/



























































Author: Сергеев В.П. Мартынов В.Д.
Tags: строительство оборудование строительные машины учебное пособие
Year: 1970




Text
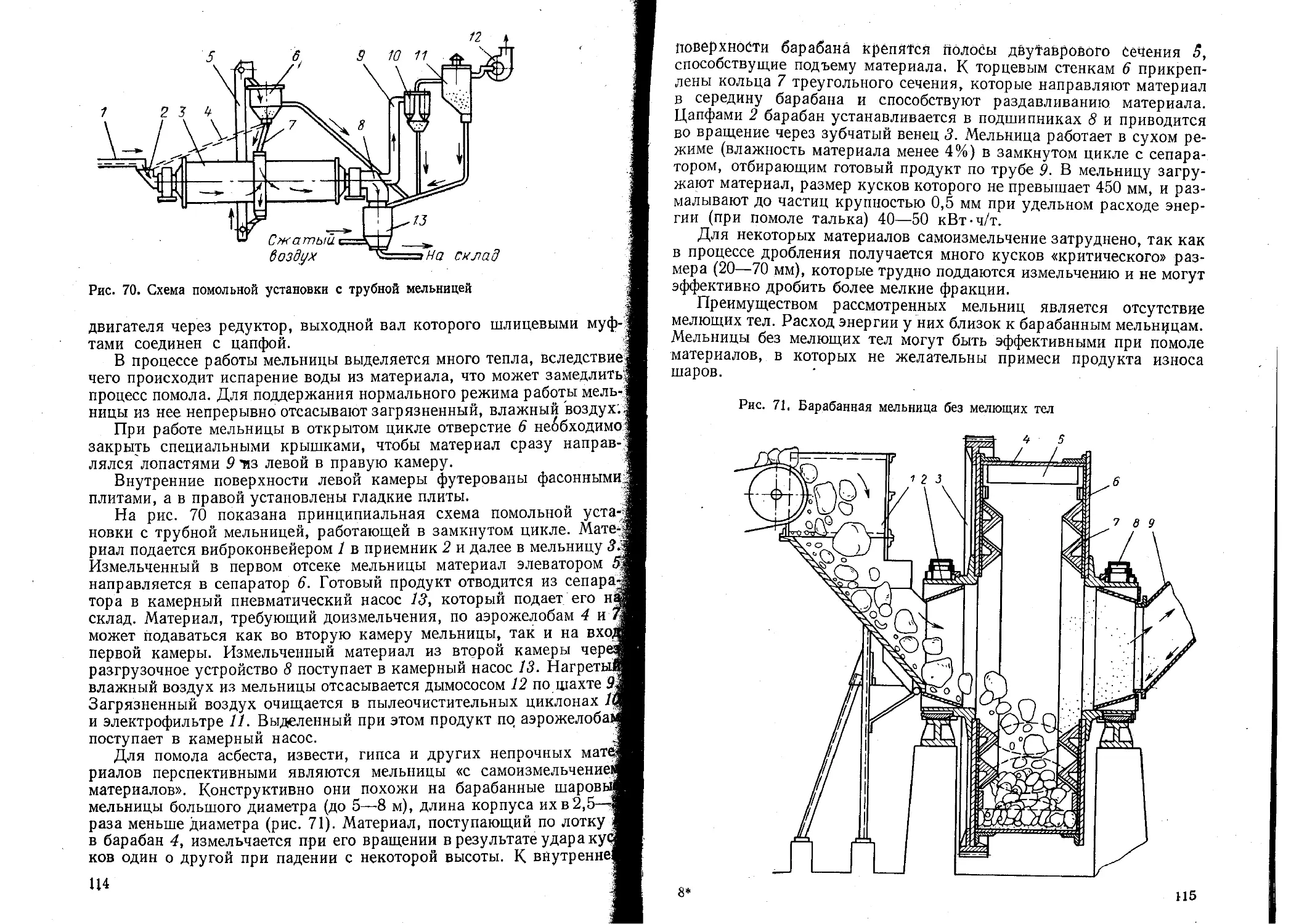
Рис. 70. Схема помольной установки с трубной мельницей
двигателя через редуктор, выходной вал которого шлицевыми муф-j
тами соединен с цапфой. S
В процессе работы мельницы выделяется много тепла, вследствие^
чего происходит испарение воды из материала, что может замедлить';
процесс помола. Для поддержания нормального режима работы мель-.]
ницы из нее непрерывно отсасывают загрязненный, влажный воздух;^
При работе мельницы в открытом цикле отверстие 6 необходимо?
закрыть специальными крышками, чтобы материал сразу направ-J
лялся лопастями 9 ”из левой в правую камеру. •
Внутренние поверхности левой камеры футерованы фасонными^
плитами, а в правой установлены гладкие плиты. 1
На рис. 70 показана принципиальная схема помольной уста-«
новки с трубной мельницей, работающей в замкнутом цикле. Мате-
риал подается виброконвейером 1 в приемник 2 и далее в мельницу 31
Измельченный в первом отсеке мельницы материал элеватором Г
направляется в сепаратор 6. Готовый продукт отводится из сепара
тора в камерный пневматический насос 13, который подает его н
склад. Материал, требующий доизмельчения, по аэрожелобам 4 и
может подаваться как во вторую камеру мельницы, так и на вхо,
первой камеры. Измельченный материал из второй камеры чере
разгрузочное устройство 8 поступает в камерный насос 13. Нагреты
влажный воздух из мельницы отсасывается дымососом 12 по шахте S
Загрязненный воздух очищается в пылеочистительных циклонах 1
и электрофильтре 11. Выделенный при этом продукт по аэрожелоба
поступает в камерный насос.
Для помола асбеста, извести, гипса и других непрочных мат<
риалов перспективными являются мельницы «с самоизмельчение
материалов». Конструктивно они похожи на барабанные шаровь
мельницы большого диаметра (до 5—8 м), длина корпуса их в 2,5—«
раза меньше диаметра (рис. 71). Материал, поступающий по лотку
в барабан 4, измельчается при его вращении в результате удара кус
ков один о другой при падении с некоторой высоты. К внутренне
114
поверхности барабана крепятся полосы двутаврового сечения 5,
способствущие подъему материала, К торцевым стенкам 6 прикреп-
лены кольца 7 треугольного сечения, которые направляют материал
в середину барабана и способствуют раздавливанию материала.
Цапфами 2 барабан устанавливается в подшипниках 8 и приводится
во вращение через зубчатый венец 3. Мельница работает в сухом ре-
жиме (влажность материала менее 4%) в замкнутом цикле с сепара-
тором, отбирающим готовый продукт по трубе 9- В мельницу загру-
жают материал, размер кусков которого не превышает 450 мм, и раз-
малывают до частиц крупностью 0,5 мм при удельном расходе энер-
гии (при помоле талька) 40—50 кВт-ч/т.
Для некоторых материалов самоизмельчение затруднено, так как
в процессе дробления получается много кусков «критического» раз-
мера (20—70 мм), которые трудно поддаются измельчению и не могут
эффективно дробить более мелкие фракции.
Преимуществом рассмотренных мельниц является отсутствие
мелющих тел. Расход энергии у них близок к барабанным мельнццам.
Мельницы без мелющих тел могут быть эффективными при помоле
материалов, в которых не желательны примеси продукта износа
шаров.
Рис. 71. Барабанная мельница без мелющих тел
8*
115
| 3. ОСНОВЫ РАСЧЁТА
Расчет критической и оптимальной угловой скорости барабана. I
При небольшой угловой скорости барабана циркуляция «загрузки» |
не будет интенсивной, так как шары, поднимаясь на некоторую вы-1
соту, скатываются по поверхности контура загрузки без удара..1
При слишком большой угловой скорости шары, находясь под дей-а
ствием значительных центробежных сил, не будут отрываться от сте-1
нок даже в верхней точке С (рис. 72), так как сила инерции Р превы-1
шает силу тяжести G, т. е. Р уз G или m<n2R cs mg, откуда крити-я
ческая угловая скорость (рад/с) а
(16б|
где g — ускорение свободного падения, м/с2. а
R — радиус вращения шара, м. |
Оптимальной угловой скоростью следует считать такую, при ко-1
торой шар имеет максимальную высоту падения Н, определяемую
координатами точки отрыва шара от стенок (точка Л) и точки встречей
шара после падения (точка В) с окружностью барабана. 1
Отрыв шара от стенок в точке А будет, когда
- (167)
или
mg cos а mco2 R.
Угловая скорость при этом в рад/с
(168|
<о
geos a
(169)
Траектория движения шара в свободном падении представляе!
собой параболу (при помещении начала координат в точке Л) |
Рис. 72. Схема к расчету угловой
скорости барабана мельницы
описывается системой уравнения
x=r/cosa; я
• (171
. gt2
и = vt sin a — 2=-.
а 2
Решая совместно эту систеь^
найдем ординату точки В j
z/B = xBtga-(17j
Учтя, что
получим
i/B = xtga----x x—. (17^
b 2R cos3 a ' ]
V
g cos a r
116
Траектория Движения Шаров И системе координат xoyQ (с началом
в центре окружности) описывается уравнением
^ + f/i = 7?2. ' < (173)
Как следует из схемы (рис. 72)
Xi = хв — R sin а;
У1= Ув — R cos а.
Подставив эти значения в выражение (173), получим
х2в + У в — 2RxB sin а — 2Z?t/Bcos а = 0. (174)
Заменив ув его значением из формулы (172), после,преобразова-
ний получим-
I X \
R cos4 а \47? cos2 а Sin а/ ~ °’ ^175)
Корни хг — х2 — xs, соответствующие пересечению параболы
с окружностью в точке А (т. е. в начале координат), равны нулю,
тогда остается решить уравнение
х„
~л п -----sin а = 0,
47? cos2 а ’
откуда
хв = 47? cos8 а sin а. (176)
Подставив в выражение (172) значение хв, получим
у в = —47? sin2 a cos а. (177)
Наибольшая энергия удара шара будет при максимальной коорди-
нате ув- Чтобы определить максимальную координату ув, возьмем
первую производную ее функции (177)
у' = 87? sin a cos2 а — 47? sin3 а = 47? sin а X
X (2cos2 а — sin2 а) = 0.
Очевидно, что а и 7? не равны нулю, тогда
2cos2 а — sin2 а = 0
или
2 — tg2 а = 0; tg2 а = 2.
Откуда получим, что наивыгоднейший угол отрыва шара
а = 54° 40'. (178)
Подставив значение оптимального угла отрыва в формулу (169),
найдем оптимальную угловую скорость барабана (рад/с)
1/ geos 54° 40' 2,38 /1-7П\
««."У4-R------------yf. (179)
здесь 7?, м.
117
Рис. 73. Схема к расчету контура
загрузки барабанной мельницы
Определение оптимальной загруз*
ки барабана. Координаты точек от-
рыва и падения шаров будут различ-
ными для каждого слоя шаров,
поскольку они определяются соот-
ношением
со2/? = S'cos а (180)
или
7?/cos a = glco2.
Обозначив g/co2 = 2p, получим
выражение
R = 2p cos a,
которое является уравнением окруж-
ности в полярных координатах. Сле-
довательно, кривая AAt (рис. 73)
является дугой окружности ра-
диуса р, описанного из центра 01( расположенного на вертикаль-
ном диаметре сечения барабана, на расстоянии р от его центра.
Геометрическое место точек падения шаров (точка В) опреде-
ляется соответствующим радиусом и углом р. Из рис. 73 следует,'что
sin р == -тг =
л
47? sin2 a cos a — 7? cos a
(181)
R
Преобразовав выражение (181), получим
sin p = —(4cos3 a — 3cos a).
Известно, что 4cos3 a — 3cos a = cos 3a, тогда
sin p — —cos 3a = cos (180° — 3a).
Заменив sin P через cos (90° — p), получим
cos (90° — p) = cos (180° — 3a),
откуда
p = 3a — 90°. (182)
Величина угла a для каждого слоя шаров определяется из урав-;
нения
cos a . = .
1 8
Так можно построить контур движения загрузки и определить^
траектории движения шаров (рис. 73). Из анализа схемы на рис. 73
следует, что переполнять мельницу шарами также нерационально^
как и недополнять. Практически шары должны занимать 0,3—0,3^
объема барабана. |
118
Расчет мощности двигателя барабанных мельниц. При работе
барабанных мельниц энергия расходуется на подъем шаров и сооб-
щение им кинетической энергии, так как после падения шаров их
окружная скорость равна нулю и шары приходится вовлекать в дви-
жение на каждом цикле.
Работа, затрачиваемая на подъем шаров, (Дж)
A = mgyB, (183)
где т — масса шаров, кг;
g — ускорение свободного падения, м/с2;
ув — высота подъема шаров, м.
Все слои загрузки, движущиеся на своих радиусах, заменяем
одним фиктивным слоем, движущимся на расстоянии радиуса
инерции 7?0 от центра мельницы
R,= /2+3, (.84)
где R и 7?х — внутренний радиус барабана и расстояние от центра
барабана до внутреннего слоя загрузки, соответ-
ственно (см. рис. 73).
При степени заполнения загрузкой барабана 0,3 можно принять
7?0 <=& 0,867?. Тогда оптимальный угол подъема фиктивного слоя,
определяемый из соотношения
cos а0 = Ro^/g
с учетом, что соопт = 2,38/КR
составит
2,382-0,86 п с спо
cos а0 = —Е—- <=& 0,5 и а0 60 .
Rg
Высота подъема шаров
ув = 47? 0 sin2 а0 cos а0 ж 1,37?.
Работа, затрачиваемая на подъем шаров, (Дж)
Дх = \,3mgR. (185)
Кинетическая энергия, сообщаемая загрузке, (Дж)
2п2 / д
« ' mv2 та>оКо т /1/ g cosa0 \ D2
^2—7?0 I
те cos 60’т?п
= —-° - 0,214т^7?. (186)
Суммарная работа, затрачиваемая на один цикл движения
шаров, (Дж)
А = А, + А2 = l,514mg7?. (187)
За один оборот барабана, загрузка совершает несколько цирку-
ляций.
. П9
Продолжительность одной циркуляции складывается из времени
it, затрачиваемого на движение шаров по круговой части траекто-
рии, и времени /2, необходимого для движения по параболе:
L —
Угол 0о, соответствующий прохождению шара по параболе
(см. рис. 73), при рассмотрении движения на фиктивном радиусе
будет равен
0о = а0 + 90° + р0. ;
Учитывая, что ро = За0 — 90°, получим i
0о = 4а0. j
Угол 02, соответствующий дуге, по которой шары движутся по
окружности, составит
02 = 360° — 4а0.
При частоте вращения п об/с и а0 = 60° время (с)
, 1 360° —4а0 0,334
t-i —~
1 п
(18»
360° п '
Время движения по параболе (с)
'в _ 47?О sin otp cos2 ар 0,274
ч(1»
(1
ЮООг)
v cos а0 2л/?0п cos а0 п
Суммарное время одной циркуляции (с)
Число циклов фиктивного слоя загрузки за один оборот барабан
г=7й)Я>~‘-64- ,19
Мощность двигателя привода барабанной мельницы, с учете
массы измельчаемого материала (принимаемой обычно равной 0,i
от массы мелющих 'тел), (кВт)
.. Aa>z ______1,514-1,14тш§/?-1,64® _ 0,45znfflg/?®
Л = 2л-1000ч — 2л-1000т] '
где ы — уголовая скорость, рад/с;
Т] — к. п. д. привода;
тш — масса шаров, кг;
R— внутренний .радиус барабана, м.
Массу загрузки (кг) можно определить по формуле
тш = <ррул/?2А,
где <р — коэффициент заполнения
р — коэффициент пустотности
у — плотность мелющих тел
= 7800 кг/м3);
L — длина мельницы, м.
(19
(И
(ф = о,;
загрузкой барабана
загрузки (р 0,57);
(для стальных шаров у =
120
Расчет производительности трубных мельниц. Производитель-
ность барабанных мельниц, и в частности трубных, зависит от мно-
гих факторов: конструкции мельницы, состава и вида мелющих
тел, свойств размалываемого материала, вида помола, тонкости
измельчения и т. д.
Учесть с достаточной точностью эти факторы не представляется
возможным. Поэтому после нахождения основных параметров мель-
ницы производительность (т/ч) рекомендуется определять по эмпи-
рическим формулам, например, по формуле ВНИИЦеммаша
П=6,45УЪ(^У'& qk, (194)
где D — диаметр мельницы «в свету», м;
/иш — масса мелющих тел, т; <
V — рабочий объем мельницы, м3;
q— удельная производительность мельницы в т на 1 кВт ч
полезной мощности; для клинкера q = 0,035-е-0,04’; для
известняка q = 0,05;
k — поправочный коэффициент на тонкость помола, значения
которого приведены ниже:
Остаток в % на
сите № 008 . . 2 3 4 5 6 7 10 12 15 20
k............. 0,59 0,65 0,71 0,77 0,82 0,86 1,0 1,09 1,21 1,42
Расчет основных деталей барабанных мельниц. Рассмотрим метод
расчета на прочность корпуса мельницы и болтов, соединяющих
фланцы (днища) с корпусом. Барабан мельницы рассматривается
как балка кольцевого сечения, нагруженная изгибающим и крутя-
щим моментами. Изгибающие нагрузки на корпус мельницы соз-
даются статическими и инерционными силами.
Схема сил, действующих на корпус мельницы, показана на
рис. 74.
Статические нагрузки в Н создаются силами тяжести . враща-
ющихся частей мельницы G2 и загрузки G3ar, контактирующей
в данный момент с корпусом
G2 = Gx + G2 + G3, (195)
где Gj, G2 и G3 — силы тяжести корпуса с футеровкой, фланцев
и диафрагм, соответственно.
Сила тяжести массы загрузки (Н)
<?заГ = (Сш + СМИЧ, (196)
где Gm — сила тяжести шаров, Н;
GM — сила тяжести измельчаемого материала, Н;
Кч — коэффициент, учитывающий, какая часть загрузки в дан-
ный момент движется по круговой траектории.
121
Рис. 74. Схема
к расчету бара-
банной мельни-
цы на прочность
ЦК Величина этого коэффициента равна отношению времени движения
шаров по круговой траектории к времени цикла [см. формулы (188)
и (190)]:
Лч—* 0,608 — -
Тогда
G3ar =-0,55 (<?ш + 0,14GW) = 0,627Gm.
Центробежная сила инерции массы загрузки, движущейся по>
круговой траектории, (Н) * 1
Р == О,627тшсо2/?. , (198Й
Учитывая, что о>оп1
2,38
получим
Р — 3,56тш.
(199’
Точка приложения сил G3ar и Р определяется радиусом инерци;
загрузки Ро 0,8667? (где R — внутренний радиус барабана) i
180® — а СР10
углом <Р =---2--- 60 .
Равнодействующая сил G3ar и Р (см. рис. 174) в Н
Т = УР2 4- gL — 2PG3ar cos 120° = У Р2 4- Gtr + PG3ar. (200^
122
Равнодействующая сил Т и GS(H'), приложенная в точке С,
Q = + — 2 cos 160° = Т2 + Gs + Qfi84TG^. (201)
(Угол между силами находим графически или по теореме синусов.)
Интенсивность распределенной нагрузки, действующей на кор-
пус мельницы в плоскости равнодействующей Q, (Н/м)
q =-%• (202)
Максимальный изгибающий момент (Н-м)
(203)
где I — расстояние между подшипниками, м.
На участке от муфты до первого (со стороны муфты) подшипника
действует полный крутящий момент, подводимый к барабану, ,(Н-м)
где N— мощность, подводимая к валу мельницы, кВт;
со — угловая скорость, рад/с.
Вследствие трения в подшипнике крутящий момент (Н-м) умень-
шается на величину
7Ит = 7?вЦгц, (205)
где RB — нагрузка на подшипник, Н;
р — коэффициент трения в подшипнике;
Гц — радиус цапфы, м. .
По длине корпуса мельницы крутящий момент из-
меняется по наклонной прямой до вели-
чины в левом подшипнике.
Наиболее опасное сечение будет посредине пролета, где при-
веденный момент (Нм)
Л1пр = /М2й+Мкр. (206)
Напряжения в этом сечении (Н/м2)
^ир
а== ~kW~’
(207)
где k 0,8 — коэффициент, учитывающий ослабление сечения
барабана вырезами и отверстия для болтов;
__jr)4
W = — момент сопротивления корпуса, м3;
АН
RH и /?в — наружный и внутренний диаметры корпуса.
Болты, крепящие фланцы к корпусу мельницы, устанавливают
«под развертку» и рассчитывают на срез и растяжение.
123
Суммарная сила среза болтовых соединений (Н)
Рсум = Л,кр + <2- (208)
Окружное усилие, приложенное к болтовому соединению, (Н)
р — 2^ (209)
°КР — г6 ’
где г6 — радиус окружности центров болтов, м.
Усилие (Н) растягивающее болты, состоит из усилия, вызывав-
мого действием изгибающего момента, и усилия затяжки
болтов i
(210)
болто<
(211)
°р — Л'у^и ~т~ *-»зат»
где ky = 0,2-г-0,3 — коэффициент, учитывающий упругость
вого соединения.
Усилие, растягивающее болт, вызываемое изгибающим
том Ми ф, действующим в сечении болтового
___Ми,ф Rob
и е?Гф ~ еггф ’
где 8 — коэффициент, учитывающий неравномерность затяжки
болтов; :
Рв— реакция в . опоре, Н; J
b — расстояние от середины подшипника до плоскости раЗъ-i
1
момен-
соединения, (Н);
ема, м.
Усилие затяжки
S3aT= (ГзаЛ = (0,4 -4- 0,5) аД
где стт — предел текучести материала болтов, Н/м2;
— сечение нарезной части болта, м2.
Опыт эксплуатации мельниц показывает, что сечение фланца!?
в месте перехода цилиндрической части цапфы в конусную (сече--
ние D—D на рис. 74) является весьма нагруженным, поэтому не-
обходимо проверить его прочность
ющих и касательных напряжений.
Изгибающий момент в сечении
Мя — RBa\
приведенный (Н-м)
м„р=ум2н + м2кр.
Пример 8. Рассчитать угловую
(212)3
на совместное действие изгиба-
(Н-м)
(213
(21-
скорость, параметры загрузи
и мощность двигателя трубной мельницы, у которой диаметр D -
— 2,6 м, длина L — 13,0.
Внутренний диаметр футеровки
Do = 0,950 = 0,95-2,6 = 2,46 м.
Полезная длина камеры (за вычетом перегородок сепараторны
зон и т. п.)
Lo = 0,92L = 12 м.
124
Оптимальная угловая скорость барабана
2,38 2,38 „ , „
со = —£=- == = 2,12 рад/с.
/Яо К1.23 ~ и
Приняв <р = 0,3, р — 0,52 и у — 7800 кг/м3, определим массу
загрузки
ш = фрул/?оЬо = 0,3-0,52-7800-3,14-1,232-12 = 75 500 кг.
Мощность двигателя
„ 0,45mg£e<o 0,45-75 500-9,81.1,23-2,12 n.n „
1 да 1000ц 1000-0,92 — кот-
§ 4. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
При работе барабанных шаровых мельниц имеется возможность
выделения пыли в окружающее пространство и создания повышенного
производственного шума. Поэтому все каналы движения материала
в помольных установках должны быть герметически закрыты кожу-
хами. При эксплуатации мельниц необходимо перед каждой сменой
проверять состояние уплотнительных устройств и своевременно их
заменять. В производственных помещениях должна быть оборудо-
вана система вентиляции и обеспыливания, которая не позволяла бы
загрязнять окружающую среду продуктами помола.
Для уменьшения шума следует применять резиновые прокладки
между корпусом мельниц и футеровочными плитами. Посты управле-
ния машинами должны быть вынесены в звукоизолированные ка-
бины.
При нахождении в производственных помещениях обслужива-
ющий персонал должен пользоваться индивидуальными средствами
защиты (респираторами, специальными наушниками).
Глава 8. МЕЛЬНИЦЫ С ПОВЫШЕННОЙ
ЭНЕРГОНАПРЯЖЕННОСТЬЮ РАБОЧИХ ОРГАНОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ
На разрушение материала затрачивается лишь часть энергии, осталь-
ная ее часть, как отмечалось, теряется в виде тепла. Это обстоя-
тельство объясняется спецификой процесса тонкого измельчения
Материалов. С уменьшением размеров частиц количество микро-
трещин уменьшается, и прочность частиц резко возрастает. В зоне
Упругих деформаций при снятии напряжений микротрещины могут
125
смыкаться под действием молекулярных сил сцепления. Так может J
происходить, пока трещины значительно не увеличатся и частицы 1
не разрушатся. |
При увеличении частоты воздействия сил на измельчаемую |
частицу, когда период между воздействиями станет меньше вре-1
мени, необходимого для смыкания микротрещин, эффект «само-!
залечивания» частиц может быть снижен, что приведет к более!
интенсивному их разрушению. Высокая частота воздействия при-|
водит также к интенсивному помолу в результате усталостных!
явлений. Я
Смыкание микротрещин может быть предотвращено применением!
поверхностно-активных веществ (пленок жидкостей), адсорбиру-|
ющихся на поверхностях частиц и проникающих в трещины. Такие!
пленки экранируют молекулярные силы, стремящиеся сомкнуть!
трещины. Я
Рассмотренный механизм разрушения материалов послужидя
теоретической основой для совершенствования помольного оборудо-Я
вания и, в частности, для создания машин, работающих на повы-я
шенных скоростях движения мелющих тел. К таким машинам можнся
отнести среднеходные шаровые, валковые, ролико-маятниковые Л
центробежные мельницы.. Технические данные таких мельниц приЯ
ведены в табл. 10. Я
Техническая характеристика мельниц
Т а б л и ц'а 1
Тип Гл авный параметр— Модель Частота вращения Размер загру- Производи- тельность, Потребляв- ‘-j мая мощ- j ность, J кВт при |
т/ч при
мельниц диаметр, ному па- рабочего женных
мм раметру) органа, об/с мм СЧ -1
II II 11 111
- *** л
Шаровые Желоба 610 5,0 20 0,5 0,5 18 12 j
840 3,5 20 1,5 2,0 28' 24L1
Кольцевые 1000 2,67 25 3,0 4,0 50 40 j
1450 2,17 30 6,0 9,0 100 831
Валковые Тарелки 640 1,5 15 1,1 1,6 22 —Я
840 1,2 15 2,2 3,2 40 —1
1040 1,1 20 4,3 6,1 70 — Я
1240 0,9 20 7,7 11,0 130 —я
1630 0,7 20 15,4 22,0 240 —я
Ролико- Вну- 1000 1,9 20 5,5 — 55 “Я
маятнике- тренний
вые кольца Ml
Примечание. Производительность и потребляемая мощность приведены для
мола материалов средней прочности (угля, известняка) при тонкости помола, соответств;
щей остатку 10% (й = 1.0) и 15% (k = 1,21) на сите 009; k — коэффициент, учитывают
тонкость помола.
126
| 2. ШАРОВЫЕ КОЛЬЦЕВЫЕ СРЁДНЕХОДНЫЕ
МЕЛЬНИЦЫ
В шаровых кольцевых мельницах, применяемых для помола глин,
мела, талька, извести материал измельчается в результате раз-
давливания и истирания при относительном перемещении шаров 2
и колец 1 и 8 (рис. 75). Измельчаемый материал питателем 6 по лотку 7
подается в желоб нижнего кольца 1, приводимого во вращение от
двигателя через редуктор 10.
Шары прижимаются к нижнему кольцу пружинами 3 через
верхнее кольцо. 8.
Измельченный материал, пересыпается через внешнюю кромку
нижнего кольца и уносится потоком воздуха, подводимым по па-
трубку 9, со скоростью 20—30 м/с в сепаратор 5, где разделяется
по крупности. Готовый продукт выносится по трубе 4,. а материал,
требующий доизмельчения, поступает снова в мельницу. Диаметр
шаров должен в 10—12 раз превышать размер наибольшего куска
поступающего материала.
Угловая скорость кольца (рад/с) выбирается несколько меньшей
той величины, при которой за счет центробежных сил материал
будет выбрасываться из кольца
®^1,2 (215)
где 1,2 коэффициент запаса;
f — коэффициент трения ма-
териала по металлу;
g — ускорение свободного
падения, м/с2;
7? —- радиус кольца, м.
Производительность мельницы
зависит от тонкости помола и
свойств измельчаемого материала.
Для конкретных условий она
определяется опытным путем.
§ 3. ВАЛКОВЫЕ СРЕДНЕХОДНЫЕ
МЕЛЬНИЦЫ
В валковых мельницах (рис. 76)
материал измельчается между та-
релкой 2, приводимой во враще-
ние от электродвигателя через
редуктор 1, и валками 4. Валки
установлены на осях, закреплен-
ных на рычагах 5. Последние стя-
нуты пружинами 4, благодаря чему
валки прижимаются к тарелке.
Рис. 75. Схема шаровой кольцевой
мельницы
127
Рис. 76. Схема валко-
вой мельницы
В мельницах рассматриваемого типа обычно имеются два валка.
При вращении тарелки валки под действием прения начинают вра-
щаться, при этом материал затягивается между ними и измель-
чается в результате раздавливания и частично истирается. Измель-
ченный материал выносится потоком сжатого воздуха, подаваемого
по каналу 3, в сепаратор.
Валковые мельницы изготовляют с диаметром тарелки 0,6—1,7 м.
Скорость тарелки около 3 м/с.
Угловая скорость тарелки (рад/с) рассчитывается из условия,
при котором частицы не должны выбрасываться центробежной силой
с тарелки. Для плоских тарелок
Рис. 77, Схема к расчету угловой ско- (рис. 77) это обеспечивается ра-
рости тарелки валковой мельницы венством
тьуч = fmg; (216)
откуда
(217)
где г — радиус, м; ;
/ — коэффициент трения между*
материалом и тарелкой. J
128
Для тарелок с наклонными бортами следует рассматривать рав-
новесие частицы на наклонной плоскости, т. е.
f (Ра sin а + G cos а) + G sin а — Ри cos а = О,
(218)
где Ри — центробежная сила
Учитывая, что Ря= mtiPR
инерции, действующая на частицу,
и G = mg, угловая скорость (рад/с)
ю — 1/ g(/ + tgg)_
V Я(1 -ftga) ’
(219)
где R — радиус, м;
а — угол наклона борта тарелки.
Мощность двигателя (кВт) привода тарелки расходуется на пере-
катывание валков N г и на преодоление трения при проскальзывании
валков N а:
л; р^2 •
;V1 1000 ’
(220)
/V _ Pfv^z
1 2 1000 ’
(221)
где Р — сила прижатия валка, Н;
р, — коэффициент сопротивления качению валка, рав-
ный 0,05—0,1;
ов — окружная скорость валка, равная примерно окруж-
ной скорости тарелки, м/с;
z — число валков;
сск = у В — скорость скольжения валка, м/с;
В — ширина катка, м.
§ 4. РОЛИКО-МАЯТНИКОВЫЕ МЕЛЬНИЦЫ
Ролико-маятниковые мельницы применяют для измельчения мяг-
ких пород, а также пород средней прочности (глины, гипса, мела,
графита). В таких мельницах (рис. 78) материал измельчается между
неподвижным кольцом 5 и роликами 6, которые перекатываются
по кольцу при вращении крестовины 1, закрепленной на вертикаль-
ном валу 2.
Ролики установлены на маятниках 3, шарнирно подвешенных
к крестовине. При вращении крестовины под действием центробеж- -
ных сил инерции ролики прижимаются к размольному кольцу.
Материал подается на размольное кольцо питателя 7. Потоком
газов, подводимых по коллектору 4, измельченный материал выно-
сится в сепаратор.
Если в мельницу подавать подогретый воздух, то она будет
работать как размольно-сушильный агрегат.
9 Эаказ 1376 129
Ролико-маятниковые мельницы выпускают с диаметром размоль-
ного кольца 600—1800 мм и диаметром роликов 300—700 мм.
Сила давления (Н) роликов на кольцо (рис. 79) цаходится цз
уравнения моментов всех сил, действующих на ролик, относительно
точки подвеса О, т. е.
Рис. 79. Схема к расчету угло- G sin а / + Qh — Ри cos al = 0; (222)
вой скорости роликов
отсюда
Q — Р'л1 cos а ~ sin ст (223)
Угол а можно принять равным
нулю. Тогда
Q = Рк = tn^R, (224)
где т — масса ролика, кг;
со — угловая скорость крестовины,
рад/с;
R — расстояние от оси вращения
до оси ролика, м.
Давление валка на кольцо прини-
мается равным (0,1 -ь0,25) 10е Н на 1 м
ширины ролика.
Тогда
mco2/? = (0,14-0,25) 106В.
Откуда необходимая угловая скорость (рад/с)
<0 = (320-500) ]/Д,
(225)
(226)
где В — ширина валка, м;
т — масса ролика, кг;
R — расстояние от оси крестовины до центра ролика, м.
Мощность привода роликовых мельниц по аналогии с валковыми
можно рассчитывать по формулам (220) и (221). Скорость скольже-
ния рекомендуется принимать равной 0,1 от окружной скорости
ролика.
Глава 9. МЕЛЬНИЦЫ УДАРНОГО ДЕЙСТВИЯ
§ 1. РАБОЧИЙ ПРОЦЕСС, КЛАССИФИКАЦИЯ
И ОСНОВНЫЕ ПАРАМЕТРЫ МЕЛЬНИЦ
В мельницах ударного действия материал измельчается .под дей-
ствием ударов вращающихся рабочих органов — бил по частицам
материала, повторных соударений частиц с отражательными эле-
ментами, а также между собой. Различают мельницы с жестко за-
Таблица 11
Техническая характеристика мельниц ударного действия
Параметр С шарнирными билами С жестко закрепленными билами
аэробиль- ные дезинтеграторы
Диаметр ротора, мм . . 800 1000 1300 1500 855 1045 440 1000 1335
Длина ротора, мм . . . 400 470 944 1650 — — — — —
Окружная скорость бил, м/с 40 50 50 57 80 78 23 .37 47
Мощность двигателя, кВт 30 45 125 250 50 90 4,5 18,5 29
Энергоемкость при по- моле непрочных материа- лов, при коэффициенте размолоспособнссти 1,4— 1,6, кВт-ч/т 12—15 15—16 12—15 12—16 20 18 2,5* 2,9* 2,9 *
* При помоле глины влажностью 8%.
9*
131
крепленными на вращающемся роторе билами и мельницы с шарнир-
ной подвеской молотков — бил. Основным параметром мельниц
ударного действия принят диаметр окружности, описываемой би-
лами. Некоторые сведения о мельницах ударного действия приве-
дены в табл. И.
§ 2. конструкция
Молотковая мельница с шарнирно подвешенными молотками (рис. 80)
состоит из корпуса 10, в котором на валу 11, приводимом во враще-
ние двигателем через ременную передачу 5, установлены диски 2:
Между дисками на пальцах 3 подвешены молотки 1. Для удобства
ремонта корпус мельницы выполнен из двух раскрывающихся по-
ловин, соединенных шарниром 17 и стягиваемых, винтами 7, при
помощи маховичков 4, 8 и 14.
Материал, поступающий в мельницу по каналу 16, измельчается
ударами молотков, повторными ударами отскочивших частиц об
отбойное кольцо 15, а также при соударении частиц одна о другую.
Измельченные частицы, проходя сквозь решетки 6 и 12, отсасы-
ваются из мельницы по каналам 9 и 13 в сепараторы.
Мельница с жестко закрепленными билами (рис. 81) состоит из
корпуса 16, в котором установлен на подшипниках 12 вал 14 со
шкивом 13. На консоли вала размещен диск 15, в котором жестко
закреплены била 1. По лотку 6, закрытому жалюзи 7, материал
из бункера 9 питателем 10 подается по течке 5 в центральную зону
мельницы. Интенсивность подачи материала регулируется шибе-
ром 8. Измельчение материала производится вращающимися би-
лами 1, а также при ударе отброшенных частиц об отражательные
пальцы 3, установленные в крышке 4, соединенной шарнирами 2
с корпусом. Измельченный материал, проходя сквозь отверстия
в колосниковом кольце 17, транспортируется пневмоустройствами
в сепараторы.
Рис. 80. Мельница с
шарнирноподвешен-
ными молотками
132
8 9
Рис. 81. Ударная мельница с жесткозакрепленными билами
Для защиты подшипников от пыли по каналам 11 продувается
сжатый воздух.
На рис. 82 показана схема мельницы ударного действия корзин-
чатого типа, называемая дезинтегратором. Дезинтегра-
торы применяют для измельчения глины, мела, трепела и других
мягких материалов.
На станине 12 в подшипниках установлены валы 1 и 10, приво-
димые во вращение в разные стороны от индивидуальных двигателей
через ременные передачи и шкивы 2 и 11. На консолях валов уста-
новлены ступицы 3 и 4, к которым крепятся диски 5 и 8. В дисках
размещены по концентрическим окружностям пальцы 6. Вторые
концы каждого ряда пальцев скрепляются между собой кольцами 7.
Измельчаемый материал подается по воронке 9 в центральную
часть корзин и стекая по ступице встречается с первым рядом бы-
стро вращающихся пальцев внутренней корзины. Куски материала
разбиваются и под действием центробежных и тангенциальных сил
направляются к последующим рядам пальцев, где подвергаются
дальнейшему многократному разрушению. Для облегчения осмотра
и ремонта один из роторов установлен на шередвижных опорах и
может отодвигаться винтовым устройством 13.
§ 3. СХЕМЫ УСТАНОВКИ
Рабочие органы мельниц ударного действия работают при окруж-
ных скоростях, достигающих 80 м/с. Ввиду этого в камерах дроб-
ления создается вентиляторный эффект, т. е. подпор воздуха по
периферии камеры и разрежение в ее центре. Такое явление удобно
использовать для питания мельницы материалом и для транспорти-
рования измельченного продукта. Как правило, мельницы ударного
действия работают в технологических схемах в комплекте с обору-,
дованием, использующим в качестве рабочего тела для транспорти-
рования и сортировки материала сжатый воздух.
На схеме (рис. 83) показана мельница с жестко закрепленными
билами в комплекте с питателем, сепаратором и вентилятором.
Иногда саму мельницу, работающую по такой схеме, не совсем
удачно называют аэробильной.
Тарельчатым питателем 5 материал подается со стороны торцо-
вой стенки в центральную часть мельницы 1. Ротор выбрасывает
измельченный материал в трубу 2 над горловиной мельницы. В ре-
зультате разрежения, создаваемого вентилятором 7, материал по-
ступает в сепаратор 3. Крупные частицы материала по лотку 4
направляются в мельницу на домол, мелкие отсасываются 'по трубе 6 '
вентилятором и направляются в осадительные устройства.
На рис. 84 изображена схема установки мельницы с шарнирно
подвешенными молотками в специальной шахте, ввиду чего ее иногда
называют шахтной.
Материал подается по трубе 1 в шахту 2 по направлению враще-
ния ротора 3. Частицы, измельченные ударами бил, подхватываются /
потоком газов, поступающих в корпус мельницы по каналу 4, и. |
134
Рис. 83. Схема помольной установки с мель-
ницей ударного действия
Рис. 84. Схема установки
шахтной мельницы
выносятся в шахту, в которой отсеиваются под действием сил тя-
жести. Крупные частицы падают в мельницу на доизмельчение,
а мелкие выносятся в осадительные устройства. Тонкость помола
в некоторых пределах возможно регулировать изменением положе-
ния отбойных плит 5.
При подаче в мельницу газов, нагретых до 300—400° С, она
может быть использована как сушильно-помольный агрегат.
§ 4. ОСНОВЫ РАСЧЕТА
Процессы взаимодействия рабочих органов с измельчаемым мате-
риалом в мельницах ударного действия весьма сложные. Энергия
при работе этих мельниц расходуется на удар молотка о материал,
на преодоление трения молотка о слой материала, на работу ротора
как вентилятора и другие потери. Математически описать эти про-
цессы трудно из-за неопределенности вида удара (упругий или
неупругий, центральный или скользящий и т. д.), непостояства
режимов работы вследствие изменяющихся условий подачи мате-
риала, крупности кусков и неоднородности физико-механических
свойств дробимого материала.
Для расчета мощности целесообразнее пользоваться приближен-
ными эмпирическими зависимостями.
Для мельницы с шарнирными молотками мощность (кВт)
N = CD Ln, (227)
где С — эмпирический коэффициент, равный 7—8;
D и L — диаметр и длина ротора, м;
п — число оборотов ротора в секунду.
135
Затраты мощности (кВт) на пбмбЛ в мёЛЬННЦаХ с жесткими би-
лами, в первом приближении, можно определить по формуле
(228)
где Q — производительность мельницы, т/ч;
Э — удельный расход энергии на измельчение единицы эта-
лонного продукта, кВт ч;
К —.коэффициент размолоспособности материала;
В — остаток на сите № 008, %.
Удельный расход энергии составляет 10—18 кВт ч/т для мате-
риалов средней прочности при помоле до тонкости, соответствующей
остатку 12% на сите № 008.
Производительность мельниц также устанавливаается опытным
путем для конкретных условий работы.
По тем же причинам трудно точно рассчитать рабочие органы
мельниц ударного действия на прочность. При ориентировочных
расчетах в мельницах с шарнирными молотками нагрузка (Н) на
стержень молотка и пальцы
(229)
где Кд — коэффициент динамичности приложения нагрузки;
Ри — центробежная сила инерции вращающейся массы мо-
лотка, Н;
= (230)
где G — сила тяжести массы молотка, Н\
со — угловая скорость молотка, рад/с;
Р радиус центра тяжести массы молотка от центра вращения
вала, м.
При соударении молотка и материала молоток теряет скорость,
а затем быстро разгоняется до номинальной. Ввиду этого нагрузка
прикладывается, как бы мгновенно. При режимах, имеющих место
при работе мельниц, коэффициент можно принять равным 1,8-?-
2,0.
§ 5. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
С целью охраны труда и защиты окружающей среды при проекти-
ровании и эксплуатации установок с применением мельниц удар-"
ного действия должно быть предусмотрено следующее: i
конструкции загрузочных устройств должны обеспечивать пред**
отвращение выброса камней; J
рабочее место машиниста должно располагаться в отдельной;
закрытой кабине; j
исключена возможность попадания в мельницы металлически^*
предметов, для чего на линиях подачи материалов должны быт#
установлены магнитные искатели-ловители; Я
136 I
" если мельницы устанавливаются в помольном агрегате без при-
менения сжатого воздуха в качестве транспортирующего тела, то
должны применяться аспирационные установки для осаждения пыли
из зоны, где расположена мельница.
Во время работы мельниц запрещается открывать люки, ведущие
в камеру помола; открывать защитные кожухи над вращающимися
деталями; работать на неисправной мельнице.
При ежедневных осмотрах особое внимание следует обращать
на состояние герметизации камер дробления.
Глава 10. МЕЛЬНИЦЫ ДЛЯ СВЕРХТОНКОГО .
ИЗМЕЛЬЧЕНИЯ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Тонкость помола имееет важное значение при производстве це-
мента, керамики и других изделий. Например, в цементной промыш-
ленности увеличение тонкости помола клинкера на 60—70% позво-
ляет почти вдвое повысить марку цемента и получать быстротверде-
ющие цементы, что приводит к ускорению технологических процессов
в последующих производствах.
Увеличение тонкости помола в «классических» шаровых и дру-
гих тихоходных мельницах не дает нужного экономического эффекта
вследствие низкого к. п. д. этих машин и повышенного износа ме-
лющих тел. Обычно в шаровых мельницах удельная производитель-
ность не превышает 0,03 кг/с на 1 т массы мельницы.
Для сверхтонкого измельчения применяют высокоскоростные
аппараты, которые являются более эффективными.
В определенных условиях выгодно использовать вибрационные
мельницы. При помоле до ^крупности частиц 1—10 мкм эффектив-
ность таких мельниц выше, чем у шаровых. Высокие скорости удара
(до нескольких сотен метров в секунду) сравнительно просто дости-
гаются при движении частиц в струях сжатых газов или пара (в струй-
ных меьницах). Особенно эффективно применять струйные мельницы,
когда недопустимо загрязнение измельчаемого материала продук-
тами износа мелющих тел. Струйные мельницы не имеют движущихся
частей, что позволяет использовать в них для футеровки’ высоко-
износостойкие материалы, которые в других мельницах не могут
быть применены из-за недостаточной их прочности.
§ 2. ВИБРАЦИОННЫЕ МЕЛЬНИЦЫ
В промышленности строительных материалов применяются вибра-
ционные мельницы двух типов: инерционные и гирационные. Све-
дения р них приведены в табл. 12>
137
Техническая характеристика вибрационных мельниц
Таблица 12
Параметр 1 0S-W 006-W М-230 М-400 М-1000 ooos-w М-2700
Объем корпуса, м3 0,05 0,2 0,23 0,4 1,0 2,0 2,7
Частота колебаний, 1/с ... 50 25 25 25 16 16 10
Амплитуда колебаний, мм . . 4 3 4 3,5 . 4,5 7 14
Мощность двигателя, кВт . . 10 14 28 28 160 320 420
Производительность при сухом помоле клинкера до частиц 20— 40 мкм, кг/ч 100— 350— 500— 1200— 4000— 6000— 9000—
150 600 800 2000 5000 10 000 15000
Вибрационная мельница инерционного типа (рис. 85, а) состоит
из корпуса 2, в котором на подшипниках 3 установлен дебалансный
вал 1, приводимый во вращение двигателем 4. Корпус мельницы
опирается на пружины 5.
При вращении дебалансного вала корпус мельницы с загружен-
ными в него мелющими телами и измельчаемым материалом приво-
138
дитсй в колебательные движе-
ния по эллиптическим траекто-
риям. При этом шары оказы-
вают интенсивное воздействие
на материал и измельчают его.
Измельчение производится под
действием незначительных по
величине импульсов высокой ча-
стоты. В процессе работы мель-
ницы загрузка совершает мед-
ленную циркуляцию в сторону,
Рис. 86. Гирационная мельница
противоположную направлению
вращения дебалансного вала.
Гирационная мельница (рис. 86) приводится в круговое колеба-
тельное движение эксцентриковым валом 2, на котором установлен
корпус 1. Для уравновешивания системы и разгрузки коренных
подшипников 4 на эксцентриковом валу устанавливаются проти-
вовесы 3. Вращению корпуса препятствуют пружины 5. ‘
Наиболее нагруженными узлами вибрационных мельниц являются
подшипники. Поэтому в некоторых конструкциях виброэлементов
предусматриваются устройства для циркуляции в них воды, охлаж-
дающей подшипники.
Вибрационные мельницы могут работать в режимах сухого и
мокрого помола. При непрерывном измельчении вибрационная
мельница работает в замкнутом цикле.
Схема установки с вибрационной мельницей непрерывного дей-
ствия показана на рис. 87. Материал из бункера 1 ячейковым пита-
телем 2 подается в вибрационную мельницу 3. В корпус мельницы
вентилятором 9 нагнетается по трубе 10 воздух, который выносит
мелкие частицы по трубе 6 в сепаратор 5, где крупные частицы
отделяются от мелких. По трубе 4 крупные частицы возвращаются
на доизмельчение в мельницу.
Зона подачи материала в
мельницу отделена от зоны про-
дувки перегородкой 7. Мелкие
частицы из сепаратора осаж-
даются в циклоне 8. Производи-
тельность вибрационных мель-
ниц зависит от тонкости по-
мола. При помоле клинкера до
крупности 15—20 мкм произ-
водительность мельницы М200
составляет около 600 кг/ч, при
помоле красителей до крупно-
сти 1 мкм всего 2—5 кг/ч.
Основы расчета
Колебательные движения мель-
ницы, расчетная схема которой
Рис.. 87. Схема помольной установки с
вибрационной мельницей непрерывного
действия
139
ПОййЭййа йа рис. 85, б, описывается в общем виде ДифферейЦйаЛЬ*
ными уравнениями:
т%х + Ьхх Ц- слх = m^R cos (231)
тъУ + ЬуУ ~\~суУ — tn^R sin со/, (232)
где zns — суммарная масса колеблющейся системы, включая
массу мельницы, материала и вибратора;
х, у — координаты колеблющегося центра масс, отсчитывае-
мые от положения равновесия;
сх, су — коэффициенты жесткости опорных устройств по осям
х, у,
bx, by — коэффициент сопротивления диссипативных сил по со-
ответствующим осям;
тд — масса неуравновешенной части дебаланса вибратора;
<о — угловая скорость вала вибратора;
R — радиус центра тяжести дебаланса;
t — время.
Начальные собственные колебания системы, определяемые на-
чальными условиями и не зависящие от вынуждающей силы, а также
возбужденные собственные колебания, определяемые вынуждающей
силой и не зависящие от начальных условий, быстро затухают и
остаются стационарные вынужденные колебания.
Решения исходных уравнений для этого случая будут
х = хл cos (ciit — q\); (233)
У = У a sin (®/ — Фу),
где амплитудные значения текущих координат
хА= —..... Отд(°27? ---- ; . (234)
^(с-туу-Ь^
уА = m^R ; (235)
yy-m^-byW 1
начальные фазы колебаний
, Ьх(£>
Фх = arctg —2--2- 5
COq — со
Фу = arctg -. (236)
COq — ы
Для улучшения условий работы мельниц и виброизоляции несу-
щих конструкций следует стремиться к тому, чтобы ось вращения
вибратора совмещалась с осью центра масс, реакции опор прохо-*
дили бы через центр тяжести, т. е. 1Г = /2 и а = 0, и собственные;
140 |
частоты Всех форм колебаний были равны между собой, т. е. сх — су,
поскольку собственная частота колебаний системы
(237)
При этих условиях траектория колебаний будет близка к кру-
говой и амплитуда колебаний
_ m^R
Я ~ ]Л(с — т^)— Z>2co2
(238)
Сопротивления диссипативных сил (сопротивление воздуха, тре-
ние в опорных узлах и др.) обычно не велики (менее 10%) и для
упрощения расчетов ими можно пренебречь, т. е. b = 0. Учитывая
это, а также то, что с = т2а>о, получим
mpttPR
—<о2)
(239)
Для лучшей виброизоляции жесткость пружин принимается
такой, чтобы обеспечивалось соотношение частот в пределах =
= т. е- мельница работает в зарезонансном режиме. Тогда,
без больших погрешностей соо из расчетов можно опустить, поскольку
= ) 0)2 и амплитуда колебаний определится из урав-
нения
тдм2/? mAR
~ пг^ ~ ms
(240)
Обычно частоту и амплитуду колебаний задают из технологиче-
ских соображений, а дебалансный момент вибратора рассчитывают
Л1Д= mnR = mzA. _ (241)
Суммарная масса колеблющейся системы
= тк тА -ф kn (тм -ф тш), (242)
где тк и пгл — масса корпуса мельницы и вибратора;
kn = 0,25ч-0,3 — коэффициент присоединения сыпучей массы
загрузки к колебаниям;
тм и тш — масса измельчаемого материала и мелющих
тел.
141
Мощность (кВт), потребляемая мельнидей, расходуется на сооб-
щение колебаний системе и потери на трение в подшипниках. По
рекомендации А. Д. Лесина
/snM2co3<7u
= gG[l+92(l + H)2]103 ’ (243)
где k0 — экспериментальный коэффициент, зависящий от частоты
колебаний и степени заполнения мельницы загрузкой;
2ИД— момент вибратора, Н-м; '
<» — угловая скорость, рад/с;
q — коэффициент, зависящий от вида мелющих тел, частоты
колебаний и измельчаемого материала;
тм + тш
р = ———— относительная масса загрузки;
тк
тк — масса корпуса;
g—ускорение свободного падения, м/с2;
G — сила тяжести колеблющихся масс, Н.
Работа (Дж), затрачиваемая на трение в подшипниках вибратора
за один оборот вала
А 1р = /лРптд<о2М, (244)
где f — коэффициент трения в подшипниках;
Dn — диаметр внутреннего кольца подшипников, м;
тл — масса дебаланса, кг;
со — угловая скорость вала вибратора, рад/с;
R — радиус центра тяжести дебаланса, м.
Мощность, расходуемая на трение, в кВт
_ Дтрсо _ fDnm^R -„.-г
' ТР 2л-1000 2000 ‘ V '
Некоторые значения величин q, k0, f и p, (по данным ВНИИТИСМ)
приведены ниже: «, рад/с ч kn f II
157 0,4 1,0 0,010 2,41
314 0,3 1,2 0,006 2,23
§ 3. СТРУЙНЫЕ МЕЛЬНИЦЫ
По виду энергоносителя струйные мельницы разделяют на воздухо-
струйные и пароструйные. Основные принципиальные схемы струй-
ных мельниц показаны на рис. 88—90. Струйная мельница с верти-
кальной кольцевой камерой (рис. 88). предназначена для сверх-
тонкого (менее 1 мкм) измельчения. Материал, подаваемый питате-
лем 1 по трубе 2 поступает в диффузор 3 и сжатым воздухом вно-
сится в камеру мельницы 5.
Энергоноситель подается через систему сопл 4 в нижнюю часть
камеры под определенным углом, чтобы вызвать циркуляцию воз-,
духа в кольцевой камере. Измельчение происходит в результате
142
Рис. 88. Струйная мельница с
вертикальной кольцевой каме-
рой
5 6
Рис. 89. Струйная мель-
ница с плоской помоль-
ной камерой
соударений частиц в точках пересечения струй и в вихрях турбу-
лентного потока. В верхнем участке камеры материал разделяется
по крупности под действием центробежных сил, возникающих при
движении струи по криволинейному участку. Тяжелые, более круп-
ные частицы отбрасываются к внешней стороне камеры, теряют
скорость и падают по правому стволу, где снова попадают в зону
измельчения. Мелкие частицы сквозь жалюзи выносятся потоком
газа в осадительные устройства по трубе 6.
На рис. 89 изображена струйная мельница с плоской помольной
камерой. Энергоноситель поступает по трубопроводу 1 в коллектор 2
и далее через сопла 3 в помольно-разделительную камеру 4. Ввод
энергоносителя в помольную камеру осуществляется под некоторым
углом, обеспечивающим многократное пересечение струй.
Измельчаемый материал подается в помольную камеру по трубе 6,
подхватывается струями и измельчается при пересечении струй
и в вихрях. По мере измельчения центростремительные силы начи-
нают превышать центробежные, частицы в потоке газов будут пере-
мещаться в центральную часть камеры и попадут в кольцевой зазор
между трубками 5 и 7, где образуется сильный нисходящий поток
газов.
Около 80% частиц выбрасывается нисходящим потоком газов
в приемник 8, а остальные выносятся энергоносителем в циклоны.
Таким образом при помоле получаются продукты двух фракций.
На рис. 90 показана схема эжекторной струйной мельницы про-
тивоточного типа. Она применяется для тонкого измельчения (ме-
нее 60 мкм). х
Материал из бункеров 1 через эжекторы 3 поступает в разгонные
трубки 4, где подхватывается энергоносителем, подаваемым по
трубе 2 под давлением 0,4—0,8 Мн/м2 и выносится в помольную
камеру 5. Измельчение происходит в результате соударения частиц
143
Рис. 90. Эжек-
торная струйная
мельница про-
тивоточного
типа
во встречных потоках. Измельченный материал и отработанный
энергоноситель направляются в классификатор. В качестве энерго-
носителя используется сжатый воздух или перегретый пар.
- Помольная камера футеруется сменной броней 6, в качестве
которой могут использоваться каменное литье, специальная кера-
мика и другие износостойкие материалы.
Схема помольной установки с противоточной помольной мельни-
цей показана на рис. 91. Измельчаемый материал из бункера 1
подается тарельчатыми питателями 2 по трубам 3 в струйную мель-
ницу 4. Энергоносителем, подаваемый по трубкам 9, измельченный
порошок выносится в классификатор 5, где разделяется по круп-
ности. Крупные частицы подаются питателем 6 по трубам 8 на до-
мол. В этот же поток материала (для его разбавления) через кла-
пан 7 подсасывается атмосферный воздух. Мелкие частицы из сепа-
ратора 5 выводятся в циклон 10, откуда поступают в бункер 11.
Запыленный воздух поступает в скруббер 13 и после очистки венти-
лятором 12 выносится в атмосферу.
Основные параметры рабочего процесса струйных мельниц и
размеры элементов помольных камер устанавливают опытным путем..
Основными исходными параметрами принимают производительность
мельницы и удельный расход энергоносителя. По данным В. И. Аку-
нова удельный расход энергоносителя для помола кварцевого песка
с основным исходным содержанием частиц 0,2 мм до частиц разме-
ром, характеризуемым остатком 1—5% на сите № 0060 составляет:
воздуха при давлении 0,6—0,8 МН/м2 и t — 263К — 2 т на 1 т про-
дукта, перегретого пара при том же давлении и t = 623ч-673 К — 1т
на 1 т продукта. Стоимость сжатого воздуха составляет 5—10 руб./т,
пара 3—6 руб./т.
Удельные затраты энергии с изменением тонкости помола- от
до 6 2 изменяются по отношению
А = А.
Л2 62 •
Скорость столкновения частиц принимается 200—400 м/с.
Диаметр разгонных трубок в мм можно определить из экспери-
ментальной зависимости
<246>
где Q — производительность, кг/ч;
Кт — удельный показатель.
Для помола названного выше песка Кт = 0,234 кг/ч-мм2, для
других материалов 7СТ = /<т-ф-, где Л2 и Л0 — энергозатраты на
помол соответствующего и эталонного материалов.
Длина разгонной трубки
/=(6н-7)Д (247)
Оптимальное расстояние между торцами разгонных трубок
4,5Д (248)
Диаметр помольной камеры
D = (3-4-4) d. (249)
Длина камеры
L 2,БД (250)
§ 4. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
При эксплуатации вибрационных мельниц особую опасность пред-
ставляют вибрация и шум. Чтобы уменьшить их воздействие на
человека,, следует применять относительно «мягкие» опорные эле-
менты, гасящие вибрацию, передаваемую на опорные конструкции.
Обычно мельницы работают в зарезонансном режиме с соотноше-
нием частот вынужденных и собственных колебаний более 4:1.
Тем не менее, площадки, где находится обслуживающий персонал,
Должны быть установлены на дополнительных виброизоляционных
прокладках из пористой резины. Защита от пыли и шума должна
обеспечиваться мероприятиями, аналогичными изложенным в гла-
вах 7 и 9. Следует иметь в виду, что при ослаблении креплений
пружин-амортизаторов существенно увеличивается уровень шума
при работе вибромёльниц. Поэтому при профилактических осмотрах
помимо ревизии технического состояния узлов и деталей машины
особое внимание следует обращать на состояние узлов крепления
пружин, футеровки люков и т. ц,
10 зтз 4376 И5
Раздел II. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ СОРТИРОВАНИЯ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
Глава 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССАХ
СОРТИРОВАНИЯ МАТЕРИАЛОВ
§
1. НАЗНАЧЕНИЕ И СУЩНОСТЬ ПРОЦЕССОВ
СОРТИРОВАНИЯ
сортирования и обогащения широко используют в npo-J
Процессы
мышленности строительных материалов, так как исходное сырьё
в большинстве случаев представляет собой неоднородную по круп<
ности смесь, содержащую различные примеси и включения. ’3
В процессе переработки сырья материал необходимо разделять',
на сорта по крупности, удалять из материала примеси и включения/’
снижающие его качество. Основное оборудование для этих процес-(
сов основывается на механическом, гидравлическом и воздушном^
принципе действия. i
Наиболее распространенный способ сортирования материалов —:
механический. Механическое сортирование, производимое на пло?5
ских или криволинейных поверхностях с отверстиями заданного;
размера, называется грохочением, а машины и устройства, слу-j
жащие для этой цели, — грохотами.
Сыпучая смесь, поступающая на грохочение, называется исхода
ным материалом. Зерна материала, размер которых превышав
размер отверстий поверхности грохочения, остаются на этой п
верхности и называются на'дрешетным (верхним) классом; зер1
материала, ~прошедшие через отверстия, представляют собой по
решетный (нижний) класс. Надрешетный класс обозначается 3i
ком плюс, подрешетный—знаком минус. Например, если смс
зерен различной крупности разделялась на сите с отверстия
40 мм, то верхний класс обозначается +40, нижний —40. Т.
одна поверхность грохочения разделяет исходный материал на Д
класса. Если материал, подлежащий сортированию, будет послед
вательно проходить п поверхностей грохочения, то в результа
получится п + 1 классов.
Просеивающей поверхностью вибрационных грохотов являет
колосниковая решетка или сито, которые располагаются в гор
зонтальной или наклонной плоскости и приводятся в колебательн
состояние. Благодаря колебательным движениям просеивают
поверхности материал, поступающий на нее, перемещается к ps
грузочному концу грохота. Во время движения по просеивают
146
поверхности материал разделяется на подрешетный и надрешетный
классы.
Просеивающие поверхности могут иметь круговой, эллиптиче-
ский или прямолинейный характер движения. Обычно в наклонных
грохотах используют все три вида движения, а в горизонтальных —
прямолинейные, направленные под углом 35—45° к просеивающей
поверхности.
Скорость колебательного движения просеивающей поверхности
выбирают такой, чтобы она обеспечивала периодический отрыв
материала от просеивающей поверхности при его движении к раз-
грузочному концу.
В процессе переработки строительных материалов, например
нерудных, применяют следующие виды грохочения:
предварительное; используется для выделения из исходной гор-
ной массы негабарита или материала, не требующего дробления
в машинах первой стадии дробления;
промежуточное: предназначено для выделения продукта, не
требующего дробления в последующей стадии;
контрольное: применяют вслед за последней стадией дробления
для контроля крупности готового продукта и выделения отходов;
частицы крупнее заданного размера возвращаются на додраблива-
ние (замкнутый цикл);
окончательное или товарное; используют для разделения гото-
вого продукта на товарные фракции.
Различают сухой и мокрый способы грохочения. При мокром
способе исходный материал поступает на грохот в виде пульпы или
в сухом виде и на грохоте орошается водой из специальных брызгал.
Мокрый способ применяют обычно для сортирования материалов
повышенной влажности и загрязненных глиной, илом и другими
примесями. В этих случаях при грохочении материал не только
разделяется по крупности, но и промывается.
Процесс грохочения принято оценивать двумя показателями:
производительностью, т. е. количеством поступающего на грохот
исходного материала в единицу времени, и эффективностью грохоче-
ния — отношением массы материала, прошедшей сквозь отверстия
сита, к массе материала данной крупности, содержащейся в исход-
ном продукте.
Эффективность грохочения отражает качественную сторону rfpo-
цесса грохочения. Качество получаемого продукта оценивается
засоренностью (замельчением или закрупнением) з, которая равна
процентному содержанию зерен посторонних фракций в данной
Фракции продукта.
Понятие «фракция» отличается от понятия «класс» тем, что пре-
делы фракции определяются теми предельными размерами граничных
зерен, которые требуется получить, а пределы класса определяются
Размерами отверстий сит, на которых происходит грохочение. На-
пример, чтобы разделить гравийную породу на две фракции: гравий
с размером частиц более 5 мм и песок, размер частиц которого ме-
Нее 5 мм, применяют сито с отверстиями 6,5 мм в свету. Следова-
10* 147
эффективности грохоче-
ТёЛЬЙо, Зе))йа разменом от В до 6,ё мм относятся к верхней фракцйй,
но к нижнему классу. Это обстоятельство не позволяет заменить
показатель чистоты продукта показателем
ния.
Эффективность грохочения (%)
E=C~d{l™—Q 100,
(251)
зерен нижнего класса
грохот исходного мате-
где С — процентное содержание массы
в общей массе поступающего на
риала (определяется путем рассева пробы исходного
материала или по кривой ситового анализа этого мате-
риала);
^4_
d = —-р------относительное содержание массы зерен нижнего
класса, оставшихся после грохочения в верхнем продукте;
А — масса пробы надрешетного продукта;
А' — масса той же пробы надрешетного продукта после отсева
из него на лабораторном сите с размером и формой отвер-
стий как у исследуемого сита зерен нижнего класса.
Засоренность продукта в %
з=А° . 100,
(252)
где Ао — масса пробы готового продукта;
До — масса той же пробы после рассева ее на стандартном ла-
бораторном сите с размером отверстий, соответствующих
выбранной границе разделения.
1
?*
ft
§ 2 ОСНОВЫ ВЕРОЯТНОСТНОЙ ТЕОРИИ 1
ПРОЦЕССА ГРОХОЧЕНИЯ 1
Рассмотрим теорию, поясняющую основы процесса грохочения, -3
базирующуюся на вероятности прохождения зерна сквозь отверстие з
просеивающей поверхности [1 ]. Предположим, что шарообразное. |
зерно вертикально падает на просеивающую поверхность с квадрат- J
ными отверстиями. .
При этих условиях вероятность Р прохождения зерна сквозь -1
отверстие, будет определяться как отношение числа случаев т про- 1
хождения зерна сквозь отверстие, к общему числу всех случаев п: |
1
Р = —
п
(253).
При т = 0 Р = 0, т. е. ни в одном случае зерно не прошло через
отверстие. При т = п Р = 1, т. е. при каждом попадании зерна(|
на просеивающую поверхность оно проходило сквозь отверстие. |
148 3
Величина АГ, обратная вероятности Р, будет определять йербят-'
ное число случаев прохождения зерна через отверстие.
Если принять, что толщина проволок сита равна а (рис. 92),
то вероятность прохождения зерна сквозь ячейку сита будет
n_, U-rf)2 __
(/ + й)2
(Z + а)2 \ 1 I )
(254)
Р
(Z + а)2
Величина
= X характеризует отношение световой поверх-
ности сита ко всей площади сита. Отсюда видно, что вероятность
прохождения зерна прямо пропорциональна световой поверхности
сита и просеивание зерна зависит от соотношения размеров зерна
и отверстия и не зависит от их абсолютных размеров.
При прямоугольном отверстии вероятность прохождения зерна
значительно возрастает, так как препятствием для прохождения
в этом случае является лишь одно направление (ширина отверстия),
а не два как при квадратном отверстии.
Для сравнения вероятности прохождения зерна через квадратное
и прямоугольное отверстия В. Батель рекомендует зависимость
С — 1 d___
Kq С т — d
где KL, Kq — вероятность прохождения зерна через прямоуголь-
ное и квадратное отверстия;
С = Unv, I — длина прямоугольного отверстия;
т — ширина отверстия;
d — диаметр зерна.
Исходя из вероятностной теории грохочения можно сделать
следующие выводы.
1. Если построить график зависимости N = 1/Р от соотноше-
ния d/l (рис. 93), то будет видно, что незначительное увеличение
Рис. 92. Схема прохождения зерна
через отверстие сита
Рис. 93. Вероятность прохождения
зерна сквозь сито
149
Диаметра зерна d более 0,75/ вызывает необходимость существенного
увеличения числа отверстий на сите для прохождения этого зерна
сквозь сито. Значит, согласно теории вероятности зерна размером
менее 0,75/ будут легко грохотимые, а зерна размером более 0,75/
трудно грохотимые. Это подтверждает правильность деления зерен
на «легкие» (когда d < 0,75/) и «трудные» (при d > 0,75/), как
это принято на практике.
2. Ввиду того, что вероятность просеивания не зависит от абсо-
лютных размеров отверстий сита и зерна, можно утверждать, что
при конструктивно одинаковых просеивающих поверхностях и
исходном материале одного и того же гранулического состава через
каждое отверстие может проходить лишь определенное число зерен.
Это число сохранится примерно постоянным независимо от того,
происходит ли грохочение крупного материала на ситах с большими
отверстиями или мелкого материала на ситах с мелкими отверстиями.
При одинаковой производительности число зерен в исходном мате-
риале с увеличением крупности будет уменьшаться прямо пропор-
ционально третьей степени диаметра зерна, в то время как число
отверстий на единицу поверхности сита уменьшится прямо пропор-
ционально лишь второй степени стороны отверстия сита. Следова-
тельно, производительность грохота при прочих равных условиях
с увеличением отверстий возрастает прямо пропорционально раз-
меру этих отверстий.
Вероятностная теория процесса грохочения базируется на рас-
смотрении условий прохождения единичного зерна сквозь отверстие
просеивающей поверхности. В действительности процесс грохочения
протекает значительно сложнее. Результаты изучения работы машин
в эксплуатационных условиях, а также экспериментальные данные
позволили установить закономерности этого процесса и определить
параметры машины и ее технико-эксплуатационные показатели.
Глава 2. ГРОХОТЫ С ПЛОСКИМИ РАБОЧИМИ ОРГАНАМИ
§ 1. КОНСТРУКЦИЯ ПРОСЕИВАЮЩИХ ЭЛЕМЕНТОВ
Рабочей частью грохота является просеивающая поверхность, кото-
рая может быть выполнена в виде сита — плетеной проволочной
сетки, решета — стального листа с отверстиями или колосниковой
решетки.
Показатели процесса грохочения во многом зависят от конструк-
ции просеивающей поверхности, а именно: от размеров поверх-
ности, размера и формы отверстий. Просеивающая поверхность
для грохотов, применяющихся в строительной индустрии, обычно
характеризуется соотношением ширины и длины, равным 1 : 2,5.
У колосниковых грохотов тяжелого типа это соотношение равно
1 : 2, что объясняется более низкими требованиями к эффективности
грохочения для таких грохотов.
150 '
д)
6) i)
Рис. 94. Проволочные сита
Производительность изменяется прямо пропорционально площади
сита при соотношении его ширины и длины 1 : 2,5.
К конструкции проволочных сит предъявляются следующие
требования:
отношение суммарной площади отверстий ко всей площади сита
должно быть наибольшим;
форма изгиба проволок должна обеспечивать большую точность
размеров отверстий и их неизменяемость при грохочении;
сито не должно корродировать;
сито должно быть износостойким.
Наибольшую световую площадь имеют плетеные сита. При их-
изготовлении особенно важно обеспечить прочность плетения, так
как от этого зависит качество грохочения и срок службы сит.
На рис. 94, а—г показаны некоторые образцы проволочных сит.
Сита различают по способу переплетения (рис. 94, а), по форме
Рис. 95. Формы отверстий решет
151
Рис. 96. Натяжное устройство сит
Рис. 97. Вариант кассетного крепления
сита грохота С-861
ячейки: квадратная и прямоугольная (рис. 94, б), по сечению про-
волоки: круглая и специального профиля (рис. 94, в), по форме
проволоки: предварительно изогнутая (рис. 94, в) и прямая (рис. 94, г).
На рис. 94, г изображено сварное сито. Такое сито часто изготов-
ляют на месте эксплуатации из стальных прутков диаметром 7—
8 мм и размером ячеек 60—100 мм.
Формы отверстий решет могут быть самыми различными (рис. 95).
Поверхности грохочения с прямоугольными отверстиями имеют зна- ;
чительно большее живое сечение (70—80%), чём с квадратными
(около 60%) и круглыми (приблизительно 40%), а следовательно,
обеспечивают и большую пропускную способность. Однако при
прямоугольных отверстиях в подрешетный продукт может попасть ;
значительное количество лещадных зерен.
Так как поверхности грохочения могут иметь различную форму
отверстий, возникает необходимость определять эквивалентностьi
отверстий. Равноценными считаются отверстия, обеспечивающие
один и тот же выход материала.
ВНИИСтройдормаш рекомендует при работе на решетах с круг-
лыми и прямоугольными отверстиями применять следующие пере-
ходные коэффициенты:
7кр = 1,25/кв при грохочении щебня;
ZKB = 1,15ZKB при грохочении гравия;
4ip = 0,8/кв,
где /кр — диаметр круглого отверстия;
ZKB—размер квадратного отверстия;
/пр — ширина прямоугольного отверстия.
Долговечность сита зависит не только от материала, из которого
оно изготовлено, но и от того, как оно закреплено в грохоте. Qta-
152
Рис. 98. Креплений Про-
сеивающей поверхности
грохота деревянными рей-
ками
бый натяг сита приводит к «подхлестыванию» сита, в результате
чего проволока сита быстро ломается.
Качество грохочения, производительность и срок службы про-
сеивающей поверхности во многом предопределяются конструкцией
ее крепления в коробе грохота. Особенно это важно при использо-
вании плетеных сит. Конструкция крепления должна обеспечи-
вать натяг сита, исключающий излом проводок сетки от «подхлесты-
вания».
Одно из решений натяжных устройств показано на рис. 96.
В последнее время стали применять кассетное крепление сит,
что облегчает и ускоряет процесс замены сит на грохотах.
На рис. 97 показан вариант кассетного крепления сита грохота
С-861, представляющего собой укрепленную в коробе раму с пред-
варительно натянутой на нее сеткой.
Решета и сварные сита крепят на виброгрохотах обычно дере-
вянными рейками с помощью специальных клиньев (рис. 98).
Рис. 99. Колосник
153
Рис. 100. Вариант крепления колосников
бования к креплению их должны
зан вариант крепления колосников
с помощью разрезных конических
Колосниковые просеиваю-
щие поверхности в техноло-
гических линиях используют
неподвижными для выделения
негабарита (в этом случае их
чаще всего набирают из старых
рельс) или устанавливают на
тяжелых грохотах, монтируе-
мых перед первичной дробил-
кой, когда особой точности раз-
деления материала не требуется.
Колосники изготовляют из
износостойкой стали, отличаю-
щейся высоким ударным соп-
ротивлением (обычно из стали
110Г13Л). Известны различные
формы профиля колосников. На
грохотах выпускаемых у нас
в стране, используют колос-
ники с профилем, изображен-
ным на рис. 99.
.При эксплуатации колос-
ники испытывают большие
ударные нагрузки, поэтому тре-
быть особые. На рис. 100 пока-
на грохотах С-725, С-724, СМ-690
гаек.
Рис. 101. Вариант резинового сита
154
В последнее время стали использовать резиновые штампованные
или литые армированные листы — решета или сетки из резинового
шнура («струнные сита»). Практика эксплуатации таких сит показала,
что при грохочении абразивных материалов резиновые сита эконо-
мичнее сит с металлическими поверхностями грохочения. Кроме
того, при некоторых процессах, например при грохочении материа-
лов, склонных к налипанию, на грохоте, оборудованном струнной
резиновой поверхностью, получается более высокая производи-
тельность и эффективность грохочения, так как благодаря возбуж-
дению в резиновых струнах дополнительных колебаний они почти
не забиваются.
На рис. 101 показан вариант резинового сита.
§ 2. ВИБРАЦИОННЫЕ ГРОХОТЫ
Согласно ГОСТ 5526—67 различают грохоты легкие, средние и тя-
желые. Грохоты выпускают в исполнениях: гирационном (рис. 102,а),
инерционном (рис. 102, б), самобалансном (рис. 102, в) ц резо-
нансном.
Легкий тип грохотов в инерционном и резонансном исполнениях
применяют в основном в угольной промышленности. В промышлен-
ности строительных материалов используют средние и тяжелые
грохоты.
Гирационные грохоты среднего типа (ГГС) используют для окон-
чательного и промежуточного грохочения на дробильно-сортиро-
вочных заводах, выпускающих нерудные строительные материалы.
Амплитуда колебаний короба гирационного грохота не зависит
от нагрузки на сито и остается всегда постоянной. Однако такие
грохоты имеют относительно сложную конструкцию. Техническая
155
характеристика гирационных грохотов, выпускаемых промышлен-
ностью СССР, приведена в табл. 13.
Гирационные грохоты различных типоразмеров имеют одина-
ковую конструкцию. Гирационный грохот (рис. 103) состоит из не- ;
подвижной сварной рамы 1, подвижного короба 3, оснащенного
двумя ситами, эксцентрикового механизма 4, выполненного пог,
схеме, показанной на рис. 102, а, и привода. Ось эксцентрикового.’
вала проходит через центр тяжести короба. На боковых стенках
Таблица 131
Техническая характеристика гирационных грохотов
Показатель ггт ггс
СМ-572 СМ-652А CM-653B |
Размеры просеивающих сит, мм: ширина 1500 1500 1750 :-1
длина 3750 3750 4500. 1
Число ярусов сит 2 ,
Угол наклона грохотов, град 0—30
Наибольший размер загружаемых кус- ков, мм 400 150 150 I
Число оборотов эксцентрикового вала в минуту 875 800 800 1 т1
Эксцентриситет вала, мм 4 4,5 4. Я
Мощность двигателя, кВт 15К 14 10 14. J
короба расположены кронштейну 6, посредством которых концы
короба опираются на цилиндрические пружины 2, установленные
на раме грохота.
Привод грохота осуществляется от электродвигателя 5 клино-
ременной передачей. Рама грохота устанавливается на фундамент
или подвешивается, как показано на рисунке.
На рис. 104 изображен эксцентриковый механизм гирационного
грохота. Эксцентриковый вал 5 установлен в роликоподшипниках,
корпуса 1 которых крепятся к раме грохота. На эксцентриковой
части вала установлена вторая пара роликоподшипников 4. К кор-
пусам этих подшипников монтируется короб грохота.
На валу размещаются два маховика 3 с противовесами 2. Момент
противовеса может регулироваться в зависимости от нагрузки на
грохот и его массы при разных ситах. Благодаря этому центробеж-
ные силы инерции качающихся масс грохота уравйовешиваются
центробежными силами противовесов.
Инерционные грохоты наклонные среднего типа (ГИС) предназ-
начены для товарного грохочения. Конструкция их проста (рис. 105).
Металлический короб грохота 3 сварен из листов и труб. Внутри
короба в два яруса расположены сита 6, которые крепятся к коробу
деревянными клиньями и растяжками. В средней части короба
установлен вибратор. Вал вибратора 1 опирается на два ролико-
подшипника, корпуса которых крепятся к коробу. Вал защищен
от пыли и ударов трубой 5.. На концах вала симметрично установлены
дебалансы 4, допускающие бесступенчатое регулирование стати-
ческого момента. На одном из концов вала имеется шкив 7, Связан-
ный клиновыми ремнями со шкивом электродвигателя.
Для уменьшения износа клиновых ремней и предотвращения
передачи вибраций на вал двигателя приводной шкив посажен на
Рис. 104. Эксцентриковый вал в сборе
157
вал вибратора с эксцентриситетом, примерно равным амплитуде
колебаний грохота.
Центробежные силы инерции, возникающие при вращении деба-
лансов, вызывают колебательные движения короба грохота. Ампли-
туда этих колебаний зависит от сил инерции, характеристики амор-
тизаторов и нагрузки на грохот.
Грохот снабжен пружинными амортизаторами 2, с помощью
которых он опирается на фундамент или подвешивается. При увели-
чении нагрузки на грохот амплитуда колебаний его короба соот-
ветственно уменьшается, и нагрузка на подшипники остается прак-
тически постоянной, т. е. грохот инерционного типа обладает свой-
ством «самозащиты» от перегрузок. Это, свойство позволяет успешно
использовать рассматриваемые грохоты для грубого грохочения
__крупнокускового материала, например для отсева мелочи перед
первичным дроблением. Для этой цели созданы инерционные гро-
хоты тяжелого типа (ГИТ), в которых просеивающей поверхностью
служат решета из тяжелых колосников.
Грохот типа ГИТ (рис. 106) имеет мощный футерованный ко-
роб, внутри которого на разных уровнях размещены колосниковые
решетки. Короб установлен на опорные кронштейны рамы с по-
мощью пакетов винтовых пружин. Конструкция опорных устройств
позволяет располагать просеивающую поверхность под углом на-
лона к горизонту 0—30°.
158
Рис. 106. Колосниковый грохот
Сменные колосники из высокомарганцовистой стали можно уста-
навливать с просветом 70 или 200 мм; крепятся они специальными
клиньями (см. рис. 100). Расстояние между колосниками в направ-
лении от загрузки материала к выгрузке увеличивается, что пред-
отвращает забивание решетки.
Вал вибратора приводится во вращение от электродвигателя
клиноременной передачей. Параметры колебаний грохотов такого
типа назначаются исходя из условий обеспечения скольжения мате-
риала по поверхности колосников.
Техническая характеристика наклонных инерционных грохо-.
тов, выпускаемых отечественной промышленностью для нужд
строительной индустрии, приведена в табл. 14.
Самобалансные грохоты среднего типа (ГСС) предназначены для
окончательного грохочения (см. рис. 102, в). Конструкция грохотов
ГСС сложнее, чем инерционных и гирационных, так как в них при-
менены вибраторы с направленными колебаниями. Вместе с тем
такая конструкция дала возможность расположить просеивающую
поверхность грохота горизонтально и тем самым уменьшить его
установочные размеры по высоте. Устанавливают грохоты ГСС на
передвижных дробильно-сортировочных установках, а также там,
где высота ограничена.
На рис. 107 показан вибратор самобалансного грохота. Он со-
стоит из корпуса 2, который крепится к коробу грохота. В кор-
пусе на роликоподшипниках установлены два дебалансных вала 3.
На конце одного из валов имеется шкив 1, соединенный клиноре-
менной передачей со шкивом приводного электродвигателя. Вто-
159
Т а б ли tt а
Техническая характеристика наклонных инерционных грохотов
Показатель гит ГИС
С-724 СМ-690 С-725 С-740 С-785
Размеры просеивающих поверх-
ностей, мм;
ширина . . 1250 1500 2000 1250 1750 .
длина 2500 3000 4000 3000 4500
Число ярусов сит 1 2
Род просеивающей поверхности Колосники Сита
Угол наклона, град До 30 До 25
Наибольший размер загружав-
МЫХ кусков, ММ 1 750 1000 1300 100 150
Число оборотов вала вибратора
в минуту .... 800 790 800 1250 800.
Амплитуда колебания, мм . . 3
Мощность электродвигателя,
кВт 10 20 20 7 ю
рой дебалансный вал приводится во вращение от первого, дебаланс
ного вала зубчатой передачи 4 с передаточным отношением, равны
единице, что обеспечивает синхронное вращение дебалансных вг
лов. Линия, соединяющая центры дебалансных валов, располо;
жена под углом 55° к горизонту, благодаря чему коробу грохот;
сообщаются прямолинейные колебания, направленные под угло!
35° к плоскости сита.
Техническая характеристика горизонтальных самобалансных
грохотов, применяемых на ..предприятиях отечественной строитель-
ной индустрии, приведена в табл. 15.
В качестве упругих опор на отечественных грохотах до некого*
рого времени использовались спиральные пружины или пластин
чатые рессоры. В силу специфики работы грохотов к их упруги»
опорам предъявляются весьма высокие требования: они должне
при достаточной жесткости передавать как можно меньше вибра
ций на основание, отличаться хорошей демпфирующей способность'1
и большим сроком службы. Как показал опыт эксплуатации, мета,
лические упругие опоры в полной мере не отвечают этим требов
ниям. Особенно сказывается их несовершенство при переходе чеф
резонансную область колебаний при пуске и остановке грохот
Длительное время перехода резонанса и 'большие амплитуды кол
баний при этом вызывают быстрый выход из строя упругих опс
и снижают срок службы остальных узлов грохота. Недостатке
таких опор является также их многообразие и сложность унифик
160
Л-Л
Рис. 107. Вибратор самобалаисного грохота
ции, так как грохоты, отличаясь один от другого массой и разме-
рами, требуют соответственно различных по конструкции упругих
опор.
Исследованиями ВНИИСтройдормаша установлено, что наибо-
лее эффективными опорами грохотов являются пневмобаллонные
амортизаторы. Они отличаются существенными преимуществами
перед металлическими пружинами, а именно:
1. Пневмобаллонные опоры имеют нелинейную упругую ха-
рактеристику и с возрастанием амплитуды колебаний при резонансе
Таблица 15
Техническая характеристика самобалансных грохотов
Показатель , С-861 СМ-742 С-898
Размеры просеивающих поверхностей в верхнем ярусе, мм:
ширина . 1000 1250 1500
длина 2500 3000 3750
Число ярусов 2
Число колебаний в минуту 750 740 750
Амплитуда колебаний, мм ...... 10 8,5 8,5
Максимальная крупность загружаемых кусков, мм 100
Мощность электродвигателя, кВт . . . 5,5 5,5
П Заказ Х376 161
Рис. 108. Пневмобаллон
Рис. 109. Электромаг-
нитный грохот
их жесткость увеличивается. Благодаря этому в 2,5—3 раза сокра-
щается время выбега после отключения электродвигателя и на 20—
25% уменьшается максимальная резонансная амплитуда.
2. Один тип пневмобаллонной опоры при изменении внутреннего
давления может быть использован для различных нагрузок при
различных параметрах колебаний, т. е. для различных типоразме-. '
ров грохотов. Таким образом, применение пневмобаллонной опоры :
позволит устранить большое разнообразие металлических пружин,
используемых на вибрационных грохотах, и полностью унифици-
ровать узел подвески грохота. ;
3. Пневмобаллонная опора удобна в обслуживании, долговечна,
уменьшает шум при работе грохота.
Пневмобаллон (рис. 108) представляет собой резинокордную
оболочку, внутри которой помещена камера. С торцов пневмобал-
лон закрывается металлическими крышками. 1
В некоторых случаях, в основном при грохочении мелких мате- I
риалов, применяются грохоты, у которых колебания просеиваю- J
щей поверхности вызываются электромагнитным вибратором ' и
(рис. 109). |
При пропускании тока через катушку электромагнит 1 притя- Я
гивает якорь 2, соединенный тягой 3 с планками, между которыми Я
зажато сито 4. При движении вверх якорь ударяется об упоры, что Я
вызывает резкий толчок, при этом подача тока в катушку прекра- Я
щается и якорь пружиной 5 отжимается. При помощи маховичка 6 я
можно изменять зазор между якорем и упорами, а следовательно, Ц
и амплитуду колебания сита. '
Электромагнитный вибратор укрепляется над средней частью 'Я
просеивающей поверхности, поэтому амплитуда колебаний послед- Я
ней неравномерная: большая в средней части и меньшая по краям, Я
162 'Я
что является недостатком грохота с электромагнитным вибратором.
Преимуществом таких грохотов является отсутствие вращающихся
и трущихся частей, а также то, что колебание сообщается только
просеивающей поверхности, а короб (рама) остается неподвижным.
Электромагнитный вибратор сообщает просеивающей поверх-
ности 3000 колебаний в минуту и амплитуду, равную, примерно,
0,3 мм.
Расчет основных параметров
и технологических показателей
Важнейшими параметрами, определяющими эффективность и
производительность грохочения, являются размеры просеивающих
поверхностей, частота и амплитуда колебаний, угол наклона грохота
направление вращения вала вибратора и траектория движения сита.
Наиболее оптимальное соотношение ширины и длины просеивающих
поверхностей вибрационных грохотов принимается равным 1 : 2,5.
У колосниковых грохотов тяжелого типа оптимальным -является
соотношение 1 : 2.
Расчет параметров колебаний короба грохота. На рис. НО пока-
зана схема грохота с инерционным возбудителем колебаний. Дви-
жение грохота на опорах в установившемся режиме без учета сопро-
тивлений и момента, развиваемого электродвигателем, описывается
уравнениями:
(М -ф т) х Д- Кхх = mr<£>2 cos,©/;
(М -ф т) у -ф КуУ = /п/'о? sin ©/,
(256)
где М — масса короба грохота;
т — масса дебалансов;
х, у — ускорения по соответствующим осям;
Кх, Ку — жесткость упругих связей в горизонтальном и вер-
тикальном направлениях;
г — эксцентриситет центра тяжести короба;
© — угловая частота короба;
t — время;
х,- у — координаты движения короба грохота.
Рис. ПО. Схема
инерционного гро-
хота
11
163
Разделив данные уравнения на величину (М + т), получим
X -ф р2хх = qra2 cos
У*+ РуУ = УГ(>)2 sin ,
К
где р — частота собственных колебаний; р2 — ;
* ’ r М + т ’
(257)
т
q~ М + т •
Частное решение уравнений (257) получается в предположении,
что х пропорционально cos at, т. е. х = Ах cos at, а у пропорцио-
нально sin at, т. е. у = Ау sin at, где Ал и Ау— постоянные,
значения которых должны удовлетворять уравнению (257).
Подставив в формулу (257) значения х и у, найдем
А - qr(S* •
х ~ Рх — “2 ’
д - qra>i
у ~ Ph — '
(258)
Тогда, искомое частное решение будет
ОГО)2 ,
х = --------5-cos at\
р2 — и2 ’
Учитывая, что при работе грохота в зарезонансном режиме
частота собственных колебаний грохота р2 пренебрежимо мала по
сравнению с частотой вынужденных колебаний со2 из формулы
(259) для максимального перемещения короба грохота можно на-
писать
—X (М 4- т) = тг, (260)
где X — амплитуда колебаний короба грохота.
Произведение тг определяет статический момент вибратора.
Знак минус в левой части равенства (260) означает, что при за-
резонансном режиме колебаний грохота перемещение его короба
находится в противофазе с вынуждающей силой. Это следует учи-
тывать при смещении центра посадочного отверстия шкива вибра-
тора для обеспечения условий его самоцентрирования.
Определение оптимальной частоты и амплитуды колебаний. Опти-
мальные амплитуды и частота колебаний грохота зависят от формы
траектории его движения. Совокупность этих трех факторов влияет
на производительность, эффективность грохочения и способность
грохота к самоочищению отверстий сит от застревающих зерен. ,
Поскольку систематическое засорение сит нарушает работу вибро-
грохота, последний критерий оценки при выборе параметров коле- i
баний является первостепенным. J
164 i
Рис. 111. График для
определения максималь-
ной скорости горизонталь-
ной просеивающей по-
верхности
Основными факторами, влияющими на процесс самоочищения
отверстий сита, являются скорость и форма траектории его движе-
ния. С увеличением скорости улучшаются условия самоочищения
сита, но при этом эффективность грохочения снижается в резуль-
тате того, что с возрастанием скорости подбрасывания зерна уве-
личивается расстояние между смежными точками соприкосновения
зерна с просеивающей поверхностью,' а следовательно, уменьшается
количество этих соприкосновений за время прохождения зерна по
просеивающей поверхности.
Экспериментально установлено, что отверстия сита не заби-
ваются зернами, т. е. происходит самоочищение его, если высота h
подбрасывания зерен над поверхностью сита превышает 0,4 раз-
мера отверстия I, т. е. 0,4/. Исходя из этого условия максималь-
ная скорость движения просеивающей поверхности рассчитывается
следующим образом. Для грохотов с просеивающей поверхностью,
расположенной в горизонтальной плоскости и с направленными ко-
лебаниями, как следует из рис. 111, траектория движения подбра-
сываемого просеивающей поверхностью зерна может быть описана
следующими уравнениями:
z/ = v0Z sin у-(261)
х = vot cos у, (262)
где у, х — координаты подбрасываемого зерна;
v0 — максимальная скорость в направлении колебания;
у — угол наклона направления колебания к просеиваю-
щей поверхности.
Решая эти уравнения совместно, получим
у — х tg у — о 2gx2-2 . (263)
s ° * 2v% cos2 у v
Значение xv при котором у имеет максимальное значение, по-
лучаем из производной уравнения (263), приравненной к нулю:
^^gycos2? . (264)
Принимая у = h, х = xIf из уравнения (263) находим
Л = (265)
165
Рис. 112. График для опре-
деления максимальной ско-
рости наклонней просеи-
в ающей повер хности
откуда при угле наклона 35°
v0 = 7,72 yh. (266)
Из рис. 112 следует, что траектория движения зерна, подбра-
сываемого просеивающей поверхностью в наклонных грохотах
с круговыми колебаниями, может быть описана уравнениями
— -^-cosa; (267)
х = —sin a, (268)
где а — угол наклона просеивающей поверхности.
Решая эти уравнения совместно, получим
<269)
Как и в предыдущем случае, находим значение хр при котором у
имеет максимальное значение: принимая у = h и х = хр из урав-
нения (269) находим
1>0 = У 2gh cos a. (270)
Принимая a = 20°, получим
с0 = 4,28|/Л. (271)
Величина с0 может быть выражена через размер отверстия сита)
если подставить в полученное выражение h = 0,41. •
Если на грохоте установлено два или три яруса сит, то скорость
рассчитывается по ситу с наибольшим размером отверстий.
По вычисленной скорости колебаний сит определяют основные
параметры колебаний грохота
ц, = асо, (272)
где а — амплитуда колебаний;
(о — угловая частота колебаний.
166
f При назначении амплитуды колебаний надо имеТь в виду сле-
дующее. Установлено, что ускорение грохота при колебаниях, пре-
вышающих 80 м/с2, приводит к быстрому выходу из строя узлов
грохота и возникновению трещин в коробе.
Ускорение грохота
w = <в2а. (273)
Как видно из формулы (273) ускорение грохота увеличивается
пропорционально амплитуде колебаний и частоте колебаний
в квадрате. Поэтому амплитуда должна быть такой, чтобы уско-
рение w было бы меньше 80 м/с2.
Существуют эмпирические формулы для определения частоты и
амплитуды колебаний грохотов, которыми можно пользоваться для
предварительных расчетов. ВНИИСтройдормаш рекомендует так
определять частоту колебаний наклонных инерционных грохотов
(274)
а для горизонтальных грохотов с прямолинейными колебаниями
4 +140/
/7 --!---- •
и 1000 ’
(1 + 12,5Х)
12а
(276)
где п — частота колебаний в секунду;
I — размер отверстия в свету, м;
а — амплитуда колебаний грохота, м.
Обычно величина а для наклонных грохотов принимается рав-
ной 2—5 мм, I — 0,07 м, для горизонтальных грохотов с направ-
ленными колебаниями I = 0,04 м.
Угол наклона грохота влияет на эффективность и производитель-
ность грохочения. С уменьшением угла наклона грохота снижается
скорость перемещения материала по ситу, в результате чего воз-
растает эффективность грохочения при одновременном снижении
производительности.
Обычно у наклонных грохотов угол наклона может изменяться
от 0 до 30°, что позволяет подбирать необходимые показатели гро-
хочения. Для колосниковых грохотов угол наклона изменяется
от 0 до 25°, что обеспечивает скольжение материала по поверх-
ности колосников.
Направление вращения вала вибратора и траектория движения
сита. При изменении направления вращения вала вибратора наклон-
ных грохотов с круговыми и эллиптическими колебаниями с прямого
на противоположное движению материала по ситу грохота, эффек-
тивность грохочения значительно улучшается, но одновременно
снижается и производительность. Это происходит из-за уменьшения
скорости движения материала по ситу и получения траектории по-
167
лета зерен над хитом, способствующей лучшему прохождению их
через отверстия сит.
Определение технологических показателей. Основными показате-
лями процесса грохочения при получении продукта определенного
качества являются производительность Q и эффективность грохо-
чения Е. Эту зависимость принято выражать графически.
На рис. 113 показана зависимость Е = f (Q), полученная на
колосниковом грохоте С-724. Из рассмотрения графика следует,
что при определенных конкретных условиях грохочения нельзя
увеличить эффективность грохочения путем изменения (увеличе-
ния или уменьшения) производительности. Чтобы объяснить ха-
рактер этой зависимости, рассмотрим особенности движения слоя
сыпучего материала по просеивающей поверхности.
Процесс грохочения на сите вибрационного грохота состоит из
двух стадий, происходящих одновременно и непрерывно. В первой
стадии мелкие зерна, подлежащие просеву, должны пройти толщину
материала и войти в соприкосновение с поверхностью сита. Во вто-
рой стадии мелкие зерна должны пройти через отверстия сита.
Первая стадия процесса грохочения заканчивается на определен-
ной части 'сита, почти равной полной длине, если толщина слоя
материала не превышает определенной .величины (критической),
и в этом случае эффективность грохочения весьма высокая. Вторая
же стадия продолжается на протяжении движения материала по
всей длине сита. Поэтому производительность должна выбираться
такой, чтобы толщина слоя материала на сите не превышала крити-
ческой величины. На основании этого в качестве оптимальной про-
изводительности грохота следует принимать ее наибольшее значе-
ние, при котором эффективность грохочения для данных конкрет-
ных условий будет максимальной или близка к ней.
Независимость эффективности грохочения от размера отверстий
сит при прочих равных условиях доказана исследованиями
ВНИИСтройдормаша. Производительность же грохочения с уве-
личением размера отверстий, как правило, возрастает.
168
При расчете производительности гро-
хотов товарного и промежуточного грохо-
чения удельную, производительность выбирают в зависимости
от размеров ячеек сит. При этом она должна отвечать максимальной
эффективности грохочения и определяться для разных отверстий
сит при работе грохота на «стандартном составе материала», когда
содержание нижнего класса в исходном материале Сн = 60% и
Сн>л =50%. Корректируя выбранные значения удельных произ-
водительностей с помощью соответствующих коэффициентов, зави-
сящих от условий грохочения (угла наклона грохота, гранули-
рованного состава, вида материала, влажности и т. д.), а также
площади просеивания, рассчитывают полную производительность
грохота. Эффективность грохочения при этом определяют по фор-
муле, не зависящей от производительности.
Для расчета производительности грохотов товарного и промежу-
точного грохочения (м3/ч) ВНИИСтройдормаш рекомендует вы-
ражение
Q = qFKrK^m,' ' (277)
где q — удельная производительность грохота для определенного
размера отверстий сит (табл. 16);
F—‘ площадь грохочения;
Ki — коэффициент, учитывающий угол наклона грохота
(табл. 16); для горизонтального грохота = 1;
К2 — коэффициент, учитывающий процентное содержание
нижнего класса в исходном материале Сн (табл. 16);
Кз — коэффициент, учитывающий содержание в нижнем классе
зерен размером меньше половины одного отверстия сита
Сн>/, (табл. 16);
т. — коэффициент, учитывающий неравномерность питания и
зернового состава материала, форму зерен и тип грохота,
Значения коэффициента т Виброгрохот Горизонтальный Наклонный Гравий . . . 0,80 . . . 0,60 Щебень 0,65 0,50
Эффективность грохочения E~eK{KiKi,, (278)
где е — эталонная эффективность грохочения (для средних
условий);
— коэффициент, учитывающий угол наклона грохота;
Ki — коэффициент, учитывающий процентное содержание
нижнего класса в исходном материале;
К'з — коэффициент, учитывающий процентное содержание
в нижнем классе зерен, размером меньше половины
отверстия сита.
169
Значение коэффициентов, учитывающих угол наклона грохота и зерновой состав исходного материала
СО
S
\о
«3
о 82 22 1,37 06 1,25 90 со
09 80 CM 1,28
00
СМ тГ о оо
СО см » о см
00 00
00
о СМ СП о
СО ,i И Л
^ч
00 00
о СО о
о оО о »•—1
СО СО *—'
см
ю СО СП
со ю о о СО <о о
ю со - СО **
о
ф ю со сО со оо
S см
я o'
о.
к см СП f", о
к о оо ю 00 ю о . ю -ч
S ж см *—* o'
ф
сЗ
£ со
СО 00 о
* *4
CMJ о 00 о СП
й- с?
со со СО
со о
со см
О о оо
Г"Ч 32 см 1—< 0,6 со o' со о’
СО
о со ю
см ч со см
о о СО о Рч
см О .см
со о ю
— о
00 СО
о ю о сО
ю о о
ю см о 'ф
о
к ' S . о . гори- хотов м2 . . териа- , % ф • cj S • о аэ св О ч ч
ф . CQ « о >- Ч Е$ СЧ Св <73 S и м о . R
в Kt и А S eg 2 *=? * Й Ф _
о. о Й о2 св S щ *=t * й -
о о а s ф.-2
S СО со р о 2 га я й я S о ИСХ нег я S S в ф ш =
Е О- - ч £-ч 03 в Й ° к
>» СО Н CQ О 2 со * О Си — £ Й 2 § а ® g g s о ч м ОЗ д «ание 1вН ни (N жание размер версти со
ф s га p ч ci» <1> СП 6< &йё
со £ S Си о Пре зон: с yi о 1^5 Ч О ф и ч Сод зер( ны
170
Таблица 17
Значения коэффициентов е, /Ср Д2, Д3
Параметр Грохот
Тип грохота Горизонтальный • с прямолинейными колебаниями Наклонный с круговыми колебаниями
Материал Эффективность е, % . . Ще- бень 89,0 Гравий 91,0 Щебень 86,0 Гравий 87,0
Угол наклона, град . . 0 9 12 15 18 21 24
• «1 1,0 1,07 1,05 1,03 1,0 0,96 0,88
Содержание зерен ниж- него класса в исходном материале, % 20 30 40 50 60 70 80
к; 0,86 0,9 0,95 0,97 1,0 1,02' 1,03
Содержание в нижнем классе зерен, меньших половины размера отвер- стий сита, % 20 30 40 50 60 70 80
Кз 0,9 0,95 0,98 1,0 1,01 1,03 1,04
Величины е, Ki, Кг, К'з приведены в табл. 17.
Качество получаемого продукта во многом зависит от размера I
отверстий сит. Оптимальным размером отверстий сит для заданной
границы разделения является такой, при котором обеспечивается
одинаковый процент засорения надрешетного продукта мелкими
зернами и подрешетного продукта крупными зернами. Размер от-
верстий сит ориентировочно можно выбрать в зависимости от гра-
ницы разделения Zrp.,
Так, диаметр круглого отверстия /кр принимается равным 1,25/гр,
размер квадратного отверстия ZKB— равным /гр, ширина прямоуголь-
ного отверстия Znp — равной 0,8Zrp.
При определении производительности двух- и трехситных гро-
хотов расчет надо производить по наиболее загруженному ситу.
При грохочении на ситах с отверстием менее 15 мм влажных ма-
териалов, склонных к комкованию, отверстия сит засоряются и
даже залипают, в результате чего производительность и эффектив-
ность резко снижаются. Поэтому в таких случаях следует приме-
нять мокрый способ грохочения. Приведенные формулы для опре-
деления производительности и эффективности действительны и для
мокрого способа грохочения.
При расчете производительности колосниковых гро-
хотов следует учитывать, что колосниковые грохоты стремятся
использовать для предварительного грохочения, т. е. как грохоты-
питатели. Чтобы определить производительность грохотов-питате-
171
лей, нужно знать Скорость переме-
щения материала по просеивающей
поверхности (рис. 114). Зная ско-
рость перемещения материала по по-
верхности грохочения, пропускную
способность грохота-питателя можно
определить так:
Q = ЗбООВ/wyZ:, (279)
где В — ширина грохота, м;
h — условная высота слоя не-
рудного материала на ко-
лосниковом грохоте, при-
нятая равной 0,24 м;
V — средняя скорость переме- , Рис. 114. Скорость перемещения
щения материала ПО гр О- материала по колосниковой ПО-
хоту, определяемая по гра- верхности
фику на рис. 114 (при боль-
шом содержании в горной массе камней диаметром более
700 мм и значительной загрязненности крупнокусковой гли-
ной, выбранную скорость следует уменьшить на 20%), м/с;
у — насыпная масса материала, кг/м3;
k — коэффициент, учитывающий вид просеивающей (в данном
случае колосниковой) поверхности: для каскадной k = 1,
для плоской k = 0,85, для криволинейной k = 1,5.
Расчет основных узлов грохота
Нагрузки, возникающие в инерционном грохоте. Нагрузки, возни-
кающие от вращения дебалансов и движения коробу, во многом
зависят от траекторий движения этих масс относительно одна дру-
гой. На траекторию движения влияет характер упругих связей
грохота.
Рассмотрим траекторию движения короба, когда упругие связи
одинаковы во всех направлениях, т. е. Кх = Ки, где Кх и Ку —
жесткость упругих связей в направлениях х и у.
На рис. 115, а показано взаимное расположение массы дебаланса
и массы короба, когда частота р собственных колебаний короба
грохота больше частоты со вынужденных колебаний (дорезонансный
режим). Сила инерции Fm, развиваемая массой дебалансов т
в абсолютном движении в этом режиме работы, больше, чем центро-
бежная сила массы т в ее относительном движении, т. е.
Fm = т (а г) со2 > mrco2, (280)-
где а — амплитуда колебаний короба грохота;
г — эксцентриситет дебалансов.
Поэтому подшипники вала вибратора при дорезонансном режиме,
следует рассчитывать на величину, равную т (а г) со2, а не на|
величину mrco2. • /
172
Для зарезонансного режима, когда ® р, амплитуда колеба-
ний короба отрицательна (рис. 115, б), сила инерции Fm,' /разви-
ваемая массой ротора т, будет меньше центробежной силы при ее
относительном движении, т. е.
Fm = mco2 [г— (а)], (281)
поэтому подшипник нужно рассчитывать на центробежную силу.
Отсюда следует, что зарезонансный режим имеет большие преи-
мущества перед дорезонансным в отношении нагрузок на подшипники
вибратора и реакции, передаваемые упругими связями на конструк-
ции, поддерживающие грохот.
Вал вибратора, подшипники, поперечные связи и другие детали
грохота рассчитываются по общеизвестным способам исходя из
максимальных сил. <
Расчет пружинных амортизаторов. При расчете упругих связей
частоту собственных колебаний грохота на опорах в вертикальном
направлении выбирают равной 2—3,5 Гц.
Общая жесткость (Н/м) стальных пружин грохота в вертикаль-
ном направлении
^общ = —gfa)2 » (282)
где G — суммарная нагрузка от массы колеблющихся частей и
материала, находящегося на грохоте, Н;
Ру — частота собственных колебаний грохота на опорах в вер-
тикальном направлении, Гц;
g — ускорение свободного падения, м/с2.
Рис. 115. Схемы расположения массы дебаланса и массы короба
в режиме:
а — дорезонансном; б — зарезонансном
173
По величине /<общ подбирают количество пружин Z, а также
вертикальную жесткость пружин Ку и горизонтальную жесткость
пружин Кх (Н/м)
(283)
к
х — 8nD3’
(284)
где Е — модуль упругости при сдвиге материала пружин, Н/м2;
d — диаметр проволоки пружины, м;
п — число рабочих витков;
D — средний диаметр пружины, м.
Горизонтальную жесткость пружин можно выразить и так:
Кх =-------г----------------т- > (285)
1,44а 0,204 ( ~ \ +0,256
где а — коэффициент Рауша,, учитывающий осевую нагрузку;
h — рабочая высота пружины, м.
Значения коэффициента а от осевой нагрузки
Отношение статической дефор-
мации к рабочей высоте пру-
жины ....................... 0,0 0,1 0,2 0,3 0,4 0, 5
а при Кх!Ку= 1 .............. 1,0 1,10 1,21 1,29 1,34 1,42
Выбранные пружины подвергают поверочному расчету на проч-
ность, усталость и соударение витков.
На соударение витков пружины проверяют по формуле
я0-ясж>лР+%,
(286)
где Но — высота пружины в свободном состоянии;
Ясж — высота пружины при сжатии до смыкания витков;
Лр — резонансная амплитуда колебаний, которую рекомен-
дуется принимать для наклонных грохотов, работаю-
щих на пружинах, равной 10а, на пневматических
опорах, 8а, для горизонтальных соответственно 5а и
4п (а—амплитуда колебаний);
А — осадка пружины от статической нагрузки. *
Чтобы уменьшить резонансные амплитуды колебаний на гро-
хотах, можно использовать различные устройства. Так, для лока-.
лизании резонанса на грохотах некоторые заводы-изготовители при-
меняют резиновые ленты, охватывающие пружинную подвеску.
Резонансные колебания гасятся также при использовании на гро-
хотах пневмобаллонной подвески и демпферов сухого трения.
Для борьбы с резонансом используют вибраторы с выдвижными
дебалансами, а также торможение привода грохота. На рис. 116
показана экспериментальная зависимость изменения Ар/а от вели--
174
чины тормозного момента, при-
лагаемого к валу электродвига-
теля грохота. Данный график поз-
воляет определить необходимый
тормозной момент для обеспече-
ния заданного значения ДР.
Усилия, передающиеся на фун-
дамент. При назначении жестко-
сти упругих опор следует пом-
нить, что эффективная виброизо-
ляция грохота обеспечивается при
Рис. 116. Изменение Лр/а от величи-
ны тормозного момента
условии, когда частота вынуж-
денных колебаний со превышает частоту любой из форм собствен-
ных колебаний рс грохота на опорах не менее, чем в 4 раза, т. е.
(287)
Поэтому при расчетах необходимо правильно определять’ макси-
мальную частоту собственных колебаний грохота и сопоставлять
ее с частотой вынужденных колебаний в соответствии с формулой
(287).
При круговых колебаниях максимальной частотой собственных
колебаний грохота на опорах обычно оказывается частота поворот-
ных колебаний.
В первом приближении при расположении опор грохота на одина-
ковом расстоянии b от вертикали, проходящей через центр его тя-
жести, частоту собственных поворотных колебаний с достаточным
приближением рекомендуется определять по упрощенной формуле
Рс = Ру^. (288)
Из анализа выражения (288) следует, что при удалении опор
от вертикали, проходящей через центр тяжести короба грохота,
на расстояние, превыщающее его радиус инерции рг, наибольшей
частотой собственных колебаний будет частота поворотных коле-
баний рс. Отношение Ырг может приближаться к 2. В этом случае
выбирать упругую опору по частоте ру неверно.
Для соблюдения заданной траектории и амплитуды колебания
короба грохота, а также обеспечения эффективности виброизоля-
ции, устойчивости грохота на опорах и достижения равенства соб-
ственных частот при всех формах колебаний желательно, чтобы;
а) вибратор располагался в центре тяжести грохота;
б) жесткости упругих опор в вертикальном и горизонтальном
направлениях были бы равны между собой;
в) расстояния Ьх и Ь2 от центра тяжести до точки пересечения оси
NN (рис. 117, а, б) с вертикальной осью пружины равнялись ра-
диусу инерции короба рг относительно его центра тяжести в пло-
скости чертежа, т. е. Ьг = Ь2 — рг;
175
г) расстояние от оси до геометрического центра пружины рав- 1
нялось бы нулю, т. е. с± = с2 — 0.
Сила, передаваемая на фундамент, равна произведению жесткости
опоры на смещение массы от ее нейтрального положения, т. е. на
амплитуду колебаний короба грохота. ;
Зная жесткости Кх и Ку н амплитуды смещений грохота ах и ау,
силу, передающуюся на фундамент, можно определить по формуле j
Fx — Kxax\ (289) v
Fy = Kyay. (290)
Чтобы рассчитать усилия, передающиеся на фундамент в периоды ;•
резонанса (при пуске, остановке), значения ах и ау следует заме-
нить на значения резонансных амплитуд колебаний Арх, Ару. 1
Мощность электродвигателя. При грохочении материала проис- ;
ходят потери энергии на трение в подшипниках грохота, в электро- |
двигателях, на транспортирование материала и прохождение зерен |
сквозь отверстия сита, а также в опорах и сочленениях. j
В первом приближении общие затраты энергии |
^общ^^р + ^р. (291) I
Энергия, расходуемая на трение в роликоподшипниках, в Втг 1
УУтр —Л1тр(о, (292) I
где Мтр = Fmp,-^ —момент трения, Н-м; 3
Fm — нагрузка на подшипники, рассчитываемая 1
по формуле (280), Н; 1
р — приведенный коэффициент трения; для под- |
шипников качения р = 0,005ч-0,001; |
D — диаметр вала, м. 3
Можно принять, что энергия в кВт, затрачиваемая на перемеще- |
ние и сортирование материала (при коэффициенте загрузки короба |
грохота, не превышающем 0,5), изменяется прямо пропорционально Я
176
массе материала, находящегося на грохоте, и мбжет быть аппро-
ксимирована зависимостью
<2(cB + -^)v
JVrp = 2,3/ —, (293)
где I — длина грохота, м;
Q — производительность грохота по исходному питанию, м3/с;
Св — содержание верхнего класса в исходном материале, %;
Сн — содержание нижнего класса в исходном материале, %;
v — скорость перемещения материала по ситу, м/с;
Е — эффективность грохочения, %;
у — плотность грохотимого материала, кг/м3.
Потери энергии в электродвигателе учитываются его к. п. д.
Электродвигатель должен обеспечить пуск грохота. Время (с),
в течение которого двигатель осуществляет пуск грохота
где ./дп — момент инерции ротора электродвигателя, кгм2;
JB — момент инерции вращающихся масс вибратора, кгм2;
JK — момент инерции колеблющегося короба, кгм2;
i — передаточное число;
со — угловая скорость, рад/с;
К — коэффициент кратности пускового момента электро-
двигателя (берется из паспорта электродвигателя);
Nrb — мощность электродвигателя, Вт.
Время t не должно превышать 5 с.
Приведенные расчеты относятся к инерционным наклонным
грохотам. При расчете энергии, потребляемой гирационными и само-
балансными грохотами, следует помнить, что из-за различного кон-
структивного оформления вибраторов необходимо учитывать разное
количество подшипников в этих грохотах, а также потери энергии
в зубчатом зацеплении у самобалансных грохотов.
Глава 3. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ВОЗДУШНОЙ СЕПАРАЦИИ МАТЕРИАЛОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ,
ОБЛАСТЬ ПРИМЕНЕНИЯ
И ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ
ВОЗДУШНЫХ СЕПАРАТОРОВ
Сухие порошковые материалы крупностью менее 1 мм сортировать
на механических грохотах .становится’затруднительно и малоэффек-
тивно. Рациональнее применять воздушную сепарацию, при кото-
рой болеежрупные частицы выпадают из потока газов под действием
I? Заказ 137§ 177
силы тяжести (а в некоторых случаях и под действием центробеж-
ных сил), а мелкие уносятся. Регулируя различными способами
скорость газового потока, можно варьировать крупность выносимых
частиц.
В промышленности строительных материалов воздушные сепа-
раторы широко применяют в помольных установках, работающих по
замкнутому циклу, при производстве гипса, извести, цемента и
др. В этих случаях существенно повышается производительность
и снижаются затраты энергии мельниц вследствие непрерывного '
отбора готового продукта. В воздушных сепараторах при исполь-
зовании горячих газов легко совмещаются сортирование и сушка
материалов. ;
Основным технологическим требованием, предъявляемым к се- "1
параторам, является точность разделения смеси на фракции. »
В реальных условиях работы аппаратов точное разделение полу- ,
чить невозможно, так как невозможно обеспечить стабильное про- |
текание процесса. Режим движения частиц непрерывно изменяется 1
в результате изменения концентрации частиц в потоке, их формы, 1
местных завихрений потока и т. д. Вследствие этого мелкая фрак- 2
ция оказывается «загрязненной» крупными частицами, и наоборот. |
Точность разделения в сепараторах наиболее часто оценивают |
коэффициентом полезного действия и эффективностью разделения. I
К. п. д. в % выражается отношением массы одного из продуктов 1
(мелкого или крупного) к массе продукта того же класса, содержа- |
щегося в исходном материале: |
n=£ki00, (295)1
где тт и тти — масса мелкого продукта, вышедшего из сепаратора, :|
и масса этого же продукта в исходном материале, j
К- п. д. сепаратора дает возможность легко определить его про- 1
изводительность по мелкой или крупной фракции, но оценить с его 1
помощью степень загрязнения фракций нельзя. Эту оценку можно 1
произвести с помощью эффективности разделения-Я
е=р“._М()0 (296)1
где </м и £/и — производительность по фракции меньшей границы Я
раздела в мелком продукте и в исходном материале; Я
QM и QH — производительность по фракции большей границыЦ
раздела там же. -Я
В промышленных условиях к. п. д. сепараторов составляет Я
65—70%, а эффективность разделения в среднем 55%. Более кон-Я
кретные сведения о качестве сепарации дает график классификации, Я
построенный по экспериментальным исследованиям. Я
§ 2. ОСНОВЫ ТЕОРИИ ВОЗДУШНЫХ СЕПАРАТОРОВ Я
В рабочих зонах сепараторов, где смесь разделяется на фракции, И
на частицу могут действовать силы давления, тяжести и центро-Я
бежные силы инерции. В зависимости от схемы взаимодействияЯ
178 Я
сил и их величины частика движется в том или ийом напра-
влении.
Силы, действующие на частицы разной крупности, будут нёоди-
наковыми, поскольку силы давления потока на частицу пропорцио-
нальны второй степени ее диаметра, а силы тяжести и инерции, за-
висящие от массы, пропорциональны третьей степени диаметра.
Воздушные сепараторы должны быть такой конструкции, чтобы
в рабочих зонах наиболее полно выполнялись следующие условия:
1. Силы, действующие на частицу любого размера, должны ре-
гулироваться. При этом поле скоростей потока должно оставаться
однородным.
2. Силы, действующие на частицу, должны находиться в раз-
личной функциональной зависимости от их размера и быть противо-
положно направленными.
3. Частицы «граничного» размера должны находиться в динами-
ческом равновесии, а частицы других размеров выноситься из зоны
разделения; причем, более мелкие в одном направлении, а более
крупные в другом.
На рис. 118, а, б показаны принципиальные схемы наиболее
распространенных сепараторов. Обычно в сепараторах используют
несколько схем зон разделения, но, как правило, одна из них имеет
преобладающее значение для процесса сортиро-вания.
В сепараторе проходного типа (рис. 118, а) используются проти-
воточная центробежная (рис. 118, I) и вертикальная поточная гра-
витационная зоны разделения (рис. 118, II). В циркуляционном се-
параторе (рис. 118, б) использованы вертикально-поточная грави-
тационная (рис. 118, II), центробежная поперечно-поточная,
(рис. 118, III) и циклонная (рис. 118, IV) зоны разделения.
При расчете процесса сепарации стремятся получить зависимость
скорости движения газа от размера частиц (с учетом их физических
свойств) и геометрических размеров элементов сепаратора.
Проанализируем некоторые характерные зоны разделения.
Вертикальнопоточная гравитационная
зона (с противоточным разделением частиц). На частицу
(рис. 118, II), находящуюся в потоке газа, действуют сила тяжести G,
направленная вниз, и сила давления потока Р, направленная вверх.
Если для какой-либо частицы выполняется условие равенства сил,
т. е.
Р = G, , (297)
то частица зависает (витает) в потоке. Размер такой частицы яв-
ляется «границей» разделения. Более мелкие частицы выносятся
потоком со скоростью цм, образуя «тонкий» (мелкий) продукт, а
более крупные — выпадают из него со скоростью и образуют
«грубый» (крупный) продукт.
Частицы граничного размера движутся с потоком или оседают
в результате столкновений с частицами, а также из-за местных за-
вихрений потока, трения о стенки и других случайных причин.
12* 179
Рис. 118. Схемы сепараторов:
а — проходного; б — циркуляционного; I—IV — зоны про-
тивопоточная центробежная, вертикальнопоточная гравитаци-
онная, центробежная поперечнбпоточная, циклонная
Согласно законам аэродинамики сила давления потока на чат.;
стицу (Н)
р — гр Ро^о___К С—п
* — Ро^О,
(298)
где
С — коэффициент аэродинамического сопротивле- '
ния; <
тч тг *
г = Лф-^-----проекция частицы на плоскость, перпенди-
кулярную относительной скорости потока, м2г
Кф — коэффициент формы частицы: для шаровид-
ных /(ф = 1,0, для овальных — 1,1, для угло^
ватых — 1,53, для продолговатых—1,76,
для пластинчатых — 3,8;
180
d — приведенный диаметр частицы, М;
ро — плотность газа, кг/м3;
v0 — относительная скорость потока (скорость
обтекания частицы газом), м/с;
Со — коэффициент аэродинамического сопротивле-
ния. частицы шаровидной формы.
Определить коэффициент аэродинамического сопротивления
частиц разной формы и шероховатости довольно сложно, поэтому
реальную частицу обычно заменяют эквивалентным шаром того же
объема и массы, а эту замену учитывают коэффициентом формы.
Коэффициент аэродинамического сопротивления для частиц ,
шаровидной формы в основном зависит от режима движения газов,
оцениваемого числом Рейнольдса ^Re = ^-^ и может быть рас-
считан по следующим формулам для различных чисел Re:
при 0 < Re < 1
г ——
0 Re vod ’
при 1 < Re < 10
при 10 < Re < 1000
Co=—=13
KRe Г M
где v — кинематическая вязкость газа, м2/с.
Определив силу Р по формуле (298) и зная силу
yn aid3
С = Рм£-б->
(299)
запишем условие равновесия частицы:
v Л(Р » nd3
КфСо -д-Ро^в —,-g- Pug-
Из этой зависимости можем определить границу разделения в м
при заданной скорости движения воздуха vB:
а 2
<>=4-v0—>
° 4 Ф о ₽Mg
где рм — плотность материала, кг/м3, или скорость потока (м/с),
обеспечивающую «витание» частицы размером d0
v = тЛМ..
вит V ЗКфС0ро-
Если частица движется в потоке (т. е. Р G), то скорость ее
установившегося движения равна разности между действительной
(300)
(301)
181
(303)
(304)
(305)
Скоростью потока газов И скоростью Газа, при которой частица «ви-
тает», т. е.
Пч = VB ^вии (302)
где vB — скорость движения газа.
Подставив в формулу (300) и (301) значения Со (например, для
24 v \
интервала 0 < Re < 1 Со = —[], получим 'значение (м) гра-
ницы разделения материала при данной скорости vB
do = 3 к 2^Ро;
° 4 фМо£Рм
откуда
d0 = V 18/Сф
0 Г Ф рм g ’
и скорость витания (м/с) для частицы размером d
7, _ 1 PMgd3
вит 18 РоКфт-
Аналогично можно получить формулы для других значений Re,
и Со.
Пределы применимости формул для расчета Со можно найти,
решая выражение для определения числа Re относительно размера
частиц. Например, для области 0 <Re <1, приняв Re = 1,
запишем
р _ ___ VsHtd.___ 1
~ V — 18 р0ЛфТ2
Откуда
d = У *8/рф(у2-. (306)
Приняв для шаровидной частицы = 1, v = 1,5 -10~5 м2/с,
р0 = 1,22 кг/м3, рм = 2650 кг/м3, получим
, 1 / 18-1.1,22 (1,5-10-6)2 п п-
d = V --------2650-9,81 = 0'05 ММ-
Таким образом, формула для области 0 < Re <10 применима j
для материалов с размером частиц не более 50 мкм. ,
Аналогично можно установить, что формула для области 10 <,
< Re < 1000 действительна для частиц с размерами в интервале )
от 0,1 до 1,0 мм. 1
В противоточной центробежной зоне раз-1
деления (рис. 118, /) на частицу действуют центробежная сила Рц, )
направленная по радиусу от центра, сила давления потока газа Р, J
направленная к центру, и сила тяжести G. Воздух в этой зоне дви-1
жется по архимедовой спирали, а частица — по кривой, близко^]
182
получим
(307)
' (308)
скорости
й зоне
к логарифмической спирали. Мелкие частицы, для которых сила
давления больше центробежных сил, движутся к центру, крупные —
к периферии. Частицы граничного размера движутся по окружности
и попадают в грубый или тонкий продукт под действием случай-
ных причин. Условие равновесия частицы граничного размера (пре-
небрегая действием силы тяжести)
Р. = Р-
Заменив Рц = та.. = (где пц — центробежное ускоре-
ние), а силу давления потока согласно формуле (298),
nd3 vz nd2 v 2
g Рм g Г\ф^'оРоУ'">
откуда граница разделения (м)
J __ З/^фСсРоИгТ?
и0 - >
4pMvT
где vr и vx — радиальные и касательные составляющие
потока, м/с;
R — средний радиус зоны разделения, м.
В центробежной поперечнопоточно
разделения (рис. 118, III) на частицу действуют центробежная
сила Рц при вращении ее потоком газа, сила давления Р, направлен-
ная вверх, и сила тяжести G. В результате действия этих сил частица
движется по конической спирали.
Крупные частицы, на которые преобладающее значение оказы-
вает центробежная сила, преимущественно движутся в горизон-
тальном направлении и при касании стенки, потеряв скорость, осе-
дают. Мелкие частицы под действием сил давления быстрее дви-
жутся по вертикали и выносятся потоком вверх. Частицы гранич-
ного размера за некоторое время перемещаются по вертикали на
расстояние h и одновременно по горизонтали на некоторое расстоя-
ние I. .
Таким образом, границу разделения можно определить из ра-
венства времени движения частицы по вертикали на величину h, и
времени движения по горизонтали на величину U
tB = tr
или
h _ /
^’вер ^гор
Скорость движения частицы по вертикали
V — V V
^вер — vb ивит*
Горизонтальную скорость движения частицы найдем из равенства
(312)
183
(309)
(ЗЮ)
(ЗИ)
Давление потока на частицу в радиальном направлении
Pr = КфС0^р0Ср;
тогда
g Рм®Ц ~ ^Ф^ОГ “g~ Ро^гор>
(31-3) ,i
(314)
откуда горизонтальная скорость движения частицы в м/с
4рМ«ц^о
ЗКфРоСоГ ’
где Сог — коэффициент аэродинамического сопротивления при дви-
жении частицы в радиальном направлении.
Подставив значение скорости в формулу (310), получим
R I
^гор
(315) '
_ 1/Г 4pMgdo l / 4pMagdo
г ЗДфр0Сов г ЗЛфр0Сог
(316) I
где Сов — коэффициент аэродинамического сопротивления при дви- i
жении частицы в вертикальном направлении. I
Откуда граница разделения (м) при заданной вертикальной ско- .
рости потока va составит
ЗКфРогЧ
d0 =
(317)
4- h
§ 3. КОНСТРУКЦИЯ ВОЗДУШНЫХ СЕПАРАТОРОВ
И РАСЧЕТ ИХ ОСНОВНЫХ ПАРАМЕТРОВ
В промышленности строительных материалов преимущественно ;
применяют сепараторы проходные и циркуляционные. i
В проходные сепараторы (рис. 118, а) материал.
в виде аэросмеси подается сжатым воздухом, который используется j
также для технологической операции разделения смеси. ?
Воздух с исходным материалом поступает по патрубку 1 в корпус/
сепаратора 2. Вследствие расширения канала, в котором движется |
смесь, скорость потока падает и крупные частицы выпадают из смеси '
под действием силы тяжести. Мелкие частицы проходят Имеете с воз-1
духом по направляющим лопаткам 4 во внутренний конус 3, где/
поток закручивается и из него выпадают частицы средней крупности/
в результате воздействия на них центробежных Сил. Крупные частицы/
отводятся из сепаратора по патрубкам 6, а мелкие выносятся по/
трубе 5 в осадитель. Граница разделения регулируется дроссели-/
рованием входящего потока или путем изменения угла поворота;
лопаток 4. Недостатком сепараторов является повышенный расход’
сжатого воздуха. Такие сепараторы рационально применять в уста-
184 1
ковках, где сжатый воздух используется как рабочее тело (в систе-
мах пневмотранспорта). Наша промышленность выпускает проход-
ные сепараторы диаметром от 2,5 до 5,5 м, с пропускной способ-
ностью по воздуху 20—30 тыс. м3/ч.
Рассмотрим циркуляционный воздушный се-
паратор с разбрасывающим диском и крыльчаткой (рис. 118, б).
Такие схемы сепараторов отличаются компактностью и экономич-
ностью, поскольку в одном агрегате объединены источник движе-
ния воздуха (вентилятор), сепарирующие и осадительные устрой-
ства.
Исходный материал поступает по патрубкам 7 и 75 на вращаю-
щийся на валу 8 диск 14, с которого сбрасывается под действием
центробежной силы. Крупные частицы под действием силы тяжести
падают или под действием центробежной силы отбрасываются
к стенкам внутреннего корпуса 11, где теряют скорость и также
сползают вниз, образуя «крупный продукт».
Вентилятор 16 и крыльчатка 13, вращаемые вместе с диском 14,
засасывают воздух из нижней зоны, который пересекает материал,
сбрасываемый с диска, захватывает средние и мелкие частицы и
выносит их в зону вращения крыльчатки 10. В этой зоне под дей-
ствием центробежных сил вращающегося потока средние частицы
отбрасывают к стенкам корпуса И и стекают вниз в крупный про-
дукт. Мелкие частицы вместе с воздухом проходят сквозь вентиля-
тор 16 в пространство между наружным и внутренним корпусами,
где воздух движется вниз по спирали (циклонная зона осаждения).
Окружная скорость потока воздуха в этой зоне максимальная,
вследствие чего имеющиеся в потоке мелкие частицы отбрасываются
центробежной силой к стенкам корпуса 9, теряют скорость и сте-
кают вниз, образуя «мелкий продукт». Воздух снова сквозь жалюзи 12
поступает во внутренний кожух, захватывая случайно попавшие
в крупный продукт мелкие частицы.
Граница разделения в рассмотренном сепараторе может регу-
лироваться изменением радиуса расположения лопаток крыльчатки
10 и угла установки лопаток жалюзи 12.
Циркуляционные сепараторы выпускаются диаметром 2,8—5 м,
производительностью 10—30 т/ч (при сепарировании порошков
с удельной поверхностью 4500—50 000 см2/г). Удельные затраты
энергии в таких сепараторах составляют 1,3—2,0 кВт-ч/т, удель-
ная нагрузка 1,5—2,0 т/ч-м2 сечения внутреннего корпуса сепа-
ратора.
На рис. 119 показана схема сепаратора с внешним вен-
тилятором и внешней зоной осаждения. В се-
параторе использована центробежная поперечнопоточная схема
зоны осаждения, осуществляемая восходящим потоком воздуха,
нагнетаемым внешним вентилятором 3 в корпус сепаратора, и вра-
щающейся крыльчаткой 5. Материал поступает по патрубкам 7
на диск 4, вращаемый мотор-редуктором 2. В зоне крыльчатки круп-
ные частицы под действием центробежных сил отбрасываются к стен-
кам и стекают вниз в приемник крупной фракции. Мелкие частицы
185
Рис. 119. Сепаратор с внешним вентилятором и внешними осадителями
выносятся воздухом ‘во внешние циклоны 6, где они осаждаются.
Очищенный воздух по коллектору 7 вновь поступает в вентилятор. ;
Такая схема сепаратора отличается от рассмотренных тем, что
вынесенные осадители могут быть оптимальных размеров. Это
позволяет увеличить удельную нагрузку в камере сепаратора, умень-
шить ее размеры, а также повысить степень очистки в циклонах-
осадителях. При этом увеличивается к. п. д. вентилятора и умень-
шается его износ, так как он перерабатывает более чистый воздух. ;
Расчет основных параметров сепараторов. Инженерные расчеты j
воздушных сепараторов ввиду сложности процессов движения ча-
стиц в двухфазовом потоке реальных аппаратов производят по
упрощенным зависимостям, учитывая некоторые особенности про-
цесса эмпирическими коэффициентами. Применительно к циркуля-,
ционным сепараторам рекомендуется последовательно определять
следующие величины.
Диаметр рабочей зоны сепаратора
D = kHa, ' (318)
где k — коэффициент, зависящий (для принятой схемы зоны раз- ?
деления) от дисперсности продукта, его влажности, формы ;
частиц;
П — заданная производительность сепаратора, т/ч;
а — коэффициент, зависящий от схемы зоны разделения.
Для циркуляционных сепараторов (при выделении цемента]
крупностью, характеризуемой остатком 7—10% на сите № 0090)*]
186
с поперечнопоточной зоной а = 0,375; k = 1,2, с противоточной
центробежной зоной а = 0,31 и k = 1,5.
Высота лопаток крыльчатки (м)
(319)
где Q — расход воздуха, м3/с;
6 — граница разделения, м;
/?к — радиус лопасти крыльчатки, м;
х = 0,6 ч-0,8 — коэффициент, оценивающий степень захвата
воздуха во вращение;
п — частота вращения крыльчатки, об/мин.
Расход воздуха
Q = (320)
где — предельно допустимая концентрация мелкого продукта
в воздухе.
Давление вентилятора принимается равным 90—100 мм вод. ст.
Давление, создаваемое вентилятором,' (мм вод. ст.)
P = 3,22-10-4ra2(^ — DI), (321)
где Z), и Di — наружный и внутренний диаметры лопаток венти-
лятора, соответственно, м.
§ 4. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ГАЗОВ И ВОЗДУХА
ОТ ПЫЛИ
Для выделения из газов (воздуха), которые использовались в ка-
честве рабочего тела (например, при пневмотранспорте), твердых
частиц, и во избежание загрязнения окружающей среды, приме-
няют механическую сухую очистку в циклонах, очистку
с помощью матерчатых фильтров, а также элек-
трическую и мокрую очистки.
Центробежные циклоны используют для очистки
газов при запыленности 200—400 г/м3, при минимальном размере
осаждаемых. частиц 5—10 мкм. Производительность циклонов по
пылевоздушной смеси, в зависимости от их размеров, составляет
1500—15 000 м3/ч.
Принцип действия циклона показан на схеме (см. рис. 118, IV).
Запыленный воздух вводится в верхнюю цилиндрическую часть
корпуса по касательной. В циклоне воздух движется по спирали вниз,
для чего предусматривается направляющая — неподвижная винто-
вая лопасть (или крышка цилиндра выполняется по винтовой по-
верхности). Под действием центробежных сил частицы отбрасы-
ваются к внешним стенкам, сползают и через специальный затвор
Удаляются рз циклона. Очищенный воздух выходит по центральной
187
। Очищенный
I боздихйгаз)
Рис. 120. Батарейный циклон
трубе вверх. Скорость воздушной смеси
на входе в циклон 15—25 м/с. Коэф-
фициент очистки в центробежных Цик-
лонах 70—90%.
Циклоны малого диаметра обеспе-
чивают лучшую очистку. Поэтому,
чтобы достигнуть высокой степени
очистки и увеличить производитель
ность, их объединяют в группы (бата-
реи). Схема такой установки пока-
зана на рис. 120. Воздушная смес1
поступает по трубе 4 в распредели
тель 3, откуда подается в циклоны 5
Очищенный воздух выходит по труб
кам 7 в коллектор 2 и отводится п<
трубе 1 в следующий каскад очистки
Выделенный материал оседает в сбор-
нике 6, откуда удаляется через специ-
альные затворы. Техническая характе
ристика циклонов приведена в табл. 18
Более полная очистка газов дб
стигается в матерчатых фильт
р а х. Сущность очистки газов в таки:
фильтрах состоит в пропуске газо:
сквозь пористые перегородки, на коте
рых оседают мелкие частицы. Обычн-
перегородки изготовляют в виде рука
вов из толстой ткани. При температур
газа свыше 100 °C рукава делают и
стеклоткани. ' ;
Схема рукавного фильтра показан
на рис. 121. Загрязненный воздух пс
ступает по трубе 1 в корпус 2,. в кот-
ром на специальных подвесках 4 уст
новлены рукава 3. Проходя скво;
стенки рукавов, газ очищается от пыл
которая на них оседает, и отводит!
по трубе 5. Для обеспечения работы фильтра его рукава период
чески встряхивают специальным механизмом 6. В момент встрях-
вания отводящие трубопроводы 5 закрываются заслонкой 8, сбл
кированной с механизмом встряхивания.
Осажденный в сборнике 9 материал подается шнеком 7 чер
Чтобы лучше очистить ткань,
шлюзовой затвор 10 в.бункеры.
скво:
фильтр периодически продувают чистый воздух в обратном напрг
лении. Степень очистки в матерчатых фильтрах достигает 96—98
при условии очистки сухих газов. Техническая характеристи
рукавных фильтров приведена в табл. 19.
Наиболее совершенным является электрический сп
со б очистки газов. Способ основан на ионизации част:
188
Таблица 18
Техническая характеристика циклонов конструкции НИИОГаза
Параметр ЦН-11 ЦН-15 ЦН-15у ЦН-24
Угол наклона крышки и вход- ного патрубка, град. . . . 11 15 15 24
Внутренний диаметр цикло- на, мм 40—800 4Q.—800 200—800 400—1000
Высота, мм 170—3000 170—3500 800—3500 1700—4380
Коэффициент гидравличе- ского сопротивления, Н/м2 1760 1025 1075 588
взвешенных в газе, при пропускании последнего через электриче-
ское поле высокого напряжения. Частицы, получившие заряд, пе-
ремещаются к электроду, заряд которого противоположен по знаку,
и осаждаются на нем.
Электрофильтры улавливают частицы крупностью до 5 мкм со
степенью очистки до 99%. Такие фильтры успешно работают на
очистке горячих (до 350° С) газов. Аэродинамическое сопротивление
. X
Таблица 19
Техническая характеристика рукавных фильтров
для цементной промышленности
Параметр ФР-10 ФР-30 ФР-60 ФР-90 ФР-112 ФР-160 ФР-224 ФР-280
Площадь фильтрую- щей поверхности, м2 10 30 60 90 112 160 224 . 280
Число секций . . . 1 2 4 6 6 6 8 10
Общее число рукавов 18 136 172 104 56 84 112 140
Диаметр рукава, мм 135 220
Производительность, м3/ч (при удельном на- пряжении ткани 1— 1,5 м3/м2 и сопротив- лении фильтра 800— 1000 Н/м2) 20—30 40—45 60—90 90—130 120—150
Масса, т 0,33 1,06 1,7 2,3 9,4 12,0 14,7 15,2
Габаритные размеры, м:
длина 1,2 1,7 2,8 3,8 3,8 5,3 6,8 6,8
ширина ..... 0,75 1,6 1,7 1,7 8,6 8,6 8,6 8,6
высота 1,99 3,9 3,9 3,9 2,25 2,25 1,25 2,25
189
в них невелико, чем они отличаются от матерчатых. Расход энерги!
составляет около 0,3 кВт ч на 1000 м3 газа. Техническая характе
ристика электрофильтров приведена в табл. 20.
Для создания электрического поля между электродами фильтр;
применяется постоянный ток высокого напряжения (до 75 000 В)
Частицы пыли электролизуются в электростатическом поле, со
зданном электродами, отталкиваются от коронирующего электродаJ
и оседают на электроде 1, соединенном с корпусом (рис. 22).
Устройство горизонтального электрофильтра показано на рис. 12i
Загрязненный газ поступает через входной распределитель 1 в к(
меру фильтра 2, разделенную на две параллельные секции. В каа
дой секции смонтированы три каскада электрофильтра, через к<
торые газ проходит последовательно. Каждый каскад состоит I
нескольких рядов осадительных сетчатых ' плоских электродов ^
и коронирующих, состоящих из стержней, электродов 4, установлю
ных на изоляторах 5. Осадительные электроды периодически встр
хиваются кулачковым механизмом 6 для освобождения от осевнК
на них пыли. Собранная в приемниках 8 пыль удаляется чер
затворы 9. Очищенный газ отводится через сборный коллектора
190
© сч га Д' S ХО га вэ о Ч га S а 4> га 2 х 2 X из Ч <У S о а Q X О О X X ч 5 3 2 о а с и X 3 S О) я X S X а X X о а X ч X -е- о а X ч- Ст) га X X х 1 а I 1 X 1 2. 1 га 1 х I х 1 га I * 1 о 1 аи 1 3" . 1 X 1 г 1 х 1 £ 1 1 1 Г 1 ® |е 1 вертикальные Il-8-нП о . t = - 8 s 8 щ h 8 04 " ° О.Е S
ii-6-ali § о S 5 £ - - о §8 « ° 3 ® сч СЧ ~' ° СП я
г xst'-aH § § g 1 ” i ё 2 • м ” ° S
01-дП о 9* s 2 I О О о ° S ~ ~ ° g со СЧ га 5 <о 8 - о m Н
горизонтальные ге-гг-п О 1 8 ” f 1 8 3 о со о ю 1 CM 1
е-яг-’п й со § о 8 й 1 £ " о § • а 1
sz-31-jH о 1 О га СО О . , О1 ™ 1 « W го 1 1 « °* ' I , о х 1 — S I га |
18-Н-П £ * ! § § з £ J со —4 о 1
s‘i t-П о I ю О О _„ I —Г eq 'Г 2 3 . 1 — eq —, о .л I ч* г: 1
01-П о Я S S То О О О | ug g О1 - 1
8-П — 1 о. о s га 1 § g\o 1 °о ’ ° I ю СЧЯд I оо —< о* И 3 1 3 1 g Й
S7-n о s 1 S § о га I 01 ° § ю со со 1 й " <=
Параметр Активная площадь сече- ния, м2 Число полей Производительность по газу (при скорости газа 1 м/с), м3/ч Допустимое разрежение газа в фильтре, мм. вод. ст. Гидравлическое сопро- тивление, Н/м2 .... Расход электроэнергии, кВт- ч 1000 м3 Место установки . . .
191
Рис. 122. Схема подключения элек-
тродов
Подробный расчет Электрических^
и конструктивных параметров элек-/
трофильтров специфичен и он про-м
изводится специализированными кон-i
структорскими организациями. При-*
проектировании предприятий, ис4
пользующих эти фильтры, произво-
дится их выбор по данным катало-
гов и справочников. j
Оборудование для мок-
рой очистки загрязненный
газов применяют для окончательной
очистки газов, отходящих из вра^
вдающихся печей и сушильных бара-/
банов.
На рис. 124 показан вертикальный скруббер. Работает он так|
Загрязненный газ по патрубку 6 поступает в нижнюю зону корпуса
футерованному керамической плиткой 2. В верхнюю зону скрубберу
через брызгала 3 подается вода. •
В корпусе установлены насадки 5 из деревянных реек. Верхняя^
насадка равномерно распределяет воду по сечению корпуса, средт:
няя — служит для улавливания пыли, а нижняя — распределяет;
поток входящего газа. Газ вводится в скруббер по трубе 6 со ско-
ростью 18—20 м/с по касательной к корпусу. Относительно крупные
частицы под действием центробежных сил отбрасываются к стен/
кам, смачиваются водой и в виде пленки стекают вниз. Окончатель-)
192
ное улавливание частиц водой про-
изводится при прохождении по-
тока газа сквозь водяную завесу,
образованную по всему сечению
скруббера.
Во избежание выноса воды в
сборник 4 скорость движения газа
в корпусе скруббера не должна
превышать 6 м/с. Степень очистки
в таком скруббере 95—98%.
На рис. 125 показана схема
пенного пылеуловителя, состоя-
щего из корпуса 3, разделенного
по высоте решеткой 4. В верхнее
отделение на решетку по патруб-
ку 2 подается вода так, чтобы ее
слой на решетке составлял 20—
30 мм. Запыленный газ поступает
по трубе 1 и движется вверх
сквозь решетку навстречу струям
воды. В результате такого движе-
ния образуется слой пены толщи-
ной 120—180 мм, в котором задер-
живаются частицы пыли. Очищен-
ный газ собирается в колпаке 5 и
отводится в атмосферу. Частицы
пыли, образующие с водой шлам,
отводятся через сборник 7 и ча-
стично через боковое отверстие 6
вместе со шламом.
Пенные пылеуловители задер-
живают частицы размером доЗ мкм. !
Скорость движения газов в аппа-
рате достигает 3,5 м/с. Расход
воды 0,5—0,8 м3 на 1000 м3 газа.
§ 5. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ
ОБОРУДОВАНИЯ
ДЛЯ СЕПАРАЦИИ МАТЕРИАЛОВ
Рассмотренное в настоящей главе
оборудование предназначено для
обеспыливания воздуха и газов
и, следовательно, является обору-
дованием для защиты окружающей
среды и улучшения условий труда
человека. Однако при его эксплуа-
тации имеются специфические
особенности, на которые следует
обращать особое внимание.
Рис. 125. Пенный пылеуловитель
13 Заказ 1376
193
В сепараторах, циклонах и рукавных фильтрах используется
сжатый газ, в виду чего существует опасность взрыва этих аппара-
тов и магистралей, при несоблюдении режимов их работы.
При эксплуатации необходимо непрерывно следить за исправ-
ностью контрольно-защитных приборов и устройств (манометров,
предохранительных клапанов и т. д.). Контрольно-аварийные устрой-;
ства должны быть протарированы и опломбированы специальной
службой Госгортехнадзора. К работе с оборудованием под давле-
нием допускается только специально обученный персонал, имеющий
соответствующие удостоверения.
В электрических фильтрах применяется высокое напряжение
существует повышенная опасность поражения электрическим то-
ком. Поэтому фильтр должен быть установлен так, чтобы исключит;
непосредственный контакт персонала с оборудованием, работающш
под напряжением.
Глава 4. МАШИНЫ И ОБОРУДОВАНИЕ
ДЛЯ ГИДРАВЛИЧЕСКОЙ КЛАССИФИКАЦИИ
И ОБОГАЩЕНИЯ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
§ 1. ОБЩИЕ СВЕДЕНИЯ О ПРОЦЕССЕ
И ОБОРУДОВАНИИ
Значительное влияние на прочность и долговечность бетонных изде-;
лий оказывает качество заполнителей, и в частности, мелкого за-;
полнителя — песка. Установлено, что использование чистого песка-
оптимального зернового состава не только повышает прочность и;
долговечность бетона, но и экономит 20% цемента. j
Природные п&ки чаще всего неоднородны по составу, содержат
посторонние примеси и поэтому не могут быть использованы в ка|
честве заполнителя бетона без предварительного обогащения. Под-?
лежащей обогащению исходный материал обычно разделяют на две,
три и более фракций в зависимости от требований к готовой песча'
ной смеси, а затем полученные фракции смешивают в определенны:
пропорциях, чтобы получить конечный продукт с желаемым зерновы:
составом.
Разделение на фракции строительных песков естественной влаж
ности (4—7%) почти всегда нарушает механическую связь межд
отдельными мелкими зернами, вследствие присутствия в материал
глинистых включений. Для диспергации и удаления глины необхе
дима промывка материала в воде. А поскольку вода может быт
использована и как среда для разделения на фракции, то, как пс
казала практика, наиболее экономичным и эффективным методо
обогащения песков является гидравлическая классификация.
194
Гидравлической классификацией называют процесс разделения
минеральных зерен в жидкости по скоростям их падения. Осуще-
ствляют гидравлическую классификацию в аппаратах, называемых
классификаторами.
Крупность материала, подвергаемого гидравлической класси-
фикации, как правило, не превышает 5,0 мм. Процесс классифика-
ции может происходить в вертикальных и горизонтальных струях
воды.
В классификационных аппаратах и машинах различного рода
процесс разделения происходит под действием сил тяжести или
центробежных сил. Для такого оборудования характерно исполь-
зование физических свойств материала при осуществлении про-
цесса классификации.
По конструктивному исполнению и характеру движения гидро-
смеси гидравлические классификаторы разделяют на аппараты го-
ризонтального и вертикального типа, а по принципу действия на
гидроклассификаторы свободного и стесненного падения.
К группе классификаторов относят также спиральные и реечные
классификаторы, в которйх используется механическое воздей-
ствие рабочего органа на материал в процессе разделения его на
фракции.
Особую подгруппу составляют центробежные классификаторы,
в которых материал разделяется на фракции под действием разницы
центробежных сил, действующих на зерна разной крупности во
вращетельном потоке пульпы.
§ 2. НЕКОТОРЫЕ ЗАКОНОМЕРНОСТИ ГИДРАВЛИЧЕСКОЙ
КЛАССИФИКАЦИИ
При гидравлической классификации частицы материала разделяются
на фракции по скорости падения частиц, которые при свободном
падении определяются размером, формой, плотностью частиц, а
также характеристикой жидкости.
От разницы в силе тяжести твердого тела и силе сопротивления
жидкости зависит скорость падения твердого тела. Характер сопро-
тивления зависит от объема, формы и скорости движения тела.
Сила тяжести (Н) частицы шарообразной формы, погруженной
в жидкость,
G0==~(8~p)g, • (322)
где d — диаметр частицы, м;
б — плотность частицы, кг/м3;
р — плотность жидкости, кг/м3;
g — ускорение свободного падения, м/с2.
При 6 > р частица тонет, при 6 < р всплывает, а при 6 = р
находится во взвешенном состоянии.
При падении тела в жидкости возникает два вида сопротивления
в зависимости от скорости движения тела, которое может быть
турбулентным или ламинарным.
13* 195
При большей скорости движения тела кинетическая энергия
его расходуется главным образом на преодоление динамического
сопротивления среды. При медленном движении основным является
сопротивление, создаваемое трением жидкости у поверхности дан-
ного тела.
Сопротивление жидкости (динамическое сопротивление), (Н)
при турбулентном режиме определяется по закону Ньютона
Рд —(323)
где ф — безразмерный коэффициент пропорциональности (коэф-
фициент сопротивления);
F — площадь проекции тела, м2;
v — скорость движения тела, м/с.
Сила сопротивления трению (Н) определяется зависимостью,
предложенной Стоксом
Рт = Злцйу, (324)
где р — коэффициент вязкости среды, Н-с/м2.
Характеристикой режима движения жидкости может служить
число Рейнольдса
Re = -^. (325)
н
Экспериментами установлено, что при Re > 1000 преобладает
динамическое сопротивление, при Re < 1 — большее значение имеет
вязкость среды.
Сила сопротивления возрастает одновременно с увеличением
скорости падения частиц. В свою очередь, скорость падения тела
изменяется от нуля до постоянной величины v0, называемой конеч-
ной скоростью, которая наступает в момент равенства силы тяжести
падающего тела и силы сопротивления.
Чтобы определить скорость v0 для частиц размером более 1,5 мм,
достаточно учесть только динамическое сопротивление среды.
Тогда приравняв Go и Рл [см. уравнения (322) и (323)], найдем
конечную скорость и0 падения тела в жидкости (м/с)
= (326)
где k — коэффициент, зависящий от формы частицы; для шара
k = 5,12.
Тогда для воды при р= 1000 кг/м3 конечная скорость (м/с)
падения шара согласно Риттингеру будет
v0 == 0,16 /d (6—1000). (327)
При выводе формулы (327) некоторые авторы принимают не
половину сечения шара, а 2/3, тогда формула в окончательном
виде будет
v0 = 0,14]/d (6—1000).
196
Результаты, полученные по-формуле (327), хорошо совпадают
с результатами экспериментов для зерен размером 1,5 мм и более.
При падении частиц размером 0,012—0,175’мм, скорость которых
очень мала, Стокс, учитывая только взаимное трение частиц и
жидкости и приравнивая 60 и -Рт> получил формулу для конеч-
ной скорости (м/с)
v0 = 0,545d2 . (328)
Для воды при р = 1000 кг/м3 .
0,545^2(6— 10000 * /оопч
Vo =-----U-------~ ' (329)
г
Чтобы определить конечную скорость падения в м/с частиц
промежуточной крупности, для которых неприемлемы формулы Рит-
тенгера и Стокса, Аллен предложил эмпирическую зависимость
ц, = 0,1146d |/~ (б._(330)
Д. Принц приводит следующие данные для скорости выпадения
частиц песка в воде:
d, мм 9,42 6,68 4,69 3,33 2,36 1,65 1,17 0,83 0,59 0,21 0,07
t>0, мм/с 600 500 400 320 250 200 170 120 100 35 5
Рассмотренные закономерности падения изолированных частиц
в жидкости лишь частично дают представление о явлениях, наблю-
даемых при гравитационных процессах обогащения.
В практике обогащения при классификации материала на фрак-
ции и других гравитационных процессах происходит массовое дви-
жение частиц, когда каждое зерно испытывает механическое воз-
действие других движущихся зерен, всей движущейся массы в целом
и динамическое воздействие жидкости (воды). В обогатительных
процессах падение частиц в жидкости обычно носит стесненный
характер.
Вычислить конечную скорость частиц при стесненном падении
довольно сложно вследствие многообразия факторов, определяющих
ее величину. При стесненном падении частиц на скорость допол-
нительно влияют концентрация'частиц в суспензии, условия про-
цесса, а также конструктивные особенности классификатора. Все
это не дает возможности найти общее (универсальное) аналитичес-
кое решение процесса классификации и поэтому в частных случаях,
для большей достоверности, закономерности стесненного падения
устанавливают экспериментальным путем.
§ 3. КЛАССИФИКАТОРЫ
Гидравлическая классификация может осуществляться в механиче-
ских и гидравлических классификаторах. К механическим класси-
фикаторам относятся спиральные, реечные, драговые и чашевые
классификаторы. Машины этого типа имеют подвижный механизм
197
Рис. 126. Спиральный классификатор для песка с высоким порогом
взмучивания и разгрузки. Так, в 'спиральных классификаторах он
представляет собой спирали, в реечных и чашевых >— гребковые
рейки, в драговых — скребки на бесконечной ленте или цепи.
Спиральные классификаторы отличаются простотой конструкции,
большой производительностью и эффективностью в работе. Они
получили наибольшее распостранение при мокрых процессах обо-
гащения песка. Спиральный классификатор представляет собой
короб, основной рабочей частью которого является спиральное
устройство. При вращении спирали пульпа взмучивается; слив,
содержащий мелкие частицы, отводится в нижней части короба
через сливной порог, а крупные частицы направляются спиралью
к верхнему разгрузочному окну.
Различают спиральные классификаторы с непогруженной спи-
ралью (с высоким порогом) и погруженной спиралью. К первому
типу относятся классификаторы, в которых порог расположен ниже
верхней кромки спирали на сливном конце (рис. 126). В класси-
фикаторах второго типа нижний конец спирали полностью погружен
в пульпу, вследствие чего, верхняя зона осаждения твердых частиц
находится в относительном покое, что обеспечивает более четкую
классификацию. Классификаторы того и другого типа могут быть
односпиральными и двухспиральными и соответственно отличаться
шириной корыта и производительностью при одинаковой длине.
Т аб л ица 21
Основные размеры спиральных классификаторов
Параметр 1-КСП-7.5 1-К.СП-10 С-871 , С-872
Диаметр спирали, мм . . . 750 1000 1200 ; 1500
Длина корыта, мм ..... 7600 8750. 9800 11 200 .
Частота вращения спирали, об/мин 11—26 8—20 6—13,4 4,9—9,9
Угол наклона корыта, град. 17 17 18 18
198
Рис. 127 Спиральный классификатор С-871
Рассматриваемые классификаторы используют в основном для
выделения в слив частиц песка размером меньше 0,15 мм, а также
для обезвоживания песков до транспортабельного состояния. Основ-
ные размеры отечественных спиральных классификаторов для песков
приведены в табл. 21.
На рис. 127 показан спиральный классификатор С-871, разра-
ботанный с учетом специфических условий обогащения строительных
песков. Для повышения производительности в классификаторах
С-871 и С-872 увеличена ширина спиральной ленты и примерно на
40% частота вращения спирали. С этой же целью увеличен пара-
метр разделительной камеры классификатора, которая образована
боковыми стенками, наклоненными под углом 60°. Слив из машины
отводится через боковые и торцовые стенки»
Для повышения эффективности классификации и отмыва мель-
чайших фракций на участке спирали, находящейся. под зеркалом
слива, установлены перемешивающие лопасти.
Производительность (кг/с) спирального классификатора для песка
Q = ЮОйпО3, (331)
где k — коэффициент, учитывающий угол наклона корыта клас-
сификатора;
п — частота вращения спирали, об/с;
D — диаметр спирали, м.
Значения коэффициента К, учитывающего угол наклона
корыта классификатора
Угол наклона, град. ......... 10 14 18 22 26
К ...............1,09 1,05 1,0 0,83 0,72
199
Гидравлические классификаторы относятся к группе гравитациоИ- I
ных аппаратов, в которых вода служит средой для разделения |
зернистого материала на фракции. По конструктивному исполнению 1
и характеру движения исходной песчаной пульпы гидравлические |
классификаторы можно условно разделить на классификаторы вер- 1
тикального типа и классификаторы горизонтального типа. j
К наиболее простому по конструкции гидравлическому клас- |
сификатору относится конусный классификатор (рис. 128). Он пред- ' 1
ставляет собой сварной конический резервуар 1, стенки которого j
наклонены к горизонту под углом 60°. Мельчайшие частицы песка )
и шлам удаляются через кольцевой порог 2. Загружается материал 1
через цилиндрический патрубок 3. Так как поступление пульпы 1
происходит ниже уровня слива, образуется восходящий поток, ?
в котором происходит классификация материала. Круглые зерна j
материала осаждаются, заполняя нижнюю часть конуса и подни- J
мая поплавок 4, связанный рычагами с шариковым клапаном 6. I
При этом пески разгружаются через нижнюю насадку 5. Конусные j
классификаторы применяют для мокрой классификации на два )
класса песка с крупностью зерен до 1,65 мм и тонкозернистого, j
материала крупностью не более 0,7 мм.
В табл. 22 дана характеристика конусных классификаторов, ;
выпускаемых нашей промышленностью. ‘
К наиболее известным отечественным классификаторам
вертикального типа относятся классификаторы кон-
струкции ВНИИГСа и ВНИИЖелезобетона,
Рис. 128. Конусный классификатор
Z245
200
. На рис. 129 показан классифика-
тор ГКД-2 конструкции ВНИИГСа, ра-
ботающий по следующей схеме. Пес-
чано-гравийная смесь вводится в клас-
сификатор через нижний патрубок и,
проходя диффузор, поступает в обога-
тительную камеру, площадь сечения
которой значительно превышает пло-
щадь верхнего сечения диффузора. По-
этому скорость восходящего потока
гидропесчаной смеси после выхода ее
из диффузора значительно уменьшается,
что влечет за собой выпадение наибо-
лее крупных частиц, которые из обо-
гатительной камеры попадают в клас-
сификационную. Камера классифика-
ции расположена между диффузором
и внешней оболочкой аппарата. Над
ней находится обогатительная камера.
Чистая вода, образующая в ка-
мере винтовой восходящий поток, в
ского классификатора верти-
кального типа
котором материал разделяется по заданному граничному зерну,
подается в нижнюю часть классификационной камеры. Частицы
песка, скорость падения которых меньше восходящего потока,
отводятся по трубе как шлам, через верхний сливной коллектор,
крупный продукт, выпавший из классификационной камеры, обез-
воживается и транспортируется на склад.
Таблица 22
Техническая характеристика песковых и шламовых конусов „
Параметр ККП-1 ККП-1,5 ККП-1,8 ККП-2.4 ККШ-2,4
Производительность, т/ч 1,6—4 3,6—9 5—12,5 9—22 4,45—11,1
Максимальная крупность частиц в исходном продукте, ММ ' 1,65 1,65 1,65 1,65 0,7
Диаметр сливного порога, мм 1000 1500 1800 2400 2400
Площадь кольцевого про- странства, м3 0,6 1,45 2,0 2,85 4,52
Основные размеры, мм: длина 1480 2005 2708 3350 3210
ширина 1270 1880 2324 3000 2900
высота 1582 2065 2880 3326 2830
Масса, кг 190 230 950 1570 800
201
Таблица 23'
Технические данные гидравлических классификаторов
Параметр ГКД-2-109 Г КД-2-400 ГКД-2-800- 1_ Г КД-2-1200 ГКД-2-1600 1
Производительность по исход- ной водогрунтовой смеси (для drp = 1,2 мм), м3/ч 100 400 800 1200 1600
Расчетная производительность по исходному материалу, м3/ч 20 60 100 200 300
Расходы воды на классифика- цию (для drp — 1.2 мм), м3/ч 100 180 230 580 740
Высота гидроклассификатора, мм . 3750 — - 5500 6500 9500 11 500
Внешний диаметр обогатитель- ной камеры, мм 910 1508 1910 2580 2910
Масса, кг 1200 1500 2260 7435 9480
Вертикальный классификатор ГКД-2 разделяет исходную гид-
росмесь на две фракции по одному граничному зерну. Граница
разделения в пределах 0,5—3,0 мм регулируется количеством по-
Рис. 130. Схема гидравлического клас-
сификатора вертикального типа кон-
струкции ВНИИЖелезобетона
даваемой воды в классификаци-
онную камеру и площадью ее по-
перечного сечения, которую можно
изменять при перестановке трех
диффузоров, комплектующих клас-
сификатор.
Гидроклассификаторы ГКД-2
являются напорными аппарата-
ми, рассчитанными на давление
3 ат на уровне сливного коллек-
тора, так что транспортирование
крупного и мелкого продукта
может происходить под действием
давления, создаваемого внутри
классификатора гидронасосами,
подающими водопесчаную смесь, и
водным насосом, подающим до-
полнительную воду.
В табл. 23 приведены основ- ’
ные данные гидравлических клас- -
сификаторов типа ГКД-2.
Вертикальный гидравлический
классификатор типа КГ конструк-
ции ВНИИЖелезобетона показан
на рис, 130. Он предназначен для
202
фракционирования гидропесчаной смеси по одному граничному
зерну в пределах 0,3—2,0 мм.
Работа гидроклассификатора типа КГ отличается от опйсанной
выше работы гидроклассификатора ГКД-2 тем, что исходная смесь
подается сверху в бак.дозатор и через распределитель гидросмеси
попадает в приемно-разделительную камеру. В процессе вертикаль-
ного движения частиц в восходящих потоках воды более крупные
частицы и частицы, близкие по размеру к граничным зернам, из
приемно-разделительной камеры попадают в классификационную
камеру, куда подается чистая вода для обеспечения окончательной
классификации по заданному граничному зерну. Мелкий продукт
выводится через верхнюю сливную трубу, крупный —- через ниж-
нее разгрузочное отверстие.
К рассматриваемому классификатору можно подсоединить спе-
циальную разгрузочную камеру, в которой крупная фракция песка
будет частично обезвоживаться до влажности 25%. Классификаторы
типа КГ выпускают трех типоразмеров производительностью по
исходной водогрунтовой смеси от 300 до 2200 м3/ч и производитель-
ностью по исходному песку от 25 до 400 м3/ч.
Чтобы получить на рассматриваемых классификаторах товарную
фракцию со стабильным зерновым составом, необходимо обеспечить
постоянное Питание как по зерновому составу, так и по конси-
стенции поступающей пульпы. Вторая фракция, мелкая, выдаваемая
этими классификаторами, загрязнена шламами и требует дополни-
тельного обогащения.
Для получения нескольких фракций необходимо последовательно
установить соответствующее число таких классификаторов.
Классификаторы вертикального типа просты по конструкции,
надежны в работе и в случаях, когда не требуется высокая точ-
ность классификации, могут успешно использоваться для обогаще-
ния строительных песков. Особенно рационально применять их на
гидромеханизированных карьерах, так как эти аппараты могут
работать в комплексе с земснарядами, разрабатывающими карьер.
В зарубежной практике при фракционировании песков на не-
сколько фракций из вертикальных классификаторов часто соста-
вляют ступенчатые, компаундные или комбинированные установки.
С помощью таких классификаторов удается повысить точность раз-
деления на фракции и уменьшить потери товарных фракций в сливе.
На рис. 131 показаны схемы классификационных установок
систе'мы «Реакс». Комбинированием различных типов установок
с гидравлическими классификаторами достигается высокая точность
разделения. При этом технологическая схема может быть разрабо-
тана с учетом конкретных требований производства и с учетом
экономических и технологических критериев оптимизации процесса
обогащения. Так, компаундная трехступенчатая система классифи-
кации (рис. 131, а) представляет собой комбинацию двух, трех или
четырех конусных гидравлических классификаторов с горизонталь-
ной подачей воды на классификацию. При двухступенчатой системе
классификации (рис. 131, б), повышающей точность разделения,
203
два конусных гидравлических классификатора устанавливаются один
над другим. Комбинированная система классификации (рис. 131, в)
представляет собой комбинацию из классификаторов с горизонталь-
ной подачей воды и вертикальной подачей чистой воды, что по-
зволяет получить несколько фракций.
Гидравлические классификаторы гори-
зонтального типа по характеру осаждения частиц в клас-
сификационных камерах можно разделить на две группы: со сво-
бодным и стесненным падением.
Классификаторы первой группы представляют собой классифи-
цирующий желоб призматического или пирамидального сечения,
в котором происходит выпадение частиц песка из перемещающейся
по желобу пульпы. Поступающая в эти .аппараты пульпа сильно
разжижена и движется с малой скоростью, что обеспечивает хо-
рошие условия осаждения частиц по крупности. Частицы более
крупные осаждаются в начале классификатора, а более мелкие —
в конце. Обычно такие классификаторы имеют несколько попереч-
ных перегородок, образующих отдельные классификационные ка-
меры. Чтобы создать благоприятные условия для осаждения более
мелких частиц, такие классификаторы к разгрузочному концу де-
лают шире.
Эффективность работы рассматриваемых классификаторов низкая,
поэтому их применяют для получения мелкого заполнителя, ис-
пользуемого в бетонах невысоких марок. Поскольку крупность
исходного песка при его обработке в гидравлических классифика-
торах ограничена, и, кроме того, готовые продукты требуют обез-
воживания, то гидравлические классификаторы обычно работают
в комплексе с грохотами и спиральными классификаторами. Про-
изводительность гидравлических классификаторов свободного паде-
ния достигает 100 т/ч.
Для более высокой точности разделения материала на фракции
используют классификаторы стесненного падения с восходящим
потоком воды. Компактность, относительно большая лроизводитель-
Рис. 131. Схемы классификационных установок системы «Реакс»:
а — компаундная; б — двухступенчатая; в — комбинированная
204
ность, а также возможность получить необходимое количество
фракций песка — преимущество этого вида оборудования. Требу-
емое качество песка достигается не только с помощью подачи до-
полнительного количества воды на классификацию, но и увеличе-
нием количества камер в аппаратах.
Общий вид многокамерного гидравлического классификатора
С-692А показан на рис. 132. Исходный песок в пульпообразова-
теле 1 смешивается с водой и в виде пульпы поступает в напра-
вляющий лоток 2 пирамидальной формы. В нижней части лоток
имеет прямоугольную форму, расширяющуюся к разгрузочному
концу классификатора. Камеры образуются путем вертикальных
перегородок, разделяющих корыто 3 на четыре камеры. Схема по-
перечного разреза камеры показана на рис. 133. Фракции тре-
буемого размера получаются путем регулирования количества по-
дачи воды, подаваемой в классификационные камеры снизу и об-
разующей восходящие потоки. Вода, поднимаясь по камере, выносит
частицы песка, скорость падения которых меньше скорости дви-
жения восходящих потоков.
Песок разгружается из камер автоматически при заданной плот-
ности пульпы. Для измерения плотности пульпы в каждой камере
установлена гидростатическая трубка 3 с двумя датчиками уровня 1
индукционного типа. Внутри трубки имеется поплавок 2 с ферри-
товой пластинкой. По мере накапливания взвешенных частиц в ка-
мере плотность пульпы увеличивается и вследствие этого подни-
мается уровень воды в гидростатической трубке вместе с поплавком.
При достижении поплавком уровня верхнего датчика через систему
реле подается сигнал на открытие разгрузочного отверстия 4 клас-
сификационной камеры. По мере разгрузки плотность в камере
уменьшается, уровень воды, а также поплавок опускаются. При
прохождении поплавка через нижний датчик система автоматичес-
кого управления дает команду на закрытие разгрузочного отверстия.
Затем начинается новый цикл работы камеры. Изменяя расстояние
между верхним и нижним датчиком, а также расположение их по
высоте трубки, можно изменять продолжительность цикла работы
камеры, время разгрузки и плотность разгружаемой пульпы. Авто-
матическая система разгрузки материала из камер в классификаторе
С-692А обеспечивает получение четырех фракций песка с постоянным
зерновым составом и постоянной плотностью.
Техническая характеристика
гидравлического классификатора С-692А
Производительность * по исходному
материалу, т/ч ........................................ 50
Крупность исходного материала, мм ...................Менее 5,0
Число камер............................................. 4
Граничная крупность разделения, мм .................0,15—2,6
Удельный расход воды, м3/т песка................. . 4—6
* При модуле крупности 2,7 и границах разделения 1,2: 0,6: 0,3: 0,15 мм.
205
Производительность класси-
фикатора слагается из произ-
водительности его отдельных
камер. При изменении зерно-
вого состава исходного мате-
риала и требуемых границ раз-
деления производительность
будет изменяться. Общая про-
изводительность гидравличе-
ских классификаторов возра-
стает с увеличением границ
разделения. Поэтому для по-
вышения производительности
многокамерных классификато-
ров иногда целесообразно- на
их сливе устанавливать гидро-
циклоны для дополнительного
разделения мелких фракций.
Центробежные клас-
сификаторы составляют
особую группу гидравлических
Рис. 133. Схема поперечного разреза
классификационной камеры
классификаторов. Их работа основана на использовании центро-
бежных сил инерции, возникающих во вращающемся потоке пульпы.
Эффективность разделения будет определяться соотношением
между скоростью оседания частиц и скоростью потока пульпы
в классификаторе. Чем выше центробежное ускорение, тем меньше
граница разделения и, следовательно, выше производительность
по твердому материалу. Центробежные аппараты применяют главным
образом для классификации мелких частиц с граничным размером
от 5 до 500 мкм.
Различают два типа центробежных классификаторов.
1. Центрифуги — аппараты, в которых вращение гидросмеси до-
стигается благодаря вращению движущихся рабочих поверхностей.
Центрифуги в основном используют для обезвоживания таких мел-
козернистых материалов, как глина, мел и т. д. Широкого примене-
ния в строительной индустрии они не имеют, вследствие большого
износа рабочих поверхностей.
2. Гидроциклоны — неподвижные аппараты, к которым пульпа
подводится тангенциально с необходимой скоростью. Гидроциклон
представляет собой литой или сварной корпус, нижняя часть 1
которого имеет форму конуса, а верхняя 2 — цилиндра (рис. 134).
Исходный материал под избыточным давлением 1—2 ат подается •
через питающий патрубок.3 в цилиндрическую часть корпуса тан-
генциально к внутренней его поверхности. Это создает вращатель-
ное движение пульпы. Скорость на входе в гидроциклон достигает
нескольких десятков метров в секунду. В связи с этим возникает
центростремительное .ускорениес которое превышает ускорение сво-
бодного падения частиц в несколько раз. При этом каждая частица
материала движется по винтовой пространственной спирали' и опи-
207
Таблица 24 |
Техническая характеристика гидроциклонов с углом конусности 20°
Диаметр, мм Произво- дитель- ность по исходной гидро- смеси, М3/ч Диаметр, мм Произво- дитель- ность ПО ИСХОДНОЙ " гидро- смеси, М8/ч
гидро- циклона СЛИВНОГО патрубка песковой насадки гидро- циклон а СЛИВНОГО патрубка песковой насадки
75 40 8—12 4,6—8,6 350 125 24—34 30—91
150 70 12—17 7,8—21,0 500 150 34—48 56—180
250 100 17—24 17,5—58 750 250 48—68 210—400
сывает несколько сот оборотов в минуту вокруг центральной гео-
метрической оси аппарата. Чем крупнее частица, тем больше радиус
ее вращения. В нижней половине конуса вращательный поток
вследствие разных по величине центробежных сил инерции раз- -
деляется на две части: крупные частицы выпадают и разгружаются
через песковую насадку 5, мелкие подхватываются вихревым потоком
в центре гидроциклона и через сливной патрубок 4 выводятся
наружу.
Граница разделения в гидроциклоне регулируется давлением
на входном патрубке, причем, чем выше давление, тем меньше
получается размер граничного зерна.
Применять гидроциклоны для фракционирования песков с гра-
ницей разделения более 0,5 мм неэффективно, так как с повышением
крупности слива необходимо уменьшать давление на входе, что,
в свою очередь, вызывает резкое снижение качества получаемых
продуктов.
Размеры гидроциклонов зависят не только от производитель-
ности, но и от крупности частиц в сливе. Чем меньше диаметр
Рис. 134. Схема работы гидроциклона
гидроциклона, тем более точно осу- й
ществляется разделение. В табл.24
дана характеристика гидроцикло-
нов с углом конусности 20°. |
Технологические схемы обога-
щения. Каждый из описанных *
аппаратов отдельно не можетобес-
печить получение кондиционных ‘
песков, поэтому создают техноло- м
гические линии обогащения с при- j
менением необходимого оборудо-
вания, определяемого требова-
ниями производства. j
Если по техническим требова- 3
ниям на песок необходимо только |
отделить частицы меньше 0,15 мм, 4
то наиболее оправданным будет 3
208
Рис. 135. Автоматическая гидроклассификационная установка С-882
использование для этой операции спирального классификатора со-
ответствующей производительности. Так как обычно этой операции
предшествует мокрое грохочение, то в схему получения обога-
щенного песка, как правило, включают грохот, нижний продукт
которого направляется в механический классификатор. Эта наиболее
простая схема получения заполнителя усложняется, когда зерно-
вой состав исходного материала требуется корректировать. Для
получения двух фракций песка в зависимости от границы разде-
ления может быть использован двухситовый грохот с брызгатель-
ными устройствами, вертикальный гидравлический классификатор,
либо гидроциклон в совместной работе со спиральным классифика-
тором. Наибольшую гибкость по регулированию процесса обогаще-
ния дают многокамерные гидравлические классификаторы, по-
зволяющие получать на одном аппарате несколько фракций песка.
Затем эти фракции должны быть смешаны в требуемых пропорциях,
для чего в технологических линиях по обогащению строительных
песков используют различное дополнительное оборудование.
На рис. 135 показана автоматическая гидроклассификационная
установка С-882, в которой использован гидравлический классифи-
катор С-692А. Установка разделяет исходный песок на четыре
фракции и удаляет в слив илистые и глинистые частицы, смешивает
полученные фракции в требуемых пропорциях и обезвоживает го-
товый продукт до влажности, позволяющей транспортировать его
на ленточных конвейерах.
Автоматическая разгрузка гидравлического классификатора 1,
позволяющая получать четыре фракции песка одинаковой конси-
стенции, дала возможность при смешении фракций применять объ-
емное дозирование. Для этого под классификатором устанавливается
шихтующее устройство, состоящее из двух рядов дозировочных
бункеров 3, работающих поочередно, распределительных механиз-
мов 2 и смесительной емкости 5.
На внешних вертикальных стенках дозировочных бункеров по
высоте имеются несколько отверстий для установки датчиков сиг-
14 Заказ 1376 209
нализатора уровня, фиксирующих определенный объем собираемого
продукта. Датчики на бункерах устанавливают так, чтобы обес-
печить пропорциональность объемов дозируемых гидросмесей за-
данным соотношениям соответствующих фракций в требуемой смеси.
Из камер классификатора отдельные фракции песка с помощью
распределительных механизмов 2 направляются в соответствующий;
бункер работающего ряда. При заполнении одного из бункеров'"
материалом до фиксируемого датчика уровня соответствующий рас-
пределительный механизм автоматичести пёреводит поворотную во-
ронку в среднее положение и затем направляет излишки заданной!
фракции по желобу 7 между бункерами в спиральный классифика-’
тор 9 для Обезвоживания. При наполнении пульпой следующего'
бункера до заданного уровня его поворотная воронка также пе-
реходит в среднее положение. После заполнения последнего бункера
работающего ряда, независимо от очередности их заполнения,
распределительные механизмы всех камер переводят воронки в сле-
дующее рабочее положение: на заполнение второго ряда дозиро-1
вечных бункеров. Начинается новый цикл. Одновременно откры-
ваются клапаны выпускных отверстий 4 заполненных бункеров и
гидропесчаная смесь поступает в смесительную емкость 5, где она’
перемешивается и равномерно направляется в спиральный класси-:
фикатор 8 для обезвоживания. 5
Процесс обогащения песка происходит автоматически и упра-
вляется с одного пульта, расположенного в кабине оператора.
Установка выдает два готовых продукта: песок требуемого зер-
нового состава и мытый песок произвольного зернового состава
(излишки по фракциям), влажностью от 14 до 18%.
Входящий в состав установки гидравлический классификатор
С-692А определяет производительность установки по исходному
материалу — 50 т/ч, максимальную крупность материала 5 мм и
удельный расход воды 4—6 м3/т.
§ 4. МАШИНЫ ДЛЯ ПРОМЫВКИ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ
Для промывки строительных материалов применяют промывочные
машины трех типов: корытные, барабанные и вибрационные мойки.:
Корытная мойка (рис. 136) состоит из наклонной промывочной;
ванны 4 с двумя лопастными валами 3, вращающимися навстречу’
один другому, на которых по винтовой линии установлены лопает»
2, образующие прерывистую спираль. Лопасти служат для переме-;
шивания материала и транспортирования его из нижней загрузочной
части ванны к разгрузочному люку 6, находящемуся в верхней
части ванны. Угол наклона ванны к горизонту 7—12°.
Основной процесс промывки происходит в нижней части ванны,
заполненной водой,
подаваемой в
машину
вместе
материалом
Глинистая суспензия удаляется из нижней части ванны через ели!
ной порог 1, которым регулируется уровень воды в ванне. В верх
ней части ванны материал дополнительно ополаскивается водой и;
с
210
брызгальных устройств обезвоживается в результате естествен-
ного дренирования воды и удаляется через люк 6.
По конструкции корытные мойки различаются формой и разме-
рами промывочных ванн и лопастных валов, углом установки ло-
пастей, приводом и т. д.
Изготовленные в СССР корытные мойки К-12, К-14 имеют соот- .
ветственно производительность 100 и 150 т/ч, диаметр, описываемый
лопастями вала, 1200 и 1400 мм. У обеих моек длина ванн одинакова,
частота вращения лопастных валов может изменяться от 9,4 до '
15 об/мин.
Корытные мойки рекомендуется применять для промывки мате-
риала крупностью до 100 мм. Однако, как показывает практика,
если исходный материал содержит куски трудноразмываемой глины
размером более 20 мм или куски среднеразмываемой глины раз-
мером более 40 мм, то в корытных мойках такие куски полностью
не размываются и загрязняют готовый продукт. Поэтому в схемах
дробильно-сортировочных фабрик корытные мойки устанавливают,
как правило, на последних стадиях переработки сырья, после гро-
хочения, т. е. для промывки мелких товарных фракций щебня и
гравия.
Производительность корытных моек в кг/с обычно рассчитывают
по формуле, используемой для определения производительности
спиральных классификаторов, но с учетом поправочного коэффи-
циента (коэффициента возврата) на разрыв винтовой линии, обра-
зуемой лопастями вала;
Q = 0,25тфл£)2$пу, . (332)
где т — количество лопастных валов;
ф — коэффициент заполнения межлопастного пространства, при-
нимаемый равным 0,1—0,2;
D — диаметр окружности, описываемой лопастями, м;
s — шаг спирали, м;
п — частота вращения валов, об/с;
k — коэффициент возврата, принимаемый равным 0,4—0,6;
Барабанные мойки это установленные под некоторым углом к го-
ризонтали (до 7°) вращающиеся барабаны, внутри которых располо-
жены брызгальные устройства для орошения водой промываемого
материала. Поверхность барабана снабжена отверстиями для удале-
ния шлама. Чистый материал разгружается через нижний конец
Рис. 136. Корытная мойка
211
Рис. 137. Гравиемойка-сортировка
барабана. Такие машины в золотодобывающей промышленности
называются бутарами.
Если вращающийся барабан выполняет функции барабанного
грохота, т. е. предназначен для одновременной промывки и сорти-
рования материала на несколько фракций, то такие машины назы-
вают гравиемойками-сортировками (рис. 137).
Бутары и гравиемойки-сортировки предназначены для промывки
материалов, загрязненных легкопромываемыми примесями (землей,
илом и т. п.).
Машины, у которых барабан имеет сплошную неперфорированную <
поверхность, называются скрубберами. Скрубберы применяют для
промывки материалов, содержащих средне- и трудноразмываемые
включения. Если часть барабана имеет сплошную, а другая часть
перфорированную поверхность, то машина называется скруббер-
бутарой.
- Для среднепромываемых материалов применяют скрубберы отно-
сительно малых размеров: диаметром 1000—1500 мм и длиной до
3000 мм. Для промывки труднопромываемых материалов предназна-
чены мощные барабанные мойки — суперскрубберы. j
Суперскруббер (рис. 138) имеет барабан 1 диаметром до 4000 мм
и длиной до 10 000 мм. С внутренней стороны барабана на его стенке J
укреплены лопасти 2 и специальные ножи, которые дезинтегрируют |
глину и продвигают материал от загрузочного ковша к разгрузоч- |
ному. Вращение барабану передается от привода через венцовую 1
шестерню либо через ролики 5, или пневмоколеса (рис. 139), на кото- |
рых установлен барабан. Для увеличения эффекта дезинтеграции J
глинистых включений внутри барабана размещена подпорная коль- j
цевая диафрагма 3. i
212
Материал у барабанных моек малых размеров разгружается
с открытого торца барабана, а у моек больших размеров — с по-
мощью элеваторного колеса 4 (см. рис. 138), укрепленного на раз-
грузочном торце барабана.
Крупные барабанные мойки позволяют промывать материал круп-
ностью до 400 мм. Производительность их достигает 500 т/ч.
Производительность в кг/с промывочных машин, предназначен-
ных для промывки легкопромываемых материалов, обычно опреде-
Рис. 139. Барабан суперскруббера, установленный на пневматических
колесах
213
лйют по формуле, используемой для расчета производительности
барабанных грохотов, так как транспортирование материала оя
загрузочного • конца к разгрузочному обеспечивается в основной
некоторым углом наклона а барабана в сторону разгрузки Я
Q = ©tg2a]/^%3Y, (331
где © — угловая скорость, рад/с; .fl
R — радиус барабана, м; 1
h — толщина слоя материала, м; 1
у — насыпная масса материала, кг/м3. 'Я
Для скрубберов тяжелого типа, барабаны которых установленья
как правило, горизонтально и имеют принудительную разгрузкЦ
производительность определяется по опытным данным.
Мощность привода (кВт)
(G 9,5Gn)
(з;
3,3-ЮЗт] ’
где G — сила тяжести барабана, Н;
Go — сила тяжести материала с водой, Н;
— к. п. д. привода.
Промывочные машины вибрационного типа по назначению разде|
ляются на три основные группы: для легко-, средне- и труднопромм
ваемого материала. |
Простейшей вибромойкой для легкопромываемого материал!
является плоский виброгрохот с системой орошения, на котором
одновременно осуществляют промывку и сортирование материала^
Рис. 140. Вибромойка
214
Рис. 141. Вибромойка СМД-88
Для промывки среднепромываемых материалов применяют вибро-
мойки (рис.'140), рабочие ванны которых представляют собо’й две
параллельные трубы, перфорированные в нижней части для удале-
ния размытой глины. Ванны устанавливают горизонтально или с не-
большим углом наклона на пружинных амортизаторах, опирающихся
на неподвижную раму. Вибратор инерционного типа сообщает ван-
нам круговые поперечные колебания. В верхней зоне каждой ванны
установлены брызгальные устройства для орошения промываемого
материала водой. На разгрузочном конце ванны имеется порог,
создающий определенную толщину материала, способствующего
лучшей его промывке.
Для промывки труднопромываемых материалов ВНИИСтройдор-
маш разработал вибромойку СМД-88 (рис. 141). Машина имеет четыре
трубообразные ванны, которые попарно крестообразно связаны
4-мя траверсами. В центре траверс находятся подшипники, в которых
вращается эксцентриковый вал, сообщающий ваннам поперечные
круговые колебания. Так как эксцентрики каждой пары ванн обра-
зуют угол 180°, колеблющиеся массы машины уравновешиваются,
и динамические нагрузки на фундамент не передаются. Вибрирующие
ванны опираются на восемь пружинных опор, установленных на
неподвижной раме.
Материал загружается параллельными потоками в верхние
ванны, из которых он поступает по течкам в нижние ванны. В ваннах
установлены объемные решетки с продольными ребрами. Решетки
способствуют промывке материала в результате интенсивного ^пере-
мешивания его ребрами и предохраняют стенки ванны от изнаши-
вания. Вода на промывку подается непосредственно в бункера верх-
них ванн вместе с материалом.
Со стороны разгрузки нижние ванны имеют щели, образуемые
полукруглым ситом. На этом участке производятся ополаскивание
материала с помощью брызгал и обезвоживание мытого продукта.
На торцах нижних и верхних ванн установлены подпорные пороги
Для создания слоя материала.
215
Продвижению материала способствует небольшой угол наклона
ванн. Мощность на рабочем валу вибромоек для среднепромываемых
материалов (кВт)
AlW sin 2у
N ~ 2-103 (Go + G) (р2 —w2) ’ (335)
где /14д— дебалансный момент вибратора, кг-м;
со — угловая скорость вибратора, рад/с;
у — угол сдвига фаз между направлением силы и перемеще-
нием рабочих органов, вызываемый всеми видами сопро-
тивлений; у = 6-5-7°; ,
Go — масса вибратора, кг;
G — масса подвижной части машин (с материалом), кг; J
р — собственная частота колебаний подвижной части, 1/с, соот-
ветствующая 1,2—2 Гц.
Вибромойка СМД-88 является эффективной машиной и может'
успешно применяться для отмыва труднопромываемых материалов..
Техническая характеристика вибромойки СМД-88
Производительность, ч ..........................До 60
Длина ванн, мм .................................. 3000
Диаметр ванн, мм ................................. 800 '
Частота вращения эксцентрикового вала, об/мин..... 750
Эксцентриситет, мм................................. 8
Установленная мощность электродвигателей, кВт .... 44
Масса машины, т................................... 8,5
§ 5. МАШИНЫ ДЛЯ ОБОГАЩЕНИЯ
Из-за большого содержания слабых зерен щебень и гравий многих
месторождений не могут быть использованы в качестве заполнителей
для бетона без предварительного обогащения. В большинстве случаев
с увеличением плотности зерен возрастает его прочность, значит,
разделив смесь зерен по плотности, можно повысить прочностнуй
марку заполнителя бетона. j
К наиболее совершенным методам отделения прочного гравия й
щебня от слабых зерен следует отнести метод обогащения в тяжелых
суспензиях.
Суспензии представляют собой взвеси тонкоизмельченных частигС
(суспензоида) в воде. В качестве суспензоида применяют достаточно
тяжелые и обладающие магнитными свойствами вещества: магнетит
(плотность 4,5—5,2 г/см3) и ферросилиций (плотность 6,4—7,0 г/см3).
Суспензии обладают многими свойствами тяжелых жидкостей.
При погружении в тяжелую суспензию куски щебня и гравия,
имеющие плотность более высокую, чем плотность суспензии, тонут
в ней, а куски, имеющие меньшую плотность, наоборот, всплывают.
Обогащение в тяжелых суспензиях производят в суспензионные
сепараторах. По конструктивному исполнению различают сепара;
торы с вращающейся ванной, с неподвижной ванной и комбиниро;
ванные.
Рис. 142. Сепаратор с вращающейся ванной
Сепаратор с вращающейся ванной изображен на рис. 142. Мате-
риал подается в ванну 2 при помощи загрузочного лотка 1 через
отверстие в передней торцовой стенке. На внутренней поверхности
ванны закреплены лопасти 3, которые при вращении ванны подни-
мают потонувший тяжелый продукт и направляют его в верхний
желоб 5. Лопасти перфорированы, поэтому с продуктом уходит не-
значительная часть суспензии. Всплывший (легкий) продукт разгру-
жается через отверстие в задней торцовой стенке 4 ванны.
В сепараторе с неподвижной ванной (рис. 143) тяжелый продукт
разгружается из ванны 1 наклонным элеваторным колесом 2 с перфо-
рированными лопастями. Для удаления легкого продукта служит
гребковый механизм 3 со свободно подвешенными цепями. Благодаря
этому количество суспензии, удаляемой из ванны вместе с мате-
риалом, значительно меньше, чем в сепараторах с вращающейся
ванной.
На рис. 144 изображен комбинированный сепаратор фирмы Теска.
В неподвижной ванне 4, заполненной суспензией, вращается перфо-
217
Рис. 143. Сепаратор с неподвижной ванной
рированный барабан 3, снабженный элеваторными лопастями. По-
следние поднимают со дна оседающий продукт и сбрасывают его
в разгрузочную течку. Внутри барабана имеются ограничительные
пластины 5, являющиеся частью неподвижной ванны и предотвра-
щающие всплески и возмущающие потоки суспензии. Легкий про-
дукт разгружается гребковым механизмом 2 в течку 1.
Описанные машины относятся к сепараторам гравитационного
действия, в которых тяжелый продукт оседает на дно ванны под
действием силы тяжести.
Резко повышается эффективность обогащения на магнетитовой
суспензии при использовании центробежного способа сепарации.
В этом случае в качестве суспензионного сепаратора используют
гидроциклон, в который подают под небольшим давлением (до 1 ат)
смесь магнетитовой суспензии и разнопрочного материала. Под воз-
действием центробежных сил частицы суспензоида концентрируются
ближе к стенке гидроциклона, вследствие чего суспензия как бы
уплотняется и разделение материала идет по большему значению
граничной плотности, чем в обычных сепараторах гравитационного
действия. Более плотные куски материала, преодолевая сопротивле-
ние суспензии, движутся к стенке гидроциклона и удаляются череЗ;
песковую насадку, а менее плотные куски оттесняются суспензией
к центру и удаляются через сливной патрубок.
В целом процесс сепарации в гидроциклоне протекает во много
раз быстрее, чем в сепараторах гравитационного действия.
В суспензионную установку кроме сепараторов входят и другие
аппараты, предназначенные для непрерывного - приготовления и
регенерации (восстановления) суспензии.
На рис. 145 изображена суспензионная установка. В баке 4
с помощью механических или пневматических перемешивающих
устройств приготовляется суспензия требуемой плотности и непре-
рывно подается в суспензионный сепаратор 6. В сепаратор посту-
пает также промытый на грохоте 5 обогащенный материал (щебень
218
Рис. 144. Комбинированный сепаратор фирмы Теска
или гравий), который после сепарации направляется соответственно
на грохоты 7 и 8 для тяжелого и легкого продуктов.
Суспензия, захваченная из сепаратора вместе с материалом,
отделяется на передних участках грохотов 7 и 8 и насосом возвра-
щается обратно в бак 4. На этих же грохотах частицы суспензоида
смываются водой, поступающей из брызгальных устройств, с кусков
щебня и гравия и перекачиваются насосом в сгустительный конус
(или магнитный дешламатор) 1. Осветленная в конусе вода, как пра-
вило, направляется снова на брызгальные устройства грохотов 7 и 8,
а сгущенный суспензоид поступает в магнитный сепаратор 2 для
Рис. 145. Суспензион-
ная установка
219
Загрузка
6'
Рис. 146. Барабанная машина
для разделения материала по
прочности
отделения магнетита или ферросилит
ция от немагнитных шламов, образую--
щихся при истирании щебня и гравия.'
Обогащенный суспензоид пропускают*
через размагничивающую катушку 3
направляют в бак 4. Размагничиваний
суспензоида является необходимой опеЯ
рацией, так как по выходе из мелкой
ситного сепаратора, частицы намагни
чены и поэтому слипаются в крупньин
агрегаты (происходит магнитная коагв
ЛЯЦИЯ). Л
Существуют и другие способы обЯ
гащения щебня и гравия по прочим
сти, например, при помощи отсадои
ных машин или машин, использующим
упругие свойства материалов. ОтсадоЯ
ные машины при разделении по проЯ
ности материалов с малой разницей
по плотностям не дают удовлетворительных результатов, поэтому т
нерудной промышленности не получили широкого распространений
Метод разделения по упругим свойствам основан на следующей
принципе. Рабочий орган машины представляет собой гладкий бара
бан, вращающийся с определенной скоростью. На поверхности
барабана с высоты, оптимальной для каждого конкретного материала
падает, щебень или гравий. Прочные зерна при ударе о поверхности
отскакивают и падают по одну сторону барабана, а зерна с меньше!
упругостью и большим коэффициентом трения (слабые разнос™
увлекаются поверхностью барабана и падают по другую сторону erd
Разделение зерен происходит по всей длине барабана при условинй
если материал падает монослоем. СоюзДорНИИ разработал конструй
цию двухбарабанной машины, действующей по такому принцип!
(рис. 146). Материал подается в лоток /.шоложение которого относи
тельно оси барабана может регулироваться. Барабан 2 разделяй
материал на отходы и обогащенный продукт. Отходы поступают ш
конвейер 7 и отводятся, обогащенный продукт поступает в лоток Л
положение которого также может регулироваться. Далее материя
поступает на барабан 4, где разделяется на первый и второй сорт!
затем отводится на склад конвейерами 5 и 6. Я
Йрг Описанный способ обогащения менее эффективен, чем способ обЯ
гащения с помощью отсадочных машин и особенно обогащения в тя
желых суспензиях, но конструктивно проще. Ц
§ 6. МЕТАЛЛОУЛАВЛИВАЮЩИЕ УСТРОЙСТВА |
Для удаления металлических предметов, случайно попавших в го|
ную массу, применяют различные электромагнитные сепаратои
(электромагнитные шкивы, подвесные электромагниты), устанавл!
ваемые над конвейерами. J
220
Рис. 147. Электромагнитный шкив
Как правило, электромагнитным шкивом (рис. 147) служит бара-
бан ленточного транспортера. Магнитная система сепаратора пред-
ставляет собой стальную отливку 4, насаженную на вал 2 и имеющую
кольцевые пазы, в которые заложены электромагнитные катушки 3.
Сверху пазы закрыты кольцами 5 из латуни. Концы проводов от ка-
тушек через отверстие внутри вала выводятся к контактной коробке 1
и через щетки и кольца соединяются с питающими проводами. При
включении сепаратора в электросеть постоянного тока в нем возни-
кает магнитное поле. Немагнитный материал свободно сходит
с ленты, а магнитный притягивается к ленте и поступает в специаль-
ный бункер.
Сепаратор барабанного типа (рис. 148) отличается от шкивного
тем, что магнитная система неподвижна. Материал подается лотко-
вым питателем 1 на вращающийся латунный барабан 2 с помещенной
внутри’него магнцтной'системой 3. Немагнитный материал свободно
направляется в лоток 4. Магнитный материал притягивается к по-
верхности барабана и при выходе из зоны действия магнита разгру-
жается в лоток 5.
221
Рис. 149. Переносной электромагнитный сепаратор
потока материала вместе с
Рис. 150. Электромагнитный фильтр-
сепаратор
Подвесные устройства для удаления металла представляют собой!
обычные‘электромагниты, устанавливаемые над конвейерной лентой. 1
Однако удаление металла из потока материала с помощью электро-$
магнитов не всегда возможно по следующим причинам: сила электро-|
магнита может’ оказаться недостаточной для извлечения крупных!
металлических предметов, в материале могут содержаться немагнит-1
ные металлы. Надежная защита дробилок обеспечивается при ис-1
пользовании металлоискателей в комплексе с механическими сбра-'
сывающими устройствами, работающими по принципу отсечения
металлическими предметами.
Металлоулавливатель представ-'
ляет собой индукционную катушку,
охватывающую рабочую ветвь кон-
.вейерной ленты. При прохождении
металлического предмета сквозь ка-
тушку в ней возбуждается 'э. д. с.,:
которая включает соответственно
останов ленты или механическое уст-г
ройство, сбрасывающее материал с;
ленты. |
Переносные электромагнитные се*]
параторы применяют для очистки сусЗ
пензий, в частности каолиновых, о®
слабомагнитных веществ, напримей
от окислов железа. В’металлической
корпусе/такого сепаратора (рис. 149|
имеются пазы, в которых помещены!
катушки 2. При включении электрсй
магнита в сеть постоянного тока жё|
лезные планки 5 намагничиваются!
Пульпа, подаваемая через воронку ®
и затем проходящая через системен
намагниченных планок, очищается.^
222
По мере накопления металла коробку 5 из ящика выдвигают и
очищают.
Электромагнитный фильтр-сепаратор (рис. 150) устроен так.
В корпусе 6 монтируются катушки 3 электромагнита. Внутрь кор-
пуса вставлена приемная воронка 1, оканчивающаяся трубой.
Между внутренней частью корпуса и трубой размещается пакет
решеток 5. Пульпа, заливаемая в воронку 1, поступает в зону реше-
ток. На этом участке катушка 3 создает магнитное поле, и металли-
ческие примеси оседают на решетках, а очищенная пульпа (шликер)
отводится из аппарата через сливной лоток 2.
Для периодической очистки решеток от металла прекращают
подачу пульпы и выключают ток, затем открывают спускной кран 4
и промывают решетки струей воды. Производительность фильтров-
сепараторов 5—60 л/мин.
Глава 5. ДРОБИЛЬНО-СОРТИРОВОЧНЫЕ ЗАВОДЫ
§ 1. ОБЩИЕ СВЕДЕНИЯ
В зависимости от характера производства и вида выпускаемой про-
дукции предприятия промышленности нерудных строительных ма-
териалов именуют щебеночными, гравийно-песчаными и песчаными
заводами. Заводы сооружают у месторождений нерудного сырья
преимущественно вблизи транспортных коммуникаций (железнодо-
рожных и водных путей сообщения) при том условии, что по данным
геологической разведки запас сырья обеспечивает работу завода
заданной мощности минимум 25 лет. В некоторых случаях, особенно
при дорожном строительстве, становится эффективным использова-
ние местных нерудных материалов, добываемых на временных (при-
трассовых) карьерах малой мощности. Такие разработки осуще-
ствляют с помощью передвижных дробильно-сортировочных уста-
новок.
§ 2. ОСНОВНЫЕ СХЕМЫ ЗАВОДОВ.
ОСОБЕННОСТИ ВЫБОРА МАШИН
ДЛЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
На дробильно-сортировочном заводе материал измельчается, как
правило, в несколько стадий с применением различных дробильных
машин, которые выбирают с учетом физико-механических свойств
исходного материала (горной массы). Число стадий дробления назна-
чают исходя из требуемой степени дробления. Так, если в исходной
горной массе содержатся куски размером до 1200 мм, а в готовом
продукте должен содержаться щебень максимальной крупности до
40 мм, то общая степень дробления 1общ = 1200/40 = 30.
223
Степень Дроблений, которую можно получить на одной машине,
для большинства дробильного оборудования составляет 3—7. Чтобы
получить 1об1Ц ~ 30, нужно применить несколько стадий дробления,
например: щ = 3, t2 = 3, i3 = 4, тогда 1о6щ = iii^a = 3-3-4 = 36,
т. е. нужно применить три стадии дробления.
Повышение стадий дробления приводит к возрастанию капиталь-
ных затрат на строительство заводов, к увеличению переизмельче-
ния материала, к удорожанию готового продукта. Поэтому при
выборе схемы переработки следует выбирать минимальное коли-
чество стадий дробления. Вместе с тем в некоторых случаях только
применение многостадийных схем (4- и 5-стадийных) обеспечивает
получение готового продукта в необходимом объеме и высокого
качества.
Предприятия нерудных строительных материалов представляют
собой сложный комплекс различных служб и для их сооружения и
эксплуатации требуются разнообразные машины и оборудование.
Чтобы полученную в карьере породу (горную массу) превра-
тить в строительный материал высокого качества, требуется вы-
полнить сложный технологический процесс, включающий дробле-
ние, сортирование, мойку, обезвоживание, причем как вид про-
цесса, так и оборудование для его осуществления назначают исходя
из характеристики исходной породы, требований к готовому продукту
и заданной производительности предприятия. После приготовления
готовый продукт складируют, а затем отгружают потребителю.
Перечисленные виды работ требуют большого количества разно-
образных машин, причем эти машины должны работать в едином
комплексе, обеспечивающем правильную взаимосвязь между ма-
шинами и позволяющем наиболее полно механизировать и автомати-
зировать технологический процесс.
Правильно выбранное оборудование позволяет получить высоко-
качественную продукцию при минимальных материальных затратах,
т. е. в конечном счете позволяет значительно снизить стоимость
готовой продукции.
Принципиальная (упрощенная) схема З-стадийцого процесса
переработки горных пород на дробильно-сортировочном заводе
показана на рис. 151. Исходная горная масса поступает в бункер 1
и питателем 2 подается на предварительное сортирование, которое
производится на тяжелых колосниковых грохотах 3. Предваритель-
ное сортирование предназначено для отбора из исходной горной»
массы материала, не требующего дробления в машинах первой, ста-
дии дробления. В зависимости от степени загрязнения нижний про-
дукт может быть направлен на дальнейшее дробление или исключен из
процесса переработки (направлен в отход).
Верхний продукт поступает в дробилку 4 первичного (крупного)
дробления, где размер отдельных кусков уменьшается до крупности
(125—250 мм), обеспечивающей нормальную работу дробилок по-;
следующей стадии. ч
В нерудной промышленности для первичного дробления пороД(
высокой прочности и абразивности применяют щековые дробилки,j
224 J
Рис. 151. Принципиальная схема 3-стадийного процесса переработки горных
пород
для дробления малоабразивных пород средней прочности — ротор-
ные дробилки. Нижний продукт после предварительного сортирова-
ния и материал, прошедший первую стадию дробления, подают на
грохот 5 для промежуточного сортирования, назначение которого —
исключить из потока материала продукт, не требующий переработки
в машине 6 второй стадии дробления. Благодаря этому снижается
нагрузка на дробилку вторичного (среднего) дробления и уменьшается
переизмельчение материала. На этой стадии происходит дальнейшее
уменьшение размеров кусков породы (до 40—125 мм). В зависимости
от требуемой крупности, производительности и вида породы на этой
стадии дробления устанавливают одну или несколько дробилок для
среднего дробления. При этом для переработки пород высокой проч-
ности и абразивности используют щековые и конусные дробилки, для
малоабразивных пород средней прочности — роторные и молотковые
дробилки.
Нижний продукт первого грохота для промежуточного сортиро-
вания 5 и продукт, прошедший дробилку 6 второй стадии дробления,
поступают на второй грохот 7 для промежуточного сортирования.
Дробилка 8 для мелкого дробления, установленная на третьей
стадии, перерабатывает материал, полученный на предыдущих
стадиях, до товарного размера (в данном случае до 40 мм). Для
этой цели в зависимости от вида горной породы применяют конус-
ные, молотковые и роторные дробилки для мелкого дробления.
После дробилки третьей стадии материал поступает на грохот 9
поверочного (контрольного) грохочения. На этом грохоте верхнее
сито устанавливается на максимальный размер фракции готового
продукта. С этого сита верхний продукт, т. е. зерна породы крупнее
максимально-заданного размера (больше 40 мм) возвращаются в дро-
билку третьей стадии. Этим осуществляется замкнутый цикл дробле-
ния. Применение замкнутого цикла повышает производительность
дробилок последней стадии (на 25—30%), так как допускает их
работу с более широкими выходными щелями. Кроме того, замкнутый
15 Заказ 1376 2 25
цикл позволяет более точно выдерживать требования по допусти-
мому закрупнению готового продукта.
На грохоте поверочного грохочения производится также выде-
ление [0—5 (3) мм]. Средний класс с этого грохота [т. е. 5 (3) —
40 мм ] направляется на грохот 10 для окончательного сортирования,
на котором готовый продукт разделяется на товарные фракции
[5 (3) — 10; 10—20; 20—40 мм]. ’
Для промежуточного и окончательного сортирования применяют
плоские вибрационные грохоты инерционного и эксцентрикового
типов. С грохотов для окончательного сортирования материал по-
ступает на склады готовой продукции.
Показанная на рис. 151 технологическая схема получения щебня
несколько упрощена, однако, если переработке подлежат породы
высокой прочности и абразивности (граниты, базальты, диабазы),
как правило, мало загрязненные или совсем не загрязненные глиной
и другими включениями, то выбирают именно рассмотренную трех-
стадийную схему с замкнутым циклом на третьей стадии и с указан-
ным набором оборудования.
Если же переработке подлежит горная масса, весьма различной
прочности, содержащей слабые включения, глину и т. п., что харак-
терно для пород малоабразивных средней прочности (известняков),
то технология получения щебня высокого качества значительно
осложняется. Допустим, что исходная горная масса содержит по-
роды прочностью от 1000 до 15 000 Н/см2, 20% слабых разностей
и 10—12% легко- и среднеразмываемых глин. Для переработки
такого исходного материала может быть рекомендована технологи-
ческая схема, изображенная на рис. 152. Схема предусматривает
получение двух сортов щебня по прочности путем избирательного
дробления в дробилках ударного действия с последовательным
исключением из переработки слабых разностей-в виде отходов.
Исходная горная масса поступает на предварительное грохо-
чение на колосниковый грохот, где разделяется на два потока:
«грязный» или «слабый» (подрешетный продукт крупностью 0—
200 мм) и «чистый» или «прочный» (надрешетный продукт крупностью
+200 мм), поступающий в дробилку первой стадии. При разделении
потока на «грязный» и «чистый» исходят из предположения, что при
карьерной добыче слабые разности, глина и породы менее прочные
разрушаются на более мелкие куски, чем прочные породы. На схеме
видно, что далее эти потоки перерабатываются отдельно и лишь в са-;
мом конце процесса фракции 0—5 мм смешиваются и поступают
на классификацию для получения песка.
Грязный поток поступает на глиноотборник, где отбирается
крупнокомковая глина, после этого поток поступает на грохочение
и фракция 0—40 мм (или 0—80 мм) направляется в отходы. На гро-
хочении после первичного дробления чистого потока фракция 0—
20 мм также отводится в отходы, в результате чего чистый поток
дополнительно очищается. Далее оба потока раздельно поступают
на вторичное дробление в дробилки ударного действия. Затем сле-
дует грохочение и третья стадия дробления, после чего промывка ,
226
Исходное сырье
О- 1000(700) мм
Предварительное грохочение
0-200(150)мм\
Глиноотбойник
0-200(150)mkT\o-2DO(i50)mm
Предварительное
грохочение
О- ЧОмед
Отходы б отдал
+200(150)мм
I дробление
Дробилка ударного
действия
О-300мм
Ь0-200(150)мм
Предвари тельное грохочение
20-70(100)мм 0-20мм
II дробление —
Дробилка ударно
го действия |
\0-120мм
. Грохочение
Технологическая
бода
+70(100)мм
I—I—[ II дробление
Дробилка удар-
{- нога дейстбия
О-120 мм.
Грохочение
о-ю(го)мх
О-10мм
.0-20мм
0~25мм
0-80мм
+ 10мм
+20мм
+70мм
+70мм
10-20ММ
20- ♦ Омм
25-70мм
80-120мм
Отходы на склас
д отбил или б I
утилизацию
-----7 На склад
г 1 \ ----------1
Предба^ительноетхте^ие \ 'Предварительное грохочен^ е
+20м\ 0-20мм[1[ \\ 10-20мм
г-1—i/Я дробление}** —'—Jlldpt
Дробилка Промывку \Промыбка Дробь
1“^ КМЛ I I I. rV“ „ ""I КМ.
| ]о-20мм1 i ГД-20мм
u Жа т
Сортиробание । 1 Сортирование |
Сортирование
^0-20мм^-10мм
Обезбоживание
ю-го\0~5м\5-10мм\
, мм .—1—
0-5м!
1П дробление
Дробилка.
КМД
=—=аЛ-5е=г=
----™ ММ
Щебень марки 200 „ Щебень повышенной
или 300 - едение
0-5мм ||
Классификация
ОД-5мм! 0-0,1U
} Песок мм
прочности
О-15мм
Слаб б хбостохранилище
Рис. 152. Технологическая схема переработки малоабразивных горных
пород, содержащих загрязняющие примеси ,
15*
Рис. 153. Зависимость суммарного выхода верхнего класса в % от крупности
в долях ширины разгрузочной щели щековых и конусных дробилок
(как правило, в корытных мойках), сортирование с промывкой (опо-
ласкивание) на грохотах и обезвоживание также на грохотах. В ре-
зультате получается щебень для низкомарочного бетона и щебень
повышенной прочности фракций 5—10 и 10—20 мм, а также фракция
0—5 мм, которая дополнительно промывается и классифицируется s
на песчаные фракции в гидравлических классификаторах. !
Чтобы определить, какое количество перерабатываемого мате-
риала и какой крупности проходит через операции технологического
процесса, а значит, получить возможность выбрать соответствующее
оборудование, необходимо рассчитать качественно-количественную
схему процесса. Схему, изображенную на рис. 152, можно считать
качественной схемой, так как на ней показана лишь крупность ма-
териала после каждой отдельной операции.
Для расчета качественно-количественной схемы, необходимо
знать характеристики крупности исходной горной массы, а также
характеристики дробленого продукта после каждой стадии дробле-
ния. Для точного расчета схем эти данные определяются опытным
путем для каждого конкретного месторождения. Для приближенного >
расчета можно пользоваться типовыми кривыми гранулометриче- {
ского состава исходной горной массы и продуктов дробления различ- >
ных дробилок (рис. 153, 154). На рис. 153 показаны кривые грануло- |
метрического состава для щековых дробилок (рис. 153, а) и конусных |
дробилок крупного дробления (рис. 153, б). На рис. 154 изображены |
кривые гранулометрического состава для конусных дробилок сред- .1
него (рис. 154, а) и мелкого (рис. 154, б) дробления. На рис. 153, 154 I
кривые 1, 2, 3 характеризуют гранулометрический состав соответ- |
ственно для прочных, средней прочности и слабых горных пород. 1
Для расчета и выбора оборудования технологической линии Я
«Нормы технологического проектирования» рекомендуют следующую 1
формулу для определения максимальной часовой нагрузки на обо- • я
рудовании (м/ч): т!
<2^=-^-, (336)1
228
Рис. 154. Зависимость суммарного выхода верхнего класса в % от крупности в до-
лях ширины разгрузочной щели конусных дробилок среднего и мелкого дробления
где Qr — производительность завода по готовой продукции,
м3/год;
у — выход материала, поступающего на оборудование, от
исходной горной массы в долях единицы (определяется
расчетом качественно-количественной схемы);
6, — средняя насыпная масса соответственно готовой про-
дукции и материала, поступающего на данное оборудо-
вание; для прочных пород насыпная масса исходной
горной породы равна 1,8;
Ка — коэффициент неравномерности подачи горной массы;
для щебеночных заводов /<|( = 1,1; для гравийно-
песчаных и песчаных заводов Кн = 1,25;
Т — годовой фонд чистого времени работы оборудования
(при двухсменной работе Т = 3750 ч, при трехсменной
Т = 5300 ч);
71 — выход готовой продукции от горной массы в долях
единицы (определяется расчетом качественно-количе-
ственной схемы).
Для переработки высокопрочных и абразивных горных пород
рекомендуется применять дробильное оборудование в зависимости
от мощности завода (табл. 25). Дробильное оборудование для пер.е-
Таблица 25
Рекомендуемое оборудование для дробления высокопрочных
и абразивных пород на различных стадиях
Годовая произво- дитель- ность, тыс. мв Первая стадия Вторая стадия Третья стадия
Щековая дробилка Ко- личе- ство Конусная дробилка Ко- личе- ство Конусная дробилка Ко- личе- ство
400 900Х 1200Х 130 1 кед 1750 1 КМД 1750 1—2
600 1200X1500X150 1 КСД 2200 1 КМД 2200 1—2
1200 1200Х 1500Х 150 2 КСД 2200 2 КМД 2200 2—4
2400 1500X2100X180 2 КСД 2200 4 КМД 2200 4—6
229
работки известняковых и гравийно-валунных материалов может
быть выбрано по Нормам технологического проектирования, состав-
ленным ГИПРОНИНерудом.
§ 3. ПЕРЕДВИЖНЫЕ ДРОБИЛЬНО-СОРТИРОВОЧНЫЕ
УСТАНОВКИ
В практике транспортного, сельскохозяйственного и некоторых
других видов , строительства широко применяют передвижные дро-
бильно-сортировочные установки (ПДСУ). Это позволяет значительно
снизить стоимость строительных работ в результате использования
местных строительных материалов из месторождений малой мощ-
ности и кратковременного действия, на которых нерентабельно
создавать стационарные заводы. Например, при строительстве авто-
мобильных дорог с асфальто- или цементобетонным покрытием стои-
мость каменных материалов составляет 50—70% от стоимости всей
дорожной одежды. Разработка притрассовых карьеров с использо-
ванием ПДСУ позволяет снизить эти расходы в 1,8—2 раза в ре-
зультате снижения затрат на транспортирование.
Отечественная промышленность выпускает ПДСУ следующей
производительности: малой (до 10 т/ч); средней (до 50 т/ч); большой
(свыше 50 т/ч).
На рис. 155 изображена схема передвижной дробильно-сортиро-
вочной установки СМ-739/740 средней производительности, обеспе-
чивающей производительность 25 т/ч при выдаче трех фракций
щебня крупностью до 25 мм. Установка состоит из двух агрегатов:
агрегата СМ-739 для первичного дробления (рис. 155, 7) и агрегата
СМ-740 для вторичного дробления и сортирования (рис. 155, II).,
На агрегате первичного дробления установлена щековая дро-
билка СМ-741 со сложным движением щеки и приемным отверстием
размером 400X900 мм, что определяет возможную максимальную
крупность кусков в исходной горной массе, равную 340 мм.
Исходная горная масса с кусками до указанной крупности
загружается экскаватором, погрузчиком или автотранспортом
в приемный бункер 1 агрегата и далее пластинчатым питателем 2
размером 600 х 3000 мм подается на наклонную колосниковую ре-
шетку 3. Материал, не требующий дробления, попадает в лоток,
а оттуда на отводящий транспортер 5. Крупный материал подается
в дробилку 4, дробленый продукт попадает также на транспортер 5.
Выходная щель дробилки устанавливается так, чтобы максималь-
ные куски материала после первичного дробления не превышали
60 мм.
С транспортера 5 материал попадает в воронку 6 агрегата СМ-740
для вторичного дробления (рис. 155, 77), далее по транспортеру 7
поступает на самобалансный виброгрохот 8 марки СМ-742, где рас-
сеивается на фракции, которые поступают в соответствующие бун-
кера 9. Надрешетный продукт верхнего яруса направляется в конус-
ную дробилку 10 марки СМ-561, после которой попадает на транспор-
230
тер 11 и далее снова на транспортер 7 и грохот 8. Так осуществляется
замкнутый цикл дробления.
Из бункеров фракции щебня направляются специальными транс-
портерами на склад готовой продукции-или в автотранспорт.
Оборудование агрегатов смонтировано на рамах. Последние
устанавливаются на переднюю одноосную и заднюю двухосную
тележки с пневматическими колесами. Передняя тележка имеет по-
воротную опору с прицепным устройством для присоединения к тя-
гачу. На ступицах задних колес имеются тормоза, которые приво-
дятся в действие системой рычагов, связанных с ручным тормозом
тягача. При наезде агрегата на приторможенный тягач (например,
на спуске) включается система тормозов и колеса агрегата заторма-
живаются, а при натяжении дышла автоматически растормажи-
ваются. Такая конструкция ходовой части позволяет транспортиро-
вать агрегаты по автомобильным дорогам со скоростью 25 км/ч.
Во время эксплуатации установки агрегаты опираются на винто-
вые домкраты. Однако, как показала практика, при длительной
эксплуатации на одном месте целесообразно ходовую часть демонти-
ровать и установить рамы агрегатов на шпальные клетки или бетон-
ный фундамент.
Рис. 155. Схема передвижной дробильно-сортировочной установки СМ-739/740
средней производительности
Каждая машина агрегатов снабжена электродвигателем. Всего
в установке СМ-739/740 восемь электродвигателей. Пускорегули-
рующая аппаратура расположена в двух шкафах, которые крепятся
при транспортировании к рамам агрегатов. Малогабаритные пере-
носные пульты управления можно устанавливать в универсальной
кабине управления или в другом месте, удобном для обслуживания
(на расстоянии до 20 м от установки).
Установку можно комплектовать дизель-генераторной станцией,
позволяющей эксплуатировать ПДСУ в районах, удаленных от ли-
ний электропередач.
Установки средней производительности являются узкоспециали-
зированными, так как они работают в одном заранее заданном ре-
жиме и их трудно использовать при различных требованиях к гото-
вому продукту.
Требования к более полной механизации процессов переработки
горных пород при строительстве привели к созданию ПДСУ большой
производительности, более мобильных, допускающих применение
экскаваторов для погрузки.
В отличие от установок, в которых оборудование монтируется
на одном или двух агрегатах, производящих несколько технологи-
ческих операций, комплект ПДСУ большой производительности
состоит из самостоятельных унифицированных агрегатов, выпол-
няющих только одну технологическую операцию. Поэтому агрегаты
ПДСУ большой производительности можно использовать как раз-
дельно, так и в различных сочетаниях в зависимости от конкретных
горно-геологических условий и требований к товарному щебню.
В качестве рабочего оборудования ПДСУ большой производитель-
ности используют серийно изготовляемые дробилки и грохоты.
Для переработки высокопрочных изверженных горных пород,
а также гравийно-песчаных смесей применяют щековые и конусные
дробилки, а для малоабразивных осадочных горных пород — ро-
торные дробилки. Агрегаты монтируют на рамах, снабженных
пневмоколесным ходом. Привод машин осуществляется от индиви- 1
дуальных электродвигателей. Комплект ПДСУ большой произво- <
дйтельности состоит из 11 основных агрегатов, из которых могут J
составляться 12 различных технологических схем в зависимости ;
от конкретных требований. Основные технические данные агрегатов
приведены в табл. 26—29.
На рис. 156 показаны основные варианты компоновки техноло- ;
гических схем ПДСУ. Схема, изображенная на рис. 156, а, предна- |
значена для приготовления щебня крупностью до 40 мм из абразив- >
ных пород высокой прочности (до 300—350 МН/м2). Схема предусма- 1
тривает трехстадийное дробление с замкнутым циклом на второй J
и третьей стадиях. Исходный материал поступает в бункер пере- |
движного пластинчатого питателя 1 марки С-885 и далее направ- |
ляется в агрегат первичного дробления 2 марки СМД-83 со щеко- 1
вой дробилкой, размер загрузочного отверстия которой 600x900 мм. |
Раздробленный материал поступает на транспортер ЗТширинойЧ
ленты 800 мм, которым направляется на агрегат 5 марки С-906 с гро- я
232
Таблица 26
Характеристика агрегатов питания ПДСУ большой производительности
Марка агрегата питания Использование Производитель- ность, м®/ч Ширина полот- на, мм Ширина лотка, мм Скорость дви- жения полотна, м/с Ход лотка, мм Число качаний лотка в минуту Габаритные раз- меры (длина, ши- рина, высота), мм Масса,
С-885 с пластин- чатым питателем При пере- работке скальной породы 70; 135; 105; 210 1000 — 0,051; 0,077; 0,107; 0,155 — — 10 650 3 570 5 000 19,8
С-1025 с лотковым питателем При пере- работке гравийно- песчаных пород 100- -200 900 100—200 60 4 600 3 200 4 400 5,2
Таблица 27
Характеристика агрегатов для дробления ПДСУ большой производительности
Марка агрегата Использование Производитель- ность, м3/ч Размер загрузочно- го отверстия, мм । Максимальный ку- I сок питания, мм Мощность, кВт Габаритные разме- ры (длина, шири- на, высота), мм И сГ и а S
СМД-83 с щековой дробилкой СМ-16Д Крупное дро- бление при переработке скальных пород На щели 75 мм — 36 На щели 100 мм — 52 600Х 900 510 75 8850 3300 3910 27,8
С-905 с ще- ковой дро- билкой СМ-166А Среднее дроб- ление при пе- реработке скальных и гра- вийно-песчаных пород На щели 40 мм — 30 На щели 75 мм — 60 250Х 900 210 75 7300 3420 5060 16,3
С-985 с ро- торной дро- билкой СМД-86 Крупное дроб- ление при пере- - работке оса- дочных мало- абразивных пород 100 1000 600 100 8265 3920 4700 25,4
С-986 с ро- торной дро- билкой СМД-85 Среднее и мел- кое дробление при переработке осадочных мало- абразивных пород 50 630 380 40 5410 2650 3880 13
С-987 с ко- нусной дро- билкой СМ-560А Мелкое дробле- ние при пере- работке скаль- ных и гравий- но-песчаных пород На щели 15 мм — 36 На щели 50 мм — 62 Диаметр ос- нования дробящего конуса 900 мм 120 57,8 8200 2800 3300 17,7
233