/





















































































































































































































































































Text
В. М. ТЕПЛИ ЦНИИ, Г. И. НА 30ДЕЛИТЕЛЬНЫЕМЕХАНИЗМЫ
Б. м. теплиц «ИЙ, Г. И. МАЗОДЕЛИТЕЛЬНЫЕ
МЕХАНИЗМЫСПРАВОЧНОЕ ПОСОБИЕЛЕНИНГРАД
«МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ1 974
6П5.4Т34УДК 621.62-589.8 (02)Теплицкий Б. М., Мазо Г. И.Т34 Делительные механизмы. Справочное пособие. Л.,
«Машиностроение», (Ленингр. отд-ние), 1974. 280 с.В справочном пособии рассматриваются различ¬
ные конструкции делительных головок и других
делительных механизмов и устройств. Приводятся их
технические характеристики, а также сведения о возмож¬
ности их использования для различных работ. Даются
основные понятия о способах деления и методах расчета,
приводятся примеры расчета и таблицы настройки. Зна¬
чительное место отводится вопросам автоматизации про¬
цессов деления, точности выполнения и контроля опера¬
ций деления.Справочное пособие рассчитано на широкий круг
инженерно-технических работников и может быть полезно
также мастерам и рабочим машиностроительных пред¬
приятий.Табл. 44. Ил. 97. Список лит. 16 назв.31304—112
Т 038 (01)—74 1126П5.4Рецензент канд. техн, наук Я, И. Шавлюга
© Издательство «Машиностроение», 1974 г.
ПРЕДИСЛОВИЕДирективами XXIV съезда КПСС по пятилетнему плану развития
народного хозяйства СССР определены главные задачи и направления
ускорения темпов технического прогресса. Исключительное значение
придается автоматизации производственных процессов, совершенство¬
ванию технологии, всемерному повышению качества продукции.Делительные механизмы имеют большое распространение в маши¬
ностроении. Многочисленные типы их широко применяются в измери¬
тельных и счетных приборах, в аппаратуре контроля и управления,
в станках для выполнения различных технологических операций. Сам
процесс деления широко используется в машиностроении при изготов¬
лении зубчатых колес, режущего инструмента, нанесения делений на
отсчетных шкалах и др. и является сложным, требуя известной техни¬
ческой подготовки.Наиболее важными направлениями в области совершенствования
механизмов и процессов деления можно считать автоматизацию про¬
цесса деления и достижение высокой точности.Применение автоматизированных и механизированных средств,
а в ряде случаев даже простых многоместных делительных механизмов
дает возможность широко внедрять многостаночное обслуживание,
значительно повышать ^производительность труда, например в инстру¬
ментальном и механообрабатывающем производствах. Оборудование
универсальных станков автоматическими устройствами существенно
повышает их технический уровень и вместе с тем требует значительно
меньших затрат по сравнению с затратами на разработку и изготовле¬
ние специальных автоматизированных станков.Помещенные в книге материалы об автоматизации деления на
основе опыта отечественного и зарубежного производства позволяют
решать эти проблемы с большей экономической эффективностью.Достижение высокой точности изготовления деталей и изделий
требует применения соответствующих средств производства и методов
контроля. В приборах автоматического регулирования, в счетно-ре¬
шающих устройствах широко используются кулачковые механизмы,3
некруглые зубчатые колеса, криволинейные поверхности которых
являются носителями программы и соответственно высокой степени
точности исполнения.Для изготовления плоских кулачков, пространственных типа
коноида, некруглых колес практически отсутствует специальное обо¬
рудование. Изготовление их становится возможным на универсальном
оборудовании при использовании точных делительных устройств.В последние годы в нашей стране освоено производство гаммы
оптико-механических приборов типа ОДГ-Ю, ОДГ-5, автоколлиматоров
и др., позволяющих осуществлять точность деления или измерения
до 1-2".Поскольку процесс проектирования делительных устройств, раз¬
работка и выполнение технологических операций, связанных с делением,
имеют много специфики, систематизация, проведенная в книге,
позволяет правильно ориентировать инженерно-технических работ¬
ников при организации этих работ с целью получения высокой произво¬
дительности труда и высокого качества деталей.Материал книги распределен между авторами следующим образом:
гл. I, III, IV, пп. 38—43 и 46—52, гл. VI, а также гл. VII написаны
Б. М. Теплицким; гл. II и V написаны авторами совместно; пп. 44 и
45 гл. VI и пп. 55—57 гл. VII написаны Г. И. Мазо.Авторы с благодарностью примут советы и замечания по содержа¬
нию книги, которые следует направлять в Ленинградское отделение
издательства «Машиностроение» по адресу: 191065, Ленинград, ул. Дзер¬
жинского, 10.
ГЛАВА /ОСНОВНЫЕ СВЕДЕНИЯ
О ДЕЛИТЕЛЬНЫХ МЕХАНИЗМАХ1. РАЗНОВИДНОСТИ ДЕЛИТЕЛЬНЫХ МЕХАНИЗМОВМеханизмы деления широко применяются в самых различных
приборах, металлорежущих и других станках, где необходимо вы¬
полнить угловое деление или осуществить заданный поворот какого-
либо звена. Особенностью этих механизмов являются прерывистость
передачи движения и точность фиксирования конечного звена меха¬
низма. В ряде случаев механизм деления соединен со шкалой отсчета
величины произведенного углового фиксирования.Прерывистость углового деления обеспечивается периодическим
присоединением делительной цепи к источнику движения. Этим источ¬
ником может быть ручной механический привод, электромеханический
или электрогидравлический, пневматический или гидромеханический
и др.Применяемые системы отсчета углового деления подразделяются на
механические (отсчет производится с помощью градуированного диска и
нониуса), оптические и электроиндуктивные.На рис, 1 представлены элементарные механизмы деления. В пер¬
вом (рис. 1, а) угловое фиксирование шпинделя 3 производится фикса¬
тором 1 в пазах-отверстиях диска 2. На рис. 1, б отсчет углового поворота
шпинделя 3 определяется по градуированной шкале лимба 1 и по не¬
подвижному нониусу 2.Широкое применение получили механизмы деления, состоящие из
червячной пары, где отсчет углового поворота определяется по градуи¬
рованной круговой шкале. Устройство такого механизма приведено на
рис. 1, в. При вращении червяка 1 происходит угловой поворот червяч¬
ного колеса 2 и жестко связанного с ним шпинделя или поворотного
стола с градуированной шкалой 5, по которой производится отсчет
углового поворота.Действие делительного механизма с электрическим приводом рас¬
смотрим на примере работы делительной цепи зуборезного станка С-40М
(рис. 2).Вращение электродвигателя передается распределительному валу,
на котором закреплен диск с двумя кулачками У и 2. На конце шпин¬
деля 14, несущего заготовку зубчатого колеса, установлены делитель¬
ный диск 3 с пазами и храповой диск 4. Кулачок 1, поворачивая рычаг 9,5
вь^водит фгдкса'гср 8 из паза делительного диска 3. В этот момент кула¬
чок 2 через рычаги 10, 7, 6 с помощью собачки 5 поворачивает храповой
диск на число зубьев, определенное при настройке. Фиксирование
углового поворота делительного диска осуществляется фиксатором
рычага 9, возвращаемого в первоначальное положение с помощью пру¬
жины 13. Для настройки угла поворота храпового диска служит регу¬
лировочный винт 12, который ограничивает рычаг 9, упираясь приРис. 1. Элементарные механизмы
деленияповороте в неподвижную стойку 11. Делительный диск — сменный, и
выбор его зависит от числа зубьев заготовки.Делительные механизмы с применением храповых колес для изме¬
нения перемещения конечных звеньев широко используются. Одним
из недостатков храповых механизмов является неплавность движения,
что ведет к ударным нагрузкам, воспринимаемым фиксатором при фик¬
сировании делительного диска.В то же время храповые механизмы, работающие в сочетании с точ¬
ными винтовыми или червячными передачами, широко используются
в точных механизмах, в конструкциях продольных и круговых делитель¬
ных машин. В качестве примера рассмотрим устройство электромехани¬
ческого привода автоматической продольной делительной машины
МДА-1, рис. 3, а. Машина предназначена для автоматического нанесе¬
ния делений на металлических и стеклянных заготовках алмазным или
металлическим резцом. На машине можно нарезать шкалы длиной до
250 мм с расстоянием между штрихами от 0,1 до 1 мм. Предельная по¬
грешность интервалов между двумя соседними штрихами не превышает
3 мкм.6
Рис. 2. Механизм деления зуборезного станка С-40М
9Рис. 3. Механизмы де¬
ления делительных'
машин
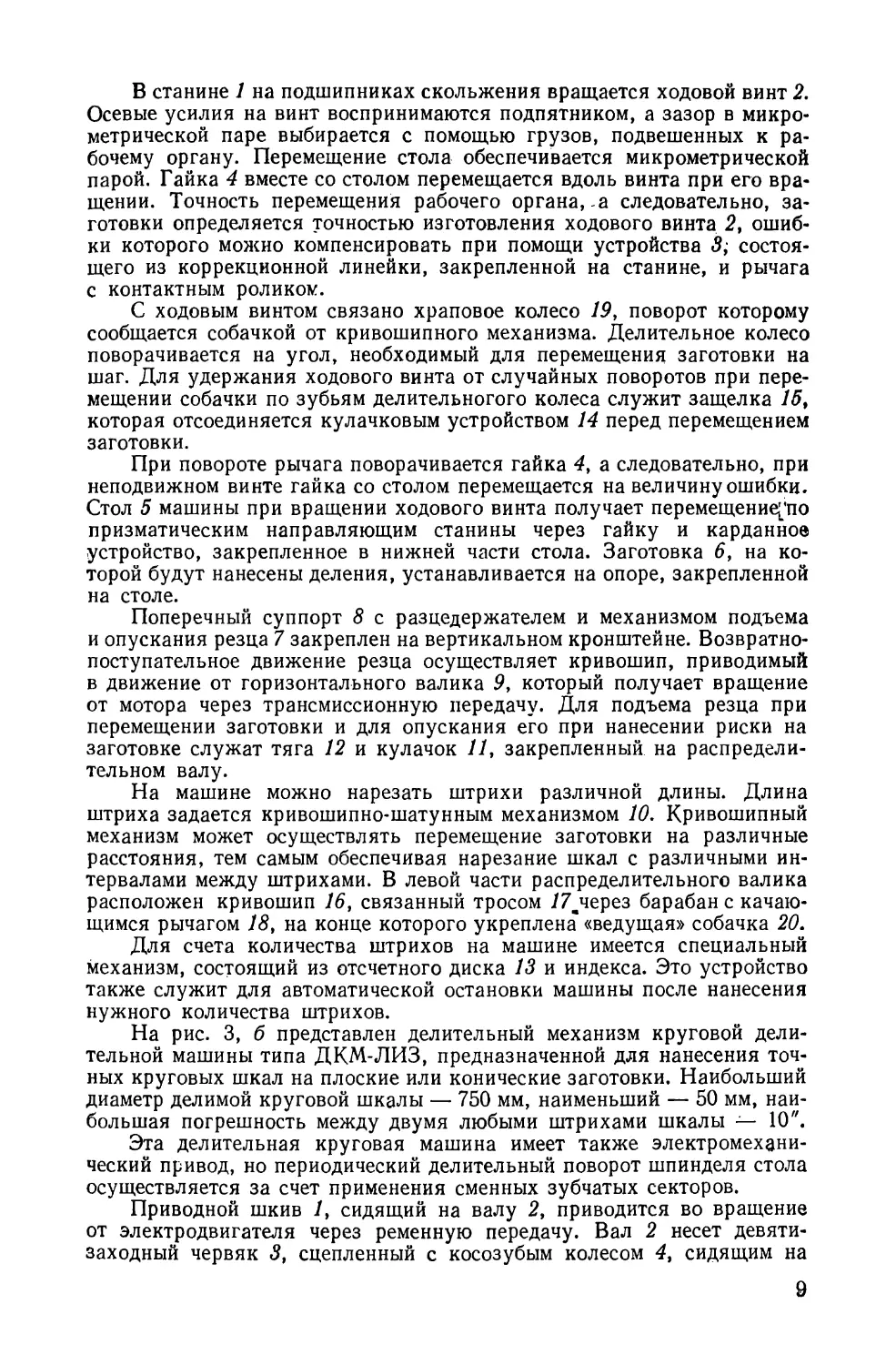
В станине 1 на подшипниках скольжения вращается ходовой винт 2.
Осевые усилия на винт воспринимаются подпятником, а зазор в микро¬
метрической паре выбирается с помощью грузов, подвешенных к ра¬
бочему органу. Перемещение стола обеспечивается микрометрической
парой. Гайка 4 вместе со столом перемещается вдоль винта при его вра¬
щении. Точность перемещения рабочего органа,-а следовательно, за¬
готовки определяется точностью изготовления ходового винта 2, ошиб¬
ки которого можно компенсировать при помощи устройства 3; состоя¬
щего из коррекционной линейки, закрепленной на станине, и рычага
с контактным роликом.С ходовым винтом связано храповое колесо 19, поворот которому
сообщается собачкой от кривошипного механизма. Делительное колесо
поворачивается на угол, необходимый для перемещения заготовки на
шаг. Для удержания ходового винта от случайных поворотов при пере¬
мещении собачки по зубьям делительногого колеса служит защелка 75,
которая отсоединяется кулачковым устройством 14 перед перемещением
заготовки.При повороте рычага поворачивается гайка 4У а следовательно, при
неподвижном винте гайка со столом перемещается на величину ошибки.
Стол 5 машины при вращении ходового винта получает перемещение[’по
призматическим направляющим станины через гайку и карданное
устройство, закрепленное в нижней части стола. Заготовка 6, на ко¬
торой будут нанесены деления, устанавливается на опоре, закрепленной
на столе.Поперечный суппорт 8 с разцедержателем и механизмом подъема
и опускания резца 7 закреплен на вертикальном кронштейне. Возвратно¬
поступательное движение резца осуществляет кривошип, приводимый
в движение от горизонтального валика 9, который получает вращение
от мотора через трансмиссионную передачу. Для подъема резца при
перемещении заготовки и для опускания его при нанесении риски на
заготовке служат тяга 12 и кулачок 11, закрепленный на распредели¬
тельном валу.На машине можно нарезать штрихи различной длины. Длина
штриха задается кривошипно-шатунным механизмом 10. Кривошипный
механизм может осуществлять перемещение заготовки на различные
расстояния, тем самым обеспечивая нарезание шкал с различными ин¬
тервалами между штрихами. В левой части распределительного валика
расположен кривошип 16, связанный тросом 17щчерез барабан с качаю¬
щимся рычагом 18, на конце которого укреплена «ведущая» собачка 20,Для счета количества штрихов на машине имеется специальный
механизм, состоящий из отсчетного диска 13 и индекса. Это устройство
также служит для автоматической остановки машины после нанесения
нужного количества штрихов.На рис. 3, б представлен делительный механизм круговой дели¬
тельной машины типа ДКМ-ЛИЗ, предназначенной для нанесения точ¬
ных круговых шкал на плоские или конические заготовки. Наибольший
диаметр делимой круговой шкалы — 750 мм, наименьший — 50 мм, наи¬
большая погрешность между двумя любыми штрихами шкалы — 10".Эта делительная круговая машина имеет также электромехани¬
ческий привод, но периодический делительный поворот шпинделя стола
осуществляется за счет применения сменных зубчатых секторов.Приводной шкив У, сидящий на валу 2, приводится во вращение
от электродвигателя через ременную передачу. Вал 2 несет девяти-
заходный червяк 3, сцепленный с косозубым колесом 4, сидящим на9
валу 12. На этом валу расположены также зубчатый сектор 5 и блок
зубчатых колес 11, который передвигается вдоль вала 12 и входит в за¬
цепление с одним из промежуточных зубчатых колес. Вращение вала 12
через зубчатый сектор передается одному из трех зубчатых колес 7,
сидящих на валу 6. Глобоидальный червяк 10, сидящий на валу 6,
периодически сообщает червячному колесу 9 повороты на заданные
углы. Червячное колесо 9 соединено со шпинделем стола машины.
Вращение вала 12 и зубчатого сектора 5 через блок зубчатых колес 11
и промежуточные колеса передается кулачковому валу 8 и счетчику 13,
который фиксирует количество поворотов червячного колеса. Соединен¬
ные с кулачковым валом кулиса и шатун сообщают возвратно-посту¬
пательное движение резцу,
закрепленному в специаль¬
ной державке. Резец во вре¬
мя периодической остановки
червячного колеса наносит
штрих на заготовке, которая
закреплена на планшайбе,
сидящей совместно с червяч¬
ным колесом на шпинделе
делительной машины.После нанесения на заго¬
товке количества штрихов,
установленного перед нача¬
лом деления на счетчике, ма¬
шина автоматически выклю¬
чается.Пневматические и гидравлические приводы применяют для перио¬
дического поворота и фиксирования рабочих органов делительных
механизмов. На рис. 4 показан простейший случай применения пневма¬
тического (гидравлического) привода. Конец поршня пневмоцилиндра 1
выполнен в виде рейки, которая находится в зацеплении с зубчатым
сектором 2, свободно сидящим на валу. Собачка 4 жестко соединена
с зубчатым сектором 2, а храповое колесо 5 и делительный диск 7 за¬
креплены на валу. При поступательном перемещении рейки зубчатый
сектор 2 с помощью собачки 4 поворачивает храповое колесо и соответ¬
ственно вал с делительным диском. Требуемый угол поворота фикси¬
руется фиксатором 6 по пазам 3 делительного диска. При обратном ходе
поршня рейка возвращает собачку 4 в исходное положение. Включение
и выключение подачи воздуха производятся распределительным краном.
Отвод фиксатора из паза делительного диска производится одновременно
с включением распределительного крана.Получили применение в делительных механизмах пневмомехани¬
ческие конструкции; пример одной из них показан на рис. 5. Под дейст¬
вием поршня 3 пневмоцилиндра производится подъем планшайбы стола
5, а ее поворот происходит с помощью зубчатой рейки 4 от поршня
пневмоцилиндра, величина хода которого грубо определяет угол по¬
ворота. Точное фиксирование угла происходит при сцеплении торцо¬
вых зубьев диска 2, скрепленного с поворотной планшайбой, и непод¬
вижного диска 1.Число возможных делений на выпускаемых делительных столах
составляет 2, 3, 4, 6, 8, 12, 16, 24, 32, 48 и 96 частей, точность пози-
цирования достигается ±3", ±6", ±30" (фирма «Фишер Бродбек»,
ФРГ).Рис. 4. Механизмы деления с пневма¬
тическим приводом10
На рис. 6 показано устройство делительного механизма с гидрав¬
лическим приводом, применяемым в автоматическом станке для свер¬
ления концентрически расположенных отверстий (делительного диска).
Обработку диска производят в следующем порядке. Заготовку закреп¬
ляют на шпинделе стола, на котором укреплен копирный эталонный
диск большого размера. При пуске станка следящий фиксатор попадает
в отверстие копирного диска и начинается сверление отверстия в заго¬
товке. По окончании сверления одного отверстия шпиндель подни¬
мается, фиксатор освобождает копирный диск и включает систему по¬
ворота стола. Стол поворачивается до тех пор, пока следящий фиксатор
не попадет в отверстие копирного диска. Цикл работы повторяется до
тех пор, пока не будут просверлены все отверстия одного ряда. Затем
стол перемещается с изделием
на следующий ряд отверстий и
начинается последовательное
сверление отверстий другого ря¬
да. По окончании сверления от¬
верстий на одной стороне диска
станок останавливается.На шпинделе стола, на ко¬
тором закрепляется заготовка
изделия 8, установлены копир¬
ный делительный диск 7 и чер¬
вячная многозубая шестерня 9
(г = 152). Периодический пово¬
рот шпинделя стола вместе с из¬
делием осуществляется от гидро¬
мотора 13, через вал 12, червяк10 и червячную шестерню 9. Дав¬
ление в гидромоторе создается гидростанцией от электродвигателя.Червяк 10 свободно закреплен на валу 12 шпонкой, пружина по¬
стоянно держит червяк в зацеплении с червячной шестерней. Это спо¬
собствует выборке люфта при попадании фиксатора 6 в отверстие ко¬
пирного диска 7. При сверлении отверстий в изделии по круговому ряду
происходит периодический поворот стола станка с фиксированием фик¬
сатором 6. В момент подъема сверлильного шпинделя золотник гидро¬
цилиндра 19 через рычаг 1 и фиксатор 6 освобождает копирный диск 7.
Затем происходят включение гидромотора и поворот шпинделя стола
до попадания фиксатора 6 в следующее отверстие.Во время поворота копирного диска фиксатор выполняет роль сле¬
дящего щупа и скользит по поверхности диска. При попадании в от¬
верстие диска золотник гидроцилиндра перекрывает доступ масла в гид-
ром отор 13.Переход шпинделя с одного ряда отверстий на другой происходит
при продольном перемещении стола с помощью элементов кинематиче¬
ской цепи. Гидростанция нагнетает масло в гидромотор 15, от него вра¬
щение передается на червяк 16, червячную шестерню 14 и ходовой винт 4,
который соединен с гайкой 18, закрепленной на салазках стола станка.
На втором конце ходового винта 4 (шаг равен 6 мм) посажено стопорное
устройство 2, соединенное с винтом гайкой 3, которая перемещает кор¬
пус 5 фиксатора.Во время работы станка, при переходе сверления отверстия с од¬
ного ряда на другой, винт 4 и винт 3 перемещают соответственно корпус 5
с фиксатором 6 и стол станка, причем путь, проходимый корпусом 5Рис. 5. Механизм деления с пневмо¬
механическим приводом11
Рис. 6. Механизм дглеиия с гидравлическим приводома)Рис. 7. Механизм деления с электрогидравлическим приводом12
за один оборот винта 4, в три раза больше перемещения стола станка,
что соответствует расстоянию между рядами отверстий копирного де¬
лительного диска и делительного диска изделия. Удерживает поворот¬
ный стол от углового смещения в момент перехода стола для сверления
следующего ряда отверстий фиксатор 17.Настройку положения стола станка и корпуса фиксатора произво¬
дят устройством 2 раздельно с отсчетом по нониусу.На рис. 7, а представлена схема делительного механизма с электро-
гидравлическим приводом. В данном случае для выполнения прерыви¬
стого периодического углового поворота используется шаговый элек¬
тродвигатель 1> работающий совместно с гидравлическим аксиально¬
поршневым двигателем 2. Гидравлический двигатель служит в качестве
усилителя момента вращения, передаваемого червячному делительному
колесу 4 от червяка 3. В шаговых электродвигателях цепь питания вклю¬
чается периодически, и при каждом включении ротор поворачивается
на определенный, точно установленный угол. Если единичный угол
поворота при одном включении равен а, то минимальный угол поворота
червячного колеса будет равенamin = ~г~ > 0)где i — передаточное отношение червячной пары механизма.Работа шагового двигателя может быть рассмотрена по принци¬
пиальной схеме на рис. 7, б. Ротор двигателя имеет ряд полюсов, а ста¬
тор состоит из независимых трех секций, расположенных под углом
120°. Шаг полюсов ротора равен а, полюса секций статора смещены на Vs
шага полюсов ротора. Количество полюсов статора и ротора одинаково.
При каждом единичном включении одной обмотки секции статора ротор
повернется на V3 а и т. д. Последовательность включения шаговых элек¬
тродвигателей выполняется с помощью распределителя импульсов си¬
стемы управления. Минимальный угол поворота в делительных меха¬
низмах с шаговыми электродвигателями может составлять 15" (фирма
«Хаберзанг Зинцен», ФРГ).2. ОПТИЧЕСКАЯ СИСТЕМА ОТСЧЕТА
УГЛОВЫХ ДЕЛЕНИЙОтсчет угловых делений с помощью оптических систем может быть
абсолютным и относительным. Абсолютный основан на непосредствен¬
ном изменении угла при помощи градуированных лимбов приборов,
относительный — на сравнении угла измеряемого объекта с углом образца
(оптических призм, многогранника или отражающего зеркала) по гра¬
дуированной шкале зрительной трубки коллимационным или автокол-
лимационным способом.Конструкцию делительных механизмов с оптическими системами
абсолютного отсчета применяют в делительных головках и делительных
столах. Последние используются при выполнении технологических
операций, требующих высокой точности.Особенность оптических делительных систем выражается в том,
что отсчет углового поворота осуществляется по точно градуированному
оптическому лимбу, а поворот шпинделя или стола с изделием, как
правило, производится через червячную передачу.13
Схема работы оптической системы отсчета показана на рис. 8.
Свет от источника 1 через зеленый светофильтр 2 поступает на призму 3,
где, преломляясь на 90°, проходит градуированный лимб 4. Далее
через угловую призму 5> объектив 6 и призму 7 передается изображение
штриха и цифр в плоскости А—А. В этой плоскости находятся поверх¬
ность шкалы сетки 8, а также передний фокус, от которых лучи идут
параллельным пучком и поступают в телескопическую систему дро¬бильной трубки 9, состоящей из двух систем линз. Эту трубку можно
поступательно перемещать во втулке микроскопа. Поворот оптического
градуированного лимба производится червячным колесом 10 и червя¬
ком 11.Относительный способ отсчета основан на сравнении угла поворота
измеряемого звена механизма с углом оптического образца (эталона)
по сетке зрительной трубы коллиматора или автоколлиматора. Более
подробно этот метод описан в гл. VII.3. ЭЛЕКТРОИНДУКТИВНАЯ СИСТЕМА ОТСЧЕТА
УГЛОВЫХ ДЕЛЕНИЙВ последние годы в промышленности получили значительное рас¬
пространение делительные механизмы с индуктивными системами, пре¬
образующими механическое угловое перемещение в электрические
сигналы. Принцип преобразования механического движения заклю¬
чается в том, что ток, проходя через обмотки катушек сердечника якоря
и воздушный зазор между ними, изменяет магнитный поток, а вместе
с ним индуктивное сопротивление и силу тока в катушке. Эти измене¬
ния могут быть зафиксированы электроизмерительными приборами,
например микроамперметром. На рис. 9, а показана принципиальная14
схема электроиндуктивного устройства, а на рис. 9, б и в — его кон¬
структивные схемы.Круговые индуктивные преобразователи состоят в основном из
якоря и сердечника. Якорь этих преобразователей выполняется в виде
шестерни. Сердечники бывают как с неполноохватными полюсными
наконечниками, так и с замкнутыми.Преобразователь с неполноохватными полюсами (рис. 9, а), не
обеспечивает высокой точности отсчета в силу того, что влияние неточ¬
ности изготовления зубьев якоря и сердечников здесь очень значительно.На рис. 9, б показана схема кругового преобразователя с замкну¬
тым сердечником. Неподвижные стальные сердечники 1 выполнены
в виде шестерен с наружной нарезкой и с пазами, в которые уклады-Рис. 9. Схема электроиндуктивной системы отсчетаваются катушки 3. Кольцевой якорь 2, тоже стальной, представляет
собой шестерню с внутренней нарезкой. Число зубьев якоря равно числу
зубьев сердечника. Сердечники сдвинуты относительно друг друга на
половину шага, надеты на немагнитную втулку 5 и разделены немагнит¬
ной прокладкой 4. Как в первом, так и во втором случае при перемеще¬
нии якоря относительно сердечников происходит изменение индуктив¬
ного сопротивления, которое влечет за собой изменение тока, величина
которого регистрируется микроамперметром. Интервал между двумя
нулевыми показателями равен цене деления преобразователя. Измене¬
ние величины переменного тока в зависимости от величины воздушного
зазора в пределах поворота на один шаг представляется кривой в виде
синусоиды. Потенциометрическая электрическая схема этого индуктив¬
ного устройства обеспечивает высокую чувствительность к изменению
величины зазора.Преобразователь с замкнутым сердечником отличается высокой
точностью отсчета, во много раз превышающей точность изготовления
самого преобразователя. Это достигается тем, что в основу отсчета угло¬
вых перемещений заложен так называемый интегральный метод, су¬
щество которого заключается в следующем. Если совместить (рис. 9, в)
идеальные риски круговых масштабов, расположенных на внутреннем
и внешнем кольцах (на схеме они показаны штриховыми линиями),
то сумма расстояний между соседними реальными рисками (на схеме —15
сплошные линии) становится равной сумме расстояний между рисками
обеих шкалт. е. интегральный метод отсчета реагирует на сумму расстояний между
соседними рисками круговых масштабов (шкал) и этим усредняет ошибку
отсчета.Кромки зубьев индуктивного преобразователя — реальные риски
круговых масштабов. Магнитный поток, замыкаясь через зубья, реаги¬
рует на неточность их изготовления. Эту неточность можно учесть,
обеспечив таким образом в дальнейшем возможность получения высо¬
кой точности отсчета.Основной характеристикой рассматриваемых преобразователей
является чувствительность — отношение величины напряжения dU
или тока dl на выходе к соответствующей величине углового переме¬
щения da: по токуили по напряжениюl=n i=cti(3)
ГЛАВА IIДЕЛИТЕЛЬНЫЕ МЕХАНИЗМЫ
С РУЧНЫМ УПРАВЛЕНИЕМПри выполнении фрезерных, сверлильных, шлифовальных и
других работ широко применяются делительные головки непосредствен¬
ного или прямого деления. Они просты по конструкции, недороги, и их
можно изготовлять в условиях почти любого машиностроительного
цеха. Эти головки имеют различные конструкции: с вертикальным или
горизонтальным расположением шпинделя, одношпиндельные и двух-
или трехшпиндельные. Основными элементами таких головок являются:
корпус, механизм, сообщающий поворот шпинделю, делительный меха¬
низм с фиксатором и узел зажима шпинделя. Установка изделия произ¬
водится в трехкулачковом патроне, цанге или центрах. Делительный
механизм, как правило, состоит из делительного диска, имеющего точно
исполненные пазы или отверстия, куда входит защелка или фиксирую¬
щий палец. Количество отверстий или пазов, выполняемое обычно на
диске, — б, 12, 18, 24, реже 36 или 48.4. ОДНОШПИНДЕЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
НЕПОСРЕДСТВЕННОГО (ПРЯМОГО) ДЕЛЕНИЯВ табл. 1 приведены технические характеристики одношпиндельных
делительных головок для выполнения прямого деления.Конструкции делительных головок моделей 1 и 2 (рис. 10) подобны
и позволяют обрабатывать детали, закрепленные в самоцентрирующем
патроне или установленные в центрах.В первом случае на фланце шпинделя 6,устанавливают патрон обыч¬
ной конструкции. Для этой цели на фланце предусмотрены точный ци¬
линдрический выступ и резьбовые отверстия. Во втором случае деталь
устанавливается на центры, смонтированные в шпинделе головки и
пиноли задней бабки. Против проворота относительно центров деталь
удерживается надетым на нее хомутом, конец которого крепится винтом
в одном из пазов поводковой планшайбы 8> надетой на место патрона.
Поворот шпинделя производится рукоятками 5, а его затяжка в осе¬
вом направлении — рукояткой 4. Втулка 1 при вывинчивании ее из
неподвижной гайки 5 упирается в гайку 2 и затягивает шпиндель.
Головка допускает смену делительного диска 7 с различным количе¬
ством отверстий. В отверстии делительного диска фиксатор 9 удержи¬
вается пружиной.17
Технические характеристики делительных головок прямого деленияТаблица 1МодельВид приводаВысота
центров
в ммПосадочныеотверстияшпинделяРазмеры основания
(ширина X длина)
в ммЧислоВОЗМОЖНЫХделенийКоличестводисковМодель 1 ]Модель 2 /
(СССР) JРучной механический100140Морзе № 3
Морзе № 4120X180 |
175X230 J2, 3, 4, 6и вышеСменные
диски с от¬
верстиями«Рейсхауэр»(ФРГ)Ручной механическийРучной механический
с пневматическим зажи¬
мом детали13014510513/4"
2% "Цанговыйзажим140X200 \
165X250 J120X2502, 3, 4, 6,
8, 12, 18,
24, 482, 3, 4, 6Сменный
диск
с пазамиСССРПневматический с
ручным зажимом детали115Морзе № 3120X250Не более 8Сменный
диск
с пазами«Харо» (Швей¬
цария)Ручной механический
с копирной линейкой80—150Морзе
№ № 2, 3Устанавливается
на заточных
станках типа
ЗА642, 3, 4и болееДиск
с отвер¬
стиями
Рис. 10. Конструкция делительной головки модели 1
Освобождение делительного диска происходит при соответству¬
ющем повороте рукоятки 10 зубчатого валика, находящегося в зацеп¬
лении с зубьями фиксатора 9.Делительная головка «Рейсхауэр» (рис. 11) предназначена для ра¬
боты на фрезерных, сверлильных, строгальных, шлифовальных и дру¬
гих станках. Она имеет две опорные плоскости, что дает возможность
использовать ее при работе на станках как с вертикальной, так и с гори¬
зонтальной осью вращения.Головка имеет делительный диск 8 с 48 зубьями, что позволяет про¬
изводить на ней угловое деление на 2, 3, 4, 6, 8, 12, 16, 24 и 48 частей.1Рис. 11. Конструкция делительной головки «Рейсхауэр»Зажим детали можно производить в трехкулачковом патроне 3
ключом. Патрон крепится к шпинделю делительной головки винтами 4.
Кроме того, деталь может быть установлена в центрах делительной го¬
ловки и задней бабки.Шкала 6 градуирована, что позволяет производить деление на тре¬
буемый угол. Головка поворачивается вручную, фиксируется фикса¬
тором 7 при помощи рукоятки 5 и зажимается кольцом 9, устраняющим
зазор, посредством винта 1 и рукоятки 2. Последняя служит также для
стопорения шпинделя в процессе работы.Делительная головка комплектуется шестью сменными дисками 8.
Диски меняются легко и быстро.Данная конструкция имеет следующие преимущества: головка
весьма компактна; устанавливается в горизонтальном и вертикальном
положении; позволяет обрабатывать изделия с использованием задней
балки и люнета; после снятия трехкулачкового патрона изделия мень¬
шего диаметра могут зажиматься в цанговом патроне.Делительная головка (рис. 12) детали с пневматическим зажимом
предназначена для углового деления на 2, 3, 4 и 6 частей в зависимости20
от сменного диска (4 или б пазов). Нерабочие пазы заглушаются су¬
харями.Принцип действия делительной головки заключается в следующем:
воздух подводится к ниппелю 1 и поступает в воздушную полость, гдеРис. 12. Конструкция делительной головки с пневматическим зажимомдавит на резиновую диафрагму 2. Последняя передает движение вправо
на шток 5, который жестко соединен штифтом И с зажимным конусом 8.
При движении этого конуса вправо зажимается цанга 9, и таким образом
происходит зажим детали.21
Для разжатия цанги воздушную полость соединяют с внешней
средой, и под действием пружины 10 шток 3 возвращается в исходное
положение. Деление происходит посредством рычага 14, который при
повороте против часовой стрелки выводит фиксатор 13 из паза дели-Рис. 14. Конструкция делительной головки с синусным
устройствомтельного диска 6. В поворотном рычаге вмонтирован штифт 5, который
при этом движении скользит по делительному диску.После вывода фиксатора из гнезда делительного диска и упора
рычага в буртик втулки 12 рычаг 14 поворачивают в обратную сторону
(по часовой стрелке) до упора его противоположной поверхностью
в ту же втулку 12. При этом штифт 5 упрется в храповой зуб делитель¬23
ного диска и увлечет его во вращение до заскакивания фиксатора в оче¬
редной фиксирующий паз диска.Делительная головка с пневматическим приводом поворота шпин¬
деля (рис. 13) предназначена для фрезерования квадратов, метчиков
и других подобных работ.Полый шпиндель 6 установлен в корпусе на подшипниках сколь¬
жения; для восприятия осевых нагрузок установлен упорный шарико¬
вый подшипник. Деление происходит посредством пневмоцилиндра 9.
Воздух, который подводится в правую камеру цилиндра через штуцер 7,
давит на поршень 8. Последний, передвигаясь влево вместе со штоком-
рейкой 10, вращает шестерню 5 по часовой стрелке. К шестерне при¬
креплен кулачок 13, который давит на палец 2 и выводит фиксатор 3
из паза делительного диска 4. Собачка 11, сидящая на шестерне, при
этом движении скользит по зубьям храповика 12. Затем воздух подается
в левую камеру цилиндра. Поршень 8 при этом вместе со штоком-рей¬
кой 10, двигаясь вправо, вращает шестерню против часовой стрелки.
Собачка своим концом упирается в зуб храповика и увлекает его за собой
вместе с делительным диском до тех пор, пока фиксатор под действием
пружины 1 не войдет в следующий паз делительного диска.Поворот на очередное деление осуществляется при помощи пневма¬
тического цилиндра, зажим детали ручной.Делительная головка с синусным копирным устройством (рис. 14)
применяется для заточки режущего инструмента или шлифования де¬
талей, имеющих винтовые канавки, например, червячных и косозубых
фрез, разверток и т. п.Делительная бабка 14 устанавливается на столе 1 заточного станка,
стол 13 копирного синусного устройства И закрепляется на неподвиж¬
ной части станка, станине 12. Оправка с затачиваемым инструментом 3
устанавливается в центрах делительной 14 и задней 2 бабок. На про¬
тивоположном конце шпинделя закреплена рукоятка с фиксатором 7
и свободно посажен делительный диск 6, соединенный с зубчатым ко¬
лесом 5. Кинематическая связь синусного устройства 11 со шпинделем 4
осуществляется через рейку 10 и сменные зубчатые колеса 8, 9, 5, дели¬
тельный диск 6 и рукоятку с фиксатором 7. При возвратно-поступатель¬
ном движении стола 1 станка благодаря перемещению ролика по пазу
копирной линейки и рейки 10 происходит поворот шпинделя с заго¬
товкой.Угол поворота шпинделя должен соответствовать углу винтэвой
канавки детали и устанавливается по угловой шкале копирной линейки.
Деление на заданное число канавок выполняется отсчетом числа отвер¬
стий делительного диска по методу прямого деления. В рабочем положе¬
нии делительный диск должен быть соединен фиксатором рукоятки.б. МНОГОШПИНДЕЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
НЕПОСРЕДСТВЕННОГО (ПРЯМОГО)ДЕЛЕНИЯТехнические характеристики многошпиндельных головок прямого
деления приведены в табл. 2.Головка модели 1 (рис. 15) предназначена для фрезерования ди¬
сковых мелкомодульных фрез с числом зубьев 10, 12, 14, 15, с модулем
до 1 мм. В корпусе 2 на подшипниках качения установлены два шпин¬
деля 1.'На противоположных концах шпинделей установлены на шпон¬
ках делительные диски 6 и 7 с гнездами под стопоры 12 и 13 и храповыми24
Таблица 2Технические характеристики многошпиндельных головок непосредственного прямого деленияМодельВид приводаВысота центров
ммКоличество шпин¬
делейПосадочное отвер¬
стие шпинделя,
конус Морзе №Размеры основания
(ширина X длина)
в ммМасса в кгЧисло возможных
деленийДелительные дискиРасстояние между
шпинделями в ммМодель 1
(СССР)Ручной механический ре¬
ечный10022150X 250474560Модель 2
(СССР)13534'285X260—36Сменные
с пазами100Т-3«Хофман» (ФРГ)Ручной механический7533190Х 188382—3666Т-4«Хофман» (ФРГ)7543190Х 188382—3647МТ-4
«Хофман» (ФРГ)12034340X215922—36110
зубьями на торцах, которые через фиксаторы 4 связывают делительные
диски с делительным механизмом. Число храповых зубьев на торцах
дисков равно числу гнезд под стопоры. В каждом диске они расположены
одинаково относительно гнезд. Все эти детали размещены в корпусе 25 6 716 15 №и закрыты двумя кожухами, соединенными между собой пальцами 5.
Делительный механизм состоит из зубчатых секторов 9 с фиксаторами 4
и рейки 10, соединенной с рукояткой 11. При возвратно-поступательном
перемещении рейки под действием рукоятки 11 зубчатый сектор 9,
свободно установленный на шпинделе, может поворачиваться вокруг
шпинделя.26
При повороте в одну сторону фиксаторы скользят по храповым
зубьям делительного диска, а при повороте в другую сторону, упираясь
в выступы храповых зубьев делительных дисков, поворачивают дели¬
тельные диски и вместе с ними шпиндели с оправками на соответствую¬
щий угол для фрезерования следующего зуба. Величина деления опре¬
деляется величиной хода рейки, т. е. размером между упором 8 и тор¬
цом рейки 10. Расстояние между шпинделями некратно шагу зубьев
рейки.Фиксаторы 4 на зубчатых секторах при настройке головки на
фрезерование определенного числа зубьев устанавливаются каждый
раз так, чтобы обе собачки одновременно касались храповых зубьев
делительных дисков. Под действием пружин 3 фиксаторы 4 прижима¬
ются к делительным дискам. Выведение стопоров 12 и 13 из пазов дели¬
тельных дисков производится сухарями 15, жестко сидящими на валике
14, который поворачивается специальной рукояткой. Стопоры входят
в гнезда делительных дисков под действием пружины 16.Делительные диски делаются сменными в зависимости от количе¬
ства фрезеруемых зубьев на изделии и применяются с числом пазов и
храповых зубьев, равным 10, 12, 14, 15.Заготовки фрез крепятся на шпиндельных оправках гайками.После фрезерования первой канавки изделие с оправкой необ¬
ходимо повернуть на заданный угол для фрезерования следующей ка¬
навки.С помощью специальной рукоятки поворачивают валик 14, и
сухари 15 выводят стопоры 12 и 13 из пазов делительных дисков 6 и 7.
Далее рукояткой 11 двигают рейку, 10 на определенную величину.
Двигаясь, рейка поворачивает зубчатые секторы 9 на угол, равный
окружному шагу фрезеруемых канавок на изделии. Зубчатые секторы
поворачивают через фиксаторы 4 делительные диски 6 и 7 шпинделя
с закрепленными на них изделиями. При помощи рукоятки 11 стопоры 12
и 13 под действием пружины 16 входят в пазы делительных дисков, пре¬
дотвращая их проворачивание во время работы. Затем рукоятка 11
устанавливается в исходное положение.На рис. 16 показана трехшпиндельная делительная головка мо¬
дели 2. Шпиндельные узлы головки размещены в литом корпусе 1,
из рисунка видно устройство центрального шпиндельного узла, состо¬
ящего из шпинделя 3 и сидящих на нем зубчатого колеса 4, сменного
делительного диска 6 и рукоятки ручного поворота 7.В шпиндели вставлены центры 2 с поводками, которые натяги¬
ваются шомполами 5.Поворот шпинделей производится одновременно через зубчатые
колеса от центрального шпинделя. Стопорение шпинделей в процессе
обработки деталей обеспечивается шарико-клиновым устройством.
При повороте рукоятки 14 клиновые толкатели 13, перемещаясь, пере¬
дают усилие через шарики 15, соприкасающиеся со шпинделями головки
на стопор 12. Фиксирование делительного поворота шпинделей про¬
изводится с помощью фиксатора 10, входящего в паз делительного
диска 6. Фиксатор 10 удерживает в пазу пружину 9. Расфиксация дели¬
тельного устройства выполняется рукояткой 77, соединенной с зубчатым
валиком 8г который находится в зацеплении с зубьями рейки фикса¬
тора 10.Многошпиндельные головки моделей Т и МТ (рис. 17) конструк¬
тивно унифицированы и выполняются с различным числом шпинде¬
лей 5, установленных в корпусе 6. Поворот шпинделей производится27
одновременно с помощью рукоятки маховичка 7 через зубчатые колеса,
насаженные на шпиндели. Делительный диск 1 расположен на конце
центрального шпинделя и имеет пазы, куда входит призматический2 3 4 SРис. 17. Конструкция многошпиндельной делитель¬
ной головки моделей Т и МТфиксатор 2. Фиксатор 2 помещен в приливе корпуса 6 на оси 3. Стопоре-
ние шпинделей во время работы выполняется двумя рукоятками 4
сверху.Головки модели Т в отличие от модели МТ имеют одну рукоятку
для стопорения шпинделей, которая расположена сбоку.6. УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИПрименение универсальных делительных головок (УДГ) позво¬
ляет значительно расширить возможности процесса деления и обра¬
ботки деталей. Все типы УДГ независимо от конструкции содержат точ¬
ную делительную пару, чаще всего червячную, через которую пере¬
дается угловой поворот шпинделю. К основным особенностям УДГ
относятся следующие:1) позволяют устанавливать шпиндель вместе с заготовкой под
углом в вертикальной плоскости;2) обеспечивают деление окружности заготовки на любое число
частей, распространенное в машиностроении;29
3) дают возможность фрезеровать винтовые и спиральные канавки
благодаря наличию устройства для присоединения привода станка.Универсальные делительные головки применяются также в ка¬
честве зажимных приспособлений и измерительных приборов. Наиболее
распространены следующие типы УДГ:1) лимбовые головки, имеющие лимбы (диски) с концентрическими
рядами отверстий, по которым отсчитывается угол поворота на нужное
деление заготовки;2) широкодиапазонные головки, у которых имеются специальные
устройства с двумя лимбами и более;3) безлимбовые головки, у которых настройка деления произво¬
дится с помощью сменных шестерен; кинематическая цепь этих головок
содержит узел планетарной или дифференциальной передачи вращения
к шпинделю;4) комбинированные головки, содержащие делительный лимб и
планетарную передачу, настраиваемую сменными зубчатыми колесами,
или делительный лимб и отсчетный индикатор.Универсальность делительных головок достигается также исполь¬
зованием различных приспособлений и принадлежностей. Наиболее
часто применяются: задняя бабка, высотная стойка, люнет, гитары для
дифференциального деления и фрезерования спирали, набор сменных
шестерен, принадлежности для крепления заготовок (трехкулачковый
патрон, цанги, поводок, центры и др.), поворотные градуированные
плиты.В табл. 3 и 4 приведены технические характеристики ряда распро¬
страненных конструкций универсальных делительных головок оте¬
чественного производства и зарубежных фирм. Описание же конструк¬
ций приводится по некоторым моделям головок, учитывая подобие
кинематических схем и конструкторских решений. Так, конструк¬
ции универсальных делительных головок «Цудакома» и «Цинцин¬
нати» подобны УДГН-135, а делительные головки «Цое Пар», ТОС,
«Вальтер», СНУ-IV, УТХ, Д и др. аналогичны модели УДГ-Д.7. ЛИМБОВЫЕ УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ
ГОЛОВКИ Н-135, Н-160 И Н-100Конструкции универсальных делительных головок Н-135 и Н-160
аналогичны. Корпус 19 (рис. 18), представляющий собой чугунную
отливку, усиленную внутри ребрами жесткости, лежит в расточках
основания 33 на цапфах и может быть повернут относительно гори¬
зонтальной оси вниз и вверх. При помощи гаек 10 корпус крепится
дугами 18, 20 в нужном положении в основании 33. Отсчет производится
по градуировке на корпусе и нониусе, укрепленном на стягивающей
дуге 20.Стальной каленый шпиндель 8 установлен в коническом отверстии
корпуса и закрывается задней втулкой 9 с помощью упорного шарико¬
вого подшипника 7, воспринимающего осевое давление. Шпиндель
полый и заканчивается с обеих сторон конусными отверстиями. На¬
ружный конец шпинделя имеет резьбу для навинчивания самоцентри-
рующего*патрона. Передний конус предназначен для установки центра,
задний — для крепления оправки при дифференциальном делении.
На переднем конце шпинделя неподвижно укреплен лимб 1 непосред¬
ственного деления с градуировкой на 360° через каждый градус.30
Таблица 3Технические характеристики универсальных делительных головокМодельТипНаиболь¬
ший
диаметр
детали
в ммУгол
поворота
корпуса
со шпин¬
делем
(— вниз
от гори¬
зонталь¬
ной оси*
+ вверх)
в градКонусшпинделяПереда¬точноеотноше¬ниеГабариты
в ммМасса
в кгД-160160Морзе № 2405X175X29535,5Д-200200» № 3420X225X35650Д-250250№ 4420X246X35653,5Д-320320—5 ’№ 51 : 40520X340X310101Д-400400+ 95№ 5520X402X315106Н-100200№ 3350X285X17542Н-135Лимбовые. Me-270No 4445X452X26580Н-160 (СССР)Adnn4clhd)l IICJJC*дача. Ручной ори-320№ 5445X452X31590водРазмероснования200 ю185Х 18085ГДР240+ 100Морзе No 41 : 40185X18095270235X220140340235X220135
Продолжение табл. 3МодельТипНаиболь¬
ший
диаметр
детали
в ммУгол
поворота
корпуса
со шпин¬
делем
(— вниз
от гори¬
зонталь¬
ной оси,
4- вверх)
в градКонусшпинделяПереда¬точноеотноше¬ниеГабариты
в ммМассаВ КР«Цое Пор»
(Италия)110254284324— 10
+ 100Морзе № 3
» № 4
» № 4
№ 41 : 40——«Цудакома»(Япония)Лимбовые. Ме¬
ханическая пере¬
дача. Ручной при¬
вод270320—10
+ 100Морзе N° 4
№ 51 40445X450X260445X450X310С принад¬
лежностя¬
ми 120,
То же, 180ТОС (ЧССР)200250320400— 10
+ 100Морзе № 4№ 4
№ 5
» № 61 40Размероснования215X135245X150
290X185
365X224С принад¬
лежностя¬
ми 65
То же, 90
150
» 250
Продолжение табл. 3МодельТипНаиболь¬
ший
диаметр
детали
в ммУгол
поворота
корпуса
со шпин¬
делем
(— вниз
от гори¬
зонталь¬
ной оси,
-f- вверх)
в градКонусшпинделяПереда¬точноеотноше¬ниеГабариты
в ммМасса
в кг«П. Хюре»
(Франция)Лимбовые.
Планетарная пе¬
редача250280320370—5
+ 100—1 40—7580130150УТК («Рейне-
кер», ФРГ)Безлимбовые.
Планетарная пе¬
редача. Привод
ручной механи¬
ческий220270320370440500— 10
+ 100Морзе № 4№ 4No 5Метриче¬
ский 50Морзе № 6Метриче¬
ский 801 40—С принад¬
лежностя¬
ми 85135200280400550
Продолжение табл. 3МодельТипНаиболь¬
ший
диаметр
детали
в ммУгол
поворота
корпуса
со шпин¬
делем
(— вниз
от гори¬
зонталь¬
ной оси,
-f-вверх)
в градКонусшпинделяПереда¬точноеотноше¬ниеГабариты
в ммМассаВ КРСНУ-IV («Валь¬
тер», ФРГ)220—10
+ 100 лМорзе № 41 : 40225X285X15242,5УТХ универ¬
сальныеДТН полууни-
версальные
(«Хофман», ФРГ)Лимбовые. Ме¬
ханическая пере¬
дача. Ручной при¬
вод140200240260300400500— 10
+ 100Морзе № 2№ 3№ 4№ 4№ 5№ 5Метриче¬
ский 801 40170X120X176160X145X200230X155X240240X190X255290X235X295365X330X382365X330X4322841538590160172
Продолжение табл. 3МодельТипНаиболь¬
ший
диаметр
детали
в ммУгол
поворота
корпуса
со Шпин¬
делем
(— вниз
от гори¬
зонталь¬
ной оси,
+ вверх)
в градКонусшпинделяПереда¬точноеотноше¬ниеГ абариты
в ммМасса
в кгВНДА (Вен¬
грия)360— 10
+ 100Морзе № 51 40Размер
основания.
320X 199—«Цинциннати»(США)Лимбовые. Ме¬
ханическая пере¬
дача. Ручной
привод270320— 10
+ 100Морзе № 4
№ 51 40440X450X260440X450X310С принад¬
лежностя¬
ми 120То же, 180«Кирни энд
Треккер» (США)8"10"14"— 10
+ 100Морзе № 3
№ 4
№ 51 5—91120159
Таблица 4Технические эксплуатационные характеристики универсальных делительных головокНепосредственное делениеПростое делениеДифференциальное делениеа -МодельоCQ
Н
О
£■«
£ °
5 °о а
Ы ЧО. Ю% о g
ш « 5н СО яо к *
3~Э11 ‘Он О SсвК«1>КSgtc?опноЕГ ®
К °ч 512к X
н я
о *g&Mа о вSно<и ° кS * ня S °
J 5 <3й* Я
R. О яоя£ х я
« я й£ я <и5 я ь
5 S °О V ш*о 3о<ио*и5 >*ЕГ соSно4)2»sgrROS<и я 5
я са 2Я * дса« X ьо з таСид 3
W °о.* «
Е s О
витд-160 чД-200
Д-250 \
Д-300
Д-400 )Н-100 )
Н-135 \
Н-160 J
(СССР)1124360°2; 3; 4; 6;
8; 12; 241—360°Одиндву-сто-рон-ний16; 17; 19
21; 23; 29
30; 33; 37
39; 41; 43
47; 49; 5416; 17; 19
21; 23; 29
30; 31; 33
37; 39; 41
43; 47; 49
542—400
с ин¬
терва¬
лами1225 (две); 30;
35; 40; 50; 55;
60; 70; 80;
90; 10025 (две); 30;35; 40; 50;
55; 60; 70;
80; 90; 1002—400безпропу¬сков51—400безпропу¬сков25—288040—2400200240270340(ГДР)1242; 3; 4; 6;
8; 12; 24315;18;21;29;37;43;16; 17
19; 20
23; 27
31; 33
39; 41
47; 492224; 48 (две);
28; 30; 32;
39; 40; 44;
52; 56; 60;
64; 68; 72;
76; 93; 96;
100; 1277—400безпропу¬сков50—4000
Продолжение табл. 4Непосредственное делениеПростое делениеДифференциальное делениеСО „МодельолноS «к °
с *SsPQm ° К
« (О S
Н CTJ яо с «а~вЧ* я
п * 4(X и яСОяа>Яя -<и яс; Н
fct?о
m
н
§ «
is*2
53 м
У М
ЗО-У
fcf <и *
к £ ^
а, о иЯно° Я яM’S «ЧОЯояН ^ д
О ^ щgJ.a о.
а * v5 я н5 и U
О 5 «и^ о аоО)с;оя°гсоЯниа 2 як 35 н2ЧйСОRosо> я £Я СО 2я х д
со w
да х иО Я соgSg.§О да да110
254
284
324
(«Цое Пор»,
Италия)Одиндвусто¬роннийПазов16—3642—602; 3; 4; 5;
6; 7; 8; 9;
10; 12; 14;
16; 18; 20;
21; 30; 36;
42; 60215; 18; 20;
23; 27; 31;
37; 41; 47;
17; 19; 21;
24; 29; 33;
39; 43; .491212 (две); 28;
32; 40; 44;
48; 56; 64;
72; 86; 10051—400безпропу¬сковВоз¬можно270320(«Цуда-кома»,Япония)1242; 3; 4; 6;
8; 12; 24Одиндву-сто-рон-ний—2—400—61—400безпропу¬сков40—2400200250320400(ТОС,ЧССР)1242; 3; 4; 6;
8; 12; 24Двадву-сто-рон-них37; 53; 69;
77; 81; 83;
9339; 47; 57;
63; 73; 87;9641; 45; 49;
59; 61; 89;9743; 51; 67;
71; 79; 91;
99с интер¬
валами2224; 25; 28;
30; 34; 37;
38; 39; 41;
42; 43; 46;
47; 49; 51;
53; 54; 57;
58; 59; 62;
66101—400безпропу¬сков40—2400
Продолжение табл. 4МодельНепосредственное делениеСХ ш<и о Л
ипс:Н СО СООС«£я*
« н Ч
а о s* «
О) *Ч ^Простое делениеЯ *
Р СОо *5&ёtooДифференциальное деление
ино«и 2 s5; Я Н* * со
ч а’
яR О *О
Я^ з S.Я S <и5 я Н5 ц> о
0^0)зи<ич
оо «
ч SI-13" соощ 2 S5*§«и аЧояСО ^О В 1к СО 2я ^ исо 142 £ *
О 3 со
О, ш я<и о1*5?О и я250
280
320
370
(«П. Хюре»,
Франция)24паза2; 3; 4; 6;
8; 12; 24Тридву-сто-рон-них17;21;25;31;37;43;19;23;27;33;39;45;20;24;29;35;41;472—400
с интер-3924;25;2627;28;2929;30;3233;34;3639;40;4244;46;4748;55;5658;60;6263;64;6670;72;7476;78;8084;89;9091;95;9610065—40065—4000
Продолжение табл. 4МодельНепосредственное делениесх m _ш о 2И (О "(-■ со <яО С XЭк =а о яПростое делениек *о Я
Яйи5; а яIj- д К
Л "а о иДифференциальное деление* * й
<и >,2
ч о,3^" 5Й Ячокн кО X Л)
£ 2 g.
я х «5 я н5(цо
О S Охба° йV Я 2К «л *5Я Я дяи X ь-о 2 03£я*
ГКО
f и юУТК 220
270
320
370
440
500
(«Рейне-
кер», ФРГ)См. графы
8, 92—300
с интер-2920; 24; 25
27; 28; 36
40; 45; 50
60; 74; 76
78; 80; 82
84; 85; 86
87; 88; 90
92; 93; 9498; 100;112 и 12051—300
с интер-120—
6000СНУ-IV
220
(«Вальтер»,
ФРГ)24360°2; 3; 4; 6;
8; 12; 24
1—360°6 рядов
отв.,В ряду
от 13
до 57 отв.2—4001325; 25; 30
35; 40; 50
55; 60; 70
80; 90;100
125УТХ
универ¬
сальная
(«Хофман»
ФРГ)24паза2; 3; 4; 6;
8; 12; 24Одиндву-сто-рон-ний13; 15; 16
17; 18; 19
20; 21; 23
24; 27; 31
33; 39; 41
47; 492—400
с интер¬
валами1324 (две); 28;
32; 40; 44;
48; 56 (две);
64; 72; 86;
10040—4000
Продолжение табл. 4МодельНепосредственное делениег; w ссо со Чн л <яо е stfл “ 5а о яЧйГ*Простое делениеЯ Xн га3 СХОt£ <и я
к « et0,0 саДифференциальное деление<и >>а
ч сиО) V «cto»О X S
*ян5 <и иО И И)*5 35 >»Э- со-1 =
а * §ч £’S§S^ Я S5 то
£**ISfes§ag,« Jtfe S §360(ВНДА,Венгрия)602; 3; 4; 5;
6; 10; 12;
15; 20; 30;
609;15;16;Два17;18;19;дву-20;21;23;сто-27;29;32;рон-33;37;39;них41;47;49;51;53;572—400
с интер¬
валами3318; 24; 28
48 (по две)
27; 30; 32
33; 36; 39
40; 44; 52
56; 60; 64
68; 72; 76
80; 86; 93:
96; 100; 12759—400безпропу¬ска270
320
(«Цинцин¬
нати», США)8"10"14"(«Кирни энд
Треккер»,
США)24;30;362; 3; 4; 5
6; 8; 9; 10
12; 15; 18
24; 30; 36360°1—360°Одиндву-сто-рон-ний24; 25; 2830; 34; 3738; 39; 4142; 43; 4647; 49; 5153; 57; 58
59; 612—400
с интер¬
валами14 рядов
отверстий2—1001225 (две); 30;
35; 40; 50;
55; 60; 70;
80; 90; 10013Постоянное
передаточ¬
ное
отношение
передачи
1 : 4061—400каждое40—2400100—
500,
кратное
563,5—4300
Поворот лимба отсчитывается по нониусу 2, закрепленному на крон¬
штейне 3. На шпиндель насажены и крепятся с помощью шпонок чер¬
вячное колесо 5 и тормозной диск 6.Установка червячного колеса шпинделя производится компенса¬
ционными кольцами 4, 13, 15. В зацеплении с червячным колесом 5
находится однозаходный червяк, выполненный за одно целое с вали¬
ком 32. Червяк помещается в ванночке 34, являющейся одновременно
резервуаром для смазки червяка и его опорой. Другой опорой служит
качающаяся цапфа 48, закрепленная в корпусе 31.Осевое перемещение валика червяка ограничено торцами цапфы 48,
в которые упираются с одной стороны торец валика 32, а с другой —
гайка 49. Чтобы вывести червяк из зацепления с червячным колесом,
применено специальное устройство, действие его заключается в сле¬
дующем. К ванночке 34 винтами 40 прикреплена колодочка 41, в ко¬
торой находится цилиндрический плунжер 42. В плунжер входит конец
эксцентрикового пальца 36. При повороте рукоятки 39 на 180° ванночка
опускается и червяк выводится из зацепления с червячным колесом.
Поворот эксцентрикового пальца 36 ограничивается штифтом 38, упи¬
рающимся в выступ специальной шайбой 37. При обратном повороте
эксцентрикового пальца на 180° положение включенного червяка фик¬
сируется подпружиненным шариком 35, который входит в паз шайбы 37.В процессе работы возникает необходимость стопорения шпинделя
для исключения возможных вибраций. Стопорение шпинделя в нужном
положении производится зажимом, состоящим из винта рукоятки 44,
пальца 45, латунного вкладыша 46, расположенного во втулке 47.
При повороте винта рукоятки 44 по часовой стрелке палец 45 и вкла¬
дыш 46, перемещаясь, зажмут тормозное кольцо 6, которое плотно
надето на шпиндель. В результате этого шпиндель застопорится. При
вращении винта рукоятки против часовой стрелки тормозное кольцо
освобождается и шпиндель может быть свободно повернут.К корпусу делительной бабки винтами прикреплена коробка ше¬
стерен 31. В ней смонтированы на валике 28 цилиндрическая ше¬
стерня 21, которая находится в зацеплении с цилиндрической шестер¬
ней 30, насаженной на валик червяка, и коническая шестерня 23, на¬
ходящаяся в зацеплении с шестерней 22 приводного валика. На наружной
ступице конической шестерни 30 закреплен делительный диск 24 с от¬
верстиями, расположенными концентрическими кругами с двух сторон
диска. На конце валика 28 закреплена рукоятка 29 с фиксатором 26,
который можно передвигать по пазу рукоятки 29 и закреплять гайкой 27
в нужном положении в соответствующем ряду отверстий делительного
диска.На ступице той же конической шестерни имеются раздвижные
линейки 25, позволяющие быстро устанавливать необходимое число
отверстий на делительном диске в процессе делений. Для передачи вра¬
щения шпинделю от фрезерного станка (необходимого при фрезеровании
спирали или при выполнении дифференциального деления) имеется
дополнительное устройство в виде кронштейна, закрепленного болтами
в основании. В расточке кронштейна проходит валик, на одном конце
которого крепится коническая шестерня, находящаяся в приводной
коробке, а на другом — сменная шестерня из прилагаемого набора.На правом конце кронштейна имеется цилиндрическая заточка,
на которую надевается и крепится гитара. Кронштейн имеет прилив,
в нем перемещается зубчатый стопор для стопорения делительного диска
при простом делении. Для правильной установки делительной бабки42
на столе фрезерного станка в нижней части основания имеется паз, в ко¬
тором винтами крепятся две направляющие шпонки 12 и 16. Своими
выступающими частями шпонки входят в паз стола станка, что обеспе¬
чивает установку делительной оси шпинделя делительной головки па¬
раллельно оси фрезерного станка. Для крепления делительной бабки
служат Т-образные .станочные болты 11 и 17.Наличие зазора в делительной червячной паре вследствие износа
зубьев может быть источником погрешностей при работе с делительной
головкой. Чтобы уменьшить влияние износа, производится регули¬
ровка зацепления червячной пары следующим образом. При появл }нии
осевого зазора в зацеплении червяка необходимо поворотом рукоятки 36
(рис. 18) вывести червяк из зацепления с червячным колесом, подтя¬
нуть гайку 49 до полного выбора люфта, затем вновь законтрить гайку
стопорным винтом и включить червяк в зацепление. Проверка регу¬
лировки производится при небольшом повороте шпинделя в обе сто¬
роны, при этом не должно быть осевых перемещений червяка. В случае
появления радиального зазора в зацеплении червячной пары необхо¬
димо повернуть корпус бабки в основании на 180° так, чтобы червяк
оказался наверху, затем снять крышку 14 и освободить винты 40, кре¬
пящие колодку 41. После этого надо ввернуть стопоры 43 до установ¬
ления зазора и затянуть винты 40 так, чтобы зацепление не было тугим.
Вращением рукоятки проверяется плавность зацепления червяка и
червячной шестерни. Следует отметить, что первоначальная точность
делительной головки не может быть достигнута регулировкой зацеп¬
лений и в случае износа червячной передачи эту точность можно восста¬
новить только путем изготовления точного колеса и червяка.В отличие от рассмотренной конструкции делительных головок
УДГ-Н-135 и Н-160 головка УДГ-Н-100 (рис. 19) имеет более короткую
кинематическую цепь, так как приводная рукоятка непосредственно на¬
дета на вал червяка, что должно способствовать получению большой
точности деления.Делительная бабка состоит из неподвижного основания 7, в ко¬
тором помещены корпус 5 и полый шпиндель 13. Корпус 5 со шпинделем
и двумя боковыми фланцами 4 и 6 поворачивается вокруг горизонталь¬
ной оси на 90° вверх и на 10° вниз. Отсчет производится по градуировке,
нанесенной на поверхности корпуса, и нониусу 22, прикрепленному
к неподвижной дуге. Крепление корпуса в требуемом положении произ¬
водится затягиванием фланцев двумя гайками с помощью стяжных
болтов.Для отсчета непосредственного деления служит нониус /5, укреп¬
ленный на кронштейне 16, и градуированный на 360 делений лимб 14,
расположенный на шпинделе 13. На шпиндель насажены червячное
колесо 18у компенсационные кольца 17, 20 и упорный подшипник 19.
Осевые нагрузки шпинделя воспринимаются задней втулкой 21 через
упорный подшипник. На переднем конце шпинделя имеется резьба для
крепления планшайбы с трехкулачковым патроном.Шпиндель имеет переднее и заднее конусные отверстия, заднее
отверстие предназначено для установки оправки дифференциального
деления.Узел стопорения шпинделя (сечение А—А) выполнен иначе, чем
на УДГ-Н-135 и Н-160. При вращении винта рукоятки 28 плунжер 29
разжимает стопорные кольца 27, 30, при этом одно из них прижимается
к торцу корпуса, другое — к червячному колесу, и таким образом про¬
исходит стопорение шпинделя. В отверстии переднего фланца под углом43
Рис. 19. Констру
установлена эксцентриковая втулка 9 с валиком червяка 8. В осевом
направлении червяк прижат к торцу втулки 9 гайками 11. При непо¬
средственном делении червяк выводится из зацепления с червячным ко¬
лесом поворотом эксцентриковой втулки на 90°. На конце валика чер¬
вяка укреплена рукоятка 12 с пружинным фиксатором 1. Рукоятка
имеет паз, что позволяет передвигать ее вместе с фиксатором при на¬
стройке деления на любой ряд отверстий делительного диска 2. Дели¬
тельный диск крепится на конической шестерне 3. Стопорение диска
осуществляется стопором 26, помещенным на кронштейне 10. Устрой¬
ство отсчетных линеек такое же, как на УДГ-Н-135 и Н-160.Коническая шестерня 3, к которой крепится делительный диск,
находится в зацеплении с конической шестерней 23 вала 24 привода
движения станка или передачи вращения при дифференциальном деле¬
нии. Вал конической шестерни с кронштейном 25 крепится к основанию
делительной головки тремя винтами.При образовании у червяка зазора в осевом направлении его не¬
обходимо ликвидировать; для этого следует освободить гайку, снять
сначала рукоятку с фиксатором i, а затем колпачок и подтянуть обе
гайки 11 (рис. 19).Для устранения в зацеплении червячной пары радиального зазора
(сечение Б—Б), который появляется при длительной эксплуатации
головки, необходимо отвинтить гайку 31, освободить гайку со сто¬
пором 32, рукояткой 33 повернуть эксцентриковую втулку до ликвида¬
ции зазора, зафиксировать положение стопором и гайкой 32 и закрепить
гайку 31.8. УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Д-160, 200, 250, 320 И 400На рис. 20, а представлены пять моделей универсальных делитель¬
ных головок типа УДГ-Д. Как видно на рис. 20, а,'внешние головки
мало чем отличаются друг от друга. Конструктивно они также одина¬
ковы, кроме УДГ-Д-160, в которой обе опоры шпинделя выполнены
на подшипниках качения. Рассмотрим более подробно конструкцию
УДГ-Д.Все головки этого типа имеют литой чугунный корпус 6 (рис. 20, б),
усиленный внутри ребрами жесткости. Корпус лежит в основании на
цапфах и может поворачиваться вокруг горизонтальной оси вниз и
вверх. Отсчет производится по шкале 17 на корпусе и нониусу 16 на
крышке привода. Гайками 12 и дугами 8 корпус крепится в нужном
положении в основании 13.Стальной каленый шпиндель 1 имеет переднюю опору скольжения —
коническую втулку 4 и заднюю опору качения — подшипник 11. Шпин¬
дель полый с конусными отверстиями на концах. На переднем конце
устанавливается центр, на заднем — оправка для дифференциального
деления.Переднее отверстие имеет резьбу и центрирующий поясок 2 для
установки и крепления планшайбы с самоцентрирующим патроном
или поводка. На буртике шпинделя установлен лимб 3 непосредствен¬
ного деления с 24 отверстиями.На шпинделе, в средней его части, сидит червячное колесо 7 с кру¬
говой выточкой на торце, в которую входит конец зажима 9, смонти¬
рованного в корпусе 10.46
Рис. 20. Внешний вид (а)
и конструкция (б) УДГ
Д-160. 200, 250. 320
Рис. 21. Конструкция УДР48
*Кирни энд Треккер»49
Червячное колесо получает вращение от червяка, расположен¬
ного в эксцентрической втулке. Червяк 15 может быть введен в зацеп¬
ление или выведен из него поворотом эксцентрической втулки 14.Делительный диск 20 посажен на вал, смонтированный в подшип¬
никах скольжения в крышке 18. Крышка фиксируется на .корпусе
центрирующей расточкой и крепится неподвижно к основанию.На валу делительного диска установлены коническая и цилиндри¬
ческая шестерни, а также приводная планка, имеющая рукоятку с фик¬
сатором 21, который перемещается по требуемому ряду отверстий на
делительном диске. К делительному диску пружиной прижат раздвиж¬
ной сектор, состоящий из линеек 19, 22 и зажимного винта, служащего
для установки линейки под требуемым углом. Пружинная шайба пре¬
дотвращает самопроизвольный поворот сектора. Непосредственное
деление осуществляется с помощью лимба 3 и фиксатора 5.Конструкция узла привода от станка такая же, как и для
УДГ-Н-135, Н-160.9. УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ ГОЛОВКА
ПОВЫШЕННОЙ ТОЧНОСТИПо конструкции и настройке делительные головки отличаются от
рассмотренных выше и по сравнению с ними имеют ряд преимуществ.Делительные головки повышенной точности выпускаются четырех
моделей. Конструкция их унифицирована, но высота центров различна.Устройство делительной головки фирмы «Кирни энд Треккер»
показано на рис. 21. В основании 6 головки установлен герметический
корпус 5, в котором смонтирован шпиндель 3 на шариковых подшип¬
никах 1 и 4 с предварительным натягом, чтобы исключить влияние
зазора. На шпиндель насажена винтовая коническая шестерня 2 боль¬
шого диаметра. Узел торможения шпинделя состоит из рукоятки 10,
винта 12 с левой и правой резьбой на концах, втулок 11 и 13 и тормоз¬
ного кольца 14, которое имеет разрез для пружинения. В нижней части,
противоположной разрезу, кольцо неподвижно закреплено в корпусе.
При повороте рукоятки 10 винта 12 втулки 11 и 13, сближаясь, сжимают
тормозное кольцо 14, которое охватывает коническую шестерню 2, что
приводит к торможению шпинделя. Большой диаметр и широкая
опорная поверхность зажима надежно обеспечивают неподвижность
шпинделя головки в процессе работы.Узлы ручного и механического приводов вращения шпинделя го-
лозки смонтированы в коробке 16, которая крепится к основанию
делительной головки. В зацеплении с большой конической шестерней
шпинделя находится малая коническая шестерня-валик 15, на на¬
ружном хвостике которой насажен узел рукоятки вращения 7 с фикса¬
тором индексирования 19. Опорой шестерни-валика является укреп¬
ленная в корпусе головки втулка 9. На втулку свободно по скользящей
посадке насажены червячное колесо 8 и сдвоенные делительные диски 18.
Червячное колесо соединено с дисками неподвижно при помощи винтов.
В зацеплении с червячным колесом находится червяк 17, состоящий из
двух частей, что обеспечивает соединение зубьев с наименьшим зазором.
Червяк насажен и закреплен на валике 26, опорой которого являются
радиально-упорный подшипник 27 и игольчатый подшипник 24. На
конце валика расположены лимб 25 с делениями (в градусах и минутах,
цена деления 5') и рукоятка 31. На корпусе укреплен нониус. Рукоят¬50
кой пользуются при делении в угловом исчислении; при нарезании спи¬
рали рукоятка снимается и на валик надевается шестерня гитары.Узел рукоятки фиксатора закреплен на конусном конце валика 15,
состоящего из двух планок; одна из них (подвижная) с фиксатором 19
может быть повернута на некоторый угол относительно неподвижной
планки 7 и скреплена с ней тремя винтами 20. Поворот относительно
неподвижной планки производится винтами 21 и необходим для регу¬
лировки в том случае, если изделие занимает исходное положение для
операции деления, а фиксатор не попал в отверстие делительного диска.На УДГ-Н-160 и других головках в подобных случаях делительный
диск освобождают от стопора и поворотом диска совмещают отверстие
на нем с положением фиксатора. В конструкции данной головки это
невозможно, так как делительный диск скреплен с червячным колесом.
При передаче вращения от рукоятки 17 делительные диски застопорены
дугами 23, стянутыми между собой винтом 22; при передаче вращения
от червячного колеса делительные диски должны быть освобождены от
стягивающих дуг.Установка корпуса делительной головки под углом к горизонталь¬
ной плоскости производится по делениям, нанесенным на торце кор¬
пуса, и по неподвижному .нониусу 30. При этом закрепление корпуса
осуществляется полудугами 29, которые стягиваются винтами 28
с двух сторон.Смазка для зубчатых колес надежно сохраняется в герметически
закрытом корпусе 5 головки и коробке 16. На данной головке возможна
также установка гитары для дифференциального деления аналогично
УДГ-Н-160.Делительная головка «Кирни энд Треккер» имеет следующие пре¬
имущества: возможно получение высокой точности деления благодаря
отсутствию такого звена, как узел выключения червяка для прямого
деления, и применению делительной шестерни большого диаметра;
процесс простого деления выполняется более производительно в диа¬
пазоне малых чисел деления, так как головка имеет характеристику
I : 5, а не 1 40, как большинство других головок.10. ШИРОКОДИАПАЗОННЫЕ ДЕЛИТЕЛЬНЫЕ УСТРОЙСТВАЭти устройства применяются как дополнительные приспособления
к универсальным делительным головкам и позволяют значительно рас-
ширить диапазон возможных делений на этих головках. При исполь¬
зовании широкодиапазонных устройств возможно деление на части без
применения дифференциального метода настройки, с помощью сменных
шестерен и гитары, выполнение работ, связанных с установкой шпинделя
под углом к горизонтальной плоскости: например, деление при обработке
конусных поверхностей или торцовых муфт с числами делений 51, 61
и т. д., а также при фрезеровании винтовых канавок с числами делений
51, 61, 63 и т. д.Ниже приводится описание конструкций широкодиапазонного
устройства к делительным головкам УДГ-Н-135, Н-160, Н-100 и к дели¬
тельной головке повышенной точности.Широкодиапазонное делительное устройство (рис. 22) представ¬
ляет собой планетарную передачу, которая монтируется на приводном
валу делительной головки УДГ-Н-135 и других головок аналогичной
конструкции. 051
Рис. 22. Конструкция широкодиапазонного делительного уст¬
ройства с планетарной передачей52
Работа механизма происходит следующим образом. Лимб 15,
установленный на делительной головке, должен быть застопорен, как
при простом делении; малый лимб-шестерня 4 тоже должен быть за¬
стопорен с помощью рукоятки 5 и фиксатора 6 в лимбе 15. В этом поло¬
жении при вращении малой рукоятки 7, соединенной через шпонку 8
неподвижно с эксцентриковой втулкой 3, деление передается ведущему
валу 11 делительной головки.Эксцентриковая втулка проворачивает свободно сидящую на ней
двойную блочную шестерню 2, которая одним внутренним зубчатым вен¬
цом находится в зацеплении с неподвижной шестерней-лимбом 4, а дру¬
гой зубчатый венец зацепляется с шестерней 1, соединенной шпонкой 12
с валом 11. Блочная шестерня 2 при вращении рукоятки 7 получает
сложное планетарное движение, что обеспечивает плавный поворот
шестерни 1 и вала 11, который через кинематическую цепь делительной
головки передается шпинделю.Если фиксатор рукоятки 7 застопорить в лимбе 4, то работа может
производиться вращением рукоятки 5, как при нормальной настройке
делительной головки, так как механизм будет поворачиваться с валом 11
как одно целое. Прижимное кольцо 13 служит для удержания ограни¬
чителя 14. Рукоятки 5 и 7 имеют пазы, по которым могут быть пере¬
двинуты фиксаторы 6 при настройке их на соответствующий ряд отвер¬
стий большого или малого диска. Рукоятка 5 соединена с лимбом-ше¬
стерней 4 неподвижно. Отвернув винт 9 и сняв кольцо 10, можно снять
планетарное устройство с вала 11 и затем установить обычную рукоятку
головки.Конструкция универсальных делительных головок повышенной
точности (рис. 21) предусматривает возможность применения широко¬
диапазонного делительного устройства, позволяющего производить
деление на части и главным образом в угловой мере, заданное в граду¬
сах, минутах и секундах. Это устройство представляет собой шестерен¬
ную трехступенчатую коробку, которая устанавливается на выходном
конце вала делительной головки вместо приводной рукоятки.Конструкция и настройка делительной головки с широкодиапазон¬
ным устройством подробно описаны в гл. V.11. БЕЗЛИМБОВАЯ УНИВЕРСАЛЬНАЯ ДЕЛИТЕЛЬНАЯ
ГОЛОВКА С ПЛАНЕТАРНЫМ МЕХАНИЗМОМКонструкция головки типа УТК показана на рис. 23. Особенностью
этой головки является отсутствие делительных дисков, что упрощает
процесс непосредственной работы, так как каждое деление произво¬
дится за один оборот рукоятки.Базовые детали головки — корпус 1, основание 2, соединительные
фланцы 3 — отлиты из чугуна и обеспечивают жесткость конструкции;
корпус может быть повернут в основании. Полый шпиндель 22 уста¬
новлен на подшипниках скольжения 11; осевое давление воспринимается
корпусом через упорную шайбу 21, которую по мере износа и появления
осевого зазора следует заменять. На шпинделе насажены тормозной
хомут 7 и червячная шестерня 4, которая сцепляется с однозаходным
червяком 6. Торможение шпинделя производится поворотом рукоятки 5.
С торца к основанию головки прикреплена коробка 10, в которой раз¬
мещены планетарный механизм и шестерни, передающие вращение чер¬
вяку и соответственно шпинделю.63
Рис. 23. Конструкция безлимбовой УДГ модели УТК54
На валике 14 установлен’диск 13 с одним пазом, в который входит
фиксатор 12, фиксирующий один полный оборот валика. Валик при¬
водится в движение рукояткой; через сменные шестерни А, В, С, D
гитары движение его передается валику-поводку 15, имеющему две
симметрично' расположенные цапфы с шестернями 8. Движение от этих
шестерен через планетарную передачу, цилиндрическую пару и чер¬
вячную пару 6, 4 передается шпинделю головки. С помощью винта 16
производится торможение шестерни 8 планетарной передачи при вы¬
полнении простого деления.Кинематическая цепь планетарной передачи подробнее рассмотрена
ниже.Связь привода фрезерного станка с делительной головкой осуще¬
ствляется через вал 18, конические шестерни 17, 19 и шестерню 20,
находящуюся в зацеплении с наружными зубьями планетарной ше¬
стерни 8. Этот же вал используется при настройке на дифференциальное
деление.12. КОМБИНИРОВАННЫЕ КОНСТРУКЦИИ ГОЛОВОКНа рис. 24 показана универсальная делительная головка с плане¬
тарной передачей и делительным лимбом фирмы «П. Хюре». Применение
в конструкции головки планетарной зубчатой передачи дает возможность
при малом количестве сменных зубчатых колес осуществить изменение
передаточных отношений
в большом диапазоне. На
данной головке можйо про¬
изводить деление на число
частей от 2 до 860, используя
три сменных делительных ди¬
ска и сменные зубчатые ко¬
леса. Головка конструктивно
схожа с многими другими
универсальными, т. е. состо¬
ит из основания 6, поворот¬
ного корпуса 3, шпинделя 4,
червячной передачи, сменных
делительных дисков 2. На
противоположном конце ва¬
ла, приводимого во враще¬
ние рукояткой 1 с фиксато¬
ром, смонтирована планетар¬
ная передача 5 с гитарой сменных шестерен 7. Вращение от этого
узла передается червяку и червячному колесу, соединенному со шпин¬
делем головки. Другим преимуществом данной конструкции является
возможность обработки конических деталей без применения узла диф¬
ференциального деления.Универсальная делительная головка с индикатором (рис. 25) по
конструкции схожа с делительными головками типа УДГ-Д. Корпус 4
головки выполнен за одно целое с неподвижным основанием 5. В корпус
вмонтированы узел шпинделя и червячная передача. Корпус можно
поворачивать в вертикальной плоскости на необходимый угол, прочи¬
тываемый на шкале. К основанию 5 прикреплен корпус 6, содержащий
узел передачи вращения (деления) шпинделю головки. Выходной вал 1f 2 JРис. 24. Конструкция комбинирован¬
ной УДГ «П. Хюре»65
служит для присоединения к ходовому винту станка; передача ручного
вращения рукояткой 7 происходит через вал 8. Внутри корпуса 6
установлен криволинейный кулачок, непосредственно действующий на
измерительный стержень индикатора 3. Диск 2 с отверстиями — смен-Рис. 25. Конструкция УДГ с индикаторомный. Для фрезерования винтовых канавок применяются сменные зуб¬
чатые колеса. Преимущества данной конструкции головки выражаются
в том, что все возможные деления на равные и неравные части окруж¬
ности либо угловые выполняются без дифференциальной гитары и смен¬
ных шестерен, а также обеспечиваются возможность деления и работа
в любом положении шпинделя — от горизонтального до вертикального.13. МНОГОШПИНДЕЛЬНЫЕ ПОЛУУНИВЕРСАЛЬНЫЕ
И УНИВЕРСАЛЬНЫЕ ДЕЛИТЕЛЬНЫЕ ГОЛОВКИТехнические характеристики многошпиндельных ПУДГ и УДГ
приведены в табл. 5. На рис. 26 показана конструкция многошпиндель¬
ных головок моделей ХМТХ и УМТХ.Полууниверсальные многошпиндельные головки ХМТХ унифици¬
рованы и конструктивно подобны головке, показанной на рис. 17.
Основное отличие состоит в. том, что отсутствует возможность прямого
деления и передача поворота шпинделю производится только через
червячную пару. Кроме того, корпус 5 и основание 4 головки выпол¬
нены раздельно, это позволяет поворачивать корпус на определенный
угол.до 100° вокруг горизонтальной оси. Рукоятка 1 с фиксатором 6
используется для фиксирования делений по делительному диску 3.
Двумя рукоятками 2 производят торможение трех шпинделей в про¬
цессе работы.Универсальные многошпиндельные головки УМТХ имеют дополни¬
тельную коробку зубчатых колес и гитару 7 для передачи движения
от ходового винта станка шпинделями головки при нарезании спиралей и
дифференциальном делении (на рис. 26 указаны штриховыми линиями).Полууниверсальная делительная головка модели 1 аналогична
головке ХМТХ и отличается только числом шпинделей.56
V±J --■ф•ф-п-Иesf®-t2&.з■Фет ЬиЕ>^— —-Ф-Рис. 26. Конструкция многошпиндельных головок ХМТХ и УМТХ67
Таблица 5Технические характеристики многошпиндельных полууниверсальных
и универсальных делительных головок («Хофман», ФРГ)МодельВид приводаВысота центров
в ммПосадочное
отверстие шпин¬
деля, конус
Морзе №КоличествошпинделейРасстояние
между шпинде¬
лями в ммЧисло возмож¬
ных деленийУгол наклона
шпинделя в вер¬
тикальной
плоскости
в градРазмеры осно¬
вания в ммМодель 17024650Ручной механиче¬1003378скийХМТХ полу¬12043110универсальные15053150400W ПТчТТТТР300X220к! ОЫШС+ 100—101003378УМТХ универ¬Ручной для делениясальныеи с приводом для фре¬12043110зерования спиралей15053150
ГЛАВА IIIАВТОМАТИЧЕСКИЕ ДЕЛИТЕЛЬНЫЕ
МЕХАНИЗМЫПрерывистость или периодичность процесса деления при работе
на фрезерных, шлифовальных или других станках с использованием
механических делительных головок значительно удорожает стоимость
изготовления изделия в связи с увеличением вспомогательного времени
и необходимостью выполнения операции деления рабочими высокой
квалификации. Одним из способов снижения вспомогательного времени,
затрачиваемого на выполнение операции деления, является механи¬
зация и автоматизация этой операции путем использования электроме¬
ханических, пневматических или пневмогидравлических приводов в де¬
лительных устройствах или головках. Проектирование таких устройств
ввиду прерывистости выполнения собственно процесса деления ставит
перед конструктором более сложные задачи, чем, например, проекти¬
рование устройств для беспрерывной обработки.При проектировании автоматических делительных устройств кроме
обеспечения точности должны учитываться следующие основные тре¬
бования: 1) быстрый поворот шпинделя с изделием на заданный угол;
2) фиксация шпинделя с изделием по окончании деления и освобождение
шпинделя, когда изделие находится вне зоны обработки; 3) обеспечение
в конструкциях делительных устройств или головок, предназначенных
для фрезерования винтовых канавок, отключения цепи передачи дви¬
жения от ходового винта фрезерного станка в момент выполнения деле¬
ния и включения после выполнения деления.Конструкции автоматических делительных устройств и головок
для выполнения небольшого числа делений (от'З до 36 и выше) имеют
делительные диски с пазами или отверстиями, по которым фиксируются
требуемый угол поворота и необходимое число делений. Универсаль¬
ность этих конструкций головок ограничена, и точность деления опре¬
деляется во многом точностью изготовленного делительного диска.Для выполнения делений в большом диапазоне при автоматическом
режиме использовать делительный диск практически невозможно.
В этом случае применяются головки и столы с настройкой гитары смен¬
ных шестерен на число делений, благодаря чему головка получает
большую универсальность и область применения ее значительно рас¬
ширяется.В зависимости от характера серийности изделия автоматические
делительные головки и столы применяются одношпиндельные или59
многошпиндельные, и в последнем случае следует учитывать размеры
станка. Наиболее широко применяются двух- и трехшпиндельные го¬
ловки и столы и значительно реже — с большим числом шпинделей.14. автоматические; ОДНОШПИНДЕЛЬНЫЕ
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ ПРЯМОГО ДЕЛЕНИЯТехнические характеристики одношпиндельных автоматических
головок приведены в табл. 6.Пневматическая делительная головка прямого деления модели 1
с горизонтальной осью вращения предназначена для обработки дета¬
лей арматуры, имеющих форму шестигранника, квадрата и лысок, пред¬
варительной нарезки зубьев, шпоночных пазов и других деталей. Го¬
ловка может работать в комплекте с кулачковыми и цанговыми патро¬
нами, а также с центрами.На рис. 27, а показаны установка пневматической делительной
головки на столе станка и схема подачи сжатого воздуха к рабочим
узлам головки. Между центрами делительной бабки 2 и задней бабки 4
зажата заготовка детали и показано положение фрезы при фрезерова¬
нии. Сжатый воздух по магистрали 5 от сети поступает в четырехходо¬
вой кран 6. Переключение рукоятки крана в одно из положений соот¬
ветствует одной из операций, необходимых для закрепления заготовки
и производства процесса деления. Переключение рукоятки осуществ¬
ляется вручную, но возможно и от упоров стола станка; при этом про¬
цесс деления имеет полуавтоматический характер. Основные положе¬
ния рукоятки соответствуют: первое — зажиму детали в цанге или
патроне при подаче сжатого воздуха в цилиндр 3 по каналу 8; второе —
повороту шпинделя для деления при подаче сжатого воздуха в цилиндр 1
по каналу 7; третье — перепуску сжатого воздуха в атмосферу по маги¬
страли 9 по окончании цикла обработки, что обеспечивает разжим цанги
или пневмопатрона.Пневматическая делительная головка (рис. 27, б) состоит из сле¬
дующих деталей: корпуса 3, шпинделя 1, поворотного диска 4, делитель¬
ного диска 5, фиксатора 12, собачки 11, упорной скобы 10 и ограничи¬
тельной упорной пружины 13. Внутри корпуса находится пневматиче¬
ское зажимное устройство с пружиной 9 и поршнем 8, соединенное с тя¬
говой муфтой 7 посредством пальца 6 и кольца 2. Перпендикулярно
шпинделю в корпусе- расположен пневмоцилиндр 16 с плунжером-рей¬
кой 17, который находится в зацеплении с поворотным диском 4. На
корпусе головки имеются пазы для крепления к станку и установочные
шпонки. На верхней части корпуса сделан Т-образный паз для креп¬
ления различных кондукторов при выполнении сверлильных работ.
На правой стороне корпуса головки имеется пневматический кран управ¬
ления, сообщающийся с четырьмя полостями пневмоустройств головки.
Кран устроен так, что в любом положении золотника (/—IV) три по¬
лости сообщаются с атмосферой и только в одну полость поступает сжа¬
тый воздух. Такое устройство создает дополнительно жесткость фик¬
сации шпинделя при зажиме и не препятствует вращению шпинделя при
его повороте. На шпинделе головки закрепляется пневматический па¬
трон, который соединяется с тяговой муфтой 7 при помощи стержня.
Упорная скоба 10 устанавливается на требуемый угол поворота; к шту¬
церу 14 подводится сжатый воздух.Работа головки состоит в следующем. При подаче сжатого воздуха
в полость I поршень 8 перемещается вперед и раскрывает кулачки60
Таблица 6Технические характеристики одношпиндельных автоматических делительных головок
непосредственного (прямого) деленияМодельПриводВысота
центров
в ммПоса¬дочноеотверстиешпинде¬лейДелительныедискиЧисловозмож¬ныхделенийШаг
нарезае¬
мых
винтовых
канавок
в ммКонструктивныеособенностиВидвыполняе¬мыхработМодель1Пневматиче¬
ский. Рабочее
давление 4—6 кгс/см210013520—40 мм30—80 мм(диаметризделий)Сменные3—24
и выше
3—24
и выше—НормальнойточностиФрезерова¬ниеМодель2Электропнев-матический160Морзе
№ 42, 3, 4,
6 и др.50—2500 * Фрезерова¬
ние винто¬
вых и пря¬
мых кана¬
вок
Продолжение табл. 61МодельПриводВысота
центров
в ммПоса¬дочноеотверстиешпинде¬лейДелительныедискиЧисловозмож¬ныхделенийШаг
нарезае¬
мых
винтовых
канавок
в ммКонструктивныеособенностиВидвыполняе¬мыхработМТ-1,МТ-2,МТ-3(«Хоф¬ман»,ФРГ)Электромехани¬ческий100, 150Морзе
№ 3Сменныз2—50Точность
углового
деления ± 1'Фрезеро¬вание.Шлифова¬ние«Сото»(Италия)Электромехани¬
ческий, N =
= 0,2 кВт80Морзе
№ 32—36—НормальнойточностиСССРЭлектромехани¬
ческий повышен¬
ной точностиНе ме-.
нее 100Специ¬альныйконусСменные
и сменные
зубчатые
колеса2—40Повышенная
точность за
счет приме¬
нения кор-
регирующего
дискаФрезеро¬вание
патрона. После установки детали рукоятку крана необходимо повер¬
нуть, и при этом положении сжатый воздух поступает в полость //;
тогда поршень 8 и тяговая муфта переместятся вправо и цанга зажмет
деталь.При зажиме детали суммируются силы зажима пружины и сжатого
воздуха; кроме того, шпиндель своей конусной частью входит в корпус
головки, чем достигается дополнительная устойчивость крепления де¬
тали. Для поворота детали рукоятку крана необходимо установить
в такое положение, чтобы сжатый воздух поступил в полость III.
При этом пневмоцилиндр посредством плунжера 17 повернет поворот¬
ный диск 3, который своей боковой поверхностью выведет фиксатор 12
из зацепления с делительным диском 5. После ввода поворотного диска
рукоятку крана следует переместить в положение //на зажим детали.
При повороте рукоятки золотник крана 15 пройдет положение IV
и обеспечит поступление сжатого воздуха в полость IV. При этом
плунжер 17 переместится вправо и посредством поворотного диска 4
и собачки 11 повернет делительный диск со шпинделем на заданный угол.
Поворотный диск своей срезанной частью освободит фиксатор 12, ко¬
торый войдет в паз делительного диска и зафиксирует шпиндель. По-
вцрот делительного диска происходит примерно в течение десятой доли
секунды. Применение данной головки может быть рекомендовано для
легких фрезерных работ.Электропневматическая делительная головка модели 2 (рис. 28, а)
предназначена для фрезерования винтовых канавок фрез на универ¬
сально-фрезерных станках типа 6Н82 при автоматическом режиме.На столе станка размещены задняя 1 и делительная 4 бабки, между
центрами которых устанавливается обрабатываемая заготовка 2. Ра¬
бочая продольная подача стола, а также отвод стола в исходное поло¬
жение начинаются при соответствующем повороте рукоятки 9, связан¬
ной со штоком пневмоцилиндра 8, укрепленного на консоли станка.
Делительная бабка служит для передачи вращения заготовке через
поводковый центр 3. Шпиндель делительной бабки связан кинемати¬
чески с ходовым винтом стола гитары сменных шестерен через фиксатор
и сменный делительный диск. Подбором сменных шестерен определяется
настройка шага обрабатываемой спиральной канавки. Стол станка
должен быть развернут на угол фрезеруемой канавки.Поворот шпинделя делительной бабки осуществляется в исходном
положении стола пневмоцилиндра 7, ременной передачей 5 (между рем¬
нем и шкивом имеется зазор, так как ремень в начальном положении
подтянут пружиной до упора 6) и зубчатой конической передачей 15.Во время деления фиксатор 10 выводится из гнезда сменного дели¬
тельного диска 11 электромагнитом 12, укрепленным на шестерне 13.
На этой шестерне кроме электромагнита укреплены два конических
выключателя. Подвод электрического тока производится через контакт¬
ные кольца 14.Пневматическая задняя бабка служит для создания давления на
изделие в процессе фрезерования и предохраняет последнее от прово¬
рота под действием сил резания. Кроме того, она предназначена для
отвода детали от фрезы при продольном движении стола. Для облег¬
чения делительного поворота пиноль задней бабки выполнена подпру¬
жиненной; пневматическое устройство ее действует только во время
рабочего хода.Электрическая схема делительной головки показана на рис. 28, б.
При включении рукояткой рабочей подачи нормально-открытыми (н. о.)63
64
Рис. 27. Схема установки (а) и конструкция (б) авто¬
матической пневматической головки модели 1.Положения золотника:/ — разжим; II — зажим; III — взвод; IV — поворот3 Б. М. Теплицкий
6)0--i1ПП35 ЕЭ-"Hi/7/7/7/7Tf“*OmOodP3PP•———jw}—
p „PP1P4В схему
станкаВыходфиксатора __/7/7 (РабочаяподачаЗажимзаготовкиДелениеРис. 28. Конструкция (а) и электрическая
схема (б) автоматической электропневмати-
ческой головки модели 2
блок-контактами пускателя ПЛ станка включается реле РР, которое
становится на самопитание; контактом РР2 подготавливается включение
воздухораспределителя Э5 (происходит отвод стола), а контактом РРЗ
разрывается цепь воздухораспределителя Э1 (происходит зажим за¬
готовки). В конце хода стола рукоятка 9 поворачивается упором в ней¬
тральное положение.Пускатель ПЛ отключается и своими нормально замкнутыми (н. з.)
блок-контактами включает воздухораспределитель Э5 отвода стола.
Посредством пневмоцилиндра 5 рукоятка станка поворачивается вправо.Нормально открытые блок-контакты пускателя ПЛ включают
реле Р, которое контактом Р4 отключает реле PP. Последнее контак¬
том РРЗ включает воздухораспределитель Э1, разжимая заготовку,
а контактом РР2 отключает воздухораспределитель Э5. Реле Р5 кон¬
тактом РЗ включает электромагнит быстрого отвода стола станка 6Н82
и контактом Р2 подготавливает включение электромагнита Э2 вывода
фиксатора. В конце отвода стола рукоятка включения подачи повора¬
чивается в нейтральное положение кулачком. При этом отключается
пускатель ПЛ станка, который своим н. з. блок-контактом включает
электромагнит вывода фиксатора Э2.При выходе фиксатора 10 из гнезда делительного диска 11 конечным
выключателем КВД включается реле 4РП\ это реле контактом 4РП1
включает воздухораспределитель ЭЗ делительного поворота шпинделя
головки и контактом 4РПЗ подготавливает включение реле ЗРП,
После поворота делительного диска на небольшой угол конечный вы¬
ключатель КВПЦ включает реле ЗРП; контактом ЗРП1 реле отключает
электромагнит фиксатора Э2, а контактом ЗРПЗ подготавливает вклю¬
чение воздухораспределителя рабочей подачи Э4. Фиксатор под дей¬
ствием пружины прижимается к торцу делительного диска и при под¬
ходе очередного гнезда входит в него. Выключатель КВД отключает
реле 4РП\ последнее контактом 4РП1 отключает воздухораспредели¬
тель деления ЭЗ, а контактом 4РП2 включает воздухораспределитель
рабочей подачи Э4. Пневмоцилиндр поворачивает рукоятку влево, и на¬
чинается обработка новой канавки.Пускатель ПЛ н. о. блок-контактом включает реле РР, которое
своими н. з. контактами РРЗ отключает воздухораспределитель ра¬
бочей подачи Э4. Это необходимо для того, чтобы в пневмоцилиндре
не было сжатого воздуха и его поршень свободно мог передвигаться
при повороте рукоятки в нейтральное положение.В дальнейшем цикл продолжается. После отвода стола станка
при последнем делительном повороте нажимается выключатель КВЦ,
включающий реле цикла РЦ, которое своими н. з. контактом РЦ2
не позволяет включаться рабочей подаче, а н. о. контактом РЦЗ
включается на полный накал сигнальная лампа 1ЛС. В процессе ра¬
боты лампа горит вполнакала.На электрогтневматической делительной головке можно также фре¬
зеровать прямые пазы или канавки. В этом случае не требуется пере¬
дача движения шпинделю от ходового винта станка и поэтому сменные
шестерни гитары не устанавливаются. Изменение числа делений в за¬
висимости от фрезеруемой детали достигается установкой делительного
диска с необходимым числом отверстий.Автоматическая делительная головка прямого деления с электро¬
механическим приводом («Сото», Италия) применяется на фрезерных,
плоскошлифовальных и заточных станках при фрезеровании и шли¬
фовании пазов, зубьев, канавок инструмента и т. д., для деления на67
равные и неравные части и углы, при обработке деталей в патроне,
центрах и на шпиндельных оправках. Использование этой головки на
фрезерных станках, имеющих механизм автоматического переключения
с прямого хода на обратный, позволяет полностью автоматизировать
цикл обработки детали, за исключением установки и снятия детали.
Кроме того, обеспечивается возможность многостаночного обслужива¬
ния и повышается качество выполняемых работ при наличии менее ква¬
лифицированного обслуживания персонала.°) Вид АРис. 29. Схема установки (а) и конструкция (б) автоматиче¬
ской электромеханической головкиУстановка на станке делительной головки с электромеханическим
приводом показана на рис. 29, а (/ — электродвигатель; 2, 3 — дели¬
тельная и задняя бабки; 4 — конечный упор; 5 — стол станка).Передача движения делительному механизму, а от него шпинделю
изделия производится от электродвигателя через червяк 1 и червячное
колесо 2 (рис. 29, б). При включении зубчатой муфты 3 вращение пере¬
дается распределительному кулачку 4 (с выступами), который одним
из выступов действует на рычаг 5 и с помощью собачки 6 поворачивает68
храповое колесо 7 на V2 часть. Червячное колесо, муфта и распредели¬
тельный кулачок сидят на шпинделе свободно, а храповое колесо 7
и делительный диск 8 укреплены жестко.Команда на включение муфты 3 и освобождение делительного диска
от фиксатора 10 производится рычагом 11, который при возврате стола
станка в крайнее положение одним концом соприкасается с конечным
упором 12, укрепленным на неподвижной части станка. С помощью
пружины 9 происходят фиксацияделительного диска 8 фиксатором 10 12и выключение муфты 3. Таким об¬
разом, передача движения от элек¬
тродвигателя к распределительному
кулачку прекращается. Продолжи¬
тельность включенного состояния
делительного механизма опреде¬
ляется профилем упора 12. Упор
12 — сменный. Установкой упора
различной длины можно соответст¬
венно изменять продолжительность
включенного состояния. Указанное
обстоятельство позволяет при ис¬
пользовании делительного диска,
например, с числом пазов, равным
24, осуществлять деление на крат¬
ное число частей: 24; 12; 8; 6; 4; 3; 2.Описанная конструкция сравни¬
тельно проста, позволяет обеспе¬
чить высокую точность за счет
изготовления точного делительного
диска, а также повысить производи¬
тельность f работы.На рис. 30 показаны автома¬
тические делительные головки типа
ЕМТ («Хофман», ФРГ). В коробке 1,
примыкающей к корпусу 2 го¬
ловки, помещен электродвигатель.Шпиндель 3 установлен на точных
игольчатых подшипниках, передний
конец его служит для крепления Рис. 30. Унифицированные ав-
поводка или патрона. Конусное от- томатические головки ЕМТ
верстие шпинделя позволяет уста¬
навливать центр или оправку. На заднем конце шпинделя внутри кор¬
пуса установлены сменные храповое колесо и делительный диск.Устройство и принцип работы механизма деления аналогичны изо¬
браженному на рис. 29, б.Основными конструктивными узлами делительной головки повы¬
шенной точности с коррекционным устройством являются: узел шпин¬
деля, распределительный вал, счетный механизм, электромагнитный
тормоз, механизм коррекции и пульт управления.На рис. 31 приведены кинематическая и электрическая схемы го¬
ловки. Поворот обрабатываемой детали на заданный угол производится
периодическим включением при движении стола станка. По получении
электрического сигнала электромагнит освобождает рычаг однооборот¬
ной муфты, которая под действием пружины 5 подключает муфту 16Э
Адп-Рбг3P151P1 7 .13МТип I—Н—>-л?эм<ИУ2РЭМ Г№13 2ВК1515 гЧJPв цепь привода стопаJ ВКРис. 31. Кинематическая и электрическая схемы автоматической го¬
ловки повышенной точности70
к распределительному валу 13. Одновременно с электромагнитом 3
срабатывает электромагнит 11, освобождающий диск 12 и, следова¬
тельно, распределительный вал 13. От того же электрического сигнала
включается электромагнитный тормоз 16, фиксирующий шпиндель 23
делительного устройства.От электродвигателя 24 через однооборотную муфту 2, распреде¬
лительный вал 13, зубчатые колеса 25, 26, 27, 28, червяк 22 и червячное
колесо 21 движение передается на шпиндель, расчетный угол поворота
которого обеспечивается выбранным числом оборотов распределитель¬
ного вала. На валу 13 установлен кулачок 14, при каждом обороте по¬
ворачивающий на один зуб через рычаг 4 и собачку 6 храповое колесо 5.
На валу 10 храпового колеса закреплен сменный командный диск 9
с пазами по периферии. Число пазов выбирается в зависимости от числа
оборотов распределительного вала. Командный диск взаимодействует
с рычагом <9, второе плечо которого при западании в паз командного
диска ролика воздействует на конечный выключатель 7, обеспечиваю¬
щий выключение электромагнитов 3 и 11. Вследствие этого выклю¬
чается однооборотная муфта, фиксируются диск и, следовательно, рас¬
пределительный вал. При срабатывании конечного выключателя 7
включается также электромагнитный тормоз, фиксирующий шпиндель
делительного устройства. По окончании полного цикла деления ры¬
чаг 19 нажимает на кнопку переключения 18, включая цепь питания
электросхемы делительного устройства и станка. Для получения точ¬
ного поворота шпинделя на расчетный угол предусмотрено коррекцион¬
ное устройство, состоящее из диска 17, по периферии которого нанесена
кривая, соответствующая кинематической погрешности передачи, и
рычага 20, малое плечо которого перемещается вдоль оси червяка, по¬
ворачивая червячное колесо и шпиндель. Таким образом, сменные
командные диски 9 с различным количеством пазов, позволяющие
валу 13 совершать различное количество целых оборотов, а также
сменное зубчатое колесо 17 обеспечивают возможность деления окруж¬
ности на число частей от 2 до 40.Для настройки делительного устройства на необходимое число деле¬
ний достаточно выбрать соответствующий командный диск 9 и сменные
зубчатые колеса. Настройку можно определить из уравнения кинема¬
тической цепи:^ 1 212 * ^14 ' 1 ^22II Zll'ZlS'Zq. * Я Z20Тогдаz _ г22‘г12‘214‘гК
Z20'Z11 'Z13’24где п — число целых оборотов распределительного вала; гц; z^; z^;
z14 — число зубьев соответствующих колес; zK — число зубьев червяч¬
ного колеса 21; г — число частей при делении окружности детали;
z4 — число заходов червяка; z20 — число зубьев храпового колеса;
z22 — число пазов командного диска.На рис. 31, б показана принципиальная электрическая схема дели¬
тельного устройства.Включением выключателя ВП подается напряжение к делитель¬
ной головке. Стол шлифовального станка в левом исходном положении
своим упором воздействует на путевой выключатель 1ВК делительной71
головки, который включает реле 1Р. Реле 1Р контактом lPt включает
электромагниты 1ЭМ и 2ЭМ, управляющие однооборотной муфтой,
а контактом 1Р2 отключает электромагнитный тормоз ЭМ Т.Одновременно контактом 1Р3 включается цепь реле задержки 2Р.
Электромагниты 1ЭМ и 2ЭМ включают механизм деления, который
через кинематическую цепь прокзводит поворот шпинделя на расчет¬
ный угол. При этом микровыключатель 2ВК, срабатывающий от рычага
счетного механизма при включении электромагнита 1ЭМ, разрывает
цепь реле ЗР. Реле задержки 2Р подготавливает цепь реле ЗР. После
поворота шпинделя на расчетный угол, механизм головки отпускает
путевой выключатель 2ВК, включающий реле ЗР, которое контак¬
том ЗР2 включает электромагнитный тормоз ЭМТ, а контактом ЗР±
разрывает цепь питания электромагнитов 1ЭМ и 2ЭМ. На этом цикл
деления и поворот шпинделя заканчиваются. Стол станка, перемещаясь
вправо на длину рабочего хода, своим упором отпускает путевой выклю¬
чатель 1ВК. По окончании полного цикла обработки детали, т. е. од¬
ного оборота шпинделя, путевой выключатель ЗВК отключает подачу
стола станка и производится смена детали.15. АВТОМАТИЧЕСКИЕ МНОГОШПИНДЕЛЬНЫЕ
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ ПРЯМОГО ДЕЛЕНИЯВ табл. 7 приведены технические характеристики многошпиндель¬
ных головок.Автоматическая трехшпиндельная головка с пневмогидравлическим
приводом (рис. 32) позволяет производить при делении одновременный
поворот и фиксацию всех трех деталей, фрезеровать как прямые, так
и спиральные пазы или канавки. В корпусе головки 3 расположено
три шпинделя 5. На шпинделе посажены червячные колеса, которые
сцеплены с общим червяком-рейкой 4. На один из шпинделей посажен
кулачок 14, который нажимает на микропереключатель, включающий
станок по окончании обработки всех деталей.Червяк-рейка 4 имеет осевое и вращательное движения. Враща¬
тельным движением осуществляется поворот рейки при делении. Вра¬
щение червяка-рейки достигается посредством шестерен 13 и 15, хра¬
пового устройства 16, 17 шестерни 13 с рейкой 6 и пневмогидравличе¬
ского цилиндра.Осевым движением червяка-рейки осуществляется поворот шпин¬
деля (обкатка) при фрезеровании. Перемещение червяку-рейке пере¬
дается от копирного устройства, в линейку которого входит сухарь.
Изменением угла наклона линейки регулируется величина шага фре¬
зеруемой спирали.Копирное устройство крепится к станине станка. Угол наклона
линейки можно регулировать. Для этого в основании имеются дуговые
пазы, через которые проходят болты, осуществляющие фиксацию и
прижим линейки к основанию.Фиксация червяка-рейки, а через него всех шпинделей производится
при помощи делительного диска 2 и фиксатора 1. Отвод фиксатора про¬
изводится сжатым воздухом.Пневмогидроцилиндр состоит из собственно пневмо-цилиндра 7
с поршнем 8 и гидроцилиндра с поршнем 11, в котором имеются обрат¬
ный клапан 10 и дросселирующее отверстие* 0 1,5 мм. Оба поршня
соединены между собой штоком. К поршню пневмоцилиндра крепится72
Таблица 7Технические характеристики автоматических многошпиндельных
делительных головок непосредственного (прямого) деленияМодельПриводВысота центров
в ммКоличество шпин¬
делейПосадочное отвер¬
стие шпинделя,
конус Морзе №Число возможных
деленийТомского инструмен¬
тального заводаПневматиче¬ский—13033До 24Завода «Фрезер»125246—24Завода «Пневматика»Пневмогидра-влический13034—ЕМТ-2/3 («Хофман»,
ФРГ)Электромеха¬нический100 и
1502 и 33, 4
и 52—Примечания:1. Шаг нарезаемых винтовых канавок (спиралей) принимается
по настроечным таблицам.2. Расстояние между центрами для головки завода «Фрезер»
равняется 120 мм.шток-рейка 6, которая имеет люфт 1—2 мм. Это необходимо для того,
чтобы воздушные включения, появляющиеся в масле, не влияли на
плавность работы механизма. Наличие люфта обеспечивает пневмати¬
ческому и гидравлическому поршням свободный ход.Шток, соединяющий оба поршня, уплотнен тремя резиновыми масло¬
стойкими круглыми кольцами 12 и одной дренажной канавкой с отвер¬
стием. Такая конструкция уплотнения гарантирует от попадания воз¬
духа в гидравлический цилиндр.Масленка 9 служит для заливки масла в гидроцилиндр.Пневматическая схема головки обеспечивает поворот детали во
время деления, фиксацию и освобождение делительного диска, зажим
и отжимы детали, снятие зажимного усилия в момент деления и обрат¬
ного отвода стола. „После установки новых деталей начинается процесс фрезерования,
во время которого через золотник 3 сжатый воздух поступает в цилиндр
задней бабки У, обеспечивая этим требуемое усилие зажима деталей,
и соединяет корпус фиксатора с атмосферой. Благодаря этому под дей¬
ствием пружины фиксируется делительный диск 6.По окончании процесса фрезерования электромагнит переключает
золотник 3 и пневматические цилиндры задней бабки соединяются с атмо-73
сферой. В корпус фиксатора подается сжатый воздух, фиксатор осво¬
бождает делительный диск. Обрабатываемые детали в этот момент удер¬
живаются от поворота центрами задних бабок под действием пружин 2.
После отвода фиксатора одновременно с отключением электрической
схемы с помощью электромагнита включается пневматический золот¬
ник 4, который подает сжатый воздух в цилиндр привода механизма
деления.По окончании деления шток 5 нажимает на микропереключатель и
начинается процесс фрезерования нового паза. В этом случае сноваРис. 32. Схема устройства трехшпиндельной пневмогидравлической
автоматической головкипереключается золотник 5, происходят фиксация делительного диска 6
и подача сжатого воздуха в цилиндры задней бабки 1.При движении стола влево кулачок сходит с конца золотника 4,
который соединяет цилиндр деления с атмосферой, и с помощью пру¬
жины механизм деления возвращается в исходное положение.Трехшпиндельная делительная головка с пневматическим приво¬
дом (рис. 33) включается поворотом рукоятки воздушного крана L
При этом сжатый воздух из сети поступает к пневмоцилиндрам 2,
поршни которых, перемещаясь, через клиновые механизмы запирают
пиноли 3 задних бабок и зажимают заготовки. Одновременно воздух
подается к крану 4. При положении крана, показанном на схеме, воз¬
дух через его каналы поступает в резервуар 19 и давит на поверхность
масла.74
Масло под давлением открывает шариковый клапан 18 и посту¬
пает в штоковую полость цилиндра 17. Из поршневой полости этого
цилиндра воздух выходит через кран 4 в атмосферу. Поршень ци¬
линдра 17, перемещаясь, тянет за собой рейку 16. Сухарь 8У закреплен¬
ный на конце рейки, скользит по пазу копирной линейки 9 и переме¬
щает влево все приспособление вместе со столом станка — происходит
ускоренный обратный ход.С рейкой 16 постоянно сцеплены зубчатые венцы втулок-фиксато¬
ров 13. При поступательном движении рейки втулки вращаются и черезРис. 33. Схема устройства трехшпиндельной пневматической автома¬
тической головкиделительные диски 12 сообщают вращение шпинделям 5. Вращательное
движение шпинделей и поступательное движение стола для получения
винтовой канавки нужного шага согласуются установкой копирной
линейки 9 на соответствующий угол. С одной из втулок 13 сцеплен рас¬
пределительный диск 14, закрепленный на оси крана 15. В конце обрат¬
ного хода кран 15 открывает доступ сжатого воздуха к пневмоци¬
линдру 6. Поршень этого цилиндра, перемещаясь, поворачивает ва¬
лик 10 с рычагами 11, которые выводят втулки 13 из зацепления с
делительными дисками 12, преодолевая усилие пружин 7. Шпиндели 5
при этом останавливаются, а втулки 13 продолжают вращаться — про¬
исходит деление.Когда фиксаторы втулок 13 встанут против пазов делительных ди¬
сков 12у кулачок распределительного диска 14 повернет рычаг крана 4
на 90°. При этом пневмоцилиндр 6 и резервуар 19 соединятся с атмо¬
сферой, фиксаторы втулок 13 под действием пружин 7 войдут в пазы
делительных дисков 12 и обратный ход прекратится, теперь сжатый75
воздух из сети начнет поступать в поршневую полость цилиндра 17.
Масло, вытесняемое поршнем, закрывает шариковый клапан 18 и через
регулятор скорости 20 поступает в резервуар 19. Происходит медлен¬
ный рабочий ход. В конце рабочего хода кулачок распределительного
диска 14 ставит рычаг крана 4 в исходное положение, и цикл повто¬
ряется.После окончания обработки поворотом рукоятки крана 1 заго¬
товки разжимаются и нажатием на рукоятки 21 освобождаются.Воздушная магистраль перед краном 1 оборудована реле давле¬
ния 22, маслоотделителем 23 и манометром.Многошпиндельные головки модели ЕМТ с электромеханическим
приводом показаны на рис. 30.16. АВТОМАТИЧЕСКИЕ ОДНО- И МНОГОШПИНДЕЛЬНЫЕ
ПОЛУУНИВЕРСАЛЬНЫЕ И УНИВЕРСАЛЬНЫЕ
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИТехнические характеристики ряда автоматических делительных
головок одно- и многошпиндельных приведены в табл. 8.Описание их конструкции и работы дано ниже.Автоматические головки моделей ХМТЕ и УТЕ (рис. 34) представ¬
ляют собой конструктивно унифицированную гамму головок, отли¬
чающихся друг от друга в основном количеством шпинделей и высотойРис. 34. Унифицированные автоматические головки с электромехани¬
ческим приводом: а — полууниверсальная ХМТЕ; б — универсаль¬
ная УТЕцентров. Принцип работы и устройство полууниверсальных головок
для простого деления можно представить, рассмотрев кинематическую
блок-схему на рис. 35.Периодическое вращение .шпинделю 1 передается от автономного
электродвигателя 10, который через редуктор 11 передает вращение
на вал управления с однооборотной муфтой 9. После завершения одного
полного оборота муфта отключает вращение вала от редуктора. Вра¬
щение же однооборотного вала через гитару 7 сменных шестерен для
настройки деления передается через червячную передачу 18—3 шпин¬
делю. Электрическое управление выполняется через путевые кулачки76«
Таблица 8Технические характеристики автоматических одно- и многошпиндельных
полууниверсальных и универсальных делительных головокМодельПриводВысота центров в ммКоличество шпинделейЧисло возможных деленийУгол поворота корпуса шпин-
/ — вниз \«Л "Л n I'ftrtn ■ 1хсх<ияп+*3Xа?31Конуо шпинделя,- Морзе №Размеры основания в ммМасса в kfДеление на частиФрезерование спиралиАДТ-3 универ¬Электродви¬16012—4005125Гитарасальные (Франция)гательи0,185 кВтсменныешестерни 15Сменные100+953300X3205тестер-НМ125576ПИХТЕ полуунивер¬Электромеха¬16014005108Невоз¬сальныеническийи болееможно20061282506160
Продолжение табл. 8яSсяя«ичясоXО.0)со&SSЯМодельПривод2S«оо,нч<иЧИЯсЭйXаи*о1-
а: 1<Я S—ня *<и0Я+IкчО)»=СЯкЯяСОаоXЯноСО3*4
со
а,5со<оя<исгоносоООя S.
о ьЯсао2№мяЯ<о«0(0онв5оС доосаяо<<ио12 чяSсоос;<иPQ*£ 8XсоОн5!5еХМТЕ полууни-
версальные100120150334586120200Невоз¬можноУТЕ универсаль¬
ныеЭлектромеха¬нический1251602001400
и более—5+95556300X32080110130Сменныешестер¬ниГитара2506170исменныешестер¬ниУМТЕС универ¬
сальные («Хофман»,
ФРГ)120150345130205
12, 13, установленные на корпусе 2 головки и конечные выключатели 14,15, закрепленные на неподвижной части 16 станка.Сначала при движении стола 17 станка выключатель 14 включает
электромагниты 8 и 6, первый освобождает фиксатор однооборотной
зубчатой муфты 9, которая замыкает вал редуктора. Электромагнит 6
освобождает тормозную колодку 5, стопорящую шпиндель через тор¬
мозной диск 4. Затем конечный выключатель 15 включает электродви-Рис. 35. Принципиальная кинематическая блок-схема
полууниверсальной автоматической головкигатель с помощью путевого кулачка /2 После выключения электро¬
магнита 8 под действием пружины фиксатор входит в паз однооборот¬
ной муфты 9. Соответственно по окончании деления электромагнит 6
отключается и под действием пружины происходит торможение диска 4
колодкой 5.При возвращении стола станка в первоначальное положение про¬
цесс деления повторяется.С применением в электрической схеме реле счета импульсов (РСИ)
рабочий процесс деления еще более автоматизируется.Управление осуществляется через РСИ от конечных путевых ку¬
лачков и выключателей, управляющих электромагнитами (импульсно).
Число заданных делений устанавливается на счетчике импульсов, и за¬
тем соответственно настраивается гитара делений сменными колесами.
После каждого рабочего хода стола станка импульс от конечного вы¬
ключателя подается на РСИ, которое дает команду через электромаг¬
нит на включение операции деления. Этот цикл повторяется до тех пор,
пока не будет выполнено установленное число делений. После этого79
РСИ размыкает цепь питания станка и он выключается. В данном слу¬
чае РСИ является звеном, программирующим работу станка.Реле счета импульсов применяют в электрических схемах автома¬
тического управления для включения или отключения электрических
цепей после приема определеннбГО, заранее установленного числа
командных электрических импульсов; они рассчитаны для примене¬
ния в цепях переменного тока
с частотой 50 Гц, напряжением
до 380 В.Реле счета импульсов со¬
стоит из трансформатора, селе¬
нового выпрямительного стол¬
бика, шаговых искателей, пере¬
ключателей установок с указа¬
тельными дисками и исполни¬
тельного реле. Выпускаются РСИ
двух типов: РСИ-1—с числом
отсчитываемых импульсов от 1
до 25 и РСИ-2 — с числом им¬
пульсов от 1 до 675. Реле типа
РСИ-1 имеет один шаговый ис¬
катель и один переключатель
установок; РСИ-2 —двухкаскад¬
ное и имеет два шаговых иска¬
теля и два переключателя уста¬
новок.На рис. 36 приведена элек¬
трическая схема РСИ-1.Подача команды на реле
заключается в замыкании цепи
катушки 1ИК шагового искателя
в точках 3—4. При этом катуш¬
ка оказывается включенной в ис¬
точник постоянного тока (селе¬
новый выпрямитель), встроен¬
ный в реле, и якорь электро¬
магнита искателя притягивается.
При размыкании цепи в точках
3—4 якорь электромагнита иска¬
теля 1И возвращается в исход¬
ное положение, а ротор этого
искателя со щетками 1ИЪ 1И2>
1И3 передвигается на один шаг.При подаче на реле ряда та¬
ких команд ротор искателя по¬
следовательно «считает» их, «шагая» своими щетками по ламелям статора
искателя до тех пор, пока щетки lMf и щетка переключателя устано¬
вок 1П не замкнут цепь 3—1И1—1П—Р—11. В результате исполни¬
тельное реле Р срабатывает и его контакты Рг и Р2 переключают управ¬
ляемые цепи. Другие контакты того же исполнительного реле Р и
контакты шагового искателя используются для возврата искателя в
исходное положение и подготовки реле к повторному циклу работы.
Происходит это следующим образом: н. о. контакт Р3 совместно с н. з.
контактом 1И искателя замыкает цепь 3—1И2—13—1И3—14—/Я—Рис. 36. Электрическая схема РСИ80
1ИК—И\ катушка искателя оказывается под напряжением, искатель
срабатывает, разрывая своим н. з. контактом 1И цепь своей же ка¬
тушку, катушка обесточивается, ротор искателя подвигается на
один шаг вперед, а его н. з. контакт 1И вновь замыкает цепь катушки
искателя и т. д.Автоматическое перемещение ротора заканчивается тогда, когда
его щетки 1И2 и 1ИЗ сойдутся в соединенных между собой ламелях 1—
25 статора и станут на начальную ламель.Схема РСИ предусматривает возможность принудительного воз¬
врата его в исходное положение независимо от числа отсчитанных им¬
пульсов. Для этого необходимо замкнуть точки 3—5.На рис. 37 показана принципиальная кинематическая схема авто¬
матизации процесса деления универсальных делительных головок при
фрезеровании винтовых поверхностей.В отличие от полууниверсальных головок кинематическая цепь
включает две основные ветви, одна из которых выполняет операцию
деления, вторая служит для передачи вращения шпинделю от ходо¬
вого винта при обработке винтовой поверхности.В цепь деления входят: электродвигатель, червячная пара 7, 8,
однооборотная муфта Ml, сменные зубчатые колеса a, b, с% d гитары81
деления, конические колеса 3 к 4. Колесо-корпус 4 соединено непо¬
движно с корпусом планетарной передачи. При неподвижном централь¬
ном колесе 18 коническое колесо корпуса 4> вращаясь, передает движе¬
ние колесам 5, 6, 15 и 17, которые совершают планетарное (сложное)
вращение. Соответственно зубчатые колеса, находящиеся в зацеплении
с колесом 16, передают вращение через делительный червяк 1 и червяч¬
ное колесо 2 шпинделю изделия.В цепь, образующую передачу вращения от станка к шпинделю,
входят следующие элементы: ходовой винт станка /х. в; сменные зубча¬
тые колеса аг\ Ьг\ сг; dx настройки гитары винтовых канавок, присо¬
единительная муфта М2, конические колеса 12 и 14, зубчатые колеса 16,
6, 18, 17 и 15 (в этом случае колесо-корпус 4 неподвижно).Механизм деления начинает работу с момента подачи кратковре¬
менного электрического импульса электромагниту ЭМ1, который осво¬
бождает упор 9 однооборотной муфты Мг на валу /; тем самым вклю¬
чается цепь деления от электродвигателя. За один оборот вала /
происходит поворот шпинделя изделия на заданную величину 1 /г
заготовки, где z — число делений заготовки.В это время вращение от вала III валу II не передается, так как
муфта М2 разобщена; конические колеса 12, 14 и зубчатые колеса 10,
16 заторможены с помощью тормозного диска 9 и колодки 11.По окончании цикла деления с помощью электромагнита ЭМ2>
действующего на рычаг 13, происходит включение муфты М2 и вра¬
щение от вала III передается валу II конической пары и т. д.Формулы настройки:1) при делении 1 z16'z18 . J Z2 . ; г4 .пл — 1 I I » ч — ~ » 1к — -Г~>
z5 • ZQ Z1 z3/ — 2a'z° • m*ЧИТ. дел - Zb'Zd , W*чит. дел = ~~Т~ Мк1*пл (5)илиza * zc1_ Z2.Z4 / { __ Z16-Z18 \ .
2 ZrZ3 \ Zb-ZG )'Zb'Zd Z2) при нарезании винтовых канавок ^х. вгчит. дел — Ур(6)илиZQ\ • ZC1 _ ^х. В ^14 Z2zbi'zdi Т zi2 21Здесь /пл, *ч> *‘к, /гит. дел, *ki— передаточные числа планетарной пере¬
дачи, червячной делительной пары, конических зубчатых колес 3 и 4,82
11 Z5 10 9 Z+ в 7 6 5Рис. 38. Кинематическая схема автоматического
устройства к делительной головке (а) и схема
его установки (б)83
гитары деления, конических зубчатых колес 12 и 14; /х.в — шаг ходо¬
вого винта фрезерного станка; Т — шаг винтовой канавки детали.Универсальная головка АТ Д-3 отличается от автоматических голо¬
вок, описанных выше, в основном конструктивной компоновкой.17. АВТОМАТИЧЕСКОЕ УСТРОЙСТВО
К УНИВЕРСАЛЬНЫМ ДЕЛИТЕЛЬНЫМ ГОЛОВКАМЭто устройство предназначено для автоматизации процесса деле¬
ния при фрезеровании зубьев на цилиндрических, торцовых и кони¬
ческих поверхностях в сочетании с универсальной делительной голов¬
кой. Такие устройства получили распространение главным образом на
инструментальных заводах с крупносерийным изготовлением режущего
инструмента. Процесс автоматизации деления виден из кинематической
схемы данного устройства (рис. 38, а). Приводом служит отдельный
электродвигатель, от которого вращение передается на шкив 1 вала
червяка гч червячную шестерню zK и шестерни гъ z4 центрального вала.
Шестерни zif z4 свободно сидят на валу и соединены с ним соответственно
при помощи кулачковых муфт 2 и 9 в зависимости от положения ру¬
коятки 4. Через систему рычагов и тягу 8 рукоятка 4 управляет вклю¬
чением зубчатых муфт от конечных упоров 5 и 7, закрепленных на столе
станка, в зависимости от положения стола и неподвижного упора 6.
При правом положении рукоятки пружина поднимает рычаг 5, палец
этого рычага освобождает кулачок однооборотной муфты 2У которая
под действием пружины соединяет вал с шестерней z5. В этот момент
вращение передается делительной головке через сменные шестерни ги¬
тары га% гь> zc, г^и шпиндель получает поворот на Mz часть, что соответ¬
ствует началу рабочего цикла. Шестерня гд устанавливается на вы¬
ходном валике делительной головки. Настройка сменных шестерен про¬
изводится при условии поворота детали на l/z часть:Zfl-Zg __ 40Zb'Zd(7)где г — число делений на детали; 40 — характеристика делительной
головки.При левом положении рукоятка 4 опустит рычаг 3 и палец его
через кулачок расцепит муфту 2 с шестерней z*, вследствие чего пре¬
кратится процесс деления. В выключенном положении зубчатая муфта
удерживается пружинным фиксатором. Одновременно муфта 9 соеди¬
нит шестерню z4 с валом, который передает вращение ходовому винту 11
станка через гитару сменных шестерен z^; zq\ zq\ zd и стол станка по¬
лучит рабочее движение подачи. Нужная величина подачи стола S
(в мм/мин) получается настройкой гитары сменных шестерен z^; гв\
zq; zd по формуле•S = Ядв ~ *Vx. в> (8)z г4zа * Zqгде = ——- передаточное отношение сменных шестерен; /гдв —ZB'ZDчисло оборотов электродвигателя в минуту; z4 — число заходов чер¬
вяка; zK — число зубьев червячного колеса; z3; z4 — числа зубьев ше¬
стерен.84
По окончании рабочего хода стола станка тяга 8 от конечного упора
переключит рукоятку и муфта 9 соединит вал с шестерней. В этот мо¬
мент будет происходить ускоренный отвод стола в исходное положе¬
ние по цепи электродвигатель — шкив 1 — червячная пара zqzK —
шестерня гч — промежуточная шестерня 10 — шестерня z6 — кулач¬
ковая муфта 9 к ходовому винту станка через сменные шестерни.После возврата стола в исходное положение повторяется цикл де¬
ления, затем включается подача стола и процесс продолжается до мо¬
мента полного изготовления детали и выключения станка.Автоматические устройства часто применяются в инструменталь¬
ном производстве с многошпиндельными делительными головками.
На рис. 38, б показано размещение автоматического устройства с много¬
шпиндельной делительной головкой на столе фрезерного станка. Пере¬
дача движения ходовому винту 7 стола станка 1 и поворот шпиндельной
делительной бабки 5 происходят от электромотора 10 через механизм
автоматического аппарата 2 и соответствующие наборы сменных ше¬
стерен. Переключение рукоятки 3 и управление автоматическим устрой¬
ством осуществляются тягой 6 и закрепленными на ней упорами 4 и 8.
Опорой тяги 7 и неподвижным упором является кронштейн 9, который
закрепляется на станине станка.
ГЛАВА IVДЕЛИТЕЛЬНЫЕ МЕХАНИЗМЫ
С ОПТИЧЕСКОЙ СИСТЕМОЙ ОТСЧЕТАДелительные механизмы с оптической системой отсчета широко
применяются в конструкциях делительных головок и столов, они слу¬
жат для деления окружности на части, в особенности при операциях,
требующих высокой точности работы, как, например, изготовление
делительных дисков, нанесение шкал на лимбах, нарезание точных
зубчатых колес, обработка кулачков и т. п.Большое распространение эти головки имеют в метрологии при
работах по контролю и разметке. На оптических делительных головках
поворот шпинделя осуществляется так же, как на универсальных де¬
лительных головках, как правило, через червячную передачу. Однако
на оптических делительных головках эта передача не принимает уча¬
стия в измерении, а является только элементом, передающим вращение
шпинделю.Получение высокой точности при делении достигается примене¬
нием в конструкциях головок отсчетного микроскопа и точного
лимба с делениями, который монтируется на шпинделе независимо и не
испытывает механических нагрузок.Основным направлением в развитии современных конструкций
оптических делительных головок является повышение точности и со¬
вершенствование процесса снятия отсчета. Первое достигается путем
прецизионного изготовления деталей и узлов, второе — применением
более совершенных оптических схем и точных оптических лимбов.
Для повышения производительности и качества углового деления ши¬
роко применяются проекционные экранные устройства.Ниже рассматриваются оптические головки с различными кон¬
структивными решениями оптических схем и механических узлов.В табл. 9 приведены технические характеристики оптических де¬
лительных головок.18. ДЕЛИТЕЛЬНАЯ ГОЛОВКА ОДГ-бООптическая делительная головка нормальной точности получила
широкое распространение в лабораториях и цехах для выполнения
различных работ. Конструкция оптической делительной головки по¬
казана на рис. 39.86
Таблица 9Технические характеристики оптических делительных головокМодельВысота
центров
в ммЦена
деления
шкалы
отсчет¬
ного
микро¬
скопаУвеличениеотсчетногомикроскопаТочностьприбораприизмере¬нииПредел
поворота
оси
шпинделя
в верти¬
кальной
пло¬
скостиПосадоч¬ноеотвер¬стие,конусМорзе№Габариты в ммМасса
головки
и задней
бабки
в кгОДГ-бОодг-юОДГ-57ОДГ-2Э (СССР)1301'10"5"2"60*60*Экран20"10"5"2"90°± Г4340X400X390340X400X390420X460X390420X460X39076849292«Лейтц» (ФРГ)1505"Экран1,5—2"100°±30'4380X385X330100ОПГ-3 (ГДР)130—2—3"90°4360X208X270«Ковентри»(США)9512"8"0°3368X305X17850ОПЛ (Фран¬
ция)1502"Интер¬
полиру¬
ющий экран±2"100°± 1°4—65Р. С. (Англия)117,56"Экран, 90*6"0°2—27
V7/////Z71Рис. 39. Конструк88Дия ОДГ-бО89
Делительная бабка состоит из основания 11 и корпуса 12, в кото¬
ром смонтированы оптическое устройство и механическая передача.
Сверху к корпусу прикреплен отсчетный микроскоп 2.Корпус установлен в расточках основания и может поворачиваться
на угол более 90°. С торцов к корпусу винтами 27 привернуты два флан¬
ца 28, которые предназначены для крепления корпуса в основании.Шпиндель полый стальной закаленный, установлен в корпусе на
подшипниках скольжения. Передний конусный подшипник 7 — чу¬
гунный; задним подшипником служит цилиндрическая стальная
втулка 1. Осевой зазор в узле шпинделя выбирается гайкой и мерными
компенсационными кольцами. Внутри корпуса на шпинделе располо¬
жены напрессованные тормозное кольцо 6 и червячное колесо 5, которое
скреплено с обоймой 4 стеклянного оптического градуированного лимба.
На стеклянном лимбе нанесено 360 делений с интервалами в 1°. Центри¬
рование обоймы на шпинделе производится четырьмя юстировочными
винтами, расположенными по окружности обоймы. На переднем конце
шпинделя насажен лимб 10 с 360 делениями для грубого отсчета в про¬
цессе деления.В переднем конусном отверстии шпинделя устанавливается центр 9
или оправка, закрепляемая затяжным болтом 13. Вращение шпинделя
передается от маховика 14 через червяк 15, находящийся в зацеплении
с червячным колесом. Включение и отключение червяка осуществляются
с помощью эксцентриковой втулки 16, расположенной в расточке кор¬
пуса; на выступающем конце втулки закреплен рычаг 17 с пружинным
фиксатором 18.Поворот рычага с фиксатором позволяет вывести или ввести в за¬
цепление червяк с червячным колесом. Для того чтобы получить точ¬
ную регулировку и плавные переключения, рычаг 17 соединен с фикса¬
тором при помощи пружины и регулировочного винта 19.Передача вращения червяку от маховика 14 происходит через фрик¬
ционное устройство, смонтированное на конце валика червяка и рас¬
считанное на передачу определенных усилий, чтобы обеспечить плав¬
ность вращения и исключить поломку или повреждение в передаче. Для
точного (микрометрического) поворота шпинделя служит маховичок 20,
вращающий малую коническую шестерню 21, которая находится в за¬
цеплении с конической шестерней 22, жестко соединенной с маховиком.
Во избежание возможного смещения установки деления в процессе
работы имеется устройство для торможения шпинделя. При вращении
рукоятки 23 винт 24 перемещает одновременную втулку 25 и сухарик 26
так, что они сближаются и сжимают тормозное кольцо 6, и таким обра¬
зом происходит стопорение шпинделя.Оптическая система делительной головки ОДГ-бО (рис. 40, а) со¬
стоит из трех основных узлов: отсчетного микроскопа и источника
света, смонтированных на корпусе, и стеклянного градуированного
лимба. Свет от лампочки 1 проходит через бледно-зеленый светофильтр 2
и, отражаясь от зеркала 3, освещает градусную шкалу лимба 4. Пройдя
через лимб, свет попадает на кольцевое зеркало 5, смонтированное вместе
с лимбом. Отраженный от него пучок света попадает в оптическую си¬
стему отсчетного микроскопа, проходит через объектив 6 и призму 7,
которая изменяет направление движения света на 90°, и через объек¬
тив 8. Последний проецирует градусную шкалу лимба на минутную
шкалу 9 отсчетного микроскопа, по которой производится снятие от¬
счета через линзы 11 и 12 окулярной головки. Призма 10 позволяет
изменить направление изображения и расположить его под углом 45°90
Рис. 40. Оптическая схема (а) и шкалы отсчета (б)
ОДГ-бО
к оси микроскопа, что создает удобство для наблюдения шкалы 9. Ми¬
нутная шкала 9 разделена на 60 делений, которые укладываются точно
в один промежуток на лимбе, равный 1°. Так как 1° лимба равен 60 де¬
лениям, то промежуток между штрихами минутной шкалы равен 1'.Для отсчета при вращении шпинделя слева направо и наоборот
в конструкцию головки введена двусторонняя оцифровка минутной
шкалы. На рис. 39, б приведен пример отсчета угла поворота оптиче¬
ской делительной головки, равного для левого вращения шпинделя
0° 55' и для правого вращения 359° 05' (360°—0° 55').Чтобы исключить возможность ошибок при отсчете на двусторон¬
ней шкале, в отсчетный микроскоп вмонтирован механизм со шторкой,
закрывающей одну из оцифровок.После длительной эксплуатации делительной головки в червячном
зацеплении может появиться мертвый ход, который сказывается на точ¬
ности работы делительной головки. Это можно устранить следующим
образом. На установочном винте отвинчивают контргайку и затягивают
ее до исчезновения мертвого хода в зацеплении. Это проверяется вра¬
щением маховичка попеременно в двух противоположных направле¬
ниях при одновременном наблюдении через окуляр шкалы.После регулировки контргайки снова затягивают. При этом сле¬
дует избегать тугого хода червяка, так как одностороннее давление
на рабочий шпиндель может вызвать дополнительные ошибки.Осевой люфт шпинделя головки устраняется подтягиванием гаек
хвостовика шпинделя. Проверка производится вращением шпинделя
от руки при включенном ходе червяка. Ход шпинделя не должен быть
слишком тугим.19. ДЕЛИТЕЛЬНАЯ ГОЛОВКА ОДГ-ЮКонструктивно ОДГ-Ю подобна ОДГ-бО и отличается только опти¬
ческой системой и наличием механизма точного поворота корпуса
со шпинделем' в вертикальной плоскости.Оптическая головка ОДГ-Ю позволяет получить более высокую
точность, отсчета делении, равную 10". На рис. 41 представлены опти¬
ческая система головки и органы управления. Отраженный свет от
градуированного стеклянного лимба 1 (рис. 41, а) через линзы объек¬
тива 2У 4 и призму 3 проецирует изображение штрихов лимба на пло¬
скость неподвижной окулярной сетки 7. На окулярную сетку нанесено
семь двойных штрихов (биссекторов) с ценой деления 10'.Деление оптического лимба 1 и окулярной сетки 7 рассматривают
с помощью отсчетного микроскопа 8. Одновременно в поле зрения отсчет-
ного микроскопа 8 видны штрихи подвижной сетки 6, жестко связан¬
ной с пластиной компенсатора 5, вместе с которой ее можно поворачи¬
вать вокруг оси А—А.Этот поворот вызывает смещение изображений штрихов лимба 1
относительно сетки 7 и перемещение шкалы 6 относительно индекса.
Шкала сетки 6 имеет 60 делений, цена деления равна 10".Для снятия отсчета с помощью микровинта 13 (рис. 41, б) произ¬
водят поворот компенсатора 5 таким образом, чтобы совместить один
из штрихов лимба 1 с ближайшим биссектором шкалы 7.В поле зрения оптического микроскопа, показанного на рис. 41, в,
установлен угол 81° 24' 20". Видимые размеры секундных делений
позволяют производить отсчет с точностью до 3".
Рис. 41. Оптическая схема (а), органы управ¬
ления (б) и шкала отсчета (в) ОДГ-Ю
Корпус со шпинделем делительной головки (рис. 41, б) может быть
установлен в любом положении в пределах 90° относительно гори¬
зонтальной оси с точностью ± 1'. Нужное положение обеспечивается
червячным механизмом 11. Вращением червяка 11 совмещают требуе¬
мый угол лимба сектора, установленного в корпусе, со штрихами ми¬
нутной шкалы бокового отсчетного микроскопа 9. После установки
шпинделя на заданный угол корпус головки закрепляют винтами 10,
12, стягивающими разрезные дуги 14 основания головки.20. ДЕЛИТЕЛЬНАЯ ГОЛОВКА ОДГ-бЭОптическая делительная головка ОДГ-5Э представляет собой высо¬
коточный измерительный прибор с отсчетным устройством проекцион¬
ного типа. Основными деталями этой головки (рис. 42) являются шпин¬
дель 9 и неподвижно укрепленный на нем оптический лимб 8 с круго¬
вой шкалой; интервал деления 20'.Наряду с оптическим отсчетом как поворота шпинделя, так и по¬
ворота всей делительной головки, предусмотрены ориентировочные
наружные шкалы.Через два отверстия в корпусе 5 подается смазка к опорам шпин¬
деля.Зажим шпинделя осуществляется электромагнитным тормозом 10
при включении тумблера 19, который получает питание от выпрями¬
теля, собранного в блоке питания 20. Блок питания соединяется с дели¬
тельной головкой кабелем через разъемы. Зажим производится в том
случае, когда ОДГ работает с нагрузкой.Конструкция головки обеспечивает возможность быстрого поворота
шпинделя на большой угол. Для этого червяк 13 при помощи поводка 21
выводится из зацепления с червячным колесом 7, жестко закрепленным
на шпинделе головки. При включении червяка нужно одновременно
вращать маховик грубой наводки 22, чтобы сцепление произошло
плавно, без ударов. При включении тормоза маховик 22 может повора¬
чиваться за счет установленного в кожухе маховичка фрикционного
механизма. Это обеспечивает сохранение червячного зацепления и не-
сбиваемость установки при случайных поворотах маховика. Корпус 6,
несущий шпиндель, вращается в основании 11 с помощью червячного
сегмента 12 и червяка 14 с насадным маховичком 1. С основанием жестко
связан оптический лимб с градусными делениями. При помощи двух
находящихся в основании ленточных тормозов 3 корпус делительной
головки закрепляется в любом наклонном положении (от 0° до 90°)
ключом 4. Для замыкания узла шпинделя в осевом направлении служат
гайки 2.На корпусе головки смонтированы узел подсветки 17 и экранное
отсчетное устройство 16 с переключателем отсчета 15. Переключающее
устройство позволяет снимать отсчет угла поворота шпинделя или
корпуса соответствующим переводом переключателя 15. Маховик 18
служит для установки нулевого положения секундной шкалы при на¬
стройке.Оптическая схема головки (рис. 43) состоит из двух частей: си¬
стемы отсчета углов поворота шпинделя головки и системы отсчета
углов поворота головки. Система основного отсчета выполнена дву¬
сторонней, что практически исключает ошибки эксцентриситета углов
поворота шпинделя.94
22 21
Рис. 42. Конструкция ОДГ-5Э95
15 38 15Рис. 43. Оптическая схема ОДГ-5Э (а) и изображения отсчета на эк¬
ране (б, в)96
В системе основного отсчета свет от лампы 1 (рис. 43, а) проходит
линзы конденсатора 2, 4, 38, 40, призмы 3, 5, 39 и освещает с двух сто¬
рон лимб 37. Цена деления лимба 20Изображения диаметрально противоположных штрихов лимба си¬
стемой, состоящей из объективов 32, призм 10 и 11, 20 и 26 линзовых
компенсаторов 13, 12 и 17, 18, переносятся на разделяющую грань ку¬
бика 14 и номинально совмещаются на линии раздела в одном поле.
Совмещенное изображение штрихов лимба объективом 16, 19 и приз¬
мами 15, 21 переносится в плоскость круговой шкалы 22 с ценой деле¬
ния 5". В одной плоскости со шкалой 22 находится диафрагма 23 с двумя
индексами — верхним и нижним. Так как при вращении шпинделя диа¬
метрально расположенные штрихи лимба перемещаются в поле зрения
в противоположных направлениях, то угол поворота шпинделя от
одного совмещения на линии раздела штрихов лимба до следующего
совмещения будет равен 10', что соответствует интервалу между край¬
ними оцифрованными штрихами шкалы 22. Таким образом, положение
лимба относительно индекса на диафрагме 23 сразу позволяет отсчиты¬
вать угол поворота шпинделя в целых градусах и десятках минут. Для
отсчета дробных частей (единичные минуты и секунды) в оптической
схеме помещены компенсационные линзы 13, 12 и 18, 17 и кинемати¬
чески связанная с ними шкала 22. При перемещении компенсационных
линз 12 и 17 изображения штрихов лимба будут перемещаться вдоль
линии раздела. Перемещение* производится до номинального совмеще¬
ния противоположных штрихов лимба друг с другом. Величина пере¬
мещения в минутах и секундах отсчитывается по шкале 22. Совместное
изображение штрихов лимба, шкалы 22 и диафрагмы с индексом 23
переносится объективом 24 и призмой 25 на призму-экран 8. Вид поля
зрения при отсчете углов поворота шпинделя показан на рис. 43, б.В системе отсчета углов поворота корпуса головки свет от лампы 1
через конденсаторы 42, 29, призмы 41, 31, 28 освещает лимб 30.Изображение градусных штрихов лимба проецируется системой,
состоящей из объектива 27 и линзовых компенсаторов 34, 33, в пло¬
скость шкалы 35 с ценой деления 10'. Шкала 35 состоит из семи просве¬
тов на темной полосе с оцифровкой через два деления, а именно в точ¬
ках 0', 20', 40', 60' (рис. 42, в). Расстояние между крайними делениями
точно соответствует одному градусному делению на лимбе. Таким обра¬
зом, положение градусного штриха на этой шкале сразу позволяет от¬
считывать угол поворота корпуса головки в целых градусах и десятках
минут. Для отсчета дробных частей этого деления (единичные минуты)
в оптической схеме помещены компенсационная линза 34 и жестко свя¬
занная с ней шкала 36.При перемещении компенсационной линзы 34 изображение градус¬
ного штриха лимба будет перемещаться вдоль темной полосы. Пере¬
мещение производится до совмещения штриха с ближайшим просветом.
Величина перемещения в минутах отсчитывается по шкале 36. Индекс
для отсчета нанесен на шкале 35.Совместное изображение штрихов лимба 30, шкал 36 и 35 объекти¬
вом 7 через переключающиеся призмы 9 и 6 переносится на призму-
экран 8.Особенностью оптической системы является возможность получе¬
ния отсчета угла наклона головки и угла поворота шпинделя на одном
экране. Обе системы отсчета имеют общий источник питания. Снятие
отсчета производится поочередно при помощи переключающего устрой¬
ства.4 Б. М. Теплицкий97
21. ДЕЛИТЕЛЬНАЯ ГОЛОВКА „ЛЕЙТЦ"Эта делительная головка позволяет измерять и устанавливать де¬
тали в процессе работы с точностью 1—2" благодаря наличию специаль¬
ной оптической схемы и соответствующему конструктивному исполне¬
нию. По внешнему виду делительная головка «Лейтц» сходна
с ОДГ-бО.Конструкция головки показана на рис. 44, а. Шпиндель 1 со сфери¬
ческими цапфами установлен в корпусе на четырех сферических под¬
шипниках 2 и 8. Внутри шпиндель полый, что позволяет устанавливать
в нем центр 9 и стержень натяжения 4. На шпиндель жестко насажены
червячное колесо 3, оптический делительный диск 5 и диск 18. Тормо¬
жение шпинделя в нужном положении осуществляется дифференциаль¬
ным плавающим зажимом, устройство которого видно на сечении Б—Б.
Торможение диска производится пластинчатыми пружинами 6 зажима 7,
действующими от системы рычагов. При вращении рукоятки винта 16
через шариковые рычаги 20 и 22, тягу 21, пластинчатую пружину
стяжки 6 происходит соответственно зажим или отжим тормозного диска.
Планка 17 служит ограничителем хода винта рукоятки 16. Вращение
шпинделю передается через червячную пару 3 от маховика 14; точная
доводка поворота шпинделя по заданному углу производится рукоят¬
кой 11. Стопорение рукоятки 11 осуществляется винтом 12. Корпус
может поворачиваться в основании и крепится винтами 10 через дуги.
На переднем конце шпинделя закреплен диск 19, имеющий 360 делений.
Рычагом 15 червяк выключается из зацепления с червячным колесом,
что необходимо главным образом при использовании электромотора
в качестве привода шпинделя. Конструкция данной головки позволяет
использовать электропривод и шлифовальную головку для доводки
или шлифования установленного в конусе шпинделя центра 9 или оп¬
равки, что дает возможность избежать возможных ошибок при уста¬
новке центра.На сечении А—А (вид К) показано устройство оптической схемы
двойного отсчета. Свет от лампы накаливания проходит через линзы
конденсаторов 23, призмы и стеклянный делительный диск 5 с двойными
штрихами делений окружности, расстояние между которыми равно 20'.
Измененное призмами и усиленное объективами 25 изображение диа¬
метральных делений (например, 120 и 240°), проходя двойную призму 31
и промежуточные объективы 24, дает резкое изображение деления на
шкале 26 окуляра 13. По направлению лучей изображение проходит
через плоскопараллельные плитки 30, поворот которых производится
эксцентриковой втулкой 27 через поводок 28 и рычаг- 29.Поворачивая соответствующим образом плитки 30, можно произ¬
водить отсчет деления на угол, равный 20°±5''. На рис. 44, б приведены
четыре варианта отсчета.К особенностям конструкции делительной головки «Лейтц», обес¬
печивающим получение высокой точности измерения, относятся сле¬
дующие:1) наличие сферических подшипников в опоре шпинделя позволяет
устанавливать шпиндель при несовпадении осей расточки опор под¬
шипников;2) применение плавающего дифференциального двойного зажима
шпинделя, действующего через пружинные пластинки, не нагружает
шпиндель и не вызывает смещения положения его установки;98
Рис. 44. Конструкция, оптиче¬
ская схема. Варианты отсчета
узлов деления ОДГ «Лейтц»Нулевоеположение85" 4pjfts"
3) применение оптической системы передачи двойного изображе¬
ния на шкалу окуляра исключает ошибки центрирования и повышает
точность отсчета.22. ДЕЛИТЕЛЬНАЯ ГОЛОВКА ОРГ-3Основные отличительные особенности оптической делительной го¬
ловки модели ОРГ-3 (рис. 45):1) наличие экранного устройства для снятия отсчета с точностью 3";2) элементы оптической системы не испытывают механических на¬
грузок,. так как оптический градуированный лимб соединен со шпин¬
делем головки через фрикцион; торможение шпинделя осуществляется
через равномерно охватывающие тормозной диск 14 колодки;3) возможна точная установка угла наклона шпинделя с помощью
угломерного уровня, для чего сбоку на корпусе головки имеется спе¬
циальная площадка для юстировки.Корпус имеет жесткую коробчатую форму и закреплен в расточных
отверстиях основания двумя полудугами 1. Шпиндель 13 помещен
в коническом и цилиндрическом подшипниках скольжения. Тормозной
диск 14, червячное колесо 12, оптический лимб 11 закреплены на шпин¬
деле неподвижно. Наружный лимб 6, градуированный на 360° (через 1°),
может быть повернут на шпинделе за счет фрикционной связи. Этот
лимб служит для грубой предварительной установки величины угла
поворота. Червяк, зацепляющийся с червячным колесом, управляется
маховичком 8 предварительного поворота и рукояткой 7 тонкой на¬
стройки. Рукоятка 5 управляет двумя колодками, стопорящими шпин¬
дель через тормозной диск 14. Корпус со шпинделем поворачивается
вокруг горизонтальной оси рукояткой 10 через червячную передачу 17,16, 18. Рукояткой 9 производится выключение червяка 15.Для выполнения точных работ используется оптическая система
с экраном 3 и осветителем 4. На стекле экрана на темном фоне распо¬
ложены две шкалы, по которым производится отечет. На верхнем окне
проецируются показания оптического лимба, т. е. градусы и биссекторы
минутной шкалы с ценой деления 10'. Управление оптической системой,
т. е. совмещение спиральных штрихов градусной и минутной шкалы,
а также точную установку на секундной шкале производят ручкой 2.
На шкалах экрана 3 установлен угол, равный 41° 31' 12". Достоин¬
ствами данной модели являются точность отсчета 3", возможность легко
оценить на глаз деления до V, воспроизводимость установки до ± Iй*23. ДЕЛИТЕЛЬНАЯ ГОЛОВКА „КОВЕНТРИ*1
С ЭКРАНОМ ДЛЯ ОТСЧЕТАОптическая делительная головка «Ковентри» также предназначена
для деления окружности на части при выполнении разметки, контроля,
и других работ высокой точности.Конструкция делительной головки изображена на рис. 46, а. Кор¬
пус 12 головки представляет отливку коробчатой формы. В основании
корпуса имеются приливы с пазами для крепления к столу. Шпиндель 13
смонтирован в стальных закаленных и доведенных подшипниках сколь¬
жения 8 и 14. Фланцы подшипников с помощью винтов прикреплены
к корпусу. С передней стороны на шпинделе укреплен тормозной диск 1,100
16 15 14 иРис. 46. Конструкция (а) и оптическая схема (б) ОДГ
«Ковентри^
выполненный за одно целое с планшайбой для крепления деталей или
поводка. На тормозном диске насажено кольцо 2 грубого отсчета с 360 де¬
лениями. В процессе работы это кольцо можно установить поворотом
от рукоятки на нуль или другое деление угла и застопорить винтом.
Внутри в корпусе на шпинделе насажены и закреплены стеклянный
градуированный диск 3 и зубчатая фрикционная муфта 10, соединяю¬
щая червячное колесо 7 со шпинделем. Фрикционная муфта, действую¬
щая от пружины, обеспечивает плавность вращения шпинделя и исклю¬
чает возможность деформации деталей привода вращения при перегруз¬
ках или заторможенном шпинделе. Вращение червячному колесу пере¬
дается через червяк 6 от внешнего маховика 9. Описываемая головка,
как и ОДГ-бО, имеет узел тонкой настройки поворота шпинделя, смон¬
тированный со стороны маховика 9.Стопорение шпинделя осуществляется за счет зажима штоком 16
и втулкой 15 тормозного диска 1 при повороте рукоятки 11. Сверху на
корпусе закреплен узел оптической системы с источником света и отсчет-
ным экраном (на рис. 46, а отсчетный экран повернут на 180°).Оптическая схема делительной головки приведена на рис. 46, б.
От источника света — лампочки 1 через линзы конденсатора 2 и призму 3
пучок проходит через стеклянный градуированный диск 4, преломляю¬
щую призму 5, линзы объектива 6, преломляющую линзу 8, дугу 10,
проекционные линзы 11 и затем попадает на зеркало 12. В системе
оптического отсчета смонтирован узел микрометрического оптического
устройства, состоящего из стеклянной дуги 10 с делениями от 0 до 2
и соединенного при помощи пластинки 9 с преломляющей линзой 8.
Дуга и линза могут одновременно поворачиваться на осях 7. Назначе¬
ние преломляющей линзы — создание смещения светового луча, про¬
ходящего через стеклянную минутную дугу 10. Отраженный свет от
зеркала направляется на зеркало 13, вследствие чего изображение с де¬
лениями в градусах с градуированного диска 14 проецируется в зоне А,
а значения минут оптической микрометрической дуги — в зоне В.
Отсчет делений при измерении производится следующим образом.Вращением кнопки 4 оптического миниметра 5 (рис. 46, а) по риске
на экране устанавливаются значения градусов, а соответствующие им
значения минут и секунд определяются по левой шкале. На рисунке
показано значение 309 31' 42". Каждое деление минутной шкалы соот¬
ветствует 12".Преимуществами конструкции данной оптической делительной
головки являются:1) наличие устройства для измерений с точностью до 6" и более по
шкале с ценой деления 12";2) наличие экрана для отсчета, что исключает применение обыч¬
ного окуляра, настраиваемого в зависимости от зрения работающего;3) наличие устройства для торможения шпинделя в осевом направ¬
лении, которое исключает возможность радиального смещения шпин¬
деля, вызывающего ошибки в делении на деталях, что характерно для
других конструкций оптических головок.24. ДЕЛИТЕЛЬНАЯ ГОЛОВКА ОПЛОтличительной особенностью этой головки (рис. 47) является при¬
менение в качестве опор шпинделя 1 точных конических подшипни¬
ков 3 и 11, установленных в специальных втулках.103
104
В качестве тормозящего устройства установлен подвижной в осе¬
вом направлении тормозной диск 9, приводимый в действие от руко¬
ятки 17 через систему рычагов 8. Это позволяет исключить радиальные
нагрузки на шпиндель при работе. Оптический градуированный лимб 5,
который защищен от попадания пыли и смазки сальниковой короб¬
кой 15, насажен на шпиндель.Источник света 4 вынесен на корпус 6, что исключает возможный
нагрев элементов головки в процессе работы. Оптическое устройство
позволяет снимать отсчет, равный 5", с помощью отсчетного устрой¬
ства 16. Поворот червяка 12 производят маховиком 19 для грубой уста¬
новки и рукояткой 18 для тонкой. Предварительный отсчет угла пово¬
рота шпинделя снимается по градуированному наружному лимбу 2.
С помощью рукоятки поворота 21 червяк 12 выводят из зацепления
с червячным колесом 7. Поворот корпуса со шпинделем производят чер¬
вяком 13, отсчет угла поворота его устанавливают по шкале 20, укреп¬
ленной на основании головки.Отсчетное устройство состоит из корпуса 23, барабана 24 и экра¬
на 22, на который проецируется йзображение деления градусов опти¬
ческого лимба 5 головки. Минуты и секунды отсчитываются следующим
образом: вращением барабана 24 наводят два биссекторных штриха,
выгравированных на экране, на изображение делительного штриха
в градусах, в данном случае 142°.Градуировка минут выполнена на барабане 24 и соответствует 32',
установленным против нуля неподвижного корпуса 23. На корпусе 23
нанесено 12 делений, каждое из которых равно 55". В данном случае
четвертый штрих нониуса совпадает со штрихом минутной шкалы бара¬
банчика, что соответствует 20". Установленный угол на отсчетном
устройстве равен 142° 32' 20".25. ПОЛУУНИВЕРСАЛЬНАЯ МАЛОГАБАРИТНАЯ
ДЕЛИТЕЛЬНАЯ ГОЛОВКА
С УВЕЛИЧИТЕЛЬНОЙ ЛИНЗОЙ МОДЕЛИ PCОптическая делительная головка PC (рис. 48) предназначена для
использования на малогабаритных, плоскошлифовальных и других
станках.Корпус 1 головки неподвижно соединен с основанием 6, в нем смон¬
тирован узел шпинделя 18 с оптической системой. Особенностью кон¬
струкции является то, что шпиндель неподвижен, а в нем вращается
бронзовая диск-втулка 17. Эта втулка несет кольцо 15 из оптического
стекла с градуированной оцифрованной шкалой. Каждое деление
шкалы равно 1°.На втулке 17 закреплены червячное колесо 14, находящееся в за¬
цеплении с червяком 23, и тормозные колодки 16. На переднем конце
втулки 17 закрепляется поводок 5, через который передается поворот
детали, установленной в центрах.Быстрое вращение червячного колеса производится от маховичка 7,
точное — через кольцо с накаткой 8. Рукоятка 9, расположенная над
маховичком, приводит в действие тормозные колодки 16, которые сто¬
порят втулку 17.Пучок света от источника 19 через систему линз конденсатора 20
и призму 21 направляется на градуированное кольцо 15, затем изобра¬
жение проецируется на стеклянный экран 26, проходя через линзы
объектива 22 и систему призм 24, 25.105
Рис. 48. Общий
вид, оптическая
схема (а) и шка¬
ла отсчета (6)
полуунивер-
сальной ОДГ
модели PC173О 6 1?1вйЗШ24в54
Экран 26 имеет шкалу с десятью двойными штрихами, эквивалент¬
ными 6 . Установлен экран на прямолинейных направляющих с шарико¬
подшипниками. Наблюдение величины углового поворота детали на
экране 26 ведется через увеличительную линзу 10, закрепленную в
оправе 2 на корпусе головки. Перемещение экрана производится от
ручки 4 через коническое колесо 13, градуированный барабан 12 с по-
мощькГмикрометрического винта 11. На наружной поверхности бара¬
бана 12 нанесено 60 делений. Цена деления эквивалентна 6". Снятие
отсчета со шкалы барабана производится через увеличительную линзу 3,
также закрепленную на корпусе головки.Отсчет фактического углового поворота детали в градусах, мину¬
тах и секундах получают путем сложения показаний, снятых с экрана 26
и микрометрического барабана 12. На рис. 48 показаны два примера
отсчета угла поворота: 42° 12' 42" и 173° 54' 54".Особенностью данной конструкции являются компактность, про¬
стота конструкции механизма привода за счет применения неподвиж¬
ной оси (шпинделя), высокая точность оптической системы.
ГЛАВА VМЕТОДЫ И ТЕХНИКА ДЕЛЕНИЯОдной из важных работ, выполняемых с помощью делительных
головок, является операция деления. Процесс деления заключается
в разделении определенного отрезка или главным образом окруж¬
ности на заданное количество частей или углов. Простым примером вы¬
полнения деления окружности может служить фрезерование шести¬
гранной головки винта; более сложные работы — это деление при про¬
резании впадин зубьев шестерни или нанесения рисок на лимбах.В зависимости от числа требуемых делений и точности их выполне¬
ния выбираются способ деления и тип делительного механизма. На
разных конструкциях делительных головок деление окружности вы¬
полняется различными способами: непосредственным (прямым) деле¬
нием, простым, комбинированным, универсальным, дифференциальным,
а также делением с помощью дополнительных широкодиапазонных
и других устройств.26. НЕПОСРЕДСТВЕННОЕ (ПРЯМОЕ) ДЕЛЕНИЕНепосредственное, или прямое, деление выполняется на простых
и универсальных делительных головках при делении окружности за¬
готовки на малое число частей (от 2 до 36 и более) при фрезеровании
лысок, четырех- и шестигранников и т. п. В случае работы с УДГ чер¬
вяк выводится из зацепления с червячным колесом и поворот шпинделя
осуществляется непосредственно от руки. Отсчет деления на различ¬
ных конструкциях головок производится по-разному, как отмечалось
в гл. I.На УДГ Н-100, Н-135, Н-160 и др. отсчет делений снимается по
градусной шкале непосредственного деления 1 и нониуса 2 (см. рис. 18).Цена деления на нониусе соответствует 5'. Если на детали задано
число частей, то необходимо для выполнения деления результат полу¬
чить в угловой мере360° , 21 600'а° = или а = .z zЗдесь а — угол поворота шпинделя: г — число частей или граней на
детали.При фрезеровании нескольких пазов значения углов поворота надо
суммировать. Например, фрезеруется шесть пазов. Угол установки для108
первого паза равен 0°, для второго—60°, для третьего—120°, для чет¬
вертого—180°, для пятого —240° и для шестого —300°.В табл. 10 приведены значения углов поворота шпинделя при не¬
посредственном делении на число частей до 100.На УДГ D-160, 200, 250, 320, 400 и др. непосредственное деление
выполняется за счет применения дисков с различным числом фикси¬
рующих отверстий или пазов — 12, 18, 24, 36 и до 48. Устройство для
непосредственного деления (рис. 49) состоит из сменного делительного
диска 6, закрепленного на шпинделе 3, и реечного фиксатора 5, смон-Рис. 49. Конструкция УДГ с устройством для
непосредственного делениятированного в корпусе 1 головки. Передвижение фиксатора произ¬
водится поворотом рукоятки 4 зубчатого валика, находящегося в за¬
цеплении с рейкой. Червяк 8 выводится из зацепления с червячным
колесом 2; после окончания операции деления шпиндель должен быть
застопорен.У ряда делительных головок, диски которых вместо отверстий
имеют пазы или прорези, фиксатор выполняется соответствующего
профиля. Для замены диска 6 достаточно отвинтить гайку 7. Исполь¬
зование дисков с отверстиями или пазами при непосредственном деле¬
нии имеет то преимущество, что исключает необходимость выполнения
расчета в процессе работы, однако универсальность таких головок в дан¬
ном случае снижается, так как необходимо иметь большое число дисков
и производить их установку.Количество отверстий или пазов диска непосредственного деления
определяет количество частей или .делений, которое можно получить
на детали.Для наиболее распространенных чисел отверстий или пазов дели¬
тельных дисков в табл. 11 указаны числа возможных делений.109
Таблица 10Значения углов поворота шпинделяЧисло деле¬
нийа = 360° :Число деле¬
нийяIIсоО)оЧисло деле¬
нийа = 360° :градXБ2X<иоградXSS<иоград«кS*о21803510170,86851756,83120 —3610——695130,22490 —3794347,0227050834,8572 —3892826,2667150413,8662 —3991850725——7512542,888409——7345553,2845——4184649,87445153940——4283417,475448—1036——4382219,47644412,63411324838,1834481054,47744031,171230——458——7843655,38613274132,3084674933,27943325,06614254251,42947739—80430—1524——48730—81426401622——4972048,48242324,878172135,29550712—8342014,4601820——5170331,88441708,57419185650,5265264723,28541408,4702018——5364732,88641109,76921170834,28854640—8740816,5522216214955632428840827,27623153907,2645662542,28940241,7982415——5761856904——2514——5861224,29135721,75826135046,15459606069235446,958271320—606——9335215,48428125125,70861554059434947,23629122449,6586254823,29534722,1063012——6354251,6'96345—31113646,40064537309734240,82732И15—6553218,29834024,49233105432,666527169933810,93234103517,66752223100336110
Таблица ИРазложение чисел отверстий дисков
на простые множителиhК О)4 £PQ XО Оо Яи 2I*К «и
t? н
И SS *
и 2о я
и 2^ 2со
о н
ч "О •=*F я24681012151822243022*22*32-2-22-5
2-2-33-5
2-3-3
2-112-2-2-32-3-522; 42; 3; 62; 4; 82; 5; 102; 3; 4; 6; 123; 5; 152; 3; 6; 9; 182; 11; 222; 3; 4; 6; 8;
12; 242; 3; 5; 6; 10;
15; 303236424854566264662Х2Х2ХХ2Х22-2-3-32-3-72Х2Х2ХХ2ХЗ2-3-3-32-2-2-72-312Х2Х2ХХ2Х2Х22-3-112; 4; 8; 16; 322; 3; 4; 6; 9;
12; 18; 362; 3; 6; 7; 14;
21; 422; 3; 4; 6; 8; 12;
16; 24; 482; 3; 6; 9; 18;
27; 542; 4; 7; 8; 14;
28; 562; 31; 622; 4; 8; 16;
32; 642; 3; 6; 11;
22; 33; 66Примечание.В таблице приведены данные дисков, наиболее часто встреча¬
ющихся в отечественных и иностранных делительных устройствах.27. ПРОСТОЕ ДЕЛЕНИЕДеление заготовки на равные или неравные части с помощью пере¬
даточного механизма универсальной делительной головки при неподвиж¬
ном делительном диске называется простым делением. Передача дви¬
жения шпинделю (рис. 50) при простом делении производится через
червячное колесо гк, червяк z4, цилиндрические шестерни zv z2 и от
рукоятки 4 с фиксатором 1. Делительный диск 3 в этом случае засто¬
порен зажимом 2 и индексация поворота рукоятки 4 производится по
отверстиям делительного диска; конические шестерни za и z4 в передаче
движения не участвуют. В табл. 12 дана характеристика зубчатых колес
этой головки.111
Для вывода расчетной формулы настройки, определяющей поворот
шпинделя в зависимости от поворота рукоятки 4, рассмотрим кинема¬
тическую схему УДГ Д-250 (рис. 50).Рис. 50. Кинематическая схема УДГ при простом
деленииВ формулу вводим следующие обозначения: г — число делений
или канавок, которое необходимо получить на заготовке; i — отноше¬
ние, соответствующее повороту заготовки на одно деление; п — число
Тб 12 ФиксиРованных поворотовХарактеристика зубчатых колесНаименованиеОбозна¬
чение
на схеме
(рис. 50)ЧислозубьевЦилиндриче¬?133ское прямозубое*233колесоКоническое ко¬*325лесог425Червяк одно-гч—заходныйЧервячное ко¬гк40лесоЧисло 40 является ха¬
рактеристикой делительной
головки. Следовательно, чи¬
сло оборотов рукоятки дели¬
тельной головки равно ее ха¬
рактеристике, деленной на число делений детали. Наиболее распро¬
страненные характеристики передаточного механизма универсальных
делительных головок 30, 40, 60.рукоятки.Тогда поворот шпинделя
на одно деление равенJ_= 9г г1гкПодставив соответствую¬
щие значения чисел зубьев,
получим1 33-1 140■ = пили п =33-40
40
2(10)112
При z = 40 п = 1; при г > 40 п <3 1; при z <3 40 л*> 1; отсюда
видно, что число оборотов рукоятки, полученное по формуле (10), может
быть в виде целого числа, правильной или смешанной дроби.Если обозначить через а целое число оборотов рукоятки, b — число
промежутков между отверстиями, отсчитываемыми на делительном диске,
с — число отверстий выбранного ряда делительного диска, то число
оборотов рукоятки будет п = а + Ыс или п = аЫс. Подставляя зна¬
чение п в формулу настройки,
получимПример. Необходимо най¬
ти число оборотов рукоятки при
фрезеровании зубчатых колес
с числом зубьев 24, 40, 50.По формуле (10) находим:3>“—аг--^Рис. 51. Схема установки отсчетных
линеекПолучение целых чисел оборотов рукоятки не вызывает затрудне¬
ний, так как фиксатор рукоятки должен устанавливаться в одно и то же
отверстие делительного диска после нужного количества целых оборо¬
тов на любом из рядов отверстий делительного диска. Для первого
и третьего случаев, т. е. при получении результата в виде дробного
числа, его необходимо преобразовать так, чтобы знаменатель дроби
был равен числу отверстий ряда, имеющихся на делительном диске:4 fi 24П=Т-Г=Ж; а = 0; ь = 24; с = жСледовательно, для того чтобы произвести деление, нужно: в пер¬
вом случае — повернуть рукоятку на один полный оборот и дополни¬
тельно на 26 промежутков между отверстиями ряда делительного диска
с числом отверстий 39; в третьем случае — повернуть рукоятку на
24 промежутка между отверстиями ряда с числом отверстий 30. Для
удобства отсчета числа промежутков на делительном диске имеется
установочный раздвижной сектор. После того как определена делитель¬
ная окружность и найдено число делений, на которое необходимо уста¬
новить фиксатор, производится установка раздвижного сектора
(рис. 51). Сектор состоит из двух отсчетных линеек 1 и 2 и зажимного
винта Зу с помощью которого линейка крепится под любым углом. Пру^
жина 4 удерживает сектор от произвольного поворота. Отсчитывая
число отверстий, заключенное между разворотом линейки, следует
помнить, что оно должно быть на единицу больше, чем число, получен¬113
ное при подсчете, т. е. оно должно быть равно числу промежутков между
отверстиями.Рекомендуется поворачивать сектор сразу же после перестановки
рукоятки с фиксатором. Это гарантирует от возможных ошибок. Сле¬
дует учитывать, что вопрос возможности выполнения на делительной
головке простого деления сводится к преобразованию дроби со зна¬
менателем, равным числу отверстий делительного диска.Ниже приводятся наиболее часто встречающиеся числа отверстий
делительных дисков в делительных головках с характеристикой N = 40;1314151617181920212324252627282930313233343637383941424344454647484951535457585961626366676971737779818387899193969799101103107109111113117119121123126129131133137139141143147149151153157159161163193167197169199171173175177179181187189191В табл. 13 приведены расчеты настройки на простое деление при¬
менительно к числам отверстий делительных дисков универсальных
делительных головок с N = 40.При м^е ры пользования табл. 13. Определить числа
оборотов рукоятки при делении:1) на 33 части, если с = 33, 66 или 99,7 Ъ л 14 Ъ л 21П = а— =1—или п=а — =1¥2) на 94 частиЬ 20 Ь 60п = а — = ——- или п = а — = ———
с 47 с 14128. КОМБИНИРОВАННОЕ ДЕЛЕНИЕСущность метода комбинированного деления состоит в том, что
результат деления на некоторое число частей является суммой или раз¬
ностью двух отсчетов, выполненных способом простого деления. Для
выполнения деления комбинированным способом в конструкциях ряда
делительных головок предусмотрено специальное устройство (рис. 52),
состоящее из фиксатора 2, расположенного с обратной стороны дели¬
тельного диска 7, корпуса фиксатора 3 и пружины 4. Отсчет произ¬
водится поворотом рукоятки 8 с фиксатором 1 относительно неподвиж¬
ного диска 7 и затем поворотом последнего с зафиксированной рукоят¬
кой относительно неподвижного дополнительного фиксатора. В послед¬
нем случае вращение от диска 7 через рукоятку 8, валик червяка 6
и червячную шестерню 5 передается шпинделю. Шестерня 5 закреплена
на шпинделе неподвижно. Фиксатор выполнен эксцентрично относи¬
тельно оси, что дает возможность установить его по любому ряду отвер¬
стий делительного диска головки. Этим методом деления пользуются
в тех случаях, когда нужно разделить заготовку на простое число частей,
не кратное числам отверстий окружностей делительных дисков головки,114
Таблица 13Числа оборотов рукоятки при простом делении
на лимбовых универсальных делительных головкахЧисло деленийZРяд делитель¬
ного диска сЧисло полных
оборотов руко¬
ятки аЧисло проме¬
жутков по
делительному
диску bЧисло деленийZРяд делитель¬
ного диска сЧисло полных
оборотов руко¬
ятки аЧисло проме¬
жутков по
делительному
диску b2Любой201313313Любой,13 1326 и др.32кратный 314142124Любой10—1421 и др.21858—15152106156101518 и др.212618612161628621 и др.,614161829кратные 67145101620 и др.210721 и др.5151717268Любой51734212918481751218927 и др.4121711924210Любой4_.171532• 54113332117187266114432818182411663421827 и др.2611773491919221199363193824111213771957261114339119133214И1873119191712161215351919221218361938241221 и др.37115
Продолжение табл. 13Число деленийZРяд делитель¬
ного диска сЧисло полных
оборотов руко¬
ятки аЧисло проме¬
жутков по
делительному
диску bЧисло деленийZРяд делитель¬
ного диска сЧисло полных
оборотов руко¬
ятки аЧисло проме¬
жутков по
делительному
диску b195726292911119133214295812219171216298713320Любой2—3015152121119Осо18162142138зо |21 и др.1721631573131192114711333162118223312731931272244 и др.1363216142323171732201523461343224 и др.16236915133331723161111933661142415110339912124181123417132421 и др.11434341625201123451 и др.192525 и др.115351412261317352113262614143528 и др.142639 и др.121361812272711336271327541263636 и др.1427811393737132718919137111192814163819112821 и др.1.9383812116
Продолжение табл. 13к<и* О3 *Е ^4 °*в«с о
§°а
к О'*
^ о КS £oog
ас *
сшё-а
° ° £ >,
ч * К *О Н ® *s >*5 к
3" ^ ччЧ о
&§
«2X о
3 £
д >»Ч Л§§°s*1°“JSvo t-“окi «*О О 2
§•“2
с m Ч*о8§g*II2*^ Л e[i=C38383957133393940117Любойв<ича)си ^н зК *“ я<и £
(=с **«2« °
сх яJ. ^
s S° ° я
сх с „
рг лС И 4*0
§ § | £>
Sbp:г*чО)Я **я<и 3.«2
п °а, дS *° ° и
ас *
с ffl g-o5 н s «УСч и^ v <и sч«иcfЯ *“яs§
5 sг§s *оо°&с5с и ч*с>О О £ ^5£ё&!&§*
З4 £ сек414142
42
42
4242434344
444445
454546
46
4641
1232142
63
147
18343
129223314и др.182736
и др.234669401202040601401804012020304016243220406046474748484949505051515252535354
54161471411824
и др.491471520
и др.511531326
и др.53
159
275414054405412055155520554056120561216575740-5812058105820595940601206020406181189223344
и др.1421и др.57
171
29158
8759
1771518
и др.616014016243210154012020406040120101240117
П}:одолжение табл. 13£3яч ^хё*i **J3ч ^к *<L>ч<Uв Ло о °
ас®0)чО)н л
к *°og
ас 20)Ч(V^ гг,к g° ° к(=сч gс И 4*0«е °5 SС д Ч-СЧ3 X*юч-оочоК5* Nй*
^ °
Он К§ £ ь *^ * tf ctочокD4 N4е*
(X а^ГкччОчоКГГ N52л °
Он Xо Н s *
Е >» Ч °
« м <и к
й ct се611831207373408551246231207437208511956626240747440851537262936074111608518788636340753016864320631891207545А2486129606416107619[108787406424157638208822106432207657308833156448307613370и др.65138761719089894065261677774090188и др.783820902712666666676833669967172040604010787980
80117791618
и др.60408991929292и др.
91
23
46
69401020306834208181409216170685130824120939340и др.82123609447206969408383409414160701488421109519870211284422095381670281684633095133567172
72и др.
71
1827и др.401015848485
85147189173470908169596
96
9617124364872101540US
Продолжение табл. 13Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску bЧисло деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску bЧисло делений
гРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
1 диску Ь9797401103312125258983920И др.125175569811760111111401266320999940112145126189601001561122810127127401002081Л24215128165и др.113113401283210101101401145720128481510251201141716012912940102153601152381301341031034011546161302681041351156924и др.10426101151615613113140104391511629101323310и др.1165820132662010521811687301329930105421611711740133133401056324118592013467201051475611817760135278105189721191194013581241065320120155135189261061596012018613617510710740и др.13651151082710121121401361193510854201226120136153451088130122183601371374010818970123123401386920109109401243110139139401102281249330140141011Э
Продолжение табл. 13чZ л
Я ** я«2а §<и &о ° §&C3L« 4*0ОО^ч
§g£&
s^s
ГГ* £ ЕС чча>сСГГ NЧ W|з*1&§52а »Число проме¬
жутков по
делительному
диску bЧисло деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску b51711714010172431015172129308173173401617487202417525820175175404017622510176441030176661540177177404178892081791794012180184401802765и др.101811814015182912035183183404018423520'18446108184691524184161354185378818511124121869320281871874036188471018814130140156156157158159160
160161162163164164165
165165166167168
168
168
168
168
16914114214321
и др.39117157791591620
и др.1618116341
123336699831672142
6314718916914171143151030402040454020401030816
24
20
4051015354540402040144144144145
145145146147148148149150
150150151152
152
152152153154155
155
170
170
170
170
1701836
5429
58
87
7314737
111
1491530
451511938
57
133
1537731
93
17
34
51
119
153120
Продолжение табл. 139 N|38§оО ° вСС1(5IIS&миР|аЛ а(Uleg
сяч-ьllllН Я
К *4 к<и ».
tt ^52а §i5 2
oog189190
190
190
190190191192192193194195195196196197198199200
200
202
204204205205206
208
2101891938
57
133
171
191
2448
193
9739
11749
147
197
99
19915
20 и др,
101
51
153
41
123
103
26
21404
8122836405
10
40
20515103040204034
20
10
30824205
4210210210210212212214215215216
216
216
216
218
220
22022222422622822823023023023223223423642
63
147
18953
159
10743
1292754
81
189
1092233
и др.11128
113
57
171
23
6914129871175981228364
12
208245
10
15
35
2046205
20
10
304
12
285
15
20
10236238240240242244244245245246
250
250
252
252
254
256
258
260
260262264264264265265266
2681771191824
и др.12161183491472625
175
6318912732
1291326
и др.13133
66
99
531591336730203420103082454
28
10
30
205
2024205
10
158242010121
Продолжение табл. 13Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску ЬЧисло делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску ЬЧисло деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску Ь270274300456' 332831027054830215120334167202708112304385336425270189283056183381692027234530518324340172274137203061532034034427669103087710340516278139203103143401191428014231093123421712028028431239534443528042631211715344129102821412031415720345698284711031563834617320285578315189243488710285171243167910350354286143203181592035017520288365320162352445290294320243356891029087123203243581792029273103204863601822941472032216120360273295598324811036036429517724326163203605462963753284153609911296111153281231536015317298149203303343621812030015233066636491103003043309912365738122
Продолжение табл. 13Число делений2Ряд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску ЪЧисло делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску bЧисло делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков по
делительному
диску b36618320380195390117303684653805715392495370374380171403921371537011112382191203941972037293103844853957983741872038548539699103764753861932039819920376141103889710400202378189203903910400303Примечание.Начиная с г = 41 число полных оборотов рукоятки не приводится,так как число делений г превышает значение характеристики головкиN => 40).например на 51, 57, 63, 77, 87 частей и т. д. Для этого формулу (10)
простого деления п = 40/г можно представить в виде суммы или раз¬
ности двух дробей.П р и м е р. Требуется выполнить деление на 51, 63, 77 и 87 частей.1 _ 40 _ 34 + 6 34 6" 51 3-17 3-17 + 3-17 ’окончательно _2 2 _ 14 2" 3 + 17 21 + 17 ’В этом случае шпиндель делительной головки с укрепленной за¬
готовкой поворачивают сперва при неподвижном делительном диске
посредством рукоятки с фиксатором на 14 делений по ряду с числом
отверстий с= 21. Потом делительный диск с закрепленной рукояткой
поворачивают вокруг дополнительного фиксатора на два деления по
ряду с числом отверстий с = 17.2 д - 40 - 33 + 7 _ 11 1 _ 11 , 3
63 2ЬЗ “ 21 f 9 ” 21 27 ‘123
В последнем случае знак «минус» показывает, что делительный
диск следует вращать в направлении, обратном вращению рукоятки.Разумеется, что очередность пользования диском или рукояткой
для поворота шпинделя роли не играет; сначала можно поворачивать
рукоятку с фиксатором, а потом, диск с рукояткой вокруг дополнитель-Рис. 52. Конструкция УДГ с устройством для комбини¬
рованного деленияного фиксатора или наоборот. Следует лишь обязательно помнить пра¬
вила знаков между дробями. Однако такой двойной поворот трудоемок,
тем более что поворот делительного диска с рукояткой относительно
дополнительного фиксатора затрудняет процесс деления. Поэтому
иногда пользуются другим способом комбинированного деления.Пример. Произвести деление на 87 и 189 частей при фрезеро¬
вании зубьев.1. Число 87 состоит из двух множителей, 3 и 29, поэтому можно
сначала нарезать на заготовке 29 впадин, т. е., пропуская по два зуба,
поворачивать рукоятку с фиксатором на п — 40/29 = l11/*». что со¬
ставляет один полный оборот рукоятки (а = 1) и 11 промежутков
(Ь — 11) ряда делительного диска с числом отверстий 29 (с = 29).Когда первые 29 впадин будут нарезаны и заготовка займет перво¬
начальное положение, поворачивают шпиндель на u/2i — в/2р частей,
пользуясь в этом случае основным и дополнительным фиксаторами.
Затем снова прорезают 29 впадин поворотом рукоятки с фиксатором
на 1 и/29 оборота. Когда 29 впадин будут нарезаны и заготовка опять
займет первоначальное положение, производят двойной отсчет 14/21—
6/29 оборотов и в третий раз прорезают 29 впадин поворотом рукоятки
с фиксатором на l11/2э оборота. Таким образом, двойной отсчет произ¬
водился только два раза, а 85 раз деление выполнялось только при
помощи рукоятки, что значительно облегчает процесс деления и гаран¬
тирует от ошибок.40 54 14 2 2 6 2189 ~ 27-7 27-7 7 27 ИЛИ " 21 27 'Так как число 189 состоит из двух множителей, 27 и 7, то сначала
нарезают 27 впадин. При этом число оборотов рукоятки равно_ 40 _ 1 23
” 27 27 *Когда первые 27 впадин будут нарезаны и заготовка займет перво¬
начальное положение, делают поворот на п = 6/21—2/27 частей при
помощи обоих фиксаторов. После этого вторично нарезают 27 впадин.
Повторив эту операцию пять раз, получим зубчатое колесо с числом
зубьев 189. Следовательно, вместо 189 сложных двойных делений можно
ограничиться только шестью делениями, что упрощает работу.В ряде случаев, когда не требуется большая точность, пользуются
приближенным расчетом настройки при простом делении. Этот способ
не отличается от способа простого деления, и для расчета применяется
та же формула п = 40/z.Пример. Необходимо произвести настройку универсальной
делительной головки на 53 деления.Определяем40 40 л
„ = —=ж= 0,75470,7547 0,7547-49 36,981 371 49 49 49 •Таким образом, каждое деление, равное 1/53, может быть заменено
отсчетом 37 промежутков ряда делительного диска с числом отверстий 49.
Для этого случая возможная погрешность от деления составитA=3L-^98L=^i = 0>0004Следует отметить, что применение способа комбинированного де¬
ления не обеспечивает производительной работы, а в ряде случаев
дает низкую точность.29. УНИВЕРСАЛЬНЫЙ МЕТОД ДЕЛЕНИЯУниверсальный метод деления предложен ленинградским фрезеров-
щиком-новатором П. С. Гуцулом. Этот метод деления заготовок на
простые числа, например на 61, 67, 73 и т. д., может быть применен125
при работе с делительными головками типа УДГ-Н и УДГ-Д, которые
не имеют устройств для комбинированного деления. Сущность этого
метода заключается в том, что после одного деления или обработки
одного паза детали производится поворот последней не на расположен¬
ное рядом деление или паз, а делается пропуск нескольких делений.
Число пропускаемых пазов (или делений) для каждой данной детали
постоянно.Преимущество универсального метода состоит в том, что он по¬
зволяет производить деление на все простые числа, что особенно важно
при нарезании винтовых и конических зубчатых колес и других рабо¬
тах, когда дифференциальный метод деления нельзя использовать.
Деление осуществляется при помощи одной передней рукоятки с фикса¬
тором, как при простом делении. Недостаток его заключается в том,
что он дает некоторую погрешность.В основу универсального метода деления положена формулагде п — число отверстий, на которое нужно повернуть рукоятку; 40 —
характеристика головки; г — число делений на детали; с — число от¬
верстий выбранного ряда на делительном диске; гг — вспомогательное
число, показывающее, сколько нужно пропустить делений (впадин) на
детали.Пример. Требуется нарезать зубчатое колесо с 2= 61. При¬
нимаем с — 39 и гх = 740 40п = -|f- = -|f- 39.7 = 179,01639 ~ 179,Oi 01и это соответствует числу оборотовh 179 . 23
п = ~с~ ~ 39~~ = "39~Погрешность деления составит
40 179Д = = 0,6557377 — 0,6556776 ^ 0,00006 мм.о! оУ•7Накопленная погрешность на детали равна
Л Ая dz 0,00006-я. 122-6140 40(d= mz= 2,61 = 122 мм).= 0,0366 ммВ табл. 14 приведены расчеты деления на ряд чисел по методу
П. С. Гуцула.126
Таблица 14Числа оборотов рукоятки при делении
по методу П. С. Гуцула на лимбовых универсальных
делительных головкахЧисло
делений
на детали zЧисло
отверстий
на делитель¬
ном диске сЧисло оборотов
рукояткиьп — а —
сКоличествопропускаемыхотсчетовПогрешность
при ^ = 1 мм5149524/497—0,000206147?10/4711—0,0002632552/2S8+0,00046766205/бв5—0,000256959263/595—0,00037153з60/637—0,000373472”/„4—0,000477415%,10+0,0002793927394+0,00055814114%i4+0,00058346241/466—0,00038728з19/288+0,00048947з2%,8+0,000359161147/624—0,000359334З16/348+0,00039753247/6з7+0,000259943з10/438+0,0002510151160/615+0,00035103430000соСО10+0,0002107372%,6+0,000410951247/В16+0,000211153Зз275з10+0,00021132572/2520+0,000311734225/з48—0,0003119592*/.,6+0,000312149132/495+0,0003512338421/3814—0,0001512738З13/3814—0,00025127
Продолжение табл. 14Число
делений
на детали гЧисло
отверстий
на делитель¬
ном диске сЧисло оборотов
рукояткиьп = а —сКоличествопропускаемыхотсчетовПогрешность
при d = 1 мм1294127477+0,00031315127б17+0,000251336661/вв20+0,000813725223/as10+0,000413943213/*з8+0,000314149241/4»17-0,000114743231/4з10—0,0002149/3741/,,15+0,0002Таблица 15Характеристика зубчатых колесНаименованиеОбозначение
на схеме'Число зубьевСменные шестерни:для настройки простого* ZBy20, 24, 25, 27, 29,деленияZnx Zn30, 36, 40, 45, 50,CQ' D60, 74, 76, 78, 80для настройки диффе¬Za> Zb,82, 84, 85, 87, 88,ренциального деленияzc, Zd90, 92, 93, 94, 98,
100, 112, 120| для настройки при на¬Za> zb*20, 24, 28, 30, 32,резании спиралиZCy Zd36, 40, 45, 48, 50,
60, 65, 70, 75, 80,
88, 90, 100, 127Две ведущие шестерни*з22Центральная шестерня422Планетарная шестерня с466внутренним зубомЦилиндрические шестерниZ947Z747ЧервякZqОднозаходныйЧервячное делительное ко¬гн60лесоПланетарная шестерня с на¬*184ружным зубомЦилиндрическая шестерняZb28Конические шестерниZ818Z918128
30. НАСТРОЙКА НА ПРОСТОЕ ДЕЛЕНИЕ
БЕЗЛИМБОВОЙ (ПЛАНЕТАРНОЙ)ДЕЛИТЕЛЬНОЙ
ГОЛОВКИКинематическая схема головки приведена на рис. 53, характери¬
стика элементов — в табл. 15.Один поворот рукоятки 2 должен соответствовать Иг части пово¬
рота шпинделя. Движение в этом случае передается через сменныеРис. 53. Кинематическая схема безлимбовой УДГ
модели УТК при настройке на простое делениешестерни z^, zb, zc, Z£>, планетарную передачу, в которую входят ше¬
стерни zlt z2, z3, z4, через шестерни z6, z7 и червячную пару z4, zK шпин¬
делю изделия 1. Формула настройки на простое деление может быть
представлена в следующем виде:п = г-^~ (пл = — . (12)ZB'ZD г’'2к гПри простом делении шестерня г5 и планетарные шестерни zt и z2
заторможены.Передаточное отношение планетарной передачи равно‘•пл= 1 + J4- = 1+ 66 4.z з 225 Б. М. Теплицкий 129
Таблица 16Числа оборотов рукоятки при простом делении
на безлимбовой универсальной делительной головкеЧисло деле¬
ний ZЧисло оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияЧисло деле¬
ний 2Число оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияZDZCZBZDZCZB25408080603019080804535100504080311938080454480906050321805060455310050408033188808046636080805034185456050737080805035185456050828090605036160100100259260808060371749090301028090906038176909030112888080603917890903012280606050401809090301327880804541182808030142846060454218480803015110050408043186808030161809060504418880803017180100856045190808030181601001005046192808030191769090604719480803020180909060481809090252118180806049198808030221885050605011008080302319250506052180607830241809090505411205090602511005050605511006088402617880804556110050844527112050456058112045876028111250506060112045806029187808045621100509345130
Продолжение табл. 16Число деле¬
ний 2Число оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияЧисло деле¬
ний 2Число оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияZDZCZBZAZDZCZBZA641120458050116112045873065190607827120112040803066112030888012411203093456811205085451251120241006070110050843612811204580257211204080501301120407827741100257460132112024885075112040100601351120249050761100257660136112025854578111228786014011125010024801100258060144112040802582110030825014511203687308411003084501481100257430851100308550150112040100308611003086501521100257630881100308850155112024934590110030905015611122878309211003092501601100258030941003094501641100308225951120247660165112040882496112030805016811003084259811122898601701100308525991904088301721100308625100111228100601751120248436101112050782717611003088251051120248460180110030902510811202590601841100309225110112024886018511202474301121120508427188110030942511511202492601901120247630131
Продолжение табл. 16Число деле¬
ний 2Число оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияЧисло деле¬
ний 2Число оборо¬
тов рукоят¬
ки пСменные шестерни
гитары простого
деленияZDZCZBZAZDZCZB192112030801523511202494301951120207824240112020803019611122898302451120309824200111228100302461120208230204112025853025011203010024205112024823025211202598282081120257827258112020863021011202484302601120207827215112024863026411202488252161120259030270112024902522011202488302761120209230224112025842728011122510024225112024903028211202094302261120207630288112020802523011202492302941120209830234112020783030011202010030Подставив численные значения в формулу (12)- гЛ-гс 4 47 1 _ 1
г„-г„ 47 60 г »получим15гя(13)Пр и м е р. Подобрать сменные шестерни для нарезания зубчатых
колес с 14 зубьями. В наборе сменных шестерен отсутствует шестерня
с числом зубьев 42, поэтому установим шестерню с 84 зубьями, но при
этом необходимо сделать два полных оборота рукояткой, следовательно,
za =45, гв = 84 и п = 2. Шестерни zc и 2d можно устанавливать лю¬
бые, но с одинаковым числом зубьев.Для деления на числа менее 15 из-за трудности подбора сменных
шестерен число оборотов рукоятки принимается п = 2 и более.132
Пример. Подобрать сменные шестерни при нарезании зубчатого
колеса с 80 зубьями;гА'гс 15 = 60.25
zb'zd 80 • JOO/гПри п — 1 получаем = 60, zb = 80, zc = 25, zd = 100.В табл. 16 приведены расчеты настройки на простое деление до 300.31. НАСТРОЙКА НА ПРОСТОЕ ДЕЛЕНИЕ
УНИВЕРСАЛЬНЫХ ДЕЛИТЕЛЬНЫХ ГОЛОВОК
С ПЛАНЕТАРНОЙ ПЕРЕДАЧЕЙ
И ДЕЛИТЕЛЬНЫМ ЛИМБОМ И С ИНДИКАТОРОМКинематическая схема УДГ «П. Хюре» с планетарной передачей
и делительным лимбом изображена на рис. 54.Вращение рукоятки 3 передается планетарной передаче, состоящей
из зубчатых колес г4 и г3, сменных колес ZbZa,,зубчатой пары z2, zvРис. 54. Кинематическая схема УДГ «П. Хюре» при на¬
стройке на простое делениеПоследние передают вращение корпусу 2 и через колеса ze, z5 на чер,-
вяк zr и червячное колесо zK, закрепленное на шпинделе 1. Числа зубьев
зубчатых колес и передаточные отношения приняты следующие: zl =2 2 1= 22; z2 = 20; z3 = 21; г4 = 21; — = 1 или — = —; z4= 1;Zq Zq 1zK = 40. Формула настройки на деление выражается следующим обра¬
зом:133
40где п2 = — число оборотов корпуса планетарной передачи, или40 / . 11 2fl \ИЛИЛ^-г=\агь+Пга. (14)Формула настройки на простое деление УДГ с индикатором
(см. рис. 25) может быть представлена в общем виде, если обозначить:
zK — число зубьев червячного колеса; z4 — число заходов червяка;
h — цена деления индикатора; В — число делений индикатора; п —
число оборотов рукоятки; z— заданное число делений на детали;
N — характеристика головки,N N Duп = или = Bh.z zТогдаNЯ = (15)При N = 40 Вгпzh4032. ДИФФЕРЕНЦИАЛЬНОЕ ДЕЛЕНИЕ
ПРИ ПОМОЩИ УНИВЕРСАЛЬНЫХ
ДЕЛИТЕЛЬНЫХ ГОЛОВОКИз табл. 13 видно, что делительные диски не позволяют производить
деление на все необходимые числа. В основном это относится к простым
числам, которые нельзя разложить на множители, например 51, 61,
67, 73 и др., отсутствующие на делительных дисках. В этом случае
способы прямого, простого и комбинированного деления дают только
приближенное решение, что не всегда приемлемо для практического
использования. Для деления на числа 51, 61, 67, 73 и т. д. применяют
способ дифференциального деления.Из кинематической схемы настройки дифференциального деления
(рис. 55) видно, что передача движения к шпинделю происходит, как
и при простом делении, т. е. от рукоятки 4 через цилиндрические ше¬
стерни z2, zlt червяк zr, червячное колесо zK к шпинделю 1. Затем от
шпинделя изделия через набор сменных шестерен z^, zb, zc, zd, уста¬
новленных на штыри 5, и конические шестерни z3, z4 поворот сообщается
делительному диску 3, причем стопор 2, тормозящий делительный диск,
должен быть освобожден. Таким образом, величина поворота шпинделя
будет являться результатом углов поворота приводной рукоятки отно¬
сительно диска и самого делительного диска, по которому производится
фиксация (индексация) рукоятки. При этом могут быть два случая:1) направления вращения рукоятки и делительного диска совпадают;2) вращение рукоятки и вращение диска имеют различное направление.134
Если обозначить через пр — обороты рукоятки диска с фиксато¬
ром; Яд — обороты делительного диска; пш — обороты шпинделя, то
при совпадении направлений вращения рукоятки и диска пш = пр +
+ /гд, а при несовпадении направлений вращения/2Ш — Лд-В общем виде расчетная формула может быть представлена так:
пш = пр ± /гд. (16)Так как требуемое число делений z нельзя получить на имеющихся
дисках, принимается для расчета произвольное (фиктивное) число де¬
лений 2ф, близкое к требуемому.—-I\" * гУ1' иИДИ 111.11 llliJl* ли \ \^ "Т —II 11111|_ ,5 у\У17Щш\*3о-'.Рис. 55. Кинематическая схема настройки на диффе¬
ренциальное деление УДГ Н-135, 160 и Д-160, 200,
250, 320 и 400Число оборотов шпинделя в общем случае определяется так же,
как и при простом делении, пш = N/z, или, если N = 40, п = 40/г.Число оборотов рукоятки соответствует настройке на число деле¬
ний гф; пр = 40/гф. Следовательно, величина поворота делительного
диска, являющегося как бы дополнительным поворотом, определяется
из формулы40 40 407- = !^(г*-г)-Для дополнительного поворота делительного диска при повороте
шпинделя на 1 /г часть, т. е. на одно деление, производится настройка
гитары сменных шестерен. Передача вращения делительному диску
(рис. 54) может быть представлена так:1 г.л'гс 2,135
*4‘ZCгде i = передаточное отношение сменных шестерен гитары.ZB'ZDРешая это уравнение относительно i, получим расчетную формулу
настройки при дифференциальном делении для универсальной дели¬
тельной головки с характеристикой N = 4040 / 1
(2Ф — г) = —22 фi — (2ф — 2). (17)ФИз формулы видно, что если взятое фиктивное число 2ф больше
искомого 2, то передаточное отношение i имеет положительное значение.
В этом случае направление дополнительного поворота делительного
диска совпадает с направлением вращения рукоятки. Если 2ф> 2, то
направления вращения рукоятки и делительного диска не совпадают.
Эти условия должны особенно учитываться при настройке гитары смен¬
ных шестерен.Приведем несколько примеров расчета дифференциального деления
и настройки.Пример 1. Требуется нарезать с помощью делительной головки
зубчатое колесо с числом зубьев г = 67.Примем 2ф = 70. Тогда_ 40 40 120 1270~ = ~7(Г = ~70- = ~Т~ ’Эту неправильную дробь следует преобразовать таким образом,
чтобы получить дробь, которую можно составить из комплекта сменных
зубчатых шестерен, например:гЛ'2с 12 5 60
ZB’ZD 75 35Настройку гитары можно произвести двумя шестернями: г& = 60
и гв = 35.Передаточное отношение в данном случае имеет положительное
значение, так как 2ф> 2; это показывает, что рукоятка и делительный
диск должны вращаться в одну сторону. Из кинематической схемы
(рис. 55) видно, что при установке только двух сменных шестерен ру¬
коятка и диск вращаются в противоположных направлениях. Для
изменения направления вращения делительного диска достаточно между
шестернями гд и zb установить паразитную шестерню 1 (рис. 56, а,
позиция /).Число оборотов рукоятки и, ряд чисел делительного диска выби¬
раются не по действительному числу зубьев нарезаемого колеса, а по136
^ ,ZaII IIIг A\/ i—ZaЛzBИTZbZbI/IVzc/
Z ВZd2 Zc Z8 ZaРис. 56. Варианты схем установок сменных шестерен при дифферен¬
циальном делении (а) и установка гитары и сменных шестерен на УДР(б):/ — с одной паразитной шестерней; II — с двумя паразитными шестернями;III г—- двойная пара без паразитной шестерни; IV = то же с паразитной ше*стерней137
условно принятому 2ф. Поэтому по формуле простого деления полу¬
чаем40 40 16
гф “ 70 ~ 28 'Отсчет производится по ряду с = 28 отверстиям, и для каждого
поворота рукоятки устанавливается сектор на Ъ = 16 промежутков
между отверстиями диска.П р и м е р 2. Требуется нарезать с помощью делительной головки
шестерню с числом зубьев г =91. Подбираем фиктивное число 2ф,
близкое к заданному и кратному числу отверстий на делительном диске.Принимаем 2ф = 90, тогда(90-91) = -!.Полученную дробь следует преобразовать таким образом, чтобы
ее можно было составить из комплекта сменных шестерен:4 401 ~ 9 ~ “90“ ’тогда 2а = 40 и го = 90.Знак «минус» указывает, что направления вращения рукоятки и де¬
лительного диска противоположны. Из кинематической схемы (рис. 54)
видно, что для выполнения этого условия достаточно произвести на¬
стройку гитары двумя шестернями гд и zd или установить кроме них
еще две паразитные шестерни (рис. 56, а> позиция II).Настройка по делительному диску производится, как и в примере 1,
т. е. по формуле простого деления40 _ 12
П~ 90 ~ 27 'Пример 3. Определить сменные шестерни и число оборотов
рукоятки при нарезании шестерни с числом зубьев 109.Принимаем 2ф = 110. По формуле (17)40 40г = ж<110-109) = ж-По полученному передаточному отношению подбираем сменные шестерни40 40-30
‘ 110 60-55 •Отсюда za = 40, гв = 60, zc = 30, zd = 55.Величина i в данном случае имеет положительное значение, и из ки¬
нематической схемы (рис. 56) видно, что для обеспечения вращения дели¬
тельного диска и рукоятки в одну сторону не требуется установки до¬
полнительных шестерен! что соответствует требуемой позиции III на
рис. 56, а.138
Число оборотов рукоятки в данном случае равно40 12
П 110 “ 33 •Пример 4. Определить сменные шестерни и число оборотов
рукоятки при нарезании шестерни с числом зубьев z = 181.Принимаем z<j, = 180. По формуле (17)/ =_iL пяо- 1ЯП - JL180 ( J 180 - 50 90 'Следовательно, гд = 40, zb =50, zq = 25, zd = 90.В данном случае знак «минус» указывает на необходимость уста¬
новки одной паразитной шестерни, что соответствует позиции IV на
рис. 56, а.Для настройки на дифференциальное деление универсальные
делительные головки имеют комплекты сменных шестерен. Наибольшее
распространение получили наборы сменных шестерен с четным числом
зубьев и с числом, кратным 5 (см. табл. 11).В табл. 17 приведены расчеты настройки на дифференциальное
деление универсальных делительных головок при четном числе зубьев
сменных шестерен и кратном 5. Приведем пример настройки универ¬
сальной делительной головки для нанесения 73 делений на детали
по табл. 17. Находим, что при наличии диска с числом отверстий с = 21
необходимо установить отсчетный сектор на 6 = 12 промежутков.
На оправку шпинделя надевается шестерня za = 60, а на входном
валике делительной головки устанавливаются шестерни zp = 35 для
«пяткового» набора шестерен и 2^ = 48, zo = 28 для четного набора.
Количество паразитных шестерен должно быть установлено такое,
чтобы получить разное направление вращения рукоятки и делитель¬
ного диска. Направление вращения делительного диска и рукоятки
зависит от структуры кинематической схемы головки, т. е. от количества
и типа передающих зубчатых пар. Поэтому для различных конструк¬
ций делительных головок требуется различное количество паразитных
шестерен. Так, для настройки на дифференциальное деление (z = 73)
УДГ Н-135 и Н-160 необходимо установить две паразитные шестерни,
а для УДГ Н-100 достаточно одной шестерни.Порядок настройки УДГ Н-135 и Н-160 следующий.Гитару дифференциального деления 2 (рис. 55, б) следует устано¬
вить на хвостовик кронштейна входного вала и закрепить в нужном по¬
ложении винтом 1. На передвижных пальцах гитары устанавливают
промежуточные шестерни z^, zc и паразитную шестерню 3.В конус шпинделя сзади помещают сменную шестерню z^, а на
входном валике делительной головки — шестерню Z£>.Делительный диск надо освободить от стопора и раздвижной сектор
установить по фиктивному числу делений. В остальном настройка
производится так же, как и при простом делении. После этого вращением
рукоятки проверяют плавность вращения сцепляемых шестерен.Дифференциальное деление при наклонном положении шпинделя
головки невозможно, так как при этом не обеспечивается сцепление
шестерен. В таком случае применяют широкодиапазонное делительное
устройство.139
Таблица 17Числа оборотов рукоятки и расчет сменных шестерен
при дифференциальном делении на лимбовых
универсальных делительных головкахЧисло деленийгРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликегАгВгСZD51201640__50Р51201632——40Р53302460——25Р53544040243272О57332250——25О57211540——56р59332240——60О59392632——48О61332240——60р61392632——48р63332260——30р67492860——35О67211248——28О69301835——25О69281632——56О71211240——70р71281632——56О73211260——35р73281648——28р7716860——40О77241248——32О79542740——80О79201024——48О81241225——50р81341724. ——48р83201060——40р140
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска с\Число проме¬
жутков дели¬
тельного диска
bснашпин¬делеИменные тестер!промежуточ¬ные1ИнаваликеНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоеZBzcZD83341748 32Р87211050——35Р87422040——28Р89542440——90О8918832——72О91542440——90р91271232——72р93542440'——30р9318848——36р96301280——50О9620864——40О9720860——50О97251048——40О99201835704050О99251032402856О101201835704050р101251032402856р102301240——50р10220832——40р10320860——50р103251048—-г-40р107331260——55О107662448——44О109331240552550О10966248442472О111391390——30О111662272——24О112331240——55О112662264——24О141
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
Ьснашпин¬делеменные шестерипромежуточ¬ные[ инаваликеНаправление
вращения диска
и рукоятки:Р — различное;О — одинаковое «гАZBZD113331260——55О113662256——24О114331280——55О114331148——24О117331125——25О117662224——24О118331140——60О118331132——48О119331130——90О119662224——72О121331130——90р121662224——72р122331140——60р122662232——48р123331125 .——25р123662224——24р12533И50——30р125331140——24р126331160——30р126662248——24р127331170——30р127662256——24р128331170——30р128662256——24р129331190——30р129662272——24р131491490——35О13128872——28О133491470——35О142
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЪСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликеZBгСZD13328848 24О134491460——35О13428848——21О13728830——35О13721624——28О13828840——70О13821632——56О13928840——70О13921624483256О14121640502570р14128856324824р14228840——70р14221632——56р14328830——35р14321624——28р14628860——35р14621648——28р14728870——35р14721648——24р14928890——35р14921672—*—28р15120590——40О15128772— •—32О15320570——40О15328756——32О15420560——40О15428742——32О15720530——40О15820530——60О143
Продолжение табл. 17\Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного дискаЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликеZBZCZD15828524 48О15920525503060О15928728563264О16120525503060р16128728563264р16220530——60р16228724——48р16320530——40р16328724——32р16620560——40р16628748——32р16720570——40р16728756——32р16920590——40р16928772——32р17121525——35р171421040——56р173541240607030О17318464325672О174541240——30О17418432——34О175541250906030О17518464324072О176541280——90О17618464——72О177541240——60О17718448——72О178541240——90О178184 J| 32——72О144
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
Ъснашпин¬делеменные шестеропромежуточ¬ные1ИнаваликеНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоеZBzcZD179541240502590О17918432482472О182541240——90р18218432——72р183541240——60р18318432——48р19120490——50О19125572——40О19220440——25О19225564——40О19320435——25О19325556——40О19420430——25О19425548——40О19720430——50О19725524——40О19820430604050О19825532402856О199204401003060О199255326440100О201204401003060р20220430504060р20225 -532402856р20320430——50р20325524——40р20420440——50р20425532——40р20620460——50р20625548——40р145
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЪСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенавалике2А2ВгСZD20720435_25Р20725556——40Р20820440——25Р20825564——40Р20920460253040О20925572——40Р21133690——55Р211661272——44Р21233680——55Р212661264——44Р21333670——55О213661256——44О21433660——55О214661248——44О21733630-—55О217601224——44О21833660553090О218661232444896О21921460——35р21921448—-28р22117325——25О22134624——24О22218390——30О222661172——24О22333630——55р223661224——24р22433640——55О224661232——44О146
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О— одинаковоенашпин¬делепромежуточ¬ныенаваликеZBZCZD22533650 55Р225661240——44Р22633660——55Р226661248——44Р22733670——55Р227661256——44Р22833680——55Р228661264——44Р22933690——55Р229661272——44Р23118360——40О231661148——32О23318335——30О233661156——48О23418325——25О234661124——24О23618340——60О236661132——48О23718325——50О237661148—— '96О23818330——90О238661124——72 -О23918325503090О239661132642472О24118325503090р241661132642472р24318325——50р243661132——64р24418340——60р147
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЪСменные шестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬
ные 'наваликеZBZCZD244661132——48Р24618325——25Р246661124——24Р24718335——30Р24766и56——48Р24918360——40Р249661148——32Р25018350——30Р25066и40——24Р25118355——30Р25166и44——24Р25218360——30Р25266и48——24Р25333550——30О253661040——24О25418370——30Р25466и56——24р25518350406030О25539640——52О25618380——30О256661164——24О25739630——65О25739624——52О25833550——35О258661040——44О25921390——30О25942672——24О26129490308060р26158872246448р148
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
Ьснашпин¬делеменные mecTepjпромежуточ¬ные1ИнаваликеНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоегАZBzcZD26221390 35О26242672——28О26333525553090О26349872286456О26533525553090р26539640——52р26621360——30О26642664——32О26754840——90О26821360——35О26842648——28О26921355——35О26942644——28О27121390——70О27142672——56О27221340——35О27242664——56О27321325——25О27342648——48О27421330——35О27442648—56О27521325——35О27542640——56О27621340——70О27642632——56О27721330——70О27742624——56О27821325504070О27842624683256О149
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЬСменныешестерни! Направление
вращения диска
и рукоятки:Р — различное;О — одинаковоенашпин¬делепромежуточ¬ныенаваликегВZCZD27954840——30Р27927432——24P28121380805590О28142624562472О28221325504070О28242624483256О28321330——70р28342624——56р28421340——70р28442632——56р28521350——70р28542640——56р28621330——35р28642648——56р28721325——25р28742648——48р28821340——35р28842632——28р28921390——70р28942672——56р29121355——35О29142648——40О29221360——35р29242648——28р29330435904030О29315228404832О29421350——25р29442648——24р29530440——60О150
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликегВZCZD29515232 64О29730430——75О29715224——60О29821390——35р29842672——28р29923325——25О29946624——24О30143660——30р30143664——32р30224390——40О30216272——32О30330430——75р30315224——60р30430440——75р30415232——60р30530440——60р30515232——48р30630440——50р30615232——40р30730440253560р30715256——60р30824360——40О30816248——32О30930430——25р30915248——40р31124390——80О31116272——64О31324335——40О313162 '28——32О151
Продолжение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЪСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;О — одинаковоенашпин¬делепромежуточ¬ныенаваликегВгСZD31424360——80О31416248——64О31524325——40О31516240——64О31624325——50О31616232——64О31724330——80О31716224——64О31933440——30О31966832——24О32130470——25О32124324642472О32223350——25р32246664——32р32324330——80р32316224——64р32424325——50р32416224——48р32524325——40р32516240——64р32624330——40р32616224——32р32724335——40р32716228——32р32924390——80р32916272——64р33124355——40р33116244——32р33224360——40р152
Продолжение табл. 17Число деленийZРяд делитель¬
ного лиска сЧисло проме¬
жутков дели¬
тельного диска
bСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликеZAZBZCZD33216248——32Р33354690——30О33327396——32О33424370——40р' 33416256——32р335546100305060О33533440444872О33633440——55О33666832——44Ососо33440303555О33743556324086О33824390——40р33816272——32р33954670——30О33927356——24О34133440——30р34166832——24р34254650——25О34227348——24О34318285304060р34330486406424р34554650——30О34527340——21О34654670304060О34627364325672О34742550605535р34743540322486р34854640——30О34827364——48О153
Продолоюение табл. 17Число деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
ЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликегАZBZCZD34954650905525О34927344244872О35054660905030О350273402448 .72О35154625——25О35127324——24О35254680——90О35227364——72О35354670——90О35327356——72О35454660——90О35427348——72О35554650——90О35527340——72О35654640——90О35627332——72О35754630——90О35727332——96О3585462590 .4050О35827324483272О359546401002590О35927324962432О361546401002590р36127324962432р36254625904050О36227324483272р36354630——90р36327324——72р36454640——90р154
Продолжение табл. 17Число делений
2Ряд делитель¬
ного диска сЧисло'* проме¬
жутков дели¬
тельного диска
ЬСменныешестерниНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоенашпин¬делепромежуточ¬ныенаваликегВ2СZD36427332——72Р36554650——90P36527340——72P36654660——90Р36627348——72Р36754670——90Р367.27356——72Р36854680——90Р36827364——72Р36954625——25Р36927324——24Р37154650905525Р37127344244872Р37254640——30Р37227364——48Р37330330409025О37320272404832О37454670304060Р37427356243248р37554650——30р37527340——24р37739440——30О37739464——48О37849550——35О37849540——28О37930335509030р37920256404832р38154670——30р38127356——24р155
Продолжение табл. 17Число «деленийZРяд делитель¬
ного диска сЧисло проме¬
жутков дели¬
тельного диска
Ьснашпин¬делеменные тестерiпромежуточ¬ныетнаваликеНаправление
вращения диска
и рукоятки:Р — различное;
О — одинаковоегВгсZD3823039050О38220272——40О38330385——50О38320268——40О38430380——50О38530360——40О38520248——32О38630370——50О38620256——40О38754690——30р38727372——24р38830360——50О38820248——40О38930355——50О38920244——40О39130390——100О39120236——40О39330335——50О393202■ 28——40О39430330——50О39420224——40о39530325——50О39520224——48О39630340——100О39621264——28О39730330——100р39720324404896О398303255040100О398202244840100О39949525——35р39949,54056р156
33. НАСТРОЙКА НА ДИФФЕРЕНЦИАЛЬНОЕ ДЕЛЕНИЕ
БЕЗЛИМБОВОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ УТКНабор сменных шестерен не дает возможности производить на¬
стройку на все простые числа путем простого деления, например 51,53 и т. д. Конструкция безлимбовой головки позволяет осуществлять
деление дифференциальным способом. На рис. 57 показана схема на¬
стройки для дифференциального деления. Планетарной шестерне г1г2Рис. 57. Кинематическая схема настройки на дифферен¬
циальное деление безлимбовой делительной головки УТК(с наружным и внутренним зацеплением) передается дополнительный
поворот от шпинделя 1 головки через сменные щестерни za, ггс> гд
дифференциальной гитары 2, конические шестерни z9, z8 и шестерню z6.
Вал и шестерня г5 освобождены от стопора. В этом случае гитара деле¬
ния настраивается на фиктивное число 2ф, близкое к заданному.Обозначим через i передаточное число зубьев деления, составлен¬
ное из сменных шестерен z^, zb, zc, Z£>; ix — передаточное число
дифференциальной гитары, составленной из сменных шестерен zfl, z&,
zc, га и постоянных шестерен zp, zm. Настройка сводится к подсчету
шестерен гитары деления 5, где i = 15/гф, и к подсчету дополнитель¬
ного поворота от шпинделя к планетарной передаче. Так как zK = 60,
то, введя это значение в формулу дифференциального деления, получимN 60 , ч /1СЧ*! = —(*— 2ф) =' — (2 — 2ф). (18)157
Конструкция данной головки позволяет установить постоянные
шестерни гитары zp и zm, передаточное отношение которых состав¬
ляет] 1/2. Поэтому окончательно формула настройки дифференциаль¬
ного деления будет иметь следующий вид:120 lm _ N _ Za'Zc(z — гф) =2ф 4 Zb•ZdПример. Произвести расчет настройки на 53 деления. При¬
нимаем п = 1 и 2ф = 54.Определяем числа зубьев сменных колес гитары деления15 15 60-50zb'zd 90-120По табл. 16 гд = 60, zb = 90, zc = 50, zd = 120.Определяем числа зубьев сменных колес гитары дифференциального
деления*А'гс zp _ 120 , 1Ч 100^054 ^ ^ 30-60 ’отсюда zA = 100, zb = 30, zc = 40, zd = 60.Знак «минус» указывает, что в данной головке в гитаре дифферен¬
циального деления паразитная шестерня не требуется.При наклонном положении шпинделя дифференциальное деление
при помощи данной головки невозможно.Настройка на дифференциальное деление приведена в табл. 18-34. ДЕЛЕНИЕ ОКРУЖНОСТИ В УГЛОВОЙ МЕРЕПри работе с универсальными делительными головками, особенно
с оптическими, приходится производить деление не по заданному на
детали числу частей или зубьев, а по заданному углу между делениями
(в градусах, минутах и секундах). В таких случаях для универсальных
делительных головок с характеристикой 40 можно пользоваться фор¬
мулой п = 40/г.Число делений г = 360°/а, где а — угол поворота шпинделя в град.
Подставив это значение в формулу, получим40а° а0
П ~ 360° 9° 'Если угол а выражен в минутах, тоа0 а'9°.60 540'Если угол а выражен в секундах, тоа0 а"п = ■9°. 60-60 32 400"
158
Таблица 18Числа оборотов рукоятки при дифференциальном делении
на безлимбовой универсальной делительной головкеЧислоделений2Фиктив¬ноечисло2ФСменныешестерниПромежу¬точнаяшестерняПостоянныешестерниzbЧгРгк515080506040X20405354100304060—20405760100206050—20405960100254080—2040 -6160120304080X20406360100406025X20406770100259070—20406970100506070—20407170100506070X20407370120309070X2040778090406030—2040798090304080—2040818090806045X20408380100509040X20408790120488050—2040899080304590—2040919080906040X20409390120488050X204097100120304550—2040101100100504880X204010210080506040X2040103100120304550X2040106110120258088—2040107110120204888—204010911080506088—204011111080886050X2040159
Продолжение табл. 18ЧислоделенийZФиктив¬ноечислогФСменные iшестерниПромежу¬точнаяшестерняПостоянныешестерни7ьzd2Рzk11311080889025X2040114110120258088X2040117120100254560—2040118120100254080—20401191201204840100—20401211201204840100X2040122120120304080X2040123120120304560X2040126130100256065—2040127130100254565 ,—204012913090604065—204013113090604065X2040133130120304565X2040134130120306065X2040137140100254570—2040138140100506070—204013914090604070—2040141v 14090604070X2040142140100506070X2040143140120304570X204014615090458050— '2040147150120•254080—204014915080503060—204015115080'603050X2040153150120254080X2040154150120608050X2040157160100254580—2040160
Продолжение табл. 18ЧислоделенийZФиктив¬ноечислогФСменныешестерниПромежу¬точнаяшестерняПостоянныешестерниzbЧzk158160100253080204015916060904540—204016116060904540X2040162160100253080X2040163160120304580X204016616090508032X204016716090407030X2040169168100704590X2040171180100256040—204017318090307045—2040174180100304840—2040177180100253060—2040178180120454080—2040179180501008060—2040181180501008060X2040182180120454080X2040183180120304080X2040186180100408050X2040187180120407045X2040189180100406025X2040191200120204550—204019320090307050—2040194200120304550—204019720090304880—2040198200120504590—204019920045604050—204020120060804050X20406. Б. М. Теплицкий161
Продолжение табл. 18ЧислоделенийZФиктив¬ноечисло2ФСменныешестерниПромежу¬точнаяшестерняПостоянныешестерниЧЧ2РЧ202200120504590X204020320090604840X2040206200120254560X204020720090607025X2040209200120204550X20.40211220120259088—2040212220120258088—2040213220120257088—2040214220120204888—204021722090304888—204021822090303288—2040219220100502488'—204022122010050,2488X2040222220120403288X2040223220120404888X2040226220120204888х2040227220120257088X2040229220120259088X2040231240100259080—2040232240120206090—204023324090607030—2040236240100253060—204023724080484550—■2040238240803045120—2040239240806045120—. 204024124060804060X2040242240451208030X2040162
Продолжение табл. 18ЧислоделенийгФиктив¬ноечисло2ФСменныешестерниПромежу¬точнаяшестерняПостоянныешестерни2ЬЧ2Рzk24324080504548X2040244240120304080X204024724090607030X2040248240120406045X2040249240120304540X2040Примечание.Знак X обозначает необходимость установки промежуточной ше¬
стерни. Настройка гитары простого деления производится по фик¬
тивному числу 2ф.Пример 1. Определить число оборотов рукоятки при фрезе¬
ровании на детали канавок, расположенных под углом а = 189
(рис. 58, а):Пример 2. Рассчитать число оборотов рукоятки при располо¬
жении канавок на детали под углом а = 16° 20':а = 16-6' + 20 = 980'; „ = = „ли 1.Следовательно, необходимо произвести рукояткой один полный обо¬
рот и дополнительный поворот на 44 промежутка ряда с числом отвер¬
стий 54 или на 22 промежутка ряда с числом отверстий 27.163
Пример 3. Рассчитать настройку для нанесения на детали
двух рисок под углом а = 36° 21' 36":а = 36-3600+ 21-60-)- 36 = 130896"; п = = 4.Пример 4. Рассчитать настройку для фрезерования граней,
расположенных под углом (5 (рис. 58, б).В этом случае необходимо определить сначала центральный угол
а = 180° — Р, а затем число оборотов рукоятки.Во многих случаях при делении в угловой мере пользуются дели¬
тельным диском с числом отверстий 54 или 27, так как каждый проме¬
жуток ряда с 54 отверстиями соответствует 10', а ряда с 27 отверстиями—
20' поворота шпинделя делительной головки.В табл. 19 даны значения настройки делительной головки с харак¬
теристикой N = 40 при использовании ряда делительного диска с чи¬
слом отверстий 54.Определим, пользуясь табл. 19, настройку для фрезерования
двух канавок под углом а = 26° 30'. Находим, что для фрезерования
под углом 26° нужно сделать два полных оборота рукоятки, и по таблице
определяем, что для 30' нужно отсчитать 51 промежуток. Следова¬
тельно, /г=2 б1/54.Формула расчета деления окружности в угловой мере для любой
характеристики делительной головки имеет видNп~ 360° •Для безлимбовой делительной головки. __ 15а __ а1 ~ 360п ~ 24п *Настройка головки на деление окружности в угловой мере диффе¬
ренциальным способом производится аналогично делению на части.
Подставляя значения заданного угла и фиктивного аф в приведенную
выше формулу (18), получимi = N (\ —V аФ /Пр и м е р. Произвести настройку делительной головки с N = 40
для фрезерования канавок под углом а = 8° 25':а 8°25' 505 101
п 9° ~ 9° — 540 — 108 -При отсутствии делительного диска со 108 отверстиями прини¬
маем аф = 10°. Определяем число оборотов по фиктивному углу
Таблица 19Число оборотов рукоятки при делении окружности
в угловой мере с использованием ряда с 54 отверстиямиГрадусыЧисло полных
оборотов
рукоятки012345678091011121314151617118192021222324252622728293031323334353363738394041424344445464748495051525355455565758596061626636465666768697071772737475767778798088182838485868788899909192939495969798109910010110210310410510610711108109110111112113114115116121171181191201211221231241251312612712812913013113213313414135136137138139140141142143151441451461471481491501511521615315415515615715815916016117162163164165166167168169170181711721731741751761771781791918018118218318418518618718820189190191192193194195196197211981992002012022032042052062220720820921021121221321421523216217218219220221222223224242252262272282292302312322332523423523623723823924024124226243244245246247248249250251272522532542552562572582592602826126226326426526626726826929165
Продолжение табл. 19ГрадусыЧисло полных
оборотов
рукоятки270271272273274275276277278302792802812822832842852862873128828929029129229329429529632297298299300301302303304305333063073083093103113123133143431531631731831932032132232335324325326327328329,330331332363333343353363373383393403413734234334434534634734834935038351352353.3543553563573583593936040Количество промежутков между
по диску’ отверстиямиМинуты06121824303642480171319253137434910281420263238445020391521273339455130410162228344046524051117232935414753506121824303642485460что соответствует одному полному обороту и трем промежуткам ряда
с числом отверстий 27. Далее определяем число зубьев сменных колес
гитары дифференциального делениягА'Ъ _ ,п Л 505 \ 40-95 _ 76-75
гв-го \ 540 / 600 30-30'отсюда zJ4 = 76, zb = 30, zc = 75, zd = 30.Положительное значение передаточного отношения означает, что
вращение рукоятки и делительного диска должно быть направлено
в одну сторону.166
36. ДЕЛЕНИЕ ОКРУЖНОСТИ В УГЛОВОЙ МЕРЕ
С ПОМОЩЬЮ ШИРОКОДИАПАЗОННОГО УСТРОЙСТВАРасчет деления, заданного в минутах и секундах, как видно из
предыдущего параграфа, трудоемок, и в ряде случаев настройку на
универсальных делительных головках невозможно выполнить.Рис. 59. Кинематическая схема трехступенчатого широкодиапазон¬
ного делительного устройстваПрименение широкодиапазонного устройства (рис. 59) дает воз¬
можность значительно упростить расчеты и настройку делительной
головки. Угол поворота рукоятки на один промежуток по делительному
диску 10 равен углу поворота шпинделя делительной головки на 1°;
соответственно отсчет по одному промежутку на диске 5 равен Г и на
диске 2 равен 1".Широкодиапазонное устройство монтируется на валике ручного
привода, на котором закрепляется гайкой 1. Корпус 11 устройства
несет на себе все передающие шестерни.Обозначения элементов кинематических цепей делительной головки
и делительного устройства приведены в табл. 20.Рассмотрим возможные случаи поворота шпинделя делительной
головки при использовании широкодиапазонного устройства согласно
кинематической схеме (рис. 59).167
Таблица 20Характеристика элементов широкодиапазонного устройства
и делительной головкиНаименование элементовОбозначение
по кинемати¬
ческой схеме
(рис. 59)Число зубьев
(отверстий)Малый делительный диск260 отверстийЦилиндрические шестерни пря¬*128мозубыеZ2522313*435гб10Прямозубая шестерня с внутрен¬120ними зубьямиСредний делительный диск560 отверстийЦилиндрическая прямозубая ше¬*736стерняЦилиндрическая шестерняZ832Конические шестерниZ913*1013ЧервякzqОднозаходныйЧервячное колесо81Большой делительный диск1072 отверстияКоническая делительная параZn / Z12хи1. Поворот шпинделя при вращении рукоятки 3 с отсчетом по
малому делительному диску 2. Диски 5 и 10 зафиксированы соответ¬
ственно фиксаторами рукояток 6 и 8. Передача движения происходит
через шестерни Zj, z2, z3, z4 и z5; шестерня z5 находится в зацеплении
с шестерней ze, выполненной как одно целое с диском 5. Через фиксатор
рукоятки 6, шестерни z7 и z8, конические шестерни z9, z10 и далее через
червячную пару z4, zK движение сообщается коническим шестерням zn,
z12 и шпинделю делительной головки.Составим уравнение для определения угла поворота шпинделя
в' зависимости от поворота рукоятки 3_ zi • zs • гъ • 21 ’ Z9 ' Z4 Zll
3 Z2’Z4*Z6*Z8,2:10*ZK Z12Подставив значения чисел зубьев, получим
28-13- 10 -36-13- 1 1п3 =(19)1или По = 360°121 6005235-120-32-13-81 5
■= 1\21 600168
Поворот рукоятки 3 на один промежуток диска 2 с числом отвер¬
стий 60 равен углу поворота шпинделя2. Поворот шпинделя при вращении рукоятки 6 и зафиксирован¬
ных рукоятках 3 и 8 в дисках 2 и 10. В этом случае передача движения
шпинделю происходит через шестерни и коническую пару шестерен zn,
z12 делительной головкиZ7 * Zq • Z4 2Г1Х 36 -13- 1 1 _ 1"e_ г8-г10.гк 1^7 _ 32-13-81 5 ~ 360или п„ = 360°-1/360 = 1° = 60'.Поворот рукоятки .6 на один промежуток диска с числом отвер¬
стий 60 равен углу поворота шпинделя пв = 60' • 1/60 = 1'.3. Поворот шпинделя при вращении рукоятки 8 и зафиксирован¬
ных рукоятках 3 и 6 в дисках 2 и 5. В этом случае передачи движения
через кинематические звенья устройства не будет, так как система
становится замкнутой; поворот рукоятки 8 производится совместно
с корпусом 11 через шестерни делительной головки, и шпиндель полу¬
чает поворот, равный п8 = zn/z12 = 1/5 или п8 == 360 • 1/5 = 72°.Так как диск 10 имеет 72 отверстия, то поворот рукоятки 8 на один
промежуток равен повороту шпинделя п= 72° -1/72= 1°.Таким образом, повернув соответствующую рукоятку, можно
выполнить деление на детали, заданное в градусах, минутах и секундах.Пример. Произвести расчет деления, если угол между фрезе¬
руемыми пазами на детали равен 12° 17' 54".Соответственно получим п8 = 12° • 1 = 12 промежуткам диска 10\
пв= 17' -1 = 17 промежуткам диска 5; п3 = 54"-1 = 54 промежуткам
диска 2.Затем устанавливаются линейки секторов 9,7,4 и последователь¬
ными поворотами рукояток 5, 6 и 3 производится отсчет, как при про¬
стом делении. Очевидно, что вращение рукояток должно быть в одну
сторону.36. НАСТРОЙКА ПЛАНЕТАРНОГО
ШИРОКОДИАПАЗОННОГО УСТРОЙСТВАКинематическая цепь делительных головок УДГ Н-135, Н-160
и планетарного широкодиапазонного устройства (рис. 60) состоит
из следующих рабочих элементов: делительного диска 1 головки с числом
отверстий 100; делительного диска 2 устройства с числом отверстий 100
и 54; червячного колеса делительной головки zK = 40; однозаходного
червяка делительной головки z4; цилиндрических шестерен делитель¬
ной головки z5 = ze = 33; цилиндрической шестерни приспособле¬
ния гг= 77; блочной шестерни приспособления z2 = 70, z3 = 63;
шестерни приспособления z4 = 70.В кинематическую цепь собственно универсальной делительной
головки при простом делении входят следующие шестерни: zK, z4,
z5 и z6. Передаточное отношение от рукоятки до шпинделя равно^ z6.z4 ф169
подставив значения чисел зубьев, получим33. 1 1
<l 33-4J 40 *т. е. одному обороту вала привода соответствует 1/40 часть поворота
червячного колеса или шпинделя.Передаточное отношение планетарной передачи для указанного
механизма определяется при неподвижной червячной шестерне, = 12W3Рис. 60. Кинематическая схема настройки плане¬
тарного широкодиапазонного устройства и дели¬
тельной головкиПодставляя значения чисел зубьев, получаем
77-63 49 1100L = 1 ■70-704900Если обозначить через п2 число оборотов малой рукоятки»
/Сг — число оборотов шестерни, то найдем, что п2 = 100//С2, т. е.
при полном повороте малой рукоятки шестерня г4, а вместе с ней и
ведущий вал повернутся на 1/100 часть.Общее передаточное отношение будет равно i = iy2 илиi = -4т- -rL- = -ttLt- • (20)4J 1004000Таким образом, при полном обороте малой рукоятки шпиндель
делительной головки сделает 1/4000 часть поворота.Делительный диск 2 (рис. 60) имеет два ряда: с числом отвер¬
стий 100, используемый при делении на части, и с числом отверстий 54,
используемый при делении в угловой мере. При повороте малой ру¬170
коятки на 1/100, т. е. на один промежуток ряда с числом отверстий 100,
шпиндель делительной головки повернется на 1/4000*1/100 = 1/400 000
часть окружности и формула настройки будет иметь вид(21)Здесь п — количество отсчитанных промежутков; г — число делений
или частей на детали.Пример. Найти число оборотов малой рукоятки при делении
детали на 800 частей.Определяем400 000п — —оТш— = 500 промежутков,oUUчто соответствует п = 500/10Э = 5. Это значит, что для выполнения
одного деления на детали нужно сделать пять полных поворотов малой
рукояткой.При делении детали на 61, 63,67, 69 частей и т. д., что нельзя полу¬
чить простым способом, пользуются рукояткой большого диска 1Уи, кроме того, делается дополнительно поворот рукоятки малого
диска 2.Пример. Профрезеровать на детали 128 зубьев и определить
число оборотов рукояток большого и малого дисков.По формуле (21)400 000 400 000 010С
П ~ i = 128 =Следовательно, каждому зубу детали соответствует поворот рукоятки
на 31 промежуток ряда с количеством отверстий 100 на диске У и на 25
промежутков ряда с числом отверстий 100 на диске 2.Установка количества промежутков на дисках 1 и 2 производится
с помощью раздвижных секторов, как на делительной головке при
простом делении. Количество зубьев или делений может быть различ¬
ным, и при этом частное (результат) не всегда будет целым числом.Пример. Нанести 157 рисок на конической поверхности от-
счетного лимба и определить число оборотов рукоятки.Получаем400 000 400 000 ое._ 121
П = 2 = 157 = ~Т57" ’что соответствует 25 промежуткам диска I и 47 промежуткам диска 2\
кроме} того, имеется остаток, равный 121/157, или 3/4. Этот остаток
можно уменьшить, если вместо 47 промежутков принять 48. Однако
в этом случае получается избыточный поворот, равный 1 — 3/4 = 1/4,
что можно компенсировать путем отсчета 47 промежутков после выпол¬
нения третьего деления на детали.Таким образом, наибольшая ошибка А для нашего примера при
числе делений 157 равна 3/4 промежутка на малом диске, что для детали
диаметром D = 100 мм составляет“ = TooW 4 “D = IooWt З.Н-1°; = 0,°»»59 мм -= 0,59 мкм. (22)171
Таблица 21Число оборотов рукоятки при делении на части
на универсальной делительной головке
с планетарным устройствомЧисло деленийЧислопромежутковКоличество про¬
пускаемых деленийПоправка (число
промежутков, от¬
считываемых по ма¬
лому диску)Число деленийЧислопромежутковКоличество про¬
пускаемых деленийПоправка (число
промежутков,^ от¬
считываемых по ма¬
лому диску)большогодискамалого дискабольшогодискамалого диска6165573581223279378636349550123325231536759707711263175374695797109812731491507156345331283125——73547928012931014107751955941313053254795063364133 '30728814938439134298513868348194201372920321874598397138289819989449439513928781377914395196141283783693430113214228179169741244231432797598994040241146274043910139603^611472721142210338832841492684285107373833915126495150109367046915326143151113631415425972981133540639157254834711734185181582532331119336136215925164151213306551612484225172
Продолжение табл. 21Число деленийЧислопромежутковКоличество про¬
пускаемых деленийПоправка (число
промежутков, от¬
считываемых по ма¬
лому диску)Число деленийЧислопромежутковКоличество про¬
пускаемых деленийПоправка (число
промежутков, от¬
считываемых по ма¬
лому диску)большогодискамалого дискабольшогодискамалого диска16224697702031970271163245443532061942441166241039207193233316723955962081923132416923674662091914813171233964021118964951732312713213187815771742299798214186967017522863852171843344177226095921818354341782247548219182622717922353342211810220918122101809222180250118221895972231794493183218658522517784771852162663226177011691862150251227176296318721392740229174744618921162172311731——1912094495233171741619320722732341709210194206276123716884871972030231238168138019820205212391674327319920102011241166045920119902091242165395220219805081243164611472441639340173
Ошибка, получаемая на детали диаметром 100 мм, в случае потери
одного промежутка в ряде с числом отверстий 100 на малом диске 2
равнаПрактически такие ошцбки не могут иметь значения. Для облег¬
чения расчета на делительной головке с приспособлением приведена
табл. 21.Установка сектора на число промежутков большого и малого ди¬
сков производится так же, как при простом делении. Одна из рукояток
должна вращаться только при зафиксированном положении другой
рукоятки. Направление вращения рукояток большого и малого дисков
должно быть одинаковым, причем повороты рукояток можно делать
в любой последовательности.Деление по заданному углу производится с использованием ряда
с числом отверстий 54 на малом диске.Один поворот большой рукоятки относительно диска 1 состав¬
ляет 360/40 = 9° угла поворота шпинделя, а один поворот малой ру¬
коятки относительно диска 2 —9/100= 540/100= 5', 4 угла поворота
шпинделя. Поворот малой рукоятки на один промежуток ряда с числом
отверстий 54 составит VПример. Произвести поворот шпинделя на угол 5' 36". Полу¬
чимчто соответствует одному полному обороту малой рукоятки и двум
промежуткам ряда с числом отверстий 54.37. НАСТРОЙКА ЛИМБОВЫХ И БЕЗЛИМБОВЫХ
ДЕЛИТЕЛЬНЫХ ГОЛОВОК
ПРИ ФРЕЗЕРОВАНИИ ВИНТОВЫХ КАНАВОКФрезерование винтовых канавок применяется при изготовлении
сверл, зенкеров, фрез, зубчатых колес и другого режущего инстру¬
мента. До ознакомления с фрезерованием винтовых канавок приведем
краткие сведения о винтовой линии.Если точка А равномерно движется по образующей цилиндра
(рис. 61), а цилиндр равномерно вращается вокруг оси ОО, то траек¬
тория или след, оставленный этой точкой на цилиндре, представляет
кривую, которую называют винтовой линией. Если цилиндрическую
поверхность, ограниченную винтовой линией, развернуть, то винтовая
линия превратится в прямую АС — гипотенузу треугольника АБС,
где катет АВ = Т — шагу винтовой линии, а катет BC = nD —
длине окружности основания цилиндра.А =400 000 П° 400 ООЭ °>00078 мм-= -■■ = 6° угла поворота шпинделя.
045'36" 5-60 + 36 2
324 “ 324 54174
Угол наклона винтовой линии со определяется из треугольника ЛВСВС nDЪ» = -АВ=—- (23)Угол подъема винтовой линии (3 = 90° — со. Винтовые линии
имеют правое и левое направление, как и резьба винта.Фрезеровать винтовую канавку можно с помощью универсальной
делительной головки на ун.иверсально-фрезерном станке. Для этого
заготовке придается одновременно равномерное движение вдоль оси
и вращательное вокруг оси. Равномерное движение вдоль оси заготовка
вместе со столом станка получает от ходового винта, а вращательное —Рис. 61. Схема образования винтовой ли¬
нии: а — правое направление; б — левоеот шпинделя делительной головки, соединенного с ходовым винтом
при помощи гитары сменных шестерен.На кинематической схеме УДГ Н-135, Н-160 и Д-250, Д-320, Д-400
(рис. 62) можно видеть, как передается согласованное движение заго¬
товки, обеспечивающее воспроизведение винтовой канавки фрезеро¬
ванием дисковой фрезой.От ходового винта 6 с шагом /х. в через сменные шестерни гд, zb,
zc, zd гитары 2 и конические шестерни z3, z4 вращение передается
делительному диску 4 с рукояткой 5 и далее цилиндрическим шестер¬
ням z2, гъ червячной паре zKt гч и шпинделю 1 с заготовкой. Делитель¬
ный диск при этом должен быть освобожден от стопора 3. Для получе¬
ния винтовой канавки необходимо, чтобы заготовка за время переме¬
щения на величину шага Т сделала полный оборот. Это можно предста¬
вить в виде уравненияп\. в ±где лх.в — число оборотов ходового винта; пзйГ — число оборотов
заготовки, или в соответствии с кинематической схемой (рис. 62)В • ?з< г2‘гЧ . £ ^ 2А' ZC . 1 2з'22'2чТ “ Z4-ZrZK ’ ZB'ZD N ~~ z4-zrzK •Здесь i — передаточное отношение сменных колес гитары настройки.175
Формулу для определения передаточного отношения сменных
зубчатых колес гитары при фрезеровании винтовых канавок на лимбо-
вой универсальной делительной головке можно представить в видегде А^х.в — характеристика станка.Таким образом, передаточное отношение сменных зубчатых колес
для фрезерования винтовых канавок определяется как частное отРис. 62. Кинематическая схема УДГ Н-135, 160 и УДГ-Д
при фрезеровании винтовой канавкиделения характеристики универсально-фрезерного станка на величину
шага нарезаемой винтовой канавки.В табл. 22 приведены формулы настройки универсальных дели¬
тельных головок для фрезерования винтовых канавок при различных
значениях /х.в и N.У отечественных фрезерных станков 6Н81, 6Н82, 6Н83, 6Р12,
6Р82Ш и др., как правило, /х. в = 6 мм.Пример. Профрезеровать винтовые канавки с г = 30, Т =
= 450 мм, tx,в = 6 мм и N = 40.Определяем передаточное отношение сменных зубчатых колес
гитары. _ Ntx. в _ 240 _ 8
( ~ Т ~ 450 ~ 15 'Пользуясь этой формулой, подбираем сменные зубчатые колеса
. _ za-zc __ 2-4 _ 60-40
‘ ~ zb-zd 1TF ~ 50'90 ’следовательно, гд = 60, гв = 50, zc = 40, zo = 90.176
Число оборотов рукоятки для заданного значения г опреде¬
ляется по табл. 13 или рассчитывается по формуле простого деления
п = 40/г.В табл. 23 приведены числа зубьев сменных шестерен при фрезе¬
ровании винтовых канавок на станке с ^х.в = 6 мм, N = 40: а) для
нормального «пяткового» набора с числом зубьев сменных шестерен г=
= 25; 25; 30; 35; 40; 45; 50; 55; 60; 70; 80; 90; 100; 125; б) для нормаль¬
ного четного набора с числом зубьев сменных шестерен г = 24; 24;
28; 30; 32; 36; 40; 42; 44; 48;56; 64; 72; 86; 100.Для примера определим
по табл. 23 сменные шестер¬
ни для фрезерования винто¬
вых канавок червячной фре¬
зы с Т = 70 мм; шаг ходо¬
вого винта станка /х.в=6мм,N = 40. Получаем: сменная
шестерня на ходовом винте
станка г а = 90, сменные ше¬
стерни на промежуточном
пальце гитары zb= 30, zq=40 и сменная шестерня на
валике делительной головки
zd = 35.Правильные профиль и
размеры винтовой канавки
можно получить при фрезе¬
ровании только тогда, когда
средняя плоскость фрезы сов¬
падает с направлением вин¬
товой канавки; это нужно и
для нормальных условий ре¬
зания. Чтобы выполнить это
условие, надо повернуть стол
станка вместе с установленной на нем заготовкой на угол, равный
углу наклона винтовой канавки. Так как винтовые канавки имеют
левое и правое направление, то и стол станка должен быть повернут
соответственно. В частности, для фрезерования правых винтовых кана¬
вок стол должен быть повернут против часовой стрелки, а для фрезе¬
рования левых — по часовой стрелке.На рис. 63 показано положение стола 1, станка при фрезеровании
левых и правых винтовых канавок. На столе устанавливают заготовку 3
в центрах делительной бабки 5 и задней бабки 2, а фрезу укрепляют
на шпинделе 4 станка. Движение стола станка происходит по оси ОО;
угол между осями станка и ОО должен быть равен углу со наклона
винтовой канавки; величина этого угла, как видно из формулы (23),
зависит от диаметра обрабатываемой детали и шага винтовой ка¬
навки.Пример. Найти угол поворота стола со фрезерного станка при
фрезеровании винтовых канавок с шагом Т = 480 мм на заготовке
диаметром 44 мм:Ч 14.44tgCd= m~ = 0’2m7; со = 16°’Таблица 22Формулы настройки УДГ
для фрезерования винтовых канавокХарактери¬
стика голов¬
ки NШаг *Х. В5 мм6 мм4S8 мм304060150
“ Т1 200
- т1 300т180
“ т1 240
~ Т
i =
360
“ Т10"“ т1 240“ т
i =
320
“ Т1 480
~ Т177
Значения угла поворота стола с точностью до 1/4° при различных
диаметрах деталей и в зависимости от фрезеруемого шага винтовой
канавки приведены в табл. 24.Направление вращения заготовки должно соответствовать направ¬
лению винтовой канавки и достигается установкой нужного коли¬
чества паразитных шестерен на гитаре.На рис. 64 даны схемы настройки УДГ-Д и УДГ-Н при фрезеро¬
вании винтовых канавок.Рис. 63. Схемы поворота стола станка при фре¬
зеровании винтовых канавок: а — левой; б —
правойПри настройке делительной головки для нарезания данного числа
канавок или зубьев следует помнить, что методом дифференциального
деления настройку произвести невозможно, так как нельзя одновре¬
менно установить две гитары. Если число делений нельзя получить
простым делением, то пользуются способом комбинированного деле¬
ния или применяют широкодиапазонное делительное устройство.Порядок настройки заключается в следующем. Производится
поворот стола станка на угол наклона винтовой канавки со; если задан¬
ный угол подъема Р, то со = 90° — р.При фрезеровании винтовых канавок на станках типа 6Н81 (по
данным завода — изготовителя фрезерных станков) для обеспечения
плавности подачи изделия угол поворота стола станка должен иметь
следующие значения; при диаметре изделия 6—10 мм — не более 10°,
при диаметре 10—15 мм — не более 25\ при диаметре 15—180 мм —
не более 45°.178
Таблица 23Расчет чисел зубьев сменных шестерен
при фрезеровании винтовых канавок на лимбовых
универсальных делительных головкахШаг винтовой линии ТСменные шестернив дюймахнаходовомвинтена промежуточном
пальце гитарына валике
делительной
головки
ZD2В2С16,080,63510024862416,670,65710025902519,200,75710024722420,000,789, 10030902522,320,8808624722422,500,88510030802522,010,98810032862828,001,10010035903028,701,1308624562430,001,18010035702531,251,23010040862835,001,3809035803035,211,38510044722437,201,4658640722437,341,47010040903540,001,5709030703540,011,5707232642442,001,65010040642842,001,65010030603545,001,7708035703045,261,78010024564448,001,89010040502548,001,890100405432ГО,001,9708040602550,231,9808048642452,102,0408648722852,362,060100405530179
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинте*4на промежуточном
пальце гитарына валике
делительной
головки
ZD2ВгС55,002,1629055803055,012,1627244642457,142,242,9060702557,142,427240562460,002,368040703560,002,367248642462,222,4509040603562,522,4608632402865,112,5608640482865,452,5787035553068,182,6808050852568,212,6818644724070,002,7619030403570,002,7617248642872,002,83810048644072,002,838210035356075,002,958050703575,022,9686561004877,003,03010035605577,783,0707240482880,003,1509060804080,383,1558648402482,133,32072561004482,293,2357040503085,003,3508648442885,223,3608648442887,263,207248442487,503,328050603590,003,55056286448180
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинтена промежуточном
пальце гитарына валике
делительной
головки
ZD2В90,003,5508035706093,343,6307256643293,513,6707050553095,343,7009025355095,503,7508656724497,783,8387244483298,003,860I 100356070100,003,94080506040100,013,94872486440105,04,1480255070105,244,1586485644110,04,3870556035110,04,3872486444115,24,531003002540115,704,5464245672119,064,698664' 7248120,04,7290304060125,024,9380253050125,024,9380324056130,225,1386564840130,75,1590355070135,05,3264244872135,85,3590705540140,05,5280406070140,335,5386645644145,465,7372484440145,55,7360505540149,625,8956244464150,05,0170354050181
Продолоюение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинте2Лна промежуточном
пальце гитарына валике
делительной
головки
ZD*В'2С155,26,1290405580155,206,1272324464160,06,2880502560160,016,2848285664165,06,4670354055167,23 '6,5772284886170,506,7186564448170,706,7290405080175,06,9060354050175,016,9048406454180,07,164324872180,07,160905025185,17,3170905090185,147,3156244072190,07,580505570190,927,5244406456195,557,7072644844195,67,7090403055205,228,0864284486206,38,1080554050210,08,2560304070212,148,3156446472215,58,4770403555216,08,556324064220,08,6890554060225,08,8748406472225,08,8760254090230,359,0856406486230,49,0850302540182
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинте2Лна промежуточном
пальце гитарына валике
делительной
головки
ZDZBгс234,559,2564324486235,19,2670403560238,909,42724048.86240,09,53905555100245,09,6560354070245,459,6644406472250,09,845 602540100250,069,8586644056256,010,0590605080256,0110,0572644048259,210,18100302590260,6310,2272404486264,010,4070352555266,610,4390503060270,010,6256283272270,010,6270354090276,4310,8356486486279,310,9355405080290,911,4060505580291,3011,4244404864294,5511,5544486472295,6311,648446486300,011,8264402856300,011,8280503570308,012,1260555070308,5712,1564322872319,9912,6072483264320,012,60905025 .60330,013,0064442856183
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинтена промежуточном
пальце гитарына валике
делительной
головки
ZD2В2с330,013,0080553060339,4313,3540445672341,313,4090402580350,013,7660504070351,8213,8244486486358,3414,1272403286360,014,17552530100370,3014,5540485672370,3014,5550303590381,014,92905035100382,2214,9872644886390,9115,3044404886391,1015,3190553080400,015,6860504080401,3315,7172564086410,4516,844566486410,716,1090552570420,016,5064482456420,016,5080603070430,0116,8372483286431,016,9870553580439,9917,3232444864440,017,3260553580450,017,7060504090450,017,7048403272460,7018,1056403286460,8018,1240402560470,2018,5070603580470,2118,5056482864184
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинте2Лна промежуточном
пальце гитарына валике
делительной
головки
ZDгВ480,018,9060403090483,7419,0548726486490,8019,3255504090490,9219,3244403272500,019,68605040100501,6719,7072563286509,120,0155503070514,3020,2848402872540,021,2864562872540,021,2840252590549,8021,6555352590549,8221,6540564472559,9922,0832564864560,022,0860502570571,422,42605035100573,3422,5072613286580,5122,8440726486581,822,9055503080589,223,1855604090591,2423,2632444886600,023,6060503090601,9923,6440564886610,924,0255603070610,6224,0232564464630,024,7832564832630,024,7860704090660,025,9440553060672,026,4232564064672,026,4240705080185
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинтена промежуточном
пальце гитарына валике
делительной
головкиZDZBгс700,027,5040503070703,6327,6044724886720,028,0032644872720,028,3060804090740,5729,1040482872740,629,1050603590756,029,7032564886756,029,7050704090770,030,28,40553070774,030,4040724886788,3330,9048442486792,031,10251006050810,8631,940442886814,632,0‘ 55703080840,033,048562472840,033,040502570864,034,050603090864,034,032644072900,035,4030504090903,035,5432564086960,037,7048642472960,037,7030604086100039,154050301001000,539,17485624861047,040,6309055801047,2640,63446224721080,042,4325628721080,042,4306040901152,045,340642472186
Продолжение табл. 23Шаг винтовой линии ТСменные шестернив дюймахнаходовомвинтена промежуточном
пальце гитарына валике
делительной
головки
ZD2В1152,045,3304025901200,047,34050251001204,047,3240 *562486123448,5356030901234,3048,5132642872128650,440602590129050,632562886135853,3355525901376,054,2406424861440,056,2305025901440,056,2326424421543,060,63510040901548,060,7407224861720,067,5326424861728,067,5306025901920,075,33570251001926,075,4327224862016,079,5307025902160,084,52510040902240,087,03070251002304,087,4308025902419,087,7257025902465,087,82510035902560,0100,083080251002688,0104,82570251002765,0108,4258025902880,0113,03090251003072,0120,9258025100187
Таблица 24Угол поворота стола станка (в град) при фрезеровании винтовых канавокШагвинтовойДиаметр заготовки D в ммканавкиТ258101215182022253035404550в мм1621%44%1720%42%1819/441201738%221535 &2414%3346%2613 %31442812%29%423011%275440321125%3844%3510%24%35%4240921%323843%507/417%26%323743%60614%22%27%32%38%43%705%12%19%2428%34394244%804%1117%21V*25%30%35%38%40%44%9041015%19%22%27%32%3537%411003/4914. 17%20%25%29%32%34%38%43%1103%813161923%27%29%32%35%40%4512037%11%14%17%21%25%27%3033%3842%
Продолжение табл. 24Шаг
винтовой
канавки
Т
в ммДиаметр заготовки D в мм2581012151820222530354045501287И13%16У2205423%26%28%315436%40%44%1402%6%юу412%1518542224%26%29%3438%421502%69%121417%203/222%24%27%3236%4043%1602%5%91154135416У219Уг21%23%265430%34%38%41%44%175258 У410341254151819%21%245428%32%35%39421802581011%14%175419%2123%27%31%353854411921%4%7%9541113%16У218%19%225426%29%33%365439%2001%4%754910%Ш15%17%1921%255428%323654382101%4У46%8 Уг10%12%1516%18%20%24%27%313436%2201%46 Ух89%1214%1617%19%23%26%29%32%35%231i%46%7%9%115413%15%16%18%225425%28%31%34%2401%3%67У2911135414%1618%215424%27%30%33%2501%3 %5¥*7Й8%10%12%1415%17%20%23%26%29%32%2641%405Уг78101213%14%16%19%22%25%285430%270ш3V35/463/481011%1314%165419%22542527%30%2801543/456У*7%9Уг11%12%1415%18%21%24%26%29%300W343/467%9Осо113/41314%17%2022%25%27%32012%4J45%6%854101112%13%16%1921%23%26%3301,2%4%5546У28%9%10%11%13%1618%20%23%25%35012%4567%9%10%1112%1517%19%222436012%4567 Уг91010%12%14%1719%21%23%
Продолжение табл. 24ШагвинтовойДиаметр заготовки D вММканавкиТ
в Mill5560657075808590951001201301924244%20040%43%21039%4244%22038%40%42%4523136%39%41%43%24035%38%40%42%25034%3739%41%43%26433%35%37%4042%43%27032 &353739%414344%28031%343638%4042. 43%3003032%34%36%38%4041%43%45320285430%32%34%36%38%39%41%4344%33027%29%31%33%35%37%3940%4243%35026%28%30%323435%37%3940%4236025%27%29%31%33%3536%38%39%41
Продолжение табл. 24ШагвинтовойДиаметр заготовки D в ммканавки
Т
в мм2581012151812012225303540455037512 Уг3%4%5%78%9У2ш1214163418У220%22%40012У43%4/45У26У«89101113У4153417У2193421 Уг450%23%44%67У4883/41011%13%15Уг17Уг19%480%233%4У25%6/47У28/4934111314%1634 .18500%23зу24/45У26У27 У489Ю3/412341415%1734550%1%2%зу44566У27893/4113413143416600%1У22Уг3зу24/45У466У27У29юу412133414%630У*1У22*433%4/45У453/4634783410113412%14640иш2У43зу24/455У263478349%1112Уг13%672%1%22%зу444%5%663/48934103412,13%700у21%22 У2344%553/46У273/49ЮУ411%12%720Уг1%22Уг33%4У255 Уг6У47Уг8%101112%756Уг134402У233‘/24У44%5У*678349УгЮУг11%800%1Р/42/423/4ЗУ444%55%6%891011840%11%22У2зу43%4У443/45346У27У28349Угюу2
Продолжение табл. 24ШагвинтовойДиаметр заготовки D в ммканавкиТв мм55606570758085909510011012013014015037524%26%28%3054323435%3738%4042%4540023%2554272930%32%33%355436%385441435445%4502122%24%2627%29%303/4325433%3537%40425444%4802021%2324%2628%2930%3233%35%384054425444%5001920%22%23%255426%2829%30%3234%3739415443%55017%1920%222324%2627%28%29%3234%36%38%40%6001617%18%2021%22%2425%26%27%3032%34%36%3863015*416%1819%20%21%232454255426%28%31333536%6601516%17%1920%21%22%23%25265428%30%32%34%36%67214%15%17185419%20%21%22%242527%29%315433%35700141516%17%18%19%2122232426%28%30%323472013%14%15%171819%20%21%22%23%25%27%29%31%33%75612%14151654175418%19%20%21%22%24%26%28%30%32800125413%14%15%16%17%18%19%20%21%23%25272930%84011%12%13%14%15%16%17%18%19%20%225424%2627%29%
Продолжение табл. 24ШагвинтовойДиаметр заготовки D в ммканавки
Т
в мм258101215182022253035404550880Уг113Л22Уг33/444/25678910900Уг11 Уг22/2333/444/25678910960Уг11 Уг22/43ЗУ433/4443Л53/46/27/28/49/41000Уг11 Уг1%223/43/433/444/25/46/4789110030%1 Ук13/422/233/433/4455%6/27/481200У*%1/41/222/42%33/43%4/25/4663/47/21320У*3Л11/413/422/223/433 Уг443/45/2671400У4%11/41/222/233/444/255/25/26/41440У-iУг11/41/222/42/22%3}433/44/455/26/41536у*Уг11/41/213/422/42/23ЗУг443Л5/461600У4Уг111/213/422/42/233/444/2553/41680—Уг%1/41/41/222/42/223/43/433/44/455/41800—Уг%11/41/21%22/42/23ЗУг44/251920—Уг3/4111/21%22/22/223/43/433/44/44%2380—343/413/411/41/41 Уг1/222/42/223Л3
Продолжение табл. 24ШагвинтовойДиаметр заготовки D в ммканавки
Т
в мм556065707530859095100110120130140150880111213141516171818%19%21 %232526%28900111213133/414%15%1634173418%19%2122%24%2627%96010%И121313%14%153416%17%182021%2314%2610001010%11%12%13%141515%16%17341920%2223%25110099%ю%1154121313У21434151617341920%222312008}4993/410%1112123413%1414%1617%192021%13207%899 341010%11/41212%13/414%161718%19%140077%834993410%10%пу21212%141516%171/218.%144063/47У2883/49341010341111%1234133414%15%171815366%77/488%9%1010%11113412%13%1516J71600663/67 %883499341010 Уг11%12%13%14%15%16%168066У2773488%99У21010%11%12%13%14%15%180051/2663477%8834993410И121313%14%192055%66/4773488%993410%И121313%2380з %з%44344%55%53466%77%88%9%
Рис. 64. Схемы установок гитары и сменных шестерен на УДГ Н-135,
160, Д-250, 320, 400 (а), Н-100, Д-160, 200 (б) для фрезерования вин¬
товых канавок:I винт крепления гитары к столу станка; 2 — корпус гитары; 3,4 — постоян¬
ные шестерни гитары; 5 — паразитная шестерняРис. 65. Кинематическая схема безлимбовой УДГ модели УТК
при фрезеровании винтовой канавки195
При больших значениях угла со происходит подрезание зубьев,
особенно при большой глубине фрезерования. Во избежание этого
фреза должна иметь специальный профиль. Если используются фрезы
с прямолинейным профилем, то угол поворота стола станка делают
равным tg coj = tg со (0+ y), где 0 — угол двухугловой рабочей
фрезы; у — передний угол изготовляемой фрезы в нормальном се¬
чении.Производится расчет сменных шестерен гитары или подбор их
по табл. 23, а также установка необходимого числа паразитных шесте¬
рен. Настройка гитары сменных шестерен для фрезерования левыхвинтовых канавок с помощьюТаблица 25Формулы настройки УДГ
для фрезерования
винтовых канавок*х. вв ммzmУДГ Д-250, 320, 400, Н-135 и 160
показана на рис. 64, а, а для
фрезерования правых винтовых
канавок с помощью УДГ Д-160,
200 и Н-100 — на рис. 64, б.Перед фрезерованием винто¬
вых канавок с помощью безлим-
бовых делительных головок
(рис. 65) устанавливаются гита¬ра 2, сменные шестерни za, г^
zc> Zd и постоянные шестерни zv,
гт, передающие движение от хо¬
дового винта 3 стола станка к
приводному валу делительной
головки. Затем через конические
шестерни z8, z9, шестерню z5
и шестерни zlt z2, z3, z4, z5, ze,
z7 движение передается шпин¬
делю 1 через червячную пару
z4, zK. Планетарная передача
действует как простая, так как поводок-вал 4 неподвижен в момент
передачи вращения от ходового винта 3.Формула для настройки делительной головки при фрезеровании
винтовых канавок может быть представлена в общем виде• ___ ZK'Z9'Z2‘Z4' ^х. В грZq • Zg * Zi *Z5 • t’lгде передаточное отношение сменных шестерен• Zq • zc • ZpZe’Zd,' zmЧисла зубьев шестерен выбираются по табл. 23:. _ 200
720960
h- т. _300ll rp360h~~ т. 480гр60.47.22-22-84.tx, воткуда1-47.22-66-28-Ч60/х. в= 1,(25)196
Шестерни на постоянных пальцах гитары гр и гт можно пере¬
ставлять и благодаря этому изменить передаточное отношение сменных
шестерен в 4 раза, что значительно сокращает количество применяе¬
мых сменных шестерен.Пример. Произвести настройку делительной головки и станка
на фрезерование винтовой канавки с шагом Т = 180 мм при ?х.в = 6 мм:60-6 _ 2
Zb'U-Zm 180 ~ 1 ’при ZplZm = 1/22a-zg _ 2»2 80-100
Zb'Zd Ы 40‘50Формулы для определения настройки в зависимости от шага ходо¬
вого винта станка и устанавливаемых шестерен приведены в табл. 25.Настройка на число делений или частей производится с помощью
гитары сменных шестерен для простого деления по формуле (13).
ГЛАВА VIОБЛАСТИ ПРИМЕНЕНИЯ
И МЕТОДЫ РАБОТЫ
С ДЕЛИТЕЛЬНЫМИ УСТРОЙСТВАМИ38. ФРЕЗЕРОВАНИЕ ВИНТОВОЙ КАНАВКИ СЙЕРЛАНа универсально-фрезерных станках фрезерование винтовой ка¬
навки сверла и его спинки производится раздельно с помощью дели¬
тельной головки.Для фрезерования винтовых канавок сверл применяются фрезы
с затылованными зубьями и остроконечные. Габаритные размеры
спиральных сверл рекомендуется выбирать по ГОСТу. Шаг винтовой
канавки Т = nD/tgco, где со — угол наклона винтовой канавки сверла.
Рекомендуются следующие значения со при обработке черных металлов:Диаметр
сверла
в мм3—44—66—1010—1515—2828—3838—4545—80со в град2223242526273233Для обработки деталей из алюминия и красной меди приме¬
няется со = 35-7-45°, для деталей из латуни и бронзы — со= 18-=-12°.
Известно, что повышение значения угла винтовой канавки облегчает
процесс резания.Пользуясь табл. 23 и 24, можно определить шаг винтовой канавки
сверла и выбрать соответствующие сменные шестерни гитары.При фрезеровании дисковой фрезой канавки сверла диаметр фрезы
должен быть такой, чтобы фреза не касалась соседней режущей кромки
сверла.В табл. 26 приведены диаметры и числа зубьев фрезы, рекомен¬
дуемые для фрезерования канавок в зависимости от диаметра
сверла.При фрезеровании сверл угол установки стола (заготовки) прини¬
мается на 1° больше расчетного угла наклона винтовой канавки, что198
Таблица 26Диаметр фрез и количество зубьевДиаметр
сверла
в ммДиаметр
фрезы
в ммКоли¬чествозубьевфрезыДиаметр
сверла
в ммДиаметр
фрезы
в ммКоли¬чествозубьевфрезы3,0—6,0303032,0—36,095246,0—11,54018-36,0—42,01102611,5-15,0501842,0—44,01102815,0-18,0702044,0—48,01202818,0—24,0802048,0—56,51242824,0—28,0852256,6—60,01302829,0—32,09022позволяет получить более высокую чистоту поверхности канавки
сверла.Для получения некоторого утолщения сердцевины сверла шпин¬
дель делительной головки и пиноль задней бабки устанавливают на-Рис. 66. Схема установки фрез для фрезерования
винтовой канавки сверлаклонно под углом 1/4°. Установка фрезы на станке производится с по¬
мощью специального шаблона (рис. 66).На шпинделе 6 станка устанавливают фрезу 7, вместо заготовки
сверла — эталонный валик 2. На столе станка располагают подставку 3
так, чтобы ее плоскость касалась валика 2 по всей его длине. Затем
фрезу прижимают торцом буртика к торцу установочного валика 4.
Совмещение оси оправки фрезы с осью установочного валика прове¬
ряют угольником 5. После этого подставку снимают, а эталонный
валик заменяют заготовкой сверла. Для каждого размера сверла надо
выбрать соответствующий эталонный валик.199
Спинка зуба фрезеруется после обработки винтовой канавки для
toro, чтобы получить равномерную режущую ленточку вдоль перьев
сверла.^ Фрезерование спинки сверла производится фасонной полу¬
круглой^ вогнутой фрезой, торцом концевой фрезы или трехсторонней
дисковой фрезой. Фрезерование спийки сверла концевой фрезой не¬
производительно.Настройка делительной головки и станка при фрезеровании спинки
сверла производится так же, как при фрезеровании винтовой канавки,
но ось сверла устанавливается параллельно столу фрезерного станка,
а не наклонно. Для этого шпиндель делительной головки и пиноль
задней бабки располагают на одной высоте.39. ФРЕЗЕРОВАНИЕ КАНАВОК РАЗВЕРТОКРазвертка предназначается для изготовления точных отверстий
и получения поверхности повышенной чистоты. Основной операцией
при изготовлении разверток является фрезерование канавок режущих
зубьев на специальных или универсальных фрезерных станках с исполь¬
зованием одно- или многошпиндельных делительных головок.Имеются различные типы разверток; наиболее распространенные
из них — ручные цилиндрические (ГОСТ 7722—70), машинные цилин¬
дрические (ГОСТ 1672—71), конические (ГОСТ 11182—71).Для ручных и машинных разверток применяют' следующие числа
зубьев:Диаметр в мм3—1011—1920—3032—4546—5052—100Число зубьев6810121416—22Развертки бывают с прямыми зубьями, параллельными или наклон¬
ными к оси, и с винтовыми зубьями. Последние обеспечивают большую
чистоту обрабатываемой поверхности, большую стойкость и незаменимы
при обработке отверстий с продольными пазами и канавками.Угол наклона винтовой канавки со выбирают в зависимости от
обрабатываемого материала. Рекомендуются следующие значения со
в град:Серый чугун и твердая сталь 7—8Ковкий чугун и сталь . 12—20Алюминий и легкие сплавы .35—45Котельные развертки .25—30Настройка делительной головки и станка на фрезерование вин¬
товых канавок и расчет шага производятся, как показано ранее на
стр. 195.Зубья разверток распределяются неравномерно по окружности
с целью предупреждения появления в обрабатываемых отверстиях
продольных рисок. При неравномерном шаге в процессе работы зубья
развертки занимают каждый раз новое положение, в результате чего
рифленость отверстия (из-за неоднородности обрабатываемого мате¬200
риала) устраняется. Неравномерное распределение шага значительно
улучшает также качество обработки отверстия, особенно когда система
станок—инструмент—заготовка не обладает достаточной жесткостью.На рис. 67 приведены способы выполнения неравномерного деле¬
ния на развертке с четным и нечетным числом зубьев. Указанные спо¬
собы распределения зубьев позволяют производить необходимые замеры
диаметра развертки микрометром. Число оборотов рукоятки универ¬
сальной делительной головки при фрезеровании развертки определяется
по формуле простого деления в зависимости от величины центрального
угла каждого зубаN .~~ 360° ’где а0 — центральный угол; N — характеристика делительной головки.Рис. 67. Расположение зубьев развертки: а — четное число зубьев;б — нечетноеТак, для четного числа зубьев развертки неравномерное распре¬
деление производится на полуокружности, для нечетного числа зубьев—
на всей окружности. В табл. 27 приведены расчеты настройки дели¬
тельной головки с характеристикой N = 40 при фрезеровании зубьев
развертки с неравномерным шагом.Неравномерность деления шагов, приведенная на рис. 67 и
в табл. 27, имеет тот недостаток, что установку ограничителей сектора,
отсчитывающих число промежутков на делительном диске, прихо¬
дится делать после отсчета каждого деления по-новому. В процессе
работы эта перестановка приводит к ошибкам и снижает производи¬
тельность выполнения операции. Инженером Б. Витеком (ЧССР)
предложено неравномерность расстояний между зубьями задавать
таким образом, чтобы разность между последующими шагами была
постоянной и величина шага изменялась по арифметической прогрес¬
сии, т. е.«1 < <3 а3 < ait. . <а ап.201
Таблица 27Определение числа оборотов рукоятки делительной головки
при фрезеровании зубьев развертки с неравномерным шагом
в зависимости от величины центрального угла«105аа3а4а5ав43987°55'930/з992°05'Ю9/з9———————53971°32'737/3973°5Г8®/з970°23'732/з974°18'810/зэ69°56'730/39—64958°02'622/4959°53'632/4962°05'64%9—————74951°04'533/4952°32'541/4949°57'541/4953°04'5“/4950°20'529/4952°54'84941°53'432/4944°05'444/4946°06'56/4947°56'516/49———95439°40'422/5441°соосл38°40'416/6441°20'432/5439°418/б440°40'104933°15'з34/4934°32'з41/4936°437°28'00I*"«38°45'416/49—113332°27'соmоСО33°22'З24/3331°22'З16/3333°49'З25/зз32°11'319/зз33°33'124927°33'з3/4928°28'з8/4929°34'314/4930°30'з1в/4931°25'324/4932°20'144923°30'**ОсоСМ24°15'234/4925°238/4925°55'а43/.*26°25'246/4927°164920°34'214/4»21°08'217/4921°4Г220/4922°13'223/4922°46'226/4923°20'185417°20'160/6418°218°40'24/б419°20'28/в420°212/б420°40'
Продолжение табл. 27
Если принять а = alt то разность между любыми последующим
и предыдущим членами прогрессии равна d— а2 — ах или d = а3— а2
и т. д. Тогдаа2 — ai + d = а + d\— а2 -f* d — a “f- 2d\ап = а + (п — 1 )d.Сумма всех членов прогрессиис [2а 4- (п — 1) d] п
*п- g'Для делительной головки с характеристикой N = 40 можно пред¬
ставить, что в пределах одного оборота шпинделя сумма всех последо¬
вательных шагов равна^a = 40 = Sn = l2a+(n-1)dld.,При п= г (числу зубьев развертки или фрезы) получим43 = J2a_+(z-})d]z_' (26)Отсюдаd = 2 (40 — га) ^2 — 2Величина а должна быть меньше числа, получаемого при делении
на равномерные шаги, и должна быть целым числом. Например, раз¬
вертка имеет 2=5, тогда п = 40/2 = 40/5 = 8. Величину а можно
принять для расчета равной 6 или 7.Приведенная выше формула позволяет определить величину а,
начиная с первого члена ряда, при этом разность шагов получается
максимальной при принятом значении а. Например, при г = 5 и а = 72(40-5-7) _ 1
25 — 5 “ 2 »следовательно, число частей при = 40 для каждого шага со¬
ставит ах = 7; а2~ 7г/2, а3 =8; а4 = 81/2 и аъ = 9.Если задать значение шага, начиная с определенного числа
зубьев 2Л, то арифметический ряд можно представить в общем виде
для любого числа 2, например для 2=5, начиная с п = 6,40 = 2 а = ав + а? + а8 + a9 + а10\ ап= а (п— 1) d\тогда= a -f* bd\
а1= а+ 6d;а10= а+ 9 d.204
Следовательно, для последнего члена арифметической прогрессии
находима(п+г+1) = а + (п + г — 2) d.Подставив значения г и /г, получима(Я+2_Ц) = а ~Ь (6 + 5 — 2) d = а + 9d.Сумма арифметического ряда в этом случаеSn = 40 = ^ а = za + г (п — 1) d + - -~г- d,откуда2 40 — zaа = -2 2/1 + 2 — 3Неравномерность шага может возрастать на всей окружности или
на 1/2, 1/3, 1/5 части окружности развертки, вследствие чего числа г
и характеристика 40 будут пропорционально уменьшаться, т. е. полу¬
чим 2/2; 2/3; 2/4; z/Ъ и соответственно 40/2; 40/3; 40/4; 40/5.Подставим эти значения в общую формулу:
для всей окружности. 2 40—zaдля 1/2 окружностиd =для 1/3 окружностиd =22п + 2—3 ’440 — za2Ап + 2 — 6 ’640 — za2б/г + 2 — 9 »1040 — га210а+ 2— 15 е'для 1/5 окружностиd =Пример. Произвести неравномерное деление при 2=5. При¬
нимаем а = 7. Тогда приращение2 40 — 5.7 15 2*2 + 5 —3 “ 3 ’и соответствующие шаги имеют следующие значения:а, = 7 1/3; а2_= 7 2/3; а3 = 8; я4 = 8 1/3; а4 = 8 2/3.Получим2 а = 0! + а2 + а3 + я4 + аъ = 40.205
При делении- на пять частей необходимо для шага а произвести
семь цолных оборотов рукоятки и отсчитать число промежутков, рав¬
ное 1/3 числа отверстий выбранного ряда делительного диска, что
соответствует Ыс = 1/3 = 8/24. Отсюда следует, что можно по ряду
с числом отверстий с = 24 отсчитать число промежутков b = 8.Из приведенного примера видно, что установка ограничительного
сектора на восемь промежутков позволит произвести деление для всех
зубьев данного инструмента.Расчеты неравномерного распределения шага развертки или фрезы
в зависимости от числа зубьев режущего инструмента и приращения
шага даны в табл. 28.Произведем настройку делительной головки для фрезерования
развертки с числом зубьев 2=7, пользуясь табл. 28. Неравномерность
шага на всей окружности (приращение от шага к шагу) принимаем
а = 5° 12', что соответствует 4/7, шага.Чтобы обеспечить приращение, равное 4/7 на делительном диске
необходимо установить ограничительный сектор (b/с = 4/7• 3/3 = 12/21)
на в = 12 промужеткам ряда делительного диска с числом отверстий
с = 21.Процесс деления заключается в том, что сначала производится
нужное число полных оборотов рукоятки, а затем число неполных
оборотов, соответствующее заданному приращению шага:Из примера видно, что для первого деления производится четыре
полных оборота рукоятки; для второго — четыре полных оборота и
один дополнительный, равный 12 промежуткам отверстий ряда дели¬
тельного диска с числом отверстий 21; для третьего — четыре полных
оборота рукоятки с фиксатором, а также два дополнительных, причем
каждый из них равен 12 промежуткам ряда диска с числом отвер¬
стий 21.Установка ограничительного сектора для всех делений не ме¬
няется.dt=4d2 —
= 4‘/j<*з=5‘/гdt= 74,4412/214(12/2l+12/21)4 (12/21 + 12/21 + 12/21 ++ 12/21+12/2i+12/2i)Деление для каждого последующего зуба производится в таком же
порядке.Форма стружечной канавки разверток может быть получена одно¬
угловой или двухугловой фрезой. Одноугловая фреза неприменима для
фрезерования разверток с винтовыми зубьями из-за подрезания по¬
следних. При фрезеровании двухугловой фрезой подрезания зубьев
не происходит и обеспечивается чистота передней поверхности зуба
развертки. Для разверток средних и крупных размеров рекомендуется
применять фрезы с профилем спинки зуба по радиусу.Для того чтобы получить на режущих перьях разверток фаски
одинаковой ширины при различных значениях угла а, каждая ка¬
навка развертки фрезеруется при различных установках фрезы на глу¬
бину Я.206
Значения шага развертки или фрезы с неравномерным расположением зубьевТаблица 28ЧислозубьевZНеравномерностьрасположениязубьевинструментаПриращение dat0C2Otaa4a.aea?в частяхв град2/з6°122/313V814 V,3°1313VS132/s————зНа всейV.ГЗО'13Ve132/e133/e————окружностиV»1°132/9133/913V9————Vl20°45'133/12134/j2135/j2————V180°30'136/i8136/18137/ig————4/75° 12'9V796/7102/?106/7 2/53°36'92/б94/610V5103/5———4На всей2/92°96/998/„10V9103/9 окружности2/151°12'912/15914/16iov15103/152/г?0°40'924/27924/27IOV27103/ 27%6°92/3IOV3__ 2/б3°36'94/BIOV5 —f———На */й2/92°98/910V9 ————окружности2/l21°30'9u/12IOV12—————2/l51°42'914/1510V15—————2/250°43'924/25IOV25 ————
Продолжение табл. 28ЧислозубьевгНеравномерностьрасположениязубьевинструментаПриращение da,asa:,a.a*a.a-в частяхв град%6°62/37VS88 2/392/3 _v33°7Va72/s88V382/3——v42° 15'72/473/488V482/4 —5На всейl/e1°30'74/o76/e88V682/e —окружностиV,1°77/97%88l/982/9 —Vl20°45'710/l27u/1288V1282/i2 —X/l80°30'716/19717/1888Vig82/ie —2/,6°552/361/3772/з81/3—На всей4°20/510/2J520/2J69/2i619/217%!718/21—окружности4/162°24'664/156%5612/i57V1576/154/l71°20'68/27612/2761в/27620/27624/277V27—%6°б2/.62/37V3 6l/95°6V96“/872/9 -————v33°6V362/-7— ——На V22/„2°6V,66/968/9 окружностиV.1°30'63/e64/e66/e— ——V.1°68/»66/967/9— ——Vl20°45'6V126%26%2————%50°36'6%5610/156ll/lr,————
Продолжение табл. 28ЧислозубьевгНеравномерностьрасположениязубьевинструментаПриращение dotiССг0&зata...aea7в частяхв град7На всей
окружности4/,3/,%з/215° 12'
3°54'
2° 36'
1°18'
0°5Г443/746/752/:59/2i4V,4 V,
5V7
53/,
5u/2i51/,
52/7
53/,
54/,
513/215s/,
54,
5V,
54,
516/и62/,64,65е/,
517/2i66/76V762/76519/2173/7764,64,6%2°36'442/74V, •46/,51/,53/756/,У»2°42/94«/,46/„48/e5Ve53/956/»На всей2/п1°38'44/п4в/ц4%i410/ii5Vu53/n56/цокружности2/l51° 12'48/15410/15412/i5414/l55V1653/1556/162/210°5Г414/21416/2141®/21420/2i5V2153/2156/2i2/-270°40'42°/27422/„424/27426/275V2753/2756/2782/з6°442/35V86 2/в3°36'42/544/б5V65%———Т Т _ 1 /2/,2°36'44/74е/,54,53/, ——На /22/в2°46/948/а5Ve53/e окружности2/151°12'412/15414/165VU53/i5 ——24i0°51'418/21420/2i542153/2i ——2/270°40'424/27426/2,542,53/27 —
Продолжение табл. 28ЧислозубьевZНеравномерностьрасположениязубьевинструментаПрира1
в частяхцение d
в градOCiа2а8а4a,aea?4/„4°444/948/9 9На V32/,2°42/944/д46/0————окружностиV»1°43/944/945/9————1^180°30'47/1848/184%8————V,4°30''33V244V25 . 1/з3°3V8З2/з44V342/3——v42° 16'3%з3/444V44%——10На */21/61° 18'33/5з4/544V642/6 __окружности1/в1°30'3%зб/б44Ve42/e——V»1°з7/9з8/944V942/e——Vi.0°45'з10/12З11/1244Vi242/i2——%б4° 48'28/152%53V153%542/l5410/1B 3°24'28/2128/2i33/2iз11/^310/2i4e/sl—ТЛл 1 /8/г72°40'216/27216/27З5/ 27313/27321/2742/27—12На /2
окружности8/зЭ2/151°50'
1° 12'232/393232/3932/l5з9/3934/15317/39
36/i5325/з93%5СО 0
те iH
CO CO—2/210°51'З2/21З4/21З6/2138/2i310/21312/21—2/ 270°40'з4/27з б/27з8/27310/27312/27314/27—
Продолжение табл. 28ЧислозубьевгНеравномерностьрасположениязубьевинструментаПриращение d«1а2«3а»а*ава?в частяхв град%54°48'28/153Vi53%542/i5 8/2i3°24'216/21з3/153П/1Бз18/16———2° 40'224/2?36/«313/15З21/27 ——12На »/,2/.2°3з2/»3V93% окружности2/151°12'з2/1534/153%53е/15———г/210°5ГЗ4/21зв/213е/21©IоСО———2/270°40'36/2738/а7310/27з12/27 ——7,2°36'222/7274,2е/,3V7з*/,3V73/l41°57'23/142%42 %4212/i43Vi4з4/i43V14На V2*/71°18'23/724/726/,2е/,33V,32/714окружностив/491°06'224/49230/4923в/482“/4,248/493V493u/4t2/210°5Г21а/212144i21в/21218/2i220/213V2i33/2iVl40°39'2 %4210/142u/i4212/14213/u33Vl4
Продолжение табл. 28ЧислозубьевZНеравномерностьрасположениязубьевинструментаПрира
в частяхщение d
в градaiа2a8ocja»aea?2/92°22/ 92 V»2e/j2%3V9 V.ГЗО'22/623/в24/„25/83—15На Vo2/151°12'26/1528/l5210/l5212/i52l4/15——на / зокружностиV,1°24/92 s/926/g27/»28/0——2/210°5Г210/21212/21214/2i216/212 8/2i——1ll20°45'26/1227/122%22%2210/12——V»0°36'2%52%521%5toСП212/i5——1V,3°22V322/33 1°48'2V522/623/524/5———18Ha V4V,1°18'22/723/,24/726/7———окружностиV,1°23/92V„2 6/„26/„———X/i30°42'25/132%s2V302%———Vl50°36'2%527/1528/i52%6———V.ГЗО'1%l5/622Ve22/6 */71° 181б/7I6/,22l/722/7* ——20На V5V,1°1?/922Ve22/9——окружности120°54l10/l2lu/1222Vl222/l2——х/150°3бl13/l5i14/1522Vi522/15——Vl80°30116/18117/1822 V1822/is——
При переднем угле зуба развертки, равном нулю (рис. 68), глубина
фрезерования одноугловой фрезой определяется по формулеH = Rsin (0 + 6 — а)
sin б] —(ctg l), (28)где 0 — угол, соответствующий ширине ленточки зуба; б — угол фрезй;
а — центральный угол между зубьями развертки; R — радиус заго¬
товки развертки; г — радиус при вершине фрезы.Рис. 68. Схема фрезерования зубьев развертки с перед¬
ним углом, равным нулю: а — одноугловой фрезой;
б — двухугловой фрезойДля получения фаски / одинаковой ширины при фрезеровании
двух угловой фрезой надо не только изменить глубину Я, но и про¬
извести смещение оси заготовки относительно фрезы на величину S
в горизонтальной плоскости (рис. 68, б).Величины Я и 5 определяются по формулам:(б* — малый угол двухугловой фрезы).В массовом и крупносерийном производстве фрезерование канавок
у разверток производится специальными сборными фрезами, которые
обрабатывают одновременно весь профиль зуба. В этом случае глубина
зуба и ширина ленточки остаются постоянными и производительность
изготовления разверток выше. Для получения фасок одинаковой шириныf(29)Яsin (0 + б — a) cos бг
sin б(30)R sin (0 + б — а)sin б(31)213
у конических разверток шпиндель делительной головки устанавли¬
вается под углом к горизонтальной плоскости, равным Р = Рх — Р2,
где Pi и р2 — вспомогательные углы, определяемые по формулам:tg Pi = cos a ctg ф; (32)
sin Pa = tg a ctg 6 sin Px; (33)
(34)Рис. 69. Схема уста¬
новки фрезы и заго¬
товки: а — совмеще¬
ние фрезы с осью де¬
лительной головки по
острию центра, уста¬
новленного в шпинде¬
ле; б — положение
фрезы и заготовки;
в — смещение стола станка с заготовкой на величину 5; г — подъем
стола станка на глубину НЗдесь г|э — угол конуса развертки; I — длина конусной части развертки;
D — больший, d — меньший диаметры заготовки.Последовательность настройки фрезы и заготовки при фрезеро¬
вании дана на рис. 69.40. ФРЕЗЕРОВАНИЕ КАНАВОК
ЦИЛИНДРИЧЕСКИХ ФРЕЗРасчет установки одно- и двухугловых фрез с передним углом,
равным нулю, при фрезеровании канавок цилиндрических фрез про¬
изводится по соотношениям, приведенным для фрезерования разверток.Рис. 70. Схема фрезерования зубьев фрезы с передним углом,
не равным нулю: а — одноугловой фрезой; б — двухугловойфрезой214
После обработки первых двух канавок проверяют ширину полу¬
ченной фаски и в случае необходимости изменяют высоту стола станка
относительно фрезы.Установка угловых фрез при обработке стружечных канавок фрез
с передним углом, не равным нулю, производится соответственно
рис. 70 по формулам:для одноугловых рабочих фрезS = R sin 0 — гН = R (1 — cos у) + h\ (35)для двухугловых рабочих фрезS = R sin (6* + у) — h sin — г У2 sin (45° — бх); (36)
Я = R-[R cos (6i + y) — hcos ] — r [j/"02 cos (45° — 6X)—1 ]. (37)Таблица 29Рекомендуемые значения углов наклона винтовых канавок о
для нормализованных фрезгостНаименование фрез(Dв град3752—71Цилиндрические:
с мелким зубом
с крупным зубом25—3034—409304—69Торцовые:с мелким зубом
с крупным зубом25—3034—409926—61Цилиндрические с крупным зубом сбор¬
ные:одинарныесдвоенные204517025—71Концевые цилиндрические;
с нормальным зубом
с крупным зубом30453755—691022—699140—68Дисковые трехсторонние
Торцовые насадные
Шпоночные15—2045—6012—15215
Определение числа оборотов рукоятки делительной головки
1 фрезеровании зубьев концевых фрез с неравномерным шагом%аггаvg£1 1 1та
<е сх8 и
и63rft т*
Ю ЩI [ «е* ОО1 1 <М г*ОО со«5в град7657Ю 1C«о о
1 со п
О t*- Г*-<*4в град956863ю »я
оо"СО (М гЧ't О OO CDОСяв градN О CD N
(N О) N Юs%СО О) 00 NСОгеш123857263ЧислеоборотоврукояткиП.^ г*Ш ^ «оС*" 00
гЧ о гЧ(N О п CDЗаданные
центральные
углы между
канавками o&i
в град110906857Число
проме¬
жутков
делитель¬
ного
диска ЪTf Tf Tf Tf
LO Ю LQ LOЧислозубьевфрезыZCO ^ Ю CDЗдесь S — поперечное смещение
заготовки; R — радиус заготов¬
ки; 0 — угол, соответствующий
ширине ленточки зуба; г — ра¬
диус при вершине зуба рабочей
фрезы; h — заданная высота зу¬
ба; у —передний угол зуба обра¬
батываемой фрезы; Я — верти¬
кальное смещение заготовки;
Р — угол между передней по¬
верхностью фрезы и спинкой зу¬
ба (см. рисунок); — малый
угол двухугловой фрезы.При фрезеровании винтовых
канавок расчет установок двух¬
угловой фрезы производится по
формулам:SB= S cos со; (38)
Яв = Я, (39)где 5В — поперечное смещение
рабочей фрезы при обработке
фрез с винтовыми зубьями; Яв—
вертикальное смещение рабочей
двухугловой фрезы; со — угол
наклона винтовых зубьев обра¬
батываемой фрезы.Установка заготовйи цилин¬
дрической фрезы аналогична
установке заготовки цилиндри¬
ческой развертки (рис. 69). Отли¬
чие состоит в том, что при фре¬
зеровании винтовых канавок по¬
сле установки на величину
поперечного и вертикального
смещения производится поворот
стола станка на угол наклона
винтовой канавки.В табл. 29 приведены ре¬
комендуемые значения угла на¬
клона винтовых канавок фрез.
Шаг винтовой канавки подсчи¬
тывается по формуле (24).Для уменьшения вибрации
при фрезеровании и увеличения
толщины среза металла приме¬
няют фрезы с неравномерным рас¬
положением зубьев. В табл. 30
приведены данные для определе¬
ния числа оборотов рукоятки
делительной головки при изго-216
товлении фрез с неравномерным шагом. Таблицы и формулы для
расчета разверток справедливы также для выбора величины неравно¬
мерности шага фрез.41. ШЛИФОВАНИЕ ВИНТОВЫХ КАНАВОК ФРЕЗ
ИЛИ РАЗВЕРТОКШлифование или заточка инструмента с винтовыми канавками
могут быть выполнены на заточном станке с применением делительной
головки с синусным (копирным) устройством (см. рис. 14).Расчет и настройка заключаются в определении угла установки
синусного устройства и набора сменных зубчатых колес.Угол поворота синусного устройства определяется по формулеCOSCO : . _ Zj-Zs ^ (40)COS (Dj Zp • z2где i — передаточное отношение делительной головки; со^ — угол
поворота синусной линейки в град; z1 и z2 — числа зубьев сменных
зубчатых колес; z3 — число зубьев зубчатого колеса шпинделя; zp —
число зубьев рейки, zp = 1.Пример. Заточить зубья винтовой развертки с со = 12°.
Подбор сменных зубчатых колес рекомендуется производить таким
образом, чтобы значение сох было меньше со, так как это способствует
более плавной работе синусного копирного устройства.При zx = 40, z2 = 80 и z3 = 401 -80*0,208 п
C0S 01 = 40Т40 = ’ ’ 0)1 = 6 *42. ФРЕЗЕРОВАНИЕ ЗУБЬЕВ НА ТОРЦЕ
ОДНОУГЛОВЫХ И ЦИЛИНДРИЧЕСКИХ
ДИСКОВЫХ ФРЕЗТорцовые зубья дисковой фрезы (рис. 71) должны иметь фаску f
одинаковой ширины по всей длине. Для выполнения этого условия
необходимо ось нарезаемой фрезы располагать под определенным углом
к горизонтальной плоскости стола при обработке на горизонтально¬
фрезерном станке с применением делительной головки.Угол установки шпинделя делительной головки определяется по
формулеcos ср = tga ctg б, (41)где ф — угол установки шпинделя делительной головки; а — угол
между зубьями изготовляемой фрезы; a = 360°/z (z — число зубьев
обрабатываемой фрезы); б — угол рабочей фрезы.В табл. 31 и 32 приведены расчеты значения углов наклона шпин¬
деля в зависимости от числа зубьев z изготовляемой фрезы и угла рабо¬
чей фрезы б.217
Рис. 71. Фрезе¬
рование зубьев
на торце:/-—заготовка фре-
зы; 2 — рабочая
фреза; 00 — ось
шпинделя голов¬
ки43. ФРЕЗЕРОВАНИЕ КАНАВОК НА КОНУСЕ
УГЛОВЫХ ФРЕЗУгловые фрезы в основном применяются для фрезерования стру¬
жечных канавок режущего инструмента.Одноугловые фрезы (рис. 72, а) с углом конуса 6 до 90° (с измене¬
нием через 5°) служат для фрезерования прямолинейных канавок
и угловых пазов. Одноугловые фрезы с малыми углами конуса6i= 18, 22, 25 и 30° служат для
фрезерования канавок у заты-
лованных прямозубых фрез.Двухугловые несимметрич¬
ные фрезы (рис. 72, б) изготов¬
ляются с общим углом конуса6 = 55-ь 100° (с изменением че¬
рез 5°), при этом меньший угол
&!= 15-г-25°. Двухугловые сим¬
метричные фрезы (рис. 72, в)
служат для фрезерования ка¬
навок с винтовыми затылован-
ными зубьями с общим угломб = 18, 22, 25 и 30°.Для получения одинаковой
ширины ленточки угол наклона
шпинделя делительной головки
при фрезеровании зубьев наРис. 72. Угловые фрезы: а — одно¬
угловая; б — двухугловая несим¬
метричная; в — двухугловая сим¬
метричная218
конусе одноугловой фрезы (рис. 73) можно определить по табл. 33 или
по формулам:Ф = Ф1 - ф2; (42)tg ф! = cos a ctg бзаг; (43)sin ф2 = tg a ctg б sin ф*. (44)Здесь Ф1 и ф2 — вспомогательные углы; а — угол между зубьями изго¬
товляемой фрезы, а = 360°/z; бзар — угол конуса обрабатываемой фрезы;б — угол рабочей фрезы.Рис. 73. Фрезерование зубьев на конусе одно¬
угловой фрезы:ОО — ось наклона шпинделя головкиДля расчета угла наклона шпинделя делительной головки при
фрезеровании двухугловых фрез со стороны малого и большого конусов
используются приведенные выше формулы и табл. 33.Пример 1. Определение угла установки шпинделя ф при фре¬
зеровании 26 зубьев на торцовой грани дисковой фрезы. Угол рабочей
фрезы б = 75°.Угол ф можно определить по табл. 33 и формулам-Ig-W,cos ф = tg a ctg б = tg 13° 50' ctg 75° = 0,066
или ф = 86° 13'.219
Таблица 31Угол наклона шпинделя ср при фрезеровании зубьев на торце фрезы с крупными зубьямиЧисло зубьев гУгол рабочей фрезы 6 в град858075706560555045681°17'72°13'62°21'50°55'36°1 08' 88459795174276839621254° 44'45°33'32е’ 5'—108621825978597440701265 12-5925522643° 24'128706840981067752742370 32660961054 44148735850882357954770173 517018661061 14168755854983388120785276 10730869465 32188810861984248227801477 527514721368 392088228643850083128117■79 117651741171 02228832870285308352820880 147808754472 65248839871885188424824981 0679И770174 27268846873086138451832581 498004780475 44288851874286308514836382 268048785876 49308858875186448534841982 578126794477 44328900875986668551843783 248200802478 32348904880787088606850083 488229805979 14368907881387188619852484 108254812979 513889881987268631853284 288317815780 24408915882487348642854684 458338822280 53
Таблица 32Угол наклона шпинделя ф при фрезеровании зубьев
на торце фрезы с мелкими зубьямиЧисло
зубьев 2Угол рабочей фрезы 6 в град80706050454288° 29'87° 51'85° 50'82° 44'81° 20'4488 3387 0085 1483 0481 444688 3787 0885 2783 2382 074888 4087 1687 1683 3982 265088 4387 2285 4983 5582 455288 4687 2885 5984 0983 035488 4987 3486 0884 2283 175688 5287 3986 1684 3483 315888 5487 4486 2484 4683 466088 5687 4986 3184 5783 58Таблица 33Угол наклона шпинделя ф при фрезеровании зубьев
на конусной поверхности угловых фрезЧислоУгол рабочей фрезы ,6 в градзубьевZ908580757065605550626°ЗГ22°4Г18°43'^заг =14°35'45°10° 1Г5°25'835 1632 2229 2526 2223 0819 4015° 48'11°25'6° 17'1038 5836 4134 2131 5629 2526 4123 4020 1816 251240 5439 0037 0435 0533 00.30 4628 1825 3320 241442 0140 2438 4637 0435 1733 2331 1828 5826 191642 4441 1939 5438 2536 5235 1333 2431 2329 051843 1341 5840 4239 2338 0136 3334 5733 1031 092043 3442 2741 1840 0838 5337 3534 3934 3332 442243 4942 3841 4640 4239 3438 2337 0435 3833 59221
Продолжение табл. 33ЧислоУгол рабочей фрезы б в градзубьевг9085807570656055502444°00'43°04'42°07'41°09'40°07'39°02'37°50'36°30'35°0Г2644 0943 1742 2541 3140 3439 3438 2837 1435 522844 1643 2842 4041 4940 5739 5539 0037 5236 363044 2243 3742 5242 0541 1640 2439 2738 2437 123244 2743 4543 0342 1941 2340 4439 5138 5137 443444 3143 5243 1242 3041 4741 0540 1139 1538 123644 3443 5743 1942 4041 5941 1640 2839 5438 574044 3944 0643 3142 5642 2041 4140 5840 1139 17830°4Г28°07'25°ЗГ^за22°50'г = 50е
19°59'>16°55'13°33'9°45'5°20'1034 1032 0730 0327 5325 3823 1220 3217 3419 271236 0034 1832 0530 4728 5426 5424 4222 1519 271437 0535 3834 0932 3731 0129 1827 2625 2122 591637 4736 3135 1333 5332 2930 5929 2127 3325 291838 1537 0735 5834 4733 3232 1330 4629 1027 212038 3537 3436 3235 2834 2133 1031 5230 2628 482238 5037 5536 5836 0034 5933 5432 4431 2529 572439 0138 1037 1936 2535 3034 3033 2632 1430 532639 1038 2337 3636 4635 5535 0034 0132 5431 392839 1738 3437 4937 0436 1635 2534 3033 2932 193039 2338 4338 0137 1936 3435 4734 5533 5832 533239 2738 4938 1037 3136 4936 4935 1634 2233 223439 3138 5538 1937 4137 0236 2035 3534 4533 483639 3439 0038 2637 5137 1336 3435 5135 0334 093839 3739 0538 3337 5937 5937 2436 0635 2134 304039 3939 0938 3838 0637 3336 5736 1835 3534 47826°2Г24°07'21°52'^за!19°ЗГ.= 55°
15°03'14°24'оСОо8° 15'4° 29'1029 3227 4425 5524 0122 0319 5517 3615 0112 03222
Продолжение табл. 33ЧислоУгол рабочей фрезы 6 в градзубьев290858075706560555012ЗГ14'29°44'28е14'26°38'24°59'23° 13'21°17'19°08'16°4Г14321530 58293928 1826 5325 22234321 5319 4816324531 37302929 1828 0326 44251723 4121 5218332132 21312030 1729 1028 00264325 1823 4120334032 46315130 5429 5528 51272226 2524 5922335433 05321531 2330 2929 21282827 0926 0024340433 19323331 4630 5630 03290628 0226 0026341333 31324932 0531 1930 31293828 3927 0028341933 40330132 2131 3830 53300329 0928 0730342533 49331232 1231 5531 52302629 0928 0732342933 55332132 4532 0831 28304529 5828 5434343234 00332832 5432 1931 42310230 1729 2636343534 05333433 0332 3031 54310230 1729 4638343834 10334133 1132 3932 06315030 5030 0440344034 13334533 1732 4732 15314131 0330 20822е'12'20° 13'18е523'^заг16°23'= 60°
14°18'12°03'10е536'6°52'3°43'10250223 30215620 1918 3616 47144812 3610 0512263425 16235722 3621 1120 39180016 0914 0314272926 22251424 0422 5021 32200618 2216 4416280427 05260625 0424 0022 51 ,213620 1318 3918282927 37264425 4924 5223 50224421 3020 0620284627 59271126 2225 3024 35233522 2921 1422285928 16273326 4826 0125 11241623 1622 0724290928 30275027 0926 2625 40245023 5422 5226291628 40280327 2526 4526 03251724 2623 2828292228 48281427 3927 0226 23254224 5223 5930292728 56282427 5127 1626 39260025 1524 2532293129 02283228 0127 2826 54261625 3524 48223
Продолжение табл. S3ЧислоУгол рабочей фрезы б в градзубьевZ9085807570656055503429°34'29°06'28°38'28°09'27°39'27°06'26°ЗГ25°52'25°08'3629 3729 1128 4428 1727 1727 4026 4026 0725 253829 4029 1528 5028 3427 5727 2826 5626 3225 424029 4229 1828 5428 3028 0427 3627 0626 3325 55818°15'16° 42'15°05'^заг13°27'.= 65°
11°42'9°5Г7° 50'5° 35'2°39'1020 4019 2318 0416 4415 1813 4812 0910 218 151221 5920 5419 4818 4017 2916 1213 4913 1711 221623 1822 2921 3920 4719 5318 5517 5216 4315 241823 4022 5622 1121 2520 3719 4618 5017 4816 372023 5523 1522 3521 5421 1020 2419 2318 3817 242244 0623 3022 5322 1521 3620 5420 0819 1718 192424 1523 4223 0822 3421 5721 1920 3619 5018 572624 2223 4923 2022 4822 1521 3921 0020 1719 282824 2723 5923 3023 0022 9921 5621 2020 4019 563024 3124 0523 3823 1022 4022 0921 3620 5920 163424 3824 1523 5123 2623 0122 2322 0421 3020 533624 4024 1823 5523 3223 0822 4222 1421 4321 073824 4124 1923 5823 3623 1322 4722 2221 5721 204024 4224 2224 0023 3923 1722 5322 2722 0021 29814°26'13°11'1Г55'^заг10°36',= 70°
9° 14'7°45'6°09'4°23'2°22'1016 2415 2214 1913 0512 0710 559 368 096 291217 3016 3815 4514 5013 5312 5111 4510 319 071418 1017 2516 3815 5215 0114 0913 1212 0810 561618 3517 5517 1516 3415 5015 0314 1313 1712 131818 5318 1817 4017 0416 2615 4414 5914 0913 132019 0618 3418 0117 2816 5316 1515 3514 5013 592219 1518 4618 1617 4617 4416 4016 0315 2214 35224
Продолжение табл. 33ЧислоУгол рабочей фрезы 6 в градзубьев29085807570656055502429°22'18°55'18°28'18°00'17°ЗГ16°59'16°26'15°48'15°05'2629 2819 0318 3818 1217 4517 1616 4516 1015 312819 3219 0918 4618 2217 5617 3017 0116 2815 523019 3619 1518 5318 3018 0717 4217 1416 4416 103219 3919 1918 5818 3718 1517 5217 2616 5816 263419 4119 2219 0318 4318 2218 0016 3617 0916 393619 4319 2519 1718 4818 2918 0717 4517 2016 513819 4519 2819 1118 5218 3418 1517 5317 2917 024019 4619 3019 1418 5718 3918 2018 0017 3717 11бзаг = 75°810°44'9°48'8°5Г7°53'5°5Г5°45'4°34'3°15'1°451012 4411 1810 419 529 018 077 086 094 491213 0412 2511 4511 0410 219 358 457 496 471413 3413 0012 2611 5011 1210 339 509 028 071613 5413 2442 5412 2211 4911 1410 369 549 071814 0813 4013 1412 4612 1714 4611 1210 349 512014 1813 5413 2913 0412 3812 0611 3911 0610 262214 2514 0313 4113 1712 5312 2812 0011 2910 542414 3114 1113 5013 2913 0712 4312 1812 4911 172614 3514 1613 5713 3813 1712 5612 3212 0511 362814 3814 2114 0313 4513 2613 0612 4312 19И 523014 4114 2514 0813 5113 3413 1512 5412 3112 053214 4314 2814 1213 5613 4013 2213 0312 4112 173414 4514 3114 1614 0113 4513 2913 1112 5012 283614 4714 3314 2014 0613 5113 3513 1812 5912 373814 4814 3514 2214 0913 5613 4013 2313 0512 454014 4914 3714 2414 1213 5913 4413 2913 1112 528 Б. М. Теплицкий225
Продолжение табл. 33ЧислоУгол рабочей фрезы 6 в градзубьевг90858075706560555087°06'6°29'з°зг^заг5° 12'= 80°
4°ЗГ3°48'3°00'2°08'Г09'108 077 367 056 325 595 224 434 003 11128 418 157 487 216 526 125 485 114 29149 018 388 157 517 277 006 315 595 33109 158 558 358 147 527 287 036 356 03189 259 078 498 308 107 507 267 016 33209 319 158 588 428 248 057 447 226 56229 369 219 068 518 358 187 597 387 15249 409 269 138 578 448 288 117 527 30269 439 309 189 058 518 368 208 037 43289 459 339 229 098 578 438 288 127 58309 479 369 259 149 028 498 358 208 03329 489 389 279 17 .9 068 538 418 278 10349 509 409 309 21.9 108 598 478 338 18369 519 429 339 239 139 038 528 388 24389 529 439 359 269 169 068 558 438 30409 539 459 369 289 199 098 598 488 3583°32'3°03'2°54'^заг =2°35'85°2° 15'Г53'ГЗО'1°03'' 0°34'104 033 473 323 162 592 412 211 591 35124 204 073 543 403 253 102 532 352 14144 304 194 073 553 433 293‘ 152 592 41164 374 274 174 063 553 433 313 173 01184 424 334 244 154 053 543 543 303 16204 454 374 294 204 124 023 513 403 26224 484 404 334 254 174 093 593 493 37244 504 434 364 294 224 144 053 563 45226
Продолжение табл. 33ЧислоУгол рабочей фрезы 6 в градзубьевZ908580757065605550264°5Г4°45'4° 38'4°32'4°25'4° 18'4° 10'4°0Г3°5Г284 534 474 414 354 294 224 144 063 57304 534 474 424 364 344 244 174 094 01324 544 494 444 384 334 274 204 134 05344 554 504 454 404 354 294 234 174 09364 554 514 474 424 374 324 264 204 12384 564 524 474 434 384 334 284 224 14404 564 524 484 444 394 344 294 244 17Пример 2. Нарезать 16 зубьев на одноугловой фрезе, бзаг = 70°.
Рабочая угловая фреза имеет угол б = 75°. Определить угол установки
шпинделя делительной головки. Получима = -^- =22° 30';10tg ф! = cos 22° 30' ctg 70° = 0,336, <р4 = 18° 36';
sin ф2 = tg 22° 30' ctg 75° sin 18° 36' = 0,0354г
ф2 = 2° 02'; ф = 18° 36' — 2° 02' = 16° 34'.Пример 3. Нарезать 12 зубьев двухугловой фрезы с углом при
вершине зубьев, равным 68°, с углом конуса одной стороны 13° и дру¬
гой —55°. Угол рабочей среды б = 75°.Угол установки шпинделя делительной головки для нарезания
зубьев с углом 13° находится по формулам:-T-Wtg ф! = cos 30° ctg 13° = 3,7511, Ф1 = 75° 04';
sin ф2 = tg 30° ctg 75° 04' = 0,1495, фа = 8° 36';Ф = Фх — ф2 = 66° 28'.Для нарезания зубьев с углом 55° угол установки шпинделя дели¬
тельной головки находим из табл. 33 (ф = 7° 49') или по приведенным
выше формулам.
44. ФРЕЗЕРОВАНИЕ ПЕРЕДНЕЙ ПОВЕРХНОСТИ
ЗУБЬЕВ ТОРЦОВЫХ ФРЕЗФрезерование передней поверхности торцовых зубьев цилиндри¬
ческими или дисковыми фрезами, является относительно простым, если
канавки на периферии прямые. Тогда правильный угол подъема дели¬
тельной головки можно легко выбрать по справочным таблицам. ЕслиВид А о;—^ VРис. 74. Схема установки делительной го¬
ловки при фрезеровании зубьев на торце
фрезыканавки на периферии фрезы расположены по винтовой линии, задача
является более сложной. Известно, что делительная головка и ось
фрезы остаются в плоскости, параллельной направлению подачи стола,
и путь, проходимый фрезой, не совпадает с плоскостью фрезеруемой
передней поверхности зуба. Поэтому передняя поверхность на торце
фрезы получается криволинейной. Однако при малой высоте зуба эту
поверхность можно рассматривать как прямолинейную. Несовпадение
становится значительным практически только при обработке фрез
больших размеров с крупным зубом.228
Для получения прямолинейной поверхности зуба на торце фрезы
можно применить два способа. Один из них заключается в том, что
устанавливают угол наклона шпинделя делительной головки, затем
под одну из сторон основания делительной головки подкладывают
клинья, и головку наклоняют в поперечном направлении до тех пор,
пока передняя режущая часть плоскости фрезы заготовки не совпадет
с направлением подачи стола. Применения этого способа в практике
фрезерования следут избегать. Его можно использовать только при
обработке фрез с небольшими углами наклона винтовых канавок (не
больше 8°), так как делительная головка опирается на стол станка только
одним краем, а это не обеспечивает необходимой жесткости установки
делительной головки и затрудняет ее закрепление на станке.Рассмотрим другой способ, который дает возможность фрезеровать
переднюю поверхность зуба фрез с канавками, расположенными по
винтовой линии, за один проход режущего инструмента и обеспечивает
нужное качество.Делительная головка 3 с заготовкой устанавливается на поворот¬
ном столе 2, который закреплен на столе фрезерного станка /, как это
показано на рис. 74. После того как делительная головка повернута
на вычисленный угол 0 и закреплена на поворотном столе, шпиндель
головки поднимают на угол ф в вертикальной плоскости.Угол наклона шпинделя делительной головки определяется по
формулам:о . . D — 2hsin ф = cos о cos G^; tg cox = tg со ——cosy; (4^)sin y = sin Yi D®2h • (46)Угол поворота корпуса делительной головки вокруг вертикальнойосиtg 9 = tg(^ . (47)sin бЗдесь со — угол наклона винтовой канавки по наружному диа¬
метру фрезы; сох — угол наклона винтовой канавки у впадины зуба;
h — высота зуба на торце фрезы (большая); D — диаметр заготовки;
Yi — передний угол зуба, расположенный на вершине цилиндра;
V — передний угол у впадины зуба; б — угол дна торцового зуба.46. НАРЕЗАНИЕ ЗУБЧАТЫХ КОЛЕСВ настоящее время существует большое количество типов станков,
специально предназначенных для нарезания зубчатых колес. Однако
одной из типичных операций, выполняемых на универсальных фре¬
зерных станках с применением делительных головок, является фрезе¬
рование зубчатых цилиндрических колес с прямыми или винтовыми
зубьями.На рис. 75 показано зубчатое эвольвентное колесо и его основ¬
ные элементы.Для прямого зуба приняты следующие соотношения.Б. М. Теплицкий229
Модуль m = мм выбирается по конструктивным соображениям.Величины модуля стандартизованы: 1; 1,25; 1,5; 1,75; 2; 2,25; 2,5; (2,75);
3; (3,25); 3,5; (3,75); 4; 4,25; 4,5; 5; 5,5; 6; 6,5; 7 и т. д. Шаг t = пт.
Высота зуба h= hr + h" = 2,25 (высота головки зуба h' = т\ высота
ножки зуба h" = 1,25 m); число зубьев z.Рис. 75. Схемы элементов зубчатого
колеса (а) и образования эвольвенты (6)Диаметр делительной окружности для прямозубых колесd = mz. (48)Диаметр окружности выступовDe = d + 2т = т (г + 2). (49)Диаметр окружности впадинDt= d — 2,5m — т (z — 2,5). (50)Толщина зуба S равна длине дуги окружности между двумя раз¬
ноименными профилями одного и того же зуба, измеренной на диаметре
делительной окружности.На рис. 75 показано также образование эвольвенты 7, очерченной
прямой 2у которая перекатывается по окружности диаметром d0, но
без скольжения.В косозубых (винтовых) колесах элементы зубчатого зацепления
рассматриваются в нормальном сечении, перпендикулярном к направ¬230
лению зуба, и в торцовом, перпендикулярном к оси вращения. Расчет
косозубых колес ведется, как и для прямозубых, по нормальному
модулю тп = т.Торцовый модуль<51>COS р(Р — в данном случае угол наклона зуба).Шаг нормальныйt = mnh. (52)Шаг торцовый/ — *п — ШпПs~ cos Р ~ cosp • ( }Диаметр делительной окружностиd==~rcos рДиаметр окружности выступовDc=d+2m„ = m„^-^j + 2). (55)Зубчатые колеса, размеры которых выражены в дюймовой системе
мер, рассчитываются по диаметральному шагу или по шагу окруж¬
ности.Диаметральный шаг Dp (иногда его называют диаметральным
питчем) — это число зубьев, приходящихся на один дюйм диаметра
начальной окружности колеса.Шаг зубьев колеса Ср измеряется в дюймах по начальной окруж¬
ности 7Г1— = 8,09СР; £>Р=-?М-; Ср = ■ ”Dp т ' р 8,0946. ФРЕЗЕРОВАНИЕ ЦИЛИНДРИЧЕСКИХ КОЛЕС
С ПРЯМЫМИ И ВИНТОВЫМИ ЗУБЬЯМИНарезание зубьев на фрезерном станке производится по методу
копирования пальцевой фасонной фрезой (рис. 76, а), либо дисковой
модульной (рис. 76, б). Последняя применяется для фрезерования
зубьев большого модуля. Режущая кромка инструмента является
копией очертания впадины нарезаемого зуба. Размеры профиля зуба
зависят от модуля т и числа зубьев 2, и поэтому для каждой детали
теоретически требуется свой инструмент. В практике применяются
шестерни различной точности, поэтому ГОСТ 10996—64 для каждой
величины модуля приняты комплекты из 8, 15 или 26 модульных диско¬
вых фрез для всех значений чисел зубьев детали (начиная от 12). Ка¬
ждая из фрез комплекса нарежет точно только ту шестерню, на кото¬231
рую она по числу зубьев рассчитана. В другом случае профили зубьев
по очертанию будут иметь погрешность. Комплекты модульных фрез,
применяемые при обработке детали в зависимости от числа зубьев
шестерен, приведены в табл. 34.На фрезе маркируются модуль и номер. Профиль фрезы каждого
номера соответствует профилю впадины колеса с наименьшим числом
зубьев для этого диапазона; остальные колеса будут иметь некоторую
погрешность.Фрезерование винтовых зубьев на цилиндрической заготовке
происходит при вращательном движении фрезы и равномерном посту-Рис. 76. Схема фрезерования колес с прямыми зубьями:
а — пальцевой фасонной фрезой; б — дисковой модульнойпательно-вращательном движении заготовки. При этом плоскость вра¬
щения фрезы должна быть совмещена с направлением винтового зуба,
что достигается путем поворота стола с заготовкой в горизонтальной
плоскости на угол наклона зубьев. Сложное движение заготовка полу¬
чает через сменные шестерни гитары делительной головки от ходового
винта станка. Как и при фрезеровании винтовой канавки; ^х.~ Т *где i — передаточное отношение сменных колбе от ходового винта
станка к делительной головке; /х. в — шаг ходового винта станка;
N — характеристика делительной головки; Т — шаг винтовой линии
зуба заготовки.В данном случае
Таблица 34Числа зубьев, нарезаемых модульными фрезамиNoфрезКомплектыКофрезКомплекты8 фрез15 фрез26 фрез8 фрез15 фрез26 фрез112 и 131212526—3426—2926—27..—13135V4——28 и 29214 и 1614145V2—30—3430 и 312V«——1553/4——32—342V2—15 и 1616635—5435—4135—37317 и 2017 и 18176V4——38—413%——186V2—42—5442—463V2—19 и 201963/„——47—5433/4——20755—13455—7955—65421—2521 и 22217V4——66—794%.——227V2—80—13480—1024х/2—23—252373/4——103—13443/,——24 и 258135 — рейкаИЛИ. ^Х. ВN sin ftnmnzПодбор сменцых шестерен производится по формуле
гл-гс _ <х. bN sin ft ^Zb'Zd птпгВыбор фрезы для фрезерования винтовых зубьев отличается от
выбора фрезы для фрезерования прямых зубьев. В частности, номер
фрезы определяется не по действительному числу зубьев, а по фиктив¬
ному 2ф. Это необходимо для того, чтобы получить правильный профиль
зуба в нормальном сечении, так как винтовая линия искажает его.
Определение фиктивного числа зубьев производится по формуле(и)гф — всегда больше расчетного числа зубьев шестерни.Наладка для фрезерования шестерни с винтовым зубом сводится
к следующему:1) устанавливают фрезу нужного номера по модулю;233
2) заготовку устанавливают в шпиндель делительной головки или
в центрах;3) делительную головку настраивают на деление для нарезания
заданного числа зубьев методом простого деления (так как дифферен¬
циальное невозможно);4) среднюю плоскость фрезы совмещают с линией центров дели¬
тельной головки и задней бабки и стол станка поворачивают на угол
наклона винтового зуба р с учетом направления винтовых зубьев —
левого или правого;5) гитару сменных шестерен настраивают от ходового винта к де¬
лительной головке и устанавливают необходимое число паразитных
шестерен, которое соответствует направлению винтовой линии. Про¬
верка настройки производится вращением рукоятки стола станка;6) глубину фрезерования устанавливают с учетом высоты зуба.Пример 1. Определить настройку для фрезерования заготовкишестерни с винтовыми зубьями: г = 60; тп= 5 мм; Р = 45°; N = 40.Имеем г _ 60 _1ссф cos3 45° 0,36Следовательно, из набора с тп = 5 мм нужно взять фрезу № 8.Определяем число оборотов рукоятки делительной головки для
деления на г = 60:N 40 36 I. ос кл„ = _ = Ь =36 и с = 54.Пример 2. Произвести расчет настройки делительной головки
для фрезерования заготовки шестерни с винтовыми зубьями: z = 40;
тп= 2 мм; р = 22°; направление винтовой линии шестерни левое;
tXt в = 6 мм; N — 40:г 40гф ~ cos3 р 0.9273Определяем номер рабочей фрезы. Из набора с тп = 5 мм в зави¬
симости от требуемой точности можно взять фрезу № 6 из комплекта
8 фрез, или фрезу № 6 1/2 из комплекта 15 фрез, или фрезу № 6 3/4
из комплекта 26 фрез.Число оборотов рукоятки делительной головки для N = 40 опре¬
деляем по таблице: п = а = 1.Шаг винтовой канавки шестерни определяем по формулеТ _ nwjZ _ _Jtj2-40 _ 672 206.
sm Р 0,375Передаточное отношение для подбора сменных шестерен гитары
*х. bN 6-40672,206= 0,3581.=0,3581.zb-zd234
По таблице передаточных отношений подбираем сменные шестерни 1
zA'zc _ 188 _ 32-47
zb'zd 525 50-42Следовательно, на ходовой винт станка устанавливается шестерня
гл4 = 32, а наприводной вал делительной головки шестерня zd — 42.
Соответственно zc = 47, zq — 50.47. ФРЕЗЕРОВАНИЕ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕСПолучение теоретически правильного профиля зубьев конических
колес невозможно на фрезерном станке с применением делительной
головки. Поэтому обработка конических колес на фрезерном станке
является, как правило, предварительной.Рис. 77. Схема фрезерования колес конической
шестерниПредварительная обработка колеса (рис. 77) сводится к следую¬
щему. Делительная головка 3 устанавливается на поворотный стол 2,
укрепленный на столе станка 1. Заготовка 4 закрепляется в оправке
или патроне в шпинделе делительной головки. Шпиндель головки
должен быть повернут вместе с корпусом в вертикальной плоскости
на угол ф, равный половине угла конуса, образованного основанием
зубьев колесаФ = а — р, (59)где а — половина угла при вершине начального конуса; Р — угол,
образованный дном впадины зубьев и образующей начального конуса.1 М. В. С а н д а к о в. Таблицы для набора шестерен. Москва—Сверд¬
ловск, Машгиз, 1960.235
•Впадины прорезаются дисковой или модульной фрезой 5, ширина
которой со стороны меньшего модуля меньше ширины впадины. Дора¬
ботка конических колес осуществляется слесарным способом или на зу¬
бострогальном станке.Окончательная обработка зубьев может производиться также
специальной фасонной фрезой, профиль которой должен соответство¬
вать профилю зубьев большого модуля, расположенных на внешнем
торце. При этом для обработки фрезой боковых поверхностей зубьев
делительная головка должна быть повернута на поворотном столе на
некоторый угол сначала в одну, а затем в другую сторону.Угол поворота делительной бабки определяется по формулегде 0 — угол поворота головки; а и b — соответственно ширина впадины
на внешнем и внутреннем торце, измеренная по хорде делительной
окружности; L — длина зуба.Величины а и b определяются по формулам:а = хМ; (60) b = хт, (61)где Мит — модуль на внешнем и внутреннем торце конического ко¬
леса; х — коэффициент, который принимается в зависимости от числа
зубьев z конического колеса:12—131,566326—341,569814—161,567535—541,570617—201,568655—1341,570651—251,5694135 — рейка1,570748. ФРЕЗЕРОВАНИЕ ЧЕРВЯКОВ
И ЧЕРВЯЧНЫХ КСЛЕСФрезерование одно- и многозаходных червяков производится на
универсально-фрезерном станке с применением накладной фрезерной
головки, шпиндель которой повернут на 90°.Обработка производится дисковой фрезой, у которой угол, обра¬
зуемый режущими боковыми поверхностями, должен быть равен двой¬
ному углу профиля червяка (в большинстве случаев он составляет 40°,
так как угол профиля в машиностроении принят равным 20°). Для полу¬
чения правильной винтовой канавки червяка шпинделю делительной
головки сообщается согласованное движение со столом станка от ходо¬
вого винта через набор сменных шестерен, который определяется
по формуле (при N = 40)i = — tx-B = JPi.*- в = ±A'Zc (62)t я km zb'2d236
где tx> в — шаг ходового винта станка; t = nkm — шаг червяка по
оси; к — число заходов червяка.При определении шага червяка по оси необходимо учитывать,
что п = 3,141593 — число иррациональное. Поэтому подбирают такое
отношение чисел зубьев шестерен, которое давало бы минимальную
погрешность при подсчете набора шестерен. Расчет необходимого набора
шестерен приведен в табл. 35.Профиль витков червяка, который соответствовал бы требуемому,
получают либо путем поворота стола станка вместе с заготовкой на
угол подъема витка червякаТаблица 35
Расчет набора шестерен(рис. 78, б), либо путем поворота
шпинделя вместе с фрезой на
угол Р в сторону, соответству¬
ющую направлению винтовой
канавки (рис. 78, в).Угол поворота стола или
шпинделя фрезы определяется
по формулеtgP=JT~f (63)где Р — угол подъема винтовой
канавки; d — диаметр делитель¬
ной окружности червяка в мм.В табл. 36 приведены значе¬
ния угла поворота стола станка,
равные углу подъема винтовой
линии червяков, имеющих в осе¬
вом сечении прямоугольный про¬
филь с углом 20°.При фрезеровании многоза-
ходных червяков производится
непосредственное деление по за¬
ходам, т. е. при выключенном
червяке, или простое деление,
при этом гитара должна быть
расцеплена. Так как червяки
имеют малый угол подъема вин¬
товой линии (следовательно,и малый шаг), то передаточное отношение сменных шестерен полу¬
чается настолько большим, что передача движения от ходового винта
делительной головки происходит толчками. Поэтому, чтобы предот¬
вратить перегрузку станка и делительной головки, работу необходимо
производить вручную, т. е. вращением рукоятки делительной головки.Пример. Определить набор сменных шестерен при фрезеро¬
вании червяка и угол поворота стола станка: т = 22 мм; d = 38 мм;
k = 2; /х. в = 6 мм; N = 40.Шаг по осиt = nkm — я • 2 • 2 = 4я.Угол подъема витка червяка определяется по табл. 36 или по
формуле^ = ^ = ж = °-105: р=6°-Отно¬шениечиселРезультатПогрешность
в мм5-713,1415930,0000111313-294-303,1416670,000758-973,1417000,00010813-1925* 47
22* 173,1417110,00011919-211273,141732а,00014032-2725-113,1418180,0002262273,1428570,001265237
Принимаем отношение 22/7, близкое к я; погрешность шага в этом
случае будет равна22At = i1 — t = 4~ — 4я = 12,571428 — 12,566372 = 0,0052 мм;22tx — шаг, соответствующий я = —.ZA-ZC _ 40-6 _ 10.6-7 _ 21.10(10.4) _ 84-100
zb-zd ~ t ~~ 22 ~ 11(10 4) ™ 22-20 #z^ = 84; zq = 22; zc=10 0; zd = 20.Шестерня z^устанавливается на ходовой винт станка, zb иге —
промежуточные шестерни, zd устанавливается на приводном валике
делительной головки.Рис. 78. Схемы установки фрезы и заготовки червяка при фре¬
зеровании винтовой канавки: а — установка фрезы относи¬
тельно заготовки; б — поворот стола станка вместе с заготов¬
кой; в — поворот шпинделя вместе с фрезойФрезерование червячных колес на универсально-фрезерном станке
дисковой фрезой с применением делительной головки не обеспечивает
получения зуба, теоретически правильных формы и размеров.Как известно, для образования правильного зацепления червяч¬
ной пары режущий инструмент должен воспроизводить условия работы
этой пары и, следовательно, должен быть точной копией рабочего
червяка. Поэтому дисковой фрезой можно производить только предва¬
рительное фрезерование зубьев или изготовить червячную шестерню
«грубую, неточную.Диаметр дисковой зуборезной фрезы должен быть равен диаметру
червяка. Установка фрезы по оси заготовки аналогична установке при
фрезеровании цилиндрических колес. Угол поворота стола с заготовкой
равен углу подъема червяка; направление поворота должно соответ¬
ствовать направлению подъема винтовой линии, т. е. должно быть пра¬
вым или левым. Величина угла поворота определяется по формуле (63).Заготовка подводится к фрезе снизу подъемом стола станка; после
фрезерования каждой впадины стол опускается и производится деление238
Таблица 36Определение угла поворота стола станка при фрезеровании червяковМодуль т
в ммДиаметр
делительной
окружности
червяка d в ммЧисло заходов червякаk12341282° 02'4° 05'6° 06'8° 07'202 515 428 3111 18144 055 0712 0515 5696 2012 3118 2623 571,5422° 02'4° 05'6° 06'8° 07'302 515 428 3111 18214 058 0712 0515 5613,56 2012 3118 2623 572522° 12'4° 23'6° 34',8° 44'383 006 008 5811 53264 238 4412 5917 06186 2013 3118 2623 572,5602° 23'4° 45'7° 07'9° 27'453 106 209 2712 31304 459 2714 0218 26207 0714 0220 3326 333662° 36'5° 1Г7° 45'10° 18'513 216 4210 0013 14364 459 2714 0218 26247 0714 0220 3326 33(3,5)702° 51'Ь° 42'8° 31'11° 18'563 347 0710 3714 02424 459 2714 0218 26287 0714 0220 3326 33239
Продолжение табл. S6Модуль т
£ ммДиаметр
делительной
окружности
червяка d в ммЧисло заходов червякаk123А4763° 00'6° 00'8° 58'11° 53'603 487 3511 1814 55445 И10 1815 1519 58288 0715 5623 115903° 10'6° 30'9° 27'12° 31'704 068 0712 0515 56505 4211 1816 4121 48358 0715 5623 1161023° 21'6° 42'10° 00'13° и:784 238 4412 5917 06546 2012 3118 2623 57428 0715 5623 11(7)1123° 34'7° 07'10° 37'14° 02'844 459 2714 0218 26636 2012 3118 2623 57498 0715 5623 И81203° 48'7° 35'11° 18' *14° 55'885 1110 1815 1519 58647 0714 0220 3326 33489 2718 2626 33(9)1353° 48'7° 35'11° 18'14° 55'995 1110 1815 1519 58727 0714 0210 3326 33549 2718 2626 33240
Продолжение табл. 36Модуль т
в ммДиаметр
делительной
окружности
червяка d в ммЧисло заходов червякаk1234101503° 48'7° 35'11° 18'14° 55'1105 1110 1815 1519 58807 0714 6220 3326 33609 2718 2626 331653°48/7°35'11°18'14°55/(11)1215 1110 1815 1519 58877 0714 0226 3326 33669 2718 2626 33(12)1803° 48'7% 35'11° 18'14° 55'1325 1110 1815 1519 58967 0714 0226 3326 33729 2718 2626 33131953° 38'7° 35'11° 18'14° 55'1435 1110 1815 1519 581047 0714 0226 3326 33789 2718 2626 33(14)2103° 48'7° 35'11° 18'14° 55'1545 И10 1815 1519 581127 0714 0226 3326 33849 2718 2626 33162403° 48'7° 35'11° 18'14° 55'1765 1110 1815 1519 581287 0414 0226 3326 33969 2718 2626 33241
Продолжение табл. 36Модуль тДиаметрделительнойЧисло заходов чорвякакв ммокружности
червяка d в мм1234(18)2703° 48'7° 35'11° 18'14° 55'1985 1116 1815 1519 581447 0714 0220 3326 331089 2718 2626 33203003° 48'7° 48'11° 18'14° 55'2205 1110 1815 1519 581607 0714 0226 3326 331209 2718 2626 33243603° 48'7° 35'11° 18'14° 55'2645 1110 1815 1519 581927 0714 0220 3326 331449 2718 2626 33304503° 48'7° 35'11° 18'14° 55'3305 1110 1815 1519 582407 0714 0226 3326 331809 2718 2626 33Примечание.Значения модулей, указанные в скобках, по возможности
нять не рекомендуется.[ приме-на величину зуба. Этот процесс повторяется до полного изготов¬
ления.Для улучшения качества червячной шестерни, зубья которой
профрезерованы дисковой фрезой, отделочной фрезой может служить
термически закаленный червяк, в котором прорезаны стружечные
канавки. В этом случае червяк-фреза устанавливается в шпиндель
фрезерного станка, а прорезанная заготовка червячной шестерни вво¬
дится в зацепление с ним. Заготовка свободно вращается в центрах
делительной головки, и подачей заготовки на фрезу производится
окончательная ее доработка.242
Следует подчеркнуть, что данный способ не обеспечивает высокого
качества изготовления шестерни, но им можно пользоваться в случаях,
когда отсутствует специальное для этих целей оборудование.49. ФРЕЗЕРОВАНИЕ ЗУБЧАТЫХ РЕЕКВ ремонтных, инструментальных и других цехах отсутствуют
специальные станки для нарезания зубчатых реек. В этих условиях
рейки можно изготовлять на фрезерном станке с поворотной головкой /,
на шпинделе которой закрепляется фреза 2 (рис. 79). Как правило,
лимб отсчета продольного перемещения стола 4 имеет довольно грубую
цену деления — в лучшем случае 0,05 мм. Чтобы повысить точностьперемещения на величину шага фрезеруемой рейки, применяют дели¬
тельные головки. Из кинематической схемы (рис. 79, а) видна настройка
делительной головки 6 на фрезерование зубчатых реек 3. Движение
ходовому винту 10 станка передается от рукоятки 8 через цилиндри¬
ческие шестерни гъ z2, червячную пару гч, zK на шпиндель 5 и от него
через гитару сменных шестерен z^, z&, zq, Z£>. Ведущая шестерня
гитары насажена на специальную оправку, которая устанавливается
в заднее конусное отверстие шпинделя. Настройка осуществляется
таким образом, чтобы целому числу или части оборота рукоятки 8
делительной головки соответствовало перемещение стола станка,
равное tn — шагу зубчатой рейки; отсчет производится по неподвиж¬
ному делительному диску 7, зажатому стопором 9.Шаг прямозубой рейки (по кинематической схеме) можно опреде¬
лить по формуле(64)243
Для УДГ Н-100, Н-135, Н-160Zn'2ц 1 40tn2 — или I = - п2i • гк 40 tx. вЗдесь i — передаточное отношение гитары сменных шестерен; tn = пт\
п = 3,141592; т — модуль в мм; tx, в — шаг ходового винта в мм;
п — число оборотов рукоятки делительной головки.Передаточное отношение сменных шестерен для фрезерования
прямозубых реек определяется по формулеНастройку делительной головки и стола станка для фрезерования
косозубых реек ■ необходимо производить с учетом угла наклона зуба
(рис. 79, б). Осевой шаг рейки равен, _ t„ _ тл_'cos агде а — угол наклона зуба, равный углу поворота стола.Из модульного набора фрез выбирают фрезу, соответствующую
нормальному шагу как для прямозубых, так и для косозубых реек.
При фрезеровании косозубых реек стол поворачивается на угол, рав¬
ный углу а наклона зубьев, в соответствующем направлении.Пример. Расчет фрезерования зубьев рейки: т = 2 мм, tx. в =
= 6 мм; N = 40:. __ Мп _ 40птtltx, в ^622Принимаем п = 12; с некоторой погрешностью я = — = 3,14285:
zA-zc 40.2-3,14285 10-22 50-88ZB‘ZD 12-6 9-7 35-36 •Сменные шестерни гитары: гд = 50; zb = 35; zq = 88; zd = 36.
Таким образом, после прорезания одной впадины нужно сделать 12
оборотов рукояткой делительной головки, тогда стол станка переме¬
стится на величину шага рейки.50. ФРЕЗЕРОВАНИЕ КУЛАЧКОВЫХ
И ЗУБЧАТЫХ МУФТВ машинах и станках широко применяются кулачковые и зубчатые
муфты (рис. 80).Кулачковые муфты имеют небольшое число зубьев, грани зубьев
прямые, высота зуба на всей длине постоянная. Фрезерование кулач¬
ковой муфты производится при вертикально установленном шпинделе
делительной головки. При нечетном числе зубьев (рис. 81, а) фрезе¬
руются диаметрально противоположные пазы «на проход», при четном
(рис. 81, б)—обрабатывается за один проход только одна из плоскостей /,2, 5, 4, а затем одна из плоскостей 5, 6, 7 и 8. При этом необходимо,244
О)б)в)Рис. 80. Кулачковые и зубчатые муфты: а — прямоугольные;
б - - трапецеидальные; в — равносторонние остроконечные; г —
пилообразныеРис. 81. Схемы
фрезерования
кулачковых (а,
б) и зубчатых (в)
муфт
Таблица 37Определение угла наклона шпинделя <р делительной головки
при фрезеровании муфт с пилообразными зубьямиNУгол профиля зуб.а 6 в градNО ®У О)Угол профиля зуба 6 в градЧ 2
У соб07080нУ to607080580е12'33оCDОО50'оОООО0'89е1 2'677°52'849348930885894775°50'795485103589308878968761081208548368930881089797752822386193789318814899107912831386433889328816891011801483158744089338822891212816842487184189348824891313814984518730428935882689151482268512874243893588288916158257853487514489368831891716832485518759458936883389181783488668874689378836891918849861988134789388836892019843086318819488938883689202084468642882449893988398921218518651882950893988408923228513870883351*ООCD4088448923238527878188375289408845892424853887158840538940884689242585498722884354894088478925268559872888465589418849892527868187348850568941885089262886168739885257894288548927298624874488545889428852892830863187488856598952885389283186388753885960894388548929328645875789024&
Таблица 38Определение угла наклона шпинделя
при фрезеровании муфт с равносторонними зубьямиЧислозубьев2Угол профиля зуба 6 в градЧислозубьев2Угол профиля зуба 6 в град456090■ 1204560901201067°ЗГ74°05'80°53'84°45'3583°47'85°32'87°26'88°ЗГ1169 4475 3581 5385 93683 5886 4087 3088 331271 2976 5082 2685 383784 1085 4787 3488 371372 5977 5283 285 583884 1685 5487 3888 381474 1278 4583 3286 164084 3386 68? 4588 421575 1879 3183 5886 314184 4186 1287 4888 441676 3780 И84 2186 444284 4886 1787 5188 451777 780 4684 4186 524384 5886 2287 5488 481877 4881 1784 5987 64485 386 2787-5788 491979 281 4585 1587 154585 1086 3288 088 512079 382 1085 2987 244685 1786 3788 388 522179 3582' 3485 4287 274785 2486 4188 588 532280 582 5385 5487 384885 2786 4588 888 552380 3183 1286 587 455085 3986 5388 1288 582480 5483 2986 1587 505185 4486 5788 1488 792581 1683 4586 2487 555286 1186 5988 1789 62681 3584 186 186 325386 1587 588 1989 12781 5384 1386 3988 55486 2087 1088 2089 22882 1284 2586 4688 85586 2587 1488 2289 32982 3084 3786 5388 135686 2987 1788 2489 43082 4484 4786 5988 165786 3287 1988 2589 53182 5984 5787 588 205886 3687 2288 2789 63283 1185 687 1188 225986 4087 2388 2989 73383 2585 1687 1688 266086 4387 2388 3089 83483 3585 2587 2188 28247
чтобы плоскость фрезы проходила через ось муфты, а торцовая пло¬
скость дисковой фрезы или периферия торцовой фрезы — через ось
делительной головки. Угол профиля кулачка бывает прямоугольным
или трапецеидальным, в последнем случае вместо дисковой применяют
фрезу с углом профиля, равным углу впадины кулачка. Зубчатые
муфты, изображенные на рис. 80, в, г, отличаются конструктивным
оформлением зубьев и соответстЬенно этому называются остроконеч¬
ными равносторонними или остроконечными пилообразными.Если фрезеровать муфту при вертикальном положении головки, то
зубья двух половинок муфт будут соприкасаться друг с другом только
по части их поверхности, главным образом у наружной окружности
муфты, и иметь зазоры на стороне зубьев, обращенной к центру. Чтобы
обеспечить равномерное соприкосновение зубьев половинок муфт
в сборе, шпиндель делительной головки нужно установить не строго
вертикально, а под некоторым углом. На правильно отфрезерованной
половине муфты контакт половинок будет происходить по боковой
поверхности зубьев. На рис. 81, б изображена установка рабочей
фрезы 1 и муфты 2 со шпинделем и делительной головкой 3. Угол на¬
клона шпинделя ф зависит от числа зубьев и угла между сторонами
зубьев а.Угол наклона шпинделя при фрезеровании пилообразных зубьев
определяют для некоторых муфт по табл. 37 или .по формулеУгол наклона шпинделя для равносторонних остроконечных зубьев
находят по табл. 38 или по формулеЗдесь ф — угол наклона шпинделя делительной головки; z — число
зубьев муфты; б — угол профиля зубьев или профиля фрезы.В машиностроении и приборостроении в системах управления
станков, машин и приборов широко применяются кулачковые меха¬
низмы. Так, например, функциями питания двигателя внутреннего
сгорания управляет распределительный кулачковый вал; с помощью
кулачков на токарных и револьверных станках-автоматах осуще¬
ствляются все вспомогательные и рабочие движения, необходимые для
обработки детали; в резьбошлифовальных станках обеспечивается
точное профилирование абразивного круга, и т. д.В зависимости от назначения профиль рабочей поверхности кулачка
или копира бывает различным: иногда он построен по точной геоме¬
трической кривой (архимедова спираль, логарифмическая кривая,
эвольвента и т. п.), а в ряде случаев состоит из различных по харак¬
теру кривых. При отсутствии специального оборудования поверхность
кулачка, копира или шаблона со сложным профилем можно обработать
на фрезерных или шлифовальных станках с помощью универсальной
или оптической делительной головки.(67), 90° б
cosq> = tg — ctg-j-(68)61. ОБРАБОТКА КУЛАЧКОВ248
Ниже рассматриваются три случая обработки кулачков с помощью
делительных головок: 1) плоских кулачков с профилем в виде архиме¬
довой спирали; 2) плоских кулачков с произвольным криволинейным
профилем; 3) пространственно-сложных поверхностей кулачков типа
коноида.На рис. 82 показано построение архимедовой спирали. Окружность
разделена радиусами на равные секторы; проведены 12 концентриче¬
ских окружностей, расстояния между которыми разделены на равнце
промежутки. Соединяя точки пересечения соответствующих окруж¬
ности и радиуса, получаем кривую линию, называемую архимедовой
спиралью.Из построения видно, что
прямая (радиус), соединяю¬
щая любую точку кривой
с центром, изменяется на по¬
стоянную величину h, кото¬
рая уменьшается или увели¬
чивается при повороте ра¬
диуса на постоянный уголГ2 Г1~ Г3 Г2
= Г12 Г11h.Разность между радиу¬
сами определяет величину
подъема кривой при поворо¬
те на заданный угол. Вели¬
чина подъема архимедовой
спирали за полный оборот
(т. е. 360°) называется шагом
Н спиралиРис. 82. Построение архимедовой спи¬
ралиТаким образом,гп = Я.
360°Зная величину подъема спирали на участке, ограниченном углом а,
можно найти шаг спиралиЯ = -^-Л. (69)Обработка кулачков с профилем в виде архимедовой спирали про¬
изводится концевыми фрезами при вертикальном положении шпин¬
деля делительной головки, причем стол с делительной головкой полу¬
чает равномерное продольное движение при одновременном равномер¬
ном вращении шпинделя с заготовкой. Вращение шпинделю передается
через гитару и сменные шестерни от ходового винта. Такой метод обра¬
ботки называют кинематическим.Кинематическая цепь (рис. 83, а), связывающая станок с дели¬
тельной головкой, обеспечивает передачу сложного движения детали 39з результате чего фреза 2 воспроизводит на ней кривую.9 463 249
Расчетная формула настройки делительной головки определяется
из условия кинематического баланса, т. е. одному полному обороту
шпинделя должно соответствовать перемещение стола станка, равное
шагу архимедовой спирали Н. При этом движение от ходового винта
станка через сменные шестерни гитары z^, zb, zc, zd и коническую
пару z4, z3 передается на делительный диск, связанный с рукояткой У,
цилиндрические шестерни z2, zx и червячную пару z4, zK шпинделю
делительной головки. Это можно записать как уравнение балансаПример. Величина подъема кулачка h = 70 мм (рис. 83, б)
на участке а = 300°. Рассчитать настройку сменных шестерен при
гх. в = 6 мм и N = 40:ZA-ZC _ tx. в 6-40 „пп_ 100гв-ZD ~ 360/1 360-70 35 *Сменные шестерни z^ = 100 и Z£> = 35.а1 ■ WZq = J_^Х. В ^4*ZlЯXXСтопордискаРис. 83. Кинематическая схема
фрезерования кулачка по архи¬
медовой спирали (а) и кулачок
(б)Для УДГ Н-135, Н-1601 . 25-33-1 1 . 1
tx. в 25-33-40 tx. в 40Шаг спиралиотсюда(70)250
Шаг спирали кулачка Я = 60 мм. Рассчитать сменные шестерни
при /х. в = 6 мм, N = 40:tx JV 6-40 80-60Я6040-30Значит, необходимо установить сменные шестерни = 80; zb =
= 40; zc = 60; zq = 30.Однако при малых значениях шага спирали передаточное отноше¬
ние получается настолько большим, что для его реализации недоста¬
точно обычного набора смен¬
ных шестерен. В таких слу¬
чаях рекомендуется спираль
на кулачке фрезеровать при
наклонном положении шпин¬
деля фрезерного станка и
делительной головки, как это
показано на рис. 84. Оси
шпинделя станка и головки
параллельны, и путь 5 == АВ, проходимый столом
станка, равен Я — шагу спи¬
рали. Из треугольника ABC
Я = АВ cos а. В данном слу¬
чае для расчета необходимо
приниматьS = ——— , (71)COS а 4 7причем а=90°—ф, cosa == sin фДля того чтобы опреде¬
лить угол наклона делитель¬
ной головки, необходимо за¬
дать величину S : sin ф =_Н_~ S •Пример. Произвести
расчет набора сменных ше¬
стерен при фрезеровании ар-Рис. 84. Схема фрезерования архиме
довой спирали при наклонном поло
жении шпинделей головки и фрезы1 — делительная головка; 2 — заготовка
3 — фрезахимедовой спирали с шагом Я = 2 мм при ,/х. в = 6 мм,
Пусть S = 20 мм, тогдаЯ 2N = 40.20= 0,1.Следовательно, угол наклона шпинделя головки и шпинделя фрезы
равен ф = 5° 40'.tx. bN 6-40 100-902025-30Сменные шестерни гитары гд = 100, zb = 25, zc = 90, zq = 30.
Обработка кулачка, состоящего из различных криволинейных
участков, в отличие от обработки поверхности, имеющей профиль
архимедовой спирали, не является непрерывной и осуществляется251
при непосредственном ручном управлении делительной головкой и
станком.Заготовка кулачка может быть обработана дисковой радиусной
фрезой на горизонтально-фрезерном станке или на вертикально-фре-Рис. 85. Схемы обработки криволинейных плоских кулачков методоммалых деленийзерном станке концевой фрезой. Возможна обработка и на шлифоваль¬
ном станке, как это показано на рис. 84, б.Радиус профиля дисковой фрезы, или шлифовального круга, или
концевой фрезы должен быть таким же, как и радиус ролика или тол¬
кателя, с которым кулачок работает в механизме.252
Кривую линию профиля кулачка • можно представить как состоя¬
щую из большого числа малых дуг или точек (рис. 85, а). Для обработки
этих участков или точек кривой необходимо выполнить значительное
количество последовательных поворотов заготовки кулачка на угол аъ
а2, а3,. ., ап. При этом каждому углу поворота заготовки должно
соответствовать определенное положение инструмента, равное вели¬
чине Н2» НН\ = Ri + г> я2 = /?2 + г и т. д.,(72)где R — радиус-вектор кулачка, равный расстоянию от центра враще¬
ния кулачка до точки касания толкателя с рабочей повехностью; г —
радиус ролика или толкателя.Радиус-вектор определяется
расчетным путем или графиче¬
ски, вычерчиванием в увеличен¬
ном масштабе кривой кулачка.Угол поворота заготовки
кулачка а при обработке может
быть рассчитан из заданных
условий, которым должен отве¬
чать кулачок в работе, т. е. точ¬
ности и чистоте поверхности.
Чистота обработки поверхности
кривой определяется высотой
неровностей, остающихся после
прохода инструмента, как это
показано на рис. 85, а.Угол поворота определяется
в зависимости от высоты неров¬
ностей поверхностей по форму¬
ле, рекомендуемой Н. И. Леви¬
тиным и Н. Н. Пановым,Таблица 39Изменение радиус-вектора кулачкаа =V 8/инстр'*R(73)№сече¬нияУ гол'
поворота
аR в мм± A R
в мм10° 00'35,7100,0020 4235,7320,01831 2435,7490,01742 0635,7680,0184721 0235,5210,01721 4436,5380,018705317 0359,771 ^706317 4559,810 10,039707318 2759,849 J753360 0059,8500,040где h — высота микронеровностей в мкм.В качестве примера определим угол а для обработки кулачка,
изображенного на рис. 85, а, имеющего R = 35,71 мм, гинстр = 5 мм,
чистоту обработки поверхности V6 и среднее значение к = 5 мкм =
= 0,005 мм8-5-0,005а = ~ЖтТ_= 2 •Для обработки криволинейной поверхности составляется таблица
(табл. 39), содержащая значения угла поворота а и радиус-вектора R
и величину изменения радиус-вектора AR.Порядок обработки кулачка заключается в следующем.1. Заготовку кулачка 4 (рис. 85, 6) закрепляют в шпинделе опти¬
ческой делительной головки, установленном на столе 1 шлифовального
или фрезерного станка. Плоскость симметрии инструмента должна про¬
ходить через ось шпинделя делительной головки 2 и задней бабки 7.253
2. Поворотом шпинделя головки производят совмещение оси
шлифовального круга (или дисковой фрезы) 3 с первой точкой начала
отсчета угла поворота кулачка.3. Настройку размера Н производят по измерительным плиткам 6
и индикатору 5. Этой настройкой обеспечивается получение расчет¬
ного размера R кривой кулачка. Для удобства в работе вместо вели¬
чины Н определяют величину изменения радиуса ±А/? = Rt— R2t
как это указано в табл. 39.4. Затем следует рабочая передача стола станка. После этого
производится подъем шпинделя шлифовального круга (или опускание
стола фрезерного.станка), стол станка возвращается в исходное поло¬
жение, шпиндель головки с заготовкой поворачивается на угол а2,
устанавливается размер Н2 и т. д.Такой метод обработки криволинейной поверхности называют
методом малых делений.Приведенная ниже формула 1 устанавливает зависимость между
элементами кулачка с большой степенью точности и учитывает влияние
угла подъема кулачка ср на качество поверхностиg = 3440 ?^cTpftfg!!jP, (74)tfcoscp-)-/' v 7При больших углах подъема ср угол поворота а должен быть умень¬
шен. Как видно из схемы (рис. 85, в), при обработке фреза коснется
рабочей поверхности не в расчетной точке Л, а в точке Av Для нашего
примера угол поворота будет равенГ8-Б-0,005-0,44
35,71-0,848+5Широкое распространение в приборостроении, в счетно-решаю¬
щих устройствах, в автоматических системах управления и др. полу¬
чили коноиды. Применение их в приборах позволяет решать задачи,
связанные с реализацией двух и более переменных условий г — / (х, у).
Обработка коноидов выполнима также с применением делительных
головок и столов на фрезерных координатных или шлифовальных
станках. Предварительная обработка может быть выполнена с помощью
универсальной механической делительной головки, чистовая же, как
правило, с помощью оптической головки. Для обработки таких сложных
криволинейных поверхностей, как коноид, в отличие от плоских кулач¬
ков может быть применен метод единичных уколов (по точкам). Коноид
можно представить как бы состоящим из большого числа плоских
кулачков, имеющих различные геометрическую форму и размеры
(рис. 86, а). Обработка коноидов сложна и требует выполнения боль¬
шого объема расчетов по настройке станка и головки. В зависимости
от заданной точности и чистоты поверхности коноида определяют
углы поворота заготовки а в поперечном сечении 1—i, 2—2,. . ., п—п
и назначается величина шага продольного перемещения AL*, AL2,
AL3 и т. д.Угол единичного поворота в данном сечении может быть определен
по формуле (73) с учетом угла подъема кривой кулачка по формуле(74).1 А. В. Р у м я н ц е в. Технология изготовления кулачков. Л., «Машино¬
строение», 1969.254
Если обозначить наружный контур кривой коноида b—b с учетом
припуска на обработку контура а—а, то из построения (рис. 86, б)
следует, что величина шага AL в продольном сечении может быть опре¬
делена по формулеМ = , (75)tg Фгде AR = R[ — R'2 — изменение величины радиус-вектора вдоль оси;
Ф — угол подъема (спада) кривой кулачка вдоль его оси.Рис. 86. Схема построения коноидаДо начала обработки рассчитывается положение точек кривой
кулачка в радиальных и продольных сечениях, т. е. определяются
значения alt а2,. . ., ссп; ARit AR2,. . ARn\ ALit AL2,. . ALn,
которые могут быть сведены в таблицу.Последовательность обработки коноида состоит в следующем.1. Фреза 5 (рис. 87) должна быть установлена по оси симметрии
заготовки 3, установленной в центрах делительной головки 2.2. Согласно таблице, совмещают фрезу 5 с первой точкой ос* пер¬
вого сечения ALj, на расстоянии от оси заготовки, равном R + АЛ*.3. Производят врезание на величину AR± путем подъема стола 1
станка 4 (затем стол возвращают в исходное положение). Отсчет верти¬
кального перемещения производят по нониусу отсчетного лимба стола
или с помощью измерительных плиток 7 и индикаторного устройства 6.255
4. Поворачивают заготовку на угол а2, фрезеруют на глубину AR$
ит. д., выполняя полный поворот заготовки.5. Перемещают заготовку вдоль оси соответственно положению
следующего сечения АЬ2 с помощью отсчетного лимба стола станкаили измерительных плиток 8 и индикаторного устройства 9. Так же
как и в первом сечении, производят врезание с учетом величина и AR
данного сечения. Общее количество врезаний достигает 1000 и более.6. Производят слесарную доводку (запиловку) 'неровностей поверх¬
ности коноида.52. ФРЕЗЕРОВАНИЕ (ШЛИФОВАНИЕ) НЕКРУГЛЫХ
ЗУБЧАТЫХ КОЛЕСНекруглые зубчатые колеса имеют применение в машинах и меха¬
низмах, где требуется переменная скорость вращения. Для изготовления
их в крупносерийном производстве применяют специальное оборудо¬
вание, работающее методом обкатки или копирования. Однако в малых
количествах они могут быть изготовлены и методом деления на фре¬
зерном станке с применением оптической или механической делитель¬
ной головки. Для нарезания некруглых колес методом деления приме¬
няют модульные дисковые фрезы. Нарезаемое колесо (рис. 88) уста¬
навливается на делительной головке (или на поворотном столе), при
этом плоскость симметрии фрезы в точке соприкосновения с центроидой
должна составлять прямой угол с касательной к этой точке. Координаты
точки определяются параметрическими уравнениямих = R cos б; (76) у = sin б, (77)где R — радиус-вектор центроиды в точке А; б — угол между радиус-
вектором и касательной к центроиде в точке А.Глубина врезания равна высоте зуба, т. е. h = 2,2т.Для фрезерования последующих впадин, как и для случая обра¬
ботки криволинейной поверхности кулачков, необходимо:256
1) повернуть заготовку нарезаемого колеса около центра после¬
довательно на угол аъ а2, а3,. ап\2) переместить стол станка с заготовкой до величины хПУ совместив
с плоскостью симметрии фрезы;3) переместить стол станка с заготовкой на величину уп.
Углыаь. ап могут быть найдены из следующих зависимостей.Угол а — полярный угол между радиусами R± и Rn равен ос = 360°М;
принимаем = а, тогда а2 = ах + а = 2а; ап = па, п — число
шагов по дуге АхАп.Углы 6п между радиус-вектором Rn и касательной к центроиде
в точке Ап определяются из уравнений (76) и (77).Положение точки А на центроиде определяется из равенстваА1Ап= птп, (78)где пт — шаг между зубьями по центроиде.Однако для выбора необходимой фрезы должно быть определено
приведенное число зубьев по радиусу рц кривизны центроиды в зада¬
ваемой точкегпр=-?£а_. (79)w тРадиус кривизны рц определяют графическим или аналитическим
способом для различных точек и выбирают соответствующие номера
фрез.257
Для удобства работы составляют таблицу углов поворота и после¬
довательных координат нарезаемых зубьев колеса:2аXУ«1Уг«2х2У 2гп«лхпУп
ГЛАВА VIIСРЕДСТВА И МЕТОДЫ КОНТРОЛЯ
ТОЧНОСТИ ДЕЛЕНИЯ53. КОНТРОЛЬ ГЕОМЕТРИЧЕСКИХ ЭЛЕМЕНТОВ
ДЕТАЛЕЙДелительную головку и заднюю бабку устанавивают на столе
станка или на специальной плите с выверенной поверхностью, причем
оси рабочего шпинделя головки и центра задней бабки должны нахо¬
диться на одной прямой. Перед началом работы необходимо отрегули¬
ровать окуляр на резкость изображения шкалы в поле зрения.Контроль начинается с того, что нулевой штрих лимба совмещают
с нулевым штрихом минутной шкалы и стопорят шпиндель. Затем
производят первую рабочую операцию. После этого освобождают
шпиндель, поворачивают его на заданный угол и продолжают опера¬
ции в указанном порядке.Для достижения высокой точности при выполнении работ с опти¬
ческой делительной головкой следует особенно тщательно центрировать
проверяемую или обрабатываемую деталь. Ошибка в установке детали
приводит к значительным погрешностям деления. Для определения
погрешности угла поворота детали в зависимости от эксцентриситета
детали можно пользоваться формулойгде е — эксцентриситет в мкм; R — радиус изделия в мм; бф — угловая
погрешность в с.Пример. Пусть R = 60 мм, е = 5 мкм, тогдаАналогично указанному несовпадение осей (перекос) вращения
оправки с деталью и шпцн^еля вызывает ошибкй деления. Ошибка
в этом случае может быть определена по следующей формуле:(80)6<р = —£—206,4,(81)259
где h — смещение вершины центра задней бабки от оси вращения
шпинделя в мкм; L — длина оправки в мм.Пример. Пусть h = 20 мкм; L = 120 мм. Тогдао 40.206,4
= 120 ^Приведем некоторые способы выполнения контроля и измерений
с помощью оптической делительной головки.1. Проверка угла между штрихами (рис. 89, а). Деталь 1 устанав¬
ливают между центрами или закрепляют другим способом в дели¬
тельной головке. Поворотом шпинделя головки совмещают штрих А
с центроискателем 2, высота Н которого соответствует высоте центров
оптической головки. Снимают отсчет показаний угла поворота, затем
совмещают штрих Б с центроискателем. Разность двух показаний
оптической головки соответствует истинному углу между центрами на
детали. Аналогичным образом может быть решена задача по разметке
пазов, нанесению штрихов и т. п.2. Проверка угла между отверстиями (рис. 89, б). Деталь 1 закреп¬
ляют в делительной головке и точно центрируют. В отверстия уста¬
навливают калибровочные валики по диаметрам отверстий d и D и затем
поворачивают шпиндель так, чтобы валики касались плоскости мер¬
ных плиток 2. Разность отсчета углового поворота соответствует истин¬
ному углу а между отверстиями. В положении / высота мерной плитки
Н1 = Н —а/2 и в положении II Н2 = Н — DI2.3. Проверка угла на плоских поверхностях детали (рис. 89, в).
Оправку /, имеющую плоскую поверхность для установки детали 2,
устанавливают в центрах оптической делительной головки. Поворотом
шпинделя головки плоскость оправки устанавливается по индикатору,
при этом плоскость А В должна быть параллельна основанию головки.
Деталь 2 устанавливают на плоскости АЗ и закрепляют последующим
поворотом шпинделя; плоскость CD приводят в положение, параллель¬
ное основанию. Разность показаний в положениях / и // шпинделя со¬
ответствует углу а между плоскостями CD и А В.4. Измерение длины (рис. 89, г). Рассмотрим случай определения
расстояния от точки пересечения двух плоскостей СВ и CD до осно¬
вания АВ.Проверяемая деталь 1 (положение I) закрепляется на специальной
оправке 2, установленной в центрах головки и задней бабки. Размер ОА
известен и равен h.Плоскость CD приводится в положение //, параллельное осно¬
ванию; мерными плитками 3 измеряется расстояние от стола, на кото¬
ром стоит делительная головка, до плоскости CD (OD = h±) и одно¬
временно измеряется угол а способом, указанным выше.Поворотом шпинделя на 90° от данного положения плоскость СВ
устанавливается параллельно плоскости стола (положение III), и
измеряется высота А В — h2.Величина L = СВ = О А + тС — О А = OD/cos а;„ г., - „ sin атс=АВ tg а = АВ .ь cos аОтсюда находимr OD . АВ sin а ГкЯ OD + АВ sin а плL = ОА = ОА.cos а cos а cos а260
Рис. 89. Примеры выполнения измерений и контроля
с помощью оптической делительной головки261
Подставив соответствующие значения, получим
. __ hx + hi sin аh. (82)
cos a v 'Для проверки ранее проведенных делительных работ пользуются
визирным микроскопом или индикатором.54. ИЗМЕРЕНИЕ ПОГРЕШНОСТИ ЗУБЧАТЫХ КОЛЕСПроверка погрешности окружного шага зубчатого колеса повы¬
шенной точности может быть выполнена на ОДГ с применением оптико¬
индикаторного прибора ПНЗ. Основание 8 прибора, указанное на
подставке 6 (рис. 90), может быть повернуто с помощью винта 7. Сверху
на каретке 3 закреплена трубка 4 с измерительным наконечником 5
и окуляром 2 с осветителем 1. Поворотом головки винта 9 можно пере-Рис. 90. Схема измерения погрешности
окружного шага зубчатого колесаместить контактное приспособление вдоль оси наконечника 5. Винт 11
служит для тонкого подвода наконечника, винт 10 — для наклона
наконечника, т. е. установки автоколлимационного изображения пере¬
крестия на заданное деление окулярной шкалы. Прибор устанавли¬
вается так, чтобы ось наконечника была перпендикулярна линии
центров шпинделя ОДГ и задней бабки с проверяемым зубчатым коле¬
сом. При последовательном периодическом повороте шпинделя ОДГ
на углы, равные расчетному значению шага забчатого колеса, наконеч¬
ник 5 контактирует с поверхностью впадин зубьев. Разность отсчетов
по шкале окуляра дает величину отклонения шага зубчатого колеса
от расчетного значения.Техническая характеристика ПНЗНаименьший модуль проверяемых зубчатых
колес в мм 1Наибольший диаметр зубчатого колеса в мм 200262
Цена деления окулярной шкалы в мм . 0,002
Предел перемещения контактного устрой¬
ства в мм 6
Предел измерений по окулярной шкале
в мм ±0,06
Габариты прибора в мм .270X80X 145
Масса прибора в кг 5Если погрешность шага зубчатого колеса более 120 мкм пре¬
дел измерения), отсчет погрешности следует вести в угловой мере по
шкале ОДГ. Линейную величину погрешности шага определяют по
формулеА = 0,00003q/tf; (83)ф' — разность между расчетным и измеренным значениями шага в угло¬
вых минутах; R — радиус делительной окружности зубчатого колеса
в мм.При контроле шага зубчатого колеса невысокой точности целе¬
сообразно применять индикатор. В этом случае устанавливают деталь
в центрах, опускают ножку индикатора на зуб шестерни, подводят
к стрелке нуль циферблата и делают отсчет по оптической шкале.
Затем шпиндель поворачивают маховичком так, чтобы ножка индикатора
встала на соседний зуб и индикатор показывал нуль. И после этого опять
делают отсчет по шкале. Если деление произведено правильно, то
разность соседних отсчетов будет составлять ошибку шага проверяе¬
мой шестерни.Определение величины угла поворота шпинделя по числу задан¬
ных частей или зубьев производится по табл. 12 или рассчитывается
по формулам деления окружности в угловой мере.65. КОНТРОЛЬ КРИВОЛИНЕЙНЫХ КУЛАЧКОВКонтроль качества изготовления кулачков заключается в измере¬
нии величины радиуса-вектора R в зависимости от угла поворота а.
Для этого используются оптические делительные головки и столы,
обеспечивающие получение точного поворота детали на угол а, и при¬
боры для линейных измерений радиус-вектора — длиномеры, индика¬
торы и др.Длиномеры выпускаются промышленностью двух типов — верти¬
кальные и горизонтальные. В табл. 40 приведены технические ха¬
рактеристики длиномеров.На рис. 91, а изображена схема установки оптической делительной
головки и проекционного вертикального длиномера ИЗВ-З для контроля
дисковых кулачков. В центрах оптической делительной головки 1
и задней бабки 10 установлен дисковый кулачок 9. Длиномер устанав¬
ливается таким образом, чтобы наконечник 2 пиноли 7 измерительной
головки коснулся поверхности кулачка. Пиноль опускается под дей¬
ствием собственной массы. Скорость опускания ее регулируется спе¬
циальным устройством. Измерительное оптико-механическое устройство
с экраном 6 помещено в корпусе 3, который может быть перемещен263
по направляющим вертикальной колонки 8 зубчатой рейки при вращении
рукояток 4 и 5.Схема установки горизонтального длиномера КИЗ-2 показана
на рис. 91, б.В делительной головке 7 установлена деталь 8, с которой сопри¬
касается измерительный наконечник 6 пиноли /. Пиноль имеет шкалу,Рис. 91. Схема измерения кулачков с помощью вер¬
тикального и горизойтального длиномеранаблюдаемую через отсчетный микроскоп 4. Корпус 3 прибора вместе
с пинолью 1 и микроскопом можно перемещать по высоте с помощью
винта 2. Совмещение шкалы отсчетного микроскопа при измерении
производят микровинтом 5. Индикаторные приборы применяют при
малых значениях разности радиус-векторов Rm&x — ^min*Последовательность замеров криволинейной поверхности кулачка
выполняют по предварительно подготовленным таблицам, так же как
и при их обработке.264
Таблица 40Технические характеристики длиномеровТип и модель прибораВертикальныйГоризон¬ПараметрыИЗВ-1ИЗВ-2изв-зс экраномтальныйКИЗ-2Пределы непо¬
средственных изме¬
рений в мм0—100о•I-оо0—100оо+оЦена деления от-
счетного микроско¬
па (устройства) в мкм0,0010,0010,001(увеличена)0,001Пределы измере¬
ния наружных диа¬
метров в мм0-г-2500-f-2500-^2500—260Расстояние от
опорной плоскости
до оси измеритель¬
ной пиноли в мм130Перемещение по
высоте в мм100100—±7Габариты в мм240X480X
X 950260X450X
Х600200X 575X
Х600240X375X
X 350Масса в кг54364513,556. ТОЧНОСТЬ ДЕЛИТЕЛЬНЫХ МЕХАНИЗМОВ
С ЧЕРВЯЧНОЙ ПЕРЕДАЧЕЙВ кинематической цепи механизма (головки или стола) участвуют
и другие кинематические звенья, однако вследствие большого переда¬
точного отношения делительной пары влияние погрешности промежу¬
точных звеньев менее ощутимо. Передаточное отношение червячной
пары i = ах/а2 (ах — угол поворота червяка,, а2 — угол поворота
червячного колеса) и делительных механизмов головок, столов прини¬
мается равным 1/30, 1/40, 1/60, 1/90, для круговой делительной ма¬
шины 1/1440.Эксплуатационные качества кинематической червячной передачи
определяются постоянством передаточного отношения, а следовательно,
точностью изготовления и монтажа ее звеньев. Точность монтажа
червячных передач определяется площадью пятна контакта, а также
кинематической и циклической погрешностями механизма. Нормами
точности не регламентируются возможные отклонения межосевого рас¬
стояния А Л у смещение A g средней плоскости колеса и перекос осей А у
(рис. 92). Необходимо учитывать при монтаже регулируемых червяч¬
ных передач отклонения этих параметров как существенно влияю¬
щие на накопленную погрешность деления. Исследованиями точности265
Рис. 92. Схемы отклонений в конструкциях дели¬
тельных червячных механизмовРис. 93. Схема устройства для регулировки
зазора в червячных передачах
зацепления червячных передач делительных механизмов1 показаны
зависимость и степень влияния указанных факторов на точность пере¬
дачи. Например, изменение АЛ в пределах пятой степени точности
(ГОСТ 3675—56) приводит к изменению погрешности передачи на 10—
15% и увеличению мертвого хода. Изменение положения средней
плоскости Ag колеса в тех же пределах, что и АЛ, приводит к увели¬
чению средней кинематической ошибки на 60—70%. Наибольшее
влияние на уменьшение точности передачи оказывает перекос осей
вращения. Средняя кинематическая погрешность передачи увеличи¬
вается примерно в два раза и возрастет пропорционально увеличению
ошибки А у.В конструкциях многих дели¬
тельных механизмов встречаются
червячные передачи, межосевые
расстояния которых регулируются
с помощью эксцентриковой опорной
втулки червяка (рис. 20). При та¬
кой регулировке межосевого рас¬
стояния неизбежно нарушается по¬
ложение средней плоскости): колеса
в зацеплении, степень влияния на
точность передачи которой значи¬
тельна. Чтобы исключить недостат¬
ки такой регулировки, в практике
нашли применение червячные дели¬
тельные пары, где червяк имеет
переменную толщину зуба 2. Бла¬
годаря тому, что шаг по одной
стороне профиля зуба отличается по
величине от шага по другой сторо¬
не профиля, толщина зуба червяка
равномерно увеличивается. Регулировка образующегося зазора в зацеп¬
лении устраняется осевым перемещением червяка. Конструкция такого
узла и схема червяка с двойным шагом приведены на рис. 93.Червяк 3 на подшипниках установлен в гильзе 4 и находится в за¬
цеплении с делительным червячным колесом 2. Втулка 1 на валу червяка
закреплена неподвижно, а с ведущим валом 6 соединена по скользящей
посадке на шпонке. Гильза снаружи в передней части имеет зубья,
которые находятся в зацеплении с червяком 5. С помощью червяка 5
производится перемещение гильзы вместе с червяком 3, что обеспечи¬
вает регулировку бокового зазора в зацеплении червячной пары.При регулировке зазора в зацеплении червячной пары червяк 5
необходимо повернуть только на некоторую часть оборота и затем про¬
верить плотность сцепления. Угол скрещивания осей передачи опре¬
деляется точностью расточек корпуса и не поддается пригонке.Для устранения влияния систематических погрешностей червяч¬
ной пары, где отсчет углового поворота производится по нониусу,
можно применить коррекционное устройство. Схема подобного устрой¬
ства, показанная на рис. 94, применена на поворотном столе коорди¬
натно-расточного станка 2А430.1 О. И. Блох. Точность кинематических червячных передач. Автореф.
канд. дисс. ЛПИ им. М. И. Калинина, 1959.2. Г. В. О с т р е ц о в и С. С. Шарова. Геометрический расчет двух¬
шаговых червячных передач. М., ЭНИМС, 1959.Рис. 94. Коррекционное устрой¬
ство поворотно-делительного
стола267
Это устройство позволяет компенсировать погрешность червяч¬
ной пары соответствующим поворотом нониуса, направленным в сто¬
рону, противоположную действию погрешности червячной пары.
К нижнему торцу стола 1 прикрепляют кольцо, на свободном торце 2
которого нанесен корректирующий контур, представляющий собой
сопряженные впадины и выступы различной высоты, соответствующие
отклонениям углов поворота от положения угла, принятого за нулевой.
С поверхностью корректирующего контура соприкасается рычаг 3,
второй конец которого упирается в кольцо 5 нониуса, свободно сидя¬
щего на оси маховичка 4 и червяка 6. На рычаг действует пружина,
обеспечивая его постоянный контакт кольцом нониуса и поверхностью
корректирующего контура.При вращении стола-наконечник рычага касается различных точек
корректирующего контура, в связи с чем рычаг поворачивается вокруг
оси и поворачивает нониусное кольцо.Сначала исследуют показания стола с выключенным коррекцион¬
ным устройством, определяя погрешности показаний от нулевого от¬
счета на всем обороте через необходимые интервалы. Вычисленные
значения наносят на резвертку, причем расстояния по оси ординат равны*» Set • Lj /0..у = ~1Ц~т' ( *где 6а — полученная при исследовании погрешность показаний стола
в рад; i — передаточное отношение червячной пары; Llt Ь2— плечи
рычага — расстояния соответственно от коррекционного контура до
• оси шарнира и от оси шарнира до точки контакта рычага с кольцом
нониуса; г — расстояние от точки контакта до оси червяка.67. КОНТРОЛЬ И НОРМЫ ТОЧНОСТИ
ПРИ РАБОТЕ НА УДГ И ОДГПогрешность углового поворота шпинделя УДГ или ОДГ может
быть измерена относительным или абсолютным методами.Относительный метод отсчета заключается в сравнении угла пово¬
рота измеряемого звена механизма или детали с углом оптического
образца (эталона) при помощи зрительной трубы коллиматора или
автоколлиматора. .При коллимационном методе измерения в качестве
эталона служит прозрачный точный оптический многогранник или
призма. Автоколлимационный метод применяется в том случае, если
эталоном служит непрозрачный предмет (зеркало, отражающая призма
и т. д.), позволяющий получить отражение изображения от плоскости
граней измеряемого угла. Принципиальное отличие в конструкциях
автоколлиматора и коллиматора состоит в том, что в первом зрительная
труба и коллимационная труба совмещены.На рис. 95 показана принципиальная схема измерения угла деле¬
ния с помощью автоколлиматора. На измеряемую деталь, находя¬
щуюся на делительном столе или вертикально установленном шпин¬
деле делительной головки, помещают предметные столик 1 с эталонной
призмой 2. Оси вращения шпинделя и эталона должны быть совмещены.
Ось визирной линии автоколлимационной трубки 3 должна быть уста¬
новлена перпендикулярно к оси шпинделя и граням призмы. Устано¬
вочные регулировки обеспечиваются конструкцией предметного сто¬268
лика. После установки начального положения по градуированному
диску (головки и стола), например 0°, поворотом предметного столика
с призмой совмещают отраженное изображение перекрестия автоколли¬
матора от плоскости / другой грани призмы. Затем вращением шпин¬
деля головки вместе со столиком устанавливают призму так, чтобы
отражение изображения перекрестия от плоскости//и автоколлиматора
совпало. При этом угол поворота должен быть равен а = 180° — ср,
фактический угол поворота, отсчитанный по лимбу делительной го¬
ловки, может быть равен av Измеренная погрешность в этом случае
составит ±Да = а±а1. Технические характеристики автоколлима¬
торов даны в табл. 41.НЬрмы точности УДГ регламентируются ГОСТ 986—69.Рис. 95. Схема контроля точности оптических лимбов дели¬
тельных механизмдвВ табл. 42 приведены виды проверок и допустимые отклонения
геометрической и кинематической точности УДГ и ОДГ-бО. Схемы этих
проверок помещены на рис. 96.Радиальное биение отверстия шпинделя приводит к погрешностям
установки обрабатываемых изделий, к возникновению погрешности
окружного шага изготовляемой шестерни или к погрешности рисок,
наносимых на шкале лимба и тому подобных деталях. Наибольшая
величина накопленной погрешности окружного шага равна б / = 2е,
где е — радиальное биение.Для проверки радиального биения оси конического отверстия
шпинделя (рис. 96, 1) необходимо установить шпиндель строго гори¬
зонтально и в отверстие шпинделя плотно вставить контрольную цилинд¬
рическую оправку. Индикатор настраивается так, чтобы его меритель¬
ный наконечник касался поверхности оправки сначала у торца шпин¬
деля и затем на расстоянии L от торца, при этом шпиндель приводится
во вращение рукояткой через механическую передачу головки. Ради¬
альное биение центрирующей поверхности шпинделя под патрон про¬
веряется, как показано на рис. 96, 3.При обработке деталей в патроне, например зубчатых колес, и на¬
личии неточности установки патрона возникает накопленная погреш¬
ность окружного шага аналогично радиальному биению конического
отверстия шпинделя.269
Рис. 96. Схемы проверок точности делительных головок
Таблица 41Технические характеристики автоколлиматоровПараметрыАКТ-250пкг-з(АКТ-400)АКМ-1000Увеличение20 X32 х46Х И 48хПоле зрения2°1° 20'48' и 34'Фокусное расстояние объ¬
ектива в мм2504001000Цена деления шкалы в
секундах210,25Пределы измерения по
шкалео•1*оо•I-о0-ь 6'Точность измерения уг¬
ловых перемещений зерка¬
ла в секундах210,5Габариты в мм170Х310Х
X 150315Х465ХХ380350X670X
Х390Масса в кг41545Таблица 42Нормы точности УДГ и ОДГ-бОНаименованиепроверкиДиаметр
устанавливаемого
изделия в ммПогрешность в мкм на длине L
в ммУДГ
(по ГОСТ 986—69)ОДГ-бО
(по ТУ
завода-
изготовителя)Радиальное бие¬
ние оси конического
отверстия шпинделяОсевое биение
шпинделяРадиальное бие¬
ние шейки шпинде¬
ля, центрирующей
патронДо 200
Св. 200 до 320
Св. 320До 200
Св. 200 до 320
Св. 320До 200 \
Св. 200 до 3201
Св. 320 |12, L = 150
16, L = 240
20, L = 3008101210L = 100Биение
центра 8271
Продолжение табл. 42Диаметр
устанавливаемого
изделия в ммПогрешность в мкм на длине L
в ммНаименованиепроверкиУДГ(по ГОСТ 986—69)ОДГ-бО
(по ТУ
завода-
изготовителя)Перпендикуляр¬До 20016, L =24010, L = 300ность вертикальноСв. 200 до 32025, L =400установленного
шпинделя к опор¬
ной плоскостиСв. 32040, L =500ПараллельностьДо 20010, L =15010, L = 300оси шпинделя боко¬Св. 200 до 32016, L =300вым сторонам.направ¬
ляющего сухаряСв. 32025, L =375Разновысотность
осей делительной
головки и задней
бабкиДо 200
Св. 200 до 320
Св. 32016202510Параллельность
линии центров дели¬
тельной головки бо¬
ковым сторонам на¬
правляющего суха¬
ря .задней бабкиТочность дели¬
тельной цепи голов¬
ки:До 200
Св. 200 до 320
Свыше 32016202530"на один обо¬
рот шпинде¬
ляДо 200
Св. 200 до 320
Свыше 320±60"±50"±40"—то же с уче¬
том погреш¬
ности дели¬
тельного
червяка и
делительно¬
го дискаДо 200
Св. 200 до 320
Свыше 320±80"±65"±55"20"272
Осевое биение шпинделя влияет на точность обработки зубчатых
колес с винтовым зубом и порождает ошибку профиля зубаА/о. б = ^о. б tg Р»где Л/0.б — ошибка профиля от осевого биения; Д0.б — осевое биение
шпинделя; Р — угол наклона зуба.Осевое биение проверяется по торцу контрольной оправки, которая
вставляется в коническое отверстие шпинделя (рис. 96, 2). Индикатор
устанавливают так, чтобы его мерительный стержень касался торца
оправки и его центра, и шпиндель приводят во вращение.Правильность расположения шпинделя по отношению к основа¬
нию делительной головки при повороте шпинделя в вертикальной
плоскости проверяется следующим образом (рис. 96, 4). Делитель¬
ную головку устанавливают на контрольную плиту. Корпус головки
поворачивают так, чтобы шпиндель занял строго вертикальное поло¬
жение под углом 90° к плоскости поворота корпуса по нониусу, уста¬
новленному на дуге, и градуировке на корпусе. Индикатор укрепляется
на коленчатой оправке, вставляемой в отверстие шпинделя так, чтобы
мерительный штифт его касался опорной плиты. Червяк должен быть
выведен из зацепления с червячным колесом, а стопор шпинделя дол¬
жен быть освобожден. При повороте шпинделя на 360° показание инди¬
катора в плоскости поворота корпуса должно быть одинаковым, а по¬
грешность определяется разностью показаний индикатора в точках А
и В, находящихся в плоскости, перпендикулярной вращению корпуса
делительной головки, на расстоянии L друг от друга.Правильность вертикального расположения шпинделя особенно
важна при нарезании зубчатых колес, кулачков и других деталей.
Так, отклонение от вертикального положения при обработке зубчатых
колес в плоскости, перпендикулярной к линии центров, приводит
к погрешности в направлении зуба.Параллельность оси шпинделя боковым сторонам направляющего
сухаря при установке шпинделя в горизонтальной плоскости (рис. 96, 5)
проверяется следующим образом. Делительную головку устанавливают
на контрольной плите или на точном столе станка к имеющем правильно
выполненный паз, так, чтобы боковые поверхности установочных суха¬
рей делительной головки были прижаты к одной из сторон паза. В отвер¬
стие шпинделя вставляют контрольную оправку. Индикатор же поме¬
щают на подставке, имеющей шпонку, при помощи которой она прижи¬
мается к стенке паза; мерительный штифт индикатора должен касаться
боковой образующей оправки. Подставка с индикатором перемещается
по пазу вдоль оправки. Измерение производится по двум диаметрально
противоположным образующим оправки при повороте ее на 180°, и
определяется средняя арифметическая величина обоих замеров. Про¬
верка производится два раза с прижимом делительной головки к правой
и левой сторонам направляющего сухаря. Отклонение оси вращения
шпинделя относительно боковой стороны направляющего сухаря
приводит к погрешности обработки, связанной с угловым смещением
обрабатываемых плоскостей. При обработке зубчатых колес будет
иметь место аналогичная погрешность в направлении зуба.Расположение оси шпинделя делительной головки и оси пиноли
задней балки на одинаковой высоте важно в тех случаях, когда поло¬
жение пиноли задней бабки не может быть отрегулировано. Для про¬
верки расположения осей шпинделя и пиноли (рис. 96, 6) шпиндель273
делительной головки и пиноль задней бабки устанавливаются в гори¬
зонтальной плоскости на контрольной плите. Между центрами дели¬
тельной головки и задней бабки зажимается цилиндрическая оправка.
На плите устанавливается индикатор так, чтобы его мерительный
штифт касался верхней образующей контрольной оправки; замеры про¬
изводятся у обоих концов оправки на одинаковом расстоянии от торца.
Погрешность определяется алгебраической разностью наибольших
показаний индикатора, полученных при двух замерах. Расположение
осей шпинделя и пиноли на равной высоте приводит к погрешности
обработки, т. е. к образованию наклонных конусных поверхностей.
Например, при обработке цилиндрических зубчатых колес будет иметь
место .конусность зубьев, т. е. переменная толщина зуба по длине.Проверка параллельности линии центров делительной головки
и задней бабки боковым направляющим сухаря задней бабки произ¬
водится по центровой оправке, установленной между центрами дели¬
тельной головки и задней бабки (рис. 96, 7). Шпиндель и пиноль должны
быть установлены строго в одной горизонтальной плоскости. В данном
случае несовпадение линии центров имеет такое же влияние на точность
обрабатываемого изделия, как и в случае, приведенном на рис. 96, 4.Проверка точности делительной головки может быть выполнена
любым прибором, предназначенным для этой цели. Наибольшее приме¬
нение имеют градуированный контрольный диск с 360 делениями и
оптический микроскоп с ценой деления 6" или теодолит с коллимаци¬
онной трубкой. При использовании оптического микроскопа с градуи¬
рованным диском последний укрепляют на оправке, установленной
на шпинделе, а микроскоп (рис. 96, 8) укрепляют на плите так, чтобы
посредством его можно было производить отсчет угла поворота диска.
Начальное положение делительной рукоятки фиксируется по углу
контрольного диска через микроскоп как нулевое положение. Контроль¬
ный диск устанавливается с биением по контрольному пояску с по¬
грешностью не более 0,002 мм. Цель дифференциального деления отклю¬
чается. Для проверки точности цепи деления необходимо проверить
точность деления за один оборот шпинделя и точность червяка и дели¬
тельного диска. В первом случае головка настраивается так, чтобы
за один оборот делительной рукоятки шпиндель повернулся на l/zK к
часть, где zK — число зубьев червячного делительного колеса; k —
число заходов червяка.Число оборотов рукоятки должно быть равно
- N
П~ ikzK 'где N — характеристика головки; i — передаточное отношение при
настройке на простое деление.Делительной рукояткой сообщается последовательно п оборотов
(принимается п = N). После каждого оборота производится отсчет
делений контрольного диска и определяется разность между показа¬
ниями контрольного диска и расчетным углом поворота шпинделя.Во втором случае делительную рукоятку поворачивают последо¬
вательно несколько раз на угол, соответствующий повороту червяка
на угол а = 360/г, где г = 8^-12 делениям в пределах оборота чер¬
вяка. Настройка головок с делительным диском осуществляется по
делительному диску, а на головках, без диска таким образом, чтобы
п-роизвести замеры в 8—12 точках в пределах одного оборота червяка.274
Таблица 43Определение погрешности в пределах одного оборота шпинделяУгол поворота
шпинделя при
последова¬
тельных
поворотах
делительной
рукояти иФактически
замеренный
угол поворота
шпинделяПо¬греш¬ностьУгол поворота
шпинделя при
последова¬
тельных
поворотах
делительной
рукояткиФактически
замеренный
угол поворота
шпинделяПо¬греш¬ность9° 00'00"8°55'56"—04"189°00'00"188°59'50"— 10"18 0000175950—1019800001975952—0827 0000205950—10207000020700000036 0000355948—12216000021600000045 0000445942—1822500002250006+0654 0000535940—2023400002340008+0863 0000625936—2424300002430012+ 1272 0000715924—3625200002520018+ 1881 0000805916—4426100002610024+2490 0000895902—5827000002700030+3099 0000985906—5027900002790036+36108 00001075910—5028800002870039+39117 00001165912—4829700002970040+40126 00001255920—4030600003060046+46135 00001345824—3631500003150048+48144 00001435930—3032400003240032+ 32153 00001525930—3033300003330024+ 24162 00001615936—2434200003420018+ 18171 00001705942—1835100003510010+ 10180 00001795948—1236000003600004+ 04Таблица 44Определение погрешности червяка и диска (на окружности
с 27 отверстиями) за один оборот червякаУгол поворота
шпинделя при
последова¬
тельных
поворотах
делительной
рукояткиФактиче¬
ски заме¬
ренный
угол
поворота
шпинделяПогреш¬ностьУгол поворота
шпинделя при
последова¬
тельных
поворотах
делительной
рукояткиФактиче¬
ски заме¬
ренный
угол
поворота
шпинделяПогрещ- "
ность1° 00' 00"
2 00 003 00 004 00 005 00 000° 59' 72"
1 59 76
3 00 063 59 524 59 52'+ 12"
+ 16
+06
—08
—086° 00' 00"7 00 008 00 00
9 00 006° 00' 04"7 00 128 00 16
9 00 08+04"
+ 12
+ 16
+08275
Отсчет снимается по градуированному диску и отсчетным микро¬
скопом.Ниже приводится (табл. 43 и 44) пример подсчета и определения
погрешностей делительной цепи делительной головки.Как видно из табл. 43, наибольшее положительное отклонение
делительной цепи за один оборот шпинделя +48"; наибольшее отри¬
цательное отклонение делительной цепи за один оборот шпинделя—58".
Суммарная алгебраическая погрешность делительной цепи без участия
делительного диска (лимба) +48" — (—50") = 98" = ±49".Рис. 97. Схемы контроля точности делительных головокНаибольшее положительное отклонение делительного червяка
и диска +16" (табл. 44); наибольшее отрицательное отклонение —8".
Суммарная алгебраическая погрешность делительного червяка и диска
(лимба) в пределах одного оборота червяка +16" — (—8") = 24" =
= ±12".Суммарная погрешность делительной цепи (± 49")+ (± 12") = ±61"
По данным замеров построены графики (рис. 97). На основании
характера кривых проверки можно сделать вывод, что точки замеров
лежат на синусоидальной кривой с амплитудой +48", —54" и, следо¬
вательно, имеет место эксцентриситет зубьев червячного колеса.
СПИСОК ЛИТЕРАТУРЫ1. Аверьянов О. И. Конструкция, расчет и применение по¬
воротно-делительных столов и других универсальных делительных
приспособлений. Москва, ЭНИМС, 1968. 67 с.2. А н с е р о в М. А. Справочное руководство фрезеровщика.
Лениздат, 1964, 263 с.3. БарунВ. А., БудинскийА. А. Системы автоматизации
станков. М., Машгиз, 1963. 431 с.4. Б а б у ш к и н С. Г., Б е р н о в а М. Г. и др. Оптико-механи¬
ческие приборы. М., «Машиностроение», 1965. 366 с.5. Кучер И. М. Металлорежущие станки. Л., «Машинострое¬
ние», 1969. 720 с.6. К о л о м и й ц е в Ю. В., Д у х о п е л И. И. и др. Оптические
приборы для измерения линейных и угловых величин в машинострое¬
нии. М., «Машиностроение», 1964. 254 с.7. КретцманнР. идр. Техника автоматизации. Справочник.
Пер. с нем. М.^ Госгортехиздат, 1961. 440 с.8. Маклаков О. В., Кубланов М. М. Автоматическое
делительное устройство. М., ГосИНТИ. 1966. 10 с.9. Мироненко А. В. Фотометрические измерительные си¬
стемы. М., «Энергия», 1967. 360 с.10. М и т р о ф а н о в С. П. Научная организация серийного
производства. Л., «Машиностроение», 1972. 767 с.11. Сел юков Ю. 3., Аверьянов О. И. Поворотно-дели¬
тельные приспособления. — «Машиностроение», 1970, № 3, с. 29—30.12. Т е п л и ц к и й Б. М. Делительные головки и работа на них.
Л., «Машиностроение», 1964. 216 с.13. ТеплицкийБ. М. Изготовление червячных передач с чер¬
вяками двойного шага. —> «Вестник технической информации МСИИП»,
1957, № 3, с. 31—38.14. Т е п л и ц к и й Б. М. Унифицированная группа мелко¬
модульных зубофрезерных станков. ЛДНТП, 1955. 16 с.15. Федотов А. И. Автоматизация делительных работ. Л.,
«Машиностроение», 1969. 317 с.16. Ш а в л ю г а Н. И. Кинематические цепи металлорежущих
станков. М.—Л., Машгиз, 1959. 368 с.
ОГЛАВЛЕНИЕПредисловиеГлава /. Основные сведения о делительных механизмах1. Разновидности делительных механизмов2. Оптическая система отсчета угловых делений . .3. Электроиндуктивная система отсчета угловых деле¬
нийГлава II. Делительные механизмы с ручным управлением4. Одношпиндельные делительные головки непосред¬
ственного (прямого) деления5. Многошпиндельные делительные головки непосредст¬
венного (прямого) деления .6. Универсальные делительные головки7. Лимбовые универсальные делительные головки
Н-135, Н-160 и Н-100 ... ■8. Универсальные делительные головки Д-160, 200,
250, 320 и 400 . .9. Универсальная делительная головка повышенной
точности10. Широкодиапазонные делительные устройства .11. Безлимбовая универсальная делительная головка
с планетарным механизмом . . .12. Комбинированные конструкции головок . . .13. Многошпиндельные полууниверсальные и универ¬
сальные делительные головкиГлава III. Автоматические делительные механизмы14. Автоматические одношпиндельные делительные го¬
ловки прямого деления . .15. Автоматические многошпиндельные делительные го¬
ловки прямого деления 16. Автоматические одно- и многошпиндельные полу¬
универсальные и универсальные делительные го¬
ловки ....17. Автоматическое устройство к универсальным дели¬
тельным головкам278
Глава IV. Делительные механизмы с оптической системой от¬
счета 8618. Делительная головка ОДГ-бО —19. Делительная головка ОДГ-Ю 9220. Делительная головка ОДГ-5Э 9421. Делительная головка «Лейтц» 9822. Делительная головка ОРГ-3 . . 10023. Делительная головка «Ковентри» с экраном для
отсчета —24. Делительная головка ОПЛ . . 10325. Полууниверсальная малогабаритная делительная
головка с увеличительной линзой модели PC 105Глава V. Методы и техника деления 10826. Непосредственное (прямое) деление —27. Простое деление ... 11128. Комбинированное деление . . 11429. Универсальный метод деления 12530. Настройка на простое деление безлимбовой (плане¬
тарной) делительной головки 12931. Настройка на простое деление универсальных дели¬
тельных головок с планетарной передачей и дели¬
тельным лимбом и с индикатором .... 13332. Дифференциальное деление при помощи универсаль¬
ных делительных головок ... . . 13433. Настройка на дифференциальное деление безлим¬
бовой делительной головки УТК . 15734. Деление окружности в угловой мере . . . 15835. Деление окружности в угловой мере с помощью
широкодиапазонного устройства . 16736. Настройка планетарного широкодиапазонного уст¬
ройства 16937. Настройка лимбовых и безлимбовых делительных
головок при фрезеровании винтовых канавок 174Глава VI. Области применения и методы работы с делитель¬
ными устройствами 19838. Фрезерование винтовой канавки сверла —39. Фрезерование канавок разверток . . . . 20040. Фрезерование канавок цилиндрических фрез . . . 21441. Шлифование винтовых канавок фрез или развер¬
ток 21742. Фрезерование зубьев на торце одноугловых и цилин¬
дрических дисковых фрез —43. Фрезерование канавок на конусе угловых фрез . . 21844. Фрезерование передней поверхности зубьев торцо¬
вых фрез 22845. Нарезание зубчатых колес 22946. Фрезерование цилиндрических колес с прямыми и
винтовыми зубьями 23147. Фрезерование зубьев конических колес . 23548. Фрезерование червяков и червячных колес 23649. Фрезерование зубчатых реек 243279
50. Фрезерование кулачковых и зубчатых муфт ..51. Обработка кулачков .... . . . .52. Фрезерование (шлифование) некруглых зубчатых
колесГлава VII\ Средства и методы контроля точности деления53. Контроль геометрических элементов деталей54. Измерение погрешности зубчатых колес55. Контроль криволинейных кулачков 56. Точность делительных механизмов с червячной пере¬
дачей . . . 57. Контроль и нормы точности при работе на УДГ и
ОДГСписок литературы .Борис Михайлович ТЕПЛИЦНИЙ
Геннадий Исаанович МАЗОДЕЛИТЕЛЬНЫЕ
МЕХАНИЗМЫРедактор издательства Jl. Р. Кухтевич
Обложка художника О. П. Андреева
Технический редактор Т. П. Малашкина
Корректор Н. Б. СеменоваСдано в производство 22/VIII 1973 г.
Подписано к печати 15/1 1974 г. М-07121
Формат бумаги 84ХЮ81/з2
Бумага типографская № 3
Прив. печ. л. 14,7 Уч.-изд. л. 16,0 Тираж 22 000 экз.
Зак. № 463 Цена 94 коп.Ленинградское отделение
издательства «МАШИНОСТРОЕНИЕ»191065, Ленинград, ул. Дзержинского, 10Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144* ул. Моисеенко, 10244248256259262263265268277