасывают дробь в горизонтальной плоскости на поверхность об-
рабатываемой детали, помещенной в рабочую камеру дробемета.
Ориентирование дроби достигается расположением выходного
отверстия сбоку в нижней части вертикального трубопровода,
который можно поворачивать и фиксировать в любом положении.
После наклепа дробь скатывается по наклонному дну рабочей
камеры и попадает вновь на элеватор, совершая замкнутый цикл.
Установка снабжена вытяжным вентилятором для отсоса загряз-
ненного воздуха из рабочей камеры и очистки дроби от осколков.
Условия массового производства потребовали создания спе-
циализированных ДУ — для упрочнения рессор, спиральных пру-
жин, цилиндрических зубчатых колес, листов и т. п.
254
Обработка дробью
Рис. 164. Пневмодробеструй-
над установка для упрочне-
ния деталей сложной конфи-
гурации
Широкое распрост-
ранение получили пне-
вмодробеструниые ус-
тановки для упрочне-
ния деталей.
Установка для уп-
рочнения деталей слож-
ной конфигурации (рис.
164) представляет собой
рабочую камеру 1, же-
стко закрепленную на
сварной раме 2. Обра-
батываемую деталь 3
устанавливают на осях
карданного кольца 4 и приводят во вращение в двух
плоскостях одновременно от двигателя 5, расположенного на
кольце 4, и от двигателя 6 через редуктор 7 и цепную передачу 8.
В нижней части камеры размещен аппарат 9 с щелевыми соплами,
который также приводится во вращение от двигателя 6 через
цепную передачу 10 и коническую зубчатую пару 11.
В качестве рабочего тела используют стальные шарики из
материала ШХ15 твердостью от HRC 62 до HRC 64, диаметром
2,5 мм. Диаметр шариков выбирают с учетом обработки поверх-
ностей малым радиусом и обеспечения заданного параметра шеро-
ховатости поверхности.
На основе расчетно-экспериментальных исследований при-
няты следующие условия упрочнения: давление воздуха 0,4—
0,6 МПа, время об-
работки соответст-
венно при враще-
нии и без вращения
детали для алюмини-
евых сплавов 2,5 и
8 мин, для сталей 5
и 20 мии, для тита-
новых сплавов 6 и
24 мии; расстояние
между соплом и об-
Рис. 165. Типовая схема
гидродробеструйной эжек-
торной установки
Оборудование
255
Рис. 167. Зависимость расхода Gnv
(сплошная линия) и жидкости Ож
(штриховая линии) иа ГДЭУ:
1 — при подаче жидкости только в форсун-
ку; 2 — с дополнительной эжекцней жидко-
сти из камеры; 3 — с дополнительной эжек-
цией дроби и жидкости из камеры; 4 — о =
= К₽ж)-
Рис. 166. Сопло-эжектор с одиоканаль-
иой (а) и многоканальной форсункой (б)
рабатываемой поверхностью
300 мм; диаметр сопла 0,03 м,
масса шариков 4—6 кг.
Принципиальная схема типо-
вой гидродробеструйной эжек-
торной установки (ГДЭУ) показана иа рис. 165. В качестве рабочей
среды используется дробь и (преимущественно) стальные шарики
такого же диаметра. Обрабатываемую деталь 1 устанавливают
на шпинделе в камере 2, разделенной сеткой 3 на две полости А
н Б. В сетке 3 помещена дробь (шарики), в полости Б — смазы-
вающе-охлаждающая жидкость. В полости Б установлено сопло-
эжектор 4 (от одного до нескольких десятков). В него насосом 5
подается струя смазывающе-охлаждающей жидкости, которая
подхватывает и направляет дробь на обрабатываемую деталь, про-
изводя обработку ее поверхности. Отделенная от дроби сеткой 3
жидкость сливается по патрубку 6 в бак 7. Фильтр 8, располо-
женный в баке, отделяет мелкие частицы материала детали, об-
разующиеся при «шелушении» поверхностного слоя, н «изношен-
ную» дробь, прошедшую через сетку 3. Затем насос 5 снова заса-
сывает жидкость, и процесс продолжается. Одним из основных
элементов ГДЭУ, обеспечивающих их стабильную и долговечную
работу, является сопло-эжектор (рис. 166, а). Оно состоит из
корпуса 1, закрепляемого болтами на дне камеры 2, форсунки 3,
базирующей корпус своим буртиком; сопла 4, вворачиваемого
за две лыски на наружной поверхности в корпус до упора. Фор-
сунку закрепляют на дне гайкой 5 и затем соединяют накидной
гайкой 6 с трубопроводом 7 индивидуального подвода жидкости.
Для предотвращения засорения форсунки дробью, а также за-
256
Обработка дробью
сасывания ее вместе со
стекающей жидкостью
срез форсунки выпол-
няют на некотором рас-
стоянии от верхней
кромки окон корпуса.
Многоканальная фор-
сунка (рис. 166, б) на-
дежнее, чем однока-
нальные, так как она
предотвращает попада-
ние дроби (шариков)
в подводящую маги-
страль, что особенно
важно при создании
автоматов или встраи-
вании ГДЭУ в поточ-
ные линии. Диаметр
;е dmln — минимальный
Рис. 168. Установка для упрочнения ин-
струмента
отверстий форсунок d$ < dmln — 0,2,
диаметр шарика. Сопло-эжектор необходимо изготовлять из
высокопрочной стали с высокой точностью.
Зависимости минутного расхода дроби и жидкости — транс-
форматорного масла — от давления жидкости р№ для сопла диа-
метром Ьс = 14 мм при (1Ф = 6 мм показаны на рис. 167 (<3Ш =
= 2,0 мм).
Расход дроби при повышении давления от 0,3 до 0,9 МПа
изменяется прямо пропорционально давлению жидкости и мо-
жет быть определен по эмпирическому соотношению тпр —
— 17 -|- б.Зрщ.
Скорость полета дроби v определяли в первом приближении
исходя из скорости истечения рабочей суспензии через сопло по
замеренному объему на основании условия несжимаемости жид-
кости:
-. 21 ,2ЛШ я;
/^лр .
где 1гш. ж — коэффициент, учитывающий проскальзывание дроби
относительно потока жидкости, в первом приближении km. ж «
« 1, — плотность материала дроби, для стали ШХ15 уш =
= 7,85 кг/дм*; — объемный расход жидкости, дм8/мин.
Аналогичные зависимости получают для каждой установки на
основе учета ее постоянных параметров для определения основных
условий и режимов обработки.
В промышленности используется ГДЭУ различных типов,
которые различаются по числу сопел, характеру привода пере-
мещения деталей и некоторым другим особенностям. Например,
Разновидности
257
установка для упрочнения крупногабаритного модульного инст-
румента (пальцы и червячные фрезы с модулем до т = 45 мм)
имеет два шпинделя с индивидуальными приводами (рис. 168).
10.4. НЕКОТОРЫЕ РАЗНОВИДНОСТИ УДАРНОЙ ОБРАБОТКИ
СВОБОДНЫМИ РАБОЧИМИ ТЕЛАМИ
Разновидностью пневмодробеструйной обработки является пне-
вмодинамическая обработка (рис. 169, а). Сущность ее заключа-
ется в том, что в изолированном объеме (камере) расположено опре-
деленное число шариков, которые под действием струи сжатого
воздуха находятся в постоянном движении: в центральной части
камеры они разгоняются до скорости 12—15 м/с, упрочняют по-
верхность и затем скатываются назад, в нижнюю часть камеры,
где снова захватываются струей воздуха. Камера соединена с ка-
реткой и перемещается по поверхности обрабатываемой детали,
последовательно проходя все ее участки. Изменяя давление воз-
духа (от 0,3 до 0,7 МПа), продольную подачу рабочего органа
(от 10 до 100 мм/мин), диаметр шариков (от 1 до 3 мм) и массу за-
гружаемых шариков, можно создавать заданный режим упроч-
нения. Устройства такого типа используют для обработки глад-
ких поверхностей большой длины.
Рис. 169. Устройства для местного ударного упрочнения шариками:
а — пневмодинамическое для плоских поверхностей (/ — прижимные и направляющие
ролики; 2 — рабочая камера; 3 — обрабатываемая деталь; 4 — направляющие (уплот-
няющие) плавающие ложементы; б — подвижные вставки); б — универсальный пневма-
тический пистолет; 1 — корпус; 2 — ручка; 3 — ловушка; 4 — заслонка; б — насадок;
6 — профилированная вставка; 7 — обрабатываемая поверхность; 8 — боковая крышка;
9 — сопло; в — пневматическая головка для упрочнения отверстий небольшой длины;
1 — упрочняемая деталь; 2 — корпус; 3 — сопло цилиндрическое; 4 — заглушка; б —
стальной шарнк; г — центробежная головка для упрочнения отверстий; 1 — крыльчат-
ка; 2 — стальной шарик; 3 — корпус устройства; 4 — опорная втулка привода; 5 — упроч-
няемая деталь
258
Обработка дробью
Рис. 170. Схемы разновидностей ударного упрочнения:
а — ударио-барабаииое; б — ударно-импульсное
Пневмодинамической обработкой упрочняют также отдельные
наиболее нагруженные участки деталей:
радиусные сопряжения поверхностей;
галтельиые переходы поверхностей тел вращения;
плоские участки поверхности;
поверхности отверстий произвольной формы размером 14—
350 мм при длине не более 100 мм;
необработанные места крепления деталей (под прижимами),
упрочненных вибрационной, ударно-барабанной, дробеструйной
или гидродробеструйной обработкой;
места поверхности деталей, на которых упрочненный слой снят
при подгоночных работах.
В зависимости от особенностей деталей и их конфигурации для
местного пневмодинамического упрочнения используют специ-
альные камеры и различную оснастку. Если к поверхности про-
извольной формы имеется свободный доступ, применяют пневмо-
пистолеты ППД-50, ППД-60, ПГЦ-85 (рис. 169, б).
Отверстия небольшой длины можно упрочнять с помощью
пневматических головок (рис. 169, в), а отверстия диаметром
20—100 мм и длиной 50—1000 мм — с помощью устройства
(ряс. 169, г), в котором шарикам передается энергия от крыльчат-
ки, вращающейся с частотой 750—2000 мин-1.
Время обработки с помощью указанных устройств 3—30 мин.
Ударно-барабанное упрочнение производят путем соударения
гранул сыпучей рабочей массы с поверхностями обрабатываемых
деталей, закрепленных на внутренних стенках барабана, вращаю-
щегося вокруг горизонтальной или наклонной оси.
Барабан имеет форму прямоугольного параллелепипеда. По-
лость барабана центральной перегородкой разделена на рабочие
камеры (рис. 170, а). Обрабатываемые детали 1 закрепляют на
съемных щитах 2, закрывающих проемы рабочих камер, и на вну-
тренних щитах 3. При вращении барабана гранулы 4 сыпучей ра-
Разновидности
259
бочей массы падают на поверхности обрабатываемых деталей.
При соударении поверхностный слой деталей пластически де-
формируется, в результате чего происходит их упрочнение. По-
верхности деталей упрочняются поочередно. Барабан вращают
с частотой 15—20 мин~1, время обработки 1—4 ч. Метод при-
меняют для упрочнения длинномерных крупногабаритных дета-
лей (2—5 м). Преимущество его состоит в простоте, а также в том,
что практически предотвращается перенаклеп поверхности, од-
нако время обработки очень велико.
При ударно-импульсном упрочнении рабочие тела (шарики,
дробь) подбрасываются специальной платформой (рис. 170, б),
сообщающей им большую кинетическую энергию. Установка пред-
ставляет собой рабочую камеру 6, состоящую из двух частей (не-
подвижной 3 с жесткими стенками 4 и подвижной с эластичными
стенками 5) и смонтированную на каркасах // и 12, где также
установлены кронштейны 9 и 13.
Установка работает следующим образом. Шарообразные ра-
бочие тела 7 массой около 1 кг загружают в рабочую камеру и
рассыпают по площадке. При сообщении цепи 8, опирающейся на
ролики 10, движения со скоростью v0 и ускорением а0 от электро-
двигателя 17 через редуктор 16, командный кулачок 15 и качаю-
щийся рычаг 14рабочие тела получают ускоренное движение в вер-
тикальном направлении. При полном натяжении цепи площадка
останавливается в крайнем верхнем положении, а рабочие тела
продолжают двигаться со скоростью и ускорением соответ-
ствующими мгновенной скорости и ускорению площадки в верх-
нем крайнем положении. При этом = t»0/sin а0,
а _ _ Г До______ро (sin8 а) 1
1 [ sin а Xtgasin2aj"
После соударения всех рабочих тел с обрабатываемой деталью 2,
закрепленной на крышке 1, со скоростью vz = — 2gB
оии возвращаются на площадку, которую командный кула-
чок 15 и рычаг 14 перемещают в крайнее нижнее положение, оп-
ределяемое углом а0. Затем цикл повторяется. Таким образом, ра-
бочие тела совершают колебания в камере. Частоту колебаний,
а следовательно, и число ударов в единицу времени рабочих тел
об обрабатываемую поверхность можно регулировать, изменяя
частоту вращения командного кулачка. Электродвигатель посто-
янного тока через редуктор позволяет получить частоту вращения
кулачка л = 60 ... 480 мин"1 и соответственно частоту колебаний
рабочей площадки 1—10 с-1.
Ударно-импульсная обработка обеспечивает наиболее «жест-
кий» режим упрочнения из всех ударных методов обработки сво-
бодными телами.
Глава 11
УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
K.I. СХЕМА ПРОЦЕССА
Если при обработке статическими методами ППД (обкатыва-
ние шаром или роликом, алмазное выглаживание, поверхностное
дорнование и т, д.) инструменту сообщают дополнительно ультра-
звуковые колебания с частотой 18—24 кГц н амплитудой 15—
30 мкм, то они становятся ударными методами (ультразвуковое
обкатывание, ультразвуковое выглаживание и т. д.) (рис. 171, а).
Используют также ультразвуковую обработку, когда загру-
жаемым рабочим телам, помещенным в замкнутом объеме вместе
с обрабатываемой деталью, сообщают ультразвуковые колебания,
под воздействием которых происходит упрочнение обрабатывае-
мой поверхности. Процесс (рис. 171, в) напоминает внброудар-
ную обработку. Деталь 1 устанавливают в специальную камеру 3,
где размещают также стальные шарики 4. Ультразвуковое поле
создают ультразвуковым преобразователем 5 и концентратором 6.
Зазоры между камерой 3 и концентратором 6 выбирают меньшими
диаметра шариков 4. В зону обработки периодически впрыски-
вают небольшое количество жидкости. Оптимальные условия об-
работки выбирают изменяя интенсивность ультразвукового поля,
диаметр и число шариков.
При обычном ультразвуковом упрочнении инструмент 4
(рис. 171, б) под действием статической и значительной ударной
силы, создаваемой колебательной системой (ультразвуковым гене-
ратором /, магнитострикционным преобразователем 2 и концентра-
тором 3), пластически деформирует поверхностный слой обраба-
тываемой детали 5. Статическую силу Р„ можно прикладывать
с помощью пружины или, например, груза 6, под действием кото-
рого все устройство может свободно перемещаться по направля-
ющим 7 и поджиматься к детали 5.
По сравнению, например, с обкатыванием шаром (ОШ) ультра-
звуковая обработка (УЗО) отличается следующими особенностями
и преимуществами:
1. Инструмент пластически деформирует поверхностный слой
детали импульсно, с большой интенсивностью колебаний, в ре-
зультате чего деформирование сопровождается прерывистым и
интенсивным трением.
2. Кратность приложения силы при деформировании инстру-
ментом поверхности — 400 раз и более (при ОШ 12—20 раз).
3. Статическая сила, действующая на деталь, незначительна.
Схема процесса
261
Рис. 171. Схема ультразвукового упрочнения:
/2 — характер взаимодействия инструмента с обрабатываемой поверхностью в направле-
нии подачи и скорости; Р — ударная сила; РСт — статическая сила; А — амплитуда
смещения рабочей части инструмента; г — радиус сферы рабочей части инструмента;
S — продольная подача; — относительная подача за один период колебаний инстру-
мента; S2 — продольная подача за один период колебаний; v — окружная скорость за-
готовки; Vi — колебательная скорость рабочей части инструмента; D — диаметр обра-
батываемой детали; б — схема УЗО наружных цилиндрических поверхностей; 1 — уль-
тразвуковой генератор; 2 — магнитострикционный преобразователь; 3 — концентратор;
4 — рабочая часть ультразвукового инструмента; 5 — обрабатываемая деталь; 6 — груз;
7 — направляющие; в —- схема устройства для ультразвукового упрочнения стальными
шариками; 1 — обрабатываемая деталь; 2 — стол; 3 — камера; 4 — стальные шарики;
5 — магнитострикционный преобразователь; 6 — концентратор
4. Скорость деформирования — переменная, ее максимальное
значение 200 м/мин и более, что превышает скорость деформирова-
ния при ОШ в десятки и сотни раз.
5. Среднее давление, создаваемое в поверхностном слое детали
под действием нормально направленной силы, в 3—9 раз больше,
чем при обкатывании шаром.
6. Энергия, расходуемая на искажения кристаллической ре-
шетки и идущая на внутренние микроструктурные преобразова-
ния, при УЗО значительно выше, чем при ОШ.
7. Температура места контакта инструмента с деталью в зоне
деформирования 100—150 °C, что в 3—5 раз меньше, чем при ОШ.
Время нагрева при УЗО очень мало (3-10 5 с) и поэтому не на-
блюдается снижения упрочнения, вызываемого действием высо-
кой температуры.
8. В процессе УЗО вследствие относительно больших напря-
жений и многократного приложения нагрузки напряженно-де-
формированное состояние специфично. Множественное скольже-
ние дополнительно тормозит дислокации. Плотность дислока-
ций и дисперсность блоков намного больше, чем при ОШ. В ре-
зультате степень наклепа повышается в 1,2—1,5 раза и соответ-
ственно увеличивается уровень остаточных сжимающих напряже-
ния по сравнению с уровнем этих напряжений при ОШ.
262
Ультраввукоеая обработка
Однако упрочнение путем УЗО не нашло достаточно широкого
применения вследствие сложности применяемых устройств; не-
обходимости использования ультразвуковых генераторов, ко-
торые занимают значительные производственные площади; боль-
шого расхода энергии; необходимости создания систем циркуля-
ции охлаждающей воды и т. д. Дополнительный эффект упрочне-
ния, воздаваемый благодаря ультразвуковым колебаниям, не
всегда окупает больших дополнительных затрат.
Применение УЗО по сравнению с ОШ может быть эффективно
в следующих случаях:
для деталей из термически и химико-термически обработанных
сталей У10А, У12, Х12, Х40, ШХ15, сталей аустенитной
12Х18Н9Т и мартенситной Х15Н5Д2Т и др.), так как применение
других методов, например ОШ, не позволяет получить значитель-
ный упрочняющий эффект;
для деталей и инструментов из твердых сплавов вследствие
того, что составляющие фазы таких сплавов (главным образом
кобальт) пластически деформируются; при этом улучшаются ос-
новные характеристики качества поверхностного слоя и значи-
тельно увеличивается стойкость резцов;
для деталей малой и неравномерной жесткости, так как УЗО
характеризуется небольшими статической силой и временем де-
формирования.
Примером эффективного применения УЗО может служить упро-
чнение предварительно шлифованных рабочих поверхностей
эвольвентного зуба зубчатых колес из стали 45 (т = 1,5 мм;
z = 30). В результате УЗО с оптимальным режимом (Рст = 5 Н,
2А = 20 мкм; S = 0,1 мм/об; i = 1) Ra уменьшился с 0,4 мкм
до 0,1 мкм; микротвердость поверхностного слоя повысилась
с НВ 208 до НВ 357 (т. е. на 71 %) и, соответственно, повысился
предел контактной выносливости на 10—20 %.
11.2. ВЫБОР ПАРАМЕТРОВ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ
К параметрам режима УЗО относятся: статическая сила Рст,
амплитуда А колебаний инструмента, радиус его скругления г,
частота колебаний f, эффективная масса инструмента М, продоль-
ная подача S, число рабочих ходов г, скорость обрабатываемой
детали v. Основные параметры обработки лежат в следующих
пределах: частота ультразвуковых колебаний f л; 2-Ю4; ампли-
туда колебаний 2А = 10 ... 20 мкм; статическая сила Рст = 30 ...
300 Н; время контактирования инструмента с деталью т ~
«3-Ю-6 с; отношение тангенциальной силы к нормальной
Р?/Рк = 0,7; скорость колебательного движения инструмента
= 2л/71 £= 24-3 м/с; ускорение q = (2л/)2 24-104 м/с2;
кратность деформирования N 400.
Технологическая оснастка и оборудование
263
Качественная картина влияния параметров УЗО на характе-
ристики поверхностного слоя показана на рис. 172.
Для некоторых материалов оптимальные параметры обработки
приведены в табл. 56.
При обработке с указанными режимами обеспечивается микро-
твердость и параметр шероховатости Ra (табл. 57).
Производительность УЗО определяется в основном теми же
факторами, что и при обработке резанием. Повышать ее можно
различными методами. До определенных пределов можно повы-
шать f (до 2,4-104 Гц), а также одновременно S и о.
Величины /?етщ и тах могут быть получены при различных
сочетаниях характеристик УЗО. Необходимо учитывать, что оп-
тимальное значение силы Рст должно быть тем больше, чем больше
S, v и г. Поэтому повышения производительности можно добиться
за счет увеличения г и Рст. При этом, хотя и уменьшается среднее
давление в пятне контакта, одновременно увеличивается кратность
деформирования.
11.3. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И ОБОРУДОВАНИЕ
В качестве инструмента при УЗО используют стальные зака-
ленные шары, которые устанавливают неподвижно или так, что
они могут вращаться (рис. 173), а также гладилки из сверх-
твердых материалов или алмазные выглаживатели. Инструмент
устанавливают в концентратор, от которого ему передаются ульт-
развуковые колебания.
Инструмент и концентратор — наиболее важные элементы ко-
лебательной системы. Рабочая часть инструмента в процессе эксп-
луатации под действием ударных и тепловых импульсов изнаши-
вается. Это ухудшает качество поверхностного слоя обрабатыва-
емых заготовок и снижает производительность. Стойкость инст-
румента из твердых сплавов (ВК8) в несколько раз больше стой-
кости инструмента из подшипниковой стали.
Износ рабочей части инструмента из твердого сплава группы
ВК зависит от содержания в нем WC и Со (рис. 174) режима
УЗО.
Форма и размеры концентратора определяются формой и раз-
мерами обрабатываемой заготовки. Для УЗО наружных поверх-
ностей применяют прямолинейные концентраторы, для. внутрен-
них поверхностей — криволинейные концентраторы (рис. 175).
По форме образующей различают ступенчатые,конические и Эк-
споненциальные концентраторы. Длину и диаметр прямолинейного
концентратора экспоненциальной формы рассчитывают по соот-
ветствующим зависимостям. Концентратор изготовляют из угле-
родистой или инструментальной стали, обтачивают до получения
параметра шероховатости Ra = 0,8 ... 1,6 мкм, затем полируют
264
Ультразвуковая обработка
Рис. 172. Характер зависимости характеристик
качества поверхностного слоя от режима УЗО:
й — толщина наклепа; — °1п1ах ~~ максимальные оста-
точные макронапряжеиня; Ra — достигаемый пара-
метр шероховатости; — микротвердость поверх-
ностного слоя; Р^— статическая сила; Л — амплиту-
да колебаний инструмента; М — эффективная масса
инструмента; i — число рабочих ходов; S — продоль-
ная подача; г — радиус сферы инструмента; d — диа-
метр детали; /?он£х — исходный параметр шерохова-
тости
56. Оптимальные параметры ультразвуковой
обработки
Обрабатываемый материал Рст* н 2А, мкм V, м/мни
Железо армко 100 27 7
Сталь 45 140 27 15
СЧ 20 200 20 17
Сталь У10А закаленная 240 25 6
Сталь ШХ15 закаленная 250 30 7
Примечание. Для всех материалов
продольная подача S = 0,08 мм/об; радиус сфе-
ры инструмента г = 5 мм; коэффициент усиле-
ния экспоненциального концентратора k = 3,7;
частота колебаний f = 20 кГц; число рабочих
ходов — 1; форма обрабатываемой поверхности-—
плоская.
или подвергают упроч-
няющей обработке. Ам-
плитуда колебаний ин-
струмента обычно ог-
раничивается усталост-
ной прочностью мате-
риала концентратора.
Более высокую ампли-
туду имеют концентра-
торы, изготовленные из
легированных сталей и
титановых сплавов. Уп-
рочняющая обработка,
особенно УЗО, весьма
существенно улучшает
характеристики концен-
тратора . Устройство для
ультразвукового алмаз-
ноговыглаживания име-
ет концентратор специ-
ального исполнения
(рис. 176).
Для УЗО требуются
ультразвуковой генера-
тор, магнитострикци-
онный преобразователь
(табл. 58), станок и
приспособление, фик-
сирующее преобразо-
ватель на суппорте
станка. С помощью
ма гнитостри кционного
преобразователя элек-
трическая энергия уль-
тразвуковой частоты
преобразуется в меха-
ническую энергию
той же частоты.
Для УЗО некото-
рых деталей массово-
го производства при-
меняют специальные
станки.
Станок для УЗО ро-
ликов (сталь ШХ15СГ,
термически обработан-
Технологическая оснастка и оборудование
265
57. Микротвердость и параметр шероховатости поверхности,
достигаемые при ультразвуковой обработке различных материалов
Обрабатываемый материал Н.,, МПа Rat мкм
исход- ная ОШ УЗО исход- ный ОШ УЗО
Железо армко 1100 2 360 2 800 4,30 0,12 0,13
Сталь 45 2180 3 900 5 000 2,60 0,25 0,20
СЧ 20 2100 3 600 4 100 1,90 0,60 0,52
У10А закаленная 8600 10 100 11 800 0,30 0,22 0,18
П1Х15 закаленная 8400 9 480 10 300 0,35 0,23 0,14
а)
Рис. 173. Схемы крепления инструмента:
а, б — жесткое; в — с обеспечением качения
Рис. 174. Кривые износа ультразвуко-
вого инструмента из твердых сплавов:
1 — ВК8; 2 — ВК4М; 3 — ВК8М; 4 —
ВК15М ;5 — ВК15
9 Одинцов Л. Г.
Рис. 175. Криволинейный полуволно-
вый концентратор
266
Ультразвуковая обработка
ная) вагонных подшипников 232726ЛРМ (рис. 177) имеет сле-
дующие технические характеристики:
Число ведущих кругов, шт..................................... 6
Диаметр ведущих кругов, мм.................................. 300
Частота вращения ведущих кругов, мии-1............... 42—64
Диаметр обрабатываемого ролика, мм.......................... 32
Технологическая оснастка и оборудование 267
Длина обрабатываемого ролика, мм..................... . 52
Частота вращения обрабатываемого ролика, мин-1 .... 395—600
Скорость обрабатываемого ролика, м/мин................ 39,6—60,3
Подача обрабатываемого ролика, м/об................... 0,7—0,42
Максимальная статическая сила, Н.............................. 600
Амплитуда колебаний рабочей части инструмента, мкм . . 10—15
Производительность обработки, шт/мин........................... 8
Мощность двигателя АО-32-6, кВт............................. 2,2
Число магнитострикционных преобразователей ПМС-15А-18 4
Число ультразвуковых генераторов:
УЗГ-10-20................................................ 2
УЗГ1-4........................................ . 4
Габаритные размеры, мм ..... 1800X1660X1500
Смазывающе-охлаждающая жидкость . ............. Масло инду-
стриальное
На этом станке можно одновременно обрабатывать четыре ро-
лика. Станок может работать в автоматическом цикле. Оптималь-
ные режимы УЗО роликов: Рст = 300 Н; 2Л = 40 мкм; и =
= 50 м/мин; S = 0,2 мм/об; i = 1.
Ультразвуковая обработка роликов по сравнению с тонким
шлифованием уменьшает параметр шероховатости с Ra =
= 0,43 мкм до Ra — 0,13 мкм, увеличивает микротвердость по-
верхностного слоя на 33 %. Производительность — 8 роликов/мин.
Специальные станки также применяют для УЗО желоба наруж-
ного кольца шарикоподшипника (рис. 178).
Рис. 178. Схема станка
для УЗО желоба наруж-
ного кольца шарикопод-
шипника:
/ — ультразвуковой генера-
тор; 2 — магнитострикцион-
ный преобразователь; 3 —
криволинейный концентра-
тор; 4 — рабочая часть ин-
струмента; 5 — суппорт;
6 — редуктор и насос для
подачл смазывающе-охла-
ж дающей жидкости в зону
обработки; 7 — электромаг-
нитный патрон для крепле-
ния обрабатываемой обой-
мы; 8 — шпиндельная баб-
ка; 9 — редуктор
9*
268
Ультразвуковая обработка
58. Технические характеристики ультразвукового оборудования
X арактеристика УЗГ-10-22 УЗГ-1-4
Мощность генератора, кВт: выходная 10 4,5
потребляемая 19,5 7,5
Напряжение, В: выходное (регулируемое) 250—440 360
питающее (сетевое) 380 или 220 380
Частота, кГц (20,5—23,5) 17,5—19,3 и
Сила тока подмагничивания регули- 0—30 20,5—23,5 15—30
руемая, А Водяное охлаждение: расход воды не менее, л/мин 10
давление сети, МПа 0,15—0,2 •—-
Габаритные размеры, мм 780Х885Х 1850 720X 580X1350
Масса, кг 630 300
Преобразователи ПМС-6А, ПМС-7А, ПМС-6-22,
ПМС-15А ПМС-15А-18
Глава 12
УДАРНАЯ ОБРАБОТКА СПЕЦИАЛЬНЫМ
ИНСТРУМЕНТОМ
12.1. ЦЕНТРОБЕЖНАЯ ОБРАБОТКА
При центробежной обработке на обрабатываемую поверхность
наносят последовательные удары рабочими элементами (шарами
или роликами), свободно сидящими в радиальных отверстиях
вращающегося диска. Рабочие элементы под действием центро-
бежных сил занимают крайнее положение в радиальных отвер-
стиях, а при ударе об обрабатываемую поверхность опускаются
на глубину, равную натягу, отдавая энергию, создаваемую центро-
бежной силой (рис. 179).
Метод применяют в основном для повышения сопротивления
усталости деталей, работающих в тяжелых условиях эксплуата-
ции. При правильно назначенных условиях и режимах упрочне-
ния с помощью этого метода удается повысить сопротивление
усталости обработанных деталей в 1,5—4 раза.
Параметры центробежной обработки следующие: окружная
скорость упрочнителя ц; натяг г, число шаров в сепараторе z,
их диаметр dm; окружная скорость обрабатываемой детали va\
продольная подача So; число рабочих ходов k\ масса рабочего
элемента тэ.
Скорость упрочнения (м/с) wnDn/(1000-60), где D — на-
ружный диаметр упрочнителя (по шарам, роликам), мм; п — частота
вращения диска упрочнителя, мин-1.
Продольная подача (мм/об) Sn — SzznJnR, где — про-
дольная подача на один шар (задают исходя из условия заданного
перекрытия поверхности отпечатками); пл — частота вращения
обрабатываемой детали, мин-1.
Режим обработки определяют исходя из заданного числа
ударов С шаров, приходящихся на 1 мм2 обрабатываемой поверх-
ности, С = где d — диаметр обрабатываемой поверхно-
ЗТцПдО
сти, мм.
Сила Q, возникающая в процессе удара шара о поверхность
детали, имеет импульсный характер, так как время контакта
двух соударяющихся тел очень мало:
z) лптэ (1 + kd i (D -j- d + dm)
q V d + dui
где q — ускорение силы тяжести, kx — коэффициент, учитываю-
щий скорость отскока шара.
270
Ударная обработка
Рис. 179. Схема центробежного метода обработки:
а — расположение центробежно-шарикового устройства на станке; б — зона взаимодей-
ствия шариков с обрабатываемой поверхностью
Удар шара можно характеризовать также частью кинети-
ческой энергии Е, которая зависит от нормальной составляющей
скорости;
Р 4тэ -,;£* +(d +4Ш)
q D(d-}~ dm)
Сила удара Р„ шара диаметром 5 мм при натяге 0,65 мм,
определенная экспериментально и полученная расчетным путем,
приведена в табл. 59.
Металл на поверхности отпечатка деформируется неравно-
мерно, особенно в направлении движения шара. Наибольшая
деформация металла получается на входе шара в лунку, т. е.
в месте встречи шара с обрабатываемой поверхностью, а наимень-
шая деформация — на выходе шара из лунки.
Площади отпечатков и параметры шероховатости, получен-
ные после обработки цилиндрических валов диаметром 55 мм уп-
рочнителем диаметром D = 225 мм, показаны на рис. 180, а.
Кривые 1, 3 и 5 соответствуют обработке стали 45, кривые 2,
4 и 6 — обработке стали 20. Площадь отпечатка (следовательно,
и сила удара) увеличивается с увеличением натяга до 0,3—0,5 мм.
Эти значения натяга следует считать оптимальными. Скорость
обрабатываемой дётали (0—48 м/мин) и подача упрочнителя
(0—3 мм/об) практически не оказывают заметного влияния на
форму и размеры отпечатков. Изменение скорости упрочнителя
оказывает существенное влияние на изменение размеров и формы
отпечатков на обработанной поверхности. С ростом скорости
упрочнителя площадь проекции отпечатка значительно растет,
вызывая все большую деформацию поверхности.
Площадь отпечатка зависит не только от скорости упрочни-
теля, натяга и твердости обрабатываемого материала, но также
и от размеров упрочнителя и обрабатываемой детали, диаметра
шаров и других факторов.
В зависимости от условий обработки параметры упрочнения
выбирают следующими: v = 8 ... 40 м/с (для более твердых мате-
Центробежная обработка
271
риалов скорость выше); ид =
= 30 ... 90 м/с; i = 0,05...0,5;
z = 4-4-30 (на один ряд); So =
= 0,02 ... 0,2 мм/об; «/щ =
= 5 ... 16 мм.
Примеры режимов обра-
ботки некоторых материалов
даны в табл. 60.
При оптимальных парамет-
рах упрочнения параметр шеро-
ховатости грубых поверхностей
(7? а = 5 ... 20мкм) уменьшается
в десятки раз и достигает Ra =
= 0,63 ... 1,25, при обработке
поверхностей с Ra — 0,32 ...
0,63 мкм параметр шероховато-
69. Теоретические и
экспериментальные значения сил
в зоне контакта при центробежной
обработке
Сила Рн, Н
расчетная,
РИ *
_ т80(’ + fel)
9,81
7,9
12,5
20,0
25,0
0,0005
0,0003
0,0002
0,0001
120
230
960
2250
160
284
1020
2570
сти уменьшается до Ra = 0,08 ... 0,16 мкм; для поверхностей с Ra =
= 0,08 мкм параметр шероховатости уменьшается незначительно
или остается неизменным. В отдельных случаях параметр шеро-
ховатости увеличивается, так как по краям лунок образуются
наплывы, высота которых превышает исходный параметр шеро-
ховатости.
Температура поверхности в момент деформирования может
достигать 200—450 °C, однако это, как правило, не вызывает
структурных изменений.
Твердость поверхностного слоя по сравнению с твердостью
ненаклепанного слоя повышается в среднем при обработке силу-
мина на 50 %, стали 25 — на 45 %, чугуна — на 30—60 % и
латуни—на 60 %. Глубина наклепа достигает 0,6—0,8 мм и
более.
Рис. 180. Влияние иатяга i иа характеристики обрабатываемой поверхности:
а — иа площадь F отпечатка; 1,2 — V = 50 м/с; 3, 4 — v == 25 м/с; 5, 6 — V = 12,5 м/с;
б — иа параметр шероховатости Rz
272
Ударная обработка
60. Характеристики центробежной обработки
Материал (разме- ры деталей, мм) 1 ж S S Е Диаметр нн- струмента, мм э/w S, мм/об 1, мм HV до обра- ботки ДНУ, % Предварнтель- 1 ная обработка . упрочненных ; поверхностей Ra, мкм
исходный достигаемый
18НМА (D = 40, /= 350) 500 300 28,5 0,04 0,2 360 21 Шлифо- вание 0,32 0,16
Сталь 45 (D — 60, 1 = 65) 500 270 25.7 0,08 1,15 412 17 То же 0.32 0,16
Сталь 25 (D = 35, 1 = 240) 500 270 25,7 0,16 0,25 159 55 » 0,32 0,16
СЧ15 (D = 36, 210) 500 270 15,5 0'08 0,1 210 30 » 0,32 0,16
ЛС 59 (D = 26, / = 165) 500 270 12,7 0,08 0,1 128 61 Точение 1,25 0,16
БрАЖМц 10-3-1,5 (D = 78, 1 =- 50) 250 270 15,5 0,08 0,05 150 37 » 0,32 0,16
Д1 (D --- 35, 1 = = 230) 500 270 12,7 0,08 0,15 132 30 0,63 0,16
От точности установки шаров в сепараторе зависит нормаль-
ная работа упрочнителя. В связи с этим необходима его тщатель-
ная балансировка.
В зависимости от режимов и условий работы упрочнителя
выбирают соответствующую конструкцию отражателей шаров.
Так, например, при обработке с большими натягами в корпусе
упрочнителя 3 (рис. 181, а) делают радиальные отверстия, распо-
ложенные напротив шаров 1, в которые запрессовывают непод-
вижные отражатели 2 из закаленной стали. При такой конструк-
ции шар отскакивает от жесткой опоры.
При работе с малыми натягами целесообразны упрочнители
(рис. 181, б), в которых плавающий отражатель 1 может пере-
мещаться в радиальном отверстии корпуса упрочнителя 2.
В некоторых конструкциях упрочнителей (рис. 181, в) шары 4
базируют между двумя точно отшлифованными тарельчатыми
дисками 3, изготовленными из стали ХВГ и закаленными до твер-
дости HRC 58—62. Это облегчает изготовление упрочнителя и
обеспечивает более высокую точность расположения шаров отно-
сительно оси вращения. Сменный сепаратор 2, установленный
на наружной поверхности корпуса /, для большей плавности ра-
боты упрочнителя и уменьшения шума при работе делают из
текстолита.
Для увеличения производительности обработки плоских по-
верхностей часто в упрочнителях шары располагают в два ряда
в шахматном порядке. Выступание шаров из корпуса должно
Центробежная обработка
273
Рис. 181. Центробежные упроч-
нители
быть обеспечено с большой точностью. На рис. 181, г показана
конструкция упрочнителя повышенной точности. В корпусе 1
протачивают профильную винтовую канавку с шагом винта 10 мм
под шары диаметром 7 мм, шары 2 выступают из корпуса на
0J_|_0,004 мм
Вместо шаров во многих случаях в качестве деформирующих
элементов используют ролики. В устройстве (рис. 182, а), при-
меняемом для обработки внутренних поверхностей, рабочими
элементами являются иголки стандартных подшипников, длина
которых превышает длину обрабатываемого отверстия. Поверх-
ность обрабатывают без осевой подачи инструмента.
В роликовой головке, предназначенной для обработки плоских
поверхностей (рис. 182, б), инструмент состоит из набора дисков 2,
на периферии которых в шахматном порядке на осях располо-
жено 36 штук деформирующих элементов — закаленных роли-
ков 3. Профильный радиус ролика 1,5 мм, масса 4,75 кг. В каждом
диске имеется четыре паза для размещения роликов. Диски соби-
рают в корпусе 1 таким образом, чтобы пазы в смежных дисках
274
Ударная обработка
образовывали окна для роликов. За один рабочий ход упрочни-
теля обрабатывается полоса шириной 105 мм.
Центробежные упрочнители обычно имеют свой автономный
привод, с которым они связаны напрямую либо через редуктор.
Все устройство устанавливают на универсальные металлорежущие
станки, а обрабатываемую деталь закрепляют в патроне, в цент-
рах или шпинделе станка (см. рис. 179, а).
При упрочнении крупногабаритных деталей самоходное уст-
ройство (рис. 183) перемещается по обрабатываемой поверхности.
На оси 1 устройства установлены упрочнитель 2, закрепленный
гайкой 9, шкив 4 и подшипники 3. Последние соответственно
запрессованы в корпусы 11 и 8. К корпусу 11 крепится крон-
штейн 6, а к кронштейну — электродвигатель 7 (мощность
0,18 кВт, частота вращения 2800 мин-1, питание от сети напря-
жением 220/380 В) со шкивом 10. Вращение упрочнителю пере-
дается ремнем 5 через шкивы 4 и 10 от электродвигателя. Устрой-
ство имеет два ролика. Ролик 14 с кольцами 15 установлен на
одной оси со шкивом 16. Этим шкивом вращение передается ро-
лику 14 через ремень 13 от электродвигателя 12 (электродвига-
тель реверсивный с редуктором, частота вращения 1200 мин-1;
передаточное отношение I = 137), закрепленного на корпусе 11.
Этот узел предназначен для создания возвратно-поступательного
движения с заданной скоростью. Ролик 18 с эксцентриковым
механизмом дает возможность опускать или поднимать упрочни-
тель 2 рукояткой /7 и устанавливать натяг. Шары диаметром 7 мм
Ударное раскатывание
275
в упрочнителе расположены по спирали
с шагом 10 мм. Скорость упрочнителя
18—30 м/с, ее изменяют путем смены
шкивов 4 и 10. Скорость движения ус-
тройства 600 мм/мин. На корпусах 8 и 11
имеются базовые площадки Б, на которых
крепят сменные кронштейны. Они служат
для увеличения устойчивости приспособ-
ления, его фиксации, а также установки
дополнительных роликов, определяющих
натяг на профильных поверхностях. В последнее время центро-
бежные упрочнители начали применяться для получения регу-
лярных микрорельефов (РМ), так как следы от инструмента
в виде лунок примыкают друг к другу, образуя тетрагональ-
ный или гексагональный рисунок (рис. 184).
а)
Рис. 184. Микрорельефы:
а — тетрагональный; б —
гексагональный
12.2. УДАРНОЕ РАСКАТЫВАНИЕ
При обработке отверстий ударными или «импульсными» рас-
катниками (рис. 185, а) рабочие ролики, установленные в сепа-
раторе, вращаются между поверхностью обрабатываемого отвер-
стия и поверхностью кулачковой оправки, совершая переносное
или планетарное движение. Кулачковая оправка представляет
собой цилиндр, на котором равномерно по окружности выполнено
несколько равных площадок (лысок) или профильных канавок.
Обкатывая выступающие участки кулачковой оправки, ролики
совершают быстрые радиальные перемещения, ударяя с большой
частотой по обрабатываемой поверхности в момент заклинивания
(положение II), при этом натяг максимален. При перемещении
ролика на цилиндрическом участке кулачковой оправки (поло-
жение III) происходит обкатывание с натягом Z/2. При прохож-
дении роликом лыски (положение I) натяг минимален или равен
нулю. Натяг изменяется от минимального до максимального в те-
чение примерно 10-3—10-4 с. Число таких импульсов за один
оборот раскатника равно произведению числа лысок на число
роликов.
В процессе обработки поверхность детали испытывает двой-
ное воздействие: вследствие раскатывания и вследствие прило-
жения ударной силы. В связи с мгновенным и кратковременным
приложением нагрузки пластическое деформирование не успе-
вает распространиться на значительную глубину. Это позволяет
обрабатывать отверстия в деталях малой и неравномерной жест-
кости.
Однако рассмотренная схема обработки имеет ряд недостат-
ков, которые обусловлены непрерывной осевой подачей деформи-
рующих роликов, сопровождаемой проскальзыванием роликов и
276
Ударная обработка
Рис. 185. Раскатывание отверстия ударными раскатниками:
а — этапы прохождения роликами различных участков оправки; 1 — обрабатываемая
поверхность; 2 — оправка; 3 — ровная площадка «лыска» на оправке; I — ролик на лыс-
ке; II — ролик в переходный момент; III — ролик на цилиндрическом участке; nt. пс;
Пр — частота вращения соответственно кулачковой оправки; сепаратора, роликов; D,
Z>, — диаметр соответственно До и после обработки; d — диаметр ролика; г — радиус
кулачковой оправки; £>р — Диаметр раскатника; &DI2 — пластическая деформация
обрабатываемой поверхности; б — схема узла, обеспечивающего импульсную осевую
подачу, упругий элемент сжат, ролик «заклинен»; 1 — ролик; 2 — оправка; 3 — сепара-
тор; 4 — упругий элемент; в — схема узла, обеспечивающего импульсную осевую подачу,
момент подачи, упругий элемент разжат, ролик расположен на лыске и свободно переме-
щается по оси
возникновением в контактной зоне значительных пульсирующих
касательных напряжений, снижающих стойкость инструмента и
ухудшающих качество обрабатываемой поверхности. Поэтому
применяют более совершенную конструкцию инструмента, обла-
дающего не только радиальным, но и осевым импульсом нагру-
жения, благодаря которому достигается прерывистая подача
деформирующих роликов. Для реализации этой схемы в раскат-
ник по его оси вводят упругий элемент в виде резинового кольца
или пружины (рис. 185, б), который позволяет прекращать (акку-
мулировать) подачу в момент заклинивания роликов. Подача роли-
ков свободно происходит только в тот момент, когда они нахо-
дятся на лысках кулачковой оправки (положение I на рис. 185, а),
в этот момент упругий элемент, распрямляясь, дополнительно
увеличивает подачу (рис. 185, в).
Ударное раскатывание вызывает локальное, неоднородное
в точке контакта пластическое деформирование. Однако большое
число ударов и их равномерное распределение по обрабатываемой
поверхности как бы «усредняет» воздействие, в результате чего
создается равномерный упрочненный слой.
Для оценки упрочнения имеет значение р-линейная плот-
ность ударов, т. е. среднее число ударов, приходящееся на еди-
ницу длины окружности в данном сечении:
__ Цг?
~ 2я5 (D ± d) '
Ударное раскатывание
277
где 1К — длина контакта ме-
жду роликом и обрабатываемой
поверхностью в момент удара;
z — число роликов; q — число
лысок; S — подача.
На рис. 186 приведены за-
висймости некоторых характе-
ристик поверхностей деталей
из АЛ10В от р.
На микротвердость, глуби-
Рис. 186. Зависимость параметра шеро-
ховатости Ra, твердости HV и глубины
наклепа h от линейной плотности уда-
ров для деталей из сплава АЛ10В.
ударном раскатывании (рис. 187).
ну и степень упрочнения
влияют физико-механические
свойства обрабатываемого ме-
талла и натяг, который явля-
ется основным параметром при
По приведенным данным можно определить ориентировочное
значение натяга для получения требуемого параметра шерохо-
ватости, т. е. определить рабочий диаметр инструмента, по на-
тягу — найти изменение диаметра отверстия, а затем рассчитать
припуск на обработку.
Припуск (мм) на обработку обычно не превышает следующих
значений: для алюминия — 0,03, для бронзы и латуни — 0,02,
для стали — 0,015, для чугуна — 0,025. При отладке процесса
в производственных условиях полученные данные уточняют
экспериментально. Максимальное значение подачи можно опре-
делить исходя из оптимальной линейной плотности ударов, при
различных условиях обработки оно составляет 5—15 мм/об или
1—3 м/мин (для инструментов диаметром до 25 мм, для инстру-
ментов больших диаметров подача несколько меньше).
При обработке плоских, конических и фасонных поверхностей
после достижения необходимого осевого давления на инструмент
рекомендуется выхаживание в течение нескольких секунд.
Рис. 187. Зависимость параметра шероховатости Rz(l) и увеличение диаметра AD
отверстия (2) от иатяга при ударном раскатывании:
а — алюминиевый сплав (сплошная линия) и латунь (штриховая линия); 6 — коррозион-
но-стойкая сталь (сплошная линия) и углеродистая сталь (штриховая линия)
278
Ударная обработка
Для увеличения производительности процесса необходимо
повышать частоту вращения инструмента. При высоких частотах
вращения инструмента длительность нахождения деформирующих
роликов на выступах кулачковой оправки сокращается, что уве-
личивает долговечность инструмента. Рекомендуемая скорость
150—200 м/мин и выше.
Для ударного раскатывания наиболее благоприятна предва-
рительная обработка, после которой сохраняется винтовой харак-
тер микронеровностей (растачивание, развертывание, сверление),
хуже — шлифование и хонингование. При раскатывании шлифо-
ванных и хонингованных поверхностей возникают повышенные
силы. Обычно оптимальный параметр шероховатости поверхности
под раскатывание Ra — 0,32 ... 0,63 мкм, реже — Ra = 1,25 мкм.
При этом параметр шероховатости снижается примерно в 5—
10 раз.
Интенсивность удара ролика прямо пропорциональна подъ-
ему кулачка (лыски). Однако с увеличением подъема увеличи-
вается ширина лыски, а значит, может разместиться меньшее
число роликов, что приводит к уменьшению частоты импульсов.
Оптимальной можно считать величину лыски, обеспечивающую
высоту подъема ролика, равную половине натяга.
Длину дуги выступа кулачковой оправки для уменьшения
крутящих моментов и осевых сил, возникающих при обработке,
следует выбирать наименьшей. Но при слишком малой длине дуги
нормальная работа инструмента нарушается: удары роликов по
обрабатываемой поверхности происходят неодновременно, возни-
кают вибрации, вызывающие нагрев инструмента и резкое ухуд-
шение качества обработки. Во избежание указанных явлений
необходимо, чтобы минимальная длина дуги выступа оправки
была больше суммы длины контакта ролика с кулачковой оправ-
кой и возможных отклонений расположения как роликов в сепа-
раторе, так и выступов на оправке. Суммарное отклонение обычно
не превышает 1 мм, поэтому для одновременной работы всех роли-
ков достаточна длина дуги выступа 1,5—2 мм.
Рекомендуется использовать деформирующие элементы им-
пульсного инструмента от стандартных подшипников (игольча-
тых роликоподшипников). Передние торцы роликов либо закруг-
ляют, либо шлифуют под углом 5° к оси роликов на длине 1,5—
2 мм, т. е. выполняют с наибольшим заборным конусом. Это необ-
ходимо для предотвращения срезания материала при вводе ин-
струмента в обрабатываемое отверстие. Допуск конусности, эллипс-
ности и кривизны роликов 0,003 мм.
Для уменьшения сил обработки необходимо уменьшать по
возможности диаметр роликов, однако при использовании стан-
дартных роликов такой принцип выбора осложняется необхо-
димостью обеспечения их достаточной длины: известно, что точ-
Ударное раскатывание
279
ность обработки повышается с увели-
чением длины роликов.
Диаметр рабочих роликов (d) необ-
ходимо выбирать в зависимости от диа-
метра (D) обрабатываемого отверстия:
при D < 25 мм d = 3 мм; при D =
= 25 ... 30 мм d = 4 мм; при D
35 мм d = 5 мм.
Для увеличения производитель-
ности инструмента следует по возмож-
ности увеличивать число роликов, од-
нако плотность их расположения в се-
параторе ограничивается его жестко-
стью и прочностью. Рекомендуется
широко использовать инструменте мно-
горядным расположением рабочих ро-
ликов.
В раскатнике, конструкция которого
соответствует указанным требованиям
(рис. 188), деформирующие ролики 1
установлены в гнезда сепаратора ме-
жду шарами 2, что позволяет полно-
стью исключить трение рабочих по-
верхностей роликов о стенки гнезд
сепаратора. Узел импульсной подачи
находится вне инструмента и состоит
из упругого элемента — спиральной
пружины 8, фиксирующих гаек 7, контр-
гаек 5 и двух стопорных винтов 6.
Наряду с непрерывной подачей конуса
4 путем сжатия пружины 8 происходит
дискретное (импульсное) перемещение
всего инструмента. Сжатие пружины
регулируют путем установки опреде-
ленного зазора между гайками 7 и 5. Рис. 188. Импульсный рас-
Непрерывной подачей СОЖ к рабочим катник с коническими роли-
роликам через штуцер 3 и соответ- ками
ствующие каналы в корпусе головки достигается стабильная
работа инструмента при обработке глубоких отверстий.
Предусмотрено бесступенчатое регулирование рабочего раз-
мера инструмента путем использования конической кулачковой
оправки. Однако применение конической оправки в сочетании
с коническими роликами для ударного инструмента приводит
к повышенному проскальзыванию последних относительно об-
рабатываемой поверхности и поверхности оправки. В усло-
виях массового производства целесообразнее использование
280
Ударная обработка
цилиндрических роликов и цилиндрических кулачковых опра-
вок, длина которых превышает длину роликов не менее чем
в 3—4 раза.
В импульсном инструменте наиболее распространенной для
обработки сквозных отверстий конструкции имеется один сепа-
ратор с роликами и несколько сменных кулачков оправок, заме-
ной которых обеспечивается настройка инструмента на различные
рабочие размеры. При обработке глухих отверстий используется
такой же инструмент, но торцовые гнезда сепаратора под ролики
делают открытыми, что дает возможность подойти к глухому торцу
отверстия на 0,5 мм.
К ударным раскатникам специальных типов относятся много-
ступенчатые головки для обработки соосных отверстий, раскат-
ники для обработки конических, сферических и плоских торцовых
поверхностей.
Для обеспечения нормальной работы ударных раскатников их
необходимо устанавливать строго соосно с обрабатываемым от-
верстием, что достигается применением самоуста на вливающихся
(плавающих) устройств для крепления раскатника или обраба-
тываемой детали. Инструмент необходимо обильно смазывать
во время работы, это обычно обеспечивается путем принудитель-
ной подачи СОЖ к деформирующим роликам во время их работы.
Обработку проводят как на универсальных металлорежущих
станках (вертикально-сверлильных, радиально-сверлильных, то-
карных, фрезерных), так и на специальных установках.
Обработку ударными раскатниками широко применяют в оте-
чественной автомобильной и тракторной промышленности, а также
за рубежом — в США, Англии, ФРГ и др. Этим методом обраба-
тывают детали из стали, чугуна, алюминия, бронзы, керамики,
в частности, окончательно раскатывают отверстия под палец
в поршнях и под подшипники в деталях электродвигателей, кера-
мические подшипниковые вкладыши, конусные и плоские запи-
рающие поверхности насосов, гидравлические цилиндры и т. п.
12.3. УДАРНАЯ ЧЕКАНКА
В качестве инструмента для ударной чеканки применяют сфе-
рические, эллипсные или специальной формы бойки, ролики,
а также шары из высокопрочной инструментальной стали или
сверхтвердого материала. Частота ударов обычно лежит в пре-
делах 10—50 Гц. Принцип чеканки напоминает принцип ультра-
звукового упрочнения, однако при чеканке частота колебаний
инструмента на два порядка меньше, а его перемещение и энергия
отдельных ударов — больше, чем при ультразвуковом упроч-
нении. Характер формирования упрочненной поверхности (в виде
примыкающих друг к другу лунок) после ударной чеканки тот же,
что и после центробежного упрочнения.
Ударная чеканка
281
Ударная чеканка по сравнению с накатыванием, ультразвуко-
вым упрочнением илн центробежной обработкой при прочих
равных условиях обеспечивает более значительную глубину
(до 30—40 мм) и высокую степень упрочнения. Это объясняется
тем, что при чеканке скорость деформирования во много раз
меньше, чем, например, при ультразвуковом упрочнении, а энер-
гия, прилагаемая к инструменту при единичном ударе, значительно
больше. Однако после чеканки шероховатость обработанной по-
верхности обычно увеличивается, поэтому для ее уменьшения
необходима дополнительная обработка. Чеканку применяют для
упрочнения крупногабаритных деталей, когда необходимо обес-
печить большую глубину и степень упрочнения. После чеканки
поверхность обычно шлифуют.
Диаметр головки бойка или рабочей части бойка D выбирают
в соответствии с заданной глубиной упрочнения Л: Л, « <
< 2,2й; при этом учитывают степень деформирования е: необхо-
димо, чтобы 0,7 е 0,3.
Для пружинных устройств потенциальная энергия бойка мо-
жет быть определена по формуле Еп = (Р Л где I —
ход бойка; Р — сила сжатия пружины в положении «взвода»;
у — жесткость пружины.
Потенциальная энергия бойка связана с энергией удара соот-
ношением Еп = 1,1 ... 1,7ЕУ (см. рис. 8—10).
Помимо устройств, в которых подпружиненный боек пере-
мещается кулачковым механизмом, для ударной чеканки исполь-
зуют вибрационные эксцентриковые упрочнители (рис. 189),
принцип работы которых заключается в том, что инструменту
сообщают вынужденные колебания с частотой вращения эксцент-
риковой массы. Амплитуда колебаний и сила удара инструмента
зависят от соотношения масс эксцентрика и колеблющейся части
вибрационной головки, массы эксцентрика и расстояния его
центра тяжести от оси вращения.
Центробежная сила Р = mrco2, где т — эксцентриковая масса;
г — радиус расположения центра тяжести эксцентриковой массы;
to — частота вращения центра тяжести эксцентриковой массы.
Эта сила в зависимости от расположения эксцентриковой
282
Ударная обработка
массы передает удар на обрабатываемую поверхность в опреде-
ленном направлении (рис. 189).
Изменением жесткости упругого элемента достигают преиму-
щественного колебания инструмента в заданном Направлении
или придают ему колебания по сложной траектории. Например,
применяя упругий элемент в виде пластины, имеющей жесткость
в одном направлении намного большую, чем в другом, и устанав-
ливая эту пластину широкой стороной параллельно оси вала или
перпендикулярно ей, обеспечивают колебания инструмента соот-
ветственно в радиальном и осевом направлениях. Инструмент
можно закреплять жестко или подпружинивать с помощью ре-
зины, пружины и т. д. Обрабатываемая деталь совершает враща-
тельное (или поступательное) движение со скоростью ид, а упроч-
нитель перемещается в направлении подачи Snp.
Инерционные упрочнители для обработки наружных
(рис. 190, а) и внутренних (рис. 190, б) поверхностей деталей
однотипны. На конце упругого элемента 1, закрепляемого в суп-
порте станка или в специальном приспособлении, укреплен кор-
пус 3, в подшипниках 5 которого установлен вал с эксцентрико-
вой массой 4. Валу 6 передается вращение от электродвигателя
через гибкий элемент 7. Ударный инструмент 2 при вращении
эксцентриковой массы совершает колебательное, возвратно-по-
ступательное или круговое движение — в зависимости от того,
перпендикулярна или параллельна оси упругого элемента ось
вращения эксцентриковой массы.
Приспособление для обкатывания вибрирующим роликом
(рис. 191, а) предназначено для упрочнения наружных цилиндри-
Ударная чеканка
283
ческих поверхностей и галтельных переходов. На стержень 5
пневматического клепального молотка напрессовывают (энергия
удара 25—35 Дж, частота ударов 1000—1500 ударов/мин) сталь-
ную втулку /, которую дополнительно крепят внутренним буртом
втулки 2. На наружную поверхность втулки 1 надета спиральная
пружина 4, упирающаяся с одной стороны во втулку, с другой—
в бурт корпуса 3. Эта пружина воздействует на ролик с постоян-
ной силой 2—3 кН. Для крепления приспособления в резцедер-
жателе токарного станка к корпусу приваривают призматический
стержень 6. В стальную втулку 1 вставляют стержень с вилкой,
в которой установлен обкатывающий ролик. Во избежание про-
ворачивания стержня в процессе работы его поверхность и отвер-
стие во втулке выполнены в виде шестигранника.
Аналогичную схему упрочнения (рис. 191, б) применяют при
обработке впадин шлицев, крупных резьб и других элементов
поверхности деталей, являющихся концентраторами напряжений.
Во многих случаях используют универсальное чеканочное пру-
жинно-кулачковое приспособление (рис. 192, а), которое уста-
навливают на универсальных металлорежущих станках. При
обработке плоских поверхностей большой протяженности это
устройство с помощью специальной каретки перемещают по по-
верхности с необходимой ско-
ростью.
Галтели крупных коленча-
тых валов из стали 45, 40Х,
40ХН, чугуна и других мате-
риалов после термической обра-
ботки упрочняют с помощью че-
каночных приспособлений или
на специальных установках.
Вдоль образующей галтели
можно наносить один или не-
сколько рядов деформирован-
ных лунок (канавок). Каждую
Рис. 191. Инструмент для чеканки:
а — наружных поверхностей; б — впадин шлицев
284
Ударная обработка
°)
Рис. 192. Устройства для удар-
ной чеканки:
а — универсальное с пружинно-
кулачковым приводом; б — мно-
гобойковое проволочное на базе
пневматического клепального
молотка КМЛ-23; 1 — стальная
игла Диаметром 2 мм; 2 — кор-
пус; 3 — пружина; 4 — втулка;
5 — стакан; 6 — боек; 7 — гай-
ка; 8 — винт; 9 — пневматиче-
ский клепальный молоток
КМП-23; в — многобойковое про-
волочное на базе отбойного мо-
лотка; I — пневматический мо-
лоток; 2 — боек; 3 — гайка; 4 —
болт; 5 — державка, 6 — пру-
жина; 7 — корпус; 8 — пучок
проволок; 9 — шайба
Ударная чеканка
285
61. Техническая характеристика многобонковых пневмоннструментов
Многобой- ковый упрочнитель Пневмати- ческий молоток Энергия удара, Дж Число ударов в 1 мин Длина пучков проволоки, мм Масса, кг
П-2а МР-4 МР-4 МР-5 МР-5 9 9 12 12 3500 3500 2200 2200 178 150 178 150 7,0
П-3 (угло- вой) МР-6 16 3500 178 11,0
П-4 57К; МП-4 6 1800 98 2,0
П-5 КМ5 9.7 1600 100 2,5
П-6 57К; МП-6 7,5 1800 100 3,0
Примечание. Давление воздуха 0,5 МПа.
канавку получают в результате одного, двух и более рабочих ходов.
Радиус сферы бойка при упрочнении галтелей одноканавочным че-
каночным приспособлением соответствует радиусу галтели. С увели-
чением числа канавок радиус сферы уменьшают. Например, при
обработке галтели с г = 5 мм одноканавочным чеканочным при-
способлением боек с радиусом сферы 3—4 мм устанавливают
посередине галтели, под углом 45° к оси обрабатываемого вала.
Если обработку выполняют трехканавочным чеканочным приспо-
соблением, то радиус сферы берут равным 2 мм и боек последо-
вательно устанавливают под углом 60°, 45° и 30° к оси вала.
Поверхность сварного шва и околошовной зоны в связи с их
неровной поверхностью невозможно упрочнять обычными устрой-
ствами в виде бойка, ролика или шара. Применяют многобойко-
вые проволочные устройства (табл. 61) на базе использования
пневматических отбойников (рис. 192, б). Пучок проволок может
быть круглый или плоский — в зависимости от характера упроч-
няемого сварного шва. Иглы изготовляют из стали 65Г с закалкой
до получения HRC 45—50. Под действием сжатого воздуха боек
сообщает поступательное движение пучку проволок, находя-
щемуся внутри спиральной пружины. Пружина возвращает
стакан с держателем в первоначальное положение, благодаря
чему концы проволок (игл) наносят частые удары по обрабаты-
ваемой поверхности и производят упрочнение. Благодаря упру-
286
Ударная обработка
гости пучка проволок достигается равномерная обработка всей
поверхности шва.
Упрочняющая обработка многобойковым устройством обеспе-
чивает глубину наклепанного слоя до 3 мм и повышает сопротив-
ление усталости сварного соединения на 80 %. Неблагоприятное
влияние сварки полностью нейтрализуется и прочность сварного
соединения определяется прочностью металла.
12.4. ОБРАБОТКА ПРОВОЛОЧНЫМ ИНСТРУМЕНТОМ
Помимо многобойковых проволочных упрочнителей
(рис. 192, в), работающих как чеканочные приспособления, для
упрочнения используют проволочные инструменты: щетки и
иглофрезы.
Иглофрезы характеризуются большей плотностью укладки
ворса (коэффициент заполнения для иглофрез более 0,7; а для
щеток — менее 0,7), меньшим свободным вылетом ворса и, как
правило, большей толщиной проволоки. Поэтому иглофрезы обла-
дают большей жесткостью режущих элементов — проволочек—
и обеспечивают съем металла толщиной до 1—3 мм. Щетки сни-
мают от нескольких микрон до десятых долей миллиметра металла
и используются чаще всего для удаления заусенцев, очистки и
зачистки, а также для упрочнения.
Щетки различаются по типам, размерам и материалу рабочей
части. Их подразделяют на кольцевые (400—500 мм), дисковые,
цилиндрические, торцовые и концевые. Для придания большей
жесткости проволоку обычно гофрируют. Используют проволоку
из низкоуглеродистой, высокоуглеродистой стали, пружинную,
а также из коррозионно-стойкой стали и цветных сплавов, диаметр
ее 0,1—1,0 мм. По характеру расположения проволочного ворса
различают щетки сплошные, состоящие из пучков, из жгутов,
из секций и т. д. Для придания щеткам более высоких техноло-
гических свойств в некоторых случаях их заливают резиной и
различными полимерными материалами. Выпускают большое
число щеток специальной конструкции (рис. 193).
При обработке щетками на обрабатываемой поверхности имеют
место сложные физико-механические и химические процессы
скольжение ворса по поверхности; микроудары отдельных ворси-
нок; микрорезание; разрушение окисных пленок, всегда имею-
щихся на обрабатываемой поверхности; обусловленные этим
микросхватывания металла ворса поверхности и т. д.
Контактирование вращающейся проволочной щетки с обра-
батываемой поверхностью происходит на участке, который можно
подразделить на зоны интенсивной и неинтенсивной обработки
(рис. 194). В зоне интенсивной обработки происходит упругое
деформирование ворса: проволочки ворса под действием реактив-
Обработка проволочным инструментом
287
г) е) ж)
Рис. 193. Основные разновидности проволочного инструмента:
а — цилиндрические и дисковые щетки; б — двухрядная и однорядная щетки из жгутов;
1, 2 — фланцы; 3 — оправка; 4 — ворс; 5 — опорное кольцо; 6 — разделительное кольцо;
в, г, д — соответственно цилиндрическая, торцовая и угловая коротковорсиые щетки
с прямым ворсом; 1,2 — прижимные фланцы; 3 — опорные кольца; 4 — ворс; 5, 6, 7,
8 — поджимные и крепежные элементы; е — концевые щетки; ж, з — иглофрезы; 1 «-
ступицы; 2 — фланец; 3 — ворс
288
Ударная обработка
Рис. 194. Схема взаимодействия цилиндрической вращающейся проволочной щет-
ки с обрабатываемой поверхностью металла:
а — всей щетки; б — отдельных проволочек ворса; / — геометрическая зона контакта;
// -- зона неинтенсивной обработки; /// — зона интенсивной обработки; IV — зона
действенного контакта; V — участок поверхностного пластического деформирования;
VI — участок резания
ной силы обрабатываемой поверхности изгибаются, зазоры между
проволочками уменьшаются, плотность ворса увеличивается.
В этой зоне протекают одновременно два процесса — резание
металла рабочими (режущими) проволочками ворса с образова-
нием стружки и пластическое деформирование поверхности сле-
дующими проволочками, которые имеют меньшую кривизну и
которые не могут резать металл. Эти проволочки осуществляют
зачистку и поверхностное пластическое деформирование обраба-
тываемого металла и поджимают поперечный ряд режущих про-
волочек, поэтому часть своей упругой деформации передают им.
В результате создается как бы монолитная рабочая часть ворса,
обладающая большей силой, чем один ряд режущих проволочек,
и тем самым обеспечивающая условия, необходимые для обра-
ботки металла.
В зоне неинтенсивной обработки ворс скоблит поверхность
детали, которая затем перемещается в зону интенсивной обра-
ботки. В конце последней свободные концы проволочек движутся
ускоренно вследствие их изгибания. Поэтому съема металла в этой
зоне практически не происходит.
При использовании щеток для упрочнения необходимо пол-
ностью или максимально избегать резания и соответственно
интенсифицировать пластическое деформирование обрабатывае-
мой поверхности.
Проволочный инструмент характеризуют следующие пара-
метры (см. рис. 193): диаметр D, ширина В и диаметр d ворса,
общая длина L и свободный вылет ворса I, материал ворса и его
состояние (сплющенный, гофрированный, соединенный в жгуты,
секции или пучки). К параметрам режима обработки относятся:
натяг i или сила Pv прижатия ворса к обрабатываемой поверх-
ности, окружная скорость v щетки, скорость vn вращения детали,
подача S, число рабочих ходов, используемая СОЖ-
Обработка проволочным инструментом
289
Рис. 195. Инструмент для упрочнения:
а — с плоским ворсом (/ — ворс; 2 — ступица; 3, 4 — фланцы; 5, 6, 7, 3 — элементы
крепления; 9 — плоские концы ворса); б — с петлевидными секциями; 1 — ступица;
2 — петлевидные секции; 3 — ударные элементы; 4. 5 — элементы крепления; в — с удар-
ными элементами в виде пластин; / ступица; 2 — пластина с прямоугольными конца-
ми; 3 — пластина с треугольными концами; 4 — опорный штифт; 5 — упругий демпфер;
6 —замыкающая вставка; 7 — пазы под штифт в ступице; I, II — положения пластин
соответственно перед установкой и после установки в щетку; г - щетка с возвратио-по-
ступательиым движением ворса
Для упрочнения применяют длинноворсные щетки (с относи-
тельно большим вылетом ворса), диаметр проволоки ворса ОД-
ЦО мм. При этом частота вращения щетки должна быть больше,
чем при других видах обработки.
Пластическое деформирование можно усилить и исключить
резание путем применения щеток с плоским ворсом, ориентиро-
ванным относительно обрабатываемой поверхности (рис. 195, а).
Для повышения ударного импульса ворсинок применяют щетки
(А. с. №484975 (СССР)], в которых пучки проволоки установ-
лены в обойму петлеобразными секциями, имеющими с внутрен-
ней стороны передвижные грузы, регулирующие силу удара
(рис. 195, б). Существуют и другие конструкции щеток, например,
с ударными элементами в виде пластин (рис. 195, в), концы кото-
рых могут быть сплошными или разделенными на прямоугольные
или треугольные участки, что в некоторых случаях усиливает
эффект упрочнения. В торцовой щетке для усиления ударного
воздействия используют специальный механизм (рис. 195, г).
Ворс 7 щетки наряду с вращательным движением совершает быст-
рое возвратно-поступательное перемещение вдоль оси шпин-
деля 9 щетки. Пучки ворса щетки закреплены под углом к оси
шпинделя на опорных кольцах 5 обоймы 6. Обойма с ворсом уста-
290
Ударная обработка
Рис. 196. Зависимость микротвердости поверх-
ностного слоя горячекатаной полосы из стали 20,
обработанного вращающейся проволочной щет-
кой, от параметров режима обработки:
1 - от силы Ру щетки (ош = 1,6 м/с; 5Пр «=
— 26S мм/мин); 2 — at окружной скорости щетки »ш
(Р„= 700 Н; Sn- = 266 мм/иин); 3 — от продоль-
ной подачн Sjjp (Ру » 700 Н; ош — 1,6 м/с)
новлена на конце шпинделя и на нее
воздействует пружина 8. В расточке не-
подвижного корпуса 1 щетки и в верх-
ней расточке обоймы 6 концентрично вмонтированы неподвижные
сепараторные кольца 3 и 4 с шариками 2. При вращении шпин-
деля 9, а вместе с ним и подпружиненной обоймы 6 с ворсом
шарики сепараторов набегают друг на друга, сообщая таким
образом обойме возвратно-поступательное движение. Ворс ока-
зывает ударное воздействие на поверхность металла, в ре-
зультате чего происходит упрочнение.
Применяя указанные конструкции щеток, можно практически
устранять микрорезание.
Зависимость микротвердости поверхности от параметров обра-
ботки обычной щеткой (см. рис. 193, в) для стали 20 показана на
рис. 196 (исходная твердость НВ 180). При увеличении давления
щетки на обрабатываемую поверхность твердость ее увеличивается.
Увеличение окружной скорости щетки v заметно увеличивает
твердость обработанной поверхности. При больших скоростях
микрорезание становится менее эффективным, более интенсивно
происходят трение и поверхностное деформирование металла.
Увеличение продольной подачи S несколько уменьшает твердость
обрабатываемой поверхности, так как с увеличением подачи
уменьшается число проволочек вращающейся щетки, контакти-
рующих с обрабатываемой поверхностью в единицу времени,
вследствие чего снижается интенсивность динамического воздей-
ствия щетки.
Глубина упрочненного слоя 50—100 мкм.
При обработке деталей из сталей различных марок длинно-
ворсными щетками (свободный вылет ворса I = 60 — 100 мм
со скоростью 20—60 м/с) микротвердость поверхности повышается
на 70—150 %, а в некоторых случаях в 2,5—3,5 раза, однако
толщина упрочненного слоя остается незначительной (не более
0,1 мм). Для деталей из алюминия достигнуто повышение микро-
твердости в 4,5—6 раз.
Таким образом, для упрочнения могут быть использованы
обычные щетки со следующими характеристиками: I = 50 ...
100 мм, d = 0,4 ... 1,0 мм, i = 2 ... 6 мм, и = 20 ... 60 м/с. По-
Обработка проволочным инструментом 291
дачу рассчитывают исходя из времени воздействия инструмента
(15—30 с). Для инструмента специальной конструкции (см.
рис. 195) в каждом конкретном случае оптимальные параметры
обработки определяют экспериментальным путем.
Для упрочнения деталей щетками обычно используют универ-
сальные металлорежущие станки. В случае обработки деталей на
станках токарной группы необходим дополнительный привод
вращения инструмента, который вместе с инструментом устанав-
ливают на суппорте станка, а деталь закрепляют в па-
троне.
Глава 13
ПОВЫШЕНИЕ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ ППД
13.1. СОПРОТИВЛЕНИЕ УСТАЛОСТИ
Усталость (ГОСТ 23207—78) подразделяют на многоцикловую
и малоцикловую. При малоцикловой усталости усталостные раз-
рушения происходят в результате приложения малого числа цик-
лов (порядка сотен тысяч) при повышенных напряжениях. При
многоцикловой усталости материала усталостное разрушение
протекает в основном при упругом деформировании, в случае
малоцикловой усталости — при упругопластическом деформи-
ровании.
Путем ППД повышают сопротивление обычной и малоцикловой
усталости при воздействии как низких, так и высоких (до t —
=- 800 °C) температур и при различных схемах нагружения (из-
гиб, растяжение—сжатие, кручение и т. д.). Это обусловлено
следующими основными факторами: созданием остаточных сжи-
мающих напряжений в поверхностном слое; получением благо-
приятных по форме микронеровностей и минимального (для
большинства методов) параметра шероховатости поверхности;
положительными микроструктурными изменениями в поверх-
ностном слое металла; созданием направленной текстуры металла
в поверхностном слое.
Особенно благоприятно применение ППД для деталей, имею-
щих концентраторы напряжений. Концентраторы напряжений
подразделяют на два вида: конструкторские (галтели, кольцевые
и шпоночные канавки, поперечные отверстия, выточки и т. д.)
и технологические (риски, вырывы металла, поры или включения
в металле, микро- и макротрещины, образованные в заготовках
или при их механической обработке, прижоги вследствие шлифо-
вания, резкий переход в зоне раздела различных структур и др.).
Пределы выносливости деталей с концентраторами напряжений
повышаются вследствие ППД в 2 раза и более. Обработка ППД
может полностью нейтрализовать неблагоприятное воздействие
концентраторов напряжений.
Благоприятные остаточные напряжения, возникающие при
обработке ППД конструкционных сталей, достигают сотен мега-
паскалей, а глубина их распространения соответствует глубине
пластически деформированного слоя. С увеличением глубины
залегания остаточных напряжений и повышением их уровня
сопротивление усталости, как правило, возрастает.
Сопротивление усталости
293
Остаточные напряжения характеризуются способностью кон-
центрироваться вокруг отверстий и выкружек, как и напряжения
вследствие внешних силовых воздействий. Остаточные напряже-
ния не релаксируют в стальных изделиях при выдержке их в те-
чение длительного времени (десятки лет) при нормальных темпе-
ратурах. Релаксация благоприятных остаточных напряжений
при циклическом нагружении деталей, упрочненных ППД, проис-
ходит при достижении достаточно высокого уровня нагружения.
При силовых режимах эксплуатации изделий, вызывающих посте-
пенную релаксацию остаточных напряжений, достигается уве-
личение общей долговечности благодаря временному действию
остаточных напряжений.
Методы ППД применяют для повышения сопротивления уста-
лости деталей любых размеров. При этом эффект упрочнения
с увеличением поперечных размеров деталей не только не сни-
жается, но в ряде случаев повышается. Для деталей цилиндри-
ческой формы рациональная глубина наклепанного слоя 0,102? <
< h < 0,05 D, где D — диаметр поперечного сечения детали.
После обработки ППД не происходит снижения сопротивления
усталости за счет концентрации напряжений в зонах деталей,
переходных от наклепанного слоя к основной массе детали.
А, например, при поверхностной закалке зона, где кончается
закаленный слой, является концентратором напряжений, что
снижает долговечность деталей.
Для повышения усталостной прочности валов с галтельными
переходами обычно назначают большие радиусы г галтелей,
но если галтели упрочнять методами ППД, в этом нет необходи-
мости.
Упрочненные ППД ступенчатые валы с малыми радиусами
галтельных переходов (r/D = 0,01 ... 0,03) при испытаниях на
усталость при переменном симметричном изгибе имеют пределы
выносливости такого же порядка, как и гладкие валы, а в неко-
торых случаях изломы происходят не в галтелях, а в гладкой
части.
Обработка ППД не только замедляет рост усталостных трещин,
но при определенных условиях приводит к полной остановке
их распространения при сохраняющихся неизменными режимах
циклического нагружения.
Применение методов ППД эффективно для упрочнения: тор-
сионных валов с мелкими треугольными шлицами (обрабатываются
стебли валов, галтели и впадины шлицев); зубчатых колес; колен-
чатых валов двигателей всех типов и размеров, в том числе круп-
ногабаритных из чугуна с шаровидным графитом; шатунов;
силовых шпилек и болтов; пружин; рессор и т. д. Особенно эф-
фективно использование ППД деталей авиационной техники,
для которых характерно циклическое нагружение (лопатки ГТД,
294
Повышение эксплуатационных свойств обрабатываемых деталей
62. Эффективность различных
методов упрочнения ПНД
Метод упрочнения Толщина наклепанно- го слоя, мм Остаточ- ные на- пряжения, МПа
Обкатыва- ние шаром (ОШ) 0,3—0,8 400—750
Алмазное выглажи- вание (АВ) 0,1—0,3 500—850
Ультразву- ковая обработка (УЗО) Обработка щетками (ОЩ) 0,1—0,25 300—600
0,04—0,08 600—1100
63. Сопротивление усталости
полированных и выглаженных
образцов из различных материалов
Материал О-1 о-1 упр 1 о "В. с
МПа о
Х18Н9Т 240 410 1,7
Х12Н2ВМФА 550 620 1,3
Х12Н2МФБ 595 780 1,3
НХ77ТЮР 385 480 1,2
38ХМЮА 460 580 1,2
38ХМЮА 650 690 1;07
АК46 130 200 1,55
Х12Н2ВМФА Н 290 560 1,9
4- хром ВТЗ-1 -г хром 180 470 2,6
лопасти вертолетов, силовые детали крыльев и фюзеляжа и т. д.).
Некоторые характерные детали рассмотрены в разд. 1.4. Сопротив-
ление усталости этих деталей повышается до двух раз и более.
Значения сжимающих остаточных напряжений при упрочнении
легированных сталей (ШХ15; ХН77ТЮР; 14ХНЗМА; 55СМА)
со структурой мартенсита отпуска (HRC 56—62) различными
статическими и ударными методами ППД приведены в табл. 62,
Обработка шаром и ультразвуковое упрочнение уменьшают
параметр шероховатости поверхностей с Ra = 0,35 ... 1,2 мкм
до Ra = 0,2 ... 0,32 мкм, а обработка механическими щетками
уменьшает параметр шероховатости в 1,3—2 раза. Уменьшение
шероховатости поверхности сопровождается увеличением радиу-
сов закругления вершин и впадин неровностей, что значительно
увеличивает опорную длину профиля и благоприятно влияет
также на контактную жесткость и другие эксплуатационные
характеристики деталей.
Пластическое деформирование в зависимости от полноты про-
текания процессов, влияющих на упрочнение, создает различное
структурное состояние материала в поверхностном слое, которое
определяет его релаксационную стойкость. Наибольшая релакса-
ционная стойкость упрочненного слоя образуется при обработке
с режимами, создающими мелкоблочную структуру. При этом,
например, у стали ХН77ТЮР упрочнение сохраняется до 500 °C
и снижается на 8—18 % при 600 °C.
Алмазное выглаживание (o_iynp) по сравнению с полированием
(о_1) повышает сопротивление усталости (базовое число циклов
107) для различных материалов (табл. 63).
Сопротивление усталости
295
Рис. 197. Твердость металла и окружные остаточные напряжения в поверхност-
ном слое обкатанных валов:
а — сталь 50, Dy — 230 мм, г — 12 мм, Р = 15 кН, v ~ 51,5 м/мин; б — сталь 50, ~
— 230 мм, г = 1 2 мм, Р = 34 кН, v = 51,5 м/мин; в — сталь 50, D~ 235 мм, г = 12 мм,
Р = 60 000 Н, v =- 52,5 м/мии; г — сталь 50, D = 90 мм, г — 18 мм, Р = 60 кН, v =
— 22 м/мин; д — сталь 34ХН1М, — 235 чм, г — 12 мм, Р — 60 кН, v = 120» м/мин
Обкатывание роликами под большим давлением, поверхност-
ное дорнование, обработка дробью и чеканка обеспечивают зна-
чительно большие глубины распространения остаточных напряже-
ний и более высокие значения этих напряжений, чем ОШ, АВ,
УЗО и ОЩ. Эти методы целесообразно использовать для обра-
ботки деталей больших размеров, а также деталей, имеющих зна-
чительные концентраторы напряжения. Ударное раскатывание,
виброударная и центробежная обработка по достигаемым резуль-
татам занимают промежуточное положение между указанными
группами методов.
При обкатывании роликами крупных валов с увеличением
силы возрастает толщина слоя со сжимающими остаточными на-
пряжениями и глубина, на которой они достигают максимальных
значений. Если глубина упрочненного слоя hHV (с повышенной
микротвердостью) и глубина залегания остаточных напряжений ha
296
Повышение эксплуатационных свойств обрабатываемых деталей
64. Сила обкатывания, Н *
V МПа Диаметр обкатываемой детали, мм
100 125 160 200 250 320 400 500
200 3 800 6 000 9 500 15 000 24 000 38 000 60 000 60 000
7 500 4 800 12 000 7 500 19 000 12 000 30 000 19 000 48 000 30 000 60 000 49 000
250 9 500 6 000 15 000 9 500 24 000 15 000 38 000 24 000 60 000 38 000 60 000 60 000 60 000
320 12 000 7 500 19 000 12 000 24 000 19 000 38 000 30 000 60 000 48 000 60 000 60 000 60 000
400 15 000 9 500 24 000 15 000 38 000 24 000 60 000 38 000 60 000 60 000 60 000 60 000
500 19 000 12 000 30 000 19 000 48 000 30 000 60 000 48 000 60 000 60 000 60 000 60 000
630 24 000 15 000 38 000 24 000 60 000 38 000 60 000 60 000 60 000 60 000 60 000
800 30 000 19 000 48 000 30 000 60 000 48 000 60 000 60 000 60 000 60 000 60 000
1000 38 000 60 000 60 000 60 000 60 000 60 000 60 000 60 000
*В числителе — силы при l,5/\OiO6, в знаменателе — при S/’.o.jj, где
^-0,06 — сила, необходимая для создания наклепанного слоя толщиной 0,05 ра-
диуса детали.
Примечание. Силы, указанные справа от полужирной линнн, создают
толщину наклепанного слоя менее 0,05 радиуса детали.
примерно совпадают (hJhHV = 1 ... 1,3), то глубины, на которых
достигают максимальных значений твердость и напряжения, не
совпадают: максимальное значение твердости обычно находится
непосредственно на поверхности, а максимальное значение на-
пряжения — на некотором расстоянии от поверхности (рис. 197).
Сжимающие остаточные напряжения оос = 0,3 ... 0,8от, а глу-
бина, на которой они действуют, составляет до 200 мм и более.
Снижение остаточных напряжений на поверхности при неко-
торых методах ППД объясняется в основном тепловыми явле-
ниями, развивающимися непосредственно на поверхности.
В зависимости от диаметра вала и предела текучести обка-
тываемого материала для получения наибольших значений сжи-
мающих остаточных напряжений силу обкатывания выбирают
равной полутора — трем силам, которые создает упрочненный
слой толщиной, равной 0,05 радиуса. Максимальное значение
Солромкаланя® усталости
297
65. Оптимальные параметры
обкатывания валов диаметром
более 500 нм
мН Я. «и
16 0,2
20 4—8 0.3
30 б—10 0.4
40 8—16 0.45
50 10—20 0.5
60 12—24 0,5
силы обкатывания 60 кН
(табл. 64). При этом ско-
рость не должна превышать
50 м/мин, а значения про-
фильного радиуса ролика R
и подачи S для выбранных
сил Р приведены в табл. 65.
Для валов диаметром бо-
лее 500 мм, например, глав-
ного привода морских судов,
опасным местом являются
прессовые посадки втулок
на вал, так как в этих ме-
66. Эффективность рекомендуемых
режимов обкатывания »ало» диаметром
менее 500 мм
я«ст> Диаметр, мм j 5 и ii Предеа вынос- лквостк, МП» Повышение предел» »м- восекиоети сяе ойк»тмв». »М*. %
Без втулки 42 Необка- таниая Обкатан- ная 240 290 20
180 Необка- тайная Обкатан- ная 200 270 37
Со втулкой 42 Необка- тайная Обкатан- ная ПО 240 122
180 Необка- тайная Обкатан- ная 70 210 200
стах резко снижается со-
противление усталости. Причина этого состоит в одновремен-
ном воздействии концентрации напряжений, элехтроэрозионного
разрушения поверхности (в паре образуется термоток), меха-
нического истирания и фреттннг-коррозии. Эффективность обка-
тывания наибольшая для валов с прессовой втулкой (табл. 66),
так как эффективность применения методов ППД наиболее высо-
кая прн упрочнении деталей с концентраторами напряжений.
В результате накатывания вагонной оси на специальном
полуавтоматическом обкатном станке двумя парами роликов с си-
лой 56,15 кН, создаваемой гидросистемой (п = 144 мин-1, S =
= 0,51 мм/об, обработка — за один рабочий ход), получился
упрочненный слой глубиной 3—4 мм н предел выносливости повы-
сился на 70 %.
Влиянию фреттннг-коррозии подвержены проушины шатунов
(сталь 18Х2НВА) быстроходных дизельных двигателей. Очаги
износа такого вида становятся концентраторами напряжений,
резко снижающих сопротивление усталости. Сравнительные ха-
рактеристики раскатывания отверстий проушин шатунов много-
шарнковым упругим раскатнихом и центробежного упрочнения
10 Одпвеьв Л. Г.
298 Повышение вксплуатационных свойств обрабатываемых деталей
67. Сравнительные характеристики раскатывания
н центробежного упрочнении деталей
Нормаль- ная сила Р. н 3. мм/об Число уда- ров на 1 мм* Натяг, мм о. МПа
ММ
Раскатывание
620 0,07 — — —480 0,25 0,78
900 0,097 .— — —470 0,26 0,82
1100 0,097 — — —480 0,26 1,03
1300 0,097 —- —- —520 0,26 1/08
1100 0,070 -— — —470 0,25 0,90
1100 0,097 — —. —480 0,26 1,03
1100 0,150 —— — —500 0,250 0,95
1100 0,210 .— — —560 0,24 0,90
1100 0,260 — — —500 0,25 0,79
Центробежное упрочнение
— -— 250 0,10 —700 0,12 0,60
— —- 250 0,20 —600 0,14 0,60
— -— 250 0,30 —600 0,16 0,60
— — 250 0<45 —600 0,20 0,70
— — 250 0,60 —500 0,28 0.78
— «— 83 0,30 —620 0,11 0,56
— —— 250 0,30 —600 0,15 0,60
— — 415 0,30 —540 0,14 0,60
— — 664 0,30 —600 0,16 0,60
68. Увеличение предела выносливости крупных резьб
при их упрочнении
Упрочняе- мая резьба Сталь Увеличение предела вы- носливости. % Упрочняе- мая резьба Сталь Увеличение предела вы- носливости, %
70X6 35 83 78X12 34ХН1М 155
78X12 35 235 185X12 15ГН4М 275
78X12 18Х2Н4ВА 280 185X12 34XH3M 145
(максимальные сжимающие напряжения а, глубины залегания
максимума этих напряжений h и общие глубины кзалеганияв
напряжений /it) приведены в табл. 67
Предел выносливости раскатанных деталей повысился
в 2,3 раза, а деталей, обработанных центробежным методом, —
в 2 раза.
При обработке многобойковыми (проволочными) упрочнителями
поверхности сварного шва и околошовной зоны иа глубину более
2 мм создаются сжимающие остаточные напряжения до 400 МПа.
Сопротивление усталости
299
_ 68. Детали Уралмашзавода, упрочняемые методами ППД
Детали Сталь Поверхность упрочнения Метод упрочнении Реаультат упрочнении
Штоки штамповочных молотов 35ХНВ Зона запрессовки стеб- ли диаметром 220 мм с коническим концом Обкатывание роликом с силой 35 000 Н Увеличение долговеч- ности в 2,5 раза
Цилиндры тяжелых гид- равлических прессов 35НМ Галтель радиусом 35 мм и прилегающие зоны Чеканка пневматиче- ским ударником с энер- гией удара 80 Дж Увеличение долговеч- ности с 250 тыс. до 930 тыс. циклов
Колонны прессов, валы конусных дробилок крупного дробления Сталь 40, 34ХН1М Упорные резьбы с ша- гом 12—24 мм Чеканка вибрирующим роликом с энергией удара 320 Дж Увеличение предела вы- носливости при изгибе на 50%
Валы конусных дроби- лок крупного дробления Сталь 40, 34ХН1М Частя под ступицей диаметром 400—600 мм Обкатывание гидравли- ческим устройством с силой 70000 Н Увеличение предела вы- носливости при изгибе иа 50—80 %
Станинные ролики про- катных станов, цен- тральные валы редукто- ров поворота н осн экскаваторов Сталь 40Х, 34ХН1М Галтели радиусом 8, 10, 15 н 20 мм Обкатывание роликами с биением рабочего про- филя при усилии 5000—25 000 Н Повышение предела вы- носливости при нзгнбе на 30-50 %
Бортовые зубчатые ко- леса экскаваторов ЗОХМЛ, 34ХН1М Впадина зубьев с мо- дулем 26 мм Поперечное обкатыва- ние на специальном станке с силой 13 000 Н Увеличение долговеч- ности в 2—4 раза
Конические зубчатые колеса привода конус- ных дробилок мелкого и среднего дробления 34ХН1М Впадина зубьев с мо- дулем 30 мм Обкатывание винтовыми роликами на специаль- ном станке с силой 7 000 Н Увеличение долговеч- ности в 3—10 раз
Полуоси экскаваторов 34ХНМ Впадины шлицев D10X210X230 Чеканка роликами с энергией удара 18 Дж Увеличение долговеч- ности в 2 раза
300
Повышение эксплуатационных свойств обрабатываемых деталей
70. Сравнительные характеристики различных ударных методов упрочнения
Метод Параметры упрочняю- щей частицы Материал Число цик- лов д© раз- рушения при °тах “ ~ 1360 МПа
АДЗЗ-Т1 40ХНМА
X X а X £ Зх Л о с D.X „ О X к * <в х О «СХ Ударная энергия. Дж
Л. мы о. МПа hr мм О. МПа
Пиевмоди- намнческнн 3 5—10 6 10-« 0,60 150—200 0,28 300—400 35 000
Гидродро- беструйный 0,8— 1.1 5—10 2-10-‘ — — 0,20 400—450 28 000
Вибро ударный 4—5 1—2 2-10-* 0,40 150—200 0,20 300-350 21 000
Примечание. Обозначения: Л — глубина, на которой действуют
остаточные напряжения; о — остаточное напряжение.
71. Эффективность различных методов поверхностного
упрочнения конструкционных сталей
Обработка поверхности Число циклов до разрушения
при Ощах “ 1360 МПа При к шах — 1000 МПа
30ХГСНА 20ХЗМВФ ВК.С210 ВНС5 ВНС2
Шлифование Виброударная Дробеструйная Пневмодннамическая Обкатывание роликом Алмазное выглаживание Обдувка металлическим песком 7 400 21 000 24 000 24 500 12 500 6 900 20 300 22 300 35 500 42 000 11 200 7 400 22 800 48 400 100 000 35 161 21 000 20 750 96 300 76 300 88 700 44 000 180 000 70 000 19 280 105 100 150 000 85 040
В результате сопротивление усталости деталей со сварным швом
повышается настолько, что усталостное разрушение происходит
не по сварному шву, а по цельному металлу. Так, упрочнением
сварных лопаток дымососов тепловых электростанций достигнуты
следующие значения их предела выносливости:
МПа %
Сварка:
без зачистки шва..................................... 105 100
с зачисткой шва абразивом.......................... 115 100
с наклепом миогобойковым упрочиителем .... 185 175
Износостойкость
301
Упрочнение вибрирующим роликом (совмещается обкатывание
и чеканка) крупных резьб позволяет до 280 % повысить предел
выносливости (табл. 68).
Примеры повышения долговечности ряда других деталей даны
в табл. 69.
При выборе метода упрочнения необходимо учитывать тех-
нологические возможности методов, близких по характеру воздей-
ствия, например, пневмодииамического, гидродробеструйного и
виброударного (табл. 70).
Малоцикловая выносливость конструкционных сталей
(табл. 71) после обработки ППД возрастает в 3—8 раз. Однако,
как и при многоцикловой усталости, для каждого конкретного
металла оптимальным является определенный метод.
13.2. износостойкость
Различают три вида изнашивания: механическое, молекулярно-
механическое н коррозионно-механическое. Наиболее распро-
странено механическое изнашивание. Разновидностями его яв-
ляются абразивное, гидроабразнвное, эрозионное, усталостное
и кавитационное изнашивание.
Большое влияние на износостойкость при изнашивании всех
видов оказывает микрогеометрия поверхности. Причем если,
например, сопротивление усталости повышается с уменьшением
шероховатости, то для деталей, работающих на износ, существует
оптимальный параметр шероховатости, прн котором износостой-
кость наибольшая. На рис. 198 показана типовая зависимость
износа от шероховатости поверхности для более трудных (/)
и менее трудных (2) условий трення. Наличие оптимального
параметра шероховатости объясняется двойственной природой
трения — в месте контакта поверхностей происходит адгезионное
(молекулярное) схватывание металла и механическое взаимодей-
ствие микронеровностей. В области, лежащей слева от оптималь-
ного параметра шероховатости, преоб-
ладает молекулярное схватывание,
а в области, лежащей справа, преобла-
дает механическое взаимодействие.
Рис. 198. Влияние иа износ Q и истирающую способность k характеристик каче-
ства поверхностного слоя:
о — высоты апгароыероввоети; в — твердости
302 Повышение эксплуатационных свойств обрабатываемых деталей
д)
Рис. 199. Зависимости износа от числа циклов л, времени работ пары и пути L:
а — стального вкладыша; б — бронзового вкладыша; 1 — обкатанная шейка; 2 — необ-
катанная шейка; в — стального образца в паре с чугунным (/ — после шлифования;
2 — после раскатывания); s — образца после алмазного выглаживания; I — шлифова-
ние; 2 — полирование; 3 — алмазное выглаживание; д стержня клапана двигателя;
1 — обкатанный стержень, 2 — необкатанный стержень
Большинство методов ППД не только снижает параметр
шероховатости в 5—10 раз, но и создает благоприятную для изно-
состойкости форму микронеровностей, которая ближе, чем при
других методах окончательной обработки, к форме микронеров-
ностей, образующихся после приработки. Это повышает износо-
стойкость и сокращает период приработки.
Большое влияние на износостойкость оказывают твердость
поверхности, микроструктура, состав металла. Износостойкость
сталей прямо пропорциональна их истирающей способности, кото-
рая связана непосредственно с твердостью (рис. 198, б).
Обработка деталей ППД увеличивает поверхностную твер-
дость до 40—70 %, в результате чего практически во всех слу-
чаях повышается износостойкость.
Структуры с высокой прочностью, обладающие способностью
в незначительной степени подвергаться местному пластическому
деформированию, и большой теплостойкостью, являются более
износостойкими. Увеличение количества карбидообразующих ле-
гирующих элементов в сталях н чугунах, а также повышение дис-
Ианосостойкость
303
72. Результаты испытаний на изнашивание
Материал Метод оконча* тельной обра- ботки Износ после прира- ботки, мм Длитель- ность прира- ботки, мни Интенсив- ность уста- новившегося изнашивания /. 10*. мкм/м
Сталь 45 нормализован- Шлифование 10 100 36
ная, НВ 180 Полирование Алмазное выгла- живание 3 2,5 70 60 34 24
Сталь 45 закаленная, Шлифование 7 130 80
HRCa 56 Полирование Алмазное выгла- живание 3 2,5 80 70 70 24
Сталь 40Х закаленная. Шлифоввние 3 130 45
HRCa 58 Алмазное выгла- живание 2 120 19
Сталь 18ХГТ цементо- Шлифование 3 120 40
ванная, HRCa 61 Алмазное выгла- живание 2 80 25
Сталь 12Х2Н4А цемен- Шлифование 3,5 110 70
тованная, HRCa 61 Алмазное выгла- живание 2,5 70 25
перенести их структуры способствует повышению их износостой-
кости. Аналогичная структура поверхности образуется после
обработки ее ППД, что способствует повышению износостойкости.
Наибольшее число деталей машин работает в условиях меха-
нического изнашивания (значительная часть гильз и поршневых
колец двигателей и компрессорных машин, поверхность подман-
жетных уплотнений, большая часть подшипников скольжения
и т. д.), т. е. в таких условиях, которые соответствуют зависи-
мости 2 (см. рис. 198, с). Эти детали, как правило, обкатывают
роликовым и шариковым инструментом или выглаживают ал-
мазом.
Обкатывание роликами деталей из среднеуглеродистой осевой
стали (рис. 199, а, б), раскатывание деталей из стали 45 шарико-
вым дорном (рис. 199, в) и алмазное выглаживание (рис. 199, г
и табл. 72) обеспечивают повышение износостойкости по сравне-
нию со шлифованием в 1,5—2,5 раза, а по сравнению с полирова-
нием— в 1,3—1,6 раза (при одинаковой шероховатости поверх-
ности).
304 Повышение эксплуатационных свойств обрабатываемых деталей
Рис. 200. Детали двигателей внутреннего сгорания, упрочняемые накатыванием
и алмазным выглаживанием для повышения износостойкости:
а — противовес: в — шятуи; в — крышка шатуна; г — рычаг переключения; д — втулка
манжеты' сальника; с — тарелка к втулка клапана; ж — сферическая шайба; з — фасон*
хая гайка; и — шткфт спидометра; к — кожух сцепления; л — головка блока; я — пята
толкателя; я — винт регулировочный; о — штанга толкатели; л — ротор турбокомпрес-
сора; р — фланец иардаиа
Аналогичные результаты по увеличению износостойкости до-
стигаются прн обработке почти всеми методами ППД, кроме
некоторых ударных, когда шероховатость поверхности увеличи-
вается (обработка дробью, чеканка). Последние методы в некоторых
случаях требуют дополнительной обработки для достижения задан-
ных износостойкости и параметра шерховатостн.
При производстве двигателей внутреннего сгорания, напри-
мер, обкатыванием и алмазным выглаживанием обрабатывают
большое количество деталей, работающих в условиях трения и из-
носа: шатун, коленчатый вал (помимо галтелей), гильзы, болты,
головка блока и др. (рис. 200).
13.3. СОПРОТИВЛЕНИЕ СХВАТЫВАНИЮ МЕТАЛЛА
Из трех состояний смазываемой поверхности (трение без
смазочного материала, граничная и гидродинамическая смазка)
для тяжелонагруженных пар трення наиболее характерно гра-
ничное состояние смазки, при котором толщина масляной пленки
оценивается величиной от десятых долей микрона до нескольких
микрон. При изнашивании или нарушении масляной пленки одно-
временно происходит обратный процесс — ее регенерация. Для
этого необходим некоторый запас смазочного материала, кото-
рый может находиться во впадинах микрорельефа или в специ-
альных углублениях на поверхности трения.
Сопротивление схватыванию металла
305
Рис. 202. Зависимость температуры от
нагрузки при различных способах фи-
нишной обработки:
I — шлифование; 2 — электромеханиче-
ское упрочнение; 3 — внбронакатыванне
(ступенчатое нагружение силой 98 Н чере*
5 мни при скорости скольжения 0.62 м/с)
тяжелонагруженных пар, к ко-
Рис. 201. Схема каналов на поверхности
поршня двигателя внутреннего сгора-
ния с виброобкатаиной поверхностью
Регулярный микрорельеф
поверхности, создаваемый ви-
брообкатыванием, обеспечивает
снижение износа (рис. 134, е)
торым относится, например, поршень двигателя внутреннего
сгорания (рис. 201). Относительная площадь поверхности
поршня, занятая канавками, составляет 30—35 % [А. с.
№ 313993 (СССР)]. При этом масляная пленка в паре
трения наиболее устойчива, износостойкость поверхности наи-
большая. Так как площадь постоянно уменьшается в результате
изнашивания, начальная относительная площадь канавок должна
быть 35—40 % площади поверхности детали. Канавки не должны
пересекаться, они могут иметь лишь общие участки в местах
перегиба.
Важной характеристикой узлов трения, работающих в усло-
виях схватывания металла, является температура на поверх-
ности трения. Из графика (рис. 202) видно, что для шлифованной
поверхности уже при нагрузке 4,9 МПа наблюдалось схватывание,
которое сопровождалось мгновенным пикообразным повышением
момента трения и температуры в зоне трения. При всех прочих
равных условиях испытания (давление, скорость, смазочный ма-
териал) у вибронакатанных поверхностей температура на 52 °C
ниже, чем у шлифованных.
Сопряженные детали некоторых ответственных узлов машин
работают в условиях относительных перемещений с амплитудой
от нескольких микрон до миллиметра, которые возникают вслед-
ствие вибрации, возвратно-поступательных движений, периоди-
ческих изгибов или скручивания сопряженных деталей.
Наиболее опасным видом изнашивания поверхности этих со-
единений является микросхватывание металла (фреттинг-корро-
зия). Оно, в свою очередь, приводит к развитию усталостных
процессов в поверхностных слоях деталей и механическому повре-
ждению поверхности вырванными частицами металла. Схватыва-
ние металла наблюдается в прессовых, болтовых, заклепочных и
306 Повышение вксплуатационных свойств обрабатываемых деталей
Рис. 203. Связь силы выглаживании Р и условий колебаний с критерием эффек-
тивности К:
а — при изменении силы выглаживания и амплитуды колебаний А Ц = 60 Гц); б —
при изменении частоты вибрационного нагружения (Л = 0.66 мм); а — при изменении
амплитуды и частоты вибрационного нагружения (<Р 2S0 Н)
других относительно неподвижных соединениях, например, в узле
соединения главного и прицепного шатунов поршневого двига-
теля (внутренняя поверхность проушины главного шатуна и па-
лец прицепного шатуна). Материал деталей — термообработан-
ные стали 40ХНМА и 38МЮА. Повышение противозадирной
стойкости достигается путем увеличения микротвердости и пре-
дела прочности (прочностных характеристик) поверхностного
слоя. Поскольку после обработки ППД увеличивается поверхност-
ная прочность материалов, эффективность методов ППД хорошо
видна на примере алмазного выглаживания деталей из широко
применяемых конструкционных сталей 40ХНМА, 18Х2Н4ВА,
ЗОХГСНА, ШХ15, имеющих твердость от HRC 40 до HRC 65 по
сравнению с полированием (рис. 203). Увеличение амплитуды
колебаний при испытаниях образцов приводит к изменению сте-
пени влияния силы выглаживания на эффективность повышения
противозадирной стойкости: если при небольших амплитудах
(Л < 0,25 мм) максимальная стойкость достигается при силе
выглаживания 200 Н, то при А 0,75 мм оптимальная сила вы-
глаживания 350—400 Н. В свою очередь, увеличение частоты
колебаний приводит к некоторому снижению оптимальной силы Ру.
13.4. КОРРОЗИОННАЯ СТОЙКОСТЬ
Коррозионные повреждения деталей машин происходят в ре-
зультате химического или электромеханического воздействия окру-
жающей среды. Их подразделяют на атмосферную, газовую
коррозию и коррозию в воде или электролитах. При коррозии
металл превращается в окислы.
При атмосферной коррозии частицы влаги на поверхностях
образуют микрогальванические элементы, что приводит к возник-
новению окислов железа в виде пленок и точечных повреждений
Коррозионная стойкость
307
Рис. 204. Коррозионная стойкость для раз*
личных методов обработки:
I — точение; 2 — виброобхатывание (Р = 600 Н);
3 — виброобхатывание (Р = 100 Н); 4 — шлнфо*
ванне; S — обкатывание IP = 600 Н)
поверхностей. Атмосферной корро-
зии подвержены многие детали гу-
сеничных машин, экскаваторов,
электровозов, бульдозеров, вагонов.
После обработки ППД, как прави-
ло, происходит сглаживание неровно-
стей исходной поверхности и образо-
вание микрорельефа с впадинами,
радиус которых значительно больше
чем у поверхностей, обработанных
любым методом резания, что опреде-
ляет меньшую концентрацию в них продуктов, вызывающих корро-
зию. В результате коррозионная стойкость повышается. С дру-
гой стороны, неоднородный характер пластического деформи-
рования приводит к возникновению разности потенциалов между
неодинаково деформированными кристаллами, т. е. к образованию
множества гальванических пар, являющихся причиной коррозии,
н коррозионная стойкость снижается. Именно это во многих
случаях заставляет воздержаться от применения ППД. Однако
обработкой ППД при правильном ведении процесса можно не
только избежать снижения коррозионной стойкости, но даже
заметно ее повысить.
Повышение коррозионной стойкости обеспечивают статические
методы, создающие небольшие глубины упрочнения, сильно сни-
жающие шероховатость поверхности, при которой микронеровности
имеют сглаженный характер без глубоких впадин (алмазное
выглаживание, обкатывание шариковым инструментом н в мень-
шей степени упругое накатывание роликом). Могут быть эффек-
Рис. 205. Анодные поляризационные характеристики стали У10А в водопровод-
ной воде (а) и в растворе 5 %-ного NaSO* (б):
I — сталь обработана шлифованием; 2—4 — сталь обработана алмазным выглаживанием
с различное силой (2 — 250 Н; 3 — 20С Н; 4 — 150 Н)
308 Повышение эксплуатационных свойств обрабатываемых деталей
Рис. 206. Сопротивление коррозионной
усталости стали 20Х иа воздухе (сплош-
ная линия) и в воде (пунктир):
1 — шлифованные образцы; 2 — образцы, об-
работанные силовым резанием; 3 — образцы,
обкатанные после шлифования; 4 ™ образцы,
обкатанные после силового резаиня; N — чнс.
ло циклов
тивны некоторые ударные методы
(вибрационно-ударная, ультра-
звуковая, центробежная шарико-
вая обработка), после применения
которых получается поверхност-
ный слой, аналогичный указан-
ному. Для повышения коррози-
онной стойкости обработку дета-
лей необходимо проводить на
«мягких» режимах, не допуская
превышения оптимальной степени деформирования (рис. 204).
Положительный эффект от сглаживания и образования микро-
рельефа поверхности с пологими впадинами большого радиуса
сказывается сильнее, чем отрицательный от деформирования.
Увеличение силы обкатывания и виброобкатывания, даже в том
случае, если шероховатость поверхности несколько умень-
шается, приводит к резкому снижению коррозионной стой-
кости.
О влиянии алмазного выглаживания стали У10А на корро-
зионную стойкость можно судить по поляризационным характе-
ристикам (рис. 205). В водопроводной воде наиболее электрохи-
мически активна шлифованная поверхность (рис. 205, а), ее ста-
ционарный потенциал смещен на —(100—200) мВ относительно
потенциала выглаженной поверхности. Оптимальным (для обеспе-
чения повышенной коррозионной устойчивости) является режим
алмазного выглаживания с силой 150 Н. Пологий характер анод-
ной кривой свидетельствует о наличии анодной поляризации
стали, обусловленной равномерным отложением плотного слоя
продуктов коррозии (начиная с потенциала порядка 200 мВ по
нормальному водородному электроду).
Сопротивление коррозионной усталости деталей, обработан-
ных методом ППД, во много раз больше, чем коррозионная стой-
кость, так как при коррозионной усталости решающим фактором
являются остаточные сжимающие напряжения. Поэтому упроч-
нение деталей любым методом ППД резко увеличивает сопротив-
ление коррозионной усталости. Кроме того, оно увеличивается
также вследствие «закатывания», т. е. устранения мелких кон-
центраторов при ППД. Характерные кривые усталости для об-
катанных образцов показаны на рис. 206.
Сопротивление контактной усталости
309
13.5. СОПРОТИВЛЕНИЕ КОНТАКТНОЙ УСТАЛОСТИ
Повышению контактно-усталостной выносливости способствуют
следующие параметры поверхностного слоя: сглаженная форма
микронеровностей; большая твердость; мелкодисперсная струк-
тура и сжимающие остаточные напряжения. Такие параметры
поверхности достигаются при обработке ППД.
Детали, работающие в условиях контактного нагружения,
изготовляют из высокопрочных материалов, они проходят обычно
химико-термическую обработку до получения HRC 55—62. По-
этому упрочнение их накатыванием шариком и роликовым инстру-
ментом, а также с помощью некоторых других методов ППД (по-
верхностное дорнование, виброударная обработка), как правило,
неэффективно. Целесообразнее в данном случае обработка
дробью (микрошариками) н алмазное выглаживание. Обработкой
дробью упрочняют зубчатые колеса и другие детали сложной кон-
фигурации, а детали простой и правильной геометрической формы
обрабатывают алмазным выглаживанием.
Поскольку после обработки дробеударными методами полу-
чаются одинаковые структурные изменения поверхностного слоя
металла, то они почти одинаково влияют на контактную выносли-
вость деталей (пневмодробеструйное, гидродробеструйное упроч-
нение и упрочнение микрошариками). Максимальную долговеч-
ность должно обеспечить упрочнение с эффективной удельной ки-
нетической энергией дроби 40 кДж/м2. Однако уровень повышения
долговечности может несколько различаться вследствие некото-
рого различия глубины наклепанного слоя, градиента изменения
твердости и остаточных напряжений, а также параметра шерохо-
ватости поверхности.
Характеристики стали 12Х2НВФА с исходной твердостью
HRC 60—61, упрочненной различными методами, приведены
в табл. 73.
73. Характеристики стали 12Х2НВФА, упрочненной
различными методами (отах — 2100 МПа)
Обработка Стойкость образцов N-10“*. циклов, при старении
естествен- МОМ искусствен- ном при 160 вС (2 ч)
Шлифование 2,04
Шлифование + ПДУ + вибрацион- ное шлифование 6,54 10,00
Шлифование + ГДУ + вибрацион- ное шлифование 5,68 9,94
Шлифование + УМШ + вибрацион- ное шлифование 3,40 6,51
310 Повышение эксплуатационных свойств обрабатываемых деталей
Рис. 207. Детали, поверхности которых, работающие в условиях контактно*
усталостных напряжений, упрочняются выглаживанием (выглаженные поверх-
ности обозначены утолщенными линиями):
а—и — зубчатые колеса; к, к — зубчатые муфты; л — крестовина кардана; л — ко-
ленчатый вал; о — втулка верхней головки шатуна; л — ролик; р — кулачковый вал
Рис. 208. Кривые контактно-усталостных испыта-
ний стали 18Х2Н4ВА:
I — обкатывание; 2 — алмааное выглаживание; 3 — по-
лирование
Сопротивление контактной усталости 311
Для обеспечения высокой контактной выносливости зубчатых
колес из сталей 12Х2Н4А, 12Х2НВФА, 20ХЗМВФ-Ш со структу-
рой низкоотпущенного мартенсита рациональная технология
окончательной обработки включает:
упрочнение дробью (нли шариками) с эффективной удельной
кинетической энергией примерно 40 кДж/м8, временем обработки
поверхности 2 мин при ПДУ и 4 мин при ГДУ;
вибрационное шлифование или электрополирование для уда-
ления слоя толщиной 4—12 мкм с большим числом дефектов,
а также для улучшения микрогеометрии поверхности;
старение в течение 2 ч при температуре на 50—70 °C ниже тем-
пературы послезакалочного отпуска.
Примеры деталей, упрочняемых алмазным выглаживанием,
показаны на рис. 207. Предел контактной выносливости этих
деталей повышается на 15—20 % (рис. 208).
ОСНОВНЫЕ НАПРАВЛЕНИЯ ДАЛЬНЕЙШЕГО РАЗВИТИЯ
МЕТОДОВ ППД
В СССР и за рубежом проводят интенсивные исследования мето-
дов ППД. Их основные направления следующие:
исследование воздействия инструмента или рабочего тела
на обрабатываемую поверхность; изучение очага деформирования
и анализ распределения сил и напряжений;
исследование температурных полей в очаге деформирования
и влияния температуры на качество поверхностного слоя;
исследование условий создания остаточных напряжений;
изучение структурных и субмикроструктурных превращений
в деформированном слое;
исследование микрогеометрии упрочненной поверхности;
изучение связей между параметрами обработки, характеристи-
ками качества поверхности и эксплуатационными свойствами
деталей, разработка математических зависимостей, позволяющих
рассчитывать параметры обработки, в том числе с помощью ЭВМ;
исследование комбинированных методов обработки и условий
протекания ППД при различных дополнительных воздействиях;
разработка теоретических основ классификации методов ППД.
Во многих случаях исследования носят комплексный харак-
тер, т. е. они охватывают все указанные направления, которые
находятся в тесной взаимосвязи. Эти исследования являются
научным заделом для дальнейшего развития методов ППД
(табл. 74), для расширения внедрения их в промышленность.
Примерами развития методов ППД служат решения, некоторые
из которых уже начинают применяться в промышленности.
Местное глубокое пластическое деформирование (МГПД) пред-
назначено для снижения уровня растягивающих напряжений,
создания сжимающих напряжений вблизи конструкторских кон-
центраторов напряжений (отверстий, канавок, пазов и т. д.) и за-
держки роста усталостных трещин. Этот метод включает следую-
щие разновидности: точечное обжатие поверхностей, прилегаю-
щих к отверстию; обжатие с образованием вокруг отверстий дуго-
образных канавок; радиальную раздачу стенок отверстия кли-
новыми инструментами под действием осевой силы.
Другой метод более глубокого пластического деформирования
позволяет формировать галтели на тяжелонагруженных валах
(например, коленчатых валах) и упрочнять их за один цикл обра-
ботки. При выборе глубины вдавливания инструмента исходят
Основные направления развития методов ППД
313
74. Основные направления развития методов ППД Требования
к технологическому процессу к инструменту к ра- бочим телам к оборудоввмнп
Интенсивность Точность н стабиль- ность Равномерность упрочне- ния Исключение деформаций детали Учет технологической наследственности Обработка деталей сложной формы, тонко- стенных и с прерыви- стой поверхностью, в том числе нз высоко- прочных, хрупких, вяз- ких и мягких материа- лов Экологическая чистота Износостойкость Стойкость к ударным нагрузкам Теплопроводность Низкий коэффициент трения Стабильность в работе Обеспечение интенсив- ности обработки Простота и надежность контроля рабочих по- верхностей Возможность восстанов- ления и регенерации Низкая стоимость Производительность Высокий КПД Точность и надежность Простота обслуживания и ремонта Невысокий уровень шума н вибраций Программное управление обработкой и контролем Возможность встраива- ния в поточные и автома- тические линии и робото- технические комплексы Переналаживаемость
Направления развития
Методы Инструменты и рабочие тела Оборудование
Новые кинематические схемы движения инстру- мента и детали Создание специальных условий для протекания процесса (подогрев и охлаждение, нейтраль- ные и специальные сре- ды, ультразвук, облуче- ние и т. д.) и характе- ра воздействия (им- пульсный, сплошной с заданной периодич- ностью) Использование новых источников энергии и новых энергоносителей Совмещение различных методов в одном цикле и сочетание методов ППД, а также методов ППД с методами реза- ния и другими метода- ми упрочнения (термо- химические покрытия) Использование новых СОЖ и ПАВ Использование новых материалов со специаль- ными свойствами Создание новых форм и расширение диапазона размеров Разработка новых спо' собов крепления и уста- новки Совершенствование свя- зей между инструмен- тами, между инструмен- тами и обрабатываемой поверхностью, между инструментами и обору- дованием Обработка рабочих по- верхностей инструмен- тов н рабочих тел с приданием их рабочим поверхностям заданных свойств Механизация и автомати- зация вспомогательных операций и совмещение их по времени с основны- ми Обеспечение непрерыв- ности обработки Использование демпфи- рования, противодавле- ния и других разгрузоч- ных эффектов Обеспечение адаптивно- сти и самонастраивае- мостн Создание по каждому ме- тоду гаммы оборудова- ния иа весь диапазон раз- меров деталей и параме- тров обработки Создание оборудования для обработки деталей сложной конфигурации, крупногабаритных и длинномерных
314
Основные направления развития методов ППД
из условия создания в металле зоны упрочнений вблизи галтели.
Рациональная глубина вдавливания деформирующего ролика
составляет 10—20 % профильного радиуса ролика, при этом глу-
бина упрочнения в 8—10 раз превышает глубину вдавливания ро-
лика, что обеспечивает создание высокого уровня остаточных
напряжений. Ролик для формирования галтели имеет профиль-
ный радиус 1,5—2,5 мм, и его заглубляют на 0,15—0,25 мм под
углом 45° к оси вала. Такой метод исключает необходимость шли-
фования галтелей, которое сопровождается отрицательными яв-
лениями (прижоги, разупрочнение и др.) в поверхностном слое.
На практике используют совмещенные точение и обкатывание,
растачивание и раскатывание, что позволяет в несколько раз
снизить трудоемкость и существенно улучшить качество обраба-
тываемой поверхности.
Дальнейшее развитие получает метод электромеханического
сглаживания (ЭМС), при котором через зону контакта твердо-
сплавного инструмента проходит электрический ток большой
силы и низкого напряжения. Сочетание тепловых и силовых воз-
действий на поверхностный слой резко изменяет его структуру,
твердость, остаточные напряжения и шероховатость поверхности,
что существенно повышает эксплуатационные характеристики
деталей.
Использование бризантных взрывчатых веществ дает возмож-
ность производить поверхностное и сквозное упрочнение деталей
из различных материалов. Используя высокие энергетические
возможности взрывчатых веществ, средства управления пара-
метрами взрыва, специфику поведения материалов под действием
мипульсных нагрузок, можно упрочнять не только материалы
малой и средней прочности, но и малопластичные материалы
высокой прочности.
Перспективно для обработки инструментов сложной формы
также упрочнение импульсными водовоздушными струями, полу-
чаемыми при высоковольтном разряде в жидкости, находящейся
в камере специальной формы (рис. 209, а).
Упрочнение при импульсном нагружении существенно отли-
чается от упрочнения в статических условиях, что вызвано вол-
новым характером распространения возмущения по металлу,
кратковременностью процесса, а также высоким приложенным
давлением. При воздействии на изделие нз металла водовоздуш-
ных струй значительно повышается его твердость без заметного
изменения размеров и формы, при этом происходят своеобразные
структурные изменения, улучшающие свойства обработанного
металла.
Перспективным методом является барофрагментация, т. е. объ-
емное обжатие упрочняемой детали жидкостью в сосуде высокого
давления (180—300 МПа).
Основные направления развития методов ППД
315
Рнс. 209. Схемы перспективных
методов ППД:
а — схема устройства для электро-
гидроммпульсмого упрочнения ао-
довоздушиыми струями; I — генера-
тор импульсных токов; 2 — электро-
гхдроимпульсная камера; 3 — уп-
рочняемая заготовка; о — экспери-
ментальная установка для ультра-
звукового узорного упрочнении;
I — станина станка: 2 — образец;
3 — обойма; 4 — деформирующие
элементы; S — ультразвуковой пре-
образователь; а — схема установки
Для выглаживания с устранением
термоэлектрических явлений; I —
регулируемый резистор; 2 — нере-
гулируемый резистор; 3 — переклю-
чатель; 4 — потенциометр ПП-63;
5 — деталь; 6 — наконечник Для
выглаживания; 7 — токосъемник;
3 — добавочный резистор; г — за-
висимость напряжения и силы тока
от скорости выглаживания АСПК:
сплошная линия — сталь УВД,
HRC 48; штриховая — сталь 10X13,
НВ 220).
Для упрочнения свар-
ных швов создан ультра-
звуковой ударный инстру-
мент, подобный многобой-
ковому проволочному уп-
рочннтелю (рис. 209, б).
Инструмент состоит из пре-
образователя с концентра-
тором и рабочего органа
в виде обоймы, в которую
вставлены деформирующие
элементы, выполненные в виде корот-
ких цилиндрических стержней малого диаметра, которые могут
свободно перемещаться в осевом направлении. Обойма имеет вид
П-образного стакана, в торце которого расположены в шахматном
порядке цилиндрические каналы, оси которых параллельны оси
стакана и волновода. В эти каналы устанавливают деформирующие
элементы (ударники), имеющие на конце утолщение, предотвра-
щающее их выпадение. В процессе работы инструмент прижи-
мается к обрабатываемой поверхности и перемещается перпен-
дикулярно поверхности со скоростью 0,5—1,5 м/мин. В резуль-
тате в поверхностном слое глубиной до 1 мм создаются остаточные
сжимающие напряжения до 800 МПа для материалов с <гт =
= 600 МПа и сг„ = 800 МПа.
При выглаживании синтетическими алмазами, как и при ре-
зании металлов, возникают термоэлектрические явления, в ре-
зультате чего в замкнутой цепи станок—инструмент—деталь
появляется термоЭДС. При выглаживании сталей 10X13 и У8А
на токарио-винторезном станке 1И611П, оборудованном электро-
316
Основные направления развития методов ППД
изоляционными передним и задним центрами (рис. 209, в)
(алмазный наконечник изолировали текстолитом), установили
(рис. 209, г), что сила термотока и термоЭДС достигают наиболь-
ших значений в области режимов обработки, оптимальных для
алмазного выглаживания. Изолирование контакта позволило по-
лучить параметр шероховатости Ra = 0,05 мкм при исходном
параметре Ra — 0,4 мкм, в то время как без изолирования Ra —
= 0,15 мкм.
Выглаживание особенно эффективно для деталей из материа-
лов с повышенной чувствительностью к конструкторским и тех-
нологическим концентрациям напряжений (например, из титана
и его сплавов). Однако из-за повышенной когезионной активности
титановых сплавов при взаимодействии с алмазным инструментом
необходимо создавать условия контактирования, предотвращаю-
щие когезионное схватывание. Применение различных смазочных
материалов недостаточно эффективно, так как они выдавливаются
из зоны контакта, поэтому целесообразно использовать про-
слойку из твердых материалов и пленок. Эта задача решается
созданием иа поверхности титановых сплавов газонасыщенного
слоя, представляющего собой продукт одновременного растворе-
ния в кристаллической решетке металлов нескольких элементов
воздушной среды: кислорода, азота, водорода и паров воды.
Имеются данные о повышении эффективности выглаживания
сталей при их замораживании до температуры —70 °C. Сила вы-
глаживания при этом, например деталей из стали 12Х8Н9Т,
может быть увеличена до 400 Н, но перенаклеп в поверхностном
слое не происходит. Повышения эффективности алмазного выгла-
живания можно достигнуть сочетанием его с различными мето-
дами химико-термической обработки, например со старением.
Изменение качества поверхности при алмазном выглаживании
делает азотирование более стабильным и надежным.
Разработан метод образования регулярного микрорельефа
последовательным применением вибрационного выглаживания и
электрохимической обработки, позволяющий получить практиче-
ски неограниченную глубину микрорельефа. Он состоит в том,
что на рабочую поверхность наносят напылением или окунанием
электроизоляционное покрытие, обладающее хорошим сцеплением
с металлом, н не разрушающееся под действием электролитов.
Затем деталь с нанесенной пленкой подвергают вибрационному
выглаживанию с режимом, обеспечивающим формирование не-
обходимой системы масляных канавок. В качестве рабочего эле-
мента, выдавливающего канавку на электроизоляционной пленке,
применяли стальной наконечник со сферической рабочей частью
радиусом 0,5 мм. Давление при этом подбирали таким образом,
чтобы индентор надежно продавливал лишь электроизоляционную
пленку, оголяя металл. После нанесения системы канавок про-
Основные направления развития методов ППД
317
изводят электрохимическую обработку оголенных участков ме-
талла на заданную глубину, обеспечивающую необходимую масло-
емкость поверхности в течение всего ресурса работы детали. После
этого удаляют электроизоляционное покрытие.
Эффективно упрочнение трением быстровращающимися дис-
ками из закаленной и низкоотпущенной стали со скоростью 40—
80 м/с и последующим охлаждением СОЖ. Помимо пластического
деформирования происходят быстрый нагрев и охлаждение по-
верхностного слоя, сопровождаемые значительными структурными
изменениями.
Хорошие результаты показало комплексное механическое
упрочнение выглаживанием, металлическими щетками или цен-
тробежным методом с одновременным нанесением покрытий (по-
крытие предварительно наносят на упрочняемую поверхность).
Создается прочное покрытие толщиной до 7—10 мкм и достигается
упрочнение с обычными для данного метода параметрами.
Новый инструмент создают в основном для выглаживания и
поверхностного дорнования. Некоторые исследования направлены
иа совершенствование формы и размеров обкатных роликов,
бойков для ударной обработки, инструмента для ультразвуковой
обработки и рабочих тел для виброударной обработки.
Для обработки рабочей поверхности зубчатых колес ультра-
звуковым пластическим поверхностным деформированием раз-
работан специальный профиль инструмента, обеспечивающий
равномерное упрочнение.
Шариковый инструмент разработан фирмой США «Лотас Кор-
порейшн» (Lotus Cor. LTD) для обработки путем проталкивания
сверхпрецизионных вольфрамовых твердосплавных шариков через
отверстие. В результате достигаются высокие точность и твер-
дость поверхности отверстия. Шарики изготовляет фирма Вели-
кобритании «Сферик Инжиниринг» (Spheric Engineering LTD).
Известно, что при этом применяют алмазную доводку, тщатель-
ные проверки и контроль. Стандартные шарики прессуют из
порошка, содержащего 94 % карбида вольфрама и 6 % кобальта,
затем они проходят несколько шлифовальных и доводочных
операций.
Химическая обработка шариков сульфидированием, приме-
няемая в отечественном машиностроении, позволяет повысить их
стойкость в 5—6 раз. Перед сульфидированием шарики должны
быть обезжирены в любом органическом растворителе. Сульфиди-
рование проводят кипячением шариков в эмалированной или
фарфоровой посуде в специально приготовленном растворе. Для
этого сначала готовят раствор аммиака из расчета 140 мл 25 %-ного
раствора аммиака на 1 л воды. Далее 600 мл этого раствора насы-
щают сероводородом и добавляют еще 400 мл первого раствора
аммиака. Затем 1 л получившегося раствора насыщают серой и
318
Основные направления развития методов ППД
оставляют на сутки в теплом месте. Полученный раствор поли-
сульфида аммония является окислителем. В 1 л окислителя добав-
ляют 40 г молибденовокислого аммония и 80 г сернокислого ам-
мония. В этом растворе шарики кипятят в течение 1 ч, при этом
они покрываются пленкой сульфидов, которая при прошивке
отверстия играет роль смазочного материала. После кипячения
шарики промывают водой, насухо протирают и смазывают машин-
ным маслом для консервации.
Совершенствуют рабочие тела для объемной виброударной
и гидродробеструйной обработки, применяя гранулы специальной
формы, гранулы и шарики из стекла и из синтетических материа-
лов, а также рабочие тела из разнородных материалов с сочета-
нием различных заданных свойств.
СПИСОК ЛИТЕРАТУРЫ
1. Аскииази Б. М. Упрочняемость деталей машин электромеханической
обработкой//Вестник машиностроения. 1981. № 1, с. 19—21.
2. Бабичев А. П., Зеленцов Л. К., Самодуиский Ю. М. Конструирование
и эксплуатация вибрационных станков для обработки деталей: Издательство
Ростовского университета, 1981. 156 с.
3. Браславский В. М., Бараз А. А. Деформационное упрочнение деталей
машнн//Вестник машиностроения. 1983. № 7, с. 61—63.
4. Браславский В. М. Технология обкатки крупных деталей роликами. М.:
Машиностроение, 1975. 160 с.
5. Бутаков Б. И. Усовершенствование процесса чистового обкатывания
деталей роликами/УВестиик машиностроения. 1984. с. 50—53.
6. Влияние дробеструйного и гидродробеструйного упрочнения на мало-
цикловую ударную усталость высокопрочной стали/А. Н. Овсеенко, А. Я. Мало-
летиев, В. Я. Остапенко и др.//Вестник машиностроения, 1982. № 6, с. 35—37.
7. Влияние направления волокон металла и поверхностного упрочнения
иа свойства сталей/Н. Г. Александров, В. П. Кислицин, В. К. Лобанов и др.//
Вестник машиностроения. 1983. № 7, с. 17—19.
8. Влияние шероховатости и упрочнения поверхностей на начало нх пла-
стического деформирования при контактных деформациях/Л. А. Хворостухин,
В. В. Борисов, В. А. Чуфистов и др.//Известия вузов. 1976. № 5, с. 9—14.
9. Вопросы прочности крупных деталей машии/Д. М. Шур, В. И. Гельмиза,
А. Д. Чудновскин и др. Под ред. И. В. Кудрявцева, ЦНИИТМАШ, кн. 112.
М.: Машиностроение, 1976, 306 с.
10. Геикии М. Д., Рыжов М. А., Рыжов Н. М. Повышение надежности тя-
желоиагружениых зубчатых передач. М.: Машиностроение, 1981. 231 с.
11. Данилов В. А. Ротационное выглаживание торцовых поверхностей//
Машиностроитель, 1982, № 4, с. 23.
12. Дехтярь Л. И., Андрейчук В. К., Муравьев А. И. Влияние ППД на вы-
носливость деталей из высокопрочного чугуна с концентраторами напряже-
иия//Вестиик машиностроения, 1977, № 4, с. 55—57.
13. Дорофеев Ю. Н. Обработка деталей ППД с нанесением покрытий иатн-
ранием//Вестник машиностроения, 1984, № 7, с. 55—56.
14. Евстигнеев М. И., Подзей А. В., Сулима А. М. Технология производства
двигателей летательных аппаратов. М.: Машиностроение, 1982. 261 с.
15. Иосилевич Г. Б., Точилкин А. А., Крививя Л. С. К проектированию
процессов упрочняющей обработки поверхности пластическим деформироввнием//
Вестник машиностроения, 1978, № 7, с. 39—41.
Список литературы
319
16. Картышев Б. Н., Тарасов В. А., Жданкии П. П. Автоматизация упроч-
ияюще-отделочной обработки деталей с закреплением в вибрирующем контейне-
ре.//Автоматизация процессов образования неразъемных соединений и упрочне-
ния материалов в машиностроении. М.: Наука, 1979, с. 154—160.
17. Коновалов Е. Г., Сидоренко В. А. Чистовая упрочняющая ротационная
обработка поверхностей. Минск: «Вышэйшая школа», 1968. 363 с.
18. Кудрявцев И. В., Грудская Р. Е. Новые способы поверхностного пластиче-
ского деформирования//Машиностроитель, 1984, № 7, с. 28—29.
19. Кудрявцев И. В., Наумчеиков Н. Е. Повышение методом ППД сопротив-
ления усталости стали 25ГС в крупных поковках//Вестник машиностроения,
1977, № 4, с. 44 -46.
20. Кудрявцев П. И. Нераспростраияющиеся усталостные трещины. М.:
Машиностроение, 1982. 173 с.
21. Кузнецов А. М. Технологические и физические основы деформирующих
методов обработки// Автомобильная промышленность, 1974, № 12, с. 36—37.
22. Лурье Г. Б., Штейнберг Я- И. Упрочняюще-отделочиая обработка от-
верстий: [Обзор ]//ГОСИНТИ, Xs 2/14—70.1970, 42 с.
23. Маталин А. А., Ильяшеико А. А. Влияние направления шероховатостей
поверхностей, упрочняемых ППД, на шероховатость и износостойкость обработан-
ных поверхностей//Вестник машиностроения, 1975, № 3, с. 74—-75.
24. Митряев К. Ф., Серяпии Ю. А. Повышение сопротивления усталости
деталей из титанового сплава поверхностной пластической деформацией//Вестник
машиностроения, 1984, № 4, с. 23—25.
25. Морозов В. И., Шубина Н. Б. Наклеп дробью тяжелонагруженных зуб-
чатых колес. М.: Машиностроение, 1972. 104 с.
26. Мухаиов И. И. Импульсная упрочняюще-чистовая обработка деталей
машин ультразвуковым инструментом. НТО Машпром. М.: Машиностроение,
1978. 44 с.
27. О деформационном поверхностном упрочнении зубчатых колес/В. В. Ор-
лов, Д. Л. Юдин, А. П. Петраков и др.//Вестник машиностроения. 1979, № 1,
с. 17—19.
28. Олжбаев Р. О. Устройства для упрочняющей обработки валов//Машиио-
строитель. 1984, Xs 4, с. 22—23.
29. Олейник Н. В., Кычии В. Пм Лутовской А. Л. Поверхностное динамиче-
ское упрочнение деталей машин. Киев: «Техшка», 1984. 151 с.
30. Папшев Д. Д. Отделочно-упрочняющая обработка поверхностным пласти-
ческим деформированием. М.: Машиностроение, 1978. 152 с.
31. Папшев Д. Д. Эффективность методов отделочно-упрочияющей обработ-
ки//Вестиик машиностроения. Xs 7, 1983. с. 42—44.
33. Парфияиович В. С. Руководство по проектированию процессов чистового
ивкатываиия поверхностей. Минский автомобильный завод. Минск: «Полымй»,
1983. 88 с.
34. Петросов В. В. Гидродробеструйиое упрочнение деталей и инструмента.
М.: Машиностроение, 1977. 165 с.
35. Поверхностный наклеп высокопрочных материалов/А. Т. Туманов.
С. И. Кишкина, И. Г. Гринчеико//М.: ВИАМ. 1971, 252 с.
36. Повышение долговечности деталей машин методом поверхностного иа-
клепа/И. В. Кудрявцев, В. М. Андреенко, Н. М. Саввина и др./Под ред. И. В. Куд-
рявцева//ЦНИИТМАШ. Кн. 108, М.. Машиностроение, 1965. 211 с.
37. Повышение качества дроби для очистки отливок/Ю. Е. Абраменко,
Э. Н. Корниенко, М. П. Шеботинов и др.//Вестник машиностроения, 1984, Xs 4,
с. 63—64.
38. Повышение качества и надежности машин. Опыт уральских заводов/
С. Д. Волков, В. Р. Кубачек, Л. Г. Куклин и др. М.: Машиностроение, 1974.
133 с.
39. Повышение прочности и долговечности деталей машин поверхностным
пластическим деформироваиием/Под. ред. И. В. Кудрявцева//ЦНИИТМАШ,
Ки. № 90, 1970. 152 с.
320
Список литературы
40. Повышение эффективности алмазного выглаживанияУА. А. Михайлов,
В. В. Плешаков, В. В. Андрианов и др.УУВестник машиностроения, 1983, № 4,
с. 59—61.
41. Проскуряков Ю. Г. Технология упрочняюще-калибрующей н формооб-
разующей обработки металлов. М.: Машиностроение, 1971. 207 с.
42. Рыковский Б. П., Смирнов В. А., Щетинин Г. М. Местное упрочнение
деталей поверхностным наклепом. М.: Машиностроение, 1985. 151 с.
43. Смелянский В. М., Васильев В. А., Артюшенко В. А. Размерное совме-
щенное обкатывание деталейУУСтанки и инструмент, 1981, № И, с. 35—36.
44. Стапаиов В. Г., Клестов М. И. Поверхностное упрочнение корпусных
конструкций. Л.: Судостроение. 1977. 197 с.
45. Увеличение ресурса машин технологическими методамиУВ. А. Далец-
кий, В. Н. Бунтов, Ю. А. Легенкин и др. М.: Машиностроение, 1978. 215 с.
46. Хает Л. Г., Гах В. М., Левин В. И. Упрочнение твердосплавного режу-
щего инструмента поверхностным деформированием: [Обзор] НИИМАШ, Сер.
С—2. 1981. 54 с.
47. Шестаков В. В., Крючков Л. П., Кузьмичев Б. П. Факторы, влияющие
на степень поверхностного пластического упрочнения при обработке стальными
шарикамнУУВестник машиностроения, 1984. № 5, с. 67—68.
48. Шнейдер ,Ю. Г. Эксплуатационные свойства деталей с регулярным микро-
рельефом. М.: Машиностроение, 1982. 248 с.
49. Экспериментальные исследования конструкционной прочности машино-
строительных материалов и деталей машинУИ. В. Кудрявцев, Е. В. Рымынова,
Г. 3. Зайцев и др./Под ред. И. В. КудрявцеваУУЦНИИТМАШ. Кн. 109. М.: Ма-
шиностроение, 1967. 258 с.
50. Электроимпульсное упрочнение водовоздушными струями закаленных
инструментальных сталейУК. Н. Богоявленский, В. М. Кондратов, Г. А. Кропо-
тов и др.УУВестник машиностроения, 1979, № 8, с. 66—67
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Алмаз — Характеристики физнко-ме-
хаиических свойств 31, 32
Аппараты дробеметные — см. Дробе-
метные аппараты
Б
Барофрагментация — Понятие 314
В
Вальцовка — см. Роликовые устрой-
ства для раскатывания сепараторные
— Конструкция 126, 127
Вибраторы инерционные 201
— поршневые 201, 202
— эксцентриковые 201, 203
— электромагнитные 202
Вибрационные станки — Вибраторы
221, 222 — Классификация 219 —
Муфты 224 — Основание 226 — Основ-
ные параметры 223 — Привод 220,
222, 224 — Рабочая камера 220, 221 —
Режимы работы 218, 219 — Упругие
связи 220, 224
— для упрочнения лопастей несущих
винтов вертолета — Схема 226, 227 —
Технические характеристики 227
— на резинокордных пневмобалло-
нах — Схема 226
— нормализованного ряда — Техни-
ческие характеристики 225
— трехкоординатный 227
— ЦВМ-5 — Контейнер 229, 231 —
Схема 227, 228 — Технические ха-
рактеристики 228
Вибровыглаживание — Выбор ампли-
туды колебаний инструмента 198 —
Выбор радиуса инструмента 197, 198 —
Выбор силы обработки 196 — Выбор
частоты вращения детали 198 — Вы-
бор частоты двойных ходов 198 —
Оборудование 208, 212 — Расчетные
параметры и суммарные погрешности
характеристик микрорельефа для де-
талей из АК4 и ШХ15 195 — Расчет
площади канавок 195, 196 — Схема
процесса 190, 191 — Условия трения,
Предметный указатель
321
оптимальные параметры микрорельефа
199, 200
~ сталей с замораживанием при тем-
пературе — 70 *С — Понятие 316
Вкброобкатывакие — Выбор ампли-
туды колебаний инструмента 198 —
Выбор оптимальных характеристик ми-
крорельефа 198 — Выбор радиуса
инструмента 197, 198 — Выбор силы
обработки 196 —• Выбор частоты вра-
щения детали 198 — Выбор частоты
двойных ходов 198 — Зависимость
степени выглаживания исходных ми-
кронеровностей от силы и скорости
виброобкатываннн 197 — Инстру-
менты 190, 191 — Оборудование 208,
212 — Расчет площади канавок 195,
196 — Степень перекрытия канав-
ками обрабатываемой поверхности
198 — Схема процесса 190, 191
— поршня двигателя внутреннего сго-
рании — Схема каналов на обработан-
ной поверхности 305
Выглаживание алмазное —- Выбор оп-
тимальных режимов 152, 153 — Вы-
бор подачи 151 — Выбор радиуса сфе-
ры инструмента 150 — Выбор силы
выглаживания 150, 151, 155 —- Вы-
бор СОЖ 151 — Оборудование 171 —
175 — Способы определения допусти-
мой силы выглаживания 156 — Схема
процесса 147—150 — Характеристики
мнкрогеометрнн поверхности после вы-
глаживания 153
— бесцентровое 171, 174
— жесткое 153
— упругое 154
Выглаживатели — Недостатки 36,
37 — Область применении 36, 37 —
Преимущества 36, 37 — Примеры кон-
струкции 38 — Схемы установки 36,
37 — Требовании к параметрам шеро-
ховатости рабочей части 38 — Форма
рабочей части 36, 37
Г
Герца и Мейера уравнения 17
Гидродориование — Понятие 176
Глубокое пластическое деформирова-
ние галтелей на тяжелонагружеииых
валах 312, 314
— местное 312
Головка обкатная для обработки по-
верхностей плоских 63
— сложнофасонных 66, 67
Головки планетарные длн обработки
сферической поверхности 65, 67
— пневматические для упрочнения от-
верстий небольшой длины 257
— центробежные для упрочнения от-
верстий 257, 258
— шариковые с двумя цилиндриче-
скими опорами 211, 212
— шаровые 53
ГОСТ 2789—73 7
3722—81 35, 41
3875—83 32
3882—74 31
4044—70 185
9389—75 32
10284—84 31
ГОСТ 11964—81Е 41, 43
15527—70 104
16158—70 186
16167—78 186
16339—70 81
16340—70 81
16341—70 81
16342—70 81
16343—70 81
17573—72 58
18296—72 11
18521—83 250
19738—74 104
20299—74 12
23207—78 293
Д
Дебалаис — Понятие 221
— Типы 221, 222
Деформирование пластическое 23
— поверхностное — см. Поверхност-
ное пластическое деформирование
— термопластическое 23
Дислокации — Понятие 23
Дориованне поверхностное — Выбор
натяга 177, 179
— Выбор силы тяги 179—181
— Выбор скорости дорноваиия 182
— Выбор СОЖ 182, 183
— Классификация 178
— Оборудование 184
— Повышение точности обработки
177, 183
— Схема процесса 177
— Технологическая оснастка 185—189
— Точность обработки отверстий 183
— Характер действующих сил и де-
формации 177, 178
Дорны — Классификация 39 — Оп-
тимальные параметры 39
— качения 39
— комбинированные режуще-дефор-
мирующне 188, 189
— многозубые 40
322
Предметный указатель
— однозубые 40
— скольжения 39
Дробеметные аппараты — Основные
параметры 251 — Требования 250, 251
— 2М393М — Конструкция 250—252
Дробеструйная установка — Техни-
ческие характеристики 252
— гндродробеструйная эжекторная
254—256
— для упрочнения инструмента 256,
257
— пневмодробеструйная для упроч-
нения деталей сложной конфигурации
254, 255
— универсальная серийная ДУ—1 253
Дробь — Классификация 43
— Материалы 32
— Улучшение свойств 43, 44
— Физико-механические свойства 44
И
Иглофрезы 286, 287
Изнашивание — Виды 302
— Результаты испытаний различных
материалов 303
Износостойкость — Влияние высоты
микронеровиостей и твердости поверх-
ностного слоя 301
Инструменты — Материалы 29—32 —
Требования к материалам 29
— для выглаживания — см. Выглажи-
ватели
— для поверхностного дорнования —
см. Дорны
— шаровые — Классификация 46 —
Назначение 46 — Особенности 53
К
Концентраторы напряжений — Раз-
новидности 292
Коррозионная стойкость — Влияние
алмазного выглаживания стали У10А
307 — Повышение 307, 308
— для различных методов обработки
307
Коррозия — Виды 306
М
Машины вибрационные — см. Вибра-
ционные станки
Миогороликовые устройства для обка-
тывании — Повышение надежности
и долговечности 86 — Применение 85
— двухролнковое — Конструкция 86,
87
— для упрочнения шлицевых отвер-
стий — Конструкция 100
— зубчатых колес — Конструкции
103, 104
— криволинейных поверхностей —
Конструкции 102, 103
— плунжеров автопогрузчиков (трех-
роликовое) — Конструкция 87, 88
— сферических поверхностей — Кон-
струкции 91—93
— торсионные валов прокатных ста-
нов (трехроликовое) — Конструкция
87, 88
— трапецеидальных резьб и червя-
ков — Конструкция 99, 100
— трехролнковое гидромеханичес-
кое — Конструкция 87, 88
— фасонных поверхностей — Кон-
струкции 97
Н
Напряжении остаточные 292, 293 —
Понятие 10 — Разновидности 10, 11
— при упрочнении различными мето-
дами ППД 294—296
О
Обкатники — см. Устройства для об-
катывания
Обкатное универсальное устройство —
Конструкция 65—67
Обкатывание роликовым инструмен-
том — Выбор подачи 71, 75—77 —
Выбор силы обкатывания 72—75, 77,
296, 297 — Выбор скорости обкатыва-
ния 77, 78 — Деформирование поверх-
ности при обкатывании с продольной
подачей 71—73 — Конфигурация ро-
ликов 33 — Кратность приложения
нагрузки 73 — Оборудование 88,
105—115 — Технологическая оснастка
79—90 — Характерные схемы 70,
71 — Характерные формы отпечатков
роликов и эпюры давлений в очаге
деформирования 70, 71 — Ширина
заходной впадины для некоторых об-
рабатываемых материалов 72 — Эф-
фективность режимов обкатывания ва-
лов 297
— плоских поверхностей 87—89
— сферических поверхностей 91—93
— фасонных поверхностей 93—104
— цилиндрических поверхностей 81—
87
— Обкатывание шаровым инструмен-
том — см. Обработка шаровым ин-
струментом
Обработка виброабразивиая 213
Обработка виброударная — Выбор ам-
Предметный указатель
323
плитуды колебаний 217 — Выбор
продолжительности 218 — Выбор раз-
меров рабочих тел 217 — Допусти-
мое виброускорение 217 — Изменение
ударного импульса под действием раз-
личных факторов 216, 217 — Назна-
чение 213 — Недостатки 215 — Обо-
рудование 218 — 228 — Понятие
213 — Преимущества 215, 217 —
Принцип 213—215 — Рабочие тела
213 — Системы механнэацнн вспомо-
гательных операций 232—236, 241 —
Технологическая оснастка 228, 229
Обработка дробью — Выбор рабочей
среды 249 — Выбор расстояния от
среза сопла до обрабатываемой по-
верхности 249 — Оборудование 250—
257 — Основные параметры и харак-
теристики силового воздействия раз-
личных методов 246, 247 — Формула
для расчета продолжительности упроч-
нения 248 — Характер контактной
зоны 243 — гидродробеударная —
Взаимодействие рабочего тела с обра-
батываемой поверхностью 243, 244 —
Методы 242 — Уравнение баланса
энергии 244 — Экспериментальная
оценка режима упрочнения 249, 250
— дробеударная — Влияние времени
наклепа 248 — Критерии оценки ре-
жимов 244, 245 — Методы 242, 243—
Недостатки 245, 246 — Преимущества
245
Обработка проволочным инструмен-
том 291
Обработка ударная специальным ин-
струментом — см. Обработка про-
волочным инструментом-, Обработка
центробежная; Раскатывание ударное;
Чеканка ударная
Обработка ультразвуковая (УЗО) —
Выбор параметров 262, 263
— Достигаемые микротвердость и па-
раметр шероховатости поверхности 265
— Инструменты 263, 265
— Концентраторы 263—265
— Недостатки 262
— Оборудование 264—268
— Оптимальные параметры 264
— Особенности 260, 261
— Применение 262
— Схема процесса 260, 261
— Характер зависимости характери-
стик качества поверхностного слоя от
режимов обработки 264
Обработка центробежная — Влияние
натяга иа характеристики обрабаты-
ваемой поверхности 270, 271
— Выбор конструкции отражателей
шаров 272
— Выбор режимов 269—272
— Конструкции упрочнителей 272, 273
— Параметры 269
— Применение 269
— Принцип 269, 270
— Теоретические и эксперименталь-
ные значения сил в зоне контакта 271
Обработка шаровым инструментом —
Остаточные напряжения в поверх-
ностном слое 51, 52 — Схема процесса
46, 47 — Твердость поверхности 49—
52 — Характеристика пятна контакта
46, 47 — Шероховатость поверхно-
сти 48—50
— внутренних цилиндрических по-
верхностей — Параметры раскаты-
вания отверстий 62 — Технологиче-
ская оснастка 56—63
— наружных цилиндрических поверх-
ностей — Оборудование 67—69 —
Технологическая оснастка 53—56
— плоских — Оборудование 65 —
Оптимальные значения параметров
64 — Технологическая оснастка 63—65
— сложнофасонных поверхностей —
Технологическая оснастка 64—68
Образование регулярного микрорельефа
последовательным вибровыглажнва-
инем и электрохимической обработ-
кой — Понятие 316, 317
Одноролнковые устройства для обка-
тывания — Недостатки 85 — Приме-
нение 85
— канавок 101, 102
— наружных цилиндрических и плос-
ких поверхностей 81, 82
— различных поверхностей деталей
из алюминиевых и магниевых спла-
вов 82—84
— рычажные 82—84
— трапецеидальных резьб и червя-
ков 99
П
Перенаклеп — Понятие 24
Пистолет универсальный пневмати-
ческий — Конструкция 257, 258
Поверхностное пластическое деформи-
рование (ППД) — Детали, для ко-
торых эффективно ППД 291, 293
— Детали Уралмашзавода, упрочняе-
мые ППД 299
— Используемые инструменты — см.
Инструменты
324
Предметный указатель
— Классификация методов 11, 13—15
— Обрабатываемые детали 24—27
— Общие требования 12
— Основные направления развития
312-319
— Основные параметры 16, 17
— Особенности 16
— Преимущества 12, 15, 16
— Принципиальные схемы 13—15
— Сравнительные характеристики рас-
катывания и центробежного упрочне-
ния 298
— Сравнительные характеристики
ударных методов 300
— Сущность 22, 23
— Увеличение предела выносливости
крупных резьб при упрочнении 298
— Эффективность различных методов
294, 300
— Эффективность упрочнения 28
Поверхностный слой — Изменение
механических свойств при ППД 21—23
— Классификация параметров 9, 10
— Оптимальное качество 5
— Особенности формирования при ста-
тическом воздействии 17, 18
— Особенности формирования при
ударном воздействии 19, 20
— Понятие 7
Поверхность — Волнистость 7—9
— Геометрические характеристики
— Дефекты 7
— Особенности 8
— Шероховатость 7, 9
Протяжные станки для поверхност-
ного дорноваиия — Технические ха-
рактеристики 184
Р
Рабочие среды — Назначение 41, 42
— для ударной обработки 43
— при упрочнении дробью 45
Рабочие тела 41, 42 — см. Дробь; Ро-
лики; Шары; Щетки проволочные —
Классификация 41
— дли ударной обработки 41, 42
Раскатники жесткие двухрядные 60
— жесткие многошаровые со сменными
опорами 58
— жесткие регулируемые дли обра-
ботки отверстий 58, 59
— импульсные с коническими роли-
ками 279, 280
— комбиннроаанные упругожесткие
двухрядные 60
— с самоподачей 63
— с силой раскатывания, создавае-
мой давлением масла на шары 62
— упругие двухшаровые 61
— упругие одношаровые 57
— упругие с опорой шаров на под-
пружиненный корпус 61
Раскатывание роликовым инстру-
ментом — Выбор конфигурации ро-
ликов 120
— Выбор натяга 121
— Выбор относительной окружной
скорости 123, 124
— Выбор подачи на оборот 123
— Выбор подачи на ролик 122
— Выбор угла вдавливания роликов
120
— Выбор угла н длины опорного ко-
нуса 121
— Допуск на диаметр раскатываемой
поверхности 122
— Оборудование 144—146
— Оптимальный способ креплеиня де-
тали 119
— Особенности 116, 117
— Припуск 121, 122
— Смазочно-охлаждающая жидкость
125
— Схема процесса 117
— Схемы рабочего движения 119
Раскатывание ударное — Зависимость
характеристик поверхности деталей от
линейной плотности ударов н натяга
277
— Инструменты 279, 280
— Оборудование 280
— Оптимальные параметры 278
— Принцип 275, 276
— Способы увеличения производи-
тельности 278, 279
— Схемы 276
Раскатывание шароаым инструмен-
том — см. Обработка шаровым ин-
струментом
Ролики — Материалы 29, 30
— для накатывания 32—35
Роликовые устройства бессепаратор-
ные — Разновидности 138 — Типы
роликов 138, 139
— жесткое с Целиковыми роликами
138—140
— подпружиненное шарнирное 140,
141
— ротационного типа 143, 144
— с гидравлическим нагружеинем 142,
143
— с гидромеханическим нагруже-
нием 142
Предметный указатель
325
— с цневмагичесхим нагружением 142,
143
— упругое для обработки торцовых
поверхностей 140—142
упругое с винтовой пружиной 140,
141
— упругое с пружинящим корпусом
140, 141
Роликовые устройства для обкатыва-
ния — см. Мноеороликовые устройства
для обкатывания: Однороликовые уст-
ройства для обкагтлбания
— бессепараторные 79
— гидравлические 80, 84
• - комбинированные 80
— механические 30
— пневматические 80
— сепараторные 89, 90
Роликовые устройства для раскатыва-
ния сепараторные — Принцип работы
126 — Разновидности 116, 117 — Типы
роликов 116—119
— двухрядные 130, 131
— для обработки глубоких отверстий
128, 129
— для обработки глухих отверстий
128, 129
— для обработки конусных поверх-
ностей 131, 132
— для обработки отверстий диаме-
тром 3—10 мм 128, 129
— для обработки плоских торцовых
поясков 131, 132
— для обработки сферических поверх-
ностей 131, 132
— жесткие для обработки отверстий
автомобильных деталей 134—139
— нормализованные для обработки от-
верстий диаметром 6—100 мм
— с изменением конусности опорного
конуса 131, 132
— с компенсатором осевого износа
128, 129
— с принудительными приводами вра-
щения основных элементов 126, 127
— с радиальной подачей роликов 131,
132
— с роликами, имеющими с двух сто-
рон запоры 128, 129
— с шариковым фиксатором в ме-
ханизме «сброса» размера 128, 129
— упругого типа 131—133
С
Сглаживание влектромеханическое 314
Слой поверхностный — см. Поверхно-
стный слой
Сопротивление схватыванию металла
304 -306
Сопротивление усталости 292, 293,
298, 300, 301
— контактной 309—311
— полированных и выглаженных об-
разцов 294
Сплавы твердые — Применение 29, 30
— Характеристики фнзико-мехаинче-
скнх свойств 30
Станки АОС-20, АОС-60 для обкаты-
вания цилиндрических деталей типа
штоков 107, 108
Станки Б-033, Б-039 для гидродина-
мического упрочнения ПО
Станки для выглаживания бесцентро-
вого цилиндрических деталей 172—
175
— кулачковых валов двигателей
173—175
— цилиндрических деталей вращаю-
щейся трехалмазной головкой 173—
175
Станки для обкатывания автомобиль-
ных деталей 113, 114
— бесцентрового 111
— бесцентрового цилиндрических де-
талей 68, 69, ПО, 111
— галтелей коленчатых валов 109
— зубчатых колес 105—107
— конусов тарелок клапанов двига-
телей 109
— стержней клапанов двигателей 109,
114, 115
— торцовых поверхностей коленча-
того вала 114
Станки для ультразвуковой обработки
желоба наружного кольца шарико-
подшипника 267
— роликов вагонных подшипников
266, 267
Станок СО-06-1200Е для обработки
поверхностей барабанов 111, 112
Станок токарный 1Д63 для раскаты-
вания отверстий модернизированный
144, 146
Станок четырехшпиидельиый для
виброиакатываиия внутренних цилин-
дрических поверхностей гильз дизе-
лей 212
Стойкость коррозионная — см. Кор-
розионная стойкость
У
Упрочнение импульсными водовоэ-
душными струимн — Понятие 314
326
Предметный указатель
Усталость малоцкклоаая — Понятие
292
— многоцикловая — Понятие 292
Установка для выглаживания с устра-
нением термоэлектрических пилений
315.
— для раскатывания глухих отвер-
стии 144, 145
— для ударно-барабанного упроч-
нения 258, 259
— для ударно-импульсного упрочне-
ния 258, 259
— УЗТЛ для обкатывания хвостови-
ков лопастей турбины и компрес-
сора ГТД 112
— экспериментальная для ультра-
звукового упрочнения 315
Установки дробеструйные — см.
Дробеструйные установки
Устройства для виброобкаты ванкя
(внбровыглажиаання) — Классифика-
ция 202 — Принцип действия 192, 193
— вращающимся инструментом 210—-
212
— глубоких отверстий 205. 206
— многоинструментные 208
— плоских поверхностей 203, 204
— с жесткой кинематической связью
206, 207
— с копнрным устройством для обра-
ботки прерывистых поверхностей 205,
206
— сферических поверхностей 204
— с электромагнитным приводом 205,
206
— торцовых поверхностей 203
— цилиндрических и торцовых по-
верхностей универсальное 204, 205
Устройства для выглаживания —
Классификация 153, 154
— быстродействующие и самонастраи-
вающиеся 161—163
— внутренних цилиндрических по-
верхностей 162, 169
— глубоких отверстий 164—166
— двухалмазиое для обработки де-
талей типа тонких штоков 160
— двухалмазное для обработки шеек
коленчатых валов мотоцикла 159, 160
— хопириое 160, 161
— магнитное 159
— наружных поверхностей 168
— прерывистых поверхностей 164,
167, 168
— профильных поверхностей типа ку-
лачков 168
— прямого действия 154, 155
— рычажное 154. 155
— с винтовой пружиной 157, 158
— с гидравлическим демпфирова-
нием 163. 164
— с механическим демпфированием
161, 163. 164
— с упругой перемычкой в корпусе
для обработки наружных поверхно-
стей 156
— с упругой перемычкой в корпусе
для обработки торцовых поверхно-
стей 156, 158
— сферических поверхностей 166, 167
— твердосплавными пластинами 169—
171
— шарнирно-рычажное 154, 155
Устройства для обкатывании много-
шаровые жесткие 57
— упругого действия 57
Устройства для обкатывания одно-
шаровые рычажного действия для об-
работки деталей из закаленных ста-
лей 55
— рычажного действия для обра-
ботки деталей на строгальных и ка-
русельных станках 54
— с опорой шара на шары меньшего
диаметра 56
— специального исполнения 56
Устройства для обкатывания сложно-
фасонных поверхностей 64
Устройства для ударной чеканки виб-
рационные эксцентриковые 281, 282
— инерционные 282
— многобойковые проволочные на базе
отбойного молотка 284, 285
— многобойковые проволочные иа базе
пневматического клепального молот-
ка 284, 285
— универсальные с пружинно-ку-
лачковым приводом 283, 284
Устройства для ультразвуковой обра-
ботки роликовые 203
— самоходные 274, 275
— центробежные 273, 274
Устройство для одновременной обра-
ботки точением и выглаживанием —
Конструкция 164, 165
Устройства для упрочнения импульс-
ными водовоздушными струими 315
— плоских поверхностей пиевмоди-
иамнческое 257, 258
Ч
Чеканка ударная — Выбор параме-
тров 281
— Инструменты 281—285
Предметный указатель
327
— Недостатки 281
— Преимущества 281
— Принцип 280
Ш
Шары —- Материалы 29, 30, 32
— для накатывания 34, 35, 37
— для обкатывания 48
Щ
Щетки — Взаимодействие с обрабаты-
ваемой поверхностью 286, 288 — Ма-
териал 286 — Размеры 289 — Разно-
видности 286, 287
— проволочные — Материалы 32
— с возвратно-поступательным дви-
жением ворса — Конструкция 289,
290
— с петлевидными секциями — Кон-
струкция 289
— с плоским ворсом — Конструкция
289
— с ударными элементами в виде
пластин — Конструкция 289
СПРАВОЧНОЕ ИЗДАНИЕ
Леонид Григорьевич Одинцов
УПРОЧНЕНИЕ И ОТДЕЛКА ДЕТАЛЕЙ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Редактор И. С. Форстан
Художественный редактор А. С. Вгршиккин
Обложка художннка А. И. Ковалем
Технические редактора!: И. В. Молыаано. Ф. П. Мельниченко
Корректоры: О. Е. Машина. А. П. Синаоа
ИБ № 3968
Сдано в набор 13.08.86. Подписано в печать 14.10.88. T-I54S3.
Формат 60Х901/,,. Бумага офсетная № 2. Гарнитура литературная. Печать офсетная.
Уел. печ. к. 20,5. Усл. кр.-отт. 20.5. Уч.*над л. 22.05.
Тираж 10 500 яка. Занаа 160. Цена 1 р. 40 к.
Ордена Трудового Красного Знамени кадательство аМашииостроеяве»
107076. Москва. Стромынский пер.. 4
Ленинградская типография М 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Сооэполиграфпрома при Государственном комитете СССР
по делам надательств. полиграфии и книжной торговли.
193144. г. Ленинград, ул. Моисеенко. 10.