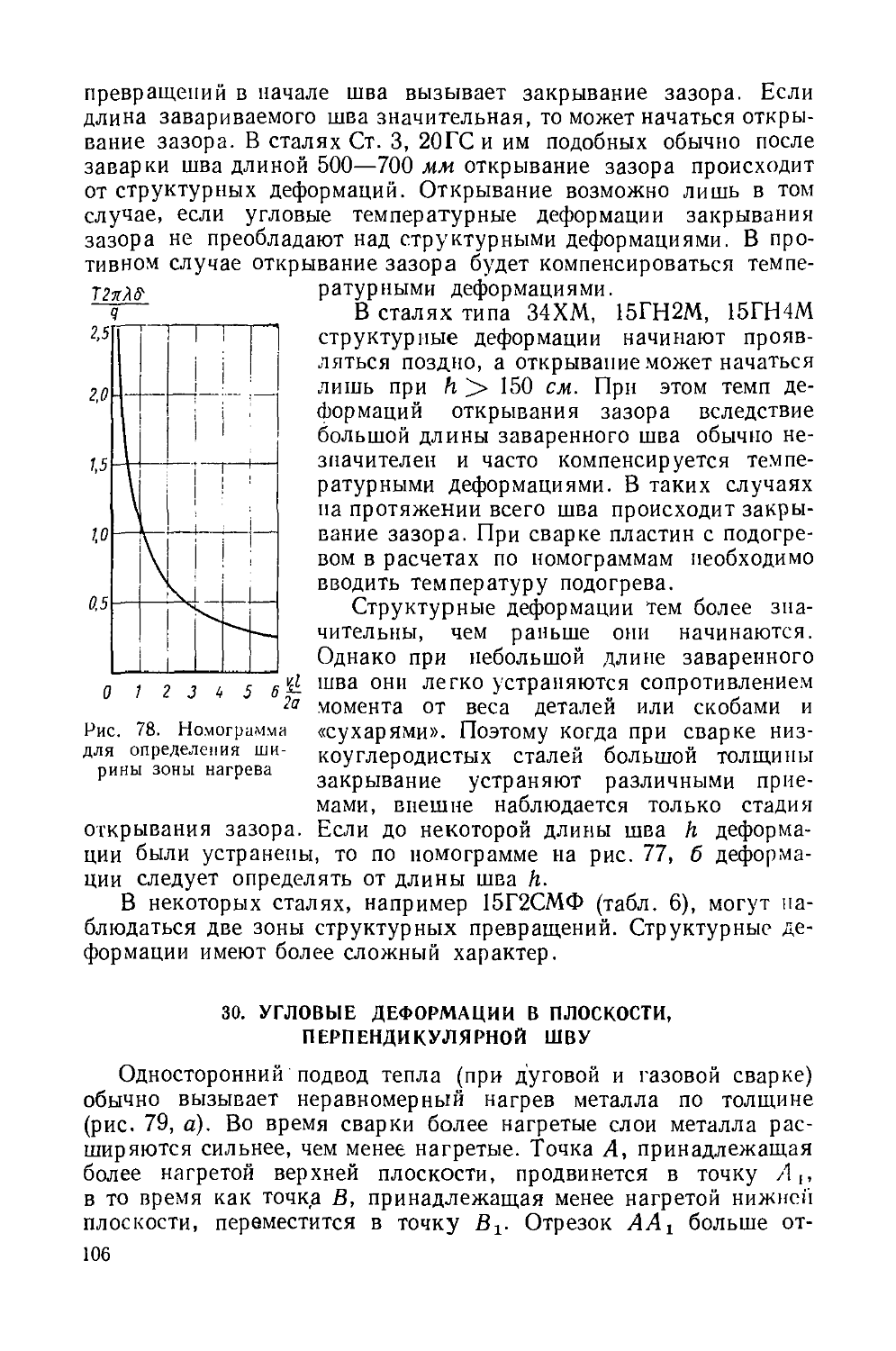
/








































































































































































Text
В. А. ВИНОКУРОВ
д-р техн. наук
СВАРОЧНЫЕ
ДЕФОРМАЦИИ
И НАПРЯЖЕНИЯ
МЕТОДЫ ИХ УСТРАНЕНИЯ
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1968
УДК621.791 : 621.7.011
Сварочные деформации и напряжения.Винокуров В. А.
«Машиностроение», 1968, 236 стр
В книге изложены современные представления об образовании
деформаций, напряжений и перемещений, вызываемых сваркой.
Приведены расчетные и экспериментальные методы их определения и
результаты исследований. Рассмотрен ряд методов уменьшения и
устранения сварочных напряжений и деформаций, нашедших применение
в производстве.
Книга предназначена для технологов и конструкторов,
работающих в области сварочного производства; сотрудников
научно-исследовательских институтов и лабораторий, ведущих разработку методов
устранения сварочных напряжений и деформаций. Книга может быть
полезной аспирантам и студентам сварочной специальности.
Табл. 7. Илл. 147 Библ. 124 назв
Рецензент д-р техн. наук Д. И НАВРОЦКИЕ
3-12-6
202-68
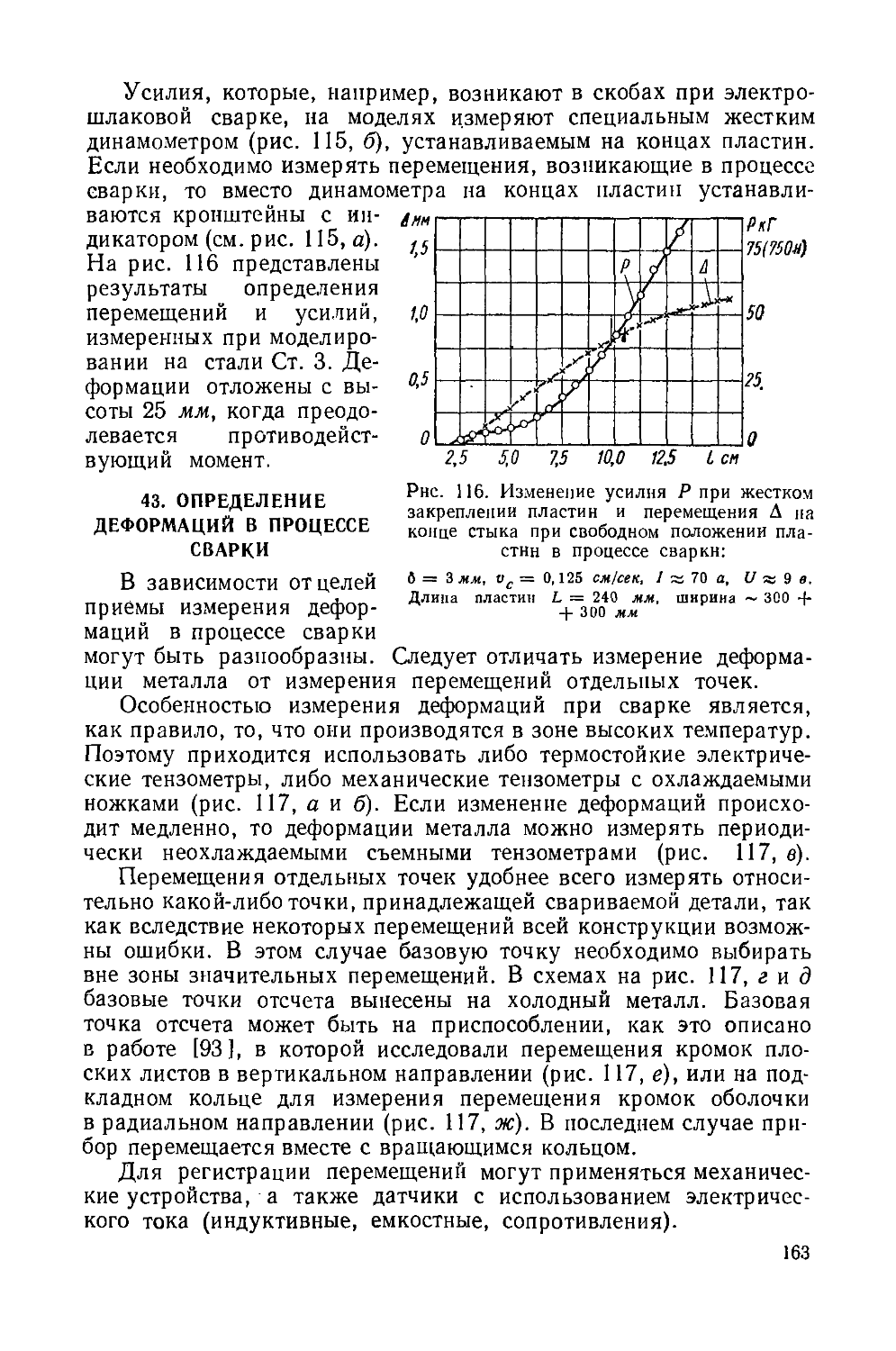
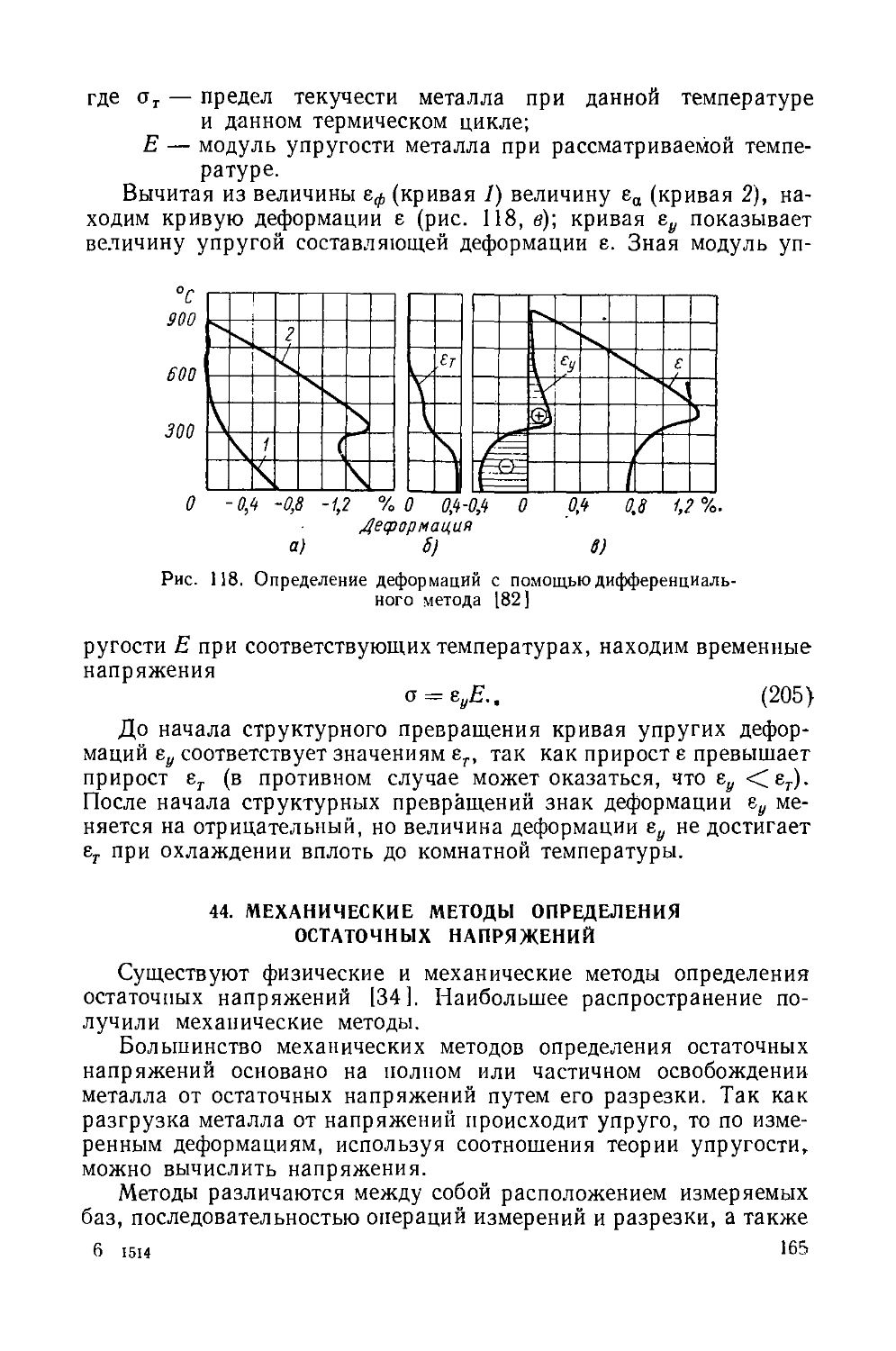
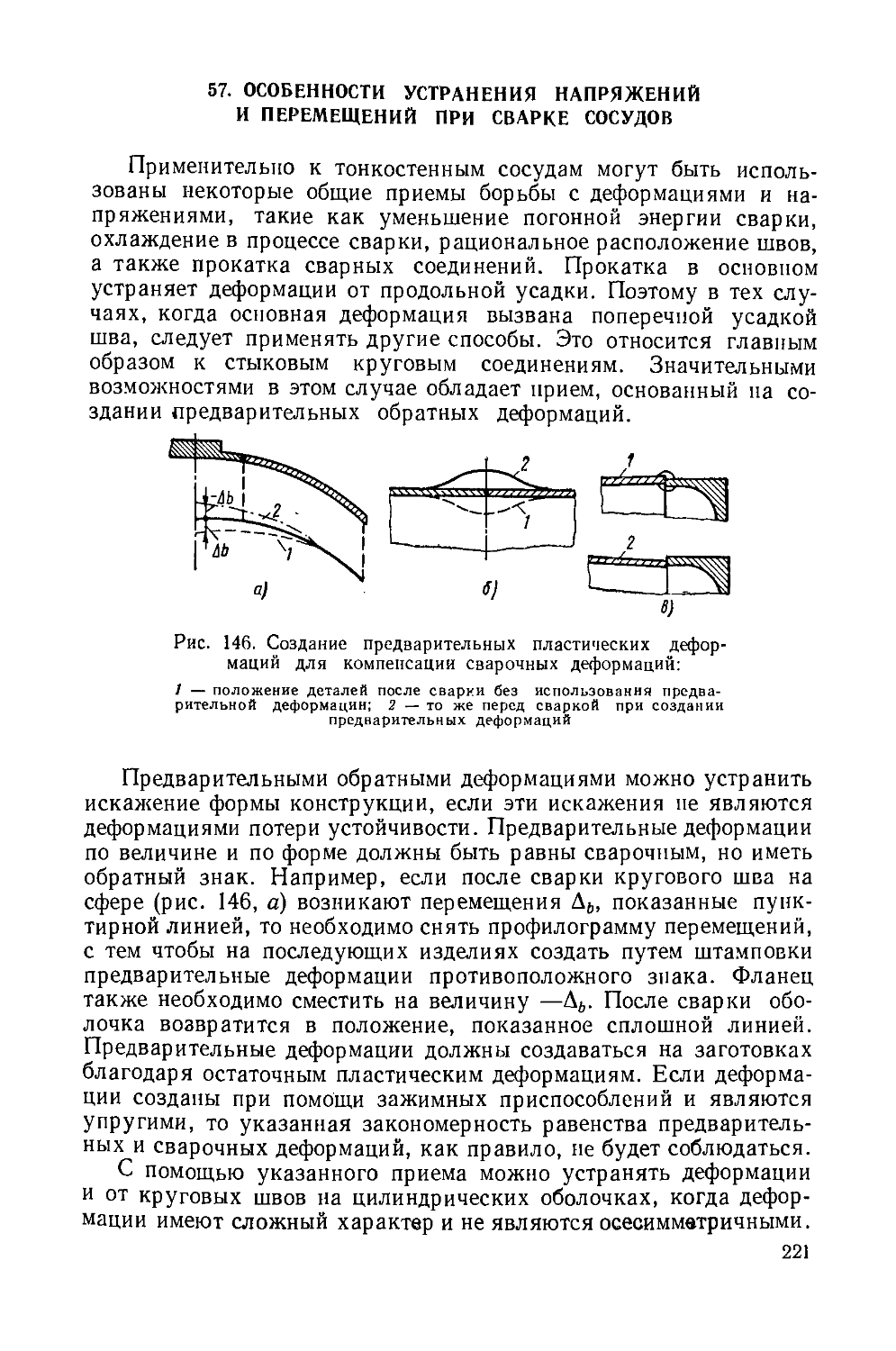
ПРЕДИСЛОВИЕ
Сварка как способ соединения материалов получила широкое
развитие. Преимущества сварных соединений по сравнению с
другими типами неразъемных соединений весьма значительны. Однако
процесс сварки не свободен от недостатков. В процессе сварки
возникают напряжения и деформации, которые в ряде случаев могут
оказать отрицательное влияние на качество сварной конструкции.
Во время изготовления сварных конструкций искажаются
проектные формы и размеры изделий, на восстановление которых
затрачивается много труда. Между тем правильное построение
технологического процесса сборки и сварки, а также выбор
рациональных режимов сварки, как правило, позволяют избежать
чрезмерных деформаций. Большими возможностями для уменьшения
деформаций располагают также конструкторы.
В условиях эксплуатации остаточные напряжения и
пластические деформации металла могут способствовать уменьшению
прочности, коррозионной стойкости, жесткости или точности
сварной конструкции. Обоснованное и грамотное применение методов
устранения остаточных напряжений позволяет, с одной стороны,
экономно изготовлять сварные конструкции, с другой —
существенно повысить их качество и надежность.
В настоящей монографии изложены современные
представления о термомеханических процессах при сварке, составленные на
основе теоретических и экспериментальных исследований
сварочных напряжений и деформаций; рассмотрены существующие
способы их устранения. В книге использованы материалы
исследовательских работ, проведенных в МВТУ им. Баумана, и некоторые
результаты исследований других авторов. Ряд пунктов главы I
и некоторые пункты других глав базируются нэ положениях
теории упругости и пластичности, а поэтому для ознакомления
3
с ними требуются некоторые специальные знания. В книге наряду
с применяемыми в настоящее время единицами измерения
приведены единицы измерения по системе СИ (последние взяты в скобки)
в соответствии с ГОСТом 9867—61.
Автор выражает благодарность д-ру техн. наук проф. Г. А.
Николаеву за инициативу в постановке многих исследований,
нашедших отражение в книге, а также за помощь и советы в работе
над ней. Некоторые исследования проведены автором совместно
с д-ром техн. наук проф. С. А. Куркиным и кандидатами техн.
наук В. М. Сагалевичем и А. С. Газаряном.
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
А, — коэффициент теплопроводности, дж/см-сек°С
су — объемная теплоемкость, дж/см3 ¦ °С
X
коэффициент температуропроводности, см2/сек
су
a-f — коэффициент теплоотдачи, дж/см2 ¦ сек• °С
Ь — коэффициент температуроотдачи для пластины,
а — коэффициент линейного расширения, -—г
сек
Т — температура точек тела, °С
q — эффективная тепловая мощность источника нагрева,
дж/сек
vc — скорость перемещения источника тепла, см/сек
t — время, сек
х, у, z — прямоугольные координаты
г = Ух2 -{-у2 — радиус-вектор
и, v — перемещения в направлениях х; у
w — перемещение в направлении г в пластинах и в
направлении, перпендикулярном поверхности листа, в оболочках
/ — прогиб в элементах типа балок, см.
Ф — угол поворота сечения в элементах типа балок, рад
в — угловое взаимное перемещение (угловой поворот)
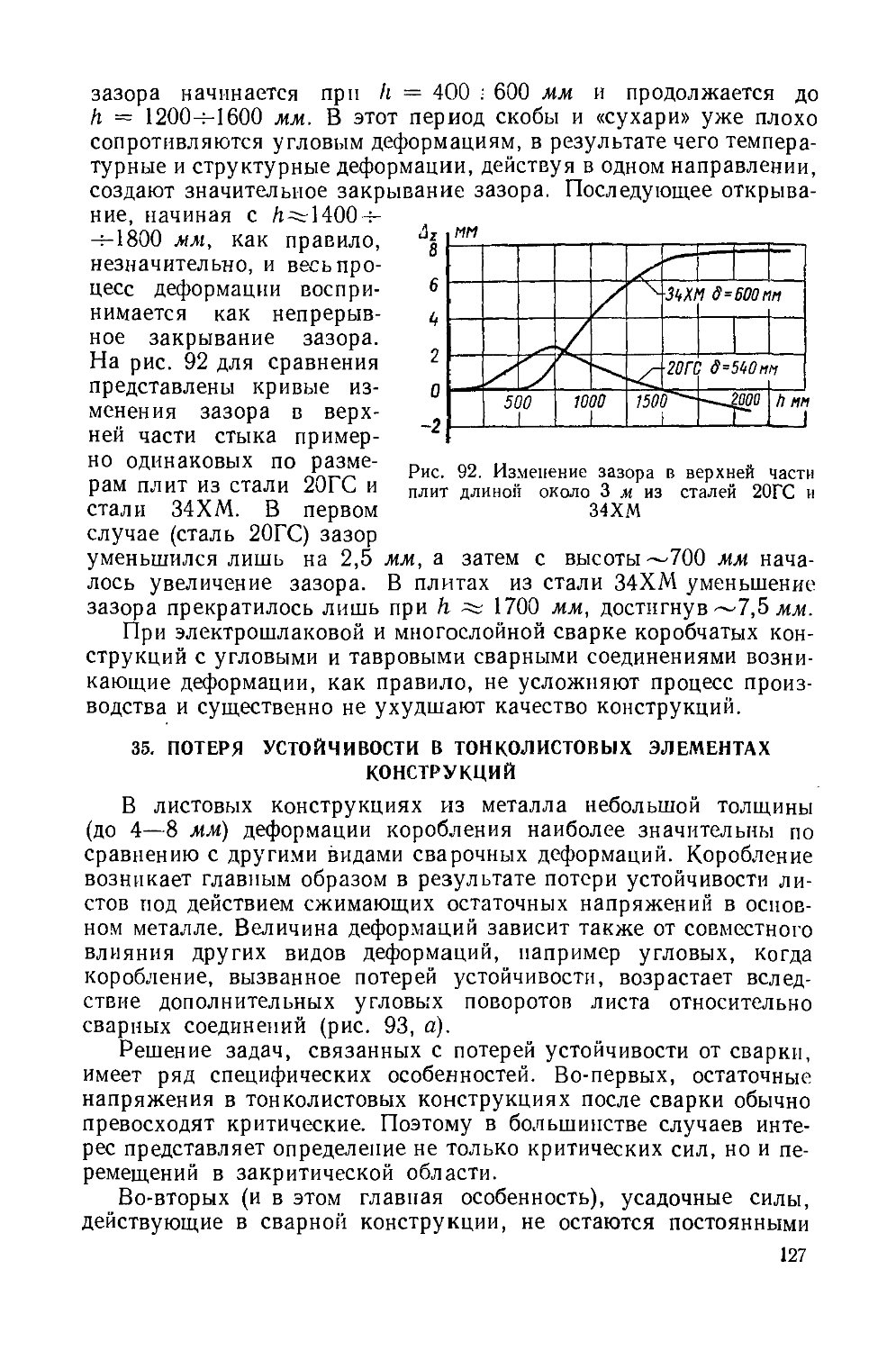
элементов деталей или конструкций, рад
р* — угловая деформация (угол изгиба) листа в плоскости,
перпендикулярной шву, рад
&поп — поперечная усадка, возникшая в результате сварки, см
Lnp — продольная усадка элементов, возникшая в результате
сварки, см
6 — толщина пластины, см
к — катет шва, см
h — высота заваренного шва при электрошлаковой сварке, см
tnp — шаг прерывистого шва
\ш — длина заваренного участка у прерывистого шва
В — ширина пластины
2В — ширина сварной пластины образованной из двух
одинаковых пластин
1Ьп — ширина зоны пластических деформаций в сварном
соединении
1ЬР — ширина зоны растягивающих остаточных напряжений
в сварном соединении
J — момент инерции сечения, см*
S — статический момент части сечения, см3
F — площадь сечения, см2
5
k — параметр, используемый в теории оболочек, —
О; — радиальные и тангенциальные напряжения в полярных
координатах
Е — модуль упругости первого рода
ц — коэффициент поперечной деформации
модуль упругости второго рода
2A+|*)
— 7—^- — объемный модуль упругости
07 — предел текучести металла
ej- — относительная деформация, соответствующая Of
окт, Уокт — октаэдрические касательное напряжение и сдвиговая
деформация
воет — остаточное напряжение
РуС — усадочная сила, действующая вдоль сварного соединения
^о. Ki — функции Бесселя второго рода нулевого и первого порядка
ВВЕДЕНИЕ
Теория сварочных напряжений и деформаций является одним
из наиболее сложных разделов науки о сварке, объединяющим
вопросы теплопроводности, упругости, пластичности и ползучести
металлов в широком диапазоне быстро изменяющихся температур.
В ряде случаев еще не представляется возможным во всей полноте
отразить термомеханические процессы, происходящие в металле
во время сварки и остывания конструкции. Точные
количественные зависимости не могут быть получены главным образом
вследствие недостаточного развития теории пластичности тел с
переменным модулем упругости и переменным пределом текучести
металла в случае перемещающихся полей напряжений.
Теория сварочных напряжений и деформаций развивается как
приближенная прикладная наука, призванная ответить на
некоторые практические вопросы технологии изготовления и
эксплуатации сварных конструкций^ Расширение и сокращение металла
в процессе нагрева и остывания при сварке сопровождается
образованием деформаций. При этом вследствие неравномерного
нагрева деформации, как правило, не протекают беспрепятственно.
В теле образуются напряжения, которые часто достигают значений
предела текучести. Процесс нагружения металла в этом случае
сопровождается пластической деформацией. Деформации металла
в отдельных точках приводят к образованию перемещений в
сварных конструкциях, в результате чего нарушаются их формы и
размеры.
Исторически сложилось так, что в большинстве случаев под
названием «сварочные деформации» фактически понимают
перемещения отдельных точек сварной конструкции, а не деформации
металла, как это рассматривается в теории упругости и
пластичности. Несмотря на то, что деформации, напряжения и
перемещения между собой связаны, изучение их зачастую производилось
обособленно. Это обстоятельство отразилось и на расположении
материала в данной книге: вначале рассмотрены деформации и
напряжения в металле, а затем перемещения в сварных
соединениях и конструкциях.
7
Деформации и напряжения в металле сварных конструкций
влияют главным образом на их прочность, в то время как
перемещения — на технологический процесс изготовления и на
искажение геометрических форм сварной конструкции. Влияние
деформаций, напряжений и перемещений в сварных соединениях
и конструкциях на их прочность, жесткость и коррозионную
стойкость в научной литературе освещено еще слабо. Подобные
исследования начали развиваться лишь в последние 10—15 лет. Уже
в основном разработаны методы определения сварочных
деформаций, напряжений и перемещений, а также технологические приемы
их регулирования и устранения. Этим вопросам и посвящена
настоящая монография.
} a I. ОБРАЗОВАНИЕ И РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ ПРИ СВАРКЕ
1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
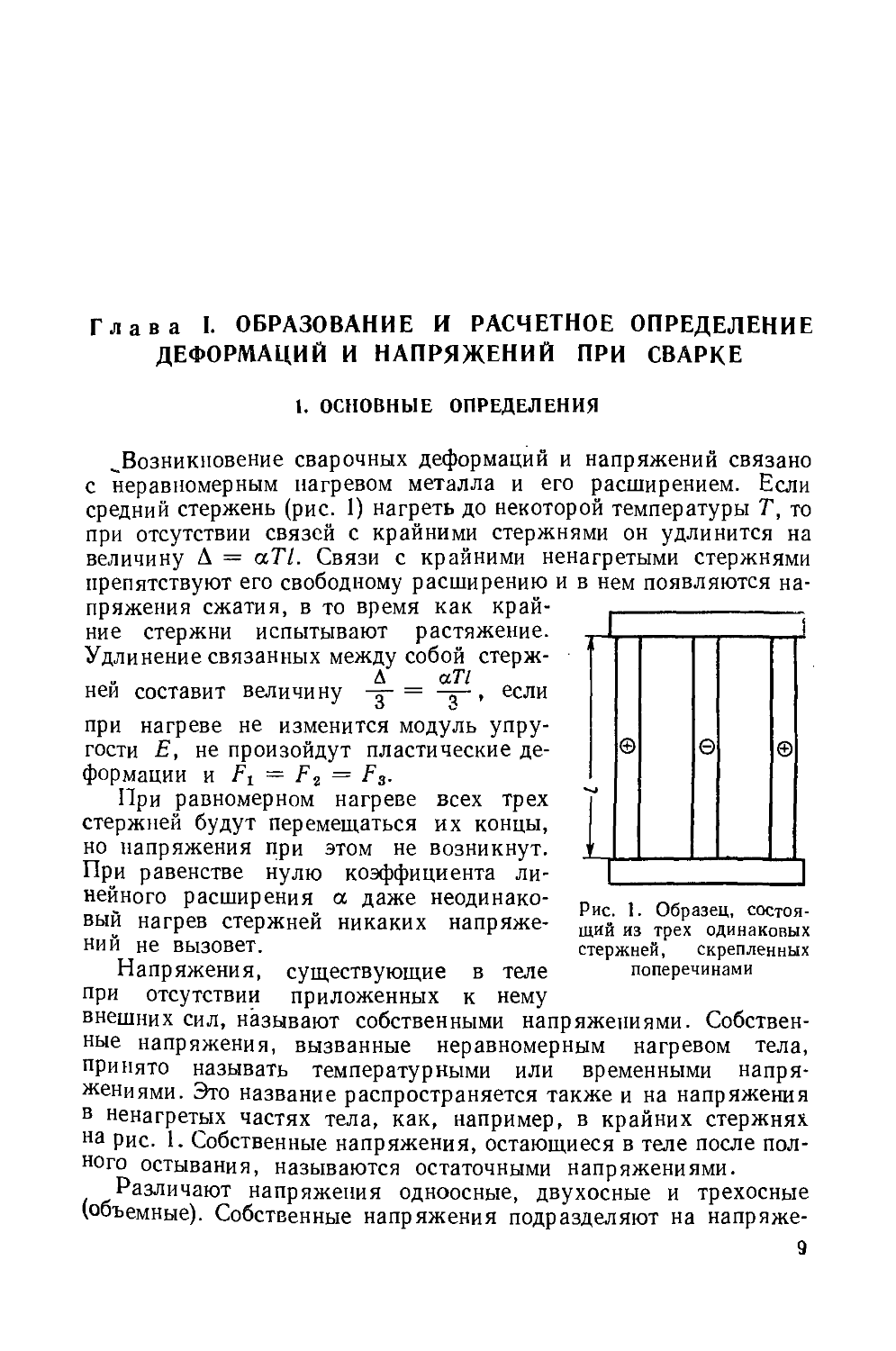
„Возникновение сварочных деформаций и напряжений связано
с неравномерным нагревом металла и его расширением. Если
средний стержень (рис. 1) нагреть до некоторой температуры Т, то
при отсутствии связей с крайними стержнями он удлинится на
величину А = а77. Связи с крайними ненагретыми стержнями
препятствуют его свободному расширению и в нем появляются
напряжения сжатия, в то время как край- г .
ние стержни испытывают растяжение.
Удлинение связанных между собой стерж-
А «77
ней составит величину -д- = —, если
при нагреве не изменится модуль
упругости Е, не произойдут пластические
деформации и Z7! = F2 = ^з-
При равномерном нагреве всех трех
стержней будут перемещаться их концы,
но напряжения при этом не возникнут.
При равенстве нулю коэффициента
линейного расширения а даже
неодинаковый нагрев стержней никаких
напряжений не вызовет.
Напряжения, существующие в теле
при отсутствии приложенных к нему
внешних сил, называют собственными напряжениями.
Собственные напряжения, вызванные неравномерным нагревом тела,
принято называть температурными или временными
напряжениями. Это название распространяется также и на напряжения
в ненагретых частях тела, как, например, в крайних стержнях
на рис. 1. Собственные напряжения, остающиеся в теле после
полного остывания, называются остаточными напряжениями.
Различают напряжения одноосные, двухосные и трехосные
(объемные). Собственные напряжения подразделяют на напряже-
©
в
©
Рис. 1. Образец,
состоящий из трех одинаковых
стержней, скрепленных
поперечинами
ния первого рода, уравновешивающиеся в макрообъемах;
напряжения второго рода, уравновешивающиеся в пределах одного или
нескольких зерен, и напряжения третьего рода, отражающие
искажения кристаллической решетки.
Напряжения в направлении вдоль шва называют продольными
и обозначают обычно ох. Напряжения, действующие
перпендикулярно оси шва в плоскости соединяемых элементов, например
в плоскости двух свариваемых пластин, называют поперечными и
обозначают оу. Напряжения в направлении, перпендикулярном
плоскости листа, обозначают az.
Независимо от характера распределения напряжений в теле
собственные напряжения в пределах любого сечения, полностью
пересекающего все тело, всегда уравновешены как по сумме сил,
так и по сумме моментов сил, т. е. соблюдаются равенства
%Р = 0;^М = 0. A)
Например, в образце на рис. 1 сила сжатия в среднем стержне,
2
равная -г- aTEF, уравновешивается двумя равными
растягивающими силами в крайних стержнях величиной по -^aTEF каждая.
Так же как и напряжения, сварочные деформации могут быть
временные и остаточные.
2. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
И СВОЙСТВА МЕТАЛЛОВ
Распределение температур и характер термических циклов
существенным образом влияют на образование и распределение
сварочных напряжений. С достаточной для рассматриваемого случая
точностью при расчетах можно пользоваться результатами,
получаемыми в теории тепловых процессов [100]. Наибольшие
расхождения экспериментальных и расчетных значений температур, как
известно, получаются в области высоких температур, где
идеализированная схема введения тепла в тело заметно отражается на
точности определения температуры. В теории сварочных
напряжений и деформаций большинство расчетов относится к областям
нагрева не свыше 800—900° С, где погрешность определения
температур, как правило, невелика.
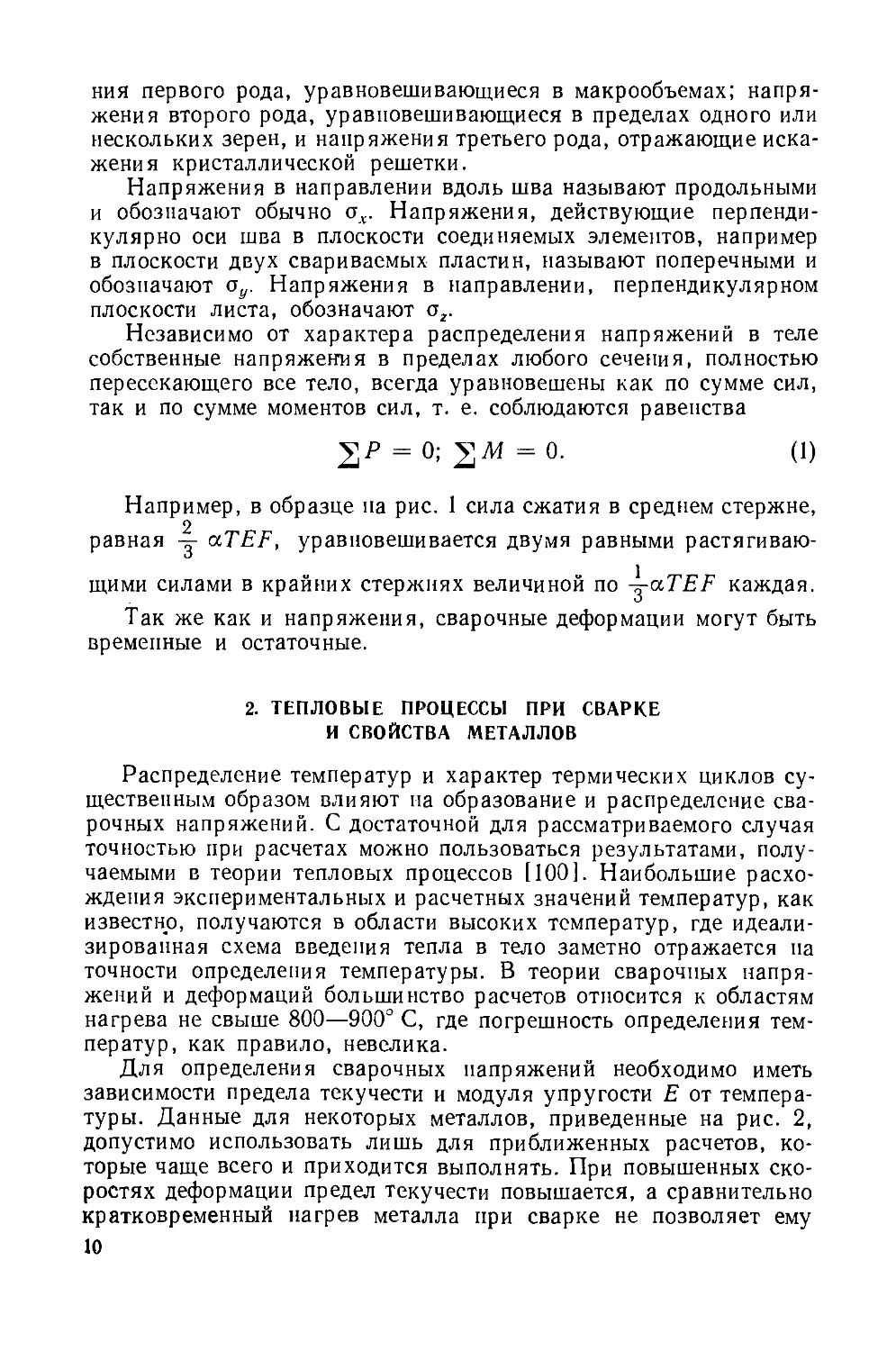
Для определения сварочных напряжений необходимо иметь
зависимости предела текучести и модуля упругости Е от
температуры. Данные для некоторых металлов, приведенные на рис. 2,
допустимо использовать лишь для приближенных расчетов,
которые чаще всего и приходится выполнять. При повышенных
скоростях деформации предел текучести повышается, а сравнительно
кратковременный нагрев металла при сварке не позволяет ему
10
понизиться до значений, приведенных на рис. 2. В особенности это
относится к металлам, свариваемым в нагартованном или
термически обработанном состоянии, для которых требуется
определенная продолжительность пребывания при высокой температуре,
чтобы успели пройти процессы разупрочнения металла. При
использовании значений предела текучести необходимо также
обращать внимание на максимальную температуру нагрева и скорость
охлаждения, предшествовавшие рассматриваемому моменту
времени. Если металл нагревался выше температуры начала
структурного превращения, то в процессе дальнейшего охлаждения в за-
?-10-* бг
(МнМг) кГ/мм? (Мфг}кГ/мк!
О 200 МО 600 °С 0 200 с Ш 600 °С
а) 5)
Рис. 2. Механические свойства металлов при высоких температурах:
а — модуль упругости низкоуглеродистой стали (/) и технического титана B); б —
предел текучести низкоуглеродистой стали (/) и титанового сплава B);
действительные зависимости; схематизированные зависимости
висимости от его скорости можно получить свойства, заметно
отличающиеся от свойств в соседних зонах, хотя температура на
стадии охлаждения в этих зонах и не будет существенно
отличной.
В упрощенных расчетах бывает удобнее пользоваться
схематизированной диаграммой зависимости предела текучести от
температуры. На рис. 2 эти диаграммы показаны пунктирными линиями.
Для низкоуглеродистых сталей используется диаграмма с изломом
при Т = 500° С и нулевым значением ат при Т = 600° С.
Подобная схематизация пригодна и для диаграмм алюминиевых сплавов,
однако с другими значениями температур. Для титановых сплавов
более правильна схематизация по линейному закону.
Использование значений пределов текучести металлов при
расчетах, когда протекают пластические деформации, также вносит
некоторые неточности.*Для углеродистых сталей, если
пластическая деформация невелика, это не приводит к большим
погрешностям из-за наличия площадки текучести. У нержавеющих аусте-
нитных сталей, титановых и алюминиевых сплавов тглощадки
и
текучести обычно не бывает. Поэтому пластическая деформация
сопровождается упрочнением металла и повышением в нем
напряжений выше условного предела текучести.
В случае необходимости следует пользоваться диаграммой
зависимости истинных напряжений от деформаций. Для
приближенных методов расчета сварочных
напряжений, как правило, используют
' диаграмму идеально пластичного
металла (рис. 3).
Важной характеристикой металла
является коэффициент линейного
расширения а или обобщенная
величина —-, где су
су
Рис. 3. Диаграмма а—8
идеально пластичного металла
объемная
теплоемкость в дж1см3-°С
Величиной — удобней пользоваться по-
су
тому, что а к су изменяются в
зависимости от температуры, а величина — практически остается
постоянной в некотором интервале температур. В качестве
примера на рис. 4 показаны зависимости — для низкоуглеродистой
Рис. 4. Зависимости а, су и — от температуры: аср;
(СУ)
*ср
и ( — ] — средние значения от 0° С до соот-
\су /ср
ветствующеи температуры
стали (рис. 4, а) и для аустенитной хромоникелевой стали типа
18-8 (рис. 4, б). В широком диапазоне температур величина —
практически остается постоянной. В ряде случаев для
выполнения расчетов необходимо пользоваться не значениями
коэффициента линейного расширения а, а непосредственно
дилатометрическими кривыми металла.
12
Таблица I
Металл
Низкоуглеродистые
и низколегированные
стали
Аустенитные хромо-
никелевые стали
Алюминий
Технический титан
а-10«
1
град
12—16
16—20
23—27
8,5
Тср в "С
для д., а
су
500—600
600
300
700
К
дж
СМ'сек'Врад
0,38—0.42
0,25—0,33
2,7
0,17
су
дж
см' -град
4,9—5,2
4,4—4,8
2,7
2,8
а
см'
в
сек
0,075—0,09
0,053—0,07
1,0
0,06
Расчетное определение сварочных напряжений и деформаций
тесно связано с вычислением температур металла, которые, в свою
очередь, зависят от теплофизических коэффициентов
теплопроводности (Я), температуропроводности (а) и теплоемкости (су).
В табл. 1 приведены средние значения а, К, а, су для некоторых
металлов, обычно применяемые в расчетах.
3. ЗАВИСИМОСТЬ ДИЛАТОМЕТРИЧЕСКИХ КРИВЫХ
ОТ ТЕРМИЧЕСКИХ ЦИКЛОВ
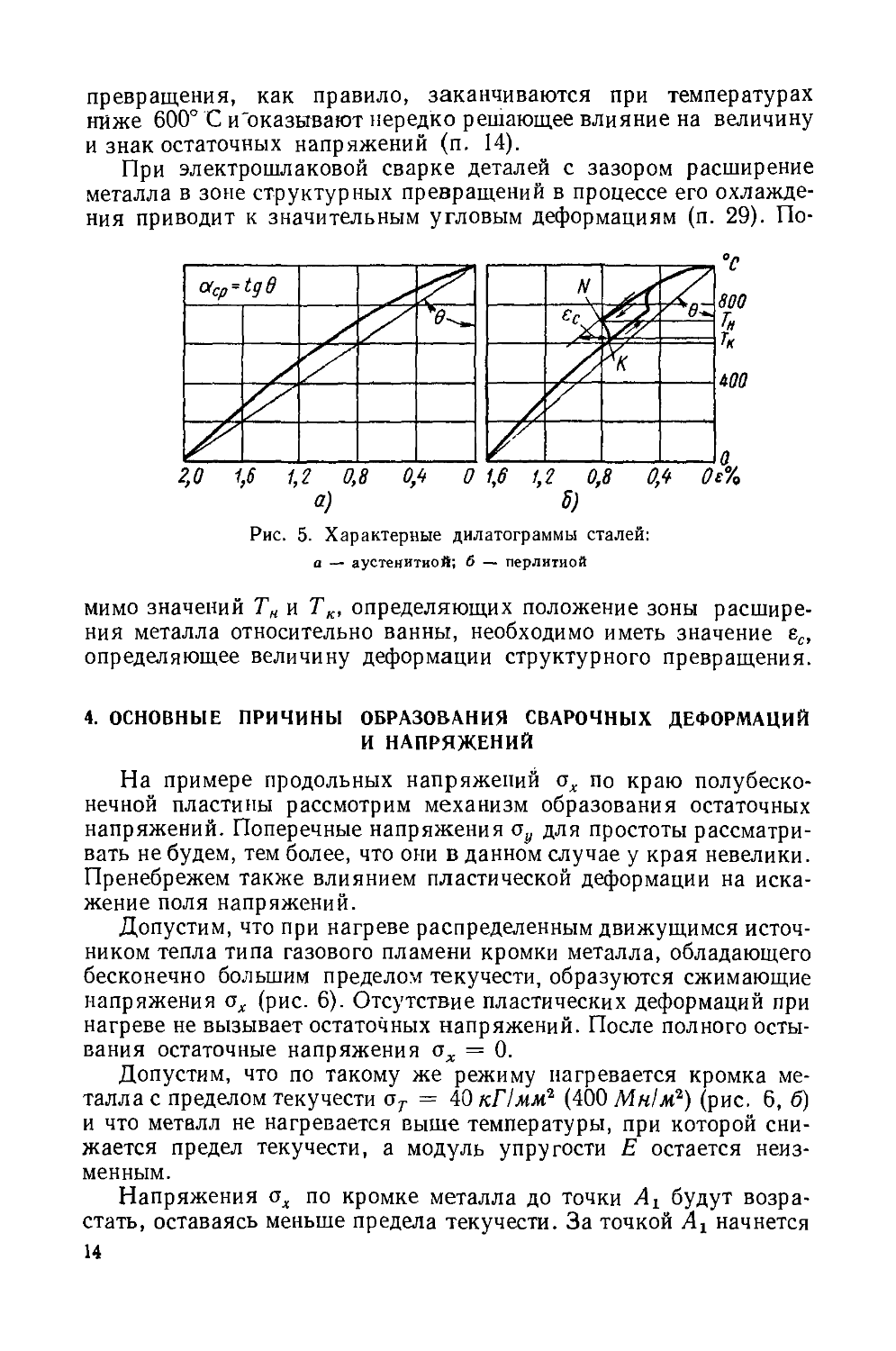
Нагрев и охлаждение металлов сопровождаются изменением
линейных размеров тела. Чаще всего эта зависимость выражается
через средний, коэффициент линейного расширения асР (рис. 5).
Текущее значение а представляется как тангенс угла наклона
касательной к дилатометрической кривой ^=г.
В металлах, не испытывающих структурных превращений,
например в аустенитных сталях, изменение длины с температурой
происходит монотонно и дилатометрическая кривая на диаграмме
не изменяется при изменении скорости нагрева и охлаждения
(рис. 5, а).
В сталях перлитного класса расширение металла при нагреве
прерывается его сокращением (рис. 5, б). При охлаждении
наблюдается обратная картина. Кроме того, температуры начала и конца
структурного превращения Тн и Тк смещаются в область более
низких температур и тем больше, чем выше скорость охлаждения
металла. В низкоуглеродистых сталях при осуществлении
реальных термических циклов дуговой и электрошлаковой сварки
структурные превращения обычно ниже 600° С не происходят. Согласно
схематизированной диаграмме ат — Т (см. рис. 2) при Т 5* 600° С
предел текучести металла принимается равным нулю. Поэтому
происходящие при высоких температурах структурные
превращения практически никак не отражаются на образовании остаточных
напряжений. В легированных сталях, наоборот, структурные
18
превращения, как правило, заканчиваются при температурах
ниже 600° С доказывают нередко решающее влияние на величину
и знак остаточных напряжений (п. 14).
При электрошлаковой сварке деталей с зазором расширение
металла в зоне структурных превращений в процессе его
охлаждения приводит к значительным угловым деформациям (п. 29). По-
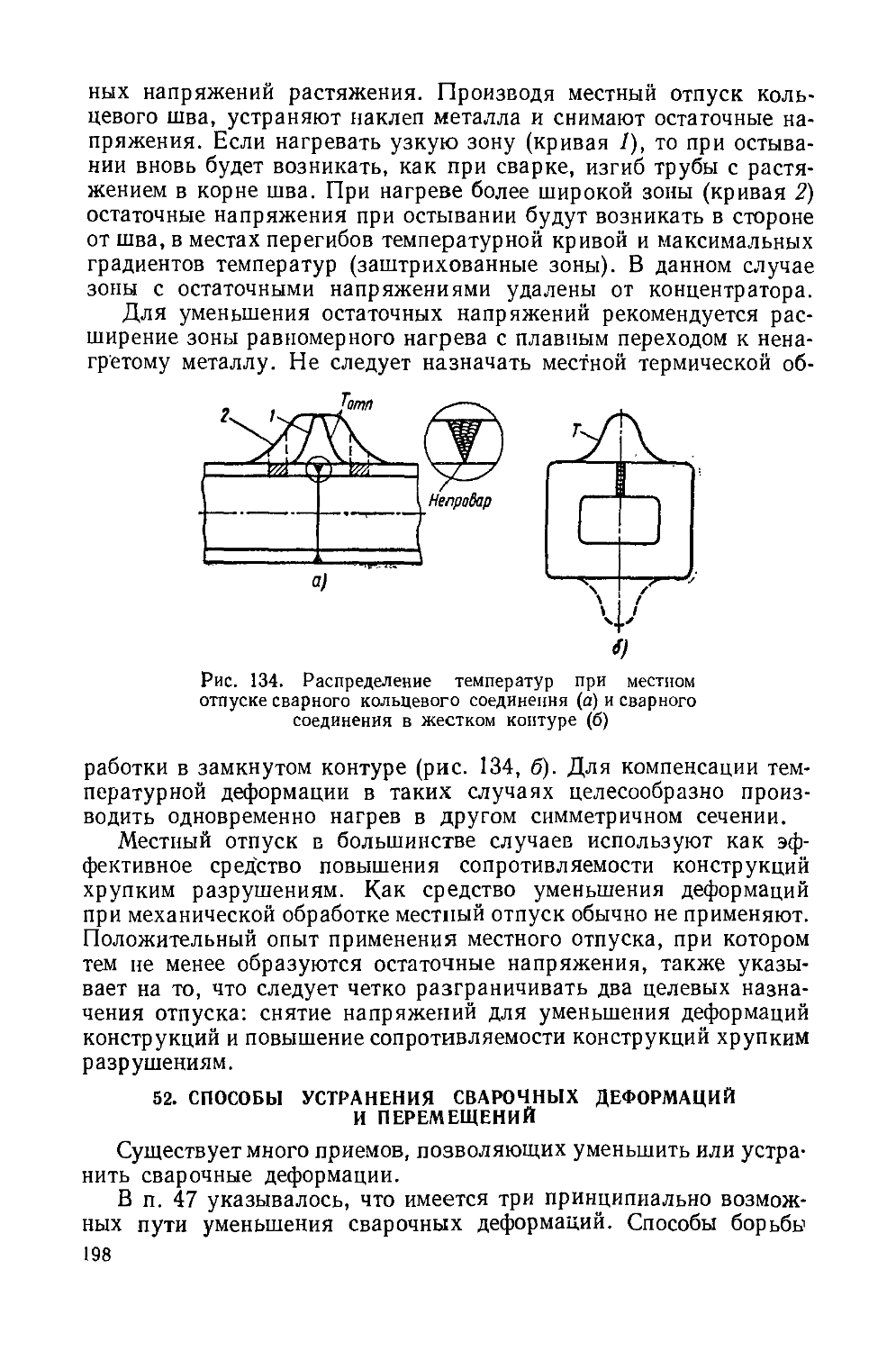
Рис. 5. Характерные дилатограммы сталей:
а — аустенитной; б — перлитной
мимо значений Тн и Тк, определяющих положение зоны
расширения металла относительно ванны, необходимо иметь значение ес,
определяющее величину деформации структурного превращения.
4. ОСНОВНЫЕ ПРИЧИНЫ ОБРАЗОВАНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ
На примере продольных напряжений ах по краю
полубесконечной пластины рассмотрим механизм образования остаточных
напряжений. Поперечные напряжения ау для простоты
рассматривать не будем, тем более, что они в данном случае у края невелики.
Пренебрежем также влиянием пластической деформации на
искажение поля напряжений.
Допустим, что при нагреве распределенным движущимся
источником тепла типа газового пламени кромки металла, обладающего
бесконечно большим пределом текучести, образуются сжимающие
напряжения ах (рис. 6). Отсутствие пластических деформаций при
нагреве не вызывает остаточных напряжений. После полного
остывания остаточные напряжения ах = 0.
Допустим, что по такому же режиму нагревается кромка
металла с пределом текучести от = 40 кГ1ммг D00 Мн1мг) (рис. 6, б)
и что металл не нагревается выше температуры, при которой
снижается предел текучести, а модуль упругости Е остается
неизменным.
Напряжения ах по кромке металла до точки Ах будут
возрастать, оставаясь меньше предела текучести. За точкой Ах начнется
14
пластическая деформация, а напряжения будут оставаться
примерно равными пределу текучести. В точке В1 сжимающие
напряжения начнут уменьшаться, следуя по кривой В^С^^
эквидистантной кривой BD. В точке Cj напряжения окажутся равными
нулю, а затем перейдут в растягивающие. После полного
остывания возникнут остаточные напряжения, примерно равные
!Мн/м2)кГ№^_
0~
V
-30
Н00)-б0
30
О
-30
(-600)-60
~П~1 I
в
—"
—¦—
-—
С^
N'
1
ч5"
Ля,
?
i^
5)
h
в *~~~
\
"—-—.
\
!
-l.
N
-—-
.^
С2\
\
t
us-
1
V
/
6г
'Аг
'А -12 -10 -8
-6 -4
8)
-г
о
Рис. 6, Схема образования временных и остаточных
продольных напряжений ах в процессе нагрева кромки
пластины движущимся источником тепла при различных
значениях предела текучести металла:
400
¦¦ 20 кГ/мм* (~200 Мн/м')
Мн/м*)\ « — a j =
19 кПмм2 A90 Мн/мм2). Причиной образования остаточных
напряжений явились неравномерный нагрев и пластическая
деформация металла в период нагрева. Остаточные напряжения
оказались растягивающими и меньше предела текучести от =
= 40 кПмм1 D00 MhIm1).
Если предположить, что нагревается кромка металла с
меньшим пределом текучести ат = 20 кПмм2 B00 Мн/м2), то картина
образования временных и остаточных напряжений изменится.
Пластические деформации начнутся заметно раньше и будут
протекать вплоть до точки В 2 (рис. 6, е). Затем сжимающие напряжения
начнут уменьшаться, в точке С2 они станут равными нулю, а при
Дальнейшем остывании металла перейдут в растягивающие.
15
В точке N напряжения достигнут предела текучести и вплоть до
точки D2 будет происходить пластическая деформация металла.
После полного остывания в кромке пластины будут наблюдаться
остаточные растягивающие напряжения, равные пределу
текучести .
В обоих последних случаях остаточные напряжения будут
являться следствием протекания пластических деформаций в период
нагрева металла. Возникающие после остывания усилия создают
деформацию конструкции — укорочение, изгиб, а в некоторых
случаях и.потерю устойчивости. Таков в общих чертах механизм
образования сварочных напряжений и деформаций.
5. ЗАКОНОМЕРНОСТИ ПРОТЕКАНИЯ ТЕРМОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
ПРИ СВАРКЕ
В настоящее время используются различные приближенные
способы определения остаточных напряжений. В большинстве
случаев они исходят из предположения, что металл при нагреве
испытывает температурную деформацию аТ, которая и приводит
к образованию напряжений. Известные экспериментальные
данные [48, 63] косвенно указывают на то, что значительная часть
температурной деформации не участвует в образовании
напряжений — остаточные напряжения оказываются меньше предела
текучести, хотя по упрощенным представлениям они должны быть
значительно выше ат или при идеально пластичном металле
равными ат. Причина такого несоответствия заключается в том, что
нагретый металл окружен упругой средой — ненагретым иля слабо
нагретым металлом, который в процессе сварки заметно
деформируется и не обеспечивает жесткой заделки нагретых волокон,
как это часто предполагается.
Второе обстоятельство, которое также, как правило, не
учитывают, — это наличие значительных касательных напряжений и
сдвиговых пластических деформаций в зоне нагрева при сварке.
Касательные напряжения в значительной мере определяют картину
распределения нормальных напряжений. Касательные
напряжения могут быть получены лишь при решении задачи образования
напряжений с учетом неодновременности сварки шва по его длине.
Между тем в упрощенных методах в явном или неявном виде
предполагается мгновенная сварка шва по всей длине. Такое
допущение не позволяет определить временные касательные напряжения,
возникающие в процессе сварки.
К числу общих закономерностей относится закон изменения
объема тела при его нагреве. Абсолютное изменение объема
свободного тела независимо от характера распределения температур
в нем и его размеров прямо пропорционально величине — Q
су
как при упругих, так и пластических деформациях металла
16
/q — количество введенного тепла). Указанный закон справедлив
при условии, что величина — не зависит от температуры. Исполь-
г су
зование этой закономерности удобно при объяснении механизма
образования" деформаций металла. Доказательство этого закона
приведено в работе [91]. .;;
Важное следствие, которое вытекает из этого закона:
изменение объема всего тела от собственных напряжений равно нулю.
Иными словами, объем тела не изменится, если остаточные
напряжения, имеющиеся в теле, снимутся вследствие пластической
деформации. Указанным следствием удобно объяснять некоторые
особенности релаксации напряжений при отпуске массивных
сварных конструкций.
6. ОБРАЗОВАНИЕ НАПРЯЖЕНИЙ
ПРИ ОДНОПРОХОДНОЙ СВАРКЕ ВСТЫК
Единого метода определения сварочных напряжений из-за
сложности явления в настоящее время не существует.
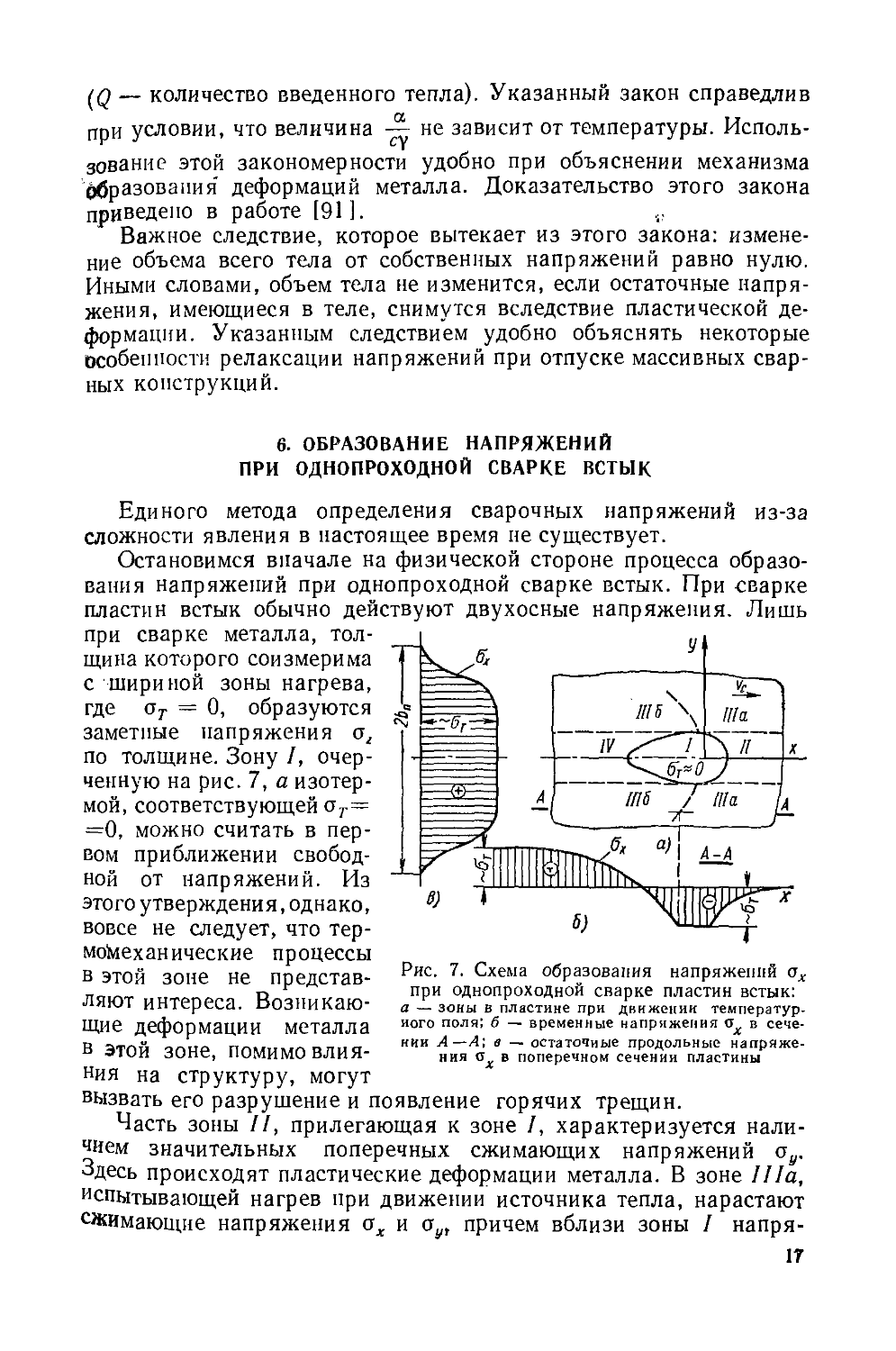
Остановимся вначале на физической стороне процесса
образования напряжений при однопроходной сварке встык. При сварке
пластин встык обычно действуют двухосные напряжения. Лишь
при сварке металла, тол-
Ч,
щина которого соизмерима
с шириной зоны нагрева,
где ат = 0, образуются
заметные напряжения аг
по толщине. Зону /,
очерченную на рис. 7, а
изотермой, соответствующей аГ=
=0, можно считать в
первом приближении
свободной от напряжений. Из
этого утверждения, однако,
вовсе не следует, что
термомеханические процессы
в этой зоне не
представляют интереса.
Возникающие деформации металла
в этой зоне, помимо
влияния на структуру, могут
вызвать его разрушение и появление горячих трещин.
Часть зоны //, прилегающая к зоне /, характеризуется
наличием значительных поперечных сжимающих напряжений ау.
Здесь происходят пластические деформации металла. В зоне II 1а,
испытывающей нагрев при движении источника тепла, нарастают
сжимающие напряжения ах и ау, причем вблизи зоны / напря-
17
Рис. 7. Схема образования напряжений ах
при однопроходной сварке пластин встык:
а — зоны в пластине при движении температур,
ного поля; б — временные напряжения о в
сечении А—А; в — остаточные продольные
напряжения о в поперечном сечении пластины
жени я ау незначительны. Нарастание сжимающих напряжений ах
с протеканием пластических деформаций укорочения сменяется
на границе зон И 1а и 1116 спадом сжимающих напряжений, а
затем и переходом их по мере остывания металла в растягивающие
напряжения. По границе зон / и /V напряжения близки к нулю,
а в зоне IV ах и ау оказываются растягивающими.
По мере удаления источника в зоне шириной 2Ьп, где
происходили пластические деформации, возникают остаточные
растягивающие напряжения ах. В металле за пределами зоны
пластических деформаций 26„ при большой ширине пластины
напряжения оказываются близкими к нулю.
Отсутствие напряжений оу в зонах 111а и 1116 вблизи зоны /
дало повод ряду исследователей не без оснований рассматривать
сварочные напряжения в этом случае как одноосные [80, 83]. На
этой предпосылке и основано несколько методов определения
одноосных напряжений при сварке встык.
7. МЕТОДЫ ОПРЕДЕЛЕНИЯ ОДНООСНЫХ НАПРЯЖЕНИЙ
Основная задача образования продольных напряжений
подробно рассматривалась в работах Г. А. Николаева [36, 80, 82],
Н. О. Окерблома [83, 86], И. П. Трочуна [111], Г. Б. Талыпо-
ва [106] и других авторов [4, 56]. Ряд допущений в указанных
работах у некоторых авторов был одинаков:
1. Гипотеза плоских сечений элементов, утверждающая, что
поперечные сечения свариваемых пластин не искривляются.
2. Гипотеза одноосных напряжений.
3. Схематизированная диаграмма зависимости предела
текучести от температуры для стали. Отсутствие эффекта упрочнения
металла при пластических деформациях.
4. Постоянство теплофизических констант металла в широком
диапазоне температур.
5. Предельное температурное состояние в пластине и
равномерная температура по толщине металла.
В методе Г. А. Николаева рассматривается распределение
деформаций и напряжений в сечении /—1, проходящем через точку
касания прямой, параллельной оси шва, к изотерме 600° С
(рис. 8, б). Температурные деформации продольных волокон
пластины равны величине аТ. Так как волокна связаны между собой
(гипотеза плоских сечений), в них возникнут дополнительные
деформации. На рис. 8, а деформаций укорочения показаны со
знаком минус, а деформации удлинения — со знаком плюс.
Пластические деформации показаны косой штриховкой, а упругие —
прямой. Величина упругих деформаций на участке /2 показана
в соответствии с зависимостью предела текучести стали Ст. 3 от
температуры (см. рис. 2).
Прямая mm' отражает положение сечения пластины и прово-
18
«г
а-500 ^~
11
{
г
С-оЦР
1
/
пится из условия уравновешенности эпюры на рис. 8, а.
Пластические деформации укорочения (на рис. 8, в они показаны
линией abdg) вызывают остаточные напряжения. Величина
пластических деформаций в зоне с температурой нагрева выше 600 С
определяется условно. В действительности пластические деформации
металла при остывании будут происходить с самого начала
кристаллизации вплоть до Т = 600° С.
Однако при температурах выше
600° С напряжения
образовываться не будут. Лишь начиная с
Т = 600° С возникающие
деформации будут вызывать
напряжения. По этой причине
деформация при Т > 600° С в расчет не
вводится и на рис. 8, а она
ограничена прямой gd.
Для определения остаточных
деформаций рассмотрим эпюру
пластических деформаций на
рис. 8, в. Она выражает
укорочение волокон, которое произошло
в зоне пластических деформаций.
Укорочение волокон обнаружится
при остывании металла и приведет
к образованию растягивающих
напряжений. Для определения
величины остаточных деформаций
необходимо провести прямую п —п'
так, чтобы площади у
положительной и отрицательной частей
эпюры были равны. При попытке
сделать это уравновешивание без
учета пластической деформации
обнаруживается, что
максимальная величинадеформации emax>er.
Следовательно, в данном
конкретном случае при остывании
будут происходить пластические деформации удлинения. На рис. 8, в
показана уравновешенная эпюра остаточных деформаций,
полученная в предположении, что металл идеально пластичен и
деформируется без упрочнения (допущение 3). Умножив эпюру
деформаций на модуль упругости металла Е, получим эпюру
остаточных напряжений.
Приведенный расчет показывает, что в низкоуглеродистых
сталях остаточные напряжения в шве и околошовной зоне достигают
предела текучести металла, а с учетом возможного упрочнения
металла при пластической деформации могут быть даже выше сгг.
19
в)
Рис. 8. Определение продольных
деформаций и напряжений при
сварке узких пластин [82]:
a — распределение температур и
деформаций в сечении /—/; б —
температурное поле и пластине при сварке;
в — эпюра остаточных деформаций в
пластине
Об этом же свидетельствуют многочисленные измерения
остаточных напряжений в сварных соединениях низкоуглеродистых
сталей, когда их величина оказывалась близкой к ат.
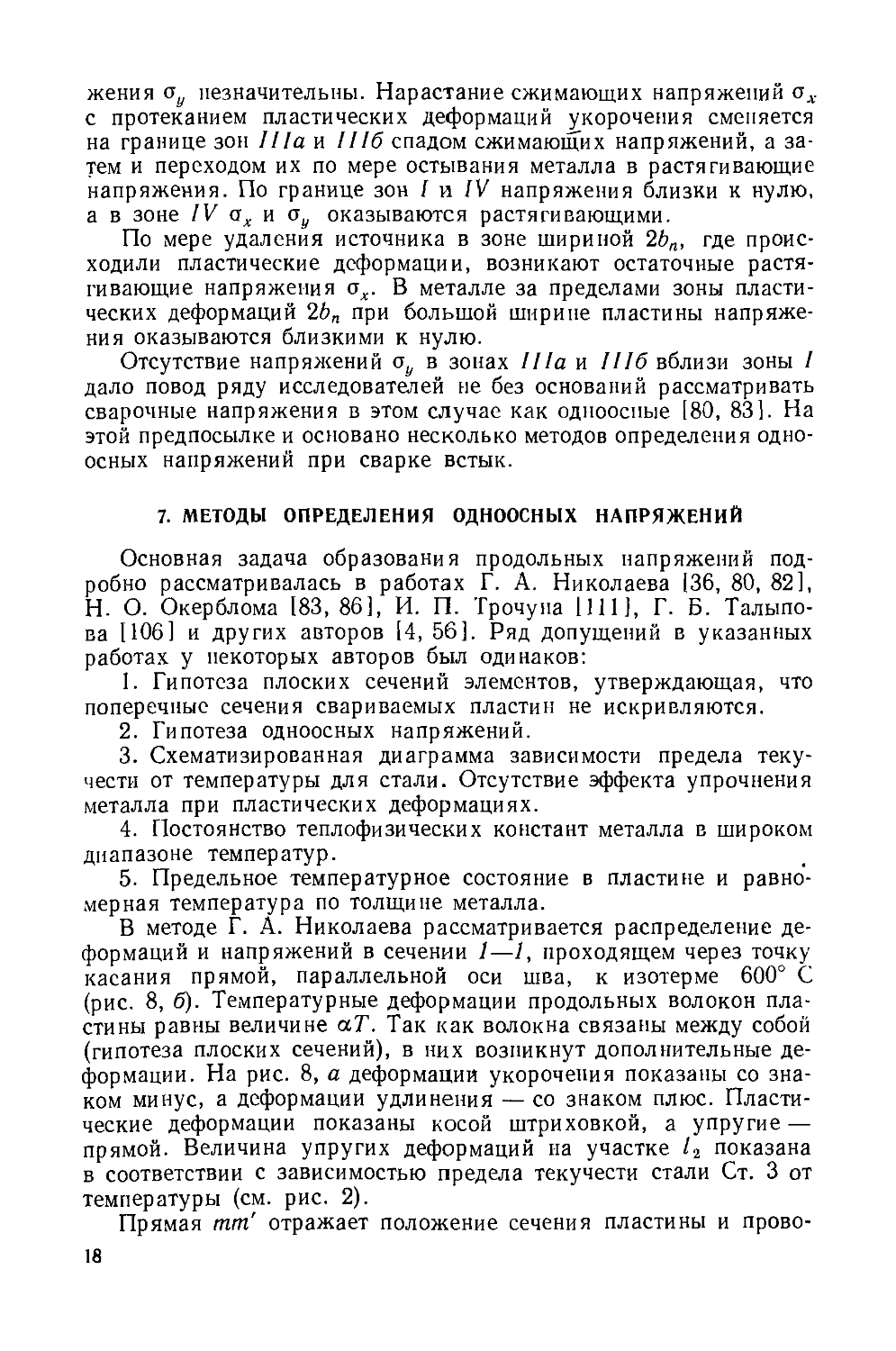
Аналогичным путем могут быть определены остаточные
деформации и напряжения при наплавке валика на кромку полосы
(рис. 9). В этом случае, кроме условия равенства нулю суммы
площадей при построении линии mm', необходимо соблюдать условие
равенства нулю суммы
моментов площадей. Эпюра
пластических деформаций показана на
рис. 9, а косой штриховкой, а
на рис. 9, б — линией adg.
Остаточные деформации
показаны на рис. 9, б прямой
штриховкой. Умножив значения
остаточных деформаций на
модуль упругости металла Е, в
определенном масштабе
получим эпюру остаточных
напряжений.
Уточненный метод
определения деформаций при сварке,
разработанный Н. О. Окербло-
мом, предусматривает
последовательный .учет пластических
деформаций, образуемых в
процессе сварки в течение всего
периода нагрева и остывания.
Здесь также принимается
гипотеза плоских сечений и
одноосных напряжений, но
рассматривается не одно сечение, как
в предыдущем методе, а
несколько (рис. 10, й). При
таком подходе в случае сварки
двух одинаковых широких
пластин эпюру температурных деформаций можно рассматривать
как эпюру максимальных температурных деформаций (рис. 10,6),
потому что в процессе движения источника каждая точка
пластины достигает в определенный момент времени максимальной
температуры.
При быстродвижущемся источнике тепла это равносильно
предположению о мгновенной сварке шва по всей его длине. Ширина
зоны пластических деформаций 2Ьп (рис. 10, в) получается больше,
чем по методу Г. А. Николаева. Остаточные напряжения для
низкоуглеродистой стали также оказываются равными пределу
текучести .
20
Рис. 9. Определение продольных
деформаций и напряжений при сварке
узких пластин [82]:
а — распределение температур и
деформаций в сечении / — /; б — эпюра
остаточных деформаций в пластине; в —
остаточный прогиб f полосы после остывания
И. П. Трочун [1111, рассматривая аналогичную задачу,
выделяет зону Ьх, где температура превышала 600° С, и зону Ь2, где
происходили пластические деформации (см. рис. 10). Зона Ьг
определяется в зависимости от жесткости пластины и режима
сварки. Напряжения во всей зоне
b -\- b2 условно приняты равными
пределу текучести.
Г. Б. Талыпов исследовал случаи
мгновенной укладки шва по всей
длине с привлечением теории
пластичности [1061. Перечисленные
методы определения одноосных
напряжений в общем правильно отражают
картину образования напряжений в
низкоуглерсдистьгх и некоторых
низколегированных сталях.
Остаточные напряжения в подавляющем
большинстве случаев оказываются
равными пределу текучести и это
подтверждается экспериментально.
При тщательно поставленных
специальных опытах можно было бы
обнаружить, что ширина зоны
пластических деформаций оказывается
меньше, чем это следует из расчета
по методу Н. О. Окерблома.
Заниженные значения к. п. д. процесса
сварки, принятые в работе [86], не
позволили обнаружить этого
расхождения между расчетом и
экспериментом.
С появлением титановых и
алюминиевых сплавов, у которых запас
температурной деформации по
сравнению с ег меньше, чем у низко-
углеродистых сталей, было
обнаружено, что остаточные напряжения в
них могут быть меньше ат, хотя по
упрощенным методам расчета они
Должны быть больше ат. Например,
в титановом сплаве ОТ4 запас относительной деформации аТ,
^и ее отсчитывать от Т = 700° С при а = 8,5-Ю-6, равен
Ь-103. Согласно гипотезе плоского сечения должны получиться
остаточные напряжения
о = 6,8-10~3? = 71 кГЫм1 (-710 Мн1мг),
т. е. близкие^ пределу текучести этого сплава, равного 70—
Рис. 10. Определение
продольных деформаций и напряжений
при сварке встык [86]:
а — температурное поле в
пластинах; 6 — распределение
максимальных температур и деформаций
в расчетном сечении пластины; в —
остаточные пластические
деформации
G00-800 Мн1м*).
Экспериментально измеренные
21
остаточные напряжения в стыковых соединениях сплава ОТ4
равны 30—40кГ/мм2 C00—400 Мн1мг), т. е. меньше ат.
Появление новых металлов привело к необходимости
дальнейшего исследования механизма образования сварочных напряжений
и более точного учета различных сторон явления. Перечисленные
выше методы могут быть использованы в основном для определения
одноосных остаточных напряжений в низкоуглеродистых и
некоторых низколегированных сталях.
Дальнейшее уточнение расчетных методов определения
сварочных напряжений, по-видимому, должно идти по пути применения
теории упругости и пластичности и более полного учета
происходящих физических процессов.
8. НАПРЯЖЕНИЯ В БЕСКОНЕЧНОЙ УПРУГОЙ ПЛАСТИНЕ
ОТ МГНОВЕННОГО ЛИНЕЙНОГО ИСТОЧНИКА
Многие задачи определения напряженного состояния решаются
при помощи методов, разработанных в теории упругости. Ряд
задач применительно к сварке при определенных допущениях
также может быть решен с
использованием теории упругости. Рассмотрим
общие положения метода.
Представим себе неравномерно
нагретое тело, в каждой точке которого
известна температура. Если бы
частицы тела не были связаны между
собой, то каждая из частиц
беспрепятственно увеличилась в объеме. Выделим
из тела элементарный кубик (рис. 11).
Вследствие бесконечно малых размеров
кубика неравномерностью температуры
вдоль граней можно пренебречь и
считать его равномерно нагретым до
некоторой температуры Т. Составляющие
деформаций кубика от нагрева до
температуры Т будут равны
Рис. 11. Элементарный кубик
из тела с напряжениями по
граням ах — а« = аг *=
аТЕ
' 1 — 2ц "
By — Е„
<*Т\ уху = у = у?.
0.
B)
Устраним эти деформации, приложив ко всем граням кубика
напряжения сжатия, равные
аТЕ
ах = ау = ог=— у—а-. C)
1 —2ц"
То что напряжения C) создадут деформацию, равную аТ,
можно проверить, подставив их в уравнение D), связывающее
деформацию с напряжениями:
-?-[<** —И К+ °*I-
D)
22
Приложив к каждому элементарному объему соответствующие
уравнению C) напряжения, устраним полностью деформации от
температуры. Затем «склеим» между собой все элементарные
объемы. Напряжения на границах элементарных кубиков будут
вычитаться, а разность этих напряжений создаст так называемые
объемные силы. По границам тела, где напряжения не вычитаются,
после «склеивания» кубиков будут действовать поверхностные
аТЕ
силы сжатия, равные 1 _2 ¦
В действительности в нагретом теле никаких поверхностных
и объемных сил нет. Поэтому полученные нами фиктивные
поверхностные и объемные силы следует снять, приложив к телу
силы противоположного направления. По поверхности тела
следует приложить нормальные поверхностные силы
•* = 7 = ^=Г?|- ©
Внутри тела прикладывают объемные силы X, Y, Z, величину
которых можно найти, если подставить напряжения C) в
дифференциальные уравнения равновесия F), которые должны при этом
удовлетворяться:
^4-^- + ^i + X=.0; '
дх ду ' дг ' '
даи дххи дхиг
ду ~Г дх "Г" дг
daz . дххг , дгуг , 7 _ л
~дТ^~дТ^~дТ+^
F)
С учетом того, что объемные силы прикладывают с
противоположным знаком и что тху = хуг = хгх = 0, находим из
уравнений F)
х = — ~^L. °Z. у ~ _ аЕ ?ZL у ~ аЕ дТ
i-2{idx> 1-2ц'а(/' *-- Y^2ji"dT- W
Таким образом, напряжения, возникающие от неравномерного
нагрева тела, складываются из трех составляющих:
1) так называемых гидростатических напряжений растяжения
или сжатия по всем направлениям
аТЕ
l—2{i'
при повышении температуры знак Т следует принимать
положительный, при понижении — отрицательный;
^) напряжений, возникающих от поверхностных сил E);
л) напряжений, возникающих от объемных сил G).
23
Решение задачи о распределении напряжений в неравномерно
нагретом теле состоит в отыскании этих трех составляющих.
Для случая тонкой пластины, где напряжения ог равны нулю,
составляющие напряжения имеют несколько иной вид:
1) гидростатические напряжения в плоскости
аТЕ
1
(8)
2) поверхностные силы по краю пластины
аТЕ
3) объемные силы
X=K = J??.; (9)
^-ДД; / = _--?-?.. A0)
1-Ц га ' l—цду к '
Более подробные сведения о решении температурных задач
можно найти в работах [ПО], [91]. Применим рассмотренный
метод к определению напряжений в бесконечной пластине от
мгновенного линейного источника тепла. Температурное поле от
такого источника без теплоотдачи [100] описывается следующим
уравнением
Т = &<'*• <">
Найдем температурные напряжения в пластине в
предположении, что металл является абсолютно упругим, а теплофизиче-
ские и механические коэффициенты постоянны во всем диапазоне
температур. Задачу будем решать в полярных координатах.
Составляющая гидростатического напряжения определяется
просто по уравнениям (8) и A1):
г»
aEqdt 4a t /ir>\
g» = «<. = -(Г-рНяШ* • <12)
Температура на краю бесконечно большой пластины равна
нулю. Поэтому поверхностные силы (9) также равны нулю и
никаких напряжений в пластине не вызовут. Объемные силы A0),
которые в полярных координатах запишутся как
о _ а? дТ_
К ~ 1 — ц дг '
вызовут напряжения, для определения которых рассмотрим
элементарную объемную силу dR = Rdp на расстоянии р от начала
24
координат и определим напряжения от этой силы внутри и вне
круга с радиусом р (рис. 12):
а) внутри круга с радиусом р
°гвы = О/,
1+ц
dR\
A3)
б) вне круга
гнар
О/ —
'нар —
^ 1~Ц Р1
*rdR;
±-?dR.
A4)
Определим напряжения в точке А, находящейся на
расстоянии г — г0. от всех объемных сил, действующих в пластине.
Вначале найдем напряжение а, от объемных сил, действующих
внутри круга (г = г0). Для
этого необходимо
интегрировать выражение A4) в
пределах от 0 до л0:
°<«в
т^-5-«-
aEaq dt
9М&
X
1-е
2лШо
г2 / г2
Aat \ т Aat
A5)
3
^f^
Объемные силы,
действующие вне круга (г =/-„),
вызовут в точке А
напряжения а.
Рис. 12. Объемная осесимметричная
сила dR, действующая на расстоянии р
в бесконечной пластине
'нар
'нар
-I
1+Ц
dR
1 -}- /* &Eq dt
1
4al
2 ""ч 1 — ц 8л Ш
Суммируя напряжения A2), A5) и A6), находим
A6)
п, „ I _ , aEq dt
А
Л ~Л
¦2е
Aat
A7)
25
Аналогично находим аг:
aEqa dt
1
A8)
Если решать задачу с осесимметричным распределением
температур Т в общем виде, то получим
_С а?
2
С_
2
-~§Trdr;
О
aTE + ^L§Trdr,
A9)
где С — произвольная постоянная, определяемая из краевых
условий на наружном контуре пластины. Для бесконечной
пластины С — 0.
Проанализируем полученные результаты. На рис. 13 показаны
кривые напряжении ar, at и
аТЕ в безразмерных значениях
агА, otA; —aTEA, где А =
= _ .,. Величина —ait вы-
ражает напряжения, которые
возникают в стержне, нагретом
до температуры Т, в случае
жесткого закрепления его
концов.
Обращает на себя внимание
сложный характер
распределения напряжений аг и at,
который существенно отличается от
характера распределения
температур. Несмотря на то что во
всех точках пластины
произошел нагрев металла и,
казалось бы, должны действовать
только сжимающие
напряжения, в пластине имеется
значительная область с растягивающими напряжениями а).
Максимальные напряжения при г = 0 в 2 раза меньше величины
—аТЕ. Это объясняется податливостью окружающего металла
вследствие упругости по сравнению с абсолютно жестким его
закреплением. Полученные результаты косвенно указывают на
необходимость учета двухосности напряжений в случае сварочного
нагрева и снижение напряжений вследствие упругости металла.
26
Рис. 13. Распределение напряжений
а, иО| в бесконечной пластине от
мгновенного линейного источника
тепла
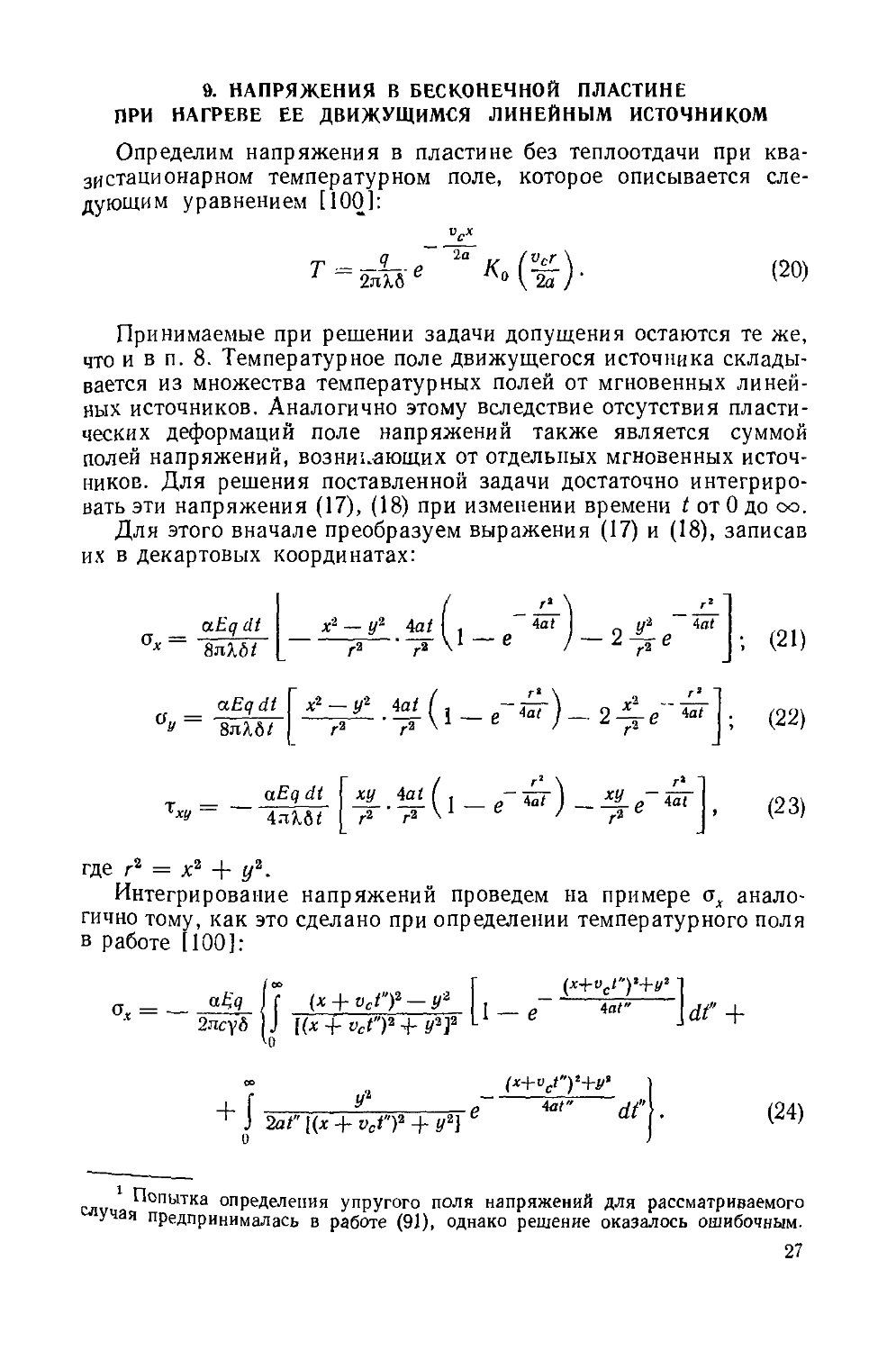
9. НАПРЯЖЕНИЯ В БЕСКОНЕЧНОЙ ПЛАСТИНЕ
ПРИ НАГРЕВЕ ЕЕ ДВИЖУЩИМСЯ ЛИНЕЙНЫМ ИСТОЧНИКОМ
Определим напряжения в пластине без теплоотдачи при
квазистационарном температурном поле, которое описывается
следующим уравнением [100]:
Т =
2а
2jU6
*.(?)¦
B0)
Принимаемые при решении задачи допущения остаются те же,
что и в п. 8. Температурное поле движущегося источника
складывается из множества температурных полей от мгновенных
линейных источников. Аналогично этому вследствие отсутствия
пластических деформаций поле напряжений также является суммой
полей напряжений, возникающих от отдельных мгновенных
источников. Для решения поставленной задачи достаточно
интегрировать эти напряжения A7), A8) при изменении времени t от 0 до оо.
Для этого вначале преобразуем выражения A7) и A8), записав
их в декартовых координатах:
о\. =
aEq dt
~8nX6t
¦ уг Aat
r, ¦• r% vl
Aat
24*
r2
Aat
aEq dt
8лХ61
x* - i/2
Aat
A — e 4al )
Aat
T =r
lxy —
aEq dt
4яШ
^.?(i-r?)-i»r?
; B1)
B2)
B3)
где r2 = x2 4 У2-
Интегрирование напряжений проведем на примере ах
аналогично тому, как это сделано при определении температурного поля
в работе [100]:
(х + vcf'f - у*
= аЧ { (* 4 Vet У — У
2ясуд J Цх 4 vct"Y 4 У2}
+ J
(x+vcty+y'
1-е
(x+Vgty+i/'
Aat"
dt" +
2at" Цх + vct"? 4 У2}
Aat"
dt").
B4)
Попытка опРеДеле»ия упругого поля напряжений для рассматриваемого
Учая предпринималась в работе (91), однако решение оказалось ошибочным.
27
Дифференцируя выражение B4) по а и интегрируя затем по /,
получаем
до*
да
aEq
2лсу6
•2а
2аа
B5)
Интегрируя выражение B5) по а в пределах от а до оо, находим
разность ах — ах. Производя вначале подстановку
2а
= z,
а затем
d\ze r [КМ—уКЛг)\\=е r KQ(z)dz-
X
-(l--?)ze~~* Kdz)dz,
находим
ох—ох =
aEq
2псудс
bl-^'^WSb-r *¦(?)] +
X
+ ге~~2\К0(г)-~КЛг)]
Lz->0 ' -I
Находя предел при z
тельно получим
aEq
B6)
О и учитывая, что ах = 0, оконча-
ау = —
°у =
АпХЬ
2а
Аналогично определяются ау и тху:
¦ У к (v?\ _ 2а У
2а_
Ус
2а
aEq
2а
B7)
B8)
B9)
Впереди источника х > 0; позади л: < 0.
Результаты упругого решения, безусловно, не выражают
точных количественных зависимостей напряжений от распределения
температур при сварке, однако дают важные представления о
качественной картине их распределения. Кроме того, упругое
решение в дальнейшем может быть использовано для отыскания
упруго-пластического решения задачи и определения зоны
пластических деформаций и величины усадочного усилия при сварке.
По результатам, представленным на рис. 14, интересно отметить,
что напряжение ох заметно меньше величины аТЕ, в особенности
28
при малых значениях безразмерного расстояния ^, где оно
в 1,5—2 раза отличается от напряжений в жестко закрепленном
сТержне. Это снижение указывает на упругую податливость
окружающего металла. Напряжения ах в поперечном сечении (рис. 14,
б) также отличаются от эпюры напряжений —аТЕ, которые
возникли бы в неподвижно закрепленных волокнах металла.
Еще большее отклонение величины продольных напряжений ах
от —аТЕ наблюдается при нагреве кромки полубесконечной пла-
Рис. 14. Напряжения в
упругой пластине при
квазистационарном
температурном поле от
движущегося линейного
источника тепла:
а —- по оси движения
источника у = 0; ах —
продольные напряжении в
бесконечной пластине; а
—поперечные напряжения в
бесконечной пластине; ог —
продольные напряжения в
полубесконечной пластине
при движении источника по
краю; — U.TE —
напряжения, пропорциональные
температуре при у = 0; б — в
поперечном сечении беско-
v х
вечной пластины при . =
by
-аТЕ
т
*6
0
\\
-б\
1
—
ь
V-
1-аТЕ
fy
¦бир
-2 а) 0
0
-б
б*
чхТЕ
yd
Та
5)
-1; о-„
продольные напряжения; —аТЕ —
напряжения, пропорциональные температуре Т, возникающие при жестком закреплении нагретого
металла
стины подвижным линейным источником. Для определения
напряжений ах по краю пластины 1 достаточно разрезать
бесконечную пластину на две части по оси и снять напряжения ау. Снятие
напряжений ау по краю пластины путем приложения
противоположных по знаку сил дает величину, равную разности
напряжений ах и ав в формулах B7) и B8) [ПО]:
aEq
*кр
_**"•-**'№)-?]'¦
2ЛХ6 |/'б"л" '4i\_^~,/~^'j • C°)
^Сравнение напряжений ох и —аТЕ по краю полубесконеч-
нои пластины (см. рис. 14, а) убеждает з том, что значительная
часть температурной деформации аТ снимается за счет податли-
металл ^еНИЯ °у и Тл* п0 краю пластины равны нулю, так как поверхность
» . свободна от нормальных и касательных напряжений.
Щп х означает знак величины х.
29
вости менее нагретого окружающего металла. При х = О ах
является конечной величиной, в то время как —аТЕ ->- оо.
Температурные напряжения при известном распределении
температур удается определить, как правило, в простейших случаях.
Например, определение напряжений в пластине при нагреве ее
подвижным линейным источником тепла с учетом теплоотдачи
встречает серьезные трудности. В таких случаях целесообразно
прибегать к приближенному определению температурных
напряжений при помощи метода, изложенного в п. И, и цифровых
вычислительных машин (ЦВМ); температурные напряжения в
пластине могут быть вычислены при любом заданном распределении
температуры.
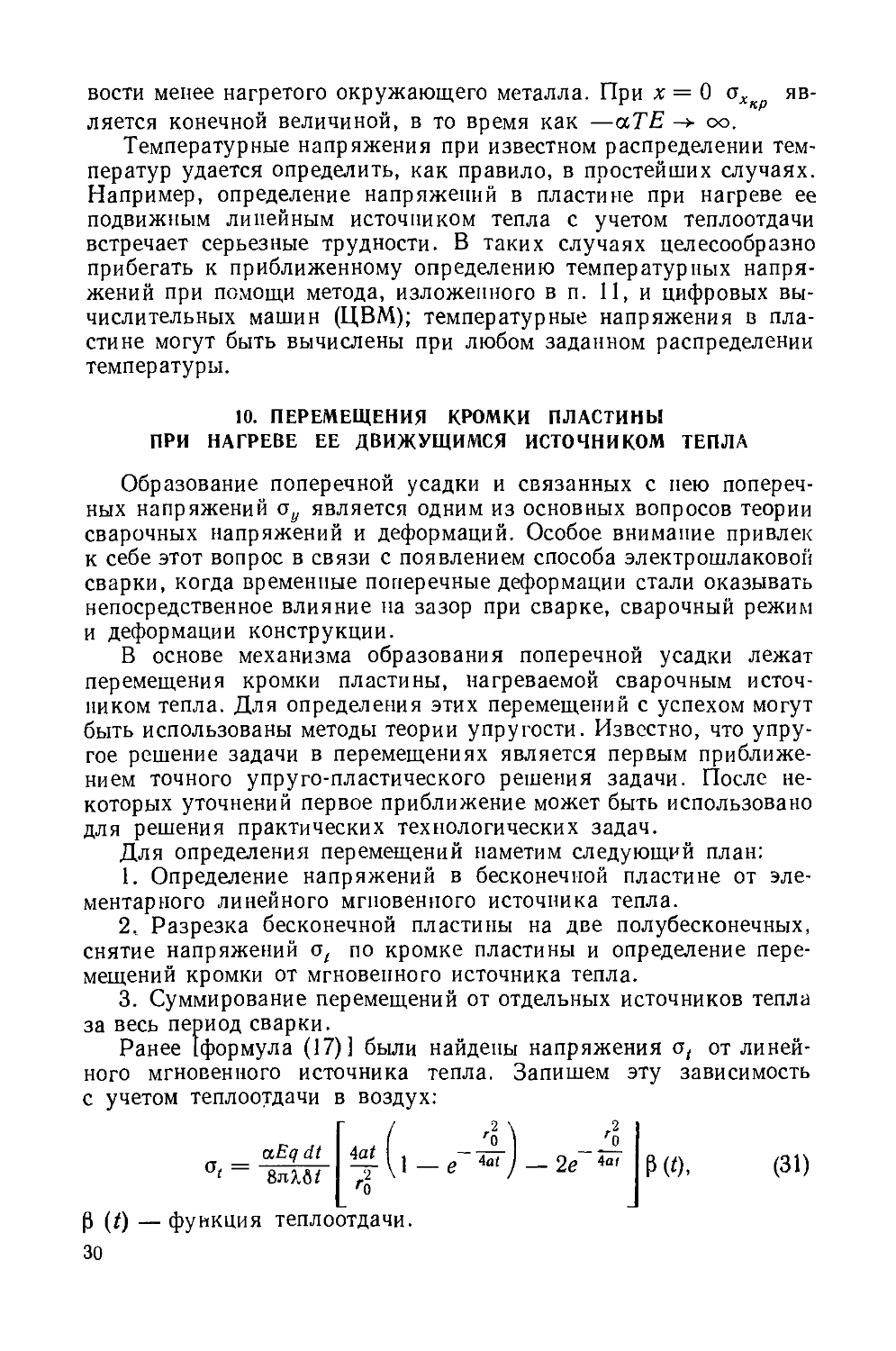
10. ПЕРЕМЕЩЕНИЯ КРОМКИ ПЛАСТИНЫ
ПРИ НАГРЕВЕ ЕЕ ДВИЖУЩИМСЯ ИСТОЧНИКОМ ТЕПЛА
Образование поперечной усадки и связанных с нею
поперечных напряжений ау является одним из основных вопросов теории
сварочных напряжений и деформаций. Особое внимание привлек
к себе этот вопрос в связи с появлением способа электрошлаковой
сварки, когда временные поперечные деформации стали оказывать
непосредственное влияние на зазор при сварке, сварочный режим
и деформации конструкции.
В основе механизма образования поперечной усадки лежат
перемещения кромки пластины, нагреваемой сварочным
источником тепла. Для определения этих перемещений с успехом могут
быть использованы методы теории упругости. Известно, что
упругое решение задачи в перемещениях является первым
приближением точного упруго-пластического решения задачи. После
некоторых уточнений первое приближение может быть использовано
для решения практических технологических задач.
Для определения перемещений наметим следующий план:
1. Определение напряжений в бесконечной пластине от
элементарного линейного мгновенного источника тепла.
2.. Разрезка бесконечной пластины на две полубесконечных,
снятие напряжений ot по кромке пластины и определение
перемещений кромки от мгновенного источника тепла.
3. Суммирование перемещений от отдельных источников тепла
за весь период сварки.
Ранее [формула A7)] были найдены напряжения ot от
линейного мгновенного источника тепла. Запишем эту зависимость
с учетом теплоотдачи в воздух:
aEq dt
8л Ш
г2 \ г2
4at ' « -'" ш I 2е ial
Р (t) —функция теплоотдачи.
30
Р (О- CD
-i/y^uc/i\L,n илак* i n ri_y на Д1эс част n upnjiv/i\nm пи iv^jdnj пстрн'
жения О/. Снятие напряжений а, вызовет перемещение
прямолинейного края пластины. Для определения перемещения в точке О
воспользуемся формулой [J10]
vo=A\p\n±dr-±±^lpdr, C2)
где Р = at — распределенная нагрузка (рис. 15);
d — произвольная постоянная величина.
В нашем случае распределенная нагрузка р действует слева
и справа от точки 0 с координатой г — х, для которой определяется
перемещение.
П
PI HI
0,8
0,6
0,1
0,2
0
'0 -/
5 -1С
? -5 0
5
10 5 Р
Рис. 15. Нагрузка р = —at по краю Рис. 16. Перемещение кромки ллас-
полубесконечной пластины тины при нагреве ее мгновенным
линейным источником
Перенесем начало координат в точку х и проинтегрируем в
пределах от 0 до оо нагрузки слева и справа от точки х. После
преобразований получим
vr =
2aqae 4a' dt
^«--(тУ*- "-
2V at'
C3)
После разложения sh в ряд и интегрирования находим
aqaP(t)dt
я'/2Я6 Vol S
„2л
1 + 2j 22" B" + О п\
C4)
Р =
Vat
Выражение C4) описывает кривую перемещения кромки
пластины от нагрева мгновенным линейным источником. В
дальнейших расчетах присвоим перемещениям кромки знак плюс в
отличие от знака минус в формуле C4).
На рис. 16 показаны значения функции q> (р), заключенной
Фигурные скобки формулы C4). Ординаты кривой на рис. 16
31
пропорциональны перемещениям кромки от нагрева мгновенным
источником. Вводя заменяющую функцию ф (рK ^ ф (р),
находим
aqV_a_ ,$JJ)(q
Vn?lb Vt
¦ к,-
+ C2e
-*,
X*
+ Сяе *' at
dt. C5)
Определимдтутем интегрирования формулы C5) суммарное
перемещение кромки v от бесчисленного множества элементарных
мгновенных источников, выделивших тепло на участке 0 — оо
в различное время. Функцию теплоотдачи при условии
постоянства коэффициента
теплоотдачи ат примем по Н. Н.
Рыкали ну р (/) = е~ы ;
V
МП
',5
-J*
2о7
губ '
1,0
0,5
О
150 100 50 0 -50 хсм
Рис. 17. Перемещение кромки
полубесконечной пластины при нагреве ее
движущимся линейным источником
тепла:
см* Ice к.
а<7
nvccyd
з
2
Ct
У
ba
+ */
X
VgX
X exp — 2kt —
2v,
И Г
+ kAk
.C6)
n-«
а = 13. 10"" 1/град; а = 0,08
X= 0.376 дж/см- сек- град; су =
= 4,8 дж/'см3град; Ь = 0,693- Ю-4 '/"*•
»? = 0,0222 см/сек; 6 = 20 ел; <7 =
= 31 300 дж/сек
Л
Для точек впереди
источника х >• 0, позади источника
*<0, Cl = 0,872; с2 = 0,112;
с3 = 0,016, &й = 0,175; /г2 =
= 0,022; k3 = 0,003.
На рис. 17 показана типичная кривая перемещений кромки
полубесконечной пластины, нагреваемой движущимся линейным
источником тепла. В случае сварки двух пластин кромки движутся
навстречу друг другу, свариваются, а затем после остывания дают
поперечную усадку шва. Можно отметить два обстоятельства,
вытекающие из полученных результатов.
1. Площадь, заключенная под кривой перемещений для
мгновенного источника (см. рис. 16) или для непрерывно-действующего
движущегося источника (см. рис. 17), пропорциональна 2а, а не
а. Это также следует из закона изменения объема (п. 5) —
приращение площади листа от нагрева, пропорциональное
коэффициенту 2а, полностью реализуется в перемещении края листа.
2. В случае отсутствия теплоотдачи (Ь = 0) перемещение
кромки позади источника остается постоянным сколь угодно долго,
даже при остывании и сокращении металла кромки.
32
Полученные результаты позволяют вскрыть механизм
поперечной усадки и вывести количественные соотношения для
определения временных и остаточных поперечных деформаций.
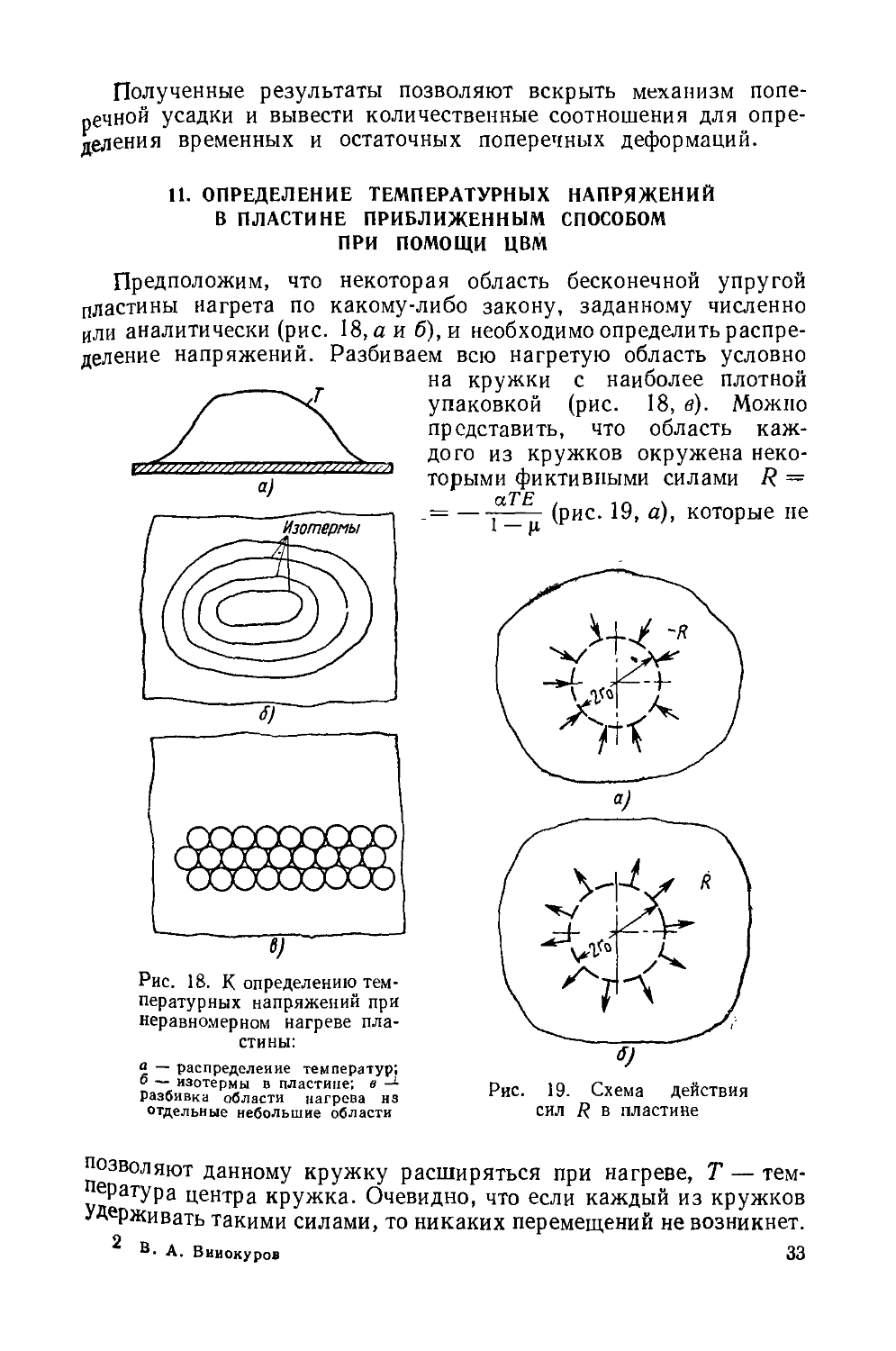
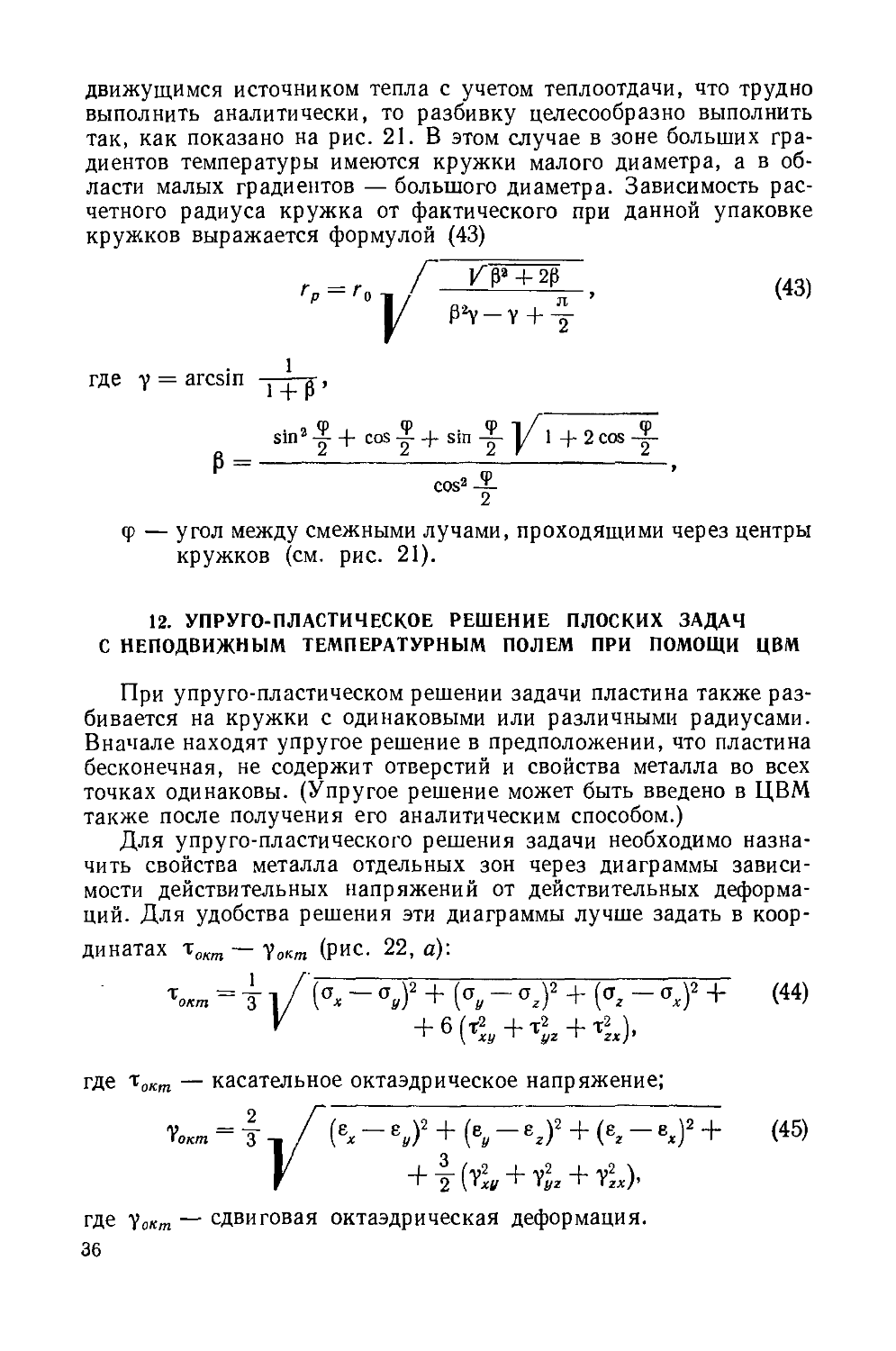
11. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРНЫХ НАПРЯЖЕНИЙ
В ПЛАСТИНЕ ПРИБЛИЖЕННЫМ СПОСОБОМ
ПРИ ПОМОЩИ ЦВМ
Предположим, что некоторая область бесконечной упругой
пластины нагрета по какому-либо закону, заданному численно
или аналитически (рис. 18, а и б), и необходимо определить
распределение напряжений. Разбиваем всю нагретую область условно
на кружки с наиболее плотной
упаковкой (рис. 18, в). Можно
представить, что область
каждого из кружков окружена
некоторыми фиктивными силами R =
.= —_ (рис. 19, а), которые не
Рис. 18. К определению
температурных напряжений при
неравномерном нагреве
пластины:
о — распределение температур;
6 — изотермы в пластине; в —
Разбивка области нагрева на
отдельные небольшие области
Рис. 19. Схема действия
сил R в пластине
позволяют данному кружку расширяться при нагреве, Т — тем-
ература центра кружка. Очевидно, что если каждый из кружков
Удерживать такими силами, то никаких перемещений не возникнет.
в- А. Винокуров
33
В пластине будут действовать только гидростатические
напряжения
Ввиду того что никаких фиктивных сил в теле не существует,
их необходимо снять, приложив силы противоположного
направления (рис. 19, б). От сил одного кружка согласно уравнениям A3)
и A4) возникнут напряжения:
а) в самом кружке
б) за пределами кружка
°,. = —^-4*: C9)
где гр — расчетный радиус приложения сил R, который должен
быть несколько больше действительного радиуса кружка, чтобы
учесть «плотность упаковки» кружков, связанную с наличием
«пустот» между отдельными кружками. Расчетный радиус связан
с радиусом кружка гр при плотности расположения кружков,
показанной на рис. 18, в, следующей зависимостью:
Гр'—i-r^ D1)
Применяя метод суперпозиции (наложения) полей напряжений
C9) и D0) от всех кружков при снятии фиктивных сил, можно
получить распределение напряжений при заданном
неравномерном нагреве пластины. Операцию суммирования напряжений ввиду
ее трудоемкости и продолжительности целесообразно производить
при помощи ЦВМ. Для этого в ЦВМ хранится для каждого кружка
следующая информация: координаты центра кружка х и у,
величина R, компоненты напряжения ох, ау и тху. По мере снятия
сил R к напряжениям ох, ау и %хУ каждого кружка добавляются
напряжения Лег*,,; &оУо и Ат^0, возникшие от снятия сил R у
других кружков.
Перевод напряжений аГо и ои, выраженных в полярных
координатах, в декартовы координаты производится по формулам
Ч„ - ¦
ч-
1-и г1 р Д*2 , 1-1* г1 п &у\
2 Дга А Да» ' 2 Дг" А Дг* »
1-ц ^ р Д(/2 . 1-ц ?Р р Дд=* .
2 Дг» А Да2 "т" 2 Дл* А 17*"»
34
АЬу. = - A
Л
Ах Ay
Р) Дг2 R Дг
D2)
где
дг2 = Ах2 + Аг/2; Ах = хп — х0; Ау = уп — Уо;
х , Уп ~~ координаты центра кружка, в который направляются
Аах„; АоУо; Аххуо;
х0, у0 —- координаты центра кружка, у которого снимаются
фиктивные силы R.
Если пластина не является бесконечно большой или в ней
имеются какие-либо отверстия, то после получения
температурных напряжений в
бесконечной пластине
необходимо учесть наличие
отверстий или ограниченность
размеров пластины. Для
этого область отверстия
разбивается на кружки и
предполагается, что
металл отверстия не
воспринимает никаких упругих
деформаций, т. е. ат = 0. Иными словами, необходимо решить
пластическую задачу, когда имеется область идеально
пластичного металла, у которого ат = 0.
Рис. 20. Схема расположения кружков с
ат = 0 при расчленении бесконечной
пластины на две полубесконечных
Рис. 21. Схема разбивки области нагрева от подвижного
источника тепла в пластине на кружки различного диаметра
На рис. 20 приведен пример разбивки на отверстия границы
полубесконечной пластины при выполнении указанного
граничного условия.
Если поле температур обладает резко отличающимися
градиентами температур, то разбивка пластины на кружки одинакового
Размера оказывается нерациональной. Например, если
необходимо получить распределение напряжений при нагреве пластины
Зб
движущимся источником тепла с учетом теплоотдачи, что трудно
выполнить аналитически, то разбивку целесообразно выполнить
так, как показано на рис. 21. В этом случае в зоне больших
градиентов температуры имеются кружки малого диаметра, а в
области малых градиентов — большого диаметра. Зависимость
расчетного радиуса кружка от фактического при данной упаковке
кружков выражается формулой D3)
D3)
где v = arcsin
1
1 + р'
sin2l
-у-
V Ра 4- 2р
sin -2-1/ 1 + 2 cos
cos2 JL
1
р =
угол между смежными лучами, проходящими через центры
кружков (см. рис. 21).
12. УПРУГО-ПЛАСТИЧЕСКОЕ РЕШЕНИЕ ПЛОСКИХ ЗАДАЧ
С НЕПОДВИЖНЫМ ТЕМПЕРАТУРНЫМ ПОЛЕМ ПРИ ПОМОЩИ ЦВМ
При упруго-пластическом решении задачи пластина также
разбивается на кружки с одинаковыми или различными радиусами.
Вначале находят упругое решение в предположении, что пластина
бесконечная, не содержит отверстий и свойства металла во всех
точках одинаковы. (Упругое решение может быть введено в ЦВМ
также после получения его аналитическим способом.)
Для упруго-пластического решения задачи необходимо
назначить свойства металла отдельных зон через диаграммы
зависимости действительных напряжений от действительных
деформаций. Для удобства решения эти диаграммы лучше задать в
координатах гокт— у0Кт (рис. 22, а):
\кт = у i/К - °,J + К - <д2 + К - °.J +
где ъ0Кт — касательное октаэдрическое напряжение;
D4)
/'
уокт=4., / (% - *ут + (% - <д2+(в, - <д2 + D5)
+ т [у\у + vl + yL>
где у0Кт — сдвиговая октаэдрическая деформация.
36
Для отверстий и краев пластины задают диаграмму с а, =0
(рис. 22, б). Такие же диаграммы задают для
высокотемпературных областей, где предел текучести металла также близок к нулю.
Для зон со свойствами металла, отличающимися от свойств при
комнатных температурах, назначают диаграммы с
соответствующими значениями G и от (тг).
В ЦВМ направляются и хранятся для каждого кружка:
координаты центра кружка х, у, тип диаграммы %0Кт — у0Кт,
компоненты деформаций гх, еу, ег, уху, компоненты напряжений ах,
о %ху. Упруго-пластическое решение задачи проводится за ряд
приближений в следующей последовательности. Для каждого
(опт ,
5)
hunt
Рис. 22. Диаграммы хокт —уокт для различных зон:
а — для материальной зоны; б — для зон отверстий; зон,
находящихся за пределами пластины и зон при высоких
температурах, где оу = 0
кружка вычисляется уокт по формуле D5) по хранящимся в
памяти машины гх, гу, ег, уху. Затем по соответствующей для
данного кружка диаграмме определяется х0Кт и по формулам D6)—
D8) — значения напряжений, соответствующие известным
деформациям:
<=2
оу-2
1 окт
Уокт
^окгп
Уокт
т'„. =
"(в* е
(в — е
V У
Ъокт ,
ср.
ср
) + Кг,
'ср>
)+*«,
ср'
ху
Уолт
ху'
D6)
D7)
D8)
где /с =
1 — 2ц
Полученные напряжения а'х, а' и т' могут не соответствовать
хранящимся в памяти машины напряжениям ох, ау, %ху. Поэтому
Для каждого кружка определяются разности напряжений
Ао'„ = о — а':
4 = V
Ат'ху = V
V
Хху>
D9)
37
которые надлежит устранить путем приложения по контуру
кружка некоторых фиктивных сил. Данные фиктивные силы
вызывают изменение напряжений и деформаций как в самом
рассматриваемом кружке, так и во всех остальных кружках.
Приращения деформаций и напряжений вычисляются по
следующим формулам и добавляются к хранящимся значениям
деформаций и напряжений:
а) в самом кружке
До- =
±±-Е
8
До'
_ — 3 + и
до^^гцда,
-1+Зц
8
-1+Зц
8
Да';
Да,;
Дт =
l+|i
4 - AV
Де„
J_ Г 5 + 2ц — 3|л2
Е 8
ч-шр*-**;]:
AVW
б) в остальных кружках
4G Т^*
. . , Д*2 . , Д#
До_ = До, ^гзг + Да
'г Дг2
д . 2А*Д</
< Дг2 rt дга
. , , Дх2 А , Д(/2 . . , 2Д*Д</
До,, = До,-т-т- + Да, тт + Дт,, —гт2-;
# * Да" ' Дл- г< Дг2 '
д*2._ ьуг
А^ = (Да;-До;)^+Дтл/
Дг2
E0)
F1)
F2)
E3)
E4)
E5)
E6)
E7)
E8)
E9)
где
До' =
— М
г~„ Аах + До,
Д/-2 I
р —х , —^
1+Ц
4Дл2
Дг4
5
X
(Да;2 — Ду2) ^х ^у + 2Дд: Д г/ Дт;
¦»*
38
X
F0)
An'- l~*A- Д^ + А(ТУ
aQ' ~ 2 Дг» 2
1 + p _?^,
4Дг2 Дл4
(Дл:2 — Дг/2) Agjc g A°y + 2Дх А г/ Ат;
xii
F1)
д<(
3rl
4Дла \ Дл4
?
Да, — Да'
2Ax Ду % V
(Ax2 — Д г/2) Ат'
*y
F2)
Приращения деформаций вычисляются по известным формулам
теории упругости:
Де,
Ав, =-|-(Аож + Лоу);
Ду.
Дт
ед
w
F3)
Дл: и Ау определены в п. 11.
Добавки напряжений и деформаций производятся после
определения и запоминания Ао'х, Аа'у, Ах'ху для всех кружков пластины.
После суммирования добавок заканчивается первое приближение.
Так как при осуществлении добавок нарушается соответствие
между ах и а'х, о и а', тху и %'ху, то все операции повторяются
снова. Этот процесс приближений продолжается до тех пор, пока
разности Аа'х, Ав' и Ах' не окажутся пренебрежимо малыми.
Изложенный метод решения основывается на теории малых
упруго-пластических деформаций, но благодаря использованию
ЦВМ позволяет значительно расширить имеющиеся возможности.
Снимаются ограничения в отношении равноценности свойств
металла );з различных точках пластины, распределение температуры
может иметь практически любой характер.
Однако решение будет правильным, если соблюдаются условия
простого температурного нагружения [8]. В противном случае
решение необходимо выполнять за несколько этапов, каждый из
которых соответствует конкретному промежуточному полю
температур. При протекании пластических деформаций одному и тому же
Распределению нагрузок могут соответствовать различные поля
Напряжений в зависимости от того, в какой последовательности
Эти нагрузки прикладывались.
»а
13. ОПРЕДЕЛЕНИЕ ВРЕМЕННЫХ И ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
ПРИ ПОМОЩИ ЦВМ ПРИ СВАРКЕ ПЛАСТИН ВСТЫК
Упруго-пластическое решение задач в случае перемещающегося
поля напряжений в металле с переменными свойствами является
чрезвычайно сложным. В настоящее время еще не существует
достаточных физических предпосылок, чтобы рассматривать процесс
сложного нагружсния металла с активной и пассивной
деформацией при одновременной перемене знака пластической деформации
при разгрузке. В связи с этим для упруго-пластического решения
сварочных задач, помимо разработки принципа расчета на ЦВМ,
необходимо было выбрать такие физические предпосылки для
условий протекания упруго-пластических деформаций, которые бы
удовлетворяли известным данным теории пластичности, но
позволили ставить задачу со сложным нагружением. С учетом
последнего замечания, а также с учетом реальных значений величины
пластической деформации при сварке были выбраны следующие
физические предпосылки в отношении поведения металла при
пластической деформации:
1. Так как возникающие при сварке деформации металла не
превосходят обычно \—2%, то была принята схема идеально
пластичного металла, не имеющего упрочнения.
2. В результате пластической деформации анизотропия свойств
отдельных объемов металла не возникает, т. е. процесс сложного
нагружения при протекании пластических деформаций может быть
представлен как сер и я. следующих друг за другом отдельных актов
простого нагружения, отличающихся направлением осей главных
деформаций и соотношением компонентов. Математически это
положение применительно к плоскому напряженному состоянию
может быть представлено следующим образом. Допустим одно
состояние элементарного объема характеризуется полными
деформациями eXl, гУ1, eZl и уху„ а другое следующее во времени за
ним,—деформациями еХ2, еУг, егг, ухУг, причем разность
соответствующих деформаций незначительна по сравнению с самими
деформациями. Предполагается, что второе напряженное состояние
можно выразить формулами простого нагружения [46, 48], если
в качестве деформаций принять
ех == &Х2 е*1 л > ВУ ~ еУ2 ~~ гУ\п'»
ег ^ ег2 епп'' Уху — Укуг Ухуы >
где 6ХЫ, вУЫ, егы и утп — пластические составляющие
деформаций первого нагружения.
3. Положения п. 2 распространяются также на случай, когда
при переходе от первого напряженного состояния ко второму
изменяется диаграмма металла (G и токш) вследствие изменяющихся
температурных условий (рис. 23).
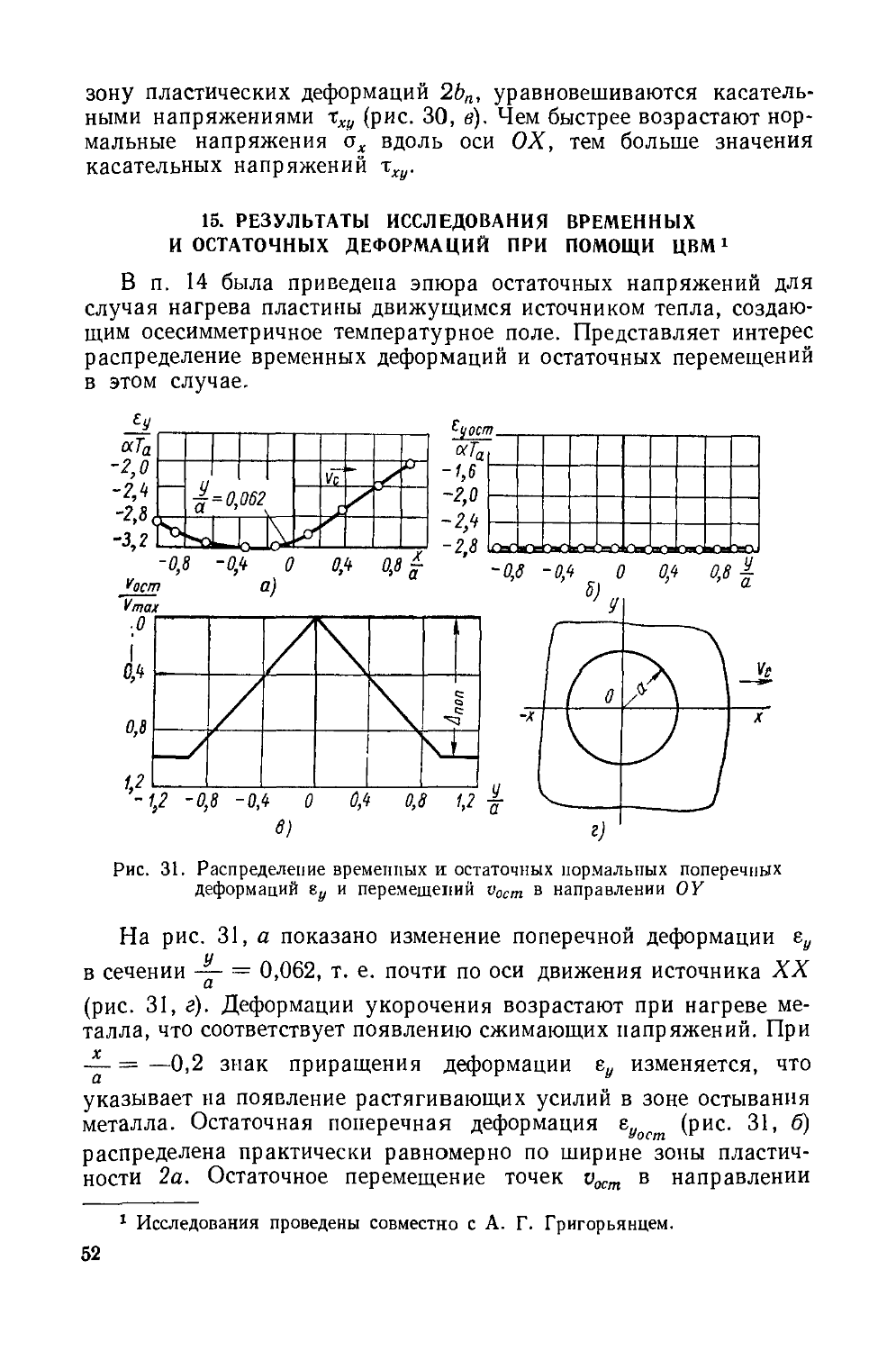
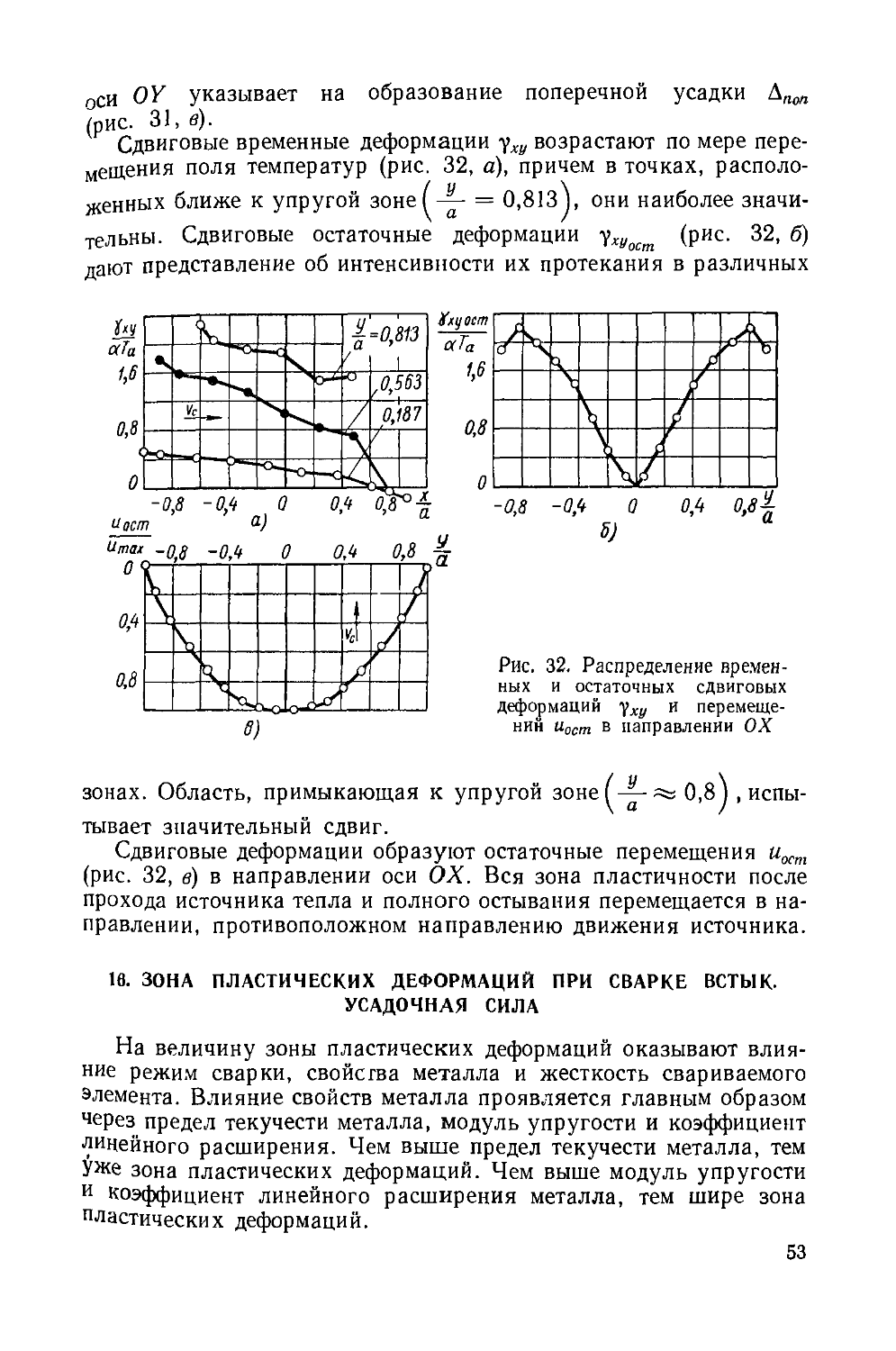
40
F4)
Для определения временных и остаточных напряжений при
помощи ЦВМ область пластины, где ожидаются пластические
деформации, разбивают на полосы вдоль направления сварки
(рис. 24). Каждую из полос делят на ряд отрезков, причем в
области больших градиентов температур
целесообразно брать отрезки меньшей окт и
величины.
Для различных зон, отличающихся по
температуре, назначают типы диаграмм
"W — У окт (см. рис. 23) с различными
модулями упругости и пределами
текучести. Для высокотемпературной области
принимают тг = 0.
В ЦВМ для каждого отрезка
хранятся координаты х, у середины отрезка (па
рис. 24, а обозначены точками), текущие
значения полных деформаций е„ е,„- е
xh
?т2
Рис. 23. Диаграммы токт—
Уокт Для металлов с
различными G и Ту
'х> "у ~г>
уху для середины отрезков, напряжения ах, ау, тху в тех же
точках. В программу работы ЦВМ или в ее память заложена также
принадлежность каждого отрезка к соответствующему типу
диаграммы х0Кт — уокт.
6
*
*
•
•
•
-
5
•
•
•
•
•
•
4
•
•
• ^
У'
3
т
•
2
•
•
^Г-
, )Полрсы
• 1—111
¦ ^•2 «/Р"
•^2 • 1]
>kV?| . /|
А • Л 1 •"I'l-MWI ч\
/ \ . J.J,- |.|.|.YiV*l .}]
а)
Изотермы
¦".?"
*.*-i-—*.-*
%
РЩ. 24. Схема разбивки исследуемой зоны пластических деформаций
на полосы и отрезки
Первоначально в машину направляются значения деформаций
и напряжений, соответствующие упругому решению (упругое
решение температурной задачи также можно выполнить с помощью
ЦВМ). Решение выполняется за ряд приближений. Каждое
приближение включает в себя программу № 1 и программу № 2.
Программа № 1 включает в себя вычисление напряжений,
соответствующих деформациям, и сравнение их с имеющимися напря-
41
жениями. Например, для отрезка / полосы / (рис. 24, а) по
полным деформациям eXl, &Vl, e2l, y'XVl вычисляется y0Km [формула
D5I, а затем по соответствующей диаграмме определяется хокт.
По формулам D6)—D8) вычисляются напряжения а'х, а' х'ху^
и находится разность напряжений
Да = а — а' ; Да = а — а' :
Дт =т — т' . F5)
*и\ *я *у\ у '
Несоответствие между напряжениями устраняется
впоследствии при выполнении программы № 2 за счет назначения
пластической деформации в полосе. При выполнении программы № 1
разности напряжений До-*,, Дсг^, и &ххУ1 временно направляются
в оперативную память машины.
Вычисление разностей напряжений, подлежащих снятию, для
отрезков 2, 3, 4 и т. д. производится иначе, чем для отрезков /.
Например, для отрезка 2 вначале необходимо вычислить упругие
деформации еХу , гуу , ггу , хху&) отрезка 1 по формулам теории
упругости через напряжения а' , а' х ; затем, вычитая эти
упругие деформации из полных деформаций, найти пластические
деформации:
ъхпх = 'Ц — ъхУ1} гУпх = ЪУХ — гщ >
_ . F6)
ВЩ ~ 6Zj -~ ггу^ УхУпх ~~ Уху,
Затем необходимо из полных деформаций отрезка 2 вычесть
пластические деформации F6) отрезка /:
F7)
где индексы означают: у — упругие, п — пластические
деформации, н — деформации нагрузки.
По значениям е^, еУн^, &гн% и ухщ определяется уокт% по
формуле D5), по диаграмме находят x0Kmi и затем поформулам D6)—
D8) вычисляют напряжения а' , а' , т' , соответствующие де-
х2 У% ХУ%
формациям F7).
Вычисляем разности напряжений второго и первого отрезков:
Аа'х -~ах —а'х>
А\ = ау3~\> \ F8)
Дт' = т — х .
ху% ху% ху%
42
8*«2 **~ &Х2 Ъхгц'
8»к2 ^ 822 е'П1<
еУя2 ~ ЕУ2 ВУп{>
УхУн2 *" УхУ2 Ухуп^
Определяем разности:
Да = Да' -
X X
Да = Да' —
Дт = Дт' -
хуг хуг
-Да ;
xi
-*v
-Дт
ХУХ
F9)
Разности F9) аналогично разностям F5) направляются
временно в память машины. Да*,, Да^, и Дт^, для отрезка 3
получают аналогично определению разностей для отрезка 2 по
формулам F6)—F9). Указанные операции выполняют для всех отрезков
всех полос.
К концу программы № 1 в оперативной памяти машины
накапливаются значения разностей напряжений, которые надлежит
устранить путем осуществления пластической деформации во всех
отрезках исследуемой области. Очевидно, что пластическая
деформация, которая произойдет, например, в отрезке 3 полосы //,
должна содержаться также в металле всех отрезков, находящихся
в полосе // позади отрезка 3. Это вытекает из того факта, что
отрезки 4, 5 и т. д. полосы // при продвижении поля уже прошли
эту стадию пластической деформации вследствие установившегося
температурного поля и поля упруго-пластических деформаций.
Указанное обстоятельство отражено в формулах G0)—G8),
выражающих перераспределение напряжений и деформаций
вследствие пластических деформаций.
Программа № 2 заключается в вычислении приращений
напряжений и деформаций для каждого отрезка от пластической
деформации каждого отрезка. Фактически это означает, что
находятся напряжения и деформации от нагрузок, показанных на
рис. 24, б и приложенных в целом бесконечном теле. При этом
qx = Да^, qy = АаУп; qxy = Ат^. Вычисления производятся
по следующим формулам с расположением начала координат,
как показано на рис. 24, б:
от нагрузки qx
Ло* = ж [-2 arctgT +2 arctg т + о + и) (тг - -у)х]; <70>
Ла^ = ж[-2агс^т+'2агс^т + A + ^(т-1)^]; <71>
^=-f[ii^in4+(i+.)(^-4)]; ™
от нагрузки qy
Аа* = "to [2fi (arctg"? ~Т sign °~ arctg? +
+ ?sign и-(l + (i)(-g---?-)*]; <73)
43
Аа*=ТЙ-[2(ап*6-г; ^signy-arctg^- +
+ -?signu) + (l +,*)(-?---?-)*];
от нагрузки <ky
Дт^ = Т7Г [— n sign у + л sign " + 2arctg "F ~~
— 2 arctg — + 2 arctg — 2 arctg — —
где
и = у~+-^\ у = у-
Л=х2 + (У+4J; fi = ^ + (^-4)
rf_\2
2
G4)
G5)
G6)
G7)
G8)
G9)
Приращения напряжений добавляются к хранящимся в ЦВМ
напряжениям, а приращения деформаций — к полным
деформациям. Во все отрезки, находящиеся позади фронта пластической
деформации, включая и сам отрезок п, в котором идет
пластическая деформация, помимо приращений напряжений G0)—G8),
производится еще добавка напряжений, вычисляемых по
формулам F5) или F9),
-А^„; — Ао„„;
•Дт
ХУп'
Глава II. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
СВАРОЧНЫХ НАПРЯЖЕНИЙ
Изложенные в данной главе результаты исследований
получены главным образом экспериментальным путем, основанным
на разрезке металла и освобождении его от остаточных
напряжений. По величине деформации металла, возникающей в
результате разрезки, по соответствующим формулам теории упругости
определяют снятые остаточные напряжения. Значительная часть
экспериментальных методов определения сварочных напряжений
разработана с учетом специфики полей остаточных напряжений
при сварке, вследствие чего эти методы рассмотрены в данной
книге после изложения фактического распределения остаточных
напряжений.
Экспериментальные методы, основанные на разделении
металла, обладают соответствующей точностью. Найденные
напряжения обычно являются средними на участке от 5—6 до 20—30 мм
и более. В некоторых случаях путем последовательного состраги-
вания или рассверливания удается уловить изменение
напряжения в слоях металла, начиная от нескольких десятых долей
миллиметра. Значительный экспериментальный материал получен
также с помощью физических методов исследований, а также при
использовании различного рода покрытий (лаковых,
фотоупругих). Эти данные дополняют и уточняют картину распределения
напряжений.
14. ОСТАТОЧНЫЕ ПРОДОЛЬНЫЕ НАПРЯЖЕНИЯ
В СТАЛЯХ И СПЛАВАХ
Максимальные остаточные напряжения ох в
низкоуглеродистых сталях обычно близки к аг (рис. 25, а). Постепенно
уменьшаясь при переходе от оси шва к околошовной зоне, они затем
резко спадают до нуля. Распределение напряжений в сварном
соединении может несколько отличаться от показанного на рис. 25, а.
В зависимости от степени легирования металла шва напряжения
в нем могут быть несколько выше или несколько ниже, чем в око-
•лощовной зоне. Скорость охлаждения стали, а также ее исходное
45
состояние оказывают влияние на величину предела текучести после
сварки, а следовательно, и на величину остаточных напряжений.
Аустенитные стали имеют коэффициент линейного расширения
больший, чем низ?:оуглеродистые стали. Резкое снижение предела
текучести у них происходит при более высоких температурах,
чем у низкоуглеродистых сталей. Запас температурной
деформации у аустенитных сталей вследствие этих причин значительно
больший, чем у низкоуглеродистых. Отсутствие площадки теку-
^\ *бх
, 6*
(Мн/м!)кГ/мм'
A20I2
10
2
О
-2 -
р-га
6*
(Нн/н1) кГ/мм*
F0N
I
1
Х\50 15 100 125 умм
^AU to iuu ггь цмм
1}
/N
J ^
\
\
40 \
-¦о-jo—о
120 ум
-7
г)
Рис. 25. Остаточные продольные напряжения ах при сварке:
а — низкоуглеродистой стали; б — среднелегированной стали; в —
алюминиевого сплава АМгб, 6 = 10 мм; г — алюминиевого сплава Д20, 6 = 8 мм
чести на диаграмме а—е и большая пластическая деформация при
остывании зоны сварного соединения вызывают упрочнение
металла с образованием остаточных напряжений, как правило,
превышающих предел текучести. Характер изменения напряжений
по ширине соединения для аустенитных и низкоуглеродистых
сталей аналогичен (см. рис. 25, а). Стали аустенитного класса с
высокими значениями предела текучести, достигнутого путем
легирования, могут иметь довольно высокие значения продольных
остаточных напряжений, например до значений порядка 60—70 кГ/мм2
F00—700 MhIm2). В тех сталях, где предел текучести основного
металла повышен путем холодной пластической деформации,
остаточные напряжения обычно соответствуют пределу текучести
металла в отпущенном состоянии. Однако при кратковременном
нагреве, когда процессы разупрочнения металла не успевают
произойти, возможно образование остаточных напряжений выше ат
основного металла в отпущенном состоянии.
46
Структурные превращения в сталях могут коренным образом
изменить характер распределения и величину остаточных
напряжений. На рис. 5, б приведена дилатограмма металла со
структурными превращениями. Если структурные превращения во
время остывания происходят при низких температурах, то
сокращение металла сменяется его резким расширением, а
образовавшиеся напряжения растяжения снижаются и переходят в
сжимающие. Затем сжимающие напряжения после окончания
структурного превращения вследствие дальнейшего сокращения
металла могут снова перейти в растягивающие. Конечная величина
остаточных напряжений будет
(Мн/м')кГ/мм'
E00M0
зависеть от величины
структурной деформации ее и
температуры окончания структурных
превращений. При скоростях
охлаждения, приводящих к
мартенситному превращению,
остаточные напряжения обычно
оказываются сжимающими.
При сварке среднелегиро-
ванных сталей аустенитным
швом, имеющим химический
состав типа стали 18-8,
остаточные напряжения в нем
растягивающие, близкие к пределу
текучести шва (рис. 26). В зоне
с температурой нагрева выше Аг%
при остывании происходят
структурные превращения,
которые заканчиваются при
низких температурах. Остаточные
напряжения — сжимающие. В
соседней зоне, где температура не превышает АГ1,
структурных превращений не происходит. Но температура металла
значительна и здесь во время нагрева возникают пластические
деформации укорочения. После остывания образуются
растягивающие напряжения, причем вследствие высокого предела текучести
металла в закаленном состоянии остаточные напряжения
растяжения довольно значительны. В точке К, заканчивается зона
пластических деформаций. За ее пределами остаточные напряжения
могут быть сжимающими или растягивающими, в зависимости от
Неуравновешенности напряжений в зоне пластических деформаций.
Если представить, что среднелегированную сталь сваривали
присадочной проволокой с химическим составом основного
металла, то распределение остаточных напряжений будет таким, как
показано на рис. 25, б. Могут встретиться и другие более сложные
случаи распределения продольных остаточных напряжений ах.
47
Аустенитный шод
Рис. 26. Характер распределения
максимальных температур Ттах и
остаточных напряжений ах в соединении
среднелегированной стали с
аустенитным швом
Таблица 2
Металл
Низкоуглеродистые стали
Аустенитная сталь типа
Х18Н9Т в ненагартованном
состоянии
Титановый сплав ОТ4-1
Алюминиевый сплав АМгб в
отожженном состоянии
Предел текучести
в кГ/мм'
21—24
28—30
50—70
16
в Мн/м2
210—240
280—300
500—700
160
Максимальные
остаточные напряжения вдоль
стыкового сварного
соединения
в кГ/мм*
21—24
28—35
30—40
8—12
в Мн/м'
210—240
280—350
300—400
80—120
Для определения характера их распределения следует
пользоваться дилатограммами металла, снятыми при термических циклах
сварки.
Остаточные напряжения ах в титановых сплавах ВТ1, ОТ4
и близких к ним по составу распределены так же, как в
низкоуглеродистых и аустенитных сталях. Принципиальное отличие
заключается в том, что остаточные напряжения в титановых СПЛа-
1500) 50
40
30
20
5*0,1см; 4--1880дж/см
"с
вах обычно ниже предела
текучести основного
металла в исходном
состоянии. В табл. 2
приведены значения ох для
ряда металлов в
сравнении с их пределами те-
0 4 8 12 16 20 24 -^ю'дж/снсек кучести. Для сплаваОТ4-1
продольные остаточные
Рис. 27. Максимальные остаточные
напряжения ах в титановом сплаве ОТ4 в
зависимости от мощности источника (данные
В. М. Сагалевича)
напряжения ах примерно
на 30—40% ниже оТ.
С уменьшением
мощности источника изотермы
становятся более
округлыми, отношение величины продольной оси изотермы к
поперечной уменьшается. Это обстоятельство приводит к снижению
продольных остаточных напряжений (рис. 27).
Остаточные напряжения в алюминиевых сплавах обычно
невелики и ниже предела текучести металла в отожженном состоянии.
Характерной особенностью распределения ох является
некоторый спад их в зоне шва и прилегающей к нему околошовной зоне
(см. рис. 25, в, г).
В отличие от низкоуглеродистых сталей остаточные
напряжения в титановых и алюминиевых сплавах заметно ниже предела
48
текучести металла. Указ иное обстоятельство находится в
некотором противоречии с результатами расчетного определения
остаточных напряжений приближенными методами, построенными на
гипотезе одновременности заварки шва по всей длине.
Действительно, для алюминиевых сплавов максимальные расчетные
напряжения в широкой сварной пластине равны
аТ0Е = 24-1(Г6-350-0,7-104 ^ 59 кГ/мм2 E90 Мн/м2),
где Т0 — температура, при которой от ^ 0. Они заметно выше
предела текучести алюминиевых сплавов. Для титановых
сплавов аТ0Е = 8,5-1(Г6-800-1,05-104 ^ 70 кГ/мм2 G00 Мн/м2), что
довольно близко к пределу текучести сплава ОТ4.
Результаты экспериментальных определений остаточных
напряжений в алюминиевых и титановых сплавах, показавшие
заметное отличие их от расчетных, заставили вновь обратиться
к расчетным методам с тем, чтобы установить, в чем состоит их
погрешность. Одной из основных причин несоответствия
расчетных и экспериментальных значений остаточных напряжений, по-
видимому, следует считать то обстоятельство, что шов заваривается
неодновременно по всей длине. Величина продольных напряжений
зависит также от сдвиговых пластических деформаций, которые
в приближенных методах не учитываются.
Наглядным примером, подтверждающим наличие
значительных упругих деформаций металла при сварке, которые заметно
понижают остаточные напряжения, является аналитическое
решение задачи о временных и остаточных напряжениях в пластине
при движении в ней осесимметричного температурного поля [22].
Вместо остаточных напряжений, равных а.Т0Е, как это следует
из простейших гипотез образования напряжений, возникают
остаточные напряжения, равные 0,22аТ0Е, т. е. примерно в 5 раз
меньше (рис. 28, б). Разумеется, осесимметричное поле при сварке
может быть образовано при весьма малых скоростях сварки и
большой теплопроводности металла. Близкие к этому примеру
условия наблюдаются лишь при сварке алюминия, когда изотермы
имеют небольшую овальность. Однако упругое взаимодействие
различных зон металла играет важную роль в образовании
временных и остаточных напряжений. Реальные сварочные режимы
создает условия сварки, которые являются промежуточными
между данным примером и случаем быстродвижущегося источника.
Результаты решения дают ключ к объяснению причин образования
остаточных напряжений, существенно меньших ат.
Указанное решение получено методами теории упругости при
следующих расчетных предпосылках. Предполагается, что в
идеально упругой пластине имеется осесимметричное температурное
поле и круглое отверстие в центре, которое движется совместно
с температурным полем (рис. 28, а). Температура края отверстия
' — Т0. После прохождения отверстия совместно с температур-
49
ным полем в зоне шириной 2а образуются остаточные
напряжения (рис. 28, б).
Данная задача была решена также на ЦВМ Урал-2 методом,
изложенным в п. 13* (рис. 29). Ввиду того что исследуемая зона
Рис. 28. Остаточные напряжения в пластине после
прохождения в ней осесимметричного температурного поля
совместно с круглым отверстием:
а -— температурное поле; б — эггюра продольных остаточных на-
, хост
пряжений в зоне шириной 2а
U/ g?
была разбита на 16 полос одинаковой ширины, пиковые значения
остаточных напряжений вследствие большой ширины крайней
полосы не были получены. Для обнаружения резких градиентов
напряжений необходимо в этих зонах назначать малую ширину
полос.
Рис. 29. Продольные остаточные напряжения в
пластине, определенные при помощи ЦВМ Урал-2
методом, изложенным в п. 13
а — радиус отверстия, движущегося совместно с
температурным полем, у — координата в поперечном
направлении
До сих пор речь шла об остаточных напряжениях
непосредственно после сварки. В подавляющем большинстве случаев эти
напряжения сохраняются без изменения сколь угодно долго. Ис-
* Решение выполнено совместно с А. Г. Григорьянцем.
50
ключение составляют случаи, когда в металле сварных соединений
имеются нестабильные структуры, распадающиеся со временем
с изменением объема [72]. Остаточные напряжения могут
изменяться также в процессе естественного и искусственного старения
термически упрочняемых сплавов.
Эпюры напряжений, которые приводились выше, относятся
к сечениям, удаленным от края пластины.
Рассмотрим распределение напряжений ах вдоль сварных
соединений.
На некоторой длине сварного соединения 1г напряжения
возрастают до максимальных значений (рис. 30, а). Это расстояние,
О
(Мн/н1кГ/Мм'
Рис. 30. Распределение остаточных напряжений вдоль сварного соединения:
а — напряжения ох по оси соединения в пластине из ОТ4 размером 300X150X1,5 мм;
б — стабилизация напряжений в поперечном сечении подлине пластины; в —
уравновешивание нормальных напряжений ах касательными напряжениями г по границе зоны
пластических деформаций
где максимальные напряжения достигают стабильной величины,
не соответствует расстоянию, на котором стабилизируется эпюра
остаточных напряжений по всему поперечному сечению пластины.
Расстояние /2 примерно равно ширине пластины 2В и может быть
найдено на основании решения задачи методами теории упругости,
когда по торцу пластины приложены уравновешивающиеся
нагрузки, а на расстоянии /2 эпюра дает нулевые значения
напряжений (рис. 30, б).
Стабилизация напряжений по оси шва и в зоне пластических
Деформаций происходит на расстоянии 1Х < 12. Растягивающие
напряжения возрастают значительно быстрее, чем это следует из
упругого решения. Сжимающие напряжения ах, в особенности по
краю у = ±В, достигают стабильных значений при расстояниях
' ^ /2- Нормальные напряжения ах, если рассмотреть только
51
зону пластических деформаций 2Ьп, уравновешиваются
касательными напряжениями хху (рис. 30, в). Чем быстрее возрастают
нормальные напряжения ох вдоль оси ОХ, тем больше значения
касательных напряжений тху.
15. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ ВРЕМЕННЫХ
И ОСТАТОЧНЫХ ДЕФОРМАЦИЙ ПРИ ПОМОЩИ ЦВМ1
В п. 14 была приведена эпюра остаточных напряжений для
случая нагрева пластины движущимся источником тепла,
создающим осесимметричное температурное поле. Представляет интерес
распределение временных деформаций и остаточных перемещений
в этом случае.
II
аТа
-2,0
-2,4
-2,8,
-3.2
н
а-0,062
=*>
0—
\
я\
vT
l
*
У
S
и
'¦у ос
-1,Ь
-2,0
-2,4
-?8
'
-0,8
vост
Vmax
¦ О ~
-0,4 О
С)
0,4
Vw
0,4
0,8
^3
1,2 > 1 1 1 _, . , п
-1,2 -0,8 -0,4 0 0,4 0,8 1,2 f
в)
Рис. 31. Распределение временных и остаточных нормальных поперечных
деформаций ъу и перемещений vocm в направлении 0Y
На рис. 31, а показано изменение поперечной деформации гу
в сечении — = 0,062, т. е. почти по оси движения источника XX
(рис. 31, г). Деформации укорочения возрастают при нагреве
металла, что соответствует появлению сжимающих напряжений. При
— = —0,2 знак приращения деформации еу изменяется, что
указывает на появление растягивающих усилий в зоне остывания
металла. Остаточная поперечная деформация е? (рис. 31, б)
распределена практически равномерно по ширине зоны
пластичности 2а. Остаточное перемещение точек vocm в направлении
1 Исследования проведены совместно с А. Г. Григорьянцем.
52
оси OY указывает на образование поперечной усадки Апоп
(рис. 31, в).
Сдвиговые временные деформации уху возрастают по мере
перемещения поля температур (рис. 32, а), причем в точках,
расположенных ближе к упругой зоне ( — = 0,813], они наиболее
значительны. Сдвиговые остаточные деформации уху (рис. 32, 6)
дают представление об интенсивности их протекания в различных
-0,8 -0,4 0
и ост о.)
Umax -Qg -0^ 0
%
0,4 0,8
0,8 -0,4 0
5J
0,4 0,8^
Рис. 32. Распределение
временных и остаточных сдвиговых
деформаций уху и
перемещений иост в направлении ОХ
зонах. Область, примыкающая к упругой зоне (— я» 0,8] ,
испытывает значительный сдвиг.
Сдвиговые деформации образуют остаточные перемещения и0Ст
(рис. 32, в) в направлении оси ОХ. Вся зона пластичности после
прохода источника тепла и полного остывания перемещается в
направлении, противоположном направлению движения источника.
16. ЗОНА ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ ПРИ СВАРКЕ ВСТЫК.
УСАДОЧНАЯ СИЛА
На величину зоны пластических деформаций оказывают
влияние режим сварки, свойства металла и жесткость свариваемого
элемента. Влияние свойств металла проявляется главным образом
через предел текучести металла, модуль упругости и коэффициент
линейного расширения. Чем выше предел текучести металла, тем
Уже зона пластических деформаций. Чем выше модуль упругости
и коэффициент линейного расширения металла, тем шире зона
пластических деформаций.
53
Основными параметрами режима сварки являются
эффективная удельная мощность -4- и скорость сварки vc. При сварке
широких пластин с возрастанием удельной мощности
увеличивается ширина зоны пластических деформаций. Изменение ско-
q
рости сварки при постоянном -4- и незначительном влиянии
теплоотдачи приводит к пропорциональному изменению размеров
изотерм без искажения их формы. С увеличением скорости сварки
при постоянном ~- ширина зоны пластических деформаций
уменьшается.
Жесткость свариваемого элемента конструкции также может
заметно влиять на ширину зоны пластических деформаций. До-
"+¦
5)
Рис. 33. Эпюры временных и остаточных деформаций в зоне
сварного соединения:
а — широкая (жесткая) пластина; б, « — узкая пластина
пустим, что на рис. 33, а линией АСС^ показана эпюра
пластических деформаций е*, возникающих в процессе нагрева при
сварке бесконечно большой пластины и вычисленных в
предположении мгновенной заварки шва. Сплошной линией АВВХАХ
показана эпюра остаточных упругих деформаций, а линией ВСС1В1
показана эпюра пластических деформаций, возникающих на
стадии охлаждения. Ширина зоны пластических деформаций 2Ьп
равна отрезку AAV
Рассмотрим, как будет изменяться зона пластических
деформаций при сварке пластин конечной ширины, обладающих
определенной жесткостью. Расширение металла от нагрева вызовет
при прохождении источника тепла некоторое удлинение пластины
на величину Ан (рис. 33, б). Это, в свою очередь, повлечет за собой
уменьшение ширины зоны пластических деформаций, которая
будет выражаться отрезком DD1 = 2Ь„, (см. рис. 33, б). При
остывании возникнут в основном металле сжимающие напряжения и
произойдет укорочение пластины на величину Ау (рис. 33, в).
54
Эпюра остаточных упругих деформаций показана на рис. 33, в.
Б данном примере ширина зоны растягивающих напряжений 2ЬР
меньше ширины зоны пластических деформаций 2ЬП1, которая,
в свою очередь, меньше ширины зоны пластических
деформаций 2Ьп при сварке абсолютно жесткой пластины. Таким образом,
уменьшение жесткости детали, как правило, приводит к
уменьшению ширины зоны пластических деформаций.
Эпюры деформаций, умноженные на модуль упругости
металла Е, дают эпюры остаточных напряжений 1. Остаточные
напряжения образуют так называемую усадочную силу Рус.
Площадь эпюры АВВ1А1 (см. рис. 33, а), умноженная на модуль
упругости Е и толщину металла б, дает величину усадочной силы для
случая сварки абсолютно жесткой пластины. В случае сварки
пластины небольшой ширины (см. рис. 33, в) усадочная сила будет
равна площади эпюры DEEJ)^ умноженной на ?8. Не следует
смешивать эпюру FEEXFX, выражающую деформации и
растягивающие напряжения, с площадью эпюры DEEfii,
пропорциональной усадочной силе.
Определение ширины зоны пластических деформаций и
величины усадочной силы Р^ при сварке является основной задачей
в теории сварочных напряжений и деформаций. Зная решение
этой задачи, можно определить распределение остаточных
напряжений, а используя понятие об усадочной силе, можно перейти
к определению деформаций сварных конструкций.
В книге И. П. Трочуна [111] методы расчета сварочных
напряжений и деформаций разделены на две основные группы:
1) расчет остаточных напряжений и деформаций по внутреннему
усилию в сварных швах (метод Г. А. Николаева) и 2) расчет
деформаций и напряжений по деформациям волокон в свариваемых
деталях. В книге [111] эти методы противопоставлены друг
другу и первый метод признан ошибочным. В этой связи следует
заметить, что при существующей в настоящее время точности
определения сварочных напряжений и деформаций приближенными
способами, а также при большом количестве принятых допущений
;>оба названных метода практически равноценны.
Метод расчета сварочных напряжений и деформаций по
усадочному усилию признан ошибочным в книге [111] на том
основании, что он, якобы, «таит в себе существенные теоретические и
Практические недостатки» и принимает, «что активное
внутреннее усилие Р считается приложенным к сварному соединению
как к телу, свободному от напряженного состояния». Известно,
что прием нагружения детали силой Р отнюдь не означает, что
сварное соединение является свободным от напряженного
состояния, а используется исключительно для упрощения расчетов и
1 Умножение деформаций на Е допустимо в случае идеально пластичного
Металла, когда, при пластической деформации отсутствует упрочнение.
55
приведения их к виду, привычному для инженерной практики.
Упрощенный метод Н. О. Окерблома в конечном итоге также
основан на использовании усадочной силы и на предположении
независимости ее от жесткости детали, так как [191*
(80)
2 V = — 3,53-1 (TV
где qn — эффективная погонная энергия сварочного источника
тепла в кал/см;
2 V — сумма произведений остаточных пластических
деформаций на площадь, занимаемую ими, в см2.
Действительно, площадь DEEJ)X (см. рис. 33, в),
пропорциональная усадочной силе, отличается от площади ABBiAx (см.
рис. 33, а) тем, что в состав ее входит площадь ВЕЕ1В1 и не входит
площадь ADDXAX. Если
площадь ВЕЕХВХ равна
площади ADDXAX, то усадочная
сила не зависит от жесткости
F, детали. Строгого доказатель-
ф|||| ства равенства этих
площадей друг другу нет, точно
так же, как и нет
доказательства того, какая в
действительности существует
зависимость между ними.
Н. О. Окерблом в работе
[86], предполагая, что
кривая АС (см. рис. 33, а) описывается гиперболой и что Ан = Ау,
получил равенство площадей АВВХАХ и DEE^DX. И. П. Трочун
исходит из другой также не совсем точной предпосылки, что
кривая АС является прямой вертикальной линией. В этом
случае Sadd.a, = 2b„Aw, a SBEe1b1 = 2bn (Д„ + А^) и разность
площадей получается равной 2ЬпАу, т. е. усадочная сила
возрастает с уменьшением жесткости детали.
В настоящее время получают распространение металлы, у
которых аост <С оТ, например титановые сплавы. Для них картина
зависимости усадочного усилия от жесткости детали может быть
совсем иная. На рис. 34, а схематично показана эпюра
остаточных деформаций в абсолютно жесткой пластине из титанового
сплава типа ОТ4; ешах < ег.
На рис. 34, б показана эпюра остаточных деформаций при
сварке пластины ограниченной ширины. Усадочная сила,
пропорциональная площади DBBxD^ меньше усадочной силы при сварке
абсолютно жесткой пластины. Даже если исходить из
предпосылки о вертикальности линии АВ, то величина усадочной силы
Рис. 34. Эпюры остаточных деформаций
в случае, когда остаточные напряжения
не достигают От
* В данном случае формула приведена с коэффициентом 3,53-10 в, так как
в работе [86] количество тепла выражено в калориях, а не в джоулях.
56
буДет уменьшаться в менее жестких пластинах. Таким образом,
в зависимости от конкретных условий могут встречаться
различные случаи изменения усадочной силы с изменением жесткости
конструкций. В низкоуглеродистых и низколегированных сталях
усадочная сила возрастает при уменьшении жесткости
конструкции. Это вытекает из опыта применения зажимных приспособлений.
Рассмотрим теперь существующие зависимости величины
усадочной силы от условий сварки, предложенные различными
авторами.
Метод Г. А. Николаева [82] основан на графо-аналитическом
определении величины остаточных напряжений и последующем
вычислении усадочной силы по эпюре напряжений.
Н. О. Окерблом предложил зависимости между параметрами
режима сварки низкоуглеродистой стали и суммой произведений
остаточных пластических деформаций на площадь, занимаемую
ими, 2 "^f- После умножения последней величины на модуль
упругости Е получаем усадочную силу в кГ:
Рус-1,7-^- (81)
Аналогичная зависимость принята С. А. Кузьминовым
Рус = 1,73-?-. (82)
И. П. Трочун также предложил зависимости между усадочной
силой и режимом сварки [111]. Однако отсутствие четкой
количественной связи между усадочной силой и шириной свариваемой
пластины делает их неудобными для практического
использования.
Фактическая величина усадочной силы, определяемая по
результатам измерения остаточных напряжений на
низкоуглеродистых и низколегированных сталях, дает меньшую величину, чем
следует из формулы (81). Это, вероятно, связано с тем, что
экспериментальные проверки формулы (81) проводились в
предположении несколько заниженного к. п. д. процесса сварки, который
принимался равным 0,55.
При дуговых способах однопроходной сварки встык ширина
зоны пластических деформаций в низкоуглеродистых и
низколегированных сталях может приближенно определяться путем
деления величины усадочной силы на произведение 6сгг. Например,
из формулы (81) следует
Зависимости (81) и (82) справедливы лишь для
низкоуглеродистых и низколегированных сталей. Для алюминиевых и
титановых сплавов эти зависимости непригодны.
57
17. ПОПЕРЕЧНЫЕ НАПРЯЖЕНИЯ
ПРИ ОДНОПРОХОДНОЙ СВАРКЕ ВСТЫК
Поперечные напряжения могут быть временные и остаточные.
Временные поперечные напряжения в основном образуются
вследствие перемещений свариваемых кромок. Кромки после сближения
и сваривания стремятся возвратиться в прежнее положение. При
высоких температурах это вызывает пластическую деформацию
удлинения без образования значительных напряжений. При более
Рис. 35. Распределение поперечных напряжений ау в стыковых
однопроходных сварных соединениях
низких температурах отход кромок создает заметные, временные
поперечные напряжения.
После полного остывания вследствие поперечного, а также
продольного сокращений в пластинах возникают остаточные
поперечные напряжения. Как правило, если пластины свариваются
свободно, то поперечные остаточные напряжения нев/лики.
Наибольших значений они достигают по концам, причем могут быть
либо сжимающими, либо растягивающими. Сжимающие
напряжения (рис. 35, а) образуются вследствие продольного сокращения
зоны пластических деформаций и стремления кромки искривиться
так, как показано на рис. 35, б.
При сварке коротких и узких пластин с большой скоростью
в процессе остывания в основном происходит поступательное
58
сближение пластин в поперечном направлении. Продольная
усадка стремится согнуть каждую из сваренных пластин в их
плоскости. В результате возникают поперечные остаточные
напряжения (рис. 35, б). В подтверждение этого можно рассмотреть
равновесие одной четвертой части сварной пластины (рис. 35, г).
Момент от продольных остаточных напряжений ох должен
уравновешиваться моментом от поперечных напряжений ау, которые
по концам пластины являются сжимающими, а в средней части
растягивающими.
Если сваривать пластины с малой скоростью, то уже в
процессе сварки металл остывает достаточно сильно и последний
участок шва вследствие поперечной усадки испытывает напряжения
растяжения (рис. 35, д). На образование поперечных напряжений
оказывают влияние также размеры свариваемых пластин и
прихватки. Каких-либо общих правил для точного количественного
определения поперечных остаточных напряжений при сварке
незакрепленных по контуру пластин в настоящее время не
существует х. Можно лишь назвать наиболее неблагоприятные случаи
образования растягивающих поперечных напряжений, которые
достигают предела текучести и вызывают пластические деформации:
а) Заварка коротких прерывистых швов в пластинах,
собранных без зазора, или подварка дефектных мест. Локальное
поперечное сокращение металла при значительном сопротивлении со
стороны остальных участков создает большие растягивающие
напряжения. В прерывистых швах на концах участков, где имеются
концентраторы напряжений в виде щели, значительно расходуется
пластичность металла вплоть до появления хрупкого разрушения.
б) Концы швов, сварочные кратеры, если сварка производится
медленно при достаточно сильном отводе тепла в окружающую
среду, являются местом образования растягивающих напряжений.
Если ввод тепла по толщине пластины оказывается
неравномерным, то возникает и неравномерное сокращение металла в
поперечном направлении с образованием угловой деформации (п. 30).
В незакрепленных пластинах, свариваемых за один проход, на
равномерные по толщине напряжения аи, которые были
рассмотрены выше, накладываются еще дополнительные небольшой
величины поперечные напряжения, неравномерные по толщине
(рис. 35, е).
18. ВЛИЯНИЕ СВЯЗЕЙ
НА РАСПРЕДЕЛЕНИЕ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Усадка металла в продольном направлении встречает обычно
значительное сопротивление со стороны основного холодного
металла. Поэтому дополнительные закрепления, препятствующие
1 В работе [116] приведен способ расчета поперечных напряжений оу при
сварке нескрепленных пластин встык для частного случая, когда предполагается
чрезвычайно быстрое охлаждение металла позади ванны.
69
продольной усадке, не создают больших добавочных
сопротивлений и остаточные напряжения ох в этом случае от закреплений
зависят мало.
Поперечная усадка приводит к уменьшению размеров в
поперечном направлении и угловым деформациям. Если связи
препятствуют перемещениям, то возникают дополнительные напряжения,
величина которых зависит от размеров свариваемого изделия и
характера закреплений. Так как перемещения от поперечной
усадки возникают не сразу в момент сварки, а в процессе
охлаждения металла, то эти дополнительные напряжения можно
определять для детали в сваренном виде с механическими свойствами,
соответствующими свойствам при комнатной температуре.
Рис. 36. Различные варианты закрепления пластин при сварке
встык
На рис. 36, а показан пример сварки встык листа,
закрепленного по противоположным кромкам. Если ширина свариваемых
листов В1 + В 2, а поперечная усадка Апоп, то величина аВдоп
может быть приближенно вычислена по формуле
Удоп ^1 + 5г '
Напряжения от угловых деформаций р* (рис. 36, б), когда для
уменьшения этих угловых деформаций сварка производится в
закреплении, также могут быть вычислены по формулам
сопротивления материалов. Необходимо лишь правильно задаться
краевыми условиями в местах закрепления. Это могут быть либо сила Р
известной величины (рис. 36, в), либо жесткое закрепление, когда
6 = 0 (рис. 36, г), либо даже шарнирное закрепление, когда
v = 0 (рис. 36, д). Могут встречаться и другие случаи
закрепления пластин по контуру. Во всех рассмотренных случаях
(рис. 36, в-д) в основном металле и в самом шве возникают
изгибающие моменты и дополнительные напряжения ау.
60
19. НАПРЯЖЕНИЯ ПРИ МНОГОСЛОЙНОЙ СВАРКЕ ВСТЫК
Образование продольных напряжений ох при укладке каждого
очередного валика многослойного шва в общем подчиняется тем же
закономерностям, что и при однопроходной сварке. В зоне,
подвергавшейся высокому нагреву, образуются растягивающие
напряжения.
Основное отличие в образование напряжений при
многослойной сварке вносит поперечная усадка металла и ранее возникшие
остаточные напряжения. Поперечная
усадка влияет не только на
образование напряжений о и ст.
но и на
продольные напряжения ах. Напря
жения по
отличаются
оси z, в особенности ау,
значительной
неравномерностью в результате неодновременности
заварки разделки шва по высоте.
Рассмотрим влияние
неодновременности укладки шва по высоте
разделки на формирование напряжений ау
в низкоуглеродистых или аустенитных
сталях. Допустим, что при укладке
очередного валика толщиной dz (рис. 37) в нем возникает
поперечное напряжение ап. Тогда сила на единицу длины шва,
создаваемая очередным валиком, выразится как
dP = ondz, (84)
а соответствующий момент как
Рис. 37. Образование
напряжений ау при многослойной
сварке
dM = andz-^-,
(85)
где z — высота заваренной разделки.
Приращение напряжений в слое с координатой г0 выразится
как
do — —
_
12
Полное напряжение после заварки всего шва необходимо найти
с учетом того, что в самом слое z0 во время его усадки возникли
напряжения ап. Интегрируя уравнение (86) и прибавляя а„,
находим
6 б &(~-z0)dZ
(87)
W
Это решение справедливо для а0 < г0 < б, где а0 — начальная
толщина заваренного шва без напряжений а„; она соответствует
толщине притупления и первым двум-трем слоям шва.
В корне шва, где z0 = 0, напряжения находим без исходного
напряжения оп, интегрируя (86) в пределах от а0 до б:
ои = 2а„1п-
(88)
На участке шва от г0 = 0 до г0 = а напряжения изменяются
плавно. Эпюра напряжений оу для случая сварки без закрепления
пластин представлена кривой 1 на рис. 38. Закрепления могут
существенно изменить величину и характер распределения
напряжений аи по толщине. Обычно при многослойной сварке листов
Г
\5,8кПЛпЧ*ШМи/м>)
Рис. 38. Напряжения ау в
многослойных швах
Рис. 39. Напряжения ау в образце 6 =
= 80 мм из стали 22к, сваренного
проволокой Св-08:
/ = 850—900 а; V = 42 в; vc = 24,5 мЫ
85 м/ч. Размеры образца
сварки 410X280X80 мм
встык возникает большая
угловая деформация, приводящая
к закрыванию разделки. Если
шов сваривается в
конструкции, совершенно не позволяющей возникнуть угловым
деформациям, то напряжения оу из растягивающих в корне шва
переходят в сжимающие (кривая 2 на рис. 38). Очевидно, что могут
быть промежуточные варианты закрепления пластин при
многослойной сварке, когда в корне шва будут возникать различные
напряжения и различные деформации металла. Возможны и
другие варианты связей, налагаемых конструкцией на сварное
многослойное соединение.
Измерения поперечных деформаций металла в корне
многослойного кольцевого шва с V-образной разделкой наружу,
выполненные Г. П. Карзовым, непосредственно в процессе сварки показали,
что в начальный период сварки, когда деформация от поперечной
усадки преобладает над угловой деформацией, в корне шва
появляются значительные деформации укорочения с образованием
сжимающих напряжений. При дальнейшей сварке знак
деформации изменяется; в корне шва возникают пластические деформации
удлинения с образованием растягивающих напряжений. Попе-
62
речные деформации удлинения в корне шва нарастают в
течение всего последующего периода сварки вплоть до его
окончания.
Измерение остаточных напряжений а„ в многослойных швах
датчиками, а также при помощи вставок (п. 44) подтверждают
результаты, полученные расчетным путем. На рис. 39 показаны
напряжения ау измеренные в трех точках по толщине: в корне
многослойного шва, посередине и на поверхности. На остальных
участках кривая проведена предположительно в соответствии с
результатами теоретических вычислений. Обращают на себя
внимание весьма большие напряжения ау в корне шва. Они близки
к од. Причина их появления — большая пластическая
деформация, вызванная угловым закрыванием разделки. Напряжения
в глубине — сжимающие. На поверхности шва, т. е. в последних
валиках, поперечные напряжения для низкоуглеродистых сталей
в листах толщиной 80—120 мм обычно составляют @,4—0,6) ат,
а в некоторых случаях даже меньше.
Закрывание разделки в многослойных швах с V-образной
разделкой происходит равномерно по длине," но вследствие
продольной усадки шва возникает эпюра равномерных по толщине
напряжений аУа (см. рис. 35, а и в). Поэтому при измерениях остаточных
напряжений в средней части пластин б = 80-н 120 мм; I як 400-т-
-4-500 мм обнаруживается некоторая неуравновешенность
напряжений оу вследствие наложения ау„. Напряжения ах практически
можно считать равномерными по толщине. Напряжения az могут
быть либо растягивающими (рис. 40), либо равными нулю или даже
сжимающими (п. 44).
Структурные превращения вносят значительные изменения
в распределение остаточных напряжений. На рис. 41 показано
распределение напряжений ах и ау на поверхности плит из средне-
легированных сталей толщиной 80 мм, на которые в V-образную
канавку с углом 60° на автомате за один проход укладывался
валик из аустенитного металла заподлицо с основным' металлом.
Образец № 1 сваривался без подогрева, № 2 — с подогревом,
№ 3 — с дополнительным легированием шва хромом; образец № 4
имел меньшую площадь канавки и сваривался при существенно
меньшей погонной энергии. Распределение напряжений в плитах
с площадью канавки 765 мм2 и углом разделки 45 и 90° аналогично
распределению напряжений в образце № 1. Напряжения
измеряли механическим съемным прибором с базой 10 мм в сечениях на
расстоянии 150 мм от конца шва при длине образцов около 470 мм
и ширине 250 мм [19].
Продольные напряжения ах в аустенитном шве достигают
предела текучести наплавленного металла. В околошовной зоне,
прилегающей к наплавленному металлу, они переходят в сжимающие.
Вследствие узкой зоны сжимающих напряжений ах и относительно
большой базы измерений A0 мм) пиковые значения сжимающих
63
в, КГ/ММ'
ву кГ/нм'
напряжений не зарегистрированы. Наблюдается лишь тенденция
к резкому спаду напряжений.
К зоне сжимающих напряжений примыкает зона, где металл
нагревался ниже точки ACl, но испытывал при нагреве
пластические деформации.
Напряжения в этой зоне
являются
растягивающими и достигают
значений более 50 кГ/мм2
E00 Мн/м2). Обращает
на себя внимание также
резкий переход от
растягивающих
напряжений ох к сжимающим в
основном металле на
участке 40—50 мм в
образцах № 1, 2, 3.
Перепад напряжений
достигает около 70 кГ/мм2
G00 Мн/м2).
Напряжения оу в образцах № 1,
2, 3 достигают
максимальных значений по
линии сплавления, что
важно в отношении
образования трещин в
околошовной зоне. При
малом сечении валика
(образец № 4)
напряжения ау имеют максимум
по оси шва. При
крупных валиках
поперечные напряжения ау по
оси шва незначительны.
Подогрев металла перед
сваркой до 200° С
существенно не изменяет
величины и распределения
остаточных
напряжений.
На рис. 42
представлены эпюры средних
продольных
напряжений ох и средних
напряжений по толщине а2
в сварных соединениях плит из среднелегированнои стали,
сваренных многослойной автоматической сваркой аустенитнои
64
Рис. 40. Остаточные напряжения ох, ау, аг в
многослойных швах с V-образной разделкой
длиной около 400 мм, сталь 22К, проволока
Св-08:
а — 6 = 80 мм; б, в — 6 = 120 мм
ех(мнМкг/мм
E00M0
40
Одразец№2
-60-40-20 0 20 40* у мм -60-40 -20 0 20 40 у ми
6, (Мн/м')кГ/мм2 Образец А/°3
F00N0 """"
-60 -40 -20 ~0 20 40 умм -60-40 -20 0 20 40 ум»
i h4*tf )
800мм-
Рис. 41. Распределение остаточных напряжений ох и аь после
сварки средпелегированных сталей
" В. А. Винокуров
Sxocp
(Мн/мУкГШ*
1367K6,7]
П
Lb
34A
бхоср
C87K8,7
8,5
а.
О 20 ЧОумн
36
11,7
Ш 60 80 100 120
-»Я -Я ~0 ' "
О,
?оср i
кГ/мм?
uusuj,'
±Щ
6zocp ,
кГ/мм*
р.. .. &№Я
SOU -у
*>6 -7 -6,5
<М
!*
Ъу
Рис. 42. Средние остаточные напряжения ах и аг после
спарки среднелегированной стали
6"
(Мн/нУкГ/мм'
Рис. 43. Остаточные продольные напряжения ах и
поперечные ау на поверхности многослойного сварного
соединения плит из алюминиевого сплава САВ-1
толщиной 140 мм
66
проволокой. Напряжения аг по толщине в средних полосах,
состоящих в основном из аустенитного металла, колеблются в
пределах ±6,0 кГ/мм2 F0 Мн/м2). Это еще раз подтверждает, что усадка
отдельных слоев при многослойной сварке вызывает поперечное
сжатие зон, расположенных в глубине шва.
Обширные исследования остаточных напряжений на
поверхности и в глубине многослойных сварных соединений плит из
алюминиевого сплава САВ-1 толщиной 90, 140, 200 и 300 мм были
выполнены С. Н. Киселевым [52] (рис. 43). Продольные и
поперечные напряжения в зоне максимальных значений составляют около
0,8о> основного металла. Остаточные напряжения ау и az в
глубине металла, как правило, близки к нулю или сжимающие, что
также свидетельствует о поперечной усадке вышележащих слоев.
Распределение остаточных напряжений в многослойных швах
отличается значительным разнообразием и сложностью. Интересно
отметить отсутствие в глубине металла жесткой схемы трехосных
растягивающих напряжений. Напряжения оу малы или являются
сжимающими. В таких условиях колебание напряжений аг от
растягивающих до сжимающих не представляет большой
опасности в отношении хрупких разрушений. Знак и величина
остаточных напряжений а2 зависят от поперечной усадки в
направлении толщины й препятствия усадке со стороны более холодного
металла. Эти факторы зависят от режима сварки и разделки
кромок. Значительное влияние на напряжения аг оказывают
усадочные поперечные усилия вышележащих слоев, которые вызывают
напряжения сжатия и перераспределение аг.
Наиболее опасным местом в многослойных швах
низкоуглеродистых сталей, алюминиевых и титановых сплавов, по-видимому,
является корень шва. В низколегированных сталях вредное
влияние оказывают поперечные растягивающие напряжения оу (см.
рис. 41), приводящие к появлению так называемых холодных
трещин.
20. НАПРЯЖЕНИЯ ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ
Характерной особенностью электрошлаковой сварки является
образование соединения сразу по всей толщине. На формирование
и величину остаточных напряжений в электрошлаковых
соединениях, помимо других причин, оказывают сильное влияние
следующие два фактора; а) отношение ширины зоны, нагретой до
высоких температур, к толщине металла; б) неравномерность
температуры по толщине, увеличивающаяся с ростом толщины
металла и уменьшением скорости сварки.
В металле толщиной до 100—150 мм отношение ширины
высокотемпературной области к толщине велико и усадка нагретого
металла в направлении толщины происходит в основном
беспрепятственно. Больших напряжений аг не образуется; формирова-
67
ние напряжений идет как при однопроходной автоматической
сварке встык металла средней толщины. Компонент ах заметно
преобладает над двумя остальными ау и аг (рис. 44).
С ростом толщины металла ширина высокотемпературной
области относительно уменьшается, возрастает препятствие усадке
в направлении толщины и появляются заметные растягивающие
Рис. 44. Остаточные средние напряжения в электрошлаковом сварном образце
500X500 мм из Ст. 3 толщиной 100 мм:
ах — вдоль шва; ау — поперек шва; o"z — в направлении толщины
напряжения аг. Одновременно наблюдается рост растягивающих
напряжений оу в глубине металла шва.
В. С. Игнатьевой расчетным путем определялись трехосные
остаточные напряжения ах, оу и аг при однопроходной сварке
встык пластин сразу по всей длине [43]. Получено, что с ростом
толщины или с уменьшением ширины высокотемпературной
области возрастают напряжения аг. При этом, как следует из
расчетов, напряжения ах остаются почти равномерными по толщине,
а напряжения ау в глубине металла хотя и растягивающие, но
незначительны. Полученное решение правильно отражает
некоторые качественные тенденции в образовании напряжений.
Однако допущение об одновременности заварки шва по всей длине
68
б
(Мн/н*)кГ/мм2
(Щи
О
-4
-12
1 о— —
бх
fy
6
(Мн/мг)кГ/мн!
D00L0
500 Сшва
70Q хмн
300 'tOO 500 600
Расстояние от конца шва
Ю
Рис. 45. Остаточные напряжения:
а — в образце 500X600 мм, 6 = 240 мм при у = 0, ох и о — напряжения на поверхности
Шва; б — х = 300 мм, у = 0, 6 = 240 мм, ах а и аг — распределение напряжений по
толщине шва; в — в плите 2250Х 1000 м, 6 — 350 мм, аг , а,, — напряжения на поверх-
а уа
ности шва со стороны сварочного автомата, сх , а„ — то же, со стороны охлаждаемой
а2 — напряжения в глубине металла по оси шва
и равномерности температуры по толщине не позволили расчетным
путем получить правильные количественные зависимости.
На рис. 45 и 46 показаны экспериментальные значения
остаточных напряжений ах, ау и аг в электрошлаковых сварных
соединениях толщиной 240, 350 и 700 мм * [16]. Напряжения на
поверхности определяли при помощи проволочных тензодатчиков,
а в глубине металла — при помощи специальных вставок (п. 44).
Унм
«)
Х*Шмм от начала шва
S)
20 бкГ/ым1
i-
Рис. 46. Остаточные напряжения в сварном образце 935X1425 мм,
& = 700 мм:
а — на поверхности шва вдоль образца; б — на поверхности соединения поперек
образца; в — распределение по толщине шва
На рис. 47 показаны остаточные напряжения на поверхности
сварной плиты, найденные при помощи малобазного съемного
механического тензометра [19].
Как следует из экспериментальных данных, распределение
всех трех компонентов напряжений по толщине отличается
значительной неравномерностью. На поверхности сварных соединений
действуют относительно небольшие по сравнению с оу
напряжения ах. По мере продвижения в глубину шва они
возрастают, являясь растягивающими. По оси соединений
напряжения ах могут превосходить предел текучести металла вследствие
* Результаты получены совместно с А. С. Газаряном.
70
объемности напряженного состояния. Напряжения ау на
поверхности соединения сжимающие. Исключения, по-видимому, могут
составлять случаи, когда соединение остывает при жесткой заделке
деталей в конструкции. В глубине швов напряжения оу всегда
растягивающие. Напряжения аг — растягивающие и во всех
исследованных случаях несколько меньше напряжений ах и ау.
Представляет интерес оценка поля напряжений при сварке
сверхбольших толщин. Так как ширина высокотемпературной
зоны с ростом толщины металла мало изменяется, то при
сверхбольших толщинах она оказывается как бы заключенной между
двумя холодными плитами. В таких условиях при остывании ме-
6
A00I0
5
О
-5
-10
-15
-20
О 40 80 120 160 у мм
Рис. 47. Остаточные напряжения ах и ау на
поверхности сварной плиты размером 2800Х2700Х
X 350 мм из стали 20ГС; в ее средней части у —
расстояние от оси шва в перпендикулярном
направлении
талла компоненты ах и аг должны возрастать одинаково быстро и
быть одного порядка. Одновременно с ростом толщины возрастает
неравномерность температуры по толщине, что приводит к росту ау
в глубине шва и неравномерности ох по толщине. „Поэтому с ростом
толщины металла жесткость схемы остаточных напряжений,
вероятно, убывать не должна, а величина напряжении может быть
весьма значительной.
Необходимо, однако, иметь в виду, что разрушающие
действительные напряжения, получаемые, например, при одноосном
растяжении круглых образцов, значительно превосходят условный
предел прочности ав и тем более предел текучести металла. В табл. 3
приведены значения ат и арааР для различных марок сталей в
горячекатаном состоянии, полученные совместно с М. Н. Скури-
хиным.
Кроме того, область растягивающих трехосных напряжений
обычно окружена зонами, где компоненты напряжений меньше,
71
т
\
**-
,.<t
б,
бу
-о
Таблица 3
Показатели
Температура
испытания в °С
ат в кГ/мм2
ОраэР в кГ/мм2
Ст.Зкп
+20
20
80
—60
25
85
Ст.22К
+ 20
21
105
—45
25
ПО
Сталь 15ХСНД
+ 20
35,5
97,5
—60
43,5
105
Сталь 10ХСНД
+ 20
37,5
90
—60
47,5
102
а эквивалентные напряжения а(. выше, чем в зоне с трехосными
растягивающими напряжениями. При нагружении возможно
перераспределение напряжений с протеканием пластических
деформаций. В этом случае хрупкое разрушение может не наступить.
бхоср ;
кГ/мм2
Умм
tocp i
"П
1,6 У""
-9,8
°Х0ср м
кГ/мм2
Г
16,1
-Ofi
Умм
¦10,3
°госр
16,9
59
Умм
-12,4
°Хоср ¦
кГ/мм?
10,9
50
16,6
Умм'
&оср>
10
-19,8
13,4
7,3
¦V
Умм
*)
Л
в)
Рис. 48. Средние напряжения аХо и аг в образцах из среднелегиро-
ванной стали, сваренных электрошлаковой сваркой на различных режимах:
а — малый провар; б — нормальный провар; я — большой провар
Электрошлаковая сварка легированных сталей, существенно
смещающих свои температуры структурных превращений,
приводит к образованию сложных эпюр остаточных напряжений. На
рис. 48 показаны средние напряжения аХо и а2о в образцах из
среднелегированной стали, сваренных электрошлаковой сваркой-
Металл шва — аустенитная сталь.
72
21. НАПРЯЖЕНИЯ В УГЛОВЫХ, НАХЛЕСТОЧНЫХ
И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЯХ
При сварке соединений, представленных на рис. 49,
образование напряжений происходит аналогично случаям, рассмотренным
выше. Сварка углового шва (см. рис. 49) за один или два прохода
вызывает остаточные напряжения, мало чем отличающиеся от
напряжений при сварке встык.
При многослойной сварке углового шва возникающая
поперечная усадка оказывает такое же влияние, как и многослойная сварка
встык. В случае незакрепленных пластин в корне шва образуются
значительные растягивающие напряжения ау. При сварке
углового шва в конструкции, когда угловой поворот отсутствует,
в корне шва образуются сжимающие напряжения оу.
Рис. 49. Типы сварных соединений с угловыми швами.
Штриховкой показаны зоны пластических деформаций
Сварку нахлесточного и таврового соединения в отношении
образования остаточных напряжений можно рассматривать как
наплавку валика на лист и на кромку. Специального анализа
требует вопрос о распределении тепла между листами в нахлесточном
и тавровом соединениях, а также в угловом соединении при разной
толщине элементов. В зависимости от распределения тепла между
деталями и их толщины будет изменяться ширина зоны
пластических деформаций в каждом из элементов. В общем случае с
помощью различных технологических приемов, которые трудно
поддаются количественной оценке, тепло может быть распределено
между свариваемыми деталями с колебаниями в широких пределах.
В особенности это относится к ручной дуговой или газовой сварке.
Поэтому соотношения в распределении тепла, предлагаемые
различными авторами, следует рассматривать как ориентировочные.
В работе [86] принимается, что тепло между элементами
распределяется пропорционально приведенной толщине. Например,
Для нахлесточного соединения (см. рис. 49) суммарная толщина
принимается равной 62 = 2бг + б2. Тогда тепло сварочного
источника распределяется так:
в нижний лист qH = ~ 28^
в верхний лист qe = -~ б„.
О у
73
б
1Мн/н*)кГ/нп'
A60I6
8
%
л %
мш
Ш
ш\
\У
Полка
Стенка
б
кГ/мм2'
¦О
8
(/60I6
(Мн/мЦ
щ
\\\
\\
щ
т
у
М
Ъ-|оо С* со 5S 8^
Полка
а)
(ЬО Мн/м*)
-2 0 2 4 бхкГ/мм2
ПС
10
¦ wo-
ч=
г
Рис. 60. Остаточные напряжения ах в элементах
конструкций с угловыми швами
В работе [56] предполагается, что при сварке тавровых
соединений тепло распределяется непропорционально приведенным
толщинам, но ширина.зоны пластических деформаций возрастает
прямо пропорционально количеству введенного тепла. В
работе [10] предлагается использовать опытную зависимость
распределения тепла между элементами. Для приближенных расчетов
можно принимать распределение тепла между элементами,
пропорциональное их приведенной толщине.
При сварке тавровых соединений зона пластических
деформаций от второго валика 2 (см. рис. 49) на большей своей части
перекрывает зону пластических деформаций первого валика /.
Величина суммарной зоны пластических деформаций в этом случае
может приниматься на 15% большей, чем от одного валика. Более
точно влияние второго валика на зону пластических деформаций
учтено в работе [107].
В качестве примера на рис. 50 приведено распределение
напряжений в сварном двутавре из низкоуглеродистой стали (а) [82 ]
и в сварном тавре из алюминиевого сплава АМгб (б). Вследствие
изгиба сварного тавра от нецентрального по отношению к оси
приложения усадочной силы напряжения в стенке тавра дважды
меняют знак. Остаточные напряжения в стенке двутавра являются
сжимающими, что может послужить причиной потери ее
устойчивости.
22. НАПРЯЖЕНИЯ ПРИ СИММЕТРИЧНОМ НАГРЕВЕ
Ряд сварных соединений выполняется в условиях, когда
распределение температур осесимметричное. К таким соединениям
относятся электрозаклепочные (дуговые и точечные), а также
соединения стержней встык. Относительно простое распределение
температур в этих случаях позволило достаточно полно исследовать
распределение напряжений в таких сварных соединениях.
Особенно многочисленными являются исследования, посвященные
точечным соединениям [5—7, 41, 42]. Задача о распределении
напряжений при осесимметричном нагреве пластины была решена
Н. С. Лейкиным [68], затем с различными уточнениями и
вариантами— другими авторами [7], [6].
Так же, как и при сварке встык, при осесимметричном нагреве
можно различать три зоны (рис. 51): зону /, где предел текучести
металла близок к нулю; зону пластических деформаций // и зону
упругих деформаций 77/. В зонах // и /// напряжения являются
двухосными. При остывании металла зоны I и II стремятся
сократиться до размеров, меньших тех, какие они имели до нагрева.
При «том, как правило, возникают пластические деформации.
После полного остывания на границе зон //' и ///' действуют
растягивающие напряжения аг, которые в упругой зоне ///' беско-
75
нечной пластины вызывают распределение напряжений, известное
в теории упругости:
¦'/•ш
апп =
-VII— III Г2
J/II-III г2
Of ¦
W
Лх
ОТ"
Гз
где <тг11 llf— радиальное напряжение на границе упругой и
пластической зон, равное по энергетической теории -~J%;
rn —наружный радиус пластической зоны //.
б
1Мн/м2)к[/тг
C00K0
20
10
О
-Ю
-20
-30
б
ц
I
//
I
I
St
m
бг
I
' If'
I
I
I
I
I
I
///'
'€r
*t
0 2 4 6 8 10 12 /4 16гсм0 2 4- 6 в 10 12 16re»
(Мн/м2)кГ/мм2
F00N0
20
-20
«J
6)
¦40
-60
1
2
V?
Л
5 Y
¦
0 12 3 4 5 гмм
S)
Рис. 51. Напряжения при
осесимметричном нагреве
тонких пластин:
а —• в период нагрева [681;
б — после остывания [68]; в —
остаточные ог в точечном
соединении стали X18H9T
толщиной 1 + 1 мм при различных
усилиях проковки [42]: / —
700 кГ G кн); 2 — 1000 кГ
A0 кн); 3 — 1400 кГ A4 кн)}
4 — 1900 кГ A9 кн); 3 —
2200 кГ B2 кн)
Напряжения в зонах /' и //' (рис. 51, б) находят методами
теории пластичности. В зоне /'
а, = а7
в зоне //'
Эффект проковки при точечной сварке и повышенный тепло-
отвод в электроды могут существенно изменить эпюру остаточных
напряжений после сварки (рис. 51, в) [41, 42].
При сварке стержней встык образуются трехосные остаточные
напряжения. На образование остаточных напряжений при сварке
76
стержней влияет неравномерность температуры по сечению,
вызванная теплоотдачей с поверхности, и неравномерность
распределения температуры по длине стержня (рис. 52, а).
Неравномерность распределения температуры по длине стержня даже при
равномерной температуре по сечениям может вызвать большие
остаточные напряжения. Путь решения такой задачи заключается
в следующем. Допустим, кривая 7\ на рис. 52, а соответствует
распределению температур по длине стержня, когда зона /,
нагретая до 600° С, имеет наибольшие размеры. В этот момент
напряжения в зоне / невелики и могут быть приняты равными нулю. При
охлаждении до момента времени, когда в точке 0 температура
достигнет 600° С, в зоне / значительных напряжений возникать
а) \~—Зона1-~\
Рис. 52. К определению остаточных напряжений в стержне методом
теории упругости:
а — распределение температур; б — фиктивная нагрузка q для определения
напряжений
не будет, так как по краям зоны / в точках А температуры будут
лишь порядка 500° С. После достижения в точке 0 температуры
600° С (кривая Т2)-оба стержня можно считать жестко связанными
друг с другом. Решая методами теории упругости задачу о
напряжениях в стержне при остывании его от температуры Т2, можно
найти приближенно остаточные напряжения в зоне /.
Решение упругой задачи в данном случае сводится к определе-
аТЕ
нию напряжений от нагрузки q = —= (рис. 52, б) плюс так
1 Ц.
называемые гидростатические напряжения
аТЕ
гг
°Ь- 1 - ц '
при этом aZe = 0.
На рис. 53, а показано распределение напряжений в стыке
стержня d = 50 мм при распределении температуры Т\ по
закону Т2 = 600 е-2 (z в см). В центре стыка упругое решение дает
довольно «жесткую» схему распределения значительных растя-
77
гивающих напряжений. Напряжения ог вдоль оси 02 на
поверхности сжимающие, что благоприятно для работы стержня в
условиях переменных осевых нагрузок. В качестве примера на рис. 53,6
показана экспериментальная эпюра остаточных напряжений аг
в сварном стальном стержне диаметром 38 мм из стали 35ГС*.
Стержни сваривали контактным способом.
(Мн/мЫ/ммг
(800) 80
О
-W
-8U
т
)
z-0
2
N-6'r
\гсм
\
б,
(Нф!)кГ/мм>
(Ю) 1
О
1
-2
Wm
О 5 ЮгммХ
О 5 10 г мм
-Ф38 4,
а)
I
\
f Снятие грата
/
Рис. 53. Остаточные напряжения в стыках сварных стержней
Результаты исследования сварочных напряжений и
деформаций металла указывают на то, что распределение их отличается
значительным разнообразием. Тем не менее могут быть выделены
общие характерные закономерности.
1. Металл в зоне сварного соединения подвергается
значительным пластическим деформациям, величина которых, как правило,
заметно превосходит ег, в особенности при наличии
концентраторов и многослойной сварке.
2. Максимальные остаточные напряжения в зоне сварного
соединения в большинстве случаев являются растягивающими и
близкими к пределу текучести металла.
3. В отличие от некоторых других полей остаточных
напряжений (например, литейных или после прокатки) сварочные
напряжения характеризуются значительными градиентами напряжений
и локальностью — весьма большие остаточные напряжения в
узкой зоне сварного соединения уравновешиваются относительно
небольшими, как правило, сжимающими напряжениями в основном
металле.
4. Вследствие значительных скоростей изменения
температуры при сварке структурные превращения могут смещаться в
область пониженных температур, вызывая существенные изменения
остаточных напряжений как по величине, так и по распределению.
* Экспериментальные данные получены В. И. Лощиловым.
Глава III. ПРИБЛИЖЕННЫЕ МЕТОДЫ РАСЧЕТА
СВАРОЧНЫХ ДЕФОРМАЦИЙ И ПЕРЕМЕЩЕНИЙ
23. ПРОЦЕССЫ ОБРАЗОВАНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
И ПЕРЕМЕЩЕНИЙ
В основе явления образования сварочных деформаций и
перемещений лежат те же причины, которые приводят к образованию
сварочных напряжений. Под понятием «сварочные деформации»
обычно понимают перемещения отдельных точек или даже
элементов сварных соединений и конструкций.
Классификация сварочных деформаций. Также, как и
напряжения, сварочные деформации могут быть временные и остаточ-
_]^Угд \Дуга
Рис. 64. Деформации сварного тавра
ные. Например, деформации тавра на рис. 54, а и б условно
называют временными, а деформации после полного остывания
на рис. 54, в, — остаточными. Такое разделение в определенной
мере является условным, так как в одно и то же время часть
деформаций может иметь временный характер, а часть
деформаций уже завершит процесс изменений и будет являться
остаточной. Деформации удобно разделить на несколько видов.
1. Деформации в плоскости свариваемых деталей, когда
перемещениями в направлении третьей оси можно пренебречь. Такие
деформации, например, возникают при сварке пластин, которые
не теряют устойчивости и не выходят из плоскости из-за
неравномерной по толщине пластины поперечной усадки (рис. 55, а).
79
2. Деформации в плоскости, перпендикулярной шву,
например деформации грибовидности и углового поворота (рис. 55, б и е).
3. Деформации изгиба конструкции типа балочных (рис. 55, г).
В этом случае продольная ось балки искривляется вследствие
усадки швов в продольном или поперечном направлении.
4. Деформации потери устойчивости листовых элементов
конструкций (рис. 55, дне). Под действием сжимающих остаточных
напряжений происходит коробление, форма которого может иметь
самый разнообразный вид. Общими являются значительные по
величине перемещения листовых элементов в направлении из
плоскости листа.
вид А.
Рис. 55. Различные виды сварочных деформаций (перемещений)
5. Деформации скручивания относительно продольной оси
(рис. 55, ж).
6. Деформации оболочковых конструкций от заварки
кольцевых и продольных швов, а также от заварки круговых и
криволинейных швов на поверхностях вращения (рис. 55, з и и).
7. Деформации сложных конструкций типа рам, станин,
блоков двигателей и т. п., когда возникающие деформации состоят
из нескольких видов, влияют друг на друга и вызывают
специфические для каждой конструкции искажения ее форм.
В большинстве случаев возне кает сразу несколько видов
деформаций.
Принцип одновременности укладки шва по всей длине.
Деформации некоторых видов (особенно временные) определяют
последовательно. В некоторых случаях определение остаточных
деформаций также требует учета накопления их во времени, например
при электрошлаковой сварке деталей с зазором. Однако в
большинстве случаев остаточные деформации находят, исходя из прин-
80
ципа одновременности заварки шва по всей длине. Это возможно
в тех случаях, когда образование напряжений и деформаций на
отдельных участках шва мало зависит от деформаций и
напряжений, возникающих в процессе сварки на других участках сварного
соединения.
Например, деформация изгиба продольной оси тавра от усадки
продольного шва (см. рис. 54, в) возникает от поворота отдельных
сечений тавра на небольшие углы. Эти повороты отдельных
сечений в процессе сварки практически не влияют на незаваренные еще
участки шва и остаточные деформации оказываются примерно
такими, как если бы поворот всех сечений происходил
одновременно.
Для расчетного определения остаточных перемещений
конструкций можно условно предположить, что остаточные
пластические деформации металла возникают одновременно по всей
длине, но при этом их величину и распределение следует принимать
такими, какими они фактически образуются при неодновременной
заварке шва.
Не следует отождествлять принцип одновременности заварки
шва по всей'длине, используемый как формальный расчетный
прием, с заваркой шва на большой скорости. Принцип
одновременности заварки шва по всей длине означает лишь, что
пластические деформации во всех сечениях одинаковы, но при этом не
устанавливается их распределение по поперечному сечению
сварного соединения. Остаточные деформации металла, найденные
в предположении, что шов заварен мгновенно, будут существенно
отличаться от фактических деформаций металла, которые
образуются при сварке с конечными скоростями. Принцип
одновременности заварки шва по всей длине можно применять лишь для
вычисления перемещений сварных конструкций; при этом по
существу подразумевается, что в процессе сварки достигается
квазистационарное поле упруго-пластических деформаций.
Сварочные остаточные деформации появляются как результат
протекания пластических деформаций металла при нагреве в
процессе сварки. Если бы процесс сварки осуществлялся без
пластических деформаций металла, то остаточные деформации
(перемещения) сварных конструкций не имели бы места.
24. МЕТОД РАСЧЛЕНЕНИЯ
Для определения сварочных деформаций и перемещений,
помимо принципа одновременности заварки шва по всей длине,
используют также расчленение задачи на термомеханическую и
деформационную. В термомеханической задаче определяют
усадочную силу, поперечную усадку и другие элементы деформации,
возникающие в сварном соединении. В деформационной задаче
вычисляют деформации и перемещения конструкции в целом.
81
w
*ZZ&
%ъ
p
?
*ЯЯл
%
ш
глп
Поясним это на простейшем примере. Допустим, свариваются три
полосы (рис. 56). Если известна усадочная сила от одного шва Рус,
а также поперечная усадка Д„0„, возникающая при заварке одного
шва, то можно просто определить укорочение пластин в
продольном и поперечном направлениях. Продольную усадку пластин
можно определить путем решения задачи об укорочении
пластин под действием сил Рус, поперечная усадка составит
Приведенный пример простейший. Деформации сварной
пластины определяют без рассмотрения всего процесса сварки;
остаточные напряжения также не определялись. Деформации
рассчитывали обычными способами, известными в курсе сопротивления
материалов. Это оказалось возможным, потому что вся задача об
определении остаточных деформаций была
расчленена на две самостоятельные задачи. Первая
задача об усадочной силе и величине
поперечной усадки является термомеханической
задачей теории сварочных напряжений и
деформаций. Вторая задача об определении
деформации пластины в целом является
деформационной, использующей методы сопротивления
материалов. Здесь сварочный процесс как
таковой не рассматривали, использовали лишь
результаты, полученные на отдельных
соединениях.
Преимущества такого расчленения задачи
на две самостоятельные заключаются главным
образом в том, что нет необходимости
определять каждый раз в сложной конструкции
величину усадочной силы. Образование
усадочной силы можно выделить в отдельную
самостоятельную задачу. Хотя величина усадочной
силы и зависит от жесткости конструкции, но с достаточной для
практических целей точностью ее можно принимать и независящей
от жесткости.
Точно так же можно отдельно определять величину поперечной
усадки сварного соединения и вводить ее в расчет деформаций
сварной конструкции с учетом конфигурации. Одна и та же
поперечная усадка может вызвать различные деформации в
зависимости от конкретного расположения сварного соединения и
жесткости конструкции.
В качестве составляющих элементов, используемых в
деформационной задаче, могут быть названы следующие:
1. Продольная усадочная сила, величину которой вычисляют
в предположении абсолютной жесткости свариваемых элементов.
Однако сила приложена к элементам, обладающим ограниченной
жесткостью. Усадочная сила возникает как в стыковых, так и
I
Рис. 56.
Определение продольного и
поперечного
сокращений сварной
пластины
82
в угловых сварных соединениях, т. е. в любых протяженных
прямолинейных и криволинейных сварных соединениях.
2. Равномерная составляющая поперечной усадки Лпо„,
найденная при условии беспрепятственного поперечного сокращения
со стороны других элементов. Препятствие усадке в самом
свариваемом элементе в плоскости продольного сечения шва может иметь
место. Например, при неполном проваре листа угловым швом
(рис. 55, б) полка тавра сокращается по ширине на величину Дпоп,
испытывая препятствие со стороны более холодных нижних слоев
металла полки. На величину Л„0„ сокращаются также листы при
сварке встык.
3. Неравномерная составляющая поперечной усадки,
оцениваемая обычно углом р, возникающая при сварке встык, а также
при сварке угловыми швами.
4. Смещение кромок листов А2 в направлении оси 0Z,
возникающее, например, в результате неправильной сборки элементов
или неравномерных перемещений листов при сварке, как это имеет
место иногда в кольцевых швах.
5. Смещение свариваемых элементов А* относительно друг
друга в направлении оси ОХ. Эти смещения могут возникать в
результате неодинаковых сдвиговых деформаций металла в момент
сваривания кромок. В замкнутых профилях это приводит к
деформациям скручивания. Смещения /S.x могут возникать также
в нахлесточных роликовых и точечных соединениях за счет
накапливания сдвига от сварочного инструмента (ролика, электрода).
Перечисленные простейшие элементы деформаций,
определенные отдельно в сварных соединениях, могут быть введены в
расчеты перемещений сложных конструкций.
25. МЕТОД ФИКТИВНЫХ СИЛ
Во многих случаях остаточные перемещения могут быть
вычислены путем приложения к конструкции фиктивных сил.
Внутренняя усадочная сила действует в каждом из сечений по длине
сварного соединения, оставаясь примерно постоянной. Лишь у
концов соединений величина усадочной силы уменьшается,
становясь равной нулю. Однако при этом на концах не все поперечное
сечение конструкции участвует в работе (заштрихованные области
на рис. 56).
Действие внутренней усадочной силы, оказываемое на
конструкцию, может быть заменено в ряде случаев действием внешней
фиктивной силы. Сумма сил от растягивающих напряжений,
пропорциональная площади FEE'F', равна сумме сил от
сжимающих напряжений 2K.NFD (рис. 57). Или, что то же самое,
усадочная сила, пропорциональная площади DEE'D'', равна
произведению сжимающих напряжений а^ на всю ширину пластины 2В.
83
Таким образом, усадочная сила Рус уравновешивается всем
сечением пластины 2В, включая и зону пластических деформаций.
Такое представление действия усадочной силы равносильно
случаю, когда к пластине, в которой имеются растягивающие
напряжения DEElD1 (рис. 58, а), прикладывают по концам силы Рус.
Силы Рус вызывают сжимающие напряжения и укорочение всей
пластины (см. рис. 56). Известен и другой подход к замене
внутренних сил внешними, приводящий к тем же самым результатам
[111, 112]. Можно представить, что к пластине приложена
сила Р'ус, равная сумме растягивающих напряжений FEE'F'
(см. рис. 57). Однако при этом учитывается не полное сечение пла-
Рис. 57. Остаточные напряжения Рис. 58. Использование фиктивных сил Р
в сварной пластине для определения деформаций от
продольной и поперечной усадки швов
стины, а 2В — 2ЬР. Конечный результат определения деформации,
разумеется, будет одинаков. Такой подход к определению
деформаций вызвал деление напряжений на активные и реактивные [111].
Использование метода фиктивных сил позволяет свести
определение деформаций балочных конструкций с большим
количеством швов к решению простых задач об изгибе бруса (п. 31). Метод
фиктивных сил может быть использован и для определения
деформаций конструкций от поперечной усадки сварных соединений.
Например, если сваривают пояс (рис. 58, а) и требуется
определить угловой излом балки, вызываемый поперечной усадкой
шва, то решение задачи может быть выполнено с применением
фиктивных сил следующим образом. Допустим, поперечная усадка
шва равна А„0„ в случае, если сваривают в свободном состоянии
пластину шириной I (рис. 58, б). Приложим некоторые фиктивные
силы Р с тем, чтобы вызвать удлинение пластины на величину Апоп.
Сила будет равна
где F — площадь сечения пояса.
84
Вместе с приложенными фиктивными силами Р «вклеим»
пластинку длиной / в балку. Снимая затем фиктивные силы Р
путем приложения противоположных сил, решаем задачу об
изгибе балки. Силы Р на плече у создают момент М = Ру. Этот
момент действует на длине балки /. Угол поворота балки определим
по формуле изгиба бруса
_ _ ЛИ _ Pyl bnonEFyl _ Л Fy ,ЯСЛ
ф - -gy- -^ ~ёт - m - а»°"^г" i°y'
В формуле (89) величина Fy является статическим моментом
сечения пояса относительно центра тяжести всего сечения.
Заменяя Fy = S, получаем
Ф = Л„0„-|" (90)
Аналогично можно получить формулу для определения
продольного укорочения балки:
Р
г сеч
где F — площадь завариваемого сечения, в данном примере
площадь пояса;
РСеч — полная площадь всего сечения балки.
Формулы (90) и (91) можно использовать для определения угла
поворота и укорочения балки от поперечных сил в тех случаях,
когда сокращение металла поперек шва при остывании не
вызывает пластической деформации. Вследствие того, что на длине /
пояс перед выполнением стыкового шва не сварен со стенкой,
распределение остаточных напряжений на участке I будет
равномерным (см. рис. 58, б). При этом, чем длиннее участок /, тем
меньше будут остаточные поперечные напряжения, действующие
в поясе вдоль балки. Если же участок /будет коротким или даже
равным нулю, напряжения поперек шва могут достигнуть
значений предела текучести. При этом произойдет пластическая
деформация в поясе, суммарное значение которой обозначим А„. Угол
поворота и сокращение балки составят
Ф = (Д„0„-Д„L; (92)
А„Р = (А„0„ — А„)-~. (93)
г сеч
Определение Л„ от поперечной усадки соединений в каждом
конкретном случае представляет довольно сложную задачу. В тех
случаях, когда жесткость конструкции невелика, Л„%0. Метод
фиктивных сил в явном или неявном виде получил значительное
распространение при подсчете сварочных деформаций.
86
26. ГРАНИЦЫ ПРИМЕНИМОСТИ УПРОЩЕННЫХ МЕТОДОВ
РАСЧЕТА ДЕФОРМАЦИЙ И ПЕРЕМЕЩЕНИЙ
Наибольшее распространение приближенный инженерный
метод расчета деформаций получил при определении деформаций
балочных конструкций, когда один из размеров в несколько раз
превосходит два других. Если конструкцию нельзя рассматривать
как балочную, применение приближенного расчетного метода
может привести к заметным погрешностям.
Одним из основных расчетных параметров в приближенном
методе является остаточная усадочная сила Рус. Так как ее
количественное определение выполнено применительно к жестким
элементам, то использование усадочной силы при расчетах
деформаций нежестких элементов может дать заниженные результаты для
низкоуглеродистых и низколегированных сталей. Вероятно, можно
допускать применение упрощенных расчетных методов, когда
площадь зоны пластических деформаций меньше всей площади
поперечного сечения конструкции в 3—4 раза и более.
Для ориентировочной оценки размеров зон пластических
деформаций в низкоуглеродистых и низколегированных сталях
температуру Т можно принимать около 200—250° С. Если сварку
производят по напряженному металлу, то иногда необходимо это
учитывать [86, 104].
В расчетном методе предполагается, что конструкция
балочного типа, собранная на прихватках, при сварке ведет себя как
конструкция с жестко скрепленными элементами; податливость
прихваток во внимание не принимается. Однако это положение
в основном правильное, естественно, при небольшом количестве
поставленных вразброс прихваток может оказаться и не совсем
точным, что может привести к существенному расхождению
расчетных и фактических данных.
Погонная энергия сварки входит в расчетные формулы
величины усадочной силы. В производственных условиях возможны
колебания сварочного тока и напряжения, которые будут влиять
на сходимость вычисленных и фактических деформаций.
В расчетном методе не учтен способ выполнения шва.
Безусловно, что основное влияние на деформации оказывает
количество введенного тепла, а не способ укладки шва, например
обратно-ступенчатый. Однако способ укладки шва ввиду иного
распределения тепла в теле за счет его теплопроводности может
оказать влияние на величину сварочных деформаций. Метод
фиктивных сил нельзя использовать для определения перемещений в
случае потери устойчивости, а также при расчетах гибких систем,
когда остаточные напряжения вызывают перемещения, не
соответствующие перемещениям от фиктивных сил.
Глава IV. ДЕФОРМАЦИИ И ПЕРЕМЕЩЕНИЯ
В СВАРНЫХ СОЕДИНЕНИЯХ И КОНСТРУКЦИЯХ
27. ПРОДОЛЬНЫЕ И ПОПЕРЕЧНЫЕ ДЕФОРМАЦИИ
ПРИ СВАРКЕ ВСТЫК СВОБОДНЫХ
И СКРЕПЛЕННЫХ ДЕТАЛЕЙ
Одним из наиболее распространенных сварных соединений
является прямолинейное однопроходное сварное соединение двух
пластин встык. Механизм образования деформаций в этом случае
характерен во многих отношениях и позволяет объяснить
образование деформаций и в других сварных соединениях.
Рассмотрим сварку двух пластин большого размера с зазором.
Допустим, что распределение температур по толщине металла
равномерное. Такие условия наиболее близки к электрошлаковой
сварке деталей встык.
Результаты определения перемещений края пластины при
нагреве ее движущимся источником тепла (п. 10) можно
использовать для объяснения механизма образования поперечной усадки.
Если сваривают две пластины с зазором (рис. 59, б), то кромки
каждой из пластин будут испытывать поперечные перемещения v.
Впереди источника нагрева ничто не препятствует перемещению
кромок навстречу друг другу. В момент сваривания кромок
перемещения достигают максимальной величины vmax, а взаимное
приближение кромок составляет 2агаах. Если бы металл после сварки,
находясь при высокой температуре, обладал высокой прочностью,
то уменьшение v позади источника нагрева приводило бы сразу
к подтягиванию пластин друг к другу и образованию поперечной
усадки 2утах. В действительности на участке ОА металл обладает
небольшим сопротивлением пластической деформации, в
результате чего на этом участке металл течет и происходит его удлинение
на величину 2 (ушах — vA).
В точке А пластическое удлинение металла в направлении
поперек шва прекращается; взаимное сближение кромок
составляет 2vA. В дальнейшем после полного остывания металла
возникает поперечная усадка Апоп = 2vA. Величина пластической
деформации, т. е. разность 2 (umax— vA), зависит главным
образом от механических свойств металла и от теплоотдачи в воздух.
S7
Чем выше теплоотдача, тем быстрее снижается кривая v позади
источника. При этом спад v не соответствует спаду температур
металла. Поэтому при плавном снижении v (пунктирная кривая на
рис. 59, а) увеличивается величина 2vA и уменьшается
пластическая деформация.
В пластинах, свариваемых встык без зазора, кромки впереди
источника тепла не могут перемещаться беспрепятственно. До
некоторой точки В (рис. 59, а) происходит упругое вдавливание
металла из-за'того, что кромки упираются друг в друга. От точки В
до точки D происходит пластическая деформация осаживания
металла. При этом участок СВ, который испытывает упругую
деформацию, влияет на величину umax в точке D вследствие упругого
взаимодействия участков
металла ВС и BD. В результате при
сварке пластин без зазора, а
также при проваре целой
неразрезанной пластины величина 2итах
оказывается меньше, а
следовательно, меньше и поперечная
усадка, равная 2vA. Поперечная
усадка в этом случае на 15—20%
меньше, чем при сварке с
зазором. При идеально упругом
протекании процесса сварки двух
пластин встык максимально
возможная величина 2утах
выражается формулой
«._* (94)
.. '
V
-^
в
f
0
а) \
\А
ч
v/nax
\
ч
Л.
с
X
'с
0
"" X
В)
Рис. 59. Образование поперечной
усадки при однопроходной сварке
встык
9г> — 2
су 6vc
Фактическая величина поперечной усадки, возникающей в
момент сваривания и остающейся после полного остывания пластин,
меньше теоретически возможной. При электрошлаковой сварке
пластин с зазором, когда теплоотдача мала,
Д„0„^0,8.2утах. (95)
При электродуговой однопроходной сварке пластин встык,
когда они собраны без зазора,
< @,5-
-0,7Jtw = A,0-И,4)-^-
-к
(96)
Формула (96) справедлива для низкоуглеродистых,
низколегированных и аустенитных сталей, а также для титановых и
алюминиевых сплавов толщиной примерно до 16 мм. Формулой (96) можно
пользоваться также для приближенного определения поперечной
усадки, когда шов укладывают на целую пластину без полного
провара, например при сварке угловым швом. Независимо от рас-
стояния между параллельными угловыми швами поперечную
усадку листа находят как сумму отдельных усадок.
Поперечная усадка свариваемых встык пластин
обнаруживается не сразу после сварки, а лишь после полного остывания
пластин, хотя сближение кромок происходит непосредственно
в процессе их сваривания.
Во время прохода источника нагрева в перемещениях
участвует сравнительно узкая зона металла, а именно нагретая до
высокой температуры. Поэтому закрепление пластин не
оказывает практически никакого влияния на поперечное перемещение
кромок во время сваривания
закрепления достаточно
сильны, возможна пластическая
деформация металла,
приводящая к уменьшению
поперечной усадки.
На начальных участках
шва квазистационарное
перемещение кромок не
достигается, поперечная усадка
здесь несколько меньше по
величине, чем на остальной
части шва. При повторном
нагреве по одному и тому же
месту поперечная усадка от
второго шва равна усадке от
первого шва, если при этом
не изменились условия
нагрева. Если пластины
сваривают с зазором, то может
оказаться, что еще до подхода
источника тепла вследствие
могут сблизиться или отойти друг от друга. В этом случае
полная поперечная усадка будет состоять из перемещений,
возникших от временных деформаций пластин в целом, и
перемещений непосредственно в зоне сварки. При сварке пластин,
собранных без зазора или собранных на прихватках или «сухарях»,
поперечная усадка, как правило, не зависит от временных
деформаций. Исключение составляют случаи, когда, например, собранные
без зазора, но не скрепленные между собой детали в процессе
сварки отходят друг от друга. Это один из видов временных
деформаций. Отход пластин друг от друга и открывание зазора при
сварке может происходить вследствие двух причин: так называе<
мых временных структурных деформаций и неравномерного
нагрева узких пластин по ширине. Деформации узких пластин от
неравномерного нагрева по ширине по существу являются
продольными деформациями изгиба в плоскости (рис. 60).
89
Лишь на стадии остывания, если
Рис. 60. Деформации в плоскости
при сварке узких и длинных пластин:
а — временные вследствие неравномерного
нагрева их по ширине В; б — остаточные
вследствие нецентрального приложения
усадочной силы Р
временных деформаций кромки
Изгиб пластин происходит вследствие того, что нагретая
сторона пластины расширяется, в то время как холодная
сопротивляется этому расширению. По мере уменьшения ширины
пластины при постоянной мощности источника нагрева деформации,
вызванные поворотом сечений, возрастают. Однако очень узкие
пластины могут прогреваться полностью до высоких температур
и не иметь значительных угловых деформаций.
Ширина пластин, при которой деформациями от поворота
сечений можно пренебречь, зависит от режима сварки и теплофизи-
ческих свойств металла. Для объективной оценки ширины пластин
следует пользоваться величиной -j—, где В — ширина одной пла-
стины, Ьп — половина ширины зоны пластических деформаций.
Можно также пользоваться отношением -г-, где Ь0 — ширина
зоны, нагревающейся до температуры, при которой предел
текучести металла близок к нулю.
Величину Ь0 приближенно можно найти по графику на рис. 78
при I = 260, а Т = Т0. Если пользоваться теорией мощных бы-
стродвижущихся источников тепла, то величину Ь0 можно найти
по формуле
, _ 0,242 д
°о ~ суГ0 ' vcb •
При отношениях -г- <> 8 пластины можно считать широкими,
а угловые деформации от неравномерного нагрева —
незначительными.
Продольные остаточные деформации укорочения при сварке
пластин встык, если не имели места деформации изгиба в
процессе сварки, определяют по формуле
где Рус — усадочная сила, величина которой определяется по
формуле (81);
/ и F — длина и площадь сечения сваренной пластины
соответственно в см и см.2.
Метод фиктивных сил дает неправильные результаты, если
длина пластин соизмерима с их шириной.
При сварке двух пластин различной ширины (рис. 60, б)
усадочная сила Рус, расположенная на расстоянии у0 от центральной
оси, создает изгибающий момент М = РиСу0- Сваренные пластины
после остывания, помимо продольного укорочения
будут также изгибаться.
W
Угол поворота концов пластины ф относительно друг друга и
прогиб / в середине вычисляем по формулам:
Ф--$-; (98)
где
б (Bt — вгу
J =
12
28. ВРЕМЕННЫЕ ТЕМПЕРАТУРНЫЕ ДЕФОРМАЦИИ
ПРИ СВАРКЕ ВСТЫК
Как следует из рис. 59, а, сразу позади источника тепла
кромка отходит быстро, а затем скорость перемещений замедляется.
Так как свариваемые пластины между собой соединяются швом,
то отход кромок в прежнее положение не происходит
беспрепятственно, а вызывает сближение этих пластин и их угловой поворот.
Угловой поворот свариваемых пластин возникает вследствие
неравномерного перемещения кромок позади источника тепла. При
электрошлаковой сварке эти деформации весьма существенны.
Для получения количественных зависимостей поперечного
перемещения Апоп и углового поворота 0 в процессе сварки необходимо,
по возможности, более точно выразить величину перемещения
кромки v в зависимости от теплоотдачи.
В п. 10, так же как и в тепловых расчетах при сварке [100],
коэффициент температуроотдачи b = -Щ- был принят
постоянным во всем диапазоне температур, хотя ат изменяется
значительно (рис. 61). Для количественного определения деформаций
необходимо уточнить теплоотдачу в воздух. Будем считать, что
коэффициент теплоотдачи ат зависит от температуры Т по закону
аг = 24-10_8еТ1,61, A00)
где е — степень черноты поверхности тела, для проката черных
металлов г = 0,9 (на рис. 61, кривая 2).
В работе [13] учтена зависимость ат от температуры. Смысл
изложенных там уточнений теплоотдачи состоит в том, что вместо
обычно принимаемого в теории тепловых расчетов закона
свободного охлаждения е~ы использован ряд A01), приближенно
учитывающий зависимость теплоотдачи от режима сварки и
распределения температуры в полосе АА позади сварочного источника
тепла (рис. 62):
t
2 Г
е °У о ср =0,l<rм-f0,15<rм + 0,75<Г6¦'; A01)
b0 = 1200F; bx = 44F; Ь3 = 1,16т7,
9)
где
r la
.2 г
27,2- 1(Г7ае
су6с?
(°'118тг)
1.6П2'
Безразмерный критерий теплоотдачи -^- выражен формулой
bya
= 22
27,2 1Q-7ae
/ о X1-61
(°>118ir)
2,66
A02)
аг103
дж/см2сек°С
НО
30
20
10
Zr^
4
1
l
i
I
J
/^
1
2
Рис. 62. Схема выделения тепла
при нагреве пластины
движущимся источником
Ш 800 1200
Рис. 61. Коэффициент теплоот- В уравнении A01), отбрасывая
дачи ат при е = 0,9: первый член как относящийся
/—фактический [100]; 2 — описы- КоблЭСТИ ВЫСОКИХ Температур В
ваемый формулой A00)
взамен формулы C6) более точную зависимость
з
v =
зоне сварочной ванны, получаем
х^.-?-**1/*.^+ *
ехр х
+
¦ехр X
(ЮЗ)
92
cl = 0,872; с2 = 0,112; са = 0,016;
k1 = 0,175; ?2 = 0,022; ka = 0,003.
A04)
На рис. 63 показаны для сравнения кривые перемещений
кромки пластины из аустенитной стали. Кривая / рассчитана по
формуле A03); кривая 2 получена при непосредственном измерении
перемещений кромки пластины в процессе наплавки на нее валика.
Аналогичная картина наблюдается и на низкоуглеродистой стали
(рис. 63, б), однако вследствие структурных превращений, не
учитываемых формулой A03), несовпадение расчетной 1 и
экспериментальной' 2 кривых более заметно.
Максимальное перемещение кромки при электрошлаковой
сварке может достигать нескольких миллиметров. В зоне, где
мм
0,3
п?
01
V
,
/
V
-V
__
1
2
— Ус
о
мм
0,3
0,2
1
2
10
15 20 л см -Ю -5 0 5 10 15 20 хсм
ч) 5)
Рис. 63. Перемещения кромок пластин (размер 500X500 мм) при нагреве их
движущимся источником тепла:
а — аустенитная сталь, 6=3 мм; v = 0,1 см/сек q = 142 дж/сек, су = 4,72 дж/см'град;
а = 0,053 см2/сек; е = 0,7; а = 18- Ю-6 1/град; 6 — низкоуглеродистая сталь, 6=4 мм;
v — 0,1 см/сек; q -¦= 275 дж/сек; су = 4,8 дж/см'град, а = 0,08 см2/сек;
= 0,376 дж/см- сек°С, а = 16,7- 10~в 1/град
е = 0,9; \ ¦¦
происходит сваривание, сближение кромок изменяет фактический
сварочный зазор. Этот зазор, сужаясь, влияет на скорость сварки,
увеличивая ее. На рис. 64 приведена томограмма для приближен-
ного определения 2uinax в зоне сварки в зависимости от—^-.
vc
Этой же зависимостью можно пользоваться для приближенного
определения величины поперечной усадки, возникающей в момент
сваривания. Величина —тг может быть определена по формуле
vc
A02) или по номограмме на рис. 65 для низкоуглеродистых и
низколегированных сталей. При построении номограммы на
рис. 65 принято е = 0,9; а = 0,08 см2/сек; к= 0,376 дж/см -сек°С;
су = 4,8 дж/см3 °С.
В формуле A03) принят коэффициент а, не учитывающий
структурных превращений металла. Это сделано потому, что
93
структурные деформации будут вычисляться отдельно. В
номограмме 2утах на рис. 64 коэффициент линейного расширения а
учитывает эффект структурного превращения. Для
низкоуглеродистых и низколегированных сталей среднее значение
коэффициента а в диапазоне температур 0—1000° С обычно составляет
около A2-Г-14) Ю-6 1/град [18].
Результаты уточненного определения v [формула A03)]
позволяют вычислить поступательные и угловые температурные
деформации в плоскости пластин 6;ff
при электрошлаковой сварке.
Определим угловые
деформации. На рис. 66, а показан
один из моментов в процессе
Рис. 64. Номограмма для
определения 2игаах при электрошлаковой
сварке низкоуглеродистых и
низколегированных сталей
ОМ ОМ
8v.2, сп3/секг
Рис. 65. Номограмма для определения
безразмерной теплоотдачи -i- в низко-
vi
углеродистых
и низколегированных
сталях
сварки двух шГастин встык. Допустим, что источник тепла
продвинулся и длина заваренного шва увеличилась на dh. При
этом каждая из свариваемых кромок стремится отойти на
величину dv. Однако в связи с тем, что пластины сварены,
произойдет угловой поворот пластин относительно друг друга на
величину dB. Для вычисления угла поворота произведем некоторые
искусственные преобразования. К каждому элементарному
прямоугольнику dx и dy приложим силы qx и qy (рис. 66, в):
\iE dv E dv
q* ~ A - ц2) dy ' Яу (l-n*)dy
A05;
Эти силы удлинят прямоугольники в направлении оси OY
на величину dv, устранив тем самым возникшие при продвижении
94
щеточника перемещения dv. В направлении оси ОХ удлинения
будут равны нулю. Склеим между собой все прямоугольники и обе
пластины на участке заваренного шва. Для получения yjyia
поворота в плоскости пластин необходимо после склеивания пластин
снять все нагрузки qxa qy (рис. 66, б). Определение углового
поворота dQ от снятия нагрузок qx и qy произведем, используя теорему
о взаимности работ:
МеР=РАЛ1. A06)
Работа момента М на угловом повороте 6р, вызванном силой Р,
равна работе силы Р на линейном перемещении Ам, вызванном
моментом М. Допустим, что
известны эпюры деформаций ехм
и е„ по оси ОХ, вызванные
приложением момента М. Тогда
в соответствии с формулой A06)
по отношению к двум
элементарным прямоугольникам dxX
X2dy можем записать
MQdx^qx2dy(ex dx) +
+qydx(eyM 2dy). A07)
Подставляя в равенствоA07)
выражения A05), находим
MQ
dx
2гхм "-х "Т"
+
__ цЕ dv
Edt) dx2e =
2dv dxE .
- i _ ^ Угу
м
+ И%). (Ю8)
Рис. 66. Расчетная схема для
определения угловых температурных
деформаций
Напряжения <т„ по оси ОХ, вызываемые моментом М, свя-
»м
заны с деформациями следующей зависимостью:
V=r^?(%+(ie*A,)-
A09)
Подставляя зависимость A09) в выражение A08) и преобразуя,
находим
6
dx
2аум dv dx
М
(ПО)
95
Интегрируя Qdx по х на участке расчетной длины шва kph*,
находим приращение угла поворота dQ при продвижении шва на
величину dh:
А
dQ- J 0dx. (Ill)
(l-fep) Л
Для выполнения конкретных расчетов необходимо иметь
эпюру оу по оси ОХ при приложении к пластинам момента М.
. Характер эпюры ау зависит от
конфигурации конца зазора между свариваемыми
пластинами и величины модуля
упругости металла при высоких температурах.
На рис. 67, б показана эпюра аи в
пластине с прорезью (рис. 67, а) при
условии Е = const, а на рис. 67, в —
зависимость модуля упругости по длине
шва при сварке. Изменение модуля
упругости по оси ОХ на участке шва от Т =
= 1300° С до Т = 300° С с достаточной
точностью может быть описано следующей
формулой:
4}
ill
а)
-Kh
5)
Щ
в)
г)
Рис. 67. Распределение
напряжений <зу в
пластине с прорезью,
нагруженной моментом:
а — пластина; 6 — эпюра
аУМ при ^ ~ const; в ~~
распределение Е по длине
шва; г — приближенная
' 00
A12)
эпюра а
УМ
с учетом
переменного модуля упругости
1
где h0 — расстояние от источника тепла
до изотермы Т = 1300°С;
h300 — расстояние до изотермы Т =
= 300° С.
С учетом того, что Eh резко
уменьшается вблизи источника нагрева, а не
остается постоянным, для
приближенных расчетов эпюра оу может быть
принята в данном случае линейной (рис. 67, г).
Для М = 1 и б = 1 имеем
о и =
ум
(X-H + ^L)_12(X-k + M-)
.з«,з
ty
A13)
Экспериментальные измерения угловых деформаций в
плоскости пластин Э дали значение ^=5=0,95. Используя A13),
* Участок A — kp) h, находящийся в верхней части шва при высоких
температурах, не сопротивляется деформациям и из расчета исключен.
96
(ПО) и A03), интегрируем
до Л и находим 0:
0 =
A11), а затем интегрируем <В от О
Fh (П4)
где Fe — функция, описывающая изменение 0 (рис. 68).
Аналогично поступая, можно определить величину
поступательных температурных деформаций сближения пластин (рис. 69)
^--йж-^- A15)
В формулах A14) и A15) коэффициент а для
низкоуглеродистых и низколегированных сталей следует принимать без учета
структурных превращений: а = A6,5-н17)-10~в Мград.
Fe
1.1
1,0
0,9
0,8
0,7
0,5
0,5
0Л
0,3
0,2
0,1
-Ш
'/
V
S"
Ъ,а ,
И
'!/
/,
/
У
\ У
/
/
/
V
V
/
\jL.
1.0-
1
5k
-
-"
"\^-
Ч 1 \
'Л i
с^
?=i/
-
-
=
? г j
vch
—у
bfOJ
_
2
Л
/.
^
6,<7
/
>
к
/l/l
1/4
^
-v
/
/
/
4f ыопмбтотт
2a
2 к
2a
Рис. 68. Номограмма для определения
функции Fq в зависимости от безраз-
мерной теплоотдачи —~
Рис. 69. Номограмма для
определения функции Fд в зависимости от
безразмерной теплоотдачи —Цг-
„ос при электрошлаковой сварке обычно составляет
Величина Д
несколько миллиметров и зависит от длины заваренного участка
шва.
На рис. 70 показаны кривые изменения зазора в верхней части
свариваемых пластин, измеренного индикаторной головкой.
Режимы аргоно-дуговой сварки и размеры пластин приведены
в табл. 4 и 5. Деформации определены путем моделирования (п. 42)
при сварке пластин из аустенитной хромоникелевой стали
толщиной 3 мм, у которой отсутствуют структурные превращения.
4 В. А. Винокуров 97
«—f-
_0j[
J MM
W7
.—f—-
Вначале происходят только поступательные деформации (уча-
ток до точек А), причем вследствие трения на опорах эти
деформации у разных образцов начинаются в разное время. От точки А
тосле преодоления внешнего момента от сил Р, имитирующих
действие сил тяжести, к
поступательным деформациям
добавляются угловые деформации. На рис. 70
по оси ординат отложены
суммарные деформации А закрывания
зазора в месте установки
индикатора. Пунктирной кривой
показана расчетная суммарная
деформация, полученная с
использованием номограмм на рис.68 и 69.
Расчетные значения в данном
случае дают несколько заниженные
величины деформаций. В расчете
приняты следующие значения:
Цср — 557 дж/сек; r\u = 0,735
(определялось калориметрированием);
в = 0,7; б = 0,3 см; vc=0,1 см/сек;
X = 0,25 дж/см ¦ сек • град; а=
0
3 2
А
1
у/
' s
У
х-"
10
h см
-"ис. 70. Определение деформаций
фи сварке пластин из аустенит-
юй стали (/—3 — номера
образцов по табл. 4 и 5)
= 0,053 см2/сек;
Ь^а
= 1,76 [по
формуле A02)];а = 18 -Ю Мград.
Номограммы на рис. 68 и 69
дают деформации, которые могли
бы возникнуть с самого начала сварки. Если деформации до
некоторой длины шва /ij происходить не могут, то из величины
деформаций при длине шва h следует вычесть деформации,
определенные при длине шва h}.
Таблица 4
•X» образца
2
3
U в в
10—10,5
10,5—11
10—11
I ъ а
72
73
70—72
чы
0,735
0,735
0,735
q в дж/сек
545
577
548
vc в см/сек
0,1
0,1
0,1
в дж/сек
557
Таблица 5
i №.
образца
/
2
3
А
350
350
220
в
ОО ОО 00
ооо
Размеры в мм
С
220
190
160
D
285
285
250
Е
440
410
300
F
250
250
215
в кГ
20
30
30
D
В КН
@,2)
@,3)
@,3)
м
в кГ-м
3,32
4,08
3,18
кн-м
@,0332)
@,0408)
@,0318)
Основными факторами, влияющими на угловые и
поступательные температурные деформации, являются мощность источника
при сварке q, скорость сварки vc и толщина металла б (рис. 71).
Поперечное сближение кромок в зоне сварки 2wmax зависит
в основном от удельной погонной энергии сварки —%¦.
Теплоотдача -~ на сближение кромок 2и,пах оказывает не столь
заметное влияние, как погонная
энергия сварки.
Угловые деформации 0
сильно зависят от удельной
мощности источника тепла при
сварке q/d и скорости vc. При
неизменном значении vc с
ростом qlb деформации резко
увеличиваются (рис. 71, а).
Увеличение скорости сварки
приводит к уменьшению угловых
деформаций при заварке шва
одинаковой длины.
Одновременное увеличение мощности и
скорости сварки при
постоянной удельной погонной
энергии -V приводит к незна-
0,006
1600 2№ 4 0,10 0,15 ц,см/сек
a) S 5)
Рис. 71. Угол поворота 9 при сварке
пластин с зазором на длине шва
100 см в зависимости от:
а
а — удельной мощности источника—т-
при v = 0,015 см/сек; б — скорости свар
ки »„ при-^-= 2000 дж/см-сек
с о
чительному изменению
угловых деформаций на одинаковой длине заваренного шва. С
уменьшением толщины металла при постоянной скорости сварки и
удельной мощности деформации возрастают. Обобщенными
параметрами, по которым можно оценивать интенсивность
угловых деформаций, являются удельная погонная энергия
сварки —г- и безразмерная теплоотдача —\-. С увеличением
теплоотдачи деформации возрастают. В длинных деталях, если
не принимать специальных мер, закрывание зазора от угловых
деформаций на концах деталей может быть значительным.
29. ВРЕМЕННЫЕ ДЕФОРМАЦИИ ОТ СТРУКТУРНЫХ ПРЕВРАЩЕНИЙ'
При сварке металла, испытывающего структурные
превращения, последние оказывают существенное влияние на характер
протекания временных деформаций. Металл вблизи шва нагревается
до температур, превышающих температуру начала аустенитного
1 В исследовании принимали участие А. С. Газарян, В. М. Сагалевич и
В. С. Гаврилюк.
99
превращения. На рис. 72 ширина этой зоны обозначена буквой /.
Повышение температуры с определенной скоростью, как это имеет
место при сварке, несколько смещает точки ACl и Ас, в область
более высоких температур, но для электрошлаковой сварки с
относительно малыми скоростями нагрева для расчета сварочных
деформаций можно полагать, что смещения температур при
нагреве не происходит, и принимать значения ACl и Ас>,
полученные в процессе изотермического превращения.
При остывании металла в зависимости от термического цикла
и марки стали критические точки АГз и АГ1 смещаются в область
более низких температур. Превращение
а -> у сопровождается уменьшением объема
металла, а обратный процесс у ->- а —
увеличением объема металла.
При температуре Тн начинается процесс
превращения у -> а, а при температуре Тк
он завершается. Величина деформации
структурного превращения условно
выражается отрезком гс (см. рис. 5, б). Временные
деформации от структурных превращений
оказывают заметное влияние лишь при
сварке с зазором, как это имеет место при
электрошлаковом процессе.
Для определения деформаций,
вызываемых структурными превращениями,
необходима некоторая схематизация
протекающих процессов. Будем полагать, что
ширина зоны структурных превращений /
определяется положением изотермы Ас
Рис. 72. Зоны
структурных превращений
при сварке
\. + Ае
что изменение объема металла е.
сср
2 , „.у, „„„.^uv..,^ w^u ..^.u....a ъс происходит
в области, ограниченной изотермами Тн и Тк, равномерно по всей
ее длине (см. рис. 72). Обработка дилатограмм для определения Тн,
Тк и гс содержит некоторую условность. Для определения Тн на
дилатограммах (см. рис. 5, б) проводим касательную прямую,
соответствующую среднему коэффициенту линейного расширения
без структурных превращений а = 16,7-10~6 l/град. Точку
касания Л' принимаем за температуру начала структурного
превращения.
Температуру Тк находим по точке сопряжения участка прямой
с кривой линией (точка К). Для определения ес из точки К
проводим прямую параллельно первой прямой, проходящей через
точку N. Расстояние между параллельными прямыми в
направлении оси е принимаем за величину гс.
В табл. 6 приведены результаты исследования сталей
некоторых марок при термических циклах оси шва. Так как различные
режимы сварки дают различные термические циклы, получение
100
Таблица 6
Сталь
34ХМ
30Х2ГМТ
15Г2СМФ
Ст.З
20ГС
25ГС
20ГСФ
15ГН2М
15ГН4М
I
т
н
530
525
740
480
840
850
810
840
560
460
т
к
335
360
640
370
645
630
645
595
405
255
режим
ес
3,5-10-з
3,12-10-з
1,35-10-3'
1,35-Ю-з
3,45-Ю-з
3,77-Ю-з
3,43-10-3
3,65-10-3
3,8-Ю-з
6,0-Ю-з
II режим
Т
н
490
480
740
520
—
—
—
—
—
—
т
к
310
340
655
400
—
—
—
—
—
—
- ес
4,72-Ю-з
3,4-10-»
0,965-10-з
1,61-10-'
—
—
—
—
—
—
ш
т
450
480
560
.—
—
—
—
_
—
т
к
275
330
400
—
—
—
—.
—
—
режим
ес
5,0-10-з
3,45-Ю-з
2,61-Ю-з
—
—
—
—
—
—
дилатограмм было проведено при трех расчетных термических
циклах, соответствующих следующим режимам сварки:
Режим I: -f- = 2140 дж/см-сек; vc = 0,55 м/ч = 0,015 см/сек; Л, =
: 0,376 дж/см-сек-град; а = 0,08 смг/сек; су = 4,7 дж/см3град;
bia
¦ О.
Режим II:
: 2720 дж/см-сек; vc — 0,7 м/ч = 0,0194 см/сек;
Ьха
¦¦ 0,05.
Режим III:
о
vc = 0,7 м/ч = 0,0194см/се/с;
2090 дж/см-сек;
Ьха
1000
BOO
600
wo
200
i
w
V
\
Л
\
N
ч
i
>4V
S
S
^,
^S
--
/
С/Г
"Д.
H
^
L_
i--
_^
—.
.
r
i
-
г
—
16
32 48
M
во
= 0,05.
Термические циклы оси
шва для принятых трех
режимов показаны на рис. 73.
Образцы при определении
дилатограмм нагревали до
Т = 1000° С, выдерживали
5—Ю мин, а затем
охлаждали по определенному
термическому циклу.
Несоответствие принятого
термического цикла на стадии
нагрева действительному, безусловно, вносит некоторую
погрешность в определение значений Тн, Тк и ес, однако для расчета
сварочных деформаций эти погрешности невелики.
Подавляющее большинство термических циклов
электрошлаковой сварки имеет промежуточные значения между циклами /
и ///. На рис. 74 приведена номограмма для определения
термических циклов при сварке с учетом теплоотдачи, зависящей от
температуры (п. 28). Для построения термического цикла необхо-
101
Рис. 73. Термические циклы для
определения данных табл. 6
димо вычислять безразмерные параметры , а затем нахо-
ч
дить -тгг-> где h — длина заваренного шва. После определения
термического цикла можно установить, какому из трех
приведенных циклов ближе всего соответствует фактически
осуществляемый цикл, и затем воспользоваться соответствующими данными
Т2яАв-
О 0.5 1 1,5 2 Ч 5 в 10 12 1k 16 18 20 f^
Рис. 74. Номограмма для определения термического цикла позади
источника тепла
табл. 6. В случае отсутствия данных необходимо определять дила-
тограмму металла.
Рассмотрим процесс образования временных структурных
деформаций. До тех пор, пока температура начала шва будет выше Тн,
деформации от структурных превращений возникать не будут.
После достижения температуры Тк зона структурных
превращений, показанная на рис. 72 штриховкой, начнет «входить» в
пластину. В момент достижения температуры Тк в начале шва
закончится первая стадия — стадия роста зоны превращений. Затем
начнется вторая стадия — продвижение зоны структурных
превращений в полном объеме.
Пока центр тяжести зоны структурных превращений будет
находиться ниже нейтральной линии заваренного участка шва,
расширение металла от структурных превращений будет вызывать
изгиб заваренного участка с образованием угловых деформаций,
102
приводящих к закрыванию зазора. После перехода центра
тяжести зоны структурных превращений через нейтральную линию
возникнут угловые деформации, приводящие к открыванию
зазора.
В качестве иллюстрации могут быть приведены деформации
при сварке стыка № 1 плиты из стали 20ГС толщиной 540 мм
-1,61 L J I 1 N L I \-80
0 12 3ч
1 I I I I , 1
0 400 800 1200 1600 мм
Рис. 75. Перемещения и усилия при сварке стыка № I подштамповой плиты:
Р — усилие в скобах, Д — изменение зазора на конце стыка; f —- перемещение нижнего
левого конца плиты
(рис. 75). Хотя в данном случае возникают и температурные
деформации, а также действуют закрепления в виде скоб,
значительно уменьшающие деформации, качественно картина осталась
без искажений. Скобы представляли динамометры, которые
регистрировали величину возникающих усилий.
В начальный период в скобе действует растягивающее усилие,
уравновешивающее момент от веса висящей пластины. Происхо-
103
дит некоторая температурная поступательная деформация
сближения свариваемых пластин. Так как скоба не позволяет
пластинам сближаться в верхней части шва, то происходит поворот
с опусканием конца плиты (кривая /). С высоты шва 200—250 мм
при / = О30 в нижней части шва появляется зона структурных
превращений. Зазор в верхней части закрывается быстрее, усилие
в скобе становится сжимающим, а конец плиты поднимается. При
высоте шва около 600—650 мм зазор начинает открываться,
сжимающее усилие в скобе уменьшается. Этот момент
соответствует переходу зоны превращений через нейтральную линию.
В данном примере из-за большой толщины плиты, и как следствие,
малого критерия —у- температурные деформации незначительны.
.n'-i
'Х)/т?Ш 0 1000 2000 3000мм
Длина заваренного шва
Рис. 76. Перемещение точек на базе А (Д) и концов пластин /i и /2
при сварке подштамповой плиты, стык № 1
Характер деформаций в основном зависит от структурных
превращений.
В другом случае (рис. 76) при сварке пластины из стали 34ХМ
(б = 600 мм) вначале деформации незначительны и устраняются
скобами. С высоты шва около 600—700 мм появляется зона
структурных превращений; деформации резко возрастают. По мере
приближения зоны превращений к середине длины заваренного шва
деформации уменьшаются, а при длине шва около 1800 мм, когда
возможно открывание зазора, деформации прекращаются. Таким
образом, структурные деформации существенно зависят от марки
стали и термического цикла сварки.
Рассчитать структурные деформации можно, используя
теорию кривого бруса, с учетом переменного модуля упругости по
длине заваренного шва. Для этого свариваемые пластины следует
представить в виде кривого бруса с отношением радиусов кривизны
1 : 5(рис. 77, а). Такое видоизменение необходимо потому, что
участвующая в деформации часть пластины в зоне заваренного
соединения при изгибе сопротивляется как кривой брус. Часть
104
шва до изотермы 1300° С длиной h0 из расчета можно исключить,
так как ее модуль упругости близок к нулю.
Зависимость модуля упругости от распределения температур
по длине заваренной части шва (п. 28) от Т = 300° С до Т =
= 1300° С может быть представлена формулой A12). Расчет
состоит из определения: а) угловых структурных деформаций в
процессе образования зоны превращений в нижней части пластины
[17] и б) угловых структурных деформаций при продвижении
Рис. 77. Определение временных угловых деформаций от структурных
превращений:
о — схема расчета; б — номограмма для определения 6.
зоны превращений по заваренной части соединения (например,
в положении, показанном на рис. 77, а). Для использования
номограммы на рис. 77, б необходимо знать величины h0, hH, hK и /.
Величины h0, hH и hK находят по номограмме на рис. 74 в
зависимости от Тн и Тк, определяемых по табл. 6.
Для приближенного определения ширины зоны разогрева /
до температур структурного превращения можно пользоваться
номограммой на рис. 78. Для сталей перлитного класса темпера-
А. +АС
тура —*-?—* колеблется обычно в пределах 770—800° С.
Помимо угловых деформаций, структурные превращения
вызывают также и поступательные деформации, которые невелики;
ими можно пренебречь.
Характер кривых изменения угла поворота 9С (рис. 77, б)
указывает на определенную закономерность структурных угловых
Деформаций. Во всех случаях образование зоны структурных
105
Т2яХд-
2,5
2,0--
превращений в начале шва вызывает закрывание зазора. Если
длина завариваемого шва значительная, то может начаться
открывание зазора. В сталях Ст. 3, 20ГС и им подобных обычно после
заварки шва длиной 500—700 мм открывание зазора происходит
от структурных деформаций. Открывание возможно лишь в том
случае, если угловые температурные деформации закрывания
зазора не преобладают над структурными деформациями. В
противном случае открывание зазора будет компенсироваться
температурными деформациями.
В сталях типа 34ХМ, 15ГН2М, 15ГН4М
структурные деформации начинают
проявляться поздно, а открывание может начаться
лишь при h > 150 см. При этом темп
деформаций открывания зазора вследствие
большой длины заваренного шва обычно
незначителен и часто компенсируется
температурными деформациями. В таких случаях
на протяжении всего шва происходит
закрывание зазора. При сварке пластин с
подогревом в расчетах по номограммам необходимо
вводить температуру подогрева.
Структурные деформации тем более
значительны, чем раньше они начинаются.
Однако при небольшой длине заваренного
4 5 6vsL шва они легко устраняются сопротивлением
2а момента от веса деталей или скобами и
Рис. 78. Номограмма «сухарями». Поэтому когда при сварке низ-
для определения ши- коуглеродистых сталей большой толщины
рины зоны нагрева закрывание устраняют различными
приемами, внешне наблюдается только стадия
открывания зазора. Если до некоторой длины шва h
деформации были устранены, то по номограмме на рис. 77, б
деформации следует определять от длины шва h.
В некоторых сталях, например 15Г2СМФ (табл. 6), могут
наблюдаться две зоны структурных превращений. Структурные
деформации имеют более сложный характер.
1,5
1,0
0,5
—'—1—I—1—I—
1l_h_
i \i i i
0 12 3
30. УГЛОВЫЕ ДЕФОРМАЦИИ В ПЛОСКОСТИ,
ПЕРПЕНДИКУЛЯРНОЙ ШВУ
Односторонний подвод тепла (при дуговой и газовой сварке)
обычно вызывает неравномерный нагрев металла по толщине
(рис. 79, а). Во время сварки более нагретые слои металла
расширяются сильнее, чем менее нагретые. Точка А, принадлежащая
более нагретой верхней плоскости, продвинется в точку /!,,
в то время как точка В, принадлежащая менее нагретой нижней
плоскости, переместится в точку Вх. Отрезок AAt больше от-
106
резка BBi. В таком положении произойдет сваривание пластин.
После полного остывания точки А и В стремятся возвратиться
в прежнее положение, в результате чего возникает угловой излом
(рис. 79, б).
Рис. 79. Деформации листов в плоскости, перпендикулярной
шву
При наплавке валика на пластину, помимо неравномерного
перемещения точек по глубине провара, возникает также
пластическая деформация металла в более нагретых зонах. На рис. 79, в
fi
J I
(-И* \
ЙШ*1 \
'1 \
прямой штриховкой показана область
пластических деформаций металла. После
остывания в зоне пластических
деформаций произойдет сокращение металла и
возникнут угловые деформации. Во всех
случаях, представленных на рис. 79, в
основе механизма образования угловых
деформаций лежат одни и те же
явления: неравномерные перемещения точек
пластины в плоскости листа и
неравномерная пластическая деформация металла
по толщине.
Величина угловой деформации р
зависит от многих факторов: относительной
глубины провара -т- (рис. 80); относи-
тельной ширины провара -у, формы
провара, механических и теплофизических
свойств металла и других.
Контуры провара зависят от сосредоточенности и других
характеристик источника нагрева. Результаты исследований, посвя-
107
Рис. 80. Характер
зависимости угловой
деформации р от относительной
И
глубины провара ——
о
при постоянных —г- и о
о
щенных определению угловых деформаций [3, 57, 84], нередко
в значительной степени расходятся между собой. Это объясняется,
во-первых, большим числом факторов, влияющих на угловые
деформации и по-разному оцениваемых исследователями, а
во-вторых, неопределенностью теплового воздействия дуги на
различные элементы в процессе сварки углового шва. При одинаковой
погонной энергии в зависимости от концентрации тепла и его
перераспределения между элементами деформации имеют различную
величину. В таких условиях экспериментальная проверка
расчетных зависимостей недостаточно объективна. Имеющиеся в
настоящее время формулы и зависимости для определения угловых
деформаций р следует рассматривать как ориентировочные.
В стыковых однопроходных сварных соединениях даже при
полном проваре может возникать угловая деформация р. В двух-
проходных сварных соединениях остаточная угловая деформация
зависит от выбранных режимов сварки первого и второго
проходов и может иметь различный знак. В тавровых сварных
соединениях угловые деформации могут быть выражены в функции катета
шва и погонной энергии, идущей на проплавление основного
металла [3, 56, 86]. Задача об определении перемещений,
возникающих от угловых деформаций, также может быть расчленена, как
указывалось выше, на термомеханическую и деформационную.
Располагая экспериментальными или расчетными значениями
угловых деформаций р в отдельных сварных соединениях,
выполненных без закреплений, можно определять деформации в более
сложных случаях. Для этого можно воспользоваться методом
фиктивных сил. Значения р в данном случае являются
результатом решения термомеханической задачи. Для определения
перемещений листов в конструкциях необходимо решать
деформационную задачу.
Результаты исследования угловых деформаций р в части
термомеханической задачи в основном излагаются по работам Кузьми-
нова А. С. При однопроходной сварке встык низкоуглеродистых
и низколегированных сталей угловая деформация р в радианах
определяется по номограмме на рис. 81, где qpac— расчетная
эффективная мощность, равная при сварке встык эффективной
мощности q = y]UJ, vc — скорость сварки в см/сек, 6рис —
расчетная толщина, равная при полном проваре толщине листов б,
а при неполном проваре — глубине провара. При двухпроходной
двусторонней сварке (см. рис. 79, ж) углы от первого рх и
второго р2 шва вычитаются: Р = Pi — р2, причем р может быть
и положительным и отрицательным. При сварке первого шва
йрас — hit где hx — глубина провара, а при сварке второго шва
Ьрас — б. При многопроходной сварке угловую деформацию
стыкового сварного соединения определяют по формуле
P=2fV^-2fW (Пб)
i /
108
где i — число проходов с наружной стороны;
/ — число проходов с внутренней стороны;
р\ — угол изгиба от t'-ro прохода с наружной стороны, а
Р;- — угол изгиба от /-го прохода с внутренней стороны
(см. рис. 81);
nil и т./ — поправочные коэффициенты, учитывающие номер
прохода (рис. 82).
Р
рад
0,03
'Ш
ФУ/
(fff
4
Vc~
>J
(Од
,ii7.4jtj!—V-
0,15 0?0\
IHch/csk
f Г !
1 ; |
[
\w
^
\ j x. \x
Tn
0,02
0,01
0 WOO 8000 12000 16000 20000 7шО~ЛЛф13
Рис! 81. Номограмма для определения угловой деформации р при сварке
встык и в тавр в зависимости от условий сварки и расчетной
толщины 6/> [56]
При расчете деформаций по формуле A16) с использованием
номограммы на рис. 81 в качестве расчетной толщины дрс,с
принимается толщина заваренного слоя. Например, на рис. 79, э
для шва 1 с наружной
стороны 6piK — hlt для шва 2 с
наружной стороны 6рас — Аа,
для первого шва /' с
внутренней стороны б — /jj
и для второго шва 2' с
внутренней СТОрОНЫ брас = О.
Поправочные
коэффициенты rtii и trij введены для
учета влияния формы
разделки и теплоотвода при
многослойной сварке. При
числе слоев с одной стороны
т
0,8
0,6
Ofi
0,2
О Ь 8 12 16 i,j
Рис. 82. График зависимости
поправочного коэффициента т от номера прохода
с каждой стороны разделки шва [56]
не более 3—4 поправочный коэффициент т я? 1.
При сварке угловых сварных соединений (см. рис. 79, г и е)
следует различать угловые деформации, вызванные неравномерной
109
поперечной усадкой листа, и угловые деформации, вызванные
усадкой самого металла шва в направлении гипотенузы. Первая
причина всегда приводит к появлению изгиба листа на угол р
(грибовидности), а вторая — либо к повороту листа относительно
ребра, если нет препятствия такому повороту, либо к появлению
дополнительного изгиба листа на угол j3K, если препятствие
имеется.
Например, при сварке двух листов в тавр швом 1 (рис. 79, д)
полка вследствие усадки шва повернется как единое целое
на угол бх относительно ребра (если считать полку
неподвижной или закрепленной, то ребро повернется относительно полки
на угол 6^. Кроме того, из-за неравномерного нагрева
и усадки полка получит
изгиб на угол р\.
Угол 9] свободного
поворота листов от усадки шва
мало зависит от режима
сварки и равен 0,02—0,024
[56, 86]. Угол изгиба листа
от первого шва р\, если
элементы могут
поворачиваться, определяют по
графику на рис. 81. В качестве
расчетной толщины Ьрас
принимают толщину листа пояса 6„.
Расчетная эффективная
мощность равна мощности,
вводимой в лист пояса qn(n.2\):
Рис. 83. График для определения доли
тепла, вводимой в металл пояса [56]
С. А. Кузьминов предлагает для определения qn более
сложную зависимость qn — kaq (рис. 83). Угол изгиба от второго шва
определяют как сумму углов изгиба, возникающих от
неравномерной усадки пояса и усадки катета шва f>2 -f- f>K. Величину р2
находят аналогично р\. Угол |3К определяется вне зависимости от
режима сварки, а в зависимости от размеров катета шва, толщины
пояса, ребра и металла:
р\ = гтО,
(Н8)
где ет — относительная деформация, соответствующая пределу
текучести наплавленного металла;
D — коэффициент, зависящий от размеров катета к,
толщины пояса 6„ и ребра 6^, (рис. 84).
Максимальное значение РЛ не может превышать 0,02 рад.
\\0
Аналогично определяют изгиб листа от одного шва, если он
не может поворачиваться на угол 6t. Угол 62 обычно невелик,
формул для его определения нет. Углы изгиба р\, Р2 и Рк при
сварке прерывистыми швами определяют по формуле
$пр = PV,
(П9)
где Рог,, — угол изгиба сплошного шва;
(ш — длина заваренного участка прерывистого шва;
tnp — шаг прерывистого шва.
Шахматные и цепные швы следует рассчитывать как двусто
ронние, т. е. с учетом pV Деформационную задачу решают,
применяя метод фиктивных сил. Места ^
образования углов изгиба заменяют D m
шарнирами, где прикладывают
фиктивные моменты М. Моменты М
определяют из условия, чтобы
суммарный угловой поворот был равен р.
Задача может решаться как
упругая, так и пластическая.
На рис. 85, а показан случай
сварки встык двух листов, когда их
взаимное сближение может
происходить беспрепятственно, но без
поворота концов пластин. Заменяя
указанный случай расчетной схемой
(рис. 85, б), находим моменты М и
силы Р в шарнире (силы на рисунке
не показаны) из условия, что
перемещения концов равны и что cf>i +
-f Ф2 = р\ гДе 4>i и Фг — углы
поворота стержней 1Х и /2 в шарнире О
от моментов М. Зная момент М и
силу Р, определяем прогибы /.
Одновременно можно определять и
напряжения в листе от изгиба. На рис. 85, в показан более сложный
случай, когда к ребристой конструкции, имеющей некоторую
протяженность в направлении за плоскость чертежа, приварены
листы J—5. Для решения задачи составляют систему уравнений
на основании схемы действия сил, показанных на рис. 85, г.
Напряжения в пластинах от моментов и сил действительно имеют место
после сварки и остывания. Если пластины короткие и жесткие,
то напряжения могут превысить оу. Углы поворота в этом случае
следует определять с учетом пластической деформации. Так как
момент сопротивления W угловых швов обычно меньше момента
сопротивления самих пластин, то пластические деформации будут
111
Рис. 84. График для определе
ния коэффициента D [56]
концентрироваться в швах и в этом частном случае во избежание
ошибок моменты следует определять с учетом калибров швов и их
моментов сопротивления.
5
О
\ М< Ъ" 2
<9
h
2-
*
, 1
:3
V
////////////////////////////.
~з
м, "з м, \
Рис. 85. Определение перемещений листов по известным
угловым деформациям с использованием метода фиктивных сил
31. ДЕФОРМАЦИИ БАЛОЧНЫХ КОНСТРУКЦИЙ
ОТ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ШВОВ
Наиболее значительные деформации в балочных
конструкциях — это деформации изгиба. Изгиб возникает от продольной
усадки швов, расположенных вдоль балки, а также от поперечной
усадки поперечных сварных соединений. Менее существенны
деформации укорочения балок по длине. Однако в некоторых
конструкциях с большим количеством поперечных сварных
соединений укорочение может составить несколько миллиметров.
В балочных конструкциях нередко возникают деформации
грибовидное™ (п. 30). В листовых элементах балок иод влиянием
сжимающих остаточных напряжений может происходить потеря
устойчивости листов с образованием разнообразных по форме
видов коробления (п. 40).
Наиболее сложным и трудно поддающимся исправлению
видом сварочных деформаций в балочных конструкциях является
скручивание балок (п. 33). В данном параграфе рассматриваются
деформации изгиба и укорочения балок, которые можно
определять методом фиктивных сил (п. 25). Действие продольной усадки
заменяют некоторой фиктивной силой Рус, прикладываемой в конце
сварного соединения (рис. 86). Величина усадочной силы
выражается в зависимости от режима сварки и свойств металла. Для
низкоуглеродистых и низколегированных сталей формула для
определения усадочной силы в килограммах следующая:
Р =17
ус
Vc
A20)
Формула A20) дает несколько завышенные результаты. Ею
можно также пользоваться при сварке в тавр одним швом. При
112
сварке в тавр двумя угловыми швами, зоны пластических
деформаций которых перекрываются, принимают 1,15-1,7—. Если шов
прерывистый, то усадочную силу определяют по формуле
(ш A21)
Р — Р -
' ус. пр ' ус f
пр
Погонную энергию при сварке углового шва можно определять
приближенно в зависимости от катета шва [86]:
-5L = Dk\
A22)
где D — 30 000 при автоматической сварке, D = 40 000 при
ручной сварке;
к — катет углового шва в см.
р
3 4 2
J 4/
ТгтаУгг)'|татгтяУ';;д|Еттп
ran
nlftb*?±u*
nrSSK'SK-"""
'" ¦ ' '["' мичшиииишшщ
¦УС, i—
V-i
П/с,
<0
" '¦ ч1'"" """ "'""" "
U—Н
—3L —-•¦
4Ш?
*.Гч
у,
Н-<
в) 'Ч>
Рис. 86. Деформации двутавровой балки от
продольных и поперечных швов
Если балку сваривают последовательно: вначале тавр
(рис. 86, б), а затем двутавр, то деформации находят от каждого
сварного соединения в отдельности. После сварки шва /
(рис. 86, б) в тавре возникнет прогиб /,
угловой поворот концов
ML
и продольное укорочение
д
пр Ер
ру^к. м = Р
ytfiit
A24)
A25)
113
где L — длина балки;
,/ — момент инерции сечения тавра относительно оси г/];
F — площадь поперечного сечения тавра Fx.
После сборки тавра с поясом // и сварки шва 2 возникает изгиб
в противоположном направлении, величину которого определяют
также по формуле A23) с подстановкой в нее момента инерции J
всего сечения балки относительно оси у, проходящей через центр
тяжести, и эксцентриситета е2.
Дополнительное укорочение балки определяют по формуле
A25). Величина F равна площади всего поперечного сечения
балки.
Если балку сначала собирают на прихватках, а затем
сваривают швы У и 2, то изгиб от швов находят при
эксцентриситетах е3 и е2 (рис. 86, ft), и моменте инерции всего сечения. Так
как швы 1 и 2 на собранной балке обычно свариваются не
одновременно, а по очереди, то при сварке шва 2
обнаруживается некоторое влияние напряженного состояния, вызываемого
сваркой шва 1 186, 101, 107].
Продольное укорочение балки от поясных швов в случае ее
сварки после сборки на прихватках определяют по формуле A25).
Усадочная сила равна сумме PyCl + PyC2.
Поперечные швы, приваривающие ребра, если они смещены
относительно центра тяжести сечения балки, вызывают
значительные деформации. Общая схема расчета состоит в определения
углов поворота балки от отдельных поперечных швов и
суммарного прогиба.
Угол поворота, вызываемый сваркой отдельного поперечного
шва, определяют по формуле
Ф = (Лявп-Д„)~, A26)
где Д„0„ — поперечная усадка соединения, выполняемого в
незакрепленном состоянии; определяют по формуле (96);
Д„ — пластическая деформация, вызываемая
сопротивлением поперечного сечения балки;
S — статический момент части сечения, где расположено
сварное соединение;
J — момент инерции всего сечения.
Максимально возможный угол поворота можно определить
при Д„ = 0. Рассмотрим применение формулы A26) на примере
(см. рис. 86). Допустим, два шва 3, приваривающие ребро к поясу,(
вызывают поперечную усадку пояса Д„ОТл. Статический момент
верхнего пояса относительно центра тяжести всего сечения равен
*„ = ад («,+-?-)•
114
Четыре шва 4, приваривающие два ребра к стенке, дадут
поперечную усадку АП0Пс . Статический момент части сечения стенки,
где расположены швы ребер, равен
Sep=lp8e(et—%-).
Суммарный угол поворота от приварки двух ребер,
расположенных напротив друг друга, равен
фр = "J" [Длол„#-А (Ч + -у") +
+ An*ic'A(ei-T
Прогиб балки от всех поперечных швов, приваривающих
ребра, равен (рис. 86, в)
Д, = Ф/,4/ + %3l -f ф„2/ +¦ Ъ1- A27)
Продольное укорочение балки от поперечных швов 4,
приваривающих два ребра к поясу, равно
Л —Л Fn — Л В^2 /)оя\
^прп — Чпопп р -~ ^попп р • \1^о)
Швы, приваривающие два ребра к стенке, вызовут
продольное сокращение
КРс = К0Пс^. A29)
Суммарное укорочение длины балки от всех поперечных швов
на основании формул A28) и A29) составит
A30)
Пример. Требуется определить остаточный прогиб балки из Ст.З,
представленной па рис. 86, если L = 9 м; I = 1 м; Bt = 150 мм; б( = 10 мм; В2 =
= 250 мм; б2 ~ 10 мм; высота стенки hc = 480 мм; Ьс — 8 мм. Высота ребра 1р =
= 200 мм; толщина ребер бр = 8 мм; катеты всех швов к = 6 мм. Ребра
приварены вручную, поясные швы — автоматической сваркой. Вначале сваривают
тавр (рис. 86, б), затем двутавр, ребра приваривают в последнюю очередь.
Находим положение центра тяжести тавра (et = 17 см) и момент инерции
Uу = 15 730 см1). Определяем по формуле A22) погонную энергию сварки
поясного углового шва
-3- = 30 000-0.62 = 10800 дж/см.
Vc
При двух близко расположенных угловых швах, приваривающих пояс
к стенке, усадочную силу находим по формуле A20) с коэффициентом 1,15:
Русх = 1.15-1.7-10800 = 21 000 кГ(~210 ли).
115
Находим прогиб от силы Р по формуле A23):
f = PycieiL2 _ 21 O00I7-9002
h 8EJyi ~~ 8-2-10<>-15 730 ~ ' Ш'
Р — Р„_ , так как катеты швов и режимы сварки одинаковы.
ус % уь\ f
Определим центр тяжести двутавра, эксцентриситет е2 = 20,8 см и момент
инерции J у = 32 540 см*.
Находим прогиб от силы Р,,.
_ Pyc2e2L2 _ 21000-20,8-9002 _ п
h ~ 8EJy " 8-2-10«-32 540 ~~ ' 8 см
Прогиб /2 направлен противоположно прогибу /г.
Вычисляем деформации, вызываемые поперечным сокращением пояса и
стенки от швов, приваривающих ребра. Определим вначале погонную энергию
сварки по формуле A22) с учетом того, что швы сварены вручную:
-?- = 40 000-0,б2 = 14 400 дж/см.
vc
Определим по графику на рис. 83, какое количество тепла поступает в пояс,
если Ьр — 0,8 см., 6п = 1 см, кп = 0,66:
( — ) =«„•—= 0,66-14 400 = 9500 дж/см.
Определим поперечное сокращение пояса от одного углового шва в
предположении свободного сокращения по формуле (96):
*--*#(-u-);-'*j^-t—«»-•
Так как ребро приварено двумя угловыми швами, то сокращение
Д„0„п = 2-0,0274 = 0,0548 см.
Определяя поперечное сокращение стенки от приварки двух симметричных
ребер, необходимо учесть, что на стенку от этих ребер накладывают четыре
угловых шва. При сварке первого ребра (см. рис. 83) в стенку поступает доля тепла
при кс = 0,62
(-У-) = к. .-^=0,62-14 400 =
\ vc Л, Cl vc
8900 дж/см.
Поперечное сокращение стенки от приварки первого ребра одним швом
. 1О12-10-в 8900 пп„0
Д„0„ = 1,2 —g g-g- = 0,032 см.
Так как ребро приварено двумя швами, то
Л/юлс = 2-0,032 = 0,064 см.
Симметричное ребро приваривают, когда уже первое ребро соединено со
стенкой. В первое ребро будет уходить часть тепла. Принимая приближенно, что тепло
распределяется в этом случае' пропорционально толщинам, каждая из которых
116
равна 8 мм, находим, что при сварке второго ребра в стенку поступает только
(-?- ) = 0,5-14 400 = 7200 дж/см.
50% тепла (кСг = 0,5):
Поперечное сокращение стенки от приварки второго ребра одним швом
,12-Ю-" 7200
0,8
Д„0„ = 1,2 -=-?¦ ¦??- = 0,026 см;
от двух угловых швов
Дпоя„ = 0,052 см.
Суммарное сокращение стенки от приварки двух симметричных ребер
составит
Д,1ОТЩ = 0,064 + 0,052 = 0,116 см.
Определим максимальный угловой поворот, вызванный сокращением пояса, по
формуле A26). Статический момент сечения пояса
S„ = 25-1-21,3 = 532 см3,
Ф„ = А„о„„- -f- = 0,0548-glgQ = 0,0009 рад.
Определим максимальный угловой поворот, вызванный сокращением стенки
от приварки двух ребер. Статический момент участка стенки, где происходила
поперечная усадка,
Sc= 20-0,8-10,8= 173 см3,
ч>с= Д«оЯ2 -^=0,116.3^ = 0,000615;^.
Суммарный угловой поворот балки от приварки двух симметричных ребер
равен
Ф2 = <рге + фс = 0,0009 + 0,000615 = 0,001515 рад.
Прогиб балки от всех поперечных швов определим по формуле A27),
выведенной к данному на рис. 86 числу ребер:
/2/,= Ф2D/+ 31+21+1) = 0,0015-10-100= 1,51 см.
Полный прогиб балки от продольных и поперечных швов с учетом
направления прогиба
/= /i— /г— fSp = !-15 —0,68— 1,51= —1,04 см= —10,4 мм.
32. ОСОБЕННОСТИ ДЕФОРМАЦИЙ ОТ ПРЕРЫВИСТЫХ ШВОВ,
ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ
В сварных соединениях с прерывистыми швами длина зоны
термического влияния больше, чем длина отдельного участка шва
(рис. 87, а). Поэтому остаточные продольные растягивающие
напряжения действуют за пределами зоны шва. Величина
максимальных остаточных напряжений обычно к концу заваренного участка
117
несколько уменьшается (рис. 87, б), однако остается
значительной и за его пределами. Величина усадочной силы изменяется
более резко вследствие одновременного уменьшения величины
остаточных напряжений и ширины зоны пластических деформаций
(рис. 87, в). Зоны растягивающих напряжений отдельных участков
шва при небольшом расстоянии между ними' могут смыкаться.
В расчетах продольных сварочных деформаций от прерывистых
швов используют эффективное значение усадочной силы
A31)
сэф
р 'ш
— гус-г~
_2 где
Рчс ~
2) //-/4
mimniiiimi lilJImiiiii ! шип
Рис. 87. Характер распределения
напряжений и усилий в стыковом прерывистом
сварном соединении
величина
усадочной силы в
непрерывном сварном
соединении.
При этом
предполагается, что St = S2 (рис. 87, в).
Такое допущение становится
понятным, если к сварочным
напряжениям применить
принцип Сен-Венана,
известный в теории упругости.
В сечении Б—Б сжимающие
продольные напряжения
отличаются значительной
неравномерностью, а в
сечении А—А эта
неравномерность практически отсутствует (рис. 87, г), причем величина
сжимающих напряжений будет такой, как в пластине с
непрерывным швом, но с усадочной силой, равной РУсэф-
При сварке угловых прерывистых швов зоны пластических
деформаций также имеют протяженность несколько большую,
чем длина участка шва, но ширина зоны пластических деформаций
у концов шва меньше, чем при установившемся процессе сварки.
Поэтому предполагается, что на длине tM действует полное
значение Рус. Эффективное значение усадочной силы определяют
по формуле A31).
Поперечная усадка в сварных соединениях с прерывистыми
швами происходит только на участках шва. Зоны растягивающих
напряжений чередуются с зонами сжатия (рис. 87, д).
Неравномерность поперечной усадки по длине шва на некотором
расстоянии от шва сглаживается и происходит поступательное сближение
свариваемых элементов. При плотной сборке пластин средняя
величина поперечной усадки меньше, чем при непрерывных швах
где А„
118
"Р 1пр
поперечная усадка от непрерывного шва.
A32)
При сборке с зазором величина поперечной усадки при сварке
прерывистым швом встык практически может оказаться такой же,
как в сварном соединении с непрерывным швом. Поперечная
усадка пластин, на которых уложен угловой шов при выполнении
нахлесточных или тавровых соединений, распределяется различно
в зависимости от типа прерывистого шва. В прерывистых
односторонних угловых швах (рис. 88, а) поперечное сокращение размера
листа В можно найти по формуле A32). При этом незаваренные
участки пластины сопротивляются поперечной усадке заваренных
участков.
В двусторонних прерывистых угловых швах, когда швы
чередуются (рис. 88, б), поперечную усадку находят как от одного
непрерывного углового шва, так как на каждом из участков
возникает примерно одинаковая поперечная усадка.
В двусторонних
прерывистых угловых швах,
когда швы расположены
напротив друг друга,
поперечная усадка
вызывается двумя угловыми
швами, но на длине /щ
(рис. 88, в). Среднюю
поперечную усадку листа
шириной В в этом случае
приближенно определяют
по формуле
tu
а)
-U tm h~
i ~*— t„-j
H
1
—(-
-T
t
/
?
6)
1
1
Рис. 88.
"P tnp
8)
Прерывистые угловые
соединения
сварные
где Д„
- поперечная усадка листа от одного непрерывного
углового шва.
Угловая деформация р" в плоскости, перпендикулярной шву,
при сварке стыковых прерывистых швов имеет примерно такую же
величину, как и при сварке непрерывного шва. Объясняется это
тем, что незаваренные участки соединения практически не
сопротивляются образованию угловых деформаций.
При сварке прерывистых односторонних угловых швов (см.
рис. 88, а) угловая деформация 0Х поворота листа относительно
ребра происходит так же, как и в непрерывных швах, так как она
зависит только от усадки самого наплавленного металла. Угол
изгиба листа пояса р„р вычисляют по формуле
о 'щ
пр Реял / „ •
A34
В прерывистых двусторонних швах, выполненных
неодновременно (см. рис. 88, б), деформации шва 1 определяют так же,
как одностороннего прерывистого шва. Деформации р2 и EК от
119
шва 2 определяют по формуле A34). Угловая деформация р в
прерывистых стыковых угловых швах зависит от порядка и темпа
наложения швов, так как остывание ранее уложенных швов
вызывает угловую деформацию участков, в которых сварка еще не
производилась.
Точечные сварные соединения могут рассматриваться в
отношении продольной усадки как один из видов сварных соединений
с прерывистым швом. Усадка отдельных точек, расположенных
по линии, вызывает эффект, аналогичный действию продольной
усадочной силы. Если суммировать растягивающие напряжения
отдельных точек (см. рис. 51), то полученная эпюра будет
представлять волнообразно изменяющуюся кривую продольных остаточных
напряжений ох [41, 87].
Для приближенного определения расчетной усадочной силы,
развиваемой точечным однорядным сварным соединением на
низкоуглеродистой стали, можно использовать формулу [87]
Р„ = 7520-5-/?вокЛ A35)
суммарная толщина свариваемого металла в см;
шаг сварных точек в см;
радиус зоны, нагревавшейся при сварке до 150° С,
в см. Определяется на основе тепловых расчетов или
экспериментально.
33. СКРУЧИВАНИЕ БАЛОЧНЫХ КОНСТРУКЦИЙ
Деформации скручивания конструкций наименее изучены.
Объяснение этого явления в некоторых работах [101 ] было
неточным. Очевидно, что если исключить такую причину появления
скручивания как неправильную сборку, выполненную со сдвигом
листовых элементов, то действительную причину закручивания
балочных конструкций следует искать в зоне/ пластических
деформаций при сварке. Например, в балке коробчатого сечения,
получившей в результате сварки скручивание (рис. 89, а),
листовые элементы, кроме зоны сварки, испытывают упругие
деформации. Если разрезать балку по швам, то каждый из четырех
листовых элементов выпрямится и закручивание исчезнет. При
выпрямлении происходит продольное смещение А^. листов относительно
друг друга (рис. 89, б). Такое же явление будет наблюдаться,
если нагруженную крутящим моментом сплошную трубу разрезать
вдоль по одной образующей (рис. 89, в).
Таким образом, закручивание сварных балок происходит
вследствие остаточных сдвиговых деформаций в угловых сварных
соединениях. При однопроходной сварке возникают три основных
вида остаточных сварочных деформаций: продольная усадка,
где б
s —
'150
120
их
поперечная усадка и сдвиг. Измерения продольных перемещений Ах
в околошовной зоне непосредственно в процессе сварки (рис. 90, а,
кривая /) показывают, что металл при подходе источника тепла
перемещается вперед по ходу сварки, достигает максимального
перемещения вблизи источника
тепла, а затем постепенно
смещается назад, переходит через
нулевое значение и дает
остаточное перемещение Д*10. При
сварке угловых сварных
соединений условия образования
перемещений Д^ различные в
стенке и полке как в процессе
сварки, так и после
остывания.
Допустим, процесс
перемещения полки описывается
кривой /, а процесс перемещения
края стенки — кривой 2 (см. рис. 90, а). В момент сварки в
точке О будет зафиксировано взаимное смещение элементов AXl!.
Дальнейший ход кривой 2 по отношению к кривой 1 будет
осуществляться по кривой 3, которая эквидистантна кривой 2.
09
в)
Т
Эг
в)
Рис. 89. Закручивание тонкостенных
открытых и закрытых профилей
Рис. 90. Образование деформаций закручивания при сварке
коробчатых балок
В результате появится остаточное взаимное смещение
элементов А^, которое приведет к тому, что стенка сдвинется вперед
относительно пояса:
Ч = (Ч« - Чо) - (Ч - Чо)> A36)
где А* — временное перемещение края стенки в момент сварки;
&¦*!<, — остаточное перемещение края стенки при остывании
без связи с полкой;
121
Ь.х — временное перемещение точек пояса в зоне шва в
момент сварки;
AXl0 — остаточное перемещение точек пояса в зоне шва после
остывания его без связи со стенкой.
Так как ДХ20 и АХ]0 — величины отрицательные, то выражения
в скобках в формуле A36) означают суммы абсолютных значений
временного и остаточного перемещений.
Рассмотрим механизм образования закручивания на примере
коробчатой балки, которая перед сваркой собрана на прихватках.
При заварке шва / (рис. 90, б) возникнет смещение стенки
относительно пояса, которое обнаружится после остывания
конструкции. Смещение Дж„ приводит к закручиванию балки. Для
определения угла закручивания пользуемся методом фиктивных сил.
Условно разрезаем балку по сварному соединению и
прикладываем фиктивные силы Т, вызывающие смещение ДХо (рис. 90, в).
При этом в балке возникают касательные напряжения т,
распределение которых аналогично случаю приложения фиктивного
момента М к неразрезной балке (рис. 90, г). Момент М определяем
из условия, что суммарный окружной сдвиг ф-^-'ds по всему
периметру балки равен АХо. Так как т ——т-, то
. С М ds М С ds ,.„_
Угол закручивания балки равен
ML
GJj
Ф = 1ГГ. О38)
где
A39)
Получив М из A37) и подставив его в A38) с учетом A39),
найдем
*—?-¦ <140>
где wK — удвоенная площадь, охватываемая средней линией
тонкостенного сечения. Например сечение, представленное
на рис. 90, б, имеет ык = 2-30-40 = 2400 см2.
Так как швы в балках сварены неодновременно, закручивание,
вызываемое последующими швами, не компенсирует полностью
возникшие ранее деформации.
Если швы 1 и 4 сварены в одном направлении, а швы 2 и 3 —
в противоположном, то закручивание суммируется от всех четы-
122
рех швов, так как швы / и 4 при сварке в одном направлении
производят закручивание балки в одну сторону. Структура формулы
A40) указывает на то, что значительному закручиванию должны
подвергаться элементы, у которых мало а>к, т. е. элементы с малой
площадью, охватываемой средней линией, а также конструкции
с большой длиной L.
Открытые тонкостенные профили могут получать скручивание
вследствие неодновременной поперечной усадки шва по его длине.
Например, при сварке полки и стенки в двутавровой балке
происходит поворот элементов относительно друг друга в результате
того, что угловые деформации на заваренных участках вызывают
поворот незаверенной части на некоторый угол 1108].
Помимо деформаций скручивания, вызываемых смещением
одних элементов относительно других, в процессе сварки возможны
деформации потери устойчивости с крутильной формой равновесия.
Стойка с поперечным сечением в виде креста при определенных
геометрических соотношенияхэлементов может скручиваться
вследствие потери устойчивости. Подвержены кручению также листовые
нахлесточные соединения, полученные роликовой или точечной
сваркой.
34. ДЕФОРМАЦИИ КОНСТРУКЦИЙ ТЯЖЕЛОГО МАШИНОСТРОЕНИЯ
В конструкциях тяжелого машиностроения нашли применение
главным образом низкоуглеродистые и низколегированные стали
толщиной свыше 40 мм. Для сварки таких элементов применяются
преимущественно электрошлаковая, автоматическая и
полуавтоматическая сварка под флюсом, а также ручная электродуговая
сварка.
При выполнении стыковых соединений многослойной сваркой
для укрупнения заготовок в основном необходимо учитывать
угловые деформации в плоскости, перпендикулярной шву. При
односторонней многослойной сварке в зависимости от толщины металла
и количества слоев угол |3 может достигать 10° и более. Применяя
двустороннюю разделку, удается избежать заметных остаточных
угловых деформаций.
При электрошлаковой сварке встык нагрев деталей
симметричен относительно середины толщины. Согласно классификации,
приведенной в п. 23, при этом возникают лишь деформации в
плоскости свариваемых элементов:
1. Перемещение свариваемых кромок вблизи зоны сварки,
вызванное местным нагревом металла источником тепла.
Максимальное значение перемещения одной кромки стах достигается
непосредственно в зоне сваривания металла.
2. Поступательное перемещение (сближение) свариваемых
элементов вследствие остывания и сокращения заваренной части
соединения (см. п. 28).
123
3. Угловое перемещение (поворот) свариваемых элементов
вследствие неодновременного и неравномерного сокращения
остывающей заваренной части соединения (см. п. 28). При этом
повороте зазор в незавареннои части уменьшается (при наличии
«сухарей» или противодействующего момента этот вид деформации
может и не наблюдаться).
4. Поступательное перемещение (удаление) свариваемых
элементов вследствие структурного превращения аустенита в феррит.
Этот вид деформации по величине незначителен и специально не
рассмотрен.
5. Угловое перемещение (поворот) элементов из-за
структурного превращения (см. п. 29). В зависимости от положения зоны
структурных превращений зазор в незавареннои части может либо
увеличиваться, либо уменьшаться.
6. Изгиб относительно узких деталей вследствие
неравномерного нагрева их по ширине при сварке. При этом зазор
увеличивается.
В конкретных условиях сварки в зависимости от размеров
деталей, режима сварки Ь марки стали перечисленные виды
деформаций образуются в различных количественных сочетаниях,
некоторые из них в частных случаях вообще не возникают.
При сварке протяженных в поперечном направлении деталей,
когда имеется противодействующий момент от веса (рис. 91, а и б),
возникают только деформации видов 1, 2 и 4. На рис. 91
представлены результаты измерений на деталях перемещений точек,
расположенных на расстоянии около 30—35 мм от кромки, точнее,
расположенных друг от друга на расстоянии 100 мм *. На всех
графиках вправо по горизонтальной оси отложено перемещение
одной кромки Д. Изменение базы 100 мм при этом составляло 2Л.
По вертикальной оси отложены координаты точек, принадлежащих
кромкам. Ломаные кривые показывают положение кромки в
различные моменты времени, отсчитываемые от начала сварки.
Вертикальная ось является начальным положением кромки перед
сваркой. На вертикальной оси отмечены также положения верхнего
среза ползуна в различные моменты времени. В момент подхода
ванны к измеряемой базе происходит резкое перемещение кромки
(рис. 91, а) — это деформация вида 1. Кривые О16 и О30
свидетельствуют о поступительном сближении двух деталей, когда они,
перемещаясь на опорах, уменьшают зазор. На рис. 91, б хорошо
заметны оба вида деформаций. Значительный момент от веса
головки не позволил начаться угловым деформациям. Местное
перемещение кромки v и поступательное сближение, наблюдаются
при сварке любых деталей и сталей.
На рис. 91, в даны результаты измерений, выполненных при
сварке деталей, у которых момент от веса невелик. Момент от соб-
* Измерения проведены совместно с Д. С. Газаряиом.
124
MOD „ 10500
1ш{
мм
1\поо
i г з 4 Sim
Спешение одной кромки
в пространстве
В)
Рис. 91. Перемещения кромок^ деталей в процессе
электрошлаковой сварки:
а — двух полупластин пресса с голов^амИ| сталь 22 К; 6 — головки и полу-
пластины пресса, сталь 22К; в— подштамповой плиты, сталь 34ХМ;
г — двух узки} плит> сталь 22 К
ственных напряжений ау в заваренной части преодолевает момент
от веса деталей, в результате чего происходят угловые
температурные и угловые структурные деформации, уменьшающие зазор.
По положению кривой Ю15 хорошо заметна остаточная угловая
деформация.
При сварке узких деталей (рис. 91, г) изгиб от неравномерного
нагрева приводит к открыванию зазора в верхней части плит.
Причем по сравнению с другими видами деформации изгиб от
нагрева преобладает. Кривая 540 показывает остаточное искривление
каждой из сваренных пластин.
Временные угловые и поступательные деформации можно
определять по номограммам в п. 28 и 29. Остаточное сокращение плит
в отдельных точках шва при электрошлаковой сварке АП0п„
находим по формуле
Коп0 = 2tW + Anov (HI)
где 2umax — поперечное сокращение зазора, вызванное местным
нагревом свариваемых кромок при
электрошлаковой сварке (см. рис. 64);
Апопв — поперечное изменение зазора к моменту сваривания
кромок, вызванное временными деформациями
видов 2—6.
Величину Апопв можно определить, если изгиб от
неравномерного нагрева (рис. 6) мал и им можно пренебречь, по формуле
Апопв =АЛОг + Ае, A42)
где Апос — уменьшение зазора от поступательного перемещения
(см. рис. 69);
Ае — изменение зазора от угловых температурных и
структурных деформаций.
Величину Ав вычисляем, суммируя отдельные перемещения,
вызванные угловыми поворотами при различных плечах поворота.
При сварке металла толщиной свыше 300—400 мм
температурные угловые деформации становятся незначительными по
сравнению со структурными деформациями. Структурные деформации
вначале вызывают закрывание зазора, а затем его открывание.
Если свариваемые стали испытывают структурные превращения,
начиная с температуры 700—800° С, то закрывание зазора должно
происходить до высоты шва h = 400ч-700 мм, когда деформации
относительно легко можно устранить разными приемами, например
«сухарями». Может оказаться, что они будут вовсе незаметны.
После перемены знака угловой деформации создается впечатление,
что происходит только открывание зазора, так как фаза
закрывания была устранена противодействующим моментом или
закреплениями. В сталях, у которых начало структурных превращений
смещается в область температур ниже 550—600° С, закрывание
126
Рис. 92. Изменение зазора в верхней части
плит длиной около 3 ж из сталей 20ГС и
34ХМ
зазора начинается при h — 400 : 600 мм и продолжается до
h — 1200н-1600 мм. В этот период скобы и «сухари» уже плохо
сопротивляются угловым деформациям, в результате чего
температурные и структурные деформации, действуя в одном направлении,
создают значительное закрывание зазора. Последующее
открывание, начиная с Л^1400-т-
-т-1800 мм, как правило,
незначительно, и весь
процесс деформации
воспринимается как
непрерывное закрывание зазора.
На рис. 92 для сравнения
представлены кривые
изменения зазора в
верхней части стыка
примерно одинаковых по
размерам плит из стали 20ГС и
стали 34ХМ. В первом
случае (сталь 20ГС) зазор
уменьшился лишь на 2,5 мм, а затем с высоты ~700 мм
началось увеличение зазора. В плитах из стали 34ХМ уменьшение
зазора прекратилось лишь при h ^ 1700 мм, достигнув—7,5 мм.
При электрошлаковой и многослойной сварке коробчатых
конструкций с угловыми и тавровыми сварными соединениями
возникающие деформации, как правило, не усложняют процесс
производства и существенно не ухудшают качество конструкций.
35. ПОТЕРЯ УСТОЙЧИВОСТИ В ТОНКОЛИСТОВЫХ ЭЛЕМЕНТАХ
КОНСТРУКЦИЙ
В листовых конструкциях из металла небольшой толщины
(до 4—8 мм) деформации коробления наиболее значительны по
сравнению с другими видами сварочных деформаций. Коробление
возникает главным образом в результате потери устойчивости
листов под действием сжимающих остаточных напряжений в
основном металле. Величина деформаций зависит также от совместного
влияния других видов деформаций, например угловых, когда
коробление, вызванное потерей устойчивости, возрастает
вследствие дополнительных угловых поворотов листа относительно
сварных соединений (рис. 93, а).
Решение задач, связанных с потерей устойчивости от сварки,
имеет ряд специфических особенностей. Во-первых, остаточные
напряжения в тонколистовых конструкциях после сварки обычно
превосходят критические. Поэтому в большинстве случаев
интерес представляет определение не только критических сил, но и
перемещений в закритической области.
Во-вторых (и в этом главная особенность), усадочные силы,
действующие в сварной конструкции, не остаются постоянными
127
при изменении деформаций в отличие от классических задач
устойчивости, где силы принимают постоянными. Активная зона усадки
действует на остальную часть конструкции как пружина, усилие
в которой меняется в зависимости от величины возникающих
деформаций (рис. 93, б). Вследствие этого деформации
коробления в сварных конструкциях не возрастают беспредельно после
потери устойчивости, а имеют конечные значения.
В-третьих, направления действия усадочных сил после потери
устойчивости иногда изменяются. Такие задачи наиболее сложны.
Наконец, в-четвертых, усадочная сила зависит от жесткости
конструкции. Усадочные силы можно считать одинаковыми, если
конструкция остывает в зажимных приспособлениях.
Увеличение усадочной силы при остывании в свободном
состоянии происходит по следующей причине. Величины пластических
Рис. 93. Образование деформаций потери устойчивости:
а — совместное влияние сжатия и угловой деформации; б— схема
действия усадочной силы; в — изменение усадочной силы при
потере устойчивости
деформаций, возникающих в процессе нагрева (рис. 93, в),
оказываются примерно одинаковыми вследствие того, что листы обычно
сваривают в прижатом состоянии и в процессе сварки они
устойчивости не теряют. Если листы остывают также в прижатом
состоянии, то остаточные деформации укорочения можно изобразить
кривой ABBVAX. При остывании в свободном состоянии
пластическая деформация удлинения будет меньше, остаточные деформации
составят АСС-уАх.
В закрепленном состоянии усадочная сила будет
пропорциональна площади АВВ1А1, в то время как после потери
устойчивости усадочная сила будет пропорциональна площади ACCXAV
Изменение площади эпюры пластических деформаций вызывается
свободным сокращением металла в зоне пластических деформаций.
Решение задач об определении возможности потери
устойчивости распадается на две стадии:
а) определение схемы действия сил и условий закрепления
элементов по контуру;
б) собственно решение задачи о потере устойчивости.
В табл. 7 приведено несколько примеров постановки таких
задач. Напряжения, действующие в листовых элементах, опреде-
128
Таблица 7
Сварная конструкция
или элемент
Расчетная
схема
Действующие
напряжения
2Я,
Ус
•6ал1
йА
^
\\444^V4444VVV\4S'
б»
~ "ус i
• балки
Русе
(•+*)
/-/
1
,==^4—^
—1-г —|
l\
—J
нпжт
°'Z
пттттпт
бг_
-б.
CTl
о2
= 2Р^
Fi
= *?&.
Fu
ляются в предположении, что потери устойчивости не происходит.
Полученные напряжения сравниваются с критическими
напряжениями при аналогичной схеме нагружения листового элемента.
Если адл > акр, то произойдет потеря устойчивости. В примере 2
табл. 7 пояс сварного тавра испытывает напряжения сжатия от
усадочной силы Рус, а также от действия момента, создаваемого
этой силой. В таких случаях необходимо учитывать суммарное
воздействие от сил и моментов.
Определение перемещений, возникающих вследствие потери
устойчивости, представляет собой более сложную задачу, чем
определение критических сил.
Если направления действия усадочных сил не изменяются после
потери устойчивости, то для решения задачи можно испольвовать
зависимости перемещений от приложенных в закритической
области сил (ог>ст/ср) [31, 97]. Имея такого рода зависимость,
необходимо составить уравнение равновесия между действующими
усадочными силами и силами, вызывающими потерю устойчивости
элемента; при этом следует учесть изменение величины усадочной
силы под влиянием возникающих перемещений. Поясним это на
примере круглого листа, по контуру которого в прижатом
состоянии наплавлен валик, а остывание происходит в приспособлении,
5 в А. Винокуров 129
не позволяющем листу потерять устойчивость (рис. 94, а). Обварка
по контуру вызывает в листе в зоне Ьп остаточные растягивающие
напряжения аи и в зоне 2а сжимающие напряжения аГа. Между
этими напряжениями устанавливается равновесие, причем
происходит некоторое перемещение контура круга щ.
Для более наглядного представления обозначим радиальные
напряжения, действующие на кольцо Ьп, как аг, а радиальные
напряжения, действующие на круг 2а, как асж. На рис. 94, б
напряжения аг в зависимости от радиального перемещения и
представлены наклонной кривой. По мере увеличения перемеще-
(Мн/»г)кГ/пм>
О и,рие 0,1 0,2им
Рис. 94. Коробление круглой пластины,
обваренной по контуру:
а — схема действия сил; б — зависимости напряжений
w
и перемещения —г- от радиального перемещения и
ния и напряжения аг и at в кольце будут уменьшаться и при
некотором значении и окажутся равными нулю. Напряжения асж,
действующие в круге, будут возрастать с ростом и. В случае, когда
круг не теряет устойчивости, напряжения асж отмечены
пунктирной кривой /. Точка А соответствует равновесию напряжений
кольца и круга, радиальное перемещение составляет и0.
Допустим, что при а^. = акр (точка В на рис. 94, б) круг
теряет устойчивость, после чего сопротивление круга резко
уменьшается. С возрастанием перемещения и напряжения асж будут
увеличиваться по кривой 2. Очевидно, что в этом случае
равновесие круга и кольца будет достигнуто в точке С. Напряжения at
в кольце, связанные с напряжениями а, зависимостью
at^ar~, A43)
значительно уменьшатся по сравнению с напряжениями ot0,
которым соответствует точка А. После потери устойчивости круг
130
будет иметь максимальное перемещение, описываемое кривой до/в.
Для принятых соотношений на рис. 94, б прогиб, соответствующий
точке С, составит 2,26.
Таким образом, для решения аналогичных задач необходимо
располагать тремя характеристиками;
1. Величиной, характеризующей изменение усадочной силы
в зависимости от перемещения и. В данном примере это кривая ог.
Ввиду того что at, создающее усадочную силу, связано с аг
зависимостью A43), то ог в некотором масштабе отражает закон
изменения <х,.
2. Зависимостью, которая бы выражала связь между
напряжением, действующим на элемент, теряющий устойчивость, и
перемещением и в закритической области при асж > акр.
3. Зависимостью перемещений w (из плоскости) после потери
устойчивости от перемещений и.
На рис. 94, б представлены результаты вычислений для
конкретного случая: 2а = 30 см; Ь =» 2 см; толщина металла 6 =
=¦ 0,2 см, Е = 2 • 10* кГ1ммг B -105 Мн1м2). Остаточные
тангенциальные напряжения в зоне пластических деформаций, когда
пластинка находится в прижатом состоянии, ato = 30 кГ/мм2
(~300 Мн/м2); радиальные аГо = 4 кГ/мм2 (~40 Мн/м2).
Критические напряжения акр = 1,37 кПмм2 < о>0 = 4 кГ/мм2
определены по известной формуле для шарнирно опертой круглой
пластинки
окр = 0,385^-. A44)
Кривая 2 на рис. 94, б вычислена по результатам, приведенным
в работе [31 ] *. Там же дана формула для до в зависимости от ——
ш = 1,966 1/-HS3L— 1 . A45)
г акр
В научной литературе еще недостаточно освещены деформации
конструкций в закритической области при Р > Ркр. Это
затрудняет практическое решение подобного рода задач. В значительной
группе сварных конструкций устойчивость теряют только
нежесткие тонкостенные элементы, в то время как элементы более жесткие,
например каркас, устойчивости не теряют. Для определения
перемещений в таких конструкциях в закритической области может
быть рекомендован приближенный метод, допускающий, что
сокращение конструкции от усадки определяется не сопротивлением
элементов, потерявших устойчивость, а сопротивлением каркаса,
и что элемент, потерявший устойчивость, испытывает деформа-
* Перемещение и вычислено по напряжениям аф на контуре круглой
пластинки (рис. 9. 16 в работе [31]).
131
цию гкр. Зная величину &еок, екр и форму потери устойчивости
элемента, можно ориентировочно определить величину
перемещения. Величина перемещения определяется из условия, что разность
длин дуги и хорды, описываемая интегралом
М
J (-?-)'
dx
A46)
равна разности укорочения конструкции в целом и элемента,
потерявшего устойчивость,
Ы=(гсж—ЪкРI. A47)
где / — длина конструкции на участке потери устойчивости.
Фактически элемент, потерявший устойчивость, испытывает
деформацию, большую екр. Для компенсации этой погрешности
-too-
Т к^
50 §
улу,лмыиш,шш//г/.
?=7,Ш
во
9
0
Рис 95. К расчету деформаций тонкой стенки
крестовой балки
можно предполагать при определении ееж, что усадке
сопротивляется все поперечное сечение, в том числе и участки сечения с
тонкостенными элементами.
Поясним применение данного способа на примере расчета деформации тонкой
стенки стальной нержавеющей балки длиной 2 м (рис. 96, а), ат да 40 кГ/мм2
D00 Мн/м*)\ Е = 1,8 X 10* кГ/мм* (~1,8-106 Мн/мг). Пусть ширина зоны
пластических деформаций, где действуют остаточные напряжения, !=>40 кГ/мм*
D00 Мн/м1), равна 5 см. Площадь зоны пластических деформаций
Усадочное усилие
Sn = 5-0,6+ 5-0,2= 4 см%.
o>S„ = 16О00 кГ (~160 кн).
Площадь поперечного сечения балки
S6 = 40-0,6 + 40-0,2 = 32 сда.
Остаточные напряжения сжатия в балке
S6
16 000
3200
: 5 кГ/мм* E0 Мн/м*).
осж
1.8-10*
= 2,78-10-*.
132
Определим критическое напряжение сжатия в тонких стенках. Тонкую
стенку можно рассматривать как пластину, заделанную по одному краю
(рис. 95, б). Отношение —^ = -^ = 10. Поэтому в формуле A48) k' = 1,328 [31]
л2?02
g"p = *' 12A-^M* ? (М8)
акр = 2,16 кГ/жл2 B1,6 УИк/ж2);
с „ °КР 2'16 = 1 2 10-'
е«р- ? - 18.104 -^ 'и
Таким образом, есм; > гкр, в результате чего должна наступить потеря
устойчивости. Край тонкой стенки примет форму синусоиды (рис. 95, в), длина
полуволны которой равна /= 1,64В = 32,8 см [31]:
w = A sm
32,8
Подсчитаем амплитуду А в предположении, что край стенки после потери
устойчивости испытывает деформацию екр. Разница в длине отрезка ООг и
дуги ОтОх на длине одной полуволны составит
Д' = (Ъсж — Рад») 1,645= B,78-10-*— 1,2-10) 32,8 = 5,18-10 см.
Величину Д/ можно получить также интегрированием:
32,8 32,8
"-тПтг),*--гПЧг),-'т&*
Л2ла
о
Приравнивая Д/, найдем
4-32,8
Л2 л2
Л - = 5,18-Ю-3 си;
4-32,8
Л2 = 6,88 • 10-2 см\ А = 2,62 .ил.
На длине одной волны отклонение составит 2Л = 5,24 мм.
Наибольшую сложность представляют задачи, когда усадочные
силы меняют свое направление после потери устойчивости. В
качестве примера рассмотрим деформации коробления, возникающие
при сварке листов встык.
Схематизируем эпюру остаточных деформаций (рис. 96),
заменив ее прямоугольной, более простой в расчетах. Эта
схематизация необходима в отношении эпюры остаточных деформаций,
а не напряжений, так как эпюра остаточных деформаций выражает
собой в некотором масштабе величину усадочной силы. Решение
данной задачи выполняется энергетическим методом, поэтому
при допущениях и упрощениях необходимо соблюдать
равенства силовых и энергетических факторов, т. е. новая
прямоугольная эпюра должна быть эквивалентна первой как по равенству
5-1514 133
усадочных сил, так и по равенству величин потенциальных
энергий:
6.
I eycE dy — е0Е2Ь,ф;
-ь.
*i
j (гусЕ? dy = (80?K 2Ьпр.
A49)
A50)
-*i
После преобразования получаем а„ = е0Е и 2Ьпр. Под <т0
и 26пр следует понимать расчетные величины, удовлетворяющие
условиям A49) и A50). Задача
решается для протяженных в направлении
шва пластин, когда в расчетах можно
условно положить / -3"сю. Форма
сварных пластин после потери
устойчивости в направлении шва весьма близка
к дуге окружности (рис. 97).
Естественно поэтому, как это допускается в
задачах об устойчивости, принять в
качестве наиболее вероятной устойчивой
формы дугу окружности. Для
определения потенциальной энергии сварной
пластины после деформации проведем
некоторые искусственные
преобразования. Цель этих преобразований —
определить потенциальную энергию
пластины.
Допустим, что пластина со швом изогнута до радиуса кривизны а
God _.
и подперта распределенной нагрузкой q ~ так, чтобы в зоне
шириной 2Ьпр сохранялись напряжения о0 (рис. 98). При этом ос-
?А ¦
Центр тяжести сечения
Рис. 96. Замена
действительной эпюры остаточных
пластических деформаций гус
расчетной эпюрой е„
Центр приложения
усадочного усилия
Рис. 97. Искривление сваренных встык пластин
тальная часть пластины свободна от сжимающих напряжений.
По концам пластины приложены изгибающие моменты М, а по
краям у = ±В — моменты
1 —ц2
12а
134
устраняющие поворот краев пластины при изгибе вследствие
поперечной деформации. В пластине при этом действуют в зоне 2Ьпр:
поперечные напряжения
„ ?*? l Р?Е A51)
2а A — и2) ' аA-ц.2)
и продольные напряжения
a**h = °о —
дЕ
+ ¦
zE
2а A — ц2) ' аA— ix
A52)
в остальной части пластины
ЬЕ
ах = —
+
2а A-
гЕ
V)
A53)
а A — ц
где г — координата в направ-.
лении толщины.
Потенциальную энергию
в единице объема при
плоском напряженном состоянии
подсчитываем по формуле
U ^ ~2F (°* + °») — ~е~g*CTv
A54)
Используя уравнения A51) — A54), находим потенциальную
энергию в единице длины пластины путем интегрирования
4ЬЬпп . о0дЧп
Рис. 98. Схема действия условных
расчетных сил при изгибе пластины с
остаточными напряжениями а0
и,=
пр
+ ¦
"пр
+
ЕЬ3В
A55)
Е ' 4а ' 12а2 A— ц2) '
Приложенные к изогнутой пластине силы д и моменты М0
(см. рис. 98) являются фиктивными. Их необходимо снять,
определив приращение потенциальной энергии в единице длины
пластины. Прикладывая противоположные моменты —М0 на краях
у = ±В, получим отрицательную работу момента М0 на
собственном угловом перемещении 0; момент М0 вызовет также прогиб
пластины под силами д, которые совершат работу на этом
перемещении. Пользуясь теорией цилиндрической оболочки, находим
UM. = -2
УИо0
jj.2?66fe3 ch 2а — cos 2a
а = kB\
36 A - (х2)
sh 2а + sin 2а
V?)
б2а2
A56)
A57)
Перемещение wm„ для определения работы сил д находим
при у = 0:
UqMt = —q2bnpWM0 =
2fiCT063Afe2 cos ash a—sinacha /i co\
3(l-fi2)
sin 2a + sh 2a
135
Снимаем силы —q, находим прогиб в точке у — 0 и у = Ьпр
и приближенно вычисляем работу этих сил на среднем перемеще-
*>•-
V
2fe3?>
е-" (cos а — sin а)
и
кГн/см
(КИМ/м)
0,08
cos а sh а — sin а ch a
sin 2а + sh 2а
cos2 а ch а
-^Г-
fe3?>
sin 2а -f- sh 2а
g2a2bnP
~~Ш~ @~2е~У cos У—е~2у CDS2Y).
A59)
y~kbnp; D = ,9,f^„t, . A60)
12A —^)
Полная потенциальная энергия
пластины выражается как сумма
всех энергий:
иял = t/i + */*. + ^ + t/r
A61)
Зависимость
0,01
Рис. 99. Зависимость
потенциальной энергии сварной пластины от
ее кривизны; 1В = 30 см, 2Ьп„ =
= 4 см, б = 0,15 еж, ? =
= 2,1-10» кГ/см2, ц = 0,3
потенциальной
энергии сварной пластины от ее
кривизны — показана на рис.99.
0,0?±f/w Для каждого значения а0 кри-
а вые имеют два экстремума
а
при
это неустойчивое
равновесие и при минимальном
значении UnJl — устойчивое
равновесие. Кривая а0 = 0,
соответствующая изгибу пластины без остаточных напряжений,
указывает на одну устойчивую форму равновесия — плоскую.
Пластина изогнется до такой кривизны —, при которой ее
потенциальная энергия будет минимальной. Математически это условие
выразится так:
дим
да
= 0.
A62)
Используя условие A62), находим зависимость кривизны
пластины — от параметров напряженного состояния и размеров
пластины (рис. 100).
136
Полученное решение вскрывает механизм коробления листов,
сваренных встык. Искривление листов по дуге окружности
является не изгибом, а своеобразной формой потери устойчивости
от остаточных напряжений. Пластина, искривляясь в двух
направлениях (см. рис. 97), принимает такую форму, когда зона шва
с растягивающими напряжениями оказывается на наименьшем
2 В'600 мм;б= 50,4 ki/hh2E04Mh/m>)
Li/см
0,012
0/108
0,004
8*
1,5 мм; 2Ьпр=
В =75мм.
В'
150
300
\
\
500мм^
\ /
\
л
i
40мм
Li 1см
0,008
0,004
0
\\
Ьпр=30мн
'
О
20
'10
/
500
100
3 8мм
150бкГ/ммг
8*1,5 мц; 2Ь„р°Мнн <т0'1Мн/м2) 2В'600мм; б~50МГ/мнЩ0ЬМн1нг)
Li/cm
0,008
0,004
%*
ф,
400 В мм
10
20
ЬррММ
Рис. 100. Зависимость кривизны пластины от расчетных остаточных
напряжений о0, ширины половины пластины В, толщины 6 и половины
ширины расчетной зоны пластических деформаций Ьпр
расстоянии от центра кривизны. Такое положение резко
уменьшает растягивающие напряжения в зоне пластических
деформаций и, как следствие, уменьшает накопленную потенциальную
энергию. Освобождающаяся энергия частично расходуется' на
энергию изгиба пластины.
Искривление можно объяснить также, основываясь на
равновесии сил. Действительно, пластина искривляется в поперечном
сечении так (см. рис. 97, сеч. А— А), что зона действия усадочной
силы оказывается смещенной относительно центра тяжести
сечения пластины. Это обусловливает появление изгибающего момента
и искривление пластины в продольном направлении.
137
Полученные результаты дают также представление о величине
искривления в зависимости от толщины б и ширины листов 25,
а также от свойств металла и режима сварки. Свойства металла,
в частности, проявляются через расчетное напряжение а0 и модуль
упругости Е, а режим сварки оказывает влияние на расчетную
ширину зоны пластических деформаций 2Ьпр.
8=1,5мм; 2Ьпр=<Юмм 26=600 мм;^50,Ы/ммЦ50ЧМн/м*)
I I I I I I I I U I" 1 1 \ i 1
20 40 ВО 80бкГ/ммг 0,5 1,0 1,5 2,0 2,5 Sмм
?-М3 5Ч,5мм;2Ь„р=и0мм ?-Ю3 2В^600мм;б'50ЛкГ/мм!ЩМф')
100 200 300 if 00 В мм 0 10 20 Ьп„мм
Рис. 101. Зависимость усадки зоны шва пластины от а0, В, 6 и Ьпр
Зная кривизну—, можно определить величину усадки листов,
потерявших устойчивость:
где wx=o — прогиб в зоне шва от фиктивных сил q и краевого
момента Мй.
Пунктирной линией на рис. 101 показана усадка швов пластин,
находящихся в зажатом состоянии. Швы пластин, которые
деформируются свободно, сокращаются во много раз больше, чем
прижатые к плоскости, остаточные напряжения при этом уменьшаются.
Например, пластина с полушириной зоны пластических
деформаций Ьпр = 30 мм и б = 1,5 мм (см. рис. 101) испытывает дефор-
138
мацию усадки е^ = 1,4-Ю-3, что соответствует снижению
остаточных напряжений в стали на величину а = е с Е = 1,4• Ю-3х
/2-Ю4 = 28 кГ/мм2 B80 Мн/м2).
Многочисленные измерения деформаций пластин из
нержавеющих и низкоуглеродистых сталей, а также из титановых сплавов
подтвердили справедливость полученных зависимостей. Заметное
расхождение расчетных и экспериментальных данных
обнаруживается лишь на узких пластинах, когда
2В<т = Т^=* A64)
V 3A-ц2)
С увеличением толщины металла при прочих равных условиях
деформаци-и коробления уменьшаются. Однако они могут
возникать даже в пластинах довольно значительной толщины.
Глава V. ДЕФОРМАЦИИ, НАПРЯЖЕНИЯ
И ПЕРЕМЕЩЕНИЯ, ВОЗНИКАЮЩИЕ ПРИ СВАРКЕ
ЭЛЕМЕНТОВ ЕМКОСТЕЙ И ОБОЛОЧЕК
36. ОБРАЗОВАНИЕ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
ПРИ СВАРКЕ ОБОЛОЧЕК
Разнообразие конструктивных вариантов сварных соединений
в цилиндрических и сферических оболочках довольно велико
(рис. 102). Простейшими стыковыми соединениями являются
продольные швы цилиндрических оболочек, кольцевые швы на
цилиндрах и сферах, круговые швы на цилиндрических и
сферических поверхностях и, как частный случай, круговые швы на
плоских листовых элементах. Отдельные листовые элементы оболочек
имеют пониженную жесткость по сравнению с другими сварными
конструкциями. Поэтому в процессе нагрева и остывания в ряде
случаев образование остаточных напряжений и деформаций
происходит иначе, чем при жестком закреплении этих элементов.
Отличие состоит в том, что в процессе нагрева, несмотря на
закрепления, листовые элементы могут перемещаться в направлении,
перпендикулярном плоскости листа. Такие явления наблюдаются
при сварке кольцевых и круговых швов. Указанные перемещения
изменяют условия пластической деформации в зоне сварки. В
процессе остывания усадочные силы, не встречая значительного
сопротивления со стороны окружающих гибких элементов, вызывают
их повышенную деформацию. Вследствие этого в зоне пластических
деформаций не протекают столь значительные пластические
деформации удлинения, которые обычно имеются в жестких
конструкциях. Отсюда повышенные значения величины усадочной
силы и как результат повышенные деформации конструкций.
Остаточные перемещения после сварки в таких случаях весьма
значительны.
Освобождение деталей из приспособлений приводит к
перераспределению остаточных напряжений. Продольные напряжения
в швах снижаются за счет возрастания деформаций конструкции.
В круговых швах, особенно малого диаметра, образуются
значительные деформации и напряжения в радиальном направлении.
140
Сочетание этих напряжений со специфическими свойствами
металлов и окружающей среды может вызвать замедленные разрушения
или коррозионное растрескивание сварных соединений.
В оболочковых конструкциях ответственного назначения
применяют, как правило, сплавы, обеспечивающие высокую прочность
при наименьшем весе. Высокие значения пределов текучести
сталей способствуют образованию значительных усадочных усилий.
Титановые и алюминиевые сплавы имеют меньшее в 2—3 раза
значение модуля упругости Е, чем стали. Это снижает жесткость
конструкций и сопротивление их сварочным деформациям. С дру-
Рис. 102. Простейшие типы сварных стыковых соединений в элементах оболочек:
а, б — продольный и кольцевой шов в цилиндрической оболочке; в — кольцевой шов
в сферической оболочке; г — круговые швы в цилиндрической оболочке; д — то же,
в сферической оболочке; е — то же, в плоском листе; ж — кольцевой шов в торовой
оболочке
гой стороны, использование мартенситных сталей, имеющих зоны
структурных превращений с остаточными напряжениями сжатия,
позволяет получать усадочные силы, близкие к нулю [102].
Разумеется, не следует переоценивать возможности такого способа
борьбы с деформациями, однако в некоторых случаях он может
быть использован как дополнительное средство уменьшения
деформаций.
Наиболее распространенными в конструкциях оболочек
являются соединения встык и нахлесточные под контактную
роликовую и точечную сварку. Соединения этих типов наиболее легко
поддаются правке прокаткой роликами зоны сварного соединения.
Исключение составляют круговые швы, в которых не удается
устранить поперечную усадку прокаткой. Для таких соединений
в последнее время также разработан эффективный способ борьбы
с деформациями и напряжениями (п. 67).
141
37. НАПРЯЖЕНИЯ В КРУГОВЫХ СТЫКОВЫХ ШВАХ
НА ПЛОСКОСТИ
Встречаются различные варианты сочетаний деталей,
свариваемых стыковым круговым швом (см. рис. 102, е). Величина и
распределение остаточных напряжений в этом случае зависят от
жесткости деталей и режима сварки. В общем случае задача о
распределении напряжений в круговом сварном соединении до сих пор
не решена Ч Однако характер распределения напряжений в
низкоуглеродистых сталях и пути приближенного решения могут
быть указаны. Несмотря на то, что круговой шов сваривается
неодновременно и условия образования деформаций металла, стро-
Рис. 103. Распределение напряжений в пластине с круговым швом:
а — пластина с круговым швом; б — различные случаи распределения вг и 0{ в зоне 2
в зависимости от соотношения жесткости элементов в зонах 1 а 3; в — распределение
напряжений по оси г
го говоря, различны в различных зонах по окружности, задачу
о напряжениях в круговом шве в первом приближении можно
рассматривать как осесимметричную.
В круговом сварном соединении следует различать три
основные зоны: внутреннюю /, среднюю 2 и внешнюю 3 (рис. 103, а).
Зона 2 соответствует зоне растягивающих напряжений в обычном
прямолинейном шве и характеризуется, как правило, высокими
напряжениями atl, близкими к пределу текучести. Допустим, что
на внутреннюю зону действует напряжение аг _ , на
внешнюю аг . Вследствие уравновешенности кольца 2 всегда ог _ >
Г> 07 х . В низкоуглеродистых и аустенитных сталях зона 2
находится в состоянии пластической деформации. Поэтому в ней
соблюдается условие пластичности
о2г +0-2 —оа. — о* =0. A65)
1 Г. Б. Талыпов [106] предпринял попытку решить задачу для случая на
рис. 111, а, не учитывая величину Ада„, существенно влияющую на
распределение напряжений; вследствие этого решение следует признать недостаточно точным.
142
Решая уравнение A65) относительно о<а, находим
*.->± W-K-
A66)
Подставляя atl из уравнения A66) в дифференциальное
уравнение равновесия A67)
for
находим дифференциальное уравнение A68)
da.
>+^1^--Н
0.
A67)
A68)
Для данного случая, так как в зоне 2 о1г >> аГг, согласно
уравнению A66) берем верхний знак. Дальнейшие преобразования
выполняются с одним знаком. Интегрируем дифференциальное
уравнение A68):
In г + С = ¦
v4
2 _
V
arcsln
v:
-\- arcsin
A69)
4 > "'^"' у 4 aT
Обозначим размер зоны / rlt а зоны 2rt. Подставим в уравнение
A69) вначале краевое условие г = rlt аг, = ог , а затем краевое
условие г = г2 оГ2 = Ог2 3- После подстановки краевых условий
найдем разность полученных уравнений и преобразуем:
In
In
}Л*-
3 2
TVs
о'«-2УЧ~
3 2
i4_3
/4-[—(|/А»-аГс51п(/А^)
A70)
Из уравнения A70) следует, что конкретному значению аг
при определенных гг и г2 соответствует конкретное значение
напряжения а, и вполне конкретное распределение напряжений во
всей зоне 2. На рис. 103, б показано несколько распределений
напряжений аГг и аи, удовлетворяющих уравнению A69). Во всех
трех случаях значения Oi2 близки к пределу текучести стт.
Отклонения 0B от ат обусловлены условием пластичности A65) по
энергетической теории, согласно которой пластическая деформация
происходит тогда, когда эквивалентное напряжение 0; для
плоского напряженного состояния равно от:
о»«= с* +о? —со, =о2. A71)
I г, i t, г, t, т '
143
Напряжения аГ{ в зоне / могут быть сжимающими,
растягивающими или, в частном случае, равными нулю. Величина этих
напряжений в каждом конкретном случае зависит от соотношения
жесткости элементов в зоне /ив зоне 3, от радиуса г20 (см. рис. 103)
и соотношения между величиной поперечного сближения при
сварке, пропорционального 2 -^—^—, и шириной зоны
продольных пластических деформаций 2Ьп. Установить
количественную связь между всеми этими величинами в настоящее время пока
затруднительно.
Однако в любом случае имеется следующая тенденция:
поперечная усадка и в зоне /, и в зоне 3 вызывает растягивающие
напряжения аг, продольная (в данном случае окружная) усадка
вызывает в зоне / сжимающие напряжения аг, а в зоне 3 —
растягивающие. Значение аг в зоне / зависит от того, какой фактор
преобладает. Можно также указать на качественную связь,
которая обнаруживается при экспериментальных измерениях. При
больших размерах зоны 3 и малых размерах зоны 1 поперечная
усадка преобладает, и в зоне / действуют растягивающие
напряжения. Если зона / представляет особо жесткую бобышку или фланец
относительно небольшого диаметра (до 100—200 мм), то
напряжения аг в ней обычно растягивающие. Если зона / является
элементом листовым или малого диаметра, то зоны 1 к 2 сливаются,
ог — ot = от. Это происходит при значительном нагреве зоны 1
в процессе сварки. Указанный случай совпадает с осесимметрич-
ным центральным разогревом листа (п. 22).
Сжимающие напряжения ае в зоне 1 наблюдаются при
относительно малой жесткости элемента в зоне 3, например при приварке
узкого кольца; окружное сокращение почти полностью передается
на зону /, вызывая в ней сжатие. При значительном поперечном
сокращении и больших пластических деформациях металла
в зоне 2 возможно образование пластической области в зоне За
(рис. 103, в).
В уравнении A70) два неизвестных: аг и о>2_з. Для их
определения необходимо составить уравнение, связывающее
радиальные перемещения и в каждой зоне с величиной Д„0„, возникающей
в момент сварки, и величиной пластической деформации в
окружном направлении. На рис. 103 эпюры напряжений схематизированы.
Представленные эпюры необходимы для качественного понимания
закономерностей распределения напряжений. На рис. 104
показаны экспериментальные значения напряжений в титановых
круглых пластинах после сварки круговых швов разного диаме.ра [103].
По мере уменьшения диаметра кругового шва сжимающие
напряжения аг в центре пластинки переходят в растягивающие.
Распределение напряжений в примере на рис. 103 определялось
в предположении отсутствия потери устойчивости. Характер
напряжений резко изменяется при короблении. Сопротивление листа
144
в зоне 3 после потери устойчивости уменьшается, в результате чего
в зоне / могут появиться напряжения сжатия даже при больших
размерах зоны 3.
Рис. 104. Остаточные напряжения в круговых
сварных соединениях в пластине из титанового сплава
ОТ4 [103]
38. ПРОДОЛЬНЫЕ И КОЛЬЦЕВЫЕ ОДНОПРОХОДНЫЕ ШВЫ
В ОБОЛОЧКАХ
Образование и распределение напряжений в продольных швах
цилиндрических обечаек при сварке с закреплением в
приспособлении ничем принципиально не отличается от сварки двух листов
встык. Вследствие гибкости оболочки поперечная усадка
происходит беспрепятственно. Остаточные напряжения практически
одноосные.
После освобождения из приспособлений обечайка
деформируется, как если бы на нее действовала некоторая сила Рус,
равная усадочной силе (рис. 105). Короткие обечайки (см. рис. 105)
получают местный прогиб /, который в некоторых случаях
измеряется десятками миллиметров. При этом в сечении А—A Z>i<3
145
<? Dhom, а у краев D 2 B> DmM. Так как периметр остается
неизменным, то в перпендикулярных направлениях размеры также
изменяются. У длинных обечаек возникает некоторое искривление
оси (особенно у труб) (рис. 105, б), а также некоторая овальность
на краях (рис. 105, а). В результате появляются дополнительные
напряжения изгиба, которые можно определить, измерив
искажение начальных размеров.
Если сварка кольцевого шва производится на жестком
внутреннем подкладном кольце, а края свариваемых обечаек не могут
подниматься и отрываться от кольца вследствие их нагрева и
расширения, то после сварки и остывания остаточные напряжения at
являются одноосными и практически мало меняются по окруж-
Рис. 105. Деформации цилиндрических
оболочек от продольных швов:
а — коротких; б — длинных
ности. Растягивающие напряжения в этот момент
уравновешиваются в основном за счет реакции q со стороны внутреннего
жесткого кольца (рис. 106, а). Эпюра q повторяет в некотором
масштабе эпюру at:
4 а
A72)
После съема кольца реакции q по всей окружности снимаются
и вызывают прогиб оболочки (рис. 106, б). Для упрощения
расчетов криволинейную эпюру q можно заменить прямолинейной по
ширине расчетной зоны пластических деформаций 2Ь„Р (рис. 106, в).
При этом можно вычислить прогибы и дополнительные
напряжения от изгиба и окружного сокращения. Для точек А на
участке 2 Ь,
пр
т^ = ш^-
е &<:cos kc -
--м
созЫ)-
A73)
Для точки В
wb = -wk le~k f-'^cos k {y-bnp) -
e-4y+bnp)cosk(y + bnp)]t
A74)
146
где
-V-
3A -^2)
а262 "
A75)
Аналогично можно подсчитать прогибы от кольцевого шва
в сферической, тороидальной и конической оболочках, используя
соответствующие уравнения из теории оболочек. Теоретические
величины и характер распределения перемещений w после сварки
кольцевого шва подтверждаются экспериментально. На рис. 106, г
показана экспериментальная кривая перемещений
цилиндрической оболочки 2а — 145 см; б = 1,5 мм из нержавеющей стали
ч"
Щ-
Y\V
б
t
\NSJ
\
ММ
0
1
'~-
У.
а)
5)
в)
Щ^ у
JM
-120 -SO
-40 0
40
мм
Рис. 10&. Образование перемещений и остаточных напряжений в воне кольце-
&¦¦.*¦ вого шва цилиндрической оболочки:
а — реакция д со стороны кольца и напряжения а( в окружном направлении оболочки?
б — фиктивные силы д, вызывающие радиальный прогиб оболочки w, в — расчетная.
нагрузка д и расчетные напряжения а^; г — экспериментально определенный прогив
оболочки от кольцевого шва
ЭИ654 после аргоно-дуговой однопроходной сварки обечаек встык
на подкладном кольце. Сокращение периметра в зоне шва
составляет около 9 мм и стабильно при постоянстве режима сварки:
№ шва
Сокращение
периметра
в мм
1
9,2
2
9,9
3
9,0
4
8,6
5
9,5
6
8,1
7
10,1
Среднее
9,2
Колебания относительно среднего значения составляют 10 —
12%.
147
Прогибы оболочек, возникающие после снятия жесткого кольца,
вызывают перераспределение остаточных напряжений. Во-первых,
возникают значительные напряжения изгиба поперек шва: внутри
оболочки они растягивающие, снаружи — сжимающие (рис. 107, а).
Во-вторых, за счет корсетного сокращения растягивающие
напряжения в шве уменьшаются (см. рис. 106, в). У металлов с большим
запасом температурной деформации, у которых аост = аТ, умень-
Рис. 107. Остаточные
напряжения в кольцевом
шве цилиндрической
оболочки из титанового
сплава ОТ4:
а — оболочка; б —
напряжения: окружные о"» и поперек
шва, о"_ — на внутренней
гв
поверхности, oz
ружной поверхности
шение напряжений в шве после снятия жесткого распорного кольца
можно подсчитать по формуле
До
°™± Е = - ат A - e-kbnp cos kbnp).
A76)
Полное остаточное напряжение в шве определится как разность
напряжений ат и Аа:
О Л/Г/71 " vf
Ас
ате kb"Pcoskbnp.
A77)
При kbnp t> -о- напряжения в шве могут оказаться
сжимающими, в то время как остальная часть зоны пластических
деформаций растянута. У металлов с малым запасом температурной
деформации, например у титановых сплавов, растягивающие
напряжения в кольцевом шве снижаются даже при сварке и
остывании шва на весу (рис. 107, б). В пластинах- из титанового сплава
ОТ4 продольные остаточные напряжения составляют 30—40 кГ/см2
148
C00—400 MhIm2), в кольцевых швах они могут быть равны 5—
Ю кГ/мм2 E0—100 Мн/м2) и ниже.
Сокращение оболочек от кольцевых швов возникает также
после приварки кольцевых элементов жесткости дуговой или
контактной сваркой. Однако не во всех случаях сварка кольцевых
швов сопровождается сокращением шва. При сварке кольцевых
швов на алюминиевых сплавах диаметр в зоне шва может
увеличиться. Это объясняется тем, что металл вследствие нагрева
расширяется и перемещается в радиальном направлении. У
металлов с малой теплопроводностью тепло в основном сосредоточено
в зоне высоких температур, где ат мало и эти перемещения не столь
20 16 11 8 4- 0 4 8 12 см
а)
Рис. 108. Перемещения в зоне кольцевого шва цилиндрической оболочки
из алюминиевого сплава:
а — временные в процессе сварки; источник тепла находится в точке О; б — остаточные,
приводящие к смещению элементов:
1 и 2 — места установки индикаторов и кривые, соответствующие показаниям
индикаторов
значительны. В алюминиевых сплавах тепло распространяется
на значительное расстояние впереди и в стороны, вызывая
подогрев участков, где упругие свойства еще высоки. Эти участки,
расширяясь, вызывают перемещения листов и зоны ванны в
радиальном направлении. Перемещения оказываются настолько
значительными, что в высокотемпературной области, по-видимому,
возникают пластические деформации удлинения. Об этом
свидетельствуют остаточные прогибы оболочек, направленные наружу,
а также непосредственные измерения перемещений в процессе
сварки (рис. 108) [61].
При сварке кольцевым швом различных по жесткости
элементов перемещения в момент сварки различны (рис. 108, б). В
результате этого образуется ступенька, которая может стать
серьезным дефектом, снижающим прочность сосуда.
Характер деформации от кольцевых швов на сферических и
тороидальных оболочках аналогичен деформациям на цилиндрах.
149
39. КРУГОВЫЕ ОДНОПРОХОДНЫЕ ШВЫ В ОБОЛОЧКАХ
Отличие круговых швов от кольцевых состоит в том, что в
кольцевых швах поперечная усадка происходит беспрепятственно, в то
время как в круговых швах имеется определенное сопротивление
поперечной усадке. С помощью круговых швов в оболочки
вваривают различные фланцы, патрубки и другие элементы.
На сферических оболочках круговой шов всегда расположен
водной плоскости, и деформации от него, как правило, осесиммет-
ричны, несмотря на неодновременность заварки шва по всей длине.
Характер возникающих деформаций зависит от диаметров обо-
Рис. 109. Определение остаточных перемещений в зоне кругового шва
сферической оболочки:
а, б — сваренные оболочки: в — действие сил Р и моментов М при расчете деформаций от
поперечной усадки; е — действие расчетных фиктивных сил q при расчете деформаций от,
продольной усадки
лочки и кругового шва, жесткости и конфигурации свариваемых
элементов, а также от величины продольной и поперечной усадки.
Задача определения деформаций от кругового шва является одной
из наиболее сложных. Обычно наблюдается нарушение
сферичности в зоне кругового шва с приближением ввариваемого элемента
к центру сферы (рис. 109, а). В первом приближении характер
деформаций может быть определен следующим образом.
Необходимо найти отдельно деформации от поперечной усадки (рис. 109, в)
и деформации от продольной усадки шва (рис. 109, г).
Деформации от поперечной усадки А„0„ представим как
перемещение А = Апоп sin а плюс перемещения, возникающие от
сил Р и М, которые, в свою очередь, находятся из следующих
уравнений:
0, - 02; A78)
1 Oil + 1»И =» Anoncosa. A79)
где 0 и t> -— соответственно угловое и горизонтальное
перемещения от Р и М деталей 1 и 2.
150
Деформации от продольной усадки круговых швов при сварке
в зажимном приспособлении находят, решая упругую задачу от
сил <? (рис. 109, г). Интенсивность сил q на единицу длины дуги
<7 = -^|^-, A80)
где а^т — средние остаточные напряжения в зоне пластических
деформаций 2Ьп, когда изделие находится в
закрепленном положении.
При сварке без закреплений фиктивные силы q могут
значительно превосходить значения, полученные из формулы A80).
В этом случае силы q находятся по формуле A81):
+4(-т"?)' <181>
26 , 26/2t;o
d
где v0 — горизонтальное перемещение в зоне шва, возникающее
от сил q в зоне 2Ьп, действующих в горизонтальной
плоскости.
Так как перемещения оболочек (в частности, и) прямо
пропорциональны силам q, то можно в общем виде представить
v = qF. A82)
Для зоны шва, в частности,
»о = QF0, A83)
где F — функция перемещений, зависящая от координат точек
оболочки и ее геометрических размеров;
F0 — значение функции F в зоне шва.
Подставляя A83) в A81), находим величину расчетной нагрузки
Подставляя A84) в A82), находим перемещения
v - та^г F ¦ <185>
Изложенный выше путь решения задачи может быть применен
и в других случаях, например в случае на рис. 109, б. Однако
здесь затруднительно определить перемещения при наличии
жесткого кольца.
Остаточные напряжения в круговых швах в окружном
направлении обычно велики и могут достигать аТ. Однако в некоторых
случаях они, так же как и средние остаточные напряжения в
направлении поперек шва, могут изменяться в широких пределах.
Напряжения поперек шва могут изменяться от нулевых
значений до значений, близких к ат (см. рис. 103, б).
Большие поперечные напряжения нередко являются причиной разру-
151
шения в круговых швах. Вследствие деформации оболочки
возникают также напряжения изгиба.
Деформации от круговых швов на цилиндрических оболочках
имеют сложный характер. Поперечная усадка в зонах Л (рис. 110, а)
сама по себе существенно не искажает формы оболочек, так как
направлена вдоль прямолинейной образующей по оси. Поперечная
и продольная усадка в зонах В создают перемещение детали /
внутрь цилиндра (рис. ПО, б). Вследствие жесткости детали / про-
//, /-/
Рис. ПО. Остаточные перемещения при вварке эле^
мента круговым швом в цилиндрическую оболочку:
а, б, в — оболочка и характер остаточных перемещений;
г — схема действия фиктивных расчетных сил qx и qa для
определения деформаций при усадке после кругового нагрева
исходит совместное перемещение детали и оболочки в зонах А,
в результате прямолинейная образующая также искривляется
(рис. 110, в).
При точечном разогреве сферической или цилиндрической
оболочки, например при приварке небольшой детали коротким
швом, в процессе усадки также возникают деформации. Схема
действия фиктивных расчетных сил при определении деформаций
показана на рис. ПО, г:
<7i=<72-2g-« (I86)
После остывания зона шва и прилегающие к нему участки
перемещаются в направлении к центру оболочки. При значительном
числе точек оболочка вследствие искажений покрывается «рябью»
и теряет правильную геометрическую форму.
152
40. ПОТЕРЯ УСТОЙЧИВОСТИ ЭЛЕМЕНТОВ ОБОЛОЧЕК
Наиболее подвержены деформациям потери устойчивости
плоские листовые элементы. Деформации, возникающие на
оболочках, в большинстве случаев по своему характеру не являются
деформациями потери устойчивости, а относятся к обычным
деформациям изгиба, хотя по форме и имеют много общего. Потеря
устойчивости оболочек от сварочных напряжений при отсутствии рабо-
Рис. 111. Примеры потери устойчивости листовых элементов
оболочек:
а, б, в — в цилиндрической оболочке от кольцевого шва; г, д— от
кругового шва в плоском днище; е, ж — от кругового шва при вварке фланца в
лист; а — от круговых роликовых швов в гофрированном днище
чих нагрузок относительно редкое явление. Например, при сварке
кольцевого шва плавлением по предварительно сваренному
роликовым швом шпангоуту с листом в основном металле вследствие
окружного сокращения возникли напряжения сжатия at, в зоне
сечения А—А (рис. 111, а). Так как толщина обшивки
составляла 0,6 мм, а диаметр оболочки был значительным, на участке
шириной около 30 мм по всей окружности образовались волны
синусоидального характера с шагом 30—50 мм.
153
Точечные сварные соединения на оболочках и плоских
элементах толщиной 0,5—0,6 мм и менее также нередко вызывают
коробление металла (рис. 111, б). Развертка сечения Б—Б по
окружности вокруг точки дает четыре полуволны.
Наиболее часто деформации потери устойчивости возникают
в плоских листовых элементах от круговых и кольцевых швов.
Широко известны деформации плоских днищ резервуаров,
возникающие при заварке кольцевого шва нижнего пояса (рис. 111, г),
а также сосудов меньших размеров (рис. 111, д). В результате
роликовой сварки гофрированного днища, поперечное сечение
которого показано на рис. 111, з, наружное и внутреннее кольца
жесткости имели около 10 полуволн по окружности с максимальным
бг«р8г?
j±u?r«P
Рис. 112. График зависимости радиального крити-
ческого напряжения от отношения —,
D== ^
12A-ц2)
отклонением от плоскости до 50 мм. Гофрированный тонкий лист
имел «хлопуны». Деформации были устранены прокаткой швов
роликами.
Трудно поддающиеся устранению деформации потери
устойчивости возникают при вварке в плоские элементы круглых
фланцев, бобышек и т. п. (рис. 111, ё). Деформации имеют
синусоидальный характер при развертке окружности в линию. Потеря
устойчивости наступает в результате того, что растягивающие
напряжения а,, действующие по краю зоны пластических деформаций
(рис. Ill', ж), создают сжимающие тангенциальные напряжения at.
Напряжения о> , при которых наступает потеря устойчивости,
можно определить по кривым на рис. 112.
На рис. 112 показана зависимость —^— от отношения -^-для
двух случаев 1 и 2 закрепления листа по контуру, там же
154
приведено число полуволн, по которым лист теряет
устойчивость. Листы больших размеров теряют устойчивость по четырем
полуволнам. При малых отношениях — возможны формы с
большим числом полуволн.
Действительный характер закрепления листа в зоне
пластических деформаций примерно соответствует промежуточным
условиям между жесткой заделкой и шарнирным опиранием. Если лист
по наружному контуру не закреплен (свободный край), потеря
устойчивости наступит при еще меньших значениях а,, чем в
случае жесткой заделки. Расчеты показывают, что потеря
устойчивости листов происходит при относительно небольших значениях
радиальных напряжений аг. При уменьшении радиуса гх потеря
устойчивости наступает при более высоких аг .
В качестве примера рассмотрим возможность потери
устойчивости листа толщиной б = 1 мм, если остаточные напряжения ог
на границе пластической и упругой зон равны -~ , ат— 50 кГ/мм2
E00 Мн/м2), Е = 2-Ю4 кГ/мм2 B-10s Мн/м2). В лист диаметром
120 см вваривают элемент диаметром 3 см. Диаметр пластической
зоны, где аг = -~ , равен 6 см; гх — 3 см. По кривой 2 на
V 3
рис. 112 находим при — = 20
'кР 1 = Ю; ог = 10 -Д5- = 20-4 кГ/мм2 (~ 204 Мн1м2).
50
Остаточные напряжения аг =* -^= — 28,9 /с/7мм2B89Мн/м2).
Это указывает на то, что потеря устойчивости произойдет.
В бесконечно большой пластине, когда г2 ->¦ °°> потерю
устойчивости вызывают растягивающие напряжения аг, приложенные
по внутреннему краю, независимо от условий закрепления [31]:
%>=7^vT (I87)
Структура формулы A87) указывает на роль толщины
металла б, радиуса зоны пластических деформаций сварного
соединения гх и модуля упругости Е при потере устойчивости плоского
листа. Конструкции из титановых сплавов с ?^A-н
-r-1,05) 104 кГ/мм2 (~108 Мн/м2) и алюминиевых сплавов с Е ^
ss0,7-104 кГ/мм2 (-~0,7-105 Мн/м2) более подвержены
короблению, чем конструкции из стали с Е да 2 • 104 кГ/мм2 (~ 2 • MP Мн/м2)
при одинаковом усадочном усилии.
155
41. ПРОДОЛЬНЫЕ И КОЛЬЦЕВЫЕ ШВЫ
В ЦИЛИНДРИЧЕСКИХ ТОЛСТОСТЕННЫХ СОСУДАХ
При сварке прямолинейных многослойных швов распределение
остаточных напряжений зависит от последовательности укладки
валиков в разделку. При сварке продольного шва обечайки с X-
образной разделкой возникают остаточные напряжения,
аналогичные напряжениям при сварке двух пластин встык с Х-образ-
ной. разделкой. Препятствие поперечной усадке со стороны
цилиндра обычно незначительно, поэтому влиянием жесткости
цилиндра можно пренебречь.
Возникающая на единице длины в замкнутом кольце сила Рх
зависит от поперечной усадки и жесткости цилиндра:
Р ДяОпСО /1QQ\
При сварке продольных швов с а-образной разделкой жесткость
цилиндра влияет на угловые деформации, что, в свою очередь,
изменяет эпюру ау. Напряжения растяжения в корне шва и в
особенности пластические деформации удлинения уменьшаются.
В некоторых случаях в корне шва могут даже появиться
напряжения сжатия. Угловая деформация р от усадки шва вызывает
появление примерно равномерного по периметру цилиндра момента Мг:
"i=W- <189>
В начальный период сварки угловые перемещения, которые
должны были бы возникать при свободном перемещении деталей,
велики, однако момент сопротивления заваренного шва
незначителен и угловой поворот не возникает. Лишь после заварки
значительной части разделки начнется поворот в зоне шва, который
незначителен вследствие образовавшейся жесткости самого шва.
Следовательно, при сварке жестких цилиндров в корне
продольного многослойного V-образного шва значительных растягивающих
напряжений и пластических деформаций возникнуть не может.
При сварке кольцевых швов с V-образной разделкой оболочка
влияет на образование остаточных напряжений. Создаются
условия, при которых невозможна беспрепятственная угловая
деформация; интенсивность деформирования металла корня шва
понижается. Приближенное исследование напряжений в кольцевых
швах позволяет ориентировочно судить о процессах развития
деформаций в корне шва на протяжении всего процесса сварки [15].
Несмотря на то, что характер распределения поперечных
напряжений в кольцевых многослойных швах (рис. 113) сходен с
характером напряжений в прямолинейных швах, существует
качественное различие в эпюрах. В кольцевых швах в ряде случаев
отсутствует пластическая деформация в корне шва, в то время как
166
в прямолинейных, свариваемых в свободном состоянии,
пластическая деформация в корне шва значительна.
)Кесткость оболочки влияет на характер напряжений в корне
многослойного шва. При увеличении диаметра остаточные
напряжения в корне шва возрастают.Возможны даже разрушения в корне
шва вследствие исчерпания пластичности металла. Продольные
напряжения охв кольцевых многослойных швах практически мало
отличаются от напряжений в прямолинейных швах. Деформации
обечаек от многослойных швов невелики и обычно в производстве
затруднений не вызывают.
При электрошлаковой сварке продольного шва в цилиндре
могут возникнуть заметные напряжения изгиба от поперечного
сокращения шва после сварки. В этом
отношении более предпочтительна одновременная
сварка двух швов при формировании
оболочки из двух корыт. В остальном
образование напряжений в продольных
электрошлаковых швах происходит так же,как
и в прямолинейных. Временные
деформации в процессе сварки продольных швов
подчиняются тем же закономерностям, что
и прямолинейные швы в пластинах. В
кольцевых швах происходят те же
явления, что и в прямолинейных швах (п. 34),
но вследствие иной конфигурации стыка
перемещения свариваемых деталей имеют
более сложный характер (рис. 114, а и б).
На рисунке представлены развертки периметров цилиндров.
При электрошлаковой сварке кольцевых соединений
сокращения металла при остывании шва могут вызывать перемещения
другого знака на диаметрально противоположной стороне. Сварка
изделий кольцевыми швами начинается в условиях, когда тепло-
отвод примерно в 2 раза больше, чем у края пластины при сварке
прямолинейного шва. Поэтому начало кольцевого шва остывает
быстро. Возникает неравномерная усадка, которая приводит к
угловой деформации, сопровождающейся открыванием зазора
В дальнейшем усадка заваренного шва вызывает увеличение
зазора со стороны, противоположной уложенному участку шва.
вследствие поворота деталей относительно оси, проходящей
примерно через центр окружности обечаек. Зазор увеличивается
преимущественно на участке (-о"-^-^-) U если сварка начата
в точке О (I — длина периметра). Максимальное поперечное сокра
щение имеет место на расстоянии -*- / от начала шва. Перемещение
кромок навстречу друг другу, вызванное их нагревом,
происходит так же, как и в прямолинейных швах.
157
100см
Рис. 113. Поперечные
напряжения в кольцевых
швах
В результате сварки кольцевого шва возникает так
называемый излом продольной оси цилиндра от неодинаковой поперечной
L„, t im ч
Рис. 114. Перемещения кромки .при электрошлаковой сварке цилиндров
лз низкоуглеродистой стали:
а — б = 450 мм; б — 6 = 200 мм
усадки по окружности. В длинных цилиндрах это приводит к
трудно исправимому дефекту —>- непрямолинейности оси. В таких
случаях требуется производить сборку цилиндров с учетом
последующей усадки.
Глава VI. ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ
ОПРЕДЕЛЕНИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
42. МОДЕЛИРОВАНИЕ СВАРОЧНЫХ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ [21]
Различают несколько методов моделирования, основанных на
аналогии дифференциальных уравнений процессов. Это
электрические, гидравлические и другие своеобразные методы,
используемые в технике. Здесь рассмотрены приемы моделирования,
основанные на масштабном изменении свариваемой модели с
применением тех же металлов, из которых изготавливают натурные детали.
Эти методы моделирования позволяют в лабораторных условиях
на моделях уменьшенного или увеличенного размера
воспроизводить процессы образования напряжений и деформаций, которые
по различным причинам, в частности из-за большой
металлоемкости, трудно воспроизвести.
Метод моделирования основан на подобии натуры и модели.
При одинаковых металлах характер и величина напряжений и
деформаций зависят в общем случае от жесткости деталей,
распределения температур в теле и скоростей их изменения. Одновременно
удовлетворить распределению температур и скоростям их
изменения на моделях и натуре практически почти невозможно.
Излагаемый ниже метод моделирования не удовлетворяет равенству
скоростей охлаждения. Скорость изменения температуры
определяет динамические эффекты в металле, процессы
релаксации и ползучести, продолжительность пребывания выше
заданной температуры, а также характер структурных превращений.
В подавляющем большинстве случаев сварки динамические
эффекты, релаксация и ползучесть не являются определяющими при
образовании напряжений и деформаций. В ряде металлов и
сплавов (аустенитных и низкоуглеродистых сталях, многих титановых
и алюминиевых сплавах) структурные превращения мало или вовсе
не зависят от скоростей изменения температуры. Поэтому можно
не принимать во внимание различие в скоростях охлаждения
натурной детали и модели.
169
Рассмотрим условия подобия натурной детали и модели, когда
температурное поле мало зависит от теплоотдачи в окружающую
среду, а в основном формируется в результате процессов
теплопроводности. Это сварка массивных тел, сварка пластин на боль-
, „ „6а
ших скоростях; в данном случае безразмерной теплоотдачей —^~
vc
можно пренебречь.
Температурное поле на массивном теле описывается в
работе [100] следующим уравнением:
_^
^ - ч е 2а . A90)
2л KR
Чтобы температуры одинаковых точек натурной детали
и модели были равны, необходимо соблюдение равенств
Индекс «н» относится к натурной детали, «м» — к модели.
Если модель по геометрическим размерам в at раз отличается от
натурной детали, то
%L = *l = Мл. = Jjl = *«. = 1± = а A93)
"м хм Ум гм ом Гм
Из выражений A91) и A92), используя соотношения A93),
находим условия подобия для режима сварки:
-^- = аг, -^- = — • -!*-=«?. A94)
Ям ' vc <*i> tM l' K '
м
где tH и tM — продолжительность какого-либо процесса в
натурной детали и модели.
Площади разделок и поперечные сечения валиков при
многослойной сварке удовлетворяют условию
!*- = «?, A95)
а скорости подачи проволоки в см3/сек
160
Напряжения а, перемещения Л, углы поворота 9 удовлетворяют
условиям
о« = аЛ; -?*- = «/: 6К = 9Л. A97)
Перечисленными выше условиями можно пользоваться для
моделирования напряжений и деформаций при многослойной сварке
прямолинейных и кольцевых швов, в ряде случаев — для
определения остаточных напряжений и деформаций при однопроходной
сварке с большой скоростью. Например, при сварке металла
толщиной 0,1 мм прижимы располагают на расстоянии—1 мм от оси
шва. Для исследования процесса потери устойчивости листа
модель может быть из более толстого металла, например толщиной
1 мм, прижимы располагают на расстоянии 10 мм от оси шва.
Здесь модель увеличена в 10 раз по сравнению с натурной деталью.
Метод моделирования эффективен при исследовании коробления
конструкций.
Протекание временных температурных деформаций в основном
зависит от теплоотдачи в воздух. Не учитывая теплоотдачу,
например, при моделировании деформаций при электрошлаковой
сварке, можно получить большие погрешности. Температурное
поле в пластине с учетом теплоотдачи при установившемся
процессе сварки описывается уравнением
V
Т — -Л е la
2лЯ,б
*./(-?)'+?• <198>
Для соблюдения равенств температур в точках модели и
натурной детали необходимо, кроме выполнения условий A91)
и A92), выполнить условие
(?).-{").- <«*>
Если учесть, что
и 2ат гн _*к_ Ун_
суд ' гм - хм~ ум - а"
то условие A99) при равенстве коэффициентов теплоотдачи ат
натурной детали и модели можно представить в виде
? = «?• B00)
т. е. при изменении линейных размеров пластин во^ раз ее толщина
изменяется в а]. Мощность источников сварки изменяется
пропорционально изменению толщины:
161
Остальные условия A94), A97) остаются в силе. Вес деталей
учитывается условием B02)
ой
B02)
При моделировании напряжений и деформаций нередко
приходится использовать другие источники тепла. Например,
электрошлаковая сварка моделируется при помощи аргоно-дуговой
^ш
ж
IE
L
J
7
1Z
0Р1
Рис. 115. Приспособление для моделирования сварочных деформаций и усилий,
возникающих в процессе электрошлаковой сварки
сварки. Источники тепла этих двух процессов отличаются друг
от друга распределенностью теплового потока. Такое
несоответствие для процессов моделирования напряжений и деформаций
несущественно, так как распределенность источника тепла влияет
главным образом на высокотемпературную область, где
напряжения незначительны. .
На рис. 115, а показана схема приспособления для
моделирования деформаций, возникающих при электрошлаковой сварке.
Сварка производится вольфрамовым электродом в защите аргона
с присадкой в виде лежащего прутка. Для уменьшения
теплоотдачи в подкладку сварка осуществляется на прокаленном
порошке MgO, обладающем высокой температурой плавления
и малой теплопроводностью. Призматические опоры при
необходимости можно заменить катками. Сила веса пластин с
соблюдением условия B02) создается" динамометрическими пружинами.
162
Усилия, которые, например, возникают в скобах при
электрошлаковой сварке, на моделях измеряют специальным жестким
динамометром (рис. 115, б), устанавливаемым на концах пластин.
Если необходимо измерять перемещения, возникающие в процессе
сварки, то вместо динамометра на концах пластин
устанавливаются кронштейны с
индикатором (см. рис. 115, а).
На рис. 116 представлены
результаты определения
перемещений и усилий,
измеренных при
моделировании на стали Ст. 3.
Деформации отложены с
высоты 25 мм, когда
преодолевается
противодействующий момент.
43. ОПРЕДЕЛЕНИЕ
ДЕФОРМАЦИЙ В ПРОЦЕССЕ
СВАРКИ
В зависимости от целей
приемы измерения
деформаций в процессе сварки
могут быть разнообразны,
ции металла от измерения перемещении отдельных точек.
Особенностью измерения деформаций при сварке является,
как правило, то, что они производятся в зоне высоких температур.
Поэтому приходится использовать либо термостойкие
электрические тензометры, либо механические тензометры с охлаждаемыми
ножками (рис. 117, а и б). Если изменение деформаций
происходит медленно, то деформации металла можно измерять
периодически неохлаждаемыми съемными тензометрами (рис. 117, в).
Перемещения отдельных точек удобнее всего измерять
относительно какой-либо точки, принадлежащей свариваемой детали, так
как вследствие некоторых перемещений всей конструкции
возможны ошибки. В этом случае базовую точку необходимо выбирать
вне зоны значительных перемещений. В схемах на рис. 117, г и д
базовые точки отсчета вынесены на холодный металл. Базовая
точка отсчета может быть на приспособлении, как это описано
в работе [93], в которой исследовали перемещения кромок
плоских листов в вертикальном направлении (рис. 117, е), или на
подкладном кольце для измерения перемещения кромок оболочки
в радиальном направлении (рис. 117, ж). В последнем случае
прибор перемещается вместе с вран!,ающимся кольцом.
Для регистрации перемещений могут применяться
механические устройства, а также датчики с использованием
электрического тока (индуктивные, емкостные, сопротивления).
163
ёНН
1,5
1,0
0,5
У
X)
/•
1
А
р
}
W
/
У
-х"'
/
&
^т.
РкГ
75{750л)
50
25.
2,5 5,0 7,5 10,0 12,5 L см
Рис. 116. Изменение усилия Р при жестком
закреплении пластин и перемещения Д на
конце стыка при свободном положении
пластин в процессе сварки:
6=3 мм, vc = 0,125 см/сек, I х 70 a, U я: 9 е.
Длина пластин L — 240 мм, ширина ~ 300 +
+ 300 мм
Следует отличать измерение деформа-
Деформации металла, вызванные внутренними силами,
определяют дифференциальным методом [88]. В этом методе различают
полные деформации, или деформации формоизменения, и две
составляющие полной деформации — свободные температурные
деформации и деформации от внутренних сил. На рис. 117,6
прибор регистрирует деформацию формоизменения гф, которая
слагается из температурной деформации еа и деформации металла е:
Н = Ч + е. B03)
Одновременно в методе определяют термический цикл металла
на базе измерения (см. рис. 117, б). Измеряя гф в процессе сварки,
Рис. 117. Схемы измерений деформаций и перемещений в процессе сварки:
а — поперечных при расположении прибора снизу; б — продольных деформаций; в —
поперечных съемным прибором; г — поперечных перемещений края пластины; д —
продольных перемещений в околошовной зоне; е — перемещений из плоскости листов; ж —
радиальных перемещений цилиндрической оболочки
а затем определяя еа на дилатограмме металла, снятой при том же
термическом цикле, можно найти разность этих величин е.
Величина е позволяет, во-первых, судить о деформациях металла, а
во-вторых, если известны механические свойства металла при
повышенных температурах, определять величину временных и остаточных
напряжений. Сказанное можно иллюстрировать примером.
Допустим, что кривая / на рис. 118, а является кривой
формоизменения, а кривая 2 представляет дилатограмму металла, кривая ег
на рис. 119, б показывает изменение деформации, соответствующей
пределу текучести при конкретной температуре:
er = ib B04)
164
где от — предел текучести металла при данной температуре
и данном термическом цикле;
Е — модуль упругости металла при рассматриваемой
температуре.
Вычитая из величины гф (кривая /) величину еа (кривая 2),
находим кривую деформации е (рис. 118, е); кривая еу показывает
величину упругой составляющей деформации е. Зная модуль уп-
°С
900
600
300
\
1
о
\
^
/
<ч
2
L /
^
I
?т
\
1
—
V
?}
?и
?
Ч
О -0,4 -0,8 -1,2 % 0 Ofi-Ofi 0 Ofi 0,8
Деформация
а) 6) в)
1,2 %.
Рис. 118. Определение деформаций с помощью
дифференциального метода [82]
ругости Е при соответствующих температурах, находим временные
напряжения
а = еуЕ., B05)
До начала структурного превращения кривая упругих
деформаций еу соответствует значениям гт, так как прирост е превышает
прирост ег (в противном случае может оказаться, что еу <ег).
После начала структурных превращений знак деформации гу
меняется на отрицательный, но величина деформации гу не достигает
ет при охлаждении вплоть до комнатной температуры.
44. МЕХАНИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Существуют физические и механические методы определения
остаточных напряжений [34]. Наибольшее распространение
получили механические методы.
Большинство механических методов определения остаточных
напряжений основано на полном или частичном освобождении
металла от остаточных напряжений путем его разрезки. Так как
разгрузка металла от напряжений происходит упруго, то по
измеренным деформациям, используя соотношения теории упругости,
можно вычислить напряжения.
Методы различаются между собой расположением измеряемых
баз, последовательностью операций измерений и разрезки, а также
6 1514 165
тензометрами, которые применяются для регистрации деформаций
металла. Расположение и величина баз должны назначаться в
зависимости от ожидаемого характера распределения остаточных
напряжений.
Определение одноосных сварочных напряжений. Проще всего
определять одноосные остаточные напряжения, постоянные по
толщине или изменяющиеся по линейному закону. Напряжения
вдоль шва (рис. 119, а) в средней части пластины изменяются не-
Рис. 119. Расположение мерительных баз и схемы
разрезки пластины при определении остаточных
напряжений:
о — продольные напряжения о" в пластине; б — разрезка
«гребенкой»; в — то же, на поперечные полосы; г— то же,
на «квадратики»
значительно по длине шва, поэтому размер мерительной базы L
можно выбирать в широких пределах. На выбор длины
мерительной базы влияет способ разрезки металла. Если применяется
разрезка типа «гребенки», то длина базы разрезки L может быть
достаточно большой (рис. 119, б). Не следует назначать в зоне, где
напряжения резко изменяют свою величину, большую ширину
базы Ьб, так как вследствие осреднения напряжения не будет
определена граница изменения знака напряжений. Базы измеряют
с двух сторон пластины точно посередине фибра до и после
разрезки металла.
166
Тензометры могут быть электрические (проволочные) и
механические. Недостаток проволочных тензометров заключается в том,
что они несъемные и требуют защиты от механических
повреждений и попадания жидкости. Съемные механические тензометры [19]
удобны в работе, но обладают меньшей точностью. Повышения
точности можно достигнуть увеличением базы LM (рис. 119,6).
На рис. 120 показан механический съемный деформометр
конструкции МВТУ им. Баумана с базой 100 мм (базу можно уменьшить
перестановкой ножки / вплоть
до 10 мм); уравновешивание
прибора при этом достигается
контргрузом. Ножки / и 2
прибора имеют на концах
припаянные шарики, которые входят в
конусные отверстия на металле.
Ножка 2 присоединена к
прибору через шарнир 3,
устройство которого показано в
верхней части на рис. 120. В момент
установки прибора на базовые
отверстия шток 4
индикаторной головки 5, имеющей цену
деления 0,002 или 0,001 мм,
оттянут винтом 6.
После установки прибора на
отверстия шток 4 спускают
винтом 6 до упора в винт 7.
Измерения производятся несколько
раз. Нормальный разброс
показаний прибора при повторной
установке на базу не
превышает 1 мкм. Для контроля
установки шкалы индикаторной головки, исправности прибора
и для учета температурного влияния используют так называемые
эталонные базы на отдельной пластинке, на которых
периодически проверяют прибор.
Одноосные напряжения можно определить путем вырезки
полоски небольшой ширины (см. рис. 119, б). Следует различать
базу измерения LM и базу разрезки Ln. Применение малой базы LM
еще не означает, что улавливаются пики напряжений
непосредственно в зоне измерений. Величина регистрируемой деформации
зависит часто не только и не столько от базы измерения, сколько от
базы разрезки. В этом принципиальное отличие определения
остаточных напряжений от определения рабочих напряжений в деталях.
Чем больше размер Ln по сравнению с 2Ьп, тем ниже точность
определения остаточных напряжений. Если принять кривую
растягивающих напряжений на эпюре рис. 119, а за полуволну синусоиды,
167
Рис. 120.
Механический
деформометр
то можно оценить возможную погрешность измерений напряжений
Ln
по отношению -~-,
2Ьп
/jtM4
о-; тох ^ 1Ь"' , B06)
хост хост 384 ч '
где ах — остаточные продольные напряжения;
ах — остаточные напряжения посередине полоски, не
снятые после разрезки.
Остаточные напряжения вычисляют по формуле
ах = — еЕ, B07)
где е — относительная деформация фибра металла, возникшая
в результате разрезки.
Для определения остаточных напряжений в сварных балках,
в пластинах, сваренных по краю, и других протяженных
элементов часто пользуются методом последовательного удаления слоев,
разработанным под руководством Н. Н. Давиденкова. После
удаления очередного слоя / определяют прогиб балки, а затем и
величину напряжения в данном слое [33].
В тонких пластинах вследствие потери устойчивости
происходит их искривление в двух направлениях. Эпюра остаточных
напряжений существенно зависит от того, при каком положении
пластины произведен начальный замер после сварки. Часто
начальный замер перед разрезкой производят в пластине, зажатой между
жесткими плитами. Однако даже значительные усилия не могут
возвратить пластине совершенно плоскую форму, поэтому не
удается точно определить величину усадочного усилия. Если же
замеры произвести до сварки, а конечные после разрезки, то
полученные деформации будут выражать остаточные пластические
деформации, по которым можно просто определить величину
усадочного усилия.
Определение двухосных сварочных напряжений. Для
определения двухосных остаточных напряжений на пластинах, так же
как и одноосных, измерения тензометрами следует производить
с двух сторон пластины. Если известны направления главных
осей, то измерения достаточно выполнить в двух направлениях,
например в продольном и поперечном (см. рис. 119, в). Разрезать
пластины можно либо на полоски, либо на квадратики. Для
получения более плавных эпюр иногда располагают серии баз со
сдвигом (см. рис. 119, г).
Остаточные напряжения вычисляют по формулам:
ах =_Е1ех + 11вв) 208
'¦ост I — Jl2 v '
с ss_E(ty+V.Bxl B09)
"ост 1 — ji1* v '
168
где гх я еу — относительные деформации фибров металла в
направлении ОХ и ОУ, возникшие в результате
разрезки.
Если направления главных осей неизвестны, измерения
производят по крайней мере в трех направлениях, используя либо
розетку датчиков (рис. 121, а), либо механический тензометр
(рис. 121, б). В зависимости от углов, под которыми располагаются
оси тензометров или баз, формулы для определения напряжений
и направлений главных осей будут различными. Разрезку металла
для освобождения его от напряжений можно производить полыми
сверлами.
До сих пор рассматривались случаи определения напряжений
в пластинах небольшой толщины.
Рис. 121. Расположение мерительных баз и схема разрезки при определении
двухосных остаточных напряжений:
а — с помощью проволочных тензометров; б —-с помощью механического тензометра;
» — изменение напряжений в поверхностных слоях плиты вдоль оси Z\ г — методом
рассверливания
Для определения двухосных напряжений на поверхности
массивных тел используют схемы расположения баз, показанные на
рис. 119, г или на рис. 121. Металл обычно прорезают на глубину
h st: 0,6d, где й — расстояние между кромками реза. При этом
дальнейшее углубление реза не вызывает каких-либо
дополнительных деформаций на поверхности металла. Это, однако, не означает,
что все напряжения в поверхностных слоях полностью сняты.
Степень полноты снятия напряжений зависит от характера их
изменения в направлении толщины (рис. 121, в): при плавном
изменении они снимаются практически полностью. Уменьшение базы
измерений позволяет определять напряжения при больших
градиентах их изменения в направлении оси OZ. Другие методы
определения остаточных двухосных напряжений не получили широкого
распространения [34].
Механический съемный тензометр позволяет определять осе-
симметричные остаточные напряжения в точечных сварных
соединениях. Деформации измеряют с двух сторон листа и для
надежности в двух направлениях на некоторой произвольно выбранной,
но симметрично расположенной относительно сварной точки,
базе Б. Путем последовательного рассверливания центрального
6 В. А. Винокуров 169
отверстия и использования зависимостей теории упругости
находят распределение остаточных напряжений аг и at в сварной точке.
При сверлении первого отверстия принимается, что в центральной
части or — ot. Метод аналогичен методу Закса [124].
Определение трехосных остаточных напряжений. Определение
трехосных остаточных напряжений наиболее сложно. Существует
несколько разработанных и опробованных методов определения
трехосных остаточных напряжений.
Метод Закса [124] позволяет определять остаточные осесим-
метричные напряжения в телах круглой цилиндрической формы.
Для сварных соединений осесимметричное распределение
напряжений не характерно и встречается в практике крайне редко,
например при заварке отверстия в плите или цилиндре. С некоторыми
допущениями, существенно снижающими точность определения
напряжений, метод Закса может быть применен также для
нахождения трехосных напряжений в стыковых сварных соединениях
круглых стержней. Определить напряжения в протяженных
сварных швах методом Закса не представляется возможным.
Метод Гуннерта [120], основанный на поверхностных
измерениях деформаций, заключается в том, что напряжения ах, ау
и аг определяют в поперечных и продольных сечениях шва.
Сварной образец разрезают на две части поперек шва. Затем на
образовавшиеся поперечные сечения наносят серии баз под съемный
механический деформометр в виде конусных углублений: на одно
сечение базы наносят в направлении ОУ, на другое — в направлении
OZ. После начальных измерений металл возле баз подрезают на
некоторую глубину и проводят конечные измерения. Другой
образец, сваренный в тех же условиях, разрезают вдоль шва по оси
соединения. На образовавшиеся сечения наносят базы,
расположенные вдоль оси ОХ. Затем металл вблизи баз также подрезают.
При таком способе разрезка сварного соединения,
выполняемая до начального измерения, вызывает сильное искажение
напряжений ах и ау вследствие их перераспределения из-за снятия
нормальных и касательных напряжений в сечениях. Сам Гуннерт
указывает, что такие измерения «не отображают остаточные
напряжения, действительно имеющие место в трехосной системе
напряжений, а лишь дают представление об интенсивности и
распределении их в этой системе».
Метод Гуннерта, основанный на измерении деформаций в
глубине металла, фактически позволяет определять двухосные
напряжения ах и Оу на глубине, где oz мало. Метод состоит в
измерении баз до и после подрезки металла путем введения ножек
прибора в глубокие отверстия. К недостаткам этого метода следует
отнести технические трудности в измерении деформаций в глубине
металла из-за малой жесткости ножек прибора и невозможности
контроля качества базовых мест на большой глубине. Этим
методом напряжения определяли до глубины 36 мм [121 ].
170
Метод определения средних трехосных напряжений [60].
Предложенный автором метод определения средних напряжений
является приближенным 1. В сварном стыковом шве обычно
различают остаточные напряжения (рис. 122, а): ах — вдоль шва;
оу — поперек шва в плоскости пластины; аг — поперек шва по
толщине пластины.
В общем случае каждый из компонентов изменяется по
толщине пластины. Любую функцию изменения компонента по
толщине можно представить в виде суммы трех составляющих
(рис. 122, б): постоянной составляющей по толщине (аХо, оУо,
oZe); линейно изменяющейся по толщине (aXl, oUl и aZt); остаточ-
Рис. 122. Определение средних трехосных напряжений в сварных
образцах:
а — образец для испытаний; б — разделение напряжений
ной составляющей компонента напряжений (ах , аУк, az).
Данным методом определяют распределение напряжений аХо, оУо,
o"Zo и о*, в шве, околошовных зонах и в основном металле по всей
длине прямолинейного сварного соединения. В швах, выполненных
электрошлаковой сваркой, аУ1 и аг, равны нулю вследствие
симметрии поля напряжений относительно плоскости XOY. При
многослойной сварке разделка обычно закрывается равномерно
по длине шва. Очевидно, что аУ1 здесь близко к нулю.
Приближенно в этом случае можно считать для упрощения aZl я? 0.
Напряжения ах , ау и стг данным методом не определяются.
Метод определения остаточных напряжений состоит в
следующем. Из сварного образца длиной / параллельно шву вырезают
полосы толщиной 10—15 мм (см. рис. 122, а). Ширина вырезанной
полосы равна толщине образца. Перед вырезкой деформометром
или проволочными датчиками измеряют базы вдоль полос с обеих
сторон и скобой с индикаторной головкой по толщине. После раз-
1 Экспериментальная разработка метода проведена совместно с С. А. Кур-
киным.
17)
Рис. 123. Результаты определения деформаций и средних напряжений
в образце из стали 22К, сваренном многослойным швом в V-образную
разделку под флюсом, проволока Св-08, б = 80 мм
172
резки часть напряжений в полосах снимается. Повторными
измерениями находят деформации верхних баз еХд, нижних баз — гХн
и толщины — ег. По деформациям вычисляют напряжения [34].
Примеры конструкций мерительных скоб, расположения баз
и результатов измерений можно найти в работе [60 ] (рис. 123, а, б).
Метод определения трехосных напряжений с помощью
глубоких сверлений. Метод заключается в определении деформаций
Рис. 124. Расположение
отверстий для тензометров (а, б) и
конструкция тензометра (в) для
определения остаточных
напряжений в глубине металла
металла с помощью тензометров, устанавливаемых в глубине
металла в отверстиях малого диаметра. Деформации определяют
по результатам измерений до и после разрезки металла. Из теории
упругости известно, что для определения всех составляющих
объемного поля напряжений в какой-либо точке необходимо измерить
деформации в шести направлениях. Если известны направления
главных осей напряжений, то достаточно произвести измерения
в трех направлениях. В сварных швах направления главных осей,
как правило, известны. Это оси OX, OY и OZ (см. рис. 122).
Отверстия для установки тензометров могут быть расположены
различными способами (рис. 124, а). При больших размерах
исследуемых образцов отверстия / и 2 в направлениях X и Y
сверлить трудно. Их можно расположить под некоторыми углами
173
Ъверхностные
пензометры
к главным осям, например под углом 45° (отверстия 4 и 5).
Тензометры регистрируют деформации в направлении осей отверстий.
При таком расположении отверстий
Зная величины главных деформаций ех, гу и гг, можно
вычислить остаточные напряжения.
Для исследования напряжений в швах весьма большой
толщины, когда представляют интерес также напряжения на других
уровнях, а не только по оси шва, количество и расположение
отверстий может быть иным (рис. 124, б).
Тензометры следует располагать по возможности ближе друг
к другу, чтобы образовать как бы розетку для измерения объемных
напряжений. С другой стороны, при малом расстоянии между
отверстиями возможна разгрузка металла от соседнего отверстия.
Чтобы влияние отверстий друг на друга было незначительным,
расстояние между ними следует назначать (8—10) d0, где d0 —
диаметр отверстия. Конструкция тензометров может быть
различная [16]. Из конструкций тензометров, устанавливаемых на резьбе,
наиболее простой является представленная на рис. 124, в. Болт
с двумя наклеенными по бокам проволочными тензометрами
ввинчен с натягом в резьбовое отверстие. Благодаря натягу тензометр
может регистрировать деформации укорочения и удлинения
металла. Тензометр может представлять собой также проволочный
датчик сопротивления, установленный на эпоксидной смоле.
Сверление вызывает искажение напряжений вблизи отверстия.
Возможные погрешности, вызываемые сверлением отверстия d0 —
= 8 мм при диаметре столбика 40 мм [18], оказываются не более
6%. Для определения трехосных напряжений можно пользоваться
одним отверстием, помещая в него розетку датчиков или даже
серию датчиков.
45. ОПРЕДЕЛЕНИЕ ОСТАТОЧНЫХ ПЕРЕМЕЩЕНИЙ
Остаточные перемещения в большинстве случаев определяют
стандартными мерительными инструментами и индикаторными
головками.
Перемещения небольших изделий определяют путем измерения
на плите (рис. 125, а). Для громоздких изделий проводят
измерения с помощью натянутой струны (рис. 125, б). Струна провисает
в вертикальной плоскости, поэтому перемещения находят в
горизонтальной плоскости. Местные отклонения типа «хлопунов»
определяют переносной жесткой линейкой, которая служит базой
(рис. 125, в). Часто снимают профилограммы. Для этого по жесткой
линейке, установленной на изделии, перемещают индикаторную
головку, регистрирующую перемещения отдельных точек
174
(рис. 126, г). Индикаторную головку можно закреплять также на
штативе, который перемещается по плите. Перемещения (прогибы)
протяженных сварных деталей, например стоек, можно измерить
нитью с подвешенным грузом, опущенным в сосуд с жидкостью
для устранения колебаний (рис. 125, д). Путем несложных
вычислений можно исключить влияние наклона детали и определить
действительный прогиб.
Нередко прогибы измеряют на специальном приспособлении,
снабженном призмами и индикаторной головкой (рис. 125, е).
Рис. 125. Схемы измерения остаточных перемещений, возникающих в сварных
конструкциях:
а — на плите; 6 — струной и линейкой; в — двумя линейками; г — индикаторной
головкой, перемещающейся вдоль линейки; д — вертикальной нитью; е — индикатором в
специальном приспособлении; ж — периметромером путем обтяжки оболочки струной
Измерение периметров можно проводить путем обтягивания
струной. Основным условием при этом является постоянство
натяжения струны, например, с помощью предварительно закрученной
ленточной пружины (рис. 125, ж). Концы спиральной ленточной
пружины, которая расположена внутри прибора, прикреплены
к двум дискам, вращающимся относительно одной общей оси.
Проволока с напаянными на концах конусами вставлена в прорези
на дисках, которые, поворачиваясь под действием пружины,
натягивают проволоку. Отсчет производится по нониусу,
установленному на дисках.
Глава VII. УСТРАНЕНИЕ СВАРОЧНЫХ
ДЕФОРМАЦИЙ, НАПРЯЖЕНИЙ И ПЕРЕМЕЩЕНИЙ
46. НЕОБХОДИМОСТЬ УСТРАНЕНИЯ НАПРЯЖЕНИЙ
И ДЕФОРМАЦИЙ
Влияние сварочных деформаций, напряжений и перемещений
на служебные характеристики сварных соединений и конструкций
весьма многообразно. Укажем лишь на основные примеры
отрицательного влияния.
Остаточные напряжения отражаются на точности сварных
конструкций при механической обработке и последующей
эксплуатации. Определить расчетным путем величину ожидаемой деформации
в реальных машиностроительных конструкциях в настоящее время
не представляется возможным, если не говорить о простейших
конструкциях, которые можно свести к пластине или балке.
Известные данные [67] свидетельствуют о том, что при небольшой
величине снимаемого слоя металла по отношению к размерам
обрабатываемого сечения решающее влияние на деформации
оказывает не величина остаточных напряжений, а жесткость
конструкции. Чем выше жесткость конструкции, тем менее скажется
перераспределение напряжений и изменение момента инерции
после механической обработки на ее деформации.
Имеются, однако, и другие примеры, подтверждающие влияние
жесткости деталей на их деформации. При обработке тонкостенные
деталей с размером в поперечнике около 40 мм и длиной около
600 мм возникали деформации изгиба и скручивания, легко
обнаруживаемые на глаз.
Деформации могут возникнуть в процессе вылеживания.
Однако это замечание относится почти исключительно к
конструкциям из легированных сталей, когда в результате сварки
появляется остаточный аустенит, который распадается с течением вре-.
мени [72]. Практически конструкции из углеродистых сталей
самопроизвольно с течением времени не деформируются.
Важным вопросом, слабо освещенным в научной литературе,
является вопрос о деформации конструкций с остаточными
напряжениями в процессе их эксплуатации. При первом нагружении
176
конструкции рабочие напряжения, складываясь в некоторых
зонах с остаточными напряжениями, достигают предела текучести
металла и вызывают пластические деформации. Эти пластические
деформации после устранения рабочих напряжений не исчезают
и являются необратимыми. Деформации при первом нагружении
происходят так, как при нагрузке конструкции, обладающей
несколько меньшей
жесткостью [69 J. В жестких
конструкциях остаточные
деформации, вызванные
первым нагружением, не
выходят за допустимые
пределы и, как правило,
не нарушают условий
нормальной работы изделия.
Влияние сварки на
прочность сварных
соединений при переменном
нагружении определяется
суммарным действием
нескольких факторов: а)
наличием остаточных
напряжений, б) наличием
концентраторов,
свойственных сварным
соединениям, в) изменением
свойств металла под
влиянием термомеханического
цикла сварки. Остаточные
напряжения в
зависимости от их знака могут
оказывать положительное и
отрицательное влияние
на прочность. Изменение свойств металла после сварки вследствие
пластической деформации и эффекта термической обработки обычно
происходит в сторону повышения прочности металла. Однако
определяющим фактором для вибрационной прочности является
наличие концентраторов напряжений, на фоне которых
остаточные напряжения и изменение свойств металла оказываются не
столь существенными. Единого мнения о влиянии этих факторов
пока нет.
Пластические деформации и остаточные напряжения при
наличии концентраторов в условиях пониженных температур могут
оказывать резко отрицательное влияние на сопротивление сталей
началу хрупкого разрушения. К таким сталям относятся кипящие
стали. На рис. 126 представлены результаты исследования на
стали Ст.З кп по методике, изложенной в работе [771. На пластинах
«,%
кГ/юг
1250J5
20
15
to
5
•~i
¦г-
•А
о^
1
=1нИ
L
i
0
1
1
1
y*t
.-^
*....
*="=ч
X
/
2
А.^
3
——А» __х_.
/
\
т
3
д
——--
X
J*
**
\
л
,
-/
,-"
О
/
./
i
X
1-*-
—X—
-W
-20
О
20 "С
Рис. 126. Средняя деформация до
разрушения ъср и прочность образцов с надрезами аср
в зависимости от температуры испытания:
/ — исходное состояние; 2 — после
электрошлакового термического цикла и одноразовой
переплавки дугой в среде аргона по кромке с
надрезом; 3 — то же, но после трехразовой переплавки
177
шириной 80 мм и толщиной 10 мм с двух сторон наносят щелевые
надрезы шириной 0,25—0,3 мм и глубиной 6 мм. При испытании
регистрируется среднее разрушающее напряжение по
ослабленному сечению и средняя деформация до разрушения, измеренная
на базе 15 мм против корня надреза. Образцы перед переплавкой
по кромке (кривые 2 и 3) подвергались имитированному
электрошлаковому термическому циклу для укрупнения зерна,
характерному для зоны, нагревавшейся до температуры 1200° С.
Корень надреза в образцах при переплавке претерпевает
значительную пластическую деформацию, а затем при температурах
150—250° С в процессе охлаждения — интенсивное старение, что
снижает пластичность металла.
Остаточные напряжения могут понизить жесткость
конструкции. Деформации при возрастании растягивающих напряжений
происходят так, как если бы зоны с а = ат вообще отсутствовали
в сечении. Очевидно, что жесткость сечения, оцениваемая,
например, через EF или EJ, будет в этом случае ниже.
Местная устойчивость тонкостенных элементов конструкции
определяется величиной действующих в них напряжений —
сжатия или сдвига. Нередко местная потеря устойчивости наступает
от остаточных напряжений еще до приложения рабочих нагрузок.
Естественно, что жесткость сварной конструкции, у которой
имеются элементы, потерявшие устойчивость, будет ниже. Потеря
местной устойчивости может явиться непосредственной причиной
потери общей устойчивости.
Очевидно, что замедленные разрушения при отсутствии
рабочих нагрузок не могут развиваться без остаточных напряжений
первого рода. При данном виде разрушения существенным
является уровень остаточных напряжений.
Коррозионная стойкость и прочность металла изменяются при
наличии остаточных напряжений определенного уровня и схемы.
Например, переход от одноосных напряжений к двухосным
снижает стойкость титанового сплава ОТ4 в бромистометаноловой
среде [103].
Необходимость устранения деформаций сварных конструкций
в производственных условиях вызывается следующими
причинами. Деформации затрудняют сборку отдельных узлов, а в
некоторых случаях делают ее даже невозможной. Значительные
деформации заставляют увеличивать припуск на механическую
обработку. Перемещения бывают настолько значительными, особенно
у протяженных деталей, что не удается уложиться в отведенный
припуск на механическую обработку. Коробление деталей
ухудшает нередко качество последующей сварки деталей, например
точечной или роликовой. Ухудшаются эксплуатационные качества
изделий. Деформации грибовидности, например, уменьшают
момент инерции сечения на несколько процентов. Деформации изгиба
протяженных элементов уменьшают их устойчивость.
178
При значительных деформациях изделие может не отвечать
требуемым баллистическим свойствам, иметь повышенное
сопротивление при движении в газе или жидкости. Может появиться
вибрация отдельных элементов во время движения. В
значительном числе случаев деформации приходится устранять только
потому, что изделие не удовлетворяет проектным формам и
эстетическим требованиям (вагоны, автомобили, холодильники и т. п.).
47. ОБЩИЕ ПРИНЦИПЫ
Приемы устранения напряжений и деформаций весьма
многообразны, хотя в основе их лежат одни и те же принципы.
Классификация приемов устранения напряжений и деформаций
помогает правильно оценить возможности и эффективность каждого
из них. Можно наметить три принципиально возможных пути
уменьшения сварочных напряжений и деформаций, если исходить
из механизма процесса, лежащего в основе того или иного метода.
1. Уменьшение пластической деформации при нагреве и
уменьшение объема металла, участвующего в пластической
деформации в процессе нагрева, может быть достигнуто
регулированием термического воздействия, например предварительным
подогревом или уменьшением количества сварных швов, их калибра,
погонной энергии сварки, путем искусственного охлаждения.
Аналогичные результаты можно получить механическим
путем, например приложением растягивающих усилий в процессе
сварки. Во всех этих случаях либо уменьшается пластическая
деформация укорочения, возникающая в процессе нагрева, либо
сокращается объем пластически деформированного металла.
2. Если в стадии нагрева возникли пластические деформации
укорочения определенной величины, то в стадии охлаждения или
при последующей правке следует стремиться увеличить
пластические деформации удлинения проковкой, прокаткой, растяжением,
изгибом, жестким закреплением в приспособлениях, высоким
отпуском. Во всех случаях либо в процессе сварки, либо после
сварки создается пластическая деформация, уменьшающая
остаточные деформации укорочения. Таким образом, оба названных
пути в конечном итоге сводятся к уменьшению объема остаточной
пластической деформации укорочения.
3. Компенсации возникающих деформаций можно достигнуть
путем создания предварительных обратных деформаций,
симметричного расположения швов, рациональной
последовательности сборки и сварки. Термическая правка местным нагревом также
основана на принципе компенсации: при изгибе деталей у них
нагревают выпуклые стороны и тем самым создают
противоположные деформации, при правке «хлопунов» создают усадку тех
зон, которые не подвергались пластическим деформациям. В
некоторых приемах одновременно используют разные принципы.
12*
48. РЕГУЛИРОВАНИЕ И УСТРАНЕНИЕ СВАРОЧНЫХ НАПРЯЖЕНИЙ
Все известные методы борьбы со сварочными деформациями
в той или иной мере изменяют напряженное состояние.
Если основным требованием является устранение деформаций,
то перераспределением напряжений обычно не интересуются.
И наоборот, устраняя остаточные напряжения, не придают
особого значения деформациям (перемещениям) сварной конструкции,
хотя последние при этом могут изменяться. Разделение методов
борьбы со сварочными напряжениями и деформациями на две
группы является условным и зависит от основного назначения
того или иного метода.
Предварительный и сопутствующий подогрев при сварке
снижает тепловложение при сварке для образования сварного
соединения. При этом уменьшаются размеры зон, нагреваемых
сварочным источником тепла, что может привести соответственно к
уменьшению объема металла, где протекали пластические деформации
и образовались растягивающие напряжения. Помимо уменьшения
объема пластически деформированного металла, при подогреве
может снизиться максимальный уровень остаточных
растягивающих напряжений.
Данные различных авторов о степени снижения напряжений
заметно расходятся. По данным Купца [123], снижение
растягивающих продольных напряжений в шве при подогреве до 200° С
достигает даже 50%. Однако не следует переоценивать
возможности низкотемпературного подогрева как средства снижения
остаточных напряжений. Существенное влияние подогрев может
оказать на образование остаточных напряжений от структурных
превращений. Изменяя условия охлаждения, подогрев изменяет ди-
латограмму металла при новом термическом цикле, что отражается
на распределении остаточных напряжений.
Проковку металла можно производить непосредственно после
сварки по горячему металлу или после остывания. При проковке
благодаря осадке металла в направлении удара происходит
расширение его в двух других направлениях. Растягивающие
напряжения снижаются, а при интенсивной проковке даже переходят в
сжимающие. Эффект проковки распространяется обычно на
относительно небольшую глубину, в пределах до 10 мм и менее. Такая
операция может уменьшить вероятность появления холодных
трещин. Остаточные напряжения сжатия являются надежным
средством повышения прочности сварных соединений и конструкций,
работающих при переменных нагрузках 154].
Наряду с положительным влиянием проковки пластичных
металлов известны случаи резко отрицательного влияния этой
операции на прочность тонкостенных сосудов давления из
малопластичных металлов. Проковка, производимая при комнатной
температуре, уменьшает пластичность металла в зоне ударов молотка,
180
что приводит к преждевременному разрушению сосуда,
испытываемого внутренним давлением.
Прокатка зоны сварного соединения роликами в основном
рекомендуется для устранения деформаций листовых конструкции.
Одновременно происходит значительное понижение
растягивающих напряжений и переход их в сжимающие. Этот метод
отличается весьма равномерной пластической деформацией и в этом
отношении выгодно отличается от проковки как средства снижения
растягивающих напряжений (п. 56).
Приложение нагрузки к сварным соединениям можно
применять как в процессе сварки, так и после нее. Снижение остаточных
напряжений может оказаться весьма значительным [47, 118].
Несмотря на эффективность такого приема, применение его
в большинстве случаев сопряжено с трудностями практического
использования.
Разновидностью метода приложения нагрузки к сварному
соединению является термомеханический метод снятия остаточных
напряжений (метод Линде). Метод состоит в том, что участки
основного металла, находящиеся по обе стороны от зоны
пластических деформаций, нагреваются движущейся горелкой или
индуктором до температуры 150—200° С и непосредственно после
нагрева охлаждаются водой. Создаются два движущихся
нагретых пятна металла, которые расширяются и растягивают
дополнительно зону пластических деформаций. После остывания
максимальные растягивающие напряжения оказываются
сниженными.
Частным случаем приложения нагрузки является вибрация
сварных соединений и конструкций. Заметное снижение
остаточных напряжений происходит при напряжениях, превышающих
предел выносливости металла. Способ ракомендуется при
необходимости несколько понизить максимальные остаточные
напряжения.
Как средство перераспределения остаточных напряжений
используют местный нагрев. Вблизи зоны местного нагрева,
сопровождавшегося пластической деформацией, после остывания
образуются напряжения сжатия. Местный нагрев с целью создания
благоприятного поля напряжений рекомендован как средство
повышения вибрационной прочности деталей [38].
Высокий отпуск сварных конструкций получил наибольшее
распространение в промышленности. Основное преимущество его
в том, что снятие напряжений происходит во всей сварной
конструкции, независимо от ее сложности и конфигурации.
Степень снятия напряжений в случае необходимости может
достигать 85—90% от исходного уровня. Высокий отпуск —
практически единственный способ, когда одновременно с напряжениями
первого рода снимается наклеп и напряжения второго и третьего
родов. Высокий отпуск сварных конструкций по объему приме-
181
нения в машиностроении далеко превосходит все остальные
способы борьбы с остаточными напряжениями вместе взятые.
Средства, затрачиваемые на его осуществление, весьма значительны.
Поэтому всестороннее изучение этого процесса представляет не
только научный, но и большой народнохозяйственный интерес.
49. ОТПУСК СВАРНЫХ КОНСТРУКЦИЙ
Высокий отпуск изделий из конструкционных сталей при
температуре 600—800° С предназначен в основном для устранения
возможной деформации в процессе механической обработки и
эксплуатации конструкций, а также для повышения
сопротивляемости их хрупким разрушениям
температурах.
в особенности при пониженных
Рис. 127. Остаточные напряжения в электрошлаковых швах до (а) и после (б)
высокого отпуска
Предупредить появление остаточных деформаций сварных
конструкций -при обработке или эксплуатации можно, значительно
снизив остаточные напряжения в процессе высокого отпуска. На
рис. 127 приведены остаточные напряжения в электрошлаковом
шве образца 500x500 мм из стали Ст.З толщиной 100 мм; режим
отпуска; температура 676° С, выдержка 3,5—4 ч.
Повышение сопротивляемости сварных конструкций хрупким
разрушениям в процессе высокого отпуска достигается в основном
благодаря двум причинам. Во-первых, восстанавливается
пластичность металла в местах, где в значительной степени произошли
подкалка, пластические деформации, старение и были
подготовлены условия для начала разрушения. Для начала разрушения
металл должен вновь претерпеть значительную пластическую
деформацию, которую одними эксплуатационнырли нагрузками
Даже при наличии концентраторов вызвать в пластичном металле
Довольно трудно. Во-вторых, снижаются остаточные напряжения
132
й запас накопленной потенциальной энергии, что приводит к
устранению факторов, способствующих началу и распространению
хрупких разрушений.
Результаты исследования, приведенные на рис. 128,*
указывают, с одной стороны, на существенное влияние сварочного
термомеханического цикла в зоне надреза на прочность и
пластичность образцов, а с другой — на положительное влияние высокого
отпуска на повышение сопротивляемости хрупким разрушениям.
Восстановление пластичности металла при высоком отпуске
происходит сравнительно быстро. Например, на образцах с над-
т/и'кг/ин
Сер
if
0*
/•
...
о>
/о
1
У
V
3
2
-60 -40
-20
тиа,'е
-60 -40
Рис. 128. Средняя деформация до разрушения еср и прочность образцов
с надрезами аср в зависимости от температуры испытания:
/ — исходное состояние; 2 — после переплавки дугой в среде аргона кромки
с надрезом; 3 — после переплавки и отпуска при Т = 670° С в течение 4 ч
резом из стали Ст.З [24] прочность и пластичность
восстанавливаются после полуторачасовой выдержки при температуре
высокого отпуска 600° С.
Образцы из стали Ст.З с надрезом подвергали
предварительному загибу на угол 40°; полный угол загиба до появления
трещины 68°. После отпуска в течение 2 ч при различных
температурах образцы снова испытывали на загиб. Начиная с температуры
отпуска 600° С и выше, образцы полностью восстанавливали свою
пластичность (рис. 129). Разумеется, что для других марок сталей
эта температура может быть иной.
Важным является вопрос об уровне остаточных напряжений
после отпуска сварных конструкций. Если не касаться влияния
остаточных напряжений на прочность при переменных нагрузках,
то можно дать следующие рекомендации.
Так как в большинстве машиностроительных конструкций
напряжения от рабочих нагрузок не превышают 2/3о>, то
остаточные напряжения могут составлять примерно 1/3аг, если ставится
условие отсутствия пластических деформаций в детали при ее на-
гр ужении.
Испытания проводились совместно с М. Н. Скурихиным.
183
Действительно, остаточные и рабочие напряжения в сумме
составят величину, меньшую аг, и никаких пластических
деформаций не произойдет.
При нормальном припуске на механическую обработку
деформации от нее невелики и укладываются в допуски на точность,
если даже обработку вести по металлу, в котором остаточные
напряжения близки к ат. Это, разумеется, не относится к гибким
и протяженным конструкциям.
Поэтому для большинства машиностроительных конструкций
из тех, которые подвергаются отпуску и должны отвечать обычным
град. -
120
80
40
«ГЛЛ
i06fi2-Aj>
я?^7'П^
*7л?А*>во
js—m
Без 400
отпуска.
450 500
550 600 650 "С
Рис. 129. Угол загиба образцов после пластической
деформации при комнатной температуре и отпуска при различных
температурах в течение 2 ч
требованиям по точности и жесткости, можно ставить условие,
чтобы остаточные напряжения после отпуска не превышали 0,3сгг.
Хрупкие разрушения при низких температурах в большинстве
случаев начинаются от концентраторов и являются следствием
не столько остаточных напряжений, сколько пластических
деформаций в надрезе и свойств металла, изменившихся под влиянием
сварки. Путем восстановления пластичности металла при отпуске
значительно повышают сопротивляемость хрупким разрушениям.
Если, однако, предположить, что разрушение может начаться по
каким-либо причинам, то возможность его распространения будет,
зависеть главным образом от уровня рабочих, а не остаточных
напряжений. Известные в литературе данные о хрупких разрушениях
связаны с напряжениями, большими чем 0,25—0,3аг. Можно
ориентироваться на уровень остаточных разрушающих напряжений по
пробе Робертсона, который до Т > —60° С не превышает 0,15—
0,25огг.
Термический цикл отпуска состоит из четырех стадий: нагрева,
выравнивания температуры по сечению детали и по длине, вы-
184
держки и охлаждения. Иногда под продолжительностью выдержки
неправильно понимают период выравнивания и собственно
выдержку вместе взятые. Продолжительность периодов нагрева и
выравнивания температуры зависит главным образом от сечения
деталей и теплофизических свойств Металла [105]. Работ,
посвященных периоду выдержки при отпуске, крайне мало.
На практике в большинстве случаев продолжительность
периода выдержки, так же, как и периодов нагрева и выравнивания
температуры, назначают пропорционально сечению детали, т. е. без
надлежащего учета тех физических
процессов, которые на самом деле
определяют необходимую продолжительность
выдержки при отпуске. Объясняется это
тем, что до последнего времени
применительно к отпуску не разработаны
принципы определения снижения напряжений,
основанные на учете свойств металла и
распределения остаточных напряжений.
Отпуск является процессом изменения
собственных напряжений, протекающим
в соответствии с законами теории
ползучести. Это означает, что к нему могут быть
применены известные положения
современной теории ползучести с учетом тех
особенностей, которые присущи отпуску.
Основная особенность процесса изменения
напряжений при отпуске заключается в Рис. 130. Схема установки
том, что отпуск на первой стадии проте- для определения кривых
кает при переменной температуре, в то простой релаксации
время как современные гипотезы
ползучести в основном занимаются явлениями, происходящими при
постоянной температуре. Вторая особенность состоит в том, что
изменение напряжений при отпуске весьма близко к процессу
простой релаксации. Под простой релаксацией понимается
самопроизвольное изменение напряжений при постоянных полных
деформациях. Изучение и расчет релаксации напряжений при
отпуске целесообразно проводить не по кривым ползучести, а по
кривым простой релаксации.
Изучение простой релаксации при переменных температурах
выполнено в МВТУ им. Баумана (рис. 130)*. Для устранения
влияния температурной деформации на процесс релаксации были
использованы трубчатые образцы с внутренним диаметром 15 мм,
наружным 18 мм и длиной 110 мм, которые подвергали
закручиванию в начале испытания. В процессе испытания угол
закручивания поддерживали неизменным для постоянства деформации.
* Установка разработана совместно с В. В. Николаевым.
185
Установка состоит из станины 1, печи 2, механизма нагруже-
ния с двигателем 3, трубчатых тяг 4 для передачи крутящего
момента, динамометров 5, соединенных стальными гибкими
тросиками с колесом 6, и механизма поддержания постоянства угла
закручивания 7. При помощи гибких тросиков колесо 6 может
перемещаться на несколько миллиметров вследствие нагрева
образца и тяг. При этом тросики передают усилия на
динамометры практически без искажения, так как угол подхода
тросиков к динамометрам остается близким к 90°. Для поддержания
постоянства угла закручивания к концам образца сваркой
прихвачены удлинители. На концах этих удлинителей закреплены два
(МиМЭкПтг
025) 12,5
Рис. 131. Релаксационные кривые стали 30,
снятые при термическом цикле отпуска
рычага с индикаторными головками, снабженными •
электрическими контактами, с которыми может соприкасаться стрелка
индикатора в случае ее отклонения в какую-либо сторону. При
замыкании стрелки двигатель включается для вращения в
соответствующую сторону. Величина крутящего момента регистрируется
динамометрами. Установка имеет программное устройство,
позволяющее устанавливать различные скорости нагрева и
выдерживать их одинаковыми при получении кривых от различных
начальных уровней напряжений.
При построении релаксационных кривых, полученных при
различных начальных напряжениях (рис. 131), в качестве
регистрируемой величины принято не нормальное напряжение а, а
хокт, которое в теории пластичности и ползучести используется
в расчетах и является определяющим для оценки протекания
пластической деформации:
~окт ~
- -g" У(ох - oyf + (с„ - огJ -f (с, - охJ + б(т*„ + x\z + -&)¦
B11)
186
Для наглядности можно принять, что кривые хокт
представляют собой семейство кривых простой релаксации нормальных
напряжений а:
а = -3^- = 2,12токот. B12)
Кривые хокт показывают одновременно изменение напряжений
под влиянием пластической деформации и вследствие изменения G
от температуры (п. 50).
Релаксационные кривые на других сталях, не являющихся
жаропрочными, аналогичны стали 30 (см. рис. 131). Во всех
случаях спустя некоторое время после достижения температуры
отпуска наступает стабилизация остаточных напряжений.
Дальнейшая выдержка не приводит к существенному снижению
напряжений. Лишь весьма длительные выдержки (десятки часов)
позволяют ощутимо снизить напряжения.
Для того чтобы судить о снижении одноосных остаточных
напряжений в сварных соединениях и конструкциях при отпуске,
можно непосредственно использовать релаксационные кривые
с учетом соотношения B12). Для определения релаксации
напряжений в более сложных случаях их распределения необходимо
решать задачи методом, изложенным в п. 50.
50. ОПРЕДЕЛЕНИЕ ПРОДОЛЖИТЕЛЬНОСТИ ОТПУСКА
Расчетный метод. Процесс релаксации напряжений при
отпуске можно формально представить как два одновременно
протекающих процесса: 1) изменение напряжений при постоянных
полных деформациях, т. е. процесс простой релаксации; 2)
перераспределение напряжений, вызванное нарушением постоянства
деформации.
Особенностью релаксации напряжений при отпуске является
то, что влияние второго процесса, как правило, мало. Напряжения,
в частности касательные октаэдрические, изменяются в основном
за счет процесса простой релаксации.
Прежде чем излагать сущность расчетного метода, установим,
каким образом могут изменяться напряжения в процессе простой
релаксации при переменных температурах. Если за время dt
температура элементарного кубика тела, находящегося при
неизменных главных деформациях ги е2 и е3, изменилась на dT,
то при этом могут иметь место четыре явления, влияющие на
изменение напряжений 1:
Стенки, удерживающие кубик при постоянных е^ 82, в3, при изменении
кубика перемещаются на величину температурной деформации adT, т. е.
предполагается равномерное распределение температуры в теле.
187
1. Изменение объемного модуля упругости
2. Изменение плотности металла под действием среднего
напряжения
оср=С1 + а3* + а\ B14)
3. Изменение модуля упругости второго рода
0-титя- <215>
4. Пластическая деформация под действием октаэдрического
напряжения
Гокт = -f- У (<*i - о2У -|- (сг2 - сх3J + (а3 - а,J. B16)
Очевидно, что явления 1 и 3 не связаны с пластической
деформацией, но влияют на величину напряжений при изменении
температуры. Когда температура тела перестает изменяться,
влияние явлений 1 и 3 прекращается. Покажем, что явления 1 и 2
изменяют компоненты напряжений аналогичным образом. Среднее
напряжение связано со средней деформацией:
оср = Кгср; B17)
ecp=li±ll±l±. B18)
Если есР =-- const, то аср меняется так, как меняется К-
Отдельные компоненты при этом меняются в соответствии с
формулой, известной в теории пластичности
о1-аер = 2^(е1-вер), B19)
где
2
Уокт =¦- -f- УК - е2J + (в, - е3J + (е, - г,)*. B20)
Рассматривая явление 1 изолированно от других явлений,
предполагаем, что влияние остальных при этом отсутствует. Тогда
правая часть формулы B19) останется постоянной.
Следовательно, насколько изменится аср, настолько изменится и сгх
(соответственно о 2 и а3), а разность аг — оср будет постоянной.
Рассмотрим явление 2. Изменение плотности металла приведет
к тому, что каждый из компонентов деформации получит прира-
188
щение на величину Ае. Средняя деформация в соответствии с
выражением B18) также будет иметь приращение Ле, но разность
деформаций et — гср в формуле B19) останется постоянной.
Следовательно, от явления 2 изменится только оср и соответственно
ffj. Таким образом, хотя физические причины влияющие на
компоненты напряжений в явлениях 1 и 2, различны, изменение
напряжений по форме одинаково.
Явления 3 и 4 также приводят к аналогичным по форме
изменениям напряжений. Для доказательства этого положения
перепишем формулу B19) в ином виде:
o1-ow = 2G(e1-ecp). , B21)
Ввиду постоянства деформаций при простой релаксации
разность ех — еср в уравнении B21) останется постоянной.
Уменьшение Опри постоянном аср будет приводить к уменьшению а1
(соответственно о2 и о3). Наконец, изменение хокт (явление 4)
при постоянном уокт и (s1 — гср) в формуле B19) будет вызывать
изменение ах аналогично тому, как это имеет место при
уменьшении G.
Для решения конкретных задач с учетом влияния всех
возможных факторов необходимо располагать двумя сериями
экспериментальных кривых, полученных при термическом цикле
отпуска. Первая серия кривых должна отражать изменение аср
от явлений 1 и 2, вторая серия — изменение хокт от явлений 3
и 4 (см. рис. 131). Обе серии кривых нужно иметь при
изменяющейся температуре.
Сущность расчетно-эксперименталыюго метода заключается
в том, что через время t = At определяют напряжения только
от процесса простой релаксации, а затем отдельно решают упругую
задачу о перераспределении напряжений, вызванном изменением
деформаций.
Введем обозначения:
* = -?*-; B22)
гДе QcPl и хокт1 — напряжения в рассматриваемый момент
времени t = tj, (см. рис. 131);
т<7>„ и хокто — напряжения в начале процесса при t = 0.
Очевидно, что л и I при t = tx будут разные в зависимости
от начальных напряжений асРо и т0(СОТо.
Допустим, при f = 0 в рассматриваемом теле имелись
начальные остаточные напряжения аХа, аУа, aZo, ххУо, хуг<1, xXZa.
Выразим напряжения при t = tlt учитывая только процесс простой
релаксации. Для этого воспользуемся уравнениями типа B19).
189
Условные обозначения напряжений, получаемых от процесса
простой релаксации, даны со штрихом:
oXl = acpi + 2 ^Ь. (еХ1 - еср.). B24)
Так как деформации постоянны, то
8*i — еер, = %Хь — есро» y<>Kmt — Уокт,- B25)
Используя B22) и B23), находим из B24)
oXl = kaXo + (x — X) 0сРо;
о'уг = Ь°у, + (к — A)<W B26)
а,, =^„ + (и —A)<W
Касательные напряжения
Тед, = ЛТд;^о; XyZl = Myz0\ ТХ2( = Мхгс. \221)
Напряжения B26) и B27), чтобы удовлетворялись
дифференциальные уравнения равновесия, могут существовать в теле лишь
при наличии некоторых фиктивных объемных и поверхностных
сил. Эти силы можно определить, подставив B26) и B27) в
дифференциальные уравнения равновесия типа
дах _|_ дхху , дххг
дх ' ду ' дг
+ X = 0. B28)
Покажем это лишь на примере объемной силы X:
а й I J^J-n / дх дХ\.и
т1и — л) ^Г + т«» ЦТ + л ^F h xz° ^Г +
дт
+ X-f4-X-0. B29)
Так как при t = 0 напряжения находились в равновесии, то
^Т + ^^+^Т^0' B30>
Из уравнения B29) с учетом выражения B30) можно найти
объемные фиктивные силы X, а также аналогично Y и Z.
Поверхностные фиктивные силы X, V и Z определяем из уравнений
равновесия на контуре. Определив фиктивные объемные и поверхно-
190
стные силы при t = tu нужно их снять, приложив
противоположные им по знаку объемные и поверхностные силы.
Эти силы будут
+ ххУо-^- + гХ2о^; B31)
Х = — /(х — Цасро, B32)
где / — направляющий косинус.
Остальные силы запишем аналогично выражениям B31) и
B32).
Решение упругой задачи с объемными и поверхностными
силами по существу учитывает перераспределение напряжений,
вызванных нарушением постоянства деформаций.
Обозначим напряжения, полученные при решении задачи
с объемными и поверхностными силами, oXl, аУ1, oZl, xxyi, х'уго
т4г,- Тогда напряжения в теле, спустя время t = t\, определяются
как суммы
Ох, = 0Xl + 0Xt,
Vxy, = txt/i "Т" txyt B33)
и т. д.
Для времени t = t2 решение аналогично; при этом напряжения,
полученные при t = tl7 в формуле B33) принимаются как
начальные с индексом «нуль» в формулах B22)—B32).
В цилиндрических координатах для осесимметричного
распределения напряжений, постоянных вдоль оси Z, имеем следующие
выражения для объемных и поверхностных сил:
*—*-& + (-?—?-)«-. + «—»»Зр: ОВД
R = Z = — (и — К) осРо.
В данном методе принято, что зависимости между деформациями
и напряжениями, выражаемые энергетической теорией,
справедливы при различных схемах напряженного состояния. Основная
погрешность метода — в'выборе конечного времени интервала At,
вследствие чего напряжения изменяются скачкообразно. При этом
использовано также допущение, что возможен переход с одной
релаксационной кривой на другую, идущую от иных начальных
напряжений. Однако, если величины Л/ малы, то эта неточность
191
метода может быть минимальной. В изложенном методе
использованы для расчета релаксации не кривые ползучести, а кривые
простой релаксации, что приводит к меньшим погрешностям.
Данный метод позволяет рассчитывать релаксацию напряжений
в телах, механические свойства которых заметно меняются по
сечению детали, например после закалки цилиндров большого
сечения. В этом случае необходимо иметь кривые простой
релаксации для металлов, взятых в различных исходных
состояниях.
Получить кривые хокт (см. рис. 131) с применением
тонкостенных трубчатых образцов технически нетрудно. Для определения
кривых изменения аср с учетом изменения плотности металла от
оср пока нет технически приемлемого способа. Приходится
использовать допущение современных гипотез ползучести, при
котором плотность вещества остается неизменной и не зависит от
пластической деформации, т. е. к = 1.
При дополнительном допущении ц, — 0,5, которое также
используется в современных гипотезах ползучести, оказывается,
что в некоторых сплошных телах хокт не зависит от процесса
перераспределения напряжений, а зависит только от процесса
простой релаксации. В таких случаях нет необходимости несколько
раз решать задачу с объемными поверхностными силами. Можно
ее решить один раз в конце процесса.
Данный метод проверялся экспериментально и оказался
достаточно точным [24]. Рассмотрим несколько приложений этого
метода к определению релаксации напряжений в сварных
соединениях. В ряде простых случаев оно сводится к несложным
вычислительным операциям, не требующим определения объемных и
поверхностных сил.
Пример 1. Требуется определить релаксацию напряжений в
однопроходных дуговых сварных соединениях или в электрошлаковых сварных
соединениях толщиной до 100 мм из стали 30, в которых одноосные напряжения в-зоне
сварного соединения уравновешиваются одноосными незначительными
напряжениями в основном металле (рис. 132, а). Выберем Л/ = /х = 7,5 ч (см. рис. 131).
Построим вспомогательный графики =( (^окт ) (рис. 132, г) при /= 7,5 ч.
Рассмотрим поведение одного фибра с напряжениями а , который находится
о
при строго постоянных деформациях (рис. 132, в). После процесса простой
релаксации напряжения ах в полоске найдем по формуле B26)
o'Xi = kaXQ+(l-i.)?%. B35)
Поверхностные силы Y и Z, которые необходимо приложить к полоске,
согласно формуле B32) равны
K = Z=— A— Л)^8- B36)
192
Определим напряжения ах в полоске от сил Y и Z в предположении, что
полоска заделана концами в направлении ОХ и не может удлиняться
-2цA-Я)-^.
B37)
Прибавляя к значению B35) величину B37), получим
Ох = Ьвх + A — К) тг^ Ох0.
B38)
Напряжения ах, выражаемые формулой B38), возникают в пластине, если ее
концы в процессе релаксации не имеют возможности перемещаться.
Eх(Мн/мг) кГ/нм?
B00) 20 Л
4
:> 1
-1IMIIMIIIHI 1*
|\
\" "
lllllNIPIIIIIIIIIIy
(ЫМи/мЧкГ/нм1
Н00) 10
t * рч
—
0<<
0 2*6 тмтокГШ
tHWrttiHtiWHtiFf-^WHtittipmiHtiti у
%.
ОА
в)
д)
F0 Мн/м!)
t = !54
О 1 2 3 тияглк17нн*
(ЗОМн/м')
Рис. 132. Релаксация одноосных остаточных напряжений
в пластине
Используя уравнение B12), находим токт = 0,472а* и по графику на
рис. 132, г определяем л. Зная А и р. = 0,4 при Т = 470° С, строим эпюру ах
(рис. 132, б). Она оказывается несколько неуравновешенной. Это означает, что
в процессе релаксации концы пластины несколько перемещаются. Смещая эпюру
на величину До, находим напряжения сх при ( = 7,5 ч.
Таким образом, для определения релаксации одноосных напряжений
необходимо построить вспомогательный график А = f (тОКт0). а затем вычислить
напряжения по формуле B38). Если эпюра окажется неуравновешенной, то
следует провести ее уравновешивание путем смещения начала координат.
Для определения остаточных напряжений при t = 15 ч построим снова
вспомогательный график в координатах А15 = / (г0кт7 6) (Рис- 132, д), где
Чоктхъ
Ац — • -¦
Чокт
7,5
напряжения при t — 7,5 ч в расчете принимаются как нулевые.
19;
Двухосные напряжения снимаются примерно в такой же
степени, как и одноосные, т. е. в соответствии с кривыми простой
релаксации [24].
В стыковых электрошлаковых соединениях толщиной более
200 мм возникают трехосные остаточные напряжения. Определение
релаксации напряжений в этом случае представляет особый
интерес, так как имеются различные мнения о скорости релаксации
объемных напряжений. Для стыковых соединений большой
толщины можно получить приближенное решение релаксационной
8) 0 5 ю 11 15 20ч
Рис. 133. Релаксация одноосных A) и трехосных
B) остаточных напряжегшй в электрошлаковом
сварном соединении большой толщины
задачи, в основу которого положены некоторые допущения.
Предполагается, что сечения Аг, Аг, At (рис. 133, а) остаются
плоскими и неподвижными,т. е.расположенные между ними фибры
металла как бы прикреплены к абсолютно жестким плоскостям.
Очевидно, что такие условия выполняются неполностью и в
процессе релаксации деформации изменяются. Однако, учитывая,
что принятые допущения соответствуют более жестким условиям
релаксации и ведут к увеличению необходимого времени отпуска,
такое решение можно считать приемлемым для оценки
релаксации напряжений в сварных соединениях большой толщины.
Задача решается как плоская, так как поперечные сечения не
искривляются. После преобразований, согласно работе [25],
получаем
°' = -Jx~e-°d2- B39>
2
194
Напряжения ах и ау находим по формулам:
о, = Л(о,0-о1в)+в,; B40)
где аг — величина, определяемая из уравнения B39).
Начальное распределение напряжений по оси шва можно
приближенно задать на основании экспериментальных определений
(рис. 133, б):
оч = o2q = 0,5о> (cos -yz + lj;
2л
ои<> = crrcos-g-z.
Пример 2. На рис. 133, в приведены результаты вычислений остаточных
напряжений по оси электрошлакового шва, где ах = ау = ог (кривая 2), для
стали 30 ат = 26 кГ/мм2 B60 Мн/м2), с использованием кривых релаксации на
рис. 131. Напряжения подсчитываем следующим образом. Для каждого из
значений времени /= 2,5; 5; 7,5; 10; 12,5 и 15 ч строим кривые Я= f (тО/ст0)>
определяем численные значения подынтегральной функции B39) и графически
производим интегрирование. Для сравнения на рис. 133, в приведена кривая /
релаксации одноосных напряжений, которая позволяет судить о влиянии эффекта
объемности трехосных напряжений по оси шва на степень снижения
напряжений.
Результаты исследований. Определение релаксации
напряжений для различных случаев позволило установить следующие
закономерности:
1. Характер снижения остаточных напряжений во времени не
зависит от схемы напряженного состояния. Схема напряженного
состояния оказывает влияние лишь на величину остаточных
напряжений после релаксации. Это означает, что замедление
снижения напряжений, обнаруживаемое на кривых простой релаксации,
совпадает по времени с замедлением процесса снижения
напряжений во всей сварной конструкции. Замедление пластических
деформаций в зонах, где хокт 4=0, приводит не только к
стабилизации напряжений в этих зонах, но и к стабилизации напряжений
в зонах с хокт ss 0, где снижение напряжений может происходить
только за счет перераспределения напряжений. После
стабилизации напряжений дальнейшая выдержка сварных конструкций
в печи, как правило, теряет смысл, так как к этому времени
пластичность металла уже восстановлена, а снижение напряжений
происходит чрезвычайно медленно.
2. В массивных конструкциях, например с электрошлаковыми
соединениями толщиной более 250 мм, где имеется схема
трехосных растягивающих остаточных напряжений, снижение этих
напряжений по характеру происходит так же, как и одноосных
напряжений при простой релаксации. Но величина максимальных
объемных напряжений остается в 2—2,5 раза выше, чем
соответствующих одноосных или двухосных напряжений (см. рис. 133, в).
195
B42)
3. Независимо от распределения напряжений в глубине
металла (одноосное или трехосное с жесткой схемой компонентов)
напряжения на поверхности снижаются примерно до величины,
3
получаемой из кривых простои релаксации, т. е. до сг = -—- токт.
V ?
Такое снижение напряжений распространяется на глубину вплоть
до тех зон, где начинает появляться трехосная схема остаточных
напряжений.
4. Для каждой скорости подъема температуры в процессе
нагрева не обязательно определять кривые простой релаксации.
Уровень напряжений к моменту достижения стационарной
температуры отпуска меньше в случае малых скоростей нагрева по
сравнению с большими скоростями или оказывается тем же самым.
5. Как следует из п. 2 и 3, толщина металла или размер сечения
детали сами по себе не влияют на необходимую
продолжительность выдержки при отпуске. Характер снижения остаточных
напряжений во времени зависит от релаксационных свойств
металла, а уровень их после отпуска — от схемы напряженного
состояния. В крипоустойчивых сталях напряжения снижаются
медленнее, а уровень их после одинакового режима отпуска
выше, чем у сталей менее теплостойких.
6. В зависимости от сечения детали или толщины металла
назначают продолжительность нагрева и выравнивания температуры
по сечению детали. Продолжительность выдержки следует
назначать по релаксационным кривым конкретного металла в
зависимости от необходимой степени снижения остаточных напряжений.
Ввиду того что продолжительность выдержки для массивных
конструкций с различными сечениями оказывается одинаковой,
представляется возможность назначаемую в зависимости от
толщины металла продолжительность выдержки в печи уменьшить.
Этим самым можно получить ощутимую экономию стоимости
производства толстостенных сварных конструкций.
Таким образом, установившееся правило назначать массивным
деталям выдержку при отпуске пропорционально их толщине,
например 1 ч на 25 мм, необоснованно. Продолжительность
выдержки может меняться в зависимости от марки стали и
предыдущей термической обработки, которая влияет на релаксационные
свойства металла.
Приведенные выше замечания справедливы не только по
отношению к сварным конструкциям, но в равной степени и к деталям,
проходящим отпуск после нормализации или закалки. Это
указание важно потому, что зачастую сварные конструкции загружают
в печь совместно с другими деталями. Режим отпуска следует
назначать также с учетом свойств этих деталей.
В ряде случаев конструкции, особенно из легированных сталей,
сваривают с применением присадочного металла иного
химического состава, чем основной металл. В конструкциях с такими свар-
196
ными соединениями в процессе охлаждения после отпуска вновь
возникают остаточные напряжения, вызванные разностью
коэффициентов линейного расширения шва и основного металла [28].
Разность температурных деформаций основного металла и металла
шва может достигать даже в перлитных сталях таких значений,
которые вызывают напряжения до 10—15 кГ/см2 A00—150 Мн/м2).
Предприятиями тяжелого машиностроения выпущены сотни
и тысячи изделий со сварными соединениями, в которых после
отпуска возникали остаточные напряжения вследствие разных
коэффициентов линейного расширения шва и основного металла.
Успешная эксплуатация этих изделий лишний раз подчеркивает,
что влияние термомеханического цикла сварки на прочность идет
в основном не через напряжения, а через концентрацию
пластических деформаций в дефектных местах, последствия которой при
отпуске устраняются практически полностью.
51. МЕСТНЫЙ ОТПУСК
Местный отпуск от общего отличается обычно средствами,
с помощью которых осуществляется нагрев, а также тем, что при
местном отпуске нагревается до заданной температуры лишь часть
сварной конструкции. Последнее обстоятельство при назначении
местного отпуска необходимо принимать во внимание, так как
остывание неравномерно нагретой детали неизбежно
сопровождается возникновением более или менее значительных остаточных
напряжений. Однако образование новых остаточных напряжений
не следует рассматривать как фактор, исключающий применение
местного отпуска. При местном отпуске можно регулировать
величину новых остаточных напряжений и степень их опасности.
Основная задача при выборе распределения температур при
местном отпуске состоит в том, чтобы состояние, к которому
приходит металл после отпуска, и его свойства по возможности были
ближе к таковым при общем отпуске. Если распределение
температур при местном отпуске приведет к остыванию металла с
образованием таких же пластических деформаций и остаточных
напряжений как при сварке, то положительное влияние местного
высокого отпуска будет сведено лишь к смягчению закалочных
структур. Интенсивное расходование пластичности металла
происходит в концентраторах. Поэтому при назначении местного
отпуска следует стремиться к тому, чтобы, во-первых, не получать
высокие остаточные напряжения вследствие неравномерного
остывания и, во-вторых, вынести зону с образующимися вновь
остаточными напряжениями в те места, где нет концентраторов.
Рассмотрим сказанное на примере кольцевого шва,
выполненного с непроваром в корне (рис. 134, а). При сварке сокращение
шва в окружном направлении вызывает изгиб трубы с образованием
в корне больших пластических деформаций удлинения и остаточ-
197
ных напряжений растяжения. Производя местный отпуск
кольцевого шва, устраняют наклеп металла и снимают остаточные
напряжения. Если нагревать узкую зону (кривая /), то при
остывании вновь будет возникать, как при сварке, изгиб трубы с
растяжением в корне шва. При нагреве более широкой зоны (кривая 2)
остаточные напряжения при остывании будут возникать в стороне
от шва, в местах перегибов температурной кривой и максимальных
градиентов температур (заштрихованные зоны). В данном случае
зоны с остаточными напряжениями удалены от концентратора.
Для уменьшения остаточных напряжений рекомендуется
расширение зоны равномерного нагрева с плавным переходом к нена-
гретому металлу. Не следует назначать местной термической об-
Рис. 134. Распределение температур при местном
отпуске сварного кольцевого соединения (а) и сварного
соединения в жестком контуре (б)
работки в замкнутом контуре (рис. 134, б). Для компенсации
температурной деформации в таких случаях целесообразно
производить одновременно нагрев в другом симметричном сечении.
Местный отпуск в большинстве случаев используют как
эффективное средство повышения сопротивляемости конструкций
хрупким разрушениям. Как средство уменьшения деформаций
при механической обработке местный отпуск обычно не применяют.
Положительный опыт применения местного отпуска, при котором
тем не менее образуются остаточные напряжения, также
указывает на то, что следует четко разграничивать два целевых
назначения отпуска: снятие напряжений для уменьшения деформаций
конструкций и повышение сопротивляемости конструкций хрупким
разрушениям.
52. СПОСОБЫ УСТРАНЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
И ПЕРЕМЕЩЕНИЙ
Существует много приемов, позволяющих уменьшить или
устранить сварочные деформации.
В п. 47 указывалось, что имеется три принципиально
возможных пути уменьшения сварочных деформаций. Способы борьбы
198
с деформациями могут быть классифицированы и по другому
признаку в зависимости от того, применяются ли они до сварки,
в процессе сварки или после сварки [65].
Способы, используемые до сварки
1. Рациональное конструирование предполагает уменьшение
количества наплавленного металла в конструкции; назначение
видов сварки с малой погонной энергией, например контактной;
симметричное относительно центра тяжести сечения расположение
швов; расположение швов на жестких элементах с целью
уменьшения деформаций потери устойчивости; применение прерывистых
швов.
2. Назначение начальных размеров и формы заготовок, их
взаимное расположение с учетом последующей усадки (рис. 135, а).
Рис. 135. Примеры использования способов, уменьшающих сварочные
деформации:
а — взаимное расположение с учетом последующей усадки; б, в — создание деформаций,.
обратных сварочным; г — рациональная последовательность укладки швов; д — нагру-
жение сварного соединения растягивающими усилиями
3. Создание деформаций, обратных сварочным, путем
закрепления изделий в приспособлениях. Закрепления снимают только
после завершения сварки (рис. 135, б).
Деформация укорочения тонколистовых полотнищ может быть
существенно уменьшена, если листы упруго собрать на
приспособлении, имеющем цилиндрическую форму с выступающим
пояском в зоне стыка (рлс. 135, в). Зона шва, расположенная на
большем диаметре, имеет перед сваркой увеличенную длину. После
сварки она сокращается, напряжения при этом снимаются, а
коробление листов заметно уменьшается. Данный способ
используют сравнительно редко.
4. Создание деформаций, обратных сварочным, когда изделия
сваривают без фиксации в приспособлении, например раскатка
края обечайки перед выполнением кольцевого шва. Способ
применяют редко.
5. Использование поля напряжения, мало изменяющегося в
результате сварки, например сварка по кромке, отрезанной газом.
199
Способы, используемые в процессе сварки
1. Снижение погонной энергии сварки за счет более
экономичных режимов. Способ используют относительно часто.
2. Уменьшение площади зоны пластических деформаций путем
охлаждения водой, например, при контактной или
газоэлектрической сварке. В работе 149] рекомендуется использовать прижимные
полые планки, под которыми циркулирует вода, соприкасающаяся
с основным металлом.
3. Закрепление в приспособлении. Широко используется в
производстве. Положительный эффект достигается за счет жесткости
приспособления. Полного устранения деформаций при этом не
достигается (п. 54).
4. Рациональная последовательность выполнения сборочно-
сварочных операций (рис. 135, г). В некоторых случаях это
единственный способ избежать значительных остаточных
деформаций 186].
5. Нагружение сварного соединения растягивающими
усилиями (рис. 135, д). В производстве почти не применяется.
Способы, используемые после сварки
Сварочные деформации чаще устраняют после сварки, чем
предупреждают их перед сваркой или в процессе сварки. Это,
по-видимому, объясняется не только тем, что возможности
способов, применяемых до сварки или в процессе сварки, ограничены,
но также и организационно-техническими причинами, так как
организовать правку после завершения сварки, когда деформации
уже известны, значительно проще. Способы, используемые после
кварки, следующие:
1. Создание путем пластической деформации перемещений,
обратных сварочным (изгиб, растяжение, проковка, прокатка
роликами).
2. Создание пластических деформаций укорочения путем
местного нагрева. Этот прием широко используется в производстве
и довольно эффективен (п. 55).
3. Устранение деформаций путем высокого отпуска деталей
в зажимных приспособлениях.
53. РЕГУЛИРОВАНИЕ И УСТРАНЕНИЕ ПЕРЕМЕЩЕНИЙ
ПРИ СВАРКЕ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ
При электрошлаковой сварке могут возникать сварочные
деформации нескольких видов (п. 34). Электрошлаковой сваркой
соединяют элементы большого сечения, борьба с деформациями
в этом случае представляет непростую задачу.
Перемещение кромок 2wmax от нагрева их сварочным
источником тепла предотвратить невозможно. Увеличивая скорость сварки
200
и уменьшая мощность q, можно лишь несколько уменьшить
поперечное сближение кромок в зоне сварки. Не удается также сколько-
нибудь значительно повлиять на величину поступательного
перемещения (сближения) деталей вследствие поперечного сокращения
заваренной части соединения.
Угловые перемещения от температурных и структурных
деформаций удается регулировать в широких пределах. Существует
несколько приемов wx уменьшения, но во всех случаях
положительный результат достигается созданием изгибающего момента
в плоскости свариваемых деталей. Наиболее естественный способ
6) в} г)
Рис. 136. Примеры использования «сухарей», скоб
(а, в) и сборки по притуплению (б, г) для уменьшения
деформаций при электрошлаковой сварке
создания момента — использование веса деталей, расположенных
на опорах (рис. 136, а) М = G±lx.
Метод уменьшения угловых деформаций за счет момента от
веса детали или балласта в работах [30, 104] получил название
метода дозированного противодействия.
В производстве широкое применение нашел способ,
основанный на использовании жесткости свариваемой конструкции. Это
достигается скреплением деталей скобами, установкой «сухарей»
или использованием притупления кромок (см. рис. 136). Скобы
препятствуют закрыванию и открыванию зазора. Недостаток
скоб в их малой прочности по сварному соединению, а также в том,
что их можно располагать только снаружи зазора /.
«Сухари» могут препятствовать только закрыванию зазора.
Усилия, развиваемые ими, достигают десятков и сотен тонн.
Скобы и «сухари» особенно эффективны, когда сваривают
протяженные в направлении шва детали. Например, два «сухаря» размером
100X100 мм могут развивать усилие до 6000 /см, что, очевидно,
201
намного превосходит возможности весовой нагрузки. При сварке
плавящимися мундштуками роль «сухарей» могут с успехом
выполнять изоляционные шайбы, расположенные между
мундштуками и изделием.
Сборку деталей по притуплению нередко применяют при сварке
двумя магнитошагающими автоматами в общую ванну (рис. 136,6).
Роль притупления может выполнять закладная деталь в виде
полоски, расположенной по всей длине стыка (рис. 136, в).
Особенно эффективным может оказаться притупление при сварке
кольцевых швов (рис. 136, г).
Распространенным в производстве приемом компенсации
деформаций является сборка деталей с переменным зазором. Такой
/
V.
I * 1
1 1
I
в)
Рис. 137. Некоторые типы деталей, свариваемых
электрошлаковой сваркой
способ удобен для компенсации закрывания зазора, так как обычно
нет никаких препятствий для сборки с расширяющимся кверху
зазором.
При электрошлаковой сварке стыковых соединений могут
возникать значительные временные деформации в плоскости
свариваемых деталей, которые следует принимать во внимание.
а) При сварке деталей, протяженных в направлении,
перпендикулярном шву (рис. 137, а), угловые деформации в плоскости
могут привести к заметному искажению формы и появлению
прогиба.
б) При сварке деталей, поперечный размер которых должен
быть выдержан с определенным допуском (рис. 137, б), необходимо
учитывать величину поперечной усадки после сварки.
в) При выполнении соединения встык в жестком контуре
в процессе ремонтной сварки (рис. 137, в) необходимо иметь в виду,
что после остывания вследствие возникшей поперечной усадки
появятся значительные остаточные напряжения. Эти напряжения
могут вызвать разрушение конструкции. В таких случаях
рекомендуется перед сваркой подогревать противоположный участок
(зона А на рис. 137, в), а сам шов сваривать на режимах,
обеспечивающих минимальную поперечную усадку.
202
При расчленении конструкции, например литой, на две части
(рис. 137, г) во избежание значительных напряжений
рекомендуется одновременно сваривать оба шва.
г) При электрошлаковой сварке протяженных швов сварочные
деформации могут привести к такому изменению зазора, что это
вызовет нарушение выбранного режима сварки, короткое
замыкание вследствие уменьшения зазора или вытекание металла
ванны из-за чрезмерного открывания зазора.
д) При определении фактической скорости электрошлаковой
сварки и расхода электродной проволоки необходимо учитывать,
что в момент сварки зазор уменьшается на величину 2утах (п. 28),
даже если никаких перемещений деталей в процессе сварки и не
происходит.
Угловые деформации особенно интенсивно происходят в
начальный период сварки (п. 28). Но именно в этот период, когда
сечение заваренного шва невелико, их наиболее легко устранить.
Нередко возникает необходимость определить длину шва,
начиная с которой преодолевается сопротивление разного рода
закреплений и появляются заметные деформации. Эта задача
весьма сложная, так как заваренная часть соединения
представляет собой пластину с переменными модулями упругости и
пределом текучести.
Если ожидаемые угловые деформации весьма значительны, то
в заваренном соединении будут протекать пластические
деформации. Это, разумеется, будет справедливо при условии, что
противодействие превосходит внутренний момент, возникающий во
время пластической деформации. Деформации будут
отсутствовать по крайней мере до тех пор, пока внутренний момент,
вычисленный с учетом пластического сопротивления сечения, не
превзойдет момент от внешнего противодействия. Максимальный
внутренний момент, который может возникнуть в сечении при образовании
в нем пластического шарнира, равен
M^|aft6ift-^i) B43)
где h — высота заваренного шва;
h0 — расстояние от ванны до изотермы 1300° С;
ah — предел текучести металла при температуре, которая
имеется на расстоянии h от ванны, т. е. предел текучести
металла в нижней части шва.
Коэффициент -g- при oh в формуле B43) означает, что
принимается некоторый средний предел текучести всего сечения с
учетом того, что в верхней части шва температура больше, а предел
текучести меньше, чем в нижней части шва. Формулой B43) можно
пользоваться, если температура в начале шва не ниже 250° С.
203
54. ПРИМЕНЕНИЕ ЗАЖИМНЫХ ПРИСПОСОБЛЕНИЙ
В сварочном производстве применяют приспособления,
предназначенные для различных целей: для базирования, обеспечения
требуемого взаимного расположения деталей, их фиксации и
нередко для уменьшения сварочных деформаций на различных этапах
сборки и сварки.
Если элемент не связан с другими деталями, то прихватки
могут вызвать значительные деформации, главным образом
угловые. Выполнение прихваточных швов в приспособлении,
благодаря его жесткости, позволяет избежать этих деформаций.
В ряде случаев приспособления используют для того, чтобы
производить в них сварку без прихваток, например при
однопроходной сварке встык соединения главным образом из металла
толщиной до 8—10 мм. При этом в процессе сварки
приспособление должно выполнять по крайней мере две функции: а) не
позволять собранным листам перемещаться в плоскости; б)
обеспечивать плотное прижатие кромок к подкладке, не позволяя им при
подходе дуги отрываться от подкладки и смещаться относительно
друг друга.
Первая задача сравнительно просто выполнима на широких
листах, если они собраны без зазора. Значительно труднее
обеспечить заданное положение листам, собранным с зазором. Для
создания необходимых сил трения требуются весьма
значительные нормальные давления, в особенности на листах толщиной
свыше 2—3 мм. Более рационально использование убирающихся
прокладок с толщиной, равной зазору.
Чтобы тонкие листы не отрывались от подкладки при подходе
дуги, необходимо, во-первых, создавать достаточное и
обязательно равномерное прижатие листов по их длине и, во-вторых,
располагать прижимы по возможности ближе к кромкам. Практически
установлено, что при сварке листов толщиной 1—3 мм достаточно
иметь усилие для прижима одной кромки 15—20 кГ A50—200 н)
на 1 см длины.
Приспособления используют для уменьшения остаточных
деформаций, возникающих в процессе остывания конструкции.
В этом случае изделие остывает в приспособлении, которое
благодаря своей жесткости увеличивает пластические деформации и
уменьшает величину усадочной силы. Эффективность
использования приспособлений для уменьшения остаточных деформаций
зависит от соотношения жесткости изделия и приспособления,
а также от величины ожидаемых деформаций.
Оценим эффективность применения зажимных
приспособлений на примере балочных конструкций в предположении, что эпюра
остаточных напряжений имеет вид прямоугольника с а,пах =
= ат и что ширина зоны пластических деформаций 2Ьп остается
неизменной. Такое предположение приведет к завышенному влия-
204
нию приспособления на деформации конструкций. Пусть Р =
= 0г2Ь„б = oTF является усадочной силой, возникающей в
бесконечно жестком изделии. Допустим, изделие имеет момент
инерции Ju. Тогда кривизна балки после сварки без приспособлений
будет
PycZ B44)
E(Ju-Jny
где 2 — расстояние до линии действия усадочной силы;
Jn — момент инерции зоны пластических деформаций
относительно центра тяжести сечения изделия.
Если изделие сварено и остывает в приспособлении, а затем
извлечено из него, то
г* ус^ " и —«п -.
С=- E(Jn-Ju) ¦ J / Jn "Г <245>
Выражения B45) и B44) отличаются сомножителем. Если
предположить, что используется абсолютно жесткое приспособление
Jnp -> оо, то этот сомножитель будет равен
A = J"~Jn. B46)
J и
Сомножитель А показывает, насколько уменьшается
деформация изделия при сварке и охлаждении в абсолютно жестком
приспособлении по сравнению со сваркой и остыванием изделия без
приспособления. Величина Jn составляет обычно не более 10—
15% от Ju, т. е. деформации, согласно формуле B46), будут меньше
лишь на 10—15%, что весьма незначительно. Если изделие
гибкое, т. е. Jи мало, a Jn — велико, то эффективность применения
зажимного жесткого приспособления заметно возрастает, но при
этом возрастает абсолютная величина остаточной кривизны
согласно формулам B44) и B45). Практически оказывается, что
остаточные деформации настолько значительны, что применение
приспособлений совершенно себя не оправдывает. Это хорошо видно
на примере сварки тонких листов, хотя листы и не относятся к
балочным конструкциям. Ниже приведены прогибы листов из стали
ЭИ654, 6 = 1,5 мм, длиной 1000 мм при ширине 250 мм после
сварки в углекислом газе.
Прогиб в мм:
после остывания в свободном
состоянии 104 111,5 107 112 112
после зажатия этих образцов
в приспособлении 77,5 86,5 84 88 00
Среднее уменьшение прогиба хотя и составляет 22%, но
совершенно недостаточно.
7 !5н 205
65. ТЕРМИЧЕСКАЯ ПРАВКА МЕСТНЫМ НАГРЕВОМ
Метод термической правки сварных конструкций основан на
принципе компенсации деформаций. Для устранения деформаций
выбирают такие места для нагрева и такую последовательность
его осуществления, чтобы после усадки мест, подвергавшихся
нагреву, новые деформации компенсировали возникшие при сварке
и тем самым восстановили нужную форму изделия. При
термической правке используют те же средства и явления, что и при
сварке.
Благодаря простоте, универсальности и маневренности
термическая правка наряду с холодной правкой нашла в производстве
наибольшее распространение среди других методов устранения
деформаций, в особенности при изготовлении конструкций из
черных металлов. За исключением простейших случаев
термическая правка требует мастерства правщика. Количество научно
обоснованных положений по этому методу столь незначительно,
что представляется возможность сформулировать лишь самые
общие отправные рекомендации.
Для осуществления нагрева с целью правки, вообще говоря,
можно использовать все источники тепла, применяемые для сварки.
Предпочтение отдается тем методам нагрева, которые позволяют
гибко регулировать количество и распределение вводимого тепла,
визуально-определять температуру нагрева, не изменять
существенно свойств металла и вида поверхности, а также создавать
концентрированный нагрев. Наиболее полно этим требованиям,
за исключением последнего, отвечает газовое пламя, в частности
кислородно-ацетиленовое. Остальные источники, как правило,
обладают большей концентрацией, но слабо удовлетворяют
некоторым другим требованиям. В частности, дуга имеет
практически постоянную мощность, вызывает подплавление металла и не
дает возможности наблюдать, какие зоны нагреты до требуемой
температуры.
Для устранения деформаций нагревают те зоны, где после
остывания необходимо получить сокращение металла. По
характеру нагреваемых зон конструкции, подвергаемые термической
правке, могут быть условно разделены на две группы: 1)
конструкции, в которых необходимо править листовые элементы,
потерявшие устойчивость от напряжений сжатия; 2) прочие
конструкции главным образом балочного и рамного типа, в которых
появились деформации изгиба.
Количество «лишнего» металла в листе, потерявшем
устойчивость (рис. 138, а) следует определять с учетом двух факторов:
а) деформаций от напряжений сжатия в листе, б) искривления
листа. Действительно, если вырезать лист из каркаса, к которому
он приварен, то его края переместятся на величину, включающую,
во-первых, перемещения от выпрямления листа и, во-вторых,
206
перемещения от снятия сжимающих напряжений. Например
стальной лист длиной / = 60 см, шириной В = 40 см и толщино?
б = 0,4 см (рис. 138, б), который потерял устойчивость от сжатие
Рис. 138. Коробление тонких листов от
напряжений сжатия (а, б) и эпюры остаточных напряжений
в них при нагреве пятнами (в) и полосой (г)
в одном направлении и получил прогиб / =
ющий избыток площади:
а) от критических напряжений сжатия
,„, л22-104—-г—
_ niEJ _ 12
°«р — ra m к/vs ~~ 40-0.4-302
В6 @,5/J
0,6 см, имеет следу-
= 2,93 ml см2,
Окр
1В
-Е *~ - 0,351 см2;
б) от искривления, которое можно описать формулой
w = 0,3 cos (^ — l).
Укорочение листа, согласно формуле A46), составит
B47)
"--И(?)*-И(-
0,3 -2п
Sin —у- \ ах =
0,32я2
0,0148,
о о
а уменьшение площади составит
AF2 = MB = 0,0148-40 = 0,592 см2.
Суммарный избыток площади
AF = AFX + AF2 = 0,351 + 0,592 = 0,943 см2.
Избыток площади в покоробленных листах устраняется путем
местного нагрева листа пятнами, расположенными в различных
207
местах (см. рис. 138, а). Температура нагрева должна несколько
превышать температуру, при которой металл теряет свои упругие
свойства. Для углеродистых сталей это 600—800° С, для некоторых
низколегированных сталей 800—900° С.
Во время нагрева пятна необходимо стремиться к энергичному
и концентрированному разогреву, чтобы окружающий металл был
по возможности менее нагрет. Тогда он будет оказывать
сопротивление расширению нагретой зоны, вызывая в ней пластические
деформации. Во время пластической деформации нагретый
металл утолщается, куда собственно и «уходит» избыток площади
листа. После остывания пятна происходит дополнительное
подтягивание окружающей зоны и сокращение листа. Нагрев остальных
пятен можно производить, не дожидаясь охлаждения ранее
нагретых, однако при этом их следует располагать на холодных
участках металла. Неконцентрированный нагрев приводит к
дополнительному выпучиванию металла и заметному снижению
эффективности процесса правки. О результатах правки можно
судить лишь после полного остывания листа. Если исправление
недостаточно, нагрев пятнами можно продолжить.
Существенным является форма пятен нагрева и их
расположение на листе относительно «хлопуна». Нагрев может
осуществляться круглыми пятнами и полосами. Как показывают
практический опыт [39] и результаты расчетов, приведенные ниже,
правка пятнами менее производительна, чем правка полосами
При нагреве пятнами, во-первых, оказываются меньше области,
нагретые до определенной температуры, если сравнивать их с
областями при нагреве полосами при одинаковом количестве
затраченного тепла. Во-вторых, остывая, металл пятна испытывает
значительные пластические деформации удлинения, в то время
как металл полоски такую пластическую деформацию испытывает
только в продольном направлении; усадка в поперечном
направлении происходит без значительных пластических деформаций.
Эти объяснения подтверждают расчеты. Допустим, что одним
и тем же количеством тепла Q произведен нагрев п пятнами и
в виде одной полосы. Схематизированная эпюра двухосных
остаточных напряжений в пятне после остывания показана на
рис. 138, в, а одноосных ах в пластине — на рис. 138, г.
Предположим, что листы бесконечно большие. Эффект правки следует
оценивать по величине усадки, которую, в свою очередь, можно
определить по деформации металла при освобождении всех участков
металла от остаточных напряжений. Определим усадку от одного
пятна. В пятне различаются три зоны: зона / пластических
деформаций, где ar = at = ат, зона // пластических деформаций,
где приближенно
0, + а, = о>C-2-^), B48)
208
а
(о, - at) = aT, B49)
и третья, упругая зона ///, где
2 2
Сокращение единицы площади составляет величину
е,+е, = 1=Д(стг + а,). B51)
Сокращение зоны / после освобождения ее от напряжений
составит
AF, = (в, + е<) ш\ = -i—=А Bог) яг?. B52)
*
Подставляя в выражение B51) значения B48), путем
интегрирования находим сокращение зоны //:
AFii = 0,287 2яA?~>х) атг\. B53)
Необходимо учесть также, что при сокращении зон I и II во
время остывания точка А вследствие упругой деформации зоны ///
переместилась на величину
u=l+i.fr2. B54)
Сокращение площади AFin составит
AF„i = 2nr2u = 2,25 "('+»*> ffrr?. B55)
Складывая AFj, А/^ц и Л^ш, получим
AFo= 14,83-^t-i. B56)
Зона г2 = 1,5гх приблизительно кончается в том месте, где
достигалась Гшах = 150° С [87]. Согласно [100], зона,
нагревавшаяся до Ттах от мгновенного линейного источника в пластине,
равна
0,368-%
г\ = _. B57)
Подставляя B57) в B56) с учетом
г2
2 _ '2
Г1~~ 2,25 '
209
находим от п пятен
^о=Н,83-^|^. B58)
Для низкоуглеродистой стали ат = 24 кПмм2 B40 Мн/м2)\
? = 2-104 кГ/мм2 B-Ю5 Мн/м2); су = 4,75 дж/см3-град и
'max == 150 С.
Тогда
«AF0= 1,3-10-|-. B59)
Определим усадку от нагрева полосы теплом Q. Полагая,
что тепло Q выделено равномерно по длине полоски /, найдем
поперечное сокращение
А~ ~~-§" B60)
Уменьшение площади от поперечной усадки в углеродистой
стали с а = 12-Ю-6 l/град составит
AFnon = Anonl = -—"г = 2'53'10 Т• B61)
Продольную усадку зоны пластических деформаций определим
через усадочную силу, выражаемую формулой (81):
^=1,7-7"' B62>
AFnp = (l-ii)-^-'/ = A -ц) 1,7 § = 0,6-1<Гв-?-. B63)
Складывая AFnon и AF„P, находим
Af„w = AFnon + AF„P = 3,13- Ю-6-§-. B64)
Сравнивая B64) с B59), устанавливаем, что сокращение
площади в случае нагрева полосы примерно в 2,5 раза больше,
чем при нагреве пятнами при одинаковом количестве
затраченного тепла.
Полосы нагрева следует располагать с учетом того, что
поперечная усадка полос дает значительно больший эффект, чем
продольная. «Хлопуны» в виде участков сферической поверхности
можно исправлять, производя кольцевой нагрев по контуру
«хлопуна». Продолговатые «хлопуны» исправимы эллипсовидными
нагревами с расположением дополнительных пятен в средней
части «хлопуна»,
210
При нагреве пятнами, когда их размеры значительны,
применяют дополнительно проковку молотками. Основное назначение
этой проковки заключается не в утонении листов, а в том, чтобы
ссадить на плоскость приподнимающийся от значительного
нагрева лист. Правку листовых конструкций можно в некоторых
случаях выполнять пистолетом с графитовым электродом [531.
Рекомендации относительно выбора горелок и примеры
конструкций, подвергавшихся правке, можно найти в работе 132).
Для устранения изгиба балочных и рамных конструкций
элемент нагревают с выпуклой стороны. В простейших случаях, когда
сечение симметрично, а изгиб произошел относительно оси Y—Y,
Рис. 139. Расположение зон нагрева при термической правке
различных балок
которая является главной центральной осью (рис. 139, а), зону
нагрева определить просто. Для устранения изгиба следует
нагревать стенку тавра. Сокращение стенки вызовет искривление
в противоположную сторону, что компенсирует деформации,
вызванные сваркой.
Если поперечное сечение балки несимметричное или изгиб
произошел относительно двух главных центральных осей,
существенным является определение мест нагрева и плоскости
изгиба. Важное значение имеет форма зоны нагрева, ее объем и
ориентация относительно центральной оси сечения. Зону нагрева
можно располагать вдоль элемента (рис. 139, а) или поперек
него (рис. 139, б). В первом случае используется эффект
продольной усадки, во втором — поперечной. При продольной усадке
металл зоны нагрева во время остывания испытывает
значительную пластическую деформацию. При поперечной усадке возникшее
при нагреве сокращение реализуется практически полностью,
разумеется, если зона нагрева пересекает значительную часть
сечения. В этом случае пластическая деформация А„ ^s 0 v.
211
эффект правки оказываются намного больше, чем при нагреве
зоны, расположенной вдоль элемента.
На примере тавра сравним два способа ориентации зон нагрева,
если они равны по величине. Для упрощения расчетов примем,
что длина нагрева / равна утлх, мощность источника q,
скорость движения источника тепла vc, толщина стенки тавра б
(рис. 139, а, б). Сравнение произведем по углу поворота <р.
В первом случае угол поворота равен
Ml PyJl .___.
где Рус, согласно формуле (81), разно
^ = Uf. B66)
Подставляя B66) в B65), при Е — 2- 10е кГ/см2 находим
0,85-10" V2 /ос-74
<Р= Т5Г-- B67)
Для определения угла ср во втором случае используем
формулу A26) при А„ = 0
Ф = ЛЛо«х> B68)
где Д„0„ — поперечная усадка, которая для коротких швов,
образующих линейный нагрев, равна
Статический момент зоны нагрева S в данном случае равен
2 ~" 2
S = /S— = ~. B70)
Подставляя B69) и B70) в B68) с учетом, что для
низкоуглеродистой стали а = 12-Ю-6 Мград, су = 4,75 дж1смъ-град, имеем
Ф = 1,26-10-6|?. B71)
Сравнение B71) с B67) показывает, что поперечный нагрев
при одинаковой затрате энергии и времени дает угол изгиба
в 1,5 раза больше. Для продольной усадки при расчете
использовано завышенное значение плеча действия силы утзх, а для
поперечной усадки — несколько заниженное значение Д„0„.
Практический опыт правки также подтверждает более высокую
эффективность применения поперечного расположения зоны
нагрева.
212
Эффект правки может быть повышен, если выполнять нагрев
клиновидной формы (см. рис. 139 б). Этим увеличивают
расстояние до центра зоны усадки, что приводит к увеличению значения 5
[формула B68)]. Иногда нагрев клиновидной формы производят
по всему поперечному сечению (рис. 139, в). В конструкциях
с пересекающимися элементами клиновидный нагрев
распространяется на все элементы, попадающие в его зону. Например, при
устранении деформаций двутавровой балки нагревают
равномерной полосой пояс и в виде клина стенку (рис. 139, г). Объем на-
Рис. 140. Определение плоскостей изгиба в балках
с симметричным и несимметричным сечением
греваемого металла устанавливают непосредственно в процессе
правки по результатам предыдущих нагревов.
Места нагрева при изгибе балки относительно двух осей или
в случае несимметричного поперечного сечения следует определять
на основе тщательного анализа. Рассмотрим простейший пример
правки балки двутаврового сечения (рис. 140, а). Допустим,
нагревается зона А, необходимо определить плоскость изгиба бруса
в результате правки. К сожалению, в ряде рекомендаций ошибочно
утверждается, что поворот произойдет в плоскости /—/,
соединяющей центр зоны нагрева с центром тяжести сечения. Это бывает
справедливо лишь в частных случаях. В данном примере
плоскость изгиба определяется следующим образом. Формула для
определения прогиба
/
MP
РусеР
8EJ
включает в себя отношение -у- , где
B72)
213
е — расстояние от главной центральной оси до центра зоны
усадки, в данном примере г0 и у0;
J — момент инерции сечения относительно главной
центральной оси.
Прогибы /„ и /г будут относиться как -— к -f2- . В данном
J у J г
случае Jy = 51 100 см4, J2 — 1338 см4; z0 — 30 см; у0 = 10 см;
-^ = 0,000587 А- : -т1 = 0,00748 ~ .
J у CM J2. СМ
На рис. 140, б отложены векторы -~ и ~ и проведена дей-
J у J г
ствительная плоскость изгиба /—/.
В несимметричных профилях сварных балок (рис. 140, в),
прежде чем определить место нагрева, в первую очередь
необходимо установить положение главных центральных осей / и 2
и величины моментов инерции Jt и J\.
Величина изгиба, вызываемого термической правкой,
определяется по известным формулам с использованием величин
эксцентриситета зоны нагрева А е1 и е2 и моментов инерции
относительно осей / и 2. Чтобы положение зоны нагрева А удовлетворяло
условию устранения сварочных деформаций, необходимо отыскать
оптимальное расположение зоны нагрева. Для этого по
результатам измерений фактических прогибов, например относительно
осей Y и Z, находим положение плоскости изгиба /—/ (рис. 140, г).
Затем, зная Jx и У2, находим такое положение зоны А (или
нескольких зон), чтобы Ц- и -—Давали вектор, совпадающий с пло-
скостью /—/. Объем зон нагрева и их количество по длине балки
проще определять экспериментально непосредственно в процессе
правки по результатам измерений прогибов.
Чаще всего термическая правка применяется на углеродистых
и низколегированных сталях, а в некоторых случаях и на
нержавеющих сталях, если при этом нет опасности ухудшить
коррозионные свойства металла или снять наклеп у нагартованных
сталей. На алюминиевых и титановых сплавах термическая правка
используется сравнительно редко. Объясняется это несколькими
причинами. Для получения необходимого эффекта правки эти
металлы следует нагревать до температур, близких к температурам,
при которых уже наступает резкое загрязнение металла газами.
Требуется тщательный контроль температуры и
продолжительности нагрева, что при газовом нагреве практически осуществить
трудно. Кроме того, для алюминиевых сплавов, обладающих
высокой теплопроводностью, газовое пламя является источником
тепла с недостаточной сосредоточенностью энергии. Правка
деталей из этих металлов осуществляется источниками тепла, в
которых активная высокотемпературная зона защищена инертным
газом. В большинстве случаев правка выполняется путем
налоги
жения холостых валиков в среде аргона. Перспективной для
правки алюминиевых сплавов является разработка методов
нагрева с интенсивной генерацией тепла в самом металле и строгим
дозированием количества выделяемой энергии в пятне.
56. ПРОКАТКА РОЛИКАМИ СВАРНЫХ СОЕДИНЕНИЙ
ЛИСТОВЫХ КОНСТРУКЦИЙ1
Существует несколько схем, с помощью которых можно создать
пластические деформации, противоположные сварочным. Это —
проковка, растяжение, изгиб и т. п. В применении к листовому
металлу относительно небольшой толщины наиболее подходящей
оказывается схема осаживания металла по толщине путем прокатки
цилиндрическими роликами.
Рис. 141. Изменение продольных напряжений ох в результате
прокатки роликами при различных давлениях:
а — начальное распределение; б — давление меньше оптимального;
в — давление рявно оптимальному; г — давление выше оптимального
Прокатка швам околошовной зоны узкими стальными роликами
шириной 5—15 мм под давлением создает местное равномерное
статическое осаживание металла по толщине, которое приводит
к удлинению металла в зоне прокатки в продольном и поперечном
направлениях и снижению остаточных напряжений и деформаций
от сварки во всем изделии. Прокатка в основном устраняет
деформации, вызванные продольной усадкой. Пластические
деформации от прокатки в поперечном направлении невелики и не
компенсируют поперечную усадку от сварки.
На рис. 141 показано, что после прокатки остаточные
напряжения растяжения могут понизиться, оказаться близким к нулю
или даже перейти в напряжения сжатия (рис. 141, б, в и г).
Величина остаточного напряжения в прокатанной зоне зависит от
многих факторов. К основным из них относятся следующие:
1. Давление Р на ролики при прокатке в кГ.
2. Диаметры роликов d и ширина рабочего пояска s роликов
в см.
1 Метод предложен С. А. Куркиным, а затем разработан совместно е автором.
215
3. Толщина металла в зоне прокатки б в см.
4. Механические свойства металла в зоне прокатки: предел
текучести ат и модуль упругости Е в кГ/см2.
5. Начальные остаточные напряжения в металле перед
прокаткой анач в кПсм1.
6. Жесткость прокатываемого изделия или узла.
Эксперименты показали (рис. 142), что для каждого металла
при заданных размерах роликов и толщине металла в зоне прокатки
существует определенное давле-
0
(Мн/м2)кГ/ммг
IJbUI
40 1
1
20
0
-20
\ \
V4 /Л
\ \ ц \
\ V00
\ V1
— -А*
8= 1,5 мм
х\ \
V/tfJ
(Ч
V!
X
ние Р0 на ролики, при котором
остаточные напряжения, примерно
равные до прокатки пределу
текучести, снижаются после прокатки до
нуля. Утонение металла по толщине
при этом составляет 0,5—1%. Это
давление в сильной степени зависит
от предела текучести металла.
На рис. 143, а показана
зависимость остаточного напряжения в
стали Ст.З после прокатки от
диаметра и ширины роликов. С
увеличением диаметра роликов величина
пластической деформации
уменьшается, что соответственно ведет к
изменению эффекта снижения
напряжений. Изменение ширины роликов
Р
при постоянном отношении—прак-
0
500
1000 1500РкГ тически влияния не оказывает.
A5кн) Экспериментальный путь подбора
Рис. 142. Зависимость остаточ- режимов прокатки требует проведе-
ного напряжения в металле от ния опытных работ И в ряде случаев
давления прокатки. Диаметп ..
роликов d=8 cm; s= 1 см может оказаться недостаточно
оперативным. Поэтому на основании
решения задачи методами теории
пластичности и определения некоторых коэффициентов опытным
путем получена приближенная формула, описывающая связь
между напряжениями в металле и параметрами режима прокатки
узкими роликами:
р* _ 6,7rf6ar (о>0„ — ofJ- (анач — \,ЬоК0Н + 0,5стг)
«2 Е @,7ат + 0,3а™,,) '
B73)
где акон — напряжение в металле после прокатки в кГ/см2.
Режим прокатки практически может быть определен двумя
способами:
216
1-й способ. Требуется подобрать режим прокатки сварного
соединения из металла, для которого нет данных по применению
прокатки с целью исправления деформаций. В этом случае следует
воспользоваться формулой B73) и определить необходимое
давление на ролики Р. В формулу B73) подставляем акон = О, так
как после прокатки остаточные напряжения в прокатанном
металле должны быть равны нулю. Величину начального
напряжения в металле перед прокаткой следует задать приближенно атч =
= аТ, так как точное определение его связано с проведением
опытных работ. В действительности начальные напряжения в швах
могут иметь значения как больше, так и меньше ог. Изменение
начального напряжения в пределах 0,5ат — ат, как это следует
из формулы B73), приводит к изменению необходимого давления
Ьост ,
SMH к Г/ММ
-20
Р=430кГD,Зкн) s=Smm
6=1,5им n=f
¦?°ШкГ/см(ткн/м) n-i
d= 80мм
S'IShh
(-200)(Мн/м2)
")
5)
¦20
Рис. 143. Зависимость остаточного напряжения в металле от
диаметра (а) и ширины (б) роликов для стали Ст. 3 после прокатки
прокатки в пределах 13%. Если акон = 0, а онач = аТ, формула
B73) упрощается
, / Ю.Ыба
= s|/ —т
B74)
Вычисленное по формуле B74) давление на ролики Р0 должно
уточняться при исправлении конкретного изделия.
2-й способ. Если имеются данные по исправлению деформаций
конкретной конструкции, но изменяются условия прокатки или
характеристика металла, то при переходе от одного случая к
другому можно пользоваться следующими зависимостями.
При переходе с диаметра роликов dx на диаметр d2 давления
прокатки, как показывают экспериментальные и расчетные данные,
относятся как
РЧ
п-
B75)
217
Примерно такая же зависимость наблюдается при изменении
толщины металла в зоне прокатки. Для предела
текучести и модуля упругости металла справедливы следующие
зависимости:
з
Ро„
B76)
B77)
Разнообразие типов сварных соединений и конкретных условий
устранения деформаций требует, помимо изложенного, учета
некоторых особенностей этого процесса, позволяющих успешно
применять прокатку сварных соединений.
Л 3
4-4-
-irY
-т
' 2 5
|Г-|гт
—il U L
| |! МП I!
txirffi
а)
Рис. 144. Различные схемы прокатки роликами:
прокатка всей зоны пластических деформаций; б — в средней части зоны
создан перекат; в — шов не прокатан
1. Так как в подавляющем большинстве случаев пластические
деформации от сварки возникают только в шве и околошовных
зонах, то для устранения деформаций следует прокатывать шов
и околошовные зоны. Если ширина зоны пластических
деформаций, вызванных сваркой, велика, а ролик узкий, то околошовную
зону необходимо прокатывать последовательно (рис. 144, а).
В случае невозможности прокатать всю зону пластических
деформаций необходимо создать перекат в зоне, доступной для прокатки,
назначая Р > Р0 с тем, чтобы собственные напряжения были
уравновешены в пределах узкой зоны и не передавали
сжимающие усилия на остальную часть конструкции (рис. 144, б).
Шов обычно прокатывают при том же давлении, что и
околошовную зону. Это создает повышенную пластическую
деформацию на поверхности усиления и в некоторых случаях может
оказаться нежелательным либо по соображениям снижения
пластичности металла шва, либо по коррозионной стойкости. Тогда при
218
повышенных давлениях прокатывают только околошовную зону,
добиваясь устранения деформаций за счет уравновешивания
напряжения в пределах*узкой зоны (рис. 144, е). Нахлесточные
роликовые соединения прокатывают обычно только по нахлестке,
выбирая давления с учетом двойной толщины металла в зоне
прокатки 8расч = 28. Прокатку можно также использовать для
устранения деформаций от точечных сварных соединений. Иногда
применяют сбжатие отдельных сварных точек либо после полного
охлаждения их, либо непосредственно после сварки самим
сварочным электродом [42]. 5
2. Подбирая режимы прокатки (Мн/мг)кГ/мн3
для нагартованных или состаренных
металлов, следует иметь в виду, что
предел текучести металла шва и
зоны отпуска рядом со швом может
существенно отличаться от предела
текучести металла в исходном
состоянии. На стареющих сплавах
предел текучести металла
околошовной зоны может меняться в
зависимости от времени, прошедшего
после сварки.
3. Иногда прокатка по
назначенному режиму не обеспечивает
точного исправления и требуется
повторная прокатка. Повторная
прокатка по одному и тому же месту
при неизменном давлении вызывает
затухающую пластическую
деформацию. Чтобы оценить эффект
повторной прокатки, следует в
формулу B73) вместо анач подставить
величину окон после предыдущего
пропуска. Характер зависимости
остаточного напряжения от числа
пропусков по одному и тому же
месту при неизменном давлении прокатки, полученный
экспериментально, представлен на рис. 145. Второй пропуск вызывает
пластическую деформацию, составляющую не более 10—15%
деформации первого пропуска. Если необходимо при
повторных пропусках получить большую величину пластической
деформации, то следует повысить давление.
Перекат нежелателен, так как деформации изделия при этом
часто начинают возрастать в сторону, противоположную
направлению сварочных деформаций. Перекат можно исправить
повторной сваркой по месту прокатки или прогревом под роликами
шовной машины.
{оии/ ьи
cL=80mh s=10mm
I i
.„, /=Ю20кГ(Щ2кн)
1200кГA2кн)
ЮООнГ(Юкн)
Р=330кГC,Зкн)
0 12 0
Число пропусков
Рис. 145. Зависимость
остаточного напряжения в различных
металлах от числа пропусков
при неизменном давлении
прокатки
219
4. Механическая правка прокаткой требует высокого качества
сборки перед сваркой и определенной очередности операций сборки
сварки и правки. Если на сборку подать неправленные детали
и сварить их, то прокатка полностью деформаций не устранит.
Наличие в изделии ряда швов требует назначения
целесообразной последовательности операций сварки и правки.
Если сварка одного из швов не вызывает нарушения качества
сборки второго, то исправление можно выполнять после сварки
обоих швов. При вероятности нарушения качества сборки второго
соединения в результате сварки первого шва следует либо после
сборки обоих соединений и сварки первого из них производить его
правку до сварки второго шва, либо сборку, сварку и правку
второго соединения выполнить после сварки и правки первого
соединения.
Для тонких листов качество сборки должно быть особенно
высоким. Если один из листов прихвачен со сдвигом относительно
другого, то сварка зафиксирует это положение. Такое
коробление невозможно исправить прокаткой.
5. На начальной стадии применения метода прокатки в
промышленности исправление деформаций производилось на металле
толщиной до 5 мм. В 1963 г. этот метод был успешно применен на
стыковых сварных соединениях из алюминиевых сплавов
толщиной до 12 мм включительно. Каких-либо серьезных ограничений
для применения этого метода на больших толщинах нет. Однако
следует учитывать возможность поверхностного наклепа металла,
если прокатка производится роликами малого диаметра на металле
большой толщины. По-видимому, отношение -т- не следует
принимать менее 15—20. Опыт применения прокатки в
производстве, режимы, наиболее характерные примеры
конструкций и узлов, подвергавшихся прокатке, приведены в работах
[62, 66].
Деформации, вызванные поперечной усадкой, например при
сварке круговых швов на плоскости, прокаткой не устраняются.
Для этого следует применять специальные методы (п. 57).
Прокатка зоны сварного соединения в результате нагартовки
влияет на механические свойства, несколько увеличивая предел
прочности и снижая пластические свойства [62]. В тех случаях,
когда пластические свойства достигают недопустимо низких
значений, следует прокатывать только околошовную зону, не
деформируя сам шов. При прокатке околошовной зоны пластические
деформации металла ничтожны. Не следует применять сферических
роликов. Это не оправдывает себя как в отношении устранения
деформаций, так и в отношении снижения пластичности металла.
В промышленности нашли применение различные
конструкции машин для прокатки швов с целью устранения
деформаций [64].
220
57. ОСОБЕННОСТИ УСТРАНЕНИЯ НАПРЯЖЕНИЙ
И ПЕРЕМЕЩЕНИЙ ПРИ СВАРКЕ СОСУДОВ
Применительно к тонкостенным сосудам могут быть
использованы некоторые общие приемы борьбы с деформациями и
напряжениями, такие как уменьшение погонной энергии сварки,
охлаждение в процессе сварки, рациональное расположение швов,
а также прокатка сварных соединений. Прокатка в основном
устраняет деформации от продольной усадки. Поэтому в тех
случаях, когда основная деформация вызвана поперечной усадкой
шва, следует применять другие способы. Это относится главным
образом к стыковым круговым соединениям. Значительными
возможностями в этом случае обладает прием, основанный на
создании предварительных обратных деформаций.
Рис. 146. Создание предварительных пластических дефор'
маций для компенсации сварочных деформаций:
/ — положение деталей после сварки без использования
предварительной деформации; 2 — то же перед сваркой при создании
предварительных деформаций
Предварительными обратными деформациями можно устранить
искажение формы конструкции, если эти искажения не являются
деформациями потери устойчивости. Предварительные деформации
по величине и по форме должны быть равны сварочным, но иметь
обратный знак. Например, если после сварки кругового шва на
сфере (рис. 146, а) возникают перемещения Аь, показанные
пунктирной линией, то необходимо снять профилограмму перемещений,
с тем чтобы на последующих изделиях создать путем штамповки
предварительные деформации противоположного знака. Фланец
также необходимо сместить на величину —Д4. После сварки
оболочка возвратится в положение, показанное сплошной линией.
Предварительные деформации должны создаваться на заготовках
благодаря остаточным пластическим деформациям. Если
деформации созданы при помощи зажимных приспособлений и являются
упругими, то указанная закономерность равенства
предварительных и сварочных деформаций, как правило, не будет соблюдаться.
С помощью указанного приема можно устранять деформации
и от круговых швов на цилиндрических оболочках, когда
деформации имеют сложный характер и не являются осесимметричными.
221
В этом случае, так же как и в предыдущем примере, необходимо
подобрать форму штампа, которая бы обеспечила во всех сечениях
деформации, противоположные сварочным.
Путем создания предварительных деформаций можно устранять
перемещения от кольцевых швов на оболочках как в случае
корсетного сокращения, так и в случае увеличения периметра. На
рис. 146, б показан пример создания предварительных деформаций,
обратных сварочным, путем прокатки кромок оболочек роликами.
4
ittttttb&azm
б
(Мн/м')кГ/ммг
A20I2
а)
fr\—^яа^5а* „j
i A,
5)
1
r
! /
|. /
i •
I/
J5'
4
Or
^
120 г мм О
W SO 120 г мм
г)
Рис. 147. Использование предварительной и
последующей пластической деформации для устранения потери
устойчивости и уменьшения напряжений в листе
Если при сварке происходит увеличение периметра, то
необходимо создать осадку кромок перед сваркой. Серьезным дефектом
сварки кольцевых швов является взаимное смещение кромок
в процессе сварки с образованием ступеньки. И в этом случае
можно путем создания различной предварительной деформации
и сборкой кромок со ступенькой устранить остаточные смещения
после сварки (рис. 146, в).
При создании предварительных деформаций остаточные
напряжения полностью не устраняются, а следовательно, не устраняются
и деформации потери устойчивости. Для устранения остаточных
напряжений и деформаций потери устойчивости можно
использовать сочетание предварительной и последующей пластической
деформации.
222
Покажем это на примере кругового шва на плоскости
(рис. 147, а). Если перед сваркой создать осесимметричную
деформацию листа из плоскости, то точка А переместится в точку А
с некоторым радиальным смещением Д. После сварки вследствие
поперечной усадки часть предварительной деформации
израсходуется, но сохранится некоторое предварительное перемещение
листа из плоскости (рис. 147, б, положение А2). Для устранения
остаточных радиальных напряжений растяжения, а также
деформаций потери устойчивости, если они при этом возникли,
достаточно осадить фланец вместе с листом из положения Л2 в
плоскость /—/. Такая операция осадки листа компенсирует
остаточную поперечную усадку и устранит растягивающие радиальные
напряжения (рис. 147, виг).*
Как было показано выше (см. рис. 146, а), на сферических
оболочках путем предварительной деформации можно устранить
остаточные сварочные деформации. Если необходимо устранить
также и остаточные напряжения, следует создавать увеличенную
предварительную деформацию, с тем чтобы последующей осадкой
оболочки в проектное положение снять остаточные напряжения
растяжения. Вследствие достаточно большой гибкости оболочек
представляется возможным применять растяжение кольцевых
швов после сварки с помощью экспандеров. Усилие от экспандера
передается практически только на участок, непосредственно
находящийся под ним, в то время как остальная часть оболочки не
участвует в сопротивлении пластическим деформациям.
58. ИСТОРИЧЕСКИЙ ОБЗОР РАЗВИТИЯ ПРЕДСТАВЛЕНИЙ
О ТЕРМОМЕХАНИЧЕСКИХ ПРОЦЕССАХ ПРИ СВАРКЕ
Сварка в классическом виде, когда металл подвергается нагреву
и расплавлению, является одним из способов горячей обработки
металлов со всеми присущими ей процессами расширения металла,
образования внутренних усилий, пластических деформаций и
остаточных напряжений.
Основоположником теории термоупругости является русский
физик Н. А. Умов [9]. Проблема внутренних напряжений была
выдвинута русским металлургом Н. В. Калакуцким; в 1887 г.
он указывал на необходимость управления этими напряжениями.
Н. Г. Славяков в своих работах в 1892 г. писал об опасности
«вредных напряжений в металле».
Ряд работ по сварочным напряжениям и деформациям появился
в период до 30-х годов, главным образом за границей, ссылки на
них приведены в книге [37]. В 30-е годы в отечественной
литературе опубликованы работы Г. В. Бондаренко [12], Г. А.
Николаева [79, 81], Л. А. Гликмана и Д. И. Грекова [33], А. В. Дят-
* Данные получены В. М. Сагалевичем и А. В. Вертинским.
223
лова [37], Н. С. Лейкина [68], Е. О. Патона [92], Н. О. Окер-
блома [89] и других авторов [29]. Исследования в этот период
были направлены в основном на то, чтобы вскрыть механизм
образования сварочных напряжений, получить конкретные данные
об их величине и наметить пути их расчетного
определения. Исследования проводились применительно к
низкоуглеродистым сталям. Работы этого периода в основном могут быть
разделены на две группы: экспериментальные и расчета о-теоре-
тические.
В 40-е годы продолжались работы по изучению деформаций
и напряжений, возникающих при сварке низкоуглеродистых
сталей, и наметились в основном две школы: под руководством
Г. А. Николаева в МВТУ им. Баумана [36, 74, 78] и под
руководством Н. О. Окерблома в ЛПИ им. Калинина [83, 88].
В книге Г. Б. Талыпова [106] дана классификация и анализ
работ этого и последующих периодов. Согласно этой
классификации расчетно-теоретические работы разделены на два
направления: первое — использует «метод фиктивных сил», второе —
«рассматривает температурную задачу деформируемой среды».
Примерно такой же классификации придерживается и И. П. Тро-
чун [111].
Пэ нашему мнению, возможна иная, как нам кажется, более
точная классификация расчетно-теоретических работ. Если
исходить из представлений о том, что задача о сварочных напряжениях
и деформациях имеет две стороны — термомеханическую и
деформационную, то в этом случае намечается иной подход к оценке
выполненных работ.
Подавляющее большинство исследователей [82, 86, 113]
использовали гипотезу плоских сечений при рассмотрении
термомеханической задачи. Эта гипотеза является во всех работах
основополагающей и в тот период развития теории пластичности,
по-видимому, единственно приемлемой. Научный вклад различных
ученых в области изучения сварочных напряжений, вероятно,
следует оценивать по тому, как они на основе гипотезы плоских
сечений решали основную задачу теории сварочных напряжений
и деформаций — термомеханическую задачу. Основной заслугой
Г. А. Николаева в тот период явилось четкое разграничение зоны
сварки на чисто пластическую, упруго-пластическую и упругую
зоны [36, 82]. Это обстоятельство отмечает также и Г. Б. Талыпов.
Совершенно очевидно, что графо-аналитический метод
определения напряжений при сварке, разработанный Г. А. Николаевым,
включает в себя рассмотрение температурных деформаций,
возникающих при нагреве и остывании, и на этой стадии в
использовании фиктивных сил не нуждается. Разработка расчетного
метода подкрепляется экспериментальными исследованиями.
Применительно к двухосной задаче разделение зоны сварки на три
зоны использовано также Н. С. Лейкиным [68].
224
Н. О. Окерблом, решая термомеханическую задачу [83, 88],
использует те же самые исходные предпосылки, но рассматривает
не одно поперечное сечение, как это делает Г. А. Николаев, а
несколько. Результаты решения термомеханической задачи двумя
мало отличающимися между собой методами качественно
оказываются одинаковыми как при сварке встык, так и при наплавке
валика на кромку полосы. Позднее Н. О. Окерблом [86] для
решения термомеханической задачи также использует одну
температурную кривую, но полученную в предположении мгновенной
заварки шва по всей длине на основе теории мощных быстродвижу-
щихся источников тепла по Н. Н. Рыкалину.
Другие авторы для решения термомеханической задачи также
используют принцип одновременности заварки шва по всей длине.
И. П. Трочун [111) для определения «зоны активных напряжений»
полагает, что в зоне bx, где Т >> 550° С, после сварки возникнут
напряжения ат, а зону Ь2, где Т <550° С, предлагает «учитывать
в каждой свариваемой детали», что по существу означает
определение величины этой зоны экспериментальным путем.
Г. Б. Талыпов, используя принцип одновременности заварки
шва по всей длине и частично результаты ранее выполненных
исследований размеров зон пластичности, определяет
распределение напряжений с использованием уравнений теории пластичности.
При этом размеры зон пластичности автором назначаются [106].
Для решения деформационной задачи Г. А. Николаев
предлагает использовать результаты графо-аналитического решения
термомеханической задачи; при этом к сварной конструкции для
более наглядного представления и простого решения задачи
методами сопротивления материалов прикладываются фиктивные силы
и моменты.
Н. О. Окерблом [86] для решения деформационной задачи
использует величину 2 ^f> которая отличается от фиктивной
усадочной силы только сомножителем Е (модуль упругости материала).
Результаты решения получаются- абсолютно те же, если
прикладывать фиктивные силы. Заслуга его заключается в том, что он
связал величину ? ^ (фактически величину усадочной силы)
с погонной энергией сварки.
С. А. Кузьминов [56, 58] для решения деформационной задачи
использует величину объема продольного укорочения, которая
также пропорциональна усадочной силе. И. П. Трочун [111]
перед тем, как решать деформационную задачу, предлагает
разделять напряжения на активные и реактивные и прикладывать
силы к конструкциям, из сечений которых исключены зоны
пластичности. При этом конечный результат расчета практически тот
же самый, что и в методе фиктивных сил, так как точность
решения деформационной задачи всецело зависит от расчетных формул
сопротивления материалов, которые остаются теми же самыми в
любом методе.
226
В 50 и 60-е годы внимание к сварочным напряжениям и
деформациям возросло. Если в предыдущий период в основном
исследовали напряжения и деформации в сталях и разрабатывали
методы уменьшения сварочных деформаций, то в последний период
исследования шли уже по нескольким направлениям:
1. Были продолжены исследования деформаций и напряжений
в низкоуглеродистых и низколегированных сталях от поперечной
усадки [3, 57, 84), а также от точечных сварных соединений [5—7,
41, 42, 87]. Исследовались остаточные напряжения в соединениях
большой толщины [15, 16, 20, 43, 60, 67, 76).
2. Появилось значительное количество работ по фактическому
определению в производственных и лабораторных условиях
величин напряжений и деформаций 140, 71, 99, 108, 117, 119].
3. Начались всесторонние исследования влияния напряжений
и деформаций на вибрационную прочность сварных соединений
и конструкций [55, 73, 115], на устойчивость сварных
конструкций при эксплуатации [1, 75, 85, 98, 112]. В значительное
направление выделились исследования по технологической прочности
сварных соединений как в процессе сварки (горячие трещины),
так и в период, непосредственно следующий за процессом сварки
(холодные трещины) [46, 94, 95]. Проводили исследования по
влиянию напряжений на коррозионную стойкость в различных средах
[103]. Значительное внимание начали уделять сварочным
напряжениям в связи с хрупкостью сталей при низких температурах.
Благодаря работам, проводимым в МВТУ им. Баумана,
наметился новый подход к оценке влияния процесса сварки на
хрупкость при низких температурах, учитывающий величину
пластической сварочной деформации и деформационного старения
металла [27].
4. Использование тонколистового металла в крупногабаритных
ответственных конструкциях дало толчок к исследованию
деформаций потери устойчивости листовых элементов [35, 44, 59, 93,
114], а также к исследованию деформаций в оболочковых
конструкциях от продольных, кольцевых и круговых швов
[61, 90].
5. Исследования напряжений и деформаций выполнены на
«новых» металлах — сталях аустенитного класса, титановых,
алюминиевых и магниевых сплавах, на состаренных и нагартован-
ных металлах [2, 45, 48, 49, 63].
6. В связи с развитием исследований, перечисленных в п. 3, 4
и 5, заметно оживились исследования по разработке методов
борьбы со сварочными напряжениями и деформациями [39, 50,
104]. Был разработан такой прогрессивный метод, как прокатка
швов роликами [23, 62, 64, 66].
7. В ряде работ наметилось использование методов теории
упругости [11, 14, 22, 26, 51, 70, 96) и методов теории
пластичности [43, 106] для решения конкретных сварочных задач.
226
8. Принципиально новый шаг был сделан при переходе к
изучению временных деформаций с учетом неодновременности сварки
шва по длине, что было вызвано применением нового способа
электрошлаковой сварки A3, 14, 27!.
9. Началось применение цифровых вычислительных машин для
исследования процессов, что дало качественно новые результаты.
Оказалось возможным поставить и разрешить термомеханическую
задачу при сварке с учетом неодновременности заварки шва по
длине, неременного предела текучести и модуля упругости металла.
ЛИТЕРАТУРА
1. Августин Я- Влияние остаточных напряжений на поведение
сжатых стержней. «Сварочное производство», 1960, № 11.
2. Артемьева И. Н. Напряжения и деформации при сварке дуралю-
мина Д16Т. «Сварочное производство», 1960, № 2.
3. Б а й к о в а И. П. Влияние неодновременности наплавки валика
на величину угловых деформаций. Труды ЛПИ, № 183. М.—Л., Машгиз
1956.
4. Б а и к о в а И. П. Некоторые упрощения теоретического определения
деформаций и напряжений. «Автогенное дело», 1950, № 2.
5. Б а к ш и О. А. Деформации и напряжения при местном
сосредоточенном нагреве стального листа. «Автогенное дело», 1953, № 2.
6. Б а к ш и О. А. и Клыков Н. А. Исследование температурных
полей и остаточных напряжений при дуговой заварке отверстия в плоском
стальном листе. «Автоматическая сварка», 1962, № 7.
7. Б а к ш и О. А. Упруго-пластическое равновесие в тонком круглом
диске при осесимметричпом его нагреве. Сб. «Вопросы теории горячей обработки
металлов», № 3, М.—Свердловск, Машглз, 1954.
8. Б е з у х о в Н. И. Теория упругости и пластичности. ГИТТЛ, 1953.
9. Б е л е н о в Ф. С. Кинетика закалки и определение временных
закалочных напряжений, ЖТФ, т. XXII, вып. 1, 1952.
10. Б е л ь ч у к Г. А. Распределение тепла между элементами таврового
соединения при дуговой сварке. «Сварочное производство», 1959, № 5.
П. Большаков К- П. Исследование термомеханических процессов
при сварке элементов пролетных строений,- Труды ВНИИ железнодорожного
строительства и проектирования, Вып. 2. Трансжелдориздат, 1950.
12. Б о н д а р е н к о Г. В. Расчет сварных конструкций, Л., изд-во
КУБУЧ, 1933.
13. В и н о к у р о в В. А. Временные температурные деформации при
электрошлаковой сварке. «Автоматическая сварка», 1966, № 4.
14. Винокуров В. А. и Газарян А. С. Деформации при
электрошлаковой сварке. «Автоматическая сварка», 1960, № 9.
15. В и и о к у р о в В. А. и Газарян А. С. Остаточные напряжения
в многослойных швах большой толщины. «Известия вузов. Машиностроение»,
№ 7, 1962.
16. Винокуров В. А. и Газарян А. С. Остаточные напряжения
в стыковых сварных соединениях большой толщины. «Сварочное производство»,
1961, № 2.
17. В и н о к у р о в В. А. и др. Временные структурные деформации при
электрошлаковой сварке. «Автоматическая сварка», 1966, № 6.
228
18. В и н о к у р о в В. А. Деформации и напряжения, возникающие при
изготовлении сварных конструкций из элементов большой толщины. Автореферат
диссертации на соискание степени д-ра техн. наук. МВТУ им. Баумана, 1963.
19. В и н о к у р о в В. А. и К У р к и н С. А. Съемный прибор.для
определения деформации на базе 10 мм. «Заводская лаборатория», 1961, № 11.
20. Винокуров В. А. Метод определения трехосных остаточных
напряжений в сварных швах большой толщины. Сб. «Прочность и автоматизация
сварки», 1957, № 71.
21. Винокуров В. А. Моделирование сварочных деформаций и
напряжений. «Известия вузов. Машиностроение», № 10, 1962.
22. В и н о к у р о в В. А. Некоторые закономерности образования
напряжений при сварке. «Известия вузов. Машиностроение», № 4, 1966.
23. В и н о к у р о в В. А. О прокатке швов для устранения коробления
сварных изделий. «Известия высшей школы. Машиностроение», № 10, 1957.
24. Винокуров В. А. Отпуск сварных конструкций. «Сварочное
производство», 1967, № 3.
25. Винокуров В. А. Релаксация напряжений в сварных
конструкциях из элементов большой толщины. «Известия вузов. Машиностроение», № 1,
1963.
26. В и н о к у р о в В. А. Релаксация остаточных напряжений при
отпуске сварных конструкций. Сб. «Прочность сварных конструкций»,
«Машиностроение», 1966.
27. В и н о к у р о в В. А. и С к у р и х и н М. Н. Влияние
пластических деформаций и остаточных напряжений на сопротивляемость сталей
разрушениям при низких температурах. «Автоматическая сварка», 1967, № 4.
28. Винокуров В. А. и У Цзу-Цянь. Собственные напряжения
в сварных соединениях большой толщины при разнородных свойствах шва и
основного металла. «Сварочное производство», 1962, № 9.
29. В и т м а н Ф. Ф. Остаточные напряжения. ГТТИ, 1933.
30. Волошкевич Г. 3., Сущук-Слюсаренко И. И. О
точности размеров изделий, получаемых с помощью электрошлаковой сварки.
«Автоматическая сварка», 1960, № 2.
31. Вольмир А. С. Устойчивость упругих систем. Физматгиз, 1963.
32. Газопламенная обработка металлов. Учебное пособие под ред. Д. Л. Глиз-
маненко. М., Профтехиздат, 1962.
33. Г л и к м а н Л. А. и Греков Д. И. Остаточные напряжения в
сварных таврах, М.—Л., Госстройиздат, 1934.
34. Г л и к м а н Л. А. Методы определения остаточных напряжений.
Сб. «Чистовая обработка и состояние обработанной поверхности». Труды ЛИЭИ.
Вып. 30, Л., 1960.
35. Григорьев А. А. и Сидоренко А. П. Местные сварочные
деформации тонколистовых конструкций и мероприятия по их уменьшению.
Л., Судпромгиз, 1957.
36. Деформации при сварке конструкций. Под ред. Г. А. Николаева. Изд-во
АН СССР, 1943.
37. Д я т л о в А. В. Внутренние напряжения в металлических
конструкциях. М.—Л., Госстройиздат, 1935.
38. Евграфов Г. К- и Осипов В. О. Об использовании остаточных
напряжений для повышения усталостной прочности сварных конструкций.
«Сварочное производство», 1960, № 10.
39. Е в с т и г н е е в В. П. Опыт изготовления и правки тонколистовых
конструкций в судостроении. Л., Судпромгиз, 1957.
229
40. 3 а й ц е в Г. 3. и Шур Д. М. Остаточные напряжения в штуцеп
ных сварных соединениях. «Сварочное производство», 1963, № 5.
41. 3 о л от а р.е в Б. Б. и Сага лев ич В. М. Остаточные
деформации при точечной и роликовой сварке. «Сварочное производство», 1964, №11
42. 3 о л о т а р е в Б. Б. и С а г а л е в и ч В. М. Расчет остаточных
напряжений в зоне сварной точки, вызываемых проковкой. «Сварочное
производство», 1965, № 9.
43. И гнатьева B.C. Распределение собственных напряжений в
пластинах, сваренных за один проход. «Сварочное производство», 1956, № 3.
44. И г н а т ь е в a B.C. Расчет усилия прижима кромок изделия при
сварке. «Автоматическая сварка», 1965, № 1.
45. Игнатьева B.C. и др. Напряжения, возникающие при сварке
закаленных сталей вследствие отпуска околошовной зоны. Сб. «Прочность
сварных конструкций». М., «Машиностроение», 1966.
46. Игнатьева B.C. и Субботин Ю. В. К вопросу определения
деформаций, развивающихся в процессе остывания металла в температурном
интервале хрупкости. «Сварочное производство», 1962, № 4.
47 Иевлев П. М. Растяжение свариваемых встык кромок как средство
предупреждения коробления тонких листов. Труды ЦНИИРФ. Вып. XXXI,
1955.
48. Казимиров А. А. и Н е д о с е к а А. Я. Об остаточных
напряжениях и деформациях, возникающих при сварке сплава АМг-5В.
«Автоматическая сварка», 1962, № 10.
49. Казимиров А. А. и Недосека А. Я. Пути уменьшения
сварочных деформаций в конструкциях из алюминиево-магниевых сплавов.
«Автоматическая сварка», 1963, № 4.
50. Казимиров А. А. и Терещенко В. И. Сборка и сварка
двутавров с предварительным натяжением стенки. «Автоматическая сварка», 1958,
№ 7.
51. Касаткин Б. С. и Лобанов Л. М. Температурные
напряжения в пластине от точечного источника тепла. «Автоматическая сварка», 1965, № 6.
52. К и с е л е в С. Н. и др. Особенности распределения поверхностных
остаточных напряжений в сварных плитах из сплава типа «Авиаль». «Сварочное
производство», 1966, № 12.
53. Козинец П. В. и др. Правка кузовов тепловозов ТЭ-3. «Сварочное
производство», 1957, № 4.
54. Кудрявцев И. В. Внутренние напряжения как резерв прочности
в машиностроении. М., Машгиз, 1951.
55. Кудрявцев И. В., Саввина Н. М. Повышение усталостной
прочности сварных соединений поверхностным наклепом. «Автогенное дело»,
1951, № 4.
56. К У з ь м и н о в С. А. Методика расчета общих сварочных деформаций
корпусных конструкций. Труды ЦНИИ судостроения. Вып. 9, 1956.
57. К у з ь м и н о в С. А. Определение поперечных укорочений и угловых
деформаций при сварке. «Автогенное дело», 1952, № 11.
58. К У з ь м и и о в С. А. Расчеты точности сварных конструкций при их
проектировании. Сб. «Проектирование сварных конструкций». Киев, «Наукова
думка», 1965.
59. К У P к и и С. А. и В и н о к у р о в В. А. Деформации
тонколистовых элементов при сварке и борьба с ними. «Сварочное производство», laoo,
№ 4
60. КуркинС. А. и Винокуров В. А. Объемные сварочные
напряжения в стыковых соединениях большой толщины. Научные доклады вые
школы. «Машиностроение», 1958, № 1.
230
61. Куркин С. А. и др. Некоторые особенности сварки кольцевых швов
обечаек из алюминиевых сплавов. «Сварочное производство», 1966, № 10.
62. Куркин С. А. и Винокуров В. А. Устранение коробления
тонколистовых сварных конструкций прокаткой роликами. Сб. «Сварка цветных
сплавов, редких металлов и пластмасс». Оборонгиз, 1961.
•63. К у р к и н С. А. и Г у а н ь Ц я о. Снятие остаточных сварочных
напряжений в тонколистовых элементах из титановых сплавов. «Сварочное
производство», 1962, № 10.
64. К У р к и н С. А., П а р а х и н В. А. Оборудование для прокатки
сварных швов. Сб. «Прочность сварных конструкций». М., «Машиностроение»,
1966.
65. К У р к и н С. А. Технология изготовления сварных конструкций.
Атлас чертежей. М., Машгиз, 1961.
66. К У р к и н С. А. Устранение сварочных деформаций тонколистовых
элементов путем прокатки шва и околошовной зоны. Сб. «Прочность и
автоматизация сварки». М., Машгиз, 1957.
67. Куркин С. А. и др. Измерение деформаций и напряжений при сварке
элементов большой толщины Ст. 3. «Автоматическая сварка», 1959, № 6.
68. Л е й к и н Н. С. О природе и величине термических напряжений и
деформаций, возникающих при сварке малоуглеродистых сталей. Сб. «Научно-
исследовательские работы по сварке», вып. II. ОНТИ, НКТП, 1936.
69. М а н и л о в а Р. 3. Расчет деформации прогиба сварных балок с
учетом влияния остаточных напряжений. Сб. «Проектирование сварных
конструкций». Киев, «Наукова думка», 1965.
70. М а ц к е в и ч В. Д. и Л о к ш и н А. 3. Исследование деформаций
пластин при наплавке валика на их кромку. «Автогенное дело», 1952, № 5.
71. Мельников П. А. Влияние типа электродов на распределение
остаточных напряжений в сварных соединениях. «Автогенное дело», 1952, № 3.
72. М о р д в и н ц е в а А. В. Деформации сварных конструкций со
временем. Сб. «Вопросы прочности и технологии сварки». М., Машгиз, 1955.
73. Навроцкий Д. И. и Савельев В. Н. О влиянии остаточных
напряжений на вибрационную прочность образцов с поперечными сварными
швами. «Сварочное производство», 1960, № 5.
74. Напряжения и деформации при сварке. Под ред. Г. А. Николаева
Сб. № 6. М., Машгиз, 1949.
75. Н е б ы л о в В. М. Учет сварочных напряжений при расчете элементов
конструкций на устойчивость. «Автоматическая сварка», 1961, № 2.
76. Н и к о л а е в Г. А. и др. Образование собственных напряжений при
сварке металла больших толщин. «Автоматическая сварка», 1960, № 6.
77. Н и к о л а е в Г. А. и др. Остаточные напряжения и деформации
сварных конструкций. Сб. «Проектирование сварных конструкций». Киев, «Наукова
думка», 1965.
78. Николаев Г. А. и Гельман А. С. Сварные конструкции
и соединения. М., Машгиз, 1947.
79. Николаев Г. А. и Гельман А. С. Сварные конструкции
ОНТИ, 1937.
80. Н и к о л а е в Г. А. Деформации, вызываемые сваркой в элементах
конструкций. «Автогенное дело», 1940, № 10.
81. Николаев Г. А. Исследование внутренних напряжений при сварке
пластин встык. Труды ЦНИИТМАШ «Новые режимы сварки и прочность сварных
соединений», 1937.
82. Н и к о л а е в Г. А. Сварные конструкции. М., Машгиз, 1953
231
83. О к е р б л о м Н. О. Деформации и напряжения, вызываемые сваркой
и методы их теоретического определения. «Вестник инженеров и техникгт.»'
1940, № 11. '
84. О к е р б л о м Н. О. Деформации поясных листов при сварке
элементов тавровых сечений. Труды ЛПИ. М.—Л., Машгиз, 1957.
85. Окерблом Н. О. О расчете общей устойчивости сжатых сварных
стержней. «Автоматическая сварка», 1963, № 1.
86 Окерблом Н. О. Расчет деформаций металлоконструкций при
сварке. М.—Л., Машгиз, 1955.
87. О к е р б л о м Н. О. Расчетное определение деформаций при
контактной точечной сварке. «Сварочное производство», 1962, № 9.
88. О к е р б л о м Н. О. Сварочные деформации и напряжения. М.^Л.
Машгиз, 1948.
89 Окерблом Н. О. Термические и усадочные напряжения в сварных
металлоконструкциях. Сб. «Теория и практика сварочного дела». ОНТИ, 1935.
90. О р л о в М. В. Приближенные методы расчета прогиба
цилиндрической оболочки от сварки кольцевого шва. «Автоматическая сварка», 1964, № 4.
91. П а р к у с Г. Неустановившиеся температурные напряжения. Физмат-
гиз, 1963.
92. П а т о н Е. О. и др. Сварочные напряжения при сварке
цилиндрических сосудов. Изд-во АН УССР, 1936.
93. Петров А. В. и др Коробление кромок при сварке стали толщиной
меньше 0,6 мм. «Автоматическая сварка», 1964, № д.
94. П р о х о р о в Н. Н. Горячие трещины при сварке. М., Машгиз, 1951.
95. П р о х о р о в Н. Н. и др. Исследование поперечных деформаций
металла шва в процессе сварки пластин встык. «Сварочное производство», 1964, № 9.
96. П р о х о р о в Н. Н. и Игнатьева B.C. Фазовые напряжения
при сварке «Автоматическая сварка», 1962, № 4.
97. Расчеты на прочность в машиностроении под ред. С. Д. Пономарева.
М., Машгиз, 1956.
98. Р у б л е в B.C. и др. Прочность тонкостенных коробчатых балок при
действии сварочных деформаций. «Сварочное производство», 1966, № 4.
99. Рыбаков В. М. Деформации сварных соединений при
автоматической сварке под флюсом. «Автогенное дело», 1948, № 6.
100. Р ы к а л и н Н. Н. Расчеты тепловых процессов при сварке. М.,
Машгиз, 1951.
101. Савельев В. Н. Исследование сварочных деформаций при
изготовлении элементов коробчатого сечения. М., Трансжелдориздат. НИИмостов.
ЛИИЖТ, 1956.
102. С а г а л е в и ч В. М. Деформации при сварке мартенситостареющей
стали ВНС2. Сб. «Прочность сварных конструкций». М., «Машиностроение»,
1966.
103. Стеклов О. И. и Акулов А. И. О влиянии остаточных
напряжений и вида напряженного состояния на коррозионное растрескивание сварных
соединений. «Автоматическая сварка», 1965, № 2.
104. Сущук-Слюсаренко И. И. и др. Обеспечение точных
размеров цилиндрических изделий при электрошлаковой сварке. «Автоматическая
сварка», 1964, № 2.
105. Т а й ц Н. Ю. Технология нагрева стали. М., Металлургиздат, 1962.
106. Т а л ы п о в Г. Б. Приближенная теория сварочных деформации
и напряжений. Труды ЛГУ, 1957.
232
107. Терещенко В. И. и Забудько А. А. Об увеличении зон
пластических деформаций в элементах таврового соединения при автоматической
сварке вторым угловым швом. «Автоматическая сварка», 1963, № 4.
108. Терещенко В. И. и Забудько А. А. Об угловых
деформациях поясных листов тавровых соединений. «Автоматическая сварка», 1965, № 10.
. 109. Тимошенко СП. Пластинки и оболочки. Гостехиздат, 1948.
ПО. Тимошенко С. П. Теория упругости. ОНТИ ГТТИ, 1934.
111. Трочун И. П. Внутренние усилия и деформации при сварке.
М., Машгиз, 1964.
112. Трочун И. П. К вопросу о расчете на устойчивость элементов
сварных конструкций. «Автоматическая сварка», 1962, № 5.
113. Т р о ч у н И. П. Определение внутренних усилий при сварке.
«Автоматическая сварка», 1951, № 6.
114. Т р о ч у н И. П. и др. Расчетное определение деформации
тонколистовых элементов сварных конструкций. «Автоматическая сварка», 1964, № 12.
115. Труфяков В И. О роли остаточных напряжений в понижении
выносливости сварных соединений. «Автоматическая сварка», 1956, № 5.
116. Ф р и д л е н д е р И. А. Исследование распределения и величины
усадочных напряжений при сварке встык. «Автогенное дело», 1933, № 7.
117. Цегельский В. Л. и Мельник В. И. Поперечная усадка
стыковых швов при электросварке стали больших толщин. «Автогенное дело»,
1948, № 6.
118. Ш и г а н о в Н. В. Влияние активных сил на деформации и
напряжения при сварке, Сб. «Напряжения и деформации при сварке». М., Машгиз, 1949.
119. Шнейдеров Р. Г. и Резниченко Е. С. Деформации
кожуха доменной печи при автоматической сварке. «Автогенное дело», 1951, № 2.
120. Gunnert R. Residual welding stresses, Stockholm, 1955.
121. Gunner t R. Verkan av Spannigsglodgning pa treaxiella egenspan-
ningstillstand i Ы. a. inre partier av svetsgods, «Svetsen», 1961, 20, N 1.
122. Hansen H., Krebs J. Eigenspannungen und Schrumpfungen
in Schweiflkonstruktionen, VEB Verlagtechnik Berlin, 1961.
123. К u n z H. G. Eigenspannungen, Verwerfungen und Mafihaltigkeit
beim Schweiflen. «Schweiflen und Schneiden», 1959, N 3.
124. Sachs G. Der Nachweis innerer Spannungen in Stangen und Rohren,
«Zeitschrift fur Metallkunde», 1927, 19, N 9.
ОГЛАВЛЕНИЕ
Предисловие 3
Принятые обозначения 5
Введение j
Глава I. Образование и расчетное определение деформаций и
напряжений при сварке g
1. Основные определения g
2. Тепловые процессы при сварке и свойства металлов 10
3. Зависимость дилатометрических кривых от термических
циклов 13
4. Основные причины образования сварочных деформаций и
напряжений 14
5. Закономерности протекания термомеханических процессов
при сварке 16
6. Образование напряжений при однопроходной сварке встык . . 17
7. Методы определения одноосных напряжений 18
8. Напряжения в бесконечной упругой пластине от мгновенного
линейного источника 22
9. Напряжения в бесконечной. пластине при нагреве ее
движущимся линейным источником ". 27
10. Перемещения кромки пластины при нагреве ее движущимся
источником тепла 30
11. Определение температурных напряжений в пластине
приближенным способом при помощи ЦВМ 33
12. Упруго-пластическое решение плоских задач с неподвижным
температурным полем при помощи ЦВМ 36
13. Определение временных и остаточных напряжений при помощи
ЦВМ при сварке пластин встык 40
Глава II. Результаты исследований сварочных напряжений 45
14. Остаточные продольные напряжения в сталях и сплавах . ¦ . 45
15. Результаты исследований временных и остаточных деформаций
при помощи ЦВМ 52
16. Зона пластических деформаций при сварке встык. Усадочная
сила 53
17. Поперечные напряжения при однопроходной сварке встык . _. 58
18. Влияние связей на распределение остаточных напряжений 59
19. Напряжения при многослойной сварке встык 61
20. Напряжения при электрошлаковой сварке "'
21. Напряжения в угловых, нахлесточных и тавровых сварных
соединениях 1Л
22. Напряжения при симметричном нагреве '
234
Глава III Приближенные методы расчета сварочных деформаций
и перемещений 79
23. Процессы образования сварочных деформаций и перемещений 79
24. Метод расчленения 81
25. Метод фиктивных сил 83
26. Границы применимости упрощенных методов расчета
деформаций и перемещений 86
Глава IV. Деформации и перемещения в сварных соединениях и
конструкциях 87
27. Продольные и поперечные деформации при сварке встык
свободных и скрепленных деталей 87
28. Временные температурные деформации при сварке встык ... 91
29. Временные деформации от структурных превращений .... 99
30. Угловые деформации в плоскости, перпендикулярной шву . . . 106
31. Деформации балочных конструкций от продольных и
поперечных швов 112
32. Особенности деформаций от прерывистых швов, точечных
сварных соединений 117
33. Скручивание балочных конструкций 120
34. Деформации конструкций тяжелого машиностроения 123
35. Потеря устойчивости в тонколистовых элементах
конструкций 127
Глава V. Деформации, напряжения и перемещения, возникающие
при сварке элементов емкостей и оболочек - . . 140
36. Образование деформаций и напряжений при сварке оболочек 140
37. Напряжения в круговых стыковых швах на плоскости .... 142
38. Продольные и кольцевые однопроходные швы в оболочках . . . 145
39. Круговые однопроходные швы в оболочках 150
40. Потеря устойчивости элементов оболочек 153
41. Продольные и кольцевые швы в цилиндрических толстостенных
сосудах 156
Глава VI. Экспериментальные методы определения сварочных
напряжений и деформаций 159
42. Моделирование сварочных напряжений и деформаций .... 159
43. Определение деформаций в процессе сварки 163
44. Механические методы определения остаточных напряжений . . 165
45. Определение остаточных перемещений 174
Глава VII. Устранение сварочных деформаций, напряжений и
перемещений 176
46. Необходимость устранения напряжений и деформаций .... 176
47. Общие принципы 179
48. Регулирование и устранение сварочных напряжений 180
49. Отпуск сварных конструкций 182
50. Определение продолжительности отпуска 187
51. Местный отпуск 197
52. Способы устранения сварочных деформаций и перемещений 198
53. Регулирование и устранение перемещений при сварке
толстостенных конструкций 200
54. Применение зажимных приспособлений : . . 204
55. Термическая правка местным нагревом 206
56. Прокатка роликами сварных соединений листовых конструкций 215
57. Особенности устранения напряжений и перемещений при
сварке сосудов ..... 221
58. Исторический обзор развития представлений о
термомеханических процессах при сварке 223
Литература 228