/







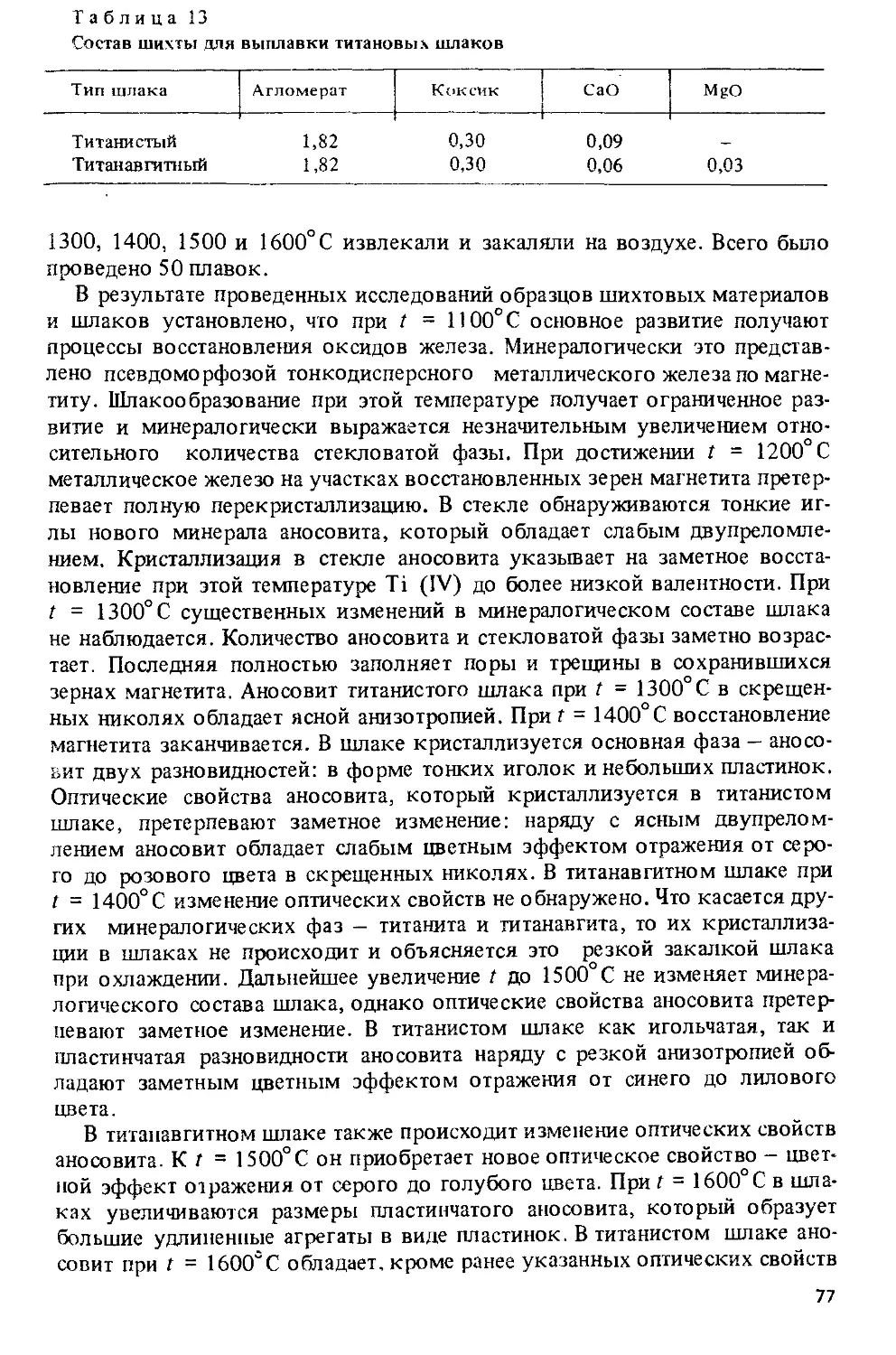
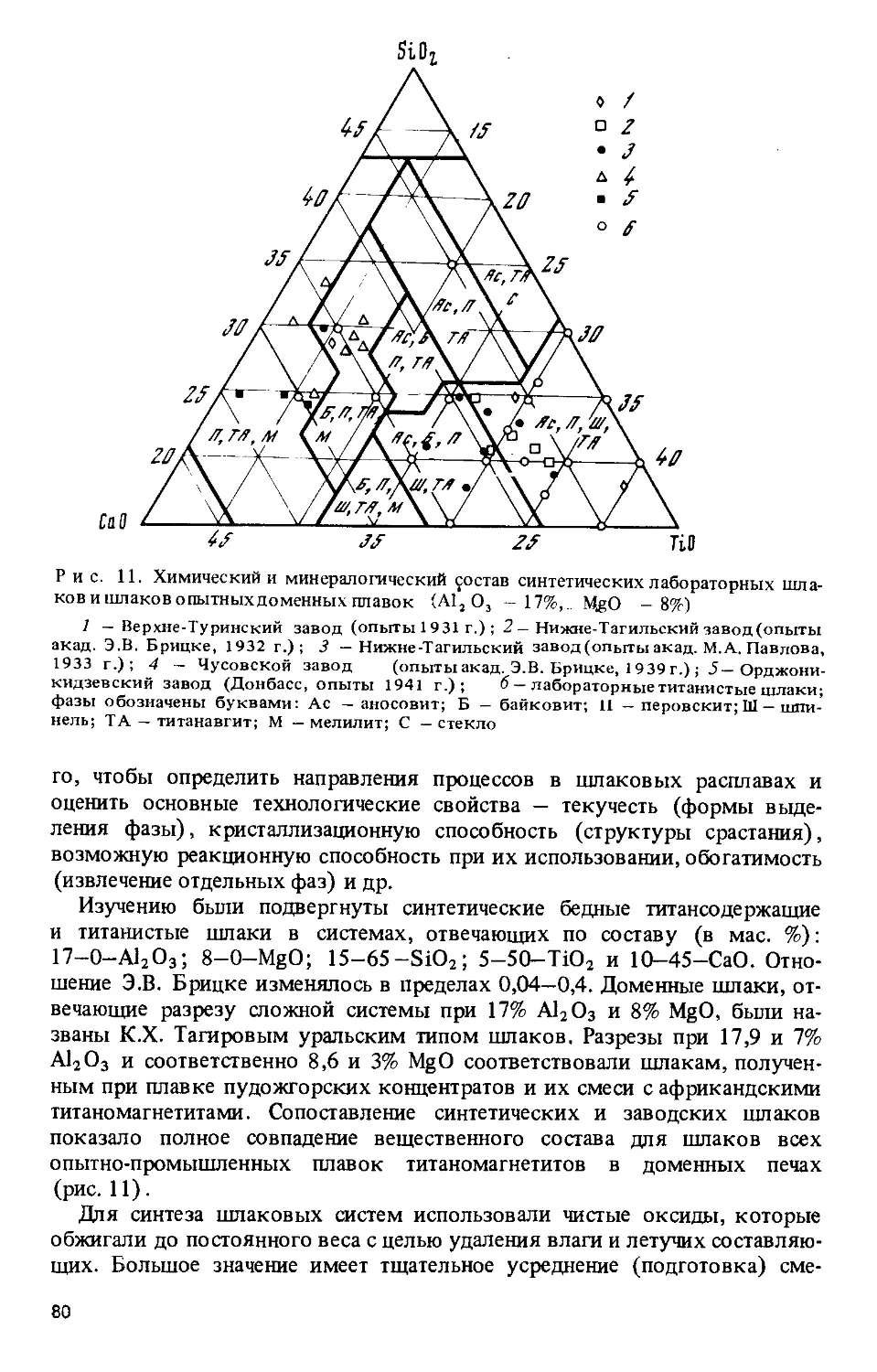
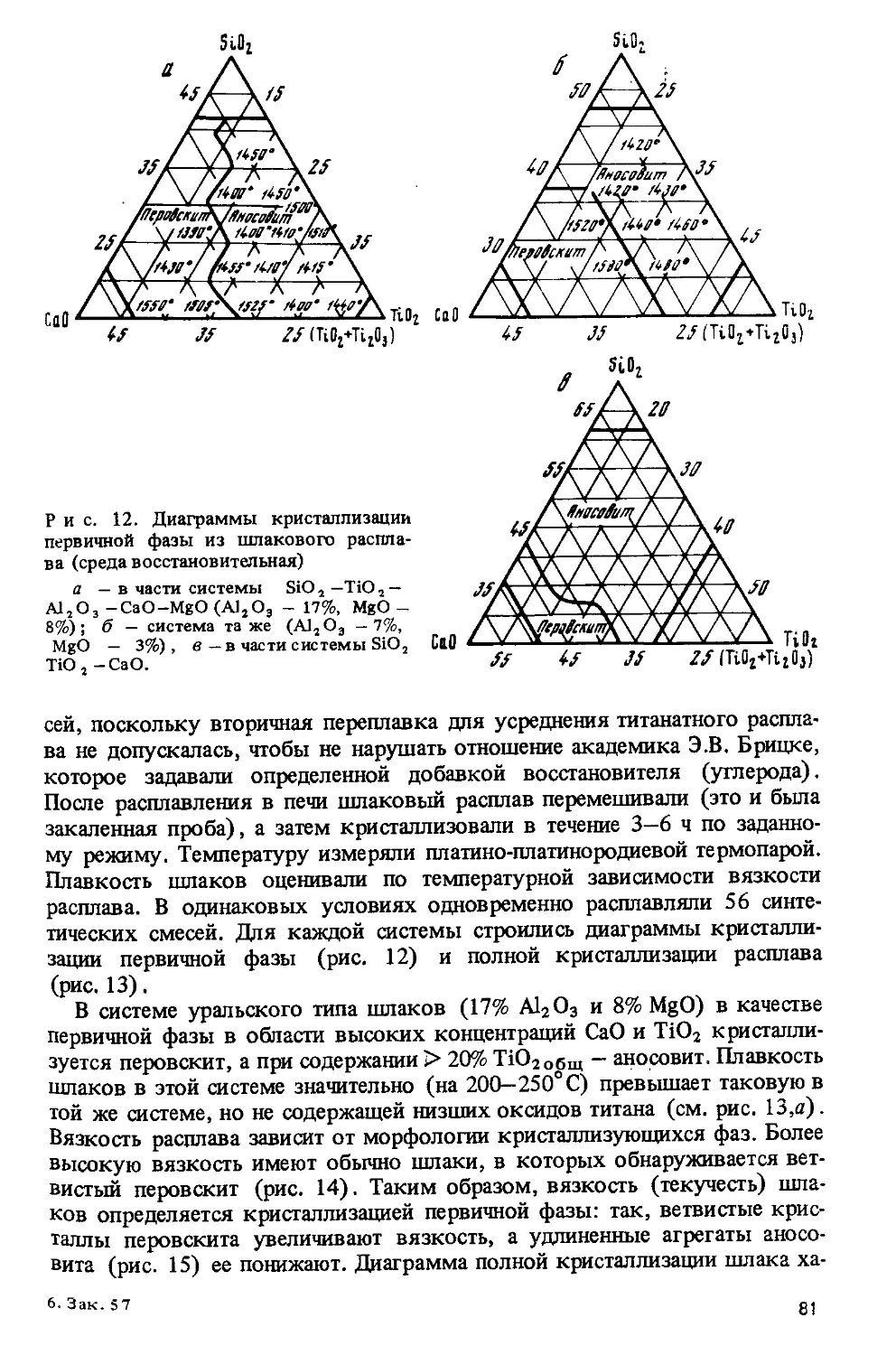
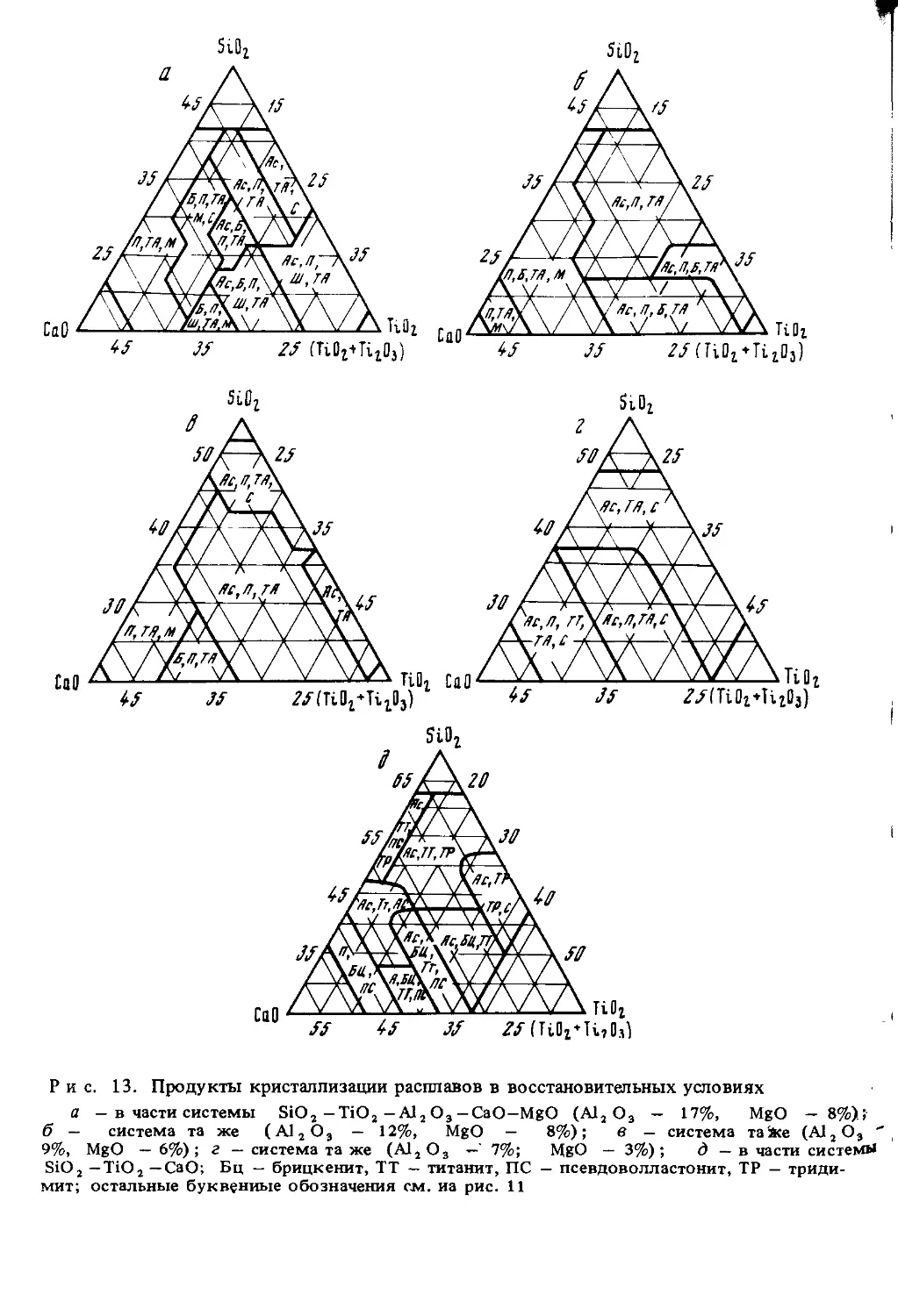












































Text
академия наук сс
ИНСТИТУТ МЕТАЛЛУРГИИ им.
СР
А.А. БАЙКОВА
В.А. Резниченко
Л.И. Шабалин
ттЧ&нЕп™
Месторождения,
металлургия,
химическая
технология
Ответственный редактор
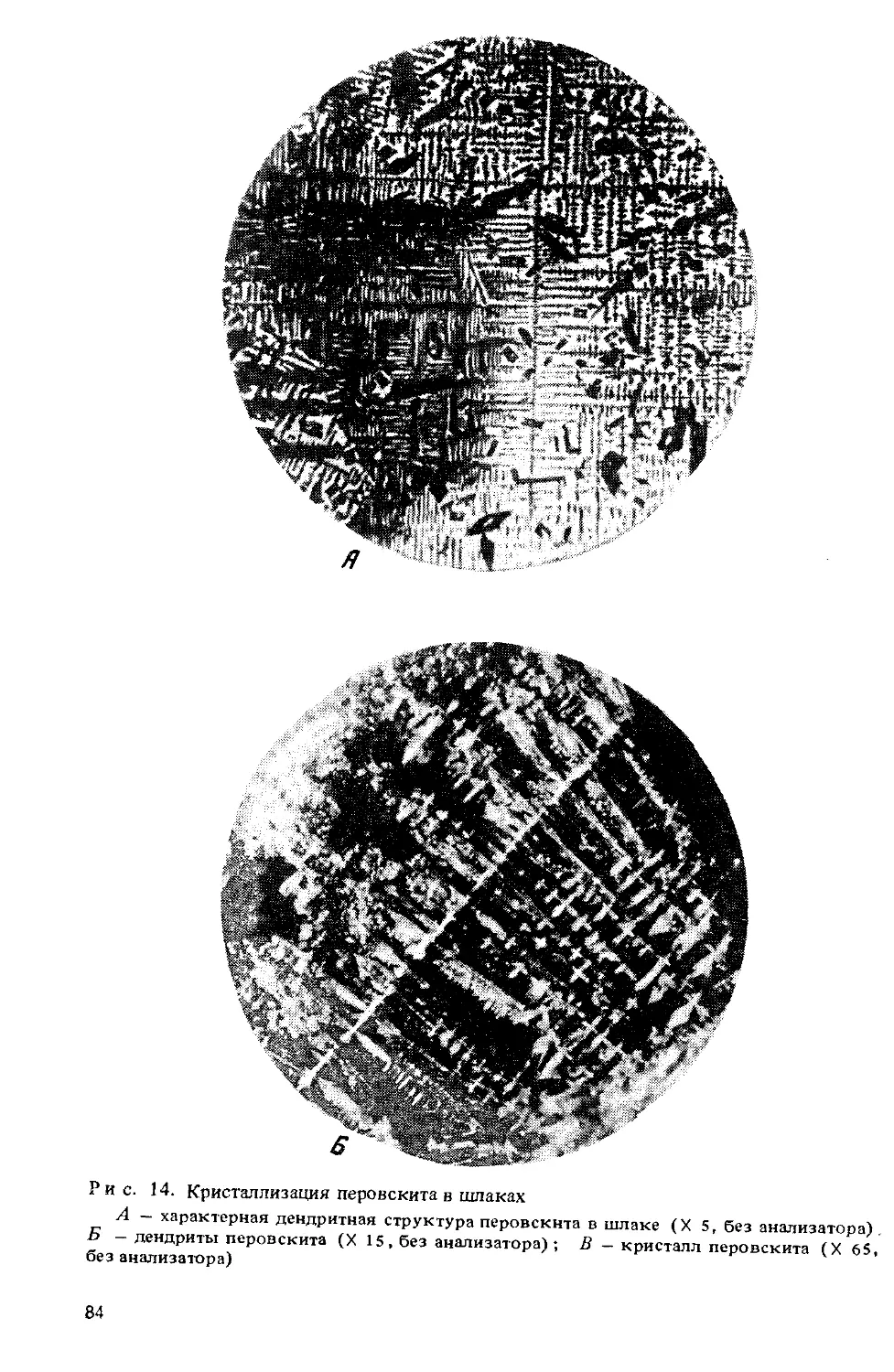
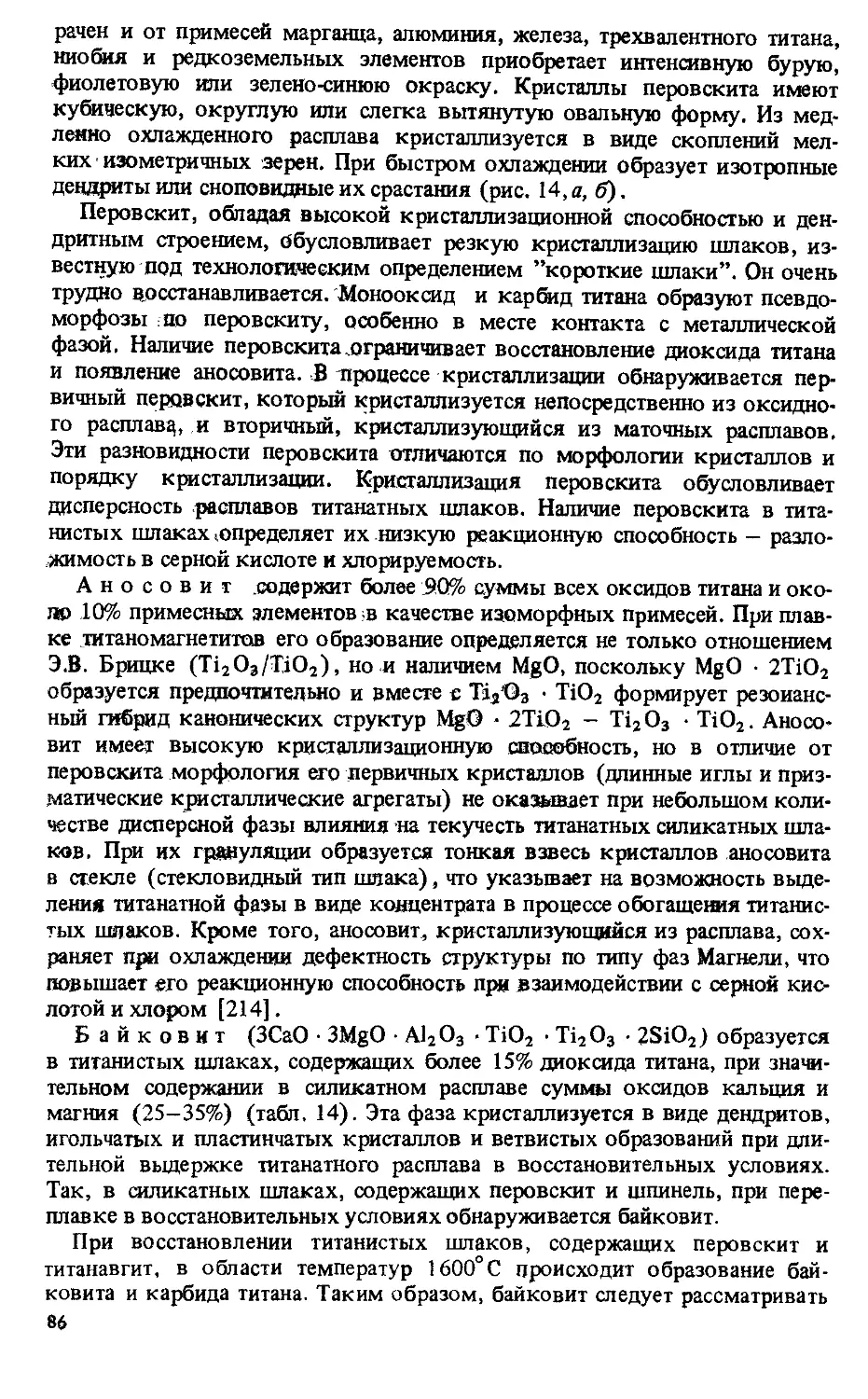
член-корреспондент АН СССР
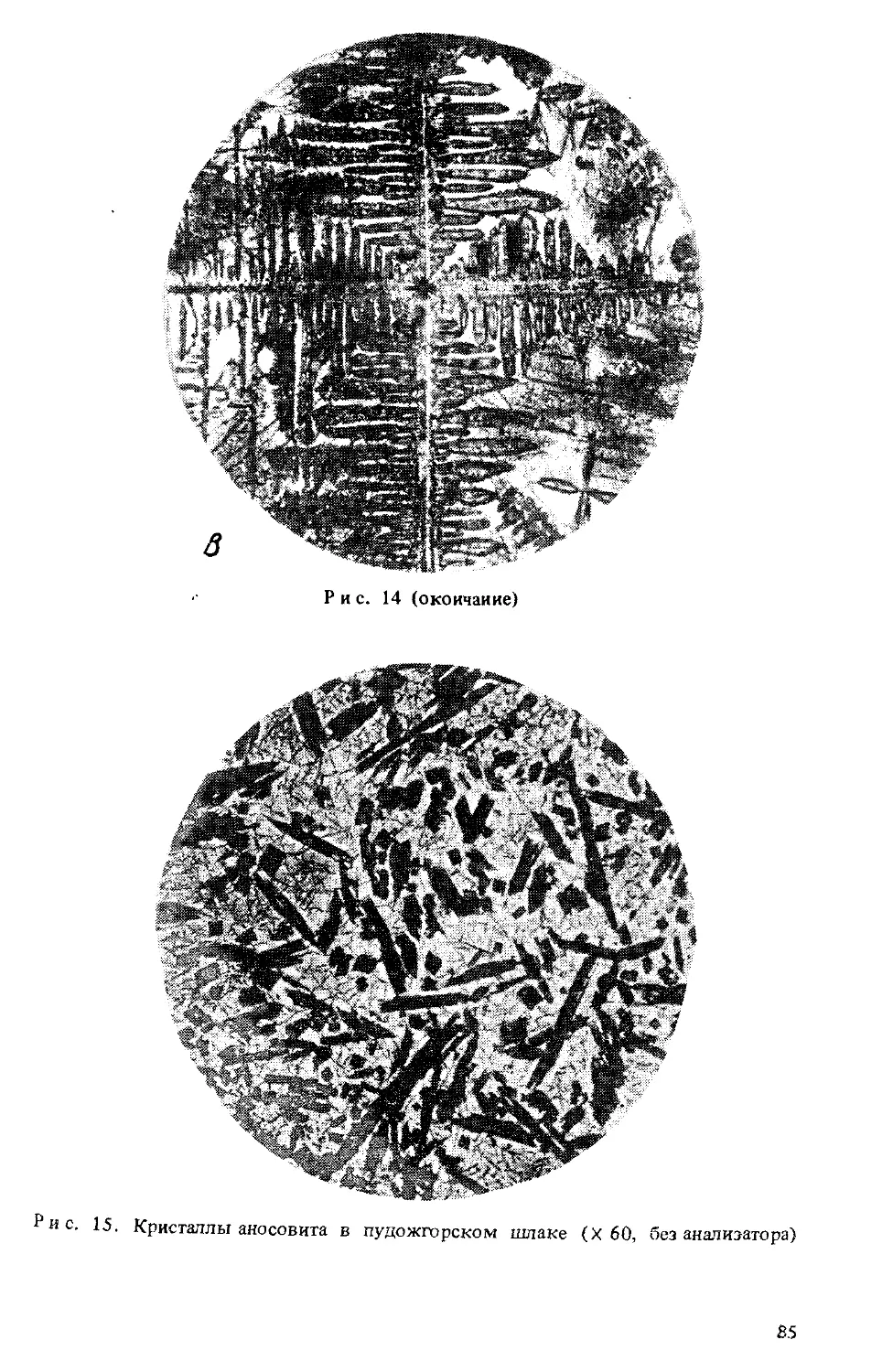
А.И. МАНОХИН
Сканировал: Neptunyi
(Магнитогорск)
Все замечания и пожелания присылать по
адресам:
rhenium@list.ru
nept2006@yandex.ru
Буду рад также высылаемым книгам от вас!
МОСКВА "НАУКА"
1986
УДК 622.765:553.494
Резниченко В.А., Шабалин Л.И. Титаномагиетиты, месторождения, метал-
лургия, химическая технология. - М.: Наука, 1986 г.
В книге рассмотрено состояние рудной сырьевой базы, источником которой явля-
ются титаномагнетиты - одна из наиболее распространенных составляющих комплекс-
ных руд, содержащих черные, цветные и редкие металлы. Приведены результаты
фундаментальных исследований в области изучения процессов восстановления в слож-
ных оксидных системах и жидкого состояния титанатов. Дано сопоставление различ-
ных технологических способов переработки титаномагнетитов и намечены пути их
комплексного использования. Книга представляет большой интерес для научных
сотрудников, технологов, экономистов, специалистов металлургического профиля,
занимающихся проблемами комплексного использования рудного сырья.
Табл. 73. Ил. 52. Библиогр. 252 назв.
Р е ц е и з е н т ы: С. С. ДОЛГУШИН, Ю.В. ЦВЕТКОВ
1
Сканировал: Neptunyi
(Магнитогорск)
Все замечания и пожелания присылать по
адресам:
rhenium@list.ru
nept2006@yandex.ru
Буду рад также высылаемым книгам от вас!
2601000000-221
Р------------------296-86-1
042 (02)-86
© Издательство ’’Наука”, 1986 г.
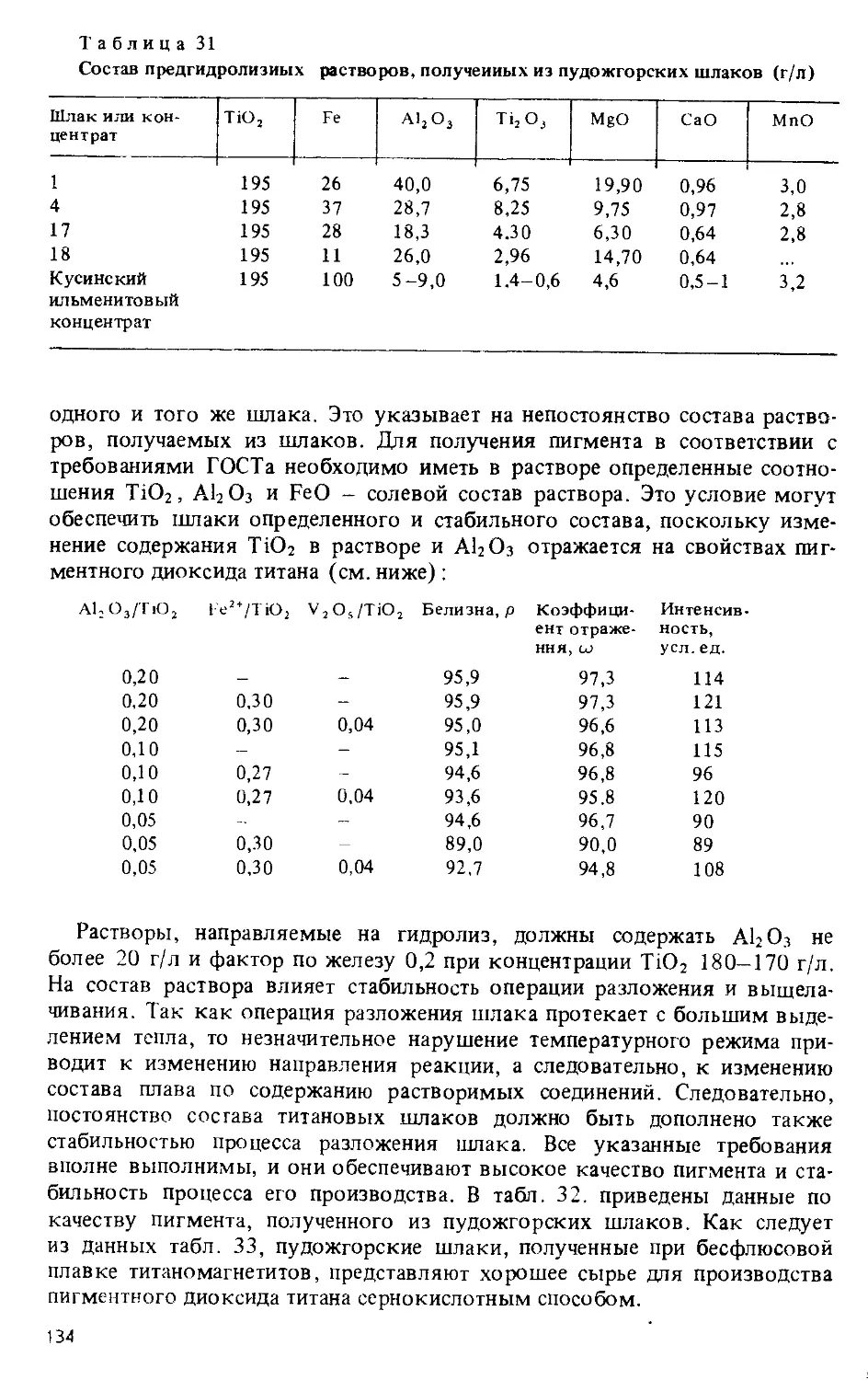
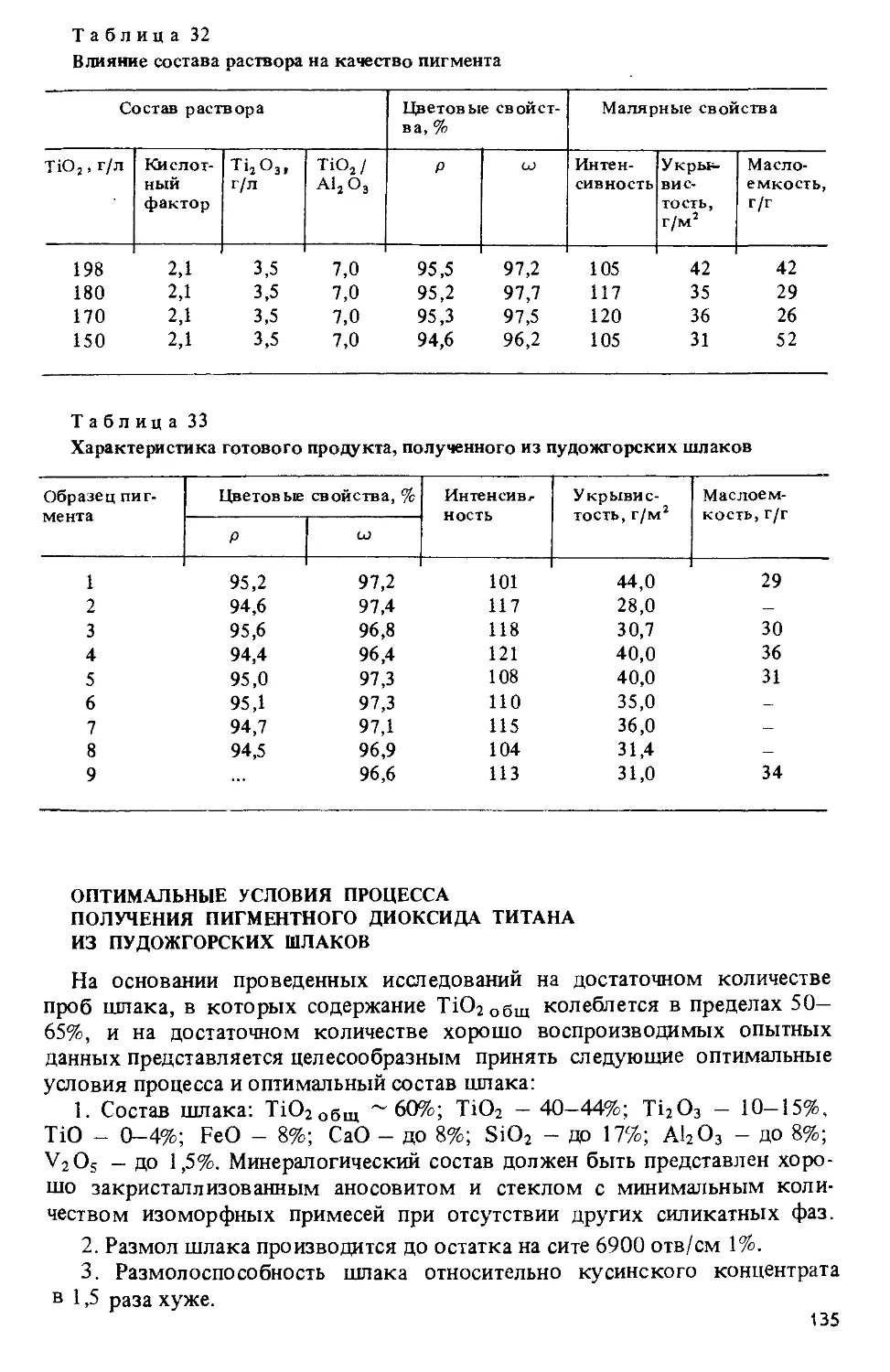
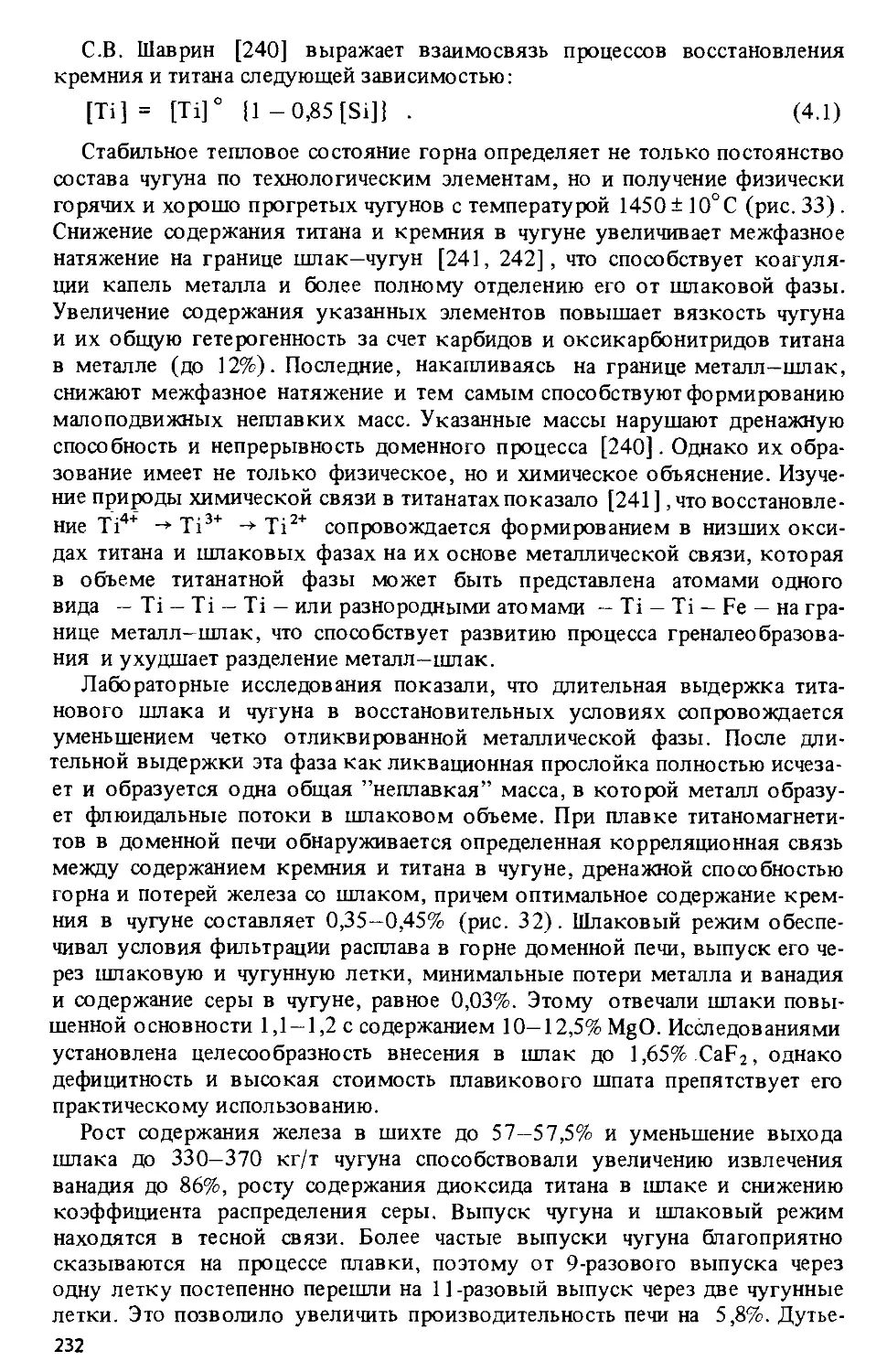
ПРЕДИСЛОВИЕ
В настоящее время титаномагнетиты используются в качестве сырья в
черной металлургии для производства качественных сталей и феррованадия.
Крупные металлургические предприятия (Нижне-Тагильский металлурги-
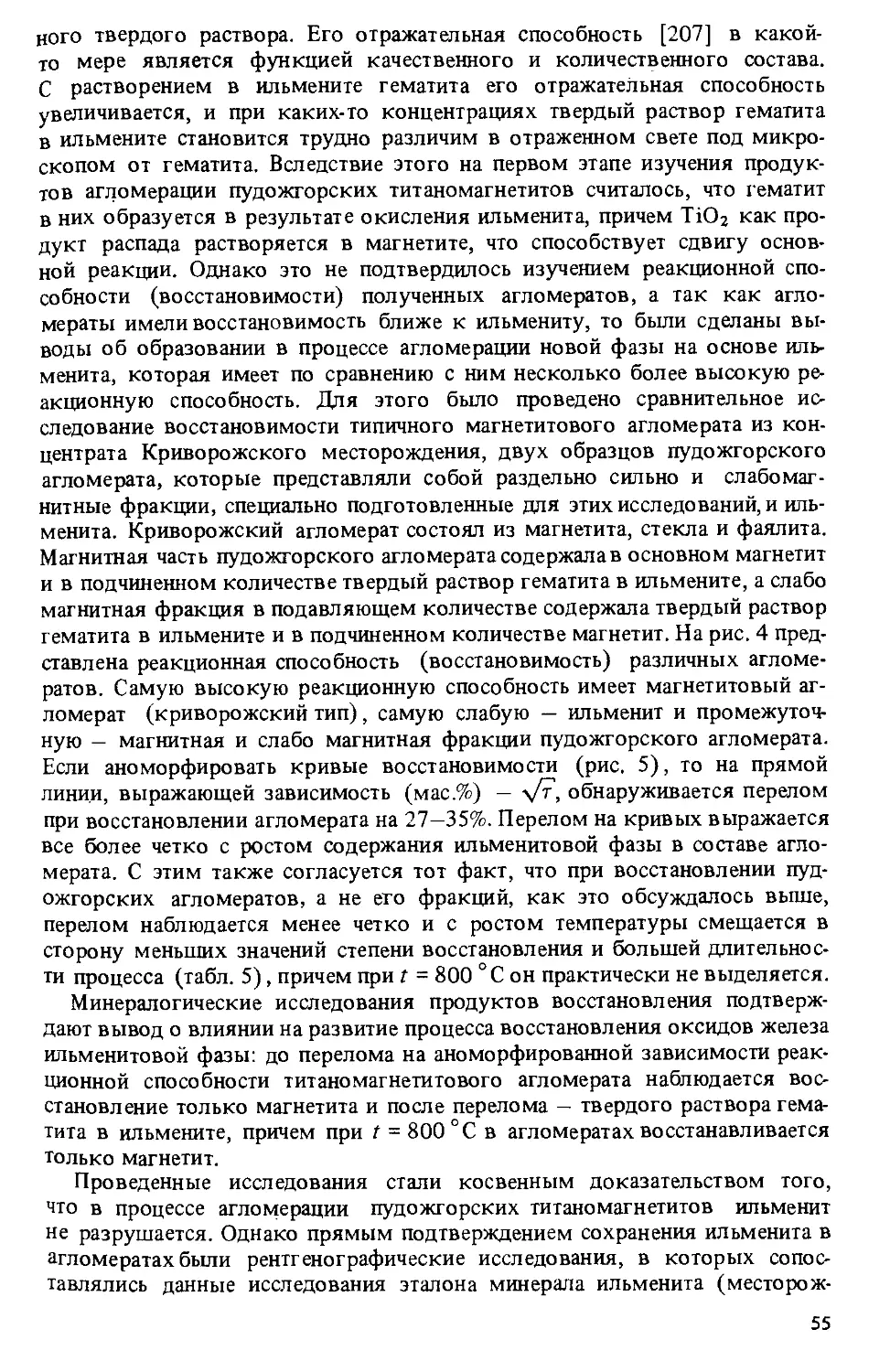
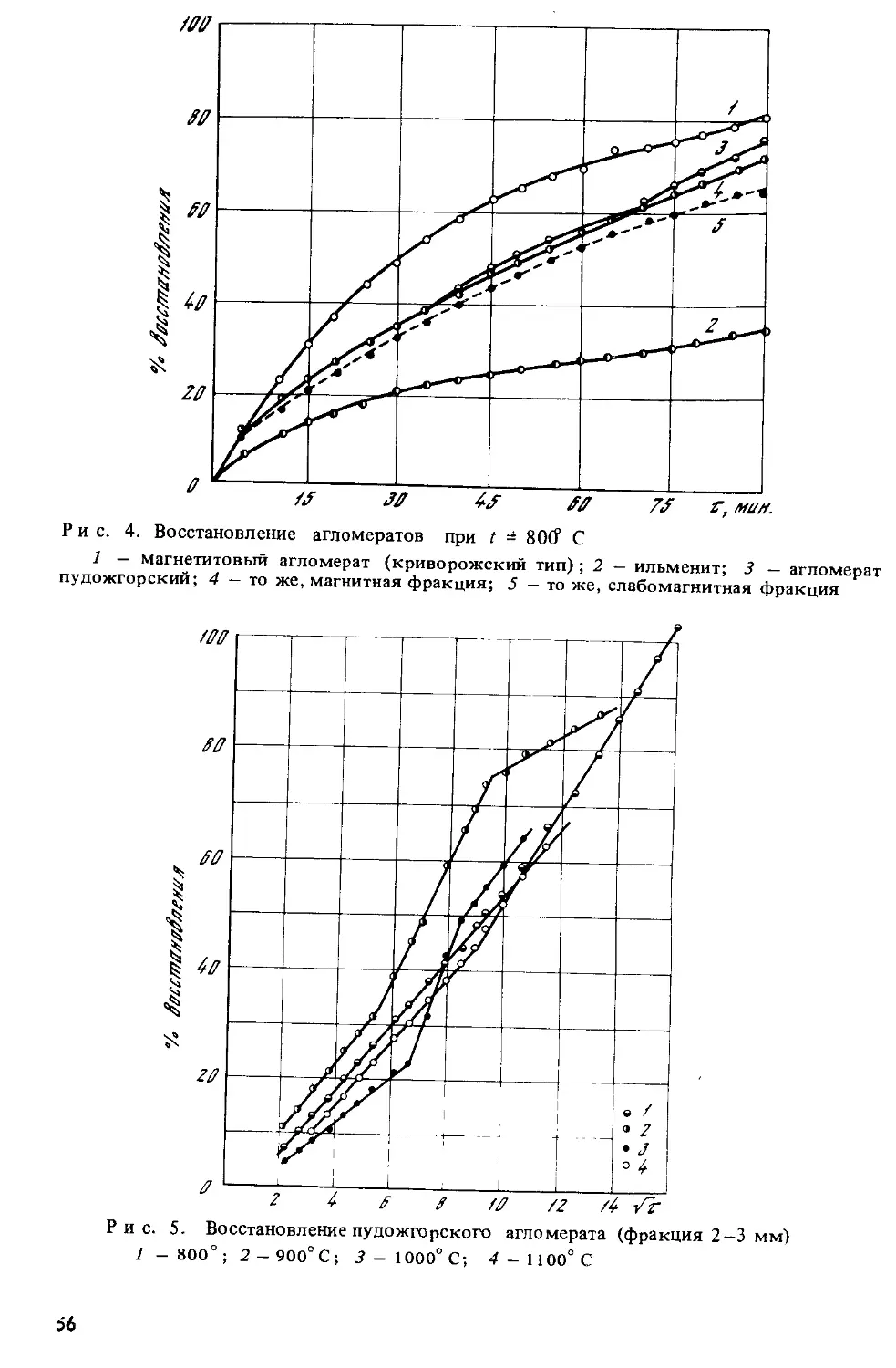
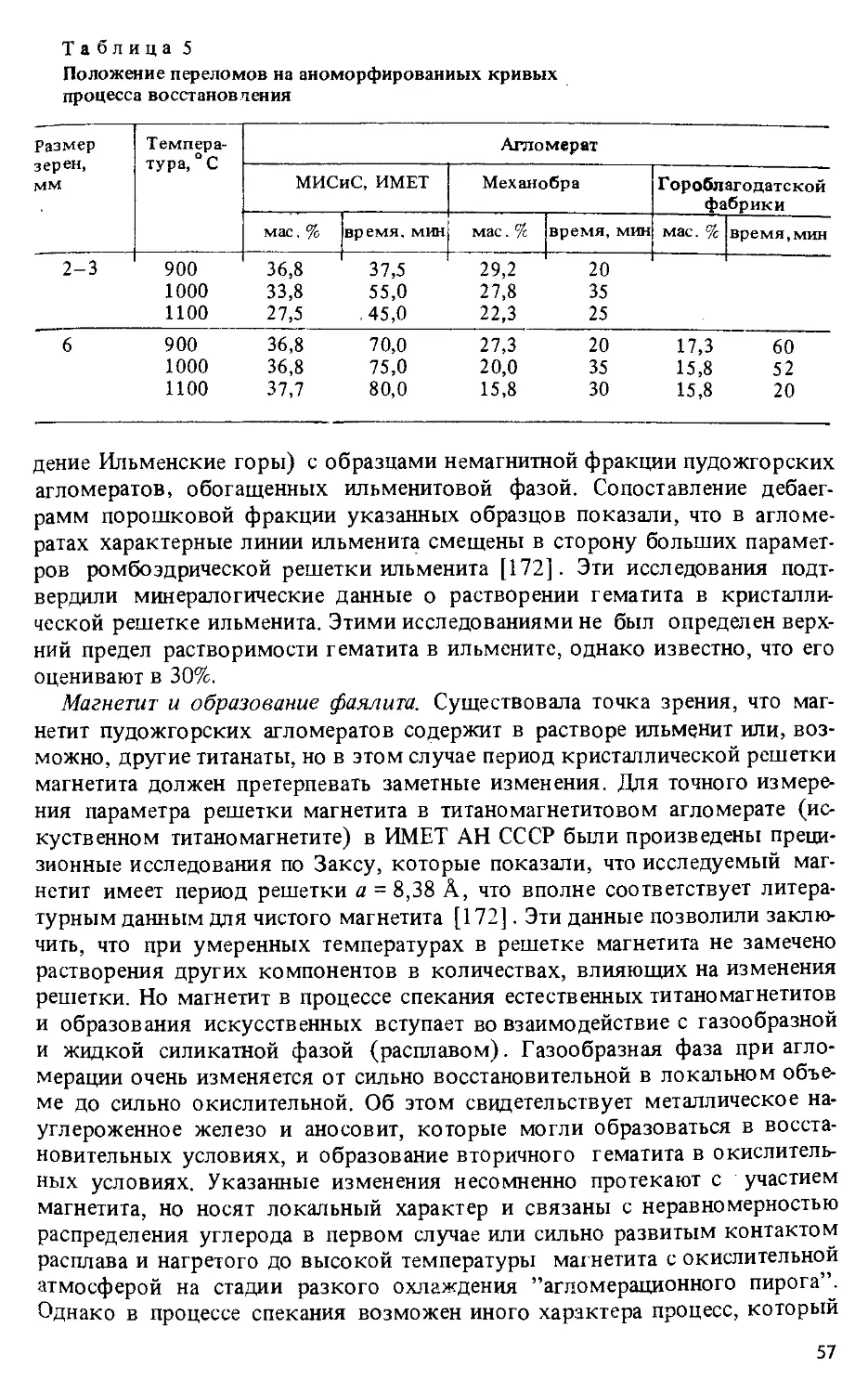
ческий комбинат, Чусовской металлургический завод, научно-производст-
венное объединение ’’Тулачермет”) специализируются на переработке
бедных по диоксиду титана титаномагнетитов качканарского типа, запасы
которых на Урале достаточны для того, чтобы решить все острее встающую
проблему дальнейшего развития Уральской металлургии за счет обеспече-
ния местным сырьем. Однако, кроме бедных по TiO2 титаномагнетитов,
на Урале и в других регионах нашей страны, а также за рубежом широко
распространены месторождения богатых по диоксиду титана титаномагне-
титов копайского типа. Их использование зависит от освоения промышлен-
ностью эффективных методов комплексной переработки сырья сложного
состава. В настоящей монографии обобщены исследования ученых школы
академиков И.П. Бардина и Э.В. Брицке, которые объединяют ученых
ИМЕТ им. А.А. Байкова и УНЦ АН СССР.
Большая часть работы посвящена решению проблемы комплексного
использования на примере переработки богатых по TiO2 титаномагнети-
товых руд Пудожгорского и перовскито-тиганомагнетитовых руд Африкан-
дского месторождений. Эти исследования выполнены на предприятиях
черной и цветной металлургии (Кузнецкий металлургический комбинат,
Череповецкий металлургический завод, комбинат "Североникель”, 1НПО
’’Тулачермет”, Соликамский магниевый завод и др.), а также в институтах
Академии наук, Минчермета, Минцветмета и Минхимпрома СССР.
В работе показано состояние рудной базы железотитанового сырья,
перспектива ее развития особенно за счет месторождений Сибири и Дальне-
го Востока, освещены вопросы общего размещения титаномагнетитовых
месторождений на земном шаре, их генезиса, взаимосвязи вещественного
состава титаномагнетитовых руд и их структуры с возможностями обога-
щения получения рудных концентратов и их переработки технологическими
методами. Работа представляет первый результат творческой совместной
работы геологов, металлургов и технологов по созданию научных основ
открытия, разработки, обогащения и переработки титаномагнетитовых руд.
В монографии рассмотрены мировые источники титаномагнетитового
сырья, сделано сопоставление их с отечественными месторождениями и
определены пути рационального использования титаномагнетитов на пути
их комплексного использования с извлечением черных, цветных и редких
3
металлов, а также получением пигментного диоксида титана и других
соединений.
В настоящее время запасы богатых технологических руд быстро исто-
щаются, и за пределами 2000 г. титаномагнетиты, несомненно, станут
основным источником для получения искусственного сырья для качествен-
ной металлургии, производства ферросплавов, ванадия, титана и ниобия,
пигментного диоксида титана и других химических продуктов. Работа
содержит наряду с результатами исследований прикладного характера
результаты фундаментальных исследований в области изучения природы
химической связи в искусственных титанатах, процессов восстановления
в сложных оксидных системах в твердом и жидком состоянии и др. В ней
делается попытка использовать металлургическую науку и химическую
технологию для обоснования необходимости комплексного использования
сырья как основы создания замкнутых производств, особенно в регионах
с большой концентрацией месторождений рудного и других видов мине-
рального сырья.
Член-корреспондент АН СССР А.И. Манохин
ВВЕДЕНИЕ
Титаномагнетит — это очень распространенная в недрах разновидность
рудного сырья сложного состава. Обычно по установившимся представле-
ниям их относят к комплексным железным рудам из-за преобладающего
состояния содержания в их химическом составе железа [1]. Кроме того,
титаномагнетиты непрерывно привлекали внимание металлургов чистотой
по содержанию серы и фосфора — наиболее известных вредных примесей
в железе и стали [2]. Поэтому со времени получения сыродутного железа
не прекращались попытки использовать эти руды в технологии производства
чугуна и стали. Так, на Урале известны очень старые, относящиеся к
XV—XVI вв., разработки богатых титаномагнетитовых жил в районе
Юбрышка, из которых извлекались руды для производства чистого железа.
Возможность использования для этих целей титаномагнетитов была обус-
ловлена работой на высокозакисных железистых шлаках в условиях нагре-
ва, когда селективно восстанавливалось до металлического состояния
только железо. При этих условиях, как известно, диоксид титана не восста-
навливался до низших валентных состояний титана [3]. Наличие в титано-
магнетитах комплекса примесных элементов [4] и прежде всего никеля,
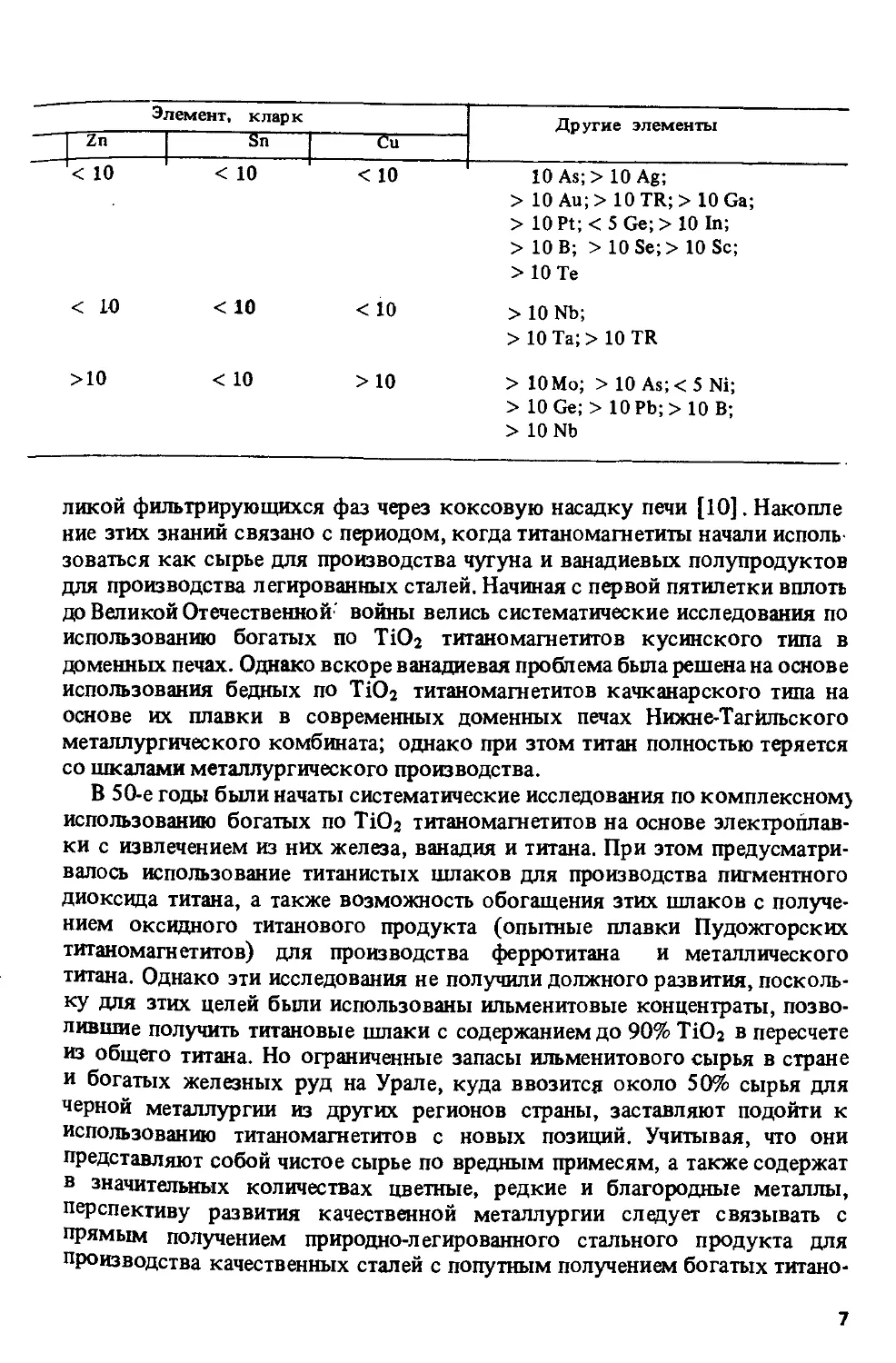
меди, платины, серебра, золота и других в количестве свыше 10 кларковых
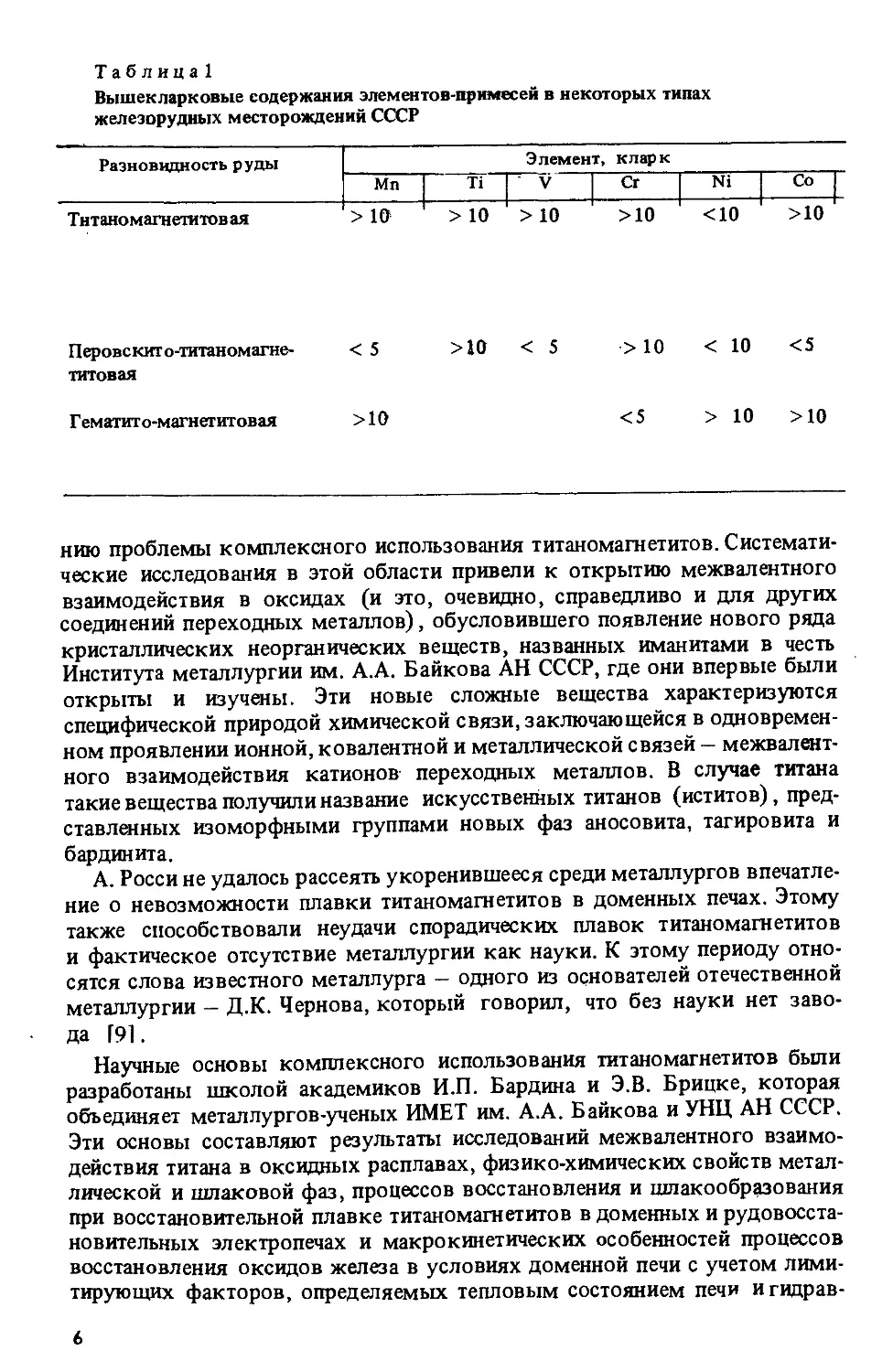
содержаний (табл. 1) позволили получать железо, микролегированное
указанными элементами, повышающими его качество, несмотря на присут
ствие их, казалось бы, в ничтожном количестве.
Дальнейший технический прогресс в доменном производстве — повыше-
ние общей и особенно удельной тепловой мощности доменных печей -
способствует восстановлению не только железа, но и развитию процессот
восстановления TiO2 до низших оксидов, что повышает тугоплавкость
шлаков, снижает их текучесть в интервале температур доменного процесса
и затрудняет ликвирование металлической и оксидных фаз. Это снижает
эффективность сложившихся в черной металлургии приемов получения
чугуна, а железные руды, содержащие титан (’’титанистый железняк”),
используются все с большей осторожностью в связи с присутствием TiO2
в железных рудах. Известно и другое отношение к присутствию TiO2 в
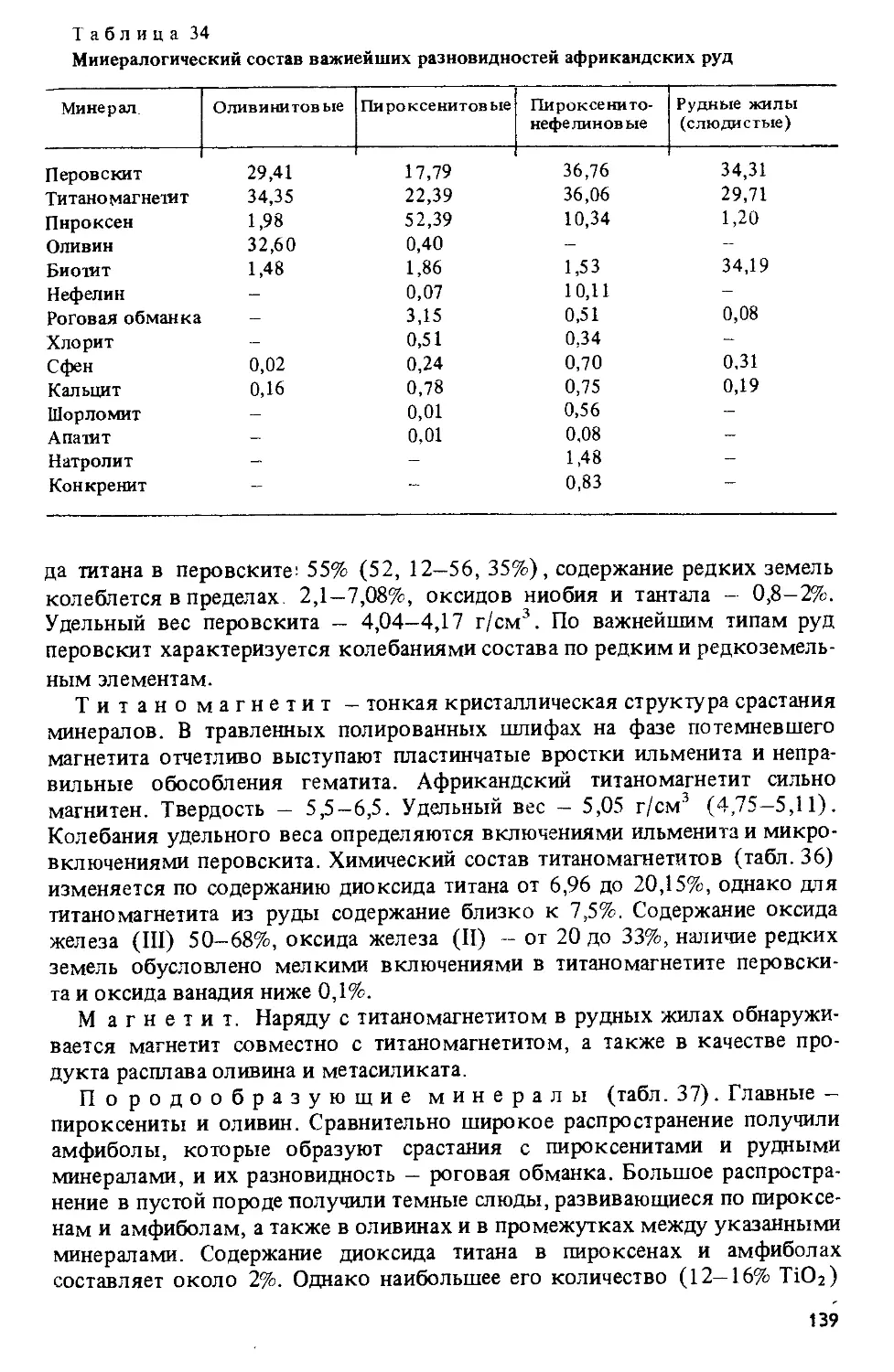
железных рудах. Так, А. Росси [5, 6], который большую часть жизни посвя-
тил решению проблемы плавки титаномагнетитов в доменных печах, дока-
зывал практически возможность их плавки на шлаки с высоким содержа-
нием диоксида титана. Он был большим энтузиастом своего дела и горячим
сторонником более широкого использования титансодержащего сырья
в металлургии чугуна. Ему удавалось получать доменные шлаки, содержа-
щие до 60% TiO2 [7, 8]. Интересно отметить, что А. Росси первый обратил
внимание на то, что из черных доменных шлаков, содержащих значительное
количество титана, выпадают черные с металлическим блеском игольчатые
кристаллы шлаковой фазы, приуроченные к порам и пустотам. Несколько
позже эта фаза будет изучена и названа аносовитом 1 доктором технических
наук К.Х. Тагировым, который большую часть своей жизни посвятил реше-
В наше время одна из разновидностей аносовита обнаружена в лунном грунте и в
честь первых космонавтов, высадившихся на Луне, названа армолколитом.
5
Т аблица 1
Вышекларковые содержания элементов-примесей в некоторых типах
железорудных месторождений СССР
Разновидность руды Элемент, кларк
Мп 1 Ti V Сг Ni Со
Тнтаномагнетитовая >10 > 10 > 10 >10 <10 >10
Перовскит о-титаномагне- < 5 >10 < 5 > 10 < 10 <5
титовая
Г ематито-магнетитовая >10 <5 > 10 >10
нию проблемы комплексного использования титаномагнетитов. Системати-
ческие исследования в этой области привели к открытию межвалентного
взаимодействия в оксидах (и это, очевидно, справедливо и для других
соединений переходных металлов), обусловившего появление нового ряда
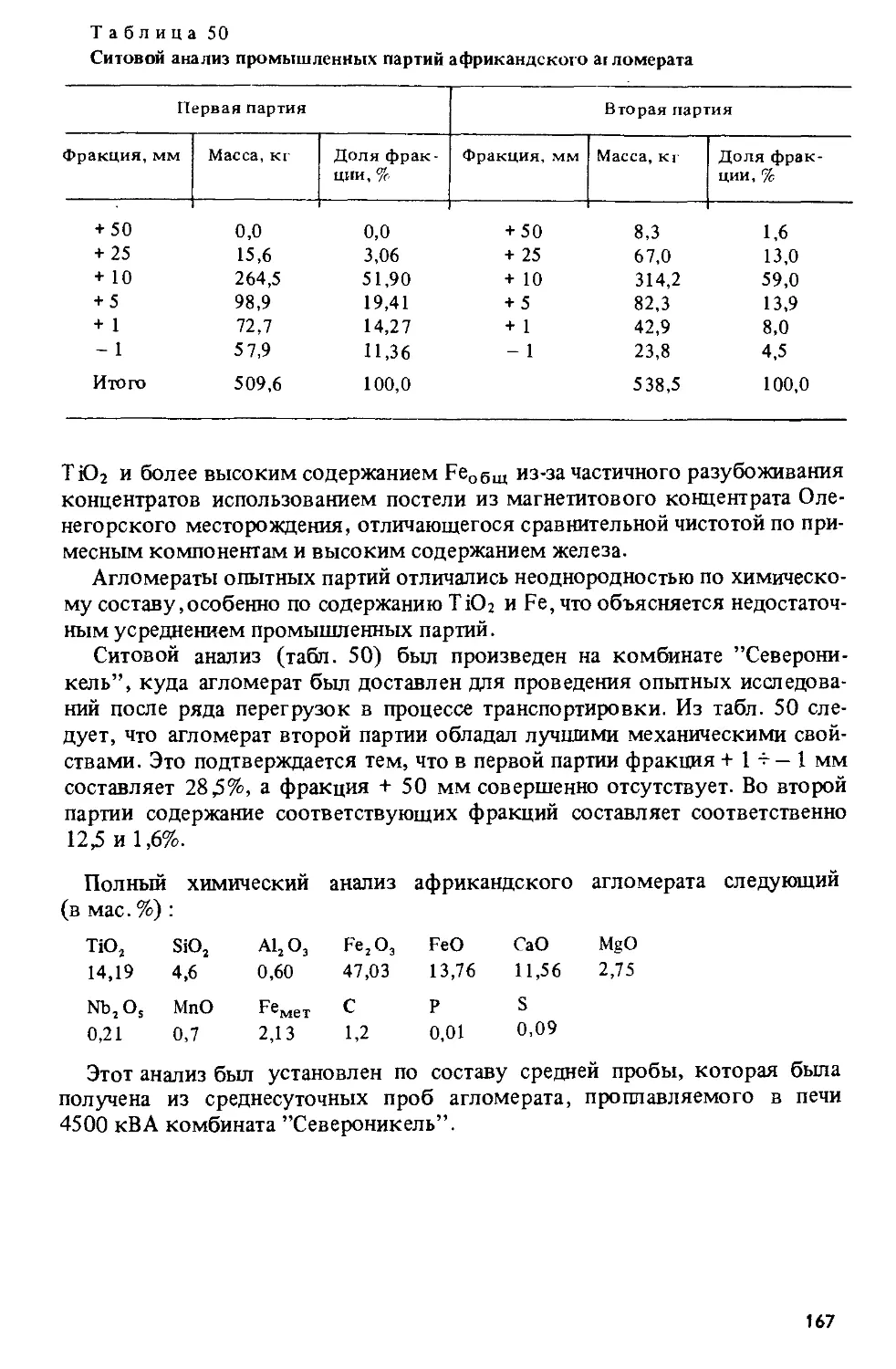
кристаллических неорганических веществ, названных иманитами в честь
Института металлургии им. А.А. Байкова АН СССР, где они впервые были
открыты и изучены. Эти новые сложные вещества характеризуются
специфической природой химической связи, заключающейся в одновремен-
ном проявлении ионной, ковалентной и металлической связей - межвалент-
ного взаимодействия катионов переходных металлов. В случае титана
такие вещества получили название искусственных титанов (иститов), пред-
ставленных изоморфными группами новых фаз аносовита, тагировита и
бар динита.
А. Росси не удалось рассеять укоренившееся среди металлургов впечатле-
ние о невозможности плавки титаномагнетитов в доменных печах. Этому
также способствовали неудачи спорадических плавок титаномагнетитов
и фактическое отсутствие металлургии как науки. К этому периоду отно-
сятся слова известного металлурга — одного из основателей отечественной
металлургии — Д.К. Чернова, который говорил, что без науки нет заво-
да [91.
Научные основы комплексного использования титаномагнетитов были
разработаны школой академиков И.П. Бардина и Э.В. Брицке, которая
объединяет металлургов-ученых ИМЕТ им. А.А. Байкова и УНЦ АН СССР.
Эти основы составляют результаты исследований межвалентного взаимо-
действия титана в оксидных расплавах, физико-химических свойств метал-
лической и шлаковой фаз, процессов восстановления и шлакообразования
при восстановительной плавке титаномагнетитов в доменных и рудовосста-
новигельных электропечах и макрокинетических особенностей процессов
восстановления оксидов железа в условиях доменной печи с учетом лими-
тирующих факторов, определяемых тепловым состоянием печи игидрав-
6
Элемент, кларк Другие элементы
[ Zn Sn Си
10 < 10 < 10 10 As ; > 10 Ag;
> 10 Au; > 10 TR; > 10 Ga;
> 10 Pt; < 5 Ge;> 10 In;
> 10 В; 5 10Se;> 10 Sc;
> 10 Те
< 10 < 10 < 10 > 10 Nb;
> 10 Та; > 10 TR
>10 < 10 > 10 > 10 Мо; > 10 As; < 5 Ni;
> 10 Ge; > 10Pb;: > 10 B;
> 10 Nb
ликой фильтрирующихся фаз через коксовую насадку печи [10]. Накопив
ние этих знаний связано с периодом, когда тиганомагнетиты начали исполь
зоваться как сырье для производства чугуна и ванадиевых полупродуктов
для производства легированных сталей. Начиная с первой пятилетки вплоть
до Великой Отечественной' войны велись систематические исследования по
использованию богатых по TiO2 титаномагнетитов кусинского типа в
доменных печах. Однако вскоре ванадиевая проблема была решена на основе
использования бедных по TiO2 титаномагнетитов качканарского типа на
основе их плавки в современных доменных печах Нижне-Тагильского
металлургического комбината; однако при этом тиган полностью теряется
со шкалами металлургического производства.
В 50-е годы были начаты систематические исследования по комплексном}
использованию богатых по ТЮ2 титаномагнетитов на основе электроплав-
ки с извлечением из них железа, ванадия и тигана. При этом предусматри-
валось использование титанистых шлаков для производства пигментного
диоксида титана, а также возможность обогащения этих шлаков с получе-
нием оксидного титанового продукта (опытные плавки Пудожгорских
титаномагнетитов) для производства ферротитана и металлического
тигана. Однако эти исследования не получили должного развития, посколь-
ку для этих целей были использованы ильменитовые концентраты, позво-
лившие получить титановые шлаки с содержанием до 90% TiO2 в пересчете
из общего тигана. Но ограниченные запасы ильменитового сырья в стране
и богатых железных руд на Урале, куда ввозится около 50% сырья для
черной металлургии из других регионов страны, заставляют подойти к
использованию титаномагнетитов с новых позиций. Учитывая, что они
представляют собой чистое сырье по вредным примесям, а также содержат
в значительных количествах цветные, редкие и благородные металлы,
перспективу развития качественной металлургии следует связывать с
прямым получением природно-легированного стального продукта для
производства качественных сталей с попутным полученной богатых тигано-
7
вых шлаков или продуктов их обогащения для производства ферросплавов
(ферротитана и феррованадия) и пигментного диоксида титана. Значитель-
ные работы в этом направлении были проведены под руководством акаде-
миков И.П. Бардина и Э.В.'Брицке. В тесной связи с решением проблемы
использования титаномагнетитовых руд находится комплексное использо-
вание перовскито-титаномагнетитовых руд, содержащих в своем составе
наряду с железом и титаном ниобий и редкоземельные элементы.
Исследования по переработке указанных руд представлены в
на примере руд Африкандского месторождения (Кольский полуостров).
Прогрессивным направлением в технологии рудной электротермии
следует признать применение предварительного восстановления титаномаг-
нетитовых и перовскито-титаномагнетиговых концентратов в агрегатах без
электрического нагрева (вращающаяся печь и агрегат кипящего слоя).
В этом случае руднотермическая печь используется по назначению как
плавильный агрегат и не используется на осуществление наиболее энерго-
емкого передела восстановления оксидов железа, поскольку их селектив-
ное практически полное восстановление осуществляется вне электропечи
при ограниченном развитии процессов восстановления диоксида титана.
Производительность электропечного агрегата в этом случае возрастает
в 2—2,5 раза; и он работает в режиме проплавления на больших напряже-
ниях с минимальной потерей мощности благодаря возможности более
полного использования электротехнических резервов, поскольку снижаются
жесткие требования к электрическому режиму (особенно по напряжению).
Титаномагнетитовые руды — несомненно перспективное сырье для
металлургии. При их комплексном использовании могут быть удовлетво-
рены потребности в сырье ряда отраслей народного хозяйства: черной и
цветной металлургии, химической промышленности и производстве строи-
тельных и других материалов.
Свое название титаномагнетиты получили от наличия в них титаномагне-
тита — структуры срастания магнетита и ильменита или твердого раствора
по типу ульвошпинели в магнетите. Существует мнение, что титаномагнети-
ты представляют собой твердый раствор диоксида титана в магнетите, а
титаномагнетит рассматривают как минерал сложного состава.
Образование структуры срастания (титаномагнетита) происходит в
результате распада высокотемпературного твердого раствора ильменита
в магнетите по механизму замещения катионов железа с образованием
нестехиометрического твердого раствора по типу шпинели. Механизм
рассматриваемого процесса может схематично представлен по типу заме-
щения двухвалентных катионов железа в тетраэдрической подрешетке
магнетита
3 Fe2+Ме2++ Ti4++ □, (1)
или трехвалентного железа в октаэдрической подрешетке
2Fe3+->Ме2++ Ti4+, (2)
или одновременного замещения катионов железа (блочное замещение
с образованием твердого раствора по типу фаз Магнели)
n(Fe2+ + Fe3+) = и — 1 (Ме2+ + Ti4+) + 2 и □. (3)
8
Нестехиометрические фазы со структурой шпинели устойчивы при
высокой температуре и при понижении таковой распадаются с образова-
нием типичной структуры титаномагнетита. Происхождение титаномагне-
тита связывается со сложными геологическими процессами, поэтому
они чаще всего обнаруживаются в местах наибольшего проявления этих
процессов в прошлые геологические эпохи.
Резервы титаномагнетитового сырья огромны.. Они представлены
коренными месторождениями Сибири и Дальнего Востока, а также россып-
ными месторождениями — продуктами разрушения коренных месторожде-
ний на побережьях Черного и Каспийского морей, а также Тихого и Север-
ного Ледовитого океанов.
Практическое решение проблемы титаномагнетитов следует рассматри-
вать в плане комплексного использования сырьевых ресурсов вообще,
потому что этот путь наиболее оптимален в условиях сложившегося
крупного производства как в нашей стране, так и во всем мире. Это произ-
водство уже представлено большими техническими мощностями, эффек-
тивное использование которых возможно на основе потребления сырья
высокого качества, отвечающего по составу и технологическим свойствам
жестким техническим условиям. Запасы такого сырья в природе весьма
ограничены и быстро истощаются. Так возникает проблема. Опыт науки
и практики по преодолению сырьевых трудностей убеждает нас в том,
что эта проблема окончательно и полностью может быть решена на основе
не только все большего извлечения его из недр земли, но и его воспроиз-
водства — получения сырья с заданными технологическими свойствами.
Такие возможности открывает комплексное использование сырья сложно-
го состава, каким являются титаномагнетитовые руды. Под компексным
использованием сырья понимается его народнохозяйственное эффективное
использование с извлечением всех ценных составляющих с полнотой,
которая определяется современным развитием науки и техники, процес-
сами, не допускающими выброса вредных веществ в окружающую среду
и естественно вписывающимися в кругооборот веществ в природе.
Комплексное использование сырья как понятие за последнее время
приобрело несколько содержаний. С одной стороны, это новая форма
организации производства, с другой — это научный принцип, стратегия и
новый уровень сознания инженера и технолога, сознания, которое не скла-
дывается само собой, а вытекает из науки о рациональном использовании
сырья. Оно включает физико-химические и экологические основы техноло-
гии сырья, составляющие теорию замкнутого производства. Из этой теории
вытекает ряд обобщений, касающихся производства в целом и использова-
ния минерального сырья в частности. Эти обобщения сводятся к следующе-
му: сырьевую потребность разомкнутого производства невозможно удов-
летворять перманентно; разомкнутое производство не безвредно для
окружающей среды, поэтому оно должно стать замкнутым производством,
в котором сырье будет использоваться комплексно без выбросов вредных
веществ в окружающую среду. Решение этой глобальной проблемы проис-
ходит в несколько этапов, каждый из которых должен приближать нас
к рациональному использованию не только сырья, но и потреблению метал-
лов с учетом не только их свойств, но и распространенности в природе.
9
Этапами на этом пути следует признать повышение комплексности исполь-
зования сырья в сложившихся отраслях народного хозяйства, воспроизвод-
ство сырья — создание производства разновидностей искусственного сырья
с заданными технологическими свойствами при переработке его разновид-
ностей сложного состава, каким являются, например, титаномагнетиты,
созданием полностью замкнутых производств в регионах с большой
концентрацией месторождений сырья сложного состава (Кольский и
Таймырский полуостров, Урал и Коми АССР, зона БАМ и другие регионы),
рециркуляция металлов и создание металлических материалов на основе
использования наиболее распространенных металлов в природе.
Завершение отмеченных этапов будет означать полное изменение техно-
логической структуры производства и народного хозяйства в целом.
Замкнутый характер производства можно представить двумя циклами:
рециркуляция сырья и металлов. В таком производстве использование
сырья более сложного состава, каким являются титаномагнетиты, будет
более предпочтительно по сравнению с мономинеральным сырьем, посколь-
ку из равного объема извлекаемой массы в первом случае будет получаться
большее разнообразие сырьевых полупродуктов для удовлетворения
потребности в них ряда технологических процессов, а во втором—только
производство одного или двух видов продукции. В этом случае титаномаг-
нетиты станут наиболее массовым сырьем для производства металлов, за
которыми закрепились старые определения, граничащие с техническим
жаргоном: черные, цветные и редкие металлы. Фундаментальная наука
сломала границы технической классификации металлов. Уже давно редкие
металлы не редкие, а становятся наиболее употребляемыми металлами.
Наука не только открыла все доступные в условиях нашей планеты метал-
лы и изучила их свойства, но и разработала способы их получения, рафини-
рован’ я и легирования — создание металлических материалов и сплавов
с заданными свойствами. Поэтому разделение сырья, как это требует техни-
ческая классификация, устарело, так как руды черных металлов содержат
практически все известные редкие и большую часть цветных металлов, а
руды цветных металлов - железо и другие — черные металлы. Строгая
отраслевая специализация приводит к разомкнутости производства и
потери металлов на стадии извлечения их из недр и первичной переработки
до получения металла. В настоящее время сложилось такое положение,
когда в черной металлургии полностью теряются цветные и редкие металлы
не только на стадии извлечения сырья из недр, но и переработки метал-
лических отходов (вторичная металлургия). Эти потери становятся соизме-
римы с производством этих металлов в цветной металлургии. Химическая
технология полностью не допускает потерю черных, цветных и редких
металлов.
Обобщенные в настоящей монографии работы показывают, что титано-
магнетиты - наиболее концентрированное сырье для производства черных,
цветных и редких металлов и химических продуктов. Они нашли уже свое
место в сложившемся производстве как сырье для получения высокока-
чественной стали, ферротитана и феррованадия, титана и его пигментного
диоксида, но их настоящее признание уже не далеко, и титаномагнетиты
станут наиболее распространенным сырьем в металлургии и химической
технологии.
Закономерности размещения
и переработка титаномагнетитов
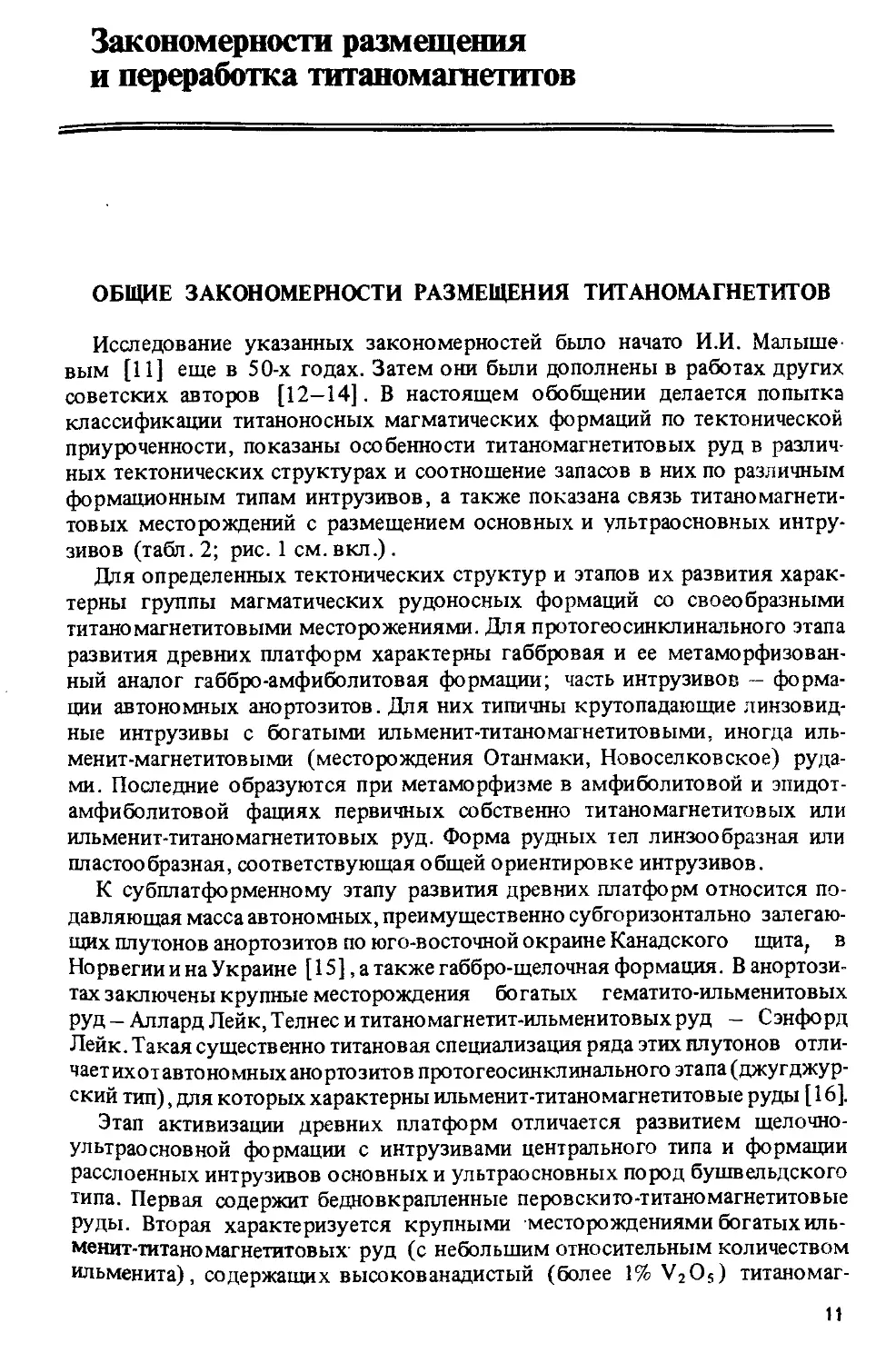
ОБЩИЕ ЗАКОНОМЕРНОСТИ РАЗМЕЩЕНИЯ ТИТАНОМАГНЕТИТОВ
Исследование указанных закономерностей было начато И.И. Малыше-
вым [И] еще в 50-х годах. Затем они были дополнены в работах других
советских авторов [12—14]. В настоящем обобщении делается попытка
классификации титаноносных магматических формаций по тектонической
приуроченности, показаны особенности титаномагнетитовых руд в различ-
ных тектонических структурах и соотношение запасов в них по различным
формационным типам интрузивов, а также показана связь титаномагнети-
товых месторождений с размещением основных и ультраосновных интру-
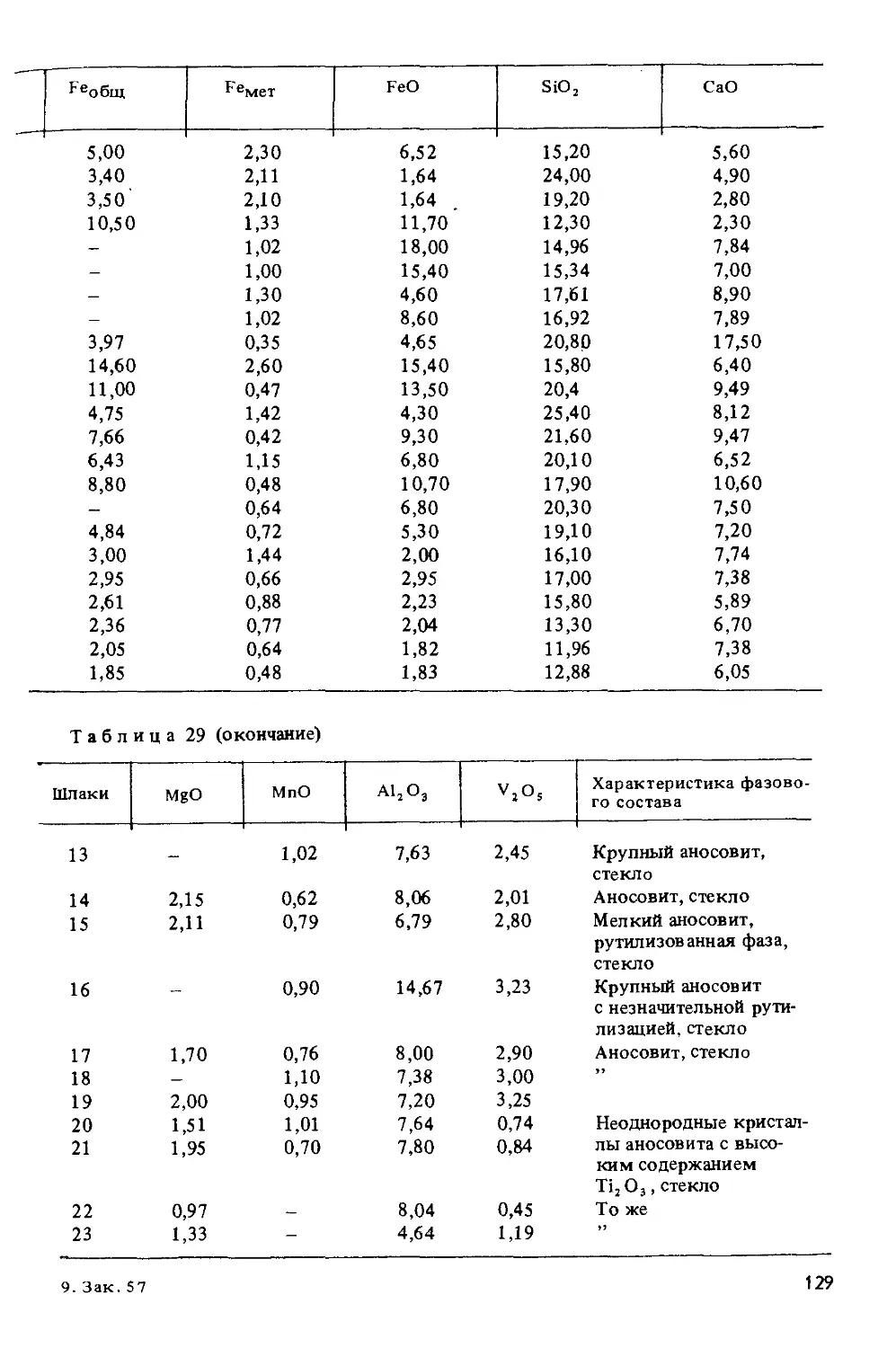
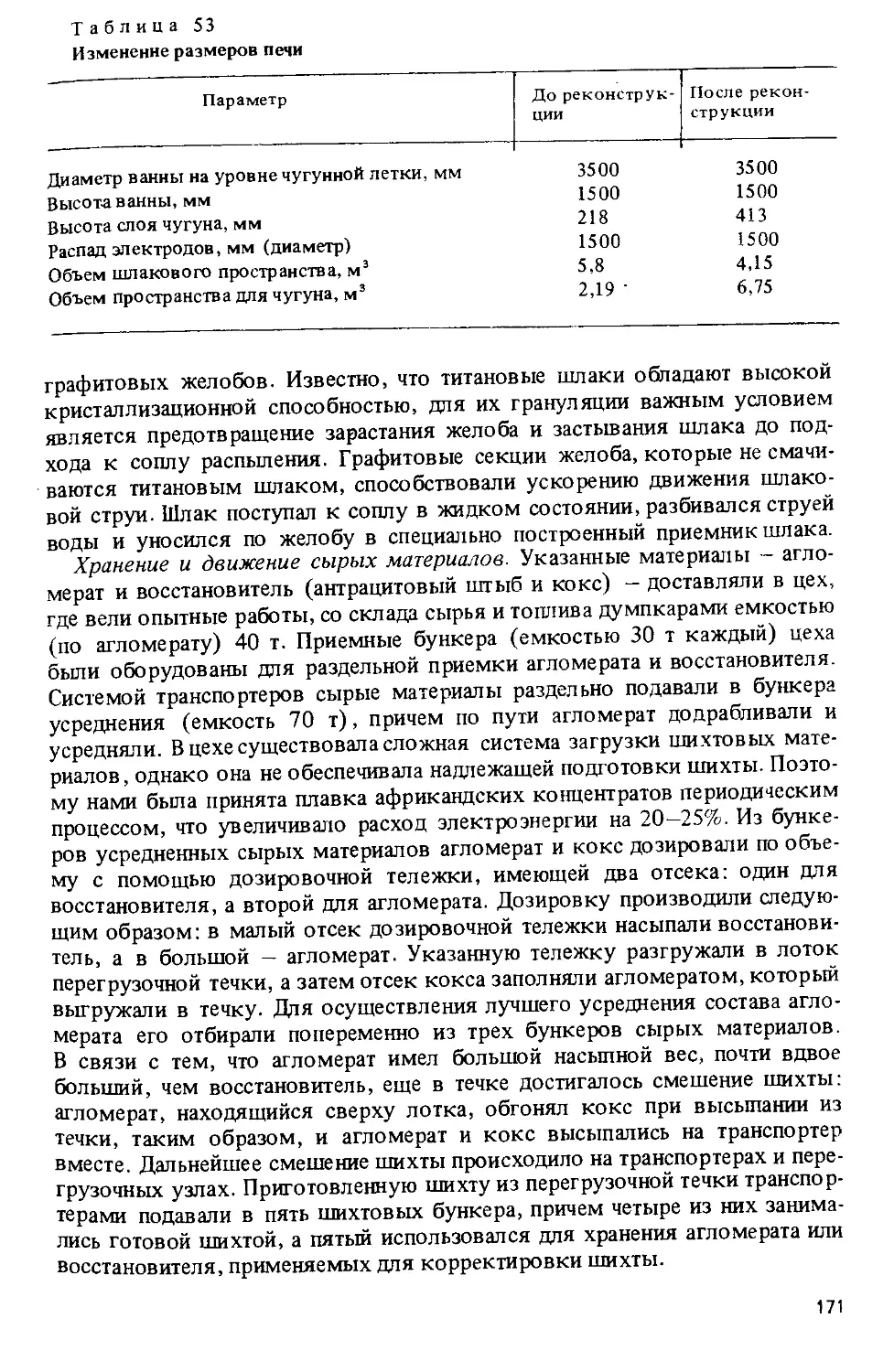
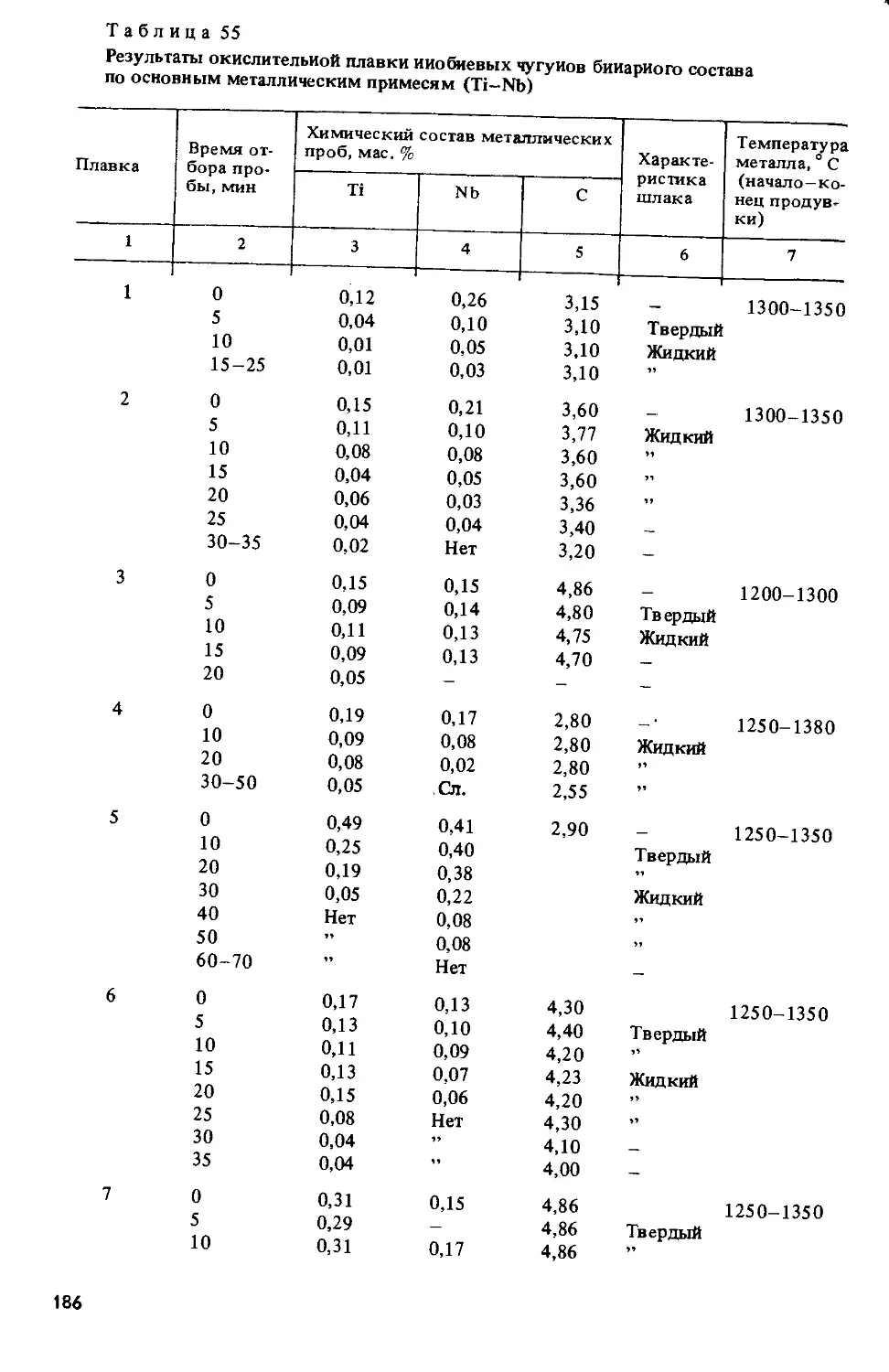
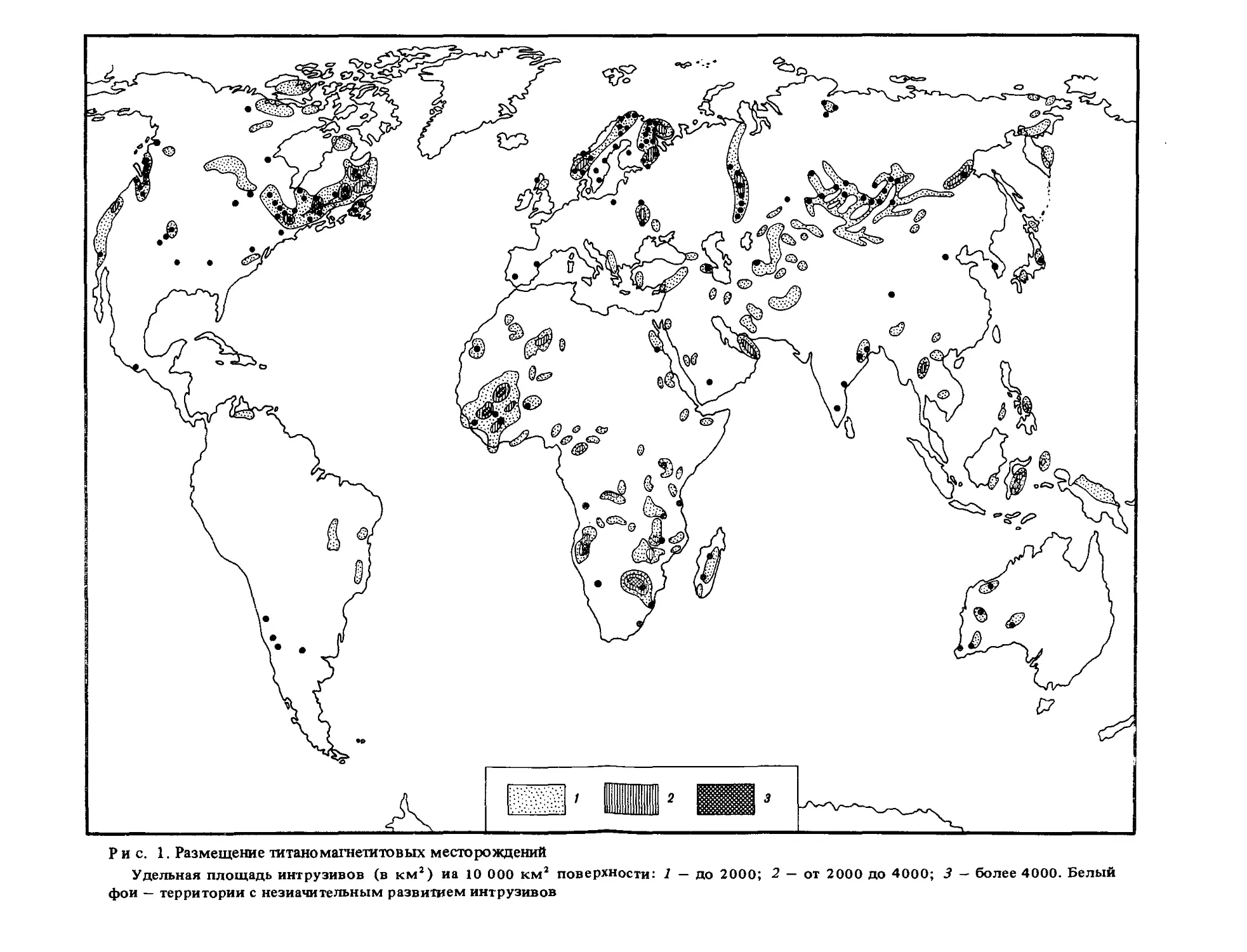
зивов (табл. 2; рис. 1 см. вкл.).
Для определенных тектонических структур и этапов их развития харак-
терны группы магматических рудоносных формаций со своеобразными
титаномагнетитовыми месторожениями. Для протогеосинклинального этапа
развития древних платформ характерны габбровая и ее метаморфизован-
ный аналог габбро-амфиболитовая формации; часть интрузивов - форма-
ции автономных анортозитов. Для них типичны крутопадающие линзовид-
ные интрузивы с богатыми ильменит-титаномагнетитовыми, иногда иль-
менит-магнетитовыми (месторождения Отанмаки, Новоселковское) руда-
ми. Последние образуются при метаморфизме в амфиболитовой и эпидот-
амфиболитовой фациях первичных собственно титаномагнетитовых или
ильменит-титаномагнетитовых руд. Форма рудных тел линзообразная или
пластообразная, соответствующая общей ориентировке интрузивов.
К субплатформенному этапу развития древних платформ относится по-
давляющая масса автономных, преимущественно субгоризонтально залегаю-
щих плутонов анортозитов по юго-восточной окраине Канадского щита, в
Норвегии и на Украине [ 15], а также габбро-щелочная формация. Ванортози-
тах заключены крупные месторождения богатых гематито-ильменитовых
РУД- Аллард Лейк, Телнес и титано магнетит-ильменитовых руд - Сэнфорд
Лейк. Такая существенно титановая специализация ряда этих плутонов отли-
чает ихотавто но мных анортозитов протогеосинклинального этапа (джугджур-
ский тип), для которых характерны ильменит-титаномагнетитовые руды [16].
Этап активизации древних платформ отличается развитием щелочно-
ультраосновной формации с интрузивами центрального типа и формации
расслоенных интрузивов основных и ультраосновных пород бушвельдского
типа. Первая содержит бедновкрапленные перовскито-титаномагнетитовые
руды. Вторая характеризуется крупными месторождениями богатыхиль-
менит-титаномагнетитовых’ руд (с небольшим относительным количеством
ильменита), содержащих высокованадистый (более 1% V2O5) титаномаг-
11
Таблица 2
Классификация титаиоиосных магматических формаций
по тектонической приуроченности
Тектоническая структура Этап развития тектонической структуры Тектонический цикл
Позднепротерозойские и фанерозойские геосинклинальные области Срединные массивы Этап отраженной активизации (пре- дорогенный этап развития смежно- го геосинклиналь- ного прогиба) Каледонский
! 1 Геосинклинальные прогибы Орогенный Эвгеосинклиниль- ный Альпийский
Каледонский
Байкальский
Докембрийские платформы Этап активизации Альпийский
Каледонский
Субплатформенный Протерозойский
Протогеосинклиналь- ный Архейский
Архейский?
12
Титаноносная магматическая формация Пример главнейших место- рождений титаномагнетито- вой формации
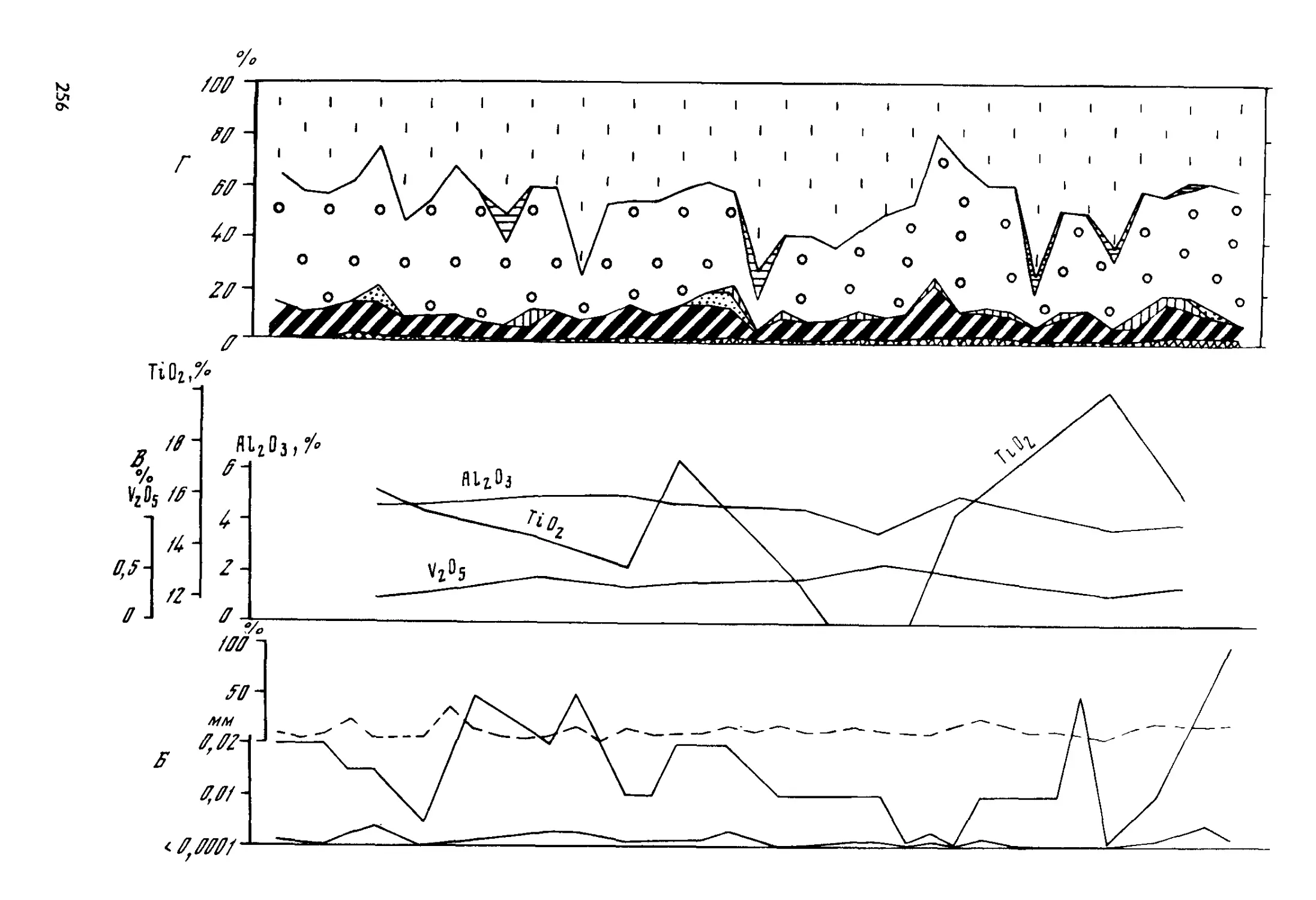
Формации рассло- енных габбровых интрузивов Сиенит-габбровая Большая Куль-Тайга, Кизир- ское, Патынское
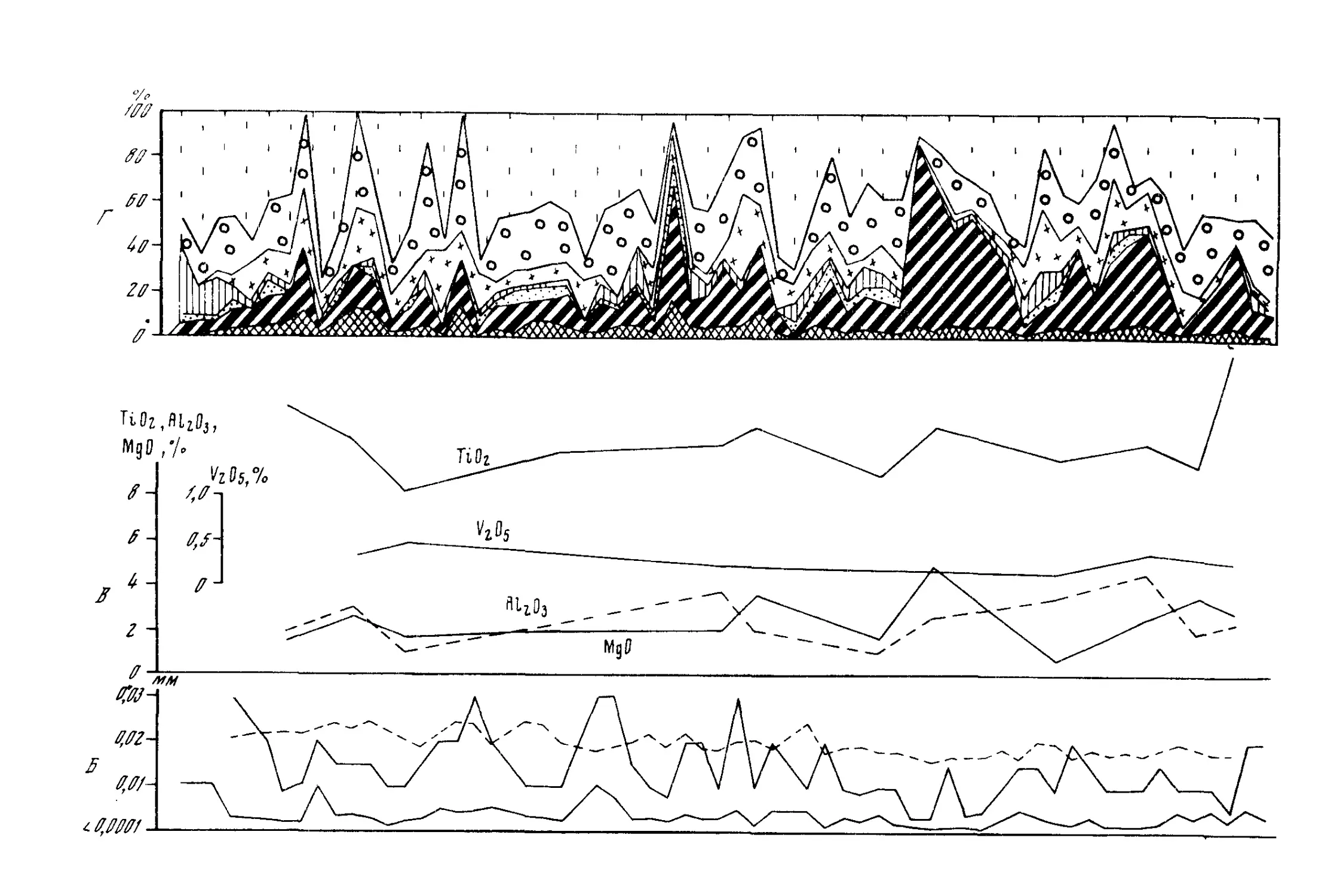
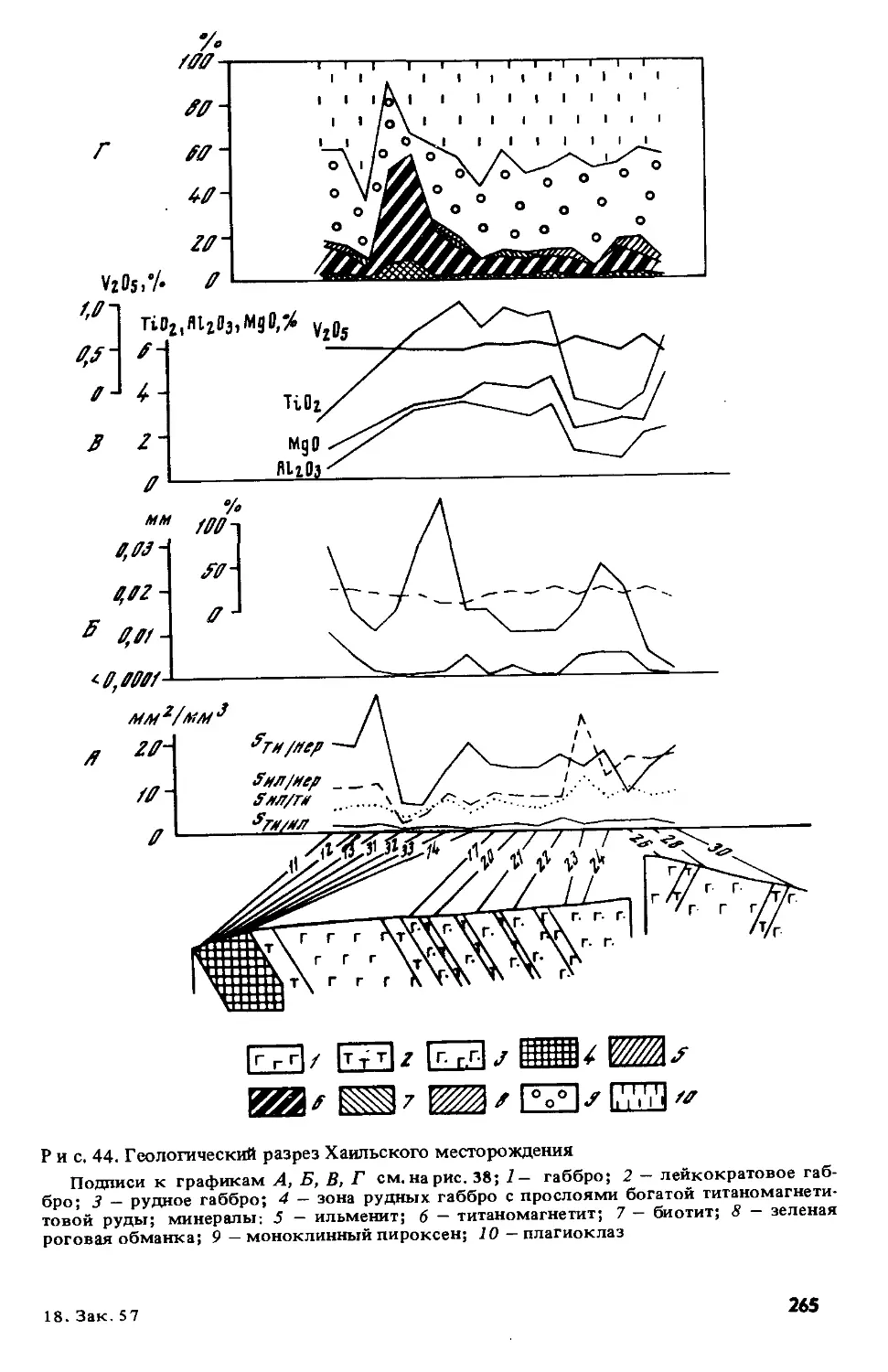
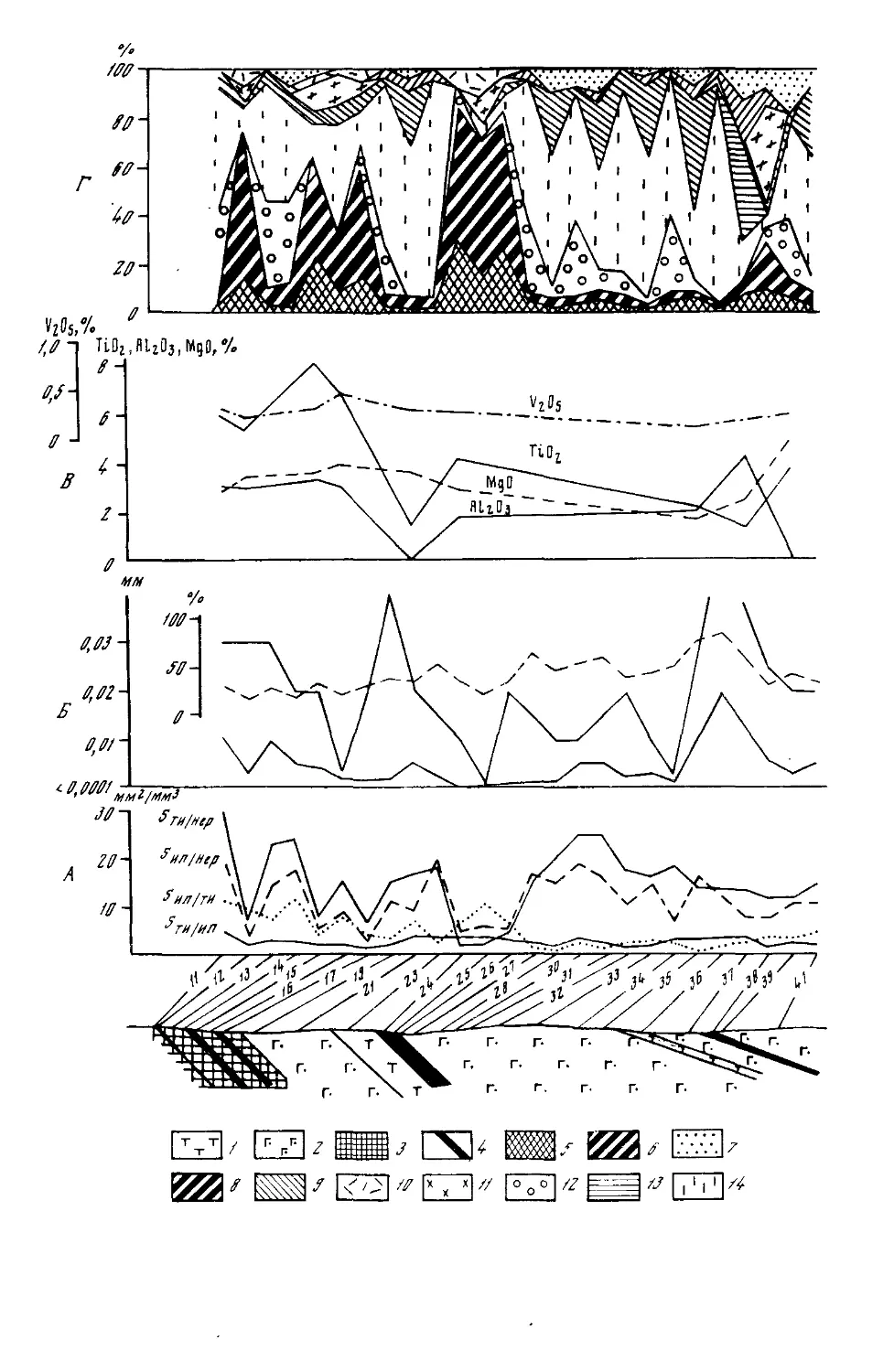
Пироксеиит- габбровая Арсеитьевское, Хаактыг-Ой, месторождение в Ангашан- ском массиве
Габбровая Диорит-габбровая Харловское Волковское
Габ бро-мон цоиит-сиенитов ая Сваранцское
Дунит-пироксенит-габбровая Месторождения Юго-Восточ- ной Аляски
Качканарское, Первоураль- ское, Висимское, Суроям ское, Велиховское, Тебинбулакское
Габбровая и габбро-амфиболитовая Кусинское, Копайское, Медведевское, Маткаль- ское, Мало-Тагульское
Габбро-пироксеннтовая Лысанское
Перидотит-пироксенит-габбровая Витимкоиское, Слюдинское
Габбро-диорит-диабазовая Таберг
Щелочи о-ультраосновная Гулииское, Бор-Юрях, Кугда
Афрнкандское, Вуориярви, Ковдорское, Салмагорское, Себляврское, Лесная Варака
Габбро-диа базовая Пудожгорское, Ульвон
Формации расслоенных интрузий основ- ных н ультраосновных пород Месторождения Бушвельд- ского массива, Баррамби, Чинейское
Г аббро-щелочная Гремяха-Вырмес, Елеть- озерское
Формации автономных анортозитов Месторождения в Канаде, Норвегии и иа Украине
Месторождения Джугджур- ского массива
Г аббро-лабрадоритовая Цагинское
Габбровая и габбро-амфиболитовая Отанмаки, Новоселковское, Лиганга, Вундови, Сингбхум, Маурбхандж
13
Титаноносная магматическая формация Пример главнейших место- рождений титаномагнетито- вой формации
Формации рассло- енных габбровых интрузивов Сиенит-габбровая Большая Куль-Тайга, Кизир- ское, Патынское
Пирок сенит- габбровая Арсентьевское, Хаактыг-Ой, месторождение в Ангашан- ском массиве
Габбровая Диорит-габбровая Харловское Волковское
Габбро-монцонит-сиенитовая Сваранцское
Дунит-пироксенит-габбровая Месторождения Юго-Восточ- ной Аляски
Качканарское, Первоураль- ское, Висимское, Суроям ское, Велихов ское, Тебинбулакское
Габбровая и габбро-амфиболитовая Кусинское, Копайское, Медведевское, Маткаль- ское, Мало-Тагульское
Габбро-пироксенитовая Лысанское
Перидотит-пироксенит-габбровая Витимкоиское, Слюдянское
Габбро-диорит-диабазовая Таберг
Щелочи о-ультраосновная Тулинское, Бор-Юрях, Кугда
Африкандское, Вуориярви, Ковдорское, Салмагорское, Себляврское, Лесная Варака
Габбро-диабазов ая Пудожгорское, Ульвон
Формации расслоенных интрузий основ- ных и ультраосновных пород Месторождения Бушвельд- ского массива, Баррамби, Чинейское
Г аббро-щелочная Гремяха-Вырмес, Елеть- озерское
Формации автономных анортозитов Месторождения в Канаде, Норвегии и на Украине
Месторождения Джугджур- ского массива
Г аббро-лабрадоритовая Цагинское
Габбровая и габбро-амфиболитовая Отанмаки, Новоселковское, Лиганга, Вундови, Сингбхум, Маурбхандж
13
нетит. Эти месторождения являются крупнейшим источником ванадия
за рубежом. В породах этой формации нередко присутствуют также плати-
новые, медные и медно-никелевые руды.
На территории позднепротерозойских и фанерозойских складчатых об-
ластей, окружающих докембрийские древние платформы, выделяются по
своему режиму развития геосинклинальные прогибы и срединные массивы,
для которых имеются различия в железорудной специализации [17]. Эти
структуры также различаются и типами приуроченных к ним титаномагнети-
товых месторождений.
Наиболее обширная группа месторождений связана с магматическими
формациями эвгеосинклинального этапа развития прогибов. Для рудовме-
щающих интрузивов этого этапа характерны линзовидные, сильно вытянутые
вдоль тектонических структур формы и крутое падение. Рудные тела в
габброидных массивах также имеют согласную линзовидную и пластооб-
разную форму, а в ультраосновных их дифференциатах образуют струк-
туры типа брахисинклиналей. Здесь выделяются низко титанистая дунит-
пироксенит-габбровая формация качканарского типа и группа высоко-
титанистых формаций — габбровая и габбро-амфиболитовая, габбро-пироксе-
нитовая и др. Для первой характерны бедновкрапленные низкотитанистые
собственно титаномагнетитовые руды, приуроченные к ультраосновным
породам. Во второй группе наряду с количественно преобладающими
вкрапленными ильменит-титаномагнетитовыми рудами в некоторых место-
рождениях имеются богатые руды, а в зонах их метаморфизма — руды
ильменит-магнетитового состава.
В пределах срединных массивов титаноносными являются некоторые
формации воронкообразных расслоенных существенно габбровых интру-
зивов. В них преобладают вкрапленные ильменит-титаномагнетитовые
руды, образующие чашеобразные пластообразные тела в соответствии с
концентрически-зональным строением массивов. В некоторых единичных
массивах имеются также и богатые руды промышленных масш-
табов.
В зарубежных странах основная масса титаномагнетитовых месторож-
дений приходится на платформенные области, содержащие около 70% об-
щих их запасов. Хотя за рубежом месторождения в складчатых областях
и немногочисленны, но по запасам руд составляют все же заметную долю —
33% (месторождения Юго-Восточной Аляски). В нашей стране количество
титаномагнетитовых месторождений обеих групп примерно одинаковое, но
по суммарным запасам несколько преобладают месторождения в склад-
чатых областях, причем подавляющая часть последних находится в преде-
лах складчатого обрамления южной окраины Сибирской платформы и на
Урале. Иное соотношение отмечается для богатых руд. За рубежом все они
сосредоточены исключительно на докембрийских платформах, а в нашей
стране к последним приурочено около 85% богатых руд.
По формационному типу рудовмещающих интрузивов за рубежом
наиболее существенная часть запасов руд приходится на формации дунит-
пироксенит-габбровую (качканарский тип в месторождениях Юго-Восточ-
ной Аляски) - 33%, автономных анортозитов - 30%, платформенную
формацию ультрабазит-базитовых расслоенных интрузивов (бушвельд-
ский тип) — 24% и в меньшем количестве — 13% — на протогеосинсклиналь-
14
ные, существенно габбровые формации. Из них на первую приходится (в
мае. %): V2OS - 25; TiO2 - 5; Feo6ui. - 32; на вторую: V2O5 - 15;
TiO2 - 55; Feo6ui. - 33; на третью: V2O5 - 45; TiO2 - 27; Feo6ui - 22
и на четвертые: V2O5 - 15; TiO2 - 13; Feo6ui. - 13 от общих запасов
компонентов в титаномагнетитовых месторожденях. Наиболее легкообо-
гатимые руды, содержащиеся в некоторых из субплатформенных анорто-
зитовых плутонов (Аллард Лейк в Канаде, Ана Сира в Норвегии и др.),
а в габбровых метаморфизованных массивах ильменит-магнетитовые (Отан-
маки в Финляндии) количественно составляют не более нескольких
процентов от обших запасов руд.
В нашей стране титаномагнетитовое оруденение распределено примерно
в равном соотношении между формациями дунит-пироксенит-габбровой —
22%, автономных анортозитов - 15%, щелочно-ультраосновных пород -
20% и группы формаций расслоенных габброидных интрузивов на средин-
ных массивах (патынского типа) - 27%. Меньшее количество руд заклю-
чено в группе эвгеосинклинальных, существенно габбровых формаций бай-
кальского тектонического цикла — 9% и в платформенной формации рас-
слоенных интрузивов (чинейского типа) -6%.Изнихв первой в метаморфи-
зованных габброидах имеются ильменит-магнетитовые руды, количество
которых, так же как и за рубежом, менее 1% от общих запасов.
По возрасту большая часть титаномагнетитовых месторождений мира от-
носится к докембрийским, меньшая — к палеозойским и еще меньшая —
к мезозойским. Соотношение общих запасов руд в них соответственно рав-
но для зарубежных стран 70, 0 и 30%, а для СССР 30, 60 и 10%. Богатые
руды за рубежом приурочены исключительно к докембрийским рудонос-
ным массивам, а в нашей стране около 90% их общих запасов сосредоточе-
но в докембрийских, и 10% в палеозойских массивах. В мезозойских интру-
зивах богатые руды отсутствуют. Для интрузивных массивов различного
возраста характерны изменения в приуроченности руд к основным и ульт-
раосновным их разностям. Это выражается в том, что в докембрийских
интрузивах не встречается титаномагнетитовых месторождений, связанных
с ультраосновными породами, тогда как с палеозойскими ультраос-
новными породами ассоциируют крупные месторождения (Качканар-
ское и др.), а в мезозойских тип оруденения в ультраосновных поро-
дах является главным (месторождения Юго-Восточной Аляски и месторож-
дения в щелочно-ультраосновных массивах).
Характерная особенность в размещении титаномагнетитовых месторож-
дений — их тесная связь с зонами земной коры, имеющими повышенную
концентрацию основных и ультраосновых интрузивов [14,18—21]. Для бо-
лее детального изучения этой связи нами на основе предложенных [22]
принципов количественного геологического и металлогенического райо-
нирования складчатых областей составлена схема плотности распределе-
ния основных и ультраосновныхинтрузивов (кроме траппов) на территории
материков (см. рис. 1) . Изолиниями выделены участки с суммарной пло-
щадью интрузивов до 2000, от 2000 до 4000 и более 4000 км2 на 10000 км2
территории. Причем нулевая изолиния соответствует выбранному масшта-
бу карт, поскольку за ее пределами, несомненно, также имеются основные
и Ультраосновные интрузивы, но размеры их тел настолько незначительны,
что они не отражены на картах соответствующего масштаба. Из-за неболь-
15
ших размеров общая удельная площадь интрузивов также гораздо меньше,
чем площади, оконтуренные выбранными изолиниями.
Методика подсчета заключалась в следующем. Контуры интрузивов выно-
сились на кальку с нанесенной на ней прямоугольной сеткой с размером яче-
ек, соответствующих площади 10000 км2 (для карт масштаба 1:5 000000 раз-
мер ячеек 2X2 см). В пределах каждой ячейки подсчитывалась площадь выхо-
дов на поверхность основных и ультраосновных интрузивов. Для этой цели и
использовался передвижной шаблон этой ячейки, расчерченный на более мел-
кие деления. Результаты подсчетов относились к точке, поставленной в цент-
ре каждой ячейки. Затем строились изолинии равных площадей.
Анализ рис. 1 показывает, что все группы наиболее значительных место-
рождений располагаются в пределах зон с повышенной насыщенностью
земной коры основными и ультраосновными интрузивами. Это в первую
очередь юго-восточная часть Канадского щита, юг Африки, Балтийский щит,
Урал и южное складчатое обрамление Сибирской платформы. Исключение
составляет северо-западная часть Африки, где при очень высокой концен-
трации основных и ультраосновных интрузивов известны только небольшие
по размерам титано-магнетитовые месторождения. Однако это может быть
связано со слабой изученностью данного района, в котором также возмож-
но выявление крупных месторождений.
Территория докембрийских платформ обладает наиболее высокой
концентрацией основных и ультраосновных интрузивов, позднепротеро-
зойско-палеозойские складчатые области — меньшей и мезозой-кайнозой-
ские — еще менее значительной. Эти тектонические структуры различа-
ются, кроме того, по характеру магматизма, с которым связано титаномаг-
нетитовое оруденение. На докембрийских платформах количественно
преобладают докембрийские рудоносные интрузивы, в палеозойских
складчатых зонах — палеозойские, а в мезозойских и кайнозойских —
соответственно мезозойские и кайнозойские рудоносные интрузивы.
Однако если на платформах бывают широко представлены также рудо-
носные интрузивы палеозойского, мезозойского и кайнозойского возрас-
та, то в складчатых областях возрастной диапазон интрузивов обычно
ограничивается возрастом самой складчатой структуры. В соответствии
с большой разновозрастностью магматизма на древних платформах
в них главные типы рудоносных интрузивов — разновозрастные интру-
зивы: докембрийские анортозитовые плутоны и ультрабазит-базитовые
расслоенные интрузивы, палеозойские и мезозойские интрузивы фор-
мации щелочно-ультраосновных пород. В палеозойских складчатых
областях рудоносными являются палеозойские крутопадающие линзо-
образные базитовые или ультрабазит-базитовые массивы и воронкооб-
разные расслоенные базитовые интрузивы. В мезозойских структурах
оруденение приурочено к мезозойским дифференцированным базит-
ультрабазитовым комплексам.
С плотностью распределения интрузивов основного и ультраосновного
состава связано не только общее размещение титаномагнетитовых
месторождений, но также и распределение запасов богатых руд в них.
Как отмечалось выше, подавляющая масса богатых руд сосредоточена
на докембрийских платформах, которые обычно обладают наиболее
высокой плотностью распределения этих интрузивов. В позднепротеро-
16
.69 0 3 6 9,
зойско-палеозойских складчатых поясах с меньшей концентрацией
интрузивов количество богатых руд значительно меньше, а в мезозой-
кайнозойских поясах они почти отсутствуют. Следует отметить, что
сходные закономерности в размещении характерны и для железных
руд легкообогатимых и богатых типов, большая часть запасов которых
сосредоточена на древних платформах [17].
Причина различия в насыщенности основными и ультраосновными
интрузивами отмеченных тектонических структур — специфика магматизма
в период формирования каждой из них. Одним из объяснений может слу-
жить также различие в эрозионных срезах этих структур. Если древние
платформы длительное время были областями поднятия и подвергались
интенсивной денудации, то более молодые складчатые структуры испытали
это в меньшей степени. Поэтому на платформах сейчас обнажаются более
глубокие срезы тех протогеосинклинальных областей, которые здесь
существовали в докембрийское время и консолидация которых привела
к образованию платформ. Это подтверждается меньшей толщиной в них
гранитного слоя земной коры по сравнению со складчатыми областями.
Такое различие в уровнях эрозионного среза может объяснить причину
возрастания насыщенности земной коры основными и ультраосновными
интрузивами от более молодых складчатых зон к более древним зонам
и докембрийским платформам, а также некоторые особенности в них
интрузивного магматизма.
Наряду с отмеченной глобальной связью титаномагнетитовых место-
рождений с зонами максимальной насыщенности основными и ультра-
основными интрузивами эту закономерность можно проследить в более
локальном масштабе на примере юга Сибири и Дальнего Востока для
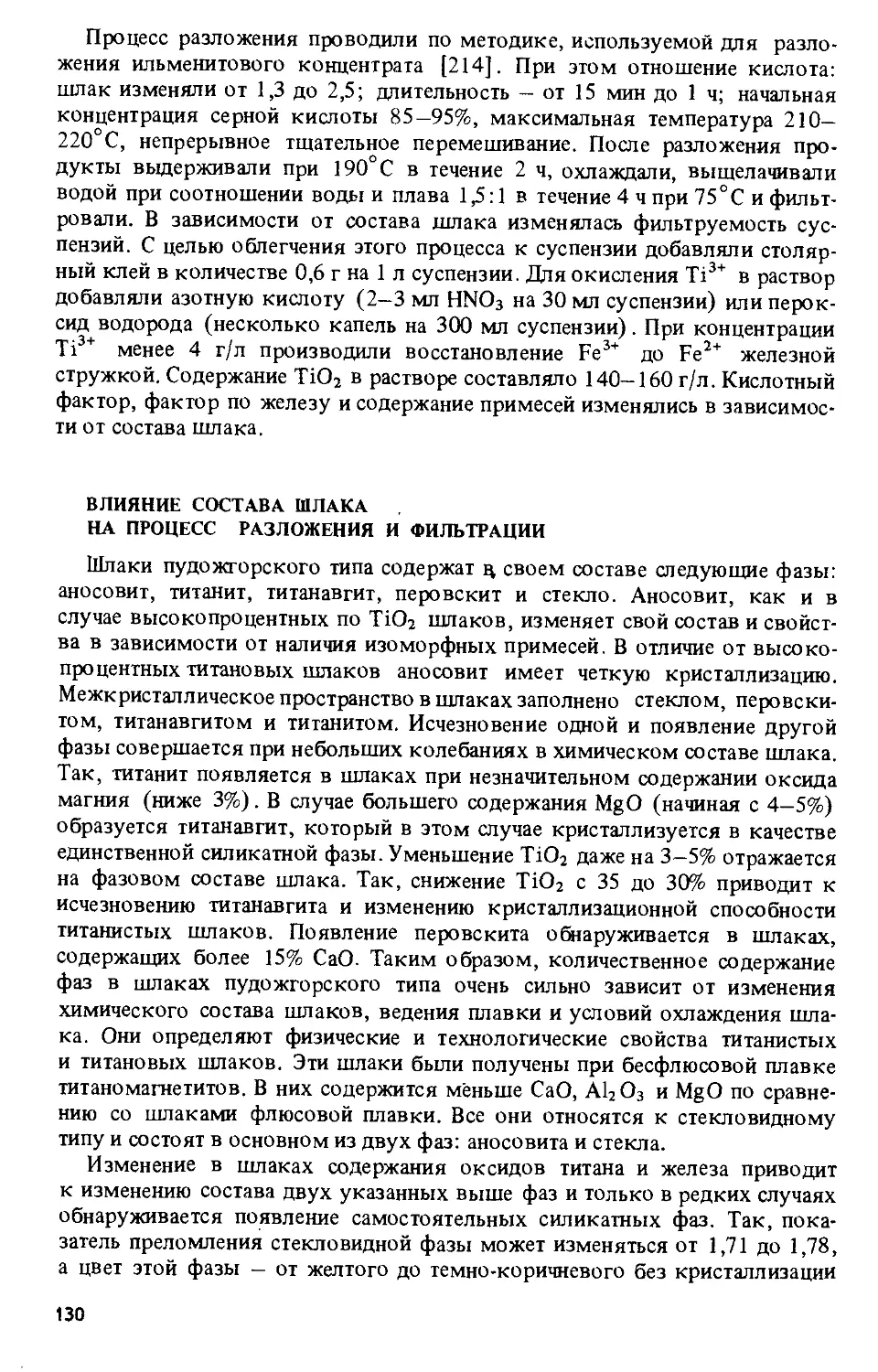
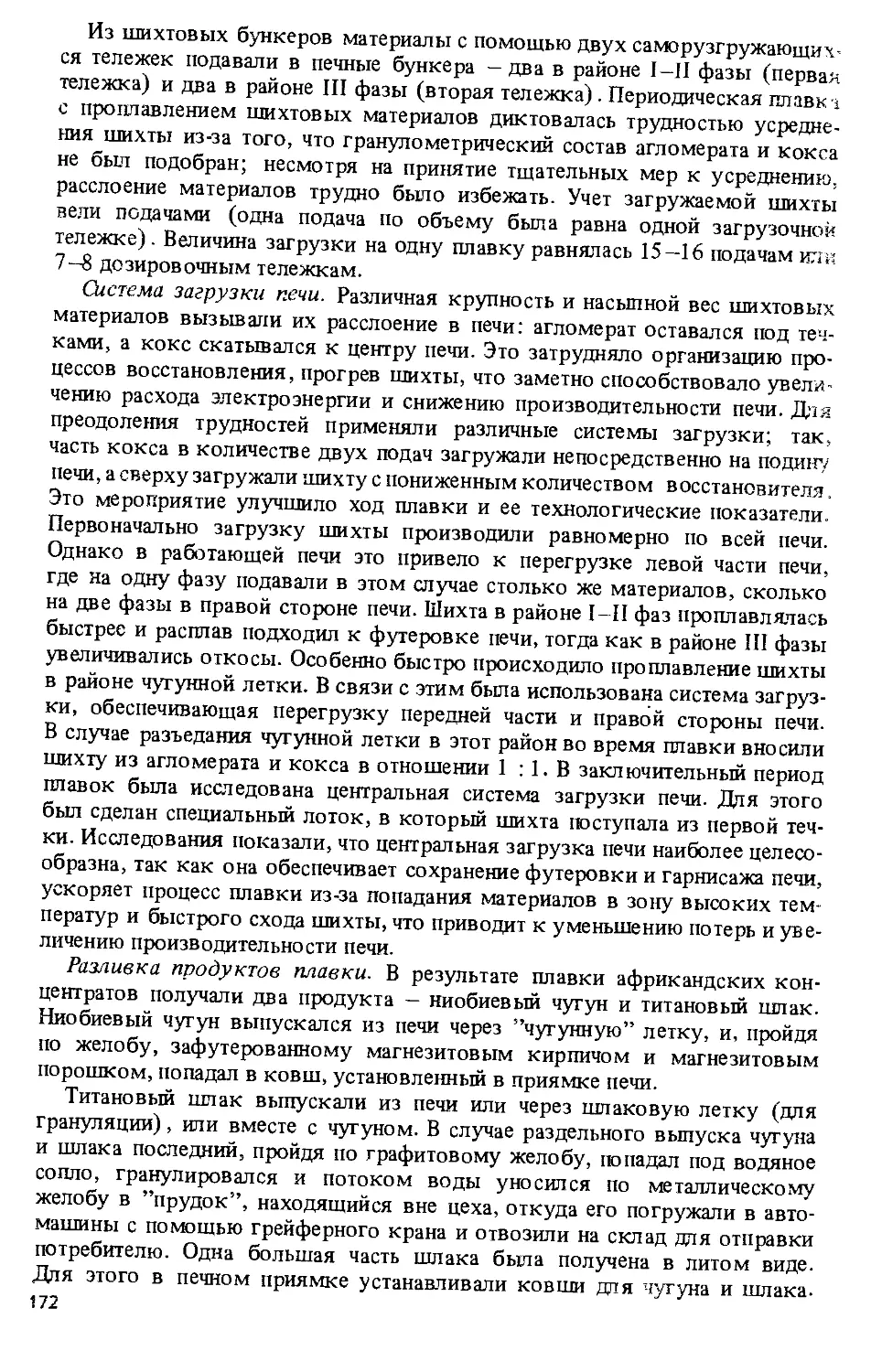
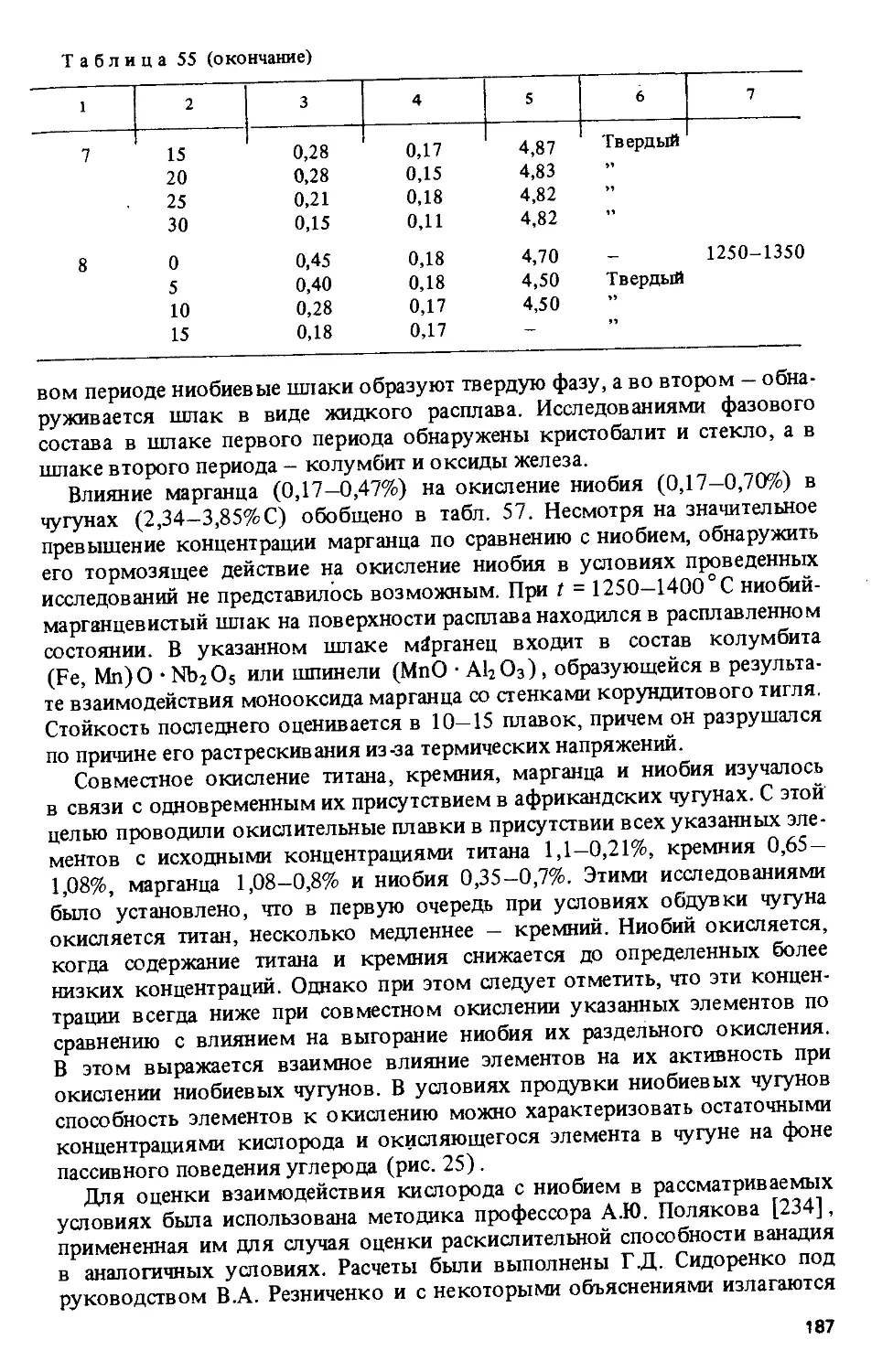
Монголо-Охотской складчатой области. На рис. 2 составлена в изолиниях
схема плотностного распределения домезозойских основных и ультраоснов-
ных интрузивов и показано размещение имеющихся здесь титаномагне-
титовых месторождений и рудопроявлений.
Подавляющее количество месторождений и рудопроявлений распола-
гается в пределах зон с повышенной концентрацией основных и ультра-
основных интрузивов. Титаномагнетитовые месторождения в боль-
шинстве своем располагаются в пределах или в непосредственной бли-
зости от участков с наибольшей плотностью интрузивов. Кажущимся
исключением в . этом отношении является группа месторождений
к востоку от оз. Байкал, которые расположены на некотором удалении
от максимумов концентрации интрузивов. Рудоносные интрузивы, с
которыми связаны эти месторождения, встречаются обычно в виде
крупных ксенолитов среди громадных полей более поздних по отно-
шению к ним гранитов. Поэтому меньшее количество здесь основных и
ультраосновных интрузивов может быть объяснено поглощением или
перекрытием их более молодыми гранитами, так что на современный
эрозионный срез выходит только их небольшая часть.
С развитием основных и ультраосновных интрузивов связано повыше-
ние плотности земной коры. Поэтому для выявления их концент-
раций могут использоваться геофизические исследования.
Между запасами руд отдельных титаномагнетитовых месторождений
и размерами вмещающих их интрузивов- щррсгтеживается некоторая
2-Зак.57 ' " 17
3
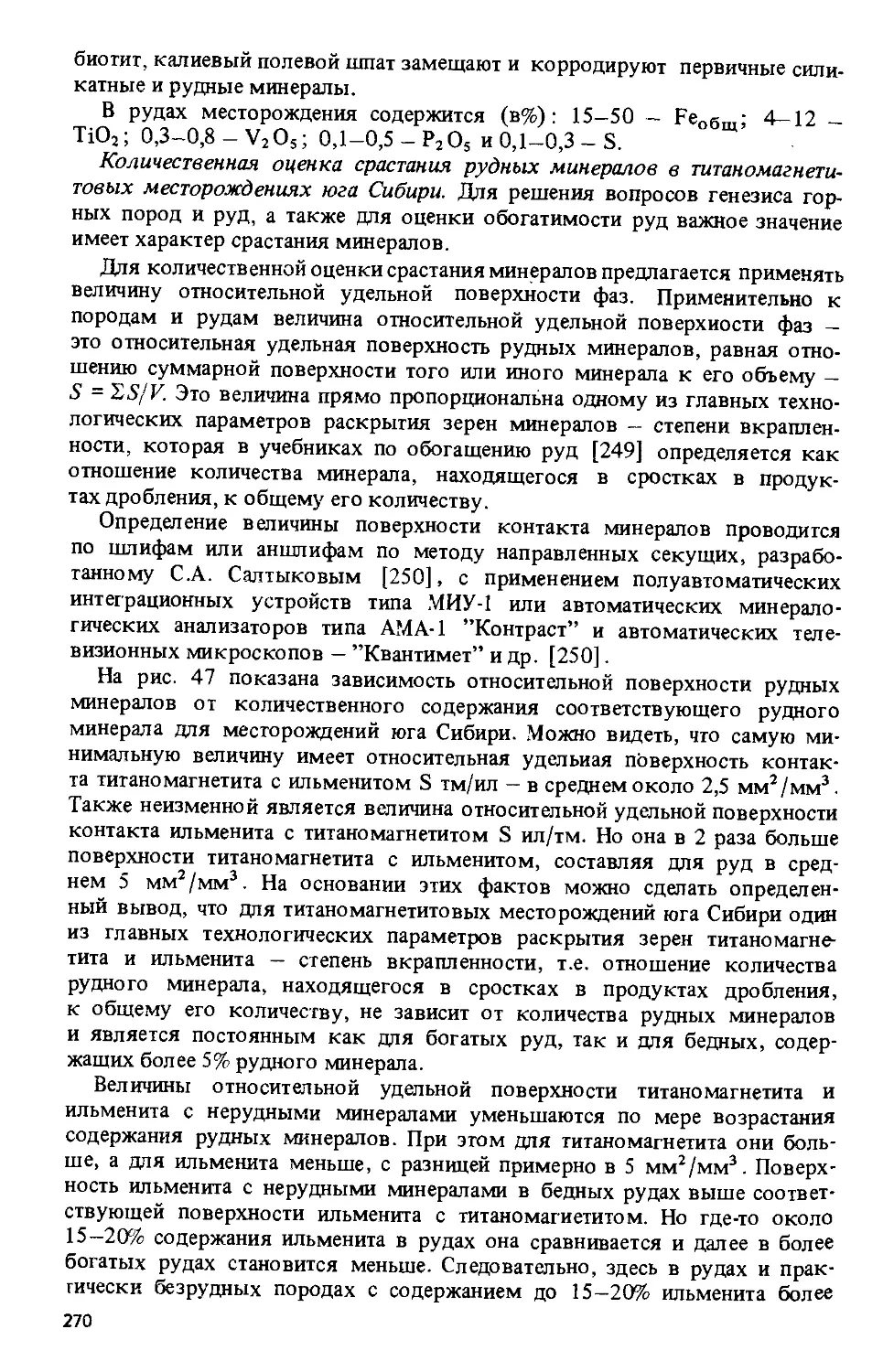
Рис. 2. Титаномагнетитовые месторождения и рудопроявления на юге Сибири
Удельная площадь интрузивов (в км2) на 10000 км2 поверхности земной коры: 1 — до 100; 2 — от 100 до 300; 3 — от 300 до 500;
4 - от 500 до 700; 5 - от 700 до 900; 6 - > 900; 7 - титаномагнетитовые месторождения; 8 - титаномагнетитовые рудопроявления
связь, что показано для главнейших месторождений мира. Наиболее
крупные из них чаще всего приурочены к наиболее крупным интрузивам.
Главная причина пространственной связи титаномагнетитовых место-
рождений с зонами высокой концентрации основных и ультраосновных
интрузивов та, что более значительные объемы внедряющейся магмы
благоприятствуют более полной ее дифференциации с разделением
компонентов, в том числе с обособлением титаномагнетитовых руд.
Как правило, в зонах наиболее высокой насыщенности земной коры
основными и ультраосновными интрузивами встречаются наиболее
крупные по размерам их плутоны. В крупных магматических резервуарах
дифференциация идет наиболее полно [241 с возрастанием в некоторых
их участках концентрации железа и титана. Практически это подтверждает-
ся значительным количеством контрастных дифференциатов почти во всех
крупнейших габброидных и анортозитовых плутонах. Рудообразование
может также стимулироваться наличием в первичном расплаве или
ассимиляцией из вмещающих пород компонентов, которые способствуют
ферритизации расплавов [25]. В ходе тектонических подвижек в связи
с определенными этапами развития структур обогащенные рудными
компонентами расплавы могут внедряться в вышележащие горизонты
в виде меньших по размерам тел и дифференцироваться здесь уже в форме
самостоятельных рудоносных интрузий с повышенным средневзвешенным
содержанием железа и титана.
Таким образом, в региональном масштабе размещение, типы и размеры
титаномагнетитовых месторождений контролируются зонами повышенной
плотности распределения основных и ультраосновных интрузивов в земной
коре, определенными тектоническими структурами и этапами их развития.
Для титаномагнетитовых месторождений характерна тесная пространст-
венная связь с зонами высокой концентрации основных и ультраосновных
интрузивов в земной коре. Причем наиболее крупные месторождения
приурочены обычно к участкам с наибольшей плотностью их распределения
и к наиболее крупным интрузивам.
Подавляющая масса богатых руд в титаномагнетитовых месторождениях
сосредоточена на территории докембрийских платформ, а в окружающих
их геосинклинальных областях количество богатых руд гораздо меньше.
Однако общее количество руд, включая бедновкрапленные, в геосинкли-
нальных областях только несколько меньше, чем на платформах, а по неко-
торым районам даже превышает их.
Железо-ванадиевые низкотитанистые бедные руды качканарского типа
сосредоточены в эвгеосинклинальных складчатых областях палеозойского
и мезозойского возраста. Запасы руд в них составляют в нашей стране
и за рубежом около 22—33% от общемировых.
Месторождения титановых руд ильменитового и гемоильменитового
состава приурочены к некоторым массивам субплатформенных разностей
автономных анортозитов. Их относительное количество не превышает
нескольких процентов от общих запасов руд в месторождениях.
Наиболее благоприятные для технологической переработки железо-
титано-ванадиевые руды ильменит-магнетитового состава приурочены к
габбро-амфиболитовой формации протогеосинклинальных и эвгеосинкли-
нальных этапов развития докембрийских тектонических структур. Их
19
образование обусловлено региональным или контактовым метаморфиз-
мом ильменит-титаномагнетитовых или собственно титаномагнетитовых
руд. Запасы этих руд не превышают 1—2% от общих запасов титаномаг-
нетитовых руд как в нашей стране, так и за рубежом.
Железо-титано-ванадиевые руды ильменит-титаномагнетитового и собст-
венно титаномагнетитового состава (включая перовскит и рутилсодер-
жащие) с высоко- и среднетитанистым (от 4 до 20%ТЮ2) титаномаг-
нетитом, для которых еще не решена проблема их полного комплекс-
ного использования, широко встречаются в подавляющем большинстве
титаноносных магматических формаций в пределах разнообразных тектони-
ческих структур. Общие запасы их в несколько раз превышают запасы всех
остальных типов руд вместе взятых как в нашей стране, так и за рубежом.
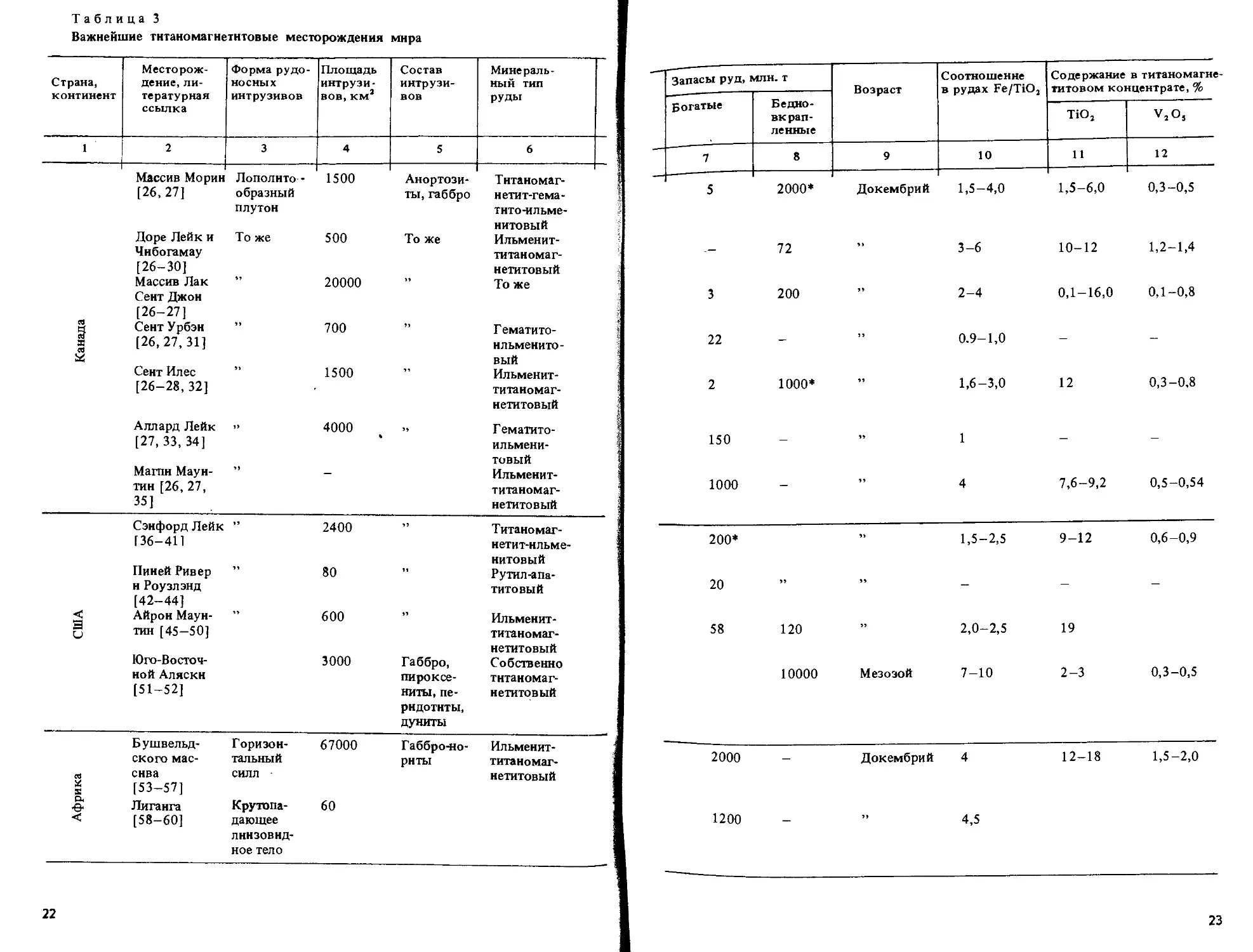
МИРОВЫЕ МЕСТОРОЖДЕНИЯ ТИТАНОМАГНЕТИТОВ
Крупнейшие титаномагнетитовые месторождения располагаются глав-
ным образом в Северной Америке, Африке, Евразии и Австралии
(табл, 3). Размеры и степень их изученности — различные. Некоторые
из них - крупные и эксплуатируются, другие слабо изучены и по этому
признаку могут быть отнесены скорее всего к рудопроявлениям. Однако
последние, по предварительным данным, перспективны на титаномагне-
титовое оруденение промышленных масштабов; поэтому они также
представляют собой объекты исследования.
Месторождения Североамериканского континента приурочены к интру-
зивам дунит-пироксенит-габбровой формации на Юго-Восточной Аляске,
большая группа месторождений относится к формации автономных анорто-
зитов в Канаде (Аллард Лейк, Магпи Маунтин, Септ Илес, Сент Урбэн,
Доре Лейк и Чибогамау, месторождения массивов Морин и Лак Сент Джон)
и в США (Сэнфорд Лейк, Пиней Ривер, Роузленд, Айрон Маунтин), а также
к щелочно-ультраосновной формации - Цеболла Крик.
Месторождения Юго-Восточной Аляски располагают-
ся в прибрежной и островной части и приурочены к Главному ультрабази-
товому поясу месторождений промышленных масштабов — в заливе
Юнион, в Снеттисхэме, Клукване и на о. Дьюк. Они располагаются в крае-
вых частях зональных ультраосновных интрузивов в зоне рудных пирок-
сенитов и роговообманковых пироксенитов. Руды собственно титаномагне-
титовые, бедновкрапленные, низкотитанистые с содержанием валового
железа 15-18% и диоксида титана 1-3%. Площадь выхода рудных тел на
поверхность достигает нескольких квадратных километров.
Аллард-Лейк сейчас интенсивно разрабатывается и является
одним из важнейших источников титанового сырья за рубежом. Выделен-
ные в процессе обогащения концентраты (ильменит с прорастанием гема-
тита) подвергаются электротермическому переделу с получением тита-
новых шлаков, идущих на производство пигментного диоксида. Место-
рождение представлено главным рудным телом (Лак Тио) и несколькими
мелкими телами (Клиф, Пуджолан, Милз), залегающих в анортозитовом
плутоне. Лак Тио образует пологозалегающую линзу мощностью более
100 м и размерами по горизонтали 1000 X 1100 м. Внутри тела имеются
горизонты или угловатые блоки анортозита. Руды богатые, с содержанием
20
более 90% гематито-ильменита. Последний, в свою очередь, состоит из
75% ильменита и 25% гематита в виде пластинчатых вростков. Кроме
тела богатых руд, имеются бедновкрапленные руды гематито-ильменит-
титаномагнетитового состава, которые перекрывают их. Содержание
диоксида титана в титаномагнетите колеблется от 1—2 до 33%. Из этих
руд возможно получение титаномагнетитовых концентратов, что позволит
в перспективе увеличить запасы руд месторождения [27]. Клиф, подобно
Лак Тио, образует пологозалегающее тело. Его запасы около 12 млн. т
руды. Еще менее значительное рудное тело Пуджолан имеет крутопадаю-
щую дайкообразную форму, а тело Милз представлено четырьмя линзами
неправильной формы в анортозитах.
Месторождения массива Морин. Массив имеет зональное
строение, по периферии сложен габбро-анортозитами, а в центральной
части — анортозитами. В анортозитах имеются два небольших рудных
тела — Иври и Дегросбва — с запасами в первые миллионы тонн руды.
Первое представлено сплошными гематито-ильменитовыми рудами, а
второе — гематито-ильменит-титаномагнетитовыми с низкотитанистым
(около 4% TiO2) титаномагнетитом. В зоне габбро-анортозитов имеются
мощные зоны с вкрапленностью гематито-ильменита и титаномагнетита,
простирающиеся на несколько километров. Количество рудных минералов
в них составляет 10—30%, и поэтому эти зоны могут быть отнесены к
бедновкрапленным рудам. Соотношение гематито-ильменита к титано-
магнетиту в них варьирует от 2:1 до 1:2.
В месторождении массивов Доре Лейк иЧибогамау
выявлено три рудных тела длиной 1200 и мощностью 75—90 м каждое.
Руды вкрапленные, со средним содержанием (в мае. %.) :Fe — 32; V2OS —
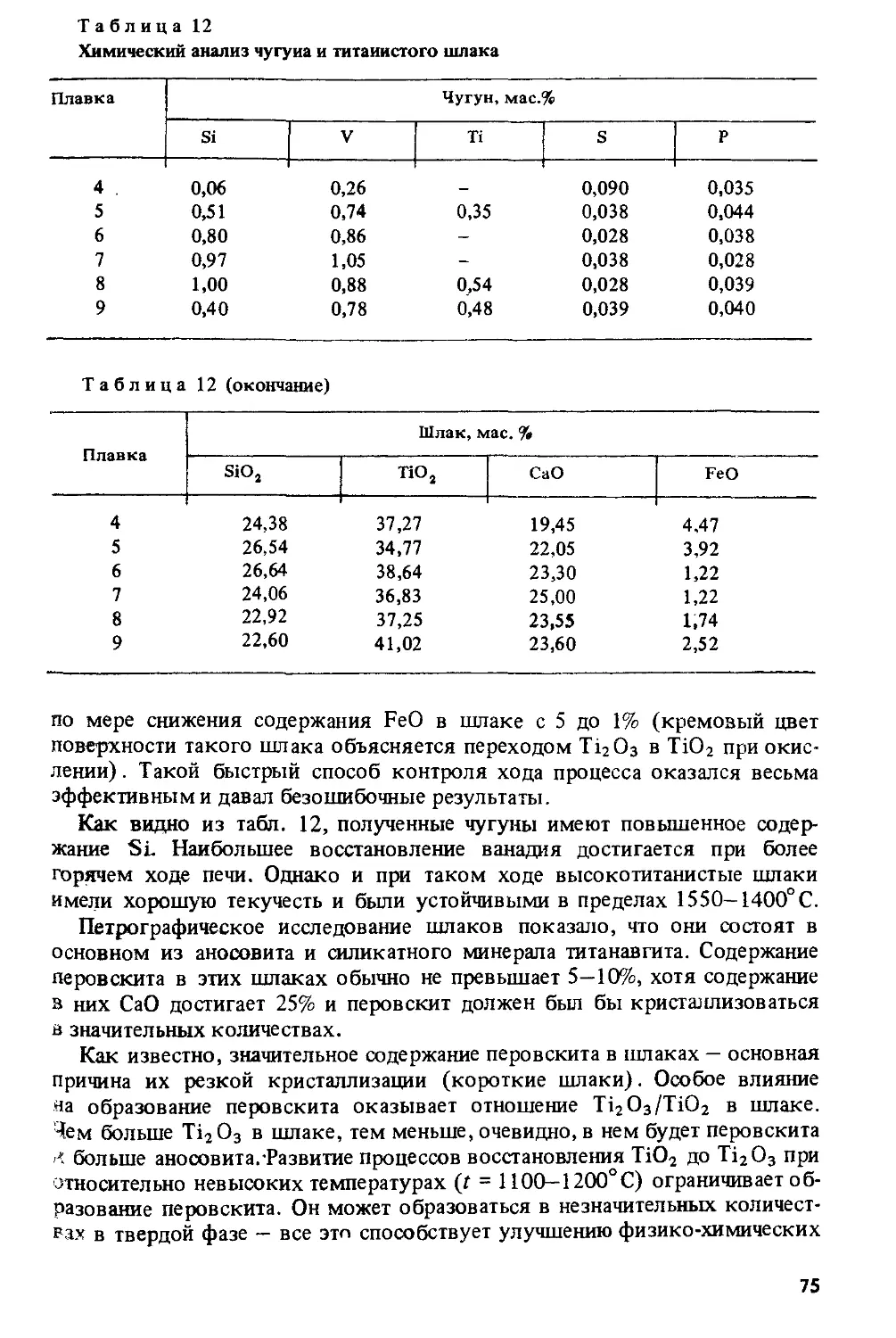
0,5 и ТЮ2 — 10. Рудами являются рудные метагаббро и метапироксениты
с вкрапленностью ильменита и титаномагнетита. В титаномагнетитовом
концентрате содержится в значительном количестве оксид ванадия (V)
(1,2—1,4%). По некоторым данным, предполагается, что массив Доре
Лейк — аналог Бушвельдского массива.
Месторождения в массиве Лак Сент Джон. Этот анорто-
зитовый массив по площади выходов на поверхность — один из крупней-
ших в мире. В нем имеются два небольших пространственно сближенных
линзовидных рудных тела богатых ильменит-титаномагнетитовых руд —
Сент Чарлз и Сагиней Ривер. В первом содержится (в мае. %) : Fe — 35 ;
TiO2 —15; Р —3—5, а во втором —Fe—46; TiO2 — 19 и Р2О5—0,13. Имеют-
ся также два месторождения бедновкрапленных ильменит-титаномагнетито-
вых руд — ЛионТауншипи ЛакделаБланш — сзапасами 100 млн. т. каждое.
Сент Урбэн приурочено к южной краевой зоне анортозитового мас-
сива. Оно представлено несколькими пространственно сближенными линзо-
образными, жилообразными и неправильными телами гематито-ильме-
нитовых руд протяженностью до 200 м и мощностью от 3 до 60 м.
Сент Илес приурочено к одноименному анортозитовому массиву
полукруглой в плане формы. Оруденение тяготеет к краевым частям.
Оно представлено вкрапленностью ильменита и титаномагнетита в габбро
и габбро-анортозитах, образующей полосу протяженностью более 30 км
и шириной до 8 км, в которой встречаются небольшие концентрации
РУдных минералов до сплошных руд с запасами в первые миллионы тонн.
21
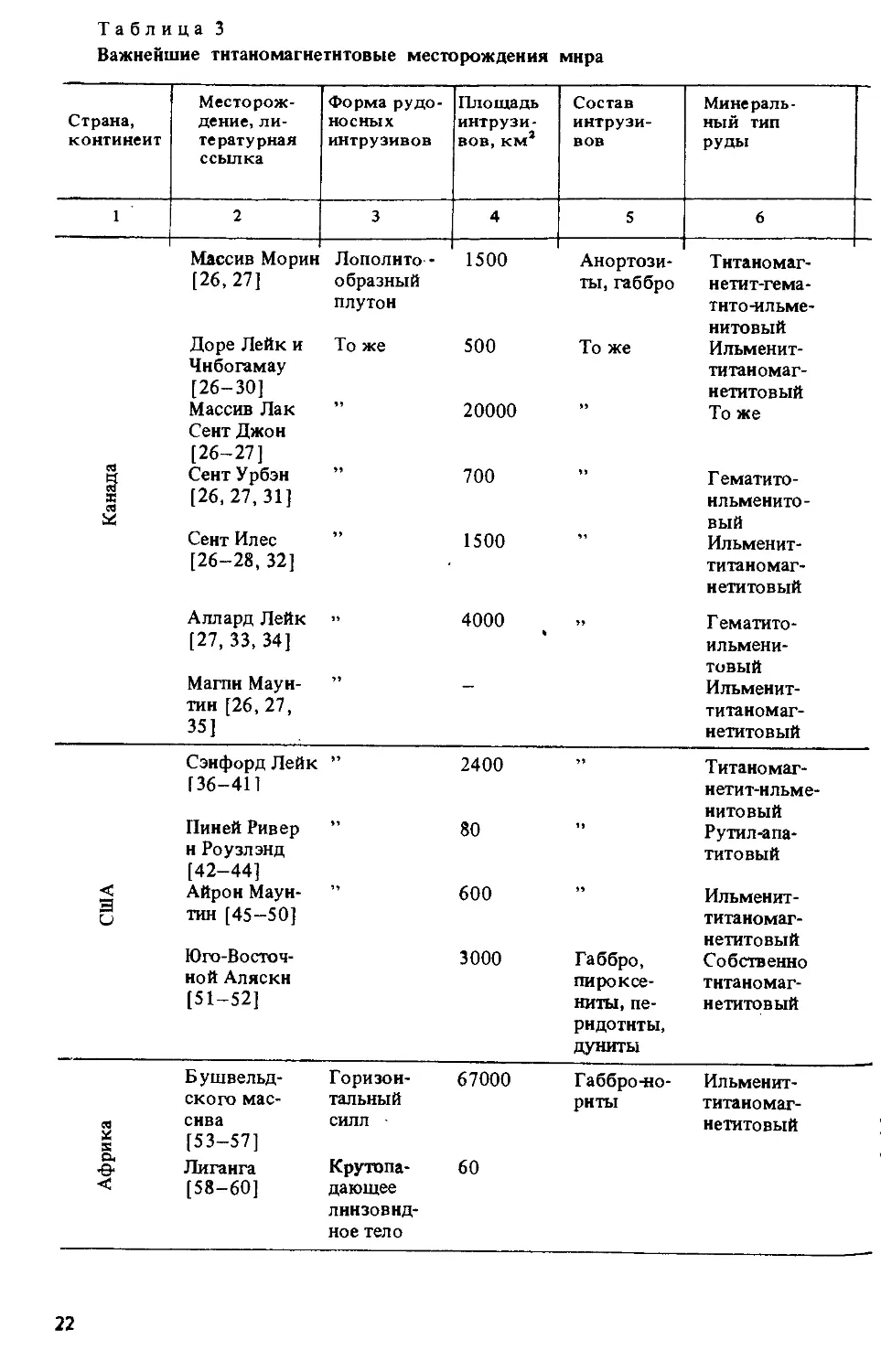
Таблица 3
Важнейшие тнтаномагнетнтовые месторождения мира
Страна, континент Месторож- дение, ли- тературная ссылка Форма рудо- носных интрузивов Площадь интрузи- вов, км1 Состав интрузи- вов Минераль- ный тип руды
1 2 3 4 5 6
Канада Массив Морин [26,27] Доре Лейк и Чнбогамау [26-30] Массив Лак Сент Джон [26-27] Сент Урбэн [26, 27,31] Сент Илес [26-28, 32] Лополнто - образный плутон То же Я Я я 1500 500 20000 700 1500 Анортози- ты, габбро То же я я я Тнтаномаг- нетит-гема- тнто-ильме- нитовый Ильменит- титан омаг- нетитовый То же Г ематито- нльменито- вый Ильменит- титаномаг- нетитовый
Аллард Лейк [27, 33, 34] Магпн Маун- тин [26, 27, 35] я я 4000 а я Г ематито- ильмени- товый Ильменит- титаномаг- нетитовый
1 США Сэнфорд Лейк [36-411 Пиней Ривер н Роузлэнд [42-44] Айрон Маун- тин [45-50] Юго-Восточ- ной Аляски [51-52] я У, 2400 80 600 3000 я я я Габбро, пи рексе- ниты, пе- ридотиты, дуниты Титаномаг- нетит-нльме- нитовый Рутил-а ла- титовый Ильменит- титаномаг- нетитовый Собственно тнтаномаг- нетитовый
Африка Бушвельд- ского мас- сива [53-57] Лиганга [58-60] Горизон- тальный силл Крутопа- дающее лннзовнд- ное тело 67000 60 Габбро^о- рнты Ильменит- титаномаг- нетитовый
22
Таблица 3
Важнейшие тнтаномагнетнтовые месторождения мира
Страна, континент Месторож- дение, ли- тературная ссылка Форма рудо- носных интрузивов Площадь интрузи- вов, км3 Состав интрузи- вов Минераль- ный тип руды
1 2 3 4 5 6
Массив Морин [26,27] Лополнто - образный плутон 1500 Анортози- ты, габбро Тнтаномаг- нетит-гема- тнто-ильме- нитовый
Доре Лейк и Чнбогамау [26-30] То же 500 То же Ильменит- титаномаг- нетитовый
Массив Лак Сент Джон [26-27] 33 20000 >3 То же
S X л Сент Урбэн [26,27, 31] 33 700 ,3 Г ематито- нльменито- вый
Сент Илес [26-28, 32] 3, 1500 3, Ильменит- титаномаг- нетитовый
Аллард Лейк [27, 33, 34] Магпн Маун- тин [26, 27, 35] 3) 33 4000 а 33 Г ематито- ильмени- товый Ильменит- титаномаг- нетитовый
Сэнфорд Лейк [36-411 ,3 2400 33 Титаномаг- нетит-нльме- нитовый
Пиней Ривер н Роузлэнд [42-44] 80 33 Рутил-апа- титовый
1 США Айрон Маун- тин [45—50] Юго-Восточ- ной Аляски [51-52] 600 3000 33 Габбро, пи рексе- ниты, пе- ридотиты, дуниты Ильменит- титаномаг- нетитовый Собственно тнтаномаг- нетитовый
Африка Бушвельд- ского мас- сива [53-57] Лиганга [58-60] Горизон- тальный силл Крутопа- дающее лннзовнд- ное тело 67000 60 Габбро-но- риты Ильменит- титаномаг- нетитовый
22
Запасы руд, млн. т Возраст Соотношение в рудах Fe/TiO2 Содержание в титаномагне титовом концентрате, %
Богатые Бедно* вкрап- ленные
ТЮ2 V2O5
7 8 9 10 11 12
5 2000* Докембрий 1,5-4,0 1,5-6,0 0,3-0,5
- 72 3-6 10-12 1,2-1,4
3 200 ,, 2-4 0,1-16,0 0,1-0,8
22 - 0.9-1,0 - -
2 1000* 1,6-3,0 12 0,3-0,8
150 - 1 - -
1000 - 4 7,6-9,2 0,5-0,54
200* 1,5-2,5 9-12 0,6-0,9
20 ,, ,, - - -
58 120 » 2,0-2,5 19
10000 Мезозой 7-10 2-3 0,3-0,5
2000 - Докембрий 4 12-18 1,5-2,0
1200 ,, 4,5
23
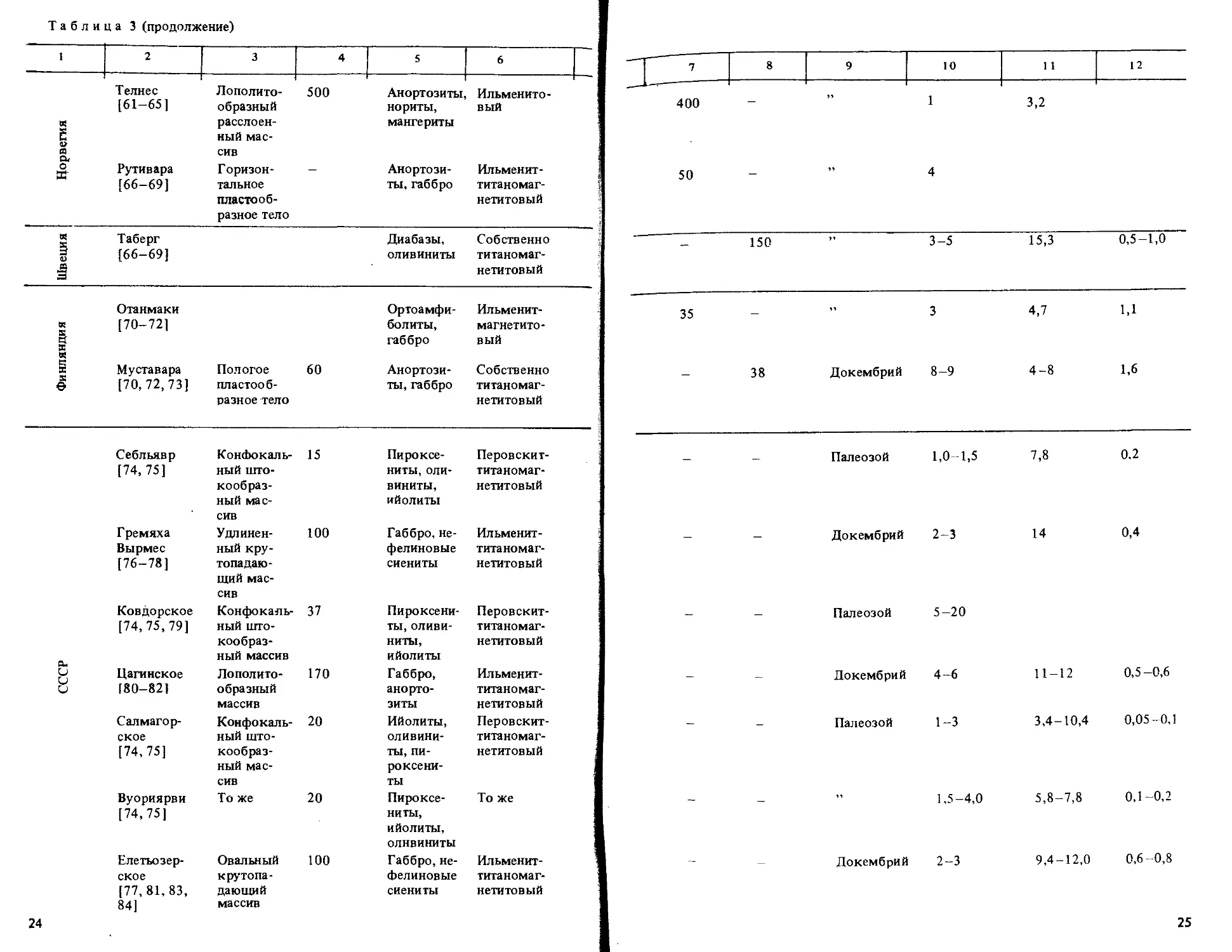
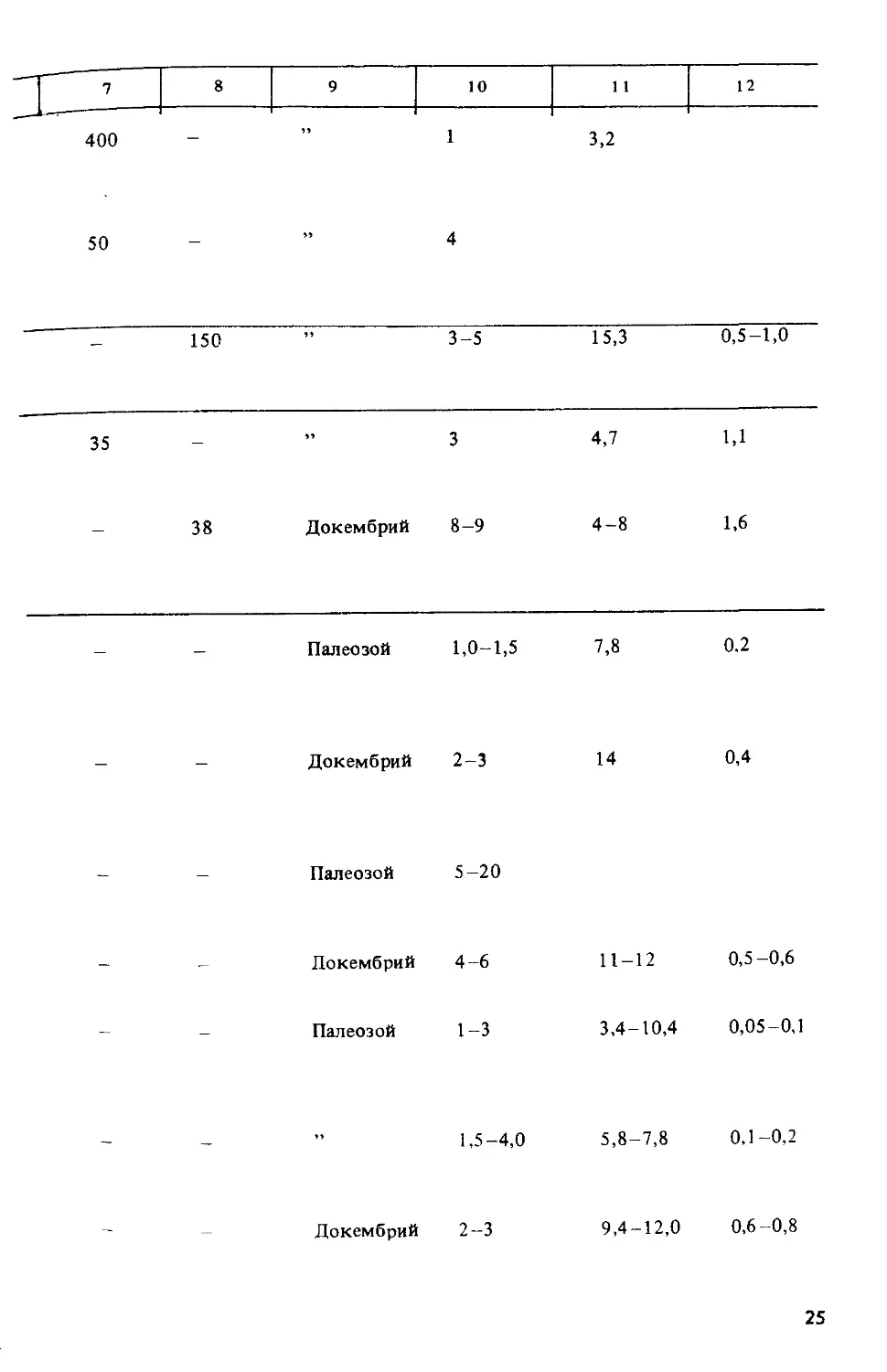
Таблица 3 (продолжение)
1 2 3 4 5 1 6
Норвегия Телнес [61-65] Рутивара [66-69] Лополито- образный расслоен- ный мас- сив Г оризон- тальное пластооб- разное тело 500 Анортозиты, нориты, мангериты Анортози- ты, габбро Ильменито- вый Ильменит- титаномаг- нетитовый
Швеция Таберг [66-69] Диабазы, оливиниты Собственно титаномаг- нетитовый
К S d X Отанмаки [70-72] Ортоамфи- болиты, габбро Ильменит- магнетито- вый
§ S е Муставара [70,72,73] Пологое пластооб- разное тело 60 Анортози- ты, габбро Собственно титаномаг- нетитовый
Себльявр Конйюкаль- 15 Пироксе- Перовскит-
[74, 75] ный што- кообраз- ный мас- сив ниты,оли- виниты, ийолиты титаномаг- нетитовый
Г ремяха Вырмес [76-78] Удлинен- ный кру- топадаю- щий мас- сив 100 Габбро, не- фелиновые сиениты Ильменит- титаномаг- нетитовый
Ковдорское [74, 75,79] Конфокаль- ный што- кообраз- ный массив 37 Пироксе ни- ты, оливи- ниты, ийолиты Перовскит- титаномаг- нетитовый
Цагинское [80-82] Лополито- образный массив 170 Габбро, анорто- зиты Ильменит- титаномаг- нетитовый
Салмагор- ское [74,75] Конфокаль- ный што- кообраз- ный мас- сив 20 Ийолиты, оливини- ты, пи- роксени- ты Перовскит- титаномаг- нетитовый
Вуориярви [74,75] То же 20 Пироксе- ниты, ийолиты, оливиниты То же
Елетьозер- ское [77, 81, 83, 84] Овальный крутопа- дающий массив 100 Габбро, не- фелиновые сиениты Ильменит- титаномаг- нетитовый
24
7 8 9 10 11 12
400 - 1 3,2
50 - 4
— 150 3-5 15,3 0,5-1,0
35 - 55 3 4,7 1,1
- 38 Докембрий 8-9 4-8 1,6
- - Палеозой 1,0-1,5 7,8 0,2
- - Докембрий 2-3 14 0,4
- - Палеозой 5-20
- - Докембрий 4-6 11-12 0,5-0,6
- - Палеозой 1-3 3,4-10,4 0,05-0,1
- - 1,5-4,0 5,8-7,8 0,1-0,2
- — Докембрий 2-3 9,4-12,0 0,6-0,8
25
1 7 8 9 10 11 12
400 - 1 3,2
50 - »» 4
— 150 3-5 15,3 0,5-1,0
35 - 3 4,7 1,1
- 38 Докембрий 8-9 4-8 1,6
- - Палеозой 1,0-1,5 7,8 0,2
- - Докембрий 2-3 14 0,4
- - Палеозой 5-20
- - Докембрий 4-6 11-12 0,5-0,6
- - Палеозой 1-3 3,4-10,4 0,05-0,1
- - 1,5-4,0 5,8-7,8 0,1-0,2
- — Докембрий 2-3 9,4-12,0 0,6-0,8
25
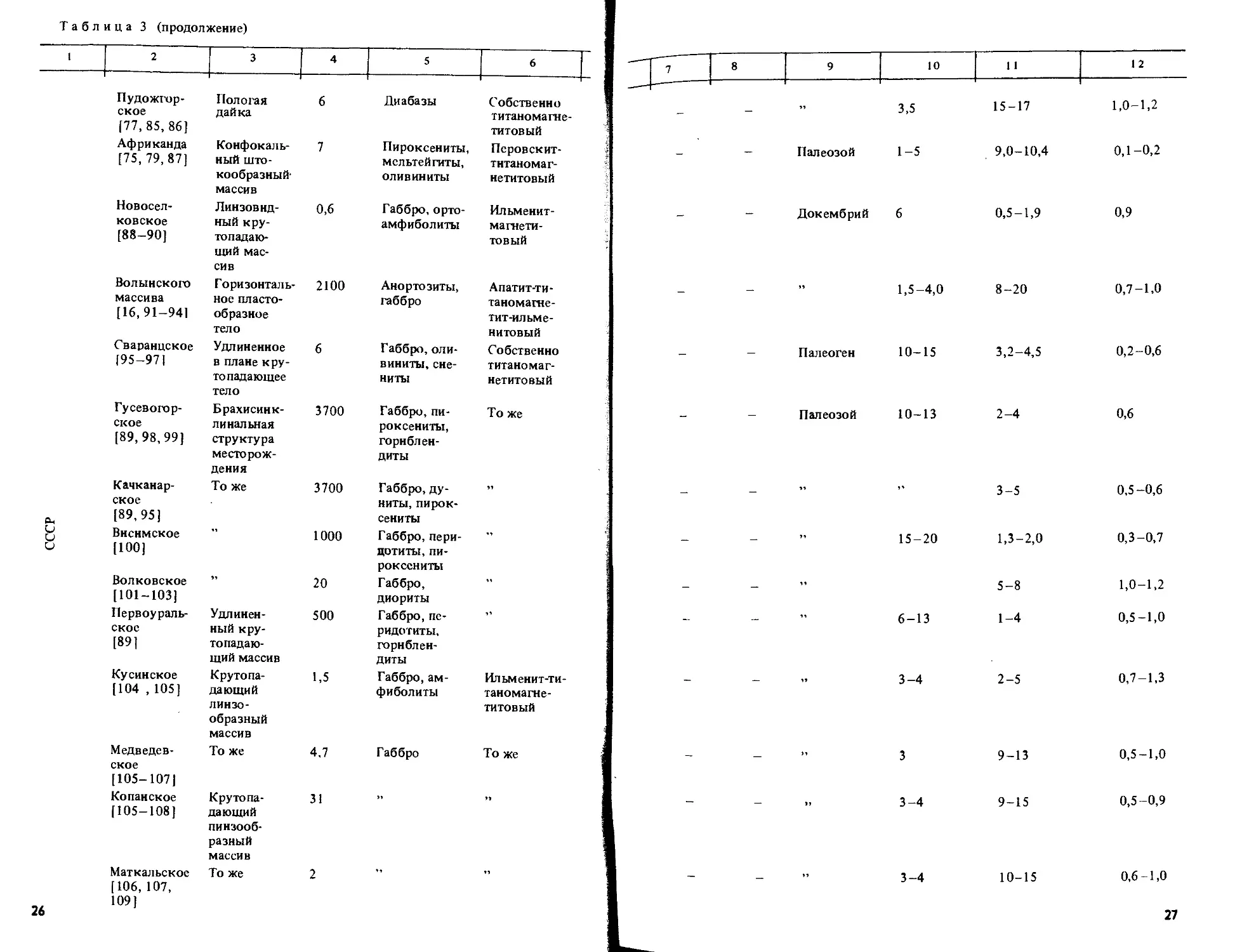
Таблица 3 (продолжение)
1 2 3 4 5 6
СССР
Пудожгор- Пологая 6 Диабазы Собственно
ское [77, 85, 86] дайка титаномагне- титовый
Африканца [75, 79, 87] Конфокаль- ный што- кообразный- массив 7 Пироксениты, мельтейгиты, оливиниты Перовскит- тнтаномаг- нетитовый
Новосел- ковское [88-90] Лин зов нд- ный кру- топадаю- щий мас- сив 0,6 Габбро, орто- амфиболиты Ильменит- магнети- товый
Волынского массива [16,91-941 Горизонталь- ное пласто- образное тело 2100 Анортозиты, габбро Апатит-ти- таномагне- тит-ильме- нитовый
Сваранцское [95-97] Удлиненное в плане кру- топадающее тело 6 Габбро, оли- виниты, сие- ниты Собственно титаномаг- нетитовый
Гусевогор- ское [89,98,99] Брахисинк- линальная структура месторож- дения 3700 Габбро, пи- роксениты, горнблен- диты То же
Качканар- ское [89,95] То же 3700 Габбро, ду- ниты, пирок- сениты
Внснмское [ЮО] 1000 Габбро, пери- дотиты, пи- роксениты
Волковское [101-103] 20 Габбро, диориты
Первоураль- ское [89] Удлинен- ный кру- топадаю- щий массив 500 Габбро, пе- ридотиты, горнблен- диты
Кусинское [104 , 105] Крутопа- дающий линзо- образный массив 1,5 Габбро,ам- фиболиты Ильменит-ти- таномагне- титовый
Медведев- ское [105-107] То же 4,7 Габбро То же
Копайское [105-108] Крутопа- дающий линзооб- разный массив 31 п
Маткальскос [106, 107, 109] То же 2 »»
26
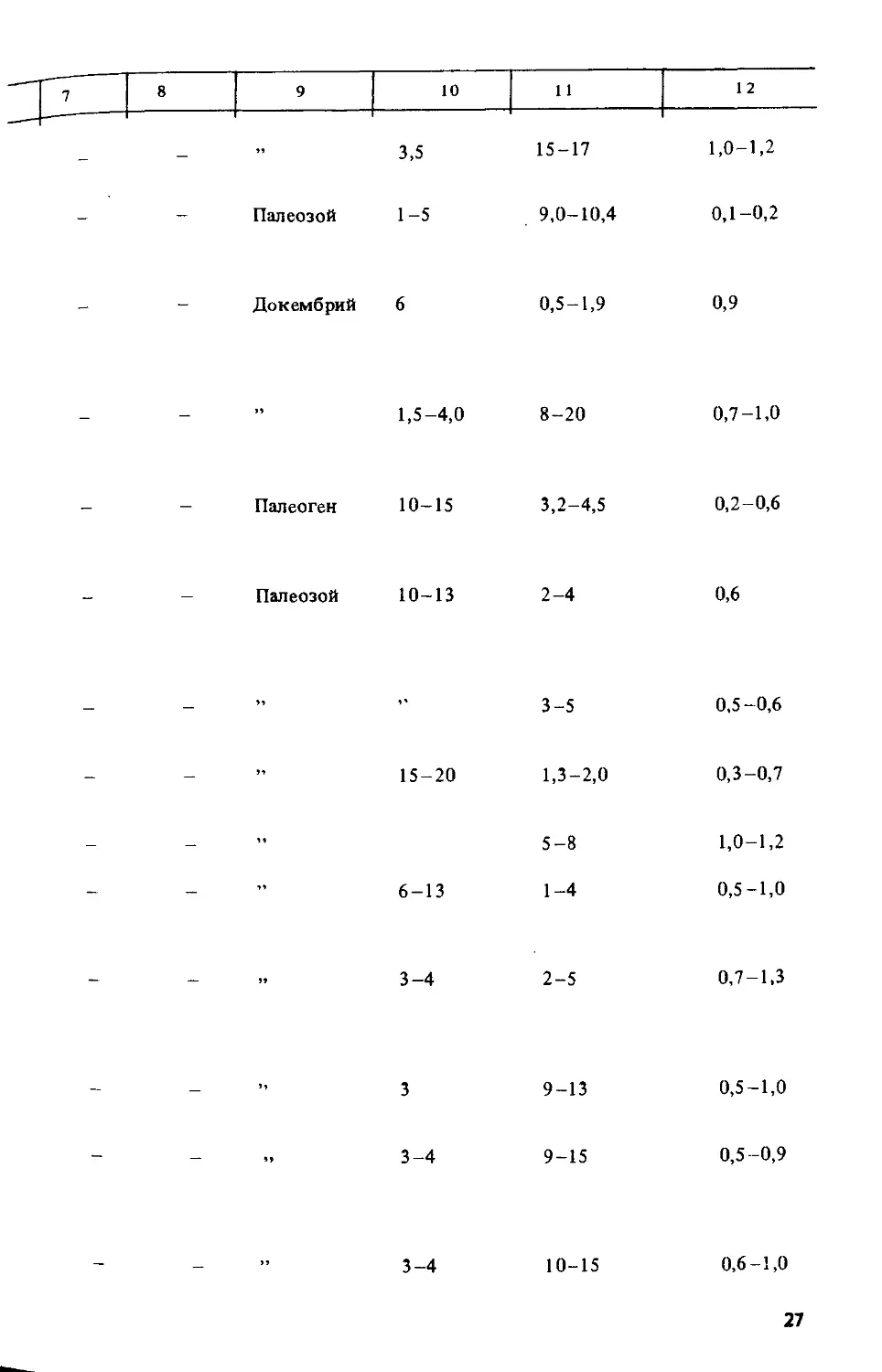
8 9 10 11 1 2
- - 3,5 15-17 1,0-1,2
- Палеозой 1-5 9,0-10,4 0,1-0,2
- Докембрий б 0,5-1,9 0,9
- - 1,5-4,0 8-20 0,7-1,0
- - Палеоген 10-15 3,2-4,5 0,2-0,6
Палеозой 10-13 2-4 0,6
5' 3-5 0,5-0,6
- 15-20 1,3-2,0 0,3-0,7
5-8 1,0-1,2
- 6-13 1-4 0,5-1,0
- 3-4 2-5 0,7-1,3
3 9-13 0,5-1,0
3-4 9-15 0,5-0,9
3-4
10-15
0,6 1,0
27
3,5 15-17 1,0-1,2
- - Палеозой 1-5 9,0-10,4 0,1-0,2
- - Докембрий 6 0,5-1,9 0,9
1,5-4,0 8-20 0,7-1,0
- - Палеоген 10-15 3,2-4,5 0,2-0,6
- - Палеозой 10-13 2-4 0,6
— — 35 5' 3-5 0,5-0,6
- - 55 15-20 1,3-2,0 0,3-0,7
- - 55 5-8 1,0-1,2
- - 55 6-13 1-4 0,5-1,0
- - 5* 3-4 2-5 0,7-1,3
- - 55 3 9-13 0,5-1,0
- — 55 3-4 9-15 0,5-0,9
3-4 10-15 0,6-1,0
27
Таблица 3 (продолжение)
1 2 3 4 5 L
Велиховское - 30 Габбро, пи- рок сениты Собственно титаномаг- нетитовый
Суроямское [ПО, 111] Удлинен- ный кру- топадаю- щий мас- сив Пироксени- ты, серпен- тиниты, верлиты Апатит-тита- номагнети- товый
Тебинбу- лакское [112, ИЗ] Лополито- образный массив 8 Пироксени- ты, габбро Собственно титаномаг- нетитовый
Тулинское [114-117] Пологое пластооб- разное тело 2000 Дуниты, пе- ридотиты, ийолиты Титаномаг- нетитовый с перовски- том
Кугда [114-117] Конфо- кальный штокооб- разный массив 16 Оливиниты, нефелиновые пироксениты, мелилиты Перовскит- титаномаг- нетитовый
Бор-Юрях [114-117] >’ 18 Оливиниты, мельтейгиты 3»
СССР
Харловское Изомет- 10 Габбро Ильменит-
[Н81 ричный титаномаг-
расслоен- ный нетитовый
массив
Большая То же 40 Габбро, То же
Куль-Тайга [119, 120] сиениты
Патынское [121, 122] 50 Габбро
Лысанское Линзовид- 2 Габбро, пи- Ильменито-
[123] ные круто- роксениты, вый и тита-
падающие серпенти- номагнети -
массивы ниты товый
Мало-Та- Удлинен- 100 Габбро, орто- Магнетито-
гульское ный круто- амфиболиты ильменит-
[124-126] падающий титаномаг-
массив нети товый, ильменит- магнети- товый
Кизирское Изометрич- 70 Габбро, Ильменит-
[122, 127, ный рас- сиениты титаномаг-
128] слоенный нетитовый
массив
Хаактыг-Ой [129] То же 8 Габбро То же
Жидойское Удлиненный 1 Пироксениты, Апатит-перов-
28
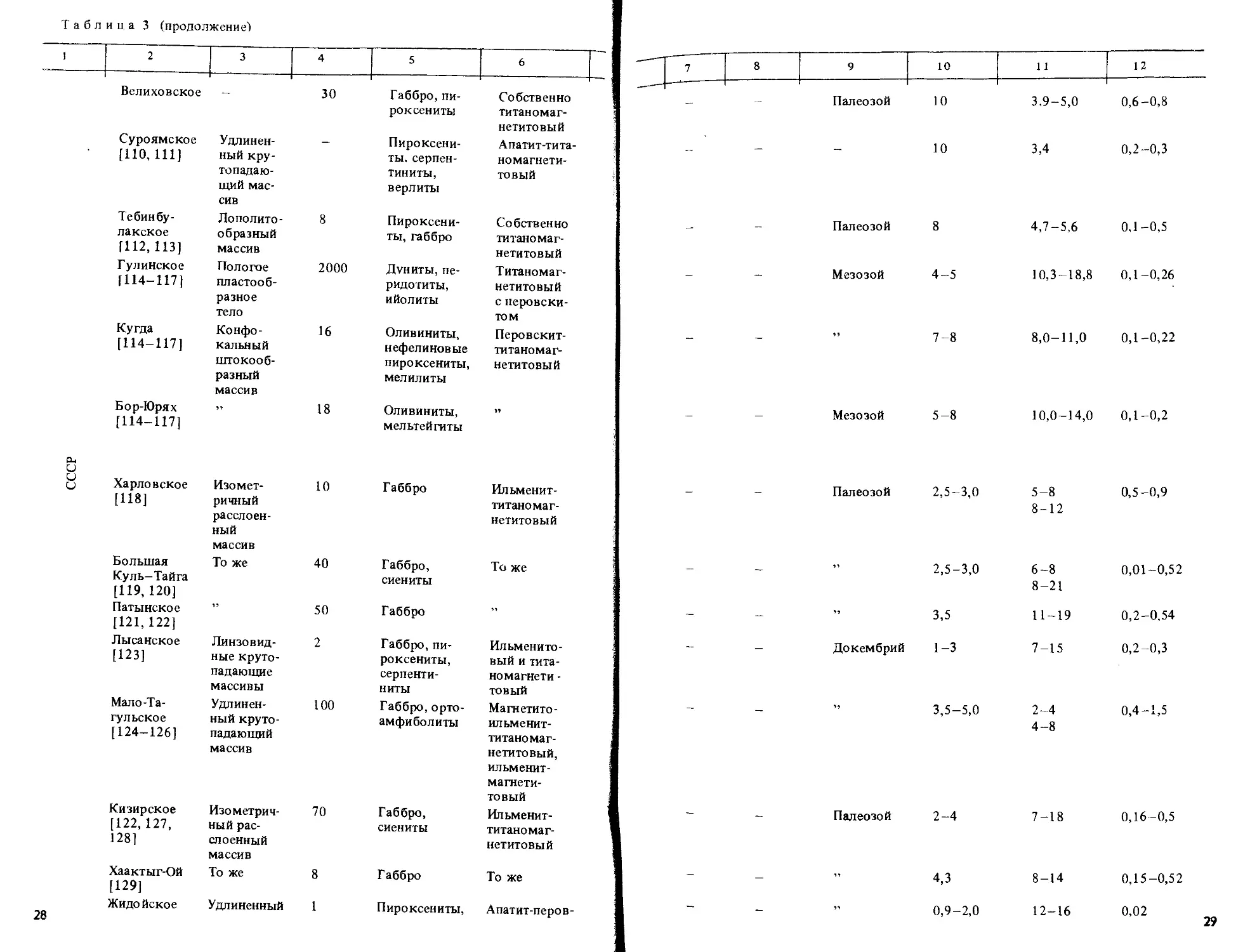
7 8 9 10 11 12
- - Палеозой 10 3.9-5,0 0,6-0,8
- - - 10 3,4 0,2-0,3
- - Палеозой 8 4,7-5,6 0,1-0,5
- - Мезозой 4-5 10,3-18,8 0,1-0,26
- - 7-8 8,0-11,0 0,1-0,22
- - Мезозой 5-8 10,0-14,0 0,1-0,2
- - Палеозой 2,5-3,0 5-8 8-12 0,5-0,9
- - М 2,5-3,0 6-8 8-21 0,01-0,52
- - 33 3,5 11-19 0,2-0.54
- - Докембрий 1-3 7-15 0,2-0,3
- -- 3,5-5,0 2-4 4-8 0,4-1,5
- - Палеозой 2-4 7-18 0,16-0,5
- - - 4,3 8-14 0,15-0,52
- - 0,9-2,0 12-16 0,02
29
7 8 9 10 11 12
- - Палеозой 10 3.9-5,0 0,6-0,8
- - - 10 3,4 0,2-0,3
- - Палеозой 8 4,7-5,6 0,1-0,5
- - Мезозой 4-5 10,3-18,8 0,1-0,26
- - 7-8 8,0-11,0 0,1-0,22
- - Мезозой 5-8 10,0-14,0 0,1-0,2
- - Палеозой 2,5-3,0 5-8 8-12 0,5-0,9
- - 5’ 2,5-3,0 6-8 8-21 0,01-0,52
- - 35 3,5 11-19 0,2-0.54
- - Докембрий 1-3 7-15 0,2-0,3
- - 3,5-5,0 2-4 4-8 0,4-1,5
- - Палеозой 2-4 7-18 0,16-0,5
- - 55 4,3 8-14 0,15-0,52
- - Я 0,9-2,0 12-16 0,02 29
Таблица 3 (окончание)
1 2 3 4 ,5 6
[130] Арсентьев- ское [121, 131] Слюдииское [132] крутопадаю - щий массив Изометрйч- ный рас- слоенный массив Линзовидный крутопадаю- щий массив 10 15 ийолит- мельтейгиты Габбро, анор- тозиты, сие- ниты Габбро, орто- амфиболиты скит-тита- номагнетито- вый Ипьменит-ти- таномагне- титовый Титаномаг- нетит-ильме- нитовый
СССР Витимкон- ское [132] Чинейское [133-135] Ангашан- ского мас- сива (Кру- чининское) [128, 136] Джугджур- ского [137-140] Удлиненный расслоен- ный массив Изометрич- ный расслоен ный плутон Расслоен- ный массив Удлинен- ный моно- клиналь- но падаю- щий плу- тон 100 150 10000 Габбро, анор- тозиты, орто- амфиболиты Габбро-но- риты Габбро, анор- тозиты, пи- роксениты Анортозиты, габбро То же Ильменит- титаномаг- нетитовый То же Апатит- ил ьменит-ти- таномагне- титовый
! Индия Сингбхум [141] Маурбхандж [141, 142] — — Габбро Ильменит- титаномаг- нетитовый То же
к Баррамби Пологий 400 ” Ильменит- 5 [143] силл титаномаг- о, нетитовый У Бундов и Дайкооб- 2 ” < [51, 144] разный крутопадаю- щий массив ♦ Отмечены запасы руд, подсчитанные авторами ориентировочно по опубликован- ным материалам. Примечание. Запасы руд месторождений зарубежных стран даны в боль- шинстве случаев до глубины около 100 м.
30
11
12
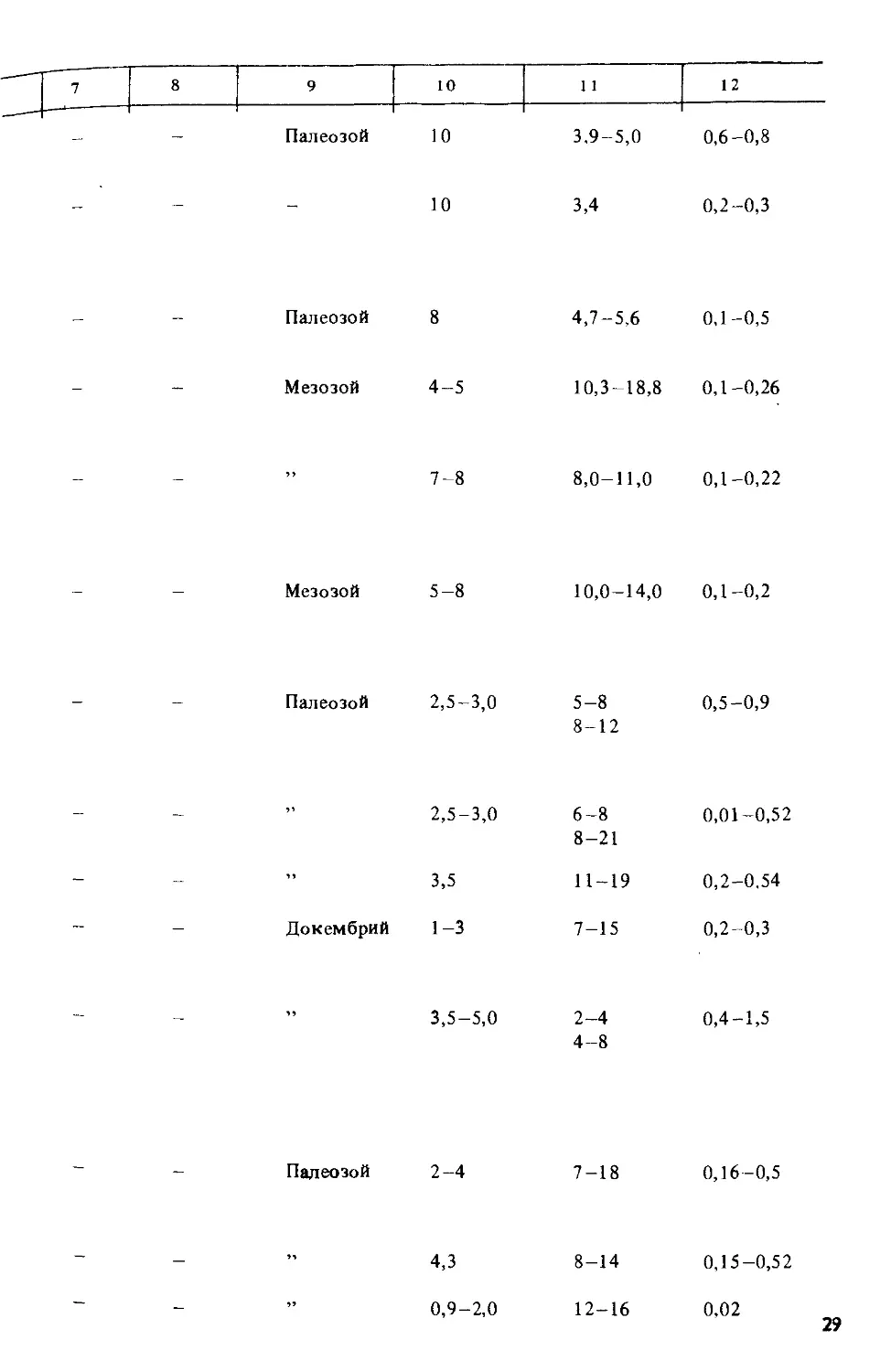
— — Палеозой 3,0-3,5 3-8 0,1-0,45
- Докембрий 2,0-2,5 5-8 8-15 0,6-0,95
- 2-3 5-8 8-11 0,67-1,0
- Докембрий 6 8-12 0,7-1,0 1,0-1,37
- Палеозой 2,5 7-14 0,1-0,5 0,5-0,7
Докембрий 2-4
14,0-2,0 0,06-0,3
— — 33 2-5 — 1,4-5,0
8 - 33 4 14 0,5-1,8
400 - Докембрий 1,7 29 1,2
40 — 5 7,5 1,6
31
7 8 9 10 11 12
— — Палеозой 3,0-3,5 3-8 0,1-0,45
- Докембрий 2,0-2,5 5-8 8-15 0,6-0,95
- 2-3 5-8 8-11 0,67-1,0
- Докембрий 6 8-12 0,7-1,0 1,0-1,37
- Палеозой 2,5 7-14 0,1-0,5 0,5-0,7
Докембрий 2-4
14,0-2,0 0,06-0,3
— — 2-5 - 1,4-5,0
8 4 14 0,5-1,8
400 Докембрий 1,7 29 1,2
40 5 7,5 1,6
31
Магпи Маунтин - месторождение богатых ильменит-титаномагне-
титовых руд, открытое в 1953 г. Оно самое крупное по запасам на Северо-
американском континенте среди месторождений с богатыми рудами.
Месторождение представлено четырьмя крутопадающими рудными телами
мощностью до 420 м и длиной до 3,6 км. Среднее содержание (в мае. %) :
Fe — 43; TiO2 — И; V2OS — 0,17. Минеральный состав руд (в %) : титано-
магнетит — 75 (в нем содержится 15% пластинчатых вростков ильменита
и 5% ульвошпинели), зерна свободного ильменита — 10, зерна ульвошпине-
ли - 10, силикаты - 10. Из 11% TiO2 в рудах около 8% приходится на
пластинчатые вростки ильменита и 3% — на свободные зерна ильме-
нита.
Пиней Ривер и Роузленд приурочены к краевым частям од-
ного удлиненного в плане анортозитового массива. Богатые руды представ-
лены многочисленными дайкообразными телами мощностью до несколь-
ких десятков метров и длиной до 500—700 м. По составу они рутил-апатит-
ильменитовые или апатит-ильменитовые, названные нельсонитами. Кроме
богатых руд, имеются зоны вкрапленных руд шириной до 100 м и длиной
до 2 км, сходных по минеральному составу с нельсонитами.
Цеболла Крик приурочено к сложному массиву щелочных и
ультраосновных пород. Руды залегают в краевой зоне интрузива в пиро-
ксенитах и сами представлены рудными пироксенитами со средним содер-
жанием Feo6ui 11,7% и Т1О2 6,5%. Главные рудные минералы - титано-
магнетит и перовскит, иногда встречается ильменит.
Сэнфорд Лейк разрабатывается с 1941 г. с извлечением ильмени-
тового концентрата для производства пигментного диоксида титана и
железорудного концентрата для черной металлургии. Месторождение
приурочено к краевой зоне Адирондакского анортозитового плутона
и залегает среди анортозитов и габбро. Имеется два главных родных
тела - Сэнфорд Хилл и Саут Икстеншен и более мелкие тела — горы
Адамс, Аппер Уоркс, Чини Понд. Они образуют линзообразные залежи,
часто очень извилистых очертаний, падающих под утлом 30—85°. Длина
тел до 1,5 км, мощность достигает более 100 м. Разрабатывается двумя
карьерами. В месторождении выделяется два типа руд: так называемые
анортозитовые и габбровые. Первые залегают в виде линз различного раз-
мера с резкими контактами и являются богатыми и крупнозернистыми.
Вторые представляют собой полосчатые габбро, обогащенные полосками
окисных рудных минералов с постепенными переходами к безрудным
габбро. Эти руды более бедные, чем первые, и располагаются в висячем
боку анортозитовых руд. По минеральному составу руды титаномагне-
тит-ильменитовые, иногда с небольшим количеством апатита, до 5-10%.
В анортозитовых рудах количество окисных рудных минералов по типич-
ным пробам составляет 77%, из которых 41% приходится на титаномагне-
тит и 36% на ильменит. В габбровых рудах содержится 61% рудных мине-
ралов, из них 25% титаномагнетит и 36% ильменит.
Месторождение Айрон Маунтин представлено круто-
или пологонаклоненными линзообразными залежами, которые распола-
гаются прерывистыми цепочками в пределах восточной приконтактовой
зоны анортозитового массива на расстоянии около 1400 м. Наиболее круп-
ное рудное тело имеет длину 500 м при мощности до 80 м. Выделяются
32
богатые массивные руды с содержанием 34-45% Fe и 16-23% ТЮ2 (руды
первого сорта) и более бедные руды с содержанием 17—30% Fe и
3—16% TiO2 (руды второго и третьего сорта). Последние располагаются
в висячем боку тел сплошных руд и представлены рудными анортозитами
или габбро с вкрапленностью титаномагнетита и ильменита. По минераль-
ному составу руды ильменит-титаномагнетитовые с преобладанием в мас-
сивных рудах титаномагнетита, а во вкрапленных рудах — ильменита.
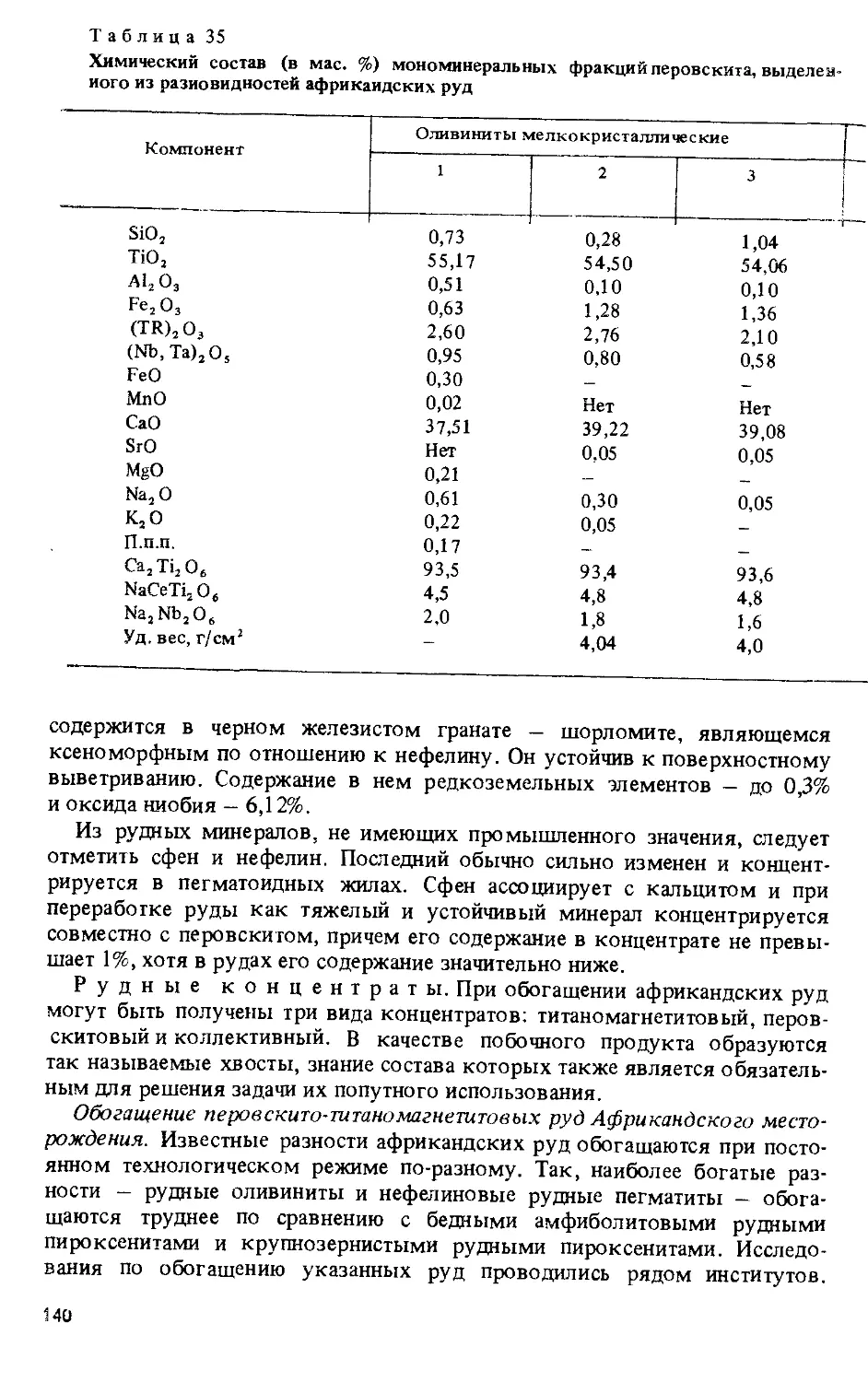
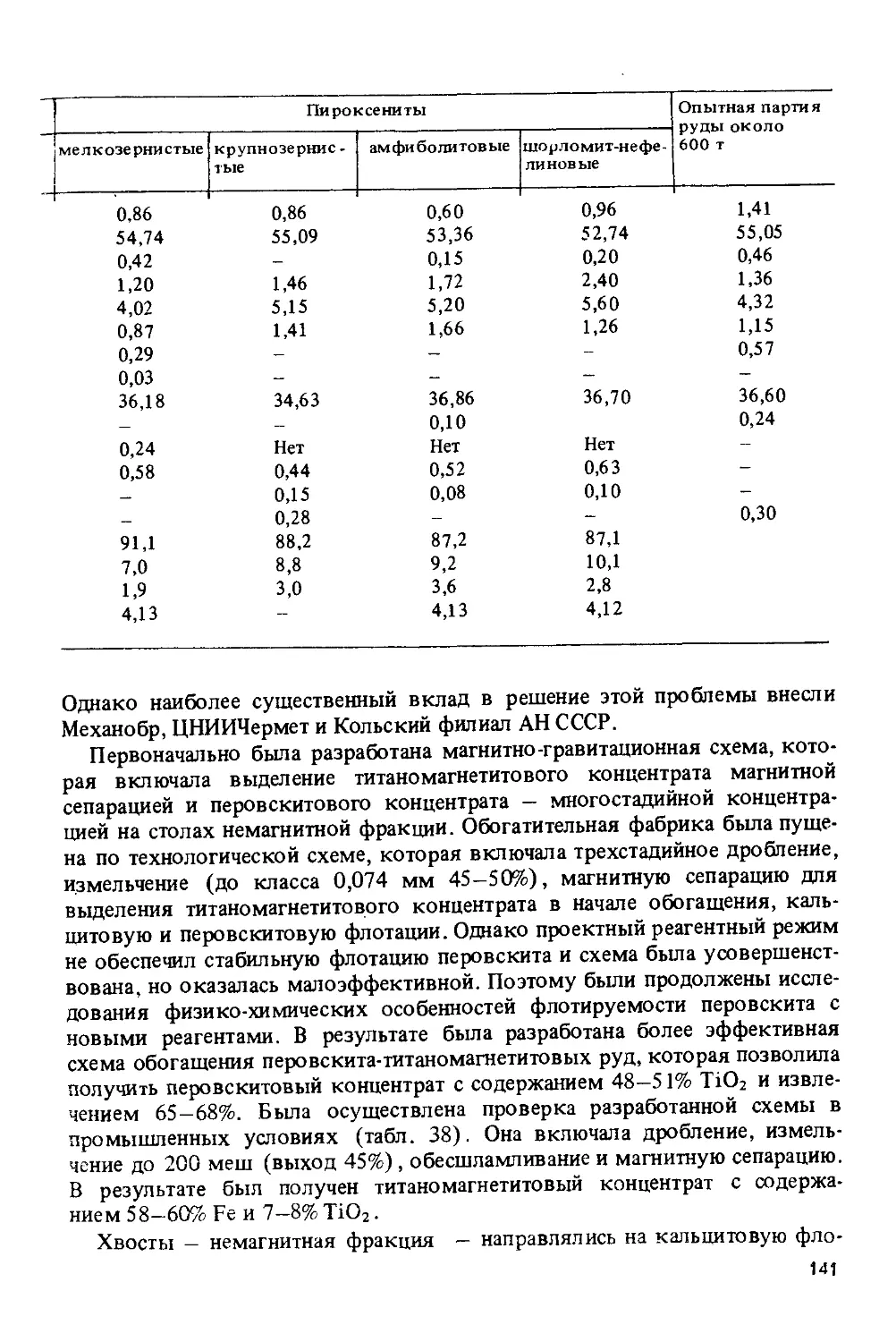
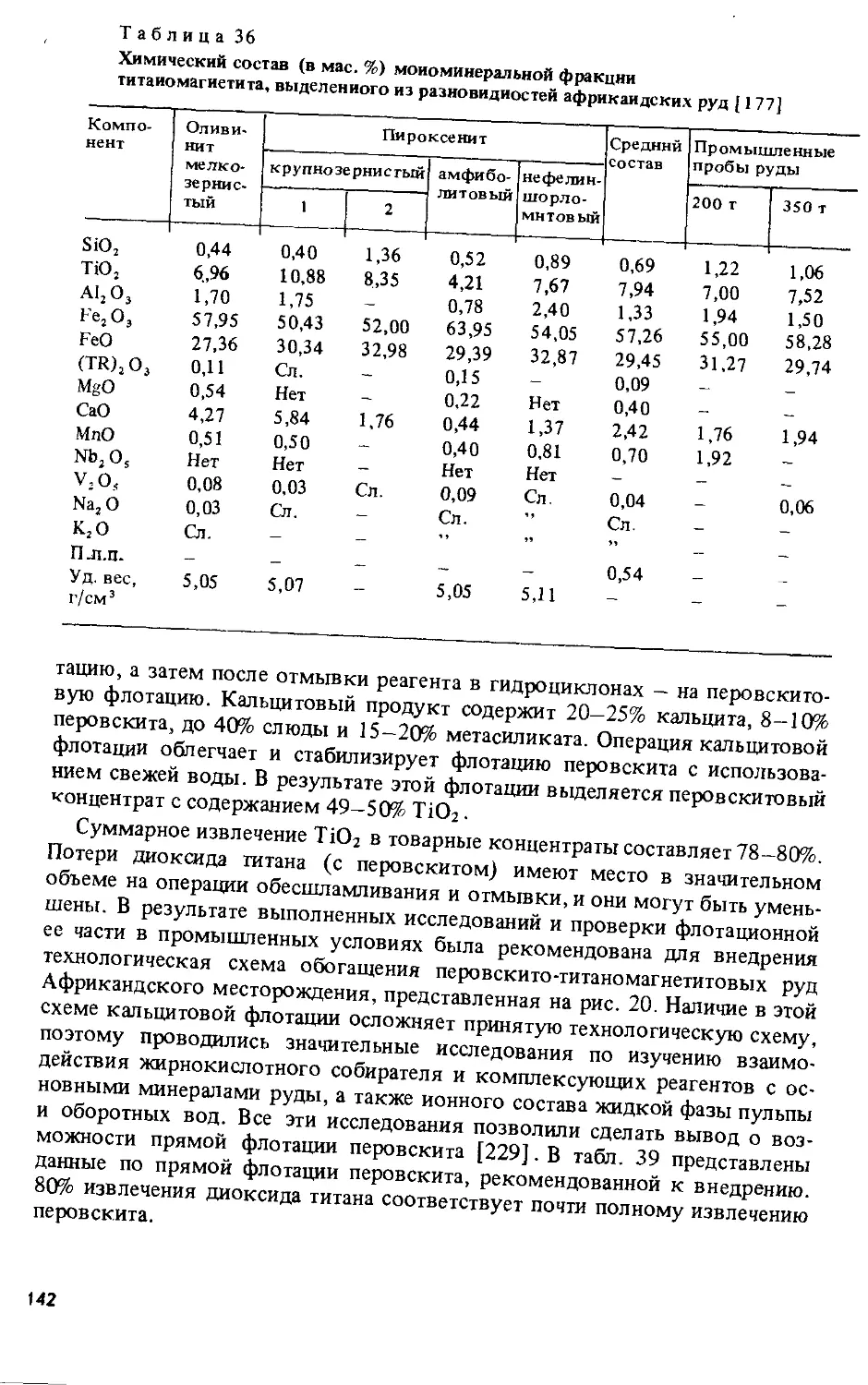
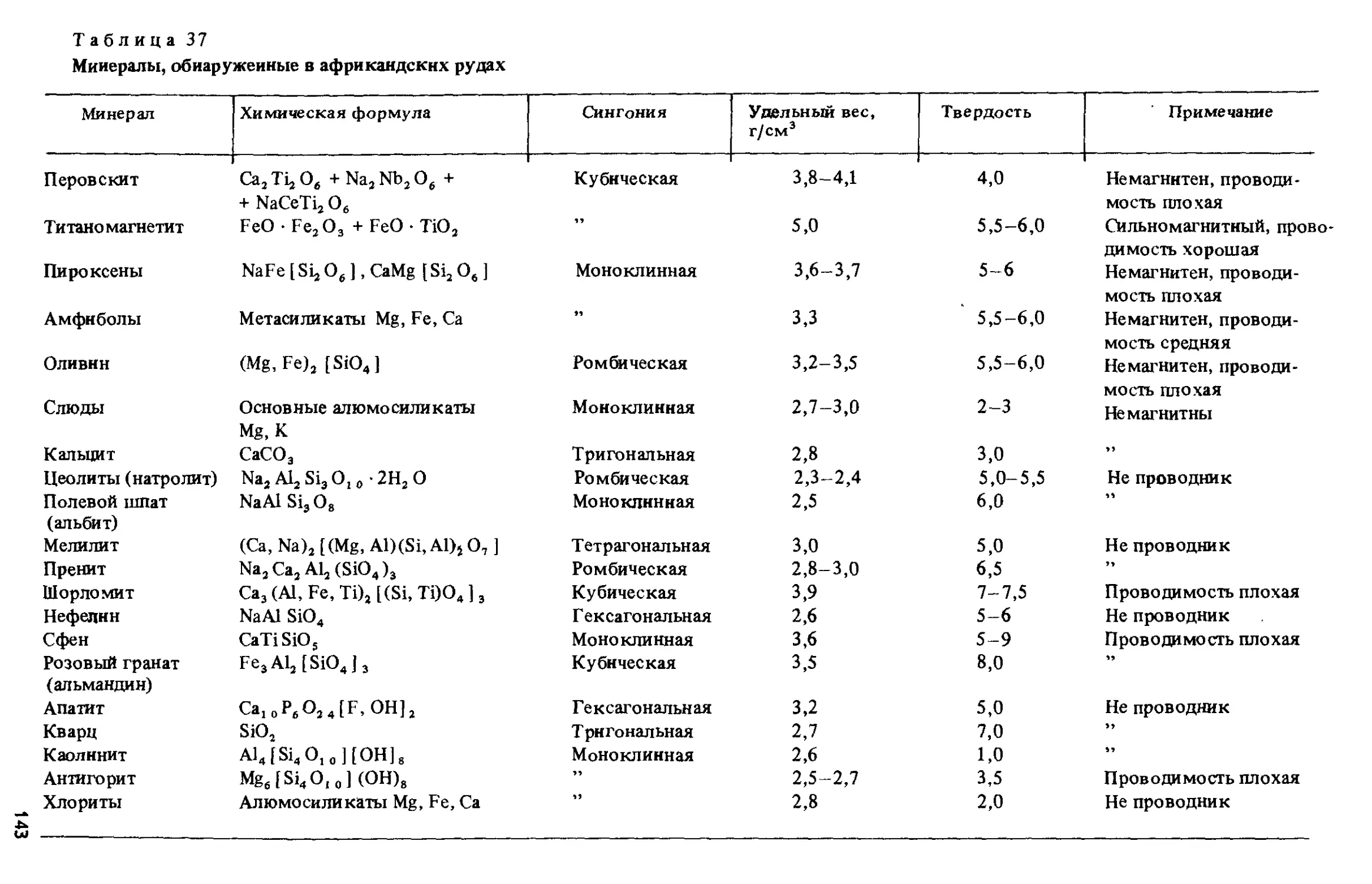
Месторождения Африканского континента. В Африке главные место-
рождения приурочены к платформенной формации расслоенных интрузий
основных и ультраосновных пород — Бушвельдский массив в ЮАР, к габ-
бровой формации протогеосинклинального этапа развития древних плат-
форм — Лиганга в Танзании и к интрузивам неясной формационной принад-
лежности — месторождения Абу Халка в АРЕ и Тин Едиа в Верхней Вольте.
Месторождения в Бушвельдском массиве. Руды Буш-
вельдского массива — крупнейшие источники ванадия, на который сейчас
приходится около 50% его добычи в капиталистических и развивающихся
странах [53]. Главная масса руд представлена пологонаклоненными парал-
лельными пластообразными залежами. В нижней ее части в пределах разреза
мощностью около 1,2 км имеется 21 рудный пласт толщиной от несколь-
ких десятков сантиметров до 9 м. Некоторые из пластов прослежены по
простиранию почти на 300 км. Поэтому при сравнительно небольшой мощ-
ности подавляющего количества пластов (первые метры) запасы руд в
целом огромны. Наиболее удобны для добычи открытым способом руды
на участке между Магнет Хайтс и Росс Сенекал протяженностью в 50 км, где
и ведется их основная добыча. Руды богатые, с содержанием (в мае. %):
Реобщ — 55—58; TiO2 — 12—14; V2O5 — 1,4—1,7. Преобладающий рудный
минерал — титаномагнетит с высоким содержанием ванадия и титана.
Наряду с ним имеется ильменит в количестве от 1 до 30% от общей суммы
рудных минералов, поэтому руды являются ильменит-титаномагнетито-
выми с относительно пониженным количеством ильменита.
Лиганга приурочено к линзовидному габброидному массиву. Руд-
ные тела располагаются в центральной части массива. Они представлены
с поверхности шестью параллельными крутопадающими пластовыми за-
лежами мощностью от 9 до 180 м и протяженностью до 18 км. На глубине
рудные тела соединяются, образуя подобие синклиналеподобной струк-
туры. Руды богатые, с содержанием (в мас.%): Fe - 48-59; TiO2 - 12-14;
V2O5 — 0,67. Главные рудные минералы — титаномагнетит и ильменит.
На примере отдельных проб количество первого составляет 55%, а второ-
го — 22%. При обогащении выделяются ильменитовый и титаномагнетито-
вый концентраты.
Тин Едиа — главное в сближенной группе месторождений, куда,
кроме него, входят более мелкие — Гоуба, Гунтувала, Колел и др. Руды
залегают в интрузии габбро и представляют собой скопления жил мощ-
ностью от 0,5 до 40 ми длиной в несколько сот метров. Для них характерно
высокое содержание (в мас.%): Еевал - 43-56; TiO2 — 11—16 и V2O5 —
0,3—0,8. По минеральному составу они ильменит-титаномагнетитовые.
Абу Халка представлено субгоризонтально залегающими линзами
или слоями в несколько метров мощности в кровле массива габбро. Руды
обладают слоистой текстурой, когда тонкие прослои габбро и богатых руд
3-Зак. 57
переслаиваются друг с другом. Руды в целом богатые, содержат около
32% Fe и 46% TiO2. По составу они ильменитовые, с тонкими пластинча-
тыми вростками гематита в ильмените.
Месторождения Евразиатского континента. На континенте Евразии со-
средоточена наиболее обширная группа титаномагнетитовых месторождений.
Месторождения в интрузивах дунит-пироксенит-габбровой
формации —Качканарское, Первоуральское, Висим-
ское, Суроямское, Велиховское, Тебинбулакское,
Г усевогорское (СССР). На примере типичных месторождений этой
группы на Урале можно видеть, что они приурочены к крупным, сильно
вытянутым вдоль складчатых областей интрузивным комплексам, в кото-
рых доминирует габброидная составная часть при подчиненной роли ультра-
основных разностей. В них располагается титаномагнетитовое оруденение,
образующее широкие мощные зоны. Среди этих месторождений сейчас
разрабатывается Гусевогорское с переработкой его руд на Качканарском
горно-обогатительном комбинате. Руды месторождений бедновкраплен-
ные, с содержанием (в мае. %): Fe — 16—17; TiO2 — 1,2—1,3; V2O5 —
0,14—0,16. Они представлены в основном рудными пироксенитами, реже
рудными горнблендитами (Первоуральское месторождение), рудными
перидотитами. Рудные минералы образуют мелкую вкрапленность, мелко-
прожилковые и неправильные шлирообразные выделения, иногда линзы
до нескольких десятков сантиметров мощностью. Размер зерен минералов
резко возрастает в зонах грубозернистых и пегматоидных пироксениов,
где также увеличивается количество их более крупных рассеянных скоп-
лений. По содержанию рудных минералов руды собственно титаномагне-
титовые с низкотитанистым титаномагнетитом. Свободный ильменит
имеется в очень незначительном количестве — доли процента.
Кусинско-Копанская группа месторождений.
В нее входят Кусинское, Копайское, Медведевское, Маткальское, Черно-
реченское месторождения. Месторождения Кусинско-Копанской группы
связаны с габбровой и габбро-амфиболитовой формациями. К ним при-
урочены в СССР - Новоселковское, в Финляндии - Отанмаки, в Индии -
Сингбхум и Маурбхандж. Они располагаются в пределах сильно вытянутых
линзо- и пластообразных существенно габбровых интрузивов, линейно
ориентированных цепочкой вдоль одной тектонической зоны. Руды в них
образуют пластообразные залежи, ориентированные вдоль интрузивов
и тяготеющих к их западному лежачему боку. Среди них имеются богатые
и бедновкрапленные руды. Маломощные прослои богатых руд до 1 м
имеются в ряде массивов, но промышленного значения они не имеют.
Основная масса в них представлена бедновкрапленным типом руд, обра-
зующим широкие мощные полосы. В них содержится ( в мае. %) : Реобщ —
около 22—26; TiO2 — 6—7; V2OS — 0,2—0,3. По минеральному составу
выделяется Кусинское месторождение, руды которого имеют ильменит-
магнетитовый состав, являясь легкообогатимыми. Их образование обуслов-
лено метаморфизмом первичных ильменит-титаномагнетитовых руд. Руды
остальных месторождений, не испытавших метаморфизм, как богатые,
так и бедновкрапленные - ильменит-титаномагнетитовые. Причем в не-
которых участках рудных тел преобладает ильменит, а в других — титано-
магнетит, хотя в целом количество последнего больше.
34
Новоселковское месторождение приурочено к линзо-
видному крутопадающему габброидному метаморфизованному массиву
длиной 1250 и шириной 510 м. Центральная часть массива сложена габбро-
норитами, а периферическая — габбро-амфиболитами и амфиболовыми
габбро. Выделяются вкрапленные и сплошные руды, приуроченные к лежа-
чему боку массива. Богатые руды представлены пласто- и линзообразными
телами:, согласными с ориентировкой интрузива. Мощность их достигает
нескольких десятков метров. Пространственно они тесно ассоциируют с
вкрапленными рудами. В последних содержится 24,7% Fe и 4,3% ТЮ2.
Все руды имеют ильменит-магнетитовый состав, который, так же как и в
Кусинском месторождении, обусловлен метаморфизмом первичных ильме-
нит-титаномагнетитовых руд с перекристаллизацией титаномагнетита в
ильменит-магнетитовый агрегат.
Отанмаки разрабатывается с 1950 г. с получением ильменитового
и железо-ванадиевого магнетитового концентрата. Руды связаны с габ-
броидным массивом, метаморфизованным до ортоамфиболитов и рогово-
обманковых сланцев. Рудная залежь в нем образует дугу 2 км длиной и
500 м шириной. Такая синклиналеподобная структура прослежена более
чем на 800 м в глубину. Рудная залежь состоит из многочисленных линз
различных размеров. Средний состав руд (в мае. %) : Fe — 36, TiO2 — 12,5,
V2O5 — 0,38. По минеральному составу они ильменит-магнетитовые с
содержанием 38—40% магнетита и 27—31% ильменита.
Сингбхум и Маурбхандж залегают в габброидных массивах
небольших размеров в виде жил и линз, секущих вмещающие породы или
образующих в них неправильные сегрегации. В рудах содержится около
50% Fe, 13—29% TiO2 и до нескольких процентов оксида ванадия (V).
Главные рудные минералы — титаномагнетит и ильменит, причем первый
в некоторых рудных телах является уникально высокованадистым с содер-
жанием до 5% V2O5.
Месторождения в интрузивах щел очно - ультра-
основной формации — Тулинское, Бор-Юрях, Кутда, Африканд-
ское, Вуори-Ярви, Ковдорское, Салмагорское, Себляврское, Лесная
Варака, Жидойское. Интрузивы формации образуют изометричные в плане
крутопадающие многофазные тела с зонально-кольцевым расположением
отдельных серий пород. В них выделяются три петрографические серии
пород: 1) гипербазитовая — оливиниты, пироксениты, перидотиты, дуниты;
2) щелочная — мельтейгиты, мелилиты, ийолиты, уртиты, щелочные и
нефелиновые сиениты; 3) карбонатитовая. В процессе последовательного
внедрения интрузивов сначала гипербазитового и затем щелочного состава
образуются зональные интрузивы, в которых ультраосновные породы
обычно занимают центральные части интрузивов, а щелочные приурочены
к их периферическим частям. Титаномагнетитовое оруденение приурочено
к ультраосновным породам — оливинитам, перидотитам, пироксенитам,
в которых оно представлено в виде разнообразной вкрапленности, места-
ми переходящей в сидеронитовый цемент, мелких шлир и прожилков.
Пелом руды бедновкрапленные с невысоким содержанием рудных компо-
нентов. Титаномагнетитовое оруденение в большинстве массивов еще очень
слабо изучено даже с поверхности, не говоря о том, что почти отсутствуют
материалы по его прослеживанию на глубину. В плане руды представлены
55
крупными удлиненными зонами шириной до нескольких сот метров и
длиной до нескольких километров, вытянутых в соответствии с кольце-
вым размещением пород или образующих участки неправильной формы.
В пределах этих зон рудная вкрапленность распределяется неравномерно,
чаще всего образуя полосы с чередованием рудных и безрудных пород.
По минеральному составу руды собственно титаномагнетитовые или
перовскит-титаномагнетитовые. Ильменит в них отсутствует или изредка
встречается в незначительном количестве. Отношение перовскита к титано-
магнетиту варьирует от нуля до 1:2, в Некоторых случаях до 1:1, но обыч-
но перовскит находится в значительно меньшем количестве, чем титано-
магнетит. К числу особенностей руд этой группы месторождений относится
пониженное содержание оксида ванадия (V) в их титаномагнетите, который
относится к низкованадистому типу.
В интрузивах формации автономных анортозитов располагаются место-
рождения в Джутджурском и Волынском массивах (СССР), Телнес (Нор-
вегия) , Рутивара (Швеция), Муставара (Финляндия).
Месторождения в Джугджурском массиве. Этот
массив один из самых крупных в мире анортозитовых плутонов, рас-
положенный на юго-восточной окраине Сибирской платформы, имеет
линзовидную форму и падает круто в сторону платформы. Он имеет зональ-
ное строение. Здесь выделяются месторождения т]эех групп. Маймаканский
тип месторождений — Маймаканское, Богидэ, Гаюм-2 — представлены ли-
нейными залежами вкрапленных руд мощностью от нескольких десятков
метров до первых сотен метров и протяженностью до первых километров.
По составу это рудные габбро и рудные габбро-анортозиты с полосчатой
текстурой, обусловленной вариациями в содержании рудных минералов.
Джанинский тип (месторождение Джанинское) представлен линейными
крутопадающими телами рудных пироксенитов, согласных с общей струк-
турой массива. Гаюмский тип месторождений (Гаюмское образовано
крутопадающими залежами сплошных руд) жило-, линзо- и столбообраз-
ной формы в анортозитах и приурочено к секущим их тектоническим на-
рушениям. По минеральному составу руды всех месторождений апатит-
ильменит-титаномагнетитовые, в которых эти три минерала часто содер-
жатся в сопоставимых друг с другом количествах, хотя и могут значи-
тельно варьировать по соотношению. В них титаномагнетит в большин-
стве случаев в той или иной степени количественно преобладает над ильме-
нитом.
Месторождения в Волынском массиве. Здесь оруде-
нение приурочено к периферической зоне массива, сложенной габбро-
норитами, габбро и небольшим количеством ультраосновных разностей.
Центральная часть его представлена существенно анортозитовыми порода-
ми более лейкократового состава. Рудоносные габбро и габбро-нориты
слагают пластообразные или дайкообразные тела, как правило, харак-
теризующиеся крутым падением, которое иногда в приповерхностных
частях сменяется на пологое. Руды бедновкрапленные, иногда содержат
шлиры до 1—2 м мощности богатовкрапленных руд. Суммарное содер-
жание рудных минералов в них обычно не превышает 10%. По составу
они апатит-титаномагнетит-ильменитовые с вариациями соотношения титано-
магнетита с ильменитом от 1:1 до 1 ;5. Количество апатита составляет 1—3%.
36
Месторождение Телнес начало разрабатываться с 1960 г. и
сейчас одно из крупнейших поставщиков титанового сырья, дающего
ежегодно около 840 тыс. т ильменитового концентрата. Месторождение
залегает в центральной части анортозитового массива. Оно представлено
дайкообразным телом ильменитовых норитов длиной 2,7 км и мощ-
ностью до 450 м. Это тело является секущим по отношению к вмещаю-
щим его анортозитам, так что дайки и апофизы его проникают в них,
а ксенолиты анортозитов встречаются и внутри рудного тела. Руды в
среднем содержат 39% ильменита и 2% магнетита. В ильмените имеются
пластинчатые вростки гематита. Недалеко от месторождения Телнес
расположено аналогичное по типу небольшое месторождение Сторганген,
которое разрабатывается с 1918 г.
Месторождение Рутивара слагают несколько тел удлинен-
ной формы в анортозитовом массиве. Характерно большое количество
даек, пластовых залежей и блоков руды, встречающихся изолированно или
в виде апофиз более крупных тел. В руде встречаются обломки анортозитов.
Мощность залежи составляет около 70 м. В рудах содержится (вмас.%):
Fe — около 40; ТЮ2 — 10 и V2OS — 0,3. Главные рудные минералы —
титаномагнетит и ильменит.
Месторождение Муставара приурочено к пологозалегаю-
щему пластообразному анортозит-габбровому массиву. Мощность слоя
~ 100 м длина 13 км, приурочены к нижней части анортозитовой серии
интрузива. Он состоит из нескольких прослоев, из которых нижний
мощностью 5 м наиболее богат с содержанием 25—35% рудных минералов.
В остальных прослоях количество последних более низкое, так что в целом
руды — бедновкрапленные. По составу они ильменит-титаномагнетитовые.
Количество свободного ильменита обычно бывает сопоставимо с количест-
вом титаномагнетита, а в более богатых рудах оно уменьшается. Титано-
магнетит высокованадистый, поэтому предполагается разработка место-
рождения для получения ванадия.
Месторождения в интрузивах г а б бро-щел очной
формации — Гремяха-Вырмес и Елетьозерское — приурочены к одно-
именным крутопадающим массивам, имеющим в плане овальную удлинен-
ную форму. Массивы обладают элементами в той или иной степени проявив-
шегося концентрически-зонального строения. Они образованы двумя глав-
ными, последовательно внедрявшимися комплексами пород существенно
габброидного состава и существенно щелочного состава с наличием в по-
следних нефелиновых сиенитов, ийолитов, щелочных сиенитов. Титаномаг-
нетитовое оруденение сосредоточено исключительно в габброидной фазе
массивов, которая в плутоне Гремяха-Вырмес представлена габбро, габбро-
анортозитами, щелочными габбро, пуласкит-акеритами с небольшим коли-
чеством перидотитов и пироксенитов, а в Елетьозерском массиве — габбро
с подчиненным количеством пироксенитов, перидотитов, плагиоклазитов.
^ти породы и образуют концентрически-зональное строение массивов.
Елетьозерском интрузиве наиболее высокая концентрация оруденения
приурочена к верхней расслоенной серии пород — к так называемому
комплексу плагиоклазита — перидотита. Здесь они представлены полосча-
тыми габброидами и перидотитами с различной степенью насыщения титано-
мэгнетитом и ильменитом. В Гремяха-Вырмесе вкрапленные руды, пред-
37
ставленные линзовидными телами рудных перидотитов, довольно широко
распространены по всему разрезу габброидной фазы интрузива. Сплошные
же руды пространственно тяготеют к нижнему лежачему боку массива,
образуя линзовидные, жилообразные и шлировидные тела, согласные с
общей расслоенностью пород или иногда секущие ее. В обоих массивах
руды имеют ильменит-титаномагнетитовый состав с заметным преоблада-
нием титаномагнетита над ильменитом.
Месторождение в интрузиве г а б бро - ди а б азо в ой
формации — Пудожгорское (СССР). Руды залегают в пологопадаю-
щей дайке габбро-диабазов, имеющей мощность около 150 м. Они приуро-
чены к нижней приконтактной части дайки, образуя здесь пологую соглас-
ную пластовую залежь мощностью от 8 до 14 м. Руды представлены вкрап-
ленностью идиоморфных кристаллов титаномагнетита в габбро-диабазах.
Они содержат в среднем (в мае. %): Fe — 30; TiO2 — 8; V2OS — 0,47.
Месторождение в г а б б р о - л а б р а д о р и то в о й фор-
мадии — Цагинское. Его руды приурочены к слабо удлиненному в
плане расслоенному габбро-анортозитовому массиву с концентрически-
зональным чашеобразным строением. Массив в центральной части сложен
крупно- и гигантозернистыми габбро и лабрадоритами, а краевые эндокон-
тактовые зоны — среднезернистыми габбро и габбро-норитами. Богатые
позднемагматические руды сосредоточены в центральной части, образуя
асимметричные слои или секущие линзовидные тела, мощность которых
возрастает по направлению к нижним частям разреза массива от первых
сантиметров до десятков метров. Вкрапленные раннемагматические руды
образуют шлировидные тела в эндоконтактовой зоне и представлены руд-
ными пиро к се нитами, троктолитами, лабрадоритами. Содержание (в мае.%)
компонентов в рудах составляет: Fe — 24—54; TiO2 — 5—12; V2OS —
0,1—0,5. Количественно в рудах существенно преобладает титаномагнетит,
а содержание ильменита составляет 4—11%.
Месторождение в габбро-диорит-диабазовой
формации — Таберг (Швеция) — располагается в пределах дайкообраз-
ного интрузива титаномагнетитсодержащих диабазов, так называемых
гиперитов, залегающих среди архейских гнейсо-гранитов. Руды бедновкрап-
ленные и представлены титаномагнетит-оливиновыми породами, образую-
щими в гиперитах овальное в плане тело шириной около 500 м и длиной
1 км. Руды содержат (в мае. %) в среднем: Fe — 30; TiO2 — 6 и V2OS —
0,3. Главные рудные компоненты — высокотитанистый титаномагнетит.
Месторождение в г а б б р о - м о нц о н и т - с и е ни то в о й
формации — Сваранцское (СССР). Руды в нем представлены дайко-
или линзообразными телами рудных серпентинизированных оливинитов
мощностью 50—80 и длиной до 1400 м, залегающих в габбро. Имеется око-
ло 30 таких тел с довольно резкими контактами с вмещающими породами.
В рудах в среднем содержится (в мае. %): Fe — 19,5; TiO2 — 1,2—1,8;
V2OS — 0,075. Главные рудные минералы — титаномагнетит и магнетит.
Месторождение в ди орит - г а б бро в ой формации —
Волковское. Руды месторождения образуют многочисленные линзообраз-
ные согласные тела в габброидном расслоенном массиве. Мощность тел
от 2 до 100 м, а длина от 50 до 2250 м. Руды бедновкрапленные, представ-
лены рудными габбро. Выделяется два типа руд: собственно титаномагне-
38
китовые и титаномагнетит-борнит-халькопиритовые. Поэтому месторожде-
ние разрабатывается как медно-желеэо-ванадиевое.
Месторождения Австралийского континента. В Австралии одними из
наиболее значительных титаномагнетитовых месторождений являются
два — Баррамби и Вундови, из которых первое по типу сопоставляется с
месторождениями Бушвельдского массива, а второе, вероятно, может
быть отнесено к месторождениям, связанным с интрузивами протогеосин-
клинальной габбровой формации.
Баррамби залегает в габбро-анортозитовых породах, образующих
крупный стратиформный силл в архейских толщах. Этот силл сложен
переслаиванием габбро, анортозитов, пироксенитов и слоем сплошных
гитаномагнетитовых руд. Руды подвержены значительному окислению
на большую глубину, так что первичные ильменит и титаномагнетит в
существенной степени замещены мартитом, гетитом, лейкоксеном, рути-
лом. В рудах содержится до 1,96% V2OS и до 21% TiO2.
Вундови начало разрабатываться с 1980 г. Оно располагается в
крутопадающем дайкообразном массиве габбро. Рудная залежь приуро-
чена к приконтактовой части массива и представлена слоистым чередова-
нием анортозитовых и рудных прослоев. Мощность последних обычно
не превышает 1—2 м, но количество их значительно. Руды бедновкрап-
ленные ильменит-титаномагнетитовые с содержанием (в мае. %): Fe - 26;
TiO2 — 5,5hV2Os —0,47 —0,65.
ПЕРЕРАБОТКА ТИТАНОМАГНЕТИТОВ
В изучении и разработке титаномагнетитовых месторождений выделя-
ется два этапа — первый с начала XIX в. и до 20-х годов XX в., а второй —
со второй половины 20-х годов и до настоящего времени.
Первый этап характеризуется небольшими объемами добычи руд и
использованием их в основном в доменном процессе с получением только
чугуна. Впервые добыча и переработка титаномагнетитовых руд начата
в первой половине прошлого века в Америке из месторождения Сэнфорд
Лейк [7] и в Швеции из месторождения Таберг [145]. В конце века добы-
вались в небольшом количестве руды месторождения Айрон-Маунтин в
США. Их пускали в доменную шихту в ничтожном соотношении (5/16—
1/6) к руде, не содержащей титана, с тем чтобы получающиеся доменные
шлаки были низкотитанистыми и не затрудняли процесса плавки [10].
В 1868 г. в Англии в небольшой доменной печи производилась плавка
РУДЫ, содержащей 39% ТЮ2 и 36% Fe, с получением высоко титанистого
шлака до 36% TiO2. Экспериментальные плавки высокотитанистых шихт
были проведены и исследованы Росси [7-9]. В начале века в США плави-
лись титаномагнетитовые руды в домнах в смеси с обычными рудами
[146-148].
Первым опытом плавки титаномагнетитовых руд в нашей стране была
плавка низкотитанистого (4—5% TiO2) титаномагнетитового концентрата
из месторождения Валимяки в 1897 г. на Видлицком заводе, спроектиро-
ванном русским металлургом В.Н. Липиным специально для этой цели
1*0]. Полученные шлаки содержали 7—8% TiO2 и не затрудняли про-
цесса плавки. В 1900 г. на базе титаномагнетитового месторождения
39
Юбрышка на Урале был построен завод для доменной плавки чугуна.
Во время постройки завод сгорел и выплавку чугуна из юбрышских руд
решили делать на Велсовском заводе, но быстро прекратили, мотивируя
их тугоплавкостью [149].
В результате опытных работ и промышленной переработки было уста-
новлено, что плавка в доменных печах высокотитанистых титаномагне-
титовых руд хотя и возможна, но вызывает значительные затруднения в
работе доменной печи, связанные с большой вязкостью получающихся
высокотитанистых (более 8—10% ТЮ2) шлаков. Была освоена лишь плав-
ка руд, из которых получаются шлаки с содержанием 2—8% TiO2. Про-
ведены также единичные эксперименты с электроплавкой титаномагне-
титовых руд [150].
Следующий этап разработки титаномагнетитовых руд связан с резко
возросшей потребностью в ванадии и титановом сырье [151]. Он харак-
теризуется всесторонними исследованиями возможности переработки раз-
личных типов титаномагнетитовых руд и вовлечением в интенсивную
эксплуатацию их месторождений.
За рубежом в 20-х годах и позднее велись исследования по электроплав-
ке титаномагнетитовых руд [152—154], гидрометаллургическому извле-
чению из них ванадия [155—158], обжигу с целью последующего получе-
ния высокотитанистых концентратов [159], восстановительному обжигу
с последующей электроплавкой [48], а также механическому разделе-
нию ильменита и магнетита руд в отдельные концентраты [40]. В 1928 г.
в Норвегии начали разрабатывать ильменитовые руды месторождения Стор
ганген [160], с которого и начала свое развитие промышленность по произ-
водству пигментного диоксида титана. Месторождение Сэнфорд-Лейк было
пущено в интенсивную эксплуатацию в 1941 г. главным образом с целью
получения ильменитового концентрата и как попутного продукта — титано-
магнетитового концентрата для сталеплавильной промышленности [161].
С 1950 г. началась добыча гематито-ильменитовой руды главной рудной
залежи — Лак-Тио месторождения Аллард-Лейк в Канаде. Переработка
руд производится способом электроплавки с получением высокотитани-
стого шлака (70-72% TiO2) и чугуна [34, 162-164]. В 1954 г. приступили
к разработке ильменит-магнетитового месторождения Отанмаки в Финлян-
дии. Из руд при механическом обогащении получают ильменитовый и
ванадийсодержащий магнетитовый концентраты. Из последнего ванадий
извлекается в процессе обжига его с содой и последующего выщелачива-
ния водой растворимых солей ванадия [72]. Крупнейшее в Европе ильме-
нитовое месторождение Телнес в Норвегии пустили в эксплуатацию в
1960 г. после отработки близко расположенного месторождения Сторган-
ген. Из его руд получают ильменитовый концентрат и незначительное коли-
чество магнетитового концентрата [61]. Один из самых крупных источ-
ников ванадия в мире в настоящее время — собственно титаномагнетитовые
руды Бушвельдского интрузивного комплекса в ЮАР, разрабатываемые
с 1958 г. Переработка руд велась сначала методом обжига их с содой и после-
дующего выщелачивания ванадия кислотой. Затем в 1967 г. в Витбанке был
построен новый завод с другой технологией. Переработка руд здесь ведется
во вращающейся наклонной обжиговой печи, а затем в электропечи, где
получается ванадиевый чугун, из которого извлекается ванадий [57].
40
С 1960 г. в США разрабатывается месторождение Айрон-Маунтин с
извлечением из его руд ильменитового и титаномагнетитового концентра-
тов [45]. В Финляндии в 1976 г. начало эксплуатироваться титаномагне-
титовое месторождение Муставара с целью получения из него главным
образом ванадия [165]. Сейчас ведутся подготовительные работы по раз-
работке высокованадистых титаномагнетитовых руд Вундови и Баррамби
в Западной Австралии [166] и месторождений в районах Сингбхум и
Маурбхандж в Индии [166].
В нашей стране интенсивная оценка титаномагнетитовых руд началась
в 1925 г., когда были поставлены комплексные исследования на Урале
[149, 167]. Эти работы шли в трех направлениях: 1) электроплавка,
2) прямое восстановление железа, 3) доменная плавка. Наиболее обстоя-
тельные исследования были проведены по доменной плавке необогащен-
ных руд Кусинского ильменит-магнетитового месторождения [6, 167],
а также по переработке его руд с получением раздельных ильменитового
и магнетитового концентратов и доменному переделу последнего.
В 1935 г. началась разработка Кусинского и Первоуральского место-
рождений. Ильменитовый концентрат Кусинского месторождения шел
для получения пигментного диоксида титана, а магнетитовый концентрат
вместе с низкотитанистым титаномагнетитовым концентратом Перво-
уральского месторождения плавился в доменной печи Чусовского завода
с извлечением ванадия и получением чугуна. В 1934 г. была проведена тех-
нологическая и геологическая оценка руд Пудожгорского [86, 169] и
Патынского [170, 171] месторождений.
В 50-х годах в связи с резко возросшей потребностью в титановом
сырье и ванадии была проведена оценка и разведка многих титаномагне-
титовых месторождений нашей страны. Но в эксплуатацию был пущен
только Качканарский ГОК на базе Гусевогорского месторождения низко-
титанистых руд [98] с целью восполнения дефицита ванадия, а также
расширения местной железорудной базы Урала. Низкотитанистые титано-
магнетитовые концентраты качканарских руд плавятся с извлечением
ванадия из чугуна. Источниками же титанового сырья, кроме Кусинского
месторождения, эти месторождения не послужили, так как к этому вре-
мени были обнаружены и начали разрабатываться у нас россыпные место-
рождения титана в европейской части СССР. Однако технологические
исследования возможности извлечения из титаномагнетитовых руд титано-
вого сырья и комплексной переработки руд были продолжены.
Главное направление — исследования по электроплавке высокотитани-
стых руд, проводившиеся в основном Институтом металлургии им.
А.А. Байкова АН СССР в Москве. В 1950 г. под руководством И.П. Бардина
И К-Х. Тагирова были проведены исследования по разработке промышлен-
ной технологии флюсовой электроплавки титаномагнетитовых руд Пудож-
горского месторождения [172]. В дальнейшем исследования по электро-
плавке руд были усилены ввиду увеличения мощности предприятия по
производству пигментного диоксида титана и близившегося завершения
отработки Кусинского месторождения. Также обнаружилось, что дальней-
Щая эксплуатация некоторых россыпных месторождений, обеспечиваю-
щих сырьем производство пигментного диоксида титана, связана с вовле-
чением участков, содержащих ильменит низкого качества, вызывающий
41
значительные трудности при его переработке [173]. Поэтому в Институте
металлургии им. А.А. Байкова АН СССР проводятся работы по технологии
электроплавки руд различных месторождений с получением высокотита-
нистых шлаков и чугуна [173]. Были проведены лабораторные опытно-
промышленные испытания двухстадийной плавки ильменитовых и титано-
магнетитовых концентратов на высокотитанистый шлак по схеме трубча-
тая обжиговая печь — электропечь [174, 175]. Экономические расчеты
показали, что двухстадийная плавка позволяет получать высокотитанис-
тые шлаки для производства пигментного диоксида титана на 20—25%
дешевле по сравнению с одностадийной плавкой непосредственно в элек-
тропечи. Это связано со значительным — в три раза — сниженным расходом
электроэнергии. Применение двухстадийной плавки делает экономически
рентабельной переработку титаномагнетитовых концентратов с получе-
нием высокотитанистого шлака и большого количества ванадийсодержа-
щего чугуна.
МЕТОДЫ ОБОГАЩЕНИЯ И ПЕРЕРАБОТКИ ТИТАНОМАГНЕТИТОВЫХ РУД
Обогащение титаномагнетитовых руд основано на различиях
физических свойств слагающих их минералов. Магнетит и титаномагне-
тит — сильно магнитные минералы. Ильменит обладает меньшей по срав-
нению с ними магнитностью, но большей, чем основная масса нерудных
минералов. Кроме того, удельный вес нерудных силикатных минералов
меньше удельного веса ильменита, магнетита и титаномагнетита. Для
ильменита, перовскита и рутила могут быть подобраны флотационные
реагенты, при которых они отличаются по флотационной способности от
нерудных минералов и могут быть экстрагированы в концентраты.
Сепаоащи минералов предшествует дробление руд до таких размеров
частиц, кэгда они освобождаются от сростков с нерудными минералами.
Обычно размер зерен минералов колеблется от 0,1 мм до нескольких
миллиметров. Поэтому дробление руд до класса —0,1 мм или, что чаще
принято, до класса —0,074 мм (это диаметр ячейки одного из самых
тонких сит, используемых в лабораторной практике) позволяет раз-
делять зерна отдельных минералов. В титаномагнетите обычно присут-
ствуют тончайшие пластинчатые вростки ильменита толщиной менее
0,01 мм, которые механическим способам обогащения не поддаются.
Также невозможно бывает выделить таким образом пластинчатые
вростки гематита в ильмените или магнетита в ильмените.
Описание существующих промышленных способов обогащения тита-
номагнетитовых руд, содержащих ильменит, титаномагнетит или перовс-
кит, приведено в работах [176-178], на основании которых можно
сделать их краткую характеристику.
Дробление руды проводят в несколько стадий до размера частиц
15—20 мм. Затем материал направляют на первичную сухую сепарацию
с целью удаления грубых частиц нерудных пород. Измельчением (обычно
в стержневых мельницах на первой стадии и в шаровых мельницах на
второй) получают продукт крупностью -0,2 мм (95%), а иногда —0,1 мм.
Более тонкое измельчение вызывает чрезмерное удорожание всего про-
цесса обогащения. Для получения материала однородной крупности
42
применяют механические классификаторы, работающие в открытом
или замкнутом цикле с мельницами. Измельченный продукт подают на
магнитные сепараторы со слабым полем, на которых после ряда пере-
чистных операций в водной среде выделяют магнетитовый концентрат.
Немагнитная фракция, содержащая ильменит и силикаты, поступает
или на флотацию, или на быстроходные концентрационные столы гравита-
ционного обогащения. Если в ильменитовом продукте содержатся в боль-
шом количестве сульфиды, то проводят предварительную флотацию на
многокамерной машине. В качестве реагентов для сульфидов применяют
сосновое масло и ксантаты. Флотацию ильменита осуществляют обычно
с применением в качестве реагентов жирных или смоляных кислот. Перед
флотацией пульпа направляется в гидросепараторы или гидроциклоны
для удаления препятствующих флотации тонких шламов, а затем в конди-
ционные чаны для смешивания с жирными кислотами и депрессирующими
реагентами. Все конечные концентраты поступают для обезвоживания в
сгустители, а затем на вакуум-фильтры. Иногда окончательно высушенный
ильменитовый концентрат обрабатывают на магнитном сепараторе с силь-
ным полем для очистки от примесей некоторых тяжелых силикатов.
Обогатительные фабрики месторождений Телнес (Норвегия) и Сэнфорд-
Лейк (США) работают по магнитно-графитационно-флотационной схеме,
а фабрика месторождения Отанмаки (Финляндия) — по магнитно-флота-
ционной схеме [72, 176]. В нашей стране обогатительная фабрика по пере-
работке руд Кусинского месторождения работала'по магнитно-гравитацион-
ной схеме в довоенный период. Однако потом была введена флотация, что
резко улучшило показатели обогащения и существенно упростило цепь
аппаратов фабрики, исключив большое число концентрационных столов.
Извлечение диоксида титана в концентрат увеличилось с 46 до 75%.
Для обогащения перовскит-титаномагнетитовых руд применяют маг-
нитно-флотационную схему [177]. После дробления и измельчения до
крупности 0,074 мм (45%) проводят магнитную сепарацию с отбором
титаномагнетитового концентрата. Немагнитный продукт идет сначала на
кальцитовую флотацию, а затем на перовскитовую.
Собственно титаномагнетитовые руды качканарского типа обогащают
способом магнитной сепарации [98, 179, 180]. Руду дробят в четыре ста-
дии до размера частиц 20 мм. Затем ее направляют на сухую магнитную
сепарацию, где удаляется немагнитная порода, идущая на строительный
щебень. Магнитный промпродукт идет на измельчение сначала в стержне-
вых, затем в шаровых мельницах до класса —0,074 мм (90%), потом
проходит через три стадии мокрой магнитной сепарации и обезвоживание.
Технологическая переработка ильменитовых, титано-
магнетитовых или магнетитовых концентратов, полученных при обогаще-
нии титаномагнетитовых руд, проводится различными способами. Ильмени-
товые концентраты, так же как и перовскитовые и рутиловые, могут сразу
идти на производство пигментного диоксида титана, так как содержат
большое количество титана. Для производства металлического титана
ильменитовые концентраты предварительно плавят в электропечах с полу-
чением высокотитанистых шлаков. Для титаномагнетитовых концентра-
тов с более низким содержанием титана в настоящее время в промышлен-
ных масштабах применяют следующие методы переработки: 1) доменный
43
передел, 2) одностадийная электроплавка, 3) плавка двухстадийным мето-
дом по схеме трубчатая печь — электропечь, 4) метод прямого восстанов-
ления железа — Крупп-Ренн-процесс, 5) гидрометаллургический метод
извлечения ванадия.
Доменный передел в настоящее время хорошо отработан только для
концентратов, содержащих не более 3-4%-ТЮ2 [181]. Из качканарских
руд на Нижнетагильском металлургическом комбинате при доменной
плавке получаются шлаки с содержанием около 10% ТЮ2. Ванадий в коли-
честве более 80% переходит в чугун, откуда он извлекается в шлак в кон-
вертерах при продувке чугуна кислородом. Эти шлаки, содержащие 18,5 —
21,5% V2Oj [182], и являются сырьем для производства феррованадия.
Плавка более высокотитанистых концентратов в доменных печах еще не
освоена, потому что получающиеся титанистые шлаки (более 10% TiO2)
являются густыми и вязкими вследствие образования тугоплавких карбо-
нитридов титана [183]. Вязкие шлаки сильно осложняют ход доменного
процесса. Даже содержание в концентратах 3 -4% Т1О2 несколько снижает
производительность доменных печей по сравнению с плавкой обычных
магнетитовых руд [184, 185]. Однако имеются два способа использова-
ния доменного передела для переработки концентратов, содержащих
более 4% TiO2, — шихтовка с беститанистыми концентратами магнетитовых
руд и плавка с применением специальных флюсов, делающих титанистый
шлак жидкоподвижным.
Первый способ использовался еще в самый начальный этап освоения
титаномагнетитовых месторождений и предлагается к применению для
некоторых типов руд в настоящее время [186—188]. Целесообразно для
этой цели использовать только концентраты, содержащие не более 8% ТЮ2.
В этом случае при относительно невысоком содержании титана потеря его
с доменными шлаками будет небольшой по сравнению с более высоко-
титанистыми концентратами. Кроме того, шихтовать такие концентраты
можно в значительной пропорции вплоть до соотношения 1:1 с получе-
нием шихты, аналогичной по содержанию титана качканарскому концентра-
ту. Последний фактор имеет, во-первых, то значение, что титаномагнетито-
вые руды можно использовать в больших пропорциях, а, во-вторых, в этом
случае количество ванадия, которое получится в шихте, может быть доста-
точно высоким для рентабельного его извлечения из чугуна при плавке.
Содержание ванадия в шихте может быть более увеличено, если исполь-
зовать для шихтовки ванадийсодержащие железорудные концентраты.
Способ доменного передела высокотитанистых шихт с использованием
специальных добавок исследовался в нашей стране в лабораторном и про-
мышленном масштабе на примере Кусинского месторождения. Для улуч-
шения хода плавки необогащенных кусинских руд применялся соленый
кокс [149, 189, 190], магнезиальные флюсы [191], щелочесодержащие
флюсы — нефелиновые сиениты и миаскиты [6, 168, 192—194]. Было
установлено, что под воздействием щелочных оксидов при температурах
~ 800—900°С происходит распад ильменита с образованием титанатов
щелочей, что ускоряет восстановление оксида железа (II). В зонах более
высоких температур титанаты щелочей вступают в реакцию с известью,
переходя в кальций-титанат. растворяющийся в силикатных расплавах.
Этому способствует наличие в доменной печи сравнительно легкоплавких
44
щелочных алюмосиликатов (нефелиновых сиенитов, эгириновых по-
род и Т.Д.).
В работе [186] отмечается, что при доменной плавке высокотитанистых
шихт загромождение горна и формирование вязкого шлака может быть
предотвращено ведением плавки при относительно пониженной темпера-
туре с использованием кислого шлака с очень низким известково-крем-
нистым соотношением. Описываются также отдельные успешные опытные
плавки высокотитанистых шихт в доменной печи с повышенным коли-
чеством шлака, в котором содержание титана доводится до минимального
[195, 196]. Но так как в настоящее время стремятся вести плавки при
минимальном количестве шлаков, чем достигается значительная экономия
топлива, то способ с повышением количества шлаков вряд ли может найти
применение в промышленном масштабе.
Отмеченные работы показали принципиальную возможность плавки
высокотитанистых шихт в доменном процессе. Однако необходимы еще
дальнейшие исследования в этом направлении.
Следует также продолжить изучение возможности извлечения титана
из доменных шлаков или эффективного их использования. Уже разработа-
на методика их применения для изготовления эмалей [197]. Титанистые
шлаки — хорошее сырье для получения специальных титанистых цементов
[190]. Проведены исследования, показавшие, что добавка титанистого
шлака к портландцементу с расчетом получения в нем около 5% TiO2
повышает механическую прочность цемента в 1,5 раза. Один из возмож-
ных способов извлечения титана из шлаков — получение кристаллических
агрегатов титановых минералов, которые пригодны для экстракции меха-
ническими способами обогащения [175].
Способ прямой электроплавки сырья позволяет достигнуть наиболее
полного комплексного извлечения компонентов из руд. Для него в прин-
ципе пригодны любые типы титаномагнетитовых руд и в первую очередь
высокотитанистые. При плавке в электропечи содержание любого количест-
ва титана в образующихся шлаках в отличие от доменного процесса не ока-
зывает неблагоприятного влияния на ее работу. Чем более высокотитанис-
тые концентраты, тем выше содержание титана в шлаках и тем экономи-
чески выгоднее извлечение из них титана. Ванадий при плавке переходит
в чугун и оттуда может быть легко извлечен. Метод прямой электроплавки
довольно дорогостоящий и энергоемкий, поэтому им экономически выгод-
но перерабатывать только ильменитовые концентраты для последующего
получения из шлаков металлического титана. Для производства пигмент-
ного диоксида титана в нашей стране он не используется.
В настоящее время получает распространение более дешевый способ
плавки титаномагнетитовых руд двухстадийным методом по схеме труб-
чатая печь — электропечь: концентрат в смеси с восстановителем сначала
нагревается и частично восстанавливается в наклонной вращающейся
печи, а затем проплавляется в электропечи. Метод исследован в лабора-
торных условиях для ильменитовых концентратов [174] и в опытно-
промышленных услойиях для титаномагнетитовых и коллективных кон-
центратов руд Пудожгорского и Медведевского месторождений [175,
176], а также для руд месторождения Айрон-Маунтин [48]. Двухстадий-
ным процессом в настоящее время перерабатываются титаномагнетитовые
45
руды Бушвельдского массива в ЮАР [26,57], а также титаномагнетитовые
концентраты железистых песков в Новой Зеландии [198—200]. Сходный
метод, называемый Видберг-Содерфогс, применяется в Швеции, где вместо
наклонной вращающейся печи используется шахтная печь [27].
Крупп-Ренн-процесс для плавки титаномагнетитовых руд применялся
в Германии [201] для шведских руд и в Танганьике для руд месторожде-
ния Лиганга [56]. Сущность процесса заключается в восстановлении руды
в горизонтальной цилиндрической обжиговой печи, где получаются окаты-
ши с частично восстановленным железом. Затем в процессе дробления
и магнитной сепарации из этих окатышей выделяется железо, а в хвостах
сепарации остается высокотитанистый продукт. Для извлечения железа
предлагался даже способ его растворения водными растворами [159].
Гидрометаллургический способ извлечения ванадия из титаномагнети-
товых концентратов использовался для руд месторождений Айрон-Маун-
тин [158], Сэнфорд-Лейк [157] и других в США, а также для руд Буш-
вельдского массива [56] и применяется в настоящее время на месторожде-
нии Отанмаки в Финляндии [72]. Экспериментальные работы по его при-
менению ведутся и в нашей стране [202]. При этом способе титаномагне-
титовые (или магнетитовые) концентраты спекаются с содой, а затем
ванадий из спека выщелачивается водой или кислотой. Гидрометаллурги-
ческий метод отличается от других более высоким извлечением ванадия
из руд, но он пригоден, по-видимому, только для переработки высоко-
ванадистых руд при относительно небольших объемах их добычи. В част-
ности, от него отказались и перешли на двухстадийную плавку при увели-
чении добычи руд в Бушвельдском массиве [56].
Комплексное использование
богатых по диоксиду титана
титаномагнетитов
на примере переработки руд
Пудожторско1Х) месторождения
Пудожгорское месторождение расположено на Северо-Западе Советс-
кого Союза в Медвежьегорском районе Карельской АССР на восточном
берегу Онежского озера и приурочено к инструзиву габбро-диабазов про-
терозойского возраста [86, 172]. Этот интрузив представляет полого-
падающее тело, внедрившееся по крупному разлому в протерозойский
гранитный комплекс. Угол его падения 12—15°, на флангах 30—40°. Мощ-
ность габбро-диабазового тела равна 130—180 м. В разрезе интрузив име-
ет следующее строение: в лежачем боку залегают диабазы мощностью
до 3 м, которые кверху постепенно переходят в зернистые пироксен-
лабродоровые габбро-диабазы с постепенным увеличением в них коли-
чества зерен титаномагнетита. В удалении от лежащего бока на расстоя-
нии 15—20 м содержание титаномагнетитов в породе повышается до
45—70%, а затем снова следует зона более бедных вкрапленных руд. Сле-
довательно, руды Пудожгорского месторождения представляют собой
титаномагнетиты, вкрапленные в массивы диабаза. Общая мощность зоны
вкрапленных руд с содержанием титаномагнетита от 25 до 70% колеб-
лется в пределах 7—23 м. Эта зона прослеживается на большом расстоя-
нии и продолжается без изменения состава на большую глубину. Основ-
ные запасы месторождения сосредоточены в трех рудных залежах: Див-
Горе, Пат-Горе и Муравьев-Кряже, которые находятся друг от друга при-
мерно в 50 м. На глубине они соединяются, образуя единое рудное тело.
Титаномагнетитовый вкрапленник, залегающий в диабазовой интрузии,
имеет также пластообразную форму. Мощность рудоносного горизонта
колеблется от 12 до 20 м. В руде в среднем на месторождении содержит-
ся (в мае. %): 28,8 - Fe; 29-37 - SiO2; 8-12 - А12О3; 4-5 - СаО; 2,5-
3,5-MgO; 8—TiO2; 0,36-0,45 - V2OS; 0,07-0,16-S; 0,08-0,12-Рине-
значительное количество Си и Со. В эксплуатационном отношении руды
подразделяются на ’’богатые”, содержащие более 25% Fe, — I разность,
и ’’бедные”, содержащие от 20 до 25% Fe, - II разность. Руда первой раз-
новидности содержит 8,45% TiO2 и руда второй — около 6% Т1О2. Место-
рождение в среднем содержит около 8% TiO2 при содержании ~ 28% Fe
и< 1%V2OS.
Минералогический состав руды определяется природой месторожде-
ния: руда представляет мета-диабаз, обогащенный вкрапленностью ти-
таномагнетита. В ее состав входят полевые шпаты, вторичная волокнистая
зеленая роговая обманка, биотитминералы, небольшое количество пиро-
ксена, кварца и апатита. Ванадий, содержащийся в руде, самостоятель-
ных минералов не образует, а входит в кристаллическую решетку маг-
нетита [172]. Железо находится в магнетите и ильмените, представляю-
щих тесное прорастание друг в друге (титаномагнетит), а также отчасти
содержится в силикатах. Титаномагнетит представляет собой структуру
срастания из магнетита, пронизанного ильменитом, обусловливающим
решетчатую структуру. Магнетит наблюдается в виде хорошо образован-
ных зерен размером 0,07—2 мм. Пластины ильменита в указанной струк-
туре обычно параллельны граням кристалла. Толщина пластин 0,001 —
0,005 мм. Помимо этого, ильменит встречается в виде отдельных круп-
ных зерен (размером 0,02—0,36 мм) в магнетите и пустой породе. Из
других титановых минералов в пудожгорской руде находится сфен и лей-
коксен в виде редких зерен и скоплений их по краям кристаллов титано-
магнетита. В руде содержатся медь и кобальт. Нерудная часть интрузива
представлена роговой обманкой, полевым шпатом и хлоритом. Сульфи-
ды в небольшом количестве представлены халькопиритом, который
преимущественно связан с силикатной частью руды. Минералогическое
строение пудожгорской руды благоприятствует ее обогащению, достаточ-
но полному разделению рудных и нерудных минералов. Разделение иль-
менита и магнетита затруднительно. Гидрологические условия месторожде-
ния определяются близостью Онежского озера (в 3,5 км), р. Ансурой, пере-
секающей участок Муравьев-Кряж, и ручьем Быстрым, протекающим в
1,5 км от выходов руды на этом участке.
Боковые породы месторождения отличаются монолитностью, особен-
но на глубоких горизонтах, и при толще их мощностью в 3,5 км, отделяю-
щей месторождение от Онежского озера, исключается возможность проник-
новения воды в горные выработки. Поэтому в гидрогеологическом отноше-
нии условия вскрытия и эксплуатации месторождения являются простыми.
Поисковые и геологоразведочные работы на месторождении велись
периодически, со значительными перерывами во времени. До 1932 г. они
носили эпизодический характер и проводились в масштабах, недостаточ-
ных для выяснения промышленного значения месторождения. В довоен-
ные годы и в последующие после Великой Отечественной войны геолого-
разведочные работы получили широкое развитие, позволившее оконту-
рить месторождение, выявить тектонику и его геологическую структу-
ру, а также определить минералогический и химический состав руды и
произвести подсчет запасов. Установленные запасы позволяют рассмат-
ривать Пудожгорское месторождение как крупную базу железо-титано-
ванадиевой руды, подготовленной к промышленному освоению.
В институте Механобр с 1931 по 1966 гг. проводились исследования
пудожгорской руды на обогатимость. За это время было испытано более
десятка проб руды. Во всех исследованных пробах основные рудные ми-
нералы были представлены магнетитом и ильменитом. Им в весьма незна-
чительном количестве сопутствовали халькопирит, борнит, пирит, пир-
ротин и сфен. Магнетит и ильменит в виде титаномагнетита содержится
в руде от 25 до 42%. Халькопирит, борнит, пирит, пирротин рассеяны
в виде редких зерен по всей рудной и нерудной массе; содержание их
не превышает 0,5%. Породообразующие минералы включают роговую
обманку, пироксен, амфибол, плагиоклаз, биотит, хлорит и другие не-
рудные минеральные образования. Большая часть нерудных минералов
содержит примесь железа, не извлекающееся существующими методами.
ОБОГАЩЕНИЕ РУДЫ
Исследования, проведенные до 1952 г., относятся в основном к перио-
ду, когда не ставился вопрос полного использования по возможности
всего комплекса полезных ископаемых, содержащихся в руде. В 1964 г.
исследования после продолжительного перерыва были возобновлены.
На основании проведенных исследований была разработана и рекомен-
дована трехстадийная схема мокрого магнитного обогащения, предусмат-
ривающая последовательное измельчение руды до 2; 0,15 и 0,074 мм в
стадиях обогащения. Схема обеспечивает возможной» получения высоко-
качественного по содержанию Fe, Т1О2 и V2Os концентрата. В 1965 г.
впервые была поставлена задача извлечения Си и Со — спутников пудож-
горской руды. Проведенная в этом направлении поисковая работа по
обогащению хвостов магнитной сепарации методом флотации дала по-
ложительные результаты по концентрированию медьсодержащих мине-
ралов, которые могут быть выделены в самостоятельный продукт. Од-
нако в этих поисковых исследованиях не были получены данные
по концентрированию Со, поскольку характер нахождения Со в руде
является неблагоприятным; так, он не имеет самостоятельных мине-
ральных выделений и представлен исключительно в изоморфной связи
как с рудным, так и нерудным комплексом минералов. Содержание Со
в руде низкое и составляет для наиболее обогащенной разности руды
0,0065 -0,011%.
В результате флотационного обогащения хвостов магнитной сепара-
ции получен медный концентрат с выходом 0,9% при содержании в нем
23,11% Си. Детальные исследования фазового и химического состава сред-
них проб позволили определить формы нахождения Fe, Т1О2 и Си в про-
дуктах обогащения руды. Этими исследованиями установлено, что железо
в основном связано с магнетитом или ильменитом, и кроме того, находит-
ся в форме силикатных соединений. В некоторых пробах руды на долю
силикатных соединений приходится от 33,47 до 40,3% общего содержания
железа. Остальная его часть в количестве соответственно 59,67-54,47 и
6,86—5,28% связана с магнетитом и ильменитом. Диоксид титана в основ-
ном связан с титаномагнетитом и ильменитом, на долю которых суммар-
но приходится 75,63—92,4% от его общего содержания в пробах. Осталь-
ная часть TiO2 обнаруживается в форме силикатных соединений. Из ре-
зультатов фазового анализа следует, что 79,17—86,05% Си от общего ее
содержания представлено в форме первичных и вторичных сульфидов.
Меньшая часть — 23,83-13,95% Си — приходится на ее окисленную, сво-
бодную и связанную в соединения формы.
Исследования по обогащению пудожгорской руды были проведены
по трем вариантам: трехстадийная схема магнитного обогащения (с из-
мельчением руды до 2, 0,15 и 0,074 мм); двухстадийная схема магнит-
ного обогащения (с измельчением руды до 0,5 и 0,074 мм и выводом
/хвостов крупностью -0,5 мм); двухстадийная схема магнитного обога-
щения с измельчением руды до 0,5 и 0,074 мм.
В результате обогащения двух проб были получены положительные
результаты.
Концентраты, полученные из первой пробы, характеризовались близ-
4. Зак. 57
ким содержанием Fe, TiO2 и V2O5. По первому варианту был получен
концентрат с содержанием (в мае. %): 53,78 - Fe; 15,89 - TiO2 и 1,15 -
V2O5 при извлечении соответственно 52,87; 52,87 и 68,9%; по второму -
концентрат содержал (в мае. %): 53,36 — Fe; 15,7 — TiO2 и 1,19 — V2O5
при извлечении соответственно 56,56; 57,36 и 72,4%. Согласно третьему
варианту получили концентрат с содержанием (в мае. %): 53,09 - РеОбщ,
16,2 — ТЮ2 и 0,97 — V2O5 при соответственном извлечении 5 7,93; 58,88
и 62,4.
Хвосты содержали (в мае. %): 19,2; 17,92 и 17,53 — Fe; 5,48; 5,12 и
5,13 - TiO2 и 0,205; 0,21 и 0,184 - V2O5 соответственно вариантам.
При испытаниях на обогатимость второй пробы были получены кон-
центраты, содержащие соответственно вариантам, (в мае. %): 54,24; 54,64
и 54,34 - Fe; 15,43; 15,25 и 15,25 - ТЮ2 и 0,95; 1,10 и 1,04 - V2OS
при соответственном извлечении 59,74; 63,24 и 66,0; 70,42; 65,1 и 69,08
и 70,57; 78,5 и 76,25. Хвосты содержали соответственно вариантам (в
мае. %): 13,44; 12,74 и 11,67 - Fe; 2,38; 2,28 и 2,83 - ТЮ2 и 0,145;
0,20 и 0,142 V2O5.
При сопоставлении результатов исследований более благоприятными
оказались технологические показатели обогащения второй пробы, так
как для нее характерно более низкое содержание железистосиликатных
соединений. В результате обогащения двух проб руды по трех схемам
были получены качественно одинаковые железотитано-ванадиевые кон-
центраты. Первый вариант схемы предусматривает вывод из общего по-
тока в хвосты 67,34—68,35% немагнитного продукта, и поскольку верх-
ний предел рудных частиц — 2 мм, то потребуется их доизмельчение до
требуемой флотационной крупности для последующего извлечения меди.
Последнее обстоятельство является недостатком этого варианта схемы.
Второй вариант схемы позволяет вывести в хвосты немагнитный про-
дукт крупностью 0,5 мм в количестве 66,17—70,39%, используемый в
дальнейшем для извлечения меди. Технологическая схема данного вариан-
та эффективна по получению железотитано-ванадиевого концентрата и
в то же время более проста по сравнению с другими вариантами. Третий
вариант схемы позволяет повысить общее извлечение компонентов в
коллективный концентрат, однако измельчение всей руды до 0,074 мм
значительно усложняет и удорожает технологический процесс ее обога-
щения, а между тем такое измельчение хвостов, как показали результа-
ты испытаний, дает крайне незначительное дополнительное доизвлечение
основных металлов в концентрат: выход обогащенного продукта состав-
ляет 0,26-0,45% при соответственном содержании (в мае. %): 50,43-
50,87 Fe и 13,41—12,96 — ТЮ2. Извлечение при этом соответственно уве-
личивается на 1,12% по Fe и на 0,35—1,08% по ТЮ2. Очевидно, можно
считать, что из трех вариантов обогащения второй вариант схемы, преду-
сматривающий двухстадийное магнитное обогащение с измельчением
руды до 0,5 и 0,74 мм при выводе хвостов крупностью 0,5 мм наиболее
предпочтителен для обогащения пудожгорской руды с целью получения
железотитано-ванадиевого концентрата и для последующего использова-
ния хвостов для извлечения меди флотационным обогащением.
В Институте металлургии им. А.А. Байкова АН СССР было проведе-
но обогащение небольшой партии пудожгорской руды следующего хи-
50
мического состава (в мае. %): 27,01 - РеобЩ; 18,8 - Fe2O3; 20,89 -
FeO; 8,67 - TiO2; 27,70 - SiO2; 12,97 - A12O3; 0,57 - V2O5; 0,025 -
p2Os и 0,029 — Cr2O3. Обогащение проводилось по схеме: дробление
до 1 мм, мокрая магнитная сепарация при 625 Э, дробление до 0,16 мм
и вторая мокрая магнитная сепарация при 625 Э. В результате обогащения
был получен концентрат с выходом его 38% от исходной руды, содер-
жащий соответственно (в мар. %) : 55,4 Fe и 18,35 — ТЮ2, а также 1,07 —
V2O5; 3,67 — SiO2; 2,Ю-А12О3; 1,66-СаО и 1,30 - MgO.
Получаемый в результате электромагнитного обогащения титаномаг-
нетитовый концентрат по существу представляет собой комплексную
железотитано-ванадиевую руду высокого качества. В процессе обогаще-
ния руда в значительной степени освобождается от примесей, переходя-
щих в отвальные хвосты. Так, например, в хвосты переходит ~ 95 SiO2,
~ 90 СаО и ~ 94% А12О3. Однако извлечение в концентрат из руды 77,5$
Fe нельза признать высоким. Имеющее место значительная его потеря
в хвостах обусловлена тем, что железо связано с силикатами, а также
находится в, форме ильменита, извлечение которого в концентрат состав-
ляет ~ 80% из-за его слабых магнитных свойств. Ильменит может быть
выделен из хвостов в самостоятельный концентрат с небольшим выхо-
дом посредством гравитационных или флотационных методов обогащения.
Титаномагнетитовый концентрат состоит из зерен титаномагнетита,
сростков его с нерудными минералами и нерудных минералов, тех же,
что и в исходной руде.
Получаемый в процессе магнитного обогащения титаномагнетитовый
концентрат представляет высококачественное сырье не только из-за по-
лезных компонентов Fe, Ti и V, но и благодаря незначительному коли-
честву таких вредних примесей, как S и Р. В отличие от уральских и восточ-
носибирских титаномагнетитов, пудожгорские содержат ничтожное коли-
чество Сг и по сравнению с перрыми имеют более высокую концентрацию
V и более низкую — S и Р. Отсутствие Сг и высокое содержание V и Т1О2
позволяет в дальнейших переделах получать более богатые ванадистые
полупродукты и титановые шлаки. Все сказанное свидетельствует о том,
что пудожгорские титаномагнетиты несомненно являются наиболее вы-
сококачественным сырьем не только в металлургии для получения стали
и ванадия, но и в химической технологии для производства пигментно-
го диоксида титана через титановые шлаки. Полученный титаномагне-
титовый концентрат из-за мелкой деагрегации не может непосредствен-
но использоваться в электротермии. Указанный концентрат согласно тре-
бованиям технологии подвергается окускованию методом спекания (аг-
ломерации) или окатывания с получением рудных концентратов в виде
гранул определенных размеров.
АГЛОМЕРАЦИЯ КОНЦЕНТРАТОВ
Работы по агломерации пудожгорских концентратов были проведе-
ны в Московском институте стали и сплавов и ИМЕТ АН СССР [172, 203J.
Эти работы включали изучение физико-химических особенностей процес-
са спекания титансодержащих шихт, получение необходимых данных
Для опытной проверки этого процесса, а также наработки опытной партии
51
Таблица 4
Химический состав (в мае. %) пудожгорских агломератов
Организация Внешняя характе- ристика продукта спекания Компонент
ТЮ2 Fe2O3 V2O5
МИСиС, ИМЕТ Пористый агломе- рат № 1 14,00 51,46 0,60
Механобр Пористый агломе- рат №2 14,00 47,41 0,60
Гороблагодатская фабрика Плотный агломерат 13,80 38,50 0,63
пудожгорского агломерата на Гороблагодатской обогатительной и агло-
мерационной фабрике для рудовосстановительной электроплавки с цепью
разработки технологии комплексного использования пудожгорских ти-
таномагнетитов на основе электроплавки. Работа была выполнена на печи
Кузнецкого металлургического комбината.
Исследования по спеканию проводили МИСиС и ИМЕТ АН СССР с на-
весками шихты 15-17 кг. Состав концентрата был следующим (в мае. %) :
52, 09 - Ееобщ; 30,78 - FeO; 40,62 - Fe2O3; 15,32 - TiO2; 0,39 - MnO;
1,03 — V2O5 и 0,028 — P2OS. В качестве топлива применяли кемеровский
кокс, дробленный до —3 мм, а также возврат — отсев мелочи менее 3 мм.
Высоту спекаемого слоя изменяли от 160 до 320 мм, размер чаши — до
300 мм, вакуум, создаваемый эксгаустером, до остаточного давления
100—75 мм рт. ст. В результате более 30 спеканий были выбраны следую-
щие оптимальные условия: масса концентрата - 11-13 кг (75-80%),
возврата — 3,5—4 кг (25—20%), кокс кемеровский — 6% по массе концент-
рата, влага — 9%, высота слоя шихты — 200—250 мм, вакуум — 75 мм
рт. ст., скорость откачки — 1,2—1,3 мм рт. ст. в мин, длительность спе-
кания — 18—20 мин, выход агломерата крупностью +3 мм — 80—85%.
В результате спекания был получен агломерат с насыпным весом 1,36 г/см3
и содержанием 16,75-22,65% FeO. Средняя проба от 200 кг агломерата
имела следующий состав (в мае. %) : 51,19 - ЕеОбщ; 22,25 - FeO; 48,53 -
Fe2O3; 15,44 - TiO2; 0,52 - MnO; 1,08 - V2O5; 0,028 - P2O5; 0,07 S
и 0,12-C.
Процессы, протекающие при агломерации пудожгорских титаномаг-
нетитов. Пудожгорский титаномагнетит имеет типичную структуру тон-
кого прорастания ильменита в магнетите, отнесенную К.Х. Тагировым
и А-В. Рудневой к разновидности мелкокристаллических титаномагне-
титов в отличие от кусинских титаномагнетитов с четкой дифференциа-
цией ильменита и магнетита, относящихся к крупнокристаллическим
титаномагнетитам [172]. В исходном состоянии (до агломерации) в ти-
таномагнетитовых концентратах в качестве нерудных минералов обнару-
живали в виде крупных идиоморфных кристаллов плагиоклаз и темно-
цветные минералы в промежутках. Наиболее характерны зерна моноклин-
ного пироксена, роговой обманки и биотита.
Рудные минералы обнаруживают в виде магнетита и ильменита и ред-
52
Компонент
Г р2о5 FeO МпО S с
0,08 18,80 0,36 0,06 0,22
0,08 23,30 0,36 0,06 0,39
0,08 32,20 0,36 0,06 0,30
ко, в виде включений, гематита, который чаще всего является единствен-
ным продуктом окисления магнетита. В процессе агломерации титано-
магнетитов были получены спеченные продукты близкого состава.
Указанные в табл. 4 агломераты имеют очень близкий фазовый состав,
хотя содержание отдельных фаз заметно изменяется. Так, гороблагодат-
ский агломерат, имеющий очень плотное строение и представляющий со-
бой весьма оплавленную массу, содержит большое количество стекловид-
ной фазы — быстро закристаллизованного силикатного расплава (стекло).
В процессе агломерации титаномагнетитового концентрата происходит
полная перекристаллизация мелкокристаллических титаномагнетитов после
полного разрушения естественных силикатных минералов с образовани-
ем нового фазового состава. Пудожгорские агломераты занимают про-
межуточное положение между мелко- и крупнокристаллическими тита-
номагнетитами, и их можно ряесматривать как разновидность искусствен-
ных титаномагнетитов. В качестве основных фаз в этом титаномагнетите
следует указать на образование магнетита, ильменита, стекла, фаялита,
гематита, аносовита, псевдобрукита, металлического железа, аморфной
(коксик) и кристаллизованной фаз (графит) углерода.
Магнетит имеет две генерации: кристаллы кубического габитуса, унасле-
довавшие исходную (естественную) форму и не содержащие ориенти-
рованных включений ильменита, и скелетные, или дендритные, формы
в стекле (рис. 3). Зерна магнетита чаще всего сохраняют пустоты (по-
лости), которые ранее были заняты ильменитом. Последний преимущест-
венно образует светлые окаймления вокруг более темных зерен магне-
тита и несколько реже встречается в виде самостоятельных зерен или
включений в стекле. В отличие от естественного ильменита, который имеет
более низкую отражательную способность по сравнению с магнетитом,
его искусственная — ильменитовая — фаза имеет отражательную способ-
ность выше, чем у магнетита, что обусловлено растворением в ильмени-
те гематита [204, 205].
Фаялит кристаллизуется в стекловидной фазе, распределяющейся меж-
ду зернами магнетита. Призматические кристаллы фаялита имеют опти-
ческие свойства, характерные для этого минерала: оптически двуосен,
сила двойного лучепреломления 0,05, угасание прямое, удлинение поло-
жительное. Аносовит в стекле кристаллизуется в виде удлиненных агре-
53
Рис. 3. Дендриты магнетита в стекловидной фазе (X 220, отраж. свет)
гатов, в проходящем свете непрозрачен, его отражательная способность
ниже, чем у магнетита, в отраженном свете слабо анизотропен. Псевдо-
брукит трудно отличается от аносовита и кристаллизуется в стекловид-
ной фазе, цементирующей скопления ильменита. В условиях агломера-
ционного процесса иногда наблюдаются на агрегатах псевдобрукита об-
разования магнетита и рутила — структура распада или псевдоморфоза
металлического железа по псевдрбрукиту.
Гематит в качестве вторичной фазы наблюдается на участках зерен
магнетита или имеет распространения по трещинам магнетита, образо-
вавшимся после ’’выплавления” ильменита. Металлическая фаза — же-
лезо в виде дисперсных включений или корольков, которые обнаружи-
вают заметное дв у прело мление в связи с выделениями, очевидно, цемен-
тита. Таким образом, железо уже на стадии агломерации титаномагне-
титов претерпевает заметное науглероживание.
Сопоставление результатов исследований фазового состава исходных
и конечных продуктов агломерации открывает возможность судить об
особенностях процессов, протекающих при спекации пудожгорских тита-
номагнетитов. Важнейшие из них — изменение ильменита, взаимодействие
магнетита со стекловидной фазой с образованием фаялита и новой разно-
видности ильменитовой фазы и др.
Изменение ильменита. Исследование минералов группы ильменита по-
казывает, что уже в естественном состоянии ильменит следует рассматри-
вать как сложный твердый раствор [206]. По данным [207], гематит не-
ограниченно растворим в ильмените в области высоких температур и
выделяется в качестве самостоятельной фазы при охлаждении указан-
54
ного твердого раствора. Его отражательная способность [207] в какой-
то мере является функцией качественного и количественного состава.
С растворением в ильмените гематита его отражательная способность
увеличивается, и при каких-то концентрациях твердый раствор гематита
в ильмените становится трудно различим в отраженном свете под микро-
скопом от гематита. Вследствие этого на первом этапе изучения продук-
тов агломерации пудожгорских титаномагнетитов считалось, что гематит
в них образуется в результате окисления ильменита, причем TiO2 как про-
дукт распада растворяется в магнетите, что способствует сдвигу основ-
ной реакции. Однако это не подтвердилось изучением реакционной спо-
собности (восстановимости) полученных агломератов, а так как агло-
мераты имели восстановимость ближе к ильмениту, то были сделаны вы-
воды об образовании в процессе агломерации новой фазы на основе иль-
менита, которая имеет по сравнению с ним несколько более высокую ре-
акционную способность. Для этого было проведено сравнительное ис-
следование восстановимости типичного магнетитового агломерата из кон-
центрата Криворожского месторождения, двух образцов пудожгорского
агломерата, которые представляли собой раздельно сильно и слабомаг-
нитные фракции, специально подготовленные для этих исследований, и иль-
менита. Криворожский агломерат состоял из магнетита, стекла и фаялита.
Магнитная часть пудожгорского агломерата содержала в основном магнетит
и в подчиненном количестве твердый раствор гематита в ильмените, а слабо
магнитная фракция в подавляющем количестве содержала твердый раствор
гематита в ильмените и в подчиненном количестве магнетит. На рис. 4 пред-
ставлена реакционная способность (восстановимость) различных агломе-
ратов. Самую высокую реакционную способность имеет магнетитовый аг-
ломерат (криворожский тип), самую слабую — ильменит и промежуточ-
ную — магнитная и слабо магнитная фракции пудожгорского агломерата.
Если аноморфировать кривые восстановимости (рис. 5), то на прямой
линии, выражающей зависимость (мас.%) — х/т, обнаруживается перелом
при восстановлении агломерата на 27—35%. Перелом на кривых выражается
все более четко с ростом содержания ильменитовой фазы в составе агло-
мерата. С этим также согласуется тот факт, что при восстановлении пуд-
ожгорских агломератов, а не его фракций, как это обсуждалось выше,
перелом наблюдается менее четко и с ростом температуры смещается в
сторону меньших значений степени восстановления и большей длительнос-
ти процесса (табл. 5), причем при t = 800 °C он практически не выделяется.
Минералогические исследования продуктов восстановления подтверж-
дают вывод о влиянии на развитие процесса восстановления оксидов железа
ильменитовой фазы: до перелома на аноморфированной зависимости реак-
ционной способности титаномагнетитового агломерата наблюдается вос-
становление только магнетита и после перелома — твердого раствора гема-
тита в ильмените, причем при t = 800 °C в агломератах восстанавливается
только магнетит.
Проведенные исследования стали косвенным доказательством того,
что в процессе агломерации пудожгорских титаномагнетитов ильменит
не разрушается. Однако прямым подтверждением сохранения ильменита в
агломератах были рентгенографические исследования, в которых сопос-
тавлялись данные исследования эталона минерала ильменита (месторож-
55
Рис. 4. Восстановление агломератов при t = 8 Off С
1 — магнетитовый агломерат (криворожский тип) ; 2 — ильменит; 3 — агломерат
пудожгорский; 4 — то же, магнитная фракция; 5 - то же, слабомагнитная фракция
Рис. 5. Восстановление пудожгорского агломерата (фракция 2-3 мм)
1 - 800° ; 2 - 900° С ; ^— 1000° С; 4 -1100° С
56
Таблица 5
Положение переломов на аноморфированиых кривых
процесса восстанов ления
Размер зерен, мм Темпера- тура, °C Агломерат
МИСиС, ИМЕТ Механобра Гороблагодатской фабрики
мае. % время, мин мае. % время, мин мае. % время,мин
2-3 900 36,8 37,5 29,2 20
1000 33,8 55,0 27,8 35
1100 27,5 .45,0 22,3 25
6 900 36,8 70,0 27,3 20 17,3 60
1000 36,8 75,0 20,0 35 15,8 52
1100 37,7 80,0 15,8 30 15,8 20
дение Ильменские горы) с образцами немагнитной фракции пудожгорских
агломератов, обогащенных ильменитовой фазой. Сопоставление дебаег-
рамм порошковой фракции указанных образцов показали, что в агломе-
ратах характерные линии ильменита смещены в сторону больших парамет-
ров ромбоэдрической решетки ильменита [172]. Эти исследования подт-
вердили минералогические данные о растворении гематита в кристалли-
ческой решетке ильменита. Этими исследованиями не был определен верх-
ний предел растворимости гематита в ильмените, однако известно, что его
оценивают в 30%.
Магнетит и образование фаялита. Существовала точка зрения, что маг-
нетит пудожгорских агломератов содержит в растворе ильменит или, воз-
можно, другие титанаты, но в этом случае период кристаллической решетки
магнетита должен претерпевать заметные изменения. Для точного измере-
ния параметра решетки магнетита в титаномагнетитовом агломерате (ис-
куственном титаномагнетите) в ИМЕТ АН СССР были произведены преци-
зионные исследования по Заксу, которые показали, что исследуемый маг-
нетит имеет период решетки а = 8,38 А, что вполне соответствует литера-
турным данным для чистого магнетита [172]. Эти данные позволили заклю-
чить, что при умеренных температурах в решетке магнетита не замечено
растворения других компонентов в количествах, влияющих на изменения
решетки. Но магнетит в процессе спекания естественных титаномагнетитов
и образования искусственных вступает во взаимодействие с газообразной
и жидкой силикатной фазой (расплавом). Газообразная фаза при агло-
мерации очень изменяется от сильно восстановительной в локальном объе-
ме до сильно окислительной. Об этом свидетельствует металлическое на-
углероженное железо и аносовит, которые могли образоваться в восста-
новительных условиях, и образование вторичного гематита в окислитель-
ных условиях. Указанные изменения несомненно протекают с участием
магнетита, но носят локальный характер и связаны с неравномерностью
распределения углерода в первом случае или сильно развитым контактом
расплава и нагретого до высокой температуры магнетита с окислительной
атмосферой на стадии разкого охлаждения ’’агломерационного пирога”.
Однако в процессе спекания возможен иного характера процесс, который
57
может охватывать весь объем спекаемого материала и протекать на границе
жидкой стекловидной и твердой фаз. Имеется в виду взаимодйствие маг-
нетита с оксидом кремния с образованием гематита, который ограниченно
растворяется в стекле и в значительных количествах в ильмените. Этот
процесс обусловливает повсеместное появление твердого раствора гематита
в ильмените, обладающего, видимо, большей текучестью и смачиваемостью,
что и определяет прочностные свойства титаномагнетитового агломерата,
Возможность развития указанного взаимодействия подтверждается термо-
динамическим анализом — определением вероятности протекания предпо-
лагаемых реакций. Определение энергии Гиббса (на моль твердого реаген-
та) произведено для следующих элементарных реакций:
FeO • TiO2 + 1 /2 О2 = TiO2 + 1 /2 Fe2 О3, (2.1)
AGj =-30654 + 16,7 Т,
Fe3O4 + l/4O2 =3/2Fe2O3, (2.2)
AG° = -29800 + 16,8 T,
FeO • TiO2 + 1 /6 O2 = 1/3 Fe3 O4 + TiO2, (2.3)
AG° =-20717 + 11,1 T,
Fe3O4 + 1 /2 SiO2 = 1 /2 (2 FeO ' SiO2) + Fe2 O3, (2.4)
ДСр = 3052-4,58 T.
Для реакции (2.4) после появления жидкой стеловидной фазы изме-
нив энергии Гиббса от температуры выражается следующим уравнением:
AG^ = -9052- 8,18 Т.
Термодинамический анализ возможности протекация представленных
выше реакций позволяет сделать вывод о вероятности протекания всех
рассматриваемых реакций. Однако наибольшую вероятность по сравнению
с другими имеет реакция (2.4). Возможность ее протекания значительно
увеличивается благорадя процессу растворения гематита в метатитанате
железа
Fe2O3 + FeO • TiO2 =Fe2O3 • FeO • TiO2 (2.5)
или
Fe2O3 = [Fe203]Feo-Tioa •
Реакции (2,1), (2.2) и (2.3) следует рассматривать как окислительные,
и их заметное развитие надо ожидать в основном по периферийным участ-
кам в местах контакта с кислородом газовой фазы, Проведенные исследо-
вания по окислению пудожгорского титаномагнетитового концентрата без
образования жидкой фазы показали, что твердый раствор гематита в иль-
мените не образуется, видимо, в основном из-за кинетических трудностей.
Объемному протеканию реакции (2.4) способствует значительная рас-
средоточенность силикатных минералов в шихтовой массе, что подтверж-
дается повсеместным практически полным исчезновением ильменита с
образованием твердого раствора и пористого магнетита из-за выплав-
ления ильменита. Указанная дефектность в магнетите способствует глубо-
кому проникновению газообразного восстановителя и улучшает его вос-
становимость.
58
Исходя из данных рентгенофазовых, минералогических и физико-хими-
ческих исследований процесс агломерации можно представить как последо-
вательность процессов, получающих развитие при спекании пудожгорских
титаномагнетитов.
Сжигание углерода (коксика) обусловливает развитие высоких темпе-
ратур, достаточных для сплавления силикатных минералов в стекловид-
ную жесткую фазу, которая взаимодействует с магнетитом и ильменитом
с образованием фаялита и твердого раствора гематита в ильмените. В про-
цессе агломерации температура приближается к температуре плавления
магнетита, который растворяется в стекле. При резком охлаждении, кото-
рое имеет место при остывании агломерата, магнетит кристаллизуется в
виде хорошо развитых ветвистых дендритов (см. рис. 4), При температур-
рах спекания ильменит замещается новой фазой твердого раствора гемати-
та в ильмените, и поэтому можно считать, что он претерпевает полную пе-
рекристаллизацию, В результате образуется титаномагнетитовый агло-
мерат — искусственный титаномагнетит, занимающий промежуточное по-
ложение между естественными крупно-и мелкокристаллическими титано-
магнетитами. Эта новая фаза выполняет роль связки наряду со стеклом для
зерен магнетита и вместе эти две фазы (их состав, распределение и физико-
химические свойства — жидкотекучесть и смачиваемость) определяют
прочность агломерата или другого спекаемого материала.
Появление псевдобрукита, как и гематита, свидетельствует о наличии
окислительных условий, особенно в конечный период спекания титаномаг-
нетитов. Но псевдобрукит представляет собой равновесие двух каноничес-
ких структур:
Fe2O3 • TiO2 2 2FeO • TiO2. (2.6)
Одна из них обычно называется псевдобрукитом, а вторая — ферропсев-
добрукитом [206]. Их равновесие — частный случай равновесия структур,
известных под названием железистого аносовита.
ВОССТАНОВЛЕНИЕ ПУДОЖГОРСКОГО АГЛОМЕРАТА
ОКСИДОМ УГЛЕРОДА
В исследованиях изучено влияние фазового состава титаномагнетитового
и магнетитового агломератов и температуры на процесс их восстановления
СО. Для исследований были взяты криворожский агломерат (13,44—SiO2;
2,29 - А12О3; 63,36 - Fe2O3; 17,04 - FeO; 1,30 - CaO; 0,36 - MgO;
0,90 — MnO; 0,03 — S и 0,11% — P2O5) и пудожгорские агломераты — силь-
но магнитная фракция с преобладанием в ее составе магнетита и слабомаг-
нитная фракция — ильменитовой фазы. Сопоставление их восстановления
при t = 800° С представлено на рис. 6.
Лучшей реакционной способностью (восстановимостью) обладает кри-
ворожский агломерат. Кривая восстановимости этого агломерата в прямо-
угольных координатах имеет вид плавной параболы. Пудожгорский агло-
мерат восстанавливается значительно хуже, особенно его слабомагнитная
фракция, обогащенная ильменитовой фазой, при этом чем больше в ее со-
ставе этой фазы, тем более четко наблюдается изменение характера кривой,
характеризующей восстановление.
59
Таблица 6
Равновесный состав газовой фазы при восстановлении
различных простых и сложных оксидов железа (в мае. %)
Реакция 700° С 900° С
CO | CO, CO co,
Fe3O„ + СОД:3 FeO + CO2 27,25 62,75 23,55 76,45
FeO + СО S Fe + СО3 59,50 40,50 68,20 31,80
FeO TiO2 + СО ?. FeO + TiO2 + СО, 99,50 0,50 99,15 0,85
Таблица 6 (окончание)
Реакция 1100°C 1300°C
co CO, CO CO,
Fe, 04 + CO X 3 FeO + CO, 14,00 86,00 9,00 91,00
FeO + CO £ Fe + CO, 73,80 26,20 76,70 24,00
FeO TiO, + CO FeO + TiO, + CO, 99,06 0,94 98,04 1,94
Таблица 7
Значение констант процесса восстановления
пудожгорских агломератов
Темпера- тура, ° С Скоростные константы процесса восстановления
Пористый агло- мерат № 1 Пористый агломе- рат № 2 Плотный агломерат
До I после 1 До I пе- До П После II До I До П После II
перело- ма перело- ма релома перело- ма перелома перелома ^перелома перелома
Фр акция 2 — 3 мм
800 28,2 — 23,8 — — 16,40 — —
900 41,7 54,0 45,5 61,5 36,3 — 36,7 23,6
1000 24,4 33,8 14,5 34,3 — — 22,0 18,1
1100 45,0 47,5 21,7 39,2 - 14,30 25,0 -
Фракция 6 мм
800 8,1 — 3,68 — — 4,06 — —
900 20,3 38,7 12,85 22,5 — 21,70 26,7 10,0
1000 34,4 45,5 10,00 45,0 — 7,00 6,3 —
1100 14,8 36,8 20,00 32,3 - 7,'50 10,0 -
60
Рис. 6. Реакционная способность агломерата и магнетита
1 — агломерат; 2 — магнетит
Изучение полированных шлифов полувосстановленного агломерата по-
казывает, что до момента ’’перелома” происходит восстановление только
магнетита (см. рис. 7), а после перелома одновременное восстановление
магнетита и ильменитовой фазы.
Такое поведение ильменитовой фазы в процессе восстановления титано-
Табпица8
Координаты (%; т, мин) переломов прямых, характеризующих
процесс восстановления пудожгорских агломератов
Размер зерен, мм Температура, °C Агломерат
Пористый № 1 Пористый № 2 Плотный
% т % .7 т
2-3 900 36,8 37,5 29,2 20,0 —
1000 33,8 55,0 27,8 35,0 — —
1100 27,5 45,0 22,3 25 - -
6 900 36,8 80,0 27,3 20,0 17,3 60,0
1000 36,8 70,0 20,0 35,0 15,8 52,0
1100 32,7 79 15,8 30 15,8 20,0
61
Р и с. 7. Температурная зависимость вос-
становления агломерата (7) и магнети-
та (2)
магнетитового агломерата, очевидно,
объясняется тем, что внутри зерна
пудожгорского агломерата в реак-
ционной зоне образуется газовая фа-
за, при которой восстановление иль-
менитовой фазы не происходит [204].
Поскольку, как показали термодина-
мические данные, характеризующие
процесс восстановления, реакция вос-
становления ильменита весьма чувст-
вительная к небольшим количествам
СО2 в газовой фазе (табл. 6), то этим,
видимо, следует объяснять торможе-
ние его восстановления при одновре-
менном протекании восстановления
ильменита, магнетита и вюстита.
переломы” на прямых, характеризую-
щих процесс восстановления, с изменением температуры смещаются в сто-
рону снижения степени восстановления (табл. 6, 7). На отмеченное смеще-
ние также оказывают заметное влияние пористость и величина рудных зе-
рен. Так, например, увеличение плотности смещает его в сторону сниже-
ния процента восстановления, причем возрастание величины зерен (с 2—3
до 6 мм) уменьшает влияние этого фактора (табл. 7, 8).
Такая зависимость положения ’’перелома” от измельченности материала
может быть объяснена влиянием физического состояния материала (по-
ристости) на макродиффузию СО и СО2 внутри зерна агломерата. Из-
вестно, что молекула СО2 обладает большими размерами и имеет большую
склонность к адсорбции по сравнению с СО, поэтому с возрастанием порис-
тости возрастает количество адсорбированного СО2. Что касается величины
зерен, то с возрастанием последней увеличивается путь диффузии восстано-
вителя и газообразного продукта восстановления. Обратная диффузия СО2
протекает медленнее прямой диффузии СО, и это обстоятельство является
дополнительной возможностью к возрастанию парциального давления СО2
в зоне реакции. По мере того как реакция перемещается во внутрь рудного
зерна, на его периферийных участках парциальное давление СО2 уменьша-
ется, благодаря чему ильменит на этих участках начинает восстанавливать-
ся, что обусловливает возрастание углового коэффициента прямых восста-
новимости после первого ’’перелома” (рис. 7, табл. 5).
В результате проведенных исследований установлено, что величина зерна
рудного вещества влияет на внутризернистый состав газовой фазы и, следо-
вательно, на равновесные условия в зоне реакции. Оптимальный предел
крупности зерен в условиях лабораторных исследований 2-3 мм, дальней-
Р и с. 8. Сравнительное восстановление агломератов, ильменита и магнетита
а - 800° С; б - 900° С; в - 1000° С; г -1100° С
62
fffff
ffff
ffff
4-ff
Zff
ff
fffff
. ffff
I
i "
4ff
I
ff
fffff
ffff
ffff
4ff
Zff
ff
ffff
ffff
4ff
Zff
ff /ff Zff ffff 4ff ffff ffff Zff
Г о Магнетит - • Ильменит с Делом. Kpufcpa. _ о fl г лам. j/ / © fa fl им. лГ z e плитный fan a
TtfUfiUU мерит — A P'X— ti \ i \ I ,u
Й 11 11 11 11. V i i
tf &
__
— —J — — “1 >- — ~ i r >—=—
\\ I I I г 1
/ Л r=-=“ F
/-g^j
3 1 pl < 71 C ► >
— — “* _- — — —
r-**^ L j
II <^2*^1 — — < r- -< r
/ /jjf^
г 1
1
h -< < *
4
шее уменьшение их ведет к развитию поверхностных процессов, что при-
водит к ухудшению газопроницаемости и восстановимости.
Сопоставление реакционной способности агломерата и магнетита (рис. 6,
7) показывает, что магнетит в мелких фракциях до 12—14 мм обладает не-
сколько лучшей восстановимостью по сравнению с титаномагнетитовым аг-
ломератом, но с ростом величины зерен кривая восстановимости агломера-
тов имеет тенденцию к возрастанию, тогда как кривые магнетита — к сни-
жению восстановимости. Лучшее восстановление агломерата в более круп-
ных фракциях объясняется сильно развитой его пористостью, в то время как
худшая восстановимость в мелких зернах —более плотным строением [204].
Влияние температуры на процесс восстановления пудожгорских агломе-
ратов характеризуется сравнительными данными восстановления агломе-
ратов при t = 800, 900, 1000 и 1100° С (рис. 8).
Данные табл. 7, 8 показывают, что с ростом температуры процесс восста-
новления пудожгорского агломерата непрерывно ускоряется и при t =
= 900—1000° С скорость достигает максимальных значений. При t = 800° С
по реакционной способности пудожгорские агломераты занимают проме-
жуточное положение между магнетитсодержагцими рудными продуктами
(гороблагодатский магнетитовый концентрат и криворожский агломерат)
и ильменитом Ильменского месторождения. При t = 900° С самую низкую
реакционную способность имеет пудожгорский агломерат плотного строе-
ния, причем указанное обобщение остается справедливым и для t = 1000 и
1100°С. Наиболее высокую реакционную способность имеют все восста-
навливаемые агломераты и рудные вещества при t = 900°С. С дальнейшим
повышением температуры увеличивается реакционная способность только
ильменита и имеется тенденция снижения таковой для всех веществ из-за
развития процессов плавления, причем пористые пудожгорские агломераты
сохраняют реакционную способность всегда несколько более высокой по
сравнению с плотным агломератом. Представленные данные показывают,
что реакционная способность рудных веществ определяется в основном фи-
зическими характеристиками: плотностью восстанавливаемого вещества и
развитием процессов плавления — факторов, определяющих высокое диф-
фузионное сопротивление в процессе восстановления.
Изучение физико-химических изменений в процессе восстановления пу-
дожгорских агломератов дополняют данные кинетических исследований по
оценке их реакционной способности. Петрографические исследования пока-
зывают, что образование металлического железа происходит по всей легко-
доступной для восстановителя поверхности; причем процесс восстановле-
ния имеет направленное развитие от поверхности рудного зерна к центруй
в реакционной зоне в первую очередь восстанавливаются простые и слож-
ные оксиды с высокой склонностью к потере кислорода при их нагреве: ге-
матит, псевдобрукит, магнетит, ильменит, т.е. оксиды, для которых внут-
ренняя газовая фаза далека от равновесного состава.
Исследование полувосстановленных кристаллов псевдобрукита под мик-
роскопом при большом увеличении с иммерсией показывает, что восстанов-
ление связано как бы с распадом его молекулы на магнетит и ТЮ2. Магне-
тит, образующийся в результате указанного распада, восстанавливается до
металла с образованием псевдоморфозы железа по кристаллу псевдобру-
кита (рис. 9,й).
64
Рис. 9. Структура восстановленного агломерата
А — распад псевдобрукита (П) с образованием магнетита (М), (900° С, Х220,
отраж. свет); Б — восстановление с образованием псевдоморфозы металлического
железа (Ж); ильменит (И) не затронут восстановлением (800° С, X 220, отраж. свет)
>. Зак. 5 7
Восстановление магнетита на периферийных участках зерна всегда пред-
шествует восстановлению ильменита, даже тогда, когда ильменит образует
широкие окантовки вокруг зерен магнетита (рис. 9, Б).
Металлическое железо после восстановления магнетита чаще всего обра-
зует псевдоморфозу по магнетиту. После восстановления периферийных
участков зерна агломерата металлическое железо рекристаллизуется, обра-
зуя общий пористый металлический каркас. Наряду с восстановлением пе-
риферийные участки зерна — металлический каркас — насыщаются углеро-
дом за счет цементации оксидом углерода, поэтому в поляризационном све-
те металлическое железо обладает ясным двупреломлением. Восстановле-
ние ильменитовой фазы зависит от температуры. До t = 800° С ее восстанов-
ление в присутствии магнетита не происходит. При более высоких темпе-
ратурах (900—1100° С) восстановление ильменита в периферийном участке
зерна титаномагнетита не происходит только до первого ’’перелома” на пря-
мой, характеризующей развитие процесса восстановления. После ’’перело-
ма” начинается восстановление ильменита на периферийном участке титано-
магнетита и одновременно восстанавливается внутренняя часть зерна пудо-
жгорского агломерата.
Восстановление TiO2 в присутствии оксидов железа не обнаруживается
до t = 1100°С, при которой.заметно возрастает количество стекловатой фа-
зы с первыми иглами аносовита. Появление аносовита, в состав которого
входит трехвалентный титан, свидетельствует о том, что при этой темпера-
туре TiO2 претерпевает восстановление с образованием твердого раство-
ра — аносовита. Интересно отметить, что по степени рекристаллизации ме-
таллического железа можно судить о порядке температур в зоне реакции.
Рис. 9, А представляет микроструктуру восстановленного агломерата
при t = 800° С. Металлическое железо при t = 900°С образует рекристалли-
зованную глобулярную структуру. Восстановление агломерата при t =
= И 00° С протекает фронтально. Металлическое железо в момент восста-
новления рекристаллизуется и образует сплошной слой. Ильменит при
этих температурах полностью восстанавливается. Выход металлического
железа на периферию восстанавливаемых зерен и концентрирование его в
виде окантовок свидетельствует о том, что при определенных условиях
имеет место перенос восстановленного железа на периферию рудных зерен.
Отмеченный вынос металла осуществляется не только за счет развития яв-
ления диффузии, но и переноса металлических кластеров на периферию зер-
на подвижными вакансиями по механизму флотации. Микрообъекты метал-
лической фазы, выходя на поверхность, достраивают ее с образованием
Окантовки. Процесс объемного микропереноса вещества вакансиями может
получить развитие при высоких температурах, в случае пудожгорских тита-
номагнетитов — это температуры выше 1000° С.
Изучение восстановления пудожгорских агломератов при различных тем-
пературах показывает, что процесс восстановления сильно зависит от на-
чального шлакообразования.
Для сравнения рассмотрим размягчение невосстановленных пудожгорс-
ких агломератов. Прежде всего обращает внимание тот факт, что, несмотря
на одинаковый минералогический состав, агломераты, изготовленные в ла-
бораторных условиях, имеют различные температуры начального и общего
шлакообразования (табл. 9).
66
Таблица 9
Начальное шлакообразование в агломератах
Вид агломерата Температура начального шлако- образования, °C Разница тем- ператур, ° С
Начального плавления Общего шлако- образования
Агломерат пористый № 1, 1050 1215 165
МИСиС и ИМЕТ АН СССР Агломерат пористый № 2, 1025 1180 155
Механобр Агломерат плотный, Гороблаго- 1010 1105 95
датская фабрика Криворожский агломерат 960 1230 270
Такие колебания температур начального шлакообразования в основном
объясняются различным количественным соотношением силикатной фа-
зы — стекла. Так, например, гороблагодатский титаномагнетитовый агло-
мерат плотного строения, содержащий в своем составе большое количест-
во стекла, отличается низкими температурами начального шлакообразова-
ния. Процесс восстановления оказывает заметное влияние на первичное
шлакообразование (табл. 8). Количество стекловидной силикатной фазы,
которая оказывает заметное влияние на температуры начального шлакооб-
разования, почти до полного восстановления агломерата непрерывно увели-
чивается. Что касается температур начального плавления агломератов, то
она является функцией количества легкоплавкой (стекловидной) фазы и
для случая пудожгорских агломератов (табл. 10) имеет место заметное
снижение температуры начального размягчения по мере роста степени вое*
становления агломерата и увеличения количества стекловидной фазы.
Из литературных данных [208] известно, что при восстановлении чис-
тых оксидов и естественного магнетита, близкого по химическому составу
к чистому оксиду, обнаружен минимум восстановимости при t = 600—
700°С, который обусловлен рекристаллизацией образовавшегося железа.
Второй минимум восстановимости при t = 925-950° С некоторые авторы
[209] связывают с превращением a-Fe в y-Fe. Однако имеются другие ли-
тературные данные, опровергающие существование второго минимума и
доказывающие, что аустенитное превращение в железо не оказывает замет-
ного влияния на процесс восстановления.
Проведенные исследования процесса восстановления пудожгорского агло-
мерата указывают на то, что наличие второго температурного минимума в
развитии процессов восстановления рудного вещества связано с процессом
начального шлакообразования.
Как известно [204], процесс восстановления пудожгорских титаномаг-
нетитов характеризуется уравнением
В2=ах±Ь, (2.7)
где В — степень восстановления, %; айв — постоянные уравнения: а — ско-
ростная постоянная, в — постоянная, учитывающая сложность процесса
67
Таблица 10
Характеристика начального (.давления титакомггнетитового агломерата
Пористого строения Плотного строения
Степень восстанов- ления, % Температура началь- ного размягчения, Степень восстанов- ления, % Температура началь- ного размягчения, °C
0,0 1050 0,0 1010
10,0 950 11,5 970
23,0 930 25,0 940
32,0 910 36,0 900
43,0 900 42,0 900
51,0 900 55,0 900
65,0 900 65,0 900
70,0 890 72,0 910
82,0 930 82,5 910
90,0 970 95,0 920
97,0 980 98,0 950
восстановления титаномагнетитов и отражающая вклад в его развитие не
только диффузионных явлений, но и явлений химического характера. Так,
наличие на графиках восстановимости начальной ординаты с положитель-
ным знаком свидетельствует о том, что реакция в какой-то начальный про-
межуток времени находится в кинетической области. В условиях исследо-
вания положительное значение начальной ординаты, как будет показано
далее, характерно для восстановления титаномагнетитов твердым углеро-
дом. В случае восстановления СО значение начальной ординаты в зависи-
мости от температуры может быть либо отрицательным, либо приближает-
ся к нулю. И чем ближе ее значение к нулевому, тем больше начало опыта
совпадает с принятым началом отсчета процесса восстановления оксидов
титаномагнетита. В сильно пористых рудных материалах образуется внут-
ренняя газовая фаза переходного состава, которая может оказывать тормо-
зящее влияние на восстановление одних фаз и способствовать восстановле-
нию других. Опытное подтверждение этого факта в проведенных исследо-
ваниях — поведение ильменита в процессе его совместного восстановле-
ния с магнетитом. Отрицательное значение начальной ординаты при опреде-
ленных условиях, возможно, является в какой-то мере количественной ха-
рактеристикой периода, когда кинетика реакции существенно зависит от
равновесных условий. Температурная зависимость постоянных уравнения
восстановления титаномагнетитов может быть использована для оценки
энергии активации процесса восстановления.
Проведенные исследования по восстановлению ильменита и магнетита
показали, что до температуры начала шлакообразования угловые коэф-
фициенты прямых, характеризующих восстановление руды и агломерата,
изменяются с температурой в соответствии с известными кинетическими
зависимостями. Так, соблюдается линейная зависимость между Iga— 1/Т
(в координатах Аррениуса).
68
Таблица 11
Оценка энергии активации (кал,моль), процесса восстановления ильменита и
магнетита различных фракций
Размер зерен, мм
2-3 6 9 12 14
Минерал Определение энергии активации
по начальной ординате по угловым коэффициентам прямых восстановимости до первого перелома
Ильменит Магнетит 30 500 19 500 29 400 14 750 19 600 13 400 12 000 11 000
В табл. 11 показано, что при величине зерен 2--3 мм начальный период
процесса восстановления характеризуется максимальным значением энергии
активации, которое, очевидно, отвечает кинетическим условиям опыта. На-
чиная с размера зерен 9 мм энергия активации снижается до минимального
значения — диффузионные условия опыта и процесс восстановления с нача-
ла опыта находятся в диффузионной области. В промежутке между ними
существует область меняющихся значений энергии активации, которая от-
носится, видимо, к переходным условиям, характерным для процесса вос-
становления.
ВОССТАНОВЛЕНИЕ ПУДОЖГОРСКОГО АГЛОМЕРАТА
ТВЕРДЫМ УГЛЕРОДОМ
Восстановлению твердым углеродом подвергали все разновидности пу-
дожгорского агломерата и концентрат. В качестве восстановителя был
взят кузнецкий кокс, который предварительно обжигали в течение часа
в вакуумной печи при t = 1500° С для удаления летучих. Его технологичес-
кий состав (в мае. %) - 13,5 золы, 84,95 нелетучего углерода, 1,0 летучих,
0,55 серы общей и 3 влаги. Все материалы перед исследованием измельчали
до 100 меш, затем брикетировали на лабораторном двухтонном прессе.
Масса брикета 1,2 г. Избыток углерода в брикетах устанавливался опыт-
ным путем и составлял 1,3. Оптимальное давление 100 ати, расход нейтраль-
ного очищенного газа — 6 л/ч.
Брикетирование шихты проводили во влажном состоянии с последую-
щей сушкой брикетов в сушильном шкафу в течение 4—5 ч при t = 105—
130° С до постоянного веса.
Для восстановления брикетов использовали ту же установку, что и при
восстановлении агломератов СО, но вместо оксида углерода использовали
нейтральный газ — азот, предварительно тщательно очищенный от следов
кислорода.
Восстановление пудожгорского концентрата и агломератов твердым уг-
леродом в сильной степени зависит от температуры (рис. 10), что особенно
проявляется при аноморфировании кривых восстановимости. Результаты
69
Рис. 10. Зависимость степени восстановления (а) пудожгорских титаномагнетитовых
концентратов (7) и агломерата (2) твердым углеродом от времени (т) и температуры
такой операции для случая восстановления концентрата и пористого агло-
мерата представлены на рис. 10, б. Как и в случае восстановления газо-
образным восстановителем, прямые восстановимости твердым углеро-
дом отличаются одна от другой величиной угла наклона и начальной орди-
наты, которые возрастают с ростом температуры. Однако в отличие от
восстановления титаномагнетитов оксидом углерода при восстановлении
последних твердым углеродом начальная ордината имеет всегда положи-
тельное значение. При t = 800°С восстановление Fe2O3 протекает только
до Fe3O4. Проведенные структурно-минералогические исследования частич-
но восстановленных брикетов показывают, что при t = 800°С металличе-
ское железо не образуется. Ильменитовая фаза, которая до восстановле-
ния имеет более высокую отражательную способность, снижает ее после
восстановления и становится неотличимой от магнетита без анализатора.
Изменение отражательной способности ильменита можно объяснить восста-
новлением растворенного гематита до магнетита, причем самостоятельной
фазы магнетита в зернах твердого раствора не обнаружено.
Заметное развитие восстановление твердым углеродом получает при
t > 1000°С, когда потеря кислорода составляет 25% за 45 мин, тогда как
за 5 мин при t = 1100°С - 30-35% и при t = 1200°С - 55-65%. Брикеты,
изготовленные из более плотного вещества — пудожгорского агломерата,
отличает при всех температурах отставание их восстановления от естествен-
ных титаномагнетитов — пудожгорского концентрата (рис. 10) .
Наряду с возрастанием восстановимости с ростом температуры заметно
возрастает прочность брикетов, особенно начиная с t = 1000 С, когда появ-
ляется металлическое железо, которое в результате рекристаллизации
цементирует частицы брикета металлическим каркасом, придавая ему
прочность. При t = 1100°С и особенно 1200°С брикеты, подвергнутые вос-
становлению, получают в качестве дополнительного связующего жидкую
шлаковую фазу, которая при охлаждении их цементирует. Начиная с t =
70
= 1100°С в ней обнаруживается аносовит — новая титановая фаза, откры-
тая в ИМЕТ АН СССР учениками академика Э.В. Брицке в 1948 г.
По температурной зависимости постоянных уравнения, характеризую-
щего процесс восстановления, применяя метод аноморфирования кривых
восстановления пудожгорских титаномагнетитов, был выявлен сложный
характер этого процесса. Так, было показано, что в условиях одного опыта
реакция восстановления оксидов титаномагнетитов проходит в своем раз-
витии через кинетическую, переходную и диффузионную области, посколь-
ку энергия активации процесса изменяется от величины 67500 кал/моль,
определенной по температурной зависимости значений начальной ординаты,
до 39000 и далее до величины 16000 кал/моль, определенной по темпера-
турной зависимости скоростной константы процесса до первого перелома
и второго перелома прямых, характеризующих процесс восстановления
пудожгорских титаномагнетитов.
Постепенное уменьшение энергии активации по мере протекания про-
цесса является доказательством того, что в условиях одного опыта вос-
становление может протекать последовательно через все три области:
кинетическую, переходную и диффузионную. Графически это можно пред-
ставить различно: например, в прямоугольных координатах % — время:
переход в промежуточную или диффузионную области осуществляется не-
прерывным изменением функции на кривой восстановимости (точка
сопряжения прямолинейного участка и параболы, см. рис. 10, а). То же,
выраженное прямолинейной зависимостью (рис. 10, б), отражает постепен-
ный переход процесса из одной области в другую, что подчеркивается сле-
дующими графическими особенностями: начальная ордината определяет
количество кислорода, отнятого в кинетической области, до первого и
после первого перелома прямых, характеризующих процесс в переходной
и диффузионной области (рис. 10). Общий характер развития процесса
восстановления выражается уравнением восстановления рудного вещества
(2.7), которое обобщенно характеризует процесс восстановления пудож-
горских титаномагнетитов твердым углеродом как последовательно про-
ходящий в условиях одного опыта через кинетическую, переходную и
диффузионные области. Такая интерпретация развития процесса открывает
возможность определить условия интенсификации технологического про-
цесса — проведением его в кинетической области — или торможения его
развития переводом процесса в диффузионную область. Для уменьшения
влияния диффузионного фактора на весь процесс в целом и ускорение
процесса восстановления оксидов железа, как показали проведенные
исследования по восстановлению оксидов твердым углеродом, большое
значение имеет брикетирование пудожгорского концентрата. В этом слу-
чае процесс восстановления приближается к кинетическим условиям и
достигается интенсификация рудовосстановительной плавки.
ВЫВОДЫ
1. Пудожгорские агломераты трудно восстанавливаются оксидом угле-
рода. В области t = 1000—1200°С они обладают лучшей восстановимостью
по сравнению с криворожским агломератом и магнетитом (гора Благо-
дать). При более низких температурах (г = 900-800°С) их восстанови-
71
мость снижается и они восстанавливаются хуже магнетита (гора Благо-
дать) и криворожского агломерата.
2. Лучшая восстановимость пудожгорских агломератов при более высо-
ких температурах объясняется наличием в их составе ильменитовой фазы,
которая в мономинеральном виде обнаруживает непрерывный рост восста-
новимости и имеет высокую температуру начального шлакообразования.
3. В условиях проведенных исследований до t = 800°С ильменит не вос-
станавливается.
4. Процессы восстановления и начального шлакообразования взаимно
влияют друг на друга. Начальное шлакообразование ограничивает развитие
процессов восстановления, что приводит к появлению минимума на кривой
восстановимости при t > 1000°С. Возрастание степени восстановления аг-
ломератов и железных руд снижает температуру образования первичного
железистого шлака. Например, при степени восстановления 0,50—0,60 тем-
пература образования первичного шлака снижается на 80—120°С.
5. Первые легкоплавкие шлаки образуются при t = 950-1050°С. Однако
первичный железистый шлак обнаруживается при t = 1150-1250°С.
6. Брикеты, полученные из пудожгорских титаномагнетитов, обладают
интенсивной восстановимостью при t = 1100—1200°С, причем лучшей
восстановимостью обладает пудожгорский концентрат.
7. Аноморфирование кривых восстановления позволяет вскрыть слож-
ный кинетический характер процесса восстановления в реальных условиях
и представить его как последовательно протекающий через кинетическую,
переходную и диффузионную области. Такой последовательный переход
процесса из одной области в другую подтверждается изменением энергии
активации, причем кинетической и переходной областям отвечает опреде-
ленное значение энергии активации, а диффузионной — ряд значений энер-
гии активации.
8. На основе аналитического исследования уравнения восстановления
был установлен физический смысл постоянных коэффициентов этого урав-
нения. Так, например, угловой коэффициент (а) пропорционален кажущей-
ся величине коэффициента диффузии в условиях опыта. Начальная ордина-
та (Z>) пропорциональна количеству кислорода, отнятого в кинетической
области. Исходя из этого а называется диффузионной постоянной (кон-
стантой), а Ъ — кинетической постоянной (константой) процесса восста-
новления.
9. Особенность восстановления титаномагнетитов твердым углеродом
в брикетах — сравнительно длительное восстановление их в кинетических
условиях.
10. Теоретический анализ и лабораторные исследования позволяют на-
метить пути интенсификации процессов восстановления руд и агломератов
за счет увеличения времени протекания восстановительных процессов в ки-
нетических условиях при высоких температурах. Актуальное мероприятие
в этом направлении — брикетирование титаномагнетитов в смеси с твердым
восстановителем.
ИССЛЕДОВАНИЕ ПРОЦЕССА ПЛАВКИ ТИТАНОМАГНЕТИТОВ
В РУДНОВОССТАНОВИТЕЛЬНЫХ ЭЛЕКТРОПЕЧАХ
(лабораторные исследования)
Как известно, в конце 90-х годов прошлого столетия А. Росси в резуль-
тате лабораторных и опытно-промышленных исследований сделал выводы
о том, что шлаки, содержащие до 40% TiO2, могут быть достаточно плавки-
ми и жидкими при соответствующих условиях [9]. Однако не было четкой
ясности, какими должны быть эти условия. Кроме того, считалось, что
условия плавки титаномагнетитов в электропечах могут быть более близ-
кими к тем, которые обеспечивают успешный передел титаномагнетитов.
Б связи с этим были сделаны пробные опыты А. Стенсфельда в 1915 г.
[150] и В. Годвина в 1920 г. [210], которые действительно подтвердили
это предположение. В последнем случае были получены шлаки, содержа-
щие до 25% ТЮ2, и металлическая фаза с содержанием до 2,5% углерода.
Эти плавки проводили на древесном угле. В дальнейшем в нашей стране
электроплавка титаномагнетитов исследовалась сотрудниками под руко-
водством академиков М.А. Павлова и Э.В. Брицке.
Опытные плавки пудожгорских титаномагнетитов в Лениградском
институте металлов проводились в 1933 г. под руководством академика
М.А. Павлова, а в 1935 г. — под руководством профессора М.С. Макси-
менко. Опытные плавки в 1933 г. проводили в однофазной лабораторной
электропечи мощностью 100 кВа. Сырая руда, предназначенная для опытов,
содержала (в мае. %) : 27,6 — SiO2; 7,6 — TiO2; 10 — А120з; 2,97 — СаО;
3,06 — MgO; 23 — Ге20з и 20,8 — FeO. Для опытов был изготовлен кон-
центрат (и агломерат из него) двух сортов:
а) из руды, измельченной перед электромагнитным обогащением до
зерен величиной —1 мм, с содержанием (в мае. %): 45,5 — Fe; 15,63 —
TiO2; 14,87 - SiO2 и 0,94 - V2O5;
б) из руды, измельченной до —0,1 мм, с содержанием (в мае.%):
56,77 -Fe; 14,19 — TiO2; 4,22 — S1O2; 1,85 - MgO и 1,082 - V2O5 и сле-
дов S и Р.
В качестве восстановителя применяли древесный уголь низкого качест-
ва с содержанием 55—61% нелетучего углерода, флюсом служили извест-
няк и известь. При плавке концентрата дробления —1 мм были получены
шлаки с содержанием (в мае. %): 27,6—28,8 — TiO2; 27,1—29,8 — SiO2;
27,4-32,3 - СаО; 2,2-5,03 - MgO; 2,6-5,81 - FeO и 0,48-0,56 - V2O5.
Эти шлаки свободно вытекали из печи. Чугун содержал 0,8—0,9 % Si и
0,6-0,7% V. Температура шлака была 1470-1510°С, чугуна - 1380—1410°С.
На концентрате дробления —0,1 мм и агломерате из него было проведе-
но три плавки. Для первой плавки расчетный состав шлака был следую-
щий (в мае. %) : 12,5 — SiO2; 50,0 — TiO2; 33,2 — СаО; 1,8 — MgO и 2,4 —
А12О3. Шлак такого состава был настолько густым, что ведение плавки
оказалось невозможным. Добавка плавикового шпата не снизила и, конеч-
но, не могла снизить вязкости этого шлака. После добавки песка стал
жидким лишь только верхний слой шлака. Плавка была прекращена. Вто-
рую плавку вели с большим количеством древесного угля и на более
высокой мощности при том же составе шлака. Результат оказался анало-
гичным предыдущему, и плавка также была прекращена. Третья плавка
73
была проведена на шлаках следующего расчетного состава (в мае. %) :
37,7 — Т102; 25,2 — SiO2; 33,7 — СаО и 1,3 — MgO, количество шлака —
0,81 на единицу чугуна. Загрузка состояла (в кт) : 100 - концентрат; 15 -
известь; 7 - песок и 50 — древесный уголь. Шлаки этой плавки свободно
вытекали из печи.
За 12 плавок получили 672 кт чугуна и 557 кт шлака. Эти опыты, по
времени весьма непродолжительные, не могли дать ответа на вопрос о
возможности длительной бесперебойной плавки титаномагнетитов в элек-
тропечах. Однако они еще раз показали возможность работы на высоко-
титанистых шлаках.
Опытная электроплавка пудожгорских титаномагнетитов в Институте
ЦНИИЧМ проводилась в 1949 г. под руководством академика Э.В. Бриц-
ке. Были проведены плавки в опытном цехе Института ЦНИИЧМ. Работы
проводили стремясь достичь равномерного распределения мощности по
сечению электропечи в условиях больших токовых нагрузок, так как
считалось, что в условиях такого электрического режима (так называемый
бездуговой режим) не будет перегрева шихты и тем самым будет исключе-
на возможность развития реакций, ведущих к образованию карбидов
титана. При проведении плавок был использован титаномагнетитовый
агломерат следующего состава (в мае. %): 51,59 - Беобщ; 22,25 - FeO;
49,53 — Fe2O3; 15,54 — TiO2; 1,17 — Р2О5 и 0,5 — МпО. В качестве флю-
сующих добавок использовали известь, содержащую (в мае. %) : 90 - СаО;
4 — SiO2; 2 — А12О3 и 4 — СО2. Восстановителем был кемеровский кокс
(в мае. %) : 85 — Сн; 13,5 — зола и 0,5 — S. Плавку вели в печи с большой
удельной мощностью, имеющую малую ванну (150 X 270 мм). Два электро-
да имели диаметр 80 мм. Печь была весьма чувствительна к изменениям
электрического режима, и в ней очень трудно было выплавлять малокрем-
нистьп чугун.
Первые плавки были поисковыми и велись на низком напряжении в
30—35 В при силе тока 500—600 А. Первые шлаки оказались холодными,
железистыми и пенящимися на выпуске. Восстановление ванадия в чугун
было незначительным. В течение трех выпусков был установлен режим
плавки " метод контроля хода процесса. С четвертого выпуска перешли
на более горячий ход печи и установили следующий порядок плавки:
загрузку производили в течение 45—50 мин (напряжение 35В), процесс
плавки одной колоши шихты продолжался 1 ч 50 м — 2 ч (включая и
выпуск); после окончания загрузки шихты напряжение поднимали до
48В и за 10 мин до выпуска снова поднимали напряжение до 65 В для пере-
грева.
Начиная с четвертой плавки выпускали горячий плотный шлак. Кон-
троль хода процесса осуществляли следующим образом: за 10 мин до вы-
пуска на кончик железного стержня брали пробу шлака и стержень со
шлаком немедленно погружали в воду. По мере уменьшения FeO в шлаке
его наружная (окисленная) поверхность приобретала темно-коричневый,
светло-коричневый, темно-кремовый и, наконец, светло-кремовый цвет.
Это было верным признаком окончания процесса восстановления Fe в рас-
плаве. Такой шлак был плотным и горячим. Впоследствии путем анали-
зов было установлено, что черный цвет железистого высокотитанистого
шлака на его окисленной поверхности постепенно заменялся кремовым
74
Таблица 12
Химический анализ чугуна и титанистого шлака
Плавка Чугун, мас.%
Si V Ti S Р
4 0,06 0,26 — 0,090 0,035
5 0,51 0,74 0,35 0,038 0,044
6 0,80 0,86 - 0,028 0,038
7 0,97 1,05 — 0,038 0,028
8 1,00 0,88 0,54 0,028 0,039
9 0,40 0,78 0,48 0,039 0,040
Таблица 12 (окончание)
Плавка Шлак, мае. %
SiOj TiOa СаО FeO
4 24,38 37,27 19,45 4,47
5 26,54 34,77 22,05 3,92
6 26,64 38,64 23,30 1,22
7 24,06 36,83 25,00 1,22
8 22,92 37,25 23,55 1,74
9 22,60 41,02 23,60 2,52
по мере снижения содержания FeO в шлаке с 5 до 1% (кремовый цвет
поверхности такого шлака объясняется переходом Ti2O3 в TiO2 при окис-
лении). Такой быстрый способ контроля хода процесса оказался весьма
эффективными давал безошибочные результаты.
Как видно из табл. 12, полученные чугуны имеют повышенное содер-
жание St Наибольшее восстановление ванадия достигается при более
горячем ходе печи. Однако и при таком ходе высокотитанистые шлаки
имели хорошую текучесть и были устойчивыми в пределах 1550—1400°С.
Петрографическое исследование шлаков показало, что они состоят в
основном из аносовита и силикатного минерала титанавгита. Содержание
перовскита в этих шлаках обычно не превышает 5—10%, хотя содержание
в них СаО достигает 25% и перовскит должен был бы кристаллизоваться
в значительных количествах.
Как известно, значительное содержание перовскита в шлаках — основная
причина их резкой кристаллизации (короткие шлаки). Особое влияние
на образование перовскита оказывает отношение Ti2O3/TiO2 в шлаке.
Чем больше Ti2O3 в шлаке, тем меньше, очевидно, в нем будет перовскита
л больше аносовита. Развитие процессов восстановления TiO2 до Ti2O3 при
относительно невысоких температурах (t = 1100—1200°С) ограничивает об-
разование перовскита. Он может образоваться в незначительных количест-
вах в твердой фазе — все это способствует улучшению физико-химических
75
свойств шлака. Этот процесс, оцевидно, и имел место при плавке пудожгор-
ского агломерата. Титан в шлаке находился в основном в виде самостоя-
тельной фазы аносовита.
Вторая серия плавок была проведена в электропечи, размеры ванны
которой были на 25—30% более, чем в первой серии. Электроды имели
диаметр 75 мм. Всего было проведено шесть плавок и проплавлено 72 кг
агломерата, причем в одной из плавок в качестве восстановителя исполь-
зовался торфяной кокс.
Основная задача этой серии опытов — определение условий максималь-
ного перехода ванадия в чугун при низком содержании в нем кремния.
Эти исследования показали, что наиболее благоприятные условия для раз-
дельного восстановления в чугун ванадия и кремния создаются при холод-
ном ходе печи и работе с проплавлением. Большое значение имеет также
основность шлака: повышение содержания суммы СаО + MgO в шлаке
способствует переходу ванадия в чугун.
Результаты этих опытов позволяют сделать следующие выводы:
1. Титаномагнетитовые агломераты обладают хорошими металлурги-
ческими свойствами, поэтому они оказывают большое влияние на ход
процесса восстановления в печи.
2. При охлаждении высокотитанистого шлака в нем кристаллизуются
главным образом две шлаковые фазы: аносовит и титанавгит. Количество
перовскита в шлаке не превышает 5—10%. При снижении содержания СаО
ниже 18% перовскит в шлаке не кристаллизуется.
3. Получен высокотитанистый ишак, содержащий до 40% ТЮ2. Физи-
ко-химические свойства этого шлака позволяют вести электроплавку аг-
ломерированных пудожгорских титаномагнетитов без всяких затруднений
в ходе процесса.
4. Показана возможность извлечения ванадия в чугун до 80%.
Исследование процессов восстановления и шлакообразования при опыт-
ной плавке пудожгорских титаномагнетитов (по работам ИМЕТ АП СССР).
Опытные плавки проводили на титанистых и титанавгитных шлаках. Для
плавок использовали шихтовые, материалы: плотный агломерат, кузнецкий
коксик, химически чистые оксиды кальция и магния. Соотношение компо-
нентов шихты на единицу чугуна в зависимости от типа шлака было следую-
щее (табл. 13).
Крупные фракции агломерата и коксика дробили до размера 30 меш,
затем тщательно смешивали в определенных пропорциях и нагревали с
постоянной скоростью до t = 4°С/мин. Подготовленную шихту (35-45 г)
помещали в графитовые тигли удлиненного вида, шесть штук которых ус-
танавливали в большой графитовый цилиндр, находящийся в индукторе
высокочастотного генератора Л-60.
Для измерения температуры ислользовали графито-вольфрамовую тер-
мопару, которую помещали в центральный тигель графитового цилиндра.
Градуировку графито-вольфрамовой термопары производили по платино-
платинородиевой термопаре, отградуированной по чистым металлам. Тем-
пературу выше 1650° С определяли по градуировочной прямой, экстраполи-
рованной в область более высоких температур. Все графитовые тигли с
шихтой нагревали в одинаковых условиях, при достижении t = 1100, 1200,
76
Таблица 13
Состав шихты для выплавки титановых шлаков
Тип шлака Агломерат Коксик СаО MgO
Титанистый 1,82 0,30 0,09
Титанавгитный 1,82 0,30 0,06 0,03
1300, 1400, 1500 и 1600°С извлекали и закаляли на воздухе. Всего было
проведено 50 плавок.
В результате проведенных исследований образцов шихтовых материалов
и шлаков установлено, что при t = 1100°С основное развитие получают
процессы восстановления оксидов железа. Минералогически это представ-
лено псевдоморфозой тонкодисперсного металлического железа по магне-
титу. Шлакообразование при этой температуре получает ограниченное раз-
витие и минералогически выражается незначительным увеличением отно-
сительного количества стекловатой фазы. При достижении t = 1200° С
металлическое железо на участках восстановленных зерен магнетита претер-
певает полную перекристаллизацию. В стекле обнаруживаются тонкие иг-
лы нового минерала аносовита, который обладает слабым двупреломле-
нием. Кристаллизация в стекле аносовита указывает на заметное восста-
новление при этой температуре Ti (IV) до более низкой валентности. При
t = 1300° С существенных изменений в минералогическом составе шлака
не наблюдается. Количество аносовита и стекловатой фазы заметно возрас-
тает. Последняя полностью заполняет поры и трещины в сохранившихся
зернах магнетита. Аносовит титанистого шлака при t = 1300°С в скрещен-
ных николях обладает ясной анизотропией. При t = 1400°С восстановление
магнетита заканчивается. В шлаке кристаллизуется основная фаза — аносо-
вит двух разновидностей: в форме тонких иголок и небольших пластинок.
Оптические свойства аносовита, который кристаллизуется в титанистом
шлаке, претерпевают заметное изменение: наряду с ясным двупрелом-
лением аносовит обладает слабым цветным эффектом отражения от серо-
го до розового цвета в скрещенных николях. В титанавгитном шлаке при
t = 1400°С изменение оптических свойств не обнаружено. Что касается дру-
гих минералогических фаз — титанита и титанавгита, то их кристаллиза-
ции в шлаках не происходит и объясняется это резкой закалкой шлака
при охлаждении. Дальнейшее увеличение t до 1500°С не изменяет минера-
логического состава шлака, однако оптические свойства аносовита претер-
певают заметное изменение. В титанистом шлаке как игольчатая, так и
пластинчатая разновидности аносовита наряду с резкой анизотропией об-
ладают заметным цветным эффектом отражения от синего до лилового
цвета.
В титанавгитном шлаке также происходит изменение оптических свойств
аносовита. К t = 1500°С он приобретает новое оптическое свойство - цвет-
ной эффект отражения от серого до голубого цвета. При t = 1600°С в шла-
ках увеличиваются размеры пластинчатого аносовита, который образует
большие удлиненные агрегаты в виде пластинок. В титанистом шлаке ано-
совит при t = 1600“С обладает, кроме ранее указанных оптических свойств
77
(сильная анизотропия и цветной эффект отражения), также заметным
двуотражением.
В условиях титанавгитной плавки оптические свойства аносовита прояв-
ляются менее резко и в каждом частном случае при более высоких темпе-
ратурах по сравнению с титанистой плавкой. Таким образом, наличие в со-
ставе титанавгитных шлаков свыше 5% MgO заметно отражается на опти-
ческих свойствах аносовита. Это связано с тем, что оксид магния частично
входит в решетку аносовита [211]. Если оптические свойства минерала —
функция его состава [212], то их изменение в аносовите свидетельствует
о переменном его составе, что и согласуется с химической формулой аносо-
вита [213].
ХАРАКТЕР ВОССТАНОВЛЕНИЯ КРЕМНИЯ, ТИТАНА И ВАНАДИЯ
ПРИ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКЕ
ПУДОЖГОРСКИХ ТИТАНОМАГНЕТИТОВ
В этом процессе наряду с восстановлением оксидов железа и образовани-
ем металлической фазы происходит восстановление и концентрирование
в ней титана, кремния и ванадия. Закономерности восстановления этих эле-
ментов имеют большой практический интерес в .связи с требованием техно-
логии получить ванадиевый чугун с низким содержанием титана и кремния.
Этот чугун, как известно, используется для получения ванадиевых шлаков
в процессе окислительной плавки. Для решения поставленной задачи произ-
водили одновременно в одинаковых условиях несколько плавок в графи-
товых удлиненных тиглях, обогреваемых графитовым индуктором от
высокочастотного генератора 60 кВА.
Для плавки использовали пудожгорский агломерат плотной разновид-
ности, кузнецкий кокс и химичически чистую известь. Соотношение компо-
нентов шихты (в мае, %) было следующим: пудожгорский агломерат —
82,30; кузнецкий кокс — 13,60 и известь — 4,10. Всего было проведено
20 плавок, из них 10 с изотермической выдержкой при t = 1500 и 10 при
г = 1600°С.
Установленные пять графитовых тиглей одновременно нагревали в те-
чение 30 мин до температуры изотермической выдержки, после ее дости-
жения из тигля извлекали первый тигель, через каждые 10-15 мин извле-
кали последующие тигли и закаляли на воздухе. Образующаяся металличес-
кая фаза собиралась в нижней части графитового тигля, выполненного в ви-
де удлиненного цилиндрика (одна треть по высоте тигля) диаметром в
три раза меньше диаметра тигля, в котором проводили реакцию. Измель-
ченный шлак и чугунную стружку подвергали химическому анализу.
В результате изучения процессов восстановления пудожгорских титано-
магнетитов было установлено, что характер восстановления оксидов желе-
за на твердой стадии процесса в условиях одного опыта может быть описан
преобразованным уравнением диффузии, в котором изменение текущей
концентрации выражается кинетическим уравнением первого порядка
[204]. Ддя случая процессов, протекающих в жидкой ванне, изменение
концентрации восстановленного элемента в жидкой ванне выражается
уравнением первого порядка, что справедливо и для случая протекания
78
реакции в диффузионной области [207]. В этом случае изменение кон-
центрации элемента в жидкой ванне выражается уравнением lg С = кт, где
С — концентрация восстановленного элемента в металлической ванне к
моменту времени т.
Обработав опытные данные по изменению концентрации элементов во
времени в кооридинатах IgC — т, можно получить угловые коэффициен-
ты — скоростные константы, которые в диффузионной области пропорцио-
нальны коэффициенту диффузии восстановленного элемента в жидкой
ванне.
Наибольшее значение углового коэффициента имеет прямая восстанов-
ления кремния, что указывает на лучшее его восстановление по сравнению
с титаном, несмотря на большую концентрацию TiO2 в шлаке. Такое пове-
дение кремния в процессе восстановления согласуется с большей вероят-
ностью этого процесса по сравнению с восстановлением TiO2 твердым уг-
леродом. Восстановление ванадия также подчиняется уравнению, однако
с возрастанием продолжительности опыта намечается отклонение от ли-
нейной зависимости, что связано с практически полным восстановлением
ванадия и достижением равновесия реакции, по которой он восстанавли-
вается в жидкую металлическую ванну. Изменение t = с 1500 до 1600°С
мало влияет на развитие процессов восстановления рассматриваемых эле-
ментов, что подтверждает диффузионный характер развития этих процес-
сов. Степень восстановления рассматриваемых элементов в металлическую
ванну составил (в мае. %): для кремния - 0,06—0,27; титана — 0,04—
0,009 и ванадия - 0,5-0,90.
Процессы шлакообразования при плавке пудожгорских титаномагне-
титов. Различаются бедные титан со держащие шлаки, которые образуются
при доменной плавке бедных по ТЮ2 титаномагнетитовых концентратов,
и титанистые шлаки, получаемые при плавке богатых разностей титаномаг-
нетитов с добавками флюса. Исследования этих шлаков, проведенные
Э.В. Брицке и К.Х. Тагировым, показали, что технологические свойства
этих шлаков определяются при прочих равных условиях развитием вос-
становления TiO2 и взаимодействием разновалентного титана с образова-
нием фаз сложного состава. Они показали, что исследования, выполнен-
ные без учета этих процессов, и отношения Ti2O3/TiO2 (Э.В. Брицке)
не имеют практического значения. Специфика получения титанистых шла-
ков при доменной плавке состоит в том, что плавящиеся шлаки (первич-
ные шлаки) фильтруются через коксовую насадку, а в горне печи (конеч-
ные шлаки) находятся в постоянном контакте с коксом, поэтому они
непрерывно изменяют свой состав по мере восстановления Ti4+ ->Ti3+ ->
->Ti2+. Это отражается на технологических свойствах шлаков: плавкости,
электропроводности, текучести и кристаллизационной способности.
Э.В. Брицке и К.Х. Тагиров разработали методику изучения этих шла-
ков в лабораторных и заводских условиях, основанную на химико-петро-
графическом изучении состава шлаков, морфологии фаз, структур их
срастания и принципа соответствия вещественного состава лабораторных
и заводских татинистых шлаков не только по наличию этих фаз, но и по
их соотношению. Эта методика предполагает изучение закаленных и за-
кристаллизованных фаз, выделение фаз и определение их состава для то-
79
Рис. 11. Химический и минералогический состав синтетических лабораторных шла-
ков и шлаков опытныхдоменных плавок (А12О3 -17%,.. 4g0 -8%)
1 — Верхне-Туринский завод (опыты 1931 г.); 2 — Нижне-Тагильский завод (опыты
акад. Э.В. Брицке, 1932 г.); 3 - Нижне-Тагильский завод (опыты акад. М.А. Павлова,
1933 г.); 4 - Чусовской завод (опыты акад. Э.В. Брицке, 1939 г.); 5—Орджони-
кидзевский завод (Донбасс, опыты 1941 г.); 6 - лабораторные титанистые шлаки;
фазы обозначены буквами: Ас — аносовит; Б - байковит; 11 — перовскит; Ш — шпи-
нель; ТА — титанавгит; М — мелилит; С — стекло
го, чтобы определить направления процессов в шлаковых расплавах и
оценить основные технологические свойства — текучесть (формы выде-
ления фазы), кристаллизационную способность (структуры срастания),
возможную реакционную способность при их использовании, обогатимость
(извлечение отдельных фаз) и др.
Изучению были подвергнуты синтетические бедные титансодержащие
и титанистые шлаки в системах, отвечающих по составу (в мае. %):
17-0—А12О3; 8—0—MgO; 15-65-SiO2; 5-50-ТЮ2 и 10-45-СаО. Отно-
шение Э.В. Брицке изменялось в пределах 0,04—0,4. Доменные шлаки, от-
вечающие разрезу сложной системы при 17% А12О3 и 8% MgO, были на-
званы К.Х. Тагировым уральским типом шлаков. Разрезы при 17,9 и 7%
А12О3 и соответственно 8,6 и 3% MgO соответствовали шлакам, получен-
ным при плавке пудожгорских концентратов и их смеси с африкандскими
титаномагнетитами. Сопоставление синтетических и заводских шлаков
показало полное совпадение вещественного состава для шлаков всех
опытно-промышленных плавок титаномагнетитов в доменных печах
(рис. 11).
Для синтеза шлаковых систем использовали чистые оксиды, которые
обжигали до постоянного веса с целью удаления влаги и летучих составляю-
щих. Большое значение имеет тщательное усреднение (подготовка) сме-
80
Рис. 12. Диаграммы кристаллизации
первичной фазы из шлакового распла-
ва (среда восстановительная)
а — в части системы SiO 2 — ТЮ 2 —
А12О3 — СаО—MgO (А12Оэ - 17%, MgO -
8%) ; б — система та же (Д12 О3 - 7%,
MgO — 3%), в —в части системы SiO2
ТЮ2 - СаО.
сей, поскольку вторичная переплавка для усреднения титанатного распла-
ва не допускалась, чтобы не нарушать отношение академика Э.В. Брицке,
которое задавали определенной добавкой восстановителя (углерода).
После расплавления в печи шлаковый расплав перемешивали (это и была
закаленная проба), а затем кристаллизовали в течение 3—6 ч по заданно-
му режиму. Температуру измеряли платино-платинородиевой термопарой.
Плавкость шлаков оценивали по температурной зависимости вязкости
расплава. В одинаковых условиях одновременно расплавляли 56 синте-
тических смесей. Для каждой системы строились диаграммы кристалли-
зации первичной фазы (рис. 12) и полной кристаллизации расплава
(рис. 13).
В системе уральского типа шлаков (17% А12О3 и 8% MgO) в качестве
первичной фазы в области высоких концентраций СаО и ТЮ2 кристалли-
зуется перовскит, а при содержании > 20% Т102общ — аносовит. Плавкость
шлаков в этой системе значительно (на 200—250° С) превышает таковую в
той же системе, но не содержащей низших оксидов титана (см. рис. 13,а).
Вязкость расплава зависит от морфологии кристаллизующихся фаз. Более
высокую вязкость имеют обычно шлаки, в которых обнаруживается вет-
вистый перовскит (рис. 14). Таким образом, вязкость (текучесть) шла-
ков определяется кристаллизацией первичной фазы: так, ветвистые крис-
таллы перовскита увеличивают вязкость, а удлиненные агрегаты аносо-
вита (рис. 15) ее понижают. Диаграмма полной кристаллизации шлака ха-
6. Зак. 57
81
Рис. 13. Продукты кристаллизации расплавов в восстановительных условиях
а - в части системы SiO2-TiO2 - Al2 О3-CaO-MgO (А12 О3 — 17%, MgO — 8%)1
б — система та же (А12О3 — 12%, MgO — 8%); в — система та'же (А12О3 '
9%, MgO — 6%) ; г — система та же (А12 О3 —' 7%; MgO — 3%) ; д — в части систем**
SiO2 —TiO2 —СаО; Бц — брицкенит, ТТ — титанит, ПС — псевдоволластонит, ТР — триди-
мит; остальные буквенные обозначения см. иа рис. 11
рактеризует состав стекловидной фазы, которая совместно с диспергиро-
ванным перовскитом или аносовитом определяет подвижность и плавкость
шлаков. До содержания 15% TiO2 в шлаках кристаллизуется наряду с пе-
ровскитом титанавгит и мелилит, причем последний — в области, примы-
кающей к области больших концентраций СаО. Перовскит — общая фаза
для всей системы, но после отношения CaO/TiO2 > 1,6 в области, примы-
кающей к Т1О2, он обнаруживается как вторичная фаза, выпадающая
из стекла после его обеднения оксидами магния и алюминия. Байковит,
титанавгит и мелилит - основные сложные силикатные фазы; причем
титанавгит кристаллизуется по всей диаграмме последним как наиболее
легкоплавкая фаза, а затем — стекло, приближающееся к титанавги-
ту. Байковит кристаллизуется в области концентраций, превышающих
15% ТЮ2, но не > 35% ТЮ2 при 20—35% СаО -H.20-4O%SiO2. Основное
условие его кристаллизации как и титанавгита — Тг3+. Мелилит крис-
таллизуется в области концентраций СаО > 30%; причем порядок кристал-
лизации, очевидно, следующий: байковит, титанавгит, мелилит. После вы-
падения байковита расплав .приближается по составу к титанавгиту и,
когда титан полностью выделится из расплава, кристаллизуется мелилит.
Типичная титановая фаза — аносовит — выпадает первой при концентрации
диоксида титана более 90%. Аносовит появляется яри > 15% TiO2 в об-
ласти сравнительно небольших концентраций СаО (20%) и высоких кон-
центраций SiO2 (более 40%), л затем его количество растет по мере умень-
шения SiO2, несмотря на некоторое увеличение СаО (до 30%).
При переходе к шлакам с меньшим содержанием А12О3 (иудожгорс-
кий тип шлаков), а затем с меньшим содержанием MgO и полному их
исключению изменяется фазовый состав и характер кристаллизации. При
постоянном содержании А12О3 и MgO (соответственно 12 и 8%) на диаг-
рамме кристаллизации расплава (рис. 13,6) >расширяется область крис-
таллизации байковита и полностью исчезает шпинель (MgO • А12О3), при-
чем перовскит и титанавгит обнаруживаются во всех шлаках, аносовит и
байковит — в области, примыкающей к ТЮ2, мелилит и титанавгит — к
СаО.
Дальнейшее снижение содержания А12О3 и MgO не только прекращает
выделение шпинели, но сокращает поле кристаллизации байковита (рис.
13,в,г). При 7% А12О3 и 3% MgO первичная фаза, кристаллизующаяся из
расплава, представлена в основном аносовитом (см. рис. 13,6), а в про-
дуктах кристаллизации появляется значительное количество титанита и
стекла. Появление стекла снижает не только плавкость, но и кристаллиза-
ционную способность титанистых шлаков.
В системе TiO2-SiO2-CaO (в восстановительных условиях) аносовит
образуется повсеместно (см. рис. 12, в) как первичная фаза. В продуктах
кристаллизации обнаруживаются псевдоволластонит (СаО SiO2), бриц-
кенит (ЗСаО Ti2O3 • 3SiO2), титанит и стекло (рис. 13,6).
Перовскит — двойной диоксид (58,9% ТЮ2 и 41,1% СаО) с тем-
пературой плавления 1980°С. Морфологически перовскит соответствует
кубической симметрии (элементарная ячейка примитивная, кубическая),
однако оптически обычно анизотропен из-за характерного для него двой-
никового строения. В отраженном свете он белого цвета с явно выражен-
ными бесцветными внутренними рефлексами. В проходящем свете проз-
63
Рис. 14. Кристаллизация перовскита в шлаках
А — характерная дендритная структура перовскита в шлаке (X 5, без анализатора) .
Б — дендриты перовскита (X 15, без анализатора); В — кристалл перовскита (X 65,
без анализатора)
84
Рис. 14 (окончание)
и с. 15. Кристаллы аносовита в пудожгорском шлаке (X 60, без анализатора)
85
рачен и от примесей марганца, алюминия, железа, трехвалентного титана,
ниобия и редкоземельных элементов приобретает интенсивную бурую,
фиолетовую или зелено-синюю окраску. Кристаллы перовскита имеют
кубическую, округлую или слегка вытянутую овальную форму. Из мед-
ленно охлажденного расплава кристаллизуется в виде скоплений мел-
ких изометричных зерен. При быстром охлаждении образует изотропные
дендриты или сноповидные их срастания (рис. 14, а, б).
Перовскит, обладая высокой кристаллизационной способностью и ден-
дритным строением, Обусловливает резкую кристаллизацию шлаков, из-
вестную под технологическим определением ’’короткие шлаки”. Он очень
трудно восстанавливается. Монооксид и карбид титана образуют псевдо-
морфозы ;по перовскиту, особенно в месте контакта с металлической
фазой. Наличие перовскита .ограничивает восстановление диоксида титана
и появление аносовита. В процессе кристаллизации обнаруживается пер-
вичный перовскит, который кристаллизуется непосредственно из оксидно-
го расплавд, и вторичный, кристаллизующийся из маточных расплавов.
Эти разновидности перовскита отличаются по морфологии кристаллов и
порядку кристаллизации. Кристаллизация перовскита обусловливает
дисперсность расплавов титанатных шлаков. Наличие перовскита в тита-
нистых шлаках (Определяет их низкую реакционную способность - разло-
жимость в серной кислоте и хлорируемость.
Аносовит содержит более 90% суммы всех оксидов титана и око-
ло 10% примесных элементов в качестве изоморфных примесей. При плав-
ке титаномагнетитов его образование определяется не только отношением
Э.В. Брицке (Ti2O3/TiO2), но и наличием MgO, поскольку MgO • 2TiO2
образуется предпочтительно и вместе с Ti2O3 • TiO2 формирует резонанс-
ный гибрид канонических структур MgO • 2TiO2 - Ti2O3 • TiO2. Аносо-
вит имеет высокую кристаллизационную способность, но в отличие от
перовскита морфология его первичных кристаллов (длинные иглы и приз-
матические кристаллические агрегаты) не оказывает при небольшом коли-
честве дисперсной фазы влияния на текучесть титанатных силикатных шла-
ков. При их грануляции образуется тонкая взвесь кристаллов аносовита
в стекле (стекловидный тип шлака), что указывает на возможность выде-
ления титанатной фазы в виде концентрата в процессе обогащения титанис-
тых шлаков. Кроме того, аносовит, кристаллизующийся из расплава, сох-
раняет при охлаждении дефектность структуры по типу фаз Магнели, что
повышает его реакционную способность при взаимодействии с серной кис-
лотой и хлором [214].
Байковит (ЗСаО • 3MgO • А12О3 TiO2 • Ti2O3 • 2SiO2) образуется
в титанистых шлаках, содержащих более 15% диоксида титана, при значи-
тельном содержании в силикатном расплаве суммы оксидов кальция и
магния (25-35%) (табл, 14). Эта фаза кристаллизуется в виде дендритов,
игольчатых и пластинчатых кристаллов и ветвистых образований при дли-
тельной выдержке титанатного расплава в восстановительных условиях.
Так, в силикатных шлаках, содержащих перовскит и шпинель, при пере-
плавке в восстановительных условиях обнаруживается байковит.
При восстановлении титанистых шлаков, содержащих перовскит и
титанавгит, в области температур 1600° С происходит образование бай-
ковита и карбида титана. Таким образом, байковит следует рассматривать
86
Таблица 14
Химический состав байковита
Оксид Содержа- ние, % Молеку- лярное количест- во Молеку.- лярное соотно- шение Формула Химичес- кий сос- тав Молеку- лярное количест- во Молеку- лярное соотно- шение
SiO, 14,15 236 2,0 2SiO, 13,74 228 1,9
TiO2 11,16 140 1,2 TiO2 11,52 144 1,2
Ti3O3 16,85 117 1,0 Ti2O3 17,38 121 1,0
Al, О, 28,58 281 2,4 2AljO3 28,00 275 2,3
MgO 14,20 252 3,0 3MgO 14,47 360 3,0
СаО 15,57 278 2,4 2CaO 15,50 276 2,3
как высокотемпературный сложный алюмосиликат титана, кальция и
магния.
В доменных магнезиальных шлаках уральского типа байковит — одна
из главных оксидных форм титана. В закаленных шлаках он выделяется
первым. Его образование определяет высокую температуру плавления
шлаков.
В доменных закаленных шлаках, взятых из горна печи, он кристалли-
зуется первым и составляет единственную кристаллическую фазу. Иногда
обнаруживается в виде флюидных потоков в стекле. Он образует струк-
туры срастания с титанавгитом и мелилитом. Его характерный диагности-
ческий признак — резкий плеохроизм от желто-бурого до темно-корич-
невого цвета, в проходящем свете — темно-бурый, средний показатель
преломления п = 1,807±0,002, плеохроизм отражения от темно-серовато-
синего до светло-буроватого, положительное удлинение, угасание прямое
[215].
Впервые он был обнаружен в доменных титанистых шлаках, содержа-
щих не менее 6% MgO [6]. Наличие в нем наряду с MgO оксидов разнова-
лентного титана обусловливает его высокую температуру плавления.
Входя в состав доменных шлаков, он ухудшает их технологические свой-
ства: повышает плавкость и снижает текучесть.
Магниевая шпинель (стехиометрия: 28,2% —MgO и 71, 8%-
А12О3) кристаллизуется в магнезиально-глиноземистых шлаках в виде
мелких и крупных октаэдрических кристаллов зеленоватого цвета. Ее
изумрудно-зеленые или синевато-зеленые кристаллы оптически совершен-
но изотропны (п = 1,740), содержат непрозрачные включения ферритов
(магнетита и MgO • Fe2O3) или ортотитанатов железа. Как высокотемпе-
ратурная фаза магниевая шпинель ухудшает технологические свойства
титанистого шлака. В своем составе содержит железо.
Титанит (СаО TiO2 SiO2; стехиометрический состав: 28,6%—СаО;
40,8%-TiO2 и 30,6%—SiO2; уд. вес 3,12; температура плавления 1380°С)
образуется в шлаках при значительной концентрации SiO2 и незначитель-
ной - MgO (до 3,5%). Реальные шлаки обычно содержат более высокое
количество оксида магния, поэтому в них чаще всего кристаллизуется
титанавгит.
Титанавгит — »1(СаО • MgO • 2SiO2) и(СаО(А1, Ti)2O3 • SiO2) — ос-
87
новная силикатная фаза титансодержащих и титанистых шлаков. Размерь'
зерен часто превышают 1 мм. Окраска зерен буровато-красная с заметным
плеохроизмом — синевато-бурым до синего. Кристаллы титанавгита отли-
чаются непостоянством состава (пятнистая окраска или зональное строе-
ние) . В окрашенных разностях титанавгита наряду с Ti4+ содержится Ti3+.
С увеличением концентрации Ti2O3 интенсивность окраски увеличивается.
Растворимость Ti2O3 в титанавгите достигает 12,53% [216], В домен-
ных шлаках, состоящих из перовскита, мелилита и титанавгита, содержа-
ние Ti2O3 составляет 6%; причем состав исходного полнокристаллического
шлака (в %) следующий: 20 — SiO2; 18,7 — TiO2; 1,22 — Ti2O3; 17 —
А12О3; 35 — СаО и 8 — MgO. В предельных ванадиевых шлаках титанав-
гит содержит до 8,3% TiO2. Титанавгит наряду с байковитом — типичная
силикатная фаза в титанистых шлаках. Растворимость ТЮ2 в природных
титанавгитах достигает 5%. Титанавгит был обнаружен в уральских домен-
ных шлаках Ф.В. Сыромятниковым [217], А.Е. Малаховым [218] и
А.В. Рудневой [215], а также В.В. Лапиным [212,219] при изучении титан-
содержащих и титанистых шлаков Енакиевского завода. Карстенс [220]
обнаружил титанавгит в шлаках Морбо (Швеция).
Титанит имет химический состав (в %) : 40,8 — TiO2; 28,6 — СаО
и 30,6% - SiO2. В качестве примесных элементов содержит Fe3+ (до 5,9%),
А1 (до 6,2%), Ст (до 0,8%), Nb (до 1%). Сингония моноклинная. В ти-
танистых шлаках, практически не содержащих MgO, кристаллизуется
в виде бесцветных образований. Плотность 3,5 г/см3, твердость 6—6,5.
Температура плавления 1380°С. В шлаке образует скелетные формы или
неправильные изометрические зерна (0,5—1 мм), играющие роль цемен-
та. Минерал характеризуется высоким двупреломлением, слабой двуос-
ностью и положительным оптическим характером. Показатель преломле-
ния выше 1,782. Без анализатора бесцветный.
М е лилит — щ(2СаО • MgO 2SiOz) и(2СаО А12О3 • SiO2). Титанис-
тые шлаки содержат эту фазу, отвечающую по составу окерманиту (60%)
и галениту (40%) [221], бесцветную без анализатора, иногда с аномально
синей интерференционной окраской. Его плотность 2,94-3,04 г/см3 и
твердость 5,5—6,5. Показатель преломления пт = 1,650. Двупреломление
очень слабое, не свыше 0,007. Оптический характер отрицательный. Мели-
лит образует скелетные удлиненные образования, которые ведут себя как
единый кристалл. При быстром охлаждении доменных шлаков образуют-
ся микрокристаллические скелетные формы. Мелилит — распространенная
фаза магнезиальных доменных шлаков. Он подробно изучен [212]. Рас-
творимость оксидов титана в мелилите не установлена.
ОПЫТНАЯ ФЛЮСОВАЯ ПЛАВКА
ПУДОЖГОРСКИХ ТИТАНОМАГНЕТИТОВ
НА КУЗНЕЦКОМ МЕТАЛЛУРГИЧЕСКОМ КОМБИНАТЕ
В 1949—1950 гг. на Кузнецком металлургическом комбинате были про-
ведены опытные плавки пудожгорских агломератов под руководством
академиков И.П. Бардина и Э.В. Брицке. Для этого была использована
карбидная печь Кузнецкого меткомбината, установленная в специально
приспособленном помещении. Указанное обстоятельство позволило обо-
рудовать в непосредственной близости от здания опытной печи необхо-
88
димые склады агломерата, чугуна в слитках, а также шлакового отвала
общей площадью около 1000 м2 для хранения титанистого шлака. Карбид-
ная печь Кузнецкого меткомбината оборудована печным трансформато-
ром электросталеплавильного типа мощностью 3000 кВА. При включении
обмоток низкой стороны ”в звезду” трансформатор имеет следующие
шесть ступеней напряжения: 200, 182, 148, 137, 115 и 105 В. При соедине-
нии обмоток низкой стороны ”в треугольник” трансформатор имеет сту-
пени напряжения: 115; 105; 85,4; 79; 66,4 и 60,5В. Соответственно номи-
нальная мощность трансформатора по ступеням составляет: ЗСОО, 3000,
2330, 2250, 1900 и 1740 кВА. Диаметр электродов был увеличен до 400 мм.
Футеровка стен печи в верхней части была выполнена из шамотного
кирпича. Подина и стенки печи на высоту 700 мм были выложены из уголь-
ных блоков.
Расстояние между центрами электродов было увеличено до 1300 мм
при расположении электродов по вершинам равностороннего треуголь-
ника.
Доставляемые шихтовые материалы разгружали из железнодорожных
вагонов непосредственно в бункере. В вагонетке они подавались в торец
шихтового отделения, где были установлены вагон-весы. После дозировки
шихта поступала в скип подъемника и направлялась на колошник печи.
Параллельно шихтовому отделению, за стеной, под одной крышей распо-
лагался остывочный пролет, где проходили обработку разлитые чугун
и шлак, которые затем направляли на склад чугуна и отвал шлака.
Характеристика шихтовых материалов.К началу
опытных плавок в рудном складе у здания электропечной установки бы-
ло заготовлено 556 т пудожгорского агломерата. Для производства агло-
мерата с Пудожгорского месторождения водным путем по Онежскому
и Ладожскому озерам в Ленинградский порт и далее по железной дороге
на Горо благо датскую обогатительную фабрику было доставлено 2500 т
пудожгорской сырой руды.
Электромагнитное обогащение руды, измельченной до 60 меш, произ-
ведено по одно стадиальной схеме, существующей на фабрике. При этом
был получен концентрат, содержащий в среднем 53% Fe. Агломерацию
этого концентрата производили в аглочашах с недостаточным вакуумом.
В качестве топлива применяли губахинский коксик с большим избытком.
Полученный агломерат (590 т) имел весьма неравномерный химический
и вещественный состав, а также физические свойства. Он содержал значи-
тельное количество мелочи и требовал просева перед употреблением.
Результаты химических анализов приведены в табл. 15. Рассев генераль-
ной пробы, произведенный ОТК Кузнецкого металлургического комби
ната, дал следующую характеристику кусковатости агломерата: более
40 мм - 45,8%; 25-40 мм - 14,7%; 16-25 мм - 19,3%; 3-10 мм - 11,2%;
менее 3 мм — 9,0%. Технологическая крупность агломерата 3—40 мм.
Куски более 40 мм дробили на щековой дробилке.
Петрографические исследования образцов агломератов обнаружили
непостоянство фазового и химического состава. Так, колебание содержания
ТеО составило 13-47%. В составе агломератов были обнаружены магне
тит, ильменит, гематит, металлическое железо, аносовит, графит, фаялит
и стекло. Из числа перечисленных лшнералот наибом- .чег••стэяннымк
89
Таблица 15
Химический состав (в мас.%) пудожгорского агломерата
(технологические пробы)
Наименование проб и их номер TiO2 Fe2O, FeO МпО
Общая проба 1 11,57 37,98 31,80 0.77
Общая проба 2 13,43 39,22 29,60 —
Повагонная проба Вагон № 1 14,21 22,63 47,05 0,57
Вагон № 2 12,96 34,05 36,43 0,65
Вагон № 3 12,90 38,14 33,37 0,48
Генеральная проба 13.38 35,79 33,03 0,44
количественными соотношениями отличаются магнетит и ильменит. Так,
в разных образцах одной и той же пробы в одном случае наблюдается рез-
кое преобладание ильменита, в другом — магнетита.
Магнетит обычно образует довольно крупные зерна или кристаллы.
Ильменит наблюдается в виде мелких зерен, часто округленных с краев.
Нередко группы зерен ильменита характеризуются одинаковой оптичес-
кой ориентировкой, угасая полями. Довольно часто ильменит образует
также периферические окаймления вокруг крупных кристаллов магнети-
та. Гематит распространен в меньшем количестве, чем перечисленные
компоненты. Наиболее часто он наблюдается в виде мельчайших округ-
лых включений в зернах магнетита или в виде тонких полосочек, следую-
щих по направлению спайности магнетитовых зерен. Местами гематит
наблюдается также в виде дендритов в шлаковой массе. Металлическое
железо находится преимущественно в образцах агломерата, обогащен-
ных магнетитом, имея характер корольков или извилистой формы обо-
соблений. Аносовит был обнаружен только в некоторых образцах иссле-
дованных проб в виде бесформенных зерен, имеющих характер псевдо-
морфоз по кристаллам ильменита. От последнего он отличается значитель-
но более слабой отражательной способностью. Графит образует обособ-
ленные скопления, наблюдаемые в отдельных образцах агломерата. Во
многих образцах кристаллы фаялита характеризуются довольно крупными
размерами (до 0,1 мм) и отчетливой кристаллизацией. Стекло заполняет
промежутки между кристаллами фаялита. Довольно большая неравно-
мерность в химическом составе агломерата выявилась впоследствии при
анализе среднесменных проб. Содержание в агломерате SiO2 колебалось
в пределах 4,5—8,5%; FeO — 28—47 и С — 0,5—4%.
Применяемый при опытных плавках в качестве восстановителя отсор-
тированный коксик с крупностью кусков 15—25 мм имел в среднем сле-
дующий технический анализ (в мас.%): 13,5 — зола; 1 — летучие; 0,5 и
85 — С нелетучий. Состав золы коксика (в мас.%) : 50 — SiO2; 28 — А12О3;
5 — Fe2O3; 1,5 — MgO; 0,25 — МпО и 0,82 —Р2О5. Влажность коксика,
равная в среднем 10%, в период опытных плавок колебалась в пределах
8—12%. При наличии в коксике мелочи —5 мм более 10—15% производи-
ли отсев на наклонных ситах.
90
V.O Р,О-, S с Ь'е
0,77 0,099 — — 51,72
0,76 0,086 0,05 - 51,14
0,81 0,099 0,09 -
0,76 0,093 0,09 1,5
0,74 0,087 0,09
0,85 - - - 52,42
В качестве флюса использовали известь, доломит и кварцит. В опытных
плавках использовалась известь карбидного производства. Средний хими-
ческий анализ извести (в мас.%) приводится ниже: 88 — СаО; 3,5 — SiO2;
4 — полуторных оксидов; 4,5 - СО2. Содержание СО2 в период опытных
плавок колебалось в пределах 0,73—9,4%, влажность — в пределах 0,0-
2,14%. Кусковатость ее была установлена в первый период 5—60 мм (до-
пускалась даже до 80 мм), во второй период строго соблюдалась куско-
ватость 5—40 мм. Содержание мелочи размером менее 5 мм допускалось
до 15%.
Во второй период опытов применяли обожженный доломит, просеян-
ный до размеров кусков 5—15 мм следующего состава (в мас.%): 4,4 —
S iQj; 5,62 - А12О3; 3,68 - Fe2O3; 53,62 - СаО; 31,83 - MgO; п.п.п. -
0,12.
В качестве флюса (первый период плавки) в шихту добавляли неболь-
шое количество песка (86% SiO2) или песка и кварцита.
Электроплавка пудожгорских титаномагнетитов. На основе изучения
физико-химических свойств титанистых шлаков были установлены сле-
дующие оптимальные соотношения между компонентами: СаО: SiO2 =
= 0,6-1 ;Ti2O3: TiO2 = 0,25-0.51 и TiO2: SiO2 = 1,4-2. Состав шлака при
таком соотношении компонентов гарантировал содержание кремния в
чугуне 0,4—0,5% и переход ванадия в чугун на 70-80%. Расчетный удель-
ный расход материалов на 1 т чугуна (в т): пудожгорский агломерат -
1,82; коксик - 0,29; известь - 0,13; песок - 0,035; кратность шлака -
0,7 и расход электродов 30 кг/т. Масса одной подачи была установлена
исходя из условий работы печи (в кг): пудожгорский агломерат — 150;
коксик - 26; известь — 11.
При электроплавке пудожгорских титаномагнетитов ставилась задача
получения низкокремнистого чугуна с максимальным содержанием вана-
дия и титанистого шлака с наибольшим содержанием титана.
Химический состав титанистого шлака определяется условиями электро-
плавки. Наибольшее содержание титана в шлаке может быть достигнуто
при электроплавке титаномагнетитов без применения флюсов. В этом слу-
чае состав шлака следующий (в мас.%) : 42 — ТЮ2; 26- SiO2; 16 — А12О3 ;
8 - СаО и 3,7 - MgO. Такой шлак, имеющий весьма высокую температу-
91
ру плавления, при тэти’С неустойчив, и считалось, что он не может обеспе
':ить получение низкокремнистого ванадиевого чугуна. Высокая темпера
тура плавления шлака будет способствовать также образованию карби-
дов титана, ухудшающих свойства шлака. При желании получить мало-
кремнистый чугун необходимо было бы путем перевода печи на холод
ныи ход создать сильно железистые шлаки, что привело бы к резкому
снижению восстановления ванадия в чугун и снижению содержания ти-
тана в ш..мке. Такой процесс был бы нерациональным. Рациональным яв-
ляется способ работы с применением флюсов в небольшом количестве,
необходимом для получения устойчивых по технологическим свойствам
титанистых шлаков, содержащих до 35% TiO2, при плавке доставленного
на Кузнецкий меткомбинат агломерата. Путем кристаллизации и дальней-
шего обогащения кристаллических шлаков может быть получен титановый
шлак с содержанием до 55% Т1О2. Этому способствует то обстоятельство,
что весь титан практически концентрируется в одной фазе — аносовите.
Так сложилась возможность обогащения титанистых шлаков перед их
химической переработкой.
Шихта первого этапа плавок была рассчитана, исходя из среднего хими-
ческого состава агломерата, для получения шлаков с наибольшим содер-
жанием оксида кальция (22,0%), для создания лучших условий для пере-
хода ванадия в чугун и имела следующий расчетный химический состав
(в мас.%): 25 - SiO2; 33,5 - ТЮ2; 12,5 - А12О3; 22 -- СаО; 2,5 - MgO и
2,5 — FeO. Отношение Ti2O3/TiO2 в шлаке (отношение Э.В. Бриц-
ке) было принято равным 0,25. Расчетный химический состав чугуна (в
мас.%) : 0,6 — Si; 0,29 - Ti; 0,75 - V; 4 - С. При оценке расхода углерода
косвенное восстановление было принято 20%. С учетом расхода электро-
дов, установленного во время предварительных плавок, необходимое ко-
личество сухого кокса было принято исходя из стехиометрического расхо-
да углерода.
Удельный расход шихтовых материалов на 1 т чугуна, согласно расчет-
ным данным (в т): агломерат — 1,82; коксик — 0,29; известь — 0,13;
песок — 0,035; кратность шпака — 0,7; расход электродов — 30 кг/т
Весовой состав подачи (в кг): агломерат — 150; коксик — 26: известь —
11; песок 3--5.
В первые дни опытных плавок небольшое количество песка вводили
в шихту для того, чтобы гарантировать стабильность хода печи, которая
могла быть нарушена из-за колебания содержания SiO2 в агломерате (4,5 —
8,5%). Затем корректировку состава шлака производили снижением добав-
ки в шихту оксида кальция. С переходом на шлаки с повышенным содер-
жанием MgO песок из шихты совсем был снят.
Электрический режим. Промышленные опыты были проведены в низ-
кошахтной электропечи. Общие размеры печного пространства: высота
шахты — 1460 мм, диаметр - 2500 мм. Предполагалось плавку титано-
магнетитов вести на больших токах и низком напряжении, считая, что
высокие напряжения — ’’дуговой режим плавки” — способствовал бы
повышенному содержанию кремния и титана в чугуне. Для ступени 66,4 В
электрический режим представлен в табл. 16.
Ход технологического процесса плавки пудожгорских титаномагнети-
тов. Первые пни оаботы показали наличие избытка углерода в шихте.
92
Таблица 16
Электрический режим печи*
Напряжение се- ти, кВ Ток по фазам, кА Общая мощ- ность печи, кВА
I II III
5,0-5,1 8,60 9,0 8,0 620
5,2-5,3 8,90 9,5 8,3 670
5,4-5,5 9,25 10,0 8,5 740
5,6-5,7 9,50 10,3 8,8 785
5,8-5,9 10,00 10,5 9,5 825
6,0-6,1 10,50 11,0 9,8 900
* Расчет произведен С.А. Моргулевым (ЦНИИЧМ).
Примечание. Ввиду перекоса мощности по фазам принято асимметричное рас-
пределение тока.
Как выяснилось, причиной этому явилось колебание содержания углерода
в агломерате от 0,5 до 4,5%. Это определило высокую посадку электродов,
переход на дуговой режим, что способствовало значительному восстанов-
лению кремния в чугун, а открытый колошник при плавке — заметному
лересъему электроэнергии. В результате длительных исследований, в ос-
новном благодаря соответствующему подбору шихтовки по углероду,
были подобраны условия стабильной плавки. Удельный расход электро-
энергии в этот период оказался высоким и составил 2900 кВт ч/т чугу-
на. Химический состав чугуна (в мас.%): 0,4—1,25 —Si; 0,11— 0.28-Ti;
0,7-0,95-V; 0,06-0.14-S. Химический состав шлака (в мас.%): 23,64—
29,90—SiO2; 29.22-37,23-TiO2; 18,98-24,32-СаО; 1,96-2,78-MgO; 1,88-
3.90—FeO; 0,41—0,48—V2OS.
Высокое содержание в чугуне серы вызвано, с одной стороны, повышен-
ным ее содержанием в агломерате и, с другой — недостаточным содержанием
СаО + MgO в ишаке (20—23%). Минимальное содержание серы 0,06% было
постигнуто при СаО + MgO в шлаке 26—28%.
После корректировки шихты началась устойчивая ровная работа печи
на установленном технологическом режиме. Удельный расход электроэнер-
гии резко снизился, суточная производительность печи стала ровной. Расход
самоспекаюшихся электродов на 1 т чугуна составил в этот период 40-
45 кг. Средний удельный расход на 1 т чугуна (в т) : пудожгорского аг-
ломерата — 1,84; коксика—0,28; извести — 0,13; флюса (извести и извес-
ти + обожженного доломита) —0,10. Начался второй период разработки
и освоения технологии плавки пудожгорских титаномагнетитов с получе-
нием ванадиевых чугунов и шлаков с высоким содержанием диоксида
титана. Второй период опытных плавок разделяется на три этапа, которым
соответствовало получение трех типов шлаков и чугуна с характерным
для каждого этапа содержанием кремния и ванадия.
Во время первого этапа при неизменном составе шихты содержание
TiO2 колебалось в пределах 30,48-36,14% и SiO2 - в пределах 22,44—
29,04%. Содержание ванадия в чугуне 0,6—0,7% (табл. 17). Установлено
значительное влияние содержания СаО + MgO в шлаке на содержание вана-
93
Таблица 17
Изменение состава чугуна и шлака (первый этап плавок)
Сутки № выпуска Чугун,% Шлак, %
Si V СаО FeO
1 204-213 0,46-0,95 0,71-0,80 19,07-25,36 1,78-3,55
2 214-222 0,58-0,84 0,69-0,86 19,35-23,22 1,55-3,28
3 223-231 0,40-0,80 0,64-0,79 17,91-20,70 1,85-3,85
4 232-239 0,38- 0,66 0,61-0,78 19,35-21,84 2,28-3,12
5 240-248 0,18-0,65 0,5 3-0,70 17,95-20,46 1,92-3,84
6 249-257 0,18-0,35 0,50-0,76 15,65-20,97 1,55-4,00
7 258-264 0,22-0,43 0,56-0,70 15,20-21,80 1,14-3,75
8 265-270 0,23-0,46 0,58-0,69 17,14-20,45 3,28-4,54
9 271-275 0,20-0,48 0,56-0,72 20,18- 32,76 2,28-4,20
10 276-285 0,47-0,68 0,60-0,76 16,58-21,60 2,71-3,85
ция в чугуне. Так, верхний предел содержания V в чугуне соответствует
верхнему пределу содержания СаО в шлаке. На данном этапе работы печи
на шлаках с повышенным содержанием СаО переход ванадия в чугун соста-
вил 75-82% от общего его количества. Однако средний удельный расход
извести оставался высоким и равнялся 0,128. Это вызывало кристаллиза-
цию перовскита, что затрудняло обогащение высокотитанистых шлаков.
Продолжительность второго этапа — 7 суток непрерывной работы. В
качестве флюса использовали известь, затем смесь, состоящую из 2/3
извести и 1/3 обожженного доломита. Количество извести и в дальнейшем
извести и доломита в шихте удалось снизить в среднем до 0,1 на единицу
чугуна. Однако избежать полностью кристаллизации перовскита не пред-
ставилось возможным. Шлак содержал 25,04—29,64% SiO2 и 30,60—34,54%
TiO2. Полное изъятие песка из шихты позволило снизить до 21,68—25,90%
SiO2 и увеличить содержание диоксида титана до 32,57—36,89%.
Чугун в среднем содержал 0,4-0,5% Si. Содержание ванадия колебалось
в зависимости от изменения суммы CaO+MgO в шлаке(табл. 18). Переход
ванадия в чугун на данном этапе работы печи составил в среднем 71%.
Вследствие низкой обессеривающей способности данных шлаков содержа-
ние серы в чугуне колебалось в пределах 0,14—0,29%.
Температура кристаллизации этих шлаков, измеренная платино-платино-
родиевой термопарой, оказалась равной 1420 С для обоих шлаков. Разница
же в содержании СаО в шлаке на 4,5% вызвала резкое колебание в содержа-
нии ванадия от 0,8 до 0,52% при практически постоянном содержании крем-
ния.
Следует отметить, что резкое снижение содержания оксида кальция в
шлаке (до 14,34%) при непостоянной концентрации SiO2 в агломерате
способствовало получению шлаков с повышенной плавкостью. Оксид крем-
ния в данных условиях снижает плавкость этих шлаков. Поэтому несисте-
матическая добавка песка в шихту продолжалась и на данном этапе работы
печи. После установления допустимого предельно низкого содержания СаО
в шлаке 1/3 извести была заменена обожженным доломитом. Повышенное
94
Таблица 18
Изменение состава чугуна при (4-4,5% MgO в шлаке)
№ выпуска Шлак, % Чугун,%
SiO, ТЮг СаО FeO Si V
314 27,92 31,01 18,25 4,21 0,31 0,80
369 31,12 30,22 13,70 4,52 0,32 0,52
содержание оксида магния в шлаке до 4—5% позволяет сохранить их плав-
кость и устойчивость и при уменьшении содержания СаО до 14%. Это об-
стоятельство позволило полностью исключить из шихты песок, что привело
к снижению кратности шлака и позволило несколько повысить содержание
Т1О2 в шлаке.
При изменении содержания извести в шихте или замене части извести до-
ломитом в первом и втором этапах опытных плавок полностью подтверди-
лись данные лабораторных исследований о возможности управления про-
цессами кристаллизации отдельных шлаковых фаз: при небольшом сниже-
нии СаО в шлаке перестал кристаллизоваться перовскит и шлаковая фаза
состояла из аносовита и титанита, повышение содержания оксида магния с
2—2,5% до 3,5—4,5% вызвало резкое изменение вещественного состава шла-
ка, при этом титанит перестал кристаллизоваться и шлак состоял из аносо-
вита и титанавгита.
Во время третьего этапа была предпринята попытка интенсифицировать
процесс плавки. Печь была переведена на нерациональный режим работы
(см. табл. 16) увеличением мощности при возможном соотношении между
напряжением и током печи. Это привело к более быстрому сходу колош и
резкому увеличению содержания FeO в шлаке до 10,08%. Содержание
кремния и ванадия в чугуне снизилось (0,09—0,24% Si; 0,21—0,50% V)
при содержании в шлаках (в мас.%): 18,32—24,80—SiO2; 32,18—34,54—
TiO2; 14,86—18,52—СаО; 4,32—10,09—FeO. Шлаки с повышенным содер-
жанием FeO имеют весьма низкую температуру кристаллизации. Например,
температура кристаллизации, измеренная платино-платинородиевой термо-
парой для шлака выпуска 397, содержащего (в мас.%) 24,80—SiO2; 33,95—
TiO2; 17,48-СаО; 4,19-MgO; 6,30-FeO, оказалась равной 1320°С. Пере-
ход на установившийся электрический режим позволил вернуться к пока-
зателям второго этапа плавок.
Изменение состава шихты при опытных плавках приводило к изменению
количества образующегося в печи шлака с 0,85 до 0,7—0,75 на 1 т чугуна.
Это сказывалось обычно на получении соответственно нестабильного рас-
хода электроэнергии. При кратности шлака 0,7 удельный расход электро-
энергии составил 2380 кВт • ч/т чугуна. Работа печи на шлаке с более высо-
ким содержанием MgO и оптимальной концентрацией СаО характеризова-
лась наименьшим удельным расходом электроэнергии 2250-2325 кВт • ч/
т чугуна. При снижении кратности шлака до 0,45—0,5, как это бывает при
плавке железных руд, удельный расход электроэнергии уменьшается до
2230 кВт • ч/т. Средняя величина удельного расхода электроэнергии за про-
95
веденную компанию — 2530 кВт • ч/т чугуна. Следует отметить, что за грани-
цей, согласно литературным данным, средний удельный расход энергии при
выплавке чугуна на коксе из обычных руд составляет от 2600 до 3000 кВт •
• ч/т [150].
За время опытных плавок проплавлено 400 т просеянного агломерата,
выплавлено 215 т чугуна и 175 т высокотитанистого шлака.
Опытные плавки подтвердили правильность научных основ новой техно-
логии электроплавки пудожгорских титаномагнетитов — использование
свойств оксидов титана в сочетании с другими компонентами шихты дая
создания устойчивых высокотитанистых шлаков, физико-химические
свойства которых допускают значительное колебание в их химическом
составе.
В результате опытных плавок установлено наименьшее допустимое со-
держание в них SiO2 и СаО для обеспечения непрерывной устойчивой
работы печи при выплавке низкокремнистого ванадиевого чугуна.
ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ И ШЛАКООБРАЗОВАНИЯ
В РУДНОТЕРМИЧЕСКОЙ ЭЛЕКТРОПЕЧИ
ПРИ ПЛАВКЕ ТИТАНОМАГНЕТИТОВ
При установившемся процессе плавки были проведены исследования
процессов, получивших развитие по высоте печи и приводящих к получе-
нию чугуна и титанового шлака, отвечающих требованиям технологии.
Эти исследования проводились методом отбора проб шихтовых материа-
лов по высоте электропечи и изучением химического и фазового составов
металлических и шлаковых продуктов, образующихся на различных уров-
нях руднотермической электропечи, работающей с закрытым сухим ко-
лошником. Кроме того, были изучены составы продуктов плавки на раз-
личных горизонтах охлажденной печи, остановленной для ремонта. Так,
были изучены процессы при плавке магнетитового агломерта, использован-
ного в период освоения плавки, обработки приемов ее ведения и выбора
электрического режима.
ПРОЦЕССЫ ПРИ ПЛАВКЕ МАГНЕТИТОВОГО АГЛОМЕРАТА
При подготовке к плавке титаномагнетитового агломерата использова-
ли рядовой местный магнетитовый агломерат. Пробы были отобраны в
центральной части печи. Изменение химического состава рудной состав-
ляющей шихты представлены на рис. 16. При его рассмотрении отчетливо
различаются в основном три зоны, характерные для средней части печи:
зона косвенного восстановления и частичного размягчения шихтовых ма-
териалов; зона пластического состояния шихты; зона расплава — жидко-
го состояния. В первой зоне преобладают процессы косвенного восстанов-
ления и материалы слабо скреплены между собой.
Наибольшее развитие процессы восстановления и шлакообразования по-
лучают в зоне вязкого пластического состояния, в которой коксик и не-
восстановленный агломерат сцементированы жидкой фазой в один общий
трудно извлекаемый в твердом состоянии монолит. Вязкое состояние ма-
териалов в этой зоне способствует накоплению в ней металлического желе-
96
по высоте низкошахтной рудовосста-
Рис. 16. Восстановление оксидов железа
новительной электропечи
1 —Fe2O3 ; 2 — FeO; 3 - Fe мет; 4 —
SiO2 ; 5 - СаО
за. В зоне расплавленного состояния происходит завершение процесса вос-
становления оксидов железа и образование конечного шлака. Характерно,
что пробы шлака, отобранные в нижней части осевшей шихты, почти не
содержат FeO (0,02%), тогда как на выпуске содержание FeO в шлаках
всегда больше, чем в доменных шлаках. Этот факт можно объяснить осо-
бенностями рудовосстановительной электроплавки, характерной тем, что
процессы плавления в ней всегда несколько опережают процессы восста-
новления оксидов железа, особенно вблизи электродов.
Следующий не менее важный факт — наличие в вязкой массе явного
сосредоточения перекристаллизованного коксика, сцементированного в
общий монолит образовавшимся шлаком. В этой зоне завершаются в ос-
новном процессы восстановления до полного расплавления шихты. Шла-
ковая фаза в этой зоне содержит пониженное количество оксида кальция
по сравнению с конечным шлаком, состав которого формируется в зоне
расплава, где происходит не только растворение оксида кальция, накапли-
вающегося в откосах печи, но и разбавление шлака на подине печи первич-
ным закисным шлаком, поступающим из зоны интенсивного ее плавле-
ния — зоны электродов.
Проведенное условное разделение печи на отдельные зоны вносит неко-
торый элемент систематики в изучение процесса рудовосстановительной
плавки. Однако неравномерное распределение тепловой энергии по сече-
нию печи, изменение электрического режима и положения электродов силь-
но усложняют образование ясно выраженных зон, характерных для середи-
ны печи; ближе к электродам зона косвенного восстановления и частичного
размягчения сокращается, а нижние зоны увеличиваются. Следовательно,
чем ближе к электродам, тем больше восстановление идет только за счет
твердого углерода. Ближе к периферии печи большее развитие получают
верхние зоны.
7. Зак.57
97
ПРОЦЕССЫ ПРИ ПЛАВКЕ ПУДОЖГОРСКОГО АГЛОМЕРАТА
Химико-петрографические исследования шихтовых материалов, отоб-
ранных на различных уровнях шахтной электропечи, показывают, что зо-
нальное строение опускающейся шихты остается справедливым и для слу-
чая плавки титаномагнетитового агломерата. Однако степень развития про-
цессов в этих зонах зависит от места отбора пробы. Так, например, вос-
становление на твердой стадии процесса получает большее развитие между
электродами и в меньшей мере около электродов (табл. 19). Вблизи же
электродов большее развитие получают процессы плавления.
Изменение содержания FeO в пробе, отобранной между электродами,
происходит более или менее постепенно и снижается до минимума в зоне
пластического состояния шихтовых материалов. Такое изменение FeO
объясняется замедленным опусканием шихты между электродами и, сле-
довательно, более продолжительным их контактом с твердым углеродом
и колошниковым газом, прежде чем они достигнут области плавления.
Переход шихты в пластическое состояние около электродов происходит
довольно резко, и почти невосстановленный агломерат плавится с образо-
ванием железистого шлака.
Исследования шихтовых материалов, взятых в различных точках печи,
свидетельствуют о сложном характере физико-химических превращений,
которые в основном протекают в твердом состоянии, и о том, что пере-
кристаллизация мелкокристаллических титаномагнетитов в процессе агло-
мерации происходит неполностью. Остаточные участки ильменита сохра-
няются в зернах магнетита в виде тонкой и трудно различимой вуальной
взвеси. В процессе нагрева эти рассеянные участки ильменита коагулируют
и образуют в зернах магнетита структуру, напоминающую распад твердого
раствора — образование искусственного титаномагнетита.
В полувосстановленных образцах агломератов магнетит в основном
восстанавливается раньше гематита, растворенного в ильмените. Это об-
стоятельство свидетельствует о том, что гематит не образует насыщенного
твердого раствора в ильмените. Таким образом, прежде чем шихтовые
материалы переходят в пластическое состояние, в условиях рудовосстано-
вительной плавки протекают процессы частичного восстановления оксидов
железа, коагуляция ильменита в зернах магнетита, а также рекристаллиза-
ция образовавшегося металлического железа. Переход твердой шихты в
расплав происходит через зону пластического состояния. Эта зона занимает
промежуточное положение между зонами косвенного восстановления и
расплавленного состояния. Она является местом широкого развития про-
цессов восстановления и шлакообразования. Исследование проб, взятых
с различных уровней вязкой массы, показывает, что характер развиваю-
щихся в них процессов зависит от уровня отбора пробы и от того, насколь-
ко близко она взята от электрода. В верхних горизонтах вязкой массы
образование железистого шлака происходит за счет легкоплавких эвтек-
тик — стекла и фаялита.
Восстановление магнетита и ильменита протекает в твердом состоянии с
образованием характерных минералогических структур: псевдоморфозы
металлического железа по магнетиту и распада твердого раствора гематита
в ильмените. В нижних горизонтах вязкой массы процессы восстановления
98
Таблица 19
Химический состав (в мас.%) проб шихтовых материалов
Место взя- тия пробы Расстояние от уровня чугунной летки, мм TiO, Fe2O3 FeO MnO VaO5 ^емет
Между элек- 900-800 13,41 25,00 41,00 0,50 0,70 0,10
тродами 800-700 13,59 28,00 37,10 0,52 0,65 0,50
700-600 20,54 13,80 28,97 0,52 0,60 0,11
600-500 26,00 9,98 15,80 0,50 0,40 0,50
Вблизи тигля 900-800 14,00 28,45 33,28 0,40 0,65 5,58
электрода 800-700 14,00 25,60 34,96 0,44 0,73 4,28
750-700 14,80 23,08 38,79 0,42 0,60 2,79
700- 650 14,40 18,53 42,82 0,45 0,71 3,72
протекают в условиях, когда шихтовые материалы в основном находятся
в жидком состоянии, за исключением коксика и частично магнетита. Харак-
терные минералогические структуры представлены магнетитом в стекле,
совместной кристаллизацией аносовита и магнетита. Иногда наряду с маг-
нетитом кристаллизуются удлиненные агрегаты псевдобрукита с более вы-
сокой отражательной способностью по сравнению с аносовитом и магнети-
том (рис. 17).
Чем ближе отбирается проба от электрода, тем на более высоких гори-
зонтах наблюдаются структуры срастания фаз, характерные для зоны плас-
тического состояния шихты, и реже обнаруживается псевдоморфоза метал-
лического железа по магнетиту и ильмениту. Структурно-петрографическое
изучение проб шихтовых материалов показывает, что вблизи электродов,
где господствуют высокие температуры, в шихтовой массе значительно
развиваются процессы образования железистого шлака и в меньшей мере —
процессы восстановления. Между электродами в зоне вязкого состояния
получают широкое развитие процессы восстановления и только в нижней
части вязкой массы — шлакообразование.
Процессы в зоне расплавленного состояния. Хи-
мические анализы образцов шлака, отобранных по высоте расплава, указы-
вают на его неоднородность особенно вблизи электродов (рис. 18, а) и в
меньшей мере между электродами (рис. 18, б). Показательными в этом
отношении являются кривые распределения FeO по высоте расплава. Так,
например, для проб, отобранных вблизи электродов, кривые распределения
FeO носят экстремальный характер с максимумом на высоте расплава 250—
300 мм от уровня чугунной летки. Между электродами распределение FeO
по высоте расплава характеризуется плавно спадающими кривыми, причем
большая концентрация наблюдается на границе раздела чугун—шлак. Отбор
проб в разное время до выпуска чугуна и шлака не меняет характера кри-
вых распределения оксида железа (И), но смещает их в область больших
или меньших концентраций FeO (рис. 18). Такой неоднородный химичес-
кий состав расплава указывает на сложный процесс образования конечного
шлака.
99
Рис. 17. Микроструктура пробы шихты из нижних горизонтов печи: кристаллизация
псевдобрукита (светлая фаза) и магнетита в стекле (X 220, отраж. свет)
В условиях рудовосстановительной электроплавки чугуна вокруг элек-
тродов создаются очаги концентрированного выделения тепла высокого
потенциала. Поэтому здесь получают преобладающее развитие процессы
плавления шихтовых материалов. Что касается восстановительных процес-
сов, то они для своего интенсивного протекания наряду с высокой темпе-
ратурой требуют большой скорости диффузии восстановителя, которая не
может получить сравнительно широкого развития в условиях коксовой
плавки пудожгорских титаномагнетитов. Следовательно, на электродах
процессы плавления опережают процессы восстановления, что приводит к
местному обогащению расплава оксидом железа (II).
Как уже ранее отмечалось, конечные шлаки рудовосстановительной
электроплавки передельного чугуна отличаются от аналогичных доменных
шлаков сравнительно большим содержанием FeO. Количество БеОвэтих
шлаках определяется совместным протеканием двух процессов: восстанов-
ления основного количества расплава на поду печи и непрерывного поступ-
ления железистого шлака в результате плавления шихтовых материалов на
электродах. Так как процессы плавления в условиях электроплавки опе-
режают процессы восстановления, то в шлаках устанавливается повышен-
ное количество оксида железа (II).
Повышенное содержание оксида железа (II) в шлаке, а также наличие в
нем оксида железа (III) является благоприятным условием, которое огра-
ничивает развитие восстановления диоксида титана до TiO и исключает
образование карбидов титана в шлаке.
Таким образом, специфические особенности формирования конечного
100
ffffff
ffffff
ffffff
Zffff
/ffff
ff z ff ff ff fff fz Feo, •/»
Рис, 18. Изменение содержания оксида железа (II) по высоте печи по ходу плавки
а — вблизи электродов; б — между электродами
шлака при электроплавке отвечают условиям получения устойчивого ти-
танистого шлака, который обеспечивает бесперебойную работу электричес-
кой печи.
Восстановление образовавшегося расплава на поду печи протекает за
счет углерода чугуна, электродов и коксика на разделе твердая—жидкая
фаза. Наиболее бурно восстановление протекает около тиглей электродов
и в зоне пластического состояния шихты. Поэтому в пробах чугуна, взятых
под электродом, всегда содержится меньше углерода по сравнению с чугу-
ном на выпуске, а нисходящие ветви экстремальной кривой распределения
101
FeO, очевидно, обращены в сторону, где наиболее интенсивно протекают
процессы восстановления оксидов железа.
Металлографические исследования структуры корольков металла из зо-
ны вязкого состояния представлены типичной структурой заэвтектического
чугуна. В зоне расплавленного состояния капли металла наряду с типичной
для чугуна структурой иногда имеют структуру перегретой заэвтектоидной
стали. Это обстоятельство позволяет предполагать, что капли металла, про-
ходя расплав, выполняют работу по его раскислению.
Исследования проб шлака вскрывают сложный характер превращений в
титановом минерале — аносовите. Что касается других фаз, то они представ-
лены слабыми дендритами перовскита, кристаллитами титанавгита и стек-
лом. Аносовит в расплаве встречается в виде двух генераций: тонких иго-
лок и пластинчатых агрегатов. Та и другая разновидности аносовита обла-
дают одинаковыми оптическими свойствами: отражательная способность
меньше, чем у магнетита, заметное двупреломление и др. В области высо-
ких температур вблизи тиглей электродов образуется аносовит с иными
оптическими свойствами: отражательная способность его еще выше, чем у
перовскита, интенсивный цветовой эффект отражения — от розовато-оран-
жевого до голубовато-серого цвета, резко анизотропный и обладает замет-
ным двуотражением. Эта разновидность аносовита свидетельствует о раз-
витии в этой зоне печи процессов восстановления диоксида титана до низ-
ших оксидов, входящих в состав аносовита. Выполненные исследования
образцов шлаков, извлеченных из различных горизонтов расплава, ил-
люстрируют сложный характер превращений, протекающих в них при плав-
ке пудожгорских титаномагнетитов.
Изменение химического состава по высоте расплава вблизи электрода
представлено на рис. 18, а.
В пробах верхней части расплава (500—400 мм от уровня чугунной
летки) около электрода обнаруживаются зерна магнетита в стекле в окру-
жении иголок аносовита. Иногда такие зерна имеют довольно бесформен-
ный вид и окружены дендритами перовскита. Наличие случайных зерен
магнетита в верхней части расплава указывает на преобладающее развитие
процессов плавления на электродах, в результате чего вместе с быстро
стекающей жидкой фазой в расплав увлекаются отдельные зерна магнетита.
На уровне 380—330 мм в пробах расплава обнаруживается аносовит,
перовскит, кристаллы титанавгита и стекло. Аносовит в этих пробах
представляет собой наиболее часто встречающуюся низкотемпературную
форму аносовита. В материалах, извлеченных на уровне 230 мм от чугунной
летки около электрода, обнаружено появление небольших кристаллов
пластинчатой разновидности аносовита. Что касается других фаз, то они
представлены перовскитом, титанавгитом и стеклом.
Во всех пробах, извлеченных на уровне 230—110 мм от чугунной летки,
в стекле кристаллизуется исключительно аносовит двух разновидностей
с цветным эффектом отражения. Характерно отметить, что в резко зака-
ленных пробах шлака, взятых с горизонта 110 мм, в стекле присутствует
в основном пластинчатая форма аносовита и очень немного его игольчатой
разновидности. Это обстоятельство свидетельствует о том, что пластинчатая
форма аносовита формируется в жидком шлаке при достаточно высоких
температурах и обусловливает гетерогенность шлакового расплава.
102
Образец шлака, взятый на уровне 450 мм от чугунной летки, при резкой
закалке в воде содержит строго ориентированные игольчатые кристаллы
аносовита. Этот факт заставляет предполагать, что игольчатая разновид-
ность низкотемпературного аносовита в противоположность пластинчатой
кристаллизуется в момент охлаждения. Изучение проб шлака, отобранных
между электродами, показало, что цветная форма аносовита в них пол-
ностью отсутствует.
Пробы, взятые на различных уровнях расплава от чугунной летки (430,
320 и ПО мм), содержат аносовит игольчатого строения. Характерно от-
метить, что чем ближе к уровню чугунной летки отбирается проба, тем
в ней больше кристаллизуется дендритов перовскита, которых особенно
много в конечном шлаке на выпуске. Возрастание количества перовскита
указывает на постепенное увеличение содержания СаО в шлаке по мере
приближения к уровню чугунной летки, что согласуется с данными хими-
ческого анализа.
Таким образом, проведенные исследования образцов шлака свидетель-
ствуют о сложном характере физико-химических превращений.
Восстановление оксидов из шлаков. Преобладающее
развитие процессов плавления в условиях рудовосстановительной электро -
плавки пудожгорских титаномагнетитов приводит к значительному накоп-
лению оксидов железа в шлаке. Восстановление этих оксидов протекает
с небольшой скоростью, так как процессы восстановления в шлаке носят
диффузионный характер. Поэтому продолжительность времени между
двумя выпусками чугуна и шлака фактически определяется полнотой
протекания восстановительных процессов в шлаке. Изменение электричес-
кого режима особенно с переходом на дуговой режим увеличивает диспро-
порцию между развитием процессов плавления и восстановления, что при-
водит к резкому увеличению оксида железа (II) в шлаке [222]. Таким об-
разом, восстановление оксидов железа из шлака — наиболее медленный
процесс в технологии получения предельного чугуна в условиях электро-
плавки. Поэтому ускорение процессов восстановления оксидов железа
наряду с увеличением мощности электропечи будет способствовать росту
ее производительности. Большая скорость восстановления оксидов железа
твердым углеродом наблюдается при высоких температурах в кинети-
ческих условиях. Следовательно, длительное прохождение процесса в усло-
виях, близких к кинетическим, будет способствовать быстрому и более
полному восстановлению оксидов железа, прежде чем они перейдут в рас-
плавленное состояние.
Проведенные лабораторные исследования по восстановлению пудож-
горских титаномагнетитов показали, что наиболее интенсивно эти процессы
протекают при восстановлении брикетов из смеси коксикаи пудожгорско-
го концентрата при t > 1200°С. Следовательно, для ускорения процессов
восстановления оксидов железа и уменьшения диспропорции между раз-
витием процессов плавления и восстановления рекомендуется для рудо-
восстановительной электроплавки использовать совместно окомкование
восстановителя и рудного концентрата.
Работа электрических печей на самоплавких рудноугольных окатышах
или брикетах наряду с важным технологическим преимуществом — ускоре-
нием процессов восстановления оксидов железа — имеет определенные
103
экономические выгоды по сравнению с агломерацией в условиях будущего
Пудожгорского металлургического комбината.
Расход углерода при плавке титаномагнетитов.
Правильная оценка степени прямого восстановления и выбор добавки вос-
становителя играет важную роль в решении технологической задачи получе-
ния чугуна и шлака в условиях электроплавки титаномагнетитов. Если
назначить величину коксовой подачи на основе теоретического подсчета рас-
хода кокса без учета восстановления монооксидом углерода, то в печи
будет наблюдаться некоторый избыток углерода, который приводит к рас-
стройству работы рудовосстановительной электропечи. Следовательно,
практически приходится снижать расход кокса, с тем чтобы получить ров-
ную работу печи. Количественную сторону такого снижения определяет
степень прямого восстановления железной руды или агломерата. В теории
доменного процесса имеется несколько методов для оценки степени прямо-
го восстановления. Можно было бы применить любой из этих методов и к
условиям рудовосстановительной печи [223, 224]. Однако некоторое
своеобразие условий электроплавки и особенно отсутствие воздушного
дутья позволяет несколько упростить такую оценку и использовать для
оценки аналитические зависимости между величинами, которые поддаются
надежному определению: расход кокса, извести и электродов на 1 т чугуна,
содержание углерода в агломерате, чугуне и коксе, содержание СО и СО2
в колошниковом газе. В результате проведенных исследований по плавке
пудожгорских титаномагнетитов были сделаны обобщения о развитии
процессов прямого и косвенного восстановления и представлены в виде
двух графоаналитических методов определения Сd-расхода углерода для
прямого восстановления по изменению расхода углерода при плавке с уче-
том науглероживания чугуна, расхода электродов и содержания остаточ-
ного углерода в агломерате, а также по изменению анализа колошнико-
вого газа (в мае. %) на содержание СО и СО2 (см. ниже). Для последне-
го случая была получена следующая зависимость:
142-0,5 Cd
т = -----------
Cd - 140
(2.8)
где т — отношение
СО2 : СО и Cd — расход
углерода на прямое восста-
новление оксидов
металлов при
плавке пудожгорских титаномагне-
титов.
со2 СО Н, СН, т СО2 СО н2 СН„ т
25,0 69,0 3,7 0,2 0,36 18,0 74,4 1,7 0,4 0,24
20,8 78,2 2,7 0,4 0,27 21,4 74,4 0,3 0,29
19,4 78,0 1,6 0,2 0,25 23,0 71,0 1,2 0,2 0,32
18,8 71,8 5,1 0,4 0,26 23,8 70,2 3,6 0,2 0,33
22,2 66,8 3,2 0,6 0,33 21,0 76,0 1,8 0,2 0,28
20,0 78,0 0,8 0,2 0,25 21,0 76,0 2,2 0,2 0,28
21,2 72,0 0,8 0,2 0,28 23,0 74,0 1,0 0,2 0,31
23,0 75,0 0,8’ 0,2 0,31 25,0 72,4 1,3 0,2 0,35
24,0 73,0 1,0 0,2 0,33 27,0 71,0 2,9 0,2 0,37
24,4 73.0 1,4 0.2 0,33
104
Для расчета расхода углерода при плавке титаномагнетитов важное зна-
чение имеют ’’индексы прямого восстановления”. Наиболее распростра-
ненным показателем развития прямого восстановления в практике домен-
ного производства является индекс М.А. Павлова (г d) ’’степень прямого
восстановления”. Академик М.А. Павлов считал, ’’что железо восстанавли-
вается ва счет твердого углерода только из закиси”. Однако в условиях
электроппавки за счет твердого углерода происходит восстановление не
только FeO, но и магнитного Fe3O4 и даже Fe2O3. Для условий злект-
роплавки чугуна можно применить индексы, введенные А.Н. Раммом
[224].
Так, например, индекс г d учитывает относительную часть кислорода,
которая отнимается прямым путем при восстановлении Fe3 04 -*• Fe; Мп3 04 -*
-*МпО; СО2 -*СО. Не исключена возможность, когда восстановление пря-
мым путем (углеродом) захватывает самую высокую степень окисления
железа (Fe2O3). В этих условиях определенный интерес представляет вто-
рой индекс, введенный А.Н. Раммом Rd [224]. Индекс R'd учитывает
относительную часть всего кислорода, который переходит из шихты в газ
за счет прямого восстановления.
В результате оценки развития прямого восстановления было установле-
но, что расход углерода на прямое восстановление при плавке пудожгор-
ских титаномагнетитов изменяется в пределах 225 —244 кг' т чугуна. Для
оценки индексов прямого восстановления были получены следующие
уравнения:
0,994 Cd -33,83
а для индексов А.Н. Рамма
, 0,994 Cd -33,83
rd = -----------------, (2.Ю)
229 + 0,001 Cd
, 0,994 Cd
Rd--------------— . (2.11)
280,2-0,02 Cd ’
Соответственно значения индексов для случая плавки пудожгорских
титаномагнетитов изменялись: г d — 0,94—1,04; rd — 0,83-0,91 и
Rd — 0,79-0,86. Значение индекса А.М. Павлова оказалось больше 1. Это
значит, что за счет твердого углерода восстанавливается не только FeO,
но и Fe3O4.
ИЗВЛЕЧЕНИЕ ВАНАДИЯ
ИЗ ПУДОЖГОРСКИХ ТИТАНОМАГНЕТИТОВ
Пудожгорские титаномагнетитовые руды - один из наиболее кон-
центрированных источников ванадия в нашей стране. Такого типа руды ши-
роко распространены на земном шаре и обнаруживаются на всех конти-
нентах мира (см. рис. 1). Они — основной источник сырья для получения
феррованадия и других его соединений.
105
Ванадий по распространенности превосходит такие хорошо известные
металлы, как медь, никель, цинк, олово, кобальт, свинец, молибден и воль-
фрам. По запасам в земной коре он относится к IV декаде В.И.Вернадского
(10-2 — 10-1%). Несмотря на небольшое содержание ванадия в земной
коре (0,015%), он часто обнаруживается в горных породах. Ванадий очень
рассеян в природе и редко образует высоко концентрированные руды. Его
значительная распространенность в природе и большое число ванадийсодер-
жащих минералов объясняются его большой подвижностью в природе,
обусловленной переменной валентностью и недостроенностью 3d и воз-
можностью заполнения 4р и 4d орбиталей ванадия и небольшим ионным
радиусом. Все это обусловливает его склонность к образованию растворов
во всех агрегатных состояниях, а также широкое развитие процессов комп-
лексообразования. Из-за близости ионных радиусов V3+ и Fe3+ ванадий
преимущественно обнаруживается в железных рудах — в титаномагнетитах.
В них он изоморфно замещает трехвалентное железо в решетке магнетита.
Его склонностью к шпинелеобразованию объясняется более высокая
концентрация ванадия в магнетитовых железных рудах по сравнению с
гематитовыми.
Содержание в них ванадия колеблется, например, в титаномагнетитах
Швеции около 0,25%, США — 0,4%. При обогащении титаномагнетитовых
руд содержание ванадия в концентратах увеличивается от 0,64—0,83%
(Швеция) до 1% (США) и др. В титаномагнетитовых рудах нашей страны
содержание ванадия составляет 0,53% — первоуральская и 0,68% — кусин-
ская руда [225]. Крупные запасы ванадия сосредоточены в Качканарском
месторождении, руды которого представляют собой вкрапленные разности,
содержащие 0,12% V2O5. При обогащении титаномагнетитовых руд Кусин-
ского месторождения получали титаномагнетитовые концентраты с содер-
жанием 0,95—1% V2O5, Качканарского месторождения (бедные вкраплен-
ные TwTc номагнетиты) — 0,58% V2O5 и др. При обогащении пудожгорской
руды (вкрапленные в метадиабазы титаномагнетиты), содержащей V2Os,
были получены концентраты с содержанием 1,03% V2O5. Основное преиму-
щество пудожгорских титаномагнетитов — высокое содержание по срав-
нению с титаномагнетитами других месторождений нашей страны ванадия,
чистота по фосфору (0,023% Р2О5) и отсутствие в них хрома. Все это
открывает возможность прямого получения качественных сталей из сталь-
ного полупродукта, получаемого непосредственно из руд, и пигментного
диоксида титана из титановых шлаков. Известны гидро- и пирометаллур-
гические методы концентрирования и извлечения ванадия в полупродукты
для использования в производстве феррованадия, оксида ванадия (V)
и др. Гидрометаллургические методы переработки титаномагнетитов,
несмотря на высокие показатели по извлечению ванадия, не нашли пока
широкого применения в технологии из-за необходимости в этом процессе
подвергать переделу огромные массы рудного сырья и извлечения вана-
дия из довольно слабых растворов. Более широкое распространение полу-
чил технологический процесс, включающий восстановление ванадия в чугун
(доменный или электротермический процессы), извлечение его в шлако-
вую фазу методами окислительной плавки (конвертирование или продувка
кислородом в ковшах) и переработка шлаковой фазы химико-технологи-
ческими процессами с получением оксида ванадия (V).
106
Таблица 20
Состав пудожгорского чугуна (в мас.%)
Плавка, № с Si Мп V
1 3,80 0,73 0,16 0,78
3 3,87 0,61 0,20 0,72
• 4 3,76 0,63 0,14 0,60
5 3,57 0,44 0,16 0,65
6 3,53 0,60 0,16 0,61
7 3,45 0,27 0,06 0,47
8 3,57 0,36 0,08 0,54
9 3,49 0,47 0,16 0,49
10 3,09 0,33 0,13 0,64
11 3,74 0,55 0,10 0,83
Для случая пудожгорских руд был исследован электротермический
способ концентрирования ванадия в чугуне и извлечение его в шлаковую
фазу методом конвертирования.
Пудожгорский чугун содержал (табл. 20): 0,47—0,83 V; 0,27—0,73 Si;
0,06-0,20 Мп; 0,05 Р и значительное количество S, что объясняется исполь-
зованием высокосернистого восстановителя. В случае получения стального
полупродукта для производства качественных сталей применение такого
восстановителя недопустимо.
Окисление ванадия, содержащегося в пудожгор-
ских чугунах. Для опытных работ был использован двухтонный
конвертер литейного цеха Кузнецкого металлургического комбината,
футерованный магнетитом с теплоизоляционной засыпкой у кожуха.
Чугун расплавляется в вагранке производительностью 1,5 т/ч. На одну
плавку загружали семь колош весом по 300 кг чугуна. Температуру ме-
талла измеряли платин-платинородиевой термопарой при повадках кон-
вертера. Продувку ванадиевого чугуна в опытных работах осуществляли
подачей воздуха через три медных водоохлаждаемых фурмы диаметром
сопла 15 мм (центральная фурма) и 24 мм (боковые фурмы) с общим
сечением 10,86 см2 или на 1 т чугуна 5,4 см2. Расстояние от устья сопел
до поверхности расплава составляло 150 мм в вертикальном положении
конвертера. Продувку осуществляли через толщу чугуна, что способство-
вало уменьшению выноса выдувок. Расход дутья составил 11—14 м3/мин
на 1 т чугуна. В качестве твердого окислителя использовали магнитогор-
скую мартеновскую руду, содержащую более 63% Fe и 5,8% SiO2, или
железную окалину (72% Fe и 1,5% SiO2). После продувки шпак удержи-
вали на поверхности расплава деревянным гребком. Полупродукт сливали
в ковш, а ванадиевый шлак из конвертера вываливали в шлаковню.
Заливку чугуна производили в конвертер при t = 1180-1220°С. Тем-
пература выше 1230° С приводила к перегреву ванны к концу продув-
ки. Обычно продувку вели при t = 1300-1380°С. Понижение температуры
способствовало увеличению металлических включений в шлаке, а повыше-
ние (> 1350°С) приводило к развитию реакций обезуглероживания. Для
интенсификации окисления ванадия или подстуживания ванны использо-
107
Рис. 19. Изменение состава металла при продувке ванадиевого чугуна
вали твердый окислитель. Его расход определялся составом чугуна:
13,8 кг/т при 0,47—0,65% V в чугуне и 20—23 кг/т при содержании 0,7% V.
При этом следует отметить, что в производственных' условиях расход
твердого окислителя будет значительно больше вследствие меньших удель-
ных тепловых потерь в крупных конвертерах.
Характер выгорания примесей при продувке ванадиевого чугуна и изме-
нение температурного режима плавки представлен на рис. 19.
Таблица 21
Режим продувки пудожгорских чугунов
Плавка, N’ Температура, ° С Длительност мин-с Расход воздуха, м3/т
чугуна полупродукта
1 1290 14-00 144,2
3 1160 1355 11-25 163,0
4 1180 1330 8-30 84,4
5 — 1310 6-00 94,2
6 1160 — 8-30 116,2
7 — 1300 6-30 88,5
8 1200 1300 6-24 84,7
9 — 1310 8-40 91,5
10 — — 6-15
108
Результаты исследования продувки ванадиевых чугунов (табл. 21)
показывают, что окислительная плавка позволяет практически полностью
окислить ванадий чугуна. Его остаточные количества не превышали 0,02%
и в большинстве случаев оценивались тысячными долями процента. Наи-
более высокие результаты по продувке были получены для случая плавок
4—10 (средняя длительность 7 мин) при среднем расходе воздуха 100м3/т
и твердого восстановителя 14 кг/т. Отмечено, что с уменьшением длитель-
ности продувки и содержания кремния в чугуне (0,33—0,44%) технологи-
ческие показатели процесса улучшаются.
Увеличение концентрации кремния до 0,6% удлиняет плавку до 8,5 мин
и снижает содержание ванадия в шкале по сравнению с плавками 5, 8 и 10,
хотя в чугуне ванадия было заметно больше (плавка 6).
Окисление ванадия при продувке пудожгорских чугунов определяется
не равновесными, а кинетическими условиями протекания этого процесса:
скоростью подвода кислорода к поверхности окисляемого металла, соста-
вом газовой фазы (содержание СО и СОг), которая при этом образуется,
и др. Если газовая фаза становится восстановительной или близка к тако-
вой то процесс окисления ванадия и перевод его в шлак замедляется.
Поэтому его окисление следует проводить до начала процесса обезуглеро-
живания, которое замедляет окисление ванадия. Кроме того, низкое содер-
жание углерода в металле повышает его вязкость и способствует потере
металла со шлаковой фазой, что снижает качество ванадиевых шлаков.
Таким образом, окисление металлических примесей чугуна протекает
в основном на реакционной поверхности газовая фаза — металл, где кон-
центрация кислорода очень значительно превышает равновесные концентра-
ции с элементами-примесями. Развитию этого процесса также способст-
вует образование прочного химического соединения шпинелида, что нацело
сдвигает реакцию окисления ванадия и марганца, поэтому остаточные кон-
центрации их в металле всегда ниже по сравнению с кремнием, хотя послед-
ний, как известно, имеет большое сродство к кислороду.
Расход твердого окис- лителя, кг/т Состав полупродукта (в мас.%)
С Si Мп V
20,00 2,82 0,07 Сл. Сл.
22,90 2,38 0,15 0,02
16,55 2,90 0,08 Сл.
11,60 2,90 0,14 »’
21,30 2,98 0,12
12,40 2,86 0,05 »» ♦»
15,00 2,83 0,08
14,25 2,76 0,10
5,35 — 0,08 »»
109
Таблица 22
Химический состав (в мас.%) пудожгорских ванадиевых шлаков
Плавка, № SiO, TiO, А1,О3 Ст, О, FeO
1 25,30 2,04 1,30 0,52 26,38
3 21,26 2,27 0,90 Нет 29,09
4 27,6 2,00 1,15 »’ 49,50
5 18,86 2,44 0,70 0,26 32,05
6 22,66 2,10 0,45 0,26 30,48
8 19,80 1,93 0,75 0,26 37,42
9 24,30 — — — 26,60
10 18,52 — — — 39,00
Таким образом, максимальное развитие поверхности контакта жидкой
и газовой фаз, повышение окислительного потенциала газовой фазы и
всемерное торможение реакции окисления углерода будет способствовать
максимальному переводу ванадия в шлак. Этому будет также благоприят-
ствовать добавка в конвертер твердых окислителей. Повышению содержа-
ния ванадия в шлаке будут также способствовать оптимальные содержа-
ния кремния и марганца в чугуне, снижение длительности продувки и ко-
личество удержанной металлической фазы в шлаке.
Учитывая приведенные выше данные, содержание кремния в пудож-
горском чугуне должно быть ограничено 0,40—0,50%. Марганец к моменту
завершения процесса окисления ванадия (см. рис. 19) практически пол-
ностью окислялся и переходил в шлак. Его окислению не только способст-
вовала температура процесса, но и связывание его разновалентных катио-
нов в решетке шпинелида. Учитывая такое поведение марганца в окисли-
тельных условиях, целесообразно ограничивать его восстановление в пу-
дожгорский чугун пределом 0,20% Мп.
Ванадиевые шлаки, полученные при окислительной плавке.
Таблица 23
Извлечение ванадия в шлак при продувке пудожгорских чугунов
Плавка, № Чугун
Залито, кг V,% V, кг
1 1850 0,78 14,4
2 1830 0,72 13,2
3 2100 0,60 12,6
4 1720 0,65 11,2
5 1870 0,61 11,4
Итого 93700 Среднее 0,67 Итого 62,8
110
— МпО МпО V2O5 Р,О5 ^едисп
0,03 4,14 22,50 0,10 22,00
Сл. 3,33 29,75 0,12 20,59
>, 3,10 18,80 0,17 15,46
»» 3,56 27,50 0,14 21,47
4,14 4,71 27,60 0,04 21,67
0,30 3,91 29,75 0,05 10,44
— — 32,00 — 15,72
— — 30,80 - 12,30
характеризуются составами, представленными в табл. 22. При продувке
пудожгорских чугунов, в которых содержание силикатной фазы можно
считать достаточно низким, образуются сухие ванадиевые шлаки грану-
ловидной формы. Высокая температура плавления и практическая не-
растворимость в силикатном стекле основной фазовой составляющей
ванадиевого шпинелида определяют агрегацию шлака, образующегося
при продувке пудожгорских чугунов, а также практически полное кон-
центрирование в нем ванадия (не менее 90%). Однако работа на сухих
шлаках сопровождается большими потерями ванадия в результате их
возможного выноса. На практике себя зарекомендовали ванадиевые шла-
ки, находящиеся в тестообразном состоянии, содержащие нормированные
количества шпинельной и силикатной фаз. Шлаки опытных плавок со-
держали повышенное количество SiO2, что определяется значительным
содержанием кремния в чугуне. При нормированном содержании кремния
в чугуне могут быть получены ванадиевые шлаки с 17—18% SiO2.
Пудожгорские ванадиевые шлаки стабильно содержат 3-5% МпО и прак-
тически не содержат Сг20з. Извлечение ванадия в шлак оценивается в
— Шлак
Всего, кг Металл ически х корольков, кг За вычетом ме- таллических ко- рольков, кг V, % V, кг
128,0 19,0 109,0 9,89 10,7
103,0 15,5 87,5 13,30 11,6
150,0 22,5 127,5 10,05 12,7
99,5 14,9 84,6 12,12 11,2
78,0 12,0- 66,0 12,18 8,0
Среднее
558,5 83,9 474,6 11,45 Итого 54,2
111
Таблица 24
Шлаки и состав шпинельной фазы (в мас.%)
Компонент Уральский ванадиевый шлак Пудожгорский ванадиевый шлак
Шлак Шпинелид Шлак Шпинелид
SiO, 12,25 Нет 24,40 Нет
v>o3 18,22 18,42 18,80 44,51
СгаО3 21,35 30,63 0,07 —
TiO, 6,63 7,05 4,15 7,85
A1,O3 2,09 1,86 1,26 1,12
Fe3 O3 - - 0,72 0,12
FeO 30,85 34,57 45,60 43,10
MnO 5,45 5,68 2,62 1,07
MgO 1,86 1,32 1,02 1,50
CaO 0,51 0,37 0,34 0,91
p,o3 0,30 - 0,23 —
1?емет Нет Нет Нет Нет
Сумма 99,51 100,00 99,21 101,18
86,3% (табл. 23). В производственных условиях этот показатель будет
выше благодаря использованию шлаковых отходов и конвертерных выду-
вок. Этому также способствовало агрегатное состояние шлака — получение
твердых рассыпчатых шлаков. По содержанию фосфора пудожгорские шла-
ки — весьма чистые, как и по хрому, что является их особенностью. Не-
которое содержание хрома в них обнаруживается в результате загрязнения
металлической фазы при переплавке в вагранке.
Фазовый состав пудожгорских ванадиевых шлаков не отличается разно-
образием фаз, однако последние характеризуются очень сложным составом
и строением. В качестве основной фазовой составляющей, содержащей
подавляющее количество V2Os, является шпинельная фаза, сходная по
структуре с магнетитом. Эта фаза образуется на основе оксидов железа,
двух- и трехзарядные катионы которого изоморфно замещаются соот-
ветствующими катионами металлов-примесей. В ванадиевой шпинели трех-
валентное железо замещается в соответствии с наличием трехвалентного
ванадия. В предельном составе это фаза FeO • VO3, обнаруживаемая в при-
роде в качестве минерала кульсонита. В простейшем случае шпинелид
представляет собой твердый раствор магнетита-кульсонита, в котором
растворимость фазы ванадиевого минерала очень сильно зависит от при-
месей.
Особенность содержания оксида хрома (III). В табл. 24 представлен сос-
тав шпинелида в ванадиевых шлаках уральского и пудожгорского типов.
Из-за высокой чистоты пудожгорских ванадиевых шлаков по примесям,
шпинелид, выделенный из указанных шпаков, содержит до 45% V2О3.
Для получения чистых шпинелидов, близких по составу к природным
ванадиевым видам сырья (натронитовые, деклуазитовые, ванадинитовые,
112
роскоэлитовые и карнотитовые концентраты), необходимо получить чугу-
ны с минимальным содержанием титана, хрома и марганца с использова-
нием гарниссажной футеровки для предотвращения загрязнения ванадие-
вых шлаков оксидами магния и алюминия.
Кроме шпинелидов, в пудожгорских ванадиевых шлаках обнаруживают-
ся фаялит, тридемит и стекловидная фаза. SiO2 в виде фаялита, стекла и
тридемита образует своеобразный связующий цемент, который склеивает
зерна тугоплавкого шпинелида. Растворимость последнего в силикатном
расплаве незначительная и зависит от температуры процесса. Вязкость вана-
диевых шлаков определяется соотношением указанных фаз. Образование
шпинелида, представляющего твердый раствор ванадиевого соединения,
способствует необратимости реакции окисления ванадия, поскольку про-
дукты этого процесса прочно связываются в нерастворимую высокотемпе-
ратурную фазу. Оптимальное соотношение силикатной и шпинелидной фаз
в шлаке характеризуется преобладанием последней, содержание которой
должно составлять 55—65%. По внешнему виду ванадиевые шлаки разли-
чаются на сыпучие и тестообразные. Образование сухих шлаков нежелатель-
но, так как в этом случае ванадий теряется из-за их выноса из конвертера.
Кроме того, в твердых шлаках железо, которое задерживается в виде
самостоятельных включений, образует тонкодисперсные прорастания, что
ухудшает его извлечение физическими методами, а также извлечение вана-
дия при химической обработке шлака.
Опытом переработки ванадиевых шлаков установлено, что повышение
содержания включений металлического железа свыше 7—8% нежелательно.
ИССЛЕДОВАНИЯ ПО РАЗРАБОТКЕ ТЕХНОЛОГИИ
БЕСФЛЮСОВОЙ ПЛАВКИ ПУДОЖГОРСКОГО
ТИТАНОМАГНЕТИТОВОГО КОНЦЕНТРАТА
Один из недостатков разработанной и проверенной в промышленном
масштабе технологии флюсовой плавки пудожгорского гиганомагнетиго-
вого концентрата — значительное снижение концентрации диоксида титана
в шлаке. Результаты исследований по электротермии ильменитовых кон-
центратов позволяют по-новому подойти к решению пудожгорекой пробле-
мы титаномагнетитов [174, 226]. Первый этап в этом направлении - орга-
низация процесса бесфлюсовой плавки титаномагнетитов в электропечи с
закрытым колошником, а второй — организация процесса бесфлюсовой
плавки по двухстадийной схеме вращающаяся печь—электропечь.
Технология бесфлюсовой плавки пудожгорских титаномагнетитов раз-
рабатывалась в лабораторных условиях. Для этого были изучены процессы
восстановления оксидов железа и ванадия при плавке титаномагнетитов
без добавки в шихту флюса. Опытные плавки проводили в условиях вы-
сокочастотного нагрева шихтовых материалов, помещенных в графитовый
тигель диаметром 200 и высотой 300 мм, генератором типа ЛГПЗ-ЗО, а
также при их плавке в двухэлектродной электропечи мощностью 80 кВА.
8. Зак. 57
113
ПЛАВКА КОНЦЕНТРАТА НА ВЫСОКОЧАСТОТНОМ ГЕНЕРАТОРЕ
Высокочастотная плавильно-закалочная установка типа ЛГПЗ-ЗО пред-
назначается для плавки руд и металлов. Она состоит из высокочастотного
генератора мощностью 30 кВА, индукционной печи и высокочастотного
понизительного трансформатора для закалочного контура. Высокочастот-
ный генератор снабжен силовым масляным трансформатором, подключаю-
щимся в сеть 380 В. Генераторная лампа, батарея конденсаторов, высоко-
частотный трансформатор закалочного контура, индукционная печь и
индуктор закалочного контура имеют водяное охлаждение. Управление
установкой производится с пульта.
Нагрев шихты осуществляли при рабочем режиме: напряжение 12 кВ,
анодный ток 2,5 А, графитовый тигель обеспечивал необходимую темпе-
ратуру процесса плавки (1500—1600°С). Учитывая, что в процессе плавки
со стенок тигля попадает значительное количество углерода в шихту,
расход восстановителя - нефтяного кокса, содержащего 94% С, подбирали
опытным путем. Концентрат и восстановитель (сухие) перемешивали и
загружали в графитовый тигель. После расплавления шихты по ходу плав-
ки отбирали пробу чугуна и шлака.
Плавки пудожгорского концентрата проводили с навеской шихты
в 2,2 кг. Количество восстановителя при этом, учитывая углеродистый
материал тигля, было задано в размере 0,7 стехиометрически необходимо-
го. Наблюдение за ходом плавки выявило одну характерную особенность:
концентрат оказался весьма чувствительным к избытку восстановителя,
поэтому необходимо соблюдение очень точной его дозировки в шихту и
всемерного сокращения продолжительности плавки.
В пробе шлака, отобранной через 15 мин после расплавления шихты,
содержалось 19,5% FeO, через 25 мин - 7,1% FeO и в шлаке через 50 мин
(выпуск металла и шлака) содержалось 5,43%FeO; 60,08%Ti02 h1,7%V2O5.
Выход металла составил 55,35%, а шлака - 15,65% (от исходного количест-
ва концентрата) . Снижение восстановителя до 0,5% от стехиометрии позво-
лило восстановить оксиды железа до желаемого предела и получить полное
расплавление шихты. Процесс восстановления оксида железа (II) в оксид-
ном расплаве протекал следующим образом: в момент расплавления со-
держание FeO было 35,6%, через 20 мин - 14,45%, через 40 мин - 10,04%,
на выпуске - 6,16%, при этом содержание TiO2 - 59% и V2O5 - 1,90%.
Выход чугуна составил 55%, а шлака — 16,6%. При указанном расходе вос-
становителя наблюдалось заметное улучшение физических свойств шлака —
его жидкоподвижности; однако она сохранилась устойчиво до половины
длительности плавки. Во втором полупериоде вновь наступило загустева-
ние шлака, как и в первой плавке, что свидетельствовало о некотором
избытке восстановителя в расплаве.
На третью плавку количество восстановителя было уменьшено до 0,4%
стехиометрически необходимого, и это способствовало увеличению време-
ни, в течение которого шлак сохранял свою жидко подвижность (около 3/4
периода от момента расплавления до выпуска шлака).
Восстановление оксида железа (II) в шлаке характеризуется следующи-
ми данными: в момент расплавления шихты содержание FeO было 465%,
через 15 мин — 23,7%, через 20 мин - 8,2%, через 40 мин - 6,77%, в момент
114
выпуска - 4,23% при содержании в нем TiO2 61%и V2O5 1,14%. Выход чугу-
на при этом был равен 56,2%, а шлака — 17^>%. Последующие две балансо-
вые плавки проводились с увеличением навески концентрата до 4 кг, при
этом количество восстановителя оставалось прежним — 0,4 стехиометри-
чески необходимого. Плавки прошли успешно. Шлаки на протяжении все-
го периода с начала расплавления шихты до выпуска (около 50 мин) сохра-
няли полную жидкоподвижность и без затруднения выливались из тигля.
Это объясняется в первую очередь созданием условий, препятствующих
первовосстановлению шлака при плавке его в графитовом тигле.
Полученные шлаки содержали соответственно 58,37 и 60,3% TiO2; 7,0
и 5,03% FeO. Выход чугуна составил 56,4 и 58,5% при выходе, шлака - 18,75
и 22,5%. Подводя общий итог проведенной серии бесфлюсовых плавок в
части получения шлаков, следует отметить, что выход шлака не превышает
22,5%, а содержание диоксида титана было как никогда высоким для плавки
пудожгорских титаномагнетитов. Такие шлаки несомненно представляют
ценность для химической переработки.
Всего в индукционной печи было проведено пять плавок и проплавлено
15 кг концентрата. Полный анализ усредненной партии полученного шлака
(2700 кг) был следующий (в %) : TiO2 — 59,2; FeO — 5,9; SiO2 — 15,2;
А120з -7,4; СаО-5,6; MgO - 4,9; V2O5 -1,7.
Не менее важным, чем титановый шлак, продуктом плавки пудожгор-
ского титаномагнетитового концентрата является чугун, содержащий так-
же количества ванадия, которые делают экономически эффективной пере-
работку этого чугуна путем продувки его в конвертерах.
Выход чугуна при бесфлюсовых плавках титаномагнетитового концент-
рата находился в пределах 55-58,5% (от веса исходного концентрата), что
согласуется с расчетными данными. Восстановление оксидов железа прош-
ло более полно, чем задались при расчете шихты. Полнота восстановления
железа оценивается более чем в 97,1%.
Восстановление ванадия в чугун в случае бесфлюсовой плавки в значи-
тельной степени зависит от содержания FeO в оксидном расплаве. Получе-
ние ванадиевого чугуна, содержащего 0,7—0,8% V, при бесфлюсовой плавке
не представляет особых затруднений, степень перехода в чугун — 69,4—
76,8%, что лучше указанного показателя, полученного при флюсовой плав-
ке пудожгорского агломерата [172].
ПЛАВКА ПУДОЖГОРСКОГО ТИТАНОМАГНЕТИТОВОГО КОНЦЕНТРАТА
В 80 кВА-ЭЛЕКТРОПЕЧИ
Исследования, проведенные при плавке в индукционной печи, показали
высокую чувствительность концентрата к избытку восстановителя и воз-
можность получения ванадиевых чугунов с хорошим извлечением ванадия
при бесфлюсовой плавке титаномагнетитов. Эти исследования позволили
перейти к организации процесса бесфлюсовой плавки в электропечи. Иссле-
дования были проведены в двухэлектродной однофазной 80 кВА-электро-
печи, которая питалась от силового трансформатора типа ОСУ-80 мощ-
ностью 80 кВА. Напряжение с высокой стороны составляет 380 В, ток -
210 А, напряжение с низкой стороны — 44,7 В, ток — 1728 А. При рабочем
режиме электроплавки средняя величина тока составляет около 1500 А,
115
что обеспечивало температуру расплава 1600—1700°С. Печь состоит из
следующих основных частей: сварного металлического кожуха размером
850 X 950 X 650 мм, металлической рамы, механизма подъема электродов
с редуктором и электродвигателем, электродержателей. Мощность электро-
двигателя на каждый электрод — 0,5 кВА. Ход электродов — 600 мм. Число
электродов — 2, диаметр их — 75 мм, расстояние между ними по осям —
150 мм. Глубина ванны — 400 мм при размере ее в плане 250 X 360 мм.
Шихта перед плавкой состояла из концентрата и восстановителя (нефтя-
ного кокса), которые перемешивали вручную и использовали в порошко-
образном виде. Плавки были начаты с малой загрузки шихты: 20 кг кон-
центрата и 3,7 кг коксика. Затем дополнительно было загружено 10 кг
концентрата.
Однако нормальная работа электропечи без резких колебаний нагрузки
началась лишь после того, как в печь было загружено еще 30 кг концентра-
та и 5,5 кг нефтяного кокса. Контроль за ходом плавки осуществляли
посредством отбора проб шлака на пруток. Несмотря на внешне благо-
приятный ход процесса плавки, не удалось избежать перевосстановления
оксидов титана в шлаке, так как из-за ограниченного количества концент-
рата не удалось подобрать шихтовку по восстановителю.
Характерный состав титанового шлака приведен ниже (в %) :
тю2 FeO SiO2 СаО MgO А12Оэ МпО V2O5 Сг3О,
51,72 9,0 15,87 3,18 3,96 7,73 0,46 0,95 0,026
58,06 12,3 14,24 3,13 4,06 6,80 0,36 1,00 0,028
49,12 15,7 18,56 2,30 6,08 6,68 0,43 1,14 Сл.
Несмотря на имеющиеся колебания в содержании диоксида титана и
оксида железа (II) и ряд неполадок чисто технического характера, про-
веденная плавка показала принципиальную возможность осуществления
в дуговой электропечи бесфлюсовой плавки пудожгорского титаномагне-
титового концентрата. Чугун этих плавок содержал 1,02% V. Степень пере-
хода ванадия в чугун составила 79%.
Вторая кампания плавок в дуговой печи была проведена на партии
титаномагнетитового концентрата, содержащего 55,02% БеобЩ; 16,9% Т1О2
и 0,9% V2O5.
Предварительно с целью разогрева печи была проведена плавка 70 кг
иршинского ильменитового концентрата. После выпуска чугуна и шлака,
прошедшего нормально, в горячую печь была произведена загрузка 65 кг
пудожгорского концентрата и 12 кг восстановителя. Общая продолжитель-
ность плавки составила примерно 3 ч. Режим работы печи был спокойным,
без резких колебаний нагрузки. По ходу плавки производили системати-
ческий отбор шлака, что позволяло следить за восстановлением оксида
железа (II). В конце третьего часа шлак очередной пробы имел отчетливо
выраженный кремовый цвет поверхности, свидетельствовавший о заверше-
нии процесса восстановления FeO в расплаве. Был произведен выпуск. Из
печи вышло 25 кг металла, а шлак из-за слабого прогрева был оставлен
в печи. Содержание ванадия в чугуне составило 0,8%.
Вторая порция шихты того же состава и в том же количестве была
загружена в ванну, содержащую шлак предыдущего выпуска. Продолжи-
тельность плавки составила 2 ч 40 мин. Так как шлак из первой порции
116
шихты был оставлен в печи, то после второй загрузки печь была переполне-
на расплавом. Поэтому приходилось время от времени отключать печь и
производить отбивку застывающих в верхней части корок шлака. Электри-
ческий режим оставался спокойным. Выпуск плавки прошел удовлетвори-
тельно. Был выпущен металл второй порции шихты и общий шлак. Масса
чугуна составила 35 кг, шлака - 28 кг. В шлаке содержалось 58% TiO2,
12% FeO и 1,5% V2O5.
Таким образом, приведенные выше результаты по бесфлюсовой плавке
пудожгорского концентрата как в индукционной печи, так и в 80 кВА
однофазной электропечи показали полную возможность организации
такого процесса и в более крупном масштабе. Полученные опытные данные
хорошо согласуются с расчетными по выходу чугуна, шлака и его составу.
Значительное отличие составляет только расход электроэнергии, который
оказался почти вдвое больше расчетного (2300 против 1265 кВт • ч на 1 т
концентрата). Большой расход электроэнергии объясняется тем, что плав-
ки проводились на небольшой электропечи с большими тепловыми потеря-
ми й периодическим процессом.
Технологические показатели несомненно могут быть улучшены при
использовании подготовленной шихты. Это было показано последующими
исследованиями по предварительному восстановлению концентрата во
вращающейся печи с последующей плавкой его в электропечи. При этом
удельный расход электроэнергии был снижен в 1,5—2 раза [227].
Результаты этих исследований показали эффективность бесфлюсовой
плавки пудожгорского концентрата.
В результате проведенных технологических исследований разработана
технология бесфлюсовой плавки, заключающаяся в том, что пудожгорский
титаномагнетитовый концентрат и восстановитель в виде подготовленной
шихты плавится в электропечи без введения флюса. Содержание в шихте
восстановителя не должно превышать определенного количества, обеспе-
чивающего получение шлака с 4—7% FeO. При бесфлюсовой плавке дости-
гается степень восстановления ванадия в чугун 77—79% при восстановлении
железа не менее 97%, при этом выход чугуна составляет 54—56%, а шлака
23—28% от массы концентрата. Электрический режим процесса бесфлюсо-
сой плавки в 80 кВА однофазной двухэлектродной электропечи не вы-
зывает сомнений в организации подобного процесса в мощных
электропечах. Бесфлюсовая плавка пудожгорского титаномагнетитового
концентрата позволила поднять концентрацию диоксида титана в шлаках
до 58—61%. Химическая переработка титанового шлака с таким содержа-
нием диоксида титана несомненно позволит получить более высокие пока-
затели, чем шлаков от флюсовой плавки.
РАЗРАБОТКА ТЕХНОЛОГИИ ДВУХСТАДИЙНОЙ ПЛАВКИ
ПУДОЖГОРСКОГО ТИТАНОМАГНЕТИТОВОГО КОНЦЕНТРАТА
С ПОЛУЧЕНИЕМ БОГАТЫХ ТИТАНОВЫХ ШЛАКОВ
Существенный недостаток ранее разработанной технологии плавки пудож-
горского агломерата — низкая концентрация диоксида титана (до40%) в шла-
ке за счет вводимых при плавке известняка, доломита и кварца [172, 225],а
также трудная вскрываемссть в серной кислоте [214].
117
Накопленный опыт в области электротермии ильменитовых концентра-
тов на титановых заводах позволил по-новому подойти к решению пробле-
мы использования пудожгорских титаномагнетитов [174, 227]. Первым
этапом исследований в этом направлении, как отмечалось выше, стала раз-
работка технологии бесфлюсовой плавки пудожгорского титаномагнетито-
вого концентрата в электропечи. Этими исследованиями была установлена
возможность получения титановых шлаков, содержащих до 58—61% ТЮ2
при восстановлении ванадия в чугун на 77-79%.
Второй этап исследований — усовершенствование технологии бесфлю-
совой плавки путем разделения процессов восстановления оксидов железа
и плавления восстановленных шихтовых материалов в двух агрегатах.
Это ограничивает восстановление диоксида титана до низших оксидов и
значительно снижает расход электроэнергии из-за использования не только
восстановленных, но и нагретых материалов. Это освобождает электропечь
от медленных процессов восстановления оксидов железа, требующих для
своего развития выбора специального электрического режима для правиль-
ного соотношения процессов плавления и восстановления. Последнее
достигается выбором рабочего напряжения. Так, при плавке агломерата
из пудожгорского титаномагнетитового концентрата в печи мощностью
2000 кВА на Кузнецком меткомбинате рабочее напряжение составило
75 В, кусинского ильменитового концентрата на Запорожском титано-
магниевом комбинате в печах 5000 кВА — 134 В. Переход на восстановлен-
ную и нагретую шихту позволит значительно поднять напряжение и снизить
токи при плавке и тем самым решить многие технические проблемы обору-
дования электропечей.
Для предварительного восстановления оксидов железа используются
вращающиеся или шахтные печи. В Норвегии проводились исследования
двухстадийной плавки в технологическом варианте вращающаяся печь-
электропечь для переработки офлюсованных агломератов. Подогретые
твердые продукты восстановления поступают прямо в электропечь. Резуль-
таты этих исследований показали, что благодаря частичному восстановле-
нию оксидов железа и использованию химического тепла отходящих газов
достигается снижение расхода электроэнергии с 2114 до 1140 кВт ч/т чу-
гуна, что равносильно увеличению производительности электропечи при-
мерно в 2 раза. В Польше этот метод получил применение при переработке
бедных железных руд на качественную сталь.
В ФРГ фирма ’’Лурги” на опытной базе в Хенау проводила исследования
по прямому получению железа восстановлением окатышей диаметром
10—15 мм в герметичной вращающейся печи активной формой углерода,
которая имеется в бурых углях. Восстановленные окатыши охлаждались
во второй, спаренной с первой вращающейся печи и поступали вместе
с остаточным мелким бурым углем в бункер готовой продукции. Остаточ-
ный углерод отделялся от восстановленных окатышей простым рассевом
на грохотах. Отсев угля направлялся в голову процесса, а гранулы поступали
в электропечь для получения малоуглеродистого качественного металла ти-
па армко-железо.
Двухстадийную схему применяет крупнейший в мире завод по производ-
ству титановых шлаков и металлов в г. Сореле (Канада) при переработке иль-
менитовых руд. На первой стадии ильменитовая руда обжигается и частич-
118
но восстанавливается, поскольку в руде содержится 15—20% гематита.
Информация по заводской технологии не публикуется, однако известно,
что вращающиеся печи имеют производительность 80 т/ч и завод произво-
дит в сутки около 500 т ’’сорель-металла” и 600 т титановых шлаков, со-
держащих 71% Т Ю2.
Исследования процесса по схеме вращающаяся печь—электропечь приме-
нительно для плавки ильменитовых руд в нашей стране были начаты в
1951 — 1953 гг. под руководством академиков И.П. Бардина и Э.В. Брицке.
В 1957 г. были проведены лабораторные работы и исследования по плавке
ильменитового концентрата по двухстадийному варианту вращающаяся
печь—электропечь. Эти исследования показали, что на первой стадии процес-
са можно достигнуть степени восстановления железа ильменита на 65—75%
при 1200—1250°С. Плавка восстановленного ильменитового концентрата
позволила почти вдвое сократить расход электроэнергии [227]. В конце
1961 г. на заводе ’’Сибэлектросталь” была смонтирована и пущена установ-
ка”вращающаяся печь—электропечь”. В 1962 г. на этой установке был а прове-
дена большая работа по плавке железных руд Самсоновского месторожде-
ния. Средняя степень восстановления оксидов железа была достигнута 50—
60%, а расход электроэнергии снизился до 3000 кВт ч на 1 т металла против
6000 кВт-ч/т при плавке частично восстановленной шихты (10%) [208].
В 1963 г. работы на этой установке были продолжены и результаты значи-
тельно улучшены: степень восстановления — 70—90%, расход электроэнер-
гии снизился до 1000 кВт-ч/т металла. В 1964 г. Институт металлургии
им. А.А. Байкова АН СССР и завод ’’Сибэлектросталь” на этой установке
тровели исследования по двухстадийному процессу плавки ильменитовых
концентратов.
Исследования показали, что приготовление рудных окатышей может
быть организовано с применением сульфидного щелока. Прочность гранул
составила 30—40 кг на окатыш, что вполне удовлетворяет процессу двух-
стадийной плавки. Разрушение гранул во вращающейся печи не превы-
шает 6%. Средний расход электроэнергии соответственно составил
1535-1550 и 1350 кВт ч/т шлака в зависимости от разновидности кон-
центрата. При этом были получены шлаки, содержащие более 80% ТЮ2 и
до 5% FeO.
Таким образом, двухстадийный процесс — очень эффективный способ,
позволяющий увеличить производительность электропечей в 1,8—2 раза в
зависимости от типа сырья, что при строительстве новых цехов может
значительно сократить количество печей без увеличения их мощности.
Выполненный тепловой баланс передела пудожгорского концентрата для
случая плавки шихты без предварительного восстановления показал воз-
можность расхода электроэнергии 1250 кВт-ч/т концентрата. В случае же
использования нагретой (1050°С) и восстановленной на 75% шихты расход
электроэнергии сокращается до 300 кВт-ч/т, что почти в 4 раза меньше, чем
при использовании невосстановленного концентрата. Расход электроэнер-
гии в пересчете на чугун составляет 600—700 кВт-ч/т. Полученные опытные
данные хорошо согласуются с данными, полученными на заводе ’’Сиб-
электросталь” при плавке железных и ильменитовых руд в установке
’’вращающаяся печь—электропечь”. Следовательно, двухстадийная плавка
пудожгорских титаномагнетитов в варианте ’’вращающаяся печь—электро-
119
печь” весьма перспективна, поэтому она стала предметом специального
исследования.
Изучение процесса восстановления пудожгор-
ского титаномагнетитового концентрата во вра-
щающейся печи. Для проведения исследования по восстановимости
пудожгорского титаномагнетитового концентрата на твердой стадии была
изготовлена и смонтирована печь с вращающейся трубой. Длина вращаю-
щейся трубы — 1,2 м, внутренний диаметр трубы — 0,082 м, длина рабочей
части трубы, находившейся при температуре 1200—1260 ° С, — 0,2-0,3 м,
угол наклона трубы — 3—5°, скорость вращения — 2,25 об/мин. Для обогре-
ва использовалась печь сопротивления мощностью 13,5 кВА.
Движение материала по трубе осуществлялось за счет придания опреде-
ленного угла и подпирающего действия шихты, создаваемого шнеком.
Время пребывания материала в горячей зоне не превышало 15—20 мин,
шихта ’’проходила” через печь за 55—60 мин. Из-за низкой производитель-
ности вращающейся печи (3 кг/ч) и технологического требования едино-
временной завалки в электропечь 30—40 кг шихты отработка технологии
двухстадийной плавки проводилась раздельно. Так была разработана
технология восстановления пудожгорского титаномагнетитового кон-
центрата во вращающейся печи, и по этой технологии была наработана
партия восстановленного и охлажденного в нейтральных условиях кон-
центрата, а затем его плавка в электропечи с завалкой не менее 50—60 кг
шихты.
Исследования по восстановлению пудожгорского концентрата во вра-
щающейся печи преследовали следующие цели: выбор оптимального темпе-
ратурного режима процесса и количества восстановителя в шихте; выбор
скорости движения материалов в печи; определение угла наклона вра-
щающейся печи при заданном температурном режиме и количестве восста-
новителя; получение опытной партии восстановленного концентрата для
проведения их электроплавки в оптимальных условиях восстановления.
В работах использовался титаномагнетитовый концентрат, полученный
из бедной и богатой разновидностей пудожгорской руды.
Концентрат, поступивший в Институт металлургии в 1965 г. из Меха-
нобра, был получен из бедной разновидности, а в июле 1966 г. — из богатой
разновидности. Концентрат из бедной разновидности руд отличался непо-
стоянством состава по содержанию Fe, TiO2, СаО, а следовательно, и других
компонентов, что отрицательно сказывалось на конечном составе титано-
вых шлаков. Концентрат, полученный из богатой разновидности руды,
характеризовался более постоянным составом — содержание СаО в нем
находилось в пределах 1,22-1,31%; SiO2 - 3,60-3,73%, что значительно
ниже, чем в концентрате, полученном из бедной титаномагнетитовой руды.
Исследования проводились в два этапа. На первом этапе использовался
титаномагнетитовый концентрат, полученный из бедной разности руды,
на втором этапе — из более богатой разности рудного сырья. Вначале опыты
проводили с первым концентратом, выделенным из бедной разности руд.
Температура процесса предварительного восстановления титаномагнетито-
вых концентратов была 1000, 1100, 1150, 1200 и 1250°С, избыток восста-
новителя в шихте сверх теоретически необходимого для полного восста-
новления оксидов железа был принят 10 и 15%, угол наклона трубы был
120
равен 5°. Полученные данные показали, что при скорости движения шихты
3 кг/ч для достижения максимальной степени восстановления оксидов
железа, содержащихся в пудожгорском концентрате, необходимо иметь
в шихте избыток восстановителя в 15% при 1250°С. Уменьшение избытка
восстановителя до 10% довольно существенно снижает (при той же темпе-
ратуре) степень восстановления, хотя она остается вполне приемлемой.
Практически одинаковое действие оказывает на степень восстановления и
снижение температуры процесса до 1200 ° С. По ходу процесса восстановле-
ния неокомкованного предварительного концентрата наблюдалось слабое
кольцевание шихты. Особенно заметно оно происходило на границе разде-
ла горячей и холодной (на срезе печи) зон. Однако это нежелательное явле-
ние легко устранялось с помощью шуровки. Химические анализы продук-
тов восстановления показывают, что окисление последних при выходе из
трубы практически не происходит. Этому способствует то обстоятельство,
что в течение всего времени пребывания в печи шихта находится в восста-
новительной атмосфере (под защитой сгорающих газов) и охлаждение про-
дуктов восстановления происходит постепенно.
Для отплавления в электропечи было приготовлено 150 кг восстановлен-
ного концентрата, полученного при восстановлении при 1250°С и избытке
восстановителя в шихте, равном 15%.
После проведения опытов была еще раз отобрана средняя проба
от 150 кг и выполнены дополнительные анализы на содержание остаточ-
ного углерода и диоксида титана. Как следует из этих анализов, содержа-
ние остаточного углерода оказалось очень высоким и примерно вдвое
превышало количество углерода, необходимое для завершения процесса
восстановления FeO на стадии электроплавки. Степень восстановления в
средней пробе — около 51%, что меньше по сравнению с данными анализа
материалов сразу после выгрузки из вращающейся печи. Полученное сниже-
ние полноты восстановления железа объясняется развитием процесса
окисления металлического железа при хранении партии восстановленного
материала в течение трех дней.
Отплавление восстановленного концентрата проводилось на однофазной
двухэлектродной электропечи; характеристика ее приведена выше.
Плавки восстановленного концентрата были начаты без предварительно-
го разогрева печи. После зажигания дуги на коксе в печь была загружена
шихта. За 15 мин было загружено 25 кг восстановленного концентрата.
За 1 ч работы печи загруженный концентрат расплавился и почти полностью
пошел на образование гарнисажа печи. Поэтому в печь было дополнительно
загружено еще 16 кг концентрата, через 1 ч 52 мин был произведен выпуск
металла и шлака из печи. Чугуна вышло 10,7 кг и шлака 5,4 кг. Содержа-
ние FeO в шлаке составило 4,2%. Это свидетельствует о том, что довосста-
новление оксидов железа в процессе проплавления шихты протекает в
должном объеме. Затем было загружено 22 кг восстановленного концен-
трата. Печь к этому времени уже хорошо разогрелась. Процесс плавки
восстановленного концентрата идет спокойно, и образуется ванна шлако-
вого расплава. Токовая диаграмма работы печи не имеет резких колеба-
ний — вскипаний шлака не наблюдается.Однако через 30 мин от начала
плавки шлак стал вязким и коричневым. На выпуске вышел почти один
металл — 9,6 кг и шлака из печи вышло только 1,2 кг, содержание FeO в
121
шлаке более низкое, чем в предыдущей плавке — 2,9%. В печи имело место
перевосстановление оксидов титана выше технологического предела.
В печь было загружено 20 кг восстановленного концентрата. Через
10 мин после загрузки шихта полностью расплавилась, а еще через 7 мин
расплав перешел в вязкое состояние. Загустевание шлака указывало на
накопление избыточного углерода в печи, поскольку после предварительно-
го восстановления его оставалось в шихте на 5—6% больше, чем это необхо-
димо для завершения процесса восстановления оксида железа (II). В связи
с этим в печь было загружено 6 кг невосстановленного концентрата и че-
рез 15 мин был произведен выпуск. Вышло 8,7 кг чугуна и 6,3 кг шлака.
Содержание FeO в шлаке оказалось высокое — 16,7%. Проведенные иссле-
дования по плавке восстановленного пудожгорского концентрата показали,
что при наличии соответствующего количества остаточного восстановителя
в восстановленных материалах плавка может протекать успешно. Сущест-
венным результатам этих плавок также было то, что при бесфлюсовой
плавке электрический режим печи был спокойный, без резких толчков
нагрузки на трансформатор и выброса шлака и металла на поверхность
колошника. Выпуск продуктов плавки проходил спокойно. Такая плавка
титаномагнетитов вполне технологична. Однако при столь высоком содер-
жании углерода в восстановленном концентрате (около 10%) плавка
непрерывно проходить не могла из-за быстрого перевосстановления в шла-
ке оксидов титана выше допустимого технологического предела. После
проведенных плавок ванна заметно сузилась. Поэтому для того, чтобы
вернуть ее в технологическое состояние, были проведены плавки невосста-
новленного концентрата. Они были начаты на холодной печи. Учитывая, что
в ней имелось неопределенное количество перевосстановленного шлака,
количество углерода было взято меньше стехиометрического. Выпуск
прошел нормально, и содержание FeO в шлаке — 2—4%. Всего было про-
плавлено 60 кг пудожгорского концентрата, получено 16,8 кг чугуна и
18,7 кг шлака.
Поскольку проведенными плавками было показано наличие в восста-
новленной шихте остаточного углерода (10%), которое не обеспечивало
непрерывность плавки, в дальнейшем было принято решение проведения
плавок с подшихтовкой 26,5% концентрата. Количество подшихтовки бы-
ло определено эмпирически: при подшихтовке 25% FeO в шлаке было 3,6%,
при подшихтовке 25,9% FeO в шлаке составило7,9%, а при 28,5%—11,5%.
Если сопоставить производительность лабораторной печи по вариантам
шихтовки, то она оказалась следующей: при плавке невосстановленной
шихты — 17 кг/ч, при плавке восстановленной шихты с подшихтовкой
сырого концентрата — 27 кг/ч и при плавке только восстановленного кон-
центрата — 30 кг/ч. Эти данные наглядно показывают, что использование
восстановленного концентрата увеличивает производительность электро-
печи в 2—3 раза по сравнению с плавкой невосстановленного концентрата.
Согласно материальному балансу плавки титаномагнетитов выход чу-
гуна и шлака составляет соответственно 49,5 и 27,1% от общей шихты
(табл. 25). Потери материала занимают значительное место, что вызвано
использованием порошкообразной шихты, которая при плавке в значитель-
ном количестве выносилась с газовым потоком.
Как показали проведенные исследования процессов, при плавке восста-
122
Таблица 25
Материальный баланс плавки пудожгорских
титаномагнетитов в электропечи 80 кВА
Поступило в печь КГ % Получено КГ %
Чугун
Восстановленного 133,0 59,3 на выпуске 77,4 49,5
концентрата остаток на подине 33,8
Сырого концентрата 84,0 37,3
Нефтяного кокса 7,6 3,4 Шлак
на выпуске 40,5 27,1
в гарнисаже 20,5 -
Итого 224,6 100,0 Газы и потери 52,6 23,4
Итого 224,8 100,0
новленных пудожгорских титаномагнетитов содержание углерода в этом
продукте было выше технологически допустимого количества и это вызы-
вало необходимость добавки сырого титаномагнетитового концентрата в
количестве 25—28% от восстановленного продукта. Для того, чтобы выйти
на допустимые пределы остаточного углерода в восстановленной шихте,
было увеличено время пребывания ее во вращающейся печи путем умень-
шения угла ее наклона до 3,5° . Новая партия восстановленного концентра-
та была получена при 1200 ° С с внесением в печь через 30 мин 1,5 кг кон-
центрата и 0,24 кг нефтяного кокса. При восстановлении шихты в этих
условиях наблюдалось некоторое ее окомкование с получением довольно
прочной спекшейся массы агрегированной шихты, которая легко рассы-
палась в результате приложения небольших усилий, и неспекшейся по-
рошковой части шихты. Содержание металлического железа в них было сле-
дующее (в %): в спеченных (пористых) материалах — 51,9—52,4 FeMeT;
в агрегированной шихте — 16,2—17,7 FeMeT и в порошковой шихте —
29,7-31,0 FeMeT.
Средний состав восстановленной шихты (три пробы) характеризуется
следующими данными (в мас.%):
^емет TiO, СаО Собщ Степень восстановления
40,40 16,75 1,89 3,70 67,3
42,80 17,66 1,61 6,07 70,0
41,20 16,83 1,61 8,09 68,8
Уменьшение угла наклона вращающейся печи способствовало заметному
увеличению общей степени восстановления железа до 70% и уменьшению
количества остаточного углерода до 3,7—8% вместо 9—15% при угле накло-
на 5°. Всего было восстановлено около 120 кг концентрата. Продукты
восстановления были отплавлены в лабораторной электропечи мощностью
80 кВА. Первоначально часть восстановленной шихты была использована
для образования гарнисажа печи. На это также пошла часть ранее получен-
123
Таблица 26
Восстановление оксидов железа в различных шихтовых фракциях
Вид материала, % Первый день Второй день Третий день
Порошок Спеченный материал Порошок Спеченный материал Порошок
Железо метал- лическое 30,0 52,74 25.42 49,40 29,06
Железо общее — 65,58 53,26 60,56 51,48
Степень восста- новления 58,0 80,00 47,70 81,50 56,70
ного титанового шпака. В печи с наведенным гарнисажем была проведена
плавка восстановленного полупродукта, которая прошла легко. Однако,
как выяснилось после анализа,в полувосстановленном продукте оказался
недостаток углерода. Корректировка по углероду позволила получить
технологичные титановые шлаки с низким содержанием оксида железа
(II) (1,7-6,7%).
После отработки технологических приемов ведения плавки на титано-
магнетитовом концентрате, полученном из бедных пудожгорских руд,
были начаты исследование на концентратах, полученных из богатых раз-
ностей пудожгорских руд. Угол наклона вращающейся печи был оставлен
прежний (3,5°). Для ликвидации недостатка углерода его содержание
в шихте было увеличено с 240 до 256 г на 1,5 кг концентрата. При такой
шихтовке была получена новая партия восстановленного продукта массой
120 кг. Восстановление оксидов железа было различным в порошковой
и агрегированной шихте (табл. 26) .
Количество порошковой части в общей восстановленной массе было око-
ло 20—30%,так что средняя степень восстановления составляла около 70—75%.
Плавки восстановленной шихты протекали спокойно, и печь полностью
освобождали от продуктов плавки. Никаких подшихтовок ни восстанови-
теля, ни концентрата не производили. Плавки характеризуются равномер-
ной электрической нагрузкой. В отличие от плавок предыдущего периода
эти плавки отличаются несколько большей продолжительностью, а полу-
ченный шлак — более высоким содержанием в нем диоксида титана и низ-
ким — оксида железа (II).
Химический состав пудожгорского чугуна. Соответ-
ственно каждому этапу исследований чугуны также можно разделить на три
группы. Первая группа чугунов (табл. 27) получена при плавке восстанов-
ленной шихты, содержащей избыток восстановителя, когда для
осуществления выпуска из печи проводили подшихтовку сырого концен-
трата. Максимальное содержание ванадия в чугуне — 0,61% при колебании
состава 0,22—0,49% V.
Вторую группу чугунов с содержанием 0,94—1,10% ванадия получили
при плавке восстановленной шихты с небольшим недостатком восстанови-
теля (около 1,2% нефтяного кокса).
124
Таблица 27
Химический состав (в мае. %) чугунов при плавке восстановленной шихты
Плавка Элемент
с Ti Si V Р S
С избытком ВОС- 3,82 0,03 Не опр, 0,28 0,07 0,07
становнтеля и до- 3,79 0,01 0,31 0,06 0,05
бавкой сырого 4,01 0,02 0,55 0,06 0,06
концентрата 4,24 0,01 0,22 0,04 0,06
4,01 0,01 0,20 0,03 0,06
4,42 0,08 »» 0,49 0,06 0,08
3,70 0,03 ♦» 0,22 Не опр. Не опр.
4,01 0,14 Не опр. 0,07
3,65 0,02 0,49 м 0,04
4,00 0,06 0,61 0,06 Не опр.
С недостатком 2,41 0,18 0,94 Не опр.
восстановителя 3,39 0,03 1,10
и добавкой 3,16 0,04 1,04
углерода
Без каких-либо 4,27 0,36 0,29 0,36 >»
добавок 4,46 0,36 0,41 0,40 я >>
5,02 0,47 0,56 0,96
4.72 0,80 0,67 0,87
4,00 0,22 0,39 1,02
К третьей группе отнесены чугуны с содержанием ванадия от 0,36 до
1,02%. Низкое содержание относится к первым плавкам в этой серии пла-
вок и, начиная с третьей, оно составляет 0,87—1,02%.
Содержание фосфора — около 0,05%, а серы — около 0,06%. Следова-
тельно, в условиях установившегося процесса, когда отработан процесс
восстановления оксидов железа на твердой стадии, когда подобрано коли-
чество восстановителя в шихте, получение - ванадиевого чугуна не предста-
вит затруднений.
Химический состав пудожгорских шлаков (табл. 28)
улучшается по мере перехода к непрерывной плавке восстановленных руд-
ных материалов без корректировки ее развития какими-либо добавками.
Содержание диоксида титана достигло 65%. При непрерывной плавке
получены шлаки с более низким содержанием (11,96—14,8%) SiO2 по
сравнению с плавками, когда проводили непрерывную подшихтовку по ходу
процесса (15,37—25,36% SiO2).
Таким образом, на третьем этапе исследований были подобраны такие
условия восстановления пудожгорского концентрата во вращающейся
печи, которые позволили на стадии электроплавки вести процесс подших-
товки и получить высококачественный титановый шлак и чугун.
Р асход электроэнергии при двухстадийной плав-
ке пудожгорских титаномагнетитов. В лабораторных ус-
ловиях были получены высокие расходы электроэнергии в связи с больши-
~ 125
Таблица 28
Химический состав (в мае. %) титановых шлаков, полученных при двухстадийной
плавке титаномагнетитов
Плавка Оксид.
тю2 SiOj А12О, FeO MgO МпО v2os
С избыт- 37,68 20,77 5,90 4,65 0,70 0,39 1,62
КОМ ВОС* 45,88 15,37 8,65 16,70 0,38 0,87 3,00
станов и- 45,48 Не опр. Не опр. 4,25 Не опр. Не опр. Не опр.
теля 42,07 20,40 7,18 13,54 2,25 0,70 2,86
41,80 25,36 9,87 4,72 1,83 0,91 2,44
46,73 21,60 7,63 8,50 Не опр. 1,02 2,45
48,15 20,03 8,06 3,60 2,15 0,62 2,01
50,28 17,89 6,79 10,70 2,11 0,79 2,80
С недос- 48,60 20,30 - 7,95 Не опр. 0.90 3,23
татком 54,90 19,11 8,00 5,30 1,70 0,76 2,90
в ос ста- 60,98 16,06 7,38 2,00 1,28 1,10 3,01
новителя
Непрерыв- 60,46 17,00 7,20 2,90 2,10 0,95 3,25
ным про- 64,57 14,80 5,72 4,62 1,74 Не опр. 0,50
цеесом 61,24 13,20 — 6,15 0,80 0,50
66,31 11,96 — 4,90 0,97 0,49
63,69 12,88 4,64 7,60 1,33 -
ми тепловыми потерями. Несмотря на это, из сопоставления плавки сырой
и восстановленной шихты следует, что расход электроэнергии примерно
в 2 раза ниже при плавке по двухстадийной схеме (4,2 и 2,5 кВт • ч/кг кон-
центрата) .
Для оценки перспективного расхода электроэнергии в промышленных
условиях нами проведено исследование тепловых затрат (теплового ба-
ланса) при двухстадийной плавке, которое показало высокую эффектив-
ность этого процесса.
Сопоставляя данные расчета для вариантов бесфлюсовой плавки по двух-
стадийной схеме и опытные данные флюсовой плавки пудожгорского аг-
ломерата в электропечи на Кузнецком металлургическом комбинате, мож-
но констатировать, что расход электроэнергии сокращается примерно в
2 раза (взято процентное содержание тепла, вносимого электроэнергией).
Если же взять за сравнение абсолютный расход электроэнергии на 1 т чу-
гуна, то он при флюсовой плавке агломерата составил 2500 кВт • ч, а при
бесфлюсовой плавке концентрата по новому электротермическому процессу
ожидается около 600 кВт • ч.
В результате выполненных исследований по двухстадийной плавке пу-
дожгорского титаномагнетитового концентрата разработаны технологичес-
кие основы этого процесса, т.е. восстановление оксидов железа, содержащих-
ся в концентрате, на твердой стадии во врашающейся печи и плавка восста-
новленного и нагретого материала в электропечи. При непрерывной работе
установки (температура 1200— 1250°С, расход углерода 16% от массы
концентрата) достигнута степень восстановления оксидов железа выше
126
70—75%. Плавка восстановленного материала в электропечи не представ-
ляет затруднений, процесс протекает спокойно. Электрический режим
работы электропечи обеспечивает нормальную ее работу. Удельный расход
электроэнергии в 2 раза меньше, чем при плавке сырого концентрата, а про-
изводительность соответственно выше.
При комплексном использовании продуктов плавки (чугуна и шлака)
расход электроэнергии на единицу чугуна не будет превышать 400—
500 квТ • ч.
Извлечение железа и ванадия в чугун находится на уровне флюсовой
плавки пудожгорского концентрата.
Плавкость шлаков бесфлюсовой плавки находится в пределах 1520—
1600°С, что обеспечивает организацию нормальной работы электропечи.
Экономическая эффективность бесфлюсовой плавки пудожгорских
титаномагнетитов по двухстадийной схеме по сравнению с односта-
дийной плавкой оценивается годовым экономическим эффектом
16,877 млн. руб.
РАЗРАБОТКА ТЕХНОЛОГИИ
ПОЛУЧЕНИЯ ПИГМЕНТНОГО ДИОКСИДА ТИТАНА
ИЗ ПУДОЖГОРСКИХ ШЛАКОВ’
Пудожгорские шлаки были использованы для получения пигментного
диоксида титана сернокислотным способом, отвечающего требованиям
ГОСТ.
В табл. 29 представлен химический состав и дана характеристика фазо-
вого состава проб титановых шлаков, использованных для сернокислотной
переработки. Указанные в табл. 29 шлаки были получены при электро-
плавке титаномагнетитовых концентратов в лабораторном и укрупненно-
опытном масштабах. Шлаки 1-8 получили при плавке концентратов в
печи с высокочастотным нагревом (навеска шихты 4—5 кг), шлаки 9—23 —
в дуговой двухэлектродной печи мощностью 80 кВА, причем в плавках
9—16 был использован титаномагнетитовый концентрат, полученный из
бедных разностей пудожгорских руд, а в плавках 17—23 — концентрат,
являющийся наиболее представительным для рассматриваемого месторож-
дения. В результате выполненных исследований установлена некоторая
зависимость между составом шлака, степенью вскрытия его серной кисло-
той, фильтруемостью суспензий и качеством пигментного диоксида тита-
на. Проведенные исследования позволили определить оптимальный состав
титанового шлака.
Для разложения использовали шлаки, которые подвергали размолу в
шаровой мельнице до остатка на сите (6800 отв/см2) всего 1%. Указанная
тонина помола с учетом результатов других исследований была признана
оптимальной [214, 228]. Независимо от состава шлаков их размолоспособ-
ность приближается к ильменитовому концентрату: 80% шлака — фракция
5 мм, и остальная часть размалывается в 1,5—2 раза труднее.
' Соавтор А.И. Воробейчик.
127
Таблица 29
Химический (в мае. %) и фазовый состав шлаков
Шлаки TiO2 Общ тю, Ti2 О3 тю
1 59,50 31,30 13,48 11,30
2 52,30 20,40 — 25,14
3 58,20 22,70 — 28,40
4 58,50 45,20 3,36 7,77
5 47,31 47,31 — —
6 47,33 47,39 — —
7 52,75 52,75 — —
8 49,25 49,25 — —
9 57,68 57,68 Отс. Отс.
10 45,90 43,05 2,55 Я
11 42,07 39,80 1,75 0,27
12 41,08 34,70 2,56 2,63
13 46,73 41,10 3,10 1,80
14 48,15 37,00 9,10 0,90
15 50,28 42,80 5,65 0,96
16 48,60 40,00 4,44 2,51
17 55,40 38,20 14,70 0,65
18 61,00 41,60 13,50 3,58
19 62,40 43,90 11,40 4,70
20 65,00 43,00 18,90 3,12
21 65,44 40,70 20,30 1,76
22 66,31 39,05 25,85 1,53
23 68,69 39,38 25,62 1,30
Таблица 29 (продолжение)
Шлаки MgO МпО А12 о3 V2O5 Характеристика фазово- го состава
1 4,90 0,68 7,40 Не опр. Игольчатый аносовит и
стекловидная фаза
2 6,30 0,44 5,50 0,55
3 4,80 0,32 11,50 0,51
4 2,47 0,74 9,20 2,30
5 1,51 1,15 6,56 1,38
6 6,16 0,68 8,41 Не опр.
7 7,33 1,23 5,90 0,79 Крупнокристаллический
аносовит,стекло
8 5,18 1,14 6,49 1,07
9 0,70 0,39 5,90 1,62 Игольчатый аносовит,
перовскит и стекло
10 0,38 0,87 8,65 3,00 Аносовит и стекло
11 2,25 0,70 7,18 2,86
12 1,83 0,91 9,87 2,44 Две разновидности
аносовита, рутилизо-
ванная фаза, стекло
128
Репбпт ?емет FeO SiO2 СаО
5,00 2,30 6,52 15,20 5,60
3,40 2,П 1,64 24,00 4,90
3,50 2,10 1,64 19,20 2,80
10,50 1,33 11,70 12,30 2,30
— 1,02 18,00 14,96 7,84
— 1,00 15,40 15,34 7,00
— 1,30 4,60 17,61 8,90
— 1,02 8,60 16,92 7,89
3,97 0,35 4,65 20,80 17,50
14,60 2,60 15,40 15,80 6,40
11,00 0,47 13,50 20,4 9,49
4,75 1,42 4,30 25,40 8,12
7,66 0,42 9,30 21,60 9,47
6,43 1,15 6,80 20,10 6,52
8,80 0,48 10,70 17,90 10,60
— 0,64 6,80 20,30 7,50
4,84 0,72 5,30 19,10 7,20
3,00 1,44 2,00 16,10 7,74
2,95 0,66 2,95 17,00 7,38
2,61 0,88 2,23 15,80 5,89
2,36 0,77 2,04 13,30 6,70
2,05 0,64 1,82 11,96 7,38
1,85 0,48 1,83 12,88 6,05
Таблица 29 (окончание)
Шлаки MgO МпО А12оз V2os Характеристика фазово- го состава
13 1,02 7,63 2,45 Крупный аносовит, стекло
14 2,15 0,62 8,06 2,01 Аносовит, стекло
15 2,11 0,79 6,79 2,80 Мелкий аносовит, рутилизованная фаза, стекло
16 0,90 14,67 3,23 Крупный аносовит с незначительной рути- лизацией, стекло
17 1,70 0,76 8,00 2,90 Аносовит, стекло
18 — 1,10 7,38 3,00
19 2,00 0,95 7,20 3,25
20 1,51 1,01 7,64 0,74 Неоднородные кристап-
21 1,95 0,70 7,80 0,84 лы аносовита с высо- ким содержанием Ti2 О3, стекло
22 0,97 — 8,04 0,45 То же
23 1,33 - 4,64 1,19
9. Зак.57
129
Процесс разложения проводили по методике, используемой для разло-
жения ильменитового концентрата [214]. При этом отношение кислота:
шлак изменяли от 1,3 до 2,5; длительность — от 15 мин до 1 ч; начальная
концентрация серной кислоты 85—95%, максимальная температура 210—
220°С, непрерывное тщательное перемешивание. После разложения про-
дукты выдерживали при 190 С в течение 2 ч, охлаждали, выщелачивали
водой при соотношении воды и плава 1,5:1 в течение 4 ч при 75°С и фильт-
ровали. В зависимости от состава шлака изменялась фильтруемость сус-
пензий. С целью облегчения этого процесса к суспензии добавляли столяр-
ный клей в количестве 0,6 г на 1 л суспензии. Для окисления Ti3+ в раствор
добавляли азотную кислоту (2—3 мл HNO3 на 30 мл суспензии) или перок-
сид водорода (несколько капель на 300 мл суспензии). При концентрации
Ti3+ менее 4 г/л производили восстановление Fe3+ до Fe3+ железной
стружкой. Содержание ТЮ2 в растворе составляло 140—160 г/л. Кислотный
фактор, фактор по железу и содержание примесей изменялись в зависимос-
ти от состава шлака.
ВЛИЯНИЕ СОСТАВА ШЛАКА
НА ПРОЦЕСС РАЗЛОЖЕНИЯ И ФИЛЬТРАЦИИ
Шлаки пудожгорского типа содержат ц своем составе следующие фазы:
аносовит, титанит, титанавгит, перовскит и стекло. Аносовит, как и в
случае высокопроцентных по ТЮ2 шлаков, изменяет свой состав и свойст-
ва в зависимости от наличия изоморфных примесей. В отличие от высоко-
процентных титановых шлаков аносовит имеет четкую кристаллизацию.
Межкристаллическое пространство в шлаках заполнено стеклом, перовски-
том, титанавгитом и титанитом. Исчезновение одной и появление другой
фазы совершается при небольших колебаниях в химическом составе шлака.
Так, титанит появляется в шлаках при незначительном содержании оксида
магния (ниже 3%). В случае большего содержания MgO (начиная с 4—5%)
образуется титанавгит, который в этом случае кристаллизуется в качестве
единственной силикатной фазы. Уменьшение Т1О2 даже на 3—5% отражается
на фазовом составе шлака. Так, снижение ТЮ2 с 35 до 30% приводит к
исчезновению титанавгита и изменению кристаллизационной способности
титанистых шлаков. Появление перовскита обнаруживается в шлаках,
содержащих более 15% СаО. Таким образом, количественное содержание
фаз в шлаках пудожгорского типа очень сильно зависит от изменения
химического состава шлаков, ведения плавки и условий охлаждения шла-
ка. Они определяют физические и технологические свойства титанистых
и титановых шлаков. Эти шлаки были получены при бесфлюсовой плавке
титаномагнетитов. В них содержится меньше СаО, А12О3 и MgO по сравне-
нию со шлаками флюсовой плавки. Все они относятся к стекловидному
типу и состоят в основном из двух фаз: аносовита и стекла.
Изменение в шлаках содержания оксидов титана и железа приводит
к изменению состава двух указанных выше фаз и только в редких случаях
обнаруживается появление самостоятельных силикатных фаз. Так, пока-
затель преломления стекловидной фазы может изменяться от 1,71 до 1,78,
а цвет этой фазы — от желтого до темно-коричневого без кристаллизации
130
какой-либо силикатной фазы. Изменение окраски стекла, как и любой
другой фазы, чаще всего связывается с различным количеством изоморф-
ных примесей в стекле. В изученных пудожгорских шлаках (табл. 29)
обнаруживается железистое стекло. Таким образом, шлаки бесфлюсовой
плавки пудожгорских титаномагнетитов представляют собой новый, ранее
не исследованный тип титановых шлаков, сложный состав которых опре-
деляет их свойства и поведение в процессах переработки на пигментный
диоксид титана.
Все шлаки, представленные в табл. 29, по разложению и фильтрации
можно разбить на пять групп. К первой группе относятся перевосстановлен-
ные шлаки, для разложения которых необходима добавка окислителя
(шлаки 1-3), содержащие более 20% низших оксидов титана при 20-39%
ТЮ2 и значительном содержании примесных элементов в силикатной фазе.
Суспензии этих шлаков после выщелачивания не фильтруются. Шлаки
второго типа содержат также значительные количества низших оксидов
титана (20—25%), но при более высоком содержании TiO2 (свыше 40%).
Шлаки этого типа (21—23) разлагаются максимально на 90%. Повышение
степени разложения достигается введением окислителя при избытке серной
кислоты. Полученные после выщелачивания суспензии хорошо фильтруют-
ся. К третьей группе относятся шлаки (9, 12, 14), содержащие значительное
количество перовскита (шлак 9) и мелкокристаллического аносовита
(шлак 14), иногда пораженного развитием процесса рутилизации (12).
Эти шлаки плохо разлагаются серной кислотой. Шлаки четвертой группы
характеризуются высоким содержанием FeO и наличием железистого
стекла (шлаки 5—7, 10, 11, 14, 15). Они хорошо разлагаются в серной
кислоте и после выщелачивания образуются растворы с завышенным
кислотным фактором. Шлаки пятой группы содержат низших оксидов
титана до 15% и ТЮ2 свыше 40%. Аносовит в них характеризуется хорошо
развитой кристаллизацией TiO2. В стекле содержится небольшое количест-
во примесных элементов и незначительное количество перовскита. Эти
шлаки обладают высокой степенью разложения. Полученные суспензии
хорошо фильтруются.
Проведенные исследования показали, что степень разложения, кислот-
ный фактор и фильтруемость суспензий определяются составом шлаковых
фаз, представляющих собой твердые растворы сложного состава, содер-
жащие СаО, А12 Оз , MgO, SiO2.
Изучение состава этих твердых растворов и его влияние на технологи-
ческие свойства шлаков показали, что в том случае, когда все примесные
элементы концентрируются в аносовитовой фазе (шлаки 4,16, 17, 19, 20),
шлаки обладают хорошей вскрываемостью и фильтруемостью суспензий.
В том случае, когда шлаки содержат силикатную фазу, значительно обо-
гащенную FeO, растворы после выщелачивания имеют завышенный кислот-
ный фактор, а для полученных суспензий характерно снижение скорости
фильтрации. Недостаток TiO2 для полного связывания примесных ком-
понентов в шлаке и накопление их в стекле обусловливает плохую филь-
трацию полученных растворов, а в случае перевосстановления шлаков
(наличие низших оксидов более 15%) и плохую разложимость шлаков
(шлаки 1-3, 20—23).
Полученные частные результаты позволяют сделать более общие выводы.
131
Так, вскрываемость шлаков от плавки пудожгорских титаномагнетитов
полностью определяется составом твердых растворов — шлаковых фаз
переменного состава, совершенством кристаллизации аносовита, а также
распределением титана между аносовитом и другими фазами пудожгорских
шлаков. Фильтруемость суспензий, полученных из этих шлаков, опреде-
ляется составом силикатной фазы. Так, увеличение в стекле изоморфных
примесей либо наличие других силикатных составляющих ухудшает фильт-
рируемость. Пробы шлака, содержащие более 15% низких оксидов титана и
более 10% перовскита при малом содержании TiO2 (ниже 40%) .разлагают-
ся в присутствии окислителя либо избытка серной кислоты. Изменение
FeO в пределах 2—20% при отсутствии Ti3+ и Ti2+ не оказывает влияния
на степень вскрытия шлаков. Однако при концентрации FeO > 10% фактор
по железу в растворе увеличивается более чем в 0,35, и это приводит к
получению растворов с несколько завышенным кислотным фактором,
что затрудняет дальнейшую переработку шлака.
Очистка растворов. Для испытания были взяты растворы,
полученные от разложения пудожгорских шлаков, обладающие хорошей
фильтруемостью и нормальным кислотным фактором (шлаки 4, 17—19).
Указанные шлаки оказались наиболее пригодными для их переработки
сернокислотным способом. В технологических условиях очистку раство-
ров проводили двумя способами: осветлением суспензий в отстойниках
в присутствии коагулянта с последующей контрольной фильтрацией освет-
ленной части и фильтрацией без отстаивания суспензий на барабанных
вакуум-фильтрах. Количественный показатель процесса отстаивания —
степень отстаивания суспензий — определяли следующим образом. В ци-
линдры одинакового диаметра вводили расчетное количество коагулянта.
Заливали после этого 250 мл суспензии, и ее термостатировали. Через
определенные промежутки времени производили замер осветленной части
и отбор проб на половине общей высоты суспензии для определения Т:Ж
во времени. В качестве коагулянтов использовали 10%-ный раствор сто-
лярного клея (0,6 г на 1 л суспензии), 2%-ный раствор сульфанола (1 г
сульфанола на 1 л суспензии), раствор поливинилового спирта 2 г/л
(0,2 г/см3 на 1 л суспензии). Для сопоставления при 50°С проводили
отстой пробы без коагулянта. Обобщая результаты целого ряда опытов,
можно заключить, что применение поливинилового спирта позволяет
получить скорость осветления 9,5-10 см/ч (содержание твердого в освет-
ленной части 1,4—2 г/л), а столярного клея — 8—9 см/ч (твердое в осветлен-
ной части — 1,5—2 г/л). Добавка сульфанола не ускоряет процесс отстаива-
ния. При изучении ильменитовых суспензий скорость осветления составляет
20 см/ч.
Фильтруемость суспензий определяли на плитке с поверхностью фильтра-
ции 0,01 м2. В качестве намывного слоя использовали древесную муку,
первоначальная толщина слоя 50 мм, конечная — 30 мм (усадка 15—
20 мм). Вакуум во время фильтрации — 400 мм рт. ст. Характеристика
исходного раствора: TiO2 - 163 г/л; кислотный фактор - 1,94; фактор
по железу-0,1; стабильность - 450; Ti2O3 - 6 г/л; содержание твердо-
го - 96 г/л. Для сравнения в тех же условиях проводили фильтрацию
растворов от разложения ильменитовых концентратов Кусинского и
Иршинского месторождений. Характеристика кусинского раствора: TiO2 —
132
Таблица 30
Фильтрация суспензий сернокислых растворов (температура 50-55° С;
вакуум - 400 мм рт. ст.; продолжительность набора раствора - 2 мии;
сушка - 3 мин)
Параметр процесса Материал
Пудожгорский шлак Кусинский концентрат Иршинский концентрат
Содержание твердого в исходной 90-110 25-40 20-25
суспензии, г/л Объем фильтрата с погруженной 750 430-510 370-430
поверхности, л/м2 - час Объем фильтрата с конструктив- 300-400 170-210 150-170
ной поверхности, л/м2 час Масса осадка с конструктивной 129 19-28 22-19
поверхности, кг/м2 час Уд. вес суспензии, г/л 1,455 1,49-1,51 1,51
Остаточный шлам в фильтрате, г/л 0,67-0,5 Сл. Сл.
125 г/л; кислотный фактор - 1,95; фактор по железу — 0,35; Ti2O3 —
3,8 г/л; содержание твердого - 40 г/л. Характеристика иршинского раство-
ра: TiO2 — 110—117 г/л; кислотный фактор — 2,2; фактор по железу —
0,35; Ti2O3 — 3 г/л; стабильность — 400; содержание твердого - 20—
30 г/л. Сопоставление данных по фильтруемости суспензий, представлен-
ное в табл. 30, показывает, что скорость фильтрации растворов из пудож-
горских шлаков в 2 раза выше таковой для растворов из иршинских и
кусинских концентратов. Причем для растворов, полученных из шлаков
17—19, достигнутые скорости обеспечиваются без коагулянта. Проведенные
опыты по контрольной фильтрации и другие исследования позволяют
рекомендовать исключить операцию отстоя суспензии после выщелачива-
ния и сразу направлять растворы на фильтрацию.
КАЧЕСТВО ПИГМЕНТНОГО ДИОКСИДА ТИТАНА И СОСТАВ РАСТВОРОВ
Качество пигментного диоксида титана в значительной мере определяет-
ся составом предгидролизных растворов. Этот состав в случае шлаков
заметно отличается от растворов, полученных при переработке ильмени-
товых концентратов (табл. 31).
Предыдущие исследования основывались на шлаках, полученных при
флюсовой плавке пудожгорских титаномагнетитов. Растворы, полученные
из этих шлаков, не упаривались более чем до 120 г/л TiO2 в основном из-за
высокого содержания в растворе Д12 О3. По этой причине возникала труд-
ность получения пигментного диоксида титана из этих шлаков. В случае
использования более богатых по TiO2 шлаков, которые образуются при
бесфлюсовой плавке пудожгорских гитаномагнетитовых концентратов,
проведение операции упарки не вызывало затруднений. Первоначально
полученные продукты из растворов от разложения пудожгорских шлаков
обладали хорошими цветовыми показателями, но малярные свойства были
нестабильными. Они изменялись от опыта к опыту даже при исследовании
133
Таблица 31
Состав предгидролиэиых растворов, полученных из пудожгорских шлаков (г/л)
Шлак или кон- центрат TiO2 Fe А12о3 Ti2O; MgO СаО MnO
1 195 26 40,0 6,75 19,90 0,96 3,0
4 195 37 28,7 8,25 9,75 0,97 2,8
17 195 28 18,3 4.30 6,30 0,64 2,8
18 195 11 26,0 2,96 14,70 0,64
Кусинский 195 100 5-9,0 1.4-0,6 4,6 0,5-1 3,2
ильменитовый
концентрат
одного и того же шлака. Это указывает на непостоянство состава раство-
ров, получаемых из шлаков. Для получения пигмента в соответствии с
требованиями ГОСТа необходимо иметь в растворе определенные соотно-
шения TiO2, А120з и FeO - солевой состав раствора. Это условие могут
обеспечить шлаки определенного и стабильного состава, поскольку изме-
нение содержания TiO2 в растворе и А12О2 отражается на свойствах пиг-
ментного диоксида титана (см. ниже):
A1,O3/T1O2 1 e2t/TiO; V 2 O& /TiO2 Белизна, p Коэффици- ент отраже- ния, GJ Интенсив ность, усл. ед.
0,20 — — 95,9 97,3 114
0,20 0,30 — 95,9 97,3 121
0,20 0,30 0,04 95,0 96,6 113
0,10 — — 95,1 96,8 115
0,10 0,27 — 94,6 96,8 96
0,10 0,27 0,04 93,6 95.8 120
0,05 - — 94,6 96,7 90
0,05 0,30 — 89,0 90,0 89
0,05 0,30 0,04 92.7 94,8 108
Растворы, направляемые на гидролиз, должны содержать А12О3 не
более 20 г/л и фактор по железу 0,2 при концентрации TiO2 180—170 г/л.
На состав раствора влияет стабильность операции разложения и выщела-
чивания. Так как операция разложения шлака протекает с большим выде-
лением тепла, то незначительное нарушение температурного режима при-
водит к изменению направления реакции, а следовательно, к изменению
состава плава по содержанию растворимых соединений. Следовательно,
постоянство состава титановых шлаков должно быть дополнено также
стабильностью процесса разложения шлака. Все указанные требования
вполне выполнимы, и они обеспечивают высокое качество пигмента и ста-
бильность процесса его производства. В табл. 32. приведены данные по
качеству пигмента, полученного из пудожгорских шлаков. Как следует
из данных табл. 33, пудожгорские шлаки, полученные при бесфлюсовой
плавке титаномагнетитов, представляют хорошее сырье для производства
пигментного диоксида титана сернокислотным способом.
134
Таблица 32
Влияние состава раствора на качество пигмента
Состав раствора Цветовые свойст- ва, % Малярные свойства
ТЮ2, г/л Кислот- ный фактор Ti2 О3г г/л ТЮ2/ А12О3 Р GJ Интен- сивность Укрьь- вис- тость, г/м2 Масло- емкость, г/г
198 2,1 3,5 7,0 95,5 97,2 105 42 42
180 2,1 3,5 7,0 95,2 97,7 117 35 29
170 2,1 3,5 7,0 95,3 97,5 120 36 26
150 2,1 3,5 7,0 94,6 96,2 105 31 52
Таблица 33
Характеристика готового продукта, полученного из пудожгорских шлаков
Образец пи г- мента Цветов ые свойства, % Интенсивг ность УкрЫВИС- тость, г/м2 Маслоем- кость, г/г
Р со
1 95,2 97,2 101 44,0 29
2 94,6 97,4 117 28,0 —
3 95,6 96,8 118 30,7 30
4 94,4 96,4 121 40,0 36
5 95,0 97,3 108 40,0 31
6 95,1 97,3 110 35,0 —
7 94,7 97,1 115 36,0 —
8 94,5 96,9 104 31,4 —
9 96,6 ИЗ 31,0 34
ОПТИМАЛЬНЫЕ УСЛОВИЯ ПРОЦЕССА
ПОЛУЧЕНИЯ ПИГМЕНТНОГО ДИОКСИДА ТИТАНА
ИЗ ПУДОЖГОРСКИХ ШЛАКОВ
На основании проведенных исследований на достаточном количестве
проб шлака, в которых содержание Т102одщ колеблется в пределах 50—
65%, и на достаточном количестве хорошо воспроизводимых опытных
данных представляется целесообразным принять следующие оптимальные
условия процесса и оптимальный состав шлака:
1. Состав шлака: ТЮ2общ ~ 60%; TiO2 — 40—44%; Ti2O3 — 10—15%,
TiO - 0-4%; FeO - 8%; СаО - до 8%; SiO2 - до 17%; Д12О3 - до 8%;
V2OS — до 1,5%. Минералогический состав должен быть представлен хоро-
шо закристаллизованным аносовитом и стеклом с минимальным коли-
чеством изоморфных примесей при отсутствии других силикатных фаз.
2. Размол шлака производится до остатка на сите 6900 отв/см 1%.
3. Размолоспособность шлака относительно кусинского концентрата
в 1,5 раза хуже.
135
4. Разложение осуществляется серной кислотой с начальной концентра-
цией 92—96%. Конечная концентрация кислоты 89%.
5. Соотношение шлака и кислоты (в пересчете на моногидрат) 1:1,7.
6. Температура процесса разложения 200—210°С. Подогрев массы необ-
ходимо осуществлять непрерывно.
7. Выдержка плава 2 ч при 190°С.
8. Плавы после выдержки охлаждаются.
9. Выщелачивание производится при таком соотношении плава и воды,
чтобы обеспечить получение растворов с содержанием ТЮ2 150—160 г/л.
Контроль процесса выщелачивания осуществляется по удельному весу.
В зависимости от содержания Ti2O3 осуществляется восстановление либо
окисление раствора.
10. Характеристика растворов после выщелачивания: TiO2 — 150—
160 r/л; кислотный фактор - 1,9-2,3; Ti2O3 - 3—7 г/л; стабильность -
не менее 400; содержание твердого — 90—110 г/л.
И. В качестве коагулянта используется столярный клей в количестве
0,6 г на 1 л суспензиии и подается в виде раствора за 30 мин до конца
выщелачивания в бак разложения.
12. Стадии кристаллизации купороса и отстаивания суспензий исклю-
чаются.
13. Скорость фильтрации в 2 раза выше скорости фильтрации иршинских
растворов.
14. Содержание твердой фазы в отфильтрованном шламе 70%. Состав
ее: TiO2 - 5-10%; SiO2 - 40-45%; СаО - 15-20%; А12О3 - 3-6%;
V2OS — до 2%; Fe2O3 — до 1%; MgO — до 0,5%. После фильтрации шла-
мы репульпируются, фильтруются. Соотношение воды и шлама при ре-
пульпации 1:3. Промывные воды с содержанием до 10 г/л TiO2 направ-
ляются на выщелачивание.
15. Упарка растворов производится со 150—160 г/л TiO2 до 170—200 г/л
TiO2 в зависимости от вязкости раствора, которая при 20° С должна
быть равна 21—23 сСт.
16. Расходные коэффициенты по лабораторным данным: общий выход
на готовый диоксид титана - 77%; расход шлака на 1 т диоксида титана -
2,36 т; расход серной кислоты на 1 т диоксида титана — 4,0 т в пересчете
на моногидрат.
Таким образом, в результате проведенных исследований показана прин-
ципиальная возможность получения пигментного диойсида титана из пудож-
горских шлаков, разработана технологическая схема', определен оптималь-
ный состав шлака, установлены некоторые общие зависимости между
составом шлака и отдельными технологическими параметрами, а также
изучено влияние состава предгидролизного раствора на качество пигмен-
та и определены условия гидролиза, обеспечивающие получение пигмент-
ного диоксида титана (ГОСТ 9808-65) из пудожгорских шлаков.
Перовскито-титаномагнетитовые руды.
Месторождения и технология
На Кольском полуострове имеется ряд рудопроявлений и месторожде-
ний перовскито-титаномагнетитовых руд. Среди них наиболее известны
Африкандское, Вуориярвинское, Салмагорское и Себльяврское, представ-
ляющие технологический интерес. Наиболее изучено Африкандское место-
рождение, представленное несколькими разновидностями руд, отличающих-
ся вещественным составом, структурой и степенью дезинтеграции. При
их обогащении образуется два концентрата, имеющих важное технологи-
ческое значение: титаномагнетитовый и перовскитовый. Выхода указанных
концентратов зависят от разновидности руд и изменяются в довольно
широких пределах.
При обогащении руд Себльяврского массива, близких по составу к
рудным пироксенидам Африкандского месторождения, выход титаномаг-
нетитового концентрата составляет 24—27% (56% — Feogm, 11 — 12 — TiO2
и 0,08—0,1% — V2O5). В перовскитовом концентрате, полученном при
флотации немагнитной фракции, TiO2 — 48,55% (выход перовскитового
концентрата - более 20%). В рудах содержится титаномагнетита 26-37%,
перовскита — 12—18%. Химический состав руды (в мае. %): 13—18 —
ТЮ2; 17-19 - Fe2O3; 11-16 - FeO; Ю-16-MgO; 12-13-СаО; сумма
оксидов редких земель — 0,38—0,58.
Руды Вуори-Ярви содержат 8—11% TiO2, 14-17% Feo6lIl. При обогаще-
нии из рудных пироксенитов выделяется титаномагнетитовый концентрат
с содержанием 55—63% Беобщ и 2,7—10% ТЮ2 и перовскитовый — TiO2
45—47% при извлечении 50%. Эти руды имеют обогатимость хуже руд
Африканцы, Салмагора и Себльявра. В качестве нерудных минералов в
них обнаруживается пироксен, амфиболы, флогопит, нефелин и апатит.
Руды месторождения Салмагор (Салмагорский массив) представлены
рудными оливинитами (11-14,70% - ТЮ2; 11,7-19,7 - Fe2O3; 8,2-
12,6-FeO; 16,9-24,76 - MgO; 0,02-0,17 - V2O5; 0,72-0,74% - Ti2O3).
При магнитно-флотационном обогащении получен титаномагнетитовый
концентрат (8,9% TiO2, 56% Реобщ). Выход перовскитового концентрата
18%. В нем содержится 52,99% TiO2, 40—50% в этих рудах содержится
титаномагнетита и перовскита. Нерудные минералы — в основном оливин
(40%) и пироксен (около 5%). Немного в рудах содержится флогопита
(до 1%) и незначительные количества амфибола, актинолита, кальцита и
апатита.
137
ПЕРОВСКИТО-ТИТАНОМАГНЕТИТОВЫЕ РУДЫ
МЕСТОРОЖДЕНИЯ АФРИКАНДА
И ТЕХНОЛОГИЯ ИХ ПЕРЕРАБОТКИ
Африкандское месторождение перовскито-титаномагнетитовых руд
расположено на Африкандском массиве, представляющем собой интрузив
трещинного типа (древний вулкан). Его эрозионный срез составляет
площадь 6,5 км2. Сохранившаяся от естественного разрушения часть мас-
сива представляет собой воронкообразное естественное образование с паде-
нием пород к центру массива под углом 40—60°, имеющее зональное строе-
ние: внешняя зона — измененные гнейсы, периферическая зона — нефели-
новые пироксениты, переходящие в зону мелкозернистых пироксенитов,
и, наконец, центральная часть — средне- и крупнозернистые пироксениты.
Титаномагнетитовое и перовскитовое оруденение приурочено к централь-
ной части массива, сложенной пи рексенитами, оливинитами и пегматитовы-
ми образованиями. В плане месторождение вытянуто к северо-северо-
западу. Оно имеет извилистое очертание площадью 6,77 км2. Имеющиеся
планы и разрезы определяют форму рудного тела как крупную залежь
трубообразной формы, имеющее склонение 40° в указанном выше направ-
лении.
Пироксениты по мере удаления от контакта с гнейсами обогащаются
рудными минералами, поэтому месторождение не имеет четко очерченных
границ и его контуры определяются требованиями на сырье.
Содержание перовскита в горной породе изменяется от 10 до 36% и тита-
номагнетита от 20 до 30%, причем наибольшее его содержание(~34%) в оли-
винитах (табл. 34). В среднем сырая африкандская руда содержит (в мас.%):
14-16 - ТЮ2; 17-18 - Fe; 0,17-0,25 - (Nb, Та)2О5 и 0,47-0,64 - ред-
кие землл.
Наиболее богаты по содержанию диоксида титана оливиниты (20,02%
ТЮ2). Ст 89 до 97% диоксида титана по балансу сосредоточено в двух
минералах — перовските и титаномагнетите. В подготовленном к эксплуата-
ции участке различается три типа руды: крупнозернистые пироксениты,
амфиболитовые пироксениты и рудные оливиниты. Кроме того, обнару-
живаются на месторождении рудные жилы, титаномагнетиты, слюдяные,
нефелино-шорломитовые и др. Пироксениты и оливиниты заметно разру-
шены и легко выбираются экскаватором и только титаномагнетитовые
жилы сохраняют внешне облик скальных пород. Руда опытной партии,
составленная из всех типов руд, взятых в количестве пропорционально
их запасам, представляет собой рыхлую массу при средней величине зерен
1-3 мм (80-85%), более мелкие образования составляют 6-8% и куски
30—40 см (глыбы) — не более 10%.
Характеристика минералов представительной пробы. Рудные минералы
представлены в основном перовскитами и титаномагнетитами.
Перовскит. К этой группе минералов, состав которых меняется
от перовскита до лопарита, относится африкандский перовскит, за кото-
рым полностью можно сохранить это название (табл. 35), хотя в жилах
перовскит ближе по составу к дизаналиту (минерал, содержащий наряду
с железом и редкими землями ниобий). В редких землях Африкандского
месторождения преобладает цериевая группа. Среднее содержание диокси-
138
Таблица 34
Минералогический состав важнейших разновидностей африкандских руд
Минерал Олив и ни тов ые Пироксенитовые Пироксенито- нефе линов ые Рудные жилы (слюдистые)
Перовскит 29,41 17,79 36,76 34,31
Титаномагнетит 34,35 22,39 36,06 29,71
Пироксен 1,98 52,39 10,34 1,20
Оливин 32,60 0,40 — —
Биотит 1,48 1,86 1,53 34,19
Нефелин - 0,07 10,11 -
Роговая обманка — 3,15 0,51 0,08
Хлорит - 0,51 0,34 -
Сфен 0,02 0,24 0,70 0,31
Кальцит 0,16 0,78 0,75 0,19
Шорломит - 0,01 0,56 -
Апатит — 0,01 0,08
Натролит - - 1,48 -
Конкренит - 0,83
да титана в перовските: 55% (52, 12—56, 35%), содержание редких земель
колеблется в пределах 2,1—7,08%, оксидов ниобия и тантала - 0,8-2%.
Удельный вес перовскита - 4,04-4,17 г/см3. По важнейшим типам руд
перовскит характеризуется колебаниями состава по редким и редкоземель-
ным элементам.
Титаномагнетит — тонкая кристаллическая структура срастания
минералов. В травленных полированных шлифах на фазе потемневшего
магнетита отчетливо выступают пластинчатые вростки ильменита и непра-
вильные обособления гематита. Африкандский титаномагнетит сильно
магнитен. Твердость - 5,5-6,5. Удельный вес - 5,05 г/см3 (4,75-5,11).
Колебания удельного веса определяются включениями ильменита и микро-
включениями перовскита. Химический состав титаномагнетитов (табл. 36)
изменяется по содержанию диоксида титана от 6,96 до 20,15%, однако для
титаномагнетита из руды содержание близко к 7,5%. Содержание оксида
железа (III) 50-68%, оксида железа (II) - от 20 до 33%, наличие редких
земель обусловлено мелкими включениями в титаномагнетите перовски-
та и оксида ванадия ниже 0,1%.
М агнетит. Наряду с титаномагнетитом в рудных жилах обнаружи-
вается магнетит совместно с титаномагнетитом, а также в качестве про-
дукта расплава оливина и метасиликата.
Породообразующие минералы (табл. 37). Главные —
пироксениты и оливин. Сравнительно широкое распространение получили
амфиболы, которые образуют срастания с пироксенитами и рудными
минералами, и их разновидность — роговая обманка. Большое распростра-
нение в пустой породе получили темные слюды, развивающиеся по пироксе-
нам и амфиболам, а также в оливинах и в промежутках между указанными
минералами. Содержание диоксида титана в пироксенах и амфиболах
составляет около 2%. Однако наибольшее его количество (12—16% ТЮ2)
139
Таблица 35
Химический состав (в мае. %) мономинеральных фракций перовскита, выделен-
ного из разновидностей африкаидских руд
Компонент Оливиниты мелкокристаллические
1 2 3
SiO2 0,73 0,28 1,04
тю2 55,17 54,50 54,06
А12о3 0,51 0,10 0,10
F’ е 2 0 3 0,63 1,28 1,36
(TR)2O3 2,60 2,76 2,10
(Nb,Ta)2O5 0,95 0,80 0,58
FeO 0,30 — —
MnO 0,02 Нет Нет
СаО 37,51 39,22 39,08
SrO Нет 0.05 0,05
MgO 0,21 — —
Na2O 0,61 0,30 0,05
KjO 0,22 0,05 —
П.п.п. 0,17 — —
Ca2 Ti2 06 93,5 93,4 93,6
NaCeTi2Oe 4,5 4,8 4,8
Na2Nb2O6 2,0 1,8 1,6
Уд. вес, г/см2 - 4,04 4,0
содержится в черном железистом гранате — шорломите, являющемся
ксеноморфным по отношению к нефелину. Он устойчив к поверхностному
выветриванию. Содержание в нем редкоземельных элементов — до 0,3%
и оксида ниобия — 6,12%.
Из рудных минералов, не имеющих промышленного значения, следует
отметить сфен и нефелин. Последний обычно сильно изменен и концент-
рируется в пегматоидных жилах. Сфен ассоциирует с кальцитом и при
переработке руды как тяжелый и устойчивый минерал концентрируется
совместно с перовскитом, причем его содержание в концентрате не превы-
шает 1%, хотя в рудах его содержание значительно ниже.
Рудные концентраты. При обогащении африкаидских руд
могут быть получены три вида концентратов; титаномагнетитовый, перов-
скитовый и коллективный. В качестве побочного продукта образуются
так называемые хвосты, знание состава которых также является обязатель-
ным для решения задачи их попутного использования.
Обогащение перовскито-титаномагнетитовых руд Африкандского место-
рождения. Известные разности африкаидских руд обогащаются при посто-
янном технологическом режиме по-разному. Так, наиболее богатые раз-
ности — рудные оливиниты и нефелиновые рудные пегматиты — обога-
щаются труднее по сравнению с бедными амфиболитовыми рудными
пироксенитами и крупнозернистыми рудными пироксенитами. Исследо-
вания по обогащению указанных руд проводились рядом институтов.
140
Пироксениты Опытная партия руды около 600 т
мелкозернистые крупнозернис- тые ам фи бо ли тов ые шорломит-нефе- линов ые
0,86 0,86 0,60 0,96 1,41
54,74 55,09 53,36 52,74 55,05
0,42 — 0,15 0,20 0,46
1,20 1,46 1,72 2,40 1,36
4,02 5,15 5,20 5,60 4,32
0,87 1,41 1,66 1,26 1,15
0,29 — — — 0,57
0,03 — — — —
36,18 34,63 36,86 36,70 36,60
— — 0,10 0,24
0,24 Нет Нет Нет —
0,58 0,44 0,52 0,63 —
— 0,15 0,08 0,10 —
— 0,28 — — 0,30
91,1 88,2 87,2 87,1
7,0 8,8 9,2 10,1
1,9 3,0 3,6 2,8
4,13 - 4,13 4,12
Однако наиболее существенный вклад в решение этой проблемы внесли
Механобр, ЦНИИЧермет и Кольский филиал АН СССР.
Первоначально была разработана магнитно-гравитационная схема, кото-
рая включала выделение титаномагнетитового концентрата магнитной
сепарацией и перовскитового концентрата — многостадийной концентра-
цией на столах немагнитной фракции. Обогатительная фабрика была пуще-
на по технологической схеме, которая включала трехстадийное дробление,
измельчение (до класса 0,074 мм 45-50%), магнитную сепарацию для
выделения титаномагнетитового концентрата в начале обогащения, каль-
цитовую и перовскитовую флотации. Однако проектный реагентный режим
не обеспечил стабильную флотацию перовскита и схема была усовершенст-
вована, но оказалась малоэффективной. Поэтому были продолжены иссле-
дования физико-химических особенностей флотируемости перовскита с
новыми реагентами. В результате была разработана более эффективная
схема обогащения перовскита-титаномагнетитовых руд, которая позволила
получить перовскитовый концентрат с содержанием 48—51% Т1О2 и извле-
чением 65—68%. Была осуществлена проверка разработанной схемы в
промышленных условиях (табл. 38). Она включала дробление, измель-
чение до 200 меш (выход 45%), обесшламливание и магнитную сепарацию.
В результате был получен титаномагнетитовый концентрат с содержа-
нием 58—60% Fe и 7—8% ТЮ2.
Хвосты — немагнитная фракция — направлялись на кальцитовую фло-
141
Таблица 36
Химический состав (в мае. %) моиоминеральиой фракции
титаномагнетита, выделенного из разновидностей африкаидских руд [177]
Компо- нент Оливи- нит мелко- зернист тый Пироксенит Средний состав Промышленные пробы руды
кр у пно зе рнис тый амфибо- литов ый нефелин- шорло- мнтов ый
200 г 350 т
1 2
SiO2 0,44 0,40 1,36 0,52 0,89 0,69 1,22 1,06
TiO2 6,96 10,88 8,35 4,21 7,67 7,94 7,00 7,52
Al, О, 1,70 1,75 — 0,78 2,40 1,33 1,94 1,50
Fe, О, 57,95 50,43 52,00 63,95 54,05 57,26 55,00 58,28
FeO 27,36 30,34 32,98 29,39 32,87 29,45 31,27 29,74
(TR)jOj 0,11 Сл. — 0,15 — 0,09 — —
MgO 0,54 Нет — 0,22 Нет 0,40 — —
СаО 4,27 5,84 1,76 0,44 1,37 2,42 1,76 1,94
MnO 0,51 0,50 — 0,40 0,81 0,70 1,92 —
Nb2Os Нет Нет — Нет Нет — — —
V,O, 0,08 0,03 Сп. 0,09 Сл. 0,04 — 0,06
Na2O 0,03 Сл. — Сл. '* Сл. — —
K2O Сл. — — ’* - -
Г1.П.П. — — — — — 0,54 — -
Уд. вес, г/см3 5,05 5,07 - 5,05 5,11 - - -
тацию, а затем после отмывки реагента в гидроциклонах — на перовскито-
вую флотацию. Кальцитовый продукт содержит 20-25% кальцита, 8-10%
перовскита, до 40% слюды и 15—20% метасиликата. Операция кальцитовой
флотации облегчает и стабилизирует флотацию перовскита с использова-
нием свежей воды. В результате этой флотации выделяется перовскитовый
концентрат с содержанием 49-50% TiO2.
Суммарное извлечение TiO2 в товарные концентраты составляет 78—80%.
Потери диоксида титана (с перовскитом) имеют место в значительном
объеме на операции обесшламливания и отмывки, и они могут быть умень-
шены. В результате выполненных исследований и проверки флотационной
ее части в промышленных условиях была рекомендована для внедрения
технологическая схема обогащения перовскито-титаномагнетитовых руд
Африкандского месторождения, представленная на рис. 20. Наличие в этой
схеме кальцитовой флотации осложняет принятую технологическую схему,
поэтому проводились значительные исследования по изучению взаимо-
действия жирнокислотного собирателя и комплексующих реагентов с ос-
новными минералами руды, а также ионного состава жидкой фазы пульпы
и оборотных вод. Все эти исследования позволили сделать вывод о воз-
можности прямой флотации перовскита [229]. В табл. 39 представлены
данные по прямой флотации перовскита, рекомендованной к внедрению.
80% извлечения диоксида титана соответствует почти полному извлечению
перовскита.
142
Таблица 37
Минералы, обнаруженные в африкандскнх рудах
Минерал Химическая формула Сингония Удельный вес, г/см3 Твердость Примечание
Перовскит Ca2TLO, + Na2Nb2O6 + л Jr О J л О Кубическая 3,8-4,1 4,0 Немагнитен, проводи-
Титано магнетит + NaCeTi2 О6 FeO • Fe2O3 + FeO • TiO2 5,0 5,5-6,0 мость плохая Сильномагнитный, пров<
Пироксены NaFe [ Si, O6 ], CaMg [ Si2 O6 ] Моноклинная 3,6-3,7 5-6 димость хорошая Немагнитен, проводи-
Амфиболы Метасиликаты Mg, Fe, Ca 3,3 5,5-6,0 мость плохая Немагнитен, проводи-
Оливин (Mg, Fe)2 [SiO4] Ромбическая 3,2-3,5 5,5-6,0 мость средняя Немагнитен, проводи-
Слюды Основные алюмосиликаты Моноклинная 2,7-3,0 2-3 мость плохая Немагнитны
Кальцит Mg, К CaCO3 Тригональная 2,8 3,0
Цеолиты (натролит) Na2 Alj Si3 0; 0 2H2 0 Ромбическая 2,3-2,4 5,0-5,5 Не проводник
Полевой шпат NaAl Si3O8 Моноклинная 2,5 6,0
(альбит) Мелилит (Ca, Na)2 [(Mg, Al)(Si,Al)s 0, ] Тетрагональная 3,0 5,0 Не проводник
Пренит Na2Ca2 Al2(SiO4)3 Ромбическая 2,8-3,0 6,5
Шорломит Ca3 (Al, Fe, Ti)2 [(Si, Ti)04 ] з Кубическая 3,9 7-7,5 Проводимость плохая
Нефелин NaAl Si04 Г ексагональная 2,6 5-6 Не проводник
Сфен CaTiSiO5 Моноклинная 3,6 5-9 Проводимость плохая
Розовый гранат Fe3 Al2 [Si04 J з Кубическая 3,5 8,0
(альмандин) Апатит Ca10P6O24[F,0H]2 Гексагональная 3,2 5,0 Не проводник
Кварц SiO2 Тригональная 2,7 7,0 »»
Каолинит Al4 [Si4 0,0 ] [OH] 8 Моноклинная 2,6 1,0 аз
Антигорит Mg6[Si4OI0](OH)8 »» 2,5-2,7 3,5 Проводимость плохая
Хлориты Алюмосиликаты Mg, Fe, Ca 2,8 2,0 Не проводник
Таблица 38
Обогащение африкаидских руд [177]
Продукт Диоксид титана, %
Содержание Извлечение
Перовскитовый концентрат 49,15 62,0
Титаномагиетитовый концентрат 8,30 16,6
Кальцитовый продукт 7,50 3,3
Шлам I (перед магнитной сепарацией) 9,00 5,3
Шлам П (перед основной перовскитовой 14,25 2,7
флотацией)
Хвосты контрольной флотации 2,94 10,0
Таблица 39
Прямая флотация перовскита
Продукт Технологический показатель, %
Выход TiO2 Извлечение ТЮ2
Шламы 9,9 7,9 5,9
Концентрат 23,2 48,4 83,2
Хвосты 66,9 2,2 10,9
Немагнитная фракция 100,0 13,5 100,0
Таблица 40
Химический состав (в мае. %) коллективного концентрата Африкандского место-
рождении
Компонент Проба Компонент Проба
If 1 If 2 Среднее № 1 | № 2 । Среднее
Sit), 19,66 13,06 10,90 СаО 19,97 17,63 17,34
TiO2 19,40 21,89 22,99 (Nb,Ta)2O5 0,36 0,41 0,44
A11O, 4,90 2,20 1,97 V2OS ... 0,08 0,08
Fe2O, 19,9 24,39 25,70 (TR)2O, 1,45 1,53 1,62
FeO 8,84 12,85 13,39 P2O5 0,00 0,00 0,00
MgO 5,43 4,71 4,12
Итого 9931 98,75 98,70
144
Таблица 41
Химический состав (в мае. %) мовомиверальвых фракций титаномагнетита Афри-
кандского месторождения [177]
Компонент Титаномагнетит из горной породы
Мелкозер- нистьш оливинит Крупнозер- нистый пиро- ксенит Крупно- зернистый пироксен Крупно- зернистый пироксенит Амфиболит© вый пироксе нит
ТЮ 6,96 10,88 9,30 8,35 4,21
SiO2 0,44 0,44 1,34 1,36 0,52
А12О3 1,70 1,75 — — 0,78
Fe2O3 57,95 50,43 52,90 52,00 63,95
Cr2O3 Нет Нет Нет Нет Нет
Ti2O3 0,11 Сл. 0,12 — 0,15
FeO 27,36 30,34 33,25 32,98 29,39
MnO 0,51 0,50 0,82 — 0,40
MgO 0,54 Нет 1,06 — 0,22
CaO 4,27 5,84 1,60 1,76 0,44
V2O5 0,08 0,03 — Сл. 0,09
Nb2Oj Нет Нет — — 0,20
Na2O 0,03 Сл. — Сл.
K2O Сл. - — Сл.
Таблица 41 (окончание)
Компонент Титаномагнетит из горной породы Средние пробы руды
Нефелин©- шорломи- товый пег- матит Рудный пегматит № 1 № 2 №3
ТЮ 7,67 7,93 7,00 7,54 7,52
SiO2 0,86 1,34 1,22 0,96 1,06
А12О3 2,40 2,31 1,94 — МО
Fe2O3 54,05 54,71 55,00 58,28 57,52
Сг2О3 Нет Нет Нет Нет Нет
Ti2O3 — — — — —
FeO 32,87 29,56 31,27 29,35 29,74
MnO 0,81 0,75 1,92 — —
MgO Нет 1,68 1,12 — —
СаО 1,37 1,61 1,76 — 1,94
V2O, Сл. — — 0,02 0,06
Nb2O3 — — — —
Na2O »» — — — —
K2O »» — - — —
10. Зак. 57
145
Таблица 42
Химический состав (в мае. %) титаиомагиетитов некоторых месторождений Коль-
ского полуострова
Компонент Лесная Барака Волчьи Тундры
1 2 3
ТЮ2 12,18 10,25 12,05 16,72
SiO, 0,32 0,25 0,52 0,37
А12О3 2,19 2,19 1,40 1,84
FeaO3 46,80 51,85 59,75 41,69
Сг2О3 0,64 0,03 0,02 0,05
FeO 28,64 34,36 24,80 36,04
NiO 0,24 0,02 — —
MnO 0,36 0,07 0,07 0,13
MgO 8,30 0,01 0,50 0,56
СаО 0,22 0,14 0,18 0,24
V2O5 0,04 1,12 0,80 2,46
P2O5 - - - -
*0,46 — Na2O;0,l 7 - K2O.
Коллективный концентрат. Указанный концентрат полу-
чен при гравитационном обогащении африкандской руды [203], содержа-
щей перовскита и титаномагнетита — 48%, метасиликата - 37,5% и другие
минералы в следующих количествах (в %) : оливин — 4, слюда — 2, апатит
и мелилит — 2, кальцит — 4, полевые шпаты и нефелин — 1,5 и другие
минералы (кварц, гранат, сфен) - не более 1%. Химический состав (в
мае. %) характеризовался наличием диоксида титана от 13 до 16, оксида же-
леза(Ш) - 17, оксида железа(П) - 10,4, ниобия и тантала - 0,31, оксида
кремния - 27, оксида фосфора(V) - до 0,07, оксида магния, связанного
с оливином, — 1,5-2. Данные химического и минералогического анализов
показали хорошую сходимость. Среднее содержание титаномагнетита в кол-
лективном концентрате — 47,2%, перовскита — 34,4%, метасиликатов —
15,8%, апатита и мелилита — менее 2%, другие минералы обнаруживаются
в весьма малых количествах. Химический анализ представлен в табл. 40.
В коллективном концентрате 98% TiO2 замечено в перовските и титано-
магнетите.
Перовскитовый концентрат. Наименование он получил от
преобладающего в вещественном составе минерала перовскита, содержа-
щего самое высокое количество TiO2 (от 50,8 до 56,5%) из всех известных
титансодержащих минералов, обнаруженных в африкаидских рудах.1 При
обогащении кондиционной руды 80% извлечения диоксида титана соответ-
ствует 100% извлечения перовскита. В перовскитовом концентрате содер-
1 Диоксид титана содержится в следующих минералах Африкандского месторожде-
ния: перовските, титаномагнетите, сфене, оливине, диоксиде, роговой обманке,
флогопите, биотите, шорломите и др.
146
Гремяха-Вырмес Юкспор Росвумчорр
1 2 3 1 2 1* 2
13,38 15,16 19,39 16,86 17,82 15,87 17,62
1,88 0,69 0,33 1,95 1,62 7,29 3,07
5,86 4,22 3,14 0,70 0,78 1,02 —
41,02 44,50 33,51 37,62 36,75 35,21 43,95
Сл. — — — — — —
33,42 32,75 41,82 39,09 39,09 34,35 31,72
0,28 0,47 0,70 1,79 1,76 1,45 1,85
2,51 1,60 0,69 0,45 0,41 0,74 0,79
0,27 — — 0,68 1,02 1,68 0,80
0,80 0,46 0,26 0,44 0,52 0,36 0,54
0,07 0,16
жится 2,8% титаномагнетита, 13,3% метасиликата, около 3% оливина, ме-
нее 1% кальцита и других минералов менее 1%. Химический его состав по
основным компонентам следующий (в %):TiO2 - 43—50;(Nb, Ta)20s -
0,92; (TR)2O3 — 3; SiO2 — 5,2-9,8, Технологическая схема выделения
перовскитового концентрата представлена на рис. 22. В схеме, заложенной
в проект обогатительной фабрики, предусматривалось 85% извлечения
перовскита. Около 15% указанного минерала теряется со шлаками и каль-
цитовым продуктом. При использовании африкандскнх руд более глубо-
ких горизонтов потери будут сокращаться. Как известно, различные руд-
ные разности африкандского сырья обогащаются неодинаково; так, наибо-
лее богатые перовскитовые руды (рудные оливиниты и нефелиновые
рудные пегматиты) обогащаются труднее. При постоянном реагентном
режиме содержание рудных оливинитов в шахте не должно превышать
10%. Повышение этого значения вызывает необходимость добавки реаген-
тов. В перовскитовом концентрате присутствуют в допустимом количестве
радиоактивные элементы, суммарное содержание которых пропорциональ-
но концентрации диоксида титана.
Титаномагнетитовый концентрат. Практически он моно-
минерален и содержит в своем составе 98% основного минерала. Содержа-
ние диоксида титана в титаномагнетите от 3 до 12% (среднее содержание
7,5%). Мономинеральные фракции африкандского титаномагнетита
(табл. 41) представляют собой природно-легированный магнетит, в основ-
ном титаном, в незначительном количестве ванадием (0,06-0,08% V2OS)
и еще в меньшем количестве ниобием. Титаномагнетиты Арфикандского
месторождения — наиболее чистое сырье таких вредных примесей, как
сера и фосфор. В их составе обнаруживаются высокие концентрации тита-
147
Африкандская руда
I
Дробление (три стадии)
| <
Измельчение
“J"
Классификация
Обесшламлизание (ЗОмкм)
^=SS===a!::^e!^
Магнитная сепарация
''_______ Агитация
Титаиомагиетитовый I
концентрат ~____
Агитация
Жидкое стекло
Жирно кислотный
собиратель
Основная флотация кальцита
Агитация
Вспениватель-собиратель
Щавелевая кислота
H2SO4
Агитация
Активная смесь
Щавелевая кислота
H2SO4
Основная флотация перовскита
| Вспениватель-собиратель
I перечистка
Агитация
X Вспениватель Н2 SO 4
Вспениватель-соби-
ратель, H2SO4
Контрольная флотация
H2SO4
II перечистка
III перечистка
Хвосты
j Хвосты отвальные |
| Перовскитовый концентрат j
Ри с. 20. Технологическая схема обогащения руд Африкандского месторождения
(по Т.Б. Лайфонову)
на и достаточные для естественного микролегирования стали ванадия и
ниобия. Этот концентрат в недалеком будущем несомненно станет исход-
ным сырьем для прямого получения микролегированных сталей методами
рудной электротермии [230]. Наиболее богатые по ванадию титаномагне-
гиты Волчьих Тундр (0,80—2,46% V2O5) , а по содержанию диоксида тита-
на — Хибинские месторождения (Юкспор и Расвумчорр). Некоторые тита-
номагнетиты содержат никель (0,15—0,30) ив большом количестве (около
12%) оксид магния (Лесная Барака). Повышенное содержание фосфора
обнаруживается в Хибинских месторождениях (0,07—0,17% Р2О5) из-за
тонкого прорастания апатита в магнетите (табл. 42).
НАУЧНЫЕ ОСНОВЫ ПИРОМЕТАЛЛУРГИИ
ТИТАНОМАГНЕТИТОВЫХ
И ПЕРОВСКИТОВЫХ КОНЦЕНТРАТОВ
АФРИКАНДСКОГО МЕСТОРОЖДЕНИЯ
Исследования по пирометаллургическому переделу концентратов пред-
полагают выбор области минимальной плавкости продуктов их перера-
ботки с наиболее полным извлечением ниобия и железа, концентрирова-
нием титана и редких металлов в оксидном полупродукте с достижением
максимального их содержания в этом продукте (шлаке). Этому способ-
ствует введение в шихту оптимального количества побочных (флюсующих)
добавок. Однако в том случае, когда внесением добавок не достигается
указанных выше требований, пирометаллургические процессы приходится
организовывать при все более высоких температурах, перенося их на ста-
дию парогазовой селекции.
ЭЛЕКТРОПЛАВКА ВОССТАНОВЛЕННЫХ
АФРИКАИДСКИХ КОНЦЕНТРАТОВ
Как известно, бедные по железу африкандские руды могут быть обога-
щены с выделением титаномагнетитового, содержащего в своем составе
оксиды железа, и перовскитового концентратов. В последнем содержится
небольшое количество оксидов железа. Титаномагнетитовый концентрат,
использованный для плавки, представлял собой окисленный кислородом
воздуха продукт, в котором титаномагнетит полностью замещен гемати-
том. Это также подтверждает его химический состав, для сравнения сопо-
ставленный с составом необожженного концентрата, внешний вид (темно-
бурый цвет) и мажущие свойства, как у красного пигмента.
Химический состав концентратов, использованных для плавки, отли-
чается повышенным содержанием титана в окисленном титаномагнетито-
вом концентрате и нехарактерным содержанием оксида ниобия в перовски-
товом концентрате. Химический состав титаномагнетитового концентрата
следующий (в мае. %):
SiO2 TiO2 Fe2O3 MnO FeO SuP
2,34 11,88 66,50 0,62 3,54 Сл.
149
Перовскитовый концентрат имел состав, представленный ниже (в %):
SiO2 TiO2 СаО МпО Fe2O3 FeO (Nb,Ta)2Os (TR)2O3
6,90 41,30 29,40 0,07 4,30 1,30 0,48 1,95
Содержание серы в перовскитовом концентрате колеблется в пределах
0,03—0,005% и фосфора — 0,03—0,003%.
Состав концентратов зависит от измельчения руды и использованного
способа обогащения. Так, увеличение степени измельчения африкандской
руды на стадии обогащения способствует увеличению в концентрате желе-
за и снижению диоксида титана и оксида кальция. При измельчении до
0,2 мм содержание общего железа составляет 55,60%, диоксида титана
8 и оксида кальция 2,15% и при 0,5 мм соответственно 51,35; 11,88 и
5,75%.
Исследование по плавке африкандскнх концентратов проводилось
с целью оценки их технологических свойств, изучения особенностей про-
цессов восстановления и шлакообразования и технических показателей
процесса. Под плавкостью в этой работе понимается температура, при ко-
торой шлак не теряет своей текучести и происходит полное разделение
металлической и шлаковой фаз.
Шихта для плавки представляла смесь концентратов и нефтяного кокса.
Плавку проводили в графитовых тиглях с высокочастотным нагревом
или в печи сопротивления. Температуру измеряли тщательно защищенной
платино-платинородиевой термопарой. Шлаки с соотношением перовски-
тового и титаномагнетитового концентратов 30 : 70 имели плавкость
1600-1640°С, причем чем больше длительность плавки, тем труднее про-
исходит разделение металлической и шлаковой фаз. При-составе шихты
90 г перовскитового, 210 г титаномагнетитового концентратов и 30 г нефтя-
ного кокса минимальная плавкость (1600“ С) была получена при длитель-
ности плавки 12 мин. Химический состав чугуна (в %): 4,5 - С; 0,3 - Si;
0,35 - Мп; 0,7 — Ti; 0,14-Nb; шлака: 5,12 - SiO2; 45,98-TiO2; 7,52 —
А12О3; 27,12 - СаО; 10,05 - MgO; 0,37 - МпО; 1,4 - Ti2O3; 0,18 -
FeMeT и 0,58 — Беобщ. Степень восстановления ниобия в чугуне не пре-
вышала 40%.
При изменении соотношения концентратов 40 : 60 были получены шла-
ки с плавкостью выше 1650°С. Для систематического изучения плавкости
африкандскнх шлаков была разработана специальная методика плавки с
навесками шихты до 50 г в графитовых тиглях. Шихтовая смесь перед
плавкой спекалась при температурах не выше 1300°С с получением моно-
литного цилиндрика, который помещался в графитовую пробирку и ин-
тенсивно нагревался токами высокой чистоты. По расплавлении шлак
гомогенизировался и извлечением пробирки закалялся. В случае исполь-
зования насыпной шихты нагрев производился медленно до прекраще-
ния бурного вскипания титанистого расплава. Процедура опытов позволя-
ла получать плотные слиточки шлака, которые подвергали химическому
анализу, петрографическим и рентгенографическим исследованиям. Плав-
ки концентратов 40 : 60 и 50 : 50 проводили с добавками флюсующих
компонентов, чтобы изучить характер восстановления ниобия в металли-
ческую фазу. В результате проведенных исследований построены диаграм-
мы плавкости африкандскнх шлаков (рис. 21, а, б).
150
5l02
Рис, 21. Диаграммы плавкости африкаидских шлаков, полученных из смесей (Ct
и С2) перовскитового и титаномагнетитового концентратов, взятых в соотношении
о — Cj = 50 : 50; б— С2 = 40 : 60, с добавками SiO2 и А12О3
Петрографические исследования шлаков, полученных при плавке афри-
кандских концентратов указанных выше композиций, показали, что их
микроструктура в основном представлена включениями крупных неас-
си мили ров энных зерен перовскита. Однако шлаки композиции 40 : 60
обнаруживают присутствие большего количества жидкой фазы: более ши-
рокие промежутки между реликтами перовскита заполнены стекловидной
фазой с включениями кристаллов аносовита, содержащего в растворе
титанаты магния (магний-аносовит) и ортосиликатов (форстерит). Ком-
позицию 50 : 50 отличает наличие большого количества корольков металла,
карбида титана и скелетных образований ортосиликатов. В шлаках этого
типа стекловидная фаза и кристаллы аносовита практически отсутствуют.
Заметное изменение в микроструктуре шлаков обеих композиций
обнаруживается при использовании в качестве добавки SiO2. При этом
заметно увеличивается количество жидкой фазы и несколько сокращает-
ся количество зерен нерасплавившегося перовскита. При внесении 12%
SiO2 шлаки композиции 40 : 60 достигают полной гомогенизации, а в
50 : 50 продолжает присутствовать первичный перовскит. Основные фазо-
вые составляющие шлаков — перовскит различных генераций, сложные ок-
сиды титана и силикатные образования. Перовскит представлен реликто-
выми формами (остатки твердой фазы, не претерпевшей расплавления)
и новообразованиями в стекле. Реликтовый перовскит представляет собой
округлые зерна буровато-желтого цвета с заметной анизотропией. Его
новообразования представлены дендритами и оторочками вокруг реликто-
вых зерен с окраской от серо-зеленого до интенсивного густо-зеленого
цвета. Ее интенсивность коррелируется с увеличением содержания А12О3
в шлаках, причем анизотропия новообразований более резко выражена,
чем его реликтовых зерен. Сложные оксиды титана представлены бардини-
том на основе кристаллической решетки ортотитаната магния (бардинит 2)
и аносовитом (аносовит 1) .
Силикатные образования шлаков характеризуются наличием стекла
с новообразованиями ортосиликатов (форстерита) и титанавгита. Начиная
с добавки 2% SiO2 и более в шлаках обеих композиций обнаруживается
титанавгит с характерной бурой окраской в виде бесформенных скелетных
образований в стекле. Количество последнего в виде бесцветной или слабо-
желтой массы непрерывно увеличивается по мере увеличения SiO2.
Добавка А12О3 не увеличивает гомогенности шлакового расплава и
при 7—10% А12О3 в стекле обнаруживается шпинель в виде квадратных
изотропных кристаллов изумрудно-желтого цвета. При 13% А12О3 (в виде
добавки) наблюдаются новообразования ортотитаната магния, иголочки
ярко поляризующихся кристаллов СаО • А12О3 и зернистые агрегаты
перовскита.
Появление алюмината кальция указывает на пересыщение расплава
оксидами алюминия и кальция в результате развития процессов восста-
новления оксидов титана и образования аносовита.
При совместной добавке А12О3 и SiO2 жидкотекучесть шлаков уве-
личивается и количество реликтов перовскита уменьшается. Разрушение
перовскита сопровождается образованием легкоплавкого титанавгита,
который становится единственной силикатной фазой как в шлаках с высо-
ким содержанием SiO2, так и в шлаках с высокой концентрацией А12 О3.
152
В шлаках, полученных при совместной добавке SiO2 и А12О3, обнаружи-
ваются перовскит, бардинит, аносовит, шпинель, байковит и титанавгит,
ортосиликаты и анортит. Особенности кристаллизации перовскита состоят
в том, что с ростом содержания А12О3 окраска его новообразований стано-
вится зеленоватой и изумрудной при больших концентрациях А12О3. Ано-
совит с вхождением в его состав титанатов алюминия становится по отра-
жательной способности светлее бардинита, но темнее перовскита. В стек-
ле наряду с титанавгитом кристаллизуется байковит — сложный титансо-
держащий ортосиликат.
Ортосиликаты и анортит наблюдаются в шлаках, полученных при не-
большой добавке SiO2 и А12О3. Форстерит обнаруживается в виде тонко-
игольчатых ярко поляризующих кристаллов или имеющих интерферен-
ционную окраску, как у кварца (анортита).
Таким образом, изучение характера распространения шлаковых фаз
позволяет выделить некоторые особенности их кристаллизации по мере
изменения добавок SiO2 и А12О3. Так, бардинит-1 и байковит системати-
чески кристаллизуются только в шлаках с небольшими добавками SiO2 до
3%. Также на их распространение в шлаках влияет А12О3. При больших
добавках А12О3 (9—12%) эти фазы, как правило, отсутствуют и заме-
щаются сложными оксидами титана — аносовита (магний-аносовита).
Добавки указанных оксидов приводят к увеличению количества жидкой
фазы, разложению бардинита и байковита и появлению шпинели и магний-
аносовита. Увеличивающееся количество жидкой фазы способствует обра-
зованию стекловидных или дендритных структур шлаков из перовскита,
магний-аносовита и титанавгита.
На рис. 21 ,а представлена диаграмма плавкости шлаков вариации 50 : 50
в зависимости от изменения флюсующих добавок SiO2 и А12О3. На этой
диаграмме обнаруживается четыре области с минимальной плавкостью
1550—1600°С.
В области I (добавка SiO2 3—6% и А12О3 до 4%) образуется вязкий
шлаковый расплав, в котором трудно происходит разделение чугуна и шла-
ка. Для разделения указанных фаз необходимо значительно повышать
температуру, добиваясь полного расплавления перовскита. В области II
(3-4% SiO2 и 6,8% А12О3) образуется технологически неприемлемый
шлак, разделение металла и шлака не происходит — нужны более высокие
температуры. В области III (7—8% SiO2 и до 5% А12О3) шлак обладает
очень хорошей текучестью, устойчивый в восстановительных условиях
и при затвердевании происходит полное разделение чугуна и шлака. Область
IV (7-9% SiO2 и 6-10% А12О3) отвечает шлакам с удовлетворительными
технологическими свойствами, но большие добавки снижают содержание
диоксида титана до 3 2%.
Укрупненные плавки, отвечающие первой легкоплавкой области афри-
кандских шлаков. Плавки проводили (табл. 43) с добавками 3% SiO2 и
2% А12О3 (плавка 1); 4% SiO2 и 2% А12О3 (плавка 2); 5% SiO2 и 2%
А12О3 (плавка 3); титановый шлак гранулировали, а затем эти плавки
были продублированы для снятия материального баланса.
Химический состав полученного шлака отличается по содержанию SiO2
и TiO2 (табл. 44). Содержание ниобия в чугунах практически не изменяет
ся (габл. 45).
153
Т аблица 43
Результаты плавки африкандскнх концентратов (вариант 50 : 50)
Состав шихты Масса шихты, Масса спека, г Потеря массы,
3% SiO2,2% А12О3 541,05 461,65 79,40
4% SiO2,2% А12О3 549,80 466,40 83,40
5% SiO2, 2% А12О3 552,60 467.70 84,90
Таблица 44
Химический состав шлака (в мае. %)
Плавка, № SiO2 TiO 2 AI2O3 (TR)2o3 СаО
1 8,20 42,20 6,64 2,10 28,40
2 11,40 41,34 5,80 1,65 26,88
3 14,22 39,95 6,20 1,64 24,91
Шлаки, отвечающие второй низкотемпературной области диаграмм
(рис. 21, а), имели сравнительно низкую плавкость (1540°С) и хорошо
гранулировались при содержании 36,1% Т1О2. Химический состав чугуна
не отличался от плавок первой области плавкости. Следовательно, усло-
вия плавки в этой области не привели к заметным изменениям в содер-
жании ниобия в чугуне по сравнению с первой областью плавкости. В треть-
ей области плавкости полученные шлаки имели хорошую текучесть, хоро-
шо гранулировались. Содержание диоксида титана изменялось в пределах
35—39% Т1О2, плавкость — 1500—155О°С; химический состав чугуна пред-
ставлен в табл. 46.
При значительном увеличении флюсующих добавок возрастает подвиж-
ность титанистых шлаков и несколько увеличивается содержание ниобия
в чугуне. В плавках четвертой легкоплавкой области, несмотря на значи-
тельное увеличение флюсующих добавок, содержание ниобия в чугуне
было увеличено до 0,2%.
Таким образом, проведенные балансовые плавки африкандскнх кон-
центратов с соотношением перовскита и титаномагнетита 50 : 50, отвечаю-
щие четырем областям удовлетворительной плавкости, несмотря на зна-
чительное количество флюсующих добавок, не позволили добиться зна-
чительного восстановления ниобия в чугуне. Максимальная полнота восста-
новления ниобия составляет 22%. Титановые шлаки максимально содержа-
ли 40—42% Т1О2. Этим закончились исследования первого периода по изу-
чению плавки африкандскнх шлаков.
Плавкость шлаков африкандского типа при использовании в шихтовой
смеси перовскитового и титаномагнетитового концентратов (40 : 60).
154
Продукты Потеря массы, г Кратность шла- ка Плавкость, ° С
Чугун,г Шлак, г
112,0 326,30 23,25 2,9 1540
93,5 357,20 15,60 3,8 1520
102,0 342,25 23.45 3,4 1540
MgO MnO FeO Nb,O, f емет
8,30 0,41 3,20 0,4 0,55
8,90 0,40 3,31 0,4 0,82
9,05 0,43 3,10 0,4 0,50
Цель этого периода исследований - получение легкоплавких гомогенных
титанистых шлаков (с содержанием до 40% TiO2), способствующих более
полному восстановлению ниобия в чугун. Выбранное соотношение концен-
тратов отвечает их наличию в руде, причем имеется тенденция уменьшения
этого соотношения до 37 : 63. Методика оценки плавкости оставалась той
же, что и в случае исследования варианта 50:50. Технологическая диаграм-
ма плавкости шлаков для соотношения концентратов 40 : 60 представлена
на рис. 21, б. Сравнение этой диаграммы с вариантом 50 : 50 (рис. 21, а)
показывает, что вариант 40 : 60 более технологичный. На диаграмме плав-
кости имеется широкая область легкоплавких шлаков с плавкостью 1500—
155О°С при добавке 7-8% SiO2 и 1-8% А12О3. Содержание ниобия в чугу-
не заметно увели>ивается, особенно при совместном внесении в шихту
SiO2 и А12О3. Степень восстановления ниобия в чугун достигла 67,8%.
Эти данные позволили сделать вывод, что более полному восстановлению
Таблица 45
Химический состав чугуна (в мае. %)
Плавка. № 1 2 3 С Si Мп Ti Nb p s
4,65 4,45 4,25 0,17 0.16 0,29 0,06 0,06 0,11 0,10 0.33 0.53 0.10 0,11 0,10 Сл. 0,01 0,01 0,01
1SS
Таблица 46
Химический состав (в мае. %) африкандского чугуна третьей легкоплавкой области
Плавка С Si Мп Ti Nb
1 4.25 0,23 0,11 0,10 0,18
2 4,40 0,25 0,08 0,46
3 4,10 0,15 0,11 0,23
4 4,15 0,16 0,06 0,35 0,11
5 3,95 0,17 0,11 0,27
ниобия в чугун будет способствовать переход на плавку коллективного
концентрата.
Процессы восстановления и шлакообразования при плавке африканд-
ских концентратов. Процессы восстановления и шлакообразования имеют
важную роль в технологическом процессе плавки рудных концентратов.
Преобладающее развитие процессов плавления переводит оксиды железа
в жидкую фазу, из которой они твердым углеродом восстнавливаются
труднее. Причина этого не только расслоение восстановителя (нефтяного
кокса) и шлакового расплава, но и образование растворов на основе окси-
дов титана(II) и (III) — иманитов. Это обусловлено совместным развитием
процессов восстановления оксидов железа до металлического состояния и
диоксида титана до низших его оксидов. Поэтому в этих условиях про-
изводительность рудовосстановительной электропечи определяется не толь-
ко ее мощностью, но и развитием процессов восстановления оксидов же-
леза, а в случае необходимости получения ниобиевого чугуна — восстанов-
лением оксида этого металла из оксидного расплава.
Восстановление оксидов железа. Для выяснения влияния
интенсивности плавления на восстановление оксидов железа были сопостав-
лены результаты плавки сырых и предварительно восстановленных кон-
центратов. Опыты проводили в лабораторных условиях с навесками шихты
500 г (плавка № 2). Плавка предварительно восстановленных концентра-
тов независимо от интенсивности нагрева сопровождается образованием
расплава с низким содержанием оксида железа(И), поэтому производи-
тельность электропечного агрегата в этом случае будет определяться удель-
ной мощностью электропечи. В случае плавки сырой шихты содержание
оксида железа(II) в шлаке зависит от интенсивности нагрева шихты. При
ускоренном нагреве в шлак переходит в 2 раза больше FeO, чем при за-
медленном нагреве.
До расплавления шихты (на твердой стадии) процессы восстановления
оксидов железа получают большое развитие из-за высокой температуры
начального шлакообразования (1350°С), обусловленной преобладанием
в вещественном составе шихты высокотемпературного минерала перовски-
та. Если сравнить течение процессов восстановления оксидов железа при
плавке пудожгорских и африкаидских концентратов, то в первом случае
развитие этих процессов затрудняется образованием силикатов железа
(стекловидная фаза и ортосиликат железа — фаялит), из которых восста-
156
новление железа затруднительно. Во втором случае восстановление железа
протекает прямым путем, минуя стадию образования силикатов, поскольку
наличие оксида магния способствует не только образованию ортотитанатов,
но и ортосиликатов.
Таким образом, вещественный состав африкандскнх концентратов допу-
скает возможность интенсивного восстановления оксидов железа, а, следо-
вательно, и плавки в целом.
Восстановление оксидов титана. В африкандскнх шлаках
диоксид титана обнаруживается в виде двойного оксида СаО • TiO2 (перов-
скита), ортотитаната магния (2MgO • TiO2) и титанавгита. При значитель-
ных добавках SiO2 и совместной добавке SiO2 и А12О3 в шлаках обнару-
живается аносовит.
Восстановление титана углеродом происходит в основном из перовскита,
при этом титан растворяется в чугуне. Этот процесс, как показали петро-
графические исследования, получает развитие в контакте перовскита и
чугуна, причем чугун в месте контакта приобретает золотистый оттенок
из-за присутствия карбида титана. Иногда золотистая металлическая фаза
окклюдирует зерна перовскита или они образуют греналевидные структу-
ры срастания перовскита и металлической фазы, которая из-за более высо-
кой плавкости не разделяется на шлаковую и металлическую фазы. Обра-
зованию указанной структуры способствуют снижение FeO в расплаве
ниже 2%, повышение вязкости этого расплава, а также длительный контакт
металлической и шлаковой фаз. Исследования показали, что длительная
выдержка чугуна и шлака приводит к взаимной диффузии, уменьшению
четко выраженной металлической фазы. Так, перовскитовый шлак и чугун
(вариант шихтовки 50 : 50) после выдержки в течение часа образовали
общую металлоподобную шлаковую массу. Под микроскопом обнаружи-
вается флюидная структура тонкого направленного прорастания металли-
ческой фазы, карбида титана и перовскита. Поэтому плавку африкандскнх
концентратов следует проводить интенсивно, не снижая содержания FeO
в шлаке ниже 2%. Соблюдая эти условия, в одной из работ, выполненных
под руководством Е.Б. Дмитровского [231], была показана возможность
плавки африкандскнх концентратов в низкошахтной доменной печи с не-
прерывным выпуском металла и шлака, содержащего до 40% TiO2.
Процессы шлакообразования при плавке африкандскнх концентратов
исследовались методом петрографического анализа. Результаты этих иссле-
дований очень хорошо совпадают с особенностями процессов, обнаружен-
ными при изучении технологических свойств концентратов — плавкости
шлаков при вариантах шихтовки 50 : 50 и 40 : 60 с флюсующими добав-
ками (SiO2 и SiO2 + А120з) .
Условия, способствующие восстановлению нио-
бия в чугун. Сравнение вариантов плавки показывает, что на переход
ниобия в чугун оказывает влияние соотношение перовскитового и титано-
магнетитового концентратов, полнота растворения перовскита в титанатном
расплаве, содержание FeO и кратность шлака.
Наиболее полное восстановление ниобия в чугун имеет место при плав-
ке африкандскнх концентратов в соотношении 40 : 60. Однозначно уста-
новлено, что фазовый состав титанистого шлака и особенности его струк-
туры оказывают существенное влияние на полноту усвоения ниобия. Нали-
157
чие в расплаве нерастворившихся зерен перовскита, как правило, наблю-
дается, когда в чугун переходит незначительное количество ниобия, и,
наоборот, полное растворение в титанатном расплаве перовскита способ-
ствует максимальному переходу ниобия в чугун. Растворению перовскита
способствуют флюсующие добавки SiO2 и А12О3. Наибольшая степень
усвоения ниобия (0,6) получена при плавке концентратов в соотношении
40 : 60.
СОПОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ СВОЙСТВ
ПЕРОВСКИТОВОГО КОНЦЕНТРАТА И ТИТАНИСТЫХ ШЛАКОВ
ПО ИХ РАЗЛОЖИМОСТИ В СЕРНОЙ КИСЛОТЕ
Для оценки использованы пудожгорские и африкандские шлаки
(табл. 47), а также перовскитовый концентрат. Опыты проводили в изо-
термических условиях с использованием в качестве реагента серной кисло-
ты. Разложимость титансодержащих продуктов изучалась кинетическим
методом. Результаты исследований обобщены в табл. 48.
В опытах использовалась следующая методика. Расход кислоты опреде-
лялся из расчета перевода в сульфаты всех компонентов титанистого шла-
ка. Для полного растворения 2 г материала необходимо 2,8—3 мл серной
кислоты. Во избежание влияния количества кислоты на процесс растворе-
ния последняя бралась с десятикратным избытком. Данные табл. 48 пока-
зывают, что растворимость титанистых шлаков остается всегда выше рас-
творимости перовскитового концентрата и с увеличением продолжитель-
ности этапа эта зависимость сохраняется.
Таблица 47
Химический состаи шлаков (в %)
Наименование шлака SiO2 ТЮ2 А12 о, СаО
Африкандский 9,00 32,60 6,00 27,28
Пудожгорский 2 15,00 44,35 13,26 15,26
Пудожгорский 1 20,32 33,75 17,48
Примечание. Африкандский - шлак от плавки варианта 40 : 60 (заводские
плавки) ; пудожгорский 2 — шлак от плавки смеси пудожгорского титаномагнетито-
вого концентрата с добавками африкандского концентрата и пудожгорский 1 — завод-
ской шлак от плавки пудожгорских титаномагнетитов.
Таблица 47 (окончание)
Наименование шлака MgO МпО FeO (TR)2O3 NbjO,
Африкандский 0,50 0,5 0 1,24 1,80 0,28
Пудожгорский 2 8,04 1,30 3,42
Пудожгорский 1 1,30 6,19
158
Таблица 48
Разложимость титаисодержащих продуктов в серной кислоте
Время, мин Степень взаимодействия с серной кислотой (в %)
Пе ровскито- вый концентрат Африкандский шлак Пудожгорский шлак 2 Пудожгорский шлак 1
20' 2,1 40,9 17,9 25,7
40 9,4 45,8 23,6 34,8
60 10,1 45,4 24,6 35,8
120 15,5 52,2 38,2 41,5
180 18,3 50,6 40,5 41,5
240 21,6 56,4 47,3 45,8
300 27,0 55,5 47,3 48,6
360 28,1 55,5 47.3 55,8
Таким образом, искусственные титанаты обладают примерно в 2 раза
более высокой реакционной способностью по сравнению с естественными
титанатами, представленными перовскитовым концентратом.
НОВЫЕ ОКСИДНЫЕ ТИТАНОВЫЕ ФАЗЫ В ШЛАКАХ
ОТ ПЛАВКИ ТИТАНОМАГНЕТИТОВ
Согласно исследованиям, выполненным в ИМЕТ им. А.А. Байкова
АН СССР А.В. Рудневой, в системах, отвечающих плавке титаномагнети-
тов, СаО - TiO2 - SiO2 и СаО - TiO2 - MgO в жестких восстановитель-
ных условиях обнаружены новые оксидные титановые фазы.
Так, в системе СаО—TiO2— SiO2 в области высокой концентрации СаО и
TiO2 обнаружена новая оксидная фаза, которая нами названа брицкени-
том в честь академика Э.В. Брицке, одного из сторонников широкого рас-
пространения петрографического метода исследований в металлургии. Эта
фаза кристаллизуется в виде изометрических неправильно округлых зерен
ромбоэдрического габитуса (рис. 22) . Идиоморфные изотропные кристал-
лы этой фазы достигают величины 1—2 мм. Цвет оранжево-бурый в про-
ходящем свете и буровато-серый в отраженном, N = 1,905 ± 0,002 (для
желтого цвета).
Условия образования этой фазы были четко выявлены при изучении
восстановления твердым углеродом шлакового расплава, близкого по
составу к титаниту (35% SiO2, 35% TiO2 и 30% СаО). При 15-минутной
выдержке расплава в графитовом тигле более 80% всей оксидной массы
представлено брицкенитом, в качестве сопутствующих фаз — титанит и
стекло. При дальнейшей выдержке (30 и 45 мин) количество этой фазы
уменьшается. Закаленные шлаки состоят из фиолетово-серого титанисто-
го стекла и изометрических зерен ТЮ. При часовой выдержке обнаружи-
вается только стекло и ТiO.
Таким образом, брицкенит следует рассматривать как промежуточное
соединение при восстановлении перовскита (диоксида титана) в силикат-
159
Рис. 22. Микроструктура титановых шлаков. Изотропные кристаллы брицкенита
(XI00, без анализатора)
ном расплаве в следующей последовательности:
СаО TiO2 • SiO2 -*ЗСаО -Ti2O3 • 3SiO2 -» [Ti2O3]CaO-SiO2 ^TiO2,
СаО • SiO2 . (3.1)
(стекло)
Состав брицкенита был установлен ориентировочно пересчетом химиче-
ского состава силикатного расплава на три оксида: CaO,Ti2O3 и SiO2.
Его формула имеет вид: ЗСаО • Ti2O3 • 3SiO2.
Данные о химизме брицкенита в условиях его образования дают доста-
точное основание рассматривать брицкенит как новую титановую оксид-
ную фазу гранатовой группы типа гроссумера, открытую А.В. Рудневой,
в составе которой алюминий замещен трехвалентным титаном.
С целью изучения изменения аносовита в процессе восстановления
диоксида титана были исследованы продукты кристаллизации восстанов-
ленного оксидного расплава, близкого по составу к эвтектической смеси
СаО—TiO2. Плавки проводились в графитовом тигле с различной выдерж-
кой оксидного расплава от 1 до 8 ч. В закаленных пробах шлака, отобран-
ных после часовой выдержки, в качестве основных фаз обнаружены ано-
совит II и перовскит, образующие эвтектическую структуру. Аносовит II
обогащен трехвалентным титаном (титан-три-аносовит). В отраженном
свете он имеет интенсивный эффект двуотражения от синевато-серого до
желтовато-серого цвета и четко выраженный эффект анизотропии. В пробах
расплава, отобранных ближе к стенкам графитового тигля, восстановле-
ние титана увеличивается. Это сопровождается соответственным ростом ин-
тенсивности двуотражения и эффекта анизотропии, причем последний
приобретает заметный цветной оттенок. Так как оксиды титана можно
160
представить как резонансный гибрид канонических структур, то аносовито-
вое равновесие выражается следующим уравнением:
Ме2О3 • МеО2 £МеО 2TiO2... (3.2)
Наличие структурного фактора способствует дальнейшему развитию
восстановления титана и сосуществованию катионов разновалентного тита-
на. Это равновесие получило название ’’межвалентное взаимодействие”,
выражаемое структурно гетеровалентным изоморфизмом:
2Ti3+ + Ti2+ = 2Ti4+ + □... (3.3)
Общая формула аносовита имеет следующий вид:
п (Ti2O3 TiO2) т (TiO • 2TiO2) рТЮ2. (3.4)
Аносовит II Аносовит I Брукитовая молекула TiO2
Таким образом, качественно аносовитовая фаза состоит из трех моле-
кул аносовита I, аносовита II и брукитовой молекулы диоксида титана.
По мере дальнейшего восстановления оксида титана изменяются опти-
ческие свойства аносовита, что проявляется в его окраске и двуотражении
от оранжево-розового до кремово-желтого и более интенсивным эффектом
анизотропии. Это новая фаза — твердый раствор на основе оксида тита-
на (Ш) и выражается резонансным гибридом канонических структур:
Ti2O3 £TiO TiO2... (3.5)
При дальнейшем восстановлении титана эта фаза полностью замещает
аносовит и образует эвтектическую структуру с перовскитом. В продуктах
восстановления после восьмичасовой выдержки аносовит полностью от-
сутствует. Структура состоит из эвтектических срастаний Ti2O3 и перов-
скита, а также конечных продуктов восстановления в виде зернистых
агрегатов TiO и золотистых карбидов титана по периферии. В этом случае
характерно равновесие
TiO^TiC... (3.6)
Исследованием процессов восстановления в системе СаО—TiO2— MgO
с легкоплавкими композициями (13% СаО, 83% TiO2 и 4% MgO; 15% СаО,
77% ТЮ2, 8% MgO; 15% СаО, 73% TiO2 и 12% MgO) обнаружили развитие
восстановления титана с образованием эвтектических структур перовски-
та и магний-аносовита (первые два состава) и в третьем составе эвтектика
перовскита и бардинита. Эта фаза кристаллизуется, образуя структуру
срастания с аносовитом, а также в виде идиоморфных кристаллов куби-
ческого или октаэдрического габитуса на основе решетки ортотитаната
магния — бардинит II. Эта фаза темнее перовскита. Отаносовита! (магний-
аносовита) отличается наличием голубоватых оттенков. В иммерсии ано-
совит I становится фиолетово-бурым, перовскит — бесцветным с отчетли-
выми бесцветными рефлексами, бардинит имеет темно-серый, почти чер-
ный цвет. Он совершенно изотропен. Это соединение кубической сингонии.
Крайний член фазового ряда бардинита — ортотитанат магния 2MgO • TiO2.
Судя по оптическим константам, его отражательная способность должна
быть ниже, чем у перовскита (показатель преломления перовскита —
2,36 и ортотитаната магния — 2,08).
1 1. Зак. 57
161
Проведенные опыты по окислению титанатных фаз показали, что веще-
ство перовскита не изменяется. Очень сильно изменяется аносовит, превра-
щаясь в рутил, и заметно окисляется бардинит. Продукты окисления бар-
динита образуют оторочки вокруг его кристаллов или тонкие полосы по
трещинам. Они отличаются от бардинита более светлой окраской в отра-
женном свете и заметным эффектом анизотропии. Более тщательное мик-
роскопическое изучение продуктов окисления позволило установить, что
их вещество не гомогенно, а состоит из двух фаз, образующих структуру
срастания, причем основная фаза пронизана мельчайшими включениями
другой фазы. Основная фаза в отличие от рутила не имеет внутренних
рефлексов, анизотропна и может быть принята за дититанат магния (край-
ний член изоморфного ряда аносовита). Вторая фаза представляет собой
либо реликты ортотитаната магния или оксида магния. Очень дисперсное
состояние не позволило сделать однозначное обобщение. Появление ука-
занных продуктов окисления свидетельствует о наличии в составе фазы
на основе ортотитаната магния (бардинита) и разновалентного титана.
Последний может образовывать соединение MgO • Ti2O3. Очевидно, такой
шпинелид может в какой-то мере растворяться в ортотитанате магния.
Таким образом, бардинит представляет собой резонансный гибрид ка-
нонических структур
2MgO TiO2 ^MgO -Ti2O3. (3.7)
Учитывая возможность появления оксида магния, состав этой фазы
можно характеризовать следующим уравнением:
п (2MgO • ТiO2) т MgO • Ti2 О3 • р MgO. (3.8)
ОПЫТНАЯ ПРОВЕРКА ТЕХНОЛОГИИ ЭЛЕКТРОПЛАВКИ
ТИТАНОМАГНЕТИТОВОГО
И ПЕРОВСКИТОВОГО КОНЦЕНТРАТОВ
МЕСТОРОЖДЕНИЯ АФРИКАНЦА
Многочисленные исследования по технологии использования руд место-
рождения Африканца касаются в основном использования только перов-
скитового концентрата. Они допускают или складирование титаномагнети-
тового концентрата, или передачу его для проплавления в смеси с железны-
ми рудами и агломератом в доменной печи. Такое решение не имеет техно-
логического обоснования, поскольку внесение диоксида титана в шихту
вызывает осложнения доменной плавки, нарушая непрерывность плавки,
а также допускает некомплексное использование титаномагнетитов —
извлечение только железа и полную потерю титана. Единственная схема,
обеспечивающая рациональное использование африкандских концентра-
тов, — химико-металлургическая схема их комплексной переработки
с извлечением всех ценных составляющих, разработанная в ИМЕТ
им. А.А.Байкова АН СССР и проверенная на предприятиях черной и цвет-
ной металлургии. Эти исследования включают агломерацию африкандских
концентратов, плавку их в рудовосстановительной печи, получение титано-
вого шлака и ниобиевого чугуна, переработку шлаков с получением удоб-
рений для сельского хозяйства, четыреххлористого титана и редкоземель-
162
ных оксидов, переработку ниобиевых чугунов на стальной полупродукт
для производства качественных сталей и ниобиевого шлака — исходного
продукта для производства феррониобия и оксида ниобия (V).
АГЛОМЕРАЦИЯ АФРИКАИДСКИХ КОНЦЕНТРАТОВ
НА ЧЕРЕПОВЕЦКОМ МЕТАЛЛУРГИЧЕСКОМ ЗАВОДЕ
Этим исследованиям предшествовали работы по агломерации концент-
ратов в чаше Серовского металлургического завода [203], которые пока-
зали принципиальную возможность спекания тонкоизмельченных концент-
ратов в опытной аглочаше диаметром 1050 мм. Основные показатели
режима спекания следующие: масса шихты для одного спекания — 350—
400 кг; высота слоя — 200—250 мм; минимальный вакуум 50 мм рт. ст.;
температура в слое — около 1200°С; а отходящих газов — 300—400°С.
Среднее содержание влаги в шихте коллективного африкандского концент-
рата, выделенного при гравитационном обогащении, 7,5% и углерода 4%,
в шихте их смеси концентратов (в соотношении 1:13) соответственно
7—8 и 5—6%. Количество возврата для коллективного концентрата и смеси
концентратов 12—30 и 25—30%. Ситовой анализ агломератов (по фракциям,
мм) из коллективного концентрата (числитель) и смеси (знаменатель)
концентратов:
Фракция, мм
+ 25 +12 +8 +5 +3 +1 -1
Содержание, %
40/47 23/15 3/3 6/7 3/6 8/8 10/21
В результате укрупненных опытов было получено 43 т агломерата для
опытных плавок в опытном цехе Института металлургии УНЦ АН СССР.
Цель настоящих исследований — освоение агломерации африкаидских
концентратов в заводских условиях. Для агломерации было выбрано соот-
ношение перовскитового и титаномагнетитового концентратов 25 :75,
как обеспечивающее наиболее полное восстановление ниобия в чугун.
Поскольку агломерацию в таком составе концентратов производили впер-
вые, то промышленным испытаниям предшествовали исследования по агло-
мерации указанного состава шихты в лабораторных условиях. После прове-
дения этих исследований были определены исходные данные для проведе-
ния промышленных испытаний на заводской аглоленте Череповецкого
металлургического завода. Всего в конце 50-х годов было подготовлено
две партии агломерата — 730 т, которые были направлены на комбинат
’’Североникель” для проведения промышленных опытных работ в электро-
печи 4500 кВА кобальтового цеха.
Лабораторные исследования по агломерации африкаидских концентра-
тов в опытном цехе Череповецкого металлургического завода. Исследова-
ния проводили в чаше квадратного сечения 0,1 м2 с высотой слоя 300 мм
и максимальным разрежением (вакуум) 74—80 мм рт. ст. Шихтовку мате-
риалов осуществляли на металлическом листе. Концентраты, возврат и
коксик насыпали послойно, после чего шихту засыпали в лабораторный
смеситель барабанного типа. Увлажнение шихты производили специальным
163
пульверизатором во время вращения барабана и смешивания шихты.
Последнюю укладывали на постель из возврата крупностью 25—50 мм.
Сверху на шихту загружали смоченные керосином древесные опилки,
используемые для зажигания, после которого включали разрежение, и
в аглошихте шихта спекалась. В качестве переменных составляющих про-
цесса выступали расход коксика и степень увлажнения шихты.
В результате проведенных исследований установлено, что в начальный
период спекания благодаря естественному уплотнению сопротивление
шихты увеличивается и вакуум над колосниками чаши достигает макси-
мального значения; после образования пористой массы агломерата газопро-
ницаемость шихты увеличивается и вакуум уменьшается. Температура от-
ходящих газов в начальный период спекания понижается незначительно,
так как воздух, просасываемый через верхние спекающиеся слои шихты,
отдает свое тепло нижним, еще не спекшимся слоям. Когда зона спекания,
опускаясь сверху вниз, достигает нижних слоев, температура отходящих
газов резко повышается. По падению температуры отходящих газов и ва-
куума судим о завершении процесса спекания. Проведенные исследования
показали, что на качество спекания в сильной степени влияет влажность
шихты. Качественный агломерат был получен при влажности 5—6%. Процесс
спекания протекал спокойно, без прососов и заканчивался через 30—35 мин.
Спеченный пирог агломерата обладал хорошими механическими качества-
ми, не разбивался при опрокидывании чаши и почти не содержал возврата
и неспекшейся шихты. При влажности 4—4,5% удлинялся процесс спекания
и агломерат при опрокидывании чаши разбивался на куски 25-30 мм.
Кроме того, половина шихты вообще не спекалась. В случае влажности 6%
спекание протекало медленно, возрастало количество неспекшейся шихты
и при 10% шихта практически не спекалась. В качестве восстановителя
использовали коксик — отход доменного производства. Его состав был
следующий (в %) ; 80-85 - Сн; 12-15 - зола; 0,8 - S; 0,0 - Р; 1-2 -
летучие. Влажность коксика в летних условиях не превышала 5%. Прове-
денные исследования показали, что на процесс агломерации большое влия-
ние оказывает влажность. Оптимальное содержание углерода — 4,5—5,5%.
С увеличением восстановителя получался оплавленный агломерат с плохой
восстановимостью и низкой пористостью. Повлиять на механические свой-
ства агломерата увеличением расхода кокса не представилось возможным.
Это отличительная особенность агломерации африкандскнх концентратов
по сравнению со спеканием железных руд. Причина этого — другая природа
связки в упомянутых агломератах. В агломератах от спекания железных
руд в качестве связки выступает фаялит, а в африкандских агломератах —
титанавгит, частично оливин и стекловидная фаза. В состав титанавгита
входят оксиды кальция, магния, кремния и алюминия: m[(CaO, MgO) •
•2SiO2] 'и[(СаО(А1, Ti)2O3 SiO2]. Из формулы следует, что для обра-
зования титанавгита в шихте SiO2 необходимо иметь в 2 раза больше,
чем СаО. При агломерации шихты варианта 25 : 75 содержание СаО состав-
ляет 10—12%, SiO2 — 3,0—3,5% и сумма MgO и А12О3 не превышает 4—5%.
Следовательно, образование титанавгита в больших количествах невозмож-
но из-за недостатка SiO2, А12О3 и MgO. Вот почему увеличение расхода
восстановителя не может увеличить количество связки и таким образом
существенно повлиять на механические качества агломерата. Образование
164
оливина затрудняется из-за ограниченного количества в шихте MgO. Стек-
ловидная фаза содержит наряду с силикатными составляющими оксиды
железа, марганца и алюминия. Такое стекло, как показали ранее проведен-
ные исследования [203], значительно уступает по прочности агломерату
с титанавгитом. Большая чувствительность процесса спекания к влажности
определяется сильным измельчением концентратов (0,0-03 мм) , поэтому
меньшая добавка влаги не способствовала хорошему окомкованию шихты,
что ухудшало ее газопроницаемость, увеличивало количество прососов газа,
в результате чего получалось большее количество неспекшейся шихты.
При добавке влаги более определенного предела имела место агрегация
шихты по влажности и наиболее влажные слои затормаживали процесс спе-
кания. Лабораторные исследования показали, что при оптимальных влаж-
ности шихты (5—6%) и расходе восстановителя (4,5—5%) можно получить
качественный агломерат, обладающий удовлетворительными механически-
ми свойствами.
Исследования по агломерации партий африкандских концентратов. Отра-
ботку технологии проводили на агломашине с площадью спекания 75 м2.
Длина - 30 м и ширина — 23 м. Технологическая схема производства агло-
мерата следующая. Концентраты из приемных бункеров по ленточным
транспортерам поступали в шихтовые бункера емкостью 200 т каждый.
В шихтовом отделении в бункерах хранился коксик, используемый в ка-
честве топлива при спекании. После шихтовки материалов через дозировоч-
ные столы, расположенные под каждым бункером, шихту посредством
транспортеров направляли на дозировку возврата, далее в первичный сме-
ситель, где подвергали усреднению с добавкой небольшого количества
воды и затем в бункер готовой шихты, используемой для спекания, из ко-
торого посредством челночного питателя шихта поступала на агломашину.
В хвостовой (разгрузочной) части агломашины готовый агломерат дробил-
ся, проходил через грохот для отсева возврата и пластинчатым питателем
его подавали в чашевый охладитель, из которого агломерат ленточным транс-
портером подавался на рудный двор. Всего было проведено спекание двух
партий африкандских концентратов.
Первая партия включала 250 т титаномагнетитового и 90 т перовскитово-
го концентратов. Из этой партии на комбинат ’’Североникель” было отправ-
лено 300 т агломерата. Состав шихты включал перовскитовый и титаномаг-
нетитовый концентраты в соотношении 25 :75. В начале кампании в ка-
честве возврата использовался отход оленегорского агломерата в коли-
честве 15—20 т, что приводило к понижению содержания в африкандском
агломерате содержания ТЮ2 и Nb2O5. Добавка возврата составляла не
более 70% от веса концентрата. В процессе спекания вакуум повышается
в начальный период (до какого-то максимума) и затем падает к концу
ленты (последние вакуум-камеры). Температура отходящих газов, в на-
чальный период поднимающаяся незначительно, к концу спекания резко
повышалась и затем снова падала к разгрузочному концу машины спека-
ния. Расход кокса 7,5% от массы концентратов отвечал содержанию 4,5%
углерода в шихте. Увеличение его до 16,5% не улучшило качество спекания
в промышленных условиях, что согласуется с данными лабораторных
исследований. Затем расход кокса был снижен до 11%, что отвечает пример-
но 6% углерода в шихте (с учетом возврата).
165
Таблица 49
Содержание TiO2 и Fe06W в африкаидских агломератах
Агломерат Проба, опыт Химические компоненты (в %)
ТЮ2 Геобщ. FeMeT Nb2Os
Лабораторные 1 16,5 42,2 0,55 0,40
спекания 2 15,2 40,6 0,39 0,38
3 15,3 40,4 0,60 0,24
1-я промышлен- 1 15,7 46,4 0,55 0,34
ная партия 2 11,9 45,4 0,44 0,26
3 13,5 48,7 0,27 0,36
4 16,3 50,7 0,60 0,32
2-я промышлен- 1 - 48,2 1,45 -
ная партия 2 9,58 46,0 0,89 —
3 12,65 44,9 0,60 —
4 14,18 43,2 0,40 —
5 13,40 43,8 0,33 -
К недостаткам спекания первой партии африкаидских концентратов сле-
дует отнести неточности в регулировке влажности шихты на стадии ее под-
готовки, плохое окомкование шихты из-за тонкого измельчения концентра-
та и применения мелкого возврата. Все это отражалось на спекании кон-
центратов. Шихтовые материалы плохо пропекались, поэтому скорость
аглоленты составила 13 м/мин. Увеличение скорости до 1,8 м/мин способ-
ствовало образованию непропекшейся шихты. Скорость спекания оленегор-
ских концентратов в тех же условиях оценивалась 3 м/мин и выше. Такую
скорость аглоленты при спекании первой партии достигнуть не удалось.
Частично улучшилось качество спекания при увеличении в шихте относи-
тельного количества возврата до 30%. Таким образом, в результате агломе-
рации первой партии африкаидских концентратов определены следующие
условия спекания: влажность 6—7% (несколько больше, чем в лаборатор-
ных условиях из-за использования горячего возврата), расход углерода —
5—53%, добавка возврата крупностью 10—25 мм — не менее 30%.
Вторая партия составила 438 т. При этом был учтен опыт приготовления
первой партии агломерата, что позволило увеличить скорость движения
аглоленты, повысить качество агломерата и производительность агломаши-
ны. Расход кокса из расчета на концентрат был задан 15%, а затем снижен
до 8%, количество возврата — 35%.
На протяжении всего второго периода агломерации шихта хорошо спека-
лась, не наблюдались частые прососы и влажность шихты хорошо регулиро-
валась. Скорость аглоленты была увеличена до 2—23 м/мин, производи-
тельность агломашины была в 13—2 раза больше по сравнению с предыду-
щими опытами.
Качество африкандского агломерата. Химический
состав промышленных партий африкаидских агломератов (табл. 49) отли-
чается о? лабораторного несколько пониженным содержанием (на 1—1,5%)
166
Таблица 50
Ситовой анализ промышленных партий африкандского ai ломерата
Первая партия Вторая партия
Фракция, мм Масса, кг Доля фрак- ции, % Фракция, мм Масса, кг Доля фрак- ции, %
+ 50 0,0 0,0 + 50 8,3 1,6
+ 25 15,6 3,06 + 25 67,0 13,0
+ 10 264,5 51,90 + 10 314,2 59,0
+ 5 98,9 19,41 + 5 82,3 13,9
+ 1 72,7 14,27 + 1 42,9 8,0
- 1 5 7,9 11,36 - 1 23,8 4,5
Итого 509,6 100,0 538,5 100,0
ТЮ2 и более высоким содержанием Беобщ из-за частичного разубоживания
концентратов использованием постели из магнетитового концентрата Оле-
негорского месторождения, отличающегося сравнительной чистотой по при-
месным компонентам и высоким содержанием железа.
Агломераты опытных партий отличались неоднородностью по химическо-
му составу,особенно по содержанию ТЮ2 и Fe, что объясняется недостаточ-
ным усреднением промышленных партий.
Ситовой анализ (табл. 50) был произведен на комбинате ’’Северони-
кель”, куда агломерат был доставлен для проведения опытных исследова-
ний после ряда перегрузок в процессе транспортировки. Из табл. 50 сле-
дует, что агломерат второй партии обладал лучшими механическими свой-
ствами. Это подтверждается тем, что в первой партии фракция + 1 5- — 1 мм
составляет 28,5%, а фракция + 50 мм совершенно отсутствует. Во второй
партии содержание соответствующих фракций составляет соответственно
12,5 и 1,6%.
Полный химический анализ африкандского агломерата следующий
(в мае. %) :
TiO, SiO2 A12O3 Fe2O3 FeO CaO MgO
14,19 4,6 0,60 47,03 13,76 11,56 2,75
Nb,Os МпО ^емет C P S
0,21 0,7 2,13 1,2 0,01 0,09
Этот анализ был установлен по составу средней пробы, которая была
получена из среднесуточных проб агломерата, проплавляемого в печи
4500 кВА комбината ’’Североникель”.
167
ОПЫТНЫЕ ПЛАВКИ АФРИКАНДСКОГО АГЛОМЕРАТА
НА КОМБИНАТЕ ’’СЕВЕРОНИКЕЛЬ”
Промышленным исследованиям по отработке технологии плавки афри-
кандских концентратов предшествовали укрупненно-лабораторные иссле-
дования, выполненные в ИМЕТ им. А.А.Байкова АН СССР, а также работы,
проведенные на опытной базе ИМЕТ УНЦ АН СССР [203].
Плавки в однофазной печи 50 кВА с проводящей подиной агломератов,
полученных из смеси перовскитового, титаномагнетитового и коллективно-
го концентратов, показали возможность их передела. При плавке агломера-
та из коллективного концентрата без добавки флюса (23,28% TiO2; 6,44%
SiO2; 26,40% Fe2O3; 2,44% А12О3; 1,69% Ti2O3; 0,44% (Nb, Ta)2Os;
19,20% FeO; 0,4% MnO) ход плавки был неровным: содержание оксида
железа (И) колебалось в шлаке от 2,5 до 10,9% FeO, наблюдались свищи,
шлакование колошника и др. Шлаки содержали 27,08% ТЮ2 при кратнос-
ти 2,13. Извлечение ниобия в чугун не превышало 10% при его содержании
в чугуне 0,2%. Добавка в шихту флюса (SiO2 4—6%) улучшила сход шихто-
вых материалов. В шлаках содержание оксида железа (II) снизилось до
3,5—3,8% FeO и TiO2 — до 35%. Кратность шлака — 2,2— 2,3. Извлечение
ниобия в чугун определялось добавкой в шихту SiO2: при 4% SiO2 извле-
калось 20% Nb, а при 6% SiO2 — 32% Nb. Наиболее удовлетворительные
результаты были получены при внесении в качестве флюса SiO2 и А12О3.
В этом случае печь работала ровно, содержание оксида железа (II) не пре-
вышало 2,7%, содержание ниобия в чугуне - 0,23%. Максимальное извле-
чение ниобия составило 32%.
Таким образом, использование агломерата из коллективного концентра-
та с внесением комбинированного флюса оказалось наиболее благоприят-
ной для организации непрерывного процесса плавки, однако содержание
диоксида титана в шлаках оставалось довольно низким и извлечение нио-
бия в чугун незначительным из-за большой кратности шлака. Аналогичные
результаты были получены при использовании агломерата, приготовленно-
го из смеси концентратов. Были проверены следующие варианты добавки
флюса: 8% SiO2, 5% SiO2,3% нефелина или 6% SiO2 и 4% А12О3. Первые
два варианта шихтовки позволили получить шлак с содержанием соответ-
ственно 2,62 и 3,2% FeO и 35 и 34,3% TiO2 при наличии 0,3% Nb в чугуне
и извлечении ниобия 17 и 33%. Шлаки имели хорошие технологические
свойства и полно отделялись от металлической фазы. Температура плавкос-
ти 1450—1480°С. Печь работала ровно. При добавке в качестве флюса
SiO2 и А12О3 в отношении 1,5 : 1 ход печи был ровным. Содержание оксида
железа (II) не превышало 3,5% и диоксида титана — 36% при содержании
ниобия в чугуне 0,3% и его извлечение — 33%. Бесфлюсовая плавка аг-
ломерата из смеси концентратов в печи 50 кВА не принесла желаемых резуль-
татов из-за низкой тепловой мощности агрегата в окружающую среду.
Таким образом, приемлемые результаты были получены при флюсовых
плавках агломерата (добавка флюса не более 10%) с получением шлаков,
содержащих до 36% ТЮ2,3-3,5% FeO при 0,3% Nb в чугуне и максимальном
извлечении ниобия 33%. Причем использование агломерата из коллективно-
го концентрата требует меньших добавок флюса, одноко кратность полу-
чаемого шлака, равная 2,2—2,3 по сравнению с кратностью шлака из смеси
168
концентратов (1,87) выше. Вот почему при плавке агломерата из смеси
концентратов переход ниобия в чугун был несколько больше.
Использование более мощного электропечного агрегата (печь 400 кВА
с трансформатором ЭТМЦ400/10 Института металлургии УНЦ АН СССР)
и освоение плавки в ней африкаидских концентратов непрерывным про-
цессом не принесли каких-либо обнадеживающих улучшений в процесс
извлечения ниобия, хотя непрерывность процесса плавки агломератов была
достигнута. Максимальное извлечение ниобия не превышало 25% при его
содержании в металле 03%. Переход на периодическую плавку потребовал
перегрева шлака с 1340—1440 до 1580° С при непрерывной плавке.
Таким образом, проверка электротермической технологии переработки
африкаидских агломератов подтвердила возможность получения ниобие-
вых чугунов, содержащих до 0,3% Nb, но с очень низким извлечением нио-
бия (минимальное значение 15%). Это несогласовывалось с результатами
лабораторных плавок, где имелось значительно больше возможности
для перегрева и усреднения шлака и металла, чем в укрупненно-опытных
печах. В связи с этим возникла необходимость возвратиться к лаборатор-
ным исследованиям с целью уменьшения кратности шлака при плавке пу-
тем изменения соотношения перовскитового и титаномагнетитового кон-
центратов в шихте. Для этого была проведены исследования по плавке
концентратов в соотношении 30 : 70, 20 : 80 и 10 :90. Плавки проводили
в печи с высокочастотным нагревом мощностью 30 кВА. Навески шихты
для плавки составляли 4—5 кг. Отбор проб шлака по ходу плавки осу-
ществляли намораживанием на металлический стержень. Пробы чугуна
отбирали через толщу шлака в кварцевую трубку. Основные результаты
плавок обобщены в табл. 51. Анализ этих данных показывает, что при ших-
товке с соотношением концентратов 30 : 70 и 20 : 80 получено максималь-
ное извлечение ниобия в чугун, равное 70—90%, при содержании в шлаке
45% TiO2 и выходе чугуна 2 т на 1 т шлака, плавкость такого шлака не пре-
вышает 1500°С, причем плавки провели без добавки в шихту флюса.
Учитывая, что содержание ниобия в чугуне при соотношении концентра-
тов 20 :80 было минимальным, а при 30 : 70 извлечение ниобия оставалось
высоким, для промышленных исследований был принят вариант плавки
концентратов с соотношением 25 : 75. Две партии агломерата были полу-
чены в промышленных условиях на Череповецком металлургическом
комбинате.
Плавки африкаидских агломератов. Исследования по электроплавке
Таблица 51
Некоторые результаты плавки африкаидских концентратов
при их различном соотношении в шихте
Соотношение Содержание Извлечение Содержание Кратность
концентратов ниобия в чу- гуне, % ниобия в чу- гун, % ТЮ, в шла- ке, % шлака
30 -. 70 0,27 68 38,5-42,3 0,7-1,0
20 :80 0,20 92,8 39,4-46,1 0,5
169
Таблица 52
Электрическая характеристика трансформатора
Соедине- ния Ступень Сторона высокого нап ряжения Сторона низкого напряжения Мощность
в А в А кВА
д/д 1 10100 130,0 201,0 6487 2250
2 10100 114,0 176,0 6487 1970
3 10100 101 156,0 6487 1750
4 10100 75,0 130,0 5 766 1300
Х/д 5 10100 65,1 100,6 6487 1170
африкандского агломерата на печи 4,5 мВА комбината ’’Североникель”
проводились бригадой сотрудников ИМЕТ АН СССР под руководством
В.А.Резниченко.
Основная техническая задача этих исследований — разработка техноло-
гии руднотермической электроплавки африкандскнх концентратов с по-
лучением чугуна и шлака с максимальным содержанием ниобия в чугуне
и титана в шлаке.
Опытные работы по плавке африкандскнх агломератов на комбинате
’’Североникель” можно разбить на следующие периоды: реконструкция
печи и присопособлений в соответствии с требованиями плавки титанис-
тых рудных шихт; период освоения электропечи и проведение исследова-
ний по грануляции титанового шлака; плавка агломерата с использованием
разлитых восстановителей (антрацитового штыба, череповецкого, чуба-
кинск<'гс и пекового коксов).
Реконструкция печи и приспособлений. Руднотермическая закрытая
печь кобальтового цеха комбината ’’Североникель” характеризовалась
следующими параметрами: мощность — 4500 кВА; число транспорте-
ров — 2 (фирмы ’’Вестингауз”), расположение электродов — треугольник;
диаметр распада электродов — 1500 мм; футеровка ванны — магнезитовый
кирпич, футеровка свода — динас. Характеристика трансформатора после
переключения его ступеней напряжения следующая (табл. 52).
Реконструкция печи (табл. 53) была вызвана необходимостью заменить
ее футеровку, разрушенную и пропитанную остатками железоникелевого
сплава в ходе проведения предыдущих плавок на никельсодержащей шихте.
Кроме того, работа печи на низких напряжениях с целью развития процес-
сов восстановления оксидов железа, наличие в шихте значительного коли-
чества восстановителя, большой объем выделяющихся газов при плавке
африкандскнх агломератов вызывало необходимость реконструкции
руднотермической электропечи. Для предохранения подины от разрушения
была увеличена высота ’’мертвого слоя” чугуна на подине за счет подъема
чугунной летки.
Проведенные изменения позволили организовать работу печи на более
низких напряжениях, сохранить подину до конца плавок. Из выполненных
мероприятий большое значение имела установка на шлаковой стороне печи
170
Таблица 53
Изменение размеров печи
Параметр До реконструк- ции После рекон- струкции
Диаметр ванны на уровне чугунной летки, мм 3500 3500
Высота ванны, мм 1500 1500
Высота слоя чугуна, мм 218 413
Распад электродов, мм (диаметр) 1500 1500
Объем шлакового пространства, м3 5,8 4,15
Объем пространства для чугуна, м3 2,19 ' 6,75
графитовых желобов. Известно, что титановые шлаки обладают высокой
кристаллизационной способностью, для их грануляции важным условием
является предотвращение зарастания желоба и застывания шлака до под-
хода к соплу распыления. Графитовые секции желоба, которые не смачи-
ваются титановым шлаком, способствовали ускорению движения шлако-
вой струи. Шлак поступал к соплу в жидком состоянии, разбивался струей
воды и уносился по желобу в специально построенный приемник шлака.
Хранение и движение сырых материалов. Указанные материалы — агло-
мерат и восстановитель (антрацитовый штыб и кокс) - доставляли в цех,
где вели опытные работы, со склада сырья и топлива думпкарами емкостью
(по агломерату) 40 т. Приемные бункера (емкостью 30 т каждый) цеха
были оборудованы для раздельной приемки агломерата и восстановителя.
Системой транспортеров сырые материалы раздельно подавали в бункера
усреднения (емкость 70 т), причем по пути агломерат додрабливали и
усредняли. В цехе существовала сложная система загрузки шихтовых мате-
риалов, однако она не обеспечивала надлежащей подготовки шихты. Поэто-
му нами была принята плавка африкандских концентратов периодическим
процессом, что увеличивало расход электроэнергии на 20—25%. Из бунке-
ров усредненных сырых материалов агломерат и кокс дозировали по объе-
му с помощью дозировочной тележки, имеющей два отсека: один для
восстановителя, а второй для агломерата. Дозировку производили следую-
щим образом: в малый отсек дозировочной тележки насыпали восстанови-
тель, а в большой - агломерат. Указанную тележку разгружали в лоток
перегрузочной течки, а затем отсек кокса заполняли агломератом, который
выгружали в течку. Для осуществления лучшего усреднения состава агло-
мерата его отбирали попеременно из трех бункеров сырых материалов.
В связи с тем, что агломерат имел большой насыпной вес, почти вдвое
больший, чем восстановитель, еще в течке достигалось смешение шихты:
агломерат, находящийся сверху лотка, обгонял кокс при высыпании из
течки, таким образом, и агломерат и кокс высыпались на транспортер
вместе. Дальнейшее смешение шихты происходило на транспортерах и пере-
грузочных узлах. Приготовленную шихту из перегрузочной течки транспор-
терами подавали в пять шихтовых бункера, причем четыре из них занима-
лись готовой шихтой, а пятый использовался для хранения агломерата или
восстановителя, применяемых для корректировки шихты.
171
Из шихтовых бункеров материалы с помощью двух саморузгружающих-
ся тележек подавали в печные бункера — два в районе I—II фазы (первая
тележка) и два в районе III фазы (вторая тележка). Периодическая плавка
с проплавлением шихтовых материалов диктовалась трудностью усредне-
ния шихты из-за того, что гранулометрический состав агломерата и кокса
не был подобран; несмотря на принятие тщательных мер к усреднению,
расслоение материалов трудно было избежать. Учет загружаемой шихты
вели подачами (одна подача по объему была равна одной загрузочной
тележке). Величина загрузки на одну плавку равнялась 15—16 подачам или
7-8 дозировочным тележкам.
Система загрузки печи. Различная крупность и насыпной вес шихтовых
материалов вызывали их расслоение в печи: агломерат оставался под теч-
ками, а кокс скатывался к центру печи. Это затрудняло организацию про-
цессов восстановления, прогрев шихты, что заметно способствовало увели-
чению расхода электроэнергии и снижению производительности печи. Для
преодоления трудностей применяли различные системы загрузки; так,
часть кокса в количестве двух подач загружали непосредственно на подию
печи, а сверху загружали шихту с пониженным количеством восстановителя.
Это мероприятие улучшило ход плавки и ее технологические показатели.
Первоначально загрузку шихты производили равномерно по всей печи.
Однако в работающей печи это привело к перегрузке левой части печи,
где на одну фазу подавали в этом случае столько же материалов, сколько
на две фазы в правой стороне печи. Шихта в районе I—II фаз проплавлялась
быстрее и расплав подходил к футеровке печи, тогда как в районе III фазы
увеличивались откосы. Особенно быстро происходило проплавление шихты
в районе чугунной летки. В связи с этим была использована система загруз-
ки, обеспечивающая перегрузку передней части и правой стороны печи.
В случае разъедания чугунной летки в этот район во время плавки вносили
шихту из агломерата и кокса в отношении 1 :1. В заключительный период
плавок была исследована центральная система загрузки печи. Для этого
был сделан специальный лоток, в который шихта поступала из первой теч-
ки. Исследования показали, что центральная загрузка печи наиболее целесо-
образна, так как она обеспечивает сохранение футеровки и гарнисажа печи,
ускоряет процесс плавки из-за попадания материалов в зону высоких тем-
ператур и быстрого схода шихты, что приводит к уменьшению потерь и уве-
личению производительности печи.
Разливка продуктов плавки. В результате плавки африкаидских кон-
центратов получали два продукта — ниобиевый чугун и титановый шлак.
Ниобиевый чугун выпускался из печи через ’’чугунную” летку, и, пройдя
по желобу, зафутерованному магнезитовым кирпичом и магнезитовым
порошком, попадал в ковш, установленный в приямке печи.
Титановый шлак выпускали из печи или через шлаковую летку (для
грануляции), или вместе с чугуном. В случае раздельного выпуска чугуна
и шлака последний, пройдя по графитовому желобу, попадал под водяное
сопло, гранулировался и потоком воды уносился по металлическому
желобу в ’’прудок”, находящийся вне цеха, откуда его погружали в авто-
машины с помощью грейферного крана и отвозили на склад для отправки
потребителю. Одна большая часть шлака была получена в литом виде.
Для этого в печном приямке устанавливали ковши для чугуна и шлака.
172
Ковши для чугуна были футерованы и оборудованы сливными носками,
так что чугун имел возможность переливаться из одного ковша в другой.
Сливной носок последнего ковша для чугуна был направлен в шлаковый
ковш, представляющий собой отлитый из чугуна конусообразный стакан.
Таким образом, шлак, попадающий вместе с чугуном при выпуске, соби-
рался в шлаковом ковше. По окончании выпуска чугуна летку перекрыва-
ли и производили разливку чугуна в землю — формованные песочные ем-
кости каждая на 200 кг металла, где он остывал. В то же время один из ос-
вободившихся ковшей устанавливали под ’’чугунный” желоб, под носок
которого устанавливали шлаковый ковш, и производили выпуск остав-
шегося шлака из печи. Все это время печь находилась под током. После
остывания ковши опрокидывали, и шлак в виде остывшего монолита гру-
зили и отправляли на склад для передачи потребителю. Рассмотренная прак-
тика разливки чугуна и шлака была вынужденной, так как разливочный
пролет не был приспособлен для выпуска больших количеств продуктов
плавки. Опытная печь комбината ’’Североникель” предназначалась для
плавки никелевых руд с обязательной грануляцией шлака как отхода
производства, который не использовали. Металлический сплав получали
в небольшом количестве. Поэтому при опытных плавках разливка больших
количеств шлака вызывала значительные затруднения. Из-за сложности
проведения разливки печь зачастую не отключалась и подогрев шлака
продолжался в процессе разливки равплава. С этим связаны большие пере-
съемки энергии, что увеличивало расход энергии на 25—30%.
Рудовосстановительная плавка африкандских агломератов. В задачи
исследования входило разработать технологию плавки и определить усло-
вия, максимально способствующие восстановлению ниобия в чугун.
Отработка технологии плавки- В этом случае в качестве восстановителя
использовали антрацитовый штыб, поскольку череповецкий кокс, направ-
ленный для опытных плавок, был в ограниченном количестве. Этими плав-
ками были отработаны система загрузки печи, получение шлаков с мини-
мальным содержанием оксида железа (II), грануляция шлака, технология
разливки и уборки продуктов плавки.
Антрацитовый штыб (АШ) представлял собой высокозольное топливо,
содержащее 23,31% золы, 2ф5% серы и 2,52% летучих. Показатели перио-
да освоения печи были неоправданно низкими. Расход АШ при пуске был
задан 13% от массы агломерата, что оказалось явно недостаточным из-за
угара антрацита. Однако полученный бедный титанистый шлак хорошо
прогревался и, растекаясь в печи, организовал ее хороший прогрев. В этот
период был сформирован мертвый слой металла в печи, что защитило сла-
бую подину (которую было решено не перекладывать) от прямого воз-
действия дугового излучения. Содержание в шлаке немногим более 5%
FeO было получено при увеличений АШ до 18% от массы шихты. В этом
случае содержание диоксида титана было уже 31,65% (первый выпуск -
23,9 TiO2).
Грануляцию шлака производили мокрым способом. Для этого расплав
разбивали мощной струей воды с давлением до 11 ати. Расход воды
~ 150 м3/ч. На выпуске шлак имел температуру 1550—1600°С. Выпущен-
ный сразу после отключения печи перегретый шлак содержал большое
количество металлической взвеси, да и низшие оксиды титана, содержащие-
173
ся в шлаке, химически ведут себя как металлы. При контакте с водой
наблюдались частые взрывы. При отстое шлака в печи и снижении темпера-
туры шлака до 1450°С взрывы не наблюдались.
Наряду с разливкой металла в технологии африкандскнх агломератов
определенные трудности были связаны с коксованием само спекающихся
электродов. Виною этому было отсутствие достаточного опыта в организа-
ции процесса коксования, что оказалось преодолимым; но вот высокая
подвижность электродов при формировании титанатных расплавов затруд-
няет процесс коксования электродов, поэтому, видимо, для условий перио-
дической открытой плавки графитированные электроды являются наибо-
лее надежным стабильным источником нагрева руднотермической электро-
печи. Использование самоспекающихся электродов, как показал опыт
плавки пудожгорских титаномагнетитов, возможно при условии непрерыв-
ной плавки с закрытым и сухим колошником (без вскипания шлакового
расплава), когда процессы восстановления оксидов железа практически
полностью завершаются на твердой стадии процесса. Простои из-за отрыва
электродов или по причинам, связанным с электродами, занимали более
20% рабочего времени печи. Опыты сухой грануляции показали возмож-
ность организации этого процесса, однако разработку технологии пришлось
отложить из-за высокого тепловыделения в цехе. Для промышленного осу-
ществления процесса необходимо создание для этого специальной изолиро-
ванной установки с эффективным теплосъемом первоначально для защиты
от излучения, а затем с целью его использования как нового энергетическо-
го источника тепла. Таким образом, в течение первого периода была освое-
на печь и оборудование в рабочих условиях и четко показано, что использо-
вание зольных восстановителей типа АШ нежелательно. Эти угли слабо
науглероживают металл, поэтому металлические примесные элементы пло-
хо переходят в металлическую фазу и образуется малоуглеродистый сталь-
ной полупродукт с высоким содержанием серы.
Плавки с целью выбора восстановителя. В качестве восстановителя ис-
пользовали антрацитовый штыб, губахинский, череповецкий и пековый
коксики. Ниже указан (в %) их технический состав для плавки африканд-
ских концентратов:
Восстановитель Зола Сера Углерод летучий
Антрацит (АШ) 23,31 2,55 2,52
Губахинский кокс 21,58 1,73 0,47
Череповецкий кокс 1 15,87 1,32 0,46
Череповецкий кокс 2 15,11 1,40 0,32
Для опытных плавок предполагалось использовать череповецкий кокс
с регламентированным техническим составом: 10% золы, 1% серы и 1,2%
летучих. Поставленный кокс имел состав, указанный выше для череповец-
кого кокса 1.
Плавки с использованием АШ. Расход восстановителя на основе опыта
освоения печи был увеличен до 23% от массы агломерата. Этот расход
восстановителя позволил получить шлаки с содержанием до 1% FeO при
174
устойчивой и ровной работе рудовосстановительной электропечи. Анализ
продуктов плавки показал, что содержание диоксида титана в шлаке коле-
балось от 32 до 365% при 1% FeO. Сравнительно низкое содержание TiO2
определяется разбавлением шлакового расплава минеральной частью
угля. Полученная металлическая фаза по содержанию углерода является
сталью (0,68—157% С). При столь низком содержании углерода в метал-
лическую фазу переходило до 0,03% Nb и практически не восстанавливался
титан и кремний, содержание которых в шлаковом расплаве было преоб-
ладающим. Обнаружили, что АШ довольно полно восстанавливает оксиды
железа, но слабо науглероживает металлическую фазу. Даже при значитель-
ном избытке восстановителя содержание углерода в чугуне не превышало
2%.
Таким образом, использование АШ в качестве восстановителя нецеле-
сообразно из-за незначительного перехода ниобия в металлическую фазу.
Плавки с использованием в качестве восстановителя доменного кокса.
Проведенные исследования показали, что при использовании доменного
кокса увеличилось растворение углерода в металлической фазе, особенно,
когда была применена загрузка части кокса на подину печи. Между содер-
жанием ниобия и углерода в металле коррелируется определенная зависи-
мость (в %) :
С 1,77 2,66 2,73 3,72 4,37
Nb 0,04 0,08 0,12 0,18 0,23
Всего на череповецком коксе провели 31 плавку. Из-за недостаточного
усреднения агломерата, трудности подбора соотношения восстановителя
и концентрата, теплового состояния печи и других условий содержание
диоксида титана в шлаке изменялось в довольно широких пределах. Макси-
мальное содержание ТЮ2 41,14%. Указанные факторы также оказывали
влияние на продолжительность плавки и содержание оксида железа (II)
в шлаке. Тепловое состояние печи определялось межплавочными простоя-
ми и простоями во время плавки. Наиболее высокие показатели плавки
(сущетвенно сокращена длительность плавки) и максимальное содержание
ниобия в чугуне тогда, когда содержание восстановителя в шихте составило
25—30% от массы шихты. Использование губахинского кокса не принесло
каких-либо утешительных данных по восстановлению ниобия в чугун и
повышению ТЮг в шлаках. Поэтому опытные плавки с использованием
губахинского кокса были прекращены.
Таким образом, при плавке африкандского агломерата с использова-
нием в качестве восстановителя череповецкого кокса были получены
более удовлетворительные результаты по сравнению с плавками, где в ка-
честве восстановителя применяли АШ.
Плавки агломерата с использованием пекового коксика. Исходя из спра-
вочных данных, пековый кокс содержит в своем составе небольшое коли-
чество золы (до 5%) и обладает достаточно высокой реакционной способ-
ностью, что должно улучшить показатели плавки. И это было так в действи-
тельности: продолжительность плавки была минимальной, расход электро-
энергии самый низкий, содержание ниобия в чугуне 0,1—0,2%. Но получить
высокое содержание ТЮ2 в шлаке не представилось возможным из-за за-
грязненности кокса посторонними примесями. Проведенный анализ пока-
175
зал наличие до 25% зольной составляющей, что противоречит литературным
данным. Тщательный анализ показал, что содержание золы в кеках пеково-
го кокса составляет 4,86%. Он оказался загрязненным не только посторон-
ними примесями, но и коксами других сортов и разновидностей, которые
поступали когда-то на комбинат ’’Североникель”.
Расход электроэнергии при плавке африкандских агломератов в печи
4,5 мВА. При расчете среднего расхода электроэнергии были использованы
следующие данные (в т) :
Масса проплавленного агломерата 596,0
Масса полученного чугуна 275,7
Масса полученного шлака 245,3
Выход чугуна на 1 т агломерата 0,464
Выход шлака на 1 т агломерата 0,410
Кратность шлака 0,89
Для расчета были использованы опытные данные расхода электроэнергии
для плавок 8-61. Расход электроэнергии по периодам плавки (кВт • ч) :
На антрацитовом штыбе 1620 3470,0 3950,0
На коксе ЧМЗ 1220 2620,0 2980.0
На коксе госрезерва 1280 2760,0 3120,0
На губахинском коксе 1645,0 3540,0 4000,0
На пековом коксе 945,0 2040,0 2300,0
Средний расход электроэнер- 1340,0 2880 3260,0
гии за период от плавки 8
до плавки 61
Электрический режим плавки африкандского агломерата. Многочислен-
ные исследования процессов восстановления оксидов железа и накопление
технологических элементов в чугуне определяются тепловым режимом
плавки, который в электропечи задается электрическим режимом. Послед-
ний включает напряжение и силу тока, положение электрода в печном
пространстве и в расплаве шлака, скорость накопления которого пропор-
циональна мощности, отдаваемой шихте в единицу времени, — количеству
поглощенного тепла и его потенциалу (температуре). Набор ступеней на-
пряжения трансформатора определяет величину отдаваемой тепловой мощ-
ности и ее потенциал, а сопротивление шихты — распределение тепла в кон-
такте электрод—шихта (расплав) или в их объеме. Усвоение тепла опреде-
ляется физико-химическими свойствами шихты и положением электродов.
Так, каждый проплавленный материал обладает определенным электри-
ческим сопротивлением, поэтому подбор материалов в шихтовой смеси
позволяет влиять на положение электродов и усвоение тепла шихтовыми
материалами. Поэтому подбор рабочих ступеней напряжения при электро-
плавке — важная задача разработки технологии плавки. При этом напряже-
ния определяют соотношение развития процессов плавления и восстанов-
ления. В случае плавки пудожгорских титаномагнетитов усматривалась
определенная зависимость между распределением подводимой мощности
и содержанием титана и кремния в ванадиевом чугуне, причем считалось,
что лучшие показатели были получены при работе на более низких ступе-
нях напряжения. Это учитывалось и при плавке африкандских агломератов,
поэтому уже в начале плавок печной трансформатор был переключен на
176
более низкие ступени напряжения. При проведении опытных плавок были
опробованы все пять ступеней печного трансформатора; однако рабочими
были признаны третья и четвертая ступени (156 и 130 В).
Работа на первой и второй ступенях (201 и 176 В) сопровождалась выде-
лением большой подводимой мощности в контакте электрод—шихта, что
вызывало быстрое проплавление шихтовых материалов, ликвирование
восстановителя—коксика. Поэтому восстановление оксидов железа на твер-
дой стадии шихты не получало должного развития и эти процессы переноси-
лись в расплав, где протекали в трудных диффузионных условиях. Работа
на чрезмерно высоких напряжениях приводила к снижению производитель-
ности агрегата. В этом случае электроды находятся в верхнем положении
над расплавом, который перегревается с поверхности шлаковой фазы. Это
исключает развитие конвективного переноса тепла в расплаве, что вызы-
вает подстывание чугуна на подине и перегрев футеровки и особенно свода
печи. Не велась также работа на пятой ступени трансформатора из-за глубо-
кой посадки электрода и опасности подрыва довольно слабой подины,
на которой вынуждены были проводить исследования.
Электрический режим был так подобран, что подводимая тепловая мощ-
ность была направлена на первоначальное развитие восстановления оксидов
железа и ниобия. И, когда в основном восстановление оксидов ниобия за-
вершалось, только тогда начиналось восстановление в чугун крем-
ния и титана (третья ступень напряжения). Однако задача плавки
состоит не только в получении ниобиевого чугуна и титанового шлака,
но и в обеспечении перегрева, достаточного для более полного удаления
продуктов плавки из печи. В этом случае, когда на подине накоплялись
достаточные количества продуктов плавки, печь переводилась на четвер-
тую ступень для прогрева и науглероживания металла. По мере накопления
углерода в расплаве первоначально восстанавливается ниобий, а затем
кремний и титан — все это находится в полном соответствии с термодина-
мической вероятностью развития реакций восстановления этих оксидов
твердым углеродом. Кроме того, процесс восстановления элементов в чу-
гун облегчается их растворением в металле, возможно, в форме карбида
(табл. 54).
Длительность плавки эмпирически была подобрана таким образом, что
когда ниобий из шлака восстанавливался в чугун на 70-90%, титан и крем-
ний практически только начинали восстанавливаться. Таким образом,
электрический режим плавки, ее длительность и содержание ниобия в чугу-
не между собой взаимосвязаны.
Выбор оптимальных условий практически является важнейшим резуль-
татом выполненных опытных плавок. Кроме этого, была установлена взаи-
мосвязь и определены приемы ведения плавки с учетом влияния электри-
ческого режима на температурные условия плавки, скорость и полноту
восстановления оксидов железа и ниобия (производительность печи),
состояние футеровки и др.
Таким образом, электрический режим работы печи находится во взаимо-
связи с развитием процессов восстановления и шлакообразования в печи,
которые и обусловили получение ниобиевого чугуна с минимальным со-
держанием титана и кремния.
Извлечение ниобия при восстановительной плавке африкандских агло-
12. Зак. 57
177
Таблица 54
Химический состав чугунов (в мае. %)
Элемент Плавка, №
3 4 7 8 15
С 1,23 0,14 0,34 0,60 1,66
Si 0,17 0,07 0,34 0,13 0,06
Мп 0,07 0,07 0,02 0,08 0,06
Ti 0,27 0,06 0,05 0,02 0,08
Nb 0,03 0,01 0,01 0,02 0,13
S 0,13 0,34 0,24 0,34 ' 0,30
Р 0,03 0,05 0,05 0,05 0,05
Таблица 54 (окончание)
Элемент Плавка, №
19 33 42 51 58
с 1,88 3,64 3,72 2,73 4,37
Si 0,04 0,16 0,03 0,07 0,24
Мп 0,06 0,08 0,11 0,15 0,19
Ti 0,01 0,06 0,02 0,04 0,31
Nb 0,06 0,17 0,18 0,12 0,23
S 0,22 0,29 0,08 0,13 0,05
Р 0,04 0,06 0,03 0,03 0,03
мератов оказалось следующим: 94,3% — при выплавке чугунов с 0,2—0,3%
Nb; 63% — 0,1—0,2% Nb и 31,5% — до 0,1% Nb. Полученные титановые шла-
ки оказались не характерными для титановых шлаков африкандского типа
из-за использования высокозольного восстановителя и большого его расхо-
да вследствие угара при плавке периодическим процессом с открытым
колошником, а также низкого содержания TiO2 в агломерате из-за добавки
возврата от агломерации оленегорских магнетитовых концентратов. Шлаки,
приближающиеся к желаемому составу (до 50% TiO2), были получены
только в отдельных случаях и отвечали минимальным значениям диоксида
титана: 41,14% (плавка 15) и 39,90% (плавка 49),характерным для состава
лабораторных титановых шлаков. Анализы полученных перовскито-аносо-
витовых шлаков колебались в значительных пределах (в %): 8,70—20,06 —
SiO2; 25,57 -34,94 - TiO2; 337-9,53 - А12 О3; 1,26-5,83 -FeO; 21,83—
26,0 -СаО; 735-9,67 -MgO; 0,19-0,37 -Nb2O5 и 1,95-7,96 -Ti2O3.
178
выводы
1. Проверена технология комплексного использования перовскито-ти-
тано магнетитовых руд, содержащих титан, железо, ниобий, редкоземельные
металлы и другие элементы, на основе электро плавки.
2. Разработана и проверена технология агломерации тонкодисперсных ти-
тановых железорудных концентратов на аглоленте площадью спекания
75 м2 и достигнута производительность агрегата, близкая при агломерации
железорудных концентратов.
3. Разработана технология рудовосстановительной электроплавки перов-
скито-титаномагнетитовых агломератов в печи мощностью 4500 кВА со
сводом с получением ниобиевого чугуна и титанового шлака перовскито-
вого типа. При плавке были получены ниобиевые чугуны, содержащие до
0,3% Nb с извлечением' в чугун от 90% до 0,03% Р, но с высоким содержа-
нием серы из-за использования высокосернистых восстановителей. Воз-
можность получения африкандскнх чугунов с низким содержанием фосфо-
ра позволяет утверждать, что из этого сырья при использовании малосер-
нистых восстановителей могут быть получены чугуны и стальной полу-
продукт для производства качественных сталей.
Полученные титановые шлаки содержали до 38% TiO2 и « 1% FeO. Низ-
кое содержание титана в шлаках определяется случайными факторами: ис-
пользованием концентратов с минимальным содержанием TiO2, разбавле-
нием шихты при агломерации возвратом от спекания оленегорских магне-
титовых концентратов, использованием высокозольного восстановителя и
другими причинами. Применение титаномагнетитового и перовскитового
концентратов с оптимальным содержанием диоксида титана, а также ме-
таллургического кокса с содержанием золы до 10% позволит увеличить
существенно содержание диоксида титана в шлаках. Удельный расход
электроэнергии 2500— 3000 кВт ч на 1 т. чугуна — неоправданно высокий
для печей 4500 кВА из-за трудностей технического характера, которые
могут быть устранены на практике.
4. Полученные титановые шлаки отличаются постоянством технологи-
ческих свойств в расплавленном достоянии: они имеют также низкую про-
водимость и не изменяют своих термофизических свойств при работе с
большим избытком восстановителя. Высокая степень извлечения ниобия
в чугун при плавке агломерата, полученного из смеси перовскитового и
титаномагнетитового концентратов (соотношение 25 :75), и постоянство
свойств шлаков позволяют предполагать, что соотношение концентратов
может быть увеличено до 35 : 65, отвечающее составу коллективного кон-
центрата, возможность получения которого была показана исследованиями
по обогащению перовскито-титаномагнетитовых руд. В этом случае может
быть значительно повышено извлечение титана и ниобия из рудного сырья,
что имеет большое значение для рационального использования рудных
богатств Африкандского месторождения.
179
ИССЛЕДОВАНИЯ ПО ИЗВЛЕЧЕНИЮ НИОБИЯ
ИЗ ЧУГУНА МЕТОДАМИ ОКИСЛИТЕЛЬНОЙ ПЛАВКИ
Исследования по разработке технологии комплексного использования
африкандских руд включают их обогащение с выделением коллективного,
титаномагнетитового и перовскитового концентратов (магнитно-гравита-
ционная схема), перовскитового и титаномагнетитового концентратов
(магнитно-флотационная схема).
Переработка указанных концентратов в соответствии с требованием
комплексного использования сырья возможна на основе металлургической
схемы, которая проверена на всех стадиях исследования, включая опытно-
промышленную проверку на заводах Череповецком металлургическом и
НПО ’’Тулачермет” Минчермета СССР, ’’Североникель” и Соликамском маг-
ниевом заводе Минцветмета СССР.
Так как концентраты представляют собой в значительной степени тонко-
измельченные рудные продукты, то условия металлургического передела
вызывают необходимость их подготовки (окускования) методами спека-
ния (агломерация и обжиг рудноугольных брикетов). Плавка подготов-
ленных концентратов производилась при различном соотношении указан-
ных концентратов.
Недостаток этого этапа исследований — низкое извлечение ниобия в ме-
таллическую фазу (более 20%). Причем основной причиной затруднитель-
ного перевода ниобия в чугун является неполное расплавление всех компо-
нентов концентратов, особенно перовскита, содержащего в качестве изо-
морфной примеси ниобий. В укрупненном масштабе этот вывод подтвер-
дили агломерация концентратов на Серовском металлургическом заводе
и электроплавка его на опытной базе Института металлургии УНЦ АН СССР
в печах до 400 кВА. Согласно этим исследованиям, извлечение ниобия в ме-
таллическую фазу не превышало 40%, а содержание диоксида титана в
оксидной (шлаковой) фазе не превышало 38%. Из-за низкой тепловой
мощности электропечных агрегатов бесфлюсовая плавка смеси концентра-
тов 50:50 и 40:60 оказалась затруднительной вследствие образования
вязких тугоплавких масс в электропечи. Изменения указанного соотно-
шения до 20: 80 и 30: 70 позволили поднять степень извлечения ниобия в
металлическую фазу до 70 — 90% при содержании в шлаковой фазе 40—
50% диоксида титана. Это было обусловлено полным расплавлением мине-
ральных фаз концентрата, а также снижением относительного количества
шлака. Учитывая низкое содержание ниобия в исходной шихте при соотно-
шении концентратов 20:80 и недостаточно высокий коэффициент извле-
чения ниобия при соотношении 30 : 40, для промышленных исследований
было рекомендовано соотношение концентратов в шихте 25:75. Опытная
агломерация африкандских концентратов на Череповецком металлурги-
ческом заводе показала возможность спекания тонкой смеси африкандских
концентратов с технологическими показателями агломашин, близкими к
спеканию железорудных концентратов. Всего по этой технологии было
подготовлено до 800т африкандского агломерата, удовлетворяющего тре-
бованиям электроплавки. Изучением вещественного состава агломерата
было показано, что уже в процессе агломерации достигается в значительной
степени разрушение исходных зерен перовскита, и в охлажденном агломе-
130
рате были обнаружены новообразования перовскита в форме дендритов,
а также появление в окислительных условиях нового минерала — целанша
по типу феррита кальция, содержащего в преобладающем количестве
оксиды редкоземельных металлов: церия, лантана и неодима. Эти новые
фазовые образования в агломерате увеличили извлечение ниобия в метал-
лическую фазу, что подтвердили опытные плавки в печи мощностью
4,5 мВА комбината ’’Североникель”, в процессе которых было проплавлено
около 600 т африкандского агломерата: при этом содержание ниобия в
металлической фазе (чугуне) достигло 0,3% при степени извлечения 94,5%.
Содержание диоксида титана в шлаке составило 37—38%. Столь низкое его
содержание объясняется использованием бедных по ТЮ2 опытных партий
перовскитового концентрата из остатков запаса, сохранившихся на Афри-
кандской обогатительной фабрике. Эти исследования также показали боль-
шое влияние содержания углерода в чугуне, электрического режима и тем-
пературы процесса плавки на восстановление ниобия. Использование элек-
тропечного агрегата с высокой удельной мощностью позволило получить
гомогенные шлаки с полным расплавлением перовскита. Очевидно, благо-
даря этому соотношение концентратов в шихте может быть увеличено до
соотношения в африкаидских рудах, хотя этот вывод требует уточнения.
Полученные ниобиевые чугуны были подвергнуты окислительной плав-
ке (продувке). В результате исследований были подтверждены результаты
многочисленных лабораторных и укрупненно-опытных работ. В результате
были получены ниобиевые шлаки, содержащие 10—15%Nb2O5. Переработ-
ка такого шлака позволила получить технические продукты, содержащие
до 75%Nb2Os и не содержащие Р. Титановый шлак, полученный при
электроплавке агломерата, был подвергнут хлорированию в расплаве солей
щелочных металлов на Соликамском магниевом заводе и переработан в
укрупненно-лабораторном масштабе по азотнокислотной схеме с извлече-
нием диоксида титана и редких земель. Все эти данные показывают, что
технология комплексного использования руд Африкандского месторожде-
ния проверена в опытно-промышленном масштабе и может быть внедре-
на в производство в полном объеме в составе Кольского горнопро-
мышленного комплекса, а также частично для решения проблемы обес-
печения ниобиевым сырьем заводов черной металлургии, производящих
феррониобий и микролегированные ниобием стали.
Идея извлечения ниобия из рудного сырья путем восстановления его
в металлическую фазу (чугун) и последующего окисления этого металла
в ниобиевый шлак принадлежит академикам И.П. Бардину и Э.В. Бриц-
ке и доктору технических наук К.Х. Тагирову. При этом они исходили
из возможности аналогии поведения ниобия и ванадия при окислитель-
ной плавке чугунов, учитывая близость физико-химических свойств нио-
бия и ванадия. Что касается последнего, то как известно, Э.В. Брицке,
К.Х. Тагиров и И.В. Шманенков осуществили еще в 1938 г. продувку ва-
надиевых чугунов на Енакиевском металлургическом заводе [6]. Поэто-
му идея аналогичного извлечения ниобия была очевидной, и она только
подкреплялась физико-химическими данными — близостью сродства к
кислороду ванадия и ниобия. В связи с этим были предприняты исследова-
ния по изучению состава ниобиевых чугунов, получаемых при плавке пе-
181
ровскито-титаномагнетитовых концентратов [232, 233], а также влияния
примесных элементов и прежде всего кремния, титана, марганца и других
на окисление ниобия, содержащегося в чугуне.
Впервые ниобиевый чугун был получен В.А. Резниченко в начале 50-х
годов; тогда было изучено поведение и влияние примесных элементов в
нем на окисление ниобия. Результаты этих исследований были обобщены
на региональном совещании по использованию Кольского сырья в 1954 г.
К.Х. Тагировым. Однако систематические исследования, включая опытно-
промышленные, были проведены под руководством В.А. Резниченко и
обобщены им совместно с Г Д. Сидоренко.
Ниобиевые чугуны. Состав ниобиевых чугунов и содержание в них нио-
бия определяются физико-химическими особенностями процессов, усло-
виями восстановительной электроплавки перовскито-титаномагнетитового
концентрата или их смеси, а также формой нахождения Nb2O; в
искусственных продуктах их предварительной подготовки перед плавкой —
в агломератах и других продуктах спекания концентратов.
Восстановление Nb из его оксидов при температурах плавки характери-
зуется следующими данными:
2/5№2О5тв +14/ 5 Ств = 4/5 Nb Ств + 2 СО, (3.9)
4G£ = 72880 - 64,5Г;
2/5 Nb2OSjK + 14/5 [С] =4/5NbC(TB) +2СО, (3.10)
&G°T = 60880 - 54,3 Т;
2/5Nb2OSjK +2[С] = 4/5[Nb] +2СО, (3.11)
4(7^ = 91280 -66,9 Г;
2/5Nb2OSjK + 2CIB =4/5NbTB + 2СО, (3.12)
4G° = 91280 -71,9 Т.
Термодинамически восстановление ниобия характеризуется данными
рис. 23, откуда следует, что реакции имеют практически одинаковую воз-
можность протекания и, очевидно, накопление ниобия в чугуне связано с
одновременным их развитием, но вот полнота протекания этих реакций
определяется в условиях равновесия его сдвигом: растворением продуктов
реакции в металлической фазе и выпадением в твердую фазу в результате
образования карбида ниобия, а в условиях, далеких от равновесия, — ско-
ростью процессов, определяющих накопление ниобия в металлической
фазе.
К факторам, определяемым условиями плавки, следует отнести соотно-
шение концентратов в шихте, кратность шлака, избыток углерода, темпе-
ратурный режим (электрический режим) и др.
Оксид ниобия (V) представлен твердым раствором его в перовските и
самостоятельным соединением редкометального ниобата, содержащим в
своем составе Fe2O3 и названным А.В. Рудневой целанитом (произ-
водное от церия, лантана и неодима). В восстановительных условиях
Fe2 О3 • Nb2 О5 разрушается благодаря сравнительной легкости восстанов-
ления Fe2O3, и в этом случае ниобий полнее восстанавливается в чугун из
Nb2Os, чем из твердого раствора этого оксида в перовските.
182
Рис. 23. Изменение энергии Гиббса реакций восстановления ЫЪ2О5
Рис. 24. Изменение энергии Гиббса реакций окисления элементов, находящихся в
ниобиевом чугуне
Очень важное значение имеет для восстановления ниобия в чугун содер-
жание в нем углерода [233]. Это следует из четкой эмпирической зависи-
мости результатов обработки опытных данных, выраженной уравнением:
[Nb] =0,07 [С] -0,05, (3.13)
где [Nb] и [С] - соответственно содержание ниобия и углерода в чугуне.
Из этого уравнения следует, что для получения 0,3% Nb в чугуне необхо-
димо иметь в металле 3,5% С. В этом случае извлечение ниобия в чугун
оценивается в 35%. На содержание углерода в чугуне оказывает большое
влияние разновидность восстановителя: антрацит, зольный металлургичес-
кий кокс, пековый кокс и малозольный металлургический кокс и метод
введения его в шихту. Наибольшая растворимость углерода в металле
получена при использовании малозольного кокса и подаче его какой-то
части (20—25%) на подину печи.
Окисление кислородом ниобия чугуна и влияние на этот процесс титана,
кремния, марганца и углерода. Сопоставление зависимости изменения энер-
гии Гиббса для реакций окисления металлического ниобия позволяет пред-
положить, что по сродству к кислороду ниобий располагается в ряду метал-
лов между хромом и ванадием, т.е. имеет большее сродство по сравнению
с V, Fe, W и Мо и меньшее сродство по сравнению с Al, Zr, В, Ti, Si, Мп, С,
Сг (рис. 24). Его сродство к кислороду увеличивается благодаря об-
разованию низших оксидов и сложных соединений типа колумбита
(FeO -NbjOs) или целанита (Fe2O3 • Nb2Os). При окислении элементов,
растворенных в металлическом расплаве, порядок окисления может не-
сколько изменяться в связи с изменением их активности в результате
взаимодействия растворенных элементов с металлическим (железным)
расплавом, однако это не отражается на технологии окислительной плавки.
Более существенное влияние на окисление элементов оказывает темпе-
ратура. Так, при t до 1300 ° С интенсивно окисляются кремний и марганец
и более медленно - углерод. При более высоких температурах интенсивно
выгорает углерод [203]. Тесно с температурой связаны состояния, характе-
ризуемые как физически и химически холодные чугуны, а также использо-
вание тепла с горячей футеровкой. В этом случае открывается возможность
получения более богатых по оксидам ниобия чугунов, используя химически
холодные чугуны с низким содержанием титана, кремния и марганца.
Содержание углерода в ниобиевых чугунах должно быть высоким не
только для того, чтобы обеспечить большую концентрацию в ием ниобия,
но и достаточную легкоплавкость, чтобы продувка чугуна проходила в
интервале 1300—1400°С.
Для изучения общих особенностей окисления ниобиевых чугунов иссле-
дования проводились на синтетических металлических расплавах для би-
нарных (Nb - Ti, Nb-Si, Nb - Мп) и многокомпонентных углеродистых
систем (тройных и чугунах, близких по составу к африкандскому).
Расплавление металлической шихты производили в индукционной печи
с магнезитовым или корундизовым тиглем. Исходными материалами
служили сепараторная обсечка 0,10%С; 0,1— 0,2%Мп; 0,03% Si), армко-же-
лезо(0,10%С), ферротитан (16,9%Ti), ферросилиций (72,2% Si), ферро-
марганец (78%Мп) и металлический ниобий. Науглероживание расплава
производили нефтяным коксом (96,65%СН; 2,9% летучие; 0,18% зола).
184
Шихту составляли из 2,5 — 3 кг металла с добавкой карбонизатора (из
расчета получения в металле 4%С), помешали в тигель и нагревали до пол-
ного расплавления.
После расплавления металл перемешивали и продували предварительно
при t = 1250—1300°C с целью удаления примесей и усреднения, а затем
жидкий металл легировали внесением резьбовых металлических капсул,
содержащих металлические добавки в порядке: ферромарганец, ферроси-
лиций, ферротитан и металлический ниобий. Окисление чугуна производили
обдувкой его поверхности кислородом со скоростью около 1 л/мин. По-
верхность металла покрывалась шлаком, который непрерывно удаляли,
поэтому поверхность металла держалась открытой для подводящегося
кислорода. Шлак в зависимости от состава находился в жидком или твер-
дом состояниях. Температуру чугуна замеряли платино-платинородиевой
термопарой погружения в кварцевом колпачке при отключенном генерато-
ре. Пробы чугуна отбирали кварцевой трубочкой, соединенной с резиновой
грушей. Отбор проб производили через 5 или 10 мин. Общая продолжитель-
ность окислительной плавки — 50—90 мин. Пробы шлака отбирали для изу-
чения их химического и фазового состава. В процессе продувки был полу-
чен синтетический ниобиевый шлак с содержанием до 12%Nb2O5. Послед-
ний использовался для проведения предварительных исследований по изу-
чению технологических особенностей их переработки на оксид ниобия (V).
Влияние титана (0,11—0,45%) на окисление ниобия (0,10—0,41%) в чугу-
нах (2,8-4,87%С) обобщено в табл. 55. Результаты этих исследований
показали, что условия продувки не допускали заметного снижения выгора-
ния углерода (к концу продувки 2,55 и 4,5% соответственно) и обеспечива-
ли разграничение окисления титана и ниобия. Окисление их достигалось
за 25-35 мин. Разграничение периодов окисления характеризуется образо-
ванием различных по составу и плавкости шлаков. При содержании в ме-
талле титана более 0,2% имеет место образование твердого шлака и после
снижения содержания титана ниже указанного предела образуется жидкий
титанато-ниобиевый оксидный шлак.
Минералогические исследования, выполненные А.В. Рудневой, по-
казали присутствие в шлаке первого периода аносовита (дититанат
железа с наличием в растворе диоксида титана), псевдобрукита
(лРе2Оэ Т1О2 • wFeO • 2Т1О2 ), рутила (ТЮ2) и метатитаната железа
(FeO TiO2). В этот период самостоятельные ниобиевые фазы не обнару-
жены. Во второй период образуется жидкий шлак благодаря накоплению
в нем оксидов ниобия и протекают процессы окисления ферропсевдобру-
кита (FeO-2TiO2) в псевдобрукит (Ре20з ТЮ2), ильменита в псевдо-
брукит и др.
Влияние кремния (0,09-0,74%) на окисление ниобия (0,2-0,7%) в чугу-
нах (2,05-3,2%С) обобщено в табл. 56. Температура ванны определялась
подбором режима работы высокочастотного генератора и поддерживалась
в интервале 1250—1350 ° С.
Результаты плавок показывают, что кремний тормозит выгорание нио-
бия. Ниобий начинает заметно окисляться, когда концентрация кремния
достигает 0,25—0,30%. Таким образом, в случае бинарного сочетания приме-
сей кремний—ниобий, в их окислении наблюдается два периода: интенсив-
ное окисление кремния и совместное окисление ниобия и кремния. В пер-
185
Таблица 55
Результаты окислительной плавки ниобиевых чугунов бинарного состава
по основным металлическим примесям (Ti-Nb)
Плавка Время от- бора про- бы, мин Химический состав металлических проб, мае. % Характе- ристака шлака Температура металла, 0 С (начало-ко- нец продув- ки)
Ti Nb С
1 2 3 4 5 6 7
1 0 0,12 0,26 3,15 — 1300-1350
5 0,04 0,10 3,10 Твердый
10 0,01 0,05 3,10 Жидкий
15-25 0,01 0,03 3,10
2 0 0,15 0,21 3,60 — 1300-1350
5 0,11 0,10 3,77 Жидкий
10 0,08 0,08 3,60
15 0,04 0,05 3,60 55
20 0,06 0,03 3,36
25 0,04 0,04 3,40 —
30-35 0,02 Нет 3,20 -
3 0 0,15 0,15 4,86 — 1200-1300
5 0,09 0,14 4,80 Твердый
10 0,11 0,13 4,75 Жидкий
15 0,09 0,13 4,70 —
20 0,05 - - -
4 0 0,19 0,17 2,80 — • 1250-1380
10 0,09 0,08 2,80 Жидкий
20 0,08 0,02 2,80 5»
30-50 0,05 Сл. 2,55 55
5 0 0,49 0,41 2,90 — 1250-1350
10 0,25 0,40 Твердый
20 0,19 0,38
30 0,05 0,22 Жидкий
40 Нет 0,08 55
50 ’» 0,08 55
60-70 Нет -
6 0 0,17 0,13 4,30 1250-1350
5 0,13 0,10 4,40 Твердый
10 0,11 0,09 4,20 »»
15 0,13 0,07 4,23 Жидкий
20 0,15 0,06 4,20 55
25 0,08 Нет 4,30 45
30 0,04 5» 4,10 —
35 0,04 55 4,00 -
7 0 0,31 0,15 4,86 1250-1350
5 0,29 — 4,86 Твердый
10 0,31 0,17 4,86 »»
186
Таблица 55 (окончание)
1 2 3 4 5 6 7
7 15 0,28 0,17 4,87 Твердый
20 0,28 0,15 4,83 »»
25 0,21 0,18 4,82
30 0,15 0,11 4,82
8 0 0,45 0,18 4,70 — 1250-1350
5 0,40 0,18 4,50 Твердый
10 0,28 0,17 4,50
15 0,18 0,17 - »»
вом периоде ниобиевые шлаки образуют твердую фазу, а во втором — обна-
руживается шлак в виде жидкого расплава. Исследованиями фазового
состава в шлаке первого периода обнаружены кристобалит и стекло, а в
шлаке второго периода - колумбит и оксиды железа.
Влияние марганца (0,17—0,47%) на окисление ниобия (0,17—0,70%) в
чугунах (2,34-3,85%С) обобщено в табл. 57. Несмотря на значительное
превышение концентрации марганца по сравнению с ниобием, обнаружить
его тормозящее действие на окисление ниобия в условиях проведенных
исследований не представилось возможным. При t = 1250—1400°С ниобий-
марганцевистый шлак на поверхности расплава находился в расплавленном
состоянии. В указанном шлаке марганец входит в состав колумбита
(Fe, Мп)О • Nb2O5 или шпинели (МпО • А12О3), образующейся в результа-
те взаимодействия монооксида марганца со стенками корундитового тигля.
Стойкость последнего оценивается в 10—15 плавок, причем он разрушался
по причине его растрескивания из-за термических напряжений.
Совместное окисление титана, кремния, марганца и ниобия изучалось
в связи с одновременным их присутствием в африкаидских чугунах. С этой
целью проводили окислительные плавки в присутствии всех указанных эле-
ментов с исходными концентрациями титана 1,1-0,21%, кремния 0,65 —
1,08%, марганца 1,08—0,8% и ниобия 0,35—0,7%. Этими исследованиями
было установлено, что в первую очередь при условиях обдувки чугуна
окисляется титан, несколько медленнее — кремний. Ниобий окисляется,
когда содержание титана и кремния снижается до определенных более
низких концентраций. Однако при этом следует отметить, что эти концен-
трации всегда ниже при совместном окислении указанных элементов по
сравнению с влиянием на выгорание ниобия их раздельного окисления.
В этом выражается взаимное влияние элементов на их активность при
окислении ниобиевых чугунов. В условиях продувки ниобиевых чугунов
способность элементов к окислению можно характеризовать остаточными
концентрациями кислорода и окисляющегося элемента в чугуне на фоне
пассивного поведения углерода (рис. 25).
Для оценки взаимодействия кислорода с ниобием в рассматриваемых
условиях была использована методика профессора А.Ю. Полякова [234],
примененная им для случая оценки раскислителыюй способности ванадия
в аналогичных условиях. Расчеты были выполнены Г.Д. Сидоренко под
руководством В.А. Резниченко и с некоторыми объяснениями излагаются
187
Таблица 56
F-4vчьтаты окислительной плавки ниобиевых чугунов бинарного состава
по основным металлическим примесям (Si-Nb)
Время отбора пробы, мин. Химический состав металлических проб, мае. % Характе- ристика шлака Температура металла, ° С (начало-ко нец продув- ки)
Si Nb С
1 2 3 4 5 6 7
1 0 0,090 0,340 3,00 — 1400-1420
15 0,060 3,00 Жидкий
30 0,020 0,270 2,90 Я
45 0,030 0,110 2,70 я
60 0,020 Сл. 2,20 »’
2 0 0,341 0,737 3,10
10 0,098 0,527 Твердый 1140
20 0,070 0,346 3,21 Жидкий 1150
40 Нет 0,215 я 1250
50 ,» 0,065 3,08 1370
3 0 0,570 0,527 2,60 — 1350
10 0,443 0,516 2,68 Твердой 1350
20 0,416 0,471 2,54 Я 1350
30 0,346 0,439 2,54 1270
40 0,187 0,359 2,62 1340
50 0,187 0,350 2,35 я 1340
' 60 0,117 0,275 2,22 Жидкий 1380
70 0,047 0,163 2,16 54 1280
4 0 0,542 0,567 2,45 Твердый 1320
10 0,495 0,523 2,45 ЧТ 1320
20 0,365 0,429 2,30 я 1320
30 0,355 Твердый 1280
40 0,192 0,224 2,20 Жидкий 1260
50 0,075 0,163 »» 1260
60 0,051 0,074 2,22 1270
5 0 0,742 0,625 2,75 1200
10 0,593 0,593 Твердый 1200
20 0,429 0,462 2,74 1220
30 0,346 0,360 >» 1300
40 0,192 0,340 2,54 1300
50 0,070 0,215 Жидкий 1300
60 0,065 0,126 2,45 »» 1380
6 0 0,560 0,430 3,05 — 1310
5 0,439 0,390 3,33 Твердой 1310
10 0,411 0,410 3,14 Я 1310
15 0,459 0,430 я 1250
20 0,336 0,380 3,07 1210
25 0,220 0,330 3,05 я 1210
30 0,200 0,330 3,00 а, 1260
- 35 0,140 0,290 2,95 1400
188
Таблица 56 (окончание)
1 2 3 4 5 6 7
6 40 0,080 0,230 2,85 Жидкий 1360
45 0,060 0,140 2,90 77 1360
50 Нет 0,120 2,83 *7 1210
55 »» 0,090 77 1240
0 0,463 0,331 3,51 — 1380
10 0,336 0,280 3,04 Твердый 1380
20 0,201 0,238 3,00 77 1300
30 0,154 0,224 2,95 77 1230
40 0,101 0,170 2,88 ,7 1270
7 50 Сл. 0,140 2,88 Твердый 1330
60 Нет 0,056 3,00 Мало 1370
шлака
70 Я 0,051 2,60 То же 1330
8 0 0,607 0,390 2,88 Твердый 1420
5 0,481 0,406 2,90 77 1420
10 0,446 0,359 2,90 77 1340
15 0,388 0,300 2,88 77 1330
20 0,250 0,256 0,85 77 1280
25 0,243 0,226 2,88 77 1250
30 0,196 0,200 2,80 7» 1210
35 0,070 0,110 2,80 Жидкий 1280
40 0,065 0,100 2,78 1300
45 0,060 0,070 2,83 >» 1230
50 0,042 0,060 2,83 1220
55 Нет 0,020 2,75 1280
ниже. Для этого использованы данные изучения процесса окисления ниобия
и кремния при продувке кремне-ниобиевых углеродсодержащих железных
расплавов до t = 1350°C (рис. 26). Из этих данных следует, что в первый
период продувки имеет место интенсивное окисление кремния и пассивное
поведение ниобия. Поэтому можно полагать, что весь кислород этого перио-
да расходуется на окисление кремния, и концентрация кислорода в метал-
ле [О] определяется термодинамическими условиями протекания реакции
[Si] + 2[О] = SiO2 ТБ. (3.14)
Эта реакция справедлива для условий нашего эксперимента, поскольку
в ниобиевом шлаке, кроме кристалла. (SiO2), ничего из силикатов не было
обнаружено [234]. Поэтому
= [%Si] [% О]2 (3.15)
с учетом того, что до 5% растворенных элементов в железе растворы под-
чиняются закону Генри и их активности пропорциональны концентраци-
ям (в %). Следовательно:
[% О] = V—. (3.16)
J [% Si]
189
Таблица 57
Результаты окислительной плавки ииобиеиых чугунов
бинарного состаиа (Mn-Nb) по основным примесям
Плавка Время от- бора про- бы, мин Химический состав металлических проб, мае. % Характе- ристика шлака Температура металла, ° С (начало-ко- нец продув- ки)
Мп Nb С
1 0 0,51 0,70 2,34 1380
10 0,19 0,25 2,34 Жидкий 1360
20 0,08 0,15 2,13 1420
30 0,04 0,10 2.27 1300
40 0,02 Нет 2,27 1350
2 0 0,23 0,35 2,85 1300
15 0,10 2,70 1300
30 0,09 0,09 1300
45 0,02 0,02 2,73 1250
60 Сл. 0,03 1,94 1400
65 0,05 0,03 1,56 1420
3 0 0,23 0,26 2,80 1250
10 0,08 0,03 2,45 1280
20 0,05 0,01 2,18 1400
30 0,04 2,27 1380
4 0 0,17 0,20 3,40 — 1230
15 0,06 0,10 3,40 Жидкий 1230
30 0,04 0,07 3,40 1230
45 0,02 0,06 3,30 1290
60 0,01 0,06 3,30 1300
78 0,01 0,08 3,30 1380
5 0 0,17 0,17 3,70 1300-1400
10 0,15 Сл. 3,63 Жидкий
20 0,08 Нет 3,75
6 0 0,20 0,13 3,85 - 1300
15 0,12 0,12 3,50 Жидкий 1350
30 0,04 3,50 1350
45 0,02 Нет 1380
7 0 0,47 0,13 3.07 — 1300
10 0,26 0,10 2,90 Жидкий 1320 '
20 Си. 2,84 1310
30 0,18 Нет 2,60 1310
40 0,19 2,43 1340
190
Когда ниобий начинает интенсивно окисляться, содержание кремния сни-
жается до 0,25-0,30%, и с этого момента их окисление протекает одно-
временно, поэтому концентрацию кислорода в металле можно принять
отвечающей равновесной для ниобия и кремния.
Окисление ниобия протекает по реакции с образованием нерастворимой
фазы, отвечающей по стехиометрическому составу колумбиту:
4
1/2 Реж + Nb^ + 3 [О] = - (FeO - МЬ2О3)Ж, (3.17)
а константа равновесия ниобия в металле характеризуется
к;ь = [%№] [%о]3, (з.18)
или
[% О] = 3у/—^~ . (3.19)
1 [% Nb]
В процессе окислительной плавки концентрация кислорода в металле
непрерывно изменялась, но после момента, когда экранирование окисле-
ния одного элемента другим прекращается и начинается их совместное
окисление, концентрация кислорода в металле может быть принята близ-
кой к равновесным значениям для реакции его взаимодействия с кремнием
и ниобием, поэтому уравнения (3.16) и (3.19) могут быть приравнены и
преобразованы к виду
lg^b=3/2 HgK'i-lgtSiJ! + lg[% Nb]. (3.20)
191
Рис. 27. Температурная зависимость константы равновесия реакции образования
колумбита при температурах продувки ниобиевого чугуна
В этом уравнении, зная константу равновесия по реакции (3.15)
и концентрации [Si] и [Nb] в пробах металла можно получить значение
константы равновесия для реакции (3.18).
В табл. 58 обобщены обработанные экспериментальные данные по сов-
местному окислению кремния и ниобия. Значения константы взяты
для реакции (3.15):
48170
lg A'i = - + 21,63. (3.21)
Температурная зависимость 1g К^ь (рис. 27) выражается уравнением
85500
lg^b=- —+41,6, (3.22)
или
Д(7°, = - 391160 + 190,3 Т.
Равновесные концентрации кислорода, растворенного в железоуглеро-
дистом расплаве при пассивном поведении углерода и содержании в раство-
ре ниобия 0,6—0,05% (через 0,1%), характеризуются следующими данными
(—1g [О, %]): 3,62; 3,59; 3,56; 3,52; 3,46; 3,36 и 3,26 соответственно.
Фазовый состав ниобиевых шлаков и процессы шлакообразования,
протекающие при окислении ниобиевых чугунов. Согласно исследованиям
А.В. Рудневой, фазовый состав ниобиевых шлаков представлен сочетанием
фаз, образующихся в первой и второй период продувки ниобиевых желе-
зоуглеродистых расплавов (табл. 59).
Продуктом окисления ниобия в шлаках является единственная фаза-
колумбит, образующий идиоморфные призматические кристаллы, скелет-
192
13.Зак.57
Таблица 58
Температурная зависимость совместного окисления ниобия и кремния,
растворенных в железоуглеродистом расплаве (второй период)
Плавка, № Проба ме- талла Температура, °C 1/Т- 104 Содержание в металле, мас.% KSi “lgKNb
Nb Si
6 6 1210 6,72 0,330 0,220 10,87 1,349 IO-"11 15,8015
7 1260 6,52 0,330 0,200 9,80 1,585 • IO'10 14,1515
8 1400 5,92 0,290 0,140 7,17 1,761 IO'8 10,0076
9 1360 6,12 0,230 0,080 7,90 1,259 • IO"8 10,8383
8 5 1280 6,44 0,256 0,250 9,42 3,802 -IO"10 13,8218
6 1250 6,56 0,226 0,243 10,02 9,55 • 10"*° 14,7459
7 1210 6,72 0,200 0,196 10,87 1,349 • 10-*1 15.9490
8 1280 6,44 0,110 0,070 9,42 3,802 IO"10 13,3584
9 1300 6,35 0,100 0,065 9,00 1,000 10"9 12,7100
10 1230 6,64 0,070 0,060 10,44 3,631 10'11 14,9749
11 1220 6,68 0,060 0,042 10,64 2,239 IO"11 15,1018
7 3 1300 6,36 0,238 0,201 9,00 1 • 10"’ 13,1034
4 1230 6,64 0,224 0,154 10,44 3,631 - 10'“ 15,0698
5 1270 6,43 0,170 0,101 9,50 3,162 • 10-10 13,1295
3 5 1310 6,30 0,259 0,187 8,82 1,514 10-’ 11,7559
6 1340 6,20 0,350 0,187 8,27 5,370 IO"9 11,7559
7 1380 6,05 0,275 0,117 7,57 2,692 IO'8 10,5407
8 1280 6,44 0,163 0,047 9,42 3,802 • 10-*° 12,9378
4 5 1260 6,52 0,224 0,192 9,80 1,585 IO'10 14,2598
6 1260 6,52 0,163 0,075 9,80 1,585 • IO’10 13,8878
7 1330 6,24 0,074 0,051 8,42 3,802 • 10-’ 11,8308
5 5 1300 6,36 0,340 0,192 9,00 1 io-9 12,8885
6 1300 6,36 0,215 0,070 9,00 1 io-9 12,4376
7 1280 6,44 0,126 0,065 9,42 3,802 • IO"1 ° 13,2496
Таблица 59
Фазовый состав ниобиевых шлаков
Плавка, № Характеристика шлака Химический состав
I период II период Nb Ti
1 2 Жидкий Твердый Жидкий 0,767 0,410 0,49
3 0,570 -
4 Жидкий 0,600 -
5 Твердый ,3 0,700 1,10
Примечание: ++ — присутствие в шлаке в больших количествах; + — присут-
ствие в малых количествах; ---нет.
ные формы или неправильные изометрические зерна, сцементированные
стекловидной фазой. Крупнокристаллическую структуру колумбит имеет в
шлаках, не содержащих оксидов титана, кремния и марганца. В проходя-
щем свете колумбит непрозрачен или слабо просвечивает в красно-бурых
тонах, в отраженном свете имеет желтовато-белую окраску. Отражательная
способность колумбита заметно ниже, чем у магнетита, и несколько выше,
чем у аносовита (ферропсевдобрукита). Данные рентгеновского анализа,
проведенного М.С. Модель, показали наилучшее схождение дебаеграмм это-
го минерала с эталоном ферроколумбита для шлаков, не содержащих мар-
ганца [232].
Аносовит образует игольчатые и длиннопризматические кристаллы со
слабым плеохроизмом отражения и довольно сильным эффектом анизотро-
пии и не содержит в своем составе Ti3+ . Эта разновидность аносовита в
прошлом называлась Т14+-аносовит [211]. Присутствие рутила, псевдо-
брукита и ильменита наблюдалось преимущественно в шлаках на конечных
стадиях продувки титано-ниобиевых чугунов. Рутил образует удлиненные аг-
регаты прозрачных кристаллов, окрашенных в буро-желтый или красно-
вато-бурый цвет с заметным плеохроизмом в сторону усиления окраски.
194
Химический состав Фазовый состав Период
Si Мп I п
0,527 0,60 1,000 0,86 Колумбит Магнетит Аносовит Рутил Колумбит Магнетит Кристобалит Колумбит Магнетит Колумбит Г ематит Шпинель Аносовит Рутил Псевдобрукит Ильменит Колумбит Магнетит Шпинель Кристобалит ++ + +
Кристаллы рутила отличаются чрезвычайно высоким двупреломлением и
светопреломлением, прямым угасанием и одноосным положительным ха-
рактером. Его агрегаты в стекле чаще всего кристаллизуются в промежут-
ках между кристаллами магнетита. В отдельных случаях в массе агрегатов
рутила наблюдались новообразования псевдобрукита. Его кристаллы от-
личаются от рутила двуосным и положительным оптическим характером и
несколько более низким светопреломлением.
Ильменит образует периферийные скопления и во всех случаях имеет
отражательную способность более высокую, чем у магнетита, ввиду наличия
в нем в твердом растворе Fe2O3. Часто ильменит образует псевдоморфозы
по магнетиту. Присутствие ильменита также подтверждается данными рент-
генофазового анализа.
Магнетит образует идиоморфные кристаллы, неправильно изометричес-
кие зерна или дендриты в стекле. Магнетит имеет коричневатый оттенок в
отраженном свете, изотропен и заметно бурый при травлении соляной кис-
лотой. Гематит присутствует в шлаке в преобладающем количестве как вто-
ричный минерал, образовавшийся в результате окисления магнетита. Агре-
гаты мелких анизотропных табличек гематита с высокой отражательной
195
способностью образуют тончайшие окантовки по периферии пор и пустот в
шлаке. Очень редко обнаруживаются первичные образования гематита в ви-
де крупных таблитчатых кристаллов красновато-бурых в проходящем свете
и голубовато-белых в отраженном свете, приуроченных ко второму перио-
ду продувки ниобиевых чугунов.
Кристобалит образуется в первый период продувки чугунов. Низко пре-
ломляющиеся агрегаты кристобалита встречаются в виде сферолитов в
стекле. В проходящем свете его агрегаты бесцветны и нередко проявляют
слабую анизотропию, что указывает на частичный переход в процессе охлаж-
дения высокотемпературной кубической a-модификации кристобалита в
квадратную /^-модификацию. В отраженном свете агрегаты кристобалита
имеют темную, почти черную окраску, что их резко выделяет на фоне высо-
ко отражающих минералов ниобиевых шлаков. Стекловидная фаза цемен-
тирует кристаллические агрегаты ниобиевых шлаков. Она имеет перемен-
ный состав и изменяется от бесцветного кварцевого стекла до темно-крас-
ного или почти черного, мало прозрачного железониобиевого стекла. Иног-
да в стекле в одном и том же образце проявляется ликвационная структу-
ра, однако из-за небольшого количества жидкой фазы процесс расслаива-
ния жидкостей, вероятно, не получает четко выраженного развития. Часто
шлаки имеют гетерогенное строение и по фазовому составу отличаются уже
в небольшом объеме.
Изучение фазового состава ниобиевых шлаков и образующихся струк-
тур срастания этих фаз позволяет высказать предположение об окислитель-
ных процессах, получающих развитие в различных периодах плавки слож-
ных ниобиевых железоуглеродистых металлических расплавов. В случае
окисления ниобиевых железо-углеродистых расплавов взаимодействие кис-
лорода начинается с образования тонкой оксидной пленки (шлаковая фа-
за) , состоящей из магнетита и стекла. После растворения оксида железа
(II) в металлическом расплаве происходит окисление ниобия с образова-
нием колумбитовой фазы, нерастворимой в металлическом расплаве. Это
подтверждается образованием структуры срастания магнетит—колумбит в
первом периоде и идиоморфных кристаллов колумбита во втором периоде.
Появление титана в металлическом расплаве сопровождается образованием
дититаната железа (FeO • 2TiO2) —аносовита, который во втором периоде
окисляется до рутила и псевдобрукита Fe2O3 • TiO2 или ильменита в тонком
срастании с магнетитом. Указанная структура представляет собой разновид-
ность искусственного титаномагнетита, имеющего общее с естественной
структурой развитие прорастания ильменита в магнетите и отличие — обра-
зование псевдоморфозы ильменита по магнетиту. Очевидно, в этом случае
может иметь место взаимодействие новообразований ТЮ2 с магнетитом с
образованием твердого раствора гематита в ильмените, образующего отме-
ченную выше структуру замещения:
mTiO2 + (т + п) Fe3O4 = т (FeO • TiO2)n (Ре20з). (3.23)
Кристаллизация кристобалита в шлаковой фазе при окислении Nb-Si
железоуглеродистого расплава показывает, что образующийся оксид нио-
бия (V) полностью задалживает оксид железа (И), как имеющий, очевид-
но, большее к ней сродство по сравнению с SiO2, а также позволяет пола-
гать, что наряду с окислением элементов-примесей растворенным оксидом
196
железа (II) происходит поверхностное окисление кремния за счет поверх-
ностных явлений — непосредственного взаимодействия кремния и кислоро-
да в поверхностном слое металлического расплава. Особенно сложно проте-
кает процесс при окислении ниобиевых чугунов, содержащих все примес-
ные элементы — Ti, Si и Мп. В этом случае получают развитие все процессы,
протекающие как бы индивидуально в бинарных по примесям железоугле-
родистых расплавах. В первый период образуются предпочтительно фазы на
основе сложных оксидов титана и ниобия, как имеющих большее сродство
к FeO по сравнению с SiO2, кристаллизующиеся в виде самостоятельной
фазы кристобалита. Во второй период получают развитие вторичные про-
цессы, в основном в связи с окислением оксида железа (II) (железистого
аносовита) с образованием структур срастания титаномагнетита и самостоя-
тельных фаз рутила и псевдобрукита.
Таким образом, окисление примесей в железоуглеродистом расплаве при
пассивном углероде протекает как за счет оксида железа (II), растворенно-
го в металлическом расплаве, так и за счет непосредственного окисления
примесей кислородом при непосредственном контакте в тонком поверх-
ностном слое. Последнее явление получает, видимо, существенное развитие
при продувке железоуглеродистых расплавов кислородом.
Лабораторные исследования окислительной плавки ниобиевых чугунов
позволили установить возможность получения ниобиевых шлаков из срав-
нительно бедных по содержанию ниобия чугунов. Однако разработка техно-
логии продувки кислородом африкандских чугунов требовала проведения
укрупненно-опытных исследований в условиях индукционной электроплав-
ки, а также в лабораторном конвертере.
В качестве исходного материала были использованы африкандские чугу-
ны, образующиеся при плавке агломерата, полученного из коллективного
африкандского концентрата и при электроплавке перовскитового и титано-
магнетитового концентрата в соотношении 40:60 в печах 50 и 500 кВА
[203]. Химический их состав характеризуется следующими данными (в %):
С Si Мп Ti Nb S р
Чугун от 4,75 0,03- 0,11 0,20 0,2-0,3 0,08 0,054
плавки в пе- 0,20
чи 50 кВА Чугун от 3,50 0,02- Сп.~ 0,OS- Сл. - 0,05
плавки в пе- 0,17 0,06 О.15 0.2
чи 400 кВА
Окислительная плавка в индукционной печи емкостью 30 кг. Плавки
проводили в печи ИВ-50 в тигле, приготовленном из магнетитового порош-
ка с добавкой около 2% борной кислоты. Окисление примесных элементов,
содержащихся в чугуне, производили кислородом, подаваемым на поверх-
ность металлической ванны. Пробы шлака и металла отбирали по ходу
плавки. Температуру металла измеряли вольфрамомолибденовой термопа-
рой погружения, горячий спай которой защищался кварцевым колпачком.
Плавки проводили на твердой завалке. Шихта плавилась при максималь-
ном объеме мощности. После расплавления на воздухе отбирали первичный
шлак и начинали обдувку кислородом при давлении 0,1 ати с отбором проб
197
Таблица 60
Изменение содержания Nb,O5 в шлаке (в мас.%)
Плавка Отбор проб, МИИ
0 15 30 45 60 75
1 2,35 7,46 8,00 4,40 3,46 2,55
2 3,30 10,61 10.69 9,21 4,00
3 4,24 9,40 6,60 10,42 9,74 4,46
4 1,54 7,12 4,74 6,49 5,83
5 1,34 4,92 5,08 6,00 4,60
через каждые 5 мин продувки. Общая длительность 15-25 мин. Получен-
ный металлический полупродукт разливали на слитки 10 кг, а шлаковую
фазу накопляли, усредняли и использовали для технологических исследо-
ваний по получению из нее Nb2O5.
Характерным для плавок этого исследования было использование хими-
чески холодного чугуна с низким содержанием титана и кремния. По рас-
плавлению содержание ниобия в нем существенно уменьшается. Изменение
содержания ниобия в шлаках по ходу продувки представлено в табл. 60.
Во всех плавках оно имеет одинаковую тенденцию: в начале возрастает, а в
конце снижается. Окисление ниобия при обдувке металла кислродом про-
текает интенсивно и заканчивается при снижении его до следовых коли-
честв в металлической ванне. Этому способствует высокая концентрация
оксидов железа в шлаке, поддерживаемая во время всей обдувки металла,
и низкая — титана и кремния, что не препятствует окислению ниобия. Мак-
симальное содержание Nb2O5 превышает 10%. Во всех случаях при продув-
ке температура чугуна не способствовала интенсивному выгоранию ниобия.
Окислительные индукционные плавки ниобиевых чугунов в укрупненно-
опытном масштабе полностью подтвердили результаты лабораторных иссле-
дований. Они показали, что низкие концентрации в чугуне титана и кремния
не препятствуют окислению ниобия. Образующийся в результате обдувки
чугуна шлак находился в жидком состоянии, если концентрации оксидов
титана и кремния были минимальными.
Использование в качестве агрегата для окислительной плавки 50 кг кон-
вертера затруднялось этапом расплавления ниобиевого чугуна в индукцион-
ной печи и выдержкой его в ковше перед заливкой в конвертер, поскольку
на этих технологических операциях ниобий до заливки металла в конвер-
тер успевал выгорать до следовых количеств и вместе с оксидами кремния,
титана и марганца образовывался шлак, поступавший в конвертер вместе с
полупродуктом. Собранные шлаки содержали до 10% Nb2 О5 и не отличались
от ниобиевых шлаков,полученных при окислении чугунов в условиях индук-
ционной плавки. Эти данные еще раз убеждают в том, что использование пер-
вичного чугуна для конвертирования — наиболее эффективный технологи-
ческий прием извлечения ниобия из африкандскнх чугунов.
Передел чугунов с получением ниобиевых шлаков и стали производили в
полутонной печи ДСН. Всего было проведено пять плавок.В качестве исход-
ной завалки использовали чугун от плавки африкандскнх агломератов, по-
лученных при спекании коллективного концентрата перовскитового и тита-
198
но магнетитового концентратов в соотношении 40 : 60. В среднем чугун со-
держал 3,5% С; 0,23-0,167% Si; 0-0,06% Мп; 0,05-0,175% Ti и до 0,20
Nb. Продувку металлического расплава кислородом производили через
железные трубки диаметром 8 мм, которые соединялись с кислородным
баллоном посредством резинового шланга. Одной трубки хватало для про-
дувки металлического расплава в течение 3-5 мин. После нескольких ми-
нут обдувки чугуна кислородом образовавшийся шлак, большей частью
твердый, удаляли из печи гребками, затем отбирали пробу металла на хими-
ческий анализ. Количество таких циклов колебалось от четырех до пяти.
Суммарное время продувки изменялось от 21 до 26,5 мин. Температуру
измеряли вольфрамо-молибденовой термопарой погружения. После послед-
него цикла продувки ванны кислородом начался период доводки металла на
заданную марку стали. С этой целью наводился окислительный шлак. По
окончании окислительного периода, когда содержание углерода в металле
достигало заданного уровня, проводили десульфурацию металла; металл
раскисляли ферромарганцем, сливали в ковш, где раскисляли ферросили-
цием и алюминием. Из ковша сталь разливали в слитки весом 0,5 т. Весь
ниобийсодержащий шлак отделяли от металла, дробили, взвешивали и
передавали на химическую переработку.
Проведенные исследования показали, что электропечь технологически
является неудобным агрегатом для окисления ниобиевых чугунов. Полу-
чение чистых ниобиевых шлаков весьма затруднительно из-за разрушения
магнезитовой футеровки. В наиболее характерном случае по расплавлении
образуется металлическая ванна с содержанием ниобия 0,02—0,07%.
Таким образом, как и в случае индукционной плавки, в период расплав-
ления твердой шихты удаляется основное количество ниобия. Используемые
химически холодные чугуны содержали не более 0,13—0,15% кремния и ти-
тана. Содержание марганца не превышало 0,06%. Низкое содержание при-
месных элементов в чугуне не оказывало тормозящего влияния на окисле-
ние ниобия. Максимальное содержание Nb2Os в шлаке достигло 11,3%. Та-
кой шлак был получен после продувки чугунов с наибольшим содержанием
ниобия 0,25—0,3%. Для окислительной плавки в электропечи наиболее ха-
рактерное содержание в шлаке Nb2Os составило 2,5-3%.
Таким образом, результаты укрупненных исследований по окислитель-
ной плавке ниобиевых чугунов в индукционной печи емкостью 30 кг, кон-
вертере 50 кг и электропечи до 500 кг полностью подтвердили данные лабо-
раторных исследований. Они показали, что наиболее предпочтительным аг-
регатом следует признать конвертер и передел химически холодных ниобие-
вых чугунов с низким содержанием титана, кремния и марганца. Образую-
щийся ниобиевый шлак был твердым при повышенном содержании в них
оксидов кремния и титана и становился жидким при снижении указанных
компонентов. Углерод в процессе продувки чугунов не выгорал при t =
= 1300-1400°С и поэтому не препятствовал окислению ниобия. Ниобий,
растворенный в чугуне, во всех концентрациях активно окислялся как кис-
лородом воздуха, так и кислородным дутьем, что подтверждает высокое
сродство ниобия к кислороду. В результате проведенных укрупненно-опыт-
ных исследований были получены ниобиевые шлаки, содержащие в среднем
до 10% Nb2Os, и металлический полупродукт для прямого получения ста-
ли с 0,02—0,04% Nb.
199
ОПЫТНЫЕ ИССЛЕДОВАНИЯ ПО ПРОДУВКЕ
АФРИКАНДСКИХ НИОБИЕВЫХ ЧУГУНОВ
Для продувки использовалось два сорта химически холодного ниобиевого
чугуна, содержащего (в %):
Сорт Nb Ti Si Мп С S р
I 0,1- 0,28 до 0,20 до 0,20 0,01- 0,20 2,5-4,5 0,1-0,3 од
II 0,02- ОДО 0,01- 0,10 0,01- од 0,01 2,5 0,1-0,3 од
Среднее содержание ниобия в чугуне I сорта составляло 0,154%. Высокое
содержание серы и фосфора объясняется использованием восстановителя с
высоким содержанием указанных элементов, поскольку африкандские
рудные концентраты практически не содержат в заметных количествах се-
ры и фосфора. Они могут быть отнесены к наиболее качественному сырью
в металлургии. За время исследований было подвергнуто продувке более
120 т ниобиевого чугуна I и II сортов. Расплавление чугуна производили или
в вагранке, или в электропечи в восстановительных условиях.
Рис. 28. Схема опытно-промышленной установки по продувке ниобиевых чугунов:
1 — уровень загрузочной площадки; 2 — ось вращения конвертера; 3 — уровень
пола пульта управления; 4 — уровень пола цеха; объем конвертера — 8,14 м3; садка —
9—10 т; длина фурмы — 5500 мм; высота слоя металла — 520—540 мм
200
Характеристика конвертерной установки. Опытные исследования прово-
дили на конвертерной установке Ново-Тульского металлургического заво-
да (ныне НПО ’’Тулачермет”) в конце 50-х годов под руководством акаде-
мика И.П. Бардина. Исполнителями работы была бригада научных сотруд-
ников и инженеров, руководимая В.А. Резниченко. Ответственным ис-
полнителем был Г.Д. Сидоренко. Схема опытной установки представлена
на рис. 28. Полезный объем конвертера составляет 8,14 м3. Оптимальная
загрузка 7—8 т (максимальная 10 т). В качестве окислителя в конвертере
использовали кислород (95—96% О2). Дутье подавали на поверхность ме-
талла с помощью водоохлаждаемой фурмы. В качестве футеровки исполь-
зовали хромомагнезитовый кирпич. В месте сочленения горловины конвер-
тера с ’’бочкой” имелось отверстие (’’летка”), позволяющее вылить металл
в ковш при наклоне конвертера, оставляя шлак в конвертере, который из-
влекали разработанным приемом. Контроль за работой установки осущест-
вляли по приборам, установленным на щитке управления, которые позво-
ляли оценить расход и давление дутья, положение фурмы относительно
уровня металла, температуру металла и отходящих газов (ФЭП), давление
воды, подаваемой с дутьем, и др.
ИССЛЕДОВАНИЕ ПРОДУВКИ НИОБИЕВЫХ ЧУГУНОВ
С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ ПЛАВИЛЬНОГО АГРЕГАТА ВАГРАНКИ
Эти исследования проводили с целью обработки технологических прие-
мов ведения процесса. Для этих целей использовали чугун II сорта, содер-
жащий 0,02—0,1% Nb. Имея низкое содержание ниобия, чугун позволял с
учетом выхода шлака получить ниобиевый шлак, содержащий 1,7—2,5%
Nb2Os.
Обобщая опыт переработки ниобиевых чугунов в дуплексе вагранка-
конвертер, можно сделать вывод, что вагранка для ниобия является в зна-
чительной степени окислительным агрегатом. В нем окисление ниобия чугу-
на составляло 60—65%, поэтому его использование в опытных работах бы-
ло признано нецелесообразным, но этот период исследований позволил на-
копить технологический опыт по конвертированию холодных африканд-
ских чугунов. Некоторые общие данные об этих исследованиях, на которые
следует обратить внимание, состоят в следующем. На завалку использовали
5—8 т чугуна. Выход шлака от массы чугуна колебался в пределах 2,5 —
3,9% при содержании ниобия в нем 0,04—0,08%. Содержание Nb2Os в кон-
вертерном шлаке 1,4—1,82%. Плавку чугуна в вагранке производили с до-
бавкой шлакообразующих (известняк или известь, сода) , а также с добав-
кой ферросплавов с целью повышения температуры на стадии конвертиро-
вания чугуна. Во всех плавках был получен ваграночный шлак, содержа-
щий 1,75—3,20% Nb2O5. Продолжительность продувки чугуна составляла
1,5—7,0 мин (в зависимости от содержания примесей). Температура чугуна
на выпуске из вагранки не превышала 1300°С. В некоторых плавках отме-
чен заметный угар углерода, однако это не приводило к заметному восста-
новлению ниобия в металлическую фазу, что наблюдается при продувке
ванадиевых чугунов [223]. В случае выпуска металла из конвертера вместе
со шлаком происходит восстановление части оксидов железа углеродом чу-
гуна, поэтому содержание Nb2Os в шлаке увеличивается. Образующийся
201
Таблица 61
Продувка ниобиевых чугунов первого и второго сорта
Время от- бора пробы, МИН 1 Химический состав чугуна, мас.%
Nb Si Мп С S
0 0,06 Сл. 0,04 2,90 0,34
> 1,5 Сл. Сл. 2,10 0,28
0 0,10 Не опр. 0,11 3,15 0,20
>4,5 Сл. Сл. Сл. 1,55 0,22
0 0,12 Не опр. 0,10 2,85 0,25
3,0 0,11 Сл. 1,70 0,21
4,0 Нет 1,50 0,21
0 0,12 Сл. 0,11 2,90 0,24
2 Нет Не опр. Сл. 2,18 0,23
0 0,13 Сл. 0,09 3,00 0,25
2,0 Сл. Сл. 1,82 0,20
>2,0 Нет Нет Нет 2,21 0,37
0 0,15 Не опр. 0,11 2,95 0,25
2,75 Сл. Сл. Сл. 1,75 0,18
0 0,15 0,10 3,15 0,23
2,0 Сл. Не опр. Сл. 2,10 0,20
>2 Нет Нет 2,14 0,34
0 0,15 Не опр. 0,02 2,75 0,27
>1,5 Сл. Сл. Сл. 2,22 0,24
0 0,17 0,07 3,10 0,19
> 1,5 Сл. Сл. 2,40 0,14
конвертерный шлак в большинстве случаев был жидкотекучим и только
при высоких содержаниях кремния в чугуне шлак находился в кашеобраз-
ном состоянии. Во время опытных плавок были проведены исследования
по десульфурации чугуна в вагранке и в ковше, по разработке технологии
окисления ниобия и получению щелочных ниобиевых шлаков в шахтной
печи (вагранке) и другие исследования, которые показали принципиальную
возможность решения поставленных задач.
Продувка ниобиевых чугунов с использованием в качестве плавильного
агрегата дуговой электропечи. Дуговая электропечь ДСН-3 характеризует-
ся следующими параметрами: мощность трансформатора — 1100 кВА;
напряжения 220 В и 120 В; оптимальная садка - 3 т; рабочая садка —
4—4,5 т; электроды графитированные.
Сохранение ниобия при плавке твердого чугуна в электропечи возможно
при соблюдении восстановительных условий. Поэтому после расплавления
202
Химический состав шлака, мае//
р Nb2Os ^еобщ ^емет SiO,
0,02 2,85 10,44 0,87 35.84
0,02 2,20 15,14 1,73 24,60
0,03 1,65 4,18 0,64 31,28
0,03 3,50 33,67 1,66 21,20
Не опр. 1,15 3,65 0,74 23,78
3,35 34,21 1,83 31,58
0,03 3,45 32.89 2,71 31,50
Не опр. 2,10 9,40 1,28 29.60
5,10 3,45 1,60 26,84
0,07 1,25 3,39 0,53 26,18
0,07 7,80 33,15 1,53 21.26
0,05 8,80 31,64 1,98 18.65
Не опр. 2,00 7,57 0,97 33,19
6,90 32,36 1,74 25,04
0,024 1,35 5,74 0,22 32,0
0,032 5,80 27.93 2,25 20,00
Не опр. 9,10 30,60 2,60 21.60
Не опр. 1,50 3,13 0.54 Не опр.
6,40 32,36 2,73
5,30 25,18 2,10
5,40 30,80 3,36
металла на ванну давали молотый графитовый бой или сажистый углерод
для предотвращения окисления ниобия. Нагрев металла продолжали до
г = 1500°С, поскольку чугун был химически холодным, с тем чтобы про-
дувку вести на физически горячих чугунах. Восстановление ниобия из об-
разующейся шлаковой фазы вели молотым ферросилицием. В процессе за-
ливки температура металла снижалась на 100 150°С. В исследованиях для
восстановления ниобия из шлаковой фазы и десульфурации чугуна были ис-
пытаны карбидные шлаки. Для этого накануне перед выпуском в печь да-
вали смесь, состоящую из пяти весовых частей окиси кальция, одной весо-
вой части молотого графита и одной весовой части ферросилиция (75%).
Количество смеси давали из расчета получения в металле 0,2—0,3% Si. Ре-
зультаты проведения наиболее характерных плавок при использовании ме-
талла первого и второго сорта представлены в табл. 61. В итоге было полу-
чено более 100 кг углеродистого полупродукта, содержащего 1,5—2% С,
203
из которого получили слитки качественного разлива и направили их на
Днепропетровский металлургический завод, где использовали для подших-
товки в производстве качественных сталей.
Результаты опытных данных показывают, что при переделе ниобиевых
чугунов первого сорта получены ниобиевые шлаки с содержанием до 9,1%
Nb2O5, а'второго сорта — 4—4,55% Nb2Os. Наиболее богатые шлаки с
6,4-9,1% Nb2O5 были получены при их выходе 1,45-1,85% от массы чугу-
на. Такой выход шлака обусловлен низким содержанием примесей в чугуне
и наличием в чугуне 0,12—0,15% Nb. Более низкое содержание Nb2O5 в
шлаке определяется не только более низкой концентрацией ниобия в чугу-
не, но и загрязнением ниобиевого шлака за счет разъедания футеровки печи
или конвертера.
Введением ферросилиция в конвертер перед выпуском металла и шлака
повышалась температура металла, что позволяло разлить полупродукт по
изложницам без закозления металла. При добавке ферросилиция, графито-
вого боя и наводке карбидного шлака в электропечи достигалось восста-
новление ниобия, содержащегося в электропечном шлаке. Благодаря это-
му удалось сохранить практически весь ниобий, содержащийся в чугуне, и
затем сконцентрировать его в конвертерном шлаке. Что касается остальных
показателей продувки ниобиевого чугуна, то они мало отличались от ре-
зультатов продувки чугуна, расплавленного в вагранке. Из-за использова-
ния физических горячих чугунов с низким содержанием ниобия длитель-
ность продувки составляла 1,5—2 мин. Следует отметить, что изменение
расхода кислорода с 40 до 25 м3/мин, а также увеличение расстояния от
фурмы до металла на 100 мм не повлияло на продолжительность продувки.
Учитывая, что обнаружить заметное восстановление ниобия из шлаковой
фазы при развитии горения углерода чугуна не представилось возможным,
в опытных плавках тщательно не соблюдалось условие полного предотвра-
щения окисления углерода. В электропечи наблюдалось на 30—50% удале-
ние серы из металлической фазы. Особенно это заметно в плавках чугуна
с наводкой карбидного шлака.
ВЫВОДЫ
Опытные исследования по продувке африкаидских ниобиевых чугунов в
10-тонном конвертере подтвердили результаты лабораторных данных о
влиянии элементов, растворенных в чугуне, на характер окисления ниобия
с получением конвертерного шлака, содержащего до 10% Nb2Os при нали-
чии в чугуне 0,12—0,15% Nb.
При окислении в конвертере ниобиевого чугуна, содержащего до 0,15%
Nb, до 0,2% Ti, до 0,4% Si и до 0,1% Мп, продолжительность продувки сос-
тавляет 2-3 мин при расходе кислорода 20- 25 м3/мин. Этого времени дос-
таточно для окисления элементов до следовых количеств.
При использовании твердого ниобиевого чугуна для окислительной плав-
ки необходимо его расплавление производить только в электропечи в вос-
становительных условиях. Как известно, расплавление твердого ванадиево-
го чугуна возможно осуществлять и в условиях вагранки без заметного
угара ванадия [213].
Опытные работы показали, что при получении ниобиевых шлаков с мак-
204
симальным содержанием Nb2Os для продувки использовать химически
холодные чугуны с предварительным подогравом металла до 1500° С.
Возможен и второй вариант продувки ниобиевых чугунов. Для этого сле-
дует использовать чугуны с содержанием углерода не менее 4%. Повыше-
ние содержания кремния возможно либо за счет более полного восстанов-
ления кремния и титана в чугун, либо введением в чугун только кремния
посредством ферросплавов. Но в этом случае содержание ниобия в шла-
ках будет заметно снижено, что отразится на этапе его переработки с полу-
чением Nb2O5. Ниобиевые шлаки от продувки химически холодного чугу-
на могут быть использованы для прямого получения феррониобия.
Усредненный состав ниобиевого шлака после продувки африкандских
ниобиевых чугунов, переданный для химической переработки, следующий
(в мас.%):
SiO 2 ТЮ2 А1,О3 Fe2 О3 ЕеО
21, 0 3,74 10,20 14,07 20,31
СаО MgO Nb2O5 ^емет
4,80 14,13 8,72 2,85
Повышенное содержание А12О3, СаО и MgO объясняется внесением
этих добавок за счет разрушения футеровки печи. При использовании хро-
момагнезитовой футеровки содержание Ст2О3 в конвертерных шлаках
выборочно составляет 2—4%.
Разработана технология продувки ниобиевых чугунов, содержащих до
0,3% Nb. При использовании холодных малокремнистых и малотитанистых
ниобиевых чугунов получены ниобиевые шлаки с 9% Nb2Os. При переделе
чугунов с содержанием более 0,3% Nb могут быть получены шлаки, содер-
жащие выше 15% Nb2O5.
Дальнейшие исследования должны быть направлены на повышение со-
держания ниобия в чугунах > 0,3%, что, как показали лабораторные ис-
следования, вполне возможно. В этом случае содержание ниобия в кон-
вертерных шлаках достигнет 20% Nb2 О5.
Титаномагнетиты Урала
и технология их переработки
Основная часть разведанных запасов железных руд этого региона пред-
ставлена титаномагнетитами (см. ниже). В промышленных запасах желез-
ных руд Урала титаномагнетиты сейчас составляют 76,8%- Если сопоставить
их долю в общих запасах железорудного сырья, то они, несомненно, играют
определяющую роль. Учитывая широкую распространенность титаномагне-
титовых месторождений на земном шаре, можно утверждать, что пример
использования месторождений Урала становится типичным. После выработ-
ки основной массы привычных железных руд в недрах планеты определяю-
щее место в потреблении рудного сырья будет принадлежать комплексным
железным рудам и прежде всего титаномагнетитам. Их месторождения в
меридиональном направлении вытянулись вдоль восточного склона Ураль-
ского хребта. Титаномагнетиты подразделяются на титанистые и высокоти-
танистые железные руды. Титанистые железные руды, или бедные титано-
магнетиты, представлены месторождениями ;Кытлымской и Качканарской
групп, Висимским, Суроямским и Велиховеким. Богатые титаномагне-
титы включают руды Кусинского, Копайского и Медведевского место-
рождений. Титанистые железные руды представляют собой тонкую вкрап-
ленность титаномагнетита во вмещающих породах и содержат 15—17% об-
щего железа. При обогащении методами мокрой магнитной сепарации в
титаномагнетитовый концентрат извлекается 2/3 железа и 1/3 (немаг-
нитная часть) теряется в хвостах. Содержание железа в магнитном кон-
центрате - 60—63%. Выход его - 1 т <из 6 т сырой руды или 10 т на 1 т
металла. Количество хвостов, укладываемых гидротранспортом в хвосто-
хранилище, составляет 5 т на 1 т концентрата. Известные месторождения
титаномагнетитов могут разрабатываться открытым способом.
Ниже приводятся запасы железных руд Урала (по типам) [235] (в %)
к общим промышленным запасам:
Титаномагнетиты 76,8
Железо-хромо-никелевые 2,2
Магнетиты, мартиты и полу- 12,5
мартиты
Сидериты 6,2
Бурые железняки 1,9
Железистые кварциты 100,0
Их руды обладают близкими физическими свойствами (твердость, объем-
ный вес и др.), поэтому себестоимость добычи сырой руды определяется
206
объемом вскрышных пород. Тонкая вкрапленность титаномагнетита вы-
зывает необходимость очень мелкого измельчения, что в совокупности
удорожает стоимость передела обогащения. При создании горно-обогати-
тельных предприятий требуются большие удельные капитальные вложе-
ния для введения в строй крупных дробильно-обогатительных фабрик и
хвостохранилищ. Существенное влияние на ценность титаномагнетитовых
руд оказывает содержание в них ванадия. Содержание в качканарских рудах
0,13—0,14% ванадия обусловливает удешевление производства стали за счет
получения попутной продукции. Благодаря комплексному использованию
сырья качканарская сталь становится дешевле стали Ново-Липецкого и
Криворожского металлургического заводов, а бедные титаномагнетиты
Урала — мощной общепризнанной сырьевой базой черной металлургии.
Кытлымская группа месторождений. К этой группе [104,235] относятся
Вознесенское, Конжаковское, Лобвинское, Боровское, Васильевское,
Спасское, Сухогорское, Кормовищенское и другие месторождения тита-
номагнетитовых руд. Все отмеченные месторождения приурочены к Кыт-
лымскому габбро-пироксенитовому массиву, расположенному в зоне
Уральского водораздела. На нем поднимается несколько возвышенностей,
называемых Конжаковский (1570 м), Косьвинский (1520 м), Серебрян-
ский (1302 м) Камни, и другие. Большая часть массива покрыта лесом.
На нем берут начало реки Косьва и Лобва с притоками. Известно, что в
XVIII и XIX вв. на массиве было несколько небольших рудников богатых
титансодержащих магнитных железняков, которые перерабатывались на
Николо-Павдинском и Сухогорском заводах. Благодаря своей чистоте по
содержанию вредных примесей титаномагнетиты вызывали интерес метал-
лургов еще на заре становления металлургии. Сыродутные процессы и дру-
гие примитивные способы позволяли получать чистое железо, поскольку
они обеспечивали селективное восстановление из руды только железа.
По своему строению Кытлымский массив в восточной части представ-
лен в основном габбровыми породами и в западной — дунито-пироксени-
товыми. Оруденение в западной части концентрируется в пироксенитах,
в восточной — в оливинах, плагиоклазах, габбро и других породах. Наибо-
лее изучены Вознесенское и Конжаковское месторождения.
Вознесенское месторождение расположено в восточной
части массива на отроге горы Серебрянский Камень. В XIX в. на месторож-
дении разрабатывались маломощные массивные руды (пласт не более
40 см). Основные рудные минералы — магнетит, в подчиненном количестве
встречается ильменит, гематит, гидрогетит, пирит, халькопирит. Нерудные
минералы представлены оливином, пироксеном, роговой обманкой, плагио-
клазом, эпидотом, цоизитом и хлоритом. Основная масса руд представлена
вкрапленными разностями. Реже обнаруживаются массивные руды пласта-
ми малой мощности (в несколько сантиметров) в оливинитах, в пироксе-
нитах и габбро. Химический состав руды в оливинитовых пироксёйитах сле-
дующий (в мае. %):
SiO2 81,18 TiO2 1,17 Fe2 О3 13,38 AljOj 5,05 Cr2O3 0,02 CaO 0,02 FeO 13,38
v2os Р2О5 s Ni Cu П.п.п.
0,15 0,02 0,01 0,01 0,08 2,81
207
Среднее содержание железа в рудах месторождения 17,3%; ТЮ2 —
1,1%; V2OS — 0,1%. Особенность вещественного состава руд — высокое со-
держание силикатного железа (около 2—8%), в богатых рудах — 4,6%.
По гидрогеологическим и горно-техническим условиям месторождение
близко к Качканарскому. Руды этого месторождения малосернистые и кон-
центраты не содержат серы. Условия залегания Вознесенского месторожде-
ния предопределяют целесообразность его разработки открытым способом.
Конжаковское месторождение представляется наиболее перспективным
для разработки среди месторождений Кытлымской группы.
Конжаковское месторождение находится к северо-восто-
ку от вершины горы Конжаковский Камень. По вещественному составу
рудные пироксениты Конжаковского месторождения аналогичны пироксе-
нитам Качканарского типа. Минералогический состав титаномагнетитовых
руд характеризуется однообразием и постоянством. Рудные минералы пред-
ставлены титаномагнетитом, магнетитом и ильменитом. Из сульфидных
минералов отмечается халькопирит, борнит, пирит, очень редко пирротин.
Нерудные минералы представлены клинопироксеном, оливином, амфибо-
лом, хлоритом, апатитом, серпентином, плагиоклазом. Различаются вкрап-
ленные и сплошные руды. Основной тип — вкрапленные руды. Сплошные
обнаруживаются редко в виде мелких шлиров или полос мощностью
2,5—7 см, иногда 40 см.
Качканарская группа месторождений. К этой группе: [104, 235] отно-
сятся Гусевогорское и собственно Качканарское месторождения. Они на-
ходятся в Нижне-Туринском районе Свердловской области.
Гусевогорское месторождение приурочено к интрузив-
ному массиву Гусевых гор. Промышленное оруденение представлено
вкрапленностью титаномагнетита и сосредоточено в нескольких залежах.
Рудные минералы представлены магнетитом и ильменитом.-В . подчиненном
количестве присутствует гематит и сульфиды. По химическому составу
руды месторождения относятся к бедным ванадийсодержащим титаномаг-
нетитовым вкрапленникам. Содержание титаномагнетита максимальное в
диаллагитах и минимальное в габбро (менее 14% общего железа). По тех-
нологическим свойствам руды месторождения относятся к легкообогати-
мым — крупно- и средневкрапленные структуры, среднеобогатимые — мел-
ковкрапленные руды и труднообогатимые — тонко- и мелковкрапленные
руды. Минимальное промышленное содержание в рудной залежи 16% Fe.
Качканарское месторождение расположено на Северном
и Северо-Восточном склонах горы Качканар и непосредственно приуроче-
но к Качканарскому пироксенитовому массиву. Основную часть залежи
составляют руды с преобладающим содержанием 16—20% Fe, меньшую
по размерам площадь составляют руды с содержанием 14—16% Fe. Оруде-
нение распространено в основном в диаллаговых пироксенитах и частично
в оливинитах. Характерная черта оруденения — плавный переход от про-
мышленных концентраций рудных минералов к слабо орудененным и
безрудным породам. Оруденение в оливинитах представлено крупновкрап-
ленными богатыми рудами с содержанием более 20% Fe. Горнотехнические
условия благоприятны для его разработки открытым способом. Объемный
вес — 3,4, а пустой породы — 3,2 м3/т. Общие запасы его в конце десятой
пятилетки составляли 10% разведанных запасов в СССР.
208
Качканарский ГОК-1 создан на базе Гу севогорского титаномагнетито-
вого месторождения. Разрабатываются открытым способом следующие
залежи: Главная, Промежуточная (’’Главный карьер”), Западная и Север-
ная с одноименными названиями карьеров.
Собственно Качканарское месторождение (Среднеуральский ГОК)
характеризуется содержанием в рудной массе 16,64% Fe; 1,28% TiO2;
0,14% V2O5.
Ви'симская группа месторождений [104, 235] представлена Висимским
и Егорово-Каменским месторождениями. Эти месторождения титаномаг-
нетитов расположены на Среднем Урале. Рельеф района месторождения гор-
но-холмистый. Речная сеть принадлежит р. Чусовой.
Висимское месторождение титаномагнетитов приурочено к породам
Нижне-Тагильского габбрового массива. Оруденение проявляется в виде
вкрапленных и в редких случаях в виде прожилков и шлировых обособле-
ний, состоящих из массивных руд. Промышленное содержание Fe в руде от
14% и выше. Внутри контура рудного тела имеются участки с содержанием
20—25% Fe. Эти участки составляют 17% всей площади залежи. Участки с
содержанием более 25% Fe составляют 6% от всей площади залежи. Нижняя
граница оруденения не прослежена, поскольку до глубины 402 м оно не
обрывается. Минеральный состав руды представлен магнетитом и ильмени-
том (рудные минералы) и оливином, пироксеном, шпинелью, серпенти-
ном и хлоритом (нерудные минералы). Руды разделяются на богатые
(более 20% Fe), средние (14—20% Fe) и бедные (менее 14% Fe). Борто-
вое содержание - 14% Fe. Руды Висимского месторождения характеризу-
ются постоянным содержанием V2Oj и низким содержанием S иР. Гидро-
геологические и горнотехнические условия благоприятны для эксплуата-
ции месторождения. Месторождение представляет собой мощное рудное те-
ло вкрапленных руд, вытянутое в меридиональном направлении и падаю-
щее на восток под углом 65—80°.
Егорово-Каменское месторождение [104,235] приуро-
чено к Нижне-Тагильскому габбровому массиву. Оруденение на месторож-
дении проявляется в виде вкрапленности и реже в виде прожилков и шли-
ровых обособлений массивных руд. Большая часть руды содержит 14% Fe.
В значительном количестве обнаруживаются руды с содержанием более
20% Fe. По минералогическому составу руды Егорово-Каменского место-
рождения отличаются от руд Висимского месторождения: в них обнаруже-
ны минералы, содержащие Р и S. По технологическим свойствам руды это-
го месторождения легкообогатимы. Из руды с содержанием 28,9% Fe;
2,1% TiO2 и 0,32% V2OS получен титаномагнетитовый концентрат с содер-
жанием более 58% Fe при выходе 40,9% и извлечении 81,9%. Благоприят-
ные гидрогеологические и горнотехнические условия позволяют разраба-
тывать месторождение открытым способом.
Первоуральское месторождение [104, 235] расположе-
но на западном склоне Среднего Урала. Рельеф района гористый, изрезан-
ный многочисленными реками, принадлежащими к системе р. Чусовой.
Месторождение приурочено к габбровому массиву. Оруденение приуроче-
но к горнблендитовым обособлениям в габбровом массиве. Представляет
собой породу темно-зеленого цвета, состоящую из зерен роговой обман-
ки. Они содержат вкрапленность титаномагнетита и в небольшом коли-
14. Зак. 57
209
честве сульфиды. При увеличении содержания титаномагнетита горнблен-
диты переходят во вкрапленные титаномагнетитовые руды. Месторождение
представлено несколькими участками интенсивного оруденения. Однако
выделяются чаще всего участки II, III, IV Магнитки. Основной рудный ми-
нерал - магнетит в виде мелкозернистых агрегатов в промежутках между
зернами роговой обманки. Местами магнетит слабо затронут процессами
мартитизации. В рудах также обнаруживается ильменит 3—5%, из нерудных
минералов - роговая обманка, полевой шпат, хлорит, эпидот и др. В балан-
совых рудах содержание колеблется от 14 до 58,1% Fe. Они подразделяют-
ся на бедные вкрапленные руды (14—25% Fe), богатые вкрапленные
(25—35% Fe) и сплошные титаномагнетитовые руды (35% Fe). Наиболее
распространены бедные вкрапленные руды с содержанием 14—16% Fe.
Богатые вкрапленные и сплошные титаномагнетитовые руды имеют ограни-
ченное распространение и образуют небольшие гнезда среди бедных вкрап-
ленных руд. Первоуральское месторождение эксплуатируется Первоураль-
ским рудником (участки II и III Магнитки). Руды обогащаются сухой маг-
нитной сепарацией на дробильно-обогатительных фабриках ДОФ-1, ДОФ-2.
Выход титаномагнетитового (железованадиевого) концентрата состав-
ляет 7,2%. Отходы - щебень, выход которого 68%, используется в строи-
тельстве и камнелитейном производстве, в производстве холодного ас-
фальта.
Суроямское месторождение [104,235] расположено на
восточном склоне Урала. Вблизи месторождения, вдоль его восточной гра-
ницы протекает р. Суроям. В геологическом отношении месторождение
приурочено к Суроямскому массиву пироксенитов. По вещественному со-
ставу руды этого месторождения представлены апатит-магнетитовыми,
ванадий- и титансодержащими пироксенитами и отличаются от других ти-
таномагнетитовых месторождений повышенным содержанием Р. Средний
состав руды (в %): 15,72-Fe; 0,U-V2O5; 1,46—TiO2; 2,73—Р2О5 и
0,05—Си. Условия для разработки месторождения благоприятны: оно на-
ходится на возвышенности, превышающей р. Суроям на 60 м. Мощность
наносов в среднем не превышает 10 м. Среднее содержание по месторожде-
нию выше 20% Fe. Месторождение требует дальнейшей геолого-экономи-
ческой оценки с позиций его комплексного использования, особенно уточ-
нения возможности выделения апатитового концентрата и его использова-
ния для производства удобрений. Суроямское месторождение может раз-
рабатываться открытым способом. Фактор, удорожающий разработку, —
необходимость отвода р. Суроям и мероприятия по дренажу месторожде-
ния.
Копайская группа месторождений [104, 235] (22—28% Fe; 0,25—0,3%
V2OS и до 10% Т1О2) находится в Златоустовском районе Челябинской
области. В эту группу входят Копайское, Медведевское и другие место-
рождения. Район характеризуется среднегористым рельефом, расчленен-
ным р. Ай и ее притоками.
Медведевское месторождение расположено на восточ-
ном склоне Каменных Гор, западном склоне Березовых Гор и приуро-
чено к южной части Медведевской габбровой интрузии. Вмещающие поро-
ды месторождения — амфиболизированное мелко- и среднезернистое
габбро. Месторождение состоит из двух зон: Центральной и Восточной.
210
Центральная зона сложена вкрапленными ильменитовыми, титаномагне-
титовыми и магнетитовыми рудами. Вкрапленные ильменитовые руды
залегают в висячем боку зоны. В лежачем боку зоны развиты вкраплен-
ные титаномагнетитовые руды.
Восточная зона, находящаяся в 600 м к юго-востоку от Центральной,
сложена вкрапленными ильменитовыми (11 пластообразных рудных тел)
и титаномагнетитовыми (четыре пластообразных рудных тела) рудами.
Эта зона на всем протяжении и северная половина Центральной зоны выхо-
дят на поверхность. По минералогическому составу руды разделяются на
ильменитовые, титаномагнетитовые, ильменито-титаномагнетитовые и маг-
нетитовые разности. Главные рудные минералы — ильменит, магнетит и
титаномагнетит. По гидрогеологическим данным, рудные тела месторож-
дения находятся ниже уровня подземных вод, но обводнены слабо. Влаж-
ность ильменитовых руд колеблется от 0,48 до 2,3%, титаномагнетитовых —
0,6%.
Копайское месторождение на хр. Магнитном. Наивысшая
отметка 650 м над уровнем моря и 200—250 м над уровнем р. Куваш.
Месторождение относится к Копайскому габбровому массиву, который
имеет форму сильно удлиненной линзы. Общая протяженность массива
— до 28 км. Восточная часть массива мощностью 300—350 м сложена
амфиболовыми габбро, Центральная и Западная — лабродоровыми
габбро. В качестве основной породы на месторождении представ-
лена группа габбро. На глубине месторождение разведано до 300 м.
К основным типам руд относятся сплошные и вкрапленные руды. Послед-
ние по содержанию Fe и TiO2 делятся на богатые и бедные разности. Пре-
обладающее развитие на месторождении получили вкрапленные руды.Сплош-
ные руды составляют 32,8%. По химическому составу руды комплексные
и содержат железо, титан и ванадий.
Рудные минералы представлены магнетитом, гематитом, ильменитом и
рутилом, из нерудных минералов — плагиоклаз, роговая обманка, пирок-
сен и хлорит. Главные рудные минералы Медведевского месторождения -
ильменит, магнетит и титаномагнетит. Они приурочены к лежачему боку
Центральной рудной зоны и отнесены к забалансовым рудам. Условия
залегания рудных тел благоприятны для отработки открытым способом.
Вмещающие породы - габбро - пригодны для производства щебня. Сред-
ний коэффициент вскрыши 0,56 м3/т.
Велиховское месторождение [104,235] расположено в
Актюбинской области. Рельеф района - холмистая равнина с редкой сетью
речных долин и абсолютной отметкой над уровнем моря +407 и +453 м.
Здесь расположены Орско-Халиловский никелевый комбинат, никелевые
и хромитовые рудники. Месторождение расположено в габбровом масси-
ве, который простирается в субмеридиальном направлении на 10 км при
ширине 6 км. Руды характеризуются относительно однообразным и по-
стоянным минералогическим составом. Рудные минералы представлены
в основном магнетитом и частично ильменитом, в незначительном количест-
ве — гематит и халькопирит. Нерудные минералы представлены пироксе-
ном, биотитом (небольшое количество), оливином, хлоритом, кальцитом
и кварцем. Магнетит проявляется в двух разновидностях: в виде кристал-
лических зерен — основная масса и шлировые выделения во вкрапленных
211
рудах, а также в виде тончайших зерен. Ильменит представлен в виде мел-
ких включений в магнетите. Все руды вкрапленные и условно могут быть
разделены на мелко- и тонкозренистые разности. По химическому составу
руды характеризуются следующими средними данными (в мае. %):
SiO2 ТЮг A1,O3 СггО3 ^еобщ v3o5
36,00 2,0 5,53 0,05 17,5 0,20
СаО MgO MnO P S
15,71 10,61 0,24 0,070 0,33
В виде изоморфных примесей в магнетите и титаномагнетите присут-
ствуют медь, никель, кобальт, свинец, цинк, олово и лантан. Вмещающие
породы—габбро—состоят из роговой обманки в пироксене, плагиоклаза,
биотита, кварца, пирротина и пирита.
ПЕРСПЕКТИВА ИСПОЛЬЗОВАНИЯ
ТИТАНОМАГНЕТИТОВ УРАЛА
Опыт освоения титаномагнетитов показал, что бедные (малотитанистые)
разности этого сырья можно эффективно перерабатывать в сложившемся
металлургическом цикле, несмотря на низкое содержание в них общего же-
леза (до 17%). Этому способствует наличие в этих рудах ванадия (до
0,13%) и возможность его эффективного извлечения существующими тех-
нологическими процессами, хотя эти процессы несовершенны и допускают
низкое извлечение ванадия из сырья и полную потерю титана, содержание
которого на порядок, а в некоторых случаях в 20—30 раз выше, чем вана-
дия.
Таким образом, опыт черной металлургии показывает, что повышение
комплексности использования сырья (извлечение ванадия) позволило
привлечь к использованию новый вид сырья, каким являются титаномагне-
титы. Какова перспектива привлечения к разработке других титаномагне-
титовых месторождений? Согласно работам институтов Уралгипроруда,
Уралмеханобр и Уралгипромез, приведенные затраты по использованию
новых месторождений несколько выше по сравнению с Качканарским,
но разница в этих затратах находится в пределах точности расчетов, поэто-
му привлечение новых месторождений может быть вполне оправданным.
Кроме того, следует учитывать, что существует ряд дополнительных факто-
ров [236], которые повышают возможность освоения титаномагнетито-
вых месторождений [237].
Из рассмотренных выше титаномагнетитовых месторождений наряду с
Качканарской группой можно поставить Кытлымскую группу (Вознесен-
ское, Конжаковское и другие месторождения). Эти месторождения
(табл. 62) могут довести добычу руды до нескольких сотен миллионов
тонн и обеспечить в сырье перспективу развития черной металлургии Ура-
ла. При этом в качестве наиболее перспективных месторождений выдви-
гаются Качканарское, Вознесенское и Конжаковское, что касается других
месторождений, исходя из экологических требований (Суроямское и Ве-
лиховское), в настоящее время разрабатывать их нецелесообразно [235].
Важным фактором более широкого привлечения к использованию бедных
12
Таблица 62
Показатели разработки новых титаиомагиетитовых
месторождений Урала [235]
Месторождение Годовая мощность, млн. т
по руде по окускован- ному концен- трату -Приведенные затраты на 1 т чугуна, %
Качканарское (Среднеураль- 45,0 7,6 100
ский ГОК)
Гусевогорское (Качканарский 45,0 8,3 103
ГОК)
Вознесенское 15,0 3,2 125
Конжаковское 30,0 5,0 127
Висимское 6,0 1,3 124
Суроямское 15,0 2,1 125
Всего 156,0 27,5
Таблица 63
Характеристика горнотехнических и гидрогеологических условий
некоторых горно-обогатительных комбинатов Минчермета СССР [235]
Показатель Средне- уральский (титано- магнетиты) Костомук- шский Стойлен- ский Лебедин- ский (1-я очередь) Качарский (Казах- стан)
Запасы руды в кон- туре карьера, млн.т 2332,6 760,5 2550,6 1338,0 1025,6
Среднее содержание железа в руде, % 16,1 31,8 35,2 34,3 39,0
Средний коэффици- ент вскрыши, т/т 0,2 2,7 1,1 0,3 3,5
Водоприток в карьер, м3/ч Годовая произво- дительность, млн. т 100-300 420-320 2500-3000 2700 1400
по руде 45,0 24,0 20,0 31,2 21,0
по горной массе 54,0 82,0 74,6 47,7 105,0
Объем горной массы на 1 т концентрата, т 6,8 8,4 8,8 3,5 9,4
уральских титаномагнетитов в черной металлургии Урала являются благо-
приятные геологические и гидрогеологические условия их разработки по
сравнению с другими крупными месторождениями (табл. 63), которые
можно разрабатывать сейчас или в ближайшем будущем открытым спо-
собом. Так, мощность покрывающих пород на карьерах Михайловского,
Лебединского, Стойленского и Соколово-Сарбайского месторождений
достигает 80—150 м, а Канарского (Казахстан) - около 200 м рыхлых,
обводненных и полускальных пород. Это позволяет получить более высо-
213
Таблица 64
Сравнительные проектные данные по себестоимости железорудного сырья [235]
Горно-обогатитель- ный комбинат Годовая производительность, млн. т Себестоимость 1 т, руб
Сырая руда Концент*- рат .Окатыши Сырая ру- да Концент- рат Окатыши
Среднеуральский 45,0 7,9 7,5 0,680 8,75 14,03
Соколов о-Сарбай- 29,5 14,9 8,4 2,280 9,60 13,51
ский
Качканарский 40,0 7,1 2,8 0,705 8,72 15,02
Костомукшский 24,0 9,8 8,9 1,610 7,60 12,18
Стойленский 20,0 8,6 7,0 1,550 8,83 11,41
Таблица 65
Сравнительные технико-экономические показатели работы ГОКов [235]
Показатель Горно-обогатительный комбинат
Среднеураль- ский Канарский Стойленский
Годовая производительность по окаты- шам, млн. т 7,6 11,1 7,0
Содержание железа в окатышах, % 59,25 60,3 59,91
Расстояние до Нижне-Тагильского метал- лургического комбината, км 145 750 2700
Себестоимость 1 т окатышей франко-ГОК, РУб. 14,09 14,32 11,41
Себестоимость 1 т окатышей франко-НТМК руб. , 14,95 17,68 17,67
Приведенные затраты на 1 т окатышей, руб. 27,03 29,54 29,04
кие проектные показатели годовой производительности труда по товар-
ной руде на одного работающего при разработке титаномагнетитовых мес-
торождений. Так, на Среднеуральском горно-обогатительном комбинате
этот показатель составит 1612, Соколово-Сарбайском — 1300 (факти-
ческая среднегодовая выработка 1312), Качканарском — 1176 (1368) и
Карачарском — 1659 т. Фактические данные среднегодовой выработки од-
ного работающего на Михайловском ГОКе — 1547 т, на Стойленском —
1786 т.
Таким образом, производительность труда при разработке титаномагне-
титовых месторождений будет выше по сравнению с рядом крупнейших
ГОКов Минчермета СССР, хотя титаномагнетитовые окатыши несколько
дороже, чем на Стойленском, Костомукшском и Соколово-Сарбайских
ГОКах (табл. 64). Но при этом следует иметь в виду, что титаномагнетито-
вые окатыши содержат железо и ванадий.
Фактическая себестоимость окатышей и других продуктов на действую-
214
щих ГОКах остается заметно выше по сравнению с проектными показате-
лями себестоимости по Среднеуральскому ГОКу.
Более широкому использованию титаномагнетитов на Урале способ-
ствует и то обстоятельство, что сырьевая база магнетитовых руд может
возрасти только за счет запасов на глубинах 800—1500 м, а выработка же-
лезорудных ресурсов Урала вызвала необходимость завоза железорудного
сырья в этот регион из районов Центра и Казахстана. Институтом Гипроруда
убедительно показано, что себестоимость окатышей с учетом их перевоз-
ки на Нижне-Тагильский металлургический комбинат оказалась самой
низкой для титаномагнетитовых окатышей Среднеуральского ГОКа, а при-
веденные затраты — ниже по сравнению с Качарским и Стойленским
ГОКами (табл. 65).
Все рассмотренные факты свидетельствуют о большой перспективности
использования бедных титаномагнетитов в сложившейся технологии про-
изводства чугуна и стали. И в ближайшей перспективе потребности Ураль-
ской металлургии в сырье, следует полагать, будут удовлетворяться за счет
бедных титаномагнетитов Качканарской, а затем Кытлымской группы
месторождений.
Что касается богатых по титану титаномагнетитов (Копайская группа
месторождений), то их использование возможно на пути освоения домен-
ной плавки на шлаках до 40% TiO2 и внедрения рудовосстановительной
электропечи титаномагнетитов с получением шлаков, содержащих до
80% TiO2. В случае освоения доменной плавки необходимо решить задачу
не только непрерывности процесса, но и обогащения титановых шлаков
с получением титанатного продукта по типу рутилового концентрата —
сырья для производства титана, ферротитана и диоксида титана, включая
получение белого пигмента на его основе.
ИСПОЛЬЗОВАНИЕ ТИТАНОМАГНЕТИТОВ
НА ОСНОВЕ ДОМЕННОЙ ПЛАВКИ
Наиболее крупные промышленные опытные плавки титаномагнети-
тов в древесноугольной печи были проведены в России в 1897 г. В.Н. Липи-
ным [10] в доменной печи Вицлицкого завода (быв. Олонецкая губ.).
Печь проплавляла титаномагнетитовый концентрат с содержанием 4-5%
TiO2 в смеси с бедными рудами. В отдельные периоды шихта состояла
из 2/3 титаномагнетитового концентрата, 1/3 кускового магнитного
железняка и содержала 5-7% TiO2. Печь работала на еловом угле и неко-
торое время на холодном дутье. Шлаки содержали 7—8% TiO2. В чугуне
содержание не превышало 0,18—0,2% Ti. Такие шлаки не вызывали ника-
ких затруднений при плавке. Опыты В.Н. Липина подтвердили в промыш-
ленных условиях установившееся среди доменных техников XIX в. мне-
ние о том, что руды, содержащие небольшое количество диоксида титана,
могут проплавляться без особых затруднений в небольших древесноуголь-
ных доменных печах с применением в качестве флюса кремнезема и извести
при замедленном ходе печи. О причинах затруднений, возникающих при
плавке титанистых руд на коксе, имеется много противоречивых толко-
ваний. А. Росси [7, 8] приводит рассуждения ряда доменных техников,
относящиеся к 1880 г., о том, что ’’одного процента двуокиси гитана в
215
шлаке достаточно, чтобы сделать его вязким и совершенно непригодным
для выпуска из печи”. Некоторые техники считали, что 0,75 и даже 0,25%
диоксида титина в железной руде делает ее совершенно непригодной для
доменной плавки, так как происходит быстрое нарастание лещади и печь
выходит из строя.
А. Росси же утверждал, что он проправлял руды, содержащие до 1,5%
TiO2 в течение 11 лет. Шлаки содержали 0,25% ТЮ2 и не оказывали замет-
ного влияния на ход печи. В конце 90-х годов прошлого столетия А. Росси
опубликовал итоги своих исследований. В результате лабораторных опытов
он пришел к выводу, что даже шлаки, содержащие до 40% TiO2, могут
быть достаточно плавкими и жидкими при соответствующих условиях.
Он приводит данные своих опытных плавок в небольшой печи объемом
5,6 м3. Плавка велась на коксе при температуре дутья 200 °C. Шлаки
содержали от 5 до 35% ТЮ2 (табл. 66).
А. Росси считал, что диоксид титана должен флюсоваться так же, как
и диоксид кремния, не учитывая при этом роли низших оксидов титана.
Хотя он и указывал, что можно избежать затруднений при плавке титани-
стых руд, применяя в качестве флюса известняк и кварцит, однако сам
этого, очевидно, не придерживался, так как в его шлаках содержание
SiO2 весьма низко. Снижение плавкости этих шлаков достигнуто благода-
ря повышенному содержанию в них оксида железа (II). Несмотря на боль-
шие успехи в плавке титаномагнетитов, А. Росси не дал научного объясне-
ния явлений, происходящих при их восстановительной плавке, и его данные
не нашли применения в металлургии.
К его выводам отнеслись весьма осторожно и при проведении опытных
плавок в дальнейшем старались избегать большого содержания диоксида
титана в шлаках. Так, например, при проведении опытных плавок титани-
стых руд в смеси с обычными рудами в Пенсильвании [9] содержание
в шлаках TiOj не превышало 3%, а на заводе Лондондери Воркс в Новой
Шотландии в результате опытов пришли даже к выводу, что при содержа-
нии более 2% TiO2 шлаки становятся тугоплавкими.
Ф. Бахман [147] приводит данные об опытных плавках титанистых
руд на заводе в Порт-Генри в 1914 г. Эти опыты также производились
весьма осторожно, в шихту вводилось 1/16, 1/8, 3/16, 1/4 и, наконец 5/16
титансодержащих руд. Шлаки содержали лишь 2,7—4,7% ТЮ2. Автор указы-
вает, что при выплавке передельного чугуна температура этих шлаков
при выпуске в среднем была на 65 С выше температуры обычных шлаков.
Интерес представляет доменная плавка титанистых шихт в США, осво-
енная в годы второй мировой войны. Ввиду необходимости удовлетворить
потребности в ильменитовом концентрате для извлечения из него диоксида
титана начата была разработка месторождения титаномагнетитовых руд
месторождения Макинтайр близ оз. Санфорд (штат Нью-Йорк). Титаномаг-
нетитовая руда этого месторождения обогащалась с выделением магнетито-
вого и ильменитового концентратов. Магнетитовый концентрат содержал
около 60% Fe и до 9% TiO2. В статье Дж.Д. Хагера [203] указывается, что
повышенное содержание диоксида титана в концентрате затрудняло домен-
ную плавку, так как титан делал шлак более густым и плотным.
Систематические широкие исследования, направленные к разрешению
этой проблемы, были начаты в СССР в 1929 г.
216
Таблица 66
Наиболее характерный состав высокотитаиистых шлаков (в %)
Шлак SiO2 TiO2 А12О3 СаО MgO FeO
1 20,59 26,81 10,17 20,60 10,24 6,90
2 15,32 31,26 14,50 20,56 9,09 6,02
3 15,90 34,38 11,23 21,00 9,70 6,40
За одно десятилетие было проведено семь заводских опытных плавок
кусинских и первоуральских титаномагнетитов, большое количество лабора-
торных исследований, направленных к изучению процессов плавки и свойств
титанистых шлаков, а также впервые была освоена промышленная плавка
титаномагнетитов на титанистых шлаках, содержащих до 10-15% ТЮ2.
Исследования в области доменной плавки высоко титанистых шихт были
начаты академиком Э.В. Брицке во Всесоюзном институте минерального
сырья [4]. В результате лабораторных опытов им было предложено приме-
нение щелочных оксидов для улучшения свойств высокотитанистых сили-
катных шлаков.
В 1931 г. была проведена опытная доменная плавка титаномагнетитовых
руд на Верхне-Туринском металлургическом заводе с применением щелоч-
ных соединений. Плавка велась на донецком коксе. В качестве добавки,
богатой щелочами, была применена каменная соль. Для уменьшения потерь
от механического уноса из печи ее вводили в кокс в процессе коксования.
Опыты проводились в небольшой доменной печи с полезным объемом
112 м3. Было проплавлено 372 т кусинской титаномагнетитовой руды.
В шихту постепенно вводили 25, 50, 75 и, наконец, 100% кусинских титано-
магнетитов. Опыты продолжались в течение девяти суток. В первый период
они велись на шлаках, содержащих (в %): 14,7-18,8-TiO2; 26,6—29,2-
SiO2; 29,5—31,8—СаО; 5,1-6,4-MgO; 14,4-17,1-А12О3; l,9-2,l-Na2O;
2-4-FeO. Отношение СаО : SiO2 колебалось в пределах 1-1,2; чугун со-
держал 1,64-1,99% Si; 0,67-1,03% Мп; 0,26-0,71% Ti. При таком горячем
ходе шлаки быстро теряли свою текучесть и наблюдался рост лещади горна
из-за образования карбидов титана в печи. В дальнейшем с увеличением
количества кусинской руды в шихте перешли к более кислым шлакам с
отношением CaO:SiO2 = 0,9. Шлак этого периода характеризуется содержа-
нием (в %): 28 - TiO2; 23-SiO2; 16-20-СаО; 6-MgO; 14,5-А12О3;
3,5-FeO; 0,4—V2OS; 2-Na2O и 4,32—CaS. Чугун содержал 0,68—1,48% Si;
0,2-0,34% Мп; 0,13—0,24% Ti. Однако при работе на таких кислых шла-
ках на сернистом донецком коксе был получен сернистый чугун. В резуль-
тате этих опытов в заводских условиях была доказана возможность беспе-
ребойной работы печи на высоко титанистых шлаках.
Однако этот способ плавки имеет ряд крупных недостатков. Основные
из них — необходимость выжига специального щелочесодержащего кокса
и связанные с этим затруднения, большое испарение щелочных оксидов в
верхних зонах печи, трудности регулирования режима процесса, необхо-
димого для избежания слишком легкоплавких шлаков, и значительное
загрязнение доменного газа нежелательными хлоридами.
217
Несмотря на указанные недостатки, эти первые опыты имели большое
научное значение. Они указали пути дальнейшей работы в направлении
освоения доменной плавки высокотитанистых шихт и позволили получить
ванадиевый чугун для разработки технологии извлечения из него ванадия.
На основе данных, полученных на Верхне-Туринском металлургическом
заводе, в 1932 г. под руководством академика Э.В. Брицке на Нижне-Та-
гильском металлургическом заводе были проведены большие промышлен-
ные опыты проплавки титаномагнетитовых руд Кусинского месторождения
и передел полученного ванадиевого чугуна в мартеновских печах для полу-
чения ванадиевых шлаков методом фришевания в первый период плавки
[238].
Доменную плавку производили в печи № 1 с полезным объемом 270 м3
на сибирском коксе, со держащем до 5% Na2O. Опыты велись в течение
25 суток. Было проплавлено 5280 т кусинской руды. Печь была сразу пере-
ведена на опытную шихту. В первый период плавки шлаки содержали
(в %): 27,8—30,3—TiO2; 19,8-24,6-SiO2; 17,3—21,6—СаО; 9,7-10,7 MgO;
15,0—16,0—А12Оз; 1,7—2,2—Na2O; 2,3—3,6—FeO; 0,5—0,6—S. Содержание
суммы CaO+MgO+R2O колебалось в пределах 31—34%, отношение СаО:
SiO2 - в пределах 0,85-1. Чугун содержал (в %): 0,3—0,6—Si; 0,7-1,5-
Мп; 0,12—0,22—Ti; 0,55—0,64—V; 0,06—0,08—S. При таком составе чугуна
и шлака опытная плавка протекала бесперебойно и без всяких осложнений
в течение 18 суток.
Кратковременный переход во втором периоде на работу с более кислы-
ми титанистыми шлаками привел к резкому увеличению содержания серы
в чугуне и увеличению потерь ванадия в шлаке.
Ввиду большого содержания щелочных соединений в коксе (до 5%
NaCl), что вызывало получение излишне легкоплавких титанистых шлаков,
плавку вели на смеси из 30% рядового и 70% щелочесодержащего кокса и
далее на смеси из 50% рядового и 50% щелочесодержащего кокса. Сниже-
ние количества щелочных соединений в шихте до указанного предела отра-
зилось благоприятно на ходе доменного процесса, было ликвидировано
излишне раннее шлакообразование, шлаки стали более тугоплавкими и го-
рячими и улучшилась их обессеривающая способность. Однако дальнейшее
уменьшение количества щелочных оксидов в шихте оказалось нецелесо-
образным, так как это привело к нарушению процессов первичного шлако-
образования и загустению высокотитанистых шлаков.
Большой недостаток этого способа плавки высокотитанистых шихт, как
это уже было указано выше, - необходимость изготовления специального
щелочесодержащего кокса, значительное испарение щелочных оксидов в
верхних зонах печи, трудность регулировки количества их в шлаке, загряз-
нение хлоридами и др. Учитывая эти отрицательные стороны данного спосо-
ба плавки, в 1933 г. был предложен и в лабораторных условиях разработан
метод доменной плавки титаномагнетитов с применением в шихте щелоче-
содержащих горных пород: нефелин-сиенита, миаскита, эгирина и других,
где щелочные оксиды находятся в нелетучем состоянии в виде алюмосили-
катов щелочей (метод Э.В. Брицке, К.Х. Тагирова и И.В. Шманенкова)
[27].
Весной 1932 г. академиком М.А. Павловым был поставлен вопрос о
необходимости освоения плавки кусинских титаномагнетитов на магне-
218
зиальных шлаках с применением в шихте доломита и кварцита, и в конце
этого же года под его руководством была проведена опытная плавка этих
руд на древесном угле в доменной печи Кусинского завода [191]. Опытная
плавка на древесном угле была проведена в небольшой доменной печи с
полезным объемом в 84 м3. Для улучшения металлургических свойств
руда была предварительно обожжена в кучах. Плавку вели на шлаках,
содержащих (в %): 38-40—ТЮ2; 14—20—SiO2; 16—19—СаО; 11,4-13,5-
MgO; 7,6—9,5—А12О3; 3,8—6,4—FeO. Чугун содержал (в %) : 0,4—1,2—Si;
0,6-1,2—Мп; 0,55—0,75—V; 0,002-0,004-S.
Опытная плавка была сопряжена с рядом затруднений, приводящих к
расстройству доменной печи. Наиболее серьезными затруднениями акаде-
мик М.А. Павлов [191] считал плохое качество древесного угля, трудно-
восстановимость титаномагнетитовой руды и вследствие этого приход в
горн недостаточно восстановленной и даже сплавленной руды, а также
трудноплавкость высокотитанистых шлаков. Периодические зависания в
печи и спуск настылей приводили к загромождению горна, ухудшали ход
процесса и резко снижали производительность печи. В результате этих пла-
вок был получен высококачественный древесноугольный ванадиевый
чугун, пригодный для передела в кислой мартеновской печи на ванадиевую
сталь.
Весной 1933 г. под руководством академика М.А. Павлова была прове-
дена опытная плавка тех же кусинских титаномагнетитов на сибирском
коксе в доменной печи № 2 с полезным объемом 270 м3 Нижне-Тагильско-
го металлургического завода [203]. Переход на опытную шихту был сделан
сразу. Плавки продолжались в течение 15 суток. Было проплавлено 1950 т
кусинской руды. Плавку вели на шлаках, содержащих (в %): 24,6—31,2—
TiO2; 16,7—23,7—SiO2; 16,6-22,8-СаО; 11,1-14,1-MgO; 3-6-FeO;
0,3—0,65—V2O5. Отношение CaO:SiO2 = 0,85—1,25. Выплавлялся передель-
ный ванадиевый чугун, содержащий (в %): 0,5—Si: 1,25—Мп; 0,59—V;
0,02—0,05—S. В начале опытов плавку вели на шлаках, имеющих отношение
CaO:SiO2 порядка 1, 2. Пониженное содержание SiO2 в шихте весьма отри-
цательно отразилось на процессах первичного шлакообразования. Неболь-
шое увеличение содержания SiO2 в шихте изменило отношение CaO:SiO2
в шлаке до 0,9—1. Процессы шлакообразования в печи были несколько
улучшены. Однако и при таком соотношении CaO:SiO2 высокотитанистый,
шлак был весьма неустойчивым. Наблюдались зависания и приход в горн
неподготовленных масс, шлак имел большую кристаллизационную способ-
ность. Происходило загромождение горна и расстройство хода печи. Однако
после завершения процессов восстановления и плавления в горне печи на-
копившийся в большом количестве достаточно горячий и поэтому весьма
жидкий высокотитанистый шлак выпускали из печи без труда. В периоды
горячего хода печи создавались благоприятные условия для образования
карбидов титана. Эти опыты показали возможность проплавления высоко-
титанистых шихт на магнезиальных титанистых шлаках без добавки в ших-
ту шелочных оксидов. Однако такая плавка сопряжена с рядом вышеука-
занных трудностей, и работа печи возможна лишь при проведении чистых
периодических ’’промывок” печи путем перевода ее на плавку обычных
РУД-
Опыты, проведенные академиком М.А. Павловым, имели большое науч-
219
ное значение. Хотя они и не привели к положительному решению проблемы
плавки высокотитанистых шихт, но накопили большой опытный материал,
дающий возможность судить о ходе процессов при плавке высокотитанис-
тых магнитных железняков.
В 1939 г. этот способ плавки с добавкой щелочных горных пород был
проверен в большом промышленном масштабе [6]. В доменной печи № 3
с полезным объемом 257 м3 Чусовского металлургического завода были
проведены опытные плавки, где до этого уже была освоена плавка обога-
щенных титаномагнетитов Кусинского и Первоуральского месторождений
на низкотитанистых шлаках, содержащих 4-6% TiO2. Во время этих опы-
тов было проплавлено 6000 т сырой кусинской и 1280 т первоуральской
руды. В качестве щелочесодержащей горной породы в шихту добавляли
нефелин или миаскит. Полученный ванадиевый чугун имел следующий
состав (в %): 0,27—0,50—Мп; 0,57—0,64—V; 0,03—0,07—S. Титанистые
шлаки содержали (в %): 15,1—21,9—TiO2; 25,3-28,3-SiO2; 15,1 — 18,5—
А12О3; 26,2—31,5—СаО; 1,3-2,4-FeO; l,7-2,3-Na2O и К2О.
Наличие в шихте щелочесодержащих горных пород — нефелина и миас-
кита, имеющих низкую температуру плавления и благоприятное отношение
CaO:SiO2 порядка 0,9—1, улучшило условия для первичного шлакообразо-
вания. Переход основного количества щелочных оксидов в шлак (до 2%
R2O в шлаке), а также наличие в нем около 2% FeO способствовали сни-
жению кристаллизационной способности шлака. В результате этого даже
при отношении CaO:SiO2 = 1,1 печь работала спокойно и бесперебойно.
За весь период опытов не было замечено явлений образования карбидов
титана в горне печи. Химический анализ шлаков показал в них лишь 0,1 —
0,2% С. Пониженное содержание СО2 в колошниковом газе указывало на
относительно большое развитие процессов восстановления титаномагнети-
тов твердым углеродом. В этих условиях наиболее трудновосстановимый
компонент руды — ильменит — восстанавливался до прихода в горн, на что
указывают анализы проб шлаков, взятых из горна на уровне фурм. Коли-
чество оксида железа (II) в шлаках этой зоны колеблется в тех же преде-
лах, что и при плавке обычных магнитных железняков (1,4—11,13%).
После окончания опытных плавок доменный цех Чусовского завода был
переведен на этот способ плавки и успешно работал более полугода. В даль-
нейшем, вследствие изменения состава шихты, приведшего к резкому сни-
жению диоксида титана в шлаке (8-10%), появилась возможность плавки
смеси первоуральской и кусинской руд и без добавки в шихту нефелин-
сиенитов и миаскитов.
В марте 1941 г. были проведены большие промышленные опыты про-
плавки сырых кусинских титаномагнетитов в доменной печи № 1 с полез-
ным объемом 458 м3 Орджоникидзинского металлургического завода в
Донбассе [6]. Выплавленный ванадиевый чугун подвергался переделу в бес-
семеровском цехе с целью получения богатого ванадиевого шлака и стали.
При плавке титаномагнетитов на донецком коксе необходимо было ре-
шить основную задачу — обеспечить бесперебойную работу доменной печи
на основных титанистых шлаках с отношением CaO:SiO2 до 1,4 вместо
0,9—1 на Чусовском заводе, имеющих большую обессеривающую способ-
ность. Работа на таких шлаках способствует также максимальному перехо-
ду ванадия в чугун. Опыты продолжались 14 суток. Было проплавлено
220
7345 т кусинского агломерата. Выплавлено 3824 т ванадиевого чугуна.
По характеру загружаемой в печь шихты опытную плавку можно разде-
лить на три периода. В первый период происходила плавка смеси кусинской
и первоуральской руд на местном коксе. Шлак имел следующий химичес-
кий состав (в %): 6,9-1 l-TiO2; 26,4-29,0-SiO2; 33,3-40,8-СаО; 6,8-
8,0—MgO; 14,4—17,4—А12О3; l,6-2,9-Na2O и К2О; 0,5-0,7-FeO; 0,10-
0,20—V2O5. Отношение CaO:SiO2 = 1,25—1,35. На шлаках такого состава
печь работала ровно и спокойно. Шлаки были горячими и имели хорошую
обессеривающую способность. Выплавлялся бессемеровский ванадиевый
чугун, содержащий (в %): 0,56—1,1—Si; 0,60—1,2—Мп; 0,44—0,58—V;
0,04—0,08—S; 0,052-0,65-Р.
Во второй период в течение пяти суток происходила плавка 100%-ной
кусинской руды на местном коксе. Титанистые шлаки этого периода имели
следующий химический состав (в %): 13,2—17,7—TiO2; 23,8-26,6-SiO2;
14,2—18,6—А12О3; 35,0-38,1-СаО; 6,8-8,0-MgO; 0,7-0,9-FeO; 0,15—
0,2—V2O5. Отношение CaO:SiO2 = 1,3—1,4. Чугун содержал (в %): 0,45—
0,66—Si; 0,4—0,58—Мп; 0,51—0,58—V; 0,06-0,08-S; 0,05-0,06-Р. В этот
период печь имела также ровный ход. Фурмы работали хорошо. Однако
ввиду сильного увеличения основности шлака при большом содержании
диоксида титана отмечалось некоторое понижение его текучести, особенно
в конце второго периода, когда содержание миаскита в шихте было в 2 ра-
за снижено (до 5%).
В третий период плавку вели на смеси кусинских и первоуральских
титаномагнетитов на шлаках, содержащих (в %): 10,6—14,7—TiO2; 27,3—
30,0—SiO2; 15,1—15,7—А12О3; 32,5-37,1-СаО; 6,80-8,20-MgO. Отноше-
ние СаО: SiO2 = 1,25—1,3.
Третий период от первого отличался тем, что был резко снижен расход
миаскита с 12 до 5 % на единицу чугуна. В указанных условиях замена части
кусинской руды первоуральской имела целью снижение содержания ТЮ2
в шлаке и увеличение в нем SiO2 для улучшения его свойств. Однако силь-
ное снижение количества миаскита в шихте при высоком содержании в нем
СаО + MgO создало неблагоприятные условия для первичного шлакообра-
зования и вызвало ряд затруднений при плавке даже при небольшом содер-
жании ТЮ2 в шлаках.
Обобщение данных опытных плавок титаномагнетитов позволяет сделать
основной вывод, заключающийся в том, что затруднения при обычной до-
менной плавке высокотитанистых шихт могут возникать лишь вследствие
специфических свойств титанистых шлаков, их трудноплавкости, в особен-
ности высокой кристаллизационной способности. При горячем и неровном
ходе доменной печи развитие процессов карбидообразования также резко
ухудшает свойства этих шлаков.
При холодном ходе доменной печи на кислых шлаках и с добавкой в
шихту щелочных горных пород, хотя и осуществляется непрерывность и
устойчивость хода доменного процесса, происходит значительная потеря
ванадия в шлаках или не достигается высокой концентрации в них титана.
На основе этих работ авторы пришли к выводу, что доменная плавка, ви-
димо, будет нерациональна для случая, когда требуется концентрировать
ТЮ2 в шлаках. При доменной плавке шлаки могут содержать лишь до
25% ТЮ2, что недостаточно для их эффективного передела.
221
ИСПОЛЬЗОВАНИЕ БЕДНЫХ ПО ТЮ2 ТИТАНОМАГНЕТИТОВ
В КАЧЕСТВЕ РУДНОЙ СОСТАВЛЯЮЩЕЙ ШИХТЫ
СОВРЕМЕННЫХ ДОМЕННЫХ ПЕЧЕЙ
В нашей стране титаномагнетиты нашли широкое применение на заводах
Урала в качестве сырья для производства ванадиевых чугунов. В ближай-
шей перспективе они станут основным сырьевым источником черной ме-
таллургии Среднего Урала [235]. В этом фактически новом для производ-
ства чугуна технологическом процессе образуются титанистые шлаки, со-
держащие 5—10% ТЮ2 (табл. 67), а в перспективе с переходом на использо-
вание титаномагнетитовых руд Качканарского месторождения и месторож-
дений Кытлымской группы содержание диоксида титана возрастет до
15-19%.
Разработанные уральскими учеными научные основы плавки титаномаг-
нетитов допускают возможность получения доменных шлаков с содержа-
нием более 40% ТЮ2. В этом случае доменным процессом можно перера-
батывать богатые титаномагнетиты Копайской группы месторождений.
В современном доменном процессе используются титаномагнетитовые
руды Гусевогорского и Первоуральского месторождений.
Гусевогорское месторождение представлено несколькими самостоятель-
ными залежами. Главная, Северная, Западная и Промежуточная 1 залежи
сосредоточили в своих недрах более 70% общих запасов месторождения.
Остальная часть запасов сосредоточена в Промежуточных II и III, Восточной,
Южной и других более мелких залежах. Вкрапленные титаномагнетитовые
руды Гусевогорского месторождения разрабатываются и обогащаются
Качканарским горно-обогатительным комбинатом. Опыт создания и разви-
тия Качканарского ГОКа — это исторические этапы постепенного признания
титаномагнетитов в качестве металлургического сырья. • Потребовались
большие усилия уральских ученых, чтобы доказать экономическую целе-
сообразность добычи, обогащения, окускования и переработки титаномаг-
нетитов в промышленных масштабах.
В прошлом большинство металлургов сомневалось в эффективности
разработки месторождений с низким содержанием железа, но производ-
ственный опыт обнаружил скрытые преимущества переработки бедного
Таблица 67
Составы доменных титанистых шлаков [240]
Завод Состав шлака, %
SiO2 ТЮ2 А12О3 СаО
33,2 6,1 15,4 31,7
Чусовской 33,0 5,7 15,1 33,0
32,7 6,1 15,9 33,4
Нижне-Тагиль- 28,4 9,4 15,6 30,0
ский 28,2 9,2 15,6 31,6
27,6 8,1 15,2 32,7
222
сырья, которые проявились на пути комплексного их использования с из-
влечением железа и ванадия. Все это способствовало постоянному и не-
уклонному наращиванию мощностей Качканарского ГОКа.
Накопленный ныне большой производственный опыт по разработке
месторождения и обогащению руд подтвердил правильность технических
и научных решений, принятых в начале освоения месторождения на Основе
комплексного использования титаномагнетитов. Этот опыт имеет не только
большое народнохозяйственное, но и большое познавательное значение.
Его надо изучать, ибо в нем отражено будущее металлургии вообще и Урала
особенно, поскольку титаномагнетиты составляют надежную сырьевую
базу черной металлургии в этом регионе.
На комбинате в состав рудоподготовительного комплекса входят дро-
бильная, обогатительная и агломерационная фабрики и фабрика окатышей,
участок шихтоподготовки и рудоиспытательная лаборатория. Добыча руды
производится на трех карьерах: Главном, Западом и Северном. Поступаю-
щая руда, довольно однородная по содержанию железа, подвергается усред-
нению по текстурным характеристикам, которые определяют естественный
гранулометрический состав титаномагнетита в пустой породе и обогати-
мость руды (табл. 68).
Разновидности руд внешне определяются по их текстурным характерис-
тикам, которые положены в основу технологической классификации руд.
Усреднение руды достигается определенной схемой выемки руды на осно-
ве данных технологического картирования отдельных рудных залежей. Дроб-
ление руды производится в несколько стадий: с фракции 1300(1200) мм
до фракции 25 мм. В таком виде она направляется на обогащение,
которое включает сухую и мокрую магнитные сепарации. В процессе сухой
магнитной сепарации производится вывод части пустой породы в виде
товарного продукта щебня, а также достигается сокращение затрат на из-
мельчение руды. В процессе мокрой магнитной сепарации образуется тита-
номагнетитовый концентрат для агломерации (измельчение от 0,074 до
70—75%) и грануляции (того же класса — 95%). Измельчение магнитного
продукта производится в несколько стадий. На первой — в стержневых,
на второй и третьей — в шаровых мельницах, последние работают в замкну-
Состав шлака, %
MgO FeO MnO V2O5 СаО .• siO2
10,0 0,9 0,6 0,24 0,95
10,0 0,9 0,7 0,21 1,00
9,6 0,8 0,6 0,21 1,04
12,5 0,8 0,4 0,19 1,06
11,2 0,8 0,6 0,19 1,12
11,8 0,6 0,4 0,17 1,18
223
Таблица 68
Показатели обогатимости титаномагнетитовых руд
Разновидность руды Относительное коли- чество, % Содержание железа в концентрате, %
Легкообо гатимые титаномагне- титы 30-40 До 66
Средней обогатимости 30-40 62-63
Труднообо гатимые 20-30 До 60
том цикле с гидроциклонами. Мокрая магнитная сепарация производится
на сепараторах с различной конструкцией ванн, отвечающих различным
стадиям обогащения. Процессы измельчения и обогащения протекают при
самотеке основного количества пульпы от стержневых мельниц до насос-
ных станций, выбрасывающих хвосты в шламохранилище. Обезвоживание
концентрата производится первоначально на сгустителях, а затем на диско-
вых вакуум-фильтрах во влажности в среднем 9,5%.
| Титаномагнетиты обладают повышенной магнитной жесткостью, поэтому
они первоначально намагничиваются, а затем их подвергают размагничива-
нию. Технологическая оценка титаномагнетитовых руд включает определе-
ние обогатимости текстуры и металлургической ценности руды. Обогати-
мость оценивается по извлечению железа. Теоретически возможное извле-
чение железа при сложившейся технологии обогащения этих руд опреде-
ляется содержанием железа в титаномагнетите (11 из 16% железа в руде).
Значительное количество железа в руде связано с силикатами и ильмени-
том. В отходах обогащения силикатного и ильменитового железа — 4,5 —
5,5% и в хвостах обогатительной фабрики - 6,4-6,7%. Текстурная характе-
ристика руды выражается величиной вкрапленности титаномагнетита во
вмещающейся породе, а также структурами срастания. Среди них различа-
ются структуры сидеритоплезитовая и распада твердого раствора. В слу-
чае наличия в руде первой структуры при измельчении образуется большое
количество сростков, а второй - обособление титаномагнетита, представ-
ляющего собой тесное прорастание ильменита в магнетите. Текстурная
классификация руды положена в основу технологической классификации
руд. Важнейшие технические показатели обогащения гусевогорских руд на
Качканарском ГОКе следующие: извлечение железа в концентрат — 66,1%, ва-
надия — 65,8%, выход титаномагнетитового концентрата —17,23%,среднее со-
держание железа в концентрате - 61,45%, отвальные хвосты — 6,56% Реобщ.
При обогащении выделяется два вида концентратов: для агломерации с со-
держанием железа 60-60,5% и окомкования - 62-62,1% Feo6ui.
Металлургическая ценность титаномагнетитового концентрата опреде-
ляется достаточно высоким содержанием в нем железа, высокой естест-
венной основностью и низким содержанием серы и фосфора. При обогаще-
нии с повышением содержания железа основность практически не меняется,
но снижаются отношение SiO2:Al2O3 и сумма шлакообразующих оксидов
по отношению к титану и магнезии. Это увеличивает вязкость шлаков при
плавке концентратов, что неблагоприятно сказывается на процессе.
224
Таким образом, механическим обогащением гусевогорских руд, содер-
жащих небольшое количество железа, в зависимости от структуры и тони-
ны помола получены концентраты с содержанием от 60 до 66% Fe. Этот
опыт, внедренный на Качканарском ГОКе, показал возможности и преи-
мущества использования титаномагнетитов, которые относят, по сущест-
вующим представлениям, к бедным железным рудам. Этот путь является
общим для всех бедных по диоксиду титана титаномагнетитов, которые
перерабатываются и будут перерабатываться методами доменной плавки/
и прежде всего для Качканарского месторождения и других месторождений
этой, а также Кытлымской группы, которые следует рассматривать как
перспективу обеспечения уральской черной металлургии местным сырьем.
Наряду с Гусевогорским месторождением Первоуральским рудоуправ-
лением эксплуатируется Первоуральское месторождение (участки II и III
Магнитки). Обогащение руды производится методом сухой магнитной се-
парации. Выход концентрата — 7,2%. Отходы обогащения — щебень, выход
которого 68%.
В перспективе намечено к разработке Среднеуральским ГОКом Качка-
нарское месторождение. Здесь предполагается перерабатывать руду с по-
лучением офлюсованных окатышей. Горнотехнические возможности Кач-
канарского месторождения весьма благоприятны. Добыча руды на место-
рождении будет осуществляться с использованием современной высоко-
производительной техники. Дробление руды до 400 мм будет производить-
ся в одну стадию и измельчение — в две. Обогащение — мокрая магнитная
сепарация с получением концентрата (класс 0,074 мм, выход 97%) с со-
держанием железа 63%. Полученный концентрат будет подвергаться оком-
кованию.
Подготовка сырья к доменной плавке. Продувка
сырья осуществляется методом агломерации и окомкования. Агломерации
подвергается шихта, содержащая до 100% тонкоизмельченного концентрата
с получением офлюсованного агломерата. Известняк и коксик измельчают-
ся до крупности 3—0 мм, дозируются автоматически к концентрату. Смеше-
ние и окомкование осуществляется в двух барабанных окомкователях.
В шихту добавляется возврат. Спекание окомкованной шихты осуществля-
ется на аглолентах площадью 204 м2, на которую однослойно загружается
шихта на постель из агломерата высотой 20—25 мм. Технологические газы
очищаются в электрофильтре (по три на агломашину). Агломерационный
спек подвергается дроблению, рассеву и охлаждению в чашевых охладите-
лях.
Для успешной агломерации шихты из тонкоизмельченных концентратов
применяется подогрев ее теплом горячего возврата, что увеличило произ-
водительность агломашин в среднем на 60%. Производимый Качканарским
ГОКом агломерат содержит 56,6% Реобщ, имеет основность 1,29 и содер-
жит мелочи (5—00 мм) 10—12%.
Производство окатышей осуществляется на шихте, состоящей из бенто-
нита (связка), известняка и титаномагнетитового концентрата. Последние
в измельченном состоянии и заданном соотношении дозируются и смеши-
ваются. В таком виде шихта поступает на окомкование в чашевые оком-
кователи диаметром 5,5 м с производительностью 36—40 т каждый. Сырые
окатыши подвергаются упрочнению на агрегатах конвертерного типа —
15 . Зак.5 7
225
Таблица 69
Технико-экономические показатели производства ванадиевого и передельного
чугунов на НТМК [235]
Показатель Чугун
Ванадиевый Передельный
Производительность, т/сут 6818 10305
КИПО, м3 • сут/т 0,586 0,572
Содержание железа в шихте, % 56,97 54,53
Расход кокса (сухого), кг/т 488 501
Расход природного газа, м3 /т 84 95
Расход кислорода, м3 /т 23 52
Выход шлака, кг/т 373 443
Основность, CaO:SiO2 1,12 1,09
Температура дутья, ° С 1067 1047
Содержание кислорода в дутье, % 22,0 23,43
Отношение природного газа к дутью 5,22 5,65
Химический состав чугуна, %:
С 4,46 4,35
Si 0,25 0,67
Ti 0,23 0,09
Мп 0.30 0,60
V 0,451 0,10
S 0,028 0,029
Р 0,08 0,10
обжиговых машинах с полезной площадью спекания 432 м2. Обожженные
окатыши разгружаются в чашевые охладители, где охлаждаются прососом
воздуха. Охлажденные окатыши подвергаются грохочению и направляются
на плавку. На комбинате разработан и внедрен интенсивный нагрев окаты-
шей в слое высотой до 550 мм, что улучшило их металлургические свойства
и повысило технико-экономические показатели доменной плавки.
Плавка титаномагнетитов в доменных печах ко-
пайского и кусинского типов была осуществлена в небольших доменных
печах. Наиболее обнадеживающие результаты были получены при внесении
в качестве флюса в шихту щелочесодержащих веществ и хлористого натрия.
Характеристика доменных титанистых шлаков представлена на рис. 11.
Щелочи в доменной печи, как и многие другие вещества, находятся в со-
стоянии рециркуляции (испарение—конденсация), что способствует накоп-
лению щелочей в зоне их конденсации. При определенных температурных
условиях щелочи разрушают метатитанат железа (ильменит) с образовани-
ем титаната натрия. Развитие этого процесса облегчает восстановление окси-
дов железа, стабилизирует первичное шлакообразование и тормозит вос-
становление диоксида титана. В результате этого в горн поступают хорошо
прогретые и восстановленные материалы. Восстановление титана в нем
ограничивается испарением щелочей., Внесение щелочей обеспечило ровный
ход доменных печей и получение титанистых шлаков, содержащих до 35%
TiO2, и ванадиевого чугуна, при окислительной плавке которого образо-
226
Таблица 70
Структура себестоимости ванадиевого и передельного чугунов
в условиях НТМК
Статья затрат Чугун
Ванадиевый Передельный
Зат раты
руб. % руб. %
Рудная часть шихты 43,88 65,0 29,57 54,0
В том числе: агломерат 27,36 . 40,5 28,45 51,9
окатыши 16,51 24,5 0,95 2,1
Флюсы 0,15 0,2 — —
Топливо 18,18 26,9 19,11 34.9
В том числе: кокс 16,30 24,1 16,78 30,6
природный газ 1,44 2,1 1,62 3,0
Расходы по переделу 5,97 8,8 6,70 12,2
Расходы на подготовку и освоение 0,07 0,1 0,08 0,1
производства Общезаводские расходы 0,26 0,4 0,29 0,5
Прочие производственные расходы 0,07 0,1 0,07 0,1
Расходы по разливке чугуна 0,02 — 0,29 0,5
Рабочая продукция 0,94 1,4 1,23 2,2
Производственная себестоимость 67,62 100,0 54,80 100,0
вывались ванадиевые шлаки — сырье для производства пентаоксида вана-
дия и феррованадия для легирования сталей ванадием. Однако использова-
ние бедных чусовогорских и первоуральских титаномагнетитов, содержа-
щих до 3% ТЮ2, не вызывало необходимости добавки в шихту щелочей.
Сейчас эта технология внедрена на современных печах Нижне-Тагильского
металлургического комбината. При этом технико-экономические показа-
тели работы доменных печей не уступают показателям на передельный
чугун (табл. 69). При плавке титаномагнетитов был достигнут расход
кокса на 13 кг/т ниже по сравнению с плавкой передельного чугуна, при-
родного газа — на 11,6%, а кислорода — в 2,3 раза.
Сопоставление структуры себестоимости ванадиевого и передельного
чугунов (табл. 70) показывает, что расходы по переделу в случае получе-
ния ванадиевых чугунов даже ниже по сравнению с передельным на 10,9%,
но в случае ванадиевого чугуна используется более подготовленная и доро-
гая шихта. Данные табл. 69 и 70 показывают, что технология ванадиевых
чугунов обеспечивает высокие показатели работы доменных печей, не ус-
тупающие показателям обычного передельного чугуна. Эта технология
создана в результате разработки научных основ плавки титаномагнетитов
в доменных печах и их использования на практике. Она основана на круп-
ных достижениях в технологии производства чугуна, таких, как примене-
ние высокотемпературного дутья, обогащенного кислородом с добавкой
природного газа, и др. Технология основана на высокой стабильности теп-
227
Табл ица 71
Физико-химические характеристики проплавляемых материалов
Мате- риал Химический состав, % Fe,o3/ FeO
S1O, TiO2 Ге2О3 FeO СаО V,O5
А1 5,50 2,64 66,2 13,51 7,06 0,563 4,9
А2 5,55 2,52 63,75 14,91 7,10 0,532 4,27
АЗ 5,44 2,64 65,10 13,81 6,99 0,557 4,82
А4 5,32 2,57 64,80 13,94 6,78 0,550 4,65
А5 5,45 2,44 64,90 14,06 6,82 0,520 4,62
А6 5,55 2,51 65,25 13,51 7,00 0,129 4,82
OKI 3,60 2,60 81,10 3,32 4,00 0,566 24.42
ОК2 3,72 2,46 82,10 2,16 4,46 0,555 38,10
ОКЗ 3,81 2,55 80,10 3,86 4,90 0,555 20,85
ОК4 3,76 2,55 80,90 2,48 4,94 0,560 32,60
ОК5 4,00 2,40 81,60 1,83 4,96 0,546 45,10
ОК6 4,04 2,33 80,70 2,73 4,92 0,530 29,10
*Для окатышей
Примечание. А — Агломерат, ОК - Окатыши
нового баланса доменных печей с получением химически холодных и фи-
зически перегретых чугунов.
Плавка титаномагнетитов в современныхдомен-
н ы х печах. Первоначально титаномагнетитовые концентраты использо-
вались в практике Чусовского металлургического завода. С вводом в строй
Качканарского ГОКа выплавка ванадиевых чугунов была начата на печах
Нижне-Тагильского металлургического комбината. На Чусовском метал-
лургическом заводе был накоплен большой опыт работы на титаносодер-
жащих шихтах. Этот опыт показал, что наибольшее количество шлака и
минимальные потери металла наблюдаются при оптимальном содержании
кремния в металле (0,3—0,45%). Однако этот опыт Чусовского металлур-
гического завода был недостаточным для плавки агломератов с более
высоким содержанием TiO2 (см. табл. 67), который использовался на
НТМК. Кроме того, переход на крупные печи объемом 1242, 1517 и 2700 м3
осложнялся спецификой более крупных печей и особенно неравномер-
ностью распределения температур по сечению горна и др.
ИМЕТ УНЦ АН СССР и Нижне-Тагильский комбинат разработали и внедри-
ли технологию плавки титаномагнетитов [240]. В новом технологическом
процессе используется хорошо подготовленная шихта, содержашая агло-
мерат и окатыши — искусственное сырье с высокой реакционной способ-
ностью, поскольку магнетит — наиболее трудновосстановимая фаза в ока-
тышах и агломератах — разрушается в результате развития окислительных
процессов, протекающих в процессе их приготовления (в агломератах отно-
шение Fe2O3 : FeO равно 4,27—4,9, в окатышах — 20,85—45,10; табл. 71;
228
CaO/SiO2 Физическая характеристика Содержание фракций (мм), %
+ 50 25-50 10-25 (+ 12) * 5-10 (5-12) 0-5
Барабан (остаток), % Проч- ность, кг/окат.
1,28 25,3 1,0 16,6 21,0 42,7 18,7
1,28 25,2 0,5 15,3 31,9 38,5 13,8
1,28 25,2 0,0 7,4 22,6 50,0 20,0
1,27 25,5 0,5 8,4 20,8 49,1 21,2
1,25 25,2 0,0 15,0 26,9 46,8 14,8
1,26 25,2 - - - - -
1,11 178 — — 64,8 29,1 6,0
1,20 160 — — — — —
1,29 141 — — 60,1 34,3 5,6
1,31 152 — — 52,7 — —
1,24 140 — — — 44,1 3,2
1,22 139 — — — — —
магнетита - 2,23). Согласно технологическим требованиям, агломерат и
окатыши должны быть полностью офлюсованы, содержать 56—58% Реобщ_,
обладать высокой прочностью и восстановимостью при низком содержании
фракции 0—5 мм. Такое качество сырья позволяло, несмотря на наличие
в нем титана, не снизить [235], как это утверждали металлурги до опыта
работы НТМК, а повысить производительность печи и снизить расход кокса
при выплавке ванадиевого чугуна. Характеристика доменного сырья НТМК
следующая. Химический состав агломерата и окатышей представлен в
табл. 71. Содержание мелкой фракции 0—5 мм в агломератах — 10,36%,
в окатышах — 3,2%. Кокс содержит 11,8% золы; 0,46% серы и 1,10% лету-
чих; прочность на барабане — 323—326 кг. Применение подготовленной
шихты во многом определяет возможность доменной плавки титаномаг-
нетитов; в этом случае улучшается газопроницаемость шихтовых материалов
по высоте и сечению доменной печи, что обеспечивает эффективный тепло-
обмен между газом и шихтовыми материалами и восстановление оксидов
железа. Все это способствует тому, что к моменту плавления шихтовых
материалов их восстановление на уровне заплечиков достигает 90%
(рис. 29). Использование подготовленной шихты (агломерат и окатыши)
изменило радиальное распределение материалов и газопотоков по срав-
нению с обычной плавкой. В связи с однородностью гранулометрического
состава агломерата и окатышей (фракции 10-25 и 5—10 мм составляют
для агломерата 60—70% и для окатышей — до 90%) регулирования хода
печи ’’сверху” не представлялось возможным. При использовании 40%
окатышей в шихте изменение СО2 по радиусу колошника характеризует-
229
Рис. 29. Изменение степени восстановления
руды (о>) по высоте доменной печи при расхо-
дах природного газа
1 — 50 м3 т; 2 — 100 м3 /т
Рис. 30. Изменение степени прямого восста-
новления, по М.А. Павлову
ся повышением его содержания на периферии, подъемом к центру и резким
снижением в осевой зоне. При таком распределении СО2 печь работает
при ослабленном периферийном и сильно развитом центральном потоке
газов. При использовании близкой к однородной по фракционному сос-
таву шихты регулировать газовые потоки не представляется возмож-
ным. Изменение прочности агломерата и окатышей приводит к ослабле-
нию периферийного и узкоцентрального потоков в печи, что сопровождает-
ся ростом перепада давления и снижением интенсивности плавки по дутью,
отрывании шихты и др. При установившемся процессе плавки содержание
СО2 в газе достигает 18,8% и температура колошника устанавливается
1220°С. Вдувание природного газа в доменную печь повышает в значитель-
ной степени восстановительную способность газов и развитие косвенного
восстановления оксидов железа в верхних горизонтах печи. Показатель
этого — уменьшение индекса прямого восстановления rd, по М.А. Павло-
ву [277], до 0,25 при расходе природного газа 100 мэ/т чугуна (рис. 30).
Это ниже, чем в случае плавки наиболее легковосстановимых руд (обож-
женные сидериты имеют rd = 0,25; бурые железняки — 0,4, гематиты и
мартиты — 0,45—0,55 [224]. Работа доменной печи на природном газе
сопровождается снижением содержания кремния в чугуне до 0,17% и тита-
на до 0,19% при температуре чугуна 1450 ± 10°С (рис. 31). Снижение
концентрации указанных элементов благоприятствует более полному
разделению чугуна и шлака, поскольку увеличение содержания титана
в чугуне повышает вязкость металлического расплава в 20 раз. Природ-
ный газ влияет на тепловое состояние горна доменной печи, в котором
получает развитие восстановление технологических элементов — крем-
ния, титана, ванадия и других, — протекающее по эндотермическим реак-
циям. Так как энергетические затраты на восстановление указанных эле-
230
£
0,00
0,0Z
ffffff
OZrff
ТУ
s
I
.«2
0,40
0,00
o,zov-
6,oo\-
0,Z0
0,00
ozox-
х 7,0 -
41 ff,0 -
К ffO ~
ОО -
л f470 ~
. /ZffО -
гА
’ f,0
о
fffff //ff
MJ/m чугуна
объемом 1242 м3 (НТМК)
I ff
\zzoo
^Zfffff
2000 _____
ffff ffff 70 so ffff
Pa arffff ay ay а Она га гаоа
P и с. 31. Изменение показателей работы доменной печи
при различных расходах природного газа
П — производительность; ДЕе — невязка баланса железа, %; Г/— температура чу-
гуна на выпуске; hv - извлечение ванадия, %; Lv - коэффициент распределения
ванадия
ментов в чугун различные, то, очевидно, изменяя расход природного газа,
можно тонко регулировать тепловое состояние горна [240], снижая уро-
вень теплового состояния печи и тем самым достигая ограниченного вос-
становления, вплоть до раздельного восстановления указанных элементов.
Однако такое снижение на шлаках с основностью 1,1 —1,2 приводило к
осложнению доменной плавки. Для раздельного восстановления техноло-
гических элементов необходимо было понизить температуру в горне
локально — в области фурменных очагов. Эти возможности открывают
использование в доменном процессе природного газа. При подаче в горн
90—110 м3 газа на 1 т чугуна содержание кремния в чугуне удалось снизить
до 0,17% и титана до 0,18% при практически полном восстановлении вана-
дия в чугун.
231
С.В. Шаврин [240] выражает взаимосвязь процессов восстановления
кремния и титана следующей зависимостью:
[Ti] = [Ti]° [1-0,85 [Si]] . (4.1)
Стабильное тепловое состояние горна определяет не только постоянство
состава чугуна по технологическим элементам, но и получение физически
горячих и хорошо прогретых чугунов с температурой 1450 ± 10°С (рис. 33).
Снижение содержания титана и кремния в чугуне увеличивает межфазное
натяжение на границе шлак—чугун [241, 242], что способствует коагуля-
ции капель металла и более полному отделению его от шлаковой фазы.
Увеличение содержания указанных элементов повышает вязкость чугуна
и их общую гетерогенность за счет карбидов и оксикарбонитридов титана
в металле (до 12%). Последние, накапливаясь на границе металл—шлак,
снижают межфазное натяжение и тем самым способствуют формированию
малоподвижных неплавких масс. Указанные массы нарушают дренажную
способность и непрерывность доменного процесса [240]. Однако их обра-
зование имеет не только физическое, но и химическое объяснение. Изуче-
ние природы химической связи в титанатах показало [241], что восстановле-
ние Ti4+ -+ Ti3+ -+ Ti2+ сопровождается формированием в низших окси-
дах титана и шлаковых фазах на их основе металлической связи, которая
в объеме титанатной фазы может быть представлена атомами одного
вида - Ti - Ti - Ti - или разнородными атомами - Ti - Ti - Fe - на гра-
нице металл—шлак, что способствует развитию процесса греналеобразова-
ния и ухудшает разделение металл—шлак.
Лабораторные исследования показали, что длительная выдержка тита-
нового шлака и чугуна в восстановительных условиях сопровождается
уменьшением четко отликвированной металлической фазы. После дли-
тельной выдержки эта фаза как ликвационная прослойка полностью исчеза-
ет и образуется одна общая ’’неплавкая” масса, в которой металл образу-
ет флюидальные потоки в шлаковом объеме. При плавке титаномагнети-
тов в доменной печи обнаруживается определенная корреляционная связь
между содержанием кремния и титана в чугуне, дренажной способностью
горна и потерей железа со шлаком, причем оптимальное содержание крем-
ния в чугуне составляет 0,35—0,45% (рис. 32). Шлаковый режим обеспе-
чивал условия фильтрации расплава в горне доменной печи, выпуск его че-
рез шлаковую и чугунную летки, минимальные потери металла и ванадия
и содержание серы в чугуне, равное 0,03%. Этому отвечали шлаки повы-
шенной основности 1,1-1,2 с содержанием 10-12,5% MgO. Исследованиями
установлена целесообразность внесения в шлак до 1,65% CaF2, однако
дефицитность и высокая стоимость плавикового шпата препятствует его
практическому использованию.
Рост содержания железа в шихте до 57—57,5% и уменьшение выхода
шлака до 330—370 кг/т чугуна способствовали увеличению извлечения
ванадия до 86%, росту содержания диоксида титана в шлаке и снижению
коэффициента распределения серы. Выпуск чугуна и шлаковый режим
находятся в тесной связи. Более частые выпуски чугуна благоприятно
сказываются на процессе плавки, поэтому от 9-разового выпуска через
одну летку постепенно перешли на 11 -разовый выпуск через две чугунные
летки. Это позволило увеличить производительность печи на 5,8%. Дутье-
232
Рис. 32. Влияние кремния на содержание титана в чугуне (2), дренажную способ-
ность горна (2) и потери железа со шлаком(З) ;а - ЧуМЗ; б - НТМК; N - число
ковшей шлака, налитых за выпуск
вой режим плавки ванадиевого чугуна основе обобщения плавки его в пе-
чах различной мощности был принят равным 2,1—2,3 м3/мин на 1 м3 объе-
ма доменной печи. При плавке на малокремнистый чугун (0,22% Si) в пе-
чах большой мощности с введением в шихту 30—40% окатышей КГОКа,
расходом природного газа 85—90 м3/т чугуна и перепаде фурма—колошник
0,145 мПа достигнута интенсивность дутья 1,8—1,85 м3/минна 1 м3 домен-
ной печи.
Температура дутья при плавке титаномагнетитов достигла 1100°С при
снижении его влажности до .1%. Это способствовало экономии кокса и по-
вышению производительности доменной печи. Имеется полная убежден-
ность возможности повышения температуры дутья до 1200—1300°С. При-
менение природного газа в количестве 50 м3/т чугуна способствовало
увеличению производительности на 3% и расхода кокса на 8,4%, при этом
возрастало восстановление ванадия в чугун и повышалось качество чугу-
на. Оптимальным расходом природного газа следует считать 90 м3/т. Добав-
ка кислорода в дутье до 26% при ограниченной возможности увеличения
расхода природного газа (до 100 м3/т чугуна) оказалась неэффективной,
так как это приводило к неровному сходу шихты, повышению расхода
кокса и затруднениям с отработкой продуктов плавки. Следовательно,
обогащение дутья кислородом должно сопровождаться соответствующим
увеличением расхода природного газа и увеличением числа выпусков про-
дуктов плавки.
В результате совместных работ НТМК и ученых Урала внедрена на печах
•объемом 1242—1513 м3 эффективная технология доменной плавки ти-
таномагнетитовых агломерата и окатышей Качканарского ГОКа. Полу-
чены ’’химические холодные” чугуны со средним содержанием (в %):
0,25—Si; 0,28—Ti; 0,45-V; 0,028-S. Технико-экономические показатели
доменных печей, выплавляющих ванадиевый чугун, практически не усту-
пают показателям при плавке передельного чугуна (см. табл. 70).
233
ПЕРЕДЕЛ ВАНАДИЕВЫХ ЧУГУНОВ
В связи с потребностью качественной металлургии в феррованадии
были начаты исследования по извлечению ванадия из титаномагнетитов
Урала. Общие положения (генеральная схема) переработки уральских
титаномагнетитов были сформулированы академиками И.П. Бардиным
и Э.В. Брицке [4]. Согласно этой схеме извлечение ванадия из чугуна
предполагалось методами окислительной плавки. Исследования велись
в нескольких направлениях; передел ванадиевого чугуна в мартеновских
печах и конвертерах с воздушным и кислородным дутьем [235]. Значи-
тельный вклад в решение этой проблемы внесли М.Н. Соболев, К.Х. Та-
гиров, И.Л. Лурье и др.
В 1932 -1933 гг. И.Л. Лурье разработал процесс извлечения ванадия
из чугунов, полученных из кусинских и первоуральских титаномагнети-
тов с содержанием ванадия 0,6% (чугуны от опытных плавок академи-
ков Э.В. Брицке и М.А. Павлова). Процесс был опробован в мартеновских
печах Нижне-Тагильского, Надеждинского и Златоустовского заводов.
Процесс внедрен на Чусовском, Лысьвенском, Кушвинском металлурги-
ческих и Первоуральском старотрубном заводах институтом УралНИИЧМ
(А.И. Пастуховым). В Гиредмете была разработана гидрометаллургичес-
кая технология извлечения ванадия из ванадий со держащих мартеновских
шлаков, а технология получения феррованадия из ванадата кальция —
в Московском институте стали и сплавов.
Окисление ванадия в мартеновских печах осуществлялось в период
расплавления после загрузки в печь чугуна (70%) в жидком или твердом
виде и скрапа, железной руды, агломерата или других окислителей в коли-
честве 4,5—6%. После расплавления и снижения концентрации ванадия
до 0,04—3,06% ванадиевый шлак скачивался. Извлечение ванадия в шлак —
68—7С j. Для завалки использовался чугун следующего состава (в %):
0,8—Si, 0,3—Ti; 1,0—Мп; 0,5—Сг; 0,6—V и 0,07—Р. Мартеновский шлак
содержал (в %): 20—25—SiO2; 3—4—TiO2; 5—8—Cr2O3; 4—8—СаО;
8—10—MgO; 7—11—V2O5; 0,3-0,35-P2Os и 30-35-Feo6ut..
Работы по продувке воздухом ванадиевых чугунов были проведены
во время опытных плавок кусинских титаномагнетитов на Енакиевском
заводе К.Х. Тагировым и И.В. Шманенковым. Работы велись в кислом
11-тонном конвертере. Технология конвертерного извлечения ванадия
была внедрена сталеплавильщиками УралНИИЧМ и завершена в 1944 г.
строительством на Чусовском металлургическом заводе отделения кон-
вертеров емкостью 20 т с кислой футеровкой и донным воздушным
дутьем.
Последующие работы показали возможность замены кислой футеров-
ки на основную (1951 г.). В результате производительность конвертерного
отделения ЧусМЗ увеличилась на 40%. В 60-х годах на печах ЧусМЗ было
использовано новое титаномагнетитовое сырье из Качканарского ГОКа. В
чугуне снизилось содержание хрома, в шлаках увеличилось содержание
оксида ванадия (V). В 1971 — 1973 гг. были получены чугуны с низким
содержанием кремния. Содержание V2OS в шлаке возросло до 15—17%
(на безжелезистую массу).
Технология окисления ванадия в конвертерах состояла в следующем.
234
Таблица 72
Технико-экономические показатели деванадации чугунов в воздушных
и кислородных конвертерах [235]
Показатель Воздушная про- дувка, ЧусМЗ Продувка верхним кислородным дутьем, НТМК
Ванадиевый чугун, тыс. т 714,0 2137,7
Продолжительность плавки, мин 15,5 23,0
в том числе продувка, мин Интенсивность кислородного дутья, м3/мин 5,0 8,0 320
Выход годного полупродукта, % 94,0 94,3
Остаточный ванадий в полупродукте, % 0,047 0,035
Коэффициент извлечения ванадия 0,909 0,916
Выход ванадиевого шлака, кг/т полупро- дукта Состав ванадиевого шлака, (в %) : 74,1 41,5
V2OS 15,56 18,02
Сг2 О3 6,80 2,00
МпО 8,70 9,70
FeO 39,50 41,70
SiO2 18,40 19,30
СаО 1,10 2,10
Р 0,05 0,03
Расход ванадиевого чугуна, т/т полупро- дукта 1,062 1,026
Расход кислорода, м3/т полупродукта Расход сжатого воздуха, м3/т полупро- дукта Производственная себестоимость: 28,0 18,089
полупродукта 67,14 59,90
стали 80,79 76,19
Осуществлялась продувка чугунов, имеющих более высокое содержание
ванадия по сравнению с чугуном НТМК, в 18—22-тонных конвертерах
с объемом рабочего пространства 20 м3. Интенсивность дутья — 450—
500 нм3/мин при давлении 0,18—0,22 мПа. Перед заливкой в конвертер
загружался агломерат (охладитель) и затем заливался чугун. Подъем
и повалка конвертера осуществлялись при включенном дутье. Продол-
жительность продувки 3—6 мин. Остаточное содержание ванадия в полу-
продукте 0,02—0,06% и выше (в зависимости от назначения металличес-
кого полупродукта), углерода — 3,2—4,2%. Металлический полупродукт пе-
рерабатывался в мартеновских печах. Температура полупродукта 135О°С.
При окислительной плавке с использованием конвертеров извлечение
ванадия в шлак составило до 82% при содержании V2O5 в шлаке 14—
16%.
В конце 50-х годов были начаты исследования по разработке процесса
деванадации в кислородных конвертерах большой емкости. В основу
новой технологии передела ванадиевого чугуна дуплекс-процессом конвер-
235
Таблица 73
Извлечение ванадия по пнрометаллургическон схеме, % [235]
Показатель 1970 г. 1975 г. 1979 г.
Обогащение гусевогорских руд 64,7 65,9 65,8
Окускование концентратов 94,3 94,1 97,8
Доменная плавка 83,7 81,0 85,1
Сквозное извлечение от сырой - 23,6 27,7
руды до феррованадия
тер—конвертер были положены работы УралНИИЧМ, проведенные на
НТМК, ЧусМЗ и Новотульском металлургическом заводе (ныне НПО
’’Тулачермет”). Процесс был осуществлен в кислородно-конвертерном
цехе НТМК в конвертерах емкостью 100—130 т, к концу 1979 г. емкость
конвертеров была доведена до 160 т.
Для окисления на НТМК используется чугун следующего состава (в %) :
4—4,5—С; 0,15—0,25—Si; 0,20-0,25-Mn; 0,43-0,48-V; 0,15-0,25-Ti;
0,04—0,06—Р; 0,02—0,041—S. Этот чугун, поступающий из доменного це-
ха, усреднялся в миксерном отделении цеха, где производилось скачива-
ние остаточного доменного шлака. После его заливки в конвертер и при-
садки окалины осуществлялась продувка металлического расплава кисло-
родом (99,2—99,5%) с интенсивностью 320 нм3/мин через многосопловую
фурму. Длительность продувки 5—8 мин. После окончания продувки
полупродукт (2,8-3,6 С; 0,02-0,04 Мп; 0,02-0,04 V; 0,04-0,06 Р; 0,020-
0,045% S; следы Si и Ti; температура 1340-1410°С) миксерными ковша-
ми направлялся ко второму конвертеру, где производилась его додувка
с получением качественных сталей. Ванадиевый шлак содержит свыше
14% V2O5, при использовании низкокремнистого ванадиевого чугуна
(0,15—0,22% Si) содержание V2O5 увеличивается до 25%.
Сравнительная технико-экономическая характеристика конвертерного
передела чугуна с донной воздушной продувкой на ЧусМЗ и с верхним
кислородным дутьем на НТМК (табл. 72) показывает преимущества кисло-
родной продувки чугунов. В последнем случае сокращается продолжитель-
ность продувки, выше извлечение ванадия, открывается возможность
увеличения выхода жидкого полупродукта за счет большего расхода
железосодержащих охладителей, полученный ванадиевый шлак отлича-
ется более высоким качеством (выше содержание V2O5 и в 3 раза мень-
ше металлических включений).
Кислородно-конвертерная сталь, полученная дуплекс-процессом, зна-
чительно дешевле стали, получаемой в конвертерах других заводов, в ос-
новном из-за комплексного использования сырья — отнесения затрат
на ванадий в шлаке.
Исследования в области деванадации чугунов ведутся с использо-
ванием донной подачи кислородного дутья в конвертер. В этом же случае
остаточная концентрация ванадия снижается до 0,015% при содержании
3,3—3,6% углерода в полупродукте. Скорости деванадации в этом процессе
выше, а выход жидкого полупродукта увеличивается на 1—2%.
236
Повышение извлечения ванадия при переработке уральских титано-
магнетитов. Сквозное извлечение ванадия при переработке уральских
титаномагнетитов по существующей схеме остается довольно низким
(табл. 73). Фактически, хотя и имеются определенные успехи по повыше-
нию комплексности использования титаномагнетитового сырья, черная
металлургия использует эти руды некомплексно. Наряду с большими
вынужденными технологическими потерями ванадия в сложившейся
пирометаллургической схеме его извлечения имеет место использование
этого сырья без извлечения ванадия из-за недостатка железорудного сырья
на уральских заводах. Так, титаномагнетиты используются в качестве
добавки при агломерации на Магнитогорском и Нижне-Тагильском ком-
бинатах, Челябинском и Чусовском заводах. Из-за недостатка мощностей
ванадиевые чугуны перерабатываются без извлечения ванадия. Такое по-
ложение сложилось в результате недооценки гидрометаллургического спо-
соба извлечения ванадия непосредственно из рудного сырья и прямого
использования концентратов и ванадиевых шлаков для легирования стали
в электропечах.
ГИДРОМЕТАЛЛУРГИЧЕСКИЙ МЕТОД ИЗВЛЕЧЕНИЯ ВАНАДИЯ
Существует мнение, основанное на сравнении пиро металлургической и
гидрометаллургической схем, что себестоимость и капитальные затраты
на 1 т оксида ванадия возрастают в 2—3 раза при гидрометаллургической
схеме. Если даже не очень оспаривать сложившуюся точку зрения, то реше-
ние проблемы обеспечения Урала собственной рудной базой, значительное
увеличение сквозного извлечения ванадия (примерно в 2—2,5 раза) и сох-
ранение недр — более чем достаточное основание для пересмотра этой точки
зрения.
Гидрометаллургический способ извлечения ванадия (рис. 33) из железо-
ванадиевых концентратов предусматривает окислительно-натрирующий
обжиг и выщелачивание обожженной шихты водой и осаждение V2O5 из
растворов. Освобожденный от ванадия железорудный концентрат может
быть использован на любом металлургическом заводе Урала. При этом
следует использовать в первую очередь титаномагнетитовые концентраты
Волковского (Урал) и Пудожгорского (Карелия) месторождений, содер-
жащих более 1% V2O5, которые по содержанию основного компонента-
не уступают сырью, перерабатываемому на действующих предприя-
тиях Отанмяки (Финляндия), хотя и содержат больше диоксида
кремния.
Волковское месторождение комплексных руд известно с 1812 г. В пер-
вой половине прошлого столетия оно разрабатывалось как месторождение
медных руд. Затем после селективной выработки богатых разностей сырья
его разработка прекратилась. После доразведки месторождение оказалось
потенциальным крупным источником меди и других металлов: ванадия,
золота, серебра, селена, титана, фосфора, палладия и др. В 1975 г. прове-
дены дополнительные исследования по уточнению технологической схемы
обогащения этих руд.
Предварительные исследования по извлечению ванадия из волковских
237
Рис. 33. Гидрометаллургическая схема извлечения ванадия из титаномагнетитовых
РУД
железорудных концентратов (1,3 V2OS; 61,8 Реобщ ; 2,1% SiO2) показа-
ли возможность извлечения в щелочной водный раствор 87% V2O;. Вол-
ковские концентраты, содержащие до 5% SiO2, могут перерабатываться кис-
лотным выщелачиванием. Имеются данные по гидрометаллургической пере-
работке концентратов КГОКа с извлечением ванадия в раствор на 73-76%.
МЕТОД ПРЯМОГО ЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЕМ
Этот метод предложен сотрудниками УралНИИЧМ совместно с ВНИИМТ
и рядом металлургических и машиностроительных заводов была разработа-
на новая технология комплексного использования качканарских титано-
магнетитов. Этот процесс предусматривает металлизацию железорудных
окисленных окатышей в шахтной печи с получением ванадийсодержащего
губчатого железа и использованием его в электропечи для прямого леги-
рования стали электропечным процессом. Опытные работы были проведе-
ны на Белорецком металлургическом комбинате. В результате восстанов-
ления получены ванадийсодержащие окатыши следующего химического
238
состава (в %): 80,0-81,3-Feo6ui.; 72,7-74,8-FeMeT; 7,8—11,1—FeO; 1,0-
1,9—С; 0,41—V; < 0,01—P и S; сумма других оксидов (без FeO) — 14%,
степень металлизации - 92%. Промышленная отработка технологии полу-
чения сталей различных классов (мало- и среднеуглеродистых сталей
для проката и отливок, трубных и строительных низколегированных,
легированных для штампов и прокатных валков) проведена в печах с сад-
кой от 0,5 до 100 т на Череповецком и Челябинском металлургических,
Уральском вагоностроительном, Уральском тяжелого машиностроения
и других заводах. При этом установлено улучшение технико-экономичес-
ких показателей плавки и физико-химических и эксплуатационных свойств
стали, включая повышенную хладно стойкость. Получена степень усвоения
ванадия — 0,85, что близко к усвоению ванадия в производстве феррована-
дия. Сквозное извлечение ванадия увеличивается в 2 раза. Это повышает
естественные ресурсы ванадия для легирования сталей. По сравнению
с традиционной технологией извлечения ванадия разработанная УралНИИЧМ
технология имеет простую и малооперационную схему производства.
Развитие сырьевой базы
титаномагнетитов
Согласно геологическим исследованиям, месторождения юга Сибири
подразделяются на месторождения, связанные с магматическими форма-
циями эвгеосинклинального этапа развития тектонических структур (Мало-
Тагульское, Слюдинское, Лысанское, Витимконское, Тулдуньское и Иро-
киндинское), с магматическими формациями срединных массивов (Хар-
ловское, Хаактыг-Ой, Патынское, Большая Куль-Тайга, Кизирское, Кру-
чининское, Хаильское, Арсентьевское, Салганакское, Почитанское) и
магматическими формациями этапа активизации древних платформ (Чи-
нейское). Расположение этих месторождений дано в работе [214].
Мало-Тагульское месторождение расположено в Иркутской области
в 145 км от г. Тайшета в горнотаежной местности Восточного Саяна. Онс
открыто в 1965 г. в процессе аэрогеографической съемки, и начиная с
1972 г. на нем проводятся поисково-разведочные работы [126].
Месторождение приурочено к крупному метаморфизованному габ-
броидному массиву, который имеет размеры 8Х 18 км и падает на восток.
На западе он перекрывается вулканогенно-осадочными породами Мало-
тагульской свиты девонского возраста, на севере и северо-западе грани-
чит с крупным массивом гранитоидов бирюсинского комплекса. Мас-
сив пересекается телами девонских диоритов, диабазов, порфиритов,
микросиенитов, а также многочисленными телами красных мелкозерни-
стых аляскитовых гранитов. В пределах интрузива встречаются также
маломощные дайкообразующие тела метагаббро. Абсолютный возраст
интрузива, по данным определения калий-аргоновым методом, соответ-
ствует протерозою [125]. Интрузив имеет зональное строение. Его пери-
ферическая часть сложена средне- и крупнозернистыми гранатовыми орто-
амфиболитами. Ближе к центру массива они сменяются мелкозернистым?
гранатовыми ортоамфиболитами.Центральная часть массива сложена эклоги
то подобными породами (метагабброидами) с реликтами первичных габброи
дов, в составе которых преобладают габбро и в подчиненном количестве при
сутствуют габбро-нориты и лейкократовое габбро.
Руды Мало-Тагульского месторождения представлены рудными габбро,
метагаббро и ортоамфиболитами, рудными пироксенитами, а также слив-
ными рудами (рис. 34—36). Основная их масса сосредоточена в пределах
центральной части интрузива, где они образуют несколько участков, удален-
ных друг от друга на несколько километров [124]. Каждый из этих участ-
ков сложен одной или несколькими рудными залежами, приуроченными
обычно к лежачему боку прослоев -лейкократовых габбро (или метагаб-
240
A — относительная удельная поверхность контакта рудных и нерудных минера-
лов, мм2/мм3; Б — сплошные линии — толщина пластинчатых вростков ильменита
в титаномагнетите (нижняя кривая — средняя толщина, верхняя кривая — максималь-
ная толщина), пунктирная линия — относительное объемное количество свободного
ильменита (в %); В — содержание минералов в породах и рудах (в %) . Цифры над гео-
логическим разрезом соответствуют номерам образцов: 1 — метагабброиды и эклоги-
топодобные породы; 2 — лейкократовые габбро; 3 — рудные метагабброиды и экло-
гитоподобные породы; 4 — богатые титаномагнетитовые руды; 5 — рудные метагаб-
броиды с повышенным содержанием рудных минералов; 6 — ильменит; 7 — титано-
магнетит; 8 — первичный моноклинный пироксен; 9 — вторичный моноклинный пи-
роксен; 10 — гранат; 11 — зеленый амфибол; 12 — первичный плагиоклаз; 13 — вто-
ричный плагиоклаз
бро). Залежи представлены чередованием прослоев габбро, сливных руд,
рудного габбро, рудных пироксенитов, лейкократовых габбро или про-
дуктов их метаморфизма. Мощность рудных залежей достигает иногда
многих десятков метров, а мощность отдельных слагающих их прослоев бо-
гатых и сливных руд колеблется от нескольких сантиметров до 10—20 м.
Установленная длина рудных залежей по простиранию изменяется в преде-
лах от нескольких сотен метров до 2,5 км. Простирание залежей в целом
соответствует общему субмеридиональному простиранию массива, паде-
ние согласное с проявленной в нем полосчатостью и трахитоидностью.
Угол падения меняется от 35 до 80 .
Первичные породы массива и заключенные в нем руды Мало-Тагульско-
го месторождения в различной степени метаморфизованны [124]. Первый
тип метаморфизма связан с частичной перекристаллизацией рудных мине-
16. Зак.57
241
Р и с. 35. Геологический разрез пятого участка Мало-Тагульского месторождения
Подписи к графикам А, Б, В см. на рис. 34; 1 — гранатовые средне-крупнозернис-
тые ортоамфиболиты; 2 — богатые титаномагне гиговые руды; минералы: 3 — ильме-
нит; 4 — титаномагнетит; 5 — гранат; б — зеленый амфибол; 7 — первичный плагио-
клаз; 8 — вторичный плагиоклаз
ралов и замещением гранатом и роговой обманкой. Второй тип мета-
морфизма связан с перекристаллизацией рудных минералов и образова-
нием зернистых агрегатов ильменита и магнетита.
Главные рудные минералы — титаномагнетит, ильменит, магнетито-
ильменит, магнетит, в нерудной части преобладают плагиоклаз, пироксен,
гранат, роговая обманка; присутствуют сульфиды — пирит, халькопирит,
пирротин, редко пентландит. Содержание главных рудных минералов из-
меняется от 10—20% в бедновкрапленных до 90% и более в сливных рудах;
в последних обычно преобладает титаномагнетит, тогда как в бедновкрап-
ленных рудах в наибольшем количестве присутствует магнетито-ильменит.
Интенсивно метаморфизованные руды из зоны гранатовых ортоамфиболи-
тов содержат магнетито-ильменита больше, чем слабо метаморфизованные.
Для руд наиболее характерны трахитовдная, полосчатая, реже массив-
ная и такситовая текстуры. В изменении характера срастания рудных
минералов, определяющего собой обогатимость руд, обнаруживаются
определенные закономерности, зависящие как от первичных особенностей
руд, так и от типа метаморфизма.
242
оо-
оо-
zo-
fn/ttep
Яил/нер
м-
/-J
/Г
/2
мм
ff.ffZ-
о
0,0f-
и-
м-
я
20-
fO~
0
fy' 4 $
Рис. 36. Геологический разрез шестого участка Мало-Тагульского месторождения
Подписи к графикам А, Б, В см. на рис. 34; 1 — габбро-норит; 2 — лейкократовое
габбро; 3 — рудное габбро; 4 — рудные пироксениты; 5 — богатая титаномагнети-
товая руда; 6 — рудное габбро с повышенным содержанием рудных минералов;
минералы: 7 — ильменит; 8 — титаномагнетит; 9 — первичный моноклинный пиро-
ксен; 10 — вторичный моноклинный пироксен; 11 — гранат; 12 — зеленый амфибол;
13 — первичный плагиоклаз; 14 — вторичный плагиоклаз; 15 — эпидот; 16 — ромби
ческий пироксен
В первичных слабо метаморфизованных рудах ильменит присутствует
в виде свободных зерен, пластинчатых вростков в тиганомагнетите и в ви-
де магнетиго-ильменига, представляющего собой ильменит с пластинчаты-
ми вростками магнетита. Количество пластинчатых вростков ильменита
в тиганомагнетите возрастает по мере увеличения мощности рудных тел
и содержания в них рудных минералов [125], максимум их (до 17%) на-
блюдается в тиганомагнетите мощных тел сливных руд. В сосуществую-
щем с титаномагнетитом свободном ильмените (магнетито-ильмените) в
этом же направлении наблюдается уменьшение количества пластинчатых
вростков магнетита от 30—45% до полного исчезновения в пределах мощ-
ных тел сливных руд. В определенной степени с этим изменением содержа-
243
ния пластинчатых вростков связано возрастание относительного по сравне-
нию с ильменитом (магнетито-ильменитом) количества титаномагнетита
в мощных телах богатых руд. Наличие отмеченных пластинчатых вростков
ильменита в титаномагнетите и магнетита в магнетито-ильмените отрица-
тельно влияет на технологические свойства руд, препятствуя полному раз-
делению ильменита и магнетита при обогащении.
С региональным метаморфизмом, при котором образуются эклогито-
подобные породы (метагабброиды) и гранатовые ортоамфиболиты, связа-
на частичная перекристаллизация пластинчатых вростков ильменита в ти-
таномагнетите и магнетита в магнетито-ильмените с образованием мелких
неправильных выделений, остающихся обычно в пределах зерен первичных
минералов. Поскольку некоторые участки последних при этом очищаются
от вростков, то наблюдается незначительное улучшение обогатимости руд.
Но наряду с этим происходит также замещение рудных минералов, и в
первую очередь титаномагнетита, гранатом и роговой обманкой, что сни-
жает извлекаемость рудных компонетов.
В процессе контактового воздействия мелкозернистых аляскитовых
гранитов титаномагнетит и магнетито-ильменит перекристаллизовываются
с образованием зерен ильменита и магнетита, что заметно улучшает техно-
логические свойства руд.
По химическому составу руды месторождения являются высокотита-
нистыми и высокованадистыми с низким содержанием фтора и серы.
Бедновкрапленные руды содержат (в %) : ~ 15—20 - Беобщ; 3-5 — TiO2;
0,1-0,15 - V2O5; < 0,1Н — S и P. В богатых и сливных рудах содержание
(в %): РеОбЩ — 50; ТЮ2 — 20; V2O5 — 0,6; количество серы и фосфора по
сравнению с бедными рудами понижается (во многих случаях < 0,1%).
Слюдинское месторождение располагается на западном побережье
оз. Байкал в его северной части вблизи трассы БАМ. Оно приурочено к
Слюдянскому габброидному массиву, вытянутому в северо-восточном
направлении вдоль вмещающего его С ев еро-Байкальск ого пояса. Возраст
массива определяется как верхнепротерозойский.
Руды месторождения представлены рудными габбро-норитами, рудными
габбро и сливными рудами, а также рудными ортоамфиболитами. Рудные
габброиды, являющиеся бедными рудами, образуют в пределах место-
рождения синклиналеподобную вытянутую структуру, падающую круто на
северо-запад, как и все породы массива; также встречаются линзовидные
тела этих руд. Сливные богатые руды присутствуют в виде жилообразных
и линзообразных тел как на секущих, так и согласных с общим напластова-
нием пород. Пространственно они тесно ассоциируют с бедными рудами.
Главные рудные минералы бедновкрапленных руд — ильменит и в под-
чиненном количестве титаномагнетит. Текстура неметаморфизованных руд
обычно трахитоидная с субпараллельной ориентировкой призматических
зерен плагиоклаза. Встречаются также полосчатые разности с маломощны-
ми (1-2 см) прослоями, обогащенными рудными минералами. В ильмени-
те присутствуют тончайшие (< 0,01 мм) пластинчатые вростки магнетита и
гематита. Причем гематит - вторичный по магнетиту, так как нередко со-
держит реликты последнего. Количество магнетита (вместе с гематитом)
составляет 5-20%. В титаномагнетите присутствуют также очень тонкие
пластинчатые вростки ильменита и шпинели не более 5—10%.
244
Метаморфизм руд, связанный с гранитоццами мамско-оронского ком-
плекса, проявляется в виде замещения первичных минералов сине-зеленой
роговой обманкой, эпидотом, кислым плагиоклазом, мусковитом. При
этом пластинчатые вростки магнетита в ильмените становятся более
утолщенными и частично перекристаллизовываются с образованием мелких
изометрических и неправильных выделений, располагающихся вдоль краев
зерен ильменита или секущих их трещин. Зерна ильменита расчленяются на
несколько более мелких зерен, из которых отдельные очищаются от магне-
титовых выделений. При более глубоком метаморфизме ильменит и еще
в большей степени магнетит (титаномагнетит) замещаются силикатными
минералами [124, 125, 132].
Сливные руды сложены в основном титаномагнетитом и в меньшем ко-
личестве ильменитом, присутствуют также пироксен и плагиоклаз. По
сравнению с вкрапленными рудами количество пластинчатых вростков ге-
матита и магнетита в ильмените меньше; в титаномагнетите наблюдается
повышенное содержание пластинок и мелких точечных выделений шпи-
нели.
По химическому составу руды месторождения относятся к высокоти-
танистым (Fe:TiO2 равно 1,8—2,5) и 'содержат (в %): 15—45 —
Реобщ.; 4—25—ТЮ2; 0,1—0,48 — V20s. Сера и фосфор в рудах в большин-
стве случаев отсутствуют и только в отдельных пробах содержатся в не-
больших количествах - 0,01-0,04%.
Лысанское месторождение расположено в Красноярском крае в Во-
сточном Саяне. Оно открыто в 1939 г. при геологической съемке. Место-
рождение приурочено к линзообразным и жилообразным габбро-пироксе-
нитовым массивам, расположенным на южном крыле Восточно-Саянского
антиклинория [123, 243]. В плане массивы образуют цепочку северо-за-
падного простирания. Они падают на юго-запад под углом 45—85°. Вмещаю-
щие породы — верхнепротерозойские отложения кувайской свиты: зелено-
каменные эффузивы, известняки, хлорит-карбонатные и углисто-хлорито-
вые сланцы, амфиболиты и амфиболовые сланцы. Массивы пересекаются
жилами плагиоклазитов. Возраст их определяется как верхнепротерозой-
ский.
Массивы относятся к габбро-пироксенитовой формации [123]. Они
сложены габбро, авгитовыми пироксенитами, вебстеритами и промежу-
точными между ними породами, а также серпентинитами. Характерная осо-
бенность их — зонально-полосчатое внутреннее строение, обусловленное
перемежаемостью полос разного состава. Центральные части в массивах,
имеющих линзовидную форму, сложены серпентинитами, а эндоконтакто-
вые оторочки — габброидами и габбро-амфиболитами. В жилообразных
массивах и участках резкого пережима мощности наблюдается многократ-
ное переслаивание полос разного состава. При этом нередко обнаруживает-
ся заметное тяготение ультраосновных пород к нижнему контакту.
Ориентировка полос часто совпадает с внешними контактами массивов,
направлением протополосчатости, а нередко и со слоистостью вмещающих
пород.
Руды представлены богатой вкрапленностью ильменита и титаномагне-
тита в породах массивов. Рудные тела имеют линзообразную форму и в це-
лом вытянуты согласно с простиранием интрузивов. Руды приурочены как
245
к центральным, так и к периферическим участкам массивов. Некоторые
массивы почти целиком представляют собой рудные тела. Выделяются ру-
ды двух типов: ильменитовые и собственно тиганомагнетитовые. Первые
приурочены к пироксенитам, а вторые — к серпентинизированным пери-
дотитам и бронзититам (рис. 37). Оба типа руд пространственно обычно
совмещены. Ильменитовые руды чаще тяготеют к лежачему боку масси-
вов, а титаномагнетитовые — к висячему. Мощность рудных тел колеблет-
ся от нескольких до 160 м, а длина — до нескольких километров.
В ильменитовых рудах главный рудный минерал — ильменит. Нерудная
часть сложена авгитом или титан-авгигом, пижонит-авгитом, диопсид-авги-
том, зеленой роговой обманкой, сфеном, хлоритом. Иногда встречаются ке-
рсутит, плагиоклаз, апатит, сульфиды. Структура крупнозернистая, тексту-
ра массивная. Ильменит представлен идиоморфными вкрапленниками раз-
мером 0,1—2,4 мм, более или менее равномерно рассеянными в породе. Он
замещается с краев сфеном, часто ассоциирует с апатитом.
В собственно тиганомагнетиговых рудах нерудная часть сложена в
основном серпентином, хлоритом, тальком, магнезитом, изредка присут-
ствуют реликты керсутита и бронзита. Титаномагнетит ксеноморфен по
отношению к первичному минералу, вероятно, оливину или плагиоклазу,
который в настоящее время бывает представлен псевдоморфозами агре-
гатов серпентина, имеющими призматическую форму. По отношению к
встречающемуся иногда моноклинному пироксену татаномагнетит цдио-
морфен, образуя изометричные зерна в его пределах. Титаномагнетит с
краев зерен замещается вторичными минералами, в первую очередь серпен-
тином, хлоритом. При этом граница его зерен приобретает очень сложную
зубчатую извилистую форму. Непосредственно по краям зерен титаномагне-
тита на фронте этого замещения наблюдается перекристаллизация в них
тонких пластинчатых вростков ильменита с образованием мелких (толщи-
ной обычно не более 0,05 мм) изометричных и неправильных зерен ильме-
нита. Ширина этой зоны перекристаллизации не превышает нескольких
десятых долей миллиметра.
В обоих типах руд в незначительном количестве присутствуют сульфиды:
сфалерит, пирит, троилит, пентландит, халькопирит и арсенопирит.
В ильменитовых рудах содержится (в мае. %) : 12 - ТЮ2; 15 - Feo6111 и
0,1% V2OS; в тиганомагнетиговых рудах: 15—30— Feo61u; 5—10- TiO2;
0,1-V2OS и< 1-0,1 — ShP.
Витимконское месторождение расположено на севере Бурятской АССР в
пределах Байкало-Муйского пояса гипербазит-базитовых интрузий.
Месторождение приурочено к одноименному габброидному массиву,
который относится к перидотит-пироксенит-габбровой формации [132].
Массив сложен в основном габбро, габбро-норитами и анортозитами. Мас-
сив имеет воронкообразную форму с крутым падением пород к центру. По
периферии залегают габброиды, а в центральной части анортозиты и лейко-
кратовые габброиды.
Руды в основном сосредоточены в южной периферической части массива,
где они образуют согласные с расслоенностью линзообразные тела. Орудене-
ние представлено бедной вкрапленностью ильменита и титаномагнетита в
мезократовых габброидах. В небольшом количестве встречаются также бо-
гатые руды в виде маломощных линзообразных тел с отчетливо проявлен-
246
ной в них трахитоидностью призматических зерен плагиоклаза. Отношение
количества титаномагнетита к ильмениту в богатых рудах возрастает по
отношению с бедновкрапленными рудами. В титаномагнетите наряду с тон-
кими пластинчатыми вростками встречаются довольно крупные изометрич-
ные зерна зеленой шпинели. В ильмените иногда присутствуют мельчайшие
линзовидные вростки магнетита. Зерна рудных минералов ксеноморфны по
отношению к плагиоклазу и пироксену. Ильменит цциоморфен по отноше-
нию к титаномагнетиту. Пластинчатые вростки ильменита под воздействием
метаморфизма нередко обнаруживают признаки замещения и перекристал-
лизации с образованием отдельных свободных зерен. Рудные минералы
часто бывают окружены оторочкой бурой роговой обманки типа керсутита.
Они также часто подвергаются замещению метаморфической сине-зеленой
роговой обманкой, которая интенсивно замещает титаномагнетит с краев
зерен, пересекая его в виде прожилков, и в незначительной степени —
ильменит.
Содержание железа общего в рудах изменяется в пределах 10-40%, ди-
оксида тигана - 3-14%, оксида фосфора (V) - 0,04-1,5%. Руды содержат
повышенное количество ванадия.
Тулдуньское месторождение приурочено к крупному (10X20 км)
Тулдуньскому (Кедровскому) габброидному массиву, располагающему-
ся в пределах Байкало-Муйского пояса гипербазит-базитовых интрузивов
на севере Бурятской АССР. Центральная часть массива сложена крупно- и
грубозернистыми габбро, а периферическая — мелкозернистыми габбро.
Текстура пород обычно массивная. Оруденение сосредоточено в южной
части массива в районе устья р. Тулдунь. Рудная вкрапленность в коли-
честве нескольких процентов приурочена в основном к грубозернистым
габброидам. Среди них встречен также прослой среднезернистого трахи-
тоццного полосчатого рудного габбро мощностью около 70 м, падающего
на север под углом 42°. Главный рудный минерал — ильменит, зерна кото-
рого имеют ксеноморфные плавные очертания. Ксеноморфизм по отноше-
нию к породообразующим минералам выражен нерезко. Иногда даже на-
блюдаются обратные взаимоотношения. На участках, где видна соссюрити-
зация плагиоклаза, вокруг ильменита появляется тонкая оторочка сфена
В прослое среднезернистых рудных габброццов наряду с ильменитом при-
сутствует довольно значительное количество магнетита в виде тонкой пыле-
видной вкрапленности, которая развивается совместно с тонкозернистым
агрегатом низкотемпературных вторичных минералов по какому-то первич-
ному не со хранившемуся минералу, вероятно оливину. Это придает рудам
сильную магнитность и темный цвет, создавая впечатление высокого со-
держания рудных минералов. Однако под микроскопом видно, что общее
количество рудных минералов довольно низкое.
Ирокиндинское месторождение находится в пределах Байкало-Муйского
пояса гипербазит-базитовых интрузий на севере Бурятской АССР. Оно
приурочено к крупному докембрийскому одноименному габброидному
массиву, значительная часть которого находится в виде ксенолитов в пре-
делах гранитоцдного интрузива и подвергается со стороны последнего
значительному метаморфизму.
В центральной части Ирокиндинский массив сложен габбро, рудными
габбро, рудными пироксенитами и их метаморфизованными разностями.
247
Рис. 37. Геологический разрез Лысанского месторождения
Подписи к графикам А, Б, В см. на рис. 34; 1 — амфиболиты и амфиболовые сланцы; 2 — габбро; 3 — сер-
пентиниты с бедной рудной вкрапленностью; 4 — рудные серпентиниты; 5 — рудные (ильменитоносные) пи-
роксениты; минералы: 6 — ильменит; 7 — титаномагнетит; 8 — сфен; 9 — вторичные минералы — серпентин,
актинолит, хлорит, эпидот, кальцит; 10 — моноклинный пироксен; 11 — плагиоклаз
В них имеются обычно довольно слабо выраженные признаки трахитоид-
ной ориентировки минералов, иногда встречается полосчатость. Породы па-
дают на юг под углом 68°. Общая структура массива пока не выяснена.
Руды, представленные рудными габбро и пироксенитами, образуют со-
гласные с общей расслоенностью массива горизонты. Наиболее крупный
прослой пироксенитов достигает мощности 50 м. Главные рудные минера-
лы — титаномагнетит и ильменит, присутствующие в виде рассеянной
вкрапленности. Они ксеноморфны по отношению к первичным силикат-
ным минералам — плагиоклазу и пироксену. В рудах часто встречается апа-
тит в количестве до нескольких процентов и тонкая вкрапленность пирита
и халькопирита. Широко развитый метаморфизм проявляется в образова-
нии сине-зеленой роговой обманки, хлорита, актинолита, которые замеща-
ют как первичные силикатные, так и рудные минералы. Титаномагнетит го-
раздо более интенсивно замещается ими, чем ильменит; иногда он
полностью исчезает при наличии почти целиком сохранившегося ильменита.
С метаморфизмом связано увеличение толщины пластинчатых вростков
ильменита в титаномагнетите и преобразование их в зерна свободного
ильменита.
Харловское месторождение расположено в степной предгорной части
Алтая. Оно открыто в 1951 г. в процессе геофизических работ.
Месторождение приурочено к изометричному в плане расслоенному габ-
броидному массиву (рис. 38), расположенному в пределах северо-восточ-
ной краевой части Холзунской геосинклинальной зоны на границе Горного
и Рудного Алтая. Интрузив прорывает метапелитовые песчано-сланцевые
отложения ордовика, образуя в контактовой зоне мощный ореол рогови-
ков. Сам он, в свою очередь, сечется гранитами, имеющими абсолютный
возраст 257 млн. лет [244], а также многочисленными дайками микродио-
ритов, микрогаббро, диабазов, кварцевых порфиров, аплитов.
Массив имеет концентрически-зональное строение, которое подчерки-
вается трахитоидностью и полосчатостью габброидов. По периферии паде-
ние трахитоидности и полосчатости крутое — 60—70 , а в центре становится
пологим до горизонтального. Массив сложен в основном оливиновыми габ-
бро; в меньшем количестве присутствуют лейкократовые габбро, еще реже
встречаются габбро-нориты, габбро-пироксениты и троктолиты, габбро-дио-
риты, габбро-сиениты.
В пределах массива выделено несколько рудных горизонтов мощностью
от нескольких до 200 м и протяженностью до нескольких километров.
Эти рудные прослои, сложенные в основном рудными оливиновыми габ-
бро, залегают согласно с трахитоидностью и полосчатостью массива. Они
имеют чашеобразную форму, располагаясь параллельно друг другу.
Руды месторождения — бедновкрапленные. Главные рудные минералы
представлены титаномагнетитом и свободным ильменитом, а нерудные —
моноклинным пироксеном, оливином, плагиоклазом (битовнитом). Встре-
чаются также коричневая роговая обманка, иногда биотит, серпентин, хло-
рит; апатит и сульфиды отмечаются изредка и в незначительных коли-
чествах (< 1 %) .В титаномагнетите присутствуют тончайшие (менее 0,001 мм)
пластинчатые вростки ильменита, а также шпинели. От верхних рудных гори-
зонтов к нижним наблюдается увеличение содержания в рудах свободного
ильменита при некотором уменьшении количества титаномагнетита.
249
Рис. 38. Геологический разрез Харловского месторождения
Подписи к графикам А, Б см. на рис. 34; В н Г — содержание оксидов в тиганомагнетите и минералов соот-
ветственно; 1 — габброиды; 2 — рудное габбро (ильменит-титаномагнетнтовые руды); 3 — ильменит; 4 — тита-
номагнетит; 5 - моноклинный пироксен; 6 — оливин; 7 — керсутит; 8 — плагиоклаз
Т£Ог, 7.
Рис. 39. Зависимость содержания диоксида титана от железа в породах и рудах Хар-
ловского месторождении
1 — интервал глубин от 11 до 1 59 м по скв. 3; 2 — то же, от 1 50 до 350 м; 3 — то
же, от 350 до 580 м; 4 — интервал глубин от 66 до 316 м по скв. 21
Для руд характерны неяснополосчатая и трахитоидная текстуры. От-
дельные полоски сложены габбро, незначительно различающимися содержа-
нием фемических и салических минералов; иногда полосчатость становится
контрастнее вследствие появления полосок лейкократового габбро. Трахи-
товдность обусловлена суб параллельной ориентировкой призматических зе-
рен плагиоклаза. Структура среднезернистая, с размером зерен 2—3 мм. По
степени уменьшения идиоморфизма минералы располагаются в следующей
последовательности: плагиоклаз — оливин и пироксен — рудные минералы.
Биотит и коричневая роговая обманка обычно замещают эти минералы
вдоль контактов зерен. Серпентин избирательно замещает оливин с выде-
лением при этом мельчайших зерен магнетита.
Руды содержат (в мае. %) : 13,5-Реобщ; 5,9 — TiO2; 0,08 —V2O5; 5и
Р — 1—0,1 [118]. Наблюдается закономерное изменение химического соста-
ва руд от верхних рудных горизонтов к нижним, что выражается в
уменьшении содержания железа общего, ванадия, магния и увеличении ко-
личества титана, кальция и алюминия (рис. 39). Прямая корреляционная
связь содержаний железа и ванадия свидетельствует о присутствии по-
давляющей части ванадия в виде изоморфной примеси в титаномагнетите.
Уменьшение содержания магния при одновременном увеличении коли-
чества кальция свидетельствует о возрастании в рудах количества пироксе-
на и уменьшении оливина, что и подтверждается наблюдениями в шлифах.
Месторождение Хаактыг-Ой расположено в пределах Восточного Сая-
на в Иркутской области в труднодоступном горнотаежном районе в 165 км
от железной дороги. Оно открыто в 1961 — 1962 гг. в процессе аэрогеологи-
ческой съемки [126].
Месторождение находится в зоне сочленения Бирюсинской глыбы и Ут-
хумского грабена. Оно приурочено к нижнепалеозойскому габброидному
массиву [129], почти со всех сторон окруженному рвущими его сиенитами
252
огнитского комплекса. В нем встречаются ксенолиты биотитовых сланцев,
известняков и микрогнейсов утхумской свиты верхнего протерозоя, а
также секущие его дайки диабазов дарликского комплекса и тела габбро-
диоритов.
Для массива характерна резко выраженная дифференцированность
с признаками концентрически-зонального строения. Преобладающая разно-
видность пород в массиве — оливиновые габбро с повышенным содер-
жанием титаномагнетита и ильменита (рис. 40). В меньшем количестве
присутствуют оливиновые безрудные разности габбро, лейкократовые и
меланократовые габбро, рудные габбро-пироксениты, рудные габбро-
перидотиты и титаномагнетитовые габбро с низким содержанием оливи-
на и пироксена. Иногда встречаются безоливиновые разности габбро и
лейкократового габбро. Породы падают согласно с трахитоидностью и по-
лосчатостью на юго-запад. Падение постепенно выполаживается в юго-
западном направлении от 65—85 до..29—45°.
Руды месторождения образуют в пределах массива слои мощностью в
десятки метров и протяженностью до 2 км, залегающие согласно с общей
расслоенностью интрузива. Они представлены как богатыми, так и бедными
по содержданию полезных компонентов разностями. К богатым рудам
относятся титаномагнетитовые габбро, рудные габбро^-пироксениты, рудные
габбро-перидотиты, а к бедным — рудные оливиновые габбро. Богатые
руды залегают в основном в нижней половине разреза габброидного мас-
сива, в верхах разреза их количество становится незначительным. В целом
аналогичная тенденция характерна и для бедновкрапленных руд.
Руды сложены титаномагнетитом, ильменитом, оливином, моноклинным
пироксеном, плагиоклазом. В них почти постоянно встречаются в неболь-
ших количествах коричневая роговая обманка типа керсутита и апатита,
иногда в незначительном количестве (< 1%) присутствуют сульфиды:
пирит, пирротин, халькопирит. В титаномагнетите отмечаются пластинча-
тые вростки ильменита (толщиной 0,01—0,001 мм) и линзовидные вростки
или мельчайшие зерна шпинели. Количество свободного ильменита в рудах
в целом возрастает к верхним горизонтам массива. Содержание титаномаг-
нетита в рудах варьирует от 10 до 80% и более. Наибольшее содержание
апатита — до 5—6% — отмечается в горизонтах оливиновых габбро и умень-
шается в рудных горизонтах.
Для руд характерны трахитаидная и полосчатая текстуры. Трахитоид-
ность обусловлена субпараллельной ориентировкой призматических зерен
плагиоклаза и пироксена. Полосчатость текстуры часто бывает неясной
вследствие незначительных различий в содержании фемических и саличе-
ских минералов в различных полосках. Реже встречается отчетливая полос-
чатость, представленная чередованием прослоев лейкократовых и мелано-
кратовых габбро. Структура руд в основном среднезернистая, более ред-
ко — мелкозернистая с размером зерен 0,5—3 мм. По степени уменьшения
идиоморфизма минералы располагаются в следующей последовательности:
апатит — плагиоклаз — пироксен и оливин — ильменит — титаномагнетит.
Коричневая роговая обманка развивается по контактам зерен первичных
минералов в виде тонких оторочек, которые, сливаясь вместе, образуют
сетковидную структуру. Апатит присутствует в виде мелких идиоморф-
ных зерен, приуроченных обычно к рудным выделениям.
253
Е±3/ EZlz EZb EZik EZZk Kk BSP
[23 l!lllllllll // Iх X x| 72 | '|'|'| 7J [° ° ° | 7<r
255
Рис. 40. Геологический разрез месторождения Хаактыг-Ой
Подписи к графикам А, Б, В, Г см. на рис. 38; 1 — крупнозернистые эгирин-рибекитовые сиениты первой фазы огнитского комп-
лекса; 2 - габбро-диориты неясного возраста; породы и руды массива Хаактыг-Ой: 3 - габбро, 4 — рудное габбро, 5 — лейкократо-
вое габбро, 6 - рудные пироксениты и габбропироксениты, 7 - рудное габбро с высоким содержанием рудных минералов (богатые
руды) ; минералы: 8 - ильменит (в условных %) ; 9 - титаномагнетит; 10 — апатит; 11 - керсугит; 12 - оливин; 13 — плагиоклаз;
14 — моноклинный пироксен
9SZ
< /Ж/
w-
мм
2 17. Зак. 57
ммг/мм^
Р и с. 41. Геологический разрез Патынского месторождения
Подписи к графикам А, Б, В, Г см. иа рис. 38; J — габбро; 2 — лейкократовое габбро; 3 — пироксеииты и габбро-пироксе-
ииты краевой зоны; 4 — рудные габбро; минералы: 5 — ильменит (в условных %); 6 — титаиомагиетит; 7 — апатит; 8 —
керсутит; 9 — моиоклнииый пироксен; 10 — оливии; 11 — плагиоклаз
Содержание в рудах железа общего изменяется в пределах 15—40%,
диоксида титана — 4—9%, оксида ванадия (V) — 0,1—0,3% и уменьшается
в направлении к верхним горизонтам месторождения. Богатые руды в
верхних частях разреза массива содержат меньше железа и больше каль-
ция и магния, чем соответствующие рудные горизонты в нижней части
разреза, что связано с увеличением в них количества пироксена и оливи-
на за счет понижения содержания рудных минералов. В рудах по сравне-
нию с нижними горизонтами содержится больше диоксидов кремния
и алюминия в связи с повышенным содержанием плагиоклаза. Количество
ванандия, никеля, титана и марганца в них понижается, а фосфора и хрома,
напротив, возрастает.
Патынское месторождение находится в Горной Шории в пределах Мрас-
ского срединного массива. Оно приурочено к крупному палеозойскому
расслоенному концентрически-зональному габброидному массиву, породы
и руды которого детально описаны [119, 121, 122]. Руды образуют протя-
женные горизонты в стратифицированной серии массива. Они представлены
бедной вкрапленностью титаномагнетита и ильменита в габбро (рис. 41).
Среди нерудных минералов главные — моноклинный пироксен и плагио-
клаз. В незначительных количествах'присутствуют керсутит, апатит, встре-
чается оливин. Рудные минералы ксеноморфны по отношению к плагио-
клазу, пироксену и оливину. Керсутит образует очень тонкие оторочки
на контакте рудных и силикатных минералов. Апатит более идиоморфен
относительно всех других минералов. В титаномагнетите имеются обычно
тончайшие (менее 0,001 мм) очень многочисленные пластинчатые вростки
ильменита.
По содержанию рудных компонентов руды Патынского месторождения
очень бедные: не более 10—15% Геобщ; 2—4% Т1О2; 0,05—0,07% V2O5.
Иногда в них отмечается повышенное количество Р2О5 - до 1-2%.
Месторождение Большая Куль-Тайга расположено в Горной Шории
на границе между Кемеровской областью и Красноярским краем. Оно
приурочено к одноименному стратифицированному габброидному интру-
зиву, относимому к габбро-сиенитовой формации [120]. Интрузив
расположен в пределах Мрасского срединного массива. Вмещающие по-
роды — известняки, доломиты и кварциты рифея — нижнего кембрия.
Интрузив рассекается мощными дайками кварцевых сиенитов и гранитов,
а также дайками диабазов, диабазовых порфиритов, долеритов, габбро-
порфиритов, спессартитов.
Интрузив представлен двумя группами пород. В его северной и централь-
ной части располагаются щелочные сиениты и нордмаркиты. Южная часть
массива сложена габброидами, имеющими признаки концентрически-
зонально го строения. Полосчатость и согласная с ней трахитоидность в
габброидах простираются в целом параллельно интрузивному контакту
массива со вмещающими породами и падают к его центральной части под
углом 30—50°. Внешняя эндоконтактовая зона габброидов сложена мелко-
зернистым габбро, содержащим редкие и маломощные прослои мелано-
кратовых пироксен-амфиболовых и амфиболовых габбро и горнбленди-
тов. Зону ближе к центру массива составляют массивные титанавгитовые
габбро с мощными линзообразными прослоями пегматоидных и пятнисто-
полосчатых габбро. Здесь встречаются незначительные по мощности прос-
258
лои габбро -пиро ксенитов, меланократовых габбро и сегрегации сливных
титаномагнетитовых руд. Следующая зона представлена трахитоидными
титаномагнетитовыми габбро, за которыми следует зона трахитоидных
безрудных титанавгитовых габбро, контактирующих в центре массива с
сиенитами. Габброиды рвутся сиенитами, которые являются более позд-
ней фазой формирования интрузива.
Руды представлены мощным прослоем титаномагнетитовых габбро,
залегающих в пределах слоистой габброидной серии (рис. 42). В плане руд-
ное тело имеет линзовидную форму, изогнутую в виде полумесяца. Паде-
ние тела центриклинальное, под углом 30—50°, что определяется под дан-
ным замеров трахитоидности и полосчатости. В составе рудного габбро
преобладают безоливиновые разности с подчиненным количеством оли-
виновых габбро, образующих среди первых единичные прослои мощностью
до нескольких десятков метров.
Руды месторождения — бедновкрапленные. Главные рудные минералы
представлены титаномагнетитом и ильменитом, имеющими диаметр зерен
до 2 мм. В составе нерудной части присутствуют плагиоклаз, титанавгит,
керсутит, апатит, иногда оливин. Очень редко и в незначительном количест-
ве встречаются сульфиды, представленные пирротином, халькопиритом и
пиритом. Количество ильменита возрастает в направлении к висячему бо-
ку рудного тела, а содержание титаномагнетита при этом несколько умень-
шается.
Текстура руд отчетливо трахитоидная, обусловленная субпараллельной
ориентировкой зерен плагиоклаза. Структура среднезернистая. Отчетли-
вым идиоморфизмом характеризуется плагиоклаз. Рудные минералы
заключены в интерстициях между зернами пироксена, плагиоклаза и оли-
вина. Они почти всегда окружены каймой бурого керсутита. В авгите
наблюдаются включения рудного минерала в виде очень тонких выделений.
В титаномагнетите присутствуют тончайшие пластинчатые вростки иль-
менита и шпинели.
Среднее содержание железа общего в рудах — 13%; диоксида титана —
4,15%, оксида ванадия (V) - 0,02-0,21%; причем в восточной половине
рудного тела содержание этих компонентов более высокое, чем в западной.
Количество серы в рудах < 0,1%, а содержание фосфора часто достигает 1%
и более.
Кизирское месторождение находится в Восточном Саяне в междуречье
Кизир и Казыр [127]. Минералого-петрографическое детальное описание
месторождения приводится в литературе [120, 122], на чем и основана
последующая его характеристика.
Месторождение приурочено к палеозойскому габброидному типичному
концентрически-зональному массиву. Рудами являются рудные габбро,
пироксениты, габбро-пироксениты, которые чередуются с габбро, лейко-
кратовыми и оливиновыми габбро. Наибольшее количество рудных ми-
нералов характерно для верхней слоистой серии и меньшее — для нижней.
Руды образуют в пределах массива пять пачек мощностью 200—700 м. Руд-
ные минералы представлены титаномагнетитом и ильменитом, которые
в своей основной массе ксеноморфны по отношению к плагиоклазу, оли-
вину, пироксену. Их количество обычно не превышает 20—30%. По со-
держанию титаномагнетит обычно преобладает над свободным ильменитом.
259
ЙО/
в/>
Рис. 42. Геологический разрез рудной зоны месторождения Большая Куль-Тайга
Подписи к графикам А, Б, В, Г см. на рис. 38; 1 — габбро; 2 — лейкократовые габбро; 3 — рудные
габбро; минералы: 4 — ильменит; 5 — титаномагнетит; 6 — апатит; 1 — керсутит; 8 — сиие-зеленый
амфибол; 9 — оливин; 10 — моноклинный пироксен; 11 — плагиоклаз
Рис. 43. Г еологический разрез по скв. 29 и 55 Ангашанского массива
Подписи к графикам А, Б, В, Г см.нарис. 38; 1 — габбро; 2 — рудное габбро; 3 —
пироксениты; 4 — диориты; 5 — лейкократовые габбро; 6 — сливные титаномагнети-
товые руды; 7 — рудные пироксениты; минералы: 8 — ильменит; 9 — тнтаномагнетит;
10 — керсутит; 11 — апатит; 12 — оливин; 13 - моноклинный пироксен; 14 — сине-
зеленый амфибол, 15 — плагиоклаз
По контактам оксидные рудные минералы обрастают тонкими каймами
керсутита и биотита. В титаномагнетите присутствует ильменит в виде тон-
ких пластинчатых структур распада твердых растворов.
Содержание FeO6W в рудах обычно не превышает 15-20%, иногда до-
стигает 29%, количество ТЮ2 колеблется от 3 до 7%, реже до 12%. Руды
иногда могут содержать до 5% Р2 О5.
Месторождение Ангашанского рудоносного массива находится в Читин-
ской области. В составе Ангашанского габброидного массива выделяются
262
три группы пород: габброиды, пироксеиигы и анортозиты [136]. Массив
имеет признаки концентрически-зонального строения, нарушенного в связи
с внедрением более поздних гранитоидов, которые включают его в виде
ксенолита крупных размеров. Верхние части расслоенной серии пород сло-
жены габброидами. Ниже их залегают пироксениты, которые, в свою оче-
редь, подстилаются анортозитами, имеющими с ними секущие интрузивные
контакты. Габброиды и пироксениты падают на север под углом 30—50°.
Для габброидов характерна сильная дифференцированность, обусловленная
263
частым чередованием прослоев лейкократового и более меланократового
габбро.
Руды в пределах массива представлены рудными габброидами и рудны-
ми пироксенитами, которые образуют линзо- и пластообразные тела, сог-
ласные с общей расслоенностью массива. Мощность рудных тел изменяется
от нескольких до 200 м. Почти все пироксениты в массиве — рудные.
В габброидах также почти постоянно встречается рудная вкрапленность,
часто достигающая промышленных содержаний. Наряду с вкрапленными
имеются богатые сплошные руды, представленные согласными линзовид-
ными залежами мощностью до нескольких метров. Иногда встречаются
секущие жилы апатит-ильменит-титаномагнетитовых руд. В них содержит-
ся до 20% апатита, который образует субпараллельные полосы, параллель-
ные контактам жил. Идиоморфные зерна апатита имеют трахитоидную
ориентировку с отчетливо проявленной линейностью. Более крупные
зерна апатита обтекаются мелкими зернами. Руды имеют четкие приз-
наки магматического течения.
Главные рудные минералы — титаномагнетит и ильменит (рис. 43). В
зонах метаморфизма руд гранитами титаномагнетит перекристаллизо-
вывается с образованием магнетита и свободного ильменита. В состав
нерудной составной части руд входят плагиоклаз, пироксен, иногда оли-
вин; в небольшом количестве присутствует керсутит, зеленая роговая об-
манка. В рудах часто содержится апатит, нередко в довольно заметных ко-
личествах. Структура руд изменяется от среднезернистой до грубозернис-
той и пегматоидной. Количество руд с крупным размером зерен довольно
существенно, особенно среди рудных пироксенитов. Рудные минералы
отчетливо ксеноморфны по отношению к плагиоклазу, пироксену и оли-
вину. В них часто бывают заключены идиоморфные зерна апатита.
Руды содержат (в %): ~ 15-25 - Feo6ui; до 10 - TiO2; 0,05-0,09 -
V2O5 и 1—4 —Р2О5.
Хаильское месторождение расположено на территории Бурятской АССР
в пределах Селенгино-Витимканской зоны повышенной магматической
проницаемости. Оно приурочено к одноименному габброидному массиву
палеозойского возраста [245, 246], который в виде крупного ксенолита
залегает среди палеозойских гранитоидов. В интрузиве наряду с габброи-
дами встречаются также диориты. Внутреннее строение массива еще не изу-
чено, однако, по предварительным данным, можно предполагать, что оно
относится к типу расслоенных концентрически-зональных интрузивов,
представленных чередованием габбро, лейкократового габбро, рудного
габбро.
Рудами являются в основном габбро с бедной вкрапленностью титано-
магнетита и ильменита (рис. 44). Нерудные минералы представлены в ос-
новном моноклинным пироксенам и плагиоклазом. В незначительном ко-
личестве содержится зеленая роговая обманка и биотит. Рудные минералы
обнаруживают отчетливый ксеноморфизм по отношению к пироксену
и плагиоклазу. Роговая обманка и биотит развиваются вдоль контакта
рудных и силикатных минералов, замещая их. Ильменит идиоморфен по
отношению к титаномагнетиту. Кроме бедновкрапленных руд, встречаются
маломощные (в несколько сантиметров) прослои богатых руд. Плагиоклаз
в них образует идиоморфные зерна.
264
Рис. 44. Геологический разрез Хаильского месторождения
Подписи к графикам А, Б, В, Г см. на рис. 38; 1— габбро; 2 — лейкократовое габ-
бро; 3 — рудное габбро; 4 — зона рудных габбро с прослоями богатой титаномагнети-
товой руды; минералы; 5 — ильменит; 6 — титаномагнетит; 7 — биотит; 8 — зеленая
роговая обманка; 9 — моноклинный пироксен; 10 — плагиоклаз
18. Зак.57
265
Руды содержат(в %): 10-20 - Feo6ui; иногда 30 - Feo6ui; 2-5 -
ТЮ2 и 0,5—0,2 — V2O5,
Арсентьевское месторождение расположено на юге Бурятской АССР.
Оно находится в пределах Селенгино-Витимканской зоны повышенной
магматической проницаемости и приуроченно к расслоенному габброид-
ному массиву, имеющему концентрически-зональное строение. Преоб-
ладающая разновидность пород в массиве — габбро и анортозиты; имеются
также сиениты, секущие габбро иды. Одни исследователи считают сиениты со-
ставной частью комплекса [121], другие относят их к более поздним интру-
зивным комплексам [245]. Вмещающие породы — протерозойские гнейсы.
Основная масса руд сосредоточена в северной части Арсентьевского
массива. Здесь они образуют пласто- и линзообразные тела, в целом соглас-
ные с общим падением пород массива на юг под углом 30—60°. Наряду с
бедновкрапленными рудами присутствуют богатые сливные разновидности
руд, образующие линзовидные или жилообразные, быстро выклинивающие-
ся тела до 20 м мощностью. Они располагаются, как правило, в нижней
части разреза массива.
Бедновкрапленные руды представлены в основном рудными габброи-
дами с вкрапленностью титаномагнетита и ильменита (рис. 45). В них
часто присутствует апатит в количестве до нескольких процентов. Неруд-
ные минералы — оливин, плагиоклаз, керсутит, моноклинный пироксен.
Содержание сульфидов — пирита, пирротина, халькопирита — обычно
не превышает 1—2%, Часто обнаруживается зеленая шпинель в виде мель-
чайших зерен, включенных в рудные минералы.
В богатых рудах главные минералы — титаномагнетит и ильменит. Содер-
жание апатита в них обычно меньше, чем в бедновкрапленных рудах. Отно-
сительное количество ильменита повышается в бедных рудах [247].
Текстура руд массивная, трахитоидная, полосчатая. Структура средне-
зернистая. Титаномагнетит и ильменит в богатых рудах чаще всего имеют
изометричные идиоморфные по отношению к рудным минералам зерна.
Во вкрапленных рудах степень идиоморфизма уменьшается, и здесь чаще
зерна рудных минералов имеют ксеноморфные очертания. С рудными
минералами тесно ассоциируют зерна апатита, зеленой шпинели, а также
керсутит, который их обрастает в виде тонкой оторочки, почти полностью
изолируя от силикатных минералов. Ильменит обычно более идиоморфен
по отношению к титаномагнетиту. Пластинчатые вростки ильменита в тита-
номагнетите возрастают по толщине от богатых руд к бедновкрапленным.
В рудах содержится (в%): 3-15 - Т1О2; 14—53 - Feo6ui; 0,01-0,1 -
V2OS и l-6-P2Os.
Салганакское месторождение приурочено к одному из наиболее крупных
на Алтае габброидных массивов (размером 9X11 км), который распо-
лагается в пределах Уймено-Лебедского синклинория.
Салганакский габброидный массив залегает в виде крупного ксенолита
Рис. 45. Геологический разрез Арсентьевского месторождения
Подписи к графикам А, Б, В, Г см. на рис. 38
1 — лейкократовое габбро; 2 — габбро с бедной рудной вкрапленностью; 5 —рудное
габбро; 4 —богатая титаномагнетитовая руда; минералы; 5 —ильменит; 6 —титаномагне-
тит; 7 — биотит; 8 — биотит; 9 — керсутит; 10 — шпинель в виде свободных зерен;
11 — оливин; 12 — моноклинный пироксен; 13 — сине-зеленый амфибол; 14 — пла-
гиоклаз
266
в краевой части Саракокшинского пермо-карбонового гранитоидного ба-
толита. Возраст массива определяется как среднекембрийский. Массив
сложен в основном габбро-норитами. Присутствуют также габбро, рудные
габбро, серпентизированные перидотиты, кварцсодержащие габбро-нориты.
В пределах массива часто встречаются также секущие жилы мелкозер-
нистых гиббро-диоритов, являющихся, вероятно, жильной фацией ин-
трузива.
Магнитометрические работы выявили кольцевую форму магнитных ано-
малий, отвечающую концентрически-зональному распределению в породах
вкрапленности титаномагнетита и ильменита. Отдельные замеры трахитоид-
ности и полосчатости в габброидах свидетельствуют о падении слоев в крае-
вой части массива под углом 50—60° к центру интрузива. Наиболее высо-
коинтенсивная кольцевая магнитная аномалия приурочена к центральной
части массива, а по периферии аномалии выражены слабее, что связано
с соответствующим изменением количества рудной вкрапленности.
Метаморфизм пород Салганакского массива проявлен широко. Он вы-
разился в амфиболитизации, эпидотизации, ороговиковании и мигмати-
зации пород и перекристаллизации рудных минералов. Скважинами, прой-
денными в центральной части массива, на глубине 500—600 м встречены
жилообразные участки, обогащенные магнетитом, образование которого
обусловлено переотложением рудного вещества под воздействием гра-
нитов.
Оруденение в пределах массива представлено рассеянной вкраплен-
ностью титаномагнетита и ильменита в габбро и габбро-норитах. Содер-
жание железа в них равно 13—20%, а диоксида титана — 1-2%, что позво-
ляет относить их к низкотитанистому типу. Руды располагаются в пределах
горизонтов габбро-норитов и габбро с рудной вкрапленностью. Контуры
собственно рудных тел в плане пока не установлены ввиду слабой обна-
женности массива.
Главный рудный минерал — титаномагнетит, образующий ксеномор-
ные зерна размером от десятых долей до 1—2 мм. В рудах постоянно встре-
чается в незначительном количестве свободный ильменит. Титаномагне-
тит по составу — среднетитанистый (4—7% TiOj) и обычно средневана-
дистый (0,5—0,8% V2O5). При метаморфизме титаномагнетит перекристал-
лизовывается с выделением пластинчатых вростков зерен ильменита.
В рудах в виде тонкой рассеянной вкрапленности встречаются пирит и
халькопирит.
Почитанское месторождение в Кемеровской области приурочено к
крупному палеозойскому лополитообразному (по геофизическим дан-
ным) габброидному массиву длиной около И км и шириной 4,5 км,
залегающему под чехлом рыхлых мезозой-кайнозойских отложений.
Чинейское месторождение располагается на севере Читинской области.
Оно было открыто в 1938 г. [248]. Месторождение приурочено к крупно-
му (10X16 км) расслоенному концентрически-зональному плутону габ-
броидного состава. Массив расположен на южной окраине Сибирской плат-
формы в пределах зоны докембрийской складчатости. Вмещающие его по-
роды — слабо метаморфизованные песчаники и алевролиты с прослоями
известняков удоканской серии нижнего протерозоя [133]. Возраст мас-
сива определяется как докембрийский.
268
Чинейский массив сложен в основном габбро-норитами, в подчиненном
количестве присутствуют габбро, лейкократовые габбро, рудные габбро-
нориты и габбро-пироксениты, сплошные титаномагнетитовые руды
(рис. 46,см. вкл.). Породы и руды обычно образуют согласные с общей рас-
слоенностью слои, падающие под углом 12—19° в северной и центральной
части массива и более круто, до 45—60°, в южной периферической его час-
ти. Мощность слоев колеблется от нескольких сантиметров до сотен мет-
ров, а протяженность — до многих километров. В пределах массива имеют-
ся многочисленные ксенолиты вмещающих пород — песчаников, извест-
няков, — которые образуют значительные скопления в виде полос на про-
должении соответствующих пачек из вмещающих пород [133, 134]. На кон-
такте с ксенолитами известняков присутствуют известковые и магнезиаль-
ные скарны.
Среди руд выделяются вкрапленные — обычно бедные руды и сплош-
ные — богатые руды. Вкрапленные руды представлены рудными габбро-
норитами, реже рудными габбро, габбро-пироксенитами, лейкократовыми
габбро. Они всегда залегают согласно с общей расслоенностью массива.
Наиболее мощный горизонт таких руд имеется в центральной части раз-
реза интрузива. Богатые руды представлены двумя типами рудных тел:
согласными с полосчатостью интрузива и секущими ее. Согласные тела
бывают как пластообразными, протяженностью до нескольких километров,
так и линзовидными, длиной по падению и простиранию в несколько мет-
ров. Секущие тела образуют жилы до нескольких метров мощностью.
В них часто присутствуют ксенолиты вмещающих габброидов и роговиков.
Нередко наблюдаются переходы от согласных рудных залежей в секущие.
Характерная особенность богатых руд — расположение их вблизи ксено-
литов-известняков, что свидетельствует о влиянии известняков на рудо-
образование [134]. Богатые руды чаще всего встречаются в нижней поло-
вине разреза массива.
Главные рудные минералы — титаномагнетит и ильменит. Количество
титаномагнетита изменяется от нескольких процентов до 90% и более.
Содержание ильменита обычно не превышает нескольких процентов. При-
чем в богатых рудах его количество по сравнению с бедными увеличи-
вается незначительно или не увеличивается совсем. Присутствуют в не-
большом количестве сульфиды: халькопирит, пирит, пирротин. Их содер-
жание увеличивается в некоторых участках экзо- и эндоконтакта массива,
где они достигают промышленных концентраций. Здесь они часто обра-
зуют обособленные от титаномагнетитовых руд скопления. Нерудная
составная часть титаномагнетитовых руд представлена плагиоклазом,
моноклинным и ромбическим пироксеном. В небольшом количестве
имеются бурая роговая обманка, биотит, калиевый полевой шпат, кварц.
Апатит в подавляющей части богатых и бедных руд совершенно отсутст-
вует.
Для руд характерна трахитоидная, полосчатая и массивная текстуры.
Структура обычно среднезернистая, изредка крупнозернистая. Титаномаг-
нетит и ильменит образуют как изометричные зерна, идиоморфные по от-
ношению к силикатным минералам, так и отчетливо ксеноморфные к ним.
Последние особенно типичны для секущих рудных тел; Ильменит обычно
более идиоморфен по отношению к титаномагнетиту. Роговая обманка,
269
биогиг, калиевый полевой шпат замещают и корродируют первичные сили-
катные и рудные минералы.
В рудах месторождения содержится (в%): 15-50 — Реобщ; 4—12 -
TiO2; 0,3-0,8 - V2O5; 0,1-0,5-Р2О5 и 0,1-0,3 - S.
Количественная оценка срастания рудных минералов в титаномагнети-
товых месторождениях юга Сибири. Для решения вопросов генезиса гор-
ных пород и руд, а также для оценки обогатимости руд важное значение
имеет характер срастания минералов.
Для количественной оценки срастания минералов предлагается применять
величину относительной удельной поверхности фаз. Применительно к
породам и рудам величина относительной удельной поверхности фаз —
это относительная удельная поверхность рудных минералов, равная отно-
шению суммарной поверхности того или иного минерала к его объему —
S = S5/J7. Это величина прямо пропорциональна одному из главных техно-
логических параметров раскрытия зерен минералов — степени вкраплен-
ности, которая в учебниках по обогащению руд [249] определяется как
отношение количества минерала, находящегося в сростках в продук-
тах дробления, к общему его количеству.
Определение величины поверхности контакта минералов проводится
по шлифам или аншлифам по методу направленных секущих, разрабо-
танному С.А. Салтыковым [250], с применением полуавтоматических
интеграционных устройств типа МИУ-1 или автоматических минерало-
гических анализаторов типа АМА-1 ’’Контраст” и автоматических теле-
визионных микроскопов — ’’Квантимет” и др. [250].
На рис. 47 показана зависимость относительной поверхности рудных
минералов от количественного содержания соответствующего рудного
минерала для месторождений юга Сибири. Можно видеть, что самую ми-
нимальную величину имеет относительная удельная поверхность контак-
та титано магнетита с ильменитом S тм/ил — в среднем около 2,5 мм2/мм3.
Также неизменной является величина относительной удельной поверхности
контакта ильменита с титаномагнетитом S ил/тм. Но она в 2 раза больше
поверхности титаномагнетита с ильменитом, составляя для руд в сред-
нем 5 мм2/мм3. На основании этих фактов можно сделать определен-
ный вывод, что для титаномагнетитовых месторождений юга Сибири один
из главных технологических параметров раскрытия зерен титаномагне-
тита и ильменита — степень вкрапленности, т.е. отношение количества
рудного минерала, находящегося в сростках в продуктах дробления,
к общему его количеству, не зависит от количества рудных минералов
и является постоянным как для богатых руд, так и для бедных, содер-
жащих более 5% рудного минерала.
Величины относительной удельной поверхности титаномагнетита и
ильменита с нерудными минералами уменьшаются по мере возрастания
содержания рудных минералов. При этом для титаномагнетита они боль-
ше, а для ильменита меньше, с разницей примерно в 5 мм2/мм3. Поверх-
ность ильменита с нерудными минералами в бедных рудах выше соответ-
ствующей поверхности ильменита с титаномагнетитом. Но где-то около
15—20% содержания ильменита в рудах она сравнивается и далее в более
богатых рудах становится меньше. Следовательно, здесь в рудах и прак-
тически безрудных породах с содержанием до 15—20% ильменита более
270
ммг/мм 3
$Ги/ИЛ
Рис 47. Зависимость величин относительной поверхности контакта титаномагнетита
и ильменита между собой и с нерудными минералами для титаномагнетитовых место-
рождений юга Сибири
чем 50% поверхности последнего приходится на контакт с нерудными
минералами, а при большем количестве ильменита, наоборот, большая
половина поверхности контакта приходится на титаномагнетит. Для ти-
таномагнетита эти поверхности сравниваются только в рудах, содержа-
щих около 65% титаномагнетита.
Содержание в титаномагнетитовом концентрате компонентов, кото-
рые попадают со сростками нерудных минералов, определенным обра-
зом зависит от относительной поверхности титаномагнетита с нерудны-
ми минералами.
На рис. 48, 49 показана зависимость содержания в титаномагнетито-
вых концентратах той части компонентов, которая попадает со сростка-
ми силикатных минералов, от относительной поверхности титаномагнети-
та с нерудными минералами. Изучение проанализированных образцов
под микроскопом позволяет выделить четыре типа руд по характеру сраста-
ния минералов.
Первый главный тип руд, составляющий их основную массу, представ-
лен обычными рудными габброидами и богатыми рудами без тонкой
271
CaD, ’/»
Рис 48. Содержание в титаномагнетитовых концентратах кремнезема и оксида
кальция, связанных со сростками нерудных минералов, в зависимости от удельной
поверхности контакта титаномагнетита с нерудными минералами и типизация титано-
магнетитовых руд Сибири
I — первичные руды без признаков наложенных метасоматических и автометасо-
матических процессов или с повышенным количеством керсутита, не образующим
очень тонких оторочек вокруг рудных минералов; II, III — руды с проявлением низ-
ко-среднетемпературных метасоматических процессов; IV - руды, характеризующие-
ся наличием очень тонких высокотемпературных реакционных оторочек силикатных
минералов вокруг зерен рудных минералов.
Месторождения: 1 — Патынское; 2,— Большая Куль—Тайга; 3 — Мало-Тагульское; 4 —
Лысанское; 5 — Хаильское; 6 — Арсентьевское; 7 — Витимконскоед^ S — Ангашанс-
кий массив; 9 — Чинейское; 10 — Хаактыг-Ой; 11 — Слюдянское; 12- Ирокиндинс-
кое, 13 — Харловское
пылевидной рудной вкрапленности и тонких оторочек силикатных ми-
нералов вокруг рудных. Для него характерна отчетливая прямая зави-
симость между относительной поверхностью титаномагнетита и содер-
жанием компонентов примесей. Он встречается почти во всех место-
рождениях.
Второй тип руд представлен рудами, в которых в значительном коли-
272
i siox
X MgO
средняя
+ CqO
-+ 5i0z
+ MgO
fliz03
MM 2/мм3
/О Zff JO 4-0 J/7 Оуфер
/0
S'
мм2/мм3
fO JO JO среднее
А A
Рис 49. Зависимость содержания в титаномагнетитовых концентратах суммы шлако-
образующих компонентов примесей, связанных со сростками нерудных минералов,
от относительной поверхности контакта титаномагнетита с нерудными минералами
Условные обозначения см. на рис. 48
честве присутствует тончайшая пылевидная вкрапленность или тонкие
вростки магнетита в силикатных минералах толщиной менее 0,01 мм,
которые не входят в подсчет по предлагаемой методике. Мельчайшие
выделения магнетита обусловлены замещением первичных силикатных
минералов или титаномагнетита вторичными более низкотемпературны-
ми минералами — хлоритом, актинолитом, зеленым амфиболом, биоти-
том, карбонат-тальк-хлорит-серпентиновым агрегатом. При замещении
силикатных минералов биотитом и амфиболом магнетитовая тонкая вкрап-
ленность появляется вследствие их меньшей железистости по сравнению
с замещаемыми минералами. Рудные частички выделяются в виде мель-
чайших изометричных, неправильных зерен или тончайших пластинчатых
вростков в пределах биотита и амфибола, ориентированных вдоль их
плоскостей спайности. Хлорит иногда вместе с актинолитом обычно за-
мещает титаномагнетит в виде тончайшей сети прожилков, среди которых
его магнетитовая составляющая часть сохраняется в виде многочислен-
ных мелких реликтов размером обычно менее 0,01 мм. Карбонат-тальк-
хлорит-серпентиновый агрегат обычно псевдоморфно развивается по оли-
вину с выделением мелкой рудной вкрапленности.
Этот тип руд часто встречается в месторождениях Большая Куль-Тайга
и Арсентьевское, где он связан с метаморфизмом со стороны более позд-
них гранитов. Масштаб и степень этого метаморфизма здесь довольно
незначительные, но тем не менее они заметно сказываются на качестве
титаномагнетитового концентрата.
273
В третий тип входят руды, в которых широко проявлены процессы
замещения тит ано магнетита серпентином, актинолитом и зеленой рого-
вой обманкой с появлением значительного количества мелких зерен маг-
нетита размером от 0,01 до 0,1 мм и образованием сложной извилистой
границы зерен титаномагнетита, вызванных этим замещением. Эти руды
наиболее характерны для Лысанского, Витимконского, Слюдянского
и Ирокиндинского месторождений. На Лысанском месторождении ши-
роко развита авто метаморфическая серпентинизация титаномагнетито-
вых руд, которой подвержены не только силикатные минералы, но и крае-
вые части зерен титаномагнетита. На Витимконском, Слюдинском и Иро-
киндинском месторождениях руды подвержены низко-среднетемператур-
ному региональному и контактовому метаморфизму, с которым связа-
но замещение рудных минералов синевато-зеленой роговой обманкой,
ассоциирующейся с эпидотом, и вызванные этим извилистость границ
зерен титаномагнетита и образование мельчайших рудных выделений.
Такие же руды встречаются в Ангашанском массиве на участках их ме-
таморфизма со стороны гранитов.
Значительное возрастание относительной поверхности титаномагнети-
та с нерудными минералами при появлении вторичных минералов пока-
зано на рис. 50. Видно, что керсутит, гранат, пироксены и оливин имеют
примерно одинаковую небольшую среднюю величину относительной по-
верхности титаномагнетита с нерудными минералами, тогда как наличие
сине-зеленого амфибола, серпентина, актинолита и хлорита увеличивает
ее более чем в 2 или 3 раза.
О низком качестве титаномагнетитового концентрата из руд, подвер-
женных низкотемпературным изменениям, можно судить на примере
испытаний серпентин-титаномагнетитовой разности руд [251]. Здесь в
конце грате за счет значительного количества примеси нерудных минера-
лов, в первую очередь серпентина, содержание железа общего равно всего
49,5%, тогда как обычно в титаномагнетитовых концентратах оно колеб-
лется около 60%.
Генетически второй и третий типы руд — одинаковые, так как обуслов-
лены метасоматическим замещением первичных магматических рудных
минералов низко- и среднетемпературной ассоциацией минералов: хло-
ритом, актинолитом, сине-зеленой роговой обманкой, серпентином, био-
титом. Третий тип отличается от второго только тем, что здесь среди мно-
гочисленных мельчайших выделений магнетита больше содержится таких,
размеры которых превышают 0,01 мм. Такие выделения уже учитыва-
ются при подсчете относительной поверхности, и они увеличивают послед-
нюю. Особенно резко на возрастании в концентрате компонентов приме-
сей сказывается замещение оливина серпентином. При этом процессе
образуется тончайшая пылевидная вкрапленность магнетита, которая
остается включенной в серпентин. Кроме отмеченных случаев, факты
резкого возрастания примесей в титаномагнетитовом концентрате наб-
людаются в Тулдуньском (пробы 34 и 35) до 28% SiO2 и в Салганакском
месторождениях (проба 56а) до 18,6% S1O2. Заметное вредное влияние
на титаномагнетитовый концентрат серпентинизации оливина отмечается
для Качканарского месторождения на У рале [252].
Четвертый тип руд представлен рудными габброидами и богатыми
274
^мин/руИ,
о
fff JO so
. /
д Z
А J
□ 4
• О
и О
х 7
• О
।______
7о минерал^
Рис 50. Зависимость относительной величины (в %) площади контакта рудных
минералов (титаномагнетит + ильменит) с тем или иным нерудным минералом -
^мин/руд 01 объемного содержания соответствующего нерудного минерала
1 — керсутит; 2 — апатит; 3 — плагиоклаз; 4 — оливин; 5 — моноклинный пирок-
сен; 6 — ромбический пироксен; 7— амфибол сине-зеленый; 8— биотит
рудами, для которых характерно широкое развитие вокруг зерен рудных
минералов тонкой, менее 0,02 мм оторочки бурой роговой обманки типа
керсутита, иногда биотита или мелкозернистого гранат-плагиоклаз-рого-
вообманкового агрегата. Для этих руд свойственно пониженное содержа-
ние в титаномагнетитовом концентрате SiO2 и других компонентов при-
месей, попадающих в него со сростками с нерудными минералами. Такое
явление обусловлено тем, что при дроблении руд раскалывание происхо-
дит в основном вдоль этих тонких оторочек с образованием сростков,
толщина которых не превышает обычно толщину оторочки, т.е. —0,02 мм.
В обычных же рудах при той тонкости дробления (до класса —0,1 мм),
которая осуществлялась при отборе исследованных концентратов, раз-
мер нерудных включений в сростках мог достигать 0,05 мм. Поэтому
меньшая средняя толщина сростков способствовала уменьшению в кон-
центратах содержания компонентов примесей. Чем меньше толщина ото-
рочки и чем более выдержанно она приурочена ко всем зернам, тем более
чистые получаются концентраты.
Наиболее типичные представители таких руд - руды Харловского место-
рождения, где наблюдается наиболее тонкая (менее 0,01 мм) и выдержан-
ная оторочка керсутита вокруг рудных минералов. Поэтому из них полу-
чаются наиболее чистые концентраты, в которых содержание SiO2 обычно
не превышает 1%. Такого же типа оторочка керсутита часто встречается
275
на Патынском месторождении. На месторождении Хаактыг-Ой оторочки
керсутита вокруг рудных минералов встречаются повсеместно. Однако
чаще всего толщина их превышает 0,02 мм. По нередко встречаются и
тонкие выдержанные оторочки, способствующие понижению количества
примесей в концентрате. На Мало-Тагульском месторождении в отмечен-
ном типе руд оторочки представлены очень мелкозернистым агрегатом
буровато-зеленой роговой обманки, граната, моноклинного пироксена
и плагиоклаза. Эта минеральная ассоциация образовалась под влиянием
регионального метаморфизма в условиях высоких температур и давлений
[125]. Толщина оторочки обычно превышает 0,02 мм, достигая 0,1 мм
и более. Но ее мелкозернистый характер способствует большей степе-
ни раскрытия зерен рудных минералов. На Хаильском месторождении
встречаются руды с тонкими оторочками биотита вокруг рудных ми-
нералов, также иногда благоприятствующими освобождению их от
сростков.
График зависимости содержания SiO2 в титаномагнетитовых концентра-
тах титаномагнетитовых руд от относительной поверхности контакта
титаномагнетита с нерудными минералами (см. рис. 48) может использо-
ваться для приближенной сравнительной оценки обогатимости руд. Если
для второго, третьего и четвертого типов руд эта оценка весьма приблизитель-
на, то для первого типа руд она может быть сделана значительно точнее,
так как в нем содержание SiO2 в концентрате прямо зависит от относи-
тельной удельной поверхности титаномагнетита с нерудными минерала-
ми и разброс этих содержаний значительно меньше. Чем больше будет
относительная удельная поверхность рудного минерала с нерудными в
первом типе руд, тем выше содержание SiO2 и, следовательно, других
компонентов-примесей, попадающих со сростками нерудных минералов,
в концентрате этого рудного минерала. Но реальное содержание компо-
нентов-примесей в их концентратах при промышленном обогащении мо-
жет значительно отличаться в ту или другую сторону от показателей на
рис. 49 в зависимости от глубины и метода обогащения. Однако следу-
ет подчеркнуть, что относительное содержание данных компонентов в
концентратах разных проб при одном и том же способе обогащения бу-
дет вероятней всего подчиняться той же закономерности, которая отражена
на рис. 49. Данный график может быть также использован применитель-
но к ильменитовому концентрату, но для первого и четвертого типов
руд. Поскольку ильменит в отличие от титаномагнетита отбирается в кон-
центрат с помощью флотационных или гравитационных методов, то мель-
чайшие пылевидные выделения ильменита в силикатных минералах с
большей вероятностью, чем при электромагнитном способе сепарации,
уйдут в хвосты. Поэтому на рис. 48 поля II и III типа руд могут исчезнуть
совсем или иметь другую конфигурацию, которую необходимо опреде-
лять специальными исследованиями.
В целом причиной образования выделенных типов руд являются оп-
ределенные условия их формирования. Первый тип образовался в наиболее
высокотемпературных условиях в процессе кристаллизации рудных ми-
нералов из магматического расплава. Образование четвертого типа руд
связано в основном с пост- или позднемагматическими, также достаточно
высокотемпературными процессами автометаморфизма рудоносных габ-
276
броидных массивов. Второй и третий типы руд с наиболее низкокачествен-
ными по содержанию силикатных компонентов титаномагнетитовыми
концентратами образовались в связи с наиболее низкотемпературными
или низко-среднетемпературными метасоматическими процессами как
контактового, так и автометаморфического характера.
Среди всех минералов наиболее тесно с рудными связаны апатит и
метасоматические наложенные минералы: керсутит, сине-зеленый амфи-
бол, биотит, хлорит. Даже незначительное возрастание содержания одно-
го из этих минералов ведет к резкому увеличению относительной доли
поверхности контакта этого минерала с рудным минералом. При этом
апатит по сравнению с другими минералами дает гораздо меньшее коли-
чество сростков с рудными, хотя нередко до половины и более общей
поверхности контакта последних приходится на него. Это подтверждает-
ся значительно меньшим содержанием фосфора по сравнению с содержа-
нием SiO2 в концентратах, хотя количественное содержание P2OS и SiO2
в соответствующих минералах различается сравнительно немного. При-
чина хорошей разделяемое™ апатита и рудных минералов при дробле-
нии — прямые ровные их контакты, обусловленные правильными идио-
морфными очертаниями зерен апатита. Апагат — первичный магматиче-
ский минерал руд. Его тесная ассоциация с рудными минералами обуслов-
лена близостью их времени кристаллизации, а идиоморфизм зерен — боль-
шей силой кристаллизационного роста по сравнению с ними. Причина
тесной ассоциации метасоматических наложенных минералов с рудны-
ми — благоприятные для их образования условия, которые создаются
в контакте рудных минералов с первичными силикатными. Для их об-
разования при метасоматозе необходимо железо, которое и усваивается
ими в контакте с рудными минералами, обусловливая пространственное
тяготение к последним.
Среди главных породообразующих минералов теснее всего с рудными
пространственно связаны пироксены и оливин, а меньше всего — плагио-
клаз. Это обусловлено большей близостью по времени кристаллизации
рудных и фемических силикатных минералов, чем плагиоклаза. Подтверж-
дением этому может служить также лучший идиоморфизм последнего
по сравнению с пироксенами и оливином.
Относительное содержание выделенных типов руд на тех или иных
месторождениях юга Сибири можно на данном этапе пока определить
с различной долей вероятности. С достаточной уверенностью можно от-
нести руды Харловского месторождения к четвертому типу; руды Лысан-
ского, Витимконского, Ирокиндинского месторождений — к третьему
типу; руды Чинейского месторождения — к первому типу. Руды Патынско-
го месторождения, по-видимому, в большей своей части относятся к чет-
вертому типу и в меньшей степени — к первому. Вероятно, большая часть
руд месторождений Мало-Тагульского, Хаильского и Хаактыг-Ой может
быть отнесена к первому типу и меньшая часть — к четвертому. На Арсенть-
евском месторождении наряду с преобладающим первым типом руд при-
сутствуют также руды второго типа. По-видимому, значительная часть
руд месторождения Большая Куль-Тайга представлена вторым типом,
а меньшая — первым. Большое разнообразие руд имеется в Ангашанском
массиве, где практически имеются все выделенные типы руд.
277
Рис 51. Зависимость содержания диоксида титана от железа в породах и рудах тита-
номагнетитовых месторождений юга Сибири и Дальнего Востока
Месторождения: 1а — ильменитовые руды в пироксенитах Лысаиского месторож-
дения; 16 — собственно титаномагнетитовые руды в серпентинитах Лысаиского мес-
торождения; 2а, 26 - Гаюмское; 3 — Слюдянское; 4 — Ангашанский массив; 5 — Ви-
тимконское; 6 — Большая Куль-Тайга; 7 — Харловское, 8 — Арсентьевское; 9 — Па-
тынское; 10 — Кизирское; Па, 116— Мало-Тагульское; 12 — Михайловское; 13 —
Булкинское; 14 — Почитанское; 15 — Хаильское; 16 — Хаактыг-Ой; 17 — Чинейское;
18 — Аленгуйское
Рис 52. Зависимость содержания диоксида титана от содержания железа в породах
и рудах Мало-Тагульского месторождения
1 — из зоны средне-крупнозернистых гранатовых ортоамфиболитов; 2 — из зоны
метагабброидов и слабо измененных габброидов
Соотношение железа и диоксида титана в титаномагнетитах юга Си-
бири. На рие. 51, 52 приведены графики соотношения железа и диоксида
титана (к) в рудах титаномагнетитовых месторождений юга Сибири и
Дальнего Востока, построенные по данным около 9000 химических ана-
лизов руд, выполненных различными геологическими организациями.
Здесь можно видеть, что почти все эти месторождения относятся к высо-
котитанистому типу с отношенйем к от 2 до 8. Среди них более высоко-
титанистые — руды Харловского, Слюдинского, Витимконского место-
рождений и часть руд Гаюмского месторождения. Весьма высокотита-
278
нистый тип встречается только в некоторых участках Слюдинского и
Витимконского месторождений, к ним принадлежит также пироксено-
вая разность руд Люсанского месторождения.
Отношение к в рудах заметно изменяется также в пределах некоторых
месторождений. Иногда пространственно четко выделяются более высо-
котитанистые и менее титанистые типы руд. Так, в Лысанском месторож-
дении лежачий бок рудной залежи слагают ильменитовые руды в пиро-
ксенитах, а висячий бок — собственно титаномагнетитовые руды в сер-
пентинитах (см. рис. 37). На Мало-Тагульском месторождении выделя-
ются более титанистые руды в ортоамфиболитах и менее титанистые руды
в слабее метаморфизованных габброидах (см. рис. 35, 36). Здесь по дан-
ным минералого-петрографических исследований [125] видно, что воз-
растание титанистости руд в метаморфизованных разностях обусловлено
замещением титаномагнетита силикатными минералами — роговой обман-
кой и гранатом и, как следствие этого, возрастанием относительного ко-
личества ильменитовой составляющей руд.
Для некоторых месторождений в расслоенных, концентрически-зо-
нальных интрузивах характерно изменение титанистости руд с глубиной.
В Арсентьевском месторождении от верхних к нижним рудным горизон-
там в интервале около 350 м относительное содержание титана сначала
уменьшается, а затем возрастает (см. рис. 45). На месторождении Боль-
шая Куль-Тайга титанистость руд уменьшается к нижним горизонтам
рудного тела (см. рис. 42). На Харловском месторождении, наоборот,
от верхних к нижним рудным горизонтам титанистость руд возрастает.
Здесь наблюдается некоторое различие в характере изменения содержания
железа и титана. Содержание железа общего в рудах (с бортовым содер-
жанием более 12% Реобщ) с глубиной уменьшается при одновременном
его возрастании в безрудных горизонтах, что доказывается отрицатель-
ными значениями коэффициентов корреляции с величинами глубин отбо-
ра проб и положительными значениями для безрудных интервалов. Среднее
содержание титана при этом, как правило, последовательно возрастает
как в рудных, так и в безрудных горизонтах, судя по высокому поло-
жительному коэффициенту корреляции. В то же время в целом по раз-
резу данной расслоенной серии без расчленения на рудные и безрудные
горизонты какой-либо отчетливой тенденции в изменении содержания
железа с глубиной не проявляется (коэффициент корреляции железа
с глубинами отбора имеет небольшую величину и меняющийся знак),
а для титана характерно увеличение содержания в этом направлении. Меж-
ду железом, титаном и ванадием пород и руд существует положительная
корреляционная связь. Отдельно в рудных интервалах железо отчетливо
коррелируется с ванадием, а для титана с ванадием коэффициенты кор-
реляции имеют отрицательные значения, что подтверждает наличие подав-
ляющей части ванадия в виде изоморфной примеси в титаномагнетите.
На Кизирском месторождении титанистость пород и руд сверху вниз сна-
чала возрастает, затем уменьшается и в самых нижних горизонтах снова
возрастает [122].
Такое разнообразие изменения титанистости руд с глубиной в титано-
носных массивах свидетельствует об отсутствии единой тенденции в
этом изменении.
ЗАКЛЮЧЕНИЕ
1. Анализ состояния сырьевой базы титаномагнетитов показывает, что
около половины общих мировых запасов как в нашей стране, так и за
рубежом приходится на ильменит-титаномагнетитовые руды, при обога-
щении которых выделяются титаномагнетитовый концентрат с высоким
содержанием TiO2. Следующую группу месторождений по величине запа-
сов составляют бедные по TiO2 собственно титаномагнетитовые руды кач-
канарского и аляскинского типов — более 20%. На собственно титановые
руды приходится меньше 10% от общих запасов. Совсем незначительнук
долю — менее 1% — составляют ильменит-магнетитовые руды типов кусине-
кого и отанмаки. В первой группе из вышеперечисленных типов руд заклю-
чена существенно преобладающая часть железа, титана и ванадия от общих
их запасов, содержащихся в титаномагнетитовых рудах.
2. Размещение титаномагнетитовых месторождений в зарубежных стра-
нах характеризуется почти исключительной их приуроченностью к плат-
форменным областям. В нашей стране около половины месторождений
расположено в геосинклинальных областях, другая половина — в преде-
лах древних платформ. К числу характерных особенностей относится ло-
кализация титаномагнетитовых месторождений в районах с повышен-
ной насыщенностью земной коры основными и ультраосновными
интрузивами.
3. Изучение типов железотитано-ванадиеносных магматических формат
ций и связанных с ними титаномагнетитовых месторождений показало,
что большая часть запасов титаномагнетитовых руд зарубежных стран сос-
редоточена в интрузивах анортозитовой формации (30%), дунит-пироксе-
нит-габбровой формации (33%) и формации расслоенных интрузивов ос-
новных и ультраосновных пород древних платформ (24%). В СССР
наибольшее количество руд приходится на группу формаций расслоен-
ных габброидных интрузивов на срединных массивах (27%), дунит-пиро-
ксенит-габбровую формацию (22%), формацию центральных интрузий
ультраосновных и щелочных пород (20%) и анортозировую форма-
цию (15%).
4. Использование методики количественной оценки срастания минераль-
ных фаз применительно к титаномагнетитовым рудам, а также исследовав
ние химического состава отобранных при строго одинаковом режиме тита-
номагнетитовых концентратов позволило установить, что содержание диок-
сида кремния и других примесей в концентратах коррелируется с относи-
тельной удельной поверхностью контакта титаномагнетита с нерудными
280
тати-
минералами. Минимальное количество SiO2 обусловлено высоко1/дТ0.
ратурными процессами кристаллизации рудных минералов из ма^’ртво
ческого расплава или высокотемпературными пост- или позднемаТмце
ческими метасоматическими явлениями, а максимальное коли^'учде
SiO2 и других компонентов-примесей связано с процессами низкоt
ратурного или низко-среднетемпературного метасоматоза. В этом ‘.ньтх
руды наиболее трудно обогатимы. ?ДРУГ
На основании установленного постоянства величин относителен!
удельных поверхностей титаномагнетита и свободного ильменита ;а со
с другом сделано заключение о практической неизменности той np*/Hof0
ной доли титана в титаномагнетитовом концентрате, которая связ^,ко14
сростками этих минералов независимо от их общего количестве^
содержания. Эта доля диоксида титана обычно при достаточно глу^дщей
обогащении не превышает 1% от веса титаномагнетита. [тигь[
5. Обобщение опыта использования титаномагнетитов как в ^дам
стране, так и за рубежом показывает, что бедные по ТЮ2 титаномагй цими:
эффективно перерабатываются с извлечением железа и ванадия мелкая-
доменной плавки и потерей титана с бедными по TiO2 титансодержа/папе,
шлаками. В СССР этим процессом перерабатываются титаномагнетит^антг:
Канарского типа. Переработка богатых по TiO2 титаномагнетитов Клодов i
кого типа возможна методами двухстадийной электроплавки в ва}.шого«
’’вращающаяся печь-электропечь”. Этот процесс внедрен на ряде за^стви
за рубежом и используется в основном для производства качеств^.
(рельсового) металла и ванадиевых шлаков — сырья для произв< СНс)Г(_
феррованадия. х
В нашей стране проведены исследования технологии комше/пск:1и
использования титаномагнетитов с извлечением железа, ванадия яг
которая проверена для пудожгорских титаномагнетитов и африка?эльзо->
перовскитотитаномагнетитовых руд. . Ohs
6. Разработаны научные основы и технология комплексного исЬиагц^е
вания пудожгорских титаномагнетитов на основе электроплавк^|йцы?4
включает плавку агломерированного или брикетированного титано70Вс>гс»
титового концентратов в электропечах большой мощности (одностцА
процесс) и плавку предварительно восстановленного титаномагнсчи/)об
концентрата двухстадийным процессом. В последнем случае в 2-2//жаки^
увеличивается производительность руднотермических электропечей i ш<ояй
дуются титановые шлаки с содержанием в 1,5—2 раза выше содер /нор/1
TiO2 по сравнению с флюсовой плавкой пудожгорских титаноматн^/
При этом были показаны возможности получения ванадиевых чуг^родс^
содержанием > 1% ванадия и извлечением более 90%. /дадО9<
7. В результате изучения вещественного состава и свойств пудохг</йзаил/г
титаномагнетитов и продуктов их спекания (агломерации) былоуРувороП
лено, что в течение этого процесса происходит полная перекристаллц oico/i
мелкокристаллических титаномагнетитов, образование твердых рс(/еск(Зг/|
на основе метатитаната железо-ильменита, частичное восстановлен^ о1ж|
дов железа и диоксида титана (образование аносовита и металлич^ентВ
железа), полное исчезновение естественных силикатных минерало! /
зования новых фаз — стекла и фаялита, частичное окисление с потвг .Ж
вторичного гематита и псевдобрукита.
19. Зак. 57
8. Исследование процессов восстановления пудожгорских титаномагне-
титов оксидом углерода и твердым углеродом показывает, что процесс
подчиняется основным закономерностям диффузионной кинетики, причем
процесс в своем развитии последовательно проходит через кинетическую,
переходную области. Такой характер развития процессов позволяет подоб-
рать условия его интенсификации путем удлинения продолжительности
пребывания процесса в кинетической области. Длительное пребывание про-
цесса восстановления пудожгорских титаномагнетитов твердым углеродом
в условиях, близких к кинетическим, достигается совместным брикети-
рованием или окатыванием титаномагнетитового концентрата и проведе-
нием процесса восстановления при температуре не выше 1200 °C.
9. В результате петрографического изучения состава титанистых шлаков
пудожгорского типа выявлены следующие разновидности шлаков: титанит-
ный, титанавгитовый и перовскито-титанавгитовый типы, полученные при
электроплавке пудожгорских титаномагнетитов. Установлено, что в случае
флюсовой плавки наиболее устойчивые шлаки, обеспечивающие получение
малокремнистого ванадиевого чугуна, — титанавгитовые шлаки.
10. При рудовосстановительной электроплавке пудожгорских гитано-
магнетитовых агломератов было установлено опережающее развитие про-
цессов плавления (начального шлакообразования), особенно вблизи элект-
родов, по сравнению с развитием процессов восстановления оксидов
железа. Это приводит к неравномерному составу шлакового расплава по
его высоте в печи и значительному накоплению в нем оксидов железа. Для
интенсификации процессов восстановления оксидов железа в этих условиях
целесообразно при электроплавке использовать рудноугольные брикеты
или окатыши и восстановленную шихту, В этом случае электропечь пол-
ностью освобождается от процессов восстановления, а ее электрические
параметры достигают наиболее высоких значений, поскольку плавка вос-
становленных шихтовых материалов осуществляется при более высоком
напряжении.
11, При изучении шлаковых систем, отвечающих плавке пудожгорских
титаномагнетитов, установлено существование двух новых силикатных
фаз, содержащих титан в разновалентном состоянии байковита, относяще-
гося к группе сложных ортосиликатов, и брицкенита — фазы, близкой по
составу к группе граната с вероятным составом ЗСаО • Т120з • 3SiO2,
12. Выполненными исследованиями разработана технология комплекс-
ного использования перовскито-титаномагнетитовых руд Африкандского
месторождения с получением высококачественного чугуна, титанового
и ниобиевого шлаков и редкоземельных солевых концентратов.
13. Химико-металлургическая схема переработки руд Африкандского
месторождения — один из наиболее перспективных вариантов решения
проблемы комплексного использования перовскитового и тит ано магнети-
тового концентратов, которые являются наиболее массовым сырьем для
производства пигментного диоксида титана, металлического тигана, высо-
кокачественных сталей и других металлов.
14. В результате агломерации тонкодисперсных перовскитового и ти-
таномагнетитового концентратов на Череповецком металлургическом за-
воде была разработана промышленная технология попготовки сырья к элект-
282
роплавке. При этом была доказана возможность достижения в промышлен-
ных условиях производительности аглолент, близкой к агломерации обыч-
ных железных руд. В перспективе для повышения производительности
аглолент целесообразно предусмотреть использование для спекания пред-
варительно окомкованных концентратов, полученных их окатыванием на
тарельчатых грануляторах, В этом случае производительность аглолент мо-
жет быть увеличена в 2 раза.
15. Разработана технология рудовосстановительной электроплавки пе-
ровскито-титаномагнетитовых концентратов в печи мощностью 4500 кВА
с получением ниобиевого чугуна и титанового шлака перовскитового сос-
тава. При плавке получены ниобиевые чугуны, содержащие до 0,3% Nb
при извлечении его в чугун более 90%. Низкое содержание фосфора в них
позволяет отнести их к разряду высококачественных чугунов. Титановые
шлаки содержали до 38% ТЮ2 и около 1% FeO. Низкое содержание диок-
сида титана в перовскитовом и титаномагнетитовом концентратах, разбав-
ление шихты при агломерации железорудным возвратом, использование
восстановителя с высоким содержанием золы и другие причины опреде-
лили получение шлаков с пониженным содержанием TiO2. Использование
титаномагнетитового и перовскитового концентратов с оптимальным со-
держанием ТЮ2, а также металлургического кокса с содержанием золы
около 10% позволит поднять ТЮ2 в шлаках от плавки перовскито-титано-
магнетитовых концентратов до 53%. Удельный расход электроэнергии
при плавках составляет 2500—3000 кВт • ч/т чугуна и является довольно
высоким для печей мощностью 4500 кВА, Он обусловлен в основном
трудностями технического, а не технологического порядка, которые мо-
гут быть легко устранены на практике.
16. В результате опытных исследований разработана технология получе-
ния конвертерных шлаков, содержащих 10—15% Nb2O5 припродувке
химически холодных и физически горячих чугунов, содержащих 0,25—
0,30% ниобия.
Установлено тормозящее влияние растворенных в чугуне кремния и
титана на характер окисления ниобия. Защитного действия марганца по
отношению к ниобию в период окислительной плавки не обнаружено.
Углерод, растворенный в чугуне, практически не окисляется при темпера-
туре продувки до 1400 °C и начинает выгорать при более высоких темпе-
ратурах. Температура плавления образующегося при продувке шлака оп-
ределяется его фазовым составом. При наличии в шлаке высоких концент-
раций оксидов титана и кремния образуется твердый шлак (температура
плавления не выше 1400 °C). Шлак с повышенным содержанием ниобия
и марганца, а также с небольшим оксидов титана и кремния имеет темпера-
туру плавления ниже 1400 °C,
17. Лучший способ переработки ниобиевых чугунов — дуплекс-процесс:
электропечь—конвертер с заливкой жидкого чугуна в конвертер. В этом
случае; сохраняется физическое тепло чугуна, получаемого при электро-
плавке агломерата, и предотвращается предварительное окисление нио-
бия, как зто имеет место при расплавлении твердого ниобиевого чугуна.
Разработанная технология продувки ниобиевых чугунов позволяет полу-
чать шлак с содержанием более 9% Nb2O5. Химико-технологические ис-
283
следования подтвердили возможность получения из этого шлака ниобиево-
го концентрата с содержанием 75% Nb2 О5.
18. Перспективные исследования по переработке Уральских титаномаг-
нетитов должны быть направлены на переработку богатых по TiO2 тита-
номагнетитов в доменных печах с получением легкообогатимых по TiO2
доменных титанистых шлаков, а также на повышение извлечения ванадия
из уральских титаномагнетитов. Заслуживает внимание в этом направ-
лении гидрометаллургический процесс селективного извлечения ванадия
из титаномагнетитовых концентратов.
Сканировал: Neptunyi
(Магнитогорск)
Все замечания и пожелания присылать по
адресам:
rhenium@list.ru
nept2006@yandex.ru
Буду рад также высылаемым книгам от вас!
ЛИТЕРАТУРА
1. Шманенков И.В., Резниченко В.А.,
Мелентьев Б.Н. и др. Комплексное ис-
пользование руд. - В кн.: И.П. Бардин
и развитие металлургии в СССР. М.:
Наука, 1976, с. 14-25.
2. Манохин А.И., Резниченко В.А.
Комплексное использование минераль-
но-сырьевых ресурсов (фундаменталь-
ные основы). - В кн.: И.П. Бардин и
отечественная металлургия. М.: Наука,
1983, с. 36-45.
3. Резниченко В.А., Карязин И.А., Мо-
розов А.А. и др. Научные основы комп-
лексного использования сырья в метал-
лургии тугоплавких металлов. - Там же,
с. 99-106.
4. Бардин И.П., Брицке Э.В. - Ураль-
ская металлургия, 1939, № 12, с. 33-37.
5. Тагиров К.Х. К вопросу примене-
ния щелочных соединений при плавке в
доменных печах титаномагнетитов. - В
кн.: Советская металлургия. М.: Метал-
лургиздат, 1939, с. 17-18.
6. Брицке Э.В., Тагиров К.Х., Шма-
ненков И.В. - Изв. АН СССР. ОТН, 1941,
№ 1, с. 13-30; №2, II, с. 9-40.
7. Rossi A.J. - J. Amer. Chem. Soc.,
1890, vol. 12, p. 91.
8. Rossi A.J. - Trans. Am. Inst. Min.
Eng., 1892, vol. 21, N 83, p. 27-29.
9. Вдовишевский Г.В. Титановые ру-
ды, шлаки и сплавы. СПб., 1903. 14 с.
10. Липин В.Н. Металлургия чугуна,
железа и стали. Т. 1. М.: Химтехиздат,
1925. 1009 с.
11. Малышев И.И. Закономерности
образования и размещения месторожде-
ний титановых руд. М.: Госгеолтехиздат,
1957. 272 с.
12. Борисенко Л.Ф. Ванадий (минера-
логия, геохимия и типы эндогенных мес-
торождений). М.: Недра, 1973. 191 с.
13. Немцович В.М. — Изв. ВУЗов. Сер.
геол, и разе. 1977, № 9, с. 60-67.
14. Холодов В.Н. Осадочный рудоге-
нез и металлогения ванадия. М.: Наука,
1973.275 с.
15. Богатиков О.А. Анортозиты. М..
Наука, 1979. 231 с.
16. Биркис А.П., Богатиков О.А.,
Богданова С.В. и др. Анортозиты до-
кембрийского фундамента Восточно-Ев-
ропейской платформы. - В кн.: Геоло-
гия, петрология и металлогения кристал-
лических образований Восточно-Евро-
пейской платформы. М.: Недра, 1976,
т. 2, с. 83-95.
П.Момджи Г.С. - Сов. геология,
1976,№ 11, с. 19-37.
19. Лебедев А.П. - Докл. АН СССР,
1964,т. 155,№6,с. 1329-1332.
19. Поляков Г.В. Палеозойский маг-
матизм и железооруденение юга Средней
Сибири. М.: Наука, 1971. 312 с.
20. Поляков Г.В., Кривенко А.П.,
Богнибов В.И. Габброидные формации
Алтае-Саянской складчатой области. -
В кн.: Магматические формации, вопро-
сы их происхождения н рудоносности.
Новосибирск: Наука, 1976, с. 61-73.
21. Поспелов ГЛ. О закономерностях
размещения магматогенных железоруд-
ных месторождений Алтае-Саянской
складчатой области. - В кн,: Законо-
мерности размещения полезных иско-
паемых. М.: Изд-во АН СССР, 1959,
т. 2, с. 244-288.
22. Калугин А.С. - Геология, 1965,
№1,с. 95-104.
23. Момджи Г.С. - Геология рудных
месторождений, 1972, № 5. с. 22-31.
24. Шарапов В.Н., Исаенко Л.И. Дина-
мика дифференциации базитовой магмы
в камере. - В кн.: Проблемы дифферен-
циации вещества в магматических рудо-
образующих процессах. Новосибирск:
Наука, 1977, с. 33-54.
25. Павлов А.Л., Дымкин А.М. Тер-
модинамика процессов ферритизации в
силикатных расплавах и проблемы рудо-
285
образования. Новосибирск: Наука, 1979.
88 с.
26. Rose E.R. - Econ. Geol. Rept. Geol.
Surv. Canada, 1969, N 25, p. 177-180.
27. Rose E.R. - Ecori. geol. Report
Geol. Surv. Canada, 1973, N 27, p. 123-126.
28. Kish L. - Canadian Min. Metall.
Bull., 1972, vol. 65, N 719, p. 117-123.
29. Allard G.O. - Canadian Min. Metall.
Bull., 1968, vol. 61,N671,p. 297.
30. Allard G.O. - Geol. Soc. America
bull., 1973, vol. 84, N 2, p. 717-724.
31. Gillson J.L. - Econ. Geol., 1932,
vol. 27, N 6,p. 554-577.
32. Faessler C, Schwartz G.M. - Econ.
Geol., 1941, vol. 36, N 7, p. 712-728.
33. Hammond P. - Canadian Institut of
mining and metallurgy. Transactions, 1949,
N52, p. 64-68.
34. Hammond P. - Econ. geol., 1952,
vol. 47, N 6, p. 634-649.
35. Vallee M., Raby R. - Canadian Min.
Metall. Bull., 1971, vol. 64, N 716, p. 60-67.
36. Kays M.A. — Econ. Geol., 1965,
vol. 60, p. 1261-1297.
37. Gilson J.G. - Min. Eng.; 1956,
vol. 8, N 3, p. 296-301.
33. Stephenson R.C. - Trans. A.I.M.E.,
1948, vol. 178, p. 397-421.
39. Balsley J.R. — U.S. Geol. survey
bull., 1943, N 940-D, p. 99-123.
40. Elliot R.A. - Canadian Min. Metall.
Bull, 1959, vol. 52, N 563, p. 186-191.
41. Гросс C.O. Титаномагнетитовые
месторождения округа Санфорд Лейк,
штат Нью-Йорк. - В кн,: Рудные место-
рождения США. М,: Мир, 1973, с. 131-
144.
42. Ross C.S. - U.S. Geol. Surv. Prof.
Paper, 1941, N 198, p. 59.
43. Davidson D.M., Grout F.F., Sch-
wartz G.M. - Econ. Geol., 1946, vol. 41,
N7,p. 738-748.
44. Ryan GW. - Econ. Geol., 1933,
vol. 28, N 3, p. 266-275.
45. Хагнер А.Ф. Титаномагнетитовые
месторождения Айрон-Маунтин в штате
Вайоминг. - В кн.: Рудные месторожде-
ния США. М.: Мир, 1973, с. 145-160.
46, Финн В.К. Методы обогащения
титановых руд. - В кн.: Фабрики для
обогащения титановых руд. Л.: ОБТИ
МЕХАНОБР, 1958, вып. 108, с. 19-62.
‘tl.Pinnel D.B., Marsh J.А. - Mines
Mag., 1954, vol. 44, N 5, p. 31-33, 53, 56.
48. Udy M.C. — Mining Cong. J., 1962,
vol. 48, N 10, p. 39-44.
49. Dow V.T. - U.S. Bur. Mines, infor-
mation Cir., 1961, N 8037, p. 133.
50. Harrer CM. - U.S. Bur. Mines. Int
Cite., 1966, N 8315, p. 114.
51. Fischer R.P. - Geological survey
professional paper, 1975, N 926-B, p. 10.
52. Тэйлор Х.П., Нобл Дж.А. Проис-
хождение магнетита в зональных ультра-
мафических комплексах Юго-Восточной
Аляски. - В кн.: Магматические рудные
месторождения. М.: Недра, 1973, с. 151 —
171.
5 3. Уиллемз Дж. Ванадистые магнети-
товые руды Бушвельдского комплек-
са. - В кн.: Магматические рудные мес-
торождения. М.: Недра, 1973, с. 129-150.
54, Molvneux Т.С. — Miner. Маа . 1079
vol. 38, N 299, р. 863-871.
55. Daly R.A. - Bull. Geol. Soc. Am.
1928, vol. 39, N 3, p. 703-768.
56. Sage A.M. - Metall Bulletin, special
issue, South Africa, 1968, p. 87-91,
57. Iron and Steel, 1968, N 4, p. 13.
58. Carter G.S. - Tanganyika geol.
survey-records, 1958, vol. 8, p. 67-71.
59. Харпам Дж.Р. Титансодержащие
месторождения железа области Ньомбе,
юго-западная Танганьика. - В кн.: Желе-
зорудные месторождения мира. М.:
Иностр, лит., 1955, т. 1, с. 142-162.
60. Stockley G.M. - Min. Mag., 1945,
vol. 73, N 5,p. 265-274.
61. Svinndal S. The iron ore deposits of
Norway. — In: Iron ore deposits Eut. and
adjacent areas, vol 1. Hannover, 1977,
p. 237-244.
62. Gjelsvic T. — Econ. geol, 1957,
vol. 52, N 5, p. 482-498.
63. Roelandts I, Duchesne J. C. Rare-
earth elements in apatite from layered
norites and iton-titanium oxide ore bodes
related to anortosites (Rogaland, S.-W. Nor-
way). - Origin and distrib. elem. Proc. 2nd
Symp., Paris, 1979, p. 199-212.
64. Duchesne J.C. - Journ. Petrol.,
1972, N 13, p. 57-81.
f>5 . Бугге Дж.А. Минеральные место-
рождения Норвегии. - В ки.: Минераль-
ные месторождения Европы. М.: Мир,
1982, т. 1, с. 330-408.
66. Frietsch R. - Sveriges geol. underso-
kning, ser. C, N 718. Avh. och uppsatser,
aisbok, 1975, vol. 69, N 10, 64 p.
67. Frietsch R. The iron ore deposits of
Sweden. — In: Iron ore deposits of Eut. and
adjacent areas, vol. 1. Hannover, 1977,
p. 279-293.
68. Грип E. Минеральные месторожде-
ния Швеции. - В кн.: Минеральные мес-
торождения Европы. М.: Мир, 1982, т. 1,
с. 156-329.
286
69. Hjelmquist S. - Sveriges geol. under-
sokning, 1950, ser. C, N512,p. 1-55.
lO.Nuutilainen J., Paakkola J. Iron ore
deposits in Finland. - In: Iron ore deposits
of Eur. and adjacent areas. Hannover, 1977,
vol. l.p. 135-140.
71. Runolinna V. - Mining World, 1957,
vol. 19, N 4, p.49-55,96.
72. Исокангас П. Минеральные место-
рождения Финляндии. - В кн.: Мине-
ральные месторождения Европы. М.:
Мир, 1982,т. 1,с. 74-155.
73. Juopperi Aarre. - Bull. geol. surv.
Finland, 1977, N 288, 69 p.
74. Кухаренко A.A.. Орлова М.П.,
Булах А.Г. и др. Каледонский комп-
лекс ультраосновных-щелочных пород, и
карбонатитов Кольского полуострова и
Северной Карелии. М.:Наука, 1965.772с.
75. Галахов А.В., Козырева Л.В.,
Зубарев А.И. Титаномагнетитовые
месторождения, связанные со щелочно-
ультраосновными массивами Кольского
полуострова. - В кн.: Щелочные породы
Кольского полуострова и их апатитонос-
ность. М.: Наука, 1978, с. 99—124.
76. Полканов А.А., Елисеев Н.А.,
Елисеев Э.Н., Кавардин Г.И. Массив
Гремяха-Вырмес на Кольском полуост-
рове. М.; Л.: Наука, 1967. 236 с.
77. Юдин Б.А., Зак С.И. Титановы:
месторождения Северо-Запада СССР
(восточная часть Балтийского щита). -
Сов. геология, 1970, № 9, с. 138-147.
78. Кавардин Г.И. Титановое оруде-
нение плутона Гремяха-Вырмес. Авто-
реф. дис. . . . геол.-минерал. наук. Л.,
1960.21 с.
79. Богдасаров Э.А. О структурных
особенностях, элементном и фазовом
составах титаномагнетитов щелочно-
ультраосновных пород Кольского полу-
острова. - В кн.: Метасоматизм и рудо-
образование. М.: Недра, 1975, с. 179-185.
80. Кавардин Г.И. К минералогии
сплошных титаномагнетитовых руд
Цагинского месторождения. - В кн.:
Вопросы геологии и минералогии Коль-
ского полуострова. М.: Изд-во АН СССР,
1960, вып. 2, с. 2 29- 244.
81. Юдин Б.А. Геология и структура
Цагинского массива габбро-лабрадори-
тов. - В кн.: Вопросы геологии и мине-
ралогии Кольского полуострова. М.;
Л.: Изд-во АН СССР, 1960, вып. 2,
с. 212-228.
82. Юдин Б.А. Титаномагнетитовое
оруденение в Цагинском массивегаббро-
лабрадоритов. — В кн.: Вопросы геоло-
гии и минералогии Кольского полу-
острова. М.; Л.: Изд-во АН СССР, 1960,
вып. 3, с. 3-38.
83. Богачев А.И. Некоторые особен-
ности дифференциации рудных титан-
содержащих магм основного состава. -
В кн.: Материалы по геологии Карелии.
(Тр. Карел, фил. АН СССР; Вып. XI.)
1959), с. 269-276.
84. Богачев А.И., Зак С.И., Сафроно-
ва Г.П., Инина КА. Геология и петроло-
гия Елетьозерского массива габброид-
ных пород Карелии (геология, петрогра-
фия, петрология, металлогения). М.; Л.:
Изд-во АН СССР, 1963. 160 с.
85. Тимофеев В.М. Титаномагнетито-
вые месторождения Карелии. - В кн.:
Материалы по геологии и полезным
ископаемым Карельской АССР. Л.; М.:
ОНТИ, 1936,т. 1,с. 14-24.
86. Фадеев И.В. - Новости техники,
1934, №77, с. 8.
87. Шестаков НЕ., Мазуров М.К.,
Найфонов Т.Б. - Цв. металлургия, 1970,
№24,с. 22-23.
88. Махнач А.С.,ДоминиковскийГ.Г.,
Пасюкевич В.Н. и др. Железорудные
формации докембрия Белоруссии.
Минск: Наука и техн., 1974. 142 с.
89. Фоминых В.Г., Домиников-
ская Д.А., Доминиковский Г.Г. - Докл.
АН БССР, 1975, т. 19, № 5, с. 455-457.
90. Дымкин AM., Стасевич AM.,
Леснова Э.А. - Докл. АН БССР, 1975,
т. 19,№6,с.781-783.
91. Бухарев В.П. Некоторые петро-
химические и металлогенетические осо-
бенности пород анортозитовой форма-
ции Украинского щита. - В кн.: Геохи-
мия и рудообразование: Респ. межвед.
сб„ 1978, №7, с. 77-84.
92. Кудинова Л. А. К минералогии
титаномагнетита из основных пород
Володарско-Волынского массива. - В
кн.: Вопросы региональной и генетичес-
кой минералогии. Киев: Наук, думка,
1977, с. 79-88.
93. Кудинова Л.А., Дзыкович ИЯ. -
Минерал, сб. Львов, ун-та, 1980, № 34/1,
с. 67-70.
94. Борисенко Л.Ф., Тарасенко В.С.,
Проскурин Г.П. - Геология руд. место-
рождений, 1980, №6, с. 27-36.
95. Борисенко Л.Ф., Усков Е.Д.,
Еремин Н.Я., Архангельская В.Н. Ильме-
нит бедных титаномагнетитовых руд и
возможности его извлечения. - В кн.:
Исследования в области рудной минера-
логии. М.: Наука, 1973, с. 93-99.
287
96. Межлумян Г.Б. Сваранцскос
железорудное месторождение. Ереван:
Изд-во АН АрмССР, 1974. 207 с.
97. Межлумян Г.Б. — Изв. АН АрмССР.
Науки о Земле, 1977, вып. 30, № 4/5,
с. 113-121.
98. Захаров А.Ф., Вечер Н.А., Лекон-
цев А.Н. и др. Качканарский ванадий.
Свердловск: Средне-Уральское кн.
изд-во, 1964. 301 с.
99. Тюренков Н.Г., Бучельников С.М.,
Сусликов Г.Ф. - Тр. УралМЕХАНОБР,
1959, вып. 5,с. 58-72.
100. Латыш И-К. Минеральный состав
и условия локализации титаномагнетито-
вых руд Висимского месторождения на
Среднем Урале. Свердловск: Сред.-Урал,
кн. изд-во, 1960. 77 с.
101. Штейнберг Д.С., Еремина М.В
Новые данные по петрологии Волковско
го месторождения. - В кн.: Магматизм,
метаморфизм, металлогения Урала.
Свердловск: Сред.-Урал. кн. изд-во,
1963,ч. 1,с.431-438.
102. Штейнберг Д.С., Фоминых В.Г.
О генезисе титаномагнетитов. - В кн.:
Минералогия и геохимия железорудных
месторождений Урала. Свердловск:
Сред.-Урал. кн. изд-во, 1974, с. 27-42.
103. Тимохов К.Д. Волковское место-
рождение медно-железованадиевых руд
на Среднем Урале. - В кн.: Материалы
по геологии и полезным ископаемым
Урала. Свердловск: Сред.-Урал. кн.
изд-во, 1958, вып. 7, с. 62-76.
104. Малышев И. И., Пантелеев П.Г.,
Пэк А.В. Титаномагнетитовые место-
рождения Урала. Л.: Изд-во АН СССР,
1934.263 с.
105. Фоминых В.Г. Температуры
образования титаномагнетитовых кон-
центраций по ильменит-магнетитовому
геотермометру на примере Урала. - В
кн.: Проблемы биминеральной геотермо-
барометрии. Свердловск: Сред.-Урал. кн.
изд-во, 1976, с. 58-69.
106. Овчинников Л.Н., Баклаев Я.П.,
Кожевников К.Е. и др. Состояние и
перспективы расширения железорудной
базы Урала. - В кн.: Рудная база Урала.
М.: Наука, 1972, с. 110-132.
107. Штейнберг Д.С., Кравцова Л.И.,
Варлаков А.С. Основные черты геологи-
ческого строения Кусинской габбровой,
интрузии и залегающих в ней рудных
месторождений. - В кн.: Вопросы
геологии Урала, 1959, ч. 1, с. 13-40.
(Труды Ин-та геол, и геохимии
УФАН СССР; Вып. 40).
108. Карпова О.В. Титаномагнетито-
вые руды Южного Урала. М.: Наука,
1974. 152 с.
109. Кусков Н.Н. О рудоносности
Кусинско-Копанской габбровой интру-
зии. - В кн.: Магматизм, метаморфизм,
металлогения Урала. Свердловск:
Сред.-Урал. кн. изд-во, 1963, т. 1,
с. 15-18.
ПО. Селиверстов Г.Ф., Жилин И.В.,
Петров В.И., Гогулан А.М. - Разведка
и охрана недр, 1969, № 8, с. 8-11.
111. Фадеичев А.Ф. - Труды (каф.
эконом, географ. Свердловск, ин-та
народи, хоз.), 1971, вып. 3, с. 50-54.
112. Висъневский Я.С., Баранов В.В.
(Труды Ташкент, политехи, ин-та), 1973,
вып. 108, с. 18-38.
113. Кромская К.М., Баранов В.В. -
Зап. Узб. отд. Всесоюз. минерал, о-ва,
1975, вып. 28, с. 182-186.
114. Васильев Ю.Р., Золотухин В.В.
Петрология ультрабазитов севера Сибир-
ской платформы и некоторые проблемы
их генезиса. Новосибирск: Наука, 1975.
271 с.
115. Васильев Ю.Р., Дымкин А.М.,
Золотухин В.В. и др. Труды ин-та геол,
и геохимии Урал. науч, центра АН СССР,
1979, № 151, с. 30—47.
116. Бутакова Е.Л., Егоров Л.С.
Маймеча-Котуйский комплекс формации
щелочных и ультраосновных пород. -
В кн.: Петрография Восточной Сибири.
Новосибирск: Изд-во АН СССР, 1962,
т. 1, с. 417-590.
117. Егоров Л.С., Гольдбурт Т.Л.,
Шихорина КМ. Геология и петрография
магматических пород Тулинской
интрузии. - В кн.: Тулинская интру-
зия ультраосновных щелочных по-
род. М.: Госгортехиздат, 1961, с. 5-
115.
118. Селиверстова М.И. Харловское
месторождение. - В кн.: Главнейшие
железорудные месторождения Сибири.
Новосибирск: СНИИГГиМС, 1970,
с. 145-146.
119. Ильенок С.С. Петрология габбро-
сиенитового комплекса Горной Шории.
Томск: Изд-во ТГУ, 1964. 130 с.
120. Довгаль В.Н. Раннепалеозойская
габбро-сиеннтовая формация централь-
ной части Алтае-Саянской складчатой
области. М.: Наука, 1968. 205 с.
121. Богатиков О.А. Петрология и
металлогения габбро-сиеннтовых комп-
лексов Алтае-Саянской области. М.:
Наука, 1966. 240 с.
288
122. Орлов Д.М. Петрология рассло-
енных интрузий Алтае-Саянской складча-
той области. Л.: Наука, 1975. 199 с.
123. Глазунов О.М. Геохимия и
петрология габбро-пироксенитовой
формации Восточного Саяна. Новоси-
бирск: Наука, 1975. 202 с.
124. Шабалин Л.И., Мехоношин А.С. —
Геология и геофизика, 1977, № 3,
с. 80-87.
125. Шабалин Л.И. Закономерности
строения и распределения рудных ми-
нералов в оруденелых габбро и ру-
дах на Мало-Тагульском титаномагне-
титовом месторождении. - В кн.: Но-
вые данные по магматизму Алтае-
Саянской складчатой области. Ново-
сибирск: СНИИГГиМС, 1975, вып. 191,
с. 89-95.
126. Тигунов Л.П., Барышев А.С.,
Копылевич И.Л., Емельянов Е.Л. Ком-
плексные ильменит-магнетитовые руды
Восточного Саяна. - В кн.: Комплекс-
ное использование руд черных метал-
лов, 1975, вып. 2, с. 3-7.
127. Шелковников АД. Геологичес-
кое строение, петрографический' состав,
петрохимические особенности Крыжин-
ского габбро-щелочно-сиенитового мас-
сива. - В кн.: Материалы по геологии
Красноярского края. Красноярск: Крас-
нояр. кн. изд-во, 1961, вып, 2, с. 115 —
132.
128. Лебедев А.П. Расслоенные тек-
стуры и титановая минерализация в
Аигашанском габброидном массиве
(Забайкалье). - В кн.: Особенности
формирования базитов и связанной
с ним минерализации. М.: Наука, 1965,
с. 5-113.
129. Шабалин Л.И. Дифференциро-
ванный титаноносный габброидный мас-
сив Хаактыг-Ой (Восточный Саян). -
В кн.: Магматические формации Сибири.
Новосибирск: Наука, 1977, с. 80-89.
130. Конев А.А. Жидойский щепоч-
но-ультраосновной плутон. М.: Наука,
1970. 83 с.
131. Богатиков О.А. Состав и гене-
тические особенности титаномагнетито-
вой минерализации в Арсентьев ском
массиве Бурятии. — В кн.: Особенности
формирования базитов и связанной с
ними минерализации. М.: Наука, 1965,
с. 199-227.
132. Конников Э.Г. Титаноносные
габброиды докембрия Северного При-
байкалья. Новосибирск: Наука, 1978.
118 с.
133. Лебедев А.П. Чинейский габбро-
анортозитовый плутон (Восточная Си-
бирь). М.: Изд-во АН СССР, 1962. 99 с.
134. Конников Э.Г. Геологическое
строение и рудоносность Чинейского
габброидного ппутона. - В кн.: Базито-
вые и упьтрабазитовые комплексы
Сибири, Новосибирск: Наука, 1979,
с. 130-150.
135. Шабалин Л.И., Шарапов В.Н.
Элементы динамики дифференциации
Чинейского габброидного массива. -
В кн.: Вопросы генетической петрологии.
Новосибирск: Наука, 1981, с. 163-178.
136. Вахрамеев И.С. - Вести. Вост.-
Сиб. прав л. НТО цветных металлов,
1959, № 1, с. 28-54.
137. Гаврилов В.В., Иванов В.М.
Апатит-ильменит-титаномагнетитовые ру-
ды Джугджурской провинции - пер-
спективная сырьевая база. - Разведка
и охрана недр, 1979, № 4, с. 16-21.
138. Лебедев А.П., Павлов Н.В. -
Труды ИГЕМ АН СССР, 1967, вып. 15.
84 с.
139. Ленников А.М. Петрология
Джугджурского анортозитового масси-
ва. М.: Наука, 1968. 158 с.
140. Мошкин В.Н., Дагелайская ИН.
Анортозитовая формация хребтов Стано-
вого и Джугджура. - В кн.: Магматичес-
кие формации. М.: Наука, 1964, с. 146 —
154.
141. Dunn J.A., Dey А.К. — Trans.
Min. Geol. Inst. India, 1937, vol. 31, N 3,
p. 120-177.
142. Roy S. - Proc. Nat. Inst. Sci.
India, 1954, vol. 20, Яб, p. 691-702.
143. Hockley J.J. - Nature, 1971,
vol. 232, N 5308, p. 252-253.
144. Hudson D.R. — Royal. Soc. Wes-
tern Australia Journ., 1967, vol. 50, p. 19.
145. Robinson A. Titanium. - Report
Sf 579. Depart, of Mines. Ottawa, 1922,
p. 26.
146. Stmmersbach - Stahl und Eisen,
1914, p. 672.
147. Bachman F.E. — Iron trade rev.,
1914, Dec. 3, p. 13.
148. Cone E.F. - Iron age, 1914,
Oct. 22, p. 38-41.
149. Шманенков И.В. Плавка ураль-
ских титаномагнетитов. М.; Л.: Цвет-
метиздат СССР, 1932. 84 с.
150. Stansfield А. - Canadian Mining J.,
1912, vol. 33, p. 448-449.
151. Hixon A.W., Plechner IP. IP. -
Chem. and Met. Eng., 1929, vol. 36, Я 2,
Feb., p. 76-78.
289
152. Monk R.H., Traill RJ.~- Iron and
steel of Canada. 1926, vol. 47, N 27, July 2,
p. 671-672.
153. Marzel J.G. - Min. J. (Proenix,
Ariz), 1929, vol. 13, Й4, July 15, p. 7-8.
154. Seth R. - Eng. and Min. J. - Press,
1925, vol. 120, N 2, July 11, p. 51-56.
155, KiellbergB.P.F. - Eng. and Min. J.,
1927, vol. 123, N 13, Mar. 26, p. 521-522.
156. Cole S.S., Breitenstein J.S. - J. of
Metals, 1951, vol. 3, N 12, Dec., p. 1133-
1137.
157, 158. Back A.E., Chindgren C.J.,
Peterson R.G. — U.S.^Bur. Mines. Report
investigations, 1952, n 4902, Aug. 15 p.
159. Traill R.J., McClelland W.R. - Am.
electrochem. Soc. - Advance paper, N k,
for mtg, May 27-29, 1929, p. 10.
160. Унковская B.A, Иностранные ме-
сторождения титансодержащих желез-
ных руд. - В кн.: Титаномагнетитовые
месторождения Урала. М.: Изд-во АН
СССР, 1936,ч. 2, с. 107-162.
161. James R., Balsley Jr. - U.S. geol.
survey bulletin 940-D. Washington, 1943,
p. 99-123.
162. Knoerr A.W. — Eng. and Min. J.,
1952, vol. 153, N 3, Mar.,p. 72-79.
163. Milliken F.R. - A.I.M.E. Trans.,
1949, vol. 183, p. 101.
164. Barksdall G.S. Titanium: Its occu-
rance, chemistry and technology. N.Y..
1949.591 p.
165. Меркулова M.E. Ванадий. -
В кн.: Минеральные ресурсы промыш-
ленно развитых капиталистических и
развивающихся стран. М.: Мингео СССР,
1972, с. 126-132.
166. Меркулова М.Е. Ванадий. —
В кн.: Минеральные ресурсы промыш-
ленно развитых капиталистических и
развивающихся стран на начало 1978 г.
М.: Союзгеолфонд, 1979, с. 161-167.
167- Соболев М.Н, Извлечение вана-
дия и титана из Уральских титаномагне-
титов. М.; Л.: ОНТИ НКТП СССР, 1936.
315 с.
168. Матвеев Г.С., Плешаков П.В. -
Урал, металлургия, 1940, № 1, с. 4-8.
169. Дружинин И.А., Чинкин НМ.
Испытания обогатимости пробы магне-
титов Пудожгорского месторождения. -
В кн.: Обогащение полезных ископае-
мых Ленинградской области. Л,; М.;
Новосибирск, 1933, вып. 1, с. 121-133.
170. Комаров И.П. Патынское место-
рождение титаномагнетита. - В кн.: Ми-
нерально-сырьевая база Кузнецкого ме-
таллургического комбината. 1933.
290
171. Васильев А.А. Железные руды
Западной Сибири. - В кн.: Полезные
ископаемые Западно-Сибирского края.
Новосибирск: ОГИЗ, 1934, т. 1. Метал-
лы, с. 10-56.
172. Тагиров КХ., Резниченко В.А.,
Руднева А.В., Уколова Т.П. Исследова-
ния электроплавки титаномагнегитов,
М.: Изд-во АН СССР, 1954. 154 с.
173. Резниченко В.А., Соловьев В.И.,
Рикман В.В., Гущина ИС. Использование
различных видов сырья в производстве
пигментной двуокиси титана. - В кн.;
Процессы производства титана и его
двуокиси. М.: Наука, 1973, с. 123-126.
174. Резниченко В.А., Сиряпов Г.В.,
Соловьев В.И Двухстадийная плавка
ильменитового концентрата. - В кн.:
Тиган н его сплавы. М.: Изд-во АН
СССР, 1963, вып. IX, с. 96-104.
175. Резниченко В.А., Соловьев В.И.,
Карязин ИА., Бочков Б.А. Опытно-
промышленное освоение двухстадийного
процесса плавки железотитановых кон-
центратов. - В кн.: Процессы получения
и рафинирования тугоплавких металлов.
М.: Наука, 1975, с. 19-35.
176. Резниченко В.А., Соловьев В.И.,
Бочков Б.А., Пухов Г.В. Исследование
двухсгадийного процесса электроплавки
пудожгорского титаномагнетитового
концентрата. - В кн.: Процессы произ-
водства титана и его двуокиси, М.: Нау-
ка, 1973, с. 31-36.
177. Найфонов Т.Б. Флотация титано-
вых минералов при обогащении ком-
плексных тнтансодержащих руд. Л.:
Наука, 1979. 165 с.
178. Вислогузов В.М, - Обогащение
руд, 1957, №3, с. 3-8.
179. Горшколепов М.М., Колиба-
ба В.Л. - В кн.: Проблемы Качканара.
Свердловск: Сред.-Урал. кн. изд-во,
1971, с. 16-25.
180. Еремин Н.Я., Стаханов В.В.,
Войцехович Е.Б. - Обогащение руд.
1969, №5, с. 5-8.
181. Фофанов А.А. Повышение эф-
фективности доменной плавки титано-
магнетитового сырья. - В кн.: Ком-
плексная переработка железных руд.
1976, с. 43-50. (Тр.УралНИИЧМ; Т. 28).
182. Смирнов Л.А. Совершенствова-
ние технологии передела ванадийсодер-
жащих чугунов. - В кн.: Комплексная
переработка железных руд. 1976, с. 56-
67. (Тр. УралНИИЧМ; Т. 28).
183. Кодама и др. - Тэцу то хаганэ,
1962, т. 48, № 4, с. 78-81. На яп. яз.
184. Шаврин С.В., Ченцов А.В., Заха-
ров И.Н. и др. Выплавка высокованадие-
вых чугунов в доменной печи. - В кн.:
Металлургический передел титаномагне-
титовых руд. М.: Металлургия, 1969,
с. 25-32.
185. Гладышев В.И., Пушкаш И.И.,
Тациенко И.А. - Металлург, 1968, № 4.
с. 9-11.
186. Rosse H.V. - J. of Metals, 1958,
vol. 10, N6,p. 407-411.
187. Калугин A.C. -Tp. СНИИГГиМС,
1970, вып. 96, с. 6-35.
188. Шабалин Л.И. -Тр. СНИИГГиМС,
1976, вып. 236, с. 79-83.
189. Шманенков И.В. Комплексное
использование уральских титаномагне-
титов. М.; Л.: ОНТИ НКТП СССР, 1937.
Ч. 1. 57 с.
190. Шманенков И.В. Получение вы-
сокопроцентных титанистых шлаков в
доменных печах и их использование. -
В кн.: Материалы конференции по во-
просам основных направлений в разви-
тии техники производства черных метал-
лов СССР. 1939. Бюро техн, помощи
ВНИТО металлургов, с. 136-142.
191. Павлов М.А. - Сов. металлургия,
1933, № 1/2, с. 24-30.
192. Шманенков И.В., Тагиров К.Х. -
Изв. АН СССР, 1947, № 4, с. 391-397.
193. Матвеев Г.С., Хохлов Д.Г. -
Урал, металлургия 1940, № 5/6, с. 3-9.
194. Михайлов В.В., Гусев И.Г. -
Там же, с. 9-12.
195. Heskett J.A. ~ Chern. Abstr.,
1920, vol. 14, р. 2460.
196. Красных И.Ф. - Сталь, 1956,
№6, с. 523-530.
197. Антонова С.Н., Ошурков Е.М.,
Смирнов Н.С. Применение металлурги-
ческих шлаков для изготовления сили-
катных эмалей. - В кн.: Комплексное
использование металлургического сырья
Урала. Свердловск: Сред.-Урал. кн. изд-
во, 1967, с. 125-130.
198. Ridley J.W. — Mining Mag., 1968,
vol. 119, N l,p. 4-13.
199. Kear D. - New Zealand 8-th Com-
nonwealth Min. and Met. Congress-Proc.,
1965, vol. 7, Apr. 6-8, paper 219. lip.
200. Coope Brian. - Ind. Miner. (Gr.
Brit.), 1978, N 132, p. 39, 41,47,49-53.
201. Planner B.P -^Mining and Metal-
lurgy, 1942, vol. 23, N 466, p. 58-59.
202. Корепина С.И., Птицын A.H.,
Авдонина М.П., Рыбалко Б.Ф. Комплекс-
ное использование титаномагнетитовых
руд: Тез. докл. к Всесоюз. конф, по
комплексному использованию РУД и
концентратов. М.: 1975, с. 38-39.
(Ротапр. ИМЕТ АН СССР)
203. Резниченко В.А. Электротермия
титановых руд, М.: Наука, 1969. 207 с.
204. Резниченко ВА. _ Труды Ии-та
металлургии им. А.А. Байкова АН СССР,
1958, вып. 3, с. 27-29.
205. Резниченко ВА., Халимов Ф.Б.,
Уколова Т.П. - В кн.: Титан и его спла-
вы. М.: Изд-во АН СССР, 1963, вып. 9,
с. 42-46.
206. Резниченко В.А., Меняйлова ГА.
Искусственные титанаты. М.: Наука,
1977.136 с.
207. Волынский И.С. Определение
рудных минералов под микроскопом.
М.: Госгеолиздат, 1949. Т. 3. 408 с.
208. Резниченко В.А., Рапопорт М.Б.,
Ткаченко В.А. Металлургия титана: (Ис-
следование электроплавки титановых
шлаков). М.: Изд-во АН СССР. 1963.
198 с.
209. Дипшлаг Е. Доменный процесс.
Днепропетровск, 1935.
210. Сыро коме кий В.С. Титан и его
соединения. Л.: Изд-во АН СССР, 1926.
46 с.
211. Дмитровский Е.Б., Тагиров К.Х. —
Труды Ии-та металлургии им. А.А. Бай-
кова АН СССР, 1957, вып. 1, с. 8-20.
212. Иванов Б.В., Лапин В.В. Петро-
графия технического камня. М.: Изд-во
АН СССР, 1952. 583 с.
213. Агеев Н.В., Резниченко В.А.,
Уколова Т.П, Модель М.С. - В кн.:
Титан и его сплавы. М.: Изд-во АН
СССР, 1959, вып. 2, с, 64-65.
214. Резниченко ВА., Устинов В.С.,
Карязин И.А., Петрунько А.Н. Электро-
металлургия и химия титана. М.: Наука,
1982. 277 с.
215. Руднева А.В. Минералообразова-
ние в процессах металлургической пере-
работки железных, марганцевых и тита-
новых руд: Автореф. дис. ... д-ра геол.-
минерал. наук. М.: ИМЕТ АН СССР,
1963. 22 с.
216. Цветков А.П. - Труды Ин-та
геол, наук СССР. Петрограф, сер., 1951,
вып. 138, № 41, с. 17-18.
217. Сыромятников Ф.Б. - Мине-
ральное сырье, 1934, №7, с. 113-117.
218. Малахов А.Е. - Сов. металлур-
гия, 1935, № 8, с. 58-60.
219. Лапин В.В. - Труды Ин-та геол,
наук АН СССР. Петрогр. сер., 1945,
вып. 7, № 25, с. 71-74.
220. Carstens G.W. - Z. fur krist, 1928,
B.67.S. 137-138.
291
221. Винчелл А.Н. Оптика и микро-
скопия искусственных минералов. М.:
Госхимтехиздат, 1933. 237 с.
222. Резниченко В. А., Дмитровс-
кий ЕД., Меняйлова Г.А. Исследова-
ние процесса непрерывной электроплав-
ки титаномагнетитового агломерата в
печи с закрытым колошником. - В кн.:
Процессы производства титана и его
двуокиси М.: Наука, 1973, с. 59-72.
223. Павлов М.А. Металлургия чугу-
на. М.: Металлургиздат, 1945, ч. 2. 373 с.
224. Ромм А.Н. - Тр. Гипромез,
1941, вып. 3.
225. Поляков AM. Основы металлур-
гии ванадия. М.: Металлургиздат, 1959.
139 с.
226. Проблемы металлургии титана. /
Под ред. В.А. Резниченко. М.: Наука,
1967. 215 с.
227. Процессы получения и рафини-
рования тугоплавких металлов. М.: Нау-
ка, 1975. Гл. 1. Электротермия титано-
вых руд, с. 6-76.
228. Воробейчик А.И., Резничен-
ко В.А., Соловьев В.Н. Полупромыш-
ленная переработка шлака на пигмент-
ную двуокись титана. - В кн.: Процессы
производства титана и его двуокиси. М.:
Наука, 1973, с. 100-106.
229. Найфонов Т.Б. и др. - Цв. ме-
таллы, 1966, № 3, с. 17-19.
230. Манохин А.И., Резниченко В.А. -
Изв. АН СССР. Металлы, 1980, № 3,
с. 3-13.
231. Резниченко В.А., Устинов В.С.,
Карязин И.А., Халимов Ф.Б. Химическая
технология титана. М.: Наука, 1983. 245 с.
232. Руднева А.В. - Титан и его спла-
вы. М.: Изд-во АН СССР. Вып. 2, 1959,
с. 50-63.
233. Резниченко В.А., Сидоренко Г.Д.,
Соловьев В.И. и др. - Титан и его спла-
вы, 1961, вып. 5, с. 54-59.
234. Самарин А.М., Поляков AM. -
Изв. АН СССР. ОТН, 1949, № 1, с. 100-
ЮЗ.
235. Елохин Ф.М., Довгопол В.И.,
Медведев А.А., Рябов А.К. Титаномаг-
нетиты и металл ургияУрала. Свердловск:
Сред.-Урал. кн. изд-во, 1982,144 с.
236. Развитие черной металлургии
Урала. Свердловск: СреД.-Урал. кн. изд-
во, 1970. 137 с.
237. Проблемы Качканара. Сверд-
ловск: УралНИИЧМ, 1971. 338 с.
238. Брицке Э.В., Тагиров К.Х.,
тшшненков Н.В. - ДАН СССР, 1940,
т. 29, №8/9, с. 588-590.
239. Резниченко В.А. и др. - В кн.:
И.П. Бардии и отечественная металлур-
гия. М.: Наука, 1983, с. 99-107.
240. Шаврин С.В. Новые варианты
металлургической схемы переработки
титаномагнетитов, - В кн.: И.П. Бардин
и развитие металлургии в СССР. М.:
Наука, 1976, с. 371-379.
241. Шаврин С.В., Захаров И.Н., Кули-
ков Т.С. — Изв. АН СССР. Металлургия
и горное дело, 1964, № 1, с. 26.
242. Шаврин С.В., Захаров И.Н.,
Ипатов Б.В. — Изв. ВУЗов, 1962, № 9,
с. 54.
243. Курлович В.И. - Тр. СНИИГ-
ГиМС, 1970, вып. 96, с. 109-110.
244. Амшинский Н.Н., Ворсин А.Н. -
Тр. СНИИГГиМС, 1967, вып. 44, с. 120-
132.
245. Прудовский Э.Л., Летягин В.С.,
Грудинин М.И. Габброидная формация
Центральной Бурятии. - В кн.: Палео-
зойские магматические формации Саяно-
Байкальской горной области, Улан-Уде:
Бурят, кн. изд-во, 1972, с. 142-171.
246. Андреев Г.В., Гордиенко И.В.,
Кравченко А.И., Кузнецов А.И. Апатито-
носные диориты Юго-Западного Забай-
калья. Улан-Уде: Бурят, кн. изд-во,
1972. 158 с.
241.Перелыгина А.И, СмирновС.М.-
Изв. ВУЗов. Геол, и разведка, 1960,
№4, с. 75-85.
248. Петрусевич М.Н. - Сов. геоло-
гия, 1946, № 10, с. 91-94.
249. Годэн А.М. Основы обогащения
полезных ископаемых. М.: Металлург-
издат, 1946. 535 с.
250. Салтыков С.А. Стереометриче-
ская металлография. М.: Металлургия,
1976. 271 с.
251. Антонычев М.Я., Дабижа В.Ф.,
Комлев А.М. и др. Разработка техноло-
гии комплексного использования сер-
пентин- и пироксенильменитовых руд. -
В кн.: Подготовка и восстановление
руд. М.: Металлургиздат, 1971, вып. 2,
с. 60-65.
252. Самойлов П.И., Максимов Г.С.,
Усков Е.Д. Изучение вещественного со-
става и технологические свойства титано-
магнетитовых руд Качканарского место-
рождения для оперативного планирова-
ния добычи руды и производства железо-
ванадиевого концентрата. - В кн.: Изу-
чение вещественного состава и технологи-
ческих свойств железных руд: (Материа-
лы семинара рудничных геологов). М.:
Недра, 1969, вып. 10, с. 148-159.
ОГЛАВЛЕНИЕ
Предисловие............................................................. 3
Введение ............................................................... 5
Закономерности размещения и переработка титаномагнетитов ................. 11
Общие закономерности размещения титаномагнетитов....................... 11
Мировые месторождения титаномагнетитов................................ 20
Переработка титаномагнетитов........................................... 39
Комплексное использование богатых по диоксиду титана титаномагнетитов
на примере переработки руд Пудожгорского месторождения ................... 47
Обогащение руды....................................................... 49
Агломерация концентратов .............................................. 51
Восстановление пудожгорского агломерата оксидом углерода............... 59
Восстановление пудожгорского агломерата твердым углеродом ............. 69
Исследование процесса плавки титаномагнетитов в рудновосстановитель-
ных электропечах (лабораторные исследования) .......................... 73
Опытная флюсовая плавка пудожгорских титаномагнетитов на Кузнец-
ком металлургическом комбинате......................................... 88
Исследования по разработке технологии бесфлюсовой плавки пудож-
горского титаномагнетитового концентрата............................... ИЗ
\ Разработка технологии получения пигментного диоксида титана из пудож-
'(горских шлаков ...................................................... 127
Перовскито-титаномагнетитовые руды. Месторождения и технология......... 137
Перовскито-титаномагнетитовые руды месторождения Африканца и техно-
логия их переработки.................................................. 138
Научные основы пирометаллургии титаномагнетитовых и перовскитовых
концентратов Африкандского месторождения.............................. 149
Сопоставление технологических свойств перовскитового концентрата
и титанистых шлаков по их разложимости в серной кислоте............... 158
Новые оксидные титановые фазы в шлаках от плавки титаномагнетитов /159
Опытная проверка технологии электроплавки титаномагнетитового и
перовскитового концентратов месторождения Африканца................... 162
Опытные исследования по продувке африкандских ниобиевых чугунов 200
Титаномагнетиты Урала и технология их переработки........................ 206
Перспектива использования титаномагнетитов Урала....................
Использование титаномагнетитов на основе доменной плавки............
Передел ванадиевых чугунов..........................................
Гидрометаллургический метод извлечения ванадия...................... 237
Метод прямого легирования стали ванадием............................. 238
Развитие сырьевой базы титаномагнетитов................................. 240
Заключение........................................................... 280
Литература.......................................................... 285
Владлен Алексеевич Резниченко
Леонид Иванович Шабалин
ТИТАНОМАГНЕТИТЫ
МЕСТОРОЖДЕНИЯ, МЕТАЛЛУРГИЯ,
ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ
Утверждено к печати
Институтом металлургии им. АЛ. Байкова
Редактор JI.B. Миракова
Редактор издательства В.К. Белова
Художник А.Д. Смеляков
Художественный редактор Н.Н. Власик
Технические редакторы Л.И. Богданова,
Г.П. Каренина
Корректор Р.Г. У хина
Набор выполнен в издательстве
на наборно-печатающих автоматах
ИБ 28780
Подписано к печати 31.03.86. Т — 09605
Формат 60 X 90 1/16. Бумага офсетная № 1
Гарнитура Пресс-Роман. Печать офсетная
Усл.печ.л. 18,5 + 0,3 вкл. Усл.кр.-отт. 18,8
Уч.-издл. 21,8 Тираж 700 экз.
Тип. зак. 57. Цена 3 р. 60 к.
Ордена Трудового Красного Знамени
издательство ’’Наука1'
117864 ГСП-7, Москва В-485
Профсоюзная ул., д. 90
Ордена Трудового Красного Знамени
1-я типография издательства ’’Наука”
199034, Ленинград В-34, 9-я линия, 12
Сканировал: Neptunyi
(Магнитогорск)
Все замечания н пожелания присылать по адресам:
rhenium@list.ru
nept2006@yandex.ru
Буду рад также высылаемым книгам от вас!
ИЗДАТЕЛЬСТВО ’’НАУКА”
Готовятся к изданию книги:
Новик Л.М. Внепечная вакуумная металлургия стали. 17 л. 2 р.
60 к.
Рассмотрены исследования нового процесса — внепечного ваку-
умирования жидкого металла, открывшего возможности значи-
тельного повышения качества выплавляемой стали и эффективности
ее производства. Приведены свойства различных марок стали, из-
готовленных по разработанной технологии.
Р ы к а л и н Н.Н., Сорокин Л.М. Металлургические ВЧ-плазмот-
роны. 20 л. 3 р. 40 к.
В монографии рассмотрено превращение электромагнитной энер-
гии в тепловую и электрогазодинамическую энергию плазменной
струи, которое нашло широкое применение в технологических про-
цессах плазменной металлургии и обработке материалов. Исследо-
вано развитие частотных безэлектродных плазмотронов, а также
увеличение ресурса их работы до нескольких тысяч часов в непре-
рывном режиме.
Пумпянская Т.А., Буланов В.Я., Зырянов В.Г. Атлас
структур порошковых материалов на основе железа. 20 л. 3 р. 40 к.
В атласе приведены структуры частиц железных порошков, прес-
совок и материалов на их основе. Использованы методы современ-
ного металловедческого анализа — световой, просвечивающей и раст-
ровой электронной микроскопии. Рассмотрены особенности струк-
туры порошковых конструкционных железоуглеродистых и леги-
рованных медью, никелем, хромом, молибденом сталей, а также
антифрикционных железо графитовых материалов с различными
специальными добавками.
Рис. 1. Размещение титаномагнетитовых месторождений
Удельная площадь интрузивов (в км2) иа 10 000 км2 поверхности: 1 — до 2000; 2 — от 2000 до 4000; 3 — более 4000. Белый
фои — территории с незначительным развитием интрузивов
Рис 46. Геологический разрер ЧинеЙского месторождения реслаивание лейкократовых габбро, рудных габбро-норитов с прослоями бо-
Подписи к графикам А, Б, В, Г см. на рис. 38; 1 — ороговикованные пес- гатых титаномагнетитовых руд; 7 — рудные габбро-нориты с прослоями лейко-
чаники; 2 — габбро-нориты с прослоями рудных габбро-норитов; 3 — пятнистые кратовых габбро; минералы: 8 — ильменит; 9 — титаномагнетит; 10 — моноклинный
лейкократовые габбро;. 4 — лейкократовые габбро с прослоями рудных габбро- пироксен; 11 — ромбический пироксен; 12— зеленая роговая обманка; 13— апатит;
норитов и богатых титаномагнетитовых руд; 5 — габбро-сиениты; 6 — пе- 14— кварц; 15 — калиевый полевой шпат; 16 — биотит; 17 — плагиоклаз