




























































































































































Author: Бабаев Ф.В.
Tags: организация производственного процесса производственное планирование управление качеством приборы, устройства, аппараты с механизмами передачи или с подвижными механизмами отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение
Year: 1982




Оптимальный раскрой материалов ж с помощью ЭВМ
Ф. В. БАБАЕВ
Оптимальный раскрой материалов^_ с помощью ЭВМ
МОСКВА « МАШИНОСТРОЕНИЕ »1982
ББК 34.638 Б12
УДК 658.511.2 (083.75):681.14-523.8
Рецензент канд. техн, наук Е. А. Александров
Бабаев Ф. В.
Б12 Оптимальный раскрой материалов с помощью ЭВМ.— М: Машиностроение, 1982. — 168 с., ил.
55 к.
В книге приведены методы и алгоритмы оптимального раскроя материалов, применяемых в машиностроении (сортовой прокат, трубы, прутковые материалы, листовой прокат и др.). В качестве основного критерия оптимизации рассмотрены минимизация потерь и отходов, снижение норм расхода материалов. Модели и алгоритмы раскроя материалов даны с учетом требований технологических процессов получения и обработки заготовок, особенностей оборудования для раскроя, геометрических форм деталей. Освещены также вопросы формирования подетальных норм расхода материалов, организационного и информационного обеспечения и оценки экономической эффективности раскроя.
Книга предназначена для технологов, нормировщиков, экономистов, плановиков машиностроительных предприятий.
„ 2701010000-69 ББК 34.638
Б -------------- 69-82
038(01)-82 6П5
© Издательство «Машиностроение», 1982 г.
ПРЕДИСЛОВИЕ
Экономия материальных ресурсов — важнейший фактор повышения эффективности общественного производства. Один из ее главных путей—снижение материалоемкости промышленной продукции. В настоящее время эта проблема особенно актуальна в связи с тем, что в «Основных направлениях экономического и социального развития СССР на 1981—1985 годы и на период до 1990 года» предусмотрено снижение норм расхода проката черных металлов в машиностроении и металлообработке в среднем не менее чем на 18—20 %, труб стальных — на 10—12 %. Одним из важнейших мероприятий, обеспечивающих экономию этих видов ресурсов, является их рациональный раскрой.
Изучение раскроев, выполняемых на многих машиностроительных предприятиях, показывает, что в настоящее время планы раскроя металлопроката составляются вручную. Это приводит к невысокому коэффициенту использования материалов и большим отходам, которые составляют 20—40 % •
Среди мероприятий по обеспечению экономии материалов одно из ведущих мест занимает использование экономико-математических методов (ЭММ) и электронно-вычислительных машин (ЭВМ) для оптимального раскроя, позволяющих повысить коэффициент раскроя пруткового проката на 2—6 %, листового на 3—8 % с учетом централизованного метода раскроя и обеспечить оптимальность подетальных норм расхода металло-ресурсов в машиностроении и металлообработке.
В связи с этим задачи рационального раскроя материалов постоянно привлекают внимание ученых и инженеров, поскольку это связано с высокой экономической эффективностью, которую обычно дает решение таких задач, и возможностью применения математических методов исследования.
Задачам рационального раскроя в значительной мере обязано своими началами линейное программирование в том виде, какое оно получило в работах советского экономиста Л. В. Канторовича. С этого времени начался цикл работ по размещению заготовок без учета их геометрической формы, исходя из предположения, что известны способы размещения заготовок на материале и требуется найти такой план раскроя, который даст минимум отхода на один комплект заготовок.
В настоящее время в отечественной и зарубежной литературе имеется ряд работ по раскрою материалов, в которых в основном используются методы линейного программирования,
3
а также ряд работ по размещению заготовок сложных геометрических конфигураций на материале. Следует отметить, что решение задач раскроя —хороший пример для популяризации идей линейного программирования, однако применение методов линейного программирования для решения некоторых задач раскроя материалов в производственных условиях создает трудности, связанные со значительными затратами машинного времени и большим объемом машинной памяти или невозможностью учесть все технические и технологические особенности раскроя. Для решения многих задач по раскрою наиболее приемлемыми являются эвристические методы [15]. К развитию идей эвристических методов, к сожалению, не все математики относились благожелательно, рассуждая о том, что «эвристика— плохая математика», забывая о том, что «хорошая математика» в сложных случаях оказывается плохим инструментом исследования [1]. В настоящее время становится уже очевидным, что для решения с помощью ЭВМ многих производственных задач, в том числе многих задач раскроя, совершенно не пригодны старые, так называемые традиционные математические методы. Эффективность эвристических методов подтверждают конкретные задачи. Например, метод максимальных масс В. Л. Эпштейна, относящийся к эвристическим методам, применен в широко известной задаче раскроя в металлургии и обеспечивает высокий экономический эффект.
Автор данной книги придерживается того мнения, что в каждом конкретном случае рационально сочетать строго математические и эвристические методы (приемы) при разработке алгоритмов и программ для решения на ЭВМ различных производственных задач и в том числе решения задачи раскроя материалов.
В книге использованы в основном эвристические методы для разработки алгоритмов и программ на ЭВМ для раскроя материалов, имитирующие деятельность человека, и введен ряд специальных эвристик, поскольку они в прикладном плане наиболее перспективны. Для решения некоторых задач раскроя материалов даны необходимые сведения о моделях и методах математического программирования и примеры.
Автор исходил из того, что задачи автоматизации любых объектов, в том числе задачи раскроя материалов, нужно решать комплексно, системно, во взаимосвязи с другими примыкающими проблемами. В связи с этим в книге последовательно рассмотрены логически взаимосвязанные комплексные вопросы, необходимые при разработке и внедрении на предприятиях математических методов раскроя, такие, как расчет размеров заготовок, методы оптимального раскроя, методика расчета подетальных норм расхода материалов на основе оптимальных методов раскроя, организационное и информационное обеспечение.
4
Книга написана так, чтобы читатель по рекомендованным способам и алгоритмам мог самостоятельно составить программу решения необходимой ему задачи на ЭВМ и получить планы раскроя в желаемом виде. В ней учтены также достигнутый в настоящее время на ряде машиностроительных заводов уровень прогрессивной технологии раскроя материалов, передовые формы организации производства и достижения в области экономного расходования материалов. В каждой главе книги приведены конкретные примеры по раскрою материалов и даны примеры автоматизированной системы резки. Рекомендованные системы резки и приведенные примеры показывают возможность оптимального решения задач раскроя материалов с использованием ЭММ и ЭВМ, обеспечивающих наиболее рациональное использование не только металлоресурсов, но также режущего оборудования и трудовых ресурсов.
Данная книга является одной из первых попыток систематического рассмотрения комплекса вопросов, связанных с разработкой и внедрением на машиностроительных предприятиях математических методов и электронно-вычислительных машин для рационального раскроя материалов. Автор отдает себе отчет в том, что книга не лишена недостатков, и будет благодарен тем читателям, которые пришлют свои критические замечания.
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
Н — ширина исходного материала, мм;
L —длина исходного материала, мм;
h — ширина заготовки, мм;.
I *-*- длина заготовки, мм;
S — площадь исходного материала, мм2;
$ — площадь заготовки, мм2;
р —количество заготовок, шт.;
М — масса исходного материала, кг;
м — масса заготовки, кг;
Ппог.м — масса 1 пог. м материала, из которого изготовляется деталь, кг;
ам2 — масса 1 м2 листового материала, из которого изготовляется деталь, кг;
N — норма расхода, кг;
6 — толщина материала, мм;
t — шаг вырубки, мм;
R — радиус окружности, мм;
А — приращение от исходного размера;
Э — экономия материала, руб.;
С — себестоимость материала, руб:;
Ц — цена материала, руб.;
/<р —коэффициент раскроя;
Кочх —коэффициент, учитывающий отходы при раскрое;
Q — габарит вырезаемой заготовки;
— математическое ожидание;
0Х —среднее квадратическое отклонение;
Ф — процент снижения нормы расхода материалов;
Т — время, ч;
а, <Р> Ф — углы, град;
Хъ хп — переменные величины.
Кроме перечисленных выше обозначений в книге используются для индексов символы:
0/ — индекс типа материала (листа, прутка и др.) определенных размеров (/=1, ...» /п);
i — индекс наименования заготовок, необходимых для производства заданного типа деталей (i=l, ..., п);
Xj — индекс возможного плана раскроя материала j-го типа.
Для обозначения ряда величин и индексов в книге используются также некоторые буквы русского алфавита.
В табл. 40 приняты следующие обозначения: А — номера неизвестных, входящих в программу; Б — итоговый столбец; В — сумма элементов по строкам; Г — частное от деления элементов итогового столбца на элементы ключевого столбца; Д — коэффициенты при неизвестных в целевой функции; Е — двойственные оценки.
6
ГЛАВА 1
ОСНОВНЫЕ НАПРАВЛЕНИЯ РАБОТ ПО ОПТИМИЗАЦИИ
ПОДЕТАЛЬНЫХ НОРМ РАСХОДА И РАСКРОЯ МАТЕРИАЛОВ
На большинстве машиностроительных предприятий, где имеется вычислительная техника, в частности, на Узловском машиностроительном заводе им. И. И. Федунца и Коломенском тепловозостроительном заводе им. В. В. Куйбышева, расчет подетальных и специфицированных норм расхода материалов организован следующим образом.
На основе расчетов подетальных норм расхода материалов, выполняемых вручную, в ОГТ и в ИВЦ создается массив материальных нормативов на перфокартах, где по определенной программе с использованием информации о составе изделия осуществляется перегруппировка первичного массива подетальных норм и рассчитываются специфицированные и сводные нормы расхода материалов на изделие. В дальнейшем эта информация используется для расчета потребности в материалах по программе завода. Здесь необходимо отметить, что нужен не просто массив на машинных носителях, а массив прогрессивных . норм, в котором нашли свое отражение резервы производства и прогрессивные тенденции на планируемый период [72].
Изучение опыта создания информационно-нормативного хозяйства в ИВЦ на ряде предприятий машиностроения позволило сделать вывод, что метод разработки норм расхода материалов в условиях АСУП должен быть изменен, так как он содержит большой объем ручных работ и трудоемок из-за постоянной корректировки созданного массива в связи с непрерывным процессом изменения состава изделий и разработки новых конструкций. Эти изменения и объем хранимой информации особенно велики в условиях единичного и мелкосерийного производства. Например, картотека нормативов расхода материалов в ИВЦ Московского автозавода им. И. А. Лихачева составляет около 70 тыс. перфокарт, а в ИВЦ Барнаульского котельного завода 300 тыс. перфокарт.
Следует рекомендовать новую методику расчета нормативов расхода материалов, исключающую применение ручного труда на всех стадиях нормирования, суть которой заключается в следующем.
Техническая документация ОГК (конструкторские спецификации, описи деталей, чертежи) и ОГТ (карты технологических процессов, маршрутные карты) поступает в ИВЦ через группы централизованного раскроя [4, 19], где на ее основе произво
7
дятся все расчеты, и в том числе подетальных норм расхода материалов. На ряде машиностроительных и судостроительных заводов выполняются расчеты по рекомендованному принципу, которые дают положительные результаты.
Большую роль в экономии материалов, упорядочении нормирования их расхода и создании автоматизированной системы нормирования (АСН) играет технологический процесс разработки карт раскроя материалов при помощи ЭВМ,. В этом случае должны быть разработаны математические модели и эффективные методы решения задачи раскроя для реализации на ЭВМ.
Раскрой листового и сортового проката заключается в подборе экономически целесообразных вариантов расположения заготовок 1 на материале или заготовительных полос на листах в соответствии с выбранной формой заказа поставки с учетом имеющегося оборудования.
Под рациональным или оптимальным раскроем подразумег вается такой раскрой, который при данном характере производства позволяет получить заготовку (деталь) с минимальными затратами труда, времени и материалов с использованием имеющегося оборудования для резки, с минимальной стоимостью издгговления штампов.
При разработке алгоритмов раскроя для реализации на ЭВМ необходимо учитывать следующие производственные особенности: характер производства (единичный, мелкосерийный, серийный, крупносерийный и массовый) формы поставки металлопроката; транзитную норму поставок; условия неполной информации о раскраиваемых материалах; анизотропность и изотропность металлопроката; способ резки металлопроката; сложность конфигурации деталей; конгруэнтность или неконгруэнтность выкраиваемых фигур; технические характеристики оборудования, с помощью которого производится раскрой; производственную программу; оперативность решения задачи раскроя; трудоемкость раскроя при выборе тех или иных его вариантов.
Раскрой материалов выполняется комбинированным (групповым) и индивидуальным (единичным) методами. Сущность метода индивидуального раскроя заключается в том, что на материале (на листовом и сортовом прокате) выбранного размера раскраиваются заготовки только одного размера. Метод индивидуального раскроя является наиболее удобным для крупносерийного и массового производства. Этот метод раскроя преимущественно применяется для заготовок прямолинейной формы или заготовительных полос, предназначенных для последующей штамповки деталей, и не требует частой перестановки упоров на ножницах. Если индивидуальный метод раскроя
1 Заготовкой называется часть исходного' материала, предназначенная для изготовления из нее одной или нескольких деталей и включающая в себя необходимые для обработки технологические припуски.
8
применяется для резки листового проката на заготовки (детали) криволинейного контура, он должен обеспечивать высокий коэффициент раскроя. Обычно при индивидуальном методе раскроя листа располагают все заготовки по ширине листа, а затем по длине. Путем сравнения двух вариантов раскроя выбирают тот, при котором получится наибольшее количество заготовок из листа, а величина отходов металла по некратности будет наименьшей \
Наиболее рациональным (хотя он еще не получил широкого распространения на промышленных предприятиях) является способ группового раскроя различных заготовок, сущность которого заключается в предварительном расчете и планировании вариантов разрезки материала комплектно на разные заготовки. Для этого разрабатывают ряд исходных вариантов раскроя одного листа (прутка) на произвольные комбинации различных заготовок. Каждый исходный вариант характеризуется различным составом заготовок и разной величиной отходов. Комплект— это набор одновременно раскраиваемых заготовок внутри рассматриваемой группы, объединенных общей схемой раскроя, обеспечивающей рациональное использование металла. В комплект подбираются заготовки только одной маркосорто-толщины.
В исходных вариантах не учитывают количественные пропорции деталей (т. е. комплектность выпуска). Чтобы обеспечить комплектность, уровни возможного использования каждого исходного варианта принимают за переменные, которые являются решением нелинейной системы уравнений и неравенств. Из них выбирают решение с минимальными общими отходами. В итоге получается набор вариантов, удовлетворяющий требованиям комплектности и минимальности отходов. Этот набор и является оптимальным планом группового раскроя.
Таким образом, возникает общая задача математического программирования. Если исходные варианты раскроя листа (прутка) заранее известны, то задача сводится к линейному программированию, если варианты неизвестны — к нелинейному программированию. В зависимости от типа производства задача раскроя может быть поставлена в различных вариантах. Ниже рассмотрены модели и алгоритмы, пригодные для их практической реализации.
1 Отходами называются остатки исходного материала, которые образуются при обработке деталей и не могут быть использованы для изготовления деталей заданной группы. По своему характеру отходы подразделяются на следующие категории: деловые, т. е. используемые в основном производстве для изготовления других деталей; окончательные, т. е. неиспользуемые в основном производстве и сдаваемые в качестве лома Вторчермету; безвозвратные отходы, т. е. потери металла проката при термической резке. Первые две категории отходов образуются при составлении планов или карт раскроя материалов, а третья — при резке материалов на соответствующих режущих агрегатах.
9
Постановка задач сводится к следующему.
1. Из одинаковых кусков материала, длина которых равна L, необходимо раскроить комплекты заготовок п наименований. Длины заготовок — Zb /2, •••, Zn. Каждой из заготовок требуется соответственно pi, р2, Рп шт. на комплект.
2. Допускается возможность заказывать материал определенных длин Li, L2, ..., Lw, которые необходимо раскраивать на комплекты заготовок п наименований. Длины заготовок равны Zb /2, •••> Zn. Каждой из заготовок требуется соответственно Рь Р2, Рп шт. на комплект.
3. Из материала, поступающего на предприятие в определенных количествах нескольких размеров Lb L2, ..., Lm, необходимо раскроить комплекты заготовок п наименований. Длины заготовок равны Zi, /2, ..., Zn. Каждой из заготовок требуется соответственно pi, р2, ..., рп шт. на комплект. При этом могут быть известны верхний Lmax и нижний Lmin размеры прутка и допускается заказывать материалы в этих пределах через определенный шаг.
В зависимости от конфигурации изготовляемых деталей и от толщины разрезаемого металла раскрой может быть прямолинейным и криволинейным. Прямолинейная резка листового металла толщиной 3—40 мм при длине ножей, обеспечивающей резку листа шириной 1500—4000 мм, осуществляется преимущественно на гильотинных ножницах (например, «Пельс», «Унион», «Ниагара», «Модрох», Н-430 и др.), а криволинейная фигурная резка металла толщиной до 10 мм — на вибрационных ножницах, двухдисковых ножницах типа НБ-453 и другом оборудовании. Продольная резка рулонных материалов осуществляется на ножницах мод. НА401, НО112, СТК1599, НА403, НО214 (Л233), Л109 и др., а поперечная резка — на ножницах мод. Л224, «Щулер», «Аида».
В зависимости от толщины листа и серийности производства на машиностроительных предприятиях для резки заготовок, имеющих различные геометрические формы, широко применяют штампы, устанавливаемые на различные прессы (механические, гидравлические и ручные). При этом наиболее широко используют механические прессы К-100А, ПК-5, ЭР-70, ПКН-10, КА-234, П-16, К009 и др. При прямолинейной резке для раскроя листового металла толщиной свыше 40 мм й при резке заготовок толщиной свыше 10 мм сложных геометрических конфигураций применяют термическую резку, осуществляемую на машинах типа «Одесса», «Кристалл», СГВ-1-60, «Зенит-2», «Алмаз», «Дружба», «Радуга» и др. Наиболее перспективные из них — машины с фотокопировальным управлением типа «Зенит-2», «Одесса» и машины с программным управлением «Кристалл», «Алмаз», «Дружба».
Резка листовых материалов толщиной до 3 мм может быть также осуществлена с помощью лазерной резки, которая позво-10
ляет получить узкий рез с гладкими кромками, так как луч лазера может иметь диаметр менее 0,1 мм и достичь высоких скоростей резки. Резка сортового проката (швеллера, уголка, балок двутавровых и др.) производится обычно на комбинированных пресс-ножницах мод. Н511, Н513, Н514 и др. Для резки пруткового проката (круг, квадрат и др.) применяют отрезные станки мод. 8Б55, 8А67, 8А68 и др. Кроме того, для резки симметричного сдвоенного полособульба, двутавровых и швеллерных балок применяют газорезательные машины типа «Факел», управление которыми цифровое позиционно-программное.
Наиболее благоприятные условия для внедрения резки по картам оптимального раскроя создают механизированная линия газовой резки листового проката толщиной до 120 мм, разработанная ВПТИэнергомаш (г. Ленинград), механизированная линия раскроя труб, разработанная ВПКТИатомкотломаш (г. Ростов-на-Дону), автоматический комплекс оборудования мод. УКР 6,3/3150, КОН2, разработанные НИИАП (г. Харьков) для резки тонколистового проката, автоматическая линия штамповки деталей из рулонной стали мод. 34-134-0-0, 20-244-0-0, 20-250-0-0, разработанные НИИТМ (г. Ростов-на-Дону), и др.
Известно также зарубежное оборудование, работающее по картам оптимального раскроя. Так, в США применительно к условиям мелкосерийного производства разработаны и применяются гильотинные ножницы с управляющей вычислительной машиной [87]< голландской фирмой «Safan» [63] создан «Робот-резчик» с числовым программным управлением, осуществляющий комплексную автоматизацию резки. Аналогичные работы проводятся в Англии и в других странах. На верфи военно-морских сил США в Бремертоне (штат Вашингтон) эффективно используется дисплей для составления карт раскроя листа на заготовки, имеющие вид сложных геометрических фигур, вырезаемых из листа [62].
В настоящее время на ряде заводов используется ЭВМ при составлении карт раскроя, например на Таганрогском котлостроительном, Челябинском тракторном, автозаводе им. Лихачева, Херсонском и Николаевском судостроительных заводах и др. Интересные работы по раскрою материалов проводились в НИИтракторсельхозмаше. Практическое применение разработанных программ для ЭВМ по определению рациональных норм расхода материала, выбору формы заказа (нормальная длина или мерность), составлению карт раскроя листового и сортового проката позволило более объективно пересматривать нормы расхода металлопроката, представляемые в НИЙтракторсель-хозмаш на утверждение. Применение ЭВМ при сопоставлении карт раскроя на Джамбульском заводе тракторных запасных частей, свердловском заводе «Радиатор», ПО «Киевтракторде-таль» и других предприятиях позволило получить экономию
11
свыше 850 т металлопроката на сумму около 166 тыс. руб. [47].
Известны различные системы программирования с геометрической ориентацией — системы автоматизации подготовки управляющих программ к станкам с ЧПУ (APT, ЕХАРТ, САП-2, САПС, SYMAP, Технолог), системы автоматизации геометрического моделирования (ФАП-КФ, ГЕОМАЛ, DIGRA, GPDL, GPL/1), программного обеспечения вывода графической информации на устройства отображения (графический пакет ЕС ЭВМ, ГРАФОР, AUZEI, PAD-ЕС, ФАП-КФ), программного обеспечения графического диалога «человек — ЭВМ» (GSP). Некоторые из перечисленных систем программирования применяются на ряде судостроительных заводов для вырезки из листовой стали корпусных деталей.
Определенный интерес представляет работа, проводимая в нашей стране, по переходу от решения с помощью ЭВМ отдельных проектно-конструкторских и технологических задач к созданию систем автоматизации проектирования (САПР) в машиностроении. Накопленный в этом направлении опыт (по системному подходу решения задач) эффективно может быть .использован при создании САПР «Раскрой», объединяющий в 'себе на единой методологической основе пакеты прикладных программ, банк данных, базовое программное обеспечение и вычислительный комплекс коллективного пользования.
На ряде машиностроительных предприятий используют различные методы, направленные на рациональный раскрой материалов, такие, как графический метод раскроя листовых материалов, метод косого раскроя и раскрой методом кратных рядов. Эти методы особенно эффективны для малых размеров (предприятий, на которых ИВЦ не предусматривается.
На некоторых заводах проводятся работы, направленные на рационализацию раскроя материалов без использования ЭВМ. Эти работы также представляют интерес, например, на Иркутском заводе тяжелого машиностроения [40]. На рис. 1 приведены планы раскроя заготовок по старому (рис. 1,а) и новому (рис. 1,6) методам. При старом методе раскроя из листа получали 20 заготовок, а при новом методе удалось получить 21 заготовку, при этом во втором случае норма расхода проката на деталь снижена на 1,9 кг. Экономия металлопроката может быть достигнута за счет конструктивного изменения размеров и формы детали. На рис. 2 приведен план раскроя криволинейных заготовок с совмещением линий реза, исключающий перемычки между соседними заготовками. Этот способ позволяет снизить чистую массу детали на 0,2 кг и норму расхода на одну деталь на 5,3 кг; годовая экономия металлопроката составит 24,6 т.
Аналогичные работы проводятся на других заводах страны, например, на Онежском тракторном заводе, в ПО «ЗИЛ» и др. [43]. Накопленный положительный опыт по рационализации 12
Рис. 1. План раскроя заготовок: а — по старому методу; б — по новому методу
Рис. 2 .План раскроя заготовок: а — без совмещения линий реза? б — с совмещением линий реза
раскроя материалов целесообразно распространить на другие предприятия страны.
Необходимо отметить, что в ряде случаев возможности рационального раскроя недостаточно учитываются в процессе нормирования и в большинстве случаев при раскрое отдельно не фиксируется коэффициент использования материала, что снижает возможности экономии за счет совмещенных раскроев. В до же время на качество разработок и внедрение рациональных методов раскроя влияют разобщенность исследований, недостаточная координация работ и, как следствие, их дублирование, а также слабое использование опыта предшествующих исследований и разработок, выполняемых в смежных областях. Внедрение рациональных методов раскроя, к сожалению, имеет пока единичный характер, не налажено их широкое внедрение, охватывающее ту или иную отрасль в целом, и резервы экономии материалов при раскрое остаются еще неиспользованными.
Во многих случаях решение задач раскроя материала методами математического программирования имеет ряд трудностей в производстве вычислений, например, при большой размерности задачи или когда в модели невозможно учесть все производственные особенности раскрояПМКроме того, при решении задачи раскроя методами математического программирования может быть получено множество карт с одной или двумя различными заготовками, что требует проведения дополнительных организационных мероприятий. Например, необходима тара для хранения остатков, наклейки этикеток на тару с указанием номеров заготовок, получаемых из остатков, дополнительные складские помещения и др. При раскрое требуется решение на машине таких сложных задач, как распознавание и построение двух областей (контура и заготовки), встречаются трудности, связанные с целочисленностью, нелинейностью и многоэкстре-
13
мальностью, что и является основной причиной, затрудняющей решение задачи на ЭВМ Для решения сложных задач, в том числе многих задач по раскрою, требующих большого количества информации и многих машинных операций, используют эвристические методы, позволяющие уменьшить объем вычислительных работ [2, 15].
Преимущество использования эвристических методов заключается в значительном ограничении поиска, а это обусловливает практичность метода, поскольку позволяет добиться ценой некоторой потери оптимальности выигрыша во времени решения задачи на ЭВМ в несколько раз по сравнению со временем расчета при использовании строгих математических методов. Кроме того, эвристические методы позволяют учитывать дополнительно много реальных факторов, существенно влияющих на составление плана раскроя металлопроката, и хорошо согласуются с производственными особенностями раскроя. С точки зрения содержания, эвристические методы представляют собой набор правил конструирования, сравнения, анализа и отбора вариантов возможных решений.
В настоящее время изучением эвристических методов занимается новая инженерная дисциплина — искусственный интеллект [75, 77, 78], развивающаяся в трех направлениях.
Первое направление рассматривает изучение процессов переработки информации, осуществляемых человеком при решении определенных классов задач. Модели создаются методом эвристического программирования и удовлетворяют двум требованиям: они делают то, что делает человек, и так, как он это делает.
Второе направление связано с обобщением результатов какой-либо деятельности человека при решении определенных классов задач и его логического мышления и на основе этого созданием адекватных моделей поведения человека типа «ис-кусствённый интеллект». Два первых направления рассматриваются как теория феноменологического моделирования.
Третье направление изучает структуры внутренних механизмов мозга, определяющих поведение, ибо в поведении наиболее полно выражается взаимодействие всех программ человеческой психики. Моделирование процессов переработки мозгом информации, связанной с формированием поведения, может послужить основой для выявления основных закономерностей работы мозга и создания модели его функционирования как целостной системы. Третье направление является предметом исследования психологов, физиологов и других специалистов и в данной книге не рассматривается.
Основные методы, используемые в данной книге для разработки алгоритмов и программ на ЭВМ при раскрое материалов, являются эвристическими, которые относятся к теории феноменологического моделирования. По проблеме эвристических мето-14
дов историко-библиографическую справку можно получить из работы [35].
Следует отметить, что процесс конструирования эвристических алгоритмов для решения конкретных задач и в том числе алгоритмов раскроя требует глубокого проникновения в сущность данной задачи, широких познаний в области математического программирования и возможностей вычислительной техники, с помощью которой они будут реализованы.
В нашей стране и за рубежом проводились и проводятся работы, в которых в той или иной степени использовались эвристические приемы, дающие хорошие практические результаты. Рассмотрение этих работ не входит в содержание данной книги, укажем лишь несколько примеров. Например, работы С. А. Дум-лера, М. А. Кравец и Г. А. Селяниной по календарному планированию [44, 53], работа В. Л. Эпштейна по раскрою проката на металлургических предприятиях [80], работы Е. А. Александрова [2] и В. П. Гладуна [35], в которых рассматриваются вопросы применения эвристических методов при исследовании сложных динамических сред, и многие другие^
Другая развивающаяся в настоящее время концепция использования ЭВМ приводит к сближению и в конечном счете к кооперированию возможностей человека и машины в процессе решения задач определенного класса. Известно, что человек располагает богатейшим спектром возможностей управления различными объектами и в том числе процессами раскроя. Это объясняется наличием у человека ряда специфических свойств, таких, как понимание целей и задач управления, возможность принятия решения в непредусмотренных заранее ситуациях, гибкость при выполнении моторных действий и огромная способность адаптации к внешним воздействиям, что делает человека незаменимым в этих ситуациях. Такие способности человека необходимы также при составлении на ЭВМ карт раскроя листового проката на детали сложных геометрических конфигураций.
Таким образом, в процессе решения задачи раскроя материалов возникает взаимодействие человека с ЭВМ, которое включает определенный вид диалога. Технической базой диалогового взаимодействия являются вычислительные системы с разделением времени и всевозможного рода терминальные устройства (графические и алфавитно-цифровые дисплеи, графопостроители и т. п.). Диалоговый режим позволяет человеку вмешиваться в процесс формирования решения задачи раскроя материалов путем изменения его поиска, а также изменения критериев оценки промежуточных результатов, внесения необходимых изменений в исходные данные и постановку задачи.
ГЛАВА 2
РАСЧЕТ РАЗМЕРОВ ЗАГОТОВОК
Размеры заготовок устанавливаются на основе конструкторской документации в зависимости от применяемой техники
резания и технологии производства.
При резке металлопроката на соответствующем оборудовании (термическим способом, механическим или в штампах) необходимо предусмотреть припуски на разрезку, зажим, перемычки между деталями, захваты для деталей типа колец, фланцев, шайб, втулок, на механическую обработку, под захваты при термообработке деталей типа валов и др. Уменьшение величины перемычек и припусков имеет большое значение,
так как соответствует сокращению потерь металла в отход. Величина потерь зависит от сложности конфигурации детали, ее толщины и способа резки и достигает иногда 40—50 %. Особенно велики потери металла на перемычки и припуски при разрезке толстолистовых деталей, так как толстые материалы имеют большую ширину реза. Важной технологической задачей предприятия является применение новых, более совершенных способов резки проката и труб, позволяющих уменьшить потери металла, связанные с припусками, а также рихтовочных операций для правки проката и труб с целью
Величина припуска
Линия рвза
Чистовой распер детали
Припуск на механическую обработку
Наименьший размер заготовки
Вели чина допуска , за в и с я -щая от марки стали, толщины металла и способа _________резки___________
Наибольший размер заготовки
Рис. 3. Графические изображения величины припуска детали . вырезаемой термическим способом из листового проката
применения меньших размеров их поперечного сечения и рациональных заготовок (калиброванный и периодический прокат, штамповки и др.).
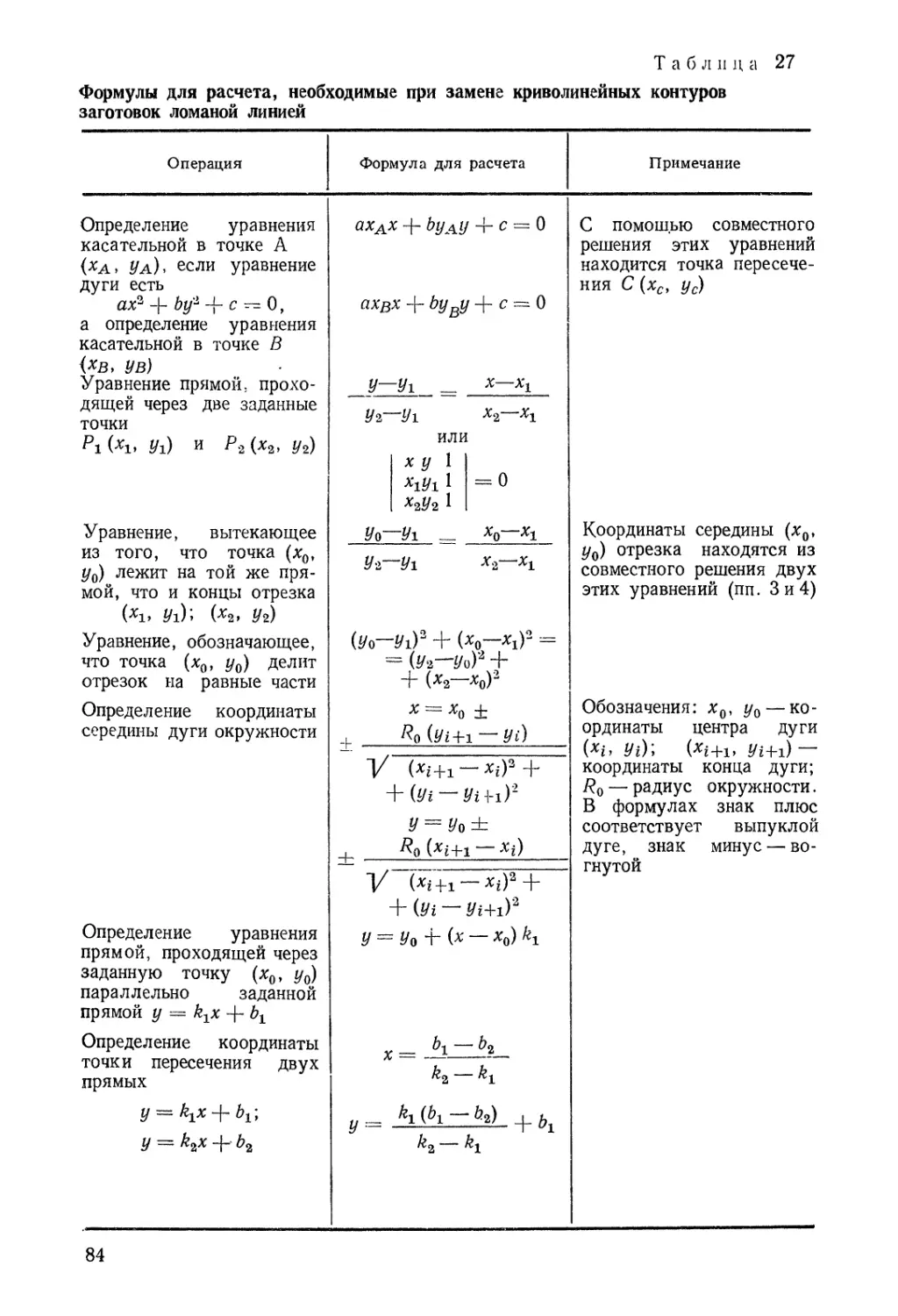
На основе анализа литературы [3, 33, 34, 39, 45, 56, 67, 69, 73] и опыта работ ряда ведущих машиностроительных предприятий по нормированию расхода материалов ниже рассмотрены формулы для расчета размеров заготовки и величины припусков при резке металлопроката на соответствующем оборудовании.
2.1. Определение размеров заготовок, вырезаемых термическим способом из листового проката
Для заготовок, вырезаемых термическим способом из листового проката, к числовым размерам (по чертежам деталей) добавляются припуски на разрезку заготовок
16
Таблица 1
Размеры припусков и их допуски на стальные заготовки» вырезаемые кислородной резкой
Способы кислородной резки Номинальные размеры заготовки, мм Припуски и допускаемые отклонения на сторону (мм) при толщине разрезаемой стали, мм
Св. До Св. 4 до 10 Св. 10 до 25
Резка машинная 20 1000 3-1,5 4—2,0
1000 5000 4—2,0 6—2,5
5000 10 000 6-3,0 7-4,0
Резка по направляющим 20 1000 4-2,5 6-3,0
1000 5000 6-4,0 7-4,5
5000 10 000 7-4,0 6—5,0
Резка ручная без направ- 20 1000 6-3,5 6-4,0
ляющих 1000 5000 7-5,0 8—5,5
5000 10 000 Ю—7,0 4-8,0
Способы кислородной резки Припуски и допускаемые отклонения на сторону (мм) при толщине разрезаемой стали, мм
Св. 25 до 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 300
Резка машинная 6-2,5 6-3,0 7-4,0 9-5,0
6-3,0 7—4,0 1°-6,0 12—7,0
8-4,5 Ю-5,0 14~ 7,0 —
Резка по направляющим 6-3,5 7-4,0 9-6,0 И—7,0
6—5,0 10-7,0 13-9,0 16-ц,о
Ю—6,5 13—-8,0 17-10,0 ——
Резка ручная без направ- 7-4,5 9-6,0 I2—9,0 16-11,0
ляющих Ю—7,0 10,0 17_ 13,0 21-16,0
13-9,5 16-11,0 21-14,0
17
(ширину реза) и припуски на последующую механическую обработку (на строгание после резки). Графическое изображение величины припуска детали, вырезаемой термическим способом из. листового проката, приведено на рис. 3.
При установлении размеров припусков учитывают марку стали, толщину металла, размеры заготовки и способ резки согласно ГОСТу или заводским нормам;^; при резке заготовок из листа и фасонного проката из низкоуглеродистой и низколегированной стали кислородной резкой размеры припусков и допускаемые отклонения должны соответствовать указанным в табл. 1.
2.2. Определение размеров заготовок, вырезаемых механическим способом (на гильотинных и пресс-ножницах, дисковых и ленточных пилах, вибрационных и дисковых ножницах, приводных ножовках, резцом)
Длина заготовки I определяется по формуле
I — А> + + 2Д + 2ДХ 4- Л2> где /о — длина (развертка) детали по чертежу, мм; До — припуск на разрезку, мм; Д— припуск на обработку одного торца, мм; Д1 — припуск на технологические отходы при гибке заготовок (в горячем или холодном состоянии) из труб, мм; Д2 — припуск на зажим в патроне или в цанге, мм.
Величины припусков До, Д, Д1, Д2 устанавливаются в соответствии с требованиями технологии изготовления детали и в зависимости от имеющегося оборудования. В тех случаях, когда технологическим процессом предусматривается обработка заготовок с временными центрами, в расчет заготовки включаются припуски на временные центры- в соответствии с действующими технологическими нормалями. Кроме того, в некоторых случаях учитывается величина отходов на обрезку дефектных концов Ддеф прутка (в мм), например, для заготовок, требующих торцовки. Графическое изображение величин припусков на разрезку и обработку концов заготовок из пруткового проката и из труб приведено на рис. 4, а припуск на
У
Рис. 4. Графическое изображение величин припусков па разрезку и обработку концов заготовок:
сх — из пруткового проката; б — из труб
18
Рис. 5. Графическое изображение величины припуска на зажим в цанге
зажим в цанге — на рис. 5. Припуски на разрезку заготовок из сортового проката и из труб даны соответственно в табл. 2 и 3 *,
Таблица 2
Припуски на разрезку заготовок До из сортового проката
Диаметр заготовки или наибольший - размер сечения, мм
Припуски, мм, при работе на разрезку
отрезным резцом
18
30
50
80
120
180
18
30
50
80
120
180
2,5
2,5
2,5
2,5
3,0
3,0
3,0
5,0
5,0
6,0
8,0
9,0
3,0
4,0
5,0
6,0
8,0
8,0
10,0
1,0
1,0
1,5
2,0
2,0
3,0
3,0
4,0
4,0
5,0
5,0
5,0
5,0
0,1
0,1
0,1
2,5
3,5
4,0
5,0
6,0
7,0
7,0
5,5
6,5
3,0
3,0
4,0
5,0
6,0
7,0
7,0
2,0
2,5
3,0
3,5
4,0
а припуски на зажим заготовок при работе на револьверных и токарных станках и на одношпиндельных и многошпиндельных автоматах приведены соответственно в табл. 4 и 5.
Ширина заготовки й, вырезаемой на гильотинных ножницах, в зависимости от имеющегося оборудования и толщины разрезаемого металла определяется по формуле
Л = й0 + До + 2Д 4- Дх,
где й0 —ширина (развертка) детали по чертежу, мм; Д1 — припуск на зажим листодержателя, мм; До, Д — то же, что в вышеприведенной формуле.
* Припуски на разрезку установлены с учетом ширины режущего инструмента и неперпендикулярности реза образующей прутка. Отрезку заготовок мелких сечений, за исключением отрезки резцами, надлежит производить пакетом.
19
Таблица 3
Припуски на разрезку заготовок До из труб
Припуски, мм, при работе на разрезку
Диаметр трубы, мм резцом при толщине стенки, мм ножовкой дисковой пилой
Св. До До 3 3-5 5-10 10-18 св. 18
8 2,0 . 2,5
8 12 2,0 2,0 — — — 2,5 —
12 18 2,0 2,5 2,5 —— — 2,5 —
18 25 2,0 2,5 3,0 — — 2,5 —
25 35 2,0 2,5 3,5 4,0 — 2,5 —
35 50 2,5 3,0 4,0 4,0 4,0 2,5 —
50 80 — 3,5 4,0 4,0 4,0 2,5 5,0
80 120 — 4,0 4,0 4,0 4,5 2,5 5,0
120 160 — 4,0 4,0 4,5 4,5 3,0 3,0
160 250 — — — — — 3,0 6,0
250 350 — — — — — — 7,0
Таблица 4
Припуск на зажим заготовок при работе на револьверных и токарных станках, мм
Диаметр обрабатываемого прутка Длина, зажимаемая цангой Длина, зажимаемая патроном
Св. До
10 30
10 20 36 30
20 30 40 30
30 38 46 35
38 — Св. 52 Св. 40
Возможные потери на зажим листодержателем в зависимости от модели гильотинных ножниц и толщины разрезаемого металла приведены в табл. 6. Эти отходы металла на зажим необходимо использовать на изготовление малогабаритных деталей. При резке листового проката на заготовительные полосы или резке заготовительных полос соответствующей ширины на заготовки бывает так, что невозможно избежать потерь на зажим листодержателем. Величину этих потерь можно свести к минимуму, применяя специальное приспособление — накладки для досылки остатка листа или остатка заготовительной полосы в направлении заднего упора. Схематично это показано на рис. 6, а. При отрезке от остатка листа (рис. 6, а) последней заготовительной полосы шириной 70 мм отход составляет 110 мм. Применяя приспособление-накладку (рис. 6,6), от
20
100
100
а) б)
Рис. 6. Предельные длины зажимных концов Ai при резке заготовок на гильотинных ножницах:
а — схематическое изображение гильотинных ножниц без применения специального приспособления:
/ — верхний нож; 2 — зажим; 3 — упор; 4 — нижний нож; б — схематическое изображение гильотинных ножниц с применением специального приспособления-накладки:
1 — верхний нож; 2 — зажим; 3 — приспособление-накладка; 4 — упор; 5 — нижний нож
Таблица 5
Припуски на зажим заготовок при работе на одношпиндельных и многошпиндельных автоматах_________________________________________________
Профиль и размер материала, мм Припуск на зажим в цанге, мм Модель автомата1
Круг Квадрат Шестигранник
Св. До Св. До Св. До
Одношпиндельные автоматы
— 12 — 9 — 10 45 12,1112, А-12 и др.
12 18 9 13 10 16 50 18,1118, 1А и др.
18 24 13 17 16 22 55 24,1124, 1А124, «Шкода»
и др.
24 36 17 26 22 32 65 36, 1136, «Шкода» и др.
36 — 26 — 32 — 75 1140, 1152 и др.
22 22 38 38 О/ 20 20 30 22 22 38 38 66 66 щошпиндельные автоматы продольно-фасочного точения — 14 — 18 165 «Петерман» 2А и др. — 14 — 18 190 «Торное» 14,30 и др. — 22 — 27 200 «Торное», 25, 30 и др. Многсцдпин дельные автоматы — 16 — 20 70 «Кономатик», ] «Кон», «Кливеланд», «Шютте» и др. — 16 — 20 75 «Питтлер», 22 и др. 16 27 20 34 85 «Кон», «Кономатик», 1А225 и др. 16 27 20 34 95 «Кливеланд» 27 47 34 60 90 «Кон», 1240-4, 1240-6, 1261М, 12624, 1265, 126 . и др. 27 47 34 60 105 «Кливеланд», «Питтлер», «Шютте» и др.
1 Мэдегги автэмчтоз приведены в качестве примера. Необходимую информацию о металлорежущих етанках можно получить из работы [71].
21
Таблица 6
Отход металла на зажим листодержателями при раскрое листов на полосы по заднему упору на гильотинных ножницах1
Модель гильотинных ножниц Толщина разрезаемого металла, мм Максимальная ширина разрезаемого металла, мм Величина отхода металла на прижим, мм Модель гильотинных ножниц Толщина разрезаемого металла, мм Максимальная ширина разрезаемого металла, мм Величина отхода металла на прижим, мм
Н-420 0,3—0,6 2000 40 «Пельс» 6,0 2500 30
НГ-3 0,5—3,0 2000 65 Н-406, Н-406А 6,0 7000 130
«Ниагара» До 1,5 2200 75 «Модрох» 6,0 2000 70
Н-421 1,5 1000 36 Н-475; НА-475А 6,3 2000 55
Н-472 1,6 1600 40 Н-463 9,0 2000 65
Н-473 2,5 1600 40 Н-777 12,5 2000 70
«Шулер» 3,0—6,0 2600 75 Н-481А 20,0 3200 130
«Шулер» 3,0—12,0 2200 75 Н-473А 2,5 2500 45
«Блисс» До 4,0 2500 85 «Пельс» До 3,0 2500 100
Н-474 4,0 3200 55 «Унион» 16,0 3000 50
Н-430 4,0—6,0 2000 90 «Пельс» 22,0 2500 70
«Пельс» 5,0—10,0 2500 100 «Модрох» До 30,0 1000 90
«Блисс» Полоса 600 75 Н-483 32,0 3200 130
до 6,0
1 В случае отсутствия данных о величине отхода металла на прижим листодержателем ее определяют по паспортным данным станка или путем замеров на установленном оборудовании.
остатка 110 мм можно отрезать еще одну заготовительную полосу шириной 70 мм с сокращением отхода со 110 мм до 40 мм.
2.3. Определение размеров заготовок,
вырезаемых из листового проката, ленты и полосы в штампах
При штамповке деталей из листа образуются технологические отходы в виде перемычек, высечек, припусков на ширину кромки листа. В этом случае определяется ширина полосы с учетом размеров вырезаемой детали, величины боковой перемычки и ширины кромки ленты, срезаемой боковым ножом.
Ширина полосы (ленты) Н при однорядной штамповке (рис. 7) определяется по формуле
Н = Qo + 2Alt
где Qo — габаритные размеры вырезаемой детали мм; Ао—величина перемычки между деталями, мм; Ai— величина боковой перемычки, мм.
Уменьшение величины перемычек может быть достигнуто различными способами, например, применением бокового прижима полосы, в результате чего величина боковой перемычки может
22
б)
I 6)
Рис. 7. Примеры раскроя с перемычками при однорядной (а), двухрядной (б) и трехрядной (в) вырубке деталей
быть взята меньшей, или путем точной фиксации ленты ловителями. В табл. 7 приведены величины перемычек для основных случаев вырубки (см. рис. 7 и 8). При применении клещевой автоматической подачи материала величина перемычек может быть уменьшена на 10—20 %, а при работе с крючковой подачей — увеличена на 10 % по сравнению с данными табл. 7.
Рис. 8. Перемычки при вырубке деталей
Для многоместного штампа с калибрующим ножом
Н ~ (п — 1) (Qo До) + (Йо + 2ДХ) 4- 2Д2,
где п — число рядов по ширине полосы; А2 —ширина кромки листа (ленты), срезаемой боковым ножом, мм.
Ниже приведена ширина кромки, срезаемой боковым шаговым ножом:
Толщина материала, мм.................... 1,0 1,5—2,5 2,5—3,5
Ширина срезаемой кромки, мм . . . . 1,5 2,0 2,5
Ширина срезаемой кромки должна быть больше погрешности резки полос или допусков по ширине ленты. Следует отметить, что применение бокового шагового ножа дает увеличение производительности резки, однако связано с излишней потерей металла. Поэтому применение этого способа резки необходимо обосновать.
23
Таблица 7
Наименьшая величина перемычек
Толщина материала, мм Перемычка, мм Толщина материала, мм Перемычка, мм
Ав и Дх Д0и Д1 Ао и At Д0и Д1
0,3 1,4 2,3 4,0 2,5 3,5
0,5 1,0 1,8 5,0 3,0 4,0
1,0 1,2 2,0 6,0 3,5 4,5
1,5 1,4 2,2 7,0 4,0 5,0
2,0 1,6 2,5 8,0 4,5 5,5
2,5 1,8 2,8 9,0 5,0 6,0
3,0 2,0 3,0 10,0 5,5 6,5
3,5 2,2 3,2
Обозначения: Ао — перемычка между вырезами для ^небольших деталей простой конфигурации (рис. 7, а, б); Aq—• перемычка между вырезами для больших деталей или деталей сложной конфигурации (рис. 8, а, б и в); At — боковая перемычка при работе с бо-
ковым прижимом полосы; Aj — то же, при работе без бокового прижима.
Для многоместного штампа без калибрующего ножа ширина полосы Н определяется по формуле
Н — (п — 1) (й0 + Ло) + (й0 + 2ДХ).
При шахматном расположении круглых деталей или близких им по форме
Н = 0,87 (/I — 1) (Qq Ао) 4~ (й0 2Д1) 4" 2Д2.
Для штампа без калибрующего ножа последняя формула примет вид
Н = 0,87 (п - 1) (Йо 4- До) + (Йо + 2AJ.
2.4. Определение размеров заготовок, вырезаемых из листового проката и труб при гибке
Определение размеров заготовок, изготовленных из листового проката и подлежащих гибке, основано на равенстве длины заготовки длине нейтрального слоя изогнутой детали. Оно сводится к определению положения и длины нейтрального слоя в зависимости от относительного радиуса изгиба R/8. Различают два основных случая определения размеров заготовки: а) при гибке с закруглением (по радиусу); б) при гибке под углом без закругления (с калибровкой угла).
В первом случае длина заготовки равна сумме длин прямых участков и длины нейтрального слоя в изогнутом участке.
Длина нейтрального слоя в изогнутом участке
/0 = лгр/180 (R + kb) = 0,Игр (R + kb)
или при ср = 90°
/0 = п/2 (R 4- kb) = 1,57 (7? 4- kb),
24
где /о — длина нейтрального слоя изогнутого участка, мм; ф— угол изогнутого участка, град; k — коэффициент, определяющий положение нейтрального слоя; 6— толщина заготовки, мм.
Угол изогнутого участка только при ф = 90° равен углу гибки, в остальных случаях он составляет (рис. 9)
Ф = 180° — а, где а — внутренний угол гибки, град.
В табл. 8 и 9 приведены примеры определения размеров заготовок для наиболее распространенных случаев гибки. Расположение нейтральной линии (kb) определяется в зависимости от отношения 7?/6:
Коэффициент k для гибки на 90° (для сталей марок 10, 20)
Rlt>. . . 0,05 0,10 0,15 0,20 0,25 0,30 0,40 0,50 0,60 0,70 0,80
k. . . . 0,27 0,30 0,32 0,33 0,35 0,36 0,37 0,38 0,39 0,40 0,40
Я/6 > . . 1,00 1,2 1,5 1,8 2,0 2,5 3,0 4,0 5,0 7,0 10,0
k . . . . 0,42 0,43 0,44 0,45 0,45 0,46 0,47 0,47 0,48 0,49 0,50
В случае гибки под углом без закругления размеры заготовки находят исходя из равенства объемов заготовки и изогнутой детали с учетом утонения в месте изгиба. Длина заготовки определяется как сумма длин прямых участков и прибавки на образование углов:
^ = /1 + 4 + • • • + —!)•
где п — число прямых участков; lit 12, ..., 1п — длина прямых участков, мм; k — коэффициент, составляющий 0,38—0,40 при закруглении пуансона радиусом R = 0,056 и 0,45—0,48 при закруглении пуансона радиусом 7?=О,16.
При этом меньшие значения коэффициента относятся к толщине материала 6<1 мм, а большие — к толщине 6=34-4 мм.
При гибке длина I заготовки, изготовляемой из трубы, радиусы гибки которой сопрягаются с прямым участком - 10 (рис. 10), определяется по формуле
I = Нй ctg ф + 27? tg ф/2;
/0 = 77°/sin ф — 27? tg ф/2,
где ф — угол изогнутого участка, град; 7? — радиус изгиба, мм; Н° — высота изгиба, мм.
При определении исходной длины заготовки трубы в основу расчетов принимаются номинальные размеры изогнутой трубы по ее осевой линии. При холодной гибке на дорновых трубогибочных станках труба на участках гибки несколько удлиняется. Величина удлинения зависит от пластических свойств материала трубы, величины зазора между трубой и дорном, правильной установки дорна относительно оси гибочного ролика и других факторов, затрудняющих учет величины удли-
25
Таблица В
Определение длины заготовки при гибке с /?>0,5 6
Тип гибки Эскиз заготовки Длина заготовки, в мм
По кругу 1—2 л/?
Одноугловая под прямым углом / = /1 -|- /2 4- L == 11 4-+ 1г + л/2 (R + йб)
Двухугловая Я I}. p Z = /| -|~ 12 4- 19 4- 2 Zo = =/i + /2 + + я
Четырехугловая . (за две операции) / = /1 + /2 + Z3 4- + + ZB + 2 Zoi + 2 Z02 = = Zf 4- Z2 + Zo 4- Z4 4" ^&4~ 4- л (#i + ^io) 4- я (Z?2 4~ + M)
Полукруглая (U-об-разная) V / = 2 /1 + 21„ = 21 + + n(R+kd)
Деталь с шарниром l = li + ^(^ + k^ loU
26
Таблица 9
27
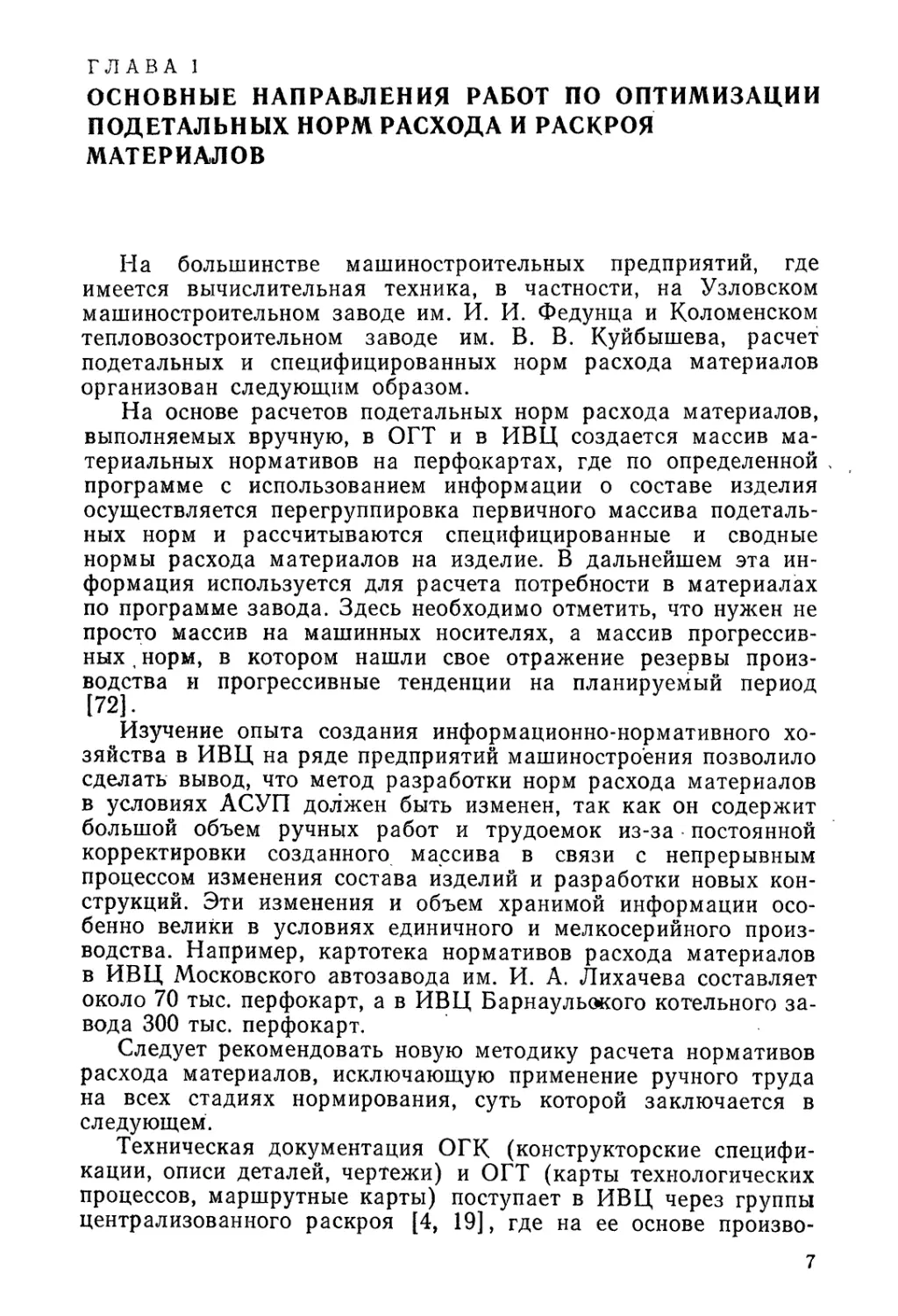
Рис. 9. Соотношение между углом изогнутого участка и углом гибки (ф=180°—а)
Рис. 11. Труба, подвергаемая изгибу: а—-чертеж; б —осевая линия
Рис. 10. Пример гибки трубы с наличием прямого участ-
нения в процессе расчета размеров заготовок из трубы. Уточнение полученной расчетной длины заготовки трубы, а также установочных размеров начала изгиба рекомендуется производить опытным путем при наладке станка и гибке первых образцов деталей.
Пример 1. Определить общую длину заготовки (развертки) из трубы, изображенной на рис. 11. При этом радиусы всех изгибов одинаковы и равны 60 мм.
Прямые участки трубы рассчитываются из следующих соотношений: 1^ = 500 — (350 + 60) = 90 мм;
/2 = 250— 120 = 130 мм;
13 = 350 — 120 — 230 мм;
/4 = 200 — 60 = 140 мм.
Общая длина изогнутых участков трубы будет равна 60л 3-60-3,14
Ан ~ ~ Аз ~ А» 3Z0 = 3 ~ ~ = 282,6 мм.
Общая длина Z трубной заготовки (развертки) определяется как сумма прямых и изогнутых участков:
/ = /х + Z2 + Z3 + А + 3А = 90 + 130 + 230 + 140 + 282,6 = 872,6 мм.
Размеры заготовок, рассчитанные по вышеприведенным формулам и закодированные определенным образом, являются исходной информацией для расчета оптимального раскроя на ЭВМ.
28
ГЛАВА 3
МЕТОДЫ ОПТИМАЛЬНОГО РАСКРОЯ МАТЕРИАЛОВ
3.1. Раскрой сортового, пруткового проката, полос и труб
Раскрой сортового, пруткового проката, полос и труб, применяемый во всех отраслях машиностроения, — наиболее простой вид раскроя (рис. 12). Цель решения задачи раскроя заключается в определении минимального расхода материала (по массе, отходу или стоимости) на заданный набор (комплект) заготовок; это классическая задача оптимального программирования. Впервые ее рассмотрел и решил методами линейного программирования Л. В. Канторовича [48]. За рубежом линейное программирование было впервые использовано как метод разработки оптимальных планов раскроя лишь в 1954— 1955 гг. [82].
В настоящее время у нас в стране и за руб,ежом известен ряд работ по раскрою материалов, в которых обычно используется метод индексов Л. В. Канторовича [48] и симплекс-метод Д. Данцига [41] или его модификации. Этими методами пользуются, чтобы найти оптимальный план раскроя, когда известны все возможные его варианты. Следует отметить, что работа по составлению всех вариантов раскроя (особенно когда число различных заготовок и исходного проката велико) трудоемка и продолжительна и в итоге получается задача линейного программирования с большим числом неизвестных, решение которой на ЭВМ затруднительно.
Решение задачи раскроя линейных материалов без составления всех исходных вариантов с использованием методов динамического программирования было получено П. Гилмором и Р. Гомори [83—85]. Идея предлагаемого способа близка к идее метода разложения Д. Данцига и Ф. Вулфа [41]. Она заключается в том, что после каждого шага симплекс-метода для выяснения способа улучшения раскроя решается небольшая вспомогательная задача. В данном случае она оказывается задачей о «ранце» и для ее решения применяются методы динамического программирования [29, 85].
За последнее время оптимальным раскроем материалов занимаются многие специалисты в различных городах Советского Союза и за рубежом. Литература по данному вопросу достаточно обширна. Подробный обзор ее приведен в работе4 [48], некоторые результаты работ по оптимальному раскрою были доложены на Всесоюзном семинаре по рациональному раскрою материалов с использованием ЭВМ и математических методов, проведенном в Москве в январе 1976 г. [63].
Задача формулируется следующим образом.
Необходимо из пруткового проката длиной Ц, Ц,..., Ljy выкроить заготовки длиной /ь 12,..., lif ..., 1п в заданном количе-
29
.Длина материалов по видам Длины заготовок
a) S)
Рис. 12. Графическое изображение размеров раскраиваемого материала и выкраиваемых из него заготовок
стве (соотношении) Pi (£=1, 2, ...» п). Требуется определить оптимальный план раскроя прутка, т. е. получить минимальные отходы с учетом комплектности заготовок. К этому типу задач относится также задача раскроя сортового проката (швеллера, уголка, двутавра и др.) и труб.
Показателем, определяющим экономичность раскроя, является коэффициент раскроя, рассчитываемый по формуле
п
S, '
Яр = “-100, (1)
где Ц — полезная длина i-й заготовки, мм; L — средняя расчетная длина прутка, мм.
При создании математической модели задачи раскроя необходимо учитывать ряд требований, связанных с производством: число заготовок, полученных по определенным вариантам раскроя, должно соответствовать установленной производственной программе; общее количество материалов (прутков), израсходованных на выполнение производственной программы, или величина отходов, полученных от раскроя по выбранным вариантам, должны быть наименьшими; при этом в обоих случаях полу: чаемые решения будут равноценными. Рассмотрим это положение на примере задачи раскроя прутка различных размеров.
Примем следующие обозначения: xjk— число прутков /-го типа, раскраиваемых по 6-му варианту раскроя; pi — число заготовок ьго типа, необходимое по заданию; tj— число исходных вариантов раскроя /-го прутка; Д^— отходы, получаемые от /-го типа прутка при 6-м варианте раскроя; Lj — длина заданного прутка /-го типа; Ljk — общая длина заготовок в /-м прутке при 6-м варианте раскроя; /г-— длина заготовки r-го типа.
зо
Пусть имеются прутки различных длин Lj (j=l,т). Тогда общее количество отходов
т %.
Величину Д;ь можно представить в виде
&jh = j »
откуда
т tj т т Tj
У У &jkxjh ~ 3? Ljxjk У У LjhXjk* т
Выражение 3? LjhXjk обозначает, суммарную длину заготовок, равную т п
2 = /С
Тогда
т т У п
У У &jkxjh = J] г У xjh ~ У hPi*
Отсюда видно, что минимизация суммарной величины отхо-
т
дов эквивалентна минимизации выражения УА?2хЛ* кото-j k
рое обозначает общее количество материала, идущее на изготовление заготовок. Аналогичным образом это положение доказывается для листового проката. Необходимо отметить, что при описании задачи отыскания оптимального плана раскроя в виде задачи линейного программирования выбор той или иной функции цели не сказывается на трудоемкости вычислений. При описании задачи раскроя в виде задачи нелинейного программирования (случай, когда исходные варианты раскроя считаются неизвестными) выгодно в качестве функции цели брать суммарное число прутков, так как это сохраняет линейность целевой функции и значительно уменьшает трудоемкость вычислений.
Математическая модель имеет вид
-> min
при условиях:
т %!
S ^jaijkXjh > Pi',
/—1
j=h •
(2)
i — 1, . . n;
.,m; k— 1, .
31
где aijk — число заготовок i-ro типа в k-м варианте раскроя у-го прутка.
В некоторых случаях в модели (2) может потребоваться учесть ряд ограничений:
а) ограниченность производственных возможностей заготовительного участка
tn X]
/ = L » . •> т*>
б) соблюдение транзитных норм 1 т/
/=!,,. т\
в) число реза разных заготовок в /-м варианте
/=1, . . п; /=1, . . м т\ £=1, « . м тгу,
где Tjk— расход рабочего времени на раскрой одного прутка /-го типа k-м. способом; Т—суммарный фонд рабочего времени заготовительного участка предприятия; Nm — минимальная транзитная норма; 8г — предел числа располагаемых заготовок i-ro типа на прутке, определяемый характеристиками режущего оборудования, установленного в заготовительном цехе.
Задачу (2) можно решать известными методами линейного программирования, например симплекс-методом, который рассматривается на примере раскроя рулонных материалов в п. 3.6 гл. 3. Но поскольку этот результат может получиться дробным, то для определения оптимального раскроя следует использовать полученное решение следующим образом.
Пусть Xjk — решение, полученное методами линейного программирования, например симплекс-методом. Тогда количество материала, требуемое для изготовления одного комплекта заготовок, равно
tn xj
2 = S L) X, х^-
/=1
Умножив Xjk на общий знаменатель р, получим целые числа х^р. Это можно рассматривать как решение задачи раскроя Zp прутков, из которых прутков /-го типа по k-му варианту раскраивается Xjkp- В результате раскроя получается р комплектов заготовок. Такие ограничения делают вышеуказанные методы малополезными для большинства технологических сфер применения, в которых обычно обрабатывается определенное количество заготовок и требуется изготовить именно то количество заготовок, которое задано.
1 В данном случае под транзитными нормами понимается общая минимальная масса металлопроката, меньше которой перевозки нецелесообразны или недопустимы.
32
Этап I
Этап П
{Определение исходных вариантов раскроя
till
Оптимальный раскрой с учетом комплексности заготовок
Pl P2 Рз Pn
Z.J L1 t2 L,
т Ъ
Е ЦЕ xjK-^min j=f i к-1 .
•*7 к
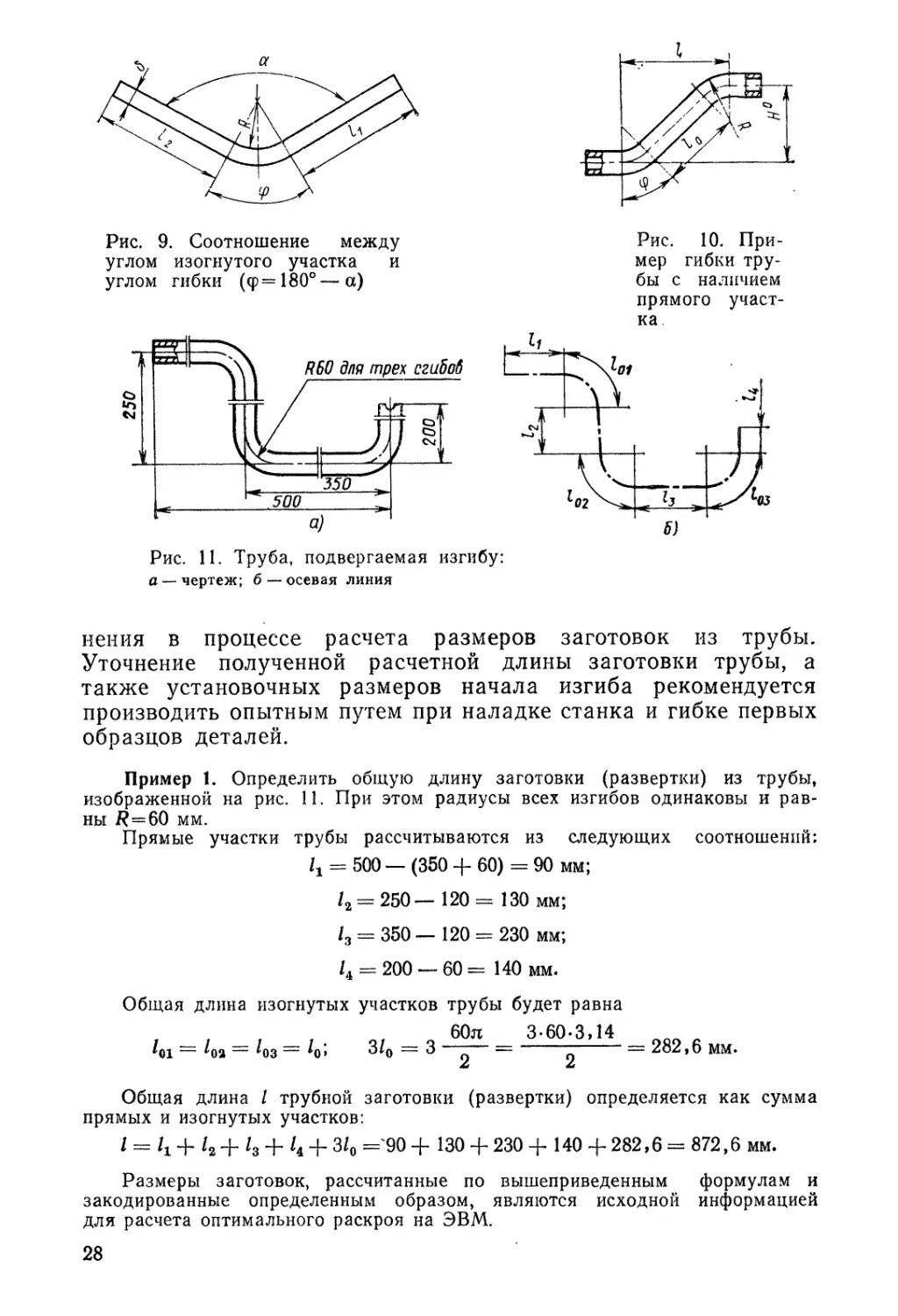
Рис. 13. Этапы решения задачи раскроя методами линейного программирования
В случае, если требуется выкроить только какой-то опре-деленный комплект, к условиям (2) следует добавить условие
xjk — целые числа. (3)
В этом случае получим задачу целочисленного линейного программирования.
Если в условия задачи на заказ мерного материала наложены ограничения, т. е. известно, что прутков длины Lj можно заказать не более определенной величины Zj, то к условиям (2) добавляются условия
т/
(4)
Уравнения (2) —(4) решаются одним из методов линейного программирования (например симплекс-методом), состоящим из двух этапов (рис. 13): на первом этапе определяются исходные варианты раскроя; на втором — из множества исходных вариантов находятся такие, которые удовлетворяют требованиям комплектности и минимальности количества материала. Этот набор и считается оптимальным вариантом раскроя.
Варианты раскроя образуются путем комбинирования различных заготовок во всех возможных сочетаниях. При таком комбинировании даже при незначительном увеличении числа видов заготовок характерен быстрый рост числа возможных сочетаний, т. е. возможных вариантов раскроя. С увеличением числа вариантов раскроя сильно увеличивается размерность задачи линейного программирования, что приводит к резкому возрастанию общего времени решения задачи на ЭВМ.
Для сокращения времени решения задачи на ЭВМ искусственно уменьшают число вариантов раскроя. Это приводит к тому, что набор вариантов выбирается из меньшего числа и уже не дает уверенности в том, что найден действительно самый лучший вариант раскроя.
Нахождение самих исходных вариантов раскроя составляет •специальную задачу, решение которой на ЭВМ связано с боль-
2 Зак. 927 33
co
Математические модели одномерного и двумерного раскроя материалов
Таблица 10
Наименование задачи
1. Раскрой сортового проката-швеллера, уголка и др. (одномерный раскрой) 2. Раскрой листового проката на прямоугольные заготовки (двумерный раскрой) 3. Раскрой, в котором длина проката задается в виде возможных пределов (одномерный раскрой)
Модель Функция цели т xj S Li 2j xik min /=1 k=l при условиях m xj У S yt^xjk=pt’«= ь J=1 k=l n j — 1 Щ, J] • I 6=1,..., T;, xjk 0 и целые; yijk > 0 и целые Модель Функция цели У У /=1 при условиях 2L /Г #Я Г #я \ 2 У (Hiyiik ~Н л Zi,h / /=1 [sSi \L lj J L «j J J + i: £=7“^ \L 4 J J / ) = Pi, i — 1, ••• , n fc = 1, , n/, 2 (hiyijk “b i=l /= 1, ..., tn\ 2j (hiyijk “b p = , • • • , T>j yijh 0 и целые; > 0 и целые; ^ijk > 0 и целые Модель Функция цели т ? У -* min при условиях У yikXk = pi', i = 1 «; k=\ hyik < = 1» • ••» т; > 0 и целые; > 0 и целые; L>^>1
шими вычислительными трудностями. Если задачу раскроя сформулировать так чтобы исходные варианты раскроя аць, в системе уравнений (2) не были известны заранее, то это соответствует задаче нелинейного целочисленного программирования. Различные задачи раскроя и их модели представлены в табл. 10. Однако для решения такой задачи отсутствует строгий математический метод. Решение этой задачи, основанное на приеме П. Гильмора и Р. Гомори, возможно без составления всех исходных вариантов раскроя при помощи динамического программирования, суть которого заключается в следующем.
Сначала на основе выбранных нескольких исходных вариантов раскроя (число которых равно числу различных заготовок) решается задача линейного программирования, заключающаяся в минимизации количества материала при соблюдении комплектности заготовок и неотрицательности переменных, обозначающих число вариантов раскроя fe-ro типа. Затем строится новый вариант раскроя, который может улучшить его план. Для получения этого варианта составляется и решается задача целочисленного программирования, известная как задача о ранце1, и для ее решения применяется метод динамического программирования.
Критерием окончания решения служит получение положительного максимума линейной формы в задаче линейного целочисленного программирования. Он может получиться дробным. И если необходимо получить целочисленное решение исходной задачи, следует полученное решение принять за
1 Сущность задачи о ранце состоит в том, чтобы максимизировать некоторую линейную форму при одном линейном ограничении, целочисленности и неотрицательности переменных (см. рис. 14).
2* 35
I
Ввод исходной информации lЛе,Рс; <>/, п __............ L....
Вычисление исходных вариантов раскроя
I
Решение задачи
Е хк min : = !
при условиях
E а1к ** ~ Pi ’
хк >/ 0, к = 1,...,т
Двойственным симплекс - методом
I
Фиксирование прутка Lj (L ~ Lj)
I
L,п
Решение задачи о ранце
Е uLyL ~^тах -1 при условиях
£ L.y-^L,
yL >,0, целые, 1 = 1,..., п
Да
Е и-ЛЛО
1>т
изЗВМ [хк]и а^
J
1
Подсчет iL=PL-E aiK[^KJ
Подсчет В - Е {хк}
K=f
/ Вывод из ЗВМ 4; иВ.й = 1,- -,
основу и провести следующую дополнительную процедуру: необходимо
целые прутки выкраивать согласно плану, т. е. Xi прутков по первому варианту, Xj прутков по варианту j, Хт; прутков по варианту т. Подсчитывается число заготовок каждого типа, которое недостает для полного комплекта из-за того, что не рассмотрены дробные части в плане:
Ai = Pi-^»W-/=1
Суммарное число дробных частей материала, которое нужно для выкраивания заготовок по оптимальному плану:.
/
Раскрой материала в количестве Z прутков на набор Д1, ..., А недостающих заготовок рекомендуется осуществлять
Рис. 14. Блок-схема алгоритма для получения приближенного целочисленного решения задачи. раскроя пруткового проката:
L. — длина заданного прутка /-го, типа; —длина заготовок i-го типа; р — количество заготовок t-го типа, необходимое по заданию; a^jz—количество заготовок t-го типа в /г-м варианте; — число прутков, раскраиваемых по варианту k; — двойственные-оценки; г/• — число заготовок i-го типа в искомом варианте раскроя; Д-— число заготовок i-ro типа, которое недостает для полного комплекта; В —суммарное количество материала, необходимое для выкраивания заготовок по оптимальному плану
36
следующим образом: разбить все дробные части {х3,}, / = т
на группы так, чтобы в каждой группе {x]r} ж 1, и целый Г
т пруток раскрывать по плану заготовок r-го типа
(/= 1, ..., ri).
Если такие группы образовать нельзя, то надо из имеющегося материала (Z прутков) выкроить нужное число заготовок так, чтобы отходы от каждого прутка были наименьшими. Для этого сначала выкраивают крупные заготовки, а из оставшихся концов более мелкие с учетом условия комплектности. Блок-схема приближенного алгоритма для получения целочисленного решения задачи раскроя пруткового проката приведена на рис. 14 *. Подробное рассмотрение методов линейного и динамического программирования не входит в содержание данной книги, поскольку по этому вопросу имеется обширная литература [29, 41, 48, 66, 70, 83—85].
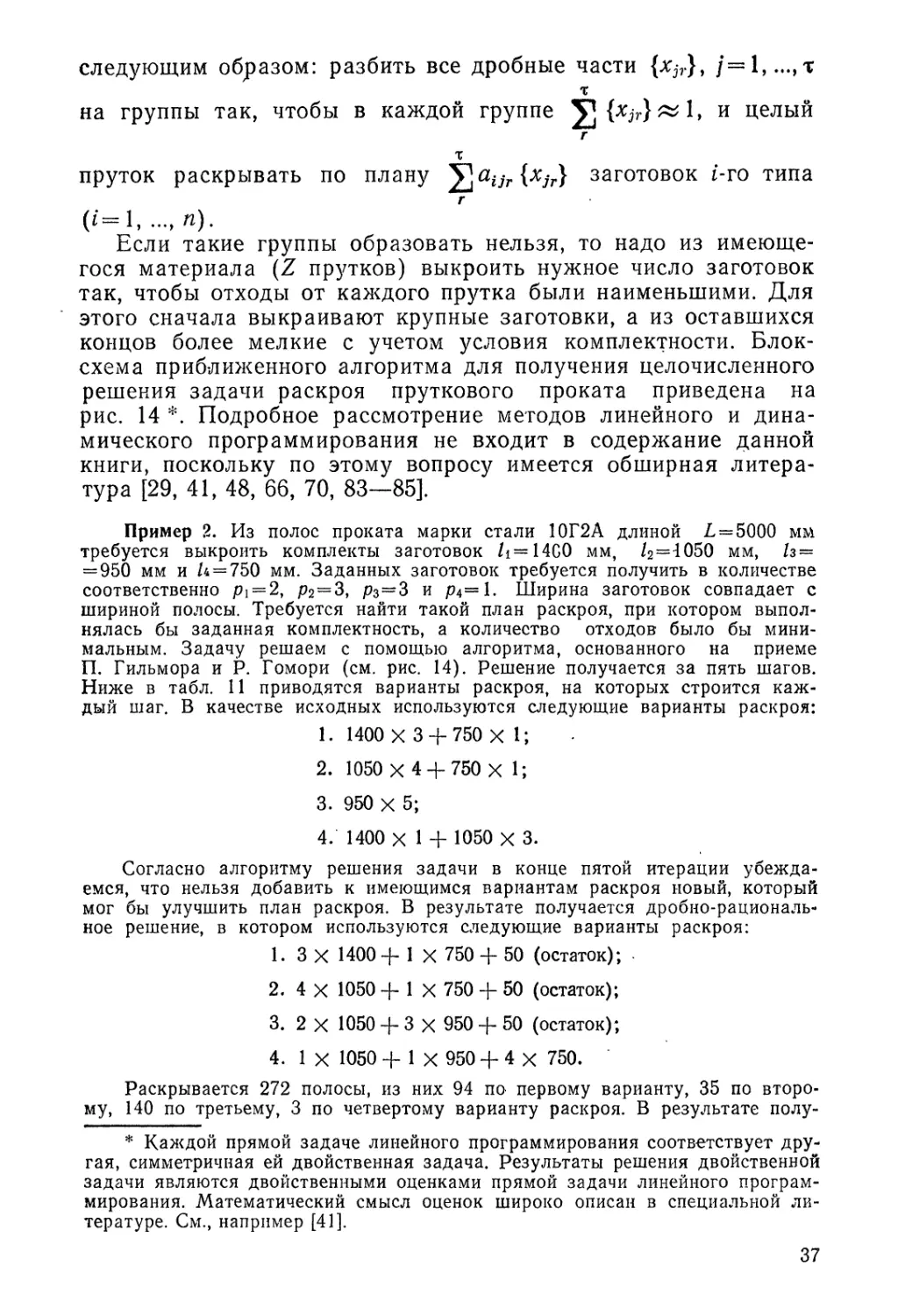
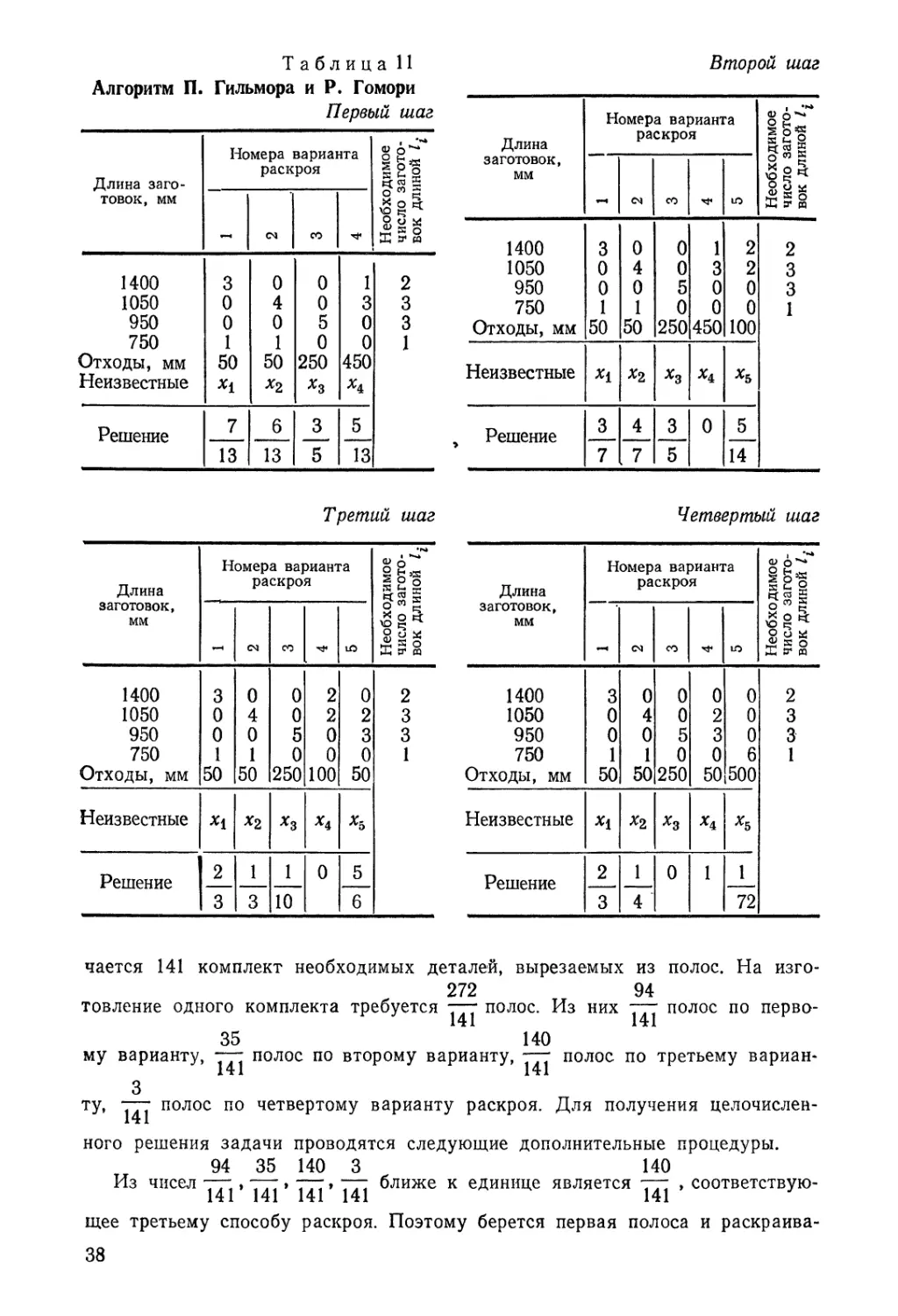
Пример 2. Из полос проката марки стали 10Г2А длиной Л = 5000 мм требуется выкроить комплекты заготовок /1=1400 мм, /2=4050 мм, /з = = 950 мм и /4 = 750 мм. Заданных заготовок требуется получить в количестве соответственно pi = 2, р2=3, р3=3 и р4=1. Ширина заготовок совпадает с шириной полосы. Требуется найти такой план раскроя, при котором выполнялась бы заданная комплектность, а количество отходов было бы минимальным. Задачу решаем с помощью алгоритма, основанного на приеме П. Гильмора и Р. Гомори (см. рис. 14). Решение получается за пять шагов. Ниже в табл. 11 приводятся варианты раскроя, на которых строится каждый шаг. В качестве исходных используются следующие варианты раскроя:
1. 1400 X 3 + 750 X 1;
2. 1050 х 4 + 750 х 1;
3. 950 X 5;
4. 1400 X 1 + Ю50 X 3.
Согласно алгоритму решения задачи в конце пятой итерации убеждаемся, что нельзя добавить к имеющимся вариантам раскроя новый, который мог бы улучшить план раскроя. В результате получается дробно-рациональное решение, в котором используются следующие варианты раскроя:
1. 3 X 1400+ 1 X 750 + 50 (остаток);
2. 4 X 1050 + 1 X 750 + 50 (остаток);
3. 2 X 1050 + 3 X 950 + 50 (остаток);
4. 1 X Ю50 + 1 х 950 + 4 X 750.
Раскрывается 272 полосы, из них 94 по первому варианту, 35 по второму, 140 по третьему, 3 по четвертому варианту раскроя. В результате полу-
* Каждой прямой задаче линейного программирования соответствует другая, симметричная ей двойственная задача. Результаты решения двойственной задачи являются двойственными оценками прямой задачи линейного программирования. Математический смысл оценок широко описан в специальной литературе. См., например [41].
37
Таблица 11
Алгоритм П. Гильмора и Р. Гомори
Первый шаг
Длина заготовок, мм
Номера варианта раскроя
сч
1400
1050
950
750
Отходы, мм Неизвестные
3 о о
1 50 xt
0
4
0
1
50
Х2
0 о
5 0 250 хз
1
3
0 о
450
Решение
7
13
6
13
5
13
2
3
3
1
§2 о tf ст ® о « £ и о «
3>
5
чается 141 комплект необходимых деталей, вырезаемых из полос. На изго-272 94
товление одного комплекта требуется ууу полос. Из них — полос по перво-
35 140
му варианту, — полос по второму варианту, — полос по третьему вариан-141 141
3
ту, ууу полос по четвертому варианту раскроя. Для получения целочислен-
ного решения задачи проводятся следующие дополнительные процедуры.
94 35 140 3 140
Из чисел — , — > —, — ближе к единице является — , соответствую-141 141 141 141 141
щее третьему способу раскроя. Поэтому берется первая полоса и раскраива-
38
Таблица 12
Пятый шаг
Расчет плана раскроя пруткового проката длиной L=200 мм на заданные заготовки
ется по третьему способу, т. е. две заготовки по 1050 мм и три заготовки по 950 мм. Остается изготовить заготовки в следующих количествах: 1400 мм —2 шт., 1050 мм — 1 шт., 750 мм—1 шт. Очевидно, для этого нужна полоса длиной 28004-1050+750=4600 мм. Следовательно, если выре^ зать из второй полосы требуемые заготовки, то вместе с первой полосой получим заданный комплект и остаток от второй полосы, равный 400 мм. Этот остаток можно использовать для изготовления более мелких заготовок, т. е. отнести к деловым отходам. Таким образом, целочисленное решение задачи получится следующим образом: раскроить две полосы для изготовления одного комплекта, из них первая полоса раскраивается по плану
2 X 1050 + 3 X 950 + 50 (остаток), а вторая
2 X 1400 + 1 X Ю50 + 1 X 750 + 400 (остаток).
При этом коэффициент раскроя равен 0,955.
Решение задач раскроя материалов, основанное на эвристических методах. Эвристические методы являются методами решения задач, построенными на использовании правил, приемов, упрощений, обобщающих прошлый опыт решающего. Эвристическое рассуждение — предварительное правдоподобное рассуждение, направленное на поиск решения задач определенного класса. Эвристические рассуждения и методы строятся на использовании аналогии отдельных практических приемов специалиста (технолога, плановика, диспетчера и др.) и на логическом умозаключении от частных, единичных случаев к общему выводу или от отдельных практических приемов к обобщениям. Систематизацию эвристических принципов пытались произвести многие ученые, такие, как Р. Декарт, Г. Лейбниц, Б. Больцано и др. В последнее время к обобщению и использованию эвристических методов обратилась кибернетика в разделе искусственного интеллекта, преследуя в основном две цели: изучение
39
Рис. 15. Этапы процесса эвристического моделирования раскроя материалов способностей мозга человека к творческому продуктивному мышлению при решении определенных типов задач; воспроизведение этих способностей на ЭВМ, расширяя тем самым возможности вычислительных машин как систем по переработке информации. Эти цели реализуют определенное направление в кибернетике — эвристическое программирование. Схематическое изображение основных этапов процесса эвристического программирования применительно к задачам раскроя материалов приведено на рис. 15.
Таким образом, при эвристическом программировании раскроя материалов на уровне процессов переработки информации необходимо выделить сами законы переработки информации, т. е. вскрыть закономерности мышления технолога при составлении плана раскроя и довести эти знания до программ, состоящих из элементарных информационных процессов. Решение ряда задач раскроя материалов с использованием эвристических методов и с помощью ЭВМ и анализ полученных результатов показывает, что в прикладном плане эти методы дают практически приемлемые результаты, а в некоторых случаях, например при раскрое сварных труб, раскрое сортового проката и др., планы раскроя получаются безотходными. Если требуется аналитическая оценка погрешности эвристического метода оптимизации, то может быть использована следующая формула [57]:
М(Х-Д)= f (х — Д) (х). (5)
—оо
40
В результате экспериментов по какому-то известному эвристическому алгоритму Ai получаем результаты решений Xi,...»
Xi,...»хп, Xi — достигнутый минимум в 1-м эксперименте, показывающий отходы материала и полученный с помощью заданного алгоритма.
Если начальные условия выбираются случайно, то Xi будут значениями некоторой случайной величины X. Ее функция распределения Fx определяется опытным путем. Величина А обозначает минимальные отходы, ее начальное значение в задачах раскроя материалов может быть принято равным нулю. Тогда формула (5) примет следующий вид:
М(Х)= J xdFx(x). (6)
-00
В данной книге рассмотренные задачи раскроя решены с использованием эвристических методов. Далее в тексте рассмотрен алгоритм, основанный на методе размерной последовательности, т. е. применен так называемый сквозной рез пруткового проката, который относится к категории эвристических методов.
Алгоритм, основанный на методе размерной последовательности при раскрое пруткового проката. Сущность метода размерной последовательности при раскрое заключается в том, что размещение заготовок на прутковом прокате производится путем последовательного подбора, начиная с заготовок больших размеров. Раскрой прутка на данную заготовку производится до тех пор, пока концевой остаток не получится меньше заготовки или когда количество раскроенных заготовок данного вида не достигает комплектности. После этого с концевым остатком производят аналогичную процедуру, т. е. раскладывают заготовку меньших размеров до тех пор, пока не получится концевой отход, меньший самой минимальной заготовки. Показателем, определяющим экономичность раскроя, является коэффициент раскроя.
Последовательность решения задачи следующая.
1. Расположение заготовок по длинам в порядке убывания ОТ ^шах ДО 4nin-
2. Раскрой основной заготовки из одного типоразмерного прутка:
сортировка прутков по убыванию их длин
сортировка прутков по убыванию их числа Qi>Q2>...>Qq; определение необходимого числа прутков для удовлетворения комплектности;
определение остаточного размера прутка в каждом цикле работы алгоритма и выбор очередной заготовки для раскладки.
3. Раскрой остаточного размера прутка:
подбор подходящих заготовок, которые можно получить из остаточных, размеров прутков;
41
соблюдение комплектности при раскрое остаточных размеров прутков.
4. Подсчет коэффициента раскроя прутка.
5. Если при раскрое по вышеизложенным правилам отходы будут больше минимально допустимых, то необходимо повторить раскрой по последующим типоразмерам прутков или число основных заготовок, располагаемых на материале, уменьшаем на единицу и все процедуры повторяются заново, начиная сп. 1. Таким образом, варьируя расположения заготовок на материале, остановимся на экономически приемлемом варианте (табл. 12).
6. Выбор наивыгоднейшего типоразмера прутка для раскроя.
7. Исключение из комплекта раскроенных заготовок.
8. Переход к следующей заготовке.
9. Подсчет общего коэффициента раскроя по всему комплекту заготовок.
Блок-схема алгоритма решения этой задачи представлена на рис. 16.
Алгоритм решения задачи раскроя, в котором длина проката задается в виде возможных пределов. Предполагается, что известны верхняя Lmax и нижняя Лдцщ границы размеров (по ГОСТу) заказываемого мерного проката. Необходимо определить наиболее рациональную длину проката £ (^тах^^^^тш) в определенных количествах т, которую надо заказать, чтобы получить оптимальный план раскроя. В то же время в результате раскроя т прутков длиной £ необходимо получить заданный комплект заготовок pi (i = l, 2,..., п). Коэффициент использования прутка при раскрое может быть определен по формуле (1). Математическая модель сформулированной задачи приведена в табл. 10.
Для решения задачи эффективным алгоритмом является алгоритм, основанный на методе фиксированного числа прутков [5, 11, 25], суть которого заключается в следующем. Находится наименьшее число прутков, из которых можно выкроить заданный комплект заготовок. Далее решение осуществляется методами математического программирования путем варьирования требуемого числа прутков от установленной нижней границы до верхней (возможной). В качестве верхней границы числа
п прутков можно брать величину Однако с вычислитель-
ной точки зрения принять ее в качестве верхней границы нерационально, так как это приведет к лишнему числу итераций (шагов). Предположим, что коэффициент использования металла при раскрое, достигнутый на предприятии, равен Ко. Тогда должно выполняться неравенство
42
Рис. 16. Блок-схема алгоритма решения задачи раскроя сортового (пруткового) проката, основанного на методе размерной последовательности:
L.—длина /-го прутка (/=1.... т); /- — длина заготовок i-ro типа (7—1. п); —
требуемое число заготовок i-ro типа по заданию; Qj — число прутков /-го типа (/» = 1....т); ft —число раскраиваемых на данном прутке фиксированных заготовок
43
Q Начало j
.________„....J ___________
Ввод исходной информации
ЬтахЛтсгьКо > L'li Pi • i=i,.>.,n t
Подсчет максимального количества прутков„
Zmax~ UPi-iilL min Ko] *
Подсчет минимального числа прутков
[£ Pi^ilUpcnufE pcLi/L}-0 г«Н ‘”п i=>
[ E ptLjL]-*1,ec/iu{EpfL-jLpO
Рис. 17. Блок-схема алгоритма решения задачи раскроя, в которой длина проката задается в виде возможных пределов:
Чпах и ^min верхняя и нижняя границы линейных размеров проката по ГОСТу;
— длина заготовок i-ro типа; — число заготовок i-ro типа, необходимое по заданию, Ко — коэффициент раскроя, который достигнут на предприятии; у^г — переменная, обозначающая количество "i-x заготовок, выкраиваемых на г-м прутке; z — переменная величина, обозначающая число прутков, нужных для получения плана раскроя; Дг — отходы, получаемые от г-го прутка; £ — неизвестная длина проката
*
Фиксирование количества прутков, на которых строится план z-z0
Z______ I
Решение задачи целочисленного линейного программирования
прй условиях Е Ar min
г
Е уг= рс, i = l,...,n
L 11У^Лг=С,г=1,...,п
L = !
У1Г*0>ЦеЛЬ/е, *r>'0, Lfnin Lmax
♦ ♦
Решение существует
14g ~~
Запоминание решения
—...
Увеличение количества прутков на единицу z:-z + 1
Выбор из запомненных решений, ре -шений с минимальными отходами
Оптимальное, t решение найдено Q Конец
п
2
—>к0, &
откуда
п
2 pik z < —!----,
%
где z — переменная величина, обозначающая число прутков, необходимых для получения плана раскроя; £—неизвестная длина прутка.
Так как £^Lmin, то в качестве верхней границы можно взять
~ п 2piit z = ---------
^max т jz
_ bminAo J
Блок-схема алгоритма раскроя пруткового проката по этому методу приведена на рис. 17. Кроме того, эту задачу можно решить приближенным методом — методом размерной последовательности,
применяя этот метод к длинам прутков, лежащим в задан-» ных пределах Lmax>O^min И меняющимся через определенный шаг.
44
Пример 3. Из сортового проката длиной 8000 мм необходимо получить комплект заготовок, приведенный в табл. 13.
Результаты расчетов, проведенные методом размерной последовательности, даны в табл. 14.
Для раскроя заданного числа заготовок требуется 8389 кусков сортового проката длиной 8000 мм.
Пример 4. Из сортового проката длиной 12 000 мм необходимо получать комплект заготовок (табл. 15).
Результаты расчетов, проведенных методом размерной последовательности, приведены в табл. 16.
В последнем (№ 7) плане раскроя (2X4096) остаток от каждого из шести прутков 3808 мм можно отнести к деловым отходам, которые в заводских условиях эффективно можно использовать для раскроя более мелких .деталей. В этом случае соответственно повысится коэффициент раскроя. Для раскроя заданного числа заготовок требуется 238 кусков сортового проката длиной 12 000 мм.
Таблица 13
Исходная информация о заготовках
Длина заготовки, мм 867 2392 946 2256 78 178 821 1006 86 2281 3032
Необходимое число заготовок по заданию (комплектность) 3600 6000 14 000 6000 12000 12 000 2000 2000 4000 2000 3600
Таблица 14
План рационального раскроя сортового проката длиной 8000 мм «а заданные заготовки
№ по пор. План раскроя сортового проката длиной 8000 мм Число прутков, раскраиваемых по данному плану Коэффициент раскроя
1 2 x 3032+1 X 1006+1Х867 1800 0,992
2 3 x 2392+1x821 2000 0,999
3 3x2281+1X1006+1x86 200 0,991
4 3X2281+1X946+1X178 446 0,995
5 2x2281+1 Х2256+1Х946+1X17. 1 0,992
6 3x2256+1 X 946+1X 178+1 х86 1999 0,997
7 2 X 2256+3 X 946+3 X178+1X 86 1 0,996
8 8X946+2X178 1441 0,990
9 3 X 946+5 х 867+4 х 178+1X 86 1 0,996
10 9X867+1X178 199 0,997
11 4x867+25x178+1x78 1 0,999
12 44X178+1X86+1X78 145 0,999
13 41x178+8x86 1 0,998
14 93x86 17 0,999
15 65 x 86+30 x 78 1 0,991
16 102x78 115 0,994
17 94x78 1 0,916
Общий коэффициент раскроя 0,995
45
Таблица 15
Исходная информация о заготовках
Длина заготовки, мм 3091 3866 4096 4321 4366 1006 1666 5076 5346 6706
Необходимое число заготовок по заданию (комплектность) 56 56 56 56 112 80 56 56 112 56
Таблица 16
План рационального раскроя сортового проката длиной 12 000 мм на заданные заготовки
№ по пор. План раскроя сортового проката длиной 12 000 мм Число прутков, раскраиваемых по данному плану Коэффициент раскроя № по пор. План раскроя сортового проката длиной 12 000 мм Число прутков, раскраиваемых по данному плану Коэффициент раскроя
1 1X67064-1X5076 56 0,981 5 2x4096+3x1006 8 0,934
2 2x5346-1-1X1006 56 0,974 6 1X4096+2x3866 28 0,985
3 2 x 43664-1x3091 56 0,985 7 2x4096 6 0,682
4 2 x 43214-1x1666 28 0,997 8 Общий коэффициент раскроя 0,974.
Вышеизложенные примеры раскроя сортового проката решены автором по просьбе коллектива бригады социалистического труда «Техника» завода «Феммункаш» гор. Кишкунхалаш Венгерской Народной Республики [27]. Далее приводятся примеры раскроя труб и уголка, внедренного с использованием метода размерной последовательности на Иркутском заводе тяжелого машиностроения имени В. В. Куйбышева.
Пример 5. Из труб длиной 6000 мм необходимо получить 1800 комплектов заготовок длиной 1050, 980, 690 мм. При условии изготовления из одной трубы двух комплектов, потребуется 900 труб, отходы от каждой составят 560 мм. Это же число комплектов заготовок можно получить методом размерной последовательности, результаты расчетов которого приведены в табл. 17.
Результаты расчетов показывают, что вместо 900 труб для раскроя на заготовки длиной 1050, 980, 690 мм требуется 840 труб. Коэффициент раскроя труб в первом случае Kpi = 0,90; во втором КР2 = 0,97.
46
Таблица 17
План рационального раскроя труб длиной 6000 мм «а заданные заготовки
№ по пор. План раскроя труб длиной 600 0 мм Количество труб, которые раскраиваются по данному плану Коэффициент раскроя
1 1050x5+690x1 360 0,99
2 980x6 1800 0,98
3 690x8 1440 0,92
Общий коэффициент раскроя — 0,99
Таблица 18
План рационального раскроя уголка длиной 4400 мм на заданные заготовки
№ по пор. План раскроя уголка длиной 44 00 мм Число уголков, раскраиваемых по данному плану Коэффициент раскроя
1 1600x2+1200x1 2000 1
2 1200x2+1000x2 1000 1
3 1000x4 500 0,9
Общий коэффициент раскроя — 0,98
Пример 6. Из уголка длиной 4400 мм необходимо получить 4000 комплектов из трех заготовок длиной 1600, 1200 и 1000 мм. При условии изготовления из одного уголка одного комплекта заготовок потребуется 4000 уголков и отходы от каждого уголка составят 600 мм.
При решении задачи раскроя по методу размерной последовательности коэффициент раскроя значительно увеличится. Результаты расчетов сведены $ табл. 18.
Таким образом, вместо 4000 уголков для раскроя на заготовки длиной 1600, 1200 и 1000 мм требуется 3500 уголков. Коэффициент раскроя в первом случае Kpi = 0,86; во втором КР2=0,98.
3.2. Раскрой сварных труб
В данном разделе рассматриваются задачи оптимального раскроя заготовок змеевиков из сварных труб, характерных для котлостроительной промышленности, которые ставятся следующим образом [12]. Размеры заготовок змеевиков Ц превышают максимальный размер труб L, выпускаемых по ГОСТу, или менее их. При раскрое предварительно производят непрерывную стыковку труб (рис. 18, а) с последующей отрезкой заготовки змеевика нужного размера. При непрерывной сварке за-
47
О)
готовки стыкуются равными по размеру трубы. Ширина реза при отрезке заготовки по размеру составляет некоторое известное число А. После отрезки заготовки (рис. 18, б) поступают на гибку (рис. 18, в, г) и комплектами укладываются в кассеты. В каждую кассету укладывается определенное число комплектов змеевиков.
По техническим условиям изготовления котлов стыки труб должны располагаться на прямых участках змеевиков с расстоянием от конца гиба и от мест приварки деталей не менее заранее заданного допуска. Это обусловливает необходимость оптимального раскроя заготовок змеевиков с максимальным уменьшением отходов труб при резке. Требуется составление оптимального плана раскроя сварных труб с учетом условий задачи. Пример раскроя змеевика длиной / = 38 315 мм из трубы диаметром 42X4 мм (сталь 12Х1МФ) с различными радиусами гиба показан на рис. 19.
Экономичность раскроя характеризуется коэффициентом раскроя (/Ср), представляющим собой отношение общей по-
v
лезной длины к общему количеству материала
V
48
770
Рис. 19. Пример раскроя змеевика с различными радиусами гиба
Рис. 20. Развертка змеевика с указанием участков изгиба
Алгоритм раскроя должен реализовать такую последовательность резки заготовок змеевиков из труб, чтобы места сварки не попадали на сгиб каждого типоразмера змеевика и чтобы число отрезанных змеевиков каждого типоразмера удовлетворяло бы условию комплектности.
Предположим, что имеется бесконечная труба, сваренная в k местах (1, 2, 3, ..., k от начала). Надо выкроить комплект змеевиков так, чтобы места сварки не попадали на сгиб змеевика. Для каждого змеевика, входящего в комплект, задаются следующими величинами: Ц — длина /-го змеевика с учетом припуска на разрезку; сц — расстояние от концов, определяющее область, куда могут попасть сварные стыки f-го змеевика; bi — участок в середине i-го змеевика, на который могут попасть сварные стыки (bi может быть равен нулю); pi— количество заданных змеевиков /-го типа, входящих в комплект (рис. 20).
Пусть неизвестными будут координаты резов по порядку Х2, хП) где п — число всех змеевиков в комплекте. Переменные Xf должны удовлетворять следующей системе ограничений:
x/+i = xf + (7)
49
(kfL < xf + at) V {{kfL > xf + at + di) A | ,
A {kjL < Xy + at + dt + bf)) V (kfL > Xy + + 2dt + bt), J
где -»»),. kf = [xf/L]+ 1; f=l, .... n; i=l... v;
v—число типов змеевиков в комплекте; n = ^Pi-
Для змеевиков с различными радиусами гиба система ограничений будет другой, но получается она аналогично системе (8).
Любое решение уравнений (7), (8) является решением сформулированной выше задачи, но заранее нельзя сказать, имеет ли уравнение (7) решение. Интуитивно можно предположить, что чем больше Lun, тем больше вероятность, что уравнение (7) имеет решение. Для решения уравнения рекомендуется эвристический метод, суть которого заключается в следующем.
На 6-м шаге выбирается k-й рез (т. е. xfi). Выбор реза осуществляется так, чтобы создавались наиболее благоприятные условия для (6+1)-го шага. Введем некоторые определения и обозначения. 6-й шаг характеризуется следующими величинами: Xk-i — координата реза на предыдущем шаге; pW— число змеевиков i-ro типа, не достающих до комплекта (i=l, ...» v).
Змеевик, для которого выполняются условия, описанные системой уравнений (8), будем называть допустимым для укладки на 6-м шаге.
Обозначим множество допустимых змеевиков на 6-м шаге через Ah. Множество допустимых змеевиков на (6+1)-м шаге при условии, что на 6-м шаге взят змеевик i, обозначим через B^+v. Тогда алгоритм последовательного выбора резов будет заключаться в следующем [12, 20].
1. Находим множество допустимых на 6-м шаге змеевиков Ah. Если Ak -- пустое множество, то переходим, к п. 9.
2. Для каждого 1<^Ак находим множество допустимых змеевиков на (6+1)-м шаге
3. Выбираем тот змеевик, для которого множество наибольшее.
4. Если такой змеевик один, то его отрезаем на 6-м шаге и переходим к п. 1; если змеевиков несколько, то переходим к п. 5.
5. Из отобранных в п. 3 змеевиков выбираем тот, для которого р^ максимальна.
6. Если такой змеевик один, то его выбираем на 6-м шаге и переходим к следующему шагу (к п. 1), в противном случае переходим к п. 7.
7. Из отобранных в п. 5 змеевиков находим тот, для которого максимальна di.
8. Выбрав на 6-м шаге змеевик с максимальным переходим к п. 1.
50
9. Решения нет. К изложенному алгоритму рекомендуется добавить следующее:
а) выбрать некоторую минимальную длину А (начиная с минимального значения А= 10 мм);
б) добавить А к координате последнего реза и считать эту величину координатой последнего реза;
в) применять изложенный алгоритм резки; если и в этом случае не окажется допустимых змеевиков, то к координате последнего реза добавить 2 А, затем 3 А и т. д. — до получения решения; при таком способе поиска всегда получим решение, но если, применяя вышеизложенный алгоритм, получаем решения без отходов, то, применяя дополнительное действие, полу-чим решение с отходами; многочисленные экспериментальные расчеты показывают, что решение обычно получается по изложенному алгоритму без применения последних действий, т. е. без отходов; укрупненная блок-схема алгоритма получения рационального плана раскроя сварных труб приведена ниже на рис. 21.
Если размеры труб, поступающих в производство, будут различные Lj (/=1, ..., m), то рекомендуется следующее: сортировать трубы по убыванию их длин >Lm\ сортиро-
вать трубы по убыванию их количеств (Qi>Q2--« >Qm). Далее следует применять вышеизложенный алгоритм.
Если изготовление змеевиков таким способом из немерных труб в производственных условиях окажется затруднительным, что связано с обмером труб, их сортировкой, занятием дополнительных площадей для раздельного складирования и др., то может быть использован следующий способ.
Для каждой плети создается макет трубной плети (рис. 22, а), на котором отмечаются участки гиба, т. е. те участки, на которые не должны попадать места сварки. Берется труба, сваренная из нескольких различных труб, места сварки кото-, рых помечают черной полосой и производят следующие операции:
а) сначала совмещают правые концы труб и макета (положение Л). Проверяют, попадает ли хотя бы одна точка сварки на участок, помеченный черной полосой макета, если нет, то отрезают от трубы длину L, а остаток используют в новый раскрой;
б) если точка попадает на участок, помеченный черной полосой, то начинают двигать трубу вправо вдоль макета до тех пор, пока ни одно место сварки не будет попадать на запрещенные участки. Такого положения может и не быть, а это значит, что данная труба не подходит для изготовления данной плети. Удовлетворяющих положений может быть несколько (см. на рис. 22, а положения Б и В). Из нескольких положений выбирают более рациональный вариант, наиболее всего отвечающий требованиям производства. Здесь смотрят на остатки, от-
51
Рис. 21. Блок-схема алгоритма раскроя сварных труб резаемые от трубы слева и справа, и выбирают такой вариант, когда эти остатки можно использовать с большой пользой.
В нашем примере положение В предпочтительнее, так как в этом случае от трубы справа (Д2) получается большой остаток, который можно использовать в производстве при составлении последующих плетей, а небольшой остаток слева (Д3) в отходы. В положении же Б и справа (Д1) и слева (Д1) остатки маленькие. Кроме того, положение В является более надежным вариантом, в котором количество стыков меньше.
Рассмотренный способ раскроя змеевиков из немерных труб может быть реализован с помощью вычислительной техники по ходу технологического процесса. В этом случае вводят математическую модель эталонной трубы с указанием на ней участков гиба. Далее на основании информации о реальных трубах произвольной длины, поступающих в случайной последовательности из бункера и измеряемых на ходу специальным измерительным устройством, оборудованным датчиками, связанными с ЭВМ, осуществляется раскрой по предусмотренному алгоритму. А остатки при резке труб могут быть возвращены в бункер для повторного использования.
Анализ существующего производства на ряде предприятий котлостроительной промышленности показывает, что уровень технологического процесса изготовления змеевиков в настоящее
52
Рис. 22. Схема реализации раскроя сварных немерных труб на заданные заготовки (а) и схематические изображения змеевиков после гибки (б)
время остается еще низким из-за большого использования ручных операций при сортировке, измерении, разметке, резке, сварке и других операциях. При этом допускается большой перерасход металла, в том числе по причине нерационального раскроя сварных труб.
Одним из перспективных направлений решения проблемы оптимального раскроя сварных труб является применение управляющих вычислительных машин (УВМ) АСВТ типа М-6000 для моделирования алгоритмов раскроя сварных труб и автоматического управления режущими, стыкосварочными, трубогибочными машинами и станками. Таким образом, математические методы, УВМ и другие средства позволяют создавать автоматизированные системы управления технологическими процессами (АСУ ТП), предназначенные для управления технологическими машинами и агрегатами.
Создание АСУ ТП позволит осуществить следующие операции: автоматическое измерение параметров поступающей на
53
обработку трубы; передачу значений параметров УВМ, автономному управляющему устройству или оператору; информирование оператора о сбойной ситуации в процессе, остановке, поломке и др.; нахождение оптимального режима подачи или раскроя заготовок змеевиков для данного момента тому или иному технологическому агрегату или объекту управления в. целом; формирование и реализация управляющих воздействий, обеспечивающих ведение найденного оптимального режима раскроя сварных труб; выдачу оператору рекомендаций по управлению; распределение материальных потоков и нагрузок между основными технологическими агрегатами; управление пусками и остановками агрегатов.
На Дорогобужском котельном заводе создана автоматическая линия изготовления заготовок змеевиков для конвенктив-ных секций котлов типа ПТВМ, где для раскроя сварных труб заложены вышеизложенные принципы. Линия предназначена для безотходного производства заготовок змеевиков из мерных и немерных труб 0 28x3 длиной 4—12 м [24].
Пачки труб, предварительно прошедшие операцию расконсервации, подаются при помощи мостового крана и загружаются в бункер автоматического стеллажа-питателя. Со стеллажа в стыкосварочную машину поочередно подают трубы с предварительно зачищенными концами (труботорцовочный станок ТТС-60) и сваривают их в непрерывную плеть, которую направляют в устройство для отрезки заготовок под змеевики. Для исключения попадания сварного шва в место изгиба змеевика заготовки' отрезают в определенной последовательности за счет выдвижения упоров, для чего после сварки плети производят ее оптимальный раскрой по вышеизложенному алгоритму. Отрезанные заготовки поступают на установку, где производят их гибку в соответствии с требуемым для этой длины типоразмером змеевика. Схематические изображения змеевиков после гибки показаны на рис. 22, б. Рабочее место гибки и укладки змеевиков состоит из следующих основных механизмов: рольганга, подающего трубу к трубогибочной машине; трубогибочной машины; механизма удаления и укладки змеевиков в кассеты и механизма системы кассет. Принцип работы рабочего места заключается в автоматической подаче трубных заготовок к трубогибочной машине, где производится гибка змеевика и укладка готовых змеевиков в кассету. Для каждого» типа котла предусмотрена своя система управления, которая применяется при переналадке линии на какой-либо другой тип котла.
Технологический процесс изготовления змеевиков можно рассматривать как многоэтапный с многоконтурной прямой связью (рис. 23). При изготовлении змеевиков на каждой ступени происходят соответствующие операции (сварка, резка, гибка и др.) в определенный период времени Т°, предусмотрен-
54
Рис. 23. Многоэтапный процесс изготовления змеевиков с многоконтурной прямой связью:
(Т)—вектор, описывающий состояние процесса на fc-м шаге; F(Т) — вектор управ* ления на fc-м шаге
ный на каждой ступени технологического процесса управления Г(Т°).
Рассмотренная в данном разделе книги идея алгоритма может быть использована для решения аналогичных задач, встречающихся в других отраслях промышленности, например, при раскрое заготовок при производстве сварных труб из цветных металлов и сплавов; при резке стыкованных рулонных материалов на заданные длины L, где Amax^r^Lmin, a Lmax и imin определяются соответствующим ГОСТом. При этом нужно получить максимальный выход годного металла. Годным по ГОСТу считается такой рулон, который имеет L шах 2^ Г 2^ ^min и содержит не более одного сварного шва.
Пример 7. Из труб 028X3 из стали Ст. 20 длиной Л = 9191 мм требуется получить 30 комплектов змеевиков для котла типа ПТВМ-50. Предварительно производят непрерывную стыковку труб с последующей отрезкой нужного размера заготовки змеевика. При отрезке заготовки по размеру ширина реза составляет 4 мм. Исходная информация о размерах змеевиков для котла типа ПТВМ-50 представлена в табл. 19. Размеры змеевиков даны с учетом припуска на разрезку.
Результаты расчетов раскроя сварных труб, приведенные по вышеизложенному алгоритму, представлены в табл. 20.
Таблица 19
Гипоразмеры змеевиков для котла типа ПТВМ-50
Номер змеевика Длина 1, мм Составные части змеевика, мм Номер змеевика Длина Z, мм Составные части змеевика, мм
Ь а Ь а
1 8883 490 3961 4 8907 94 3793
2 8639 358 3905 5 7907 0 3737
3 8395 226 3849 6 7693 0 3716
55
Таблица 20
План раскроя сварных труб для котла типа ПТВМ-50
Номер шага Номер змеевика Координаты реза Номер шага Номер змеевика Координаты реза
1 4 8 907 50 1 421 182
2 1 17 790 51 2 429821
3 2 26 429 52 3 438 216
4 3 34 824 53 4 447 123
5 5 42 731 54 1 456 006
6 4 51638 55 6 463699
7 6 59 331 56 5 471 606
8 1 68 214 57 2 480 245
9 2 76 853 58 3 488640
ю 3 85 248 59 5 496 547
и 5 93 155 60 6 504 240
12 6 100 848 61 4 513147
13 4 109 755 62 1 522 030
14 1 118638 63 2 530 669
15 2 127 277 64 3 539 064
16 3 135672 65 4 547 971
17 5 143 579 66 6 555 664
18 6 151272 67 5 563 571
19 1 160 155 68 1 572 454
20 4 169062 69 2 581 093
21 2 177 701 70 • 3 589 488
22 3 186 096 71 5 597 395
23 5 194 003 72 6 605 088
24 6 201 696 73 4 613 995
25 4 210 603 74 1 622 878
26 1 219 486 75 2 631 517
27 2 228 125 76 3 639 912
28 3 236 520 77 6 647 605
29 4 245 427 78 5 655 512
30 1 254 310 79 4 664 419
31 2 262 949 80 1 673302
32 6 270 642 81 2 681 941
33 5 278 549 82 3 690 336
34 3 286 944 83 5 698243
35 5 294 851 84 6 705936
36 6 302 544 85 4 714 843
37 4 311451 86 1 723 726
38 1 320 334 87 2 732 365
39 2 328 973 88 3 740 760
40 3 337 368 89 6 748 453
41 4 346 275 90 5 756 360
42 1 355 158 91 4 765 267
43 4 364 065 92 1 774 150
44 6 371 758 93 2 782 789
45 5 379 665 94 3 791 184
46 2 388 304 95 5 799 091
47 3 396 699 96 6 806 784
48 5 404 606 97 4 815 691
49 6 412 299 98 1 824 574
56
Продолжение табл. 20
Номер Номер Координаты Номер Номер Координаты
шага змеевика реза шага змеевика реза
99 2 833 213 141 2 1 186 181
100 4 842 120 142 3 1 194 576
101 3 850 515 143 5 1 202 483
102 5 858 422 144 6 1210 176
103 6 866 115 145 4 1 219 083
104 1 874 998 146 1 1 227 966
105 2 883 637 147 6 1 235 659
106 3 892 032 148 2 1 244 298
107 5 899 939 149 3 1 252 693
108 6 907 632 150 5 1 260 600
109 4 916 539 151 4 1 269 507
110 1 925 422 152 1 1 278 390
111 2 934 061 153 2 1 287 029
112 4 942 968 154 3 1 295 424
ИЗ 6 950 661 155 5 1 303 331
114 3 959 056 156 6 1 311 024
115 5 966 963 157 4 1 319 931
116 1 975 846 158 6 1 327 624
117 2 984 485 159 1 1 336 507
118 3 992 880 160 2 1 345 146
119 5 1 000 787 161 3 1 353 541
120 6 1 008 480 162 5 1 361 448
121 4 1 017 387 163 4 1 370 355
122 1 1 026 270 164 1 1 379 238
127, 2 1 034 909 165 2 1 387 877
124 6 1 042 602 166 3 1 396 272
125 3 1 050 997 167 5 1 404 179
126 5 1 058 904 168 6 1 411 872
127 4 1 067 811 169 6 1 419 565
128 1 1 076 694 170 1 1 428 448
129 2 1 085 333 171 4 1 437 355
130 3 1 093 728 172 2 1 445 994
131 5 1 101 635 173 3 1 454 389
132 6 1 109 328 174 5 1 462 296
133 4 1 118 235 175 4 1 471 203
134 1 1 127 118 176 1 1 480 086
135 4 1 136 025 177 2 1 488 725
136 6 1 143 718 178 7 1 497 120
137 2 1 152 357 179 5 1 505 027
138 1 QQ 3 5 1 160 752 1 168 659 180 6 1 512 720
140 1 1 177 542
В настоящее время на котлостроительных заводах страны накоплен определенный опыт по рациональному раскрою труб, механизации и автоматизации технологических процессов резки труб и изготовления змеевиков для котельных агрегатов. Например, созданы механизированная линия рационального раскроя труб для Белгородского котельного завода, автоматиче-
57
ская линия изготовления заготовок змеевиков конвективных секций котлов типа ПТВМ для Дорогобужского котельного завода, проводится работа по рациональному раскрою труб с помощью ЭВМ на Таганрогском котельном заводе и др. Очень важно этот передовой опыт распространить на другие котельные предприятия.
3.3. Раскрой листового проката
на прямоугольные заготовки (гильотинный раскрой)
Раскрой листового проката ножницами производят для изготовления полос и заготовок, идущих в дальнейшем на штамповку, и для получения заготовок, максимально соответствующих по форме и размерам готовой детали и поступающих прямо на сборку или обработку резанием *. В первом случае резка сводится к получению полос с одним заданным размером (по ширине). Во втором случае, т. е. при резке отдельных заготовок, число переходов зависит от формы заготовок и колеблется обычно от двух до четырех. При этом реализуемыми считаются только резы, параллельные кромкам раскраиваемого прямоугольника.
Решение задачи раскроя листового проката на прямоугольные заготовки сводится к следующему. Необходимо из листового проката размером выкроить более мелкие заготов-
ки hiXli в данном количестве рг (/ = 1, 2, ..., п). При состав* лении плана раскроя требуется соблюдение следующих условий: первоначально лист кроится на полосы длиной Ц или на полосы шириной hit затем каждая полоса кроится на соответствующие заготовки hiXli. Эта процедура проводится и по ширине Hj листа и по длине Lj. Примеры раскроя листового материала на прямоугольные заготовки представлены на рис. 24.
Когда требуется определить оптимальный план раскроя листового проката, прежде всего определяют коэффициент раскроя Кр, которым характеризуется экономичность раскроя. Этот коэффициент представляет собой отношение площади заготовки к площади листа и рассчитывается по формуле
п
2 li X X nt = —-------------100,
р S
где Пг — число /-заготовок, вырезаемых из одного листа; S — общая площадь листа.
Математическая модель сформулированной задачи приведена в табл. 10. Для ее решения в условиях крупносерийного и
1 Такие заготовки принято называть карточками.
58
1 в
кв
ЖЛЛММКЛМЖЛ»!
8)
3 3 3
3 3 3
3 3 3
3 3 3
ZZ/ZZZ^ZZZZZZ/ZZZZ////ZZ
д)
8 6
8
6
8
8 6
9 | 9
Рис. 24. Планы раскроя (а — з) листового проката на прямоугольные заготовки (на планах раскроя под одинаковыми номерами подразумеваются одни и те же заготовки)
массового производства может быть использован алгоритм, основанный на приеме П. Гильмора и Р. Гомори, блок-схема которого приведена на рис. 25.
Некоторые авторы, вводя ограничения расположения заготовок одного, двух и трех видов на листовом прокате с учетом
59
Начало
X
Ввод исходной информации Lj ,Hj,Ljtpi,hit L=1,...,n;j=1,...tn
t
I Вычисление входных вариантов раскроя \\
! ------ I ..............
Решение задачи
Е (Lj y'HJ Е Xjx -^mcn j=1 " л=?
при условиях
•М
+ Е
yLjK >/ 0, целые ; целые ; XjK >/ 0, целые
= 1,...,п; ,т ; K=1,...,nj
♦ .............
Hij ~ ~ Hi] '• Zij с - Zij ,
I
Фиксирование листа Hj*Lj
Решение задачи о ранце
-^тах
-^тах
Решение задачи о ранце
при условиях . ztj) Lj
yLj ->,О,целые; >,0, целые
Подсчет 4 • =p-L -Е
т т .
Подсчет B^EE^Xjn/
I
Вывод из ЗВII и В
I
( Конец J
Рис. 25. Блок-схема алгоритма для получения приближенного целочисленно* го решения листового проката на прямоугольные заготовки:
— размеры (длина и ширина) /-го листа (/—1. иг); — размеры (длина
и ширина) г-й заготовки (i=l, ...» п); —требуемое число заготовок i-ro типа по за-
данию; «. —двойственные оценки; —число заготовок i-ro типа, которого недостает для полного комплекта; В — суммарное количество материала, необходимое для выкраивания заготовок по оптимальному плану; х— число листов /-го типа, раскраиваемых по варианту k; — число полос шириной й- в й-м варианте раскроя /-го типа листа; — число полос шириной /• в k-м варианте раскроя /-го типа листа
60
при условиях
(вс yij + Li zcj) Hj у-; >,0, целые; z^ ъ0,целые
/ Вывод из ЗВП [xjJ, yLjK, zijK
Рис. 26. Примеры планов раскроя листового проката, полученных методом размерной последовательности
и без учета числа разворотов в листе и ограничивая число типов листов, решают задачу раскроя материала на прямоугольные заготовки способами так называемой локальной оптимизации. Хотя эвристические методы учитывают необходимые технологические ограничения, порождаемые главным образом особенностями холодноштамповочного производства деталей, они требуют минимального времени просчета задачи на ЭВМ при достаточно высоком коэффициенте раскроя.
Далее в тексте рассматривается метод размерной последовательности [11, 14, 59], при котором заготовки сортируются по убыванию их площади от $тах до Smin. Затем производится раскрой основной заготовки из одного типоразмерного листа (рис. 26), для чего сортируют листы по возрастанию площадей и по убыванию их количества Qi>Q2--<>Qm определяют наиболее выгодное расположение заготовки на .листе, необходимое число листов для удовлетворения комплектности и остаточные размеры листа в каждом цикле работы алгоритма; после этого выбирают очередную заготовку для раскладки и производят раскрой остаточных размеров листа, подбирая подходящие заготовки, которые можно получить из этих остаточных размеров, соблюдая комплектность при их раскрое.
Затем подсчитывают коэффициент раскроя листа. Если при раскрое по вышеизложенным правилам отходы будут больше минимально допустимых, то раскрой необходимо повторить по другим типоразмерам листов и выбрать наивыгоднейший типоразмер для раскроя. Из комплекта исключают раскроенные заготовки и переходят к следующим заготовкам. Процедура заканчивается подсчетом общего коэффициента раскроя по всему комплекту заготовок. Блок-схема алгоритма раскроя листового проката приведена на рис. 27.
Если габаритные размеры ножниц не позволяют резать лист на полосы и по ширине и по длине листа, осуществляется поперечный раскрой листа, и задача сводится к раскрою пруткового проката. Если вырезаемые заготовки детали подверга-
61
Начало
Ввод исходной информации7
Lj'Hj ' l-LxhL^j>Pcti--l,-,nUl,-,n)l
Выбор поперечного или продольного варианта раскроя в зависимости от значений Kf и К2
Сортировка листов по возрастанию площадей L^H, < L2*H2<...<Lm*Hm
Выбор очередной заготовки L=Ll; h = hL; p=pL
р = 0?
Нет
Корректировка количеств комплект-ности
Проверка того>что последняя полоса
полностью раскраивается на заготовки
Нет
Подсчет размеров остатка полосы
^Засылка данных о листе (остатке)в массив данных об имеющихся листах
Рис. 27. Блок-схема алгоритма решения задачи раскроя листового проката на прямоугольные заготовки, основанного на методе размерной последовательности:
Zj X размеры (длина и ширина) /-го листа (/=1, ...» m); Q- —число листов /-го типа; д, —размеры (длина и ширина) i-й заготовки (1=1, ...» п); — требуемое
по заданию число заготовок t-ro типа
62
К 20
Рис. 28. Графическая схема раскроя листа на прямоугольные заготовки
ются при последующей обработке гибке, то необходимо считаться и с расположением осей симметрии заготовок относительно направления прокатки листа. В этом случае производится только продольный раскрой листа, и задача тоже сводится к раскрою пруткового проката. Задача раскроя листового проката при условии, что один из линейных размеров листа совпадает с одним из линейных размеров заготовки, сводится также к раскрою пруткового проката.
Если необходимо найти рациональные размеры Hj'XLj листового проката в заданном интервале (ЯтахХ^тах^НjX ^ЯпнпХ^тт), можно применять прием, аналогичный приведенному для пруткового проката.
На предприятиях, на которых отсутствует вычислительная техника, и на небольших предприятиях могут быть использованы различные графические методы, относящиеся к эвристическим приемам для рационального раскроя листовых материалов. Сущность графического метода раскроя листовых материалов заключается в следующем: на миллиметровой бумаге в произвольном масштабе вычерчивается раскраиваемый лист, например размером 1420X710 мм (рис. 28). Рядом с листом вычерчивают по две узкие шкалы шириной 3—5 мм параллельно его сторонам. На шкалах наносят деления, соответствующие длине (/=150 мм) и ширине (Я = 85 мм) заготовки, в следующем порядке: на первой шкале вдоль листа в направлении слева направо наносят деления, равные ширине заготовки (h = = 85 мм), а на второй (нижней) шкале справа налево наносят деления, равные длине заготовки (/=150 мм). На шкалах, расположенных параллельно ширине листа, наносят деления в обратном порядке, как показано на рис. 28. Концевые отходы заштриховывают. Все деления нумеруют в порядке, указанном на рис. 28. По шкалам, расположенным вдоль ширины листа, определяют совпадающие или близко расположенные деления,
63
отстающие друг от друга не более чем на величину заштрихованного отхода.
На примере, показанном на рис. 28, наиболее близки к совпадению деления 3, расстояние между которыми равно 710—(85X3+150x3) =5 мм. На шкалах, расположенных вдоль листа, наиболее близки к совпадению деления 6 первой и второй шкал, расстояние между которыми равно: 1420—(85X6 + + 150x6) = 10 мм. Так же близко расположены деление 13 первой шкалы и деление 2 второй шкалы; расстояние между ними равно: 1420—(85Х13+150x2) = 15 мм. Несмотря на то, что это расстояние несколько больше, чем расстояние между делениями 6, однако раскрой получается более выгодным: вместо 75 заготовок 76 (более широкий, но короткий отход). По делению 3 второй (нижней) шкалы производят разрезку листа вдоль, по делению 13 первой (верхней) шкалы — разрезку нижней части листа поперек. После этого полученные остатки листа разрезаются на полосы шириной 85 мм, а затем полосы режутся на заготовки длиной 150 мм.
На рис. 29 приведен ряд примеров раскроя листового материала на прямоугольные заготовки, применяемые на некоторых машиностроительных предприятиях и составленные по описанному выше способу. На рис. 30 приведены примеры более рационального расположения заготовок, полученных методом кратных рядов путем комбинированного расположения заготовок вдоль и поперек листа, т. е. примеры получения так называемых единичных раскроев. За основу приняты размеры 70 и 79 мм прямоугольной заготовки для раскроя на две детали. Сущность метода заключается в необходимости подобрать такое сочетание чисел 70 и 79, которое наилучшим образом укладывается в размеры листа 1420 и 710 мм. С этой целью составляются два ряда чисел, кратных размерам 70 и 79: первый ряд —70, 140, 210, 280, 350, 420, 490, 560, 630, 700, 770, 840, 910, 980, 1050, 11'20, 1190, 1260, 1330, 1400; второй ряд — 79, 158, 237, 316, 395, 474, 553, 632, 711, 790, 869, 948, 1027, 1106, 1185, 1264, 1343.
Из первого и второго рядов подбираем два таких числа, сумма которых наиболее близко приближается к ширине листа 710 мм, и два числа с суммой, близкой длине листа 1420 мм. Предпочтительными цифрами кратных рядов являются следующие: для длины 700 + 711 = ( 10X70) + (9X79) = 1411 мм; для ширины 632 + 70= (8X79) + (1 Х70) =702 мм.
План раскроя следующий: по длине размер 70 укладывается 10 раз, размер 79 — 9 раз, по ширине размер 79 укладывается 8 раз, размер 70 — один раз. Из листового проката получено максимально возможное число заготовок — 356 щк4
Изложенные графические способы определения рациональных планов раскроя являются простыми, особенно при определенном навыке технолога, разрабатывающего план раскроя. 64
Зак. 927
Рис, 29. Примеры планов раскроя листа на прямоугольные
заготовки, полученные графическим способом
Рис. 30. Планы раскроя листового материала на заданные заготовки:
а — расположение заготовок со стороной 70 мм по ширине листа 710 мм и числе помещаемых деталей 340 шт.; б — расположение заготовок со стороной 79 мм при той же ширине листа и числе помещаемых деталей 320 шт.; в — комбинированное расположение заготовок вдоль и поперек листа при максимально возможном числе деталей 356 шт.; г — раскрой листа на одинаковые заготовки прямоугольной формы; д — раскрой листа на две заготовки с одинаковой шириной и различными длинами
Эти способы требуют минимальных затрат времени для определения максимального числа заготовок, которое может быть-получено из заданных размеров листа.
Далее в тексте приводится алгоритм раскроя прямоугольного листа на одинаковые прямоугольники меньшего размера и на прямоугольники с одинаковой шириной и различными длинами, основанный на простых правилах для обеих рассматриваемых задач, дающих минимальные отходы [86].
Условие задачи: L, Н — длина и ширина листового материала, имеющего прямоугольные формы, I — длина заготовки, а ширина Я=1. Кроме того, Н>1, L>1\ Н, L, I — целые числа. В этом случае алгоритм раскроя прямоугольника (LxH) на прямоугольники меньшего размера заключаются в следующем.
66
1. Находят числа mi=[L:Z], т2=[Н : I]. Очевидно, L и Н можно представить следующим образом:
h^ — L —
h2^H—m2l,
где mb m2— целые положительные числа, а /гь h2— целые числа, такие, что Z>/ii^0, Z>/i2^0. Геометрически это интерпретируется на рис. 30, г.
2. Проверяем отношение hi + h2^l. Если это условие выполняется, то:
от листа LXH отрезается полоса вдоль Н шириной hi\ в этом случае получаются два куска (остатки): (L—hi)H и Л1Х/7;
первый остаток (L—режется на полосы единичной длины вдоль стороны (L—/ц); каждая полоса разрезается на mi прямоугольников длиной Z;
от второго остатка hiXH вдоль стороны hi отрезаем кусок шириной Л2; получаются остатки hiX(H—h2) и hi\h2;
остаток hiX(H—h2) режется на полосы единичной длины вдоль (Н—Zi2); каждая полоса разрезается на т2 прямоугольников длиной Z; остаток hiXh2 представляет собой отходы.
3. Если Zii + /i2>Z, тогда производят следующие операции: от листа (LXH) сверху вдоль L отрезается полоса шириной Л2 и длиной Zmr, справа отрезается полоса вдоль И шириной h\ и длиной Zm2; далее снизу отрезается полоса вдоль L шириной h2 и длиной Zmi и слева полоса шириной hi и длиной Zm2; каждая из отрезанных полос режется на полосы единичной длины, из которых получается целое число заданных прямоугольников длиной Z (рис. 30,д);
остается прямоугольник со сторонами:
U = L — 2h^
Hf = H — 2h2t
Этот прямоугольник принимают за исходный и все процедуры повторяют заново, начиная с п. 1.
Аналогичными приемами решается задача на две заготовки, имеющие прямоугольные формы' с одинаковой шириной и двумя различными длинами [86]. По этим правилам полученный план раскроя может быть осуществлен при резке материалов термическим способом в различных отраслях промышленности.
Одно из перспективных направлений решения проблемы оптимального раскроя листового и сортового проката — применение управляющих вычислительных машин (УВМ) для моделирования алгоритмов раскроя и автоматического управления режущими машинами и агрегатами [11, 14, 87]. Система управления режущими машинами и агрегатами с применением
3* 67
УВМ функционально делится на две части: 1) автоматическое управление совместным раскроем, которое обеспечивает оптимальное решение задачи раскроя, выполнение функций, запоминание комбинаций раскроя, автоматический счет и другие математические и логические операции; 2) автоматическое управление технологическим оборудованием и машинами резки, обеспечивающее требуемую последовательность их действий.
Вторая часть системы для гильотинных ножниц с УВМ получает информацию о размерах заготовки, ее параметрах, комплектности и размерах раскраиваемого листа. По вышеописанному алгоритму УВМ производит расчет и выдает команду о позиционировании переднего и заднего упоров, обеспечивает выбор щупов и последовательный контроль отрезаемых заготовок, а также учет, сортировку и комплектацию деталей. При этом УВМ связана с гильотинными ножницами посредством датчиков и исполнительных механизмов. Аналогичная система управления с применением УВМ может быть создана и для установки резки сортового проката. В качестве УВМ можно применять АСВТ типа М-6000, конфигурация которой определяется в зависимости от объема обрабатываемой информации.
ГЙа некоторых заводах используют машины для раскроя листовой стали с числовым программным управлением. Например, на московском заводе «Электрощит» (станция Сетунь) эксплуатируется автоматический комплекс оборудования для резки листов по заданной программе мод. КОН2. Экономический эффект составляет 82 000 р. в год.
Пример 8. Требуется раскроить листовой прокат размером 1250Х2840Х Х2 мм на заготовки 574X1414X2 мм с комплектностью 1000 шт. Из остатков листового проката необходимо раскроить более мелкие заготовки с размерами 24X704X2 мм; 43x535x2 мм; 60x60x2 мм с. комплектностью 10G0, 2000, 2000 шт. соответственно. Результаты решения с использованием метода размерной последовательности приведены в табл. 21—24. Раскрой производится по принципу «ширина заготовки раскраивается из ширины листа» с двумя остатками разных размеров.
Таблица 21
План рационального раскроя листового проката 1250x2840x2 мм на заготовки 574x1414x2 мм
Размеры листа, подлежащего раскрою, мм Размеры заготовки, мм Число заготовок, получающихся из одного листа Комплектность заготовки, шт. Число листов размером 1250x2840x2, необходимое для удовлетворения комплектности Остатки, мм Количество, шт.
1250x2840x2 574x1414x2 4 1000 250 102x1414x2 12x1250x2 500 250
68
CT>
102x344x2 Размеры остатка, подлежащего раскрою, мм
60x60x2 Размеры заготовки, мм
СП Число заготовок, получающееся из одного листа (остатка)
2000 Комплектность заготовки , шт.
400 Число листов (остатков) размером 102x344x2 мм, необходимое для удовлетворения комплектности
125 Недостающее число заготовок до полного комплекта из данного числа листов (остатков)
44х 102x2 42 X 60 X2 Остатки (куски), мм i
375 00 СП Количество, шт.
Таблица 24 План рационального раскроя остатка листа 102x344x2 мм на заготовки 60x60x2 мм 102x1414x2
43x535x2
4^
2000
500
500
16x535x2 102 X 344 X2
750 375
Число заготовок, получающееся из одного листа (остатка)
Комплектность заготовки, шт.
Число листов (остатков) размером 102х X1414x2 мм, необходимое для удовлетворения комплектности
Недостающее число заготовок до полного комплекта из данного числа листов (остатков)
План рационального раскроя остатка листа 102x1414x2 мм на заготовки 24x704x2 мм
&3 С* Ьз
S д
Количество, шт-
ьэ
Рис. 31. Примеры раскроя листового проката и остатков на требуемые заготовки
Общий коэффициент раскроя Кр = 0,992.
Примеры раскроя листового проката и остатков на требуемые заготовки приведены на рис. 31, а, б, в, г.
3.4. Раскрой листового проката
на различные заготовки сложной формы (вырезаемые термическим способом)
В заготовительных цехах заводов при разрезке термическим способом задача раскроя листового проката на заготовки различных сложных геометрических конфигураций заключается в следующем. Необходимо из прямоугольных т листов стандартной ширины Hi, Н2>Hj,..., Нт и определенной длины Li, L2, ..., Lj, ...» Lm выкроить n заготовок площадью Si (i=l, n) различных размеров и конфигурации в определенных количествах. Требуется определить рациональный план раскроя листового проката, выбирая из множества заданных заготовок заготовки с площадью Si. Оставшиеся подмножества заготовок рассматриваются в качестве исходных для заполнения следующего листа. Примеры плана раскроя листового проката на заготовки сложных геометрических конфигураций (1—6) приведены на рис. 32.
При составлении плана раскроя необходимо соблюдать следующие условия: детали с отношением длины I к ширине h больше 5 и толщиной S меньше 30 мм следует укладывать
70
Рис. 32. Примеры планов раскроя листового проката
ближе к продольной кромке листа, причем чем ближе к ней, тем больше отношение Z//i; детали, которые подвергаются динамической нагрузке, следует располагать на листе так, чтобы действующие силы были направлены вдоль расположения волокон материала (рис. 33); следует предусматривать припуски между деталями и между деталью и краем листа.
При решении задачи на ЭВМ рекомендуется ряд допущений, несколько упрощающих условия задачи: при составлении карт раскроя на ЭВМ достаточно получить коэффициент полезного использования материала, более высокий, чем при ручной раскладке, т. е. допускается квазиоптимальная раскладка; вырезы по контуру заготовки и внутренние вырезы малых размеров допускается исключить из рассмотрения; критерием исключения внутренних вырезов является их площадь, значение которой сравнивается с площадью наименьшей заготовки в группе совместного раскроя; допускается замена криволинейных контуров заготовок ломаной линией с заранее заданной точностью е.
Экономичность раскроя металла характеризуется коэффициентом раскроя Кр, который для двух или нескольких различных заготовок определяется отношением суммы площадей всех заготовок-из листа к площади листа:
д __ sinl 4~ s2^2 Ч~ « • * Ч~ smnm jqq
Р s
где Si — площадь i-й заготовки, мм2; nf—число i-x заготовок, вырезаемьрс из одного листа, шт.; S — общая площадь листа, м2.
Блок-схема автоматического составления карт раскроя приведена на рис. 34. Процесс автоматического составления карт
71
Рис. 33. Примеры расположения заготовок вдоль направления проката
Рис. 34. Блок-схема автоматического составления карт раскроя
раскроя состоит из следующих процедур: ввода информации, координатного расчета, процесса раскроя, формирования информации для автоматической чертежной машины, вычерчивания карт раскроя. Рекомендуются следующие алгоритмы решения задачи раскроя листа на заготовки различных сложных геометрических конфигураций, система кодирования деталей и алгоритм координатного расчета [6—11].
В общем виде задача раскроя формулируется следующим образом. Если задана произвольная раскладка п заготовок на прямоугольном листе, то для каждой заготовки Si можно зафиксировать произвольную точку* Mir а положение заготовки в прямоугольнике можно определить тремя параметрами: ф;— углом поворота заготовки Si вокруг точки Mi относительно ее начального положения; Xi и yi — координатами точки Mi в декартовой системе координат. Тогда коэффициент использования такой раскладки будет функцией Зп переменных, т. е.
^р “ ^р (Ф1> У1> • • мФи Уь • • Лп, Уп)*
72
Таким образом, нахождение наиболее плотного расположения заготовок сводится к поиску оптимальных параметров в пространстве Зп измерений. Если рассматривать сформулированную задачу автоматического составления карт раскроя в полном объеме (раскладка десятков тысяч различных деталей на тысячах листов стали оптимальным образом), то она, очевидно, будет трудной даже при наличии ЭВМ третьего и четвертого поколения.
Вопросы дискретной геометрий, которые учитывают форму геометрических фигур, рассмотрены в работах В. Г. Болтянского и И. Ц. Гохберга [31, 32], Н. М. Яглома [81] и др., а за рубежом — Л. Тота [74], К. Роджерса [65], Г. Хадвигера [76], X. Хеша [89] и др. Исследования этих авторов связаны с новым развивающимся направлением в математике, которое носит название дискретной или комбинаторной геометрии. Основной целью указанных работ является получение различного рода оценок для коэффициентов плотности заполнения или покрытий, но в них не рассматривается размещение фигур, соответствующее этим оценкам. Некоторые частные вопросы задачи наиплотнейшего расположения в полосе фигур произвольной конфигурации рассмотрены В. А. Залгаллером *. Им установлен необходимый признак наиплотнейшего расположения одной и двух фигурных заготовок в прямоугольном листе и повторяющихся заготовок произвольной конфигурации в полосе. Выполнение необходимого признака проверяется графическим способом. Некоторым математическим вопросам раскроя фигурных заготовок на материале посвящены работы [30, 50, 64].
Одним из подходов к решению проблемы раскроя листового материала на заготовки сложных геометрических конфигураций является разработка таких методик, которые смогли бы воспроизвести или даже быть лучше, чем методика, применяемая квалифицированными технологами. Указанный подход к решению задач раскроя относится к категории эвристических задач [1, 6—И, 15]. В результате изучения опыта и навыков технологов при составлении вручную карт раскроя и анализа нескольких таких карт были выявлены некоторые эвристические методы (эвристики), используемые технологами при составлении вручную карт раскроя. На основании этих эвристик был разработан алгоритм, который в некоторой степени моделирует навыки человека при составлении карт раскроя и приводится в данной книге. В алгоритме выделяются три главных момента: выбор очередности раскраиваемых листов; выбор очередности заготовок для раскладки на листовом прокате и выбор варианта раскладки заготовки на листе.
Сущность алгоритма заключается в следующем: сначала по
1 Залгаллер В. А. Об одном необходимом признаке наиплотнейшего расположения фигур. — Успехи математических наук, 1953, № 8, с. 153—162.
73
определенным правилам составляются отдельные варианты раскроя, затем выбирается наиболее рациональный вариант или заранее задается коэффициент раскроя металла Ко (с учетом условий постановки задачи) и для варианта с коэффициентом /Ср, большим заданного (/Ср>/Со), задача считается решенной. В этом случае задаваемый коэффициент раскроя металла следует выбирать в соответствии с практическими возможностями, так как в противном случае может оказаться, что решения нет.
При составлении отдельного варианта алгоритм моделирует следующий процесс: на листовом материале сначала укладывают наиболее крупные заготовки, а свободные пространства между ними и внутренние вырезы заполняют мелкими заготовками, т. е. используют метод размерной последовательности.
При укладке заготовок на листовом прокате рассматриваются всевозможные положения очередной выбранной заготовки и имеющегося контура. Возможное положение заготовки — это такое положение, при котором одно из ребер заготовки совпадает с одним из ребер контура, а одна из вершин заготовки совпадает с точкой деления, заранее нанесенной на соответствующем ребре контура (способ совмещения сторон). Из всех возможных положений рассматриваются только допустимые положения заготовки и контура, т. е. такие, при которых прикладываемая заготовка не пересекается с контуром, а из всех возможных допустимых положений выбирается то, для которого площадь описанного прямоугольника наименьшая. Эта процедура дает возможность вписывать контуры заготовок различной формы в минимальный прямоугольник, что обеспечивает компактность расположения заготовок. Это наглядно показано на рис. 35, а, б, на котором показаны два прямоугольника, описывающие габаритные размеры одной и той же заготовки детали Б-10-55. Площадь этих двух прямоугольников неодинакова. На рис. 35,6 она на 10 % меньше, чем на рис. 35, а.
Таким образом, положение заготовки с площадью s* считается рациональным, если в точке Mi площадь описанного прямоугольника меньше, чем в одном из предыдущих положений. Определив для указанной точки Mi соответствующие значения параметров яДфг, х^ yi), системаавтоматически просматривает положение в следующих точках и отбирает те из них, где площадь описанного прямоугольника минимальна. Начальной точкой поиска служит та точка контура в информации, которая стоит первой. Кроме того, в режиме диалога человека с ЭВМ рекомендуется использовать следующие критерии: минимальность по ширине и минимальность по длине описанного прямоугольника. Окончательный выбор того или иного варианта размещения может выполняться по указанию пользователя.
При раскладке крупных заготовок рекомендуется использовать способ шаговых сдвигов заготовки вдоль осей координат 74
Рис. 35. Построение описанного прямоугольника одной и той же заготовки детали Б-10-55
контура. В этом случае предварительно ориентированная и установленная в'некотором исходном положении заготовка смещается на заданный вектор вдоль одной из осей координат и приводится в соприкосновение с контуром вдоль другой оси. При этом рассматриваются по два положения заготовки соприкосновения вдоль данной оси: слева — снизу и справа — сверху от контура.
При укладке первой заготовки рассматриваются такие ее положения, при которых одна из сторон совпадает с осью Ох, а одна из вершин на этой стороне совпадает с началом координат. Очевидно, что таких положений заготовки на плоскости может быть столько, сколько сторон у заготовки. Из всех возможных положений заготовки наиболее рациональным считаем то, при котором площадь описываемого прямоугольника будет наименьшей.
Таким образом, рекомендованная процедура представляет собой итерационный процесс, в котором на £-м шаге укладывается одна заготовка к контуру уже уложенных заготовок. После этого составляется новый контур из (&+1) заготовок, который является исходным для следующего (&+1) шага составления плана. План раскроя листа считается составленным, если рассмотрены все заготовки множества или ни одну заготовку нельзя приложить к последнему контуру так, чтобы она не пересекалась с контуром и кромкой листа.
В целях экономии машинного времени рекомендуется предусмотреть в алгоритме укладку заготовок только в первой четверти плоскости (х^О; t/^О), т. е. общая длина плана раскроя не превосходит L, а общая ширина — Н. Кроме того, учитывается еще и неотрицательность координат.
В структуру алгоритма вводятся правила выбора той или иной заготовки, позволяющие сократить машинное время решения задачи и создать компактные расположения заготовок. Эти правила следующие: листовой прокат выбирается из имеющегося на складе по принципу максимальности наличного количества; заготовки поделены на две группы — крупные и мелкие1; очередная крупная заготовка для укладки выбирается произвольно (для получения удовлетворительных результатов по карте раскроя может быть использован метод Монте-Карло) ; мелкая заготовка выбирается по принципу максималь-
1 В этом случае площадь заготовки вычисляется только по внешнему контуру, т. е. без учета внутренних вырезов.
75
Рис. 36. Блок-схема принципов выбора
и раскладки заготовок
ности площадей, т. е. первыми укладываются более крупные заготовки; в качестве критерия наилучшего расположения заготовок на листе принимается минимальная площадь описанного около совокупности расположенных заготовок прямоугольника; вся информация о заготовках, которая предусмотрена в производственной программе (портфель заказов), хранится во внешней памяти машины. Если из расчетного массива неуло-женных заготовок останется меньше критического количества (50 %), то из внешней памяти ЭВМ добавляется к расчетному массиву информация о новых деталях.
Блок-схемы алгоритмов выбора заготовки и рационального раскроя листа на заготовки сложных геометрических конфигураций приведены на рис. 36 и 37.
76
/ Ввод информации ~~/
Расчет координат опорных точек детали
Не пересекается
Проверка непересечения с границей листа
Не пересекается
Рис. 37. Блок-схема алгоритма рациональной раскладки заготовок сложных геометрических конфигураций на листовом прокате
При резке металлопроката, осуществляемой на соответствующем оборудовании, необходимо предусматривать припуски на разрезку заготовок (ширину реза) и припуски на последующую механическую обработку. Учитывая это, в листе укладывают не исходную фигуру, а эквидистантную ей, т. е. расширенную на величину, равную половине припуска (Д0/2) (рис. 38). Фигуры,
эквидистантные данным, уклады^ Рис. 38. Укладка на листе вают в листе та-К, чтобы ОНИ двух эквидистантных фигур взаимно соприкасались. Следовательно, расстояние между заготовками сохраняется согласно технологии термической резки. Такие же припуски предусматриваются между заготовкой и краем листа (А).
Рассмотрим основные этапы рекомендованного выше алго
ритма.
Система кодирования информации чертежей деталей. В задаче раскроя листового проката на заготовки сложных геометрических конфигураций требуется задать сведения о детали. Для этого на контуре детали определяются опорные или узловые точки, т. е. такие, в которых происходит смена вида контура — одно ребро (сторона) переходит в другое или в кривую. Если координаты всех опорных точек известны, то описание контура можно задать перечислением в определенном порядке координат опорных точек и видов линий между ними. Однако, как правило, в чертежах проставляются размеры детали и расчет координат опорных точек становится трудоемким процессом.
Рекомендуется система обработки чертежей детали, по которой по определенным правилам кодируется чертеж детали; основываясь на этой информации, ЭВМ рассчитывает координаты опорных точек. Система кодирования включает детали, контуры которых являются замкнутой кусочно-гладкой кривой, состоящей из отрезков прямых и дуг окружностей. Это ограничение упрощает систему кодирования, но почти не сказывается на номенклатуре охватываемых деталей, так как большинство деталей, изготовляемых в машиностроении, имеет такие контуры. Контуры, состоящие из дуг эллипсов, парабол и других кривых, можно аппроксимировать прямыми и . дугами окружностей. При описании чертежа деталей все размеры берут непосредственно из чертежа, поэтому необходимо, чтобы чертеж был выполнен по всем правилам согласно действующим ГОСТам на машиностроительные чертежи. Информация, взя-
78
ТКИ-1 для задания информации о детали
Форма 1
Характер и номер точек X У Длина, Радиус Угол а Угол г|)
1 2 3 4 5 6
200 0 1 5 0 —
тая из чертежа детали, заносится в таблицу кодированной информации (ТКИ-1) по форме 1.
Все опорные точки контура нумеруют в определенном порядке, начиная с .первой, и дальше по порядку по часовой стрелке. Если в контуре есть дуги окружностей, то центры этих окружностей также причисляют к опорным точкам и нумеруют по порядку отсчета опорными точками контура. Кроме точек контура и центров окружностей могут появиться вспомогательные точки, которые вводятся для того, чтобы можно было рассчитать неизвестные координаты.
Отметим случаи возможного определения неизвестных, которые нужно принимать во внимание при кодировании чертежей деталей: известны координаты точки 1 (xif tji), длина отрезка / и угол а (рис 39, а) или одна из координат точки 2 (например, х2) и длина I, или одна из координат точки 2 (например х2) и угол а;
известны координаты точки 1 (xb yi), неизвестны координаты точки 2 (Х2, Уъ) и известны координаты точки 3, следующей за неизвестной (хз, Уз), и расстояния h и 12 (рис. 39, б).
ТКИ-1 служит источником сведений о геометрической форме деталей, по которым с помощью специального алгоритма определяются неизвестные координаты опорных точек.
Обозначения, принятые при кодировании деталей, следующие.
Графа I содержит номера деталей и служит для занесения сведений о характере точки: является ли точка элементом контура либо вспомогательной или центром окружности.
Для точки, являющейся элементом контура, в графе 1 проставляется порядковый номер точки, для вспомогательной точки — код 200, для точки центра окружности—код 201, если от предыдущей точки к прследующей надо двигаться по окружности по часовой стрелке, и 202, если движение осуществляется против часовой стрелки.
В графы 2 и 3 заносятся соответственно координаты опорных точек или признаки для их определения. В графе 4 проставляется расстояние от описываемой точки до следующей или радиус, если описываемая точка является центром окружности. В графе 5 проставляется угол, который образует отрезок, соединяющий описываемую точку со следующей, с положительным направлением оси Ох.
Угол наклона берется ^180° с положительным направлением оси Ох (рис. 39, в). Угол берется со знаком, плюс, если вектор до оси Ох надо поворачивать по часовой стрелке (например, и а2), и со знаком минус, если против часовой стрелки (аз). В графе 6 проставляется угол ф, который образуется отрезком, соединяющим описываемую точку с последующей, с продолжением предыдущего отрезка (рис. 39, г). Угол берется со знаком
79
Рис. 39. Графическое изображение примеров задач по определению неизвестных параметров, употребляемых при кодировании чертежей деталей
плюс, если вектор, соединяющий описываемую точку с последующей ДО' продолжения с предыдущим отрезком, надо поворачивать по часовой стрелке (угол ф1), и со знаком минус — если против часовой (угол ф2). Угол берется <480°. Величина углов записывается девятизначным числом (первые три знака — градусы, два следующих — минутьг, затем два следующих — секунды и последние два—доли секунд). Если угол измеряется только в градусах, то после них ставится шесть нулей. Если описана текущая точка, а координаты следующей задаются явно, то в графе 4 ставится запятая, а в графах 5 и 6 — тире.
Рис. 40. Чертежи деталей с простановкой размеров и нумерации координат опорных точек (размеры в мм)
80
Таблица заполняется по порядку, начиная с первой точки. Известные величины проставляются, вместо неизвестных ставятся прочерки либо признаки. Признаки — это номера по порядку с запятой. Наличие запятой у числа в таблице говорит о том, что данная величина неизвестна. Если величины равны, то они обозначаются одинаковыми признаками. Кроме того,, для неизвестного угла признака показывается тупой угол или острый. Если угол острый, то признак начинается с 300, а если тупой, то с 400. Две запятые ставятся как признак конца контура.
Если у детали имеются один или несколько внутренних контуров, то каждый из них отдельно нумеруется в произвольном порядке и кодируется вышеизложенным способом. При этом систему координат отсчета для всех контуров необходимо брать одинаковой и указывать номер кодируемого контура, относящегося к данной детали. Примеры кодирования чертежей деталей, приведенных на рис. 40, даны в табл. 25.
Исходная информация о детали
Таблица 25
Характер и номер точки (рис. 4 0) X У Длина, радиус, мм Углы
сс Ф
1 2 3 4 5 6
12 (рис. 40, а) 1 2 0 0 0 15 5 900 000 000 —
200 0 1, 5 0 .—
3 5 1, 2, 0 0
4 3, 1, 5 0 —
202 20 1, 5 —900 000 000 —
5 20 4, — —
6 20 0 —
16 (рис. 40, б)
1 — 175 —45 — —
2 — 175 45 0 —
3 1, 45 90 — —
201 0 0 90 — —
4 —45 2, — 900 000 000 —
5 —45 175 — —
6 45 175 —900 000 000 —
7 45 2, 90 — —
201 0 0 90 — —
8 3, 45 — 0 —
9 175 45 9 — —
10 175 —45 0 —
11 3 —45 90 — —
201 0 0 90 — —
12 45 4, — —900000 000 —
13 45 -175 — —
14 —45 —175 — 900 000 000 —
15 —45 4, 90 — —
201 0 0 90 — —
16-1 1, —45 — —
201 0 0 50 1 > —•
81
Алгоритм координатного расчета. Из таблиц исходной информации (ТКИ-1), полученной из чертежа при помощи специального алгоритма, рассчитывают другую таблицу кодирования информации ТКИ-2, по форме 2, определяя для каждой точки ВеЛИЧИНЫ Ц И Иг-
В зависимости от того, какие величины известны (см. рис. 39, д), значения /j и at можно находить по одной из формул, приведенных в табл. 26.
Кроме формул, приведенных в табл. 26, используются соотношения аг=а<+1+ф{+1, что видно из определения углов а и 4> (см. рис. 39, е).
По приведенным выше соотношениям рассчитывают возможные величины а, и li, исходя из исходных данных, а неизвестные величины находят из решения системы уравнений:
У /гсозаг =xn+i~xm;
i~tn п
У, /iSinaf = уп+х — ут.
i—tn )
Форма для задания информации о детали
(9)
Форма 2
Номер детали Признак вогнутости ± Координаты опорной точки Радиус окружности К
X У
1 2 3 4 5
Примечание. Знак плюс соответствует выпуклой дуге, знак минус — вогнутой.
Таблица 26
Формулы для нахождения величин I; и а; в зависимости от известных параметров в контуре заготовки
Неизвеет-ные величины Известные величины
xr Xi+V &i+l li- Уi‘ У1+1 li’ xi> xi+l уv У1+1
h *1 К(хг+1— Xi)2+ arcsinx X У* h arccosx x x/+i — xt li Xi+l—Xi У1+1 — УI
cos at- sin
+ (У1+1 — J/i)2 arctg xi
82
Чтобы упростить систему уравнений (9), замыкают контур в точке хт, ут, т. е. считают, что точка хп+ъ уп+\, совпадает с точкой хт, ут. Для этого углы вектора хп+ь Уп+i меняют на обратные, и система уравнений (9) принимает вид
п
cosaf = 0;
i =tn
2 It sin af = 0. i=m
(10)
В зависимости от сочетания неизвестных система (10) может иметь пять видов: одно неизвестное расстояние; один неизвестный угол; два неизвестных расстояния; два неизвестных — расстояние и угол; два неизвестных угла.
Для каждого из пяти видов имеется свое решение системы уравнений (10). Рассчитав величины щ и /г-, определим координаты опорных точек контура:
= Zfcosaf +xt_i; yt = sinaf +/Л-i, для первой точки
хг = cos ocf, z/i = lr sin
Таким образом, изложенный алгоритм позволяет определить координаты всех опорных точек контура заготовки (см. форму 2), необходимых для решения задачи раскроя листового проката.'
Замена криволинейных контуров заготовок ломаной линией. В процессе автоматической укладки заготовок требуется заменить криволинейные контуры ломаной линией. Примеры такой замены приведены на рис/ 41, а принципы их построения даны далее в тексте.
1. Выпуклая дуга АВ заменяется ломаной линией (рис. 41,а). Для этого необходимо выполнить следующие построения: в точках Л и В к дуге проводим касательные, которые пересекаются в точке С; соединяем точку С с точкой Д, проходящей через середину отрезка АВ; CD пересекает дугу в точке В; проводим прямую, касательную к дуге в точке Е; отмечаем точки F и G пересечения касательной со сторонами треугольника АСВ; находим середины отрезков AF и FE в точках J и К соответственно, а также середины отрезков EG и GB в точках L и М соответственно; соединяем точки J и Д', а также L и Л4| и находим середины этих отрезков в точках N и Р соответственно; дугу АВ заменяем ломаной AJNKELPMB,
Необходимые формулы для расчетов замены выпуклой дуги ломаной линией приведены в табл. 27.
2. Вогнутая дуга АВ заменяется ломаной линией (рис. 41, б). Для этого проводим следующие построения: в точках А и В проводим касательные АС и ВС, где С — точки пересечения касательных; находим точку D — середину отрезка АВ; точка Е будет точкой пересечения отрезка СЬ/с кривой АВ; точки F и G находим аналогично точке В, только для дуг АЕ и ЕВ соответственно.
Расчетные формулы и уравнения для нахождения координат точек В, ЕЛ G даны в табл. 27.
83
Табл и ц а 27
Формулы для расчета, необходимые при замене криволинейных контуров заготовок ломаной линией
Операция Формула для расчета Примечание
Определение уравнения касательной в точке А (*а, У а), если уравнение дуги есть ах2 + by2 + с — 0, а определение уравнения касательной в точке В {*в, У в) Уравнение прямой, проходящей через две заданные точки Pi(xlt ух) и Р.2(х2, уг) Уравнение, вытекающее из того, что точка (х0, у0) лежит на той же прямой, что и концы отрезка (*1, //1); (х-ь, У г) Уравнение, обозначающее, что точка (х0, уq) делит отрезок на равные части Определение координаты середины дуги окружности Определение уравнения прямой, проходящей через заданную точку (х0, yQ) параллельно заданной прямой у = kjX + b± Определение координаты точки пересечения двух прямых у = k±x + bt; у ~ k%x Ь% ахАх 4- ЬуАу 4- с = 0 4“ Ьуву 4~ с =. 0 У—У1 = х—ч У2—У1 *2~*1 или X у 1 Х1У1 1 = 0 Х2У21 У0—У1 = х0—х, Уч~У1 х2— (Уо—У1)2 + (х0—х,)2 = = (Уч~Уо)2 + 4“ (х2 *0)' х — х0 ± + Ро(У1+1 — У(') V (хг+1 — xz)3 + + (У1 — Уг -I-1)2 У = Уо± । (xt+l xi) V (xt+1-xlr + + (Уг — Уг+1)2 У = Уо + (х — Хо) ki х = ' Ь* кь — К у = — Ь*> + bi kz — ki С помошью совместного решения этих уравнений находится точка пересечения С (хс, ус) Координаты середины (х0, z/0) отрезка находятся из совместного решения двух этих уравнений (пп. 3 и 4) Обозначения: x0, yQ — координаты центра дуги (хг> Уъ)\ (*г+1> Vi4-1) координаты конца дуги; /?0 — радиус окружности. В формулах знак плюс соответствует выпуклой дуге, знак минус — вогнутой
84
Рис. 41. Схемы замены криволинейных контуров деталей ломаной линией: а, б — парабол; в, г — дуг окружностей; 0, е — целых окружностей
3. Дуги окружности заменяются прямыми. Пусть дуга выпукла (рис. 41, в). Точки А и В — концы дуги, точка С — центр окружности. Находим точку деления дуги АВ пополам (точка Ц), а затем точки Е и F деления отрезков AD и DB пополам. Через середины получившихся дуг АЕ, ED, DF, FB в точках L, М, N и Р проводим прямые, параллельные отрезкам АЕ, ED, DF и FB. Точки пересечения соседних прямых А', Е', D' и В' принимаем за новые опорные точки взамен старых А и В. Дуга окружности заменяется ломаной A'E'D'F'B'. Если дуга вогнута (рис. 41, г), находим точку D деления дуги пополам и точку Е деления каждой из половинок пополам; дугу заменяем ломаной AEDFB. Формулы для расчета даны в табл. 27.
4. Замена целой окружности. Внутреннюю окружность заменяем вписанным восьмиугольником (рис. 41, д). Для этого находим точки деления окружности на четыре части. Дуги АВ, ВС, CD и DA делим пополам и запоминаем вместо окружности вершины заготовки AEBFCGDK. Для внутренней окружности целесообразно найти среди мелких заготовок такую, которая помещается в эту окружность. Пусть xif ус х2, у2; хп, уп — координаты вершин заготовки, относительно которой надо решить, помещается ли она в окружность или нет. Среди вершин заготовки находим
85
хт1п = minx/,
i
^max — xi > i
*/min = min yt\ i
!/max ~ max У1' i
Если Rq *> — "|/(Xmax — xmin)2 + G/max — #min)2 > заготовка помещается в окружность. По этому критерию проверяются все мелкие заготовки до тех пор, пока не получится первый удовлетворительный результат.
Внешнюю окружность заменяем описанным восьмиугольником (рис. 41, е). Для этого через точки деления А, Е, В, С, G, D и Л проводим касательные к оружности. Точки пересечения касательных будут являться вершинами многоугольника. Уравнения касательных и точки пересечения находятся по формулам, приведенным в табл. 27. Если описанная выше замена криволинейных контуров ломаной линией не удовлетворяет заданной точности е, то заменяемую1 дугу делят пополам, и описанные процедуры применяют к каждой из половин до тех пор, пока не достигнут заданной точности. Целая окружность при этом может быть заменена правильным 16-угольником, 32-угольником и т. д. Критерий проверки на достижение заданной точности состоит в том, чтобы площадь заготовки, ограниченной заданной дугой и отрезками горизонтальной и вертикальной прямых, проходящих через концы дуги, отличалась от площади аналогичной заготовки, у которой вместо дуги ломаная меньше чем на 8.
Определение площади заготовки, ограниченной сложным геометрическим контуром. Заготовка задается координатами опорных точек с указанием линий между ними. Площадь плоской фигуры, ограниченной замкнутым контуром, может быть вычислена по формуле
s = -у 2 J fi(x)dx— J 4>i(y)dy'
где (Лг, ^щ) — участок контура от i-й опорной точки до (£+1)-й, a = или х=(рг(у) — уравнения линии, соединяющей i-ю опорную точку с (t+ 1)-й; п— число опорных точек. Значения интегралов J fi(x)dx и J cpf(z/)dy для прямых и дуг окружностей приведены в табл. 28, а формулы преобразования координат заготовок на плоскости приведены в табл. 29.
Примеры сдвигов и возможные случаи положения стороны заготовки приведены на рис. 42.
Если контур заготовки состоит только из прямых линий, т. е. для многоугольников, площадь заготовки подсчитывается по формуле
86
Значения интегралов f ft (х) dx и J (у) dy для прямых и дуг окружностей (Ai» -^z+1)
Т а 6 л и ц а 28
Характер кривой Эскиз Координаты Параметры кривой Значение интеграла f f. (x) dx (Ai- Ai+1) Значения интеграла J Фг- (У) dy <AV Al+1)
Прямая линия & 1 1 1 X x %i ’» i У1 ± ^г’+i» ±^4-1 — (.(/z+1 yt) (xi 4~ *4+1) j 2 ’ + (UiXi+1 — yi+t (Xf — Xj+i) (yi 4- Уг+1) 1. 2 ’ 4" (i/i+1 Xi yi X
Дуга окружности ST ш цбц ±xt; ±yi ±xi+1; i i/z'+l i ^0’ Ro Уo C^z+i %i) i -ъ ЦЦ —(xz+l xo)2~ — Xi J/ Rq — (Xi — x0)2 J + _l z?2 ( arcsin Л/+1- — + 4 Ro — arcsin ——- ) Ro J xo (У1+1 — yt) ± 2 |^’+i ^2o (^/z+i Уо^ — yt У R2o — (У1 — Уо)2 ] + j_ p2 I arcsin ~ + 4 Ro — arcsin —— x. Ro z
MU - A't+/ . X
oo
Таблица 29
Формулы преобразования координат заготовок на плоскости
Характер преобразования Формулы расчета Обозначения
1. Преобразования координат вершин многоугольника при условии, что вершина х^, совпадает с началом координат, а ребро Xt, УтЛ *i+i, yi+1 пойдет по оси Ох (см. рис. 42, а) х' = (%—Xf+i) X X 1 !/i ffi+l 1 1/' (xi~~ *г+1)2 + У (Уг—У1+1)2 X sign ( —El \ Xj -^г + 1 J + (у У1+1) X X ' ** *i+i 1 • 1/ (Xi — ,vi+1)2 + V +(yi-yt^ y' = (Xi+1 — X) X X 1 У I У1-{-1 1 1/ (Xi — *l+l)2 + r +(yi — j/i+l)2 X sign A —— — \ -|- \ Xi—Xi+1 J + (y — yt+i) x 1 *£+1 1 x', у'—новые координаты; х, у — старые координаты
2. Преобразования координат вершин многоугольника при условии, что одна из вершин совпадает с точкой на прямой и одна из сторон пойдет по прямой (см. рис. 42, б) 3. Преобразования координат вершин многоугольника при его зеркальном отображении относительно одной из вершин *l/~ •^z+l)*"' + V +(^-mi)2 x . X = + 1/1 + k2 + J * sign k + x0; l/bpe2 , -| k | X xz У = — —8—— >< V1 + ^3 Xsign k-\- y — + t/0 1/1 +*2 x' = 2x0—x-, у' =2y0— у k — тангенс угла наклона заданной прямой к оси Ох, равный k — tg а = —El; *г+1 xi хо> У ь — координаты точки на прямой, с которой совпадает одна из вершин многоугольника; х, у — координаты какой-либо вершины многоугольника, приведенного к положению 1 (см. рис. 42, х0’ Уъ — координаты вершины, относительно которой рассматривается зеркальное отображение
88
Продолжение табл. 29
Характер преобразования Формулы расчета Обозначение
4. Нахождения координат точки на ребре уц xi+i, t/i+i, отстоящей от вершины х/, yi на расстоянии 1. Все возможные случаи положения ребра, на котором ищется точка У1, показаны на рис. 42, в, г, д, е Xi = Xi4-sign(X{+1—Xt)lx 1 X t» ]/Щ2 У l = </i+sign(xi+i—xt)lx 1 X z УЖ9
Рис. 42. Примеры сдвигов и жения стороны заготовки
возможные случаи поло-
89
1 , ч
ХгУг+^’
«Ч-l
При ЭТОМ Хп+1=ХГ, Уп+1=Уп\ Xif yi — координаты опорных (узловых) точек, т. е. концов данного отрезка.
Правила составления внешнего контура разложенной совокупности заготовок. При каждом последующем шаге алгоритма, раскрой будет иметь, внешний контур, ограничивающий ранее уложенные заготовки, к которому наилучшим образом надо присоединить еще одну заготовку.
Внешний контур уложенных заготовок имеет вид многоугольника, но не обязательно выпуклого, и задается координатами вершин <в порядке обхода по часовой стрелке.
При присоединении к имеющемуся контуру еще одной заготовки к координатам контура добавляются координаты вершин присоединенной заготовки. Нумерация вершин контуров при этом меняется следующим образом. Если присоединенная заготовка стороной с вершинами j и /+1 примыкает к ребру контура с вершинами i и t+1, то в новом внешнем контуре номеру /+1 присваивается номер /‘+1, затем перечисляются все вершины, начиная с / + 2 присоединенной заготовки (рис. 43, а).
Определение пересечений заготовки и контура. При получении одного из возможных положений укладываемой заготовки и имеющегося контура необходимо выяснить, пересекается заготовка с контуром или не пересекается. Так как заготовка и контур являются многоугольниками, то их границами будут отрезки прямых (ребра). Для каждого ребра контура устанавливается его положение: пересекается оно хотя бы с одним из ребер прикладываемой заготовки или не пересекается.
Пусть %31, ад Узь Уз2\ Хм, ад, Ум, Ук2 — координаты концов ребра заготовки и ребра контура соответственно (рис. 43,6). Координаты точки пересечения находятся по формулам:
X = (*32 *31) (#^1*^2-#k2*kl) • (Xk2- Xhl) (#31*32-#32*31) .
₽ (#32 #31) (*ft.2 Xhl) — (УЬ.2 — yhl) (*32 *31) (J j.
у — (^32 #31) (#fel*fe2 #fe2*kl) (#&2 #fel) (#31*32 #32*31) P (#32 #31) (*/<2 *kl) (#fe2 — #fel) (*32 *31)
Если знаменатель в формулах (11) равен нулю, то значит ребра либо параллельны, либо лежат на одной и той же прямой. В обоих случаях считаем, что пересечения нет. Если окажется, что точка пересечения (хр, ур) лежит внутри каждого из рассматриваемых ребер, то это означает наличие пересечения заготовки и контура. Возможные случаи взаимного расположения двух отрезков представлены на рис. 44.
По вышеизложенному правилу определяется наличие пересечения для каждого ребра заготовки и каждого ребра контура»
90
Рис. 43. Пример присоединения заготовки к контуру (а) и схема взаимного расположения двух отрезков (б)
Рис. 44. Схемы возможных случаев расположения двух отрезков
Рис. 45. Иллюстрация попадания заготовки внутрь контура уложенных заготовок
за исключением тех, которыми заготовки и контур прикладываются друг к другу. Однако это еще не позволяет различить случая, когда контуры не пересекаются, а заготовка лежит внутри контура (рис. 45). Для выявления этого случая предлагается следующий метод [9].
Пусть Xki, Ук1\ Х/<2, Ум — координаты концов ребра, к которому приложена заготовка. Тогда уравнение прямой, на которой лежит ребро, имеет вид
(xk2 — Xkl) (у — yhl)~ (ykz — yk]) (X — xhl) = 0. (12)
Известно, что любая прямая делит плоскость, на две части так, что подстановка координат точки, лежащей по одну сторону от прямой, в ее уравнение дает один знак, а координат точки, лежащей по другую сторону, — противоположный.
Кроме того, так как контур обводится по часовой стрелке, каждое ребро контура можно рассматривать как вектор, направленный из i-n вершины в (Z+1). По отношению к этому
91
Рис. 46. Представление контуров заготовки (а, б) в виде прямоугольной скелетной матрицы (в, г), элементы которой имеют значения 0 или 1: д — объединение; г — пересечение
вектору внутренняя часть заготовки примыкает к нему справа, а внешняя — слева. Подстановка координат точки в левую часть уравнения (12) для точек, лежащих справа от ребра (вектора), будет иметь отрицательный знак, а слева от ребра — положительный. Таким образом, чтобы распознать, где лежит заготовка — внутри или снаружи контура, надо взять одну из ее (вершин, не лежащую на ребре, и подставить ее координаты в левую часть уравнения (12). Если получится отрицательный результат, то, следовательно, заготовка легла внутрь контура, в противном случае заготовка располагается снаружи контура. Для внутренних вырезов контура отрицательный результат показывает, что заготовка расположилась внутри вырезов, т. е. снаружи контура.
Если в контуре встречаются участки, представляющие дуги окружностей, то при их рассмотрении необходимо еще рассматривать случаи пересечений: дуга — дуга; дуга — отрезок прямой. Для нахождения общих точек в этих случаях решаются совместно уравнения окружностей, на которых лежат дуги, или уравнение окружности и уравнение прямой соответственно [54].
Другим методом определения пересечения плоских контуров является алгебрологический метод, разработанный на основе теории распознавания образов [36]. В основу этого метода положено представление контура уложенных заготовок или заготовки в виде прямоугольной скелетной матрицы тХп, элементы которой имеют значения 0 и 1 и рассматриваются как отдельные рецепторы. Значение 1 принимается тогда, когда на данный элемент падает изображение, т. е. проходит контурная линия или накладывается область. Пример кодирования областей для заготовок приведен на рис. 46.
С помощью такого представления контуров и заготовок можно решать задачи, связанные с распознаванием пересечений и построением двух непересекающихся областей в задачах раскроя.
Если обозначить элементы матрицы А через aju (f=l, ..., п\ и=1, ..., /и); матрицы В через Ь/и, а результирующей матрицы Г через Г/и, то геометрические задачи, связанные с расположением заготовок, описываются логическими функциями двух переменных: а/и и bfU (табл. 30).
Однако подготовка информации о заготовках с записью ее двоичным кодом в поле рецепторов — трудоемкая операция. Кроме того, трудно получить результаты счета в координатном виде, хотя его преимущества в автоматическом конструировании бесспорны. Наконец, при отображении достаточно точных контуров для крупногабаритных заготовок метод требует по-
93
Таблица 30
Построение объединения и пересечения областей
Геометрическая задача Формула расчета Значение Г?и при
afu 0 0 1 1
bju 0 1 0 1
Объединение I'fu ~ ttfu V bfu 0 1 1 1
Пересечение Гfu~ afu /\Ьfu 0 0 0 1
строения большеразмерных рецепторных полей. Это лимитирует его применение для распознавания пересечений двух областей в задачах раскроя на машинах с ограниченной оперативной памятью.
Присоединение очередной заготовки к имеющемуся контуру. Каждый следующий шаг алгоритма рационального расположения заготовок заключается в том, чтобы найти наиболее выгодное положение заготовки, присоединяющейся к уже имеющейся совокупности.
Для этого рассматриваются такие положения, при которых заготовка одной стороной идет по какой-либо стороне контура (рис. 47). Возможные положения заготовки строятся следующим образом: i-ю сторону контура разбивают точками деления на равные отрезки, начиная от вершины /+1; шаг деления выбирается заранее, исходя из средних размеров укладываемых заготовок и масштаба, в котором даются их размеры.
Рассматриваются положения, когда заготовка своей /-й стороной примыкает к i-й стороне контура. Это получается следующим образом: сначала заготовка помещается так, чтобы ее вершина /+1 совместилась с вершиной i+1, а /-я сторона пошла по прямой, на которой лежит f-e ребро контура (рис. 47, положение /). Следующие положения заготовки получаются при ее дискретном движении по прямой /-го ребра контура так, чтобы вершина /+1 совпадала с первой, второй и другими точками деления (рис. 47, положения //, III).
Наряду с каждым описанным положением заготовки рассматривается (второе положение, являющееся зеркальным отображением первого относительно точки деления (рис. 47, приложение IV). Для каждого фиксированного положения заготовки в рассматриваемом случае проверяем, не пересекается ли она с контуром. Для этого по изложенному правилу надо 94
проверить, есть ли случаи пересечения ребер заготовки и контура. Если пересечения имеются, то заготовка в данном положении налагается на контур и такое положение не рассматривается.
Для каждого возможного положения заготовки строим по описанным выше правилам новый контур. Находим среди его вершин xmax, xmin, утах, #min И проверяем соотношения
I ^max -^min I
I //max //min I
Рис. 47. Сдвиг заготовки с заданным шагом в контуре уложенных заготовок
где L, Н — длина и ширина листового проката.
Если одно из неравенств не выполняется, то это значит, что заготовка в данном положении пересекается не с контуром, а с границей заданного листа. Такое положение заготовки также неприемлемо и в дальнейшем не рассматривается. В случае выполнения обоих неравенств подсчитывается площадь описанного прямоугольника. В итоге получается множество приемлемых положений одной и той же заготовки в. имеющемся контуре. Наиболее выгодным считается то положение, при котором площадь прямоугольника, описанного около полученного контура, наименьшая.
Принципы выбора очередной заготовки. Если задачу сформулировать так, чтобы на каждом шаге алгоритма выбиралось не только выгодное положение заготовки по отношению к имеющемуся контуру, а также сама заготовка, которая наиболее подходит к этому контуру, то выбирать очередную заготовку можно методом перебора. Для этого надо взять первую из оставшихся заготовок и по изложенному выше алгоритму найти ее наилучшее положение. То же самое надо проделать для всех оставшихся заготовок. Критерием отбора следует брать не площадь описанного прямоугольника, так как она в этом случае зависит не только от положения заготовок, но и от размеров и формы той или иной заготовки, а отношение полезной площади к площади описанного прямоугольника. Под полезной площадью понимается площадь уложенных заготовок. Эта площадь равна сумме площадей уложенных заготовок и площади присоединяемой к ним заготовки. Но такой выбор очередной заготовки не является рациональным, так как связан с перебором большого количества вариантов расположения заготовок и контура. Можно построить процесс так, чтобы выбор той или иной заготовки происходил с заданной вероят-
95
ностью. В этом случае получаемые планы раскроя будут зависеть от последовательности выбираемых заготовок.
При составлении варианта укладки заготовок используется следующая модель: сначала по определенным правилам укладывают крупные заготовки, затем свободные пространства между ними и внутренние вырезы заполняются мелкими заготовками.
В зависимости от конкретных производственных условий может быть рекомендовано три возможных случая порядка выбора и раскладки заготовок, которые назначаются по указанию пользователя.
Случай 1. По величине площади заготовки разделяются на две группы: крупные и мелкие.
Если
S > Smax smln
2
то заготовка относится к крупным, в противном случае — к мелким. Сначала размещают крупные заготовки, выбранные случайно, затем свободное пространство между ними и внутренние вырезы заполняют мелкими заготовками.
Случай 2. Все имеющиеся заготовки разбиваются на три группы: крупные, средние и мелкие. Критерий определения группы, к которой принадлежит заготовка, можно сформулировать следующим образом. Пусть smax и smin — наибольшая и наименьшая площади всех имеющихся заготовок. Подсчитаем величины
Q Q __smax smin .
5max '
c c [ smax smin
62 “ 6mln "1 £---- •
При этом: если s>si, то заготовка крупная; если $i>s>s2, то заготовка средняя; если s<s2, то заготовка мелкая.
Сначала размещают крупные заготовки, выбранные случайно. Если ни одна из имеющихся крупных заготовок не помещается на оставшемся месте листа, то выбирают средние, а затем мелкие заготовки, наиболее подходящие к полученному контуру.
Случайный выбор заготовки для раскладки можно осуществить на ЭВМ следующим образом. Пусть имеются заготовки sb s2, ..., sn, которые выбираются случайно. Если перемещать порядок следования номеров в этом перечне случайным образом, а затем выбирать заготовку, номер которой окажется на первом месте перечня, затем на втором и т. д., то этот процесс и окажется случайным выбором заготовки. Случайное перемешивание номеров перечня заключается в пересылке каждого из номеров на случайное место в этом же перечне. Это осуще-96
ствляется с помощью выработки случайных чисел, что можно сделать программным путем. Если выбранная заготовка не умещается на оставшемся свободном месте, то при составлении данного плана раскроя она больше в выборе не должна участвовать. Если к этому моменту в группе крупных заготовок остались еще заготовки, то выбирается одна из них. Если крупные заготовки уже все перебраны и часть из них уложена, а часть осталась, то выбирают мелкие заготовки по принципу максимальности площади.
Случай 3. Все имеющиеся заготовки располагаются по убыванию их площадей si>s2>...>sn- Выбирают заготовки для укладки по принципу максимальности площади.
Использование устройств оперативного отображения графической информации при составлении карт раскроя. Перспективным является перенесение информации о карте раскроя в графической форме на специальный экран. Это позволяет активно вмешиваться оператору в ход решения задачи: он может увидеть и исправить любые ошибки в плане раскроя или в исходных данных, а также управлять решением задачи раскроя и другими операциями. Это стало возможным благодаря созданию систем с разделением времени и расширению количества и номенклатуры внешних устройств, с помощью которых организуется процесс общения человека с машиной, и, в частности, появлению систем графической связи человека с ЭВМ при помощи электронно-лучевых трубок (ЭЛТ) со световым карандашом типа «дисплей» [21, 49, 62].
В задаче раскроя это устройство может использоваться в качестве своего рода указки. Оператор указывает световым карандашом на какой-либо символ или фигуру на экране и с помощью дополнительного пульта управления сообщает машине, какие операции с ними необходимо проделать, чтобы получить тот или иной желательный результат (рис. 48, а).
При наличии специальных подпрограмм для ЭВМ. оператор может производить весьма разнообразные операции с графической информацией, находящейся на экране индикатора: стирание, перемещение, выборку, поворот, компоновку нового изображения, составляя его из заготовок, информация о которых хранится в памяти ЭВМ в закодированной форме, масштабирование, ввод с клавиатуры информации в любое место экрана и другие операции.
В задаче раскроя устройство «световой карандаш» может быть использовано в момент выбора места для раскладки очередной заготовки и для распознавания пересечения двух областей, чтобы избежать длительного процесса перебора на ЭВМ всех возможных мест укладки и отбора наилучшего.
Предполагается, что оператор по желанию может включить на экране индикатора строящийся в ЭВМ план раскроя, очередную укладываемую заготовку и указать с помощью светово-
4 Зак. 927 97
а)
s)
Рис. 48. Структурные схемы автоматизированной системы раскроя металлопроката в диалоговом режиме (а) и ее реализации (б). Цифры на схеме соответствуют обозначениям в блоке хранения
го карандаша место ее привязки к плану. Координатные расчеты, определение коэффициента использования металла и другие расчеты, предусмотренные в структуре алгоритма, выполняет .ЭВМ. Структурная схема реализации автоматизированной системы раскроя металлопроката в диалоговом режиме представлена на рис. 48, б. Блок хранения подпрограмм содер
98
жит подпрограммы выполнения следующих необходимых операций: соединения точек прямыми или дугами окружностей масштабирования 2; поворота фигуры 3; переноса фигуры 4; компоновки 5; указания нового центра привязки 6\ указания угла поворота 7; стирания фигуры S.
Для того чтобы ввести нужную подпрограмму в действие, используют соответствующую клавиатуру на пульте управления, а участок изображения, который должен быть подвергнут действию этой подпрограммы, указывают световым карандашом. Это можно сделать по-разному: поставить в соответствующем месте экрана точку, подчеркнуть или перечеркнуть выбранный участок изображения и т. п. При этом световой карандаш обычно не оставляет следа на поверхности экрана, а служит средством передачи в ЭВМ сигнала, определяющего зону .памяти, в котором содержится информация о выбранной заготовке. Эта информация поступает в ЭВМ, где и подвергается обработке по соответствующей подпрограмме. Результаты обработки записываются в память и снова (выводятся на экране индикатора. Сказанное справедливо для всех подпрограмм, за .исключением подпрограммы стирания. В последнем случае просто блокируется выборка из соответствующих ячеек памяти. Логическая структура подпрограмм записи и стирания намного проще остальных. Наиболее сложными считаются подпрограммы поворота и выравнивания.
Информация о плане раскроя, предварительно сформулированная в виде стандартного графического массива, из ЭВМ поступает в буферное запоминающее устройство (БЗУ). Это устройство имеет двустороннюю связь с устройством отображения графической информации, которая работает по принципу «запрос—ответ». Для отображения плана раскроя на экране производят автономное считывание информации из БЗУ и ее преобразование. Таким образом, вывод графической информации на экране осуществляется в соответствии с заданными кодами.
Информация подразделяется на управляющую и информацию,. подлежащую отображению на экране. Управляющая информация содержит сведения о плане раскроя, выводимом на экране, и задает режим работы устройства. Очевидно, все эти процедуры осуществляются с помощью подпрограмм, которые необходимо разрабатывать применительно к алгоритмам раскроя. Укрупненная блок-схема алгоритма автоматизированной разработки карты рационального раскроя листового проката в диалоговом режиме приведена на рис. 49, а примеры раскроя, полученные на ЭВМ по данному алгоритму, даны на рис. 50. Время составления карт раскроя зависит от конфигурации заготовок, размеров листа, шага разбиения сторон контура/быстродействия ЭВМ, организации программы. Практически время счета для получения одного варианта раскроя может из-
4* 99
Формирование исходной информации
Код режущего агрегата Дата
Код вида заготовки
Код материала
Задание для аппроксимации криволинейного контура заготовок ломаной. линией
Формирование карты раскроя
Рис. 49. Укрупненная блок-схема алгоритма автоматизированной разработки карты рационального раскроя листового проката в диалоговом режиме
100
Рис. 50. Планы раскроя листового проката на заданные заготовки
меняться от 1 с до 1 ч. Средний коэффициент раскроя в получаемых на ЭВМ картах с деталями сложной формы составляет 83—88 % с учетом централизованного метода раскроя.
Таким образом, приведенный выше алгоритм составления на ЭВМ карт раскроя состоит из четырех частей, выполняющих следующие функции [23]: упрощение контуров заготовок и подготовку исходной информации для составления карт раскроя; последовательное размещение упрощенных заготовок на площади листа; оценку качества размещения и фиксации положения заготовок на листе; выдачу составленной карты раскроя.
Указанные части алгоритма могут быть реализованы на
101
ЭВМ в виде трех программных моделей: «Информация», «Раскладка», «Результат».
Блоки модуля «Информация» выполняют следующие функции: ввод с перфоленты перечня номеров и комплектности заготовок; ввод информации о листовом прокате; чтение с магнитной ленты описания контуров деталей, получение эквидистантной фигуры и замена криволинейных контуров ломаной линией (упрощения); формирование информации об упрощенных заготовках в исходные списки; сортировка информации.
В результате ввода и обработки данных по деталям и листам модулей «Информация» формируются следующие списки, служащие исходными данными для работы следующего программного модуля: список упрощенных заготовок, список комплектности заготовок, список площадей заготовок, список размеров и количества листов.
Модуль «Раскладка» выполняет следующие функции: выбор первой заготовки для раскладки, выбор листа, проверку условий на пересечение, укладку первой заготовки на листе, поиск очередной заготовки, раскладку, вычисления и выбор минимальных значений целевых функций раскладки, фиксацию параметров размещения заготовки к контуру, вычисление коэффициента раскроя.
Модуль «Результат» осуществляет вычерчивание карты раскроя на чертежном устройстве, подключенном к ЭВМ, или выдачу получившегося варианта раскроя на перфоленте (магнитной ленте). Одновременно с вычерчиванием карт раскроя в программе предусматривается печать следующих сведений по карте раскроя: идентификатор карты, размеры листа, кратность карты, коэффициент раскроя, условные номера вошедших в карту деталей, параметры размещения заготовок в карте. Перечисленные данные могут быть включены также в магнитотеку карт раскроя, которая используется при вырезке заготовок из листа и нормировании металлопроката.
При описании заготовки сложной формы, ограниченной отрезками прямых и дуг окружностей, может быть использован язык ФАП-КФ. Кроме того, этот язык может быть использован при создании программ рационального раскроя материалов и при автоматическом формировании карт раскроя -в необходимом виде [37].
Таким образом, описанный алгоритм и система резки листового проката на заготовки сложных геометрических конфигураций могут быть взяты за основу при организации автоматизированного раскроя материалов на предприятиях и дополнены при необходимости различными технологическими условиями и эвристическими приемами. Работы в этом направлении проводятся на ряде заводов’ страны, например, на Выборгском и Херсонском судостроительных заводах. Известны также работы, проводимые в этом направлении за рубежом [90, 91].
102
3.5. Раскрой листового проката на одинаковые заготовки сложной формы (вырезаемые с помощью штампов)
Раскрой листового проката на одинаковые заготовки сложной формы — наиболее распространенный раскрой, применяемый в холодноштамповочном производстве во всех отраслях промышленности [17, 25]. В автомобилестроении методом холодной штамповки изготовляется 60—75 % деталей независимо от их сложности, в тракторостроении 30—40 %, в производстве товаров широкого потребления до 98 %, в приборостроении 70—75 %, (В отрасли тяжелого, энергетического и транспортного машиностроения 20—30 %. Задача раскроя листового проката на заготовки деталей сложной конфигурации ставится следующим образом.
Необходимо из прямоугольных листов стандартной ширины Hi, Н2, ..., Hjf ..., Нт и определенной длины Li, L2, Lj, ..., Lm выкроить одинаковые заготовки заданной конфигурации. Требуется найти такое заполнение прямоугольного листа одинаковыми заготовками, при котором в листе размещалось бы максимальное число заготовок. Заготовки необходимо располагать по рядам соответственно случаю однорядной и двухрядной штамповки. Наилучший вариант раскроя определяет и самую рациональную ширину полосы, на которую нужно разрезать данный лист для штамповки рассматриваемой заготовки, т. е. лист режется на одинаковые полосы параллельно какой-либо его стороне [25, 60].
При раскрое листа на полосы следует руководствоваться следующими правилами.
Цри равных коэффициентах раскроя резку листа следует производить по направлению расположения волокон в прокате; при раскрое листа на полосы, из которых штампуются заготовки, подвергающиеся в дальнейшем гибке, также необходимо учитывать направление волокон проката. В тех случаях, когда результаты одного варианта раскроя аналогичны результатам другого, предпочтение надо отдавать варианту с более широкой полосой, так как при этом получается меньший шаг штамповки и экономится время, затрачиваемое на резку.
При резке заготовок больших размеров необходимо применять комбинированный раскрой, соблюдая комплектность заготовок, что позволяет наилучшим образом использовать металлопрокат; при этом после получения карты раскроя с помощью ЭВМ рекомендуется свободное место между деталями заполнять другой помещающейся деталью.
Вопрос о выборе более оптимального варианта раскроя можно решить путем расчета коэффициента раскроя листа при поперечном и продольном раскроях (рис. 51,а, б). Поскольку в обоих вариантах имеются определенные потери материала, рекомендуется применение комбинированного метода раскроя.
103
При этом выкраиваемые полосы следует разделить на две группы, одну из которых надо раскраивать по длине, а дру-i гую — по ширине листа (рис. 51, в). Если при параллельном расположении заготовок на полосе отходы будут больше минимально допустимых, то необходимо рассматривать вариант косого раскроя заготовок (рис. 51,г).
Необходимо предусмотреть перемычки между заготовками и между заготовкой и краем полосы А (рис. 52). Последнее учитывается при определении ширины полосы. При учете перемычек между заготовками и в полосе укладывается не исходная фигура, а эквидистантная ей, т. е. расширенная на величину, равную половине перемычки (см. рис. 52). Фигуры, эквидистантные данным, укладываются в полосе так, чтобы они взаимно соприкасались, а расстояние между заготовками сохранялось согласно технологии штамповки.
Практика работы технолога по составлению карт раскроя показала, что наиболее распространенной для размещения'заго-товок является система параллелограмма, раскладка по которой производится параллельными рядами так, чтобы вместе соседние заготовки соприкасались между собой в наибольшем количестве точек и чтобы при поступательном перемещении любой заготовки ее можно было совместить с соседней (рис. 53, а и б). Размещение заготовок по системе параллелограмма легко воспроизводимо и снижает до минимума межде тальные отходы.
Высокий коэффициент раскроя листового материала при вырубке круглых заготовок из полосы получается по схеме (рис. 53,в), в соответствии с которой центры заготовок располагаются в углах равностороннего треугольника АБВ. Коэффициент раскроя увеличивается при увеличении числа продольных рядов в полосовой заготовке. При расположении круглых заготовок так, что центры четырех заготовок располагаются в углах квадрата АБВГ, отход материала при вырубке по схеме (рис. 53, г) на 5—8 % больше, чем при вырубке по схеме (см. рис. 53, в).
Обрабатываемая полоса на режущем станке может подаваться на резку в четырех различных положениях (/—IV), что видно из рис. 54, на котором для наглядности обе стороны полосы обозначены цифрами 1 и 2 и отрезан уголок полосы.
Коэффициент, характеризующий экономичность раскроя металла при штамповке из полосы или ленты, для одинаковых заготовок
/С = — 100. р HL
104
a) 6) S)
oooooooocx ЭООООООООО ООО 000 OO ОС 4)00000000
Рис. 51. Планы раскроя:
<3 — комбинированного; г — схема а — поперечного; б — продольного; косого раскроя
Рис. 53. Размещение заготовок по системе параллелограмма (а и б); центры круглых заготовок в углах равностороннего треугольника (в) и центры четырех круглых заготовок в углах квадрата (а)
Рис. 52. Укладка в полосе эквидистантных фигур
Рис. 54. Четыре положения полосы для прохождения на режущем станке
105
Общий коэффициент раскроя для одинаковых заготовок, отнесенный к листу (при штамповке из листа или при резке полос из листа):
Для подсчета шагового коэффициента раскроя для одинаковых заготовок при штамповке из полосы или ленты используется формула
= —100, р Ht
где Н — ширина полосы или ленты, мм; L — длина полосы или ленты, мм; s — площадь поверхности заготовок деталей (включая мелкие неиспользуемые отверстия), мм2; t — шаг вырубки, мм; п — число заготовок деталей, получаемых из полосы или ленты; Ял и LT[ — ширина и длина листа соответственно, мм; ял — число заготовок деталей из листа.
Алгоритм предусматривает определение наилучшего расположения заготовок в листе для случая однорядной штамповки, однорядной штамповки через заготовку с последующим пропуском полосы, повернутой на 180°, и двухрядной штамповки. Вопросы, касающиеся кодирования деталей и координатного расчета, необходимые для данного алгоритма, рассмотрены выше.
Основная идея алгоритма заключается в рассмотрении всевозможных вариантов укладки заготовок на листе и выборе наилучших. Каждый вариант характеризуется параметром пл — числом заготовок, укладывающихся на листе. Варианты укладок находятся посредством поворотов и сдвигов заготовок на плоскости.
При однорядной штамповке размещение заготовок в полосе зависит от угла ф, под которым располагается заготовка по отношению к какому-нибудь заданному направлению, а для двухрядной штамповки еще и от величины со смещения одного ряда заготовки относительно другого (случай штамповки с двойной прогонкой полосы). Таким образом число заготовок пл, укладывающихся в лист, является функцией двух параметров:
«л = Ж®).
Угол поворота заготовок ф из исходного положения в рассматриваемое лежит в пределах 0<ф<180°. Заданному исход-» ному положению заготовки (см. форму 1) соответствует ф = 0 (угол поворота заготовки относительно системы координат). Параметр со — шаг смещения одного ряда заготовок относительно другого лежит в пределах
Q (ф) < со < + Q (ф),
106
Рис. 55. Сдвиг заготовки с шагом со и поворот ее на угол Агр
где Q('ip)—габарит заготовки при каждом рассматриваемом значении величины гр.
Величины гр и (о меняются дискретно с постоянным шагом Агр и Ao (рис. 55), поэтому наибольшее значение /гл находится приближенно. Точность определения максимума пл зависит от величины Агр и Дсо.
Таким образом, в алгоритме существенное значение имеют поиск рационального взаимоположения заготовок путем поворотов и сдвигов на плоскости с заранее заданным шагом и решение большого числа геометрических задач различной сложности; выбор и построение рациональной ширины полос, на которые нужно резать данный лист.
Поиск рационального типа совмещения первых трех заготовок заключается в следующем: находится исходное положение первой заготовки, ее контур от самой верхней правой точки до самой нижней правой точки разбивается на некоторое число точек деления с шагом Асо (см. рис. 55, а, в).
Для расположения второй заготовки по отношению к первой производится сдвиг ее до положения, при котором контуры заготовок не пересекаются. При этом заготовку сдвигают так, чтобы верхняя левая точка ее контура совпадала с одной из
107
К=81,5 %
К = 68, 7 %
KfW0/*
Рис: 56. Планы раскроя деталей на полосе в различных вариантах расположения заготовок и соответствующие им коэффициенты раскроя
108
точек на контуре первой заготовки. Затем сдвигают вторую заготовку по оси Ох вправо до положения, при котором контуры заготовок не пересекаются.
Просматриваются все варианты расположения трех заготовок (двух при штамповке без последующего пропуска полосы, повернутой на 180°), соответствующих числу точек деления, из них выбирается оптимальный, т. е. такой, при котором в листе помещается наибольшее число заготовок. Затем исходное положение первой заготовки смещается на некоторый угол Агр, и все процедуры повторяются заново. Осуществляется всего столько вариантов, сколько раз выбранное Дер содержится в л (см. рис. 55, б, г).
Построение и выбор рациональной ширины полос, на которые нужно разрезать данный лист, осуществляются следующим юбразом. Для каждого рассматриваемого варианта укладки разность между максимальной и минимальной ординатами заготовки определяет ширину полосы. Таким образом становится известным число полос, выкраиваемых из листа при рассматриваемом варианте укладки, и число заготовок, укладывающихся на листе. При выборе оптимального варианта раскроя (т. е. /С укладкой наибольшего числа заготовок) выбирается и ширина полосы, обеспечивающая оптимальность.
Примеры различных вариантов укладки заготовок на полосе с соответствующим коэффициентом раскроя приведены на рис. 56, а укрупненная блок-схема алгоритма для составления оптимального плана раскроя на ЭВМ для листовой штамповки с учетом технологически допустимых правил показана на рис. 57.
На рис. 58 представлен график изменения коэффициентов раскроя листового проката толщиной 1 мм при резке в штампах круглых деталей диаметром 10 мм при различном расположении их на полосе. В табл. 31 приведено рекомендуемое число рядов при штамповке деталей типа круг.
Зависимость коэффициента раскроя полосы от рядности раскроя для заготовок с диаметром 226 и 90 мм приведена на :рис. 59. Проведенные исследования и опыт составления различных планов раскроя для листовой штамповки показали, что наиболее оптимальной следует считать двухрядную схему
Таблица 31
'Рекомендуемое число рядов при штамповке деталей типа круг
Диаметр заготовки, мм Число рядов, шт. Диаметр заготовки, мм Число рядов, шт.
Св. До Св. До
10 10 30 75 5—3
10 20 9—7 75 100 3—2
20 30 7—5 100 — 2—1
109
о
^Начало ')
/ввод Информации о размерах листов и 7 деталей /
, * ' - .........................— ।
Получение эквидистантной фигуры
1Г~_______________
I Укладка первой заготовки I
I Сдвиг заготовки но величину 4 ы |
ZZL-Z.ZZ t
Разбиение правой части контура заготовки от верхней до нижней крайних точек на К частей
I
I Фиксирование очередной точки разбиения
Нет
____________________f ______
Сдвиг заготовки 6 фиксированною точку I
Есть
ли пересечение с исходной загр -товкой
Нет
Да
ка условия: подвергаются ли заготовки гибке
Нет_______
Подсчет ширины полосы
I
Подсчет количества заготовок помещающихся 6 полосе вдоль длины листа
I
Подсчет количества заготовок помещающихся на листе, при резке листа на полосы вдоль длины
I
Подсчет числа заготовок, помещающихся в полосе поперек длины листа
Z
Подсчет числа заготовок, помещающихся на листе при поперечном раскрое
_^^^евзошта^ик^^^----^^ ~,,х::=:-~^_риро^нная точка числаК£~~--==**
_____
| Увеличение угла поворота на Агу |
превзошел ли угол поборота на величину я ?
/Вывод информации о полученном рациональном варианте раскроя
( Конец
Волокна заготовок должны располагаться вдоль направления проката
. ... . —2
I Подсчет ширины полосы |
___________ I ~~
[ Подсчет числа заготовок, помещающихся вполосе\
{Подсчет числа заготовок.помещающихся влисте\
| Выбор продольного раскроя | р | Выбор поперечного раскроя |
\Да ^^^^^вфоверкаусло'- ^Нет
,, плотности продольного раскрояи^О^
'•^•й^^^-^шпличия ее в поперечном
Запоминание полученного на данном этапе наилучщего варианта
больше
s'D я s'Поверка
'Сравнение с залом -^>^paoHO^sуС/ювия: щ up ин а ненным вариантом *~\полосы больше tuupuHbys^
X. s' ^^амом.вариан-s'
^s та у
Да
Рис. 57. Блок-схема алгоритма для составления оцтимцльной карты раскроя ^ля листовой штамповки
Рис. 59. Зависимость коэффициента раскроя полос от рядности раскроя
Рис. 58. График коэффициентов раскроя листового проката толщиной 1 мм при резке в штампах круглых деталей диаметром 10 мм при различном расположении их на полосе:
/ — прямом однорядном; 2 — прямом двухрядном; 3—шахматном двухрядном; 4 — шахматном трехрядном
(особенно заготовок с диаметром более 50 мм) штамповки с шахматным раскроем материала. Дальнейшее увеличение рядности может оказаться неэффективным в связи со снижением •относительной экономичности раскроя и надежности штампов. В этом случае при отсутствии соответствующего режущего оборудования, обеспечивающего двухрядную штамповку, целесообразно использовать однорядную схему штамповки.
Для раскроя листового проката при наиболее распространенной однорядной штамповке рекомендуется более эффективный алгоритм с точки зрения реализации на ЭВМ [17, 26].
1. Отыскиваем абсциссы Хщт, %тах— крайних левой и правой точек заготовки А И Ординаты l/min, //max — самой нижней и самой верхней точек этой заготовки (рис. 60).
2. Строим в полосе //min^/Z^Z/max заготовку Г2 согласно формулам:
2%max, у^2 = 4"7/max 4“ //mln*
При таком построении заготовка Г2 повернута по отношению к заготовке 1\ на 180° в плоскости листа и расположена в ука-занной полосе так, что у^ = z/mln и у^.п = утах. Очевидно, что при таком положении заготовки 1\ и Г2 не пересекаются. Эта процедура освобождает от выполнения каждый раз операции проверки двух заготовок на пересечение.
3. Из всех опорных точек Mk заготовок и Г2 проводим прямые, параллельные оси Ох, определяем длины наименьшего
111
Рис. 60. Иллюстрации положения заготовки, сдвинутой и повернутой на 180°
dk и наибольшего Dk отрезков этих прямых, которые соединяют точку Mk с граничными точками заготовки.
Шаг штамповки объединения заготовок Г{ и Г2 будет t=D — d, где d = min{d4» D = max{Dk}. Заготовка Г2 сдвигается влево по оси Ох к заготовке Г\ на расстояние d.
4. Определяем габариты Qx и Q?/ заготовки Г\ или Г2:
^max ^mln> ' Утах Z/min*
5. Определяем ширину полосы Ну и число полос в листе X:
Я„ = Ч + 2Л; =
Г Нп -] ня
где —— — целая часть числа —— .
L ну -1
6. Для определения числа заготовок в полосе сначала находим вспомогательное число
Гл - 2Д - (2QX - rf)
1
Величина Wi представляет собой число объединения заготовок Л и Г2, которые укладываются в одной полосе. Если WJ + Q < £л — 2Д 4- До, то число заготовок в полосе W = 2FX 4-4- 1; если Wxt 4- > Ln — 2Д 4- До, то W — 21VZ1.
7. Определяем число заготовок в листе и коэффициент раскроя:
пл = Ж, ,KD =-^100. л ’ р НлЬп
8. Заготовка 1\ повертывается в плоскости листа на угол Агр и все процедуры повторяются заново, начиная с первой.
Процесс расчета продолжается до тех пор, пока угол поворота гр заготовки от исходного положения не превысит заданного значения ф^л. Наилучшим вариантом расположения заготовок считается тот, которому соответствует максимальное значение коэффициента раскроя.
Результаты исследования и опыт решения на ЭВМ показывают, что при определенных значениях переменных ф и со функции цели для приведенных в этом разделе задачах раскроя имеют особенности, выделяющие их в отдельный класс, составляющий функции многоэкстремальные, имеющие кроме глубо-112
ких локальных минимумов большое число малых экстремумов
по их склонам.
При производстве листовой штамповки круглых заготовок большого диаметра, когда при параллельном расположении рядов получаются большие отходы, а технологический процесс позволяет использовать только однорядную штамповку из полос, предварительно нарезанных из листа, следует применять косой раскрой.
Графическое построение косого раскроя рассмотрено в литературе по технологии листовой штамповки и широко известно. В данном разделе книги приводится алгоритм косого раскроя равных круглых листовых заготовок, который ориентирован на использование ЭВМ. Приведем основные этапы алгоритма.
1. Выбираем угол а наклона полосы из условия, в полосе помещалось минимальное число ника АВС получим (рис. 61)
АВ sin а =--
ВС
где п — целое число кругов R — радиус круга.
л/ Н— 2R
Учитывая, что sina^l, 1 >------------
2jR(/x—1) вательно, наименьшее целое число кругов
чтобы кругов. Из треуголь-
__ H — 2R ~~ 2R(n — 1)’ в полосе;
Н — ширина
Н 2R'
(13)
листа;
Следо-
Согласно (13) наибольший угол а для наименьшего полностью вмещающих в полосу кругов
Н — 2R а = arcsin---------,
числа
2. Рассчитываем число кругов, помещающихся в листе при условии, что круг касается левой кромки листа на r-м уровне. Определяем расстояние t между центрами соседних кругов, расположенных на одном уровне, из треугольников Е3С^ЕХ и
t
sin а
Находим число кругов, вмещающихся на одном уровне, при условии, если известно положение центра одного из кругов этого уровня относительно оси Ох, расположенной, как показано на рис. 61. Влево от круга с центром в точке О вмещается щ кругов:
п = [
1 L t 1 ’
а вправо от круга с центром в точке О вмещается п2 кругов:
113
!Рис. 61. Графическая схема косого раскроя, круглых листовых заготовок
л \ L хо R "1 2 I t J-
Общее число кругов,- вмещающихся на любом уровне: п=[ 7~--' + 1.
Так как первый круг касается левой кромки листа, г-м уровне x0—R. Поэтому число кругов на r-м уровне = 1 Л] + [£^] + 1.
х0
(И)
то на будет
(15)
t
При переходе на нижний уровень центр первого круга смещается на величину tl — C(lEi=2R cos а, которая определяется из треугольника С4Е4С5 (см. рис. 61). Следовательно, согласно (14) на (г—i)-m уровне число помещающихся кругов будет
nr_t = + L (16)
При переходе на верхний уровень центры кругов смещаются на величину t2:
t2 = С^Е2 = t — = ----2R cos а.
sin а
Согласно (14) число кругов на (г+0-м уровне определяется по следующей формуле:
L— it2 ~2R
t
(17)
J14
Чтобы найти общее число кругов, помещающихся на листе при касании на r-м уровне, надо формулу (16) просуммировать по г от 0 до г и формулу (17) просуммировать по i от 1 до п—г. Таким образом, выбор максимального числа кругов при косом; раскрое, вмещающихся в прямоугольный лист заклю-
чается в выборе наибольшего из множества значений пг и вычисляется по формуле
Планы раскроя составляют последовательно для каждого из* введенных в ЭВМ типоразмеров листов, при этом необходимо предусмотреть следующие случаи.
1. Если по ширине листа помещается целое число заготовок,, то следует принять параллельный раскрой и вычислить его параметры.
2. Если диаметр заготовки с перемычкой больше ширины листа, то для этого листа дальнейший счет вести не следует
В качестве примера в табл. 32 приведены варианты косого
Таблица 32
Варианты косого раскроя круглых листовых заготовок
Размеры листа, мм Наибольшее число заготовок, вмещающихся на листе Коэффициент раскроя, % Угол наклона полосы, град Размеры листа, мм Наибольшее число заготовок, вмещающихся на листе Коэффициент раскроя, % Угол наклона полосы, град
Ширина Н Длина L Ширина Н Длина L
710 1400 6 50,0 35,9 900 2500 18 66,3 61,2’
710 1500 7 54,5 35,9 900 2800 20 65,8 61,2
710 2000 9 52,6 35,9 900 3000 22 67,5 61,2’
710 2200 11 58,4 35,9 950 1500 11 64,0 72,4
710 2500 12 56,0 35,9 950 2000 15 65,5 72,4
750 1500 8 58,9 40,3 950 2200 17 67,5 72,4
750 2000 11 60,8 40,3 950 2500 19 66,4 72,4
750 2200 12 60,3 40,3 950 2800 22 68,6 72,4
750 2500 14 61,9 40,3 950 3000 24 69,8 72,4
800 1500 9 62,2 46,3 1000 1500 10 55,3 43,3
800 1000 12 62,2 46,3 1000 2000 14 58,0 43,3
800 2200 14 65,9 46,3 1000 2200 16 60,3 43,3
800 2500 15 62,2 46,3 1000 2500 18 59,7 43,3
900 1500 10 61,4 61,2 1000 2800 22 65,2 43,3
900 900 2000 2200 14 15 64,5 62,8 61,2 61,2 1000 3000 24 66,4 43,3
115
Рис. 62. Блок-схема алгоритма для составления оптимальной карты косого раскроя круглых листовых заготовок
раскроя для заготовок диаметром 325 мм из листов различных типоразмеров [42]. Укрупненная блок-схема алгоритма косого раскроя для реализации на ЭВМ дана на рис. 62.
Если требуется вмешательство человека при расчете карт раскроя на ЭВМ, то используется устройство графической информации— оперативного отображения. В этом случае целесообразно разработать систему классификации заготовок, изготовляемых из листа и основных типов раскроя, взятую из опыта машиностроительных предприятий. В связи с этим рекомендуется система классификации заготовок, составленная на основе анализа различных форм деталей в машиностроении и приведенная в табл. 33.
116
Классификация деталей по конфигурации
Таблица 33
Прямоугольники Трапеции Треугольники Круги и многогранники Полукольца и ско5ы Эллипсы и фланцы Крестообразные Т-образные Г-образные Н-образные
— 1 \ ^2) cQj [г7
Q <^> (о) tzx] CZ') 0 Г
!□! 0 © Сг 0 Ф
I 1 ^2^ <^s^>
| czzj О LanJ Q § Q
Виды раскроя
Таблица 3k
Вид раскрои Эскиз раскроя Группа заготовок
Прямой ЛоардрЁ _ j Прямоугольники.
Однорядный Л \ к ) Треугольники и трапеции
Многорядный 1 О О О О О О О ( ) О 0,0 о оо о /О О О О О О О I Круги и многогранники
Наклонный Г-образные эллипсы, срланцы крестообразные
Встречный прямой / ° //"А 1 / О X^-sp О \| z^° jpA ° / / о х^р о J Полукольца и скобы Т-образные, Г-образные
Встречный наклонный /_VWw/ I’ Т-образные
Комбинированный i 0 О О О о о Н-образные, крестообразные, Т-образные
117
Анализ существующих видов раскроя в этих условиях производства для одинаковых деталей показывает целесообразность использования при составлении плана одного из семи основных типов раскроя (табл. 34). При такой систематизации возможно рациональное совмещение прямоугольных и фасонных заготовок деталей, обеспечивающее наименьшие потери, и она может быть взята за основу при составлении карт раскроя с использованием режима диалога человека с ЭВМ [21, 25]. Может быть использована комбинированная штамповка, которая применяется для всех классов деталей, приведенных в табл. 33; наиболее выгодно применять комбинированную штамповку для парных деталей типа петля и круг-шайба, когда, в результате совмещения контуров можно избежать перемычки; или размеры ее довести до минимума.
Пример 9. Требуется найти оптимальный вариант раскроя листового проката со сторонами L=2500 мм, Я=170С' мм и толщиной 10 мм для детали с условным номером А-12-126, изображенной на рис. 63. Боковая и междетальная перемычки равны 9 и 8 мм соответственно. Величина на зажим; листодержателями равна 65 мм. Исходная информация о начальном положении заготовки задана в виде координат опорных точек (табл. 35). Нумерация опорных точек заготовки осуществляется по часовой стрелке.
Результаты расчета [46] в соответствии с вышеизложенным алгоритмом приведены в табл. 36. По расчету лист разрезается на 11 полос, каждая из. которых дает возможность получить шесть заготовок. Расположение заготовок в соответствии с планом рационального раскроя показано на рис. 64.
Таблица 35
Координаты опорных точек детали А-12-126
Номера точек 1 2 3 4 5 6 7 8 9 10 11 12
Координаты опорных точек X 9,0 0,0 35 145 1 155 1 159 417 417 425 483 495 490'
У 0,0 j 8,0 54 49 61 130 130 61 49 54 8,0 0,0--
Таблица 36
План рационального раскроя листового проката 2500x1700x10 мм на деталь А-12-126 (продольный раскрой)
Размер полосы, мм Число полос, шт. Число заготовок в полосе, шт. Число заготовок в листе, шт. Перемычка меж-детальная, мм Перемычка боковая, мм Припуск на зажим листодержателями, мм Угол поворота, град Коэффициент раскроя
148,0 11,0 6,0 66,0 8,0 9,0 65,0 180 0,68
118
6(158,130)
7(417,130)
Рис. 63. Деталь А-12-126 с простановкой координат опорных точек
Рис. 64. План раскроя листового материала на заданные полосы
На рис. 65 приведен чертеж детали, применяемый на изделие Горьковского атомобильного завода. Для этой детали заготовка вырезается из листа ^размером 2450x560 мм. Принята однорядная штамповка с двойным прогоном полосы, повернутой на 180°. По заводскому плану раскроя лист режется на полосы длиной 560 мм и из листа вырезается 105 заготовок, коэффициент раскроя при этом равен ^p = 0,424. Перемычки между заготовками равны До=5 мм, а боковые перемычки равны Д = 5,5 мм.
Данная задача раскроя решена с помощью ЭВМ для этого же листа, •план раскроя приведен на рис. 66 [30]. На рис. 66, а показан план раскроя при однорядной раскладке с поворотом заготовок через одну на 180° и .принят поперечный раскрой листа на полосы длиной 560 мм. В этом случае из листа вырезается 126 заготовок и коэффициент раскроя _КР = 0,509. На рис. 66, б показан план раскроя при двухрядной раскладке с поворотом заготовок через одну на 180°, составленный для этой же детали и того же .листа. По этому плану раскроя лист режется на 13 полос длиной 560 мм, из каждой полосы вырезается 16 заготовок. Общее число1 заготовок, получаемых из листа, равно 130; коэффициент раскроя Кр = 0,525.
:3.6. Раскрой рулонных материалов
Рулонные материалы используются на предприятиях большинства отраслей промышленности. Являясь наиболее рациональными и перспективными исходными материалами в раскройном и листоштамповочном производстве, они нашли широкое применение в зарубежном машиностроении на автомобильных заводах, в производстве холодильников и других металлоизделий, а также начинают использоваться на отечественных предприятиях, например на Волжском автомобильном заводе, .автомобильном заводе им. Лихачева, Запорожском трансформаторном заводе и на др.
В практике использования рулонных материалов устанавливают следующие типы раскроя: продольный раскрой широкой ленты на более, узкие, ширина которых определяется раз-
119
to о
Рис. 65. Чертеж детали с простановкой размеров (размеры в мм)
о)
70,886
Рис. 66. Планы раскроя заготовок на листовом материале:
а — однорядная раскладка; б — двухрядная раскладка
мерами штампуемой заготовки (детали); поперечный раскрой рулонной стали на технологические карты (заготовки); смешанный раскрой, совмещающий продольный и поперечный; штамповка деталей непосредственно из рулона. Типовые схемы раскроя рулонных материалов представлены в табл. 37.
Задача оптимального раскроя рулонных материалов формулируется следующим образом [25]. Необходимо из исходного материала, поступающего на предприятия в рулонах стандартной ширины Я2, •••> 7/j, ..., Нт и определенной длины Li, Л2, ..., Lj, ..., Lm, выкроить полосы заданной ширины hi, h2, ..., ..., hi, ..., hn в определенных количествах pi (i=l, ..., ri), которые в дальнейшем могут разрезаться на более мелкие заготовки шириной hi и длиной U. Требуется определить оптимальный план раскроя рулонного материала. Схема раскроя гра-
Рис. 67. Графическая схема раскроя рулона на полосы:
aijk числ0 заготовок i-ro вида, получаемых из /-го типа материала по варианту k
<фически представлена на рис. 67. При такой постановке задачи
раскроя рулонных материалов на полосы не учитывается отход в каждой полосе по длине рулона.
Длины выкраиваемых заготовок не всегда укладываются в целое число раз без остатка по длине /-го типа рулона. Такие отходы будем называть отходами второго вида. Очевидно, что отход второго вида в каждой полосе не превышает длину самой короткой заготовки. Отходы по боковой кромке значительно
превосходят отходы второго вида, поэтому последними можно пренебречь при решении задачи раскроя рулонных материалов. Кроме того, если образующийся отход второго вида больше допустимого, то можно решить задачу оптимального раскроя .заготовок внутри полосы hi по ее длине, равной длине /-го типа рулона Lj. Однако необходимость в решении такой задачи при раскрое рулонных материалов, как правило, практически не
возникает.
Таким образом, постановка задачи оптимального раскроя рулонных материалов на полосы сводится к задаче раскроя пруткового проката и решается одним из алгоритмов, изложенных в п. 3.1 данной книги. Если необходимо определить оптимальную ширину полос в зависимости от конфигурации заготовок, то может быть применен алгоритм, изложенный в п. 3.5 данной книги. При составлении исходных вариантов раскроя
121
10 Типы раскроя рулонных материалов
Таблица 37
Продольный
Типы раскроя
Поперечный
Комбинированный
Индивидуал ьный
Индивидуальный
Резка рулона на полосы одинаковой ширины с одновременной обрезкой кромок
Резка рулона на полосы различной ширины с одновременной обрезкой кромок. С целью равномерного распределения нагрузки на ножевые валы многодисковых ножниц, заготовки"на полотне широкой ленты должны располагаться по возможности симметрично, причем более [широкие ленты необходимо помещать в средней части ширины рулона, а узкие—-по краям
Резка рулона на прямоугольные заготовки
Резка рулона на косоугольные заготовки. Для получения заготовок в виде трапеций и параллелограммов на линиях поперечной резки предусматриваются поворотные или сдвоенные ножницы
Продолжение табл. 3?
Типы раскроя
Смешанный
Штамповка непосредственно из рулона
Индивидуальный Комбинированный Индивидуальный
i
^11
* =* 4 / / / =е‘ н ;:г-у у!
'-4Д. Л Д
^1
<1 1
Резка рулона на заготовки с Резка рулона на ленты тре- Штамповка из рулона в состоя- Штамповка из рулона с предва-
предварительной кромок отрезкой буемои ширины с последующей резкой на заготовки нии поставки или после предварительной обрезки по ширине рительной обрезкой кромок
рулонных материалов на прямоугольные заготовки, необходимых для решения методами линейного программирования или метода размерной последовательности, целесообразно укладывать заготовки на рулонном материале сначала большой стороной (по Z), а затем меньшей (по h) и выбирать тот из вариантов, который дает минимальные отходы. Затем раскраивается остаток, для него выбирается вариант с минимальными отходами для какой-либо заготовки по сравнению с остальными и т. д. При использовании метода размерной последовательности из рассмотрения исключают те заготовки, для которых, план выполнен.
С целью сокращения перекладок и снижения себестоимости изготовления деталей рекомендуется проводить унификацию* размеров ширины полос, на которые должен раскраиваться исходный рулон, путем выбора ленты одной ширины для групп близких по размерам деталей. Ширина рулона толщиной 2—6 мм (по ГОСТ 1530—78) колеблется в пределах 100— 600 мм, а ширина рулона толщиной 0,5—3 мм (по ГОСТ 19904—74) находится в пределах 500—2300 мм. Использование минимального числа различных типоразмеров рулонной стали при раскрое упрощает организацию раскройного производства и снабжения, способствует сокращению объемов металла на складах и потребности в складских помещениях.
При использовании рулонных материалов в крупносерийном, и массовом производстве целесообразно рассчитывать потребную длину полосы на заранее обусловленное число изделий (10, 100, 1000 и т. п.) или на годовую программу выпуска..
Длина полосы при однорядной штамповке
_ tnH ~ 1000 '
t — шаг вырубки, мм; п — число заготовок деталей на изделие, шт.; И — принятое для расчетов число изделий, шт<.
Длина полосы при многорядной штамповке __________________________ tnH пх1000
где п\ — число рядов штамповки или число заготовок деталей,, получаемых за один шаг штамповки, шт.
Длина полосы при штамповке из отдельных (штучных) заготовок (рис. 68)
£ 3= 1пИ
п21000 где I — длина заготовки, мм; — число деталей, получаемых из одной заготовки длиной Z, шт.
Для удобства расчетов рекомендуется рассчитывать длину полосы на 1000 изделий, т. е. //=1000 шт., тогда длина полосы;
L = tn.
124
Рис. 68, Штамповка из отдельной (штучной) заготовки
Рис. 69. Пример индивидуального раскроя рулонного материала
(А — величина боковой перемычки, мм)
Для того чтобы уменьшить концевые отходы на комплект одновременно раскраиваемых заготовок, рекомендуется подбирать заготовки, для которых длины полос на расчетное число изделий одинаковы, кратны по величине или близки к этому.
Степень использования рулонного материала при раскрое характеризуется коэффициентом, который для индивидуального вида раскроя (рис. 69) определяется по формуле
Kp = V100-
где п — число одноименных (одинаковых) заготовок, раскраиваемых из рулонного материала при индивидуальном раскрое, шт.; $ — площадь заготовки, мм2; S — площадь раскраиваемого рулонного материала, мм2.
Коэффициент раскроя для комбинированного вида раскроя (рис. 70) рулонного материала
«№
Кр = 100,
где Si — площадь f-й заготовки; гц — число i-x заготовок.
Одним из перспективных направлений в рациональном раскрое рулонных материалов является создание на предприятиях автоматизированной и механизированной линий резки. На некоторых машиностроительных предприятиях страны созданы такие
Рис. 70. Пример комбинированного раскроя рулонного материала
(А —величина боковой перемычки)
125
системы. Например, на Куйбышевском заводе автомобильного и тракторного электрооборудования им. А. М. Тарасова внедрена в производство механизированная линия для резки рулонного металла. На линии осуществляется резка ленты шириной 325 мм и менее из рулона меньшей ширины в зависимости от потребностей штамповочного производства [61]. Очень важно распространить накопленный положительный опыт на'других машиностроительных предприятиях.
Далее в тексте рассматривается пример решения задачи раскроя рулонной стали на заданные полосы с использованием симплекс-метода [66].
Пример 10. Из рулонной стали шириной //=200 мм необходимо получить полосы четырех типов различной ширины /ч=90 мм, h2=47 мм, /гз=40 мм и /14=29 мм в количестве соответственно pi=25, рг—42, рз=20 и pt—91 шт. Требуется найти такой план раскроя, при котором выполнялась бы заданная комплектность, а количество отходов или число разрезанных рулонов было 'бы минимальным.- Задача решается симплекс-методом с использованием трех этапов: составление исходных вариантов раскроя по определенным правилам; отбор вариантов с минимальными отходами, на основе которых формируется оптимальный план раскроя; формирования оптимального плана раскроя с помощью симплекс-метода.
Число возможных вариантов раскроя рулонной стали шириной Н на •полосы шириной /ii, /i2, hn (hi>h2t ..., >/гп) существенно зависит от ширины рулона и количества различных полос п. При больших значениях Н и т число возможных вариантов раскроя велико и перебор их затруднителен. Ниже рассматривается алгоритм упорядоченного построения всех возможных вариантов раскроя.
В общем случае план раскроя выражается так:
# == aik^l + (fykhz + • • • + ank^n + &k f
•где aik — число полос i-го типа в k-м варианте раскроя;
— отходы, получаемые в k-м варианте раскроя.
Чтобы получить возможные планы раскроя, надо перебрать все комбинации чисел («гл, cink), для которых возможны значения [5]:
„ . ГЯ1 а . —«иА!
alh = 0, 1,. . ; azk = 0, 1............... ;
L ”1 J L ^2 J
[ К а1к^1 — J t 1 *]
ank = [ J •
Результаты расчета предлагается записывать в табл. 38, которая может служить заданием на формирование оптимального плана раскроя рулонной стали с использованием методов линейного программирования. Чтобы получить линейную форму для минимизации, надо взять сумму членов последней •строки таблицы. Для получения уравнений комплектности надо скалярное произведение последней i-й строки приравнять к рг. Описанный алгоритм получения всех вариантов раскроя целесообразно однако применять при небольшом числе вариантов раскроя, так как процесс составления большого 'числа вариантов трудоемок и продолжителен и в итоге получается задача линейного программирования с большим составом неизвестных, решение которой на ЭВМ затруднительно.
Для формирования оптимального плана раскроя на основе алгоритма, составленного определенными способами, отбираем варианты с минимальными отходами и записываем в табл. 39. Число рулонов, разрезаемых по каждому варианту, обозначим буквами %i, х2, ..., х13.
:126
Таблица 38
Исходные варианты раскроя
Ширина полосы Номера вариантов раскроя Необходимое число полос шириной
1 2 . . . k .... n
«11 «12 «16 am Pl
^2 «21 «22 «26 «2П P2
Л3 «31 «32 «зб «ЗП Рз
• • • •
hi «11 «г2 aik «гп Pi
• • • • •
«ml «тг amk amn Pm
Отходы Al Аг bk Ад
Неизвестные xi Я2 xk xn
Полученная на основе данных табл. 39 задача раскроя рулонной стали сводится к минимизации суммарного числа разрезанных рулонов, т. е.
Х1 + Х2 + Х3 + + Х5 + Х6 + Х7 + Х8 + Х9 4" Х10 + Х11 4“ *12 + Х13 ”** т^П
при ограничениях
+ x2 + 2x3 4~ 2x4 4- 2x5 + xQ + 5x7 х8 -|- 4x9 4~ бхю =91;
2x2 X3 4- x5 4~ %xq + 4x8 4- 2x9 4-5хц =20;
xi 4" 3*4 + 2x5 4~ Xq 4~ Xq 4~4X12 =42;
Xi 4" X2 + X3 4~2x13 =25.
127
Таблица 39
Набор исходных вариантов раскроя
Ширина полосы, мм Номера вариантов раскроя Необходимое число полос, 1 шт.
1 2 3 4 5 6 7 8 9 10 И 12 13
29 2 1 2 2 2 1 5 1 4 6 0 0 0 91
40 0 2 1 0 1 3 0 4 2 0 5 0 0 20
47 1 0 0 3 2 1 1 0 0 0 0 4 0 42
90 1 1 1 0 0 0 0 0 0 0 0 0 2 25
Отходы, мм 5 1 12 1 8 4 8 11 4 26 0 12 20
Неизвест-ные *1 х2 *з х4 *5 Xg *7 *8 %9 *10 *11 *12 *13
С целью решения задачи симплекс-методом линейного программирования преобразуем систему уравнений таким образом, чтобы получить в каждом уравнении по одному неизвестному с коэффициентом, равным единице, не встречающемуся в других уравнениях. Как видно из системы уравнений, такие неизвестные в первом уравнении — Хю, во втором — Хп, в третьем — Xj2 и в четвертом — Xj3. Следовательно, первое уравнение делим на 6, второе на 5, третье — на 4, четвертое—на 2. Тогда система уравнений будет выглядеть следующим образом:
Ю »33х4 -f- 0,17х2 + 0 ,ЗЗх3 -j- 0, 33х4 + 0 > ЗЗх^ -j- 0,17xg + 0,88X7
+ 0,17х8 + 0,67х9 +хю= 15,17$
0,4х2 +• 0,2х3 0,2xg0,6xg -|—0,8х8-}— 0,4х9 -j— Хц===4^
Ю,25х! +0,75х4+ 0,5х5-|-0,25х6+0,25х7 +х12=Ю,5;
O^Xi + 0,5х2 + 0,5х3 +*13 = 12,5.
Первым шагом решения задачи раскроя симплекс-методом является заполнение табл. 40 на основе уравнений целевой функции и симплексных уравнений. На пятом шаге убеждаемся, что план не может быть улучшен, поскольку среди элементов нижней строки нет ни одной оценки >0, а значит нет необходимости вычислять остальные элементы таблицы.
Таким образом, в соответствии с результатами расчетов всего должно быть разрезано 39,1 полосы, из них по варианту Xi — 15, по варианту —Ю, по варианту х4 — 6,5, по варианту х7— 7,6.
Результаты расчетов показывают, что по четвертому и седьмому вариантам раскроя режется не целое число рулонов. В данном примере результаты округляют в большую сторону и за счет этого число полос шириной 29 мм получается на три больше, а число полос шириной 47 мм на две больше. Окончательные результаты расчетов с учетом округления числа рулонов приведены в табл. 41.
.128
Таб/нща 40
Решение задачи раскроя симплекс-методом Первый шаг
1 1 1 1 1 1 1 1 1 1 1 1 1
д Д *1 *2 *3 *< *5 *6 *7 *8 *3 *10 *11 *12 *13 в Г
/ *ю 15,17 0,35 0,17 0,33 рЗ' 0,17 0,83 0,17 0,67 1 0 0 0 19,5 46
/ *н 4 0 0,4 0,2 0,2 0,6 0 0,8 0,4 0 1 0 0 7,6 -
/ ^12 W fyS', 6$' w w W/ $$ 14
/ *13 12,5 0,5 0,5 0,5 0 0 0 0 0 0 0 0 1 /5 -
L 42,17 0,08 0,07 0,03 Из' z zz~Z. 0,03 0,02 0,08 -0,03 0,07 0 0 0 0 42,6
второй шаг
1 1 1 1 1 1 1 1 1 1 1 1 1
A A 6 *1 *2 *3 *. *5 *6 *7 *8 *3 *10 *11 *12 *13 в Г
1 *10 10,5 0,22 0,33 0 0,11 0,06 0,72 0,17 0,67 1 0 -0,44 0 13,5 79
1 *11 о w fa/ ж w Ж '744, falpfa В в 10
1 *« 14 0,33 ^o'^ 0 1 0,67 0,33 0,33 0 b 0 0 1,33 0 18 -
1 *13 12,5 0,5 0,5 0 0 0 0 . 0 0 0 . 0 0 1 15 25,
J 41 0,05 o,c3 0 -0,02 -0,01 0,05 ~0,03 0,07 0 0 -0,11 , °
Третий шаг
1 1 1 1 1 1 1 • 1 1 1 1. f 1
Д A 5 X/ *2 *3 *s *7 *8 *3 *10 *11 *12 *13 в Г
1 *10 $85; 'o$ ^°44. 4°724. #724 -$7p -pyr 143^ 12,3
1 *2 10 0 1 0,5 0 0,5 1Д '4^4 2 1 0 2,5 0 0 19 -
1 *<, 14 0,33 0 0 1 0,67 0,33 0 0 0 0 1,33 0 18 42
1 *13 7,5 0,5 0 0,25 0 -0,25 -0,75 '2444, -1 -0,5 0 -1,25 0 1 5,5 -
L 40,35 0,05 0 -0,01 0 -0,06 -0,12 -0,17 0 0 -0,17 -0,11 0 39,82
Четвертый шаг
1 1 1 1 1 1 1 1 1 1 1 1 1
Д 6 *1 *2 *3 *^ *s *6 *7 *3 *10 *11 *12 *13 в Г
1 *7 12,24 '-од4 0 0,33 0 0,03 -0,28 1 -0,24 0,69 1,39 -0,58 -0,61 0 14,30 40
1 *2 10 0,5 0 0,5 1,5 0 2 1 0 2,5 0 0 13 -
1 *^ 9,32 4°!24 0 -0,11 1 0,66 0,42 0 0,08 -0,23 -0,46 0,19 1,53 0 13,2 43
1 te 44^ '4-24 -p,75) 44^ 444 в 714
t 39,66 0 -0,03 0 -0,06 -0,11 0 -0,16 -0,04 -0,0T -0,14 -0,07 0 39
Пятый шаг
1 1 1 1 1 1 1 1 1 1 1 1 1
A Д 6 *1 *2 *3 *^ *5 *s *7 *8 *3 *10 *11 *12 *13 В Г
1 *7 7,6
1 *2 JO
1 *^ 6,5
1 *1 15
E 39,1 0 0 -0,05 0 -0,04 -0,05 0 -0,08 0 -0,07 -0,04 -0,67 -0,08 38,66
5 Зак. 927
129
Таблица 41
ГЛАВА 4
РАСЧЕТ ПОДЕТАЛЬНЫХ НОРМ РАСХОДА МАТЕРИАЛОВ С УЧЕТОМ МЕТОДОВ ОПТИМАЛЬНОГО РАСКРОЯ
Подетальная норма расхода — это максимально допустимое плановое количество материала, необходимое для изготовления заданной детали в соответствии с установленным качеством, в планируемых условиях производства.
Нормы расхода материалов являются одним из рычагов управления производством. Их прогрессивность побуждает к внедрению новой техники и освоению передовых технологических процессов, способствует экономному использованию материалов в процессе производства и их контролю, мобилизует работников на выявление внутренних резервов. Нормы должны быть динамичными. Они периодически совершенствуются и уточняются по мере технического прогресса и применения передовых методов работы, достигнутых в области рационального использования материалов. Известно, что основным методом разработки прогрессивных норм расхода материалов является расчетно-аналитический. В связи с этим в данной книге рассматривается именно этот метод на основе применения ЭВМ и экономико-математических методов (ЭММ).
В норму расхода проката на деталь входят масса детали по чертежу и все потери нормируемого металлопроката, связанные 130
Рис. 71. Этапы процесса автоматизированного расчета подетальных норм расхода материалов
с непосредственным изготовлением детали согласно расчетам и правилам, изложенным во второй главе книги: технологические припуски на обработку детали — заготовки до ее чистовых (чертежных) размеров на соответствующем оборудовании; потери на перемычки при штамповке или вырезке заготовки по контуру термической или гильотинной резкой. Расчет для установления норм расхода материалов выполняется на основании оптимального плана размещения заготовок на раскраиваемых материалах и картах технологического раскроя, которые дают исходные данные для определения нормы расхода. Основные этапы процесса автоматизированного расчета подетальных норм расхода материалов показаны на рис. 71. Алгоритм расчета норм расхода материалов, рассмотренный ниже, обеспечивает оптимальность реализации закладываемых подетальных норм расхода материалов [18, 22].
4.1. Расчет подетальных норм расхода сортового, пруткового проката и труб
Расчет подетальных норм расхода пруткового, сортового проката и труб (в кг) производится по формуле
______ ^пог.мЛотх ^дет ~ щз *
где I — длина заготовки, мм; аЛОг. м — масса 1 пог. м материала, из которого изготовляется деталь, кг; Кбтх — коэффициент, учитывающий отходы пруткового проката при раскрое его на заготовки.
Значение /<Отх определяется по формуле
Котх =------—------ . (18)
Л(Ь-ДОТХ)
где М — масса исходного прутка, кг; м — масса заготовки, кг;
5* 131
Аотх — величина отходов при раскрое прутка, мм; L — средняя
М
длина прутка, мм;----------удельная масса единицы полезной
L Аотх
длины прутка, кг/мм; ~—удельная масса единицы длины за
готовки, кг/мм.
В некоторых условиях производства при нецелесообразности заказа проката кратной или мерной длины предприятия заказывают материал нормальной длины с линейными размерами по ГОСТу, ограниченными снизу и сверху Lmax. Это создает условия неполной информации о раскраиваемых материалах и затрудняет процесс установления норм расхода проката. В этом случае рекомендуется определить среднюю длину проката £Ср- Если исходной информации недостаточно для определения величины Lcp, то для нахождения ее значения рекомендуется использовать методы теории вероятностей.
Предположим, что известна плотность распределения длин поступающего на раскрой проката f(L). Разделив весь интервал изменения длин на конечное число участков с границами Lb LZf ..., Lj, ..., Lm, можно определить вероятность попадания на участок от Lj до
p(Ly<L<L/+1) = Y/(L)dL; /=1, . . т. (19) ч
В результате изучения условий поставки проката на ряде машиностроительных заводов построены графики распределения линейных размеров поставляемого проката нормальной длины.
Примеры кривых распределения линейных размеров для труб 60x5 мм (из стали 1Х18Н10Т) и 32x6 мм (из стали 1Х18Н12Т) в зависимости от условий поставки приведены на рис. 72. По оси Ох откладываются размеры (длины) поставляемых труб (в м), а по оси Оу (Qj) —частота выпадения данного размера труб [24].
Анализ графиков показывает, что с учетом интегрирования отдельных неравномерностей в распределении линейных размеров можно принять, что они подчиняются нормальному закону распределения. Для нормального закона распределения формула (19) имеет вид
P(L3<L<
4+1
। _ y -0хУ2л J °
(L~Mx)2
202 fr
x dL,
где Mx — математическое ожидание; 0X — среднее квадратическое отклонение величины L.
132
Рис. 72. Кривые распределения линейных размеров труб:
а —32x6 из стали 1Х18Н12 в зависимости от условий поставки; -------- экспериментальные, ------------------------------------------------------теоретические; б — 60x5 из стали 1Х18Н10Т в зависимости от условий поставки; ---------------------------------------экспериментальные,-теоретиче-
ские
С помощью функции Лапласа формула для вероятности попадания случайной величины, подчиненной нормальному закону, на участок от Lj до Lj+i может быть выражена
p(L><L<L/+1)=4- ф(}+ --М-Ф .2-2 .
L \ т/2 / \ Уг / J
Значения функции Ф(х) находят из таблицы в справочниках по теории вероятностей, а Мх и 9Х определяют опытным путем:
где Xi — значение случайной величины (линейные размеры проката в зависимости от условий поставки), наблюдаемое в t-м опыте; п — число опытов.
Подетальная норма расхода проката
^дет ~ ^пог. м ^отх Ю 3 кг>
[^ср 1 ^ср .
—р — целая часть числа -у- »
/ — длина заготовки, мм; апог. м—масса 1 пог. м материала, из которого изготовляется деталь, кг; Котх — величина, учитывающая отходы при раскрое.
Можно предположить, что длины остатков от проката при резке на заготовки изменяются в пределах от 0 до I и подчи
133
няются равномерному закону распределения на отрезке [0, /]. Тогда принимаем, что средний остаток равен 0,5/. В этом случае подетальная норма расхода металлопроката определяется умножением массы заготовки на величину, учитывающую отходы (в кг) при раскрое:
NpftT == ^пог.м^отх» где
/Г — Lcp
Лотх“ LCp —0,5/’
Следует отметить, что такой способ определения значения Котх в ряде случаев может оказаться нерациональным. Отходы от прутка при раскрое его на заготовки 0,5/ могут быть использованы при изготовлении деталей небольших размеров, поэтому величина отходов будет значительно меньше, хотя по существующей системе нормирования металлоресурсов величину отходов на некратность в расчетах рекомендуется принимать равной 0,5/.
Кроме того, значение величины КОтх может быть установлено, исходя из отчетных данных о фактическом расходе материалов за прошлые годы с учетом намеченных организационнотехнических мероприятий по экономии материалов.
4.2. Расчет подетальных норм расхода листового проката, полос и рулонных материалов
Расчет подетальных норм расхода листового проката, полосы и рулонных материалов (в кг) производится по формуле дг _ S(TM8 *отх ^дет joe ’
где s — площадь заготовки, мм2; ом* — масса 1 м2 листового материала, из которого изготовляется деталь, кг; КОтх— коэффициент, учитывающий отходы листового проката при раскрое его на заготовки; в этом случае
Котх =-----—---- , (20)
отх MS-A0TX) ' '
где М — масса листового проката, кг; S — площадь листа, мм2; м — масса заготовки, кг; s — площадь заготовки, мм2;
М
-----------удельная масса единицы полезной площади листа, о — Аотх
кг/мм2; —----удельная масса единицы площади заготовки,
s
кг/мм2; Аотх — величина отходов при раскрое листового проката, мм2.
134
Формулы (18) и (20) могут быть распространены на случай большего числа заготовок.
Здесь следует указать, что в условиях индивидуального и мелкосерийного производства, где широко применяется метод комбинированного раскроя, расчет нормы ведется по каждой раскроенной из материала заготовке в отдельности. Это вынуждает для каждой детали назначать размеры и конфигурацию заготовки, что значительно усложняет расчет норм.
Формирование норм расхода материалов для планирования потребности в металле базируется на двух методических принципах. Первый предусматривает в качестве основы математикостатистический анализ информации об использовании и расходе материалов нестандартных размеров на заготовки различных форм. Этому принципу соответствуют условия предприятий многономенклатурного производства (тяжелого, энергетического, химического, нефтяного машиностроения и др.). Показатели использования материалов определяются здесь действием таких факторов, как размеры поступающих материалов, сложность конфигурации и число деталей, которые необходимо раскроить в данный промежуток времени, способы резки металлопроката и др. Действие этих факторов учитывается с помощью отчетно - статистических данных, которые могут 7-й быть использованы для формирования ’ норм на будущий период. Второй принцип основывается на возможности предварительного определения нормы использования металлопроката на данный вид изделия. Это относится к предприятиям с серийным, крупносерийным и массовым производством (в станко-, автомобиле-, тракторостроении и др.), где карта раскроя является доминирующим фактором, определяющим для данного вида изделия показатели использования и расхода металлопроката.
Процедура получения сводных нормативов по материалам [28] вклю- Ри чает алгоритмы расчета ли!
135
сквозной применяемости в узлах (вершинах) с обобщением нормативов на различных уровнях подразделений предприятия (рис. 73). Алгоритм расчета сквозной применяемости базируется на том, что структура деталирования изделий на базе данных представляет собой деревообразный ориентированный граф, вершинами которого являются детали и узлы, изготовляемые в соответствующих цехах, а дуги характеризуются применяемостью деталей в узлах, собираемых в соответствующих цехах (см. рис. 73). Вершины графов, которые входят в другие вершины, называются деталями, а вершины, в которые входят детали,— узлами. Для работы с таким графом определяются понятия пути, сквозной применяемости и уровня. Путь между двумя вершинами графа — это последовательность дуг, соединяющих вершины. Применяемость f-й вершины в с-й по одному пути определяется произведением применяемостей всех дуг, составляющих данный путь:
и
Plcll = ПРп, г = 1, . . п; с=1, . . и; |Х = 1, . . g, п
где рп — применяемость по n-й дуге в пути ц.
Сквозная применяемость f-й вершины графа в с-й равна сумме применяемостей всех путей, соединяющих данные вершины:
g
Pic=XiP^' ................................“•
ц=1
Сводные нормы расхода материалов на изделия (узел) по подразделению на уровне цеха, производства, завода (Nc) определяются по формуле
п с==1> • • ••
где Ni — норма расхода материала на i-ю деталь по данному подразделению.
Пример 11. Определить норму расхода листового материала каждой детали согласно карте комбинированного раскроя (рис. 74) и данным, приведенным в табл. 42. Марки материала 08кп-1-П-Г. Ширина листа 125 мм, толщина 1,4 мм; масса листа 40 кг и масса 1 пог. м материала 13,847 кг.
Таблица 42
Исходная информация о детали
Номера деталей Число деталей на изделие, шт. Размеры заготовок, мм Масса заготовок, кг
на деталь на изделие
А62-6205 3 650x936 6,686 20,058
А64-6208 3 560x900 5,539 16,617
А66-6404 . 3 500x36 0,198 0,594
136
Рис. 74. Пример схемы раскроя листового материала на заданные заготовки
Согласно схеме раскроя (см. рис. 74) по ширине листа получается одна заготовка детали А62-6205, а из полученного остатка по ширине выкраивают дополнительные заготовки деталей А64-6208 и А66-6404. При таком способе расположения заготовок на материале предполагается, что лист режется на полосы шириной 650 и 560 мм, а затем полосы режутся на соответствующие заготовки. При этом длина листа L, приходящаяся на комплект заготовок на изделие, равна 2808 мм.
Коэффициент, учитывающий отходы листового материала при раскрое (см. рис. 74) его на заготовки равен Лотх=1,С7. При этом норма расхода на деталь А62-6205 равна 6,686X1,07=7,154 кг, на деталь А64-6208 — 5,539 X X 1,07=5,927 кг, а на деталь А66-6404—0,198 X 1,07=0,212 кг.
4.3. Расчет годового экономического эффекта
Раскрой должен планироваться так же, как и технология; чтобы его можно было осуществить, технология должна быть оптимальной по сравнению с другими возможными вариантами, т. е. не содержать лишних организационных ограничений, влияющих на процент использования материала. Подетальная норма расхода материала при раскрое — это результат количественного анализа и проверки оптимальности конкретной технологии.
Экономия металла от снижения норм расхода в результате оптимального раскроя по каждой детали подсчитывается (в кг) по формуле
где Л/о— действующая норма расхода, кг; — норма расхода, определенная в результате оптимального раскроя, кг; Р— годовой выпуск детали.
Стоимость металла, сэкономленного по мероприятиям в денежном выражении (в руб.), определяется по формуле
где Ц — цена 1 кг (т) металла, руб.; определяется на основе прейскуранта цен на материалы.
Процент снижения нормы определяется отношением, где в числителе — величина разности между действующей и вновь
<6 Зак. 927
137
установленной нормами, умноженная на 100, а в знаменателе — величина прежней нормы:
Ф = Л~^ юс.
Годовой экономический эффект согласно [55]
5 = (3x-32)P,
где Э — годовой экономический эффект, руб.; 31 — приведенные затраты на изготовление деталей по действующей системе, руб.; 32 — приведенные затраты на изготовление деталей в результате использования ЭВМ и ЭММ, руб.
Применение экономико-математических методов и электронно-вычислительной техники не только даст возможность снизить нормы расхода материалов, но и позволит полностью освободить квалифицированных инженерно-технических работников служб материальных нормативов от выполнения этих работ вручную.
ГЛАВА 5
ОРГАНИЗАЦИОННОЕ И ИНФОРМАЦИОННОЕ ОБЕСПЕЧЕНИЕ РЕШЕНИЯ ЗАДАЧ РАСКРОЯ МАТЕРИАЛОВ
5.1. Организационное обеспечение
Успешное решение задачи оптимального раскроя металлопроката в производственных условиях в большой мере зависит от правильной организации производства и взаимосвязи между отдельными службами предприятия. Учитывая это, необходимо упорядочить существующую систему резки металлопроката, решить ряд вопросов, связанных с документооборотом, формой документации, организацией технологического процесса и учетом поступления металла, деловых отходов, продукции заготовительного производства [4, 19, 25].
Для оперативного раскроя благоприятные условия создает централизованный метод раскроя, который позволяет более, широко применить специальное высокопроизводительное оборудование и способствует лучшему использованию материалов и деловых отходов. В этом случае появляется реальная возможность широкой механизации и автоматизации оборудования и участков. Кроме того, он создает большие возможности для организации четко налаженной системы оперативного учета и анализа расхода металла в цехах и на рабочих местах. Учет поступления металла на склад рекомендуется вести по форме 3.
138
Система централизованного раскроя создает также выгодные условия для осуществления комбинированного раскроя, так как в этом случае информация о всех деталях концентрируется в одном месте. Организационно система централизованного раскроя должна обеспечиваться группами централизованного раскроя (ГЦР), которые рекомендуется подчинять непосредственно главному технологу предприятия1; информацией о количестве и размерах наличных материалов, чертежами деталей, получаемых из других служб предприятия; информационновычислительным центром (ИВЦ); заготовительным цехом и складом нарезанных заготовок (рис. 75).
Группа централизованного контроля выполняет перечисленные ниже функции.
1. Выполнение перед началом разработки плана раскроя предварительной группировки деталей изделий, подлежащих изготовлению из листового металлопроката, по маркам, толщинам и размерам профилей; по габаритным размерам деталей (крупные, средние и мелкие); по видам обработки (вырезаемые в штампах, на ножницах или термической резкой). Составление контрольной ведомости раскроя по форме 4 по данным конст-
Форма 3
Учет поступления металла на склад
Дата поступления на склад Марка стали Габариты листа или профиля Количество, т
1 2 3 4
15 января 1981 г. Ст 15 2000x1500 250
Контрольная ведомость раскроя материалов
Форма 4
Наименование деталей
№ деталей по чертежу
Карты раскроя
Число деталей ' на изделие , число
№ ка рты заготовок
СтЗ, толщина 4 мм
А-10-50 Шайба 16 5 39
А-12-120 Косынка левая 2 6 18
А-/2-100 Планка упорная 1 5 3
СтЗ, толщина 6 мм
А-18-100 \ 1 Кольцо I \ 2 1 1 7 I 30
1 Могут быть и другие варианты подчинения ГЦР, что решается в каждом конкретном случае в зависимости от типа предприятия. Например, в условиях крупносерийного и массового производства можно организовать ГЦР при отделе материально-технического снабжения.
6* 139
Рис. 75. Функциональная схема обмена информацией между отдельными службами предприятия и группой централизд-равного раскроя
рукторской спецификации деталей на изделие и по чертежам деталей при помощи ЭВМ.
2. Подготовка информации о деталях для ввода в ЭВМ (кодирование).
3. Составление заданий для информационно-вычислительного центра по оптимальному раскрою проката.
4. Расшифровка результатов, полученных с ЭВМ, составление карт раскроя с использованием чертежно-графического автомата. Выдача заготовительному цеху карт или перфолент для систем программного управления оборудованием для резки металлопроката.
5. Своевременная разработка прогрессивных норм расхода материалов с учетом результатов оптимального раскроя на выпускаемую заводом продукцию, а также согласование и защита их в вышестоящих организациях.
6. Участие в разработке плана оргтехмероприятий по экономии материалов совместно с отделами главного конструктора, главного технолога, главного сварщика и главного металлурга.
7. Контроль за своевременным внедрением в производство оргтехмероприятий, обеспечивающих выполнение заданий по экономии материалов.
8. Корректировка по мере необходимости действующей нормативной документации на основании извещений об изменениях конструкторской и технологической документации и передача их в ИВЦ.
9. Регулярная проверка соблюдения утвержденных норм расхода материалов в цехах путем контроля параметров и массы заготовок, деталей, анализа остатков материалов, отходов и т. д. Учет деловых отходов рекомендуется вести по форме 5.
Состав и численность группы в каждом конкретном случае определяются сложностью решаемых задач по раскрою и нормированию материалов, типами производства (серийное, мелкосерийное или единичное), степенью автоматизации обработки информации, мощностью и производственным профилем предприятия, объемом и номенклатурой применяемых материалов.
Организация технологического процесса раскроя. Раскрой металлопроката на предприятии рекомендуется организовывать
Форма 5
Учет деловых отходов
Марка материала Размер отходов, мм Масса отхода, кг № карты раскроя
Длина Ширина Толщина
Ст 15 2000 1500 10 15 4
141
на основе централизации способов резки, внедрения специализированных поточных комплексно-механизированных линий и участков (например, участок резки листа толщиной 12—24 мм, участок резки профильного проката и др.).
Рекомендуется внедрение типовых проектов заготовительных участков и линий, что значительно повысит технический уровень, обеспечит более рациональный раскрой проката, облегчит условия труда, снизит трудоемкость, повысит производительность резательных станков и машин.
Технологические процессы термической и механической резки проката следует выполнять по картам раскроя, которые составляются на ЭВМ на программу следующей декады или месяца. Оформление документации на процессы раскроя и резания заготовок ведется в соответствии с ГОСТами.
Следует отметить, что в ряде случаев реализация карт комбинированного раскроя на существующем оборудовании (например, на гильотинных ножницах) может оказаться затруднительной из-за увеличения трудоемкости резки. При резке листов на гильотинных ножницах по плану комбинированного раскроя резчику приходится отрезать несколько заготовок от листа, откладывать остатки листа в сторону, затем перенастраивать упор ножниц на другой размер и дорезать лист. При этом резчик перерабатывает меньше металла и соответственно снижается оплата его труда. В этом случае нужно либо пересмотреть нормы, либо предусматривать доплаты за реализацию более рациональных вариантов раскроя, хотя предварительные технико-экономические расчеты показывают, что с внедрением оптимального раскроя выгода, получаемая путем экономии проката, больше, чем потери из-за увеличения трудоемкости. Поэтому при получении плана комбинированного раскроя на ЭВМ необходим учет и анализирование указанных факторов. Экономия металлопроката при применении комбинированного раскроя может быть значительной, но если она достигнута ценой огромных затрат, то эффективность может оставаться неизменной или даже снижаться.
Принципы формирования цехов, участков и линий резки заготовок. Специализация цехов, участков и линий должна основываться на классификационных группах деталей и количестве деталей в группе. Специализированные участки в цехах листового проката следует создавать в зависимости от толщины листа, а в цехах профильного проката — от профиля (труба, швеллер, двутавр, уголок, круг, квадрат и др.). Формировать линии внутри участка профильного проката следует в зависимости от профиля проката, а внутри профиля — в зависимости от диаметра или номера профиля.
Рекомендуется применение системы классификаций, которая дает возможность объединить технологически однородные
142
детали в группы для обработки на однотипных резательных машинах.
Определяющими параметрами для классификации деталей являются: вид материала, толщина листа или группа исходного материала, конфигурация детали или размер исходного материала, технологический маршрут изготовления детали.
По виду исходного материала организуются цехи, участки, линии и определяется место изготовления деталей, которые затем классифицируются по толщине листа, диаметру, номеру профиля и размерам. В соответствии с классификацией деталей разрабатывается типовой технологический процесс, код которого состоит из шести знаков. Первый знак кода характеризует вид материала, второй — толщину листа или группу исходного материала (для профиля), третий — конфигурацию детали или размер исходного материала (для профиля). Последние три знака кода характеризуют технологический маршрут обработки деталей, при этом первый знак определяет цех-изготовитель, а два последующих соответствуют номеру механообрабатывающего или сборочного цеха, в который поступают заготовки из заготовительного цеха. Укрупненная блок-схема организации автоматизированного технологического процесса получения заготовок приведена на рис. 76.
5.2.Выбор формы заказа металлопроката
На рациональность раскроя и экономию металла влияет правильность выбора формы заказа и поставки пруткового, сортового и листового проката и труб.
При выборе форм заказа материалов необходимо учитывать следующие факторы: стоимость материала (следует указать, что стоимость сортового, пруткового проката и труб кратных, мерных, мерных с остатками и ограниченной длины выше, чем стоимость проката и труб нормальных длин; если процент отходов от раскроя материала нормальной длины превышает доплаты, установленные за кратность, мерность или мерность с остатком, в расчет для заказа принимается кратный, мерный или мерный с остатками прутковый, сортовой прокат или трубы); характер производства (индивидуальное, мелкосерийное, крупносерийное, массовое); величину квартальной потребности металлопроката и труб; метод раскроя материалов (индивидуальный, комбинированный).
Рациональность выбора исходной формы заказа (длины) материалов может быть проверена по количеству образующихся отходов
Аотх = —— 100, отх L — Д
143
Рис. 76. Основные этапы организации автоматизированного технологического процесса получения заготовок
где Дотх — количество образующихся отходов, %; Д— величина концевых отходов по некратности, мм; L — длина выбранного исходного материала, мм (для нормальной длины материалов L=Lcp, значение ее может быть определено способом, рекомендованным в п. 4.1 данной книги).
По условиям поставки сортовой, прутковый прокат и трубы заказываются нормальной (немерной) длины, кратной длины, мерной длины, мерной длины с остатками и в рулонах.
Нормальная длина — любая длина поставляемого материала в пределах, указанных в ГОСТе. При этом допускается поставка укороченных штанг длиной и в количестве, указанных в ГОСТе.
144
Кратная длина — длина поставляемого материала, кратная длине заготовки (с учетом припусков на разрезку) в пределах нормальных длин, указанных в ГОСТе.
Мерная длина — заранее установленная заказчиком, строго выдержанная длина поставляемого материала в пределах нормальных длин, указанных в ГОСТе. Металлопрокат мерной длины заказывается на машинокомплект, в который входят длинные детали (длиной свыше 2 м), а также на заготовки различных длин всех выпускаемых машин, для которых нельзя установить общий кратный размер.
При заказе сортового проката и труб нормальной длины или без указания длины металлургический завод вправе поставить металлопрокат любой длины в пределах, установленных соответствующими ГОСТами для нормальной длины; при этом определенная часть партии пруткового материала (по массе), количество которых оговорено данным ГОСТом, может быть поставлена укороченной длины. В связи с этим по условиям поставки проката нормальной (немерной) длины при расчете норм расхода на деталь для каждого конкретного случая принимается средняя длина поставляемого исходного пруткового материала.
При заказе проката кратных длин металлургический завод вправе поставлять металлопрокат любой длины в пределах нормальной, но обязательно кратной той длине, которая указана в заказе; при этом указываемая длина не должна превышать 1/3 верхнего предела нормальной длины данного сорторазмера по ГОСТу.
Металлопрокат кратных длин заказывают в тех случаях, когда при раскрое металла нормальных (немерных) длин имеются большие неиспользуемые отходы по некратности. При этом квартальная потребность металлопроката соответствующей марки и профиля должна быть равна или больше транзитной нормы (с учетом подкомплектации железнодорожных вагонов).
Мерная длина с остатками — это немерные остатки, остающиеся при резке, которые завод-поставщик поставляет наряду с мерными прутками (штангами). Немерный остаток может не отрезаться от последнего прутка (штанги), но негодный для использования конец должен быть удален.
Ограниченная длина — это поставляемые по особому соглашению сторон сортовой, прутковый прокат и трубы ограниченной длины, т. е. любой длины, но ограниченной более узкими пределами, чем нормальная длина по ГОСТу.
Металлопрокат в мотках или рулонах заказывают для таких видов металлоизделий, как катанка, проволока, лента холоднокатаная и т. д.; по соглашению сторон может поставляться также полосовой, круглый и квадратный прокат, имеющий относительно небольшие размеры по сечению, указанные в соот
145
ветствующих ГОСТах. При этом круглую сталь диаметром 10—12 мм рекомендуется заказывать только в мотках. Приплаты за поставку проката кратной, мерной, мерной с остатком и ограниченной длины устанавливаются соответствующими прейскурантами оптовых цен.
Для листового проката и широкополосной стали установлены четыре формы поставки: I — листы стандартных размеров, II — немерные листы, III — листы кратных размеров, IV—мерные листы. Подробные характеристики форм поставки материалов приведены в соответствующих прейскурантах оптовых цен.
При выборе той или иной формы заказа рекомендуется учитывать факторы, влияющие на экономичность раскроя,-—размеры, конфигурацию деталей, подлежащих раскрою, серийность выпускаемой продукции.
По форме I заказывают листы стандартных (складских) размеров с предоставлением права металлургическим заводам поставлять определенную часть листов и полос трех других размеров (тонколистовую и толстолистовую сталь до 20 % по массе, широкополосную сталь до 10 % по массе и т. д.).
По форме II заказывают листовую сталь по толщине с указанием необходимого тоннажа без указания размеров листов с применением ограничения габаритных размеров. По форме III заказывают листовую и широкополосную сталь кратных размеров (по раскрою). По форме IV заказывают листовую сталь одного определенного мерного размера из числа стандартных размеров или любого мерного размера, не предусмотренного таблицами стандартных размеров. Широкополосная сталь заказывается одной определенной мерной длины в пределах нормальной длины 5—18 м. Каждая из приведенных форм заказа имеет свои преимущества и недостатки.
Формы I и II заказа могут применяться в многономенклатурном производстве с большим разнообразием габаритных размеров заготовок и со значительным количеством небольших деталей. Эти формы имеют преимущество в отношении стоимости металла, так как сталь расценивается со скидкой на ту часть листов, которые поставляются с отступлением от основного заказываемого размера.
Применение форм III и IV заказа характерно для массового и крупносерийного производства. В связи с тем, что при заказе кратных размеров листовая и широкополосная сталь поступает потребителям с большими габаритными размерами листов по длине и ширине, а также большой массы, раскройные цехи на соответствующих предприятиях оснащаются современными средствами механизации и автоматизации. В этом случае сортамент и весовую ведомость на листовую сталь с учетом применяемости по маркам машин (по изделиям) рекомендуется представить в виде формы 6.
146
Форма 6
Сортамент и весовая ведомость на листовую сталь для деталей основного производства
Размер по толщине и габариту листа, мм Допускаемые отклонения на толщину по ГОСТу, мм Марка материала Группа поверхности— штампуемость и технологические требования ГОСТ и ТУ
0,5 x500x 2000 ±0,05 08кп П-ВГ-Б-ШПи 90-45-70
0,6X1200X 2100 ±0,06 08кп П-ВГ-Б-шт. 90-45-70
0,8x 600 x 2000 ±0,08 65Г П-Б 1542-71
Положительный допуск на размеры листовой стали, мм
Применяемость по маркам машин
3,968
11,975
17,999
130-5613428
62-6209
62-6127
028001
029016
028043
Наиболее перспективно как с точки зрения производительности труда, так и с точки зрения рационализации раскроя в условиях массового и крупносерийного производства применение широкорулонного проката вместо листа, тем более что в стране с каждым годом увеличивается его выпуск. Использование проката позволяет снизить расход металла на 3—5 % по сравнению с расходом листовой стали. При этом экономия металла достигается за счет сокращения потерь по некратности и на концевые отходы, более рациональной компоновки деталей на площади широкой ленты, сокращения числа технологических перемычек, получения цельноштампованных крупнопанельных деталей вместо сварных, снижения потерь по плюсовым допускам. Кроме того, с использованием широкорулонного проката в раскройном и листоштамповочном производстве расширяются возможности автоматизации процессов раскроя и штамповки и на этой основе неограниченного использования стальной ленты как исходного материала. При этом производительность труда повышается на 30—40 %. На заводе «Ростсельмаш» применяются автоматические линии для штамповки деталей из рулонной стали, изготовленные на Азовском заводе кузнечнопрессового оборудования. Крупногабаритные детали штампуются непосредственно из широкорулонного проката (ширина
147
рулонов 1600 мм, толщина до 2,5 мм), при штамповке средних и мелких деталей рулоны раскраиваются на ленты требуемой ширины. Широкополосный рулонный прокат используется на Минском тракторном заводе при производстве кабин. Это ежегодно экономит до 600 т металла.
Рациональность выбранной формы заказа (при различных формах) проверяется путем сопоставления стоимости металлопроката и труб на изготовление комплектов деталей на все выпускаемые на заводе изделия. Останавливаются на той форме заказа, при которой стоимость металла с учетом реализации отходов оказывается наименьшей. Расчет стоимости металлопроката на комплект деталей, изготовляемых из одного сорто-размера, производится по формуле
с = ^№~^о) + Жо h 1000
где Ck— стоимость проката на один комплект, руб.; Nk— норма расхода проката на комплект деталей, изготовляемых из одного сорторазмера проката, кг; М — масса исходного материала на комплект деталей, изготовляемых из одного сорторазмера проката, кг; Цп — цена одной тонны проката с учетом приплат ' и скидок, руб.; Цо — цена одной тонны отходов, руб.
5.3. Информационное обеспечение
Одно из важных мест при решении задачи раскроя и оптимизации подетальных норм расхода материалов на ЭВМ занимают вопросы информационного обеспечения, основными понятиями которого являются база данных, банк данных и система управления базой данных. Под базой данных понимается некоторая совокупность упорядоченных данных, необходимых для решения оптимизации подетальных норм расхода материалов на ЭВМ, и вспомогательных данных, служащих для целей управления внутри базы, компонентами которой могут быть любые структурные единицы данных (элементы, группы, записи, файлы), связанные между собой.
База данных для оптимизации подетальных норм расхода материалов включает характеристики режущего оборудования, необходимые для раскроя, наименование и число деталей в изделии по конструкторской спецификации; чистовые размеры и массу деталей в соответствии с чертежами деталей; размеры и массу заготовок по технологическим процессам на изготовление деталей; припуски на резку, зажим, обтачивание, обработку торцовых поверхностей заготовок применительно к действующему оборудованию; материал для изготовления деталей по сортаменту профилей и номенклатуре марок металла, приме-
148
ияемых на данном предприятии (нормаль предприятия «Применяемые материалы»), а также по ГОСТам и маркам металла; средние длины прутков (штанг) при заказе металла нормальной (немерной) длины и допускаемые отклонения по соответствующим таблицам по длине прутков при заказе металла мерной или кратной длины; массу 1 пог. м сортового проката, пруткового проката и труб по данным ГОСТа, ОСТа и справочников -соответствующих сортаментов; массу 1 м2 листового проката по данным соответствующих сортаментов ГОСТа, ОСТа и справочников; коэффициенты отходов по данным плана оптимального раскроя металлопроката [13, 19].
Следует отметить, что создание налаженной базы данных •является одним из главных условий нормального функционирования любой АСУ и в том числе автоматизированной системы раскроя материалов. В базах данных оперативно отображаются все изменения, которые возникают в размерах деталей, технологии их изготовления и в материалах. Он может быть использован для реализации различных методов раскроя и многократного их решения.
Для решения задачи раскроя материалов в условиях АСУП целесообразна организация в ИВЦ на машинных носителях •следующих данных: базы данных применяемости, которая создается на основании конструкторской документации; базы данных материальных нормативов; этот массив создается на юсновании данных карт технологического процесса обработки деталей; базы данных производственной программы, которая организуется на основании плана производства продукции, представляемого планово-производственным отделом; базы данных цен на материалы; этот массив создается на основании номенклатуры-ценника, представленного ПЭО предприятия.
Подетальные нормы, которые определяются после расчета карт раскроя, являются основой для решения задач по расчету специфицированных норм на каждую единицу изделия.
Накопленная информация позволяет производить с помощью ЭВМ проверку и систематизацию разработанных подетальных норм на изделие по видам, маркам, типосорторазмерам материалов, составление ведомостей подетально-специфицированных норм расхода материалов на изделие и на их базе решать следующие задачи:
вычисление специфицированных норм расхода материалов, определяющих расход материалов по сортаменту на каждую деталь, сборочную единицу и на изделие в целом;
вычисление подетально-специфицированных норм расхода материалов по цехам-изготовителям;
вычисление специфицированных норм расхода материалов по цехам-изготовителям;
составление на базе специфицированных норм расхода материалов сводных норм в укрупненной номенклатуре, которые
149
служат основанием и исходным документом для составления годных заявок материалов;
составление расчета результатов пересмотра норм расхода материалов и определение среднего снижения норм расхода против текущего года в целом по предприятию в абсолютных, величинах и в процентах^)
Перечень файлов, используемых при формировании оптимальных подетальных норм расхода материалов и расчета сводных норм на изделие, приведен в табл. 43, а технологический процесс формирования оптимальных подетальных норм расхода материалов и расчета сводных норм на изделие — на рис. 77.
Целесообразно формировать нормативную информацию на основе базовой модели изделия [28]. Сущность этого способа заключается в том, что имеются группы узлов, мало отличающихся друг от друга по составу входящих в них деталей и других материалов. Один из таких узлов рекомендуется выбирать базовым и по нему формировать полный набор нормативносправочных данных, а нормативы по другим узлам, входящим
Таблица 43
Перечень файлов, используемых при формировании оптимальных подетальных норм расхода материалов и расчета сводных норм на изделие
№ по пор. Идентификатор файла Наименование файла
1 МЛ-1 Технологические припуски на получение заг отовки и на ее обработку до чистовых размеров (подетальные нормы отходов)
2 МЛ-2 Исходные данные для расчета подетальных норм расхода материалов
3 МЛ-3 Теоретическая масса 1 пог. м или 1 м2 профильного и листового проката
4 МЛ-4 Стандартные размеры профильного и листового проката
5 МЛ-5 Коэффициент, учитывающий отходы материалов при раскрое
6 МЛ-6 Подетальные нормы расхода материалов на заимствованные детали
7 МЛ-7 Подетальные составы изделия
8 МЛ-8 Подетальные нормы расхода материалов
9 МЛ-9 Подетально-специфицированные нормы расхода материалов-на изделие
10 МЛ-1'0 Номенклатурный ценник материалов
11 МЛ-11 Подетально-специфицированные нормы расхода материалов на изделие по цехам-изготовителям
12 МЛ-12 Специфицированные нормы расхода материалов на изделие
13 МЛ-13 Сводные нормы расхода материалов на изделие
14 МЛ-14 Специфицированные нормы расхода материалов на изделие по цехам-изготовителям
15 МЛ-15 Карты раскроя листового и профильного проката
150
1
I
2
3
5
1
4
В цеха, L УТПП
—г~---------р.
(мЛ10 \ (млод\
УМ тс, утлл~ъ
В цеха, для
В цеха
1 резательных-машин с про-
граммншм управлением
министерство
в склад, в цеха
б
7
8
Рис. 77. Технологический процесс формирования оптимальных подетальных норм расхода материалов и расчета сводных норм на изделие:
Условные обозначения: Ч — чертежи; К.ПТ — карты технологического процесса; МД — маршрутные карты; УМТС — управление материально-техническим снабжением; УТПП — .управление технической подготовки производства; 1 — определение размеров заготовок: 2 — подсчет площадей заготовок (для листового проката); 3— расчет и формирование подетальных норм расхода материалов; 4 — расчет оптимального плана раскроя материалов; 5 — коэффициент раскроя; 6 — формирование подетально-специфицированных .норм расхода материалов на изделие; 7 — расчет и формирование специфицированных норм расхода материалов на изделие; 8— расчет и формирование подетально-специ-•фицированных норм расхода материалов по цехам-изготовителям; 9 — расчет и формирование сводных норм расхода материалов на изделие; 10— расчет и формирование специфицированных норм расхода материалов по цехам-изготовителям; В1 — ведомость подетальных норм расхода материалов; В2 — карты раскроя листового и профильного проката; ВЗ — ведомость подетально-специфицированных норм расхода материалов на изделие; В4 — ведомость специфицированных норм расхода материалов на изделие;1 В5 — ведомость подетально-специфицированных норм расхода материалов по цехам» изготовителям; В6 — ведомость сводных (индивидуальных) норм расхода материалов на изделие; В7 — ведомость специфицированных норм расхода материалов на изделие по цехам-изготовителям. Значения МЛ-01-МЛ-15 приведены в табл. 43
151
Рис. 78. Схема формирования нормативной информации на основе базовой модели изделия: а, б, в, г, д, е — детали, общие для базовой модели изделия и ее комплектации; ж, з, и>— детали, ставящиеся на базовую модель и не идущие на комплектации изделия; к, л, м — оригинальные детали
в данную группу изделия, формировать как положительные или отрицательные отклонения от базовых. Базовая модель может быть создана в связи с различными модификациями изготовления машин и оборудования, например, подъемно-транспортного оборудования различного исполнения, грузовых и легковых автомобилей разных марок, металлорежущих станков разного-типа и т. д.
Такой способ позволит существенно экономить затраты ручного труда при подготовке исходной информации, сократить-объем машинной памяти и уменьшить^время обработки нормативно-справочной информации на ЭВМ. На рис. 78 приведены схема формирования нормативной информации на основе базовой модели изделия. Детали (рис. 78, а—е), относящиеся к базовой модели, входят в том же количестве и в комплектацию^ изделия. Детали (рис. 78,—и), показанные в комплектации изделия со знаком (—), входят в базовую модель, но не применяются при изготовлении комплектации. В комплектацию изделия могут входить оригинальные детали (рис. 78,к—ж), изготовляемые в данном цехе.
Нормативная информация на всех уровнях планирования расхода материалов организуется в виде фонда (банка) информации и постоянно пополняется путем сбора, накопления и обновления норм в процессе их изменения.
На основе использования фонда информации на уровне Госплана СССР рассчитываются потребности министерства в мате
152
риалах, а министерства, в свою очередь, определяют потреб-ности предприятий. Нормативная база на каждом уровне планирования (предприятие—министерство—Госплан СССР), основанная на оптимальных подетальных нормах, предназначена для обеспечения решения задач в АСУП, ОАСУ и АСПР [16, 38, 59].
Технологический процесс формирования подетальных специфицированных сводных норм материалов на изделие по цехам, предприятию и отрасли, а также централизованного планирования распределения материалов в условиях применения ЭВМ представлен на рис. 79.
Одним из необходимых условий, которое требуется учесть при создании банка данных в АСУП, является организация нормативов не только в натуральном, но и в стоимостном выражении на основе прейскуранта цен на материалы. Это продиктовано тем, что нормативная информация по материалам, которая представляется вышестоящим уровням планирования, куда поступает в укрупненном и агрегатированном виде, не позволяет более глубоко проводить анализ с целью контроля экономного расходования материалов, поскольку структура марок и типоразмеров их различна. Организация нормативов только в натуральном выражении позволит выполнить план экономии путем использования дешевых и недефицитных материалов. Кроме того, это необходимо учитывать при решении других народнохозяйственных задач на всех уровнях планирования и управления, например, задач, связанных со снижением материалоемкости промышленной продукции и др. В связи с этим используется понятие нормативной себестоимости деталей (узлов), которая может быть рассчитана по каждому цеху, имеющему затраты на изготовление деталей (узлов), показанные в разрезе калькуляционных статей. На основе приведенных затрат каждого цеха на изготовление деталей на ЭВМ получают себестоимость изделия (узла) в целом по предприятию с дополнением соответствующими накладными расходами.
Соответствующие изменения прямых затрат на изготовление базовых моделей изделия по отношению к их уровню на начало квартала целесообразно получать с помощью ЭВМ ежемесячно, а для базовых моделей — данные по прямым статьям затрат — ежеквартально. Полная нормативная себестоимость изделия и всех промежуточных узлов может быть рассчитана один раз в год. Расчет нормативной себестоимости детали (узла) по конкретному подразделению производится.на основании материальных нормативов, с использованием ряда дополнительной информации: перечня деталей, изготовляемых из деловых отходов, с указанием соотношения их количеств; данных цеховой себестоимости; данных заводской себестоимости.
Себестоимость продукции может быть также рассчитана по каждому цеху, производству и заводу в целом в разрезе каль-
ка
Рис. 79. Схема организации оптимального нормирования и централизованного снабжения предприятий материалами в условиях применения ЭВМ куляционных статей. Нормативную себестоимость детали (узла) рекомендуется представлять по форме 7.
Полученные сведения о нормативной себестоимости и ее изменениях могут служить основой для дальнейших технико-
154
Нормативная себестоимость детали (узла)
Форма 7
Код цеха Статья калькуляции Наименование статьи Код калькуляционной группы Единица измерения Количество Сумма
1’ 2 3 4 5 6 7
15 2 Прямые затраты по цеху 3 1 5 ——
экономических расчетов как ручных, так и с использованием ЭВМ. В табл. 44 приведены алгоритмы расчета стоимостных показателей на деталь (узел) и изменение нормативных затрат на их изготовление.
Банк данных является специальным образом организованной совокупностью данных большого объема и сложной структуры, хранимых в памяти прямого доступа, содержащий комплекс программ, обеспечивающих поиск данных, обновление и корректировку данных, запись и выдачу информации, быстрый доступ потребителя к данным и содержит систему управления базой данных. Банк данных ориентирован на потребителя информации по подетальным нормам расхода материалов в условиях функционирования АСУП.
Система управления базой данных регулирует распределение машинных ресурсов и выдачу необходимых сведений по отдельным задачам в АСУП и в том числе по нормам расхода материалов в зависимости от заявок и их приоритетов, регулирует систему доступа к данным, сохраняет исходные данные, создает новые или аннулирует ненужные связи и выполняют ряд других функций.
Информационные массивы (ИМ) по оптимизации подетальных норм расхода материалов должны обеспечивать: накопление и хранение информации, необходимой для решения задач по оптимальному подетальному нормированию расхода материалов; накопление и хранение информации, необходимой для решения задач по оптимизации подетальных норм расхода материалов; сокращение времени поиска необходимых данных; многократность использования информации; отсутствие дублирования данных; существенное сокращение затрат на хранение, поиск, обновление и выдачу информации; простоту обращения и получения ответа на запрос; достоверность хранимых данных; информационную совместимость, т. е. способность обмениваться информацией и выполнять другие задачи в подсистемах АСУП.
Исходя из приведенных выше требований к ИМ, в качестве наиболее перспективных носителей информации следует выде-
155
Табл и ц а 44
Алгоритм расчета стоимостных показателей на деталь (узел, изделия) и изменение нормативных затрат на их изготовление
/Выходной показатель Алгоритм расчета Обозначения
Стоимость* основного материала Cj Ci—NIJ, ДОтхДотх N—норма расхода материала; Ц—цена материала; Дотх—вес возвратного отхода на деталь; Дотх—иена отхода;
'Основная нормативная заработная плата на деталь Ci С4=зот 30—основная заработная плата; Т—трудоемкость изготовления детали;
Дополнительная нормативная заработная плата на деталь С5 с5=здт Зд—дополнительная заработная плата;
Отчисления на социальное страхование** CG ^6 = 'По(^4_F^s) г]0—процент от суммы основной (С4) и дополнительной (С5) заработной платы;
Прямые затраты по цеху С12= S Сп С3—|—2Vf0 Мо—потери от брака;
^12 т]!—процент от суммы
Цеховая себестоимость С13 Накладные расходы, входящие в производственную себестоимость: ^1з~ ^12+^9+Ci о+^вН-+Сц величин и С2;
стоимость транспортно-заготовительных расходов С14 стоимость расходов на освоение новых видов продукции С15 ^15=112(^12+^1з+^14) г]2—процент от суммы величин С12, С13,
Стоимость прочих производственных расходов С1б ^16—Л з (Q1.3 “F C*i4-]-Ci5) г]3—процент от суммы величин С13, С14,
Производственная себестоимость С17 C17~Cj[3-]-C144-C15-]-C16 G15> т)4—процент к производственной себестоимости;
Внепроизводственные расходы С18 Полная себестоимость детали С19 Результат изменений трудовых затрат на узел с учетом всех деталей и подузлов ДС4 £18=ThC17 Ql9 — С174"С18 \С^30 S [(Ti+kTJX 1=1 X (pi с)—?iPi cl Д7\—изменения трудоемкости изготовления детали;
156
Продолжение табл. 44
Выходной показатель Алгоритм расчета Обозначения
Результат изменений ма -териальных затрат на деталь ДСХ Результат изменений материальных затрат на узел с учетом всех входящих в него деталей и подузлов ДС^М^-ДЛ/) (Щ-ДЦ)— —NH ДС^= S [(pj с+АРг с) X 1=1 ХДС/! Ci ^pi с pi с—сквозная применяемость i-й вершины графа в . с-й (см. рис. 73), Др/с—ее изменения; ДМ—изменения нормы расхода на деталь ЛЦ—изменения цены на материалы
* С2—стоимость комплектующих изделий, которая при расчете нормативной стоимости берется равной их цене; С3— стоимость возвратных отходов по детали определяется вычитаемым в правой части формулы С\.
** Статьи затрат, входящие в цеховую себестоимость (стоимость топливно-энергетических ресурсов С7, износа спецоснастки С8, содержания и эксплуатации оборудования С9, цеховые Сю и общезаводские Сц расходы), определяются как соответствующий процент от заработной платы. Стоимость топлива и энергии, используемых на технологические цели, может быть определена на основе фактических их расходов.
лить магнитные ленты (МЛ) и магнитные диски (МД). На МЛ и МД имеется возможность компактно разместить информацию и надежно ее хранить, автоматизировать поиск и минимизировать время выдачи информации, многократно обращаться к ней.
Порядок размещения на МЛ и МД систематизированных данных определяется каталогом, справочными зонами и специальными программами. Каталог позволяет установить содержание ИМ и порядок распределения информации между магнитными лентами и магнитными дисками. Справочная зона содержит сведения об информации, представленной на конкретной ленте. Поиск нужных данных внутри файла осуществляет специальная программа [28, 51, 52].
Внесение, изменений отдельных показателей в файлах, включение новых показателей и замена устаревшей информации новой осуществляется программой «корректировка». Надежность хранения информации обеспечивается дублированием МЛ и МД и соблюдением правил использования и хранения данных.
В настоящее время используются в основном два принципа создания и ведения ИМ на машинных носителях. Первый основан на параллельном хранении перфокартотек и лентотек. ИМ обычно применяется на предприятиях с единичным и мелкосерийным типом производства, например, в тяжелом, энергетическом, нефтяном, химическом машиностроении и др., когда ИМ приходится корректировать очень часто. Второй принцип, основанный на хранении только магнитных лент, в основном применяют на предприятиях с серийным и крупносерийным
157
типом производства, например, в станкостроении, автомобиле-строении, тракторостроении и др. При хранении информации только на магнитных лентах для корректировки ИМ рекомендуется использовать широкоизвестный принцип поколений с условным названием «дед—отец—сын».
Одним из эффективных способов организации банка данных и удовлетворения потребителей необходимой информацией является автоматизированная информационно-поисковая система (АИПС) на базе ЭВМ.
Необходимость создания АИПС продиктована следующим. На большинстве машиностроительных предприятий техническая подготовка производства заключается в составлении технологии на каждую деталь. В связи с затруднением поиска действующих технологических процессов, которые можно было бы принять за прототип, заимствование технологических процессов и оснастки осуществляется недостаточно. Это приводит к неоправданному увеличению объемов работ по разработке технологических процессов изготовления деталей.
Создание АИПС обеспечивает поиск и заимствование существующих технологических процессов и оснастки. Это, в свою очередь, определяет нормы расхода материалов. В этом случае упорядочивается информационный фонд о действующих на предприятии технологических процессах и их оснащении, а задачи поиска процесса-прототипа даже при значительном объеме номенклатуры продукции можно оперативно реализовать на ЭВМ. В результате сократятся сроки подготовки производства, затраты на разработку технологии, изготовление оснастки, проектирование норм расхода материалов и улучшаются технико-экономические показатели производства.
ЗАКЛЮЧЕНИЕ
Автору эти заключительные слова требуются для того, чтобы по возможности кратко перечислить основные проблемы, связанные с разработкой алгоритмов раскроя материалов и организацией их внедрения в производство. Этот перечень включает только те вопросы, которые прямо или косвенно затронуты в настоящей книге.
1. Применение математических методов и использование ЭВМ для обеспечения оптимального раскроя материалов в машиностроении может способствовать снижению расходования металлопроката на 8—10%, особенно при применении централизованного метода раскроя. Оптимизация раскроя материалов и нормирования расхода металлоресурсов (сортового проката, труб, прутковых материалов, листового проката, полосы и рулонных материалов) определяет экономное использование металла в производстве и рациональное планирование его потребности.
158
2. Металлопрокат является основным материалом, который используется в машиностроении и металлообработке. Если учесть, что машиностроение потребляет более 50 млн. т металла в год, то станет ясно, какую огромную экономию материальных и денежных средств получит народное хозяйство в результате сокращения расхода металла хотя бы на 1 %.
3. Рекомендованы эффективные методы и алгоритмы (эвристические) раскроя материалов с точки зрения реализации на ЭВМ с учетом технических и технологических особенностей раскроя. Это создает благоприятные условия для широкого внедрения математических методов раскроя в производственных условиях. В то же время приведенные в данной книге эвристические методы являются логически стройными и довольно •общими, пригодными для различных отраслей промышленности при решении задачи раскроя материалов, и представляют один из реально доступных и научно оправданных приемов.
4. Решение задачи раскроя материалов методами линейного и динамического программирования может быть использовано при определении потребности металлопроката в крупносерийном и массовом производстве. Во многих случаях задачи оперативного раскроя рекомендуется решать эвристическими методами при наличии на предприятиях мини-ЭВМ, применении вычислительных машин для автоматического управления режущими агрегатами, в условиях единичного и мелкосерийного характера производства, когда в производственную программу включается большая номенклатура изделий и соответственно большое число различных заготовок; когда имеются ограничения на число резов различных заготовок в вариантах раскроя, определяемые характеристиками режущего оборудования и др.
5. На основе анализа специфики различных отраслей машиностроения сделано заключение о том, что в условиях крупносерийного и массового производства, когда требуется получить заданный набор деталей большое число раз, могут быть использованы обычные методы линейного программирования (например, симплекс-метод), а в единичном производстве, когда продукция почти не повторяется и вследствие этого нельзя заранее заказать материал для кратной резки его на заготовки, решение находится методами целочисленного программирования.
6. Изложенные в книге методы и алгоритмы расчета могут быть применены в двух вариантах: определение оптимальных размеров материалов на планируемый период; оперативное решение рационального раскроя, исходя из наличия материала на планируемый период.
Задача может решаться как самостоятельно, так и в автоматизированной системе управления производством при наличии базы данных по материальным нормативам.
7. Благоприятные условия для широкого внедрения методов
159
оптимального раскроя на предприятиях создает разрабатываемая и внедряемая в настоящее время в народном хозяйстве автоматизированная система нормирования материальных ресурсов (АСНм) для уровней предприятия, министерства, Госплана СССР и Госснаба СССР [16, 59]. Одна из главных задач, которая решается в АСНм, — это планирование экономии расхода материальных ресурсов. Однако АСНм не может полностью выполнять свое назначение до решения задач, зависящих от методов и способов расчета заготовок деталей, их оптимального раскроя из сортового, пруткового, полосового и листового проката и труб, непосредственно содержащих часть резервов экономии материалов.
8. Рассмотренные в книге методы и алгоритмы составления, оптимального плана раскроя материалов позволяют создавать АСУ ТП, что обеспечивает как сокращение отходов при резке, так и повышение производительности труда. Например, по данным [88], создание автоматизированной системы управления различными производственными процессами при обработке труб в трубных цехах сокращает число человеко-часов приблизительно на 60 % по сравнению с обычным методом.
9. В настоящее время вырезка заготовок сложной формы производится в основном на газорежущих (плазморежущих) машинах с фотоэлектронным (типа «Одесса») и числовым программным управлением (типа «Кристалл»), управляющая информация для которых должна записываться на перфоленту. Подготовка ее связана с составлением вручную карты раскроя, подсчетом координат опорных точек, записью их на специальные бланки и набивкой информации на перфоленту. Эффективное использование таких газорезательных машин на предприятиях возможно лишь при автоматизированном составлении карт раскроя листового проката на требуемые заготовки. Следует отметить, что прогрессивная техническая норма расхода материалов на заводе является существенным фактором перевода производства на более рациональные технологические процессы. Критериями прогрессивности технически обоснованных норм расхода материалов являются величины коэффициентов их использования и раскроя; чем ближе эти коэффициенты к единице, тем рациональнее использован исходный металлопрокат в производстве.
10. Перспективным является автоматическое управление раскроем металлопроката с использованием режима диалога человека с ЭВМ, что позволяет оператору вмешиваться в ход решения задачи, исправлять ошибки в картах раскроя или в исходных данных и управлять решением задачи раскроя и другими операциями. Это позволит шире внедрить газорежущие (плазморежущие) машины с фотоэлектронным и числовым программным управлением на машиностроительных и судостроительных заводах страны.
160
11. Учитывая, что успешное решение задачи оптимального раскроя металлопроката в производственных условиях в большой мере зависит от правильной организации производства и взаимосвязи между отдельными службами предприятия, необходимо проводить работы по упорядочению существующей -системы резки металлопроката и решению вопросов, связанных •с документооборотом, формой документации, организацией технологического процесса, учета и выдачи материалов на складах и в цехах, особенно сэкономленного металлопроката.
Необходимо провести широкую разъяснительную работу с целью популяризации оптимального раскроя. Кроме того, требуется выполнить ряд подготовительных работ: разработать программу для конкретных ЭВМ, имеющихся на предприятии, подготовить исходные данные для расчета раскройных планов на ЭВМ, по данным расчета на ЭВМ составить карты раскроя, выработать систему поощрительных мер за реализацию более рациональных вариантов раскроя, разработать планировку складов металла и резанных заготовок с указанием места размещения материалов и каждой заготовки, организовать работу заготовительного отделения по обеспечению планомерной подачи на склад указанных заготовок. Определенное значение для рационального раскроя материалов имеет число типоразмеров проката, выпускаемого металлургическими заводами, которое в дальнейшем требует увеличения.
12. В связи с широким внедрением автоматизированной системы управления на машиностроительных предприятиях организованы ИВЦ, оснащенные мощными вычислительными машинами, что создает благоприятные условия для разработки и внедрения методов оптимального раскроя и создания автоматизированной системы управления раскроем металлопроката в заводских условиях.
13. Для рационального раскроя материалов имеет определенное значение технологичность конструкции деталей, изготовляемых из листового и полосового проката, что необходимо учитывать конструктору совместно с технологами при установлении форм и размеров деталей.
14. Значительная экономия проката черных металлов может -быть получена за счет изготовления отдельных деталей металлоконструкций из частей с последующей сваркой.
15. Целесообразна организация раскроя и резки металлопроката централизованным путем на базах и складах Госснаба СССР для мелких потребителей (центрорезов). В этом случае также могут быть эффективно использованы рассмотренные в книге математические методы и ЭВМ для получения оптимального раскроя материалов, что дает не только сокращение отходов материалов, но и значительно снижает трудовые затраты, транспортные расходы и т. д. и, следовательно, повышает эффективность производства.
161
16. Предложенные методы и алгоритмы, приведенные в данной книге, могут быть применены в других отраслях промышленности— легкой, лесной, деревообрабатывающей, стекольной, и т. д. Кроме того, рассмотренные в данной книге приемы и методы могут быть использованы для решения задач раскроя с более высоким измерением, например, трехмерной задачи раскроя, встречающейся в различных отраслях народного хозяйства. Здесь мы имеем задачу разрезания большого параллелепипеда на маленькие параллелепипеды. В этом случае параллелепипед сначала разрезается на слой, каждый слой на полосы, а полоса уже на прямоугольные параллелепипеды. Примером такого вида резания может быть резка графитных блоков на соответствующие детали.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматы и разумное поведение/Амосов Н. М., Касаткин А. М., Касаткина Л. М., Талаев С. А. Киев: Наукова думка, 1973. 376 с.
2. Александров Е. А. Основы теории эвристических решений. М.: Советское радио, 1975. 256 с.
3. Антонов И. А. Газопламенная обработка металлов. М.: Машиностроение: 1976, 264 с.
4. Бабаев Ф. В. Рациональный способ раскроя металлопроката. — Машиностроитель, 1966, № 8, с. 38—39.
5. Бабаев Ф. В. Оптимальный раскрой металла с помощью ЭВМ в условиях единичного и мелкосерийного производства. — Вестник машиностроения, 1966, № 12, с. 43—46.
6. Бабаев Ф. В. Рациональный раскрой листа на детали сложных геометрических конфигураций в условиях индивидуального' и мелкосерийного производства. — Сварочное производство, 1967, № 1, с. 12—14.
7. Бабаев Ф. В. Раскрой листового материала с помощью ЭВМ. — Сварочное производство, 1970, № 7, с. 20—22.
8. Бабаев Ф. В. Система централизованного раскроя с помощью ЭВМ в условиях единичного и мелкосерийного производства. — В кн.: Оперативное управление производством. М.: Наука, 1971, с. 135—141.
9. Бабаев Ф. В. Автоматизация процесса составления карт раскроя.— Приборы и системы управления, 1972, № 6, с. 7—10.
10. Бабаев Ф. В. Математическое обеспечение АСУП на предприятиях машиностроения. — В кн.: Технология производства, научная организация труда и управления. М.: НИИМАШ, 1972, вып. 10, с. 43—49.
11. Бабаев Ф. В. Автоматическая оптимизация одномерного и двумерного раскроя. — Приборы и системы управления, 1974, № 17, с. 5—8.
12. Бабаев Ф. В. Автоматизация процесса составления плана раскроя сварных труб. — Сварочное производство, 1975, № 10, с. 41—43.
13. Бабаев Ф. В., Нурбагандов А. К. Формирование оптимальных подетальных норм расхода проката. — Машиностроитель 1976, № 3, с. 31—32.
14. Бабаев Ф. В., Нурбагандов А. К. Автоматизация процесса составления плана раскроя сортового проката и листового материала на прямоугольные заготовки. — Кузнечно-штамповочное производство, 1976, № 12, с. 31— 34.
15. Бабаев Ф. В. Эвристические методы в задачах раскроя. — В кн.: Рациональный раскрой материалов с использованием ЭВМ и математических методов. М.: ГВЦ Госснаб СССР, 1976, с. 38—41.
16. Бабаев Ф. В., Нурбагандов А. К. Решение задач оптимизации раскроя материалов в автоматизированной системе нормирования. М.: ГВЦ Госснаб СССР, с. 80—84.
17. Бабаев Ф. В. Автоматизация процесса составления карт раскроя для листовой штамповки. — Тракторы и сельхозмашины, 1976, № 7, с. 38—41.
18. Бабаев Ф. В. Автоматизация расчета заготовок деталей в машиностроении и нормирования расхода материалов. — В кн.: Технология производства, научная организация труда и управления. М.: НИИМАШ, 1976, вып. 9, с. 79—84.
19. Бабаев Ф. В. Опыт организационного и информационного обеспечения решения задачи раскроя металлопроката. — Кузнечно-штамповочное производство, 1977, № 5, с. 41—42.
20. Бабаев Ф. В. Эвристический метод для решения задачи раскроя. — Приборы и системы управления, 1977, № 5, с. 8—10.
163
21. Бабаев Ф. В. Автоматизированная система управления раскроем металлопроката с использованием режима диалога человека с ЭВМ. — Сварочное производство, 1977, № 7, с. 37—40.
22. Бабаев Ф. В. Использование ЭВМ для оптимизации норм расхода-материалов. — Машиностроитель, 1977, № 8, с. 36—37.
23. Бабаев Ф. В. Автоматизация составления карт раскроя листового проката для газорежущих машин.—Механизация и автоматизация производства, 1977, № 3, с. 35—38.
24. Бабаев Ф. В. Автоматизация процесса составления плана раскроя, сварных труб и управления изготовлением змеевиков. Механизация и автоматизация производства, 1978, № 3, с. 29—31.
25. Бабаев Ф. В. Оптимизация раскроя материалов. М. НИИМАШГ 1978, с-6-2. 72 с.
26. Бабаев Ф. В. Оптимизация подетальных норм расхода материалов.—> В кн. Методические воппосы разработки норм расхода и экономии материальных ресурсов. М.: НИИиН при Госплане СССР, 1978, с. 93—112.
27. Бабаев Ф. В. Экономия материальных ресурсов в результате использования вычислительной техники. — Механизация и автоматизация производства, 1979, № 5, с. 39—41.
28. Бабаев Ф. В. Информационно-нормативный фонд в АСУП.—Механизация и автоматизация производства, 1980, № 7, с. 25—29.
29. Беллман Г., Дрейфус С. Прикладные задачи динамического программирования. М.: Наука, 1965. 458 с.
30. Белякова Л. Б., Рябина Н. О. Проектирование на ЭВМ оптимального раскроя заготовок при листовой штамповке сложных форм. — Кузнечноштамповочное производство, 1977, № 11, с. 25—28.
31. Болтянский В. Г., Гохберг И. Ц. Теоремы и задачи комбинаторной геометрии. М.: Наука, 1965. 108 с.
32. Болтянский В. Г., Гохберг И. Ц. Разбиение фигур на меньшие части. М.: Наука, 1971. 88 с.
33. Васильев К. В. Электрическая резка. — В кн.: Сварка в машиностроении. М.: Машиностроение, 1979,. т. 1, с. 339—350.
34. Васильев К. В., Никифоров Н. И., Трофимов А. А. Оборудование для газоплазменной и плазменно-дуговой резки. — В кн.: Сварка в машиностроении. М.: Машиностроение, 1979, т. 4, с. 283—308.
35. Гладун В,- П. Эвристический поиск в сложных средах. Киев: Науко-ва думка, 1977. 166 с.
36. Горанский Г. К., Зозулевич Д. М., Шерлинг Д. Р. Алгебрологический метод решения геометрических задач автоматизации проектирования с помощью ЭЦВМ. — В кн.: Вычислительная техника в машиностроении. Минск: НТК АН БССР, апрель 1967, с. 121—127.
37. Горелик А. Г. Автоматизация инженерно-графических работ с помощью ЭВМ. Минск: Высшая школа, 1980. 208 с.
38. Горшунов М. Д., Соколов В. В. Нормирование расхода материальных ресурсов с применением ЭВМ. М.: Экономика, 1973. 175 с.
39. Грошиков А. И., Малафеев В. А. Заготовительно-штамповочные работы в самолетостроении. М.: Машиностроение, 1976. 440 с.
40. Гуревич Л. И., Белоконев В. В. Опыт экономии металлопроката при изготовлении сварных конструкций. — Сварочное производство, 1978, № 1г с. 18—20.
41. Данциг Д. Б. Линейное программирование, его обобщения и применения. М.: Прогресс, 1966. 600 с.
42. Дорошко В. И., Бакров В. П. Расчет на ЭВМ косого раскроя круглых листовых заготовок. — Кузнечно-штамповочное производство, 1977, № 4, с. 38—40.
43. Дулъкин В. Я., Зайцев Ю. Ф. Резервы экономии металлов на стройках и промышленных предприятиях. Петрозаводск: Карелия, 1979. 96 с.
44. Думлер С. А. Управление производством и кибернетика. М.: Машиностроение, 1969.'. 420 с.
164
45. Евсеев Г. Б., Глизманенко Д. Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов/Под ред. В. М. Сагалевича и Г. В. Полевого. М.: Машиностроение, 1974. 308 с.
46. Зенкин О. В., Приварников А. К. Некоторые алгоритмы оптимального раскроя листового проката. — В кн.: Сборник трудов механико-математического факультета по заказам промышленности. Днепропетровск, изд-во ДГУ, 1971, вып. 1, с. 225—233.
47. Иванов Ю. Ф., Назаренко А. П. Применение ЭВМ в нормировании, расхода материалов.—Тракторы и сельхозмашины, 1976, № 12, с. 35—37..
48. Канторович Л. В., Залгаллер В. А. Рациональный раскрой промышленных материалов. Изд. 2-е, испр. и доп., Новосибирск: Наука, 1971. 299 с..
49. Китов В. А. Вопросы создания математического обеспечения терминальных устройств. — Программирование, 1975, № 1, с. 53—59.
50. Кобылкин А. М., Стоян Ю. Г., Шишкин В. Н. Применение ЭВМ при составлении планов раскроя заготовок произвольной формы. — Вестник машиностроения, 1973, № 7, с. 63—65.
51. Кожурин Ф. Д., Ярмош Н. А. Структурная обработка больших информационных массивов. Минск: Наука и техника, 1973. 123 с.
52. Королев М. А., Клешко Г. Н., Мишенин А. И. Информационные системы и структуры данных. М.: Статистика, 1977. 183 с.
53. Кравец М. А., Селянина Г. А. О системе оперативно-производственного планирования для завода с мелкосерийным типом производства. — В кн.: Оперативное управление производством. М.: Наука, 1971, с. 166—171.
54. Махнач Г. В., Ракович А. Г. Алгоритм распознавания пересеченных плоских областей, ограниченных контурами из отрезков прямых и дуг окружностей. — В кн. Вычислительная техника в машиностроении. Минск: НТК АН БССР, сентябрь, 1969, с. 36—42.
55. Методика определения экономической эффективности использования в народном хозяйстве новой техники, изобретений и рационализаторских предложений (основные положения). М.: Экономика, 1977. 45 с.
56. Мосин Ф. В. Технология изготовления деталей из труб. М.—Л.: Маш-гиз, 1962. 172 с.
57. Моцкус И. Б., Многоэкстремальные задачи в проектировании. М.:. Наука, 1967. 215 с.
58. Некрасов Ю. Н., Тихомиров А. В. Газопламенная сварка и кислородная резка. — В кн.: Сварка в машиностроении. М.: Машиностроение, 1979,. т. 1, с. 319—339.
59. Нурбагандов А. К., Бабаев Ф. В. Формирование оптимальных подетальных норм расхода из листового и сортового проката в АСН.—'В кн.: Технология производства, научная организация труда и управления. М.: НИИМАШ, 1975, врп. 9, с. 44—53.
60. Нурбагандов А. К., Бабаев Ф. В. Автоматизация процесса составления оптимального плана раскроя для листовой штамповки. — Кузнечноштамповочное производство, 1976, № 1, с. 25—28.
61. Панов М. Г., Пилипцев Н. А. Механизированная линия для резки рулонного металла. — Механизация и автоматизация производства, 1976,. № 5, с. 3—4.
62. Принс М. Д. Машинная графика и автоматизация проектирования. М.: Советское радио, 1975. 232 с.
63. Рациональный раскрой материалов с использованием ЭВМ и математических методов. Всесоюзный семинар. Тезисы докладов. М.: ГВЦ Госснаб СССР, 7—9 января 1976, 100 с.
64. Рвачев В. Л. Геометрические приложения алгебры логики. Киев: Техника, 1967. 212 с.
65. Роджерс К. А. Укладка и покрытия. М.: Мир, 1968. 134 с.
66. Розенблюм М. Г. Расчет плана рационального раскроя материала. Свердловск, ЦИТО и ПК ИТР, 1974. 63 с.
67. Романовский В. П. Справочник по холодной штамповке. Изд. 6-е,. перераб. и доп. Л.: Машиностроение, Ленинградское отделение, 1979. 520 с.
165
68. Ромащенко В. А., Кац Р. Г., Венгер Е. П. Механизированная линия газовой резки листового проката. — Вестник машиностроения, 1973, № 4, с. 58—60.
69. Рыжков Н. И. Производство сварных конструкций в тяжелом машиностроении: Организация и технология. М.: Машиностроение, 1970. 384 с.
70. Саати Т. Целочисленные методы оптимизации и связанные с ними экстремальные проблемы. М.: Мир, 1973. 304 с.
71. Сводный указатель отраслевых каталогов на изделия, изготовляемые предприятиями Минстанкопрома. М.: НИИМАШ, 1979. ПО с.
72. Соколов В. В., Иванова Л. А. Вопросы взаимосвязи АСН с АСПР и ОАСУ.— В кн.: АСН как функциональная подсистема АСПР, ОАСУ и АСУП. М.: НИИПиН при Госплане СССР, 1976, с. 5—13.
73. Справочник технолога/М. Барановский, А. Дмитрович, Н. Интяков, В. Чайка. Минск: Беларусь, 1966. 552 с.
74. Тот Л. Расположения на плоскости, на сфере и в пространстве. М.: Физматгиз, 1958. 363 с.
75. Фейгенбаум Э. Вычислительные машины и мышление/Под ред. Д. Ж. Фельдмана, М.: Мир, 1967. 552 с.
76. Хадвигер Г., Дебруннер Г. Комбинаторная геометрия плоскости. М.: Наука, 1965. 171 с.
77. Хант Э., Марин Д. Ж-, Стоун Ф. Моделирование процесса формирования понятий на вычислительной машине. М.: Мир, 1970. 302 с.
78. Хант Э. Искусственный интеллект. М.: Мир, 1970. 302 с.
79. Шаллер Л. Оптическая разметка и автоматическая кислородная резка. М.: Машиностроение, 1966. 168 с.
80. Эпштейн В. Л. Вычислительная машина для управления раскроем проката. — Сталь, 1958, № 7, с. 622—728.
81. Яглом Н. М. Как разрезать квадрат? М.; Наука, 1968. 112 с.
82. Poull А. Е. Linear Programming — a key to Optimum Newsprint Production. — Pulp and Paper Magazine of Canada, 1956, 57, 4, p. 145—148.
83. Gilmore P. C., Gomory R. E. A Linear programming approach to the cutting — Stock problem, Part I—Operations Research, 1961, 9, 6. p. 849— 859. Part II—Operations Research, 1963, 11, 6. p. 863—881.
84. Gilmore P. C., Gomory R. E. Multistage. Cutting Stock problem of two and more dimensions. — Operations Research, 1965, 13, 1. p. 94—120.
85. Gilmore P. C., Gomory R. E. The theory and computation of knapsack functions. — Operations Research, 1966, 14, 6. p. 1045—1074.
86. Barnett S., Kynch G. J. Exact solution of a simple cutting problem.— Operations Research, 1967, 15, 6. p. 1051—1056.
87. NC Shear helps bianking. — Iron Age Metalworking International, 1970, 9,4. p. 27.
88. Mitsui-Developed Automated Pipe Shop System in Use at chiba Works. — Zasen, 1973, 18, 4. p. 24—25.
89. Heesch H. Regulares Parkettierungs problem. — Arbeitsgemeinschaft fur Forschung des Landes Nordhein—Westfallen. Heft 172, 1968.
90. Computer Applications in Shipping and Shipbuilding. — Horth-Holland Publishing Company-Amsterdam, Oxford American Elsevier Publishing Company, Inc., New York. IFIP 1974, 1976 (имеется русский перевод: Компьютер— верфь — корабль. Л.: Судостроение, 1981. 368 с).
91. Grabski J. Optimatizacja rozkroju blach za pomoca programu ASCO.— Prreglad mechaniczny, 1976, 35, 23. p. 812—813.
ОГЛАВЛЕНИЕ
Предисловие..................................................... . 3
Принятые обозначения..................................................6
Глава 1. Основные направления работ по оптимизации подетальных
норм расхода и раскроя материалов.....................................7
Глава 2. Расчет размеров заготовок ...................................16
2.1. Определение размеров заготовок, вырезаемых термическим способом из листового проката .............................................16
2.2. Определение размеров заготовок, вырезаемых механическим способом (на гильотинных и пресс-ножницах, дисковых и ленточных пилах, вибрационных и дисковых ножницах, приводных ножовках, резцом) .......................................................,18
2.3. Определение размеров заготовок, вырезаемых из листового проката, ленты и полосы в штампах.......................................22
2.4. Определение размеров заготовок, вырезаемых из листового проката и труб при гибке........................................... . 24
Глава 3. Методы оптимального раскроя материалов......................29
3.1. Раскрой сортового, пруткового проката, полос и труб .... 29
3.2. Раскрой сварных труб............................................47
3.3. Раскрой листового проката на прямоугольные заготовки (гильотинный раскрой) „ ........................................58
3.4. Раскрой листового проката на различные заготовки сложной формы (вырезаемые термическим способом) v . 76
3.5. Раскрой листового проката на одинаковые заготовки сложной формы (вырезаемые с помощью штампов)...................................103
3.6. Раскрой рулонных материалов . . ....................119
Глава 4. Расчет подетальных норм расхода материалов с учетом методов оптимального раскроя........................................ . 130
4.1. Расчет подетальных норм расхода сортового, пруткового проката и труб . , ................... . . к s 9 я * . 131
4.2. Расчет подетальных норм расхода листового проката, полос и рулонных материалов . . .............................134
4.3. Расчет годового экономического эффекта.........................137
Глава 5. Организационное и информационное обеспечение решения задачи раскроя материалов........................................ . 138
5.1. Организационное обеспечение . . .......................138
5.2. Выбор формы заказа металлопроката............................143
5.3. Информационное обеспечение . . .......................148
Заключение..........................................................158
Список литературы...................................................163
*ИБ № 3490
ФАМИЛ ВЕИСОВИЧ БАБАЕВ
ОПТИМАЛЬНЫЙ РАСКРОИ МАТЕРИАЛОВ
С ПОМОЩЬЮ ЭВМ
Редактор издательства В. И. Яковлева Художественный редактор Ю. Г. Ворончихин Технический редактор И. Н. Раченкова Корректоры И. М. Борейша и Н. И. Шарунина
'Обложка художника О. В. Камаева
‘Сдано в набор 18.11.81.
Подписано в печать 17.02.82. Т-00444
Формат 60Х901 Ле. Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Усл. печ. л. 16,5. Уч.-изд. л. 10,96. Тираж 4000 экз. Заказ 927. Цена 55 к.
•Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва, Стромынский пер., 4.
Московская типография № 6 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
109088,, Москва, Ж-88, Южнопортовая ул., 24.