/












































































































































































































































































































































































































































































































































































































































































































Author: Корицкий Ю.В.
Tags: электротехника электротехнические материалы и изделия справочник электротехнические материалы
ISBN: 5-283-04416-5
Year: 1988




Text
СПРАВОЧНИК
ПО ЭЛЕКТРОТЕХНИЧЕСКИМ
МАТЕРИАЛАМ
В ТРЕХ ТОМАХ
ПОД РЕДАКЦИЕЙ
Ю. В. КОРИЦКОГО, В. В. ПАСЫНКОВА, Б. М. ТАРЕЕВА
Третье, переработанное издание
ТОМ 3
Согласовано с Государственной службой
стандартных справочных данных
Ленинград
ЭНЕРГОАТОМИЗДАТ
Ленинградское отделение
1988-
ББК 31.23
С74
УДК 621.315.61(035.5)
С
2302020000—119
051(01)—88
148—87
ISBN 5-283-04416-5
© Издательство «Энергия», 1976
© Энергоатомиздат, изменения
и дополнения, 1988
ПРЕДИСЛОВИЕ
В третий том справочника включены све-
дения о различных классах электротехничес-
ких материалов, за исключением изоляцион-
ных. В нем более полно по сравнению с преды-
дущим изданием характеризуются разнообраз-
ные магнитные материалы, металлические про-
водники электрического тока, резистивные и
контактные материалы, металлы и сплавы для
электронно-вакуумных и полупроводниковых
приборов, полупроводники и вещества, обла-
дающие электролитическим типом электро-
проводности. Из диэлектрических материалов
рассматриваются только сегнетоэлектрики,
пьезоэлектрики, электреты, «жидкие» кристал-
лы и материалы, используемые в квантовой
электронике.
Приведенные в справочнике численные
данные о свойствах рассматриваемых электро-
технических материалов в соответствии с
ГОСТ 8.310—78 относятся к категории инфор-
мационных. Там, где в таблицах не указаны
ссылки на стандарты и технические условия,
приведены данные из литературных источни-
ков или собственных исследований авторов.
Основные трудности как при создании
третьего тома (первое издание книги вышло в
1960 г., второе в 1976 г.) , так и при подготовке
его к переизданию были обусловлены разно-
образием рассматриваемых в нем материалов
и изделий из них, быстрым изменением
номенклатуры материалов и появлением совер-
шенно новых, еще мало изученных материалов,
а также специфическими требованиями, к ним
предъявляемыми.
При переработке предыдущего издания
справочника за счет сокращения сведений о
тестированных материалах были введены
новые разделы и параграфы, включающие в
себя сведения о новейших материалах. Сох-
ранены только самые необходимые сведения
об электролитах (растворах) и металлах и
сплавах высокой проводимости. Некоторые
сведения (например, сортамент, методы испы-
таний, маркировка, упаковка) не приведены в
справочнике, так как их можно получить из
ГОСТ, нормалей, ТУ и другой литературы.
Различные части и разделы справочника
написаны специалистами соответствующих
профилей, вследствие чего они являются как
бы обособленными и самостоятельными рабо-
тами. Поэтому при всем стремлении редакто-
ров насколько возможно унифицировать изло-
жение, в полной мере выполнить эту задачу не
удалось по причинам, лежащим в самом суще-'
стве содержания отдельных разделов и сло-
жившихся традиций и в описании различных
классов веществ, и в обозначениях величин и
принятой терминологии.
За истекшее десятилетие коллектив авто-
ров (во втором издании 35 авторов, в третьем
38 авторов) понес тяжелые утраты —
А. А. Преображенского, А. Ф. Алабышева,
Н. Н. Созиной, Н. Н. Шольц, К. А. Пискарева,
А. Л. Тюльпанова уже нет среди нас и состави-
телями ряда разделов являются более молодые
авторы, однако имеющие солидный опыт как
научно-исследовательской работы, так н
производственной деятельности.
Научными редакторами первой части
«Магнитные материалы» являются д-р физ.-
матем. наук Ю. М. Яковлев и канд. физ.-матем.
наук В. П. Мирошкин, второй части «Про-
водниковые материалы» — д-р физ.-матем.
наук М. В. Ведерников и канд. техн, наук
Ю. Т. Окунев, третьей части «Полупроводни-
ковые материалы» — д-р техн, наук Ю. М. Та-
иров и д-р техн, наук Д. А. Яськов, четвертой
части «Управляемые диэлектрики» и пятой
части «Электролиты» — д-р техн. наук
В. В. Пасынков. Помощь в подготовке настоя-
щего издания оказали сотрудники кафедры
диэлектриков и полупроводников Ленинград-
ского ордена Ленина и ордена Октябрьской
Революции электротехнического института
имени В. И. Ульянова (Ленина).
По существу, каждая часть третьего тома
справочника могла бы представлять собой
отдельный том.
Справочник предназначен для инженерно-
технических работников организаций и пред-
приятий электротехнической, электронной и
радиотехнической промышленности и может
служить учебным пособием для студентов
вузов и техникумов при выполнении ими
курсовых работ и дипломных проектов.
Замечания и пожелания по книге просьба
направлять по адресу: 191065, Ленинград,
Марсово поле, д. 1. Ленинградское отделение
Энергоатомиздата.
В. В. Пасынков
ЧАСТЬ ПЕРВАЯ
МАГНИТНЫЕ МАТЕРИАЛЫ
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
В — индукция магнитная
Bi — то же внутренняя
Bs — то же при техническом насыщении
В, — то же остаточная
D — дезаккомодация начальной магнит-
ной проницаемости
d — коэффициент потерь
df — то же на вихревые токи
du — то же на гистерезис
dr — то же остаточных потерь
е — заряд электрона
f — частота
Н — напряженность магнитного поля
Нс — коэрцитивная сила по магнитной ин-
дукции
Но — напряженность магнитного поля
подмагничивания, динамического по-
рогового поля (поля старта), резо-
нансного поля
Hi — то же внутреннего
Ну — то же трогания
Яфн'—то же финиша
/, i — ток
Ка — константа магнитной анизотропии
k — коэффициент магнитомеханической
связи
М — намагниченность
Ms — то же насыщения
т — момент магнитный, масса
N — коэффициент размагничивания
Р — удельные потери на перемагничива-
ние, полные
Sw — коэффициент переключения
Т — период колебания, температура
ТКр., — температурный коэффициент маг-
нитной проницаемости (остаточной
индукции и других величин)
t— время
U — напряжение электрическое
V — объем
Wa — энергия магнитная
а — коэффициент прямоугольности пет-
ли гистерезиса
у — коэффициент выпуклости размагни-
чивающего участка петли гистере-
зиса, гиромагнитное отношение,
удельная проводимость
6 — угол потерь
е — проницаемость диэлектрическая от-
носительная
6к — температура (точка) Кюри
X — длина электромагнитной волны,
К— коэффициент магнитострик-
ции
ре— магнетон Бора
р.г — проницаемость магнитная относи-
тельная *
[х— то же комплексная
р/ — то же упругая
li" — то же вязкая (проницаемость по-
терь)
р,„ — то же импульсная
р,„ — то же начальная
Ртах — то же максимальная
цо — постоянная магнитная
Щ>бр '— проницаемость магнитная, обрати-
мая
р.д — коэффициент возврата
р — сопротивление удельное электриче-
ское
<о — угловая частота
с — напряжение механическое
Q — добротность
и — восприимчивость магнитная
* Индекс «г», при обозначении магнитной
проницаемости в тексте опущен, так как повсю-
ду речь идет об относительной магнитной про-
ницаемости.
РАЗДЕЛ 1
ОБЩИЕ СВЕДЕНИЯ О МАГНИТНЫХ МАТЕРИАЛАХ
Ю. М. Яковлев, В. П. Мирошкин
Магнитными веществами или магнетика-
ми называются вещества, обладающие маг-
нитными свойствами. Под магнитными свой-
ствами понимается способность вещества при-
обретать магнитный момент, т. е. намагничи-
ваться при воздействии на него магнитного по-
ля. В этом смысле все вещества в природе яв-
ляются магнетиками, так как при воздействии
магнитного поля приобретают определенный
магнитный момент. Этот результирующий мак-
роскопический магнитный момент М представ-
ляет собой сумму элементарных магнитных мо-
ментов nt, атомов данного вещества
N
mi- (1.1)
1=1
Элементарные магнитные моменты могут
быть либо наведены магнитным полем, либо
существовать в веществе до наложения маг-
нитного поля; в последнем случае магнитное
поле вызывает их преимущественную ориен-
тацию. Наведенные магнитные моменты всегда
ориентируются в направлении, противополож-
ном направлению внешнего магнитного поля,
и своим действием ослабляют его; этот эффект
называется диамагнетизмом. Диамагнетик ха-
рактеризуется малой отрицательной намагни-
ченностью.
В парамагнетиках, ферро-, ферри- и анти-
ферромагнетиках элементарные магнитные мо-
менты существуют в веществе до наложения
магнитного поля, магнитное поле лишь упоря-
дочивает хаотически ориентированные момен-
ты, в результате чего возникает суммарный
магнитный момент вещества. Элементарными
носителями магнетизма являются атомные яд-
ра и электроны, образующие электронные обо-
лочки атомов. Однако собственный магнитный
момент электрона примерно на три порядка
превышает магнитный момент ядра. Поэтому
с достаточно высокой степенью точности при
рассмотрении магнитных свойств вещества
можно не учитывать ядерный магнетизм и толь-
ко в особых случаях, при использовании явле-
ния ядерного магнитного резонанса, необходи-
мо учитывать ядерный магнетизм.
Собственный или спиновый магнитный мо-
мент электрона равен магнетону Бора цб =
=9,27-10-24 А-м2. Наряду с собственным мо-
ментом электрон при движении по орбите об-
ладает угловым механическим моментом и свя-
занным с ним орбитальным магнитным момен-
том. Орбитальный щ и спиновый р,„ магнитные
моменты электрона связаны аналогичными со-
отношениями с механическими моментами I и s,
но коэффициент пропорциональности для спи-
нового момента в два раза больше:
рг=—el/(2m); ps=—es/m, (1.2)
где е, in — заряд и масса электрона соответ-
ственно.
Если атом обладает и орбитальным L, и
спиновым S магнитными моментами, то сум-
марный момент
g
P7 = p; + ps=—5— (E+2S), (1.3)
где J — полный момент количества движения,
не коллинеарный ц/.
Отношение механического момента к маг-
нитному называют гиромагнитным отноше-
нием:
Y = g7M'B//i=gye/(2m). (1.4)
Здесь gj — величина, называемая g-фак-
тором или фактором Ланде:
„ , , /(/ + 1)+S(S+1)-A(Z,+ 1)
ё' + 2/(/ + 1)
(1.5)
В частном случае S = 0, £#=0 (орбиталь-
ный магнетизм) имеем gj=gi_=\. При S#=0,
L = 0 (спиновый магнетизм) имеем g/ = gs = 2.
Магнитные свойства веществ в основном
определяются атомами переходных групп пе-
риодической таблицы элементов. В элементах
переходной группы, например в Fe, Ni, Со,
обычный порядок заполнения электронных обо-
лочек нарушен и поэтому внутренние оболочки
оказываются недостроенными. Для элементов
группы железа недостроена Зб1-оболочка:
2,Sc 22Ti 23V 24Cr 25Mn “Fe
3d '4s2 3d24s~ 3dJ4s2 3d44s' 3ds4s2 3dG4?
27CO28Ni
3d74s23d84s2.
Закономерности заполнения электронных
оболочек подчиняются известным правилам
Хунда, эмпирическим правилам, следуя кото-
рым можно предсказать основное состояние
атома. Эти правила являются следствием кван-
товой природы атома. Они гласят:
1. Основное состояние обладает наиболь-
шим возможным значением полного спина S.
2. Из нескольких состояний, имеющих
максимальное значение полного спина, реали-
[разд. 1]
Общие сведения о магнитных материалах
7
Таблица 1.1. Результирующий магнитный
момент (в магнетонах Бора)
некоторых атомов переходной группы
периодической системы элементов
Элемент Валентность атома
4 + 3 + 2 +
Сг 2 3 4
Мп 3 4 5
Fe 4 5 4
Со 5 4 3
Ni 4 3 2
зуется то, которому соответствует наибольшее
значение орбитального момента L.
3. Для электронных оболочек, заполнен-
ных менее чем наполовину, энергия возрастает
с ростом 1 (нормальные мультиплеты), в то
время как если оболочка заполнена более чем
наполовину, наблюдается обратная зависи-
мость (обращенные мультиплеты). Для пол-
ностью заполненных электронных оболочек
результирующий магнитный момент равен
нулю. В таких веществах может наблюдаться
только диамагнетизм. Поскольку «З^-слой груп-
пы железа не заполнен (всего, как известно,
в 3d-cnoe может быть десять электронов),
атомы этих элементов обладают нескомпенси-
рованным магнитным моментом. Например, в
недостроенном ,'М-слос двухвалентного атома
железа имеется шесть электронов (3d6). Маг-
нитные моменты пяти электронов направлены
параллельно друг другу, а одного — антипа-
раллельно. В результате суммарный магнит-
ный момент атома железа Fe2+ равен 4цб-
Для атома трехвалентного железа Fe3+ ре-
зультирующий момент равен 5ць. В табл. 1.1
приведены результирующие спиновые магнит-
ные моменты (в магнетонах Бора) для атомов
группы железа с незаполненным ЗсБслоем.
Магнитные свойства вещества характери-
зуют магнитной восприимчивостью
и=М/Н, (1.6)
где М — магнитный момент единицы объема
вещества или намагниченность в магнитном по-
ле напряженностью Н. По значению магнитной
восприимчивости вещества делятся на группы
(табл. 1.2). Кроме четырех групп магнитных
веществ, указанных в табл. 1.2, имеется груп-
па сверхпроводящих материалов, обладающих
свойствами аномального диамагнетика. Харак-
терной особенностью этой группы является
стремление к сохранению внутри сверхпровод-
ника нулевого значения магнитной индукции.
Магнитная восприимчивость этих материалов
отрицательна х<0, а по абсолютному значе-
нию |х| «1.
Дна-, пара- и антиферромагнетики обра-
зуют группу слабом.агнитных веществ, так как
их магнитная восприимчивость мала и состав-
ляет 10~2...10-7. Для диамагнетиков харак-
терна независимость или слабая зависимость
восприимчивости от температуры. Для класси-
ческих парамагнетиков температурная зависи-
мость восприимчивости подчиняется закону
Кюри: х„ = С/Г, (1.7)
где С — постоянная Кюри; Т — температу-
ра, К-
Ферро- и ферримагнетики относятся к груп-
пе сильномагнитных веществ. Магнитная вос-
приимчивость этих веществ отличается боль-
шими значениями (но менее 106) и нелинейно
зависит от температуры и напряженности маг-
нитного поля. Такие высокие значения хм обу-
словлены спонтанной намагниченностью этих
веществ, т. е. самопроизвольным упорядоче-
нием элементарных магнитных моментов с об-
разованием результирующего магнитного мо-
мента даже в отсутствии внешнего магнитного
поля.
Таблица 1.2. Классификация твердых тел по значению магнитной восприимчивости
Вещество Магнитное состояние Магнитная восприимчивость
Диамагнетик Магнитные моменты электронов скомпенсирова- ны, существуют только магнитные моменты, наведенные магнитным полем х<0; |х| « 10-6. . .10“7
Парамагнетик Атомы обладают собственными магнитными мо- ментами, расположенными беспорядочно х> 0; |х| а; 10-’... 10~6
Ферро-, ферри- магнетик Магнитные моменты атомов упорядочены; спон- танный магнитный момент отличен от нуля Упорядочение исчезает при температуре Кюри 6к х« 10°... 106
Антиферрома гне- -тик Магнитные моменты упорядочены, спонтанный магнитный момент равен нулю: M = Mt —М>—0. Упорядочение исчезает при температуре Нееля 6ц х> 0; |х| « 1О-2...1О-5
8
Общие сведения о магнитных материалах
{разд. 1]
Спонтанная намагниченность ферро- и
ферримагнетика при возрастании температуры
уменьшается до нуля, при этом вещество пере-
ходит в парамагнитное состояние. Критическая
температура, соответствующая фазовому пере-
ходу II рода из ферромагнитного (ферримаг-
нитного) в парамагнитное состояние, называ-
ется температурой Кюри или точкой Кюри (0 к).
Критическая температура фазового перехода
II рода из антиферромагнитного состояния в
парамагнитное называется температурой или
точкой Нееля (0н)-
Температурная зависимость намагничен-
ности насыщения ферромагнетика определяет-
ся соотношением
M = MriBs(x), (1.8)
где Alo = /VgS№ — намагниченность при абсо-
лютном нуле температур, когда все спиновые
магнитные моменты параллельны; Bs (х) —
функция Бриллюэна аргумента х=р$щ,Н t/kT-,
Pv,H t—магнитная энергия; kT — тепловая
энергия.
В достаточно узкой области температур
вблизи точки Кюри намагниченность зависит
от температуры:
МкМ011-—\ (1.9)
В области низких температур, близких к
абсолютному нулю, изменение М описывается
соотношением
М( Т) = Мо( 1 - А । Ti/2-А.Г11'1 -...),(1.10)
где Ai — постоянный коэффициент.
Температурная зависимость магнитной
восприимчивости ферро- и ферримагнетиков
при температуре выше точки Кюри подчиняет-
ся закону Кюри — Вейса:
х„ = С/(7'-Д) , (1.11)
где Д — постоянная Вейса.
Переход из ферромагнитного (ферримаг-
нитного) в парамагнитное состояние можно
рассматривать как фазовый переход второго
рода. При этом точка Кюри (точка Нееля) со-
ответствует температуре фазового перехода из
ферромагнитного (ферримагнитного) в пара-
магнитное состояние.
Ферро- и ферримагнетики вместе с анти-
ферромагнетиками образуют группу магнито-
упорядоченных веществ. Самопроизвольное
магнитоупорядоченное состояние вещества обу-
словлено сильным электростатическим (куло-
новским) взаимодействием электронов атомов
с незаполненными d или f-слоями. Это взаимо-
действие имеет квантовую природу; оно связа-
но с обменом электронами между атомами и
поэтому называется обменным. В ферро-
магнетиках оно приводит к упорядоченной ори-
ентации собственных (спиновых) магнитных
моментов атомов и, следовательно, к появле-
нию макроскопической намагниченности веще-
ства. В ферритах и других магнитных оксидах
(ферримагнетиках) магнитоактивные ионы ме-
таллов (3d и 4f) разделены большими по диа-
метру анионами кислорода. Поскольку вероят-
ность электронного обмена между катионами
быстро убывает с расстоянием, а расстояние
между ними велико, то для объяснения наблю-
даемых высоких температур Кюри в оксидах
предложена модель, в которой существенную
роль играют промежуточные анионы, находя-
щиеся в возбужденном состоянии. Этот меха-
низм электронного взаимодействия получил
название косвенный обмен или сверхобмен.
Рассмотрим возможные типы взаимной
ориентации магнитных моментов атомов (маг-
нитоупорядоченные состояния).
Ферромагнитное упорядочение. Магнит-
ные моменты атомов ориентированы парал-
лельно. При этом спонтанный магнитный мо-
мент при температурах ниже точки Кюри мак-
симален. Ферромагнитное упорядочение на-
блюдается в большинстве ЗсРметаллов и неко-
торых неметаллах (ЕпО и CdCr2Se.)). Веще-
ства, в которых осуществляется ферромагнит-
ное упорядочение, называются ферромагнети-
ками. Примеры «классических» ферромагнети-
ков: железо, никель, кобальт, их соединения
и сплавы.
Ферримагнитным упорядочением магнит-
ных моментов обладает большая группа мате-
риалов — ферритов, которые являются соеди-
нением оксида железа Ее20з с оксидами других
металлов. Ионы кислорода создают остов крис-
таллической решетки. Между ионами кислоро-
да образуются пустоты или позиции, которые
занимают катионы, входящие в состав феррита.
Основы теории ферримагнетизма были за-
ложены Л. Неелем. Одно из основных положе-
ний теории состоит в том, что Л. Неель пред-
ложил рассматривать структуру ферримагне-
тика состоящей из нескольких (двух и более)
магнитных подрешеток. Ионы металлов в ре-
шетке ферримагнетика занимают неэквива-
лентные кристаллографические положения и
поэтому могут быть выделены подрешетки —
подсистемы, объединяющие катионы, находя-
щиеся в аналогичных кристаллографических
позициях. Между катионами существуют об-
менные взаимодействия через ионы кислорода
(косвенный обмен), приводящие к антипарал-
лельной ориентации магнитных моментов ионов
соответствующих подрешеток. Результирую-
щий магнитный момент представляет собой век-
торную сумму парциальных магнитных момен-
[разд. 1 ]
Общие сведения о магнитных материалах
9
тов подрешеток и может быть равен нулю (в
«классических» антиферромагнетиках), и от-
личен от нуля (в ферримагнетиках).
Простейший случай двух неэквивалент-
ных магнитных подрешеток можно рассматри-
вать на примере феррита со структурой шпи-
нели MeFesCU, где Me — двухвалентный ме-
талл. Ионы кислорода формируют кубическую
гранецентрированную решетку, и между ними
возникает два типа позиций: тетраэдрические
(окруженные четырьмя ионами О2-) и октаэд-
рические (окруженные шестью ионами О2-).
В этих позициях располагаются ионы метал-
лов. Совокупности катионов в тетраэдрических
и октаэдрических позициях рассматривают как
магнитные подрешетки, обладающие парциаль-
ными магнитными моментами М5Тетр и ЛГокт,
ориентированными антипараллельно относи-
тельно друг друга. Поскольку элементарная
ячейка содержит 16 катионов в октаэдрических
позициях и восемь в тетраэдрических, то, как
правило, Ms окт> Ms тетр. Суммарный магнит-
ный момент
M,=A/SOKT — Ms тетр. (1.12)
Намагниченность насыщения зависит от
спинового магнитного момента катионов, их
валентности, распределения по кристаллогра-
фическим позициям и от некоторых других фак-
торов. Ферримагнетики по сравнению с ферро-
магнетиками, как правило, обладают более низ-
кими значениями намагниченности насыще-
ния Мх-
•Наличие в некоторых ферритах как мини-
мум двух магнитных подрешеток с антипарал-
лельной ориентацией магнитных моментов при-
водит к аномальной температурной зависимо-
сти намагниченности насыщения и существо-
ванию так называемой точки компенсации (тем-
пературы 0КОМП, при которой парциальные маг-
нитные моменты подрешеток равны между со-
бой).
Энергия косвенного обменного взаимодей-
ствия обычно меньше энергии прямого обмена.
Поэтому температура Кюри (0К) ферримагне-
тиков, как правило, ниже чем 6к для ферро-
магнетиков. Кроме ферритов со структурой шпи-
нели, достаточно широкое применение нашли
ферриты со структурами: граната — RsFesOis
(R — редкоземельный металл); магнетоплюм-
бита — MeFeisOie (гексаферриты), где Me —
Ba, Sr; перовскита — RFeOs (ортоферриты).
Кроме рассмотренных параллельной и ан-
типараллельной ориентаций магнитных момен-
тов, известны и другие ориентации. Так, напри-
мер, магнитные моменты подрешеток могут
ориентироваться не строго антипараллельно,
а благодаря релятивистским взаимоотноше-
ниям образовывать небольшие отклонения на
угол 0,5... 1 °. Это приводит к появлению неском-
пенсированного магнитного момента (прибли-
зительно 0,1 % от намагниченности подрешет-
ки) , направленного перпендикулярно оси анти-
ферромагнитного упорядочения. Такое упоря-
дочение существует в ортоферритах, МпСОз,
гематите а-Бе20з.
В веществах с тремя магнитными подре-
шетками может существовать «треугольное»
упорядочение при выполнении специальных со-
отношений между обменными взаимодействия-
ми спиновых моментов подрешеток. При этом
возникают геликоидальные (спиральные, вин-
товые, зонтичные) магнитные структуры, ко-
торые наблюдаются в некоторых редкоземель-
ных металлах.
Ферро- и ферримагнитное упорядочение
магнитных моментов существует не только в ве-
ществах с кристаллической структурой. В 1960 г.
А. И. Губановым была теоретически предска-
зана возможность существования ферромаг-
нетизма в аморфных веществах. В настоящее
время известно большое количество аморфных
материалов (металлов и сплавов), обладаю-
щих свойствами ферро- и ферримагнетиков.
Аморфные сплавы в виде пленок или тонких
лент металлов переходной группы (Fe, Ni, Со)
с неметаллами (В, Р, Si, С) являются ферро-
магнетиками, а сплавы некоторых редкозе-
мельных металлов с металлами Ag, Au, Си,
Ga, In, как правило, ферримагнетиками.
Аморфные вещества характеризуются от-
сутствием дальнего порядка (отсутствием упо-
рядоченности в расположении структурных
частиц вещества). На больших расстояниях по-
рядок «размывается» и переходит в «беспоря-
док». Такой «беспорядок» приводит к флуктуа-
ции межатомных расстояний. Упорядочен-
ность в расположении атомов имеет место лишь
на расстоянии около 1,5 нм. Отсюда следует,
что для возникновения ферро- или ферримаг-
нетизма необходимо лишь наличие ближнего
порядка.
Ферромагнетизм аморфных веществ в на-
стоящее время объясняется на основе обмен-
ного взаимодействия в модели плотной ста-
тистической упаковки жестких шаров и флук-
туирующих величин интегралов обменного
взаимодействия.
Основные технические характеристики маг-
нетиков (начальная магнитная проницаемость
р„, кривая намагничивания В (И), остаточная
индукция Вг, коэрцитивная сила Нс, петля гис-
терезиса) и их изменение под влиянием внеш-
них воздействий тесно связаны с различными
видами взаимодействий в веществе.
При отсутствии внешнего магнитного поля
вектор суммарной намагниченности в магнит-
ном материале направлен не произвольным об-
разом, а в определенных кристаллографиче-
10
Общие сведения о магнитных материалах
[разд. 1]
ских направлениях (в аморфном материале —
в определенном направлении по отношению к
плоскости пленки или ленты). Эти направле-
ния называются направлениями (осями) лег-
кого намагничивания. Направления, в которых
необходимо приложить самое большое маг-
нитное поле для намагничивания, называются
направлениями (осями) трудного намагничи-
вания. Таким образом, в магнитном отноше-
нии магнетики являются анизотропными мате-
риалами. Для поворота вектора намагничен-
ности из легкого в трудное направление необ-
ходимо затратить энергию, которая пропор-
циональна энергии магнитной кристаллогра-
фической анизотропии (для аморфных магне-
тиков — энергия магнитной анизотропии), ха-
рактеризуемой константами анизотропии Ki,
К‘>, ... . Так, в железе и некоторых его сплавах,
имеющих кубическую структуру, осями легкого
намагничивания являются ребра куба, а само-
го трудного — пространственные диагонали.
Для Ni, имеющего также кубическую структу-
ру, распределение осей — обратное. Всем маг-
нитным материалам присуще явление магнито-
стрикции — изменение формы и (или) разме-
ров магнитного тела при изменении его маг-
нитного состояния. Явление магнитострикции
самопроизвольно возникает в ферро-, ферри-
магнетиках при охлаждении их до температу-
ры ниже точки Кюри 0К и характеризуется
коэффициентом магнитострикции который
для различных материалов изменяется в широ-
ких пределах и может быть как положитель-
ным, так и отрицательным. Приложение к маг-
нитному телу внешних механических напряже-
ний с приводит к возникновению магнитоупру-
гой энергии, пропорциональной произведению
ал,. Магнитоупругая энергия вносит вклад в
энергию анизотропии. Около различных неод-
нородностей магнетика (поры, дислокации, не-
магнитные включения) возникают магнитные
полюсы и связанная с ними магнитостатиче-
ская энергия (энергия размагничивания), ко-
торая является частью полной энергии магнит-
ного тела.
Несмотря на наличие в ферро-, ферримаг-
нетике самопроизвольной намагниченности,
опыт обычно показывает размагниченное со-
стояние ферромагнитных тел. Для объяснения
этого факта П. Вейс выдвинул гипотезу о су-
ществовании доменов, намагниченных до со-
стояния насыщения отдельных областей, рас-
положение векторов магнитных моментов ко-
торых равновероятно. Тогда внутри образца
образуются замкнутые магнитные цепи и ре-
зультирующий магнитный момент образца бу-
дет равен нулю. В зависимости от размеров
образца, его физических свойств кроме замк-
нутых доменных структур существуют и дру-
гие структуры: однодоменные, полосовые, лаби-
ринтные, цилиндрические и т. д. Появление в
магнитном теле той или иной доменной струк-
туры отвечает минимуму полной суммарной
энергии образца. Существование доменов под-
тверждено экспериментально как прямыми маг-
нитооптическими методами, наблюдениями с
помощью порошковых фигур Акулова — Бит-
тера, так и косвенными данными (скачки
Г. Г. Баркгаузена). Линейные размеры доме-
нов составляют тысячные — десятые доли мил-
лиметра. Домены отделены друг от друга до-
менными границами, в которых происходит по-
степенное изменение направления вектора на-
магниченности от одного домена к направле-
нию вектора намагниченности в соседнем доме-
не. Под действием внешнего магнитного поля
происходит перестройка доменной структуры,
что приводит к намагничиванию ферро-, фер-
римагнитного тела.
Процессы намагничивания, т. е. процессы,
приводящие к появлению отличной от нуля на-
магниченности, удобно рассматривать на при-
мере зависимости индукции В от напряжен-
ности магнитного поля Н (кривая намагничи-
вания).
Зависимость полной энергии магнитного
тела от расположения доменных границ в об-
разце имеет немонотонный характер и состоит
из большого числа минимумов и максимумов
(потенциальные барьеры) различной глубины
и высоты. При отсутствии внешнего магнитно-
го поля доменные границы располагаются в
энергетических минимумах. В целом магнит-
ные моменты соседних доменов образуют замк-
нутые магнитные цепи и тело не обладает ви-
димыми магнитными свойствами. В слабых по-
лях происходит «разрастание» тех доменов,
векторы намагниченности которых имеют наи-
Рис. 1.1. Зависимость индукции и магнитной
проницаемости от напряженности магнитного
поля
[разд. 1]
Общие сведения о магнитных материалах
11
меньшие углы с направлением поля, за счет
доменов, у которых эти углы наибольшие. «Раз-
растание» доменов связано со смещением гра-
ниц доменов в пределах их энергетических ми-
нимумов. Этот процесс обратимый и называет-
ся процессом обратимого смещения доменных
границ (область / на рис. 1.1). Суммарная на-
магниченность образца становится отличной
от нуля, что приводит к появлению магнитной
индукции В и магнитной проницаемости р, рав-
ной отношению В к Н и магнитной постоянной
цо- При стремлении напряженности поля к ну-
лю материал характеризуется начальной маг-
нитной проницаемостью р„. Увеличение напря-
женности магнитного поля заставляет домен-
ные границы перемещаться на большие рас-
стояния. Многие из них преодолевают потен-
циальные барьеры и переходят в соседние энер-
гетические минимумы. Процесс намагничива-
ния идет более интенсивно, чем на начальном
участке, кривая намагничивания идет круче
(участок сильного роста индукции В). Процес-
сы, характерные для этой области полей, про-
исходят необратимо, т. е. при снятии внешнего
поля магнитное состояние не возвращается
к исходному, поэтому его называют процессом
необратимого смещения доменных границ (об-
ласть //). Этот участок кривой намагничива-
ния характеризуется ростом магнитной прони-
цаемости вплоть до ее максимального значе-
ния Ртах. К концу этого участка границы доме-
нов исчезают и материал превращается в один
домен с направлением вектора намагничен-
ности, совпадающим с направлением легкого
намагничивания, составляющим наименьший
угол с направлением внешнего поля^ Даль-
нейшее увеличение напряженности поля вызы-
вает постепенный поворот вектора намагни-
ченности к направлению внешнего поля. Этот
процесс называется процессом вращения
вектора намагниченности и может происхо-
дить как обратимо, так и необратимо (об-
ласть ///). Материал переходит в состояние
технического насыщения (В Bs). Поскольку
на этом участке при увеличении напряженнос-
ти поля индукция меняется слабо, магнитная
проницаемость уменьшается. Если продолжать
увеличивать напряженность поля, наблюдает-
ся парапроцесс, сопровождающийся слабым
ростом индукции (область IV).
Рассмотренное представление о ходе кри-
вой намагничивания является упрощенным.
В действительности различные виды процессов
намагничивания перекрывают друг друга. Ес-
ли теперь уменьшить напряженность внешнего
поля до нуля, то индукция не падает до нуля,
а будет равна некоторому значению — оста-
точная индукция. Для того чтобы полностью
размагнитить материал, т. е. добиться состоя-
ния, при котором В = 0, необходимо приложить
некоторое магнитное поле, направленное про-
тивоположно первоначальному и имеющее на-
пряженность Нс, называемую коэрцитивной
силой.
При намагничивании ферро- и ферримаг-
нитного материала изменяющимся по направ-
лению магнитным полем зависимость B = f(H)
имеет форму замкнутой кривой, которая назы-
вается петлей гистерезиса. Площадь петли гис-
терезиса с учетом соответствующих масшта-
бов определяет потери энергии. Теория, рас-
сматривающая процессы, обусловливающие
петлю гистерезиса, учитывает, в первую оче-
редь, природу коэрцитивной силы Нс, посколь-
ку для разных веществ и материалов Нс ме-
няется в сотни тысяч и миллионы раз, а такой
параметр петли гистерезиса, как остаточная
индукция Вг,— всего в несколько (не более
чем в десять) раз. Причинами гистерезиса
в основном являются необратимые процессы
смещения доменных границ и вращения век-
торов намагниченности. Коэрцитивная сила
определяется тем наибольшим энергетическим
барьером, который надо преодолеть в процессе
размагничивания образца.
Для материалов с малым значением Нс ха-
рактерны гомогенность структуры, незначи-
тельные магнитная анизотропия и магнито-
стрикция, отсутствие механических напряже-
ний, немагнитных включений, дефектов и т. д.
При нарушении этих условий Нс, как правило,
возрастает. Для создания материалов с боль-
шими значениями Нс особое значение имеет об-
разование однодоменных структур, для кото-
рых намагничивание определяется в основном
процессами вращения, что требует очень
больших намагничивающих (и размагничи-
вающих) полей.
Намагничивание слабыми переменными
магнитными полями осуществляется в основ-
ном процессами смещения доменных границ.
При этом границы совершают малые колеба-
ния около положения равновесия в своих энер-
гетических минимумах. Движущаяся домен-
ная граница характеризуется эффективной
массой /я*як10~'° г/см2, затуханием, опреде-
ляемым коэффициентом затухания р и коэф-
фициентом квазиупругой силы а, который опре-
деляет связь границы доменов с положением
равновесия. Уравнение движения доменной
границы единичной площади вдоль координа-
ты х под действием переменного поля напря-
женностью /7„,е'“' может быть записано сле-
дующим образом:
(Пх dx
+ 0 + ах = С/И,Н,„е'”', (1.13)
где С — коэффициент, определяемый типом
12
Общие сведения о магнитных материалах
[разд. 1]
доменной границы; Ms — намагниченность на-
сыщения.
Решение этого уравнения для магнитной
проницаемости:
где шо—\<х/т — частота собственных коле-
баний доменной границы; шс = а/р — частота
релаксации.
Таким образом, с ростом частоты перемен-
ного поля магнитная проницаемость изменяет-
ся по резонансному (если a>o<a>c) или релак-
сационному (<i)c<coo) законам. Значения
ь>о, и их соотношение определяются пара-
метрами доменных границ т, р, а, которые, в
свою очередь, тесно связаны с основными
параметрами материала: намагниченностью
насыщения Ms, константой анизотропии К,
коэффициентом магнитострикции Xs, темпера-
турой Кюри 0К. Диапазон частот, в котором
магнитная проницаемость не зависит от часто-
ты, для различных материалов существенно
различается и может изменяться от сотен герц
до десятков мегагерц. Обычно чем выше ц„, тем
при более низких частотах начинает сказы-
ваться ее частотная зависимость.
В материалах, обладающих низкими удель-
ными сопротивлениями (металлические ферро-
магнетики), в переменных полях могут возни-
кать вихревые токи, которые приводят к умень-
шению глубины проникновения поля в обра-
зец, уменьшению индукции и магнитной про-
ницаемости, увеличению потерь (потери на вих-
ревые токи). С ростом частоты влияние вих-
ревых токов сильно увеличивается, что ограни-
чивает частотный диапазон применения метал-
лических ферромагнетиков. На характерис-
тики ферримагнетиков (ферритов) вихревые
токи не оказывают влияния.
При увеличении температуры значения ос-
новных параметров материалов (Ms, К, Xs)
уменьшаются. Это приводит к тому, что маг-
нитная проницаемость увеличивается, кроме
некоторых специализированных материалов,
и имеет характерный максимум вблизи темпе-
ратуры Кюрн 0К из-за «облегчения» процессов
намагничивания; значения Bs, Вг, Нс умень-
шаются.
Электрическая проводимость кристалли-
ческих металлических ферромагнетиков высо-
ка, как и у обычных металлов. Удельное со-
противление р зависит от состава материала и
изменяется от 0,1 -10 6 до 0,9-10“6 Ом-м.
Аморфные ферромагнетики имеют удельное со-
противление в 2.5...3 раза больше, чем крис-
таллические. Отличительной особенностью
ферритов (ферримагнетиков) является чрез-
вычайно широкий диапазон изменения удель-
ного сопротивления в зависимости от состава
(р«: 10”3...1012 Ом-м).
Таким образом, самое низкое сопротивле-
ние феррита все же на три порядка выше са-
мого высокого сопротивления металлических
ферромагнетиков. Это обусловливает исполь-
зование ферритов в диапазонах ВЧ и СВЧ.
По характеру электропроводности ферриты от-
носятся к полупроводникам, т. е. с ростом тем-
пературы их проводимость увеличивается. За-
мечено, что проводимость ферритов сильно воз-
растает, если в эквивалентных кристаллогра-
фических позициях расположены разновалент-
ные ионы одного и того же элемента. В связи
с этим механизм электропроводности принято
трактовать как «прыжковую электропровод-
ность» или «обмен валентностями», при кото-
ром происходит перескок электронов от иона
с меньшей валентностью к иону с большей ва-
лентностью. Обычно, если в феррите наряду
с ионами Fe3+ содержатся ионы Fe2+, прово-
димость достаточно высока, а энергия актива-
ции проводимости составляет несколько деся-
тых электрон-вольт. Предполагается, что про-
цесс электропроводности в этом случае осуще-
ствляется по следующей схеме: Fe2++Fe3+^
^Fe3+ -FFe2+. С ростом температуры частота
перескоков электронов увеличивается, т. е.
в отличие от зонного механизма электропро-
водности подвижность носителей заряда уве-
личивается по экспоненциальному закону, а их
концентрация остается неизменной. Уменьше-
ние концентрации ионов Fe2+ в феррите при-
водит к резкому росту удельного сопротивле-
ния. Электропроводность может осуществлять-
ся при наличии разновалентных ионов мар-
ганца, никеля, кобальта и др. Содержание раз-
новалентных ионов зависит от состава мате-
риала и условий его синтеза. В поликристал-
лических ферритах (особенно обладающих вы-
сокой магнитной проницаемостью) могут на-
блюдаться аномально высокие значения ди-
электрической проницаемости е, достигающие
на низких частотах значений 105 и выше. Это
связано с большей степенью окисления тонких
поверхностных слоев кристаллитов по сравне-
нию с их внутренними областями. Удельное со-
противление поверхностных слоев значительно
выше, чем внутренних областей и при приложе-
нии электрического поля может наблюдаться
так называемая миграционная поляризация.
| разд. 1]
Общие сведения о магнитных материалах
13
Таблица 1.3. Перевод единиц измерений магнитных величин из системы СГСМ
в Международную систему единиц (СИ)
Величина Уравнение связи Единица Множитель для перевода единиц из СГСМ в СИ
в рационализо- ванной форме в иерационализо- ванной форме си СГСМ
Магнитный поток d<J> = — edt ЙФ= —edt Вб Мкс 1(Г8
Магнитная индукция В = Ф/5 В = Ф/5 Тл Гс 10”4
Напряженность магнитного поля H = l/(2nR) H = 21/R А/м Э 1074л
Магнитная постоянная Магнитная проницаемость (относительная) Bq/Ho М> = В/(рюН) ц=1 р=В/Н Гн/м 4л-10”7 1
Магнитный момент элемен- тарного тока Намагниченность P« = 1S M=Pa/V ри=15 M=p„/V А - м2 А/м Гс 10”3 103
Внутренняя магнитная ин- дукция Магнитная восприимчивость s to у ° * I II 05 X Тл — 10”4 4л
С ростом частоты электрического поля диэлект-
рическая проницаемость уменьшается.
Среди существующих в настоящее время
веществ можно выделить большую группу маг-
нитных материалов, которые используются в
технике с учетом их магнитных свойств.
Общепринятым является разбиение маг-
нитных материалов на магнитомягкие, магни-
тотвердые и материалы специализированного
назначения, имеющие сравнительно узкие об-
ласти применения.
Характерными свойствами магнитомягких
материалов являются высокая магнитная про-
ницаемость и малые потери на перемагничи-
вание.
Магнитотвердые материалы (материалы
для постоянных магнитов) должны обладать
возможно большим произведением (ВЦ), ко-
торое тем больше, чем больше остаточная ин-
дукция В, и коэрцитивная сила Нс. Поскольку
для различных материалов Вг изменяется зна-
чительно меньше, чем Нс, разделять магнито-
мягкие и магнитотвердые материалы следует
по значению коэрцитивной силы. Граница это-
го раздела является в значительной мере
условной. Так, материалы, обладающие коэр-
цитивной силой Нс = 0,4 ... 4000 А/м, относятся
к магнитомягким, а материалы, у которых
Нс^4000 А/м,— к магнитотвердым.
В настоящем справочнике в группе магни-
томягких материалов рассматриваются харак-
теристики электротехнических сталей, Fe — Ni
и Fe — Со сплавов, ферритов, магнитодиэлект-
риков и аморфных ферромагнетиков; в группе
магнитотвердых материалов — закаленных ста-
лей, различных сплавов, ферритов и компози-
ционных материалов. В группе магнитных ма-
териалов специализированного назначения
рассматриваются материалы с прямоугольной
петлей гистерезиса (ППГ), термомагнитные
и магнитострикционные материалы, СВЧ фер-
риты.
Все численные значения параметров рас-
сматриваемых материалов приведены в меж-
дународной системе единиц СИ. Соотношения
некоторых единиц измерения магнитных вели-
чин в международной системе единиц СИ и
СГСМ указаны в табл. 1.3.
РАЗ ДЕЛ 2
МАГНИТОМЯГКИЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
С. В. Афанасьев
2.1. ТЕХНИЧЕСКИ ЧИСТОЕ ЖЕЛЕЗО
Номенклатура магнитомягких материалов
непрерывно расширяется. Поэтому в раздел
включены только металлические магнитомяг-
кие материалы, получаемые традиционной ме-
таллургической технологией. Материалы не-
металлические (ферриты), получаемые особой
технологией (аморфные сплавы) или специа-
лизированного назначения (термомагнитные,
магнитострикционные), описаны в других раз-
делах.
Общие сведения. Наименование «железо»
условно дано низкоуглеродистой стали, полу-
чаемой с помощью электролитического, карбо-
нильного процессов или методом прямого вос-
становления чистых руд.
Химический состав различных марок тех-
Железо чистое марок 005ЖР и 008ЖР по-
лучают из продуктов прямого восстановления
руд и поставляют в виде прутков различного
размера по ТУ 14-1-233—77.
Все эти материалы предназначены либо
для получения изделий методами порошковой
металлургии, либо в качестве шихтового ма-
териала при выплавке специальных сталей и
сплавов, в том числе и магнитомягких.
Высокая стоимость электролитического и
карбонильного железа ограничивает широкое
применение этих материалов.
Физико-механические свойства технически
чистого железа зависят от содержания в нем
примесей, и особенно углерода.
Приведем некоторые физические свойства
технически чистого железа с общим содержа-
нием примесей до 0,02 %:
Плотность.............................................................. 7,88 Мг/ м3
Температура плавления.................................................. 1539 °C
Температура возгонки в вакууме 133-10 5 Па (10“5 мм рт. ст.)........... 1100... 1200 °C
Температура превращения а->-у при нагревании........................... 911 °C
Средняя удельная теплоемкость............................................0,46 кДж/(кг-К)
Коэффициент теплопроводности при 20 °C..................................... 71,5 Вт/(м-К)
Температурный коэффициент линейного расширения при 0 °C................ 11,6-10“6 К”'
Удельное сопротивление при 20 °C....................................... 0,1 мкОм-м
Температурный коэффициент сопротивления....................................... 6-10”3 К 1
Модуль упругости....................................................... 210 ГПа
Модуль упругости при сдвиге............................................ 84 ГПа
Температура Кюри....................................................... 770 °C
нически чистого железа и электротехнической
нелегированной стали приведен в табл. 2.1.
Карбонильное железо получают при тер-
мическом разложении пентакарбонила железа
Fe(CO)s в виде порошка с небольшими приме-
сями кремния, марганца, серы и содержанием
углерода до 1,2 %, азота до 1 % и кислорода
до 1,2 % и используется оно для изготовления
магнитодиэлектриков. Железо карбонильное
радиотехническое поставляется по ГОСТ136Ю—79.
При использовании карбонильного железа
в качестве сырья для изготовления магнито-
мягких материалов его рафинируют в токе во-
дорода и поставляют в виде кусков произволь-
ной формы или гранул по ТУ 14-1-1720—76.
Железо электролитическое изготовляется
методом электролитического рафинирования
в расплавленных солях и поставляют в виде
порошка (марки ПЖЭ-1 и ПЖЭ-2) или кусков
(марка ЖЭ-МП) по ТУ 14-1-1722—76.
Средняя удельная теплоемкость возраста-
ет с увеличением температуры. Коэффициент
теплопроводности уменьшается при увеличе-
нии содержания примесей и при повышении
температуры. Температурный коэффициент ли-
нейного расширения возрастает при увеличе-
нии температуры. Содержание примесей в ста-
ли менее 0,3 % не оказывает существенного
влияния на ее линейное расширение. Удельное
сопротивление возрастает при увеличении со-
держания любого элемента, и в наибольшей
степени при увеличении содержания кремния
и алюминия.
Механические свойства технически чисто-
го железа зависят от содержания примесей:
предел текучести — 100...170 МПа, предел
прочности — 180...280 МПа, относительное
удлинение — 30...50 %, относительное суже-
ние — 70...80 %.
Магнитные свойства технически чистого
[§ 2.1]
Технически чистое железо
15
Таблица 2.1. Химический состав (в процентах) технически чистого железа н электротехнической нелегированной стали
железа зависят от следующих факторов: со-
держания примесей; искажений кристалли-
ческой решетки вследствие деформации, осо-
бенно пластической; ориентации направления
намагничивания относительно кристаллогра-
фических осей и текстуроваиности материала;
размеров зерна и термической обработки.
Наиболее сильное влияние на магнитные
свойства, а также на большинство других фи-
зических свойств низкоуглеродистой стали ока-
зывают углерод, азот, кислород, сера и водо-
род.
Магнитные свойства технически чистого
железа соответствующими техническими усло-
виями не оговариваются, и, хотя содержание
углерода и других примесей в технически чис-
том железе различных марок значительно мень-
ше, чем в электротехнической нелегированной
стали, оно не имеет больших преимуществ по
магнитным свойствам вследствие большого со-
держания кислорода.
Технологические сведения. Для получения
высоких магнитных свойств в некоторых слу-
чаях стремятся не связывать вредные примеси
в стойкие соединения, а удалять их при окон-
чательной термической обработке в водороде
или вакууме при температурах, близких к тем-
пературе плавления. Такая обработка позво-
ляет не только рафинировать металл, но и вы-
растить очень крупное зерно, с размерами ко-
торого коэрцитивная сила связана обратной
зависимостью.
Если рафинирующая термообработка не
проводится, то тогда стремятся связать мало-
растворимые примеси в стойкие соединения,
так как в противном случае выделение углеро-
да и азота из твердого раствора приводит к ин-
тенсивному старению (увеличению коэрцитив-
ной силы и снижению магнитной проницаемос-
ти во времени), достигающему 100 и более про-
центов. С этой целью железо легируют алюми-
нием или титаном. Содержание азота и угле-
рода может быть существенно снижено при от-
жиге. Отжиг во влажном защитном газе по-
зволяет значительно уменьшить содержание
азота углерода и избежать старения.
Все виды пластической деформации (рас-
тяжение, изгиб, резка, штамповка, глубокая
вытяжка) резко снижают магнитные свойства,
и для их восстановления требуется повторная
термическая обработка.
При определении магнитных свойств тех-
нические данные аппаратуры, методы испыта-
ний, форма и размеры образцов должны соот-
ветствовать ГОСТ 12119—80.
16
Магнитомягкие металлические материалы
[разд. 2]
2.2. ЭЛЕКТРОТЕХНИЧЕСКИЕ СТАЛИ
С НОРМИРОВАННЫМИ СВОЙСТВАМИ
в постоянных полях
Общие сведения. Из этих сталей изготов-
ляют магнитопроводы всех видов и самых слож-
ных форм: детали реле, сердечники, полюсные
наконечники электромагнитов, элементы маг-
нитоэлектрических, индукционных и электро-
магнитных приборов, экраны, телефонные
мембраны, магнитопроводы двигателей пере-
менного и постоянного тока малой и средней
мощности и т. д.
Химический состав электротехнической не-
легированной стали различных марок приве-
ден в табл. 2.1. Химический состав, физико-
механические свойства и принципы маркиров-
ки легированных сталей приведены в следую-
щем параграфе.
Сталь сортовая электротехническая неле-
гированная поставляется по ГОСТ 11036—75.
По форме, размерам и допускаемым отклоне-
ниям сталь удовлетворяет требованиям сле-
дующих стандартов на сортамент: горячека-
таная — ГОСТ 2590—71, ГОСТ 2591—71,
ГОСТ 4405—75; кованая — ГОСТ 1133—71,
ГОСТ 4405—75; калиброванная—ГОСТ 7417—75.
Сталь электротехническая нелегирован-
ная тонколистовая поставляется по ГОСТ
3836—83. Сортамент стали соответствует нор-
мам ГОСТ 19903—74, ГОСТ 19904—74. Лента
из стали марки 20880 поставляется по ТУ
14-1-2822—79 в сортаменте ГОСТ 503—81 и
ГОСТ 19851—74.
В обозначении марок стали цифры озна-
чают (ГОСТ 3836—83 и 11036—75):
первая — класс по виду обработки давле-
нием (1 — горячекатаная и кованая, 2 — хо-
лоднокатаная и калиброванная);
вторая — тип по содержанию кремния
(0 — сталь нелегированная с содержанием
кремния до 0,3 %, 1 —то же, но с заданным
коэффициентом старения);
третья — группу по основной нормируе-
мой характеристике (8 — коэрцитивная сила);
четвертая и пятая — значение коэрцитив-
ной силы в амперах на метр.
Сталь электротехническая горячекатаная
тонколистовая марок 1561, 1562, 1571 и 1572
с содержанием кремния около 4 % поставля-
ется по ГОСТ 21427.3—75 (см. § 2.3).
Сталь электротехническая холодноката-
ная тонколистовая марок 3471 и 3472 с содер-
жанием кремния около 3 % поставляется по
ГОСТ 21427.1—83 (см. § 2.3).
Механические свойства нелегированной
электротехнической стали (ГОСТ 11036—75)
даны в табл. 2.2 и для разных марок стали поч-
ти одинаковы.
Магнитные свойства электротехничес-
кой нелегироваиной стали после отжига без
доступа воздуха при температуре не выше
950 °C и далее после медленного охлаждения
на воздухе (не более 10 ч) до 600 °C должны
соответствовать нормам, приведенным в
табл. 2.3.
Нелегированную сталь поставляют без
термической обработки. По требованию потре-
бителя сталь поставляют в термически обрабо-
танном состоянии.
Магнитные свойства легированной элек-
тротехнической стали, предназначенной для
работы при средней напряженности поля, дол-
жны соответствовать нормам, приведенным
в табл. 2.4; свойства стали; предназначенной
для работы в слабых полях,— в табл. 2.5.
Легированную сталь поставляют в тер-
мически обработанном состоянии.
Образцы для определения магнитных
свойств горячекатаной стали типов 156 и 157
после нарезки дополнительно не обрабатыва-
ются, а образцы холоднокатаной стали
типа 347 отжигаются в муфельной печи в
нейтральной атмосфере при 780...800 °C
в течение 1 ч, а затем охлаждаются в печи
до 300 °C.
Технологические сведения. Необходимые
магнитные свойства стали формируются в ре-
Таблица 2.2. Механические свойства электротехнической нелегированной стали
Свойства Сталь
горячекатаная холоднокатаная калиброванная
Предел прочности при растяжении, МПа Относительное удлинение перед разры- вом, % Относительное сужение, % Твердость по Бринеллю: число твердости диаметр отпечатка, мм >270 >24 >60 < 131 >5,20 280.. .450 25.. .30 >350 >4
— —
[§ 2.2]
Электротехнические стали в постоянных полях
17
Таблица 2.3. Коэрцитивная сила и магнитная индукция стали в сильных полях
Марка Коэр- цитив- ная сила, А/м, не бо- лее Относи- тельная максималь- ная магнит- ная прони- цаемость ц, не менее Магнитная индук- ция В, Тл, не менее, при напряженности магнитного поля, А/м, равной Марка Коэр- цитив- ная сила, А/м, не бо- лее Относи- тельная максималь- ная магнит- ная прони- цаемость ц, не менее Магнитная индук- ция В, Тл, не менее, при напряженности магнитного поля, А/м, равной
500 1000 2500 500 1000 2500
Сортовая сталь (ГОСТ 11036—75) Тонколистовая сталь (ГОСТ 3836—83)
10895 20895 11895 21895 95 1,32 1,45 1,54 10880 20880 11880 21880 80 4000 — — —
10880 20880 11880 21880 80 — 1,36 1,47 1,57 10864 20864 11864 21864 64 4500 1,38 1,50 1,62
10864 20864 11864 21864 64 1,40 1,50 1,60 10848 20848 11848 21848 48 4800
Тонк 10895 20895 11895 21895 □ЛИСТОВ? 95 я сталь (Г 3000 ОСТ 3 836—8 3) 10832 20832 11832 21832 32 5000
Примечания: 1. Магнитная индукция стали 10864, 20864, 11864, 21864 составляет: в поле
напряженностью 5000 А/м не менее 1,71 Тл, 10 000 А/м — 1,81 Тл, 30 000 А/м — 2,05 Тл. 2. Контро-
лируемой характеристикой является коэрцитивная сила. 3. Для стали групп 118 и 218 процент уве-
личения коэрцитивной силы образца в результате старения не должен превышать 10 %. 4. Сталь
с коэрцитивной силой не более 48 и 32 А/м поставляется только толщиной 0,7.. .3,9 мм.
Таблица 2.4. Магнитная индукция стали в средних полях
Марка Толщина листа, Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м, равной
мм 5 | 10 | 20 | 50 | 70 | 100 | 200 | 500 | 1000
Горячекатаная сталь (ГОСТ 21427.3—75)
1571 0,35 0,035 0,14 0,48 0,61 0,77 0,92 1,21 1,30
0,20 0,030 0,10 0,38 0,58 0,66 0,90 1,18 1,29
1572 0,35 0,045 0,17 0,57 0,71 0,87 1,02 1,25 1,30
0,20 0,040 0,14 0,48 0,62 0,74 0,92 1,20 1,29
Холоднокатаная сталь (ГОСТ 21427.1—83)
3471 0,50 0,35 0,14 0,17 1,61
3472 0,50 0,35 0,16 0,19
Примечание. Для стали марок 1571 и 1572 норму магнитной индукции проверяют при на-
пряженности магнитного поля 10 А/м.
18
Магнитомягкие металлические материалы
[разд. 2]
Таблица 2.5. Магнитная индукция стали в
слабых полях (ГОСТ 21427.3—75)
Марка Толщина листа, мм Магнитная индукция, мкТл, не менее, при напря- женности магнитного поля, А/м, равной
0,2 0,4 0,8
1561 0,35 100 220 650
0,20 100 230 600
1562 0,35 120 280 760
0,20 120 300 750
Примечание. Норму магнитной ин-
дукции стали проверяют при напряженности
магнитного поля 0,4 А/м.
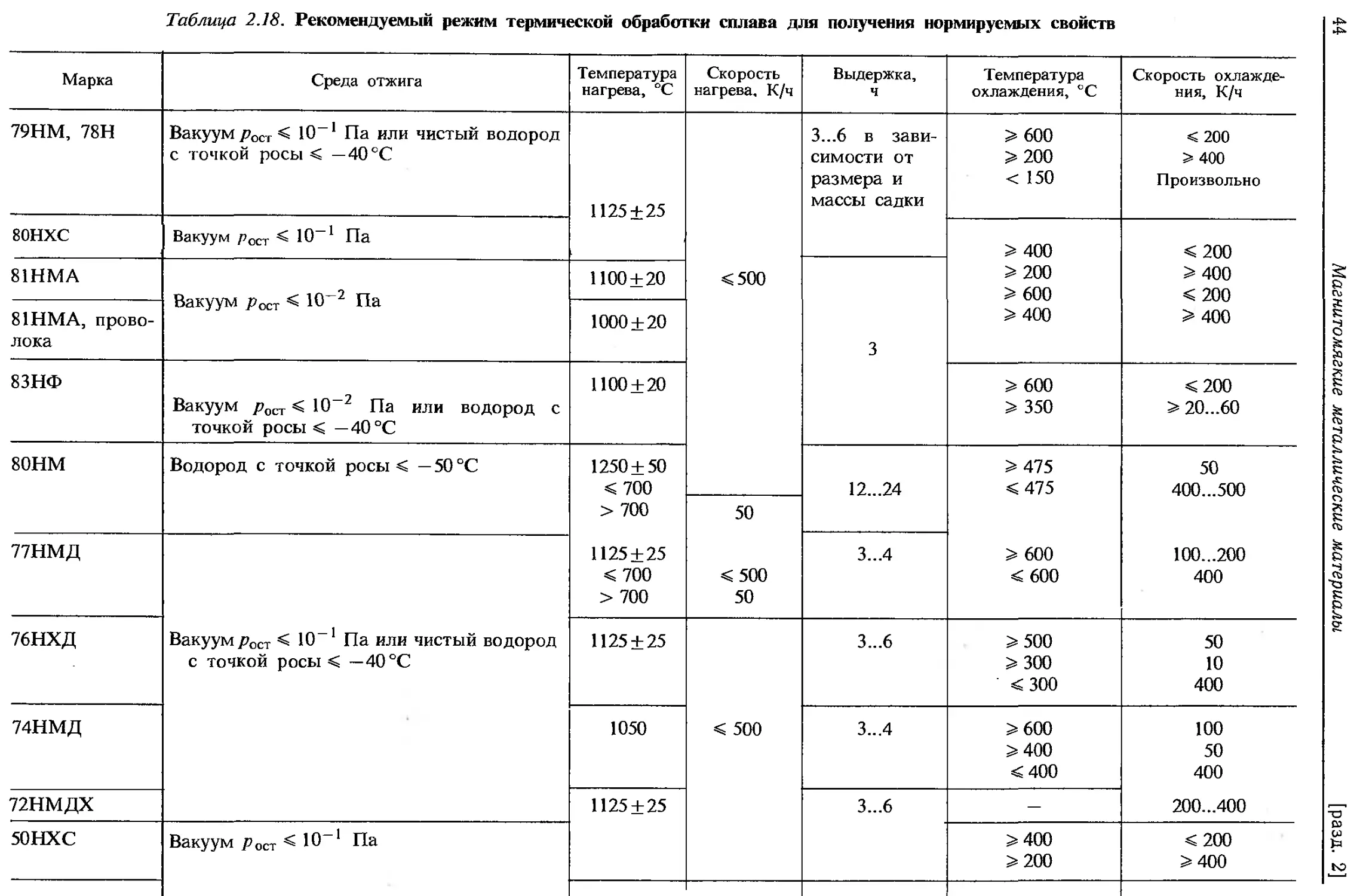
зультате специальной термической обработки,
включающей в себя медленный нагрев до высо-
кой температуры, длительную выдержку и мед-
ленное охлаждение. Весь цикл обработки про-
водится или в защитной среде, предохраняю-
щей металл от загрязнения, или в рафинирую-
щей среде, обеспечивающей дополнительную
очистку металла от примесей.
Механическая обработка деталей, под-
вергнутых отжигу, либо не должна совсем
применяться, либо должна быть сведена
к минимуму.
Высокотемпературный отжиг проводится
на металлургических предприятиях, поставщи-
ках электротехнических сталей, или на маши-
ностроительных и приборостроительных заво-
дах, потребителях таких сталей. Целесообраз-
ность выполнения отжига у поставщика или у
потребителя определяется технико-экономи-
ческими соображениями для каждого конкрет-
ного вида изделий.
Металлургические заводы поставляют по-
луфабрикаты: прутки, листы, ленты. Если ме-
ханическая обработка полуфабрикатов неболь-
шая (разрезка, подгибка, вырубка изделий
простой формы и большого размера), то потре-
бителям целесообразно получать сталь, под-
вергнутую высокотемпературному отжигу, и
полученные изделия использовать без отжига
или с низкотемпературным отпуском, частично
восстанавливающим магнитные свойства.
Степень ухудшения магнитных свойств
в результате механической обработки тем вы-
ше, чем больше отношение обрабатываемой
поверхности изделия к объему этого изделия.
Например, при вырубке пластин Магнитные
свойства тем хуже, чем больше отношение пе-
риметра вырубаемых пластин к их площади;
поэтому при вырубке пластин сложной формы
с большим числом зубцов и пазов и малого
диаметра более целесообразно использовать
неотожженную сталь. Штамповка такой стали
позволяет уменьшить размер заусенцев, значи-
тельно повысить стойкость штампов и после от-
жига получить магнитные свойства значитель-
но выше, чем при штамповке отожженной стали.
В случае изготовления деталей методом
глубокой вытяжки следует использовать сталь
после низкотемпературного отжига, обеспе-
чивающего максимальную пластичность, а вы-
сокотемпературный отжиг проводить после вы-
полнения всех других механических операций.
Рекомендуемый ГОСТ 3836—83 и ГОСТ
11036—75 режим отжига приведен выше и яв-
ляется наиболее простым и доступным. Магнит-
ные свойства могут быть существенно повы-
шены при увеличении температуры отжига
свыше 950 сС, причем тем в большей степени,
чем выше температура отжига.
Отжиг без доступа воздуха с использова-
нием песчаного затвора или чугунной стружки
в качестве зашиты является наиболее дешевым
и доступным. Влияние защитной атмосферы
на коэрцитивную силу и старение электротех-
нической стали после отжига значительно.
Больших успехов можно добиться, сочетая
высокую температуру отжига с изменением по
ходу отжига защитной атмосферы, например,
влажный защитный газ при 880 °C и сухой газ
при более высокой температуре. В качестве за-
щитного газа используется смесь азота и водо-
рода с содержанием водорода 5...100 %. Наи-
более просто использовать баллонный водород
или аммиак, при термическом разложении ко-
торого получают газ состава 25 % азота и
75 % водорода.
Для получения защитного газа с малым
содержанием водорода необходимо иметь азот,
разбавляя которым водород или диссоцииро-
ванный аммиак получают газовую смесь нуж-
ного состава.
Системы создания вакуумной защитной
атмосферы являются более автономными, а
подчас и более дешевыми, несмотря на слож-
ное механическое оборудование. Кроме того,
эти системы в отличие от азотно-водородных
являются взрывобезопасными.
Естественно, что высокотемпературный
отжиг в водороде или в вакууме является более
дорогостоящей операцией, чем отжиг без дос-
тупа воздуха. Но в большинстве случаев дос-
тигается улучшение магнитных свойств, осо-
бенно для изделий длительного пользования.
2.3. ЭЛЕКТРОТЕХНИЧЕСКИЕ СТАЛИ
С НОРМИРОВАННЫМИ СВОЙСТВАМИ
В ПЕРЕМЕННЫХ ПОЛЯХ
Общие сведения. Магнитные свойства тех-
нически чистого железа значительно улучша-
[§ 2.3]
Электротехнические стали в переменных полях
19
ются при легировании кремнием и (или) алю-
минием. Широко используются сплавы железа
с кремнием. Легирование кремнием вызывает:
1) уменьшение магнитной анизотропии и маг-
нитострикции и, следовательно, уменьшение
коэрцитивной силы; 2) увеличение удельного
сопротивления и снижение потерь на вихревые
токи; 3) некоторое снижение индукции на-
сыщения; 5) возрастание индукции в слабых
и средних полях вследствие большей магнит-
ной мягкости материала. Еще более высокие
значения индукции получают в текстурован-
ных электротехнических сталях, в которых
путем специальной технологии удается ориен-
тировать оси легкого намагничивания
(ребра куба) большинства зерен в направле-
нии прокатки листа. Такая текстура назы-
вается ребровой. При этом материал ста-
новится магнитоанизотропным, приобре-
тая улучшенные свойства в направлении про-
катки.
Высокие магнитные свойства вдоль и по-
перек направления прокатки получают, созда-
вая кубическую текстуру. Получение плоскост-
ной кубической текстуры обеспечивает улуч-
шенные свойства в любом направлении в плос-
кости ленты.
Горячекатаные стали существенно усту-
пают холоднокатаным, особенно текстурован-
ным, по магнитным свойствам, по точности
размеров листов, качеству отделки, коэффи-
циенту заполнения и постепенно вытесняются
последними.
Электротехнические кремнистые стали —
наиболее широко распространенный магнито-
мягкий материал, сочетающий высокие магнит-
ные свойства с низкой стоимостью и удовлет-
ворительной технологичностью. Эти стали ши-
роко применяются для изготовления двигате-
лей и генераторов всех типов, дросселей и тран-
сформаторов, электромагнитных механизмов
и реле и других механизмов и приборов, рабо-
тающих как на постоянном, так и на перемен-
ном токе различной частоты.
В последнее время для изготовления маг-
нитопроводов двигателей постоянного и пере-
менного тока небольшой мощности, особенно
для двигателей бытовой техники, применяют
нелегированные стали. Применение этих ста-
лей вместо слаболегированной динамной ста-
ли обусловлено их более низкой стоимостью
и позволяет за счет большей индукции повы-
сить мощность двигателя или снизить рас-
ход стали или меди при изготовлении дви-
гателя такой же мощности.
Разнообразные технические требования,
предъявляемые к электротехническим сталям,
удовлетворяются путем изменения их химичес-
кого состава, толщины листов или ленты и при-
менения специальных технологических процес-
сов изготовления и термической обработки.
Классификация и маркировка электротех-
нической стали, изготовляемой в виде рулонов,
листов и ленты, устанавливается ГОСТ
21427.0—75. В обозначении марок цифры озна-
чают: первая — класс по структурному состоя-
нию и виду прокатки (1 — горячекатаная
изотропная, 2 — холоднокатаная изотропная,
3 — холоднокатаная анизотропная с ребровой
текстурой, 5 — холоднокатаная изотропная
с плоскостной кубической текстурой);
вторая — содержание кремния (0 — с содер-
жанием кремния до 0,4 % — нелегированная,
1—0,4...0,8 %, 2—0,8...1,8 %, 3—1,8...2,8%,
4—2,8...3,8 %, 5—3,8...4,8%); третья —
группу по основной нормируемой характери-
стике (0 — удельные потери при магнитной
индукции В=1,7 Тл и частоте f=50 Гц;
1—удельные потери при В =1,5 Тл и f =
= 50 Гц; 2 — удельные потери при В =1,0 Тл
и /=400 Гц; 4 — удельные потери при
В = 0,5 Тл и / = 3000 Гц; 6 — магнитная
индукция в слабых магнитных полях при нап-
ряженности поля /7 = 0,4 А/м; 7— магнитная
индукция в средних магнитных полях при Н =
10 А/м); четвертая — порядковый номер типа
стали.
Вместе первые три цифры марки означа-
ют тип стали.
Горячекатаная изотропная сталь марок
типов 121, 131, 141, 151, 152, 156 и 157 постав-
ляется по ГОСТ 21427.3—75 в виде листов тол-
щиной 0,1... 1,0 мм, шириной 500... 1000 мм
и длиной 600...2000 мм. Листы поставляют
в термически обработанном состоянии с трав-
леной поверхностью или без травления.
Холоднокатаная изотропная сталь типов
201, 211, 221, 231, 241 и 242 поставляется по
ГОСТ 21427.2—83 толщиной 0,28; 0,35; 0,50
и 0,65 мм в виде листов шириной 500...
...1100 мм и длиной 1500 и 2000 мм, рулонов
той же ширины и ленты шириной 90...445 мм.
Сталь типа 201 поставляют без термичес-
кой обработки, типов 211 и 221— после терми-
ческой обработки или по требованию потре-
бителя — без термической обработки, типов
231, 241 и 242 — после термической обработки.
Сталь изготовляют без покрытия; с термо-
стойким покрытием, не ухудшающим штампуе-
мость; с нетермостойким электроизоляцион-
ным покрытием, улучшающим штампуемость;
с термостойким электроизоляционным покры-
тием, улучшающим штампуемость; с термо-
стойким электроизоляционным покрытием, не
ухудшающим штампуемость. Тип покрытия
в зависимости от марки и назначения стали
согласуется с потребителем.
Холоднокатаная анизотропная сталь ти-
20
Магнитомягкие металлические материалы
[разд. 2]
Таблица 2.6. Физические свойства электротехнической стали при 20 °C
Содержание кремния, % Плотность d, Мг/м3 Удельное сопротивление р-106, Ом-м, при 20 °C Коэффициент теплопровод- ности к, Вт/(мК) Температурный коэффициент сопротивления CCR.103, К-1
для холоднока- таной и трав- леной стали для нетрав- леной стали
<0,4 7,850 0,14 — —
0,4.. .0,8 7,820 0,17 46 3,0
0,8. ..1,8 7,800 7,750 0,25 33 1,5
1,8. ..2,8 7,750 7,700 0,40 — —
2,8.. .3,8 7,650 0,50 25 1,0
3,8.. .4,8 7,550 0,60 16 0,7
пов 331, 341, 340 и 347 поставляется по ГОСТ
21427.1—83 толщиной 0,27; 0,30; 0,35; 0,50
и 0,80 мм в виде листов шириной 650.
...1000 мм и длиной 1500 и 2000 мм, рулонов
той же ширины и ленты шириной 170...
...500 мм.
Сталь поставляют после термической
обработки без покрытия, с термостойким пок-
рытием, с электроизоляционным термостойким
покрытием, с изоляционным покрытием, не
ухудшающим штампуемость.
Холоднокатаная анизотропная лента из
стали типов 341 и 342 поставляется по ГОСТ
21427.4—78 толщиной 0,05; 0,08; 0,15 и 0,20 мм
и шириной 5 ... 240 мм.
Ленту поставляют после термической
обработки или по требованию потребителя
без термической обработки. Термически обра-
ботанную ленту изготовляют без покрытия или
с термостойким электроизоляционным покры-
тием.
Физико-механические свойства электро-
технической стали (см. табл. 2.6) зависят от
содержания кремния. Температурный коэффи-
циент линейного расширения составляет
1 -10 5 К 1 и несколько возрастает при уве-
личении температуры. Коэффициент теплопро-
водности при повышении температуры умень-
шается при малом содержании кремния и уве-
личивается при большом.
При легировании стали кремнием темпе-
ратура Кюри снижается от 770 до 740 °C при
3% кремния.
Пределы прочности и текучести, а также
твердость стали непрерывно возрастают,
а относительное удлинение убывает при уве-
личении содержания кремния вплоть до 4,5 %;
при большем содержании кремния металл
становится непластичным при комнатной тем-
пературе и механические свойства резко ухуд-
шаются.
По ГОСТ 21427.1—83, 21427.2—83,
Таблица 2.7. Механические свойства электротехнической стали по отношению к прокатке
Содержа- ние крем- НИЯ, % Толщи- на, мм Предел текучести, МПа Предел прочности, МПа Относительное удлинение, % Модуль упру- гости, ГПа
вдоль поперек вдоль поперек вдоль | поперек вдоль поперек
Горячекатаная сталь
1,30 0,50 250 240 360 380 28,0 24 186 212
3,25 360 410 490 550 18,0 20 180 209
3,80 0,35 420 440 540 560 12,0 13 184 202
4,50 490 490 600 1,5 2 158 197
Холоднокатаная изотропная сталь
2,80..'.3,00 0,35 400 430 480 500 17,0 22 — —
1,60 0,50 420 510 530 16 176 213
3,25 390 410 470 510 18,0 19 184 209
Холоднокатаная анизотропная сталь
2,80...3,00 0,35 330 360 360 420 18,0 134 195
Таблица 2.8. Удельные потери при частоте 50 Гц и магнитная индукция стали в сильных полях
Марка Толщина листа или Удельные потери, Вт/кг, не более, при индукции, Тл, равной Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м, равной
ленты, мм 1,0 1,5 1,7 100 1000 2500 5000 10000 30000
1211 1,00 0,50 . 1,00 5,8 3,3 5,4 Г< 13,4 7,7 )рячекатаная сталь (ГОС Г 21427.3 — 75 >) 1,53 1,63 1,64 1,76 2,00
12,5
1212 0,65 0,50 1,00 0,65 0,50 3,4 3,1 4,7 3,2 2,8 8,0 7,2 1,50 1,62 1,75 1,98
1213 10,7 7,5 6,5
1311 1312 1313 0,50 2,5 2,2 2,1 6,1 5,3 4,6 1,48 1,59 1,73 1,95
1411 0,50 2,00 4,4 1,72 1,94
0,35 0,50 0,35 1,60 1,80 1,40 3,6 3,9 3,2 3,5 3,0 3,5 3,0 1,46 1,57 1,71 1,92
1412 —
1413 0,50 0,35 1,55 1,35 1,48 1,59 1,73 1,94
1511 0,50 0,35 1,55 1,35 - — 1,30 1,46 1,57 1,70 1,90
1512 0,50 0,35 0,50 0,35 0,50 0,35 0,65 0,50 1,40 1,20 1,25 1,05 1,15 0,90 3,80 3,50 3,1 2,8 2,9 2,5 2,7 2,2 Холодно 9,0 8,0 1,45 1,56
1513 1,29 1,69 1,89
1514 2011 катаная изот ропная сталь (ГОСТ 214; 1,48 1,49 27.2 1,44 -83) 1,60 1,55 1,70 1,80 2,02
Электротехнические стали в переменных полях
Продолжение табл. 2.8
Марка Толщина листа или ленты, мм Удельные потери, Вт/кг, не более, при индукции, Тл, равной Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м, равной
1.0 1.5 1.7 100 1000 2500 5000 10000 30000
2012 0.65 0,50 3,60 2,90 8,0 6,5 1,50 1,62 1,72 1.82 2,02
2013 0,65 3,10 7,0 1,53 1,64 1,74 1,85
2,50 2,20 5,6 5,0 1,54 1,52 1,65 1,62 1,75 1,72
2014 0,50 2,05
2111 0,65 0,50 4,30 3,50 10,0 1,45 1,58 1,66 1,75 2,00
8,0 1,78
2112 0,65 3,50 — — 1,46 1,59 1,77 2,02
0,50 2,60 6,0 1,60 1,68
2211 0,65 0,50 3,00 2,60 7,0 5,8 1,40 1,56 1,65 1,73 1,76 1,96
2212 0,65 0,50 2,60 2,20 6,3 5,0 1,42 1,58 1,60 1,67 1,68 1,77 2,00
2311 0,65 . 0,50 0,65 2,50 1,90 2,40 5.8 4,4 5,6 1,36 1,52 1.62 1,72
2312 1,38 1,54 1,64 1,74 1,72 1,96
2411 0,50 0,50 0,35 0,50 1,75 1,6 4,0 3,6 3,0 3,1 1,40 1,37 1,56 1,49 1,66 1,74 1,73 1,96
1,3
2412 1,60
0,35 0,50 0,35 1,15 2,7 - - 1,35 1,50 1,70 1,95
2413 2,9 2,5
Магнитомягкие металлические материалы [разд. 2]
3311 0,80 0,50 0,35 0,20 0,50 0,35 0,50 0,35 0,30 0,50 0,35 0,30 0,27 0,35 0,30 0,35 0,30 0,35 0,30 0,27 0,35 0,30 0,27 0,35 0,30 0,27 0,35 0,30 0,27 4,0 Холоднок 2,45 1,75 1,50 2,10 1,50 1,75 1,30 1,19 1,50 1,10 атаная анизо тропная стат tb (ГОСТ 2Ь 427.1—83) 1,75 1,75 1,75 1,70 1,80 1,80 1,85 1,85 1,85 1,88 1,88 — — —
3411 —
1,45
3412 -
3413
1,90 1,75 1,60 1,50 1,50 1,40 1,60 1,58 1,58 1,60
3414
1,03
— 1,85
3415 1,61 1,90
0,97
3404 — 1,60 —
1,50
3405 1,61
1,40 1,38 1,43 1,33 1,27 1,36 1,26 1,20 1,30 1,20 1,14
3406 1,62
3407 1,68
3408 1,71
Примечания: 1. Контролируемыми магнитными характеристиками являются удельные потери при магнитной индукции 1,5 Тл и маг-
нитная индукция при напряженности магнитного поля 2500 А/м (кроме стали типов 340 и 331). 2. Анизотропия магнитной индукции вдоль
и поперек прокатки при напряженности магнитного поля 2500 А/м для сталей типов 201, 211, 221 не должна превышать 0,13 Тл, типов 231,
241-0,16 Тл.
Электротехнические стали в переменных полях
Таблица 2.9. Удельные потери при частоте 400 Гц и магнитная индукция стали в средних по лих
Марка Толщина листа Удельные потери, Вт/кг, не более, при индукции, Тл, равной Коэрци- тивная сила, А/м, не более Магнитная индукция. Тл, не менее, при напряженности магнитного поля, А/м, равной
или ленты, мм 0,75 1,0 1,5 40 80 200 400 500 1000 2500
Горячекатаная сталь (ГОСТ 21427.3 — 75)
0,35 0,22 0,20 10,75 8,0 7,2 19,5 14,0 12,5 1,21 1,30 1,44
1521 — - - — — — 1,20 1,29 1,42
0,10 6,0 10,5 1,19 1,28 1,40
Холоднокатаная изотропная сталь (ГОСТ 21427.2 -83)
2421 0,28 Ю.7 19,5 - - - - - - U5 1,47
то же (ТУ 14-1- 3022-80)
2421 0,18 0,10 0,20 0,10 7,2 6,0 6,6 5,8 12,5 10,5 11,5 10,0 1,44
ЗСЮ
Сталь с плоскостной кубической текстурой (ТУ 14-1-2547—78)
5421 0,15 0,08 - 10,0 23,0 22,0 34 . 36 — — — — — 1,45 1,65
Магнитомягкие металлические материалы [разд. 2]
0,20 0,15
3421 0,08 0,05
3422 0,15 0,08 0,05
3423 0,15 0,08 0,05
3424 0,15 0,08
0,05
0,15
3425 0,08 0,05
Холоднокатаная анизотропная сталь (ГОСТ 21427.4—78)
— 10,0 23,0 22,0 21,0 20,0 28 34 0,50 0,85 0,80 1,Ю 1,35 1,30 — 1,45 1,70
36 0,40 0,75 1,25
9,0 32 32 36 26 28 0,60 0,95 1,25 1,40 1,55 1,75
8,5 19,0 0,55 0,90 1,35
8,0 7,5 0,80 1,10 1,40 1,55 1,65 1,82
17,0 1,05 1,50
— -
18,0 16,0 1,10 1,55
7,5 32
— 17,0 - 1,10 1,35 1,50 1,65 1,75
15,0 1,05 1,30
Примечания: 1. Контролируемыми магнитными характеристиками являются магнитная индукция при напряженности магнитного
поля 2500 А/м и удельные потери при наибольшей из указанных индукций. 2. Анизотропия магнитной индукции вдоль и поперек прокатки
при напряженности магнитного поля 2500 А/м для изотропных сталей не должна превышать 0,16 Тл. 3. Анизотропия магнитных свойств
стали 5421 в плоскости листа в пределах ±5% от указанных в таблице значений.
Электротехнические стали в переменных полях
26
Магнитомягкие металлические материалы
[разд. 2]
Таблица 2.10. Удельные потерн в стали при
частоте 3000 Гц (ТУ 14-1-2387—78)
Марка стали Тол- щина ленты, мм Удельные потери, Вт/кг, не более, при индукции 0,5 Тл Магнитная индукция, Тл, не менее, при напряжен- ности магнит- ного поля 2500 А/м
0,03 30 1,8
3441 0,02 35 1,7
0,01 40 1,6
21427.3—75 и 21427.4—78 устанавливают
в качестве характеристики механических
свойств среднее число перегибов. Число пере-
гибов в некоторой степени характеризует
технологичность стали при штамповке и на-
вивке магнитопроводов. Стойкость штампов
снижается при наличии окалины, увеличении
содержания кремния и наличии термо- и
электроизоляционного покрытия на поверх-
ности стали.
Во многих случаях (например, при изго-
товлении вращающихся частей электромашин
и переключающих устройств) необходимо
знать и другие механические свойства
(табл. 2.7).
Для изотропных сталей механические
свойства нормированы ГОСТ 21427.2—83.
Для стали типа 201 временное сопротивление
разрыву,290 ... 490 Мпа, относительное удли-
нение не более 30 %; для стали типов 211,
221, 231 и 241 временное сопротивление—
290...590 МПа, относительное удлинение не
более 30 %.
Нормированные магнитные свойства ста-
лей при частоте перемагничивания 50 Гц
представлены в табл. 2.8.
Для сталей всех типов нормируется коэф-
фициент старения .(процент увеличения удель-
ных потерь в образце после старения по срав-
нению с исходными удельными потерями,
табл. 2.8). Коэффициент старения должен
быть не более 3 ... 8 % после нагрева в течение
120 ч при 120 или 150 °C в зависимости от
типа стали.
Холоднокатаные стали поставляют с нор-
мированием коэффициента заполнения, кото-
рый должен быть >0,98...0,93 в зависимости
от толщины и типа стали и наличия покрытия.
Магнитные свойства сталей с нормирова-
нием свойств при частоте перемагничивания
400 Гц представлены в табл. 2.9.
Коэффициент старения не должен превы-
шать 3 % для стали 1521, 4 % для стали 2421
и 6 % для стали типа 342.
Для стали 2421 толщиной 0,28 мм норми-
руется коэффициент заполнения.
Магнитные свойства сталей с нормирова-
нием свойств при частоте перемагничивания
3000 Гц приведены в табл. 2.10.
Представленные в табл. 2.8; 2.9; 2.10 маг-
нитные параметры измеряются либо вдоль
направления прокатки (для анизотропных
сталей), либо вдоль и поперек направления
прокатки (для изотропных и горячекатаных
сталей).
Наибольшей анизотропией свойств обла-
дает сталь с ребровой текстурой, которая
в то же время имеет наилучшие свойства в
направлении прокатки. Опытные образцы ста-
ли с кубической текстурой имеют значительно
меньшую анизотропию свойств при высоких
магнитных свойствах в продольном и попереч-
ном направлениях прокатки. Усредненные по
всем направлениям прокатки листа магнитные
свойства стали с кубической текстурой значи-
тельно выше (за счет исключения из плос-
кости листа направления трудного намагни-
чивания — пространственной диагонали куба)
свойств стали с ребровой текстурой, для кото-
рой это направление располагается под углом
54° к направлению прокатки. Магнитные
свойства горячекатаной стали очень незначи-
тельно различаются в разных направлениях
прокатки, и эту сталь считают изотропной.
Магнитные свойства электротехнической
стали на переменном токе зависят при одина-
ковой структуре и текстуре от толшины сталь-
ного листа и частоты перемагничивания.
Наилучшие магнитные свойства при час-
тоте 50 Гц имеет стальной лист толщиной
0,25... 0,30 мм, а не получивший широкое
распространение лист толщиной 0,35 мм. Вы-
бор толщины листа определяется оптимальным
соотношением требуемых магнитных свойств
материала, коэффициента заполнения и тру-
доемкости изготовления магнитопровода. По
мере автоматизации процессов изготовления
магнитопроводов, улучшения плоскости листа
и уменьшения толщины электроизоляции
оптимальная толщина стали снижается и сле-
дует применять сталь толщиной 0,30 и 0,27 мм.
При частоте 400 Гц наилучшие магнитные
свойства имеет стальной лист толщиной
0,12 мм, с учетом коэффициента заполнения
оптимальная толщина для этой частоты —
0,15 мм, при частоте 800 Гц оптимальная
толщина — 0,08 мм. Увеличение частоты до
2000 Гц уменьшает оптимальную толщину
стального листа до 0,05 мм, сталь этой тол-
щины может успешно применяться для час-
тот менее 3000 Гц. Для более высоких частот
до 20 000 Гц предназначена сталь толщиной
0,03; 0,02 и 0,01 мм. При увеличении частоты
[§ 2.3]
Электротехнические стали в переменных полях
27
резко возрастают потери, поэтому приходится
снижать рабочую индукцию магнитопровода.
Так, считая предельным допустимым по усло-
виям нагрева и теплоотвода значение удельных
потерь 20 Вт/кг, необходимо снизить рабочую
индукцию для частоты 400 Гц до 1,5 Тл, для
частот 800 и 2000 Гц — 1,0 и 0,5 Тл соответст-
венно, для частоты 8000 Гц — до 0,2 Тл.
Технологические сведения. Листовая
электротехническая сталь, поставляемая в
отдельных листах и рулонах, и ленточная
сталь, поставляемая только в рулонах, явля-
ются полуфабрикатами, предназначенными
для изготовления магнитопроводов.
Магнитопроводы формируют либо из
отдельных пластин, получаемых штамповкой
или резкой, либо навивкой из лент.
В первом случае технологические опера-
ции производятся в следующем порядке:
1) вырубка или резка пластин; 2) удаление
заусенцев и удаление консервационной смаз-
ки; 3) отжиг при необходимости; 4) нанесение
электроизоляции; 5) сборка магнитопровода;
6) шлифовка стыков магнитопровода.
В некоторых технологических процессах
совмещают несколько операций. Например,
при совмещении третьей и четвертой операций
создается оксидный слой на поверхности
металла, обладающий электроизоляционными
свойствами; возможно совмещение операций
3, 4 и 5 при нанесении спекающихся стекло-
эмалей на поверхность пластин перед отжигом.
При изготовлении магнитопроводов на-
вивкой из ленты удаление заусенцев и смазки,
нанесение электроизоляции и навивка магни-
топроводов, как правило, производятся в од-
ном агрегате. Далее следует термическая
обработка и при изготовлении разрезных
магнитопроводов — разрезка и шлифовка маг-
нитных стыков.
Все указанные технологические операции,
кроме отжига, приводят к ухудшению маг-
нитных свойств материала, причем степень
ухудшения зависит от качества выполнения
этих операций. Электротехническая сталь
поставляется преимущественно после терми-
ческой обработки, поэтому операция отжига
преследует цель полного или частичного вос-
становления магнитных свойств, полученных
в материале на металлургическом заводе
и ухудшенных при изготовлении магнитопро-
вода. Полнота восстановления магнитных
свойств зависит как от качества отжига, так
и от степени искажений, внесенных в кристал-
лическую решетку металла на предыдущих
операциях. Основными источниками искаже-
ний являются упругие и особенно пластические
деформации, а также загрязнение металла
другими элементами: С, S, N, Р.
При вырубке и разрезке по контуру выре-
заемых пластин создается зона пластически
деформированного металла, которая тем
обширнее, чем больше толщина пластины и
чем хуже состояние кромок режущего инст-
румента. Косвенным критерием протяженности
этой зоны является размер заусенцев. Поэтому
получение заусенцев минимального размера
облегчает их удаление и сохраняет магнитные
свойства. Степень ухудшения магнитных
свойств зависит от ширины вырезаемых плас-
тин или лент и структурного состояния мате-
риала. Для пластин, ширина которых не менее
20 мм, ухудшение свойств незначительно и
операция отжига не является необходимой.
Для пластин с более узкими элементами
отжиг обязателен. При штамповке или раз-
резке стали, поставляемой без отжига, или
горячекатаных и малотекстурированных ста-
лей в отожженном состоянии магнитные
свойства могут быть полностью восстановлены
при отжиге. Для текстурированных сталей
перекристаллизация по кромке разрушает
текстуру и ухудшает магнитные свойства
при повторном отжиге. Металлургические
заводы поставляют сталь в виде лент различ-
ной ширины с высоким качеством реза. Созда-
ние конструкций магнитопроводов только из
ленточных элементов позволяет значительно
улучшить их качество. Использование лен-
точной стали и листовой стали в рулонах
позволяет механизировать и автоматизировать
производство магнитопроводов. При вырубке
и резке пластин следует избегать упругопла-
стических деформаций в подающих механиз-
мах штампов и ножниц, в разматывателях
и направляющих устройствах, особенно сле-
дует избегать применения направляющих
роликов малых диаметров, малых радиусов
изгиба и больших натяжений при навивке
прямоугольных магнитопроводов.
Эти принципы также необходимо соблю-
дать при снятии заусенцев и удалении кон-
сервационной смазки. Из способов удаления
заусенцев предпочтение должно отдаваться
тем, которые сопровождаются наименьшей
пластической деформацией. Идеальными с
этой точки зрения являются электролитическое
или химическое травление или полирование.
Удаление смазки должно обеспечивать
полное обезжиривание металла, так как остат-
ки смазки препятствуют нанесению электро-
изоляции при использовании стали без отжига,
а при отжиге углерод, образующийся в резуль-
тате разложения смазки, активно внедряется
в металл и резко ухудшает магнитные свой-
ства. Наиболее простой способ термического
обезжиривания является наименее приемле-
мым, так как внедрение углерода может проис-
28
Магнитомягкие металлические материалы
[разд. 2]
ходить непосредственно при этом процессе
и в результате последующего отжига. Целесо-
образно проводить электрохимическое или
химическое обезжиривание с их интенсифика-
цией ультразвуком.
Отжиг, обеспечивающий снятие внутрен-
них напряжений, восстанавливает также
кристаллическую решетку металла. Внутрен-
ние напряжения изменяют магнитные харак-
теристики стали: увеличивают коэрцитивную
силу, потери на гистерезис и техническую
магнитострикцию, уменьшают проницаемость.
Влияние внутренних напряжений увели-
чивается при уменьшении плотности магнит-
ного потока.
Для устранения внутренних напряжений
металл необходимо нагреть до температуры
790 ... 850 °C. Чтобы условия отжига не изме-
нили состав металла, плоскостность пластин и
не внесли новые термические внутренние нап-
ряжения, важно соблюдать режим охлажде-
ния.
Условия отжига зависят от типа деталей
и магнитопроводов и несколько различаются
для плоских пластин и витых магнитных цепей.
Печи камерного типа предпочтительнее при
отжиге мелких серий деталей, выполненных
из разного металла и в разных условиях. На-
грев может быть любого вида. Поддоны, внут-
ренние узлы и все металлические части, поме-
щаемые в печь, должны быть сделаны из
стали с очень низким содержанием углерода
или нержавеющей стали.
Отжиг не должен сопровождаться ка-
кими-либо деформациями, поэтому поддоны и
плиты должны быть идеально плоскими и дос-
таточно толстыми, чтобы не деформироваться
при отжиге, и должны периодически пра-
виться.
Скорости нагрева и охлаждения должны
выбираться с учетом ширины пластин, чтобы
избежать -деформации. Быстрые изменения
температуры создают температурный гра-
диент, который приводит к неоднородному
расширению или поломке. Чем выше темпе-
ратура, тем ниже предел текучести, и если
термические напряжения больше этого пре-
дела, отдельные зоны пластин удлиняются.
Поэтому при температуре выше 550 °C следует
избегать быстрого изменения температуры.
Например, для пластин шириной 250 мм,
нагреваемых с одной стороны, скорость на-
грева и охлаждения не должна превышать
50 °C в час при температуре около 650 °C
и должна быть уменьшена до 20 °C в час при
750 °C. Для листов шириной 125 мм эти пре-
делы — 160 и 80 °C в час соответственно.
Минимальная температура в садке долж-
на быть не менее 760 °C, поэтому необходимо
иметь несколько термопар (в горячей и холод-
ной части печи). Максимальная температура
садки 790...850 °C, кроме отжига стали с уже
имеющимся электроизоляционным покрытием.
Период выдержки отсчитывается от момента
достижения «горячей точкой» предельной тем-
пературы и заканчивается при достижении
«отстающей» частью садки минимальной темпе-
ратуры. После этого начинается охлаждение,
скорость которого такая же, как и при наг-
реве. Так как время отжига значительно, необ-
ходимо применять защитную атмосферу (см.
§ 2.2). В начале отжига расход защитного
газа должен быть максимальным, чтобы пол-
ностью вытеснить кислород из печи. Вытесне-
ние кислорода происходит при прохождении
объема газа, равного десяти свободным объ-
емам (свободный объем — объем подмуфель-
ного пространства за вычетом объема садки).
Затем расход газа может быть уменьшен до
пяти свободных объемов в час. В подмуфель-
ном пространстве печи всегда дожно быть
создано положительное давление защитного
газа.
При использовании стали с диэлектричес-
ким покрытием не рекомендуется применять
вакуумную защиту, а содержание водорода
в защитной атмосфере должно быть снижено
до 2 %. Возможно применение нейтральных
газов, очищенных от углеродосодержащих
веществ и паров воды.
Печи камерного типа наиболее целесооб-
разно применять для отжига витых магнито-
проводов и пластин малого размера, так как,
несмотря на все предосторожности, трудно
получить идеальную плоскостность пластин
большого размера. Поэтому для отжига таких
пластин более удобны печи непрерывного
типа, состоящие из зоны нагрева, выдержки
и зоны охлаждения, через которые проходит
жароупорный конвейер с деталями.
Пластины размещают на конвейере сто-
пами по 8 ... 10 шт. Полный цикл отжига сос-
тавляет несколько часов, поэтому необходима
защитная атмосфера. Расход защитного газа
значительный, так как вход и выход печи не
могут быть газонепроницаемыми. Рекомендуе-
мые температуры отжига и защитные атмос-
феры такие же, как для камерных печей. В пе-
чах этого типа также трудно получить хоро-
шую плоскостность пластин из-за неравно-
мерности распределения температуры в сто-
пах.
Исключительно хорошая плоскостность
получается при отжиге в непрерывных печах
одной пластины. Печи оборудуются роликами
малого диаметра, вращающимися синхронно.
Весь цикл отжига занимает несколько минут,
и защитная атмосфера не обязательна.
[§ 2.3]
Электротехнические стали в переменных полях
29
Если для плоских пластин отжиг не всегда
обязателен, то для витых магнитопроводов
из-за значительных деформаций при навивке
невозможно избежать отжига. Для этой цели
пригодны как камерные, так и непрерывные
конвейерные печи, и общие положения такие
же, как при отжиге пластин. Скорости нагрева
и охлаждения в этом случае должны также
выбираться с учетом размеров или массы маг-
нитопроводов. Например, витой полностью зак-
рытый от радиационного нагрева магнитопро-
вод массой 50 кг обрабатывается в печи в те-
чение 6 ... 8 ч, где он нагревается до темпера-
туры отжига 790 ... 820 °C и затем охлаждается
до 370 °C. Этот период может удлиниться до
10 ч, если защита от тепловой радиации нена-
дежна. Напротив, циркуляция газа при отжиге
уменьшает температурный градиент и сокра-
щает время обработки.
Электроизоляционное покрытие наносится
после отжига, поэтому здесь, как и при после-
дующей сборке магнитопроводов, следует об-
ращать особое внимание на предохранение
металла от деформации. С этой точки зрения
большой интерес представляют поставляемые
металлургической промышленностью электро-
технические стали с уже нанесенным покры-
тием. Электроизоляционное покрытие удовлет-
воряет следующим нормам: а) толщина пок-
рытия одной стороны листа не более 0,005 мм;
б) коэффициент сопротивления при давлении
в контактах 0,5 МПа — не менее 10 Ом-см2;
в) нейтральность к трансформаторному маслу
при 100 °C и маслостойкость при 150 °C;
г) не отслаивается при изгибе вокруг оправки
диаметром 20 мм; д) сохраняет электроизоля-
ционные свойства после нагрева до 800 °C
в течение 3 ч в нейтральной атмосфере или
после выдержки при температуре 820±Ю°С
в течение 3 мин на воздухе.
Принципиально возможно поставлять
потребителю холоднокатаную электротехни-
ческую сталь с покрытием всех видов. Нанесе-
ние покрытия на металлургических заводах
на горячекатаные стали технически и экономи-
чески менее целесообразно, чем на заводах-
потребителях.
Сборка магнитопроводов и шлифовка сты-
ков должна сопровождаться минимальными де-
формациями металла. При сборке следует из-
бегать стягивающих усилий, так как упругие
напряжения также сильно изменяют магнит-
ные свойства. Стыки магнитопроводов создают
высокое магнитное сопротивление, которое тем
выше, чем больше зазор в стыках. Поэтому
целесообразно с целью уменьшения зазоров
проводить шлифовку стыков. Однако операция
шлифовки искажает кристаллическую струк-
туру металла, с целью уменьшения этих иска-
жений рекомендуется проводить последова-
тельную шлифовку абразивами с уменьшаю-
щимся размером абразивного зерна. Сборка
магнитопровода и обработка стыков определя-
ется в значительной степени конструкцией маг-
нитопровода, поэтому все особенности приме-
нения электротехнической стали следует учи-
тывать непосредственно на стадии проектиро-
вания магнитопровода.
Следует уменьшать до минимума число
стыков в магнитопроводе и не применять сбор-
ку магнитопроводов с помощью стягивающих
шпилек и болтов, так как отверстия в пласти-
нах создают высокое магнитное сопротивление
за счет уменьшения сечения магнитопровода
и концентрируют напряжения. Крепление маг-
нитопроводов должно осуществляться с по-
мощью внешнего корпуса. Идеальным являет-
ся витой нарезной магнитопровод, особенно
выгодный при применении текстурованной
стали, наилучшие свойства которой в направ-
лении прокатки совпадают в этом случае
с направлением навивки магнитопровода
и направлением магнитного потока в нем.
Резкое снижение магнитных свойств при
отклонении от направления прокатки требует
уменьшения до минимума или исключения всех
магнитных потоков в неблагоприятных нап-
равлениях. Это иногда достигается путем
использования прямоугольных пластин, наре-
занных в направлении прокатки, что, однако,
увеличивает число стыков в магнитопроводе.
Для магнитопроводов, состоящих из III- и 1-об-
разных элементов, короткие UI-образные части
и все I-образные пластины должны распола-
гаться в направлении прокатки. Для исполь-
зования при высоких индукциях Ш-образную
спинку целесообразно расширить примерно на
35 % для уменьшения плотности магнитного
потока, так как здесь поток перпендикулярен
направлению прокатки.
В качестве крепления магнитопроводов
часто применяют спекающиеся при отжиге
стеклоэмали или пропитку отожженных магни-
топроводов синтетическими клеями и лаками
и последующую полимеризацию. Следует сог-
ласовывать термические коэффициенты расши-
рения электротехнической стали и элементов
крепления магнитопроводов, так как рабочая
температура магнитопровода значительно пре-
вышает температуру сборки и возникающие
вследствие этого механические напряжения
могут сильно изменить магнитные свойства
материала. Это особенно важно для магнито-
проводов, работающих в широком интервале
температур. В некоторых. случаях, выбирая
материал и способ крепления, можно компен-
сировать изменение магнитных характеристик
материала при изменении температуры.
Таблица 2.11. Химический состав (в процентах) магиитомягких сплавов
Марка Si Мп Сг Ni Мо Со V Си
79НМ 80НХС 0,30-0,50 1,10-1,50 0,6-1,1 2,6...3,0 78,5-80,0 79,0...81,0 3,8-4,1 0,2
83НФ 0,50-1,00 0,1 0,5 82,5...84,2 3,8...4,2
80НМ 0,25 0,4-0,6 79,4...80,6 5,0...5,4
77НМД 0,10-0,30 1,4 75,5-78,0 3,9-4,5 4,8-6,0
76НХД 74НМД 0,15-0,30 0,3-0,6 1,8...2,2 75,0-76,5 73,0...75,0 3,6...4,0 — 4,8-5,2 7,5...9,5
72НМДХ — 1,8-2,2 72,0...73,0 3,0-3,5 13,8-14,2
78Н 50НХС 12Ю 45Н 50Н 0,15-0,30 1,10-1,40 0,50 0,5-1,0 0,6-1,1 3,8-4,2 78,0...79,5 49,5-51,0 — 0,2
0,6... 1,1 0,3-0,6 45,0-46,5 49,0-50,5 — —
0,15-0,30 0,2
34НКМ 35НКХС 40НКМ 0,15-0,30 0,80-1,20 <0,30 0,3-0,6 1,8-2,2 33,5-35,0 35,0...37,0 39,3-40,7 2,8...3,2 3,8-4,2 28,5-30,0 27,0...29,0 24,5...26,0
—
68НМ 65Н (64Н) <0,30 0,4...0,8 67,0...69,0 64,5-66,0 1,5-2,5
— —
37НКД 0,15-0,30 0,3-0,6 35,0-37,0 25,0-27,0 2,8...3,2
82НМ 81,0...81,8 5,8...6,2 —
18КХ 27КХ 0,4...0,6 0,3-0,6 — 17,5-18,5 26,5...28,0
48К2Ф 49КФ < 0,30 <0,3 <0,5 48,0-50,0 1,7-2,1 1,3-1,8
Магнитомягкие металлические материалы [разд. 2]
[§ 2.4]
Магнитомягкие сплавы
31
2.4. МАГНИТОМЯГКИЕ СПЛАВЫ
Общие сведения. Сплавы железа с нике-
лем, с кобальтом и с никелем и кобальтом обла-
дают при определенных составах исключитель-
но высокими магнитными свойствами, недос-
тижимыми в других сплавах. Эти свойства еще
больше повышаются при дополнительном ле-
гировании такими элементами, как молибден,
хром, кремний, медь, ванадий, титан и др.
Высокие магнитные свойства этих спла-
вов обусловлены тем, что при определенных
химических составах достигается минимальное
значение константы магнитной анизотропии
и константы магнитострикции и, следова-
тельно, максимальное значение магнитной про-
ницаемости. Значения констант магнитной
анизотропии и магнитострикции очень сильно
изменяются при незначительных колебаниях
содержания никеля и других легирующих эле-
ментов, кроме того, значение и знак константы
магнитной анизотропии зависит от режима
окончательной термической обработки. По-
этому необходимо точно соблюдать химиче-
ский состав и правильно подобранный режим
окончательной термической обработки для
сплавов с наивысшей магнитной проницаемос-
тью, содержащих 75 ... 85 % никеля.
В сплавах других составов удается успеш-
но уменьшить влияние константы магнитной
анизотропии путем создания кристаллографи-
ческой или магнитной текстуры. Магнитные
свойства в определенных направлениях — на-
правлениях легкого намагничивания — исклю-
чительно высокие. В других направлениях мо-
гут быть созданы специфические магнитные
свойства, например, постоянство проницаемо-
сти в широком диапазоне магнитной индукции.
Технология изготовления магнитомягких
сплавов включает в себя выплавку в электри-
ческих печах небольшого объема, ковку и горя-
чую прокатку листов толщиной 2 ... 4 мм, хо-
лодную прокатку с одним или несколькими
промежуточными отжигами и окончательный
высокотемпературный отжиг. На всех этапах
применяются меры для предохранения от попа-
дания в сплавы таких элементов, как углерод,
сера, фосфор, кислород, азот, или произво-
дится их удаление. Для защиты от окисления,
а также для рафинирования металла оконча-
тельная и промежуточная термообработки
(в последние годы и выплавка) осуществляют-
ся в вакууме или водороде.
Магнитомягкие сплавы, получившие ши-
рокое распространение в промышленности,
изготовляются по ГОСТ 10160—75. Марки
этих сплавов и химические составы устанавли-
ваются ГОСТ 10994—74 и приведены в
табл. 2.11; там же приведены марки и составы
32
Магнитомягкие металлические материалы
[разд. 2]
сплавов, изготовляемых по различным ТУ.
Марки сплавов (ГОСТ Г0994—74 и
10160—75) состоят из двузначного числа,
обозначающего среднее содержание элемента
(в процентах), входящего в основу сплава
(кроме железа), и буквенных обозначений
элементов.
Буква П означает, что в результате особой
технологии изготовления и режима оконча-
тельной термической обработки сплав обла-
дает прямоугольной петлей гистерезиса. Буква
А означает суженные пределы химического
состава (более точный состав). Буквенные
обозначения ВИ, ЭЛ, П, Ш и ВД относятся
к нормированию процесса выплавки: ВИ —
вакуумно-индукционный, ЭЛ — электронно-
лучевой, И — плазменный, Ш — электрошла-
ковый, ВД — вакуумно-дуговой.
Сплавы изготовляются в виде: холодно-
катаных лент толщиной 0,005...2,5 мм, холод-
нокатаных листов толщиной 0,2...2,5 мм, го-
рячекатаных листов толщиной 3 ... 22 мм, горя-
чекатаных и кованых прутков диаметром 8 ...
100 мм, холоднокатаных лент толщиной
0,003; 0,002; 0,0015 мм, холоднотянутой прово-
локи диаметром 0,05 ... 5,0 мм.
Размеры и предельные отклонения холод-
нокатаных лент и горячекатаных листов уста-
новлены ГОСТ 10160—75.
Размеры и предельные отклонения холод-
нокатаных листов должны соответствовать
ГОСТ 19904—74; кованых и горячекатаных
прутков—ГОСТ 2590—71 и ГОСТ 1133—71;
холоднотянутой проволоки — ГОСТ 2771—81.
Листы, ленты, прутки и проволоку постав-
ляют без термической обработки.
Физико-механические свойства магнито-
мягких сплавов зависят от колебаний химичес-
кого состава и содержания технологических
примесей и различны для разных сплавов. Не-
которые физические свойства сплавов как пос-
ле холодной прокатки, так и после термообра-
ботки при окончательном отжиге приведены
в табл. 2.12.
Магнитные свойства сплавов, установлен-
ные ГОСТ 10160—75 и различными ТУ, приве-
дены в табл. 2.13; 2.14; 2.15; 2.16 и 2.17.
При определении магнитных свойств спла-
вов технические данные аппаратуры, методы
испытаний, форма и размеры образцов долж-
ны соответствовать ГОСТ 8.377—80 для изме-
рений параметров в постоянных полях.
По магнитным свойствам сплавы делят на
три класса: I — с нормальными магнитными
свойствами; II — с повышенными магнитными
свойствами; III — с высокими магнитными
свойствами.
В табл. 2.13 ... 2.17 приведены магнитные
свойства наиболее высокого класса для каж-
дого сортамента сплавов.
В зависимости от основных магнитных
и других физико-химических свойств и преиму-
щественного применения различают восемь
групп сплавов.
Сплавы с наивысшей магнитной проницае-
мостью в слабых полях (табл. 2.13) применя-
ются для изготовления магнитных экранов,
малогабаритных трансформаторов, дросселей,
реле, работающих в слабых полях, дефекто-
скопов и головок аппаратуры звукозаписи;
толщиной 0,05 мм и менее — для импульсных
трансформаторов, магнитных усилителей, эле-
ментов вычислительных устройств и других
бесконтактных магнитных элементов.
Наибольшее распространение получил
сплав 79НМ.
Сплав 80НХС обладает повышенным
удельным электрическим сопротивлением и
может использоваться в более высокочастот-
ных полях.
Характерная для сплавов этой группы
высокая чувствительность к механическим
воздействиям существенно снижена в сплаве
81НМА. Сплав 81НМА обладает также повы-
шенной износостойкостью, что делает его наи-
более эффективным материалом для изготов-
ления головок магнитной записи.
Сплав 83НФ имеет малый коэффициент
амплитудной нестабильности проницаемости
в переменном поле, а-также повышенный тем-
пературный коэффициент магнитной прони-
цаемости 0,5 ... 0,8 %-К-1- Для сплавов
81НМА и 83НФ нормируется магнитная прони-
цаемость в переменных полях.
Сплав 80НМ применяют для изготовле-
ния магнитопроводов аппаратуры особой точ-
ности.
Для сплава 77НМД характерно понижен-
ное отношение максимальной проницаемости
к начальной. Среди сплавов этой группы, име-
ющих низкую температурную стабильность
магнитных свойств, сплав 76НХД в резуль-
тате сложной термической обработки обладает
повышенной температурной стабильностью
в климатическом диапазоне температур.
Сплав 72НМДХ имеет низкую температу-
ру Кюри и применяется для магнитных экра-
нов,-которые размагничивают нагревом до тем-
пературы выше температуры Кюри.
Сравнительно высокие значения магнит-
ной проницаемости сочетаются с низким сопро-
тивлением в сплаве 78Н.
Сплавы с высокой магнитной проницае-
мостью и высоким удельным сопротивлением
(табл. 2.13) применяются для изготовления
аппаратуры связи и импульсных трансформа-
торов, работающих без подмагничивания или
с подмагничиванием слабыми полями.
Заказ 1122
Таблица 2.12. Физические и механические свойства магнитомягких сплавов
Марка Плотность, Мг/м3 Удельное сопротивление, мкОм • м Температура Кюри, °C Твердость по Бринеллю Предел прочности при растяжении, МПа Предел текучести, МПа Модуль упругости, ГПа Относительное удлинение перед разрывом, % Относительное сужение, % Удельная теплоемкость, кДж/(кг-К) Коэффициент теплопро- водности, Вт/(м-К) мн - О д «7 о S। к о Я О ° ft Л S д Л О : « Г) Д О . д U о s •— СХ (D h у чех « е п.
79НМ 80НХС 81НМА 83НФ 80НМ 77НМД 76НХД 72НМДХ 78Н 50НХС 8,60 8,50 8,70 8,85 8,60 8,50 8,60 8,50 8,20 0,55 0,62 0,80 0,70 0,58 0,55 0,57 0,66 0,16 0,90 430 330 260 360 400 350 430 НО 580 360 210 120 240 130 260 160 230 120 230 Но 220 120 ~125~ 190 125 1050 500 950 550 1300 650 950 '500' 1040 150" 1000 550 900 520 950 550 "580" 900 500 1000 150 900 150 1250 250 150" 990 170 1000 150 880 130 900 200 150 850 Тю 210 210 220 200 3 “so" 4 40 2 50 2 4? “60 2 40- 3 40 2 40 "50" 2 40 15 15 0,5 33,5 12,7 14,2 13,5 14,3 14,5 14,9 14,5
0,5 0,44 33,5 33,5
— — — —
Магнитомягкие сплавы
Марка Плотность, Мг/м1 Удельное сопротивление, мкОм-м Температура Кюри, °C Твердость по Бринеллю 1 Предел прочности при растяжении, МПа Предел текучести, МПа
12Ю 6,70 1,00 600 300 — —
45Н 8,20 0,45 450 170 130 770 750
50Н 0,45 500 780 450 720 150
34НКМ 8,50 0,50 580 160 130 960 550 920
35НКХС 8,40 0,60 560 170 130 900 500 890 170
40НКМ 8,55 0,55 600 ТоТ 650 550 600 170
68НМ 8,40 0,45 580 230 120 950 550 Tso"
65Н 8,35 0,25 600 200 130 910 550 870 140
37НКД 8,40 0,30 570 160 120 850 480 830 150
82НМ 8,70 0,62 350 1350 1310
320 130
18КХ 7,94 0,25 930 HRB- 65 1000 450 900 300
Продолжение табл. 2.12
Модуль упругости, ГПа Относительное удлинение перед разрывом, % Относительное сужение, % Удельная теплоемкость, кДж/(кг-К) Коэффициент теплопро- водности, Вт/(м*К) Температурный коэффициент линейного расширения а,-106, к-1,, при температуре 20...500 °C
150 200 163 170 179 192 175 3 3 35 4 40 4 40“ 4 50 3 50 3 40 3 40 1 zT 3 40“ — — — —
15 15 60 5 50 5 18 60 0,5 12,6 15,5 9,0 9,4 Н,9 11,8 12,1 13,2
— 12,0
Магнитомягкие металлические материалы [разд. 2]
27КХ 7,98
49КФ
49КНФ 8,15
48КНФ
92К 8,70
47НК 8,40
47НКХ 8,35
79НЗМ 8,60
53Н 8,20
16Х 7,75
00X13 7,71
36КНМ 8,20
0,20 940 HRC40
HRB90
0,40 960 HRC35
HRB90
950 HRC40 250
0,16 1050 HRC30 HRB80
0,20 700 160 130
0,48 600 170 130
0,50 460 210 120
0,42 500 200 100
0,44 680 185
0,48 - ТосГ
570 170
поо • —
600 300 220
1350 —
500 350
1300 1100
1000 900
1140 —
400 900 80
500 900 150 200
500 —
1050 1000
500 150 210
780 520 520 250 150
400 250 200 220
700 —
220 180 —
~500 250
2 20 0,55
1 т 0,84
2
5
4
30
3
40
3
35
3
50
— 0,48
5 — ’
25 65
15
45 —
4? IO
10,4
16,0
12,5
— 11,7
12,7 10,1
11,4
Примечания: 1. Значения механических свойств, указанные в числителе, относятся к наклепанному состоянию сплава, в знаме-
нателе — к состоянию после термической обработки. 2. Скорость коррозии для сплава 16Х в аммиаке — 0,002 мм/год; в 40% растворе КОН
при температуре ПО °C —0,0007 мм/год; в паровой фазе продукта «Меланж» — 0,002 мм/год; для сплава 36КНМ в морской’воде—
0,014 мм/год; для сплава 00X13 в морском тумане — 0,001 мм/год.
Магнитомягкие сплавы
36
Магнитомягкие металлические материалы
[разд. 2]
Таблица 2.13. Сортамент и магнитные свойства сплавов в постоянных полях
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Относительная магнитная прони- цаемость, не менее Коэрци- тивная сила, А/м, не более Индукция насыще- ния, Тл, не менее Коэффициент прямоуголь- ностн петли гистерезиса при Н = 800, А/м, не менее
началь- ная макси- мальная
Сплавы с 79НМ, холоднокатаные ленты, ГОСТ 10160—75 наивыс II :шей магнить 0,005 ' 0,01 0,02 0,05 0,08 0,10 0,15 ой пронш 10 000 20 000 25 000 30 000 20 000 30 000 22 000 лаемостью 35 000 120 000 150 000 200 000 120 000 200 000 150 000 в слабых 6,4 2,4 1,6 1,2 1,6 полях 0,73 —
III
III II III II
1,2
79НМ, холоднокатаные листы и ленты III 0,20...0,25 0,35 0,50; 0,80; 1,00 30 000 35 000 30 000 220 000 250 000 220 000 1,8
II
79НМ, холоднокатаные листы и ленты II I 1,50; 2,00 2,50 25 000 22 000 180 000 130 000 1,2 1,6 0,73 —
79НМ, горячекатаные ли- сты I 3,00...22,00 20 000 80 000 3,2 0,75 —
79НМ, холоднотянутая проволока I 0,05; 0,10 5000 40 000 6,4
79НМ, горячекатаные прутки I 8,00... 100,00 20 000 80 000 3,2
80НХС, холоднокатаные ленты, ГОСТ 10160—75 I 0,005 8000 30 000 8,0 0,63
III 0,01 0,02 0.05; 0,08 0,10 25 000 30 000 40 000 45 000 90 000 120 000 3,2 1,6
200 000 1,0
II 0,15 0,20; 0,25 32 000 35 000 160 000 1,2
III 0,35; 0,50 50 000 250 000 0,8
80НХС, холоднокатаные ленты, ГОСТ 10160—75 I 0,8; 1,0 1,5; 2,0; 2,5 30 000 25 000 170 000 150 000 1,0 1,2 0,63 —
80НХС, горячекатаные листы I 3,00...22,00 20 000 70 000 3,2
80НХС, горячекатаные прутки I 8,00... 100,00
81НМА, холоднокатаные ленты, ГОСТ 10160—75, III 0,02 0,05 70 000 100 000 170 000 300 000 1,6 0,56 0,50
[§ 2.4]
Магнитомягкие сплавы
37
Продолжение табл. 2.13
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, ММ Относительная магнитная прони- цаемость, не менее Коэрци- тивная сила, А/м, не более Индукция насыще- ния, Тл, не менее Коэффициент прямоуголь- ное™ петли гистерезиса при Н = 800, А/м, не менее
началь- ная макси- мальная
ТУ 14-1-1281—75 III 0,10; 0,20 0,35 0,50 120 000 350 000 400 000 0,4 0,50 —
81 НМД, холоднокатаные ленты и листы, ГОСТ 10160—75, ТУ 14-1-2672—79, ТУ 14-1-2333—79 11 0,80; 1,00 70 000 300 000 0,6
I 1,00; 1,50; 2,00 50 000 200 000 1,2
81 НМД, холоднотянутая проволока III 0,05 20 000 75 000 3,2
81НМА, прутки I 10,00—50,00 40 000 150 000 1,6 0,50 —
83НФ, холоднокатаные ленты, ГОСТ 10160—75 III 0,02 0,05 0,10 50 000 60 000 70 000 — — 0,60
80НМ, холоднокатаные ленты, ТУ 14-1-1708—76 — 0,05 0,10 0,15 0,20 0,35 40 000 50 000 60 000 80 000 100 000 140 000 160 000 200 000 250 000 300 000 2,4 1,6 1,2 0,8 0,70
77НМД, холоднокатаные ленты, ТУ 14-1-1708—76 0,05 0,10 0,20 0,35 40 000 50 000 150 000 200 000 2,4 1,6 0,60
30 000 100 000 2,4 2,0 1,6
76НХД, холоднокатаные ленты, ТУ 14-1-2722—79 0,05-0,08 0,10-0,18 0,20...0,30 13 000 15 000 18 000 100 000 120 000 150 000 0,75
74НМД, холоднокатаные ленты, ТУ 14-1-231—72 — 0,20; 0,35; 1,00 10 000 35 000 4,8 — —
72НМДХ, холодноката- ные ленты, ТУ 14-1- 2557—78 0,10-1,00 — 1,6 0,31
78Н, горячекатаные ли- сты, ТУ 14-1-309—72 5,00-18,0 7000 35 000 5,6 1,00
Сплавы с высокой магнитной проницаемостью
и повышенным электрическим сопротивлением
50НХС, ленты, холодноката ные ГОСТ 10160—75 I 0,005 0,01 0,02; 0,05 1000 1000 3000 8000 10 000 25 000 56 40 12
II 0,10; 0,20; 0,25 3100 28 000 10 1,00 —
38
Магнитомягкие металлические материалы
[разд. 2]
Продолжение табл. 2.13
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Относительная магнитная прони- цаемость, не менее Коэрци- тивная сила, А/м, не более Индукция насыще- ния, Тл, не менее Коэффициент прямоуголь- но сти петли гистерезиса при Н = 800, А/м, не менее
началь- ная макси- мальная
50 НХС, холоднокатаные ленты, ГОСТ 10160—75 11 0,35; 0,50 3500 35 000 8 1,00 —
I 0,80; 1,00 3000 20 000 10
12Ю, горячекатаные прут- ки, ТУ 14-1-729—73 — 20...80 1000 — 24 1,00 —
12ЮВИ, горячекатаные листы, прутки, ТУ 14-1-2233—77 10...20 30...90 — 10 000 0,90
Сплавы с высокой 45Н, холоднокатаные лен- ты, ГОСТ 10160—75 магнит I ной проницае 0,10; 0,15 0,20; 0,25; 0,35; 0,50 0,80; 1,00; 1,50; 2,00; 2,50 мостью и 2000 2500 2800 повышен! 20 000 23 000 25 000 юй индук 24 20 16 цией насы 1,50 щения
45Н, горячекатаные листы 3,00...22,00 2000 18 000 24
45Н, горячекатаные прутки 8,00... 100,00
50Н, холоднокатаные лен- ты, ГОСТ 10160—75 III 0,05; 0,10; 0,20 10 000 60 000 4 1,52
II 0,15 0,25 0,35; 0,50 0,80; 1,00 1,50; 2,00 3000 3500 30 000 35 000 45 000 40 000 35 000 14 12 1,50 —
4000 10
3000 12
I 2,50 2800 25 000 13
50Н, горячекатаные листы 3,00...22,00 2500 20 000 24
50Н, горячекатаные прутки 8,00... 100,00
50Н-ВИ холоднокатаные ленты, ТУ 14-222-58—75 0,10 0,20 0,35 20 000 90 000 4 1,53
100 000
25 000
К 2.4]
Магнитомягкие сплавы
39
Продолжение табл. 2.13
Марка, вид продукции, ГОСТ или ТУ Класс Толщина илн диаметр, мм Относительная магнитная прони- цаемость, не менее Коэрци- тивная сила, А/м, не более Индукция насыще- ния, Тл, не менее Коэффициент прямоуголь- ности петли гистерезиса при Н = 800, А/м, не менее
началь- ная макси- мальная
Сплавы с прямоугольной петлей гистерезиса
I 0,005 15 000 40 1,50 0,80
50НП, холоднокатаные ленты, ГОСТ 10160—75 III 0,01 0,02 0,05 60 000 75 000 80 000 15 13 11,0 1,52 0,91 0,94 0,94
II 0,10 60 000 15,0 0,90
34НКМП, холодноката- I 0,005 15 000 80,0 0,90
ные ленты, ГОСТ 10160—75 II 0,01 0,02 0,05 40 000 65 000 75 000 16,0 11,0 10,0 1,50 0,92 0,94 0,92
0,10 0,20; 0,25; 0,35; 0,50 — 125 000 180 000 6,4 6,4 0,90
35НКХСП, холодноката- I 0,005 15 000 80,0
ные ленты, ГОСТ 10160—75 II 0,01 0,02 0,05 0,10; 0,20; 0,25; 0,35; 0,50 50 000 80 000 200 000 300 000 16,0 8,0 4,8 4,0 1,30 0,92
40НКМП, холодноката- ные ленты, II 0,01 0,02 200 000 400 000 4,8 2,4 1,35 0,94
ГОСТ 10160—75 0,05 0,10 500 000 600 000 1,6
68НМП, холодноката- ные ленты, ГОСТ 10160—75 ш 0,02 0,05 0,10; 0,20 300 000 600 000 800 000 3,2 2,4 1,6 1,15 0,92
0,93
65НП, холоднокатаные ленты, ГОСТ 10160—75 I 0,02 0,05 0,10 70 000 100 000 200 000 6,4 3,2 2,8 1,30 0,90
0,20 0,35; 0,50 250 000 300 000 2,4
37НКДП, холодноката- 0,02; 0,04 100 000 9,6 1,5 0,93
ные ленты, ТУ 14-222-3—71 0,05; 0,08 0,10; 0,18 250 000 4,0 3,2 0,95 0,93
82НМП ВИ, холоднока- таные ленты, ТУ 14-1-2340—78 — 0,02 0,10 1,8 1,6 0,65 0,90 0,85
40 Магнитомягкие металлические материалы [разд. 2]
Продолжение табл. 2.13
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Относительная магнитная прони- цаемость, не менее Коэрци- тивная сила, А/м, не более Индукция насыще- ния, Тл, не менее Коэффициент прямоуголь- ное™ петли гистерезиса при /7 — 800, А/м, не менее
началь- ная макси- мальная
79НМ, холоднокатаные ленты, ТУ 14-222-29-73 — 0,01 0,02 — — — 0,70 0,75 0,70
79НМП, ленты, ГОСТ 10160—75 I 0,003 9,6 0,60 0,90
77НМДП, ленты ГОСТ 10160—75 7,2 0,50
Примечания: 1. Для сплавов 81НМА и 83НФ нормируется не начальная проницаемость, а
проницаемость в поле напряженностью 0,08 А/м. 2. Для класса III сплава 50Н и сплава 50Н ВИ
нормируется не начальная проницаемость, а проницаемость в поле напряженностью 0,4 А/м. 3. Для
сплавов 79НМП и 77НМДП толщиной 0,003 мм нормируется не индукция насыщения, а остаточная
индукция.
Сплав 50НХС обладает низкой остаточной
индукцией и низкими удельными потерями.
Для сплавов 12Ю и 12Ю-ВИ характерны
высокие прочностные характеристики, изно-
состойкость, жаростойкость, коррозионная
и радиационная стойкость.
Сплавы с высокой магнитной проницае-
мостью и повышенной индукцией насыщения
(табл. 2.13) применяются для изготовления
ленточных, витых и штампованных магнито-
проводов, используемых в малогабаритных си-
ловых трансформаторах и трансформаторах
звуковых частот, дросселях, реле и деталях
магнитных цепей, работающих в широком диа-
пазоне частот преимущественно без подмагни-
чивания.
Таблица 2.14. Сортамент и магнитные свойства сплавов с высокой индукцией технического
насыщения
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Магнитная индукция, Тл, не менее, при напряжен- ности магнитного поля, А/м, равной Удельные потери при частоте 400 Гц, Вт/кг, не более, при индукции, Тл, равной Коэрци- тивная сила, А/м, не более
400 2500 15 000 1,5 1,8 2,0
27КХ, холоднока- таные ленты и ТУ 14-1-2243—77 — 0,20 0,35 — 1,65 2,08 2,10 50 70 — — —
27 КЗ, холоднока- таные ленты и листы, ГОСТ 10160—75 1 0,20 0,35 0,70 1,80 2,15 80 110
—
27КХ, прутки и по- ковки I 30... 100 1,75 2,05
49К2ФА, холодно- катаные ленты и листы, ГОСТ 10160—75 II III 0,05 0,10 0,15...0,20 0,25...0,70 1,80 2,00 2,10 — 25 30 40 30
2,20
II 1,85 39 55 48
[§ 2.4]
Магнитомягкие сплавы
41
Продолжение табл. 2.14
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Магнитная индукция, Тл, не меиее, при напряжен- ности магнитного поля, А/м, равной Удельные потери при частоте 400 Гц, Вт/кг, не более, прн индукции, Тл, равной Коэрци- тивная сила, А/м, не более
400 2500 15 000 1,5 1,8 2,0
49КФ, прутки и по- ковки, ГОСТ 10160—75 II 10,00...80,00 — 2,0 2,20 — — — 160
49К2Ф, холодно- катаные ленты и листы, ГОСТ 10160—75 II 0,20 — 2,25 160
48КНФ, холодно- катаные ленты, ТУ 14-1-131-85— 73 — 0,35 0,70 1,85 2,05 2,06 1000
48КНФ, прутки и поковки 20,00-75,00 — 2,00 2000
48КНФ, горячека- таные листы 2,00-15,00
92К, холодноката- ные ленты, ТУ 14-1-1812—76 0,10; 0,20 1,40 — 160
Примечания. I. Для сплава 49К2Ф класса I нормируется коэффициент магнитострикции
не менее 60-10-6. 2. Для сплава 49К2Ф класса II нормируется относительная магнитная проницае-
мость в поле напряженностью 0,8 А/м не менее 700. 3. Для сплава 49К2ФА класса I нормируется
относительная магнитная проницаемость не менее 5500. 4. Для сплава 92К нормируется температура
Кюри не менее 1000 °C.
Сплавы 45Н и 50Н имеют близкие маг-
нитные и физические свойства, и согласно
ГОСТ 10994—74 сплав 45Н в новых разработ-
ках применять не рекомендуется.
Сплав 50Н-ВИ может успешно приме-
няться взамен высоконикелевого сплава
79НМ.
Сплавы с ППГ (табл. 2.13) характери-
зуются прямоугольной петлей гистерезиса,
высокой максимальной проницаемостью (на
уровне сплавов первой группы), повышенной
индукцией насыщения, обладают кристалло-
графической или магнитной текстурой и приме-
няются для изготовления магнитных усилите-
лей, бесконтактных реле, выпрямителей, дрос-
селей, модуляторов, импульсных трансформа-
торов и магнитных элементов вычислительных
устройств.
Сплавы 50НП, 82НМП-ВИ и 79НМ—
сплавы с кристаллографической кубической
текстурой, образующейся в результате особой
технологии холодной прокатки при последую-
щей термической обработке. Кубическая тек-
стура обеспечивает высокие магнитные свойст-
ва в двух направлениях в плоскости листа или
ленты (вдоль и поперек направления прокат-
ки) .
Остальные сплавы этой группы — магни-
тотекстурованные сплавы. При термообра-
ботке в продольном магнитном поле в этих
сплавах возникает индуцированная одноос-
ная анизотропия, которая создает при намаг-
ничивании в направлении приложенного маг-
нитного поля прямоугольную петлю гистере-
зиса.
Текстурованные сплавы обладают повы-
шенной температурной стабильностью магнит-
ных свойств в климатическом интервале тем-
ператур и повышенной стойкостью к воздей-
ствию радиации.
Сплав 65НП в новых разработках приме-
нять не рекомендуется в связи с его большой
42
Магнитомягкие металлические материалы
[разд. 2]
Таблица 2.15. Сортамент и магнитные свойства сплавов с низкой остаточной
индукцией и постоянством магнитной проницаемости (холоднокатаные ленты,
ГОСТ 10160—75)
Марка Класс Тол- щина, мм Относитель- ная началь- ная прони- цаемость, не менее Отношение максимальной проницаемости к начальной, ие более Коэффициент прямоугольности петли гистерезиса при Н = 800 А/м, не более Температурный коэффициент проницаемости в интервале — 60...+ 120 °C, % -К"1, ие более
47НК II 0,01 0,02 0,10 1100 1,15 0,05 0,06
47НКХ I 0,02 0,10 1500 1,20 0,03
64Н II 0,01 0,02 0,10 2200 0,07 0,06
40НКМ I 0,01 0,02 0,10 1800 —
частотной зависимостью магнитных свойств
и высокими удельными потерями, обусловлен-
ными малым сопротивлением.
Ленты сплавов 79НМП, 77НМДП и
80Н2М с прямоугольной петлей гистерезиса
толщиной несколько микрон характеризуются
высокой прямоугольностью и квадратностью
петли гистерезиса и малым временем перемаг-
ничивания в импульсных полях и обладают
этими свойствами при толщине ленты 0,0005 ...
0,01 мм.
Магнитные свойства ленты толщиной
менее 0,003 мм устанавливаются по согласо-
ванию.
Ленты толщиной несколько микрон ис-
пользуются для изготовления малогабаритных
ленточных сердечников, применяемых в пере-
ключающих устройствах, логических элемен-
тах, регистрах сдвига и т. д. Основные преи-
мущества металлических сердечников пе-
ред ферритовыми — лучшая температурная
стабильность, более высокая максимальная
частота перемагничивания, более низкие пере-
магничивающие поля, большое отношение
сигнал — помеха.
Сплавы с высокой индукцией технического
насыщения (табл. 2.14) —сплавы на железо-
кобальтовой основе, обладают наиболее высо-
кой индукцией магнитного насыщения (до
2,4 Тл), температурой Кюри (до 1050 °C) и
магнитострикцией насыщения (до 100-10-6).
Эти сплавы применяются для изготовления
магнитопроводов, полюсных наконечников
и сердечников электромагнитов, соленоидов,
Таблица 2.16. Сортамент и магнитные свойства сплавов с высокой магнитной проницаемостью
при однополярном импульсном намагничивании (холоднокатаные ленты)
Марка Тол- щина, мм Относительная им- пульсная магнитная проницаемость, не менее, в поле, А/м, равном Коэффициент прямоугольности петли гисте- резиса при /7 = 800 А/м, не более Температурный коэффициент магнитной про- ницаемости при — 60...+60 °C, % -К"', не более ГОСТ или ТУ
20 80 160
79НЗМ 0,005 0,01 0,02 5000 7000 8000 — — 0,45 0,30 0,25 0,20 0,10 0,25 ГОСТ 10160—75
68НМ 0,02 — 6000 10 000 ГОСТ 10160—75 ТУ-14-1-2890—80
53Н-ВИ 6250 —
[§ 2.4]
Магнитомягкие сплавы
43
Таблица 2.17. Сортамент и магнитные свойства сплавов с высокой коррозионной стойкостью
Марка, вид продукции, ГОСТ или ТУ Класс Толщина или диаметр, мм Магнитная индукция, Тл, не менее, при напряженности магнитного поля, А/м, равной - Коэрцитив- ная сила, А/м, не более
100 1000 2500 10 000
16Х, холоднокатаные ленты и листы, ГОСТ 10160—75 I 0,20; 0,35; 0,50; 1,00 1,50 0,6 — 1,2 1,45 64
16Х, горячекатаные листы I 4,00...12,00
16Х, прутки III 10,00... 120,00 24
00X13, холоднокатаные ленты, ТУ 14-1-165-142—76 — 0,35 — 1,30 — —
36КНМ, прутки ГОСТ 10160—75 II 15,00...80,00 1.3 1,45 40
Примечания: 1. Для сплава 00X13 нормируются удельные потери не более 1,8 Вт/кг при
частоте 50 Гц и индукции 1 Тл. 2. Для сплава 36КНМ класса II нормируется относительная макси-
мальная проницаемость не менее 6000.
силовых трансформаторов, магнитных усили-
телей, ультразвуковых генераторов и преобра-
зователей, роторов и статоров электрических
машин, телефонных мембран, магнитострик-
ционных элементов, магнитоупругих датчиков,
магнитопроводов в электровакуумных при-
борах и магнитогидродинамических устрой-
ствах. Причем рабочие температуры могут
быть как высокие — до 1000 °C, так и низкие
(криогенная техника).
Сплавы 18КХ-ВИ, 27КХ, 48КНФ приме-
няются преимущественно в электрических
машинах.
Сплавы 49КФ и 49К2Ф универсального
назначения.
Сплав 92К предназначен для магнитопро-
водов всех назначений, работающих при мак-
симально высоких (до 1000 °C) или низких
(до —273 °C) температурах.
Сплавы с низкой остаточной индукцией
и постоянной магнитной проницаемостью
(табл. 2.15) после термической обработки в по-
перечном магнитном поле имеют линейный
участок кривой намагничивания в широком
интервале индукций и применяются для изго-
товления аппаратуры связи, измерительных
трансформатор ов.
Сплавы с высокой магнитной проницае-
мостью при однополярном импульсном намаг-
ничивании (табл. 2.16) также подвергаются
термомагнитной обработке в поперечном поле
и применяются для изготовления импульсных
и широкополосных трансформаторов.
Сплавы с высокой коррозионной стойкос-
тью (табл. 2.17) предназначены для изготовле-
ния магнитопроводов различных систем управ-
ления, якорей, электромагнитов, деталей элек-
трических машин, работающих без защитных
покрытий в сложных условиях воздействия
агрессивной среды, температуры и давления.
Технологические сведения. В отличие от
электротехнических сталей магнитомягкие
сплавы поставляются только в термически
необработанном состоянии. Принципиальная
технологическая схема изготовления магнито-
проводов подобна схеме, указанной в § 2.3 для
электротехнических сталей.
Общие требования к атмосфере отжига,
термическому оборудованию и ведению режи-
ма отжига аналогичны приведенным в § 2.2
и 2.3.
Рекомендуемая термическая обработка
сплавов указана в табл. 2.18.
Исключительно высокие магнитные свой-
ства сплавов после отжига очень чувствитель-
ны к воздействию механических напряжений
и деформаций, поэтому должны приниматься
особые меры предосторожности для защиты
от случайных и конструктивно, неизбежных
механических воздействий путем применения
защитных каркасов и амортизаторов.
Железоникелевые и железоникелько-
бальтовые сплавы хорошо обрабатываются
резанием и давлением. Сплавы первой груп-
пы — с наивысшей магнитной проницае-
мостью в слабых полях — успешно примени-
Таблица 2.18. Рекомендуемый режим термической обработки сплава для получения нормируемых свойств
Марка Среда отжига Температура нагрева, °C Скорость нагрева, К/ч Выдержка, ч Температура охлаждения, СС Скорость охлажде- ния, К/ч
79НМ, 78Н Вакуум расг < 10“1 Па или чистый водород с точкой росы < —40°С 1125 ±25 3...6 в зави- симости от размера и массы садки > 600 >200 < 150 < 200 >400 Произвольно
80НХС Вакуум дост < 10“1 Па > 400 < 200
81НМА Вакуум рост <10 2 Па 1100±20 <500 > 200 > 600 > 400 < 200
81НМА, прово- лока 1000 ±20 3 > 400 > 400
83НФ Вакуум рост < 10-2 Па или водород с точкой росы < —40 °C 1100 + 20 > 600 > 350 <200 > 20...60
80НМ Водород с точкой росы < — 50 °C 1250 ±50 < 700 12...24 > 475 <475 50 400...500
> 700 50
77НМД 1125±25 < 700 > 700 <500 50 3...4 > 600 < 600 100...200 400
76НХД Вакуум Рост < 10“1 Па или чистый водород с точкой росы < —40°C 1125 ±25 3...6 >500 > 300 <300 50 10 400
74НМД 1050 < 500 3...4 >600 >400 <400 100 50 400
72НМДХ 1125 ±25 3...6 — 200...400
50НХС Вакуум рОст < Ю-1 Па >400 >200 <200 >400
Магнито мягкие металлические материалы [разд. 2]
12Ю 12Ю-ВИ 1250 <3.00 3 > 600 >400 150...200 50 ,
45Н, 50Н Вакуум рост <10 1 Па или чистый водород с точкой росы < —40 °C 1125 + 25 < 500 3...6 >600 >200 > 150 <200 >400 Произвольно
50Н-ВИ 1200 ±50 <400 3...5
50НП, 82НМП-ВИ, 79НМ 1125 ±25 < 500 1...3 > 600 > 200 < 150 200 400 Произвольно
34НКМП, 35НКХСП, 40НКМП, 68НМП, 37НКДП 1125±25 Первая <500 Вторая 600 в про- дольном магнитном поле 800 А/м операция 1...3 операция 0,5...4 >600 < 600 >200 <200 Произвольно 25...100 В магнитном поле
79НМП 77НМДП Вакуум рост < “2 Па 950 ±20 <300 1,5...2 > 150 <250
18КХ-ВИ, 27КХ, 48КНФ Вакуум, рост < 10“1 Па 850 ±20 <500 3 >400 <400 100 Произвольно
49КФ 1100 ±20
49К2Ф, 49К2ФА 820 + 20
92К Вакуум рост < 10”" Па 800...1100
Магнитомягкие сплавы
Продолжение табл. 2.18
Марка Среда отжига Температура нагрева, °C Скорость нагрева, К/ч Выдержка, ч Температура охлаждения, °C Скорость охлажде- ния, К/ч
47НК, 47НКХ,. 64Н, 40НКМ Вакуум рост < 10“1 Па или чистый водород с точкой росы < —40 °C 1100 ±20 Первау <500 Вторая 550...600 в попереч- ном маг- нитном поле операция 3 операция 0,5-1 >600 <600 > 350 для 47НК, 40НКМ; > 350для47НКХ; > 500 < 380 для 64Н <200 Произвольно 30...50 70...100 50 10
79НЗМ, 68НМ, 53Н-ВИ 1100 + 20 Первая <500 Вторая 460...480 580...600 530...550 операция 3 операция 0,5-1 > 380 для 79НЗМ > 200 для 68НМ > 450 для 53Н-ВИ 5...20 200...300 150...250
16Х Вакуум, Рост 10-2 Па 1175 ±25 <500 4 >700 <700 100 500...600
00X13 36КНМ Водород с точкой росы < — 50 °C 1100-...1150 1100 < 50 <500 5...10 10 > 800 < 800 > 700 >200 <200 Произвольно 100 >200
Примечания. 1. Для сплавов класса Ш рекомендуется обеспечивать высокий вакуум и повышать температуру отжига. 2. Для
ленты толщиной 0,01 и 0,005 мм и проволоки диаметром менее 0,10 мм допускается снижение температуры отжига на 100 °C. 3. Для
обеспечения скорости охлаждения ниже 600 °C допускается наполнение или продувка печи инертным газом. 4. При отжиге сплавов в
продольном магнитном поле допускается совмещение первой и второй операций. 5. Для повышения свойств сплавов 50НП и
49КФА рекомендуется проводить термомагнитную обработку в продольном магнитном поле.
Магнитомягкие металлические материалы [разд. 2]
[§ 3.1]
Общие сведения
47
ются для создания магнитных экранов любой
сложной формы с помощью глубокой вытяж-
ки и сварки. Температура отжига для глубо-
кой вытяжки 800...900 °C, среда отжига такая
же, как для основной термической обработки.
Сплавы марок 12Ю, 50НП, 82НМП-ВИ,
18КХ, 27КХ, 49К2Ф, 49К2ФА, 49КФ, 48КНФ,
16Х, 00X13 не рекомендуется подвергать пред-
варительной термической обработке.
Большинство сплавов (толщиной
<0,1 мм) изотропны и могут использовать-
ся в изделиях любой формы.
РАЗДЕЛ 3
МАГНИТОМЯГКИЕ ФЕРРИТОВЫЕ МАТЕРИАЛЫ
В. П. Мирошкин, В. В. Филиппов
3.1. ОБЩИЕ СВЕДЕНИЯ
Ферриты — магнитные материалы на ос-
нове оксидов металлов, обладающие ферри-
магнитными свойствами.
Магнитомягкие ферриты — моно- и поли-
кристаллические материалы со значениями
коэрцитивной силы по индукции не более
4 кА/м.
Промышленные магнитомягкие ферри-
ты — это в основном поликристаллические ма-
териалы, синтезируемые по керамической тех-
нологии, включающей в себя составление
смеси оксидов в заданной пропорции, ферри-
зацию смеси, формование изделий и их
последующее спекание.
Наибольшее распространение получили
две группы магнитомягких ферритовых мате-
риалов:
1. Марганцево-цинковые (Мп — Zn) фер-
риты — твердые растворы феррита марганца
(МпРе2О4) и феррита цинка ZnFe2O4.
2. Никель-цинковые (Ni — Zn) ферри-
ты — твердые растворы феррита никеля
(NiFe2O4) и феррита цинка ZnFe2O4.
Разнообразие марок Мп — Zn и Ni — Zn-
ферритов определяется, главным образом, со-
отношением основных компонентов, наличием
легирующих присадок и режимами синтеза.
В процессе твердофазных реакций при
ферритизации и спекании в условиях высоких
(до 1400 °C) температур образуются твердые
растворы ферритов с кубической решеткой
типа шпинели. Как правило, время спекания
составляет от 3 до 7 ч. Ферриты никель-цин-
ковой группы синтезируются в воздушной ат-
мосфере, а марганцево-цинковой группы — в
контролируемой атмосфере с понижением
давления кислорода при охлаждении.
Основными легирующими присадками, в
определенной мере влияющими на улучшение
электромагнитных характеристик ферритовых
изделий, являются вводимые в небольших ко-
личествах оксиды Со, Li, Ti, Са и некоторых
других элементов.
Одним из основных электромагнитных
параметров магнитомягких ферритов является
начальная магнитная проницаемость р,„, из-
меряемая при напряженности поля //„->0 и
заданной частоте. В слабых синусоидальных
полях проницаемость имеет комплексный ха-
рактер, определяемый наличием упругой (ве-
щественной) и вязкой (мнимой) состав-
ляющей:
Н_=н'—/н". (3.1)
Частотные зависимости составляющих
комплексной магнитной проницаемости назы-
ваются магнитными спектрами.
Магнитные потери в ферритах опреде-
ляются отношением мнимой части комплекс-
ной магнитной проницаемости к ее веще-
ственной части, так называемым тангенсом
угла магнитных потерь:
tg 6м = |л"/|л'. (3.2)
Для сравнения характеристик ферритов
разных марок часто используют понятие от-
носительного тангенса угла магнитных потерь:
tg6„/p.„. (3.3)
При анализе потерь в ферритовых мате-
риалах иногда удобно пользоваться постоян-
ной гистерезиса
dh/& (3.4)
где dh— коэффициент гистерезисных потерь,
определяемый по линейной зависимости tg 6М
от напряженного магнитного поля и отнесен-
ный к единице напряженности поля.
Температурная зависимость магнитной
проницаемости характеризуется температур-
48
Магнитомягкие ферритовые материалы
[разд. 3]
ным коэффициентом ТК |лн, при этом в неко-
тором интервале температур ее условно при-
нимают линейной:
„„ Hi"2 —Нп
ТК р.„=----7=---7—,
|ЛТ1(/2—/|)
где р.7-|, р.г2— магнитная проницаемость при
температурах 1\ и Тг соответственно.
Часто удобнее пользоваться температур-
ным коэффициентом:
а,Л„=ТК |л„/ц„. (3.6)
Коэффициент относительной дезаккомо-
дации D характеризует временное измене-
ние начальной магнитной проницаемости:
Г) _ Ин—рд 1
ип 1^2
• it
(3.5)
(3.7)
где ц(1, |л,2— начальная магнитная проницае-
мость в моменты времени h и после выклю-
чения высокочастотного поля (обычно
ti> 60 с, а 10/1).
В справочной литературе чаще приводит-
ся коэффициент дезаккомодации начальной
магнитной проницаемости Dp.
Df=D/^. (3.8)
В случаях когда ферритовый материал
работает в импульсных подмагничивающих
полях, целесообразно определять импульсную
магнитную проницаемость р.„ как отношение
приращения индукции к приращению напря-
женности магнитного поля в материале при
намагничивании импульсом тока определенной
формы, длительности и амплитуды.
Каждая марка магнитомягких ферритов
обладает характерным параметром: критиче-
ской частотой fKp— значением верхней частот-
ной границы области применения, начиная с
которой резко возрастают потери и снижается
магнитная проницаемость ввиду инерционно-
сти процессов намагничивания. Магнитные
свойства ферритов сильно меняются при од-
новременном воздействии постоянных и пере-
менных полей.
Для оценки магнитомягких ферритов, ра-
ботающих в переменном и постоянном полях,
используют понятие обратимой магнитной
проницаемости |ло6р.
При заданной напряженности переменно-
го поля увеличение постоянной составляющей
приводит к спаду проницаемости; такой спад
для ферритов постоянен в широком диапазоне
частот, что позволяет использовать это явле-
ние для магнитной перестройки частоты кон-
туров, содержащих ферритовые сердечники.
Коэффициент перестройки частоты kf опреде-
ляется выражением
V Р-н/Р-обр-
(3.9)
При использовании магнитомягких фер-
ритовых материалов, предназначенных для ра-
боты в сильных переменных полях, их ха-
рактеристикой является коэффициент ампли-
тудной нестабильности а.з:
ИНр.2 —РНи|
Р.Дги|(Дт2 Д»11)
(3.10)
где р,Ц//т2 — магнитная проницаемость
при напряженности переменного поля
Н,П2 соответственно.
Временная нестабильность магнитомягких
ферритов проявляется в уменьшении магнит-
ной проницаемости при длительном хранении
или воздействии положительных температур.
По своим электрическим свойствам фер-
риты являются полупроводниками. Их про-
водимость увеличивается с ростом темпера-
туры. Эффективная проводимость растет с
частотой.
При низких частотах относительная ди- -
электрическая проницаемость е имеет ано-
мально высокие значения, достигающие 10s и
даже выше. При увеличении частоты ди-
электрическая проницаемость ферритов умень-
шается и предельные значения, характерные
для монокристаллических ферритов, составля-
ют 10...20. Аномальные значения е высоко-
проницаемых ферритов являются причиной
возникновения эффекта объемного резонанса,
для которого характерно падение магнитной
проницаемости и резкое возрастание потерь.
В марганцево-цинковых ферритах эффект
объемного резонанса наблюдается на часто-
тах, равных единицам мегагерц.
Существенное изменение электромагнит-
ных параметров ферритов наблюдается при
облучении изделий интегральным потоком
нейтронов интенсивностью выше 10ls частиц
на см2.
Ферримагнитные свойства проявляются
вплоть до температуры Кюри 6к, являющейся
в силу этого важным параметром магнито-
мягких ферритовых материалов. Выше 6к
ферриты становятся парамагнетиками.
По механическим свойствам поликристал-
лические ферриты подобны керамике. Обла-
дая высокой твердостью и хрупкостью, они
хорошо поддаются обработке алмазным ин-
струментом (резке, шлифовке, полировке).
Для склеивания ферритовых изделий чаще
всего применяют клей типа БФ-4.
При механических нагрузках в феррито-
вых изделиях создаются напряжения, которые
могут изменить электромагнитные параметры
(рис. 3.1). Предел прочности ферритов при
[§ 3.2]
Ферриты общего применения
49
Таблица 3.1. Группы и марки магиитомягких ферритов
Номер группы Название группы Марка ферритов
никель-цинковых маргаицево-цинковых
I Общего применения 100НН, 400НН, 400НН1, 600НН, 1000НН, 2000НН 1000НМ, 1500НМ, 2000НМ, 3000НМ
II Термостабильные 7ВН, 20ВН, ЗОВН, 50ВН, 100ВН, 150ВН 700НМ, 1000НМЗ, 1500НМ1, 1500НМЗ, 2000НМ1, 2000НМЗ
III Высокопроницаемые — 4000НМ, 6000НМ, 6000НМ1, 10000НМ, 20000НМ
IV Для телевизионной техники 2500НМС1, 3000HMC
V Для импульсных трансформа- торов ЗООННИ, ЗООННИ1, 350ННИ, 450ННИ, 1000ННИ, поонни 1100НМИ
VI Для перестраиваемых контуров 10ВНП, 35ВНП, 55ВНП, 60ВНП, 65ВНП, 90ВНП, 150ВНП, 200ВНП, 300ВНП —
VII Для широкополосных транс- форматоров 50ВНС, 90ВНС, 200ВНС, ЗООВНС
VIII Для магнитных головок 500НТ, 500НТ1 1000НТ, 1000НТ1, 2000НТ 500МТ, 1000МТ 2000МТ, 5000МТ
IX Для датчиков температуры 1200НН, 1200НН1, 1200НН2, 1200ННЗ, 800НН —
X Для магнитного экранирова- ния 200ВНРП, 800ВНРП
XI Для устройств, работающих на эффекте ядерного спинового эха 1,5СЧИ З.ОСЧИ
растяжении (1...2) -104 кПа, при изгибе — в
2,0...2,5 раза, а при сжатии — в 10...15 раз
больше, чем при растяжении.
Разомкнутые сердечники характеризуются
значением эффективной магнитной проница-
емости |лЭф. Для них тангенс угла магнит-
ных потерь, температурная и временная не-
стабильность уменьшаются приблизительно в
р-к/р-эФ раз, а постоянная гистерезиса в
(рн/рэф) раз.
Исходя из условий эксплуатации и
области применения ферритовых сердечников
магнитомягкие ферриты могут быть условно
разделены на одиннадцать групп (табл. 3.1).
50
Магнитомягкие ферритовые материалы
[разд. 3]
Рис. 3.1. Зависимость магнитной проницае-
мости некоторых ферритов от сжимающих
напряжений, приложенных перпендикулярно
направлению магнитного поля
1 — 700НМ; 2 — 1000НН; 3 — 1500НМЗ; 4 —
3000НМ; 5 - 4000НМ; 6 — 400НН; 7 — 600НН;
8 — 1000НМЗ; 9 — 2000НМЗ; /0 — 2000НН;
11 — 2000НМ1; /2— 6000НМ1
3.2. ФЕРРИТЫ ОБЩЕГО ПРИМЕНЕНИЯ
Группа ферритов общего применения
(группа I) включает в себя никель-цин-
ковые ферриты марок 100НН, 400НН, 400НН1,
600НН, 1000НН, 2000НН и марганцево-цин-
ковые ферриты марок 1000НМ, 1500НМ,
2000НМ, ЗОООНМ. Ферриты данной группы ис-
пользуются в слабых и сильных полях в
Рис. 3.2. Магнитные спектры ферритов 100НН
и 600НН (-----зависимость ц',--------|л")
Рис. 3.3. Частотная зависимость относитель-
ного тангенса угла магнитных потерь ферри-
тов I группы
1 — 2000НН; 2 — 1000HH; 3 — ЗОООНМ; 4 —
1000НМ, 1500НМ, 2000НМ; 5 — 600НН; 6 —
400НН; 7 — 400НН1; 8 — 100НН
диапазоне частот до 30 МГц в качестве
сердечников трансформаторов, дросселей, маг-
нитных антенн и в другой аппаратуре, где
нет особых требований к температурной и вре-
менной стабильности параметров. Для этих
ферритов устанавливаются нормы только на
значение начальной магнитной проницаемости
и тангенса угла магнитных потерь. Основ-
ные магнитные параметры приведены в
табл. 3.2, а дополнительные — в табл. 3.3.
Магнитные потери марганцево-цинковых
ферритов значительно ниже, чем никель-цин-
ковых при близких значениях начальной маг-
нитной проницаемости.
Марганцево-цинковые ферриты, входя-
щие в группу I, обладают меньшей зави-
симостью магнитной проницаемости от напря-
женности магнитного поля по сравнению с
никель-цинковыми. Ширина петли гистерезиса
у них меньше ввиду меньших значений ос-
таточной индукции и коэрцитивной силы при
достаточно высоких значениях индукции.
В табл. 3.4 приведены значения темпе-
ратурного коэффициента начальной магнит-
ной проницаемости в различных интервалах
температур.
Значения магнитной индукции при раз-
личных напряженностях постоянного магнит-
ного поля указаны в табл. 3.5.
На рис. 3.2 приведены магнитные спектры
ферритов марок 100НН и 600НН, а на
рис. 3.3 — частотные зависимости относитель-
ного тангенса угла магнитных потерь ферри-
тов I группы. Представленные зависимости
измерялись в магнитных полях //„.<: 0,5 А/м.
Зависимость магнитной проницаемости и
тангенса угла потерь от напряженности пе-
ременного магнитного поля показана на
рис. 3.4, а для никель-цинковых и 3.4, б для
марганцево-цинковых ферритов.
й 3.2]
Ферриты общего применения
51
5)
Рис. 3.4. Зависимость магнитной проницаемости-и тангенса угла магнитных потерь----от
напряженности переменного магнитного поля при / = 0,1 МГц для ферритов I группы: а — никель-
цинковые ферриты; б—марганцово-цинковые ферриты
1 — 2000НН; 2 — 1000НН; 3 — 600НН; 4 — 400НН: 5 — 400НН1; 6 - ЗОО0НМ; 7 — 2000НМ; 8 — 1500НМ;
9 — 1000НМ
Рис. 3.5. Температурная зависимость начальной магнитной проницаемости ферритов ^группы:
а — никель-цинковые ферриты; б — марганцово-цинковые ферриты
52
Магнитомягкие ферритовые материалы
[разд. 3]
Таблица 3.2. Основные электромагнитные параметры
ферритов I группы
Марка Начальная магнитная проницае- мость р,н Частота измерений L МГц 106, не более, при напряженности Нт, А/м, равной
0,8 8
100НН 100 + 20 7 125 —
400НН 400НН1 400 + И” 50 400 + 80 18 12 50 25
600НН 1000НН 600 + 200 100 1000 + 200 0,1 22 50 75 150
2000НН 2000 +400 200 1000 + 200 1500 + 300 85 270
1000НМ 1500НМ 15 45
2000НМ 2000 + 500 300
зооонм 3000 + 500 35 60
Рис. 3.6. Зависимость обратимой магнитной проницаемости ферритов при f=l кГц и Н„ = 0,8 А/м
от напряженности постоянного магнитного поля: а — никель-цинковые ферриты I группы; б —
марганцово-цинковые ферриты I, II, III групп
1 — 2000НН; 2— 1000НН; 3 — 600НН; 4 — 400НН. 400НН1; 5 — 10000НМ; 6 — 6000НМ. 6000НМ1;
7 —4000НМ; 8 — 3000НМ; 9 — 2000НМ, 2000НМ1, 2000НМЗ; 10 — 1500НМ, 1500НМ1, 1500НМЗ; 11 —
1000НМ, 1000НМЗ; 12 — 700НМ
Таблица 3.3. Дополнительные параметры ферритов I группы
Марка Ар, МГц, при tg6M У1 max Но, А/м, ПРИ Ртах В, Тл В,., Тл Нс, А/м OflOe %109 ИЙ при f = 1МГц Ом м ек °с не менее Конфигурация изделий
0,02 0,1
100НН 400НН 15,00 1,50 30,0 3,5 850 1100 120 64 0,44 0,25 0,29 0,12 56 64 10,0 10« 104 300 120 Кольцевые, стержне- вые
400НН1 3,90 6,0 1400 100 0,28 0,16 48 3,8 103 300 Стержневые
600НН 0,70 1,5 1600 56 0,31 0,14 32 - 11,7 104 ПО Кольцевые, стержне- вые, Ш-образные, раструбы
1000НН 0,4 3000 32 0,27 0,15 20 14,0 Кольцевые, П-образ- ные
2000НН - 0,1 7000 12 0,25 0,12 8 10,0 70
1000НМ 0,20 1800 40 20 14 4,7 Кольцевые
1500НМ 0,10 0,6 2500 — 0,35 0,11 24 12 2,9 200
2000НМ 0,05 0,5 0,38 0,13 10 2,1 0,5 Кольцевые, броне-
3500 20 вые; Ш-образные, пластинчатые
ЗОООНМ 0,02 0,1 0,35 0,12 12 3 1,6 140 Кольцевые
Примечание. Значения В, В, указаны при HQ = 800 А/м.
54
Магнитомягкие ферритовые материалы
[разд. 3]
Таблица 3.4.
Относительный температурный коэффициент
начальной магнитной проницаемости
ферритов I группы
Марка • 106, К прн температуре, °C, равной
— 60...+20 20...50 20...155
100НН 30...90 5...45
400НН 5...15 5...15
400НН1 25...30 — 15... —25 -4...-6
600НН 6...15 6...15
1000НН 2,5...7,5 2,5...7,5 —
2000НН 2...6 2...6
1000НМ 2,5...4,5 1,0-9,0 — 0,5...+ 4,0
1500НМ 1,5...3,7 -1,0...+ 8,0 -0,4...+ 4,2
2000НМ 0,0...+ 3,5 -2,5... + 5,0 — 0,5...+ 3,0
3000НМ 2,0...3,0 1,5...2,5 —
Изменение начальной магнитной прони-
цаемости от температуры представлено на
рис. 3.5, а для никель-цинковых и на
рис. 3.5, б для марганцово-цинковых ферри-
тов. Особенностью марганцово-цинковых фер-
ритов является более высокое значение тем-
пературы Кюри по сравнению с никель-цин-
ковыми ферритами и меньшие значения тем-
пературного коэффициента магнитной прони-
цаемости (см. табл. 3.4 и рис. 3.5).
Зависимость обратимой магнитной прони-
цаемости ферритов на частоте [=1 кГц при
/7,„ = 0,8 А/м от напряженности постоянного
магнитного поля Но приведена на рис. 3.6, а, б.
Из ферритов этой группы выпускаются
детали различной конфигурации и размеров:
кольцевые (ГОСТ 16541—76, ГОСТ 14208—77),
броневые (ГОСТ 19197—73), Ш, Е, П, Г-об-
разные сердечники, пластины, стержни, труб-
ки и др.
Таблица 3.5.
Изменение магнитной индукции
от напряженности магнитного поля
ферритов I группы
3.3. ТЕРМОСТАБИЛЬНЫЕ ФЕРРИТЫ
Группа термостабильных ферритов (груп-
па II) включает в себя никель-цинковые
ферриты марок 7ВН, 20ВН, 30ВН, 50ВН
100ВН, 150ВН и марганцово-цинковые фер-
риты марок 700НМ, 1000НМЗ, 1500НМ1
1500НМЗ, 2000НМ1, 2000НМЗ.
Общим признаком ферритов этой группь
являются малое значение температурногс
коэффициента начальной магнитной проница
емости в широком интервале температур и
достаточно низкие магнитные потери. Дл;
феррита марки 2000НМЗ нормируется коэф
фициент дезаккомодации, который в нескольк»
раз меньше, чем для других марок марганцо!
во-цинковых ферритов. Для никель-цинковы:
ферритов типа ВН это значение не норми
руется, так как они имеют значительно боле:
высокую временную стабильность, чей
Мп — Zn-ферриты.
Термостабильные марганцово-цинковы
ферриты применяют на частотах до 3 МГц
а никель-цинковые (высокочастотные) —
вплоть до 100 МГц.
Температурный коэффициент магнитно:
проницаемости ТКр в сильных полях пр:
индукциях больше 0,1 Тл для всех высокопро
ницаемых ферритов примерно одинаков и сс
ставляет около 0,3%-К-1, поэтому примене
ние термостабильных Мп — Zn феррит»
оправдано только в слабых переменных поля?
Термостабильные высокочастотные ни
кель-цинковые ферриты не рекомендуется под
вергать воздействию постоянных и перемен
ных полей с напряженностью, выше опредс
ленного значения (пороговое поле), так ка
после приложения поля выше пороговог
материал необратимо переходит в состояни
Марка Магнитная индукция В, Тл, при напряженности Но, А/м, равной
40 80 240 800
100НН — 0,142 0,266 0,360
400НН 0,046 0,100 0,230 0,250
600НН 0,070 0,160 0,270 0,310
юоонн 0,095 0,167 0,226 0,270
2000НН 0,154 0,200 0,236 0,250
1000НМ 0,206 0,290 0,340 0,370
2000НМ 0,179 0,287 0,366 0,394
3000НМ 0,250 0,320 0,360 0,370
Рис. 3.7. Магнитные спектры некоторых фе|
ритов II группы;---зависимость р/,------|i
В 3.3]
Термостабильные ферриты
55
Таблица 3.6. Основные электромагнитные параметры ферритов
II группы
Марка Цн (tgWlM • Ю6, не бо- лее, при напряжен- ности Я/и, А/м, равной Частота измере- ний, /, МГц Di не to6, более
0,8 8
7ВН 7+1 680 70
20ВН 20 + 4 300 30 Не нор-
ЗОВН 30 + 5 170 30 мируется
50ВН 50+10 180 — 20
100ВН 100 + 20 135 18
150ВН 150 + 20 12
700НМ 700 + 200 80 3 30
1000НМЗ 1000 + 200 5 15 25
1500НМ1 15 45 12
1500НМЗ 1500 ч~ 300 5 15 0,1 15
2000НМ1 2000 + ^00 и±300 15 45 10
2000НМЗ 12 35 3
Таблица 3.7. Температурный коэффициент начальной магнитной проницаемости ферритов II группы
Марка сс.цн-106, К 1 при тем пературе, °C равной
— 70...+ 20 -60... + 20 — 40... + 20 -20...+ 20 -10...+ 20 + 20...+ 50
7ВН — — 14...+ 70 — 14...+ 70 — 14... + 70 —14... + 70 — 14...+ 70
20ВН — 2...+ 20 — 2...+ 20 — 2...+ 20 — 2...+ 20 — 2...+ 20 — 2...+20
ЗОВН — 40...0 -85...0 —120...0 —100...0 -100...0 — 35...+ 35
50ВН — 5...+7 -3..-+10 — 3—+ 10 — 3—+ 10 — 3... + 10 0—+ 10
100ВН — 15..40 15...30 10...15 0...8 0...+8
150ВН — 15...40 15...30 10...20 — 4... + 4 -4...+ 4
700НМ — 0,2...+ 1,2 — 0,2...+1,2 — 0,2...+1,2 — 0,2...+ 1,2 — 0,2...+ 1,2 — 0,2...+ 1,2
1000НМЗ — 0,2...+ 1,3 — 0,2...+ 1,2 — 0,2... + 1,0 — 0,2... + 1,0 — 0,2...+ 1,0 — 0,2... + 1,0
1500НМ1 0,2...3,4 0,2...2,8 0,1...1,7 0-1,1 — 0,1...+ 0,8 — 0,1... + 0,6
1500НМЗ — 0,2...+ 1,6 — 0,2...+ 1,5 — 0,2...+ 0,9 — 0,2...+ 0,7 — 0,2...+ 0,7 — 0,2...+ 0,7
2000НМ1 0,2...3,4 0,2...2,8 0,1...2,0 0,0... 1,2 — 0,1... + 1,0 — 0,1... + 0,8
2000НМЗ 0,0...2,0 0,0...1,5 0,0-1,4 0,0...1,2 0,0...1,0 0,0-0,8
Продолжение табл. 3.7
Марка аМ||-106, К при температуре, °C, равной
+ 20...+ 70 + 20... + 85 + 20...+ 100 + 20... + 125 + 20...+ 155
7ВН — 14...+ 70 — 14...+ 70 — 14...+ 70 — 14...+70 -
20ВН — 2...+ 20 — 2...+ 20 — 2...+20 — 2...+20 — 2... + 20
ЗОВН — 35...+ 35 — 35...+ 35 — 35...+ 35 — 35... + 35 -35...+ 35
50В Н 0...10 0...10 0...10 0...10 0...10
100ВН 0...8 0...8 0...8 0...8 0...8
150ВН — 4... + 4 — 4...+ 4 — 4...+ 4 — 4...+4 — 4...+ 4
700НМ — 0,2...+ 1,2 — 0,2...+ 1,2 — 0,2...+ 1,2 — 0,2...+ 1,2 — 0,2...+ 1,2
1000НМЗ — 0,2...+ 1,0 — 0,2...+ 1,0 — 0,2...+ 1,0 — 0,2... + 1,0 — 0,2...+1,2
1500НМ1 — 0,1...+ 0,8 — 0,1 — + 1,1 — 0,1...+ 1,4 — 0,1.. . + 2,0 0,0...3,0
1500НМЗ — 0,2...+0,7 — 0,2... + 0,8 — 0,2...+ 0,9 — 0,2...+ 1,1 — 0,2...+ 1,5
2000НМ1 — 0,1...+ 1,0 — 0,1... + 1,3 — 0,1... + 1,6 — 0,1... + 2,0 0,0...3,0
2ОООНМЗ 0,0...1,0 0,0...1,2 0,0...1,5 0,0...1,8 0,0...2,5
Таблица 3.8. Дополнительные параметры ферритов II группы
Марка Ар, МГц, при tg8M P-max На, А/м, ПРИ Ртах В, Тл Вг, Тл Нс, А/м -у- 10® при Ря /=0.1 МГц р, Ont м ек,°с, не менее Конфигурация сердечников
0,02 0,1
7ВН 20ВН 150 65 220 120 15 45 4400 2000 0,07 0,20 0,06 0,10 2240 1000 53,0 106 Кольцевые, стержневые Кольцевые, броневые, стержневые Кольцевые, броневые,
30ВН 110 200 90 1600 0,26 0,07 520 3,8 105 450
50ВН 40 70 170 800 0,30 0,20 360 20,2 104 стержневые, двухотверстные Кольцевые, броневые
100ВН 25 35 280 480 0,36 0,15 280 1,3 105 400 Антенные
150ВН 15 25 330 520 0,35 3,4 104 »
700НМ 2 5 1900 128 0,38 0,05 240 0,5 20 240 Кольцевые, броневые,
антенные
1000НМЗ 0,6 1,8 2000 80 0,33 0,10 28 1,4 10 Кольцевые, броневые, П-образные
1500НМ1 0,1 0,6 3000 32 0,35 2,9 5 Кольцевые, П-образные
1500НМЗ 0,3 1,5 48 0,38 0,08 16 1,0 20 200 Кольцевые, броневые, стержневые
2000НМ1 0,05 0,5 3500 32 0,12 2,1 5 Кольцевые, броневые, стержневые, Ш-образные
2000НМЗ 48 0,36 25 1,6 0,5 Кольцевые, броневые
Примечание. Значения В, В„ Нс указаны при Но = 4000 А/м для ферритов марки
ВН и Но = 800 А/м для ферритов марки НМ.
Магнитомягкие ферритовые материалы [разд. 3]
[§ 3.3]
Термостабилъные ферриты
57
Таблица 3.9. Изменение магнитной индукции
от напряженности магнитного поля ферритов II группы
Марка Магнитная индукция В, Тл, при напряженности Но, А/м, равной
40 80 240 800
7ВН 0,005
20ВН 0,020
ЗОВН — — 0,068
50ВН 0,189
100ВН 0,040 0,265
700НМ 0,040 0.124 0,356 0,394
1000НМЗ 0,100 0,200 0,290 0,334
1500НМ1 0,146 0,240 0,320 0,350
1500НМЗ 0,148 0,250 0,350 0,380
2000НМ1 0,165 0,244 0,312 0,340
Рис. 3.8. Частотная зависимость относитель-
ного тангенса угла магнитных потерь ферритов
II группы
1 — 1500НМ1, 2000НМ1, 2000НМЗ; 2 — 1500НМЗ;
3— 100НМЗ; 4 — 700НМ; 5 — 150ВН; 6 - 100ВН;
7-50ВН; 8 —ЗОВН; 9 — 20ВН; 10 — 7ВН
Рис. 3.9. Зависимость магнитной проницаемости--и тангенса угла магнитных потерь------от
напряженности переменного магнитного поля при f = 0,1 МГи для ферритов II группы: а — иикель-
цинковые ферриты; б — марганцово-цинковые ферриты
1 — 150ВН; 2 — 100ВН; 3 — 50ВН; 4 — ЗОВН; 5 — 20ВН; 8 — 2000НМ1; 7 — 2000НМЗ; 8— 1500НМ1;
9 — 1500НМЗ; 10 — 1000НМЗ; И -- 700НМ
58
Магнитомягкие ферритовые материалы
[разд. 3]
Рис. 3.10. Температурная зависимость началь-
ной магнитной проницаемости ферритов
II группы: а—марганцово-цинковые ферри-
ты; б — никель-цинковые ферриты
с низкой добротностью. Возвратить феррит в
исходное состояние можно только нагреванием
его выше температуры Кюри и последующим
охлаждением. Значение порогового поля для
ферритов марок 150ВН и 100ВН составляет
300 А/м, для 50ВН - - 500 А/м, для 30ВН и
20ВН — 1500 А/м и для 7ВН - 3000 А/м.
Для повышения температурной и времен-
ной стабильности изделий применяют сердеч-
ники с разомкнутой магнитной цепью, напри-
мер' броневые сердечники. Поскольку относи-
тельные электромагнитные параметры мате-
риалов не зависят от эффективной магнитной
Рис. 3.11. Зависимость обратимой магнитной
проницаемости при /=1 кГц и /7т = 0,8 А/м
от напряженности постоянного магнитного
поля для пмкель-цннковых ферритов II и VII
групп
/ —300ВНС: 2 — 200ВНС; 3— 150ВН; 4-
100ВН: 5 — 90ВНС; 6 — 50ВН; 7 — 50ВНС: 8 —
ЗОВН; 9— 20ВН
проницаемости магнитопровода, все приведен-
ные в таблицах данные могут быть исполь-
зованы и для сердечников с разомкнутой маг-
нитной цепью.
Рис. 3.12. Частотная зависимость составля-
ющих диэлектрической проницаемости для
некоторых ферритов IIи III групп
----------зависимость е', -------е".
!§ 3.4]
Высокопроницаемые ферриты
59
В табл. 3.6 приведены основные электро-
магнитные параметры термостабильных фер-
ритов, а в табл. 3.7 — относительный темпе-
ратурный коэффициент начальной магнитной
проницаемости.
Дополнительные параметры термоста-
бильных ферритов представлены в табл. 3.8.
Там же указаны основные конфигурации сер-
дечников, изготовляемых промышленностью
из ферритов той или иной марки.
Зиачеиия магнитной индукции при раз-
личных напряженностях постоянного магнит-
ного поля приведены в табл. 3.9.
На рис. 3.7 представлены частотные за-
висимости составляющих комплексной маг-
нитной проницаемости, а на рис. 3.8 —
частотные зависимости относительного тан-
генса угла магнитных потерь.
Зависимости магнитной проницаемости и
тангенса угла магнитных потерь от напря-
женности переменного магнитного поля пока-
заны на рис. 3.9, а, б.
Температурные зависимости начальной
магнитной проницаемости приведены на
рис. 3.10.
Зависимости обратимой магнитной про-
ницаемости от напряженности постоянного
магнитного поля для никель-цинковых фер-
ритов этой группы представлены на рис. 3.11,
а для марганцово-цинковых— на рис. 3.6, б.
Частотные зависимости составляющих
комплексной диэлектрической проницаемости
ферритов 1000НМЗ, 1500НМЗ и 2000HMI
приведены на рис. 3.12.
3.4. ВЫСОКОПРОНИЦАЕМЫЕ ФЕРРИТЫ
В эту группу (группа III) входят мар-
ганцово-цинковые ферриты с высокой началь-
ной магнитной проницаемостью марок:
4000НМ, 6000НМ, 6000НМ1, 10 000НМ,
Рис. 3.13. Частотная зависимость относитель-
ного тангенса угла магнитных потерь ферритов
III группы при Нт^0,5 А/м
7 — 6000НМ, 10000НМ; 2 — 20000НМ; 3 —
6000НМ1; 4 — 4000НМ
20 000HM. Эти ферриты предназначены для
использования в качестве сердечников транс-
форматоров, делителей напряжения, стати-
ческих преобразователей и других приборов,
в которых они с успехом заменяют дорого-
стоящие сердечники из тонкокатаного пермал-
Рис. 3.14. Магнитные спектры некоторых фер-
ритов III группы;---зависимость р',-------
р"
Таблица 3.10. Основные электромагнитные параметры ферритов III группы
Марка Нн <Хц„-106, К~', ре, °C при температу- равной м • 106, не более, Нм при напряженности Нт, А/м, равной Частота измере- ний МГц Pf-106, не более
—60...+ 20 20...70 0,8 8
4000НМ ' 4000 800 1,5...2,5 0,5...1,5 35 60 0,1
6000НМ бооо^^ооо wvu_1200 0,6... 1,5 0,2...1,5 45 75
6000НМ1 6000 2000 оиии_1200 0,5...1,5 0,5...1,5 10 30 0,03
10000НМ 10000+ 5000 1ииии —2000 0,5...2,0 0,2...1,5 35 90 0,02 2
20000НМ 20000 + 5000 0,0...1,5 — 0,5...+ 0,5 10 30 0,01
60
Магнитомягкие ферритовые материалы
[разд. 3]
лоя. Такая замена целесообразна только для
трансформаторов, работающих при малых ин-
дукциях, из-за низких значений индукции
насыщения ферритов по сравнению с метал-
лическими ферромагнетиками.
Основные электромагнитные параметры
ферритов приведены в табл. 3.10, а дополни-
тельные— в табл. 3.11.
Значения магнитной индукции при раз-
личных напряженностях постоянного магнит-
ного поля даны в табл. 3.12.
Феррит марки 6000НМ1 по сравнению с
Рис. 3.15. Зависимость магнитной проницаемости-и тангенса угла магнитных потерь------с
напряженности переменного магнитного поля ферритов III группы: а — 60000НМ1; б — 6000 НА
4000НМ; в — 10000НМ; г — 20000НМ
К 3.5]
Ферриты для телевизионной техники
61
Таблица 3.11. Дополнительные параметры ферритов III группы
Марка )„р, МГц, при tg6„ Ртах н0, А/м, при Ртах В, Тл Вг, Тл Нс, А/м ^-10* Р« при f = — 0,1 МГц р, Ом - м ек, °с, не менее Конфигурация сердечников
0,02 0,1
4000НМ 0,005 0,100 7000 16 0,37 0,13 8,0 0,9 0,50 125 Кольцевые, Ш-образные Кольцевые, броневые Кольцевые, броневые,
6000НМ — 0,050 10 000 12 0,35 0,11 0,5 0,10 ПО
6000НМ1 0,030 0,100 20 0,34 0,09 4,0 0,4 1,00 > 125
10000НМ 0,020 0,050 17 000 8 0,35 0,11 0,5 0,01 >110 пластинчатые Кольцевые, Ш-образные Кольцевые, П-образные
20000НМ — 0,005 35 000 4 2,0 — <0.01
Примечание. Значения В, Вг, Нс указаны для До = 8ОО А/м.
Таблица 3.12. Изменение магнитной индукции
от напряженности магнитного поля
ферритов III группы
Марка Магнитная индукция В, Тл, при напряженности Но, А/м, равной
40 80 240 800
4000НМ 0,260 0,320 0,366 0,37
6000НМ 6000НМ1 0,270 0,280 0,308 0,310 0,345 0,340 0,35
10000НМ 20000НМ 0,310 0,330 0,350
Рис. 3.16. Температурная зависимость началь-
ной магнитной проницаемости ферритов Ш
группы
ферритом 6000НМ имеет tg приблизительно
в три раза меньше при одинаковых значениях
Н,п ввиду меньших значений гистерезисных
и дополнительных потерь.
Основные зависимости относительного
тангенса угла магнитных потерь от частоты
приведены на рис. 3.13, а магнитные спектры
ферритов марки 6000НМ1, 10 000HM и
20 000HM — на рис. 3.14. Зависимости маг-
нитной проницаемости и tg 6М от напряжен-
ности переменного магнитного поля для
различных частот показаны на
рис. 3.15, а, б, в, г. Изменение начальной маг-
нитной проницаемости от температуры пред-
ставлено на рис. 3.16. На рис. 3.12 показаны
частотные зависимости составляющих ди-
электрической проницаемости феррита марки
6000НМ1, а на рис. 3.6, б — влияние посто-
янного магнитного поля на обратимую
магнитную проницаемость ферритов III группы.
3.5. ФЕРРИТЫ
ДЛЯ ТЕЛЕВИЗИОННОЙ ТЕХНИКИ
Группа ферритов для телевизионной
техники (группа IV) включает в себя марган-
цово-цинковые ферриты марок 2500НМС1 и
3000НМС. Эти ферриты в основном исполь-
зуются в качестве сердечников выходных
строчных трансформаторов (ТВС) и спе-
циальных узлов телевизоров черно-белого и
цветного изображения.
Сердечники ТВС предназначены для
работы в полях, обеспечивающих магнитную
индукцию 0,1...0,2 Тл на частоте 16 кГц. Кроме
того, для создания высокого напряжения на
62
Магнитомягкие ферритовые материалы
[разд. 3]
Таблица 3.13. Основные электромагнитные параметры
ферритов IV группы
Марка Удельные потери Р, мкВт/(см3-Гц), на частоте’ 10...20 кГц при температуре, °C, равной Магнитная индукция. В,. Тл, при Нс —240 А/м и температуре, °C, равной
25±10 100±3 120±3 100±3 120± 3
2500НМС1 <10,5 <8,7 — >0,29 —
3000НМС <2,5 — <2,5 — >0,25
Примечание. Значения удельных потерь для марки
2500НМС1 измеряются при В = 0,2 Тл, для марки 3000НМС —
0,1 Тл.
Рис. 3.17. Начальная кривая намагничивания и размагничивающая ветвь петли гистерезиса фер-
ритов IV группы: а — 2500НМС1; б — 3000НМС
[§ 3.5] Ферриты для телевизионной техники 63
Таблица 3.14. Дополнительные параметры ферритов IV группы
Марка /кр, МГц, при tg6H, равном Цтах нт, А/м, при Цтах В, Тл В„ Тл Нс, А/м ^•109 Цн р, Ом*м ек. °с, не менее
0,02 0,1
2500НМС1 0,16 0,40 4800 40 0,45 0,1 16 3,1 1,0 200
3000НМС 0,10 0,36 4800 32 0,45 0,1 12 3,8 1,0 200
П р и м- е ч а н и е. Значени я В, Вг, Нс, ука. *аны дл5 До = 8( )0 А/м.
Таблица 3.15. Температурный коэффициент начальной магнитной
проницаемости ферритов IV группы
Марка «цн-106, К \ при температуре, °C, равной
— 60...+ 20 — 10...+ 20 20...50 20...155
2500НМС1 3000НМС 2,0...3,6 3,5...5,0 3,5...5,0 3,0...6,0 2,0...7,5 2,0...7,0 1,6...7,5 2,0...7,0
Рис. 3.18. Зависимость магнитной проницаемости ---- и удельных объемных магнитных
потерь------на частоте /=16 кГц от магнитной индукции для ферритов IV группы: а —
2500НМС1; б — 3000НМС
электронно-лучевой трубке при малых затра-
тах мощности сердечники строчных трансфор-
маторов должны обладать максимальным зна-
чением магнитной проницаемости и минималь-
ным значением потерь при вышеуказанных
значениях индукции и частоты.
Для трансформаторов коррекции гео-
метрических искажений телевизионного
изображения необходимы сердечники, у кото-
рых магнитная проницаемость изменяется в
широких пределах по определенному закону
в зависимости от намагничивающего поля.
Перечисленным требованиям удовлетво-
ряют ферриты 2500НМС1 и 3000НМС. Эти
ферриты обладают малыми потерями в силь-
ных магнитных полях при рабочих частотах
до десятков килогерц, повышенным значением
магнитной индукции при высоких температу-
рах и при наличии подмагничивающих полей.
Для систем динамического сведения лу-
чей в телевизионных приемниках применяют
феррит марки 2000НМ.
В табл. 3.13 приведены основные пара-
метры ферритов этой группы, а в табл. 3.14 —
дополнительные параметры. Значения темпе-
ратурного коэффициента начальной магнит-
ной проницаемости в различных интервалах
температур приведены в табл. 3.15.
64
Магнитомягкие ферритовые материалы
[разд. 3]
На рис. 3.17 показаны зависимости
индукции от напряженности постоянного маг-
нитного поля при намагничивании и размаг-
ничивании ферритов марок 2500НМС1,
3000НМС. Зависимости магнитной прони-
цаемости и удельных объемных магнитных
потерь на частоте 16 кГц от магнитной
индукции приведены на рис. 3.18.
Изделия из ферритов для телевизионной
техники выпускаются в виде Ш- и П-образных
деталей, которые, как уже отмечалось, в ос-
новном используются в качестве сердечников
строчных, корректирующих и силовых транс-
форматоров для телевизионных приемников.
3.6. ФЕРРИТЫ
ДЛЯ ИМПУЛЬСНЫХ ТРАНСФОРМАТОРОВ
Группа ферритов, предназначенных для
работы в импульсных режимах намагничива-
ния (группа V), включает в себя никель-цин-
ковые ферриты марок 300ННИ, 300ННИ1,
350ННИ, 450ННИ, 1000ННИ, 1100ННИ и
марганцово-цинковый феррит марки 1100НМИ.
Основными характеристиками ферритов этой
группы являются: импульсная магнитная про-
ницаемость при оптимальном импульсном поле
и ее температурная стабильность. Импульс-
ная магнитная проницаемость определяется
отношением приращения индукции В„
(импульса индукции) к максимальному зна-
чению напряженности импульсного магнит-
ного поля /7„:
р.« = Ви/р.оЯ„. (3.11)
Величина щ является функцией макси-
мальной напряженности поля /7И, длитель-
ности импульса т„, частоты повторения
импульсов и температуры.
Для ферритов, применяемых в качестве
сердечников мощных импульсных трансфор-
маторов, необходимо учитывать также удель-
ные объемные магнитные потери и их
зависимость от магнитной индукции и дли-
тельности намагничивающего импульса, по-
скольку потери являются основным фактором,
определяющим разогрев сердечника.
В табл. 3.16 приведены основные пара-
метры ферритов для импульсных полей, а в
табл. 3.17 — дополнительные параметры и
конфигурация выпускаемых промышлен-
ностью сердечников.
Зависимость импульсной магнитной про-
ницаемости от температуры построена на
рис. 3.19. На рис. 3.20 показаны зависимости
удельных объемных магнитных потерь от ин-
дукции при различных длительностях намаг-
ничивающих импульсов. Изменение импульс-
Рис. 3.19. Температурная зависимость им-
пульсной магнитной проницаемости при опти-
мальной напряженности импульсного намаг-
ничивающего поля (ти = 3 мкс) и частоте сле-
дования импульсов 5 кГц
1 — 1000ННИ; 2 -- 1100НМИ; 3 — 1100ННИ; 4 --
450ННИ; 5 — 35ННИ; 6 — 300ННИ1; 7 — 300ННИ
магнитных потерь от магнитной индукции при
различных длительностях намагничивающего
импульса для ферритов V группы: а —
1000ННИ; б — 450ННИ; в — 1100НМИ
К 3.6]
Ферриты для импульсных трансформаторов
65
Таблица 3.16. Основные электромагнитные параметры ферритов
V группы
Марка flu ПрИ Тц — = 1...3 мкс и /и = 0,5...5 кГп Я» опт, А/м Д|1и/ци, %, при темпера- туре, °C, равной
— 60...+ 20 20...85
ЗООННИ 300 + 50 80...240 — 30...+ 30 — 30...+ 30
ЗООННИ 1 300 + 80 8ии —50 64 — 4...+ 8 — 8... + 4
350ННИ 350 + 75 80 — — 30...+ 30
450ННИ 450 + 50 240 0... —25 0...+ 10
1000ННИ 1000_*78ии 1ии — 250 64 0... —30 0... —30
поонни 1100 + 250 80 0... —50 0... —50
1100НМИ 1100+150 -25...+ 25 — 25...+ 25
Таблица 3.17. Дополнительные параметры ферритов V группы
. Марка /кр> МГц, при tg6p= = 0,1 Птах Яо, А/м, при Птах В, Тл Вг, Тл Be, А/м «рн-106, К- ратуре, *, при темпе- С, равной при f = = 0,1 МГц Р’ Ом- м ек. °C, ие ме- нее Конфигу- рация сердеч- ника
— 60...+ 20 20...100
ЗООННИ 2,0 300 240 0,30 0,28 160 — — 23,0 10 240 Кольце- вые, П- образ- ные
ЗООННИ 1 400 160 0,22 0,06 96 — 2,0... - + 1,0 — 2,0... +1,0 33,0 ю4 160 Кольце- вые
350ННИ 2,5 1000 80 0,26 0,12 48 3...24 4...17 38,0 ю7 180 Кольце- вые, О-об- разные
450ННИ 1000ННИ 1,0 0,5 2100 56 0,37 0,30 0,16 0,09 40 16 8...14 4...9 6...18 2...6 31,0 7,6 103 103 230 120 Кольце- вые, П-об- разные Кольце- вые
поонни поонми 0,4 0,3 3000 32 0,27 0,40 0,08 0,15 20 24 3...6 1...3 2...4 1...3 5,0 3,8 10 0,1 ПО 180 Кольце- вые Кольце- вые
Примечание. Значения В, Вг, Нс указаны для Яо = 8ОО А/м.
Рис. 3.21. Зависимость импульсной магнит-
ной проницаемости от длительности импульса
при напряженности импульсного намагничива-
ющего поля 80 А/м на частоте f = 5 кГц
1 - 1000ННИ; 2 — 1100НМИ; 3 1100ННИ; 4 —
450ННИ; 5 — 350ННИ; 6 — ЗООННИ!, ЗООННИ
3 Заказ 1122
66
Магнитомягкие ферритовые материалы
[разд. 3]
ной проницаемости от длительности импульса 10ВНП, 35ВНП, 55ВНП, 60ВНП, 65ВНП, изображено на рис. 3.21. 90ВНП, 150ВНП, 200ВНП, 300ВНП и используются в контурах различных радио- 3.7. ФЕРРИТЫ технических устройств, перестраиваемых ДЛЯ ПЕРЕСТРАИВАЕМЫХ КОНТУРОВ постоянными подмагничивающими полями. МОЩНЫХ РАДИОТЕХНИЧЕСКИХ Перечисленные материалы обладают УСТРОЙСТВ большим значением коэффициента перестрой- ки по частоте kf, малым значением тангенса Ферритовые сердечники этой группы угла магнитных потерь при частотах до (группа VI) изготовляются из высокочастот- 250 МГц как при малых, так и повышенных ных никель-цинковых ферритов марок значениях индукции. Характерным парамет- Таблица 3.18. Основные электромагнитные параметры ферритов VI группы
Марка Нк tg6MU03, не более, при индукции, Тл, равной Час- тота изме- рений А МГц kf, не менее, при Но = = 0... ...14400 А/м из-10", (м/А)2, при Н„ = = (0-0,5) Не А/м сс,,/7-106, не более, при температуре, °C, равной
0100'0 0,0075 0,0100 0,0125 OSl‘0 0910'0 0,0180 ооео'о
—60... ... + 20’ 20... 125
ЮВНП 35ВНП 55ВНП 60ВНП 65ВНП 90ВНП 150ВНП 200ВНП 300ВНП 10+ 4 35t58 55+^ 6O±io 65+7 9°+% 150^25 200 ±25 300 + 50 U —20 10,0 14,0 17,0 8,4 10,0 8,4 10,0 20,0 10,5 50,0 11,0 13,0 50,0 20,0 10,0 — 14,5 50,0 16,7 50,0 11,0 15 6 80 8 7 - 8 7 3 20 3 1,7 2,5 3,5 3,3 3,8 5,5 7,0 9,0 11,0 0,07 0,08 0,50 0.20 9,00 10,00 12,00 390...750 20...30 25...55 60... 130 30...55 30...60 40...80 20...55 10...30 90...200 30...45 5...110 25...80 45...80 70...130 50...100 20...40 5...20 (20...100 еС)
13,3 9,0 20,8
Таблица 3.19. Дополнительные параметры ферритов VI группы
Марка /кр, МГц, при tg6„ Ртах я0, А/м, при Птах В, Тл Вг, Тл Нс, А/м р» Ом-м ек- °C не менее Конфигурация сердечников
0,02 0,1
ЮВНП 200 250 40 3700 0,14 0,08 1600 ю7 500 Кольцевые
35ВНП — 160 200 800 0,20 0,12 380 106 400
55ВНП 55 320 440 0,35 0,15 410 ю7 Кольцевые, О-образные Кольцевые,
60ВНП 35 360 480 0,42 0,25 320 ю8
65ВНП 53 350 430 0,36 0,16 400 ю7 350 пл астинчатые Кольцевые, О-образные, пластинчатые
33
90ВНП 50 650 240 0,32 0,25 208
150ВНП 200ВНП 15 10 30 15 1900 850 100 80 0,34 0,40 0,24 0,25 60 80 106 220 240 Кольцевые, О-образные
300ВНП 3 6 800 160 0,29 0,18 96 120 Кольцевые, Г-образные
Примечание. Значения В, Вг, Нс указаны для Яо = 4ООО А/м, а для марок 35ВНП, 90В НП,
150ВНП — До = 800 А/м.
К 3.7]
Ферриты для перестраиваемых контуров
67
Рис. 3.22. Зависимость магнитной индукции--для переменного,-------для постоянного поля от
напряженности магнитного поля для ферритов VI группы; а—10ВНП; б — 55ВНП, 60ВНП;
в — 65ВНП; г— 200ВНП
Рис. 3.23. Зависимость магнитной проницаемости — и тангенса угла магнитных потерь--при
различных частотах от индукции для ферритов VI группы: а — 10ВНП; б —60ВНП, 55ВНП
65ВНП / — 60ВНП; 2— 55ВНП; 3 — 65ВНП; в — 200ВНП; г — 300ВНП, 150ВНП, 90ВНП
4 — 300ВНП; 5 — 150ВНП; 6 — 90ВНП
68
Магнитомягкие ферритовые материалы
[разд. 3]
Рис. 3.24. Магнитные спектры ферритов VI
группы;--------зависимость ц', ------- ц"
I — 200ВНП; 2 — 55ВНП. 50ВНП. 65ВНП: 3~
ювнп
Рис. 3.27. Температурная зависимость началь-
ной магнитной проницаемости ферритов VI
группы
1 — 300ВНП; 2 — 200ВНП; 3 — 150ВНП; 4 —
90ВНП; 5 —55ВНП; 6 — 65ВНП; 7 — 60ВНП;
8 —35ВНП; 9 — ЮВНП
Рис. 3.25. Частотная зависимость относитель-
ного тангенса угла магнитных потерь для фер-
ритов VI группы при А/м
/ — 300ВНП; 2 — 200ВНП; 3 — 150ВНП; 4-
90ВНП; 5 —60ВНП; 6 — 65ВНП; 7 — 35ВНП;
8— ЮВНП
Рис. 3.26. Зависимость обратимой магнитной
проницаемости при f=l кГц и Ят==0,8 А/м
от напряженности постоянного магнитного
поля для ферритов VI группы
/ — 300ВНП; 2 — 200ВНП; 3 — 150ВНП; 4 —
90ВНП; 5 —65ВНП; 6 — 60ВНП; 7 — 55ВНП;
8 —35ВНП; 9 — ЮВНП
ром этой группы ферритовых материалов,
позволяющим оценить стабильность работы
контуров, является также коэффициент ам-
плитудной нестабильности магнитной про-
ницаемости.
Основные электромагнитные параметры
ферритов для перестраиваемых контуров при-
ведены в табл. 3.18, а дополнительные —
в табл. 3.19. Изменения индукции от напря-
женности постоянного магнитного поля
отражены в табл. 3.20.
Специфика использования ферритов этой
группы предполагает преимущественное ис-
следование таких характеристик: зависимость
индукции от магнитного поля как перемен-
ного, так и постоянного (рис. 3.22); зависи-
мость магнитной проницаемости и тангенса
угла магнитных потерь от индукции
(рис. 3.23); частотные зависимости составляю-
щих комплексной магнитной проницаемости
(рис. 3.24); частотные зависимости относи-
тельного тангенса угла магнитных потерь
(рис. 3.25); зависимость обратимой магнитной
проницаемости от постоянного магнитного
[§ 3.8]
Ферриты для широкополосных трансформаторов
69
Таблица 3.20. Изменение магнитной индукции
от напряженности магнитного поля
ферритов VI группы
Марка Магнитная индукция В, Тл, при напряженности Яо, А/м, равной
40 80 240 800
ювнп — — — 0,015
35ВНП 0,005 0,010 0,032 0,200
55ВНП — 0,330
60ВНП — — 0,108 0,350
65ВНП —
90ВНП 0,010 0,032 0,190 0,320
150ВНП 0,032 0,150 0,294
200ВНП — 0,130 0,289 0,357
ЗООВНП 0,030 0,070 0,200 0,290
поля (рис. 3.26); температурные зависимости
начальной магнитной проницаемости
(рис. 3.27).
У ферритов этой группы отсутствуют не-
обратимые изменения свойств при приложении
постоянных магнитных полей даже значитель-
ной напряженности.
3.8. ФЕРРИТЫ
ДЛЯ ШИРОКОПОЛОСНЫХ
ТРАНСФОРМАТОРОВ
В эту группу (группа VII) входят
высокочастотные никель-цинковые ферриты
следующих марок: 50ВНС, 90ВНС, 200ВНС,
300ВНС.
Эти ферриты предназначены в основном
для использования в качестве сердечников
Рис. 3.28. Частотная зависимость относитель-
ного тангенса угла магнитных потерь для фер-
ритов VII группы при Н„,^0,Ъ А/м
'1 — 300ВНС; 2 — 200ВНС; 3 — 90ВНС; 4 —
50ВНС
0,015
0,010
0,005
Рис. 3.29. Зависимость магнитной проницаемо-
сти------и тангенса угла магнитных потерь
-------на частоте / = 3 МГц от индукции для
ферритов VII группы
1 — 300ВНС; 2 - 200ВНС; 3 — 90ВНС; 4 —
50ВНС
мощных широкополосных согласующих транс-
форматоров радиопередающей аппаратуры.
Ферриты для мощных широкополосных
трансформаторов обладают малыми нелиней-
ными искажениями, пониженными значениями
тангенса угла магнитных потерь в слабых и
сильных полях и более высокими темпера-
турами Кюри по сравнению с ферритами
предыдущей группы.
Ферриты марок 50ВНС, 90ВНС, 200ВНС.
Рис. 3.30. Температурная зависимость началь-
ной магнитной проницаемости ферритов
VII группы
1 — 300ВНС; 2 — 200ВНС; 3 — 90ВНС; 4 —
50ВНС
70
Магнитомягкие ферритовые материалы
[разд. 3]
Таблица 3.21. Основные электромагнитные
параметры ферритов VII группы
Марка tg6M * 103, не бо- лее, при индук- ции, Тл, равной Час- тота изме- рений /,МГц
0,001 0,02
50ВНС 5о+1° — о 3,3 6,3 6,7 8 30
90ВНС 90+10 4,4 16,5 7,7 8 30
200ВНС 200 + 20 7,7 25,0 12,5 3 10
300ВНС 300 + 30 11,3 33,0 3
Использование ферритов этой группы
допускается только в полях, не- выше порого-
вых (Япор), поскольку в более сильных полях
происходят необратимые изменения их свойств
и материалы переходят в состояние с низкой
добротностью даже при кратковременном
приложении Н >
Удельное сопротивление ферритов 50ВНС,
90ВНС, 200ВНС и 300ВНС составляет р =
= 104 Ом-м.
В табл. 3.21 приведены основные, а в
табл. 3.22 — дополнительные параметры фер-
ритов для широкополосных трансформаторов.
Значения магнитной индукции при различ-
ных напряженностях постоянного магнитного
поля приведены в табл. 3.23.
Частотная зависимость относительного
Таблица 3.22. Дополнительные параметры ферритов VII группы
Марка МГц, при tg6„ Ртах #0, А/м, при Ртах В, Тл В„ Тл НС, К/ы. //пор> А/м ек. °C, не ме- нее «ин-106, К 1, при темпе- ратуре, °C Конфигурация сердечников
0,02 0,1 -60...+ 20 20... 155
50ВНС 70,0 80,0 170 800 0,17 0,02 4,8 640 480 50...80 20...40 Кольцевые, стержневые
90ВНС 30,0 40,0 340 640 0,28 0,08 152 400 400 20...50 5...10 Кольцевые, О-образные, стержневые
200ВНС 5,0 11,0 650 280 0,31 64 160 350 20...50 — 5...—10 Кольцевые
300ВНС 4,0 8,0 850 220 0,32 0,13 80 96 250 20...50 — 5...—10 Кольцевые, О-образные
Примечание. Значения В, Вг, Нс указаны для //с=800 А/м.
Таблица 3.23. Магнитная индукция
при различных напряженностях
магнитного поля ферритов VII группы
Марка Магнитная Индукция В, Тл, при напряженности Но, А/м, равной
40 80 240 800
50ВНС 0,003 0,005 0,016 0,170
90ВНС 0,004 0,010 0,033 0,280
200ВНС 0,012 0,024 0,184 0,310
300ВНС 0,0175 0,036 0,230 0,320
300ВНС имеют перетянутую (перминварную)
форму петли гистерезиса и малые значения
тангенса угла магнитных потерь в широком
диапазоне частот при повышенных значениях
высокочастотной индукции.
тангенса угла магнитных потерь изображена
на рис. 3.28. На рис. 3.29 построена зависи-
мость магнитной проницаемости и тангенса
угла магнитных потерь от индукции. Зави-
симость магнитной проницаемости от темпе-
ратуры показана на рис. 3.30, а обратимой
магнитной проницаемости от напряженности
постоянного магнитного поля ферритов
VII группы — на рис. 3.11.
Кроме перечисленных в настоящем разде-
ле марок ферритов, для широкополосных
согласующих трансформаторов аппаратуры
связи, работающих в режиме слабых сигна-
лов, с успехом могут использоваться ферриты
групп I, II и III. Широкополосность
согласующих устройств обеспечивается спа-
дом вещественной части комплексной магнит-
ной проницаемости этих ферритов в
соответствующих диапазонах частот.
В 3.91
Ферриты для магнитных головок
71
3.9. ФЕРРИТЫ
ДЛЯ МАГНИТНЫХ ГОЛОВОК
Группа ферритов для магнитных головок
(группа VIII) включает в себя никель-цинко-
вые ферриты марок 500НТ, 1000НТ, 2000НТ,
изготовлиемые обычным способом (методом
холодного прессования), а также горячепрес-
сованные никель-цинковые ферриты 500НТ1,
1000НТ1 и марганцово-цинковые ферриты
500МТ, 1000МТ, 2000МТ, 5000МТ.
Основное назначение ферритов данной
группы — использование их в качестве ма-
териалов для магнитных сердечников головок
зайиси, воспроизведения и стирания звуковой
и видеоинформации, в том числе для полюсных
наконечников.
Поскольку в процессе эксплуатации ма-
териал сердечника находится в постоянном
контактном взаимодействии с носителем ин-
формации, он должен обладать, наряду с
высокими электромагнитными параметрами,
хорошими механическими характеристиками.
Перечисленные ферриты характеризуются вы-
сокими твердостью и износостойкостью, обес-
печивают возможность обработки поверхности
до шероховатости, не превышающей 0,16 мкм
(соответствующей 14-му классу чистоты обра-
ботки поверхности).
Необходимость обеспечения в сердечнике
головки немагнитного зазора, достигающего
1,8...5,0 мкм для головок звукозаписи и
0,3... 1,0 мкм для головок видеозаписи, обуслов-
ливает требования к высокой структурной
плотности ферритов (близкой к теоретической)
и минимальной поверхностной пористости
(Л„С 1,0 %). Под поверхностной пористостью
понимается отношение площади всех пор
любого сечения тела феррита к общей площа-
ди сечения.
Плотные ферриты могут быть использо-
ваны для сердечников, применяемых в на-
копителях цифровой информации запоминаю-
щих устройств с большой плотностью записи.
Ферриты группы VIII выпускаются в виде
дисков диаметром 45 и 60 мм, а также в виде
Таблица 3.24. Основные параметры ферритов VI11 группы
Марка Р-н р f, МГц %, не более Марка Р-Н р, не менее f, МГц Пп, %, не более
500НТ 500+100 3,0 500МТ 500+300 юо 200 15,0
500НТ1 500 + 100 — — 0,3 I000MT 1000 + 200 800 5,0 0,2
1000НТ 1000+400 7,0 2000МТ 2000+ ggg0 1500 1,0 0,3
I000HT1 1ооо+4^о шии_ 200 800 3,0 0,3 5000МТ 5000+ оиии—500 4000 0,1 1,0
2000НТ 2000+ 400 — 3,0
Таблица 3.25. Дополнительные электромагнитные параметры
ферритов VIII группы
Марка 1кР, МГц, при tg6„ = 0,l В, Тл В„ Тл Не, А/м р, Ом-м ек, °с
500НТ 0,5 0,35 0,20 32 103 150
500HTI 2,0 0,21 48
1000НТ 0,2 0,32 0,14 16 102 140
1000HTI 0,8 0,15 32 103
2000НТ 0,1 0,27 0,12 8 10 90
500МТ 1000МТ — 0,48 0,50 —- 20 0,1 240
1,0
2000МТ 0,2 0,35 0,15 5 НО
5000МТ — 0,1
Примечание. Значения В, Вг, Нс указаны для Яо = 8ОО А/м.
72
Магнитомягкие ферритовые материалы
[разд. 3]
заготовок различной конфигурации и раз-
меров.
В табл. 3.24 приведены основные пара-
метры ферритов, а в табл. 3.25 — дополни-
тельные.
3.10. ФЕРРИТЫ
ДЛЯ ДАТЧИКОВ ТЕМПЕРАТУРЫ
Основное назначение ферритов этой груп-
пы (группа IX) — сердечники для индуктив-
ных бесконтактных датчиков температуры. В
датчиках температуры нашли применение
никель-цинковые ферриты марок 1200НН,
1200НН1, 1200НН2, 1200ННЗ, 800НН. Эти
ферриты отличаются тем, что их магнитная
проницаемость резко уменьшается в области
температуры Кюри. Температурный интервал
спада магнитной проницаемости составляет
всего несколько градусов. Это позволяет
использовать такие ферриты в качестве чув-
ствительных элементов термореле.
Таблица 3.26. Основные параметры
ферритов IX группы
Марка Р-Н ек, °C
номи- нальное предель- ное
1200НН 1200НН1 1200 + 300 70 90 + 5
1200НН2 1200ННЗ 60 75
800НН 800 ±300 195 + ю — 5
WD-----------
о—X______X
20 60 100 М 130 °C
Рис. 3.31. Температурная зависимость началь-
ной магнитной проницаемости ферритов
IX группы
/— 1200НН2; 2— 1200НН; 3 — 1200НН1; 4 —
800НН
Использование никель-цинковых ферри-
тов для датчиков температуры объясняется
тем, что в этих ферритах почти не происходит
необратимых изменений магнитной прони-
цаемости при воздействии температурных
циклов нагрева выше температуры Кюри и по-
следующего охлаждения. Кроме того, некото-
рые составы никель-цинковых ферритов с
достаточно высокой магнитной проницае-
мостью имеют температуру Кюри ниже 100 °C.
Основные параметры ферритов этой
группы приведены в табл. 3.26, а температур-
ные зависимости магнитной проницаемости
показаны на рис. 3.31.
3.11. ФЕРРИТЫ
ДЛЯ МАГНИТНОГО ЭКРАНИРОВАНИЯ
Ферриты этой группы (группа X) исполь-
зуются в различных устройствах для погло-
щения сигналов радиочастотных полей. В
помехопоглощающих устройствах нашли при-
менение ферриты марок 200ВНРП и
Таблица 3.27. Основные электромагнитные
параметры ферритов X группы
Марка Ин Нк не менее f, МГц
200ВНРП 200 + 40 420 4
800ВНРП 800+ 160 210 1
Рис. 3.22. Зависимость действительной р'-
и мнимой р."------составляющих комплекс-
ной магнитной проницаемости от частоты для
ферритов X группы: а — 800ВНРП; б —
200ВНРП
[§ 3.12]
Ферриты для устройств, использующих эффект спинового эха
73
Рис.3.33. Температурная зависимость началь-
ной магнитной проницаемости ферритов X
группы
рые дают основание выделить их в отдельную
группу (группа XI).
Промышленное мелкосерийное производ-
ство ферромагнитных материалов этого класса
еще только начинается. Их отличает специ-
фичность (по сравнению с остальными груп-
пами магнитомягких ферритов) параметров,
а также уникальность (и чрезвычайно высокая
стоимость) используемого сырья, базирую-
щегося на оксидах стабильных изотопов, в
первую очередь, элементов переходных метал-
лов 67Fe, 53Cr, 55Mn, 61Ni.
Эффект ядерного спинового эха (ЯСЭ)
во внутренних магнитных полях феррита (так
называемый ядерный спиновый резонатор),
используемый в устройствах функциональной
электроники, позволяет применять эти устрой-
ства для обработки радиосигналов (задержки,
сжатия, растяжения, корреляционной обра-
ботки, преобразования Фурье и т. д.).
Таблица 3.28. Дополнительные параметры ферритов X группы
Марка /кР, МГц, при tg6„=0,l Ц^-106 при Р-Н f = 0,1 МГц и Нт, А/м, равной В, Тл В„ Тл Нс, А/м р, Ом-м Ок. °C
0,8 8
200ВНРП 5,0 50 100 0,31 0,12 90 6-107 200
800ВНРП 0,7 50 200 0,32 0,09 22 5-Ю5 130
Примечание. Значения В, Вг, Нс указаны для Но = 800 А/м.
800ВНРП. Особенностью этих ферритов явля-
ется. высокое значение магнитных потерь в
широком диапазоне частот.
Основные параметры ферритов этой груп-
пы приведены в табл. 3.27, а дополни-
тельные — в табл. 3.28.
Частотные зависимости составляющих
комплексной магнитной проницаемости ферри-
тов показаны на рис. 3.32, а температурные
зависимости магнитной проницаемости — на
рис. 3.33.
В качестве помехопоглощающих элемен-
тов применяются сердечники в виде пластин,
трубок, шайб и многоотверстных сердечников.
3.12. ФЕРРИТЫ ДЛЯ УСТРОЙСТВ,
ИСПОЛЬЗУЮЩИХ ЭФФЕКТ
СПИНОВОГО ЭХА
Достижения в изучении структуры ферри-
тов методом ядерного магнитного резонанса
(ЯММР) позволили выявить такие функцио-
нальные особенности этих материалов, кото-
Отличительные особенности применения
этой группы ферритов обусловливают и спе-
цифичность параметров материалов, описы-
вающих условия возбуждения спинового ре-
зонатора и съема сигнала спинового эха.
Рис. 3.34. Температурная зависимость резо-
нансных частот ферритов XI группы
74
Магнитодиэлектрики
[разд. 4]
Таблица 3.29. Основные параметры ферритов XI группы
Марка fo, МГц Af, МГц tz, мкс ti, мс Аэ, мВ Размеры кольцевых сердеч- ников, мм
D d h
1.5СЧИ 68 1,5 2,2 6,0 1,0 18 + 0’4 8 ±0,3 4+0,25
З.ОСЧИ 67 3,0 1,6 3,0 <1,0 18 + 0’4 8±0,3 4 + 0,25
Рис. 3.35. Температурная зависимость вре-
мени поперечной релаксации ферритов XI
группы
К основным параметрам ферромагнитного
материала при ЯМР следует отнести: частоту
ядерного резонанса fo (в мегагерцах); шири-
ну линии поглощения Af (в мегагерцах);
максимальную амплитуду сигнала эха Аэ\
величину переходного затухания; время релак-
сации tz, tt.
Эти параметры ферритов определяют со-
ответственно следующие характеристики
радиотехнического устройства, работающего
на эффекте ЯСЭ: fo— рабочую частоту устрой-
ства, Af — полосу пропускания устройства,
D — динамический диапазон, ti— максималь-
ную длительность сигналов, tz— допустимый
период следования радиоимпульсов, Afta—
информационную емкость устройств.
В настоящее время разработаны марки
ферритов на основе никелевой и литиевой
шпинели.
В табл. 3.29 приведены основные пара-
метры сердечников.
На рис. 3.34 и 3.35 изображены темпе-
ратурные зависимости резонансных частот и
времени поперечной релаксации в ферритах
марок 1.5СЧИ и З.ОСЧИ соответственно.
РАЗДЕЛ 4
МАГНИТОДИЭЛЕКТРИКИ
В. П. Мирошкин
4.1. ОБЩИЕ СВЕДЕНИЯ
Согласно ГОСТ 23618—79 магнитоди-
электрик — это магнитный материал, в кото-
ром связкой является диэлектрик, а наполни-
телем — магнитный порошок.
Магнитодиэлектрики представляют собой
конгломерат мелкодисперсного ферро- или
ферримагнетика, частицы которого разделены
друг от друга в электрическом и магнитном
отношениях и связаны между собой механи-
чески органическим или неорганическим
диэлектриком.
Качество магнитодиэлектриков как маг-
нитных материалов принято оценивать значе-
нием начальной магнитной проницаемости i.i„,
ее температурным коэффициентом а^И, танген-
сом угла магнитных потерь tg 6М. Общий
тангенс угла потерь состоит из трех составлию-
щих и в области Рэлея может быть пред-
ставлен выражением
tg f>„ = dhHm + dif + dr, (4.1)
где dk, df, dr— коэффициенты потерь.
Для изделий сложной конфигурации вво-
дят понятия относительной магнитной прони-
цаемости и относительной добротности, кото-
рые определяются следующими выражениями:
Иг —Ск/Сс.к; Q^ — Qc-k/Qk, (4-2)
где С, QK— резонансная емкость и доброт-
ность катушки индуктивности без сердечника;
I§ 4.2]
Магнитодиэлектрики из карбонильного железа
75
Сек, Qc.k — резонансная емкость и доброт-
ность той же катушки с испытуемым сердеч-
ником.
Значение магнитной проницаемости маг-
нитодиэлектриков составляет 10...250, а
предельная частота их использования —
100 МГц.
Основными достоинствами магнитоди-
электриков являются высокая временная и
температурная стабильность электромагнит-
ных параметров, а для материалов с маг-
нитомягкими наполнителями также малые зна-
чения коэффициентов частотных потерь (df),
поскольку отсутствует электрический контакт
частиц магнитного порошка, и потерь на
гистерезис (da), обусловленных пологой
петлей гистерезиса вследствие сильного
внутреннего размагничивающего поля.
Электромагнитные свойства магнитоди-
электриков сохраняются при механических
нагрузках до полного их разрушения.
В настоящее время промышленностью вы-
пускаются магнитодиэлектрики, в которых
наполнителями являются: карбонильное желе-
зо, альсифер, пермаллой, ферритовые по-
рошки.
Магнитодиэлектрики в основном исполь-
зуются в качестве сердечников катушек
индуктивности, дросселей, трансформаторов,
радиочастотных контуров радиотехнической
аппаратуры и аппаратуры проводной связи.
4.2. МАГНИТОДИЭЛЕКТРИКИ
из карбонильного железа
Изделия из магнитодиэлектриков на
основе порошкообразного карбонильного же-
леза предназначены для использования в
радиоаппаратуре и аппаратуре проводной
связи в диапазоне частот от десятков килогерц
до нескольких десятков мегагерц.
Порошки карбонильного железа полу-
чают методом термического разложения пен-
такарбонила железа в среде аммиака при
температурах 230...330 °C. Частицы карбо-
нильного железа имеют сферическую форму
и представляют собой сложные образования,
состоящие из элементарного железа и его
соединений с углеродом, азотом и кисло-
родом. Эти соединения составляют в сумме
1...3 % массы и формируют сложную слоистую
структуру каждой частицы, что приводит к
повышению удельного сопротивления по срав-
нению с чистым железом и соответственно
уменьшению потерь на вихревые токи. Сред-
ний размер частиц карбонильного железа со-
ставляет несколько микрометров. Высокодис-
персные порошки характеризуются сильными
внутренними напряжениями, что, наряду с
достаточно высоким значением константы
кристаллографической магнитной анизотро-
пии железа, является причиной низкой маг-
нитной проницаемости порошков карбониль-
ного железа.
Поскольку в слабых полях намагничива-
ние обусловлено в основном смещением
доменных границ, наличие слоистой структуры
в частицах затрудняет их смещение, что
способствует малым потерям на гистерезис.
В сильных полях зависимость магнитной
индукции магнитодиэлектриков из карбониль-
ного железа от напряженности магнитного
поля почти линейна, а петля х гистерезиса
имеет пологую форму и малую площадь.
Согласно ГОСТ 13610—79 промышлен-
ностью выпускаются порошки карбонильного
железа следующих марок: Р-10, Р-20, Р-100,
Р-100Ф (фосфатированный) для сердечников
катушек индуктивности радиоаппаратуры и
Пс — для сердечников катушек индуктивности
проводной аппаратуры и радиоаппаратуры.
Наименование марок порошков является од-
новременно наименованием марок магнито-
диэлектриков. Число в обозначении марки
определяет максимальную частоту (в мега-
герцах), на которой используется соответ-
ствующий магнитодиэлектрик.
Примесный состав порошков карбониль-
ного железа приведен в табл. 4.1.
Электромагнитные параметры магнито-
Таблица 4.1. Физико-химический состав порошков карбонильного железа
Марка Химический состав, % Средний размер частиц, d, мкм
Углерод Азот Кислород Железо Фосфор
Р-10 Р-20 Р-100 Р-100Ф Пс 0,8... 1,2 0,7... 1,0 0,8...1,2 97,7...96,6 3,5 2,5
0,7...0,9 0,6...0,9 97,9...97,0
1,5
0,8... 1,0 0,6...0,8 0,7... 1,2 0,5...0,8 97,65—96,45 98,1-97,2 0,05-0,15
2,2
76
Магнитодиэлектрики
[разд. 4|
Таблица 4.2. Электромагнитные параметры магнитодиэлектриков из карбонильного железа
Параметр Р-10 Р-20 Р-100 Р-100Ф Пс
Ин 13...15 12...14 9...10 10...12 11...13
106, К ', при Т =
= —604- + 100 °C 25... 180 20...150 50... 100 30-150 25...110
d/,-106, м/А 3,0...5,0 1,5...2,5 1,3...1,9 1,0-2,0 <1,5
rfr109, 1/Гц 2,0...3,5 2,0...3,0 0,5... 1,2 1,0-2,8 <3,5
rfr-103 0,15...0,25 0,05...0,100 0,05-0,10 0,05-0,15 <0,20
Иг 2,90 2,95 1,55 1,60 2,90
Qr 1,9 2,0 1,1 1,1 2,0
Частота измерения f, МГц 5 5 50 50 5
диэлектриков измеряются на кольцевых и
стержневых сердечниках. В табл. 4.2 приве-
дены нормативные характеристики для магни-
тодиэлектриков из карбонильного железа.
Магнитная проницаемость магнитоди-
электриков из карбонильного железа почти
не зависит от физико-химического состава,
так как все порошки имеют одинаковую
слоистую структуру и близкое содержание
примесей. Однако для магнитодиэлектриков
марок Р-100, Р-100Ф и Пс значение не-
сколько ниже, чем для остальных. Это
объясняется меньшим средним размером
частиц, что, в свою очередь, приводит к
Таблица 4.3. Параметры броневых сердечников из карбонильного железа
при температуре —60—+ 100 °C
Марка Типоразмер сердечника Иг Qr, не менее Частота измере- ния f, МГц Х10с, к-' Коэффи- циент подстрой- КИ Кг, %
СБ-9а 2,7-3,9 3,0...3,7 2,1 2,1 3,0 15 20
СБ-12а 3,0-4,3 3,5...4,2 2,2 2,2
СБ-126 1,7-2,5 1,9-2,3 1,0 1,3 0,5
Р-10 Р-20 СБ-23-lla СБ-236 2,8-4,3 3,5-4,1 1,8-2,6 2,0...2,4 1,0 1,7 1,55 1,3 0,9 <150 13
СБ-23-17а 3,4-4,5 3,5...4,3 1,3 1,5
СБ-28а 3,7,.,4,9 3.9...4,7 1,2 1,3 1,0
СБ-34а 3,4,..5,0 3,9-4,8 1,1 1,3
СБ-ба 2,1...2,9 1,25 . 30 18
Р-100Ф-2 СБ-66 1,4...2,0 0,7 50 30
СБ-9а 2,6...3,6 1,1 25 75 ±75 15
СБ-96 1,4 0,8 45 25
СБ-12а 2,1...2,9 0,9 25 15
Примечания: 1. Значения |.i,, Qr измеряются без подстроечного сердечника.
2. Броневые сердечники собираются из чашечных сердечников и подстроечника. Сер-
дечники типа а имеют замкнутую магнитную цепь, типа б — разомкнутую. 3. Значения
i.i,, Qr, КЛ, в числителе дроби указаны для магнитодиэлектрика марки Р-10, в знаме-
нателе — Р-20.
[§ 4-2]
Магнитодиэлектрики из карбонильного железа
П
Рис. 4.1. Частотные зависимости магнитной
проницаемости-----и тангенса угла маг-
нитных потерь-----магнитодиэлектриков из
карбонильного .железа
1 — Р-10; 2 — Р-20; 3 — Пс; 4 — Р-100
затруднению смещения доменных границ и
снижению
Относительный температурный коэффи-
циент магнитной проницаемости (аИн) кар-
бонильного железа по знаку положителен, но
его значение зависит как от дисперсности
порошков, так и от их примесного состава.
Уменьшением размеров частиц порошка
объясняется снижение коэффициентов потерь
на гистерезис (rf/,) • и частотных потерь
(df) для марок Р-100, Р-100Ф и Пс.
В зависимости от содержания примесей
коэффициенты потерь порошков карбониль-
ного железа могут существенно измениться.
Влияние примесей углерода и азота приводит
к увеличению потерь как на магнитную вяз-
кость ввиду образования твердых растворов
с железом и возникновения релаксационных
процессов, так и к увеличению коэрцитивной
силы и соответственно rf/,. Поэтому для маг-
нитодиэлектриков, используемых в аппаратуре
связи, применяют порошки Пс с пониженным
содержанием углерода и азота, что позволяет
снизить в них коэффициент гармоник, возни-
кающих при нелинейных искажениях сигнала,
до 0,008 % при Нтк 100 А/м..
При работе магнитодиэлектриков из кар-
бонильного железа в слабых полях потери на
гистерезис настолько малы, что почти не
влияют на добротность катушек индуктив-
ности.
С ростом частоты магнитная проницае-
мость магнитодиэлектриков не меняется, а
потери возрастают. Увеличение tg 6М с уве-
личением частоты объясняется, главным
образом, потерями на магнитную вязкость и
вихревые токи. На рис. 4.1 показаны частот-
ные зависимости i.i„ и tg 6И для магнитоди-
электриков марок Р-10, Р-20, Р-100 и Пс.
Нелинейная зависимость tg 6„ от частоты
обусловлена влиянием диэлектрических потерь
в связующем веществе.
Для изготовления сердечников обычно
применяют следующие диэлектрические свя-
зующие материалы: при холодном прессова-
нии (давление прессования 588...980 МПа) —
бакелитовый лак (4...5 % массы); при горячем
литье под давлением (давление 98... 196 МПа) —
эмульсионный полистирол (10...20 % массы).
После холодной прессовки сердечники для
поликонденсации смолы выдерживают при
' 130 °C в течение 1...2 ч.
Для высокодисперсных порошков карбо-
нильного железа применяют двойн/ю изоля-
цию частиц. В качестве первичной изоляции
используют жидкое стекло или обрабатывают
порошки ортофосфорной кислотой. Магнито-
диэлектрики из фосфатированного карбониль-
ного железа обладают повышенной влагостой-
костью и временной стабильностью парамет-
ров. Магнитная проницаемость магнитоди-
электриков Р-100Ф изменяется не более чем
на 0,2 % за год. Для остальных марок —
0,2...0,5 % за год.
Магнитодиэлектрики поглощают влагу,
что приводит к изменению их электромагнит-
ных параметров. Поэтому при эксплуатации
в условиях повышенной влажности их
необходимо герметизировать.
Промышленностью выпускаются сердеч-
ники из карбонильного железа различной
конфигурации и типоразмеров. Типоразмеры
броневых сердечников перечислены в
ГОСТ 10983—75. Их электромагнитные па-
раметры приведены в табл. 4.3. Типоразмеры
подстроечных резьбовых, стержневых и труб-
чатых сердечников даны в ОСТ 11 707.001—79,
а кольцевых сердечников в ОСТ 11 707.006—78.
Из карбонильного железа марки Пс вы-
пускаются только кольцевые сердечники полу-
круглого сечения семи типоразмеров диамет-
ром 24...63 мм. Плотность сердечников из кар-
бонильного железа приблизительно 6,2 X
X Ю3 кг/м3.
Таблица 4.4. Электромагнитные параметры
радиопоглощающих магнитоднэлектриков
из карбонильного железа
Марка Удельная намагничен- ность насы- щения о • 105, Тл*м3/кг Диэлектрическая проницаемость ег при f, МГц, равной
1 2000
Р-10РП1 1,6 14,0 16
Р-10РП2 11,0 14
Р-10РПЗ 1,7 19,5 29
Пс-РШ 1,6 13,6 13
Пс-РП2 — —
Пс-РПЗ 1,7 26
78
Магнитодиэлектрики
[разд. 4]
Из порошков карбонильного железа ма-
рок Р-10 и Пс изготовляют магнитоди-
электрики в виде пластин, предназначенных
для использования в качестве радиопогло-
щающего материала в ферритовых прибо-
рах СВЧ. Свизующим диэлектриком является
эпоксидная смола. Коэффициент линейного
расширения материалов а«20-10-6 К-1.
Удельное сопротивление р^б-IO11 Ом-см.
Электромагнитные параметры магнито-
диэлектриков приведены в табл. 4.4. Плас-
тины выпускаются 16 типоразмеров от
П 10X5X18 мм до П 53X28X105 мм.
4.3. МАГНИТОДИЭЛЕКТРИКИ
ИЗ ПОРОШКООБРАЗНОГО АЛЬСИФЕРА
Альсифер, являющийся тройным сплавом
алюминия, кремния и железа, получают в виде
литого материала с высокой твердостью и
хрупкостью, что обусловливает его хорошую
размольность.
Значения коэффициентов остаточных (до-
полнительных) потерь и потерь на гистерезис
минимальны при содержании кремния
9,4...10,2 % при 7,5 % алюминия или алюми-
ния 7,2...8,0 % при 10 % кремния. Поэтому
для изготовления магнитодиэлектриков в ос-
новном используются альсиферовые порошки
двух марок А-9,2 и А-10,2 (А—альсифер;
цифры 9,2; 10,2 — среднее процентное содер
жание кремния). Состав порошков приведен
в табл. 4.5.
Перечисленные в табл. 4.5 марки альси-
феров обладают отрицательным температур-
ным коэффициентом магнитной проницае-
мости. При содержании в сплаве 11 %
кремния и 7,5 % алюминия ТКцн имеет поло-
жительное значение при температуре
— 60...+ 70 °C. Электромагнитные параметры
этого сплава несколько ниже приведенных в
табл. 4.5.
Путем смешения порошков, полученных
из сплавов с отрицательным и положитель-
ным ТКи, можно создавать магнитодиэлектри-
ки со сниженными температурными коэффи-
циентами начальной проницаемости.
Примеси в альсифере ухудшают его
электромагнитные параметры. Особенно вред
ное влияние оказывает углерод. Для получе-
ния сердечников с заданными параметрами
допускается содержание углерода не бо-
лее 0,03 % при общем содержании примесей
до 0,3 %.
Для изготовления сердечников из порош-
кообразного альсифера в качестве изолирую-
щего состава применяют как органические
материалы (бакелитовый лак, полистирол),
так и неорганические (жидкое стекло, стекло-
эмали). Часто применяют связку в виде меха-
нической смеси жидкого стекла, талька и
хромового ангидрида.
Прессуют сердечники при сравнительно
высоких давлениях (1,37.-1,96) -103 МПа,
после чего детали подвергают отжигу для
снятия наклепа при температуре 780 °C в тече-
ние 40 мин.
Для удаления жидкого стекла и остатков
хромового ангидрида сердечники кипятят в
воде, после чего подвергают сушке и пропитке
бакелитовым лаком.
В зависимости от требуемогр значения
магнитной проницаемости количество вводи-
мой связки может изменяться от 4...8 % массы
до 50 %. Меняется также размер частиц
порошка, состав связки и давление прес-
сования.
Согласно ГОСТ 8763—77 промышлен-
ностью выпускается шесть марок магнитоди-
электриКов из порошкообразного альсифера:
ТЧ-90, ТЧК-55, ТЧ-60, ВЧ-32, ВЧ-22, ВЧК-22.
Буквы в названии марки означают: ТЧ — то-
нальная частота, ВЧ — высокая частота, К —
материал с пониженным (компенсированным)
температурным коэффициентом магнитной
проницаемости; числа — значения магнитной
проницаемости.
Критические частоты, на которых при-
меняются магнитодиэлектрики из аль-
сифера, при tg 6м = 0,02 и напряженности
магнитного поля Нт = & А/м:
Марка...............ТЧ-90 ТЧ-60 ТЧК-55
/кр, МГц .... 0,02 0,07 0,07
Марка..............ВЧ-32 ВЧ-22 ВЧК-22
/кр, МГц .... 0,2 0,70 0,70
Таблица 4.5. Состав и некоторые характеристики альсиферовых порошков
Марка порошка Химический состав, % Размер частиц d, мкм «„„-106, к-', при 20—70 °C
Алюминий Кремний Железо
А-9,2 7,1...7,9 8,8...9,6 82,9-83,7 100 + 50... —2000
А-10,2 7,1...7,9 9,8...10,6 81,9-82,7 100; 60 0...—900
К 4.3]
Магнитодиэлектрики из порошкообразного альсифера .
79
Рис. 4.2. Зависимость обратимой магнитной
проницаемости от напряженности постоянного
магнитного поля при Ят=1,6 А/м и f=l кГц
1 — ВЧ-22; 2 — ВЧ-32; 3 — ТЧ-60
Основные параметры магнитодиэлектри-
ков приведены в табл. 4.6.
При использовании магнитодиэлектриков
в аппаратуре проводной связи удобнее поль-
зоваться раздельными коэффициентами по-
терь dh, df, dr, из которых нетрудно опреде-
лить параметры катушек индуктивности с сер-
дечниками, а в радиоаппаратуре — суммар-
ным тангенсом угла магнитных потерь.
Зависимость магнитной проницаемости от
температуры имеет в общем случае нелиней-
ный характер. Относительный температурный
коэффициент магнитной проницаемости для
марок ТЧК-55 и ВЧК-22 в несколько раз
меньше, чем для некомпенсированных магни-
тодиэлектриков.
В табл. 4.7 приведены данные о влиянии
климатических воздействий на магнитную
проницаемость, а в табл. 4.8 — параметры
петли гистерезиса.
Изменение магнитной проницаемости при
одновременном воздействии постоянных и пе-
ременных полей изображено на рис. 4.2.
Временная нестабильность магнитной
проницаемости при эксплуатации сердечников
в течение 50 000 ч согласно ГОСТ 8763—77
должна быть в пределах ±5 %.
Плотность магнитодиэлектриков из аль-
сифера составляет около 5,2-103 кг/м3. Пре-
Таблица 4.6. Электромагнитные параметры магнитодиэлектриков
из порошкообразного альсифера разных марок
Марка магни- то ди - элек- триков Цн tg6„-103 при /=100 кГц, не более 106, К-1 температуре не более, при i, °C, равной Коэффициенты по- терь, не более Пределы лиией- иости ПО И nit tg6M, А/м, не более
£)с—15...24 мм, /+ = 8,0 А/м Ос>36 мм, Я„.=4,8 А/м 20...70 -|-20... —60 Л.-Ю4, м/А ф-109, Гц”' ф-103
ТЧ-90 79...91 83,9 83,5 — 600 <1,10 3,0 240
ТЧ-60 53...63 27,7 27,4 — 400 <0,81 2,0 400
ТЧК-55 48...58 —150... 4-50 — 450...150 <0,81 2,0 400
ВЧ-32 28...33 10,0 9,9 — 250 <0,38 1,2 800
ВЧ-22 19...24 4,7 4,6 — 200 <0,25 <25 <2,0 <1200
ВЧК-22 19...24 — 50...+ 50 — 150...+ 150
Примечание. £)с — диаметр сердечника из магнитодиэлектрика.
Таблица 4.7. Изменение р„ магнитодиэлектриков из альсифера после климатических воздействий
Марка Нагрев до 125 °C в течение 2 ч Охлаждение до —60 °C в течение 2 ч Пять циклов при температуре — 60...+ 125 °C Влажность 98%, температура 35 °C в течение 10 сут
ТЧ-90 + 0,4... —0,08 — 0,15... —0,20 — 0,06.. — 0,15 + 0,05...+ 0,10
ТЧ-60 0...+0.04 + 0,04... —0,20 — 0,20.. — 0,30 + 0,05...+0,25
ТЧК-55 + 0,02... —0,01 + 0,02... + 0,04 — 0,05.. — 0,20 + 0,01... —0,02
ВЧ-32 + 0,02... —0,04 + 0,05...+ 0,10 — 0,02.. — 0,03 — 0,01...—0,07
ВЧ-22 +0,02...+ 0,04 — 0,01... —0,05 — 0,02.. — 0,07 —0,02... —0,03
ВЧК-22 + 0,03... —0,01 — 0,01... —0,03 — 0,02.. — 0,09 — 0,06... —0,13
80
Магнитодиэлектрики
[разд. 4]
Таблица 4.8. Параметры петли гистерезиса
магнитодиэлектриков из альсифера
Марка ^тах, Тл Вг, Тл Нс, А/м
ТЧ-90 0,48—0,50 0,055 390
ТЧ-60, ТЧК-55 0,42 0,050 400
ВЧ-32 0,27 0,025 400
ВЧ-22, ВЧК-22 0,20 0,015 , 500
Примечание. /7о = 8ООО А/м.
4.4. МАГНИТОДИЭЛЕКТРИКИ
ИЗ ПРЕССОВАННОГО
ПОРОШКООБРАЗНОГО ПЕРМАЛЛОЯ
Пермаллои — железо-никелевые сплавы
с присадками некоторых элементов, обладают
высокими значениями магнитной проницае-
мости, малыми потерями на гистерезис и до-
статочно высоким удельным сопротивлением.
Применение пермаллоя в качестве наполните-
ля позволяет получать магнитодиэлектрики с
начальной проницаемостью до 250. Для изго-
товления магнитодиэлектриков используется
Таблица 4.9. Типоразмеры колец из пермаллоя и альсиферов
Типоразмер D'Xd'X.h, мм П-250 П-160 П-140 П-100 пк-loo П-60 пк-60 П-20 ПК-20 Альсифер
К 10X6X3 + — + — — + —
К 10X6X4,5 + — + — —- + —
К 12X5X5,5 + •— + —• — + —
К 13X7X5 + + + + + + —
К 17X10X6,5 + + + — — — —
К 20X12X6,5 + + + — — — —
КП 15X7X4,8 + — + + + + +
КП 15X7X6,7 + — + + + + +
КП 19X11X4,8 + — + + + + +
КП 19X11X6,7 + — + + + + +
КП 24X13X5,2 + — + + + + +
КП 24X13X7 + — + + + +
КП 27X15X6 — —• + — — •— -—
КП 36X25X7,5 + •— + + + + +
КП 36X25X9,7 + — + + + + +
КП 44X28X7,2 + — + + + + +
КП 44Х28ХЮ.З + — + + + + +
КП 55X32X8,2 — — .— — — — +
КП 55X32X9,7 — — — — — — +
КП 55X32X11,7 — — — — •— •— +
КП 64 X 40 X 9,7 — — —• — — — +
КП 64 X 40X14 — — — — — — +
КП 75X46X12 — — — •— •— — +
КП 75X46X16,8 — — — — — — —
Примечание. К — кольцевые сердечники прямоугольного сечения; КП — кольцевые сер-
дечники полукруглого сечения
дел прочности сердечников при изгибе о„зг
должен быть не менее 4,9 МПа.
Промышленностью выпускается 16 типо-
размеров кольцевых сердечников с наружным
диаметром £>=15...75 мм, перечисленные в
табл. 4.9.
сплав марки 80Н2М, который имеет следую-
щий состав: 81 % никеля, 2,6 % молибдена,
16,4 % железа и до 0,02 % серы. Серу добав-
ляют для придания сплаву необходимой хруп-
кости. Порошки, полученные после размола
отливок, подвергают отжигу в вакууме при
температуре 770 °C в течение 3 ч.
Технология изготовления магнитодиэлек-
триков из порошкообразного пермаллоя зак-
лючается в изоляции порошка раствором
[§ 4.4]
Магнитодиэлектрики из пермаллоя
81
Таблица 4.10. Электромагнитные параметры магнитодиэлектриков из пермаллоя
Марка магни- тол и- элект- рика Р-н схцн*106, К”1, не более при температуре, °C, равной tg6„, не более, при Коэффициенты потерь Пре- дель- ная час- тота, кГц
/, кГц нт= 24 А/м н„= 72 А/м rf/z-104, м/А, не бо- лее dr109 Гц”', не более dr-103, не более
-60..'. ±85 -60... + 155
П-250 230 ±20 200 250 10 30 45 20 50 1,0 1000 3,0 30
П-160 160± 16 150 180 30 100 105 37,5 108 0,625 1000 2,0 100
П-140 140± 14 120 150 30 100 48,5 20 51,5 450
П-100 ПК-100 100± 10 100 45 — 3 100 300 22,8 63,0 10,3 24,3 0,313 200 300
100± 1Q
П-60 ПК-60 60±6 60 ±6 100 45 100 45 30 100 300 12 32,0 5,9 12,9 0,187 100 1,5
П-20 ПК-20 20 ±2 20±2 — — 1000 — 30 — — — 1000
Примечания: 1. Значения tg6M для марок с индексами П и ПК одинаковы при одних и тех
же значениях рн- 2. для сплава П-20 при Т— — 60... +100 °C равен 120-10“6 К-1, а для сплава
ПК-20—50-10-6 К“'.
Рис. 4.3. Зависимости тангенса угла магнитных
потерь от напряженности переменного магнит-
ного поля: а — f = 3O кГц; б — /=100 кГц
1 — П160; 2 — П140; 3 — П100, ПКЮ0; 4 - П60,
ПК60
Рис. 4.4. Частотная зависимость тангенса угла
магнитных потерь для магнитодиэлектриков из
пермаллоя и альсифера:
1 — П250, ТЧ90; 2 — П160; 3 — П140; 4 — П100,
ПК100, ТЧ60; 5 —П60, ПК60, ВЧ32
82
Магнитодиэлектрики
[разд. 4]
Таблица 4.11. Параметры
петли гистерезиса
магнитодиэлектриков
из пермаллоя
Марка J3max> Тл Вг, Тл
П-250 П-160 П-140 П-100, ПК-100 П-60, ПК-60 0,75 0,025
0,70 0,020
0,65 0,52 0,007 0,005
Яо =
Примечание.
= 8000 А/м, Яс =100 А/м.
хромового ангидрида (несколько десятых до-
лей процента массы) — первый слой изоля-
ции, и изолирующей смесью гидрата оксида
магния, жидкого стекла и мелкодисперсного
талька — второй слой изоляции. Для неко-
торых марок в качестве второго изоляцион-
ного слоя применяют смесь стеклоэмали, нит-
рида бора и сернистого молибдена (до 12 %
массы).
Прессуют сердечники при давлении
+ 2-103 МПа, после чего проводят термо-
обработку при температуре 610...670 °C в
течение 1 ч для снятия внутренних напряже-
ний. Термообработка приводит к увеличению
|л„ и снижению ТКци и потерь на гисте-
резис.
Промышленностью выпускаются магни-
тодиэлектрики из порошкообразного пермал-
лоя следующих марок: П-250, П-160, П-140,
П-100, ПК-100, П-60, ПК-60, П-20, ПК-20
(П — пермаллой, К — с компенсированным
ТК|лн, число — начальная проницаемость).
Значение магнитной проницаемости варьиру-
ется в основном размерами частиц порошка
(от 100 мкм для высокопроницаемых марок
до 40 мкм — для низкопроницаемых).
В табл. 4.10. приведены электромагнит-
ные параметры перечисленных марок.
Таблица 4.12. Электромагнитные параметры
магнитодиэлектриков из пермаллоя марок
П П-250 и ПП-90
Марка Ин при /=1 кГц tg6„ при Н„=16 А/м и /=100 кГц, не менее Др. = КЯ), %, при на- пряженно- сти Но, А/м, равной
480 2000
ПП250 25О±зо 0,77 20 —
ПП90 90±2о 0,77 — 20
Температурный коэффициент магнитной
проницаемости имеет положительное зна-
чение и и широком интервале температур
р.„ линейно зависит от температуры. Увеличе-
ние температурной стабильности проницае-
мости достигается путем введения в состав
магнитодиэлектриков термокомпенсирующих
добавок 0,8...1,2 %. В качестве термокомпен-
саторов используются смеси порошков пер-
маллоев с содержанием молибдена 12...15 %,
для которых температура Кюри лежит в ин-
тервале + 100... — 60 °C. При приближении
температуры к 0к наблюдается резкое сни-
жение р.н и на этом участке температур ТКри
отрицательный и большой по значению.
На рис. 4.3 нанесены зависимости тан-
генса угла потерь от напряженности поля.
Магнитодиэлектрики из пермаллоя об-
ладают значительно меньшим коэффициентом
потерь на гистерезис и вихревые токи, чем
магнитодиэлектрики из альсифера (ср. табл.
4.10 и 4.7) с приблизительно равными зна-
чениями р.„. На рис. 4.4 показаны сравни-
тельные частотные зависимости tg 6М для этих
магнитодиэлектриков.
Анализируя параметры петли гистерезиса
(табл. 4.11), можно сделать вывод о преиму-
ществах магнитодиэлектриков из пермаллоя
перед магнитодиэлектриками из альсифера.
Изменение проницаемости при подмагни-
чивании показано на рис. 4.5. Свойства маг-
нитодиэлектриков изменяются обратимо при
наложении постоянного поля на переменное.
Необратимое изменение проницаемости после
воздействия подмагничивающих полей напря-
женностью 400 А/м не превышает ±0,2 %.
Временное изменение составляет —0,1...
...+0,4 %, а ориентировочные значения плот-
ности для всех марок магнитодиэлектриков
из пермаллоя — (7,2...8,0) • 103 кг/м3.
Магнитодиэлектрики из пермаллоя вы-
пускаются промышленностью в виде сердеч-
ников кольцевой формы, типоразмеры кото-
Рис. 4.5. Относительное изменение обратимой
магнитной проницаемости от напряженности
постоянного магнитного поля при Нт = 1,6 А/м
и /=1 кГц
/ — П60; 2 — П100; 3 — П140; 4 — П250
В 4.5]
Магнитодиэлектрики из ферритовых порошков
83
рых приведены в табл. 4.10. Предел прочности
сердечников составляет 3,9 МПа.
В качестве индуктивных элементов поме-
хоподавляющих устройств, работающих при
частотах менее 100 МГц, используются маг-
нитодиэлектрики марок ПП-250 и ПП-90, об-
ладающие значительными потерями. Их пара-
метры приведены в табл. 4.12.
Магнитодиэлектрики марок ПП-250 и
ПП-90 выпускаются в виде сердечников коль-
цевой формы с типоразмерами: К 10X6X5;
К 15X7X6; К 19X11X6,7; К 24X13X7;
К 36X25X9,7; К 44X28X10,3 и трубчатые
с типоразмерами: Т 5Х 1,5X7; Т 8X2,8X10;
Т 10X4X20; Т 16X8X30; Т 22X10X40.
4.5. МАГНИТОДИЭЛЕКТРИКИ
ИЗ ФЕРРИТОВЫХ ПОРОШКОВ
Применение порошков магнитомягких
ферритов в качестве наполнителя позволяет
получать магнитодиэлектрики с электромаг-
нитными параметрами, отличающимися повы-
шенной стабильностью даже по сравнению
с магнитодиэлектриками из металлических
порошков. Высокое удельное сопротивление
ферритовых порошков дает возможность су-
щественно увеличить частотный диапазон ра-
боты сердечников. Упрощается технология
процесса изоляции частиц порошка. Возмож-
ность использования отходов ферритового
производства удешевляет изготовление маг-
нитодиэлектриков.
Связующим веществом является сополи-
мер стирола.
Промышленностью выпускаются четыре
марки магнитодиэлектриков из магнитомяг-
ких ферритовых порошков: НМ-5, ВН-20,
ВН-60, ВН-220. Буквы НМ обозначают низ-
кочастотный на основе высокопроницаемого
Мп — Zn-феррита, ВН — высокочастотный на
основе Ni — Zn-феррита, число обозначает
предельную рабочую частоту в мегагерцах.
Из магнитодиэлектриков перечисленных
Таблица 4.13. Электромагнитные параметры сердечников
из ферритовых порошков
Марка Типоразмер сердечника Р-Г Q, Частота измерения А МГц Температура, °C
НМ-5, ВН-20 ЧР 6X6,5 ЧР 8X7,5 1,50 1,30 1,5 — 30...+ 70
ВН-60 ЧР 6X6,5 ЧР 8X7,5 1,20 1,30 1,07 10,0
ВН-220 ПР 3X0,5X5 ПР 3X0,5X8 1,14 0,97 100,0 — 60...+ 85
ПР 4X0,7X6 1,14 0,90
ПР 4X0,7X8 ПР 4X0,7X12 1,20 0,95
ПР 5X0,8X12 1,20 0,86
Таблица 4.14. Электромагнитные параметры магнитодиэлектриков
из бариевого порошкообразного феррита
Марка Вт, Тл, не менее всВ, кА/м, не менее кА/м, не менее (В//)тах» кДж/м3 Плот- ность dt г/см3
1,6Б 0,095 66,0 185 1,52 2,8 ±0,1
1.6Б1 0,110 72,0 145 1,60
1,6Б2 0,095 66,0 185 1,52 3,0 ±0,2
3,2Б 0,140 83,5 3,20 3,4 ±0,1
5,6Б 0,180 102,0 145 5,60 3,2 ±0,1
5,6Ы 112,0 3,6±0,1
84
Магнитотвердые материалы
[разд. 5]
марок изготовляют чашечные и подстроечные
сердечники, типоразмеры и параметры кото-
рых приведены в табл. 4.13.
Магнитодиэлектрики из порошкообраз-
ного магнитотвердого бариевого феррита
предназначены для изготовления постоянных
магнитов различной конфигурации. В качест-
ве диэлектрика используются сэвилен и поли-
пропилен. Выпускается шесть марок магнито-
диэлектриков: 1,6Б; 1,6Б1; 1,6Б2; 3,2Б; 5,6Б;
5,6Б1 (Б — бариевый порошкообразный фер-
рит) . Число обозначает произведение
(ВН)тах, кДж/м3. Параметры перечислен-
ных марок магнитодиэлектриков приведены в
табл. 4.14.
Магнитодиэлектрики всех марок (за иск-
лючением 5,6Б1) выпускаются в виде гранул
коричневого цвета со средними размерами
5X5X5 мм. Магнитодиэлектрики марки 5,6Б1
выпускаются в виде листов толщиной 0,5...
...2,0 мм.
Образцы из магнитодиэлектриков первых
пяти марок изготовляют прессованием при
температурах 150...180 °C, удельном давле-
нии около 30 МПа и времени выдержки под
давлением не менее 2 мин. Образцы из маг-
нитодиэлектриков марки 5,6Б1 изготовляют
вырубкой из листа.
При изготовлении образцов из магнито-
диэлектрика марки 5,6Б методом прессова-
ния прикладывается магнитное поле напря-
женностью не менее 720 кА/м в направлении
прессования.
• РАЗДЕЛ 5
МАГНИТОТВЕРДЫЕ МАТЕРИАЛЫ
Д. Р. Никитин
5.1. РЕГЛАМЕНТИРУЕМЫЕ ПАРАМЕТРЫ
МАГНИТОТВЕРДЫХ МАТЕРИАЛОВ
Магнитотвердыми материалами в соот-
ветствии с ГОСТ 19693—74 называются маг-
нитные материалы с коэрцитивной силой по
индукции не менее 4 кА/м, используемые для
изготовления постоянных магнитов. Следует
подчеркнуть существенность, второй части оп-
ределения — те материалы, у которых высо-
кое значение коэрцитивной силы является не
основным, а лишь побочным параметром, и
которые вследствие этого не используются для
изготовления постоянных магнитов, к магни-
тотвердым материалам не относятся и в дан-
ном разделе не рассматриваются.
Основными параметрами, характеризую-
щими магнитотвердые материалы, являются
остаточная магнитная индукция, коэрцитив-
ная сила по индукции, коэрцитивная сила
по намагниченности, максимальная удельная
магнитная энергия. Все основные свойства
магнитотвердых материалов наглядно иллю-
стрируются на предельной петле магнитного
гистерезиса, точнее на ее участке, распо-
ложенном во втором квадранте и называемом
кривой размагничивания.
На рис. 5.1 приведена кривая намагничи-
вания и предельная петля магнитного гисте-
резиса магнитотвердого материала. Для маг-
нитотвердых материалов в отличие от осталь-
ных групп магнитных материалов характерно
существенное отличие коэрцитивной силы по
намагниченности Нсм от коэрцитивной силы
по индукции Ясв. У современных высококоэр-
цитивных марок магнитотвердых материалов
эти параметры могут отличаться в несколько
раз. Существенное значение для магнитотвер-
дых материалов имеет также релаксационная
коэрцитивная сила /7СГ, определяющая напря-
женность магнитного поля, необходимую для
приведения предварительно намагниченного
материала в статически размагниченное со-
стояние. Правда, этот параметр на практике
используется редко и в. технической докумен-
тации на магнитотвердые материалы не рег-
ламентируется.
Как известно, петля магнитного гисте-
резиса материала строго может быть измерена
только на образце замкнутой формы типа
тороида или в замкнутой магнитной цепи.
При этом на материал образца воздействуют
внешним магнитным полем Я. В то же время,
как уже указывалось, магнитотвердые мате-
риалы используются для изготовления по-
стоянных магнитов, которые после намагничи-
вания до насыщения помещаются в разомкну-
тую магнитную цепь без приложения к пос-
ледней, как правило, внешнего магнитного
поля. Полюсные поверхности постоянного
[§ 5.1]
Параметры магнитотвердых материалов
85
магнита или магнитной системы с постоянным
магнитом образуют в окружающем простран-
стве собственное магнитное поле, ради кото-
рого постоянные магниты и используются.
Часть магнитного потока замыкается непо-
средственно через материал постоянного маг-
нита в направлении, обратном (в общем слу-
чае под некоторым углом) направлению на-
магниченности. Таким образом, постоянный
магнит находится в собственном размагничи-
вающем поле, при этом для материала маг-
нита в любой его точке это равносильно при-
ложению эквивалентного внешнего размагни-
чивающего поля. Вследствие этого магнитное
состояние материала постоянного магнита
характеризуют точкой А на кривой размаг-
ничивания с координатами На, Ва (или На,
1юМа), так называемой рабочей точкой (рис.
5.2). Положение рабочей точки на кривой
размагничивания определяется геометрией
магнитной системы. Предельным случаям бу-
дут соответствовать намагниченный по оси
бесконечно длинный стержень (или тороид)
с координатами рабочей точкй О, В (0, р*/И)
и намагниченная по нормали бесконечная пло-
скость с координатами рабочей. точки Нсв,
О {НсВ,. Мв=,0). Очевидно, на практике , оба
предельных случая не могут быть реализова-
ны, более того, они не представляют прак-
тического интереса, так как в обоих этих
случаях магниты хотя и намагничены, но не
создают в. окружающем пространстве магнит-
ного поля. Из теории известно, что энергия
магнитного ноля, создаваемого в окружаю-
щем пространстве единицей объема материа-
ла постоянного магнита, может быть выраже-
на через магнитную индукцию и напряжен-
ность размагничивающего поля в рабочей точ-
ке по формуле
Wk = HaBa/2, (5.1)
Очевидно, что для постоянных магнитов
разной формы или магнитных систем с постоян-
ными магнитами различной геометрии эта ве-
личина будет различна. При этом, как пока-
зано на рис. 5.2, зависимость от индук-
ции в материале магнита будет иметь мак-
симум в некоторой точке, соответствующей
индукции Вд и размагничивающему полю
Ни- Максимальное значение удельной магнит-
ной энергии ЧУ'мтах, или пропорциональный ей
часто используемый на практике параметр —
максимальное произведение (ВН) тах, являет-
ся важнейшим параметром магнитотвердых
материалов, поскольку, в конечном счете,
при конструировании оптимальной магнитной
системы определяет, объем материала, необхо-
димого для создания заданной топографии
магнитного поля в заданном объеме простран-
ства.
Диапазон изменения максимальной
удельной магнитной энергии IF„max применя-
емых в настоящее время магнитотвердых
материалов достаточно широк: от 1 кДж/м3
для хромистых сталей до 80 кДж/м3 для
интерметаллических соединений кобальта с
Рис. 5.2. К определению рабочей точки постоянного магнита, удельной магнитной энергии и коэф-
фициента возврата магнитотвердого материала
S6
Магнитотаербые материалы
'Ь']
Рис. 5.3. Диапазон рабочих точек постоянного
магнита на кривой размагничивания
редкоземельными элементами и даже более
128 кДж/м3 для некоторых лабораторных об-
разцов этих же соединений.
Говоря о важности параметра для
магнитотвердых материалов, следует сделать
некоторые оговорки. Во-первых, строго гово-
ря, размагничивающее поле по объему мате-
риала постоянного магнита может быть одно-
родно лишь тогда, когда последний, имеет
форму эллипсоида. Для всех реальных кон-
струкций магнитных систем размагничиваю-
щее поле по объему магнита неоднородно.
При этом, если для материалов со сравни-
тельно низкой коэрцитивной силой конструк-
тор был вынужден разрабатывать и приме-
нять магниты с геометрической формой (на-
пример, подковообразной и С-образной),
обеспечивающей небольшое значение размаг-
ничивающего поля и сравнительно удовлетво-
рительную его однородность, и этот фактор
значительной роли не играл, то для современ-
ных высококоэрцитивных марок, допускающих
применение постоянных магнитов самой раз-
личной конфигурации, включая многополюс-
ные, неоднородность размагничивающего по-
ля в материале магнита весьма значитель-
на. Фактически рабочая точка перерождается
в диапазон рабочих точек на кривой размаг-
ничивания (рис. 5.3). Используемая в системе
средняя удельная магнитная энергия для
магнита с объемом V:
^Mcp=vS W«dV <5‘2>
V
всегда оказывается ниже ее максимального
значения
Во-вторых, как указывалось, Ж, max явля-
ется мерой магнитной энергии магнитного поля
во всем окружающем пространстве. В то же
время магнитное поле используется всегда в
некотором конкретном для каждой магнитной
системы рабочем объеме и фактически из пол-
ной энергии магнитного поля всегда прихо-
дится вычитать энергию так называемых по-
лей рассеяния, т. е. магнитных полей вне
рабочего объема. Коэффициент полезного ист
пользования как отношение энергии магнит-
ного поля в рабочем объеме к полной маг-
нитной энергии всегда меньше единицы и для
разных по конструкции магнитных систем
может отличаться в несколько раз. Отсюда
следует, что переходя на более энергоемкий
материал и конструируя с учетом комплекса
его магнитных параметров оптимальную маг-
нитную систему, можно не получить выиг-
рыша в объеме магнитотвердого материала,
пропорционального увеличению максималь-
ной удельной магнитной энергии.
Наконец, как будет показано ниже, одним
из наиболее широко применяемых методов
стабилизации параметров магнитных систем
является частичное размагничивание магни-
та. Этот процесс также приводит к тому,
что фактически используемая магнитная энер-
гия оказывается часто существенно ниже
рассчитанной исходя из диапазона рабочих
точек магнита на кривой размагничивания.
Из вышеизложенного следует, что, хотя
максимальная удельная магнитная энергия и
является важнейшим параметром магнито-
твердых материалов, этот параметр ие может
рассматриваться в качестве единственного
критерия при выборе материала для конкрет-
ной магнитной системы. Выбирать материал
необходимо с учетом всего комплекса как ос-
новных, так и дополнительных параметров,
а также с учетом конкретных требований,
предъявляемых к магнитной системе.
К дополнительным параметрам магни-
тотвердых материалов, не всегда регламен-
тируемым технической документацией, но час-
то упоминающимся в технической литературе
и используемым при расчетах магнитных сис-
тем, прежде всего следует отнести магнит-
ную проницаемость возврата. Проницаемость
возврата определяется на частном цикле ги-
стерезиса, характеризующем изменение маг-
нитного состояния материала при наложении
на постоянный магнит в рабочей точке поло-
жительного внешнего магнитного поля и его
последующем снятии. При этом, как правило,
петлю магнитного гистерезиса на частном
цикле заменяют прямой линией (прямая АЕ
на рис. 5.2), а проницаемость возврата оп-
ределяют из соотношения
цд=ДВ/|лоД#. (5.3)
Строго говоря, проницаемость возврата,
как показано на рис. 5.2, зависит от магнитной
индукции в рабочей точке магнита. Однако
с достаточной для большинства случаев точ-
ностью ее можно считать постоянной. В тех
случаях, когда проницаемость возврата не
приводится в технической документации, ее
[§ 5.2]
Природа высококоэрцитивного состояния
87
можно приблизительно определить по наклону
кривой размагничивания в точке, соответ-
ствующей остаточной индукции.
В технической литературе часто приво-
дится такой параметр магнитотвердых мате-
риалов, как коэффициент выпуклости кривой
размагничивания, определяемый по формуле:
y = BHmax/(BrHcB). . (5.4)
Однако этот параметр несет информацию
о полноте использования потенциальных воз-
можностей материала лишь при сравнительно
небольшой коэрцитивной силе. Легко пока-
зать, что при увеличении коэрцитивной силы
от нуля до Нсв=Мг теоретическое значение
этого параметра при максимальной возмож-
ной выпуклости кривой размагничивания бу-
дет изменяться в пределах 1...0.25. Таким об-
разом, существенное отличие этого параметра
от единицы для материалов с большой ко-
эрцитивной силой не означает недостаточную
выпуклость кривой размагничивания. Поэто-
му для современных высококоэрцитивных ма-
териалов данный параметр не используется.
Из других, часто используемых в литера-
туре, существенных для выбора магнитотвер-
дых материалов и достаточно очевидных па-
раметров необходимо упомянуть температуру
Кюри (для ферримагнетиков температуру
Нееля), температурные коэффициенты измене-
ния остаточной индукции и коэрцитивной
силы, величину поля анизотропии, коэффици-
енты временной стабильности. В качестве
справочных приводятся также характеристи-
ки механической прочности и твердости, по-
ристости, плотности, обрабатываемости реза-
нием или пластической деформацией, удель-
ного электрического сопротивления и т. п.
5.2. ПРИРОДА
ВЫСОКОКОЭРЦИТИВНОГО состояния
И КЛАССИФИКАЦИЯ
МАГНИТОТВЕРДЫХ МАТЕРИАЛОВ
Высококоэрцитивное состояние магнит-
ных материалов целиком обусловлено магнит-
ной анизотропией. В любой точке кристал-
лической решетки вектор самопроизвольной
намагниченности имеет лишь несколько (2...8
в зависимости от природы анизотропии и типа
симметрии кристаллической решетки) устой-
чивых положений вдоль так называемых осей
легкого намагничивания. Процесс перемагни-
чивания (или размагничивания) для каждого
микрообъема материала связан с переходом
вектора самопроизвольной намагниченности
из одного устойчивого положения в другое,
при этом каждый элементарный магнитный
момент должен перейти через направление
трудного намагничивания, преодолев некото-
рый энергетический барьер. Энергия, необ-
ходимая для преодоления этого потенциаль-
ного барьера, в целом по объему материала
и определяет напряженность магнитного поля,
перемагничивающего образец.
Для понимания природы высококоэрци-
тивного состояния весьма существенно по-
нятие критического размера однодоменности,
введенное в 1930 г. Я. И. Френкелем и
Я- Г. Дорфманом. Все макроскопические об-
разцы из ферро- и ферримагнетиков содер-
жат в общем случае большое число доме-
нов — областей, в каждой из которых вектор
самопроизвольной намагниченности ориенти-
рован по своему направлению легкого намаг-
ничивания. Домены разделены между собой
доменными границами, имеющими некоторую
избыточную по сравнению с объемом внутри
домена энергию. Структура доменов в общем
случае определяется из условия минимума
суммы магнитостатической энергии свободных
полюсных поверхностей образца (энергии
магнитного поля, создаваемого образцом в
пространстве) и суммарной энергии доменных
границ в образце. При уменьшении размеров
образца магнитостатическая энергия умень-
шается пропорционально объему, т. е. кубу
линейных размеров образца, а энергия до-
менных границ — приблизительно пропорцио-
нально квадрату линейных размеров. При
некотором критическом размере магнитоста-
тическая энергия однородно намагниченного
образца становится меньше суммы энергии
одной единственной доменной границы, разде-
ляющей образец на два домена, и магнито-
статической энергии двухдоменного образца.
Этот размер, при котором энергетически вы-
годным становится однодоменное состояние,
и называется критическим размером однодо-
менности. Критический размер однодоменнос-
ти зависит от основных магнитных констант
материала и для реальных магнитных матери-
алов колеблется от сотых долей до единиц
микрометров.
С учетом наиболее существенных для
высококоэрцитивного состояния типов маг-
нитной анизотропии для однодоменной фер-
ромагнитной частицы теория дает следующие
выражения для поля анизотропии Нх:
кристаллографическая анизотропия:
Ha = aKi,/iioMs, (5.5)
где Ка— константа магнитной кристаллогра-
фической анизотропии; а — численный коэф-
фициент, равный 0,5...2,0 и зависящий от
структуры кристалла;
анизотропия формы ферромагнитной час-
тицы:
88
Магнитотвердые материалы
[разд. 5]
//a=(№-,N,)7Ws. (5.6)
где Ni, Ns— размагничивающие факторы час-
тицы вдоль длинной и короткой осей соот-
ветственно;
магнитострикционная анизотропия (ани-
зотропия напряжений):
йа = ЗЛ.,о/(2цоМ,), ' (5.7)..
где %s— константа магнитострикции; о — од-
ноосные упругие механические напряжения,
действующие на частицу.
Перемагничивание однодоменных частиц
осуществляется за счет вращения вектора на-
магниченности. В этом случае петля магнит-
ного гистерезиса частицы в координатах
М — Н имеет прямоугольный вид и коэрци-
тивная сила по намагниченности совпадает
по величине с полем анизотропии. В некото-
рых случаях создаются условия для осущест-
вления различных механизмов некогерент-
ного перемагничивания, тогда коэрцитивная
сила несколько меньше поля анизотропии.
Используя экспериментальные значения
величин, входящих в формулы (5.5) ...(5.7),
можно видеть, что в результате всех трех
типов анизотропии могут быть получены весь-
ма высокие значения поля анизотропии. От-
сюда вытекает очевидный путь создания вы-
сококоэрцитивных материалов — получение
тем или иным методом однодоменных час-
тиц с преобладающей анизотропией того или
иного типа, распределенных с достаточной
плотностью в немагнитной матрице. Этот
принцип реализован на практике во многих
высококачественных высококоэрцитивных ма-
териалах. Правда, при переходе от одной
однодоменной частицы к их большому коли-
честву приходится учитывать магнитостатиче-
ское взаимодействие частиц друг с другом, ко-
торое приводит к существенному уменьшению
поля анизотропии, а следовательно, и коэр-
цитивной силы по намагниченности. Это
уменьшение тем больше, чем больше плот-
ность упаковки. При приближении плотности
упаковки к единице (к чему стремятся ради
увеличения намагниченности насыщения н,
следовательно, остаточной индукции) можно
говорить об образовании в образце доменов
или квазидоменов (доменов взаимодействия),
т. е. областей, состоящих из однородно на-
магниченных однодоменных частиц или мик-
рообластей. При этом доменные границы про-
ходят по прослойкам немагнитной фазы, гра-
ницам зерен и дефектам кристаллической ре-
шетки, а перемагничивание осуществляется ,
путем смещения этих границ. В этих услови-
ях процесс перемагничивания принято описы-
вать с помощью механизма задержки смеще-
ния доменных, границ, а оценивать — раз-
ностью энергии доменной границы, проходя-
щей через вышеприведенные неоднородности
и дефекты, и энергии границы, проходящей
через бездефектные объемы материала. Поэто-
му второй путь создания высококачественных
высококоэрцитивных материалов — получе-
ние заведомо неоднородной структуры в ма-
териале с заданным распределением различ-
ных дефектов (включений немагнитной или
слабомагнитной фазы, пор, выделений раз-
личных фаз по границам зерен, вакансий,
дислокаций и т. п.). Расстояние между де-
фектами должно приблизительно соответство-
вать критическому размеру однодоменности.
При этом следует иметь в виду, что де-
фекты повышают коэрцитивную силу не сами
по себе, а при наличии большой магнитной
анизотропии материала, как правило, крис-
таллографической, ибо от последней, в пер-
вую очередь, зависит энергия доменных гра-
ниц и величина потенциального барьера, ко-
торый граница должна преодолеть при ее
перемещении. Для материалов с очень боль-
шой магнитной кристаллографической ани-
зотропией, кроме механизма задержки сме-
щения доменных границ, существенную роль
играет , механизм задержки зародышеобразо-
вания, т. е. образования зародышей обрат-
ной полярности в однородно намагниченном
до насыщения образце. Ряд дефектов в этом
случае может играть обратную роль — за-
труднять смещение уже образовавшейся до-
менной границы, такие дефекты снижают
поле зародышеобразования. Для получения
оптимальных параметров таких материалов
приходится изыскивать технологические прие-
мы, обеспечивающие заданное распределение
одних дефектов и исключающие появление
других.
У всех реальных магнитотвердых мате-
риалов высококоэрцитивное состояние оп-
ределяется не одним каким-либо типом магнит-
ной анизотропии, а сочетанием нескольких.
При этом в зависимости от знаков наклады-
вающихся друг на друга анизотропий маг-
нитные свойства могут как улучшаться, так
и ухудшаться. Кроме того, наряду с пере-
численными выше типами магнитной анизо-
тропии могут существенную роль играть и
другие типы, такие, как диффузионная ани-
зотропия, приводящая к направленному упо-
рядочению расположения атомов во время
охлаждения образца во внешнем магнитном
поле или под воздействием односторонних ме-
ханических напряжений; магнитная анизотро-.
пия, наведенная холодной механической обра-
боткой. Поэтому, если далее будет указывать-
ся, что в данном материале высококоэрцитив-
[§ 5.2]
Природа высококоэрцитивногд состояния
89
ное состояние обусловлено такой-то анизотро-
пией, то следует понимать, что имеется в'
виду преобладающий тип анизотропии.'
Классификация магнитотвердых материа-
лов может быть проведена по различным
признакам: по химическому составу, техно-
логии изготовления, по наличию анизотропий
основных магнитных параметров (изотроп-
ные, анизотропные), по деформируемости’ в
холодном состоянии, по уровню магнитных
параметров, по содержанию дефицитных ком-
понентов и т. п. Сущёствует даже деление
магнитотвердых материалов на докритичес-
кие, критические и закритические по способ-.
ноСти постоянных магнитов, изготовленных из
этого материала, восстанавливать магнитный
поток после кратковременного извлечения из
магнитной системы. Наиболее целесообраз-
ной представляется классификация, предло-
женная С. В. Вонсовским, в основе которой
лежат различия в химическом составе, приро-
де высококоэрцитивного состояния и техно-
логии изготовления. В соответствии с этой
классификацией магнитотвердые материалы
делятся на следующие группы:
1. Стали, закаливаемые на мартенсит,—
углеродистые стали, легированные хромом,
вольфрамом, кобальтом. Это самые первые
материалы, применявшиеся в качестве магни-
тотвердых материалов. Магнитные свойства
относительно невысоки, особенно по коэрци-
тивной силе и максимальной удельной маг-
нитной энергии. Высококоэрцитивное состоя-
ние обеспечивается неоднородной двухфазной
структурой после закалки на мартенсит (наи-
более мелкодисперсные пластинки цементита,
равномерно распределенные в феррите) и
обусловлено сочетанием магнитокристалли-
ческой и магнитострикционной анизотропий.
2. Дисперсионно твердеющие сплавы,
подвергающиеся холодной или') горячей ме-
ханической обработке давлением) К этой груп-
пе относятся сплавы систем железо — ни-
кель — медь, железо — никель — медь — ко-
бальт, железо — кобальт — ванадий, желе-
зо — кобальт — молибден, железо — хром —
кобальт и др. Магнитные свойства несколько
выше, чем у материалов первой группы. Физи-
чески эти сплавы близки к углеродистым
сплавам: оптимальные магнитные свойства
получаются путем создания мелкодисперсной,
как правило, неравновесной при комнатной
температуре структуры при выделении избы-
точной фазы, отличающейся от матрицы на-
магниченностью насыщения. Аналогично' ма-
териалам первой группы высококоэрцитивное
состояние обусловлено задержкой смёщения
доменных границ. Преобладающие типы ани-
зотропии — магнитокристаллическая и маг-
нитострикционная.
3. Диффузионно твердеющие сплавы на
основе .системы железо — никель — алюми-
ний с добавками кобальта, меди, титана, ни-
обия и др. Внешне механизм магнитного твер-
дения, т. е. образования высококоэрцитивного
состояния этих сплавов, аналогичен механиз-
му дисперсионно-твердеюших сплавов. Од-
нако принципиальное отличие состоит в том,
что в этих сплавах основную роль играет
анизотропия формы выделений сильномагнит-’
ной фазы, когерентно связанных со слабо-
магнитной, почти немагнитной матрицей. Фак-
тически эти сплавы представляют собой в
термообработанном состоянии совокупность
однодоменных анизотропных по форме частиц,
разделенных немагнитными прослойками, что
и определяет механизм перемагничивания.
Другой отличительной особенностью сплавов
этой группы является возможность наведе-
ния в некоторых из них одноосной магнитной
анизотропии с помощью термомагнитной об-
работки, что весьма существенно повышает
основные магнитные свойства.
4. Прессованные магниты из порошков.
Магнитотвердые материалы этой группы раз-
рабатывались на основе мелкодисперсных
порошков железа и сплава железо —: кобальт
с однодомёнными размерами частиц преи-
мущественно с анизотропией формы. Физи-
чески эти материалы моделировали структу-
ру диффузионно-твердеющих материалов, ус-
тупая последним по свойствам. В настоящее
время почти не применяются.
5. Сплавы с участием благородных ме-
таллов типа платина — кобальт, платина —
железо, серебро — марганец — алюминий
и др. Высококоэрцитивное состояние материа-
лов этой группы связано со структурными нап-
ряжениями (магнитострикционная анизотро-
пия), возникающими при переходах неупоря-
доченной фазы в упорядоченную (сплавы
платины с кобальтом и железом), или с маг-
нитокристаллической анизотропией мелкодис-
персных выделений магнитной фазы (сплав
серебро — марганец - - алюминий). Сплавы
отличаются высокими значениями коэрцитив-
ной силы,'а сплав платина — кобальт и по
магнитной энергии находится на уровне луч-
ших диффузионно-твердеющих сплавов. Ос-
новным фактором, определяющим область
применения материалов этой группы, не-
смотря на их высокую стоимость, является
высокая пластичность, допускающая вытяж-
ку в тонкую проволоку. Однако и в этом,
случае применение ограничивается изготовле-
нием сверхминиатюрных магнитов.
6. Интерметаллическое соединение мар-
ганец — висмут. Очень высокая магнитокрис-
таллическая анизотропия этого соединения
90
Магнитотвердые материалы
[разд. 5]
обеспечивает достаточно хорошие магнитные
свойства при изготовлении магнитов из мел-
кодисперсного (близкого к однодоменному)
порошка. Однако как магнитный материал
это соединение имеет лишь историческое зна-
чение. Практического применения он не на-
шел из-за плохой коррозионной стойкости,
неудовлетворительной температурной ста-
бильности в области отрицательных темпера-
тур и дефицитности висмута. Известны так-
же и другие высококоэрцитнвные соединения
марганца, пока не нашедшие применения.
7. Магнитотвердые ферриты бария, строн-
ция и кобальта. Природа высококоэрцитивно-
го состояния этих ферримагнитных материа-
лов также обусловлена боль'шой магнитокрис-
таллической анизотропией и мелкозернистой
структурой, обеспечиваемой методами порош-
ковой металлургии. Эти материалы отлича-
ются высокой коэрцитивной силой, сравни-
тельно небольшой остаточной магнитной ин-
дукцией и удовлетворительным уровнем мак-
симальной удельной магнитной энергии. Эти
свойства воспроизводятся на ферритах с од-
ноосной анизотропией, получаемых текстури-
рованием заготовок внешним магнитным по-
лем во время формообразования.
8. Сплавы металлов группы железа с
редкоземельными металлами, представляю-
щие собой интерметаллические соединения с
исключительно высокой кристаллографичес-
кой анизотропией. На сплавах RCos и Р2С017
разработаны магнитотвердые материалы с
рекордными значениями всех основных маг-
нитных свойств при удовлетворительных ха-
рактеристиках температурной и временной
стабильности. Практическое применение на-
шли материалы с одноосной анизотропией,
изготовляемые методами порошковой метал-
лургии.
9. Композиционные магнитотвердые ма-
териалы, изготовляемые на основе порошков
магнитотвердых материалов одной из групп
и полимерной связки. Если применяют в ка-
честве связки пластмассы, то эти материалы
называются магнитопластами, при использо-
вании связки типа каучука — магнитоэласта-
ми. Несмотря на ухудшение параметров, эти
материалы имеют преимущества, связанные с
технологичностью их изготовления, обработ-
ки, пластичностью, малой трудоемкостью из-
готовления магнитов сложной формы. В ка-
честве наполнителя, как правило, использу-
ются порошки магнитотвердых ферритов, ре-
же порошки диффузионно-твердеющих спла-
вов и сплавов кобальта с редкоземельными
элементами.
5.3. СТАБИЛЬНОСТЬ ПОСТОЯННЫХ
МАГНИТОВ
Одним из основных требований, предъ-
являемых к магнитным системам на основе
постоянных магнитов, является стабильность
магнитного поля в системе как во времени,
так и при воздействии различных внешних
факторов: магнитных полей, механических
напряжений, температуры, радиации, измене-
ния магнитного сопротивления цепи и т. д.
Иногда, наоборот, магнитная система должна
изменять магнитное поле по заданному закону
при изменении какого-либо фактора, чаще
всего температуры. Поэтому стабильность па-
раметров магнитотвердых материалов являет-
ся весьма важной характеристикой.
Различают структурную и магнитную
нестабильность.
Структурная нестабильность связана с
кристаллическим строением, фазовыми превра-
щениями, коррозией материала, релаксацией
внутренних напряжений и т. п. Магнитные
свойства, изменяющиеся в результате струк-
турной нестабильности (структурное старе-
ние), могут быть восстановлены только ре-
генерацией структуры, например, путем пов-
торной термической обработки материала.
Изменения магнитного поля в системе за
счет структурной нестабильности могут для
некоторых материалов достигать нескольких
процентов в год при нормальных условиях.
При повышении температуры процесс сущест-
венно ускоряется. Поэтому перед настройкой
и эксплуатацией магнитной системы магниты
из таких материалов подвергают искусствен-
ному старению. Например, магниты из мар-
тенситных сталей выдержииают при 100 °C
в течение 10...15 ч, что равносильно естест-
венному старению в течение 10...15 лет.
Магнитная нестабильность обусловли-
вается изменением магнитной (доменной)
структуры материала магнита, стремящейся
к установлению устойчивого термодинамичес-
кого равновесия как во времени (магнитное
старение), так и при изменении внешних
условий. Различают магнитную нестабиль-
ность обратимую и необратимую. Если при
возврате к исходным условиям параметры
магнитного поля в системе восстанавливают-
ся, то имеют место обратимые изменения;
при наличии гистерезиса — необратимые. Не-
обратимые изменения, вызванные магнитной
нестабильностью, можно устранить повтор-
ным намагничиванием магнита.
Процесс магнитного старения можно
описать законом, близким к логарифмическо-
му. Количественно старение может состав-
лять от десятых долей процента до несколь-
[§ 5.3]
Стабильность постоянных магнитов
91
Рис. 5.4. Естественное магнитное старение
магнитов при комнатной температуре
/ —В/7/=43-106 Гн/м, ЮН14ДК24; 2 —
25-Ю6 Гн/м. ЮН14ДК25А; 3 —28-Ю6 Гн/м,
ЮН14ДК24; 4— 11,5-Ю6 Гн/м; ЮНД14ДК25А;
5 — 16-106 Гн/м, ЮН14ДК24; 6 — 6-106 Гн/м,
ЮН14ДК24; 7 — 21-Ю6 Гн/м, ЮНД; 8-11Х
X Ю6 Гн/м, ЮНД4
ких процентов в год и зависит от свойства
магнитотвердого материала, положения ра-
бочей точки магнита на кривой размагни-
чивания и внешних условий: колебаний тем-
пературы, механических нагрузок и т. п. При
выборе материала магнита необходимо 'иметь
в виду, что магнитная нестабильность, как
обратимая так и необратимая, зависит не
только от свойств самого материала, но и от
конструкции конкретной магнитной системы,
условий ее эксплуатации.
На рис. 5.4 в качестве примера пока-
заны зависимости, характеризующие времен-
ное магнитное старение магнитов из некото-
рых марок диффузионно-твердеющих магни-
тотвердых сплавов (сплавов системы ЮНДК)
при разном положении рабочей точки (раз-
ном отношении В/Н).
Рассмотрим магнитную нестабильность,
вызванную изменением внешних условий.
Наиболее наглядно это можно сделать, анали-
зируя влияние возмущающего поля ±АН на
систему, характеризующуюся рабочей точкой
А, которой соответствует магнитная индук-
ция В а (рис. 5.5). Влияние других факторов
(механических напряжений, изменения маг-
нитного сопротивления цепи) можно рас-
сматривать аналогичным образом, пользуясь
понятием эквивалентного поля Д//.
При действии поля + Д// изменение маг-
нитного состояния произойдет по прямой
возврата АС и магнитная индукция изменит-
ся до Вс. После снятия поля магнитное сос-
тояние изменится практически по прямой
СА и индукция возвратится к исходному зна-
чению В/,, т. е. изменение индукции будет
обратимым.
При действии поля —Д// рабочей точкой
станет точка Е. После снятия поля магнит-
ное состояние, изменяясь по прямой возврата
EF, будет определяться точкой F и индукцией
BF, т. е. произойдет необратимое изменение
индукции. Очевидно, что повторное действие
такого же поля приведет лишь к обратимому
изменению индукции. Поэтому уменьшается
магнитная нестабильность путем устранения
необратимых изменений, включая магнитное
старение (магнитная стабилизация).
Из сказанного следует, что одним из ос-
новных методов магнитной стабилизации яв-
ляется частичное размагничивание магнита.
Например, для магнита, имеющего кривую
размагничивания, соответствующую рис. 5.5,.
изменение частичным размагничиванием ин-
дукции от В а до BF исключает необратимые
изменения индукции при действии возмуща-
ющего поля, не превышающего ±А//. Су-
щественно также то, что уменьшение индук-
ции при размагничивании зависит не только
от напряженности размагничивающего поля,
но также от параметров материала и от по-
ложения рабочей точки на кривой размагни-
чивания.
Исследования показали, что частичное
размагничивание уменьшает необратимые из-
менения, возникающие не только под вли-
янием внешних магнитных полей, ио и изме-
нений температуры, магнитного сопротивле-
ния цепи, механических нагрузок в виде уда-
ров и вибраций и т. п. Однако в тех слу-
чаях, когда к стабильности магнитной системы
предъявляются особенно высокие требования
и когда сильно изменяются внешние усло-
вия, кроме частичного размагничивания, маг-
ниты подвергают дополнительной стабилиза-
ции: термообработке и механическим воздей-
ствиям. Эта стабилизация заключается в воз-
действии на магнитную систему в сборе не-
скольких температурных циклов и циклов ме-
Рис. 5.5. Схематическое изображение действия
внешнего магнитного поля на постоянный
магнит
92
Магнитотвердые материалы
[разд. 5]
кА/м-50 ~W -30 -%} ~Ю О
Рис. 5.6. Кривые размагничивания сплава
ЮН14ДК24 при разной температуре
I — 180 °C; 2 — 20 °C; 3 — 550 °C
ханических нагрузок в диапазоне, несколько
превышающем изменения этих факторов в ре-
альных условиях эксплуатации.
В результате такой комплексной магнит-
ной стабилизации необратимые изменения
магнитной индукции уменьшаются до сотых
долей процента в год. Дальнейшее измене-
ние магнитной индукции стабилизированного
магнита в некотором диапазоне изменений
внешних условий будет обратимым. Это из-
менение можно оценивать с помощью соот-
ветствующих коэффициентов, например, тем-
пературного коэффициента магнитной индук-
ции:
<хв:== ДВ/В.2оД^, (5.8)
где В2о—магнитная индукция при начальной
температуре 20 °C; А/— изменение темпера-
туры; АВ — соответствующее изменение ин-
дукции.
Этот и другие коэффициенты, являющие-
ся характеристиками конкретной стабилизи-
рованной магнитной системы, не следует пу-
тать с аналогичными коэффициентами, вводи-
мыми для характеристики температурных ,из-
Стали, закаливаемые на мартенсит. .'.......................
Дисперсионно-твердеющие сплавы..............................
Диффузионно-твердеющие сплавы (системы ЮНДК)................
Сплавы платина — кобальт . . ' ............................
Магнитотвердые ферриты.............................. . . .
Сплавы кобальта с редкоземельными элементами................
Композиционные материалы....................................
менений параметров материала: остаточной
индукции, коэрцитивной силы, максимальной
удельной магнитной энергии. На рис. 5.6 изо-
бражены кривые размагничивания ..сплава
ЮН14ДК24 при разных температурах, Из ри-
сунка видно, что в одном и том. же; материале
и, следовательно, при одних и тех же значе-
ниях температурных коэффициентов парамет-
ров материала температурный коэффициент
магнитной индукции системы может в зави-
симости от положения рабочей точки и темпе-
ратурного диапазона быть положительным,
отрицательным и равным нулю.
5.4. НАМАГНИЧИВАНИЕ
И РАЗМАГНИЧИВАНИЕ
ПОСТОЯННЫХ МАГНИТОВ
Обязательным условием рационального
использования магнитотвердого материала
является его намагничивание до насыщения,
даже если он будет использоваться в частич-
но размагниченном состоянии. Как уже ука-
зывалось, процесс намагничивания заключа-
ется в кратковременном наложении на посто-
янный магнит внешнего магнитного поля.
Для намагничивания до насыщения, строго
говоря, необходимо поле, равное полю ани-
зотропии материала. Этот параметр, как пра-
вило, не регламентируется технической доку-
ментацией, поэтому по нему определить не-
обходимую напряженность магнитного поля
не представляется возможным. Обычно счи-
тается, что для намагничивания до насыще-
ния достаточна напряженность внешнего маг-
нитного поля, в три-шесть раз превышающая
значение коэрцитивной силы по намагничен-
ности Нем материала. Иногда необходимую
напряженность поля определяют эксперимен-
тально. При этом, например, по ГОСТ 8.268—
77 для сплавов системы ЮНДК достаточным
считается такое значение Нтяк, уменьшение
которого на 25 % не приводит к уменьшению
остаточной .индукции и коэрцитивной силы
более чем на 1 %.
Приведем значения напряженности вне-
шнего магнитного поля, необходимого для
намагничивания до насыщения различных ма-
рок разных групп магнитотвердых материалов
(в килоамперах на метр):
30...120
50...300
240...560
1000... 1800
1000... 1400
3000... 10 000
В зависимости от ма-
териала наполнителя
Кроме требований к напряженности на-
магничивающего поля, необходимо обеспе-
чить также его определенную конфигурацию.
Особенно это относится к криволинейным
магнитам и к созданию многополюсных маг-
нитов. В этих случаях топография намагни-
чивающего поля должна строго соответство-
вать расчетной топографии магнитной сис-
темы. При использовании магнитно-анизот-
[§ 5.4]
Намагничивание и размагничивание постоянных магнитов
93
ропных марок материала намагничивающее
поле должно быть направлено вдоль текстуры,
допускается отклонение 5...7°.
Как правило, намагничивание магнитов
необходимо проводить в магнитной системе
после ее сборки, так как в противном слу-
чае рабочая точка магнита оказывается на
кривой возврата, магнитная индукция в ра-
бочем объеме системы оказывается сущест-
венно меньше. Кроме того, при сборке сис-
темы с намагниченными магнитами возника-
ют технологические трудности — необходи-
мость применения немагнитного инструмента,
возможность засорения магнитной системы
ферромагнитной пылью и т. п. Отдельно, без
арматуры допускается намагничивать маг-
ниты только из тех материалов, у которых
кривая возврата из рабочей точки магнита
без арматуры почти совпадает с кривой раз-
магничивания материала. К таким материа-
лам относятся некоторые марки феррита ба-
рия и стронция, сплав платина — кобальт,
сплавы кобальта с редкоземельными элемен-
тами. Однако и в этом случае, если это воз-
можно, предпочтительнее намагничивать со-
вместно с арматурой.
Время воздействия намагничивающего
поля на намагничиваемый магнит может быть
достаточно малым — минимальная допусти-
мая длительность определяется экранирую-
щим действием вихревых токов в материале
магнита и арматуры. Для реально исполь-
зуемых материалов и габаритов постоянных
магнитов минимальная допустимая длитель-
ность приложения намагничивающего поля
составляет микросекунды, в худшем случае —
миллисекунды. Поэтому широко применяются
намагничивающие устройства как с постоян-
ным, так и с импульсным магнитным полем.
Наибольшее применение имеют намагни-
чивающие установки постоянного тока —
электромагниты и соленоиды. Значительно ре-
же используются намагничивающие устрой-
ства с постоянными магнитами, пригодные
только для намагничивания мелких магни-
тов. Больше всего электромагниты и солено-
иды пригодны для намагничивания прямоос-
ных магнитов (параллелепипеды, стержни
и т. п.). Для намагничивания их зажимают
между полюсами электромагнита, включают
ток, извлекают магнит после отключения тока.
При намагничивании магнитов другой формы,
в том числе криволинейных, стремятся ис-
пользовать распределение магнитного поля на
периферии полюсных наконечников электро-
магнита, применяют сменные полюсные нако-
нечники. При намагничивании магнитов сов-
местно с арматурой необходимо увеличивать
намагничивающее поле с тем, чтобы матери-
Посглоянный магнит.
Магнитомягкий материал
Полюсы электромагнита
Рис. 5.7. Взаимное расположение магнита и по-
люсов намагничивающего устройства: а —
правильное: б — неправильное
1 — полюсы электромагнита; 2 — постоянный магнит;
3 — магнитомягкий материал
ал арматуры, намагничиваясь до насыщения,
возможно меньше искажал характер магнит-
ного поля в зазоре электромагнита. На рис.
5.7 приведены примеры правильного и непра-
вильного расположения магнитов относитель-
но полюсных наконечников электромагнита.
Недостатками намагничивающих устано-
вок постоянного тока являются большая мас-
са и габариты, большая потребляемая мощ-
ность, невозможность намагничивания магни-
тов сложной формы, в частности, многопо-
люсных; ограниченная напряженность намаг-
ничивающего поля. Действительно, большин-
ство электромагнитов обеспечивает в зазоре
30...100 мм напряженность поля 400...
...1500 кА/м; уникальные многотонные элек-
тромагниты с концентрирующими пермендю-
ровыми полюсными наконечниками обеспечи-
вают напряженность 2800...3000 кА/м лишь
в зазоре 10...20 мм. Поэтому в настоящее вре-
мя наиболее широко применяются импульсные
намагничивающие устройства, лишенные этих
недостатков.
Принцип работы импульсных намагни-
чивающих установок основан на сравнительно
длительном накапливании электрической
энергии, равной десяткам килоджоулей, в кон-
денсаторной батарее и кратковременном раз-
ряде через выпрямляющее устройство (для
исключения колебаний в системе). Намагни-
94
Магнитотвердые материалы
[разд. 5]
Рис. 5.8. Примеры расположения проводов при
намагничивании магнитов с помощью импульс-
ных установок
чивающие катушки применяют как стацио-
нарные, так и наматываемые непосредствен-
но на намагничиваемый магнит, как с маг-
нитопроводом, так и без него. Намагничива-
ющий ток достигает десятков и сотен тысяч
ампер. К преимуществам импульсных уста-
новок относятся малые размеры, масса, не-
большая потребляемая мощность. Однако
главное преимущество — возможность полу-
чения любого распределения магнитного поля,
возможность многополюсного намагничива-
ния. На рис. 5.8 показаны примеры намаг-
ничивания с помощью импульсных установок.
Наибольшие сложности возникают, как
видно из таблицы, при намагничивании маг-
нитов из интерметаллических соединений ко-
бальта с редкоземельными элементами. По-
лучить необходимую напряженность магнит-
ных полей трудно даже при использовании
импульсных установок. Поэтому при намагни-
чивании магнитов этой группы следует учи-
тывать следующее обстоятельство. Перво-
начальное намагничивание термически раз-
магниченных после спекания магнитов тре-
бует существенно меньших напряженностей,
чем их перемагничивание. Как правило, для
первичного намагничивания достаточна нап-
ряженность 2400...3200 кА/м. Следовательно,
намагничивание необходимо производить
один раз окончательно готовых, механически
обработанных магнитов, избегая размагничи-
вания и повторного намагничивания.
В процессе изготовления магнитных сис-
тем постоянные магниты подвергаются раз-
магничиванию: частичному для получения
строго заданной напряженности магнитного
поля или стабилизации и полному — для
дополнительной механической обработки,
транспортировки и т. п. Классический метод
полного размагничивания — нагревание маг-
нита выше температуры Кюри — приемлем
только для магнитотвердых ферритов. Для
остальных магнитотвердых материалов этот
процесс приводит к необратимому ухудшению
магнитных свойств. В большинстве случаев
свойства могут быть восстановлены только
полным циклом повторной термической или
термомагиитной обработки; в некоторых слу-
чаях, например, вследствие коррозии, свой-
ства ухудшаются необратимо.
Обычно полное размагничивание произ-
водят, воздействуя на магнит переменным
(или непрерывно коммутируемым постоян-
ным) магнитным полем с убывающей до нуля
амплитудой иапряжениости. Распространен
также метод ввода и медленного вывода маг-
нита из зазора электромагнита или солено-
ида, включенных в сеть переменного тока.
Те же методы используют для частичного
размагничивания с соответствующим подбо-
ром амплитуды напряженности магнитного
поля. Иногда для размагничивания исполь-
зуют импульсные установки. В этом случае
для получения затухающих колебаний разряд
конденсаторной батареи осуществляют без
выпрямляющего устройства. Часто в установ-
ки для частичного размагничивания монти-
руют датчики Холла для непосредственного
контроля степени размагничивания или требу-
емой после размагничивания напряженности
магнитного поля.
5.5. ИЗМЕРЕНИЕ ПАРАМЕТРОВ
ПОСТОЯННЫХ МАГНИТОВ
Измерения основных параметров магни-
тотвердых материалов — остаточной индук-
ции, коэрцитивной силы по индукции и на-
магниченности, максимальной удельной маг-
нитной энергии — рассмотрены достаточно
широко в специальной литературе. Основным
нормативным документом на испытания маг-
иитотвердых материалов является ГОСТ
8268—82 «Методика выполнения измерений
при определении статических магнитных ха-
рактеристик магнитотвердых материалов».
Стандарт предусматривает проведение испы-
таний образцов в замкнутой или почти зам-
кнутой (неполностью замкнутой) магнитной
цепи в так называемых пермеаметрах силь-
ных полей. Измерении производят баллисти-
ческим методом, с помощью преобразовате-
лей Холла и электронных интегрирующих уст-
ройств.
В настоящее время баллистический метод
измерения используется все реже. На смену
баллистическим установкам пришли элект-
ронные гистерезисографы, обеспечивающие ав-
[§ 5.5]
Измерение параметров постоянных магнитов
95
тематическую запись петли гистерезиса и циф-
ровой отсчет основных параметров материала.
Для материалов с высокой коэрцитивной силой
в таких установках непосредственно в перме-
аметр встраиваются катушки для импульсного
намагничивания. Все это позволило сократить
время измерений до десятков секунд и повы-
сить точность измерения остаточной индукции
и коэрцитивной силы до ±3 % (ранее ±5 %),
а максимальной удельной магнитной энергии
до ±6 % (ранее ±19 %). Однако с появле-
нием современных высококоэрцитивиых мате-
риалов этот метод не является единственным
методом оценки качества постоянных магни-
тов, ибо обладает рядом существенных не-
достатков.
Во-первых, в соответствии со стандартом
измерению могут быть подвергнуты лишь
образцы в виде параллелепипедов или стерж-
ней длиной не менее 15 мм и поперечным
сечением 50...900 мм2. Поверхности образца
должны быть все отшлифованы и удовлетво-
рять опеределеиным допускам, в том числе
по неперпендикулярности, определенной ше-
роховатости. Следовательно, большая часть
магнитов не может быть подвергнута непо-
средственным измерениям. В этом случае
техническая документация предусматривает
контроль параметров материала на образцах-
свидетелях, изготовляемых совместно с пар-
тией контролируемых магнитов. Вместе с тем
совместная термическая и термомагнитная
обработки не гарантируют полной идентич-
ности микроструктуры, а следовательно, и
свойства из-за различий образца-свидетеля
и магнитов по массе и геометрическим разме-
рам. С широким внедрением в технологию
изготовления магнитов методов порошковой
металлургии различия свойств образца-свиде-
теля и магнитов могут быть еще больше:
образцы-свидетели изготовляют из той же
партии порошка, но, как правило, на другом
прессе, в другой пресс-форме и при другом
текстурирующем магнитном поле.
Во-вторых, метод измерения параметров
материала в пермеаметре не применим для
контроля свойств материала с иеколлинеарной
текстурой. Способ вырезки образцов из магнита
с разными контролируемыми областями также
не всегда применим, кроме того, очевидно,
является разрушающим методом контроля.
В-третьих,, измерения в пермеаметре по-
зволяют получить характеристику материала
магнита, но, как правило, не позволяют оценить
качество конкретного магнита. Особенно это
касается постоянных магнитов сложной фор-
мы, например, многополюсных.
Наконец, в-четвертых, измерения пара-
метров материала все еще остаются достаточ-
но трудоемкими, что не позволяет исполь-
зовать их для стопроцентной проверки или
разбраковки постоянных магнитов.
В соответствии с вышеизложенным в боль-
шей части технической документации- на по-
стоянные магниты контроль параметров
материала выносится в состав периодических
испытаний. Предусматривается также изме-
рение параметров материала для контроля
технологического процесса в производстве,
например, для аттестации плавки, партии
пресс-массы и т. п. В то же время при приемо-
сдаточных испытаниях чаще всего используют-
ся различные косвенные методы контроля
качества магнитов.
Для магнитов из материала с относи-
тельно небольшой коэрцитивной силой и при
сборке магнитной системы широко приме-
няется метод измерения магнитной индукции
в эталонной магнитной системе. Этот параметр
непосредственно характеризует работоспособ-
ность магнита. Для косвенного контроля
коэрцитивной силы часто измеряют индукцию
в эталонной магнитной системе после воздей-
ствия на магнит определенного размагничи-
вающего поля или, что равносильно, после
частичного размыкания системы. Для этих
целей изготовляют специальные установки
производственного контроля для конкретного
типоразмера или группы типоразмеров магни-
тов с использованием сменных полюсных
наконечников эталонной системы. Такие уста-
новки могут быть выполнены на современном
техническом уровне и достаточно большой
производительностью. При этом следует иметь
в виду, что эталонная магнитная система
внешне может отличаться от магнитной си-
стемы, в которой будет эксплуатироваться
магнит. Чаще эталонная система больше
похожа на небольшой пермеаметр с быстро-
действующими зажимами и небольшими ка-
тушками для включения фиксированного раз-
магничивающего поля. Необходимое положе-
ние рабочей точки в материале магнита обеспе-
чивается рассчитанной конфигурацией эле-
ментов системы и величиной немагнитного
зазора в таком пермеаметре.
Для магнитов из современных высоко-
коэрцитивных материалов, как правило, эта-
лонная магнитная система оказывается ненуж-
ной, поскольку они используются в более ра-
зомкнутых магнитных цепях и их собственное
размагничивающее поле почти не приводит к
саморазмагничиванию. Для определения ка-
чества таких магнитов применяется другой
метод — измерение магнитной индукции на
поверхности (точнее вблизи поверхности)
магнитов в так называемых характерных точ-
ках. Например, у дисковых аксиально иамаг-
96
Магнитотвердые материалы
[разд. 5]
ниченных магнитов измеряется индукция в
центре торцевой поверхности, у аксиально
намагниченных кольцевых магнитов — в гео-
метрическом центре магнита, у многополюс-
ных магнитов — в геометрическом центре
каждого или одного из полюсов и т. д.. Для
такого контроля применяются установки в
виде столика, позволяющего заданным обра-
зом фиксировать положение контролируемого
магнита относительно датчика тесламетра.
Для косвенного контроля коэрцитивной
силы применяют повторное измерение индук-
ции в тех же точках, но после воздействия на
магнит определенного размагничивающего
поля, или после воздействия на магнит темпе-
ратурного цикла, или после операции термо-
стабилизации.
Могут применяться и другие методы кос-
венного контроля параметров материала,
однако они должны быть технически обоснова-
ны, тщательно рассчитаны и оговорены в тех-
нических условиях на конкретный типоразмер
магнита.
Таким образом, контроль качества магни-
тов при приемосдаточных испытаниях в боль-
шинстве случаев сводится к косвенному конт-
ролю двух, а иногда в обоснованных случаях
и одной, точек кривой размагничивания ма-
териала.
5.6. СТАЛИ, ЗАКАЛИВАЕМЫЕ
НА МАРТЕНСИТ
В настоящее время изготовляются и при-
меняются четыре марки магнитотвердой угле-
родистой стали, приведенные в ГОСТ 6862—71
«Прутки из легированной магнитотвердой
стали». Состав и свойства сталей приведены
в табл. 5.1.
В этой таблице приведен химический сос-
тав только по основным легирующим компо-
нентам. В ГОСТ 6862—71 оговорено также
максимальное содержание примесей: 0,2...
...0,4 % марганца, 0,17...0,40 % кремния,
0,3...0,6 % никеля, 0,03 % фосфора, 0,02 % се-
ры. Магнитные свойства приведены для образ-
цов в термообработанном и частично термо-
стабилизированном (100 °C, 5 ч) состоянии.
Значения максимальной удельной магнитной
энергии ГОСТ не оговариваются. Ориентиро-
вочно они составляют для сталей ЕХЗ, ЕВ6—
0,6...0,9 кДж/м3; для стали ЕХ5К5—0,8...
...1,0 кДж/м3; для стали ЕХ9К15М2—1,2...
...1,4 кДж/м3. Из механических свойств в
ГОСТ приведена твердость по Бринеллю, для
разных марок она несколько различается в
пределах 230...340 кгс/мм2.
В соответствии с ГОСТ магнитотвердые
стали поставляются в виде горячекатаных или
кованых круглых и квадратных прутков диа-
метром или стороной квадрата до 70 мм и пря-
моугольных прутков толщиной до 25 мм и ши-
риной до 50 мм. В соответствии с заказом
прутки поставляют в термообработанном со-
стоянии или без термообработки.
В приложении к ГОСТ приводятся ре-
комендуемые режимы термической обработки.
Для сталей марок ЕХЗ и ЕВ6: нормализация
при 1000...1050 °C в течение 10... 15 мин, охлаж-
дение на воздухе, закалка от 800...840 °C с
выдержкой 10...20 мин в масле, старение в те-
чение 24 ч на воздухе и отпуск при 100...120 °C
в течение 4...5 ч. Для сталей марок ЕХ5К.5 и
ЕХ9К15М2: нормализация при 1200 °C в тече-
ние 5... 10 мин, охлаждение на воздухе, отпуск
при 700 °C в течение 1 ч, охлаждение на воз-
духе, закалка от 980...1000 °C с выдержкой
10 мин в масле или на воздухе, отпуск при
100...120 °C в течение 4...5 ч. При нагреве об-
разцов, предшествующем нормализации и
закалке, должны быть приняты меры по за-
щите их от обезуглероживания.
Поскольку мартенситные стали являются
почти единственной группой магиитотвердых
материалов, поставляемых не в виде готовых
магнитов или заготовок, а в виде прутков раз-
ного сортамента, и операции по изготовлению
магнитов, включая, как правило, термообра-
ботку, выполняются потребителем, следует
подчеркнуть необходимость тщательного соб-
людения режимов термообработки для получе-
ния оптимальных магнитных свойств. Напри-
мер, увеличение выдержки при нагреве, пред-
шествующем высокотемпературному отпуску
Таблица 5.1. Химический состав (в процентах) '
и магнитные свойства мартенситных сталей для.постоянных магнитов
Марка С Сг W Со Мо Вг, Тл, не менее Нсв, кА/м, не менее
ЕХЗ 0,90—1,10 2,80-3,60 — 0,95 4,775
ЕВ6 0.68...0.78 0,30-0,50 5,20-6,20 — 1,00
ЕХ5К5 ЕХ9К15М2 0,90-1,05 5,50-6,50 8,00-10,00 — 5,50—6,50 13,50-16,50 1,20-1,70 0,85 0,80 7,162 11,940
[§ 5.6]
Стали, закаливаемые на мартенсит
97
или закалке, проведение дополнительных
промежуточных отжигов с целью облегчения
механической обработки может привести к так
называемой магнитной «порче», т. е. резкому
ухудшению магнитных свойств после закалки.
Это объясняется коагуляцией карбидной фазы
в стали; магнитные свойства могут быть вос-
становлены соответствующей высокотемпера-
турной обработкой.
Перед эксплуатацией готовые магниты
подвергают дополнительной структурной ста-
билизации при 100 °C в течение 12 ч, после
намагничивания проводится магнитное старе-
ние с помощью температурных циклов в интер-
вале 0... 100 °C и частичное (наб %) размагни-
чивание.
Постоянные магниты из мартенситных
сталей имеют меньшую температурную и вре-
менную стабильность по сравнению с магнита-
ми других групп. Очевидно, что верхняя грани-
ца температурного диапазона эксплуатации
должна быть несколько ниже температуры ста-
билизации, т. е. 70...80 °C; магниты не должны
эксплуатироваться при вибрациях, ударах;
влияние внешних размагничивающих полей
должно быть устранено (если не предусмотре-
но экранирование магнитной системы).
В настоящее время применение постоян-
ных магнитов из мартенситных сталей весьма
ограничено вследствие низких магнитных
свойств. Однако полностью от них не отказы-
ваются, так как они сравнительно дешевы, до-
пускают механическую обработку на металло-
режущих станках. В основном они применяют-
ся в тех случаях, когда к магнитным системам
не предъявляются требования по габаритам
и массе. Кроме того, они могут применять-
ся в качестве так называемых «полутвердых»
магнитных материалов для изготовления эле-
ментов магнитных систем, в которых магнит-
ная индукция в рабочем зазоре должна пе-
реключаться, т. е. менять направление при по-
даче управляющего сигнала не слишком боль-
шой мощности.
5.7. ДИСПЕРСИОННО-ТВЕРДЕЮЩИЕ
СПЛАВЫ
В свое время было разработано, выпуска-
лось и использовалось большое количество
магнитотвердых сплавов этой группы. В пер-
вую очередь к ним относятся сплавы железо —
никель — медь (кунифе), железо — никель —
кобальт (кунико), железо — кобальт — мо-
либден (комоль), железо — кобальт — вана-
дий (викаллой), железо — марганец — ни-
кель, железо — хром — кобальт и др. Однако
в настоящее время разработаны современные
более высококачественные материалы, напри-
мер сплавы системы ЮНДК, и поэтому боль-
шая часть этих материалов потеряла свое
значение и изготовляется в ограниченных
масштабах по техническим условиям пред-
приятий.
Несколько шире применяются сплавы же-
лезо — кобальт — ванадий, изготовляемые по
ГОСТ 10994—74 «Сплавы прецизионные.
Марки», и сравнительно недавно' детально
разработанные сплавы железо — хром — ко-
бальт, изготовляемые по ГОСТ 24897—81
«Материалы магнитотвердые деформируемые.
Марки, технические требования и методы конт-
роля». Химический состав (за исключением
примесных элементов) и магнитные свойства
этих сплавов приведены в табл. 5.2 и 5.3 со-
ответственно. В табл. 5.3 магнитные свойства
сплавов железо — кобальт — ванадий приве-
дены ориентировочно, в ГОСТ 10994—74 указа-
но, что в зависимости от содержания ванадия
и температуры отпуска могут быть получены
значения остаточной магнитной индукции
1,20...0,65 Тл, коэрцитивной силы—4,8...
...40 кА/м.
Приведенные марки дисперсионно-твер-
деющих материалов часто называют пласти-
чески деформируемыми магнитотвердыми
сплавами. В частности, викаллой до оконча-
тельной термической обработки по пластич-
ности приближается к меди, а после обра-
ботки — к стали. Сплавы приобретают магнит-
ные свойства только после холодной деформа-
ции на 70...90 % (прокатка, волочение) и по-
следующего отпуска, в результате они стано-
вятся магнитно-анизотропными. Магнитные
свойства этих сплавов указаны в табл. 5.3 и ха-
рактерны для сплавов, деформированных и
термообработанных вдоль направления дефор-
мации, при этом эти свойства можно получить
только в тонких сечениях. По описанной тех-
нологии сплавы викаллой изготовляются в ви-
де листов и проволоки. С учетом высокой
стоимости сплавов (из-за большого содержа-
ния кобальта) применение этих сплавов огра-
ничено, изготовляются очень мелкие магниты
сложной или ажурной конфигурации, сердеч-
ники активной части гистерезисных двигателей
и высокопрочные ленты и проволоки. В этом
заключается их преимущество, так как из
других магнитотвердых материалов (за исклю-
чением еще более дорогого сплава платина —
кобальт) изготовить изделия такой формы не
представляется возможным из-за малой, а
часто и нулевой пластичности и небольшой
прочности.
Сплавы системы железо — хром — ко-
бальт менее пластичны по сравнению с викал-
лоем, однако также подвергаются горячей и
98
Магнитотвердые материалы
[разд. 5]
Таблица 5.2. Химический состав (в процентах) сплавов систем
железо — кобальт — ванадий и железо — хром — кобальт
• Марка Сг Со V Ni Другие элементы
52К10Ф 52К11Ф 52К12Ф 52К13Ф <0,5 52,0-54,0 9,8-11,2 10,0-11,5 11,6-12,5 12,6-13,5 <0,7 —
28X10К 28Х10КА 26,5...29,5 9,0-11,0 2,0-3,0 1А1 0,2-0,4 1Т1 0,3-0,6
25Х15К 25Х15КА 23,5-26,5 14,0-16,0 0,8... 1,2 — (А1 0,8... 1,2 < Si 0,3-0,8 iNi 0,8...1,2
23Х15К5ФА 22,0-24,0 14,5-15,5 4,0-6,0 —
30Х23К 30Х23КА 29,0-32,0 21,5-23,5 0,4... 1,0 [Si 0,3-0,8 iTi 0,3-0,8
Примечание. Кроме указанных компонентов, в состав сплава входит железо.
Таблица 5.3. Магнитные свойства сплавов систем
железо — кобальт — ванадий и железо — хром — кобальт
Марка B„ Тл Нсв, кА/м ITmax, КДж/М3
не менее
52КЮФ 52КПФ 0,90-1,10 12...24 3,0-8,0
52К12Ф 52К13Ф 0,90-0,95 30-38 8,0-14,0
28X10K 0,80 20 3,5
Марка В„ Тл Нсв, кА/м 1Гтах, кДж/м3
не менее
28X1 ОКА 1,10 38 13,0
25X15К 0,90 24 5,0
25Х15КА 1,20 40 16,0
23Х15К5ФА 1,25 42 19,0
30Х23К 0,75 50 6,0
30Х23КА 1,00 55 15,0
холодной пластической деформации. В соот-
ветствии с этим сплавы выпускаются литыми
(Л), горячекатаными (ГК) и холоднокатаны-
ми (ХК) в виде круглых прутков диаметром
2...30 мм и длиной 8...90 мм; квадратных прут-
ков со стороной 2...30 мм и длиной 8...90 мм;
полос с большей стороной 3...50 мм, меньшей
стороной 2...30 мм и длиной 8...90 мм; труб,
цилиндров и колец наружным диаметром
2...100 мм, толщиной стенки 2...15 мм и длиной
3...90 мм. Максимальные размеры сечения
ограничены необходимостью обеспечения при
термообработке заданной скорости охлажде-
ния, которая достигается тем легче, чем се-
чение меньше. Большая часть сплавов изготов-
ляется в виде заготовок конкретных магнитов.
I§ 5.8]
Диффузионно-твердеющие сплавы — сплавы системы ЮНДК.
99
Рис. 5.9. Кривые размагничивания сплавов
системы железо — хром — кобальт
1 — 23Х15К5ФА; 2 —25Х15КА; 3 —28Х10КА;
4 — 30Х23КА; 5 —25Х15К; 6 — 30Х23К; 7 —
28X1 ОК
В ГОСТ 24897—81 приведены физико-
механические свойства сплавов в высоко-
коэрцитивном, т. е. термообработаином со-
стоянии. Для сплавов, изготовленных литьем,
предел прочности при растяжении составляет
около 200 МПа, относительное удлинение —
около 1 %, ударная вязкость КСО —
10 кДж/м3. Для сплавов, изготовленных
горячей и холодной прокаткой, кроме сплавов
30Х23К, 30Х23КА, предел прочности при
растяжении составляет 700...900 МПа, предел
текучести 490...700 МПа, относительное удли-
нение— 3...5 %, относительное сужение —
3...7 %, ударная вязкость — около 80 кДж/м3,
твердость 32...41 ед. по Роквеллу. Для сплавов
30Х23К, 30Х23КА в горячекатаном и холодно-
катаном состояниях предел прочности при рас-
тяжении составляет 350...450 МПа, относи-
тельное удлинение — около 1 %, ударная вяз-
кость —10 кДж/м3, твердость — 40...50 ед. по
Роквеллу. Таким образом, даже в термообра-
ботанном состоянии эти сплавы являются
прочными и достаточно пластичными материа-
лами.
В приложении к ГОСТ 24897—81 приве-
дены рекомендуемые режимы термической об-
работки сплавов Термообработка сводится к
закалке в воду (от температуры 1300 °C для
сплавов 30Х23К и 30Х23КА и от температуры
1100...1250 °C для остальных сплавов с вы-
держкой при температуре закалки в течение
0,5... 1 ч) и пяти-шестиступенчатому отпуску
в диапазоне температур 640...540 °C в течение
12...16 ч (в зависимости от марки). Для марок
с магнитной анизотропией наличие буквы «А»
обозначает, что первая ступень отпуска при
640 °C в течение 1 ч производится в присутст-
вии приложенного вдоль желаемого направле-
ния анизотропии магнитного поля напряжен-
ностью не меиее 100 кА/м. Различие анизотроп-
ных и изотропных марок сплавов наглядно ил-
люстрируется кривыми размагничивания,
приведенными на рис. 5.9. Эти кривые размаг-
ничивания, как и везде далее, построены по
предельно допустимым (минимальным) значе-
ниям магнитных параметров. Прямые соединя-
ют начало координат с точкой (В//)тах. Суще-
ственна также разница в проницаемости воз-
врата: если для изотропных марок оиа состав-
ляет (5...8)-10“6 Гн/м, то для анизотропных
марок она приблизительно в 1,5 раза меньше.
Как следует из анализа технологического
процесса изготовления дисперсиоиио-твер-
деющих сплавов, окончательная структура
сплавов достаточно устойчива при нормальных
условиях — сплавы проходят длительный
отпуск при сравнительно высокой темпера-
туре. Кроме того, эти сплавы коррозионно
стойки и сохраняют структуру по крайней мере
до температуры 500 °C. Существенно выше по
сравнению с мартенситными сталями и магнит-
ная стабильность. Так, в соответствии с при-
ложением к ГОСТ 24897 — 81 снижение маг-
нитной индукции в точке (ВН) max при 20 °C
в течение 10 000 ч работы для изотропных марок
сплавов железо —хром —кобальт не превы-
шает 3%, для анизотропных марок—1 %.
Температурный коэффициент магнитной индук-
ции в точке (ВН)™* в диапазоне от —80 °C
до +150 °C в зависимости от марки состав-
ляет от —0,015 до —0,028 %/К-
Таким образом, сплавы системы железо —
хром — кобальт применяются в магнитных
системах замкнутого типа (с относительно ма-
лым зазором) в тех случаях, когда форма
магнита затрудняет его изготовление методом
литья и требуется значительная механическая
обработка, а также в тех случаях, когда к
магнитам предъявляются повышенные требо-
вания по прочности. Применение ограничено
стоимостью и дефицитностью кобальта.
5.8. ДИФФУЗИОННО-ТВЕРДЕЮЩИЕ
СПЛАВЫ — СПЛАВЫ СИСТЕМЫ ЮНДК
Сплавы системы железо — никель —
алюминий — кобальт, получившие в отечест-
венной промышленности название сплавов
ЮНДК, среди магнитотвердых материалов за-
нимают особое место. Во-первых, потому, что
свойства этих сплавов намного лучше свойств
использовавшихся ранее материалов. Во-вто-
рых, эти сплавы долго считались самыми пер-
спективными — теоретическая модель пере-
магничивания этих сплавов предсказывала по-
лучение максимальной удельной магнитной
100
Магнитотвердые материалы
[разд. 5]
Таблица 5.4. Химический состав (в процентах) сплавов ЮНДК
Марка AI Ni Си Со Ti Другие элементы
ЮНД4 13,0...14,0 24,0-25,0 3,0-4,0 0,2...0.3
ЮНД8 10,8...11,3 28,0-28,4 7,8-8,2 — —
ЮНТС 13,0... 16,0 32,0-35,0 — 0,4-0,5 Si 1,0... 1,5
ЮНДК15 8,5...9,5 19,0-20,0 3,0-4,0 14,0-15,0 0,2-0,3 —
ЮНДК18 9,0... 10,0 18,0-19,0 18,0-19,0 —
ЮНДК18С 6,5...7,5 14,0-15,0 1,5-2,0 18,0-20,0 Si 0,5-0,8
ЮН13ДК24С 7,5...8,0 12,0-13,0 2,0...2,5 Si 0,1...0,25
ЮН13ДК24 12,5-13,5
ЮН14ДК24 7,5...8,5 13,5-14,5 2,5...3,5 23,5-24,5
ЮН15ДК24 14,5-15,5
ЮН14ДК24Т2 8,0-9,0 14,0-15,0 3,0-4,0 1,5-2,0
ЮН13ДК25А 7,5...8,0 12,5-13,5 3,0-3,5
ЮН14ДК25А 8,0...8,5 13,5-14,5 3,5...4,0 (Nb 0,5...0,8
ЮН13ДК25БА 7,7-8,1 12,5-13,0 3,0-3,5 24,0-26,0 (Si 0,3-0,6
ЮН14ДК25БА 8,0...8,5 13,5-14,0 3,5-4,0 0,2...0,3 Nb 0,8... 1,0
ЮН15ДК25БА 8,3...8,7 14,5-15,0 4,0...4,5 0,2...0,3 Nb 1,0... 1,4
ЮНДК31ТЗБА 13,0-13,5 3,0-3,5 30,5-31,5 3.0...3,5 Nb 0,9... 1,5
ЮНДК34Т5 14,0-14,5 3,0-4,0 34,0-35,0 —
ЮНДК35Т5Б 6,8-7,2 14,0-15,0 5,0...5,5 Nb 0,8... 1,1
ЮНДК35Т5 3,3-3,7 34,5-35,5 —
ЮНДК35Т5БА 14,0-14,5 4,0-5,0 Nb 0,9...1,l
ЮНДК35Т5АА 7.0...7,5 2,5-3,0 5,0...5,5
ЮНДК38Т7 6,9-7,3 13,5-14,0 3,3-3,7 38,0-40,0 6,9-7,2
ЮНДК40Т8 7,5-8,5 13,5-14,5 3,0...4,0 40,0-42,0 8,0-9,0
ЮНДК40Т8АА 7,2-7,7 14,0...14,5 39,0-40,0 7,0-8,0
Примечание. Недостающая доля в составе сплавов — железо.
Таблица 5.5. Магнитные свойства сплавов ЮНДК
Марка B„ Тл НсВ, кА/м max, кДж/м3 Марка В„ Тл Т/св, кА/м Wmax, кДж/м3
не менее не менее
ЮНД4 ЮНД8 ЮНТС ЮНДК15 ЮНДК18 ЮНДК18С 0,50 0,60 0,43 0,75 0,90 40 44 58 3,6 5,1 4,0 ЮН13ДК25БА ЮН14ДК25БА ЮН15ДК25БА 1,40 1,30 1,25 48 58 62 28,0
48 55 6,0 9,7 ЮНДК31ТЗБА 1,15 92 32,0
ЮНДК34Т5 14,0
1,10 44 14,0 ЮНДК35Т5Б 0,75 96 16,0
ЮН13ДК24С 1,30 36 ЮНДК35Т5 ПО 18,0 36,0
ЮН13ДК24 1,25 40 18,0 ЮНДК35Т5БА 1,02
ЮН14ДК24 ЮН15ДК24 1,20 1,15 48 ЮНДК35Т5АА 1,05 115 40,0
52 ЮНДК38Т7 0,75 135 18,0
ЮН14ДК24Т2 1,10 60 15,0 ЮНДК40Т8 0,70 145
ЮНДК40Т8АА 0,90 32,0
ЮН13ДК25А ЮН14ДК25А 1,40 1,35 44 52 —
К 5-81
Диффузионно-тве рдеющие сплавы — сплавы системы ЮНДК
101
Таблица 5.6. Режимы термической обработки сплавов ЮНДК
Марка Режим
ЮНД4 Охлаждение от 1250 °C со скоростью 180...300 °С/мин
ЮНД8 Охлаждение от 1270 °C в масле. Отпуск: 600 °C в течение 2 ч
ЮНТС Охлаждение от 1200 °C на воздухе
ЮНДК15 Охлаждение от 1280 °C до 700 °C со скоростью 60...300 °С/мин. Отпуск: 650 °C в течение 1 ч, 590 °C — 2 ч
ЮНДК18... ЮН14ДК24Т2 Охлаждение от 1280 °C в магнитном поле напряженностью ^160 кА/м до 600 °C со скоростью 50...200 °С/мин. Отпуск: 620 °C в течение 2 ч, 590 °C — 8 ч
ЮН13ДК25А... ЮН15ДК25БА Охлаждение от 1280 °C в магнитном поле напряженностью 160 кА/м до 900 °С/мин со скоростью 200 °С/мин и до 600 °C — со скоростью 25 °С/мин. Отпуск: 610 °C — в течение 5 ч, 590 °C — 8 ч, 560 °C —-12 ч
ЮНДК31ТЗБА Охлаждение от 1270 °C до 900 °C со скоростью 150 °С/мин, выдержка в изо- термической ванне при 775±5 °C в течение 10 мин в магнитном поле напря- женностью ^200 кА/м. Отпуск: 630 °C — 2 ч, 580 °C — 8 ч
ЮНДК34Т5, ЮНДК35Т5Б Охлаждение от 1250 °C в магнитном поле напряженностью ^200 кА/м до 900 °C со скоростью 200 °С/мин и до 600 °C со скоростью 20...40 °С/мин. Отпуск: 640 °C в течение 2 ч, 500 °C — 8 ч
ЮНДК35Т5, ЮНДК35Т5БА, ЮНДК35Т5АА Охлаждение от 1250 до 800 °C со скоростью 150 °С/мии, выдержка в изо- термической ванне при 795±5°С в течение 10 мин в магнитном поле на- пряженностью ^240 кА/м. Отпуск: 640 °C в течение 5 ч, 560 °C — 20 ч
ЮНДК38Т7 Охлаждение от 1230 до 900 °C со скоростью ^250 °С/мин и выдержка в изо- термической ванне при 815±5°С в течение 10...15 мин в магнитном поле напряженностью ^280 кА/м. Отпуск: 675 °C в течение 0,5 ч, 650 °C — 2 ч, 580 °C — 16 ч, 550 °C — 20 ч
ЮНДК40Т8, ЮНДК40Т8АА Охлаждение от 1210 до 900 °C со скоростью ^250 °С/мин, выдержка в изо- термической ванне при 830 °C в течение 10...15 мин в магнитном поле напря- женностью ^280 кА/м. Отпуск: 675 °C в течение 0,5 ч, 650 °C — 2 ч, 590 °C — 16 ч, 550 °C — 20 ч
энергии (до 200 кДж/м3). И хотя впоследствии
были разработаны другие модели, в частности
некогерентного перемагничивания, достаточно
хорошо объясняющие фактически достигнутые
параметры, многочисленные исследования
привели к разработке сплавов с двойной тек-
стурой и монокристаллических с невиданными
ранее свойствами: Wml>x^40 кДж/м3, коэр-
цитивная сила > 145 кА/м (лабораторные
образцы U7max>53 кДж/м3 и Нс~^ 170 кА/м).
В-третьих, сплавы ЮНДК являются самыми
стабильными среди магнитотвердых материа-
лов, способными работать при самой высокой
температуре. Так, при испытаниях в течение
года при температуре 500 °C структурных из-
менений не наблюдается. После специальной
структурной и магнитной стабилизации маг-
ниты из сплава ЮНДК35Т5 способны работать
не менее 2000 ч при 600 °C и 80 ч при 650 °C.
Общее старение магнитов за это время не пре-
вышает 1 %. Сплавы имеют также минималь-
ные обратимые магнитные изменения: темпе-
ратурный коэффициент остаточной магнитной
индукции составляет —0,02 %/К, а коэр-
цитивной силы +0,02...0,04 %/К- Используя
разный знак температурных коэффициентов
остаточной индукции и коэрцитивной силы и
пересечение кривых размагничивания вблизи
точки (ВИ) |лах, можно в отдельных случаях в
определенном температурном диапазоне скон-
струировать магнитную систему почти с нуле-
вым температурным коэффициентом магнит-
ной индукции в зазоре системы.
Таким образом, несмотря на появление
более энергоемких и более высококоэрцитив-
ных магнитотвердых материалов и вытеснение
102
Магнитотвердые материалы
[разд. 5[
сплавов ЮНДК из некоторых областей при-
менения, несмотря на дефицитность кобальта и
достаточно высокую стоимость магнитов из
этих сплавов, они остаются одними из важней-
ших магнитотвердых материалов, незамени-
мыми при конструировании магнитных систем
замкнутого типа, в первую очередь, в точном
приборостроении.
В табл. 5.4 приведен химический состав,
в табл. 5.5 — основные магнитные параметры,
а в табл. 5.6— рекомендуемые режимы терми-
ческой и термомагнитной обработки сплавов
ЮНДК по ГОСТ 17809—72.
Как уже указывалось, высококоэрцитив-
ное состояние сплавов ЮНДК обусловливает-
ся распадом равновесного при высокой тем-
пературе твердого раствора на две фазы —
сильномагнитную, близкую в бескобальтовых
сплавах к железу, а в сплавах, содержащих
кобальт, близкую к раствору кобальта в же-
лезе, и слабомагнитную, близкую к интер-
металлиду никель — алюминий. Этот распад
имеет важнейшие признаки спинодального
распада — отсутствие неразложившегося
твердого раствора, постоянное количественное
соотношение фаз при распаде, непрерывное
возрастание гетерогенности, самопроизволь-
ное распространение процесса по всему объему
образца. Главная особенность спинодального
распада — неустойчивость системы к бес-
конечно малым флуктуациям состава, что не-
избежно приводит к строгой периодичности
получаемой структуры. Для получения высо-
кокоэрцитивного состояния распад прерывает-
ся на стадии когерентной связи выделений с
матрицей. В этих условиях, как показали
теоретические и экспериментальные исследо-
вания, вследствие различия параметров крис-
таллических решеток выделений и матрицы,
т. е. вследствие возникающих упругих напря-
жений, образуется двухмерная периодическая
структура вытянутых по одной из осей типа
[100] игольчатых выделений сильномагнитиой
фазы. Следовательно, в пределах одного крис-
талла не может быть хаотичности в направлен-
ности выделений, напротив, существуют облас-
ти, в пределах которых выделения однонаправ-
ленные, т. е. самопроизвольно реализуется как
бы группа высококоэрцитивиых сильномагнит-
ных вытянутых вдоль одного направления час-
тиц.
' Однако такое высококоэрцитивное со-
стояние реализуется только при размерах выде-
лений, соответствующих критическому размеру
однодоменности, в рассматриваемом случае
при диаметре выделений около 200 А. Такие
размеры выделений обеспечиваются при рас-
паде в две стадии: охлаждение от высокой
температуры с определенной скоростью и по-
следующий ступенчатый отпуск. Скорость ох-
лаждения не должна быть слишком большой,
чтобы успел произойти распад по всему объ-
ему, и не должна быть слишком малой,
чтобы выделения не выросли до размеров, пре-
вышающих размер однодоменности. Кон-
кретные режимы охлаждения, ступени отпуска
зависят от химического состава сплава. Из
изложенного следует, что тщательное соблю-
дение режимов нагрева, охлаждения и отпуска
является необходимым условием получения
оптимальных магнитных свойств.
Описанный механизм магнитного тверде-
ния прямым образом относится к сплавам от
ЮНД4 до ЮНДК18. Области с анизотро-
пией формы выделений ориентированы по
объему образца хаотично, в целом материал
получается магнитно-изотропным.
С увеличением содержания кобальта в
сплаве происходит два процесса: снижается
температура начала высококоэрцитивного рас-
пада (от 950 °C в бескобальтовом сплаве до
800 °C в сплаве с 24 % кобальта), повышает-
ся температура Кюри сильномагнитной фазы
(соответственно от 730 до 850 °C). Таким обра-
зом, при определенном содержании кобальта в
сплаве сильномагнитная фаза в начале распа-
да является ферромагнитной, т. е. появляется
возможность ориентирования длинных осей
выделений внешним магнитным полем. Поэто-
му, начиная со сплава ЮНДК18С, все сплавы
подвергают не термической, а термомагнитной
обработке, для придания им магнитной анизо-
тропии или текстуры вдоль желаемого направ-
ления. Следует отметить, что силы упругости,
ответственные за анизотропию формы выделе-
ний, существенно больше магнитных сил, поэ-
тому выделения ориентируются длинными ося-
ми не вдоль магнитного поля, а вдоль крис-
таллографических осей типа [100], ближай-
ших к направлению поля.
Возможность дальнейшего улучшения
свойств связана с совмещением одного из на-
правлений [100] с направлением поля по всему
объему образца. С этой целью разработана
технология изготовления сплавов с так назы-
ваемой столбчатой кристаллической струк-
турой: образец состоит из сравнительно не-
большого количества кристаллов столбчатой
формы, пронизывающих объем образца на всю
его высоту. Поперечные размеры кристал-
лов — 0,5...5 мм, а одно из направлений
[100] ориентировано по длине кристалла. Пос-
ле термомагнитной обработки вдоль длинных
осей кристаллов такие материалы имеют
двойную текстуру: кристаллическую и маг-
нитную.
В настоящее время разработано и приме-
няется два метода получения заготовок маг-
[§ 5.81
Диффузионно-твердеющие сплавы — сплавы системы ЮНДК
103
нитов с кристаллической текстурой. Метод печ-
ной кристаллизации заключается в заливке
расплава в форму, выполненную, например, в
виде кварцевой трубки и помещенную в элект-
ропечь. Форма располагается на холодильни-
ке, который может быть выполнен, например,
в виде медного пустотелого сосуда с водяным
охлаждением. Поверхность холодильника пре-
дохраняется от воздействия расплава сменной
пластинкой из никеля. Низ формы герметизи-
руется огнеупорной обмазкой. Перед за-
ливкой форму прогревают до 1400...1450 °C,
т. е. выше температуры затвердевания сплава,
что исключает кристаллизацию с боковой по-
верхности. После заливки расплава в форму
в месте соприкосновения с холодильником об-
разуется твердый слой сплава, а затем начи-
нают медленно (со скоростью, равной прибли-
зительно 5 мм/мин) опускать холодильник с
формой, выводя ее из зоны электропечи. Полу-
ченная таким способом отливка имеет кристал-
лическую текстуру, направленную по оси фор-
мы. Вместо кварцевой трубки применяются
также «оболочковые» формы, применяемые
для литья по выплавляемым моделям. Этот
способ позволяет получать образцы длиной
250...300 мм со столбчатой структурой по всей
длине отливки. Недостатками метода являются
прежде всего низкая производительность и
относительная его сложность, что препятству-
ет его широкому применению.
Производительнее и дешевле метод вне-
печной кристаллизации. В этом методе расплав
заливают в предварительно разогретую до
1300...1350 °C многогнездную огнеупорную
(например, шамотную) форму с тонкими пе-
ремычками, обеспечивающими взаимный обог-
рев отливок в процессе кристаллизации. Непо-
средственно перед заливкой разогретая форма
устанавливается на массивный стальной холо-
дильник, дополнительно теплоизолируется пес-
ком и оборудуется заливочным отверстием в
виде воронки. При этом методе одно-
временно получают 10...100 заготовок магни-
тов (по числу гнезд в форме в зависимости от
поперечных размеров), имеющих длину столб-
чатых кристаллов 70...80 мм.
Сплавы со столбчатой кристаллической
структурой в обозначении марки помечены
буквой «А» (см. табл. 5.4...5.6). Эти сплавы
имеют почти одинаковую коэрцитивную си-
лу по сравнению со сплавами такого же соста-
ва, ио только с магнитной текстурой. Однако
остаточная индукция, максимальная удельная
магнитная энергия, коэффициент выпуклости
кривой размагничивания существенно выше.
Еще более совершенная структура, а
следовательно, и несколько более высокие маг-
нитные свойства, получаются в монокристал-
лических сплавах (в обозначении марки поме-
чены буквами «АА»). Монокристаллические
образцы выращивают методом зонной плавки
на затравках в специальных установках в ва-
кууме или в защитной среде. Высокая стои-
мость технологического процесса и его малая
производительность обусловливают весьма
ограниченный выпуск монокристаллических
сплавов в промышленности. Следует отметить,
что монокристаллическим, строго говоря,
сплав является только при высокой темпе-
ратуре; в термообработанном состоянии струк-
тура является гетерогенной и соответствует
мелкодисперсному, описанному выше высоко-
коэрцитивному состоянию с анизотропией
вдоль одной из осей типа [100].
Различие сплавов изотропных, с магнит-
ной текстурой, с двойной кристаллической и
магнитной текстурой, монокристаллических
наглядно иллюстрируется на рис. 5.10, 5.11, на
которых приведены кривые размагничивания
наиболее типичных марок сплавов.
Необходимо отметить важность тщатель-
ного контроля химического состава сплавов
в процессе производства. Эти составы разра-
ботаны в результате длительных эксперимен-
тальных исследований. Только заданное соче-
тание элементов обеспечивает необходимую
технологичность, необходимую кинетику вы-
сококоэрцитивного распада, способность
сплава к столбчатой кристаллизации и т. п.
Недостатком сплавов ЮНДК является их
высокая твердость и хрупкость. Вследствие
этого сплавы могут обрабатываться только
шлифованием. Шлифовку рекомендуется про-
изводить в два этапа: грубую до термической
обработки со съемом металла за проход 0,1...
...0,25 мм и тонкую после термической обработ-
ки со съемом металла за проход 0,01...0,02 мм.
Шлифование в одни этап увеличивает коли-
кА/м -50 -30 -20 -Ю 0
Рис. 5.10. Кривые размагничивания некоторых
марок сплавов ЮНДК
1 — ЮН14ДК25А; 2 — ЮН14ДК24; 3 —
ЮН14ДК24Т2; 4 — ЮНДК18; 5 — ЮНТС; 6 —
ЮНД4
104
Магнитотвердые материалы
[разд. 5[
Рис. 5.11. Кривые размагничивания наиболее
высокоэрцитивных марок сплавов ЮНДК
1 — ЮНДК35Т5АА; 2 — ЮНДК35ТБА; 3 —
ЮНДК40Т8АА; 4 — ЮНДК35Т5; 5 — ЮНДК40Т8
чество бракованных магнитов в связи с появ-
лением трещин.
Особенности механических свойств сплавов
ЮНДК, которые не позволяют выполнять резь-
бы, отверстия, требуют специальных решений
при монтаже магнитных систем. Например, в
магнитах делают канавки, применяют литье
на стальные или бронзовые втулки (под отвер-
стия или резьбу) и т. п. Необходимость ох-
лаждения с заданной скоростью ограничивает
также размеры сечения магнитов в диапазо-
не 50... 100 мм в зависимости от марки. Маг-
нитные системы с большими магнитами дела-
ют составными. Очевидно также, что если
магниты с магнитной текстурой могут быть вы-
полнены сложной конфигурации соответст-
вующим подбором формы магнитного поля при
термомагнитной обработке, то магниты с двой-
ной текстурой могут быть только прямоосными.
Магниты из сплавов ЮНДК изготовляют
не только методом литья. Применяется также
метод порошковой металлургии. Марки мате-
риалов, изготовляемые этим методом, оговари-
ваются ГОСТ 13596—68 и приведены в
табл. 5.7.
Сплавы ММК-1-..ММК-6 изотропны, а
сплавы ММК-7...ММК-П анизотропны, т. е.
подвергаются термомагнитной обработке.
Технологический процесс изготовления
металлокерамических магнитов состоит из
операций: смешения исходных порошков ме-
таллов (алюминий вводится в виде порошка
железоалюминиевой лигатуры: 50 % железа
и 50 % алюминия), прессования заготовок
магнитов на гидравлических прессах при дав-
лении 1000...1200 МПа, спекания заготовок
при температуре 1200...1350 °C в атмосфере
остроосушенного (до точки росы —40 °C) во-
дорода, последующей термической или термо-
магнитной обработки. В готовом виде метал-
локерамические магниты имеют остаточную
пористость 3...5 %, следовательно, худшие по
сравнению с литыми магнитами свойства: мак-
симальная удельная магнитная энергия и оста-
точная магнитная индукция на 10...20 % мень-
ше. Очевидно, что этим методом не могут быть
получены магниты с кристаллической (т. е.
двойной) текстурой. Метод изготовления нак-
ладывает обычные для порошковой металлур-
гии ограничения по форме и размерам магни-
тов. Применяемое высокое давление прессова-
ния ограничивает площадь сечения магнита
(несколько квадратных сантиметров) и высо-
ту магнита (10...15 мм).
Преимущество металлокерамических маг-
нитов из сплавов ЮНДК заключается в более
высокой механической прочности: в три-шесть
раз больше, чем у литых сплавов. В частности,
предел прочности при сжатии в зависимости
от марки составляет 1000...2000 Н/мм2, а пре-
дел прочности при изгибе — 200...400 Н/мм2.
Кроме того, в некоторых случаях возможно
Таблица 5.7. Магнитные свойства металлокерамических сплавов ЮНДК
Марка Остаточная магнитная индукция ВГ, Тл Коэрцитивная сила, Нсв, кА/м Магнитная энергия Юаак, кДж/м3
не менее
ММК-1 0,60 24 3,0
ММК-2 0,48 39 3,5
ммк-з 0,52 44 4,0
ММК-4 0,55 40 4,5
ММК-5 0,60 4,7
ММК-6 0,65 44 5,0
ММК-7 0,95 — 10,5
ММК-8 1,10 40 14,0
ММК-9 0,75 80 12,0
ммк-ю 0,80 100 15,0
ММК-11 0,70 128 16,0
[§ 5.9]
Сплавы платина — кобальт
105
изготовление магнитов совместно с элемента-
ми арматуры (например, полюсными наконеч-
никами) путем послойного заполнения пресс-
формы порошком железа и порошковой смеси-
магнитотвердого материала, совместного прес-
сования и спекания изделия.
5.9. СПЛАВЫ ПЛАТИНА — КОБАЛЬТ
Из всех сплавов с наличием драгоценных
металлов, считавшихся магнитотвердыми ма-
териалами, к настоящему времени не утеряли
своего значения лишь сплавы платина — ко-
бальт. Правда, с разработкой интерметалли-
ческих соединений кобальта с редкоземельны-
ми элементами и этот сплав все больше теряет
практическое значение. Очевидно, причина
заключается в чрезвычайно высокой стои-
мости, хотя комплекс свойств, которым обла-
дают эти сплавы, является уникальным.
Платинокобальтовые сплавы с оптималь-
ными магнитными свойствами имеют химичес-
кий состав, близкий к стехиометрическому
PtCo, или в массовых долях — 77 % платины
и 23 % кобальта. Практически изготовляются
сплавы двух составов: ПлК78 и ПлК76 с содер-
жанием платины 78 и 76 % соответственно.
Сплавы прекрасно деформируются, допускают
почти любую степень вытяжки, поэтому мето-
дами холодной обработки сразу получают маг-
ниты конечной конфигурации. Используют
также технологию порошковой металлургии.
Готовые по форме магниты подвергают тер-
мической обработке, во время которой
происходит магнитное упорядочение. Термо-
обработку начинают с приведения сплава в
исходное разупорядоченное состояние при тем-
пературе 1000 °C в течение 3 ч. После резкого
охлаждения магниты отпускают при 660 °C в
течение 15...45 мин с последующим медленным
охлаждением. Магнитные свойства сплавов в
термообработанном состоянии приведены в
табл. 5.8.
Сплавы платина — кобальт исторически
были первыми материалами, которые имели
столь высокие значения коэрцитивной силы
Таблица 5.8. Магнитные свойства сплавов
платина — кобальт
Марка Остаточ- ная маг- нитная ин- дукция Вг, Тл Коэрцитив- ная сила Нсв, кА/м Магнитная энергия кДж/м3
ПлК78 0,70...0,80 300...400 32,0...47,5
ПлК76 0,65...0,75 240...350 28,0...45,0
при достаточно высоких значениях остаточной
индукции и, следовательно, очень высоких
значениях максимальной удельной магнитной
энергии. Такое сочетание основных магнитных
параметров обусловливает применение этих
магнитов в так называемых открытых магнит-
ных цепях, т. е. магнитных системах без маг-
нитопроводов, в том числе многополюсных.
Такие магнитные системы впоследствии широ-
ко применялись с магнитами из магнитотвер-
дых ферритов.
Имея сравнительно небольшую темпера-
туру Кюри — 480 °C, сплавы платина — ко-
бальт обладают хорошей структурной и маг-
нитной стабильностью. Температура эксплуа-
тации магнитов может достигать 200 °C.
Температурный коэффициент остаточной ин-
дукции в диапазоне —100... + 100 °C состав-
ляет — 0,015...0,042 %/К. Высокое значение
коэрцитивной силы почти исключает магнит-
ное старение.
Таким образом, сплавы платина —
кобальт по сочетанию своих свойств являются
почти идеальными магнитотвердыми материа-
лами для точных электроизмерительных при-
боров с подвижными магнитами в качестве
«магнитных пружинок», для многополюсных
роторов миниатюрных шаговых двигателей
(например, наручных часов) и т. п. Однако
из-за уже упоминавшейся высокой стоимости
их применяют лишь в специальных случаях,
при этом масса используемых магнитов не пре-
вышает нескольких милиграммов. Еще одним
недостатком сплавов платина — кобальт явля-
ется их высокая плотность—1,55-104 кг/м3.
Дальнейшее улучшение магнитной стабиль-
ности и совершенствование технологии изго-
товления магнитов из интерметаллических
соединений кобальта с редкоземельными эле-
ментами, в частности, разработка пленочных
магнитов, получаемых плазменным напыле-
нием магнитотвердого материала на подлож-
ку, видимо, окончательно заменит платиноко-
бальтовые магниты в промышленности.
5.10. МАГНИТОТВЕРДЫЕ ФЕРРИТЫ
Магнитотвердые ферриты или, как их
чаще называют, оксидные магниты, являют-
ся ферримагнетиками с большими значениями
константы кристаллографической анизотро-
пии. Практическое применение нашли ферри-
ты бария и стронция с гексагональной кристал-
лической структурой типа магнетоплюмбита
и феррит кобальта с кубической структурой ти-
па шпинели. Вследствие ферримагнетизма эти
соединения имеют пониженную индукцию на-
сыщения, однако большая кристаллографи-
106
Магнитотвердые материалы
[разд. 5]
ческая анизотропия позволяет получить вы-
сокую коэрцитивную силу, а следовательно,
и удовлетворительную максимальную удель-
ную магнитную энергию.
Промышленные марки магнитотвердых
ферритов начали интенсивно разрабатывать
с конца пятидесятых годов и с этого же време-
ни начался не прекращающийся до сих пор
- рост объемов их производства. Это явилось
следствием следующих преимуществ магни-
тотвердых ферритов перед магнитотвердыми
материалами других групп:
отсутствие в составе соединений дефицит-
ных элементов (кроме кобальта в феррите ко-
бальта, применяющемся весьма ограниченно);
возможность изготовления ферритов по
безотходной технологии методами порошковой
металлургии, позволяющими механизировать
и автоматизировать процесс, следовательно,
обеспечить минимальную себестоимость
нитов;
высокие значения коэрцитивной
обеспечивают возможность применения
нитов в открытых магнитных цепях и возмож-
ность изготовления многополюсных магнитов
без геометрически выраженных полюсов;
высокая структурная и магнитная ста-
бильность;
высокое значение удельного электрическо-
го сопротивления, позволяющее использовать
оксидные магниты в системах, подвергающих-
ся воздействию высокочастотных электромаг-
нитных полей.
Эти преимущества оксидных магнитов
привели не только к постепенному вытеснению
ими магиитотвердых материалов других групп
из традиционных областей применения, но и к
резкому расширению областей применения
маг-
силы
маг-
-----M=f(H)
Ь-21СА320; 5-28СА250
Рис. 5.12. Кривые размагничивания некоторых марок ферритов бария и стронция [ —
--------------------------------------------
1 — 28СА250; 2 — 25БА170; 3 — 21СА320; 4 — 16БА190; 5 — 6БИ240
магнитах, различных удерживающих уст-
ройств типа магнитных столов, магнитных фо-
кусирующих систем на постоянных магнитах,
магнитных систем транспорта на магнитной
подушке, магнитных игрушек и т. п. Вслед-
ствие этого в настоящее время оксидные маг-
ниты прочно заняли лидирующее положение
по объемам производства среди всех магни-
тотвердых материалов; их доля в общем объе-
ме производства составляет более половины
и продолжает неуклонно возрастать.
Марки и свойства ферритов бария и строн-
ция оговариваются ГОСТ 24063—80 «Ферри-
ты магнитотвердые. Марки и основные пара-
метры» и ОСТ 11 707.023—81 «Ферриты маг-
нитотвердые прецизионные. Марки и основные
параметры».
Химический состав ферритов бария и
стронция соответствует стехиометрической
формуле МеО-бРегОз, где Me—барий или
стронций. Однако с целью повышения техноло-
гичности практически используются составы
МеО-пРе2Оз, где коэффициент п в зависимо-
сти от марки изменяется в интервале 4,7...
...6,0. С целью получения определенного со-
четания магнитных параметров той или другой
марки применяются также добавки оксидов
алюминия, кремния, бора, висмута 0,1.„3,0 %
и редкоземельных элементов 0,1.„1,0 %.
В названии марок первые две цифры (для
изотропных марок одна) обозначают значе-
ние максимального энергетического произве-
дения (ВИ) тах в килоджоулях на кубический
метр, три цифры в конце названия — значение
коэрцитивной силы по намагниченности. Бук-
вы в середине названия обозначают: БИ —
феррит бария изотропный, БА — феррит ба-
рия анизотропный, РА — феррит смешанный,
[§ 5.10]
Магнитотвердые ферриты
107
СА — феррит стронция анизотропный.
Следует бтметить, что в ГОСТ 24063—80
приведены марки феррита бария широкого
применения, а в ОСТ 11 707.023—81— преци-
зионные марки ферритов бария и стронция
специального назначения, каждая из которых
разрабатывалась для конкретного примене-
ния с учетом специфических требований.
В табл. 5.9, 5.10 приведены основные маг-
нитные параметры (для анизотропных марок
вдоль направления анизотропии, для изотроп-
ных марок вдоль направления прессования),
а на рис. 5.12 представлены кривые размагни-
чивания некоторых марок ферритов бария и
стронция по ГОСТ 24063—80 и ОСТ
11 707.023—81.
Исходные основные компоненты и часть
легирующих добавок смешиваются в необхо-
димой пропорции (в случае необходимости
углекислые соли бария или стронция предва-
рительно измельчаются). Затем смесь порош-
ков подвергается ферритизации — обжигу во
вращающихся или туннельных печах в воз-
душной атмосфере при температуре 1000...
... —1250 °C (в зависимости от марки). После
ферритизации проводится грубый и тонкий
помол шихты в шаровых мельницах или вибро-
мельницах. На стадии тонкого помола
вводят оставшиеся легирующие добавки. При
использовании в качестве сырья готовых по-
рошков технологический процесс начинают
сразу с тонкого помола. Поскольку для полу-
Дополнительные свойства ферритов бария и стронция
Температура Кюри феррита бария...................................
Температура Кюри феррита стронция........... ...............
Проницаемость возврата изотропных ферритов. . . . .
Проницаемость возврата анизотропных ферритов. ................
Удельное электрическое сопротивление:
марки 7БИ215................. .
остальных марок. . . . . . .
Плотность кажущаяся. ... . . .
рентгеновская. .............
Коэффициент теплопроводности.....................
Удельная теплоемкость..................... ...
Коэффициент линейного расширения:
параллельно ориентации. ...........
перпендикулярно ориентации...................................
Твердость по Моосу. ....................... .
Температурный коэффициент остаточной
индукции. ... ... . .
Временное сопротивление разрыву. . . .......... . .
при сжатии. ................................ .
• при изгибе. ............... ..............
при кручении. . ...
Модуль Юнга. . ... . . . .
Модуль сдвига.................................... .
Коэффициент Пуассона. .
450 °C
460 °C
(1,44...1,69) • 10~6 Ги/м
(1,29... 1,56)-10“6 Ги/м
106...10“ Ом-м
10...106 Ом-м
(4,5...5,1) • 103 кг/м3
5,27-103 кг/м3
1,9...3,2 Вт/м-К
600...700 Дж/кг-К
(13,0...15,5) -10-6 К-1
(8...11) • 10-6 К-1
6...7
-0,2 %/К
25...35 МПа
200...550 МПа
70...90 МПа
45...60 МПа
(1,4...2,0) -105 МПа
(0,56...0,74) -105 МПа
0,26...0,40
Предел прочности при изгибе и времеииое
сопротивление разрыву ферритов марок
22РА220...ЗОРА 190 приблизительно в два ра-
за выше.
Технология изготовления бариевых и
стронциевых ферритов является типичной
керамической технологией, разновидностью
технологии порошковой металлургии. Исход-
ным сырьем для ферритов является оксид же-
леза и углекислые соли бария и стронция. Все
легирующие компоненты используются в ви-
де оксидов. Для изготовления марок феррита
бария широкого примеиеиия используется *
также готовый порошок феррита бария по со-
ответствующим техническим условиям.
чения высококоэрцитивного состояния ферри-
та необходимо иметь в готовом материале раз-
меры зерен, близкие к критическому размеру
однодомеииости феррита (около 1 мкм), сте-
пень и однородность измельчения материала
является весьма важной. Оптимальной тонине
помола соответствует средний размер частиц
порошка 0,3...0,7 мкм. Оценивают качество по-
мола обычно по удельной поверхности порош-
ка. Для каждой марки феррита степень помо-
ла должна быть строго определеииой, так как
недостаточный помол не позволит получить
заданное значение коэрцитивной силы, а пе-
ремол ухудшает последующее формование
изделий, изменяет кинетику спекания.
108
Магнитотвердые материалы
[разд. 5)
Таблица 5.9. Магнитные свойства магнитотвердых ферритов по ГОСТ 24063—80
Марка Остаточ- иая маг- нитная индукция Вг, Тл Коэрцитивная сила Магнит- ная энергия, max» кДж/м3 Марка Остаточ- ная маг- нитная индукция Вг, Тл Коэрцитивная сила Магнит- ная энергия, ^гпах, ’ кДж/м3
НСВ, кА/м н сМ, кА/м Нсв, . кА/м НсМ, кА/м
не менее не менее
6БИ240 0,19 125 240 3,0 24БА210 0,37 205 210 12,0
16БА190 0,30 185 190 8,0 25БА150 0,38 145 150 12,5
18БА220 0,33 210 220 9,0 25БА170 0,38 165 170 12,5
22БА220 0,36 215 220 11,0 28БА190 0,39 185 190 14,0
Формование изделий изотропных марок
магнитотвердых ферритов не отличается от
формования магнитомягких ферритов. По-
рошок смешивают с водным раствором поли-
винилового спирта (применяют и другие связ-
ки), подсушивают, гранулируют протиркой че-
рез механические сита, прессуют на механи-
ческих или гидравлических автоматических
прессах с объемной дозировкой порошка в
матрицу.
Изделия из анизотропных марок фер-
ритов формуют с целью ориентации в «прес-
совке» монодоменных частиц порошка легкой
осью намагничивания (перпендикулярной ба-
зисной плоскости гексагональной решетки)
в одном направлении. Как правило, формова-
ние производят из водной суспензии порошка
без связки. Поэтому тонкий помол порошка для
этих марок осуществляют в водной среде, как
правило, в аттриторах непрерывного действия.
После помола суспензию отстаивают до по-
лучения сметанообразной консистенции (28...
...35 % влажности по массе). Полученную
пресс-массу подают на специальные полуавто-
матические гидравлические прессы, в которых
пресс-масса через объемный дозатор впрыски-
вается в полость матрицы, прессуется при
давлении 25...30 МПа с одновременным нало-
жением постоянного магнитного поля напря-
женностью не менее 240...400 кА/м вдоль же-
лаемого направления текстуры и одновремен-
ным выдавливанием воды через пористые
наконечники пуансонов. Выдавливаемая вода
удаляется из зоны прессования вакуумным
отсосом. В конце цикла прессования произво-
дится размагничивание спрессованной заго-
товки магнитным полем обратной полярности,
в противном случае заготовку не удается от-
делить от магнитного пуансона без разруше-
ния. Общий цикл прессования составляет
20... 150 с в зависимости от типоразмера прес-
суемого изделия и дисперсности порошка.
Применяют также другие методы формо-
вания изделий анизотропных ферритов. В
частности, используют сухое прессование в
магнитном поле порошка, прошедшего деза-
грегацию. Используется метод экструзии
длинномерных заготовок. Для этого приготов-
ляют глиноподобную массу со специаль-
ными смазками и остаточной влажностью
17...20 %. При формовании используют эф-
фект тиксотропии: разжижение массы пере-
менным электромагнитным полем, вследствие
чего частицы порошка приобретают способ-
ность ориентироваться в постоянном, наложен-
ном одновременно.с переменным, магнитном
поле. Однако эти методы обеспечивают мень-
шую степень текстуры заготовки, следователь-
но, и худшие магнитные свойства, поэтому не
получили столь широкого распространения,
как прессование из водной суспензии.
Для предотвращения растрескивания
сформованных заготовок при последующем
спекании их подвергают сушке, как правило,
при нормальной температуре в течение 24...72 ч.
Следует иметь в виду, что в материале отсут-
ствует связка, что, в свою очередь, обусловли-
вает их малую прочность и требует осторожно-
го обращения до спекания.
Спекание изделий производят в туннель-
ных печах в воздушной атмосфере при тем-
пературе 1100...1300 °C в зависимости от мар-
ки феррита. Скорость нагрева и охлаждения
заготовок в зависимости от марки феррита и
типоразмера заготовок не должна превышать
50...200 °С/ч, выдержка при температуре
спекания — 2...4 ч. Основной задачей при
спекании является получение необходимой
плотности и предотвращение рекристаллиза-
ции, т. е. существенного роста зерен.
Для этой цели используют легирующие до-
бавки, концентрирующиеся на границах зерен
и препятствующие их росту. Кроме того, очень
важно выдержать определенную температуру
спекания в пределах ±10 °C, особенно для
прецизионных марок. При спекании происхо-
дит усадка материала в пределах 15...20 % в
зависимости от марки.
К 5.10]
Магнитотвердые ферриты
109
Таблица 5.10. Магнитные свойства прецизионных магннто-
твердых ферритов по ОСТ И 707.023—81
Марка Остаточная магнитная индукция Вг, Тл Коэрцитивная сила Магнитная энергия кДж/м3
НсВ, кА/м Нем, кА/м
не менее
4БИ145 0,17 95 145 2,0
7БИ215 0,21 125 215 3,5
7БИ300 0,20 135 300 3,5
9БА205 0,24 135 205 4,5
14БА255 0,29 185 255 7,0
15БА300 0,30 200 300 7,5
18БА300 0,32 220 300 9,0
19БА225 0,33 205 225 9,5
19БА260 0,33 225 260 9,5
28БА170 0,39 165 170 14,0
22РА220 0,36 215 220 и,о
24РА230 0,36 220 230 12,0
25РА150 0,38 145 150 12,5
25РА170 0,38 165 170 12,5
28РА180 0,39 175 180 14,0
29РА240 0,40 232 240 14,5
ЗОРА 190 0,40 185 190 15,0
21СА320 0,34 240 320 10,5
24СА190 0,37 185 190 12,0
28СА250 0,39 240 250 14,0
Следующей технологической операцией
является механическая обработка, которой
подвергаются все магниты анизотропных ма-
рок по торцевым поверхностям (чтобы удалить
следы от пористых наконечников пуансонов
и обеспечить плоскостность). Ферриты являют-
ся очень твердыми и хрупкими материалами,
поэтому подвергаются только шлифованию
алмазным инструментом с охлаждением вод-
ным раствором кальцинированной соды. За-
вершают технологический процесс ультразву-
ковая мойка, сушка и контроль магнитных
параметров.
Описанный технологический процесс нак-
ладывает ограничения на размеры и форму
। изготовляемых магнитов: для изотропных маг-
нитов — обычные ограничения порошковой
металлургии, для анизотропных — специ-
фические. Технология прессования из водной
суспензии порошка ограничивает высоту маг-
нитов, как правило, совпадающую с направ-
лением анизотропии, до 15...20 мм, площадь
поперечного сечения — 2...150 см2; минималь-
ный размер изделия в плоскости, перпендику-
лярной направлению прессования, не должен
быть менее 12... 15 мм. Существенные огра-
ничения накладываются на возможность
изготовления магнитов с неколлинеарной
текстурой. Например, вследствие неравенства
коэффициентов линейного расширения мате-
риала вдоль и поперек текстуры нельзя изго-
товить радиально-текстурированные кольца:
они неизбежно разрушаются при охлаждении
от температуры спекания. Зато можно изго-
товить часть такого кольца, ограниченного се-
чением -двух плоскостей, параллельных обра-
зующей цилиндрической поверхности. Такие
изделия, обычно называемые сегментами, ши-
роко используются в магнитных системах
электродвигателей. Наиболее широко изго-
товляются ферритовые магниты в форме дис-
ков, колец, пластин, трапеций, треуголь-
ников с аксиальной анизотропией, перпенди-
кулярной плоскости.
При выборе марки магнитотвердого фер-
рита необходимо тщательно учитывать как
комплекс свойств той или иной марки, так и
конкретные требования к магнитной системе.
При воздействии на магнит во время эксплуа-
тации или сборки больших размагничивающих
полей необходимо выбирать ферриты с боль-
шей коэрцитивной силой: 7БИ300, 15БА300,
18БА300, 21СА320. При использовании маг-
нитов в замкнутой магнитной цепи следует
использовать ферриты с большей остаточной
индукцией: 25БА150, 25БА170, 28БА170,
28БА190. При предъявлении повышенных
требований к прочности магнитов предпочти-
но
Магнитотвердые материалы
[разд. 5[
Рис. 5.13. Зависимость коэрцитивной силы по
намагниченности ферритов бария и стронция от
температуры
тельнее ферриты 22РА220...30РА190. При
необходимости намагничивания изотропных
магнитов перпендикулярно направлению прес-
сования следует учитывать тот факт, что
вследствие чешуйчатой формы частиц исход-
ного порошка (структура гексагональна) да-
же при прессовании без поля образуется
определенная текстура: свойства в направ-
лении, перпендикулярном прессованию, на 10...
...15 % ниже. Для таких магнитов специально
разработан феррит марки 7БИ215 со свойст-
вами, приблизительно одинаковыми во всех
направлениях. Марка 9БА205 частично анизо-
тропна, предназначена для изготовления
радиально-анизотропных колец (подобран
уровень текстуры, обеспечивающий получение
колец без трещин). Таким образом, достаточно
большое число марок с разным сочетанием
магнитных параметров позволяет обоснован-
но выбрать марку феррита как для массового,
так и специального назначения.
Ферриты бария и стронция обладают
структурной стабильностью неограниченное
время. Срок хранения, оговоренный в техни-
ческой документации, обусловлен лишь мо-
ральным старением магнита. Ферритовые
магниты допускается размагничивать нагре-
ванием выше температуры Кюри, нагревать
для выжигания органических веществ при
разборке магнитной системы. Статические и
динамические нагрузки на магниты не
вызывают изменения их магнитных парамет-
ров вплоть до разрушения магнитов. При
нагревании магнитных систем с ферритовыми
магнитами до 300 °C необратимых изменений
намагниченности не происходит. Кривая воз-
врата большинства марок ферритовых магни-
тов в достаточно широком диапазоне напря-
женности полей совпадает с кривой размаг-
ничивания. Поэтому в большинстве случаев
магниты намагничивают до сборки без ухуд-
шения параметров системы.
Однако у ферритовых магнитов достаточ-
но велики обратимые изменения намагничен-
ности. Температурный коэффициент остаточ-
ной индукции составляет —0,2 %/К- Сущест-
венна также зависимость коэрцитивной силы
от температуры, приведенная на рис. 5.13. На
рис. 5.14 в качестве примера приведены кривые
размагничивания феррита бария марки
25БА170 при трех разных температурах.
Вследствие уменьшения коэрцитивной силы в
области отрицательных температур могут
наблюдаться необратимые изменения парамет-
ров магнитной системы. Это приходится учи-
тывать при конструировании магнитных сис-
тем выбором марки с большим значением коэр-
цитивной силы. При температурах ниже
— 60 °C ферритовые магниты, как правило,
не применяют. В области положительных
температур для уменьшения обратимых изме-
нений применяют шунтирование. К недостат-
кам ферритовых магнитов следует отнести
также хрупкость и большую твердость, недо-
статочную прочность, что исключает их исполь-
зование в качестве несущих элементов. Кроме
того, вследствие пористости ферритовых маг-
нитов их следует оберегать от попадания в
поры влаги с последующим ее замерзанием.
Феррит кобальта по химическому составу
соответствует стехиометрической формуле
СоО-Ре2Оз. Это соединение в отличие от фер-
ритов бария и стронция приобретает наведен-
ную одноосную анизотропию в результате
термомагнитной обработки: выдержки при
температуре 300...350 °C в течение 1,5 ч и ох-
лаждении в магнитном поле напряженностью
240 кА/м. В остальном технология его изготов-
ления аналогична технологии изготовления
изотропных ферритов бария.
Рис. 5.14. Кривые размагничивания феррита
марки 25БА170
[ — В=КН)-,----------------M = f(H)]
1----45 °C; 2 — 20 °C; 3 — 85 °C
[§5.Н]
Сплавы, кобальта с редкоземельными элементами
111
Таблица 5.11. Магнитные свойства феррита кобальта
Марка Остаточная магнитная индукция Тл Коэрцитивная сила Магнитная энергия й^шах, кДж/м3
НсВ, кА/м Н сМ, кА/м
не менее
11КА135 0,24 127 135 5,55
14КА135 0,28 127 135 7,15
Магниты из феррита кобальта выпускают-
ся двух марок, их свойства представлены в
табл. 5.11.
Как видно из табл. 5.11, магнитные свойст-
ва феррита кобальта заметно хуже свойств
ферритов бария и стронция. Однако феррит ко-
бальта в диапазоне температур —70 °C...
... + 80°С имеет температурный коэффициент
остаточной индукции в три-четыре раза мень-
ший, чем у ферритов бария и стронция. Поэто-
му, несмотря на большую стоимость, феррит
кобальта применяется в некоторых магнитных
системах специального назначения.
5.11. СПЛАВЫ КОБАЛЬТА
С РЕДКОЗЕМЕЛЬНЫМИ ЭЛЕМЕНТАМИ
В конце шестидесятых годов в результате
исследования сплавов металлов группы желе-
за с редкоземельными элементами были откры-
ты соединения, весьма перспективные для раз-
работки и изготовления магнитотвердых ма-
териалов. В этих сплавах по перитектической
реакции образуются интерметаллические сое-
динения типа R2M7, RM5, R2M17 и другие,
где М — металл группы железа, R — редко-
земельный элемент. Часть этих соединений,
в первую очередь соединения кобальта с сама-
рием, празеодимом, церием, иттрием, ланта-
ном, обладает уникальными магнитными
свойствами. Так, соединения кобальта с этими
элементами типа RCo5 при намагниченности
насыщения, равной 0,77...1,2 Тл, и температуре
Кюри 375...725 °C имеют очень большую маг-
нитную кристаллографическую анизотропию
с полями анизотропии напряженностью 2,4...
...23,2 МА/м. Наиболее технологичными оказа-
лись соединения кобальта с самарием, на ко-
торых и проводился наибольший объем экспе-
риментальных работ.
Задача разработки магнитотвердых ма-
териалов на основе этих соединений выглядела
достаточно простой: создание совокупности
монодоменных (размером несколько микромет-
ров) ориентированных частиц методами по-
рошковой металлургии аналогично феррито-
вым магнитам. Однако выполнение задачи
осложнялось чрезвычайной химической актив-
ностью и летучестью редкоземельных элемен-
тов. Так, попытки получения порошка с части-
цами необходимых размеров, прессование его
в магнитном поле, в том числе с использова-
нием уникальных приемов изостатического
прессования для повышения плотности, и
последующее спекание, хотя и привели к полу-
чению образцов с рекордными свойствами, ио
вследствие остаточной пористости и изменения
валентности редкоземельного элемента во вре-
мени в результате окисления не позволили
получить удовлетворительную структуру и маг-
нитную стабильность материала. Предвари-
тельное покрытие частиц сплава никелем так-
же не дало существенного эффекта. Неудачной
оказалась также разработка сплавов системы
RfCoi-xCuxJs, где высококоэрцитивное со-
стояние достигается выделением мелкодисперс-
ной фазы RC05 в немагнитной матрице RCus.
Сплавы имели удовлетворительную стабиль-
ность, чрезвычайную хрупкость и недопустимо
низкую прочность.
Только разработка технологии жидкофаз-
ного спекания, в которой к основному порош-
ку соединения SmCos добавлялось более низ-
коплавкое соединение типа ЭтСог, обогащен-
ное самарием, привела к получению закрытой
пористости, удовлетворительной стабильности
и прочности, т. е. обусловила создание про-
мышленных марок материала.
В настоящее время промышленностью
выпускаются четыре марки спеченных маг-
нитотвердых материалов на основе соеди-
нений кобальта с самарием и празеодимом по
ГОСТ 21559—76. Магнитные свойства этих ма-
териалов приведены в табл. 5.12.
В обозначении марок материалов буквы
обозначают: К — кобальт, С — самарий, П —
празеодим, А — улучшенная текстура, а циф-
ры соответствуют среднему содержанию сама-
рия или среднему суммарному содержанию
самария и празеодима. Изготовляют магниты,
как правило, в форме дисков, колец, пластин.
Технологический процесс изготовления
магнитов из сплавов RC05 начинается с вы-
плавки исходного сплава. Плавку производят
112
Магнитотвердые материалы
[разд. 5]
Таблица 5.12. Магнитные свойства материалов
магнитотвердых спеченных по ГОСТ 21559—76
Марка Остаточная магнитная индукция Вг, Тл Коэрцитивная сила Магнитная энергия W^max> кДж/м3
НсВ, кА/м Асм, кА/м
не менее
КС37 0,77 540 1300 55,0
КС37А 0,82 560 1000 65,0
КСП37 0,85 520 800 65,0
КСП37А 0,90 500 640 72,5
в индукционных печах в атмосфере инертных
газов (аргон, гелий). По возможности пре-
дотвращают или сокращают время соприкос-
новения расплава с тиглем, так как редко-
земельные элементы взаимодействуют с окси-
дами обычных огнеупорных материалов.
Ввиду летучести редкоземельного элемента
плавку ведут с его избытком. Для получения
однофазного состояния сплав охлаждают от
температуры плавления со скоростью не
менее 70 °С/мин и подвергают гомогенизирую-
щему отжигу в инертной атмосфере при тем-
пературе 1200 °C в течение 4 ч. Аналогичным
образом выплавляется добавка, обогащенная
самарием (60 % самария, 40 % кобальта). За-
тем сплав подвергается помолу в вибромель-
ннцах (до размера частиц менее 10 мкм). По-
мол желательно вести интенсивно, не допуская
чрезмерного окисления. Лучший результат
дает помол в жидких средах, например в этило-
вом спирте. Перемол увеличивает дефектность
частиц, что затрудняет последующее получе-
ние текстуры прессовки и необходимого фазо-
вого состава. На стадии помола добавляется
спекающая добавка.
Прессование производят на гидравли-
ческих прессах при давлении 1000... 1200 МПа
в магнитном поле напряженностью более
800 кА/м. Лучшие результаты дает прессова-
ние в поле, перпендикулярном направлению
прессования. Применяются также модифика-
ции изостатического прессования. Плотность
прессовок должна быть не ниже 80...85 %.
Спекание производится в атмосфере инертных
газов при температуре 1100...1150 °C в те-
чение 0,5... 1 ч. Спекание сопровождается
увеличением плотности до 95 % и более.
Спеченные магниты обладают удовлет-
ворительной прочностью, в частности, предел
прочности на сжатие составляет 300...600МПа,
предел прочности при изгибе — около
90 МПа, однако они очень твердые и хрупкие,
поэтому подвергаются механической обработ-
ке только шлифованием. Чрезвычайно трудно
шлифовать намагниченные магниты, поэтому
все операции обработки выполняют до намаг-
ничивания.
При комнатной температуре состояние
фазы RCos является метастабильным. При
повышенных температурах начинается эвтек-
тоидный распад с выделением низкокоэрцитив-
ной фазы R2C07, что приводит к снижению
магнитных характеристик. Так, в результате
структурных изменений индукция магнитов
марки КС37 при выдержке их в течение 1000 ч
при температуре 200 °C изменяется на 6 %,
при выдержке 10 000 ч при температуре
150 °C —на 3%.
Температурный коэффициент коэрцитив-
ной силы рассматриваемых материалов отри-
цателен и достаточно велик, составляет около
— 0,25 %/К. Как следствие этого в зависимос-
ти от положения рабочей точки магнита на
кривой размагничивания могут наблюдаться
значительные необратимые магнитные измене-
ния. Так, для дисковых магнитов марки КС37
диаметром 10X1,5 и 10X10 мм необратимые
магнитные изменения индукции при кратко-
временной выдержке при 150 °C составляют
6,5 и 2,5 % соответственно.
Поэтому магниты из сплавов кобальта с
редкоземельными элементами перед эксплуа-
тацией подвергают термостабилизации при
температуре на 50...70 °C выше температуры
эксплуатации. Применяют обычно эти магни-
ты при температуре до 100 °C. Термостаби-
лизированные магниты в рабочем диапазоне
температур имеют лишь обратимые магнитные
изменения, определяемые температурным
коэффициентом индукции насыщения, равным
— (0,045...0,062) %/К. Необходимо отметить,
что в отличие от других групп магнитотвердых
материалов температурный коэффициент
индукции насыщения рассматриваемых спла-
вов не является стабильным, он зависит
от технологических режимов изготовления.
Высокая энергоемкость, очень большие
значения коэрцитивной силы, способность ра-
[§ 5.12]
Композиционные магнитотвердые материалы
113
ботать в больших размагничивающих полях,
независимость магнитных параметров от ста-
тических и динамических нагрузок, удовле-
творительная стабильность магнитов из спла-
вов кобальта с редкоземельными элементами
позволяют применять их в любых условиях и
создают предпосылки для разработки новых
устройств на постоянных магнитах. Однако
дефицитность основных компонентов, высокая
стоимость магнитов, хотя она и снизилась в
несколько раз с момента начала производ-
ства, ограничивают область применения этих
магнитов системами специального назначения.
В ближайшем будущем следует ожидать
значительного расширения номенклатуры ма-
рок, появления магнитов с еще более высо-
кими свойствами. В настоящее время интен-
сивно ведутся работы в следующих основных
направлениях:
повышение уровня основных магнитных
параметров в результате разработки новых
составов, в частности, замены части кобальта
железом и смещения состава ближе к интер-
металлиду R2M17. На основе сложных много-
компонентных сплавов уже получены лабора-
торные образцы с максимальной удельной
магнитной энергией до 128 кДж/м 3;
снижение стоимости магнитов за счет
замены чистого редкоземельного элемента
их смесью, так называемым мишметаллом,
обогащенным одним из элементов;
повышение структурной и магнитной
стабильности, в том числе за счет создания
комплексных сплавов с использованием легких
и тяжелых редкоземельных элементов. В част-
ности, получены образцы магнитов на основе
системы Smi-xGdjtCos с температурным
коэффициентом индукции насыщения менее
0,005 %/К прн максимальной удельной маг-
нитной энергии 56 кДж/м3;
разработка новых технологических -прие-
мов изготовления магнитов; в частности, по-
лучены образцы пленочных магнитов, напыля-
емых с помощью плазмы на подложку, с
энергией более 60 кДж/м3.
5.12. КОМПОЗИЦИОННЫЕ
МАГНИТОТВЕРДЫЕ МАТЕРИАЛЫ
Как уже отмечалось, важнейшим недос-
татком основных групп магнитотвердых мате-
риалов является их высокая твердость и хруп-
кость. Применение же пластически деформиру-
емых сплавов ограничено их высокой стои-
мостью. Очень перспективны для массового
применения композиционные магнитотвердые
материалы — двухфазные композиции, в кото-
рых непрерывной фазой-матрицей служит
связка, а дисперсной — дискретные частицы
магнитного наполнителя. В качестве связки
используются различные виды каучуков или
полимеров-эластомеров (получаемые материа-
лы в этом случае называют магнитоэластами
или магнитной резиной), а также термопла-
стичные, реже термореактивные, полимеры
(в этом случае их называют магнитопласта-
ми). В качестве магнитного наполнителя наи-
большее применение получили порошки фер-
ритов бария и стронция, реже порошки спла-
вов кобальта с редкоземельными элементами.
Использовавшиеся ранее наполнители из по-
рошков сплавов ЮНДК в настоящее время
почти не применяются.
Вследствие наличия в композиционных
материалах значительного количества немаг-
нитной фазы их магнитные свойства заметно
уступают свойствам соответствующих сплавов
или ферритов. Однако их преимущества за-
ключаются в технологичности и высокой про-
изводительности процесса изготовления, воз-
можности использования в качестве сырья
отходов при производстве магнитов, возмож-
ности изготовления магнитов любой сложной
(в том числе длинномерной) формы, в легкос-
ти обработки, гибкости и т. п.
В настоящее время за рубежом выпус-
кается большая номенклатура марок компо-
зиционных магнитотвердых материалов с раз-
личным сочетанием магнитных и механических
свойств. Магниты из этих материалов широко
применяются в шаговых и синхронных электро-
двигателях, в телевидении, в акустической
аппаратуре (головные телефоны, микрофоны,
звукоснимающие устройства, плоские динами-
ки), для производства магнитных панелей,
способных удерживать символы из магнито-
мягкого материала, для элементов при ма-
кетном проектировании, в товарах культурно-
бытового и хозяйственного обихода (магнит-
ные уплотнения холодильников, замки, ключи,
игры и т. п.)_
В отечественной промышленности пока се-
рийно выпускается только магнитная резина
на основе порошка феррита бария, изготов-
ляемого специально для этих целей по ТУ
6-09-591—77. Магнитные параметры состав-
ляют: Вг — 0,13 Тл; НсВ — 84 кА/м; НсМ —
170 кА/м; 117тах—1,5 кДж/м3. Из такой
магнитной резины изготовляются главным
образом элементы уплотнения холодильников,
многополюсные пластины, называемые магни-
тофорами, для медицинских целей. Появле-
ния более широкой номенклатуры компози-
ционных магнитотвердых марок материалов
следует- ожидать в ближайшее время. Уже
разработаны технологические процессы изго-
товления на основе ферритовых порошков
магнитоэластов с U7max < 3 кДж/м 3 и магни-
114
Магнитные материалы специального назначения
[разд. 6]
топластов с l^max<6 кДж/м3. На основе
порошков сплавов кобальта с редкоземельны-
ми элементами получены образцы с И/тах<
<136 кДж/м3.
Технологический процесс изготовления
композиционных магнитов состоит из операций
изготовления порошка-наполнителя, смешения
его с органической связкой, формования из-
делий. Ферритовые порошки, применяемые для
изготовления спеченных магнитов, не могут
быть использованы для композиционных маг-
нитов вследствие дефектности, возникающей
при помоле и устраняемой последующим спе-
канием. Поскольку композиционные материа-
лы не подвергаются высокотемпературной
обработке, необходимы бездефектные порошки
с высокими исходными свойствами. Простей-
шим способом получения таких порошков
является отжиг порошка после помола при
температуре, еще не приводящей к существен-
ному спеканию, но достаточной для восста-
новления свойств феррита. Для получения
анизотропных композиционных материалов
требуются порошки двух видов: с чешуйчатой
формой частиц для получения анизотропии
методами многократной прокатки (калан-
дровый эффект) и с изометричной формой
частиц для их ориентации в жидком (рас-
плавленном) полимере магнитным полем. Со-
ответственно разрабатываются различные тех-
нологические процессы изготовления таких
порошков. Технология получения порошков
сплавов кобальта с редкоземельными элемен-
тами не отличается от технологии изготовле-
ния порошков для спеченных магнитов. Глав-
ная проблема заключается в защите готовых
порошков от окисления, например, с помошью
покрытий частиц слоем никеля или цинка.
Кроме того, для таких порошков целесооб-
разнее применять мишметаллы одного из ред-
коземельных элементов, как более дешевое
сырье. Разрабатываются также методы пря-
мого (без выплавки) получения порошков
совместным восстановлением оксидов редко-
земельных элементов и кобальта, например,
парами металлического кальция.
Технологические операции смешения вы-
бирают в зависимости от дисперсности по-
рошка и типа органической связки. При ис-
пользовании каучуков однородности смеси
добиваются многократным прокатыванием
массы через валки. При использовании термо-
реактивных полимеров в виде сухих порошков
применяют смесители непрерывного или пери-
одического действия. При использовании
термопластичных полимеров смешение про-
изводится в жидкой среде. Разрабатываются
также методы получения микрокапсулирован-
ных порошков, в которых частицы магнито-
твердого материала покрываются слоем моно-
мера. Количество связки при приготовлении
композиции определяется дисперсностью по-
рошка, необходимыми магнитными параметра-
ми, методом формования и требуемыми меха-
ническими свойствами готовых магнитов. Обыч-
но количество связки составляет 2...20% по массе.
Формование изделий из композиционных
материалов осуществляется способами, разра-
ботанными для формования полимерных ма-
териалов. Применяются каландрование (про-
катка), литье под давлением, прессование,
экструзия, пропитка полимером предваритель-
но спрессованной заготовки. Если в процессе
формования полимер проходит стадию рас-
плавления, появляется возможность магнит-
ной ориентации. Однако из-за высокой вяз-
кости полимеров необходимы поля напряжен-
ностью не менее 800... 1200 кА/м. Применяются
как постоянные, так и импульсные магнитные
поля. Указанные методы формования позво-
ляют получать композиционные магнитотвер-
дые материалы в виде листов, лент, стержней,
труб, колец, дисков, пластин и изделий многих
других форм.
РАЗДЕЛ 6
МАГНИТНЫЕ МАТЕРИАЛЫ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
Е. Г. Бишард, Л. Н. Сыркин, С. А. Живулин
6.1. ТЕРМОМАГНИТНЫЕ МАТЕРИАЛЫ
Термомагнитные материалы (ТММ) ха-
рактеризуются сильной зависимостью намаг-
ниченности от изменения температуры в диапа-
зоне — 70... +150 °C в полях, близких к полю
насыщения материала, причем с ростом темпе-
ратуры намагниченность насыщения Ms падает.
К ТММ относятся термомагнитные спла-
вы (ТМС) и многослойные компенсационные
[§ 6.1]
Термо магнитные материалы
115
материалы (ТКМ), специально разработанные
для компенсации 1 погрешностей приборов и
устройств или стабилизации их параметров
за счет изменения магнитного поля от тем-
пературы по определенному закону (термо-
регулирование), для чего из этих материалов
изготовляют термомагнитные шунты и доба-
вочные магнитные сопротивления, которые
включают в магнитную цепь приборов и уст-
ройств. В последнее время в качестве ТММ
применяют магнитомягкие ферриты с низкой
температурой Кюри.
Одним из основных параметров ТМС в
области магнитного насыщения является тем-
пературный диапазон обратимости магнитных
характеристик:
7’о = ек-7’„р, (6.1)
где Ок — техническая точка Кюри (темпера-
тура, соответствующая точке пересечения
касательной к кривой намагниченности от тем-
пературы до перехода ее в асимптотический
участок с осью температур); Т„р — нижний
предел отрицательных температур. Свойства
ТМС определяются значением намагничен-
ности насыщения при Г=20°С и видом
термомагнитной характеристики Ms = f(T).
ТММ по виду функциональной зависи-
мости Ms от температуры делятся:
1) на ТММ с линейной характеристикой
Ms = f(T) на всем диапазоне Тв или на
большей его части ДТ=Л—Л;
2) на ТММ с нелинейной характеристикой
Ms=f(T).
Первая группа — наиболее многочислен-
ная, причем при производстве ТМС, кроме
специально оговоренных случаев, особое вни-
мание обращают на повышение линейности
зависимости Ms = f(T).
Для характеристики линейного закона
изменения намагниченности вводится абсо-
лютный температурный коэффициент намагни-
ченности
М2 — М,
pAl--- у- ZT"
1 2--- I I
(6.2)
где Л42, Mi — намагниченность насыщения,
измеренная при температуре Ли 7’1 соот-
ветственно.
Для сравнительной оценки свойств ТММ
различных марок, кроме понятия ТКр (см.
раздел 3), используется температурный коэф-
фициент намагниченности
1 В некоторых случаях ТММ используют
для термосигнализации и термоконтроля (тер-
мореле, термометры и т. д.).
Ms —Mi
ткм= (6.3)
Л12о('2- I 1)
где М2о — намагниченность при Г=20°С.
Сплавы с нелинейной зависимостью Ms=
= f (Г) разработаны по специальным за-
казам применительно к конкретным устрой-
ствам. Существует принципиальная возмож-
ность изготовления сплавов с положительной и
отрицательной кривизной термомагнитной ха-
рактеристики.
Получение ТМС основано на свойстве
ферромагнетиков уменьшать намагниченность
насыщения вблизи точки Кюри. Поскольку
для чистых ферромагнитных элементов (Ni,
Fe, Со) точка Кюри лежит в пределах 350...
...1120 °C, то для создания ТМСспециальными
мерами понижают 0к, приближая ее к диапазо-
ну необходимых температур.
В зависимости от способа понижения
точки Кюри ТМС подразделяются на две
группы:
1) сплавы со смешанной кристалличес-
кой структурой;
2) сплавы на основе структурных превра-
щений системы Fe — Ni в области необрати-
мых изменений намагниченности.
Сплавы первой группы получают в резуль-
тате введения немагнитных примесей в фер-
ромагнитный материал никель. Наиболее
известен сплав никеля с медью — кальмаллой.
Изменяя содержание меди от 30 до 40 %,
варьируют точку Кюри ТМС в пределах 90...
...30 °C.
Кальмаллой в настоящее время почти не
применяются из-за низкой намагниченности
насыщения. Для повышения Ms в состав
кальмаллоя вводят присадки железа. Каль-
маллои выпускают на некоторых предпри-
ятиях для внутреннего потребления. Норма-
тивные документы на эти материалы отсут-
ствуют.
Наиболее близким к кальмаллоям по сос-
таву и термомагнитным свойствам в области
магнитного насыщения является железо-
никелевый сплав 72НМДХ (ТУ 14-1-2557 —
78), точка Кюри которого 100...120 °C. Этот
' сплав применяется для создания термореле, а
также вследствие высокой магнитной проница-
емости в слабых полях (р=10 000 при Н=
= 0,08 А/м), пригоден для производства маг-
нитостатических экранов (р = 0,66 мкОм-м,
Яс = 0,12...0,8 А/м), которые легко полностью
размагнитить при иагреве выше точки Кюри.
Сплав поставляют в виде холоднокатаной
ленты толщиной 0,1...1,0 мм. Термомагнитные
характеристики этого сплава и кальмаллоев
различного состава приведены на рис. 6.1.
Сплавы второй группы являются основ-
116
Магнитные материалы специального назначения
[разд. 6]
Рис. 6.1. Зависимость индукции насыщения от
температуры для сплава 72НМДХ, некоторых,
типов кальмаллоев и магнитомягких ферритов
1 — железо-никелевый сплав 72НМДХ (13,8—
14,2% Си; 72 -73 % Ni; 3,0—3,5 % Мо; 1,8—
2,2 % Сг); 2 — 600НН; //=80 А/м; 3 — 2000НН,
// = 800 А/м; 4 — кальмаллой (24,9 % Си; 5,5% Fe,
остаток Ni), //=16,5 кА/м; 5 — кальмаллой А
(30 % Си; 2,2 % Fe, остаток Ni), //=6 кА/м
ными термомагнитными материалами. В зави-
симости от химического состава их подразде-
ляют иа два типа; термаллои и компенсаторы.
Термаллои — это железо-никелевые
сплавы с содержанием никеля 28,5...33,5 %.
По сравнению с кальмаллоями они обладают
более высокой намагниченностью насыщения,
которая сильно зависит от температуры. Ос-
новные марки термаллоев, выпускаемых в
СССР, приведены в табл. 6.1, а их магнитные
характеристики — на рис. 6.2. Недостаток этих
материалов заключается в наличии значитель-
ного температурного гистерезиса в области
низких температур. Последнее обстоятельство
не допускает их переохлаждения. Сравнитель-
но низкий предел отрицательных температур
Т пр, а также сильное влияние состава на свой-
ства материала ограничивает применение
термаллоев.
Для расширения То железо-никелевые
сплавы легируют хромом или вводят присад-
ки углерода. Сплавы Fe — Ni — Сг называют-
ся компенсаторами и являются наибо-
лее перспективными ТММ. Они отличаются
обратимостью магнитных свойств в диапазоне
температур —70... +180 °C, достаточно вы-
сокой намагниченностью насыщения и боль-
шим температурным перепадом последней. В
табл. 6.2 приведены свойства термомагнитных
компенсаторов, выпускаемых в СССР. На рис.
6.3 показаны характеристики различных ти-
пов ТМС, используемых в электровакуумной
промышленности в устройствах, работающих
в расширенном диапазоне температуры и в
сильных полях. Наибольшее распространение
получили сплавы 31НХЗГ2 (ЭП544), 31НХЗГ
(ЭП 545), 32HX3 (ЭП546), ЗЗНХЗ (ЭП547),
термомагнитные характеристики которых дос-
таточно линейны [отклонение от линейности
±(5...7,5)%] и воспроизводимы (разброс
магнитной проницаемости от плавки к плавке
с одним расчетным составом равен ±11 %).
Физические свойства сплавов 31НХЗГ2...
...ЗЗНХЗ: плотность (8,0...8,2) • 10 3 кг/м3; ко-
эффициент термического расширения на
1 К (13,3...15,6) -10-6; удельное электрическое
сопротивление 0,84...0,92 мкОм-м. Оптовая
цена горячекатаных и кованых прутков из этих
материалов примерно 2000 руб. за 1 т, для
листовых материалов — около 3000 руб. за
1 т.
На основе тройных Fe — Ni — Сг сплавов
в Институте прецизионных сплавов 1 [НИИЧМ
имени И. П. Бардина разработана технология
получения специальных термомагнитных ма-
териалов — полиметаллов, представляющих
собой холоднокатаные многослойные листы
толщиной 0,5...2,5 мм, содержащие подоб-
ранные специальным образом неоднородные
по химическому составу слои. Выбор исход-
ных ТМС для каждого слоя и их толщины
позволяет изготовлять с высокой точностью
материалы в соответствии с требуемым для
конкретной цели температурным законом
изменения намагниченности насыщения. Одна-
ко эти ТММ нельзя шлифовать, фрезеровать,
поскольку при этом происходит удаление
металла с поверхности листа, а следовательно,
нарушается расчетная необходимая для полу-
чения заданных свойств неоднородность по
составу. При изготовлении деталей из этих
ТММ разрешена резка листов, штамповка и
выгибание фасонных изделий. Сварку и пайку
Рис. 6.2. Зависимость внутренней индукции от
температуры для термаллоев и компенсаторов
/ —31НХЗГ2 (ЭП544) при //=112 кА/м; 2 —
32Н6ХЮ при //=16 кА/м; 3 — НЗЗЮ1 при Н =
= 8 кА/м; 4 — Н38Х14 при //=8 кАм; 5 — ЗОНГ
(ЭП456) при Н=Ъ кА/м
[§ 6.1]
Термомагнитные материалы
117
Таблица 6.1. Магнитные свойства термаллоев
Марка, состав Темпера- тура, °C Магнитная индукция, Тл (при темпе- ратуре) Изменение маг- нитной индукции ДВ, Тл (при тем- пературе) Тол- щина лен- ты, мм Применение
ЗОНТ (ЭП456) N1 29,5-31,5 % Мп 1,5-2,5 % Fe остаток (ТУ 14-1-1168—75) —20...+ 35 0,39-0,57 ( — 20 °C) 0,21...0,35 (20 °C) 0,16-0,28 (35 °C) 0,15...0,21 ( — 20... + 20 °C) 0,13-0,35 . (—20... + 35 °C) 1,о 1,4 Термокомпенсация спидометров
— 20...+ 40 0,21...0,35 (20 °C) 0,30...0,44 ( — 20...+ 40 °C) 0,6
НЗЗЮ1 Ni 32,0-33,5 % Al 1,0... 1,6 % Fe остаток (ТУ 14-1-111—71) —20...+80 0,30-0,80 (20 °C) 0,10-0,50 (80 °C) 0,22...0,40 (20...80 °C) 1,2 1,5 2,0 Магнитные шунты регу- ляторов напряжения
Примечание. Магнитная индукция измерялась при Я = 8 кА/м.
применять не рекомендуется. Для снятия
наклепа после этих операций целесообразно
произвести отжиг в вакууме при 900 °C с
выдержкой 1 ч при произвольной скорости
нагрева и охлаждения. Магнитные характери-
стики этих материалов, выпускаемых экспери-
ментальным заводом ЦНИИЧМ имени И. П. Бар-
-60-W-20 0 20 W 60 80 100 °C
Рис. 6.3. Зависимость магнитной проницаемости
от температуры для компенсаторов различных
типов при Я=112 кА/м
/-ЗЗНХЗ; 2 — 35НХ8Ю; 3 —34НХ7С; 4 —
35НХ8С; 5 — 31НХЗГ; 6 — 30НХ5С; 7 — 30НХ7С;.
8 — 30НХ9С; 9 — 28НХ4С
дина, приведены на рис. 6.4. Стоимость I кг
материала, поставляемого без термической
обработки, около 55 руб.
Сплавы ТКМ-09-1 (ТУ 14-1-2003 — 77) и
ТКМ-015-1 (ТУ-14-1 -2272 — 77) обладают вы-
сокой линейностью термомагнитной характе-
ристики В,-= роМ —/ (7) (отклонение от ли-
нейности не превышает ±0,02 Тл). Для
ТКМ-015-2 (ТУ 14-1-2272—77) намагничен-
ность насыщения зависит от температуры по
закону, близкому к параболическому. Поли-
металлы отличаются слабой зависимостью
Ms от напряженности поля.
Существуют ТММ, изготовляемые метода-
ми порошковой металлургии. Эта технология
позволяет повысить воспроизводимость
термомагнитных характеристик и в некоторых
случаях улучшить их линейность. Кроме того,
изделия из них получаются однородными по
объему, но имеют более низкую намагничен-
ность насыщения по сравнению с литыми
ТМС того же состава. Важное достоинство
этих ТММ заключается в возможности при-
дания материалу желаемых механических
свойств путем введения в термомагнитный
порошок специального наполнителя (напри-
мер, создание термоэластов).
В СССР методами порошковой металлур-
гии освоено производство термомагнитных
материалов Н32М5 и Н32М7 (ЯЕ.0.021.086
ТУ) на основе Fe — Ni — Мо. В табл. 6.3 при-
ведены магнитные свойства этих ТММ, близкие
к свойствам литых компенсаторов марок
31НХЗГ2...33НХЗ. Однако порошковые мате-
Таблица 6.2. Магнитные свойства отечественных компенсаторов
Марка, состав Рабочая температура, °C Магнитная индукция В, Тл (при температуре) Температурный коэффициент проницаемости ТКр, %/к (прн температуре) Изменение магнитной индук- ции АД Тл Сортамент Применение
31НХЗГ2 (ТУ 14-131-481-80) 31НХЗГ (ТУ 14-1-1187-75) 32HX3 (ТУ 14-1-1187-75) ЗЗНХЗ (ТУ 14-1-1187-75) Ni 31...34% Сг 2,8-4,0% Мп 0,4...0,2% Fe остаток -60...+ 70 -60...+ 90 -60... + 110 -60...+ 120 0,42...0,49 0,49...0,57 0,57...0,73 0,73...0,91 0,6... 1,1 0,6-1,0 0,3-0,7 0,3-0,7 при Н= 112 кА/м (20 °C) — Горячекатаные'и ко- ваные прутки диа- метром 10...90 мм без термообра- ботки .Электровакуум- ная промыш- ленность
31НХЗГ (ТУ 14-1-1377-75) 32HX3 (ТУ 14-1-1377 - 75) -60...+ 90 -60...+ 110 0,49...0,57 0,57...0,73 0,6... 1,0 0,3...0,7 Г орячекатаные лис- ты толщиной 3,0; 4,0 мм
Н38Х14 Ni 37,0...38,5 % Сг 12,5... 14,5 % Мп 0,2...0,5% -20...+35 0,21...0,37 (-20 °C) 0,035—0,24) (20 °C) - 0,18-0,24 (-20...+20 °C) 0,035...0,13 (20-35 °C) Лента холодноката- ная толщиной 0,8...1,5 . мм (ре- жим: отжиг при Т ермокомпенса- ция спидомет- ров, изме- рительных
Магнитные материалы специального назначения [разд. 6]
Fe остаток (ТУ 14-М 105 — 75) 0,02-0,16 (35 °C) при Н = 8 кА/м
36Н11Х Ni 35,0.-37,5% Сг 10,0-12,0% Мп 0,2...0,5% Fe остаток (ТУ 14-1-1459 - 75) 0-50* 0-100 0,15-0,46* (20 °C) при Н = 8 кА/м 1,0-1,3
32Н6ХЮ Ni 31,0-33,0% Сг 5,5-6,5% А1 0,9-1,4% Мп 0,2-0,4% Fe остаток (ТУ 14-1-331-72 на ленты) (ТУ 14-1-2498-78 на лист) * Не нормируется, пр - 60...60* ИВОДИТСЯ ДЛЯ CI 0,54 ( — 60 °C) 0,27 (0°С) 0,18(+20°С) 0,04 (+60 °C) при Н = 16 кА/м 1равки. 1,7
800 °C, в течение 2 ч с охлаждением на воздухе) приборов
Лист холодноката- ный толщиной 1,0...2,0 мм без термообработки Термокомпенса- ция счетчиков
Холоднокатаный лист толщиной 1,0...3,0 мм без термообработки Холоднокатаная лента толщиной 0,45.„О,95 мм без термообработки Т ермокомпенса- ция СВЧ уст- ройств Т ермокомпенса- ция СВЧ уст- ройств
Термомагнитные материалы
120
Магнитные материалы специального назначения
[разд. 6]
-60-W-20 0 20 Ы) 60 80 100 120 М°С
Рис. 6.4. Зависимость внутренней индукции
от температуры для полиметаллических ТММ,
отожженных в вакууме при Г =1000 °C в тече-
ние 4 ч, охлажденных до 650 °C со скоростью
100°С/ч, затем до 450 °C — со скоростью
50°С/ч, до 350 °C — со скоростью 25°С/ч,
далее — с контейнером до 150 °C, после чего
материал охлаждают на воздухе
1 — ТКМ-015-2-, 2 — ТКМ-015-1; 3 — ТКМ-09-1
риалы отличаются более высокой воспроиз-
водимостью характеристик: отклонение р
для ТММ различных партий изготовления
составляет ± (9...6 %) для сплавов с р = 2,6 =
= 4,0 при /7 = 112 кА/м, а для сплавов с маг-
нитной проницаемостью выше 4,0 — не более
5 %. Характеристики этих ТММ показаны на
рис. 6.5.
Для современных ТМС значение коэрци-
тивной силы Нс составляет 4...180 А/м при
строгом выполнении рекомендованного для
ТМС соответствующей марки режима терми-
ческой обработки. Значение Нс может су-
щественно изменяться для ТМС выбранной
марки в зависимости от способа и величины
механического воздействия. Применение спе-
циального отжига после механической обра-
ботки снижает Нс. Наименьшую коэрцитивную
силу имеют отожженные полиметаллы (4...
...8 А/м).
Оптимальным режимом работы ТМС
является режим насыщения. Принято счи-
~60~Ю~20 0 20 W 60 80 100120 М °C
Рис. 6.5. Зависимость магнитной проницаемо-
сти от температуры для Fe—Ni—Мо-ТММ
и магнитомягких ферритов некоторых марок
1 — 32HX3; 2 — 3000НМ; 3 — 2000НМ; С, Ж.
Д, Г — составы приведены в табл. 6.3.
тать, что для литых (кованых) термоком-
пенсаторов марок 31HX3T2...33HX3 насы-
щение наблюдается в полях напряженностью
/7о = 32...240 кА/м, хотя намагниченность при
этом все же немного растет с увеличением
поля. Для полиметаллов это явление сглаже-
но: Ms изменяется незначительно при изме-
нении /7о от 16 до 120 кА/м. Аналогичные
явления отмечены также у термаллоев и каль-
маллоев. В режиме насыщения ТМС обладают
наибольшей повторяемостью свойств, линей-
ностью и не имеют аномальных явлений.
В средних полях, когда намагниченность
материала еще не достигла уровня квази-
насыщения и имеет нелинейную зависимость
от поля, магнитная проницаемость при увели-
Таблица 6.3. Магнитные свойства термомагнитных материалов
Условная маркировка (состав, %) Температура, °C Магнитная прони- цаемость (при — 112 кА/м, 7 ^20 °C) Температур- ный коэф- фициент проницае- мости, % /к
Г (31 Ni, 62Fe, 7Мо) — 70...+85 2,70 0,81
Д (32Ni, 61 Fe, 7Мо) — 70... 4-110 3,80 0,68
Ж (33Ni, 60Fe, 7Мо) — 70...+ 130 4,45 0,62
М (34Ni, 59Fe, 7Мо) — 70...+ 150 5,35 0,49
С (35Ni, 58Fe, 7Мо) — 70...+ 165 5,90 0,34
[§ 6.2]
Магнитострикционные материалы
121
чении температуры всегда уменьшается. Од-
нако зависимость р = /(Т) в этом диапазоне
полей нелинейна вследствие влияния на свой-
ства ТМС, помимо температуры, напряжен-
ности поля. При приближении к полям маг-
нитного насыщения зависимость p = f(T)
линеаризуется.
Особый интерес представляют собой
температурные зависимости магнитной прони-
цаемости в слабых полях. В этой области
ТМС может обладать положительным темпе-
ратурным коэффициентом намагниченности.
Так, для термаллоя (29,5 % Ni, остаток Fe) в
полях напряженностью до 80 А/м р с увели-
чением температуры вначале растет, достигает
пика, а потом падает. При Н> 80 А/м р па-
дает во всем диапазоне температуры. Анало-
гичные явления наблюдаются для сплава
72НМДХ.
Для устройств, работающих в диапазоне
температуры с расширенной положительной
областью (свыше +150 °C), в качестве ТММ
применяют магнитомягкие ферриты с низкой
точкой Кюри. При этом используют две прин-
ципиальные особенности термомагнитных ха-
рактеристик некоторых марок ферритов: рез-
кое падение намагниченности насыщения с
ростом температуры и резкий, почти отвесный
спад начальной магнитной проницаемости в
области точки Кюри. Первый эффект положен
в основу термокомпенсации и терморегули-
рования некоторых приборов и устройств.
Для этих целей наиболее подходят никель-
цинковые и марганцово-цинковые ферриты об-
щего применения марок 600НН, 2000НН,
2000НМ, 3000НМ с достаточно высокой на-
магниченностью насыщения (при Т=20°С,
Яо = 8ОО А/м, Bs=0,25...0,39 Тл) и значитель-
ным отрицательным температурным коэф-
фициентом магнитной проницаемости. На рис.
6.5 приведены магнитные характеристики
ферритов некоторых из перечисленных марок.
Второй эффект используют для создания
термореле и датчиков температуры. В качестве
ТММ в этом случае целесообразно применять
ферриты марок 1200НН, 1200НН1, 1200НН2,
1200ННЗ и 800НН (см. § 3.10).
Ограничивает применение ферритов для
целей термокомпенсации и терморегулиро-
вания их малая намагниченность насыщения
и сравнительно невысокая воспроизводимость
магнитных характеристик.
6.2, МАГНИТОСТРИКЦИОННЫЕ
МАТЕРИАЛЫ
Магнитострикционные материалы
(МСМ) -— группа магнитных материалов, тех-
ническое применение которых основано на ис-
пользовании магнитострикционного эффекта
(изменения размеров тел в магнитном поле).
Из МСМ изготовляют сердечники преобра-
зователей (излучателей и приемников) для
электроакустической и ультразвуковой техни-
ки; сердечники преобразователей для магни-
тострикционных и электромеханических филь-
тров, линий задержки и других селективных
устройств, используемых в радиотехнике,
телефонной и телеграфной связи, автоматике
и измерительной технике.
В большинстве случаев магнитное сос-
тояние МСМ в эксплуатационных условиях
определяется одновременным воздействием
постоянной магнитной индукции Во и пере-
менной (изменяющейся по синусоидальному
закону) индукции A(/) = Bmsin coi.
Индукция Во создается с помощью вве-
денных в магнитную цепь постоянных магни-
тов, или путем пропускания постоянного (под-
магничивающего) тока через обмотку сердеч-
ника, или, наконец, за счет использования
остаточно-намагниченного состояния МСМ,
которое может быть стабилизировано при тер-
мообработке в сильном магнитном поле (тер-
момагнитная обработка — ТМО). Если в та-
ком магнитно-поляризованном сердечнике вы-
полняется соотношение Вт<^Во, то между
амплитудами магнитных переменных (В,„,
Нт, Мт) и соответствующих механических
переменных (механического напряжения а„, и
деформации и,,,) существуют линейные со-
отношения. Таким образом, магнитострикци-
онные колебания небольшой амплитуды в маг-
нитно-поляризованной среде внешне вполне
аналогичны пьезоэлектрическим. Поэтому в
литературе их часто называют пьезомагнитны-
ми, а МСМ — пьезомагнитными материалами.
С увеличением Вт пропорциональность между
Вт и ст или В„, и Um нарушается (магнито-
механическая нелинейность). Если В,,,^
^Во, то характеристика МСМ сушественно
нелинейна; при отсутствии подмагничивания
(Во=О) механические колебания на частоте
возбуждающего сигнала вообще отсутствуют,
т. е. возникают только колебания на двойной
частоте и высших четных гармониках. При
этом эффективность преобразования энергии
в МСМ резко падает.
Механические воздействия на сердечник
из МСМ (в условиях подмагничивания) из-
меняют его магнитное состояние; в резуль-
тате в разомкнутой обмотке сердечника на-
водится переменная электродвижущая сила,
имеющая частоту механического воздействия.
Параметры, характеризующие МСМ, раз-
деляются на статические и динамические.
К статическим параметрам относятся: про-
дольная магнитострикционная деформация
122
Магнитные материалы специального назначения
[разд. 6]
насыщения — коэффициент магнитострикции
который может быть как поло-
жительным, так и отрицательным, индукция
насыщения коэрцитивная сила
Нс- Хотя статические параметры не опреде-
ляют однозначно эффективность магнито-
стрикционных преобразователей, работающих
в динамическом режиме, однако знание этих
параметров важно, так как связь между ними
и эффективностью преобразователей все же
существует, а методы их измерения достаточ-
но хорошо разработаны и широко известны.
Так, например, предельная интенсивность
магнитострикционного излучателя тем выше,
чем больше К и Ms\ для повышения КПД
излучателя следует стремиться к увеличению
отношения KSMS/HC, или, что то же самое,
к увеличению крутизны статической кривой
магнитострикции X=f(//o)- Кроме того,
все статические параметры зависят от хими-
ческого состава и структуры МСМ, поэтому
их значениями можно управлять, регулируя
состав МСМ и технологические режимы при
изготовлении изделий.
Важнейшими параметрами МСМ являют-
ся динамические; они связаны простыми со-
отношениями с характеристиками приборов
и устройств, в которых используются МСМ.
Все динамические параметры существенно
зависят от магнитного состояния МСМ, т. е.
от Во или от напряженности подмагничива-
ющего поля Но-
Коэффициент магнитомеханической
(электромеханической) связи k характеризует
энергетические соотношения при магнитострик-
ционных колебаниях. Квадрат коэффициента
k представляет собой отношение преобразо-
ванной (магнитной или механической) энер-
гии к подводимой (соответственно механи-
ческой или магнитной) энергии в единице
объема МСМ без учета механических и маг-
нитных потерь. Из этого определения следует,
что коэффициент k можно относить как к ре-
жиму излучения, так и к режиму приема. В
качестве характеристики МСМ для излучате-
лей обычно используют динамическую магни-
тострикционную постоянную а=а„,/В,,„ из-
меренную при фиксированной деформации
и, т. е. для упругозажатого сердечника. В
качестве характеристики МСМ для приемни-
ков вводят динамическую постоянную чув-
ствительности A = Bm/cm при фиксирован-
ном значении напряженности магнитного
поля Но, когда сердечник магнитосвободен,
т. е., например, имеет разомкнутую по перемен-
ному току обмотку. Значения а, Л, k связаны
соотношениями о >
k~ РОР-обрД
Ла=--------=---------.
1— Н Ев
(6.4)
где р&р — обратимая магнитная прони-
цаемость для упругосвободного сердечника
(при напряжении <j=const); Ев — динамичес-
кий модуль Юнга для магнитозажатого сер-
дечника (В = const, например, короткозам-
кнутая по переменному току обмотка).
Различия между значениями и
Робр; Ев и Ен оказываются существенными
для МСМ и выражены тем сильнее, чем больше
коэффициент магнитомеханической связи k *.
Потери в МСМ, обусловленные рас-
сеянием энергии при -колебаниях, характе-
ризуются тангенсами углов магнитных и меха-
нических потерь (tg6« и tg6-!'соответственно)
или обратными величинами: магнитной и ме-
ханической добротностями (Qm и Qf).
Значения потерь так же, как и параметры р
и Е, зависят от условий измерения, что учи-
тывается введением верхних индексов (и,
с. В, Н). Однако в некоторых важных слу-
чаях эту зависимость можно не учитывать.
Кроме перечисленных статических и дина-
мических параметров, для полного описания
МСМ необходимо знать некоторые величины,
допустимые значения которых определяются
специальными требованиями, предъявляемы-
ми к МСМ по различным группам применений.
Основные из этих величин: температура Кю-
ри 6К; температурные коэффициенты (ТКр,
ТКА, TKf), характеризующие стабильность
параметров р, k и резонансной частоты fpe3
соответственно; механическая прочность (ста-
тическая, динамическая и усталостная); проч-
ность оксидной пленки, которая может быть
получена на поверхности металлических МСМ;
коррозионная стойкость в химически актив-
ных средах; электропроводность (или удельное
сопротивление); теплопроводность и др.
Классификация МСМ может основывать-
ся либо на физических и физико-химических
различиях (чистые металлы, сплавы, ферри-
ты) , либо на различиях в назначении МСМ для
акустических устройств, для селективных
радиотехнических устройств, для преобразо-
вателей, используемых в автоматике и изме-
рительной технике. В настоящее время ГОСТ
существует лишь для небольшого числа-МСМ,
применение большинства МСМ регламентиру-
1 Различным видам колебаний соответ-
ствуют разные коэффициенты магнитомеха-
нической связи. Наиболее важными для МСМ
являются продольный k33 и СДВИГОВЫЙ kib
коэффициенты магнитомеханической связи.
Если не сделано специальных оговорок, то под
коэффициентом k МСМ следует понимать
продольный коэффициент магнитомеханичес-
кой связи k33.
В 6.2]
Магнитострикционные материалы
123
етея ведомственными документами. Сведения
по некоторым представляющим интерес и пер-
спективным МСМ приводятся на основе дан-
ных, опубликованных в отечественной и за-
рубежной специальной литературе. Рассмот-
рим основные группы МСМ, применяемых
в акустике.
Никель. До начала 60-х годов никель
наиболее широко использовался в технике;
в настоящее время его применение ограничено,
так как появляются более эффективные МСМ
и пьезоэлектрическая керамика. Основные
физические параметры никеля в сравнении
с параметрами других МСМ приведены в
табл. 6.4. Сердечники магнитострикционных
преобразователей из никеля изготовляют
в виде пакетов тонких пластин, скрепленных
специальными стяжками. Пластины штам-
пуют из никелевой ленты (никель марки НП2Т
или НП2). Размеры лент и допускаемые
отклонения регламентированы ГОСТ 2170—
73 (стандарт СЭВ 2036—79). Ленты изготов-
ляют в мягком (отожженном), полутвердом и
твердом (неотожженном) состояниях. Обычно
в качестве МСМ применяют неотожженную
(твердую) ленту. Ленты выпускаются шириной
10...300 мм. Толщина лент: 0,05—0,09 мм (при
ширине 10...175 мм); 0,10—0,35 мм (при ши-
рине 10—200 мм); 0,4...2,0 мм (при ширине
20...300 мм).
Пример условного обозначения (ГОСТ
2170—73) ленты холоднодеформированной,
прямоугольного сечения, с заданной точностью
изготовления, твердой, толщиной 0,1 мм, ши-
риной 60 мм, немерной длины группы А из
никеля марки НП2: лента ДПРНТ 0,1 X 60
НА НП2.
Пояснение обозначений: Д — холодноде-
формированная; ПР — прямоугольного сече-
ния; точность изготовления: Н — нормальная,
П — повышенная; состояние: М — мягкая,
П — полутвердая, Т — твердая; длина: НА —
немерная группа А, НБ — немерная группа Б.
Химический состав никелевой ленты при-
веден в ГОСТ 19241—80. Никелевые ленты
должны содержать (в массовых долях): ни-
келя вместе с кобальтом — J>99,5; кобальта —
^0,5 (вместо никеля); остальных приме-
сей— =С0,5, в том числе железа—^0,10;
кремния—^0,15; магния—^0,10; марган-
ца—^ 0,05; меди — С 0,10; свинца —
0,002; цинка—=С0,02 (по согласованию).
Механическая прочность ленты НП2Т
св не менее 540 МПа (по соглашению с по-
требителем может быть изготовлена лента с
Св 580 МПа). Относительное удлинение
после разрыва—J>3 %. Зерна на лентах'
марки НП2 в отожженном состоянии должны
быть не крупнее 0,05 мм. С целью создания
достаточно прочной электроизолирующей
пленки на поверхности никелевых пластин
при сохранении требуемых магнитных и маг-
нитострикционных свойств применяют спе-
циальную термообработку (оксидирующий
отжиг), для чего пластины нагревают в воз-
душной среде до 800 °C с выдержкой при
этой температуре в течение 15—25 мин и с
последующим медленным охлаждением. Окси-
дированные пластины коррозионно-стойки как
в атмосфере (вплоть до тропической), так и в
морской воде, что является достоинством
никеля по сравнению с большинством других
магнитострикционных металлических ма-
териалов.
Сплавы железо — кобальт (пермендюры).
В качестве МСМ применяют обычно сплавы
49К2Ф (50КФ), а также 65К. Они относятся
к числу прецизионных магнитомягких сплавов
(ГОСТ Г0160—75). Сплав 49К2Ф (50КФ)
выпускается в виде листов (лент). Размеры
лент приведены в табл. 6.5. Содержание хи-
мических элементов в пермендюре 49К2Ф
(50КФ) должно быть (в массовых долях):
кобальта — 48...50; ванадия—1,7...2,1; нике-
ля— ^0,5; кремния—=С0,3; марганца —
^0,3; углерода—^0,05; серы—^0,02;
фосфора—^0,02; остальное железо.
Пластины, вырезанные из ленты или лис-
та, подвергаются термообработке. Режим
термообработки: отжиг в вакууме с оста-
точным давлением не более 133-10“" Па или
в сухом очищенном водороде; нагрев до 820 ±
±20 °C со скоростью не более 500 К/ч; вы-
держка при максимальной температуре в тече-
ние 3...6 ч; охлаждение до 400 °C со скоростью
100 К/ч, далее произвольно под вакуумом до
Т< 150 °C. После отжига магнитные парамет-'
ры сплава соответствуют значениям, привел
денным в табл. 6.4, а механическая прочность
снижается по сравнению с неотожженвдм
пермендюром. Механические и тепловые свой-
ства после термообработки: св^500 МПа;
предел текучести oTJ>350 МПа; относитель-
ное удлинение при разрыве ^1 %; терми-
ческий коэффициент линейного расширения
9,2-10-6 К-1 (в интервале 20... 100 °C) иП.ЗХ
ХЮ-6 К-1 (в интервале 20...800 °C)..
Магнитные потери в лентах толщиной
0,1 мм после термообработки при Вт=1 Тл
равны 2 Вт/кг ()=102 Гц) и 20 Вт/кг (f =
103 Гц), а при Вй = 2 Тл равны 6 Вт/кг (f =
102 Гц) и 60 Вт/кг (/ = 103 Гц).
Пермендюр 49К2Ф (50КФ) отличается
большими значениями Bs и 7S, высокими дина-
мическими магнитострикционными параметра-
ми, даже при повышенных температурах и
больших амплитудах магнитной индукции.
Предельная интенсивности излучения у преоб-
124
Магнитные материалы специального назначения
[разд. 6]
Таблица 6.4. Параметры магнитострикционных
Материал, марка d, Мг/м1 * 3 * км/с Робр ^орЬ кА/м a-IO" \ Па/Тл k Z-109, Тл/Па
Никель НП2Т 8,9 4,9 35 1,0-2,0 2,3 0,26-0,30 4,2
Пермендюр 49К2Ф 8,2 5,2 200 0,4...0,6 2,2 0,48-0,54 21...27
65К 8,2 5,2 70 1.0...1,7 1,5 0,27-0,30 7
Никоей 8,8 4,8 210 0,4-0,6 1,8 0,49 28
Алфер 140 6,6 5,0 ПО 0,3-0,6 1,2 0,26 15
Алфер 12Ю 6,7 4,8 30 0,3-0,6 0,9 0,30 20
К-94 10,8 2,4 3 40 8,6 0,55 5
Феррит 21 СПА 5,2 5,9 16 1,0...1,7 2,4 0,21 2,8
Феррокскуб 7А1 (фирма Филипс) 5,2 5,6 20...30 1,0... 1,7 1,9-2,2 0,25-0,32 3,2...4,9
Примечание. Значение р.Обр соответствует 77opt; для k, а, Л даны
разователей из пермендюра в четыре раза
больше, чем у никелевых. С ростом амплитуды
возбуждающего сигнала механическая доброт-
ность сохраняет высокие значения, а нелиней-
ность выражена сравнительно слабо. Недо-
статки сплава — низкая пластичность, затруд-
няющая механическую обработку, и коррози-
онная нестойкость. Кроме того, для электри-
ческой изоляции пластин друг от друга необхо-
димо использовать специальные прокладки
или покрытия, так как достаточно прочную
оксидную пленку получить не удается. Это
обстоятельство наряду с высоким содержа-
нием кобальта и сложным режимом термооб-
работки существенно удорожает преобразова-
тели из сплава 49КФ (50КФ). Применять его,
как и некоторые другие кобальтовые сплавы,
можно лишь в тех случаях, когда требования,
предъявляемые к акустической мощности пре-
образователя или амплитуде колебательного
смещения в режиме излучения, а также к верх-
ней границе интервала рабочих температур,
не могут быть удовлетворены при использова-
нии других МСМ.
Сплав 65К имеет следующий химический
состав (в массовых долях): кобальта — 63,0...
...65,0; углерода —^0,05; кремния — 0,15—0,30;
марганца — 0,3...0,6; серы— 0,025; фосфо-
ра — ^0,02; остальное железо. Изготовляется
в виде холоднокатаных лент толщиной 0,1 и
0,2 мм, шириной 100... 130 мм. Режим отжига
пластин 65К отличается от соответствующего
режима 50 КФ только длительностью выдерж-
ки (2 ч); последующее охлаждение происходит
в печи.
Сплав 65К имеет лучшие, чем 50КФ, ме-
ханические свойства, т. е. более пластичен,
и поэтому легче обрабатывается. Однако он
отличается более высокой электропровод-
ностью (а следовательно, и потерями) и боль-
шей стоимостью (из-за повышенного содержа-
ния кобальта).
Сплавы никель — кобальт. При содержа-
нии около 4 или 18 % кобальта эти сплавы
имеют наиболее высокие значения динамичес-
ких магнитострикционных параметров. Наибо-
лее известен сплав никоей. Он имеет следую-
щий химический состав: кобальта — 3,5—4,5 %;
кремния—1,3...2 %; содержание других при-
месей— =С6 % (в сумме); остальное — ни-
кель. Сплав коррозионно-стоек, хорошо меха-
нически обрабатывается. Изготовляется в виде
прутков, тонких труб, а также листов толщиной
0,1...0,2 мм. Отжиг элементов, изготовленных
из никоей, производят в вакууме при темпера-
туре 7 = 800... 1000 °C в течение 2 ч. С ростом
температуры Т происходит повышение дина-
мических магнитострикционных параметров
и одновременно некоторое ухудшение меха-
нических свойств ’.
Сплав никоей имеет наиболее высокое
(среди известных, освоенных промышлен-
ностью МСМ) значение динамической посто-
янной чувствительности Л, а по значению
коэффициента электромеханической (магнито-
механической) связи близок к пермендюру.
В то же время намагниченность насыщения
Ms у него значительно меньше, чем у пермен-
дюра, а магнитострикция насыщения и маг-
нитострикционная постоянная даже меньше,
чем у никеля. Поэтому преимущественная
область применения сплава никоей — сердеч-
ники магнитострикционных преобразователей,
работающих только в режиме приема.
1 Прутки из никоей изготовляются в со-
ответствии с ТУ 48-21-647—79; трубы —
в соответствии с ТУ 14-3-574—77 (срок дей-
ствия по 1987 г.).
[§ 6.2]
Магнитострикционные материалы
125
материалов
р-107, Ом-м /А-Ю-2, А/м Bs, Тл Xs-106 0к, °C
0,7 1,70 0,61 — 37 360
3,4 1,40 2,40 70 980
0,8 1,00 2,20 90 980
1,8 0,17...0,25 0,62 — 25... —27 350
12,0 0,25 1,20 40 500
16,0 0,10 1,60 40 600
— — — 1100...1200 .—
ю7 2,70 0,32 — 26 590
ю7 1,70-3,30 0,32 — 28 530
максимальные значения.
Сплавы железо — алюминий (алферы).
В литературе описаны алфер 14Ю (13,8 %
алюминия, остальное железо); алфер 12Ю
(12,5 % алюминия, остальное железо) и не-
которые другие сплавы.
Достоинства этих сплавов — недефицит-
ность исходных материалов и сравнительно
низкая электрическая проводимость (вслед-
ствие чего толщина пластин может быть боль-
шей, чем толщина пластин из никеля) при
достаточно высоких значениях динамических
магнитострикционных параметров. Однако ал-
феры не находят широкого применения из-за
их хрупкости, существенно затрудняющей ме-
ханическую обработку, и коррозионной нестой-
кости.
Их можно рекомендовать как материа-
лы для магнитострикционных излучателей,
работающих в установках без жидкостной
нагрузки и водяного охлаждения.
Кроме указанных выше сплавов, в качест-
ве МСМ можно использовать также сплавы
железо — хром, железо — никель, железо —
платина и некоторые другие. Однако они не
применяются в промышленности из-за специ-
фичных для каждой группы недостатков.
Интерметаллические соединения редко-
земельных металлов (РЗМ) и железа. В по-
следние годы в СССР и за рубежом разра-
батываются высокоэффективные МСМ на
основе бинарных, трех- и четырехкомпонент-
ных соединений типа R/(i-,;_!/)R"R",Fe2, где R',
R", R'" — редкоземельные элементы: тербий
(ТЬ), диспрозий (Dy), гольмий (Но) и дру-
гие, х и у изменяются в пределах 0...1. Идея
создания этих МСМ сводится к следующему.
Некоторые из РЗМ, в частности ТЬ, имеют
гигантские значения (до 10-2), однако
лишь при криогенных температурах. Бинар-
ные соединения типа ТЫ'ег также имеют
очень большие значения Xs (до 0,25-10-2) и
притом в широком интервале температур,
включающем комнатные. Однако во всех пе-
речисленных случаях насыщение магнитострик-
ции достигается только в сильных подмаг-
ничивающих полях (7/о = 4ОО...800 кА/м),
что обусловлено высокими значениями кон-
стант магнитокристаллической анизотропии
и Кг- Поэтому динамические магнито-
стрикционные параметры этих веществ малы,
а значения напряженности оптимального
подмагничивающего поля — велики. Ука-
занный недостаток можно устранить путем
компенсации анизотропии, так как константы
Ki и Ki в различных бинарных соединениях
могут быть и положительными и отрицатель-
ными (для TbFej имеем /G<0; /<2> 0; для
DyFes — Ki>0; Т<2<0; для HoFes — 7G> 0;
Ki> 0). В то же время X, у всех этих соедине-
ний положительна. Поэтому при образовании
тройных и четверных соединений РЗМ и же-
леза высокие значения As сохраняются, кон-
станты же К\ и Ki могут быть сведены почти
до нуля соответствующим выбором концент-
раций Tb, Dy, Но, что резко повышает дина-
мические магнитострикционные параметры
МСМ, снижает коэрцитивную силу и опти-
Таблица 6.5. Размеры лент из пермендюра 49К2Ф
Толщина ленты, мкм Ширина ленты, мм Длина ленты, м, не менее Толщина ленты, мкм Ширина ленты, мм Длина ленты, м, не менее
1,50+0,15 20; 30; 40 10 100—20 80; 90; 100; 150; 200; 250 20
2 + 0,2 20; 30; 40 10 150—20 80; 90; 100; 150; 200; 250 20
3±0,3 20; 30; 40 10 200—зо 80; 90; 100; 150; 200; 250 20
5+0,5 30; 40; 70; 80; 90; 100 10 250—30 80; 90; 100; 150; 200; 250 20
10+1 70; 80; 90; 100 20 350-фо 80; 90; 100; 150; 200; 250 10
20-з 70; 80; 90; 100 30 500—50 80; 90; 100; 150; 200; 250 6
50-е 70; 80; 90; 100; 150; 200; 250 30 800—70 100; 150; 200; 250 1
80-ю 80; 90; 100; 150; 200; 250 20 1000—90 100; 150; 200; 250 1
126
Магнитные материалы специального назначения
[разд. 6]
мальное поле подмагничивания. Полезный
эффект тем выше, чем больше степень ори-
ентации текстурированных поликристалличес-
ких образцов многокомпонентного соединения
в направлении максимальной магнитострик-
ции, т. е. чем ближе они к монокристаллам.
В частности, в США синтезированы моно-
кристаллы тройного соединения ТЬо.гзНоо.ттРег,
ориентированные в направлении [111].
Они имеют коэффициент магнитомеханичес-
кой связи k> 0,75 при оптимальной напря-
женности подмагничивающего поля Но =
= Ao)opt=14 кА/м, т. е. выше, чем у всех из-
вестных МСМ и почти всех пьезоэлектриков.
Очень высокие значения k33 получены и для
некоторых поликристаллических соединений:
Tbo.3Dyo.7Fe2 (Азз~0,6 при Яо~ 25 кА/м);
Tb0.2Hoo.68Dyo.22Fe2 (/г^0,63 при Яо~
15 кА/м).
В СССР методом вытягивания из рас-
плава на охлаждаемую затравку (метод Чо-
хральского) получены образцы четырехкомпо-
нентного МСМ марки К-94 (интерметалли-
ческого соединения на основе ТЬРег) в виде
текстурированных поликристаллических слит-
ков с преимущественной ориентацией зерен
в направлении [111]. Параметры этого ма-
териала приведены в табл. 6.4. По эффек-
тивности К-94 значительно превосходит другие
МСМ. Кроме того, принципиальным преиму-
ществом К-94 является высокая степень ли-
нейности при увеличении амплитуды возбуж-
дающего сигнала, что является следствием
большой магнитострикции насыщения Д.
Соответственно излучаемая преобразователем,
выполненным из К-94, акустическая мощ-
ность при оптимальном подмагничивании в
20 и более раз выше, чем у аналогичного пре-
образователя из пермендюра, и ограничи-
вается только механической прочностью на
растяжение, которая для материала К-94,
по предварительным данным, превышает
30 МПа. Механическая добротность К-94 рав-
на 40.
Использование МСМ на основе интерме-
таллических соединений РЗМ и железа (при
условии их внедрения в серийное производ-
ство) возможно в преобразователях как стер-
жневого, так и кольцевого типа, рассчитанных
на работу в режиме излучения с высокой
удельной акустической мощностью. Их прин-
ципиальным недостатком в настоящее время
является очень высокая стоимость исходных
материалов и недостаточная механическая
прочность, которая не позволяет реализо-
вать полностью их преимущества.
Магнитострикционные ферриты. Магни-
тострикционные керамические ферриты (пье-
зомагнитная керамика) все более широко
применяются в ультразвуковой технике, аку-
стоэлектронике и других областях техники.
По сравнению с металлическим никелем и
сплавами ферриты в большинстве случаев
(хотя и не всегда) либо более эффективны,
либо обладают экономическими и конструк-
тивно-технологическими преимуществами. По-
следнее обусловлено их более высоким (в
1О8...1Ои раз) удельным электрическим со-
противлением, вследствие чего потери на вих-
ревые токи в сердечниках преобразователей
пренебрежимо малы, т. е. нет необходимости
расслаивать их на пластины. Поэтому в от-
личие от металлических МСМ, которые при-
меняются обычно при частотах не выше не-
скольких десятков килогерц, частотный диапа-
зон использования магнитострикционных фер-
ритов почти неограничен сверху.
Керамическая технология позволяет изго-
товлять сердечники весьма разнообразных
размеров и форм, что существенно расши-
ряет область применения магнитострикцион-
ных преобразователей из ферритов. Ферриты
сравнительно дешевы, не содержат дефи-
цитных исходных материалов, не подвержены
действию химически агрессивных сред.
Используемые в качестве МСМ ферриты
состоят из поликристаллической фазы со
структурой шпинели. По химическому составу
они представляют собой либо чистый феррит
никеля, либо твердые растворы на его основе,
содержащие ферриты кобальта, цинка, меди,
железа (магнетит), а также другие добавки.
Наиболее важную роль играет добавка фер-
рита кобальта (в мольных долях обычно не
более 1...2 %), которая существенно повышает
динамические магнитострикционные парамет-
ры феррита, хотя практически не влияет на
статическую магнитострикцию X (за счет
компенсации магнитокристаллической анизо-
тропии, как и для МСМ на основе редкоземель-
ных металлов).
При отработке технологического процесса
изготовления магнитострикционных сердеч-
ников из ферритов принципиально важным
является снижение пористости, что позво-
ляет (при прочих равных условиях) повысить
динамические магнитострикционные парамет-
ры.
По своим механическим свойствам магни-
тострикционные ферриты тверды и хрупки.
Их динамическая прочность при продольных
колебаниях примерно в семь...десять раз мень-
ше, чем для металлических МСМ. Для пре-
образователей из ферритов с поперечным
сечением 3...5 см2 динамическая прочность
составляет 10...30 МПа. Пределы прочности
на сжатие и изгиб (статические) для фер-
ритовых образцов такого же сечения равны
[§ 6.2]
Магнитострикционные материалы
127
400...600 МПа и 50...70 МПа соответственно.
Прочность магнитострикционных ферритов за-
. висит от объема, площади поверхности, сум-
марной длины кромки; для небольших, хо-
рошо обработанных изделий статический пре-
дел прочности на растяжение может быть
повышен до 50 МПа^на сжатие — до 1200 МПа
и на изгиб — до 100 МПа. При работе
в режиме излучения с большими амплиту-
дами колебаний магнитострикционные фер-
ритовые сердечники характеризуются явле-
нием усталости, вследствие которого их дина-
мическая прочность в условиях длительной
эксплуатации (особенно при наличии кавита-
ционной эрозии поверхности излучателя, ра-
ботающего в жидкости) уменьшается по сра-
внению с мгновенной динамической проч-
ностью.
Магнитострикционные ферриты, по срав-
нению с никелем и сплавами, имеют меньшую
индукцию насыщения. Поэтому магнитоме-
ханическая нелинейность и другие нелиней-
ные явления в них выражены сильнее, чем
в металлических МСМ. По этой причине, а
также из-за низкой механической прочности и
низкой теплопроводности магнитострикцион-
ных ферритов их область применения ограни-
чивается электромеханическими и магнито-
стрикционными фильтрами, акустическими при-
емниками, а также излучателями, работающи-
ми при малых и средних интенсивностях излу-
чения. При использовании в фильтрах основ-
ные их достоинства — высокая механическая
добротность Q£ и низкие значения температур-
ных коэффициентов (ТК/ и ТК&). Подбором
химического состава созданы специальные
марки ферритов для фильтров, у которых
Qe>5000; ТК/<10-1(Г6.
К ферритовым МСМ наряду с керами-
ческими ферритами со структурой шпинели
относятся также ферриты со структурой гра-
ната, выращиваемые из расплава в виде моно-
кристаллов. Из монокристаллических ферри-
тов — гранатов наиболее важен феррит —
гранат иттрия (ИЖГ). Кристаллы ИЖГ ис-
пользуются в линиях задержки в диапазоне
(10...1000 МГц), в том числе с усилением сиг-
налов из-за нелинейности магнитоупругого
взаимодействия. При этом основными достоин-
ствами ИЖГ являются высокие значения ме-
ханической (107) и магнитной (30...35) доброт-
ностей в СВЧ диапазоне. Другие свойства
ИЖГ: Bs = 0,175 Тл; d = 5170 кг/м3; М= — 8х
Х10“6; 0 = 367 °C.
Как уже указывалось, по своему назначе-
нию МСМ делятся на две основные группы:
для акустической техники (в том числе для
ультразвуковой техники) и для прецизионных
(электромеханических и магнитострикцион-
Таблица 6.6 Размеры сердечников типа О
из феррита марки 21 СПА
Сердечник Размеры сердечника, мм
L /, Ь h t
2М21СПА-20-25 84 49 40 40 5,5
2М21 СПА-20-28 80 48 40 40 5,5
2М21 СПА-20-44 50 28 34 34 5,5
Примечание. Допуск для L равен 0,5;
для /) — 0,2; Ь — 0,5; h — 0,5; t — 0,2 мм. * В
ных) фильтров. Технические требования к
этим двум группам МСМ существенно раз-
личны. В табл. 6.4 приводятся параметры
отечественных и зарубежных керамических и
металлических МСМ. Часть из них выпус-
кается серийно, а другие находятся в процес-
се промышленного освоения либо могут быть
рекомендованы к внедрению. В табл. 6.6; 6.7;
6.8 приводятся параметры сердечников из фер-
рита 21 СПА (разработка Акустического ин-
ститута) согласно техническим условиям
АИ.201.000.ТУ.
В настоящее время из феррита марки
21 СПА выпускаются О-образные (тип О) и
пластинчатые (тип П) сердечники с вкле-
енными в магнитопровод пластинами из фер-
ритовых постоянных магнитов марки МБА-Ш.
Сердечники с нанесенной на них обмоткой
используются в качестве магнитострикцион-
ных преобразователей в ультразвуковых тех-
нологических установках (малогабаритных
ваннах ультразвуковой очистки, ультразвуко-
вых станках малой мощности, ультразвуковых
пистолетах для сварки полимеров, ультра-
звуковых сварочных установках для микро-
электронной техники, ультразвуковых хирур-
гических инструментах). Сердечники работают
в режиме продольных резонансных механи-
ческих колебаний с односторонней нагрузкой
на кавитирующую жидкость или с малой аку-
стической нагрузкой в установках резания
и сварки. В первом случае к сердечнику при-
клеивается металлическая мембрана; во вто-
ром — ультразвуковой концентратор колеба-
ний. Сердечники работают без принудительно-
го охлаждения, интервал рабочих темпера-
тур — 1О...1ОО°С.
Сердечникам присваивается сокращенное
обозначение, например 2М21СПА-2П-60, где
2 — склеен из двух заготовок; М — феррит;
21 — среднее значение коэффициента магнито-
механической связи в процентах; СПА —
стрикционные продольные колебания для акус-
128
Магнитные материалы специального назначения
[разд. 6]
Таблица 6.7. Размеры сердечников типа П из феррита марки 21СПА
Сердечник Размеры сердечника, мм
L Л b S п t
М21СПА-2П-45 60,5 39,0 23,0 23,0 9,0 5,0
М21СПА-2П-60 43,5 31,5 16,0 16,0 6,0 4,0
М21СПА-2П-65 41,0 29,0 16,0 16,0 6,0 4,0
М21СПА-2П-75 34,0 24,0 14,0 14,0 5,0 4,5
Примечание. Допуск для L равен 0,5; h — 0,2; Ь — 0,5; s — 0,5;
п — 0,2; t — 0,2 мм.
Таблица 6.8. Магнитомеханические параметры сердечников
из феррита марки 21-СПА
Сердечник Частота антирезо- нанса, кГц k-ю2, не ме- нее QB. Е не менее Масса, г, не более
2М21 СПА-20-25 25,9 ±0,3 20 810
2М21 СПА-20-28 29,0 ±0,3 740
2М21 СПА-20-44 45,2±0,3 400
М21СПА-2П-45 44,5 ±0,3 12,5 100 200
М21СПА-2П-60 59,75 ±0,5 55
М2ГСПА-2П-65 65,75 ±0,7 50
М21СПА-2П-75 75,65 ±0,5 90 40
Таблица 6.9. Параметры магнитострикционных ферритов для фильтров
Марка феррита ZS.1O6 fe-102 Qb£ A T, °C a,-106 aj-106 u. км/с Af, кГц
601С 29 13 2800 20...60 —13...+ 15 800 5,40...5,75 45...600
602С 26 12 2500 20...70 —15... +15 800 3,1...3,6 30...300
60С7 24 11 4500 — 60...+ 85 — 25...+ 25 100 3.3...3.6 60...500
Примечание. Для k указаны средние значения; для <2® — минимальные допустимые; для
а, и aj — максимальные допустимые; Л Т и Л f — интервалы рабочих температур и частот.
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
129
Рис. 6.6. Конструкция сердечника типа О
Рис. 6.7. Конструкция сердечника типа П
тики; 2 — порядковый номер исполнения; П —
пластинчатый; 60 — номинальная частота
(килогерцы). Конструкции сердечников типов
О и П показаны на рис. 6.6 и 6.7, а их размеры
приведены в табл. 6.6 и 6.7 соответственно.
Для сердечников типа П выполняется со-
отношение 2n-\-t = b, а для сердечников типа
О — соотношение 2/ф- Ц — L. В табл. 6.8 при-
ведены эксплуатационные параметры и масса
сердечников обоих типов.
Магнитострикционные керамические
ферриты для фильтров. В табл. 6.9, 6.10 при-
ведены параметры серийно выпускаемых в
СССР ферритов для изготовления фильтров
в соответствии с ОСТ 11.707.714—76. Фер-
рит 601С работает с использованием внешнего
подмагничивающего поля, на продольных ко-
лебаниях; ферриты 602С и 607С— на оста-
точной индукции с применением термомаг-
нитной обработки (ТМО), на крутильных
колебаниях.
6.3. ФЕРРИТЫ
С ПРЯМОУГОЛЬНОЙ ПЕТЛЕЙ
ГИСТЕРЕЗИСА (ППГ)
Общие сведения. Ферриты с ППГ пред-
ставляют собой группу магнитомягких поли-
кристаллических материалов, применяемых в
изделиях, принцип действия которых основан
на скачкообразном характере зависимости
магнитной индукции от напряженности маг-
нитного поля. Петля гистерезиса таких фер-
ритов характеризуется коэффициентом квад-
ратности, который обычно имеет значение не
менее 0,7.
К таким изделиям относятся сердечники,
используемые в основном в запоминающих,
а также логических и переключающих устрой-
ствах вычислительной техники, автоматики,
связи, магнитопроводы приборов СВЧ и др.
Устройства, использующие сердечники из
ферритов с ППГ, высоконадежны, малогаба-
ритны. Срок службы сердечников почти не-
ограничен. Ферриты с ППГ, имея высокое
удельное сопротивление (не менее 104 Ом-см),
обеспечивают ввиду отсутствия вихревых
токов малое время переключения. Наиболее
широко применяются ферриты с ППГ в виде
кольцевых сердечников наружным диаметром
5 Заказ 1122
Таблица 6.10. Номинальный ряд размеров
ферритовых сердечников для фильтров
Раз- мер Значение, мм Вид сердеч- ника и наз- начение
^нар 3 3 3 3 3 5,5 5,5 5,5 5,5 5,5 Трубчатый
^вн 1 1 1 1 1 2,5 2,5 2,5 2,5 2,5 для
1 3 4 6 8 12 18 21 24 27 30 электро- механи- ческих фильтров
D 5,0 5,0 5,1 4,2 4,2 5,0 — — — — Стержневой
1 30 34 39 44 47 50 — — — — для маг- нито- стрикци- онных фильтров
130
Магнитные материалы специального назначения
[разд. 6]
0,4-..0,6 мм, используемых в запоминающих
устройствах электронных вычислительных ма-
шин (отдельные типоразмеры выпускаются
миллиардами штук в год).
Сердечники более сложной формы с раз-
ветвленным магнитопроводом, многоотверст-
ные линейки и пластины (многоотверстные
сердечники) позволяют получать специфичес-
кие параметры и характеристики элементов,
такие как: считывание информации без ее
разрушения, меньшая критичность к парамет-
рам управляющих токов, меньшие геомет-
рические размеры рабочих магнитопроводов
(с помощью специальных групповых методов
их изготовления) и др. Однако такие сердеч-
ники распространены значительно меньше, чем
кольцевые, ввиду более сложной технологии
их изготовления и контроля, и, как следствие,
существенно большей стоимости, и исполь-
зуются лишь в устройствах специального,
достаточно узкого назначения.
Теоретическое обоснование физической
природы образования ППГ в поликристал-
лических ферритах достаточно сложно. Наибо-
лее распространенная феноменологическая мо-
дель сводится к следующему.
Известно, что в относительно слабых
магнитных полях, соизмеримых с коэрцитив-
ной силой, процесс перемагничивания фер-
ритов с ППГ происходит преимущественно
в результате смещения доменных границ,
т. е. роста тех доменов, направление намаг-
ниченности которых совпадает с направлением
приложенного магнитного поля. Предпола-
гается, что ППГ образуется в тех ферритах,
для которых выполняется условие Нп> Hw,
где Н„ — среднее статистическое магнитное
поле, необходимое для образования доменов
обратной намагниченности, а На, — среднеста-
тистическое критическое магнитное поле, при
превышении которого домены, направление
намагниченности которых совпадает с направ-
лением приложенного поля, начинают расти
необратимо. Чем меньше дисперсия Нп и На,
при указанном соотношении между их средни-
ми значениями, тем идеальнее ППГ, тем выше
ее квадратность. При этом коэрцитивная сила
Нс»Нп.
Ферриты с ППГ являются феррошпи-
нелями.
В зависимости от химического состава
различают несколько систем ферритов, напри-
мер: литий-натриевая, литий-магний-марган-
цевая.
Ферриты некоторых систем обладают
свойствами базового состава, характеризую-
щегося основными образующими оксидами и
позволяющего путем легирования получать
его модификации, определяемые: интервалом
номинальных значений коэрцитивной силы,
получаемых варьированием технологических
режимов; интервалом значений остаточной ин-
дукции; максимальным температурным коэф-
фициентом коэрцитивной силы.
Технология изготовления ферритов с ППГ
является прецизионной. Обычно для получе-
ния ферритов с ППГ используют оксидную
технологию. В исходных материалах (оксидах
железа и других металлов, углекислых солях)
проверяется содержание посторонних приме-
сей, которое ограничивается достаточно жест-
кими нормами. Смесь оксидов и солей в опре-
деленной пропорции подвергается предвари-
тельной ферритизации при температуре 700...
...1000 °C. Затем нз полученной смеси формуют-
ся изделия заданной конфигурации.
Для формования кольцевых сердечников
используются методы прессования или (для
сердечников наружным диаметром не более
0,6 мм) штамповки из предварительно при-
готовленной пластифицированной ферритовой
ленты заданной толщины.
Для формования многоотверстных сер-
дечников, в основном изготавливаемых груп-
повым методом (многоотверстные пластины
или линейки), используются методы горячего
литья под давлением или ультразвукового
сверления отверстий в сплошной ферритовой
заготовке, полученной предварительно мето-
дом прессования и прошедшей стадию оконча-
тельной ферритизации.
Сформованные изделия подвергают
спеканию при температуре до 1400 °C, в про-
цессе которого происходит окончательная
ферритизации: оксиды вступают в реакцию
и образуют твердые растворы ферритов с
кубической структурой типа шпинели.
Режим окончательного спекания и пара-
метры некоторых других технологических
операций (таких, как тонина помола, степень
ферритизации шихты) зависят не только от
принадлежности к той или иной системе по
химическому составу и марке феррита, но и от
требуемых конкретных значений статических
параметров петли гистерезиса, например,
номинального значения коэрцитивной силы, а
также от требований к некоторым импульс-
ным параметрам конкретных сердечников,
что и определяет прецизионность техноло-
гии изготовления ферритов с ППГ.
При необходимости многоотверстные
пластины и линейки после окончательного
спекания подвергаются механической обра-
ботке (шлифовке) для получения размеров
(толщины) в заданном допуске.
Кольцевые сердечники часто подвергают
галтовке для устранения заусениц и острых
кромок сердечника.
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
131
Марки и параметры ферритов с ППГ.
Марки ферритов с ППГ обозначаются раз-
лично в зависимости от наличия или отсут-
ствия в феррите свойств базового состава.
Обозначение марок базового состава сос-
тоит из трех цифр и буквы «П» (от слова «пря-
моугольный»), например, 100П; 101П; ...;
300П. При этом первая цифра указывает по-
рядковый номер базового состава, а две по-
следующие (начиная с «00») — порядковый
номер модификации базового состава.
Обозначение других марок ферритов
состоит из числа (возможно дробного), ука-
зывающего значение коэрцитивной силы в эр-
стедах, характерное для этой марки фер-
рита, и букв «ВТ» (от слов «вычислительная
техника»). Например: 0,ЗВТ; ...; 2,1ВТ; ...;
ЗВТ и т. п.
При этом под характерным значением
понимают то значение, при котором кривая
распределения коэрцитивной силы имеет мак-
симум.
Марки, основные параметры и методы
измерений ферритов с ППГ приведены в со-
ответствии с ОСТ 11.707.000—77.
Основными параметрами ферритов с ППГ
являются:
основные параметры статической петли
гистерезиса (коэрцитивная сила Нс, остаточ-
ная индукция В, и коэффициент квадратности
Ъ/Н'У,
температурный, коэффициент коэрцитив-
ной силы а.нс',
точка (температура) Кюри 0к-
Термины и определения параметров фер-
ритов с ППГ соответствуют ГОСТ 19693—
74, ГОСТ 19880 — 74, обозначения парамет-
ров-ГОСТ 1494-77.
За напряженность магнитного поля тро-
гания Нс принимается напряженность маг-
нитного поля, при которой магнитная индукция
в образце, намагниченном до состояния оста-
точной индукции на предельном цикле, из-
менится на 0,1 в направлении размагни-
чивания образца.
При этом принимается, что перемагни-
чивание по предельному циклу петли гисте-
резиса происходит при циклическом изменении
максимальной напряженности магнитного по-
ля Нт, равной 1077с для ферритов, характерное
значение коэрцитивной силы которых менее
0,8 А/см (1 Э), и 5НС для ферритов, харак-
терное значение коэрцитивной силы которых
больше или равно 0,8 А/см (1 Э).
Основные параметры ферритов с ППГ
различных марок приведены в табл. 6.11.
Значения основных параметров ферритов
с ППГ приведены при температуре 20 °C для
кольцевых сердечников прямоугольного сече-
ния, размеры которых соответствуют ГОСТ
16541—76. При этом значения параметров
ферритов с коэрцитивной силой 0,56 А/см
(0,7 Э) и более приведены для кольцевых
сердечников наружным диаметром 2 мм и
менее.
Для сердечников с разветвленным магни-
топроводом н многоотверстных пластин и ли-
неек, а также для кольцевых сердечников
наружным диаметром более 2 мм некоторые
значения основных параметров могут отли-
чаться от указанных в табл. 6.11 н устанавли-
ваются в технических условиях на конкретный
сердечник. Там же приводится конкретное зна-
чение коэрцитивной силы для сердечников,
изготовленных из ферритов базового состава.
Дополнительными параметрами ферритов
с ППГ являются:
удельное электрическое сопротивление р;
динамические параметры (максимальное
удельное динамическое сопротивление г„„
отношение динамического порогового поля
к коэрцитивной силе Н„/Нс и коэффициент
переключения Stt).
Максимальное удельное динамическое
сопротивление rm — отношение максимальной
скорости изменения магнитной индукции
(d.B/dt)„, к разности между напряженностью
перемагничивающего поля Н„, и динамическим
пороговым полем /7СТ, откуда (рис. 6.8, а)
(dB/df)„, = rm(H„,-H„). (6.5)
Динамическое пороговое поле (называе-
мое иногда «полем старта») Н„ — напряжен-
ность магнитного поля, соответствующая
точке пересечения оси абсцисс с прямой, ап-
проксимирующей зависимость обратной вели-
чины времени переключения l//s, или макси-
мальной скорости изменения магнитной индук-
ции (dB/dt}„, от напряженности перемагни-
чивающего поля Н,„ (рис. 6.8) на участках
зависимости, близких к линейным.
Коэффициент переключения Sw — вели-
чина, численно равная котангенсу угла нак-
лона прямой, аппроксимирующей зависимость
1 /ts=fi(H,п) (рис. 6.8, б).
Из определения Н„ и Sw следует:
(6.6)
Время переключения (или время пере-
магничивания) ts — интервал времени, необ-
ходимый для перемагничивания сердечника
из состояния остаточной индукции -|- Вг в про-
тивоположное состояние с максимальной ин-
дукцией под действием магнитного поля
определенной напряженности Н„,. Условно
принято определять время переключения ин-
тервалом времени между моментом достиже-
ния перемагничивающим полем (током) 0,1
Таблица 6.11. Основные параметры ферритов с ППГ
Марка феррита Коэрцитивная сила Нс Остаточная магнитная индукция В Коэффициент квадрат- ности ЯТ/ЯС9 не менее ц Температурный коэффициент коэрцитивной силы %/К не более, при температуре, СС Точка Кюри Vc, не менее Система феррита
А/см Э х 102, Тл Гс
-60...+ 20 20...70 20...100
100П 20 28 2000-280 0,20 0,20 630
10Ш 1,43...! 1,94 1,80-15,00 0,15 Li-Na
104П 24...32 2400-3200 0,12 — 0,18 600
105П 0,56...! 1,94 0,70-15,00 20...32 2000-3200 0,30 0,30 500 Li—Na—Мп
106П 1,43...11,94 1,80-15,00 25...34 2500-3400 0,75 0,15 0,20 550 Li-Na
ЗООП 0,12...0,56 0,15-0,70 19...27 1900-2700 1,10 0,65 250 Mg — Mn — Ca
7ВТ 5,04.-6,16 6,30-7,70 18...29 1800-2900 0,23 530 Li-Mn
5ВТ 3,46.-4,50 4,35-5,65 18...26 1800-2600
ЗВТ 2,23-2,87 2,80-3,60 19...27 1900-2700 0,25 500 Li — Mg — Mn
2,1 ВТ 1,51-1,99 1,90-2,50 16...23 1600-2300 0,72 240
1,75ВТ 1,32.-1,59 1,65-2,00 17...25 1700-2500 0,75 0,74
1,5ВТ 1,03-1,35 1,30-1,70 18 26 1800 2600 0,70 0,65 250 Mg — Mn
1,ЗВТ 0,92-1,23 1,15-1,55 0,75 —
0,9ВТ 0,64-0,80 0,80-1,00 21...30 2050-2950 0,84 230 Mg — Mn — Zn
0,7ВТ 0,48-0.64 0,60-0,80 19...27 1900-2700 0,76 240
0,44ВТ 0,29-0,41 0,36-0,52 13...19 1300-1900 0,70 1,14 0,90 180 Mg — Mn — Ca
0,37ВТ 0,24.-0,35 0,30-0,44 12...17 1150-1650 1,35 1,05 140
0,ЗВТ 0,20.-0,28 0,25-0,35 17...25 1700-2500 0,87 170
0,27ВТ 0,18-0,26 0,22.-0,32 0,72 1,80 1,40 НО Mg — Mn — Zn
0,16ВТ 0,10-0,16 0,13-0,20 17...24 1650-2350 1,90 1,30 130 Mg — Mn —
0,12ВТ 0,08-0,11 0,10-0,14 0,65 2,10 1,40 НО Zn — Ca
Примечание. Ферриты 1,75ВТ; 1,5ВТ; 0,7ВТ; 0,44ВТ; 0,37ВТ в новых разработках не следует применять.
Магнитные материалы, специального назначения [разд. 6
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
133
Рис. 6.8. Зависимость максимальной скорости
изменения магнитной индукции (dB/dt)m
(а) и величины, обратной времени переключе-
ния i/ts (б), от напряженности перемагничи-
вающего поля Н„,
своего максимального значения Hm(I^)—10 и
временем, когда мгновенное значение выход-
ного сигнала с сердечника уменьшится
(на спаде импульса) до 0,1 его амплитудного
значения (рис. 6.9).
Дополнительные параметры некоторых
марок ферритов с ППГ приведены в табл. 6.12.
Обозначения и параметры импульсов то-
ков управления и выходных сигналов. За осно-
ву обозначения основных параметров взяты
международные стандарты СЭВ PC 4806—74
и МЭК (Публикация 281—76) и система
обозначений, принятая в отечественной и зару-
бежной технической документации и научно-
технической литературе.
Основными параметрами им-
пульсов тока управления являются
(рис. 6.9): I — амплитуда импульса тока; tw —
длительность импульса тока (на уровне 0,1 I
на фронте и спаде импульса); — длитель-
ность плоской части импульса тока (на уровне
0,9 / на фронте и спаде импульса); tf — дли-
тельность спада импульса тока (на уровне
0,1 ...0,91) ,tr — длительность фронта импульса
тока на уровне 0,1...0,9 7; N — число одно-
именных импульсов в пачке импульсов испыта-
тельной программы.
Справа от основных символов (с соответ-
ствующими индексами), обозначающих основ-
ные параметры импульсов токов управления,
могут в определенном порядке располагаться
дополнительные индексы: первый индекс —р
или d обозначает принадлежность параметра
соответственно к импульсу адресного или раз-
рядного тока ' частичной записи или считы-
вания (индексом р можно обозначать также
параметр, относящийся к любому частичному
току управления в отличие от полного тока
считывания или записи); второй индекс — ш,
г, г' или f означает принадлежность параметра
к импульсу тока записи, считывания, подго-
товки или управления соответственно; третий
индекс — 1 или z означает принадлежность
параметра к току записи 1 или 0 соответст-
венно.
Таблица 6.12. Дополнительные параметры некоторых ферритов с ППГ
Марка феррита Удельное электричес- кое сопро- тивление р, Ом - см, не менее Максималь- ное удель- ное динами- ческое соп- ротивление rm, Ом-см Отношение динамичес- кого поро- гового поля к коэрци- тивной силе н„/нс, не более Марка феррита Удельное электричес- кое сопро- тивление р, Ом-см, не менее Максималь- ное удель- ное динами- ческое соп- ротивление Гт, Ом-СМ Отношение динамичес- кого поро- гового поля к коэрци- тивной силе не более
100П 1.5ВТ 5-Ю4 210 1,5
101П 1-11) 180 1,2 1,ЗВТ 3-104 230 1,6
104П 5-Ю7 0,9ВТ 210 1,9
105П 1-108 — — 0,7ВТ 2-Ю4 230 2,9
300П 2-105 170 3,3 0.44ВТ 180 4,1
5ВТ 1-Ю8 0.37ВТ 1-Ю8 130 3,2
ЗВТ 5-Ю7 180 1,2 О.ЗВТ 1-Ю6 280 4,0
2,1 ВТ 5-Ю6 200 1,3 0.27ВТ 2-105 270 1,8
1.75ВТ 1-Ю4 280 1,4 0,16ВТ 5-Ю4 240 4,3
0,12ВТ 6-106 250 5,8
Примечание. Коэффициент переключения Sw = 0,44±0,12 А-мкс/см (Sw = 0,55±0,15
Э-мкс).
134
Магнитные материалы специального назначения
[разд. 6]
Рис. 6.9. Основные параметры импульса тока
управления
Любой нз трех указанных дополнитель-
ных индексов может быть опущен. При этом
однозначность обозначений сохраняется и
достаточно просто определяется из контекста:
1Р — амплитуда импульса частичного тока
управления (или амплитуда импульса адрес-
ного тока); ld— амплитуда импульса разряд-
ного тока; /rfwi — амплитуда импульса разряд-
ного тока записи 1; — амплитуда импульса
адресного тока записи 0; I, — амплитуда им-
пульса тока считывания; lw — амплитуда им-
пульса тока записи; 1Г‘ — амплитуда импульса
тока подготовки; twd — длительность импульса
разрядного тока; tdd — длительность плоской
части импульса разрядного тока; tddal — дли-
тельность плоской части импульса разрядного
тока записи; tddw\ — длительность плоской ча-
сти импульса разрядного тока записи 1; trr —
длительность фронта импульса тока считыва-
ния; twr — длительность импульса тока считы-
вания; Npw — количество импульсов адресного
тока записи в пачке импульсов испытательной
программы.
Испытание некоторых кольцевых сердеч-
ников производится при пологом фронте им-
пульса считывания, при котором переключение
сердечника происходит до достижения импуль-
сом I, своего максимального значения. В этом
случае вместо параметра t„ задают крутизну
нарастания импульса тока считывания S.
Основными параметрами выходного сиг-
нала являются: U — амплитуда сигнала; t —
длительность сигнала; Ф — площадь вольт-
секундной кривой сигнала (переключаемый
магнитный поток).
Символы основных параметров выходного
сигнала могут иметь индексы, расположенные
слева и справа от символа.
Справа от символа U нли Ф распола-
гаются индексы 1 или z, свидетельствующие
о принадлежности параметра к сигналу 1 или 0
соответственно.
Слева от символа U располагаются ин-
дексы и, г, w или d, указывающие на предысто-
рию перемагничивания сердечника до момента
измерения его сигнала. При этом индексы
имеют следующие значения: и — сигнал «не-
разрушенный», считывание происходит непо-
средственно после записи соответствующей
информации (1 или 0); г — сигнал, «разру-
шенный» импульсом частичного тока считы-
вания, следовавшим непосредственно перед
импульсом полного тока считывания; w —
сигнал, «разрушенный» импульсом частичного
тока записи, следовавшим непосредственно
перед импульсом полного тока считывания;
d — сигнал «разрушенный», при этом характер
разрушения (частичным током записи и считы-
вания) определяется по виду испытательной
программы или из контекста.
Перед индексом, расположенным слева
от символа U, может располагаться знак «~»,
указывающий на то, что измеряется мгновен-
ное значение сигнала в момент времени <гег-;
trel« и т. д. Соответствующее значение момента
времени измерения указывается в скобках
последним индексом справа от символа.
Кроме того, иногда задается параметр
U[el — уровень сравнения по напряжению, при
котором измеряется длительность выходного
сигнала.
Наглядное представление о сути и разли-
чиях каждого из параметров можно получить
из рис. 6.10: uU\ —амплитуда сигнала нераз-
рушенной 1; dU\ — амплитуда сигнала разру-
шенной 1; rUi — амплитуда сигнала 1, разру-
шенной импульсом частичного тока считы-
вания; u.Uz — амплитуда сигнала неразрушен-
ного 0; dU2 — амплитуда сигнала разрушен-
ного 0; wUz—амплитуда сигнала 0, разру-
шенного импульсом частичного тока записи;
~u6/lref« — мгновенное значение сигнала не-
разрушенной единицы, измеренное в момент
времени /геГ; Ф| и Фг — вольт-секундная пло-
щадь сигнала «1» и «0» соответственно.
Справа от символа t располагаются ин-
дексы s, р или ref, придающие совместно
со «штрихом» следующие значения параметру
(рнс. 6.10): ts— время переключения (от мо-
мента времени достижения импульсом тока
считывания значения 0,11Г на фронте импульса
(/о) до момента достижения сигналом uU\
значения 0,1и6Л на спаде сигнала); t's — дли-
тельность сигнала неразрушенной «1» (на
уровне 0,luZ7i на фронте и спаде сигнала);
tP — время пика сигнала неразрушенной еди-
ницы (от момента времени достижения импуль-
сом /г значения 0,11, на фронте импульса);
t'p — время максимума сигнала неразрушен-
ной «1» (от момента времени достижения сиг-
налом uZ7i значения 0,1 uUi на фронте сиг-
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
135
Рис. 6.10. Основные параметры выходных сигналов
нала); lsrct — время переключения до уровня
сравнения U,,.t на спаде сигнала.
Кольцевые сердечники из феррита с ППГ.
Сокращенное обозначение кольцевых сердеч-
ников так же, как и других изделий из феррита
с ППГ, состоит нз буквы «М» (магнитный ма-
териал— феррит), обозначения марки мате-
риала, через тире — порядкового номера
исполнения изделия из этой марки феррита и
при необходимости — номера группы этих
изделий (римскими цифрами) по параметрам,
определенным в технических условиях. Напри-
мер: М101П-ЫГ, М101П-6; МЗВТ-1; ЗВТ-9-1
и т. п.
Условное обозначение кольцевых сердеч-
ников состоит из шести элементов: сокращен-
ного наименования изделия («сердечник»);
сокращенного обозначения сердечника; кода 1
изделия («К» — кольцевой сердечник); внеш-
него диаметра сердечника в десятых долях
миллиметра; тока полного возбуждения в де-
сятках миллиампер; обозначения ТУ или стан-
дарта на конкретный сердечник. Например:
«Сердечник М101П-1-НКЮ60 ПЯ0.707.
101 ТУ» — кольцевой сердечник из феррита
марки 101П, порядковый номер исполнения
изделия из этой марки феррита — 1, группа по
импульсным параметрам — II, наружный
1 Код изделия характеризует тип изделия.
Код изделия в сочетании с основными разме-
рами образует типоразмер.
диаметр — 1 мм, ток полного возбуждения —
600 мА, изготовляется и поставляется по тех-
ническим условиям ПЯ0.707.101ТУ.
Геометрические размеры кольцевых сер-
дечников из ферритов с ППГ характеризуются
наружным диаметром D, внутренним диамет-
ром d и высотой h. Размеры сердечников D~Xd
и допуск на них приведены в табл. 6.13.
Высота сердечников h выбирается по
ряду: 0,6 + 0,01; 0,08 + 0,01; 0,11+0,02; 0,12 +
+ 0,02; 0,13 + 0,02; 0,15 + 0,02; 0,20 + 0,02;
0,22 + 0,03; 0,25 + 0,03; 0,3 + 0,04; 0,35 + 0,04;
0,40 + 0,04; 0,50 + 0,05; 0,60 + 0,06; 0,70 + 0,07;
0,80 + 0,08; 1,00 + 0,10; 1,30 + 0,15; 1,50 + 0,15;
1,60 + 0,15; 2,00 + 0,15; 2,50 + 0,15; 5,00 +
+ 0,25 мм.
Основные принципы использования коль-
цевых сердечников из феррита с ППГ в запо-
минающих, логических и переключающих
устройствах вычислительной техники, автома-
тики и связи основаны на возможности пере-
ключения сердечников из состояния, характе-
ризующегося остаточной индукцией — Вг,
в противоположное +ВГ (или наоборот) под
воздействием двух совпадающих во времени
импульсов тока частичного возбуждения
(записи или считывания), каждый нз которых
в отдельности, воздействуя на сердечник, не
может изменить его исходного состояния.
В запоминающих устройствах (ЗУ) суще-
ствуют две основные системы организации
матриц и всего накопителя на кольцевых сер-
136
Магнитные материалы специального назначения
[разд. 6]
Таблица 6.13. Размеры кольцевых сердечников
из феррита с ППГ
D, ММ d, ММ
Размеры Предельное отклонение Предельное
сердечника ное значе- ное значе-
ние ние
0,30X0,18 0,30 ±0,02 0,18 ±0,01
0,40X0,25 0,40 0,25
0,50X0,34 0,50 0,34 ±0,02
0,53X0,34 0,53 ±0,03
0,60X0,40 0,60 0,40
0,75X0,44 0,75 ±0,04 0,44 ±0,03
0,80X0,55 0,80 0,55
1,00X0,70 1,20X0,80 1,00 1,20 ±0,05 ±0,05 0,70 0,80 ±0,04
1,40X1,00 1,40 ±0,07 1,00 ±0,05
2,00X1,30 2,00 ±0,10 1,30 ±0,06
2,00X1,40 1,40 ±0,07
2,40X1,80 2,40 1,80 ±0,08
3,00X2,00 3,00 ±0.15 2,00 ±0,10
3,00X2,20 2,20
3,20X2,00 3,20 2,00
4,00X2,50 4,00 ±0,20 2,50 ±0,15
4,00X2,80 2,80
7,00X4,00 7,00 ±0,30 4,00 ±0,20
8,00X6,00 8,00 6,00 ±0,30
10,00X6,00 10,00
Примечание. Сердечники размером 2,00X1,30;
2,40X1,80; 3,20X2,20; 4,00X2,80 в новых разработках
не следует применять.
дечниках: система X — У (или 3D) и система Z
(или 2D) *.
В ЗУ большой и сверхбольшой емкости
(до десятков миллионов бит **) с целью соче-
тания экономичности и быстродействия полу-
чила распространение также промежуточная
система — 2,5D.
Связь между временем переключения сер-
дечника С и коэрцитивной силой феррита, из
которого сердечник изготовлен, в первом при-
ближении, можно представить следующим
образом:
£7 ***
где S'w — коэффициент переключения при пере-
магничивании по частным циклам, отличный
от приведенного в табл. 6.12; К — коэффи-
циент, зависящий в основном только от вы-
бранной системы организации ЗУ (2D
или 3D).
В системе 3D коэффициент К не может
быть больше двух как при записи, так и при
считывании информации, а в системе 2D —
больше трех при записи информации, тогда
как при считывании в системе 2D он теорети-
чески не ограничивается. Следовательно,
по быстродействию система 2D более пред-
* В последнее время большое распрост-
ранение получило обозначение «2D» и «3D»
(D — от dimension — измерение, т. е. двух-
мерная и трехмерная системы).
** Бит — единица информации в двоич-
ном коде.
*** Ранее указывалось, что зависимость
(6.6) справедлива только в больших перемаг-
ничивающих полях, используемых в логиче-
ских и переключающих устройствах, однако
в режимах ЗУ наблюдается подобная зави-
симость с учетом того, что S'w=y=Sw, а вместо
Н„ используется Н„ близкое к Н,_.
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
137
почтительна, чем система 3D. Из формулы
(6.7) видно, что для увеличения быстродейст-
вия необходимо использовать ферриты с боль-
шим значением коэрцитивной силы. Это, есте-
ственно, приводит при тех же размерах сер-
дечников к увеличению токов управления и
потребляемой ЗУ мощности. Именно по этим
причинам до настоящего времени наблюдается
постоянная тенденция к уменьшению размеров
ферритовых сердечников для ЗУ (до 0,4 мм н
меньше), что, кроме увеличения быстродейст-
вия, при той же потребляемой мощности спо-
собствует меньшему саморазогреву сердечни-
ков при большой частоте их переключения,
так как с уменьшением размеров увеличива-
ется отношение поверхностной площади сер-
дечника (определяющей условия теплоотдачи)
к его объему (определяющему энергию
потерь).
Для оценки амплитуды выходного сигнала
«1» сердечника можно воспользоваться при-
ближенным соотношением
где —коэффициент формы сигнала uU\
(на основании эксперимента Кф = 0,55...0,65).
Как было указано ранее, для сердечни-
ков в режимах ЗУ подобная зависимость менее
точна, чем для сердечников переключающих
устройств, и требует замены Sa. на S'. и Н„
на Нс.
Импульсные параметры наиболее распро-
страненных кольцевых сердечников приве-
дены в табл. 6.14.
На рис. 6.11 приведены элементарные
испытательные пропраммы н сигналы, полу-
чаемые в каждой из нйх.
Реальная испытательная программа,
обеспечивающая измерение импульсных пара-
метров, указанных в табл. 6.14, состав-
ляется для нескольких элементарных испы-
тательных программ.
Некоторые из приведенных в таблице
сердечников в соответствии с техническими
условиями на них проходят разбраковку раз-
ностным методом, т. е. по сравнению импульс-
ных параметров с параметрами «эталонного»
сердечника, отбираемого на специальной
(обычно более точной) аппаратуре по специ-
Рис. 6.11. Элементарные импульсные програм-
получения сигналов uDi(a); uUz(6)\
ш1Цв); rUi(z)
Таблица 6.14. Импульсные параметры кольцевых сердечников из феррита с ППГ
Сокращен- ное обоз- начение сердеч- ника Типоразмер D х d х h, мм Номер технических условий Испытательный режим («Оэ), мВ ts или Is ref Cs)> мкс W Ut- мВ, не более m S II £? $ iS* t- -Й ? 27 3 11 ' fref> Gf; f ref> MKC rUi aV{ не менее tp (0’ MKC nc, A/см (Э)
Zp, мА trr, нс (S, мА/нс) О о
М101П-6 М101П-10 М101П-7 М101П-9 М101П-2 М101П-12 М101П-1 М101П-5 М104П-2 М104П-3 М106П-2 М7ВТ-2 М5ВТ-1 М5ВТ-2 М5ВТ-3 МЗВТ-2 К0,6х 0,4x0,13 ПЯ0.707.206ТУ 720 455 70 35 24...32 25...35 23...32 9... 15 26...42 26...36 34... 56* 35...59* 30...42 32...44 13...21 28...44* 29...44* >27.0 >27,5 28...44* 16...29 50...86 0,31...0,36 0,33...0,39 <0,39 <0,98 7,0 0-18) 0,14; 0,19 0,15; 0,21 0,85 - 3,8-4,6 (4,8-5,8)
ПЯ0.707.216ТУ ПЯ0.707.334ТУ 450 240 6,0 3,0 3,0 1,3 3,4 (> 20) 4,9 3,6 3,8 (9; 3) 3,6 R21; < 2,7) 0 21; <2,7) 3,6 2,2 7,0 - - 0,14-0,22 0,38-0,53 0,28-0,35 (0,31-0,36)* 0,35-0,48 0,08-0,14 0,09-0,15
1,5-1,9 (1,9-2,4)
330 200
КО,8 х 0,55 х 0,25 ПЯ7.707.970ТУ 630 400 150 0,56...0,66 8,0 2,3...2,8 (2,9-3,5)
0,23; 0,36 0,85
К1 х 0.7x0,35 ПЯ0.707.101ТУ ПЯ0.707.201ТУ 620 370 372 50 (0,67.-0,76)* 0,61-0,92* <0,26 <0,28 < 0,35 0,16-0,27 0,32-0,41 - 0,93 0,88 1,8-2,2 (2,3-2,8)
200
К0,53х 0,34x0,11 ПЯ0.707.327ТУ 800 480 50 — 8,0 4,8...5,9 (6,0-7,3)
КОД х 0,25x0,08 К0,5х 0,34x0,12 ПЯ0.707.437ТУ 2Я0.707.026ТУ 490 880 300 530 4,5 0,12; 0,19; 0,35 - - 3,5...4,3 (4,4-5,4)
9,0
- 0,86 —
КО,6 х 0,4 х 0,13 ЦЫ7.773.009ТУ 750 450 70 — — 0,17-0,23
ЦЫ7.773.034ТУ - 7,5 9,0 0.12; 0,19; 0,36 0,10; 0,17; 0,34 -
КО,8 х 0,55 х 0,22 К0,6х 0,4x0,15 К1,0х 0,7x0,35 ЦЫ7.773.012ТУ 640 500 830 384 300 500 100 - 0.38...0.65 0,33-0,62 0,57-0,81 - — 0,86 0,84 0,18-0,33 0,14-0.31 0,30-0,47
МЗВТ-1 2Я0.707.020ТУ
190 11,5 -
Магнитные материалы специального назначения [разд. 6]
М2,1ВТ-1 К1 х 0,7 х 0,35 К1,2х 0,8x0,35 К1,4х 1 х0,6 ПЯ0.707.122ТУ 520 610 720 320 370 480 180 - 32...52* 33...52* 5O...85* 0,56...0,92 0,60...0,93 0,63...1.05 — - — — — —
М1,ЗВТ-1 К1,4х 1 х0,4 К1,4х 1 х0,6 К1,4х 1 х0,4 К2х 1,4 х 0,8 К2х 1,4 х 0,8 К2х 1,4x1 КЗ х 2x1,3 К2х 1,4x1 КЗ х 2,2 х 1 КЗ х 2,0 х 1,3 К4х2,5х1,5 К2х 1,4х 1 К4х2,5х 1,5 К4х2,8х 1,3 К2х 1,4 х 0,8 К2х 1,4х 1 К2,4 х 1,8 х 0,6 КЗ х 2,2 х 1 К3х2х1,3 КЗх 2x1,5 К4х28х 1,3 К7 х 4 х 2 К10х6х2 К2х1,4х2,8 ПЯ0.707.228ТУ 500 300 160 35 39...48 60...78* 43...53* 147...179 103...143* 114...164* (162... 198) (450...660)* (450...550) (800..980) (855...1265)* 141...149 348...470 698...742 (247...341)* (270...385)* (193...237) (315...462)* (450...660)* (620...860)* (550...790)* (2025...2475) (1500...1840) 320 1,11-1,35 1,06...1,30 0,93-1,13 0,94-1,16 - 4,4 6,9 4,8 16,3 12,3 13,9 - 0,8 0,53-0,70 0,49-0,67 0,40-0,60 0,45-0,63 -
М1.3ВТ-9 М1.3ВТ-11 530 750 320 415
М0.9ВТ-1 ОЖ0.707.045ТУ 560 310 200 1,25-1,69 0.9 -
мо,звт-1 ОЖ0.707.007ТУ 500 600 100 190 25 (2,13-2,87) (0.40-0,55) (0,63-0,77) (0,52-0,64) (0,76-0,94) (0,9-1,2)** (1,2...1,6)** (0,7-0,9) (0,6—0,87)* (0,6-0,83)* (0.61-0,83) (0,68-0,97)* (0,77-1,1)* (0,6-0,92)* (0,8-1,1) (0,76-1,05) (1,28-1,72) (1,1-1,48)** 21...29 58,5* (50) (55) (82,5)* - - (0,74-1,10)
М0.27ВТ-1 ОЖ0.707.046ТУ 150 -
700 120
800 150
М0.27ВТ-4 ПЯ0.707.121ТУ 1500 - (0,18) 35 —
М0.16ВТ-6 ОЖ7.074.261ТУ 900 150 25 (38...50)* (27)* (27,6)* (19,5) (26,4)* 150* 380* (52)* 480 564
М0.16ВТ-8 ПЯ0.707.117ТУ 500
650 700
(0,28-0,46)* (0,26-0,48)* (0,28-0,56)* (0,48-0,8)
120 140
900 1500 1600 1500
300
М0,12ВТ-1 ОЖ0.707.020ТУ - (0,20) 35
[§ 6.3] Ферриты с прямоугольной петлей гистерезиса (ППГ)
* По значению параметра сердечники делятся на группы; границы групп указаны в технических условиях.
* * Значение t's измеряется на уровне 0,3 wt/f, одновременно с этим параметром в технических условиях устанавливаются допустимые границы сдвига
фронта и спада выходного сигнала относительно сигнала, полученного с эталонного сердечника.
140
Магнитные материалы специального назначения
[разд. 6]
альным методикам. При этом при разбраковке
обычно измеряются разностные сигналы:
&uU\ = uUi„ — uUi3;
U»— и U и U уэ»
где и(71и, uUi,— сигнал неразрушенной еди-
ницы испытуемого и «эталонного» сердечника
соответственно; utl„ — сигнал неразру-
шенного нуля испытуемого и эталонного сер-
дечника.
В графе 8 таблицы для некоторых сердеч-
ников амплитуда сигнала неразрушенной еди-
ницы обозначается — и(7)э, что означает, что
приведенные в этой графе таблицы значения
параметров uUi и, следовательно, приведен-
ные в графе 10 параметры и1!г получены расче-
том по соответствующим параметрам эталон-
ного сердечника и допускам на отклонение
параметров испытуемых сердечников от пара-
метров эталонного сердечника, приведенным в
ТУ.
В графе 11 в скобках приводятся мгновен-
ные значения сигнала неразрушенной единицы
в определенные моменты времени, указанные
в графе 12. При этом моменты времени /гс[, и
/г1.г ограничивают «строб-зону» сигнала, рав-
ную по длительности разности /Г(Г- и /г<г-,
в которой мгновенное значение сигнала uU\
превышает заданный уровень, выбираемый
обычно одинаковым для момента времени /rt[-
и /гс[». Поэтому, в графе 11 первое (или единст-
венное) значение параметра, записанное
в скобках, соответствует уровню ~и(7|ге1-< =
= ~ы(71геГ», а второе ~uU\„r (если огово-
рено значение /„(-) — соответствующее уров-
ню, который не должно превышать мгновенное
значение сигнала неразрушенной единицы на
спаде сигнала в момент времени Таким
образом, достаточно определенно задается
временное положение и частично форма выход-
ного сигнала.
Многоотверстные сердечники из феррита
с ППГ. Сокращенное обозначение многоотвер-
стных сердечников образуется так же, как и
для кольцевых сердечников из феррита с ППГ.
На принадлежность сердечника к тому или
иному типу в сокращенном обозначении указы-
вает порядковый номер исполнения изделия
из феррита данной марки.
Типы многоотверстных сердечников иден-
тифицируются кодом изделия, входящим в его
условное обозначение. Основные типы много-
отверстных сердечников, их сокращенное наи-
менование и коды, конструкция н основные
размеры, входящие в обозначение, указаны
в табл. 6.15.
Обозначение размеров многоотверстных
сердечников:
7.XBXS
di/d2/d3...— п\/п2...
где L, В, S, di, d2 — размеры, мм, в соответст-
вии с табл. 6.15; п\, п2...— число отверстий
диаметром di, d2 ... соответственно.
Допускается для многоотверстных сердеч-
ников вместо основных размеров указывать
обозначение чертежа.
Условное обозначение многоотверстных
сердечников состоит из пяти элементов: сокра-
щенного наименования изделия; сокращенного
обозначения сердечника; кода изделия; основ-
ных размеров сердечника, входящих в обозна-
чение; обозначения ТУ нли стандарта на конк-
ретный сердечник, например
П - п 20X1.4X0,7
Линеика M0.3BT-4-II Л----———-—
03—36
ПЯ0.707.086ТУ — многоотверстная линейка из
феррита марки 0,ЗВТ, порядковый номер ис-
полнения изделия из этой марки феррита —
4, группа по импульсным параметрам — II,
габаритные размеры 20X1,4X0,7 мм3, число
отверстий диаметром 0,3 мм — 36, изготовля-
ется и поставляется по ПЯ0.707.086ТУ.
По принципу работы многоотверстные
сердечники можно условно разделить на три
группы.
К первой группе относятся многоотвер-
стные пластины (Пм) и некоторые виды много-
отверстных линеек (Л), которые можно рас-
сматривать как группу кольцевых ферритовых
сердечников, наружный диаметр которых либо
ограничивается соседним отверстием, либо
определяется в первом приближении амплиту-
дой импульса тока управления, проходящего
через отверстие.
Обычно многоотверстные пластины и ли-
нейки используют в качестве запоминающих
элементов в ЗУ по системе 2 Д с двумя сердеч-
никами на один разряд в связи с тем, что отсут-
ствует возможность жесткого отбора магнито-
проводов вокруг каждого из отверстий и при-
ходится выбирать конструкцию ЗУ, менее чув-
ствительную к разбросу электромагнитных
параметров отдельных сердечников.
Кроме того, к этой же группе относятся
специальные многоотверстные пластины и
линейки, использующиеся в качестве переклю-
чающих устройств — магнитных координат-
ных дешифраторов, в которых магнитопроводы
вокруг каждой рабочей пары отверстий, огра-
ничивающих магнитопроводы друг друга,
переключаются так же, как эквивалентные им
по сечению и длине средней силовой линии
кольцевые сердечники.
Пм
Пластина М2,1 ВТ-5
15,2X15,2X0,52
0,2—266
ПЯ0.707.154ТУ
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
141
Таблица 6.15. Основные типы многоотверстных сердечников из феррита с ППГ
с печатной обмоткой (рис. 6.12, а) предназна-
чена для работы в качестве запоминающего
элемента в накопителях оперативных ЗУ типа
куба памяти КП-128, работающих в интер-
вале температур — 40...+ 70 °C.
Омическое сопротивление печатной обмот-
ки составляет 1,6 ±0,3 Ом. Контроль импуль-
сных параметров магнитопроводов вокруг
каждого (кроме технологических) отверстия
пластины производится в нормальных усло-
виях косвенным методом путем подачи в шины
последовательно для каждого проверяемого
отверстия пластины синусоидального тока ii,
частотой 100 кГц, модулированного синусо-
идальным током гсм частотой 50 Гц. При этом
с выходной (печатной) обмотки на экране
осциллографа наблюдаются совмещенные
осциллограммы модулированных выходных
сигналов, показанные на рис. 6.13. Величина
2Ei^20 мВ характеризует сигнал uUi, а вели-
чина 27:2<6 мВ — сигнал uU,.
Магнитопроводы вокруг каждого из
отверстий одной пластины проверяются при
одной из четырех комбинаций токов Zi и гсм,
указанных в табл. 6.16 и определяющих группу
данной пластины по импульсным параметрам.
Накопитель ЗУ комплектуется из пластин
одной группы.
21 X ЗХ 0 46
Линеика М2,1 ВТ-4 Л 0д8/0,5—39/2
ИУ7.725.040ТУ с печатной обмоткой (рис. 6.12, б)
предназначена для работы в качестве запо-
минающего элемента в накопителях опера-
тивных ЗУ типа куба памяти КП-Ш, рабо-
тающего с частотой считывания до 0,5 МГц
в интервале температур —60... + 70 °C.
Кубы памяти КП-Ш выпускаются емко-
стью 64, 128, 256 и 512 19-разрядных чисел.
Омическое сопротивление печатной об-
мотки линейки составляет 0,25...0,40 Ом. .
Контроль импульсных параметров магни-
топроводов вокруг каждого (кроме техноло-
гических) отверстия линейки производится в
нормальных условиях в режимах, близких к
142
Магнитные материалы специального назначения
[разд. 6]
Рис. 6.12. Многоотверстная разрядная пласти-
на (а) и многоотверстная числовая линейка (б)
с печатными обмотками (заштрихованные
области)
реальным режимам работы в кубах памяти
типа КП-Ш. Импульсы управления (считыва-
ния и записи) по адресной обмотке поступают
с одной из ячеек магнитного координатного
дешифратора, используемого в кубе памяти
КП-Ш. По разрядной обмотке, пронизываю-
щей в процессе контроля последовательно
каждое проверяемое отверстие, подаются им-
пульсы тока разрядной записи |/dw||=|/,toz|=
= 40 мА и импульсы тока разрушения |/';mi|=
= |/du’?|=70 мА.
При этом амплитуды сигналов d(A = 15...
45 мВ; мВ при и(Л<25 мВ; dU.,^_
<10 мВ при u(/i^25 мВ.
Таблица 6.16.
Комбинации токов проверки
для определения
группы пластин М2, 1ВТ-5
Группа пластин г'ь мА, при f=100 кГц /см, мА, при f = 50 Гц
0 150 48
1 160 50
2 170 52
3 180 56
Разница в амплитуде сигналов dUi на од-
ной линейке не превышает 12 мВ.
Пластина М1.5ВТ-4 ПМ 13’^ «J3’?^3’2
0,85—100
ПЯ0.707.155ТУ предназначена для работы в
качестве переключающего устройства (маг-
нитного координатного дешифратора) в нако-
пителях оперативных ЗУ типа КП-128.
Контроль импульсных параметров произ-
водится в нормальных условиях косвенным
методом, аналогично пластинам М2.1ВТ-5.
Токи г, и гс,, в процессе контроля поступают
одновременно в шины двух соседних отверстий,
в которых они направлены встречно.
При одной из трех комбинаций токов, при-
веденных в табл. 6.17 и определяющих группу
одной пластины по импульсным параметрам,
амплитуды выходных сигналов (рис. 6.13),
равны 2Ei^200 мВ; 2Е2<60 мВ.
п , п 22,2X3X2,2
Линеика М300П-1 Л
0,9-36
ИУ7.076.014ТУ предназначена для работы
в качестве переключающего устройства (маг-
нитного координатного дешифратора) в нако-
пителях оперативных ЗУ типа КП-Ш.
Контроль импульсных параметров магни-
топроводов вокруг каждой пары отверстий про-
изводится в нормальных условиях в двух ре-
жимах в соответствии с табл. 6.18, в которой
указаны также и параметры выходных сигна-
лов в каждом режиме.
Ко второй группе относятся многоотверст-
ные сердечники типа трансфлюксоров (Тр),
принцип действия которых основан на пере-
Рис. 6.13. Осциллограмма выходных сигналов
при контроле многоотверстной пластины сину-
соидальными токами
Таблица 6.17.
Комбинации токов проверки
для определения
группы пластин Ml, 5ВТ-4
Группа пластин £1, мА, при f = 100 кГц /см, мА, при f =50 Гц
1 290 100
2 280 95
3 270 90
[§ 6.3]
Ферриты с прямоугольной петлей гистерезиса (ППГ)
143
Таблица 6.18.
Режимы контроля
импульсных параметров
лииеек М300П-1
Параметр I режим II режим
/с„, мА 300 300
1„ мА 850...1050 500...650
trr, мкс 1 1
«Vi, мВ 600... 1260 180
t's, МКС 0,4...0,9 2,8
распределении магнитного потока в разветв-
ленной магнитной цепи. На отдельных участ-
ках таких сердечников в зависимости от маг-
нитного состояния остальной части магнито-
провода могут образовываться локально-замк-
иутые информационные магнитные потеки, спо-
собные переключаться (изменять свое направ-
ление) под действием управляющих токов под-
готовки и считывания. Такое состояние сер-
дечника называется разблокированным в отли-
чие от заблокированного, при котором локаль-
но-замкнутые магнитные потоки образовы-
ваться не могут. Такие сердечники могут быть
использованы для построения ЗУ со считыва-
нием без разрушения информации, в логиче-
ских и переключающих устройствах для пост-
роения, например, регистров сдвига, накопи-
тельных счетчиков и т. п.
Существует еще одна разновидность сер-
дечника с перераспределением магнитного по-
тока, представляющего собой двухотверстный
сердечник, у которого ширина всех перемычек
по линии, соединяющей центры отверстий, оди-
накова. Такой сердечник некритичен к ампли-
туде управляющих токов, предназначен для
применения в ЗУ, организованном по системе
2D, в качестве запоминающего элемента с раз-
рушением информации при считывании и мо-
жет изготовляться в виде числовых линеек.
Сердечник М0.9ВТ-3 Тр п’^/Убб У/2
/ U, ОТ) L
ОЖ7.074.281ТУ представляет собой сдвоенный
двухотверстный трансфлюксор. Номинальный
режим контроля сердечника в нормальных ус-
ловиях представлен в табл. 6.19.
Интервал рабочих температур —60...
... + 70 °C. Контролю подвергается каждая по-
ловина сердечника независимо друг от друга.
При этом uUiK^uUii, а амплитуда сигнала
ul/i3>l,5 В; изменение сигнала в рабочем
диапазоне температур не превышает ми-
нус 50 %.
При включении сердечника по схеме, пока-
занной на рис. 6.14, а, он может быть использо-
ван, как троичный элемент с разнополярными
сигналами 1( — uU\) и —1( — uU-\) и очень
высоким благодаря наличию компенсации по-
мех (сигналов иОг) отношением uU\/uUr, до-
стигающим нескольких десятков. Последова-
Таблица 6.19. Режимы контроля сердечников и лииеек
Параметр тока управления Сердечник Линейка
МО, 9ВТ-3 М300П-3 МО, ЗВТ-4 М105П-4
Iwh А А 1г, А /г, А А А Iflpwt А tdwii МКС tdwzi МКС tdr'-, МКС tdpwy МКС tddwi МКС iwpwt МКС twdwi МКС trw, МКС trr, МКС trr', МКС irpwi мкс trdwi МКС Npw 2,0 2,50 — —
3,00
1,0 0,6 0,30 0,30 0,07
0,18
— — 0,3
—
WWW w - - : о о о ООО —
— >1,00
>1,5 0,07
>0,3 0,2 >0,5
0,15 0,40 0,2
—
— — 0,4... 1,0
— >10
144
Магнитные материалы специального назначения
[разд. 6]
Рис. 6.14. Схема прошивки сердечника
М0.9ВТ-3 (а), последовательность импульсов
тока управления (б) и выходные сигналы (в)
тельность импульсов тока и выходные сигналы
при использовании такого сердечника в каче-
стве троичного элемента показаны на рис. 6.14,
б и в соответственно.
Сердечник М300П-3
6,1 X 1,8
Р 4,6/0,85/0,75-1/1/3
ПЯ0.707.968ТУ — пятиотверстный сердечник
с тремя входными магнитопроводами и одним
выходом. Больший (0,85 мм) диаметр отвер-
стия, образующего выходной магннтопровод,
обеспечивает хорошую блокировку сердечника
и, следовательно, снижение сигнала uUz.
Схема прошивки, последовательность уп-
равляющих импульсов и сигналы при контроле
сердечников показаны на рис. 6.15, а номиналь-
ный режим контроля представлен в табл. 6.19.
Интервал рабочих температур составляет
— 40...+ 70 °C.
Линейка двух типоразмеров: МО.ЗВТ-4
Л 20х1-4х°'7 ПЯ0.707.086ТУ;
0,3—36
МО.ЗВТ-4 Л 16*!'4rio°’7 ПЯ0.707.086ТУ—
U,о—zo
16- и 12-разрядные соответственно, в основе
которых лежит упомянутый выше двухотвер-
стный сердечник, предназначены для работы
в качестве запоминающих элементов в мало-
габаритных высоконадежных оперативных ЗУ,
эксплуатируемых в интервале температур
— 60...+ 70 °C.
Схема прошивки сердечника при последо-
вательном контроле магнитопроводов вокруг
каждой пары отверстий, образующих одну за-
поминающую ячейку, последовательность им-
пульсов тока и выходные сигналы, показаны
на рис. 6.16.
Номинальный режим контроля приведен
в табл. 6.19, а параметры выходных сигна-
лов в табл. 6.20.
К третьей группе относятся много-
отверстные сердечники, принцип работы
которых при считывании информации основан
на перемагничивании по обратимым частным
циклам, благодаря чему они могут исполь-
зоваться в долговременных (полупостоянных)
ЗУ со считыванием без разрушения информа-
ции. Благодаря высокой скорости изменения
магнитного потока и малых потерь на обрати-
мых частных циклах обеспечивается высокое
(до нескольких мегагерц) быстродействие та-
ких сердечников в режиме считывания.
При этом воздействие на информацион-
ный магнитопровод осуществляется обычно
ортогональным (по крайней мере неколлине-
арным) информационному магнитному потоку
магнитным полем.
Информация в таких сердечниках может
записываться как обычными методами совпа-
дения токов в информационном магнитопрово-
де (при этом время перезаписи информации
имеет тот же порядок, что и у обычных кольце-
вых сердечников), так и специальными метода-
' fl у
Рис. 6.15. Схема прошивки сердечника
М300П-3 (а), последовательность импульсов
тока управления (б) и выходные сигналы (в)
[§ 6.3]
Ферриты, с прямоугольной петлей гистерезиса (ППГ)
145
4
Рис. 6.16. Схема прошивки линейки МО,ЗВТ-4
(а), последовательность импульсов тока (б)
и выходные сигналы (в)
традиционным методом — по совпадению ча-
стичных (адресного и разрядного) токов. Боль-
шая длительность процесса ортогональной за-
писи не играет существенной роли, если сер-
дечники используются в полупостоянных ЗУ с
электрической сменой информации, осуществ-
ляемой сравнительно редко.
При конструктивном выполнении таких сер-
дечников в виде линейки благодаря независи-
мости знака изменения магнитной индукции
в магнитопроводе записи от направления тока
считывания оказывается возможным объеди-
нить магнитопроводы считывания соседних сер-
дечников, уменьшая тем самым нагрузку на фор-
мирователи считывания.
Линейки двух типоразмеров: М105П-10
21 у 1 7у 1 о
л—л л ’ ro ПЯ0.707.339ТУ; М105П-10
0,4—50
15V1 7V 1 О
л - Л ’ „, ПЯ0.707.339ТУ 19- и 13-раз-
0,4—41 *
рядные соответственно, в основе которых лежит
пятиотверстный сердечник, предназначены для
работы в качестве запоминающих элементов
в долговременных ЗУ со считыванием без раз-
рушения информации и возможностью ее элект-
л) ~4w4
kw’U
ГО J ГО
Оф ф (
о
Рис. 6.17. Схема прошивки линейки М105П-10
(а), последовательность импульсов тока (б)
и выходные сигналы (в)
б)
5“
'ййПиП-Л-П-.
'awi
3)
4wz
4V-
ми, основанными на одновременном воздейст-
вии сравнительно слабого поля записи и орто-
гонального (или неколлинеарного) ему пере-
менного поля возбуждения.
Ортогональный метод записи значительно
менее критичен к амплитудам управляющих то-
ков, что позволяет перезаписывать информа-
цию в широкцдо диапазоне температур и, кроме
того, ликвидировать адресную обмотку, прохо-
дящую через отверстия записи и необходимую
при записи в информационный магнитопровод
рической перезаписи в диапазоне температур
— 60...+ 70 °C.
На основе 19-разрядных линеек выпу-
скается модуль долговременного ферритового
запоминающего устройства МФДЗУ-З емко-
стью 128 36-разрядных чисел.
Схема прошивки сердечника при последо-
вательном контроле каждой пятиотверстной
запоминающей ячейки, последовательность им-
пульсов тока и выходные сигналы показаны на
рис. 6.17.
146
Аморфные магнитные материалы
[разд. 7]
Таблица 6.20. Выходные сигналы сердечника и линейки разных групп
Пара- метр Сердечник М300П-3 при температуре, °C, равной Линейка МО, ЗВТ-4 при температуре, °C, равной
25 -60 70
25 -40 70 I 11 111 I II III I II III
uUi, мВ uUz, мВ ts, МКС ts, мкс >900 < 120 0,3...0,5 >700 <90 0,4...0,6 >1000 <200 0,2...0,4 190...280 170...200 150...240 >160 >140 >120 >160 > 140 > 120
<35 — —
0,35 + 0,1* 0,6 + 0,15** 0,45+0,1* 0,31+0,12*
* Для сигнала разрушенной единицы.
** Для сигнала неразрушенной единицы.
Номинальный режим контроля приведен
в табл. 6.19.
Амплитуда выходных сигналов: при тем-
пературе 25 °C — |d(7i|«|dt7?|> 13 мВ; при
температуре —60...+ 70 °C — |d(/i|!=a|df7;|>
>7 мВ.
РАЗДЕЛ 7
АМОРФНЫЕ МАГНИТНЫЕ МАТЕРИАЛЫ
В. В. Смирнов, В. В. Фролов
7.1. ОБЩИЕ СВЕДЕНИЯ
Особенностью аморфных тел является
отсутствие в них дальнего порядка в распо-
ложении атомов. Известно, что согласован-
ность в расположении соседних атомов имеет
место лишь в пределах нескольких координа-
ционных сфер, а на больших расстояниях струк-
тура макроскопически изотропна. Структурный
беспорядок характеризуется флуктуациями
межатомных расстояний и плотности веще-
ства. Различают флуктуации ближнего по-
рядка в расположении атомов: топологические
(они же позиционные, структурные и конфигу-
рационные) и композиционные (химические),
наблюдающиеся только в сплавах, где имеют
место флуктуации концентраций атомов раз-
личных компонентов. Изменения в топологиче-
ском упорядочении необратимы и предполагают
взаимосвязанные смещения небольших групп
соседних атомов на относительно большие
расстояния, приводящие к уменьшению избы-
точного свободного объема. Композиционное
упорядочение предполагает перегруппировку
ближайших атомов, его характерной чертой
является обратимость при циклических изме-
нениях температуры.
Флуктуации основных параметров струк-
туры аморфных тел предопределяют сложность
теоретического описания структуры и физиче-
ских свойств аморфных материалов. Например,
структура аморфных тел удовлетворительно
описывается с помощью модели плотной ста-
тистической упаковки жестких шаров, однако
сама модель пока не имеет достаточного теоре-
тического обоснования.
Возможность существования ферромагне-
тизма в аморфных телах теоретически обосно-
вана еще в 1960 г. А. И. Губановым, а экспери-
ментально подтверждена в 1968 г. Аморфные
тела обладают упорядоченной ориентацией
спиновых магнитных моментов, несмотря на
отсутствие периодичности в пространственном
расположении атомов. К настоящему времени
установлено, что для существования ферро- и
ферримагнетизма необходимо лишь наличие
ближнего порядка. Теория магнитного упоря-
дочения в аморфных телах еще не создана,
однако некоторые важные результаты уже по-
лучены с помощью разработанных физико-
математических моделей, где по возможности
используются методы теории твердого тела,
развитые для описания кристаллических тел.
Теория включает в себя:
[§ 7.1]
Общие сведения
147
ср '' Переохлажденная
^жидкость
Стекш ।
•П* нИс- Жидкость
/ I \талл ।
г—1—1________।______
Tff Тс Ъ ?
1 Переохлажден-
ная жидкость/"
Жидкость
£ Тс Т
Рис. 7.1. Зависимости объема (а), удельной
теплоемкости (б) и динамической вязкости (в)
от температуры в процессе охлаждения рас-
плава
1. Приближенное рассмотрение квантово-
статистической проблемы многих сильновзаи-
модействующих частиц. При этом используют-
ся метод малого параметра, приближения ме-
тодов молекулярного поля для моделей Гей-
зенберга и Изинга, приближения постоянного
взаимодействия для модели Огучи и др.
2. Упрощение структурных моделей, свя-
занное с ограничением возможных значений
параметров теоретических моделей. В этих слу-
чаях топологический беспорядок сказывается
на значениях обменных интегралов в модели
Гейзенберга и интегралов перекрытия в модели
Хаббарда, и появляется возможность исследо-
вания физических свойств в зависимости от меж-
атомных расстояний.
3. Точные количественные методы иссле-
дований аморфных ферромагнетиков, содер-
жащих не более одного магнитного компонента.
Аморфные сплавы во многих отношениях
подобны стеклам и металлическим расплавам.
Их получают из расплавов быстрым измене-
нием температуры или давления. В некотором
диапазоне температур (давлений) происходит
структурное стеклование, т. е. переход от свойств
и закономерностей жидкости к свойствам и за-
кономерностям твердого состояния. При таком
переходе меняются объем, энтальпия и физи-
ческие свойства. На рис. 7.1, а приведена зави-
симость объема от температуры для диэлект-
риков (штриховая и штрихпунктирная линии)
и проводящих (сплошная линия) материалов
в жидком, кристаллическом и стеклообразном
состояниях. Охлаждение расплава с некоторой
достаточно большой, но конечной скоростью со-
провождается увеличением времени релакса-
ции жидкости, и при некоторой температуре 'Тг
начинается отставание изменений в структуре
от изменений температуры. Жидкость стано-
вится неравновесной, дальнейшее ее охлажде-
ние приводит к тому, что при некоторой темпе-
ратуре Т\ изменения в структуре прекращаются
вообще. Область температур —Tt составляет
область стеклования расплавов, где Тч и 7, —
ее верхняя и нижняя границы соответственно.
Температура Те условно считается температу-
рой стеклования, а Т,„— температурой плавле-
ния. Свойства аморфных сплавов зависят только
от скорости охлаждения при их получении и
температуры. В частности, Т,, тем выше, чем
больше скорость охлаждения. При стеклова-
нии (или при нагревании-размягчении) резко
меняются (рис. 7.1, б, в) теплоемкость С/л
и вязкость т), что позволяет говорить о стекло-
вании как о фазовом переходе второго рода.
Однако принципиальное отличие состоит в том,
что переход жидкость — стекло не меняет сте-
пень упорядоченности структуры, изменяет рав-
новесную структуру на неравновесную и повы-
шает температуру стеклования при увеличении
скорости охлаждения. Особенностью металли-
ческих и аморфных сплавов является малое раз-
личие в объемах кристаллических и аморфных
состояний. У металлических стекол можно наб-
людать обратимый переход жидкость — стекло,
который определяют по изменению вязкости или
удельной теплоемкости. Скачок теплоемкости
при Tg сопровождается резким увеличением вяз-
кости. Возможность обратимого изменения этих
величин означает, что металлические стекла мо-
гут быть переведены в состояние переохлаж-
денной жидкости без ее кристаллизации, и что
атомная структура аморфных сплавов опреде-
ляется атомной структурой жидкости. Однако
нагревание аморфных сплавов может сопро-
вождаться релаксацией структуры в сторону
повышения ее равновесности. Процесс релак-
сации зависит от скорости нагрева и его конеч-
ной температуры, а также от времени. Поэтому
процессы термической обработки, связанные с
достижением оптимальных физических свойств
аморфных сплавов, целесообразно проводить
при температурах ниже, чем температура
стеклования. Рекристаллизация аморфных
148
Аморфные магнитные материалы
[разд. 7]
сплавов начинается при температуре Тс, лишь
немного превышающей Тв. Физические свой-
ства аморфных сплавов повышаются благо-
даря отсутствию кристаллической структуры,
межзеренных границ и уменьшению числа
дефектов, в результате чего возрастают из-
носостойкость и коррозионная стойкость,
прочность и магнитные свойства. Индукция
насыщения в основном понижается за счет
увеличения в сплавах содержания немагнит-
ных компонентов.
7.2. ОСНОВНЫЕ СПОСОБЫ
ПОЛУЧЕНИЯ АМОРФНЫХ СПЛАВОВ
Конденсация паров металлических спла-
вов. При этом способе расплав нагревают
до температуры испарения и направляют полу-
ченный поток пара на подложку, охлажденную
до температуры жидкого азота или гелия.
Конденсацией пара в вакууме при давлении
10“6... 10—12 Па получают различные магнит-
ные сплавы и некоторые металлы в аморфном
состоянии, например Fe, Со, Ni, Мп и др.
Скорость напыления 5-IO-10 м/с, а толщина
напыляемых пленок до I мкм. Устойчивое
аморфное состояние у чистых металлов наблю-
дается лишь при низких температурах, мень-
ших чем 77 К.
Высокоскоростное ионно-плазменное рас-
пыление. При этом способе ионы инертных
газов, имеющие высокую энергию, распыляют
приповерхностные слои специальных мишеней,
после чего атомы мишени принудительно осаж-
дают на интенсивно охлаждаемую подложку.
Способ эффективен для получения аморфных
пленок или покрытий, обладает высокой произ-
водительностью (до 0,02 мкм/с) и позволяет
получать покрытия толщиной до 5 мм. Ионно-
плазменным распылением были получены аморф-
ные пленки химических составов SrnCoj,
Sm2Coi7> Sm2(Coo,75Feo.25)i7, Sm2(Coo,75
Fe0.25-xMn,) I?, Fe8oB2o, Fe—Ni—Сг—В и др.
Электролитическое и хими-
ческое осаждение. Способы осажде-
ния позволяют получать аморфные слои тол-
щиной до 0,2 мм. При электролитическом
осаждении подбирается необходимый состав
электролита и плотность тока. Этим способом
были получены аморфные покрытия Соко-лРх.
где х=17...22 %, а также CosoNiseP^- Хими-
ческое осаждение осуществляется управляе-
мым автокаталитическим процессом без под-
вода электрического тока. В процессе поддер-
живается постоянной кислотность pH и темпе-
ратура реактива. Этим способом были полу-
чены аморфные пленки сплавов Coioo-JPx, где
х = 5...9 %, а также пленки сплава NigoP2o.
Рис. 7.2. Схемы устройств быстрой закалки
расплава: а — на внутренней поверхности
цилиндра; б— между вращающимися валика-
ми; в — на внешней поверхности цилиндра
Основными недостатками обоих способов
являются большая продолжительность процес-
сов, их малая производительность, пористость
и структурная неоднородность получаемых
покрытий, а также необходимость тщательного
подбора электролитов и контроля процессов.
Быстрая закалка металлических распла-
вов. Процесс представляет собой способ непре-
рывного литья тонких лент, фольг и проволоки.
[§ 7.2]
Основные способы получения аморфных сплавов
149
Таблица 7.1. Физические свойства металлических стекол
Марка Плот- ность d, Мг/м3 Удельное сопротив- ление р, мкОм -м Темпера- тура Кюри °C Температура кристаллиза- ции при ско- рости нагре- ва 0,5 К/с Мнкро- твер- дость, МПа Времен- ное сопро- тивление разрыву, МПа
45НПР-А 7,5 1,4 250 412 7350 1700
85КСР-А 7,5 1,3 430 500 8330 3100
44НМР-А 8,0 1,6 350 410 10 290 1300
94ЖСР-А 7,3 1,25 370 480 10 090 700
10НСР 7,3 1,3 430 520 7350 —
24КСР 7,5 1,25 550 490 7840 —
В этом способе расплав выдавливают неболь-
шим избыточным давлением нейтрального
газа из кварцевого или керамического тигля
на вращающуюся металлическую поверхность,
интенсивно отводящую теплоту. Поверхность
может быть выпуклой или вогнутой формы.
Средняя скорость охлаждения выливаемой
струи расплава 10s... 10® К/с, толщина получае-
мых лент 10... 100 мкм. Линейная скорость
вращения 20...50 м/с.
Возможны различные варианты техниче-
ского осуществления способа быстрой закалки
расплава (рис. 7.2):
1. Калиброванная по форме и расходу
струя расплава выдавливается на внутреннюю
поверхность вращающегося медного или сталь-
ного цилиндра (рис. 7.2, а). Сила инерции при-
жимает струю к поверхности охлаждения,
обеспечивая надежный тепловой контакт, в про-
цессе которого обеспечивается скорость охлаж-
дения 108 К/с. Этот способ удобен для получе-
ния лент, используемых в исследовательских
целях, когда не лимитируется изменение тол-
щины получаемых лент и несущественна их вин-
товая деформация.
2. Дозированная струя расплава подается
между двумя вращающимися валками, оказы-
вающими небольшое давление друг на друга
(рис. 7.2, б), в результате чего образуется
полоса. Этот процесс имеет преимущество дву-
стороннего охлаждения с хорошим поверхност-
ным контактом, но трудноуправляем. Расплав
может затвердевать либо слишком рано, либо
слишком поздно. Кроме того, время охлажде-
ния меньше, чем в предыдущем случае, по-
этому этот способ применяют для получения
из расплавов тонких полос с мелкокристалли-
ческой структурой.
3. Калиброванную струю расплава по-
дают на внешнюю поверхность цилиндра
(рис. 7.2, в). При оптимально подобранных
режимах перенос теплоты от расплава к ци-
линдру происходит в три-десять раз быстрее,
чем перенос импульса, поэтому расплав за-
твердевает раньше, образуя ленту, чем послед-
няя отрывается от поверхности силой инерции.
В настоящее время это основной способ про-
мышленного получения лент с аморфной или
мелкокристаллической структурой.
В настоящее время известно свыше 200
систем, в которых получают аморфную струк-
туру закалкой расплавов. Эти системы по ха-
рактеру межатомной связи, особенностям атом-
ной структуры компонентов сплава и диаграмм
состояния разбивают на следующие группы:
1. Сплавы элементов первой и восьмой
групп с 20 % атомов неметаллов (Si, Ge, Sb,
Р, С). Все металлические элементы подобны
друг другу как по характеру взаимодействия
с атомами неметаллов, так и между собой,
а диаграммы состояния имеют глубокую эвтек-
тику. Аморфные фазы располагаются вблизи
эвтектической точки с некоторым смещением
в сторону неметаллического компонента.
2. Сплавы на основе редкоземельных эле-
ментов La, Се, Pr, Nd, Gd с металлами нор-
мальной валентности Ag, Au, Си, Ga, In, Sn,
характеризующиеся большой разницей в раз-
мерах атомов. При содержании металличе-
ских атомов около 20 % наблюдается глубокая
эвтектика. В зависимости от скорости охлаж-
дения получают аморфную или мелкокристал-
лическую структуру, а также метастабильные
фазы.
3. Сплавы металлов Ti, Zr, Nb, Те с Си,
Со и Ni. Для этих сплавов характерно большое
различие в размерах атомов компонентов
[иногда более 16 % (ат.) ]. Диаграммы состоя-
ния сплавов также содержат глубокую эвтек-
тику или же несколько конгруэнтных или ин-
конгруэнтных соединений. Образование аморф-
ной структуры наблюдается только при ско-
ростях охлаждения больших, чем 107 К/с.
4. Сплавы Те с Ag, Ga, Си, Zn, диаграммы
состояния которых не содержат глубокой эв-
тектики, а линия ликвидуса имеет небольшой
150
Аморфные магнитные материалы
[разд. 7]
наклон со стороны Те. Здесь образование
аморфной структуры обусловлено ковалент-
ным типом связи.
5. Сплавы, имеющие диаграмму состоя-
ния с вырожденной эвтектикой, расположен-
ной со стороны легкоплавкого компонента.
Например, сплавы свинца с Sb, Si, Ag и Au.
Область образования аморфной структуры
располагается вдали от эвтектической точки,
при этом необходимые скорости охлаждения
составляют Ю8 К/с.
Основные физические свойства лент, вы-
пускаемых в СССР, приведены в табл. 7.1.
7.3. ОСНОВНЫЕ СВОЙСТВА
АМОРФНЫХ СПЛАВОВ
Анизотропия структуры. Считалось, что
структура аморфных тел изотропна, поскольку
отсутствует кристаллографическая анизотро-
пия. Однако выявление в аморфных сплавах
магнитной анизотропии показало ее связь с мак-
роскопической анизотропией структуры. Послед-
няя возникает при получении аморфных спла-
вов всеми способами, ее возникновение обус-
ловлено влиянием силы тяжести, градиентов
температуры, неоднородного распределения
скоростей движения расплава или осаждения
атомов и др. Анизотропия атомной структуры
возникает в процессах получения лент непо-
средственно перед стеклованием, когда вязкость
резко возрастает, вызывая сдвиговые напря-
жения и деформации. При этом пары атомов
или их группы располагаются в соответствии
с направлением деформации из-за различий в
силах химического взаимодействия и размерах
атомов. На существование анизотропии в струк-
туре указывают: вид доменной структуры, кор-
релирующий с характером растекания распла-
ва перед затвердеванием; независимость ани-
зотропии структуры от термической обработки;
двойная симметрия в макроскопической ани-
зотропии структуры, ее сложная зависимость
от химического состава, не коррелирующая с
2., и Ms.
Анизотропия в структуре создает ось лег-
кого намагничивания, расположенную вблизи
главной оси ленты. Особенности образования
структурной анизотропии зависят от техниче-
ского исполнения метода быстрой закалки рас-
плава. В частности, в лентах, полученных
методом прокатки между валками, ось легкого
намагничивания направлена поперек ленты,
а в лентах, полученных в одновалковой уста-
новке,— вдоль главной оси ленты. Энергия
структурной анизотропии сравнима с энергией
магнитоупругой анизотропии и составляет при-
мерно 0,05 Дж/кг.
Анизотропия остаточных напряжений и
особенности доменной структуры. При получе-
нии лент возникают сдвиговые напряжения,
вызывающие анизотропию магнитоупругого
взаимодействия и возникновение оси легкого
намагничивания (ОЛН), направленной вдоль
максимальных сдвиговых деформаций (при
Zs> 0). Остаточные напряжения сжатия могут
достигать 50 МПа. Существование доменной
структуры в аморфных сплавах указывает на
то, что обменное взаимодействие в них сильнее
локальных полей анизотропии, связанных
с изменениями композиционного и топологи-
ческого ближнего порядка. Основные признаки
доменной структуры в сплавах с константой
магнитострикции, отличной от нуля, сле-
дующие:
1. Полосовые, иногда сигарообразные,
домены с волнистыми или относительно пря-
мыми границами, в которых векторы намагни-
ченности антипараллельны и лежат в плоско-
сти лент. Ширина доменов 10...100 мкм, длина
200...500 мкм. Вектор намагниченности доме-
нов отклонен от главной оси ленты, а угол
отклонения увеличивается к ее краям. Полосо-
вые домены могут располагаться нормально
к главной оси по всей ширине ленты. Терми-
ческий отжиг в зависимости от химического
состава сплава либо слабо влияет на доменную
структуру, либо увеличивает число границ до-
менов, расположенных вдоль главной оси.
2. Лабиринтная доменная структура, от-
ражающая существование областей с магнито-
упругой энергией, ориентирующих векторы на-
магниченности поперек плоскости лент.
3. Звездообразная доменная структура,
вызванная неоднородным распределением на-
пряжений.
Особенности доменной структуры зависят
от технологии получения лент. Соотношение
объемов полосовых и лабиринтных доменов
в большинстве случаев определяют гистерезис-
ные свойства аморфных сплавов. Обычно, чем
больше объем полосовых доменов, тем выше
р.тах и Bs и тем меньше Нс. Для р.„ такой зави-
симости нет, начальная проницаемость тем
больше, чем больше объем областей с попереч-
ной намагниченностью. На доменную структуру
влияют растягивающие напряжения в ленте.
В неотожженных сплавах магнитная анизотро-
пия связана с энергией магнитоупругого взаи-
модействия и определяется остаточными на-
пряжениями и Zs. Поэтому внешними силами
можно навести магнитоупругую анизотропию.
Магнитная анизотропия, индуцированная
термическим отжигом в магнитном поле. Этот
вид макроскопической магнитной анизотропии
получают обработкой при температурах ниже
точки Кюри. В зависимости от направления
приложенного стационарного магнитного поля
[§ 7,3]
Основные свойства аморфных сплавов
151
Рис. 7.3. Влияние термообработки на магнит-
ные свойства аморфных сплавов состава
(Fe6oNi4o)7eSieBi4
ОЛН может иметь любое направление. По име-
ющимся экспериментальным данным можно
сделать следующие выводы:
1. При термомагнитной обработке аморф-
ных сплавов возникает ОЛН, что вызвано ква-
зидипольными взаимодействиями магнитных
моментов.
2. Максимум константы анизотропии на-
блюдается в сплавах систем Fe — Ni — В, Fe —
Со — Si — В, Fe — Со — Zr и др.
Влияние отжига, проводимого в продоль-
ном магнитном поле, сказывается на гистере-
зисных магнитных свойствах и состоит в сле-
дующем:
1. Индуцируется одноосная магнитная
анизотропия, доменная структура перестраи-
вается, преобладающими становятся пластин-
чатые домеиы с антипараллельными векторами
Ms, ориентированными вдоль направления
поля. При этом резко увеличивается р.тах и ко-
эффициент прямоугольности петли гистерезиса,
одновременно уменьшается магнитная анизо-
тропия и в большинстве случаев Нс (рис. 7.3).
Однако р.„ уменьшается из-за возрастания сум-
марной площади границ доменов.
2. Предотвращается стабилизация гра-
ниц доменов в отличие от отжига без прило-
женного магнитного поля.
3. Улучшаются магнитные свойства во
всех классах сплавов на основе Fe, Fe — Ni,
Fe — Co и в сплавах без металлоидов.
Для получения высокой начальной прони-
цаемости необходимо создавать доменную
структуру с направлением векторов Ms поперек
плоскости ленты. Такая структура достигается
отжигом в поперечном магнитном поле, при
этом уменьшается ширина доменов и увеличи-
вается площадь их границ, что повышает ц„
и уменьшает потери на перемагничивание и
вихревые токи. Это основной вид обработки
для высококобальтовых сплавов, для которых
А, близок к нулю, если 0к> Ткр, например, для
сплава FecCo74Boo.
При цикличном изменении температуры
магнитные свойства изменяются обратимо.
При отжиге под действием внешней нагрузки
происходит направленное упорядочение, зави-
сящее от напряжений и знака Магнитная
анизотропия, вызванная действием внешних
сил, остается в образце и после снятия на-
грузки. Отжиг при напряжениях растяжения
при Asa;0 приводит к эффектам, аналогичным
отжигу в продольном магнитном поле.
Магнитное последействие. Магнитные
свойства аморфных сплавов определяются маг-
нитной анизотропией, формирующей доменную
структуру, и стабилизацией границ доменов
на дефектах атомной структуры или дефек-
тах, связанных с технологией получения. Под-
вижность границ доменов в аморфных спла-
вах уменьшают: локальные флуктуации атом-
ной структуры, связанные с неоднородностью
расплава; локальные флуктуации обменного
взаимодействия и осей локальной анизотро-
пии; композиционное упорядочение, стабили-
зирующее границы доменов; микрокластеры,
возникающие при получении лент или в резуль-
тате термообработки; несовершенство геомет-
рии и дефекты лент, а также дефекты типа
квазидисклокаций, ответственные за микрона-
пряжения.
В аморфных сплавах магнитное последей-
ствие, обусловленное стабилизацией границ
доменов в результате композиционного упо-
рядочения, выражено в большей степени, чем
в кристаллических аналогах. При этом магнит-
ные свойства обратимы по отношению к маг-
нитному воздействию (процессы перемагничи-
вания) . Магнитные свойства обратимы к изме-
нению температуры, нагрев до температуры,
превышающей точку Кюри, с последующим
быстрым охлаждением дестабилизирует до-
менную структуру. Для большинства сплавов
характерны два температурных участка вре-
менного спада магнитной проницаемости. Низ-
котемпературный (<300 К) и высокотемпера-
турный, на котором отношение Дцн/ц„ макси-
мально, где Д|лн — изменение магнитной про-
ницаемости за время /, а — значение на-
чальной проницаемости сразу после размагни-
чивания (рис. 7.4 и 7.5). На низкотемператур-
ном участке значение временного спада прони-
цаемости слабо зависит от температуры, а на
152
Аморфные магнитные материалы
[разд. 7]
Рис. 7.4. Относительный спад начальной маг-
нитной проницаемости в сплаве Fe6Co7oStisBi0
в течение 15 мин
/ — неотожженный сплав; 2 — после отжига
Рис. 7.5. Зависимость начальной магнитной
проницаемости (кривая 2) и коэрцитивной
силы относительно /Д при 20 °C (кривая /)
от температуры аморфного сплава
FesCoyoStisBio в закаленном состоянии
Рис. 7.6. Коэффициент магнитострикции и тем-
пература Кюри в зависимости от содержания
металлических компонентов в сплаве
FejNtyCo^SisBu
высокотемпературном участке магнитная ре-
лаксация существенно зависит от состояния
аморфного сплава (температуры отжига, ско-
рости охлаждения при получении, времени
охлаждения). По значению максимума отно-
шения Ди/и от Т, где и — магнитная воспри-
имчивость, судят о максимальном эффекте
релаксации, а по значению отношения при
Рис. 7.7. Зависимость коэрцитивной силы
(кривая 1) и константы магнитострикции
(кривая 2) от содержания кобальта в аморф-
ных сплавах состава Feeo-xCoxBoo
20 °C судят о временной магнитной стабиль-
ности при нормальных условиях.
Магнитострикция аморфных сплавов. Маг-
нитострикция является следствием спин-орби-
тального взаимодействия, теория которого для
аморфных сплавов еще не разработана. Зна-
чения магнитострикции насыщения для аморф-
ных сплавов в зависимости от их химического
состава меняются от нуля до 40-10-6. Наибо-
лее характерные значения—(10...20) • Ю-6
(рис. 7.6 и 7.7). В сплавах, богатых железом,
z.s увеличивается с ростом содержания железа
и имеет знак, противоположный знаку для кри-
сталлического аналога. Константа магнитост-
рикции аморфных сплавов, богатых кобаль-
том, имеет отрицательный знак. Высококо-
бальтовые сплавы составов Fe6Co74B2o и
Fe5Co7oSiisBio имеют значения константы маг-
нитострикции близкие к нулю.
7.4. ПУТИ ОПТИМИЗАЦИИ
МАГНИТНЫХ СВОЙСТВ
АМОРФНЫХ СПЛАВОВ
Аморфные сплавы непосредственно после
их получения еще не обладают комплексом
высоких магнитных свойств. Как правило, они
имеют повышенные значения И, и невысокие
значения магнитной проницаемости. Для по-
вышения этих значений проводят термическую
обработку аморфных сплавов при наложении
внешнего магнитного поля. Термообработка
благоприятно действует на все гистерезисные
магнитные свойства как в малых, так и в силь-
ных палях, в том числе на статические и дина-
мические магнитные потери. Термообработку
целесообразно проводить для сплавов на ос-
нове Fe и Fe—Ni, а также для высококобаль-
товых сплавов с ек<200°С и Х,«;0.
Применяют несколько видов термообра-
ботки:
[§ 7.4]
Пути оптимизации магнитных свойств аморфных сплавов
153
1. Термообработка в продольном магнит-
ном поле увеличивает прямоугольность петли
гистерезиса и максимальную проницаемость,
уменьшает Нс и динамические потери, однако
в малых полях начальная проницаемость сни-
жается. Обработку этого вида целесообразно
проводить для аморфных сплавов на основе
Fe и Fe — Ni, имеющих высокие значения Bs.
Для высококобальтовых сплавов с XsssO такая
обработка малоэффективна.
Аналогичные результаты дает термообра-
ботка при наложении растягивающих или
сжимающих напряжений.
2. Термообработка с нагревом до темпе-
ратуры, превышающей 0К с последующим бы-
стрым охлаждением (часто в воде), подавляю-
щим процесс стабилизации границ доменов,
также улучшает гистерезисные свойства
аморфных сплавов как в слабых, так и в силь-
ных полях. Эффективность такой обработки
возрастает с повышением температуры отжига,
однако последняя ограничивается температу-
рой кристаллизации. Этот вид обработки при-
меняется для высококобальтовых сплавов, а
также сплавов системы Fe—Ni, где содержа-
ние никеля превышает 40 %.
3. Термообработка в поперечном магнит-
ном поле повышает начальную проницаемость
и снижает потери во всех аморфных сплавах.
В сплавах на основе Fe снижаются динамиче-
ские потери на повышенных частотах. Такая
обработка целесообразна для сплавов с высо-
кой индукцией насыщения, у которых 0К> Тк<1,
а также для сплавов с низкой индукцией насы-
щения при ек<Ткр с целью предотвращения
«охрупчивания» (возрастания хрупкости).
4. Термообработка во вращающемся маг-
нитном поле применяется для высококобаль-
товых сплавов с температурой Кюри, превы-
шающей Ткр. Она повышает начальную про-
ницаемость и препятствует стабилизации гра-
ниц доменов.
5. Термообработка при температурах, вы-
зывающих начало кристаллизации в аморф-
ных сплавах, применяется с целью повышения
магнитной проницаемости и снижения потерь
на высоких частотах. Положительный эффект
достигается в результате измельчения домен-
ной структуры вследствие выделения мелких
кристаллических фаз размером 50...100 нм.
7.5. ПРИМЕНЕНИЕ
АМОРФНЫХ СПЛАВОВ
Оптимальная обработка аморфных спла-
вов должна обеспечивать высокую магнитную
проницаемость, малую коэрцитивную силу, вы-
сокие значения индукции насыщения и удель-
ного электрического сопротивления, что обус-
Рис. 7.8. Зависимости магнитной индукции
(кривая /) и магнитной проницаемости (кри-
вая 2) аморфного сплава 24КСР от напряжен-
ности магнитного поля
Рис. 7.9. Зависимость магнитной индукции
(кривая 1) и магнитной проницаемости (кри-
вая 2) аморфного сплава 10НСР от напряжен-
ности магнитного поля
Рис. 7.10. Общие удельные потери в зависи-
мости от частоты магнитного поля в аморфном
сплаве 10НСР
ловливает малые потери на гистерезис и вих-
ревые токи. Кроме того, аморфные сплавы
имеют высокие механические свойства (проч-
ность и износостойкость), а также коррозион-
ную стойкость, что создает хорошие возможно-
154
Аморфные магнитные материалы
[разд. 7J
Таблица 7.2. Основные магнитные свойства ленточных аморфных материалов
Марка Проницаемость //„ А/м В,, Тл Br/Bs при/У, А/м, равной Условия обработки
началь- ная макси- мальная
8 800
71КНСР 5000 20 000 — 1,2 0,8 0,50 —- — Закаленное состояние Термообработка в вакууме
8IKCP-A 6500 30 000 290 000 370 000 1,6 0,4 — 0,81 0,65 0,47 0,50 Закаленное состояние Отпуск в вакууме при 300 °C в течение 1,5 ч Термообработка в попереч- ном магнитном поле Термообработка в продоль-
24КСР 10,0 1,50 0,10 0,90
10НСР — — 0,15 8,0 6,4 4,7 1,35 1,25 1,60 1,60 — 0,10 0,90 0,42 0,70 ном магнитном поле Термообработка в попереч- ном магнитном поле Термообработка в продоль- ном магнитном поле Закаленное состояние Отпуск в продольном поле при /7=800 А/м при 365 °C в течение 2 ч, ох- лаждением до 100 °C со скоростью 15°С/мин
94ЖСР-А
44НМР-А 12 000 8,0 0,88 — Закалка из расплава
750 000 0,56 0,88 0,72 0,68 Отпуск в продольном поле 800 А/м при 355 °C в тече- ние 2 ч, охлаждение до 100 °C со скоростью 15°С/м
85КСР-А — 125 000 190 000 335 000 3,2 2,6 2,2 0,67 0,67 0,67 0,96 0,90 0,99 0,75 0,63 0,93 Закаленное состояние Отпуск в вакууме при 300 °C в течение 1,5 ч Отпуск в продольном маг- нитном поле при 1200... ...1600 А/м и 300 °C в те- чение 1,5 ч
45НПР-А 70 000 310 000 4,9 1,6 0,78 0,93 0,57 0,75 Закаленное состояние Отпуск в продольном маг- нитном поле при 1200... ...1600 А/м и 300 °C в те- чение 1,5 ч
сти для их использования в различных отрас-
лях техники. Основные магнитные свойства
аморфных сплавов приведены в табл. 7.2 и
показаны на рис. 7.8...7.14.
Аморфные сплавы используют:
1. В технике магнитной записи и воспроиз-
ведения в качестве магнитопроводов и экра-
нов. При этом повышаются эксплуатационные
характеристики и прежде всего индукция на-
сыщения на 50...80 %, плотность записи —
вдвое, рабочий диапазон частот — до десятков
мегагерц и изностойкость — в пять раз.
2. В трансформаторах, импульсных источ-
никах питания и преобразователях постоян-
ного напряжения иа частотах до единиц мега-
герц, где важно иметь высокие значения ин-
дукции насыщения, общие низкие потери и
температуру Кюри около 300 °C, а часто и
большой коэффициент прямоугольности петли
гистерезиса (а=0,93).
3. В магнитно-управляемых линиях за-
держки и генераторах, в которых применены
магнитострикционные ленты.
4. В магниторезистивных головках с вы-
сокой плотностью записи.
5. В датчиках и переключателях темпера-
[§ 7.5]
Применение аморфных сплавов
155
Рис. 7.11. Зависимость магнитной проницае-
мости от частоты магнитного поля аморфного
сплава 44НМР-А для различных значений
индукции (образец подвергнут термообра-
ботке)
Рис. 7.12. Удельные потери в зависимости от
частоты магнитного поля в сплаве 44НМР-А
(сплошные линии) и в кристаллическом
сплаве 50Н-ВИ (штриховые линии)
Рис. 7.13. Зависимость удельных потерь от
индукции магнитного поля в аморфном сплаве
94ЖСР-А (сплошные линии) и в стали Э441
толщиной 0,03 мм (штриховые линии) для раз-
личных частот поля
Рис. 7.14. Зависимость начальной магнитной
проницаемости термообработанного сплава
94ЖСР-А от частоты
туры жидкостей, термометрах сопротивле-
ний, напряжений и гидравлических термомет-
рах.
6. Электродвигателях с высоким коэффи-
циентом полезного действия и пониженной
массой.
7. В точных резисторах.
8. В композиционных материалах и парах
трения, где необходимы высокие значения проч-
ности и износостойкости и низкие значения
коэффициента трения.
9. В качестве конструкционных материа-
лов с высокой прочностью (до 4500 МПа) и
твердостью.
156
Поликристаллические ферриты
[разд. 8]
РАЗДЕЛ 8
ПОЛИКРИСТАЛЛИЧЕСКИЕ ФЕРРИТЫ
Ю. М. Яковлев
8.1. ОБЩИЕ СВЕДЕНИЯ
Ферритами называют группу магнитных
материалов, представляющих собой соедине-
ния оксидов металлов и железа. Первона-
чально к ферритам относили только соедине-
ния типа MeFeoCR, имеющие структуру шпи-
нели («благородная» шпинель имеет химиче-
скую формулу MgARO/,). Здесь Me — двух-
валентный металл (Mg, Nt, Мп, Си, Fe и др.).
После открытия новой группы редкоземель-
ных соединений типа граната (1956 г.) к фер-
ритам стали относить магнитные 'материалы
R3FesOi2 — феррогранаты, где R — редкозе-
мельный металл или иттрий. В настоящее
время к ферритам относят также материалы
MeFeioOig со структурой магнетоплюмбита
PbFeioOis (Me — Ba, Sr) и соединения RFeO3
со структурой перовскита CaTtO3. Материалы
со структурой магнетоплюмбита относятся к
гексагональной сингонии и называются гекса-
ферритами. Соединения RFeO3, имеющие орто-
ромбически искаженную кристаллическую
структуру, называются ортоферритами.
Для всех четырех групп материалов —
феррошпинелей, феррогранатов, гексаферри-
тов и ортоферритов характерны неметалличе-
ский характер проводимости, косвенное обмен-
ное взаимодействие через ионы кислорода,
ферримагнитный тип упорядочения и подре-
шеточная магнитная структура. Поэтому все
они относятся к классу ферримагнетиков. Маг-
нитные свойства ферритов объясняются на ос-
нове модели Нееля и представления о магнит-
ных подрешетках.
По значению намагниченности насыщения
ферриты занимают промежуточное положение
среди магнитоупорядоченных веществ между
ферромагнитными металлами и антиферромаг-
нетиками.
Ферриты, содержащие малое количество
примесей, обладают высоким удельным элект-
рическим сопротивлением.
Малая проводимость ферритов по сравне-
нию, например, с проводимостью металличе-
ских ферромагнетиков, обусловливает боль-
шую глубину проникновения электромагнит-
ного поля в вещество даже при сверхвысоких
частотах. Благодаря этому, а также благодаря
разнообразным магнитным свойствам ферриты
широко применяются в технике СВЧ.
8.2. ОСОБЕННОСТИ ПОВЕДЕНИЯ
ФЕРРИТОВ В ДИАПАЗОНЕ СВЧ
В диапазоне сверхвысоких частот длина
электромагнитной волны обычно соизмерима
с размерами ферритовых приборов. В этих ус-
ловиях ферритовый элемент, помещаемый в по-
лую электродинамическую систему (волновод,
коаксиальную или полосковую линию пере-
дачи), может изменять структуру электромаг-
нитного поля, скорость распространения волн,
величину затухания. Эти эффекты лежат в ос-
нове создания различных ферритовых прибо-
ров: взаимных (фазовращатели, фильтры), не-
взаимных (вентили, циркуляторы), быстро уп-
равляемых (модуляторы, переключатели), не-
линейных (ограничители) и др.
В диапазоне СВЧ ферриты используют
почти всегда при одновременном воздействии
переменного и постоянного полей СВЧ.
Н = Ho + he'-', (8.1)
где Но, h — напряженность постоянного и пе-
ременного магнитных полей соответственно;
ю — частота переменного поля.
Постоянное магнитное поле намагничи-
вает феррит до насыщения. Под воздействием
магнитного поля h<cHo намагниченность m
и магнитная индукция Ь изменяются:
b = h-F4nm = y.h. (8.2)
Магнитная проницаемость (р.) феррита
при воздействии постоянного и переменного
магнитных полей является тензорной величи-
ной. Это означает, что вектор Ь не совпадает
по направлению с вектором h. Составляющие
вектора b связаны линейной зависимостью
с составляющими вектора h:
bx = \>xxhx + p„y/iv + ]i.xxhz\
by \>yXhX —|— p^yyhy —|— [byzhz,
bx = \>xxhy ~F i^zyby ~F р,ггЬг.
(8.3)
Если постоянное магнитное поле направ-
лено вдоль оси z и перпендикулярно плоскости,
в которой лежит переменное магнитное поле,
то тензор магнитной проницаемости имеет вид
(р)=
р,
tga
О
г Ца О
р. О
О Ji,,
(8.4)
[§ 8.2]
Особенности поведения ферритов в диапазоне СВЧ
157
Составляющие тензора (ц) в линейном
приближении не зависят от h, но существенно
зависят от напряженности постоянного поля
и частоты. Диагональные компоненты тензора
определяются формулами:
_ 4лЛЕ уН(,
И + Во (уНоУ-ы2 ’ Ц,,~ ' (8'5'
Недиагональные компоненты
___4лЛД <uyHf,
**“ Нп (уВо)2 —<о2 ’
(8-6)
где -у — гиромагнитное отношение; индекс «а»
введен для обозначения антисимметричной
компоненты и подчеркивает антисимметричный
характер тензора проницаемости.
Тензор (8.4) можно рассматривать как
сумму диагонального и антисимметричного
тензоров. Если вместо переменных составляю-
щих h и Ь ввести их линейные комбинации
Л± =hx±jhy,
b± = bx±jby,
то магнитная проницаемость
диагональным тензором
р+ра
о
о
О
Р— Jia
О
(8-7)
определяется
(8-8)
и соотношения (8.3), связывающие перемен-
ные составляющие индукции и магнитного по-
ля, существенно упрощаются
Ь± =(р.±Ра)Л±.
(8.9)
Отсюда для поперечного магнитного поля
с круговой поляризацией и правым вращением
(/гх = й; hy=—jh\ Лг = 0) переменные (8.7)
имеют вид
Компоненты тензора магнитной проницае-
мости (8.5) и (8.6) зависят от частоты и напря-
женности внешнего магнитного поля по резо-
нансному закону. Условие резонанса соответ-
ствует совпадению частоты внешнего возбуж-
дающего переменного магнитного поля с ча-
стотой <оо собственной прецессии намагничен-
ности и индукции
<о = <ло = уНо. (8.13)
При выполнении резонансного условия наблю-
дается явление магнитного резонанса.
Приведенная формула резонансной ча-
стоты (8.13) справедлива для случая неогра-
ниченной магнитной среды, когда размагничи-
вающие поля на границе тела, обусловленные
дипольным взаимодействием, не существенны.
Для ограниченного тела, имеющего форму
эллипсоида, размеры которого малы по срав-
нению с длиной электромагнитной волны в ве-
ществе, формула резонансной частоты имеет
вид
<o0=Т{|Я„+(NX - NjMs\ [Во4-
+ (Ny-Nz)M$/2, (8.14)
где Nx, Ny и Nx — диагональные компоненты
тензора размагничивания, соответствующие
случаю, когда оси координат х, у, z направлены
по главным осям эллипсоида.
Для частного случая, а именно сферы
(Nx= Ny-= Nz = 4ti/3) формула (8.14) имеет
вид а>о = уНо, что соответствует рассмотрен-
ному случаю неограниченной магнитной среды
(8.13).
Предельными случаями эллипсоида яв-
ляются тонкая неограниченная пластина и
тонкий неограниченный цилиндр. Для тонкой
пластины, намагниченной вдоль ее плоскости
(Л/х = /Уг=О; Л^=4л)
Л+=2Л; Л_=0.
В этом случае переменная индукция имеет
также круговую поляризацию с правым вра-
щением
=(р+ра) 2й; fe. =0; fez = 0, (8.10)
<оПл]] — у[До(ДоЧ- 4л7И$)]’/2 =
=т(//оВо)1/2=тл/7ЙГ.
(8.15)
Для пластины, намагниченной нормально
к ее плоскости (Nx = Ny = 0\ Nx = 4n),
ыш1 ±—у(Во — 4этМ0).
(8.16)
а магнитная проницаемость является скаляр-
ной величиной и равна
4лЛ4а уНа ..
Рпр — р+Ра — 1-) 77 ~77 ~~ (°.1 1 '
ПО упо:—<0
Для тонкого цилиндра, намагниченного
вдоль продольной оси (Nx = Ny = 2n\ Л/г = 0),
<0ц л,— у( Во 4~ 2 лЛ4о).
(8.17)
Для поперечного поля с круговой поля-
ризацией и левым вращением проницаемость
равна
Ра — р Ра — 1 +
4n7Ws
Для цилиндра, намагниченного перпенди-
кулярно продольной оси (ВЛ. = 2л; В,, = 0;
Nx = 2п),
уНо
уНо + <й
(8.12)
<о„±=?[Во(Во--2этМо)]'/2. (8.18)
158-
Поликристаллические ферриты
[разд. 8]
По приведенным формулам с достаточной
степенью точности можно рассчитать резо-
нансные частоты пластины и цилиндра.
Таким образом, основными особенностями
ферритов в диапазоне СВЧ являются тензор-
ный характер магнитной проницаемости и маг-
нитный резонанс.
8.3. КЛАССИФИКАЦИЯ ФЕРРИТОВ СВЧ,
ОСНОВНЫЕ ПАРАМЕТРЫ, РЯДЫ
В СВЧ технике применяются три группы
материалов: феррошпинели, феррогранаты и
гексаферриты. Феррошпинели, как правило,
применяются в приборах сантиметрового диа-
пазона и длинноволновой части миллиметро-
вого диапазонов, гексаферриты — в миллимет-
ровом диапазоне, а феррогранаты — в деци-
метровом диапазоне и длинноволновой части
СВЧ диапазона. Каждая группа состоит из
параметрических рядов материалов, разрабо-
танных на основе одной системы твердых ра-
створов ферритов.
Группа феррошпинелей содержит три
ряда ферритов — никелевый, магниевый и ли-
тиевый. Ферриты никелевого ряда обладают
высокой термостабильностью и повышенной
пороговой мощностью. Они предназначены
для СВЧ приборов широкого применения. Фер-
риты магниевого ряда отличаются малыми
потерями, но термостабильность их ниже по
сравнению с никелевыми ферритами. Ферриты
литиевого ряда обладают прямоугольной пет-
лей гистерезиса и предназначены, главным
образом, для фазовращателей СВЧ диапазона.
Группа феррогранатов объединяет четыре
ряда ферритов: иттрий — алюминиевый, ит-
трий — гадолиниевый, иттрий — гадолиний —
индиевый и иттрий — кальций — германиевый.
Ферриты иттрий — алюминиевого ряда обла-
дают малыми потерями и используются в СВЧ
приборах широкого применения. Для иттрий —
гадолиниевых ферритов характерна прямо-
угольная петля гистерезиса и повышенная тер-
мостабильность, поэтому они предназначены
в основном для фазовращателей с памятью.
Ряд иттрий — гадолиний — индиевый отли-
чается термостабильностью в сочетании с по-
вышенным пороговым уровнем рабочей мощ-
ности. Ряд иттрий — кальций — германиевый
обладает сверхузкими кривыми ферромагнит-
ного резонанса (ФМР) и специально разра-
ботан для СВЧ приборов с малыми потерями.
Группа гексаферритов состоит из ряда
барий — алюминиевых ферритов. Для этих
ферритов характерны большие поля анизотро-
пии, и поэтому они предназначены для малога-
баритных вентилей миллиметрового диапа-
зона.
Приведенные группы поликристалличе-
ских ферритов дают возможность разрабаты-
вать СВЧ приборы во всем диапазоне частот,
интервале температур и мощностей различного
функционального назначения. Марки СВЧ
ферритов, основные параметры и методы из-
мерений регламентируются ОСТ 11 707.004—76
«Ферриты сверхвысокочастотные. Марки, ос-
новные параметры и методы измерений».
Основные параметры. Согласно рекомен-
дациям Международной электротехнической
комиссии для характеристик СВЧ ферритов
используются следующие основные параметры:
намагниченность насыщения Ms; ширина кри-
вой ферромагнитного резонанса Д/7; действи-
тельная составляющая диэлектрической про-
ницаемости е'; тангенс угла диэлектрических
потерь tg 6f; кажущаяся плотность dK-
Основными параметрами ферритов с гек-
сагональной структурой, кроме того, являются
напряженность эффективного поля анизотро-
пии /Уа.эф и диапазон частот, в котором изме-
ряется ширина кривой ферромагнитного резо-
нанса и эффективное поле анизотропии. Для
характеристики СВЧ ферритов могут быть ис-
пользованы дополнительные параметры: точка
Кюри 6к; коэрцитивная сила Нс; остаточная
индукция Вг\ удельное сопротивление р.
Поликристаллические СВЧ ферриты по
функциональному назначению делятся на
ферриты для приборов резонансного типа (ре-
зонансные вентили, перестраиваемые фильт-
ры) ; ферриты для приборов нерезонансного
типа (до- и зарезонансные циркуляторы, при-
боры с подмагничиванием, основанные на эф-
фекте Фарадея, приборы на поверхностных
волнах); ферриты для приборов управляемого
типа (быстродействующие фазовращатели, пе-
реключатели, циркуляторы); ферриты для при-
боров, использующих нелинейные явления (ог-
раничители мощности на насыщении основ-
ного резонанса и на дополнительном поглоще-
нии); ферриты как поглощающие материалы.
Рассмотрим более подробно основные
группы ферритов СВЧ.
Феррошпинели. Общая кристаллохимиче-
ская формула простых соединений со струк-
турой шпинели
А|В2|Х4,
где А; В — ионы металлов (катионы); X —
анион; в квадратную скобку заключены ионы,
находящиеся в октаэдрических позициях.
В феррошпинелях, как правило, имеются
две магнитные подрешетки А и В. Обменное
взаимодействие между А и В подрешетками
носит антиферромагнитный характер, поэтому
результирующий магнитный момент ферро-
[§ 8.3]
Классификация ферритов СВЧ, основные параметры, ряды
159
Таблица 8.1. Никелевые СВЧ ферриты и их основные параметры
Марка Состав Намагни- ченность насыще- ния MSt кА/м Ширина кривой ФМР &Н, кА/м Диэлек- трическая проница- емость е/ Тангенс угла диэ- лектри- ческих потерь tg6E-103 Кажущая- ся плот- ность dK, г/см3
10СЧ12 Ni Сг 87,5 18,0 —
2СЧ(*) Ni 175,0 55,7 10 2,5 4,50
4СЧ10(*) Ni 175,0 <20,8 12,7 1,2 5,15
1СЧ2Б Ni Zn 222,8 19,1 13,5 0,5 5,20
1СЧ2(*) Ni Cu 231,0 22,3 12,5 — 4,95
2СЧ7 Ni Zn Cu 280,0 24,0 13,2 0,6 5,17
ЗСЧ8(*) Ni Zn 358,0 36,0 12,0 2,5 4,85
1СЧ4 Ni Zn 378,0 13,5 13,2 0,8 5,15
СЧ1 Ni Zn 382,0 — — — 5,00
Примечания: 1. Здесь и далее звездочкой отмечены марки фер-
ритов, не рекомендованные к применению. 2. Значения намагниченности
насыщения приведены умноженными на 4л.
шпинели равен разности парциальных магнит-
ных моментов подрешеток
|MS| = | МА\ -|Л4д|.
Намагниченности каждой подрешетки
Мд и Mb монотонно уменьшаются с повыше-
нием температуры в соответствии с формулой
Бриллюэна. Результирующая температурная
кривая намагниченности, представляющая
собой разность кривых намагниченности от-
дельных подрешеток, может иметь различную
форму в зависимости от соотношения обмен-
ных параметров и магнитных моментов каж-
дой подрешетки. Возможен такой случай, когда
намагниченности подрешеток при определен-
ной температуре окажутся равными и скомпен-
сируют одна другую; в этом случае результи-
рующая намагниченность феррита окажется
равной нулю (точка компенсации). Темпера-
тура, при которой обращается в нуль суммар-
ный момент (компенсация), называется темпе-
ратурой или точкой компенсации.
Используя метод замещений катионов
в структуре феррита, можно создать мате-
риалы с необходимыми для техники свойст-
вами.
Параметрические ряды. Ферритовые СВЧ
материалы разрабатываются по принципу соз-
дания параметрических рядов. Этим дости-
гается сокращение номенклатуры марок при
создании СВЧ приборов различного функцио-
нального назначения, работающих в различ-
ных диапазонах частот. Параметрический ряд
строится по принципу его функционального
назначения при выполнении следующих усло-
вий: выбор единого закона построения ряда,
определение номенклатуры контролируемых
параметров ферритов, преимущественное со-
хранение химического состава ферритов ряда
и единой технологии их изготовления, мето-
дов контроля и правил приемки готовой про-
дукции.
Основной параметр ряда при его построе-
нии — намагниченность насыщения, так как
именно она и напряженность поля анизотро-
пии определяют частотный диапазон исполь-
зования материала. Рассмотрим более под-
робно основные ряды ферритов СВЧ.
Ряд никелевых ферритов включает в себя
девять марок и обеспечивает интервал намаг-
ниченности 87,5...382 кА/м (1100...4800 Гс)
(табл. 8.1).
Температурный коэффициент изменения
намагниченности ферритов этого ряда не пре-
вышает 0,1...0,25 %/К; тангенс угла диэлект-
рических потерь <6-10-4. Материалы этого
ряда используются в приборах сантиметрового
диапазона. В настоящее время на основе ни-
келевых ферритов создается группа материа-
лов с повышенным порогом возбуждения спи-
новых волн 1,59...2,38 кА/м (20...30 Э) для
приборов высокой мощности. К недостаткам
никелевых ферритов относятся сравнительно
большие нерезонансные магнитные потери
ДНЭф=3,98...7,96 кА/м (50... 100 Э), невысо-
кий коэффициент прямоугольное™ и чувстви-
тельность свойств к упругим напряжениям.
Ряд магниевых ферритов обладает мень-
шей номинальной намагниченностью 41,4...
160
Поликристаллические ферриты
[разд. 8]
Таблица 8.2. Магниевые СВЧ ферриты и их параметры
Марка Состав Намагничен- ность насыще- ния Ms, кА/м Ширина кривой ФМР A//, кА/м Диэлектри- ческая про- ницаемость в' Тангенс угла диэлектри- ческих потерь tgde- Ю4 Кажущаяся плотность dK, г/см3
10СЧ1 (*) Mg Сг 41,6 23,2 5,8 4,0 3,00
10СЧ8 Mg Сг 52,0 14,7 9,5 2,5 3,72
30СЧ(*) Mg Сг 56,0 24,0 8,5 5,0 3,70
10СЧ(*) Mg Al 60,0 28,0 8,2 2.0 3,30
4СЧ(*) Mg Мп Al 72,0 — — 2,35
10СЧ15 Mg Сг 62,4 16,7 10,0 4,0 3,86
4СЧ1(*) Mg Mn Al 66,5 68,0 2,65
4СЧ2(*) Mg Mn Cr 76,0 2,50
40СЧ(*) Mg Cr 70,0 7,2 10,2 2,0 4,30
8СЧ5(*) 8СЧ5Б Mg Al Mg Al 82,0 23,9 28,7 10,5 1,6 2,5 3,80
4СЧЗ(*) Mg Mn 87,5 63,7 5,4 — 2,55
30СЧ2(*) Mg Mn Al 12,7 10,0 1,5 4,10
ЗСЧ2(*) Mg Mn 89,5 80,0 — — 2,80
4СЧ5(*) Mg 95,5 8,5 2,5 3,05
6СЧ1 Mg Mn Al 115,0 10,3 12,0 4,0 4,20
ЗСЧ17 Mg Mn 127,0 45,4 12,5 2,5 4,13
4СЧ4(*) Mg Mn 39,8 10,5 — 3,90
ЗСЧ7(*) Mg 135,0 26,4 12,3 6,0 4,20
ЗСЧ1(*) Mg Mn 55,7 8,2 — 3,60
2СЧ1(*) Mg Mn 151,0 50,0 11,3 4,0 4,05
ЗСЧ15 Mg Mn 167,0 25.6 13,0 8,0 4,54
Примечание. Значения
намагниченности насыщения
приведены умноженными на 4л.
...167 кА/м (520...2100 Гс). Ферриты намагни-
ченностью более 119,4 кА/м (1500 Гс) соз-
даны на основе Mg — Мп и Mg — Ni систем,
а меньшей намагниченностью — на основе
Mg — Al и Mg —Сг систем (табл. 8.2). Приве-
денные системы имеют тангенс угла диэлектри-
ческих потерь tg 6t«;2,5-10_4...2-10“3, доста-
точно высокий коэффициент прямоугольности
петли гистерезиса и малую чувствительность
его к упругим напряжениям (табл. 8.2).
Вместе с тем диамагнитные замещения
приводят к уменьшению температуры Кюри
и уменьшению термостабильности ферритов
этого ряда. Благодаря меньшему значению
Таблица 8.3. Литиевые СВЧ ферриты и их основные параметры
Марка Состав Намагничен- ность насыще- ния Ms, кА/м Ширина кривой ФМР дЯ. кА/м Диэлектри- ческая про- ницаемость е' Тангенс угла диэлектри- ческих потерь tg6F-104 Кажущаяся плотность dK, г/см3
8СЧ7 Li Ti Cr 67,5 36,7 12,7 8 3,83
4СЧ14 Li Ti Zn Mn 119,4 30,2 16,2 6 4,24
ЗСЧ18 Li Ti Zn 149,6 27,2 16,0 8 4.30
ЗСЧ19 Li Ti Zn Mn 159,2 33,4 16,2 8 4,33
ЗСЧ26 Li Ti Zn Mn 167,2 23,9 16,0 7 4,32
1СЧ13 Li Zn Mn Bi 318,5 31,9 15,0 6 4,67
1СЧ12 Li Zn Mn Bi 358,3 25,5 14,7 6 4,67
1СЧ11 Li Ni Zn Mn Bi 378,2 19,9 14,4 6 4,78
Примечание. Значения намагниченности насыщения приведены умноженными на 4л.
[§ 8.3]
Классификация ферритов СВЧ, основные параметры, ряды
161
Таблица 8.4. Иттрий — алюминиевые СВЧ феррогранаты и их параметры
Марка Состав Намагничен- ность насыще- ния Ms, кА/м Ширина кривой ФМР А Я, кА/м Диэлектри- ческая про- ницаемость е' при f=10 ГГц Тангенс угла диэлектри- ческих потерь tg6,.104 Кажущаяся плотность dKl г/см3
90СЧ-Б Y А1 ' 16,7 2,0 13,7 4,93
80СЧ-Б Y А1 25,5 — 13,8 4,94
70СЧ Y А1 31,8 2,4 13,9 2 4,98
60СЧ-Б Y А1 38,2 4,0 14,0 5,01
50СЧ-3 Y Al Са V Sn Zn 47,0 5,6 3 4,76
40СЧ-5Б Y Al 51,3 4,0 14,2 5,03
40СЧ-2Б Y Al 62,1 3,2 5,06
30СЧ-9Б Y Al 82,0 14,5 2
ЗОСЧ-ЗБ Y Al 97,1 14,6 5,09
20СЧ-6 Y Al 111,5 4,0 14,8 5,10
10СЧ-6Б Y 141,7 2,4 15,1 5,12
Примечание. Значения намагниченности насыщения приведены умноженными на 4л.
намагниченности на основе ферритов этого
ряда можно разрабатывать СВЧ приборы ши-
рокого применения, работающие в более длин-
новолновой части диапазона СВЧ. Промыш-
ленные марки ферритов (21 марка) более позд-
них разработок обладают сравнительно ма-
лыми магнитными и диэлектрическими поте-
рями [Д//^27,9 кА/м (350 Э), tg6,=С(3...8)Х
X10-4]. Ферриты этого ряда не отличаются
дорогим сырьем и дешевы в производстве, по-
этому они используются в СВЧ приборах, вы-
пускающихся крупными сериями.
Ряд литиевых ферритов характеризуется
намагниченностью 67,5...378,2 кА/м (845...
...4750 Гс). Основные параметры ряда пред-
ставлены в табл. 8.3.
Ферриты этого ряда отличаются прямо-
угольной петлей гистерезиса (коэффициент
прямоугольности а ^0,9), малым значением
коэрцитивной силы Нс 159 А/м (2 Э) и срав-
нительно малыми диэлектрическими потерями
(tg6hsJ6-104). К достоинствам этих ферритов
также относится высокая термостабильность
(TKMssJ0,2 %/К) и малые нерезонансные по-
тери (в два-три раза меньше потерь в никеле-
вых ферритах). Благодаря прямоугольности
петли гистерезиса на основе ферритов литие-
вого ряда создаются быстродействующие пе-
реключающие приборы низкого уровня мощ-
ности с памятью, фазовращатели и другие
приборы, способные „запомнить" магнитное
состояние.
Феррогранаты. В соответствии с совре-
менными представлениями о магнитной струк-
туре ферримагнитных соединений в феррогра-
натах в общем случае могут быть три магнит-
ные подрешетки: тетраэдрическая (d), окта-
эдрическая (а) и додекаэдрическая (с). Кос-
венный обмен приводит к антипараллельной
ориентации а и d подрешеток. Магнитный мо-
мент с-подрешетки устанавливается, как пра-
вило, антипараллельно магнитному моменту
разностной или результирующей подрешетки
(а — d). В результате компенсации намагни-
ченностей подрешеток суммарный магнитный
момент единицы объема феррогранатов может
принимать значения 0...95,5 кА/м (0...2000 Гс).
Замещением тетраэдрических ионов железа на
диамагнитные ионы алюминия получены ма-
териалы с различной намагниченностью на-
сыщения. В табл. 8.4 приведены марки фер-
ритов иттрий — алюминиевого ряда и их пара-
метры.
Используя метод компенсации намагни-
ченностей трех подрешеток, можно получить
материалы с высокой термостабильиостью маг-
нитных свойств в заданном интервале темпе-
ратур. Для этого часть диамагнитных ионов
в додекаэдрической подрешетке замещается
на магнитные редкоземельные ионы, например
гадолиний (Gd3+).
Ряд феррогранатов иттрий — гадоли-
ний — алюминий — марганцевой системы ха-
рактеризуется намагниченностью 43,8...
...141,8 кА/м (550...1780 Гс). Ряд содержит
семь марок материалов (табл. 8.5).
Характерными особенностями этого ряда
являются прямоугольное™ петли гистерезиса
(а ^0,85), высокая термостабильность оста-
точной индукции ТКВг = 0,15...0,3 %/К-
Применение ферритов этого ряда в переклю-
чающих приборах, фазовращателях предпола-
162
Поликристаллические ферриты
[разд. 8]
Таблица 8.5. Иттрий — гадолиний — алюминий — марганцевые СВЧ
феррогранаты и их основные параметры
Марка Состав Намагничен- ность насы- щения Ms, кА/м Ширина кривой ФМР Д /7, кА/м Диэлектри- ческая про- ницаемость е' прн f=10 ГГЦ ТаКгенс угла диэлектри- ческих потерь tg6e-104 Кажущаяся плотность dK, г/см3
10СЧ-20 YAIGdMn 43,8 4,4 14,5 2 5,25
40СЧ-4(*) YGd 71,6 12,7 15,5 30 5,65
6СЧ-20 YAIGdMn 74,8 7,2 15,1 2 5,52
5СЧ-20 YGdMn 95,5 6,4 15,2 2 5,57
30СЧ-6(*) YGd 103,5 8,0 15,0 50 5,45
4СЧ-20 YGdMn 127,4 3,6 14,9 2 5,26
ЗСЧ-20 YMn 141,7 2,0 14,8 3 5,09
Примечание. Значения намагниченности насыщения приведены умноженными на 4л.
гает высокую идентичность параметров и вос-
производимость их от партии к партии.
Ряд иттрий — гадолиний — алюминий —
индиевых феррогранатов характеризуется
4nMs = 35,8...103,5 кА/м (450...1300 Гс), на-
ряду с высокой термостабильностью намагни-
ченности насыщения TKMs = 0,1...0,2 %/К
имеет относительно малые магнитные Д// =
= 1,59...3,98 кА/м (20...30 Э) и диэлектриче-
ские потери tg6f^2-10~4 и повышенное зна-
чение порога возбуждения спиновых волн
796 А/м (10 Э). Дальнейшее повышение по-
рога возбуждения спиновых волн в этой си-
стеме достигнуто в результате введения в ба-
зовый состав редкоземельных ионов тербия
(ТЬ3+). Полученные таким образом материалы
имеют оптимальное сочетание Д// и порога
возбуждения спиновых воли, значения которых
находятся в пределах 3,98...11,9 кА/м (50...
...150 Э) и 1,27...3,98 кА/м (16...50Э) соответ-
ственно. Материалы с повышенным порогом
возбуждения спиновых волн предназначены
для работы в приборах высокого уровня мощ-
ности. Основные параметры ферритов этого
ряда представлены в табл. 8.6.
В последние годы было экспериментально
показано, что поликристаллические ферриты
со структурой типа граната могут обладать
сверхмалыми магнитными потерями. Сверхвы-
сокочастотные параметры иттриевых ферро-
гранатов с замещением части ионов иттрия
и железа ионами кальция Са2+, германия
Таблица 8.6. Иттрий — алюминий — гадолиний — индиевые СВЧ
феррограиаты и их параметры
Марка Состав Намагни- ченность насыщения Ms, кА/м Ширина кривой ФМР д/7, кА/м Диэлектри- ческая про- ницаемость е' прн f=10 ГГц Кажущаяся плотность dK, г/см3
60СЧ-1 Y Gd Al In 35,8 1,99 14,5 5,80
50СЧ-1 Y Al Gd In 50,2 2,07 14,7 5,79
50СЧ-1Г Y Al Gd In 51,7 2,79 14,8 5,87
40СЧ-6 Y Al Gd In 67,7 3,02 15,0 5,77
ЗСЧ-10 Y Al Gd In 91,6 2,39 15,1 5,65
20СЧ-8 YA1 GdlnTb 99,5 4,61 15,1 5,55
20СЧ-7 Y Al Gd In 103,5 2,39 15,1 5,54
Примечания: 1. Тангенс угла диэлектрических потерь для фер-
ритов марок равен 2-10-4. 2. Значения намагниченности насыщения при-
ведены умноженными на 4л.
[§ 8.3]
Классификация ферритов СВЧ, основные параметры, ряды
163
Таблица 8.7. Гексаферритовые СВЧ материалы и их основные параметры
Марка Состав Намагничен- ность насы- щения Ms, кА/м Напряжен- ность анизо- тропии Ня, кА/м Тангенс угла диэ- лектри- ческих потерь tgd,-103
04СЧА8 Sr Al 95,5 2,390 3
04СЧА4 Ba Al 111,5 2,150 1
04СЧА7 Sr Al 115,4 1,990 3
04СЧАЗ Ba Al 135,3 1.990 1
04СЧА2 Ba Al 151,3 1,870 1
О4‘СЧА1 Ba Al 167,2 1,750 0,9
04СЧА5 Ba Al 191,1 1,630 0,9
05СЧАЗ Sr Ni Cr 143,3 1,590 2
04СЧА6 Ba Al 207,0 1,510 0,9
05СЧА2 Sr Ni Cr 155,3 1,510 2
05СЧА1 Sr Ni Cr 175,2 1,430 1
04СЧА Ba Al 230,9 1,390 0,9
05СЧА Sr Ni Al 188,7 1,350 1
06СЧА1 Sr Ni Cr 213,4 1,270
06СЧА2 Sr Ni Cr 230,9 1,170
06СЧА Sr 258,8 1,070
07СЧА Ba Ni 250,8 0,990
08СЧА1 Ba Ni Sr 250,8 0,870 0,8
08СЧА2 Ba Ni Sr 242,8 0,796
08СЧАЗ Ba Ni Sr 238,9 0,717
08СЧА4 Ba Ni Sr 230,9 0,597
08СЧА5 Ba Ni Sr 226,9 0,478
ОЗСЧА Ba Al 111,5 0,280 2
Примечания: 1. Л /7=239. ..279 кА/м, d„ = 4,05...4,4 г/см3,
е'= 13...15. 2. Значения намагиичениости насыщения приведены умно-
женными на 4л.
Ge4 + и другими ионами приближаются к па-
раметрам монокристаллов, в частности ши-
рина кривой ФМР для ряда феррогранатов
составляет 239...796 А/м (3...10 Э) при малом
значении диэлектрических потерь (tg 6f^2X
X Ю-4). Отдельные образцы имеют минималь-
ные значения Д//= 127...159 А/м (1,6...2 Э).
Две марки (85СЧ и 9СЧ) ферритовых мате-
риалов характеризуются соответственно на-
магниченностью насыщения 41,4 и 151,3 кА/м
(520 и 1900 Гс) и малой шириной кривой ФМР
Д// = 477 и 796 кА/м (6 и 10 Э) соответст-
венно.
Поликристаллические ферритовые мате-
риалы со сверхмалыми магнитными Д/7 = 159...
...796 А/м (2... 10 Э) и диэлектрическими
(tg6,. = 2-10~4) потерями должны обладать
минимальной константой анизотропии (близ-
кой к нулю), совершенной микроструктурой,
т. е. микроструктурой с малой пористостью
(менее 0,5 %), не должны содержать посторон-
них фаз и включений, концентрационных хими-
ческих неоднородностей в микрообъемах, не
должны иметь внутренних напряжений, точеч-
ных дефектов и иновалентных примесных ионов.
Гексаферриты. Параметрический ряд гек-
саферритов, напряженность поля анизотропии
которых 477...2790 кА/м (6...35 кЭ), состоит
из 23 марок. Сравнительно большое число ма-
рок в этом ряду объясняется тем, что для полу-
чения требуемой широкополосное™ прибора
ферритовый элемент набирается из несколь-
ких составных частей с заданным, дискретно
изменяющимся значением поля анизотропии
(табл. 8.7). Закон изменения /7а определяется
широкополосностью прибора. Разрабаты-
ваются материалы с полями анизотропии до
4,38 мА/м (55 кЭ) и сравнительно малыми ди-
электрическими потерями (tg6,^8-10-4).
Гексаферритовые материалы могут при-
меняться в малогабаритных вентилях мил-
лиметрового и субмиллиметрового диапазонов.
164
Поликристаллические ферриты
[разд. 8]
8.4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ФОРРИТОВЫХ МАТЕРИАЛОВ
И ИЗДЕЛИЙ
В СВЧ приборах применяются как поли-
кристаллические ферриты, так и монокристал-
лы. Поликристаллические СВЧ ферриты обыч-
но изготовляют по керамической технологии
из оксидов металлов. Известны и другие ме-
тоды изготовления СВЧ ферритов, позволяю-
щие получать материалы с высокими парамет-
рами, в частности, метод синтеза из солей ме-
таллов.
Оксидный метод включает в себя следу-
ющие основные стадии технологического про-
цесса: взвешивание исходных компонентов, из-
мельчение и тщательное перемешивание, пред-
варительное спекание или обжиг, дробление
и последующий помол, приготовление пресс-
порошка, прессование заготовок необходимой
формы, обжиг или спекание заготовок, меха-
ническая обработка деталей для придания
изделию окончательной формы.
В результате предварительного спекания
многокомпонентной смеси оксидов металлов
составляющие реагируют между собой с обра-
зованием поликристаллитов. На этой стадии
(ферритизации) образуется ферритовая фаза
и уплотняется смесь с целью уменьшения даль-
нейшей усадки при окончательном обжиге.
Основной механизм спекания смеси оксидов
и ферритизованной шихты — диффузия ка-
тионных вакансий. Скорость и полнота про-
текания процессов ферритизации зависят от
поверхностной энергии спекаемых частиц, т. е.
от дисперсности шихты (или смеси оксидов).
Спекание ферритов предпочтительно прово-
дить при сравнительно низкой температуре
для предотвращения образования двухвалент-
ных ионов железа.
Технология формообразования в настоя-
щее время рассчитана на изготовление фер-
ритовых материалов в виде заготовок. Изделия
определенной формы и размеров изготовляются
методом механической обработки и последую-
щей доводки. Многообразие форм и типораз-
меров ферритовых заготовок и изделий при-
водит к принципиальной сложности создания
единой методики контроля их электромагнит-
ных параметров. Поэтому в настоящее время
разграничивают технические условия на фер-
ритовые заготовки и на изделия из этих заго-
товок, изготовленные методом механической
обработки. Электромагнитные параметры кон-
тролируются в первом случае по контрольным
образцам, изготовленным из заготовки или
из образцов-спутников, во втором случае —
на изделиях.
Международная электротехническая ко-
миссия (МЭК) рекомендует в технические ус-
ловия на ферритовые материалы вводить за-
готовки правильной геометрической формы:
пластины, диски, стержни — при этом линей-
ные размеры заготовок должны соответство-
вать 'закону предпочтительных чисел
(ГОСТ 6663—74). Допуски на линейные раз-
меры заготовок даются с учетом возможных
искривлений заготовок при обжиге. МЭК
также рекомендует контролировать заготовки
при приемо-сдаточных испытаниях по внеш-
нему виду, геометрическим размерам, кажу-
щейся плотности и электромагнитным пара-
метрам: намагниченности насыщения, ширине
кривой ферромагнитного резонанса, эффектив-
ному g-фактору, диэлектрической проницаемо-
сти и коэффициенту диэлектрических потерь.
Контрольными образцами обычно служат два
образца в форме сферы для измерения Ms, АН
и §Эф и один образец в форме стержня (дли-
ной 18...20 мм, диаметром 1,6 мм или пло-
щадью 1 X 1 мм2) для измерения диэлектри-
ческих свойств ферритов.
В СВЧ приборах ферритовые материалы
применяются в виде образцов определенной
формы, расположенных в полой электродина-
мической системе: волноводе (круглом или
прямоугольном), резонаторе, полосковой или
коаксиальной линии, интегральной схеме. Наи-
более часто встречающиеся формы образцов:
прямоугольная пластина, стержень круглого
сечения, диск, прямоугольная рамка. Для луч-
шего согласования (уменьшения коэффи-
циента отражения) концы пластин или стерж-
ней делают скошенными, закругленными, сту-
пенчатыми. Размеры и форма образцов зави-
сят от типа прибора, рабочей частоты, поло-
жения образца в электродинамической системе,
а также от требований к электромагнитным
параметрам прибора в целом (уровень мощ-
ности, прямые и обратные потери, полоса ча-
стот, стабильность параметров при изменении
температуры). В трех- и четырехплечих цирку-
ляторах ферритовые образцы имеют форму
диска или равностороннего треугольника.
В приборах типа фазовращателей на круглом
волноводе используются образцы в виде стер-
жней, скошенных на конус с обеих сторон.
В вентилях на прямоугольном волноводе ис-
пользуются прямоугольные пластины. Типич-
ные размеры ферритовых пластин, применяе-
мых в приборах, следующие: 0,5х 1X 10 мм3 —
для миллиметрового, 1 X 5 X 50 мм3 — для
сантиметрового, 5X50X51)0 мм3 — для деци-
метрового диапазона длин волн. Диаметры
дисков, применяемых в циркуляторах, равны
1...200 мм.
В заключение отметим перспективные на-
правления дальнейших работ. В настоящее
[§ 9.1]
Общие сведения
165
время проводятся поисковые и научно-иссле-
довательские работы по созданию феррито-
вых СВЧ материалов с малыми магнитными
и диэлектрическими потерями. На основе ит-
трий — кальциевых феррогранатов создаются
поликристаллические материалы со сверхма-
лыми потерями Д/7= 160...800 А/м (2...10 Э),
по ширине кривой ФМР приближающиеся
к монокристаллам.
Важное направление работ — дальней-
шее повышение термостабильности и уровня
рабочей мощности феррошпинелей никелевой
и литиевой систем. Увеличение пороговой
устойчивости достигается как при изменении
зернового состава феррита, так и при введении
в состав редкоземельных ионов для повышения
порога возбуждения спиновых волн.
Ведутся работы по созданию СВЧ мате-
риалов на основе гексаферритов для коротко-
волновой части миллиметрового диапазона.
Эти материалы должны обладать малыми не-
резонансными магнитными потерями в соче-
тании с высоким значением намагниченности
насыщения и малыми диэлектрическими по-
терями в субмиллиметровом диапазоне длин
волн.
РАЗДЕЛ 9
МОНОКРИСТАЛЛИЧЕСКИЕ ФЕРРИТОВЫЕ МАТЕРИАЛЫ
Ю. М. Яковлев
9.1. ОБЩИЕ СВЕДЕНИЯ
И СТРОЕНИЕ КРИСТАЛЛОВ
В современной радиоэлектронике широко
применяются монокристаллические феррито-
вые материалы, обладающие чрезвычайно вы-
сокими техническими параметрами и интерес-
ными физическими свойствами. Всего десять
лет назад монокристаллы ферритов служили
в основном лишь объектами физических ис-
следований. В настоящее время благодаря
малой ширине кривой магнитного резонанса,
оптической прозрачности, высокой упругой
добротности и большой механической изно-
состойкости на основе монокристаллов фер-
рита созданы твердотельные приборы сверх-
высоких частот, оптоэлектроники и магнитной
записи с не достижимыми ранее техническими
параметрами, а в некоторых случаях и прин-
ципиально новые.
Монокристаллы ферритов относятся к
классу твердых и хрупких веществ. Микротвер-
дость одноосных и кубических кристаллов ани-
зотропна. Анизотропия кристаллов, отлича-
ющихся структурой и химическим составом,
различна. Например, для монокристалла фер-
рограната YaFesOi? на грани (НО) микротвер-
дость максимальна в направлении <100)
13 141 МПа (1340 кгс/мм2) и минимальна в на-
правлении <111)11 866 МПа (1210 кгс/мм2).
Средняя микротвердость кристаллов Y3Fe5Oi2
равна 12 062 МПа (1230 кгс/мм2). Отсюда
класс твердости феррограната по 15-бальной
шкале равен 7,5. Средняя микротвердость для
монокристаллов некоторых ферритов приве-
дена в табл. 9.1. Прочность феррограната
YaFezOiz на сжатие примерно равна 27450 МПа
(2800 кгс/мм2).
Микротвердость феррошпинелей ниже.
Например, микротвердость кристаллов Li и
Ni — Mg—феррошпинелей, выращенных из
раствора в расплаве, составляет 9300...
...10 800 МПа (950...1100 кгс/мм2). Марганцо-
во-цинковые ферриты, особенно выращенные
по методу Бриджмена, имеют еще меньшую
микротвердость 6370...6960 МПа (650...
...710 кгс/мм2).
По электрическим свойствам монокри-
сталлы ферритов относятся к группе веществ
с малой проводимостью. Удельное электриче-
ское сопротивление при комнатной темпера-
туре для ферритов со структурой типа гра-
ната обычно составляет 1О10... 1014 Ом-см, для
феррошпинелей—1О3...1О7 Ом-см. Ширина
запрещенной зоны в ферритах обычно больше
4,8-10 19 Дж, т. е. больше, чем в полупровод-
никах. Из-за нестехиометрического состава и
вакансий проводимость одного и того же фер-
рита (особенно феррошпинелей) может изме-
няться в широких пределах. Если в кристалле
имеются ионы с переменной валентностью
Fe2+ — Fe3+, Мп2+ — Мп3+, то перенос за-
ряда осуществляется также путем «перескока»
носителя.
Электрические свойства некоторых моно-
кристаллов ферритов приведены в табл. 9.2.
Монокристаллы ферритов относятся к
группе магнитоупорядоченных веществ. Для
них характерен ферримагнитный тип магнит-
ного упорядочения; косвенное обменное взаи-
модействие через ионы кислорода приводит к
разделению их магнитной системы на подре-
166
Монокристаллические ферритовые материалы
[разд. 9]
Таблица 9.1. Параметры различных монокристаллов ферритов
Феррит Мнкротвердость Хрупкость по минералоги- ческой шкале
МПа кгс/мм2
Y3Fe5O12 И 860...12 050 1210...1230 Хрупкий
YsFe^sSco^Ois И 070...11 300 1130... 1150 —
Y3Fe4.5Alo.5012 12 400... 12 700 1270... 1300
Y3Fe4.3Gao.7012 12 350... 12 500 1260... 1280 Хрупкий
Yi.sGdi.sFegOig 12 400... 13 000 1270...1330
Ba2ZngFei2O22 8040...9300 820...950 —
Lio.5Fe2.5O4 9410...10 290 960... 1050
NiFe2O4 9410...10 780 960... 1100 Хрупкий
MgFcsO.-, 9600... 10 980 980... 1120
MnFeZn, феррит (метод Bep- нейля) 6570...7640 670...780 Хрупкий и слабо пластич- ный при уменьшении ZnO
Mn—Zn феррит (метод Бридж- мена) 6370...6960 650...710 Хрупкий
Примечание. Метод вдавливания алмазной пирамиды. Рабочая нагрузка Р = 50 г для
граната и Р = 100 г для шпинели.
шетки. Кристаллическая структура определяет
основные физические свойства и технические
параметры ферритов. Поэтому структурный
признак кладется в основу классификации
монокристаллических материалов на фер-
рошпинели, феррогранаты, гексаферриты и
ортоферриты.
Структура феррошпинелей. Структура
шпинели А [В2]О4 представляет собой плотней-
шую кубическую упаковку анионов с ребром
куба а «8,5 А. Ионы металлов расположены
в промежутках между ионами кислорода, при-
чем имеется два типа таких «пустот» с четы-
рех- и шестикратной координацией. Пустоты
или позиции в решетке, образованные че-
тырьмя анионами, называются тетраэдриче-
скими, а образованные шестью анионами,—
октаэдрическими. Поэтому катионы, располо-
женные в тетраэдрических позициях, назы-
ваются тетраэдрическими, а катионы, распо-
ложенные в октаэдрических позициях,— окта-
эдрическими.
Гранецентрированную элементарную ячей-
ку можно разделить на восемь октантов с оди-
наковым размещением четырех анионов на
пространственных диагоналях, на расстоянии
1 /4 от вершин. На рис. 9.1 изображена элемен-
тарная ячейка структуры шпинели. Тетраэдри-
ческие (А) катионы занимают четыре вершины
из восьми каждого октанта и, кроме того,
центры четырех из них. Октаэдрические (В)
катионы располагаются в четырех других ок-
тантах, по четыре в каждом, на пространствен-
ных диагоналях, подобно анионам, но на рас-
стоянии 1/4 от противоположных вершин. Ок-
танты одного типа имеют смежные ребра раз-
ного типа — смежные грани. В элементарной
ячейке имеется 32 иоиа кислорода, 8 тетраэд-
Таблица 9.2. Электрические свойства монокристаллов ферритов
Феррит Тип элект- ропро- вод- ности Удельное сопротив- ление, Ом-см, при 300 К Феррит Тип элект- ропро- вод- ности Удельное сопротив- ление, Ом-см, при 300 к
Y3Fe50i2 п 1О12...1О14 MgFe2O4 1О4...1О5
В1о.24Са2,7бРезжб2 V1,38012 — ю12 Mno.84Fe2.1604 п 3
Bio ,4Са2.бРез,7 V i ,зО12 р ю10 Mnl,16Fel.8404 2-Ю4-
Bioi92Ca2,oaFc3,96V|io.iOi2 — 10,и CcFe2O4 р 105
Lio.5Fe2.504 п 1О2...1О3 NiFe2O4 п 1О5...1О7
[§ 9.1]
Общие сведения и строения кристаллов
167
Рис. 9.1. Элементарная ячейка структуры шпинели: а — схематическое изображение эквивалентных
октантов; б — расположение ионов в соседних октантах (и — кислородный параметр, характеризую-
щий расположение иоиа кислорода; О — ионы кислорода; о — октаэдрические ионы металлов;
• — тетраэдрические ионы металлов)
рических и 16 октаэдрических ионов. Не все
промежутки между ионами кислорода в ре-
шетке шпинели заняты ионами металлов. Про-
странственная группа шпинели O^FdSm), а то-
чечная — m3m. Число формульных единиц
в ячейке — восемь. В некоторых случаях сим-
метрия понижается.
Типичные кристаллохимические формулы
простых феррошпинелей: Me2+Fe2O4 и
Me^sFeltO.:, где Me+ = Li+, Cu+, Na + ;
Me1 2+ = Mg2+, Ni2+, Cu2+, Mrr+, Fe2+, Co2+,
(Zn2; Cd2 + ). Простые феррошпинели образуют
твердые растворы со шпинелями того же ва-
лентного типа (алюминатами, хромитами) при
замещении Fe3+ на АГ>+, Cr3+, Sc34 , Gd3+,
1п3+ и других валентных типов при замещении
ионов Ме2+ на двух- и четырехвалентные ионы,
например твердые растворы Ti]!+Zni txFe^ z.O.:,
Lio.sjZni _A-Fe24-n..5(O4.
Хотя радиусы А и В позиций в идеальной
упаковке составляют около 0,4 и 0,7 А соот-
ветственно, радиусы катионов в феррошпине-
лях находятся в пределах 0,5... 1,0 А. Ферро-
шпинели по распределению катионов делятся
на нормальные, обращенные, смешанные. В
Таблица 9.3. Периоды идентичности а,
кислородные параметры и
и степень обращенности i феррошпинелей
Феррошпинель a. A u i
Lio.5Fe2.5O4 8.33 0,382 1,0
MgFe2O4 8.38 0,382 0,9
MnFe2O4 8,50 0,385 0,2
FeFe2O4 8,40 0,379 0,0
CcFe2O4 8,38 0,381 0,0
NiFe2O4 8,34 0,381 0,0
CuFe2O4 (с=8,56) 8,31 0,380 0,1
нормальных шпинелях, например Zn[Fe2]O4.
катионы меньшей валентности размещаются
в A-позициях, а большей валентности — в В-
позициях (выделены квадратными скобками).
К нормальным относятся и шпинели типа
Lio.sFeo.s [Fe2] О4, в них трехвалентных катио-
нов больше, чем В-позиций, но заняты они ка-
тионами одного вида [Fe3+].
В обращенных шпинелях, например Fe[Ni,
Fe]O4, A-позиции полностью заняты катио-
нами большей валентности, а в В-позициях
представлены катионы разной валентности.
Наиболее распространены смешанные
шпинели Ме2±;Ме,3+|Ме2+Ме3±,]О4, например
Mno.eFeo.s [Mno.sFei.e] О4, где i — степень обра-
щенности. В каждой позиции находятся раз-
новалентные катионы. Такое распределение
характеризуется степенью обращенности i ’,
т. е. долей ионов большей валентности, в А-
позициях. В нормальной феррошпинели ( = 0,
в обращенной i= 1, а в статистически смешан-
ной (=1/3 (табл. 9.3).
Распределение катионов определяется не-
сколькими факторами: размером ионных ра-
диусов, предпочтением катионов к определен-
ным позициям (обусловленным тенденцией ка-
тионов к образованию ковалентных связей
с анионами), электростатическим взаимодей-
ствием, поляризацией анионов.
С учетом всех факторов составлен кри-
сталлохимический ряд, в котором предпочте-
ние катионов к A-позициям убывает слева на-
право: Zn2+, Cd2+, Ge4+, Ga3+, In3+,.Mn2+,
Fe3 + , Fe2 + , Co2+, Al3+, Cu2+, Mg2+, Li+,
Sn4 + , Ti4 + , Ni2+, Cr3+, V3+, V4 + , Rh3+. Сле-
дует отметить, что распределение катионов
в шпинели и других структурах зависит также
от катионного состава, от температурных уело-
1 В литературе иногда под степенью обра-
щенности понимают е=1—I.
168
Монокристаллические ферритовые материалы
[разд. 9]
вий охлаждения. В системе эквивалентных
позиций (подрешетке) с разными катионами
вследствие дальнодействия кулоновских сил
есть ближний порядок, а в некоторых ферро-
шпинелях — дальний, т. е. сверхструктура. На-
пример, в В-подрешетке Fe3+[Lif5Fe?,t|O4
один ион Li+ и три Fe3+ выстраиваются по-
следовательно вдоль направлений (100)
(упорядочение 1:3) при температуре 735—
755 °C.
Структура феррогранатов. Кубическая
элементарная ячейка граната состоит из восьми
одинаковых октантов. Вершины и центры их
заняты октаэдрическими (а) катионами, каж-
дая грань делится пополам линией, на кото-
рой находятся тетраэдрический (d) и додека-
эдрический (с) катионы на расстоянии, рав-
ном четверти параметра ячейки, друг от друга.
Анионы занимают общие положения. Каждый
октант связан со смежным с ним по грани пово-
ротом на 180° вокруг общей для них линии
d— с. Таким образом, параллельные друг другу
октанты соприкасаются лишь в общей точке.
Параметр элементарной ячейки а» 12,5 А.
Число формульных единиц в ячейке — восемь.
Пространственная группа— О},0 (J aSd), точеч-
ная — m3m. На кристаллах феррогранатов на-
блюдались ромбоэдрические (вдоль направле-
ний (111)) искажения (измеряемые секун-
дами) , имеющие магнитную природу.
В структуре граната кристаллизуются со-
единения с общей кристаллохимической фор-
мулой (Кз}[Ме2](Ме")О|2, где R — иттрий или
редкоземельный ион; Me1 и Me11 — ионы ме-
таллов, занимающие октаэдрические (16[а|)
и тетраэдрические (24(d)) позиции соответ-
ственно. Фигурными скобками обозначаются
додекаэдрические позиции 24(c) в структуре,
образованные кислородными полиэдрами —
двенадцатигранниками. Координационные
числа для ионов R, Me1 и Me11 равны 8, 6 и 4
соответственно. Всего в ячейке 160 занятых
позиций, из них 96(A) — анионы.
Примеры природных гранатов: кальций —
алюминий — силикатный гранат СазА12(8Ю4)з,
андрадит Ca3Fe2Si3Oi2.
В иттриевом феррогранате (Уз)[Ре2]
(Рез)О12 полиэдры несколько искажены: раз-
личны длины ребер тетраэдра 3,16 и 2,87 А;
октаэдра 2,68 и 2,99 А, значительно отли-
чаются длины ребер додекаэдра 2,68; 2,81;
2,87 и 2,96 А. В феррогранатах возможны пол-
ные замещения Fe3+ на Al3+, Ga3+ и ограни-
ченные (в п-позициях) на Sc3+, V3+, Cr3+,
Mn3+, Rh3+, In3+. Параметр ячейки кристал-
ла линейно зависит от координаты х аниона
при замещении на Al3+, Ga3+, Sc3+, In3 + .
Распределение катионов определяется глав-
ным образом их радиусами. В некоторых слу-
чаях (предпочтение к a-позициям небольших
по сравнению с Ga3+ ионов Сг3+ и А13+) про-
являют себя другие, приведенные для ферро-
шпинелей факторы. Катионное распределение
технически важного кальций — висмутового
феррограната имеет вид: |В1з_2хСа2х| [ Fe2]
(Fe3—xV.v)Oi2.
Структура ортоферритов. Ортоферриты
RFeO3(R = Y или РЗЭ) кристаллизуются
в ромбически искаженную структуру перов-
скита СаТЮз. Плотная упаковка перовскита
образована анионами и крупными катионами
(Са или R) в соотношении 3:1. Малые ионы
«6» (Ti или Fe) расположены в промежутках
между шестью ионами кислорода (октаэдр
из ионов кислорода). Крупные катионы нахо-
дятся в позициях с 12-кратной координацией
(с-позиции).
В ортоферритах RFeOs кубическая почти
плотная упаковка атомов, характерная для
перовскита, искажается до моноклинной и вы-
деляется как псевдоячейка вследствие нару-
шения размерных соотношений для ионных
радиусов и особенностей их электронной кон-
фигурации. Ромбическая элементарная ячейка
ортоферритов отвечает симметрии DwAPbnm),
точечная симметрия — ттт. Число формуль-
ных единиц — 4.
Ионы Fe3+ занимают в ячейке 46-позиции,
а ионы R3+ — 4с. Еще четыре позиции такого
типа (4с) занимают ионы кислорода 40?”, во-
семь других ионов 8Оц“ занимают 8d общих
положений. Степень деформации структуры
перовскита в целом уменьшается от LuFeO3
к LaFeOs-
Структуры гексаферритов. Структура маг-
нетоплюмбита (М). Плотнейшая шаровая упа-
ковка магнетоплюмбита построена чередова-
нием слоев АВСАС АСВАВ. Четыре кубиче-
ски сложенных анионных слоя чередуются
с пятым (он выделен жирно), который соче-
тается с соседними слоями по гексагональному
закону. В нем 1/4 анионов замещена на РЬ2+.
Ионы Fe3+ в кубической части упаковки зани-
мают те же позиции, что и в структуре шпи-
нели, а в слое с ионами свинца находятся в «не-
обычной» пятерной координации и окружены
кислородной тригональной дипирамидой.
Пространственная группа — О^Рбз/ттс),
точечная — 6/mmm. Гексагональная базоцен-
трированная ячейка содержит три примитив-
ных ромбических ячейки, которыми обычно
характеризуют структуру гексаферритов. Каж-
дая такая ячейка содержит две формульные
единицы PbFe^Oig и 64 позиции.
Элементарную ячейку удобно представ-
лять последовательностью блоков S R S* R*...
[§ 9.2]
Выращивание монокристаллов и их дефекты
169
Таблица 9.4. Кристаллические параметры
гексаферритов со структурой М
Гексаферрит Период ндентнчностн Плотность dx, г/см3
а, А с, А
PbFei2Oi9 5,877 23,120 5,67
BaFei2Oi9 5,893 23,194 5,32
SrFeisOis 5,864 23,031 5,12
Кубический (шпинельный) блок S состоит из
двух слоев ВС (8О2“) и приходящихся на них
шести ионов Fe3+: 2f, la, 3k. Гексагональный
трехслойный (АСА, АВА) блок R содержит
шесть ионов Fe3 + : lb, 2f, 3k. Блоки S* и R*
образуются из блоков S и R поворотом вокруг
оси с.
Необходимо отметить, что состав магнето-
плюмбита может меняться от PbFeigOis до
PbFeioO>6, а фактически занимает промежу-
точное положение между ними. Состав ме-
няется в результате уменьшения числа ионов
Fe'1+ и О2- в слоях между блоками S с образо-
ванием соответствующих вакансий. В магни-
топлюмбите ионы РЬ2+ наряду с Ва2+ могут
замещаться на Sr2+, Са2+ (табл. 9.4), а ионы
Fe3+ — на А13+, Ga3+ и ограниченно на Сг3+.
Политипные структуры. Структура магне-
топлюмбита (М) является одной из много-
численных политипных структур, отличающих-
ся числом и порядком чередования слоев. Па-
раметр а в них равен 5,88 А, параметр с ме-
няется в широких пределах в зависимости от
числа анионных слоев. В отличие от струк-
туры М в политипных гексаферритах всегда
присутствуют, помимо Fe3+ и больших ионов
двухвалентных металлов (далее подразуме-
вается Ва2+), катионы Ме2+ такие же, как
в структуре шпинели. Они замещают часть
катионов Fe3+ в блоках S и R. Блок S имеет
состав (Ме2+, Ре3+)бОз, блок R—Ва(Ме2+,
Fe>+) gOi |. Симметрия некоторых структур сни-
жается до тригональной, хотя кристаллизуе-
мые в них вещества также классифицируются
как гексаферриты. Важнейшие из структур
(по Брауну) обозначаются W, Y, X, Z, V.
В зависимости от сорта металла гексафер-
риты сокращенно записываются Zn2Y, Co2Z
и т. п.
Наиболее близка к М структура W, в ко-
торой за каждым блоком R следует два блока
S. В элементарной ячейке структуры Y трижды,
но не идентично, чередуется новый тип блока
Т. Этот блок с гексагональной упаковкой со-
держит четыре анионных слоя, в двух средних
каждый четвертый анион замещен на барий.
Таким образом, на блок Т приходятся 2Ва2+,
14 О2-, а также ионы Ме2+ и Fe3+ в двух
театраоктаэдрических и шестиоктаэдрических
позициях.
Пространственная группа структуры типа
Y — Dld(R3m), точечная — 3m.
9.2. ВЫРАЩИВАНИЕ МОНОКРИСТАЛЛОВ
И ИХ ДЕФЕКТЫ
Монокристаллы ферритов выращиваются
различными методами: из раствора в расплаве,
методами Вернейля, Бриджмена, Чохральско-
го, зонной плавкой, гидротермальным мето-
дом.
Выращивание из раствора в расплаве
(спонтанная кристаллизация). Этим методом
выращиваются монокристаллы феррогранатов
в промышленных условиях. При охлаждении
насыщенного высокотемпературного раствора
кристаллообразующих компонентов избыток
вещества по сравнению с равновесным выде-
ляется в виде кристаллов. Кристаллизация
происходит при температуре значительно ниже
точки плавления феррита (табл. 9.5), что со-
ставляет основное достоинство метода.
Технологический процесс включает в себя
приготовление шихты, получение гомогенного
высокотемпературного раствора, его медлен-
ное охлаждение и перемешивание, извлечение
кристаллов. В качестве кристаллообразующих
компонентов используются оксиды (или легко
разлагаемые при нагревании соли), флюсами
обычно служат оксиды PbO, PbF2, В2О3, Bi2O3,
ВаСоз и их сочетания. Флюсы должны обла-
дать высокой растворяющей способностью,
низкой летучестью, малой токсичностью, необ-
ходимой вязкостью и не должны входить в вы-
ращиваемые кристаллы, если не являются их
составляющими. Чистота сырья должна быть
наибольшей. Особенно вредны для СВЧ кри-
сталлов примеси редкоземельных элементов
Таблица 9.5. Температура плавления
монокристаллов ферритов
Монокристалл Темпера- тура плавле- ния, °C Характер плавления
YsFesO^ 1555
Gd3Fe5Oi2 1650 Расплав + YFeOs
Lio.5Fe2.504 1600
MnFe2O4 1580 Конгруэнтно
NiFe2O4 1650
YFeO3 1680
BaFe12Oi9 1465
PbFei2Oi9 1315 Расплав + Ре2О3
170
Монокристаллические ферритовые материалы
[разд. 9]
(РЗЭ), двухвалентного железа, кобальта и
трехвалентного марганца. По содержанию ок-
сидов РЗЭ Y2O3 обозначаются: Y — О (0,1 %),
Y —00 (0,01 %) и т. д.
Кристаллы выращиваются в цилиндри-
ческих платиновых тиглях разной вместимости
и конфигурации, помещаемых в вертикальные
камерные печи. Под печи, несущий тигель, мо-
жет реверсивно вращаться для перемешива-
ния раствора и перемещаться по вертикали.
Температурный режим поддерживается авто-
матически с высокой точностью ±(0,1...0,5 °C)
терморегулятором. Датчиком его служит рас-
положенная возле силитовых стержней термо-
пара. Контрольные термопары располагаются
около крышки и дна тигля.
Шихта нагревается до полного расплав-
ления. Выдержка при максимальной темпера-
туре и вращение тигля обеспечивают гомо-
генизацию раствора. На стадии формирования
зародыша расплав охлаждается с минималь-
ной скоростью, по мере обеднения расплава эту
скорость увеличивают.
Важное значение имеет распределение
температуры по тиглю. Вероятность образова-
ния кристаллов на дне возрастает с увеличе-
нием вертикального отрицательного (дно хо-
лоднее поверхности) температурного перепа-
да. Часть кристаллов локализуется на стенках
тигля. В зоне умеренного температурного
градиента создаются условия для роста круп-
ных и однородных кристаллов.
Чтобы устранить «дворик кристаллиза-
ции», тигель реверсивно вращается с момента
зарождения кристаллов. Кристаллы отделяют
от затвердевшего расплава кипячением в
20 %-ном растворе HNO3. Для выращивания
крупных (20... 100 г) кристаллов расплав необ-
ходимо сливать до его затвердевания.
Выращивание кристаллов феррогранатов.
Для выращивания кристаллов Y3Fe5Oi2 ис-
пользуется шихта (молярная доля): 10 %
Y2O3, 20,4 % Fe2O3, 36,8 % PbO, 27,1 % PbF2,
5,5 % B2O3. Температура выдержки составляет
1250...1300 °C, время — 15 ч. Скорость охлаж-
дения от начала кристаллизации 0,3...0,5°/чК/ч.
Примерный режим вращения тигля: час-
тота вращения — 0,32 с"1, время вращения в
одну сторону— 15 с, пауза— 5 с. Вращение
тигля способствует повышению качества крис-
таллов, но затрудняет их укрупнение. Донные
кристаллы образуют сростки (друзы). Тем не
менее в тиглях вместимостью 3 л вырастают
отдельные кристаллы массой до 100 г и боль-
ше. Общий выход феррограната в расчете на
оксид иттрия близок к 50 % (а в расчете на
массу загрузки ~10%). Кристаллы имеют
грани {ПО) и {211). Первые преобладают на
медленно растущих кристаллах. Грани (211)
развиваются, когда кристалл растет слишком
быстро для данных условий.
Указанный выше для YsFesOis состав ших-
ты аналогичен при выращивании феррограна-
тов с частичным замещением Fe на Ga.
Безиттриевые гранаты Bis-^CaaFes-xVjOiz
растут с вхождением в кристаллы компонен-
тов флюса (табл. 9.6). С увеличением х отно-
шение PbO:Bi2O3 в шихте возрастает. Темпе-
ратура выдержки раствора 1200 °C, скорость
охлаждения 0,5... 1,0 К/ч. Кристаллизация
происходит до температуры 1000 С. Выход
граната (относительно массы загрузки) бли-
зок к 10 %. Масса отдельных кристаллов дос-
тигает 15...20 г. Размеры кристаллов, их выход
увеличивается с возрастанием х, с умень-
шением скорости охлаждения раствора. Крис-
таллы имеют грани (211).
Выращивание кристаллов ортоферритов.
Области кристаллизации феррограната и орто-
феррита близки и нередко наблюдается их
совместная кристаллизация, например, Lu3FesOi2
и LuFeO3. Способность ортоферритов к крис-
таллизации уменьшается от LuFeO3 к LaFeO3.
Размеры кристаллов не превышают 10... 15 мм
в отличие от гранатов мало зависят от массы
раствора. Интервал кристаллизации обычно
не превышает 850... 1290 °C.
Кристаллы, выращенные из раствора в
расплаве при скорости охлаждения 0,5... 1 К/ч,
имеют изометрическую форму. Значительно ре-
же кристаллы имеют столбчатую форму, кото-
рая становится доминирующей при исполь-
зовании флюсов РЬО, РЬО — В2О3. Кристаллы
имеют грани (НО), (001).
Выращивание кристаллов феррошпине-
лей. Кристаллы феррошпинелей выращивают
с использованием флюса РЬО — В2О3 (табл.
9.7). Для Li-феррита соотношение компонен-
тов флюса близко к эвтектическому (РЬОХ
Х0,5В2О3), Li2O : Fe2O3=l : 1,5. Полученные
в соответствии с табл. 9.7 кристаллы Li-фер-
рита обладают совершенной сверхструктурой.
Для кристаллизации Ni и Mg-ферритов тре-
буется значительно меньшее количество В2О3;
NiO (или MgO): Fe2O3 = 1:1.
Время выдержки раствора при макси-
мальной температуре — 10 ч, скорость охлаж-
дения 0,3... 1 К/ч. В оптимальных условиях раз-
меры изометричных октаэдрических кристал-
лов достигают 1 см.
Установлено, что внешний вид кристаллов
Li-феррита при разбавлении раствора флюса-
ми меняется, они становятся пластинчатыми.
Увеличение содержания Fe2O3 или В2О3 в
растворе приводит к столбчатой форме кри-
сталлов.
Выращивание кристаллов гексаферритов.
Для выращивания кристаллов бариевых гекса-
К 9-2]
Выращивание монокристаллов и их дефекты
171
Таблица 9.6. Состав (в молярных долях) шихты
для кристаллизации Bi;i.2,Ca2VFe5....>VvOi2
X Исходные компоненты, %
Bi2Og СаСОз Fe2O3 V2O5 РЬО
0,99 24,5 36,7 29,6 9,5 —
1,24 8,0 24,0 46,0 6,0 16,0
1,36 2,8 25,4 43,0 6,3 22,5
Таблица 9.7. Состав (молярная доля) шихты
для выращивания монокристаллов феррошпинелей
и интервал кристаллизации
Монокристалл Исходные компоненты, % Интервал кристалли- зации, °C
LisCOs NiO MgO Fe2O3 РЬО B2O3
Lio.5Fe2.5O4 11,0 — — 16,5 48,0 24,5 1050...700
NiFe2O4 — 12,5 — 12,5 69,0 6,0 1250...900
MgFe2O4 — — 12,0 12,0 70,0 6,0 1250...900
Таблица 9.8. Состав (массовая доля) шихты
для выращивания монокристаллов гексаферритов
и интервал кристаллизации
Монокристалл Исходные компоненты, % Интервал кристалли- зации, °C
ВаО ZnO Fe2O3 B2O3
BaFei2O)9 51,7 — 34,5 13,8 1250...1000
Ba2Zn2Fei2O22 51,5 5,75 33,5 9,25 1300-1000
ферритов (табл. 9.8) используется флюс
ВаО — В2О3 в эвтектическом соотношении
3,35:1 компонентов, отличающийся малой ле-
тучестью, низкой вязкостью и низкой темпера-
турой плавления (915°C). Часть ВаО расхо-
дуется на построение кристаллов. Время вы-
держки раствора при максимальной темпера-
туре — 24 ч, скорость охлаждения 0,5...2 К/ч.
Кристаллы размером до 15 мм имеют пластин-
чатый или бочоночный вид, характерный для
пониженных и повышенных концентраций ра-
створа соответственно.
Выращивание из раствора в расплаве
(кристаллизация на затравках). Преимущест-
вом выращивания на затравках по сравнению
со спонтанной кристаллизацией является воз-
можность управления технологическим про-
цессом, что позволяет получать одиночные хо-
рошо сформированные кристаллы.
Затравкой служит монокристалл, полу-
ченный другим методом, целиком или обрабо-
танный в виде призмы. Затравку целесообраз-
но ориентировать с учетом анизотропии ско-
рости роста. Затравка может вращаться вмес-
те с фиксирующим ее держателем.
В растворах обычно используется нелету-
чий флюс ВаО — В2О3 эвтектического состава.
Кристаллы выращиваются при медленном ох-
лаждении раствора или при постоянной темпе-
ратуре в конвективной зоне раствора.
Выращивание при медленном охлажде-
нии раствора. Высококачественные кристаллы
YsFesOis размером до 20 мм получены из раст-
вора 30 %-ной концентрации в тигле объемом
300 см3. Избыток Fe2O3 в растворе, необходи-
мый при кристаллизации феррограната, сос-
тавляет в массовых долях 6,5 % и условно
считается компонентом флюса. Скорость вра-
щения затравки обычно 1,92...2,40 с-1. Ско-
рость охлаждения раствора постепенно уве-
личивается от 0,1 до 0,8 К/ч с целью сохране-
ния постоянной скорости роста 1 мм/сут.
Кристаллы BaFei2Oi9 и Ba2Zn2Fei2O22 раз-
мером до 15 мм выращиваются из 40 %-ного
172
Монокристаллические ферритовые материалы
[разд. 9]
раствора при температуре 1145...1095 °C. Ско-
рость охлаждения 0,25—0,50 К/ч, частота вра-
щения затравки — 80 об/мин.
Выращивание при постоянной температу-
ре. Наиболее высококачественные кристаллы
можно вырастить при постоянной температуре.
В тигле создается перепад температур с по-
мощью внутреннего экрана с отверстиями.
В нижней, более горячей, зоне происходит
растворение избыточного вещества, которое
переносится на затравку в верхнюю более хо-
лодную зону.
Выращивание YsFesOis осуществляется
при 1120 °C и вертикальном градиенте 50 °C.
Питание растущих кристаллов улучшается
перемешиванием раствора специальными ло-
пастями на внутренней поверхности тигля или'
на реверсивно вращающемся стержне. Для
роста кристаллов затравка медленно (~5 мк/ч)
вытягивается из раствора.
Выращивание по методам Вернейля и
Бриджмена. Метод Вернейля так же, как и ме-
тод Бриджмена, эффективен для кристаллиза-
ции марганецсодержащих ферритов. Этими
методами выращиваются монокристаллы в
промышленных условиях.
Приготовленная керамическим способом
тонкодисперсная шихта из бункера аппарата
Вернейля под воздействием ударного механиз-
ма засыпается малыми порциями в пламя
кислородно-водородной смеси, плавится и пи-
тает каплю расплава на поверхности роста
кристалла. Медленно опускаясь вместе со све-
чой (кристаллоносителем), кристалл нараста-
ет в результате охлаждения капли. Поступле-
ние шихты и опускание кристалла уравно-
вешиваются, чтобы поверхность капли оста-
валась на постоянном уровне и проходила че-
рез температурный фокус пламени. Фронт рос-
та должен иметь плоскую или слегка выпуклую
форму.
Метод Вернейля позволяет со скоростью
несколько миллиметров в час получать боль-
шие монокристаллы (були) цилиндрической
или грушевидной формы. Преимуществами
метода являются возможность контроля за
ростом, отсутствие загрязняющих кристалл
флюсов, дешевые тигли и точная регулировка
температуры. Однако вследствие высоких тем-
ператур кристаллы имеют большие внутренние
напряжения, стехиометрические соотношения
компонентов нарушаются из-за восстановле-
ния феррита и испарения летучих компонентов.
Технологический режим задается пара-
метрами шихты, роста и охлаждения кристал-
лов. Шихта должна быть сыпучей, дисперсной,
однофазной. Мощность пламени, соотношение
окислительной (центральной) и восстанови-
тельной (периферической) зон, горизонталь-
ные и вертикальные градиенты температур
определяются расходами кислорода и водоро-
да, размерами камеры смешения этих газов в
горелке. Мощность горения максимальна при
объемном соотношении Нг:С>2 = 2. В лабора-
торых условиях методом Вернейля выращи-
ваются були YsFesOis диаметром 5...8 мм и
длиной до 25 мм, RFeO3<R-Eu, Tb, Gd) —
длиной до 20 мм и BaFeisOis длиной до 70 мм.
Для выращивания монокристаллов фер-
ритов в лабораторных условиях используются
также методы: Чохральского, зонной плавки
и гидротермальных растворов.
Монокристаллы ферритов лишь прибли-
женно можно рассматривать как однородные.
Они в той или иной степени содержат дефекты,
которые сопутствуют неравновесному росту и
которые называются ростовыми в отличие от
дефектов обработки. Ростовые дефекты обус-
ловливают секториальное и зонарное строение
монокристаллов, видимая симметрия их при
этом снижается. Примеси и отклонения от
нестехиометрии составляют точечные дефекты,
дислокации — линейные, напряжения, сегре-
гация, включения — объемные.
9.3. СВОЙСТВА
И ОСНОВНЫЕ ПАРАМЕТРЫ
МОНОКРИСТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ
В современной электронике в зависимости
от функционального назначения и диапазона
частот применяются феррогранаты, ферро-
шпинели и гексаферриты. В настоящем разде-
ле приводятся основные параметры материа-
лов: намагниченность насыщения, напряжен-
ность поля (или константа) кристаллографи-
ческой анизотропии, температура Кюри, элек-
трическое сопротивление, а также специальные
параметры материалов.
В диапазоне СВЧ качество моно-
кристаллического материала характеризуется
собственной шириной кривой ФМР Л//,=
= 2<1)г/у или собственной магнитной доброт-
ностью
<5о,Д,-/ДД-, (9.1)
где Н; = Но — NZMS — внутреннее поле в образ-
це; Nz — коэффициент размагничивания в
направлении приложенного поля На-
Собственная добротность образца зависит
от его формы и определяется относительно
внешнего резонансного поля На'.
Qa = H0/\Ha- (9.2)
Ширина кривой ФМР эллипсоидального
образца А//о связана с собственной шириной
кривой ФМР вещества Л//, = 2ш,/-у соотноше-
нием
[§ 9.3]
Свойства и параметры монокристаллических материалов
173
и>
(9.3)
ДДо— Л//,——----- .
у(Нв— NiMs)
Здесь а>г — частота релаксаций; Л/ —
коэффициент размагничивания вдоль направ-
ления поля (ось г). По мере приближения Но к
MSN; собственная добротность QB, умень-
шается. Граничная частота (частота «отсеч-
ки»), при которой внутреннее поле, а следо-
вательно, и добротность обращаются в ноль,
определяется намагниченностью насыщения
и полем анизотропии материала:
wrp=-y[AWWs+//aF(Q)|, (9.4)
где F(Q) — функция углов между направле-
нием внешнего поля и кристаллографическими
осями. Например, для сферических образцов
иттриевого феррограната граничная частота,
рассчитанная по намагниченности, frp=o)rp/
/2 л х 1600 МГц, а для дисков, имеющих отно-
шение диаметра к толщине 30, frp« 120 МГц.
Рабочая частота приборов всегда выше рас-
четной граничной частоты на 200...500 МГц
из-за влияния полей анизотропии и дефектов
кристаллов.
Собственная добротность сферических
образцов иттриевого феррограната почти во
всем диапазоне СВЧ составляет 4000...6000.
-Для характеристики качества монокри-
сталлического ферритового резонатора, свя-
занного с электродинамической системой, ис-
пользуется нагруженная добротность
<2„=Яр/ДЯт (9.5)
где //р = <ор/у={[До + (N„ — М)ЛЬ] ]//<>+ (Ny—
— —резонансное поле для эллип-
соида, ДД„ — нагруженная ширина резонаис-
Рис. 9.2. Температурная зависимость намагни-
ченности насыщения иттриевого феррограната
ной кривой с учетом связи; Nx и Ny — коэф-
фициент размагничивания эллипсоида вдоль
осей х и у соответственно.
В диапазоне НЧ и ВЧ применяются
монокристаллы феррошпинелей. Для головок
видеозаписи применяются в основном Мп —
Zn и Ni — Zn ферриты. Монокристаллы фер-
рошпинелей и ориентированные сердечники из
них характеризуются намагниченностью насы-
щения Ms, начальной магнитной проницае-
мостью р„, проницаемостью на частоте 5 МГц,
тангенсом угла магнитных потерь tgS„ и удель-
ной проводимостью у.
ФЕРРОГРАНАТЫ. Монокристаллы фер-
рогранатов обладают сравнительно малыми
значениями намагниченности насыщения Ms =
= 24,0...160 кА/м (300...2000 Гс), поля анизо-
Таблица 9.9. Основные параметры
некоторых монокристаллов феррогранатов
Моно- кристалл Состав Намагни- ченность насыще- ния Ms, кА/м Ширина кривой ФМР АН, А/м Поле ани- зотропии На, кА/м Точка Кюри 0к, К Рентге- новская плотность dx, г/см3
150 КГ Y Sc 148,0 48 2,00 513 5,13
140 КГ-1 Y Fe 140,0 48 3,40 556 5,17
120 КГ Y Fe Ga 120,0 48 3,40 543 5,19
65 КГ Ca V:Ge 65,6 48 0,88 443 4,00
50 КГ Bi Ca V 49,6 96 1,76 498 4,26
35 КГ Bi Ca V:In 34,4 48 1,84 448 4,16
25 КГ Bi Ca V:In Nb 24,0 80 2,16 433 4,19
15 КГ Bi Ca V;In Nb 16,0 64 2,40 418 4,20
12 КГ Bi Ca V;In Nb 11,2 80 — 395 4,16
Примечание. Значения намагниченности насыщения приведены
умноженными на 4л.
174
Монокристаллические ферритовые материалы
[разд. 9]
Рис. 9.3. Температурная зависимость ширины кривой ФМР ЛНо полированного сферического
образца иттриевого феррограната при различных частотах
тропии Н„=0...8 кА/м (0...100Э) и малой ши-
риной резонансной кривой. Благодаря этому
они применяются в СВЧ приборах дециметро-
вого и сантиметрового диапазонов длин волн.
Промышленные марки и основные параметры
монокристаллов феррогранатов приведены в
табл. 9.9.
Иттриевый феррогранат (иттрий — же-
лезный гранат, ИЖГ). Идеальный двухпод-
решеточный ферримагнетик |Y3|JFe2|(Fe3)Oi2 —
прототип группы феррогранатов. Магнитные
свойства при комнатной температуре приведе-
ны в табл. 9.9.
Температурная зависимость намагничен-
ности насыщения Ms показана на рис. 9.2. При
создании фильтров, ограничителей мощности и
других приборов, в основе которых лежит яв-
ление ФМР, анизотропия резонансного поля
приводит к необходимости прецизионной
ориентировки образцов по заданным кристал-
лографическим направлениям. Добавки
небольших количеств ионов скандия Sc3+,
индия 1п3+ или кобальта Со2+, компенсиро-
ванных четырехвалентными ионами, например
германием Ge4+, в ИЖГ позволяют уменьшить
поле анизотропии при комнатной температуре
(х=0,003 в формуле Y3Fe5_2xCoJ(GexOi2) и по-
лучить материал с малоизменяющимся (термо-
стабильным) полем анизотропии в широком
интервале температур. Ширина линии ФМР
оптически полированных сферических образ-
цов ИЖГ зависит от температуры (рис. 9.3)
и линейно возрастает с частотой.
Иттрий — алюминиевый и иттрий — тал-
лиевый феррогранаты. Для получения мате-
риалов с малой намагниченностью по сравне-
нию с ИЖГ часть ионов железа в тетраэдри-
ческой подрешетке замещается диамагнитны-
ми ионами А13+ или Ga'i+:
{Y3HFe2](Fe3_A:AL.)Oi2 и {Y3)[Fe2](Fe3_.GaA.)O,2
(х^0,5). При больших концентрациях А13+ и
Ga3+ распределение катионов становится
более сложным.
Зависимости намагниченности насыщения
от содержания алюминия и галлия показаны
на рис. 9.4. Уменьшение M.s с ростом х в Y—Ga-
феррогранате сопровождается увеличением
поля анизотропии. Для уменьшения граничной
частоты этих материалов необходимо умень-
шить Ha. С этой целью в состав вводится In
или Sc. Температурные зависимости намагни-
ченности при различном содержании галлия в
иттриевом гранате показаны на рис. 9.5.
Иттрий — индиевый, иттрий — скандие-
вый и иттрий — хромовый феррогранаты:
!Y3|[Fe2_.xMex](Fe3)Oi2, где Me — In, Sc, Сг. При
замещении октаэдрических ионов железа
ионами In3+, Sc3+ и Сг’+ до концентрации
х^0,2 в области низких температур намаг-
Рис. 9.4. Зависимость намагниченности насы-
щения феррогранатов от содержания х заме-
щающих ионов Ga, Al, In, Sc, V, Сг (x — со-
держание диамагнитного компонента и Сг
в кристаллохимической формуле
Y3Fes—хМе,О|2 и Bi3_2jtCa2*Fe5—лУхО|2
[§ 9.3]
Свойства и параметры монокристаллических материалов
175
Рис. 9.5. Температурная зависимость намагни-
ченности насыщения иттрий — таллиевого
феррограната YsFes-xGa^Oiz
ниченность насыщения возрастает по сравне-
нию с ИЖГ. При х^0,2 замещение перестает
быть преимущественно октаэдрическим и на-
магниченность уменьшается. Зависимости на-
магниченности насыщения М„ от содержания
Cr3+, In3+, Sc3+ показаны на рис. 9.4. Су-
щественной особенностью этого вида замеще-
ний является уменьшение напряженности поля
анизотропии с увеличением х.
Висмут — кальций — ванадиевый ферро-
гранат ВКВГ: {Bis-sxCasJFesKFes-jtVJOiz,
где 1,0<х<1,5. Благодаря малой намагни-
ченности 1,9...4,7 кА/м (300...750 Гс) (рис. 9.4),
малой напряженности полей анизотропии
1,3...6,1 кА/м (16...80 Э) и малой ширине кри-
вой ФМР 40... 120 А/м (0,5...1,5 Э) материал
применяется в приборах низкочастотной (до
300...400 МГц) области диапазона СВЧ
(рис. 9.6). Основные параметры приведены в
табл'. 9.10. В его составе отсутствует оксид
иттрия и сопутствующие ему примеси РЗЭ.
Температура синтеза ВКВГ ниже температуры
синтеза ИЖГ и поэтому меньше вероятность
возникновения ионов Fe~ + . Для уменьшения
напряженности поля анизотропии в состав
ВКВГ (хя11,46) вводятся добавки In3+, Sc3+.
Гадолиниевый, иттрий — гадолиниевый и
иттрий — гадолиний — алюминиевый ферро-
гранаты. В результате компенсации намаг-
ниченностей подрешеток {с|, (d), и [а] на основе
гадолиниевого феррограната {Gd3| [FejJfFe.aJOiz
созданы материалы с малой зависимостью на-
магниченности насыщения от температуры. В
связи с тем, что намагниченности Gd- и Fe-
подрешеток существенно различаются, термо-
стабильность может быть получена в интерва-
ле температуры 50...100 °C.
ФЕРРОШПИНЕЛИ. Монокристаллы фер-
рошпинелей обладают повышенными значения-
ми намагниченности насыщения 13...63 кА/м
(2000...5000 Гс) и напряженности поля анизо-
тропии 8...24 кА/м (100...300 Э) по сравнению
с феррогранатами. Изделия из них приме-
няются в СВЧ технике и в аппаратуре магнит-
ной записи. В сверхвысокочастотном диапазо-
не магнитные потери феррошпинелей харак-
теризуются шириной кривой ФМР (40... 160
А/м для лучших образцов), в диапазоне вы-
соких частот — тангенсом угла магнитных по-
терь (0,5... 1,3). Свойства простых ферритов
представлены в табл. 9.11. Температурные
зависимости намагниченности показаны на
рис. 9.7.
Литиевая феррошпинель (литиевый фер-
рит). Особенностью Li-феррита является
сверхструктурное упорядочение ионов Li+ и
Fe3+ в октаэдрической подрешетке, возникаю-
щее при медленном охлаждении от темпера-
туры 750 °C. Магнитные параметры упорядо-
ченного феррита при комнатной температуре
приведены в табл. 9.11.
Из всех феррошпинелей Li-феррит в упо-
рядоченном состоянии обладает самой малой
Таблица 9.10. Свойства монокристаллов феррогранатов
при комнатной температуре
Монокристалл Намагни- ченность насыще- ния Ms, кА/м Точка Кюри 6 к, К Ширина кривой ФМР ДЯ (Х, = 6см), А/м Удельное сопротив- ление р-10-’2, Ом-см
С аз Ббз.б V1 ,gO 12 60 470 39,8 10
Bio,2Ca2.8Fe2,2V 1,4012 52 493 79,6 10
Bio^Cag.eFeg^V 1 ,зО] 2 40 505 119,0 5
Bio.68Ca2,32Fe2.68Vi,!60i2 28 520 199,0 1
Примечание. Значения намагниченности насыщения при-
ведены умноженными на 4л.
176
Монокристаллические ферритовые материалы
[разд. 9]
Рис. 9.6. Зависимость ширины кривой ФМР монокристалла висмут—кальций — ванадиевого
феррограната (л'=1,5) от температуры, измеренная в трех различных кристаллографических
направлениях [100], [110] и [111], при / = 9,2 ГГЦ
шириной резонансной кривой и наименьшим
параметром затухания спиновых волн 48 А/м
(0,6 Э).
Для получения материалов с повышенной
намагниченностью часть тетраэдрических ио-
нов Fe3+ замещается ионами Zn. Намагни-
ченность при комнатной температуре достигает
максимального значения при Л'^0,4 (при хх
яь0,6 имеем Л4.,=226 кА/м или 2840 Гс).
Замещение части ионов Fe3 + ионами
А13+, занимающими октаэдрические позиции,
приводит к уменьшению намагниченности на-
сыщения. Точка компенсации Lio.5Al.rFe2.5_.rO4
соответствует х^ 1,0.
Магниевая феррошпинель (магниевый
феррит). Магнитные параметры М„ и //„ оп-
ределяются катионным распределением, зави-
сящим от условий получения образцов
Mgi_,Fe,[Mg,Fe2_,|O4, где i — степень обра-
щенности феррита (см. § 9.1). Распределение
Рис. 9.7. Намагниченность насыщения ферро-
шпинелей MeFeoOj и Li2.5Fe25O4 в зависи-
мости от температуры (Me в химической
формуле есть Мп, Ni, Си, Mg, Li)
ионов Mg2+ между тетра- и октаэдрическими
позициями дается соотношением (1—/)(2—I)/
/i~ =e~E/kr=е-ок/7причем £яг0,13 эВ, 6К=
= 1220 К.
Температурные зависимости намагничен-
ности насыщения образцов с различным рас-
пределением катионов показаны на рис. 9.8.
Минимальные значения Л//, Д/4._п наблю-
дались в направлении [100| после термообра-
ботки образцов в окислительной среде при
медленном охлаждении и / = 5ГГц— Д// =
= 97 А/м (1,22 ~Э); при / = 9,3 ГГц—
Д/Д_и)=70 А/м (0,88 Э).
Никелевая феррошпинель (никелевый
феррит). Магнитные параметры Fe[NiFe]O<
при комнатной температуре приведены в
табл. 9.11.
Для уменьшения кристаллографической
анизотропии в состав вводят кобальт. Для
увеличения намагниченности часть тетраэдри-
ческих ионов Fe34- замещают ионами Zn2+.
Марганцевая и марганцово — цинковая
феррошпинели (марганцевый и марганцово —
цинковый ферриты). Параметры при комнат-
ной температуре приведены в табл. 9.12.
Монокристаллы Мп — Zn-феррита выра-
щиваются методами Бриджмена и Вернейля
и применяются в качестве сердечников маг-
нитных головок. Намагниченность насыщения
Ms для Мп — Zn-ферритов изменяется в пре-
делах 31,7...36,7 кА/м (4лЛ45 = 5000...5800 Гс).
При выращивании методом Вернейля намаг-
ниченность в нижней части були, как правило,
больше, чем вблизи вершины. Это вызвано
неоднородностью распределения ионов мар-
ганца и железа и различной валентностью
по длине монокристалла.
Магнитная проницаемость (500...10 000)
и тангенс угла магнитных потерь (0,5... 1,3)
не взаимосвязаны: при малых значениях
tgfi... имеют место как низкие, так и высокие
значения ц.
[§ 9.3]
Свойства и параметры монокристаллических материалов
177
Рис. 9.8. Температурные зависимости намагниченности насыщения монокристалла магниевого
феррита с различным распределением катионов
1 — выдержка при 900 °C в течение 4 ч, охлаждение со скоростью 0,5 К/ч до 300 °C; 2 — после синтеза;
3 — выдержка при 1000 °C, закалка; 4 — выдержка при 1100 °C в течение 1 ч, закалка; 5 — выдержка
при 1200 °C в течение 1 ч, закалка
Таблица 9.11. Свойства монокристаллов феррошпинелей
и гексаферритов при комнатной температуре
Монокристалл Намагни- ченность насыще- ния Ms, к А/м Точка Кюри ек, К Ширина кривой ФМР А Я, А/м Удельное сопротив- ление р, Ом - см
Lio.5Fe2.5O4 290 943 120 ю5
MgFe2O4 160 613 240 ю7
CuFe2O4 135 720 800 —
NiFe2O4 250 913 160 5-Ю6
Mni.ogFei .92O4 374 560 1000 2-Ю3
BaFel2O,9 380 720 960 103
BasZngFeisOss 226 403 560 104
Примечание. Значения намагниченности приведены ум-
ноженными на 4л.
Таблица 9.12. Основные параметры монокристаллов Мп—Zn-ферритов
Марка ферритов MS1 кА/м Ни. при f = 0,01 МГц р', при 5 МГц tg6„, при 5 МГц р. Ом-см Bio, Тл
500МК 500 450 1,2
2000МК 2 000 300 1,3 Л 1 n 4К
5000МК 5 000
юооомк 10 000
Примечание. Значения намагниченности насыщения приведены
умноженными на 4л.
178
Монокристаллические ферритовые материалы
[разд. 9]
Удельное электрическое сопротивление
монокристаллов изменяется в пределах 0,5...
...5,0 Ом-см. Оно существенно зависит от со-
держания оксида железа в образце и может
на несколько порядков изменяться (0,1...
104 Ом-см) при изменении содержания оксида
железа по сравнению со средним значением,
равным 60...50 % (мол.).
Гексаферриты. Монокристаллы гексафер-
ритов относятся к магнитоодноосным кристал-
лам и обладают высокими значениями напря-
женности полей анизотропии. Параметры
бариевого и барий — цинкового гексаферри-
тов при комнатной температуре приведены в
табл. 9.11.
Применение одноосных кристаллов в твер-
дотельных СВЧ приборах резонансного типа
позволяет уменьшить напряженность внешне-
го поля и, следовательно, габариты и массу
магнитной системы. Например, при ориентации
кристалла Zn2Y вдоль оси легкого намагни-
чивания ФМР на частоте около 10 ГГц наблю-
дается в полях, в три раза меньших 76 кА/м
(950 Э), чем в изотропной среде или в кубичес-
ких кристаллах.
Бариевый гексаферрит со структурой М,
Ва(М). Кристаллы Ва(М) имеют ось легкого
намагничивания. При ориентации постоян-
ного поля вдоль оси легкого намагничивания
кристалла резонанс наблюдается при часто-
тах выше некоторой характерной частоты,
называемой «щелью». Напряженность поля
анизотропии 1400 кА/м (17,55 кЭ) соответ-
ствует «щели», равной 45 ГГц (Х,=6,7 мм).
Резонанс в полях 800...1200 кА/м (10...15 кЭ)
наблюдается в 4-миллиметровом диапазоне.
Замещение части ионов Fe3+ ионами А13+
приводит к уменьшению намагниченности на-
сыщения и напряженности поля анизотропии.
Барий — цинковый феррит со структурой
Y, Zn2(Y). Кристаллы Zn2(Y) имеют ось легко-
го намагничивания. При ориентации поля
вдоль этой оси резонанс на частоте 10 ГГц
наблюдается при напряженности поля, пре-
вышающей 76 кА/м (950 Э). При меньших
напряженностях поля имеет место резкое уве-
личение ширины кривой ФМР, связанное с
возникновением в образце магнитной (домен-
ной) структуры.
9.4. ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ
И ПРИМЕНЕНИЕ В ТЕХНИКЕ
Для измерения свойств монокристаллов
ферритов и применения их в технике изготов-
ляются образцы и изделия заданной формы
(сферы, цилиндры, диски, пластины и др.).
Изделия обрабатываются с высокой степенью
точности и чистоты поверхности, существенно
влияющей на их параметры. Изготовлению
образцов и изделий предшествует их ориенти-
ровка относительно кристаллографических
осей с учетом анизотропии их свойств. Образ-
цы сферической формы ориентируются после
изготовления.
Ориентировка кристаллов. Ориентировка
ограненных кристаллов осуществляется мето-
дом оптического гониометрирования. Метод
основан на измерении углов между гранями,
так как угол между гранями с известными
символами есть величина постоянная. Этой це-
ли служат двухкружные оптические отража-
тельные гониометры.
Метод заключается в следующем. На
кристалл, закрепленный на держателе гонио-
метрической головки, направляется от точеч-
ного источника через коллиматор световой пу-
чок. Отражаясь поочередно от разных граней,
световой пучок попадает в зрительную трубу.
Каждое отражение фиксируется сферическими
координатами: долготой по вертикальному
кругу и полярным расстоянием по горизон-
тальному кругу. Эти координаты определяют
положение проекций нормалей к граням в
сферической системе координат. Для нахож-
дения углов между гранями и соответственно
искомых направлений обычно используется
стереографическая проекция.
Если в кристалле нет естественных граней
роста, то ориентирование проводится рент-
геновским дифрактометрическим методом.
При вращении стола рентгеновского гонио-
метра вокруг вертикальной оси и одновременно
кристалла на специальной приставке вокруг
горизонтальной оси наступает момент, когда
заданная плоскость (hkl) оказывается в поло-
жении отражения. Этот момент фиксируется
максимумом интенсивности на счетчике (с
записью иа самопишущем потенциометре) и
определяется из условия Брегга — Вульфа:
nX=2asind**z, где п — целое число, показы-
вающее порядок отражения; — длина волны
рентгеновских лучей; dhki — межплоскостное
расстояние; а — угол отражения. Искомое
направление является перпендикуляром к за-
данной плоскости и биссектрисой угла между
первичным и отраженным рентгеновскими
пучками. Например, для Fe линия К„ излу-
чения при ориентировании кристаллов
Y3FesOi2 в направлении < 110> угол а сос-
тавляет 62" 12' (отражение 880), а при ориен-
тировании феррошпинели с а=8,40 А имеем
а=40°43' (отражение 440). Точность ориен-
тировки кристаллов дифрактометрическим ме-
тодом достигает 1'.
Монокристаллические сферы диаметром
0,8...2 мм можно быстро ориентировать в одно-
[§ 9.4]
Изготовление изделий и применение в технике
179
родном магнитном поле. Сфера свободно поме-
щается в среду (ртуть, спирт, жидкое стекло)
между полюсами магнита и, естественно, пово-
рачивается осью легкого намагничивания
вдоль магнитных силовых линий. Известны
различные способы фиксации ориентации: за-
твердевание жидкого стекла, ’клея и т. д.
Магнитный метод используется при ориен-
тациях, не требующих высокой точности.
Механическая обработка кристаллов. Мо-
нокристаллы ферритов обрабатываются по-
добно кристаллам полупроводников, но с уче-
том их высокой твердости и хрупкости.
Резка. Кристаллы ферритов режутся ал-
мазными дисками, которые по сравнению с
другими абразивами требуют меньших нагру-
зок на кристалл, дают меньше отходов и более
высокое качество поверхности реза. Исполь-
зуются алмазные диски с внешней или внут-
ренней режущими кромками. Алмазные диски
(круги) в соответствии с ГОСТ 10110—78
имеют диаметр 50...400 мм, толщину 0,15...2 мм.
Диски с внутренней режущей кромкой
благодаря низкой вибрации позволяют полу-
чать плоскопараллельные пластины толщиной
до 0,2 мм. Частота вращения диска 4...5 тыс.
об/мин, охлаждение осуществляется 5 %-ным
водным раствором кальцинированной соды.
Изделия сложной формы, например рамки, а
также различные отверстия в кристаллах по-
лучаются ультразвуковым методом при ис-
пользовании суспензии карбида бора. Опти-
мальные рабочие частоты 18...25 кГц. Профиль
изделия определяется стальными оправками к
инструменту-концентратору.
Обработка плоских поверхностей. Плос-
кие поверхности обрабатываются на шлифо-
вально-полировальных станках на вращаю-
щихся плоских дисках-притирах. Технология
шлифовки и полировки аналогична применяе-
мой для оптических стекол. В качестве абра-
зивов используются алмазы, карборунд (зеле-
ный, марки КЗ), электрокорунд (белый, марки
ЭБ), эльбор в виде порошка или пасты. Размер
зерна для шлифовки 28...5 мк, для полиров-
ки — 5...0,5 мк. Для полировки также исполь-
зуется окснд хрома в виде суспензии с зерном
3...0.5 мк.
Обработка цилиндрических поверхностей.
Кругление цилиндров и шлифовка их по обра-
зующей осуществляется на настольных круг-
лошлифовальных станках. Заготовка в форме
призмы приклеивается с сохранением ориен-
тации к латунной оправке, которая закреп-
ляется в цанге станка. Диаметр оправки равен
диаметру изготовляемого цилиндра, длина
22...25 мм при толщине круга 10 мм. Мини-
мальный диаметр цилиндров при таком методе
обработки 1,5...2 мм, конусность в пределах
0,001 мм на длине 20 мм. По окончании шли-
фовки деталь имеет припуск диаметра иа поли-
ровку не менее 0,2 мм.
Замена шлифовального круга на поли-
рующий позволяет проводить полировку ци-
линдра по образующей. Полировка цилиндров
до 13 или 14-го класса обеспечивается враще-
нием на той же самой оправке с помощью натя-
нутой гибкой хлорвиниловой подвижной или
неподвижной ленты с абразивом в таком же
станке, что и для шлифовки. Торцы цилиндров
обрабатываются одновременно как плоские
поверхности.
Обработка сферических поверхностей.
Метод обкатки в воздушной среде внутри ци-
линдрической или конической камеры обеспе-
чивает получение необходимой сферичности и
высокой чистоты поверхности, но мало произ-
водителен.
Чистоту поверхности до 14-го класса, от-
клонение от сферичности в пределах 0,5 % и
высокую производительность обеспечивает ме-
тод, в котором сфера механически обрабаты-
вается между двумя абразивными инструмен-
тами различной формы, одни из них или оба
вращаются. Лучшим сочетанием абразивов
оказывается вращающаяся чашка с наклоном
стенки 45° и неподвижный диск, а для шли-
фовки на грубом зерне — две чашки. Для по-
вышения эффективности обработки установка
для изготовления сфер содержит несколько го-
ловок, причем каждая состоит из абразивного
инструмента с цангами для крепления и элек-
тродвигателя. Для грубой обдирки и шлифов-
ки последовательно используются износоус-
тойчивые монолитные абразивы на металло-
керамической связке с зернистостью 200 (об-
дирка), 120, 60, 40, 20 и 10 мк. Общее время
шлифовки около 2 ч. Для полировки исполь-
зуются порошки с зернистостью 10, 5, 3, 1 и
0,5 мк, втертые в стеклотекстолитовые и твер-
дые деревянные (дуб, бук) заготовки в виде
чашки и диска. Общее время полировки 3...4 ч.
Применение монокристаллов в технике
обусловлено их высокими техническими пара-
метрами. Монокристаллические ферритовые
материалы применяются в аппаратуре маг-
нитной записи, в приборах сверхвысоких час-
тот, в вычислительной технике и оптических
приборах. В аппаратуре магнитной записи
сердечники из монокристаллов в виде магнит-
ных головок применяются для записи, воспро-
изведения и стирания сигналов звукового и
видеодиапазонов в магнитофонах, а также для
записи информации в ЭВМ.
В СВЧ приборах изделия нз монокристал-
лов выполняют функции высокодобротного
резонатора (в фильтрах, микромодуляторах,
дискриминаторах), нелинейного элемента (в
180
Монокристаллические ферритовые материалы
[разд. 9]
ограничителях и усилителях), гнротропной (в
циркуляторах и вентилях) или замедляющей
среды (в линиях задержки). В вычислительной
технике на основе монокристаллических плас-
тин и пленок создаются интегральные устрой-
ства и схемы, в которых носителем информа-
ции являются отдельные домены (ЦМД —
цилиндрические магнитные домены).
Высокая оптическая прозрачность магнит-
ных кристаллов позволяет использовать их в
оптическом диапазоне длин волн, создавать
магнитооптические приборы. В оптических
приборах монокристаллические элементы вы-
полняют роль магнитоактивной гиротропной
среды в фарадеевских модуляторах, вентилях
и циркуляторах.
СПИСОК ЛИТЕРАТУРЫ К ПЕРВОЙ ЧАСТИ
1. Аморфные металлические материалы/
Под ред. А. И. Манохина. — М.: Наука,
1984.—156 с.
2. Быстрозакаленные металлы//Сборник
научных трудов; Под ред. Б. Кантора.— М.:
Металлургия, 1983.— 470 с.
3. Вонсовский С. В. Магнетизм.— М.:
Наука, 1971,— 1032 с.
4. Высокочастотные магнитодиэлектрики
на основе порошков карбонильного железа/
/И. С. Толмасский и др.//Порошковая метал-
лургия.— 1981.— № 3.— С. 51—55.
5. Гуревич А. Г. Магнитный резонанс в
ферритах и антиферромагнетиках.— М.: Нау-
ка, 1973.—591 с.
6. Ковнеристый Ю. К-, Осипов Э. К-, Тро-
фимова Е. А. Физико-химические основы соз-
дания аморфных металлических сплавов.—
М.: Наука, 1983.— 145 с.
7. Крупичка С. Физика ферритов.— М.:
Мир, 1976.— Т. 1 — 353 с., Т. 2 — 504 с.
8. Левин Б. Е., Третьяков Ю. Д., Ле-
тюк Л. М. Физико-химические основы полу-
чения, свойства и применение ферритов.— М.:
Металлургия, 1979.— 471 с.
9. Магнетизм аморфных систем/Под ред.
Р. Леви и Р. Хасегава.— М.: Металлургия,
1984,—448 с.
10. Металлические стекла/Под ред.
Дж. Дж. Гилмана и X. Дж. Лими.— М.:
Металлургия, 1984. — 263 с.
11. Металлические стекла. Ионная струк-
тура, ионный перенос и кристаллизация / Под
ред. Г. И. Гюнтеродта и Г. Бека.— М.: Мир,
1983. — 376 с.
12. Мирошниченко И. С. Закалка из жид-
кого состояния.— М.: Металлургия, 1982.—
168 с.
13. Михайлова М. М., Филиппов В. В.,
Муслаков В. П. Магнитомягкие ферриты для
радиоэлектронной аппаратуры: Справочник.—
М.: Радио и связь, 1983.— 199 с.
14. Мишин Д. Д, Магнитные материа-
лы.— М.: Высшая школа, 198.1.— 335 с.
15. Огнев М. В., Шамаев Ю. М. Проекти-
рование запоминающих устройств.— М.: Выс-
шая школа, 1979.— 320 с.
16. Преображенский А. А., Бишард Е. Г.
Магнитные материалы и элементы.— 3-е
изд.— М.: Высшая школа, 1986.— 352 с.
17. Прецизионные сплавы: Справочник/
/Под ред. Б. В. Молотилова.— М.: Метал-
лургия, 1983.— 438 с.
18. Смоленский Г. А., Леманов В. В. Фер-
риты и их техническое применение.— Л.: Нау-
ка, 1975,— 219 с.
19. Хандрих К., Кобе С. Аморфные ферро-
и ферримагнетики.— М.: Мир, 1982.— 293 с.
20. Яковлев Ю. М., Генделев С. Ш. Моно-
кристаллы ферритов в радиоэлектронике.—
М.: Советское радио, 1975.— 360 с.
ЧАСТЬ ВТОРАЯ
ПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
е — термо-ЭДС
W — энергия
— энергия Ферми
А — работа выхода электронов, константа
а — постоянная решетки
с — постоянная решетки, удельная теплоем-
кость
D — диаметр, коэффициент диффузии
d — плотность
Е — напряженность электрического поля
Еу — модуль упругости
е — заряд электрона
F — сила контактного нажатия
Ар — разрывное усилие
Нт — критическое магнитное поле сверхпро-
водника
Нъ — число Бринелля
h — постоянная Планка
/ — ток
1 — сила света
/' — плотность тока
f — частота
k — постоянная Больцмана
Lo — число Лоренца
I — длина образца
т — масса
то — масса свободного электрона
т* — эффективная масса электрона
п — концентрация электронов
р — давление
R- - электрическое сопротивление
Ra — сопротивление квадрата пленки (по-
верхности)
Гат — атомный радиус
S — площадь, удельная термо-ЭДС
5ф — площадь поверхности Ферми
Т — температура, К
Тт — температура перехода в сверхпроводя-
щее состояние
t — температура, °C
U — потенциал
v — скорость
X — реактивное сопротивление
о — угловая частота, плотность теплового
потока
а — температурный коэффициент, угол
Дт — скорость испарения
Д///— относительное удлинение
б — поверхностное натяжение; толщина
пленки
е — коэффициент излучения (излучательная
способность)
Г) — вязкость
0К — температура (точка) Кюри
х — коэффициент теплопроводности
А — длина волны, глубина проникновения
р — удельное сопротивление
ав — временное сопротивление разрыву (пре-
дел прочности при растяжении)
Or — предел прочности при сжатии
оп — предел пропорциональности
т)у — ударная вязкость
ат — предел текучести
аус — предел усталости при скручивании
Оу.и — предел усталости при изгибе
Осд — предел прочности при сдвиге
т — время
Ф — световой поток
р — подвижность носителей заряда, магнит-
ная проницаемость
у — удельная электрическая проводимость
РАЗДЕЛ 10
КЛАССИФИКАЦИЯ И ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
ПРОВОДНИКОВЫХ МАТЕРИАЛОВ
М. В. Ведерников
10.1. КЛАССИФИКАЦИЯ
В этом разделе представлены основные
эмпирические и теоретические положения об
электропроводности и близких физических
свойствах металлов и их сплавов.
Некоторые свойства большинства чистых
металлов приведены в табл. 10.1. Значения
физических параметров в таблице даны для
комнатной (293 К) температуры или вблизи
нее. Если металл существует в нескольких
полиморфных модификациях (изменяет кри-
сталлическую структуру при изменении темпе-
ратуры), то в табл. 10.1 приводятся значения
для модификации, равновесной при комнатной
температуре.
В последующих разделах второй части
излагаются сведения об основных проводнико-
вых материалах.
Кратко представлены также сведения о
модификациях проводящего углерода и других
неметаллических проводящих материалах (ок-
сидах металлов, гетерогенных композицион-
ных материалах).
В настоящее время не существует обще-
принятой классификации проводниковых ма-
териалов. Металлические проводящие мате-
риалы в физике, химии, технике классифици-
руются по разным признакам:
1. По составу: чистые металлы и сплавы.
2. По значению проводимости: хорошие и
плохие проводники. К хорошим проводникам
относится большинство металлов: они хорошо
проводят ток, пластичны, к плохим — относят-
ся элементы V группы периодической системы
элементов: висмут, сурьма, мышьяк, которые
хрупки, плохо проводят ток. Их иногда назы-
вают полуметаллами.
3. По положению в периодической системе
элементов Д. И. Менделеева металлы подраз-
деляют на: щелочные (Na и другие металлы
подгруппы 1а), благородные (к ним в физике
в отличие от техники относят только однова-
лентные металлы подгруппы 1б), щелочнозе-
мельные (Са, Sr, Ba, Ra из подгруппы Па),
многовалентные простые (остальные металлы
II группы, а также из подгруппы Ша и IVa),
актиниды (Ас и металлы с большими атомны-
ми номерами), переходные и редкоземельные.
Электрические свойства металлов внутри наз-
ванных групп весьма близки, а между группа-
ми могут сильно отличаться. Например, благо-
родные металлы: медь, серебро и золото —
все имеют малое сопротивление, а редкозе-
мельные: гадолиний, церий и другие — очень
большое.
4. По особенности строения электронных
оболочек: нормальные и переходные металлы.
По мере увеличения порядкового номера хи-
мических элементов в периодической системе
происходит заполнение электронных оболочек
в последовательности, определяемой квантово-
механической теорией. Однако при некоторых
порядковых номерах энергии двух соседних
оболочек оказываются очень близкими, благо-
даря чему сначала заполняется не очередная,
а последующая оболочка. Элементы, в которых
происходит такой «сбой», называются пере-
ходными, все они являются металлами и обра-
зуют в таблице Менделеева несколько рядов:
3d (от скандия до никеля), 4d (иттрий — пал-
ладий), 5d (лантан — платина) и 4f (редко-
земельные металлы или лантаноиды — от
церия до лютеция). В каждом из рядов проис-
ходит постепенное заполнение оболочки 3d,
4d, 5d или 4f соответственно. Остальные метал-
лы называются нормальными. Современная
физическая теория значительно лучше может
объяснить различные свойства нормальных,
чем переходных металлов. Переходные метал-
лы представляют собой важнейшую для техни-
ки группу металлов, в том числе для электро-
техники (магнитные, конструкционные, прово-
дящие, с высоким сопротивлением и другие
материалы, имеющие основой переходные ме-
таллы) .
10.2. ОСНОВНЫЕ ПРЕДСТАВЛЕНИЯ
ОБ ЭЛЕКТРОПРОВОДНОСТИ
И ТЕПЛОПРОВОДНОСТИ МЕТАЛЛОВ
Экспериментальные законы и простейшая
электронная теория. При воздействии на твер-
дое тело электрического и магнитного полей
или разности температур в нем возникают по-
токи заряженных частиц и энергии. Явления
возникновения этих потоков (или токов) в фи-
зике твердого тела принято называть кине-
тическими явлениями (эффектами) или явле-
ниями переноса; в иностранной литературе
распространен термин «транспортные эффек-
ты». При этом обычно имеют в виду воздейст-
[§ Ю.2]
Электропроводность и теплопроводность металлов
183
вие стационарных, т. е. неизменных во време-
ни полей, на неподвижные проводники. В этом
случае ток (поток) пропорционален разности
потенциалов или разности температур, а коэф-
фициент пропорциональности целиком опреде-
ляется геометрическими размерами проводни-
ка и физическими свойствами его материала.
При единичных геометрических размерах
коэффициент пропорциональности зависит
только от свойств данного материала, является
его фундаментальной физической характери-
стикой. Эти физические характеристики назы-
вают кинетическими коэффициентами. При пе-
ременных полях возникающие в проводнике то-
ки зависят, помимо геометрических размеров
и соответствующего кинетического коэффици-
ента, также от частоты поля, формы проводни-
ка и взаимного расположения элементов цепи.
Например, сопротивление проводника пере-
менному электрическому току очень сильно за-
висит от частоты благодаря скинэффекту (вы-
теснение тока из центральной части сечения
проводника на периферию). Из возможных
кинетических явлений наиболее известны и
важны для техники два: электропроводность
(свойство вещества проводить под действием
не изменяющегося во времени электрического
поля неизменяющийся электрический ток) и
теплопроводность (аналогичное определение
по отношению к разности температур и тепло-
вому потоку). Количественно эти явления
описываются законами Ома и Фурье соответ-
ственно:
/ = ?£'; <о=хДГ, (Ю.1)
где ] — плотность электрического тока; Е —
напряженность электрического поля; <о —
плотность теплового потока; ДГ — разность
температуры на единичном участке длины про-
водника. Кинетические коэффициенты у и -л
называются соответственно коэффициентом
электрической проводимости (удельной элек-
трической проводимостью) и коэффициентом
теплопроводности. На практике для характе-
ристики проводников часто используют удель-
ное электрическое сопротивление р =1/у.
Сопротивление проводника произвольных раз-
меров вычисляется по формуле R = pl/S.
Металлы обычно определяют как вещест-
ва пластичные, с характерным блеском, хоро-
шо проводящие электрический ток и теплоту.
Для электропроводности металлов типичны:
а) низкое значение удельного сопротивления
при комнатной температуре (от сотых долей до
единиц микроом-метров); б) значительный
рост сопротивления при повышении темпера-
туры, близкий к прямой пропорциональной
зависимости; в) при понижении температуры
до температуры, близкой к абсолютному нулю,
сопротивление уменьшается до очень малого
значения, составляющего для наиболее чистых
металлов 10“s или даже меньшую долю сопро-
тивления при комнатной температуре. Для ме-
таллических проводников характерна -также
связь между удельной электрической прово-
димостью и удельной теплопроводностью, опи-
сываемая эмпирическим законом Видемана —
Франца: отношение к/у приблизительно оди-
наково для различных металлов при одинако-
вой температуре. Частное от деления этого от-
ношения на абсолютную температуру Т (Lo =
— -л/уТ), называемое числом Лоренца, являет-
ся величиной, значения которой мало отли-
чаются для всех металлов при всех температу-
рах. Экспериментальные значения числа Ло-
ренца для некоторых металлов приведены в
табл. 10.2.
Задачей теории кинетических явлений в
металлах является объяснение формы зависи-
мостей кинетических коэффициентов от темпе-
ратуры, давления и других факторов, а также
вычисление их значений. Для этого необходи-
мо иметь представление о внутреннем строении
металлов. Фундаментальная идея этого разде-
ла физики возникла на рубеже XIX—XX вв.:
атомы, из которых состоит металл, ионизирова-
ны, а отделившиеся от них валентные электро-
ны свободны, т. е. делокализованы и принадле-
жат всему кристаллу. Ионы расположены
строго упорядоченно, образуя правильную
кристаллическую решетку. Взаимодействие
этого положительно заряженного кристалли-
ческого остова и отрицательно заряженного
облака свободных электронов таково, что дела-
ет кристалл весьма стабильным, устойчивым
образованием. Наличие свободных электронов
объясняет хорошую электрическую проводи-
мость металлов, а их делокализация, «разма-
занность» по всему кристаллу обеспечивает
высокую пластичность, так как связь между
ионами тоже оказывается в значительной
мере делокализованной. Таким образом, наи-
более характерной особенностью внутреннего
строения металлов является наличие коллек-
тивизированных электронов, что дает основа-
ние говорить об их электронном строении.
В простейшей модели электронного строе-
ния совокупность коллективизированных
электронов кристалла трактуют как электрон-
ный газ, частицы которого находятся в хаоти-
ческом тепловом движении. Равновесие уста-
навливается благодаря столкновениям элект-
ронов с ионами, а столкновениями между
электронами пренебрегают. Несмотря на заря-
женность электронов, никакого макроскопиче-
ского тока нет из-за полной беспорядочности
теплового движения. Если к проводящему
кристаллу приложить внешнее электрическое
Таблица 10.1. Основные физические свойства чистых элементарных металлов
Металл Химический символ Атомный номер Плотность d, M г м "3
Алюминий А1 13 2,7
Барий Ва 56 3,75
Бериллий Be 4 1,84
Ванадий V 23 6,11
Висмут Bi 83 9,80
Вольфрам w 74 19,3
Гадолиний Gd 64 7,89
Галлий Ga 31 5,92
Гафний Hf 72 13,29
Железо Fe 26 7,87
Золото Au 79 19,30
Индий !n 49 7,30
Иридий !r 77 22,4
Иттрий Y 39 4,47
Кадмий Cd 48 8,65
Калий К 19 0,86
Кальций Ca 20 1,53
Кобальт Co 27 8,85
Лантан La 57 6,18
Литий Li 3 0,53
Магний Mg 12 1,74
Марганец Mnl 25 7,44
Медь Cu 29 8,92
Молибден Mo 42 10,2
Натрий Na 11 0,97
Никель Ni 28 8,96
Ниобий Nb 41 8,57
tn
Е? С 6 О „ ш пане ЛИЯ СК (D
g 1 К
тур: С 'Z. я тс ость к- G S1 31 S Cl
пера [я, ° S । £ § * 1ьна юдн и ex. s S. .. W С
Тем1 ленг Й S б * >> о Уде.: ПрОЕ Втл Тем г . коэф 1 ною V1' Чис,
660 923 218 21,0 25
710 285 — 19,0 4,2
1280 1800 184 12,0 61
1900 503 31 8,3 64
271 126 8,4 13,3 9,6
3400 142 167 4,4 262
1310 __ 8,8 9,7 —
30 336 29,3 18,1 6,1
2220 138 22,0 5,9 173
1540 453 73,3 10,7 50
1063 134 312 14,0 18
156 239 72 28,4 0,9
2410 130 146 6,5 170
1525 310 14,6 9,3 60
321 231 92,8 29,0 21
63 754 97,0 83,3 0,04
851 650 98 18,5 17
1500 445 69,5 13,5 102
920 188 13,8 5,2 37
180 3285 71 56 —
651 1040 170 27 30
1244 477 66,7 22,3 196
1083 386 406 16,6 35
2620 272 150 5,3 153
98 1220 134 72,0 0,07
1453 440 75,5 13,2 68
2470 268 50 7,2 75
, Модуль упругости Е . ГПа У Удельное электро- сопротивление р, мкОм • м Температурный коэффициент удель- ного сопротивления Яр-10-\ К-1 Работа выхода Л, эВ
70,8 0,026 4,1 4,25
12,6 0,50 3,6 2,49
287 0,041 6,6 3,92
147 0,248 3,6 4,12
34,1 1,16 4,2 4,4
407 0,055 5,0 4,54
56,2 1,40 1,8 3,07
— 0,136 3,9 3,96
78,3 0,351 3,8 3,53
211 0,097 6,2 4,31
77,5 0,0225 3,9 4,3
Ю,5 0,090 4,9 3,8
528 0,054 4,1 4,7
66,4 0,650 3,6 3,3
62,3 0,074 4,2 4,10
— 0,065 5,8 2,22
19,6 0,04 4,0 2,8
209 0,064 6,0 4,41
39 0,568 2,2 3,3
4,9 0,086 4,5 2,39
44,3 0,045 4,0 3,64
198 1,85 1,0 3,83
129 0,017 4,3 4,4
294 0,05 4,3 4,3
10 0,042 5,5 2,35
196 0,068 6,7 4,5
100 0,15 3,9 3,99
Абсолютна удельная термо-ЭДС З’абс, мкВ-К Температура пере- хода в сверхпрово- дящее состояние ТС!Р К Магнитные свойства Металл
-1,3 1,20 п А1
— — п Ва
“3,0 0,03 д Be
+ 0,9 5,13 п V
-75,0 — д Bi
+ 2,0 0,01 п w
-1,0 — Ф18 Gd
+ 1,0 1,09 д Ga
+ 6,0 0,35 П Hf
+ 16,6 — Ф769 Fe
+ 1,5 — Д Au
+ 1,0 3,41 Д In
+ 1,0 0,14 П Ir
+ 0,6 п Y
+ 2,1 0,52 д Cd
-12 — п К
— — п Ca
-20,1 — Ф1120 Co
+ 2,0 4,9(a=La) П La
+ 12,2 — П Li
+ 4,5 — П Mg
-9,5 — А(— 178) Mn
+ 1,8 — Д Cu
+ 6,3 0,93 П Mo
-8,7 — П Na
-19,3 — Ф358 Ni
-0,7 9,2 П Nb
Классификация и свойства проводниковых материалов [разд. 10]
Олово Sn 50 7,29
Осмий Os 76 22,5
Палладий Pd 46 12,02
Платина Pt 78 21,45
Рений Re 75 21,02
Родий Rh 45 12,48
Ртуть Hg 80 13,5
Рубидий Rb 37 1,53
Рутений Ru 44 12,4
Свинец Pb 82 11,34
Серебро Ag 47 10,49
Скандий Sc 21 3,00
Стронций Sr 38 2,63
Таллий T1 81 11,85
Тантал Ta 73 16,6
Титан Ti 22 4,52
Торий Th 90 11,6
Уран u 92 19,05
Хром Cr 24 7,19
Цезий Cs 55 1,90
Церий Ce 58 6,78
Цинк Zn 30 7,14
Цирконий Zr 40 6,5
232 226 63,1 23,0
3000 129 — 4,6
1550 243 70,7 9,5
1770 134 71,1 9,5
3180 138 52 6,7
1970 247 88 8,5
-39 138 7,9 182,0
39 335 35,6 90
2250 239 — 9,1
327 130 35 28,3
961 235 453 18,6
1540 545 11.3 11,4
770 737 — 21
303 147 35 28
3000 150 50 6,6
1670 550 21,9 8,1
1750 113 37 11,5
1130 — 26,7 14,0
1900 462 88,6 6,2
28 220 18,4 97
795 210 10,9 7,1
419 336 113 30
1855 277 29,5 6,3
5,2 54,0 0,113 4,5 4,38
400 580 0,095 4,2 4,7
46 121 0,108 3,6 4,8
40 170 0,098 3,9 5,32
135 465 0,214 3,2 5,0
102 275 0,043 4,3 4,75
— — 0,958 0,9 4,52
0,022 2,3 0,12 6,0 2,13
220 472 0,075 4,5 4,6
3,9 15,7 0,190 4,2 4,0
25 80 0,015 4,1 4,3
75 - 0,66 2,5 3,3
14 16 0,227 4,0 2,35
2,7 8 0,180 5,2 3,7
45 177 0,124 3,8 4,12
73 104 0,47 5,5 3,95
41 79,2 0,13 3,4 3,36
244 208 0,30 2,7 3,3
114 245 0,13 2,4 4,58
0,015 1,8 0,19 5,0 1,93
20 30 0,75 0,9 2,7
42 92,2 0,059 4,1 4,25
66 68,4 0,41 4,4 3,9
-1,1 3,72 П Sn
-4,0- 0,71 П Os
-10,3 — П Pd
-5,1 — П Pt
-7,5 1,7 П Re
+ 1,6 — П Rh
+ 8,1 4,15 (a = Hg) Д Hg
-8,2 — n Rb
-1,4 0,47 П Ru
-1,2 7,2 Д Pb
+ 1,5 — Д Ag
-6,0 — П Se
— — П Sr
+0,4 2,39 Д TI
-2,5 4,5 П Ta
+ 4,5 0,39 П Ti
-3,0 1,37 П Th
+ 8,3 0,7 П u
+ 18 — A38 Cr
+ 0,2 — П Cs
+ 4,4 — П Ce
+ 1,5 0,88 Д Zn
+ 5,2 0,55 П Zr
[§ 10.2] Электропроводность и теплопроводность металлов
Примечания: 1. В графе, обозначающей температуру перехода в сверхпроводящее состояние, незаполненная графа означает что сверх-
проводимость не обнаружена. Другие графы не заполнены при отсутствии данных о соответствующих свойствах. 2. Значения твердости
приведены по возможности для наиболее чистых металлов в ненаклепанном состоянии. 3. Чтобы получить значение удельной термо-ЭДС
относительно меди, нужно из приводимого в таблице значения абсолютной удельной термо-ЭДС этого металла вычесть алгебраически, т. е.
с учетом знака, величину + 1.8 мкВ-К-1. Термо-ЭДС относительно платины получится при алгебраическом вычитании из абсолютного значе-
ния термо-ЭДС величины —5,1 мкВ-К-1. 4. При наличии нескольких полиморфных модификаций металла с разными температурами пере-
хода в сверхпроводящее состояние в таблице приведена температура для модификации, равновесной при низких температурах. 5. П — пара-
магнетик, Д — диамагнетик, Ф — ферромагнетик, А — антиферромагнетик. Числа после букв «А» и «Ф» обозначают температуру магнитного
разупорядочения (в градусах Цельсия).
186
Классификация и свойства проводниковых материалов
[разд. 10]
Таблица 10.2. Число Лоренца для некоторых металлов
Металл Химичес- кий сим- вол Lo-108, B2-K“2 Металл Химичес- кий сим- вол Lo-108, B2-K~2
Алюминий А1 2,1 Натрий Na 2,1
Вольфрам W 3,7 Никель Ni 1,5
Железо Fe 2,9 Олово Sn 2,5
Золото Au 2,4 Платина Pt 2,6
Иридий Ir 2,5 Серебро Ag 2,3
Кадмий Cd 2,5 Свинец Pb 2,5
Медь Си 2,2 Цинк Zn 2,4
Молибден Mo 2,6
поле, свободные электроны будут им ускорять-
ся, и в их движении появится упорядоченная
(вдоль поля) составляющая. Поскольку ионы
остаются неподвижными в узлах решетки, упо-
рядоченность в движении отрицательных заря-
дов проявляется макроскопически как электри-
ческий ток. Нарастание его значения ограничи-
вается столкновениями электронов с ионами,
при которых прерывается движение электрона
вдоль поля. Средняя длина свободного пробега
электрона (между столкновениями) в ускоря-
ющем поле напряженностью Е есть Х =
= еЕтг/2то, где то— масса свободного элект-
рона; т — время между двумя столкновениями.
Плотность тока j численно равна заряду внут-
ри трубки тока с единичной площадью попе-
речного сечения и длиной, равной среднему
пути Х/т, пройденному электроном за единицу
времени. При концентрации электронов п по-
лучается / = иеЛ./т = ие2т£'/2то . Коэффициент
при Е есть постоянная, определяемая только
свойствами материала проводника. Следова-
тельно, это соотношение аналогично закону
Ома (10.1) и позволяет определить величи-
ну У-
у = пе2т/2то. (10.2)
При наличии разности температур элект-
ронный газ, подобно обычному молекулярному,
должен переносить теплоту. Применение кине-
тической теории газов к электронному газу
дает следующее выражение для удельной теп-
лопроводности металла (k — постоянная
Больцмана):
х = Зптй2Т’/2то. (Ю.З)
Из сравнения выражений (10.2) и (10.3)
следует
1 Более точное значение числа Лореица
Lo = А)2 = 2,45 • 10~8 В2 • К~2 получено
при применении к свободным электронам ста-
тистики Ферми — Дирака.
Ко = з(-|-)2 = 2,23-10-8 В2-К"2, (Ю.4)
что довольно близко к экспериментальным его
значениям. Таким образом, простейшая теория
электронного газа способна объяснить некото-
рые основные свойства металлов. Однако име-
ются и принципиальные противоречия такой
теории с опытом. Так, явления, знак которых
зависит от знака носителей заряда (например,
эффект Холла и термоэлектродвижущая сила),
должны были бы согласно теории всегда обна-
руживать присущий электронам знак «минус».
Но существуют металлы, для которых знак
этих эффектов таков, как будто ток переносят
положительно заряженные носители. Формула
(10.2) не позволяет получить правильного
порядка значения проводимости и наблюдае-
мого характера температурной зависимости.
Если электроны участвуют в теплопроводности
как обычные газовые молекулы, то они должны
участвовать и в теплоемкости, которая поэтому
должна была бы у металлов быть значительно
больше, чем у диэлектриков, не имеющих сво-
бодных электронов. На самом деле значения
удельной теплоемкости металлов и диэлектри-
ков почти одинаковы.
Учет квантово-механических эффектов.
Современная теория твердого тела основана
на применении квантовой механики и кванто-
вой статистики. Прежде всего, распределение
электронов по энергиям описывается не клас-
сической статистикой Максвелла — Больцма-
на, а квантовой статистикой Ферми — Дирака.
Согласно этой статистике энергетический
спектр электронов металла представляет собой
набор энергетических уровней (состояний),
разделенных очень узкими зазорами (напри-
мер, W и W" на рис. 10.1); в каждом состоя-
нии может находиться не более двух электро-
нов (с антипараллельными спинами). При
Т=0 К электроны занимают подряд все уровни
от низшего возможного вплоть до наивысшего
[§ Ю.2]
Электропроводность и теплопроводность металлов
187
Рис. 10.1. Энергетический спектр коллективи-
зированных электронов металла при 7=0 К
W — энергия; Р—разрешенная зона; 3 — запре-
щенная зона; Мф — энергия Ферми. Занятые
уровни показаны сплошными линиями, свобод-
ные — штриховыми линиями
Ц/ф, который называют уровнем Ферми или
энергией Ферми; выше все уровни свободны.
При 0 К край энергетического спектра
«размывается»: часть электронов в результате
теплового возбуждения поднимается на более
высокие уровни. Однако свободные состояния
есть только над уровнем Ферми, поэтому воз-
буждаются электроны лишь из близкой окрест-
ности Ц7ф. Дело в том, что концентрация кол-
лективизированных электронов в металле
очень высока, примерно равная концентрации
атомов, поэтому и энергия Ферми очень велика
(несколько электронвольт при отсчете энергии
от дна зоны проводимости). Энергия же тепло-
вого возбуждения k Т при не очень высоких
температурах не превышает сотых долей элект-
ронвольта. Вся масса электронов, занимающих
состояния более глубоко под уровнем Ферми,
не может быть возбуждена теплотой и электри-
ческим полем, так как близлежащие более
высокие уровни все заняты. Поэтому «глубо-
кие» электроны не принимают участия в кине-
тических эффектах и в теплоемкости. Такой
электронный газ называют вырожденным. Вос-
принимает энергию внешних полей лишь
(kT/Мф) та часть электронов, состояния кото-
рых близки к Ц7ф. Доля их столь мала, что
вклад электронов в теплоемкость почти неза-
метен; по этой же причине результаты вычис-
лений по формулам простой теории, оперирую-
щей с полной концентрацией электронов, не
могут быть верными. Помимо применения
квантовой статистики к электронному газу, не-
обходимо также применять квантовую механи-
ку для описания всей системы ионов и электро-
нов, образующих кристалл. Ради упрощения
задачи часто используют «одиоэлектронное
приближение», т. е. рассматривают поведение
отдельного электрона в поле ионов кристалла.
Стационарные энергетические уровни тех
электронов кристалла, которые в изолирован-
ном атоме были валентными, находятся как
решение волнового уравнения Шредингера с
периодической потенциальной энергией. Это
объясняется тем, что в кристалле атомы распо-
ложены очень близко друг к другу и наружные
электроны взаимодействуют не только со своим
ионом, но и с другими. Для периодического по-
тенциала справедливы два главных вывода:
волновая функция электрона, с помощью кото-
рой он описывается в квантовой механике, не
локализована полностью на каком-либо атоме,
а в значительной степени «размазана» по все-
му кристаллу; электрон не может иметь произ-
вольную энергию, его спектр распадается на
чередующиеся энергетические зоны — разре-
шенные и запрещенные. Особенности зоиной
структуры спектра (расположение уровня
Ферми, ширина запрещенной зоны) опреде-
ляют, будет ли кристалл металлическим, полу-
проводниковым или диэлектрическим. Для ме-
талла характерно расположение уровня Ферми
внутри одной из разрешенных зон, так что
вблизи него имеются незанятые состояния, на
которые могут переходить электроны. Зона,
в которой находится уровень Ферми, называ-
ется зоной проводимости. При более низких
значениях энергии расположены чередующие-
ся запрещенные и целиком заполненные разре-
шенные зоны, при более высоких — запрещен-
ные и свободные разрешенные зоны. Законы
движения электрона в зоне отличаются от
законов движения действительно свободных
электронов. Вследствие этого приходится, в
частности, скалярную величину массы свобод-
ного электрона та заменить на тензорную
величину (т*), называемую эффективной мас-
сой. Масса (т*) близка к то, и движение
электрона проводимости похоже на движение
свободной частицы только в случае, когда ДОф
находится вблизи дна (нижнего края) зоны
проводимости (см. рис. 10.1). Но если электро-
ны занимают состояния вблизи верхнего края
зоны, то (т*) становится отрицательной вели-
чиной. Это означает, что во внешнем электри-
ческом поле такие электроны движутся так же,
как частицы с положительным зарядом, кото-
рые принято называть дырками. Законы дви-
жения электронов в состояниях, соответствую-
щих средней части зоны, могут оказаться еще
более сложными: иногда тензор эффективной
массы имеет как положительные, так и отрица-
тельные составляющие. Металлы, у которых
188
Классификация и свойства проводниковых материалов
[разд. 10]
(т*) близок к то, обладают коэффициентом
Холла и термо-ЭДС отрицательного знака,
таков, например, алюминий. У дырочных ме-
таллов оба эти эффекта имеют положительный
знак (цинк, молибден). Наконец, в промежу-
точном случае знаки могут оказаться даже раз-
ными: таковы, например, благородные металлы:
Си, Ag, Аи, характеризуемые отрицательным
коэффициентом Холла и положительной тер-
мо-ЭДС. Этот факт убедительно показывает,
что электронное строение благородных метал-
лов намного сложнее, чем в простой модели
свободных электронов, которую к ним часто
применяют. В связи со сказанным выше понят-
но, почему по отношению к электронам прово-
димости в кристалле часто применяют более
обобщенный термин носители заряда.
Кинетические явления в твердом теле су-
щественно зависят не только от тонких особен-
ностей энергетического распределения коллек-
тивизированных электронов, но и от процессов
их рассеяния. Необходимость квантово-меха-
нического описания означает, что электрон об-
ладает свойствами как частицы, так и волны.
Именно этой волновой природой электрона
обусловлено то, что в пространственно-перио-
дической решетке кристалла он не может нахо-
диться в состояниях с некоторыми значениями
энергии. Но состояния из разрешенных зон
являются стационарными, т. е. в этих состоя-
ниях электроны могут находиться сколь угодно
долго, и, значит, обусловленный их направлен-
ным перемещением электрический ток не дол-
жен затухать. Такая ситуация соответствует
тому, что в идеальной периодической решетке
электронные волны не рассеиваются. Рассея-
ние волн, затухание тока возникают из-за того,
что реальные кристаллы никогда не обладают
идеальной периодичностью. Она нарушается
примесями, дефектами решетки, а также теп-
ловыми колебаниями ионов. Учет влияния этих
факторов приводит к более сложному выраже-
нию для проводимости металла, чем формула
(10.2). После некоторых упрощений получаем:
•у=А xvd'S , (10.5)
So 1
где А — постоянная; v — скорость электрона;
5ф— площадь поверхности Ферми (поверх-
ность равной энергии, соответствующая №ф и
получающаяся при особом геометрическом
описании распределения электронов по энер-
гиям, удобном при теоретических построе-
ниях) . Эта формула ясно показывает, что про-
водимость действительно не связана прямо с
общей концентрацией электронов, а определя-
ется характеристиками электронов, энергия
которых равна И7Ф. Таким образом, в отличие
от элементарных представлений, высокая про-
водимость металлов объясняется не просто
большой концентрацией электронов проводи-
мости, а высокими скоростями той относитель-
но небольшой доли электронов, которые участ-
вуют в процессе переноса заряда (скорость ве-
лика благодаря большой кинетической энергии
И7ф). Зависимость сопротивления от темпера-
туры определяется, главным образом, темпера-
турной зависимостью рассеяния носителей
тепловыми колебаниями ионов: рассеяние про-
порционально амплитуде колебаний, которая,
в свою очередь, пропорциональна температуре.
Именно поэтому сопротивление металлов
приблизительно прямо пропорционально тем-
пературе (при высоких температурах) и — при
достаточной чистоте металла — очень мало
при температуре вблизи 0 К- Что же касается
рассеяния (и соответственно сопротивления)
на дефектах и примесях, оно почти от темпера-
туры не зависит. Все виды рассеяния влияют
на удельную проводимость, так как, в конечном
счете, определяют время между двумя столкно-
вениями.
Сказанное до сих пор не объясняет всей
сложности поведения электронной системы
кристалла, так как ие принималось во внима-
ние взаимодействие между электронами. Из-за
малости расстояния между ними в металле это
взаимодействие должно быть довольно силь-
ным. Фактически совокупность коллективизи-
рованных электронов металла во многих отно-
шениях похожа более на жидкость, чем на газ
(особая «Ферми-жидкость», подчиняющаяся
статистике Ферми).
Сверхпроводимость. Одним из самых инте-
ресных эффектов, обусловленных межэлектрон-
ным взаимодействием, является возникновение
в некоторых металлах и сплавах при низких
температурах сверхпроводящего состояния.
Современная теория сверхпроводимости
объясняет это явление взаимодействием элект-
ронов друг с другом через посредство кристал-
лической решетки и образованием так назы-
ваемых связанных куперовских пар электро-
нов. Благодаря электростатическому притяже-
нию электрон, хотя и мало, «подтягивает» к
себе ближайший ион; ион, в свою очередь,
«тащит» за собой другой электрон, находя-
щийся в этот момент по другую сторону иона.
Эти два электрона имеют противоположно на-
правленные импульсы и противоположные спи-
ны. Одновременно эти электроны, будучи одно-
именно заряженными, отталкиваются. В неко-
торых металлах при очень низких температу-
рах притяжение через посредство решетки ока-
зывается сильнее отталкивания, и электроны
связываются попарно. Так как энергия связи
электронов в паре невелика, каждая такая
пара существует лишь ограниченное время,
затем разрушается, но в целом энергия элект-
[§ 10.3]
Влияние внешних факторов
189
ронной системы благодаря спариванию умень-
шается и поэтому металл переходит в новое,
сверхпроводящее состояние. Переход металла
(сплава) из нормального состояния в сверх-
проводящее происходит при понижении темпе-
ратуры скачком, при температуре Тс„. Значения
критической температуры некоторых чистых
металлов приведены в табл. 10.1. Наиболее
существенной отличительной особенностью
сверхпроводящего состояния является практи-
чески полное исчезновение электрического
сопротивления. Это объясняют тем, что элек-
тронные пары не испытывают рассеяния. Ток,
наведенный в замкнутом контуре из сверхпро-
водящего материала, продолжает существо-
вать практически сколь угодно долго. Так, для
сверхпроводящего гетерогенного сплава
Nbo.75Zro.2s установлено, что время затухания
составляет 105 лет или более. Это соответствует
удельному сопротивлению около 5-10“24 Ом-м
или менее.
Другой весьма интересной особенностью
сверхпроводников является то, что они пред-
ставляют собой идеальные диамагнетики: маг-
нитное поле, пронизывающее проводник при
температуре выше Тсп, выталкивается из него
при переходе металла в сверхпроводящее
состояние. Однако если напряженность внеш-
него поля превысит определенное критическое
значение Нс„, то сверхпроводящее состояние
разрушится. Температурная зависимость на-'
пряженности поля с хорошим приближением
описывается выражением
Неп (Т) = ЯСП(ОХ 1 - (Г/Тс„) 2|. (10.6)
Критическая напряженность поля при
температуре абсолютного нуля 77с1, (0) состав-
ляет, например, для кадмия 2390 А-м_|, для
свинца 63 900 Л-м1. Сверхпроводящее сос-
тояние можно также разрушить, пропуская
через сверхпроводник ток /сп, который создает
на его поверхности магнитное поле не меньше
Нсп.
В соответствии с характером перехода из
сверхпроводящего состояния в нормальное
при увеличении магнитного поля различают
сверхпроводники I рода (Pb, Hg, In, Sn, Al) и
II рода (Nb, V, Тс). В то время как сверхпро-
водники I рода переходят в нормальное состоя-
ние скачком, при строго определенной критиче-
ской напряженности поля Нт, у сверхпровод- •
ников II рода этот переход совершается посте-
пенно: начиная с Hcni<zHcn [где Il,v определя-
ется соотношением (10.6)], поле частично про-
никает в сверхпроводник. Полное проникнове-
ние поля и соответственно исчезновение сверх-
проводимости наступает при которое
может быть больше Нс„ в сотни раз, т. е. дости-
гать значений 107 А-м~’. В интервале между
Нс„1 и //сп2 металл находится в промежуточном
гетерогенном состоянии, в котором сосущест-
вуют нормальная и сверхпроводящая фазы.
При переходе в сверхпроводящее состоя-
ние наблюдается скачкообразное изменение
удельной теплоемкости. Теплопроводность при
Тс„ также изменяется, однако значительно
меньше, чем электрическая проводимость.
Поэтому соотношение Видемана — Франца
для проводника в сверхпроводящем состоянии
не выполняется.
Наиболее широко сверхпроводники при-
меняются в качестве обмоток электромагнитов,
создающих чрезвычайно сильное постоянное
магнитное поле. Поэтому при разработке но-
вых сверхпроводящих материалов стремятся к
повышению не только Тс„, но и /!„,. С помощью
специальной технологической обработки полу-
чают так называемые жесткие сверхпроводни-
ки, используемые для получения сильных маг-
нитных полей высокой стабильности.
В целом современная теория явлений пе-
реноса способна качественно объяснить основ-
ные наблюдаемые факты, особенно зависимос-
ти кинетических коэффициентов от действия
внешних факторов (температура и т. д.). Одна-
ко более точные количественные расчеты кине-
тических коэффициентов отдельных металлов
все еще затруднены. Еще менее развита теория
сплавов. Поэтому в настоящее время новые
металлические проводящие материалы разра-
батываются, главным образом, эксперимен-
тально.
10.3. ЗАВИСИМОСТЬ
ЭЛЕКТРИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
ОТ ВНЕШНИХ ФАКТОРОВ
В этом параграфе кратко описываются
экспериментально наблюдаемые особенности
проводимости и теплопроводности металлов
при изменении температуры, давления, при ле-
гировании, деформировании и других воздей-
ствиях, а также приводятся эмпирически уста-
новленные закономерности и их качественные
объяснения.
Эмпирическое правило Маттиссена отно-
сится к сопротивлению сплавов, оно про-
иллюстрировано на рис. 10.2. Температурные
зависимости удельного сопротивления чистого
металла (в данном случае меди) и его сплавов,
содержащих малые добавки (до двух-четы-
рех атомных %) других металлов, одина-
ковы: они представляют собой систему парал-
лельных линий. Это означает, что удельное
сопротивление сплава с небольшим содержа-
нием примеси состоит из двух независимых
частей: рч„ст и рпр11>1. Удельное сопротивление
рчист — это сопротивление чистого металла, оно
190
Классификация и свойства проводниковых материалов
[разд. 10]
Рис. 10.2. Зависимость удельного сопротивле-
ния р меди и ее сплавов от температуры
(иллюстрация правила Маттиссена)
1 — чистая медь; сплавы меди (твердые растворы):
2—1,03% (ат.) In; 3— 1,12 % (ат.) Ni; 4 —
0,403 % (ат.) Sb; 5— 0,89 % (ат.) Sn; 6 — 2,16 %
(aT.)Ni;7— 1,20 % (ат) Мп; « — 0,61 % (ат.) Fe;
9 — 3,32% (ат.) Ni; /0 — 0,87% (ат.) Fe; 11 —
1,13% (ат.) Sb; 12— 1,01 % (ат.) As
зависим от температуры, рпрИм — постоянная
добавка, обусловленная рассеянием носителей
заряда на примесях. Аналитически правило
можно записать в следующем виде:
Р — Рчист 4“ Рприм ; др=7=дТ=дрЧИСТ/дТ. (10.7)
Наилучшим образом этому правилу под-
чиняются сплавы с непереходными металлами
(рис. 10.2 это кривые 2, 4, 5, 11,12 для сплавов
меди с индием, сурьмой, оловом, мышьяком).
Для сплавов, в состав которых входят переход-
ные металлы, правило Маттиссена часто нару-
шается (кривые 6, 7, 8, 9, 10 для сплавов с ни-
келем, марганцем, железом).
Зависимость сопротивления металла от
температуры. Эта зависимость для широкого
интервала температур показана на рис. 10.3,
кривая 1. Удельное сопротивление металла
даже высокой степени чистоты включает в
себя рприм. Поэтому у металлов, не обладающих
сверхпроводимостью, при низких температурах
наблюдается область «остаточного» сопротив-
ления, почти не зависящего от температуры
(область /). Здесь рчист Рприм И ПОЭТОМУ р«
«рприм. Ширина области / равна нескольким
градусам вблизи 0 К. Чем чище металл, тем
меньше р11рим и тем уже область I. Зависимость
остаточного удельного сопротивления рост от
наличия примесей очень сильная, это позволя-
ет использовать остаточное сопротивление как
удобную меру чистоты металлов. На практике
определяется отношение сопротивлений при
Рис. 10.3. Типичные температурные зависи-
мости удельного электросопротивления метал-
лов.
Области I, 11, III относятся к кривой I, штриховая
линия — переход в сверхпроводящее состояние,
Тпл — точка плавления
комнатной температуре и температуре кипения
жидкого гелия (4,2 К). Значение отношения
сопротивлений в настоящее время нередко
является единственной количественной харак-
теристикой содержания примесей в металлах
высокой степени чистоты.
При более высоких температурах у чистых
металлов рчист Рприм и р^/ Рчист- Согласно
простейшей теории электропроводности метал-
ЛОВ Рчист ~ г5 при ГСб, И Рчист ~ Т при Т> 0,
где 0 есть характеристическая температура
колебательного спектра кристаллической ре-
шетки и составляет для большинства металлов
100...400 К. Действительно, для многих метал-
лов вслед за областью / отмечается быстрый
рост сопротивления (область II), который потом
замедляется и переходит в прямо пропорцио-
нальную зависимость (область ///). Изменение
показателя степени при Г от 5 до I происходит
плавно. Быстрый рост рЧИст при низких темпера-
турах объясняется тем, что при нагревании
возбуждаются все новые частоты тепловых
колебаний решетки, на которых рассеиваются
носители заряда. Затем спектр колебаний воз-
буждается полностью (этот момент примерно
характеризует температура 0) и дальнейшее
повышение температуры ведет лишь к прямо
пропорциональному увеличению амплитуд
колебаний, с которыми линейно связано сопро-
тивление. Для многих металлов, у которых
зависимость (>=)(Т) соответствует кривой 1,
отмечены слабые отступления от линейной за-
висимости в области III.
Для некоторых переходных и редкоземель-
ных металлов наблюдается сильное замедле-
[§ 10.3]
Влияние внешних факторов
191
Рис. 10.4. Зависимость удельного электрического сопротивления от температуры для некоторых
чистых металлов
Для ферромагнитных никеля и железа и антиферромагнитного хрома стрелками указаны точки магнитного
разупорядочения
ние, почти прекращение роста сопротивления
при высоких температурах (кривая 2).
Теплопроводность. Поскольку в наиболее
интересной для практики области вблизи ком-
натной и при более высоких температурах у
большинства металлов у~1/Г, то в соответ-
ствии с законом Видемана — Франца тепло-
проводность в этой области постоянна. При бо-
лее низких температурах (ниже0) зависимость
K — f(T) сложнее: она имеет максимум и стре-
мится к нулю при Т-+0 К. Более строгая тео-
рия, чем приведенное выше элементарное рас-
смотрение, показывает, что закон Видемана —
Франца действителен лишь для электронной
составляющей теплопроводности при условии
упругого рассеяния электронов при столкнове-
ниях. Реально же в некоторых металлах рас-
сеяние электронов носит неупругий характер
(при столкновении электрон теряет заметную
часть энергии). Кроме того, заметной может
оказаться и решеточная составляющая тепло-
проводности. Так как измеренное значение
коэффициента теплопроводности к определяет-
ся суммой электронной и решеточной составля-
ющих, то, строго говоря, х/уГ =f=Lo. При хоро-
шем совпадении экспериментального значения
и/уГ с теоретическим значением числа Лорен-
ца можно считать, что в данном металле реше-
точная составляющая теплопроводности много
меньше электронной.
Влияние температуры на сопротивление
характеризуют температурным коэфффициен-
том удельного сопротивления или средним тем-
пературным коэффициентом удельного сопро-
тивления:
1
др . - 1 pg —Pi
дГ р Рер
(10.8)
В справочниках часто приводится величи-
на схр. Пользуясь соотношением ар, можно при-
ближенно определить р при произвольной тем-
пературе Т: p = pi[l+<Хр(7’—Г1)]. Это выраже-
ние дает точное значение р лишь при строго
линейной зависимости р(7'), т. е. если ар не за-
висит от температуры. В остальных случаях
этот метод тем точнее, чем более узкий интер-
вал температур использован для опре-
деления а,,.
192
Классификация и свойства проводниковых материалов
[разд. 10]
При плавлении типичным является силь-
ное (в 1,5...2 раза) скачкообразное увеличение
сопротивления (рис. 10.3, кривая /). Для тех
металлов, сопротивление которых описывается
кривой 2, характерно значительно меньшее его
увеличение, иногда всего на несколько процен-
тов (например, железо, кобальт). Для метал-
лов с низкой проводимостью отмечается силь-
ное (в 1,5...2 раза) уменьшение сопротивления
при плавлении (висмут, сурьма).
Свойства жидких металлов, в том числе
электрические, исследованы много меньше, чем
твердых. Особенно это относится к тугоплав-
ким металлам: В исследованных случаях со-
противление жидкого металла обычно линейно
возрастает при увеличении температуры
(рис. 10.3), но в некоторых случаях (кадмий,
цинк, магний) оно уменьшается или имеет
минимум.
При полиморфных превращениях метал-
лов не установлено какого-либо единообразия
в изменении сопротивления: наблюдаются
скачкообразные увеличения или уменьшения
сопротивления, изменения температурного
коэффициента, возможен гистерезис, т. е. раз-
ное значение сопротивления при нагреве и
охлаждении вблизи точки полиморфного прев-
ращения; в отдельных случаях заметных осо-
бенностей не отмечают.
Влияние давления на сопротивление. У
большинства элементарных металлов при все-
стороннем сжатии сопротивление уменьшает-
ся. Так ведут себя все металлы, широко приме-
няемые в электротехнике для разных целей.
Для них (за немногим исключением) коэффи-
циент сопротивления по давлению сс,,р==
=--------находится в интервале (1...5)Х
Р др_
ХЮ 11 Па ', т. е. сопротивление уменьшается
на 0,1...0,5 % на каждые 10й Па приложенного
давления. При сжатии уменьшается атомный
объем и амплитуда тепловых колебаний решет-
ки, что является основной причиной уменьше-
ния сопротивления.
Влияние несовершенства кристалличе-
ской решетки иа сопротивление. В результате
внешних воздействий: холодной механической
обработки, закалки, облучения — в кристалли-
ческой решетке металла появляются различ-
ного рода нарушения ее правильной периодич-
ности. Это могут быть вакансии, дисклокации,
атомы в междоузлиях. Электроны рассеивают-
ся на этих дефектах, подобно рассеянию на
примесных ионах, сопротивление возрастает.
Рост сопротивления может быть довольно зна-
чительным: для растянутой на 10 % проволоки
изменение сопротивления при 273 К составляет
0,4; 0,3; 0,55; 0,5 % для алюминия, железа,
меди и серебра соответственно. В .результате
отжига при повышенной температуре, но не
превосходящей некоторого предела, механиче-
ские напряжения снимаются, «залечиваются»
дефекты, уменьшается сопротивление. При
нагреве до более высоких температур, чем пре-
дельная, сопротивление может увеличиться.
Сопротивление металлов в магнитоупоря-
дочениом состоянии. Некоторые переходные и
редкоземельные металлы являются ферромаг-
нетиками и антиферромагнетиками' (см. § 1.1),
элементарные магнитные моменты их атомов
ориентируются при 0 К строго параллельно или
антипараллельно. При повышении температу-
ры магнитный порядок постепенно нарушается
и при критической температуре исчезает сов-
сем. Электроны проводимости также обладают
собственным магнитным моментом, поэтому
между ними и ионами решетки существует зна-
чительное дополнительное магнитное взаимо-
действие. Оно заметно влияет на сопротивле-
ние металлов в магнитоупорядоченной облас-
ти. Это влияние исчезает при температуре,
соответствующей точкам магнитного разупо-
рядочения: точке Кюри у ферромагнетиков и
точке Нееля у антиферромагнетиков. Из пере-
ходных металлов ферромагнетиками являются
железо, кобальт и никель, антиферромагнети-
ками — хром и марганец. Точки магнитного
разупорядочения показаны стрелками на
рис. 10.4 (см. также табл. 10.1).
Сопротивление сплавов. Выше было при-
ведено правило Маттиссена, относящееся к так
называемым «разбавленным» сплавам, т. е.
содержащим малое количество примеси. Что
касается «концентрированных» сплавов, то в
настоящее время относительно подробно изу-
чены электрические свойства только двойных
сплавов, для которых найдены некоторые
закономерные связи. Для сплавов, состоящих
из большего числа компонентов, имеются лишь
разрозненные опытные данные. По природе
своей любой металлический сплав представля-
ет собой либо механическую смесь исходных
металлов, либо их твердый раствор, либо их
химическое (интерметаллическое) соединение,
либо многофазную систему. Отдельными фаза-
ми такой системы могут являться чистые метал-
лы и названные разновидности сплавов. Ин-
терметаллические соединения имеют собствен-
ную формулу химического состава, свою крис-
таллическую решетку, в которой атомы отдель-
ных компонент строго чередуются друг с другом.
К ним обычно применимы все закономерности,
описанные выше для чистых элементарных
металлов. Механическая смесь представляет
собою конгломерат макроскопических зерен
составляющих ее компонентов. Сопротивление
в зависимости от состава такой смеси изменя-
ется пропорционально содержанию одного из
[§ 10.3]
Влияние внешних факторов
193
Рис. 10.5. Зависимость удельного электриче-
ского сопротивления (в относительных едини-
цах) от состава для двойных сплавов металлов
А и Б. Кривые 1...4 характерны для комнатной
температуры, кривая 5 — для 4,2 К
/, 2. 3 — различные варианты зависимости для
систем непрерывных твердых растворов; 4 — меха-
ническая смесь компонентов; 5 — правило Курна-
кова — Нордгейма для остаточного сопротивления
твердых растворов изоэлектронных металлов
компонентов (прямая линия на рис. 10.5). Наи-
более интересны твердые растворы. При их об-
разовании сохраняется кристаллическая ре-
шетка металла-растворителя, изменяется
лишь постоянная решетки, но атомы компонен-
тов распределяются по ее узлам беспорядочно.
Некоторые металлы с одинаковыми кристал-
лическими структурами смешиваются в любой
пропорции, т. е. образуют системы непрерывных
твердых растворов, растворимость других ог-
раничена (сведения об этом дают диаграммы
состояния). Наличие атомов разных сортов
лишает решетку идеальной периодичности и
приводит к сильному рассеянию электронов;
сопротивление сплава сильно возрастает. При
небольшом .содержании второго компонента
раствора [до 2...4 % (ат.)] сопротивление спла-
вов на основе меди, алюминия и других непере-
ходных металлов возрастает прямо пропорцио-
нально его концентрации. Чем больше разница
валентностей растворителя и растворенного
металла, тем больше увеличивается сопротив-
ление. Часто говорят, что сопротивление твер-
дого раствора всегда больше, чем исходного
металла. Строго говоря, такое утверждение
верно для рприм [см. формулу (10.7)], т. е. в об-
ласти «остаточного» сопротивления (см.
рис. 10.3). При более высоких температурах
известны исключения из этого правила, напри-
мер, сопротивление хрома при комнатной и
более высоких температурах уменьшается при
добавлении к нему ванадия (рис. 10.5, участок
кривой 3 вблизи 100 % металла А: здесь ме-
талл А — хром, Б — ванадий). Уменьшение
'сопротивления связано, видимо, с тем, что
хром является магнитоупорядоченным метал-
лом, благодаря чему существует заметный
«магнитный вклад» в его сопротивление. До-
бавление атомов ванадия ведет к постепенному
разрушению магнитного упорядочения и, сле-
довательно, к уменьшению «магнитной части»
сопротивления. В системах непрерывных твер-
дых растворов наблюдаются два типа измене-
ния сопротивления в зависимости от состава.
Если оба сплавляемых металла изоэлектронные
(принадлежат к одной группе периодической
системы элементов), зависимость «удельное
сопротивление — состав» обычно представля-
ет собой плавную, примерно симметричную вы-
пуклую кривую (рис. 10.5, кривая 2). В облас-
ти остаточного сопротивления соблюдается
правило Курнакова — Нордгейма: р sa b( 1 —Ь) —
где b — массовая доля одного из компонентов
сплава (кривая 5). Если сплавляемые металлы
принадлежат к разным группам периодической
системы, зависимость «удельное спротивле-
ние — состав» всегда несимметричная, со
сдвинутым от середины диаграммы максиму-
мом (рис. 10.5, кривая /). Максимум сдвинут в
сторону металла, сопротивление которого при
комнатной температуре больше. (Кривая 3 по-
казывает поведение сплавов хром — ванадий
во всем диапазоне концентраций.) Зависи-
мость остаточного сопротивления от состава
имеет такую же форму (кривая /). Зависи-
мость сопротивления твердого раствора от
температуры при малых концентрациях леги-
рующего компонента определяется правилом
Рис. 10.6. Зависимость удельного электриче-
ского сопротивления от температуры для
системы двойных твердых растворов (на при-
мере сплавов никель — хром)
1 — чистый никель; 2 — сплав никеля с 1,5 % (ат.)
Сг; 3 — 5 % (ат.) Сг; 4 — 11,1 % (ат.) Сг; 5 —
15 % (ат.) Сг
7 Заказ 112:
194
Классификация и свойства проводниковых материалов
[разд. 10]
Маттиссена [см. формулу (10.7)]. Следует об-
ратить внимание на то, что в этом случае,
несмотря на равенство величин др/дТ сплавов
и исходного металла, температурный коэффи-
циент удельного сопротивления оказывается
меньше в сплавах из-за увеличения р. При
более высоких концентрациях в некоторых
системах сплавов может уменьшаться также и
др/дТ, иногда до нуля и даже до отрицатель-
ных значений. Наиболее характерным приме-
ром таких сплавов являются сплавы типа «ни-
хром» (кривая 5 на рис. 10.6). Сопротивление
сплавов, показанных на этом рисунке, при
Г->0 К стремится не к нулю, а к значениям ос-
таточного сопротивления, соответствующим
примерно кривой 5 на рис. 10.5. Поэтому в це-
лом кривая температурной зависимости сопро-
тивления для некоторых сплавов может быть
совсем не такой, какая показана для чистых
металлов на рис. 10.3. Из рис. 10.6 следует
также, что при образовании некоторых твер-
дых растворов сопротивление возрастает очень
сильно: при комнатной температуре оно в де-
сять и более раз превышает сопротивление
исходных чистых металлов. Это однако не яв-
ляется общим правилом, превышение может
быть лишь 1,5—2-кратным.
Влияние размеров проводника на элект-
рические свойства. Значение проводимости тем
больше, чем больше средняя длина свободного
пробега носителей заряда X. При высоких тем-
пературах X в металлах не слишком- сильно
отличается от межатомных расстояний в крис-
талле, т. е. мала по сравнению с геометриче-
скими размерами проводника, которые поэто-
му не влияют на удельную проводимость. Од-
нако при понижении температуры рассеяние на
колебаниях решетки уменьшается очень силь-
но, и если металл достаточно чист, чтобы мож-
но было пренебречь рассеянием носителей на
примесных атомах, X возрастает. Для провод-
ников в виде тонких фольги, проволоки или
пленки длина свободного пробега оказывается
сравнимой с толщиной фольги или с диаметром
проволоки, что ограничивает увеличение Л при
дальнейшем понижении температуры (носите-
ли рассеиваются на границе проводника). Со-
ответственно ограничивается рост удельной
проводимости. Таким образом, в результате
«размерного» эффекта удельное сопротивле-
ние тонких проволок, пленок возрастает по
сравнению с массивными образцами того же
состава. Это явление возможно наблюдать на
фольгах и проволоках уже при температуре
кипения жидкого азота (77 К). На еще более
тонких пленках (при толщине около 0,01...
...0,1 мкм), полученных методами напыления
или осаждения, эффект хорошо заметен даже
при комнатной температуре. Ограничение
длины свободного пробега влияет и на все
другие кинетические эффекты, ио это влияние
изучено менее, чем влияние иа электропровод-
ность.
10.4. ДРУГИЕ КИНЕТИЧЕСКИЕ
ЯВЛЕНИЯ в МЕТАЛЛАХ
Термоэлектрические явления. Если вдоль
разомкнутого проводника имеется градиент
температуры, то на концах его появляется
разность потенциалов, называемая термо-
электрической разностью потенциалов или
термоэлектродвижущей силой (термо-ЭДС).
Причина ее возникновения состоит в том, что
вовлеченные в тепловой поток электроны пере-
носят электрический заряд. Термо-ЭДС раз-
личных металлов различны по значению и да-
же по знаку, т. е. более нагретый конец провод-
ника по отношению к менее нагретому положи-
телен у одних металлов и отрицателен у дру-
гих. ЭДС, возникающую на концах проводника
при разности температуры концов, равной од-
ному градусу, называют абсолютной удельной
(дифференциальной) термо-ЭДС. В незамкну-
той цепи из двух или более разнородных про-
водников, находящихся при одинаковой темпе-
ратуре, появляется ЭДС, называемая контакт-
ной разностью потенциалов. Ее возникновение
обусловлено различием работ выхода электро-
нов из разных металлов. Работой выхода А
называют разность между энергией электро-
на в вакууме и энергией Ферми металла (рис.
10.7). При замыкании цепи контактные разнос-
ти потенциалов полностью компенсируются. В
такой цепи ЭДС возникает только в том слу-
Рис. 10.7. Энергетический барьер на границе
металла и вакуума
1 — при нулевом внешнем электрическом поле; 2 —
при ненулевом внешнем поле
[§ Ю.4]
Другие кинетические явления в металлах
195
Рис. 10.8. Зависимость абсолютной удельной
(«дифференциальной») термо-ЭДС от темпе-
ратуры для некоторых чистых металлов
чае, если контакты проводников имеют разную
температуру (эффект Зеебека). Термо-ЭДС
пары разнородных проводников А и Б при раз-
ности температуры контактов в один градус
характеризуют значением относительной удель-
ной термо-ЭДС Sa-b- Практически измерить
всегда можно только суммарную термо-ЭДС
одного проводника относительно другого при
некоторой разности температуры АГ, обозна-
чаемую %a-в (интегральная термо-ЭДС). Эти
величины связаны между собой:
Sa—в
д^А—в ^а—в
дТ ~ КТ ’
т+дт
^а-в= \ Sa—ecITxSa—e. КТ.
При этом Sa— b=Sa—Sb=Sa—в—Sb—в,
где Sa и Sb— абсолютные удельные термо-
ЭДС металлов А и Б соответственно.
Последнее выражение означает, что найти
термо-ЭДС одного вещества относительно дру-
гого можно не только по их абсолютным термо-
ЭДС, но также зная термо-ЭДС каждого из
них по отношению к некоторому третьему ве-
ществу В. Следует только помнить, что значе-
ния S нужно брать с присущим им знаком, а
также то, что они могут сильно зависеть от
температуры (рис. 10.8). Из рис. 10.8 видно
также особенно сильное и сложное изменение
термо-ЭДС магнитоупорядоченных металлов.
Металлические термоэлементы (термопары)
широко используются в термометрии для изме-
рения как низких, так и высоких температур.
Исключить полностью перепады темпера-,
туры невозможно, поэтому в любых цепях
всегда возникают термо-ЭДС. Для уменьше-
ния таких паразитных термо-ЭДС в цепях
электроизмерительных приборов и других
устройств, следует подбирать контактирующие
материалы с близкими абсолютными удель-
ными термо-ЭДС. Обычно в цепи термо-ЭДС
определяется только температурой контактов,
характер распределения температуры вдоль
проводников не имеет значения. Этого нельзя
однако утверждать, если сами проводники не
вполне однородны (по химическому составу,
по степени деформированности и т. п.).
При пользовании справочными данными о
термо-ЭДС следует иметь в виду некоторую
неоднозначность терминологии. В современной
отечественной и особенно зарубежной литера-
туре под «термо-ЭДС» обычно подразумевают
абсолютную дифференциальную термо-ЭДС.
Об относительной термо-ЭДС говорят «термо-
ЭДС относительно такого-то металла». Следи-
те за размерностью: дифференциальная
(удельная) термо-ЭДС имеет размерность
«вольт на кельвин», интегральная термо-
ЭДС — размерность «вольт».
Гальваномагнитные и термомагнитные
явления. Эти кинетические явления возникают
при одновременном воздействии на проводник
электрического и магнитного полей или раз-
ности температуры и магнитного поля. К галь-
ваномагнитным явлениям относятся ЭДС Хол-
ла и эффект магнетосопротивления. Если про-
водник с током помещен в магнитное поле,
перпендикулярное току, в проводнике создает-
ся разность потенциалов в направлении, пер-
пендикулярном как магнитному полю, так и то-
ку (ЭДС Холла). ЭДС Холла пропорциональ-
на плотности тока и индукции магнитного по-
ля, а знак зависит от знака носителей заряда
(электроны это или дырки). При уменьшении
угла между направлением тока и силовыми
линиями магнитного поля ЭДС Холла умень-
шается. ЭДС Холла возникает вследствие от-
клонения магнитным полем упорядоченно дви-
жущихся в электрическом поле носителей
заряда. На одной боковой грани носители
196
Классификация и свойства проводниковых материалов
[разд. 10]
накапливаются, противоположная грань ими
обедняется, т. е. между боковыми гранями
появляется электрическое поле. Накопление
продолжается до момента, когда силы, дейст-
вующие на носитель заряда со стороны маг-
нитного и поперечного электрического полей,
уравновесятся.
Электрическое поле, создаваемое ЭДС
Холла, уравновешивает отклонение тех носите-
лей заряда магнитным полем, которые движут-
ся со средней скоростью. В действительности
электрический ток создают носители заряда с
разными скоростями — как больше, так и
меньше средней. Сила, действующая на носи-
тель заряда со стороны магнитного поля,
зависит от скорости, и поэтому носители заря-
да со скоростями, не равными средней, движут-
ся не строго вдоль приложенного электриче-
ского поля, а под углом к нему. Это равносиль-
но уменьшению длины свободного пробега в
направлении вдоль электрического поля и уве-
личению сопротивления, что и наблюдается на
опыте. Это явление называют эффектом маг-
нетосопротивления .
Из термомагнитных явлений наиболее
интересен эффект Нернста — Эттингсгаузена.
Если между концами проводника поддержива-
ется разность температуры, а перпендикуляр-
но ему приложено магнитное поле, в проводни-
ке создается разность потенциалов в направ-
лении, перпендикулярном как тепловому пото-
ку, так и магнитному полю. Эта поперечная
ЭДС Нернста — Эттингсгаузена возникает
благодаря тому, что, хотя вдоль проводника не
приложено внешнее электрическое поле, носи-
тели заряда упорядоченно движутся вдоль
него, участвуя в переносе теплоты, и во время
этого движения отклоняются магнитным полем.
10.5. ЭМИССИОННЫЕ
СВОЙСТВА МЕТАЛЛОВ
Явление эмиссии — испускание электро-
нов с поверхности металла широко использу-
ется в электровакуумных приборах. Плотность
эмиссионного тока описывается формулой
Ричардсона — Дешмэна:
/ = ВГехр( — A/kT).
Это выражение, где В есть постоянная,
зависящая от природы вещества, показывает,
что при любой температуре Г> 0 К существует
эмиссия электронов из металла. Однако, по-
скольку работа выхода А составляет для всех
металлов несколько электрон-вольт (см. табл.
10.1), ток эмиссии исчезающе мал при низких
температурах. При высокой температуре он
может стать достаточным для практического
использования. Такой вид эмиссии электронов,
обусловленной сообщением им дополнительной
тепловой энергии, называется термоэлектрон-
ной эмиссией. Следует уточнить, что средняя
дополнительная тепловая энергия, которую
может получить электрон сверх энергии Ферми
в любом реальном металле, остающемся в
твердом состоянии, невелика и составляет доли
электрон-вольт, т. е. намного меньше А. Но при
Г> 0 К верхний край энергетического распре-
деления электронов размывается, как об этом
говорилось выше, и появляются электроны с
W> Ц7ф. Согласно закону распределения Фер-
ми — Дирака, некоторая часть электронов из
этого «теплового слоя» может иметь очень вы-
сокие энергии, превышающие Ц7ф_|_/1. Потеря
электронов, несущих энергию выше средней,
приводит к охлаждению эмиттирующего их ме-
талла, что можно наблюдать непосредственно
на опыте при достаточных токах эмиссии.
В последнее время развернулась разра-
ботка термоэмиссионных преобразователей
тепловой энергии в электрическую.
Если металл находится в ненулевом внеш-
нем электрическом поле, форма энергетическо-
го барьера на границе металл — вакуум изме-
няется (рис. 10.7). Как показывает квантово-
механическое рассмотрение, имеется опреде-
ленная вероятность того, что сквозь такой
барьер конечной толщины «просочится» неко-
торая часть электронов, имеющих энергию
менее И^ф-|-А (туннельный эффект, обуслов-
ленный волновой природой электрона). Таким
образом, приложение внешнего электрического
поля облегчает эмиссию, увеличивает эмисси-
онный ток. При достаточном увеличении на-
пряженности внешнего поля становится воз-
можным даже испускание электронов катодом,
находящимся при комнатной температуре. Это
явление называется холодной или автоэлект-
ронной эмиссией и также применяется в ряде
электровакуумных приборов.
[§ 11.1]
Медь
197
РАЗДЕЛ 11
МЕТАЛЛЫ ВЫСОКОЙ ПРОВОДИМОСТИ
ДЛЯ ТОКОПРОВОДЯЩИХ ЦЕПЕЙ
И СПЛАВЫ НА ИХ ОСНОВЕ
В. В. Пасынков, О. В. Пасынкова
11.1. МЕДЬ
Общие сведения. Медь встречается в при-
роде в самородном состоянии, а также в виде
медных руд. Производство меди основано на
переработке сульфидных и оксидных соедине-
ний меди.
Применяющаяся в практике медь по со-
держанию химических примесей в соответ-
ствии с ГОСТ 859—78 подразделяется на мар
ки (табл. 11.1).
По механической прочности различают
медь МТ — твердую неотожженую и медь
ММ — мягкую отожженную.
Медь выпускается в виде слитков, прут-
ков, труб и трубок, катанки, листов и лент,
проволоки и проводов различных видов, като-
дов, профилей для коллекторных пластин и
других фасонных изделий.
Сортамент, марки, размеры, свойства по-
луфабрикатов и изделий из меди и методы
испытаний при приемке регламентированы
ГОСТ.
Свойства медной электротехнической
проволоки. Круглая электротехническая про-
волока из меди марок МТ и ММ изготовляется
диаметром 0,02...10 мм. Временное сопротивле-
ние разрыву с„ для МТ равно 360...450 МПа и
находится в обратной зависимости от диаметра,
относительное удлинение перед разрывом
A/// 1...2 %. Для проволоки из отожженной
ММ при малом ее диаметре св = 200...290 МПа,
при большом диаметре о„ = 200...260 МПа.
Для проволоки малого диаметра относитель-
ное удлинение перед разрывом А/// равно 6...
...16 %, большого — 17...35 %.
Удельное электрическое сопротивление
при 20 °C приведено в табл. 11.2.
Механические свойства и удельное сопро-
тивление меди МТ и ММ в других изделиях
близки к приведенным выше.
Общие физические свойства меди
Атомный номер . .
Атомная масса .
Изотопы . . . .
Валентность . . .
Плотность при 20 °C
29
63,69
63 и 65
1 и 2
8,89 Мг-м”3
мкОмм
0,0176
о,от
0,0172
0,0170
0,0168
Рис. 11.1. Зависимость временного сопротивле-
ния разрыву ов, относительного удлинения
перед разрывом 61/1 и удельного электриче-
ского сопротивления р проволоки из меди мар-
ки Ml от температуры отжига (продолжитель-
ность отжига 1 ч)
Рис. 11.2. Зависимость модуля упругости
твердой меди от температуры
/ — статический модуль; 2 — динамический
модуль
Рис. 11.3. Зависимость временного сопротивле-
ния разрыву ов, предела текучести от и относи-
тельного удлинения перед разрывом 61/1
отожженной меди (99,985 %Си) от темпера-
туры в области низких температур
198
Металлы высокой проводимости
[разд. II]
Рис. 11.4. Зависимость числа Бринелля для
мягкой меди от температуры
Рис. 11.5. Зависимость временного сопроти-
вления разрыву св, предела текучести ат,
относительного удлинения перед разрывом
А/// и твердости по Роквеллу R/ бескислород-
ной меди от температуры отжига и исходного
размера зерна (продолжительность отжига
1 ч, степень деформации 50 %)
Сплошные линии — материал с зерном 0,015 мм;
штриховые — материал с зерном 0,04 мм
Рис. 11.6. Зависимость механических свойств
бескислородной меди от степени деформации
и размера зерна
Сплошные кривые материал с зериом 0,015 мм;
штриховые — материал с зерном 0,04 мм
Механические характеристики меди при-
ведены в табл. 11.3. При отжиге твердой мед-
ной проволоки происходит снижение предела
Рис. 11.7. Зависимость временного сопротивле-
ния разрыву ав и относительного удлинения
перед разрывом А/// бескислородной меди от
температуры в области положительных темпе-
ратур
Рис. 11.8. Зависимость температурного коэф-
фициента линейного расширения меди от
температуры (при каждой температуре даны
значения в диапазоне от 20 °C до данной
температуры)
Рис. 11.9. Зависимость коэффициента тепло-
проводности меди от температуры
прочности при разрыве и рост относительного
удлинения перед разрывом. Этот переход МТ в
ММ иллюстрируется на рис. 11.1. Модули уп-
ругости меди снижаются при изменении темпе-
ратуры нагрева ее (рис. 11.2). Механические
свойства чистой отожженной меди в области
низких температур показаны на рис. 11.3, из
которого следует, что до температуры минус
100...200 °C медь сохраняет параметры, близ-
кие к тем, которые были при 20 °C. Число Бри-
нелля для мягкой меди заметно снижается с
[§ П И
Медь
199
Таблица 11.1. Содержание примесей (в процентах, не более) в меди различных марок
ростом температуры окружающей среды (рис.
11.4). Зависимость механической прочности и
относительного удлинения перед разрывом
(рис. 11.5) для бескислородной вакуумной
меди от температуры отжига аналогична пока-
занной на рис. 11.1. При этом наблюдается и
небольшая зависимость от размеров зерна. С
ростом степени деформации (рис. 11.6) относи-
тельное удлинение существенно снижается, а
механическая прочность возрастает.
Предел прочности бескислородной меди
при повышении температуры монотонно сни-,
жается, а относительное удлинение перед раз-
рывом растет с ростом температуры до 500 °C,
после чего наблюдается текучесть испытуемого
образца (рис. 11.7).
Тепловые свойства меди
Коэффициент теплопро-
водности и при 20 °C
Температурный коэф-
фициент линейного рас-
ширения при 2О...1ОО°С
а(-106..............
Удельная теплоемкость
с при 20 °C . .
Температура плавления
Температура литья . .
Объемная усадка . .
Температура:
горячей обработки
рекристаллизации
отжига . . . .
кипения . . . .
Удельная теплота плав-
ления ..............
Удельная теплота ис-
парения ............
Скорость окисления на
воздухе при 700 °C
Давление паров при
1000 °C.............
Скорость испарения
при 1000 °C . . .
385...406 Вт-м-'-К
16,4 К”1
386 Дж-кг”'К-1
1083 °C
1150...1200 °C
4.1 %
900... 1050 °C
200...300 °C
500...700 °C
2300...2590 °C
0,213 МДж-кг1
5,4 МДж-кг"1
— 10-6 кг- м"2-с_
~ 10"2 Па
~ 10~5 кг-м_2-с"
Температурный коэффициент линейного
расширения меди монотонно возрастает с рос-
том температуры (рис. 11.8). Коэффициент
теплопроводности меди существенно убывает
Таблица 11.2. Удельное сопротивление
проволоки, мкОм-м
Диаметр, мм МТ ММ
<1,0 1,0...2,5 >2,5 0,0180 0,0178 0,0177 0,1724
200
Металлы высокой проводимости
[разд. 11]
-200 0 200 4006008001000°С
Рис. 11.10. Зависимость удельной теплоем-
кости меди от температуры
Рис. 11.11. Зависимость скорости испарения
меди Ат от температуры
Рис. 11.12. Зависимость давления паров меди
от температуры
Рис. 11.13. Зависимость удельного сопротивле-
ния р меди от температуры выше 0 °C (ска-
чок соответствует температуре плавления
меди 1083 °C)
Рис. 11.14. Зависимость удельного сопротивле-
ния меди и алюминия от температуры в обла-
сти криогенных температур
в области низких температур и значительно
меньше изменяется при температуре 0... 1000 °C
(рис. 11.9). Удельная теплоемкость, наоборот,
сильно возрастает в области низких темпера-
тур и значительно медленнее при температуре
0...1000 °C (рис. 11.10). Зависимость скорости
испарения Ат от температуры построена на
рис. 11.11, а зависимость давления паров от
температуры плавления меди показана на
рис. 11.12.
свойства меди при 20 °C
Таблица 11.3. Механические
Параметр Литая Обработанная давлением
тм ММ
Временное сопротивление разрыву о„, МПа 180...220 250...500 200...280
Предел пропорциональности сп, МПа 140...200 22...30
Предел текучести от, МПа 230...380 60...70
Относительное удлинение перед разрывом Л 1/1, % 18 0,5...5,0 18...50
Относительное сужение, % Модуль упругости Еу, ГПа: 23 <55 <75
статический 122... 132 117
динамический 112 74
Число Бринелля 40 65... 120 35...38
Предел прочности при сжатии ос, МПа 1570 —
Удельная ударная вязкость г)у, кДж-м-2 530 1560
Предел прочности при срезе оср, МПа 430 190
Предел усталости при скручивании су.с, МПа — 42 28
Предел усталости при изгибе пу.„, МПа 110 —
К 11-1]
Медь
201
Рис. 11.15. Характеристики скин-эффекта для плоских проводников R-, при отсчете частоты f по
градуированной в мегагерцах шкале, отсчитывается непосредственно, при отсчете f по градуирован-
ной в герцах шкале значение Последует умножать на 10 2; глубина проникновения поля А при
отсчете f по шкале, градуированной в мегагерцах, определяется непосредственно; при отсчете f по
шкале, градуированной в герцах, значение следует умножить на 102
Таблица 11.4. Электромагнитные параметры
основных проводниковых металлов при различных частотах
Характеристика металла Частота, Гц Фазовая скорость, м/с Длина волны, м
Медь 50 2,9 5,90-10“2
у = 5,8-107 См-м_|, 800 11,7 1,15-Ю-2
р = |л0 = 4л-10-7 Гн-м_| 106 415 4,15-Ю-4
10’° 41 500 4,15-10“6
Алюминий 50 3,8 7.6-10~2
у = 3,5-107 См-м-1 800 15,1 1,9-10“2
106 535 5,35-10-*
Ю10 53 500 5,35-10“ 6
Электрические характеристики меди
Удельная проводимость у наиболее чистой электролитической меди при 20 °C
Удельная проводимость у отожженной «стандартной» меди при 20 °C .
Удельное сопротивление р «стандартной» меди при 20 °C................
Температурный коэффициент удельного сопротивления при 0...150 °C а„- 10J
Отношение удельного сопротивления расплавленной меди к сопротивлению
твердой меди при /п.1ам..............................................
Работа выхода электронов ............................................
Термо-ЭДС относительно платины при температуре холодного спая 0 °C
Число Лоренца, Lo -..................................................
59,5 МСм-м'
58 * МСм-м '
0,017241 мкОм-м
4,3 К"1
2,07
4,07...4,61 эВ
0,14 мВ
2,45-10“8 В2-К“2
* По отношению к этому значению, принимая его за 100 %, часто выражают в процентах
удельную проводимость различных проводниковых металлов и сплавов.
202
Металлы высокой проводимости
[разд. 11]
Зависимость удельного сопротивления
меди от температуры отжига была показана
на рис. 11.1. По этой кривой можно судить об
оптимальной температуре отжига, обеспечи-
вающей минимальное значение р.
Температурная зависимость р меди, при-
веденная на рис. 11.13, показывает, что удель-
ное сопротивление с ростом температуры уве-
личивается, а температурный коэффициент
удельного сопротивления уменьшается до
температуры плавления меди. При темпера-
туре выше температуры плавления, т. е. для
жидкой меди, когда начинается экспоненци-
альный рост удельного сопротивления рж =
= Рпл=еа|’', температурный коэффициент
удельного сопротивления в соответствии с вы-
ражением <хр=
1 dp
р dt
меняется
мало.
При
низких температурах удельное сопротивление
меди становится весьма малым (рис. 11.14),
однако сверхпроводимость не обнаружена.
Зависимость р от наличия различных примесей
приведена ниже.
Число Лоренца не постоянно и понижает-
ся при уменьшении температуры, но при темпе-
ратуре менее 100 К вновь возрастает. Электро-
магнитные параметры основных проводнико-
вых металлов приведены в табл. 11.4 и на
рис. 11.15.
бок; траверсы сеток приемно-усилительных
ламп; внешние токоподводящие вводы.
Несмотря на большой коэффициент линей-
ного расширения по сравнению с коэффициен-
том расширения стекол, медь применяется в
спаях со стеклами. Медь обладает прекрасны-
ми свойствами, необходимыми для спаивания
со стеклами: низким пределом текучести, мяг-
костью и высоким коэффициентом теплопро-
водности. Для впаивания в стекло медному
электроду придается специальная форма в
виде тонкого рантика. Из-за указанной формы
обычно такие спаи называются рантовыми.
Сплавами меди, обладающими повышен-
ной механической прочностью, являются брон-
зы и латуни. Сведения о них приведены ниже.
11.2. АЛЮМИНИЙ
Общие сведения. Вторым по значению
удельной электрической проводимости после
меди прн нормальной температуре техническим
проводником электрического тока является
алюминий. При пониженной температуре
алюминий становится даже более проводя-
щим, чем медь. Переход этот наблюдается
вблизи температуры 70 К (см. рис. 11.14).
В зависимости от способа получения и хи-
мического состава устанавливаются классы и
Химические свойства чистой меди
Реагент
Сухой воздух
Влажный воздух и вода
Соленая вода
Пары воды
Сухой трихлорэтилен
Влажный трихлорэтилен
Кислоты НС1, H2SO4 (концентрация
ниже 80 %)
Водород
Кислород
Азот
Сера
Условия и характер взаимодействия
При 20 °C не окисляется; при 100 °C образуется невидимая
защитная пленка оксида; при 200 °C и выше до красного
каления окисляется (цвет побежалости)
При 20 °C почти не окисляется
При 20 °C медленно коррозирует
Окисляется
Почти не взаимодействует
Слабо коррозирует
Почти не реагирует
Поглощает водород
При 20 °C и выше окисляется
Непосредственно не взаимодействуют; известны соединения
C1J3N, C11N3 и CueNs, получаемые косвенными методами
При нагревании образуется CusS
Медь применяется в электротехнике для
изготовления проводников, шнуров, кабелей,
шин распределительных устройств, токоведу-
щих деталей приборов и аппаратов, анодов в
гальваностегии и гальванопластике.
В электровакуумной технике из меди изго-
товляют: аноды генераторных ламп с принуди-
тельным охлаждением (водяным и воздуш-
ным); стойки антикатодов рентгеновских тру-
марки первичного алюминия, указанные в
табл. 11.5.
Предприятия-изготовители должны отби-
рать и поставлять заводам, производящим
деформированные полуфабрикаты, алюминий
технической чистоты марок А7, А6, А5 н АО с
отношением примесей железа к кремнию не
менее 1,2. К обозначению марки такого метал-
ла добавляются буква «П» и поперечная поло-
Таблица 11.5. Химический состав (в процентах) и классы алюминия
Марка А1, не менее Примеси, не более Цветная маркировка
Fe Si Си Zn Ti Всего
А999 99,999 - Особая чистота - 1 - 1 - 0,001 -
А995 99,995 0,0015 0,0015 Хик 0,001 дическая чис! 0,001 гота 0,001 0,005 Одна продольная зеленая полоса и
А99 99,99 0,003 0,003 0,003 0,003 0,002 0,010 одна поперечная зеленая полоса Две продольные зеленые полосы и
А97 99,97 0,015 0,015 0,005 0,004 0,002 0,03 одна поперечная зеленая полоса Три продольные зеленые полосы и
А95 99,95 0,030 0,030 0,010 0,005 0,002 0,05 одна поперечная зеленая полоса Четыре продольные зеленые полосы
А85 99,85 0,08 0,06 Техг 0,01 [ическая чист 0,02 ста 0,01 0,15 и одна поперечная зеленая полоса Одна голубая полоса
А8 99,80 0,12 0,10 0,01 0,04 0,02 0,20 Две голубых полосы
А7 99,70 0,16 0,16 0,01 0,05 0,02 0,30 Одна белая полоса
А6 99,60 0,25 0,20 0,01 0,06 0,03 0,40 Две белы.’: полосы
А5 99,50 0,30 0,30 0,02 0,06 0,03 0,50 Одна красная полоса
АО 99,00 0,50 0,50 0,02 0,08 0,03 1,00 Две красных полосы
А 99,00 0,80 0,50 0,03 0,08 0,03 1,00 Две желтых полосы
АЕ 99,50 0,35 0,12 0,02 0,05 0,01 0,50 Одна желтая полоса
[§ 11.2] Алюминий.
Примечания: 1. Железа в марке ЛЕ—не менее 0,18%. 2. Содержание Ti в марке АЕ —для суммы: Ti + V + Mn + Cr. 3. Содержа-
ние натрия в алюминии всех марок химической и технической чистоты должно систематически определяться заводом-изготовителем
методом фотометрии пламени. 4. В алюминии марки АЕ допускается содержание кремния до 0,15% и примесей титана, ванадия, марганца
и хрома в сумме менее 0,015% при условии соответствия требованиям к электрическому сопротивлению.
204
Металлы высокой проводимости
[разд. 11]
Таблица 11.6. Временное сопротивление разрыву ов
и относительное удлинение перед разрывом AZ/Z при 20 °C
Диаметр прово- локи. м Марка проволоки
АТ АПТ AM
Ов, МПа AZ/Z, % ов, МПа А 1/1. % Св, МПА AZ/Z, %
не менее
0,08...0,10 0,10...0,30 0,30...0,50 0,50...0,60 0,60...0,70 0,70...0,80 0,80... 1,00 1,00... 1,50 1,50...2,50 2,50...4,00 4,00...5,00 5,00...6,00 6,00... 10,00 100 120 160 180 0,5 — — —
0,7
1,0 70...100 10
170 90...140 2,0 15
18
1,3 1,5
165 160 20
2,0 3,0 25
150
са того же цвета, которым маркируется ме-
талл.
В алюминии технической чистоты марки
А5, поставляемом заводам, производящим
деформируемые полуфабрикаты, содержание
меди не должно превышать 0,015 %.
В алюминии технической чистоты всех
марок предприятие-изготовитель должно га-
рантировать содержание марганца не более
0,01 % и магния не более 0,02 %.
В алюминии высокой и технической чис-
тоты содержание железа, кремния и меди
должно контролироваться в каждой плавке
или выливке и указываться в сертификате.
Содержание остальных примесей, указанных в
таблице, определяется периодически; пред-
приятие-изготовитель должно гарантировать
их содержание не выше установленной нормы.
Алюминий технической чистоты марки АЕ
должен обеспечить для изготовленной из него
и отожженной при 350±20°С проволоки
удельное электрическое сопротивление при
20 °C не более 0,0280 мкОм-м.
По ГОСТ 4784—74 «Сплавы алюминиевые
деформируемые» имеются четыре марки спла-
вов, представляющие собой алюминий с нор-
мируемым количеством примесей:
Марка АД 00 АДО АД1 АД
А1, %, не
менее 99,7 99,5 99,3 98,8
Более подробные сведения об этих марках
приведены ниже.
Сортамент, марки, размеры, свойства по-
луфабрикатов и изделий из алюминия и мето-
ды их испытаний при приемке регламентиро-
ваны ГОСТ: 11070—74, 4004—64, 9498—79,
13843—78, 15176—84, 18482—79, 21488—76,
21631—76, 13726—78, 6132—79, 10687—76,
14838—78, 839—80Е, 618—73, 5494—71Е.
Свойства алюминиевой электротехниче-
ской проволоки. Проволока алюминиевая круг-
лая электротехническая предназначена, на-
пример, для изготовления проводов и кабелей.
Имеются следующие марки проволоки: АТ —
твердая, АПТ — полутвердая, AM — мягкая,
АТ — твердая повышенной прочности. Насчи-
тывается свыше 100 размеров проволоки по
диаметру от 0,08 мм до 10 мм. Механические
свойства проволоки различных марок приве-
дены в табл. 11.6...11.8.
Таблица 11.7.
Временное сопротивление разрыву св
и относительное удлинение перед разрывом
AZ/Z при 20 °C твердой проволоки
повышенной прочности АТ
Диаметр проволоки, мм Ов, МПа, не меиее А///. %, не меиее
1,6...2,29 190 1,5
2,29...2,62 180 1,5
2,62...3,04 180 1,6
3,04...3,37 175 1,7
3,37...3,80 175 1,8
3,80...4,50 170 2,0
I§ H.2]
Алюминий
205
Таблица 11.8. Число перегибов проволоки
диаметром 1,5...5,1 мм при 20 °C без ее разрушения
Тип проволоки Диаметр проволоки, мм Радиус за- кругления зажимов, мм Число пе- регибов, не менее
1,5...2,6 5,0 18
Полутвердая АПТ 2,6...3,5 7,5 16
3.5...5.1 10,0 14
Твердая повышенной 1,5...2,6 5,0 8
прочности и твердая 2,6...3,5 7,5 8
3,5...5,1 10,0 7
Примечание. Твердая повышенной прочности,
твердая и полутвердая проволока диаметром менее 1,5 и
более 5,1 мм, а также мягкая проволока на перегиб не испы-
тываются.
Удельное электрическое сопротивление
алюминиевой проволоки различных марок при
20 °C: AM — 0,028 мкОм-м; АТ, АПТ, АТ —
0,0283 мкОм-м. Характеристики алюминиевых
проводов марки А приведены в табл. 11.9.
Удельное сопротивление чистого алюминия в
некоторых других изделиях может допускаться
до 0,0290 мкОм-м. При нормировании р мате-
риала в изделиях из алюминия и его сплавов
численное значение его может доходить до
0,0325 мкОм-м и выше.
Общие физические свойства
Атомный номер . . . .
Атомная масса . . . .
Молярный объем при
20 °C.................
Первый ионизационный
потенциал ............
Показатель преломления
при 7 = 0,589 мкм . . .
Коэффициент отражения
при 7=0,300 мкм . . .
Плотность при 20 °C . .
13
26,97
0,01 м3-кмоль-1
5,94 В
1,44
90%
27,03 Мг-м-3
Таблица 11.9. Характеристика алюминиевых проводов марки А
из проволоки марки АТ
Сечеиие прово- да S, мм2 Длина вы- пускаемого куска, м, ие менее Число проволок Расчетный диаметр про- вода £)р, мм Сопротивление 1 км провода при температу- ре 20 °C, не более
16 4500 5,1 1,98
25 6,4 1,28
35 4000 7,5 0,92
50 3500 7 9,0 0,64
70 2500 10,7 0,46
95 2000 12,4 0,34
120 1500 14,0 0,27
150 1250 1Q 15,8 0,21
185 17,5 0,17
240 1000 20,0 0,132
300 22,4 0,106
400 800 37 25,8 0,080
500 600 29,1 0,063
600 500 61 32,0 0,052
206
Металлы высокой проводимости
[разд. 11]
Рис. 11.16. Зависимость плотности алюминия
от температуры
Рис. 11.19. Зависимость модуля упругости
алюминия марки А5 от температуры
1 — твердый, статический; 2 — твердый, динами-
ческий; 3 — мягкий, динамический модуль
Рис. 11.17. Зависимость временного сопроти-
вления разрыву алюминия марки А5 от темпе-
ратуры
/ — твердый: 2 — мягкий (отжиг при 300 °C в те-
чение 2 ч)
Рис. 11.20. Зависимость температурного коэф-
фициента линейного расширения алюминия
от температуры
Рис. 11.18. Зависимость относительного удли-
нения перед разрывом алюминия марки А5
от температуры
1 — твердый, 2 — мягкий
Рис. 11.21. Зависимость удельной теплоемко-
сти алюминия от температуры
Температурная зависимость плотности
алюминия (рис. 11.16) показывает, что умень-
шение плотности при плавлении происходит
всего на 0,2 Мг-м“!, т. е. менее чем на
Ю%.
Обобщенные механические характери-
стики алюминия приведены в табл. 11.10. При
отжиге алюминия понижается его предел
прочности на растяжение (рис. 11.17) и суще-
ственно увеличивается относительное удли-
нение перед разрывом (рис. 11.18). На
рис. 11.19 показано изменение модулей упру-
гости алюминия в широком интервале темпе-
ратуры.
[§ Н.2]
Алюминий
207
Рис. 11.22. Зависимость давления паров и ско-
рости испарения алюминия от температуры
Рис. 11.23. Зависимость удельной проводимо-
сти отожженного алюминия от содержания
примесей (в массовых долях)
Тепловые свойства алюминия
Коэффициент теплопроводности и при 20 °C..........................
Температурный коэффициент линейного расширения при 20...100 °C
а/-106............................................................
Удельная теплоемкость с при 20 °C.................................
Температура:
209 Вт-м-'-К-1
24 К1
920...960 Дж-кг -'-К-1
657...660 °C
плавления...................................................
литья . . -.................................................... 700...760 °C
отжига ....................................................... 350...400 °C
кипения............................................................ 2300...2500 °C
Объемная усадка, %..................................................... 6,5
Удельная теплота плавления................................................ 0,394 МДж-кг-1
Удельная теплота испарения.................................................. 9,2 МДж-кг’1
Температурный коэффициент линейного
расширения алюминия а, (рис. 11.20) почти
в 1,5 раза выше, чем у меди, и линейно возра-
стает с ростом температуры. Удельная тепло-
емкость алюминия почти в 2,3 раза выше,
чем у меди (рис. 11.21). Плотность алюми-
ния приблизительно в 3,5 раза меньше, чем
у меди. Вследствие высоких значений удельной
теплоемкости и теплоты плавления для
нагрева алюминия до температуры плавления
(около 660 °C) и перевода в расплавленное
состояние требуется большая затрата теплоты
(почти в 1,5 раза), чем для нагрева и расплав-
ления такого же количества (массы) меди,
хотя температура плавления алюминия
(~660°С) ниже, чем меди (1083 °C). Зависи-
мость скорости испарения Дт и давления р
паров алюминия приведены на одном и том же
рис. 11.22.
Зависимости удельной проводимости алю-
миния от содержания примесей показаны на
рис. 11.23. Из рисунка видно, что никель,
кремний, цинк и железо в меньшей степени
понижают удельную проводимость, чем маг-
ний, титан, ванадий и марганец. Удельное
сопротивление алюминия в широком диапазо-
не температуры приведено на рис. 11.24 и
рис. 11.14. Сопротивление алюминия
было показано на рис. 11.15, основные элект-
ромагнитные параметры приведены в
табл. 11.4. При нормальной температуре
(~20°С) и одинаковых сечениях и длине
электрическое сопротивление алюминиевого
провода больше, чем медного в 1,63 раза.
Следовательно, чтобы получить алюминиевый
провод такого же электрического сопротивле-
ния, как и медный, нужно взять его сечение
Электрические свойства алюминия
Удельная проводимость у при 20 °C чистого (99,997 %) отожженного
(при 320 °C в течение 3 ч) алюминия............................ 38 МСм-м“'
Удельное сопротивление р алюминия А5 при 20 °C................. 0,028 мкОм • м
Температурный коэффициент удельного сопротивления при 0...150 °C
а,,-103........................................................ 4 К" 1
Отношение сопротивления расплавленного алюминия к сопротивлению
твердого алюминия при t„„............................................. 1,64
Работа выхода электронов............................................... 4,25 эВ
Число Лоренца Lo.................................................. 2,1 10"8 В2-К 2
208
Металлы высокой проводимости
[разд. 11]
Таблица 11.10. Механические свойства алюминия,
обработанного давлением
Параметр Значение при 20 °C для материала
твердого МЯГКОГО
Временное сопротивление разрыву ов, МПа 150...170 80...90
Предел пропорциональности оп, МПа 70...80 25
Предел текучести от, МПа Относительное удлинение перед разрывом 100...130* 35...45
д/д, % 12...14 30...33
Относительное сужение, % Модуль упругости £у, ГПа: 70...80 80...85
статический 72 66
динамический 66 54
Число Бринелля 33 25
Удельная ударная вязкость т)у, кДж-м 1200 900
* Остаточное удлинение 0,2 %.
в 1,63 раза большим, т. е. его диаметр дол-
жен быть в д 1.63 «1,3 раза больше диа-
метра медного провода. При ограниченных
габаритах замена меди алюминием затрудне-
на. Если же сравнить по массе два отрезка
алюминиевого и медного проводов одной
длины и одного и того же сопротивления, то
окажется, что алюминиевый провод хотя и тол-
ще медного, но легче его приблизительно
в два раза.
Химические свойства алюминия
Водород
Кислород
Вода, водяной пар, СО,
Со2
Сера
Азот
Фосфор
Углерод
Ртуть
Кислоты
Щелочи
Галогены
Алюминий растворяет водород, особенно сильно в жидком состоянии.
Возможно образование гидрата алюминия AIH
Алюминий обладает большим сродством к кислороду. При сжигании
его в кислороде получается оксид алюминия АЬОз (безводный гли-
нозем), известный в трех кристаллических модификациях. При
восстановлении глинозема магнием образуется гемиоксид алю-
миния AIO (А1О образуется и другими способами)
Чистый алюминий при обычной температуре не реагирует на воду,
водяной пар, СО и СО?, но при повышенных температурах проте-
кают соответствующие реакции
При высокой температуре алюминий горит в сернистом газе, обра-
зуя AI2O3 и сульфид АКБ. Можно сжигать его в парах серы для об-
разования AlsSs
Нагреванием мелкораспыленного алюминия в азоте при температуре
1800 °C и выше получают нитрид AIN, который устойчив на воз-
духе до 940...950 °C
Алюминий с фосфором образует фосфиды: AIP, А1зР?, АКР3, А13Р
Карбид АКСз получается при нагревании в угольном тигле кусков
алюминия с углем и сажей. Полное развитие реакции образования
карбида наблюдается при 1400 °C. А14С3 разлагается при 2100 "С
Алюминий амальгамируется при соединении с ртутью
При нагревании алюминий легко растворяется в разведенных азот-
ной и серной кислотах, но не растворяется в холодной азотной ки-
слоте
При растворении в щелочах алюминий образует алюминаты
Алюминий энергично соединяется с галогенами
[§ 11.3]
Бронза
209
-100 0 100200300П°С
Рис. 11.24. Зависимость удельного сопротивле-
ния алюминия от температуры
Применение алюминия. Алюминий приме-
няется для изготовления электрических прово-
дов, кабельных, тонкопленочных и других
токопроводящих изделий, производства спла-
вов, а также для изготовления конденсаторов,
конденсаторной фольги и для целей электро-
вакуумной техники.
Алюминий используется для изготовления
электродов в разрядниках, катодов в ионных
рентгеновских трубках, в выпрямителях
тлеющего разряда электродов (диафрагм
и отклоняющих пластин) в электронно-луче-
вых трубках и в других случаях, когда должно
отсутствовать катодное распыление металла.
Алюминий применяется также для изго-
товления «окошек» в рентгеновских трубках
и «окошек» (прозрачных для электронов)
в счетчиках.
11.3. БРОНЗА
Общие сведения. Бронзы являются мед-
ными сплавами с повышенной механической
прочностью. Влияние примесей на предел
прочности при растяжении медных сплавов
показано на рис. 11.25, а изменение удельного
электрического сопротивления иллюстри-
руется на рис. 11.26.
Обшее представление о свойствах неко-
торых бронз, применяемых в электропромыш-
ленности, дает табл. 11.11.
Проводниковые бронзы, представленные
в этой таблице, применяются для изготовления
контактов (см. разд. 14), троллейных проводов
и коллекторных пластин, пружин в приборах
и аппаратах, щеткодержателей, электродов,
зажимов и т. д.
Марки и состав бронз. В соответствии
с государственными стандартами бронзы,
применяющиеся для изготовления конструк-
ционных и проводящих частей приборов
и аппаратов, подразделяются на следующие
группы: бронзы оловянные, обрабатываемые
давлением (ГОСТ 5017—74); бронзы оловян-
Рис. 11.25. Влияние примесей на временное
сопротивление разрыву сплавов меди в отож-
женном состоянии (сплошные кривые) и в хо-
лоднотянутом (штриховые линии)
Таблица 11.11. Свойства некоторых проводниковых бронз
Сплав Состояние Удельная проводимость по отношению к меди, % Временное сопротивление разрыву о8, МПа Относитель- ное удлине- ние перед разрывом А1/1. %
Кадмиевая бронза (0,9 % Cd) Отожженная 95 <310 50
твердотянутая 83...90 <730 4
Бронза Отожженная 55...60 290 55
(0,8 % Cd, 0,6 % Sn) твердотянутая 50...55 <730 4
Бронза Отожженная 15...18 370 45
(2,5 % Al, 2 % Sn) твердотянутая 15...18 <970 4
Фосфористая бронза Отожженная 10...15 400 60
(7%. Sn, 0,1 % Р) твердотянутая 10...15 1050 3
Бериллиевая бронза Отожженная 17 490...600 30...50
(2,25 % Be) остаренная прн 350 °C 10 1100 7
Хромистая медь (0,5 Сг) Остаренная 80...85 500...530 10...12
Таблица 11.12. Марки, химический состав и назначение оловянных бронз, обрабатываемых давлением
Марка Основные компоненты Примеси, %, не более Вид изделия
Sn Р Zn РЬ Си Fe РЬ Sb Bi Al Si p Всего
Бр.ОФ 6,5-0,15 Бр.ОФ 4-0,25 6...7 3,5...4,0 0,1...0,25 0,2...0,3 0,02 0,02 0,002 0,002 0,002 0,002 — о,1 Ленты, полосы, прутки, проволока для пружин, подшипниковые детали Трубки, применяемые в ап- паратостроении и для контрольно-измеритель- ных приборов Ленты, полосы, прутки, проволока для пружин и для аппаратуры хими- ческой промышленности Ленты и полосы для про- кладок во втулках и под- шипниках
Бр.ОЦ 4-3 3,5...4,0 2,7...3,3 Ос- таль- ное 0,05 0,03 0,2
Бр.ОЦС 4-4-2,5 3...5 3...5 1,5...3,5 •— —
Примечания: 1. В бронзах марок Бр.ОФ 6,5-0,15 и Бр.ОФ 4-0,25 может содержаться за счет меди цинка до 0,3%, никеля до 0,2%.
2. Для антимагнитных деталей содержание железа в бронзе марки Бр.ОЦ 4-3 не должно превышать 0,02%. 3. По требованию потребителей
может изготовляться бронза с содержанием фосфора в марке Бр.ОФ 6,5-0,15 в пределах 0,3...0,4 % и содержанием свинца в марке
Бр.ОЦС 4-4-2,5 в пределах 3,5...4,5 %. 4. Примеси, не указанные в таблице, учитываются в общей сумме примесей (в графе «Всего»),
Содержание примесей серы и магния допускается не более 0,002% каждой, причем завод-изготовитель может проверку не производить,
но должен гарантировать строгое соблюдение указанного содержания этих примесей.
Металлы высокой проводимости [разд. 11]
Таблица 11.13. Химический состав, механические свойства н назначение оловянных литейных бронз
Марка Основные компоненты, % Примеси, %, не более Спо- соб литья с^- МПа — 7 1 ’/о Вид изделия
Sn Zn Pb Ni Cu Sb Fe Al Si Всего не м енее
Бр.ОЦСН 2,5...4,0 6-9,5 3...6 0,5-2 к 210 5 Арматура, работающая в
3-7-5-1 3 180 8 морской и пресной воде, маслах и других слабо- коррозионных средах, а также в парах под дав-
лением до 2,5 МПа; ан- тифрикционные детали
Бр.ОЦС 2...3,5 8...15 3...6 0,02 0,02 к 210 5 Арматура, работающая в
3-12-5 Осталь- ное 3 180 8 пресной воде и парах под давлением до 2,5 МПа (может быть использо- вана для антифрикцион-
ных деталей)
Бр.ОЦС 4...6 4-6 4...6 — 0,5 0,4 1,3 к 180 4
5-5-5 3 150 6
Бр.ОЦС 4-4-17 3,5-5 2...6 14...20 0,05 0,05 3 150 5 Антифрикционные детали
Бр.ОЦС 3-4,5 6-9,5 3...6 к 180 4
3.5-7-5 3 150 6
Примечания: 1. Способы литья: К —в кокиль, 3 —в землю. 2. Образцы для механических испытаний — стержни длиной
50 мм и диаметром 10 мм.
[§ 11.3] Бронза
Таблица 11.14. Химический состав (в процентах) безоловявных бронз и ввды изделий
Марка А1 Вё Fe Мп Ni Si Ti Pb Си Вид изделия
Бр.А5 Бр.А7 Бр.АМц 9-2 Бр.АМц 9-2Л Бр.АМц 10-2 Бр.АЖ 9-4 Бр.АЖ 9-4Л Бр.АЖМц 10-3-1,5 Бр.АЖС 7-1,5-1,5 Бр.АЖН 10-4-4 Бр.АЖН 10-4-4Л Бр.АЖН 11-6-6 Бр.Б2 Бр.БНТ 1,7 Бр.БНТ 1,9 Бр.КМц 3-1 Бр.КН 1-3 Бр.Мц 5 Бр.С 30 Бр.СН 60-2,5 4...6 6...8 8...10 8...10 9...11 8...10 8...10 9... И 6...8 9,5... 11 9,5...11 10,5...11,5 — — 1,5...2,5 — — — — Осталь- ное Ленты, полосы Ленты, полосы Прутки, полосы, ленты Фасонное литье Фасонное литье Прутки Поковки и фасон- ное литье Прутки, поковки, трубы и фасон- ное литье Фасонное литье Прутки, трубы Поковки и фасон- ное литье Фасонное литье
2...4 1...2
1...1,5 — l...l,5
3,5...5,5 3,5...5,5 —
5...6,5 5...6,5 0,2...0,5
- 1,9...2,2 1,6... 1,85 1,85...2,1 Ленты, полосы, прутки, прово- лока
0,2...0,4 0,1...0,25
- 1...1,5 0,1...0,4 4,5...5,5 2,4...3,4 2,25...2,75 2,75...3,5 0,6...1,1 — Проволока, поло- сы, ленты, прут- ки Прутки, поковки Поковки Литье в кокиль Фасонное литье
- - 27...33 57...63
Металлы высокой проводимости [разд.
Примечание. Допускается в бронзе Бр.АЖН 10-4-4, обрабатываемой давлением, содержание алюминия до 11,5%, при этом содер-
жание железа и никеля должно быть не менее 4% каждого.
Таблица 11.15. Допустимое содержание примесей (в процентах, не более) в безоловинных бронзах
Марка As Sb Sn Si Al Ni Pb p Fe Zn Ti Mn Всего примесей
Бр.А 5 Бр.А 7 Бр.АМц 9-2 0,01 0,002 0,1 0,1 — 0,5 0,03 0,01 0,5 0,5 — 0,5 1,6
1,0 - 1,7
Бр.АМц 9-2Л Бр.АМц 10-2 0,05 0,050 0,2 0,2 1,0 0,1 0,1 1,0 1,5 2,8
Бр.АЖ 9-4 Бр.АЖ 9-4Л 0,01 0,05 0,002 0,050 0,1 0,2 0,1 0,2 0,5 1,0 0,5 0,01 0,10 0,03 0,02 0,01 0,10 0,01 0,10 0,01 — 1,0 0,5 1,7 2,7 0,75 1,5 0,8
Бр.АЖМц 10-3-1,5 Бр.АЖС 7-1,5-1,5 Бр.АЖН 10-4-4 0,01 0,002 0,1 0,1 0,5 0,5 0,3
— 0,3
Бр.АЖН 10-4-4Л Бр.АЖН 11-6-6 Бр.Б 2 Бр.БНТ 1,7 Бр.БНТ 1,9 0,05 0,05 0,2 0,2 0,05 0,1 0,5 0,6 0,5 1,5
— — — 0,15 0,15 0,005 — 0,15 — — 0,5
Бр.КМц 3-1 Бр.КН 1-3 Бр.Мц5 Бр.С 30 Бр.СН 60-2,5 0,002 0,01 0,10 0,002 0,002 0,300 0,500 0,25 0,1 0,02 0,02 0,2 0,5 0,03 0,15 0,03 0,05 0,30 0,10 0,35 0,5 0,1 0,4 0,1 1,1 0,4
0,1
0,01
0,9
— 0,10 0,05 0,25
0,5 — 1,25
Примечания: 1. Примеси, не указанные в этой таблице, учитываются в общей сумме примесей. 2. Содержание цинка в бронзе
марки Бр.АЖМц 10-3-1,5 допускается до 1 % в тех случаях, когда этот сплав не применяется как антифрикционный, причем общая сумма
примесей в этом случае допускается до 1,25%. 3. Содержание свинца в бронзе марки Бр.АЖМц 10-3-1,5 допускается до 0,3% при применении
для фасонного литья, причем общая сумма примесей допускается до 1,0%.
Таблиц^ 11.16. Физические и технологические свойства бронз
Свойства Марка
ОФ 6,5-0,15 ОЦ 4-3 А 5 АМц 9-2 АЖ 9-4 АЖМц 10-3-1,5 АЖН 10-4-4 Б 2 КМц 3-1
Плотность d при 20 °C, Мг-м~3 8,8 8,8...8,9 8,2 8,0...8,2 7,5...7,6 7,5...8,1 8,2 8,2 8,4...8,5
Коэффициент теплопро- водности X, Втм-1-К~' 105 63...92 103 63 61 48...59 75 75...84 33...42
Температурный коэффи- циент линейного рас- ширения а/-106 при 20...100°С, К-1 17...18 18 16...17 17...20 20 15...17 19 — 16
Удельное сопротивление р, мкОм-м 0,13 0,095 0,10 0,16...0,18 0,11 0,19...0,28 0,175 0,065 0,265
Температурный коэффи- циент удельного сопро- тивления ар-104 при 2О...1ОО°С, К~' 7,3 — 8,0 7,4...8,5 13,0 3,2 4,6 — 1,2
Температура плавления, °C 1050 1045 1075 1060 1040 1045 1084 955 1060
Температура литья, °C 1300... 1350 1150... 1250 1150...1200 1100... 1250 1150...1200 1100... 1150 1150...1180 1050...1100 1100...1150
Термическая обработка (отжиг), °C 720 600...700 600...700 Ковка, прокатка 600... 850 800 закалка 400 отпуск 850 закалка 350 отпуск 700...750 800 закалка 650...700 отпуск 700...800 закалка 300 отпуск
Сварка Газовая и Газовая и Газовая и Электри- Газовая и Газовая и Г азовая Газовая Газовая
электриче- электриче- электриче- ческая электриче- электриче- и электри- и электри- и электри-
ская ская ская и газовая ская ская ческая ческая ческая
Пайка Мягкими Мягкими В основ- Твердыми Твердыми Твердыми Твердыми Твердыми Твердыми
и тверды- ми при- поями и тверды- ми при- поями ном твер- дыми припоями припоями припоями припоями припоями припоями припоями
Металлы высокой проводимости [разд. 11]
[§ И-З]
Бронза
215
Таблица 11.17. Механические свойства
литейных безоловинных бронз
Марка Способ отливки Временное сопротив- ление раз- рыву ов, МПа Относи- тельное удлинение перед раз- рывом Л1/1, % Твер- дость по Бринел- лю
не менее
Бр. АМц 9-2Л к 400 20 80
Бр. АМц 10-2 3, к 500 12 НО
Бр. АЖ 9-4Л 3 400 10 100
к 500 12 100
Бр. АЖМц 10-3-1,5 к 500 12 120
Бр. АЖС 7-1,5-1,5 3 300 18 —
Бр. АЖН 10-4-4Л к 600 5 170
Бр. АЖН 11-6-6 3, к 600 2 250
Бр. СЗО к 60 4 25
Бр. СН 60-2,5 к 30 5 14
Примечания: 1. Механические свойства относятся
к бронзам, термически необработанным. 2. К — отливка в
кокиль, 3 — отлнвка в землю.
Таблица 11.18. Механические свойства бронзы марки Бр.ОФ 6,5-0,15 при 20 °C
Параметр Полосы и ленты Проволо- ка диа- метром 0,1 ...0.4 мм Прутки
мягкие М полутвер- дые ПТ твердые Т особо- твердые ОТ твердые прессо- ванные
Временное сопротивление разрыву с„, МПа >300 450...580 >580 >700 440 550 420
Относительное удлинение перед разрывом А///, °/ /о >38 >10 >5 — 55 8 62
Число Бринелля Предел текучести прн растяжении ст, МПа >130 380...550 550...680 >680 130...160
Модуль упругости (дина- мический) £у, ГПа 85... 120 85...120 85...120 85...120
Таблица 11.19. Механические свойства полуфабрикатов из бронзы марки Бр.ОЦ 4-3
Параметр Отлн вки Листы, полосы, ленты
мягкие полутвер- дые твердые особо твердые
Временное сопротивление разрыву с„, МПа 250 >300 360...550 >550 >700
Относительное удлинение перед разрывом
А///, % 10...35 38 8 4 —
Число Бринелля 65 -— — — —.
Предел текучести при растяжении ст, МПа .— . >110 300...520 520...670 >670
Модуль упругости (динамический) Еу, ГПа — 95... 125 95...125 95... 125 95...125
216
Металлы высокой проводимости
[разд. 11]
Таблица 11.20. Механические свойства бронзы марки Бр.А5 при 20 °C
Параметр Литая в кокиль Обрабо- танная, отожжен- ная Лента толщиной 0,65...1,25 мм Кова- ная, (отож- женная)
твердая особо твердая
Временное сопротивление разрыву с>„, МПа 250...400 — 600 700 420
Предел текучести от, МПа 60 160 — — 150
Относительное удлинение перед разрывом Д///, % 30...65 — 3,5 3 50
Число Бринелля 60 60 — — —
Удельная ударная вязкость т)у, МДж-м-2 1,6 1,1 — — 1,2
Таблица 11.21. Механические свойства бронзы марки Бр.АМц 9-2 при 20 °C
Параметр Литая в землю Литая в кокиль Поковки Прутки прессо- ванные Прутки тянутые
полутвер- дые твердые
Временное сопротивление разры- ву ов, МПа >400 400...600 500...600 450 500 600
Предел текучести оТ1 МПа 150...200 180...230 170...300 300 250 350
Относительное удлинение перед разрывом A//Z, % 20... 35 20..33 25...40 20...25 20...30 14...22
Число Бринелля 80... 100 120 120 100 — —
Удельная ударная вязкость т;у, МДж-м-2 0,7 0,8 0,8 — — —
Таблица 11.22. Механические свойства бронзы марки Бр.АЖ 9-4 прн 20 °C
Свойства Литая в землю Литая в кокиль Катаная Кованая
полутвер- дая твердая
Временное сопротивление разрыву о„, МПа 450...520 500 500...600 500 555
Относительное удлинение перед разрывом А1/1, % 15...20 20 20...40 5 30
Число Бринелля НО 140 120...135 160...200 130
Удельная ударная вязкость т]у, МДж-м 2 0,6...0,8 — 0,4 12
Таблица 11.23. Механические свойства бронзы марки Бр.АЖМц 10-3-1,5 при 20 °C
Параметр Литая в кокиль Прутки прессован- ные диаметром, мм -Катаная
30 32...75 неотож- женная отож- женная
Временное сопротивление разрыву ов, МПа 500 600 600 671 546
Относительное удлинение перед разрывом AZ/Z, % 10...20 10 12 18 7
Число Бринелля 120...140 110...120 ПО 148 12
Удельная ударная вязкость Т|у, МДж-м ! 0,5 0,6...0,8 — — —
[§ Н.4]
Латунь
217
Таблица 11.24. Механические свойства бронзы
марки Бр.АЖН 10-4-4 при 20 °C
Параметр Литая в кокиль Кованая отожженная
Временное сопротивление разрыву <7в, МПа 600...720 670...700
Относительное удлинение перед разрывом А///, % 10...15 4...5
Удельная ударная вязкость т;у, МДж-м~2 0,40 0,14
Таблица 11.25. Механические свойства полос, лент и проволоки из Бр.Б2
Параметр Полосы и ленты Проволока
мягкие твердые после диспер- сионного ста- рения мягкая твердая после дисперси- онного старения
Временное сопротивление разрыву ав, МПа Относительное удлинение перед разрывом Д///, % 400...600 20...30 600...950 2,5 1100...1500 2 400...650 20...30 650...1400* 1100 <1
* Верхний предел при малых диаметрах до 0,5 мм.
Таблица 11.26. Механические свойства бронзы марки Бр.КМц 3-1 при 20 °C
Параметр Литая Прутки тянутые Полосы мягкие Ленты
в землю в кокиль мягкие твердые
Временное сопротивление раз- рыву а„, МПа Относительное удлинение перед 250...350 350 490 350...420 380' 650
разрывом д///, % 30...40 25 41 40 — —
Число Бринелля 75...90 90 — 85...90 85...90 185
ные литейные (ГОСТ 613—79); бронзы без-
оловянные литейные (ГОСТ 493—79).
В марках бронз буквы означают следую-
щее: Бр.— бронза, О — олово, Ф — фосфор,
Ц — цинк, С — свинец, Н — никель, А —
алюминий, Мц — марганец, Ж — железо,
Б — бериллий, Т — титан, К — кремний.
В табл. 11.12 приведен химический состав
и назначение четырех марок оловянных бронз,
обрабатываемых давлением.
В табл. 11.13 приведен химический состав,
механические свойства и назначение пяти ма-
рок оловянных литейных бронз.
В табл. 11.14 и 11.15 приведены хими-
ческий состав и допустимое содержание при-
месей 20 марок безоловянных бронз и их на-
значение, а в табл. 11.16 для девяти марок из
них (литейных бронз) — механические свойства.
Свойства различных бронз. Общие физи-
ческие и технологические свойства различных
бронз приведены в табл. 11.17. В качестве
примера более подробно рассмотрены меха-
нические свойства некоторых бронз в зави-
симости от вида изделий и предварительной
обработки (табл. 11.18—11.26).
11.4. ЛАТУНЬ
Общие сведения. Медно-цинковые спла-
вы — латуни, как и бронзы, по сравнению
с медью обладают более высокой механической
прочностью и повышенным значением удель-
ного электрического сопротивления. Они под-
Таблица 11.27. Химический состав (в процентах) медно-цииковых сплавов, обрабатываемых давлением, и виды изделий из них
Наименование и марка сплава Си РЬ Fe Мп А1 Sn Si Ni As Zn Вид изделия
Томпак Л96 Томпак Л90 Полутомпак Л85 Полу томпак Л 80 Латунь Л70 Латунь Л68 95,0...97,0 88,0.,.91,0 84,0-86,0 79,0-81,0 69,0—72,0 67,0- 70,0 Ленты, полосы, трубы Листы, полосы, ленты Листы, ленты, полосы, трубы Листы, ленты, по- лосы, проволо- ка Ленты, полосы Листы, ленты, по-
Латунь Л63 Латунь Л60 Латунь алюми- ниевая ЛА-77-2 Латунь алюми- ниево-железная ЛАЖ60-1-1 Латунь алюми- ниево-никелевая ЛАН59-3-2 Латунь железо- марганцевая ЛЖМц59-1-1 62,0-65,0 59,0—62,0 76,0-79,0 58,0-61,0 57,0-60,0 57,0-60,0 — 0,75-1,50 0,6... 1,2 0,1 ...0,6 0,5-0,8 1,75-2,50 0,75-1,50 2,50-3,50 0,1-0,4 0,3-0,7 2,0-3,0 Осталь- ное лосы, трубы, прутки, прово- лока Листы, ленты, по- лосы, трубы, прутки, фольга, проволока Трубы Трубы Трубы, прутки Прутки, трубы Полосы, трубы, прутки, прово- лока
Металлы, высокой проводимости [разд. 11]
Латунь никелевая ЛН65-5 64,0-67,0 — —
Латунь марганце- вая ЛМц58-2 57,0...60,0 1,0-2,0
Латунь марганце- во-алюминие- вая ЛМцА57-3-1 55,0-58,5 — 2,5...3,5 0,5-1,5
Томпак оловян- ный Л090-1 88,0-91,0 —
Латунь оловян- ная ЛО70-1 Латунь оловян- ная Л062-1 Латунь оловян- ная ЛО60-1 69,0-71,0 62,0-63,0 59,0-61,0
Латунь свинцо- вая ЛС74-3 72,0-75,0 2,4-3,0
Латунь свинцо- вая ЛС63-3 Латунь свинцо- вая ЛС64-2 Латунь свинцо- вая ЛС60-1 Латунь свинцо- вая ЛС59-1 62,0.„65,0 63,0-66,0 59,0-61,0 57,0...60,0 2,4.„3,0 •1,5-2,0 0,6...1,0 0,8...1,9 1 1 -
Латунь свинцо- вая ЛС59-1В 57,0-61,0 0,8-1,9
5,0...6,5 Листы, ленты, трубы, проволо- ка
Листы, ленты, по- лосы, прутки, проволока Поковки
0,25...0,75 1,0...1,5 Ленты, полосы, проволока, тру- бы Трубы
0,7...1,1 1,0...1,5 Осталь- ное Листы, полосы, трубы, прутки Проволока
Ленты, полосы, прутки, прово- лока Ленты, полосы, прутки Прутки, ленты, полосы Прутки
- Листы, ленты, по- лосы, трубы, прутки, про- волока Прутки
[§ 11.4] Латунь
Наименование и марка сплава Си РЬ Fe Мп А1
Латунь железо- свинцовая ЛЖС58-1-1 56,0...58,0 0,7...1,3 0,7...1,3
Латунь кремние- вая ЛК80-3 79,0...81,0 —
Латунь мышья- ковая ЛМш68-0,05 67,0...70,0
Латунь алюми- ниево-мышья- ковая ЛАМш77-2-0,05 76,0...79,0 1,75...2,50
Латунь оловян- но-мышьяко- вая ЛОМш70-1-0,05 69,0...71,0 —
Латунь алюми- ниево-никеле- кремннсто- марганцевая ЛАНКМц 75-2-2,5-0,5-0,5 73,0...76,0 0,3...0,7 1,6...2,2
Продолжение табл. 11.27
Sn Si Ni As Zn Вид изделия
— Прутки
2,5...4,0 Поковки и штам- повки
— 0,025...0,06 Трубы
— 0,025...0,06 Осталь- ное Трубы
1,0...1,5 0,025...0,06 Трубы
0,3...0,7 2,0...3,0 Трубы, полосы
Металлы высокой проводимости [разд. II]
[§ И-5]
Сплавы алюминия
221
Содержание принесен
Рис. 11.26. Влияние примесей на удельное электрическое сопротивление меди при температуре 20 °C
разделяются на обрабатываемые давлением
и литейные. Большинство латуней допускает
газовую и электрическую сварку и паяется
мягкими и твердыми припоями.
Марки и состав латуней. Марки и состав
латуней, обрабатываемых давлением, опреде-
ляются ГОСТ 15527—70, а литейных лату-
ней— ГОСТ 17711—80. Химический состав
латуней, обрабатываемых давлением и их
назначение даны в табл. 11.27, а допустимое
количество инородных примесей в табл. 11.28.
Химический состав литейных латуней и их
назначение приведены в табл. 11.29, а допусти-
мое количество примесей в них — в табл. 11.30.
Свойства латуней, распространенных в
практике, приведены в табл. 11.31 и регламенти-
руются следующими ГОСТ: 931—78, 5362—78,
2060- 73, 2208—75, 1066—80, 1020—77Е,
494—76, 12920—67, 8036—79, 4442—72.
Электромагнитные параметры латуни
были приведены на рис. 11.15.
Свойства литейных латуней характеризу-
ются данными табл. 11.32.
Механические свойства латуней в боль-
шой степени зависят от вида и размеров
полуфабрикатов и изделий, а также от техно-
логии изготовления. В табл. 11.31 и 11.32 были
приведены только ориентировочные обобщен-
ные данные. В качестве примера в табл. 11.33
указаны механические свойства прутков,
в табл. 11.34 лент, а в табл. 11.35 —
проволоки.
11.5. СПЛАВЫ АЛЮМИНИЯ
Общие сведения. Сплавы алюминия под-
разделяются на сплавы алюминиевые дефор-
мируемые (ГОСТ 4784—74) и сплавы алю-
миниевые литейные (ГОСТ 2685—75). Алю-
миниевые деформируемые сплавы предназна-
чены для изготовления полуфабрикатов (прут-
ков, профилей, панелей, труб, плит, полос,
листов, проволоки, штамповок и поковок)
методом горячей или холодной деформации.
Сплав марки АЦпл предназначен только для
плакировки полуфабрикатов из алюминиевых
сплавов.
Химический состав и марки деформи-
руемых сплавов приведены в табл. 11.36
и 11.37. Литейные алюминиевые сплавы пред-
назначаются для изготовления фасонных от-
ливок. В зависимости от химического состава
алюминиевые литейные сплавы разделяются
на пять групп. В группах устанавливаются
Таблица 11.29. Химический состав (в процентах) медно-цинковых литейных сплавов и их назначение
Наименование и марка сплава Си А1 Fe Мп Si Sn Pb Ni Zn Вид изделия
Латунь кремнистая ЛК80-ЗЛ Латунь алюминиево-железо-мар- ганцевая ЛАЖМц66-6-3-2 78...81 64...68 4-7 2,0-4,0 1,5...3,0 3,0-4,5 — Детали арматуры, работающей при температуре до 250 °C и подвергающейся гидровоз- душным испытаниям; дета- ли, работающие в морской воде, при условии обеспече- ния протекторной защиты Гайки нажимных винтов, рабо- тающих в тяжелых условиях массивных червячных винтов Литые подшипники и втулки неответственного назначения
Латунь кремнисто-свинцовая ЛКС80-3-3 77...81 — 2,5-4,5 2-4 -
Латунь алюминиевая ЛА67-2.5 66...68 2...3 - — Осталь- ное (в новых разработках приме- нять не рекомендуется) Коррозионностойкие детали.
Латунь алюминиево-железная ЛАЖ60-1-1Л 58...61 0,8...1,5 0,8-1,5 0,1...0,6 0,2-0,7 — работающие в морской воде Арматура, втулки, подшипники
Латунь марганцево-никеле-железо- 58-62 0,5...1,0 0,5-1,1 1,5...2,5 — 0,5...1,5 Детали арматуры, не имеющие
алюминиевая ЛМцНЖАбО-2-1-1-1 притираемых поверхностей, работающие в среде возду- ха, пресной воды, масла, жидкого топлива и пара при температуре до 250 °C Фасонное лнтье, арматура, втулки и сепараторы шари- ковых и роликовых подшип- ников
Латунь свинцовая ЛС59-1Л 57...61 — — - — 0,8-2,0 —
Металлы высокой проводимости [разд. И]
Латунь свинцовая ЛС59-1ЛД Латунь марганцево-оловянно-свин- цовая ЛМцОС58-2-2-2 58...61 57...60 1,5...2,5 1,5...2,5 0,8-2,0 0,5-2,5 Различные виды литья, в том числе под давлением Шестерни
Латунь марганцево-свинцовая ЛМцС58-2-2 Латунь марганцевая ЛМц58-2Л 57...60 1,5-2,5 1,5-2,5 Подшипники, втулки и другие
57...60 — 1,0-2,0 — — Оставь- антифрикционные детали для армирования вагонных под- шипников Детали опорных и упорных подшипников. Детали, под- вергающиеся лужению, за- ливке баббитом
Латунь марганцево-железная ЛМцЖ55-3-1 53...58 — 0,5...1,5 3,0...4,0 — ное Несложные по конфигурации детали ответственного наз- начения и арматура для морского судостроения, ра- ботающая при температуре до 300 °C, гребные винты и их лопасти, суда с ме- таллическим корпусом (кро- ме судов, предназначенных для службы в тропиках) Штуцеры гидросистем автомо- билей
Латунь оловянно-свинцовая лвос 60...75 — — 0,5...2,0 1...3
[§ 11.5] Сплавы алюминия
Примечание. В латунях всех марок, кроме ЛК80-ЗЛ и ЛКС80-3-3, допускается содержание никеля до
1 % за счет содержания
меди.
Таблица 11.31. Свойства латуней, обрабатываемых давлением
Параметр Марка
Л 68 Л90 Л96 ЛС59-1 ЛМц58-2 Л062-1 ЛК80-3 ЛЖМц59-1-1 ЛМцА57-3-1
Плотность d при 20 °C, Мг-м~3 Коэффициент теплопроводности х, 8,5...8,6 8,6...8,8 8,8 8,5 8,5 8,5 7,9...8,3 8,5 8,4
Вт- м~' • К-1 109 155 245 105 92 99 — 101 —
Температурный коэффициент ли- нейного расширения az- 106, К-1 Температура, °C: 18,0 18,5 17,0 18,5 21,2 18,1 18,8...20,8 20,3 22,6
плавления 938 1050 1070 890 880 906 875 890 —
литья 1100 1170...1210 1160... 1200 1020... 1060 1000...1050 1060..1100 960... 1080 1000... 1060 940... 1080
отжига 600...700 600...700 650...850 750...800 600...700 550...700 680...700 600...700 300...400
Временное сопротивление разрыву
а,., МПа:
мягкая 300 250 245 340 350 600...625 — 175...280
твердая 650..800 270 510 400...500 450...500 870...900 380...520 500...600
Относительное удлинение перед
разрывом Д//7, %: —
мягкая 40 45 45...50 15...20 32...36 20...30 24...34 20...40
твердая 3...6 39 4 5...12 — 2 — —
Удельное сопротивление р при 20 °C, мкОм - м Температурный коэффициент 0,07 0,043 0,065 0,212 0,069 0,25...0,33 0,09 0,1
удельного сопротивления оср- 1(Г4, К”1 10 27 17 13 21 5...10 18 9
Металлы высокой проводимости [разд. 11]
[§ 11-5]
Сплавы алюминия
225
Таблица 11.28. Допустимое содержание примесей (в процентах, не более)
в медно-цинковых сплавах, обрабатываемых давлением
Марка РЬ Fe Sb Bi Р Всего
Л96 Л90 Л85 Л80 Л70* Л68 Л63 Л60 ЛА77-2 ЛАЖ60-1-1 ЛАН59-3-2 ЛЖМц59-1-1 ЛН-65-5 ЛМц58-2 ЛМцА57-3-1 ЛО90-1 Л070-1 Л062-1 ЛО60-1 ЛС74-3 ЛС-63-3 ЛС-64-2 ЛС60-1 ЛС59-1 ЛС59-1В ЛЖС58-1-1 ЛК80-3** ЛМш68-0,05 ЛАМш77-2-0,05 ЛОМш70-1-0,05 ЛАНКМц75-2-2,5-0,5-0,5 0,03 0,10 0,005 0,002 0,01 0,2
0,3
0,07 0,10 0,002 0,005 0,2 0,3 0,5 1,0 0,3 0,7 0,9 0,25 0,3 1,2 1,3 0,2
0,005 0,01
0,07 0,03 0,07 0,40 0,10 0,20 0,03 0,1 0,2 0,03 0,07 0,10 0,30 0,2
0,01 0,003
0,10 0,50 0,15 0,005 0,002
0,003
0,01
0,005 0,002
1,00
0,10
0,3
1,0
— 0,25
0,3 0,5 0,75 1,5 0,5 1,5
0,15
' 0,50 0,010 0,003 0,02
0,6
0,1 0,03 0,050
0,10 0,005 0,002 0,01 0,3
0,07
0,05 0,5
* Допускается не более 0,005 % As; 0,005 %Sn и 0,002 %S.
* * Допускается не более 0,5 % Мп; 0,2 % Sn и 0,1 % А1.
Таблица 11.30. Допустимое содержание примесей (в процентах, не более)
в медно-цинковых литейных сплавах
Марка РЬ Sn Sb Мп Fe Al р Ni Всего приме- сей
ЛК80-ЗЛ 0,5 0,3 1,о 0,6 0,04 0,2 2,8
ЛАЖМц66-6-3-2 1,0 1,0 — — — — 2,1
ЛКС80-3-3 — 0,3 0,1 1,0 0,6 0,3 0,2 2,3
ЛА67-2.5 1,0 1,0 0,5 0,8 3,4
ЛАЖ60-1-1Л 0,4 — 0,01 0,7
ЛМцНЖАбО-2-1-1-1 1,0 1,0 2,3
ЛС59-1Л — 0,05 0,8 2,0
ЛС59-1ЛД 0,3 0,5 0,2 — 1,5
ЛМцОС58-2-2-2 — — — 0,8 0,3 — 1,2
ЛМцС58-2-2 0,1 0,8 0,1 2,5
ЛМц58-2Л 1,0 0,5 1,5 — 0,3 2,0
226
Металлы высокой проводимости
[разд. 11]
Продолжение табл. 11.30
Марка РЬ Sn Sb Мп Fe Al Р Ni Всего приме- сей
ЛМцЖ55-3-1 Л ВОС 0,5 0,5 0,1 — 0,7 0,8 0,3 — — 2,0 1,5
Примечание. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
Таблица 11.32. Механические свойства и плотность
медно-цинковых литейных латуней
Марка Спо- соб литья Временное сопротивле- ние разрыву ов, МПа Относи- тельное уд- линение пе- ред разры- вом А 1/1,% Число Бринелля Плотность d, Мг-м-3
не менее
к но
ЛК80-ЗЛ 3 300 15 8,3
1UU
ЛКС80-3-3 3 250 ——.— — 90 8,6
ЛАЖМц-66-6-3-2 к 3 650 600 7 160
п 700 —
к 400 15 90
ЛА67-2.5 3 300 12 2 8,5
к 420 18 90
ЛАЖ60-ЫЛ 3 380 20
к 350 8 ©и
ЛМцС58-2-2 3 250 10 70
к 400 18 85
ЛМцНЖА60-2-1-1-1 3 350 20 100 8,4
ЛС59-1ЛД д 6 70
ЛС59-1Л ц 20 30
к 4 100
ЛМцОС58-2-2-2 3 300 6 90
к
ЛМц58-2Л 3 ц 350 20 100 8,5
к 500 10
ЛМцЖ55-3-1 3 450 18
д 400 10 Уи
ЛВОС 3 150 8 60
Примечание. В графе «Способ'литья» буквы указывают: 3 —
литье в землю, К — литье в кокиль, Ц — центробежное литье, Д — литье
под давлением.
[§ Н.5]
Сплавы алюминия
-227
Таблица 11.33. Механические свойства латунных прутков
Марка Способ изготовления прутков и состояние материала Диаметр прут- ков, мм Временное сопротивле- ние разрыву ов, МПа Относитель- ное удлине- ние а///, о/ /о
не ме нее
Прессованные 10...160 300 30
Л 60 Тянутые мягкие 3...50 340
Тянутые полутвердые 3...40 400 17
Тянутые твердые 3...12 480 9
Прессованные 10...160 300 30
Тянутые мягкие 3...50 40
Л 63 Тянутые полутвердые 3...40 380 15
Тянутые твердые 3...12 450 10
Прессованные 10...160 370 18
ЛС59-1 Тянутые мягкие 3...50 340 22
Тянутые полутвердые 3...40 400 15
Тянутые твердые 3...12 500 5
3...9.5 600
ЛС63-3 Тянутые твердые 10...14 15...20 550 500 1
Тянутые полутвердые 10...20 360 12
Л062-1 Прессованные 10...160 370 20
Тянутые полутвердые 3...50 400 15
ЛЖС58-1-1 Прессованные 10...160 300 20
Тянутые полутвердые 3...50 450 10
ЛМц58-2 Прессованные 10...160 400 25
Тянутые полутвердые 3...12 450
12...50 420 20
ЛЖМц59-1-1 Прессованные 10...160 440 28
Тянутые полутвердые 3...12 500 15
12...50 450 17
ЛАЖ60-1-1 Прессованные 10...160 18
Таблица 11.34. Механические свойства лагунных лент
Марка Состояние мате- риала Времен- ное сопро- тивление разрыву ов, МПа Относи- тельное удлине- ние А///, % Марка Состояние мате- риала Времен- ное сопро- тивление разрыву ов, МПа Относи- тельное удлине- ние А1/1, %
не ме нее не ме нее
Мягкий 240 35 Мягкий 300 38
Л90 Полутвердый 300 10 Четвертьтвердый 350 20
Твердый 360 3 J163 Полутвердый 420 10
Мягкий 260 38 Твердый 500 4
Л85 Полутвердый 330 12 Особо твердый 600 -—
Твердый 400 3 ЛС59-1 Мягкий 350 25
Мягкий 270 40 Твердый 470 5
Л80 Полутвердый 340 15 Мягкий 390 30
Твердый 400 3 . ЛМц58-2 Полутвердый 430 15
228
Металлы высокой проводимости
[разд. 11]
Продолжение табл. 11.34
Марка Состояние мате- риала Времен- ное сопро- тивление разрыву Ов, МПа Относи- тельное удлине- ние А///, % Марка Состояние мате- риала Времен- ное сопро- тивление разрыву Ов, МПа Относи- тельное удлине- ние А1/1.%
не ме нее не ме нее
Мягкий 300 42 Твердый 580 4
Л68 Полутвердый Твердый 350 440 20 10 ЛМц58-2
Особо твердый 530 —
Примечание. Временное сопротивление разрыву определяют для лент толщиной 0,3 мм и
более, относительное удлинение — для лент толщиной 0,5 мм и более.
Таблица 11.35. Механические свойства проволоки из медно-цинковых сплавов
Марка Диаметр, мм Временное сопротивление разрыву ов, МПа, для проволоки Относительное удлинение перед разрывом Д///, %, для проволоки
мягкой полутвер- дой твердой мягкой полутвер- дой твердой
0,10...0,18 380 — 700...950 20 — —
0,20—0,75 350 400 700-950 25 5 —
Л68 0,80-1,4 320 380 600-800 30 10 —
1,50-12 300 350 550-750 40 15 —
2-4,7 350 400 450...650 30 — 5
ЛС59-1 5...12 350 400 450-650 30 .— 8
Примечание. Полутвердая проволока диаметром 0,5 мм и менее не изготовляется.
Таблица 11.36. Химический состав и марки алюминиевых сплавов, обрабатываемых давлением
Марка Основные компоненты, %
А1 Си Мп Mg Ni Fe Si Zn Ti Cr Be
АД00 АДО АД1 АД AM АМц АМцС Д12 АМг1 АМг2 >99,70 >99,50 >99,30 >99,80 — — — — — — — — — —
Основа 1,0... 1,4 1,0... 1,6 1,0— 1,4 0,9... 1,4 0,2... 0,6 о,г.- од
—
0,25... 0,45 0,15... 0,35
0,8... 1,3 0,5... 1,8 1,8... 2,8 —
[§ Н.5]
Сплавы алюминия
229
Продолжение табл. 11.36
Марка Основные компоненты, %
А1 Си Мп Mg Ni Fe Si Zn Ti Cr Be
АМгЗ 0,3... 3,2... 0,5...
0,6 3,8 0,8
АМг5 0,5... 4,8... 0,02... 0.0002...
0,8 5,8 0,10 0,005
АМгбП 0,2... 4,7... — — —
0,6 5,7
АМгб 0,5... 5,8... — 0,02... — 0,0002...
0,8 6,8 0,10 0,005
АД 31 0,4... 0,3...
0,9 0,7
АДЗЗ 0,15... 0,8... — 0,4... 0,15...
0,40 1,2 0,8 0,35
АВ 0,1... ИЛИ 0,45... 0,5...
0,5 хром 0,90 1,2
0,15...
0,35
Д1 3,8... 0,4... 0,4...
4,8 0,8 0,8
Д1П 3,8... 0,4... 0,4... —
4,5 0,8 0,8
Д16 3,8... 0,3... 1,2...
4,9 0,9 1,8
Д16П 3,8... 0,3... 1,2...
Основа 4,5 0,7 1,6 — —
В65 3,9... 0,3... 0,15...
4,5 0,5 0,30
ВД17 2,6... 0,45... 2,0...
3,2 0,70 2,4
Д18 2,2... — 0,2... —
3,0 0,5
Д19 3,8... 0,5... 1,7... 0,0002...
4,3 1,0 2,3 0,0050
Д19П 3,2... 0,35... 2,1... 0,0002...
3,7 0,8 2,6 0,0050
АК4 1,9... — 1,4... 0,8... 0,8... 0,5...
2,5 1,8 1,3 1,3 1,2
А К-41 1,9... 1,2... 0,8... 0,8... — 0,02...
2,7 1,8 1,4 1,4 0,1
АК-6 1,8... 0,4... 0,4... 0,7...
2,6 0,8 0,8 1,2 — —
АК-8 3,9... 0,4... ДА.. 0,6...
4,8 1,0 0,8 1,2
Д20 6,0... 0,4... — 0,1...
7,0 0,8 0,2
В93 0,8... 1,6... 0,20... — 6,3... —
1,2 2,2 0,45 7,3
В94 1,8... .1,2... 5,9... 0,02...
2,4 1,6 6,8 0,08
В95 1,4... 0,2... 1,8... 0,1 5,0... 0,1...
2,0 0,6 2,8 7,0 0,25
АЦпл — — 0,9...
1.3
АД35 0,5... 0,8... 0,8... —
0,9 1,4 1,2
230
Металлы высокой проводимости
[разд. 11]
Продолжение табл. 11.36
Марка Основные компоненты, %
А1 Си Мп Mg Ni Fe Si Zn Ti Cr Be
АМг4 АСМ Основа — 0,5... 0,8 3,8... 4,8 0,3... 0,7 — — — — 0,02... 0,1 0,05... 0,25 0,0002... 0,005 сурьма 3,5...6,5
Таблица 11.37. Допустимое количество примесей (в процентах, не более)
в алюминиевых сплавах, обрабатываемых давлением
Марка Fe Si Си Мп Ni . Zn Ti Mg Прочие примеси, % Сумма допусти- мых при- месей, %
каждая в отдель- ности сумма
АД00 АДО ЛД1 АД AM АМц АМцС Д12 АМг! АМг2 АМгЗ АМг5 АМг5П АМгб АД31 АДЗЗ АВ Д1 Д1п Д16 дюп В65 ВД17 Д18 Д19 дюп АК4 АК4-1 АК-6 АК-8 Д20 В93 В94 В95 АЦпл АД 35 АМг4 АСМ 0,16 0,16 0,015 0,02 0,05 0,1 0,02 — 0,08 0,05 0,1 0,03 0,015 — 0,30 0,50 0,70 1,20
0,30 0,30 0,025 0,1 0,05 0,02
0,15
0,50 0,6 0,7 0,7 0,05 0,4 0,50 1,0 0,6 0,7 0,05 0,4 0,5 0,1 0,1 0,05
0,2 — 0,1 0,2 0,2 — -
0,05 0,1
0,1 0,1
—
0,01 — — 0,03 0,07
0,1 0,2 0,1 0,05 0,1
0,5
—
0,4 0,4 0,2 —
0,1 0,2
0,5 0,7 0,5 0,7 — 0,1 0,15 0,15
— 0,25 0,2 0,3 0,1 0,3 0,15
— 0,1
0,7 0,1 0,1 0,1
0,5 0,5
— 0,1 0,1
0,2 0,3 0,25 0,3
0,5 0,5 0,2
—
0,3 0,3 0,35
— 0,2 0,3
— 0,15
0,7 — — 0,1 0,1 0,1
0,3 0,2 0,5 0,3 0,5 0,4 0,75 0,3 — 0,1 Цир- коний 0,2 0,1 Хром 0,05 0,05
0,2 0,1 — —
0,5 0,3 0,4 0,5 0,025 0,1
— 0,15
0,1 0,05 0,1 — 0,2
__
0,2 0,1 — —
Таблица 11.38. Химический состав (в процентах) алюминиевых литейных сплавов
Г рун- па Марка Mg Si Мп Си Ni Zn Fe Сг Ti Be Zr Л1
I II III IV АЛ8 АЛ27 АЛ27-1 АЛ13 АЛ 22 АЛ23 АЛ23-1 АЛ28 АЛ29 АЛ2 АЛ4 АЛ4В АЛ9 АЛ9В АЛ7 АЛ7В АЛ19 АЛЗ АЛЗВ АЛ5 АЛ6 АЛ 10В АЛ 14В АЛ15В АЛ32 9,5...11,5 — - 4,0-5,0 3,0„.5,0 4,5„.5,3 1,5„.3,0 1,5...3,5 1,0.„1,5 2,0„.3,0 6,0...8,О 1,5„3,0 3,5.„5,0 1,0...1,5 — — — — — — — ' Ос гальное |
0,05-0,15 0,05-0,15 0,05-0,2
4,5...5,5 10,5.-13,0 0,8-1,3 0,8-1,2 0,1.„0,4 — 0,03-0,07 — '
— 0,05-0,15
6,0...7,0 — 0,02-0,10 0,05-0,2
4,8-6,3 6,0-8,0 0,17.„0,3 0,4... 1,0 0,25-0,6 - —
0,5-1,0 10,0-13,0 8,0-10,5 8,0-11,0 -
0,2.„0,5
0,2...0,4
6,0-8,0 4,5-5,5 4,0-6,0 4,5-5,5 4,5.„6,0 4,5-6,5 6,0-8,0 3,0.„5,0 7,5-8,5 —
0,2-0,5 0,35-0,6 0,2...0,8 0,35-0,6 0,2-0,5 0,2-0,6 0,3...0,5
0,6... 1,0 0,6-0,9 0,2.„0,8 0,15-0,35
-
0,2-0,6
0,3.„0,5 0,1-0,3
Сплавы алюминия
Продолжение табл. 11.38
Труп- па Марка Mg Si Мп Си Ni Zn Fe Cr Ti Be Zr Al
V АЛ1 АЛ11 АЛ 16В АЛ 17В АЛ 18В АЛ20 АЛ21 АЛ24 АЛ25 АЛ26 АЛЗО 1,25-1,75 0,1...0,3 0,1...0,3 0,7...1,2 0,8...1,3 1,5...2,0 0,8...1,3 0,4...0,7 0,8...1,3 6,0-8,0 3,0...5,0 3,5...5,5 1.5...2,5 1.5...2,0 - 3,75-4,5 2,0-4,0 1,5...3,0 7,5...9,5 3,5...4,5 4,6...6,0 1,5...3,0 1,5...2,5 0,8...1,5 1,75...2,25 — — — — — 1 Остальное
— 7...12.0 2,0...4,0 5,0-7,0
0,2...0,5 0,4...0,7 0,3...0,8 0,15...0,3 0,15...0,25 0,2...0,5 0,3...0,6 0,4...0,8
— 1,0...1,8' 1,2...1,7
0,15...0,25 0,1...0,2 0,1...0,4 0,05-0,10 0,1...0,2 0,05-0,2
2,6...3,6 0,8...1,3 1,0...2,0 0,8...1,3 —
3,5-4,5
11,0...13,0 20,0...22,0 11,0...13,0 -
—
Примечания: 1. При применении сплавов для деталей, работающих в морской среде, содержание меди в сплаве марки
АЛ2 не должно превышать 0,3%, а в сплаве марки АЛ28 —0,1%. 2. При применении сплавов для литья в кокиль в сплавах
марок АЛ7 и АЛ7В допускается содержание кремния до 3%, а в сплаве марки АЛ22 допускается отсутствие титана. При
применении сплава для литья в землю марки АЛ7 допускается содержание кремния не более 1,8% при содержании титана
в пределах 0,07...0,2 % и примеси железа не более 0,3%. 3. При применении сплавов для литья под давлением в сплаве марки
АЛ11 допускается отсутствие магния; в сплаве марки АЛ22 допускается содержание 8...13% магния, 0,8...1,6% кремния, до 0,5%
марганца и отсутствие титана.
Таблица 11.39. Допустимое количество примесей (в процентах, не более) в алюминиевых литейных сплавах
Марка Fe Mg Si Mn Си Zn Sn Pb Ni Ti Be Zr Сумма учитываемых примесей
3, О, В К Д 3, о, в К Д
АЛ8 0,3 0,3 — 0,3 0,3 о,1 0,07 0,07 0,2 1,3 1,3 —
АЛ27 0,2 0,2 0,2 0,2 0,1 0,15 0,6 0,6 0,6
АЛ 27-1 0,05 0,05 0,05 0,05 0,05 0,05 0,2 0,2 0,2
АЛ13 0,5 0,5 1,5 0,1 0,2 0,15 0,7 0,7 1,9
АЛ22 1,0 1,2 — 0,1 0,2 0,7 1,2 1,4
АЛ23 0,2 0,2 0,2 0,1 0,15 — — — — — 0,6 0,6
АЛ23-1 0,05 0,05 0,05 0,05 0,05 0,2 0,2
АЛ28 0,3 0,4 0,5 0,3 0,3 — 0,6 0,7 0,8
АЛ29 — — 0,9 0,1 0,2 0,01 — — 1,0
АЛ2 0,8 1,0 1,5 0,1 0,5 0,6 0,3 — — 2,2 2,3 2,8
АЛ4 0,6 0,9 1,0 0,3 0,01 0,05 0,15 0,1 1,2 1,5 1,6
АЛ4В 0,9 1,2 1,3 1,0 0,5 — — 0,3 — — 2,6 2,8 3,0
АЛ9 0,6 1,0 1,5 0,5 0,2 0,3 0,01 0,05 — 0,15 0,1 1,2 1,6 2,1
АЛ9В 1,1 1,2 1,3 0,6 1,5 0,5 — — 0,3 — — 3,7 3,8 4,1
АЛ7 1,0 1,0 0,03 1,2 0,1 0,2 0,01 0,01 — 0,2 2,2 2,2
АЛ7В 1,1 1,3 — 0,3 1,5 0,5 0,5 0,3 4,0 4,2 —
АЛ 19 0,2 — 0,05 0,3 0,2 — — 0,1 0,2 1,0 0,8
АЛЗ 0,6 1,2 1,5 0,3 0,01 0,05 — — Сумма цир- 1,2 1,8 2,0
АЛ ЗВ 1,1 1,3 1,3 - 0,5 0,5 кония и церия 0,5 2,0 2,1 2,3
АЛ5 0,6 1,0 1,5 0,5 — 0,3 0,01 0,15 0,1 1,1 1,4 1,8
АЛ6 1,1 1,4 0,1 0,3 — 1,8 2,0 2,2
АЛ 10В 1,2 1,2 0,5 0,6 •— 0,5 2,5 2,7
АЛ 14В 1,1 1,3 1,3 0,5 — 0,3 — — 1,8 2,0 2,0
АЛ 15В 1,2 0,5 — 2,0 0,5 4,0 4,1 —
Сплавы, алюминия
Продолжение табл. 11.39
Марка Fe Mg Si Мп Си Zn Sn Pb Ni Ti Be Zr Сумма учитываемых примесей
3, О, В к Д 3, о, в к Д
АЛ32 0,7 0,8 0,9 - о,3 1,0 1,1 1,2 ,
АЛ1 0,8 — — 0,7 1,5 1,5 —
АЛ 11 1,2 1,5 — 0,5 0,6 — 1,8 2,0 2,6
АЛ 16В 1,1 0,5 — o,3 1,7 1,8
АЛ 17В 1,2 1,3 — — 0,5 1,7 2,0
АЛ 18В 0,8 — 0,5 — — — — 1,7 —
АЛ20 — — — 0,3 — — —
АЛ 21 0,6 0,6 — 0,5 1,4 1,4 —
АЛ 24 0,5 — 0,3 0,2 — 0,1 0,1 1,0 —
АЛ25 0,8 — 0,5 0,02 0,1 Хром 0,2 1,2
АЛ26 — 0,7 — — 0,3 0,01 0,05 0,2 — — — 0,9
АЛЗО 0,2 0,2 1,2
Примечание. Способы литья указывают буквы: «3» — в землю, «О» — оболочковые формы, «В» — по выплавляемым моделям,
«К» — в кокиль, «Д» — под давлением.
Металлы высокой проводимости [разд. 11]
[§ U-5]
Сплавы алюминия
235
. Таблица 11.40. Механические и электрические свойства шии
электротехнического назначения всех размеров
из алюминиевых сплавов
Марка Состояние шин а„, МПа от, МПа А1/1,% р при 20 °C, мкОм • м
не менее не более
АДО Без термической обработки Закаленные и естественно 60...70 — — 0,0290
АД31 состаренные Закаленные и искуственно 130 60 13 0,0350
состаренные 200 150 8 0,0325
Таблица 11.41. Механические свойства образцов,
вырезанных из лент алюминиевых сплавов
Марка Состояние материала Толщина ленты, мм а», МПа|д///, % не менее
А7, А6, А5, АО, А, АД00, АДО А, АД1 Отожженные 0,25...0,5 0,6...0,9 1,0...2.0 60 20 25 28
АМц 0,25-0,7 0,8-2,0 90 18 22
А7, А6, А5, АО, А, АД00, АДО, АД, АД1 Нагартованные 0,25-0,8 0,9-2,0 150 3 4
АМц 0,25-0,5 0,6-0,8 0,9... 1,2 1,3-2,0 190 1 2 3 4
Таблица 11.42. Физические свойства и технологические характеристики
литейных алюминиевых сплавов
Параметр Марка сплава
АЛ2 АЛ6 АЛ 13
Плотность d, Мг-м~3 2,65 2,68 2,60
Коэффициент теплопроводности и, Вт-м-1 - К-1 176 151 —
Температурный коэффициент линейного расширения cq-IO6 прн 25-100 °C, К-1 20 20
Модуль упругости Еу, ГПа 7,4 7,2 —
Удельная ударная вязкость т)у, кДж-м-2 50* — —
Удельное электрическое сопротивление р, мкОм-м — 0,047 * 0,071 *
Температурный коэффициент удельного сопротивления ар-104 при 25-100 °C, К-1 18
Температура, °C: плавления 564 — 610 580
литья 680-780 650-750 720-760
Обработка резанием Обрабатывается Плохо поддается Обрабатывается
236
Металлы высокой проводимости
[разд. 11]
Продолжение табл. 11.42
Параметр Марка сплава
АЛ2 АЛ6 АЛ13
Полируемость Термическая обработка Сварка электрическая, газовая Пайка Полируется Не применяется Сваривается Возможна Полируется Не применяется Хорошо сваривается Возможна Полируется Не применяется Сваривается Возможна
* Литой в кокиль
Таблица 11.43. Механические свойства алюминиевых литейных
сплавов
Труп- па спла- вов Марка сплава Способы литья Вид тер- мической обра- ботки ав, МПа Ы/1, %
не м енее
АЛ8 3, О, В, к Т4 290 9
АЛ 27 з, о, к, д Т4 320 12
АЛ27-1 з, о, к, д Т4 350 15
АЛ 13 3, О, в, к 150 1
д — 170 0,5
3,0, в, к 180 1
АЛ 22 3, о, в, к Т4 230 1,5
I д 200 1
3,0 — 190 4
АЛ23 к, д 220 6
3, о, к Т4 230 6
3, 0 200 5
АЛ23-1 к, д 240 10
3,0, к Т4 250 10
3, о, в 200 4
АЛ28 к 5
д 210 3,5
АЛ 29 д — 3
АЛ2 зм, ом, вм, км 150 4
к 160 2
д 1
зм, ом, вм, км 140 4
к Т2 3
д 150 2
3, о, в, к, д — 150 2
АЛ4 к.д Т1 200 1,5
II зм, ом, вм Тб 230 3
к Тб 240 3
з.к — 160 —
АЛ4В 3 Тб 240 0,5
к 250
з, о, в, к 160 2
АЛ9 д 170 1
3, о, в, к, д Т2 140 2
[§ 11.5]
Сплавы алюминия
237
Продолжение табл. 11.43
Труп- па спла- вов Марка сплава Способы литья Вид тер- мической обра- ботки ов, МПа AZ/6 %
не & енее
АЛ9 к 3, о, в Т4 190 180 4
к 3, О, в Т5 210 200 2
зм, ом, вм Тб 230 1
II зм, ом, вм Т7 200 2
зм, ом, вм Т8 160 3
3 130
АЛ9В к 160 0,5
3 200
к Т5 220
3,0, в к Т4 200 210 6
АЛ7 3, о, в к Т5 220 230 3
III АЛ7В • 3 130 0,5
к 160 1,0
3 Т5 220
к 250 2
АЛ 19 з, о, в 3, 0, в Т4 Т5 300 340 8 4
к 3, о, в — 170 140 0,5
3, 0, в, к Т1 170 —
АЛЗ 3, о, в, к Т2 150 1
3, о, в к Т5 220 250 0,5
3, о, в, к Т7 210 1
3, о, в, к Т8 180 2
д 160 0,5
IV 3 к — 120 160 0,5
АЛЗВ 3 к Т5 210 240 0,5
3 к Т8 150 180 1 2
д — 150
3, о, в, к Т1 160 0,5
АЛ5 3, о, в Т5 200
3, о, в Тб 230
3, о, в, к Т7 180 1,0
АЛ6 з, о, в, к Т2 150 1
д
3 — 130
АЛ 10В к 160
к 3 Т1 170 150
238
Металлы высокой проводимости
[разд.
Продолжение табл. 11.43
Труп- па спла- вов Марка сплава Способ литья Вид тер- мической обра- ботки а„, МПа Ь.1/1. %
не менее
IV АЛ 14В 3 к 3 к 3 к 3 к 3 к к д з, о, в, к з, о, в, к 3, о, в к д- 3 к 3 к 3 к 3 к 3 к 3 к 3 к к 3, о, в, к з, о, в, к з, о, в, к з, о, в 3, о, в з, О, в з, о, в к к к —. 130 170 200 240 150 180 200 220 250 190 0,5
Т5
АЛ 15В — 0,5 0,5 2 1 2 3 0,5 1 2
Т5
АЛ32
Тб Тб Т5 Т7
270
V АЛ1 АЛ 11 210 180 200 210 180 160 170 200 220 180 200 190 220 180 200 200 220 200 240 180 160 250 210 180 210 220 270 190 160 200
1
АЛ 16В 0,5 0,5
Т5
АЛ 17В — 1
Т1 —
Т2 1
Т4 1 1,5
Т5 —
АЛ 18В Т2 Т5 Т7 Т2 Т7 Т5 Т1 Т2 Т1
АЛ20 1
АЛ21
АЛ 24 2
АЛ 25 АЛ 26 —
АЛЗО 0,5
Примечания: 1. Способы литья: «3» — в землю, «О» — в
оболочковые формы, «В» — по выплавляемым моделям, «К» — в
кокиль, «Д» — под давлением. 2. Виды термической обработки:
«Т1» — старение, «Т2» — отжиг, «Т4» — закалка, «Т5» — закалка
и частичное старение, «Тб» — закалка и полное старение до мак-
симальной твердости, «Т7» — закалка и стабилизирующий отпуск,
«Т8» — закалка и смягчающий отпуск.
[§ 12.1]
Общие требования и свойства
239
следующие марки сплавов: I группа — сплавы
на основе системы алюминий — магний, II
группа — сплавы на основе системы алюми-
ний — кремний, III группа— сплавы на осно-
ве системы алюминий — медь, IV группа —
дрей (Mg — 0,3...0,5 %, Si — 0.4...0.7 %, Fe —
0,2...0,3 %, Al — остальное).
Общие физические и электрические свой-
ства проволоки из альдрея диаметром 2...3 мм
при 20 °C приведены ниже:
Плотность d.......................................................
Временное сопротивление разрыву ов................................
Относительное удлинение перед разрывом Д///.......................
Предел Текучести от...............................................
Модуль упругости Еу...............................................
Температурный коэффициент линейного расширения яг 106 при 0...
...100 °C, К-1..................................................
Удельная электрическая проводимость у.............................
Удельное электрическое сопротивление р . .......................
Температурный коэффициент удельного сопротивления аг-104 . . . .
Коэффициент теплопроводности к....................................
2,7 Мг-м-3
320...370 МПа
6...Э %
290...330 МПа
65 ГПа
23
31 МСм-м-1
0,0322 мкОм-м
36 К-1
214 Вт-м-'-К-'
сплавы на основе системы алюминий — крем-
ний — медь, V группа — сплавы на основе си-
стемы алюминий — прочие компоненты (ни-
кель, цинк, железо и др.).
В обозначениях марок буква «В» указы-
вает, что отливки изготовляются из литейных
алюминиевых сплавов в чушках по
ГОСТ 1583—73. Химический состав литейных
алюминиевых сплавов приведен в табл. 11.38
и 11.39.
Свойства изделий и полуфабрикатов из
алюминиевых сплавов. В литературе в каче-
стве одного из электротехнических сплавов
на основе алюминия упоминается сплав аль-
Механические и электрические свойства
шин, прессованных электротехнического наз-
начения из алюминия и алюминиевых спла-
вов, приведены в табл. 11.40.
Механические свойства образцов, выре-
занных из лент алюминия и алюминиевых
сплавов, в зависимости от толщины и пред-
варительной механической и термической об-
работок приведены в табл. 11.41, общие физи-
ческие и технологические характеристики
литейных алюминиевых сплавов — в табл.
11.42, а механические свойства в зависи-
мости от способов литья и видов дополни-
тельной термической обработки — в
табл. 11.43.
РАЗДЕЛ 12
МАТЕРИАЛЫ ДЛЯ РЕЗИСТОРОВ, НАГРЕВАТЕЛЬНЫХ
И ТЕРМОЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ
Ю. Т. Окунев, Я- И. Панова (§ 12.1... 12.3)
12.1. ОБЩИЕ ТРЕБОВАНИЯ
И СВОЙСТВА
Резистивные материалы, кроме доста-
точно большого удельного сопротивления,
должны обладать высокой стабильностью
и коррозионной стойкостью, малым темпера-
турным коэффициентом удельного сопротивле-
ния и малой термо-ЭДС относительно меди.
Наиболее важно выполнять эти требования
по отношению к материалам, предназначенным
для изготовления образцовых резисторов,
шунтов и добавочных резисторов к электро-
измерительным приборам. Для изготовления
переменных резисторов, особенно низкоомных,
необходимо, чтобы резистивный материал
имел малое и стабильное во времени контакт-
ное сопротивление в паре с применяемым
материалом скользящего контакта.
В зависимости от номинального сопро-
тивления резистора, его назначения и усло-
вий эксплуатации в качестве резистивного
материала применяют металлы и сплавы
с высоким удельным сопротивлением, оксиды
металлов, углерод, керметы, композиционные
материалы.
Резистивный материал в зависимости от
типа резистора может применяться в виде
объемного элемента, проволоки различного
диаметра или пленки, осажденной на поверх-
ности диэлектрического основания.
240
Материалы для резисторов
[разд. 12]
Рис. 12.1. Зависимость удельного сопротивле-
ния тонкой металлической пленки от толщи-
ны б
Микропровода в стеклянной изоляции
изготовляют диаметром проводящей жилы
от 1 мкм и более. Погонное сопротивление
и температурный коэффициент сопротивления
микропровода зависят от физико-химических
свойств пары сплав — стекло, от технологи-
ческих условий получения микропровода и вре-
мени литья. Удельное сопротивление тонких
(толщина которых соизмерима с длиной сво-
бодного пробега электрона) проводящих и ре-
зистивных пленок больше удельного сопро-
тивления соответствующего материала в тол-
стых слоях (рис. 12.1) и зависит от толщины
пленки и способа ее получения. Для сравни-
тельной оценки проводящих свойств тонких
пленок вводится параметр — сопротивление
квадрата (или сопротивление на квадрат, или
удельное поверхностное сопротивление), чи-
сленно равный сопротивлению участка пленки,
длина которого равна его ширине (при проте-
кании тока параллельно поверхности подлож-
ки). Сопротивление квадрата /?D = ps/6
(в омах), где б — толщина пленки, ps —
удельное (объемное) сопротивление пленки
толщиной б. Температурный коэффициент
удельного сопротивления тонких металличе-
ских пленок tips может быть как положитель-
ным, так и отрицательным (рис. 12.2). При
увеличении толщины пленки aps стремится
к значению температурного коэффициента
удельного сопротивления данного материала
в массивных образцах ар. С уменьшением
толщины пленки ухудшается воспроизводи-
мость и стабильность ее параметров, сни-
жается надежность. Это является препят-
ствием к использованию очень тонких (толщи-
ной менее 80...50 нм) пленок резистивных
материалов.
Материалы для нагревательных элемен-
тов должны длительно работать на воздухе,
в вакууме или специальной газовой среде
при высоких температурах. Способность рабо-
тать при высокой температуре определяется
не только свойствами самого проводникового
материала, но и свойствами образующихся при
этом на его поверхности продуктов реакции
с окружающей средой. Так, при выборе
материалов для нагревательных элементов,
работающих на воздухе, необходимо либо что-
бы они почти не окислялись при рабочих
температурах, либо чтобы оксиды их были
плотными, устойчивыми и at их был согласо-
ван с а.1 данного проводникового материала.
Материалы для нагревательных элементов,
работающих в вакууме, должны обладать при
рабочей температуре ничтожно малой упру-
гостью пара.
Материалы для термопар подразделяют
на материалы для термоэлектродов и мате-
риалы для удлиняющих (компенсационных)
проводов. Чтобы получить чувствительную
термопару, для термоэлектродов выбирают
материалы, существенно отличающиеся друг
от друга по значению абсолютной термо-ЭДС.
Кроме того, материалы термопары должны
обладать высокой коррозионной стойкостью
к действию среды, в которой они исполь-
зуются, хорошей гомогенностью и не слишком
высоким удельным сопротивлением. Факти-
чески для измерения, температуры на воздухе
или в других активных средах при повы-
шенных температурах можно использовать
лишь несколько металлов и сплавов.
Материалы для термочувствительных эле-
ментов (термобиметаллы) должны обладать
высокой термочувствительностыо, т. е. спо-
собностью изгибаться при небольших изме-
нениях температуры, высокой предельной
температурой нагрева и длительным сроком
службы. Термобиметаллы — это комбиниро-
ванные материалы, которые состоят из двух
или нескольких слоев с различными темпе-
ратурными коээфициентами линейного расши-
рения, прочно сваренных по всей поверхности
соприкосновения.
Рис. 12.2. Зависимость температурного коэф-
фициента удельного сопротивления тонкой
металлической пленки от толщины
[§ 12.2]
Тугоплавкие металлы
241
12.2. ТУГОПЛАВКИЕ МЕТАЛЛЫ
Металлам свойственна корреляция между
энергией атомизации и удельным электриче-
ским сопротивлением: тугоплавкие металлы
имеют достаточно высокое р и сравнительно
небольшое а,,.
Многие металлы с высокой температу-
рой плавления применяются для изготовления
нагревательных элементов, работающих, в ва-
кууме или инертной газовой среде. Одной
из разновидностей таких нагревателей явля-
ются испарители, применяемые в установках
термического осаждения тонких пленок в ва-
кууме. Для их изготовления используют W,
Та, Mo, Nb, реже Pt, Ni. При выборе мате-
риала для испарителя в каждом конкретном
случае важно обеспечить минимальную воз-
можную степень загрязнения осаждаемой
пленки материалом испарителя. Это выполня-
ется при условии, что давление пара мате-
риала испарителя при рабочей температуре
ничтожно мало по сравнению с давле-
нием пара испаряемого вещества. Некоторые
сведения о давлении паров тугоплавких ме-
таллов приведены в табл. 12.1. Более полно
температурные зависимости давления паров
различных металлов представлены в разделе
13. Материал испарителя может переноситься
в осаждаемую пленку также в виде летучего
оксида. Поэтому степень загрязнения пленки
зависит от давления и состава остаточных
газов в вакуумной камере, от химической
активности материала испарителя и летучести
его оксидов. Важно также, чтобы при рабочей
температуре не происходило химической реак-
ции или взаимного растворения испаряемого
вещества и испарителя, так как при этом
могут образовываться летучие продукты.
На основе тугоплавких металлов и их
сплавов изготовляют термопары для измере-
ния высоких температур в вакууме и различ-
ных газовых средах.
В микроэлектронике широко применяют
тонкие (десятки — сотни нанометров) пленки
тугоплавких металлов, наносимые на диэлек-
трические подложки. Одно из основных на-
правлений их использования — резисторы
в интегральных микросхемах. Широко для
этой цели применяют Сг и Та, для специ-
альных резисторов представляет интерес при-
менение Re.
В табл. 12.2 приведены основные техноло-
гические характеристики и некоторые пара-
метры тонкопленочных резистивных пленок,
в том числе и изготовленных на основе
тугоплавких металлов.
Свойства большинства тугоплавких ме-
таллов представлены в разделе 13 и частично
в разделе 14. Основные физические свойства
чистых металлов приведены также в табл. 10.1.
В настоящем параграфе кратко рассмотрены
специфические свойства, важные при исполь-
зовании этих материалов для резисторов,
нагревательных элементов и термопар. Более
подробно даны лишь характеристики Сг и
Re, не представленные в других разделах.
Свойства благородного металла платины бу-
дут рассмотрены в § 12.7.
Хром — элемент VI группы, подгруппы
«а» периодической системы элементов. Кон-
фигурация внешних электронов атома 3ds4s'.
Хром — твердый, тугоплавкий металл серо-
стального цвета. Является весьма распро-
страненным элементом: в земной коре содер-
жится (в массовых долях) 2-10”2% Сг.
В природе встречается почти исключительно
в виде кислородосодержащих соединений. Ос-
Таблица 12.1. Давление пара тугоплавких металлов
при различных температурах
Ме- талл Температура, °C, соответствующая давлению пара, Па Давление пара, Па, при Т, равной
0,133 1,33 13,3 У ПЛ 1500 °C
W 2980 3230 3530 4,0 6,6-10“12
Re 2800 3060 3380 3,3 1,0-10“9
Та 2810 3060 3350 6,6-10“1 1,0-10“'°
Мо 2300 2520 2770 3,3 1,0-10“6
Nb 2480 2700 2980 2,0-10-' 1,0-10“9
Сг 1240 1360 1510 6,6-102 1,3
Pt 1870 2050 2270 2,0-10“2 1,3-10“4
' Ti 1580 1740 1940 4,6 1,1
Таблица 12.2. Технологические характеристики и параметры тонких резистивных пленок
Материал резистивной пленки Метод нанесения пленки Температура под- ложки при осажде- нии пленки, °C Дополнительная термостабилизи- св 4 Э О в о. □ о к зЗ 3 2 2 Материал контактной площади Материал защитного покрытия ; Сопротивление квадрата Ом Температурный сопротивления ая-10“, К-1 допустимая удель- 1 ная мощность рас- сеяния, Вт«см“2 из ме- ти в ле- Ч, %, Условия испытания Примечание
Необратимое нение сопро ния за 1000 не более к rt я; £ <и t; > мощность лла литх л '7 1 S г 1,са Темпера- тура, °C
Сг Re Испарение и конден- сация в высоком вакууме Электронно- лучевое испаре- ние и кон- денсация в высоком вакууме 350 300 400 °C ме в вакуу- Си Си с подслоем Сг Плен- ка SiO 200...500 250... 1000 +(0,6...1,8) — 0,5 (при Ло = 1000 Ом). «0 (при Rq = = 250...300 Ом) 2 1,6...3,2 0,07 0,2 85 У пленок с /?о = 250 Ом ста- бильность еще лучше
Р-Та Ta2N (с примесью Та или TaN) Катодное и ионно- плазмен- ное распы- ление Реактивное катодное и ионно- плазмен- ное распыле- ние - 250,..350°С на воздухе или анодное окисление Al; А1 с подслоем V; Ап с подслоем Сг; Ti—Pd —Аи Та2О5 Та2О5 10...200 10...300 ±1,0 -(0,5... 1,0) 2...4 0,5 <0,3 2 20 Стабиль- ность приве- дена ДЛЯ пленок с *□= = 50 Ом
Материалы для резисторов _________[Разд, 12]
Нихром Х20Н80 МЛТ-ЗМ МЛТ-ЗМ Испарение и конден- сация в высоком вакууме 300...400 300...350 400...500 °C в вакууме или на воздухе Выдержка в вакууме при 350°C в течение 10 мин, охлаждение до 160 °C, напуск воздуха А1; Си; Си с подслоем Сг Си с подслоем Сг (или нихрома) Плен- ка SiO 50...300 200...500 -3...+2 +(1,2.. .2,4)
РС-4800 PC-3710 РС-3001 РС-1714 РС-1004 360+10 Выдержка в вакууме при 360 ±10 °C в течение 30 мин, охлаждение до 300 ±10 °C, напуск воздуха Си с подслоем Сг 100... 1000 50...2000 800...3000 300...500 3000...50 000 + 2 + 2 -1 ±2 -15
Примечание. Удельная мощность рассеяния — мощность рассеяния на единицу площади пленки.
1 1...1.3 ±0,5 0,2 То же 85 Очень агрессивен
2 При измене- нии режи-
5 1 1 ма нанесе- ния пленок сплавов PC
2 их пара- метры мо- гут быть существен- но измене- ны, напри- мер, необра- тимые измене- ния сопро- тивления могут быть умень- шены до 0,1—0,01 %
[§ 12.2] Тугоплавкие металлы.
to
244
Материалы для резисторов
[Разд. 12]
новные физические свойства хрома приве- способом, должен согласно ГОСТ 5905—79
дены в табл. 10.1, а также характеризуются соответствовать маркам и нормам, указанным
следующими параметрами: в табл. 12.3.
Атомная масса........................................................... 51,996
Изотопы.......................................................50 (4,31 %)1 52 (83,67 %),
53 (9,55 %); 54 (2,38 %)
Атомный радиус лат, нм................................................... 0,125
Тип кристаллической решетки . ...................................Кубическая объемно-цен-
трированная
Постоянная решетки а, нм................................................ 0,2885
Энергия плавления, Дж-моль"'1.................................... 17,6
Энергия испарения (при /к„п), Дж-моль-1.................................. 386,5
Число Бринелля:
литой............................................................. ПО... 170
электролитически осажденный.................................. 70...90
В численных значениях физических пара-
метров, приводимых различными авторами,
имеется большой разброс. Для очень многих
физических характеристик, изменяющихся от
температуры, при 36 °C наблюдается резкий
излом на кривых «температура — свойство»
(см. § 10.3).
Определение химического состава хрома
производят методами, приведенными в
ГОСТ 13020.1—75 —ГОСТ 13020.6—75,
ГОСТ 13020.8—75, ГОСТ 13020.7—67,
ГОСТ 13020.11 —75 — ГОСТ 13020.16—75
или другими методами, обеспечивающими
требуемую точность определения.
Химические свойства хрома
Реагент
Кислород
Влага
Фтор
Другие галогены: S, N2, С, Si, В
НС1, H2SO4
HNOs и «царская водка»
Расплавы щелочей и карбонатов щелоч-
ных металлов
Расплавы NaNO3, NaClO3
Условия и характер взаимодействия
При условиях, близких к нормальным, не окисляется;
при повышенной температуре дает соединения СгО,
Ст2О3, СгО2, СгОз и несколько промежуточных между
Сг2Оз и СгОз, которые образуются при термическом
разложении СгОз
При условиях, близких к нормальным, не взаимодей-
ствует
Реагирует при условиях, близких к нормальным
Соединяется непосредственно при повышенной темпе-
ратуре
Растворяется
При нормальных условиях не растворяется, пассиви-
руется
Не взаимодействует вплоть до температуры красного
каления
Окисляется
В соединениях хром преимущественно
проявляет валентность +2, +3, +6; среди
них наиболее устойчивы соединения трехва-
лентного хрома. Известны отдельные соедине-
ния, где Сг имеет валентность 0, +1, -|-4 и
+ 5. Производные двухвалентного Сг — очень
сильные восстановители, окисляются кисло-
родом воздуха.
Металлический хром получают термиче-
ским восстановлением Сг2Оз алюминием или
кремнием или электролитическим восстановле-
нием растворов соединений хрома.
По химическому составу металлический
хром, выплавляемый алюминотермическим
Для получения наиболее чистого Сг ис-
пользуют электролитическое осаждение из
ванн, содержащих ионы Сг3+ и Сг2+, из
раствора хромово-алюмйниевых квасцов или
из1 более дорогостоящйх растворов хромовой
кислоты. Хром, получаемый электролитиче-
ским способом, обычно загрязнен примесями
водорода и кислорода. Водород удаляют
нагреванием в вакууме, кислород — при высо-
котемпературной обработке Сг водородом.
Хромирование (нанесение защитных и
декоративных покрытий хрома на металли-
ческие изделия) производится электролити-
чески или путем насыщения хромом поверх-
[§ 12.2]
Тугоплавкие металлы
245
Таблица 12.3. Марки и химический состав (в процентах) металлического хрома
Мар- ка Сг, о/ /0« не ме- нее А1 Si Fe С Р S N Си РЬ Sn As Bi Zn Sb Co
не более
Х99А Х99Б Х98,5 Х98 Х97 99,0 0,2 0,5 0,3 0,6 0,03 0,02 0,02 0,04 0,05 0,01 0,0008 0,004 0,01 0,0005 0,006 0,008 0,005
—
98,5 98,0 97,0 0,4 — 0,02 0,04 0,05 0,001 0,01
0,7 1,5 0,5 0,8 1,2 0,04 0,05 0,03 0,03 0,04 __ — — — — —
Примечание. Массовая доля хрома в отдельных плавках партии не должна отличаться
более чем на 0,4 %.
ностных слоев стальных изделий посредством
диффузии из внешней среды.
Хром входит в состав нихромов и дру-
гих сплавов для нагревательных элементов,
а также в состав нержавеющих, жаропрочных
и кислотоупорных сталей.
Тонкие пленки хрома осаждают на ситал-
ловые, керамические или стеклянные подлож-
ки методами вакуумной конденсации или
пиролиза. В методе вакуумной конденсации
хром испаряют из вольфрамовых или молибде-
новых испарителей при температуре 1200...
... 1300 °C; температура подложки обычно равна
250...350 °C. При таком режиме пленки хрома
обладают мелкозернистой поликристалличе-
ской структурой с достаточно воспроизводи-
мыми и стабильными электрическими свойст-
вами и хорошей адгезией к диэлектрическим
подложкам.
Из тонких пленок хрома изготовляют
резисторы и адгезионные подслон для контакт-
ных площадок и токопроводящих коммуни-
каций в интегральных микросхемах, а также
светонепроницаемые слои фотошаблонов.
Исходным материалом для получения тонко-
пленочных резисторов является металлический
хром, соответствующий ГОСТ 5905—79.
В зависимости от толщины пленки и усло-
вий ее осаждения (скорость осаждения,
температура подложки, давление и состав
остаточных газов в камере) р и ар пленок
хрома может изменяться в довольно широких
пределах. Однако, учитывая требования вре-
менной стабильности параметров, обычно для
изготовления резисторов используют пленки
хрома, свойства которых соответствуют при-
веденным в табл. 12.2.
Рений — элемент VII группы, подгруппы
«а» периодической системы элементов. Кон-
фигурация внешних электронов 5ds6s2. Ре-
ний — типичный рассеянный элемент, содер-
жание в земной коре Ю-7 %. Рений —
металл светло-серого цвета. Основные физи-
ческие свойства рения приведены в табл. 10.1,
а также характеризуются следующими пара-
метрами:
Атомная масса...................................................
Изотопы:
природного рения ...........................................
искусственные радиоактивные..................................
Атомный радиус гат, нм...........................................
Тип кристаллической решетки......................................
Постоянные решетки, нм
а.................................................................
с.............................................................
Энергия плавления, Дж-моль-1......................................
Энергия сублимации, Дж-моль-1.....................................
Временное сопротивление разрыву ав, ГПа:
186,21
Стабильный 185
(37,07 %), слаборадиоак-
тивный 187 (62,93 %;
Т’|/2=1011 лет)
184, 186, 188 и др.
0,1373
Гексагональная плотно-
упакованная
0,2758
0,4454
33
773
246
Материалы для резисторов
[Разд. 12]
отожженная проволока........................................... 1,20
после холодной протяжки (обжатие 15%).......................... 2,35
Твердость по Виккерсу:
отожженный....................................................... 250
деформированный................................................. 800
Рений занимает второе (после вольфра-
ма) место по тугоплавкости и второе (после
иридия) место по значению модуля упру-
гости. Пластичен в литом и рекристалли-
зованном состояниях, подвержен холодной
деформации. Однако проявляет аномально
высокую поверхностную твердость, которая
затрудняет сверление, шлифовку и другую
механическую обработку. Механическую обра-
ботку можно проводить карбидными резцами
с низкими скоростями резания, ультразвуко-
вым и электроискровым способами. При горя-
чей деформации рения на воздухе наблюда-
ется его. ломкость, связанная с образованием
легкоплавкого оксида по границам зерен.
Для рения известны все валентные состоя-
ния от +7 до —1. Наиболее характерны
и устойчивы соединения семивалентного Re.
Основной источник получения рения —
Рений и его сплавы применяют в про-
изводстве электроламп и электровакуумных
приборов, а также в приборостроении, в само-
летостроении и ракетостроении.
Для измерения высоких температур в
вакууме, водороде и инертных газах приме-
няют термопары: W — (74 %W + 26 % Re) —
до температуры 2800 °C и (95%W +5%Re) —
(80 %W+20 %Re), обладающую ли-
нейной зависимостью термо-ЭДС от темпе-
ратуры в пределах 0...2500 °C. Спаи этих
термопар формируют дуговой сваркой в атмо-
сфере инертного газа. Из-за того что вблизи
места сварки металл становится хрупким, гото-
вые термопары нельзя изгибать и подвергать
механической нагрузке. В качестве соедини-
тельных проводов можно использовать медную
проволоку, поскольку термо-ЭДС вольфрама
и сплавов вольфрама с рением в паре с медью
Химические свойства рения
Реагент
Воздух
Водород Н2
Азот N2
Следы паров Н2О в вакууме или инертном
газе
Углерод С
Бром В г, йод J
Фтор F, хлор С1
Н2Ог, концентрированная HNO3, горя-
чая концентрированная H2SO4
HCL, HF
Бромная вода
Расплавы металлов: Sn, Ag, Cu, Zn
Al
Fe, Ni
Расплавы щелочей
Условия и характер взаимодействия
При условиях, близких к нормальным, не реагирует;
начиная с 300 °C окисляется с образованием
ReOs и ResO?; выше 600 °C окисляется более
интенсивно
Не реагирует вплоть до температуры плавления
Непосредственно не взаимодействует; нитрид ReNo.43
получается при взаимодействии ReCis и NH3 при
300...350 °C
Слабо взаимодействует при температуре 1700...
...2000 °C
Рений не образует карбидов
Непосредственно не взаимодействует
При нагревании образует ReF6 и ReCis
Растворяется
Не растворяется
Легко растворяется при слабом нагревании
Устойчив
Слегка разъедается
Быстро растворяется
То же
молибденовые концентраты. Другой способ —
электролитическое выделение его из водных
растворов и термическая диссоциация галоге-
нидов рения. Так получают порошок и тонкие
покрытия. Компактный рений получают ме-
тодами порошковой металлургии или плавкой
в электронно-лучевых печах. Глубокую очистку
рения можно производить бестигельной зон-
ной плавкой в высоком вакууме.
при температуре до 100 °C очень низка.
Необходимо помнить, что эти термопары нель-
зя помещать в окислительную или углеводо-
родную среду при высоких температурах.
В радиоэлектронике реннй применяют для
защиты от коррозии и износа деталей из
меди, серебра, никеля, вольфрама, молибдена.
Тонкие пленки рения, получаемые путем
его испарения электронным лучем в высоком
I§ 12.2]
Тугоплавкие металлы
247
вакууме, обладают достаточно высоким р и ма-
лым ар. Они могут быть использованы для
создания прецизионных резисторов в инте-
гральных микросхемах. При отжиге значение
Ra уменьшается на 10...20 %, а ар несколько
увеличивается. В табл. 12.2 приведены пара-
метры стабилизированных, защищенных рени-
евых резисторов.
Вольфрам, тантал, молибден, ниобий.
Все эти металлы широко применяются для
изготовления испарителей. Тантал, кроме
того, широко используется для изготовления
электролитических конденсаторов, а также
для элементов пленочных микросхем, получа-
емых методами катодного и ионно-плазменно-
го распыления. Вольфрам, молибден и их
сплавы применяются для изготовления термо-
пар.
Молибден-вольфрамовые термопары мож-
но использовать в вакууме или в водо-
роде примерно до 2000 °C. Значения термо-
ЭДС малы и около 600 °C она меняет поляр-
ность.
Вольфрам-иридиевые термопары пригод-
ны для работы при температуре до 2100 °C
в вакууме или защитной атмосфере, такой,
как гелий, аргон. При высоких температурах
значения термо-ЭДС высоки, а в области
0... 100 °C термо-ЭДС ничтожна, так что не
требуется термостатирования холодных
спаев.
Термопары Ni— (82%Мо-|-18% Ni)
используют в восстановительной атмосфере
(водород, оксид углерода) до 1150 °C.
О термопарах из вольфрама и сплавов
вольфрама с рением говорилось выше.
Большинство материалов, пленки которых
получают методом термического вакуумного
испарения и конденсации, требуют нагревания
испарителя до /^1500 °C. Из данных
табл. 12.1 видно, что при этой температуре
все рассмотренные в ней материалы обладают
ничтожно малой летучестью. Значительно
большую опасность — загрязнение конденси-
руемых пленок представляет собой летучесть
продуктов взаимодействия этих металлов
с компонентами остаточной атмосферы в рабо-
чей камере вакуумной установки и продуктов
их взаимодействия с испаряемыми материала-
ми.
При повышенной температуре Та и Nb
реагируют почти со всеми газами, за исклю-
чением инертных. W и Мо не взаимодействуют
вплоть до температуры плавления с водоро-
дом, при взаимодействии с кислородом и пара-
ми воды образуются летучие оксиды (от WOz
и М0О2 до WO3 и М0О3).
В табл. 12.4 представлены ориентировоч-
ные сведения о взаимодействии материалов
испарителей с некоторыми металлами при тем-
пературе их испарения.
Кроме рассмотренных факторов, при вы-
боре материала испарителя для получения
тонких пленок различных веществ необходимо
учитывать смачиваемость металла испарителя
испаряемым веществом (если испарение про-
исходит из жидкой фазы).
Ниже приведены рекомендации по выбору
материалов испарителей для получения пленок
некоторых металлов и сплавов. Материалы
испарителей расположены по степени их
пригодности для испарения данного вещества.
Испаряемый материал Материал испарителя
Алюминий W, Та, Mo, Nb
Ванадий W, Мо
Висмут Хромель, Та, W
Германий Та,’ W
Железо W
Золото W, Мо
Кадмий Хромель, Nb, Та
Магний W, Та, Мо, Nb
Медь Nb, Мо, Та
Никель W
Нихром W
Олово Хромель
Таблица 12.4. Взаимодействие испаряемых материалов с материалами испарителей
Материал испа- рителя Al V Bi Ge Fe Au Cd Mg Си Ni Sn Ag Те Ti Zn
W С С н — С Н Н н н И н н Н И н
Та С И н н И С Н н н И н н н н н
Мо С Н н н И н ’ Н н н И н н н И н
Nb С н н — С с Н н н И н н н н н
Примечание. Н — не взаимодействует; С — слабо взаимодействует; И — интенсивно
взаимодействует.
248
Материалы для резисторов
[Разд. 12]
Серебро
Сплавы МЛТ
Теллур
Титан
Хром
Цинк
Та, Mo, Nb, Fe
W
W, Ta, Mo, Nb
W, Ta
W, Mo
W, Ta, Mo, Nb
Вольфрамовые испарители изготовляют
из отожженной проволоки (более подробные
сведения о вольфрамовой проволоке см.
раздел 13); молибденовые испарители — из
проволоки и фольги, танталовые и ниобие-
вые — из фольги. Танталовая фольга широко
применяется также для изготовления электро-
литических конденсаторов.
Фольга танталовая, предназначенная для
изготовления электролитических конденсато-
ров и других целей, производится толщиной
от 0,006 + 0,001 до 0,050 + 0,005 мм.
Содержание контролируемых примесей
в танталовой фольге должно быть не более:
Примесь............................O2
Содержание, %......................0,03
Танталовая фольга должна поставляться
в мягком (отожженном) — ФТаМ и твердом
(неотожженном) — ФТаТ состояниях.
При прочих равных условиях необходимо
учитывать дефицитность тантала и его высо-
кую стоимость (он примерно вдвое дороже
вольфрама).
Тонкие пленки тантала в зависимости от
условий их получения могут иметь различную
структуру и соответственно изменять в широ-
ких пределах свои свойства (р, ар и др.).
Различают две кристаллографические мо-
дификации тонких пленок тантала — аир.
Пленки а-тантала, обладающие крупно-
зернистой поликристаллической структурой,
могут быть получены термическим испарением
с помощью электронного луча или методами
катодного и ионно-плазменного распыления в
чистом аргоне. Образованию а-модифика-
ции способствует подогрев подложки или
подача на нее большого напряжения смеще-
ния. Электрофизические свойства пленки
а-тантала приведены в табл. 12.5. Из-за боль-
ших механических напряжений в пленке, недо-
статочно хорошей адгезии к подложкам и высо-
кого значения ар пленки а-тантала широко не
применяются для изготовления элементов ми-
кросхем.
р-тантал — это метастабильная мелкозер-
нистая модификация, характерная только для
тонких пленок, полученных при сравнительно
невысокой температуре. Пленки р-тантала по-
лучают катодным или ионно-плазменным рас-
пылением в чистом аргоне. Если температура
пленки превышает 650...700 °C, наблюдается
аллотропное превращение р-Та в а-Та. Срав-
нительно высокое р и малое ар пленок р-Та
(см. табл. 12.5), хорошую воспроизводимость
свойств и хорошую адгезию к подложкам свя-
зывают с их структурой. Пленки р-тантала ис-
пользуют для изготовления нижних обкладок
N2 С Fe Ti Si W + Mo Nb
0,01 0,02 0,01 0,01 0,01 0,03 1,0
тонкопленочных конденсаторов в интеграль-
ных микросхемах и прецизионных резисторов.
При малых скоростях осаждения (малом
токе мишени) получаются пленки тантала ма-
лой плотности, состоящие из смеси мелких зе-
рен Р-Та и зерен а-Та размером до 30...50 нм
и обладающие высокой степенью пористости
(размеры пор4...7 нм). Малая скорость осаж-
дения способствует проявлению геттерных
свойств тантала, в результате чего пленки со-
держат примеси продуктов взаимодействия Та
с компонентами газовой среды в рабочей ка-
мере. Высокая пористость пленки и загрязне-
ние неметаллическими включениями вызывают
повышение р. Пленки тантала малой плотности
представляют интерес для применения в ка-
честве резистивных. Однако надо помнить, что
пленки тантала малой плотности интенсивно
взаимодействуют с кислородом; это приводит
к существенной временной нестабильности р
Таблица 12.5. Свойства тонких пленок тантала и нитрида тантала
Материал пленки Плот- ность d, Мг-м-3 Удельное сопротив- ление р, мкОм • м Сопротив- ление квад- рата пленки R□, Ом Температурный коэффициент сопротивления <xR-104, К-1
сх-тантал 15,6 20...50 — + 5,0...+ 18,0
р-тантал Тантал малой плот- 15,9 180...220 10...200 + 1,0
ностн 12,0 4000...7000 500...3000 — 2,5... —4,0
Нитрид тантала 15,0 200...500 10...300 — 0,5...—1,0
[§ 12.2]
Тугоплавкие металлы
249
Таблица 12.6. Свойства нитридов тантала
Свойство Ta2N TaN
Область гомогенности Тип кристаллической решетки Постоянные решетки, нм: а с Плотность d, Мг-м-3 Удельное сопротивление р при 25 °C, мкОм-м TaNo.4i-.-TaNo,5 Гексагональная 0,3048 1 NI 0,4919 J ДЛЯ TaNo'5 15,81 Очень узкая Г ексагональная 0,51911 0,29107 14,36 1,35
и ар. Кроме того, свойства пленок при осажде-
нии получаются невоспроизводимыми. В систе-
ме Та—N твердо установлено существование
трех фаз: твердого раствора азота в тантале
и нитридов Ta2N и TaN; возможны также фазы
TaNo.os и TaNo.e. 0.9- Внедрение атомов азота в
тантал существенно увеличивает твердость,
предел текучести и удельное электрическое
сопротивление. Некоторые свойства нитрида
Рис. 12.3. Зависимость параметров пленок
тантала и нитрида тантала от парциального
давления азота pN2 (в относительных едини-
цах) в процессе распыления: а — удельное
сопротивление; б — температурный коэффи-
циент удельного сопротивления
тантала приведены в табл. 12.6.
Нитриды тантала хорошо растворяются в
смеси HF и HNOs; НС1 и HNO3 на них не дей-
ствуют; горячая концентрированная HsSO^
действует очень медленно.
Поскольку твердые растворы азота в тан-
тале и нитриды тантала обладают повышен-
ным по сравнению с металлическим танталом
значением р, то они представляют интерес для
получения тонкопленочных резисторов.
Тонкие пленки тантала, содержащие азот,
получают методами реактивного катодного и
ионно-плазменного распыления. С этой целью
к распыляющему газу (аргону) добавляют не-
большое количество азота. На рис. 12.3 приве-
дены зависимости удельного сопротивления и
температурного коэффициента удельного соп-
ротивления пленки от парциального давле-
ния азота в процессе распыления тантала. Пар-
циальное давление азота дано в относительных
единицах. За «1» принято давление азота в
установке перед напуском распыляющего газа,
т. е. при предельном разрежении в системе.
Рис. 12i4. Изменение сопротивления пленоч-
ных резисторов из нитрида тантала при
ускоренном старении. Пленка, имеющая
RVI — 44 Ом, предварительно стабилизирована
при 250 °C:
1 — на стеклянной подложке; 2 — на подложке нз
оксида алюминия
250
Материалы для резисторов
[Разд. 12]
У металлических пленок тантала наблю-
дается существенное изменение удельного соп-
ротивления под электрической нагрузкой в ат-
мосферных условиях, что объясняют растворе-
нием в них азота и кислорода. По мере леги-
рования тантала азотом стабильность улуч-
шается. Наилучшей временной стабильностью
сопротивления обладают пленки Ta2N. Изме-
нение сопротивления пленочных резисторов из
нитрида тантала при ускоренном старении по-
казано на рис. 12.4.
Для подгонки сопротивления и защиты от
воздействия атмосферы пленочные резисторы
из тантала и нитридов тантала подвергают ча-
стичному окислению. Металлические пленки
тантала можно окислить термически или мето-
дом анодного окисления. Нитриды тантала бо-
лее стойки к действию кислорода, чем метал-
лический тантал; они заметно окисляются
лишь при />800 °C. Поэтому подгонку соп-
ротивлений резисторов из нитрида тантала
осуществляют обычно анодным электролити-
ческим окислением.
В системе Та—О установлено две фазы:
твердый раствор кислорода в тантале и Ta2Os.
При увеличении содержания кислорода до
4 % (ат.) твердость тантала повышается в 16...
...17 раз. При 1,5 % О удельное электрическое
сопротивление возрастает более, чем в 1,5 ра-
за, предел прочности при растяжении — почти
в пять раз, относительное удлинение уменьша-
ется почти в пять раз, увеличивается период
решетки, снижается коррозионная стойкость.
Ta2Os существует в двух модификациях: а —
ромбическая (а=0,620 нм; 6 = 0,367 нм; с =
0,390 нм), белая, с плотностью 8,53 Мг-м-3.
При 1320 °C (по другим данным при 1250 °C)
a-Ta2Os переходит в p-Ta2Os серого цвета
с плотностью 8,71 Мг-м-3. Температура плав-
ления Ta2Os — 1620 °C (по другим данным
1872 °C). Ta2Os нерастворим в воде и почти не-
растворим в минеральных кислотах, кроме HF.
С трудом растворяется, в расплавленных кар-
бонатах или пиросульфатах натрия или калия.
12.3. РЕЗИСТИВНЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ КРЕМНИЯ
Для изготовления тонкопленочных резис-
торов широко используются металлосилицид-
ные сплавы и дисилициды металлов.
Сплавы кремниевые резистивные (ГОСТ
22025—76). Кремниевые резистивные сплавы
выпускают марок: РС-4800, PC-3710, РС-3001,
PC-1714, PC-1004. В обозначении марок бук-
вы и цифры означают: PC — резистивный
сплав, две первые цифры — номинальное со-
держание основного легирующего компонен-
та, две последующие — номинальное содержа-
ние второго легирующего компонента.
Сплавы выпускаются в виде порошков, раз-
меры частиц которых: не более 0,040 мм для
марки РС-1714; 0,040...0,071 мм для остальных
марок (по требованию потребителя сплав мар-
ки РС-4800 допускается выпускать с размера-
ми частиц менее 0,040 мм). Количество порош-
ка с размерами частиц, выходящими за ука-
занные пределы, не должно превышать 5 % от
массы навески, взятой от средней пробы. По-
рошки не должны содержать посторонних
включений.
Химический состав кремниевых резистив-
ных сплавов приведен в табл. 12.7, а физичес-
кие свойства — в табл. 12.8.
Резистивные кремниевые сплавы предназ-
начены для изготовления методом испарения
и конденсации в высоком вакууме тонкопленоч-
ных резисторов и различных вспомогатель-
ных слоев изделий электронной техники. Плен-
ки сплавов РС-4800, РС-3710 и PC-1004 по-
лучают методом взрывного испарения, а спла-
вов РС-3001 и РС-1714 методом испарения
навесок порошка (для сплава РС-1714 также
спиртовой суспензии порошка). Материал
испарителя — вольфрам, реже — углеграфи-
товая ткань, покрытая пирографитом. Конфи-
гурация пленочных элементов создается с по-
мощью масок или фотолитографией. Парамет-
ры пленочных резисторов из сплавов PC при-
ведены в табл. 12.2.
Сплавы МЛТ. Многокомпонентные спла-
вы, состоящие из кремния, железа, хрома,
никеля, алюминия и вольфрама (сплавыМЛТ),
разработаны специально как резистивные
материалы для тонкопленочных резисторов.
Сплавы обладают высокой стойкостью к окис-
лителям и воздействию различных химически
активных сред. Плотность 3...7 Мг-м-3. Вы-
пускаемые сплавы отличаются друг от друга
процентным соотношением компонентов и со-
ответственно значением удельного сопротивле-
ния. В табл. 12.9 приведен химический состав
некоторых сплавов МЛТ. Для увеличения
удельного сопротивления в состав большин-
ства сплавов вводят оксиды металлов.
Резисторы из сплавов МЛТ получают пу-
тем термического вакуумного испарения из
вольфрамовых испарителей и конденсации
пленок на диэлектрические основания (подло-
жки). Сплав наносится на испаритель из спир-
товой или ацетоновой суспензии. Грануло-
метрический состав порошка для приготовления
суспензии:
Размер зерна, мкм Количество зерно-
вой фракции, %
<40 >55
40... 125 , <45
[§ 12.3]
Резистивные материалы на основе кремния
251
Таблица 12.7. Химический состав кремниевых резистивных сплавов
Марка Основные компоненты, % (мае.) Прнмеси, % (мае.), не более
Сг Ni Fe N2 Н2 о2 с
РС-4800 РС-3710 РС-3001 РС-1714 PC-1004 47,0...49,0 36,0...39,5 28,0...32,0 16,5... 18,5 8,0... 11,0 — 0,02 0,003 0,30 0,06
9,0...12,0 0,7...1,8 13,0...15,0 3,0...6,0
0,02 0,005 0,003 0,60 0,30 0,05 0,06
Примечания: 1. Кроме указанных элементов в сплаве РС-1714 содержится 0,2 % А1,
0,01 % Си и 23,0...27 % W. 2. Во всех сплавах остальное — Si.
Таблица 12.8. физические свойства кремниевых резистивных сплавов
Параметр РС-4800 РС-3710 РС-3001 РС-1714 PC-1004
Температура плавления +,, °C Плотность d-Ю-3, кг-м-3 Удельное сопротивление р, мкОм-м Температурный коэффициент удельного сопротивления ар-104 в интервале 20... 150 °C, К-1 1550± 15 4,6...4,7 25...35 35...45 1250+15 4,6...5,0 5...7. 15...25 1350+15 3,7...4,0 25...35 5...15 1570+15 5,2...5,3 2...4 7...10 1380+15 3,1...3,5 40...50 8...12
Таблица 12.9. Химический состав (в процентах) некоторых металлосилицидных сплавов
Номер сплава Si Fe Cr Ni А1 W V2O5 СеО5 SiO2
1 2 + 1,0 30,8 -2,0 + 1,0 30,1 — 2,0 + 1,0 42,8 — 2,0 + 1,0 32,1 — 2,0 + 1,0 30,0 — 2,0 + 1,0 28,3 — 2,0 100,0-0,1 26,1 + 1,5 28,6+1,5 5,9+1,5 4,5 ±1,5 12,4± 1,5 12,0± 1,5 — 24,8 ±3,0 — 1,0
3 14,3+1,5 18,1 ±1,5 — 1.5
14(H) — 7,7±1,5 6,0 ±1,5 9,2 ±3,0 45 ±5,0 -
25 5,0+1,5 10± 1,5 55,0 ±1,5 1,5
28 8,1 + 1,5 7,7±1,5 45,9 ±1,5 10,0± 1,5 - —
7 — .— 0,1
18 + 1,0 51,9 — 2,0 + 1,0 41,3 -2,0 + 1,0 45,0 -2,0 12,3± 1,5 — 6,6 ±1,5 14,2 ±3,0 15,0± 1,5 —
9 13,8+1,5 17,4± 1,5 10,8± 1,5 16,7 ±3,0 3,0
10 — 30,0 ±1,5 25,0 ±1,5 — — — 1,0
252
Материалы для резисторов
[Разд. 12]
Продолжение табл. 12.9
Номер сплава Si Fe Cr Ni Al W V2O5 CeO5 SiO2
31 32 26,6+1,0 — 2,0 — 6,8 ±1,5 95,5 ±3,0 — 6,6 ±1,5 2,15±1,6 8,0±3,0 — — —
Примечание. Кроме указанных компонентов, в сплаве номер 9 — 1,5 % А1аО3; в сплаве но-
мер 31—42,0 ± 5,0 % Dy2O3 и 2,35 ± 1,5 % SiO, а в сплаве номер 32—2,35 ± 1,4 % SiO.
Для обеспечения требуемых свойств рези-
сторов пленки после осаждения подвергают
термообработке.
Пленки различных сплавов при толщине
0,1...! мкм позволяют получать Ra от десятков
Ом до 35 кОм при «л== —2,5-10-4... + 4-10-4
К-1 Сплавы МЛТ широко применяются для
изготовления дискретных резисторов поверх-
ностного типа. Для тонкопленочных резисто-
ров в микросхемах широко применяется сплав
МЛТ-ЗМ. Характеристики пленок из этого
сплава были приведены в табл. 12.2.
12.4. СПЛАВЫ НА НИКЕЛЕВОЙ
И МЕДНО-НИКЕЛЕВОЙ ОСНОВЕ
(РЕЗИСТИВНЫЕ И ТЕРМОПАРНЫЕ)
Химический состав и назначение никеле-
вых и медно-никелевых сплавов, применяемых
Рис. 12.5. Зависимость удельного сопротивле-
ния (кривая 1) и температурного коэффициен-
та удельного сопротивления (кривая 2) медно-
никелевых сплавов от процентного содержания
компонентов
в приборостроении и электротехнике
(ГОСТ 492—73), приведены втабл. 12.10, 12.11.
Зависимость р и ар медно-никелевых спла-
вов от содержания компонентов показана на
рис. 12.5. Как видно из рисунка, у твердых рас-
творов этой системы могут быть получены по-
вышенные значения удельного сопротивле-
ния и очень малые (в том числе и отрицатель-
ные) значения температурного коэффициента
удельного сопротивления.
На рис. 12.6 приведены кривые термо-
ЭДС медно-никелевых сплавов в паре с пла-
тиной при различной температуре горячего
спая и температуре холодного спая 0 °C.
Зависимость коэффициента теплопровод-
ности и числа Бринелля медно-никелевых
сплавов от состава показана на рис. 12.7.
Сплавы типа манганина. Физические свой-
Рис. 12.6. Зависимость термо-ЭДС медно-
никелевых сплавов в паре с платиной при
различной температуре горячего спая (обозна-
чена у кривых) и температуре холодного
спая 0 °C от состава сплава
[§ 12.4]
Сплавы на никелевой и медно-никелевой основе
253
Таблица 12.10. Химический состав и назначение сплавов на никелевой основе
, Назна- чение i о “ о. о. П. н сз X X 1 у о о К Е S ьг Я „ S 2 а й с и Д- О й л & о J4 О к С Ч
Вид изделия Прово- ттлтся
Всего приме- сей 0,70 С
<и ID О 0,10 1 0.20
о к х О 0,25 0.25
\© о\ Л Мп 1 0.30
<D S Mg 0,05 S0 0
U й 1 0.40
<D {X 0,30
Z Осталь- 1> О X
о О 0,60... 1,20 0,60... 1,20 0,40...1,20
ох X о X о X S о и 1 9,00... 10,00 8,50... 10,00 !
Основной к Мп 1 о о оо 1
й 0,85...1,50 1
< О еч о •о 1
Марка 1 см < Ef Я НХ9,5 НХ9
Наименова- ние сплава Алюмель Хромель Т 4 и Z о
Рис. 12.7. Зависимость удельной теплопровод-
ности п и числа Бринелля ЯЕ медио-никелевых
сплавов от процентного содержания компо-
нентов
ства и основной химический состав этих спла-
вов приведены в табл. 12.12.
Это основные сплавы для изготовления об-
разцовых резисторов, шунтов и добавочных ре-
зисторов к измерительным приборам. Одним
из наиболее важных требований к этим спла-
вам является малая термо-ЭДС в паре с ме-
дью. Собственно манганин (МНМцЗ-12) явля-
ется наиболее известным сплавом для прецизи-
онных резисторов.
Манганин после специальной термообра-
ботки имеет очень высокую стабильность соп-
ротивления во времени. Обычно принятая тер-
мообработка манганина заключается в отжиге
при температуре около 400 °C в течение 1...2 ч
в вакууме или нейтральной атмосфере (аргон,
азот) с последующим медленным охлаждением
и в десятичасовом старении холоднотянутой
проволоки при 140 °C. Кроме того, требуется
еще длительное (до одного года) выдержива-
ние манганина при комнатной температуре.
Изабеллин отличается отсутствием никеля
и очень низким значением термо-ЭДС в паре
с медью. Температурный коэффициент сопро-
тивления у изабеллина очень чувствителен к
термообработке и после отжига при 500...
...550 °C может иметь значение до 0,1 • 10~6 К-'.
Отжиг изабеллина так же, как и манганина,
должен проводиться в вакууме или нейтраль-
ной среде с медленным охлаждением до ком-
натной температуры.
Изабеллин применяется главным образом
для обычных проволочных резисторов. Приме-
нению его в качестве прецизионных резисторов
препятствует некоторая неоднородность
свойств после старения, вероятно, вследствие
недостаточной гомогенности сплава.
254
Материалы для резисторов
[Разд. 12]
Таблица 12.11. Химический состав и назначение
Наиме- нование сплава Марка Основной компонент, %
А1 Fe Мп Zn Ni+Co Си
Копель МНМц43-0,5 0,10...1,0 42,5...44,0
Конс- тантан МНМц40-1,5 1,0...2,0 - 39,0...41,0
Сплав ТБ МН16 - 15,30...16,30
Ней- зильбер МНМц15-2О 18,0...22,0 13,5... 16,5 Осталь- ное
Ман- ганин МНМцЗ-12 11,50... 13,50 2,50...3,50
МНМцЛЖЗ-12-0,3-0,3 0,20...0,40 0,20...0,50
Сплав ТП МН-0,6 - - - 0,57...0,63
Новоконстантан по своим характеристи-
кам сходен с Изабеллином. Как и у изабеллина,
недостатком, препятствующим применению его
для презиционных резисторов, является непо-
стоянство свойств различных образцов вслед-
ствие недостаточной гомогенности состава.
В табл. 12.13 приводятся свойства неко-
торых манганинов на основе чистого электро-
литического марганца, содержащих его 60 %
и более. Удельное сопротивление этих сплавов
в три-пять раз больше, чем у обычного манга-
нина. Температурный коэффициент сопротив-
ления и термо-ЭДС в паре с медью у некото-
рых из этих сплавов близки.к нулю. Сплавы
пластичны и протягиваются до получения всех
диаметров проволоки, необходимых в приборо-
строении.
Проволока манганиновая неизолирован-
ная, применяемая в приборостроении и элек-
тротехнике (ГОСТ 10155—75), изготовляется
диаметром 0,020...6,00 мм из манганина марок
МНМцЗ-12 и МНМцАЖЗ-12-0,3-0,3 по
Таблица 12.12. Свойства и основной химический состав сплавов типа манганина
Свойство Манганин МНМцЗ-12 48 % Си 13 % Мп 3% А! (изабеллин) 82,5 % Си 12 % Мп 4 % А1 1,5 % Fe (новокон- стантан)
Удельное сопротивление р при 20 °C, мкОм • м 0,48+°-05 О,47+°'05 0,5 0,45
Температурный коэффициент удельного сопротивле- (МНМцАЖ) + 1 + 0,1 + 0,2
ния при 20 °C ар-105, К-1 Температурный коэффициент линейного расширения при 20...100 °C CZ/-106, К '1 Термо-ЭДС относительно меди, мкВ-К-1 18 16 18
+ 1 — 0,2 — 0,3
Плотность d, Мг-м3 8,4 8,0 7,9
Температура плавления, °C 960 — 970
Предел прочности при растяжении ор, МПа 450...550 450...550 450...550
Наивысшая допустимая рабочая температура, °C 300 400 400
Относительное удлинение, % 25 25 15...25
[§ 12.4]
Сплавы на никелевой и медно-никелевой основе
255
сплавов на медно-никелевой основе
Примесь, %, не более Вид изделия Назначение
Fe Si Mg с Всего
0,15 0,60 Проволока Для термопар и компен-
0,5 0,10 0,10 0,90 Проволока, полосы, лен- сационных проводов Для электротехнических
0,05 ты целей и термопар
0,05 0,002 0,20 Проволока Для компенсационных
проводов
0,30 0,15 0,03 Проволока, полосы, Пружины реле, детали
0,90 ленты, прутки, тру- бы Проволока, листы для электротехники
0,50 0,10 0,03 0,05 Для электротехнических
целей, измерительных приборов
- - - 0,40 Проволока Для компенсационных
0,005 0,002 0,002 0,10 проводов
Таблица 12.13. Свойства некоторых манганинов
в зависимости от состава
Состав, % р* мкО-м ар-106, к-' Термо-ЭДС в паре с медью, мкВ* К-1
Мп Ni Си
67 28 5 2,2 -29 — 0,12
60 30 10 2,0 — 100 0
67 — 33 1,9 0 — 1
67 16,5 16,5 2,0 + 120 — 0,5
Таблица 12.14. Значения коэффициентов аир
для манганиновой проволоки
Марка сплава а-106, Г’ Р-106, К-1
МНМцАЖЗ-12-0,3- 0,3 МНМцЗ-12 — 2... + 10 10...25 —1,5... + 0,5
ГОСТ 492—73.- По состоянию материала про-
волока должна изготовляться:
твердой — из манганина марки МНМцЗ-12
всех диаметров,
мягкой — из манганина марок МНМцЗ-12
и МНМцАЖЗ-12-0,3-0,3 диаметром 0,5 мм и
более.
Поверхность проволоки должна быть чис-
той и гладкой, без трещин, раковин и рассло-
ений. Местные покраснения (омеднение) на по-
верхности, вызывающие отклонения термоэлек-
трических характеристик проволоки сверх
предельных, не допускаются.
Таблица 12.15. Пробивные
напряжения проводов из
резистивных сплавов, изолиро-
ванных эмалью, В, не менее
Номиналы ный диа- метр, мм Толщина изоляции
умень- шенная нормаль- ная
0,02...0,04 200 200
0,05 200 250
0,06...0,09 300 350
0,10...0,22 350 400
0,25—0,50 400 450
0,55-0,80 450 500
Термоэлектродвижущая сила, развивае-
мая проволокой в паре с медной проволокой по
ГОСТ 2112—71 в интервале температур 0...
...100 °C, не должна превышать 1 мкВ-К”1.
Удельное электрическое сопротивление при
20 °C для твердой проволоки должно быть рав-
но 0,48 ±0,05 мкмОм-м, для мягкой —
0,47±0,05 мкОм-м.
Электрическое сопротивление манганино-
вой проволоки R, в зависимости от изменений
температуры в интервале 10...40 °C вычисляют
по формуле
Ri = Rm [1 + a(t- 20) + P(Z- 20) %
где Rw — сопротивление проволоки при 20 °C,
Ом; аир — постоянные коэффициенты.
Значение коэффициентов а и р приводят-
ся в табл. 12.14.
256
Материалы для резисторов
[Разд. 12]
Относительное удлинение для твердой
проволоки не превышает 9 %, для мягкой —
не менее 10 % для проволоки диаметром 0,05...
...0,09 мм и не менее 15 % для всех других
диаметров.
ГОСТ 8598—69 устанавливает марки и
свойства проводов из резистивных сплавов
(манганин, константан, нихром) круглого се-
чения, изолированных высокопрочной эмалью,
предназначенных для электрических аппара-
тов и приборов:
Эти провода изготовляются диаметром 0,03...
...1,00 мм.
Литые манганиновые провода в стеклян-
ной изоляции используются для конструиро-
вания миниатюрных элементов, в том числе
прецизионных резисторов. Стеклянная изоля-
ция отличается высокими электроизоляцион-
ными свойствами, повышенной термостой-
костью и влагостойкостью, стойкостью к дей-
ствию агрессивных сред (за исключением
плавиковой кислоты). Литые манганиновые
Марка
ПЭВКТ-1
ПЭВКТ-2
ПЭВКМ-1
ПЭВКМ-2
ПЭВМТ-1
ПЭВМТ-2
ПЭВММ-2
ПЭВНХ-1
ПЭВНХ-2
Материал
Константан
(твердый)
Константан
(твердый)
Константан
(мягкий)
Константан
(мягкий)
Манганин
(твердый)
Манганин
(твердый)
Манганин
(мягкий)
Нихром
Нихром
Диаметр, мм Толщина изоляции
0,03...0,08 Уменьшенная
0,03...0,08 Нормальная
0,1...0,8 Уменьшенная
0,1...0,8 Нормальная
0,02...0,8 Уменьшенная
0,02-0,8 Нормальная
0,05-0,8 Нормальная
0,02...0,4 0,02-0,4 Уменьшенная Нормальная
В табл. 12.15 приведены пробивные на-
пряжения изоляции проводов из резистивных
сплавов, изолированных эмалью.
Провода обмоточные манганиновые и кон-
стантановые круглого сечения с обычной
эмалевой, эмалево-волокнистой и волокнистой
изоляцией регламентируются ГОСТ 6225—75.
микропровода обладают недостаточно хоро-
шей воспроизводимостью характеристик.
Основные свойства выпускаемых про-
мышленностью манганиновых микропрово-
дов в стеклянной изоляции приведены в
табл. 12.16. Кроме того, можно указать еще
и на следующие свойства этих проводов:
Таблица 12.16. Свойства манганиновых микропроводов
различных групп в стеклянной изоляции
Труп- па Наименьшее сопротивле- ние 1 м мик- ропровода на катушке, кОм Разность сопротивле- ний 1 м мик- ропровода в начале и в конце катуш- ки, кОм, не более Диаметр микропрово- да по изоля- дии, dH3, мкм, не более Разрывное усилие Рр, Н, не более Сопротивле- ние микро- провода иа •одной ка- тушке, МОм, не менее
1 1,5-2,9 2 18-24 0,10 0,2
2 3...5 4 17...22 0,04 1
3 5...10 10 14...20 4
4 10-14 . 14 13...18 0,08 11
4а 14...20 20 11...17
5 20-40 ЧП 10-16 24
6 40-70 10-16 0,06 30
7 70-150 50 8...15 55
[§ 12.4]
Сплавы на никелевой и медно-никелевой основе
257
Интервал рабочих температур, °C.............................
Температурный коэффициент сопротивления а^-Ю5, К ’1 для
класса:
А.......................................................
Б.......................................................
В.......................................................
Неравномерность температурного коэффициента сопротивления в
бобине CZ/?max/cty?niin-
для короткометражных бобин .
для длиннометражных бобин ...
Пробивное напряжение изоляции t/np, В:
в нормальных условиях, не менее.........................
при максимальной рабочей температуре для проводов раз-
ного диаметра...........................................
Необратимое изменение сопротивления после воздействия темпе-
ратуры — 60 °C, % . ..................................
Отношение допускаемого диаметра намотки к диаметру провода
—60...+80
±15
±3,0
±6,0
2,0
3,2
750
250...500
0,1...0,2
150
Высокая температурная и временная
стабильность свойств наблюдается в более
узком интервале температур 0 ... + 40 °C. Тре-
нировка холодом при —60 °C повышает ста-
бильность примерно в два раза.
Константан. Химический состав кон-
стантана, применяемого для электротехни-
ческих целей, согласно ГОСТ 492—73 приве-
дены в табл. 12.11.
Главным недостатком константана как
сплава для прецизионных резисторов является
высокая термо-ЭДС в паре с медью. Этим
свойством константана пользуются при изго-
товлении медно-константановых термопар для
измерения температуры до 700 °C. Термо-ЭДС
такой термопары при различных температурах
горячего спая показана на рис. 12.8.
Термопары медь — константан успешно
Основные свойства константана
Плотность d, Мг-м-3....................................... 8,9
Удельное сопротивление при 20 °C р, мкОм-м................ 0,45...0,52
Температурный коэффициент удельного сопротивления в диа-
пазоне температур 20...100 °C ар-105, К 1................. —2... + 6
Температурный коэффициент линейного расширения в этом интер-
вале температур ad О5, К-1................................ 1,5
Коэффициент теплопроводности при 20 °C и, Вт-м"1 • К-1 . . . 21
Термо-ЭДС в паре с медью, мкВ К~1....................... 40...50
Температура плавления, °C.............................. . 1250
Темплоемкость, Дж-кг~1 • к-1.............................. 418
Модуль нормальной упругости £у, МПа....................... 16 000
Рис. 12.8. Зависимость термо-ЭДС пары кон-
стантан — медь от температуры горячего спая
при температуре холодного спая 0 °C
9 Заказ 1122
применяются и при низких температурах
вплоть до точки кипения водорода. Зависи-
мость термо-ЭДС от температуры для них
хорошо установлена в пределах —200...
... + 300 °C. В качестве интерполяционной фор-
мулы для данного диапазона температуры
может служить формула, обеспечивающая
точность градуировки термопары ±2 мкВ:
E=AtA-Bt2 + С/3, где Е — термо-ЭДС термо-
пары; t — температура рабочего спая; А, В,
С — постоянные, определяемые эталонными
измерениями в трех точках измеряемого диа-
пазона температур.
Термопары, изготовленные из различных
партий меди и константана, могут значитель-
но отличаться по своим термоэлектрическим
характеристикам. Точность измерения, получа-
емая при использовании этого типа термо-
пар, зависит главным образом от однородности
258
Материалы для резисторов
[Разд. 12]
Таблица 12.17. Удельное сопротивление и механические свойства
константановой неизолированной проволоки
Разновид- ность про- волоки по состоянию материала Удельное сопро- тивление р при 20 °C, мкОм-м Диаметр проволоки, мм Временное сопротивление разрыву ав, МПа Относительное удлинение, %, не менее
Мягкая 0,465 + 0,015 0,1...0,45 450...650 15
0,5...5,00 20
Твердая 0,49 + 0,030 0,02...5,00 >650 —
константанового электрода. Как показали ре-
зультаты исследования, постоянство характе-
ристик для более толстой проволоки больше,
чем для тонкой при тех же условиях, поэтому
для низкотемпературных термопар рекомен-
дуется применять константановую проволоку
диаметром не менее 0,25 мм и медную диамет-
ром не менее 0,15 мм.
Медь-константановые термопары имеют
высокую стабильность и воспроизво-
димость результатов во времени, причем
термопара, применяющаяся только при низких
температурах, сохраняет свою градуировку
лучше, чем термопара, подвергающаяся дей-
ствию более высоких температур.
Кроме того, константан применяется для
изготовления проволочных резисторов, нагре-
вательных элементов с рабочей температу-
рой, не превышающей 500 °C, термоэлектро-
дов и компенсационных проводов термопар.
Диапазон диаметров, мм.....................................
Допустимые отклонения диаметра, мм.........................
Материал, в паре с которым применяется.....................
Полярность относительно меди...............................
Термо-ЭДС в паре с медью (температура свободного конца 0 °C,
температура рабочего конца 100 °C), мВ................. .
Тип термопары .............................................
Для этих целей выпускается проволока кон-
стантановая неизолированная, изолированная
эмалью или слоем эмали и обмоткой из шелка,
константановая лента, а также константано-
вые микропровода в стеклянной изоляции.
Неизолированная константановая про-
волока регламентируется ГОСТ 5307—77.
Диаметр проволоки 0,02...5,00 мм. В ГОСТ
приведена таблица сопротивлений проволоки
различного диаметра длиной 1 м с учетом раз-
броса по диаметру. Удельное сопротивление и
некоторые механические свойства константа-
новой неизолированной проволоки приведены
в табл. 12.17. Проволока предназначается для
работы при температуре не выше 500 °C.
На поверхности константановой прово-
локи легко образуются оксидные пленки, обла-
дающие диэлектрическими свойствами и
обусловливающие '. значительное контактное
сопротивление.
Быстрый нагрев (в течение 3 с) проволоки
до температуры 900 °C на воздухе позволяет
получить прочную электроизоляционную плен-
ку, используемую в качестве межвитковой
изоляции при плотной однорядовой намотке
проволоки на каркас, если рабочее напряже-
ние между соседними витками не превышает
1 В.
Константановые обмоточные изолирован-
ные провода регламентируются ГОСТ 6225—75
и ГОСТ 8598—69. Некоторые марки и свойства
этих проводов были приведены выше (см.
манганин).
Свойства константановой проволоки,
применяемой в качестве удлиняющего (ком-
пенсационного) провода к термопарам:
0,20...2,50
+ (0,01...0,02)
Медь
Отрицательная
—4,10 + 0,15
Хромель — алюмель
Ленты константановые согласно
ГОСТ 5189—75 изготовляются со следующими
размерами: толщина 0,10...2,00 мм; ширина
6...300 мм; длина не менее 10...20 м в зави-
симости от толщины. Некоторые свойства кон-
стантановых лент приведены в табл. 12.18.
Ленты из константана применяются в
промышленности как материал высокого со-
противления для работы при температуре не
выше 500 °C.
Более дешевым, чем константан, сплавом
является никелин, так как он Содержит меньше
никеля (30...35 %)-. Никелин легче обраба-
тывается, но его удельное сопротивление ниже,
а температурный коэффициент удельного
сопротивления выше, чем у константана.
[§ 12-4]
Сплавы на никелевой и медно-никелевой основе
259
Таблица 12.18. Свойства константа-
новых лент
Состояние материала Временное сопротивле- ние разрыву ств, МПа Удельное сопротивле- ние р прн 20 °C, мкОм-м
Мягкий Твердый 400-600 >650 0,45-0,51
Например, у никелина с содержанием меди
34 % Р2о=0,4 мкОм-м, ар=20.10”5 К-1-
Термо-ЭДС по отношению к меди у никелина
равна 20 мкВ-К-1.
Иногда применяются еще более дешевые
сплавы, содержащие цинк,— нейзильберы.
Химический состав нейзильбера был приведен
в табл. 12.11. Его удельное сопротивление
р = 0,3 мкОм-м; ар = 36-10-5 К-1, термо-ЭДС
14,4 мкВ-К-1. Вследствие содержания цинка
проволока из нейзильбера делается хрупкой
после нагревания до 200...300 °C.
Из нейзильбера изготовляют холоднока-
таную неизолированную проволоку диамет-
ром 0,10...5,00 мм (ГОСТ 5220—78), а также
ленты толщиной 0,10...2,00 мм при ширине
10...300 мм (ГОСТ 5187—70).
Никелевые и медио-никелевые сплавы для
термопар. Проволоки из сплавов алюмель и
хромель Т выпускаются специально для изго-
товления термоэлектродов термопар, а из спла-
вов хромель К и ТП — для удлиняющих
(компенсационных) проводов термопар. Из
сплава копель изготовляют как термоэлектро-
ды, так и компенсационные провода.
Химический состав сплавов приведен в
табл. 12.10 и 12.11, а основные свойства — в
табл. 12.19.
Сплавы для термоэлектродов выпуска-
ются согласно ГОСТ 1790—77 в виде круглой
проволоки диаметром 0,20—5,00 мм.
Проволока для компенсационных прово-
дов (ГОСТ 1791—67) выпускается диаметром
0,20...2,5 мм.
Термоэлектродная проволока и проволока
Таблица 12.19. Основные свойства сплавов на никелевой и медио-иикелевой основе для термопар
Свойство Хромель Алюмель Копель ТП
Плотность d, Мг-м-3 8,72 8,67 8,90 8,96
Температурный коэффициент линейного расширения
а/-106, К-1:
при 20—1000 °C 17,40 18,00 18,80
при 20—600 °C 15,60 16,00 16,80
Удельное сопротивление р при 20°C, мкОм-м 0,68 + 0,05 0,33 ±0,05 0,47+0,05 0,025 ±0,003
Отношение сопротивлений проводника Ri/RB при
различных температурах, °C:
20 1,01 1,05 0,99... 1,00
100 1,04 1,24 0,99-1,00
200 1,09 1,43 0,98-1,00
300 1,13 1,54 0,97-0,99
400 1,19 1,64 0,96-1,00
500 1,22 1,73 0,96-1,01
600 1,25 1,81 0,96-1,02
700 1,28 1,90 0,97... 1,04
800 1,30 1,98 0,98-1,06
900 1,33 2,07
1000 1,37 2,15
1100 1,40 2,23
1200 1,43 2,32
Предел прочности при растяжении ор, МПа, не менее 500 450 400 200
Относительное удлинение А///, %, не менее:
для диаметров 0,20; 0,30 мм 15 20 15 20
для диаметров 0,40 мм и более 20 25 20 25
Температура плавления, °C 1435 1450 1290 1084
Коэффициент теплопроводности и, Вт м 1 • К 1 24 270
Модуль упругости Еу, МПа 12 000 12 000
Коэффициент линейного расширения а(-106, К-1 12 — 16,8 —
Примечание. RB — сопротивление при 0 °C.
260
Материалы для резисторов
[Разд. 12]
Таблица 12.20. Рекомендуемое применение проволоки
Сплав Назначение Полярность Материал, в паре с кото- рым приме- няется сплав Вид термопары
Алюмель Хромель Т Хромель К Копель ТП Термоэлектрод Отрицательная Хромель Алюмель Копель Копель Хромель Железо Медь Хромель Медь Хромель — алюмель
Положительная
Удлиняющий провод Термоэлектрод Хромель — копель
Отрицательная Железо — копель
Медь — копель Хромель — копель Платинородий — платина
Удлиняющий провод
Таблица 12.21. Продолжительность эксплуатации термопар
в спокойной атмосфере чистого воздуха, при котором изменение термо-ЭДС не превышает 1 %
Термопара Диаметр проволоки» мм Темпера- тура экс- плуата- ции, °C Продолжи- тельность эксплуата- ции, ч Термопара Диаметр проволоки» мм Темпера- тура экс- плуата- ции» °C Продолжи- тельность эксплуата- ции, ч
Хромель Т — алюмель 5,0; 3,2 800 1000 1200 800 1000 1100 800 1000 1100 800 1000 10 000 2000 100 10 000 1000 200 10 000 500 200 6000 300 Хромель Т — алюмель 0,5 800 1000 600 800 600 800 600 800 600 600 1000 100 10 000 200 10 000 1000 10 000 500 5000 1000
0,3; 0,2
1,5
Хромель — копель 5,0; 3,2; 1,5
1,2 1,2; 0,7
0,5
0,7 0,3; 0,2
Таблица 12.22. Термо-ЭДС сплавов в паре с платиной при температуре холодных концов 0 °C, мВ
Сплав Температура горячего конца, °C 1 класс II класс III класс IV класс
100 2,74...2,90 2,76-2,92 2,78-2,94 2,80-2,96
300 9,24...9,40 9,31-9,47 9,38-9,54 9,45-9,61
Хромель Т 600 19,47... 19,69 19,60-19,83 19,75-20,0 19,89-20,11
1000 32,31...32,61 32,49-32,79 32,67-32,97 32,85-33,15
1200 38,31.-38,65 38,49-38,83 38,67-39,01 38,85-39,15
100 1,20-1,36 1,18-1,34 1,16-1,32 1,14-1,30
300 2,81-2,97 2,74...2,90 2,67.-2,83 2,60-2,76
Алюмель 600 5,22...5,44 5,08-5,30 4,94-5,16 4,80-5,02
1000 8,71-9,01 8,53-8,83 8,35-8,65 8,17-8,47
1000 10,22.-10,56 10,04-10,38 9,86-10,20 9,68-10,02
[§ 12.4]
Сплавы на никелевой и медно-никелевой основе
261
Продолжение табл. 12.22
Сплав Температура горячего конца, °C I класс II класс III класс IV класс
100 4,01...4,25 3,99...4,23 3,97...4,21 3,95—4,19
1^опсль 300 13,47...13,71 13,40...13,64 13,33... 13,57 13,26-13,50
600 29,17...29,71 29,03...29,57 28,89...29,43 28,76-29,29
800 39,87...40,61 39,71...40,45 39,55...40,29 39,39-40,13
Примечание. В паре с платиной хромель Т является положительным электродом, алюмель
и копель — отрицательным.
Таблица 12.23. Термо-ЭДС . пары хромель — алюмель (ТХА) при температуре свободных концов 0 °C (условное обозначение градуировочной характеристики XAes) Таблица 12.24. Термо-ЭДС пары хромель — копель (ТХК) при температуре свободных концов 0 °C (условное обозначение градуировочной характеристики ХКев)
Температура рабочих концов, °C Номинальные значения, мВ Предельны^ отклонения;, мВ • Температура рабочих концов, °C Номинальные значения, мВ Предельные отклонения, мВ
-50 100 200 300 — 1,889 4,095 8,137 12,207 + 0,16 -50 100 200 300 -3,110 6,898 14,570 22,880 ±0,20
400 500 600 700 800 900 1000 1100 1200 16,395 20,640 24,902 29,128 33,277 37,325 41,269 45,108 48,828 ±0,18 ±0,20 ±0,22 ±0,24 ±0,26 ±0,28 ±0,30 ±0,32 ±0.34 400 500 600 700 800 Приме электрод — к хромель. 31,480 40,270 49,090 57,820 66,420 ч а и и е. От опель, поло? ±0,26 ±0,32 ±0,38 ±0,44 ±0,50 рицательный кительный —
1300 Приме электрод — а хромель. 52,398 ч а и и е. От люмель, поло ±0,36 рицательный жительный — Таблица 12.25. Термо-ЭДС медно-никелевых сплавов в паре с медью при температуре холодных концов проволоки 0 °C и горячего 100 °C
для удлиняющих проводов поставляются в мягком (отожженном) состоянии с окисленной поверхностью. Допускается поставка прово- локи из сплава копель с неокисленной поверх- ностью. Рекомендуемые области применения про- волоки из рассматриваемых сплавов указаны в табл. 12.20, стабильность и срок службы Сплав Номинала ное значе ние, мВ Допускае- мые откло- нения, мВ
Хромель К Копель Константан ТП + 2,09 — 4,79 — 4,10 — 0,64 ±0,10 ±0,10 ±0,15 ±0,03
термопар на основе этих сплавов — в табл. 12.21. По значению термо-ЭДС, развиваемой в паре с платиной, хромелевую, алюмелевую и копелевую проволоки согласно ГОСТ 1790—77 разделяют на четыре класса (см. табл. 12.22). Термо-ЭДС, развиваемые парами хромель Т — алюмель и хромель Т — копель, должны удовлетворять требованиям ГОСТ 3044—77 и соответствовать нормам, указанным в табл. 12.23,- 12.24. Значения термо-ЭДС, раз-
262
Материалы для резисторов
[Разд. 12]
виваемой удлиняющими проводами в паре
с медью, приведены в табл. 12.25.
Термопара медь — копель применяется
для измерения температуры в интервале
— 200... +100 °C. Для этой цели выпускается
проволока из сплава копель марки МНМц43-0,5
диаметром 0,2; 0,3; 0,4 и 0,5 мм
(ГОСТ 22666—77). Медная проволока должна
быть марок не ниже Ml с химическим составом
по ГОСТ 859—78. Термоэлектродвижущая
сила, развиваемая копелевой проволокой в
паре с медной при температуре свободных
концов 0 °C, должна соответствовать граду-
ировочной таблице, приведенной в ГОСТ, и
удовлетворять следующим нормам: при темпе-
ратуре спая минус 196 °C — минус 6,084 +
+0,060 мВ; при температуре спая минус
78 °C — минус 2,998+0,060 мВ; при темпера-
туре спая плюс 100 °C — плюс 4,721 +
+0,060 мВ.
Зависимость термо-ЭДС (в микровольтах)
от температуры (в градусах Цельсия) для
этой термопары во всем рабочем диапазоне
следующая:
E = at-\-b?-\-ct\
где а = 42,63; />=5,03; с = —4,5-10“5.
12.5. СПЛАВЫ НА ОСНОВЕ ЖЕЛЕЗА,
НИКЕЛЯ, ХРОМА И АЛЮМИНИЯ
Эти сплавы относятся к жаростойким
сплавам с высоким удельным сопротивлением
и применяются в основном для электро-
нагрева. Некоторые из этих сплавов приме-
няются также в качестве резистивных мате-
риалов в проволочных резисторах.
Сплавы классифицируются по наличию
в химическом составе элементов, определя-
ющих эксплуатационные свойства данной
марки. По этому признаку сплавы подразде-
ляются на никель-хромовые, куда относятся
сплавы на никелевой основе (нихромы); ни-
кель-хромовые, легированные алюминием;
железохромоникелевые; железохромоалюми-
ниевые (хромали).
Наиболее высоким качеством обладают
сплавы с индексом Н. Их высокое качество
обеспечивается прецизионной технологией из-
готовления, дополнительным легированием
редкоземельными и некоторыми другими
элементами, оказывающими существенное
влияние на их эксплуатационные качества.
Значительная стойкость нихромов к окис-
лению на воздухе при высоких температурах
обусловлена образованием защитного слоя
устойчивых оксидов СГ2О3 и NiO с темпера-
турными коэффициентами линейного расши-
рения, близкими к ai сплава. Однако при рез-
ких изменениях температуры происходит час-
тичное разрушение слоя оксидов, проникно-
вение кислорода в трещины и дополнительное
окисление сплава, т. е. срок службы нагре-
вателя снижается.
При эксплуатации железохромоалюмини-
евых сплавов следует учесть следующее.
1. Все марки этих сплавов становятся
хрупкими при работе в интервале /=450...
...500 °C. Это явление связано с выделением
в структуре образований с повышенным содер-
жанием хрома (до 75...85 %). Процесс
охрупчивания обратимый. Хрупкость устраня-
ется нагревом металла до 750...800 °C с ох-
лаждением в воде.
2. Сплавы имеют низкую жаропрочность
при температурах выше 1100... 1200 °C, могут
деформироваться под действием собственной
массы, поэтому конструктивные размеры
нагревателей должны выбираться с учетом
этих свойств.
3. При комнатной температуре эти сплавы
недостаточно пластичны, поэтому нагреватели
с малым относительным радиусом изгиба целе-
сообразно изготовлять с подогревом до 200...
...350 °C.
4. Сплавы склонны к химическому взаи-
модействию с некоторыми оксидами и м.етал-
лами. Для этих сплавов при 1100...1400 °C
футеровочные материалы должны содержать
не менее 70 % глинозема и минимальное коли-
чество оксидов железа (менее 1 %). При
отсутствии необходимых футеровочных ма-
териалов рекомендуется использовать обмаз-
ку: 75 % оксида алюминия, 25 % огнеупорной
глины.
5. Недопустимо воздействие на нагрева-
тели из этих сплавов паров и брызг меди,
цинка, свинца, поваренной соли, шлаков, эма-
лей и железной окалины. Не пригодна для изго-
товления нагревателей ржавая проволока или
лента (сплавы ржавеют). Необходимо знать,
что нагреватели из железохромоалюминиевых
сплавов имеют длительный срок службы только
при условии высокой культуры их эксплуата-
ции. Нагреватели из этих сплавов после нагре-
ва выше 1000 °C обладают очень большой не-
обратимой хрупкостью в холодном состоянии.
Нихромы с футеровочными материалами
почти не взаимодействуют.
Все эти сплавы могут работать как в
воздушной, так и в нейтральных и восстанови-
тельных средах, а также в вакууме. В углеро-
досодержащих газах лучше работают железо,-
хромоалюминиевые сплавы, в вакууме —
никель-хромовые. Железохромоалюминиевые
сплавы удовлетворительно работают в низком
и среднем вакууме.
[§ 12.5]
Сплавы на основе железа, никеля, хрома и алюминия
263
Рис. 12.9. Зависимость удельного сопротивления (а) и температурного коэффициента удельного
сопротивления (б) железохромоникелевых сплавов от содержания (в массовых долях) компонентов:
/ — 20 % Сг; 2 — 15 % Сг; 3 — 10 % Сг на 100 % (Fe + Ni)
Для всех сплавов агрессивными являются
среды, содержащие фосфор, галоиды и серу,
кроме железохромоалюминиевых сплавов, для
которых допустимы серосодержащие газы.
Зависимость основных электрических
характеристик (удельного сопротивления и
температурного коэффициента удельного со-
противления) сплавов железа, никеля и хрома
от процентного содержания их в сплаве пока-
зана на рис. 12.9. Однако ввиду непостоянства
температурного коэффициента сопротивления
сплавов в табл. 12.26 приведено отношение
электрического сопротивления сплавов при
разных температурах к сопротивлению при
20 °C (Rt/Rzo).
Химический состав сплавов приведен в
табл. 12.27 (ГОСТ 10994—74), а характе-
ристики — в табл. 12.28, 12.29, 12.30
(ГОСТ 127.66.1...5 77).
В окислительной атмосфере срок службы
нагревателя пропорционален скорости окисле-
ния его поверхности (кроме железохромо-
алюминиевых) . Скорости окисления даны в
табл. 12.30. Для железохромоалюминиевых
сплавов в этой таблице даны ориентировочные
сроки службы для нагревателей из прово-
Таблица 12.26. Отношение электрического сопротивления сплавов
при разных температурах к сопротивлению при 20 °C (Ri/Rm)
Марка Температура, 0 С
100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400
Х20Н80-Н 1,006 1,015 1,022 1,029 1.032 1,023 1,016 1,015 1,017 1,025 1,033 1,040
Х20Н80 Х15Н60-Н 1,006 1,013 1,016 1,029 1,024 1,046 1,031 1,062 1,035 1,074 1,026 1,083 1,019 1,083 1,017 1,089 1,021 1,097 1,028 1,105 1,038 1,114 — — —
Х27Ю5Т 1,002 1,005 1,010 1,015 1,025 1,030 1,033 1,035 1,040 1,041 1,041 1,043 1,045
Х23Ю5; 1,007 1,013 1,022 1,036 1,056 1,063 1,067 1,072 1,076 1,079 1,080 1,083 1,086
Х23Ю5Т
Х13Ю4; Х15Ю5 1,004 1,013 1,025 1,041 1,062 1,090 1,114 1,126 1,135 1,140 — — —
ХН60ЮЗ ХН70Ю 1,010 1,004 1,022 1,034 1,043 1,050 1,052 1,049 1,053 1,047 1,036 1,040 1,015 1,043 1,016 1,048 1,016 1,055 1,023 1,065 1,031 1,085 —
Примечание. Электрическое сопротивление при комнатной температуре (/?ео) определено
для каждого сплава после нагрева образца до рабочей температуры и охлаждения в печи. В этом
случае электрическое сопротивление Rus выше регламентируемого ГОСТ 12.766.1—77: для сплава
Х15Н60-Н на 2 %; для сплава ХН60ЮЗ на 5 %; для горячекатаных сплавов диаметром 8...14 мм
марок Х20Н80, Х20Н80-Н, ХН70Ю на 5 % и ниже регламентируемого ГОСТ: для сплавов Х13Ю4,
Х15Ю5 иа 2 %; Для сплавов марок Х23Ю5, Х23Ю5Т, Х27Ю5Т на 4 %.
Таблица 12.27. Химический состав в (процентах) жаростойких- сплавов с высоким электрическим сопротивлением
Марка Сг А1 Fe Ni Ti Мп, не более Si с, не более S, не более р, не более
Х15Ю5 13,5...15,5 4,5...5,5 <0,6 0,2...0,6 0,7 0 08 0 015
Х25Н20 24,0...27,0 - Остальное 17,0...20,0 2,0 < 1,0 0'15 0,020 0,03
Н80ХЮД-ВИ 19,0...20,0 3,5...4,0 <0,5 Основа 0,2 <0,35 0,03 0,008 ofoio
Х23Ю5 21,5...23,5 4,6...5,3 <0,4
Х27Ю5Т 26,0...28,0 5,0...5,8 0,6 0,15...0,40 0,3 < 0,6 0,05 0,015 0,02
Остальное
Х15Н60-Н 15,0... 18,0 <0,2 55,0...61,0 <0,2 0,6 1,0...1,5 0,06
Х15Н60-ВИ 15,0—18,0 <0,15 <0,05 0,3 0,4... 1,0 0,05 0,010 0,01
Х20Н80-Н 20,0...23,0 <0,2 1.0 <0,2 0,6 1,0...1,5 0,06 0,015 0,02
Х20Н80 20,0...23,0 <0,2 1.5 Основа <0,3 0,7 0,9...1,5 о,1 0,02 0,03
Х20Н80-ВИ 20,0...23,0 < 0,15 <0,05 0,3 . 0,4...1,0 0,05 » 0,01 0,01
Х13Ю4 12,0... 15,0 3,5...5,5 0,6 < 0,3 0,7 < 1,0 0,15 0,025 0,035
Н50К10 — — Остальное 50,0...52,0 — 0,3 <0,15 0,03 0,015 0,015
Х15Н60 15,0...18,0 <0,2 55,0...61,0 <0,3 1,5 0,4... 1,5 0,15 0,02 0,03
Примечания: 1. Сплавы Х15Н60-Н и Х20Н80-Н предназначены для нагревательных элементов и должны выплавляться
в индукционных печах (открытых или вакуумных). 2. Наличие остаточных редкоземельных элементов, а также бария; кальция
и магния не является браковочным признаком для всех сплавов, кроме Х20Н80-ВИ и Х15Н60-ВИ, для которых раскисление
редкоземельными элементами и цирконием не допускается. 3. В сплавах Х15Н6О-Н и Х20Н80-Н допускается содержание циркония
не более 0,5%; в сплавах Х23Ю5, Х15Ю5 и Х27Ю5Т —не более 0,1%. 4. Кроме указанных элементов, в состав сплава Н80ХЮД-ВИ
входит 0,9...1,2% Си, а в сплав Н50К10 - 10,0....11,0% Со.
Материалы для резисторов [Разд. 12
[§ 12.5]
Сплавы на основе железа, никеля, хрома и алюминия
265
Таблица 12.28. Сортамент и рабочие температуры сплавов на основе
железа, никеля, хрома и алюминия
Марка Проволока холоднотя- нутая дна- метром, мм Прокат сортовой горячекатаный диа- метром, мм Лента холод- нокатаная длиной 40...50 м, сечением, мм2 Лента плю- щенная сече- нием, мм2 Сплав ка- либрован- ный диа- метром, мм Рекомендуемые температуры нагревателя, °C
в мотках в прутках опти- мальная макси- мальная
Х20Н80-Н Х15Н60-Н Х20Н80 Х15Н60 ХН70Ю ХН60ЮЗ Х25Н20 Х27Ю5Т Х23Ю5Т Х23Ю5 Х13Ю4 Х15Ю5 0,1...7,5 6...15 13...16 (0,1...3,2)Х X (6...250) (0,1—1,0) X X (0,5-5,0) 8-10 1150 1200
1050 1100
0,4-7,5 0,3...7,5 1,0...7,0 3,0-7,0 0,2...7,5 0,5-5,5 6-12
950 1000
13-25 — — — 1200 1250
—
8...10 900 1300 1350 1175 900 950 950 1350 1400 1200 950 1000
13-25 (0,2-3,2) X X (6...80)
0,3-7,5 8-10
0,2—7,5 13-30
Таблица 12.29. Нормируемые свойства сплавов
Марка Диаметр или толщи- на, мм Удельное элек- трическое соп- ротивление р при 20 °C, мкОм • м ДЯ , /’fmax’ %, не более
Х13Ю4 Х15Ю5Т 1,18-1,34 1,24-1,34
Х23Ю5 Все раз- 1,30-1,40
Х23Ю5Т Х27Ю5Т Х25Н20 меры 1,34... 1,45 1,37...1,47 0,83-0,96 о
Х15Н60 0,1 ...3,0 1,06...1,16
Х15Н60-Н >3,0 1,07...1,17
Х20Н80 0,1-3,0 1,04-1,15 4
Х20Н80-Н >3,0 1,06-1,17
ХН70Ю Все раз- меры 1,255-1,35 5
Примечания: 1. ДR = Rma* — flmin
(^max и 7?min максимальное и минимальное
значения сопротивления 1 м проволоки, ленты
в мотке, катушке, рулоне). 2. Для сортового
проката всех марок AR/Rmax не более 6 %.
Таблица 12.30. Жаростойкость сплавов
Марка Темпера- тура, °C Скорость окисле- ниях 104, мм/ч Срок служ- бы нагрева- теля диа- метром 5,5 мм, ч
Х20Н80-Н 1200 0,33
1100 0,18
Х20Н80 1200 0,90
1100 0,25
1000 0,15 —
900 0,05
800 0,02
Х15Н60-Н 1100 0,22
1000 0,08
ХН70Ю 1200 0,17
1100 0,06
Х23Ю5 1300 2000
1200 2500
Х23Ю5Т 1400 800
1300 — 3500
Х27Ю5Т 1300 3000
Пр имечание. Скорость окисления оп-
ределена по формуле (i/2 —J/i)/400, где yi и
У2 — глубина окисления, мм, за 100 и 400 ч
соответственно.
Таблица 12.31. Технологические свойства сплавов и рекомендации по изготовлению нагревателей
Марка Пластичность при 20°C Пластичность при высоких температурах Свариваемость Режим термообработки для повышения пластичности Рекомендации по условиям гибки Температурный интервал хрупкости
Х20Н80-Н Х15Н60-Н Х15Н60 Удовлетвори- тельная Высокая Хорошая Нагрев 1150... 1200 °C, охлаждение в воде Нагрев 1000... 1050 °C, охлаждение в воде Без подогрева для диа- метров < 8 мм; для больших диаметров подогрев < 700...800 °C —
ХН70Ю ХН60ЮЗ Х25Н20 Удовлетвори- тельная Высокая Удовлетвори- тельная Хорошая Нагрев 1150... 1200 °C, охлаждение в воде или на воздухе Нагрев 1050 °C, охлаждение в воде или на воздухе Без подогрева для диа- метров < 8 мм; для больших диаметров подогрев < 250...500 или 850...900 °C Без подогрева 650...750 °C
Х27Ю5Т Х23Ю5 Х23Ю5Т Удовлетвори- тельная, после нагрева до 1000 °C низкая Удовлетвори- тельная Удовлетвори- тельная только под аргоном Нагрев 750 °C, охлаждение в воде Только с подогревом < 200...350 или < 600...700 °C Без нагрева до диамет- ров < 4 мм; для больших диаметров до 200...350 или 600...700 °C 450...500 °C
Х13Ю4 Х15Ю5Т Удовлетвори- тельная Без подогрева для диа- метров < 6 мм; для больших диаметров подогрев до 600...750 °C
Примечание. В рекомендациях по условиям гибки имеется в виду диаметр проволоки, из которой изготовляется нагреватель.
Материалы для резисторов [Разд. 12]
[§ 12.5]
Сплавы на основе железа, никеля, хрома и алюминия
267
Таблица 12.32. Максимальные рекомендуемые рабочие
температуры нагревательных элементов, °C
Марка сплава Диаметр проволоки или толщина ленты, мм
0,2 0,4 1,0 3,0 6,0 и более
Х13Ю4 700 800 850 900 950
Х15Ю5 750 850 900 950 1000
Х23Ю5 950 1025 1100 1150 1200
Х23Ю5Т 950 1075 1225 1350 1400
Х27Ю5Т 950 1075 1200 1300 1350
Х15Н60-Н 900 950 1000 1075 1125
Х20Н80-Н 950 1000 1100 1150 1200
Таблица 12.33. Живучесть проволоки
из жаростойких сплавов
диаметром менее 3,0 мм
Марка сплава Темпера- тура ИС- пытаиия, °C Живучесть, ч, не менее
нормаль- ная повы- шенная
Х13Ю4 1000 100
Х15Ю5 1120 -—
Х23Ю5, Х23Ю5Т 1200 120 150
Х27Ю5Т 1300 60 90
Х15Н60-Н 1120 200
Х20Н80-Н 1175 100
ХН70Ю 1200 —
Живучесть остальных видов проката из
этих сплавов (ленты, прутки) соответствует
живучести проволоки «с нормальной живуче-
стью» при тех же температурах испытания.
Физические и механические свойства
некоторых жаростойких сплавов приведены
в табл. 12.34, 12.35, 12.36.
Проволока из сплавов на основе железа,
иикеля, хрома и алюминия тончайшая и иаи-
тончайшая для эмалированных проводов и
малогабаритных резистивных элементов в при-
борах изготовляется в соответствии с
ГОСТ 8803—77.
Проволока подразделяется:
по размерам:
наитончайшая — 0,009...0,09 мм; тон-
чайшая — 0,091...0,4 мм;
по виду поверхности на группы: С и О;
Таблица 12.34. Температурный коэффициент удельного сопротивления сплавов
Марка сплавов Режим термической обработки czp'104, К в интервале температур, °C
— 60... + 20 20...60 60...100
ОХ23Ю5А Выдержка при 750 °C 30 мин, охлаждение в печи до 150 °C, выдержка 48 ч 0,14 0,13 0,20
Х15Н60 Выдержка при 850 °C 30 мин, охлаждение в печи до 150 °C, выдержка 48 ч 1,4 1,5 1,6
Х20Н80 Выдержка при 1000 °C 30 мин, охлаждение в печи до 400 °C, выдержка 100 ч 1,0 0,9 0,9
локи диаметром 5,5 мм. Это связано с тем, что
механизм выхода нагревателя из строя в дан-
ном случае обусловлен не окислением поверх-
ности, а обеднением легирующими элемен-
тами.
В табл. 12.32 приведены максимальные
рекомендуемые рабочие температуры нагрева-
тельных элементов из различных сплавов,
работающих на воздухе.
Проволока из жаростойких сплавов
-диаметром 3,0 мм и менее по живучести раз-
деляется па проволоку е нормальной живу-
честью и с повышенной живучестью
(табл. 12.33). - .
по допускаемому отклонению электри-
ческого сопротивления 1 м проволоки на
классы 1, la, II, 111.
Проволока поставляется в отожженном
состоянии и должна изготовляться из сплавов
марок Х20Н80, Х15Н60, Х20Н80-ВИ,
Н80ХЮД-ВИ (ГОСТ 10994—74). Поверхность
проволоки группы С, предназначенной для
эмалирования, должна быть чистой, гладкой,
блестящей, неокисленной, без смазки. Для
проволоки из сплавов марок Н80ХЮД-ВИ и
ЭП277-ВИ допускается светло-серый цвет по-
верхности. Поверхность проволоки группы О
может быть темной и с цветами побежалости.
268
Материалы для резисторов
[Разд. 12]
Таблица 12.35. Механические свойства жаростойких сплавов
при кратковременных испытаниях на разрыв
Марка Термичес- кая обра- ботка Темпера- тура испы- таний, °C Временное сопротивле- ние разры- ву 0В, МПа Предел текучести От, МПа Относи- тельное удлинение Л1/1, % Относи- тельное суже- ние, %
20 645 550 23 72
400 608 440 16 53
Х23Ю5, 600 372 360 30 79
Х23Ю5А 800 117 58 94
1000 17 — 122 96
760 °C, 1200 9 — —
30 мин, 20 663 534 16 -—
вода 200 660 425 24 62
400 605 357 25 53
Х27Ю5Т 600 375 354 33 72.
800 87 76 97
1000 13 — 127 —
1200 9 118 —
20 645 264 32 60
600 402 254 22 40
700 284 226 30 52
Х15Н60, 950 °C, 800 166 127 33 50
Х15Н60-Н 30 мин, 900 100 24 45
вода 1000 60 36 44
1100 38 20 34
1200 28 17 33
20 656 45 61
700 431 40 40
800 215 70 72
900 92 55 82
Х20Н80, 1200 °C, 1000 71 70 62
Х20Н80-Н 30 мин, 1100 35 130 93
вода 1150 27 НО 96
1200 22 — 102 98
20 813 37
700 540 3
ХН70Ю 1000 °C, 800 392 14 —
20 мин, 900 135 52
вода 1000 78 58 58
1100 43 82
1200 32 143
Номинальное значение электрического
сопротивления 1 м проволоки должно соответ-
ствовать указанному в табл. 12.37, а допус-
каемые отклонения сопротивления — в
табл. 12.38.
Относительное удлинение проволоки
должно соответствовать приведенному в
табл. 12.39.
Из нихромовой проволоки диаметром
0,02...0,4 мм изготовляют согласно
ГОСТ 8598—69 провода, изолированные высо-
копрочной эмалью, предназначенные для элек-
трических аппаратов и приборов: ПЭВНХ-1 —
провод, изолированный высокопрочной эмалью,
нихромовый, с уменьшенной толщиной изоля-
ции; ПЭВНХ-2 — провод, изолированный
высокопрочной эмалью, нихромовый, с нор-
мальной ТОЛЩИНОЙ ИЗОЛЯЦИИ.
Для изготовления этих проводов исполь-
зуется проволока из сплавов марок Х20Н80,
Х15Н60.
Применение проволоки из этих сплавов
в качестве резистивного материала в прово-
лочных резисторах основано на том, что они
имеют малый температурный коэффициент со-
противления ар в широком интервале темпе-
ратур, небольшую термо-ЭДС в паре с медью,
высокую стабильность сопротивления во вре-
[§ 12.5]
Сплавы на основе железа, никеля, хрома и алюминия
269
Таблица 12.36. Физические и механические свойства жаростойких сплавов
Марка Плот- ность d, Мг-м~3 Температура плавления, °C Коэффициент теплопровод- ности X, Вт-м~' «К-1 Удельная теплоем- кость с, Дж-кг-'К-' Число Бри- нелля Температур- ный коэффи- циент линей- ного расши- рения а(-106, К-' Структу- ра Магнетизм
Х13Ю4 7,3 1450 16,8 462 — — Феррит Ферро- магнетик
Х23Ю5 Х23Ю5Т . 7,25 1500 200 17,4 при 20... 1200 °C
Х27Ю5Т 7,19 223 15,0 при 20... 1200 °C Парамаг- нетик
Х15Н60 8,2 1370...1410 12,6 179 16,3 при 20... 100 °C Аустенит
Х20Н80 8,4 1390...1420 16,8 504 145
Таблица 12.37. Значение электрического сопротивления 1 м проволоки, Ом
Диа- Марка сплава Диа- Марка сплава
метр метр
про- воло- Х20Н80-ВИ Х20Н80 Х15Н60 Х80ХЮД-ВИ ЭП277-ВИ про- воло- Х20Н80-ВИ Х20Н80 Х15Н60 Х80ХЮД-ВИ ЭП277-ВИ
ки,мм кн,мм
0,009 15 400 0,090 169 206
0,010 12 500 0,100 137 139 167
0,011 10 300 0,110 113 115 —
0,012 8660 —- 0,120 95,0 96,9 116,0
0,014 6630 0,140 70,0 71,3 —
0,016 5000 • 0,150 61,0 62,2 74,0
0,018 4010 0,160 53,8 54,7 —
0,020 3340 4190 0,180 42,5 43,3 51,0
0,022 2810 — 3460 0,200 34,5 35,2 41,5
0,025 2180 2680 0,220 28,6 29,1 35,5 —
0,030 1510 1861 1940 0,250 22,2 22,6 26,5
0,032 1330 0,280 17,7 18,1 —
0,036 1050 — — 0,300 15,4 15,8 18,4
0,040 852 1046 1150 0,320 13,6 13,9 —
0,050 546 669 750 0,340 12,1 12,3 14,3
0,060 379 455 550 0,360 10,8 11,0 —
0,070 279 341 0,400 8,8 8,9 10,6
0,080 214 261
Примечание. Допускаемое отклонение электрического сопротивления 1 м проволоки не
должно отличаться от номинального значения, приведенного в табл. 12.37, более, чем указано в
табл. 12.38.
мени. Оксидные пленки на проволоке из этих
сплавов имеют небольшие и стабильные в
широком интервале температур контактные
сопротивления даже при малых контактных
усилиях (50... 100 г). Эти сплавы имеют
хорошие пластические свойства. Высокое
удельное сопротивление проволоки и ее
малый диаметр делают возможным создание
миниатюрных высокоомных резисторов посто-
янного и переменного сопротивлений, отли-
чающихся высокими техническими характе-
ристиками. Для резисторов постоянного сопро-
тивления используется эмалированный нихро-
мовый провод марки ПЭВНХ. Нихромовая
проволока имеет высокую твердость и отли-
чается большой износостойкостью, что позво-
ляет применять ее для резисторов переменного
сопротивления с большим ресурсом работы.
270
Материалы для резисторов
[Разд. 12]
Таблица 12.38. Допускаемое отклонение
сопротивления 1 м проволоки
от номинального значения, %
Диаметр про- волоки, мм Класс
1 1а 11 III
0,009.. .0,012 ±10 + 15...—5 ±15 ±20
0,013.-0,018 ±12
0,019...0,025 ±15
0,026...0,050 ±6 ±10
0,051...0,080 ±4 — ±8 ±12
0,081...0,160 ±3,5 ±6 ±10
0,161...0,400 ±3 ±5 ±8
Таблица 12.39. Относительное удлинение
проволоки, %, не меиее
Диаметр проволоки Марка сплава
Х20Н80-ВИ, Х20Н80, Х15Н60, ЭП277-ВИ Н80ХЮД
0,004...0,012 4
0,013...0,018 8
0,019...0,025 8
0,026...0,050 12 10
0,051...0,070 16 14
0,071...0,090
0,091...0,120 18 15
0,121...0,150
0,151...0,400 2U 18
Таблица 12.40. Характеристики литых микропроводов
Характеристика Материал жилы микропровода
60НГХ 63НГХ
Диаметр жилы d, мкм 3...20 3...20
Диаметр провода в изоляции du3, мкм 12...35 12...35
Сопротивление R, кОм-м-1 180...5 * 180...5*
Интервал рабочих температур, °C Пробивное напряжение изоляции Ur,{„ В, не менее: -60...+ 200 —60...+ 200
в нормальных условиях 800 800
при максимальной рабочей температуре Температурный коэффициент сопротивления aR • 105, К 250...500* 250...500*
не более — 5 + 5
Удельная термо-ЭДС в паре с медью, мкВ • К-1 2 3
Разрывное усилие Н Отношение допускаемого диаметра намотки к диаметру 0,04...0,25* 0,04...0,25*
провода 150 150
* Первое число относится к проводу меньшего диаметра, второе — к проводу большего ди-
аметра.
Для изготовления литых микропроводов
в стеклянной изоляции применяют никелевые
сплавы 60НГХ и 63НГХ. Они, так же как и
манганиновые микропровода, имеют довольно
большой разброс по составу и свойствам.
Основные характеристики литых микропро-
водов приведены в табл. 12.40.
Существуют также и другие сплавы на
никелевой основе для литья микропроводов
в стеклянной изоляции — 72НГХС и 50НДГС.
Сплав 72НГХС имеет 1260 °C, р =
= 1,5 мкОм-м; сплав 50НДГС — + ~ 1100 °C,
р«0,8 мкОм-м. Сплавы отличаются высокой
стабильностью свойств как при нормальных,
так и при повышенных (до 200°С) температурах.
Тонкие пленки из нихрома Х20Н80, полу-
ченные методом термического вакуумного
испарения и конденсации, применяются для
тонкопленочных резисторов, в частности рези-
сторов в интегральных микросхемах. Хими-
ческий состав пленок отличается от состава
исходного испаряемого сплава и зависит от
технологических факторов: скорости испаре-
ния, температуры, материала подложки, дав-
ления и состава остаточной атмосферы в
камере и от толщины пленки. Обычно приме-
няют тонкие нихромовые пленки, имеющие
7?П = 5О...ЗОО Ом (табл. 12.2). Такие пленки
обладают хорошей адгезией к диэлектрическим
подложкам и высокой стабильностью свойств.
[§ 12.6]
Жаростойкие материалы для нагревательных элементов
271
12.6. ЖАРОСТОЙКИЕ МАТЕРИАЛЫ
ДЛЯ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ
НА ОСНОВЕ КАРБИДОВ И СИЛИЦИДОВ
Для изготовления нагревательных эле-
ментов. электропечей широко используются
карбиды и силициды некоторых тугоплавких
металлов.
В табл. 12.41, 12.42 приведены физические
свойства карбидов при различных температу-
рах. Эти данные ориентировочные, так как
реальные материалы имеют большой разброс
свойств.
Из карбида ниобия методом порошковой
металлургии изготовляются трубчатые, стерж-
невые и V-образные нагреватели длиной до
600 мм, наружным диаметром 13... 18 мм и тол-
щиной стенки 2...3 мм. Печи с нагревателями
из карбида ниобия работают в вакууме при
температуре до 2500 °C и в аргоне — до
3000 °C.
Температура плавления карбида цирко-
ния 3530 °C, плотность 6,9 Мг-м-3, соответ-
ственно карбида ниобия 3760 °C и 7,5 Мг-м-3,
карбида тантала 3880 °C и 14,3 Мг-м-3,
карбида гафния 3890 °C и .12,6 Мг-м-3.
Карбиды при комнатной температуре
инертны к кяслотам и щелочам.
Из неметаллических нагревателей наи-
большее распространение получили силит
и глобар. Эти нагреватели изготовляются из
карбида кремния (см. раздел 19). Рабочая
температура нагревателей 1400... 1450 °C.
При этой температуре их срок службы сос-
тавляет 1000...2000 ч. С повышением темпе-
ратуры срок службы резко уменьшается, а при
температуре 1200...1300 °C увеличивается в
2—3 раза. Конструктивно нагреватели из
карбида кремния выполняются в виде стерж-
ней диаметром 8...30 мм и длиной активной
части до 560 мм. Силитовые и глобаровые
стержни в нагретом состоянии хрупкие, мало-
прочные и требуют осторожного обращения.
Они чувствительны к быстрому нагреву, вслед-
ствие чего разогрев печи следует производить
постепенно. Нагреватели имеют большой
разброс значений сопротивления и темпера-
турного коэффициента сопротивления. Поэто-
му эти нагреватели не рекомендуется включать
последовательно. В холодном состоянии их
сопротивление в 4—5 раз больше минималь-
ного, которое достигается при 900 °C, затем
сопротивление с повышением температуры
начинает медленно расти и при 1400 °C пре-
восходит минимальное на 25...30 %. При экс-
плуатации сопротивление стержней увеличи-
вается в несколько раз, обычно допускают
четырехкратный рост, и это приводит к необ-
ходимости иметь регулировочные трансфор-
маторы с пределом регулирования от 0,3{/ном
до 21/ном. Карбидокремниевые нагреватели
весьма чувствительны к окружающей среде.
В полностью инертной атмосфере (аргон, ге-
лий) они могут работать при температурах
до 1650 °C. В атмосфере с оксидом углерода
или с водородом их рабочая температура
снижается до 1300 °C, в вакууме они работают
до 1100... 1200 °C. Резко снижают стойкость
карбидокремниевых нагревателей водяные
пары.
Силициды — соединения кремния глав-
ным образом с металлами — представляют
собой важный и обширный класс соединений,
широко использующихся в металлургии,
электротехнике, космической, атомной, полу-
проводниковой технике.
В электротермии наиболее широко приме-
няется дисилицид молибдена (MoSiz), изделия
из которого могут работать в окислительной
среде при температуре менее 1700 °C. Элемен-
ты электропечей изготовляются методом по-
рошковой металлургии. Они тверды и хрупки
при комнатной температуре.
Несмотря на то, что температура плавле-
Таблица 12.41. Скорость испарения карбидов в высоком вакууме
при различной температуре, кг-м-2-К-1
Темпера- тура, °C ZrC NbC ТаС HfC
2000 3,5-10-8 1,3-ю-7 2-10-8 1-Ю-8
2200 (0,1 —1,6) -10-5 (1-2,7)-10-6 (1,2-3)-Ю"7 3-10~7
2400 (2-4) -10-5 (1-2,4) -10-5 (0.7...3) • 10-6 8-Ю-6
2500 (6...7,7) • 10-5 (1,4-6,3) -10-5 (0,1-1) -10-5 4-Ю-5
2600 2-10-4 (0,2-1,6) -10-4 (0.3...2) 10-5 8-Ю-5
2700 (3,3...5) • 10-4 (0,5-4) • 10-4 (0,7-6)-10-5 3-10-4
2800 3000 6-Ю-4 2-Ю-3 Г-
3200 4-Ю-3
Таблица 12.42. Физические свойства карбидов при различных температурах
Свойства Карбид Температура, °C
20 600 1000 1400 1800 2000 2200 2400 2600
Удельное сопротивление р, мкОм-м ZrC NbC 0,50 1,04 1,38 1,74 2,1 2,28 2,46 2,64 2,82
0,51 0,74 0,90 1,06 1,22 1,3 1,38 1,46
ТаС — — 0,88 1,15 1,5 1,65 1,8 2,0 —
HfC 1,04 1,35 1,6 1,78 1,9 2,1 2,26
Удельная теплоемкость с, Дж-кг^'-К-1 ZrC 380 525 565 600 640 658 678 695 715
NbC 352 478 515 543 574 585 600 612 624
ТаС 190 270 295 320 348 358 370 380 390
HfC 180 280 283 298 308 315 320 325 330
Температурный коэффициент линейного ZrC 6,7 6,8 7,0 7,4 7,9 8,2 8,6 9,1 9,3
расширения а / • 106, К “1 NbC 6,5...7.3 6,7 6,9 6,9 7,4 7,6 7,7 7,8 7,9
TaC 4,1...8,0 6,4 6,6 6,9 7,6 8,0 8,1 8,3 8,6
HfC 5,0...6,6 6,6 6,7 7,0 7,5 7,6 7,7 7,8 7,9
Коэффициент теплопроводности х, Вт-м-1-К-! ZrC 13 21 26 28 31 33 36
NbC 31 23 19 15 14 13 12
TaC — — 11 18 23 26 29 31 34
HfC 9 13 19 21 23 25 27
Спектральный коэффициент для длины ZrC 0,6-0,8 0,6-0,8 0,6-0,8 0,6-0,8 0,5...0,8 0,5...0,6 0,5...0,6
волны 0,65 мкм NbC 0,66 0,65 0,63 0,62 0,61 0,61 0,6
TaC __ — 0,4...0,8 0,4...0,8 0,4-0,8 0,4...0,8 0,4...0,7 0,4...0,6 0,4-0,5
HfC 0,72 0,7 0,68 0,65 0,63 0,61 0,6
Интегральный коэффициент теплового ZrC 0,5-0,8 0,4-0,8 0,4...0,8 0,5...0,8 0,5...0,8 0,5-0,7 0,5...0,6
излучения NbC 0,4 0,42 0,44 0,45 0,46 0,48 0,5
TaC 0,45 0,47 0,47 0,49 0,5 0,5 0,51
HfC 0,4 0,42 0,44 0,45 0,46 0,47 0,48
Материалы, для резисторов [Разд. 12]
[§ 12.7]
Благородные металлы и сплавы на их основе
273
ния дисилицида молибдена составляет
2020 °C, он может образовывать эвтектические
сплавы с силицидом состава MosSis при темпе-
ратуре плавления 1900 °C.
пар и нагревательных элементов, работающих
в особых условиях; ответственных электри-
ческих контактов; выводов интегральных
микросхем и полупроводниковых приборов.
Свойства дисилицида молибдена
Удельное сопротивление р:
при 20 °C...................................................
при 1600 °C............................................
Температурный коэффициент линейного расширения при
20... 1000 °C, щ-106.....................................
Работа выхода электронов при Т = 1400 К....................
Коэффициент теплопроводности при 40 °C ... . . . . .
Микротвердость.............................................
Модуль Юнга................................................
Модуль сдвига..............................................
0,2 мк-Ом-м
0,8 мк-Ом-м
8,25 К-1
3,3 эВ
51,8 Вт-м-'-К-1
11,5 ГПа
44,1 ГПа
1.4 ГПа
При работе в вакууме силициды молиб-
дена диссоциируют, поэтому их использование
в вакууме ограничивается и зависит от пар-
циального давления кислорода. Далее пред-
ставлены максимальные температуры (в гра-
дусах Цельсия) использования MoSis в раз-
личных газовых средах:
Инертные газы (Не. Ne, Аг) . . 1650
Кислород...................... 1700
Азот........................ 1500
Оксид азота................... 1650
Оксид углерода................ 1500
Углекислый газ................ 1700
Водород....................... 1400
12.7. БЛАГОРОДНЫЕ МЕТАЛЛЫ
И СПЛАВЫ НА ИХ ОСНОВЕ
К благородным металлам принято отно-
сить платину, палладий, золото и серебро.
Химическая инертность по отношению к сос-
тавляющим атмосферы, в том числе и при
повышенной температуре, делает благородные
металлы и сплавы незаменимыми для изго-
товления термометров сопротивления, термо-
Рис. 12.10. Зависимость давления паров
и скорости испарения платины от температуры
Платина и ее сплавы. Платина (Pt) обыч-
но имеет валентность 2 или 4, но иногда 1 или
3. Платина — блестящий металл серовато-
белого цвета. Из платиновых руд гидрометал-
лургическим способом получают губчатую
платину со степенью чистоты 99 %. Содержа-
ние примесей в платине различных марок со-
гласно ГОСТ 13498—79 приведено в табл. 12.43,
Таблица 12.43. Марки и химический состав платины
Марка Pt, %, не менее Примеси, %, не более
Pd + Ir+Rh Au Pb Si Fe всего
Пл-99,93 99,93 0,04 0,008 0,005 0,010 0,07
Пл-99,9 99,90 0,07 0,010 0,006 0,006 0,10
Пл-99,8 99,80 0,13 0,030 0,20
Примечание. В графу «всего» включена сумма примесей, указанных в таб-
лице, а также примесей Ni, Al, Sb, Zn, Sn и Ag.
274
Материалы для резисторов
[Разд. 12]
Таблица 12.44. Марки и химический состав
платииородиевых сплавов (дли термопар)
Марка Pt, % Rh, % Примеси, %, не более
Pd-pIr+Au Fe всего
ПлРд-7 ПлРд-10 ПлРд-20 ПлРд-30 ПлРд-40 92,7-93,3 89,7...90,3 79,6-80,4 69,5-70,5 59,5-60,5 6,7-7,3 9,7-10,3 19,6-20,4 29,5-30,5 39,5-40,5 0,15 0,04 0,05 0,22 0,23
Таблица 12.45. Марки и химический состав
платинопалладиевых сплавов (для контактов, потенциометров, припоев)
Марка Pt, % Pd, % Примеси, %, не более
Ir + Rh-|-Au Fe всего
ПлПд-10 ПлПд-15 ПлПд-20 89,6-90,4 84,5-85,5 79,5-80,5 9,6-10,4 14,5-15,5 19,5-20,5 0,15 0,03 0,18
Таблица 12.46. Марки и химический состав
платиномедных сплавов (для потенциометров)
Марка Pt, % Си. % Примеси, %, не более
Pd + Ir + Rh Fe всего
ПлМ-2,5 ПлМ-8,5 97,2-97,8 91,1-91,9 2,2-2,8 8,1-8,9 0,20 0,033 0,23
а химический состав некоторых сплавов пла-
тины — в табл. 12.44, 12.45, 12.46.
В маркировке платиновых сплавов буквы
означают: Пл — платина, Пд — палладий,
И — иридий, Рд — родий, Ру — рутений,
М — медь, Н — никель. Цифры после букв
означают содержание второго компонента
(в процентах).
Физические свойства платины
Атомная масса............................................
Структура ...............................................
Постоянная решетки а.....................................
Удельная теплота плавления...............................
Температура кипения .....................................
Удельная теплота испарения при температуре кипения . . . .
Удельная теплота сублимации при 25 °C....................
Первый ионизационный потенциал...........................
Коэффициент'отражения непрозрачных пленок при нормальном
падении:
при ?.=450 нм........................................
при ?.=550 нм........................................
Монохроматическая излучательная способность при 1500 °C и
7=660 нм.................................................
Максимальный коэффициент вторичной электронной эмиссии при
(/=850 В.................................................
195,23
Кубическая гранецентриро-
ванная
0,39231 нм
100 кДж-кг1
~ 4500 °C
2,4 МДж-кг-1
2,76 МДж-кг-1
8,8 В
55%
60%
0,31
1,8
[§127]
Благородные металлы и сплавы на их основе
275
Химические свойства платины
Условия и характер взаимодействия
Не реагирует. Слабо растворяется
Реагирует очень слабо. При нагревании до 450 °C в сухом кислороде образуется
гемиоксид платины РЮ. Известны, также соединения Pt2O3 и РЮ2, РЮз
Двухсернистая платина PtS2 получается при пропускании через водный раствор
четыреххлористой платины
Платина сгорает в аммиаке с образованием нитридов и амидов
Реагирует с парами фосфора с образованием соединений Pt2P, Pt3P3, PtPs,
Pt2P2, Pt3P6
Расплавленная платина растворяет углерод, который при охлаждении выде-
ляется в виде графита
В кислотах не растворяется. С «царской водкой» реагирует значительно труднее,
чем золото
Реагент
Водород
Кислород
Сера
Азот
Фосфор
Углерод
Кислоты
Таблица 12.47.
Отношение сопротивлений /?юо/ Ro
для проволоки из платины,
применяемой в термометрах сопротивления
Марка Rioo/Ro Диаметр выпускае- мой прово- локи, мм, ие менее
ПлО 1,3925 0,05
Пл1 1,3920... 1,3925
Пл2-А l,3ftJ0...1,3920 0,03
Пл2 1,3900... 1,3920 0,02
ПлЗ 1,3880... 1,3900
Примечание. Rioo и Ro — соп-
ротивление образцов проволоки соот-
ветственно при 100 и 0 °C, отожженных
при температуре 800—850 °C в воздуш-
ной среде в течение 30...60 мин.
Платина относится к металлам, легко
распыляемым катодным методом. Зависимости
от температуры давления паров и скорости
испарения показаны на рис. 12.10.
Платина химически чистая, предназначен-
ная для изготовления чувствительных элемен-
тов термометров сопротивления и для других
целей выпускается в виде проволоки диа-
метром 0,02...3,0 мм (ГОСТ 18389—73),
фольги толщиной 0,003...0,09 мм (ГОСТ
24353—80) и слитков прямоугольной формы
длиной 100 + 3 мм, шириной 65+2 мм (ГОСТ
12341—81Е). Масса слитка должна быть
не более 5,5 кг. Проволока диаметром
0,03 мм и менее поставляется только в твердом
состоянии — Т, проволока больших диа-
метров — в твердом — Т и мягком (отожжен-
ном) — М состояниях.
Платина и ее сплавы выпускаются также
в виде полос толщиной 0,1...10 мм, шириной
10...300 мм и длиной 100...500 или 1000 мм
(ГОСТ 24718—81).
Таблица 12.48. Термо-ЭДС пары платина—платинородий (ТПП)
при температуре свободных концов 0 °C
(условное обозначение градуировочной характеристики ППв8)
Температура рабочих концов, °C Номинальные значения, мВ Предельные отклонений, мВ Температура рабочих концов, °C Номинальные значения, мВ Предельные отклонения, мВ
100 0,644 900 8,416 + 0,025
200 1,436 1000 9,550 + 0,028
300 2,314 + 0,010 1100 10,714 + 0,030
400 3,250 + 0,013 1200 11,904 + 0,033
500 4,216 + 0,015 1300 13,107 + 0,035
600 5,218 + 0,018 1400 14,315 + 0,038
700 6,253 + 0,020 1500 15,511 + 0,040
800 7,317 + 0,023 1600 16,685 + 0,043
Примечание. Отрицательный термоэлектрод — платина, положитель-
ный— сплав 90 % платины, 10 % родия.
276
Материалы для резисторов
[Разд. 12]
Для термометров сопротивления выпус-
кается про'волока из платины
(ГОСТ 21007—75) диаметром 0,02...6,0 мм.
В зависимости от отношения Rioo/Ro уста-
навливают марки платины ПлО, Пл1, Пл2,
Пл2-А, ПлЗ. В табл. 12.47 приведено отноше-
ние сопротивлений Rim/Ro Для этих марок
платины.
Проволоку изготовляют диаметром
0,03 мм и менее — твердой; диаметром 0,04 мм
и более — мягкой (отожженной) и твердой.
Работа с проволокой должна проводиться
в условиях, исключающих загрязнение ее по-
верхности (например, другими металлами,
огнеупорами, графитом, органическими соеди-
нениями) . Если отожженная проволока в про-
цессе работы подвергалась даже незначи-
тельной деформации (например, изгиб, намот-
ка), отношение Rim/Ro может уменьшиться.
Для восстановления значения Rioo/Ro должен
быть проведен отжиг детали, изготовленной
из проволоки, при температуре 800...850 °C
в течение 30...60 мин.
Временное сопротивление разрыву мягкой
проволоки равно 120...200 МПа, твердой —
не менее 250 МПа, удельное сопротивление
при 20 °C равно 0,11 мкОм-м.
Для платиновых термоэлектродов изго-
товляется проволока из платины марки ПлТ
с отношением Rioo/Ro не менее 1,3910
(ГОСТ 24353—80). Проволока для .платино-
родиевых термоэлектродов в соответствии
с этим ГОСТ должна изготовляться из сплавов
платины с родием марок ПР-6 (94 % Pt,
6 % Rh), ПР-10 (10 % Rh), ПР-30 (30 % Rh).
Термоэлектродвижущая сила, развива-
емая термопарами, составленными из плати-
новой проволоки ПлТ и проволоки сплава
марки ПР-10 (градуировочная характеристи-
ка ПП), а также проволоки сплава марки
ПР-30 и проволоки сплава марки ПР-6
(градуировочная характеристика ПР 30/бев)
должна соответствовать требованиям
ГОСТ 3044—84 (табл. 12.48, 12.49).
Рекомендуемые температурные пределы
применения термопар марок ТПП и ТПР:
Предельная температура ТПП ТПР
при:
длительном примене-
нии, °C:
минимальная . . . —50 300
максимальная . . . 1300 1600
кратковременном
применении, °C . . . 1600 1800
Временное сопротивление разрыву прово-
локи ов при температуре 20 °C должно быть
не менее: 130 МПа — для платины ПлТ;
250 МПа — для сплава ПР-6; 300 МПа —
для сплава ПР-10; 480 МПа — для сплава
ПР-30. Удельное сопротивление (в микроом-
метрах) при 20 °C должно быть не более:
0,11 — для ПлТ; 0,18 — для ПР-6; 0,20 — для
ПР-10; 0,19 —для ПР-30.
Механические свойства термоэлектродной
проволоки при высоких температурах приве-
дены в табл. 12.50.
Кроме электродов термопар и термометров
сопротивления, платина применяется для изго-
товления фотокатодов, струн в электрометрах,
болометров и радиационных термоэлементов,
контактов.
Платина в виде проволоки и фольги при-
меняется также в электропечах, нагреватели
из платины могут работать в обычной окис-
лительной атмосфере при температуре менее
1350...1400 °C. При нагреве более 1400 °C
Таблица 12.49. Термо-ЭДС пары платинородий — платииородий (ТПР)
при температуре свободных концов 0 °C
(градуировочная характеристика ПР 30/6бв)
Температура рабочих концов, °C Номинальные значения, мВ Предельные отклонения, мВ Температура рабочих концов, °C Номинальные значения, мВ Предельные отклонения, мВ
300 0,443 ±0,010 1100 5,878 ±0,036
400 0,808 ±0,013 1200 6,904 ±0,040
500 1,274 ±0,017 1300 7,982 ±0,043
600 1,830 ±0,020 1400 9,106 ±0,046
700 2,476 ±0,023 1500 10,259 ±0,050
800 3,208 ±0,027 1600 11,429 ±0,053
900 4,025 ±0,030 1700 12,603 ±0,056
1000 4,916 ±0,033 1800 17,778 ±0,060
Примечание. Отрицательный электрод — сплав 94 % платины,
6 % родия; положительный — сплав 70 % платины, 30 % родия.
[§ 12.7]
Благородные металлы и сплавы на их основе
277
Таблица 12.50. Механические свойства
термоэлектродной проволоки
при высоких температурах
Марка Темпера- тура, °C Времен- ное соп- ротивле- ние раз- рыву Ов, МПа Относи- тельное удлине- ние, %
ПлТ 800 40 5
ПлТ 1300 12 8
ПР-6 1300 35 20
ПР-10 800 120 15
ПР-10 1300 40 12
ПР-30 1300 90 20
происходит сильное испарение платины.
Сведения о сплавах платины с иридием,
рутением и другими элементами, применяемых
для скользящих контактов,- приведены в
разд. 14.
Палладий и его сплавы. Палладий (Pd).
Палладий — серебристо-белый металл, по
внешнему виду напоминающий платину, с наи-
меньшим удельным весом и температурой
плавления из всех платиновых металлов;
в чистом виде мягок, пластичен и легко под-
дается обработке. Кристаллизуется в гране-
центрированной кубической решетке (а =
= 0,38824 нм). Атомный радиус 0,137 нм;
ионные радиусы Pd2+ — 0,088 нм, Pd4+ —
0,073 нм. Температура плавления 1552 °C,
теплота плавления 38,6 кал-г"1.
Механические свойства палладия (при
комнатной температуре): модуль нормальной
упругости 121 МПа; временное сопротивление
разрыву при растяжении 185 МПа; относи-
тельное удлинение 24...30 %; число Бри-
нелля — 46. На механические свойства палла-
дия влияют примеси и способ обработки. При
холодной прокатке твердость палладия увели-
чивается в 2...2,5 раза.
Палладий легче, чем другие платиновые
металлы, подвергается химическим воздей-
ствиям. Он хорошо растворим в «царской
водке», растворяется в концентрированной
горячей азотной кислоте и в концентрирован-
ной серной кислоте при 300 °C. Поверхность
его окисляется при нагревании на воздухе
до 700 °C, реагирует с влажным хлором и
бромом при комнатной температуре, с сухим
фтором и хлором, а также с серой при темпе-
ратуре красного каления.
В соединениях палладий обычно двух- и
четырехвалентен, реже трехвалеитен.
Характерным свойством палладия явля-
ется поглощение большого количества водо-
рода с увеличением объема металла (до
900 объемов водорода на 1 объем палладия).
Водород легко диффундирует через палла-
диевые пленки.
Содержание примесей в палладии различ-
ных марок согласно ГОСТ 13462—79 приве-
дено в табл. 12.51.
Этот же ГОСТ устанавливает химический
состав палладиево-иридиевых (ПдИ), пал-
ладиево-серебряных (ПдСр), палладиево-
серебряно-кобальтовых (ПдСрК) и паллади-
ево-серебряно-медных (ПдСрМ) сплавов.
По многим свойствам палладий очень
близок к платине, а по стоимости в четыре-
пять раз дешевле ее. Чистый палладий вы-
пускается в виде проволоки диаметром
0,02...6,0 мм (ГОСТ 18390—73), фольги толщи-
ной 0,003...0,09 мм (ГОСТ 24353—80), слитков
(ГОСТ 12340—66) и полос (ГОСТ 24718—81).
Проволока диаметром менее 0,1 мм по-
ставляется только в твердом состоянии — Т,
проволока больших диаметров — в твердом —
Т и мягком (отожженном) — М состояниях.
Если в заказе не оговорена термическая обра-
ботка, то проволока поставляется в твердом
состоянии. Проволока нз сплавов марок ПдСр
изготовляется диаметром 0,03 мм и более,
из сплавов марок ПдИ, ПдСрК — диаметром
0,04 мм и более.
Физические свойства проволоки из палла-
дия и его сплавов приведены в табл. 12.52.
Чистый палладий используется для по-
Таблица 12.51. Марки и химический состав палладия
Марка Pd, %, не менее Примеси, %, не более
Pt + Ir + Rb Au Pb Si Fe всего
Пд-99,9 9,90 0,06 0,006 0,006 0,005 0,030 0,10
Пд-99,8 9,80 0,13 0,010 0,006 0,006 0,035 0,20
Примечание. В графу «всего» включена сумма примесей, указанных в таб-
лице, а также примесей никеля и олова.
278
Материалы для резисторов
[Разд. 12]
Таблица 12.52. Физические свойства проволоки из палладия
и его сплавов
Марка Временное сопротивление проволоки разрыву ов, МПа Удельное Температур- ный коэффи- циент удель- ного сопро- тивления а„-Юа, К-'
мягкой твердой кое сопро- тивление р, мкОм-м
Пд-99,9, Пд-99,8 120...200 250... 500 0,11 3,70
ПдИ-10 300...400 800... 1000 0,25 1,30
ПдИ-18 500...650 850... 1300 0,35 0,70
ПдСр-20 350...450 600...900 0,31 0,70
ПдСр-30 300...450 700... 1000 0,40 0,30
ПдСр-40 350...450 750... 1000 0,42 0,03
ПдСрК-35-5 600...700 1100...1300 0,37 1,00
ПдСрМ-36-4 500...600 800-1100 0,42 0,07
Примечания: 1. В обозначении марок буквы обозначают: Пд —
палладий, И — иридий, Ср — серебро, К — кобальт, М — медь; циф-
ры — массовую долю второго и третьего компонентов. 2. Значения р и ар
определялись для проволоки в мягком (отожженом) состоянии. 3. Вре-
менное сопротивление разрыву и р определялись для проволоки диамет-
ром 0,2...0,5 мм.
Таблица 12.53. Характеристики резистивных сплавов
на основе сплавов палладия и серебра
Состав сплава, % Плот- ность d, Мг-м-3 Удельное сопротив- ление р, мкОм • м Темпера- турный ко- эффициент а„-105, К-' Число Бри- нелля Временное сопротивле- ние разры- ву ов, МПа Относи- тельное удлине- ние, %
80 Pd, 20 W 11,2 0,95...1,17 7,5 150...168 800...1100 31
60 Pd, 40 Ag 11,4 0,36...0,45 25,0 52 500 35
80 Ag, 20 Pd 10,7 0,102 58,0 34 256 39
Таблица 12.54. Химический состав золота разных марок
Марка Au, %, не менее Примеси, %, не более
РЬ Fe Sb Bi Cu Ag всего
Зл-999,9 99,99 0,003 0,004 0,001 0,002 0,007 0,008 0,01
Зл-999 99,90 0,003 0,035 0,002 0,002 0,012 0,020 0,10
Таблица 12.55. Химический состав золото-серебряных сплавов
Марка Au, % Ag, % Примеси, %, не более
РЬ Fe Sb Bi всего
ЗлСр 990-10 98,7.-99,3 0,7-1,3 0,003 0,05 0,005 0,005 0,10
ЗлСр 750-250 74,7-75,3 24,7-25,3 0,005 0,15 0,005 0,005 0,16
ЗлСр 600-400 59,7-60,3 39,7-40,3 0,005 0,15 0,005 0,005 0,16
ЗлСр 583-417 58,1-58,6 41,4-42,0 0,005 0,15 0,005 0,005 0,16
[§ 12.7]
Благородные металлы и сплавы на их основе
279
крытия скользящих контактов, работающих
при небольших контактных усилиях (см.
разд. 14), в припоях и контактах (см. разд. 15).
Палладиево-вольфрамовый сплав
(20 % W) применяется в малогабаритных
резисторах переменного сопротивления как
резистивный материал с большим ресурсом
работы и низким уровнем контактных шумов,
а также как материал скользящих контактов.
Сплав имеет большое р и низкий <хр, отличается
высокой коррозионной стойкостью к некото-
рым агрессивным средам — аммиаку, серни-
стому газу, воде, что обеспечивает небольшое
по значению и стабильное по времени и в
широком интервале температур контактное
сопротивление. Из. этого Сплава изготовляют
проволоку диаметром 0,018...0,3 мм.
Серебряно-палладиевые сплавы пла-
стичны и хорошо поддаются механической
обработке. Сравнительно невысокое удельное
сопротивление и недостаточная износостой-
кость ограничивают применение проволоки
из серебряно-палладиевых сплавов в качестве
резистивного элемента лишь для низкоомных
малогабаритных резисторов переменного
сопротивления с небольшим ресурсом работы
и низким уровнем контактных шумов. Сплавы
склонны к образованию сернистых пленок,
поэтому резисторы должны быть герметизи-
рованы. Пленки не образуются, если содержа-
ние палладия более 50 %.
Основные характеристики резистивных
сплавов на основе сплавов палладия и серебра
приведены в табл. 12.53.
В последнее время порошки серебряио-
палЛадиевых сплавов и чистого палладия
стали использоваться в качестве проводя-
щего компонента паст, применяющихся для
создания толстопленочных резисторов в гиб-
ридных интегральных микросхемах.
Золото (Au) и его сплавы. Золото —
мягкий, очень пластичный, тягучий металл
(из 1 г золота можно протянуть проволоку
длиной 2 км).
В природе золото встречается в самород-
ном состоянии, в составе золотых руд,
а также как примесь других руд. В соедине-
ниях золото бывает одно- и трехвалентным.
Рис. 12.11. Зависимость давления паров золота
от температуры
Зависимость давления паров золота от
температуры показана на рис. 12.11.
Золото обладает большой химической
стойкостью: на воздухе совершенно ие изменя-
ется; с кислородом, водородом, азотом и угле-
родом не соединяется даже при самых высоких
температурах; растворяется только в смеси
соляной и азотной кислот — «царской водке»
(НС1 : НМОз = 1 : 3), хлорной воде, цианистых
растворах, безводной селеновой кислоте
(HzSeOi); устойчиво в широко используемом
в полупроводниковой технологии кислотном
травителе — смеси плавиковой и азотной кис-
лот. Химический состав золота разных марок
в соответствии с ГОСТ 6835—80 приведен
в табл. 12.54.
В табл. 12.55... 12.58 приведены химиче-
ские составы сплавов золота, применяемых
для электротехнических целей.
Сплавы золота ЗлСр, ЗлСрМ, ЗлПд при-
меняются в качестве проводниковых покры-
тий, проводников и скользящих контактов.
Золото-платиновые сплавы применяются
для скользящих контактов и в качестве при-
поев, сплав ЗлПдПл применяется также в
качестве припоя и в термоэлектрических
термометрах.
Из этих сплавов изготовляют круглую,
полукруглую, квадратную, сегментную и
прямоугольную проволоку (ГОСТ 7222—75),
листы и полосы толщиной 0,1...10,0 мм
(ГОСТ 7221—80), аноды толщиной 0,1...5,0 мм
для гальванического покрытия различных
изделий (ГОСТ 5.1213—72) и фольгу толщи-
ной 0,01...0,09 (ГОСТ 24552—81).
Физические свойства золота
Параметр Численное значение
Тип решетки . .........................................Кубическая гранецентрирован-
ная
Постоянная решетки............................................. 0,40704 нм
Атомный радиус.................................................. 0,144 нм
Ионный радиус Аи1+.............................................. 0,137 нм
Удельная теплота плавления................................... 64,9 кДж-кг-1
Изменение объема при плавлении................................... 5,1 %
280
Материалы для резисторов
[Разд. 12]
Удельная теплота испарения ...... .....................
Энтропия ..............................................
Первый ионизационный потенциал.........................
Коэффициент отражения непрозрачных пленок при нормальном
падении:
при 7=450 нм.......................................
при 7=550 нм.......................................
Коэффициент пропускания в слое толщиной 0,05 мкм:
при 7=400 нм.......................................
при 7 = 500 нм.....................................
при Л = 700 нм.....................................
1,73 МДж-кг-1
47 Дж-К1
9,2 В
37%
65%
4,5%
10%
2%
Таблица 12.56. Химический состав (в процентах) золото-серебряно-медных сплавов
Марка Au Ag Си Примеси, не более
РЬ Fe Sb Bi всего
ЗлСрМ 990-5 98,7.,.99,3 0,3...0,7 0,3...0,7 0,003 0,05 0,003 0,003 0,06
ЗлСрМ 980-15 97,7...98,3 1.2...1,8 0,3-0,7 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 970-20 96,7—97,3 1,7...2,3 0,7...1,3 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 960-30 95,7-96,3 2,5...3,5 0,7...1,3 0,003 0,0.8 0,003 0,003 0,09
ЗлСрМ 958-20 95,5-96,1 1,5...2,5 1,7-2,5 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 950-25 94,7...95,3 2,0-3,0 2,0...2,8 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 930-45 92,7-93,3 4,0-5,0 2,0...2,8 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 900-40 89,7—90,3 3,5-4,5 5,5-6,3 0,003 0,08 0,003 0,003 0,09
ЗлСрМ 750-125 74,7-75,3 12,0-13,0 12,0-13,0 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 750-150 74,5-75,5 14,5...15,5 9,5-10,5 0,005 0,15 0,005 0,005 0,17
ЗлСрМ 583-80 58,0-58,6 7,5...8,5 32,9-34,5 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 583-200 58,0-58,6 19,5...20,5 21,1...22,3 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 583-300 58,0-58,6 29,5-30,5 11,2...12,2 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 500-100 49,7-50,3 9,5-10,5 39,2...40,8 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 500-200 49,7—50,3 19,5...20,5 29,2...30,8 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 375-20 37,2...37,8 1,5...2,5 59,5-61,5 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 375-100 37,2-37,8 9,5... 10,5 51,5-53,5 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 375-160 37,2-37,8 15,5-16,5 45,6...47,4 0,005 0,15 0,005 0,005 0,16
ЗлСрМ 333-333 33,0-33,6 32,8...33,8 32,6-34,2 0,055 0,15 0,005 0,005 0,16
Таблица 12.57. Химический состав (в процентах) золото-палладиевых сплавов
Марка Au Pd Примеси, не более
Ir + Rh Fe Pb всего
ЗлПд-16 83,5-84,5 15,5-16,5 0,10 0,03 0,003 0,13
ЗлПд-20 79,5-80,5 19,5-20,5 0,10 0,03 0,003 0,13
ЗлПд-40 59,5-60,5 39,5-40,5 0,10 0,03 0,003 0,13
Таблица 12.58. Химический состав (в процентах) золото-платииовых сплавов
И золото-палладий-платиновых сплавов
Марка Au Pt Pd Примесн, не более
Ir + Rh Fe Pb всего
ЗлПд-2 97,7-98,3 1,7-2,3 0,08 0,03 0,003 0,11
ЗлПл-5 94,7-95,3 4,7...5,3 0,08 0,03 0,003 0,11
ЗлПл-7 92,6-93,4 6,6-7,4 — 0,08 0,03 0,003 0,11
ЗлПл-10 89,6...90,4 9,6... 10,4 0,08 0,03 0,003 0,11
ЗлПдПлЗО-1О 59,4...60,6 9,5... 10,5 29,5...30,5 0.15 0,03 0,003 0,18
К 12.7]
Благородные металлы и сплавы на их основе
281
Таблица 12.59. Химический состав серебра разных марок
Марка Серебро, %, не менее Примеси, %, не ботГее
РЬ Fe Sb Bi Cu всего
Ср-999,9 99,99 0,003 0,004 0,001 0,002 0,008 0,01
Ср-999 99,90 0,003 0,035 0,002 0,002 0,015 0,10
Фольга из золота применяется в боло-
метрах. Тончайшая золотая проволока диа-
метром 5... 10 мкм применяется в настоящее
время в производстве интегральных микро-
схем и полупроводниковых приборов. Золото
применяется также в фоторезисторах и полу-
проводниковых фотоэлементах.
Серебро (Ag) и его сплавы. Серебро —
блестящий металл белого цвета. Получается
из руды химическим способом или посредством
электролиза. Двух- и трехкратное повторение
электролитической очистки дает возможность
получить серебро очень высокой степени
чистоты. Серебро одновалентно. Химический
состав серебра разных марок в соответствий
с ГОСТ 6836—80 приведен в табл. 12.59.
Физические свойства серебра
Структура .................................................. Кубическая гранецентрирован-
ная
Постоянная решетки................................................ 0,40779 им
Атомный радиус.................................................... 0,1.44 нм
Ионный радиус Agl,+................................................ 0,113 нм
Удельная теплота плавления....................................... НО кДж-кг-1
Изменение объема при плавлении...................................... 3,8 %
Температура кипения................................................ 2210 °C
Удельная теплота испарения при температуре кипения............. 2,33 МДж • кг-1
Удельная теплота сублимации при 25 °C.......................... 2,54 МДж-кг-1
Энтропия....................................................... 42,7 Дж-К-1
Первый ионизационный потенциал........................... 7,58 В
Показатель преломления при Л=589 нм................................ 0,18
Коэффициент отражения непрозрачных пленок при нормальном
падении:
при 7. = 450 нм...................................... 90 %
при /. = 750 нм...................................... 97 %
Монохроматическая излучательная способность при 940 °C и
Л = 660 нм........................................................ 0,044
Термо-ЭДС относительно Pt (горячий спай при 100 °C, холодные
концы при 0 °C).......................................... +0,74 мВ
Максимальный коэффициент вторичной электронной эмиссии при
[7 = 800 В.......................................................... 1,7
Серебро обладает наилучшими среди
металлов электропроводностью, теплопровод-
ностью и отражательной способностью.
Химические свойства серебра
Реагент Условия и характер взаимодействия
Водород Почти не взаимодействует. После отжига в водороде при 500 °C серебро
становится хрупким
Кислород На воздухе при нормальных условиях серебро почти не окисляется.
Начинает окисляться при температуре выше 200 °C с образованием
в основном Ag2O и AgO
Сера Серебро очень легко соединяется с серой с образованием Ag^S даже при
обычных температурах. Присутствие влаги ускоряет образование суль-
282
Материалы для резисторов
[Разд. 12]
Азот
Фосфор
Углерод
Кислоты
фида серебра
Не реагирует и не растворяется
Реагирует с образованием фосфидов AgP, AgP2, AgP3
Не реагирует
Серебро растворяется в концентрированной серной и азотной кислотах
Таблица 12.60. Химический состав (в процентах)
серебряно-платиновых сплавов
Марка Ag Pt Примеси, не более
Pd + Ir + Rh + Au Fe Pb всего
СрПл-4 95,6...96,4 3,6...4,4 0,15 0,03 0,005 0,18
СрПл-12 87,6...88,4 11,6...12,4 0,15 0,03 0,005 0,18
Таблица 12.61. Химический состав (в процентах) серебряно-палладиевых сплавов
Марка Ag Pd Примеси, не более
Pt + Ir + + Rh+Au Fe Pb Bi всего
СрПд-20 79,6...80,4 19,6...20,4 0,15 0,04 0,004 0,002 0,19
СрПд-30 69,5...70,5 29,5...30,5 0,15 0,04 0,004 0,002 0,19
СрПд-40 59,5...60,5 39,5...40,5 0,15 0,04 0,004 0,002 0,19
Таблица 12.62. Химический состав (в процентах) серебрино-медных сплавов
Марка Ag Си Примеси, не более
РЬ Fe Sb Bi всего
СрМ 970 96,7...97,3 2,7...3,3 0,004 0,08 0,002 0,002 0,09
СрМ 960 95,7...96,3 3,6-4,3 0,004 0,08 0,002 0,002 0,09
СрМ 950 94,7...95,3 4,7...5,3 0,004 0,10 0,002 0,002 0,11
СрМ 940 93,7...94,3 5,7-6,3 0,004 0,10 0,002 0,002 0,11
СрМ 925 92,2...92,8 7,2...7,8 0,004 0,10 0,002 0,002 0,11
СрМ 916 91,3...91,9 8,1-8,7 0,004 0,10 0,002 0,002 0,11
СрМ 900 89,7...90,3 9,7... 10,3 0,004 0,10 0,002 0,002 0,11
СрМ 875 87,2...87,8 12,2-12,8 0,004 0,10 0,002 0,002 0,11
СрМ 800 79,7...80,3 19,7-20,3 0,005 0,13 0,002 0,002 0,14
СрМ 770 76,5...77,5 22,5-23,5 0,005 0,13 0,002 0,002 0,14
СрМ 750 74,5—75,5 24,5...25,5 0,005 0,13 0,002 0,002 0,14
СрМ 500 49,5-50,5 49,5-50,5 0,005 0,13 0,002 0,002 0,14
Рис. 12.12. Зависимость давления паров и ско-
рости испарения серебра от температуры
[§ 12-8]
Углеродистые материалы
283
Тонкие пленки серебра получают мето-
дом испарения в вакууме (при температуре
выше 900 °C), катодного и ионноплазменного
распыления. Зависимости от температуры
давления паров и скорости испарения серебра
приведены на рис. 12.12.
Серебро используется для изготовления
сложных фотокатодов и различных проводя-
щих покрытий (контактолы, вжигание, хими-
ческое и электрохимическое осаждение, испа-
рение в вакууме или катодное распыление),
припоев (см. разд. 15), светочувствительных
эмульсий. Применение серебра для коммути-
рующих контактов будет рассмотрено в
разд. 14.
Серебро применяется также при изгото-
влении серебряно-цинковых и серебряио-кад-
миевых аккумуляторов.
В табл. 12.60... 12.62 приведены химиче-
ские составы сплавов серебра в соответствии
с ГОСТ 6836—80.
Сплавы серебра применяются как провод-
ники в скользящих и коммутирующих кон-
тактах (см. разд. 14).
12.8. УГЛЕРОДИСТЫЕ МАТЕРИАЛЫ
Благодаря высокой проводимости (усту-
пающей, однако, проводимости металлов и
сплавов), значительной теплопроводности,
термостойкости и химической стойкости угле-
родистые материалы применяются в электро-
технике и радиодеталестроении в качестве
электропроводящих материалов. Из них из-
готовляют резисторы, электроды, нагреватели,
щетки для электродвигателей и другие элек-
троугольные изделия.
Графит — одна из аллотропных форм
Рис. 12.13. Структура монокристалла графита
углерода. Он имеет гексагональную кристал-
лическую решетку (рис. 12.13). В монокри-
сталле графита атомы углерода расположены
в параллельных слоях (базисных плоскостях).
В каждом слое атомы связаны между собой
сильной гомеополярной связью; в направле-
нии, перпендикулярном базисным плоскостям,
связь примерно в шесть раз слабее. Такая
структура обусловливает анизотропию физи-
ческих и электрических свойств кристаллов
графита. Некоторые свойства графита при-
ведены в табл. 12.63. Электропроводность
графита в направлении базисной плоскости
близка по своей природе к электропроводности
металлов: удельное сопротивление в этом
направлении невелико, температурный коэф-
фициент удельного сопротивления положи-
телен. В направлении, перпендикулярном
базисной плоскости, удельное сопротивление
значительно выше, а температурный коэф-
фициент удельного сопротивления отрица-
тельный.
Твердость графита в направлении, парал-
лельном слоям, около 1 (по минералогической
шкале), в направлении, перпендикулярном
слоям,— 5 и более. Температура плавления
Таблица 12.63. Свойства графита и пиролитического углерода
Свойство Монокристалл графита Поли- кристал- лический графит Пиролити- ческий угле- род
вдоль плос- костей поперек плоскос- тей
Плотность d, Мг-м-3 2,24 2,24 2,26 2,07
Температурный коэффициент линейного расшире- ния а/-106, К-1 6,6 26 7,5 6,5...7
Удельное сопротивление р, мкОм-м 0,3...0,5 100 8 10...20
Температурный коэффициент удельного сопротив- ления (Хр-104, К-1 + 9 — 400 -10 —2
Примечание. В таблице приведены свойства пленок пиролитического углерода толщиной
более 100 нм, полученных при температуре не ниже 900 °C. Так же, как и у пленок металлов,
р и ар пленок пиролитического углерода зависят от их толщины.
284
Материалы для резисторов
[Разд. 12]
Таблица 12.64. Марка, сортамент и назначение конструкционных углеграфитовых материалов
Марка Золь- ность, % Пори- стость, % Размеры заготовок, мм, не более Краткая характеристика и назначение
новая ста- рая
длина диаметр (сторона квадрата)
гмз Б 0,5 25 <1500 200 (200) Материал широкого назначения (нагреватели, тигли и т. д.)
гмз-мт — 0,1 15 1200 700 Повышенные прочностные свой- ства, меньшая проницаемость
ппг А 0,5 22 1000 300 Плотный материал широкого назначения для ответствен- ных изделий (нагреватели, тигли, пресс-формы)
мг В 0,5 30 =С400 300 Мелкозернистый материал с вы- сокой изотропностью свойств (детали разрядных ламп, эк- раны)
гэ Г 0,5 27...30 1600 500 (400) Электроды дуговых печей
ЭГ-0 (ГОСТ 4426-80) — 0,1...0,15 30 1600 550 Электроды дуговых печей
Таблица 12.65. Марка, сортамент и назначение особо чистых сортов графита
(класс чистоты ОСЧ-7-3)
Марка Плотность d, кг/м3 Размеры заготовок, мм Краткая характеристика и назначение
длина диаметр (сторо- жа квадрата)
гмз 1650 1000 350 (215, 270) Крупнозернистый материал, очищен активными га- зами в процессе графитизации. Предназначен для изделий полупроводниковой техники (лодочки, тигли, подставки, экраны)
ппг 1700 1000 350 (215) То же
мг 1500 250 330 Мелкозернистый материал, очищен активными газа- ми в процессе графитизации. Предназначен для изделий полупроводниковой техники
мпг 1720 180 ПО (100) Высокопрочный малозольный графит, подвергнутый очистке и дегазации в вакууме
гтм 1850...2500 600 150 200X120 250 Рекристаллизованный графит Изделия уплотняются слоем пироуглерода на глуби-
МПГ-64 МПГ-84 — Изделия (готовые) ну до 2 мм. Используются при получении пленок кремния методом газовой эпитаксии
графита 3850 + 50 °C, однако его интенсивное
испарение начинается в вакууме при 2200 °C.
Вследствие слабой связи между слоями
отдельные слои легко скользят относительно
друг друга, что обусловливает так называе-
мую «жирность» графита. Поэтому иногда
его применяют в качестве сухой смазки
для трущихся деталей.
В технических (поликристаллических)
графитовых материалах размеры кристаллов
меняются в очень широких пределах. Графи-
ты, имеющие кристаллы размером больше
1 мкм, называют явно кристаллическими.
Кристаллы могут плотно прилегать друг к
Таблица 12.66. Физические свойства углеграфитовых материалов при различных температурах
Свойства Марка и материал Температура, °C
20 400 800 1000 1200 1500 2000 2500
Удельное сопротивление, мкОм-м ППГ гмз мг гэ 7,5 10,5 14,0 9,0 330 710 116...210 74 5,5 8,5 11,0 6,5 300 1510 6,5 280 6,4 9,2 12,9 7,6 260 1930 29...52 35-58 0,21 0,34 — 7,4 10,2 14,1 9,0 ПО 2030 17-40 23-46 8,4 11,2 15,3 30 2160 17-40 23...46 0,74 1,0 5,85 5,7 4,4 0,738 0,927 9,6 12,2 16,5 2200 17-40 23...46
Минимальное электрическое на- пряжение, вызывающее раз- ряд в вакууме, В ППГ, гмз, мг, гэ 250
Теплоемкость средняя; Дж-кг^К-1 — —
Коэффициент теплопроводнос- ти, Вт-м-1-К-1 ППГ, ГМЗ (в вакууме) ППГ, ГМЗ (в аргоне) Сажа (в вакууме) Сажа (в аргоне) Графитовая засыпка (в ва- кууме) Стеклоуглерод Пирографит в направлении, перпендикулярном поверх- ности осаждения —
0,15 0,27 0,29 0,44 0,5 И 5,25 4,75 3,7 — -
— —
- 1,35 5,1 4,5 3,45 0,726 0,937 0,92 5,52 5,1 4 0,73 0,932
Температурный коэффициент расширения (средний) а/-106-К-1 ГМЗ ППГ Стеклоуглерод 4,3 2,75 4,9 3,25 6,07 6,1 4,9 0,75 0,922
Спектральный коэффициент теп- лового излучения при длине волны 0,65 мкм ГМЗ ППГ — — —
[§ 12.8] Углеродистые материалы
286
Материалы для резисторов
.[разд. 12]
Таблица 12.67. Прочностные свойства графита при различных температурах
другу (плотиокристаллические графиты) или
иметь форму чешуек, слабо связанных друг
с другом (чешуйчатые графиты). Графиты
с кристаллами 1...0.1 мкм еще называют
скрытокристаллическими. Такое разнообразие
структуры, а также наличие различных приме-
сей вызывают значительный разброс свойств
(в том числе и электрических) у графито-
вых материалов и электроугольных изделий.
Природные графиты добываются из спе-
циальных руд. В электротехнике используют
обычно искусственные углеграфитовые мате-
риалы. В табл. 12.64, 12.65 приведены марки,
сортамент и назначение конструкционных
и особо чистых углеграфитовых материалов,
а в табл. 12.66... 12.68 — их основные свойства.
Окисление графита на воздухе начинается
при 400...450 °C, более плотные сорта окисля-
ются медленнее. Плотность тока электрон-
ной эмиссии обезгаженного графита
4,8-10“5 А/см2 при 1500 °C и 1,8-Ю”3 А/см2
при 1700 °C.
Зернистый (0,15...10 мм) углеродистый
материал (кокс, электродная крупка, крип-
тол) используется в качестве нагревателей
в так называемых криптоловых печах. Срок
службы таких нагревателей зависит от сте-
пени герметизации.
Широкое применение получают сравни-
тельно новые виды углеграфитовых мате-
риалов: пироуглерод, пирографит, нитевидный
графит, стеклоуглерод (табл. 12.69), угле-
ситаллы, углеграфитовые ткани (табл. 12.70).
Углеситаллы представляют собой мате-
риалы, в которых имеются дисперсные вклю-
чения, обеспечивающие высокие механические
характеристики при их изотропности. Напри-
мер, предел прочности при растяжении, изгибе
и сжатии составляет 100, 300 и 500 МПа
соответственно.
Пиролитический углерод получают при
термическом разложении паров углеводородов
в вакууме и в среде инертного газа. В качестве
веществ, подвергаемых пиролизу, выбираются,
как правило, углеводороды метанового ряда,,
которые при высокой температуре разлага-
ются с образованием на раскаленной поверх-
ности чистого пиролитического углерода. При
этом протекает реакция СлН9=л:С+0,5t/H2.
В отечественной практике чаще всего исполь-
зуются пары гептана (С?Н1б), применяются
также пары бензина и метан.
По своим свойствам и структуре пиро-
литический углерод приближается к графиту.
Его кристаллическая структура отличается от
структуры графита несколько меньшим рас-
стоянием между атомами углерода в базисной
плоскости (0,13 нм вместо 0,142 нм) и отсут-
ствием строгой периодичности в расположении
l§ 12-8]
Углеродистые материалы
287
Таблица 12.68. Свойства графита в вакууме
Параметр Температура, °C
500 1000 1500 2000 2200 2400
Упругость пара, Па Скорость испарения, кг-м“2-с“‘ Газовыделение (среднее) — — — 1-10~! 1,1-10-7 0,55 1,5-10“' 2,7-10“6 4,2 4-10“5
4-10“2 0,25 0,45
Примечание. Газовыделение измеряется отношением объема газа, приведенного к нор-
мальным условиям, к объему графита.
Таблица 12.69. Марки и свойства стеклоуглерода
Марка Плотность, кг-м-3 Порис- тость, % Золь- ность, % Допустимая тем- пература эксплу- атации в защит- ной среде или в вакууме, °C
СУ-850 1530...1550 1,0-1,5 0,20 1000
СУ-2000 1500...1520 1,0...1,5 0,20 2000
СУ-2500 1440...1500 1,5...2,5 0,04 2500
Примечание. Стеклоуглерод применяется в каче-
стве нагревателей, тиглей, лодочек, в частности, в электро-
печах для выращивания монокристаллов.
Таблица 12.70. Марки, сортамент и свойства углеграфитовых тканей
Марка Толщина, мм Масса квадратно- го метра, г Золь- ность, % Содер- жание угле- рода, % Сила разрыва ткани шириной 5 см, Н Примечание
основа уток
УТМ-8 0,65—0,85 350...400 21,0 60,0 3,5-12,0 1,0-5,0 У глеродистая
ТГН-2М 0,58 250 5,0 - 96,0 6,5-11,0 1,0-2,0
ТГ-1 — — 0,5 99,2 0,5...1,5 0,2-0,6 Г рафитированная
ТГ-2 0,6 200-300 1,0 98,5 2,0-5,0 0,08-0,20
Примечание. Углеграфитовые ткани
изоляции высокотемпературных вакуумных и
применяют для изготовления нагревателей и тепло-
газона полненных электропечей.
атомных слоев. Расстояния между параллель-
но расположенными слоями несколько больше,
чем у монокристаллов графита, и достигают
значения 0,37 им.
Пиролитический углерод состоит из от-
дельных поликристаллических конгломератов,
образующихся на поверхности керамического
основания. Размеры кристаллов, их структура
и степень упорядоченности пленки зависят от
температуры пиролиза, характера поверх-
ности, на которую производится осаждение,
скорости процесса и исходного углеводорода.
При температуре 1000...1200 °C получают пиро-
углеродистые пленки, а при 2100...2300 °C —
пирографитовые.
Пленки пироуглерода уменьшают пори-
стость поверхностных слоев, снижая термо-
окислительную способность графита. Эти
пленки широко применяются при изготовле-
нии резисторов.
Сажа — продукт неполного сгорания или
термического разложения углеродосодержа-
щих веществ при отсутствии воздушной среды.
Реакция получения сажи аналогична реак-
288
Материалы для резисторов
[Разд. 12]
Таблица 12.71. Основные характеристики саж, применяемых в производстве резисторов
Характеристика Диффузионные (канальные) га- зовые; высоко- дисперсные Диффузион- ная газовая ДГ-100 Ацетилено- вая взрыв- ная Турбулентные печные
ТМ-70 ТМ-30 ТМ-15
КГ-300 КГ-200
Удельная поверхность 5-10-3, м2-кг-1 Размер рабочих частиц, нм 300 10 200 15 78...117 27-45 2,6-2,8 1,22-1,37 0,72-0,723 4,5-6,0 1,0-1,6 3,6...4,6 15...150 (гранули- рованная) 0,4-0,5 0,015-0,03 60 46-52 3,4-4,7 2,46-2,66 0,68-0,686 0,3 0,3 8...10 1,2...6,0 0,3...0,4 0,01-0,02 70...80 40...45 2,38 1,45 0.713 0,5 0,3 7-8 0,4-0,6 (гранули- рованная) 0,3-0,4 0,01-0,025 30 100 15 200
Длина кристаллитов, нм Толщина кристаллитов, нм Межплоскостные расстоя- ния, нм 2,95 1,32... 1,37 0,72...0,77 7...14 1,5...1,8 2,6...4,1 100...400 1,2...2.0 0,04-0,05 —
Содержание летучих компо- нентов, %: до прокаливания после прокаливания при 1700 °C 3 0,6 6-7 1,0-5,0 0,3-0,4 0,01-0,02
pH до прокаливания
Удельное сопротивление р, Ом -м: в насыпном виде, до про- каливания то же, после прокалива- ния при 1200 °C то же при давлении 0,1 МПа
ции получения пиролитического углерода, но
осаждение происходит при более низкой тем-
пературе, что обусловливает более мелко-
зернистую структуру (сажу называют также
коллоидным углеродом). Отличие в свойствах
сажи от графита объясняется не только раз-
мерами частиц, но и тем, что в саже графи-
товая структура еще не вполне сформирована.
Большое влияние на свойства сажи оказы-
вают примеси.
Частицы сажи имеют приблизительно
сферическую форму и состоят из беспоря-
дочно расположенных «пакетов» плоских атом-
ных слоев, подобных базовым слоям в структу-
ре кристалла графита. Однако расположение
слоев в «пакете» (кристаллите) не, имеет,
как в графите, регулярного характера. Таким
образом, структура сажи не может быть отне-
сена ни к аморфной, ни к кристаллической,
ее называют мезаморфной или турбостракт-
ной. Кристаллы в частице сажи связаны
сильными валентными связями.
В зависимости от способа получения и
исходного сырья различают несколько видов
сажи (например, печная, канальная, терми-
ческая, ламповая, ацетиленовая), различаю-
щихся размерами частиц, видом и количе-
ством примесей. Содержание углерода в этих
видах сажи колеблется 88,0...99,6 %, кисло-
рода— 0,1...4,5 % и водорода — 0,1...1 %.
В незначительных количествах в саже содер-
жатся минеральные примеси, а также водяные
пары и газы, адсорбированные поверхностью
частиц.
Особенностью некоторых видов сажи
является их способность к структурообразо-
ванию — формированию более или менее
длинных цепочек из отдельных частиц, связан-
ных между собой посредством незаполненных
валентных связей. Способность к структуро-
образованию, как правило, возрастает с увели-
чением степени дисперсности сажи и с умень-
шением количества летучих примесей. Эта
(вторичная) структура сажи сравнительно
легко разрушается механическим воздей-
ствием, но частично восстанавливается после
снятия воздействия.
Сажи, полученные разными способами,
К 12.9]
Термочувствительные проводниковые материалы
289
Рис. 12.14. Изменение удельного объемного
сопротивления (р) и температурного коэф-
фициента удельного сопротивления (ар) диф-
фузионной сажи после прокаливания в течение
3 ч
различаются как по значению удельного
сопротивления, так и по температурному
коэффициенту удельного сопротивления.
Удельное сопротивление сажи измеряется в
специальной форме, представляющей собой
цилиндр, в котором навеска сажи сжимается
двумя электродами. Степень сжатия влияет на
удельное сопротивление, поэтому давление
создается эталонными грузами или калибро-
ванной пружиной.
У всех видов сажи зависимость сопро-
тивления от температуры такая же, как у
полупроводников, т. е. ар<0. Особенно боль-
ших отрицательных значений до (—3...—5) X
X 10 я К-1 достигает ар у высокоомной сажи,
образующейся при пониженной температуре
осаждения.
Особо сильное влияние на р и ар сажи
оказывают летучие примеси. Поэтому прокали-
вание саж при высокой температуре (1000...
...1300 °C) в инертной или восстановительной
среде приводит к уменьшению р и абсолютного
значения ар (см. рис. 12.14).
Сажа, так же как и графит, применяется
в качестве проводящего компонента в компо-
зиционных резистивных материалах и для
изготовления электроугольных изделий (элек-
тродов, щеток электродвигателей и т. д.).
В табл. 12.71 приведены основные харак-
теристики саж, применяемых в производстве
резисторов.
12.9. ТЕРМОЧУВСТВИТЕЛЬНЫЕ
ПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
(ТЕРМОБИМЕТАЛЛЫ)
Термобиметалл — металлический комби-
нированный материал, состоящий из двух
или нескольких слоев с различными темпе-
ратурными коэффициентами линейного рас-
ширения, прочно сваренных по всей поверх-
ности соприкосновения. Составляющая термо-
биметалла с высоким а, называется активной
составляющей, с низким — пассивной.
Основным свойством термобиметаллов
является термочувствительность, т. е. спо-
собность изгибаться при изменении темпе-
ратуры. Это свойство характеризуется значе-
нием удельного изгиба — изменением кривиз-
ны термобиметаллической пластинки толщи-
ной h при изменении температуры на 1 К:
а=(-1_______
у ^1 у 2 ^1
где /?о и А*.— радиусы кривизны пластинки
при температурах То и Т\ соответственно.
Удельный изгиб связан с щ слоев термо-
биметаллов следующим соотношением:
А=3/4(а(а — а(п), которое выполняется при
оптимальных толщинах активного и пассив-
ного слоев.
Другой характеристикой термочувстви-
тельности, применяемой обычно для ленты
толщиной 0,3 мм и менее, является коэффици-
ент чувствительности, определяемый как угол
раскручивания свернутой в спираль биметал-
лической ленты единичной длины и толщины
при иагреве ее на 1 К.
Для каждого термобиметалла существует
интервал температур, в котором отклонение
характеристики (зависимости прогиба от тем-
пературы) от линейной не превышает ±5 %.
Этот интервал линейности в большинстве
случаев совпадает с интервалом наибольшей
термочувствительности и является рекоменду-
емым для термобиметалла рабочим интер-
валом температур.
Максимальные напряжения, возникаю-
щие в плоскости соединения слоев при
нагреве термобиметалла, пропорциональны
разности at слоев термобиметаллов и темпера-
туре. При некоторой температуре эти напряже-
ния могут превысить предел упругости наиме-
нее прочной составляющей, что приведет к
появлению остаточной пластической деформа-
ции. Эта температура (Тпр) является пре-
дельной температурой нагрева термобиметал-
ла в процессе его эксплуатации. Максималь-
ная рабочая температура термобиметалли-
ческого элемента (Тр) определяется в каждом
конкретном случае значением нагрузки и
требованиями к его точности и стабильности
и не должна превышать Тпр.
По ГОСТ 10533—63 термобиметаллы
по уровню основных свойств разделены на
пять групп (табл. 12.72). В соответствии с этой
классификацией марки термобиметаллов обо-
значаются следующим образом: условный ин-
декс ТБ, первые две цифры четырехзнач-
ного числа—это значение А в 10-6 К”1,
третья цифра — номер группы по значению
290
Материалы для резисторов
{разд. 12]
Таблица 12.72. Деление термобиметаллов иа группы
Условный уровень свойств Но- мер груп- пы Удельный изгиб А-106, К-1 Коэффи- циент чувствитель- ности ЛЬЮ6, К“' р, мкОм-м Л» °C
Высокий 1 >15 >24 >1,0 >350
Повышенный 2 12...15 19...24 0,75-1,0 250-350
Средний 3 7,5... 11,5 12-18,5 0,55-0,74 150-250
Пониженный 4 7,5 12 0,30-0,54 <150
Низкий 5 — — <0,3 —
Таблица 12.73. Нормируемые свойства и сортамент термобиметаллов
Марка термо- биме- талла Марка слоя Толщина ленты, мм Удельный изгиб, л-ю6, К-1 Коэффициент чувствитель- ности м-ю6, к~1 Удельное сопротивление р, мкОм -м
актив- ного проме- жуточ- ного пассив- ного
ТБ2013 ТБ1613 ТБ1821 75ГНД 36Н 45НХ зонк 0,3...2,8 0,4-2,5 0,4 18-22 14,1-17,9 16,5-19,2 30-36 23-28 1,08-1,18 1,18-1,27 0,77-0,84
ТБ 1624 ТБ 1523 ТБ1423 ТБ 1323 70ГНХ • 0,1...0,3 14,8-16,6 22-26 —
20НГ 24НХ 19НХ 36Н 0,3-2,5 13,2-16,8 12,3-15,7 11,4-14,6 21...25 20...24 18,5-22,5 0,77-0,82 0,77-0,84 0,76-0,83
ТБ 1224 27НМ 0,2-0,5 10,8-13,2 18...22 0,79-0,85
ТБ1132 ТБ1032 ТБ0921 ТБ0831 24НХ 19НХ 28НХТЮ 24НХ 42Н 42Н 45НТЮ 50Н 0,3-2,5 9,7...12,3 9,3-11,7 7,6-10,5 6,7-8,3 16-19 15,5-18,5 12...16 10-13 0,68-0,74 0,67-0,73 0,87...0,97 0,55-0,60
ТБ68 20НГ 46Н 0,4...1,2 8,4-10,6 15-19 0,59-0,66
ТБ200/15 18,5-20,5 0,140-0,160
ТБ190/11 ТБ190/10 ТБ 180/7 75ГНД Ml* 1,0 19,0-20.5 0,108-0,122 0,085-0,105 0,054...0,074
17...19,5
ТБ135/11 ТБ 130/6 24НХ 36Н 1,2 13,2-14,2 12,8-13,7 0,108-0,122 0,054-0,064
ТБ1353 Л 62 П...15 19,5-25 0,14-0,20
ТБ 1254 Л 90 0,1...2,5 19...24 0,09-0,14
ТБ 1243 ТБ 1253 24 НХ НП2 Ml 10,2-13,8 18-22 18-22 0,38-0,43 0,15-0,18
* Медь по ГОСТ 859—78
удельного сопротивления, четвертая — номер
группы по температуре эксплуатации термо-
биметалла. Например, марка ТБ1423 означает,
что термобиметалл имеет Д = 14-10""6 К-1,
по удельному сопротивлению эта марка отно-
сится ко второй группе (0,7...1 мкОм-м),
по рекомендуемой рабочей температуре наг-
рева — к третьей группе (до 250 °C). Однако
новые марки ТБ обозначены в соответствии
со стандартом СЭВ 225—75: после буквенного
индекса ТБ первое трехзначное число (перед
знаком дроби) означает величину А в
10-7 К-1, число после знака дроби — величи-
ну р в 10-8 Ом-м. Эта система будет исполь-
зоваться в дальнейшем для обозначения вновь
разрабатываемых марок термобиметаллов.
[§ 12.9]
Термочувствительные проводниковые материалы
291
Таблица 12.74. Химический состав (в процентах) сплавов-составляющих термобиметаллов
Марка Ni Сг Fe Си Мп ' Другие элементы
75ГНД 70ГНХ 20НГ 24НХ 19НХ 27НМ 28НХТЮ Л62 Л90 14...16 24,3...25,7 19...21 23...25 18...20 26,6—28 28...30 4,5-5,2 2...3 18...20 8...Э Активные сс <0,8 <0,8 ставляющие 9,5—11 Остальное —
—
Остальное 5,5...6,5
0,3-0,6
0,3-0,6 5,5-6,5 Мо ( 2,2-2,6 Ti 1 0,4-0,8 Al
— — — 60,5-63,5 88...91 — Zn-остальное
Промежуточные составляющие
НП2 | >99,5 | _ I <0,1 I <0,1 | <0,05
Ml I <0,002 | | <0,005 | >99,9 | —
Пассивные составляющие
36Н 42Н 46Н 50Н 45НХ 45НТЮ зонк 35...37 41-43 45-47 49-50,5 44...46 44,4-46,5 29-30 — Остальное — 0,3-0,6 —
5,0...6,5
( 2,2...2,6 Ti 1 0,4-0,8 А1 16,5-17,5 Со
—
<0,4
Термобнметаллы первой группы (ТБ2013,
ТБ1613, ТБ1821, ТБ1624) применяются для из-
готовления термокомпенсаторов, чувствитель-
ных элементов термометров, терморегулято-
ров, автоматов защиты электросети. Термоби-
металл ТБ2013 имеет наиболее высокую
термочувствительность, ТБ1613 — наиболее
высокое удельное сопротивление.
Термобиметаллы второй группы (ТБ1523,
ТБ1423, ТБ1323, ТБ1224) применяются для
изготовления термоэлементов тепловых и
токовых реле, автоматов защиты электросети.
Термобиметаллы третьей и четвертой
групп (ТБ1132, ТБ1032, ТБ0921, ТБ0831) при-
меняются в токовых реле, автоматах защиты
сети, терморегуляторах, работающих при
температуре менее 400...450 °C.
Термобиметаллы ТБ1353, ТБ 1254, ТБ 180/7,
ТБ190/10, ТБ190/11, ТБ200/15, ТБ130/6,
ТБ135/11 имеют пониженное электрическое
сопротивление.
Термобиметаллы с высоким электричес-
ким сопротивлением (1,3...1,5 мкОм-м) полу-
чают на основе термобиметаллов ТБ2013 и
ТБ1613, увеличивая толщину активного слоя —
высокоомного сплава 75ГМД. Их термочув-
ствительность снижается на 20...30 %.
В качестве активных составляющих тер-
мобиметаллов применяются железоникелевые
сплавы, имеющие в составе 12...27 % Ni,
легированные дополнительно хромом, марган-
цем, молибденом или медью; сплавы на основе
марганца, латуни.
В качестве пассивных составляющих
применяют чаще всего сплав 36 (инвар) и
железоникелевые сплавы с содержанием
42...50 % Ni.
Термобиметаллы с низким удельным
сопротивлением имеют промежуточный слой
меди или никеля, толщина которого и опре-
деляет удельное сопротивление термобиме-
талла (табл. 12.73).
В табл. 12.74 приведен химический состав
слоев термобиметаллов, а в табл. 12.75, 12.76,
12.77 — физические и механические свойства
термобиметаллов, их стабильность и темпера-
туры эксплуатации.
Особенностью термобиметаллов в техно-
логическом отношении является наличие в них
двух или трех слоев различных сплавов. Сое-
динение слоев производится чаще всего ме-
тодом горячего плакирования, т. е. при
совместной горячей прокатке двух- или трех-
слойных пакетов, обваренных по периметру.
292
Материалы для резисторов
[разд. 12]
Таблица 12.75. Физические и механические свойства сплавов-составляющих термобиметаллов
Марка Температур- ный коэффи- циент линей- ного расши- рения а/-106, К~‘ (20...200 °C) Модуль упругости Еу, ГПа Удельное сопротивле- ние Р20, мкОм•м Удельная теплоем- кость ср, Дж-кг-'х ХК-' (20...200 °C) Коэффи- циент теплопровод- ности, Вт-м-’-К”1 (20...200 °C) Плот- ность, г-см~3 Временное сопротив- ление разрыву ов, МПа
Активные составляющие
75ГНД 29 125 1,72 543 8 7,55 700...770
20НГ 19 175 0,78 485 15,8 8,4 800...900
19НХ 17 195 0,80 490 15,5 8,04 900... 1000
24НХ 18,5 190 0,83 490 14,6 8,12 900... 1000
27НМ 17 190 0,94 — — — —
28НХТЮ 16 195 0,93 485 13,8 7,89 1200
НПЗ 13,5 210 0,09 465 58,5 8,9 700...750
Л 62 20,5 ПО 0,07 385 108 8,43 550...600
Л 90 18,5 105 0,04 376 167 8,73 550...600
Пассивные составляющие
36Н 1,0 150 0,79 510 16,3 8,12 750...780
42Н 4,8 155 0,60 497 16,7 8,14 750...780
46Н 7,5 ' 160 0,46 490 18,4 8,19 760...800
50Н 9,8 163 0,43 472 20,4 8,23 760...800
45НТЮ 5,2 165 0,93 501 15,9 8,02 1200
зонк 5,5 150 0,50 — 16,7 8,02 760...800
Таблица 12.76. Свойства термобиметаллов при коррозионных испытаниях при 20 °C
Примеси среды Коррозионные потери, Г-М"2’ГОД~' Удельный изгиб А • 106, К-1 Удельное сопротивление р, мкОм-м
активный слой пассивный слой до испы- таний после испытаний до испы- таний после испытаний
Термобиметалл ТБ1613
Сернистый газ 650 140 15,6 14,0 1,187 1,173
Ионы хлора 80 50 15,4 14,2 1,210 1,168
Влажность 100 % 15 0,8 16,8 13,8 1,215 1,206
Термобиметалл ТБ 1032
Сернистый газ 57 45 10,8 9,2 0,606 0,615
Иоиы хлора 30 20 9,4 9,4 0,618 0,639
Влажность 100 % 1,5 . 11 10,7 10,8 0,628 0,629
Таблица 12.77. Температурный интервал применения (ДТ)
и предельная рабочая температура (Тпр) термобиметаллов
Труп- па Марка АД °C Др, °C ар*104, К-1 (20...200 °C)
1 ТБ2013 250 7
ТБ1613 —60...+ 200 300 5
ТБ1821 450 7
[§ 13.1]
Конструкционные металлы и сплавы
293
Продолжение табл. 12.77
Труп- па Марка АТ, °C Гпр, °C «р-104, К ' (20...200 °C)
1 ТБ 1623 250 4
2 ТБ 1523 10
ТБ 1423 — 60...±200 11
ТБ 1323 11
ТБ 1224 450 —
3, 4 ТБ1132 — 60...+ 320 16
ТБ 1032 — 60...+ 320 16
ТБ0921 — 60...+ 450 10
ТБ0831 — 60...+ 400 22
При этом заданное соотношение толщин слоев
выдерживается с точностью ±5 %.
Термобиметаллы изготовляют в виде
холоднокатаных лент и полос толщиной
0,1...2,5 мм. Длина лент, поставляемых в ру-
лонах, не нормируется; длина отрезков и полос
может быть 200... 1300 мм. Допуски на толщину
ленты соответствуют повышенной точности
по ГОСТ 503—71. Ширина лент и полос нахо-
дится в пределах 10...250 мм с допускаемыми
отклонениями для обрезной ленты ±0,5 мм,
для полос ± 1 мм.
Термической обработке подвергаются го-
товые изделия из термобиметаллов (термо-
элементы) для стабилизации термочувстви-
тельных свойств и геометрических размеров
термоэлементов и заключается она в низко-
температурном отжиге при температуре 280...
450 °C.
РАЗДЕЛ 13
МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОННЫХ ПРИБОРОВ
Б. В. Васильев (§ 13.1, 13.2); Ю. Т. Окунев (§ 13.3)
13.1. КОНСТРУКЦИОННЫЕ
МЕТАЛЛЫ И СПЛАВЫ
ДЛЯ ЭЛЕКТРОННЫХ ВАКУУМНЫХ
И ГАЗОНАПОЛНЕННЫХ ПРИБОРОВ
Вольфрам. Общие сведения. Воль-
фрам W — элемент VI группы периодической
системы Д. И. Менделеева. Металл светло-
серого цвета, самый тугоплавкий и один из
самых тяжелых. В природе встречается только
в виде соединений. По содержанию в земной
коре (6-10“4 %) считается довольно распро-
страненным элементом. Был открыт в 1781 г.
К. В. Шееле в виде вольфрамовой кислоты, из
которой в 1783 г. Д. Ф. Дель-Гюар выделил
металлический вольфрам в виде порошка.
Вследствие высокой температуры плавления
получение вольфрама как компактного слитка
сопряжено с значительными трудностями и
было осуществлено впервые только в 1909 г,
методом порошковой металлургии.
Исходным сырьем для получения воль-
фрама являются, главным образом, его соб-
ственные минералы: вольфрамит — изоморф-
ная смесь вольфраматов железа и марганца
«FeWO4XmMnWOi, образующая непрерыв-
ный ряд твердых растворов, и шеелит — воль-
фрамат кальция CaWO4. Конечным продуктом
обогащения вольфрамовых руд является чис-
тый триоксид вольфрама в виде желтого
порошка с определенным размером зерен,
причем для электровакуумного производства
содержание WO3 должно быть не менее
99,95 %. При получении легированного вольф-
рама присадки добавляют в исходный триок-
сид вольфрама в виде соответствующих
соединений.
Металлический вольфрам извлекают из
WO3 при восстановлении его чистым водородом
в электрических печах при температуре
700...900 °C. Порошок металлического вольф-
рама, предназначенный для дальнейшего из-
готовления проволоки и жести, должен иметь
размеры зерен 1...7 мкм, что обеспечивается
подбором соответствующего режима восста-
новления.
Просеянный порошок вольфрама, увлаж-
ненный смесью спирта с глицерином, прессуют
294
Материалы для электронных приборов
[разд. 13]
в стальных разъемных пресс-формах под дав-
лением 200...300 МПа. Спрессованные заго-
товки в виде стержней (штабиков) предва-
рительно спёиают в водородной печи при тем-
пературе 1200...1400 °C, после чего они приоб-
ретают прочность мела и еще сохраняют
пористую структуру. Заключительное, высоко-
температурное спекание — сварка штабиков,
обеспечивающее структуру и свойства непо-
ристого металла, осуществляется нагреванием
их в водороде до 3000...3100 °C путем пропус-
кания тока непосредственно через штабики.
В результате последующей многократной
ковки в ротационных ковочных машинах из
спеченных штабиков получают прутки диамет-
ром до 2...3 мм.
Для изготовления проволоки прутки
в нагретом состоянии подвергаются волоче-
нию, сначала через волоки из твердых сплавов,
а начиная с диаметра 0,3 мм — через алмазные
фильеры. По мере уменьшения диаметра наг-
рев при волочении снижают с 800 до 300 °C.
Для уменьшения износа фильер и предохра-
нения проволоки от окисления ее поверхность
смазывают коллоидальным графитом — аква-
дагом. Проволоки тоньше 0,01 мм не вытяги-
ваются из-за трудностей изготовления соот-
ветствующих фильер. Такую проволоку можно
приготовить электролитическим травлением.
Вольфрамовую жесть получают горячей
прокаткой штабиков, предварительно проко-
ванных на ковочной машине. По мере умень-
шения толщины заготовки температуру обра-
ботки снижают от 1400 до 200...300 °C.
Описанный метод позволяет получить
поликристаллнческую проволоку или ленту.
Для изготовления монокристаллической про-
волоки массу, состоящую из тонкого порошка
вольфрама и траганта в качестве связующего,
продавливают через фильеру. Полученные
нити протягивают со скоростью около 3 м-ч_|
в атмосфере водорода через накаленную
вольфрамовую спираль, которая обеспечивает
местный нагрев нити до 2000...2200 °C.
Специальные сорта вольф-
рама. Характерной особенностью воль-
фрама, отличающей его от других металлов,
является высокая прочность отдельных крис-
таллов, и их слабое сцепление между собой.
Поэтому спеченные штабики, обладаю-
щие мелкокристаллической структурой, хрупки.
При обработке ковкой и волочением кристаллы
сваренного штабика вытягиваются и вольфрам’
приобретает волокнистую структуру, которая
обеспечивает высокую механическую проч-
ность и гибкость тянутого вольфрама.
При нагревании тянутого вольфрама до
высокой температуры (более 1000 °C) начи-
нается процесс рекристаллизации. Волокнис-
тая структура постепенно разрушается, обра-
зуются мелкие равноосные кристаллы без
определенной ориентации, которые по мере
нагревания увеличиваются в размерах и могут
занять все поперечное сечение проволоки.
Такой кристаллизованный вольфрам вслед-
ствие слабого межкристаллического сцепления
становится очень хрупким. Кроме того, при
высоких температурах образовавшиеся крис-
таллы получают способность скользить («про-
висать») под действием собственного веса
относительно друг друга. Поэтому проволоки
и спирали, изготовленные из чистого воль-
фрама, при высокой температуре оказываются
чрезмерно хрупкими и неформостойкими.
Достаточная механическая прочность и
формостойкость при высоких, вплоть до
2000 °C, температурах, может быть получена
при использовании монокристаллической про-
волоки, состоящей из одного длинного крис-
талла. Производство монокристаллической
вольфрамовой проволоки обходится дороже,
чем поликрнсталлической и, кроме того, длина
отдельного монокристалла не может достигать
более 20—30 см. Поэтому в настоящее время
для работы при высоких температурах вместо
монокристаллической проволоки применяют
поликристаллнческую из вольфрама с при-
садками, которые либо замедляют процесс
рекристаллизации, либо обеспечивают его
протекание в направлении получения струк-
туры, состоящей из длинных кристаллов,
границы которых ориентированы преимущест-
венно в направлении оси проволоки.
Примеси, повышающие формостойкость
стимулированием кристаллизации вдоль оси
проволоки (соединения щелочных металлов,
оксиды кремния, алюминия, кальция), спо-
собствуют образованию структуры с взаимно
зацепляющимися по большой поверхности,
расположенными «внахлестку» удлиненными
кристаллами («непровисающий» вольфрам).
Наиболее эффективной присадкой, замед-
ляющей процесс рекристаллизации, является
оксид тория, который, образуя прослойку
между зернами вольфрама, затрудняет диф-
фузию его атомов и вследствие этого пре-
пятствует росту кристаллов. Хорошая формо-
стойкость торированного вольфрама сохра-
няется до температуры примерно 2500 °C.
Присадка оксида тория в количестве более 2 %
заметно снижает механические характерис-
тики вольфрама.
Присадка оксида тория вводится в воль-
фрам не только для повышения прочности
и формостойкости, но и для создания акти-
вирующих пленок в проволоках, предназна-
ченных для изготовления термокатодов. Слой
атомов тория, образующийся на поверхности
[§ 13.1]
Конструкционные металлы и сплавы
295
вольфрама в результате термообработки
(прокаливание в течение 2...3 мин при темпе-
ратуре 2200...2300 °C), снижает работу выхода-
электронов из вольфрама, вследствие чего
эмиссионные свойства повышаются.
Для увеличения рабочей температуры
торированного катода н повышения его устой-
чивости к ионной бомбардировке тарирован-
ный вольфрам подвергают процессу карбиди-
рования, т. е. прокаливанию в атмосфере
углеродосодержаших газов или паров (СО,
пары бензина или бензола и т. д.). Катоды
из карбидированного торированного воль-
фрама обладают такими же эмиссионными
свойствами, как и катоды из обычного тори-
рованного вольфрама.
Сортамент. Для применения в про-
изводстве электровакуумных приборов оте-
чественной промышленностью выпускается
чистый вольфрам (марки ОЧВ с содержанием
примесей не выше 0,02 % и марки ВРН с
содержанием примесей не более 0,1 %) и
вольфрам с- примесями: кремнеалюминиевой
(марки ВА), кремнеториевой (марки ВМ),
оксида тория (марки ВТ). Вольфрам выпус-
кается в виде кованых и тянутых прутков
диаметром 1,0...12 мм (для ОЧВ 0,8...6,0 мм),
в виде проволоки диаметром 0,01...1,5 мм, а
также в виде фольги и полос толщиной
0,01...3,0 мм. С помощью электролитического
травления из вольфрама марки ВА готовят
проволоку диаметром 5...10 мкм.
Свойства. Физические свойства ме-
таллов, полученных методом порошковой
металлургии, сильно зависят от предыстории
изготовления образца.
Поэтому параметры тугоплавких метал-
лов, особенно характеризующих их механи-
ческие свойства, имеют сравнительно большой
интервал значений.
Физико-механические свойства чистого вольфрама
Атомный номер........................................................ 74
Атомная масса......................................................... 183,85
Изотопы...............................................................180; 182; 183; 184;
186
Постоянная решетки (объемно центрированный куб)...................... 0,3159 нм
Плотность (проволока) d-10-3 .......................................... 19,3 кг-м-3
Температура плавления................................................. 3655 К
Температура кипения.................................................. 5800 К
Удельная теплоемкость..................................................140 Дж-кг_|-К-1
Удельная теплота плавления............................................. 255 кДж-кг-1
Удельная теплота испарения.............................................4,9 МДж-кг-1
Температурный коэффициент линейного расширения га/ • 106.............. 4,4 К-1
Удельное сопротивление отожженной проволоки........................... 0,055 мкОм-м
Температурный коэффициент сопротивления (отожженная рекристаллизован-
ная проволока) ак-103............................................ 4,8 К-1
Коэффициент теплопроводности...........................................130 Вт-м_|-К-1
Число Бринелля:
отожженный......................................................... 125
кованый................................................................ 400
Временное сопротивление проволоки разрыву:
неотожженная диаметром 1,0...0,03 мм............................ 1,8...4,0 ГПа
отожженная........................................................ 1,1 ГПа
Относительное удлинение проволоки перед разрывом:
неотожженная.......................................................... 1...4 %
рекристаллизованная .................................................... 0 %
монокристаллическая .................................................... 20 %
Предел текучести проволоки:
неотожженная........................................................... <1,5 ГПа
отожженная ......................................................... 0,70...0,80 ГПа
Модуль упругости:
неотожженная проволока диаметром 0,3...0,03 мм........................... 90...340 ГПа
монокристалл......................................................... 350...420 ГПа
Модуль сдвига:
неотожженная проволока диаметром 0,1...0,05 мм....................... 140...220 ГПа
монокристалл ......................................• ; ........... 170 ГПа
Работа выхода электронов.........................4,54 эВ
Постоянная Ричардсона ХЮ-6...............................................0,6...1,0А-м“2-К^2
296
Материалы для электронных приборов
[разд. 13]
Приведенные свойства соответствуют чис-
тому вольфраму, но в первом приближении
могут быть отнесены и к специальным его
сортам, содержащим небольшое количество
присадок. Для температурно-зависимых пара-
метров их значения приведены для комнатной
температуры.
При комнатной температуре вольфрам по
своим химическим свойствам сравнительно
инертный металл.
Химические
Реагент
Воздух и кислород
Азот
Водород
Вода
Оксид углерода, углеводороды, сажа,
графит, уголь
Сера, сероводород, сероуглерод
Ртуть и ее пары
Галогены F, С1, Вг, I
Газообразные оксиды N2O, NO, NO2, СО2,
SO2
Твердые оксиды А12О3, ZrO2, MgO, ThO2
Кислоты HF, HCl, H2SO,, HNO3, разбав-
ленные или концентрированные
Водные растворы щелочей КОН, NaOH,
NH4OH
Смесь HCI-pHtyOa „царская водка", смесь
HF+HNO3
Расплавы КОН, NaOH, К2СО3, Na2CO3
Расплавы NaNO2, NaNO2 + NaNO3
Влияние механической обработки (сте-
пени обжатия) на некоторые физические
свойства вольфрама иллюстрирует рис. 13.1.
Вольфрам благодаря высокой темпера-
туре плавления, малой скорости испарения
и удовлетворительной механической прочности
в накаленном состоянии используется в элек-
тровакуумных приборах преимущественно при
высоких температурах.
На рис. 13.2 и 13.3 приведены зависимости
свойства вольфрама
Условия и характер взаимодействия
При 400...500 °C начинается окисление до WO2 и
W4O11, при более высокой температуре — до WO3,
который испаряется при температуре выше 1300 °C
При 2300 °C реакция паров W с образованием WN2
Слабая абсорбция ниже 1000 °C
При 600...700 °C окисление до WO3 в парах воды
При 1000... 1200 °C образуются карбиды W2C и WC,
которые выше 1400... 1600 °C полностью превраща-
ются в WC. Выше 2150 °C начинается разложение
карбидов
Воздействие на поверхность вольфрама при красном
калении
Не взаимодействует
Реагирует с F при 20 °C, с С1 и Вг — при 300 °C, с
I — выше 800 °C
Окисление вольфрама при высоких температурах
Окисление вольфрама'. MgO — выше 1000 °C; А12О3
и ZrO2 — выше 2000 °C; ТЬО2 — выше 2400 °C
Не действуют или действуют слабо как в холодном,
так и в горячем состоянии
Холодные и горячие — не действуют или действуют
очень слабо
Быстрое растворение в нагретой смеси
Быстрое растворение в присутствии окислителей
(KNO3, KNO2, РЬО2)
Быстрое растворение
Рис. 13.1. Зависимость временного сопротивле-
ния разрыву ав, модулей упругости £у и сдвига
ЕСд и удельного электрического сопротивления
р от диаметра D неотожжениой вольфрамовой
проволоки
временного сопротивления разрыву от темпе-
ратуры вольфрамовой проволоки диаметром
0,1...0,2 мм. Введение примеси (оксида тория)
значительно увеличивает прочность при высо-
ких температурах благодаря замедлению про-
цесса рекристаллизации.
На рис. 13.4...13.7 представлены основные,
важные при работе электровакуумных прибо-
ров, свойства чистого вольфрама, предвари-
тельно рекристаллизованного и имеющего
мелкокристаллическую структуру.
Вольфрам обладает наименьшим линей-
ным расширением среди всех чистых металлов,
используемых в вакуумной технике. Это его
свойство оказывается существенным при
изготовлении термически согласованных спаев
вольфрама с тугоплавкими стеклами, которые
Таблица 13.1. Электрические и световые параметры идеальной «единичной» нити из вольфрама
Температура Т, К Сопротивление R', мкОм-см Напряжение накала U' мВ-см-'1' Ток накала Г, А.ем-3'2 Мощность накала Р', Вт см-2 Сила света кд-см"2 Световой поток Ф', -2 лм - см Ток электронной эмиссии А-см“2
чистый W торированный W
293 6,99 0,0 0,0 0,0
300 7,20 0,027 3,7 1,00-10“4
400 10,26 0,253 24,7 6,24-10~3
500 13,45 0,640 47,6 3,05-10~2
600 16,85 1,268 75,2 9,54-10“2 — — —
700 20,49 2,218 108,2 0,24 —
800 24,19 3,581 148,0 0,53
900 27,94 5,393 193,1 1,04
1000 31,74 7,749 244,1 1,89 1,30-10“4 1,31-Ю-3 3,36-10“15
1100 35,58 10,71 301,0 3,22 1,10-Ю-3 1,1110“2 4,77-10“13
1200 39,46 14,34 363,4 5,21 6,50-10-3 6,55-10-2 3,06-10-"
1300 43,40 18,70 430,9 8,06 2,85-10-2 0,3 1,01 10“9 0,001
1400 47,37 23,85 503,5 12,01 0,11 1,1 2,08-10~8 0,01
1500 51,40 29,85 580,6 17,33 0,34 ”3,4 2,87-10-7 0,055
1600 55,46 36,73 662,2 24,32 0,96 9,6 2,91-Ю-6 0,256
1700 59,58 44,52 747,3 33,28 2,40’ 24,1 2,22-10“5 0,903
1800 63,74 53,28 836,0 44,54 5,27 53,0 1,40-10“4 2,42
1900 67,94 63,02 927,4 58,45 11,27 113,3 7,15-10-4 5,00
Конструкционные металлы и сплавы
Температура Т, К Сопротивление R', мкОм-см Напряжение накала U', мВ-см- Ток накала Г, А-см-3/2 Мощность накала Р', Вт-см-2
2000 72,19 73,75 1022 75,37
2100 76,49 85,57 1119 95,69
2200 80,83 98,40 1217 119,8
2300 85,22 112,4 1310 148,2
2400 89,65 127,5 1422 181,2
2500 94,13 143,6 1526 219,3
2600 98,66 161,1 1632 236,0
2700 103,2 179,7 1741 312,7
2800 107,8 199,5 1849 368,9
2900 112,5 220,6 1961 432,4
3000 117,2 243,0 2072 503,5
3100 122,0 266,7 2187 583,0
3200 126,8 291,7 2301 671,5
3300 131,6 318,3 2418 769,7
3400 136,5 346,2 2537 878,3
3500 141,4 375,7 2657 998,0
3600 146,4 406,7 2777 ИЗО
3655 149,2 423,4 2838 1202
Продолжение табл. 13.1
Сила света — 2 J', КД-СМ Световой поток Ф', лм-см-2 Ток электронной эмиссии Г е, А -см~2
чистый W торированиый W
21,3 214 3,15-10~3 9,09
38,9 391 1,23-102 10,75
65,9 662 4,17-Ю’2 3,90
106,8 1073 0,13 0,358
169,4 1702 0,36 0,528
255,5 2567 0,93 1,12
375 3770 2,25
548 5510 5,12
754 7575 11,11
1017 10 220 22,95
1364 13 720 44,40
1798 18 070 83,00 —
2320 23 300 150,20
2980 29 950 265,20
3770 37 880 446,00
4680 47 000 732,00
5700 57 250 1173,00
6350 63 800 1505,00
Материалы для электронных приборов [разд. 13
[§ 13.1]
Конструкционные металлы и сплавы
299
Рис. 13.2. Зависимость временного сопротивле-
ния разрыву ав от рабочей температуры Т
1 — перекристаллизованная проволока из чистого
вольфрама; 2 — проволока из монокристалличе-
ского вольфрама с присадкой 2 % ThO2; 3 —
рекристаллизованный чистый вольфрам с крупны-
ми кристаллами, занимающими все поперечное
сечение проволоки, (получено в результате прогре-
ва образца 1 в течение 1 мин при 3000 К)
Рис. 13.3. Температурная зависимость времен-
ного сопротивления разрыву сгв вольфрама
в области высоких температур
1 — чистый вольфрам; 2 — вольфрам с присадкой
1,5 % ThO2; 3— монокристаллический вольфрам
с присадкой 2 % ThO2
Рис. 13.4. Температурная зависимость удельного электрического сопротивления р, коэффициента
теплопроводности к, удельной изобарической теплоемкости ср и относительного удлинения Д///„
для чистого вольфрама (А/ — приращение длины образца в результате нагревания до температуры
Т по отношению к длине /„ при Т = 293 К)
тоже имеют низкий температурный коэффи-
циент линейного расширения.
Мощность излучения накаленного ме-
талла и его световые характеристики в сильной
степени зависят от структуры и, особенно,
состояния поверхности. Зависимости, показан-
ные на рис. 13.5...13.7, характеризуют мелко-
кристаллический вольфрам с гладкой поверх-
ностью. Приведенные на рис. 13.5 значения
световой отдачи (световой поток, испускаемый
накаленной нитью, который приходится на
единицу подводимой к этой нити электри-
ческой мощности) и эффективности термо-
электронной эмиссии (ток термоэлектронной
эмиссии на единицу подводимой мощности)
вычислены в предположении, что вся подводи-
мая к нити мощность расходуется только
на излучение.
Зависимости на рис. 13.6 позволяют
определить истинную температуру вольфрама
при ее измерении методами оптической пиро-
метрии.
Для расчета электрических и световых
параметров тела накала в виде прямолинейной
300
Материалы для электронных приборов
[разд. 13]
Рис. 13.5. Температурные зависимости физи-
ческих параметров чистого вольфрама
1 — мощность, излучаемая единицей поверхности,
108 Вт-м~2; 2— световая отдача, 104 лм-Вт~';
3 — плотность тока термоэлектронной ' эмиссии,
108 А-м-2; 4— давление насыщенного пара, Па;
5 — эффективность термоэлектронной эмиссии,
104 А-Вт_|; 6 — нормальная яркость (яркость,
измеренная по нормали к поверхности), 10!4 кд х
X м ‘; 7 — скорость испарения, кг-м“!-с~'
нити строго цилиндрической формы, изготов-
ленной из однородного материала и имеющей
равномерную по всей длине температуру,
удобны приведенные в табл. 13.1 параметры
так называемой идеальной «единичной» нити
(отрезок проводника диаметром D = l см и
длиной /=1 см, работающий в вакууме).
Сведения, приведенные в таблице, спра-
ведливы для чистого вольфрама, характерис-
тики которого соответствуют представленным
на рис. 13.4...13.6.
Световые параметры и мощность накала
торированного вольфрама совпадают с соот-
ветствующими характеристиками чистого
вольфрама. Ток термоэлектронной эмиссии
торированного вольфрама значительно выше,
чем у чистого вольфрама при той же темпера-
туре. Однако при температуре нити более
2100 К вследствие заметного испарения тория
с поверхности вольфрама этот ток начинает
уменьшаться, приближаясь к значениям для
чистого вольфрама.
Электрические и световые характеристики
идеальной нити накала диаметром D и длиной /
рассчитываются с помощью параметров «еди-
ничной» нити по следующим формулам:
R=R'l/ D*\ U = U'UD'/2\ P = P'ID,
J = J'ID- Ф = л2/ = Ф'/£); Ie=I'elD.
Обработка. Заводы-изготовители по-
ставляют вольфрам, главным образом, в виде
проволоки, прутков, жести. Последующая
обработка заготовок из вольфрама вследствие
Рис. 13.6. Зависимости от температуры энергетической Т,, яркостной Т„, цветовой Тц температуры,
спектральных коэффициентов излучения eo.ees и ео/е? (при длине волны 0,665 и 0,467 мкм), среднего
коэффициента излучения ев в видимой области спектра, интегральных полусферического е и нор-
мального е„ коэффициентов излучения вольфрама
(§ 13.1]
Конструкционные металлы и сплавы
301
Рис. 13.7. Зависимость нормального монохро-
матического коэффициента излучения е>п
вольфрама от длины волны X при различных
температурах
1 — 1200 К; 2 — 2000 К; 3 — 2600 К
его значительной твердости и ничтожной
пластичности при комнатной температуре ог-
раничивается простейшими формами деталей.
Обработка резанием (точение, фрезеровка,
сверление) осуществляется инструментом из
твердых сплавов. Для облегчения процесса
резания желателен нагрев заготовок до
300...700 °C. Гибку и штамповку лент также
рекомендуется проводить при высоких темпе-
ратурах, до 800...1000 °C. Глубокая вытяжка
вольфрама невозможна. Шлифование деталей
из вольфрама осуществляется карборундо-
выми кругами при водяном охлаждении. Ана-
логично осуществляется резка штабиков с
помощью тонких карборундовых дисков.
Для изготовления резанием сложных
и точных деталей из вольфрама предвари-
тельно спеченный пористый вольфрамовый
штабик пропитывают расплавленной медью
в атмосфере водорода, обрабатывают его
обычными методами, а затем пропитывающий
металл удаляют испарением его в вакууме.
Тонкие вольфрамовые проволоки и жесть,
имея большую степень обжатия, характеризу-
ются хорошо выраженной волокнистой струк-
турой и обладают при комнатной температуре
сравнительно большим относительным удлине-
нием, достигающим 3...4 %. Поэтому они могут
изгибаться и навиваться в спираль в холодном
состоянии. Проволока большого сечения при
комнатной температуре имеет относительное
удлинение, близкое к нулю, и поэтому допус-
кается ее изгиб без опасности разрушения
только в нагретом состоянии при температуре
300...700 °C. Обработка рекристаллизованных
проволок возможна только при высокой темпе-
ратуре.
Основным веществом, загрязняющим по-
верхность вольфрамовой проволоки, является
графит, так как его коллоидальный раствор
(аквадаг) применяется в качестве смазки
фильер при протяжке проволоки. Его удаляют
электрохимическим травлением проволоки
в 20 %-ном растворе NaOH или КОН, в насы-
щенном растворе Na2SO4. Очищаемая прово-
лока является катодом и очищается в резуль-
тате механического сбивания частиц графита
или других загрязнений с поверхности воль-
фрама ионами водорода. Более энергичная
очистка происходит, если очищаемый воль-
фрам является анодом. Однако в этом случае
существует опасность нежелательного страв-
ливания самого вольфрама, поэтому этот
способ применяется для удаления плотных,
толстых слоев графита с проволоки большого
диаметра. Часто очистка ведется с переклю-
чением полярности или на переменном токе.
Очистка поверхности от оксидов и других
загрязнений производится также с помощью
химического травления или отжига в водороде
или вакууме при температуре около 1100 °C.
Заострение вольфрамовых проволок, не-
обходимое для их введения в фильеры при
волочении, осуществляется химическим трав-
лением конца проволоки в расплаве NaNO2
(или смеси NaNO2 + NaNO3) или электрохи-
мическим травлением (проволока — анод) в
электролите.
Стравливание поверхностного слоя воль-
фрама, предпринимаемое иногда для увели-
чения гибкости тонких проволок, осуществля-
ется либо электрохимическим травлением
в растворе NaOH или КОН (15...25 %), либо
химическим травлением в кипящем 3 %-ном
растворе пероксида водорода. Интенсивное
химическое стравливание поверхности прово-
дят в растворе 30 г K3Fe(CN)c и 4,5 г NaOH
на 100 см3 воды.
Травлением поверхностого слоя вольфра-
мовой проволоки можно получить нити диамет-
ром менее 8 мкм. Для этой цели рекомендуется
химическое травление в расплаве NaNO2 +
+ NaNO3 (1:1 по массе) при температуре
340°С либо электрохимическое травление
в растворе Na2SO4.
При металлографическом изучении воль-
фрама для выявления его структуры поверх-
ность отполированного шлифа рекомендуется
травить в следующем растворе: одна часть
10 %-ного раствора NaOH и две части
10 %-ного раствора K3Fe(CN)e.
Применение. Вольфрам сравнительно
дорогой, трудно обрабатывается и поэтому
применяется главным образом там, где необ-
ходимы его хорошие механические и тепловые
свойства. Основная область применения воль-
фрама — изготовление тела накала освети-
тельных ламп, где он является единственным
металлом, используемым для этой цели.
302
Материалы для электронных приборов
[разд. 13]
Вторая важная область применения —
изготовление катодов прямого накала мощных
генераторных ламп, высоковольтных выпрями-
телей, рентгеновских трубок. Торированный
вольфрам имеет пониженную работу выхода,
эксплуатируется при более низких темпера-
турах и применяется в качестве като-
дов электронных ламп средней и малой мощно-
сти.
Вольфрам применяется также для изго-
товления подогревателей катодов косвенного
накала, сеток с большой тепловой нагрузкой,
вводов для впаивания в баллоны из туго-
плавких стекол, пружин для натягивания
катодов мощных электровакуумных приборов.
Пружины из торированного вольфрама могут
работать при температуре до 900 °C.
Из вольфрама делают антикатоды рентге-
новских трубок и аноды высоковольтных
кенотронов.
Вольфрам используется в качестве мате-
риала нагревательных элементов вакуумных
и водородных или аргоновых печей при
рабочих температурах до 3000 °C. Из него
готовятся нагреватели для испарения веществ
в вакууме, электроды при гелиево- и аргоно-
дуговой сварке, высокотемпературные термо-
пары и т. д.
Молибден. Общие сведения. Мо-
либден является аналогом вольфрама и имеет
похожие свойства. По содержанию в
земной коре (3-10 4 %) относится к довольно
распространенным элементам. Металл светло-
серого цвета, открыт в 1778 г. К. В. Шееле
в виде триоксида молибдена. В 1783 г.
П. Хьельм из триоксида выделил металличес-
кий молибден в виде порошка. Ковкий ком-
пактный молибден был получен в 1909 г.
методом порошковой металлургии.
В природе молибден встречается исклю-
чительно в виде соединений. Наиболее распро-
страненной молибденовой рудой промышлен-
ного значения является минерал молибденит
(молибденовый блеск) M0S2, реже встречается
вульфенит РЬМоО4.
После обогащения руда переводится
в триоксид молибдена МоО3 (для молибде-
нита — обжигом на воздухе при 600 °C).
Полученный триоксид молибдена подвергается
очистке либо химическими методами, либо
сублимацией, так как МоОз уже при 700 °C
интенсивно испаряется, в то время как при-
меси при той же температуре почти не улету-
чиваются.
Металлический молибден, предназначен-
ный для использования в электровакуумной
промышленности, получают при восстановле-
нии очищенного триоксида водородом в элек-
трических туннельных печах. С целью полу-
чения достаточно мелких зерен молибдена,
около 2 мкм, пригодных для изготовления
ковкого молибдена методом порошковой ме-
таллургии, восстановление МоО3 ведется в две
стадии: при температуре около 650 °C —
до МоОг и затем при 1000... 1100 °C — до метал-
ла.
Изготовление молибденовых прутков, про-
волоки и листов из спеченных штабиков
аналогично производству соответствующих
изделий из вольфрама, но осуществляется при
более низкой температуре: ковка — при 1400...
..1100 °C, прокат — при 1100 °C и менее, воло-
чение — от 600 °C до комнатной.
В последние годы непористый металл
получают также в виде слитков массой до
1000 кг методом дуговой плавки прессованных
штабиков в вакуумных или аргоновых печах.
Микроструктура спеченного, кованого
и тянутого молибдена сходна со структурой
аналогично обработанных образцов воль-
фрама. Но волокнистая структура тянутого
молибдена выражена менее отчетливо.
Нерекристаллизованный молибден по
своим механическим свойствам подобен воль-
фраму, но в рекристаллизованном состоянии
между ними имеется существенное различие,
заключающееся в том, что рекристаллизо-
ванный вольфрам при комнатной температуре
всегда хрупок, в то время как отожженный
умеренно рекристаллизованный, мелкозернис-
тый молибден характеризуется хорошей плас-
тичностью.
Длительный нагрев при температурах
выше 1400 °C сопровождается укрупнением
кристаллов, вследствие чего молибден стано-
вится хрупким. Повышение температуры ре-
кристаллизации и улучшение структуры мо-
либдена возможны так же, как и для воль-
фрама при введении специальных приса-
док, таких как оксид кремния, тория и цирко-
ний.
Отечественной промышленностью для
нужд электровакуумного производства выпус-
кается молибден без присадок (марки ОЧМ,
МЧ, МЧВП и МРН с содержанием примесей
не более 0,02; 0,04; 0,04 и 0,08 % соответ-
ственно) и с присадками (марок МК — с
присадкой оксида кремния, МС — кобальта
и железа, МТ — оксида тория). Профиль из-
делий: кованые и тянутые прутки диаметром
0,8...20 мм, проволока диаметром 0,015...2,5 мм,
фольга, листы и полосы толщиной 0,02...6,0 мм,
тонкостенные бесшовные трубки наружным
диаметром 6,3...50 мм при толщине стенок
0,1...2,0 мм. Монокристаллический молибден
поставляется промышленностью в виде прут-
ков диаметром 10...20 мм или проволоки диа-
метром 0,015...0,3 мм.
[§ 13.1] .
Конструкционные металлы и сплавы
303
Физико-механические свойства молибдена
Атомный номер..................................................... 42
Атомная масса.......................................................... 95,95
Изотопы............................................................92; 94; 95; 96; 97; 98;
100
Постоянная решетки (объемно-центрированный куб)................... 0,3143 нм
Плотность (проволока) d-I0~3...................................... 10,3 кг-м-3
Температура плавления............................................. 2895 К
Температура кипения...............................................' 5100 К
Удельная теплоемкость............................................. 260 Дж • кг-1 • К-1
Удельная теплота плавления ... ................. 290 кДж-кг-1
Удельная теплота испарения........................................ 6,7 МДж-кг-1
Температурный коэффициент линейного расширения а/-106............. 5,3 К-1
Удельное сопротивление (отожженная проволока)..................... 0,048 мкОм-м
Температурный коэффициент сопротивления (отожженная проволока)
afi-103........................................................... 4,6 К-'
Коэффициент теплопроводности......................................158 Вт-м_|-К-1
Число Бринелля:
отожженный........................................................ 150
кованый....................................................... 230
Временное сопротивление проволоки разрыву:
неотожженная диаметром 1,0...0,04 мм.............................. 1,4...2,5 ГПа
отожженная диаметром 1,0...0,04 мм............................ 0,7...1,2 ГПа
Относительное удлинение проволоки перед разрывом:
неотожженная...................................................... 2...5 %
отожженная.................................................... 10...25 %
Предел текучести проволоки:
неотожженная...................................................... 0,4...0,6 ГПа
отожженная.................................................... 0,5...0,6 ГПа
Модуль упругости проволоки:
неотожженная...................................................... 285...300 ГПа
отожженная................................................ 310...320 ГПа
Модуль сдвига (для проволоки)............................................. 174 ГПа
Работа выхода электронов............................................... 4,15—4,34 эВ
Постоянная Ричардсона ХЮ-6........................................ . 0,55—1,1 А-м~2-К~2
Значения параметров, зависящих от тем-
пературы, даны для 20 °C.
При комнатной температуре молибден
Реагент
Воздух, кислород
Азот
Водород
Вода
Оксид углерода, метан, сажа, графит,
уголь
Сера
Сероводород
Ртуть и ее пары
Галогены F, С1, Вг, I
Газообразные оксиды N2O, NO, NO2, СО2,
SO2
химически относительно инертный металл, но
более активный, чем вольфрам.
Химические свойства молибдена
Условия и характер взаимодействия
При 300 °C начинает окисляться с образованием
низших оксидов, выше 600 °C образуется МоОз,
который быстро испаряется при 700 °C
При 1500...2400 °C (в зависимости от давления
азота) образуются MoN или M02N
Слабая абсорбция при умеренном нагревании
При 250 °C в парах воды начинается окисление до
МоО2 и МоОз
Выше 800... 1000 °C образуются карбиды Мо2С и МоС
Выше 440 °C образуются сульфиды
Выше 1200 °C образуются сульфиды
Почти не взаимодействуют
С фтором реагирует при 20 °C, с хлором и
бромом — выше 250 °C, с йодом —выше 800 °C
Окисление молибдена при температуре выше 800...
...1000 °C
304
Материалы для электронных приборов
[разд. 13]
Твердые оксиды MgO, ZrOs, ВеО, ThOs,
АЬОз
Кислоты HF, НС1, H2SO4, разбавлен-
ные и концентрированные
Азотная кислота
Смесь HC1 + HNO3
Смесь HF + HNO3
Водные растворы КОН, NaOH, NH4OH
Расплавы КОН, NaOH, КзСОз, Na2CO3
Расплавы NaNO2 + NaNO3, NasO + NaNOs
Окисление молибдена выше 1600...1800 °C
В холодном состоянии не действуют. В горячих НС1
и концентрированной H2SO4 — заметное растворе-
ние
Растворение молибдена, особенно в горячей кислоте
Быстрое растворение при нагревании
Быстрое растворение при комнатной тем-
пературе
Слабо действуют при нагревании
Быстрое растворение в присутствии окис-
лителей (KNO2, KNO3, PbO2)
Энергичное растворение
Многие физические свойства молибдена
существенно зависят от характера предше-
ствовавшей механической обработки. Влияние
механической обработки на предел прочности
при растяжении неотожженной молибденовой
проволоки в зависимости от ее диаметра, ха-
рактеризующего степень обжатия образца,
иллюстрируется рис. 13.8.
В электровакуумном производстве молиб-
ден применяется, главным образом, для изго-
товления деталей, работающих при повышен-
ной температуре. Зависимость предела проч-
ности при растяжении и относительного удли-
нения от рабочей температуры молибденовой
проволоки характеризуется кривыми на
рис. 13.9.
На рис. 13.10...13.13 и в табл. 13.2 пред-
ставлены основные характеристики чистого
предварительно отожженного молибдена в
диапазоне температуры до 2900 К.
Обработка. Механическая обработка
заготовок из молибдена с целью получения
различных деталей благодаря его хорошей
пластичности в отожженном состоянии не
представляет особых затруднений.
Обработка резанием (точение, сверление,
фрезеровка, нарезание резьбы) осуществля-
ется при комнатной температуре быстрорежу-
щим или твердосплавным инструментом. Для
уменьшения износа рекомендуется смазка че-
тыреххлористым углеродом или смазочным
маслом с добавкой серы. Разрезать прутки
Рис. 13.8. Зависимость временного сопротивле-
ния разрыву св при 20 °C для неотожженной
молибденовой проволоки от ее диаметра D
целесообразно вращающимися карборундо-
выми дисками.
Навивка проволоки в спирали и прокатка
тонкой жести возможны при комнатной тем-
пературе после предварительного отжига
заготовок. Гибка штабиков, прутков и толстого
листового молибдена производится при тем-
пературе 100...500 °C в зависимости от диа-
метра или толщины.
Штамповка, выдавливание и глубокая
вытяжка деталей из листового молибдена
осуществляется при комнатной температуре
холодным или горячим инструментом с ис-
пользованием предварительного и промежу-
точных отжигов заготовок при температуре
950...1000 °C в течение 3...5 мин в водороде.
Поверхность молибденовых деталей из
проволоки, прутков, ленты перед монтажом
в электровакуумный прибор обезжиривается
и очищается от других различных органи-
ческих и неорганических загрязнений. Жиро-
вые загрязнения удаляются предварительно
промывкой в органических растворителях
(бензин, бензол, трихлорэтилен, четыреххло-
Рис. 13.9. Зависимость временного сопротивле-
ния разрыву ав (сплошные кривые) и относи-
тельного удлинения А/// (штриховые кривые)
от рабочей температуры для молибденовой
проволоки, тянутой при 1300...1400 °C
1 — неотожженная с волокнистой структурой; 2 —
отожженная, мелкокристаллическая, со средним
Диаметром зерна 5,3 мкм; 3 — отожженная, со
средним диаметром зерна 30 мкм
[§ 13.1]
Конструкционные металлы и сплавы
305
Рис. 13.10. Зависимость от температуры Т удельного электрического сопротивления р, коэффициента
теплопроводности х, удельной изобарической теплоемкости ср и относительного удлинения А///,,
для чистого молибдена (1„ — длина образца при 7 = 293 К)
Таблица 13.2. Электрические и световые параметры „единичной**
нити из молибдена
Темпера- тура 7\ К Сопротив- ление R', мкОм • см Напряже- ние накала U', мВ -см-1/2 Ток накала I', А.см"3/2 Мощ- ность накала Р'. Вт-см-2 Световой поток ф', лм-см'2
1000 30,4 7,2 248,5 1,7 0,001
1200 36,9 12,9 349,0 4,5 0,052
1400 44,6 21,1 437,0 10,0 0,926
1600 52,4 32,2 614,0 19,8 7,92
1800 59,8 46,1 772,0 35,5 43,2
2000 69,6 64,8 816,0 60,3 166,0
2200 75,4 85,2 1130,0 96,5 508,5
2400 83,3 111,0 1330,0 147,8 1283
2600 91,8 141,4 1547,0 218,5 2845
2800 99,8 174,0 1745,0 304,0 5580
2895 103,4 194,0 1875,0 364,4 7590
Рис. 13.11. Температурные зависимости физи-
ческих параметров молибдена
1 — давление насыщенного пара, Па; 2 — скорость
испарения, кг-м“2-с—3— нормальная яркость,
1012 кд-м-2
ристый углерод). Для химической очистки
поверхности (обезжиривание, удаление аква-
дага, оксидов) могут быть использованы
рассмотренные выше различные реактивы,
оказывающие травящее действие на молиб-
ден и его оксиды. Рекомендуются горячая
хромовая смесь (насыщенный раствор СгОз
в концентрированной H2SO4), кипящий
20 %-ный раствор КОН с последующей обра-
боткой в теплой концентрированной H2SO4,
50 частей НЬЮз + ЗО частей H2SO4+2O частей
Н2О при 90°С и другие рецепты.
Хорошие результаты дает электрохими-
ческая катодная и анодная очистка и анодное
травление молибдена. В качестве электролита
применяют 50 %-ный раствор серной кислоты,
20 %-ный раствор калиевой щелочи и другие
ванны более сложного состава.
Для растворения молибденовых кернов
после навивки на них вольфрамовых спиралей
ламп накаливания может быть использована
306
Материалы для электронных приборов
[разд. 13]
Рис. 13.12. Зависимость от температуры ярко-
стной Т„ и цветовой Ти температуры, спек-
трального коэффициента излучения ee.ees на
длине волны 0,665 мкм, среднего коэффици-
ента излучения в видимой части спектра ев,
интергральных полусферического е и нормаль-
ного е„ коэффициентов излучения молибдена
Рис. 13.13. Зависимость нормального моно-
хроматического коэффициента излучения £)„
молибдена от длины волны X при температуре
1 — 2000 К; 2 — 1500 К; 3 — 1000 К
смесь 5 % НС1 + 50 % HNOs при температуре
60...70 °C.
При металлографическом исследовании
молибдена поверхность микрошлифа рекомен-
дуется травить в растворе 10 г КзРе(СМ)б +
+ 10 г NaOH+ 100 г Н2О.
Увеличение излучающей способности
гладких молибденовых поверхностей достига-
ется в результате их матирования путем
пескоструйной обработки стальными опил-
ками, остатки которых удаляются затем трав-
лением деталей в соляной кислоте. Другой
распространенный способ повышения излуча-
тельной способности молибдена — покрытие
поверхности детали суспензией порошка цир-
кония в связующем веществе.
Применение. Благодаря высокой
прочности и твердости в сочетании с хорошей
пластичностью молибден — один из лучших
материалов для изготовления деталей слож-
ной конфигурации, работающих при высоких
температурах. В электровакуумных приборах
электроды из молибдена имеют рабочую тем-
пературу до 1000 °C; в качестве нагреватель-
ных элементов электрических печей в защит-
ной атмосфере молибден применяют при тем-
пературе до 1700 °C. При более высоких
температурах целесообразнее использовать
вольфрам, имеющий большую температуру
рекристаллизации и плавления и обладающий
меньшей скоростью испарения.
Наиболее важные области применения
молибдена: вакуумно-плотные термически со-
гласованные вводы (в виде проволок, стержней,
трубок, колец, колпачков) в баллоны из туго-
плавкого стекла, проволочные держатели в
виде крючков и петель для монтажа вольфра-
мовых нитей накала, спиральные пружины,
имеющие рабочую температуру до 500 °C,
сетки электронных ламп с повышенной терми-
ческой нагрузкой, керны при изготовлении
прецизионных спиралей накала из вольфрама,
аноды генераторных ламп, рентгеновских
трубок и кенотронов (рабочая температура
до 500 °C), различные вспомогательные детали
электровакуумных приборов с напряженным
тепловым режимом. Так как скорость испаре-
ния в атмосфере газов значительно ниже, чем
в вакууме, то молибден пригоден для изготов-
ления катодов газонаполненных приборов.
В паре с вольфрамом молибден приме-
няется для изготовления термопар, пригодных
для измерения температуры до 2000 °C в
неокисляющей среде.
Сплавы вольфрам — молибден. Вольфрам
и молибден имеют кубическую объемно цен-
трированную решетку с постоянными 0,3159
и 0,3143 нм соответственно и образуют поэтому
непрерывный ряд сплавов — твердых раство-
ров. Сплавы обладают более высокими по
сравнению с чистым молибденом температурой
рекристаллизации и плавления, механической
прочностью и удельным сопротивлением. В то
же время они более вязкие и легче обрабаты-
ваются, чем вольфрам. Зависимость важней-
ших физических свойств сплавов W — Мо от
массового содержания молибдена представ-
лена на рис. 13.14.
Исходным для получения вольфрамомо-
либденовых сплавов является смесь порошков
вольфрама и молибдена или их оксидов WO3
и МоОз- Скорость взаимной диффузии этих
двух металлов велика, поэтому при темпера-
туре спекания прессованного из смеси порош-
ков изделия легко образуется их твердый
[§ 13.1]
Конструкционные металлы и сплавы
307
Рис. 13.14. Зависимость удельного сопротивле-
ния р и температурного коэффициента удель-
ного сопротивления сср при 20 °C, температуры
плавления Гпл, плотности d и числа Бринелля
НВ сплава W — Мо от содержания Мо
раствор. Спеченные штабики ковкой, волоче-
нием, вальцеванием перерабатываются в
проволоку или жесть.
В СССР выпускаются две марки воль-
фрамомолибденовых сплавов: МВ-20 (20 %
вольфрама и 80 % молибдена) и МВ-50
(50 % вольфрама и 50 % молибдена). Прово-
лока из этих сплавов выпускается диаметром
0,02... 1 мм.
Сплавы W — Мо используются в вакуум-
ной технике в виде проволок или лент для
пружин, крючков, держателей катодов прямо-
го накала или нитей ламп накаливания, а
также для подогревателей катодов косвенного
подогрева. Рабочая температура таких деталей
не превышает обычно 1500 °C.
Тантал. Общие сведения. Тан-
тал — металл пятой группы периодической
системы Д. И. Менделеева. Его содержание
в земной коре 2- 10“s %. Был открыт в 1802 г.
А. Экебергом, в виде непористого металла
получен впервые в 1903 г. плавкой в дуговой
электрической печи. Металл серого цвета
с легким синеватым оттенком.
Встречается тантал главным образом в
виде минерала состава mFeO-(l— m)MnOX
X«Ta2Os-(l — nJNbsOs, который называют
либо танталитом, либо колумбитом, в зави-
симости от преобладания в нем тантала или
ниобия.
Получение тантала и ниобия связано
с переработкой огромных количеств руды и
с необходимостью вести металлургический
процесс в вакуумных печах. Кроме того,
операция отделения тантала от ниобия очень
сложна.
Конечным продуктом сложного процесса
переработки руд является комплексный танта-
локалиевый фторид KiTaF?, отделенный от
соединений ниобия, который служит исходным
материалом для получения металла. Тантал
извлекают из KjTaF? либо восстановлением
металлическим натрием, либо электролизом
расплавленной соли. Получается танталовый
порошок с размером зерен 2...3 мкм по первому
способу и 30...70 мкм — по второму.
Получение непористого металла ведется
методом порошковой металлургии, подобно
вольфраму и молибдену. Однако операции
спекания прессованных штабиков ведутся
в вакуумных печах. Это вызвано тем, что
тантал склонен к поглощению газов с обра-
зованием твердых растворов, в результате чего
он становится хрупким.
Порошок прессуют при давлении 500...
...1200 МПа в штабики или пластины, которые
спекают затем в вакууме 10-'...10-2 Па в
печах с нагревательными элементами из
вольфрама. Спекание проводится обычно
в три стадии, при температурах 1000,* 2000
и 2600 °C с выдержками на каждой стадии
для удаления примесей. Спеченные штабики
подвергают холодной ковке на воздухе в
ротационных ковочных машинах и затем —
окончательному спеканию в вакууме пропус-
канием электрического тока при температуре,
близкой к точке плавления. В некоторых
случаях компактный тантал получают также
дуговой плавкой в атмосфере инертного газа
или в вакууме, причем слитки имеют плас-
тичность более высокую, чем спеченный ме-
талл.
Для изготовления проволоки штабики
проковывают при комнатной температуре на
ротационных машинах до 50 % первоначаль-
ного диаметра, после чего следует отжиг
в вакууме не хуже 10-2 Па при температуре
1300...2000 °C. С помощью ковки диаметр
прутков доводят до 1,5 мм, после чего
следует волочение через волоки из твердых
сплавов, а затем — через алмазные фильеры.
Благодаря высокой пластичности тантала во-
лочение осуществляется в холодном состоянии
без применения промежуточных отжигов.
В качестве смазки используется эмульсия из
талька с мылом.
Листовой тантал получают холодной про-
каткой отожженных плоскопрокованных шта-
биков. В качестве смазки рекомендуется легкое
машинное масло.
Из плавленого тантала изготовляют
прутки диаметром 3...50 мм, полосы макси-
мальной толщины до 10 мм. Фольга и листовой
тантал выпускаются толщиной 0,008...2,0 мм,
проволока — диаметром 0,03...1,6 мм, бесшов-
ные тянутые трубки — наружным диаметром
15...40 мм при толщине стенок 0,3...2 мм. Для
308
Материалы для электронных приборов
[разд. 13]
электровакуумного производства отечествен-
ной промышленностью выпускается тантал
марок ТЧ (с содержанием тантала не менее
99,75 %) и Т (с содержанием тантала не менее
99,3 %), торированный тантал марки ТТ-1
(с примесью 1 % оксида тория), а также
танталониобиевый сплав марок tH-3 (содер-
жит 3,5 % Nb) и ТН-20 (содержит 20 % Nb).
Танталовая фольга, предназначенная для из-
готовления электролитических конденсаторов,
выпускается толщиной 6...50 мкм и изготовля-
ется из тантала с содержанием контроли-
руемых примесей не более 0,12 % и ниобия
не более 1 %.
Физико-мехаиические свойства тантала
Атомный номер........................................................... 73
Атомная масса.............................................................. 180,95
Изотоп.................................................................. 181
Постоянная решетки (объемно центрированный куб)............................. 0,3296 нм
Плотность d-10-3........................................................16,6...17,0 кг-м-3
Температура плавления................................................... 3270 + 50 К
Температура кипения..................................................... —5600 К
Удельная теплоемкость...................................................146 Дж-кг-1-К-1
Удельная теплота плавления..............................................170 кДж-кг-1
Удельная теплота испарения..............................................4,26 МДж-кг-1
Температурный коэффициент линейного расширения <z/-106.................. 6,4 К-1
Удельное сопротивление (отожженный металл)..............................0,124 мкОм-м
Температурный коэффициент сопротивления afi-103 ........................ 3,82 К”1
Коэффициент теплопроводности............................................54 Вт-м-1-^-1
Число Бринелля:
отожженный............................................................. 45... 125
твердый............................................................ 125...350
Временное сопротивление разрыву:
проволока
отожженная............................................................. 0,35...0,70 ГПа
неотожженная.......................................................... 0,90...1,25 ГПа
жесть
отожженная......................................................... 0,30...0,45 ГПа
твердая........................................................... 0,80 ГПа
Относительное удлинение перед разрывом:
проволока
отожженная......................................................... 10...50 %
неотожженная...................................................... 1,5...5 %
жесть
отожженная......................................................... 25...40 %
твердая................................................................ 1-..3 %
Модуль упругости для проволоки.......................................... 190 ГПа
Работа выхода электронов...................................................... 4,12 эВ
Постоянная Ричардсона X10-6............................-.................0,37 А-м -К
Реагент
Кислород, воздух
Химические свойства тантала
Условия и характер взаимодействия
Выше 260 °C — окисление, сопровождающееся при
500 °C образованием TasOs. При 1470 °C Ta2Os
Азот
Водород
Вода
Оксид углерода
Углерод, углеводороды, углекислый газ
разлагается
Выше 200 °C — абсорбция, выше 800 °C — образо-
вание нитрида TaN
Выше 100 °C образуется гидрид TaHs, который
разлагается в вакууме при температуре выше
750 °C
Реагирует с парами воды выше 200 °C, образуя
оксиды
Абсорбция в диапазоне 600...800 °C, при более
высокой температуре — десорбция СО
При температуре выше 1200 °C образуется карбид
ТаС
[§ 13.1]
Конструкционные металлы и сплавы
309
Ртуть и ее пары
Галоиды Cl, Вг, I
Диоксид серы
Кислоты H2SO4, HNO3, .НС1, Н3РО4. цар-
ская водка, хромовая смесь
Кислота HF, смесь HF4-HNO3
Щелочи
Взаимодействие отсутствует
Нет взаимодействия до 150 °C
Нет взаимодействия до 300 °C
Разбавленные и концентрированные, горячие и хо-
лодные либо не действуют, либо действуют не-
значительно
Быстрое растворение
Расплавленные и в виде крепких горячих растворов
энергично взаимодействуют
Зависимости физических параметров тан-
тала от температуры представлены на
рис. 13,15...13,18 и в табл. 13.3.
Обработка. Тантал после отжига в
вакууме является одним из самых пластичных
металлов уже при комнатной температуре. Но
так как при пластических деформациях сопро-
тивление разрыву у тантала увеличивается
незначительно, то его нельзя считать вязким
металлом.
Механическая обработка тантала из-за
чувствительности его к кислороду и азоту
производится только в холодном состоянии.
Обработка резанием не представляет за-
труднений, в качестве смазки рекомендуется
четыреххлористый углерод. Вальцеванием
удается получить фольгу толщиной до 10 мкм,
не прибегая к промежуточным отжигам. Ввиду
низкой вязкости глубокая вытяжка тантала
затруднена. Проволоку большой длины уда-
ется получить при диаметре не менее 50...
...80 мкм.
Очистка поверхности танталовых деталей
перед их монтажом осуществляется погруже-
нием в горячую (ПО °C) хромовую смесь или
«царскую водку» с последующей промывкой
в воде. Блестящую поверхность тантала можно
получить электролитической полировкой в
водном растворе 2...7 % HF и 75...98 % H2SO4
или НС1 при плотности тока 40...160 мА-см-2.
Матирование поверхности тантала достига-
ется пескоструйной обработкой стальными
опилками.
Для протравливания шлифов при метал-
Таблица 13.3. Электрические параметры „единичной** нити тантала
Темпера- тура Г, К Сопротив- ление R', мкОм - см Напряже- ние накала U', мВ-см-1/2 Ток накала I', А-см-3/2 Мощ- ность накала Р', Вт-см-2 Ток элект- ронной ЭМИССИИ 1е, А-см-2
1000 56,2 11,8 211 2,50
1100 60,2 15,2 254 3,87
1200 64,8 19,3 299 5,78
1300 69,7 24,4 352 8,58
1400 74,0 30,4 408 12,4
1500 79,3 36,8 469 17,2 —
1600 83,7 43,8 528 23,3 4,4-10-s
1700 88,1 52,7 602 31,7 3,14-ИН4
1800 92,2 61,7 676 41,7 1,57-10-3
1900 96,4 71,6 751 53,8 6,28-10'3
2000 100,3 82,1 828 68,0 0,028
2100 104,3 93,6 910 85,2 0,088
2200 108,3 107,2 1002 107,5 0,270
2300 112,4 121,2 1095 132,9 0,785
2400 116,2 135,7 1189 161,3 2,040
2500 120,1 152,2 1288 196,2 4,4
2600 124,0 169,9 1394 236,8 —
2700 127,6 188,0 1502 282,8
2800 131,0 206,4 1606 332
2900 134,5 226,7 1715 387
3000 138,5 247,9 1830 454 —
3100 142,0 270,0 1948 526
3200 145,0 294,0 2075 611
3270. 147,0 311,0 2164 674
310
Материалы для электронных приборов
[разд. 13]
Рис. 13.15. Зависимость от температуры удельного сопротивления р, коэффициента теплопроводно-
сти х, удельной изобарической теплоемкости ср и относительного удлинения Д///„ для тантала (/„ —
длина образца при 7 = 300 К)
лографическом анализе рекомендуется ра-
створ HF4-NH4F.
Применение. Способность предвари-
тельно обезгаженного тантала поглощать
газы в диапазоне температуры 600...1200 °C
в сочетании с пластичностью, хорошей формо-
стойкостью и отсутствием хрупкости при высо-
ких температурах в вакууме, свойством легко
свариваться с вольфрамом и молибденом
делают этот металл весьма ценным для
изготовления деталей электровакуумных при-
боров. При рабочих температурах 600...1200 °C
тантал является не только конструкционным
материалом, но и поглотителем газов, которые
выделяются другими деталями прибора. Од-
нако ввиду высокой стоимости тантал ис-
пользуется преимущественно для ответствен-
ных изделий, работающих в напряженном
тепловом режиме, или в тех случаях, когда
к качеству вакуума предъявляют очень высо-
кие требования.
Рис. 13.16. Зависимости яркостной Гя, цвето-
вой Та температуры, спектральных коэффици-
ентов излучения ео.467 и eo.ees на длинах волн
0,467 и 0,665 мкм, интегральных полусфери-
ческого е и нормального ел коэффициентов
излучения тантала от истинной температуры
В основном тантал применяется в элек-
тровакуумной промышленности для изготов-
ления анодов и сеток генераторных ламп,
прямоканальных катодов сложной формы,
кернов оксидно-ториевых катодов, нерас-
пыляемых газопоглотителей, вспомогательных
деталей электровакуумных приборов.
Кроме того, из тантала изготовляют-
тигли для плавки в высокотемпературных
вакуумных печах, испарители веществ в тех-
нике получения тонких пленок, тонкопленоч-
ные резисторы в интегральных схемах, элек-
троды танталовых конденсаторов.
Ниобий. Общие сведения. Нио-
бий — элемент пятой группы периодической
системы Д. И. Менделеева, аналог тантала.
По содержанию в земной коре (2-10_,|%)
Рис. 13.17. Зависимость нормального моно-
хроматического коэффициента излучения ei„
тантала от длины волны X при различной
температуре
1 — 1200 К; 2 — 1800 К; 3 — 2400 К
[§ 13.1]
Конструкционные металлы и сплавы
311
является распространенным элементом. Туго-
плавкий светло-серый металл, устойчивый на
воздухе. Был открыт в 1844 г. Г. Розе как
примесь тантала. Встречается в рудах сов-
местно с танталом. Конечным продуктом
переработки руд является очищенный окси-
фторниобат калия KaNbOFs-HsO, из которого
металлический ниобий извлекается в виде
зернистого порошка электролизом расплава.
По другому способу металлический ниобий
получают из его оксида NbsOs восстановле-
нием карбидом NbC при иагреваиии в ва-
кууме.
Получение из порошка ниобия непорис-
того металла в виде штабиков, ленты и
проволоки аналогично соответствующим опе-
рациям для тантала.
Ниобий в слитках в зависимости от
степени чистоты выпускается марок Нб-1,
Нб-2, Нб-3 с суммарным содержанием приме-
сей не более 0,16; 0,23; 0,44 % соответственно.
Диаметр слитков 100...150 мм при длине
400...1400 мм. Для нужд электровакуумной
промышленности из плавленого ниобия изго-
товляют фольгу, ленту и полосы толщиной
0,01...10 мм, проволоку и прутки диаметром
0,5... 120 мм и бесшовные трубки наружным
диаметром 6,3...50 мм при толщине стенок
0,1...2,0 мм.
Физико-механические
Рис. 13.18. Температурные зависимости физи-
ческих параметров тантала
1 — эффективность термоэлектронной эмиссии,
А-Вт-1; 2— плотность тока термоэлектронной
эмиссии, 106 А-'м-2; 3 — давление насыщенного
пара, Па; 4 — скорость испарения, кг-м“г-с“';
5 — мощность, излучаемая единицей поверхности,
I012 Вт-м5
По химическим свойствам ниобий явля-
ется аналогом тантала, но проявляет большую
активность.
По отношению к механической обработке
ниобий подобен танталу.
Применение. Ниобий сравнительно
свойства ниобия
Атомный номер ...................................................... 41
Атомная масса............................................................ 92,91
Изотоп...................................................................... 93
Плотность d-10-3..................................................... 8,58 кг-м 3
Температура плавления ..................................................... 2750 К
Температура кипения........................................................ 5100 К
Удельная теплоемкость................................................267 Дж-кг'1 К-!
Удельная теплота плавления........................................... 288 кДж-кг-'
Удельная теплота испарения...........................................8,0 МДж-кг~'
Температурный коэффициент линейного расширения а(-106................ 7,2 К-!
Удельное сопротивление...............................................0,13...0,15 мкОм-м
Температурный коэффициент сопротивления ая-103 ...................... 3,97 К-1
Коэффициент теплопроводности................................. 54 Вт-м-!.к~'
Число Бринелля:
отожженный........................................................... 75
нагартованный.................................................... 200...300
Временное сопротивление разрыву:
проволока неотожженная............................................... 650...900 МПа
жесть отожженная...................................................... 350 МПа
жесть твердая......................................................... 700 МПа
Относительное удлинение перед разрывом:
отожженный................................................................. 30 %
неотожженный........................................................... 1 %
Модуль упругости.........................................'........... 87 ГПа
Работа выхода электронов.................................................. 3,97 эВ
Постоянная Ричардсона, ХЮ~е..........................................0,57 А-м~2-К~2
Зависимость физических параметров от
температуры показана на рис. 13.19...13.21.
дорогой металл и поэтому применяется только
в ответственных электровакуумных приборах
312
Материалы для электронных приборов
[разд. 13]
Рис. 13.19. Зависимость от температуры удельного сопротивления р, коэффициента теплопровод-
ности х, модуля упругости £у, удельной изобарической теплоемкости ср, удельной излучаемой мощ-
ности Ри, яркостной температуры 'Л,, полусферического е и нормального е„ интегральных коэффи-
циентов излучения для ниобия
Рис. 13.20. Зависимость нормального моног
хроматического коэффициента излучения ех„
ниобия от длины волны % при различной
температуре
1 — 1600 К; 2 — 1800 К; 3 — 2000 К
(генераторные лампы, рентгеновские, трубки,
высоковольтные кенотроны). Обладая высокой
газопоглощающей способностью в диапазоне
температуры 400...900 °C, ниобий применяется
в качестве нераспыляемого геттера как в виде
отдельных накаливаемых нитей или таблеток,
так и в виде определенной конструктивной
детали прибора (анод, экран, сетка).
Благодаря малой работе выхода электро-
нов, наименьшей среди тугоплавких металлов,
и высокой пластичности ниобий используют
иногда в качестве накаливаемого катода
трубчатой формы в мощных генераторных
лампах.
Ниобий и ряд его соединений обладают
сравнительно высокой температурой перехода
в сверхпроводящее состояние (чистый нио-
бий — 9 К, соединения — до 22 К) и поэтому
10'3
10'5
10'7
к~3
10'11
кг13
10'1!
10~17
10'13
Рис. 13.21. Температурные зависимости для
ииобия
1—давления насыщенного пара, Па; 2— скорости
испарения, кг- м~2 •с~1; -3 — плотности тока термо-
электронной эмиссии, 1012 А-м-2
применяются для изготовления сверхпроводя-
щих магнитов, СВЧ резонаторов и волноводов,
криотронов и т. д.
Танталониобиевые сплавы. Тантал и
ниобий обладают близкими химическими свой-
ствами и сопутствуют друг другу в рудных
месторождениях, и их разделение является
сложной и дорогостоящей операцией. Поэтому
[§ 13.1]
Конструкционные металлы и сплавы
313
часто вместо чистого тантала или ниобия
применяют таиталониобиевые сплавы, получа-
емые из продуктов переработки танталониоби-
евых руд без разделения металлов. В резуль-
тате спекания смеси порошков тантала и
ниобия образуются их сплавы — твердые раст-
воры.
Наиболее широко применяются сплавы
марок ТН-3, ТН-20. Области применения
танталониобиевых сплавов аналогичны тан-
талу и ниобию. Сплавы обладают хорошими
механическими свойствами при высоких темпе-
ратурах и используются также для изготовле-
ния пружин, поддерживающих нити накала.
Никель и его сплавы. Общие сведе-
ния. Никель входит в группу железа и явля-
ется одним из наиболее распространенных
элементов (содержание в земной коре
0,003 %). В виде металла впервые был получен
в 1751 г. А. Кронштедтом.
Наиболее важными никелевыми рудами
являются: сернистые полиметаллические (глав-
ным образом петландит NiS-FeS), гарниерит
(Ni, Mg) -SiOs-nHaO, никелевый блеск NiSsX
XNiAs2 и купферникель NiAs.
Получение чистого никеля из природных
руд осложняется необходимостью отделения
от сопутствующего ему и сходного в хими-
ческом отношении кобальта и других металлов.
Поэтому металлургия никеля сложна и зависит
от состава исходного сырья. Общим принци-
пом переработки руд является выделение из
них сернистого никеля, так называемого ни-
келевого штейна. Измельченный штейн прока-
ливанием на воздухе переводится в гемиоксид
никеля, из которого восстановлением углем
при высокой температуре получают порошко-
образный металлический никель («сырой»
никель).
Для получения никеля высокой чистоты,
пригодного для применения в электровакуум-
ной промышленности, используют его пере-
плавку в водороде или вакууме, электролити-
ческое рафинирование и карбонильный метод
(метод Монда). При карбонильном способе
порошок «сырого» никеля при температуре
50...60 °C пропусканием СО переводится в
газообразный тетракарбонил никеля Ni(CO)<
(температура кипения 43 °C), который затем
при температуре 200 °C вновь разлагается
на СО и чистый никель в виде порошка с
размером зерен 1...5 мкм. Полученный карбо-
нильный никель имеет высокую чистоту и
методами порошковой металлургии (прессовка
порошка и спекание в водороде при 1200 °C)
или плавкой в защитной среде переводится
в непористый металл. По другому способу
тетракарбонил никеля получают воздействием
СО непосредственно на никелевый штейн
при температуре 200...250 °C и давлении
20 МПа.
Прутки, проволока и лента из никеля
производятся методами ротационной ковки,
волочения и прокатки.
Никель, используемый в электровакуум-
ной промышленности, не должен содержать
легкоиспаряющиеся примеси (Cd, Zn, Р, As,
Sb, S и др.), причем содержание серы допус-
кается не более 0,005-..0.008 %, так как она
резко снижает механическую прочность ни-
келя. Для изготовления деталей электрова-
куумных приборов применяют марки Н-0,
Н-ly и Н-1 (с суммарным содержанием
Ni-|-Co не менее 99,99; 99,93; 99,93 % соот-
ветственно) , а также никель вакуумной плавки
Нв и НвК, содержащие 99,90 % никеля.
Никель выпускается в виде проволоки и прут-
ков диаметром 0,05...60 мм, ленты и полос
толщиной 0,05... 10 мм и в виде бесшовных
трубок с наружным диаметром 0,4...3,6 мм.
Физико-мехаиические свойства никеля
Атомный номер..................................................... 28
Атомная масса..................................................... 58,71
Изотопы.............................................................58; 60; 61; 62; 64
Постоянная решетка (гранецентрированный куб)...................... 0,3517 нм
Плотность d-10-3
литой............................................................. 8,35 кг-м~3
прокатаный.................................................... 8,90 кг-м~3
Температура плавления............................................. 1727 К
Температура кипения............................................... 3070 К
Удельная теплоемкость.............................................. 460 Дж • кг~! К~1
Удельная теплота плавления........................................ 308 кДж-кг”1
Удельная теплота испарения........................................ 7,2 МДж-кг-!
Температурный коэффициент линейного расширения а;-106............. 13,3 К-1
Удельное сопротивление (отожженный образец)....................... 0,0685 мкОм • м
Температурный коэффициент сопротивления (отожженный образец) ая-103 6,7 К~‘
Коэффициент теплопроводности......................................92,0 Вт-м~‘-К-!
314
Материалы для электронных приборов
[разд. 13J
Число Бринелля:
отожженный . ........... 80...90
прокатанный.................. . 150...220
Временное сопротивление разрыву:
отожженный........................................................... 320...450 МПа
твердый.......................................................... 700...1000 МПа
Относительное удлинение перед разрывом:
отожженный........................................................... 30...50 %
твердый.......................................................... 2... 15 %
Предел текучести:
отожженный........................................................... 60...200 МПа
твердый.......................................................... 300...900 МПа
Модуль упругости.................................................. 180...220 ГПа
Модуль сдвига........................................................ 73 ГПа
Работа выхода электронов............................................. 4,50 эВ
Постоянная Ричардсона X 10-6......................................... 1,2 А-м~!-К~2
Температура магнитного превращения.......................................... 631 К
Начальная относительная магнитная проницаемость отожженного образца 500...600
Индукция при насыщении............................................... 0,61 Тл
Химические свойства никеля
Реагент
Сухой воздух
Азот
Водород
Вода
Оксид углерода
Углерод
Сера
Диоксид серы, сероводород
Хлор
Щелочи и углекислые соли щелочных ме-
Условия и характер взаимодействия
При 400...500 °C образуется плотная пленка гемиок-
сида NiO, замедляющая процесс дальнейшего
окисления
Выше 600 °C растворяется в никеле
При нагревании образуются твердые растворы
Окисление в парах воды выше 400 °C
Выше 50 °C с мелко раздробленным никелем образует
карбонил Ni (СО) 4, который при высоких темпера-
турах вновь разлагается
При высокой температуре образует карбиды, вновь
распадающиеся при охлаждении
Выше 500 °C расплавленная сера и ее пары образуют
сернистый никель NiS
Выше 350 °C образуется NiS
В атмосфере сухого хлора устойчив до 500 °C
Очень устойчив как к растворам, так и к расплавам
таллов
Кислоты HF, НС1, H2SO4, Н3РО4
Кислота HNO3, разбавленная, смесь
HNO3 + HF, HNO3 + H2SO4
При комнатной температуре почти не взаимодейству-
ет, при нагревании — умеренное растворение
Быстрое растворение никеля
Влияние степени деформационного обжа-
тия на некоторые механические свойства ни-
келя иллюстрирует рис. 13.22. Зависимость
физико-механических свойств никеля от его
температуры представлена на рис. 13.23...
...13.25.
Никель магнитен, магнитные свойства
теряет при температуре 631 К, одновременно
обнаруживая резкое изменение других свойств
(рис. 13.23).
Благодаря сравнительно высокой темпе-
ратуре рекристаллизации (500...600 °C) проч-
ность никеля при нагревании снижается мед-
ленно (рис. 13.24). Температура мягкого от-
жига никеля около 800 °C.
Заметное испарение никеля начинается
при температурах около 900 °C (рис. 13.25).
Поэтому рабочие температуры никелевых де-
талей не должны превышать 700...800 °C, при
кратковременном нагреве не выше 1000 °C.
Соотношение между истинной Т и яркост-
ной Тя температурой никеля с блестящей
поверхностью для 7 = 0,665 мкм в диапазоне
1000...1500 К определяется выражением Т=
= 0,9977’я + 5,2-10-57’„2, где Т и Т„ — в
кельвинах.
Обработка. Чистый никель — проч-
ный, вязкий и пластичный (после отжига)
металл. Поэтому ои хорошо поддается обра-
ботке давлением (ковка, волочение, прокатка,
штамповка, вытяжка) даже в холодном состо-
янии и позволяет получить точные изделия
[§ 13.1]
Конструкционные металлы и сплавы
315
Рис. 13.22. Зависимость числа Бринелля НВ,
предела прочности при растяжении ав и отно-
сительного удлинения перед разрывом AZ/Z от
степени деформационного обжатия V для ни-
келя
сложной формы. Прочность никеля при этом
значительно возрастает.
Высокая вязкость никеля затрудняет его
обработку резанием, даже в том случае, когда
обрабатывается твердый металл.
Очистка поверхности никелевых деталей
от слоя оксида производится травлением в
одном из следующих составов:
1) 10 %-ный водный раствор HNO3 при
70 °C в течение 1...2 мин;
2) 1 л Н2О + 1,5 л концентрированной
H2SO4-|-2,2 л 60 %-ной HNOs + ЗО г NaCl, при
температуре 20...40 °C в течение 5...20 с;
3) электролитическое травление на посто-
янном токе напряжением 6... 12 В в ванне
с составом 200 см3 Н2О-|-130 см3 концентри-
рованной H2SO4 + 25 г сернокислого никеля;
анод — очищаемая деталь, катод — из ни-
келя;
4) 450 см3 НС14-90 г СгО3 + 600 см3 Н2О
при комнатной температуре.
Сразу после травления следует тщатель-
ная промывка сначала в проточной воде, затем
в кипящей дистиллированной и холодной
дистиллированной воде и, наконец, в спирте.
Никель очень хорошо полируется механи-
ческими приемами. Блестящую поверхность
никеля можно получить также электролити-
ческим травлением при повышенных плотно-
стях тока в ванне с приведенным выше соста-
вом.
Для увеличения излучательной способ-
ности никеля его поверхность покрывают
тонким слоем углерода в виде графита методом
карбонйзации. Существует два метода карбо-
низации: механический и газовый. При меха-
нической карбонизации на предварительно ма-
тированную ленту из никеля наносят слой
графита (аквадаг), который закрепляют затем
нагреванием в вакууме или восстановительной
атмосфере при 700...900 °C. Газовая карбони-
зация заключается в нагревании окисленной
никелевой ленты до 750...850 °C в атмосфере
углеводородов (метан, пары бензола или бен-
зина). Углеводород разлагается на нагретой
поверхности ленты с выделением мелкодис-
персного углерода и водорода. Водород
восстанавливает окисленный никель, а углерод
осаждается на его поверхности. В некоторых
случаях для увеличения излучательной спо-
собности поверхность никеля методом пульве-
ризации покрывают порошкообразным цирко-
нием.
Рис. 13.23. Зависимость от температуры удельного сопротивления р, коэффициента теплопроводно-
сти к, удельной изобарической теплоемкости ср, температурного коэффициента линейного рас-
ширения cci, модуля упругости Еу, полусферического г и нормального е„ интегральных коэффициен-
тов излучения для чистого никеля (0К — температура магнитного превращения)
316
Материалы для электронных приборов
[разд. 13]
Рис. 13.24. Зависимость временного сопро-
тивления разрыву сЕ (кривые 1, /') и относи-
тельного удлинения 61/1 (кривые 2, 2') никеля
от рабочей температуры
1 и 2 — для неотожженной проволоки холодно-
тянутой от диаметра 2,3 мм до диаметра 0,635 мм;
7'и 2' — после отжига в течение 30 мин при 800 °C
Рис. 13.25. Температурные зависимости для
никеля
1 — удельной излучаемой мощности (блестящая
поверхность), 10е Вт-м-2; 2 — давление насыщен-
ного пара, Па; 3 — скорости испарения,
кг-м “--с‘1
Специальные сорта никеля
и никелевые сплавы для изготовления
деталей электровакуумных приборов.
Никель для кернов оксидных катодов. Для
облегчения процесса активирования в никель,
идущий на изготовление керна, вводят примеси
Mg, Ca, Si, W, W + Mg, W + Zr (соответ-
ственно марки НМг, НКа, НК, НВ, НВМг,
НВЦр) и других металлов. При высокой
температуре эти металлы диффундируют на
поверхность керна, восстанавливают оксид
бария и образующийся при этом барий,'
проникая в оксидный слой, обеспечивает его
активировку. Примесь вольфрама в никеле
Рис. 13.26. Зависимость поперечного темпера-
турного коэффициента линейного расширения
а.: платинитовой проволоки от относительной
массы медной оболочки при различном содер-
жании никеля в сердечнике
1 — 42,0 %; 2 - 42,5 %; 3 — 43,0 % 4 — 43,5 %;
5 — 44,0 %; 5 — 44,5 %
значительно повышает его прочность, особенно
при высоких температурах. Так, введение в
никель 6 % вольфрама повышает предел проч-
ности при температуре 800...1000 °C в 1,5...2
раза.
Катодный никель выпускается в виде
бесшовных трубок наружным диаметром
0,4...5,0 мм при толщине стенок 0,05...0,2 мм,
ленты толщиной 0,05... 1,5 мм, проволоки, прут-
ков и полос толщиной до 5 мм.
Марганцовистый никель. Для повышения
прочности никель легируют также марганцем.
Марганец, связывая находящуюся в никеле
серу, уменьшает ее вредное влияние на
механические свойства никеля. При использо-
вании марганцовистого никеля необходимо
учитывать отравляющее действие марганца
на оксидный катод.
Марганцовистый никель выпускается двух
марок: НМц-2,5 с содержанием 2,3...3,3 %
Мп и не выше 1,5 % примесей и НМц-5, со-
держащий 4,6...5,4 % Мп и не более 2 %
примесей. Предел прочности при растяжении
для неотожженной проволоки не менее
700 МПа, удельное сопротивление при 20 °C
0,13...0,22 мкОм-м. Диаметр проволоки 0,05...
...5 мм.
Железоникелевые сплавы, применяемые в
производстве электровакуумных. приборов,
приведены в табл. 13.4.
Сплавы Н-42, Н-45, Н-50, имея соответ-
ствующий температурный коэффициент линей-
ного расширения, используются Для вакуум-
но-плотных спаев со стеклами и керамикой,
выпускаются в виде проволок (диаметром
до 0,8 мм) и лент (толщиной 0,08...0,4 мм).
Ковар или Н28К18 — сплав, содержащий
28 % никеля, 18 % кобальта и 53...54 %
железа с небольшим количеством примесей
[§ 13.1]
Конструкционные металлы и сплавы
317
марганца, кремния, углерода. Он имеет темпе-
ратурный коэффициент линейного расширения
в пределах (4,4...5,7) • 10-6-К-1 и предназна-
чен для впаивания в твердые стекла вместо
вольфрама и молибдена. Тонкая, плотная и
прочная пленка оксидов, образующаяся при
нагревании на поверхности ковара, хорошо
растворяется в стекле и обеспечивает надеж-
ное соединение сплава со стеклом.
Некоторые физико-механические свойства
ковара приведены ниже.
Физико-механические свойства ковара
Плотность d-10-3 ...................................................
Температура плавления ..............................................
Температурный коэффициент линейного расширения arlO6
при 20...300 °C.................................................
при 20-400 °C ... .............................................
при 20-500 °C...................................................
Коэффициент теплопроводности (при 20 °C)............................
Удельное сопротивление (при 20 °C)..................................
Число Бринелля (неотожженный образец)...............................
Временное сопротивление разрыву (отожженный образец)................
Предел текучести (отожженный образец)...............................
Относительное удлинение (отожженный образец)........................
В диапазоне температуры от комнатной
до 980 °C структура ковара — аустенит. Тра-
вится в смеси разбавленных азотной и соляной
кислот.
Ковар выпускается в виде лент и полос
толщиной 0,1—4 мм, прутков диаметром 6...
...40 мм, проволок диаметром 0,2...3,0 мм и бес-
шовных труб с внешним диаметром 2,0—41 мм
при толщине стеиок 0,3...2,0 мм. Штамповкой,
вытяжкой, давлением и обработкой резанием
из ковара можно изготовить изделия сложной
формы. Применяется в виде трубчатых, гиль-
зовых, стержневых и дисковых впаев.
Сплавы никель — железо —
молибден и никель — железо —
вольфрам. Никель, железо, молибден и
Таблица 13.4. Марки и температурный коэф-
фициент линейного расширения
железоникелевых сплавов
Марка Содер- жание Ni, % Температурный коэффициент линей- ного расширения arid6, К'1, при температуре
20...300 °C 20...400 °C
Н-36 (иивар) 36 1,5 —
Н-42 (фени) 42 4,0...4,8 5,4-6,4
Н-45 45 7,0-8,0 7,5-8,5
Н-50 50 8,2-9,3 8,2-9,3
вольфрам образуют между собой твердые ра-
створы. Сплавы получаются методом плавки
или при спекании штабиков, спрессованных из
смеси порошков металлов. Марки и состав
этих сплавов: НИМО-20 (58...60 % Ni, 19...
...21 % Мо, остальное Fe); НИМО-25 (66...
...69 % Ni, 25...28 % Мо, остальное Fe);
НИВО-25 (60% Ni, 25 % W, остальное Fe).
Некоторые физические свойства НИМО-20:
плотность 9-103 кг-м~3; температура плавле-
ния 1650 К; удельное сопротивление 0,12 мкОм • м;
8,35 кг-м-3
1725 К
4,5-5,5 К-1
4,4-5,2 К'"1
5,6...6,4 К-1
19 Дж-м“!-К~"1
0,49 мкОм-м
200-250
650 МПа
350 МПа
32%
коэффициент теплопроводности 17 Вт-м_,-К-1;
температурный коэффициент линейного рас-
ширения (12...13) • 10~6 К-1; модуль упругости
210 ГПа; предел прочности при растяжении
для неотожженного образца 1,2 ГПа при от-
носительном удлинении 12 %, после отжига —
0,8 ГПа при относительном удлинении 57 %.
Сплавы выпускаются в виде лент и про-
волоки. Применяются в основном для изготов-
ления сеток ламп с повышенной виброустой-
чивостью.
Алюминированный никель
представляет собой ленты никеля, покрытые
с одной или двух сторон холодной накаткой
тонким слоем алюминия. При нагревании алю-
минированного никеля в водороде или вакууме
до 800...900 °C на его поверхности образуется
сплав никеля с алюминием, имеющий разви-
тую шероховатую поверхность. Вследствие это-
го интегральный коэффициент излучения по-
верхности увеличивается до 0,8 (против 0,15
для чистого никеля), что позволяет повысить
тепловую нагрузку деталей, изготовленных из
алюминированного никеля.
Толщина листов алюминированного нике-
ля 0,15...0,5 мм при толщине слоя алюминия
0,008...0,03 мм.
Платинит представляет собой биме-
таллическую проволоку, состоящую из сердеч-
ника никелевой стали Н-42 и наружной оболоч-
ки из меди марки МО, которая может быть по-
крыта пленкой безводного борнокислого калия.
Предназначен для впаивания в мягкие стекла
318
Материалы для электронных приборов
[разд. 13]
и заменяет при этом платину. Получается пу-
тем ковки и волочения соответствующих биме-
таллических прутков с начальным диаметром
около 10 мм.
Для лучшего сцепления со стеклом плати-
нитовую проволоку, окисленную с поверхности
до гемиоксида меди, покрывают тонким слоем
борнокислого калия с последующим спеканием
его в стекловидную массу.
Термический коэффициент линейного рас-
ширения платинита в поперечном направлении
подбирается равным температурному коэффи-
циенту линейного расширения соответствую-
щего стекла. Он зависит от толщины медной
оболочки и при содержании меди в пределах
21...33 % от общей массы равен (8,2...9,2) X
X 10“6 К~! (рис. 13.26). Продольный коэффи-
циент линейного расширения платинита 7,8 X
ХЮ“6 К-1-
Проволока из платинита выпускается диа-
метром 0,2...0,8 мм, причем верхний предел
ограничивается неполной согласованностью
температурных коэффициентов линейного рас-
ширения материалов спая.
Коэффициент теплопроводности платини-
та 170 Дж-м“‘-К“‘.
Применение никеля и его
сплавов. Благодаря ценным качествам ни-
кель является наиболее распространенным ма-
териалом для изготовления многих деталей
электровакуумных приборов. Однако сравни-
тельно высокая скорость испарения и малая
механическая прочность при высоких темпе-
ратурах исключают использование никеля при
рабочих температурах выше 1000 °C.
Никель широко применяется для изготов-
ления электродов маломощных электронных
ламп массового назначения. Листовой никель
идет на изготовление анодов ламп, трубчатых
кернов катодов, тепловых экранов, вспомога-
тельных деталей электровакуумных приборов.
Из алюминированного никеля делают аноды
с повышенной тепловой нагрузкой. Проволока
из чистого никеля используется для навивки
сеток, изготовления траверс и внутренних элект-
рических соединений в лампах. Проволока мар-
ганцовистого никеля и сплавов НИМО или
НИВО идет на изготовление сеток с повышен-
ной термической и механической прочностью.
Железоникелевые сплавы, ковар, платинит при-
Атомный номер
Атомная масса
Изотопы
Постоянная кристаллической решетки:
ниже 1136 К — гексагональный a-Zr
выше 1136 К — гранецентрированный куб, (3-Zr
Плотность cf-10“3............................
Физико-механические свойства циркония
меняются, главным образом, для вакуумно-
плотных спаев со стеклами.
Цирконий. Общие сведения. Цир-
коний — элемент IV группы периодической
системы элементов Д. И. Менделеева, сереб-
ристо-белый металл, довольно распространен-
ный, но рассеянный элемент. В природе встре-
чается преимущественно в виде минералов
циркона ZrSiO4 и бразилита или бадделеита
ZrOa. В виде металла был получен в 1824 г.
Я. Берцелиусом из фтористого соединения вы-
теснением алюминием.
Из циркониевых руд металлургическими
и химическими методами извлекают чистые со-
единения циркония, являющиеся исходными
материалами для получения металла. Высокая
химическая активность циркония к углероду,
кислороду, азоту, водороду и многим другим
элементам затрудняет процесс получения чис-
того металлического циркония.
Порошкообразный или губчатый цирко-
ний получают при высокой температуре в ва-
кууме или атмосфере аргона восстановлением
с помощью магния, кальция или натрия, очи-
щенного хлористого циркония или его диокси-
да. Восстановленный цирконий имеет степень
чистоты около 99 % и для удаления летучих
примесей подвергается прокаливанию при 1300 °C
в вакууме. После этого чистота повышается до
99,7 %, причем в качестве основной примеси
остается нелетучий диоксид циркония, кото-
рый, покрывая поверхность зерен циркония,
препятствует его переработке в компактный
вязкий блок путем спекания.
Чтобы получить ковкий металл, необходи-
мо порошкообразный цирконий очистить иодид-
ным способом. Для этого в реакционной ка-
мере, имеющей температуру 300 °C и содержа-
щей очищаемый порошок циркония и пары
йодистого циркония Zrl4, накаливают до 1300...
...1400 °C вольфрамовую или циркониевую про-
волоку. При соприкосновении с накаленной по-
верхностью происходит пиролиз Zrl4, атомы
циркония оседают на проволоке, а высвободив-
шийся иод при температуре реакционной каме-
ры соединяется с порошком очищаемого цирко-
ния, вновь давая иодид. Образующиеся стерж-
ни иодидного циркония имеют чистоту 99,99 %.
Вязкий цирконий получают также из цир-
кониевой губки дуговой плавкой в вакууме.
40
91,22
90; 91; 92; 94, 96
0,328/0,513 нм
0,361 им
6,52 кг-м“3
[§ 13.1]
Конструкционные металлы и сплавы
319
Температура плавления....................................................... 2130 К
Температура кипения......................................................... 5000 К
Удельная теплоемкость...................................................275 Дж-кг-К~
Удельная теплота плавления............................................. 250 кДж-кг-1
Удельная теплота испарения.............................................6,0 МДж-кг-1
Температурный коэффициент линейного расширения cq-106........................ 6,3 К-!
Удельное сопротивление (отожженный образец)............................0,41 мкО'м-м
Температурный коэффициент сопротивления (отожженный образец) as-103 4,4 К~!
Коэффициент теплопроводности...........................................22 Вт- м-’-К-1
Число Бринелля:
отожженный................................................................ 65
нагартованный........................................................... 150
Временное сопротивление разрыву:
отожженный............................................................. 250...400 МПа
холоднотянутая проволока диаметром 0,05...0,1 мм................... 900...1000 МПа
Относительное удлинение перед разрывом:
отожженный............................................................. 12...40 %
холоднотянутая проволока диаметром 0,05...0,1 мм....................... 1...2 %
Предел текучести:
отожженный.............................................................. 80... 140 МПа
твердый............................................................ 500...600 МПа
Модуль упругости........................................................ 75... 100 ГПа
Работа выхода электронов..................................................... 3,9 эВ
Постоянная Ричардсона ХЮ-6.............................................0,4...3,0А-м“2-К~2
Некоторые физические параметры цирко-
ния в зависимости от температуры представ-
лены на рис. 13.27...13.30. Все величины отно-
сятся к металлу, свободному от кислорода и
азота, так как физические свойства циркония
очень сильно изменяются при поглощении этих
газов (повышаются предел прочности и твер-
дость, резко снижается электрическая прово-
димость, относительное удлинение, вязкость).
Связь между истинной Т и яркостной Тя
тепературой циркония в диапазоне температур
1000...2100 К определяется выражением Т=
Рис. 13.27. Зависимость от температуры удельного сопротивления р, коэффициента теплопровод-
ности х, удельной изобарической теплоемкости ср, удельной излучаемой мощности Р„, интеграль-
ного коэффициента излучения е и относительного удлинения Д///„ для циркония (1а — длина при
7=293 К)
Металлический цирконий технической чис-
тоты, получаемый иодидным способом, имеет
хорошую пластичность и вязкость, легко под-
дается прокатке, волочению, обработке давле-
нием и резанием, сваривается точечной свар-
кой в инертном газе.
Характерным для циркония является его
способность при температуре 400... 1500 °C по-
глощать все газы, кроме инертных, с образо-
ванием стойких химических соединений, при
этом непористый металл в химическом отноше-
нии более устойчив, чем порошкообразный цир-
320
Материалы для электронных приборов
[разд. 13]
Рис. 13.28. Зависимость нормального моно-
хроматического коэффициента излучения
циркония от длины волны Л. при температуре
1400 К
Рис. 13.29. Зависимость временного сопротив-
ления разрыву св циркония от рабочей тем-
пературы
I — нагартованный; 2 — пластичный; 3 — очень
чистый, полученный иодидным способом
смесь плавиковой и азотной кислоты (25...
...50 см3 48 %-ной HF, 450 см3 HNO3 с плот-
ностью 1,42 г/см3', 500 см3 воды) при темпера-
туре 25...40 °C.
Применение. Непористый вязкий цир-
коний в электровакуумной промышленности
является конструкционным материалом для
изготовления деталей, работающих при высоких
температурах (аноды и сетки ламп) и служа-
щих одновременно газопоглотителями. В этом
отношении в некоторых случаях цирконий за-
меняет тантал. Из циркониевой жести готовят
также фильтры рентгеновского излучения.
Цирконий служит хорошим припоем для пайки
вольфрамовых деталей.
Из порошкообразного металлического цир-
кония или его гидрида изготовляют покрытия
для молибденовых, графитовых и танталовых
деталей, работающих при высоких температу-
рах (аноды и сетки мощных ламп). Эти покры-
тия являются нераспыляемыми газопоглоти-
телями, увеличивают излучательную способ-
ность поверхности деталей и снижают коэф-
фициент вторичной электронной эмиссии. По-
крытия наносятся на детали в виде суспензии
порошка циркония с размером зерен 1...8 мкм
в биндере — 2...5 %-ном растворе нитроклет-
чатки в амилацетате. Предварительное обез-
гаживание покрытия достигается нагреванием
Химические свойства циркония
Реагент
Воздух, кислород
Водород
Азот
Ртуть и ее пары
Углерод, СО, СО2
Углеводороды
Кислоты НС1, H9SO4, HNO3
Кислоты Н3РО4, HF, „царская водка”
Щелочи NaOH, КОН
Условия и характер взаимодействия
При комнатной температуре — поверхностное окисле-
ние с образованием защитной пленки ZrO2. Непо-
ристый металл горит выше 600 °C, порошкооб-
разный — выше 180 °C. При малой концентрации
кислорода — абсорбция с максимумом при 600...
...800 °C
При 300...400 “С — интенсивная абсорбция с образо-
ванием ZrHs, полная десорбция На в вакууме— при
1500 °C
При 500 °C начинается абсорбция с образованием
ZrN
Не взаимодействует
Выше 400...500 °C образуется ZrC
При 500...1000 °C образуются ZrH2 и ZrC
Разбавленные и концентрированные, холодные и го-
рячие, на непористый цирконий почти не действуют
Действуют на цирконий: HF — при комнатной тем-
пературе, Н3РО4 и „царская водка" — при нагрева-
нии
Растворы и расплавы не действуют
Абсорбционная способность порошка цир-
кония по отношению к различным газам указа-
на в табл. 13.5.
Пленку оксида с поверхности циркония
можно удалить травлением в смеси HF и Pb (NO3) 2.
Активным травителем для циркония является
детали до 1000... 1700 °C, наиболее эффектив-
ное поглощение имеет место при температуре
400 °C для водорода и около 900 °C для кис-
лорода, азота и других газов.
В производстве фотоэлементов порошко-
вый цирконий находит применение в качестве
[§ 13.1]
Конструкционные металлы и сплавы
321
Таблица 13.5. Абсорбция газов порошком циркония, см3 Па
на 1 мг циркония
Т °C О2 N2 СО СО2 Н2
25 51 0 0 1,2
350 — —- 1770
400 265
500 800 — 15...135 195 57 485 76 405 —
восстановителя при получении металлического
цезия из CszCrsO?.
Титаи. Общие сведения. Относится
к IV группе периодической системы Д. И. Мен-
делеева, является аналогом циркония и во мно-
гих отношениях (методика получения металла,
химические свойства, применение) подобен ему.
Как элемент был открыт в 1797 г. М. Клапро-
том, в виде металла получен только в 1910 г.
Минералы, содержащие титан, в природе
встречаются повсеместно, и по содержанию
в земной коре (0,2...0,4 %) титан входит в пер-
вый десяток самых распространенных элемен-
тов. Наиболее важные титановые руды — иль-
менит или титанистый железняк ГеТЮз и тита-
номагнетит РеТЮз • РезО4, более редкими явля-
ются сфен или титанит СаО • SiO2 - TiO2, рутил
ТЮ2.
Получаемый в результате переработки ти-
тановых руд диоксид титана при взаимодей-
ствии с углем и хлором переводится в четырех-
хлористый титан, который после очистки слу-
жит исходным сырьем для извлечения метал-
лического титана. Промышленный способ по-
лучения порошкообразного титана заключает-
ся в восстановлении TiCU магнием, реже нат-
рием, в атмосфере гелия или аргоиа при тем-
пературе 800...900 °C. Губчатый металличе-
ский титан отделяют от хлористого магния об-
работкой в разбавленной соляной кислоте, из-
мельчают и для окончательной очистки про-
каливают в вакууме.
Непористый пластичный титан получают
из порошка одним из следующих способов:
1. Размолотый порошок увлажняют бензо-
лом и под давлением 700 МПа прессуют в шта-
бики, которые спекают затем при температуре
1000°C в вакууме 5-Ю-2 Па в течение 16 ч.
2. Титановый порошок засыпают в оболоч-
ки из листовой стали; после герметизации по-
лученные заготовки подвергают прокатке при
температуре 800... 1000 °C.
3. Плавка порошка в графитовых тиглях
в атмосфере аргона.
4. Дуговая плавка в вакууме или аргоне
штабиков, спрессованных из губчатого титана.
Наиболее чистый металл получают пиро-
лизом иодида титана на раскаленной вольфра-
мовой нити, имеющей температуру 1400 °C.
Титаи выпускается в виде порошка, фоль-
ги и полос толщиной 0,05... 1,5 мм, проволоки
диаметром 0,2...4 мм, прутков и трубок.
Некоторые физические характеристики ти-
тана в зависимости от рабочей температуры
представлены на рис. 13.31...13.33.
Связь между истинной Т и яркостной 7Я
температурой титана в диапазоне температур
1100...1400 К определяется выражением Т=
= 1,0306 Тя — 4,2-10~'! П.
Чистый титан является пластичным и вяз-
ким металлом. Он легко поддается горячей
ковке (диапазон температур 700...1000 °C),
холодной прокатке (с применением промежу-
точных отжигов в вакууме при 1000 °C), воло-
чению (промежуточные отжиги на воздухе при
600 °C), вытяжке, обработке резаиием, точеч-
ной сварке.
Б химическом отношении титан во многом
подобен цирконию.
Рис. 13.30. Температурные зависимости для
циркония
I — давления насыщенного пара, Па; 2 — плот-
ности тока термоэлектронной эмиссии, 106 А-м~2;
3 — скорости испарения, кг-м~2-с-1
11 Заказ 1122
322
Материалы для электронных приборов
[разд. 13]
Рис. 13.31. Зависимость от температуры удельного сопротивления р (по двум различным источ-
никам), коэффициента теплопроводности и, удельной изобарической теплоемкости ср, температур-
ного коэффициента линейного расширения а, и интегрального коэффициента излучения е чистого
титана
Физико-механические свойства титана
Атомный номер.......................................................... 22
Атомная масса............................................................. 47,90
Изотопы................................................................46; 47; 48; 49; 50
Постоянная кристаллической решетки:
ниже 1158 К-гексагональный a-Ti...................................... 0,295/0,469 нм
выше 1158 К-гранецентрированный куб, [З-Ti............................ 0,3306 нм
Плотность d-10-3....................................................... 4,52 кг-м “3
Температура плавления ...................................................... 1960 К
Температура кипения......................................................... 3450 К
Удельная теплоемкость.................................................. 530 Дж • кг-1 • К-1
Удельная теплота плавления............................................. 380 кДж-кг-1
Удельная теплота испарения.............................................7,5 МДж-кг~'
Температурный коэффициент линейного расширения а(-106...................... 8,2 К-1
Удельное сопротивление:
отожженный.............................................................0,47 мкОм-м
твердый . . . ..............................................0,55 мкОм-м
Температурный коэффициент удельного сопротивления а^-103............... 3,3...5,5 К-1
Коэффициент теплопроводности...........................................17 Бт-м-1-^-'
Число Бринелля:
отожженный, иодидный......................................................... 73
твердый, из спеченного штабика.......................................... 260
Временное сопротивление разрыву:
отожженный, иодидный................................................... 270...340 МПа
твердый, из спеченного штабика......................................... 860 МПа
Относительное удлинение перед разрывом:
отожженный, иодидный........................................................ 40 %
твердый, из спеченного штабика .................................... 7...12 %
Предел текучести:
отожженный, иодидный................................................... 140... 170 МПа
твердый, из спеченного штабика......................................... 800 МПа
Модуль упругости....................................................... 100... 120 ГПа
Модуль сдвига.......................................................... 37...42 ГПа
Работа выхода электронов.................................................... 3,95 эВ
Постоянная Ричардсона ХЮ-6.............................................0,44 А-м-2-К”2
Химические свойства титана
Реагент Условия и характер взаимодействия
Воздух, кислород Устойчив на воздухе до 700 °C, покрывается защит-
ной пленкой ТЮ2. При накаливании выше 800 °C
в кислороде воспламеняется. При малой концент-
рации кислорода — сорбция при 500 °C
[§ 13.2]
Материалы для катодов
323
Азот
Водород
Щелочи, растворы
Кислоты НС1, Н3РО4, HF, H2SO4 (концент-
рированные)
Кислота HNO3
Пероксид водорода
Выше 600 °C абсорбция с образованием TiN
При нагревании абсорбция с образованием TiH2. Де-
сорбция — при нагреве до 1000 °C в вакууме
Устойчив
Действуют при комнатной температуре (H2SO4 — при
нагревании)
Не действует
Сильно действует
Рис. 13.32. Зависимость временного сопротив-
ления разрыву и относительного удлинения
А/// титана от температуры (сплошная кри-
вая — твердый; штриховая — отожженный)
Рис. 13.33. Зависимость давления насыщен-
ного пара р и скорости испарения Дт титана
от температуры
Травление титана с целью удаления плен-
ки оксидов можно проводить в растворах NaOH,
NaOH-|-NaNO2 или в смеси HF + HNO3. Для
травления микрошлифов рекомендуется смесь
HF, HNO3 и глицерина.
Применение. Применение непористо-
го титана в качестве конструкционного мате-
риала и порошкового титана в качестве геттера
аналогично соответствующему применению
циркония. Гидрид титана применяется в ка-
честве источника водорода в тиратронах. По-
рошкообразный титан является восстанови-
телем бария в некоторых типах распыляемых
газопоглотителей.
За последние годы титан получил широкое
применение в титановых сорбционных и ионно-
сорбционных насосах.
13.2. МАТЕРИАЛЫ ДЛЯ КАТОДОВ
Щелочные металлы. Щелочные металлы
литий, натрий, калий, рубидий, цезий и фран-
ций относятся к основной подгруппе I группы
периодической системы Д. И. Менделеева. Для
них характерны малая плотность, высокая
сжимаемость, низкие температуры плавления
и кипения, большая вязкость и высокая плас-
тичность, сохраняемая даже при глубоком
Рис. 13.34. Зависимость давления р насыщен-
ных паров щелочных металлов от темпера-
туры Т
Рис. 13.35. Зависимость скорости испарения
Дт щелочных металлов от температуры
324
Материалы для электронных приборов
[разд. 13]
охлаждении (до 100 К и ниже). Они имеют
малую твердость, не превышающую твердости
воска, и легко режутся ножом. Щелочные ме-
таллы имеют серебристо-белый цвет с желто-
ватым оттенком, который усиливается у цезия
до золотисто-желтого.
Кристаллическая решетка щелочных ме-
таллов при обычных условиях кубическая, объ-
емно центрированная.
Щелочные металлы имеют низкие потен-
циалы ионизации.
Важнейшие физические свойства щелоч-
ных металлов (за исключением франция) со-
поставлены в табл. 13.6. Значения работы вы-
хода электронов следует рассматривать как
ориентировочные, так как в сильной степени
зависят от состояния поверхности.
Зависимости давления паров щелочных
металлов и скорости испарения от температуры
показаны на рис. 13.34 и 13.35.
В химическом отношении щелочные метал-
лы исключительно реакционны, причем их ак-
тивность возрастает от лития к цезию. Во всех
соединениях эти металлы одновалентны, легко
окисляются с выделением большого количе-
ства теплоты, а рубидий и цезий даже воспла-
меняются. Энергично взаимодействуют с водой.
Поэтому щелочные металлы хранят либо под
защитным слоем нейтральной жидкости (бен-
зин, керосин), либо в запаянных вакуумиро-
ванных ампулах.
Эффективным способом очистки щелоч-
ных металлов является вакуумная дистилляция.
Все щелочные металлы хорошо растворя-
ются в ртути (в наименьшей степени литий),
образуя амальгамы.
Почти все соли щелочных металлов рас-
творимы в воде.
Сравнительно доступные литий, натрий и
его сплав с калием широко используются как
теплоносители в ядерной энергетике.
В электровакуумной технике щелочные ме-
таллы имеют исключительное значение для
формирования фотоэмиссионных слоев и эмит-
теров вторичных электронов.
Литий. Литий был открыт в 1817 г.
А. Арфведсоном. В виде свободного металла
получен впервые Р. Бунзеном и О. Матиссеном
в 1855 г. По содержанию в земной коре (0,02 %)
литий довольно распространенный элемент,
встречается, главным образом, как спутник при-
родных месторождений натрия и калия. Основ-
ные собственные минералы лития — алюмоси-
ликаты, наиболее распространенный из кото-
рых сподумен l/2(Li2O-A12O3.4SiO2). Са-
мый богатый литием минерал — криолитионит
3LiF-3NaF-2AlF3.
В крупных масштабах литий получают
электролизом расплавленного LiCl, в который
для снижения точки плавления вводят КО.
Последующая очистка осуществляется пере-
плавкой и дистилляцией металла в вакууме при
температуре 780 °C. Очень чистый литий полу-
чают также электролизом расплава смеси 85...
Таблица 13.6. Физические свойства щелочных ^металлов
Параметр Численное значение
Li Na к Rb Cs
Атомный номер 3 11 19 37 55
Атомная масса 6,94 22,99 39,10 85,47 132,91
Изотопы 6; 7 23 39; 40; 41 85; 87 133
Атомный диаметр, нм 0,312 0,382 0,473 0,506 0,544
Плотность d-Ю”3, кг-м”3 0,534 0,971 0,865 1,532 1,873
Температура плавления, °C 180,5 97,8 63,4 38,7 28,6
Температура кипения, °C 1317 890 754 701 685
Удельная теплоемкость, Дж • кг”1 • К”1 3550 1223 766 361 236
Удельная теплота плавления, кДж-кг”1 434 ИЗ 59,6 25,7 16,4
Удельная теплота испарения, МДж-кг”1 21,4 3,87 1,98 0,81 0,5
Температурный коэффициент линейного расши- рения (Х/-106, К”1 56 69 84 90 97
Удельное сопротивление, мкОм-м 0,086 0,042 0,062 0,121 0,20
Температурный коэффициент сопротивления ад-103, К”1 4,32 5,00 5,5 5,1 4,8
Коэффициент теплопроводности, Вт-м”‘-К”1 71 133 98 35,5 24
Число Бринелля 0,05 0,04 0,04 0,022 0,015
Модуль упругости, ГПа 4,9 10,0 — 2,4 1,8
Первый ионизационный потенциал, В 5,39 5,14 4,34 4,18 3,89
Работа выхода фотоэлектронов, эВ 2,39 2,35 2,22 2,13 1,9
Постоянная Ричардсона, ХЮ”6, А-м”2-К”2 — — — —. 1,62
[§ 13.2]
Материалы для катодов
325
...90 % LiBr и 15...10 %LiCl. В отличие от
остальных щелочных металлов литий можно
получать электролизом неводных растворов,
например LiCl в безводном пиридине.
Очень чистый металл можно получить вос-
становлением Li2O порошкообразным крем-
нием или алюминием при нагревании до 900...
...1000 °C в вакууме, достигаемая при этом чис-
тота 99,95 %. В малых количествах для нужд
электровакуумной техники литий можно полу-
чать восстановлением 1 части LhCrCL 6...
...8 частями порошкообразного циркония при
температуре 450...600 °C в вакууме.
Литий заметно выделяется среди осталь-
ных щелочных металлов и по некоторым свой-
ствам приближается к магнию. Литий имеет
существенно более высокую температуру плав-
ления, большую твердость, сравнительно устой-
чив на воздухе, допускает получение из него
проволоки и фольги в обычных условиях. В хи-
мическом отношении значительно устойчивее
остальных щелочных металлов.
Натрий. Соединения натрия известны
с древнейших времен. В виде металла был по-
лучен впервые в 1807 г. Г. Дэви электролизом
расплава NaOH. По содержанию в земной ко-
ре (2,0 %) натрий является одним из самых
распространенных элементов. Наибольшее ко-
личество натрия заключено в морской воде и
в залежах каменной соли NaCl. Встречается
также в виде минералов 1/2 (Na2O-Al2O3X
X6SiO2) — натриевый полевой шпат, 3NaFX
XA1F3 — криолит и других соединений.
В промышленных масштабах натрий по-
лучают обычно электролизом расплава NaOH
или NaCl. В последнем случае для понижения
температуры плавления берут смесь 40 %
NaCl+ 60 % СаС12. Иногда натрий получают
восстановлением при накаливании соды с уг-
лем. Для последующей очистки натрия исполь-
зуют дистилляцию металла в вакууме.
Внутрь оболочки электровакуумного при-
бора натрий вводят в маленьких стеклянных
ампулах, дистилляцией, электролизом нагре-
Химические свойства лития
Реагент
Воздух, кислород, сухие
Воздух влажный
Азот
Условия и характер взаимодействия
Практически не взаимодействуют до 200 °C. Выше
200 °C литий воспламеняется в кислороде с образо-
ванием оксида Li2O и частично — пероксида Li2O2
Взаимодействует с образованием гидрооксида L1OH
Взаимодействует медленно при комнатной температу-
ре, быстро — при 250 °C с образованием нитрида
Li3N
Выше 500 °C со вспышкой образуется гидрид LiH
Бурное взаимодействие при комнатной температуре
с образованием L1OH и Н2
В парах серы образуется сульфид Li2S
При нагревании образуется Li3P и возможно LiP
Выше 550 °C реакция с образованием карбида Li2C2
При нагревании взаимодействуют
Бурное взаимодействие
Слабое взаимодействие
Энергично взаимодействует со всеми галогенами
Водород
Вода
Сера
Фосфор
Углерод, углеводороды
Углекислый газ
Кислоты разбавленные
Кислота H2SO4, концентрированная
Галогены
Литий при температуре выше 150 °C раз-
рушает стекло, фарфор, выше 285 °C — кварц.
Литий применяется в качестве эффектив-
ной присадки к сплавам Al, Mg, Pb, Zn, Си,
существенно повышая их твердость и вязкость.
Листовой литий и литиевые стекла («гетан»,
линдемановское) используются в качестве
окон, прозрачных для мягкого рентгеновского
излучения. В последние годы литий нашел при-
менение в химических источниках тока с высо-
кими удельными характеристиками.
В электровакуумной технике литий приме-
няют для изготовления фотокатодов и в ка-
честве источника водорода (в виде гидрида
LiH).
того до 350 °C стекла оболочки, разложением
таблеток нитрида Na3N.
Натрий является типичным щелочным
металлом с весьма высокой активностью.
Натрий широко применяется в качестве
восстановителя, при изготовлении антифрик-
ционных сплавов, для высокотемпературных
термометров. В электровакуумной технике ис-
пользуется при изготовлении фотокатодов, для
наполнения натриевых газосветных ламп, как
поглотитель паров ртути. В виде амальгамы
натрий применяется как жидкий катод газо-
разрядных выпрямителей.
326
Материалы для электронных приборов
[разд. 13]
Химические свойства натрия
Условия и характер взаимодействия
Покрывается тонкой пленкой оксида Na2O, препят-
ствующей дальнейшему окислению. Выше 200 °C
воспламеняется с образованием пероксида Na2O2 и
в меньшем количестве Na2O
Взаимодействуют с образованием гидрооксида NaOH
Взаимодействуют с образованием нитрида при нали-
чии электрического разряда в азоте
Взаимодействуют выше 200...350 °C с образованием
гидрида NaH, который -разлагается при темпера-
туре выше 400 °C
Энергичное взаимодействие при комнатной темпера-
туре с образованием NaOH и Н2
Взаимодействуют при нагревании с образованием
Na2S
Взаимодействуют при нагревании до 400 °C с образо-
ванием фосфида Na2Ps
Энергичное взаимодействие со всеми галогенами
Реагент
Воздух, кислород, сухие
Воздух влажный
Азот
Водород
Вода
Сера
Фосфор
Галогены
Калий. Соединения калия известны с
древнейших времен. В виде металла был полу-
чен впервые в 1807 г. Г. Дэви. Калий относится
к наиболее распространенным элементам (со-
держание в земной коре 1,1 %). Основные при-
родные минералы калия — силикаты (самый
распространенный — калиевый полевой шпат
или ортоклаз 1/2 (КзО-АКОз-бЗЮг), а также
соли: сильвин КС1, сильвинит (К, Na)Cl, кар-
наллит KCl-MgCl2-6H2O и др.
Металлический калий получают обычно
электролизом расплавленного гидроксида
КОН или восстановлением его солей с помощью
натрия или карбида кальция.
В электровакуумные приборы калий вво-
дят в стеклянных ампулах, дистилляцией,
электролизом нагретого стекла оболочки, в ре-
зультате разложения таблеток нитрида КзМ,
путем восстановления его солей при 700...
...800 °C цирконием, кальцием непосредствен-
но в баллоне прибора (термитный метод).
Калий является активным в химическом
отношении металлом.
В электровакуумной технологии калий при-
меняется как поглотитель паров ртути при из-
готовлении фотокатодов и в виде амальгамы —
в качестве жидкого катода газоразрядных вы-
прямителей.
Рубидий. Рубидий был открыт в 1861 г.
Р. Бунзеном и Г. Кирхгофом методом спект-
рального анализа. Содержание в земной коре
0,004 %. В природе встречается как постоян-
ный спутник других щелочных металлов, в ос-
новном калия. Собственные минералы рубидия
неизвестны.
Б промышленных масштабах рубидий не
добывают. Металлический рубидий получают
либо электролизом расплава гидрооксида или
хлорида, либо восстановлением из его солей
в вакууме с помощью Mg, Ca, Ва, Zr, С при
температуре 400—700 °C. Способы введения
металла в объем электровакуумного прибора
те же, что и для Na, К-
По химической активности рубидий пре-
восходит литий, натрий и калий.
Химические свойства калия
Реагент
Воздух, кислород, абсолютно сухие
Воздух влажный
Азот
Водород
Вода
Сера
Условия и характер взаимодействия
При 20 °C не взаимодействуют. При нагревании в кис-
лороде калий сгорает с образованием оксидов КО2,
к2о2, к2о, ко3
Взаимодействуют с образованием КОН
Непосредственно не взаимодействуют
Выше 300 °C образуется гидрид КН, который разла-
гается при температуре выше 410 °C
Энергичное взаимодействие с образованием КОН
и Н2
Взаимодействуют при сплавлении с образованием
[§ 13.2]
Материалы для катодов
327
Фосфор
Галогены
Реагент
Воздух, кислород
Азот
Водород
Вода
Сера
Фосфор
Г алогены
K2S и в меньшей степени полисульфидов K2S2,
K2S3, K2S4, K2S5, КгЗе
Взаимодействуют при 400...450 °C с образованием
фосфидов К2Р5. КзР
При отсутствии влаги энергичное взаимодействие
только при нагревании
Химические свойства рубидия
Условия и характер взаимодействия
Воспламеняется при комнатной температуре с образованием
оксидов Rb2O, Rb2O2, Rb2O3, RbO2
Непосредственно не взаимодействуют
Образуется гидрид RbH, устойчивый в вакууме до 300 °C
Взаимодействует со взрывом
При нагревании образуются Rb2S, при избытке серы — по-
лисульфиды RbS, Rb2Ss, Rb2S4, Rb2S6, Rb2S6
При нагревании до 400 °C в вакууме образуется Rb2P6
Взаимодействуют с образованием галогенидов
В основном рубидий применяется в элект-
ровакуумной промышленности для изготовле-
ния фотокатодов и наполнения газосветных ис-
точников света.
Цезий. Цезий был открыт в 1860 г.
Р. Бунзеном и Г. Кирхгофом методом спект-
рального анализа. В виде металла получен в
1882 г. электролизом расплава соли цезия. Со-
держание в земной коре 1 • 10-4 %. В природе
встречается в основном как спутник калия.
Минерал цезия — цезиевый алюмосиликат
поллуцит Cs2O- Ai2O3-4SiO2 встречается в
природе сравнительно редко.
ти процесс получения металлического цезия
проводят в вакууме.
В химическом отношении цезий является
наиболее активным металлом.
По сравнению с остальными металлами
цезий обладает наименьшей работой выхода.
Поэтому он в основном применяется в электро-
вакуумной промышленности для изготовления
фотокатодов в видимой и ближней инфракрас-
ной части спектра (фотоэлементы, передаю-
щие телевизионные трубки, фотоэлектронные
умножители, электронно-оптические преобра-
зователи изображений). Цезий применяется
Химические свойства цезия
Реагент
Воздух, кислород
Азот
Водород
Вода
Сера
Фосфор
Галогены
Условия и характер взаимодействия
Воспламеняется с образованием оксидов СзгО, Cs2O2, СзгОз,
Cs2O4
Непосредственно не взаимодействует
Взаимодействует с образованием малоустойчивого гидрида
CsH
Взаимодействует со взрывом
При нагревании образуется сульфид Cs2S. Возможно обра-
зование полисульфидов Cs2S2, Cs2Ss, Cs2S4, Cs2S6, Cs2Se
При нагревании до 400...450 °C образуется фосфид Cs2P6
Энергичное взаимодействие с образованием галогенидов
Производство металлического цезия осу-
ществляется в сравнительно небольших коли-
чествах. Наиболее распространены методы,
основанные на восстановлении его гидрооксида
или солей (хлорид, бромид, хромат, бихромат)
порошкообразными Mg, Ca, Ва, Al, Zr при на-
гревании до 400...700 °C, сопровождающемся
дистилляцией металла. Иногда используют
термическое разложение нитрида цезия (при
нагревании до 400 °C) или электролиз распла-
ва CsCl. Ввиду высокой химической активнос-
также для изготовления эмиттеров вторичных
электронов, для наполнения газоразрядных
ламп и в качестве жидкого катода в ионных
выпрямителях.
Магний, кальций, стронций, барий. О б -
шие сведения. Магний, кальций, строн-
ций и барий входят во II группу элементов пе-
риодической системы Д. И. Менделеева, в ко-
торой Ca, Sr и Ва образуют подгруппу щелоч-
но-земельных металлов. Содержание Mg, Са,
Sr и Ва в земной коре соответственно 1,4; 1,5;
328
Материалы для электронных приборов
[разд. 13]
Таблица 13.7. Физические свойства магния, кальция, стронция и бария
Параметр Mg Са Sr Ва
Атомный номер 12 20 38 56
Атомная масса 24,31 40,08 87,62 137,34
Изотопы 24; 25; 26 40; 42; 43; 44; 46; 48 84; 86; 87; 88 130; 132; 134; 135; 136; 137; 138
Атомный диаметр, нм 0,32 0,38 0,426 0,45
Плотность, XIО3 кг-м-3 1,74 1,55 2,67 3,75
Температура плавления, К 923 . 1123 1043 983
Температура кипения, К 1390 1800 1640 1960
Удельная теплоемкость, Дж-кг-1-^-* 1020 1320 310 280
Удельная теплота плавления, кДж-кг-1 357 210 105 55
Удельная теплота испарения, МДж-кг"1 Температурный коэффициент линейного рас- ширения, X ю-6 к-1 5,2 3,6 1,6 1,1
27 22,00 21 20
Удельное сопротивление, мкОм-м Температурный коэффициент удельного со- противления, ХЮ-3 к-1 0,045 0,04 0,23...0,3 0,5
4,0 4,2 4,0 3,6
Коэффициент теплопроводности, Вт - м-' - К' 170 98 — —
Число Бринелля 30 17 14 4,2
Первый потенциал ионизации, Б 7,64 6,11 - 5,69 5,21
Работа выхода электронов, эВ 3,64 2,80 2,35 2,49
Постоянная Ричардсона, ХЮ6 А-м~2-К”2 — 0,6 —. 0,6
0,008 и 0,005 % от общего числа атомов. В ви-
де металлов получены в 1808 г. Г. Дэви элект-
ролизом их расплавленных солей. В природе
встречаются, помимо различных силикатных
пород, главным образом в виде трудно раство-
римых углекислых и сернокислых солей, обра-
зующих минералы: магнезит MgCO3, доломит
MgCO3-CaCO3, известняк, мел, мрамор (СаСОз),
гипс CaSO4-2H2O, витерит ВаСО3, тяжелый
шпат или барит BaSO4, целестин SrSO4, строн-
цианит БгСОз. Растворимые соединения маг-
ния содержатся в залежах калийных солей
(бишофит MgCl2-6H2O, кизерит MgSO4-7H2O,
карналлит KCl-MgCI2-6H2O и др.). Важными
минералами кальция являются также фосфо-
рит Са3(РО4)2 и флюорит CaF2. Из минералов
получают химически чистые соли и оксиды, ко-
торые служат исходными материалами для из-
влечения металлов.
Получение свободных металлов ослож-
няется их высоким сродством к кислороду.
Металлический магний получают электро-
лизом его расплавленных солей (например,
MgCl2 в смеси с NaCl и СаС12), восстановле-
нием из MgO или MgCl2 с помощью калия, вос-
становлением оксида магния углем или крем-
нием при температуре 2000 °C в дуговой элек-
трической печи. Получаемый после переплавки
в вакууме металл имеет степень чистоты до
99,97 %. Дальнейшая очистка достигается в
результате многократной дистилляции в ваку-
уме.
Барий в виде металла в настоящее время
получают главным образом алюминотерми-
ческим способом, т. е. восстановлением в ва-
кууме оксида бария порошкообразным алюми-
нием. Реакционная смесь, состоящая из алю-
миния и оксида бария в соотношении 1 :8,
прессуется в штабики или брикеты и загру-
жается в железный тигель, который помещают
в вакуумную печь. При давлении 0,1...1 Па
смесь нагревают до температуры 1000...1200 °C,
при которой начинается реакция восстановле-
ния бария, сопровождающаяся выделением
теплоты. Металлический барий испаряется и
конденсируется на холодных поверхностях
реакционной камеры.
После охлаждения печи металлический
барий выгружается под струей сухого углекис-
лого газа или аргона (для защиты от окисле-
ния) в металлический сосуд, заполненный уг-
лекислым газом.
Для получения более чистого и непорис-
того металла барий иногда переплавляют в ва-
кууме. Переплавленный барий сравнительно
устойчив на воздухе.
Стронций получают аналогично. При по-
лучении кальция более удобным является элект-
ролиз расплавленного хлористого кальция или
смеси хлористого и фтористого кальция. Вы-
[§ 13.2]
Материалы для катодов
329
деленный на катоде металлический кальций
очищают перегонкой в вакууме или в атмо-
сфере аргона.
Свойства. Магний, кальций, строн-
ций, барий — сравнительно легкие и мягкие
металлы серебристо-белого цвета. Их физи-
ческие свойства приведены в табл. 13.7. Зави-
симости от температуры давления насыщен-
ного пара и скорости испарения показаны на
рис. 13.36 и 13.37.
Б химическом отношении металлы II груп-
пы весьма активны, причем активность воз-
растает в ряду от магния к барию.
двойные или тройные карбонаты (Ба, Sr)CO3
или (Ба, Sr, Са)СО3 берутся также в виде
твердого раствора, который готовят способом
совместного осаждения их из смеси водных рас-
творов азотнокислых солей бария, стронция
и кальция с помощью Na2CO3 или (МН4)2СОз.
Кроме того, эти металлы в чистом виде при-
меняются как активные газопоглотители внут-
ри корпусов электровакуумных приборов.
Сурьма — металл V группы периодиче-
ской системы Д. И. Менделеева. Содержание
в земной коре 5-10-6 %. Б природе встречает-
ся в виде соединений Sb2S3 (сурьмяный блеск)
Химические свойства магния,
кальция, стронция, бария
Реагент
Воздух сухой
Кислород
Бода и ее пары
Водород
Азот
Углерод
Сера
Г алогены
Кислоты разбавленные
Условия и характер взаимодействия
При комнатной температуре образуется защитная пленка
оксида MgO, CaO, SrO, БаО. В небольших количествах
образуются также СаО2, SrO2, ВаО2 и Ca3N2, Sr3N2,
Ba3N2. При накаливании воспламеняются
При накаливании воспламеняются
Образование гидрооксидов типа Mg(OH)2 с выделением во-
дорода
При нагревании образуются гидриды СаН2, SrH2, ВаН2.
Образование MgH2 сомнительно
Образуются нитриды, особенно при нагревании до 600, 450,
350 и 200 °C для Mg, Ca, Sr и Ва соответственно
При накаливании образуются карбиды типа MgC2
При нагревании энергично взаимодействуют с образованием
сульфидов типа MgS. Возможно образование полисуль-
фидов.
Энергичное соединение со значительным выделением тепла
Растворение металлов с образованием солей
Применение. Благодаря малой рабо-
те выхода щелочно-земельные металлы входят
в состав ряда специальных катодов.
Двойные и тройные твердые растворы ок-
сидов БаО, CaO, SrO широко применяются
в качестве активного слоя оксидных катодов.
Подложками-кернами для таких оксидных сло-
ев являются чистый никель, никель с активиру-
ющими примесями (см. разд. 13.1), вольфрам
и вольфрам, покрытый тонким слоем меди
(бронзированный вольфрам). Работа выхода
оксидных покрытий на указанных подложках
колеблется в пределах 1,0... 1,4 эВ и обеспечи-
вает высокую эмиссию катода при рабочей тем-
пературе 600...900 °C.
Так как оксиды щелочно-земельных ме-
таллов активно взаимодействуют с влагой и
углекислым газом воздуха, то необходимую ок-
сидную массу получают в вакууме путем раз-
ложения накаливанием до 1000...1150 К нане-
сенной на керн катода соответствующей смеси
углекислых солей этих металлов, которые
устойчивы на воздухе. Чтобы получить оксид-
ную смесь в виде твердого раствора, исходные
и Sb2O3, а также совместно с другими метал-
лами (NiSb; 4Cu2S-Sb2S3; 3Ag2S- Sb2S3) -
Известны месторождения самородной сурьмы.
Металлическую сурьму получают обжигом
сернистых руд с последующим восстановле-
нием образовавшегося оксида углем, либо при
Рис. 13.36. Зависимость давления р насыщен-
ных паров магния, стронция, кальция и бария
от температуры
330
Материалы для электронных приборов
[разд. 13]
Рис. 13.37. Зависимость скорости Дт испаре-
ния магния, стронция, кальция и бария от
температуры
восстановлении сурьмы железом из сернис-
тых соединений. Последующей очисткой содер-
жание примесей может быть доведено до 10-5 %.
Свойства. Сурьма — серебристо-бе-
лый металл, имеющий повышенную хрупкость.
Устойчивая при обычных условиях модифика-
ция — ромбоэдрическая. Известны также три
меиее устойчивые аморфные модификации:
желтая, черная и «взрывчатая». Б тонких плен-
ках на начальной стадии формирования обра-
зуется аморфная сурьма.
Некоторые физические характеристики
сурьмы в зависимости от температуры пред-
ставлены на рис. 13.38.
Рис. 13.38. Зависимость удельного сопротивления р, коэффициента теплопроводности и и удель-
ной изобарической теплоемкости ср для сурьмы от температуры
Физические свойства сурьмы
Атомный номер . . ................................................ 51
Атомная масса........................................................... 121,75
Изотопы (устойчивые)..................................................... 121, 123
Постоянная кристаллической решетки (ромбоэдрическая).................. 0,4498 нм
Плотность d-10-3......................................................... 6,65 кг-м-3
Температура плавления................................................... 630,5 °C
Температура кипения...................................................... 1637 °C
Удельная теплоемкость..................................................207 Дж • кг-1 • К”'
Удельная теплота плавления............................................163 кДж-кг-1
Удельная теплота испарения............................................1,35 МДж-кг-1
Температурный коэффициент линейного расширения а/-106.....................15,6 (||); К-1
8,0(_1_) К-1
Удельное сопротивление....................................................0,42 мкОм-м
Температурный коэффициент сопротивления ар-103............................ 5,1 К’1
Коэффициент теплопроводности..........................................23,0 Вт-м_|-К-1
Число Бринелля........................................................ 30...40
Коэффициенттермо-ЭДС относительно меди..................... . . . . +21,3(||) мкБ-К-1
+48,0(±) мкВ-К-1
Первый ионизационный потенциал........................................... 8,64 В
Работа выхода электронов................................................. 4,08 эВ
Максимальный коэффициент вторичной электронной эмиссии (при 660 В) . . . 1,2
К 13.3]
Материалы для полупроводниковых приборов
331
Для испарения сурьмы при получении тон-
ких пленок применяют проволочные испарите-
ли или лодочки из тантала или нихрома. Дав-
ление р (в паскалях) паров сурьмы в зависи-
мости от температуры Т (в кельвинах) опреде-
ляется выражениями: 1g 10,363 —(12 326/Т)
(для паров Sb в диапазоне температур 1000...
...1500 К) и 1g р= 10,810 — (10 236/Г) (для па-
ров Sb2 в диапазоне температур 800... 1200 К).
роузлов полупроводниковых приборов. К при-
поям не предъявляют требований, относящих-
ся к содержанию электрически активных по от-
ношению к полупроводниковым материалам
компонентов, однако предъявляют повышенные
требования к смачиваемости, температуре
плавления, химической стойкости и механиче-
ской прочности. Основным требованием, предъ-
являемым к сплавам первой и второй групп,
Химические свойства сурьмы
Реагент
Воздух, кислород
Азот
Водород
Углерод
Фосфор
Сера
Галогены
Кислота азотная
Кислота серная
Щелочи
Условия и характер взаимодействия
Не взаимодействуют при комнатной температуре. При на-
гревании сурьма сгорает с образованием Sb2O3. Известны
также оксиды SbsOa; Sb20r>
Непосредственно не взаимодействуют
Непосредственно не взаимодействуют
Не взаимодействуют
Не взаимодействуют
При сплавлении образуются Sb2S3, Sb2Ss, Sb2S2
Взаимодействуют с образованием SbF3; SbCl3; SbBr3; SH3;
SbF5 и SbCl5
Разбавленная окисляет до Sb2O3, концентрированная —
до Sb2O5
В концентрированной кислоте образуется Sb2(SO4)3
В присутствии кислорода медленно разрушают сурьму
Применение. Многие интерметалли-
ческие соединения сурьмы применяются для
изготовления фоторезисторов, фотоприемни-
ков с электронно-дырочным переходом, термо-
электрических генераторов и холодильников.
Интерметаллические соединения сурьмы со ще-
лочными металлами, главным образом, с цези-
ем, являются основой отечественных серийных
фотокатодов с пониженным электронным срод-
ством.
13.3. МАТЕРИАЛЫ
ДЛЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
Применение различных проводниковых
материалов и сплавов в производстве полу-
проводниковых приборов (помимо конструк-
ционных целей) во многом было вызвано не-
обходимостью создания р — «-переходов в объ-
еме кристалла и омических контактов на его
поверхности методами сплавления и сплавле-
ния-диффузии. Материалы, используемые для
этих целей, называют электродными материа-
лами.
Все электродные материалы можно раз-
бить на три группы. К первой группе относятся
сплавы, применяемые для получения одного
или двух р — «-переходов в сплавных и сплавно-
диффузионных приборах, ко второй — сплавы,
предназначенные для создания омических кон-
тактов, а к третьей — припои, предназначен-
ные для соединения отдельных деталей и мик-
является наличие в их составе компонентов,
сообщающих полупроводниковому материалу
необходимые электрические свойства. Кроме
того, эти сплавы должны удовлетворять еще
многим требованиям.
Важным свойством электродных сплавов
является их способность смачивать полупро-
водниковые материалы равномерно по всей со-
прикасающейся поверхности. Это имеет боль-
шое значение в технологическом процессе из-
готовления полупроводниковых приборов, так
как оказывает прямое воздействие на фронт
и равномерность вплавления.
Технология производства полупроводни-
ковых приборов предъявляет жесткие требова-
ния к химической и коррозионной стойкости
сплавов, так как после вплавления кристаллы
с р — «-переходами и омическими контактами
подвергаются химической обработке в раство-
рах сильных кислот и щелочей. Поэтому элект-
родные сплавы должны переносить травление,
промывку в воде и органических растворите-
лях, не окисляться при хранении в обычных
условиях в течение всего технологического про-
цесса изготовления прибора и быть инертны-
ми к компаундам, пластмассам, лакам и эма-
лям, вазелинам, которыми защищают р — «-пе-
реходы. Структура сплавов должна быть ста-
бильной, т. е. сплавы не должны претерпевать
фазовых превращений при длительном хране-
нии в диапазоне —60...+ 125 °C.
332
Материалы для электронных приборов
[разд. 13]
Технологический процесс переработки
сплавов включает в себя прокатку, волочение,
прессовку, штамповку и т. д. Поэтому обяза-
тельным требованием является пластичность
сплавов.
Часто выбор того или иного электродного
сплава, а также припоя определяется необхо-
димым температурным интервалом всего тех-
нологического процесса изготовления прибора:
создания р — n-перехода, приплавления оми-
ческого контакта, монтажа кристалла на нож-
ку, присоединения электродных выводов, гер-
метизации корпуса прибора и пайки внешних
выводов.
Кроме того, к электродным сплавам предъ-
являют также требования по согласованию их
температурных коэффициентов линейного рас-
ширения с си различных полупроводниковых
материалов. В тех случаях, когда через соеди-
нение или деталь отводится теплота, выделяю-
щаяся при работе полупроводникового прибо-
ра, существенное значение имеет теплопровод-
ность электродного сплава.
Далее рассмотрены некоторые свойства
чистых металлов и полупроводников, приме-
няющихся для изготовления электродных спла-
вов. Более подробно их свойства уже были рас-
смотрены в других разделах этой части спра-
вочника. Поэтому здесь приводятся краткая
характеристика металлов и полупроводников
и те их свойства, которые являются наиболее
интересными с точки зрения их применения
в качестве компонентов электродных сплавов.
Элементы III группы. Бор. Бор является
неметалллом. Различают две разновидности бо-
ра — кристаллический н аморфный. Кристал-
лический бор очень тверд и обладает полупро-
водниковыми свойствами. Обычно применяе-
мый аморфный бор представляет собой поро-
шок темно-бурого цвета. В химическом отно-
шении элементарный бор устойчив. Он не реа-
гирует с водой, устойчив в воздухе, в концент-
рированной HNO3 постепенно окисляется до
борной кислоты. Во всех соединениях бор трех-
валентен. В полупроводниковой технологии
большую роль играют борный ангидрид В2О3
и некоторые галогениды бора, которые служат
источником бора при легировании им кремния.
Бор очень трудно поддается сплавлению. Для
этого нужны высокие температуры, при кото-
рых бор становится летучим, энергично окис-
ляется и реагирует со многими огнеупор-
ными материалами. Для получения сплавов
с бором используют его соединения. В герма-
нии и кремнии бор имеет высокую предельную
растворимость. В кремнии концентрация бора
может достичь 6 • 10 20 см"3. Для этих полупро-
водников бор является акцептором.
Алюминий. Его физические и хими-
ческие свойства подробно изложены в разд. 11.
В полупроводниковой технологии алюми-
ний особой и высокой чистоты широко исполь-
зуется в качестве электродного акцепторного
материала при создании р — «-переходов на
кремнии методом сплавления. Для этого ис-
пользуют алюминий в виде проволоки диа-
метром 0,1...0,5 мм и дисков диаметром 1...
...400 мм и толщиной до нескольких десятков
микрометров. Сплавление производят при тем-
пературе 700... 1000 °C.
При производстве германиевых приборов
алюминий почти не используется, так как в чис-
том виде его применять трудно, а для легиро-
вания сплавов лучше подходит галлий, имею-
щий более высокую, чем алюминий, раствори-
мость в твердом германии.
Алюминий чистоты 99,9 % растворяется
во многих кислотах и во всех едких щелочах.
Не действуют на алюминий концентрирован-
ные серная и азотная кислоты, так' как
благодаря их сильным окислительным свой-
ствам он пассивируется. Однако разбавлен-
ные серная и азотная кислоты интенсивно
растворяют алюминий. Алюминий чисто-
ты 99,9 % сопротивляется действию кислот
несравненно сильнее. Во всех соединениях
алюминий трехвалентен.
На воздухе алюминий мгновенно покрыва-
ется тонкой пленкой оксида, предохраняющей
его от дальнейшего окисления. Эта пленка зна-
чительно усложняет пайку алюминия. Удалить
ее можно или путем механического воздей-
ствия (ультразвуковая пайка), или с помощью
флюсов. Однако в последнем случае для этого
нужны достаточно высокие температуры.
Наличие оксидной пленки на поверхности
алюминия сильно мешает сплавлению. Вплав-
ление в кремний можно успешно проводить
в атмосфере сухого очищенного водорода
при 680...750 °C в присутствии флюсов,
например фтористого цезия.
Кроме легирующих примесей алюминий
применяется в виде проволоки для изготовле-
ния выводов. В микроэлектронике его приме-
няют для изготовления проводящих слоев.
Галлий. Галлий — твердый и хрупкий
блестящий металл с серо-зеленоватым оттен-
ком, обладающий необычной для металла
структурой — ромбической решеткой и имею-
щий особые физические свойства, резко вы-
деляющие его среди соседних элементов пе-
риодической таблицы. Способность к пласти-
ческой деформации проявляется у галлия
слабо, он в большей степени склонен к
переохлаждению и кристаллизуется с увели-
чением объема. Галлий не образует собствен-
ных минералов. Обычно он содержится в алю-
миниевых и цинковых рудах.
[§ 13.3]
Материалы для полупроводниковых приборов
333
Таблица 13.8. Химический состав индия разных марок
Марка In, %, не менее Примеси, %, не более
Fe Cd Си As Ni Sn Hg РЬ Т1 Zn
ИнОООу ИнООО ИнОО ИнО Ин1 Ин2 99,9995 99,9992 99,9990 99,9980 99,9950 99,9600 5-Ю"5 СЛ —* — — QO — ООО 000 III III Ы -С- 4» ел о> ел 1-10-5 8-10"6 5-Ю-5 2-Ю"5 1Л ч* •* •* ОТ 1 1 .1 1 1 1 о о о о о о нн СЧ Ю LQ 2-10~5 СЛ СЛ ND — СЛ —* ООО 000 1 1 1 1 1 1 W 4» 4» 4> СЛ 4» 5-Ю"5 5-Ю"5 2-10 5
5-10 4
Ы0-5 1-10"4
1-Ю"4 сл w ООО 1 1 1 Л 4» СЛ 1Л "Ф со 1 1 1 ООО . LQ
1-Ю"4 5-10"3 1-Ю"4 1-10“3 1-Ю"3 2'10"3
4-Ю"3 З-Ю"3
Физические свойства галлия
Постоянные кристаллической
решетки:
а...................... 0,45197 нм
Ь...................... 0,76601 нм
с...................... 0,45257 нм
Плотность твердого галлия
(при 20 °C).............. 5,904 Мг-м-3
Плотность жидкого галлия при
температуре плавления
(при 29,8 °C)........... 6,095 Мг-м-3
Отличительные особенности галлия —
большой температурный интервал жидкого
состояния (2200 °C) и низкое давление пара
при температуре до 1100... 1200 °C.
На воздухе при обычной температуре гал-
лий устойчив. Выше 260 °C в сухом кислороде
наблюдается медленное окисление (пленка
оксида защищает металл). В серной и соляной
кислотах галлий растворяется медленно,
в плавиковой быстро, к азотной кислоте на
холоде галлий устойчив, в горячих растворах
щелочей медленно растворяется. Хлор и бром
реагируют с галлием на холоде, иод — при
нагревании. Расплавленный галлий при темпе-
ратуре выше 300 °C взаимодействует со всеми
конструкционными металлами и сплавами. В
соединениях он бывает одно-, двух- и трех-
валентным. Наиболее устойчивы соединения
трехвалентного галлия.
В производстве полупроводниковых при-
боров галлий используют в основном в каче-
стве легирующей примеси (например, в каче-
стве акцептора для германия). Так, для
увеличения эффективности эмиттера галлий
добавляют в электродный эмиттерный сплав.
Кроме того, его добавляют во многие
электродные сплавы для омических контактов.
Индий. Индий — очень мягкий металл
серебристо-белого цвета. В чистом виде в
природе не существует, относится к числу
рассеянных элементов. В земной коре содер-
жится 10~5 % (мае.). Находится в виде
изоморфной примеси в сульфидах цинка и
свинца. Сырьем для получения индия служат
отходы свинцово-цинкового и оловянного про-
изводства. Для получения сверхчистого индия,
пригодного для использования в полупровод-
никовой технике, применяют электрохимиче-
ское рафинирование, химические способы
очистки, зонную плавку.
Индий образует одно-, двух- и трех-
валентные соединения. Трехвалентные соеди-
нения наиболее устойчивы.
Индий легко сплавляется с германием при
температуре Т> Т™ (см. разд. 18), с
кремнием не сплавляется, для основных полу-
проводниковых материалов является акцеп-
тором.
Индий и электродные сплавы на его
основе служат основными материалами для
получения р — «-переходов на n-германии и
невыпрямляющих контактов на р-германии.
Марки индия и содержание примесей в
индии различных марок представлены в
табл. 13.8 (ГОСТ 10297—75).
Используют индий обычно в зависимости
от требований полупроводникового производ-
ства в виде таблеток и шариков различного
размера. Иногда индий вводят в свинцово-
оловянные припои, чтобы увеличить их стой-
кость к щелочам. Кроме того, припои на
основе сплавов свинца с индием обладают
при отрицательной температуре значительно
меньшей упругостью, чем свинцово-оловянные.
Индий используется также для антикорро-
зионных покрытий. Тонкие пленки индия,
осаждаемые методом термического вакуум-
ного испарения и конденсации, применяются
в производстве пленочных фоторезисторов и
других элементов в качестве электродов.
Физические свойства иидия
Радиус атома......................0,166 нм
Радиус иона 1п+...................0,130 нм
334
Материалы для электронных приборов
[разд. 13]
Irf3..............
Тип решетки...................
Температура плавления ....
Температура кипения...........
Удельная теплота плавления . .
Удельная теплота испарения . .
Временное сопротивление разрыву
Предел прочности при сжатии . .
Относительное удлинение . . .
Первый ионизационный потенциал
0,092 нм
Тетрагональная гранецентрированная
156 °C
2000+100 °C
28,4 кДж-кг'1
2,02 МДж-кг~'
2,3 МПа
2,2 МПа
2,2%
5,78 В
Химические свойства индия
Условия и характер взаимодействия
При комнатной температуре почти не взаимодействует.
При Т> Tvl, окисляется до 1п2Оз
В присутствии воздуха медленно коррозирует
Растворяется в H2SO4, HNO3, НС1
Не растворяется
Взаимодействует при комнатной температуре, образуются
1пС13, 1пВгз
Взаимодействует при нагревании, образуется 1п1з
Реагент
Воздух
Вода
Кислоты
Щелочи
Хлор, бром
Иод
Элементы V группы. Фосфор. Фосфор
относится к полупроводниковым материалам.
В обычных условиях он существует в виде
красной или белой модификации (иногда ее
называют желтым фосфором). Белый фосфор
плавится при 45 °C и кипит при 280 °C, на
воздухе медленно окисляется и способен к
самовозгоранию; ядовит. Хранить его следует
под водой. Белый фосфор является метаста-
бильной модификацией. При комнатной темпе-
ратуре он устойчив, однако при температуре
220...230 °C он быстро переходит в красный
фосфор, особенно в присутствии иода.
Красный фосфор гораздо более инертен
в химическом отношении и не ядовит. Его
препараты можно длительное время хранить
в стеклянных банках с притертой пробкой.
Красный фосфор технической чистоты пред-
ставляет собой рыхлый порошок. Он заметно
гигроскопичен, поэтому перед плавкой в ваку-
уме его рекомендуется подсушивать при тем-
пературе 120...130 °C в течение 20...30 мни.
Препараты сверхчистого фосфора представ
ляют собой плотные куски темно-вишневого
цвета (фиолетовый фосфор), который значи-
тельно менее гигроскопичен.
Красный фосфор возгоняется без плав-
ления при температуре около 420 °C. Он имеет
высокое давление паров, поэтому синтез
соединений, богатых фосфором, производится
в толстостенных ампулах с соблюдением
надлежащих мер предосторожности. Особенно
нежелательно понижение температуры во
время незакончившегося процесса синтеза
ниже 280 °C и последующее быстрое повыше-
ние температуры. Из-за образования белого
фосфора, который имеет более высокую
упругость паров, возможно разрушение
ампулы.
Фосфор хорошо растворяется в твердом
кремнии (до 1,5-1021 см-3) и служит обычной
легирующей донорной примесью в нем. Хорошо
растворим он н в твердом германии. Из-за
высокой летучести фосфор нельзя вводить не-
посредственно в расплавы полупроводников,
поэтому его вводят в виде сплавов или
лигатуры.
Мышьяк. Мышьяк, так же как и фос-
фор, относится к полупроводниковым мате-
риалам. Он представляет собой темно-серые
хрупкие кристаллы с металлическим блеском.
При хранении на воздухе он теряет блеск
из-за незначительного окисления. Чистый
мышьяк не ядовит, однако многие его соеди-
нения, особенно с трехвалентным мышьяком,
являются сильнейшими ядами, поэтому при
обращении с ними необходимо соблюдать
осторожность. Надо принимать меры и против
контакта с окислившимся вследствие случай-
ных причин (например, при взрыве горячей
ампулы) мышьяком. Мышьяк, так же как и
фосфор, обладает высокой упругостью паров
и при нормальном давлении возгоняется при
температуре около 630 °C. Зависимость давле-
ния паров от температуры определяется сле-
дующими соотношениями: для твердого
мышьяка lgp=13,285 — 7357 Т~'\ для жид-
кого мышьяка 1g р = 8,806—2450 Т~', где
р — давление, Па; Т — температура, К.
В твердом кремнии мышьяк растворя-
ется лучше многих других элементов. Его
растворимость достигает 1,8-102' см-3. В
твердом германии растворяется до
2-Ю20 см-3 мышьяка.
[.§ 13.3]
Материалы для полупроводниковых приборов
335
Мышьяк является наилучшим легирую-
щим элементом, когда необходимо получить
материалы м-типа с максимальной степенью
легирования. Как и фосфор, его вводят исклю-
чительно в виде сплавов или лигатуры.
Сурьма. Основные свойства сурьмы см.
§ 13.2.
В твердом германии сурьма растворима
до 1,2-1019 см-3, в твердом кремнии — до
5-1019 см“3. Таким образом, используя сурь-
му, можно получить высокую степень легиро-
вания обоих материалов. Хотя легирование
чистой сурьмы принципиально возможно, на
практике сурьма вводится в германий и крем-
ний в виде сплавов или лигатуры.
Висмут. Висмут — металл светло-серого
цвета с характерным красноватым оттенком,
обладает ярко выраженной крупнокристал-
лической структурой в изломе с сильным
блеском граней. Кристаллическая структура
висмута — ромбоэдрическая (а = 0,47457 нм,
угол а = 57° 14'13"). Висмут хрупок и обра-
ботке давлением не поддается. Другими ха-
рактерными особенностями висмута являются
малая теплопроводность,, резко выраженные
диамагнитные свойства, уменьшение удель-
ного сопротивления в жидкой фазе по
сравнению с твердой фазой (рис. 13.39),
сильные окислительные свойства солей пяти-
валентного висмута, малое сечение захвата
медленных нейтронов.
Рис. 13.39. Зависимость удельного сопротив-
ления р висмута от температуры
Рис. 13.40. Зависимость давления паров р и
скорости испарения Дт висмута от темпе-
ратуры
Физические свойства висмута
Удельная теплота плавления.............................................51 кДж-кг_|
Удельная теплота испарения.............................................812 кДж-кг~'
Первый ионизационный потенциал.........................................7,29 В
Максимальный коэффициент вторичной электронной эмиссии при (7 = 900 В...........1,34
Химические свойства висмута Реагент Условия и характер взаимодействия
Воздух В сухом воздухе Bi устойчив к окислению, но при нагре- вании во влажном воздухе покрывается тонкой оксид- ной пленкой Bi2O3
Кислоты Не растворяется в соляной и разбавленной серной кислоте. Растворяется в азотной кислоте, образуя Bi(NO3)3 и в «царской водке»
Щелочи Щелочи оказывают медленное разъедающее действие толь- ко в присутствии кислорода
Галогены При прямом взаимодействии элементов образуется соеди- нение трехвалентного висмута с любым галогеном, но пятивалентный висмут дает соединение только с фтором
Сера Соединение Bi с S возможно при нагревании. Свойства Bi2S3 аналогичны свойствам Bi2O3
Все водорастворимые соединения висмута
ядовиты. Стойкость висмута к окислению
позволяет проводить его плавку с другими
элементами на воздухе. Висмут дает легко-
плавкие сплавы с Pb, Sn, Cd и Hg, которые
применяются в виде вставок в противопожар-
ной аппаратуре и в качестве припоев. На
рис. 13.40 представлена зависимость давления
паров и скорости испарения висмута от
температуры.
336
Материалы для электронных приборов
[разд. 13]
Растворимость висмута в кремнии дости-
гает 7-Ю17 см”3, но быстро убывает при
пониженной температуре, а в германии не
превышает 5-10]6 см”3. Он имеет низкую
растворимость и в других полупроводниковых
материалах. В полупроводниковом произ-
водстве висмут применяют как компонент
различных припоев. В электродные сплавы
висмут добавляют для улучшения их смачи-
ваемости.
Пленка висмута используется для созда-
ния болометров, радиационных термоэлемен-
тов и фотокатодов. Для испарения Bi приме-
няют проволочные испарители из хромели,
Та, W, Мо или тигли из А12О3, SiO2.
Теллурид висмута Bi2Te3 и его сплавы
применяются для полупроводниковых термо-
электрических генераторов н холодильников.
Элементы для основы электродных спла-
вов. Для приготовления электродных сплавов
в полупроводниковой технологии наиболее
часто используют олово, свинец, золото и
серебро.
Олово. Олово — серебристо-белый
мягкий металл, встречающийся в небольших
количествах в земной коре в самородном
состоянии, а также в руде (оловянный ка-
мень). Олово полиморфно, обычная р-моди-
фикация («белое» олово) устойчива выше
13,2 °C. При охлаждении р-олово переходит в
a-модификацию кубической структуры. Наи-
более быстро этот процесс протекает при
— 33 °C. В связи с резким увеличением
удельного объема (25,6 %) при превращении
р—>-и металл рассыпается в серый порошок
(«серое» олово).
Физические свойства олова
Тип решетки..............Тетрагональная
Постоянные кристалличес-
кой решетки:
р-модификации
а.................... 0,5831 нм
с..................0,3176 нм-
«-модификации
а.................... 0,64912 нм
Радиус нона Sn +4 . . . . 0,158 нм
Sn + 2 .... 0,102 нм
Радиус атома олова . . . 0,158 нм
Удельная теплота плавле-
ния ......................72 кДж-кг”1
Олово — мягкий и пластичный металл,
его механические свойства значительно за-
висят от чистоты, обработки и температуры.
При низкой температуре олово не окис-
ляется. Начинает заметно окисляться при тем-
пературе выше 150 °C. Растворяется в смеси
плавиковой и азотной кислот и в концентри-
рованной соляной кислоте. Энергично всту-
пает в реакцию с концентрированной азотной
кислотой. Медленно растворяется в сильных
шелочах с образованием солей и водорода.
Пластичность и мягкость олова и многих
его сплавов позволяют легко получать из
него полуфабрикаты (шайбы, диски, шарики),
необходимые в производстве полупроводнико-
вых приборов.
Олово широко используют как главную
составную часть большинства мягких (низко-
температурных) припоев. Основные марки и
свойства этих припоев приводятся в
разд. 15. Олово широко используется в
электродных сплавах, особенно для германия,
с которым оно легко сплавляется (например,
олово с добавкой сурьмы служит стандартным
электродным материалом для получения не-
выпрямляющих контактов на п-германии).
Как основу сплавов олово применяют, в пер-
вую очередь, в качестве носителя донорных
элементов. Так, оно является почти един-
ственным носителем фосфора. Сплавы на ос-
нове или с добавкой олова широко применяют-
ся в производстве приборов из кремния,
германия, арсенида галлия.
Свинец. Свинец — синевато-серый ме-
талл с металлическим блеском на свежем1
срезё. Он является самым мягким среди
тяжелых металлов. Обладает большой пла-
стичностью. благодаря чему его можно ковать,
плющить в холодном состоянии и прокатывать
в фольгу; вместе с тем тягучесть его настоль-
ко мала, что вытянуть из него тонкую прово-
локу почти невозможно.
Физические свойства свинца
Радиус атома..................
Радиус иона РЬ2+ .............
РЬ4+...............
Тип решетки...................
Постоянная решетки............
Удельная теплота плавления . .
Удельная теплота испарения . .
Временное сопротивление на разрыв
Относительное удлинение . . .
Первый ионизационный потенциал
0,174 нм
0,126 нм
0,076 нм
Кубическая гранецентрированная
0,49389 нм
26,65 кДж-кг-1
1,0 кДж-кг”'
12...13 МПа
55%
7,415 В
К 13.3]
Материалы для полупроводниковых приборов
337
Химические свойства свинца
Реагент Условия и характер взаимодействия
Воздух При комнатной температуре свинец быстро теряет блеск
вследствие образования пленки РЬгО, препятствующей
дальнейшему окислению, во влажном воздухе быстро
разрушается, при нагревании интенсивно окисляется
Кислоты Растворяется в концентрированной соляной и серной
кислотах при нагревании
Щелочи Медленно растворяется в растворах едких щелочей
В химических соединениях свинец может
проявлять валентности 4-2, 4-4 и —4.
Водорастворимые соединения свинца
ядовиты, поэтому необходимо соблюдать пра-
вила техники безопасности при работе с ними.
При высокой температуре свинец сильно
улетучивается. Некоторые примеси, например
мышьяк, сурьма, повышают летучесть свинца.
Химический состав свинца различных
марок для полупроводниковой техники соглас-
но ГОСТ 22861—77 приведен в табл. 13.9.
Сверхчистый свинец изготовляют в виде
слитков массой до 6 кг. По соглашению
изготовителя с потребителем допускается
изготовлять свинец в виде слитков другой
массы. Поверхность слитков сверхчистого
свинца должна быть без следов оксидов и
белого налета.
В полупроводниковой технологии сви-
нец в основном используют как составную
часть различных припоев (см. разд. 15).
Растворимость свинца в твердом германии
достигает 5-Ю17 см'3. С кремнием свинец
не сплавляется. Недостатком свинца как
электродного материала для контактов с полу-
проводниками является его низкая теплопро-
водность и высокий температурный коэффи-
циент линейного расширения.
Золото. Физические и химические
свойства золота приведены в разд. 12. Там
же можно найти ГОСТ, устанавливающие
марки и сортамент золота, выпускаемого на-
шей промышленностью.
Из золота (тягучего и ковкого металла)
можно получить тончайшую проволоку диа-
метром 5...10 мкм, которая применяется в
производстве интегральных микросхем, и
фольгу толщиной до 0,08 мкм. Такая фольга
используется в болометрах.
Золото легко можно паять мягкими при-
поями, оно хорошо сплавляется с кремнием
и германием. В обоих этих материалах оно
является рекомбинационной примесью, т. е.
служит для снижения времени жизни неравно-
весных носителей заряда. Его часто исполь-
зуют также в качестве основного компонен-
та для многих электродных сплавов, особенно
для кремния. Так, золото с добавкой сурь-
мы применяют для получения невыпрямляю-
щих контактов к п-кремнию.
Тонкие пленки золота, обладающие ма-
лым коэффициентом поглощения падающего
на них света и высокой проводимостью,
получают методами катодного распыления и
термического вакуумного испарения и конден-
сации. Они широко применяются в качестве
Таблица 13.9. Химический состав свиица различных марок
Марка РЬ, %, не менее Примеси, %, не более
Ag Си Zn Bi As Sb Mg Fe
соооо 99,9999 5-Ю-7 1-Ю”7 5-Ю-6 1 -10~6 5-Ю-6 5-Ю-6 5-Ю”6 5-Ю”6
сооо 99,9996 1-Ю”6 1 • 10~5 5-Ю”5 5-Ю-5 5-Ю-5 5-Ю”5 1-Ю”5 1-Ю”5
ООО 99,9985 1-Ю”6 140’5 1-Ю”4 5-Ю”4 1-ю-4 ЫО'4 1-Ю”4 1-Ю”4
Продолжение табл. 13.9
Марка Примеси, %, не более
Т1 Hg А1 In Cd Na Са Ni Всего
соооо 1-Ю”5 1-Ю”6 5-Ю”6 1-Ю”6 1-Ю”7 2-Ю-5 2-Ю”5 5-Ю-6 0,0001
сооо 1-Ю”5 5-Ю”6 1-Ю”5 1-Ю”5 1-Ю”5 1-Ю”5 5-Ю”6 — 0,0004
соо 1-Ю”4 5-Ю”5 5-Ю”5 1-Ю-5 5-Ю”5 5-Ю-4 1-Ю”4 — 0,0015
Примечание. Отсутствие галлня в свинце высокой чистоты обеспечивается технологией
изготовления свинца.
338
Материалы для электронных приборов
[разд. 13]
нейтральных оптических фильтров, электродов
(в том числе полупрозрачных) в фоторезисто-
рах и полупроводниковых фотоэлементах, а
также в качестве токопроводящих коммуни-
каций и контактных площадок в интегральных
микросхемах. На диэлектрические подложки
пленки золота обычно наносятся с адгезион-
ным подслоем (чаще всего хрома). В кон-
тактах золота с алюминием происходит обра-
зование интерметаллических соединений
(Au2Al, AuA12), обладающих повышенными
хрупкостью и удельным сопротивлением.
Поэтому контакты тонких пленок Au и А1
ненадежны.
Электродные сплавы для создания р ~ п-
переходов. К электродным сплавам этой группы
предъявляют три основных требования: они
должны образовывать рекристаллизационный
слой полупроводникового материала с типом
проводимости, противоположным .исходному
кристаллу, обеспечивать заданные электро-
физические свойства этого слоя и допустимый
разброс геометрических параметров созда-
ваемого р — «-перехода.
Все электродные сплавы для р—п-пере-
ходов состоят из основы, которая определяет
геометрические параметры р — «-перехода,
а также активных компонентов, изменяющих
электрофизические свойства рекристаллизо-
ванного слоя и легирующих добавок, которые
создают р — «-переход.
Электродные сплавы для германия. Спла-
вы для получения р — «-переходов на германии
изготовляют, исходя из требования обеспече-
ния максимальной температуры, при которой
может работать прибор. Известно, что допус-
тимая температура работы германиевых при-
боров не превышает 100 °C, поэтому электрод-
ные сплавы, вплавляемые в германий, должны
иметь температуру плавления не ниже 120 °C.
В основу электродных сплавов для гер-
мания входят олово, индий и свинец. Наибо-
лее часто в качестве основы используется
олово, так как германий хорошо в нем
растворяется. При одинаковых температурах
индий растворяет германий меньше, чем
олово. Свинец хорошо растворяет германий
при высокой температуре. Таким образом,
электродные сплавы на основе олова вплав-
ляют при температуре 300...450, на основе
индия — 450...600 и на основе свинца —
700...750 °C.
Для получения требуемой температуры
вплавления в качестве основы часто исполь-
зуют сплавы РЬ — In, РЬ — Sn, РЬ — In —
Sn. Для улучшения смачивания германия и
равномерного вплавления в электродные спла-
вы на основе индия вводят цинк (1—3%),
золото (1...3 %) или серебро (0,1...! %).
Акцепторные элементы вводятся в
электродный сплав для «-германия. Если ос-
нову электродного сплава составляет индий,
то он сам является акцепторной примесью
с максимальной растворимостью в герма-
нии 1010 см-3. При создании коллекторных
р — «-переходов на германиевых транзисторах
р — « — p-типа используют сплавы In — Zn
(до 1 % Zn), In — Au (до 3 % Au) и РЬ — In
(20-50% In).
В электродные сплавы для эмиттерных
переходов вводят также акцепторные эле-
менты, обладающие более высокой раствори-
мостью в твердом, германии, например галлий
и алюминий. Таким образом, в качестве эмит-
терных сплавов применяют In — Ga
(0,5 % Ga), In—Au — Ga (1% In;
0,5 % Ga), Pb — Ag —Ga (3 % Ag;
1 % Ga), Pb —In —Ga (30 % In; 1 % Ga).
В качестве донорных элементов для
электродных сплавов используют сурьму или
мышьяк, которые легко вводятся в основу
электродного сплава из олова или свинца.
Наибольшее распространение получили такие
электродные сплавы, легированные сурьмой,
как Pb —Sb (1-3% Sb); Sn — Pb — Sb
(2 % Sb), Pb — As (до 3% As) и Sn — As
(до 4 % As).
Электродные сплавы для кремния. Крем-
ниевые приборы имеют рабочую температуру
до 150 °C. поэтому в качестве основы
электродного сплава индий не может быть
использован. Для создания р — «-переходов на
«-кремнии широко применяется алюминий.
Для улучшения электрофизических характе-
ристик р — «-переходов в алюминий вводят ак-
цепторные примеси — бор или галлий. Для
создания р — «-переходов на р-кремнии в каче-
стве основы используют золото, олово и сплав
золото — серебро. Легирующими донорными
элементами в этом случае являются фосфор,
мышьяк и сурьма. Основа электродных спла-
вов может быть также из свинца, но с
обязательным добавлением никеля (1...3 %) и
серебра (до 15 %).
Существует несколько разновидностей
таких электродных сплавов; РЬ — Ag — Sb
(15% Ag, 1% Sb), Pb —In —Ni (5% In,
3 % Ni) и др.
Электродные сплавы для соединений типа
A'"BV. Для этих соединений элементы II груп-
пы периодической системы являются акцепто-
рами, а элементы VI группы — донорами.
На материалах p-типа электропроводности для
образования р — «-переходов применяют спла-
вы свинца и олова с добавками, теллура и
селена, а на материалах «-типа — сплавы
цинка и кадмия.
Электродные сплавы для сплавно-диффу-
IS 13.3]
Материалы для полупроводниковых приборов
339
зионных приборов. Они должны содержать,
как это следует из технологического принципа
сплавления-диффузии, и донорные, и акцеп-
торные элементы. Эти сплавы имеют наиболее
сложные химические составы. Кроме того,
они должны в меньшей степени растворять
полупроводниковый материал, так как процесс
сплавление-диффузия проводится при более
высоких температурах, чем просто сплавление.
Для германиевых приборов в качестве
основы этих сплавов используется, как пра-
вило, композиция РЬ — In (реже чистый
свинец), диффундирующим донорным элемен-
том является сурьма, а акцептором — галлий
(сурьма при 730 °C диффундирует в герма-
ний в 300 раз быстрее галлия).
Транзисторы, изготовленные по сплавно-
диффузионной технологии, часто обладают
очень высокими коэффициентами усиления по
току р, что не всегда желательно. Для получе-
ния оптимальных значений р искусственно
снижают время жизни неосновных носителей
заряда путем введения в сплав золота. Одно-
временно золото — один из лучших элементов
для повышения смачиваемости. С этой же
целью часто добавляют в сплав и висмут.
Если сплав не содержит индия, то для повы-
шения пластичности вводят серебро, связы-
вающее галлий. Таким образом, в настоящее
время номенклатура этих сплавов довольно
широка, особенно за счет вариаций содержа-
ния золота, что делается с целью получения
групп приборов с разными значениями р.
Для кремниевых приборов в качестве
диффундирующих примесей чаще всего ис-
пользуются акцепторные примеси — сурьма,
галлий и алюминий, а в качестве донорной —
мышьяк илн фосфор. Достаточно распростра-
ненным является сплав Sn — As — Ga
(1,5 % As; 0,5 % Ga).
Электродные сплавы для омических кон-
тактов. Требования к электродным сплавам
для омических контактов определяются требо-
ваниями к электрическим свойствам самих кон-
тактов, которые можно сформулировать
следующим образом:
Таблица 13.10. Электродные сплавы для омических контактов
к некоторым распространенным полупроводниковым материалам
Полупроводник Тип эле- ктро- про- вод- Н0СТЙ Материал электрода Способ изготовления контакта
CdS п In, Ga Напыление в вакууме, вплавление
ZnS п In Нагрев до 600 °C
GaAs п 82 %Ag+18%Sn Нагрев в атмосфере водорода при 690...700 °C. Электролитическое осаждение
GaAs р 6 %In-|-Zn • Вплавление в атмосфере водорода или в вакууме при 450 °C
SiC п Si + P, Si-f-As Вплавление при 1500 °C в атмосфере аргона
Au-|-Ta, W Вплавление при 1900 °C в аргоне
SiC р Al + Si, Au+Al Au-f-Mo, Ta+Au Вплавление при 1500...2000 °C в аргоне
CdSi п Ga, Ta, Ag Наплавление. Напыление в вакууме
InP п In Вплавление при 250...300 °C
InP п Pt (проволочка) Вваривание искровым разрядом
InSb р In, Sn, In + Zn Припаивание, сплавление
InSb р Ag Напыление в вакууме
In As п 1 Sn (припой) Пайка с флюсом
In As р J — —
TeSe р Au Напыление в вакууме
PbSe п Bi-f-Sn Пайка
PbTe п Bi-|-Sn Пайка
PbTe р Pt Пайка
GaP р Pt Вваривание искровым разрядом
GaSe р Ag Напыление в вакууме
PbS п, р Au Напыление в вакууме и припаивание проволоки сплавом Cd + Bi
Таблица 13.11. Сплавы на основе свинца
Наименование Содержание неосновных компонентов, % Область применения Технология изготовления
Вид плавки Темпера- тура, °C Выдержка, мин
Pb-Sn Sn 9...11 Sn 13,5.-16,5 Sn 64...68 Припой и омические контакты на n-Ge Открытая 350 10
Pb—In In 9... 11 In 18...22 In 48-52 Припой и омические контакты на p-Ge
Pb-Sb Sb 2,7...3,3 Sb 4,5...5,5 Припой и омические контакты на n-Ge и n-Si; электро- ды на p-Ge В запаянных кварцевых ампулах Открытая 640 380 25 6-8
Pb—Ag Ag 13,5-16,5 Припои и омические контакты на p-Si В запаянных кварцевых ампулах 800 25
400
Pb-As As 0,5-1,1 As 2,7-3,3 Электроды на p-Ge
Pb-Sn-Sb Sn 30-32 Sb 4,5-5,5 Sn 38-40 Sb 1,8-2,2 Омические контакты на n-Ge и n-Si 640 25...30
Pb —Ag—Sb ' Ag 13,5-16,5 Sb 0,9...1,1 Омические контакты на n-Si 800 30
Pb—Ag—Ga Ag 2,7-3,3 Ga 0,9-1,1 Эмиттеры на n-Ge 25
Материалы для электронных приборов [разд. 13]
Pb—Au—Ga Au 2,7...3,3 Ga 0,9...1,1 Эмиттеры на и-Ge 800 25
Pb —In —Ni In 4...6 Ni 2,4...3,6 Припои и омические контак- ты к p-Si Индукционный нагрев в квар- цевой ампуле 1200 30
Pb —Ni —Sb Ni 2,4...3,6 Sb 0,8...2,2 Припои и омические контак- ты к и-Si
Pb—Bi—Ni—Sb Bi 9,0... 11,0 Ni 2,4...3,6 Sb 1,8...2,2
Pb—Bi—Sn—Sb Bi 13,5...16,5 Sn 9... 10 Sb 4,5...5,5 Омические контакты на и-Ge В запаянных кварцевых ампулах 600 20
Pb —In —Bi —Sb —Ga In 33...39 Bi 6...8 Sb 0,9...1,1 Ga 0,4...0,6 Эмиттерный сплав для герма- ниевых силавно-диффузион- ных приборов 700 40
Pb-Ag-Au-Sb-Ga Ag 2...3 Sb 0,8.,. 1,2 Au 2,7...3,3 Ga 0,8...1,2 40
Pb —In —Bi —Sb—Au —Ga In 45...55 Bi 6,3...7,7 Sb 4,2...5,5 Au 0,7...3,3 Ga 0,27...0,30
[§ 13.3] Материалы для полупроводниковых приборов
Таблица 13.12. Сплавы на основе олова
Наименование Содержание неосновных компонентов, % Область применения Технология изготовления
Вид плавки Темпера- тура, °C Выдержка, мин
Sn—Sb Sb 0,9...1,1 Sb 1,8...2,2 Sb 4,5-5,5 Sb 9.. 11 Омические контакты на n-Ge и n-Si Под струей арго- на или в за- паянных квар- цевых ампулах 650 10-15
Sn—In In 28...32 In 48...52 Припои и омические кон- такты на p-Ge и p-Si Открытая 250 10
Sn—Cd Cd 30...34 Припои 330
Sn—Bi Bi 0,4...0,6 280
Sn—Ag Ag 9...10 700 15
Sn-P P 0,18-0,22 Эмиттеры на p-Si В запаянных кварцевых ампулах 500
Sn—As—Ga As 2,3-3,5 Ga 1,5-2,5 As 1,25-1,75 Ga 0,35...0,7 Эмиттеры для сплавно- диффузионных кремниевых приборов 800 25
Материалы для электронных приборов [разд. 13)
Sn—Pb—In Pb 34...38 In 26...30 Припои и омические контак- ты на p-Ge и p-Si Открытая 350 10
Sn—As As 3,6...4,4 Электроды на p-Ge В запаянных кварцевых ампулах 600 25
Sn—Pb—Ag Pb 34...37 Ag 1,8...2,2 Припои 900 20
Sn—Ag—In Ag 18...22 In 4,5...5,5 Припои; омические контак- ты на p-Si
Sn—Cd—Bi Cd 19...23 Bi 31...35 Припои Открытая 330 10
Sn—Pb —Bi Pb 34...38 Bi 31...35
Sn-Pb-Cd Pb 34...38 Cd 16...18
Sn—Ag—Cu—Ni—Sb Ag 0,9...1,1 Cu 0,9...1,1 Ni 0,9...1,1 Sb 0,9... 1,1 Омические контакты к n-Si Индукционный нагрев 1000 50...60
[§ 13.3]______________Материалы для полупроводниковых приборов
344
Материалы для электронных приборов
[разд. 13]
а) контакт не должен выпрямлять, т. е.
его сопротивление не должно зависеть от
направления протекающего тока;
б) должны отсутствовать нелинейные эф-
фекты, т. е. сопротивление контакта не должно
зависеть от протекающего тока;
в) сопротивление контакта должно быть
малым по сравнению с сопротивлением полу-
проводника;
г) контакт должны быть механически
прочным, надежным и стабильным во времени.
Наиболее часто омические контакты име-
ют структуру п — п+ или р — р+-типа, где
п- и p-области соответствуют исходным полу-
проводниковым материалам, а области п+ и
р+ образованы дополнительным легированием
исходных материалов (вплавлением в них
соответствующих электродных сплавов для
омических контактов). Для создания омиче-
ских контактов к полупроводниковым прибо-
рам используют как чистые металлы, так и
сплавы. Температуру плавления электродных
сплавов для омических контактов выбирают
несколько ниже температуры плавления
электродных сплавов для получения р — п-
переходов.
Электродные сплавы для омических
контактов с германием. Для получения
омических контактов на р-германии ши-
роко применяются сплавы РЬ — In с содер-
жанием индия 10...60 %, для и-германия—
сплавы РЬ — Sb (3...5 % Sb) и Pb — As
(0.5...3 % As). Сплавы с более низким со-
держанием индия применяют для контактов
на высокоомном германии. При низких тем-
пературах вплавления (около 300 °C) приме-
няют электродные сплавы на основе олова,
которые хорошо сплавляются с германием и
образуют омические контакты (например,
Sn — Bi, Sn — Pb). Легирующими примесями
к сплавам на основе олова могут служить
также сурьма или мышьяк (для германия
n-типа) и индий (для германия p-типа). При
температуре вплавления 500...700 °C исполь-
зуют электродные сплавы типа Си — Ag — Sb
(27 % Ag, 3 % Sb).
Электродные сплавы для омических кон-
тактов с кремнием. Наиболее широко при-
меняются для изготовления омических кон-
тактов на кремнии сплавы на основе золота
с донорными или акцепторными примесями,
обладающие хорошими электрическими свой-
ствами, достаточной механической проч-
ностью, химической стойкостью и не тре-
бующие применения флюсов. Так, для созда-
ния омических контактов на n-кремнии исполь-
зуют сплавы Ап — Sb (до 1 % Sb), а на
р-кремнии — сплавы Au — Ga (до 1% Ga).
Иногда для частичной замены золота в них
добавляют серебро и применяют, например,
сплав Ag — Au — Ga (30...70 % Ag, до
20...60 % Au, до 10 % Ga).
Кроме того, для изготовления омиче-
ских контактов на кремнии используют сплавы
на основе свинца: на р-кремнии — сплавы
РЬ — Ag (15 % Ag) и Pb — Ag—Ga
(3 % Ag, 1 % Ga), а на п-кремнии — сплавы
Pb — Ag —у Sb (15 % Ag, 1% Sb). Вместо
серебра в эти сплавы можно вводить никель.
В табл. 13.10 приведены электродные
сплавы для омических контактов к некоторым
полупроводниковым материалам, а также спо-
собы их изготовления.
В табл. 13.11...13.15 приводятся составы,
основные области применения, технология из-
готовления некоторых сплавов на основе свин-
ца, олова и благородных металлов, которые
используются в полупроводниковом производ-
стве, и физические свойства некоторых спла-
вов.
Металлы и сплавы для элементов кон-
струкции полупроводниковых приборов. При
производстве полупроводниковых приборов в
качестве конструкционных материалов приме-
няются почти все те же металлы и сплавы,
что и при производстве электронных вакуум-
ных и газонаполненных приборов. Свойства
этих металлов и сплавов подробно рассмотре-
ны в § 13.1. Кроме того, такие металлы,
как вольфрам, тантал, молибден, рассмотрены
в разд. 12, медь — в разд. 11.
Элементы корпусов полупроводниковых
приборов и интегральных микросхем (фланцы,
баллоны, держатели, выводы, термокомпенса-
торы, переходные кольца, втулки, колпачки,
металлические жгуты) изготовляют из раз-
личных металлов и их сплавов, которые долж-
ны обладать механической прочностью, высо-
кой чистотой и не выделять загрязняющих
примесей внутри баллона корпуса; обладать
высокой электро- и теплопроводностью, а
также обеспечивать надежное электрическое
соединение электродных выводов; хорошо об-
рабатываться механическими способами для
обеспечения необходимых геометрических
форм; быть коррозионно стойкими.
Кроме того, к ним иногда предъявляются
и специальные требования. Например, метал-
лы и сплавы, соединяемые со стеклом, должны
обладать температурным коэффициентом ли-
нейного расширения а/, близким к а/ стекла,
и образовывать механически прочные и гер-
метичные металлостеклянные спаи, а мате-
риалы, применяемые для внешних выво-
дов,— высокой пластичностью и не образовы-
вать трещин при многократном перегибе
вывода. Металлы и сплавы, используемые для
баллонов и крышек корпусов полупроводни-
Таблица 13.13. Сплавы на основе индия
Наименование Содержание неосновных компонентов, % Область применения Технология изготовления
Вид плавки Температура нагрева, °C Выдержка, МИИ
In—Ga Ga 0,4...0,6 Эмиттеры на n-Ge Открытая 170 10
In—Zn Zn 0,9...1,1 Zn 2,7...3,3 Коллекторы на и-Ge 430 10
In—Au Au 2,7...3,3 В запаянных кварцевых ампулах 800 25
In-Al Al 0,8...1,2 Электроды на n-Ge Под вакуумом в корундовом тигле 850 60
In-Cd Cd 22...26 Омические контакты на p-Ge, припой Открытая 330 10
In—Zn —Ga Zn 0,9...1,1 Ga 0,4...0,6 Эмиттеры на n-Ge 430 10
In—Au—Ga Au 0,9...1,1 Ga 0,4...0,6 В запаянных кварцевых ампулах 850 25
In —Pb —Ga Pb 9... 11 Ga 0,3...0,7 Открытая 330 10
In —Sb —Ga Sb 2,7...3,3 Ga 0,4...0,6 Эмиттеры для сплавно-диффу- знойных германиевых при- боров В запаянных кварцевых ампулах 700 25
In —Sb —Au —Ga Sb 2,7...3,3 Au 6,3...7,7 Ga 0,4...0,6 850
In —Al—Ga Al 0]8...1,2 Ga 0,4...0,6 Эмиттеры на n-Ge Под вакуумом в корундовом тигле 900 40
[§ 13.3] Материалы для полупроводниковых приборов
346
Материалы для электронных приборов
[разд. 13]
Таблица 13.14. Сплавы на основе серебра и золота
ковых приборов, должны хорошо соединяться
между собой и с другими металлами и спла-
вами холодной и электроконтактной сваркой,
а также пайкой различными припоями.
Для изготовления корпусов полупровод-
никовых приборов и интегральных микросхем
широко применяют медь, никель, вольфрам,
молибден, тантал и ниобий, железоникелевые
и молибденово-медные сплавы, низкоуглеро-
дистые и нержавеющие стали, ковар, платинит
и элькона йт.
Медь. По теплопроводности и электро-
проводности медь уступает только серебру,
чем обусловлено ее широкое применение в
конструкциях корпусов полупроводниковых
приборов (фланцы, держатели, баллоны, вы-
воды и элементы теплоотводящих пластин для
диодов и транзисторов средней и большой
мощности), высокими пластическими свойст-
вами и легко поддается механической обра-
ботке (ковке, прокатке, объемной штамповке
и вытяжке в холодном состоянии). В элемен-
тах конструкции в основном применяют медь
марок Ml и М2, бескислородную (МБ) и ваку-
умной плавки (МВ).
Медь Ml и М2 используют преимуще-
ственно в виде лент толщиной 0,05...2 мм и
шириной до 600 мм. В основном она идет на
изготовление баллонов.
Бескислородную медь используют в виде
лент толщиной 0,5...2 мм и шириной до 250 мм,
прутков диаметром 5...40 мм и др. Достоин-
ством этой меди является возможность нагре-
ва ее в атмосфере водорода. Медь, содержа-
щая кислород, при таком нагреве становится
хрупкой и непригодной для изготовления де-
талей корпусов.
Медь вакуумной плавки выпускается в
виде полос, лент, прутков и проволоки и
является наиболее распространенным метал-
лом для спаев с высокоглиноземистыми
керамическими материалами. Соединяют мед-
ные детали с металлизированной керамикой
пайкой медно-серебряными припоями.
Медь всех марок отлично смачивается
и паяется мягкими и твердыми припоями.
Холодной сваркой деталей из меди друг с
другом, а также из меди и ковара, меди и
стали получают надежные и герметичные швы.
Контактная электросварка медных деталей
друг с другом и с другими металлами
сложна, так как медь обладает малым электри-
ческим сопротивлением и большой тепло-
проводностью.
Металлические плетенки из меднолуженой
проволоки, основные характеристики которых
приведены в табл. 13.16, выпускаются двух
типов: ПМЛ и ПМЛО (облегченные). Из ме-
таллических плетенок изготовляют токоведу-
[§ 13.3]
Материалы для полупроводниковых приборов
347
Таблица 13.15. Коэффициент теплопроводности и температурный коэффициент
линейного расширения некоторых спланов в литом состоянии
Наименование Химический состав, % x, Bt-m '-K при температуре» °C a;-IO6, К'1
-60 0 100 150
Pb—In 10 In 20 21 23 25 2,32
Pb —In 20 In 20 23 27 28 2,54
Pb —In 40 In 22 24 29 32 3,07
Pb—In 60 In 22 30 35 37 2,95
Pb—In — Bi 20 In; 10 Bi 16 18 22 22 3,06
Pb —In —Bi 40 In; 10 Bi 16 17 22 23 2,82
In—Ag 3 Ag 76 72 70 — 3,08
In—Cd 10 Cd 70 67 60 — 2,41
Pb —Sb 5 Sb 26 27 29 30 2,65
Pb —Sb 10 Sb 25 26 27 29 —
Pb —Sb 15 Sb — — — — 2,19
Sn —Sb 5 Sb 37 36 40 40 2,62
Sn —Sb 10 Sb 29 32 33 33 2,34
Sn —Sb 15 Sb 35 37 40 40 2,06
Sn — In 30 In 32 36 45 -—- 2,26
Pb—Ag— 3 Ag; 3 Sb; 33 29 28 — 2,87
Sb —Ga 1 Ga
Таблица 13.16. Основные данные медных плетенок
Тип Размер, мм Диаметр проволо- ки, мм Плотность плетения, % Масса 1 м плетенки, г
пмл 2X4 4X5 3X6 6ХЮ 10X16 16X24 24X30 30X40 40X55 10X16 16X24 24X30 0,12 75 7,9 9,9 18,5 36,9 64,0 143,0 160,5 203,5 275,0 50,6 96,3 107,0
0,15 80
0,20
0,30
пмло 0,15
0,20
щие верхние выводы сильноточных полупро-
водниковых приборов. Соединяют плетеные
выводы с корпусом прибора пайкой или
механическим способом.
Лента ФЛП-П, изготовляемая из поли-
амидной перфорированной пленки с нанесен-
ным слоем адгезива и облицованная с одной
стороны электролитической медью (медной
фольгой), применяется при механизированной
сборке интегральных микросхем для выполне-
ния рамочных выводов. Лента имеет ровную
без посторонних включений и загрязнений по-
верхность. Наплыв адгезива в отверстиях
перфорации не превышает 20 мкм. Длина ленты
не менее 10 м, толщина 90 мкм, ширина 270 мм;
прогиб фольги в отверстиях перфорации не
более 50 кмк; стрела прогиба ленты в попереч-
ном направлении не превышает 3 мм. Проч-
ность сцепления фольги с диэлектриком
0,4 МПа. Стойкость к пайке при 300 °C равна
10 с. Усадка диэлектрика после стравливания
фольги не превышает 0,5 %.
Никель. Легко протягивается и механи-
чески обрабатывается. В атмосфере водорода
поддается пайке твердыми (обычно серебря-
ными) и мягкими припоями, хорошо свари-
вается. Механические свойства никеля зависят
от чистоты его химического состава и пред-
348
Материалы для электронных приборов
[разд. 13]
шествующих технологических операций обра-
ботки. Для изготовления- деталей корпусов
полупроводниковых приборов и интегральных
микросхем используют никель марки НП2
в виде холоднокатаной ленты толщиной
0,1...2 мм и шириной до 300 мм, а также
проволоки. Поверхность лент и проволоки
должна быть чистой, гладкой, без трещин,
пузырей, расслоений, забоин, окалины и рако-
вин. Из никелевой проволоки изготовляют
плющенку, из которой выполняют наружные
и внутренние выводы.
Никелевая проволока диаметром
0,03... 12 мм изготовляется из никеля марок
НП2, НПЗ и НП4, может быть отожженной
(мягкой) или неотожженной (твердой). Про-
волока имеет относительное удлинение 25 %.
Каждый тип проволоки имеет свое обозна-
чение. Так, проволока мягкая из никеля мар-
ки НП2 диаметром 0,5 мм имеет обозначе-
ние МО, 5НП2, а проволока твердая из крем-
нистого никеля марки НК2 ' диаметром
0,1 мм —ТО, 1НК2.
Никелевые мелкоструктурные сетки —
сеточные полотна размером 100X100 мм и
толщиной 13 мкм с шагом сетки 100 мкм
применяются для изготовления внутренних
токоведущих соединений корпусов с кристал-
лами и омическими контактами.
Лента никелевая с полоской золота, полу-
чаемая методом прокатки, используется для
изготовления деталей корпусов полупроводни-
ковых приборов и интегральных микросхем и
обозначается НЗ-0.21Х35, где первая буква
обозначает никель, вторая — золото; первая
цифра соответствует толщине, а вторая — ши-
рине ленты в мм. Толщина золотой полосы
6,0±2 мкм, а ширина 5 мкм. Расстояние
золотой полосы от кромки ленты до центра
полосы может быть 14,16 и 17 мм. Длина
ленты 20 м. Изготовляется из никелевой ленты
НП0Э или НП1Э и золотой фольги Зл 999,9.
Кривизна ленты при длине 0,5 м не превышает
0,5 мм. Из ленты можно вырубать детали и
термически обрабатывать их при температуре
550 °C в течение 30 мнн.
Лента никель-медь-никель ИМИ из меди
и никеля вакуумной плавки используется для
изготовления элементов корпусов полупровод-
никовых приборов и интегральных микросхем
и выпускается толщиной 0,1...0,5 мм, шириной
до 80 мм и длиной не менее 5 м. Толщина
никелевых слоев зависит от толщины медной
ленты: при толщине медной ленты 0,1; 0,15;
0,2; 0,3; 0,4 и 0,5 мм толщина никелевых
слоев соответственно равна 15, 20, 30, 45,
60 и 75 мкм. Лента выдерживает термообра-
ботку при 700...800 °C в течение 3...5 мин.
Серповидность ленты 3 мм на I м.
Лента никелевая, плакированная полос-
кой алюминия НА-0,25 X 28, используется для
изготовления деталей корпусов полупровод-
никовых приборов и выпускается длиной не
менее 5 м, толщиной 0,21 и 0,25 мм и шири-
ной 28, 32 и 36 мм, при этом в зависимости
от ширины расстояние от центра полосы до
кромки ленты соответственно равно 14, 16 и
18 мм. Толщина покрытия 10 и 20 мкм, а
ширина 7 мм.
Вольфрам. Механические свойства вольф-
рама зависят от его состава, кристал-
лической структуры, предыдущей механиче-
ской и термической обработки и рабочей
температуры (см. § 13.1).
В производстве полупроводниковых при-
боров в качестве нагревателей для напыли-
тельных вакуумных установок используют
вольфрамовые спирали. Из вольфрама изго-
товляют также иглы для точечных диодов и
зонды установок для измерения параметров
полупроводниковых материалов. Для компен-
саций механических напряжений, возникаю-
щих в полупроводниковом материале при
резких изменениях температуры вследствие
разности термических коэффициентов линей-
ного расширения кремния и кристаллодержа-
теля, с успехом используют напайку пластин
кремния на кристаллодержатель через вольф-
рамовые диски.
Сплав «эльконайт» получают методом по-
рошковой металлургии, пропитывая спрессо-
ванные вольфрамовые заготовки расплавлен-
ной медью, и выпускают в виде слитков
цилиндрической формы диаметром 8, 28, 36 и
высотой 16, 20 и 30 мм. Содержание меди
20...30 %. Плотность 14 Мг-м 3.
Молибден. По своим свойствам похож на
вольфрам, но гораздо пластичнее вольфрама,
легко штампуется и режется. Молибден обра-
зует теплостойкие спаи с некоторыми сортами
стекол.
Выпускается молибден в виде ленты,
проволоки, прутков, стержней, фольги, листов,
труб и применяется для изготовления ком-
пенсирующих колец, манжет, траверс, штырь-
ковых вводов. Детали из молибдена служат
переходными элементами между медными и ке-
рамическими деталями в металлокерамических
спаях. Молибден используют в вакуумном
технологическом оборудовании, из него также
часто изготовляют нагреватели и вводы для
термопар. Как и вольфрам, молибден можно
применять для изготовления компенсаторов
механического напряжения, возникающего в
пластине полупроводника при резком измене-
нии температуры.
Молибденово-медные сплавы применяют
для создания ненапряженных соединений
[§ 13.3]
Материалы для полупроводниковых приборов
349
(спаев) с керамикой. Для улучшения струк-
туры, повышения прочности и корректировки
термического коэффициента линейного расши-
рения в эти сплавы вводят' никель, который
взаимодействует с медью и молибденом, спо-
собствует повышению рабочей температуры
сплава и его коррозионной стойкости. Наибо-
лее часто используют сплавы марок МД15МП
и МД32НП, хорошо обрабатываемые реза-
нием, шлифованием и электроэрозией. В
диапазоне температуры 20...1000 °C сплав
МД15НП имеет а(=80-10~7 К-1, а сплав
НД32НП — 120-10-7 К-1. Коэффициент теп-
лопроводности сплавов почти одинаков:
МД15НП —2.8-104 Вт-м '-К-1 и
МД32МП —3.2-104 Вт-м-’-К-1. Удельное
сопротивление не превышает 0,1 мкОм-м.
Допустимая рабочая температура 1000 °C.
Детали из молибденово-медных сплавов
обычно обезжиривают в кипящих раствори-
телях, например в трихлорэтилене, промывают
в ультразвуковой ванне и отжигают в ат-
мосфере водорода при температуре
900...950 °C. Химическую обработку деталей
проводить не рекомендуется, так как изме-
няются их поверхностные свойства ввиду
избирательного характера травления входя-
щих в сплав компонентов.
Изделия из этих сплавов хорошо подда-
ются пайке с металлизированной керамикой
медными, серебряными, медно-золотыми и
медно-серебряными припоями. Ввиду сильного
взаимодействия золотых и серебряных при-
поев с медно-никелевой фазой сплавов детали
перед пайкой этими припоями необходимо
покрывать слоем никеля толщиной 10... 15 мкм.
Между собой детали из сплавов можно
паять также медно-никелевыми припоями с
содержанием никеля до 10 %. Сплав МД15НП
хорошо согласуется по а/ с высокоглинозе-
мистыми керамическими материалами 22ХС
и М-7. Из этого сплава изготовляют детали
сложной геометрической формы.
Тантал. В полупроводниковом произ-
водстве используется для тех же целей, что и
вольфрам и молибден. Химически он менее
активен, чем вольфрам.
Ннзкоуглеродистые стали (сталь 10 и
НЖ) используются в производстве полупро-
водниковых приборов и интегральных микро-
схем для изготовления корпусов и крепежных
деталей.
Сталь 10 содержит 0,1 % углерода. С
повышением содержания углерода возрастают
твердость стали и предел прочности при рас-
тяжении, но ухудшаются ее пластические
свойства. Эта сталь обладает способностью
к глубокой вытяжке, хорошо обрабатывается
резанием и сваривается; при горячей штам-
повке, ковке и прокатке она упрочняется,
однако при повторном нагреве до температуры
500...600 °C упрочнение может быть снято.
Недостатком стали является ее низкая хими-
ческая и коррозионная стойкость.
Для изготовления корпусов полупровод-
никовых приборов используют низкоуглеро-
дистую сталь в виде лент толщиной от
0,05 до 2,5 мм и шириной до 400 мм. По
качеству ленту из низкоуглеродистой стали
выпускают трех классов — I, II и III, а по
виду обработки поверхности — полирован-
ной (п) и неполированной (нп). На поверх-
ности стальной ленты II класса допускаются
мелкие царапины, риски, вмятины, бугорки
размером менее половины допустимого отклоне-
ния по толщине ленты. Расслоения, окалина
и ржавчина на стальной ленте не допускают-
ся. На поверхности стальной ленты I класса
указанные дефекты допускаются в меньшем
количестве. Ленту III класса для изготовления
корпусов полупроводниковых приборов не
применяют.
Сталь НЖ вакуумной плавки выпуска-
ется в виде листов, прутков и ленты, широко
применяется для изготовления металлокера-
мических конструкций корпусов полупровод-
никовых приборов, давая вакуум-плотные спаи
с форстеритовыми, стеатитовыми и высоко-
глиноземистыми керамическими материалами.
Пайка с керамикой в основном производится
серебряным или медно-серебряным припоями.
Нержавеющие хромоникелевые стали
(Х18Н10Т и Х18Н12-ВИ) в виде прутков
диаметром до 15 мм, лент толщиной от 0,1
до 1,2 мм, листов и трубок широко применяют
в металлокерамических конструкциях корпу-
сов полупроводниковых приборов и интеграль-
ных микросхем в паре с медью или коваром.
Паяют стальные детали медными твердыми
припоями; перед пайкой стальные детали по-
крывают тонким слоем никеля (20...25 мкм).
Некоторые физические свойства конструк-
ционных сталей приводятся в табл. 13.17.
Железоникелевые сплавы Н42 и Н46 со-
держат 42 и 46 % никеля соответственно
(остальное — железо), выпускаются в виде
лент, проволоки, листов и прутков и приме-
няются для изготовления металлокерамиче-
ских конструкций корпусов полупроводнико-
вых приборов и интегральных микросхем.
По сравнению с коваром эти сплавы более
пластичны и менее подвержены эрозионному
растрескиванию под действием серебряных
припоев. Детали из железоникелевых сплавов
хорошо свариваются аргонно-дуговой сваркой
между собой, а также с коваром, нержавею-
щей сталью и несколько хуже — с медью.
Для изготовления металлостеклянных
350
Материалы для электронных приборов
[разд. 13]
Таблица 13.17. Физические свойства конструкционных сталей, применяемых в производстве
полупроводниковых приборов
Марка Плот- ность, Мг-м3 Температура плавления. °C Коэффициент теплопроводности, Температур- ный коэф- фициент линейного расширения а/-10\ К~‘, при 20 °C Удельное сопротив- ление р, мкОм-м
Вт’М при '•к-1, f. °C
20 500
Сталь 10 7,86 1500 73 29 1,20 0,10
Сталь НЖ 7,87 1535 73 29 1,35 0,13
Нержавеющие хромоникелевые стали 7,90 1400...1450 (в зависимости от марки) 125 210 1,60
спаев, а также конструкций корпусов полу-
проводниковых приборов применяют трубы из
железоникелевого сплава 48НХ, которые име-
ют внешний диаметр 1,5, 2,0, 3,0, 5,0 и
7,0 мм, толщину стенки 0,25...0,3 мм, дли-
ну 0,5 и 10 м. Сплав 48НХ содержит 0,05 % уг-
лерода, 0,3...0,7 % марганца, 0,15...0,4 %
кремния, 0,7...1,0 % хрома, 48...49 % никеля.
Ковар — сплав никеля, кобальта и желе-
за, оц которого близок к со стекла и керамики.
Для получения согласованных металлостек-
лянных спаев с тугоплавким стеклом С48-1 и
С48-2 и вакуум-плотных соединений с кера-
микой используют ковар марок Н28К18 и
Н29К18, в состав которых входит от 28,7 до
29,2 % Ni, от 17,3 до 17,8 % Со, остальное —
железо.
Плотность ковара 8,35 Мг-м_*. Темпе-
ратура плавления 1450 °C. При 20...200 °C
коэффициент <х( равен (43...54) • 10“7 К”',
при 20...500 °C — (57...62) -10-7 К-1 и
при 20...1000 °C — (110...120) • I0"7 К-1.
Коэффициент теплопроводности 19,2 Вт-м_|«К“|.
Твердость в неотожженной состоянии в
3,5...4 раза больше твердости стали 10.
Преде,л прочности при растяжении в отож-
женном состоянии в 2,5...3 раза выше, а отно-
сительное удлинение примерно в 1,5 раза ниже,
чем у стали, поэтому он труднее штампуется
и обрабатывается.
Ковар обладает низкой теплопровод-
ностью, что приводит к ухудшению тепловых
характеристик корпусов, но имеет достаточно
высокое удельное сопротивление (до
1 мкОм-м), что позволяет применять кон-
тактную электросварку для соединения дета-
лей из ковара друг с другом, а также со
стальными и никелевыми деталями. Ковар хо-
рошо паяется мягкими и твердыми припоями.
При холодной сварке ковара с медью и
сталью 10 образуется герметичный н прочный
шов. По сравнению со сталью 10 ковар более
коррозионностоек. При окислении он образует
плотную и прочную оксидную пленку. Травит-
ся ковар в смеси разбавленных азотной и соля-
ной кислот.
Детали из ковара хорошо покрываются
различными металлами (оловом, медью, нике-
лем, серебром, золотом, кадмием, свинцом и
др.) гальваническим способом.
Ковару присущи некоторые недостатки,
которые необходимо учитывать при конструи-
ровании и изготовлении конструкций и деталей
корпусов полупроводниковых приборов: склон-
ность к образованию микро- и макротрещин
в процессе изготовления деталей способами
холодной штамповки и вытяжки, подвержен-
ность межкристаллитной коррозии при пайке
коваровых деталей. Для уменьшения влияния
серебряного припоя коваровые детали покры-
вают слоем меди толщиной 3...5 мкм или нике-
ля толщиной 20...25 мкм. Пайку коваровых
деталей с керамикой золотыми и медными
припоями можно проводить без дополнитель-
ных защитных покрытий.
Трубы бесшовные холоднотянутые и хо-
лоднокатаные из ковара марки Н29К18 вы-
пускаются с наружным диаметром 1. 1,5, 2,0,
3,5, 4,0, 4,5, 5,0, 6,5, 7,0, 7,5 и толщиной
стенки 0,2, 0,25, 0,3, 0,6, 1,0 мм.
Лента и проволока из ковара марки
29НК применяется для спаев с тугоплавкими
стеклами и керамикой. Лента выпускается
толщиной 0,05, 0,3, 0,4, 0,5, 1,5 мм, шириной
от 70 до 250 мм и длиной до 5 м, а проволо-
ка— диаметром 0,3, 0,4, 0,5, 0,8, 1,0, 1,5,
1,6, 1,9 мм.
Платинит — материал в виде проволоки,
состоящий из ферроникелевого сердечника
(сплава 43Н, в который входит 43 %Ni и
57 % Fe) и медной оболочки, предназначен
для впаев в мягкие стекла и является в этом
отношении заменителем платины. Платинит
имеет два значения а(: (82...92) • 10-7 К-1 —
[§ 14.1]
Общие сведения
351
Таблица 13.18. Свойства и состав платинита
Марка а,-107, К-1 Содержание, % Относитель- ное удлине- ние, %
Ni меди
ПТБ 80...86 41,5-43,0 22-28 22-24
ПГБ 82...92 42,5-44,0 21...30 20-23
ПГБУ 84...Э2 42,5-44,0 23-30 22-24
ПТМ 82...90 41,5-44,5 22-28 18-22
ПГМ 80...88 42,5-44 21...30 20-23
в радиальном направлении и 7,8-10-7 К-1—
в осевом. Коэффициент теплопроводности
16,7 Вт-м_|-К-1. Относительное удлинение
не превышает 18 %.
Спаи платинита со стеклом являются не-
согласованными. Механические напряжения,
возникающие в таком спае, компенсируются
медной оболочкой, которая обладает способ-
ностью к упругой деформации. Для улучше-
ния сцепления стекла с медиой оболочкой
на поверхность платинита наносят слой бората
(безводного борнокислого калия). Надежные
герметичные спаи получают при использова-
нии стекла С-87-1 и платинитовой проволоки
диаметром до 0,8 мм.
Платинит выпускается в виде проволоки
диаметром 0,2...0,45 мм через каждые 0,05 мм
и 0,5...1,2 мм через каждые 0,1 мм (отклоне-
ние от номинального размера диаметра не
превышает ±0,025 мм) двух марок: П (с бо-
ратным покрытием) и ПН (без боратного
покрытия). Проволока не должна иметь тре-
щин, царапин и вмятин на медной оболочке,
так как эти дефекты приводят к снижению
надежности металлостеклянного спая.
Платинит ПТ и ПГ изготовляется в виде
трубок и гальваническим способом в виде
порошка. Кроме этих марок платинита, вы-
пускается еще несколько его разновидностей.
По наличию борно-кислой пленки различают
борированный (ПТБ и ПГБ) и неборирован-
ный платинит, по термообработке — отожжен-
ный (ПТМ и ПГМ) и неотожженный (ПТТ и
ПГТ), а по качеству — обыкновенный и улуч-
шенный (ПГБУ). Свойства и состав платинита
разных марок приведены в табл. 13.18.
РАЗДЕЛ 14
МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРИЧЕСКИХ КОММУТИРУЮЩИХ КОНТАКТОВ
И. П. Малашенко
14.1. ОБЩИЕ СВЕДЕНИЯ
Контакты электрические для коммутаци-
онных аппаратов являются токоведущими де-
талями и служат для замыкания, размыкания
и переключения электрических цепей в аппа-
ратах управления приемниками и распределе-
ния электрической энергии и защиты цепей
от перегрузок.
Они могут по условиям эксплуатации
непрерывно с разной частотой срабатывания
переходить из одного положения в другое,
а также длительно находиться как в замкну-
том, так и в разомкнутом положении.
По условиям работы контакты принято
разделять на три типа: неподвижные, ком-
мутирующие и скользящие. При этом боль-
шинство электрических контактов содержит
элементы разных типов, но в замкнутом состоя-
нии оии должны удовлетворять требованиям,
предъявляемым к неподвижному контакту.
Классификация коммутирующих контак-
тов по размыкаемой мощности, току и на-
пряжению, в соответствии с которыми харак-
тер их износа существенно различен, может
являться только условной, так как основана
на внешних признаках без учета физической
природы явлений.
352 Материалы для электрических коммутирующих контактов [разд. 14]
Таблица 14.1. Факторы, влияющие на нарушение нормальной работы контактов
Вид нарушения Главные внешние факторы, вызывающие нарушения В чем выражается нарушение Требования к материалу контактов, препятствую- щие нарушению их нор- мальной работы
Эрозия Значение и род тока, вид электрической нагрузки, влажность воздуха Нарушение формы рабо- чих поверхностей, пере- нос материала, образо- вание наростов, крате- ров и перешейков меж- ду контактами, закли- нивание контактов Высокие значения темпе- ратуры и теплоты плав- ления и сублимации, нестойкие оксиды
Электрический Электрическая дуга, виб- Нарушение формы рабо- Высокие значения темпе-
ИЗНОС рация контактов, вид электрической нагрузки чих поверхностей и по- теря массы материала (испарение и разбрыз- гивание материала) ратуры плавления и ис- парения, высокая элект- ропроводность, тепло-- проводность и тепло- емкость, термически диссоциирующая или легкоразрушающаяся пленка оксидов
Механический Контактное нажатие, сила Расплющивание, растрес- Высокая механическая
ИЗНОС при ударе контактов. Частота замыканий. Ки- нематика движения кон- тактов кивание и истирание контактов, отслаивание и отскакивание частей контактов прочность, главным об- разом, на истирание и ударная вязкость, вы- сокая твердость
Химический Состав окружающей сре- Увеличение переходного Сопротивление коррозии
ИЗНОС ды, температура на по- верхности контактов сопротивления вплоть до полного нарушения контактной проводимо- сти, перегрев контактов при комнатных и при высоких температурах
Сваривание Термическое действие то- ка, вибрация контактов, сила контактного нажа- тия Деформирование контакт- ных площадок и контак- тных поверхностей с ча- стичным расплавлени- ем, потеря способности контактов к размыка- нию Высокие значения темпе- ратуры плавления, теп- лоемкости и теплопро- водности, высокое со- противление сварива- нию отдельных компо- нентов материала
Отрыв Соударение контактов при замыкании, усилие при размыкании сваривших- ся контактов, не прочное крепление контакта к конта кто дер жател ю Конта кто держатель оста- ется без контакта, резко возрастают переходное сопротивление, нагрев и износ, контактная пара быстро выходит из строя Высокое качество крепеж- ного соединения (свар- ка, пайка или клепка) контакта с контакто- держателем со степенью пропаивания или про- варивания по площади нерабочей поверхности не менее 60 %
По основному критерию — значению ком-
мутируемого тока контакты делятся на
слаботочные (токи от долей до единиц
ампера) и сильноточные (токи от единиц до
тысяч ампер).
Понятие «электрический контакт» опре-
деляется как место перехода тока из одной
токоведущей детали в другую, т. е. это должно
быть надежное соединение двух проводников,
способных проводить электрический ток с
достаточно малым и стабильным электриче-
ским сопротивлением.
Структура площади контактирования та-
кого соединения состоит из пятен трех видов:
контактных пятен с металлическим контактом
(а-поверхности), электрическое сопротивление
которых определяется суммарным сопротивле-
нием металлов пары, через которые проте-
[§ 14.1]
Общие сведения
353
Рис. 14.1. Зависимость минимального тока
I дугообразования от рабочего напряжения U
для контактов, изготовленных из различных
материалов
кает электрический ток без заметного переход-
ного сопротивления; контактных пятен, покры-
тых тонкими адгезионными и хемосорбирован-
ными пленками (квазиметаллический кон-
такт), легко пропускающими электрический
ток благодаря туннельному эффекту, и пятеи,
покрытых изолирующими пленками оксидов и
сульфидов, не пропускающих электрический
ток. Общая площадь контактирования слага-
ется из суммы площадей пятен, образую-
щихся при смятии выступов шероховатостей
контактных поверхностей. Она значительно
меньше всей контактной поверхности, пред-
ставляющей собой условную площадь кон-
тактирования.
Состояние поверхностей площадей кон-
тактирования непосредственно влияет на пе-
реходное (контактное) сопротивление и нагрев
контактов при протекании через них электри-
ческого тока. Переходное сопротивление пред-
ставляет собой «ситовое» сопротивление,
обусловленное тем, что ток, переходя из одно-
го проводника в другой, при прохождении
через участки (пятна) с металлическим кон-
тактом испытывает сопротивление вследствие
стягивания линий тока.
Теория показывает, что переходное сопро-
тивление многоточечного контакта, имеюще-
го п контактирующих a-поверхностей, если все
a-поверхности нагружены до предела теку-
чести материала контактов, выражается урав-
нением
D / ЛХГт.сж
где р — удельное электросопротивление ма-
териала контактов; ат.сж — предел текучести
материала контактов при сжатии; п — число
контактирующих a-поверхностей; F — сила
контактного нажатия. При плоских контактах
можно принять, что п пропорционально F и,
следовательно, переходное сопротивление кон-
такта обратно пропорционально силе кон-
тактного нажатия F.
Основные причины, приводящие к износу
контактов в различных условиях эксплуата-
ции, отражены в табл. 14.1.
Механизм эрозии разрушает контакт-де-
таль при образовании контактного перешейка.
Обычно эрозия сопровождается переносом
материала с одного контакта на другой.
Значение минимального тока дугообразо-
вания зависит от материала контактов, со-
стояния контактных поверхностей, среды, ин-
дуктивности цепи и напряжения. С ростом
напряжения цепи минимальный ток падает
по почти параболической кривой (рис. 14.1).
Значение износа контактов после N ком-
мутационных операций оценивают по потерям
массы или объема или по линейному изме-
нению суммарной высоты контактной пары.
В области сильных токов главным является
дуговой износ, вызываемый термическим и
электродинамическим действием дуги.
Средняя суммарная потеря массы Am
обоих контактов при включении и отключении
(отнесенная к одной дуге) после N комму-
тационных операций при токе I может быть
приблизительно определена по формуле
Дт = 10'9/г№,
где k — коэффициент износа контактов.
Значения коэффициента износа для раз-
личных материалов контактов приведены в
табл. 14.2 и на рис. 14.2, они относятся
к аппаратам с электромагнитным управлени-
ем, главная цепь которых работает при
напряжении 50...500 В. Но и в этих аппара-
тах в зависимости от специфики их конструк-
ции и режимов работы фактически износ
может отличаться от указанного на рис. 14.2
Рис. 14.2. Зависимость коэффициента износа
от тока I при размыкании контактов в воздухе
1 — Ag — W 80; 2 — медь МО или Ml; 3 —
Ag -W 60; 4 Ag—W 40 (60 % Ag, 40 % W);
5 —MK (99 % Cu, I % Cd); 6 — Cp-999; 7 —
KMK-AI0m; 8 — КМК-АЗОм, КМК-А31м
354
Материалы для электрических коммутирующих контактов
[разд. 14]
Таблица 14.2. Коэффициент износа контактов
Среда Диапазон токов, А Материал контакта k, г-А2 Режим
Воздух 200...400 Серебро КМК-АЮм: Ag 85% CdO 15% ~ 0,002 ~ 0,001 Включение контактов со сниженной вибрацией (А>бщ<0,3 мс)
Воздух 15...300 КМК-АЗОм: Ag 70% Ni 30 % КМК-А31м: Ag 60 % Ni 40 % Серебро Медь Серебро, медь — 0,01 Включение контактов со значитель- ной вибрацией (1,0<+обш< <5,0 мс)
Масло 100...300 20...500 — 0,05 -0,20 3...30 Включение или отключение
более чем в три раза в большую или меньшую
сторону.
Износ контактов при замыкании мало за-
висит от напряжения, при размыкании —
заметно больше. Износ при размыкании тем
сильнее, чем выше пики напряжения и больше
энергия и длительность горения дуги.
Износу и эрозии контактов (особенно при
постоянном токе) способствует индуктивность
цепи, повышая пики напряжения и длитель-
ность горения дуги. Дугогасящая емкость
до известного предела уменьшает эрозию и
окисление контактов. Большая емкость вызы-
вает сосредоточенную эрозию и сваривание
контактов.
Износ контактов тем больше, чем больше
кривизна поверхности, так как больше разо-
грев контактных точек и меньше возврат жид-
кого и парообразного материала на контакт-
ные поверхности. Приведем значения среднего
коэффициента износа k серебряных контактов
с разными радиусами кривизны при отключе-
нии переменного тока 20 А:
Радиус кривизны, мм . . .
Коэффициент износа k, г-А"2
Контакты, хранящиеся на воздухе, под-
вергаются атмосферной коррозии, в резуль-
тате чего покрываются оксидными, сульфид-
ными, карбонатными и другими пленками.
Эти пленки в известных условиях, например
при малой силе контактного иажатия или
низком напряжении, могут нарушать контакт-
ную проводимость.
Наиболее стойкими к атмосферной корро-
зии являются так называемые нетускнеющие
материалы контактов: Au, Pt, Pt+10 % Ir,
Rh, Pt+ 10 % Ru, Au + 30 % Ag.
Материалы Pd, Ag +более 50 % Pd, Pt +
+ более 10 % Ru, Сп + более 60 % Pd при
нагреве выше 300 °C на воздухе окисляются,
но не образуют сульфидных пленок. Серебро
и его сплавы с Pd, Ап и Си не окисляются,
но образуют сульфидные пленки. Материалы
W, W+Mo, Ni, С (графит) окисляются и
образуют сульфидные пленки.
Преимущественной является коррозия,
вызываемая действием дуги при работе кон-
тактов, способная полностью нарушить
электрический контакт. Значительно могут
корродировать контакты в длительном режиме
работы при пропускании ими тока. Образо-
ванию плотных пленок оксидов и других
соединений, приводящих к нарушению прово-
димости контактов, способствуют контактные
нажатия ниже требуемых значений, агрессив-
ные примеси в атмосфере, перегревы выше
допустимых.
Активным фактором износа контактов
служит сила контактного нажатия, с увели-
чением которой уменьшается переходное
18 9 4,4 2,5
0,039 0,046 0,125 0,172
сопротивление, иагрев контактов и число на-
рушений их работы. Однако с увеличением
силы нажатия усложняется конструкция аппа-
рата и может появиться вибрация самого
аппарата. Явление вибрации на контактах
сильно увеличивает их износ и сваривание
в результате самопроизвольных размыканий и
замыканий контактов при включении устрой-
ства.
Аварийным процессом, после которого
коммутирующие контакты теряют способность
к размыканию без постороннего вмешатель-
К 14.2]
Материалы для слаботочных контактов
355
ства, является сваривание контактов. При этом
материал контактов в контактных пятнах мо-
жет плавиться от действия дуги или без нее
или не плавиться, сцепляясь при температу-
рах ниже температуры плавления металла.
Ниже представлен сравнительный ряд мате-
риалов по стойкости их к свариванию (в по-
рядке уменьшения стойкости) при испытании
контактов в замкнутом положении: С (гра-
фит); W; сплав W-f-Mo; композиции: W-f-Cu,
W-]-Ag, WC-J-Ag, Mo-J-Ag; сплав Ag + Cd;
Ag; сплав Ag-]-Au; бронза кадмиевая; Си;
сплав Ag-j-Cu; композиции: Cu-|-C, Ag-J-C,
Ag + CdO, Ag-f-SnO2, Ag + CuO, Ag-J-Ni,
Pd; сплавы Pd-J-Cu, Pd-]-Ag, Pt-]-Ag; Au;
сплавы Pt-J-Ir, Pt-pRh; Pt.
Форма и размеры контактов соответ-
ствуют ГОСТ 3884—77, 13333—83, 21932—76,
преимущественно они круглой и прямоуголь-
ной формы с плоской или выпуклой кон-
тактной поверхностью или в форме гриба с
ножкой под расклепку.
На работоспособность и надежность
контактного узла в целом существенно влияет
качество крепления контакта к контакто-
держателю. Коммутирующие контакты крепят-
ся к контактодержателям клепкой, пайкой,
сваркой, резьбовым и болтовым соединениями.
Клепкой крепятся мелкие контакты диа-
метром не более 8 мм и преимущественно
диаметром до 4 мм. Прочность клепаного
соединения наиболее надежна, однако его
переходное сопротивление между контактом и
контактодержателем выше, чем у паяного или
сварного.
Прочному соединению при пайке или
сварке с контактодержателем композиционных
контактов (кроме контактов сереброникеле-
вых) способствует серебряный, медный или
другой металлический подслой со стороны
крепежной поверхности контакта.
В качестве припоев при пайке обычно
используются серебряно-медные или серебря-
но-медно-цинковые припои (ГОСТ 19738—74),
например, ПСр-45, ПСр-15, ПСр-70, ПСр-71,
медно-фосфористые ПМФ (ГОСТ 4515—81);
порошковые малосеребряные припои ПСрЦЛа
(Ag 12 %, Си 40%, Zn 32%, Cd 15,5 %,
Со 0,45%, La 0,05 %), ПСрФОл (Ag 10 %,
Си 80 %, Sn 5 %, Р 5 %) и др. Пайка медно-
фосфористыми припоями к черным металлам
не рекомендуется, как и пайка, особенно
композиционных контактов, газовыми горел-
ками. Нагрев контактов с контактодержателя-
ми под пайку обычно производят в электро-
дах предпочтительно с графитовыми наконеч-
никами, в индукторах либо в электронагре-
вательных печах с защитной атмосферой.
Прогрессивными способами крепления
контактов, обеспечивающими высокое качество
крепления, являются контактная точечная
сварка и диффузионная сварка. Последняя
возможна при контакте поверхностей из сереб-
ра и серебряных сплавов с поверхностями из
меди и медиых сплавов. Преимущество кон-
тактной точечной сварки, кроме максимальной
производительности,— возможность крепления
контактов к тонким пружинящим контактодер-
жателям с сохранением их пружинящих
свойств. Хорошие результаты для крепления
небольших контактов к пружинящим и другим
контактодержателям дает ультразвуковая и
конденсаторная сварка.
Материалы для коммутирующих контак-
тов должны удовлетворять следующим основ-
ным требованиям: быть устойчивыми против
коррозии; быть стойкими против электрической
эрозии и износа; не свариваться; обладать вы-
сокой механической износостойкостью, особен-
но на истирание; легко обрабатываться ме-
таллорежущим инструментом и прирабаты-
ваться друг к другу; обладать высокой прово-
димостью и большим коэффициентом тепло-
проводности; иметь низкую стоимость.
Материалов, способных удовлетворять всем
перечисленным требованиям, не существует;
для заданных условий решается задача приб-
лижения в большей или меньшей степени к
комплексу нужных характеристик.
14. 2. МАТЕРИАЛЫ
ДЛЯ СЛАБОТОЧНЫХ КОНТАКТОВ
Слаботочные контакты изготовляются обыч-
но из благородных и тугоплавких металлов,
преимущественно серебра, платины, палладия,
золота, вольфрама и сплавов на их основе типа
твердых растворов, в том числе дисперсионно-
твердеющих и диффузионноокисленных.
Свойства металлов и сплавов, применя-
емых для слаботочных контактов, приведены
в табл. 14. 3.
Серебро и его сплавы. Серебро широко
применяется в контактах аппаратов разных
мощностей, за исключением особо прецизион-
ных контактов с малой силой контактного на-
жатия. Самые высокие значения коэффициен-
та теплопроводности и удельной проводимости
наряду с достаточно высокой теплоемкостью
обеспечивают по сравнению с другими метал-
лами наименьший нагрев контактов и быстрый
отвод теплоты от контактных точек. Неболь-
шие примеси мышьяка, сурьмы, олова, свиниа
заметно снижают проводимость серебра, в
меньшей степени — медь, кадмий, золото, цинк,
палладий, платина, индий. Серебро имеет не-
высокую твердость и механическую прочность
в отожженном состоянии, но они могут быть
Таблица 14.3. Свойства металлов и сплавов для слаботочных контактов
Марка Основные компоненты Точка плавления (солидус), °C Плотность d, Мг-м-3 Число Бринелля Удельное сопротивление р, мкОм-м, не более теплопровод- К-1 о S я (D S ГОСТ или ТУ
Обозначение Содержание, %
• н коэффициент НОСТИ X, Вт-м-1 с прсмсннис иинрс разрыву <зв, МП с 1 носи 1 сльн ие удлинение А///, °
Ср999- 999,9 Ag 99,9...99,99 960,5 10,50 25 0,016 440 160 50 ГОСТ 6836-80
Пл99,9 — 99,7 Pt 99,7...99,9 1773 21,45 40 0,105 74 150 50 ГОСТ 13498-79
Пд99,8 —99,7 Pd 97,7...99,8 1554 12,16 32 0,108 76 200 30 ГОСТ 13462-79
Зл999 — 999,9 Au 99,9...99,99 1063 19,30 20 0,022 310 40 40 ГОСТ 6835-80
Рд99,7 — 99,8 Rh 99,8...99,9 1966 12,40 55 0,045 125 560 15 ГОСТ 13098-67
ВРН W 99,85 3410 19,30 250 0,055 160 700 30 ТУ 48-19-98-79
мч Mo 99,958 2625 10,20 180 0,052 162 350 28 ТУ 48-19-3-78
СрМ970 Ag/Cu 97/3 920 10,44 40 0,018 395 200 46 —
СрМ925 Ag/Cu 92,5/7,5 10,36 57 0,019 350 240 41
СрМ900 Ag/Cu 90/10 10,32 64 0,019 345 245 38
СрМ875 Ag/Cu 87,5/12,5 779 10,28 70 0,019 341 250 32
СрМ800 Ag/Cu 80/20 10,15 76 0,020 135 300 32 ГОСТ 6836-80
СрМ500 Ag/Cu 50/50 9,66 100 0,021 330 340 30
СрПдМ-30-20 Ag/Pd/Cu 50/30/20 946 10,56 — — ГОСТ 6836-80
СрПл-12 . Ag/Pt 88/12 970 11,19 115 0,120 — 200 18
СрПд-20 Ag/Pd 80/20 1070 10,79 35 0,102 92 250 30
СрКд86-14 Ag/Cd 86/14 895 10,20 52 0,029 190 41
СрКд89-11 Ag/Cd 89/11 915 10,27 47 0,026 185 44 ТУ 48-1-342 —84
СрКдН-755 Ag/Cd/Ni 75,5/24,1/0,4 ~ 840 9,99 65 0,073 200 ТУ 48-1-215-84
СрН-0,1 Ag/Ni/Cu 98,8/0,1/0,1 960 10,49 38 0,018 350 210 40 ТУ 48-1-392 - 81
Материалы для электрических коммутирующих контактов [разд. 14]
СрНМ2-80 Ag/Cu/Ni 78/20/2 780 10,13 85 0,020 330 26 ТУ 48-1-207-84
СрНМБ78 Ag/Cu/Ni/B 78/21/1/0,005 ~ 780 10,19 90 0,025 — — ТУ 48-1-374-78
СрМЦ80 Ag/Cu/Zn 80/16/4 770 10,16 82 0,024 320 28 ТУ 48-1-218-81
СрОЦр998 Ag/Zr/Ni 99,8/0,18/0,02 ~ 960 10,50 55 0,023 — 25 30 ТУ 48-1-760-83
СрОЦр998М Ag/Zr/Ni/Cu/B 99,4/0,2/0,05/0,3/0,05 ~ 960 10,50 58 0,024 28 28 ТУ 48-0714-149-84
СрКдИн72,5 Ag/Cd/In/Ni/B 72/27/0,9/0,1/0,05 850 9,80 47 0,066 25 50 ТУ 48-0714-136-84
СрКдП-1 Ag/Cd/C/B 98,35/0,85/0,7/0,1 956 10,40 Hp 65 — — — ТУ 48-1-756-83
СрМгН-99 Ag/Mg/Ni 99,5/0,25/0,25 ~ 960 10,46 60** 0,024 350 260 40
СрМгН-99 To же, BHO* 99,5/0,25/0,25 ~ 960 10,46 160** 0,028 — 470 9 ТУ 48-1-260 - 80
ЗлСрМгН2-97 Ag/Au/Mg/Ni 97,5/2/0,3/0,2 963 10,65 62** 0,028 340 230 40
ЗлСрМгН2-97 To же, BHO* 97,5/2/0,3/0,2 963 10,65 155** 0,035 — 460 8
СрМгЦр-99 Ag/Mg/Zr 99,5/0,25/0,25 ~ 960 10,48 80** 0,026 350 340 40 ТУ 48-1-759-83
СрМгЦр-99 To же, BHO* 99,5/0,25/0,25 ~ 960 10,48 150** 0,030 520 10 ТУ 48-1-392-81
СрМгНЦр-99 Ag/Mg/Ni/Zr 99,3/0,25/0,25/0,2 ~ 960 10,46 60** 0,025 250 46 ТУ 48-1-260-80
СрМгНЦр-99 To же, BHO* 99,3/0,25/0,25/0,2 ~ 960 10,46 155** 0,041 — 410 6 ТУ 48-1-392 - 81
СрПдМг20-0,3 Ag/Pd/Mg 79,7/20/0,3 1070 10,74 70** 0,098 300 35 ТУ 48-0714-142-84
СрПдМг20-0,3 To же, BHO* 79,7/20/0,3 1070 10,74 180** 0,130 500 5 ТУ 48-1-392-81
ЗлН95-5 Au/Ni 95/5 990 18,24 100 0,123 360 29 ТУ 48-1-758-83
ЗлПл-7 Au/Pt 93/7 1110 19,44 40 0,102 70 — —
ЗлСр600-400 Au/Ag 60/40 1026 14,45 27 0,103 67 180 30
ЗлСр750-250 Au/Ag 75/25 1044 15,96 26 0,099 170 26 ГОСТ 6835-80
ЗлСрМ583-80 Au/Ag/Cu ' 58/8/34 878 13,24 HV50 0,115 430 45
ЗлСрМ583-300 Au/Ag/Cu 58/30/12 835 13,92 125 0,108 — 540 38
ЗлСрМ96О-ЗО Au/Ag/Cu 96/3/1 1030 18,62 — — — —
ПлИ-10 Pt/Ir 90/10 1795 21,54 126 0,250 31 430 25
П лй-25 Pt/Ir 75/25 1875 21,68 246 0,330 16 900 20
ПлН-4,5 Pt/Ni 95,5/4,5 1700 ' 20,15 135 0,230 450 28 ГОСТ 13498-79
ПлРу-10 Pt/Ru 90/10 1780 19,95 190 0,430 950 31
ПлРд-10 Pt/Rh 90/10 1840 20,00 90 0,192 320 35
ПдИ-10 Pd/Ir 90/10 1565 12,74 125 0,260 380 30
ПдИ-18 Pd/Ir 82/18 1580 13,25 195 0,360 620 15
ПдСр-20 Pd/Ag 80/20 1425 11,79 56 0,300 — 370 35 ГОСТ 13462-79
ПдСр-30 Pd/Ag 70/30 1357 11,61 61 0,330 350 38
Материалы для слаботочных контактов
Марка Основные компоненты 1 1 1 U-lKCl (солидус), °C Плотность d, Мгм"1
Обозначенние Содержание, %
ПдСр-40 Pd/Ag 60/40 1330 11,44
ПдСрК-35-5 Pd/Ag/Co 60/35/5 1350 11,32
ПдСрН-70-5 Pd/Ag/Ni 25/70/5 1115 10,70
Au/Zr 97/3 1065 18,30
Au/Ag/Cu 70/20/10 900 14,30
Au/Ag/Ni 70/25/5 1050 15,40
Au/Ag/Pt 69/25/6 1030 16,10
Au/Pd/Ni 65/30/5 1410 16,50
Ag/Au/Pd 40/30/30 1440 12,90
Ag/Si 98,5/1,5 930 10,40
Pt/Os 93/7 1820 21,70
Pt/W 96/4 1840 21,30
Pt/W 95/5 1850 21,28
Pt/Mo 90/10 1800 20,50
Pd/Ru 95,5/4,5 1565 12,00
Pd/Cu 40/60 1200 10,60
Pd/Ni 95/5 1450 11,80
W/Mo 95/5 3180 —
* Внутриокисленный
** Микротвердость прн нагрузке 0,2 Н
Продолжение табл. 14.3
Число Бринелля Удельное сопротивление р, мкОм-м, не более Коэффициент теплопровод- ности z, Вт-м“ К“1 Временное сопротивление разрыву ав, МПа Относительное удлинение Д7/7, % ГОСТ или ТУ
50 92 110 120 114 80 112 120 65 55 150 96 103 195 90 80 93 260 0,350 0,408 0,705 0,200 0,132 0,118 0,149 0,230 0,220 0,021 0,400 0,360 0,420 0,585 0,235 0,350 0,170 0,065 — 320 650 320 42 19 12 ГОСТ 13462-79
ТУ 48-1-132-76
—
—
55 34 38 380
460 540 360 530 340 25 24 30 29.
Материалы для электрических коммутирующих контактов
[§ 14.2]
Материалы для слаботочных контактов
359
значительно повышены: число твердости по
Бринеллю от 25 до 75 и временное сопротивле-
ние разрыву от 180 до 380 МПа путем холодной
пластической обработки.
По термодинамической стойкости серебро
должно быть отнесено к полублагородным ме-
таллам, однако его относят обычно к благород-
ным, т. е. не окисляющимся на воздухе метал-
лам. В условиях хранения и работы контактов
серебро не образует соединений ни с азотом
воздуха, ни с углеродом органических паров.
Недостатком серебра как контактного ма-
териала в технике слабых токов является склон-
ность к образованию непроводящих черно-се-
рых пленок сульфида серебра в результате
взаимодействия с влагой и сероводородом, сле-
ды которого всегда присутствуют в воздухе.
Поэтому серебряные контакты не рекоменду-
ется применять по соседству с вулканизирован-
ной резиной, эбонитом и подобными вещества-
ми, содержащими серу. Сухой сернистый газ
не действует на серебро.
Минимальный ток дугообразования у се-
ребра более низкий, чем у других металлов,
применяемых для контактов, и дуга между се-
ребряными контактами возникает сравнительно
легко. Однако благодаря окислению объем ме-
талла, подвергающегося эрозии, меньше у се-
ребра, чем у некоторых благородных металлов
с более высокими параметрами дуги.
Несмотря на большое значение минималь-
ного (граничного) тока сваривания серебря-
ных контактов, прочность их сваривания при
коммутировании также высока, благодаря срав-
нительно низкой температуре плавления се-
ребра.
Серебро пластично и поддается всем ви-
дам механической и пластической обработки.
Оно применяется для контактов в виде напаян-
ных пластин, прокатного, импульсно- или хо-
лодно-сваренного биметалла или в виде элек-
трохимически или плазменно-осажденного по-
крытия. Серебро хорошо паяется обычными
припоями и свариваётся с различными мате-
риалами контактодержателей.
Измельчение зерна в серебре и повышение
твердости может быть достигнуто введением
примеси 0,1 % Ni — «твердое» серебро (оно
более износостойко и стойко против сварива-
ния).
Примесь меди к серебру повышает твер-
дость, электрическую износостойкость контак-
тов и незначительно снижает проводимость.
Однако для работы контактов в режимах с
образованием дуги, а также при малых кон-
тактных нажатиях богатые медью сплавы не-
пригодны, так как их переходное сопротивле-
ние неустойчиво из-за окисления.
Лежащие в области твердых растворов
сплавы серебро — медь могут быть остарены.
Например, сплав с 7,5 % Си, закаленный, на-
чиная с 770 °C, и остаренный при 200 °C, в те-
чение 10 ч, приобретает твердость по шкале
Бринелля 160 вместо 57 после отжига. Тверде-
ние сплавов с меньшим содержанием меди вы-
ражено слабее, а сплав с 2,3 % Си уже почти
не твердеет. Серебряномедные сплавы при всех
концентрациях меди так же технологичны как
серебро.
Из серебряных сплавов эвтектического ти-
па ограиичеино применяются сплавы сереб-
ро — кремний. Система Ag — Si образует эв-
тектику при 4,5 % Si с температурой плавления
830 °C. Контактный сплав с 1,5 % Si техноло-
гичен, однако присадка кремния ухудшает об-
рабатываемость давлением серебра.
Упрочняет и улучшает электроконтактные
свойства серебра примесь 1,5...3,0 % Zr.
Достаточно широко используемые сплавы
(для контактов) систем серебро — платина и
серебро — кадмий образуют ограниченные об-
ласти -твердых растворов. Для контактов при-
меняются сплавы богатые серебром, лежащие
в области а-твердых растворов. Они хорошо
пластически деформируются. Максимальная
растворимость платины в серебре при 1185 °C
составляет 45 %, а при охлаждении раствори-
мость падает до 10 %, т. е. сплавы, содержащие
10...45 % Pt, могут быть остарены. После за-
калки, начиная с 1000 °C, и старения при
550 °C твердость сплавов достигает по шкале
Бринелля 360.
Преимущество серебро-кадмиевых сплавов
перед серебром заключается в особых свойст-
вах оксида кадмия, легко образующегося при
нагреве дугой в зоне контактных пятен. Этй
мельчайшие частицы оксида кадмия в твердом
растворе Ag — Cd при достижении нагрева вы-
ше 1000 °C разлагаются, образуя объем газо-
вой фазы примерно в 104 раз больше, чем твер-
дой фазы. Эти диссоциированные пары кадмия
и кислород увеличивают скорость гашения ду-
ги, не нарушая контактной проводимости. Сплавы
Ag — Cd обладают невысокой температурой
плавления; это повышает свариваемость и
оплавление контактов с возрастанием тока,
если соотношение серебра и образующегося в
процессе работы контактов оксида кадмия не
является правильным.
Введение в сплав Ag — Cd дисперсных при-
месей никеля, индия и железа повышает изно-
состойкость сплава. Такие материалы облада-
ют низким стабильным переходным сопротив-
лением и технологичны (например, серебро-
кадмиевый сплав марки КМК-А50 с 22 % Cd,
1 % Ni и 0,5 % Fe, изготовляемый методами
порошковой металлургии, или СрКдН-755
с 24 % Cd и 0,4 % Ni).
360
Материалы для электрических коммутирующих контактов
[разд. 14]
Сплавы серебро — палладий, образующие
непрерывный ряд твердых растворов, имеют
максимум р при наличии 30...35% Pd. В СССР
выпускается Ag — Pd контактный сплав марки
СрПд-20 (20 % Pd). Палладий повышает кор-
розионную стойкость серебра и его электричес-
кую износостойкость. Сплавы Ag — Pd хорошо
поддаются механической обработке и применя-
ется особенно в прецизионных потенциометрах
(токосъемный контакт), сплав Ag—Pd с
примесью никеля (25 % Rd, 5 % Ni) марки
ПдСрН-70-5, износостойкость которого выше.
Менее известен тройной сплав серебро —
золото — кадмий (30 % Au, 30 % Cd), кото-
рый тверже всех двойных контактных сплавов
серебра с золотом и палладием.
Успешно применяются контакты из спла-
вов серебро — магний — никель (СрМгН-99),
серебро — золото — магний — никель
(ЗлСрМгН-2-97), серебро — магний — цирко-
ний (СрМгЦр-99), серебро — магний — ни-
кель — цирконий (СрМгНЦр-99) и серебро —
палладий — магний (СрПдМг-20-0,3). Эти
контакты изготовляются из проволоки и из
полос. Контакты из этих сплавов изготов-
ляются в твердом или мягком состоянии и в
состоянии после окислительного отжига при
730 °C. После окислительного отжига эти ма-
териалы приобретают примерно в два раза бо-
лее высокую твердость и временное сопротив-
ление разрыву и несколько повышенное р. От-
носительное удлинение при этом уменьшается
в 15...10 раз, т. е. сплавы становятся более уп-
ругими и менее пластичными. Это позволяет
успешно использовать их как единые детали
контакт-пружина, что крайне ценно в малога-
баритных и миниатюрных устройствах. При
этом сплавы не разупрочняются при высоких
температурах. Переходное сопротивление та-
кое же, как у серебра. Эрозионная стойкость
внутриокисленных сплавов заметно выше, чем
у неокисленных. Наблюдается возрастание проч-
ностных свойств прокатанных сплавов, подверг-
нутых перед окислительной термообработкой
низкотемпературному безокислительному от-
жигу при 300 °C. Считается, что при таком от-
жиге вокруг дислокаций образуются сегрега-
ции атомов магния и при последующем внут-
реннем окислении частицы оксида магния фик-
сируют дислокации.
Контакты из серебряных сплавов, упроч-
ненные окислением магния, никеля и циркония,
не уступают при эксплуатации контактам из
сплавов платина — иридий ПлИ-10 и золото —
платина — палладий ЗлПлПд-Ю-ЗО.
Золото и его сплавы. Чистое золото приме-
няется в основном в виде гальванических пок-
рытий лишь для прецизионных контактов, ра-
ботающих при малом контактном нажатии и
низком напряжении. Параметры дуги у золота
того же порядка, что и у серебра. На золотых
контактах образуются иглы при малых токах
вследствие мостиковой эрозии, а при воздейст-
вии контактной дуги размыкания объемная
эрозия у золота значительно больше, чём у се-
ребра. Это связано с неокисляемостью контак-
тов из золота. Существенным преимуществом
золота (как и платины) является его стойкость
против образования сернистых пленок в атмо-
сферных условиях как при комнатной темпера-
туре, так и при нагревании.
Золото — самый мягкий металл, применя-
емый в чистом виде для контактов. Примеси
разных элементов повышают как твердость,
так и удельное электрическое сопротивление и
сопротивление эрозии золота. Путем холодного
обжатия (наклепа) твердость золота может
быть увеличена в два-три раза. По электро- и
теплопроводности золото уступает серебру и
меди.
Широко распространены контактные спла-
вы золото — серебро, образующие между собой
непрерывный ряд твердых растворов. Мини-
мальной эрозией обладает сплав, состоящий из
50 % Ag и 50 % Au. Сплавы золота с серебром
при всех концентрациях устойчивы против ат-
мосферной коррозии, но на сплавах, содержа-
щих менее 50 % Au, образуются сернистые
пленки. Сплавы любых концентраций хорошо
поддаются механической обработке. В СССР
для контактов выпускаются золото-серебряные
сплавы с 60 и 75 % Au.
Неблагородными примесями в сплавах зо-
лота являются никель (неограниченная раст-
воримость) и цирконий (ограниченная раство-
римость, способность к остариванию). С уве-
личением содержания никеля твердость спла-
вов возрастает (число Бринелля достигает 100
при 5 % Ni и 220 при 16 % Ni). Сплав золота
с 5 % Ni (ЗлН-5) известен давно как контакт-
ный материал. Он тверд, стоек против сварива-
ния и мостиковой эрозии, образование на нем
игл затруднено. Однако он склонен к окисле-
нию в дуге. У сплава с 16 % Ni мостиковая эро-
зия почти не зависит от индуктивности иепи в
пределах 0,5...200 мкГн. У золото-никелевых
контактов мостиковая эрозия имеет место толь-
ко при содержаниях никеля до 1 % и индуктив-
ности цепи меньшей 0,2 мкГн. Опыт примене-
ния сплава золота с 16 % Ni незначителен.
Значительно увеличивает прочность и твер-
дость примесь к золоту циркония. Цирконий
ограниченно растворим в золоте и его раство-
римость резко падает с ростом температуры.
Эффект старения сплавов, содержащих не-
сколько процентов циркония, ярко выражен.
На применяемом для контактов сплаве с 3 %
Zr после остаривания число Бринелля повыша-
[§ 14.2]
Материалы для слаботочных контактов
361
ется от 120 до 240, а временное сопротивление
разрыву от 320 до 860 МПа. Сплав не окисля-
ется, не образует игл и обладает незначитель-
ной свариваемостью.
Из сплавов, лежащих в ограниченной об-
ласти твердых растворов, для контактов при-
меняются золото-платиновые сплавы. Сплав
золото — платина с 7 % Р1 (ЗлПл-7) рекомен-
дуется для контактов, работающих в емкостных
цепях малой мощности. Сплавы с содержанием
25...40 % Pt стареют. После закалки, начиная с
1200 °C, и старения при 400 °C они сильно по-
вышают твердость, не тускнеют в нормальных
условиях и при нагреве не окисляются.
Из тройных сплавов золота в качестве кон-
тактных известны Au — Ag — Pt, Au — Ag —
Cu и Au — Ag — Ni, Au — Pd — Ni (cm.
табл. 14.3). Наиболее известен сплав Au —
Ag — Pt, он значительно тверже входящих в
его состав компонентов, не тускнеет, но, как все
благородные сплавы, склонен к мостиковой
эрозии и образованию игл. Сплавы Au —
Ag — Cu, Au — Ag — Ni и Au — Pd — Ni
также тверже составляющих их основу двой-
ных сплавов Au — Ag и Au — Pd благодаря
влиянию примесей меди и никеля. Они стойки
к образованию сернистых пленок. Сплав Au —
Pd — Ni более тугоплавок, чем первые два, но
имеет вдвое более высокое р.
Платина и ее сплавы. Платина на воздухе
не окисляется и не образует сернистых пленок,
что обеспечивает платиновым контактам ста-
бильное переходное сопротивление. Она почти
не растворяет водород и после отжига в водо-
роде сохраняет свои свойства. При прокалива-
нии в углеродосодержащей среде платина на-
углероживается и становится хрупкой. Плати-
на легко поддается холодной деформации.
Минимальный ток дугообразования у пла-
тины высокий и приближается к вольфраму,
вследствие чего дуга между платиновыми кон-
тактами зажигается труднее, чем между кон-
тактами из других благородных металлов. Как
все неокисляющиеся металлы, платина подвер-
жена мостиковой эрозии с образованием игл.
В чистом виде платина редко применяется
для контактов, но является одной из лучших
основ для контактных сплавов.
Примеси некоторых металлов (Ni, Ag, Au,
Ir, Os, Ru, Cu) сильно повышает твердость и
р сплавов. В меньшей степени это относится к
родию и палладию (Rh и Pd).
Иридий, никель и родий образуют с плати-
ной непрерывный ряд твердых растворов.
Иридий не снижает стойкость сплавов к
атмосферной коррозии, сильно повышает твер-
дость, механическую прочность и р. При нагре-
вании на воздухе выше 900 °C наблюдается
потеря иридия. Сплавы платины с иридием
(свыше 30 % 1г) трудно обрабатывать. Мини-
мальный ток дугообразования контактов и из-
носостойкость выше, чем у платиновых. Склон-
ность к иглообразованию у Pt — 1г контактов,
хотя и меньше, чем у платиновых, но достаточ-
но велика. В СССР наиболее распространены
Pt — 1г контактные сплавы марок ПлИ-10 и
ПлИ-25.
В качестве контактного материала из спла-
вов платина — никель наиболее известен сплав с
4...5 % Ni (ПлН-4,5), у которого минимальный
ток дугообразования высокий, но несколько
ниже, чем у платины. Максимум твердости со-
ответствует ~ 20 % Ni. Главная ценность это-
го сплава — высокая стойкость к мостиковой
эрозии при малых токах, а также к свариванию
вследствие образования незначительной ок-
сидной пленки. На сплаве могут образовывать-
ся следы сернистых пленок, незначительно по-
вышающие переходное сопротивление. Сплавы
платины с никелем пластичны и легко обраба-
тываются.
Иногда для контактов применяются спла-
вы платины с родием. Наиболее известен сплав
с 10 % Rh марки ПлРд-10. Твердость, времен-
ное сопротивление разрыву и р этого сплава
вдвое больше, чем у платины. Сплавы Pt — Rh
отличаются малой летучестью при высоких
температурах. Это предопределяет их исполь-
зование в некоторых случаях для электродов
свечей зажигания.
Серебро в качестве примеси к платине
обычно не применяют и используют серебря-
ные сплавы с примесью платины, описанные
выше.
Применяемые в некоторых случаях в каче-
стве легирующих присадок металлы Ru, Os, W
и Мо образуют с платиной ограниченные обла-
сти твердых растворов.
Предел растворимости рутения в платине
в твердом состоянии составляет 66 % Ru. Для
контактов применяются сплавы, имеющие до
14 % Ru. Более высокое содержание рутения
затрудняет обработку сплавов. В СССР выпус-
кается сплав марки ПлРу-10 с 10 % Ru. Руте-
ний значительно эффективнее иридия, повы-
шает твердость платины (в полтора раза).
Также повышается и р. При нагревании в воз-
духе рутений окисляется и масса сплава умень-
шается вследствие улетучивания оксидов.
Склонность к образованию игл и к свариванию
у сплавов Pt — Ru меньше, чем у платины. Эти
сплавы следует рассматривать как заменители
сплавов Pt — 1г.
Из сплавов платины с осмием известен
контактный сплав с 7 % Os. Сплав обладает
высоким значением минимального тока дуго-
образования. Примесь к платине осмия силь-
но повышает его твердость и р. При концентра-
362
Материалы для электрических коммутирующих контактов
[разд. 14]
циях выше 10 % Os сплавы трудно обрабаты-
ваются. Сплавы Pt — Os мало изучены с
целью применения в контактах.
Легирование платины вольфрамом сильно
повышает ее температуру плавления, твер-
дость и р. Вольфрам обладает ограниченной
растворимостью в платине. Для контактов и
для электродов свечей зажигания применяют-
ся сплавы с 4...5 % W. Сплавы склонны к игло-
образованию. Они пластичны, куются в горя-
чем состоянии, прокатываются и протягивают-
ся на холоде. Минимальный ток дугообразова-
ния у контактов из этих сплавов несколько ни-
же, чем у платиновых. Сплавы стойки к ат-
мосферной коррозии.
Примесь молибдена оказывает на платину
влияние, подобное вольфраму. Для контактов
рекомендуется сплав с 10 % Мо.
Палладий и его сплавы. Палладий по
электропроводности и теплопроводности бли-
зок к платине и сильно отличается от серебра и
золота. Температуры плавления и кипения пал-
ладия иные, чем платины, а летучесть палла-
дия в 2,5 раза превышает летучесть платины.
Палладий тускнеет при нагреве выше 350 °C
на воздухе, т. е. он менее стоек к окислению,
чем платина. Как и платина, палладий спосо-
бен науглероживаться. В отличие от платины
палладий растворяет в значительных количест-
вах водород и становится хрупким. Поэтому
отжиг палладия в водородной и углеродо-
содержащей атмосфере не производится. Пал-
ладий стоек к образованию сульфидных пле-
нок. Коэффициент эрозии при дуге размыкания
и склонность к иглообразованию у палладия
меньше, чем у платины, меньше также ток сва-
ривания. В целом палладий уступает платине
как контактный материал. Однако вследствие
меньшей стоимости палладий и его сплавы ус-
пешно и широко применяются в качестве заме-
нителя платины и ее сплавов. Чистый палладий
применяется только в виде гальванических
покрытий контактных поверхностей.
Для легирования палладия используются
серебро, никель, иридий, рутений, медь. Эти
металлы повышают твердость, но при этом сни-
жают проводимость палладия.
Сплавы Pd — Ag на основе серебра рас-
сматривались в табл. 14.3. Применяются так-
же для контактов сплавы на основе палладия
марки ПдСр-40 (60 % Pd), ПдСр-30 и
ПдСр-20.
Сочетание в этом сплаве довольно высоко-
го р с исключительно малым ар (0,025-10"3
К-1) позволяет применять его в прецизионных
потенциометрах в качестве резистивного мате-
риала. Сплавы палладия с серебром при содер-
жании выше 50 % Pd не образуют сернистых
пленок.
Широко применяются сплавы Pd — Ir.
Система образует непрерывный ряд твердых
растворов. Иридий сильно повышает твердость
и механическую прочность палладия. Сплавы
Pd — Ir превосходят палладий по коррозион-
ной стойкости. Сплавы, содержащие более
20 % Ir, плохо обрабатываются давлением.
Для контактов применяются сплавы с 10 и
18 % Ir марок ПдИ-10 и ПдИ-18. Эти сплавы
имеют почти одинаковую твердость и р со спла-
вами Pt — Ir аналогичных составов и несколь-
ко меньшую тугоплавкость. Контакты из
Pd — Ir сплавов в некоторых случаях оказы-
ваются более стойкими к эрозии, чем контакты
платино-иридиевые. Например, сплав с 10 %
Ir стоек к эрозии более чем в два раза в оми-
ческой цепи при постоянном токе 1...12 А, в
индуктивной цепи при 80 мГн и токе 2...6 Айв
емкостной цепи при 12 мкф. Характеристики
Pd — Ir и Pt — Ir сплавов следует сравнивать
в объемных единицах, поскольку плотность
первых почти в два раза меньше. Сплавы
Pd — Ir значительно дешевле Pt — Ir спла-
вов, например, ПдИ 10 почти в четыре раза
дешевле ПлИ-10.
Палладий с никелем неограниченно раст-
воримы друг в друге. Из сплавов палладия с
никелем известен только сплав с 5 % Ni. Его
контактные характеристики не изучены. Твер-
дость этого сплава выше, чем у палладия в три
раз, р — в полтора раза. Сплав пластичен, лег-
ко обрабатывается.
Рутений образует с палладием ограничен-
ную область твердых растворов, обладающих
высокой твердостью и повышенной коррозион-
ной стойкостью по сравнению с чистым палла-
дием. Сплав палладия с 4,5 % Ru, как и с ни-
келем, имеет твердость в три раза (по шкале
Бринелля 90) большую, чем у палладия. Спла-
вы, содержащие более 15 % Ru, трудно обра-
батываются.
Из сплавов Pd — Си для контактов приме-
няются составы с содержанием до 40 % Си.
Наиболее известен сплав с 40 % Си, который
отличается малой мостиковой эрозией и повы-
шенным сопротивлением свариванию. Образу-
ет оксидные пленки. Сплав подвержен терми-
ческому упорядочению, после чего его р резко
падает (например, от 0,350 мкОм-м после от-
жига и закалки до 0,035 мкОм-м после упоря-
дочения при 300 °C). Перенос вещества на кон-
тактах из этого сплава в упорядоченном со-
стоянии значительно меньше, чем в неупорядо-
ченном состоянии.
Родий. Родий по электрической проводи-
мости, теплопроводности, высокой тугоплав-
кости и стойкости ктускнению на воздухе явля-
ется хорошим материалом для прецизионных
контактов. Твердость родия относительно не-
[§ 14.2]
Материалы для слаботочных контактов
363
высокая (число Бринелля 50) может быть по-
вышена холодной деформацией до 260. Галь-
ванически осажденный родий имеет очень вы-
сокую твердость. Вследствие невозможности
механической обработки и дороговизны родий
применяется для прецизионных контактов
только в виде электрохимических покрытий.
Толщина слоя родия выбирается в зави-
симости от условий работы: при редких вклю-
чениях и малом износе — 2,5 мк, при заметном
механическом износе — 6,0 мк, при значитель-
ном механическом износе и высоком контакт-
ном нажатии — 25,0 мк, в особо тяжелых слу-
чаях — до 50,0 мк.
Гальванические покрытия из драгоценных
металлов. Большинство драгоценных металлов
в чистом виде (кроме серебра) обычно приме-
няются для контактов как гальванические по-
крытия. Слой покрытия осаждается на кон-
тактные детали из металлов и сплавов (меди,
латуни, нейзильбера, фосфористой, бериллие-
вой, оловянистой и других бронз), обычно яв-
ляющиеся контактными пружинами, или на
стекла для потенциометров.
Твердость гальванических покрытий из
драгоценных металлов существенно выше твер-
дости более толстых слоев материала:
контактов очень велика. Они почти не свари-
ваются во время работы и благодаря высокой
твердости не поддаются заметному механи-
ческому износу. Это позволяет эксплуатиро-
вать вольфрамовые контакты при высоких кон-
тактных нажатиях, необходимых вследствие
их окисляемости. При малых контактных на-
жатиях вольфрамовые контакты мало при-
годны.
Во время хранения вольфрамовые контак-
ты могут покрываться изолирующей пленкой,
природа и интенсивность которой зависят от
условий. В нормальных условиях вольфрам до-
вольно стоек к атмосферной коррозии: после
полугодового хранения разброс переходного
сопротивления у вольфрамовых контактов (в
паре с золотом) увеличился по сравнению со
свежезачищенными примерно в 10 раз, но без
нарушения контактной проводимости. При
длительном хранении в относительно влажном
воздухе аппаратов с гетинаксовыми деталями
и вольфрамовыми контактами отмечается на-
рушение проводимости. Интенсивную корро-
зию вольфрамовых контактов во влажном воз-
духе вызывают пары фенола, формальдегида,
аммиака и других веществ. Интенсивная кор-
розия вольфрама наблюдается также при его
Металл........................... Ag
Число Бринелля:
гальванического покрытия . 70 ... 100
толстого покрытия .... 25
Au
50 ... 70
20
Rh
500 ... 700
55
Pd
200 ... 250
32
Pt
400... 500
40
Гальванические слои металлов более
электроизносостойки, чем более толстые по-
крытия, и используются в режимах работы
без дуги. Толщина электроосажденного слоя
колеблется от единиц до нескольких десятков
микрон.
Особый интерес представляет электро-
осажденный родий, который имеет особо высо-
кую твердость и по тугоплавкости, проводи-
мости, теплопроводности, малой летучести и
неспособности тускнеть на воздухе является
хорошим материалом для слаботочных кон-
тактов.
Родий осаждается непосредственно на се-
ребро, золото, медь, никель, латунь, фосфори-
стую и бериллиевую бронзы. При осаждении
на олово, свинец, цинк, алюминий, кадмий и
сталь требуется предварительное серебрение.
Вольфрам. Вольфрам является одним из
распространенных и давно применяемых кон-
тактных материалов. Минимальный ток дуго-
образования у вольфрама самый высокий, т. е.
он в максимальной степени способен противо-
стоять дуговым разрядам. Вольфрам в не-
сколько раз более стоек к эрозии, чем платина.
Электрическая износостойкость вольфрамовых
контактировании в условиях повышенной влаж-
ности с материалами контактодержателя, при-
поя и защитно-декоративного покрытия (с боль-
шими электрохимическими потенциалами).
Вольфрамовые контакты не рекомендует-
ся применять там, где может иметь место воз-
действие органических паров веществ, вы-
деляющихся из изоляции, и там, где нет защи-
ты вольфрама от электрохимической коррозии.
Лучшая защита против образования непрово-
дящих пленок на вольфрамовых контактах —
это высокий вакуум, чистый водород и чистый
азот (рис. 14.3.).
При нагревании вольфрама интенсивное
окисление начинается при температуре выше
400 °C. Оксидная пленка на вольфрамовых
контактах состоит преимущественно из проме-
жуточного оксида W2O5 серо-фиолетового цве-
та. При интенсивной дуге наблюдается также
желтый налет WO3. Температура сублимации
обоих оксидов равна 800...900 °C. Пленка окси-
дов вольфрама в отличие от рыхлых оксидов
других металлов тонка и плотно прилегает к
поверхности контакта, вследствие чего при
контактировании она легко пробивается и
устанавливается электрический контакт.
364
Материалы для электрических коммутирующих контактов
[разд. 14]
Рис. 14.3. Переходное сопротивление вольфра-
мовых контактов после работы в разных средах
1 — высокий вакуум-; 2 — чистый водород; 3 —
чистый азот; 4 — сероводород со следами влаги;
5 — водород с примесью до 90 % азота и сле-
дов воды; 6 — водород с примесью воздуха
(133 Па); 7 — водород с примесью до 90 % азота
и воздуха (133 Па); 8—азот со следами воз-
духа; 9 — водород с примесью до 90 % азота и
воздуха (2,7 кПа); 10— азот с примесью воз-
духа (133 Па); 11 — азот с примесью воздуха
(2,7 кПа)
Вольфрамовые контакты штампуются из
прокатного листа или нарезаются из проволо-
ки. Структура вольфрамовых зерен в листе и в
проволоке — текстурованная и имеет волок-
нистое строение. Зерна нарезанных из прово-
локи контактов вытянуты вдоль оси контакта,
т. е. параллельно направлению тока. В штам-
пованных контактах волокна расположены по-
перек оси контакта.
Эрозионная стойкость у нарезанных кон-
тактов заметно выше, чем у штампованных,
которые расслаиваются и окисляются по гра-
ницам зерен, что способствует нестабильности
переходного сопротивления.
Крупнозернистые вольфрамовые контакты
менее стойки к эрозии, чем мелкозернистые.
Рентгенографически установлено, что искаже-
ния решетки в крупнозернистом вольфраме бо-
лее значительны, чем в мелкозернистом.
Молибден и сплавы вольфрама с молибде-
ном. Эрозия катода при дуге у молибденовых
контактов больше, чем у вольфрамовых, что
связано с меньшей твердостью и худшими тер-
мическими свойствами молибдена. Наоборот,
эрозия анода в емкостной цепи у молибдена
Таблица 14.4. Состав и сортамент биметаллических контактов
Биметаллический контакт Сортамент Технические условия
Серебро Ср999-|-медь Ml Серебро Ср999-|-медь Ml Серебро Ср999-|-медь Ml Серебро Ср999 + медь Ml Серебро Ср999+латунь Л68 Серебро Ср999+латунь Л68 Серебро Cp999 +нейзильбер МНЦ15-20-(-серебро Ср999 Сплав СрМ970-(-латунь Л68 Сплав СрМ970 +бронза БрОФ6,5—0,15 Сплав СрМ970 +бронза БрОФ6,5—0,15 Сплав СрМ970-|-медь Ml Сплав СрН01-|-медь Ml Сплав СрН01-|-медь Ml Сплав СрМ02-|-медь Ml Сплав СрН90-|-медь Ml Сплав СрМН98-|-медь Ml Сплав СрМгН99-|-медь Ml Сплав СрМгНЦр + медь Ml Сплав СрМгНЦр99-(-нейзильбер МНЦ 15-20 Сплав СрМНЭ 16-01-(-серебро Ср999 Сплав ЗлН95-5-|-медь Ml Сплав ЗлН95-5-|-бронза БрОФ6,5—0,15 Сплав ЗлН95-5-|-никель НП1 Сплав ЗлПд-16-(-никель НП1 Сплав ЗлПд-16-|-бронза БрОФ6,5—0,15 Полоса ТУ 48-1-42—74 ТУ 48-1-362—76 ТУ 48-1-292—82 ТУ 48-1-754—82 ТУ 48-1-206—79 ТУ 48-1-343—81 ТУ 48-1-357—76 ТУ 48-1-254—75 ТУ 48-1-241—84 ТУ 48-1-331—84 ТУ 48-1-292—82 ТУ 48-1-292—82 ТУ 48-1-188—77 ТУ 48-1-188—77
Заклепка
Проволока Полоса Шайба
Полоса
Полоса пружинящая
Полоса с частичным плакированием по- верхности
Заклепка
ТУ 48-1-292—82
Полоса ТУ 48-1-396—81 ТУ 48-0714-102—81 ТУ 48-1-765—84 ТУ 48-1-292—82 ТУ 48-1-358—78 ТУ 48-1-347—80
Заклепка Заклепка
Полоса
ТУ 48-1-349—80
[§ 14-3]
Материалы для сильноточных контактов
365
меньше. Молибденовые контакты имеют не-
сколько меньший, чем вольфрамовые контак-
ты, минимальный ток дугообразования, но бо-
лее высокое минимальное напряжение дуги.
Молибден, как и вольфрам, подвержен ат-
мосферной коррозии. Заметное окисление мо-
либдена при нагреве начинается около 600 °C.
В отличие от плотной пленки оксидов вольфра-
ма молибден образует рыхлые оксиды, которые
способны внезапно полностью нарушить кон-
тактную проводимость. Поэтому молибдено-
вые контакты значительно менее надежны,
чем вольфрамовые контакты при работе на
воздухе.
Легирование вольфрама молибденом уве-
личивает твердость вольфрама, его р и не-
сколько снижает тугоплавкость. Максимум твер-
дости (число Бринелля 300) соответствует со-
держанию 35...40 % Мо. Молибден полностью
растворяется в вольфраме. Они образуют не-
прерывный ряд твердых растворов.
Эрозия вольфрам-молибденовых контак-
тов при их размыкании с образованием дуги
изменяется по U-образной кривой. Минимум
эрозии соответствует 34 % Мо. При работе на
воздухе наблюдается усиление окисления и на-
рушение проводимости контактов при повыше-
нии содержания молибдена. Контакты из спла-
ва вольфрам — молибден следует применять
в вакуумных или наполненных инертным газом
выключателях.
Вольфрам и молибден широко применяют
в качестве тугоплавкой составляющей в ком-
позициях, применяемых для сильноточных кон-
тактов.
Биметаллические контакты. С целью эко-
номии драгоценных металлов контакты некото-
рых марок выпускаются биметаллическими с
нерабочей частью, выполненной из неблагород-
ного металла или сплава: меди, латуни, разных
бронз. Наиболее массовыми являются биме-
таллические контакты заклепочного типа из се-
ребра и его сплавов с медной нерабочей частью.
В этих контактах из меди выполнена ножка
для заклепок и часть головки контакта. Неко-
торые типы контактов имеют плоскую нерабо-
чую поверхность и штампуются из прокатного
биметаллического листа.
Биметаллические контакты из благород-
ных металлов и сплавов, выпускаемые в СССР,
приведены в табл. 14.4.
Биметаллы используются для контактов
реле, радиотелевизионной аппаратуры, авто-
мобильного электрооборудования.
Конструкция и размеры. Коммутирующие
контакты из благородных металлов и сплавов
изготовляют многообразной конфигурации и
размеров в соответствии с ГОСТ 21932—76.
Типы биметаллических контактов тоже соот-
ветствуют этому стандарту, однако изготовля-
ются по чертежам в соответствии с технически-
ми условиями на биметаллические контакты,
указанными выше.
14. 3. МАТЕРИАЛЫ
ДЛЯ СИЛЬНОТОЧНЫХ КОНТАКТОВ
Медь, серебро и некоторые их сплавы с
небольшими примесями других элементов ши-
роко применяются для сильноточных контак-
тов, однако преимущественно они изготовля-
ются из композиционных материалов, получае-
мых методами порошковой металлургии. Ком-
позиционный материал состоит из компонен-
тов, исключающих взаимную диффузию, и
представляет собой смесь двух (или более)
фаз, из которых одна обладает значительно
большей тугоплавкостью, чем другая. При пе-
реходе в такой гетерогенной структуре одной
из фаз в жидкое состояние, она силами поверх-
ностного натяжения удерживается в порах ту-
гоплавкой фазы.
В настоящее время наиболее широко ис-
пользуются следующие электроконтактные
композиции: серебро — оксид кадмия, сереб-
ро — никель, серебро — графит, серебро —
никель — графит, серебро — вольфрам, сереб-
ро — оксид меди, медь — вольфрам, медь —
графит и др.
Серебряная или медная фазы обеспечи-
вают высокую проводимость и теплопровод-
ность контактов, а тугоплавкая фаза в виде
равномерных включений или непрерывного скеле-
та оксида кадмия, оксида меди, никеля, воль-
фрама, графита и других материалов повы-
шает их износостойкость, термическую стой-
кость и сопротивление свариванию контактов
друг с другом. Тугоплавкая и низкоплавкая
фазы должны выбираться так, чтобы они почти
не взаимодействовали (не сплавлялись) меж-
ду собой в интервале температуры возможного
нагрева контактных точек при работе.
Вследствие того, что композиционный ма-
териал представляет собой механическую смесь,
физические свойства фаз (плотность, твер-
дость, электро- и теплопроводность, темпера-
турный коэффициент линейного расширения)
суммируются в общем аддитивно. Однако
экспериментальные зависимости параметров
от состава в большинстве случаев несколько
отклоняются от теоретических. Это может быть
связано с наличием пор, частичной раствори-
мостью компонентов, их чистотой, технологией
изготовления. Для ориентировочного расчета
свойств закон аддитивности применим.
По сравнению с контактами из обычных
металлургических материалов порошковые
размыкающие контакты из композиционных
366
Материалы для электрических коммутирующих контактов
[разд. 14]
Рис. 14.4. Микроструктура композиционных
контактов
16 н 17 — без травления; 12...15 — травле-
ние в 10 %-ном Н2О2; 18— травление в 10 %-ном
растворе персульфата аммония в воде; 19 — трав-
ление в 20 %-ном растворе персульфата аммония
в воде; 20— травление в растворе 100 мл FeCI.;,
20 мл НО, 1...2 мл HNO3. Увеличение в 100 раз для
1...16 и 19 и в 250 раз для 17, 18 и 20
1 КМК-АЮм; 2- КМК-А20м; 3 - КМК-АЗО;
4 — КМК-АЗОм; 5—КМК-А31; 6— КМК-А31м;
7 — КМК-А41; 8 — КМК-А40; 9 — КМК-А32;
10 — КМК-АЗЗмд; 11 — КМК-Б10; 12 — КМК-А25;
13 — КМК-А45; 14 — КМК-Б25; 15 — КМК-Б45;
16 — КП-МД30; 17 - КП-ЖДВи; 18 — ХД50В-МП;
19 — МВиБ; 20 - Д30-1-МП
материалов обладают более высокими износо-
стойкостью и стойкостью к свариванию и оп-
лавлению. В условиях высоких токовых и ме-
ханических нагрузок, когда материал контактов
из чистых металлов или сплавов расплавляется,
разбрызгивается и интенсивно испаряется в
зоне контактирования от термического дейст-
вия дуги и ее электродинамических сил, компо-
зиционные контакты незаменимы.
При умеренных нагрузках, когда исполь-
зование серебряных контактов технически воз-
можно, замена их композиционными позволя-
ет, как правило, значительно увеличить срок
службы контактов, повысить надежность и
долговечность аппаратов и уменьшить расходы
на их эксплуатацию. При этом получается эко-
номия металлического серебра (3...70 % в за-
висимости от типа контактов) вследствие умень-
шения его содержания в материале контактов.
Еще в большей степени экономится серебро
при эксплуатации благодаря повышенной из-
носостойкости композиционных контактов, яв-
ляющейся одной из наиболее важных техни-
ческих характеристик при оценке их свойств. В
этом случае одним из средств экономии сереб-
ра может быть уменьшение размеров (массы)
контактов.
Важным параметром контактного мате-
риала является микроструктура. Образцы микро-
структуры композиционных контактов разных
марок, выпускаемых в СССР, показаны на
рис. 14.4. Контакты со структурами, в которых
частицы более тугоплавкой фазы образуют
непрерывный равномерный скелет, особенно
износостойки. Такой скелет придает контакту
прочность при высоких температурах, а при
местных оплавлениях его под действием элект-
рической дуги предохраняет более легкоплав-
кую фазу от вытекания или разбрызгивания
вследствие сил капиллярного сцепления в его
порах. На эксплуатационных характеристиках
большинства контактов положительно сказы-
вается степень измельчения фаз.
В результате создания и применения кон-
тактов из композиций серебро — оксид кадмия,
серебро—оксид меди, серебро — никель из-
носостойкость их в аппаратах (при одинаковых
размерах контактов) повысилась в 1,5...3 раза.
Средний размер частиц в используемых в на-
стоящее время контактах с мелкодисперсными
структурами на два порядка меньше, чем в
обычных, и составляет 0,5...2 мкм вместо
50... 150 мкм.
Однако в контактах, содержащих графит,
измельчать его до единиц и десятых долей мик-
рона не рекомендуется. При этом происходит
резкое снижение механической прочности и
электрической износостойкости материала.
В контактах с вольфрамом, работающих в
условиях сильного высоковольтного дугового
разряда, уменьшение размеров частиц воль-
фрама в структуре контакта менее чем до 50 мкм
снижает их дугостойкость и способность проти-
востоять их оплавлению.
Основные физико-механические свойства
Рис. 14.5. Износ контактов из композиции
Ag — CdO после 1000 циклов В—О в зависи-
мости от содержания CdO. Условия испыта-
ний: ток 120 А (плотность переменного тока
2,5 А-мм-2), напряжение 60 В
[§ 14.3]
Материалы для сильноточных контактов
367
материалов для сильноточных контактов, вы-
пускаемых в СССР, приведены в табл. 14.5.
Композиционные материалы на основе се-
ребра. Металлические серебряные контакты
применяются в сильноточной технике преиму-
щественно как контакты вспомогательных це-
пей, в магнитных пускателях, кнопках управле-
ния, светоустановочных изделиях и т. п. Наря-
ду с контактами из металлургического прока-
та изготовляются также порошковые сереб-
ряные контакты марки. КМК-АОО. Твердость
таких контактов почти в 1,5 раза выше, чем
металлургических. При нагреве износостой-
кость спеченных контактов возрастает в связи
с более высоким порогом рекристаллизации,
благодаря мелкозернистости структуры и рав-
номерно распределенным мелким порам (в ко-
личестве 3...5 %).
Композиция серебро—оксид кадмия наи-
более широко используется для контактов в низ-
ковольтном аппаратостроении. Отечественная
промышленность выпускает контакты из ком-
позиции только с 15 % CdO, что обеспечивает
примерно максимальную электрическую из-
носостойкость и минимальный расход серебра
(рис. 14.5.). Контакты имеют серебряный под-
слой для пайки или сварки с контактодержа-
телями. В случаях когда допустимо неболь-
шое снижение требований к уровню износо-
стойкости, возможно с целью экономии серебра
применять контакты с содержанием оксида
кадмия до 25...30 %. Сопротивление сварива-
нию, р и твердость с ростом содержания оксида
кадмия повышаются, пластичность падает.
Контакты Ag—CdO надежны в работе при
повышенных токовых нагрузках, в том числе
при умеренных контактных нажатиях (1,5...
...10 Н). Они обладают высокой износостойко-
стью, низким и стабильным переходным сопро-
тивлением, повышенной дугостойкостью, но мень-
шей по сравнению с контактами из композиций
серебро — вольфрам и медь — вольфрам.
Контакты с мелкодисперсной структурой
марки КМК-АЮм имеют более высокие физи-
ко-механические характеристики по сравнению
с ранее выпусающимися контактами КМК-А10.
Плотность контактов КМК-АЮм приближает-
ся к теоретической, твердость в 1,5 раза вы-
ше, чем у КМК-А10, а временное сопротивле-
ние разрыву ов=330 МПа (по сравнению с
ов=170 МПа для КМК-А10).
Выпускаются также контакты Ag—CdO
со специальными требованиями, изготовляе-
мые двойным прессованием и спеканием (мар-
ка МКМК-АЮмд) и трехслойные, со слоем
самофлюсующегося припоя ПСр15 (марка
КМК-АЮмд).
Контакты из композиции Ag—CdO могут
применяться в тропических условиях.
За рубежом выпускаются контакты
Ag—CdO с содержанием 5...25 % CdO. Неко-
торые зарубежные фирмы изготовляют кон-
такты Ag—CdO не методом порошковой метал-
лургии, а путем внутреннего окисления метал-
лургического сплава серебро— кадмий. Элек-
трическая износостойкость контактов из этих
сплавов находится примерно на одинаковом
уровне с аналогичными по составу порошко-
выми контактами с мелкодисперсной структу-
рой.
Для работы в контакторах с номинальны-
ми токами выше 300 А целесообразно легиро-
вать .контакты Ag—CdO микродобавками лития
(0,005...0,01 % Li), повышающими их комму-
тационную износостойкость. Без ухудшения
износостойкости контактов КМК-АЮм в их ра-
бочей части можно в отдельных случаях заме-
нить никелем до 15 % серебра. Притоках 400...
...500 А установлено даже преимущество таких
контактов по коммутационной износостой-
кости.
Контакты из композиции серебро — оксид
меди также характеризуются высокой электри-
ческой износостойкостью и стойкостью к свари-
ванию, но при высоких токовых нагрузках они
в некоторых случаях не уступают контактам из
композиции серебро — оксид кадмия. Эти кон-
такты обладают низким и устойчивым переход-
ным сопротивлением. Контакты с мелкодисперс-
ной структурой марки КМК-А20м имеют из-
носостойкость в 1,5...2 раза выше, чем
КМК-А20, которые сняты с производства.
Наряду с композиционными контактами
КМК-А20м выпускаются также контакты мар-
ки СрОМ8, изготовленные путем диффузион-
ного внутреннего окисления металлургическо-
го сплава серебро— медь СрМ916 (91,6 % Ag
и 8,4 % Си) до композиции Ag—-CuO. Содер-
жание CuO в окисленных контактах марок
СрОМ897 (с подслоем) и СрОМ907 (без под-
слоя) и в металлокерамическом контакте
КМК-А20м приблизительно одинаковое.
Окисленные композиции Ag—CuO пластичнее
порошковых и в отличие от последних допу-
скают изгиб. Твердость и прочность на разрыв
композиций СрОМ907 ниже, чем КМК-А20м
(табл. 14.5.).
Контакты Ag—CuO, как и контакты
Ag—CdO, для обеспечения качественной
пайки или сварки к токонесущим деталям
аппаратов изготовляются в основном с се-
ребряным подслоем, кроме марки СрОМ907.
Контакты из композиции Ag—CuO могут
применяться в тропических условиях.
Контакты из композиции серебро — никель
широко используются в низковольтном аппа-
ратостроении. Они устойчивы к электрическо-
му износу, обладают низким стабильным пере-
Таблица 14.5. Свойства материалов для сильноточных контактов
Марка контакта Рабочий слой Подслой Плот- ность d, Мг-м- Число Бринелля Удельное сопротивле- ние р, мкОм • м, не более Коэффи- циент теплопро- водности и, Вт-м“1 К-1 Временное сопротив- ление раз- рыву ав, МПа Относи- тельное удлинение А///, % ГОСТ или ТУ
Компо- ненты Содержа- ние, %
КМК-АОО КМК-АЮм КМК-А10мд КМК-АЮмдт КМК-А20м СрОМ907 СрОМ897 СрН90 КМК-АЗО КМК-АЗОм КМК-АЗОмд КМК-АЗОмн КМК-А31 КМК-А31М КМК-А32 КМК-А32н КМК-АЗЗмд Ag 99,9 — 10,20 9,90 50 105 0,019 420 305 80 330 59 ТУ 16-685.020-85
Ag CdO 85 15 Ag 0,028 9
10,1 НО 311 345 ТУ 16-538-400-83
Ag, припой ПСр15
Ag CuO 90 10 9,80 75 0,025 220 23 ТУ 16-685.020-85 ТУ 48-1-282-76 ТУ 48-1-239 - 80 ТУ 48-1-391-81
10,00 40 0,023 180 13
— 140 220 270 280 270 240 320 25 18 20
Ag Ni 90 10 10,20 9,80 9,90 10,00 9,90 9,70 9,80 46 75 0,020 0,030 0,029 0,028 0,029
ТУ 16-685.020-85
Ag Ni Ag Ni 70 30 70 ЗСГ 255 210 214 210 230 240
100 100
Ni
Ag Ni 60 40 - 80 115 0,035 17 15 ГОСТ 19725 - 74
Ag Ni C 68 29 3 Ag, Ni 8,90 65 0,045 355 НО 2
ТУ 16-538.340-79
Ag Ni C 69 29 2 — 9,50 90 0,035 360 117
— —
Материалы для электрических коммутирующих контактов [разд. 14]
КМК-А40 Ag 8,70 40 0,037
Ag С 95 5
КМК-А41 Ag 97
9,30 50 0,026
КМК-А41Н С 3 Ni
КМК-А50 Ag 76,5
Cd 22,3
Ni 0,8 9,80 70 0,070
Fe 0,4
КМКСрКдИн Ag 73,5 10,50 47 0,066
Cd 25,0
In 1,0
Cu 0,5 —
МО, Ml Cu 99,9...99,95 8,96 44 0,017
МК Cu 99 8,90 55 0,023
Cd 1
КМК-БОО Cu 99,9...99,95 8,80 80 0,021
КМК-Б10 Cu C 97 3 Cu 7,30 35 0,040
КМК-А45 Ag 47 13,80 140 0,041
W 50
Ni 3
Ag
КМК-А25 Ag 27 15,40 210 0,045
W 70
Ni 3
КМК-Б45 Cu 47 12,50 150 0,070
W 50 Cu
Ni 3
400 — — ТУ 16-685.020-85
200 210 61
— 250 50 ТУ 16-523.609-81
423 300 60 ГОСТ 859-78
— 320 ГОСТ 4134-78
230 — ТУ 16-538-083-78
380 — ТУ 16-538.272-75
275 300 7
230 430 4
190 510 7 ГОСТ 13333-83
[§ 14.3] Материалы для сильноточных контактов
Марка контакта Рабочий слой Подслой Плот- ность d, Мг-м~ Число Бринелля
Компо- ненты Содержа- ние, %
КМК-Б25 Си W Ni 27 70 3 Си 15,40 210
кп-мдзо Си Мо BN 27 72,8 0,2 9,80 200
КП-ЖДВи Fe Си Bi 70 27 3 8,00 150
ХД50В-МП Сг Си W 47 50 3 7,90 75
МВиБ Си Bi В 99,6 0,038 0,02 8,92 55
Д30-1-МП Fe Си Sb 70 26 4 7,92 160
Продолжение табл. 14.5
Удельное сопротивле- ние р, мкОм • м, не более Коэффи- циент теплопро- водности X, Втм-1К-1 Временное сопротив- ление раз- рыву <гв, МПа Относи- тельное удлинение А///. % ГОСТ или ТУ О
0,080 134 600 4 ГОСТ 13333-83
0,060 360 11 ТУ 16-538.387-83
125 3 ТУ 16-538.290-82
0,110
0,060 - 270 8 ТУ 14-1-3920-85
0,019 80 < 1 Яе 0.021.162ТУ-ЛУ СТП 5762436-85
0,130 175 ~ 2 ТУ 14-1-127-166-81
Материалы для электрических коммутирующих контактов [разд. 14]
[§ 14.3]
Материалы для сильноточных контактов
371
ходным сопротивлением при контактных нажа-
тиях выше 2-10~2 Н/А и применяются в аппа-
ратах переменного и постоянного тока, рабо-
тающих при умеренных токах. По сопротивле-
нию свариванию и дугостойкости Ag—-Ni
контакты уступают контактам из композиции
Ag—CdO и Ag—CuO, однако они более стой-
кие, чем контакты из чистого серебра.
Композиция Ag—Ni пластична, легко об-
рабатывается резанием, куется, поддается
волочению. С увеличением содержания никеля
повышается ее твердость, прочность, р, а тепло-
проводность падает.
Контакты Ag—Ni с мелкодисперсной струк-
турой в 1,5—2 раза более износостойки, чем с
обычной. Их твердость и временное сопротив-
ление разрыву также заметно выше.
Контакты Ag—Ni легко паяются, прива-
риваются и приклеиваются к контактодержа-
телям. Для пайки можно применять как сереб-
ряные, так и медные припои. Серебряный под-
слой для облегчения пайки или сварки Ag —
Ni контактов, как правило, не требуется. Ис-
пользуется никелевый и медный подслой в це-
лях экономии серебра (марки КМК-АЗОмн и
СрН90+М1).
Контакты из композиции Ag—Ni обычно
выпускаются с содержанием 10, 15, 20, 30 и
40 % Ni. В СССР применяются контакты с 10,
30 и 40 % Ni с обычной и мелкодисперсной
структурой марок СрН90, КМК-АЗО,
КМК-АЗОм, КМК-А31 и КМК-А31м.
Композиция серебро —графит обычно со-
держит не более 5 % графита. Композиции с
более высоким содержанием графита применя-
ются для скользящих контактов точных изме-
рительных приборов, специальных электричес-
ких машин и т. д. Размыкающие контакты из
композиции Ag—С обладают высокими дуго-
стойкостью, сопротивлением свариванию и ус-
тойчивостью к механическому истиранию. Их
электрическая износостойкость и механичес-
кая прочность относительно невелики. С увели-
чением содержания графита временное сопро-
тивление разрыву, плотность, твердость и элек-
трическая износостойкость уменьшаются, а р и
сопротивление свариванию возрастают. При
содержании 5 % С значение р приблизительно
удваивается по сравнению с р металлического
серебра. Композиции Ag—С легко обрабаты-
ваются резанием, однако пластичность их не-
высока. Обработка давлением возможна толь-
ко при низкой концентрации графита из-за об-
разования сдвиговых сколов и трещин.
Диспергирование графита в структуре ком-
позиции ухудшает износостойкость контактов,
так как мелкие частицы графита со значитель-
но увеличенной удельной поверхностью ра-
зобщают частицы металла и разупрочняют'ма-
териал контакта. Между собой же частицы
графита не спекаются. Граничный ток свари-
вания композиционных графитосодержащих
контактов при содержании 1...5 % С почти не
изменяется. Уменьшение содержания С ниже
1 % снижает граничный ток сваривания.
Контакты Ag—С обычно применяются в
паре с контактами Ag—Ni, что повышает изно-
состойкость контактной пары в целом. Они ис-
пользуются в автоматических выключателях,
в электрических утюгах и др.
За рубежом выпускаются контакты Ag—С
с содержанием С 0,5...5 %, в СССР — контак-
ты двух марок КМК-А41 и КМК-А40 с 3 и
5% С.
Анизотропная структура контактов Ag—С,
в которой длинная ось угольчатых частиц гра-
фита совпадает с направлением прохождения
тока, повышает их коммутационную износо-
стойкость.
Контакты из композиции серебро— ни-
кель-— графит так же, как и из композиции
серебро — графит, применяются в паре с кон-
тактами Ag—Ni в одинаковых группах аппа-
ратов со значительными токовыми нагрузками
и перегрузками. Примесь графита в компози-
ции Ag—Ni повышает дугостойкость и сопро-
тивление свариванию контактов и несколько
снижает их электрическую износостойкость.
Повышается износостойкость контакта, если
Ag—Ni матрицу выполнять с мелкозернистой
структурой, а графит оставлять неизмельчен-
ным (например, марка КМК-А32мд, приме-
няемая для автоматических выключателей се-
рии А-3700).
Контакты из композиции серебро — вольф-
рам характеризуются высокими стойкостью к
оплавлению, сопротивлением свариванию и из-
носу, особенно в условиях высоких токовых
нагрузок. Однако они имеют несколько повы-
шенное переходное сопротивление и не могут
работать стабильно при малых контактных на-
жатиях. Переходное сопротивление компози-
ций Ag—W возрастает с увеличением содер-
жания W. При этом повышается также их р,
твердость, плотность и прочность при сжатии,
а теплопроводность уменьшается (рис. 14.6).
Наиболее эффективно эти композиции исполь-
зуются как дуговые контакты, главным обра-
зом, в мощных воздушных высоковольтных вы-
ключателях. В этом случае концентрация воль-
фрама превышает 40...50 %.
Дуговой контакт, как правило, не изготов-
ляют целиком из композиции, а выполняют в
виде контактных накладок, которыми облицо-
вывают рабочие поверхности контактов, чаще
всего медных. При этом проводимость и тепло-
проводность всего контакта увеличивается, а
стоимость значительно уменьшается. Компози-
372
Материалы для электрических коммутирующих контактов
[разд. 14]
Рис. 14.6. Зависимости р, d и твердости
композиции Ag—W от содержания W (по
Данным разных источников)
• — удельное сопротивление р; О — плотность d',
X — число Бринелля НВ
ция Ag—W пластична. При содержании до
50...60 % W она сравнительно легко обрабаты-
вается давлением. Такие композиции можно
ковать, прокатывать и протягивать, а контакты
из прокатанных полос штамповать.
Примесь растворяющегося в вольфраме
никеля (2...3 %) в композиции Ag —Wулучшает
смачиваемость вольфрама жидким серебром
при его пропитке, повышает прочность воль-
фрамового каркаса, спекаемого при низкой для
вольфрама температуре (1150... 1200 °C).
В СССР выпускаются контакты из компо-
зиции серебро вольфрам двух марок:
КМК-А45 н КМК-А25 (см. табл. 14.5).
Композиция серебро — молибден изготов-
ляется с содержанием 30...80 % Мо. Контакты
из нее имеют свойства близкие к свойствам кон-
тактов из композиции Ag—W аналогичного со-
става. Износостойкость Ag—Мо контактов при
тяжелых нагрузках и сопротивление сварива-
нию немного меньше, однако они обладают бо-
лее низким и устойчивым переходным сопро-
тивлением и более низким р. Композиции с со-
держанием выше 50 % Мо малопластичны, но
обрабатываются резанием.
Биметаллические порошковые контакты.
Порошковые композиционные контакты в ос-
новном выпускается биметаллическими с-под-
слоем из серебра для серебросодержащих ком-
позиций и из меди — для медьсодержащих
композиций.
С целью экономии серебра порошковые
контакты могут изготовляться с подслоем из
неблагородного металла или сплава либо из
композиции серебра с неблагородным метал-
лом. Лучше всего требованиям, предъявляе-
мым к качеству спеченных контактов, удовлет-
воряют подслой из никеля (марки контактов
КМК-АЗОмн, КМК-А32н, КМК-А41н), медно-
никелевого сплава, меди, композиции серебро—
никель.
При замене серебряного подслоя стан-
дартной толщины на бессеребряный экономит-
ся 10...15 % серебра. В тех областях примене-
ния, где не требуется высокий ресурс работы
аппарата по коммутационной износостойкости,
целесообразно использовать контакты с под-
слоем из неблагородного металла увеличенной
толщины, 30...50 % толщины контакта.
Экономия серебра при замене серебряного
подслоя на подслой из композиции серебро -
никель примерно в два раза меньше, чем при
замене на подслой из неблагородного металла.
Медь, ее сплавы и композиции. Контакты
из меди и ее сплавов благодаря дешевизне,
достаточно высокой механической прочности,
высоким значениям удельной проводимости и
теплопроводности широко применяются в раз-
личного вида контакторах и контроллерах, ра-
ботающих при значительных механических усили-
ях с притирающим действием и при напряже-
ниях, способных пробить оксидные пленки (обыч-
но выше 100 В). Преимущество меди заключа-
ется еще в том, что она имеет высокую тепло-
емкость, вследствие чего медные контакты мень-
ше подвержены перегреву, чем серебряные,
при отсутствии окисления. Твердость и проч-
ность меди несколько выше, чем серебра. Ос-
новной недостаток меди — ее подверженность
атмосферной коррозии с образованием оксид-
ных и сульфидных пленок, способных привести
к нарушению контактной проводимости. Медь
сильно окисляется при нагреве, но прочность
сцепления оксидной пленки с металлом невели-
ка и при ударе с проскальзыванием или пере-
катыванием контактов при их замыкании плен-
ка разрушается. При высокой температуре в
дугах больших мощностей оксид меди диссо-
циирует, оставляя металлическую медь, что
способствует сохранению контакта.
Вследствие окисления медь непригодна
для слаботочных контактов, хотя параметры
дуги у меди несколько выше, чем у серебра, и
она менее склонна к образованию игл. Меха-
ническое отслаивание и термическое разложе-
ние оксидной пленки вызывают повышенный
износ медных контактов при сильных токах.
Поэтому в современных аппаратах медные кон-
[§ 14.3]
Материалы для сильноточных контактов
373
такты заменяются контактами из композици-
онных материалов.
Примесь некоторых металлов повышает
прочность и твердость меди, причем некоторые
примеси мало повышают р (см. § 11.1).
С целью повышения электрической и меха-
нической износостойкости контактов и умень-
шения склонности к свариванию рекомендует-
ся применять медь с примесью 2...6 % Ag.
Еще больше улучшает качество контактов
присадка до 1,5 % Cd. Медь и кадмий неогра-
ниченно растворяются друг в друге, образуя
непрерывную цепь твердых растворов. После
затвердевания растворимость кадмия в меди
быстро уменьшается с понижением температу-
ры. При 549 °C оиа составляет 3 %, а при
300 °C — 0,5 %. Сплавы медь — кадмий поэто-
му способны к остариванию и дисперсионному
твердению.
Промышленностью выпускается сплав
медь — кадмий с 1 % Cd. Этот сплав в три раза
устойчивее меди к истиранию и в два раза бо-
лее износостоек в коммутационных аппаратах.
Поэтому его целесообразно применять для
коммутирующих контактов на большие токи и
для коллекторных пластин и троллейных
проводов.
Сплавы медь—цинк, обладающие низким р,
преимущественно применяют для контактодер-
жателей, ламелей и токопроводящих деталей
в аппаратах. Это так называемые альфа-лату-
ни, содержащие до 39 % Zn. Они тверже меди
и достаточно пластичны. Удельное электри-
ческое сопротивление латуни с содержанием
30 % Zn в три раза превышает р у меди.
Из других сплавов меди имеют практи-
ческое значение в аппаратостроении бериллие-
вые и хромистые бронзы. Эти бронзы редко
применяются в качестве коммутирующих кон-
тактов, но широко применяются в качестве
контактной арматуры, особенно пружинящей,
так как они обладают исключительно высоки-
ми упругими свойствами, особенно после ста-
рения, и для токосъемных проводов на транс-
порте благодаря высокой прочности на разрыв
и на истирание.
Композиция медь — графит применяется
для размыкающих контактов в тех случаях,
когда требуется высокое сопротивление прива-
риванию при больших токовых нагрузках (на-
пример, ток короткого замыкания 30...100 кА).
Контакты для этих целей изготовляют с по-
ристостью 10... 15 %, с относительно небольшой
твердостью и прочностью на разрыв. Это га-
рантирует их размыкание в случае возникнове-
ния прочных мостиков при сваривании. Элек-
трическая износостойкость контактов из ком-
позиции Си—С невысока, они рассчитаны на
небольшое число включений — отключений.
Содержание графита в размыкающих кон-
тактах обычно не превышает 5 %. Композиции
с более высоким содержанием графита приме-
няются для скользящих контактов (электро-
щеток) электрических машин.
Качество контактов в значительной степе-
ни зависит от марки и формы частиц графита.
Форма должна быть максимально близкой к
сферической. Хорошее качество контактов
Си—С обеспечивает графитовый порошок, по-
лученный размолом блоков графита искус-
ственной графитации (типа электродного
графита), либо коллоидный графит, но с отно-
сительно крупными частицами (10...30 мкм).
Применение графита естественных место-
рождений с чешуйчатой формой частиц (гра-
фит электрощеточного производства) ухудша-
ет качество размыкающих дугостойких контак-
тов, так как приводит к увеличению электри-
ческого сопротивления в направлении прохож-
дения тока.
Контакты из композиции медь — вольфрам
обладают по сравнению с аналогичными кон-
тактами из композиции серебро—вольфрам бо-
лее высоким сопротивлением износу, сварива-
нию и оплавлению при больших токах и напря-
жении, а также повышенными твердостью, ме-
ханической прочностью и р. Вследствие повы-
шенного переходного сопротивления, возрас-
тающего с увеличением содержания вольфра-
ма, контакты Си—W требуют более высоких
контактных нажатий, чем аналогичные контак-
ты из Ag—W.
Контакты Си—W окисляются на воздухе и
образуют сернистые пленки. Под воздействием
дуги переходное сопротивление контактов
сильно растет. Вследствие окисления компози-
ции Си—W применяются для контактов, рабо-
тающих в масле при высоких контактных на-
жатиях, главным образом, для дуговых кон-
тактов масляных выключателей. Конструктив-
но такие контакты выполняются на медном ос-
новании с облицовкой композицией Си—W,
поскольку теплопроводность последнего при
содержании 50...70 % W в два — три раза
ниже, чем меди.
Для особо мощных выключателей, тре-
бующих дуговых контактов с повышенными
дугостойкостью, проводимостью и теплопро-
водностью, изготовляются многослойные кон-
такты (от трех слоев и выше), в которых содер-
жание вольфрама изменяется от максималь-
ного в поверхностных слоях до нулевого в глу-
бинных слоях или крепежной части, которая
иногда выполняется с резьбой.
При содержании до 60 % W композиция
легко прокатывается и протягивается. Обра-
ботке резанием поддаются композиции всех
составов. Содержание вольфрама в компози-
374
Материалы для электрических коммутирующих контактов
[разд. 14]
циях Си—W может колебаться от 30 до
90 % W. В СССР выпускаются Си—W-koh-
такты марок КМК-Б45 и КМК-Б25 с 50 и
70 % W с медным подслоем для крепления
к контактодержателям.
Композиция медь — молибден использу-
ется для контактов как заменитель компози-
ции Си—W с целью экономии вольфрама.
Применяется в высоковольтных маломасля-
ных выключателях. Изготовляется методом
пропитки. Для улучшения смачиваемости
молибдена жидкой медью на операции про-
питки в состав композиции вводится немного
примеси — нитрида бора. В СССР освоен
выпуск контактов Си — Мо одной марки
КП-МДЗО Cj медным подслоем. Композиция
Си — Мо может подвергаться обработке
резанием.
Контакты для высоковольтных дугогаси-
тельных камер (ВДК). Вакуумные выклю-
чатели и контакторы с ВДК характеризуются
высокой надежностью и высоким ресурсом
работы, малыми размерами и материалоем-
костью, эксплуатационными расходами и дру-
гими преимуществами. Это новый перспектив-
ный вид аппаратов, требующий специальных
материалов для контактов и электродов.
Такие материалы должны сочетать высокую
эрозионную стойкость, малый ток среза и высо-
кие электрическую прочность и отключающую
способность, достигаемые специальными спо-
собами обработки для получения специальной
структуры на поверхности материала типа
псевдоэвтектики. При этом предложены высо-
коэффективные материалы, не содержащие
либо содержащие несколько процентов воль-
фрама. Высокой отключающей способностью
в вакууме обладают контакты из материалов
на основе железа и хрома. Наибольшие отклю-
чающие токи характерны для контактов,
содержащих легколетучую добавку (контакты
Fe 70 % — Си 26 % - Sb 4 % и>е 70 % —
Си 27 % — Bi 3 %). Контакты, содержащие
фазы на основе таких тугоплавких металлов,
как вольфрам или молибден, характеризу-
ются более низкой отключающей способностью
(до 4...5 кА).
Контакты Fe — Си — Bi марки ЖДВи при-
меняются в вакуумных камерах КДВ-10-400-492
и обеспечивают средний ток среза 1 А, срок
службы контактора не меиее 500 тыс. опера-
ций В — О при номинальном токе 400 А и
напряжении 10 кВ.
Для серии ВДК на 10 кВ и номинальные
токи более 1600 А разработан контактный
сплав 99,6 % Си — 0,38 % Bi — 0,02 % В
марки МВиБ. Подобранное количество вис-
мута 0,3...0,4 % по массе обеспечивает допу-
стимое сваривание контактов. Добавка бора
придает повышенные механические свойства
при высокой проводимости сплава.
Контакты Сг — Си — W марки МП разра-
ботаны для ВДК с номинальными токами до
2000 А. Например, в камере на 35 кВ
(КДВ-35-1250-20) они обеспечивают высокую
электрическую прочность и отключающую
способность в сочетании с малой приваривае-
мостью контактов. Небольшая добавка воль-
фрама (3%) уменьшает свариваемость кон-
тактов в два-три раза.
Максимальным уровнем электрической
прочности обладают контакты Fe—Си—Sb
марки Д30-1-МП.
Структурные изменения композиционных
контактов в процессе эксплуатации. Структура
композиций для электрических контактов
имеет строение взаимно переплетающихся
скелетов. Ячейки тугоплавкого скелета запол-
нены более легкоплавким металлом, образую-
щим другой скелет. Форма контакта не нару-
шается даже при расплавлении последнего.
Это придает контактам высокую механическую
прочность при нагреве. Для сильноточных
контактов механическая прочность материала
при высоких температурах, близких к темпера-
турам плавления легкоплавкой составляющей,
имеет важное значение, поскольку она взаимо-
связана с электрической износостойкостью.
В процессе работы при размыкании и
замыкании электрической цепи структура
поверхностного слоя композиционных контак-
тов изменяется. Изменяется также фазовый
состав некоторых композиций. Такие измене-
ния являются результатом термического дейст-
вия электрической дуги. Например, структура
контактов Ag —CdO (85 % Ag, 15 % CdO)
после некоторого срока службы становится
в поверхностном слое более крупнозернистой.
Глубина этого слоя достигает 0,2...0,25 мм.
В отличие от исходной структуры структура
поверхностного слоя контакта Ag — CdO, быв-
шего в эксплуатации, неоднородна, с более
крупными, чем в исходной структуре, скопле-
ниями CdO в основной металлической матрице.
Неоднородность структуры поверхностного
слоя таких же контактов, но с мелкозернистой
структурой, значительно меньше, т. е. эти кон-
такты работают более устойчиво.
По данным микрохимического и рентгено-
структурного анализов и измерения микро-
твердости матрицей здесь является не чистое
серебро, а образовавшийся твердый раствор
кадмия (5...6 % Cd) в серебре. Характер
структурных изменений поверхностных слоев
у разных композиционных контактов различен.
Сущность этих изменений, например, у контак-
тов из композиции Ag — W состоит в обогаще-
нии поверхностных слоев контактов вольфра-
[§ 14.4]
Применение контактных материалов
375
мом. В контактах Ag—Ni поверхностные слои
обогащаются никелем.
Для выбора наилучшего режима исполь-
зования контактов из композиционных мате-
риалов следует учитывать их структурные и
фазовые изменения у рабочих поверхностей
в заданных условиях.
Форма и размеры контактов. Электриче-
ские коммутирующие спеченные контакты
изготовляют различной конфигурации и раз-
меров в зависимости от мощности аппаратов,
конструкции контактодержателя, контактной
системы и т. п.
Основные формы и размеры контактов,
полученных методом твердофазного спекания,
определяются ГОСТ 3884—77. Форма этих
контактов преимущественно круглая или пря-
моугольная, реже под заклепку.
Для обеспечения высококачественной
пайки или сварки псевдосплавные контакты,
содержащие серебро (кроме контактов СИЗО,
СНЗОм, СН40, СН40м и биметаллических),
выполняются с подслоем из серебра. Для кон-
тактов высотой до 1 мм толщина подслоя
должна быть 0,15 + 0,1 мм, для контактов
высотой более 1 мм — 0,25 + 0,15 мм. Выпу-
скаются также трехслойные контакты с треть-
им слоем из припоя (контакты КМК-АЮмдт).
Псевдосплавные контакты, содержащие медь,
должны изготовляться с таким же подслоем
из меди.
Конструкция нерабочей стороны контак-
тов зависит от способа крепления их к контакто-
держателям (сварки, пайкн) и оборудования,
применяемого для этой цели.
Контакты из меди и кадмиевой меди по
форме и размерам существенно отличаются
от остальных видов металлокерамических кон-
тактов и изготовляются как спеченными, так
и из профильного проката путем нарезки
фрезами или пилами.
Большинство типов контактов, содержа-
щих высокий процент тугоплавкой составляю-
щей и изготовляемых способом пропитки,
имеют более сложную форму и большие раз-
меры, чем контакты, изготовляемые методом
твердофазного спекания. Форма и размеры
контактов этой группы должны соответство-
вать ГОСТ 13333—83. В отдельных технически
обоснованных случаях допускается изготов-
ление контактов других форм и размеров.
Все пропитанные контакты для крепления
к токопроводящим деталям изготовляются
с подслоем из серебра — для серебро—воль-
фрам—никелевых контактов и с подслоем из
меди — для медь—вольфрам—никелевых и
медь—молибденовых контактов.
Толщина подслоя для контактов высотой
до 10 мм (включительно) — 0,30 + 0,25 мм,
свыше 10 мм — 0,45 + 0,40 мм. После пропитки
поверхность подслоя контакта обычно фрезе-
руют или строгают.
Для механического крепления (главным
образом, резьбового) контакты изготовляются
без подслоя, ио с основой из меди, которая об-
тачивается и нарезается. При необходимости
контакты такого же вида могут изготовляться
с основой из серебра.
14.4. ПРИМЕНЕНИЕ
КОНТАКТНЫХ МАТЕРИАЛОВ
Основные области применения контакт-
ных материалов:
Серебро — реле разных назначений, сиг-
нальная аппаратура, контакты вспомогатель-
ных цепей, термостаты, бытовые приборы,
телефонная и телеграфная аппаратура, управ-
ление флюоресцентными лампами, магнитные
пускатели, командоконтроллеры, контакты
вспомогательных цепей контакторов и магнит-
ных пускателей, нагреватели воды, светоуста-
новочные аппараты; электроосаждение на кон-
тактные детали устройств радио- и электрон-
ной техники, работающих в бездуговом
режиме.
Серебро — медь — реле, телефонные ре-
ле, сигнальная аппаратура, светотехнические
выключатели, радиоаппаратура.
Серебро — медь — никель — стенные вы-
ключатели, реле уличных сигналов, тепловые
выключатели, преобразователи тока, выключа-
тели связи, реле автоматики и настройки
радио, реле авиационные легконагруженные
и средненагруженные, электромагнитные счет-
чики, управление флюоресцентными лампами,
автомобильные и железнодорожные сигналь-
ные реле, регуляторы освещения, выключатели
авиационные легконагруженные.
Серебро — кадмий — реле, органы теле-
визионного управления, бензино- и маслоиз-
мерители, выключатели, контрольные реле
легко- и средненагруженные авиационного
оборудования, пусковые обмотки бытовых
вибраторов, стартеры, выключатели пере-
грузки холодильников, термостаты холодиль-
ников, уличные сигналы, тепловые выключа-
тели, стартеры.
Серебро — кадмий — никель—железо —
реле — регуляторы напряжения, автоприборы.
Серебро — кадмий — никель, серебро —
кадмий — индий — реле в диапазоне токов от
десятых долей ампера до 30 А.
Серебро — кадмий — графит — для кон-
тактов слаботочных приборов.
Серебро — палладий — сигнальная аппа-
ратура, телефонные реле, телефонные номеро-
набиратели, реле, регуляторы напряжения,
376
Материалы для электрических коммутирующих контактов
[разд. 14]
управление флюоресцентными лампами, бен-
зино- и маслоизмерители, защитные устрой-
ства электродвигателей, органы телевизион-
ного управления, выключатели холодильников
и термостатов, контактные кольца.
Серебро — платина — радиоаппаратура,
приборы автоматики и настройки радио,
радиовибраторы и устройства питания от сети
радиоаппаратуры, электромагнитные счетчики.
Серебро — магний — никель, серебро —
золото — магний — никель, серебро — маг-
ний — цирконий, серебро — магний — ни-
кель — цирконий, серебро — палладий — маг-
ний — заменители контактов из сплавов пла-
тина—иридий, золото—палладий—платина,
золото—никель, золото—платина в малога-
баритных и миниатюрных электромагнитных
реле радиоэлектроники.
Серебро — оксид циркония — микро-
выключатели, реле на токи от миллиампер до
100 А.
Платина — иридий — прецизионные реле,
работающие без дуги; кассовые машины, часы,
пожарные сигнализаторы, телеграфные реле,
малогабаритные и миниатюрные реле радио-
электроники, регуляторы скорости, автомобиль-
ные и морские; пирометры, вибропреобразо-
ватели, промышленные регуляторы напряже-
ния, электробритвы, термостаты и нагрева-
тели; сигнальные реле.
Платина — родий — маломощные генера-
торы переменного тока.
Платина — никель — телеграфная и теле-
фонная аппаратура.
Платина — рутений — регуляторы скоро-
сти, кассовые машины, пожарные сигнализа-
торы, бензино- и маслоизмерители, контроль-
ные реле авиационного электрооборудования,
регуляторы напряжения, регуляторы освеще-
ния, реле железнодорожной сигнализации,
термостаты и нагреватели сигнальных реле.
Палладий — серебро — прецизионные ре-
ле, сигнальная аппаратура, гнезда телефонных
коммутаторов, телефонное оборудование, токо-
съемники потенциометров, промышленные
регуляторы напряжения, звуковые реле, реле
уличных сигналов.
Палладий — серебро — никель, палла-
дий — серебро — кобальт — часы, скользя-
щие контакты прецизионных потенциометров,
термостаты и нагреватели, сигнальные реле.
Палладий — иридий, палладий — руте-
ний — звуковые реле, вибрационные регуля-
торы напряжения и числа оборотов, вибра-
ционные преобразователи, выпрямители.
Золото — серебро, золото — серебро —
платина — реле уличных сигналов, прецизион-
ные реле, работающие без дуги; измеритель-
ные приборы, телефонная и телеграфная аппа-
ратура, скользящие контакты потенциометров.
Золото — никель, золото — платина —
прецизионные реле на малые токи и напряже-
ния, работающие без дуги и при малых кон-
тактных нажатиях; измерительные приборы,
малогабаритные и миниатюрные реле радио-
электронной аппаратуры.
Платина, палладий, золото, родий — элек-
троосаждение на контактные детали устройств
радио- и электронной техники, работающие
в бездуговых режимах.
Вольфрам — радиовибраторы, кассовые
машины, прерыватели зажигания автомобилей
и тракторов, бензино- и маслоизмерители, кон-
трольные реле авиационного оборудования,
реле-регуляторы напряжения, часы, теле-
тайпы, сигнальные реле промышленные и же-
лезнодорожные, радиовибраторы и устройства
питания от сети радио, регуляторы скорости,
преобразователи тока, телеграфные реле,
электробритвы, вакуумные выключатели
(включая высоковольтные), электроды ртут-
ных выключателей, электроды (наконечники)
сварочных машин.
Молибден — телетайпы, электроды ртут-
ных выключателей.
Серебро — оксид кадмия — контакторы
общепромышленного, морского и авиацион-
ного исполнения; магнитные пускатели; реле
среднего и тяжелого режима; автоматические
терморегуляторы; переключатели сигналов
регулирования уличного движения; контрол-
леры электровозов и троллейбусов; кулачко-
вые элементы; концевые выключатели; элек-
троутюги с терморегуляторами; кнопки управ-
ления; стенные выключатели; стартеры.
Серебро — оксид меди — сильнонагру-
женные контакторы переменного и постоян-
ного тока; авиационные реле среднего и тяже-
лого режима; автоматические предохранители;
переключатели тепловозов.
Серебро — никель — средненагруженные
контакторы и магнитные пускатели; установоч-
ные и универсальные автоматические выклю-
чатели (в паре с контактами серебро —
графит или серебро — никель — графит); ре-
ле тяжелого режима; реле цепей сигнализа-
ции и автоматики железных дорог; вибрацион-
ные преобразователи автомобильных радио-
приемников; реле сварочных машин; контак-
торы автопогрузчиков; регуляторы напряже-
ния; бытовые светотехнические выключатели;
бытовые пробочные автоматические предохра-
нители; светорегуляторы; контакты вспомога-
тельных цепей магнитных пускателей и кон-
такторов.
Серебро — графит — установочные и уни-
версальные автоматические выключатели (в
паре с контактами серебро — никель); элек-
[§ 15.1]
Припои
377
троутюги с терморегуляторами; реле сигнали-
зации железных дорог; переключатели диапа-
зонов и выключатели радиоприемников; вспо-
могательные токонесущие контакты воздуш-
ных выключателей.
Серебро — никель — графит — устано-
вочные и универсальные автоматические
выключатели (в паре с контактами серебро —
никель).
Медь — контакторы электропривода ме-
таллургического и кранового оборудования,
контроллеры управления электротранспортом,
мостовыми и портальными кранами.
Медь — кадмий — тяжелонагруженные
контакторы электропривода металлургиче-
ского и кранового оборудования; контроллеры
управления электротранспортом, мостовыми
и портальными кранами.
Медь — графит — дугогасительные кон-
такты селективных автоматов с высокими
токами короткого замыкания; дугогаситель-
ные контакты универсальных автоматов.
Серебро — вольфрам — магнитные пуска-
тели и контакторы, работающие с большой
частотой включений; выключатели бытовых
электроприборов; барабанные переключатели;
кнопки управления; высоковольтные выключа-
тели; центробежные регуляторы оборотов
электродвигателей постоянного тока; контакты
анодных автоматов, контакты мощных регули-
рующих трансформаторов; сварочные ма-
шины, вибраторы и устройства питания от
сети радиоприемников, стартеры, выключатели
бытовых вибраторов, кассовые машины, тяже-
лонагруженные реле и выключатели авиацион-
ного электрооборудования, выпрямители тока.
Медь — вольфрам — мощные масляные
и воздушные высоковольтные выключатели;
контакторы к аппаратам стыковой сварки;
малогабаритные высоковольтные выключатели
горшкового типа; дверные выключатели мор-
ских судов; мощные масляные выключатели
дуговых электропечей; преобразователи тока.
Медь — молибден — высоковольтные ма-
ломасляные выключатели.
Медь — висмут — бор — вакуумные ка-
меры КДВ-10-630-10, КДВ-10-1600-20,
КДВ-1600-31,5, КДВ-10-3200-31,5 на 10 кВ
с номинальными токами до 3200 А.
Хром — медь — вольфрам — вакуумные
камеры на 35 кВ с номинальными токами до
2000 А (КДВ-35-1250-20).
Железо — медь — висмут — вакуумные
камеры типа КДВ-10-400-4У2 на 10 кВ с номи-
нальным током 400 А, сильноточные разряд-
ники, шунтирующие разрядники в схемах по-
лучения импульсов больших однополярных
токов.
РАЗДЕЛ 15
ПРИПОИ, контактолы, КОМПОЗИЦИОННЫЕ
И ОКСИДНЫЕ МАТЕРИАЛЫ
3. Ф. Воробей (§ 15.1), К- Е. Казанцева, Н. Н. Колосова
15.1. ПРИПОИ
Припои принято делить на две группы —
мягкие и твердые. Это деление связано с их
температурой плавления. К мягким относятся
припои с температурой плавления ниже
300 °C, к твердым — выше 300 °C. Кроме тем-
пературы плавления, припои существенно раз-
личаются механической прочностью. Мягкие
припои имеют предел временного сопротивле-
ния разрыву 16...100 МПа, твердые—100...
...500 МПа.
Выбирают припой в соответствии с типом
паяемого металла (или металлов, если они раз-
нородны), требуемой механической проч-
ностью, коррозионной стойкостью и стои-
мостью.
При пайке токоведущих частей очень
важно учитывать значения удельной прово-
димости припоя.
Название припоя, как правило, определя-
ется металлами, входящими в него в наиболь-
шем количестве. Название припоев, содержа-
щих драгоценные или редкие металлы даже
в небольших количествах, происходят от этих
металлов.
Условные обозначения марок припоев со-
держат букву П (припой) и одну из последую-
щих букв русского названия основных компо-
нентов, а также количество их в процентах.
Сокращения наименования компонентов сле-
дующие: олово — О, сурьма — Су, свинец —
С, алюминий — А, серебро — Ср, никель —
Н, палладий — Пд, индий — Ин, медь — М,
золото — Зл, германий — Г, кремний — Кр,
378
Припои, контактом!, композиционные и оксидные материалы
[разд. 15]
висмут — Ви, кадмий — К, титан — Т. Чистые
металлы, применяемые в качестве припоев,
обозначаются такими же марками, как в ГОСТ
на поставку (например, 02 означает олово,
С1 — свинец и т. д.).
Наиболее распространенными мягкими
припоями, изготовляемыми промышленностью,
являются оловянно-свинцовые. На них распро-
страняется ГОСТ 21931—76. В соответствии
с этим ГОСТ оловянно-свинцовые припои, не
содержащие сурьму, называют бессурмяни-
стыми, а припои, содержащие сурьму 1...5 %,—
сурьмянистыми.
Примеры условных обозначений марок
оловянно-свинцовых припоев:
Стандартными твердыми припоями явля-
ются медно-цинковые и серебряные припои.
Медно-цинковые припои, изготовляемые про-
мышленностью, должны удовлетворять
ГОСТ 23137—78, а серебряные —
ГОСТ 19738—74:
ПМЦ-36 — припой медно-цинковый, Си
36%
ПСр-50 — припой серебряный, Ag 50 %
ПСр-25Ф — припой серебряный, Ag 25 %,
содержит фосфор
ПСр-50К— припой серебряный, Ag 50 %,
содержит кадмий.
В табл. 15.2 приведены температуры кри-
сталлизации и назначение некоторых стан-
ПОС-61
ПОССу-61-0,5
ПОС-61 М
ПОСК-50-18
— припой оловянно-свинцовый, содержит 61 % олова, остальное свинец
— припой оловянно-свинцовый, малосурьмянистый, содержит 61 % олова,
0,5 % сурьмы, остальное — свинец
— припой оловянно-свинцовый, содержит 61 % олова, небольшой процент
меди и свинец
— припой оловянно-свинцовый, содержит 50 % олова, 18 % кадмия, осталь-
ное — свинец
В табл. 15.1 приведены физико-механические
свойства оловянно-свинцовых припоев.
Применение оловянно-свинцовых припоев в
электротехнике и радиотехнике
дартных твердых припоев.
В качестве твердых припоев иногда при-
меняют стандартные сплавы меди с фосфором
(ГОСТ 4515—81). В некоторых случаях они
Марка
ПОС-90
ПОС-61
ПОС-40
ПОС-Ю
ПОС-61
ПОСК-50-18
ПОССу-61-0,5
ПОССу-40-0,5
ПОССу-35-0,5
ПОССу-18-0,5
ПОССу-95-5
ПОССу-40-2,
ПОССу-8-3
Назначение
— для пайки деталей, подвергающихся в дальнейшем гальваническим
покрытиям
— для лужения и пайки тонких проводов и спиральных пружин в измери-
тельных приборах, монтажных соединений обмоточных проводов диамет-
ром 0,05...0,08 мм и литцендрата, резисторов, конденсаторов, герметичных
швов стеклянных проходных изоляторов, печатных схем и при производ-
стве полупроводниковых приборов, т. е. там, где не допустим перегрев
— для пайки токопроводящих деталей, проводов, наконечников, для соеди-
нения проводов с лепестками; при производстве полупроводниковых
приборов
— для лужения и пайки контактных поверхностей электрических аппаратов,
приборов, реле; при производстве полупроводниковых приборов
— для лужения и пайки медной проволоки в кабельной промышленности,
в электроприборостроении и ювелирной промышленности
— для пайки деталей, чувствительных к перегреву, в металлизированной
керамике, для ступенчатой пайки конденсаторов; для герметизации. Для
лужения пассивной части интегральных микросхем с покрытием медью,
серебром
— для лужения и пайки деталей электроаппаратуры, обмоток электриче-
ских машин при жестких требованиях к температуре. Для лужения и
пайки пассивной части интегральных микросхем и выводов с покрытием
никелем, медью, серебром, оловом; для герметизации
— для лужения и пайки обмоток электрических машин
— для лужения и пайки свинцовых кабельных оболочек электрических изде-
лий неответственного назначения
— для лужения и пайки трубок теплообменников электроламп
— для пайки в электропромышленности
— припой широкого назначения. Для пайки наружных деталей и сборочных
единиц электровакуумных приборов
[§ 15.1]
Припои
379
Таблица 15.1. Физико-механические свойства оловянно-свиицовых припоев
Марка Температура, кристаллизации, °C Удельное сопротив- ление р, мкОм-м Коэффициент теплопро- водности и, Вт*м-5 «К"* Временное сопротивле- ние разрыву ов. МПа Относитель- ное удлине- ние AZ/Z, %
начала конца
Олово чистое 232 232 0,115 63 — —
ПОС-90 200 0,120 54 49 40
ПОС-61 190 183 0,139 50 43 46
ПОС-40 238 0,159 42 38 52
ПОС-Ю 299 268 0,200 35 32 44
ПОС-61М 192 183 0,143 49 45
ПОСК-50-18 145 142 0,133 54 40
ПОССу-61-0,5 189 — 0,140 50 45 35
ПОССу-50-0,5 216 0,149 47 38 62
ПОССу-40-0,5 235 0,169 40 50
ПОССу-35-0,5 245 183 0,172 38 47
ПОССу-30-0,5 255 0,179
ПОССу-25-0,5 266 0,182 ои
ПОССу-18-0,5 277 . 0,198 35 36 50
ПОССу-95-5 240 234 0,145 46 40 46
ПОССу-40-2 299 — 0,172 42 43 48
ПОССу-35-2 243 0,179
ПОССу-ЗО-2 250 0,182 38
ПОССу-25-2 260 0,185 38
ПОССу-18-2 270 186 0,206 34 36 35
ПОССу-15-2 275 184 0,208 33 36 — —
ПОССу-8-3 290 240 0,207 34 40 43
Таблица 15.2. Свойства и назначение некоторых стандартных серебряных и медио-цинковых припоев
Марка Температура кристаллизации, °C Плот- ность d, Мг-м 3 Материалы, подвергаемые пайке Назначение
начала конца
ПСр-2,5 305 295 11,0 Медь, ее сплавы, нержавею- Для пайки наружных деталей
ПСр-3 305 300 11,3 щая сталь, углеродистая и сборочных единиц эле-
ПСр-15 810 635 8,3 сталь ктровакуумных приборов
ПСр-40 605 595 8,4
ПСр-45 725 600 9,1
ПМЦ-Зв 950 825 7,7 Латунь, содержащая до Для соединений, не подвер-
68 % меди женных ударной нагрузке
или изгибу
ПМЦ-54 970 860 8,3 Медь, медные сплавы Там, где не требуется хоро-
шей затекаемости припоя
Таблица 15.3. Свойства и назначение в качестве припоев стандартных сплавов медь — фосфор
Марка припоя Содержание фосфора, % Температура плавления, °C Назначение
МФ1 8,5... 10 725...850 Для пайки медных, латунных и бронзовых дета-
МФ2 8,5... 10 725...850 лей, работающих в условиях небольших стати-
МФЗ 8,5 725...860 ческих нагрузок
Примечание. Сплавы МФ1 и МФ2 отличаются друг от друга содержанием примеси висмута
и сурьмы.
380
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
Таблица 15.4. Характеристики припоев, применяемых
для пайки алюминия и его сплавов
Марка Компо- ненты Содержа- ние, % Плотность d, Мг-м“3 Темпе- ратура плавле- ния, °C
П425А А1 Си Zn 19,0...21,0 14,0-16,0 64,0-66,0 5,70 415...425
П34А Si Си Al 5,5-6,5 14,0—16,0 Остальное 3,30 525
ПСИЛО* Al Si 90,0...87,0 10,0-13,0 2,58-2,66 577
АВИА 1 Sn Cd Zn 55 20 22 — 200
АВИА 2 Sn Cd Zn Al 40 20 25 15 — 250
* Силумин (ГОСТ 1521—76)
Таблица 15.5. Характеристики некоторых нестандартных припоев
Марка Ком- по- нен- ты Содержание, % Плот- ность d, Мг-м"3 Температу- ра плавле- ния, °C Назначение
ПОСМ-0,5 Sn Sb Cu Pb 59-61,0 He более 0,8 0,5-0,7 Остальное 8,50 184 Для лужения пассивной ча- сти микросхем с тонкими медными покрытиями (0,5...0,6 мкм)
ПСрОС-3-58 Sn Sb Ag Pb 66,8...58,8 He более 0,8 2,6...3,4 Остальное 2,50 190 Для лужения пассивной ча- сти схем специального наз- начения с покрытием медью, серебром
ПСр-ЗИн In Ag 96,5...97,6 2,5...3,5 7,36 141 Для пайки золота и серебра, а также металлизирован- ных материалов в микро- электронике
Фольга никелево-мед- ная вакуумной плав- ки Ni Cu 75 + 2 25 + 2 8,77 1150-1210 Для пайки сплава ВТ1-00 с металлизированной кера- микой
[§ 15.1]
Припои
381
Продолжение табл. 15.5
Марка Ком- по- нен- ты Содержание, % Плот- ность d, Мг-м-3 Температу- ра плавле- ния, °C Назначение
ППдН-60-40 Pd Ni 40 60 10,61 1237 Для пайки никеля, низкоугле- родистой стали, молибде- на, вольфрама
ПСрМ-72-28 Ag Cu 72 ±0,5 28 ±0,5 9,90 779 Для пайки меди, никеля, сплавов ЭП-333, ковара 29НК, стали 08, медно- молибденовых сплавов, ке- рамики
ПСр-72В Ag Cu 72 ±0,5 Остальное 9,90 789 Для пайки никеля, меди, мельхиора, константана сплавов МО-19, МН-45, 29НК-ВИ-, монеля, кера- мики
ПМГ-9 Ge Ni В Cu 8,7 ±0,4 0,5 ±0,5 0,2 ±0,1 Остальное 8,70 950...1005 Для пайки электротехничес- кой стали, нержавеющей стали, никеля
ПМТ-45 Cu Fe Si Ti 49,0...52,0 1.0...3.0 0,7...1,0 45,0...49,3 6,02 955 Для пайки титана и его спла- вов
заменяют дорогостоящие серебряные припои.
Фосфорные припои относятся к группе
самофлюсующихся припоев, так как пайка ими
меди производится без применения флюса.
При нагревании припоя фосфор окисляется
в фосфорный ангидрид, который и является
флюсом. Однако при пайке этими припоями
латунных деталей с медными применение
флюса обязательно. Недостатком фосфорных
припоев является хрупкость паяного шва. Для
пайки стали и чугуна фосфорные припои не-
пригодны. В табл. 15.3 приведены температуры
плавления и назначение медно-фосфорных
припоев.
Пайка алюминия и его сплавов произво-
дится специально разработанными для этой
цели припоями и флюсами. Главным препят-
ствием при пайке алюминия является пленка
оксида, которая почти мгновенно образуется
при ее удалении механическим способом.
Оксидная пленка алюминия очень стойкая,
ее не удается растворить или восстановить
обычными флюсами, применяемыми при пайке
меди или стали. В табл. 15.4 приведены, припои,
применяемые при пайке алюминия и его
сплавов.
При пайке алюминия низкотемператур-
ными припоями его поверхность предвари-
тельно покрывают никелем.
В некоторых случаях в качестве припоев
используют чистые металлы. В частности, кад-
мий применяют для пайки и лужения ковара,
никеля. Чистое олово применяется для пайки
и лужения меди и ее сплавов, низкоуглероди-
стой стали, платины, ковара. Медь применя-
ется для пайки никеля, низкоуглеродистой
стали.
Кроме описанных выше припоев, на кото-
рые распространяются государственные стан-
дарты, в радиоэлектронной промышленности
применяют припои, состав и назначение кото-
рых определяется требованием отраслевого
382
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
стандарта. Здесь есть большая группа сереб-
ряных, золотых, а также небольшое число
медно-никелевых, медно-германиевых и других
припоев. В табл. 15.5 приведены сведения
только о тех, которые существенно отличаются
от стандартных по своему назначению.
15.2. ФЛЮСЫ
В процессе пайки необходимо обеспечить
отсутствие окисления кислородом воздуха
металлов и припоя при их нагревании. В связи
с этим при пайке употребляют вспомогатель-
ные вещества, которые называют флюсами.
Они играют большую роль в процессе полу-
чения высококачественного паяного шва.
Для качественного проведения пайки
флюс должен отвечать следующим требова-
ниям:
1) иметь температуру плавления на 50...
...100 °C ниже температуры плавления припоя;
2) хорошо растекаться по поверхности
основного металла и припоя с образованием
Таблица 15.6. Характеристики флюсов, применяемых при пайке мягкими припоями
(без активных неорганических веществ)
Марка Компоненты Содер- жание, % Коррозионное действие ** Назначение
на медь на оло- вянное, серебря- ное н ни- келевое покрытия
ФК Канифоль 100 — - Для пайки и лужения лату- ни, меди, никеля и метал- лов, покрытых оловом, се- ребром, кадмием или спла- вами олово — свинец, оло- во — висмут
ФКСп Канифоль Спирт этиловый 10...40 90...60
ФПЭт Смола полиэфирная (ма- рок ПН-9 или ПН-56) Этилацетат или метил- этилкетон 20...30 80...70
ФКГС Канифоль Кислота салициловая Триэтаноламин Спирт этиловый 15...30 3„.3,5 1...1.5 81...65 Слабое
ЛТИ-120* Канифоль Диэтиламин солянокислый Триэтаноламин Спирт этиловый 20...25 3...5 1...5 76...68 + Для пайки и лужения угле- родистой стали, меди и ее сплавов, никеля и его спла- вов (в том числе констан- тана), а также покрытий оловом, сплавами олово — свинец, олово — висмут, кадмием, серебром, нике- лем
ФТСп Кислота салициловая Триэтаноламин Спирт этиловый 4...4,5 1-1,5 95...94 — — Для пайки меди, латуни, бронзы, константана, се- ребра, платины и ее спла- вов, покрытий серебром, оловом
[§ 15.2]
Флюсы
383
Продолжение табл. 15.6
Марка Компоненты Содер- жание, % Коррозионное действие ** Назначение
на медь на оло- вянное, серебря- ное и ни- келевое покрытия
ФДФс Диэтиламин солянокислый Этиленгликоль Кислота ортофосфорная 20...25 60...50 20...25 + Для пайки и лужения стали и хромоникелевых сплавов (в том числе Х20Н80, 29НК, 36ХГЮ, пермал- лоя) между собой и в сое- динении с медью и ее спла- вами
ФСкГл Семикарбазид солянокис- лый Глицерин 2...3 98—97 + + Для ручной и механизиро- ванной пайки и лужения меди и ее сплавов, никеля и его сплавов (в том числе константана), а также по- крытий оловом, сплавами олово — свинец, олово — висмут, кадмием, серебром, никелем
* Марка по документу на поставку.
* * Без промывки мест паек; знак « + »—оказывает действие, «—» — не оказывает.
Таблица 15.7. Характеристики флюсов, применяемых при пайке мягкими припоями
(с активными неорганическими веществами)
Компоненты Содер- жание, % Материал, подвергаемый пайке Применение
Канифоль Цинк хлористый Спирт этиловый Канифоль Цинк хлористый Вазелин технический Цинк хлористый Глицерин Спирт этиловый Вода дистиллированная 24 4 72 16 4 80 1,4 3,0 4,0 91,6 Черные, цветные и драгоцен- ные металлы Необходимо удалить остатки флюса растворителем
Черные и цветные металлы Для получения прочного шва. Только для пайки деталей простой конфигурации, ко- торые могут быть тщательно промыты *
Платина, сплавы платины, никель Для деталей, допускающих тщательную промывку в во- де
384
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
Продолжение табл. 15.7
Компоненты Содер- жание, % Материал, подвергаемый пайке Применение
Цинк хлористый (насы- щенный раствор) Вазелин Калий хлористый Натрий хлористый Литий хлористый Цинк хлористый Магний хлористый Натрий фтористый Вода 3,7 96,3 40 12 15 12 6 7 5 Черные и цветные металлы —
Алюминий и его сплавы (пай- ка припоями АВИА-1 и АВИА-2) Остатки флюса должны тща- - тельно удаляться
Барий хлористый Калий хлористый Натрий хлористый Кальций фтористый 48 29 19 4 Алюминий и его сплавы (пай- ка припоями АВИА-1 и АВИА-2) Остатки флюса должны тща- тельно удаляться
Таблица 15.8. Характеристики флюсов, применяемых при пайке твердыми припоями
Марка Компоненты Содержа- ние, % Назначение флюса
Ф370А * Калий хлористый Литий хлористый Калий борофтористо-водородный 33...37 40...41 27...29 Для пайки алюминия и его сплавов между собой и другими металлами
34А** Натрий фтористый Литий хлористый Цинк хлористый Калий хлористый 11...9 35...29 10...6 Остальное Для пайки алюминия и его сплавов
Ф800Ст* Натрий тетраборнокислый (бура) 100 Для пайки нержавеющих конструк- ционных сталей и жаропрочных сплавов латунью и другими припо- ями с температурой плавления 850—1100 °C
209** Борный ангидрид Калий фтористый Калий борофтористо-водородный 33...37 40...44 19...27 Для пайки конструкционных и не- ржавеющих сталей, жаропрочных сплавов, меди и ее сплавов сереб- ряными припоями
ФХ Калий хлористый Натрий хлористый Алюминий фтористый 28 35 30 Для пайки бериллиевой бронзы
ФЦХ * Ц ла. ** М Цинк хлористый Алюминий хлористый Глицерин дистиллированный Спирт этиловый 4фры — температура плавления, °C; 6} арка по документу на поставку. 28 7 5 60 жвы после ци Для пайки и лужения меди и ее спла- вов, а также металлов, покрытых коваром и никелем фр — обозначение спаиваемого метал-
[§ 15.3]
Контактолы
385
сплошной пленки, защищающей их от вред-
ного воздействия окружающей среды;
3) уменьшать поверхностное натяжение
расплавленного припоя для обеспечения пол-
ного смачивания им основного металла;
4) не изменять своего состава при тех
температурах, при которых происходит пайка;
5) легко удаляться с поверхности деталей
после пайки;
6) не вызывать коррозии.
Флюсы не удаляют с паяемых поверхно-
стей посторонние вещества (пленки жира,
лаковые покрытия и т. д.). Перед пайкой по-,
верхности должны быть очищены, все загряз-
няющие вещества должны быть удалены хими-
ческими или механическими средствами.
Флюсы могут быть веществами твердыми
(соли, оксиды, кислоты), растворами (солей,
кислот) и пастами. По назначению флюсы
делят на две группы: для пайки мягкими
припоями и для пайки твердыми припоями
(табл. 15.6, 15.7, 15.8).
Большинство флюсов промышленностью
не изготовляются, поэтому их изготовляют на
местах. В марках флюсов буквы означают:
Ф — флюс, К — канифоль, Сп — спирт, П —
полиэфирная смола, Эт —- этилацетат, Д —
диэтиламин, Т — триэтиламин, М — муравьи-
ная кислота, У — уксусная кислота, Фс —
фосфорная кислота, Гл — глицерин, СК —-
семикарбазид соляно-кислый, ЦХ — цинк хло-
ристый, X — хлористые соли.
15.3. КОНТАКТОЛЫ
Контактолы, используемые в качестве то-
копроводящих клеев и покрытий, представ-
ляют собой маловязкие либо пастообразные
полимерные композиции, в которых в качестве
связующего используются различные синте-
тические смолы, а токопроводящим наполни-
телем являются мелкодисперсные порошки
металлов или графита. Вязкость регулируется
введением соответствующих растворителей.
Полимерные связующие придают электро-
проводящим композициям специфические свой-
ства: низкую плотность, высокую прочность и
эластичность, хорошие адгезионные и реологи-
ческие свойства. Выбор того или иного поли-
мера в качестве связующего электропроводя-
щего клея во многом определяет его техноло-
гические и физико-механические свойства.
Электрические свойства контактолов опре-
деляются в основном свойствами дисперсного
наполнителя (проводимостью, формой и раз-
мером частиц, концентрацией).
В отечественной промышленности в насто-
ящее время используется более двадцати
типов электропроводящих клеев, основные
характеристики некоторых из них приведены
в табл. 15.9.
Под сроком службы этих клеев понима-
ется время хранения, в течение которого свой-
ства композиций, их удельное сопротивление
и прочность склеивания меняются незначи-
тельно, оставаясь в пределах допустимых зна-
чений.
У всех контактолов с металлическим
наполнителем наблюдается эффект расслаива-
ния (оседание металла в осадок), поэтому
в процессе работы их необходимо периодиче-
ски тщательно перемешивать.
Выбор контактола в каждом конкретном
случае его использования определяется не
только его электрическими, физико-механиче-
скими и технологическими свойствами, но,
главным образом, стабильностью свойств кле-
евого соединения.
На основе теоретических и эксперимен-
тальных исследований электрических и адге-
зионных свойств контактов типа электропро-
водящий клей-металл, их стабильности в усло-
виях различных воздействий разработаны
некоторые рекомендации по выбору контакт-
ных пар (табл. 15.10).
Ниже приводятся примеры использования
электропроводящих клеев и их особенности.
Контактолы К-8, К-12, К-13, К-17, К-21,
К-22 — серебросодержащие — обладают наи-
более высокой проводимостью и стабиль-
ностью свойств при различных климатических
воздействиях. Рекомендуются, главным обра-
зом, для склеивания поверхностей Ag, Си,
стекла, керамики и т. д.
Каждый из перечисленных клеев в соот-
ветствии с присущими ему свойствами имеет
свою область применения. Так, контактол К-13
обладает высокой проводимостью, длительным
сроком службы и низкой температурой отвер-
ждения, что позволяет использовать его для
монтажа элементов, не допускающих нагрев
выше 80 °C. Клей также применяется в биоло-
гии и медицине.
Контактол К-12 наряду с высокой прово-
димостью обладает также высокой прочностью
склеивания. Особенности реологических
свойств К-12 (главным образом, тиксотроп-
ность) позволяют использовать его в микро-
электронике. Сочетание высокой проводимости
и тиксотропности достигается путем исполь-
зования в качестве наполнителя порошка
серебра, предварительно обработанного ра-
створами жирных кислот. Клей широко исполь-
зуется для монтажа элементов радиоэлек-
тронной аппаратуры, таких, как ниточные,
резисторы, фоторезисторы и др.
Контактол К-17 наряду с высокой прово-
димостью и адгезионной прочностью имеет
386
Припои, контактолы, композиционные и оксидные материалы
[разд. I5J
Таблица 15.9. Электропроводящие клеи и их основные характеристики
Марка клея Наполни- тель Удельное сопротивле- ние p, мкОм - м Предел прочности, адгезия, МПа Температура, °C Срок службы
прн нор- мальном отрыве при сдвиге Отверждение Максималь- ная рабочая
К-8 к-п К-12 К-13 К-17 К-18 К-19 К-20 К-21 К-22 КП-1 КП-2 кп-з КН-1 КН-2 КН-3 КН-5 КН-6 КМ-2 КМЛ-1 КГ-2 КТП-1 ЭНКС-2 ТПК-1 19-101-68 АС-588 ХС-928 ИР-145А ИР-169 52-383 Ag 2...3 3...8 4...8 1...5 1...4 1...4 30...50 0,5...2 2...4 4...5 10...20 50...100 10...20 50...100 40...60 20...30 60...100 80...100 5...10 3...5 500 2500...6000 100 25 200... 1000 100 1000 100 10 100 5...10 3...5 10...20 3...5 20...25 5...7 7...10 1...2 5...10 8...12 18...25 8...10 15...30 10...15 7...10 30...50 2...3 15...25 8...12 5...8 — 120...190 70-100 70-120 20...120 170-200 175-200 155 6 мес
125
4 сут
6 мес
200 155
1 мес 6 ч 6 мес 8 ч 3 мес 1 мес 6 ч 1 мес 3 сут 6 сут
20...80 80
180-200 120-180 150-180 80-120 170.-200 20...100 170-200 200—250 20...70 20-150 250-300
155
Pd, Ag
Pd 125 155 80 155 155-200 70 120-150
Ni
6 мес
6 ч
Cu 175...200 155 3 мес
C
Ni Ni, Ag Ag Ni — 10...18 9...15 1...2 80...150 80-110 20...100 80 2...3 ч 2-2,5 ч
—
— 18...35
60
100
Ni — Ag 5...10 80 30 мин
80...100
* Клей КН-3 кратковременно (5 мин) выдерживает воздействие температуры 350 °C.
повышенный срок службы и термостойкость.
Используется в производстве керамических
конденсаторов, для монтажа интегральных
микросхем в корпус и т. д.
Контактол К-19 способен отверждаться
без нагрева, обеспечивая при этом удовлетво-
рительные электрические и адгезионные свой-
ства, однако имеет ограниченный срок
службы (6 ч).
Контактол К-20 обладает максимальной
достигнутой для подобных материалов прово-
димостью (р — 0,5 мкОм-м). С его помощью
успешно решена задача формирования комму-
тационных слоев на бумажных перфокартах
для долговременных запоминающих уст-
ройств.
Контактол К-21 характеризуется макси-
мальной термостойкостью, устойчив к длитель-
ному воздействию температуры 250 °C, выдер-
живает кратковременные нагревы до
300...350 °C.
Контактол К-22 не содержит растворите-
лей, в результате чего вязкость в течение
длительного времени меняется незначительно,
что позволяет использовать его для автомати-
зированного монтажа элементов.
Клеи на основе палладия (КП-1, КП-2,
КП-3), уступая серебросодержащим клеям
по проводимости, имеют по сравнению с ними
важное преимущество — обеспечивают ста-
бильность сопротивления электрического кон-
такта со многими материалами: металлами —
[§ 15.3]
Контактолы
387
Таблица 15.10. Рекомендации по применению контактолов
Марка Контактируемая поверхность
Ag Pt Pd Au Си Ni А1 с In
К-8 + + + — — — —
К-11 — Нет сведений + —• — — Нет св.
К-12 + + + Нет св. + — — Нет св.
К-13 + + + — + — — +
К-16 + + + — — -— —
К-17 + + + — — — —
К-18 + + + — — — — +
К-19 + + + + — —
К-20 + + + + + — —
К-21 + + + — + — — Нет св.
К-22 + + + — + Нет сведений
КН-1 Нет сведений + + + Нет св.
КН-2 + + + + + + +
КН-3 Нет сведений + + + + +
КН-5 — — — — + + +
КП-1 + + + + + + +
КП-2 + + + + + + + Нет св.
КП-3 + + + + + + +
КМ-2 + Нет сведений + Нет сведений
КГ-2 Нет сведений +
Примечание. « + » — контактол рекомендуется для контактирования, « — » — не рекомен-
дуется.
Ag, Pt, Pd, Au, Cu, Ni, Al, полимеруглерод-
ными композициями, диэлектриками и некото-
рыми полупроводниковыми материалами.
Наибольший интерес среди никельсодер-
жащих клеев представляет контактол КН-3,
отличающийся высокой адгезией (30...
...50 МПа), длительным сроком службы и высо-
кой проводимостью, сравнимой с некоторыми
серебросодержащими клеями. Контактол КН-3
позволяет получать стабильные низкоомные
контакты к таким металлам, как Al, Ni, Си,
сталь, углерод, а также к некоторым полупро-
водниковым материалам. Способен выдержи-
вать длительное (1000 ч) воздействие темпера-
туры 200 °C и кратковременное (5 мин) —
350 °C.
Контактол КН-3 применяется при мон-
таже элементов в гибридных микросхемах,
изготовлении электродов к керамическим кон-
денсаторам, при соединении кварцевых эле-
ментов в пьезодатчике, а также для приклеи-
вания выводов к угольным щеткам электро-
двигателей и генераторов.
С помощью никельсодержащего контак-
тола КН-1 создается электрическое соедине-
ние между металлическими электродами
и поверхностью электропроводящей резины
в гидроакустических преобразователях энер-
гии.
Контактолы КН-1 и КН-5 используются
для нанесения экранизирующих покрытий на
поверхность пластмасс и пенопластов.
Большой интерес представляют медные
контактолы, которые сочетают низкую стои-
мость с высокой проводимостью, характерной
для большинства серебросодержащих клеев,
что позволяет в некоторых случаях рекомен-
довать их для замены серебряных контакто-
лов.
Электропроводящий клей КМЛ-1 с при-
менением специальных флюсов способен облу-
живаться в отвержденном слое оловосвинцо-
выми припоями, что позволяет формировать
коммутационные слои на различных полимер-
ных подложках, а также подложках из ано-
дированного алюминия с последующей при-
пайкой элементов.
Электропроводящие клеи на основе саже-
графитовых наполнителей имеют меньшую
проводимость, однако являются наиболее
дешевыми и позволяют создавать стабильный
и малошумящий контакт с углеродосодержа-
щими материалами.
Клеи ЭНКС, ИР-145А, ИР-169 и 52-383
содержат в качестве электропроводящего на-
полнителя порошок посеребренного никеля,
что при относительно дешевой стоимости
материала обеспечивает клеям достаточную
стабильность свойств при эксплуатации.
Клей 52-383 рекомендуется использовать
388
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
в условиях высокой влажности и тропического
климата. Клей ИР-169 обладает анизотропией
свойств после отверждения в магнитном поле
и может использоваться для создания много-
точечного электрического контакта. Клей
КТП-1 применяется в нагревательных эле-
ментах.
15.4. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
Композиционные материалы, как и кон-
тактолы, являются многофазными системами,
которые представляют собой один или несколь-
ко порошкообразных компонентов, например
металлы, их оксиды или другие соединения,
диспергированные в растворе полимера или
расплаве стекла.
Варьируя состав смеси и соотношение
компонентов, можно менять свойства компози-
ционных материалов в очень широких преде-
лах.
Композиционные материалы применяются
в настоящее время в толстопленочной микро-
электронике для изготовления проводниковых,
резистивных и емкостных элементов.
Топология элементов на поверхности под-
ложки формируется методом трафаретной
печати с последующим вжиганием в диапазоне
температуры 500...1000 °C; при этом компози-
ционный материал изготовляется в виде паст,
для чего в его состав вводится временное
органическое связующее, обеспечивающее
необходимые для печати реологические свой-
ства.
Проводниковые пасты. Проводниковые
пасты состоят из мелкодисперсных порошков
металлов и стеклянной фритты, диспергиро-
ванных в органических связующих. Органиче-
ское связующее выполняет свою основную
функцию в процессе нанесения пасты, а затем
выгорает при ее обжиге.
Комбинация же основных двух компонен-
тов пасты — металла и стекла — определяет
такие важные свойства, как проводимость,
возможность пайки, адгезия к подложке, сов-
местимость с резистивными, диэлектрическими
составами и др.
Как показали исследования проводнико-
вых слоев методом рентгеноспектрального ана-
лиза, оптимальная совокупность свойств
(проводимость, адгезия, облуживаемость)
обеспечивается в том случае, когда в резуль-
тате диффузии и химического взаимодействия
элементов стеклосвязки с керамической под-
ложкой образуется плотный приконтактный
слой. При этом поверхность проводника пред-
ставляет собой плотный, сплошной слой метал-
ла, полученный при спекании отдельных метал-
лических частиц.
В зависимости от технологических требо-
ваний, предъявляемых к пасте, в качестве
временной органической связки могут быть
использованы раствор ланолина в циклогекса-
ноле, раствор этилцеллюлозы в терпинеоле,
скипидарно-канифольные растворы и др.
Проводниковые пасты на основе серебра
обладают высокой проводимостью, однако им
присущи такие отрицательные свойства, как
миграция серебра и выщелачивание при
пайке.
Высокой стабильностью и надежностью
в процессе эксплуатации обладают пасты на
основе золота, однако их применение ограни-
чивается высокой стоимостью, а также необ-
ходимостью использования для облуживания
специальных золото-оловянных припоев.
В некоторых специальных случаях могут
использоваться пасты с повышенной стой-
костью к выщелачиванию в припоях — пла-
тиновые, платинозолотые, платиносеребряные.
Наиболее широко применяются серебро-
палладиевые пасты. Наряду с высокой прово-
димостью, адгезией и хорошей облуживае-
мостью они совместимы с большинством рези-
стивных и диэлектрических паст.
Недостатком серебро-палладиевых паст
является частичная растворимость их в при-
пое и ухудшение адгезии под воздействием
высокой температуры.
В табл. 15.11 приведены характеристики
некоторых отечественных проводниковых паст
на основе серебра, системы серебро—палла-
дий и неблагородных металлов.
Ценным преимуществом проводниковых
паст типа CpH-V-15-0,5; СрП-V-15-0,5-07 и
СрПП-1; 2; 3 является их повышенная адгезия
к керамике, хорошая облуживаемость и спо-
собность обеспечивать высокую прочность
паяного узла, стабильную при длительном воз-
действии повышенной температуры (при 80...
...120 °C не менее 1000 ч) и сохраняющуюся
на достаточно высоком уровне после воздей-
ствия температуры 150 °C (рис. 15.1).
Несмотря на перечисленные достоинства
паст на основе благородных металлов, их об-
щим недостатком является высокая стоимость
и дефицитность используемых материалов.
Поэтому перспективными являются пасты на
основе, меди, никеля, алюминия, а также
молибден-марганцевые пасты.
За последние несколько лет появились
композиции на основе меди с высокой прово-
димостью, адгезией, хорошей паяемостью. При
этом адгезия медных пленок сравнима с адге-
зией пленок на основе золота. Толстопленоч-
ные медные пасты по составу подразделяются
на фриттовые и бесфриттовые, соответственно
этому различаются механизмы адгезии. Адге-
[§ 15.4]
Композиционные материалы
389
Рис. 15.1. Зависимость прочности сцепления металлизированного слоя, облуженного припоем
ПСрЗ ОС-58, от продолжительности воздействия повышенной температуры
О — серебросодержащая паста СрП-У-15-0,5; CpFI-V-15-0,7; X — серебропалладиевая паста СрПП-1;
СрПП-2; СрПП-3; □ — серебропалладиевая паста ПП-1; А —серебросодержащая паста CpFI-V-4-Ol
зия бесфриттовых медных пленок связана
с образованием алюмината меди при взаимо-
действии имеющихся в пленке оксидов меди и
алюминия подложки.
Высокая когезионная прочность медных
пленок — следствие интенсивного процесса
спекания частиц. Наиболее плотная пленка
образуется из медного порошка диаметром
частиц 3...5 мкм.
Медные проводниковые пасты (ПМП)
широко используются для формирования про-
водников полосковых линий передач, в схемах
с многослойными межсоединениями, а также
как контактный материал для некоторых типов
конденсаторов.
В заключение следует отметить, что удо-
влетворительные характеристики проводников
на основе меди достигаются за счет значи-
тельного усложнения процесса термообра-
ботки паст, повышенной стоимости технологи-
ческого оборудования и дополнительных
затрат по очистке инертного газа, обеспечи-
вающего необходимую атмосферу формиро-
вания металлизационного слоя.
Значительный интерес представляют нике-
левые пасты, как фриттовые, так и бесфритто-
Таблица I5.lt. Основные характеристики проводниковых паст
Марка пасты Проводящий компонент Температура вжигання, °C Толщина слоя, мкм Минималь- ное рассто- яние между элемента- ми, мм. Сопротивле- ние квадрата пленки /?□, Ом, не более Прочность сцепления с керамикой, МПа, не ме- нее
ПП-1 пп-з 4205 4351 СрП-У-4-01 СрП-V-15-05 СрП-V-15-07 СрПП-1,2,3 НБП-1 НФБП-1 ПМП АП-1 АП-2 Ag—Pd 800...850 10...20 15...25 0,20 0,05 0,05 0,005 0,05 5,0
0,15
Ag Ag—Pd 700...820 10...20 8,0 9,8 3,0 12...20 12...18 13...20 6,0 8,0
Ag 10...15 0,002
800...850 15...25 15...20
Ag—Pd 15...25 0,03
Ni 0,20
0,01
Cu 780...820 10...20 0,15 5,0
Al 650...900 15...25 0,20 0,03
390
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
вне, вжигаемые на воздухе при температуре
600...1000 °C.
Эти композиции содержат, как правило,
бориды никеля Ni,B,, (паста НБП-1). иногда
с добавкой силицидов или фосфидов никеля
Ni,B,,P2 (паста НФБП-1). Оптимальная
температура вжигания на воздухе составляет
850 °C. При этом бориды и силициды никеля
разлагаются с окислением бора и кремния до
В2О3 и SiO2. Образующиеся оксиды переходят
в состав стеклофазы, а на поверхности пленки
формируется слой чистого металлического
никеля.
Никелевые проводники, вжигаемые на
воздухе, могут применяться в схемах с боль-
шой площадью металлизации, для межсоеди-
нений, для внутренних электродов конденса-
торов, а также для схем повышенной мощ-
ности.
Большой практический интерес представ-
ляют алюминиевые проводниковые пасты
(АП), так как не содержат драгоценных
металлов и способны вжигаться в обычной
воздушной среде.
Удельное поверхностное сопротивление
толстопленочных проводников на основе алю-
миния составляет 0,02...0,05 Ом, что соответ-
ствует уровню проводимости Ag — Pd и
Ag — Pt проводников. Для облуживания и
пайки этих проводников требуется дополни-
тельное покрытие их серебряными или серебро-
палладиевыми пастами, либо слоями никеля
или меди, нанесенными химическим способом.
Алюминиевые пасты применяются для
изготовления электродов некоторых керамиче-
ских конденсаторов, позисторов, варисторов и
других элементов.
Резистивные пасты. Резистивные пасты,
как и проводниковые, являются многокомпо-
нентными композициями, содержащими функ-
циональную фазу (оксиды или другие соеди-
нения металлов), неорганическое связующее
(стекло) и временную технологическую до-
бавку, обеспечивающую необходимый ком-
плекс реологических свойств. Вариации каче-
ственного состава и количественного соотно-
шения компонентов позволяют создавать
материалы с различными свойствами.
Сформированные на подложке в резуль-
тате обжига паст толстопленочные резисторы
имеют сложную структуру: они состоят из
содержащихся в стеклообразной фазе элек-
тропроводных зерен (или частиц) оксидов или
других соединений металлов.
Электропроводящие частицы имеют раз-
меры от сотых долей микрона до нескольких
микрон и не образуют строго упорядоченную
систему.
Микроаналитические исследования пока-
зали, что электропроводящие частицы имеют
не кристаллическую, а стеклоаморфную струк-
туру. Иногда можно наблюдать скопление
(агломерацию) электропроводящих частиц.
Распространенным резистивным материа-
лом для толстопленочных резисторов является
ситема Ag — Pd.
Резистивные пасты содержат оксид сереб-
ра, палладий, стекло и органическое связую-
щее. При термообработке происходит диссо-
циация PdO, окисление Ag и последующая
диссоциация AgO, частичное образование
твердого раствора Pd — Ag. Электрические
свойства таких резисторов зависят, главным
образом, от соотношения компонентов.
Основные характеристики толстопленоч-
ных резисторов на основе некоторых применяе-
мых в промышленности Ag — Pd паст приве-
дены в табл. 15.12.
Приведенные выше составы паст предна-
значены для формирования толстопленочных
резисторов на подложках из алюмооксидной
керамики (марки 22-ХС, М-7, УФ-61), вжива-
ются в диапазоне температуры 620...700 °C,
совместимы с серебро-палладиевыми провод-
никами.
Однако серебро-палладиевые резисторы
обладают целым рядом недостатков: содержат
драгоценные дефицитные металлы, недоста-
точно стабильны при эксплуатации, особенно
в средах с повышенным содержанием водо-
рода, чувствительны к заливочным компаун-
дам, к условиям вжигания и т. д.
Более высокими характеристиками как по
значению а#, так и по стабильности, обладают
толстопленочные резисторы на основе соеди-
нений рутения — диоксида рутения либо руте-
нитов свинца или висмута. Они устойчивы
к повышенной температуре и электрическим
нагрузкам, а также воздействию восстанови-
тельной (водородной) среды.
В качестве стеклофазы для рутениевых ре-
зисторов применяют обычно стекло с высоким
содержанием оксида свинца.
В табл. 15.13. приведены основные харак-
теристики рутениевых резисторов на основе
стекол различного состава.
Иногда в состав паст, содержащих диок-
сид рутения, вводят добавки пентаоксида
ниобия, которые позволяют регулировать со-
противление квадрата пленки и температур-
ный коэффициент сопротивления.
В последние годы разработаны резистив-
ные композиции, не содержащие драгоцен-
ных металлов. Они могут быть разделены на
две основные группы. Первую группу состав-
ляют композиции на основе полупроводнико-
вых оксидов, таких как оксиды олова, индия,
таллия, кадмия и др.
[§ 15.4]
Композиционные материалы
391
Таблица 15.12. Основные характеристики толстопленочных резисторов
на основе серебропалладиевых паст
Тип Марка резне- Сопротивле- Температурный коэффициент ЭДС шумов, мкВ/В Влаго- стойкость ± A R/R, %, не бо- лее Относитель- ное измене- ние сопро- тивления Условия испытания при определении &R/R в течение 1000 ч
стекла тивной пасты та /?□, Ом сопротивления ад-104 ± &R/R в течение 1000 ч, %, не более Удельная мощность рассеяния, Вт/см2 Темпе- ратура, °C
660а ПР-5 ПР-100 ПР-500 ПР-1К ПР-ЗК ПР-6К 5 100 500 1000 3000 6000 -1...+9 —2... 4-8 — 2...4-Э 4-3,5 -3,5...+ 9 — 3,5... 4-9 0,5 1,0 2,0 5,0 5,0 3 3
ПР-20К ПР-50К 20 000 50 000 со cd 1 1 10,0 3 85
ПР-100К . ПР-500К 100 000 500 000 — 5...—15 ‘ — 6...—16 4
ПР-1М 1 000 000 — 10... —20 —
279 711 5 4-5
713 717 718 50 500 1000 4-5 4-5 4-3 5,0 1
720 3000 4-5 2
721 722 724 725 5000 10 000 50 000 100 000 4-5 4-3 4-3 4-3...—2 10,0 2
551 4004 4005 4006 4007 50 100 500 1000 4-3 - 4-3 4-3 4-0,5 1,0
4008 4009 4010 4011 3000 6000 20 000 50 000 4-1,5 4-1,0 — 1,5 — 2,0 1,5 2,0 3,0 5,0
Примечание. Влагостойкость определяется после выдержки резисторов в течение 56 сут
при температуре 40 °C в среде с относительной влажностью 93±5 %.
Таблица 15.13. Основные характеристики толстопленочных резисторов на основе рутениевых паст
Марка резистивной Сопротивление Температурный коэффициент Влагостой- кость Относитель- ное изменение сопротивле- ния AR/R в течение 1000 ч, %, не более Условия испытания при определении &R/R в течение 1000 ч
пасты квадрата /?□, Ом сопротивления ±ад-106, К"1 ± &R/R, %, не более Удельная мощность рассеяния, Вт/см2 Темпера- тура, °C
5011 5015 5021 10 50 100 150 0,5 0,5 3 85
392
Припои, контактолы, композиционные и оксидные материалы
[разд. 15]
Продолжение табл. 15.13
Марка резистивной пасты Сопротивление квадрата /?□, Ом Температурный коэффициент сопротивления ±<XS-1O6, к-1 Влагостой- кость ± А/?//?, %, не более Относитель- ноеизменение сопротивле- ния А#//? в течение 1000 ч, %, не более Условия испытания при определении A R/R в течение 1000 ч
Удельная мощность рассеяния, Вт/см2 Темпера- тура, °C
5031 5045 5051 5061 1000 50 000 100 000 1 000 000 10 100 1000 10 000 100 000 500 000 20 50 100 3000 100 0,5 0,5 3 85
150 500 250
ОЖО.035.001ТУ 2,0 5,0 5 70
100
250
539 541 542 555 500 2,0
250
100 5,0
Примечание. Определение влагостойкости см. табл. 15.12.
Таблица 15.14. Основные характеристики толстопленочных резисторов
на основе полупроводниковых оксидов
Состав Сопротивле- ние квадра- та /?□, Ом Температур- ный коэффи- циент сопро- тивления «Я-106, К~‘ ЭДС шумов, мкВ/В, не более Влаго- стойкость А/?//?, %, не более Относитель- ное измене- ние сопро- тивления &R/R, в течение 1000 ч, %, не более Условия испытания при определении А/?//?
Удельная мощность рассеяния, Вт/см2 Темпе- ратура, °C
5 1000 4 3 3
SnO2 -J- SbOg 50 500 1200 1000 4 2 2 1 5 70
5000 50 000 1000 900 4 5 1 2
100 000 1200
IngOa-]- ЭЬгОз 100 200 500 1000 700 1300 900 1000 5 11 10 6 — — —
Т12О3 0,05 1,0 100 1300 —80 — 100 — 165 — 170 — 1,2 0,2 0,3 1,5 3 70
Примечание. Определение влагостойкости см. табл. 15.12.
[§ 1.5.4]
Композиционные материалы
393
Ко второй группе относятся композиции
на основе тугоплавких соединений: боридов,
силицидов, карбидов различных металлов.
Свойства композиций на основе полупро-
водниковых оксидов существенно зависят как
от вида и количества легирующих примесей
в самом оксиде, так и от состава стеклофазы.
В табл. 15.14 приведены основные характери-
стики толстопленочных резисторов, сформиро-
ванных на подложках из высокоглиноземистой
керамики с помощью резистивных паст на
основе некоторых полупроводниковых оксидов:
олова, индия и таллия.
Резистивные элементы на основе оксида
индия известны давно и привлекают внимание
благодаря высокой химической стойкости в
среде с повышенным содержанием водорода.
Сопротивление квадрата резистивной пленки
можно регулировать легирующими добавками:
Си, Au, Pb, Pt, Pd, Sb, Р, Si и др.
Вжигание композиций на основе оксида
индия возможно как в атмосфере инертного
газа, так и в обычной воздушной среде, причем
в первом случае элементы получаются с более
низкими значениями Ro и а^.
Из всех составов, приведенных в табл.
15.14, наиболее широко применяются в на-
стоящее время композиции на основе диоксида
олова, легированного пентаоксидом сурьмы.
Варьируя количество легирующей примеси,
соотношение между диоксидом олова и стекло-
фазой, а также состав стекла, получают ши-
рокий диапазон сопротивлений резисторов на
основе таких паст от 5-Ю3 до 5-Ю9 Ом.
Существенным недостатком резисторов на
основе 8пОг является большое значение TKR:
(8...12) • 10-4 К-1- В то же время по стой-
кости к воздействию климатических факторов
и электрической нагрузки они значительно
превосходят многие другие типы толстопленоч-
ных резисторов, в том числе серебро-палла-
диевые. Некоторые типы резисторов на основе
SnC>2 выдерживают кратковременные воздей-
ствия электрического поля напряженностью до
3 кВ/мм, в то время как допустимая напря-
женность электрического поля для большин-
ства серебро-палладиевых резисторов состав-
ляет 20 В/мм.
Большой интерес представляют компози-
ции, содержащие бескислородные соединения
тугоплавких металлов. В настоящее время раз-
работаны составы паст на основе гексаборида
самария, гексабориды лантана и другие, кото-
рые обеспечивают получение толстопленочных
резисторов в диапазоне 50 Ом...50 кОм с низ-
ким значением TKR (100...500) • 10-6 К-1 и
высокой стабильностью.
Пасты вжигаются в обычной воздушной
среде. Для повышения влагостойкости рези-
Таблица 15.15. Основные типы припойных паст
Марка пасты Марка припоя Температура оплавления, ° С
ПП ПОС-61 ПОС-61 180...200
ПП ПСР-2 ПОСр-2 240...250
ПОСК-50-18 ПОСК-50-18 140... 160
ПИСв-50 ПИСв-50 190...210
сторов применяются специальные защитные
стекла.
Для изготовления постоянных и перемен-
ных объемных и пленочных резисторов приме-
няются также полимеруглеродные композиции,
представляющие собой смесь растворов поли-
меров с сажеграфитовыми наполнителями.
Варьируя объемное соотношение сажи и по-
лимера, тип и дисперсность наполнителя, а
также используя различные виды предвари-
тельной обработки наполнителя, можно полу-
чить резисторы сопротивлением 5 Ом... 1 МОм,
при этом значение ак находится в пределах
( — 200..- + 700)-106 К”1.
Припойные пасты. Одной из самых трудо-
емких операций в производстве толстопленоч-
ных микросхем является монтаж навесных
элементов. В последние годы для этой цели
успешно применяются так называемые при-
пойные пасты — композиционные материалы,
представляющие собой мелкодисперсные по-
рошки припоев, диспергированные во флюсе
с добавлением органического связующего.
Технологический процесс пайки с по-
мощью припойных паст заключается в нанесе-
нии пасты методом трафаретной печати или
специальным шприцем на подлежащие облу-
живанию проводящие слои на диэлектрической
подложке, размещение навесных элементов,
оплавление припойной пасты и отмывка под-
ложки от остатков флюса и органического
связующего припойной пасты.
Преимущество пайки с использованием
припойных паст заключается в том, что она
производится обычными методами толстопле-
ночной технологии и, следовательно, может
быть автоматизирована. Кроме того, возможно
избирательное облуживание контактных пло-
щадок и нанесение дозированного количества
припоя.
Основным компонентом припойных паст
является мелкодисперсный порошок припоя.
Для этой цели используются, как правило,
низкотемпературные припои (температура
плавления не выше 380 °C), такие как олово-
свинцовые припои ПОС-40 (40 % Sn, 60 % Pb),
ПОС-61 (60 % Sn, 40 % Pb), серебросодержа-
щие оловосвинцовые припои ПСр2 (2 % Ag,
394
Сверхпроводящие материалы
[разд. 16]
30% Sn, 68% Pb), ПСрОСЗ-58 (3,3 % Ag,
57,8 % Sn, 38,9 % Pb), индий, содержащий
припой ПОИн52 (52 % In, 48 % Sn) и др.
Некоторые типы отечественных припойных
паст приведены в табл. 15.15.
Наиболее эффективным способом удале-
ния остатков флюса после оплавления при-
пойной пасты является ультразвуковая от-
мывка в органических растворителях.
15.5. ОКСИДНЫЕ
РЕЗИСТИВНЫЕ МАТЕРИАЛЫ
Большинство оксидов металлов стехио-
метрического состава являются диэлектриками.
Однако при нарушении стехиометрии, а также
при введении некоторых примесей проводи-
мость оксидов резко повышается. На основе
таких оксидов могут быть созданы оксидные
резистивные материалы. Наиболее широко в
таких материалах используется диоксид олова.
Чистый диоксид олова стехиометрического
состава — широкозонный полупроводник с
удельным сопротивлением при комнатной тем-
пературе ~ 10е...1013 Ом-м. В виде массив-
ных образцов используется для электронагре-
вателей и различных термостойких изделий,
работающих при температуре до 1700 К в окис-
лительных средах.
Для получения тонких слоев SnOs, так
называемых станнатных пленок, пригодны все
основные методы вакуумной технологии, од-
нако до настоящего времени наиболее широко
применяются методы высокотемпературного
гидролиза хлоридов олова.
Слои, полученные этими методами, имеют
плотную мелкокристаллическую структуру, об-
ладают хорошей адгезией к стеклянным и ке-
рамическим подложкам (предел прочности при
нормальном отрыве до 20 МПа), стойки к
истиранию, воздействию влаги, химических
реагентов (разрушаются лишь плавиковой ки-
слотой, расплавами щелочей и атомарным во-
дородом) .
Широкий диапазон значений удельного
поверхностного сопротивления слоев реали-
зуется при введении добавок различных хими-
ческих элементов (Sb, In, Zn, Bi, Al, Fe) и их
сочетаний. Одновременно достигается значи-
тельное повышение термостабильности слоев
(до 673 К и выше) и появляется возможность
целенаправленного изменения значений а«.
С использованием наиболее распростра-
ненной добавки — сурьмы, могут быть полу-
чены слои с Ro от 10 Ом до 1 МОм. При этом
для Ro^5 кОм значение <xr не превышает
±5-10 '--К-' при 7 = 200...400'К.
Более высокие по сравнению с металлами
и сплавами значения р позволяют использо-
вать слои больших толщин (0,1...1 мкм), при
этом значения р и aj почти не зависят от тол-
щины слоя.
Перечисленные свойства позволяют изго-
товлять на основе диоксида олова не только
дискретные резисторы, но и тонкопленочные
резисторные элементы гибридных интеграль-
ных микросхем.
Такие резисторы и резисторные элементы
обладают низким уровнем шумов (ЭДС шума
менее 0,1 мкВ/B), сохраняют линейность
вольт-амперной характеристики при напря-
женности поля не менее 1 кВ/см. Изменение
значения сопротивления за 104 ч под нагрузкой
руд =120 мВт/мм2 при Т = 343 К не превы-
шает 2 %.
РАЗДЕЛ 16
СВЕРХПРОВОДЯЩИЕ МАТЕРИАЛЫ
Ю. Н. Горин
16.1. ОБЩИЕ СВОЙСТВА
СВЕРХПРОВОДНИКОВ
Сверхпроводимость — уникальное явле-
ние в физике твердого тела. Под сверхпроводи-
мостью обычно понимают эффект внезапного,
скачкообразного исчезновения электрического
сопротивления постоянному электрическому
току проводящего материала при достижении
определенной критической температуры Та.
Экспериментальные методы показывают,
что удельное сопротивление сверхпроводника
менее 5 -10-24 Ом-м, что соответствует умень-
шению сопротивления по крайней мере на
14 порядков.
Сверхпроводящее состояние в материале
возникает при достижении критической темпе-
ратуры Ten в результате образования электро-
[§ 16.1]
Общие свойства сверхпроводников
395
Рис. 16.1. Плотность состояний сверхпровод-
ника при температуре Т=0 (сплошная кри-
вая) и T^kO (штриховая) и для несверхпро-
водника (штрихпунктирная)
нами, находящимися вблизи поверхности
Ферми, связанных пар (куперовские пары).
Флуктуация положительного заряда решетки,
возникающая в результате взаимодействия
электрона с решеткой, перекомпенсирует отри-
цательный заряд электрона, в результате чего
между двумя электронами возникает сила при-
тяжения. Расстояние между связанными в
пары электронами называют длиной когерент-
ности go-
Особенностью сверхпроводящего состоя-
ния является сильная корреляция между от-
дельными куперовскими парами, что обуслов-
лено высокой концентрацией электронов про-
водимости в металле (около 1028 м“3), рас-
стояние между которыми много меньше длины
когерентности. Это приводит к когерентному
движению всех сверхпроводящих электронов,
т. е. к сверхпроводящему состоянию, описывае-
мому единой волновой функцией. Именно это
обстоятельство и определяет отсутствие сопро-
тивления сверхпроводника, для которого влия-
ние рассеяния на примесях, дефектах и теп-
ловых колебаниях решетки пренебрежимо
мало.
Энергия сверхпроводимых электронов, оп-
ределяющих сверхпроводящее состояние,
меньше энергии нормальных электронов, на-
ходящихся на поверхности Ферми, поэтому
в энергетическом спектре сверхпроводника по-
является энергетическая щель — область за-
прещенных энергетических состояний (рис.
16.1). Значение энергетической щели 2 Д за-
висит от температуры и при Т=ТСп обраща-
ется в нуль.
Следует отметить, что при введении маг-
нитных примесей в сверхпроводник возможно
возникновение сверхпроводящего состояния,
когда значение энергетической щели равно
нулю — так называемая «бесщелевая» сверх-
проводимость.
Переход в сверхпроводящее состояние
является фазовым переходом II рода, при этом
теплоемкость сверхпроводника испытывает
скачок при достижении температуры фазового
перехода Т,г„.
Всем сверхпроводящим материалам при-
сущ эффект вытеснения постоянного магнит-
ного поля из объема сверхпроводника — эф-
фект Мейсснера. Этот эффект выражается в
том, что слабое магнитное поле проникает
в сверхпроводник только на глубину около
10”7 м; эта глубина называется глубиной
проникновения магнитного поля (к).
Эффект вытеснения постоянного магнит-
ного поля из объема сверхпроводника объяс-
няется возникновением в поверхностном слое
сверхпроводника под действием магнитного
поля незатухающего постоянного электри-
ческого тока. Магнитная индукция в объеме
сверхпроводника, созданная сверхпроводящим
током, точно равна по значению и противопо-
ложна по направлению вектору магнитной
индукции внешнего поля, что и приводит к
полной компенсации магнитного поля внутри
сверхпроводника (идеальному диамагнетиз-
му).
Сверхпроводники в магнитном поле. В за-
висимости от поведения в магнитном поле
сверхпроводники делятся на сверхпроводники
I и II родов. Принадлежность к тому или иному
роду определяется соотношением между дли-
ной когерентности и глубиной проникновения
постоянного магнитного поля.
У сверхпроводников I рода go> К
сверхпроводникам I рода относятся простые
(непереходные) металлы.
Сверхпроводники I рода характеризуются
одним значением критического магнитного
поля Вст,, при котором сверхпроводимость раз-
рушается. Зависимость индукции В от при-
ложенного магнитного поля И имеет вид, пред-
ставленный на рис. 16.2.
Образцы определенной геометрической
формы, изготовленные из сверхпроводников
1 рода, могут перейти в однородном внешнем
Рис. 16.2. Зависимость магнитной индукции
внутри сверхпроводника от напряженности
внешнего магнитного поля
396
Сверхпроводящие материалы
[разд. 16]
Рис. 16.3. Смешанное состояние в сверхпровод-
нике II рода: а — треугольная решетка
вихрей, внешнее магнитное поле Во перпен-
дикулярно поверхности сверхпроводника; б —
распределение концентрации сверхпроводя-
щих электронов и магнитной индукции В
внутри вихрей (Вп— сила пиннинга, —
сила Лоренца)
магнитном поле Нв в так называемое проме-
жуточное состояние. Это связано с тем, что
из-за размагничивающего фактора в отдель-
ных участках образца напряженность магнит-
ного поля повышается. Для простых тел эф-
фект характеризуется коэффициентом размаг-
ничивания N. Эффективное магнитное поле
H3q, = Ho/l — N. Для сферы, например, Л'=1/3,
,, 2 ,,
поэтому при внешнем поле Нв = поле
на экваторе сферы достигнет критического
значения. В этом случае сверхпроводящая
сфера переходит в промежуточное состояние,
т. е. расслаивается на нормальные и сверх-
проводящие области.
Для сверхпроводников II рода Х> g0.
К сверхпроводникам II рода относятся нио-
бий, ванадий, а также все сверхпроводящие
сплавы и соединения. Характерные значения
для сверхпроводников II рода: Z~200 нм,
go ~ 5 нм.
Кроме того, тонкие пленки толщиной
6<Х, изготовленные из сверхпроводника
I рода, обладают некоторыми свойствами сверх-
проводников II рода.
Сверхпроводники II рода характери-
зуются двумя значениями критических маг-
нитных полей Hci и Н„2 (рис. 16.2). Сверх-
проводящее состояние в области О...Нт1 назы-
вается мейсснеровским состоянием. Область
Нет—Ноя соответствует смешанному состоя-
нию, область выше значения //СП2 — нормаль-
ному состоянию образца.
В смешанном состоянии магнитное поле
проникает в объем сверхпроводящего образца.
Область сверхпроводника, через которую про-
никает внешнее магнитное поле, называется
вихрем. Каждый вихрь содержит один эле-
ментарный квант магнитного потока Фо =
= 2-10's Вб, радиус вихря равен глубине
проникновения %. В центре вихря концент-
рация сверхпроводящих электронов равна
нулю, вокруг вихря циркулирует сверхпро-
водящий экранирующий ток.
Вихри образуют симметричную решетку
с расположением вихрей по углам равносто-
ронних треугольников (рис. 16.3).
При увеличении магнитного поля расстоя-
ние между вихрями d уменьшается, при
вихри перекрываются и сверхпровод-
ник переходит в нормальное состояние. Значе-
ние H=H„,t соответствует появлению в объеме
образца одиночного вихря.
Критические магнитные поля зависят от
температуры. При Т=ТС1, имеем /7сп1=//сп2 =
= Я,„, = 0. В широкой области температур
справедливо
//т(~//е„г(0)[1-(Г/Геп)2].
«Жесткие» сверхпроводники. «Идеаль-
ный» сверхпроводник II рода, находящийся
в смешанном состоянии, даже при слабых
транспортных токах будет обладать конечным
электрическим сопротивлением. Это связано
с тем, что под действием протекающего по-
стоянного электрического тока вихрь, а затем
и вся решетка вихрей начинает перемещаться
по сверхпроводнику с определенной скоростью.
Движущийся магнитный поток приводит к по-
явлению в нормальных областях сверхпровод-
ника электрического поля, что приводит к пре-
вращению электрической энергии в теплоту.
В результате весь образец может нагреться до
температуры, равной критической, и перейти
в нормальное состояние. Это означает, что,
несмотря на высокие критические магнитные
поля Нс„2, критические токи в смешанном со-
стоянии чрезвычайно малы.
Высокие критические токи у сверхпровод-
ников II рода достигаются в том случае, если
решетка вихрей жестко закреплена в объеме
свехпроводника на каких-либо центрах закреп-
ления вихрей (центры пиннинга). Такими
центрами являются дефекты решетки и при-
меси.
Сверхпроводники II рода, содержащие
центры пиннинга, называются «жесткими»
сверхпроводниками.
Влияние концентрации дефектов на крити-
ческий ток показано на рис. 16.4. Видно, что
после механической протяжки, т. е. при мак-
симальном числе дефектов, критический ток
[§ 16.1]
Общие свойства сверхпроводников
397
Рис. 16.4. Критическая плотность тока сплава
NbssTa^s во внешнем магнитном поле, перпен-
дикулярном направлению тока
1 — холодная деформация провода; 2 — отжиг
24 ч при 1500 °C; 3 — отжиг 48 ч при 1500 °C
велик. После термообработки число центров
пиннинга уменьшается и критический ток па-
дает.
Свойства сверхпроводников в переменных
электромагнитных полях. В переменном элект-
ромагнитном поле в отличие от поля постоян-
ного тока сопротивление сверхпроводников
конечно. Это связано с тем, что при темпера-
туре выше нуля в создании тока участвуют
не только сверхпроводящие электроны (купе-
ровские пары), но и нормальные электроны,
определяющие проводимость образца в нор-
мальном состоянии.
Возникновение сопротивления на перемен-
ном токе связано с тем, что сверхпроводящие
электроны, обладая массой, а следовательно,
инерцией, определяют индуктивный характер
проводимости сверхпроводников. Электри-
ческое поле, появляющееся в сверхпроводнике
из-за индуктивного характера проводимости,
воздействует на нормальные электроны и при-
водит к потерям энергии.
Активное поверхностное сопротивление
сверхпроводника в достаточно широком диапа-
зоне частот и для температур ниже 0,8 7СП
можно представить в виде
/?s=(C<o3/2/7)exp[-A7./fe714-7?0er (и),
Таблица 16.1. Температурная зависимость
активного и реактивного сопротивлений свинца
т, к Т/ Теп Я-109, Ом/П Х-109, Ом/П
1,44 0,3 7,5 0,990
2,16 0,3 176,5 0,998
2,88 0,4 852,0 1,009
3,60 0,5 2332,0 1,034
7,33 0,6 5059,0 1,082
Таблица 16.2. Граничная частота
некоторых сверхпроводников
Материал Теп, К 2 До ктСП U (0), ГГц
А1 1,18 3,2 83
In 3,41 3,6 250
Sn 3,73 3,6 280
Та 4,48 3,5 340
V 5,41 3,6 382
Pb 7,18 4,1 650
Nb 9,25 3,7 730
где С — некоторая постоянная; Дг—завися-
щая от температуры щель [Aj-^Ao при Т<
<0,5 Лп]; Лост(со) —остаточное сопротивле-
ние сверхпроводника, связанное с наличием
дефектов, качеством поверхности, а также «за-
хватом» внешнего магнитного поля при пере-
ходе из нормального состояния в сверхпрово-
дящее, Rост •
В табл. 16.1 приведены экспериментальные
значения поверхностного активного и реактив-
ного сопротивлений R и X для свинца в зави-
симости от температуры на частоте 3000 МГц.
Следует также отметить сильное влияние
состояния поверхности из-за малой глубины
проникновения поля на значение активного
сопротивления сверхпроводника, так как лю-
бые дефекты и загрязнения поверхности при-
водят к существенному увеличению потерь.
Так, поверхностное сопротивление ниобия
после отжига в высоком вакууме и последую-
щей химической полировки уменьшается почти
на четыре порядка.
Для сверхпроводников существует гра-
ничная частота /гр, выше которой нет различия
в поглощении электромагнитной энергии у
сверхпроводников и нормальных металлов не-
зависимо от температуры. Это определяется
тем, что на частотах выше /гр^2Ао//г начи-
нается интенсивный процесс фотодиссоциации
сверхпроводящих пар, т. е. прямое возбужде-
ние электронов через энергетическую щель.
Граничная частота при Т = 0 может быть вы-
числена по формуле /г/гр = 3,52 kTcn. Граничные
частоты некоторых сверхпроводников приве-
дены в табл. 16.2.
Значение /гр=(7’) определяется зависи-
мостью энергетической щели от температуры.
Вблизи критической температуры А у-я;
«3,2йГсп[1- (77Д„)]1/2 и в точке Т=Тт
имеем fKp—0.
398
Сверхпроводящие материалы
[разд. 16]
16.2. СВЕРХПРОВОДИМОСТЬ
ЧИСТЫХ ЭЛЕМЕНТОВ, СПЛАВОВ
И ХИМИЧЕСКИХ СОЕДИНЕНИЙ
Сверхпроводимость обнаружена у боль-
шинства чистых элементов, входящих в перио-
дическую систему Д. И. Менделеева. Среди
чистых элементов можно выделить группы:
1) непереходные металлы, к которым от-
носятся фазы некоторых элементов, таких как
Si, Ge, Р, As, Sb, Bi, Se, Те, которые обладают
сверхпроводимостью при высоком давлении;
2) переходные металлы, для которых с
увеличением порядкового номера происходит
заполнение одной из внутренней оболочки (3d,
4d и 5d);
3) элементы, например, Li, Cs, Cr, Pr,
Nd, Eu, Yb, сверхпроводимость которых была
обнаружена в тонких пленках.
Критическая температура чистых элемен-
тов меняется в широких пределах, но для мас-
сивных образцов при нормальном давлении не
превышает 10 К-
Установлено, что металлы, имеющие атом-
ный магнитный порядок, не обладают сверх-
проводимостью. Сюда относятся переходные
металлы с незастроенными d- и /-оболочками
(Со, Fe, Ni, Gd и др.). Сравнительно мало
сверхпроводников обнаружено в щелочных,
щелочноземельных, благородных, редкозе-
мельных металлах и актинидах.
На рис. 16.5 показано распределение в
периодической системе Д. И. Менделеева
элементов, обладающих сверхпроводимостью
при нормальном и повышенном давлениях.
В табл. 16.3 и 16.4 приведены основные
характеристики металлов, у которых сущест-
вует сверхпроводящее состояние при нормаль-
ном и высоком давлениях.
Для чистых элементов установлено эмпи-
рическое правило, согласно которому перио-
дичность свойств веществ в системе элемен-
тов (точка плавления, атомный объем, объем-
ная упругость и др.) соответствует периодич-
ности изменения ТСП- Установлено также, что
высокие значения ТСП в переходных металлах
группируются около двух значений пе — числа
валентных электронов (sd), приходящихся на
атом переходного металла. Так, пР = 5 эл/ат
для V, Nb, Та и пе = 7 эл/ат у Тс и Re.
Сверхпроводимость сплавов. Широкий
класс сверхпроводников представляют сплавы
и соединения. Таких сверхпроводников из-
вестно более 1000. При сплавлении элементов
друг с другом возможно образование неупоря-
доченных сплавов типа твердых растворов и
упорядоченных сплавов типа интерметалли-
ческих соединений.
Неупорядоченные твердые растворы, об-
ладающие сверхпроводимостью, образуются
при сплавлении металлов, расположенных
близко друг от друга в периодической системе.
На.пример, Nb — Ti, Nb — Zr или Mo — Тс и
Мо—Re. В таких сплавах критическая темпе-
ратура превышает Тс„ исходных компонентов,
но не превышает 14 К.
Наиболее высокие температуры сверхпро-
водящего перехода обнаружены не в чистых
металлах и сплавах, а в интерметаллических
соединениях. Наиболее высокотемпературные
сверхпроводники — это соединения переход-
ных металлов со структурой А 15, к которым
принадлежат V3Si (7'ст=17,1 К), Nb3Sn
(18,0 К) и V3Ga (14,8 К), а также Nb3Ge
(23,3 К) и Nb3Ga (20,3 К).
В табл. 16.5 приведены некоторые харак-
терные сверхпроводящие сплавы.
Рис. 16.5. Распределение сверхпроводящих элементов в таблице Д. И. Менделеева
1 — металлы, обладающие сверхпроводимостью в нормальных условиях; 2 — элементы со сверхпроводи-
мостью только при высоких давлениях; 3 — элементы со сверхпроводимостью только в тонких пленках; 4 —
элементы со сверхпроводимостью только при высоких давлениях и только в тонких пленках; 5 — сверхпро-
водящие элементы, свойства которых либо не исследовались, либо температура перехода которых ниже 0,8 К
[§ 16.2]
Сверхпроводимость чистых элементов, сплавов и соединений
399
Таблица 16.3. Свойства металлов,
обладающих сверхпроводимостью при обычном давлении
Напря-
Темпе- Темпера- женность
Элемент Ten, К Тип структуры ратура Дебая, тура плавле- критичес- кого маг-
нитнрго
поля Hwt,
кА-м_|
А1 1,96 гцк . 420 600 8
Be 0,03 Гексагональнаяя 1160 1283 —
Cd 0,52 Гексагональная 300 321 2,5
Ga 1,08 Ромбоэдрическая 317 29,8 4,0
Hg (a) 4,15 Ромбическая 90 — 38,9 32,8
In (a) 3,4 Тетрагональная 109 156 27,0
Ir 0,14 гцк 420 2450 1,6
La (a) 4,88 Гексагональная 140 900 64,8
La (₽) 6,0 ГЦК 0,1
Mo 0,92 оцк 260 2620 9,0
Nb 9,22 ОЦК 240 2500 155,0
Os 0,76 Гексагональная 500 2700 5,3
Pd 1,40 — — — —
Pb 7,20 гцк 105 327 64,6
Re 1,70 Гексагональная 430 3180 15,8
Ru 0,47 Гексагональная 600 2500 5,25
Sn 3,72 Тетрагональная 195 231,9 24,6
Ta 4,50 ОЦК 260 3000 66,0
Tc 7,80 Гексагональная 351 — 112,0
Th 1,37 гцк 170 1695 12,9
Ti 0,39 Гексагональная 426 1670 7,95
TI 2,39 Гексагональная 88 303 13,6
U (a) 0,20 Ромбоэдрическая 200 1132 7,2
V 5,43 оцк 340 1730 109,0
W 0,01 оцк 310 3380 0,1
Zn 0,88 Гексагональная 310 419 4,2
Zr 0,55 Гексагональная 290 1855 3,7
Примечания: 1. Для Nb и V указаны напряженности
термодинамических критических магнитных полей. 2. ГПК— гра-
нецентрированная кубическая, ОПК — объемно центрированная
кубическая структура.
Сверхпроводимость химических соедине-
ний. Химические соединения, обладающие сверх-
проводимостью, отличаются от интерметалли-
ческих тем, что наряду с металлическим типом
связи в них предполагается значительная доля
ионных и ковалентных связей. Кристалличе-
ские структуры этих соединений формируются
с участием не только металлических атомов,
но и атомов неметалла, или с участием одних
атомов неметаллов. В этой структуре кристал-
лизуется чрезвычайно большое число соеди-
нений, включающих в себя гидриты, карбиды,
нитриды, оксиды переходных металлов и их
твердые растворы.
Для некоторых химических соединений по-
лучены не только высокие критические тем-
пературы, но и высокие критические поля.
Так, для сульфида PbMos.iSe (ТСП= 14,4 К)
второе критическое поле /7т2 = 510 кЭ (41 X
Х106 А/м) при 4,2 К.
В табл. 16.6 приведены некоторые хими-
ческие соединения, обладающие сверхпрово-
димостью.
В конце 1986 г.— начале 1987 г. в научных
журналах появились сообщения об исследо-
вании сверхпроводящих материалов, имеющих
критическую температуру выше 30 К [22, 23,
24]. В этих работах сообщалось о разработке
материала со структурой Lai.eSro.sCuCU,
имеющем критическую температуру 36 К, и
400
Сверхпроводящие материалы.
[разд. 16]
Таблица 16.4. Сверхпроводимость
чистых элементов,
возникающая при высоком давлении
Элемент T,„, К Давление, ГПа °C
As 0,5 12,0 —
Ва 5,1 14,0 704
Bi 3,9...85,0 2,6...7,8 271
Се 1,7 5,0 800
Cs 1,5 10,0 30
Ge 5,4 п,о 958
Lu 0,1...0,7 8,0...13,0 —
Р 4,6...6,1 10,0 44
Sb 3,6 0,85 630
Se 6,9 13,0 220
Si 6,7 12,00 1440
Те 4,5 4,3 452
и 2,3 1,0 —
Y 1,5...2,7 12,0... 16,0 1490
Таблица 16.5. Свойства сверхпроводящих сплавов
Тип струк- туры Симметрия Соединение Tc„, К
Твердые растворы
А-2 Кубическая Nbo,75Zno,25 11,0
А-2 Кубическая Nbo,7sTio.25 10,0
Интерметаллические соединения
А-15 Кубическая Nb3Ge 23,2
А-15 Кубическая Nb3Sn 18,5
А-15 Кубическая V3Ga 16,8...14,2
С-15 Кубическая (Hfo,5Zro,5) v2 10,1
С-14 Гексагональная ZrRe 6,4
В-2 Кубическая VRu 5,0
А-12 Кубическая NbTe3 10,5
Д-8в Тетрагональная Moo.38Reo.o2 14,6
С-16 Тетрагональная RhZr2 11,1
Ы2 Кубическая NbRu3 15...16
В-8 Гексагональная BiNi 4,25
В-31 Ромбическая Gelr 4,7
С-с Тетрагональная Ge2Y 3,8
Д-1с Ромбическая AuSn4 2,38
Д-8 Гексагональная Pb3Sr6 4,6
Е-9 Кубическая RhZr3 11,0
L-lo Тетрагональная Na Bi 2,25
материалов типа Lai _ЛВаУСиОз_у и
(Lai_ABa)2CuO4-y, у которых начало сверх-
проводящего перехода соответствует 56 К.
В начале 1987 г. появились сообщения,
что в США и СССР разработан керамический
материал, имеющий структуру YBa2Cu3Or-6,
где 6 ~ 0,1 —0,5, начало перехода соответству-
ет температуре 93 К, «чистое» сверхпроводя-
щее состояние наступает при 82 К-
Критическое магнитное поле вблизи пере-
хода составляет 5,7 Тл. В научно-популярных
изданиях появились сообщения о достижении
критической температуры 250 К-
[§ 16.3]
Сверхпроводимость технических материалов
401
Таблица 16.6. Свойства сверхпроводящих химических соединений
Тип струк- туры Симметрия Соединение Ten, К
Химические соединения
В-1 Кубическая NbN 17,3
Д-5с Кубическая (Yo,zTho,3)2C3,i 17,0
TisS4 Г ексагональная Lio, i — o.aTii.i Sz 10-13
Mo3Se4 Ромбическая Pbo.ssMooS? 15,2
H-l Кубическая LiTiO, 13,7
С-2 Г ексагональная MoN 13...14.8
Кубическая Rho.53seo.47 6,0
С-6 Тригональная PdTe 1,53
Д-0 Тетрагональная MoP 5,31
С-32 Гексагональная B5Mol.69zro.31 11...32
Слоистые соединения
С-27 Гексагональная NbSe2 7,0
NbS2 5,4
TaS2 0,8-5,0
Полупров 0ДНИКИ
В-1 Кубическая SnTe 0,02...1,10
GeTe 0,06-0,41
La2Se3 1,0
SrTiO3 0,03-0,35
InTe 1,0-3,5
16.3. СВЕРХПРОВОДИМОСТЬ
ТЕХНИЧЕСКИХ МАТЕРИАЛОВ
Практическое использование того или иного
сверхпроводящего вещества определяется сле-
дующими параметрами: критической темпера-
турой, критическим магнитным полем ВСП2,
критической плотностью тока /сп и обрабаты-
ваемостью (технологичностью) данного мате-
риала, позволяющей получить из него высоко-
качественную проволоку, ленты, трубы боль-
шой длины.
В высокочастотных устройствах широко
используются такие материалы, как свинец,
ниобий в виде проволоки, лент и тонких пле-
нок, а также сплавы Nb3Sn, V3Ga и Nb3Ge,
полученные методом пленочной технологии.
Ниобий выпускается промышленностью в
виде проволоки, прутков и полос. Характерные
посторонние примеси в образцах ниобия:
Та — 0,2 %, С — 0,01 %, О2 — 0,01 %, № —
0,01 %, W и Мо — 0,02 % и др. Критическая
плотность тока равна 8-108 А/м2 при индук-
ции магнитного поля 0,5 Тл.
В сильноточных энергетических' устройст-
вах в настоящее время в основном исполь-
зуются сплавы: молибден-рениевые, ниобий-
циркониевые, ниобий-титановые, ванадий-гал-
лиевые. Соединение Nb3Ge, обладающее высо-
кой критической температурой Тсп = 22,3 К и
высоким значением критического магнитного
поля ВСп2 (30...40) Тл, еще находится в стадии
лабораторных исследований.
Молибден-рениевые сплавы (Mo3Re) по-
зволяют изготовлять проволоку диаметром ме-
нее 0,01 мм с критической плотностью тока
около 108 А-м“2 в магнитном поле индукцией
1,5 Тл.
Ниобий-циркониевые сплавы впервые ис-
пользовались в практике для создания сверх-
проводящих соленоидов. Максимальная пре-
дельная плотность тока достигается при содер-
жании циркония 25...35 %, а наибольшая кри-
тическая напряженность поля — при содер-
жании циркония 65...75 %. Сплавы этой си-
стемы имеют хорошую вязкость. Из технически
чистого материала можно тянуть проволоку
очень большой длины при высокой степени
обработки. Для проволочных образцов Nb —
25 %Zr получены значения критической плот-
ности тока 108 А-м2 для магнитных полей
индукцией 8 Тл.
Ниобий-титановые сплавы обладают бо-
лее высокой вязкостью, чем ниобий-цирконие-
вые, критические магнитные поля у них зна-
чительно выше, но в то же время критические
402
Сверхпроводящие материалы
[разд. 16]
Рис. 16.6. Зависимость критической плотности
тока сверхпроводящих проводов и лент от
индукции внешнего магнитного поля при 4,2 К
1 — композиционный проводник VsGa; 2 - компо-
зиционный проводник NbsSn; 3 — Nb3Sn лента с
подложкой из нержавеющей стали; 4 — VsGa лен-
та;5— NbN;6 — Nb-f-65 % Ti; 7- Nb-f-50 % Zr;
8 — Mo3Re; 9 — Nb
плотности тока меньше. Для проволоки из
сплава Ti — 20 % Nb получена при темпера-
туре 4,2 К критическая плотность тока
109 А-м 2 при индукции магнитного поля
3 Тл и 107 А-м”2— при индукции 7 Тл.
Ниобий-оловянный сплав (станнид олова)
обладает высокой критической температурой,
равной для Nb3Sn 18 К, и большими крити-
ческими токами в сильных магнитных полях.
Установлено, что критическое поле при темпе-
ратуре 4,2 К для Nb3Sn составляет 22 Тл.
Проводники и ленты из чистого Nb3Sn
слишком хрупкие для практического исполь-
зования, поэтому выпускается провод, полу-
ченный путем осаждения станнида олова на
провод из Nb. Наиболее широко применяются
ниобий-оловянные ленты шириной 5... 12 мм и
суммарной толщиной 90 мкм. Подложкой
в таких лентах чаще всего является лента из
нержавеющей стали толщиной 25...50 мкм,
затем следует слой сверхпроводящего покры-
тия толщиной 20...25 мкм и меди толщиной
25...50 мкм. Критическая плотность тока такой
ленты при магнитном поле 10 Тл и температуре
4,2 К составляет (2...2,7) • 108 А-м”2.
Ванадий-галлневые сплавы из всех техни-
ческих сверхпроводников обладают наиболее
высокими значениями критического тока при
больших магнитных полях. Критическая тем-
пература сплава V3Ga достигает 14,9 К. Для
ванадий-галлиевых лент на подложках из ва-
надия или сплава ванадий—цирконий толщиной
20 мкм общей площадью сечения 1,5 мм2
плотность тока при 4,2 К и магнитном поле
14 Тл составляет 4,3-109 А-м”2 При изготов-
лении многожильных проводников матрицей
служит сплав Си — Sn или Си — Ga.
На рис. 16.6 и 16.7 показаны зависимости
критической плотности тока от индукции маг-
нитного поля и критического магнитного поля
от температуры для некоторых сплавов.
Стабилизированные сверхпроводящие ком-
позиционные провода. В длинных сверхпрово-
дящих проводах увеличивается вероятность
перехода отдельных участков провода в нор-
мальное состояние из-за скачков магнитного
потока, пронизывающего провод. Это приводит
к разогреву несверхпроводящего участка, и,
в конечном счете, к разрушению сверхпрово-
димости всего образца.
Для отвода выделяемой при скачках теп-
лоты и стабилизации работы сверхпроводника
используются композиционные проводники,
в которых жилы или волокна из сверхпровод-
ника помещены в матрице из несверхпрово-
дящего металла. В динамически стабилизиро-
ванном композиционном сверхпроводнике
диаметр жил или волокон сверхпроводника
не должен превышать 50 мкм, а соотношение
объема материала матрицы к объему сверх-
проводника обычно 2:1.
Для работы на переменном токе компози-
ционных сверхпроводников используется пере-
кручивание (твистирование) сверхпроводящих
жил внутри матрицы из несверхпроводящего
металла, что обеспечивает динамическую ста-
билизацию провода.
В промышленности выпускаются провода,
изготовленные в основном из сплава Nb — Ti
и интерметаллических соединений Nb3Sn и
V3Ga. Провода из Nb — Ti используются в маг-
нитных полях индукцией до 10 Тл, в то время
как Nb3Sn используется в полях до 15 Тл,
a V3Ga — до 20 Тл. В качестве матрицы ис-
пользуется либо чистая медь, либо бронзы
(таллиевая или оловянная).
В композиционном проводнике Nb3Sn
Рис. 16.7. Зависимость критического поля
ВСП2 некоторых массивных сверхпроводников
от температуры
[§ 16.3]
Сверхпроводимость технических материалов
403
Рис. 16.8. Зависимость потерь на перемен-
ном токе в Nb3Sn и Nb на частоте 50 Гц при
4,2 К от максимального значения напряжен-
ности магнитного поля на поверхности образца
число сверхпроводящих жил диаметром
4...8 мкм достигает 1500...1600 при диаметре
провода 0,5...0,66 мм, материал матрицы —
бронза (Cu + 7 %Sn или Ga). В некоторых
проводах из Nb3Sn может содержаться до 4500
жил при диаметре провода 0,25 мм.
В промышленных V3Ga проводниках
число жил достигает 50...60 при диамет-
ре жилы 10 мкм и диаметре провода 0,12
мм.
Для использования композиционных
сверхпроводников в установках с большими
магнитными полями в композиции добав-
ляются конструкционные материалы с высо-
кими значениями модуля упругости, например
вольфрам. На переменном токе потери энергии
(Р) сильно зависят от напряженности пере-
менного магнитного поля на поверхности
образца (рис. 16.8).
Пленочные сверхпроводящие материалы.
Сверхпроводящие пленки стали играть важ-
ную роль в технике. Исследование сверхпро-
водимости тонких пленок привело к выявлению
новых эффектов туннелирования (эффекта
Джозефсона), повышению сверхпроводящих
характеристик по сравнению с массивными
образцами. В некоторых случаях изготовление
пленок является единственным способом полу-
чения сверхпроводящих изделий. В сверхпро-
водящих пленках можно в широких пределах
регулировать их структуру, создавать допол-
нительные центры пиннинга, повышающие
критическую плотность тока.
Для получения тонких сверхпроводящих
пленок используются различные методы: тер-
мическое распыление в вакууме, катодное и
плазмохимическое распыление, электрохими-
ческое осаждение, разложение металлооргани-
ческих соединений и др.
Тонкие пленки некоторых сверхпроводя-
щих металлов обладают более высокими Тт,
чем в массивном состоянии. Так, висмут
в массивном образце — несверхпроводник,
пленка Bi, нанесенная на холодную подложку,
становится сверхпроводником Тсп = 6 К. В пле-
ночном варианте наблюдается резкое повыше-
ние критической температуры вольфрама, бе-
риллия, таллия, рения, молибдена, технеция,
что объясняется присутствием другой кристал-
лографической модификации, которая не-
устойчива в массивном образце (табл. 16.7).
В тонких пленках сверхпроводников часто
наблюдается увеличение критического магнит-
ного поля Всп2.
Таблица 16.7. Максимальная температура
некоторых сверхпроводящих пленок
Эле- мент Zen, К Толщина пленки, нм Темпе- ратура под- ложки, к Соединения Г™, К Темпе- ратура под- ложки, °C
А1 5,8 50 4 Nb3Al 18,4 800
Be 96,0 ’ 25...10 000 4 Nb3Ga 20,3 800
Bi 8,0 300 4 Nb3Sw 18,2 750
Ga 8,5 1200 4 Nb3Ge 23,2 900
In 7,0 10...15 4 V3Ga 14,0 500
Mo 6,7 400...21 000 4 V3Si 15,3 750
Nb 9,8 12 000 800 Nb — Ge — Si 18,0 900
W 4,6 — — V—Si —C 21,2 1000
Zr 1,3 2000... 12 000 600 Mo+ 40 % Al 8,72 — 277
СПИСОК ЛИТЕРАТУРЫ КО ВТОРОЙ ЧАСТИ
1. Буккель В. Сверхпроводимость/Пер.
с англ.— М.: Мир, 1975.— 366 с.
2. Ван Дузер Т., Тернер Ч. У. Физи-
ческие основы сверхпроводниковых устройств
и цепей.— М.: Радио и связь, 1984.— 377 с.
3. Вейсс Р. Физика твердого тела/Пер.
с англ.— М.: Атомиздат, 1968.— 456 с.
4. Данишевский С. К., Сведе-Швец Н. И.
Высокотемпературные термопары.— М.: Ме-
таллургия, 1977.— 231 с.
5. Достижения электронной теории метал-
лов/Пер. с нем.; Под ред. П. Цише, Т. Леман-
на.— М.: Мир, 1984.— 646 с.
6. Займан Дж. Принципы теории твердого
тела/Пер. с англ.— М.: Мир, 1974.— 472 с.
7. Зиновьев В. Е. Кинетические свойства
металлов при высоких температурах.— М.:
Металлургия, 1984.— 198 с.
8. Курносов А. И. Материалы для полу-
проводниковых приборов и интегральных
схем.— М.: Высшая школа, 1975.— 342 с.
9. Переменные толстопленочные рези-
сторы.— Киев: Наукова думка, 1980.— 230 с.
10. Прецизионные сплавы: Справочник.—
М.: Металлургия. 1983.— 438 с.
11. Рогельберг И. Л., Бейлин В. М. Спла-
вы для термопар.— М.: Металлургия, 1983.—
360 с.
12. Розбери Ф.: Справочник по вакуумной
технике и технологии/Пер. с англ.— М.: Энер-
гия, 1972.— 456 с.
13. Справочник по физико-техническим ос-
новам криогеники/Под ред. М. П. Малкова.—
М.: Энергия, 1973.— 392 с.
14. Термоэлектродвижущая сила метал-
лов/Пер. с англ.; Под ред. Д. К. Белашенко.—
М.: Металлургия, 1980.— 248 с.
15. Толстопленочная технология/В. Г. Гре-
бенкина, В. С. Доброер, Л. И. Панов,
Ю. П. Тризна.— Киев: Наукова думка, 1983.—
248 с.
16. Физико-химические основы получения
сверхпроводящих материалов.— М.: Метал-
лургия, 1981.— 478 с.
17. Физические свойства металлов и спла-
вов/Б. Г. Лившиц и др.; Под ред. Б. Г. Лив-
шица.— М.: Металлургия, 1980.— 320 с.
18. Хамер Д., Биггерс Дж. Технология
толстопленочных гибридных интегральных
схем/Пер. с англ.— М.: Мир, 1975.— 495 с.
19. Хольм Р. Электрические контак-
ты/Пер. с англ.— М.: Изд-во иностр, лит.,
1961,—464 с.
20. Чопра К. Л. Электрические явления в
тонких пленках/Пер. с англ.— М.: Мир,
1972,—434 с.
21. Электротермическое оборудование:
Справочник.— М.: Энергия, 1980.— 416 с.
22. Cava, van Dover. Physical review let-
ters.— N.; Y.: 1987,—№ 9,— P. 405—407.
23. C. W. Chu. Physical review letters.—
N.; Y.: 1987,— № 9,— P. 408—410.
24. M. K. Wu, I. R. Ashburn, С. I. Torug.
Physical review letters.— N.; Y.: 1987.— № 9.—
P. 908—940.
ЧАСТЬ ТРЕТЬЯ
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
а — постоянная кристаллической ре-
шетки
с — удельная теплоемкость, упругие
постоянные
С — концентрация
D — коэффициент диффузии
f —- частота
h — постоянная Планка
I — ток
А/ —- фототок
ks — коэффициент распределения
k — постоянная Больцмана
К — волновой вектор
L — яркость
т — масса
п — концентрация электронов, показа-
тель преломления
N — концентрация примесей
Р — мощность
р — концентрация дырок
е — элементарный заряд
R — газовая постоянная, фасеточный
коэффициент
5 — площадь
Т — температура, К
t — температура, °C
U — напряжение
v — скорость
o)i — спектральная плотность энергии
излучения
И/ — энергия
ДИ7 — ширина запрещенной зоны
Д1Сшф — энергия активации процесса диффу-
зии
WB — энергия верхнего уровня валентной
зоны
— энергия нижнего уровня зоны про-
водимости
— показатель поглощения, коэффици-
ент термо-ЭДС
<х — температурный коэффициент
у — электрическая проводимость удель-
ная
е — диэлектрическая проницаемость от-
носительная
ц — квантовый выход
6 — температура Дебая
и — коэффициент теплопроводности
Z — длина волны
ц — подвижность носителей заряда
v — частота в оптическом диапазоне
и — коэффициент пьезосопротивления
р — удельное сопротивление
р£ — плотность излучения
т — длительность импульса, постоянная
времени, коэффициент пропускания
Ф — поток излучения
fex — коэффициент Холла
406 Основные требования к полупроводниковым материалам [разд. 17]
РАЗДЕЛ 17
ОСНОВНЫЕ ТРЕБОВАНИЯ К ПОЛУПРОВОДНИКОВЫМ МАТЕРИАЛАМ
В. В. Пасынков, Л. К- Чиркин
К полупроводникам относят большую
группу веществ. По своему удельному элек-
трическому сопротивлению они занимают
промежуточное положение между провод-
никами и диэлектриками. Диапазон удель-
ного сопротивления полупроводников при
комнатной температуре условно ограничивают
значениями 10-1 и 1О10 Ом-см. Отличи-
тельным свойством полупроводников являет-
ся сильная зависимость их удельного элект-
рического сопротивления от концентрации
примесей. У большинства полупроводников
удельное сопротивление зависит также от
температуры и других внешних энергети-
ческих воздействий (свет, электрическое и
магнитное поле, ионизирующее излучение
и т. д.).
На основе полупроводниковых материа-
лов создано много разнообразных полупро-
водниковых приборов. Свойства, параметры
и характеристики этих приборов в значитель-
ной степени определяются свойствами и па-
раметрами исходного полупроводникового
материала. Принцип действия большинства
полупроводниковых приборов (выпрямитель-
ные диоды, стабилитроны, варикапы, бипо-
лярные транзисторы, тиристоры и т. д.)
основан на использовании свойств выпрям-
ляющего перехода, в качестве которого обыч-
но служит электронно-дырочный переход.
Поэтому такие приборы будут работоспособ-
ны только при температуре, соответствую-
щей примесной электропроводности. Появ-
ление собственной электропроводности при
высокой температуре нарушает нормальную
работу прибора. Максимальная допустимая
температура полупроводникового прибора,
в первую очередь, определяется шириной
запрещенной зоны исходного полупроводни-
кового материала. Таким образом, исполь-
зование материала с большой шириной запре-
щенной зоны позволит увеличить максималь-
ную допустимую температуру прибора. Кро-
ме того, приборы на основе широкозонного
полупроводникового материала будут спо-
собны работать с большей допустимой
удельной мощностью рассеяния, т. е. при
нормальных условиях работы могут быть
уменьшены габариты прибора или габариты
теплоотводящих радиаторов.
В настоящее время основным материа-
лом полупроводниковой электроники являет-
ся кремний. На разработку технологии
изготовления чистого кремния и полупровод-
никовых приборов на его основе (в том
числе и интегральных микросхем) затрачено
много сил и средств. Поэтому в ближайшее
время мала вероятность полной замены крем-
ния на другой полупроводниковый материал
при производстве большинства диодов,
биполярных транзисторов и интегральных
микросхем. Для такой замены необходимы
существенные преимущества в свойствах,
параметрах и характеристиках приборов,
а также в экономичности производства этих
приборов. Может быть такие преимущества
смогут обеспечить некоторые соединения
элементов третьей и пятой групп таблицы
Д. И. Менделеева (соединения AInBv). Среди
них есть материалы с большой шириной
запрещенной зоны (по сравнению с крем-
нием) и отличающиеся также большей под-
вижностью носителей заряда. Это, в первую
очередь, относится к арсениду галлия. Боль-
шая ширина запрещенной зоны арсенида
галлия обеспечит большую максимальную
допустимую температуру полупроводникового
прибора, а следовательно, допустимую мощ-
ность рассеяния. Большая подвижность носи-
телей заряда должна обеспечить улучшение
частотных свойств транзисторных и диодных
структур полупроводниковых приборов (в
том числе и интегральных микросхем).
Подвижность носителей заряда влияет
на частотные свойства выпрямительных дио-
дов, так как эти свойства большинства вы-
прямительных диодов определяются време-
нем рассасывания неосновных носителей в
базовой области диодной структуры. Частот-
ные свойства биполярных транзисторов зави-
сят от подвижности носителей зарядов раз-
ных знаков (электронов и дырок) в базовой
области (максимальная частота генерации
биполярного транзистора пропорциональна
квадратному корню из произведения подвиж-
ностей электронов и дырок). Это объясняет-
ся тем, что подвижность неосновных носи-
телей заряда определяет время пролета не-
основных носителей через базу, а подвиж-
ность основных носителей — объемное сопро-
тивление базы и, следовательно, постоянную
времени перезаряда барьерной емкости кол-
лекторного перехода. Наибольшей подвиж-
ностью носителей заряда обладает антимо-
нид индия. Однако из-за малой ширины
запрещенной зоны этого материала транзи-
[разд. 17]
Основные требования к полупроводниковым материалам
407
сторы на его основе могут работать только
при глубоком охлаждении. Исходя из прин-
ципа действия биполярного транзистора диф-
фузионная длина неосновных носителей
должна быть значительно больше толщины
базы транзистора. Однако для уменьшения
времени рассасывания носителей при рабо-
те транзистора в переключающих импульс-
ных схемах, переводящих транзистор из ре-
жима отсечки в режим насыщения и обрат-
но, необходим исходный материал с малым
временем жизни неосновных носителей за-
ряда, а следовательно, и с малой диффу-
зионной длиной. Таким образом, для изго-
товления биполярных транзисторов должен
быть использован полупроводник с опти-
мальным значением диффузионной длины
неосновных носителей заряда.
Одна из важнейших задач полупровод-
никовой электроники — это повышение про-
бивного напряжения коллекторного пере-
хода транзистора и тиристора, а также про-
бивного напряжения выпрямляющего элек-
трического перехода -диода. Для решения
этой задачи необходимо получить равномер-
ное распределение плотности тока по всей
площади электронно-дырочного перехода,
что снизит вероятность возникновения теп-
лового пробоя. Поэтому особое значение
приобретает требование к однородности
исходного полупроводникового материала,
так как микронеоднородности и другие де-
фекты значительно снижают пробивное на-
пряжение перехода. Дислокации в кремнии
являются центрами осаждения примесей.
Вдоль дислокаций могут быть повышены
коэффициенты диффузии примесей. Скопле-
ния дислокаций влияют особенно сильно на
диффузию примесей. Поэтому локальному по-
нижению пробивного напряжения способ-
ствуют скорее даже не единичные дислока-
ции, а их скопления в исходном полупровод-
нике. Естественно, что наряду с повышением
качества исходных материалов необходимо
совершенствовать методы контроля их пара-
метров и свойств.
Развитие микроэлектроники, в частно-
сти, и вообще электронной техники должно
сопровождаться повышением надежности
и снижением стоимости электронных схем и
устройств. Необходимость повышения надеж-
ности вызвана, во-первых, усложнением ап-
паратуры, увеличением числа элементов в
установках. Для обеспечения работоспособ-
ности всей установки необходима высокая
надежность каждого отдельного элемента
установки. При этом не всегда можно при-
менять резервирование или дублирование по
экономическим и техническим соображениям.
Во-вторых, электронная аппаратура стала
широко применяться при экстремальных внеш-
них условиях в связи с развитием геофизи-
ческих исследований, созданием ядерных
энергетических устройств, повышением тех-
нических параметров авиационной техники
и развитием космонавтики. Аппаратура долж-
на теперь работать при высоких и низких
температурах, при наличии значительных
градиентов температуры, при радиацион-
ном облучении, при наличии сильных элект-
ромагнитных полей, при больших статических
и динамических -механических нагрузках,
при воздействии микроорганизмов и агрес-
сивных сред. При этом иногда невозможно
использовать специальные средства защиты
(термостаты, радиационные и электромагнит-
ные экраны, механическое демпфирование)
из-за требования одновременного снижения
массы, энергопотребления и стоимости.
Естественный и понятный путь повыше-
ния надежности — это повышение общей
культуры проектирования и производства
приборов. Но необходим также глубокий
анализ кинетических закономерностей и ме-
ханизмов -старения полупроводниковых и
других материалов, которые используются
в полупроводниковых приборах. В первую
очередь, необходимо исследовать физико-
химические процессы в полупроводниковых
материалах при одновременном воздействии
высокой температуры и сильных электри-
ческих полей, электролитическую и хими-
ческую коррозию, окисление, диффузию при-
месей, накопление деформаций, усталостные
явления и т. д.
Снижение стоимости изделий не только
микроэлектроники, но и всей полупроводни-
ковой электроники в сильной степени зави-
сит от процента выхода годных приборов,
который оказывается иногда очень низким
(особенно для больших интегральных микро-
схем) из-за недостаточного качества исход-
ного полупроводникового материала и недо-
статочной однородности по кристаллу.
Для МДП-транзисторов, для приборов с
зарядовой связью и для интегральных
микросхем на МДП-структурах необходимо
использовать кристаллы полупроводника с
малой плотностью поверхностных состояний,
т. е. поверхностных состояний вблизи гра-
ницы раздела кристалла полупроводника и
диэлектрика. При современной технологии
низкую плотность поверхностных состояний
удается получить пока только на гетеро-
переходе между кремнием и диоксидом крем-
ния.
С появлением полупроводниковых при-
боров возникла сразу же необходимость в
408
Основные требования к полупроводниковым материалам
[разд. 17]
улучшении их частотных свойств, в повыше-
нии допустимой мощности рассеяния. Рабо-
чие частоты современных кремниевых бипо-
лярных транзисторов СВЧ приближаются
уже к теоретическому пределу. Поэтому,
чтобы еще улучшить частотные свойства,
нужно использовать другой материал (о
чем уже было сказано ранее), а также раз-
рабатывать полупроводниковые приборы с
другим принципом действия.
Так, для генерации СВЧ электромагнит-
ных колебаний разрабатываются и выпус-
каются лавннно-пролетные диоды и генера-
торы Ганна (генераторы Ганна обычно
называют диодами Ганна, хотя в структуре
этих приборов нет выпрямляющего электри-
ческого перехода).
Принцип действия лавинно-пролетных
диодов основан на инерционности лавинного
умножения носителей заряда в электронно-
дырочном переходе при лавинном пробое и
на существовании некоторого времени проле-
та возникающих в переходе носителей через
этот переход. Поэтому к однородности и
качеству исходного полупроводникового ма-
териала лавинно-пролетных диодов предъяв-
ляются жесткие требования.
Генераторы Ганна могут быть сделаны
только на основе полупроводникового матери-
ала с многодолинной структурой энергетиче-
ских зон, обеспечивающей значительное уменьше-
ние подвижности носителей заряда при уве-
личении их энергии в электрическом поле и
при переходе из центральной долины в боко-
вую долину энергетической диаграммы. Та-
ким материалом в настоящее время является
арсенид галлия. Тонкие пленки арсенида
галлия толщиной в несколько единиц или
десятков микрометров, необходимые для
генераторов Ганна, создают обычно методом
эпитаксиального наращивания. Домены из
тяжелых и легких электронов должны воз-
никать периодически в прикатодной части
тонкой пленки при приложении к ней постоян-
ного напряжения. Но возможно также хаоти-
ческое зарождение доменов и на различных
дислокациях, дефектах и неоднородностях
легирования тонкой пленки арсенида галлия.
В результате этого будут возникать колеба-
ния тока с разной частотой и, следователь-
но, необходимо получать однородные тонкие
пленки арсенида галлия.
Выпускаемые промышленностью лавин-
но-пролетные диоды и генераторы Ганна рас-
считаны на выходную СВЧ мощность в не-
прерывном режиме в несколько десятков
милливатт. В импульсном режиме эта мощ-
ность может быть повышена на несколько
порядков. Для увеличения выходной мощ-
ности нужны лавинно-пролетные диоды и
генераторы Ганна с большей площадью
электронно-дырочного перехода и большей
площадью тонкой пленки полупроводника.
При этом они должны быть однородны не
только по толщине, но и по площади.
В качестве исходных материалов для
фоточувствительных и фотопреобразователь-
ных полупроводниковых приборов — фото-
резисторов, фотодиодов и фотоэлементов,
целесообразно использовать полупроводники
с различной шириной запрещенной зоны,
имеющие максимум спектральной характери-
стики при различных длинах волн. Особый
интерес представляют полупроводниковые
многокомпонентные твердые растворы, у
которых ширина запрещенной зоны и мак-
симум спектральной характеристики изме-
няются в широких пределах в зависимости
от содержания отдельных компонентов.
В частности, для непосредственного пре-
образования энергии солнечного света в
электрическую энергию используют кремние-
вые фотоэлементы - - солнечные батареи, яв-
ляющиеся основными источниками питания
электронной аппаратуры на космических ко-
раблях и спутниках. Однако для повышения
КПД фотоэлементов, предназначенных для
преобразования энергии солнечного света,
с учетом спектрального распределения энер-
гии в солнечном спектре необходим полу-
проводниковый материал с несколько боль-
шей шириной запрещенной зоны, чем у крем-
ния (например, арсенид галлия).
Естественно, что к исходному полупро-
водниковому материалу каждого прибора
предъявляются требования, связанные с прин-
ципом действия и условиями работы этого
прибора. Так, солнечные батареи должны
длительное время работать в условиях кос-
мической радиации. По этой причине необхо-
димым свойством исходного полупроводни-
кового материала таких приборов является
его радиационная стойкость. Радиационные
дефекты, возникающие в полупроводнике
при облучении, уменьшают диффузионную
длину и время жизни неосновных носителей
заряда, что отрицательно сказывается на
основных параметрах фоточувствительных и
фотопреобразовательных полупроводниковых
приборов. Радиационная стойкость фотопре-
образователей на основе арсенида галлия
более высокая, чем кремниевых преобразо-
вателей. Экспериментально выявлена в не-
сколько раз большая радиационная стой-
кость к облучению электронами и протонами
фотоэлементов на основе кремния с р-типом
электропроводности, чем на основе кремния
с п-типом электропроводности.
[разд. 17]
Основные требования к полупроводниковым материалам
409
Коэффициент полезного действия фото-
элемента, в частности, зависит от места
возникновения новых носителей заряда: они
могут возникать на относительно большой
глубине от электронно-дырочного перехода
в базе, или непосредственно в переходе, или
вблизи поверхности кристалла полупровод-
ника. Следовательно, при выборе исходного
материала для фотоэлемента необходимо
учитывать изменения показателя поглоще-
ния света в зависимости от длины волны.
При производстве фоторезисторов, не
требуется столь высокой степени очистки
полупроводниковых материалов и совершен-
ства их структуры. В связи с этим для изго-
товления фоторезисторов обычно используют
селениды, сульфиды и другие соединения в
аморфном состоянии, что значительно сни-
жает стоимость приборов. Более того, нали-
чие в исходном материале примесей, создаю-
щих в запрещенной зоне энергетические
уровни ловушек захвата для неосновных но-
сителей заряда, увеличивает время жизни
основных носителей и дает возможность
получить высокие значения удельной интег-
ральной чувствительности фоторезисторов.
К аналогичному результату (к усилению
фототока) может привести и наличие потен-
циальных барьеров между зернами поли-
кристаллического материала фоторезистора.
Широкое практическое применение полу-
чило свойство различных возбужденных
систем эффективно излучать электромагнит-
ную энергию при самопроизвольной или вы-
нужденной рекомбинации. На основе этого
свойства созданы излучающие полупровод-
никовые ' приборы — светодиоды и полупро-
водниковые лазеры. В исходном материале
таких приборов излучательная рекомбинация
носителей заряда должна преобладать над
безызлучательной.
Полупроводниковый материал для лазе-
ров должен иметь структуру энергетических
зон, обеспечивающую прямые излучательные
переходы электронов между энергетическими
уровнями. Перспективным является синтез
и подбор полупроводниковых материалов
с одинаковыми параметрами кристалличе-
ской решетки, что дает возможность созда-
вать гетеропереходы на контактах двух
полупроводников с различной шириной запре-
щенной зоны. Использование гетероперехо-
дов в инжекционных лазерах позволяет от-
носительно просто получать инверсную насе-
ленность энергетических уровней в относи-
тельно узкозонной области лазерной струк-
туры.
Гетеропереходы могут обладать высоким
коэффициентом инжекции, способностью
выпрямлять без инжекции неосновных носи-
телей и другими полезными свойствами,
которые можно использовать в различных
полупроводниковых приборах (выпрямитель-
ные диоды, фотоэлементы и др.).
Для изготовления термисторов приме-
няют различные полупроводниковые материа-
лы, но наибольшее распространение полу-
чили оксиды металлов переходной группы
таблицы Д. И. Менделеева [от титана (по-
рядковый номер 22) до меди (порядковый
номер 29) ]. Переходные металлы имеют
незаполненные электронные Зй-оболочки и
сравнительно легко изменяют в соединениях
свою валентность. Электропроводность таких
материалов связана с обменом электронами
между соседними ионами. С увеличением
температуры обмен электронами становится
более интенсивным, удельное сопротивление
полупроводника резко уменьшается.
Основные требования, предъявляемые к
полупроводниковым материалам таких терми-
сторов, определяются необходимостью обес-
печить широкий диапазон номинальных со-
противлений, различный температурный
коэффициент сопротивления, малый разброс
параметров и т. д. Поэтому желательно
иметь возможность изменять удельное со-
противление и температурный коэффициент
удельного сопротивления исходного материа-
ла в широких пределах путем изменения
соотношения составляющих компонентов.
Наибольший интерес представляют полу-
проводники, у которых малое удельное
сопротивление сочетается с большим темпе-
ратурным коэффициентом удельного сопро-
тивления. Кроме того, для массового произ-
водства термисторов желательно иметь полу-
проводниковый материал с меньшей чувстви-
тельностью параметров к посторонним при-
месям и малейшим отклонениям от задан-
ных режимов термообработки.
Для создания термисторов могут быть
использованы и другие принципы их дейст-
вия. Так, для ковалентных полупроводников
в диапазоне температуры, соответствующем
собственной электропроводности, удельное
сопротивление уменьшается (экспоненциаль-
но) при росте температуры из-за ионизации
собственных атомов полупроводника. Анало-
гичные изменения удельного сопротивления
происходят при относительно низкой темпе-
ратуре, соответствующей примесной электро-
проводности из-за ионизации примесей. Од-
нако температурный коэффициент при этом
будет значительно меньше. Преимуществом
монокристаллических термисторов может
быть большая стабильность и меньший раз-
брос параметров.
410
Основные требования к полупроводниковым материалам
[разд. 17]
Перспективными для термисторов яв-
ляются материалы со структурными фазовы-
ми переходами, происходящими в определен-
ном диапазоне температуры и сопровождаю-
щимися резким изменением удельного сопро-
тивления. Так, в оксидах ванадия с увеличе-
нием температуры в области фазовых пре-
вращений наблюдается уменьшение удель-
ного сопротивления на несколько порядков.
Аналогичное явление, но с противопо-
ложным результатом, используется в терми-
сторах с большим положительным темпера-
турным коэффициентом сопротивления —
позисторах.
Для изготовления варисторов прежде
всего необходимы материалы, обладающие
химической стабильностью при высоких
температурах, так как при :работе варисто-
ра почти вся мощность выделяется в малом
объеме активных областей под точечными
контактами между отдельными кристаллами
или зернами полупроводника. При этом долж-
на отсутствовать ионная составляющая элек-
тропроводности полупроводника, поскольку
с ней связана нестабильность параметров
вследствие явлений электролиза, а значит,
и постоянного изменения состава полупро-
водника при прохождении тока. Нелиней-
ность вольт-амперных характеристик варис-
торов может быть существенно увеличена
при увеличении температурного коэффициен-
та сопротивления поверхностных слоев крис-
таллов, из которых состоит варистор.
Для того чтобы варистор обладал хоро-
шими частотными свойствами, необходимо
малое время релаксации тепловых процес-
сов в активных областях под точечными кон-
тактами, а значит, малая площадь точечных
контактов, что может быть получено при
большой твердости кристаллов полупровод-
ника. Всем этим требованиям пока отчасти
удовлетворяет карбид кремния, из которого
и делают основную часть варисторов.
В последнее время налажено массовое
производство варисторов из оксидных полу-
проводников, основой которых является ок-
сид цинка. Принцип действия таких вари-
сторов имеет свои особенности, но требова-
ния к исходному материалу, перечисленные
выше, справедливы и для оксидных вари-
сторов.
Аналогичный принцип действия имеют
пороговые переключатели и элементы памя-
ти на основе халькогенидных стекол. В свя-
зи с большой ионной составляющей прово-
димости халькогенидных стекол при повы-
шенных температурах в проводящем кана-
ле, возникающем при шнуровании тока в
момент переключения, стабильность и срок
службы пороговых переключателей и эле-
ментов памяти на основе халькогенидных
стекол оказываются низкими.
Основные требования к полупроводнико-
вым материалам для изготовления термоэле-
ментов термоэлектрических генераторов и
холодильников определяются необходимостью
иметь наибольшее среднее значение эффек-
тивности (добротности) материала в диапа-
зоне рабочих температур. Эффективность ма-
териала прямо пропорциональна квадрату
коэффициента термо-ЭДС и обратно пропор-
циональна удельному сопротивлению и коэф-
фициенту теплопроводности материала. Все эти
параметры, в свою очередь, зависят от кон-
центрации носителей заряда. Максимум
эффективности, как показывают расчеты,
соответствует концентрации носителей (2...3) X
X 1019 см-3. Такие концентрации носителей
заряда имеют полупроводниковые материалы.
с довольно большой концентрацией приме-
сей. Отсюда следует, что для каждого тер-
моэлектрического материала необходимо под-
бирать донорные и акцепторные примеси,
обладающие достаточной растворимостью в
данном веществе.
При разработке материалов для термо-
электрических приборов важное значение
имеет температурная зависимость эффектив-
ности и определяющих ее параметров. С уве-
личением температуры в области примесной
электропроводности удельное сопротивление
полупроводника растет в связи с уменьшением
подвижности носителей заряда из-за увели-
чения теплового рассеяния кристаллической
решеткой. По этой причине уменьшается
эффективность материала. Таким образом, в
материалах для термоэлементов должно
быть -по возможности более слабое падение
подвижности носителей заряда при средних
и высоких температурах.
Полупроводниковыми материалами для
термоэлектрических приборов в настоящее
время являются тройные и четверные соеди-
нения на основе Bi2Te3 с Bi2Se3 и Sb2Te3,
образующие непрерывный ряд твердых раст-
воров, соединения РЬТе и SnTe с различны-
ми добавками, сплавы Ge и Si, а также дру-
гие соединения.
Основным требованием к исходному ма-
териалу преобразователей ЭДС Холла яв-
ляется высокая подвижность носителей за-
ряда, так как при этом ЭДС Холла соизме-
рима с входным напряжением. Однако вход-
ное напряжение тоже должно быть доста-
точно большим, чтобы полезный сигнал имел
необходимое значение. Максимальное допус-
тимое входное напряжение ограничивается
максимальной допустимой мощностью. ’ Та-
[§ 18.1]
Строение и физико-химические свойства кремния и германия
411
ким образом, при большой подвижности но-
сителей заряда материал должен иметь вы-
сокое удельное сопротивление. Например,
преобразователь ЭДС Холла из антимонида
индия имеет мёиьшую максимальную ЭДС
Холла, чем преобразователь из германия,
у которого подвижность электронов почти в
20 раз меньше.
ЭДС Холла обратно пропорциональна
толщине кристалла полупроводника. Поэтому
исходный материал должен обеспечивать
создание преобразователей ЭДС Холла,
имеющих малую толщину.
Аналогичные требования предъявляются
к исходным материалам для магниточув-
ствительных полупроводниковых приборов —
полупроводниковых магниторезисторов.
Для тензочувствительных полупровод-
никовых приборов — тензорезисторов и тен-
зодиодов нужны полупроводниковые мате-
риалы, характеризующиеся многодолинными
энергетическими зонами с возможно боль-
шей анизотропией эффективных масс или
подвижностей носителей заряда по различ-
ным кристаллографическим осям. Так как
структура и свойства зоны проводимости и
валентной зоны одного и того же полупро-
водника могут существенно отличаться, то
характер и значение тензочувствительности
в полупроводнике с п- и p-типом электро-
проводности могут быть различны. Поэтому
малая тензочувствительность в «-полупро-
воднике еще ие означает, что она не может
быть большой в р-полупроводнике того же
самого материала.
Кроме большой тензочувствительности,
материал для тензочувствительных полупро-
водниковых приборов должен обладать хи-
мической инертностью, иметь высокое зна-
чение разрушающего механического напря-
жения, т. е. быть механически прочным,
иметь большую ширину запрещенной зоны,
позволяющую делать тензоприборы с боль-
шой максимальной допустимой температу-
рой.
Основным материалом для изготовления
полупроводниковых тензорезисторов в на-
стоящее время является кремний. Это объяс-
няется не только тем, что кремний лучше
других полупроводников удовлетворяет пере-
численным требованиям для изготовления
тензорезисторов, но и тем, что свойства
кремния исследованы наиболее детально,
налажена промышленная технология полу-
чения однородных монокристаллов кремния
с малым числом дефектов, что, в свою оче-
редь, позволяет выбирать материал с нуж-
ными параметрами и известной температур-
ной зависимостью удельного сопротивления,
а также облегчает создание невыпрям-
ляющих контактов.
РАЗДЕЛ 18
ЭЛЕМЕНТАРНЫЕ ПОЛУПРОВОДНИКИ
Ю. С. Карпов, Б. В. Васильев
18.1. СТРОЕНИЕ
И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
КРЕМНИЯ И ГЕРМАНИЯ
Кремний является вторым по распро-
страненности элементом земной коры — его
содержание в ней по массе составляет
27,6 %. В силу своей химической активности
в свободном состоянии кремний в природе
не встречается.
Известны следующие стабильные изото-
пы кремния: 28Si, 29Si и 30 Si. Радиоактив-
ными изотопами являются 27Si и 31 Si, пер-
вый из которых имеет период полураспада
4,9 с, а второй— 170 мин. Природный крем-
ний, состоящий из трех стабильных изото-
пов, имеет среднюю атомную массу 28,0855
(табл. 18.1).
Существование и свойства германия
предсказал в 1870 г. Д. И. Менделеев, на-
звав его экасилицием. Немецкий физик
К- Винклер в 1886 г. обнаружил в минерале
аргиродите неизвестный до этого элемент,
который он назвал германием и который
оказался тождественным с экасилицием.
Содержание германия в земной коре
составляет 7-101 %, при этом он является
рассеянным в природе элементом и в виде
рудных месторождений почти не встречается.
В настоящее время одним из основных ис-
точников получения германия служит камен-
ный уголь, из которого германий извлекают
как отход при сгорании.
Известны следующие стабильные изото-
пы германия (табл. 18.2): 70 Ge, 72Ge, 73Ge,
74Ge и 76Ge. Состоя из пяти стабильных изо-
412
Элементарные полупроводники
[разд. 18]
Таблица 18.1. Физико-механические свойства кремния и германия
Свойство Численное значение Свойство Численное значение
Кремний Германий Кремний Германий
Атомный номер 14 32 при 298 К:
Атомная масса 28,0855 72,60 Си 166 129
Атомный объем, С]2 63,9 48,3
см3/(г-атом) 12,05 13,60 С44 79,5 67,1
Число атомов в единице Коэффициенты пьезосоп-
объема, см-3 5-1022 4,45-1022 ротивлеиия для элект-
Постоянная решетки, нм, 0,543072 + ронных образцов,
при 298 К 0,565754 + ГПа”1:
+ 0,000001 + 0,000001 — 136 1380
Плотность, Мг/м3, при — 1556 10
298,00 ±0,01 К 2,32902 5,32674 57 170
Твердость по Моосу — 5,25 Коэффициенты пьезосоп-
Температурный коэффи- ротивлеиия для дыроч-
циент линейного рас- ных образцов, ГПа-1:
ширения а/-106, К ', Я44 1380 975
при: 40 К 80 К 100 к — 0,05 — 0,77 — 0,31 0,07 1,05 2,20 Ли —ЗТ12 ЗТ] 1 2 JT12 Скорость распростране- 77 60 — ПО 30
300 к 2,33 5,75 ния продольных звуко-
Коэффициент теплопро- вых волн, км/с, в на-
водности, Вт/ (м • К). при 298 К Удельная теплоемкость, 109 58,3 правлении: [НО] [111] 9,15 5,40
Дж/(моль-К), при: Собственное удельное
80 К 5,20 11,1 сопротивление, Ом-см, 2,3-105
300 к 19,5 22,8 при 293 К 68
Температура Дебая, К, Концентрация свободных
измеренная при: носителей заряда, см ,
80 К 539 353 при 293 К 3- Ю10 2,5-1013
300 к 680 406 Ширина запрещенной зо-
Скрытая теплота плавле- ны, эВ при 298 К 1,12 0,75
ния, кДж/моль 45,5 + 0,8 33,7 + 0,8 Подвижность электронов
Скрытая теплота субли- в слаболегированном
мации, кДж/моль, при: материале при 298 К,
1550 К 440+50 см2/(В-с) 1450 3900
1150 К — 371 + 8 Подвижность дырок в
Температура плавления, слаболегированном ма-
°C 1417 936 териале при 298 К,
Уменьшение объема при см2/ (В-с) 500 1900
плавлении, % 9,0 5,5 Первый ионизационный
Коэффициент поверхност- потенциал,. В 8,14 8,10
ного натяжения (при Магнитная восприимчи-
температуре плавле- вость —0,13-10-4 —0.12-10-6
ния), Н/м 0,72 0,60 Относительная диэлек-
Температура кипения, °C 2600 2700 трическая проницае-
Упругие постоянные, ГПа, мость 12,5 16,0
топов, природный германий имеет среднюю
атомную массу 72,60 (табл. 18.1).
В невозбужденном атоме кремния элек-
троны распределяются по энергетическим
уровням в соответствии с формулой элек-
тронной структуры кремния в виде ls22s2
2p63s23p2. Аналогично этому электронную
структуру германия можно представить фор-
мулой ls22s22p63s23p63rf104s24p2. Рассматри-
вая структуры электронных оболочек атомов
кремния и германия, следует сделать вывод
о том, что в М-оболочке кремния и в yV-обо-
К 18.1]
Строение и физико-химические свойства кремния и германия
413
Таблица 18.2. Радиоактивные изотопы германия
Изотоп Характер из- лучения ядра Период полу- распада
“Ge ₽+, У 1,5 мин
67Ge ₽+ 23 мин
“Ge к 200 сут
71 Ge ₽+ 40 ч
7iMGe К, e 11 сут
72MGe ИП, e 5-Ю-7 с
75Ge У 89 мнн
77Ge У 12 ч
77MGe ₽- 1 мнн
78Ge ₽ ,У 2,1 ч
Примечание. Символом ИП, е обо-
значен изомерный переход ядра с возбужде-
нием электрона конверсии.
лочке германия для их достройки до оболо-
чек аргона и криптона соответственно не-
достает четырех элементов. Таким образом,
как кремний, так и германий входят в IV
группу периодической системы 'Д. И. Мен-
делеева.
В твердом состоянии оба элемента обра-
зуют кубическую пространственную решетку
типа алмаза. В этой решетке каждый атом
окружен четырьмя соседними атомами, нахо-
дящимися от него на одинаковом расстоя-
нии. Атомы удерживаются в узлах кристал-
лической решетки благодаря действующим
между ними ковалентным связям. Значения
постоянных кристаллической решетки крем-
ния и германия даны в табл. 18.1.
Чистый кремний получают по способу
Н. Н. Бекетова путем восстановления четы-
реххлористого кремния парами цинка при
высокой температуре в защитной атмосфе-
ре. Кремний в соединениях является типич-.
ным неметаллом. Особенно устойчиво он
соединяется с кислородом. При обычной
температуре кремний мало активен. Он не
реагирует с кислотами. Исключением яв-
ляется смесь фтористоводородной и азотной
кислот, которая при нагревании реагирует
с кремнием, образуя четырехфтористый крем-
ний SiF<. Кремний вступает в реакции с
расплавленными (или растворенными) щело-
чами с выделением водорода. При действии
на кремний фтора образуется четырехфто-
ристый кремний.
При высокой температуре кремний соеди-
няется почти со всеми элементами (кроме
инертных газов). Это создает дополнитель-
ные трудности при получении чистого моно-
кристаллического кремния, так как един-
ственным пригодным материалом для тигля,
в котором расплавляется кремний, является
чистый кварц. С кварцем кремний также
соединяется по реакции SiOa4- Si—>-2SiO, но
образующийся при этом оксид кремния, яв-
ляющийся летучим веществом, сравнительно
слабо воздействует на расплавленный крем-
ний.
Германий при комнатной температуре
весьма устойчив. При .нагревании он соеди-
няется с кислородом воздуха, образуя диок-
сид германия. При высокой температуре гер-
маний бурно реагирует с галогенами и се-
рой. Растворы щелочей и вода на него не
действуют: германий нерастворим также в
соляной и разбавленной серной кислотах.
При действии азотной кислоты он образует
диоксид германия.
Диоксид германия GeOa имеет кристал-
лическую решетку типа рутила, заметно
растворяется в воде. Плавится при темпера-
туре 1115 °C, при 600...800 °C в водороде вос-
станавливается до германия.
Таблица 18.3. Температура для различных давлений паров некоторых элементов
Элемент Давление паров, Па
1,33-10“5 1,33-10-* 1,33-10“3 1,33-10“2 1,33-10-' 1,33 13,30 133
Кремний 997 1082 1177 1282 1407 1547 1713 1927
Германий 887 947 1037 1142 1262 1407 1582 1997
Серебро 530 588 757 832 922 1032 1167 1337
Алюминий 737 807 882 972 1082 1207 1347 1547
Мышьяк 127 150 174 204 237 277 317 372
Г аллий 572 622 688 757 ,842 937 1057 1197
Индий 547 604 670 747 ' 837 947 1077 1242
Фосфор 62 82 107 130 157 183 222 262
Сера — 17 — 1 18 40 66 97 125 183
Сурьма 307 342 382 427 477 542 617 753
Цинк 148 Г72 208 242 290 342 405 485
414
Элементарные полупроводники
[разд. 18}
Рис. 18.1. Температурные зависимости давления паров р и скорости испарения Ат кремния (а)
и германия (б)
Германий, как и кремний, может образо-
вывать и двухвалентные соединения (напри-
мер, GeO), которые, однако, недостаточно
устойчивы.
Типичным соединением германия с гало-
генами является четыреххлористый германий
GeCh, служащий сырьем для получения
чистого германия. Четыреххлористый герма-
' ний гидролизуется в диоксид при сливании
в холодную воду. Диоксид германия, в свою
очередь, превращают в германий упомяну-
тым выше способом восстановления в водо-
роде.
Окончательную очистку германия произ-
водят посредством зонной плавки. Монокри-
сталлический германий, как и кремний, обыч-
но получают путем вытягивания из распла-
ва по методу Чохральского. Так как расплав-,
ленный германий не реагирует с графитом,
то при этом обычно используют графитовые
тигли.
Физико-механические свойства кремния
и германия приведены в табл. 18.1. На
рис. 18.1 иллюстрируются зависимости дав-
ления паров и скорости испарения кремния
и германия от температуры, а в табл. 18.3
приводятся сведения об упругости паров
кремния и германия в сопоставлении с ана-
логичными сведениями для элементов, яв-
ляющихся примесями.
18.2. ПРИМЕСИ
И ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ
В КРЕМНИИ И ГЕРМАНИИ
В большинстве случаев при изготовле-
нии полупроводниковых и микроэлектронных
приборов применяются кремний и германий,
легированные малыми количествами электри-
чески активных примесей. В зависимости
от характера влияния примеси на тип элек-
тропроводности и концентрацию носителей
заряда примесные элементы можно разде-
лить на нейтральные элементы, акцепторы,
доноры и элементы, вызывающие появле-
ние в запрещенной зоне кремния и герма-
ния глубоких энергетических уровней.
Нейтральные примеси не вызывают появ-
ления в кремнии и германии дополнительных
носителей заряда. К таким примесям отно-
сятся инертные газы, водород, азот, а так-
же элементы IV группы таблицы Д. И. Мен-
делеева. В максимально насыщенном водо-
родом кремнии концентрация водорода не
превышает 1017 см“3, в германии —
4 • 10'“ см-3. Растворимость азота в кремнии
и германии до сих пор не выяснена, что
связано с полной электрической пассивностью
азота. Вместе с тем этот газ химически
взаимодействует с кремнием и германием, об-
разуя соответственно нитриды кремния и
германия.
Кремний и германий в любых пропор-
циях образуют друг с другом твердые раст-
воры, причем постоянная решетки монотон-
но изменяется при изменении состава рас-
твора:
[§ 18.2]
Примеси и легирующие элементы в кремнии и германии
416
Рис. 18.2. Диаграмма состояний системы германий — кремний
Рис. 18.3. Диаграмма состояний системы
Qe Sn,
кремний — олово (а) и германий — олово (б)
Содержание Si—Ge, % (ат.) а, нм
О ............................... 0,5658
12,6 ......................... 0,5626
15,0 ............................. 0,5620
44,3 .............................. 0,5549
57,5 .............................. 0,5518
75,7 .............................. 0,5473
85,8 .............................. 0,5461
87,4 .............................. 0,5454
100,0 ............................. 0,5431
На рис. 18.2 показана диаграмма состоя-
ния системы германий — кремний, на кото-
рой сплошные линии ликвидуса и солидуса
соответствуют эксперименту, а штриховые —
термодинамическим расчетам.
Диаграмма состояния системы крем-
ний — олово (рис. 18.3, а) изучена недоста-
точно. В системе должна быть эвтектика,
содержащая по расчету 10% (ат.) крем-
ния и имеющая температуру плавления,
примерно равную температуре плавления
олова. Двойная система германий — олово
(рис. 18.3, б) имеет эвтектику при темпера-
туре плавления, близкой к температуре
плавления олова. В твердом растворе гер-
мания в олове предельная растворимость
германия не превышает 0,5 % (ат.). Раство-
Рис. 18.4. Температурная зависимость раство-
римости олова в твердом германии
416
Элементарные полупроводники
[разд. 18]
Рис. 18.5. Диаграмма состояния
&е РЬ
системы кремний — свинец (а) и германий — свинец (б)
римость олова в германии при температуре
эвтектики составляет 1,1 % (ат.). На рис. 18.4
показано изменение растворимости олова в
германии при изменении температуры. С уве-
личением концентрации олова постоянная
решетки твердого раствора увеличивается
почти прямо пропорционально содержанию
олова:
Содержание Sn, % (ат.) а, нм
О ...................... 0,56574 ±0,00003
0,12 ................... 0,56576 + 0,00004
0,66 ................... 0,56639 + 0,00003
1,05 ................... 0,56667 + 0,00004
На рис. 18.5, а приведена диаграмма
состояния системы кремний — свинец. Раст-
воримость кремния в свинце в жидком
состоянии очень невелика:
Температура, °C Содержание Si—Pb, % (ат.)
1275 .............................. 0,15
1330 .............................. 0,51
1400 .............................. 1,10
1450 .............................. 1,53
1550 .............................. 5,50
Рентгеноструктурный анализ не выявил
в рассматриваемой системе твердых раство-
ров.
На рис. 18.5, б представлена диаграм-
ма состояния системы германий — свинец.
Термодинамические расчеты показывают,
что температура плавления эвтектики в спла-
вах германий — свинец на 0,8 К меньше
температуры плавления чистого свинца, а со-
держание германия в эвтектике составляет
0,1 % (ат.). Растворимость свинца в герма-
нии имеет тот же порядок, что и раствори-
мость олова в германии.
На рис. 18.6...18.8 показаны диаграммы
состояния кремния и германия с элемента-
ми III группы периодической системы
Д. И. Менделеева, являющимися акцепто-
рами. Во всех перечисленных системах не
наблюдается химических соединений между
компонентами. В каждой из названных двой-
ных систем имеется эвтектика.
Система кремний — алюминий (рис. 18.6,
а) имеет эвтектику, содержащую 12,1 % (ат.)
кремния и плавящуюся при температуре
577,2 °C. Предельная растворимость алюми-
ния в твердом кремнии сильно зависит от
температуры (рис. 18.9). В системе герма-
ний — алюминий (рис. 18.6, б) есть эвтекти-
ка, имеющая температуру плавления 424 °C
и соответствующая концентрации германия
30,3 % (ат.). Максимальная растворимость
алюминия в германии составляет 2...4 %
(ат.). Максимальная растворимость германия
в алюминии наблюдается при температуре
424 °C и численно равна 2,8 % (ат.) герма-
ния. При уменьшении температуры раство-
римость германия падает, составляя при
177 °C только 0,2 % (ат.).
Система кремний — галлий (рис. 18.7, а)
в соответствии с термодинамическими расче-
тами должна иметь эвтектику с содержа-
нием кремния 10~6 % (ат.) и температурой
плавления лишь на 10~6 К ниже температу-
ры плавления галлия. В двойной системе
германий — галлий (рис. 18.7, б) имеется
эвтектика, плавящаяся при температуре
28,9 °C. Согласно теоретическим расчетам,
температура плавления эвтектики должна
быть меньше температуры плавления гал-
лия лишь на 0,04 К, а концентрация гер-
мания в эвтектической точке должна состав-
лять 0,01 % (ат.). Растворимость галлия в
твердом германии носит ретроградный ха-
рактер, причем при температуре выше
600 °C в германии может быть растворено
до 2 % (ат.) галлия.
В диаграмме состояния системы крем-
ний — индий (рис. 18.8, а) предсказывается
эвтектическая точка, соответствующая со-
держанию кремния 10-6 % (ат.), и темпе-
ратура плавления эвтектики на 10~5 К мень-
ше температуры плавления индия. Из диаг-
О 10 20 30 40 50 60 70 вО%(ат)
Ge Al
Рис. 18.6. Диаграмма состояний системы кремний — алюминий (а) н германий — алюминий (б)
Рис. 18.7. Диаграмма состояния системы кремний — галлий (а) и германий — галлий (б)
14 Заказ 1122
418
Элементарные полупроводники
[разд. 18]
Рис. 18.8. Диаграмма состояния системы кремний — индий (а) и германий — индий (б)
Ge In
0 0,002 0,004 0,0060^080,0100,012 0,01b 0,016 0,018 0,0200,0220,024
Si % (ат:) Al
Рис. 18.9. Температурная зависимость растворимости алюминия в твердом кремнии
раммы состояния системы германий — индий
(рис. 18.8, б) следует, что в жидком состоя-
нии оба компонента взаимно растворимы в
любых пропорциях. При изменении темпера-
туры растворимость германия в жидком ин-
дии также изменяется (рис. 18.10). Пре-
дельная концентрация индия в твердом гер-
мании при комнатной температуре равна
3-1019 см"3.
Двойные системы кремний — таллий и
кремний — бор изучены недостаточно. Из-
вестно лишь, что в кремнии может содер-
жаться до 1,3 % (ат.) бора, причем бор
образует твердые растворы замещения с
несколько уменьшенной по сравнению с крем-
нием постоянной решетки. Диаграмма состоя-
ния системы германий — бор еще не построе-
на. Растворимость бора в твердом герма-
нии также еще не известна. Диаграмма
состояния системы германий — таллий пока-
зана на рис. 18.11. Как и в предыдущих
диаграммах кремния и германия с акцеп-
торными примесями, в рассматриваемом слу-
чае также наблюдается эвтектическая точка.
Диаграммы состояния систем кремния и
германия с элементами V группы таблицы
Д. И. Менделеева, выступающими в каче-
стве простых доноров, приведены на рис.
18.12...18.14. В системе кремний — мышьяк
(рис. 18.12) существуют два химических
соединения: SiAs и SiAs2- В поверхностном
слое кремния концентрация мышьяка может
[§ 18-2]
Примеси и легирующие элементы в кремнии и германии
419
Рис. 18.10. Эвтектическая точка в двойной
системе германий — индий и область суще-
ствования твердых растворов германия в
индии
Рис. 18.11. Диаграмма состояния системы
германий — таллий
доходить до Ю20 см”3. На рис. 18.12, б
изображена диаграмма состояния двойной
системы германий — мышьяк. Максимальная
растворимость германия в твердом мышьяке
наблюдается при 685 °C и составляет 16 %
(ат.) германия. Максимальная раствори-
мость мышьяка при 685 °C в твердом гер-
мании 1,4...3,3 % (ат.) мышьяка. В по-
верхностном слое германия, насыщенного
мышьяком, концентрация мышьяка состав-
ляет 2-Ю20 см’3. Структура фаз GeAs и
GeAsa еще не исследована.
В системе кремний — сурьма (рис. 18.13,
а) должна наблюдаться эвтектика, соответ-
ствующая концентрации кремния 0,1 % (ат.),
с температурой плавления эвтектики на
0,4 К меньшей температуры плавления сурь-
мы. Максимальная растворимость сурьмы в
кремнии не превышает 0,5 % (ат.), а по-
верхностная концентрация сурьмы может
достигать 10'9 см”3. В системе германий —
сурьма (рис. 18.13, б) имеется эвтектика,
соответствующая температуре плавления
590 °C и содержанию германия 18,5 %
(ат.). Максимальная растворимость герма-
ния в сурьме при 540 °C составляет 2,2 %
(ат.) германия: максимальная растворимость
сурьмы в германии при той же температуре
равна 2,5 % (ат.) сурьмы. В поверхностном
слое образцов германия концентрация сурь-
мы может достигать 1019 см”3.
Диаграмма состояния системы крем-
ний — висмут и германий — висмут показана
на рис. 18.14.
Из-за летучести фосфора диаграмма со-
стояния кремний — фосфор (рис. 18.15)
построена лишь до концентрации фосфора
70 % (мае.). Фосфид кремния SiP являет-
ся единственным химическим соединением,
обнаруженным в двойной системе крем-
ний — фосфор. Растворимость фосфора в
твердом кремнии детально не исследована:
известно лишь, что при легировании концен-
трация его в поверхностном слое кремния
может достигать 1022 см”3. Диаграмма со-
стояния системы германий — фосфор не ис-
следована, однако известно, что возможно
существование соединения GeP. Наибольшая
концентрация фосфора в германии может
достигать 102° см”3.
С элементами, вносящими глубокие энер-
гетические уровни, кремний и германий обра-
зуют двойные системы.
Диаграмма состояния кремний — марга-
нец (рис. 18.16, а) построена на основе
исследования, выполненного в 1906 г., и
требует уточнения. Предельная раствори-
мость марганца в кремнии при комнатной
420
Элементарные полупроводники
[разд. 18]
Рис. 18.12. Диаграмма состояния системы кремний — мышьяк (а) и германий — мышьяк (б)
температуре соответствует концентрации мар-
ганца 1016 см 3. Диаграмма состояния
системы германий — марганец показана на
рис. 18.16, б. Растворимость марганца в
твердом германии не определена: по-види-
мому, концентрация марганца в германии
при комнатной температуре не превышает
1015 см 3.
В системе кремний — железо (рис. 18.17, а)
наиболее подробно исследованы сплавы
на основе железа, идущие на изготовление
некоторых сортов электротехнической стали.
Зависимость растворимости железа в крем-
нии от температуры приведена в табл. 18.4.
Диаграмма состояния германий — железо
(рис. 18.17, б) получена при исследовании
единичных образцов. Предельная раство-
римость железа в германии не исследована:
вероятно, она очень мала, так как при ком-
натной температуре концентрация железа
в германии всегда оказывалась меньше
2-Ю12 см-3.
На рис. 18.18 показаны диаграммы со-
стояния двойных систем кремний — кобальт
и германий — кобальт. Количественных све-
дений о растворимости кобальта нет: в твер-
дом германии при комнатной температуре
концентрация кобальта обычно не превы-
шает 1014 см“3.
Система кремний — никель (рис. 18.19, а)
изучена с использованием исходных ма-
териалов невысокой чистоты. Сведений о пре-
дельной растворимости никеля в кремнии
нет. Диаграмма состояния германий — ни-
[§ 18.2]
Примеси и легирующие элементы в кремнии и германии
421
2) 1020 4050 60 70 80 85 90 94%(мас0100
Рис. 18.13. Диаграмма состояния системы кремний — сурьма (с) и германий — сурьма (б)
ai
*С
400
300
Рис. 18.14. Диаграмма состояния системы
кремний — висмут (с) и германий — висмут (б)
Рис. 18.15. Участок диаграммы состояния системы кремний —фосфор
422
Элементарные полупроводники
[разд. 18]
Рис. 18.16. Диаграмма состояния системы кремний — марганец (а) и германий — марганец (б)
кель (рис. 18.19, 6) известна достаточно
хорошо. Растворимость никеля в твердом
германии имеет ретроградный характер; из-
менение предельной растворимости никеля
при изменении температуры показано на
рис. 18.20.
Диаграмма состояния кремний — медь
(рис. 18.21, а) исследована достаточно под-
робно в связи с широким использованием в
технике кремниевых бронз. На этой диаграм-
ме не отражена существующая область
твердых растворов меди в кремнии. Раство-
римость меди в кремнии (рис. 18.22) силь-
но зависит от температуры. Детально иссле-
дована диаграмма состояния германий —
медь, показанная на рис. 18.21, б. Предель-
ная концентрация меди в германии при тем-
пературе 600 ° С составляет 5-Ю'4 см 3.
С повышением температуры до 800 °C это
значение достигает 3,6-10"’ см 3, а при
дальнейшем росте температуры уменьшается.
Изменение предельной растворимости меди
[§ 18.2]
Примеси и легирующие элементы в кремнии и германии
423
Рис. 18.17. Диаграмма состояния системы кремний — железо (а) и германий — железо (6)
в германии в зависимости от температуры
изображено на рис. 18.23, а.
Из диаграммы состояния системы крем
ний — серебро (рис. 18.24, а) следует, что
эвтектика содержит 84,6 % (ат.) серебра и
имеет температуру плавления 830 °C. Раство-
римость серебра в кремнии пока не установ-
лена. Диаграмма состояний германий — се-
ребро (рис. 18.24, б) показывает, что в этой
системе имеется эвтектика при 651 °C, и
соответствующая концентрации серебра —
74 % (ат.). Максимальная концентрация се-
ребра в твердом германии равна 8-Ю14 см 3
и наблюдается при температуре около
875 °C. Растворимость серебра в германии
имеет ретроградный характер (рис. 18.24, б).
В системе сплавов кремний — золото
(рис. 18.25, а) наблюдается эвтектическая
точка, имеющая температуру плавления
370 °C и соответствующая содержанию зо-
лота 69 % (ат.). Максимальная раствори-
мость золота в твердом кремнии опреде-
ляется концентрацией 5-10'с см-3. Предель-
ная растворимость золота в кремнии как
424
Элементарные полупроводники
[разд. 18]
Рис. 18.18. Диаграмма состояния системы кремний — кобальт (а) и германий — кобальт (б)
функция температуры представлена в табл.
18.4. В системе германий — золото (рис.
18.25, б) имеется эвтектика, плавящаяся
при температуре 356 °C и содержащая 73 %
(ат.) золота. Максимальная концентрация
золота в германии при комнатной темпера-
туре равна 5-1016 см’3.
Равновесные коэффициенты распределе-
ния легирующих примесей в кремнии и гер-
мании приведены в табл. 18.5.
Температурная зависимость коэффициен-
та диффузии примесей в полупроводнике
может быть выражена соотношением D =
Do exp [— где Do и Л1^м,ф одно-
значно характеризуют скорость диффузии
примеси в полупроводнике; k — постоянная
[§ 18.2]
Примеси и легирующие элементы в кремнии и германии
425
Рис. 18.19. Диаграмма состояния системы кремний — никель (с) и германий — никель (б)
Рис. 18.20. Температурная зависимость пре-
дельной растворимости никеля в твердом
германии
Таблица 18.4.
Предельная растворимость
железа и золота в кремнии
при разной температуре
Темпера- тура, °C We. см 3 Ши, см 3
800 — 1,8-1015
970 5-Ю13 —
1000 7-Ю'3 2-Ю15
1100 6-Ю14 —
1200 5-Ю15 2-1016
1300 3-1016 —
426
Элементарные полупроводники
[разд. 18]
Рис. 18.21. Диаграмма состояния системы кремний — медь (а) и германий — медь (б)
[§ 18-2]
Примеси и легирующие элементы в кремнии и германии
427
Рис. 18.22. Температурная зависимость пре-
дельной растворимости меди в твердом крем
НИИ
Рис. 18.23. Температурные зависимости пре-
дельной растворимости в твердом германии
меди (а) и серебра (б)
Таблица 18.5. Равновесные коэффициенты
распределения примесных элементов
в кремнии и германии
Элемент Группа пер поди- ческой системы элементов Равновесный коэффи- циент распределения
в кремнии в германии
Си I 4-10 4 1.5-10-6
Au I з-io-5 3-10"6
Li I 1-ю-2 1-10~2
Ag I — 1-10~4
Zn II 1 -10“5 1-10“2
В HI 0,9 17,2
Al III 4-Ю”3 1-Ю"1
Ga III 1-Ю"2 ыо-1
In III б-Ю1 Ы0”3
TI III — 4-10“5
Sn IV 2-Ю2 2-10”2
Ge IV 0,33 —
P V 0,35 0,12
As V 0,30 4-Ю”2
Sb V 4-Ю“2 3-10~3
Bi V 2-Ю“2 4-Ю-5
Ta V I • Ю7 —
V V — <3-10“7
О VI 0,5 —
s VI 10,5 —
Mn VII ~105 НО-6
Co VIII ~104 1-10-®
Ni VIII — 5- 10 е
Fe VIII 8-10“6 1-Ю5
Pt VIII — ~5-10“6
W VI 1-10-* —
428
Элементарные полупроводники
[разд. 18]
Таблица 18.6. Значения энергетических и технологических параметров в кремнии и германии
Примесь Донор или акцептор Кремний Германий
А 'Тдиф, эВ Do, см2/с Wmax, cm 3 A эВ Do, cm2/c Amax, CM 3
В A 3,690 10,5 1-1021 4,60 1,80-109 1-1020
А1 A 3,470 8,0 7-1018 — — 2-1021
Ga A 3,500 3,6 1-1O20 3,14 40,00 7-1O20
In A 3,900 16,5 1-1019 2,50 0,45 3-1019
TI A 3,900 16,5 1-1017 — — 1-1018
Р Д 3,690 10,5 1-1022 2,48 2,50 1-1O20
As Д 3,690 0,32 1-1O20 2,42 6,30 2-1O20
Sb Д 3,900 5,6 1-1019 2,42 4,00 1-1019
Bi Д 4,650 1036 1-1017 — — —
Li Д 0,625 2,3-10-3 1-1019 0,46 2,50-10-3 3-1019
Mn Д — — 1 • 1016 — — 1-1015
Fe — 0,869 6,2-10“3 3-1016 1,10 0,13 2-1013
Cu A 0,188 —- 1-1018 0,18 1,90-ПГ1 4-1016
Zn A — — 6-1016 2,50 10,00 5-1018
2,80
Sn — — — 2-1019 — — .—
Au Д, A 1,120 1,1-10“3 5-1016 — — —
Co — — — — — — 1-1014
Ni A — — — 0,90 0,80 5-1015
Больцмана; Т — температура, К. В табл.
18.6 указаны значения Do и ЛИ/11Иф для не-
которых примесей в кремнии и германии.
18.3. ЭЛЕКТРИЧЕСКИЕ
И ОПТИЧЕСКИЕ СВОЙСТВА
КРЕМНИЯ И ГЕРМАНИЯ
Структура энергетических зон кремния
была определена путем сопоставления теоре-
тических исследований с результатами опытов
по циклотронному резонансу. Зона проводи-
мости кремния имеет шесть эквивалентных
минимумов, находящихся в точках, располо-
женных в кристаллографических направле-
ниях [100] и соответствующих значениям
волнового числа К, равным 0,8 К„акс, где
Киакс — значение волнового числа, соот-
ветствующее границе зоны Бриллюэна в ука-
занных направлениях. Поверхности постоян-
ной энергии зоны проводимости для значе-
ний волнового вектора К в окрестности
[§ 18.3]
Электрические и оптические свойства кремния и германия
429
Рис. 18.25. Диаграмма состояния системы кремний — золото (а) и германий—золото (б)
минимумов представляют собой эллипсоиды
вращения с осями, ориентированными вдоль
направления [100]. Отношения эффектив-
ных масс электрона в кремнии к массе
свободного электрона составляют: продоль-
ной mL/m = 0,98±0,04; поперечной mT/m =
= 0,19±0,01, «омической» mc/m = 0,26, «плот-
ности состояний» та/т = 33. Анизотропии
эффективных масс электронов в кремнии
m;/m7?»5,1.
Максимум энергии валентной зоны нахо-
дится в центре первой зоны Бриллюэна,
в нем волновой вектор равен нулю. Однако
зоны вырождены, что приводит к значитель-
ному усложнению структуры. В первом при-
ближении поверхности постоянной энергии
представляют собой две сферы, каждая из
которых соответствует скалярной эффек-
тивной массе. Большая эффективная масса
относится к «тяжелым» дыркам и состав-
ляет 0,49m. Меньшая эффективная масса
характеризует «легкие» дырки и равна
0,16m. Поверхности постоянной энергии не
являются идеальными сферами. Спинорби-
тальное расщепление, характеризуемое энер-
гией 0,035 эВ, снимает трехкратное вырож-
430
Элементарные полупроводники
[разд. 18]
Рис. 18.26. Энергия как функция волнового вектора К для направлений [111] и [100]
в кремнии (с) и германии (б)
дение валентных зон при нулевом волновом
векторе. Эффективная масса дырок при этом
соответствует 0,245m. Зависимости энергии
Таблица 18.7. Примесные уровни в кремнии
При- месь Донор или ак- цептор Энергетический уровень, эВ, определенный
термическим методом оптическим методом
в A №„ = + 0,045 №„=+0,046
А1 A + 0,057 №„=+0,067
Ga A WB = + 0,065 №„=+0,071
In A + 0,160 №„=+0,154
Р Д = — 0,044 №„=—0,046
As Д IF„= — 0,049 №„=—0,056
Sb Д IF„= — 0,039 №„=—0,043
Bi Д WZn = — 0,069 —
Li Д — 0,033 —
Zn A W'„= + 0,092 —
№„= + 0,300 —
An A WB = +0,390 —
ДилиА — 0,300 №„=—0,300
Примечание. WB — энергия верхнего
уровня валентной зоны; W„ — энергия нижне-
го уровня зоны проводимости.
электронов и дырок в кремнии как функций
волнового вектора показаны на рис. 18.26, а.
Зона проводимости германия имеет че-
тыре эквивалентных минимума, которые рас-
положены у границы зоны Бриллюэна в
кристаллографическом направлении [111].
Поверхности постоянной энергии зоны про-
водимости как функции волнового вектора
К в окрестности минимумов представляют
собой эллипсоиды вращения с осями симмет-
рии, ориентированными вдоль направлений
[111]. Отношения эффективных масс элек-
трона к массе свободного электрона m в гер-
мании составляют: продольнойmjrn-- 1,64 +
+ 0,03; поперечной mT/m = 0,082 + 0,03, «оми-
ческой» mc/m = 0,12 и «плотности состоя-
ний» mrf/m = 0,22. Коэффициент анизотропии
эффективных масс niL/mT=‘20.
Максимум энергии валентных зон рас-
положен при нулевом значении волнового
вектора, т. е. в центре первой зоны Брил-
люэна. При этом зоны вырождены, что
усложняет многие явления. Поверхности
постоянной энергии могут быть в первом
приближении представлены в виде двух
систем сферических поверхностей, каждая из
которых соответствует скалярной эффектив-
ной массе; тогда носителями заряда в ва-
лентной зоне будут «тяжелые» и «легкие»
дырки. Это было подтверждено эксперимен-
[§ 18-3]
Электрические и оптические свойства кремния и германия
431
Рис. 18.27. Температурные зависимости для
кремния в интервале температур собственной
электропроводности: а — удельной проводи-
мости и коэффициента Холла; б—дрейфовой
подвижности электронов и дырок; в — концен-
трации носителей заряда
Таблица 18.8. Примесные уровни в германии,
определенные термическим методом
Примесь Донор илн Энергетический
акцептор уровень, эВ
в А Гв=+0,0104
AI А Гв=+0,0102
Ga А Г„=+0,0108
In А Гв=+0,0112
Р Д Гп=—0,0120
As Д Гп=—0,0127
Sb Д Г,,= —0,0096
Li Д Гп=—0,0093
7г» Гв=+0,0300
IV/, = +0,0900
Гв=+0,0500
Гв=+0,1600
АЛ гт А Гв=+0,1600
Д или А Гп=—0,3700
А Г„= + 0,2200
1NI Д или А Гв =—0,3000
А Г„ = +0,2500
РО Д или А Гп= — 0,3100
Д Гв=+0,3500
ге Д или А Гл =—0,2700
А Г„= + 0,0400
Си А Гв=+0,3300
Д или А Гл =—0,2600
А Г„= + 0,0400
Pt А Г„=+0,2500
Д или А Гл =—0,2000
Д Гв=+0,0500
Ан А Г„= +0,1500
Д или А Гл =—0,2000
А Гл =—0,0400
Примечание. Гв — энергия верхнего
уровня валентной зоны; Гп — энергия нижне-
го уровня зоны проводимости.
432
Элементарные полупроводники
[разд. 18]
а)
Рис. 18.28. Зависимости удельного сопротивления от концентрации акцепторных (рр) и донорных
(р„) примесей при температуре 293 К для кремния (о) и германия (б)
Рис. 18.29. Зависимости холловской подвижности основных носителей от удельного сопротивления
кремния при 300 К для электронного (о) и дырочного (б) образцов
Рис. 18.30. Зависимости дрейфовой подвижности неосновных носителей от удельного сопротивления
кремния при 300 К для образцов с p-типом электропроводности (а) и n-типом (б)
тами по циклотронному резонансу в герма-
нии, в результате которых были найдены
значения эффективных масс дырок, равные
0,28m и 0,044m соответственно.
В действительности поверхности постоян-
ной энергии не являются идеальными сфе-
рами, причем особенно сильно искажена по-
верхность постоянной энергии зоны «тяже-
лых» дырок. Трижды вырожденная при
нулевом волновом векторе валентная зона
германия расщепляется вследствие спинор-
битального взаимодействия. При этом энер-
гия одной из зон уменьшается. Взаимо-
действие между зонами мало, поэтому их
поверхности постоянной энергии остаются
близкими к сферическим. Найдено, что энер-
гия спинорбитального расщепления равна
0,28 эВ, а эффективная масса дырок в зоне
[§ 18.3]
Электрические и оптические свойства кремния и германия
433
Рис. 18.31. Температурные зависимости концентрации основных носителей в кремнии: а — с при-
месью мышьяка в количестве
1 — 1,75-1014 см3; 2 — 2-1015 см“3; 3 — 1,75-10” см“3; 4 — 1,3-10” см3, 5 —2,2-10'8 см“3;
6 — 2,7-10” см~3;
б — с примесью бора
1 — 3,1-10'4 см 3; 2 — 7,0-10'4 см“3; 3 — 2,4-10” см~3; 4 — 2,0-1017 см ’3; 5 — 1,0-1018 см“3;
6 — 1,5-10” см-3
составляет 0,077m. Зависимости энергии
электронов и дырок в германии от волнового
вектора показаны на рис. 18.26, б.
Ширина запрещенной зоны кремния, по-
лученная с помошью экстраполяции, при
температуре абсолютного нуля равна 1,21 эВ
в результате электрических измерений и
1,205 эВ в результате исследований спектра
собственного оптического поглощения. Ши-
рина запрещенной зоны германия, получен-
ная с помощью экстраполяции, при темпе-
ратуре абсолютного нуля равна 0,78 эВ в
результате исследований оптического погло-
щения и 0,785 эВ в результате электриче-
ских измерений.
Положения примесных уровней в крем-
нии представлены в табл. 18.7, в герма-
нии — в табл. 18.8.
Зависимость собственной удельной про-
водимости у и коэффициент Холла kx от
температуры показаны на рис. 18.27, а.
Коэффициент Холла меньше нуля, что сви-
детельствует о том, что подвижность элек-
тронов превышает подвижность дырок. Прн
температуре собственной электропроводности
подвижность носителей заряда зависит от
температуры (рис. 18.27, б). Собственная
концентрация носителей в кремнии экспонен-
циально возрастает с увеличением темпе-
ратуры (рис. 18.27, s). Из рис. 18.27, б, в
найдено указанное в табл. 18.1 собственное
удельное сопротивление кремния при ком-
натной температуре.
Электрические свойства кремния чрезвы-
чайно сильно зависят от наличия в нем
примесей. На рис. 18.28, а показано влия-
ние концентрации акцепторных и донорных
примесей на удельное сопротивление крем-
ния. При повышении концентрации приме-
сей холловские и дрейфовые подвижности
свободных носителей заряда уменьшаются
(рис. 18.29, 18.30). Температура окружаю-
щей среды существенно влияет на концент-
рацию свободных носителей заряда (рис.
18.31). При высоких концентрациях при-
месей (кривые 6) кремний становится
вырожденным. На рис. 18.32 и 18.33. изобра-
жены зависимости подвижности и коэффи-
434
Элементарные полупроводники
[разд. 18]
Рис. 18.32. Температурные зависимости холловской подвижности основных носителей в образцах
кремния, указанных на рис. 18.31, а,— (а) и на рис. 18.31, б,— (б)
циента Холла от температуры. При высо-
кой температуре подвижность определяется
в основном рассеянием носителей вслед-
ствие колебаний кристаллической решетки,
а при низких — преимущественно рассея-
нием на ионизированных примесях. Темпе-
ратурные зависимости удельной проводи-
мости кремния п- и p-типа электропро-
водности показаны на рис. 18.34.
Точное значение коэффициента термо-
ЭДС кремния указать весьма трудно, так
как он зависит от чистоты и совершенства
кристаллов. Кроме того, коэффициент тер-
мо-ЭДС является функцией механизма рас-
сеяния носителей заряда. Некоторые пара-
метры кремния приведены на рис. 18.35.
Концентрация собственных носителей
заряда в германии экспоненциально увели-
чивается с ростом температуры (рис. 18.36, а).
Зависимость собственной удельной про-
водимости германия от температуры изобра-
жена на рис. 18.36, б. С учетом зависимо-
стей, приведенных на рис. 18.36, вычислено
указанное в табл. 18.1 значение собствен-
ного удельного сопротивления германия при
комнатной температуре.
Электрические характеристики германия
очень сильно зависят от концентрации со-
держащихся в нем примесей. На рис. 18.28, б
показано влияние концентрации акцепторных
и донорных примесей на удельное сопротив-
ление германия при комнатной температуре.
С увеличением концентрации примесей
холловские и дрейфовые подвижности сво-
бодных носителей заряда уменьшаются, что
иллюстрируется рис. 18.37. При изменении
температуры окружающей среды чрезвычай-
но сильно может измениться концентрация
свободных носителей (рис. 18.38, а). При
очень большой концентрации доноров при-
месная зона перекрывается с зоной проводи-
мости и германий становится вырожденным.
На рис. 18.38. б, в изображены зависимо-
сти подвижности и удельной проводимости
германия п-типа от температуры. Графики,
представленные на рис. 18.39, а, показывают
влияние температуры на удельное сопротив-
ление германия p-типа электропроводности.
На рис. 18.39, б и 18.40 приведены зависи-
симости коэффициента Холла от температу-
ры для германия р- и л-типа электропро-
водности.
Чистота и совершенство кристалличе-
ской структуры образцов сильно влияют на
[§ 18-3]
Электрические и оптические свойства кремния и германия
435
Рис. 18.33. Температурные зависимости коэффициента Холла в образцах кремния, указанных
на рис. 18.31, о,— (а) и на рис. 18.31, б,— (б)
Рис. 18.34. Температурные зависимости удельной проводимости в образцах кремния п- и р-типа
электропроводности, указанных на рис. 18.31, а,— (а) и на рис. 18.31, б,— (б)
436
Элементарные полупроводники
[разд. 18]
Рис. 18.35. Температурные зависимости произведения коэффициента термо-ЭДС на температуру
для образцов кремния, указанных на рис. 18.31, а,— (а) и на рис. 18.31, б,— (б)
Рис. 18.36. Зависимости от температуры в области собственной электропроводности германия кон-
центрации носителей заряда (а) и удельной проводимости (б)
коэффициент термо-ЭДС германия. Некото-
рые характерные кривые приведены на
рис. 18.41.
Оптические свойства полупроводника
определяются характером взаимодействия
фотонов с электронами. В конечном итоге
это взаимодействие выражается в способ-
ности поглощать, отражать и преломлять
свет с различной длиной волны. На рис. 18.42,
а изображен спектр основного поглощения
для кремния, полученный для высокоомного
при комнатной температуре образца. Для
указанных энергий фотонов коэффициент
поглощения резко возрастает при уменьше-
нии длины волны света. Основное поглоще-
ние объясняется непосредственными пере-
[§ 18-3]
Электрические и оптические свойства кремния и германия
437
Рис. 18.37. Зависимости подвижности от удельного сопротивления германия при 300 К: холловской
для электронного германия (а) и дрейфовой для дырочного (р„) и электронного (цр) образцов (б)
Точки — экспериментальные значения; кривые, рассчитанные с учетом рассеяния на ионизированных при-
месях
1 — т„ — 1пЦ\ 2 — т„=*т
ходами электронов между разрешенными
зонами. Длинноволновая граница поглоще-
ния соответствует длине световой волны око-
ло 1,2 мкм и позволяет определить ширину
запрещенной зоны кремния. Температурная
зависимость этого параметра показана на
рис. 18.43, а.
Совпадение значений ширины запрещен-
ной зоны, определенной оптическим методом
и из температурной зависимости концентра-
ции носителей зарядов в области собствен-
ной электропроводности, является неожидан-
ным при сложной структуре энергетических
зон кремния и объясняется наличием непря-
мых электронных переходов, происходящих
с изменением волнового вектора К и сопро-
вождающихся излучением или поглощением
фотонов. Эти переходы определяют длинно-
волновый участок полосы поглощения с коэф-
фициентами поглощения 10'...103 см-1.
Кремний непрозрачен для видимого
спектра, но для инфракрасных лучей, начи-
ная с длины волны 1,2 мкм, чистый крем-
ний становится сравнительно прозрачным
(рис. 18.44, а). Имеющиеся в кремнии при-
меси увеличивают коэффициент поглощения.
При длинах волн более 7,5 мкм обнаружен
ряд относительно слабых полос поглощения,
интенсивность которых почти не зависит от
концентрации носителей заряда и типа
электропроводности образцов. Эти процессы
определяются механизмом взаимодействия
фотонов с колебаниями решетки кремния.
В частности, при длине волны 9,1 мкм наб-
людается максимум поглощения, связан-
ный с колебаниями растяжения — сжатия
связи Si — О. Значение интенсивности этого
максимума используется для оценки кон-
центрации кислорода в кремнии. При очень
низких температурах в кремнии обнаружено
примесное поглощение в далекой инфра-
красной области электромагнитного спектра.
В области малого поглощения коэффи-
циенты отражения и преломления кремния
почти не зависят от длины волиы (рис.
18.45, а и табл. 18.9).
Таблица 18.9. Показатель преломления кремния и германия
при различных длинах электромагнитных волн
п, мкм Кремний Германий п, мкм Кремний Германий
1,3570 3,4975 — 6,2380 — 4,0092
1,6606 3,4696 — 8,5000 3,4182 —
2,1526 3,4476 4,0917 8,6600 — 4,0036
2,7144 3,4358 4,0554 10,000 3,4179 —
3,3033 3,4297 4,0370 11,040 3,4176 4,0020
4,2580 3,4242 4,0217 12,200 — 4,0018
4,5000 3,4236 — 14,210 — 4,0015
4,8660 — 4,0170 16,000 — 4,0012
6,0000 3,4202 —
438
Элементарные полупроводники
[разд. 18]
Рис. 18.38. Температурные зависимости для германия концентрации электронов (о), подвижности
электронов (б) и удельной проводимости (в) при разной концентрации мышьяка
1 -8-Ю'2 см'1; 2 —8-Ю13 см3; 3— 1,2-1015 см-3; 4 7-Ю15 см“3; 5 — 6-10'6 см'3; 6 — 8-I017 см-3.
Штриховой линией показана зависимость собственной проводимости
Оптические свойства германия похожи
на оптические свойства кремния. На рис.
18.42, б показаны спектры основного погло-
щения германия. Граница поглощения соот-
ветствует длине световой волны 1,8 мкм и
позволяет найти ширину запрещенной зоны
германия (см. рис. 18.43, б).
Для инфракрасных лучей чистый гер-
I§ 18.3]
Электрические и оптические свойства кремния и германия
439
сопротивления (о) и
Рис. 18.39. Температурные зависимости для германия p-типа электропроводности удельного
Холла (б)
Рис. 18.40. Температурные зависимости
коэффициента Холла для германия и-типа
электропроводности с разной концентрацией
сурьмы
/ — 5,3.10й см-’; 2 — 3,0-10'5. см"’; 3 —
2,4-1016 см~’; 4 — 6,4-1016 ’см"3; 5 —
— 3. г с . rJ7 __.-3
Рис. 18.41. Температурные зависимости
произведения термо-ЭДС на температуру гер-
мания с различной концентрацией акцеп-
торов и доноров
/ Wa=8-10'2 см-’; 2 — Wa=1,6-1014 см ’;
3 — /Уд = 8-10'2 см"’; 4 - /Уя=8,9-1012 см
5—WA=l,9-10,‘l см"’; 6—WA = 6,0-10!' см"1
440
Элементарные полупроводники
[разд. 18]
Рис. 18.42. Спектры поглощения, полученные по результатам оптического поглощения для кремния
(а) и германия (б, кривая 1) и из данных по отражению для германия (б, кривая 2)
Рис. 18.43. Температурная зависимость ширины запрешенной зоны по
поглощения для кремния (а) и германия (б)
результатам оптического
маний становится относительно прозрачным,
начиная с длины волны 1,8 мкм (см.
рис. 18.44, б). В области больших длин
волн в некоторых случаях имеет место пог-
лощение света свободными носителями за-
ряда. При еще больших длинах волн наблю-
дается решеточное поглощение.
В области малого поглощения коэффи-
циенты отражения и преломления германия
почти не зависят от длины волны (рис.
18.45, б и табл. 18.9).
Из табл. 18.9 следует, что относитель-
ная диэлектрическая проницаемость герма-
ния для инфракрасных лучей равна 16.
Это же значение остается правильным и
для диапазона радиоволн.
18.4. СЕЛЕН
Селен — элемент VI группы периодиче-
ской системы, открыт в 1817 г. И. Я- Бер-
целиусом. Относительно широко распростра-
нен в земной коре (10-5 %), но обычно в
малых концентрациях, в виде примесей к
сульфидным рудам. Самостоятельные селе-
новые минералы, например CujSe, HgSe,
Ag2.Se, встречаются довольно редко.
Основные исходные источники получе-
ния селена — анодные шламы, образующие-
ся при электролитическом рафинировании
меди, и отходы производства серной кисло-
ты, получаемой камерным способом. При
нагревании этих отходов селен извлекается
в результате перегонки. Последующей хи-
мической очисткой и дистилляцией в ва-
кууме содержание примесей в селене может
быть доведено до 10-4 %. Эффективность
такой очистки зависит от качества исходного
сырья, так как некоторые элементы (Те,
Hg, As) при вакуумной дистилляции уда-
ляются с трудом. Поэтому рекомендуется
предварительная очистка селена продува-
нием через его расплав пузырьков воздуха.
[§ 18-4]
Селен
441
Рис. 18.44. Спектры поглощения инфракрасного света для кремния p-типа (а) и германия п-типа
электропроводности (б). Значения удельного сопротивления при 300 К для кремния указаны около
кривых, для германия
1 — 5-1 (С3 Ом-см; 2 — 2-10' Ом см; 3 — 1 10“' Ом - см; 4 — 5 Ом • см
Рис. 18.45. Спектры отражения кремния в ИК-области
Методы зонной плавки для очистки селена
малоэффективны.
Изотопный состав селена: 74Se (0,87 %),
76Se (9,02%), 77Se (7,58%), 78Se (23,52 %),
80 Se (49,82 %), 82Se (9,19%). Средняя
атомная масса 78,96.
В твердом состоянии селен может су-
ществовать в трех аллотропных модифика-
циях: аморфной, моноклинной и гексаго-
нальной.
Аморфный селен в мелкодисперсном со-
стоянии выделяется в результате восстанов-
ления из растворов его соединений. В зави-
симости от размеров частиц окраска аморф-
ного селена меняется от красной до черной.
Аморфная модификация в виде массив-
ных блоков (стекловидный селен) образует-
ся в результате быстрого охлаждения рас-
плавленного селена от температуры выше
точки плавления (220 °C). Эта модификация
образуется также при вакуумной конденса-
ции паров селена на подложках, темпера-
тура которых не превышает 50...70 °C.
Стекловидный селен является полимерным
веществом, представляющим смесь колец
See и многозвенных спиральных цепочек,
содержащих до 1000 атомов селена. Мас-
сивные образцы стекловидного селена чер-
ного цвета дают раковистый скол. Тонкие
пленки на просвет имеют красный цвет.
Моноклинный (красный) селен сущест-
вует в виде к- и p-модификаций, которые
образуются в результате кристаллизации
из раствора в сероуглероде, и представ-
ляет собой неупорядоченную смесь кольце-
вых и цепочечных молекул.
442
Элементарные полупроводники
[разд. 18]
Таблица 18.10. Физические свойства селена
Параметр Модификация Параметр Модификация
стекло- видный гексаго- нальный стекло- видный гексаго- нальный
Атомная масса Валентность 78,96 6; 4; — 2 78,96 6; 4; —2 Удельная теплота испаре- ния ХЮ”6, Дж/кг 1,2
Атомный радиус, нм Постоянная решетки, нм: а Ь 0,117 0,117 0,436 0,436 Коэффициент теплопро- водности, Вт/(м• К) Удельная проводимость, Ом-’-см”1 1,3 10”15... 3,0 1,5-10"5...
С — 0,496 10“12 1,5-10”4
Плотность, Мг/м3 Температура плавления, °C Температура кипения, °C 4,28 219 + 1 685 + 4 4,80 219+1 685 + 4 Температурный коэффи- циент удельного сопро- тивления, К-1 — 0,02
Модуль упругости при рас- тяжении ХЮ”10, Па — 5,80 Коэффициент термо-ЭДС, мкВ/К — + 880
Температурный коэффици- ент линейного расшире- ния, а,Х 106, К”1 51 — 18 Концентрация дырок, см”3 Подвижность, см2/(В-с) — 5-Ю16 2-Ю”2
Удельная теплоемкость, Дж/(кг-К) 400 (|| оси с) +47 (JL оси с) 325 Ширина запрещенной зо- ны, эВ Показатель преломления в области длин волн 1,5...10 мкм 2,0 2,43 1,8 2,49
Удельная теплота плавле- ния, Дж/кг — 8400 Показатель поглощения в области длин волн 1,5...10 мкм, м”‘ 300 2000
Гексагональный (металлический или се-
рый) селен состоит из спиральных цепочек
атомов, формирующихся по ребрам шести-
гранной призмы. Имеет серый цвет со слабым
металлическим блеском. При температуре
выше 75 °C гексагональный селен является
единственной устойчивой модификацией и об-
разуется в результате нагревания любой
другой его аллотропной формы при темпе-
ратуре ниже точки плавления. На скорость
кристаллизации существенное влияние ока-
зывают температурный режим обработки, а
также примеси. Заметная кристаллизация на-
чинается при температурах выше 75 °C. Мак-
симальная скорость образования зародышей
кристаллизации наблюдается при 120...140 °C.
После формирования зародышей скорость
кристаллизации основной массы селена увели-
чивается при повышении температуры и дости-
гает максимума при температуре 210 °C.
Примеси теллура, таллия, щелочных метал-
лов и галогенов увеличивают скорость кри-
сталлизации, примеси мышьяка и фосфора —
уменьшают.
Монокристаллы гексагонального селена
выращивают из расплава или парообразной
фазы.
Аморфная и моноклинная модификации
селена, а также расплавленный селен обла-
дают очень малой проводимостью, около
10~и Ом” '-м-1 и менее. Проводимость
гексагонального селена на восемь... десять
порядков выше.
Растворителем для селена является серо-
углерод.
По химическим свойствам селен является
близким аналогом серы. С большинством
металлов образует селениды. Из кислородных
соединений селена устойчивым является
SeOa. При температуре выше 200 °C селен
реагирует с водородом, образуя соединение
HaSe, которое является энергичным восстано-
вителем. Соединения с серой — SeaS и SeSa,
с фосфором — SePa, Se2P3 и SesPa- Селен
окисляется азотной кислотой, но не подвер-
гается воздействию соляной и разбавленной
серной кислот.
Селен и все его соединения ядовиты.
Основные физические свойства селена
приведены в табл. 18.10. Свойства, зави-
сящие от структуры, даны для стекловидного
и гексагонального селена как основных
аллотропных форм, получивших практические
применения. Значения параметров, зависящих
от температуры, приводятся для комнатной
температуры. Механические, электрические,
[§ 18.4]
Селен
443
Рис. 18.46. Зависимость коэффициента тепло-
проводности и селена от температуры Т
/, 2, 3 — гексагонального с содержанием примесей
соответственно 1-10“3%;
4 — стекловидного с содержанием примесей не
более 1 -10“3 %
тепловые и оптические свойства монокристал-
лического гексагонального селена анизотроп-
ны. Анизотропия электрических свойств свя-
зана с анизотропией подвижности носителей
заряда. Отношение удельных электрических
сопротивлений, измеренных в направлениях,
параллельных и перпендикулярных оси с кри-
сталла, составляет 3...10. На электрические
параметры селена очень сильное влияние
оказывают состав и концентрация приме-
сей.
Зависимость удельной теплопроводности
Se от температуры в диапазоне 0...300 К
представлена на рис. 18.46.
Все три модификации селена обладают
внутренним фотоэффектом.
Давление р (в паскалях) насыщенного
пара селена в зависимости от температуры
Т (в кельвинах) задается выражением
Ig р= 10,214—4990/7’.
Пар селена состоит из молекул See,
коэффициента пропускания т селена
/ — стекловидного толщиной 2 мм; 2—гексаго-
нального толщиной 0,2 мм
Se6, Sc.i, а при температуре выше 900 °C —
только из молекул Sea. Заметная их диссо-
циация происходит при температуре выше
1000 °C. Селен широко применяется в произ-
водстве пластмасс, резины, керамики, как
легирующая добавка к стали, для окраши-
вания силикатного стекла в рубиновый цвет
и т. д. В электротехнической и электронной
промышленности селен применяется для про-
изводства селеновых выпрямителей, в опти-
ческой электронике — для изготовления фото-
элементов, в оптике — как составляющая бес-
кислородных стекол для инфракрасного участ-
ка спектра, в электрофотографии — в качестве
фоточувствительных слоев.
Селеновые выпрямители готовятся на
основе поликристаллического гексагонального
селена. В настоящее время области их при-
менения существенно сократились в связи с
разработкой выпрямляющих приборов на
основе германия и кремния.
Гексагональный поликристаллический
селен является также основой для изго-
товления фотоприемников с электронно-ды-
рочным переходом. В настоящее время эти
фотоэлементы применяются главным образом
для объективной фотометрии в видимом участ-
Рис. 18.48. Спектральная характеристика
коэффициента поглощения стекловидного
селена на границе фундаментального погло-
щения
444
Элементарные полупроводники
[разд. 18]
ке спектра, так как их спектральная характе-
ристика может быть скорректирована весьма
близко к кривой видности человеческого
глаза.
Стекловидный селен в виде пленок тол-
щиной 4...20 мкм широко применяется в ка-
честве фоточувствительного слоя при электро-
фотографическом процессе получения изобра-
жений. Высокое темновое электрическое сопро-
тивление (около 1013 Ом-м) и значительное
его уменьшение при экспонировании (на три
порядка и более) обеспечивают высокое
качество получаемых фотокопий. Для повыше-
ния фоточувствительности в этом случае к се-
лену добавляют 7...10 % теллура.
Селен, особенно стекловидный, обладает
высокой прозрачностью в инфракрасной
части спектра и применяется для изготовле-
ния фильтров, линз и входных окон оптико-
электронных устройств, работающих в этом
спектральном диапазоне. Зависимость коэф-
фициента пропускания селена от длины
волны представлена на рис. 18.47. Зависи-
мость показателя поглощения от длины волны
вблизи края фундаментального поглощения
для стекловидного селена при комнатной
температуре представлена на рис. 18.48. Поло-
жение края фундаментального поглощения
для этой разновидности селена заметно сме-
щается при изменении температуры образца.
На этом эффекте созданы преобразователи
инфракрасного изображения в видимое, в
которых чувствительным элементом является
пленка стекловидного селена толщиной около
1 мкм.
18.5. ТЕЛЛУР
Теллур — элемент VI группы периодиче-
ской системы элементов. Впервые был выде-
лен в 1782 г. из теллурида золота. Содер-
жание в земной коре около 10“7 %, главным
образом в виде примеси к сернистым минера-
лам меди, свинца, ртути и серебра. Само-
стоятельные минералы теллура, например
Bi2Te3, PbTe, Bi2Te2S, Ag2Te, HgTe, AgAuTe4,
редки, хотя встречаются чаще, чем для селена.
Основным сырьем для получения тел-
лура являются отходы переработки сульфид-
ных руд меди и свинца, а также шламы, обра-
зующиеся при электролитическом получении
меди. Исходным продуктом являются ТеО2 или
НгТеОз, из которых теллур получают восста-
новлением. Для очистки от большинства
примесей, за исключением мышьяка и селена,
применяют перегонку в вакууме или токе
водорода. Для очистки от мышьяка и селе-
на теллур электрохимически переводится в
Н2Те (катод — очищаемый теллур, анод —
свинец, электролит — 15 %-ная H2SO4). Затем
термическим разложением Н2Те при 270 °C
вновь выделяют теллур. Теллур можно очи-
щать также зонной плавкой, но при этом
с трудом удаляются примеси меди и серебра.
Монокристаллы теллура выращивают по
способу Чохральского. Вследствие малой
теплопроводности и низкой точки плавления
теллура температура расплава при вытя-
гивании монокристалла должна выдержи-
ваться с особой точностью.
Изотопный состав теллура: 120 Те
(0,09%), ,22Те (2,46%), ,23Те (0,87 %),
,24Те (4,61 %); ,25Те (6,99 %), ,26Те (18,71 %),
,28Те (31,79%), ,3°Те (34,49 %). Средняя
атомная масса 127,60.
При обычных условиях теллур — полу-
проводниковый материал, известный в двух
аллотропных формах: аморфной (порошок
темно-коричневого цвета) и кристаллической
гексагональной (очень хрупкие образцы с се-
ребристо-белым металлическим блеском).
Широко известна только кристаллическая,
более устойчивая модификация.
В химическом отношении теллур анало-
гичен сере и селену, хотя и менее активен.
Дает соединения с водородом (Н2Те), кисло-
родом (ТеО, ТеОг, ТеОз), серой (TeS2),
фосфором (Те3Р2). Со многими металлами
при нагревании или сплавлении образует
теллуриды. Известны кислоты: теллуристая
Рис. 18.49. Удельная теплопроводность и тел-
лура в зависимости от температуры Т
1 — с содержанием примесей 1 -10 2 % и отожжен-
ного в течение 5 ч; 2 — с содержанием примесей
1-10-2%, неотожженного; 3 — с содержанием
примесей 0,5 %
[§ 18.5]
Теллур
445
Основные физические свойства теллура
Параметр Значение
Атомная масса.......................................................... 127,6
Валентность............................................................ 6; 4; —2
Атомный радиус, нм........................................................... 0,17
Постоянная решетки, нм:
а....................................................................... 0,449
b........................................................................ 0,374
с........................................................................ 0,591
d........................................................................ 0,286
Плотность, Мг/м3............................................................. 6,25
Температура плавления, °C..................................................... 452
Температура кипения, °C....................................................... 990
Модуль упругости при сдвиге ХЮ"10, Па........................................ 15,5
Температурный коэффициент линейного расширения а/ХЮ6 К-1...............—1,6 (|| оси с)
4-27 (JL оси с)
Удельная теплоемкость, Дж/(кг-К).............................................. 202
Удельная теплота плавления, кДж/кг............................................ 140
Удельная теплота испарения, кДж/кг............................................ 390
Коэффициент теплопроводности, Вт/(м-К)................................. 1,0...6,2
Удельная проводимость, Ом'-см"1........................................ 5,0...3,2-Ю2
Коэффициент термо-ЭДС, мкВ/К........................................... 4-(120...450)
Подвижность дырок, см2/(В-с)................................................. 9-Ю2
Ширина запрещенной зоны, эВ.................................................. 0,38
Показатель преломления в области длин волн 5,0... 10,0 мкм............. 4,90...4,85
Показатель поглощения в области длин волн 5,0... 10,0 мкм, м~‘......... 1200
НаТеОз, теллуровая НаТеСД, ортотеллуровая
НбТеО6. Теллур растворяется в серной и азот-
ной кислотах, в царской водке, щелочах,
цианистом калии. Соединения теллура ядо-
виты.
Свойства, зависящие от структуры, даны
для кристаллической модификации; от темпе-
ратуры — для комнатной температуры. Меха-
нические, электрические, тепловые и опти-
ческие свойства монокристаллического теллу-
ра анизотропны.
Зависимость коэффициента теплопровод-
ности Те от температуры в диапазоне 0...300 К
представлена на рис. 18.49.
Теллур оптически прозрачен в инфра-
красной части спектра 4...30 мкм, однако его
коэффициент пропускания сравнительно невы-
сок и не превосходит 15...20 %.
Пары теллура — золотисто-желтого цве-
та, состоят из молекул Те?. Давление р
(в паскалях) насыщенного пара в зави-
симости от температуры Т (в кельвинах)
для диапазона температуры 560...790 К
достаточно точно определяется выражением
Ig р= 11,475—7352/7.
Теллур является компонентом многих
сплавов. Его применяют для вулканизации
каучука (так же, как серу и селен), в каче-
стве коричневого красителя для стекла и ке-
рамики, при производстве свинцовых кабелей
в виде добавки (до 0,1 %) к свинцу с целью
повышения твердости, эластичности и хими-
ческой стойкости последнего.
В электронике и оптической электронике
теллур используется для изготовления фото-
катодов, фотоприемников с внутренним фото-
эффектом (обычно в виде соединений с кад-
мием, свинцом, ртутью), высокоэффективных
термоэлектродных материалов для термо-
электрических генераторов, холодильников и
приемников оптического излучения (в виде
соединений с селеном, висмутом и сурьмой).
446
Полупроводниковые соединения A,VBIV
[разд. 19]
РАЗДЕЛ 19
ПОЛУПРОВОДНИКОВЫЕ СОЕДИНЕНИЯ AIVBIV
Ю. М. Таиров, В. Ф. Цветков
19.1. ОСНОВНЫЕ
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
КАРБИДА КРЕМНИЯ
Среди химических соединений элементов
IV группы периодической системы Д. И. Мен-
делеева полупроводниковыми свойствами об-
ладает только карбид кремния — соединение
кремния и углерода. Карбид кремния отно-
сится к алмазоподобным полупроводникам и
является электронным аналогом простых
полупроводников — элементов 1VB подгруппы
периодической системы: «-модификации оло-
ва, германия, кремния, алмаза.
Карбид кремния имеет множество поли-
тип ных модификаций (свыше 140), являющих-
ся производными от гексагональной (тип
вюрцита) и кубической (тип сфалерита)
плотнейших кристаллических упаковок. По-
скольку явление политипизма достаточно
широко распространено среди полупровод-
ников (политипные структуры найдены, напри-
мер, в кремнии, германии, соединениях A,HBV,
A**BVI) и позволяет значительно расширить
сортамент полупроводниковых материалов,
рассмотрим его более подробно.
Явление политипизма представляет собой
способность твердых тел кристаллизоваться
в более чем одну структурную модификацию,
которые имеют одинаковый химический состав
и отличаются числом и характером укладки
слоев вдоль одной из осей кристаллической
ячейки. Слои могут иметь сложный состав,
но все они являются идентичными. Вслед-
ствие структурной идентичности слоев поли-
типы кристаллов имеют одни и те же пара-
метры ячейки в перпендикулярном направле-
нии. Размер ячейки вдоль нормали к слоям,
или высота ячейки, в одном и том же веще-
стве может варьироваться в значительных
пределах от долей до нескольких сотен
нанометров. При этом вследствие идентич-
ности элементарных слоев высота ячейки
равна произведению высоты элементарного
слоя на их число в ячейке. Более тщательные
исследования последних лет показывают, что
элементарные слои в разных полнтипиых
структурах одного и того же вещества не
совсем идентичны, их состав и параметры
кристаллической решетки от политипа к поли-
типу могут различаться.
Известны несколько способов описания
и обозначения политипных структур. Укажем
основные из них, которыми будем пользоваться
при дальнейшем изложении.
Для описания трехмерных плотноупако-
ванных кристаллических структур широко
используется классическая ЛВС-схема, с по-
мощью которой указывают последователь-
ность чередования двухмерных слоев. Имеются
три возможных положения слоев с плотней-
шей упаковкой шаров-атомов, обозначаемых
А, В и С и отличающихся друг от друга на
величину трансляции ± (1/3; 2/3) или пово-
рота на ±60° (рис. 19.1). Трехмерная плот-
нейшая упаковка должна состоять из несколь-
ких таких слоев, уложенных один на другой
по способу плотнейшей упаковки, т. е. таким
образом, что каждый последующий идентич-
ный слой шаров, если его плотно уложить на
слой А, может накрывать пустоты либо типа
В, либо типа С. Аналогичным образом на слой
В можно наложить слой либо С, либо А, а на
слой С — слой А или В. Следовательно, любая
последовательность букв Л, В и С, в которой
ни одна буква не повторяется дважды под-
ряд, характеризует возможный тип плотней-
шей упаковки. Высота элементарной ячейки
в плотнейшей упаковке зависит от числа
слоев, после которых последовательность
укладки повторяется. Это число слоев п опре-
деляет период идентичности и может изме-
няться от 2 до оо для различных плотнейших
упаковок. Взаимное расположение атомов в
слоях наглядно видно, если рассмотреть стро-
ение кристаллографической плоскости (1120).
На рис. 19.2 показано расположение
Рис. 19.1. Три возможные позиции (А. В и С)
слоев в плотнейшей упаковке атомов
[§ 19.1]
Основные физико-химические свойства карбида кремния
447
3C-SIC
АВС А В С А В С
2H-SIC
А В С А В С А В
БН-5ъС
АВСАВСАВСА
A5R-SIC
АВСАВСАВСАВС
Рис. 19.2. Расположение атомов кремния (большие кружки) и углерода (маленькие кружки) в плос-
кости (1120) некоторых политипных структур карбида кремния
атомов в этой плоскости для некоторых
структур карбида кремния. Структуру типа
вюртцит можно представить последовательно-
стью слоев (ЛВ) АВ... с периодом повторе-
ния — два слоя; сфалерит — последователь-
ностью (АВС) АВСАВС... с периодом по-
вторения — три слоя. Шестислойяая струк-
тура представляется последовательностью
(АВСАСВ) АВСАСВ... и т. д. Недостатком
такого обозначения является то, что оно ста-
новится громоздким для длиннопериодных
структур. Однако оно лежит в основе
всех других обозначений.
Более удобны для описания политипных
структур символы Жданова. Символ состоит
из двух чисел, из которых первое выражает
число последовательных циклических А->-В->-
-f-C-»-A..., а второе—антициклических А-*-
-+С-+В->-А... слоев. Эти же числа характе-
ризуют последовательность зигзагов, обра-
зованных атомами в плоскости (1120)
(рис. 19.2). Часто слой, у которого предшест-
вующий и последующий слои имеют одина-
ковую ориентировку, обозначают буквой «г»
(т. е. слой находится в гексагональном
положении), а тот, у которого соседние
слои, расположенные с обеих сторон, имеют
разную ориентировку,— буквой «к» (т. е. слой
находится в кубическом положении). Исходя
из этого для характеристики политипных
структур часто вводят удобный параметр —
степень гексагональности D — nr/ (n,-|-zi„),
где пг и «к— число слоев в гексагональном и
кубическом положениях соответственно.
В обозначение Рамсдела входит число,
указывающее число слоев в элементарной
ячейке, за которым следует латинская
буква, указывающая сингонию, к которой
относится данная структура. Рекомендуется
использовать буквы С, Ti, О, И, R, М и Тс для
обозначения кубической, тетрагональной,
орторомбической, гексагональной, ромбоэдри-
ческой, моноклинной и триклинной сингоний
соответственно. Например, шестислойная гек-
сагональная и пятнадцатислойная ромбо-
эдрическая политипные структуры с после-
довательностями укладки слоев АВСАСВ и
АВСВАСАВАСВСАСВ или гккгкк и
гкгккгкгккгкгкк соответственно обозначаются
символами Жданова (33) (32) 3 и символами
Рамсдела — 6/7 и 15/?. Политипы, имеющие
одинаковые размеры элементарной ячейки,
но разные последовательности слоев АВС,
различаются индексами, например, nHi, nHz
и т. д.
Указанные обозначения политипных
структур простых веществ применимы и для
описания политипных структур химических
соединений. В этом случае элементарные
слои структуры А, В и С будут уже не моно-
атомными, а полиатомными, и буквами А, В
и С в данном случае характеризуют пози-
ции атомов одного сорта в элементарном слое,
а положения других атомов в этом слое
по отношению к указанным выше являются
фиксированными. Например, в SiC элемен-
тарный слой структуры состоит из атомов
Si, над каждым из которых на расстоянии
0,189 нм располагается по одному атому
С (см. рис. 19.2).
Во всех политипах карбида кремния и дру-
гих алмазоподобных полупроводниках для
любого атома конфигурация и состав первой
и второй координационных сфер одинаковы.
Каждый атом тетраэдрически окружен че-
тырьмя ближайшими атомами другого рода,
вторую координационную сферу составляют
двенадцать атомов того же рода, что и перво-
начальный. В пределах кристаллической
решетки большинства политипов окружения
448
Полупроводниковые соединения AlvBlv
[разд. 19]
атомов одного и того же сорта могут разли-
чаться, т. е. возможны неэквивалентные
состояния атомов. В плоскости (1120) их
можно выявлять по различию расстояний
между атомами в направлении оси с (верти-
кальные линии на рис. 19.2). В кубическом
карбиде кремния, обозначаемом (З-SiC или
ЗС-SiC, и у политипа 2Н расстояния вдоль
оси с между двумя атомами одного и того
же сорта одинаковы и равны соответственно
высоте трех и двух слоев. У политипа 4Н
таких неэквивалентных положений два (г, к),
в 6Н — три (гь кь Кг), в 157? —пять (г,, Ki,
Кг, г2, к3) и т. д. (см. рис. 19.2).
По пространственной группе симметрии
все политипы разделяются следующим обра-
зом: ЗС-SiC, относящийся к кубической
сингонии, обладает группой симметрии
Td (F43m)', политипы гексагональной синго-
нии — (Х (Р63тс); политипы тригональной
сингонии — CL (P3ml) и политипы ромбо-
эдрической сингонии — Сзг, (7? 3m).
Хотя в кристаллах карбида кремния уже
обнаружено более 140 политипных структур,
число их, по-видимому, не ограничено.
По мере совершенствования методики струк-
турного анализа обнаруживаются все новые
и новые политипные структуры, различаю-
щиеся как числом слоев, так и порядком
их укладки в элементарной ячейке. Так, поли-
тип 12007? имеет параметр с = 301,56 нм.
Установлено, что многообразие политипных
структур, как в карбиде кремния, так и в
других материалах, обусловлено протеканием
в кристаллах твердофазных превращений,
обусловленных действием внутренних и внеш-
них источников напряжения. Так как фазовые
превращения такого типа наблюдаются у мно-
гих веществ, то, как показывают исследования,
и явление политипизма довольно широко
распространено в природе. В табл. 19.1 пред-
ставлены важнейшие физико-химические
параметры основных политипных структур
карбида кремния. Как видно из таблицы,
для многих параметров наблюдается линейная
корреляция со степенью гексагональности D.
Диаграмма состояния карбида кремния
имеет перитектический характер (рис. 19.3).
Температура перитектического превращения
7р = 3103 К. В бинарной системе Si — С соеди-
нение SiC является единственным. На рис.
19.3, б, в представлены части диаграммы
состояния, примыкающие к кремнию и угле-
роду. В части диаграммы со стороны крем-
ния (рис. 19.3, б) по оси ординат отложено
уменьшение температуры ликвидуса ДТ L
с увеличением концентрации углерода CLc
в растворе. Равновесный коэффициент рас-
пределения углерода в кремнии равен k0a0,07.
Недостаточная точность физико-химического
анализа не позволяет пока получить диа-
граммы состояния для различных политип-
ных структур.
Процесс инконгруэнтного плавления кар-
бида кремния при температуре Тр можно
представить в виде следующей перитекти-
ческой реакции:
1 1 _2Г
SiCT^Т=~с7 (Si'-c₽cCp)«+V=^C’
где Ср = 0,19 — молярная доля углерода в
расплаве при температуре Тр. Уравнение
ликвидуса в приближении теории регуляр-
ных растворов:
у _________ Д7/р + 0,76Д/7т (С) _____
L — ASp+0,76ASm (С) — 7? In 0,55 +
+ aU0,19-(С;с)2 —(1 - С+)2]
+ 7? in ((1-С+) Ос]
где Д77,„(С)=1ОО кДж/моль и ASm(C)=24
Дж/К-моль— энтальпия и энтропия плавле-
ния углерода соответственно; Д/7Р = 65 кДж/
/моль и ASp = 20,95 Дж/К-моль — энтальпия
и энтропия перитектической реакции; С'-с~
атомная доля углерода в расплаве при тем-
пературе Т<; «г — параметр взаимодей-
ствия (энергия смешения) компонентов в
жидкой фазе; 7? — универсальная газовая
постоянная. Значения параметров CLc и щ
приведены на рис. 19.3. Коэффициент актив-
ности кремния в растворе—расплаве при
температуре менее 2400 К равен единице,
а при 2600...3100 К меняется в пределах
1,003... 1,085.
Собственный стехиометрический состав
расплава карбида кремния может существо-
вать при температуре 3460 К и давлении
Ю10 Па.
Заметное диссоциативное испарение кар-
бида кремния происходит при температуре
выше 2100 К- В состав равновесного пара
входят молекулы: Si, SiC2, Si2C и в незначи-
тельных количествах Si2, SiC, Si2C2, Sis,
Si2C3, Si3C и т. д.
Реакции диссоциативного испарения кар-
бида кремния с учетом основных компонентов
паровой фазы:
1. SiCT Sir.«+CT; £(=psi;
2. SiCT+Sir.w Д: Si2Cr; ^2 = Psj2c/Psi’
3. 2SiCT4±SiC2r + Sir.H<; fe3 = psic2Psi>
где ki, ki, ks— константы равновесия.
[§ 19.1]
Основные физико-химические свойства карбида кремния
449
Рис. 19.3. Диаграмма состояния-карбида кремния: а — в крупном масштабе; б — часть диаграммы
со стороны кремния; в — часть диаграммы со стороны углерода; г — кривая ликвидуса в системе
SiC — Si; д — параметр взаимодействия а^-кремния и углерода в растворе-расплаве; е — темпе-
ратурные зависимости давлений паров основных компонентов над карбидом кремния политипа 6Н
(--------------------------------система SiC — Si,----------SiC — С)
Таблица 19.1. Кристаллохимические параметры политипиых структур карбида кремния
Поли- тип Степень гекса- гональ- ности D Хими- ческий сдвиг линии эВ Эффек- тивный заряд 9* Соотноше- ние концен- траций кремния и углерода Csi Сс Параметры кристаллической решетки Рентгеновская и практическая плотность Концентрации вакансий кремния и углерода Темпе- ратура Дебая ©д Энтальпия образова- ния ДН/298, кДж/моль Энтропия S2B8, Дж/ (моль ХК)
СЕ, нм С, НМ с/п, нм С^рент» г/см3 ех пр» г/см3 С?М0-2<’, см”3 Cf-lO”20, см”3
зс 0 0,20 0,74 1,046 0,308269* 0,755124* 0,251708* 3,2154 3,1584 2,0 2,3 1093 — 62,7 14,88
8Н 0,25 0,26 0,96 1,029 0,308130 2,01516 0,251895 3,2159 3,1657 3,3 1,7 866 — 64,4 23,28
21/? 0,29 — — — 0,308111 5,29034 0,251921 3,2159 — — — — — —
6Н 0,33 0,33 1,22 1,022 0,308086 1,51174 0,251955 3,2160 3,1661 4,3 1,5 907 — 65,2 21,61
33/? 0,36 — — —- 0,308075 8,31534 0,251980 3,2159 — — — — — —
15/? 0,40 0,32 1,19 1,012 0,308043 3,78014 0,252009 3,2162 3,1665 5,7 1,1 841 — 65,6 24,70
10// 0,40 — — — 0,308049 2,52011 0,252011 3,2161 — — — 926 — 20,69
27/? 0,44 0,35 1,30 1,008 0,308028 6,80495 0,252035 3,2162 3,1665 6,2 1,0 891 — 22,28
4/7 0,5 0,37 1,37 1,001 0,307997 1,00830 0,252076 3,2163 3,1673 7,1 0,7 1297 — 66,5 10,62
27/** 1 — — — 0,30763 0,50480 0,2524 3,2151 — — — — —
* Параметры приведены в гексагональных осях для сравнительного анализа, параметр решетки в кубических осях равен а=0,43596 нм.
** Параметры политипа 2Н получены на несовершенных кристаллах.
Полупроводниковые соединения A1VB1V [разд. 19]
[§ 19.1]
Основные физико-химические свойства карбида кремния
451
Таблица 19.2. Значения постоянных в температурных зависимостях давления пара
основных компонентов паровой фазы над карбидом кремния политипов 6Н и ЗС
Постоянные 6Н-3\С — с 6/7-SiC — Si 3C-SiC — C 3C-SiC — Si
Si Si2C SiC2 Si Si2C SiCs Si Si2C SiC2 Si Si2C SiC2
А,- 12,74 15,10 15,98 10,82 13,23 18,05 12,89 15,35 16,11 10,82 13,28 18,18
В/-Ю-4, к-1 2,66 3,42 3,53 2.04 2,81 4,18 2,68 3,45 3,54 2,04 2,81 4,18
Температурные зависимости давления
паров основных компонентов в диапазоне
1800...3103 К описываются выражением
1g р,. = Д._В,./7'.
Значения А, и В,- для различных систем
приведены в табл. 19.2. В системе SiC — Si
это выражение описывает давления паров с
хорошей точностью при температуре менее
2600 К- При приближении к температуре
перитектического превращения Т,, ход кривых
несколько отклоняется от линейной функции
в координатах lg p = f (l/T) (см. рис. 19.3, е).
Приведенные значения давления паров крем-
ния примерно в два раза завышены по
сравнению с наиболее надежными экспери-
ментальными данными.
Расчет давлений паров над другими поли-
типами может быть произведен с помощью
выражения
*g P/(D)=lg Р, (ЗС) - aiD-
Значения множителя а, приведены в
табл. 19.3. Так как давления паров компонен-
тов Si2C и SiC2 согласно константам реакций
диссоциативного испарения зависят от давле-
ния пара кремния, то для управления со-
ставом пара над карбидом кремния чрезвы-
чайно важно знать уравнения связи
(6//-S1C):
psi с=2,85-102 exp (- 1,79.107г) psi;
P.SiCs = 9.41 • 1028 exp (- 14,35-104/T)/pS1.
Аналогичные выражения можно записать
с помощью табл. 19.3 и для давлений паров
над другими политипами карбида кремния.
Отношение концентраций атомов кремния и
углерода в паровой фазе Nsi/Nc в значи-
тельной части температур больше единицы и
может быть рассчитано по формуле
Qsi __ PSi+^PSisc+PSiC?
СС Psi2c + 2PSiC2
В кристаллах политипов карбида крем-
ния наблюдается два вида отклонений от
стехиометрического состава. Первый вид
характеризуется большими отклонениями (см.
табл. 19.1) н предполагается, что обусловлен
субструктурным упорядочением вакансий
кремния и углерода в кристаллической решет-
ке.. Слои Si — С, находящиеся в кубическом
и гексагональном положениях, как бы сохра-
няют свой состав в разных политипах, что
приводит к линейному изменению общего
состава, практической плотности и других
физико-химических характеристик кристаллов
в зависимости от степени гексагональности
(см. табл. 19.1). Второй вид отклонений от
стехиометрии имеет небольшое значение
10-4...10~® % (ат.) и характеризуется слу-
чайным распределением вакансий кремния и
углерода в кристаллической решетке. Со-
гласно данным экспериментов по закалке
кристаллов 6//-SiC зависимость концентра-
ции парамагнитных вакансий в углеродной
подрешетке при температуре 1900...2450 °C
имеет вид
СвС=1,5-1О20 ехр (—ДЦР/УгГ),
где А1Г— энергия активации, равная 2,1 эВ.
Теоретические значения энергий образо-
вания вакансий в подрешетках кремния
и углерода соответственно равны A U7BSj =
= 4,93 эВ и Д1ГвС=2,92 эВ, а энергий обра-
зования дефектов взанмозамещения (аити-
структурных дефектов) AlTSic = 3.2 эВ;
AU7Csi = 2,9 эВ. Экспериментальное значение
энергии миграции углеродной вакансии при
температуре 1080... 1300 К составляет 1,2 эВ.
Рентгеновская и практическая плотности,
параметры элементарных ячеек, а и с, меж-
слойные расстояния с/п (п — число слоев в
элементарной ячейке), энтальпии и энтро-
пии образования (А//рое и S2gg) представлены
в табл. 19.1. В табл. 19.1 также представлены
величины химического сдвига аналитической
линии Si/Cxi.2 (ITgiKa) в политипах карби-
да кремния относительно элементарного крем-
ния, определенные методом рентгеноспек-
трального микроанализа, и рассчитанные по
ним значения эффективных зарядов кремния.
Наблюдаемый химический сдвиг аналитиче-
ской линии кремния в политипах карбида
кремния свидетельствует о наличии положи-
тельного заряда на атомах кремния, значения
которого q* приведены в табл. 19.1. Это связа-
но с тем, что атом углерода обладает боль-
шей электроотрицательностью (2,5), чем атом
452
Полупроводниковые соединения A1VB1V
[разд. 19]
Рис. 19.4. Зависимость скорости травления 6Н— SiC для разных составов (а) и кристаллических
граней (б) от температуры расплава
• - KOH + Na,o2 (9:1); О — КОН + К2О4 (9:1); Д — КОН; 4--NaOH; □ — NaOH-|-Na2O2 (9:1)
кремния (1,8). Увеличение эффективного заря-
да приводит к росту ионности химической
связи политипов при увеличении степени
гексагональное™, что обусловлено различ-
ной конфигурацией координационных сфер.
Ионность химической связи в SiC по Полингу
составляет 12 %.
Анизотропия температурного коэффи-
циента расширения для политипов карбида
кремния незначительна (ссц/а_г) = 1...1.07 при
температуре 100...1500 К). Для некоторых
политипов известны температурные зависи-
мости а только для параметра кристалли-
ческой решетки с/n, которые при температу-
ре 18...1000 °C описываются следующими
уравнениями:
кзс= (3,24-4,1 • 10"3-/ — 2,6-10-6 • /2) 10"6;
к||8Н= (2,84-6,6-10"3-( — 3,8-10-6-/2) 10 6;
«Ц6№ (2,34-8,9-10"3-/ —7,0-Ю"6-/2) 10"6;
“|I1S7?= (2,34-9,0-10“3-/ — 7,9-10"e-t2) 10"6;
«цюн= (2,84-6,6- IO"3-/—5,1 10"6-(2) 10"6;
«1127/?= (2,34-8,3-10“3-/ —6,7-10"6-Г) 10"6;
а„4Н= (2,94-4,6- IO"3-/—2,3- IO-6-/2) 10"6.
Из-за отсутствия экспериментальных дан-
ных по «j с достаточно хорошим приближе-
нием можно считать, что Кц=а^=а.
Дебаевские характеристические темпера-
туры политипов Од, найденные из анализа
температурных зависимостей а, приведены
в табл. 19.1. Приведенные в таблице значе-
ния стандартной энтропии политипов най-
дены из функциональной связи, существую-
щей между стандартной энтропией и темпе-
ратурой Дебая для полупроводниковых ве-
ществ.
Карбид кремния обладает исключитель-
ной химической стойкостью. При комнатной
температуре он не вступает во взаимодей-
ствие с концентрированными и разбавлен-
ными кислотами, их смесями и водными
растворами щелочей. Исключение составляют
нагретая ортофосфорная кислота и смесь
азотной и плавиковой кислот. При темпе-
ратуре 400...900 °C карбид кремния взаимо-
действует с хлором, расплавами щелочей,
солей и пероксидов щелочных металлов
(рис. 19.4). При температуре выше 1500 °C
карбид кремния реагирует с парами воды и во-
дородом, что используется в технологии га-
зового травления кристаллов и для интен-
сификации массопереноса при выращивании
эпитаксиальных слоев из газовой фазы.
Скорость травления карбида кремния в тра-
вителях (жидких и газообразных) зависит
от кристаллографического направления и
типа проводимости кристаллов, что исполь-
зуется для идентификации граней, изготовле-
ния меза-структур. для выявления р — «-пере-
ходов и т. д.
Важное значение для изготовления при-
боров на основе карбида кремния имеют
зависимости скорости термического оксиди-
рования монокристаллов. Оксидирование
монокристаллов SiC не требует разработки
специальной технологии и может быть
проведено по кремниевой технологии, но при
более высоких температурах. Процесс окси-
дирования в общем случае описывается
линейно-параболическим законом роста оксид-
ных пленок:
где h — толщина оксидных пленок; т — время
оксидирования; ki=klQ exp (—AlTi/ЯГ)—
[§ 19.1]
Основные физико-химические свойства карбида кремния
453
Таблица 19.3.
Значения множителя а,
для расчета
давления пара компонентов
над различными политипами
карбида кремния
О/ SiC —С SiC-Si
«Si 0,75... 6-IO2/! 0,00
aSiC2 0,38-3-IO2/! 0,38
aSi2C 0,75...9 • IO2/?" 0,14
константа параболической составляющей
закона роста; k2 = kia exp (— Л№•>/RT) — кон-
станта линейной составляющей закона роста.
При температуре 1000...1300 °C в потоке
сухого и увлажненного кислорода со ско-
ростью 15 л/мин скорость роста оксидных
пленок на грани (0001) С в 5... 10 раз выше
скорости роста на противоположной грани
(0001)Si (рис. 19.5). На других гранях, напри-
мер (1120), она имеет промежуточные
значения по сравнению с гранями (0001|.
На грани (0001) С лимитирующей стадией
процесса оксидирования является диффузия
компонентов реакции сквозь растущую оксид-
ную пленку. Поэтому на скорость оксидирова-
ния этой грани не влияет ни вид обработки
поверхности монокристалла, ни тип и уровень
легирования кристалла примесями, ни его
политипная структура. В табл. 19.4 приведены
постоянные линейно-параболического урав-
нения, описывающего процесс оксидирова-
ния грани (0001) С.
На грани (0001) Si скорость оксидиро-
вания лимитируется химическими реакциями
на границе раздела оксид — SiC и при дли-
тельностях оксидирования больших 30 мин
кинетические зависимости становятся почти
линейными.
Значения констант Линейного закона
оксидирования грани (0001)Si политипа
6//-SiC приведены в табл. 19.5. При этом
на скорость оксидирования влияют техноло-
гия предварительной обработки грани
(0001)Si, тип проводимости кристалла (при
переходе от п к p-типу константа оксидирова-
Рис. 19.5. Кинетические зависимости роста
оксидных пленок 6//-S1C при 1180 °C в сухом
кислороде (рНгО<10Па) на гранях (0001) С
(кривая /) и (0001)Si (кривая 2)
ния уменьшается на 5 %) и его политипная
структура. Зависимость константы линейной
составляющей скорости оксидирования (в
нанометрах в секунду) грани (0001)Si в сухом
кислороде от степени гексагональности поли-
типов SiC
k2= (10 + 0,5) exp (—|ДЖг„ + (dW/dD) D]/RT\,
где А 1Г2о = 89,О + О,4 кДж/моль - энергия
активации процесса оксидирования политипа
3C-SiC; dU7/dD=(75+l) 102 Дж/моль.
Эта зависимость позволяет оценить различия
в энтальпиях образования политипов SiC,
значения которых представлены в табл. 19:1.
Параметры слоев, получаемых на' кри-
сталлах карбида кремния термическим окси-
дированием, аналогичны параметрам слоев,
получаемых на кремнии, а их толщины
могут быть оценены по цветовым тестам,
составленным для процессов оксидирования
кремния.
Зависимости коэффициента теплопровод-,
ности х монокристаллов 6/7-SiC перпен-
дикулярно оси с от температуры при различ-
ных уровнях легирования представлены на
рис. 19.6.
Микротвердость ЗС-SiC по шкале Мооса
составляет 9,2...9,3. Микротвердость сильно
зависит от ориентации грани кристалла и
идентора. В табл. 19.6 приведены значения
Таблица 19.4. Энергия активации и частотные множители
параболической и линейной составляющих закона роста оксидных пленок на грани
(0001) С монокристаллов 6//-SiC
Рабочая атмосфера Гн2О, Па A Wi, кДж/моль k,0, нм2/с А UA, кДж/ моль ^20, НМ/С
Увлажненный кислород 5-Ю3 58,5 + 0,8 (2,0 + 0,2)103 276+13 (3+1) ю9
Сухой кислород <10 62,7 + 0,8 (8,5 + 0,3)102 146+8 (3+1) 10’
454
' Полупроводниковые соединения A1VB1V
[разд. 19]
Таблица 19.5. Энергия активации и частотные миожители
закона роста оксидных пленок
на грани (0001) Si монокристаллов бЯ-SiC
Рабочая атмосфера Рн2о. Па А 1Г2, кДж/моль 7г0, нм/с
Увлажненный кислород 5-103 145,5 ±0,4 (9,5±015)102
Сухой кислород <10 91,5±0,4 9,3 ±0,5
Таблица 19.6. Микротвердость
по Кнупу SiC при 7=20 °C,
нагрузке 0,98 Н
Поли- тип Грань Ориентация идентора относитель- но оси с Микро- твер- дость, ГПа
6/7 (0001) ||(ЮГО) ||(1120) 28,62 28,98
(НПО) II [0001] ± [0001] 20,89 27,03
(1120) 1110001] _1_ [0001) 23,45 27,03
ЗС (111) II [НО] ±[110] 26,00 27,27
(001) Ц[1Ю] II [100] 25,65 26,44
микротвердости по Кнупу с указанием ориен-
тации большой оси идеитора.
Из температурных зависимостей микро-
твердости 6Н- и ЗС-SiC следует, что при
температуре ниже 400°С и давлении ~29 ГПа
в Них происходит локальный фазовый переход
с образованием плотноупакованных и более
пластичных фаз. Используя зависимость в
интервале температуры 500...1400 °C, опреде-
лена энергия активации движения дислокации
в 6/7-SiC, составившая 1,7 ±0,1 эВ. При
температуре выше 1300 °C 6Н- SiC обладает
уникально большой твердостью, приближаю-
щейся к алмазу.
Напряжение разрушения массивных
монокристаллов а-SiC при комнатной темпе-
ратуре составляет менее 0,98 ГПа и обуслов-
лено наличием в них дефектов. Для нитевид-
ных кристаллов a-SiC, характеризующихся
высоким структурным совершенством, это
значение достигает 21 ГПа.
Энергия образования дефекта упаковки
в ЗС-SiC составляет 6,1 мДж/м2 (3,1 мэВ)..
Рис. 19.6. Температурные зависимости коэффициента теплопроводности 6/7-SiC при низких (а)
и высоких (б) температурах перпендикулярно оси с (п- и р-концентрации электронов и дырок со-
ответственно в образцах при Т = 293 К)
[§ 19.2]
Электронные свойства политипов карбида кремния
455
Таблица 19.7. Механические свойства карбида кремния
Свойство Поли- тип Значе- ние Темпера- тура, к
Модуль сдвига, ГПа а 168 300
Модуль всестороннего сжатия, ГПа 96,1 300
Модуль Юнга, ГПа 385 350 300 1500
Упругие константы^ ХЮ2 ГПа: Си с,2 Сзз С44 Сбб= (Си — С1й)2 Си С|2 С44 677 5,00 0,92 5,64 1,68 2,04 70...300
ЗС 2,89 2,34 0,55 300
Сжимаемость (до5-107 Па), X 10"13 Па —- 20,6 300
Некоторые другие важные механические
свойства карбида кремния приведены в
табл. 19.7.
19.2. ЭЛЕКТРОННЫЕ СВОЙСТВА
ПОЛИТИПОВ КАРБИДА КРЕМНИЯ
Электрофизические свойства разных поли-
типов карбида кремния отличаются, что позво-
ляет рассматривать их как различные полу-
проводниковые материалы, количество кото-
рых превышает 140.
Политипы карбида кремния имеют до-
вольно сложную структуру энергетических
зон. Детальные расчеты энергетической зон-
ной структуры проведены только для наиболее
простых политипов ЗС и 2Н (рис. 19.7, 19.8),
имеющих в элементарной ячейке наименьшее
количество атомов и составляющих основу
остальных политипов. В табл. 19.8, 19.9 при-
ведены наиболее важные энергетические зазо-
ры для политипов ЗС и 2Н. Зоны Бриллюэна
для этих политипов приведены на рис. 19.7,
19.8. Для более сложных политипов 4/7 и 6/7
энергетический спектр рассчитан только в точ-
ках высокой симметрии. Разность энергий зоны
проводимости и валентной зоны в точке Г
этих политипов равны 4,6 эВ для 4/7 и 4,4 эВ
для 677-SiC. Так как при формировании
зонной структуры полупроводников значитель-
ную роль играет ближний порядок располо-
жения атомов, то зонная структура полити-
пов карбида кремния должна быть во многом
сходной с зонной структурой простейших
фаз — чисто кубического и гексагонального
SiC. Наличие естественной сверхструктуры в
политипах должно приводить к появлению
дополнительных плоскостей брэгговского
отражения для электронов, вследствие чего в
энергетическом спектре электронов возникает
минизонное расщепление. Экспериментальные
исследования действительно показали наличие
такого расщепления в зоне проводимости
политипов. В дырочном карбиде кремния их
выявить не удалось, так как они, по-видимому,
весьма малы вследствие того, что абсолютный
Таблица 19.8. Важнейшие энергетические зазоры в 3C-S1C
Обозначение зазора Г 15в — Г 1п Г 15в — г 15п Х6-Х1„ /.Л ' ХЗП Тзв Т1 в Г 15в — Г1п /""(бв Л"1 п Тзв -Xln
Расчет, эВ 5,92 6,49 6,36 3,08 6,02 4,38 2,35 3,90
Эксперимент, эВ 6,00 — — 3,10 — 4,20 2,39 3,55
Таблица 19.9. Важнейшие энергетические зазоры в 277-SiC
Обозначение зазора Г 6В — Кгп Г|.-К2„ Г бв—М1„ Г 11) ~~ М 1п Г6В Г(п ГIs Г]п Г бв —г 1л Г1В-Г1Н
Расчет, эВ 3,30 3,77 3,40 3,87 3,81 4,28 4,39 4,86
456
Полупроводниковые соединения A1VB1V
[разд. 19]
Рис. 19.7. Зонная структура ЗС-SiC, рассчи-
'тайная методом эмпирического псевдопотен-
циала
максимум валентной зоны для всех полити-
пов лежит в высокосимметричной точке Г —
в центре зоны Бриллюэна.
Как следует из рис. 19.7, абсолютный
максимум валентной зоны в кубическом кар-
биде кремния, считающемся основным при
Рис. 19.8. Зонная структура 2/7-SiC, рассчи-
танная методом эмпирического псевдопотен-
циала
Рис. 19.9. Зависимость между экситонной ши-
риной запрещенной зоны и степенью гекса-
гональное™ политипов
трехкратно вырожден. Однако вследствие
наличия спин-орбитального расщепления, сос-
тавляющего 10 мэВ, это вырождение на самом
деле двухкратное. В гексагональных полити-
пах вследствие существования кристалличе-
ского расщепления снимается и это вырожде-
ние. Для политипов 6// и 4Д кристаллическое
расщепление составляет 53 мэВ и 83 мэВ
соответственно. Спин-орбитальное расщепле-
ние для 6// и 15/? составляет 7 мэВ.
Электронные свойства важнейших поли-
типов карбида кремния приведены
в табл. 19.10, экситонная ширина запрещен-
ной зоны различных политипов приведена
в табл. 19.11 и на рис. 19.9. Из табл. 19.10,
в частности, следует, что вследствие различий
в структурах зоны проводимости свойства
кристаллов разных политипов n-типа электро-
Рис. 19.10. Температурная зависимость по-
движности электронов в чистых кристаллах
ЗС-SiC n-типа электропроводности
[§ 19.2]
Электронные свойства политипов карбида кремния
457
Таблица 19.10. Электронные свойства основных политипов карбида кремния
Свойство ЗС 15R 6/7 411
Наиболее вероятная локализация абсолютного ми- Линия Вблизи
нимума зоны проводимости X M — L М — L
Наиболее вероятное число долин 3 3 3 6
Локализация абсолютного максимума валентной г Г Г Г
ЗОНЫ
Экситонная ширина запрещенной зоны при 4 К 2,39 2,986 3,023 3,265
Д 1Г,КС, эВ Энергия связи свободного экситона Ц7Ж, эВ 0,024 0,04 0,078 0,025
Ширина запрещенной зоны при 77 К A W, эВ 2,43 3,02 3,09 3,29
Температурный коэффициент ширины запрещенной — 5,8 ±0,3 — 5,5 — ~ — 5,55
зоны при 300...700 К, ХКГ'! эВ/К
Деформационный потенциал валентной зоны 0, эВ 69,3
Деформационный потенциал зоны проводимости 11,5
300...1300 К ©, эВ Работа выхода при 300 К из грани (0001), эВ — — 4,5 —
Время жизни, 300 К электрона т„, с 10~9...10~8
Анизотропия электропроводности n-типа рц/р_1_ при 1000 К Эффективная масса электрона в долине, т0: 1,0 1,5 3,7 0,9
m*i_ 0,22...0,24 0,16...0,25 0,29...0,35 0,17-0,21
т11 0,55...0,65 0,24...0,37 1.1...1,4 0,16-0,21
^дол 0,3-0,4 0,19...0,29 0,38.-0,45 0,17-0,21
Эффективная масса плотности состояний электронов 0,6...0,8 0,39...0,58 0,7...1 0,55-0,7
в зоне проводимости т„. ,., то Эффективная масса плотности состояний дырок в — — 1 —
валентной зоне т£. с, то Подвижность электронов при 300 К Р-«, см2/В-с > 1000 500 360 800
Подвижность дырок при 300 К цР, см2/В-с 60 60 60 70
Собственная концентрация носителей заряда 10“‘ 10“5 10“6 10“7
при 300 К п/, см-3 Температура, при которой п,яэ1013 см-3, /max, °C Энергия ионизации азота, эВ 620 700 730 830
0,053 0,047 0,100 0,035
— 0,100 0,150 0,090
Энергия ионизации алюминия, эВ:
0,26...0,27 0,27 0,27 0,24
U7°"T 0,24...0,3 0,18-0,2
Энергия ионизации галлия, эВ:
— — 0,29 —
Ц7°"т 0,35 0,27
Энергия ионизации бора, эВ: 0,39 0,39 —
цутер», 0,35 0,6 0,6 0,35
0,73 0,70 0,39 —
0,7 0,7
Энергия ионизации бериллия, эВ: 0,4
0,6
Энергия ионизации скандия, эВ:
цутерм — — 0,24 —
нропт Энергия ионизации вакансии углерода, эВ: 0,5...0,6
0,60
№°"ст 0,65
458 Полупроводниковые соединения A,VB1V [разд. 19]
Продолжение табл. t9.t0
Свойство ЗС 157? 6/7 4/7
Теизочувствительность S р-SiC при: 300 К 600 К 1000 К Электрическая прочность Е„р, 105 В/см Насыщенная скорость дрейфа электронов онвс, 107 см/с Диффузионная длина, мкм; электронов дырок 20 — 60 40 20 70 2 <1,5 0,5 —
Таблица 19.11. Экситонная ширина запрещенной зоны политипов карбида кремния
Политип ЗС 247? SH 212? 157? 337? 6/7 4/7 227
A при 4К, эВ 2,390 2,728 2,800 2,853 2,986 3,002 3,023 3,265 3,330
Таблица 19.12. Значения потенциального барьера Шоттки различных структур хром — n-SiC
Политип 8/7 627 10/7 4/7 217? 157? 277?
<РБ. эВ 0,8...0,95 1,1...1,2 1,1...1,3 1,4... 1,6 0,9... 1,1 1,1...1,2 1,2...1,35
проводности различаются достаточно сильно;
политипы p-типа характеризуются сходностью
свойств из-за качественно одинаковой валент-
ной зоны. По электронным свойствам наибо-
Рис. 19.11. Температурные зависимости по-
движности электронов в чистых кристаллах
6//- и 15/?-SiC n-типа электропроводности
лее перспективна модификация 4/7. При боль-
шой ширине запрещенной зоны этот политип
имеет меньшую изотропную эффективную
массу электронов, наименьшую энергию иони-
зации доноров и почти изотропную и одну
из самых высоких подвижность электронов;
дырочный политип 4/7-S1C также выгодно
отличается от других политипов наименьшей
энергией ионизации акцепторов. Кроме того,
411 по сравнению с другими политипами имеет
более узкую область гомогенности.
Рис. 19.12. Температурная зависимость по-
движности дырок в чистых кристаллах 6//-S1C
p-типа электропроводности
[§ 19.2]
Электронные свойства политипов карбида кремния
459
Рис. 19.13. Зависимость подвижности электро-
нов от их концентрации в 6/Z-SiC n-типа при
7 = 300 К
В отличие от карбида кремния п-типа
электропроводности в политипах карбида
кремния p-типа анизотропия электропровод-
ности отсутствует, т. е. pj/pj_ = l-
Температурные зависимости подвижности
для чистых кристаллов n-типа политипов
ЗС, 6/7 и 15Р представлены на рис. 19.10, 19.11,
для р-типа — на рис. 19.12. Зависимость
подвижности от концентрации носителей заря-
да при комнатной температуре приведена на
рис. 19.13, предельное значение подвижности
в сильно легированных кристаллах составляет
20 см2/В-с.
Зависимость удельного электрического
сопротивления сильно легированных моно-
кристаллов 6//-S1C от концентрации свобод-
ных электронов представлена на рис. 19.14.
Рис. 19.14. Зависимость удельного электрического сопротивления 6//-SiC от концентрации электро-
нов при 7 = 300 К
Рис. 19.15. Зависимость скорости дрейфа
электронов при 7 = 300 К от напряженности
электрического поля на 6//-S1C в направле-
нии Е\\с
Рис. 19.16. Зависимость напряженности элек-
трического поля (кривые Г и 2') и напряже-
ния (кривые /, 2) лавинного пробоя от концен-
трации (Л'д— Л'д) в 6//-SSC
1,1' — в направлении £||с; 2, 2' — £_1_с
460
Полупроводниковые соединения AIVB1V
[разд. 19]
Рис. 19.17. Зависимости коэффициентов ионизации от напряженности электрического поля для
6/7-S1C в направлении Е||с
1 - 25 °C; 2 - 100 °C; 3 — 180 °C; 4 - 280 °C
Вырождение электронного газа при комнатной
температуре в 6£-SiC наступает при кон-
центрации электронов 2-10'9 см '1.
Критическая концентрация доноров
(азота) для перехода металл — диэлектрик
в 6//-S1C составляет 6,6- 1019 см- 3.
Зависимости, отражающие свойства
материала в сильных электрических полях,
изображены на рис. 19.15, 19.16. На рис.
19.17 представлены зависимости коэффициен-
тов дырочной р и электронной а ионизации
от температуры и напряженности электри-
ческого поля в 6//-SiC при Е || с. Коэффи-
циент дырочной ионизации при ориентации
Е 1с близок к коэффициенту ионизации при
ориентации Е || с, т. е. дырочная ионизация не
имеет существенной анизотропии. Коэффициент
электронной ионизации при ориентации £_1_с
одного порядка с аналогичным коэффициентом
дырочной ионизации. Предполагается, что
причиной значительной анизотропии и ано-
мальной температурой зависимости коэффи-
циента электронной ионизации при ориента-
ции £ || с является минизонная структура
зоны проводимости, обусловленная естествен-
ной политипной сверхструктурой вдоль оси с.
Значение потенциального барьера Шоттки
структур хром — л-SiC на грани (0001) С
для некоторых политипов приведены в
табл. 19.12.
19.3. ОПТИЧЕСКИЕ СВОЙСТВА
ПОЛИТИПОВ КАРБИДА КРЕМНИЯ
Основные оптические параметры поли-
типов карбида кремния приведены в табл.
19.13, 19.14, 19.15. Зависимость показателя
преломления п от длины волны описывается
следующими эмпирическими зависимостями:
для политипа ЗС при А = 467..,691 нм:
п = 2,55378 + 3,417 • 107л2;
для политипа 2/7 при А = 435.8...650,9 нм:
/io = 2,5513 + 2,585-104А2+ 8,928- 108/Л4;
/1Р = 2,6161+2,823- 104/Л2 +11,49- 108/£4.
В спектрах оптического поглощения кар-
бида кремния (рис. 19.18) проявляется струк-
тура, обусловленная непрямыми переходами
с образованием экситонов и одновременным
испусканием фононов. Стрелками на рисунке
обозначены фононы (£0, ТО, LA, ТА),
определенные из спектров фотолюминесцен-
ции. Энергии главных фононов приведены
в табл. 19.16. Значения экситонной ширины
запрещенной зоны W,;1: получены на основании
совместных исследований процессов поглоще-
ния и люминесценции и приведены в
табл. 19.11.
Оптическое поглощение, вызванное
образованием экситонов и испусканием фононов,
наблюдается только при низких температурах.
При повышении температуры оптическое
поглощение происходит как с испусканием,
так и с поглощением фононов.
Большое значение для практических
целей имеют результаты исследований опти-
ческого поглощения в кристаллах n-SiC,
легированных азотом, в примесной области
спектра (рис. 19.19). Механизм этого погло-
щения связан с фотоионизацией донорных
уровней азота и переходом электронов на
более высоколежащие энергетические уровни
в зоне проводимости. Пропорциональность
[§ 19.3]
Оптические свойства политипов карбида кремния
461
Таблица 19.13. Зависимость показателя преломления обыкновенного (»о) и необыкновенного (пе)
лучей в политипах карбида кремния от длины волны при Т=300 К
Л, нм ЗС 2й 477 6/7 157?
п п0 пе Л.о пе По пе По пс
435,8 — 2,7121 2,7966 — — — — —
450,3 — 2,7005 2,7833 — — — — — —
467 2,7104 — — 2,7186 2,7771 2,7074 2,7553 2,7081 2,7609
498 2,6916 — — 2,6980 2,7548 2,6870 2,7331 2,6894 2,7402
500,7 — 2,6686 2,7470 — — — — — —
515 2,6823 — — 2,6881 2,7450 2,6789 2,7236 2,6800 2,7297
546,1 — 2,6480 2,7237 — — — — — —
551,1 — 2,6461 2,7215 — — — — — —
568 2,6600 — — 2,6655 2,7192 2,6557 2,6979 2,6572 2,7043
589 2,6525 — — 2,6588 2,7119 2,6488 2,6911 2,6503 2,6968
601,5 — 2,6295 2,7029 — — — — — —
616 2,6446 — — 2,6508 2,7033 2,6411 2,6820 2,6429 2,6879
650,9 — 2,6173 2,6892 — — — — — —
691 2,6264 — — 2,6335 2,6834 2,6243 2,6639 2,6263 2,6676
Таблица 19.14. Двойное лучепреломление Л п в политипах карбида кремния при Л=632,8 нм; Т=300 К
Политип 8Н 217? 6/7 157? 10/7 277? 4/7 2977?
Степень гексагональное™ D 0,250 0,286 0,333 0,400 0,400 0,444 0,500 —
/\п = пе — по 0,0308 0,0343 0,0395 0,0419 0,0432 0,0446 0,0508 0,0439
510 440 420 400 380 360 нм
Рис. 19.18. Спектральная характеристика поглощения различных политипов карбида кремния при
Г = 4,2 К и поляризации света Е±с
коэффициента поглощения Xirnax концентра-
ции нескомпенсированных доноров Na—
(рис. 19.19, в, г) позволяет сравнительно
просто и эффективно с помощью светового
зонда, длина волны которого соответствует
Хг,тах, определять концентрацию и неоднород-
ности легирования кристаллов различных по-
литипов важнейшей донорной примесью —
азотом.
Спектральная характеристика примесного
поглощения в кристаллах 6/7-SiC р-типа
проводимости, легированных алюминием и бо-
ром, имеет вид широких полос с максимумами
при 0,62 и 1,7 эВ соответственно. При увеличе-
нии концентрации бора в кристаллах до (1,4...
...6) -1018 см ‘ интенсивность поглощения
возрастает в диапазоне излучений 0.5...3 эВ
(рис. 19.20). Наблюдаемый широкий спектр
462
Полупроводниковые соединения AIVB1V
[разд. 19]
Рис. 19.19. Спектры поглощения различных политипов при поляризации Е || с (а); Е J_ с (б) и зави-
симость коэффициента поглощения от Nд—Л'Л при Е[\с (в) и Е_1_с (г) для 6/7- и 15/?-SiC (Т = 300 К)
Рис 19.20. Спектры оптического поглощения кристаллов карбида кремния, легированных бором,
при различных температурах
1 — 300 К; 2 - 400 К; 3 — 500 К; 4 — 600 К; 5 — 700 К; 6 — 800 К
[§ 19.3]
Оптические свойства политипов карбида кремния
463
Таблица 19.15. Низкочастот-
ная со и высокочастотная е«
относительные
диэлектрические проницае-
мости при 7=300 К
Политип Со К оо
ЗС 9,72 6,52
6Я: Е ± £ || с 9,66 10,03 6,52 6,70
4/7: Е ± с £||с — 6,5 6,8
поглощения объясняется оптическими пере-
ходами электронов из валентной зоны на
неионизированные примесные уровни бора,
что важно для определения содержания в кри-
сталлах бора оптическими методами.
Характер фотопроводимости в полити-
пах карбида кремния — монополярный
Тоси/тцеосн = 103... 105. Температурный ход
фотопроводимости в п-SiC политипа 677 опре-
деляется захватом дырок на уровень Ц7В +
+0,2 эВ и «залипанием» неравновесных элек-
тронов на энергетических уровнях ионизи-
рованных центров азота.
Одним из важнейших свойств карбида
кремния является его способность к люми-
несценции в видимой области спектра. Излу-
Рис. 19.21. Спектры люминесценции кристал-
лов карбида кремния, легированных различ-
ными примесями — активаторами люминес-
ценции при 7=300 К
1 — политип 6//, легированный Be; 2 — политип
6//, легированный В; 3 — политип 6/7, легирован-
ный Sc; 4 — политип 4Н, легированный Sc; Б —
политип 6Н, легированный А1
нательная рекомбинация свободных электро-
нов и дырок и свободных экситонов в карбиде
кремния наблюдается только при электролю-
минесценции р — «-переходов, изготовленных
на основе кристаллов ЗС-SiC. Излучательная
рекомбинация в карбиде кремния, обуслов-
ленная такими примесями, как азот, алюми-
ний, бор, галлий, бериллий и скандий, обес-
печивает широкие полосы люминесценции,
лежащие в интервале энергий 1,4...2,9 эВ.
На рис. 19.21 представлены спектры люминес-
ценции кристаллов карбида кремния, легиро-
Таблица 19.16. Энергия главных фононов, мэВ, для политипов карбида кремния
Фононная ветвь ЗС 21/? 152? 337? 6/7 4/7 2/7
м, 46,3 46,5 46,3 46,3 46,3 46,7 52,5
ТА? — 53,0 51,9 52,3 53,5 51,4 53,4 61,5
LA 79,5 77,5 78,2 77,5 77,0 76,9 78,8 —
ТО, 94,4 94,5 94,6 94,7 94,7 95,0 91,2
ТО? — — 95,7 95,7 95,6 — 100,3
LO 102,8 104,0 103,7 103,7 104,2 104,0 104,3 103,4
464
Полупроводниковые соединения A,VBIV
[разд. 19]
ванных различными примесями. Эффективная
фотолюминесценция карбида кремния при
комнатной температуре достигается при
легировании кристаллов такими примесями,
как бор, бериллий, скандий. Спектры люминес-
ценции представляют собой широкие бесструк-
турные полосы полушириной около 0,5 эВ
(рис. 19.21). Спектры фотолюминесценции
различных политипов карбида кремния, леги-
рованных указанными выше примесями, по-
добны по форме и смешены относительно
друг друга в соответствии с различиями в ши-
рине запрещенной зоны этих политипов.
19.4. ДИФФУЗИЯ И РАСТВОРИМОСТЬ
ПРИМЕСЕЙ В КАРБИДЕ КРЕМНИЯ
Для понимания процессов диффузии
примесей в карбиде кремния и научного
обоснования технологии выращивания моно-
кристаллов необходимо знать коэффициенты
самодиффузии основных компонентов. Темпе-
ратурные зависимости коэффициентов само-
диффузии углерода и кремния в чистых и ле-
гированных кристаллах п-типа 6/7-SiC,
полученные с помощью изотопов 14С и 30 Si,
приведены на рис. 19.22. Эти зависимости
описываются формулой
£>,= £>о,ехр (— Wj/kT)..
Параметры Dot и приведены в
табл. 19.17.
Из рис. 19.22 видно, что коэффициент
самодиффузии кремния в чистых кристаллах
Рис. 19.22. Температурные зависимости коэф-
фициентов самодиффузии НС и 30Si в кристал-
лах чистого (кривые 1,4} и легированного азо-
том (кривые 2, 3) карбида кремния
меньше, чем в легированных азотом, в .то
время, как для коэффициента самодиффузии
углерода имеется обратная закономерность.
Это обусловлено тем, что по закону дей-
ствующих масс концентрация вакансий крем-
ния, имеющих акцепторные свойства, при
увеличении концентрации донорной при-
Таблица 19.17. Параметры коэффициентов диффузии атомов в карбиде кремния политипа 6Я
Хими- ческий элемент Темпера- тура, К Коэффициент DOl, см2/с Энергия активации Wi, эВ Концентрация примесей /V
30 Si 2273...2563 <5,01+ 1,71)102 — 7,22 + 0,07 Азот 1О18...1О17 см’3
30 Si 2273...2563 (1,54 + 0,78)105 — 8,18 + 0,10 Азот 3-1О19 см”3
!4С 2123...2453 (8,62 + 2,01)105 — 7,41+0,05 Азот 1О|8...1О17 см’ 3
I4C 2123...2453 (3,32 +1,43)107 — 8,20 + 0,08 Азот~3-1019 см”3
В 2273...2673 50,00 — 5,6 Л+СЗ-1018 см”3
В (I) 1873...2823 3,20 -5,1 Ар—(2...5)-1018 см”3
В (Г) 1873...2823 0,70 — 5,1
в* 1873...2823 0,12 — 3,4 —
А1 2073...2723 8,00 -6,1 АА|=(1...1,5)1018 см”3, объемный участок
Ga 2173...2623 0,17 — 5,5+ 0,2 Ара<(3...5)1017 см”3
Be 1873...2573 0,30. — 3,1 А^е<;2-1018 см”3, объемный участок
Be 1873...2573 32,00 -5,2 Nfe> 2-1018 см”3, поверхностный участок
Be* 1873...2573 10”4 — 1,5 —
Li 1773...2473 1,2-10”3 — 1,7 —
0 2073...2623 11,00 — 6,9 А?=(1...2)1018
Кристалл p-типа, объемный участок
Диффузия и растворимость примесей в карбиде кремния
465
Рис. 19.23. Распределение концентрации при
диффузии акцепторных примесей (алюминия,
бора и бериллия) в кристаллы карбида крем-
ния (заштрихованные части — компенсиро-
ванные области кристалла)
меси — азот, будет увеличиваться, и это при
имеющем место вакансионном механизме
самодиффузии будет приводить к возрастанию
коэффициента диффузии. Вакансии углерода
характеризуются донорными свойствами, и их
концентрация при увеличении содержания
доноров должна убывать, что будет приводить
к снижению коэффициента самодиффузии
углерода.
Диффузионное распределение акцепторных
примесей в кристаллах карбида кремния
обладает следующими основными особенно-
стями:
1. Наличие приповерхностных (большая
концентрация, малые эффективные коэффи-
циенты диффузии) и объемных (наоборот,
меньшие концентрации, большие коэффициен-
ты диффузии) областей (рис. 19.23).
2. Наличие на границе между объемной
и приповерхностной областями промежуточ-
ного аномального слоя. При диффузии алю-
миния и бериллия этот слой оказывается
компенсированным с р-, а чаще с п-типом
проводимости. При диффузии бора этот слой
оказывается слаболегированным и слабоком-
пенсированным (по сравнению с соседними
областями) слоем p-типа электропроводности
(рис. 19.23).
3. Эффективный коэффициент диффузии
существенно зависит от условий, реализуемых
на поверхности отжигаемого кристалла: от
соотношения NSi/в паровой фазе и на по-
верхности, концентрации легирующей при-
меси, присутствия третьего компонента.
Эти особенности обусловлены в основ-
ном генерацией углеродных вакансий вблизи
поверхности кристалла, которые проявляют
донорные свойства, а также образованием
простых и сложных комплексов, состоящих
из примесных атомов и вакансий. Темпера-
турные зависимости коэффициентов диффузии
акцепторных примесей изображены на
рис. 19.24, а их параметры представлены
в табл. 19.17.
При низких поверхностных концентра-
циях бора (W₽< 3-1018 см '1) диффузионное
распределение акцепторных примесей имеет
стандартный вид и может быть описано одним
коэффициентом диффузии. С ростом Лф наб-
людается усложнение характера диффузион-
ного распределения. Появляется крутой припо-
верхностный участок S, значительно возра-
стает скорость диффузии в «объемной» области
кристалла, причем последняя при темпера-
турах диффузии выше 2100 °C приобретает
ступенчатый вид, распадаясь на участки 1 и Т.
Поверхностную область распределения (S)
не удается описать одним коэффициентом
диффузии. Диффузия бора в полярных на-
правлениях [0001] С и [0001] Si практически
одинакова, однако в направлениях, перпенди-
кулярных оси с, диффузионные глубины в
1,2...1,3 раза больше. При диффузии в направ-
лении, перпендикулярном линиям дислокации,
наблюдается некоторое уменьшение глубины
проникновения бора. Диффузия бора в сильно
легированные алюминием кристаллы р-типа
выше, а в кристаллы, сильно легированные
азотом п-типа, ниже, чем в сравнительно чис-
Рис. 19.24. Температурные зависимости коэф-
фициентов диффузии примесей в карбиде
кремния политипа &Н
466
Полупроводниковые соединения A1VBIV
[разд. 19]
Таблица 19.18. Отношения коэффициентов
диффузии бора в легированных
(азотом или алюминием)
и чистых кристаллах
тые монокристаллы (Na—/VA<1017 см'1)
(табл. 19.18). Характер диффузионного рас-
пределения бора существенно зависит от сос-
тава паровой фазы. При увеличении соотно-
шения Nsi/^c в паровой фазе наблюдается
значительное возрастание коэффициента
диффузии, особенно в приповерхностной об-
ласти распределения (в 2...4 раза). В «объем-
ной» ветви этот эффект менее заметен, хотя
все распределение сдвигается в сторону боль-
ших концентраций бора. Диффузия бора из
предварительно выращенного эпитаксиаль-
ного слоя, легированного бором, характери-
зуется более низкой скоростью по сравнению
с диффузией из пара, особенно при невысоких
значениях Nf. Однако при значениях
близких к предельной растворимости бора,
уменьшение коэффициента диффузии наблю-
дается лишь в приповерхностной области
распределения. Коэффициент диффузии бора
зависит и от политипной структуры кристал-
ла. Диффузионные глубины возрастают
с уменьшением степени гексагональное™ по-
литипа в ряду 4/7, 15/?, 6//, 21/?, 8/7, ЗС
(рис. 19.25). Все отмеченные особенности
диффузии бора в карбиде кремния хорошо
согласуются с вакансионной моделью диффу-
зии с участием комплексов «атом бора —
вакансия углерода».
Диффузионное распределение алюминия
также имеет сложный профиль и состоит из
крутого приповерхностного и более плавного
объемного участков. Диффузионные парамет-
ры зависят от поверхностной концентрации,
причем в отличие от бора с уменьшением
от 5-10™ до 1-1019 см"’ наблюдается
некоторое возрастание коэффициента диффу-
зии. При диффузии алюминия из сильно
легированных им эпитаксиальных слоев также
1,0'
0,5
0 0,1 О? 0,3 0,9 02
Рис. 19.25. Зависимость относительного коэф-
фициента диффузии бора от степени гексаго-
нальности политипа
наблюдается резкое уменьшение скорости
диффузии по сравнению с диффузией из пара.
Предполагается, что диффузия алюминия
идет по вакансиям кремния.
Распределение бериллия при малых
поверхностных концентрациях (7Vjie < 2Х
ХЮ18 см-3) имеет стандартный вид. При бо-
лее высоких поверхностных концентрациях рас-
пределение бериллия имеет отчетливо выра-
женные крутой приповерхностный и более
плавный объемный участки, каждый из кото-
рых может быть описан erfc-функцией.
В приповерхностной области диффузия
бериллия идет по вакансиям углерода, в объ-
емной части кристалла — значительная доля
бериллия диффундирует по междоузлиям в ви-
де двухзарядных ионов Ве+2, что обусловли-
вает большие коэффициенты диффузии и ма-
лые энергии активации процесса. Бериллий
в междоузлиях карбида кремния обладает
донорными свойствами. Диффузия бериллия
в карбид кремния, сильно легированный азо-
том, незначительно замедляется, в то время,
как в кристаллах, легированных алюминием
или бором, наблюдается существенное возрас-
тание подвижности бериллия (табл. 19.19).
Коэффициент диффузии скандия очень
Таблица 19.19. Отношения коэффициентов
диффузии бериллия
в легированных
(азотом, алюминием или бором)
и чистых кристаллах
карбида кремния
Темпера- £>BW= £>вурве Al' O|7O.Be
тура, К /Vn = 4X X 1018 см '1 /Vai=2X ХЮ20 cm“3 /VB=1,5X Xio2° CM”3
2323 0,6 40 10
2123 0,4 50 15
[§ 19.4]
Диффузия и растворимость примесей в карбиде кремния
467
Рис. 19.26. Зависимость среднего значения проекции пробега Rp (а) и среднего нормального откло-
нения проекции пробега >\R,, (б) в SiC от энергии для различных ионов
1 — Be; 2 — В; 3 — N; 4 — А1; 5 — Р
мал и при температуре до 2673 К составляет
менее 10“12 см2/с.
Среди донорных примесей изучалась
диффузия лишь азота, кислорода и лития
(см. рис. 19.24, табл. 19.17). Неопределенность
в коэффициентах диффузии азота обусловлена
трудностями их определения вследствие мало-
сти значений. Так, при температуре 2550 °C
коэффициент диффузии азота составляет
около 10“12 см2/с.
Литий среди изученных примесей в карби-
де кремния обладает самым большим коэф-
фициентом диффузии. Его диффузия наблю-
дается даже при комнатной температуре.
Наряду с диффузионным легированием
монокристаллов карбида кремния интенсивно
развивается и ионное легирование, что для
SiC особенно актуально в связи с высокими
температурами и большими длительностями
диффузионных отжигов. Кроме того, диффузия
важнейшей донорной примеси — азота, чрез-
вычайно трудная проблема. В настоящее
время ионное легирование карбида кремния
осуществляется почти всеми важнейшими
донорными и акцепторными примесями. На
рис. 19.26 изображено распределение длин
пробегов различных ионов в монокристаллах
карбида кремния. Отжиг радиационных де-
фектов после ионного легирования производят
либо термически при температуре 1400...
... 1800 °C в течение минут или десятков секунд,
либо воздействием лазерного излучения.
Легирование кристаллов карбида кремния
в процессе их роста из газовой фазы может
осуществляться либо при наличии равно-
весия между состояниями примеси в маточной
среде и объеме кристалла, либо при отсут-
ствии такового. Первый случай имеет место
при скоростях роста, много меньших скорости
диффузии примеси в кристалл. В этом случае
концентрация легирующей примеси в кри-
сталле зависит только от температуры роста
Таблица 19.20. Предельные концентрации примесей в кристаллах
карбида кремния, легированных в процессе роста
Хими- ческий элемент T, К Концент- рация, см-3 Хими- ческий элемент T, К Концент- рация, см-3
Li 2400 1,2-Ю18 Но . 6,0-Ю18
Си 1,2-10” Ge 2600 3,0-ю19
Аи 4,9-1016 Ti 3,0-Ю18
Be 8,0-1020 N 2500 5,0-1020
В 2,5-1020 Р 2,8-Ю18
А1 2600 2,0-1021 As 5,0-Ю18
Ga 1,8-10'® Sb 2100 8.0-1015
In 9,5-1015 Та 2,4-10”
Sc 2-10” Cr 3,0-10”
Y 2,0-1016 W 2600 2,5-10”
Mn 3,0-10”
468 Полупроводниковые соединения A1VBIV [разд. 19]
Рис. 19.27. Зависимости параметров решетки при Т = 300 К (а) температурного коэффициента
линейного расширения при температуре 300...800 °C (б) и коэффициента теплопроводности (Т=
= 300 К) (в) от состава твердых растворов (SiC).v(AlN), _Л-
и не зависит от скорости роста и кристалло-
графической ориентации растущей грани.
Второй случай имеет место при скоростях
роста, сопоставимых со скоростью диффузии
примеси в кристалле. В этом случае концен-
трация легирующей примеси зависит от темпе-
ратуры, скорости роста и кристаллографи-
ческой ориентации растущей грани. Рассмо-
тренные случаи хорошо описываются в рамках
представлений о действительном коэффициен-
те распределения примеси:
k*—kn+ (k„- ko) exp (— vD/v),
где kt,— равновесный коэффициент распреде-
ления; kx— отношение концентрации адсорби-
рованных примесных атомов к их концентра-
ции в газовой фазе; un=D/h—скорость
диффузии примеси в кристалле; D — коэффи-
циент диффузии примеси; h — толщина эле-
ментарного растущего слоя; v — нормальная
скорость роста кристалла.
Этому же соотношению подчиняются и
концентрации основных компонентов (кремния
и углерода), и отклонение от стехиометриче-
ского состава растущего кристалла в зависи-
мости от скорости роста. Достигнутые
предельные максимальные концентрации при-
месей в карбиде кремния представлены в
табл. 19.20.
19.5. ТВЕРДЫЕ РАСТВОРЫ
НА ОСНОВЕ КАРБИДА КРЕМНИЯ
Существует довольно много различных
видов твердых растворов в системе Si—С—
AI — О — N. Большинство из них, например,
такие, как (SiC)^(Si.jN^) 1-.>, получают пока
в виде керамики для целей огнеупорной
промышленности. Для электронной техники
большое значение имеет непрерывный ряд
твердых растворов карбида кремния с пря-
мозонным полупроводником нитридом алюми-
ния. На рис. 19.27 иллюстрируются зависи-
мости основных физико-химических свойств
твердых растворов (SiC)x(AlN) |_.v от соста-
ва. На рис. 19.28 изображена зависимость
ширины запрещенных зон твердых растворов
от состава. Предполагается, что переход
от непрямой структуры энергетических зон
к прямой происходит при х^0,5. Хотя
карбид кремния и нитрид алюминия легко
образуют политипные структуры, их твердые
растворы получены пока со структурой 27/.
Монокристаллы твердых растворов SiC—A1N
выращивают на затравках карбида кремния,
сапфира и нитрида алюминия методом
сублимации в атмосфере азота при температу-
ре 1900...2020 °C. Состав получаемого моно-
кристалла задается составом исходной шихты,
представляющей собой спек твердого раство-
ра, получаемый методом горячего прессования.
Рис. 19.28. Зависимости положения /(-мини-
мумов (кривая /) и Г-минимумов (кривая 2)
зоны проводимости от состава твердых раст-
воров (SiC) x (ALN) 1
Переход от «непрямой» структуры зон к «прямой»
происходит при х = 0,7
[§ 19.6]
Методы выращивания монокристаллов карбида кремния
469
19.6. МЕТОДЫ ВЫРАЩИВАНИЯ
МОНОКРИСТАЛЛОВ КАРБИДА
КРЕМНИЯ
Поскольку собственный расплав карбида
кремния может существовать при аномаль-
но высоких значениях внешнего давления
и температуры, то классические методы выра-
щивания монокристаллов из расплава для
карбида кремния не применяются. В связи
с этим в настоящее время получили развитие
методы выращивания кристаллов из газовой
фазы и из растворов в расплаве. При выра-
щивании кристаллов из растворов в расплаве
в качестве растворителей применяют Si, Si +
+ Со, Si + Сг, Si + РЗМ, Ge, Sn, Ga, Сг, Sc,
Dy, Nd, Pr и другие редкоземельные метал-
лы (РЗМ). Скорости роста кристаллов из
растворов в расплаве в основном определяют-
ся углами наклона кривых ликвидуса (рис.
19.29). Использование РЗМ в качестве раство-
рителей позволяет методом зонной плавки с
градиентом температуры выращивать моно-
кристаллы размером 10X10X3 мм3 со ско-
ростями роста более 1 мм/ч. Однако при таких
скоростях роста кристаллы захватывают
капельки расплава, что значительно повышает
число дефектов. В связи с этим методы выра-
щивания из растворов в расплаве в полу-
проводниковой технологии карбида кремния
используются только для процессов получения
эпитаксиальных пленок с малыми скоростями
роста, предотвращающими образование вклю-
чений второй фазы.
Кристаллы выращивают из газовой фазы
тремя методами:
1. Методом термического разложения в
водороде углерод-кремнийсодержащих соеди-
нений на графите при температуре около
1700... 1800 °C.
В качестве таких соединений использу-
ются либо кремнийорганические, содержащие
в молекуле и кремний, и углерод в определен-
ном соотношении (например, CH^SiCl.-»;
(CHj)2SiCl2; CHjSiHCB), либо раздельные
потоки соединений, содержащие только крем-
ний и только углерод, например SiCU и ССЦ,
и позволяющие регулировать соотношение
кремния и углерода в газовой фазе. Метод
позволяет выращивать игольчатые кристаллы
a-SiC, в том числе и политип 2/7 (длиной
до 3 мм и диаметром до 0,5 мм) и пластинча-
тые кристаллы ЗС-SiC с базисной плоскостью
(111) и гексагональным габитусом и размером,
достигающим у отдельных кристаллов до 5...
...7 мм. Вследствие спонтанного зарождения
кристаллы в большинстве своем имеют
высокую плотность дефектов внутренней струк-
туры и морфологии. Вследствие низкой тем-
пературы роста и полигранного роста выра-
щенные кристаллы ЗС-SiC характеризуются
секториальным характером распределения
легирующих примесей и, по-видимому, откло-
нений от стехиометрического состава. Вслед-
ствие отмеченных недостатков этот метод
кристаллизации используется в основном для
получения эпитаксиальных слоев, как a-SiC.
так и ЗС-SiC.
2. Методом сублимации в условиях спон-
танного образования зародышей (массовая
кристаллизация). Кристаллы выращивают в
цилиндрических графитовых тиглях
(рис. 19.30). В качестве исходного сырья при-
меняют порошкообразный карбид кремния,
синтезированный из кремния и углерода осо-
бой чистоты. Тигель нагревают в цилиндриче-
ских печах с резистивным или индукционным
нагревом. Кристаллы выращивают в атмосфе-
ре инертного газа (аргон, гелий) при темпе-
ратуре 2500...2600 °C. Зарождение кристаллов
Рис. 19.29. Растворимость карбида кремния в низкотемпературных (а) и высокотемпературных
растворителях (б)
I — Yb; 2 — Sn; 3 — Ge; 4 — Ga
470
Полупроводниковые соединения A1VB1V
[разд. 19]
Рис. 19.30. Ячейка для выращивания кристал-
лов карбида кремния в условиях спонтанного
зарождения
1 — графитовый тигель: 2 — шихта SiC; 3 — гра-
фитовая кристаллизационная втулка
происходит как на поверхности графитовой
кристаллизационной втулки (ГКВ), так и ве-
роятнее всего на зернах карбида кремния,
находящихся в отверстиях ГКВ. Кристаллы
вырастают в виде пластинок с базисной
плоскостью (0001) и гексагональным габи-
тусом. Основная масса выращиваемых кри-
сталлов (свыше 95 %) имеет поперечные
размеры около 3 мм. Отдельные кристаллы
достигают 30 мм в поперечнике. Вследствие
полигранного роста и спонтанного зарождения
кристаллы имеют большой разброс концен-
траций легирования и плотностей дислока-
ций, а также в пределах каждого кристалла
характеризуются неоднородным характером
распределения легирующих примесей и дисло-
каций. Каждый кристалл содержит один и
более сильно разупорядоченных слоев толщи-
ной 4...50 мкм и расположенных параллельно
базисной плоскости (0001). В пределах
партии наблюдается большой разброс кри-
сталлов по политипной структуре. Кроме
того, часто по обе стороны разупорядочен-
ного слоя кристалл имеет разную политип-
ную структуру. Отмеченные особенности
метода существенно сдерживают его широкое
применение.
Разновидностью этого метода является
метод прямого синтеза. В этом случае в гра-
фитовый тигель в низкотемпературную зону
(2000...2200 °C) помещается элементарный
кремний. Пары кремния, реагируя со стенка-
ми графитового тигля, образуют пары моле-
кул Si2C, SiC2, SiC, которые в местах пересы-
щения паров образуют зародыши кристаллов
карбида кремния и обеспечивают их рост.
Этот метод также обладает отмеченными
выше недостатками.
3. Методом сублимации с осаждением
пара на затравках. Основное достоинство
такого метода выращивания кристаллов
Рис. 19.31. Конструкции ростовых ячеек для выращивания кристаллов: а — в профилированных
графитовых каналах; б — в тонкостенных графитовых кристаллизационных втулках; в — в
условиях вытягивания ячейки
/ — затравки; 2 — графитовая шайба, предотвращающая испарение с тыльной стороны затравок; 3 — тигель;
4 — шихта; 5 — втулка; 6—формообразующие каналы; 7— составная затравка в виде пакета пластин
карбида кремния
(§ 19.7]
Применение карбида кремния
471
(рис. 19.31) состоит в наличии затравки 1,
т. е. в контролировании процесса зарождения
кристалла. Массоперенос в этом случае осу-
ществляется потоками компонентов газовой
фазы Si, Si2C и SiC2, образующихся на первой
стадии за счет разложения источника паров
карбида кремния (монолитного спека или
порошка карбида кремния 4). На следующей
стадии процесса пары кремния, давление кото-
рых согласно термодинамическому анализу
выше давления компонентов Si2C, SiC2, взаи-
модействуют со стенками графитовой поло-
сти роста 3, находящимися при более низкой
температуре, образуя добавочные компонен-
ты SiC.2 и Si2C в каждой точке полости:
CT + 2Sir = Si2Cr; 2Ст+Sir = SiC2,-.
Таким образом, кремний в этой системе
является транспортером углерода в виде моле-
кул Si2C и SiC2, а графитовая полость —
источником углерода и принимает активное
участие в формировании массопотоков к расту-
щему кристаллу. Выращивание кристаллов
производят либо в вакууме, либо в инертной
среде (аргон, гелий) иногда с добавками
водорода при температуре 1800...2600 °C.
Давлением инертного газа регулируют ско-
рость массопереноса и соответственно ско-
рость роста кристалла.
Профилирование графитовой полости
роста позволяет получать кристаллы карбида
кремния различных профилей: круглые, труб-
чатые, прямоугольные, треугольные, ленточ-
ные и т. д. Выращивание в конических
полостях роста приводит к разращиванию
кристаллов. Метод позволяет управлять
политипной структурой кристаллов путем
выращивания на грани (0001) Si или на гранях
затравок соответствующей политипной струк
туры, отклоненных от (0001). Метод позволяет
выращивать и гетерополитипные структуры,
т. е. на затравках одной политипной струк-
туры выращивать кристаллы другой поли-
типной структуры. Это достигается либо
управлением скоростью роста на начальных
стадиях зарождения, либо введением на этой
стадии таких структурно-активных примесей,
как азот, алюминий, РЗМ и другие. Метод
обладает высокой производительностью (ско-
рости роста менее 10 мм/ч), размеры выращи-
ваемых кристаллов уже доведены до 25 мм
в длину и в поперечном сечении и нет принци-
пиальных ограничений иа дальнейшее их
увеличение. Концентрацию легирующих при-
месей в кристалле варьируют содержанием
их в исходной шихте или в газовой фазе. На-
пример, уровень таких важнейших донорных
и акцепторных примесей, как азот и алюми-
ний, в кристаллах может изменяться в диа-
пазоне 10'”...1021 см •*. При использовании
в качестве шихты спеков смесей
(SiC)x(AlN) |_л метод сублимации в атмо-
сфере азота позволяет получать монокристал-
лы непрерывного ряда твердых растворов
карбид кремния — нитрид алюминия.
Эпитаксиальные слои карбида кремния
и твердых растворов на его основе могут
быть получены всеми известными способами
полупроводниковой технологии. В качестве
подложек для эпитаксии используются кри-
сталлы карбида кремния, нитрида алюми-
ния, сапфира и кремния. Очень важное значе-
ние для технологии полупроводниковых и
микроэлектронных приборов имеет гетеро-
эпитаксия ЗС-SiC на кремнии. В этом случае
для компенсации больших различий пара-
метров решеток между ними (около 20 %)
на начальной стадии формируют буферный
квазиаморфный слой. Рост эпитаксиальных
слоев ЗС-SiC ведут на грани (100) в систе-
ме СзНв—SiH<—Н2 при температуре 1360...
1400 °C со скоростью роста около 2...3 мкм/ч.
Толщина получаемых слоев достигает 30 мкм.
19.7. ПРИМЕНЕНИЕ КАРБИДА КРЕМНИЯ
На основе монокристаллического карбида
кремния показана возможность изготовления
высокотемпературных силовых полупроводни-
ковых приборов, полевых транзисторов, СВЧ
приборов, туннельных диодов, светодиодов,
фотодиодов, счетчиков частиц высоких энер-
гий, эмиттеров электронов, терморезисторов,
фоторезисторов, тензорезисторов и других
приборов. Применение карбида кремния
для изготовления различных типов полупро-
водниковых приборов обусловлено повышен-
ными требованиями современной электроники
к стабильности их параметров при условии
работы приборов в химически агрессивных
средах, при высоких уровнях облучения час-
тицами высоких энергий и при повышенной
температуре. Реализацию удачного сочетания
комплекса физико-химических и электрофи-
зических свойств карбида кремния при разра-
ботке на его основе полупроводниковых
приборов, в том числе и склонность к образо-
ванию многообразных политипных структур,
можно проиллюстрировать на примере све-
тодиодов.
Светодиоды на основе карбида кремния
по сравнению со светодиодами на основе
соединений AlnBv обладают исключительно
высокой надежностью и стабильностью рабо-
ты. Светодиоды не нуждаются в какой-либо
защите от внешней среды и могут выдерживать
100-кратные токовые перегрузки, циклические
472
Полупроводниковые соединения AlnBv
[разд. 20]
перегревы до 400 °C и сохранять после этого
стабильность своих показаний с точностью,
лучшей ±1,5%. Кроме того, они обладают
исключительно высокой радиационной стой-
костью, способны выдерживать без изменения
своих характеристик воздействия радиации до
дозы, равной 1015 см Эти свойства позво-
ляют использовать светодиоды в качестве
световых эталонов, опорных источников света
в измерительных устройствах, а также в аппа-
ратуре специального назначения. Цвета све-
чения светодиодов перекрывают весь диапа-
зон видимого спектра излучения вплоть до
фиолетового, и им можно управлять либо
путем введения различных примесей-актива-
торов люминесценции в какой-либо политип,
например 6Н (см. рис. 19.21), либо путем
использования кристаллов различных полити-
пов. В последнем случае энергии излучаемых
фотонов могут изменяться в пределах 0,8 эВ
вследствие различий в ширине запрещенной
зоны различных политипов. Как следует из
рис. 19.21, только на основе политипа 6Н мо-
гут быть изготовлены светодиоды с красным,
желтым, зеленым и синим цветами свечения
путем введения примесей бериллия, бора,
скандия и алюминия соответственно. Если же
воспользоваться методом, позволяющим полу-
чить сине-зеленую люминесценцию в кристал-
ле 6//-S1C (максимум излучения при 500 нм),
то излучение аналогичной структуры в поли-
типе ЗС-SiC окажется красным (максимум
около 650 нм), а в политипе 47/-S1C — синим,
близким к фиолетовому (максимум излуче-
ния при 460 нм). Вводить в кристалл примеси-
активаторы люминесценции и формировать
р—я-переходы при изготовлении электролю-
минесцентных структур можно всеми извест-
ными в полупроводниковой технологии мето-
дами: диффузией, эпитаксией, ионной им-
плантацией и в процессе роста кристаллов.
В настоящее время разработаны весьма
эффективные светоизлучающие элементы на
основе р — я-переходов, получаемых методом
ионной имплантации алюминия в карбид
кремния я-типа. Максимум спектра для поли-
типа 6// лежит в области 510...530 нм (зеле-
ный цвет свечения), яркость составляет
1000 кд/м2 при плотности тока 10 мА/мм2.
Зависимость яркости от плотности тока почти
линейна до значения 10 А/см2. При ионной
имплантации алюминия в политип 4// получа-
ют светодиоды с синим цветом свечения.
Путем локального управления ростом эпитак-
сиальных слоев заданных политипных струк-
тур разработаны методы формирования
на одной п'одложке многоцветных электро-
люминесцентных структур.
На основе поликристаллического карби-
да кремния изготовляют варисторы, высо-
котемпературные нагреватели, игнитронные
поджигатели, волноводные поглотители, а
также зеркала для мощных лазеров, излу-
чающих в ИК и УФ частях спектра.
На основе пленок аморфного карбида
кремния изготовляют светодиоды, солнечные
элементы, записывающие среды для электро-
фотографии, мишени видиконов.
РАЗДЕЛ 20
ПОЛУПРОВОДНИКОВЫЕ СОЕДИНЕНИЯ AnlBV
Ю. Л. Ильин, И. Г. Пичугин, В. С. Сорокин
20.1. ОСНОВНЫЕ
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
СОЕДИНЕНИЙ A»>BV
Соединения типа A111 Bvявляются алмазо-
подобными полупроводниками и ближайшими
изоэлектронными аналогами кремния и герма-
ния. При образовании этих соединений в ка-
честве элемента А111 выбираются В, Al, Ga, In,
в качестве элемента Bv— N, Р, As, Sb. Дру-
гие элементы V группы периодической системы
элементов (Bi и Т1) не образуют соединений
такого типа.
Систематические исследования полупро-
водников A111 Bv начаты около 30 лет назад.
К настоящему времени наименее изученными
среди них являются нитриды и соединения
бора, что связано с технологическими трудно-
стями их получения в виде совершенных
объемных монокристаллов или эпитаксиаль-
ных слоев.
Большинство соединений AlnBv кристал-
(§ 20.1]
Основные физико-химические свойства соединений A!I,BV
473
Рис. 20.1. Кристаллические структуры типа сфалерита (а) и вюрцита (б)
лизуются в решетке цинковой обманки куби-
ческого (сфалерит) или гексагонального
(вюрцит) типа. Элементарные ячейки этих
структурных типов показаны на рис. 20.1. Для
обеих решеток характерна тетрагональная
координация атомов. Структура сфалерита
может рассматриваться как две кубические
гранецентрированные ячейки, вставленные
одна в другую, смещенные относительно друг
друга на четверть диагонали куба и состоящие
из одного сорта атомов каждая. Структура
сфалерита имеет симметрию более низкого
порядка, чем структура алмаза, характерная
для ковалентных полупроводников Ge и Si.
Структура алмаза обладает инверсионной
симметрией по отношению к любой точке, рас-
положенной посередине между двумя сосед-
ними атомами, тогда как структура сфалерита
не имеет центра инверсии. Эта особенность
приводит к полярности структуры: плоскости
(111) и {ГГГ} образованы разнородными ато-
мами. Поскольку химическая природа металла
(А111) и металлоида (Bv) весьма различна,
это, в свою очередь, вызывает различие при
росте полярных граней кристалла, травлении и
окислении.
Структура вюрцита сходна со структурой
сфалерита, только чередующиеся плоскости
{111} повернуты на угол 180° вокруг оси [111],
что выражается в симметрии ромбоэдрической
(гексагональной) решетки. Структуру вюр-
цита можно рассматривать как состоящую из
двух вставленных друг в друга гексагональных
решеток.
Химическая связь в соединениях AH1BV
носит преимущественно ковалентный харак-
тер. Для этого типа соединений связь хорошо
описывается в рамках модели донорно-акцеп-
торной связи, согласно которой из четырех
ковалентных связей три создаются неспарен-
ными валентными электронами атомов А и В,
а четвертая — неподеленной парой s-электро-
нов атомов. При формировании такой связи
энергетически выгоден переход двух электро-
нов «донора» на уровень, общий для «донора»
и «акцептора». Такая связь отличается от
обычной ковалентной только природой четвер-
той электронной пары При этом происходит
5р3-гибридизация, и четыре электронные пары
независимо от их природы стремятся располо-
житься по углам правильного тетраэдра.
В реальных кристаллах такая связь проявля-
ется в образовании между атомами электрон-
ных мостиков, в которых максимум электрон-
ной плотности смещен в сторону элемента
с большей электроотрицательностью. Это сме-
щение во внешних проявлениях можно рас-
сматривать как ионную долю связи. В зависи-
мости от разности электроотрицательностей
элементов А111 и Bv доля ионной связи раз-
лична, являясь максимальной для нитридов
типа А111—N.
Наличие некоторой ионности связи обу-
словливает специфику свойств полупроводни-
ков AUIBV. Например октаэдрическая спай-
ность, т. е. спайность по плоскостям [111},
общая для моноатомных полупроводников
алмазоподобного типа, не является основной
для соединений A111 Bv. В большинстве слу-
чаев здесь обнаруживается спайность по
плоскостям [011), не связанным электростати-
ческим взаимодействием, поскольку они со-
стоят из разнородных атомов. С ростом доли
ионной связи облегчается скалывание по пло-
скостям {011}.
Основные сведения о структуре соедине-
ний AIHBV приведены в табл. 20.1. Указанные
в таблице средние значения микротвердости
отражают процесс «металлизации» связи в не-
которых аналогах по Мере возрастания моле-
кулярной массы соединений.
Диаграммы состояния — основа управля-
емого синтеза сложных соединений. Для боль-
шинства соединений A111 Bv экспериментальное
исследование диаграмм состояния представ-
ляет значительные трудности из-за наличия
Таблица 20.1. Основвые кристаллохимические свойства соединений AIUBV
Соедине- ние A,nBv Молеку- лярная масса Тип решетки Тип симметрии Простран- ственная группа Период идентичности, нм, при 300 К Микротвер- дость, ГПа Твер-' дость по Моосу Плотность Мг/мЗ, при 300 К
BN 24,828 Г ексаго нальная Рб^/ттс Z-2 о = 0,250399; < =0,66612 0,6* - 2,290
BN BP 24,828 41,795 Кубическая, сфалерит F43m F43m Z-4 а = 0,3615 а = 0,4537 73... 100 40 10,0 3,488 2,940
V 95,845 Г ексагональная R3m Z-2 а = 0,5984; с= 1,1850 38,00 — 2,590
BAs 85,730 Кубическая, сфалерит F43m Z-4 а = 0,4777 19,00 5,290
BgAs 139,830 Г ексагональная R3m Z-2 <7 = 0,6142; с = 1,1892 — — —
AIN 40,988 Гексагональная, вюрцит Рб^гпс <7 = 0,3111; с = 0,4978 12,30 7,0 3,260
A1P 57,155 Кубическая, сфалерит а = 0,545100 , — 5,5 2,400
AlAs 101,890 T^— F43m Z-4 а = 0,566220 4,81 5,0 3,598
AlSb 148,740 <7 = 0,613550 3,95 4,8 4,218
GaN 83,728 Гексагональная, вюрцит Pf>3mc Z-2 <7 = 0,318880; с = 0,5186 6,10 — 6,095
GaP 100,695 Кубическая, сфалерит Td—F43m о = 0,544950 9,45 5,0 4,130
GaAs 144,630 T2d-F43m Z-4 <7=0,565321 6,50 5,317
GaSb 191,480 T2d - F43m . <7 = 0,609593 4,48 4,5 5,614
InN 128,828 Гексагональная, вюрцит Рб^тс Z-2 <7 = 0,3533; с = 0,5693 - __ 6,880
InP 145,795 Кубическая, сфалерит T2d - F43m <7 = 0,586875 4,35 4,0 4,787
InAs 189,730 T2d-F*3m Z-4 а = 0,605840 3,74 5,667
InSb 236,580 Td — F43m <7 = 0,647937 2,93 - ; 5,775
* Поликристалл.
Полупроводниковые соединения AlnBv [разд. 20
[§ 20.1]
Основные физико-химические свойства соединений A'"BV
475
0 0,2 Q4 0,6 Ат. доля 1ft
Al As, Sb
Рис. 20.2. Проекция линии трехфазного равновесия на плоскость Т — х в системах: AI — Bv (и),
Ga — Bv (б) и In — Bv (s)
в их составе легколетучих компонентов Bv
(исключение составляют лишь антимониды).
Ввиду этого для построения фазовых диа-
грамм соединений такого типа широко исполь-
зуются расчетные, методы в сочетании с экспе-
риментальными сведениями об отдельных раз-
резах и точках. В общих чертах диаграммы
состояния имеют эвтектический характер
с единственным химическим соединением
AIHBV в бинарной системе А111 — Bv. Поли-
морфизма не наблюдается вплоть до точки
плавления соединения. Эвтектика часто вырож-
дена со стороны легкоплавкого компонента. На
рис. 20.2...20.4 приведены проекции линий
трехфазного равновесия на плоскости Т — х,
р—х и р — Т для некоторых наиболее распро-
страненных соединений типа A111 Bv-
Все соединения A111 Bv обладают малой
растворимостью собственных компонентов
в твердом состоянии. Как правило, введение
избытка одного из компонентов в расплав не
оказывает влияния на физические свойства
соединения. Возможность получения малых
концентраций носителей заряда в соединениях
AnlBv свидетельствует об отсутствии значи-
тельных отклонений от стехиометрии. Благо-
даря этому свойству соединения AHIBV (за
исключением нитридов) просты по механизму
легирования и методам получения р — я-пере-
ходов. Тем не менее термодинамический ана-
лиз таких бинарных систем показывает, что
максимальная точка плавления соединения на
кривой ликвидуса несколько отклоняется от
точки плавления соединения стехиометриче-
Рис. 20.3. Проекция линии трехфазного равновесия на плоскость р — х в системах: In — As (а)
Ga — As (б) и In — Р (в)
476
Полупроводниковые соединения AI"BV
[разд. 20]
Рис. 20.4. Проекция линии трехфазного равновесия на плоскость р — Т в системах: Ga —As (а),
In — As (б) и In — Р (в)
ского состава. Экспериментально установлено,
что температурный максимум на кривой лик-
видуса системы Ga—As смещен от температур-
ного максимума для стехиометрического
состава в сторону галлия на 0,005 % (ат.);
при этом наименьшей концентрацией точечных
дефектов обладают кристаллы GaAs, выра-
щенные из расплава с содержанием мышьяка
50,5 % (ат.).
На рис. 20.5 в увеличенном масштабе
показана линия ликвидуса некоторых соедине-
ний A111 Bv.
За исключением антимонидов, все соеди-
нения AlnBv обладают высокой упругостью
пара компонента Bv над расплавом за счет
значительной диссоциации соединений при
плавлении. При одинаковой температуре дав-
ления пара компонентов А111 и Bv отличаются
на несколько порядков, поэтому пар над рас-
плавом соединения почти полностью состоит из
компонента Bv. Упругость диссоциации твер-
дого соединения достаточно точно соответ-
ствует давлению пара компонента Bv. Темпе-
ратурные зависимости упругости диссоциации
некоторых соединений представлены на
рис. 20.6. В табл. 20.2 приведены состав и
давление пара соединений Ап,Вупри различ-
ных температурах.
Плавление сопровождается аномальным
изменением объема. Относительное изменение
плотности при плавлении для различных сое-
динений составляет 7...13 %. Увеличение плот-
ности расплава связано с изменением струк-
туры ближнего порядка в сторону более плот-
ной упаковки по сравнению с твердой фазой.
Так, для антимонида индия экспериментально
установлено значение координатного числа
для расплава, равное 6, тогда как для кри-
сталла это число равно 4, что соответствует
неплотной упаковке атомов.
Различия в структуре ближнего порядка
твердой и жидкой фазы определяют большие
значения энтропии плавления, характеризую-
щей степень разупорядоченности системы
в точке фазового перехода.
Основные термодинамические характери-
стики соединений AU1BV приведены в табл. 20.3
и 20.4.
[§ 20.1] Основные физико-химические свойства соединений AIIIBV 477
Таблица 20.2. Давление пара соединений AHIBV при различной
температуре
Сое- дине - Со- став Давле- ние p, p=KB- A/T), Па Температура измерения Г, Давление р в точке
A1I1BV пара Па A В к плавления, Па
BN — 280 — — 2500
BP Робщ — 13 700 12,25
BAs —
AIN — 1867 2173
A1P Al P2 — 15 065 17 864 9,866 11,536 1276... 1784. 1276... 1784
AlAs Al As2 1,12 1,39 1517 1517
Al Sb GaN — 0,133 973 13,33
Робщ 18 870 18,606 1054... 1273 3,5-106
GaP p2 p4 13 650 12 510 11,906 13,173 973...1073 1350... 1678 —
Робщ 34 500 27,925 1324...1469 1,0-10ь
GaAs As 2 A$4 — 17 340 19 320 14,876 16,436 950... 1200 950...1200 —
GaSb Робщ Sb2 Sb4 17 060 17 920 22 300 18,556 14,486 20,486 800...960 850...1190 850...1190 1,33 1,0-10-'
InN — 1,0-10b — — 800 —
робщ 23 000 26,006 900... 1350 4,05-106
InP p2 p4 14 850 21 300 15,326 21,846 775...900 775...900 —
InAs As2 As4 15 400 19 300 16,556 20,656 911...1195 911...1195 3,34-10*
InSb Sb4 8000 11,006 800...1100 1,33- io-1
Зависимость теплоемкости от температуры
для большинства соединений представлена на
рис. 20.7. В области температуры выше темпе-
ратуры Дебая наблюдается линейная зависи-
мость вида Ср/си = 0,88 +0,068 Г/О, где 0 —
температура Дебая; Си — теплоемкость
Дюлонга—Пти.
Рис. 20.6. Температурные зависимости упру-
гости диссоциации некоторых наиболее важ-
ных соединений A11[BV
В соответствии с законом Неймана и
Коппа се = 6Д яз 50 Дж/(моль-К), т. е. моль-
ная теплоемкость соединения равна сумме
атомных теплоемкостей входящих в него эле-
ментов. Как видно из рис. 20.7, при повышен-
ной температуре теплоемкость соединений
AIHBV изменяется незначительно, и в прибли-
женных расчетах можно пользоваться посто-
янным значением, равным 50 Дж/(моль-К).
Температура Дебая и удельные теплоем-
кости при комнатной температуре для боль-
шинства соединений указаны в табл. 20.5
(в скобках указана температура измерения).
Рис. 20.7. Температурная зависимость удель-
ной теплоемкости соединений AnIBv
478
Полупроводниковые соединения A"'BV
[разд. 20]
Рис. 20.8. Зависимость относительного линейного расширения от температуры для некоторых соеди-
нений An,Bv
Здесь же приводятся значения теплопровод-
ности и температурного коэффициента линей-
ного расширения. Для многих соединений
A111 Bv значение а/ близко к 5-Ю”6 К”'
(рис. 20.8).
Температурные зависимости теплопровод-
ности некоторых соединений A111 Bv представ-
лены на рис. 20.9 и 20.10. В широком интервале
температур приближенно выполняется закон
Таблица 20.3. Термодинамические константы
соединений A,HBV
Соеди- нение AnIBv Изменение стандартной энтальпии — A///298, кДж/моль Стандарт- ная энтро- пия образо- вания со •J298, Дж/(моль - К) Изменение свободной энергии —• AG/298, кДж/(моль)
BNr 253 15 —
ALN 319 20 287
GaN 176 35 —
InN 151 43 —
BP 104 20 92
A1P 166 47 —
GaP 103 52 93
InP 87 63 74
BAs 43 37 —
AlAs 118 60 115
GaAs 77 64 70
InAs 58 76 52
AlSb 49 64 46
GaSb 44 76 41
InSb 30 87 26
Эйкена, т. е. теплопроводность изменяется
обратно пропорционально температуре. Вклад
электронной составляющей в теплопровод-
ность при комнатной температуре в чистых
соединениях (W,lp„„-< 10|в см”3) пренебре-
жимо мал. Даже в узкозонных полупроводни-
ках (InSb, InAs, GaSb) электронная состав-
ляющая теплопроводности не превышает 1...
...3 % при 300 К- При повышенной температуре
в области собственной электропроводности
значение теплопроводности, обусловленной
электронами и электронно-дырочными парами,
может иметь тот же порядок, что и фононная
составляющая (например, в InSb перед плав-
Рис. 20.9. Температурная зависимость коэф-
фициента теплопроводности соединений АШВУ
[§ 20.1]
Основные физико-химические свойства соединений А"'В
479
а) б)
Рис. 20.10. Изменение коэффициента теплопроводности арсенида галлия в области низких (а)
и повышенных (б) температур для различной степени легирования образцов
1 — Д/д = 5-10'6 см”3; 2- Л/д=8- Ю'8 см”3; 3 — Л/д = 6-10!9 см”3
лением электронная составляющая теплопро-
водности достигает 80 %).
При увеличении уровня легирования мате-
риала наблюдается уменьшение теплопровод-
ности, особенно в области низких температур,
что является следствием усиления электрон-
фононного рассеяния (рис. 20.10).
Для некоторых соединений A1HBV иссле-
дована теплопроводность в жидком состоянии
(рис. 20.11).
Все соединения A1UBV при температуре
плавления переходят в металлоподобное
состояние. Изменение ближнего порядка и
характера химической связи сопровождается
Ж
Ga.Sb
—
InSb j — г
? Г т
Z?l---------------------------------------------------И------------------U------!_
300 400 500 900 700 800 900 1000 К
Рис. 20.11. Изменение коэффициента теплопроводности при плавлении антимонидов индия и галлия
480
Полупроводниковые соединения A"'BV
[разд. 20]
Таблица 20.4. Термодинамические свойства полупроводниковых соединений AIHBV
Соеди- нение AIUBV Темпе- ратура т, К Изме- нение энталь- пии н°г- Дж/моль Тепло- емкость Ср, Дж/ (моль-К) Измене- ние энт- ропии S°r-S^8, Дж/ (моль• К) Соеди- нение AniBv Темпе- ратура т, к Изме- нение энталь- пии H т— #298, Дж/ моль Тепло- емкость Ср, Дж/ (моль-К) Измене- ние энт- ропии ST~ S298, Дж/ (моль - К)
BN 19,73 BAs 120 34,92
AIN 30,15 AlAs — 62,50 —
GaN 300 32,25 GaAs 88 47,30 0,25
InN 33,80 InAs 300 91,3 49,32 0,34
BP 89 30,27 AlSb 88,8 48,06 0,33
A1P 23 49,49 GaSb 130 85,76
GaP 400 4647 13,40 InSb 144 51,90
InP 4814 13,86
Таблица 20.5. Теплофизические свойства соединений AInBv
Сое- дине- ние AinBv Тем- пера- тура плав- ления, ^пл, ,°C Теплоем- кость с, Дж/г-К Температу- ра Дебая 0д. к Коэффициент теплопроводности X, Вт/(см-К) Температурный коэффициент линейного расшире- ния «/• 106, К-1
BNr 3000 1,000(293) 598 0,80(473) — 2,90 (|| с) (293)
BNK 2700 — 1700 5...10 3,50(273)
BP 2500 0,720(298) 985(0) 8,6-10~3(162) 2,10
B6P 2000 — — 0,50(295) 5,00
BAs 2000 0,407 625(0) — —
AIN 2400 0,733(300) 747(300) 0,30(473) 4,03(473)
A1P 2550 0,478(400) 588(0) 0,90(300) —
AlAs 1750 — 417(0) 0,08(300) 5,20(300)
AlSb 1060 1,470(20) 219(20) 0,56(300) 4,88(300)
GaN 1700 600 1,70(расч.) 5,59(300); 3,17(300); 7,75 (± с) (700...900)
GaP 1467 21,947(300) 446(300) 1,10(300) 5,30(300)
GaAs 1238 22,860(300) 362(300) 0,54(300) 6,00(300)
GaSb 712 24,170(300) 240(300) 0,35(300) 6,70(300)
InN 1200 32,650 — — —
InP 1070 22,270(300) 420(273) 0,67(300) 4,75(300)
InAs 943 22,350(200) 280(273) 0,26(300) 5,20(300)
InSb 525 — 161(273) 0,18(300) 5,04(300)
Примечания: 1. В скобках указана температура измерения. 2. Значе-
ния az=5,59 приводятся для £||а, а, = 3,17 (£||с), а/ = 7,75 (£J_c).
изменением всех составных частей теплопро-
водности. При переходе из твердого состояния
в жидкое теплопроводность антимонида индия
увеличивается в три раза, а антимонида гал-
лия — в два раза. При дальнейшем нагрева-
нии расплава теплопроводность резко падает
и приближается по значению и характеру
изменения к теплопроводности металлов.
В этом температурном интервале (на 20...30 К
выше точки плавления) примерно выполняется
закон Видемана — Франца.
Таблица 20.6. Электрические параметры и саойства соединений AmBv
Соединение AnIBv Ширина запрещенной зоны AW, эВ Температурное изменение запрещенной зоны, х 104 эВ/К Приведенная эффективная масса m^rriQ Эффек- тивный ионный заряд, 4эф Диэлектрическая проницаемость Энерге- тический переход Подвижность ц, см2/В-с
ок 300 К электронов, дырок m*p/m0 низкочас- тотная «о высоко- частот- ная бсо электронов Ря дырок
BNK . 8,0 — — — Непрямой
BNr 3,85 — — 0,43 4,15 3,25 •
AIN 6,2 5,88 0,56 8,5 5,44 80
GaN 3,50 3,39 -4,8 0,19 0,6 (т) 0,55 12,3 5,2 Прямой 440 3,0
InN 2,2 1,95 -8,3 0,58 5,5 35...50 —
BP 2,2 2,0 -4,5 — 0,20 — — 500
A1P 2,52 2,45 -3,5 0,13 0,46 9,8 Непрямой 80 30
GaP 2,34 2,2 -4,7 0,35 0,17 (л); 0,8 (т) 0,078 (л); 0,45 10 190/2700 120/2000
InP 1,42 1,35 -2,8 0,077 0,49 12,1 — Прямой 4600/23000 150/1200
BAs — . 1,46 — 1,2 0,4 (т) 0,26 (л); — — — —
AlAs 2,24 2,16 -4,0 0,5 0,31 (т) 0,22 (л) 0,47 10,9 Непрямой 280 —
GaAs 1,52 1,43 -4,0 0,068 0,49 (т) 0,082 (л); 0,46 13,8 10,4 9500 450
Прямой 2105 4200
0,45 (т) 0,025 (л); 0,41 (т)
InAs 0,425 0,356 -3,5 0,023 0,49 14,55 33 000 460
1,2-105 690
200 700 550 3700
AlSb 1,70 1,62 -3,5 0,39 0,11 (л); 0,50 (т) 0,44 11,21 - Непрямой
GaSb 0,813 0,70 -3,6 0,048 0,052 (л); 0,33 (т) 0,43 15,69 4000 1400
InSb 0,236 0,18 -3,0 0,0135 0,016 (л); 0,438 (т) 0,46 17,72 15,68 Прямой 78000 750
Примечания: 1. Символы в скобках означают: л — «легкие» дырки, т — «тяжелые» дырки. 2. Для подвижности в числителе указаны
значения при 300 К, в знаменателе — при 77 К.
[§ 20.1] Основные физико-химические свойства соединений АШВ
482
Полупроводниковые соединения AIUBV
[разд. 20]
20.2. ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
СОЕДИНЕНИЙ A111 Bv
Электрические, оптические и многие дру-
гие свойства полупроводника определяются
его зонной структурой, т. е. зависимостью энер-
гии от волнового вектора. Экспериментальные
результаты оптических и электрических изме-
рений позволяют количественно описать
зонные структуры наиболее важных соедине-
ний AIHBV. Параметры зонной стуруктуры
совместно с основными электрическими харак-
теристиками представлены в табл. 20.6 и иллю-
стрируются рис. 20.12.
Для всех соединений со структурой сфа-
лерита валентная зона качественно одинакова.
Так, для германия и кремния она состоит из
нескольких подзон. Две из них, стыкующиеся
при А = 0, образуют зоны «тяжелых» и «лег-
ких» дырок. Третья, низколежащая подзона
Рис. 20.12. Структура энергетических зон наиболее изученных
[§ 20.2]
Электрические свойства соединений
483
отщеплена от первых двух вследствие спин-
орбитального взаимодействия. Все соединения
индия, а также большинство соединений
галлия имеют абсолютный минимум зоны про-
водимости в центре зоны Бриллюэна. В то же
время у другой половины соединений А|П Bv
самая низкая точка зоны проводимости лежит
на осях <; 100> , т. е. оптические переходы
из валентной зоны в зону проводимости воз-
можны лишь с участием фононов.
Определенная экспериментально темпера-
турная зависимость ширины запрещенной
зоны линейна лишь вблизи комнатной темпе-
ратуры. Поэтому линейная экстраполяция
обычно приводит к завышенным значениям
ширины запрещенной зоны для температуры
абсолютного нуля.
Внутри каждой группы соединений-анало-
гов наблюдается линейная зависимость ши-
рины запрещенной зоны от суммарного атом-
соединений AH1BV (штриховыми линиями показаны расчетные зависимости)
484
Полупроводниковые соединения A'"BV
[разд. 20]
Рис. 20.13. Температурная зависимость под-
вижности электронов и дырок в антимониде
индия с различной степенью легирования
1 — п = 2-10'4 см 3; 2 — п = 1016 см“3; 3 — п =
= 1018 см”3; 4 —р = 3-Ю14 см-3; 5-р = 4Х
Х1015 см-3; 6~р = 3-10'6 см-3
кого номера в периодической системе
Д. И. Менделеева. Подобную корреляцию
можно наблюдать для температуры плавле-
ния соединений, так как обе эти зависимости
определяются видом химической связи. Исклю-
чение составляют соединения бора.
У многих соединений А1П Bv подвижность
Рис. 20.14. Зависимость подвижности носи-
телей заряда при 300 К от нх концентрации
для некоторых арсенидов и антимонидов
электронов достигает высоких значений, что
обусловлено, в первую очередь, малыми значе-
ниями их эффективной массы. Сходство струк-
туры валентной зоны у большинства соедине-
ний A111 Bv приводит к тому, что эффективные
массы дырок имеют близкие значения. При
повышенных температурах главным механиз-
мом рассеяния в соединениях А1П Bv является
полярное взаимодействие носителей заряда
с оптическими колебаниями решетки. Этот
вид взаимодействия играет особую роль вслед-
ствие большого дипольного момента, возни-
кающего при относительном движении двух
неодинаковых атомов. В ковалентных полупро-
водниках со структурой алмаза оба атома
в элементарной ячейке имеют одинаковую
природу, поэтому оптические неполярные коле-
бания решетки играют значительно меньшую
роль.
В области низких температур подвиж-
ность носителей заряда, как правило, ограни-
чивается рассеянием на ионизированных при-
месях. В связи с этим значение низкотемпера-
турного максимума подвижности может слу-
жить дополнительным критерием чистоты
материала. На рис. 20.13 представлены кривые
температурной зависимости подвижности для
антимонида индия, которые являются нагляд-
ной иллюстрацией этого. Следует отметить,
что при достаточно высокой степени легирова-
ния примесное рассеяние проявляется даже
при комнатной температуре. Влияние легиро-
вания на подвижность наиболее изученных
соединений А111 Вv показано на рис. 20.14.
В ряду ковалентных полупроводников
подвижность электронов растет при переходе
от алмаза к кремнию и германию, т. е. прибли-
женно можно считать, что подвижность элек-
тронов увеличивается с ростом атомной массы.
Аналогичная зависимость наблюдается и
в соединениях A111 Bv: максимальной подвиж-
ностью обладают носители заряда в InSb,
а минимальную подвижность носителей сле-
дует ожидать в BN. Увеличение атомной массы
компонентов ведет к уменьшению амплитуды
тепловых колебаний атомов, что, в свою оче-
редь, вызывает уменьшение рассеяния носите-
лей заряда при этих колебаниях; а так как од-
новременно происходит ослабление ионной
связи, то подвижность носителей заряда резко
возрастает. Уникальным соотношением под-
вижностей электронов и дырок обладает анти-
монид алюминия — подвижность дырок су-
щественно превышает подвижность электро-
нов, что является редким исключением. Макси-
мальная подвижность электронов в InSb при
300 К, равная 7,8-104 см2/В-с, сохраняется
в некомпенсированном материале вплоть до
концентрации доноров 1016 см-3. Максималь-
[§ 20.2]
Электрические свойства соединений
485
Рис. 20.15. Температурная зависимость удельной проводимости для антимонида индия с различным
типом электропроводности
1 — (Л'д-Л'Л)=Ю13 см-3; 2 — (ЛГд-МО=1,3-10'6 см-3; 3 — (ЛГд- N^= I017 см“3;
4 — (^а-Л'д) = 4-I015 см“3; 5 — (WA-/Уд) = 2,2 I016 см“3; 6 — (NA— Njd=6- Ю16 см”3;
7 — (Ма-/Уд) = 2,0-1017 см-3
ное значение подвижности электронов
1,2-106 см2/(В-с) наблюдается при 77 К
в образцах InSb с концентрацией доноров
8-1012 см 3. В «сверхчистом» веществе под-
вижности, как правило, меньше, так как такие
вещества содержат дефекты, взаимно компен-
сирующие друг друга и снижающие подвиж-
ность вследствие ионного рассеяния. Кроме
того, при высокой концентрации электроны
экранируют положительные ионы, снижая их
влияние на рассеяние. Поэтому при относи-
тельно высокой концентрации носителей
заряда подвижность может возрастать из-за
эффекта экранирования.
В тех случаях, когда эффективная масса
дырок значительно превышает эффективную
массу электронов, подвижность электронов
может уменьшиться из-за электронно-дыроч-
ных столкновений. Такой механизм рассеяния
играет определенную роль в антимониде и
арсениде индия, в арсениде галлия и некото-
рых других соединениях AinBv.
Максимальное значение подвижности
дырок в InSb, равное 750 см2/(В-с), опреде-
лено косвенным путем. Образцы с небольшими
концентрациями акцепторов обладают сме-
шанной электропроводностью уже при комнат-
ной температуре. Материал с большей сте-
пенью легирования, в котором влиянием элек-
тронов при комнатной температуре можно пре-
небречь, содержит, однако, такое количество
примесных ионов, при котором рассеяние на
примесях полностью определяет значение под-
вижности.
В соединениях, у которых главный минимум
зоны проводимости не совпадает с центром
зоны Бриллюэна, подвижность ограничивается
дополнительным механизмом междолинного
рассеяния, связанного с перебросом электро-
нов из одного эквивалентного энергетического
минимума в другой.
Среди всех соединений AIHBV наиболее
полно изучены электрические свойства InSb.
Частично это объясняется сравнительной лег-
костью получения этого соединения, частич-
но — очень большой подвижностью электро-
нов, вызывающей явления, которые нельзя
наблюдать в других полупроводниках вообще
или при очень слабо выраженном эффекте.
Характерной особенностью антимонида индия
486
Полупроводниковые соединения A'"BV
[разд. 20]
является сильное изменение зависимости
собственной проводимости при высоких темпе-
ратурах (рис. 20.15). Оно обусловлено вырож-
дением электронного газа. Следует отметить,
что кривая собственной проводимости, если ее
сравнивать с кривыми для легирования мате-
риалов, не соответствует минимальной прово-
димости, как это наблюдается в кремнии, гер-
мании и других полупроводниках AnlBv. Из
рис. 20.15 видно, что кривые проводимости
образцов p-типа опускаются ниже. Минимум
проводимости приходится на область смешан-
ной электропроводности, где р> п.
Вследствие большого отношения подвиж-
ностей носителей заряда в области собствен-
ной электропроводности удельное сопротивле-
ние и коэффициент Холла определяются глав-
ным образом наличием электронов. В антимо-
ниде индия собственная электропроводность
определяется в основном дырочной электропро-
водностью , которая не превышает нескольких
процентов. Даже при концентрации дырок,
в несколько раз превышающей концентрацию
электронов, коэффициент Холла будет отрица-
тельным.
Структуры энергетических зон, приведен-
ные на рис. 20.12, показывают, что в некоторых
полупроводниках AnIBv, таких, как InSb,
InAs, InP, влиянием высоко расположенных
подзон иа перенос носителей заряда можно
пренебречь. Вместе с тем во многих соедине-
ниях AlnBv (GaSb, GaAs, GaP, AlSb) верхние
энергетические подзоны в зоне проводимости
могут играть существенную роль. В особенно-
сти такое заключение справедливо для антимо-
нида галлия, в котором над главным миниму-
мом (ООО) на расстоянии, равном всего 0,08 эВ,
расположены минимумы (111). Поэтому для
анализа электропроводности и эффекта Холла
необходимо принимать во внимание два типа
носителей заряда с различной эффективной
массой. Рост коэффициента Холла при нагре-
вании образцов n-типа наблюдался и в арсе-
ниде галлия при температуре выше 600 К. т. е.
непосредственно перед появлением собствен-
ной электропроводности, что обусловлено бо-
лее высоким положением дополнительной под-
зоны по сравнению с расположением аналогич-
ной подзоны в GaSb.
Исследование собственной электропро-
водности широкозонных полупроводников
AnlBv (ДЦ7> 2 эВ) связано с объективными
трудностями, так как собственная электропро-
водность в таких материалах не проявляется
даже при 1000 К, а при более высоких темпера-
турах происходят необратимые химические
изменения материала.
При плавлении большинство соединений
AlnBv переходит в металлоподобное состоя-
Таблица 20.7. Удельная проводимость
соединений A,,,BV
при температуре плавления
в жидком и твердом состоянии
Соеди- нение О « 3 z5 1 °. A ? 3 ! i_-M Тж-Ю 3, Om_| «cm-1 Уж/Ттв
AlSb 0,16 9,9 62
GaSb 0,28 10,6 38
InSb 2,9 10,0 3,5
GaAs 0,30 7,9 26
InAs 3,6 6,8 1,9
ние. В точке фазового перехода удельная про-
водимость возрастает до 104 Ом_,-см_|, что
характерно для жидких металлов типа ртути.
Численные значения удельной проводимости
некоторых соединений AlnBv при температуре
плавления в жидком и твердом состояниях
приведены в табл. 20.7. В жидкой фазе удель-
ная проводимость всех указанных соединений,
за исключением AlSb, уменьшается при росте
температуры.
Наблюдаемые скачки проводимости при
плавлении находятся в определенной зависи-
мости от положения компонентов соединений
в периодической системе элементов Д. И. Мен-
делеева. В рядах соединений-аналогов
с «катионным» замещением на более тяжелый
элемент (AlSb — GaSb — InSb) уменьшается
разница в степени металлизации твердой и
жидкой фаз, что приводит к снижению скачка
удельной проводимости. При «анионном»'заме-
щении на более тяжелый элемент наблюдается
увеличение удельной проводимости из-за ее
изменения в жидкой фазе. В этом случае
существенное влияние оказывает ионная
составляющая химической связи, которая для
антимонидов меньше, чем для арсенидов. Соот-
ветственно для арсенидов характерна большая
степень диссоциации расплава.
20.3. ПРИМЕСИ В СОЕДИНЕНИЯХ A"'BV
Примеси замещения в кристаллической
решетке соединений AnlBv распределяются
таким образом, чтобы не возникло центров
с большим избыточным зарядом. Поэтому
примеси элементов II группы периодической
системы Д. И. Менделеева — Be, Mg, Zn и Cd,
образующие твердые растворы замещения,
всегда занимают в решетке АП1Вуузлы метал-
лического компонента и при этом являются
акцепторами, благодаря меньшей валентности
по сравнению с валентностью замещаемых
атомов. В то же время примеси элементов
VI группы — S, Se, Те — всегда располага-
ются в узлах Bv и играют роль доноров.
[§ 20.3]
Примеси
487
В прямозонных полупроводниках InSb и
InAs доноры не имеют определенной энергии
ионизации. Это связано с очень малой эффек-
тивной массой носителей заряда в Г-минимуме
зоны проводимости и большой «орбитой» элек-
трона примесного атома. Расчет по водородо-
подобной модели дает значение энергии иони-
зации доноров в этих соединениях около 1 мэВ.
Однако из-за большого воровского радиуса
примеси даже при малых концентрациях доно-
ров образуется примесная зона, которая пере-
крывается дном зоны проводимости. В проти-
воположность этому в AlSb наблюдается ано-
мально высокая энергия ионизации доноров,
равная 0,15 эВ для Se и 0,07 эВ для Те. Более
сложным характером отличается поведение
примесей элементов IV группы. Поскольку
в этом случае при замещении атомов одной из
двух подрешеток имеется избыток или недоста-
ток лишь одного валентного электрона, то
атомы примесей IV группы могут занимать как
узлы А111, так и Bv, проявляя при этом донор-
ные и акцепторные свойства соответственно.
Замещение должно сопровождаться наимень-
шей деформацией кристаллической решетки.
Поэтому критерием донорного или акцептор-
ного действия примесей может служить соот-
ветствие ковалентных радиусов замещающего
и замещаемого атомов.
В большинстве случаев атомы примесей
элементов IV группы локализуются в одной из
подрешеток. Например, в антимониде индия
кремний и германий замещают только атомы
сурьмы и являются акцепторами, а в арсениде
индия — замещают индий и являются только
донорами. Однако в некоторых соединениях
наблюдается амфотерное поведение этих при-
месей. Например, в фосфиде галлия при уров-
нях легирования ниже 1018 см-3 германий
ведет себя как акцептор, а при более высоких
концентрациях начинает сказываться его
донорное действие. При этом избыточная кон-
центрация акцепторов (Аа — N&) на один-два
порядка ниже общей концентрации атомов
германия в кристалле. Одновременное замеще-
ние германием разноименных атомов решетки
сопровождается образованием нейтральных
пар [GeoaGep]. Иное поведение характерно
для кремния в GaP. Соответствие между кон-
центрациями свободных электронов и атомов
кремния наблюдается лишь до уровня легиро-
вания около 1019 см-3. В дальнейшем избыточ-
ная концентрация доноров составляет
лишь небольшую долю общего содержания
кремния.
Парное вхождение атомов кремния и гер-
мания в кристаллическую решетку наблю-
дается и при легировании арсенида галлия.
На рис. 20.16 показано изменение полной
Рис. 20.16. Зависимость концентрации атомов
германия и концентрации дырок в эпитак-
сиальных слоях GaAs от содержания германия
в жидкой фазе
концентрации атомов германия и концентра-
ции дырок в GaAs в зависимости от содержа-
ния Ge в Ga-растворе при температуре эпитак-
сии 900...875 °C. Концентрация дырок заметно
ниже, чем общая концентрация атомов Ge,
особенно при высоких уровнях легирования,
из-за образования донорных и комплексных
центров. Характер поведения амфотерных при-
месей, степень компенсации материала.суще-
ственно зависят от температуры кристаллиза-
ции и состава кристаллизационной среды. Так,
при легировании арсенида галлия кремнием
в процессе жидкофазовой эпитаксии в режиме
непрерывного охлаждения наблюдается инвер-
сия типа электропроводности эпитаксиальных
слоев. Этот эффект позволяет создавать
р—n-переходы в едином технологическом про-
цессе, используя лишь один легирующий агент.
На рис. 20.17 показана взаимосвязь между
700 800 900 1000°C
Рис. 20.17. Взаимосвязь между температурой
инверсии типа электропроводности и содержа-
нием кремния в жидкой фазе при эпитаксии
GaAs на подложках различной ориентации
488
Полупроводниковые соединения A"'BV
[разд. 20]
Таблица 20.8. Энергия ионизации примесей (в миллиэлектрои-вольтах) в наиболее изученных
соединениях A,I,BV
Примесь GaP GaAs InP InSb Примесь GaP GaAs InP InSb
Li 91 (Д) 61 (Д) 143 (A) 23 (A) — — 265 (A) 40,4 (A) 210 (A) 9,25 (A)
680 (A) 470 (A) 330 (A) 56 (A) Ge 204 (Д) 6,08 (Д)
Си 540 (A) 170 (A) 240 (A) 150 (A) 60 (A) 28 (A) Sn 72 (Д) 167 5,82 (A) (Д) Д Д
Ag — 238 (A) 110 (A) — 56 (A) 30 (A) О s 897 (Д) 107 (Д) 750 6,10 (Д) (Д) 7 (Д) 0,7 (Д)
Аи — 310 (A) 90 (A) — 66 (A) 27 (A) Se Те 105 (Д) 92,6 (Д) 5,89 5,80 (Д) (Д) 7 (Д) 7 (Д) 0,7 (Д) 0,7 (Д)
Be Mg Zn Cd 55,3 (A) 60,4 (A) 69,7 (A) 102.2(A) 28,0 (A) 28,8 (A) 30,7 (A) 34,7 (A) 31 (A) 39,5 (A) 46,5 (A) 57 (A) A 9,1 (A) 9,86 (A) Cr Mn Fe 1125 (A) 400 (A) 700 (A) 790 113 520 370 (A) (A) (A) (A) 270 (A) A 70 (A) 9,5 (A) 13 (A)
С 53,2 (A) 27 (A) 5,91 (Д) 41,3 (A) — Co 410 (A) 160 (A) A 8 (A)
Si 210 (A) 85 Д 34,8 (A) 5,81 (Д) 31 (A) A Ni 500 (A) 210 (A) — —
Примечание. А — акцептор, Д — донор.
составом жидкой фазы и температурой, при
которой происходит инверсия типа электро-
проводности.
Углерод, отличающийся малым ковалент-
ным радиусом, как правило, проявляет акцеп-
торные свойства. Среди элементов IV группы
углерод характеризуется наименьшей раство-
римостью в соединениях AlnBv.
Атомы примесей V группы всегда заме-
щают узлы в металлоидной подрешетке соеди-
нения, образуя нейтральные центры, изоэлек-
тронные основным атомам. Если атомы, участ-
вующие в замещении, существенно разли-
чаются по электроотрицательности и ковалент-
ному радиусу, то вблизи изоэлектронного
центра образуется достаточно глубокая потен-
циальная яма, которая является ловушкой
с дискретным уровнем в запрещенной зоне для
одного типа носителей заряда. В случае когда
примесный атом имеет большую электроотри-
цательность, чем замещаемый, получается
ловушка для электронов. Такие изовалентные
примеси получили название изоэлектронных
акцепторов (например, азот в GaP). В проти-
воположном случае, когда изовалентная
примесь обладает меньшей электроотрица-
тельностью, нежели основные атомы решетки,
возникает ловушка для дырок. Такие центры
называют изоэлектронными донорами (висмут
в GaP). При малом различии в электроотри-
цательностях изовалентные примеси обладают
высокой растворимостью в решетке соедине-
ния, образуя твердый раствор с плавно изме-
няющейся шириной запрещенной зоны.
Примеси элементов III группы входят как
изовалентные атомы в металлическую под-
решетку AniBv. Экспериментальные резуль-
таты указывают на отсутствие локальных
состояний в запрещенной зоне.
Элементы I группы в некоторых случаях
образуют твердые растворы внедрения. Они
имеют один валентный электрон и при внедре-
нии в междоузлия легко теряют его, играя роль
доноров. Если же указанные атомы разме-
щаются в узлах решетки, то они проявляют
свойства многозарядных акцепторов, создавая
несколько энергетических уровней в запрещен-
ной зоне.
Примеси металлов переходной группы
(Fe, Ni, Со), а также Сг н Мп в полупроводни-
ках AnlBv создают глубоколежащие энергети-
ческие уровни акцепторного типа и являются
эффективными рекомбинационными ловуш-
ками. Легирование арсенида галлия железом
или хромом используют для получения кри-
сталлов с высоким удельным сопротивлением
(до Ю7 Ом-м).
В табл. 20.8 указаны энергии ионизации
некоторых примесей в наиболее изученных
полупроводниках AnlBv.
Мелкие доноры в соединениях AlnBv об-
ладают намного меньшими коэффициентами
диффузии, чем мелкие акцепторы. В подавляю-
щем большинстве случаев для диффузионного
легирования используют цинк. Существенной
особенностью процесса диффузии в полупро-
водниках AlnBv — является его зависимость
от давления паров летучего компонента Bv,
которое определяет концентрацию дефектов
в решетке.
[§ 20.4]
Оптические и фотоэлектрические свойства
489
20.4. ОПТИЧЕСКИЕ
И ФОТОЭЛЕКТРИЧЕСКИЕ СВОЙСТВА
СОЕДИНЕНИЙ AHIBV
К оптическим явлениям в полупроводни-
ках относятся прежде всего оптическое погло-
щение, люминесценция и вынужденное излу-
чение.
Оптическое поглощение. В полупроводни-
ках AnlBv оптическое поглощение в зависи-
мости от ширины запрещенной зоны может
наблюдаться в широком диапазоне длин волн,
охватывающем видимую и инфракрасную
области спектра (рис. 20.18). Различают сле-
дующие механизмы оптического поглощения:
собственное поглощение, решеточное погло-
щение, примесное поглощение, поглощение
свободными носителями заряда.
Собственное поглощение оп-
ределяется межзонными переходами электро-
нов из заполненной зоны в свободную. Так
как в полупроводнике имеется много заполнен-
ных и свободных зон, каждая из которых
состоит из нескольких подзон, то в спектрах
фундаментального поглощения наблюдаются
полосы собственного поглощения. Форма края
собственного поглощения зависит в первую
очередь от структуры энергетических зон.
В бинарных соединениях AnlBv с прямой
структурой энергетических зон (GaN, GaAs,
InP, InSb), когда экстремумы зон соответ-
ствуют одному значению волнового вектора,
край собственного поглощения определяется
прямыми оптическими переходами. Собствен-
ное поглощение для таких материалов прояв-
ляется в резком возрастании коэффициента
поглощения при увеличении энергии фотонов
(рис. 20.19). Сдвиг спектров по шкале энергии
возникает в результате температурного изме-
нения ширины запрещенной зоны. Узкие пики
на краю поглощения соответствуют оптиче-
ским переходам с образованием экситонов.
Последние существенно влияют на форму края
поглощения не только при низкой, но и при
комнатной температуре.
В бинарных соединениях AlnBv с непря-
Рис. 20.18. Положение края собственного
поглощения в полупроводниках AlnBv
Рис. 20.19. Край собственного поглощения
арсенида галлия
1 — 7—294 К; 2 — 186 К; 3 — 21 К
мой структурой энергетических зон (А1Р,
GaP, AlAs, AlSb) край собственного поглоще-
ния определяется непрямыми оптическими
переходами с участием фононов. В таких мате-
риалах поглощение имеет менее резкий край.
В длинноволновой части края поглощения
проявляется четкая структура, обусловленная
непрямыми переходами (рис. 20.20). В акусти-
ческой и оптической ветвях фононного спектра
имеется по два поперечных фонона и одному
продольному фонону. Поскольку возможны
переходы с участием нескольких фононов,
которые могут испускаться и поглощаться
в различных комбинациях, на краю поглоще-
ния могут наблюдаться изломы. При повыше-
нии температуры вклад компонентов с погло-
щением фононов возрастает. Стрелками ука-
заны пороговые энергии переходов в экситон-
ные состояния с испусканием и поглощением
фононов: ТА — поперечного акустического;
LA — продольного акустического и ТО —
поперечного оптического.
Рис. 20.20. Край собственного поглощения
фосфида галлия
490 Полупроводниковые соединения A"'BV [разд. 20]
Рис. 20.21. Край собственного поглощения
твердых растворов GaAsi-xP* для различных
составов при 7=4,2 К
В твердых растворах край собственного
поглощения сдвигается при изменении их
состава в соответствии с изменением ширины
запрещенной зоны. В качестве примера на
рис. 20.21 представлен край собственного пог-
лощения твердых растворов GaAsi_xPx. При
х<0,46 край поглощения определяется пря-
мыми, а при х> 0,46 непрямыми переходами
в экситонное состояние. В области составов,
соответствующих прямым переходам, форма
края собственного поглощения в твердых раст-
ворах аналогична таковой для бинарного ком-
понента с эквивалентной зонной структурой.
В области составов, соответствующих непря-
мым переходам, спектр собственного погло-
щения твердых растворов при общем подобии
«непрямому» бинарному компоненту обладает
характерными особенностями. Кроме перехо-
дов с участием фононов, в таких твердых
растворах наблюдаются непрямые оптические
переходы без участия фононов. При уменьше-
нии х интенсивность бесфононного компонента
возрастает. Кроме этого, происходит быстрое
(резонансное) увеличение интенсивности
LA-компонентов. Указанные эффекты зонной
структуры могут быть использованы для уве-
личения эффективности люминесценции в по-
Рис. 20.22. Спектр отражения антимонида
индия при Т=300 К
лупроводниках с непрямой структурой энерге-
тических зон.
Для всех полупроводников AnlBv в обла-
сти энергий фотонов, превышающих ширину
запрещенной зоны, коэффициент поглощения
очень велик. Поэтому информацию о погло-
щении получают при исследовании очень тон-
ких слоев, либо чаще из измерения отраже-
ния. В видимой и ультрафиолетовой частях
спектров отражения имеется серия пиков,
соответствующих переходам при больших
энергиях (рис. 20.22). Интенсивность и рез-
кость этих пиков связана с высокой плотностью
начальных и конечных состояний. Вплоть до
энергии 10 эВ наблюдаемая структура вызвана
переходами из валентной зоны на расположен-
ные выше уровни зоны проводимости. В обла-
сти от 10 до 16 эВ коэффициент отражения
уменьшается — здесь происходит возбужде-
ние коллективных плазменных колебаний
валентных электронов. При энергиях больших
16 эВ в спектре отражения присутствует широ-
кий максимум, приписываемый переходам из
заполненной зоны, лежащей ниже валентной
зоны, в зону проводимости.
Решеточное поглощение свя-
Таблица 20.9. Частота фононов, см в некоторых соединениях AniBv
Тип фонона GaP GaAs GaSb InP InAs InSb
то — 267 229 307 217 185
то 359 252 212 323 216 179
LO — 285 — 340 239 197
LO 390 241 211 332 203 158
LA 250 227 166 193 160 143
ТА 106 79 57 68 53 37
[§ 20.4]
Оптические и фотоэлектрические свойства
491
Рис. 20.23. Спектр решеточного поглощения в
арсениде галлия
зано с возбуждением колебаний кристалличе-
ской решетки под действием электромагнит-
ного поля световой волны и наблюдается
в далекой инфракрасной области. В полупро-
водниках имеются различные ветви колебаний
или типы фононов: ТО — поперечные опти-
ческие, LO — продольные оптические, ТА —
поперечные акустические, LA — продольные
акустические. Частоты фононов для некоторых
соединений AnlBv представлены в табл. 20.9.
Решеточное поглощение является слож-
ным процессом. Комбинаций фононов, удо-
влетворяющих правилам отбора при многофо-
нонном поглощении, очень много. Кроме того,
коэффициент поглощения для таких процессов
невелик. Отдельные линии, имея малую интен-
сивность и будучи близко расположены,
трудно различимы. Спектр решеточного погло-
щения образует широкую полосу в инфракрас-
Рис. 20.24. Спектр поглощения свободными
носителями заряда в арсениде галлия р-типа
Рис. 20.25. Спектр поглощения свободными
носителями заряда в фосфиде галлия д-типа
ной области. На фоне этой полосы наблюда-
ются отдельные резонансные пики (рис. 20.23)
для наиболее вероятных фононов.
Поглощение свободными но-
сителями заряда связано с электронными
переходами внутри разрешенных зон или
между их подзонами. Без учета распределения
носителей заряда в зоне спектральная зави-
симость коэффициента поглощения аппрокси-
мируется как X, х rikr, где п — концентрация
свободных носителей заряда, X — длина волны
электромагнитного излучения. Показатель сте-
пени зависит от механизма рассеяния: при рас-
сеянии на оптяческих фононах г »2, при рассе-
Рис. 20.26. Спектр примесного поглощения
антимонида индия
492
Полупроводниковые соединения A"'BV
[разд. 20]
Рис. 20.27. Спектр поглощения фосфида гал-
лия, легированного теллуром
Таблица 20.10. Параметры,
характеризующие поглощение
свободными носителями
в соединениях AIHBV
Мате- риал Концентрация носителей заряда n, IO17 см-3 Сечение поглощения xx/п, 10-17 см’2, при X = 9 мкм
AlSb 0,4...4,0 15
GaP 10 32
GaAs 1,0...5,0 3
GaSb 0,5 6
InP 0,4...4,0 4
InAs 0,3...8,0 4,7
InSb l,0...3,0 2,3
янии на акустических фононах г«1,5 и при
рассеянии на ионизованных примесях г» 3,5.
В общем случае наблюдаются все типы рассея-
ния. В зависимости от концентрации примесей,
температуры и преобладающего типа колеба-
ний решетки тот или иной механизм является
доминирующим. Параметры, характеризую-
щие поглощение свободными носителями за-
ряда в соединениях AUIBV, приведены
в табл. 20.10.
Спектры поглощения на свободных носи-
телях заряда могут иметь характерные особен-
ности. Сложная структура валентной зоны
приводит к селективному поглощению свобод-
ными дырками, а сложная структура зоны про-
водимости — к селективному поглощению
электронами. Поглощение этого типа будет
накладываться на монотонный спектр погло-
щения, определяемый электронными перехо-
дами в пределах одной зоны. Так, в GaAs
p-типа (рис. 20.24) пики при 0,42 и 0,31 эВ,
а также уступ при 0,15 эВ приписывают. пере-
Рис. 20.28. Спектр поглощения фосфида
галлия, легированного азотом, прн 7 = 2 К
ходам дырок между подзонами валентной
зоны. В GaP n-типа (рис. 20.25) пик при
0,27 эВ связывают с переходами электронов
между долинами зоны проводимости. Харак-
терно, что в твердых растворах GaAsi-^P, при
изменении состава этот пик пропадает.
Примесное поглощение может
быть следствием многих процессов. Если опти-
ческие переходы осуществляются из мелких
примесных состояний в одну из разрешенных
зон, то процессы поглощения сопровождаются
генерацией носителей заряда одного знака,
и спектр поглощения имеет вид сравнительно
широкой полосы. Эта полоса лежит непосред-
ственно вблизи края собственного поглоще-
ния, частично перекрываясь с ним. Поэтому
на краю поглощения появляется ступенька
(рис. 20.26). При фотовозбуждении мелких
примесей спектр состоит из серии дискретных
узких линий при энергии фотонов, несколько
меньшей энергии ионизации примеси
(рис. 20.27). Поскольку энергии ионизации
мелких примесей составляют 5...100 мэВ,
спектры поглощения расположены в инфра-
красной области при Х= 10...200 мкм. Примес-
ное поглощение, связанное с глубокими при-
месями, проявляется обычно в виде широких
бесструктурных полос, простирающихся от
энергий фотонов, соответствующих энергии
ионизации примеси до края собственного
поглощения. Поглощению на связанных экси-
тонах соответствует линейчатый спектр на
краю собственного поглощения (рис. 20.28).
Наряду с наиболее интенсивной линией А
в спектре имеется система сходящихся к ней
более слабых линий. Основные оптические
параметры соединений AH,BV приведены
в табл. 20.11 и 20.12.
Люминесценция. По определению С. И. Ва-
вилова люминесценция есть излучение, избы-
[§ 20.4]
Оптические и фотоэлектрические свойства
493
Таблица 20.11.
Основные оптические параметры
соединений A,HBV
Мате- риал Показатель преломле- ния n Диэлектрическая проницаемость
низко- частотная е0 высоко- частотная е оо
BNK 2,12 7,1 4,5
BNr 2,2 5,06 (|| с) 4,1 (II с)
6,85 (± с) 4,9 (± с)
BP 3,1 11,0 —
AIN 2,2 9,14 4,84
A1P 3,4 9,8 —
AlAs 3,3 10,0 8,16
AlSb 3,4 12,04 10,24
GaN 2,29 12,2 (|| с) 5,8(|| с)
9,5 (± с) 5,35 (± с)
GaP — 11,02 9,08
GaAs — 12,53 10,9
GaSb — 15,69 14,44
InN 2,56 — 9,3
InP — 12,61 9,61
InAs — 15,15 12,25
InSb — 16,8 15,7
точное над тепловым при данной температуре,
и обладающее длительностью, значительно
превышающей период световых колебаний.
Люминесценция возникает в результате погло-
щения света (фотолюминесценция), при облу-
чении быстрыми электронами (катодолюминес-
ценция) , под действием электрического поля
(электролюминесценция) и т. д. При возбуж-
дении состояние термодинамического равнове-
сия нарушается, н в полупроводнике появля-
ются неравновесные- носители заряда. При
их рекомбинации избыточная энергия выде-
ляется в виде квантов электромагнитной энер-
гии (излучательная рекомбинация), либо,
в конечном итоге, передается решетке, приводя
ее к разогреву (безызлучательная рекомби-
нация). В полупроводниках A,nBv излучатель-
ная рекомбинация может быть обусловлена
различными по своей природе электронными
переходами, как схематично показано на
рис. 20.29. Собственная излучательная реком-
бинация в результате прямых излучательных
переходов зона—зона дает заметный вклад
в люминесценцию только в соединениях с пря-
мой структурой зон (GaN, GaAs, InP, GaSb,
InAs, InSb) и их твердых растворах
(Ini *Ga»N, GaAsi-хРх при x < 0,4,
Ga ।-xALAs при x<0,35) и др. Расчетные зна-
чения параметров, характеризующих скорость
этого механизма в соединениях AlnBv вместе
с данными, необходимыми для вычислений,
приведены в табл. 20.13.
Излучательная рекомбинация с участием
примесных центров может быть определяю-
щей в полупроводниках с непрямой структурой
энергетических зон (GaP, GaAsi-xPx при
х > 0,4, Gai -xAlxAs при х > 0,35). Например,
в GaP такими центрами являются связанные
экситоны, образующиеся на изоэлектронных
ловушках. В зависимости от типа последних
эффективное излучение может иметь место как
в зеленой (изоэлектронные ловушки атома
азота), так и в красной (изоэлектронные
ловушки комплекса цинк — кислород) обла-
стях спектра.
Из известных видов люминесценции наи-
больший практический интерес в полупровод-
никах An,Bv представляет электролюмине-
сценция, когда излучение имеет место в резуль-
тате рекомбинации носителей заряда, инжек-
тированных в р — «-переход при прямом сме-
щении. Энергетической характеристикой
люминесценции является эффективность пре-
образования энергии, затраченной на возбуж-
дение, в энергию электромагнитного излуче-
ния. Энергетический выход люминесценции,
по существу, определяет коэффициент полез-
И'А
Рис. 20.29. Механизмы излучательной рекомбинации в полупроводниках AinBv
1 — рекомбинация зона—зона; 2, 3 — рекомбинация свободных и связанных экситонов; 4' — рекомбина-
ция свободного носителя со связанным на доноре; 4" — на акцепторе; 5 — межпримесная излучательная
рекомбинация; 6 — внутрнцентровый переход
Таблица 20.12. Зависимость показателя преломления п, коэффициента отражения R и коэффициента поглощения Х^-10 3 см
от энергии фотонов для соединений An,Bv.
Энергия фотонов Av, эВ GaP GaAs GaSb InP InAs InSb
п R Хх п R Хх п R Хх п R Хх п R Хх п R Хх
1,6 3,21 0,27 — 3,71 0,33 14,83 4,51 0,41 67,51 3,47 0,30 35,31 3,75 0,34 75,11 4,57 0,42 121,4
1,8 3,26 0,28 — 3,78 0,34 27,49 4,85 0,44 111,5 3,49 0,31 49,34 3,85 0,35 96,72 4,91 0,47 254,7
2,0 3,33 0,29 __ 3,88 0,35 42,79 5,24 0,49 279,4 3,54 0,32 64,32 3,99 0,37 128,4 4,20 0,44 359,5
2,2 3,42 0,30 0,04 4,01 0,36 61,46 4,52 0,46 389,5 3,63 0,33 84,65 4,20 0,39 183,3 4,13 0,44 412,6
2,4 3,53 0,31 0,86 4,20 0,38 90,34 4,51 0,47 477,2 3,74 0,34 111,2 4,47 0,43 312,1 3,82 0,46 556,3
2,6 3,69 0,33 2,94 4,49 0,41 142,1 3,98 0,47 600,9 3,90 0,36 152,7 4,02 0,44 496,8 3,45 0,43 565,3
2,8 3,92 0,35 33,4 4,96 0,46 281,3 3,76 0,45 612,1 4,12 0,38 223,2 3,62 0,45 626,6 3,34 0,42 577,7
3,0 4,08 0,37 68,3 4,51 0,51 582,5 3,73 0,44 641,2 4,39 0,42 379,2 3,20 0,41 618,5 3,36 0,41 606,3
3,2 4,34 0,39 109,2 3,94 0,47 742,2 3,80 0,46 716,8 3,97 0,46 695,2 3,05 0,39 613,3 3,48 0,43 678,7
3,4 4,75 0,43 195,8 3,56 0,43 715,3 3,79 0,47 837,5 3,23 0,42 709,9 3,00 0,37 616,8 3,52 0,46 816,3
3,6 5,41 0,49 499,0 3,49 0,42 717,1 3,77 0,49 981,5 3,13 0,39 683,1 3,00 0,37 630,5 3,48 0,49 987,0
3,8 4,20 0,50 986,7 3,50 0,41 735,3 3,70 0,53 1182 3,09 0,37 682,9 3,13 0,37 661,9 3,29 0,54 1234
4,0 3,79 0,45 880,1 3,60 0,42 778,6 3,45 0,58 1477 3,14 0,38 701,5 3,13 0,39 729,2 2,63 0,61 1498
4,2 3,75 0,44 878,4 3,81 0,44 880,9 2,52 0,65 1758 3,27 0,38 750,0 3,61 0,44 893,4 1,79 0,63 1461
4,4 3,87 0,45 932,1 4,01 0,49 1143 1,72 0,66 1618 3,53 0,42 868,7 3,64 0,53 1356 1,51 0,61 1553
4,6 4;11 0,48 1105 3,77 0,54 1477 1,50 0,64 1495 3,80 0,49 1229 2,70 0,59 1669 1,38 0,59 1294
4,8 4,06 0,54 1506 3,34 0,59 1834 1,41 0,61 1424 2,98 0,57 1711 1,80 0,62 1629 1,31 0,56 1253
5,0 3,66 0,58 1840 2,27 0,67 2069 1,37 0,58 1394 2,13 0,61 1771 1,52 0,58 1455 1,30 0,55 1237
5,2 2,82 0,65 2198 1,56 0,66 1836 1,35 0,57 1391 1,56 0,60 1589 1,44 0,56 1395 1,27 0,54 1288
5,4 1,78 0,69 2129 1,43 0,63 1685 1,30 0,58 1452 1,45 0,55 1451 1,31 0,54 1340 1,12 0,56 1310
5,6 1,44 0,66 1871 1,35 0,59 1598 1,13 0,60 1476 1,37 0,53 1410 1,27 0,50 1276 1,02 0,56 1291
5,8 1,35 0,62 1724 1,31 0,57 1543 1,02 0,60 1457 1,30 0,50 1340 1,33 0,46 1236 0,96 0,56 1299
6,0 1,31 0,58 1635 1,26 0,55 1503 0,93 0,61 1469 1,33 0,46 1285 1,43 0,45 1284 0,86 0,57 1300
Полупроводниковые соединения A"'BV [разд. 20]
[§ 20.4]
Оптические и фотоэлектрические свойства
495
Таблица 20.13. Параметры, характеризующие излучательную рекомбинацию
в соединениях A,nBv (300 К)
Материал Ширина запрещен- ной зоны АГ, эВ Концентрация собственных носителей заряда по см-3 Коэффициент излучательной рекомбинации В, см3-с_| Излучательное время жизни при n — rii тГ, с Излучательное время жизни при р(п)= 1016 сн~3 Тизлэ МКС
GaAs 1,42 1-Ю6 7-10-'° 7-102 - 0,15
InP 1,35 7-Ю4 1-10~9 70 0,10
GaSb 0,70 9-1011 2.10~'° з-1о~3 0,50
InSb 0,18 2-Ю16 4-10-" 6-ю-7 2,50
GaP 2,27 — 5-10-14 — 2000
иого действия. Эффективность преобразования
связана с квантовым выходом люминесценции.
Есть два определения понятия квантового
выхода. Внутренний квантовый выход опреде-
ляется соотношением скоростей излучательных
и безызлучательных переходов. В некоторых
полупроводниках (GaAs, Ga^^ALAs при
х<0,3) внутренний квантовый выход близок
к 100 %. На практике используют внешний
квантовый выход, который в результате явле-
ний внутреннего отражения, самопоглощения
в материале и других оказывается значительно
ниже внутреннего. Спектральный состав элек-
тролюминесценции определяется шириной
запрещенной зоны и зависит от условий леги-
рования материала. В полупроводниках с пря-
мой структурой энергетических зон максимум
спектральной полосы, соответствующей излу-
чению в результате межзонных переходов,
Таблица 20.14.
Основные характеристики материалов AmBv
для светоизлучающих структур
Материал Переход Длина волны в макси- муме излу- чения мкм Внеш- ний кван- товый выход, %
GaN:Mg 0,400 0,8
GaN:Zn Прямой 0,440 1,5
GaN:Zn 0,550 3,5
GaP:N GaAso.isPo Непрямой 0,565 0,580 1,0 1,3
Gao.7oIno.3oP GaAso.35Po.65- N Gao.7oAlo.3oAs Прямой Непрямой 0,571 0,600 0,660 0,1 0,5 1,3
Прямой
GaAso.6oPo.4o 0,655 0,5
GaP: (Zn—) Непрямой 0,700 1,5
GaAs Прямой 0,950 4,0
связан с шириной запрещенной зоны соотно-
шением 1,239/Ди^ (эВ). На инжекцион-
ной электролюминесценции основана работа
светоизлучающих структур. Основные харак-
теристики материалов, применяемых для изго-
товления их, приведены в табл. 20.14.
Освоенные в настоящее время материалы
охватывают широкий спектральный диапазон
от фиолетового до инфракрасного излучения.
Спектральным составом излучения можно
управлять, осуществляя контролируемое леги-
рование материала (GaN, GaP), либо изменяя
Таблица 20.15.
Длина волны излучения
и методы возбуждения лазеров
на основе материалов AlnBv
Материал Длина волны излучения X, мкм Метод возбуж- дения
GaN 0,36 о
GaAs 0,83...0,92 и, о, э, п
InP ". 0,89—0,91 и, о, п
GaSb 1,5... 1,6 и, о,э
InAs 3.0...3,2 и.о.э
InSb 4,8...5,3 и, о,э
In^XxajcP 0,62...0,90 и, о
Gaj-jtALAs 0,62-0,90 и,э
GaAsi-jtPjt 0,63—0,90 и, о
Ini-xGa^As 0,85-3,20 и, о
InAs|_*Pi 0,90-3,20 и
Ga Sb i —xAsjc 0,95-1,60 э
InSb^xAsx 1,0-5,3 и
Gai_xAlxSb 1,1...1,6 э
Gai-xALAsi-yPj, 0,63-0,90 и,э
Ga! _j.AlxSbi~sAss 0,62-1,60 э
Ini-^Ga^Asi-yP;, 0,62-3,20 э
Примечание. И — инжекция, О —
оптическая накачка, Э — электронный луч,
П — сильное электрическое поле
496
Полупроводниковые соединения A'"BV
[разд. 20]
Таблица 20.16.
Параметры, характеризующие
внешний фотоэффект
в полупроводниках A,,,BV
Мате- риал Работа выхода, эВ Порог фотоэф- фекта, эВ Электрон- ное срод- ство, эВ
AlSb 4,86 5,15 3,65
GaP 4,31 — 4,30
GaAs 4,69 4,07 5,47
GaSb 4,76 4,76 4,06
InP 4,45 5,68 4,38
InAs 4,90 5,31 4,90
InSb 4,75 4,77 4,59
состав твердых Gaj^xAlxAs). растворов (GaAsi.,Pz,
Вынужденное излучение. При возбужде-
нии полупроводника в нем одновременно
с процессом генерации электронно-дырочных
пар протекает обратный процесс — рекомби-
нация носителей заряда. При обычных усло-
виях преобладают спонтанные переходы, опре-
деляющие спонтанную некогерентную люмине-
сценцию. Помимо спонтанных переходов воз-
можны вынужденные переходы — электрон
может перейти в валентную зону, если его «под-
толкнет» фотон с энергией, достаточно близкой
к разности энергий электрона и дырки.
С вынужденными переходами связана вынуж-
денная когерентная люминесценция.
Для того чтобы процессы вынужденного
излучения преобладали над процессами погло-
щения фотонов, необходимо добиться выпол-
нения условия инверсии. В полупроводниках
с прямой структурой энергетических зон это
условие имеет вид > ЛИ/, где F^hF} —
квазиуровни Ферми для электронов и дырок.
Состояние с инверсной населенностью может
быть достигнуто под действием сильного элек-
трического поля, в результате оптической
накачки, при бомбардировке пучком быстрых
электронов, а также с помощью инжекции
носителей заряда при прямом включении
р — «-перехода. При этом под действием источ-
ника возбуждения в активной среде возникает
генерация электромагнитных колебаний.
В полупроводниках AnlBv вынужденное
излучение наблюдается в прямозонных бинар-
ных соединениях (GaAs, InP, InAs), в их твер-
дых растворах (GaAs>_ ,РЛ Ga, _,ALAs и др.),
а также в многокомпонентных системах
(Irh-xGajAsi-iyP,,, Gai _xAl,.Asi ..,;P,; и др.).
Длина волны лазерного излучения в полупро-
водниках AHIBV и методы их накачки указаны
в табл. 20.15.
Рис. 20.30. Спектральные зависимости кван-
тового выхода фотокатодов с отрицательным
электронным сродством на основе полу-
проводников AUIBV
Наибольший практический интерес
для лазерной техники представляет
GaAs, а также твердые растворы Gai_xAlxAs
и Ini .jGa^Asr-yP,,, на основе которых могут
быть изготовлены эффективные гетеролазеры.
Фотоэлектрические явления. Фотоэлек-
трические явления связаны с изменением элек-
трических свойств под воздействием электро-
магнитного излучения. В полупроводниках
AInBv наблюдается как внешний, так и вну-
тренний фотоэффект.
Внешний фотоэффект определяется эмис-
сией электронов из полупроводника в вакуум
под действием квантов света. Эффективность
эмиссии характеризуется многими парамет-
рами (табл. 20.16), из них наиболее часто
используют электронное сродство.
При активировании поверхности образца
оксидом цезия происходит изгиб энергетиче-
ских зон у границы перехода и возникает со-
стояние с отрицательным электронным срод-
ством, когда становится энергетически воз-
можным свободный выход электронов из зоны
проводимости в вакуум. Для получения эффек-
тивной эмиссии используются материалы
с шириной запрещенной зоны ДЦ/^1,2 эВ
(GaAs, InAsi-xPz, Ini-^Ga^As и т. д.). Спек-
тральные характеристики фотокатодов на их
основе представлены на рис. 20.30. В сравне-
нии с обычными фотокатоды с отрицательным
электронным сродством обладают более высо-
ким квантовым выходом, в видимой области
Спектра и имеют порог фотоэффекта, смещен-
ный в область Солее длинных волн.
[§ 20.5]
Получение и основные характеристики монокристаллов
497
Таблица 20.17. Основные характеристики материалов AlnBv
для фотоприемников
Материал Тип структуры Фото- чувстви- тельность, мкм Максимум спектраль- ной харак- теристики, мкм
GaP Барьер Шоттки 0,2...0,4 0,35
GaP р— «-переход 0,40...0,55 0,46
GaAs Барьер Шоттки 0,3...0,9 0,80
GaAs р — «-переход 0.30...0.95 0,85
InAs р — «-переход 1,0...3,6 3,50
InSb р—«-переход 2,0...5.4 5,30
GaAsi-xP* Барьер Шоттки 0,20-0,68 0,58
GaAsi-^Px р — «-переход 0,30-0,68 0,62
Gai_xAlxAs Гетеропереход 0,62-0,88 0,65
Внутренний фотоэффект имеет несколько
разновидностей. Фоторезистивный эффект сво-
дится к увеличению проводимости образца под
действием квантов света и может быть связан
как с собственным, так и с примесным погло-
щением. Поскольку запрещенная зона соеди-
нений AIHBV имеет ширину от десятых долей
до единиц электрон-вольт, фотопроводимость
в них наблюдается в инфракрасной, видимой,
ультрафиолетовой областях спектра. Спектры
собственной фотопроводимости соединений
AIHBV однотипны. Длинноволновый край
спектра фоточувствительности соответствует
краю собственного поглощения. Спад чувстви-
тельности в коротковолновой части связан
с уменьшением скорости генерации носителей
заряда при большой величине коэффициента
поглощения. Примесная фотопроводимость
наблюдается при более длинных волнах и про-
является значительно слабее, чем собственная.
Фотовольтаический эффект заключается
в возникновении ЭДС под действием света
в результате пространственного разделения
возбужденных носителей заряда электриче-
ским полем на границе двух контактирующих
материалов. Этот эффект может иметь место
в р — n-переходе, гетеропереходе, структурах
с барьером Шоттки и составляет физическую
основу работы фотоприемников на основе
полупроводников AIHBV (табл. 20.17).
20.5. ПОЛУЧЕНИЕ
И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
МОНОКРИСТАЛЛОВ СОЕДИНЕНИЙ A"'BV
В условиях промышленного производства
полупроводники AIUBV получают в виде моно-
кристаллов или эпитаксиальных слоев, в том
числе и в составе различного рода гомо- и
гетероструктур.
При изготовлении монокристаллов соеди-
нений AlnBv основной является операция син-
теза. Под синтезом понимают химическую ре-
акцию, в ходе которой из исходных веществ
образуется полупроводниковое химическое
соединение. В зависимости от состояния исход-
ных веществ методы синтеза подразделяют
на прямые и косвенные. При прямом синтезе
исходные вещества являются компонентами
синтезируемого соединения. При косвенном
синтезе хотя бы одно из исходных веществ
представляет собой химическое соединение.
Синтезируемый материал выделяется при пря-
мом синтезе обычно в результате процесса
направленной кристаллизации расплава, поз-
воляющего получать конечный продукт в виде
крупных объемных кристаллов. В методах
косвенного синтеза широко используются газо-
транспортные реакции, лежащие в основе
получения эпитаксиальных слоев.
Выращивание монокристаллов осущест-
вляют из стехиометрических или близких к ним
по составу расплавов при одновременном их
легировании в процессе роста. Для выбора
технологических режимов однородного легиро-
вания, а также оценки эффективности кристал-
лизационной очистки материала необходимо
знать коэффициенты распределения примесей
на границе раздела фаз. В общем случае зна-
чение этого параметра определяется процес-
сами роста на фронте кристаллизации и зави-
сит от скорости роста, ориентировки границы
раздела, природы и концентрации примесей.
В условиях реального роста кристаллов
обычно пользуются эффективными коэффици-
ентами распределения соответствующих при-
498
Полупроводниковые соединения A'"BV
[разд. 20]
месей между твердой и жидкой фазами
(табл. 20.18).
Неразлагающиеся соединения AIHBV —
антимониды индия, галлия и алюминия имеют
благоприятные физико-химические свойства:
низкую упругость паров компонентов и уме-
ренную температуру плавления. Агрессивность
их расплавов по отношению к обычно исполь-
зуемым тигельным материалам также не-
велика.
Антимонид индия синтезируют совмест-
ным сплавлением исходных компонентов
в кварцевом реакторе в атмосфере высокочи-
стого водорода. С целью удаления летучих
примесей расплав подвергают вакуумной тер-
мообработке при интенсивном перемешивании
механическим путем или электромагнитным
полем. Эффективным методом кристаллиза-
ционной очистки является зонная плавка. Про-
цессы очистки проводят в аппаратах того же
типа, что и при зонной плавке германия, но
с нагревателями сопротивления. При отноше-
нии длины слитка к длине зоны 10...20, после
20...40 проходов расплавленной зоны со ско-
ростью 25...30 мм/ч выход очищенного мате-
риала составляет около 60 % длины слитка.
Очистка монокристаллов протекает более
эффективно, чем поликристаллических слит-
ков. Так, при зонной очистке монокристаллов,
ориентированных в направлениях [211], [311]
и [511], после 30 проходов расплавленной
зоны может быть получен материал с подвиж-
ностью носителей заряда до 106 см2/В-с
при 77 К-
Монокристаллы выращивают горизон-
тальной зонной плавкой или вытягиванием из
расплава по методу Чохральского. Первый
способ применяют для выращивания нелеги-
рованных кристаллов с концентрацией носите-
лей заряда 1013 см-3 и их подвижностью до
8-105 см2/В-с при 77 К. Второй способ исполь-
зуют для получения легированного материала.
Свойства монокристаллов зависят от направ-
ления выращивания. Кристаллы, выращенные
в направлениях [ПО] и [100], имеют тенден-
цию к двойникованию. При выращивании в на-
правлении [111] наблюдается разброс свойств
в радиальном направлении. Лучшими характе-
ристиками обладают кристаллы, выращенные
в направлении [211].
Антимонид индия выпускается по техни-
ческим условиям ТУ48-4-292—74. В материале
n-типа электропроводности, легированном тел-
луром или селеном, концентрация носителей
заряда доходит до 1019 см-3, в материале
p-типа, легированном цинком или герма-
нием — до 1018 см-3. Марки и основные харак-
теристики монокристаллов InSb представлены
в табл. 20.19.
Технология получения антимонида галлия
мало отличается от технологии получения
антимонида индия. Основная задача заклю-
чается в уменьшении действия факторов, пре-
пятствующих повышению чистоты материала.
Независимо от метода получения нелегирован-
ный материал характеризуется дырочной элек-
тропроводностью и имеет концентрацию акцеп-
торов (1...2) • 1017 см-3. Избыток сурьмы в рас-
плаве позволяет несколько уменьшить кон-
центрацию акцепторов, но не устраняет пол-
ностью указанного эффекта. Антимонид гал-
лия выпускается по техническим условиям
ТУ05-48—69 в виде монокристаллов, выращен-
ных методом Чохральского в направлении
[111]. Марки и основные характеристики
монокристаллов GaSb приведены в табл. 20.20.
Разлагающиеся соединения AinBv —ар-
сениды и фосфиды индия и галлия получают
при использовании специального технологиче-
ского оборудования. Для предотвращения
испарения летучего компонента процессы их
синтеза и выращивания монокристаллов про-
водят в герметичных или квазигерметичных
реакторах.
Синтез осуществляют, как правило, двух-
температурным методом путем растворения
паров летучего компонента в расплаве исход-
ного металла с последующим этапом направ-
ленной кристаллизации. Высокотемператур-
ную зону, где располагается тигель с распла-
вом, нагревают до температуры плавления
синтезируемого материала. Низкотемператур-
ная зона обеспечивает необходимое давление
паров летучего компонента. Для фосфидов
высокое равновесное давление паров фосфора
требует использования аппаратов высокого
давления. В такой аппаратуре используется
принцип создания противодавления инертного
газа, компенсирующего давление паров в реак-
торе. В настоящее время все большее распро-
странение получают установки для синтеза,
совмещенного с выращиванием монокристал-
лов. Их использование позволяет повысить
чистоту конечного продукта и существенно
удешевить его.
Выращивание монокристаллов обычно
производят направленной кристаллизацией по
Бриджмену либо вытягиванием из расплава
методом Чохральского (рис. 20.31). Самым
производительным является последний способ.
Среди различных его вариантов широкое рас-
пространение получили аппараты с жидкост-
ной герметизацией расплава. В них расплав
образуется под защитным слоем флюса (обыч-
но В2О3), который, покрывая его поверхность,
препятствует испарению летучего компонента.
Наибольшей чистотой обладают монокри-
сталлы, полученные бестигельной зонной
[§ 20,5]Получение и основные характеристики монокристаллов 499
Таблица 20.18. Эффективные коэффициенты распределения примесей в соединениях AlnBv
Примесь InSb InAs InP GaSb GaAs GaP AlSb
Си 6,6-10“4 0,1...0,4 2-IO-3 2-10“3 0,01
Ag 4,9-10 s 1-10 3 0,1
Аи 1,9-10 6 —• —
Be 3,0 1,25
Mg 0,7 0,15 0,1 0,15 0,1
Zn 2,3 0,77 -1,0 0,01 0,42 1,5-10—2 0,02
Cd 0,26 0,13 0,15 0,02 — 0,002
С — — — 0,8 — 0,6
Si 0,1 0,4 0,55 1,0 0,14 0,6 0,045
Ge 4,5-IO-2 0,07 — 0,3 0,08 1.5-10-2 — 0,026
Sn 2,5-10 3 0,003 0,14 0,01 5-10 3 0,03 0,01
Pb 0,16 1-10 5 —
N •—• 3-10 3
Bi — 5-10“3 4-10“s
Q 5-IO-2
s 0,1 0,7 0,47 0,06 0,5 0,25
Se 0,5...0,2 0,8 0,6 0,18 0,4 0,15
Те 0,54...1,00 0,2 0,4 0,4 4,6-IO-2 1,5-IO-2 0,32
Cr — 3-10 3 3-10 4 5,8-10 4 1,0-10 3 —
Mn 4,5-10~2 0,07 0,02 0,02 . 0,015 0,01
Fe 1-10 4 2-10 3 — 0,002 0,002 0,02
Ni 6-10 s — — 2,1-10 4 0,01
Co 4-10“4 4-10“5 1.7-10-3 0,02
Таблица 20.19. Марки и основные характеристики
монокристаллов InSb
Марка Тип элект- ропро- вод- НОСТИ Концентрация носителей заряда, см'3 Подвиж- ность носите- лей заря- да ц, см2/ (В-с) Плотность дислокации, не более, см-2
ИСД-1 р 1-10,2...5-1013 3-103 1-Ю3
ИСД-2 р 3-1012...5-1013 4-Ю3 1-Ю3
ИСД-3 р 5-10|2...3-1013 5-Ю3 1-Ю3
ИСД-4 р 5-1013...1 -1015 — 5-Ю3
ИСД-5 р 1-1015...1-1018 — 5-Ю3
ИСЭ-0 п 8.-1013...2-1014 7,5-105 1-Ю3
ИСЭ-1 п (0,8...2,0)-1014 5-10s 1-Ю3
ИСЭ-2 п 1 - 10Is...l • 1018 2-Ю4 5-Ю3
ИСЭ-4 п 5-1О|2...5-1О18 1-Ю5 1-Ю3
ИСЭВ-1 п 2-Ю14 6-10s (2...5)-102
ИСЭВ-2 п 2-Ю14 З-Ю5 (2...5)-102
Примечания: 1. Обозначения марок: ИС (ин-
дий — сурьма) — антимонид индия; Д — дырочный, Э —
электронный. 2. Концентрацию и подвижность носителей
заряда определяют при 77 К. 3. Для марок ИСЭВ-1 и
ИСЭВ-2 время жизни носителей заряда не менее 5-10-7 с
и 1-10“6 с соответственно.
500
Полупроводниковые соединения A,I,BV
[разд. 20]
Таблица 20.20.
Марки и основные характеристики
монокристаллов GaSb
Марка Тип элек- тропро- вод- ности Концентрация носителей заряда, см-3 Подвиж- ность но- сителей заряда, см2/(В-с)
ЧГСД-1 р (0,8...5.0) 1017 600
ЧГСДЦ-1 р (0,5-5,0) 1018 -—
ЧГСДЦ-2 р (0,5...5,0) 1019 -—
ЧГСЭТ-1 п (0,2-1,0) 1018 2500
ЧГСЭТ-2 п (1,0-4,0) 1018 2000
Примечания: 1. Обозначение марок:
ЧГС — антимонид галлия; Д — дырочный,
Э — электронный; Ц — цинк, Т — теллур (ле-
гирующие примеси). 2. Плотность дислокаций
не лимитируется.
плавкой, при которой исключается контакт
расплава с тиглем.
Арсеннд индия выпускается по тех-
ническим условиям ТУ48-4-420—80 и
ТУ48-0533-009—81. Монокристаллы выращи-
вают методами Чохральского и Бриджмена.
Ориентация монокристаллов — [111], откло-
нение плоскости среза монокристалла от
заданной плоскости ориентации ± 3°. Диаметр
монокристаллов 20...80 мм, разброс диаметра
по длине ±2,5... ±3,0 мм. Легированные тел-
луром и оловом монокристаллы имеют д-тип
электропроводности, легированные цинком —
p-тип электропроводности. Марки и основные
характеристики монокристаллов InAs приве-
дены в табл. 20.21.
Арсенид галлия производится по техни-
ческим условиям ТУ48-4-276—82. Монокри-
сталлы выращивают методами Чохральского
и Бриджмена в направлении [111] и [100].
Отклонение плоскости среза монокристалла от
заданной плоскости ориентации ±3°. Диаметр
монокристаллов 20...50 мм, разброс диаметра
по длине ± (2...3) мм. Монокристаллы д-типа
легированы теллуром или оловом; р-типа —
цинком. Полуизолирующий материал обычно
получают при введении хрома. Марки и основ-
ные характеристики монокристаллов GaAs
представлены в табл. 20.22.
Фосфид индия производится по техни-
ческим условиям ТУ48-0533-004—81,
ТУ48-0533-027—81 и ТУ48-4-427—80 в виде
Таблица 20.21. Марки и основные характеристики
монокристаллов InAs
Марка Тип электро- провод- ности Концентрация носителей заряда, см-3 Плотность дислокаций, не более, см-2
ИМЭ п <3-1016 (5...10)103
ИМЭТ-1 п 5-1016...9-1017 5-Ю3
ИМЭО-1 п 5-1016... 9-1017 (7—10)103
ИМЭТ-2 п 9-1017...2-1018 5-Ю3
ИМЭО-2 п 9-1017...2-1018 (7—10)103
имэт-з п > (1—5)1018 5-Ю3
имэо-з п >(1...5)1018 (7—10)103
ИМЭТ-4 п >5-1018 Не огр ан.
ИМЭО-4 п >5-1018 Не огран.
ИМДЦ-1 р (1...5) 1016 5-Ю3
ИМДЦ-2 р 5-1016... 1 • 1017 7-Ю3
имдц-з р 1-1017...Ы018 1-Ю4
ИМДЦ-4 р 1 • 10|8...8-1019 Не огран.
Примечания: 1. Обозначение марок: ИМ — арсе-
нид индия; Э — электронный, Д — дырочный; Т — теллур,
О—олово, Ц — цинк (легирующие примеси). 2. Концент-
рацию носителей заряда определяют прн 77 К- 3. Подвиж-
ность носителей заряда для марок ИМЭ должна быть не
менее 4-Ю4 см2/(В-с) при 77 К, для остальных марок не
ограничивается.
[§ 20.5]
Получение и основные характеристики монокристаллов
501
Таблица 20.22. Марки и основные характеристики монокристаллов GaAs
Марка Тип электро- провод- ности Концентрация носителей заряда, см"3 Подвижность носителей заряда р, см2/ (В*с) Плотность дислокаций, не более, см-2
АГЧ п <1-1016 >5000 (3...5)10*
АГЧТ-1 п 5-10,6...4-1018 4000—2000 (0,5...5)104
АГЧТ-2 п 5-1016...8-1018 4000—1400 (3...5)104
АГЧТ-3 п 4-10I6...l -1019 2000—1400 (3...5) 104
АГЧО-1 п 1,5-1016...2,5-Ю18 4300—2200 (3...5)104
АГЧО-2 п 1,0-1017...4,0-1018 3600—1600 (0,5...5) 104
АГЧО-3 п 2,5-10|8...5,0-1018 2200—1500 (3...5) 104
АГЧЦ-1 р 1,5-10l7...2,0-1019 170—50 (3...8)104
АГЧЦ-2 р 2,0-1019...6,5-Ю19 50—40 (3...5)104
АГЧЦ-3 р 6,5-10|9...9,0-1019 >30 —
АГЧЦ-4 р 9,0- 10I9...l,2-Ю20 >30 —
АГЧПХ — — — (3...5) 104
АГН-1 п <2-1016 >4.200 —
АГН-2 п С5-1016 >400 (0,5...5) 104
Примечания: 1. Обозначение марок: АГ—арсенид, галлия,
Ч — метод Чохральского, Н — направленная кристаллизация; Т —
теллур, О — олово, Ц — цинк, X — хром (легирующие примеси); П —
полуизолирующий. 2. Для марки АГЧПХ р> 106 Ом-см.
монокристаллов диаметром (25...40) ±3 мм,
выращенных методом Чохральского в направ-
лении [111] +3°. В качестве доноров исполь-
Таблица 20.23.
Марки и основные характеристики
монокристаллов InP
Марка Тип эле- ктро- про- вод- ности Концентрация носителей заряда, см-3 Под- виж- ность носи- телей заря- да ц, см2/ (В-с) Плот- ность дис- лока- ций, см"2
ФИЭ-1 п «S5-1016 3000
ФИЭТ-2 п 5-1016...5-1017 2500 5-104
ФИЭТ-3 п 5-1017...5-1018 (1-104...5-106) 1000
ФИП-1 —
ФИП-2 ФИДЦ-1 р (~5-106) 5-10,7...1-1018 — 1-Ю5
ФИДЦ-2 р 1 • 10,8...8-1018
Примечания: 1. Обозначение марок:
ФИ — фосфид индия, Э — электронный, Д —
дырочный, Т — теллур, Ц — цинк (легирую-
щие примеси), П — полуизолирующий. 2. В
скобках приведены значения удельного сопро-
тивления (в ом-сантиметрах).
зуются теллур или олово, акцепторов —
цинк. Полуизолирующий материал получают
при легировании железом. Марки и основные
характеристики монокристаллов InP приве-
дены в табл. 20.23.
Фосфид галлия выпускается по техниче-
ским условиям ЕГО 035.042 ТУ (табл. 20.24)
и ТУ48-4-301—74 (табл. 20.25). Монокри-
сталлы изготовляют методом Чохральского.
Их ориентация [111] и [100] с отклонением
менее ±1°. Номинальный диаметр начиная
с 25 мм имеет интервал 5 мм. Монокристаллы
д-типа электропроводности легированы теллу-
ром и серой, р-типа — цинком. Для получения
полуизолирующего GaP используется хром.
Кристаллизация твердых растворов из
расплавов стехиометрического состава в зна-
чительной степени затрудняется вследствие
различия температуры плавления бинарных
компонентов, высоких давлений паров лету-
чих элементов, а также сильного влияния сег-
регационных процессов. Обязательным этапом
при получении кристаллов твердых растворов
является гомогенизация, для осуществления
которой необходимо проводить кристаллиза-
цию с весьма низкими скоростями, достаточ-
ными для установления равновесия в твердой
фазе в результате диффузии. Это обстоятель-
ство ограничивает использование классиче-
ских методов выращивания кристаллов, таких
как вытягивание из расплава, зонная плавка
и т. д.
502 Полупроводниковые соединения A'"BV [разд. 20]
Таблица 20.24. Марки и основные характеристики
монокристаллов GaP
Тип Подвиж-
ность Плот-
Концентрация носи- ность
Марка про- носителей телей дисло-
заряда, см-3 заряда каций,
вод- |1, см2/ см-2
ности (В-с)
ФГЭ-5-16-1 п 160 5-Ю4
ФГЭ-5-16-2 п (1,0-5,0) 1016
ФГЭ-5-16-3 ФГЭТ-2-17 140 20-104
п к. i п4
ФГЭТ-2-17-1 п (0,5-2,0) 1017 120
ФГЭТ-2-17-2 п 10-ю4
ФГЭТ-3-17-1 п 5-Ю4
ФГЭТ-3-17-2 ФГЭТ-3-17-3 п (1,0-5,0) 1017 100 10-ю4 90.104
ФГЭТ-6-17 п (3,0... 9,0) 1017 80 —
ФГЭТ-4-18 п (0,9... 7,0) 1018 20 10-ю4
ФГЭС-2-17 п 140 5-Ю4
Ф ГЭС-2-17-1 п (0,5-2,0)1017 120
Ф ГЭС-2-17-2 п 10-104
Ф ГЭС-3-17-3 п 20-104
Ф ГЭС-3-17-1 Ф ГЭС-3-17-2 п (1,0-5,0)1017 100 5-Ю4
п (3,0-9,0) 1017 80
Ф ГЭС-6-17
ФГЭС-4-18 п (0,9... 7,0) 1018 20
ФГДЦ-5-17 р (0,9... 9,0) 1017 40 10-104
ФГДЦ-3-18 р (0,9... 5,0) 1018
ФГДЦ-2-19 р (0,5... 2,0) 1019
ФГВ-2 —
ФГВ-3 — —
Примечания: 1. Обозначение марок: ФГ — фос-
фид галлия; Э — электронный, Д — дырочный; Т — теллур,
С — сера, Ц — цинк (легирующие примеси); В — высоко-
омный. 2. Удельное сопротивление составляет для ФГВ-2 и
ФГВ-3 IO2...106 Ом-см и 1О6...1О9 Ом-см соответственно.
а.)
Рис. 20.31. Схемы установок для выращивания монокристаллов разлагающихся соединений
A1UBV: а—горизонтальной направленной кристаллизацией (методом Бриджмена); б — вытягива-
нием из расплава из-под слоя флюса (методом Чохральского)
1 — блок нагрева; 2 — реактор; 3 — тигель с расплавом; 4 — растущий монокристалл; 5 — источник лету-
чего компонента; 6 — флюс; 7 — камера высокого давления
[§ 20.5]
Получение и основные характеристики монокристаллов
503
Интенсивное развитие микроэлектроники
стимулировало широкое применение эпитакси-
альных методов в технологии полупровод-
ников AlnBv. Их существенными достоин-
ствами являются невысокие рабочие темпера-
туры выращивания эпитаксиальных слоев,
простота управления процессом их роста, воз-
можность изготовления многослойных струк-
тур с управляемой геометрией и свойствами.
Для некоторых бинарных соединений, в част-
ности нитридов галлия и индия, а также твер-
дых растворов эпитаксия пока является един-
ственным способом их получения в виде моно-
кристаллических слоев на кристалле-под-
ложке. Для бинарных и многокомпонентных
систем разработаны методы эпитаксии как
в газовой, так и в жидкой фазе.
В основе эпитаксии в газовой фазе лежат,
главным образом, газотранспортные процессы,
когда компоненты синтезируемого материала
доставляются к подложке в потоке газа-носи-
теля в форме легколетучих соединений, обра-
зуемых вне реактора или в зоне источника при
взаимодействии одного из компонентов с реа-
гентом-транспортером. Среди различных вари-
антов газофазной эпитаксии ведущее место по
объему производства занимает хлоридно-гид-
ридный метод. Схема установки для эпитаксии
полупроводников AnlBv в газовой фазе на при-
мере GaAsi-xPx показана на рис. 20.32.
Твердый раствор синтезируют в открытой
системе. Галлий переносится в зону осаждения
в виде субхлорида, образующегося при пропу-
скании над ним паров НС1. Сюда же поступают
фосфор и мышьяк, источниками которых слу-
Рис. 20.32. Схема установки для газофазной
эпитаксии полупроводников AnlBv
1 — блок нагрева; 2 — хлоратор; 3 — реактор; 4 —
подложки; 5 — вращающийся пьедестал
Рис. 20.33. Схема установки для жидко-
фазной эпитаксии полупроводников AUIBV
I — IV — растворы-расплавы различного состава;
1 — блок нагрева; 2 — реактор; 3 — корпус кассе-
ты; 4 — пьедестал; 5 — подложка; 6 — раствор-
расплав; 7—тяга
жат фосфин и арсин. В зоне осаждения идет
реакция:
GaCl+xP4/4+(l— х) As4/4 + H2/2^-
-^GaAsi-A + HCL.
Изменяя соотношение парциальных дав-
лений фосфина и арсина, можно обеспечить
согласование параметров решетки слоя и под-
ложки и получать материал заранее заданного
состава.
Сущность эпитаксии в жидкой фазе
заключается в создании насыщенного раст-
вора синтезируемого материала в расплаве
легкоплавкого компонента с последующим его
осаждением на подложке. В условиях промыш-
ленного производства широко используется
кассетный вариант проведения жидкофазной
эпитаксии (рис. 20.33). Процесс проводят
в открытой системе в атмосфере очищенного
водорода. После выдержки при температуре,
определяемой видом фазовой диаграммы
системы, и образования насыщенного раствора
жидкую фазу приводят в контакт с подложкой.
При медленном охлаждении возникает пересы-
щение раствора и происходит кристаллиза-
ция растворенного материала на подложке.
Применение нескольких растворов-расплавов
различного состава обеспечивает возможность
создания многослойных структур с заранее
заданными свойствами.
В настоящее время по эпитаксиальной
технологии могут быть получены эпитаксиаль-
ные слои бинарных соединений GaAs, GaP,
InP и другие в структурном отношении более
совершенные, чем объемные монокристаллы.
Они обладают лучшей однородностью распре-
деления легирующих примесей и отличаются
существенно меньшим содержанием неконтро-
лируемых загрязнений. Большими возможно-
стями располагают тройные GaxAli_*As,
GaAsi-J1*, Gai-xALN, In^^Ga^As,
Int-AjaJP и четверные Iiii-^GajAsi-,,?,,,
Ga^iALSbi.-jAs,, твердые растворы. Эти ма-
териалы имеют широкий интервал значений
504
Полупроводниковые соединения An,Bv
[разд. 20]
Таблица 20.25. Марки и основные характеристики
монокристаллов GaP
Марка Тип электро- провод- ности Концентрация носителей заряда, см-3 Подвиж- ность носителей заряда цх, см2/ (В -с) Плотность диело- ' каций, см“2
ФГЭЧ-1-17 п > 1-Ю17 120
ФГЭТЧ-1,25-7 п 0,5-1017... 2,0-1017 ПО 5-Ю4
ФГЭСЧ-3-17 п 1-10,7...5-1017 100
ФГЭСЧ-6-17 п 3-10,7...9-1017 80
ФГЭТЧ-4-18 п 1-10,8...7-1018 60 1 • 105
ФГДЦЧ-4-18 р 1 10,8...7-1018 20
ФГПЧ — — —
Примечания: 1. Обозначение марок: ФГ — фосфид
галлия; Э — электронный, Д — дырочный, Ч — метод Чохральско-
го; Т — теллур; С — сера, Ц — цинк (легирующие примеси);
П — полуизолирующий. 2. Удельное сопротивление для ФГПЧ
р> 106 Ом-см.
ширины запрещенной зоны. Их используют
для изготовления оптоэлектронных устройств,
работающих в широком интервале длин волн,
охватывающем ультрафиолетовую, видимую
и инфракрасную области спектра.
20.6. ТВЕРДЫЕ РАСТВОРЫ
НА ОСНОВЕ СОЕДИНЕНИЙ AHIBV
В группе алмазоподобных полупроводни-
ков распространены твердые растворы заме-
щения. Условия образования таких твердых
растворов сводятся к следующим: 1) изомор-
физм кристаллических решеток компонентов,
2)- близость атомных радиусов, 3) сходство
электрохимических свойств замещаемых и
замещающих атомов.
Как и в бинарных соединениях A'^BV,
в твердых растворах не наблюдается сущест-
венных отклонений от стехиометрии; поэтому
они просты по механизму легирования, допу-
скают возможность создания р— п-переходов.
Независимо от условий кристаллизации изме-
нение состава твердого раствора AJBi-xC или
АВ,,Д|_у происходит лишь по псевдобинар-
ному разрезу фазовой диаграммы соответству-
ющей тройной системы. Непрерывный ряд
твердых растворов образуют соединения,
у которых периоды кристаллических решеток
различаются не более чем на 7,5 %. Этому кри-
терию не удовлетворяют системы GaP — GaSb,
InP — InSb, A1P — AlSb, характеризующиеся
ограниченной взаимной растворимостью ком-
понентов. Твердые растворы не образуются
между нитридами, с одной стороны, и фосфи-
дами, арсенидами или антимонидами — с дру-
гой. Противоречивы сведения о существовании
разрывов растворимости в системе
GaAs — GaSb. Фазовые диаграммы наиболее
изученных псевдобинарных систем показаны
на рис. 20.34. Поскольку соединения — парт-
неры кристаллизуются в одной и той же струк-
туре цинковой обманки, то для твердых раство-
ров, как правило, выполняется закон Вегарда,
предусматривающий линейное изменение пе-
риода кристаллической решетки в зависимо-
сти от состава.
Большинство полупроводников AnlBv
имеет сходную структуру валентной зоны. По-
этому основные изменения в энергетическом
спектре их твердых растворов определяются
различием в структуре зоны проводимости
исходных компонентов. Следствием эффекта
статистического разупорядочения атомов по
узлам одной из подрешеток (металлической
или металлоидной) твердого раствора явля-
ется нелинейное изменение энергетических
зазоров при изменении состава. Как правило,
эти изменения могут быть представлены квад-
ратической функцией следующего вида:
Д1Г (х)=Д1Г (1) +[ДИ7 (2) — Д1Г (1)] х —
—Сх (1 — х).
Экспериментально установлено, что пара-
метры нелинейности С тем больше, чем сильнее
различия между компонентами в периоде кри-
сталлической решетки. С увеличением разли-
чий параметров замещающего и замещаемого
атомов возрастает роль конфигурационного
взаимодействия н усиливается тенденция
к образованию кластеров и промежуточных
[§ 20.6] Твердые растворы на основе соединений 505
Рис. 20.34. Диаграммы состояния для псевдобинарных систем на основе соединений AIHBV (см.
стр. 506)
506
Полупроводниковые соединения AniBv
[разд. 20]
фаз. Соответственно возрастают флуктуации
потенциала в решетке и увеличивается про-
висание кривой Д И7(х) относительно линейной
зависимости. Энергетические параметры зон-
ной структуры твердых растворов приведены
в табл. 20.26.
Если соединения-партнеры, образующие
твердый раствор, имеют одинаковый тип зон-
ной структуры, то изменение ширины запре-
щенной зоны от состава повторяет зависимость
А1С(х) соответственно для материалов с пря-
мой или непрямой структурой энергетических
зон. Типичными примерами t могут служить
системы A1N — GaN, GaN— InN, GaP—A1P,
GaAs — GaSb, GaAs — InAs, GaSb — InSb,
InAs — InP, InAs — InSb (рис. 20.35). При
этом можно получать твердые растворы, длн
которых зависимость ширины запрещенной
зоны от состава имеет минимум. С изменением
ширины запрещенной зоны сдвигается край
собственного поглощения и спектры краевой
люминесценции. Статистическая неупорядо-
ченность кристаллов и связанные с иею флук-
туации потенциала решетки должны приво-
дить к размытию края поглощения и ушире-
нию полос излучения для межзонных перехо-
дов. В твердых растворах с изовалентиым
замещением при тщательной гомогенизации
образцов этот эффект выражен очень слабо.
На рис. 20.36 изображены типичные зави-
симости подвижности электронов от состава
сплавов в системах InAs — InP, InSb — GaSb,
InSb — InAs. Важный вывод, вытекающий из
анализа этих зависимостей, состоит в том,
что в общем механизме рассеяния носителей
заряда доля рассеяния на неоднородностях
состава относительно мала. В противном слу-
чае на кривых ц (х) должен проявляться
минимум, как в металлических сплавах. Его
отсутствие означает, что в полупроводниковых
твердых растворах подвижность носителей
заряда ограничивается теми же факторами,
что и в соединениях AIHBV, и может быть су-
щественно увеличена очисткой материала.
[§ 20.6]
Твердые растворы на основе соединений
507
Рис. 20.35. Зависимость ширины запрещенной зоны от состава
твердых растворов, образуемых соединениями AinBv с одно-
типной зонной структурой при 7 = 300 К
InflS InP
Если у исходных бинарных соединений
абсолютные минимумы зоны проводимости не
совпадают, то зависимость ширины запрещен-
ной зоны от состава твердых растворов соот-
ветствующей системы имеет вид ломаной
линии. При этом точка излома хс отвечает
составу, при котором происходит перестройка
зонной структуры. На рис. 20.37, а — ж пока-
зано изменение ширины запрещенной зоны
в зависимости от состава сплава в системах
508
Полупроводниковые соединения A"'BV
[разд. 20]
Таблица 20.26. Зависимость энергетических зазоров
для прямых и непрямых оптических переходов
от состава твердых растворов при 7=300 К
Твердый раствор Энергетический зазор, эВ
Для прямых переходов AWT Для непрямых переходов ДЦ/х
ALGa^xN 3,39 + 2,81х — 0,35х(1 — х) —
GaJni-xN 2,07+1,32х — 1,0х(1 — х) —
ALGai-xP 2,78 + 0,82х 2,27 + 0,18х
ALIm-xP 1,351 + 2,249х — 1,44х(1 —х) 2,31+0,14х —0,57х(1 —х)
GaxIni_»P 1,351 +1,429х — 0,70х( 1 - х) 2,31+0,04х—0,21х(1 —х)
AlxGa । _»As 1,424+ 1,594х —0,37х(1 —х) 1,90 + 0,27х — 0,03х( 1 — х)
ALIni-jtAs 0,356+2,71х —0,70х(1 —х) 1,83 + О,33х—0,45х(1 —х)
GaJni-xAs 0,356+ 1,072х —0,60х(1 —х) 1,83 + 0,07х — 0,35х(1 — х)
GaPxAsi_x 1,428+ 1,352х —0,20х(1 —х) 1,895+0,375х — 0,21х(1— х)
InPxAsi-x 0,356 + 0,995х — 0,23х( 1 — х) 1,83 + 0,48х — 0,27х(1 — х)
ALGai-jSb 0,726 +1,497х — 0,368х( 1 — х) 1,02 + 0,57х — 0,077х( 1 —х)
AlJni-xSb-, 0,172 + 2,05х — 0,43х( 1 — х) 1,0 + 0,59х — 0,29х(1— х)
GaJni-xSb 0,172 + 0,554х — 0,415х( 1 — х) 1,0+0,02х — 0,24х(1 — х)
'AlAs+b,.^ 2,22 + 0,8х— 1,06х(1 — х) 1,59'+0,57х—1,0х(1—х)
GaAsxSbi-j, 0,726+0,698х— 1,2х( 1 —х) 1,02 + 0,88х — 0,97х( 1 —х)
InASxSbi-x 0,172 + 0,184х — 0,58х( 1 — х) 1,0+0,83х — 0,6х(1— х)
Таблица 20.27. Параметры переходной точки
Твердый раствор АПпР GalnP AlGaAs AlInAs GaPAs AlGaSb AllnSb
Хс 0,55 0,72 0,44 0,68 0,46 0,2 0,65
ДГс, эВ 2,25 2,24 1,95 2,05 2,02 0,96 1,4
Рис. 20.36. Зависимость подвижности электронов от состава твердых растворов на основе соедине-
ний AIHBV с однотипной зонной структурой при 7 = 300 К
[§ 20.6]
Твердые растворы на основе соединений
509
А1Р — InP, AlAs — GaAs, AlSb — GaSb, AlAs —
InAs, AlSb — InSb, GaP — GaAs, GaP — InP.
Как следует из графика, при определенном
выборе исходных компонентов твердого раст-
вора можно получить прямозонную структуру
с достаточно большой запрещенной зоной.
На этом основано применение систем твердых
растворов для изготовления источников реком-
бинационного излучения, работающих в види-
мой области спектра. Параметры переходной
точки, в которой происходит перестройка
зонной структуры твердых растворов, приве-
дены в табл. 20.27. Специфический характер
имеет зависимость AVZ (х) в системе
AlSb —GaSb (рис. 20.37, в). Два излома на
кривой AV7 (х) обусловлены последователь-
ным переселением электронов сначала из
Г- в L-, а затем в Х-минимум зоны проводимо-
Рис. 20.37. Зависимость ширины запрещенной зоны от состава в системах твердых растворов на
основе соединений AnlBv с неодинаковой структурой энергетических зон при 7 = 300 К
510
Полупроводниковые соединения A,nBv
[разд. 20]
Рис. 20.38. Зависимость подвижности электронов от состава твердых растворов, образуемых соеди-
нениями AlnBv с различной структурой энергетических зон при 7 ==300 К
8)
Рис. 20.39. Зависимость удельного теплового сопротивления от состава в системах твердых раство-
ров на основе соединений AHIBV при 7 = 300 К
сти. При этом область прямозонных составов
ограничена значением х<0,25.
Перестройка зонной структуры и связан-
ное с ней переселение электронов из одной
энергетической долины в другую сопровожда-
ется резким изменением многих электрофизи-
ческих свойств материала. На рис. 20.38 пока-
зано изменение подвижности электронов от
[§ 20.6]
Твердые растворы на основе соединений
511
Рис. 20.40. Зависимость температурного коэффициента линей-
ного расширения от состава твердых растворов при Г=300 К
состава сплава в системах AlAs — GaAs,
GaAs — GaP, InP —GaP. Ступенчатый харак-
тер этих зависимостей обусловлен сильным
различием эффективных масс электронов в Г -
и Х-минимумах зоны проводимости. Для твер-
дых растворов с составом, соответствующим
переходной точке хс, когда в электропровод-
ности участвуют два типа носителей заряда,
холловская подвижность может быть рассчи-
тана из соотношений
= nr^+nx^x .
Н пг^г+пх^х ’
-^_=^*ехр
пГ ПсГ
где NCj, п, и р., — соответственно эффективная
плотность состояний, концентрации и подвиж-
ности электронов в экстремумах зоны проводи-
мости, соответствующих прямым и непрямым
оптическим переходам.
Температурные изменения электрических
параметров твердых растворов принципи-
ально не отличаются от соответствующих зави-
симостей для бинарных соединений.
Статистические флуктуации состава, а
также внутренние напряжения в кристалле,
возникающие при образовании твердого ра-
створа, усиливают ангармоничность колебаний
атомов в узлах решетки. Это приводит к силь-
ному рассеянию фононов, вследствие чего
твердые растворы обладают существенно
меньшей теплопроводностью, чем бинарные
соединения. Кривая изменения коэффициента
теплопроводности в зависимости от состава
проходит через минимум, причем минималь-
Рис. 20.41. Зависимость показа-
теля преломления твердых ра-
створов AlxGax_|As от состава
для излучения с энергией фото-
нов 1,38 эВ при Г=300 К
ное значение соответствует составам, близким
к х = 0,5, когда параметр «беспорядка», опре-
деляемый произведением х (1 —х), достигает
максимума (рис. 20.39). Как и у бинарных
соединений, теплопроводность сплавов умень-
шается при нагревании в первом приближе-
нии обратно пропорционально температуре,
хотя эта зависимость более полога, нежели
у чистых соединений.
Специфические свойства твердых раство-
ров позволяют получать материалы с высоким
отношением подвижностей носителей заряда
к коэффициенту теплопроводности, что важно
при создании термоэлектрических приборов.
При гетероэпитаксии твердых растворов
структурное совершенство эпитаксиальных
слоев во многом определяется соответствием
температурных коэффициентов линейного рас-
ширения осаждаемого материала и слоя.
В твердых растворах изменение этого пара-
метра от состава с достаточно хорошим при-
ближением описывается линейной функцией
(рис. 20.40).
Эффективность работы многих полупро-
водниковых приборов, применяемых в опто-
электронике и лазерной технике, определя-
ется процессами рефракции света. На
рис. 20.41 показана зависимость показателя
преломления от состава твердых растворов
AKGai-xAs для излучения с энергией фотонов
1,38 эВ, которая характерна для инжекцион-
ных лазеров на гетероструктурах с активным
слоем из GaAs. На рис. 20.42 представлена
спектральная зависимость показателя прелом-
ления для трех систем твердых растворов,
512
Полупроводниковые соединения A"'BV
[разд. 20]
Рис. 20.42. Дисперсия показателя преломления в твердых растворах на основе соединений AnlBv:
а — ALGai-xP
1 — х = 0; 2 — 0,099; 3 — 0,201; 4 — 0,242; 5 — 1,0
б — ALGai-^As
1 — х = 0; 2 — 0,1; 3 — 0,18; 4 — 0,38; 5 — 0.7; 6 — 1,0
в — GaP^Asi-x
/ — * = 0; 2 — 0,06; 3 — 0,125; 4 — 0,25; 5 — 0,35; 6 — 0,417; 7 — 0,625; 8 — 0,66; 9 — 0,75; 10 - 1,0
перспективных для применения в интеграль-
ной оптике.
Быстрое развитие оптоэлектроники стиму-
лировало освоение новой группы полупровод-
никовых материалов — четырехкомпонентных
твердых растворов типа AxBi_xCs£>i_s. в кото-
рых имеет место изоморфное замещение по
обеим подрешеткам при сохранении общей
стехиометрии, т. е. равенства суммарного коли-
чества атомов металла и металлоида. В ка-
честве исходных компонентов такого твердого
раствора можно рассматривать четыре бинар-
ных соединения: АС (1), ВС (2), AD (3),
BD (4). При этом период кристаллической
решетки является аддитивой функцией состава:
a = xyat +(1 —х)г/а2 + х(1 — 1/)аз +
+ (1 — хХ1 — У^,
где ап — периоды решеток соответствующих
бинарных соединений.
Для заданного состава четверного твер-
дого раствора значение ширины запрещенной
зоны можно найти путем интерполяции экспе-
[§ 20.6]
Твердые растворы на основе соединений
513
Рис. 20.43. Изменение ширины запрещенной зоны в зависимости от состава в системе твердых рас-
творов GaJm-xPjAsi-^ при Г=300 К
Штрихпунктирные линии соответствуют составам твердых растворов, изопериодических 1пР (а) и GaAs (б)
риментальных данных по бинарным и тройным
системам по формуле:
Д»' = Д»'4+ (Д^з—ДУГ4)х+ (A W'a — AVZ4)t/+
+(AW',+AW'4_ ДЦ72-ДЦ73)х1/-[С24 +
+ (С|з — С24)х]г/( 1 —у)—[Сз4 + (С,2 —
— С34)у]х(1— х),
где AW7,, — ширина запрещенной зоны бинар-
ных соединений; Сп„, - - параметр нелиней-
ности для тройного твердого раствора, обра-
зованного бинарными соединениями тип.
Одновременное замещение двух компонен-
тов позволяет независимо и в достаточно ши-
роких пределах управлять шириной запрещен-
ной зоны и периодом кристаллической решетки
материала, что очень важно при создании
гетероструктур с идеальной контактной грани-
цей. Диаграмма на рис. 20.43 показывает за-
кономерности изменения свойств в системе
твердых растворов GaHni-xP^Asi-j. Коорди-
наты х и у любой точки на плоскости составов
определяют мольную долю бинарных псевдо-
компонентов в твердом растворе. Основное
поле диаграммы занимают составы, отвечаю-
щие полупроводникам с прямой структурой
энергетических зон. Прямые линии а и б выде-
ляют составы твердых растворов, изопериоди-
ческих 1пР и GaAs. Более точно условие изо-
периодического замещения при 300 К опреде-
Рис. 20.44. Зависимость ширины запрещенной зоны твердых растворов Ga.vlrii _ ,-P,;Asi —м, изоперио-
дических InP (а) и GaAs (б), от содержания фосфора в твердой фазе
514
Полупроводниковые соединения A'"BV
[разд. 20]
Рис. 20.45. Зависимость температурного
коэффициента линейного расширения от
состава для твердых растворов
GazIni_*Pl;Asi-„, изопериодических InP
ляется уравнением:
ном диапазоне, соответствующем минимуму
оптических потерь и дисперсии кварцевого
волокна. Некоторые закономерности в изме-
нении физических свойств твердых растворов
вдоль изопериодического разреза InGaAsP —
InP иллюстрируют рис. 20.45 и 20.46.
В системе GaxIni_xAs9Sbi_!, имеется че-
тыре изопериодических ряда твердых раство-
ров, отвечающих бинарным соединениям InP,
InAs, GaSb и AlSb (рис. 20.47). При любых
составах твердые растворы имеют прямую
структуру энергетических зон. Возможности
практического использования этой четверной
системы ограничиваются существованием об-
ласти несмешиваемости, расположенной со
стороны тройного сплава GaAs — GaSb. Точ-
ное положение границ этой области пока не
установлено. Твердые растворы, изопериоди-
ческие с InAs и GaSb, представляют интерес
при создании светодиодов и полупроводнико-
вых лазеров, излучающих в спектральном
диапазоне 1,9...3,0 мкм. Использованию под-
ложек из AlSb препятствует сильное окисление
у=(0,1896 — 0,40519х)/(0,1896 + 0,0127х) —
для InP;
у = 0,40519( 1 — х)/(0,1896 + 0,0127х) —
для GaAs.
На рис. 20.44 показано изменение ширины
запрещенной зоны твердых растворов
GavIiii. ,-P#Asi_,, вдоль изопериодических се-
чений диаграммы составов. Для твердых
растворов, изопериодических с GaAs, диапазон
изменения ширины запрещенной зоны пол-
ностью перекрывается диапазоном изменения
AW' в тройной системе AlxGai_xAs. Гораздо
больший интерес представляют твердые раст-
воры, изопериодические с InP, у которых ши-
этого материала.
В системе AUGai-jrAs^Sbi-j, атомы Al и
Ga имеют почти одинаковые ковалентные ра-
диусы; поэтому изменение периода решетки
наблюдается в основном при варьировании
параметра у (рис. 20.48). Твердые растворы,
изопериодические с InP, соответствуют об-
ласти составов, которые невозможно реализо-
вать, так как они попадают в обширную об-
ласть несмешиваемости, существующую в этой
системе. Гетероструктуры с согласованными по
периоду кристаллическими решетками могут
быть получены при использовании композиций
InAs— AlxGai_,AS(,Sb|_# и GaSb—
AlJtGal_^As!,Sbl_s. Добавление небольшого
рина запрещенной зоны может принимать зна-
количества мышьяка в состав твердого раствора
Рис. 20.46. Дисперсия показателя преломления в твердых растворах GaJni-^Asi-j,, изо-
периодических InP
1 —у=О; 2—0,2; 3—0,4; 4 — 0,6; 5—0,8; 5—1,0
[§ 20.6]
Твердые растворы на основе соединений
515
InAs
(0,36эВ)
(а=0,5869нм)
As
GaAs
(МЗзВ)
1Л
InAs^Sb^flg
(Ог0,6096нм)~
InAsO^bo,78_
(а,=0,6135нм)~
InSb
(О,172эВ)
0,8
0,8
0,7
0,6
0,5
0,4
0,3
0,2
Д/
1 (а=Ц6058мм)
GWWb , GaSb ,
\ (0,726эВ)
Рис. 20.47. Изменение ширины запрещенной зоны в зависимости от состава в системе твердых
растворов Ga.rIni _rAsvSbi _w при Т = 300 К
Штрихпунктирные линии соответствуют составам твердых растворов, изопериодических бинарным соеди-
нениям, указанным на диаграмме. Ориентировочные границы области несмешиваемости соответствуют
температуре около 700 °C
GaAs
Р,45зВ)
1,0
03 E
0,8
0,7
0,6
0^
0,4
03
0,2
0,1
AlAs
(2,16эВ)
Область непрямой
структуры зон
A AlASgjgSbp^
(аг0£058нм]
8^088^0,92
(a=0,6096hm)
0
GaSb
(0,726эВ)
0,1 0,2 03 \0fi Ц5 0,6 0,7 OJB 0,9 W
AlSb
Ц,5ВэВ)
Область непрямой
структуры зон
Рис. 20.48. Изменение ширины запрещенной зоны в зависимости от состава в систе1Ме твердых
растворов ALGaj-xAsySbi-y при Г=300 К
Штрихпунктирные линии соответствуют составам твердых растворов, изопериодических InAs и GaSb. Гра-
ницы области несмешиваемости соответствуют Т 2^ 700 СС
516
Полупроводниковые соединения A"'BV
[разд. 20]
Рис. 20.49. Зависимость величины упругих
напряжений от содержания фосфора в эпи-
таксиальных слоях Alo.34Gao.66PsAsi-s, осаж-
денных на подложке из GaAs
О 0,1 0,2 0,3 Ofr 0,5 0,6 0,1 OJB 0,9 1,0
InP GaP
ft35s£) (2,21 эВ)
В твердых растворах ALGa, j,.P;;As,._„ пе-
риод решетки при большом содержании фос-
фора не согласуется ни с одним бинарным
соединением. Небольшие добавки фосфора ис-
пользуются для компенсации упругих напря-
жений в эпитаксиальных слоях AUGai_xAs
при их осаждении на подложках из GaAs (рис.
20.49). Устранение рассогласования в перио-
дах решеток сопрягаемых материалов позво-
ляет потенциально увеличить срок службы
приборов на основе гетеропереходов рассмат-
риваемой системы.
В четверных системах типа AxBsCi-i_„D
или ABxC^Di-x-j, замещение происходит по
узлам лишь одной из подрешеток. Такие твер-
дые растворы можно рассматривать состоя-
щим из трех бинарных псевдокомпонентов:
AD. BD и CD или АВ, АС и AD в зависи-
мости от характера замещения. Для каждого
заданного состава период решетки и ширину
запрещенной зоны можно рассчитать путем
интерполяции данных по бинарным соедине-
ниям в соответствии с формулами:
a=xai+ya2 + (\ — х — у)а3;
ДГ=ЛГ3 + (A W'i —Л№з)х+ (Л№2-
— АИ^з)у — С,$ху—С13х(1 — х — у) —
— С2зу(1—х — у),
где а„— период решетки; АИ7„ — ширина
запрещенной зоны бинарных соединений;
Стп — параметр нелинейности, характеризую-
щий прогиб зависимости АИ/(х) в исходных
псевдобинарных системах твердых растворов
(см. табл. 20.26).
о о) 0,2 0,3 ofi о$ 0,6 0,1 qe 0,9 to
InAs GaAs
(0,36 эВ) (1,чЗзВ)
Рис. 20.50. Закономерности изменения ширины запрещенной зоны в системах псевдотройных твер-
дых растворов с замещением компонентов в катионной подрешетке
Штрихпунктирные линии характеризуют составы твердых растворов, изопериодических с указанными бинар-
ными соединениями
l§ 20.7]
Применение полупроводников
517
Совокупность составов таких четверных
систем графически изображают в виде тре-
угольника с тремя бинарными соединениями
по его вершинам. Из шести возможных че-
тырехкомпонентных сплавов этого типа только
системы с замещением компонентов в катион-
ной подрешетке образуют твердые растворы
во всем интервале составов. Закономерности
изменения их свойств показаны на рис. 20.50.
Твердые растворы Л1ЛОа,Дп|_Л #Р изоперио-
дичны с GaAs илн AlxGai_*As в диапазоне
составов, удовлетворяющих условию x-f-y =
=0,51. Переход от прямой к непрямой зонной
структуре происходит при АЙ7 яа 2,2 эВ.
Потенциально гетероструктуры GaAs —
AlxGaslni могут излучать фотоны с наи-
большей энергией при комнатной температуре
среди всех изопериодических гетероструктур
на основе соединений AlnBv.
В системах (AlGalnAs) и (AlGalnSb)
основное поле на диаграмме составов соот-
ветствует материалам с прямой структурой
энергетических зон. Твердые растворы
AI,Ga,,Ini _,._#As, изопериодичные с InP по
диапазону изменения ширины запрещенной
зоны (0,74...1,46 эВ) аналогичны сплавам
Gaxlni-xPjAsi-j,, также согласованным по пе-
риоду решетки с InP. Условие изопериодиче-
ского замещения в этом случае принимает вид
0,398х+ 0,405^ = 0,19.
Твердые растворы ALGa^Ini-x-^Sb, изо-
(1,351зВ)
InP
0,1
1,0
№1,2эВ
ОЬнасть
несмешиваемости '
Изопериод
clnAs
Изопериод
с GaSb
2
0 0,1 0,2 OJ Ofi- ОС 0,5/0,7 Ofi 00 1,0
InSb ИзоперйоВ
(0,172зВ) с AlSb
In As
\пКзо^0/13{О^56эВ)
Рис. 20.51. Закономерности изменения ширины
запрещенной зоны в системах псевдотройных
твердых растворов InPxAs#Sbi_x_s
Область несмешиваемости соответствует темпера-
туре около 600 °C
периодичные с AlSb, не представляют боль-
шого интереса вследствие технологических
трудностей, связанных с окислением AlSb при
осаждении эпитаксиальных слоев.
В четырехкомпонентных системах с заме-
щением компонентов в анионной подрешетке
образованию твердых растворов препятствует
существование широких областей несмеши-
ваемости. Сплавы AlPxAs^Sbi-x-j характери-
зуются химической неустойчивостью. Из этой
группы материалов представляет интерес лишь
система InPAAs,,Sbi _Ее основные свой-
ства иллюстрирует рис. 20.51. Твердые раство-
ры, состав которых отвечает изопериодическим
разрезам InAs и GaSb, перспективны для со-
здания лазеров, излучающих в спектральном
диапазоне 2...4 мкм.
Технология получения большинства твер-
дых растворов на основе бинарных соединений
A'"BV оказывается довольно сложной. За-
торможенность процессов диффузии, вызван-
ная близкодействующими силами ковалентных
связей, препятствует установлению равнове-
сия в сплавах этих веществ. Даже длитель-
ный отжиг при относительно высоких темпе-
ратурах не обеспечивает необходимую степень
гомогенизации образцов, полученных в усло-
виях неравновесной кристаллизации. Выращи-
вание гомогенных кристаллов твердых раст-
воров из расплава возможно лишь при усло-
вии проведения процесса кристаллизации с
очень низкими скоростями роста. В большин-
стве случаев слитки твердых растворов, полу-
ченных методами кристаллизации из расплава,
имеют поликрнсталлическую структуру, чауго
с крупными блоками. Получение монокристал-
лических слитков представляет собой необы-
чайно трудную задачу, которую удается ре-
шить лишь для сплавов, содержащих неболь-
шое (до 5 %) количество второго компонента.
Твердые растворы, используемые в при-
борных разработках, получают исключительно
эпитаксией из жидкой или газовой фазы на
подложках бинарных соединений. Методом га-
зофазовой эпитаксии осаждают тонкие слои
твердых растворов на основе нитридов,
GaPxAsi х, InPxAsi-x, Оах1П|_хР. Для ос-
тальных систем, освоенных в технологическом
отношении, лучшие результаты дает метод
жидкостной эпитаксии с использованием гал-
лия или индия в качестве растворителя.
20.7. ПРИМЕНЕНИЕ
ПОЛУПРОВОДНИКОВ AlllBv
Полупроводники AinBv используют для
создания приборов и устройств различного
назначения.
518 Полупроводниковые соединения A"'BV [разд. 20]
Таблица 20.28. Основные характеристики некоторых типов светоизлучающих диодов
Тип диода Исходный материал Конструкция Цвет излуче- ния Длина волны излу- чения кт, мкм Сила света при токе 10 мА, мкд Полуши- рина диаг- раммы направ- ленности 0,...° Прямое напря- жение В
АЛ301Б GaP:(Zn—О) Бескорпусная 0,70 0,22 180 2,8
АЛ341Б GaP.(Zn—О) Металл остекляй- Красный 1,5 60
ная
АЛ307КМ Gao.7Alo.3AS 0,66 5,0 50 2,0
АЛ307НМ GaP:N Зеленый 0,56 10,0*
АЛ336Е GaP:N:(Z-O) Полимерная гер- Желтый 0,58 20,0 15 2,8
АЛ336И GaP:N метизация Зеленый 0,56 50,0
АЛ336К Gao.7Alo.3AS Красный 0,66 150 10 2,0
* При токе 20 мА.
Таблица 20.29. Основные характеристики излучающих диодов ИК-Диапазона
Тип диода Конструкция Длина волны излучения Хм, мкм Мощность излучения при токе 100 мА, Р, мВт Угол излучения е,...° Быстро- действие т. мкс Прямое напряжение t/np, В
АЛ 106В Металлостеклян- ная 0,92...0,98 0,6 25 ~0,02 1,7
АЛ103Б 0,93 0,6* — 1,0...3,0 1,6
АЛ107Б Полимерная гер- 0,95 10,0 40... 120 1.0...3.0 2,0
АЛ 108 AM метизация 0,85 4,0 60 0,04...0,06 1,6
АЛ115А 0,9...1,0 10,0* 90 1,0 2,0
* При токе 50 мА.
Таблица 20.30. Основные характеристики инжекционных лазеров
Материал Тип струк- туры Рабочая температу- ра т, к Длина волны X, мкм Пороговая плотность тока /п, кА/см2 Мощность излучения Р, Вт
непрерывная импульсная
гс 4...20 0,84 0,1 12
GaAs гс 77...90 0,85-0,86 0,5 3...4 5—100
ОГС 300 0,90 5...10 — 11
ДГС 300 0,89 1,0 0,2 9
Gai_xALAs ОГС 77 0,66 —- 0,05 —-
ДГС 300 0,77 2...3 — —
InAs гс 4...20 3,2 1,0 0,05 0,1
гс п 3,1 2...4 — 0,02
InSb гс 4,2 5,2 0,5 — —
Примечание. ГС — гомоструктура, ОГС — односторонняя гетероструктура, ДГС — двух-
сторонняя гетероструктура.
[§ 20.7]
Применение полупроводников
519
Светоизлучающие диоды— это источники
некогерентного излучения, работа которых
основана на явлении инжекционной электро-
люминесценции. Базовыми материалами для
светодиодов видимого диапазона являются
GaP и Gai-iAUAs (табл. 20.28). Излучающие
диоды инфракрасного диапазона изготовляют,
главным образом, из GaAs (табл. 20.29).
Для более длинноволновой области спектра
перспективна система Ini . ,GazAsi-SP„. Дио-
ды на ее основе работают в диапазоне длин
волн 1,05...1,30 мкм. Излучающие структуры
экономичны, обладают высоким быстродейст-
вием, хорошо согласуются со стандартными
интегральными микросхемами. Их применяют
в цифровых и знаковых одноразрядных и мно-
горазрядных индикаторах, системах записи и
считывания информации, оптронах различных
типов и других приборах.
Полупроводниковые лазеры представляют
собой монохроматические источники когерент-
ного излучения. В инжекционных лазерах
состояние с инверсной населенностью реали-
зуется при прямом смещении диодной струк-
туры. Генерация вынужденного излучения
возникает при плотности тока, превышающей
некоторое критическое значение. Для изготов-
ления лазеров используют прямозонные полу-
проводники— GaAs, InAs, InSb, Gai-xAUAs,
Ini-xGa^Asi-jP,, и др. Разработаны различ-
ные типы лазерных структур. Из них лучшими
свойствами обладают структуры с гетеропере-
ходами. Их конструкция такова, что области
инверсии населенности, рекомбинации носите-
лей заряда и распространения излучения со-
средоточены в узком активном слое. Это обус-
ловливает в десятки раз меньшее (чем в гомо-
генных структурах) пороговое значение плот-
ности тока и существенно более высокий КПД.
Основные характеристики инжекционных ла-
зеров приведены в табл. 20.30.
Полупроводниковые лазеры применяются
в волоконно-оптических системах связи,
устройствах вычислительной техники, в голо-
графии и т. д.
Фотоприемники на основе полупроводни-
ков AU1BV обеспечивают регистрацию излу-
чения в широком спектральном диапазоне.
Узкозонные материалы InSb и InAs являются
базовыми для изготовления фотодиодов с вы-
сокой чувствительностью в инфракрасном диа-
пазоне (табл. 20.31).
На основе бинарных и тройных материа-
лов с широкой запрещенной зоной разрабо-
таны фотодиоды с барьером Шоттки, чувст-
вительные к видимому и ультрафиолетовому
излучению. Поверхностно-барьерные струк-
туры Au — п — GaAs, Au — п — GaP имеют мак-
симум спектральной чувствительности при
0,86 мкм и 0,43 мкм. Их токовая чувствитель-
ность 0,5 A/Вт и 0,22 A/Вт соответственно.
Применение твердых растворов различного
состава позволяет расширить диапазон мак-
симальной спектральной чувствительности
приборов этого типа от 0,43 до 0,86 мкм и
получить селективные фотоприемники на за-
данный интервал длин волн с шириной спект-
ральной характеристики 30...100 нм. Высокой
эффективностью обладают фотоприемники с
внутренним усилением. Фотодиоды с гетеропе-
реходом Gai-xALAs — GaAs имеют токовую
чувствительность около 102 A/Вт. Фотоприем-
ники используются в оптоэлектронных устрой-
ствах, в системах автоматического управления
технологическими процессами.
Фотокатоды с отрицательным электрон-
ным сродством на основе сильно легированных
полупроводников AlnBv p-типа электропро-
водности обладают более высокой спектраль-
ной чувствительностью по сравнению с клас-
сическими и позволяют сместить порог фото-
эффекта в более длинноволновую область.
Поскольку последний определяется шириной
запрещенной зоны, для обеспечения эффектив-
ной эмиссии в видимой и ближней инфра-
красной области применяются бинарные и
тройные полупроводники с прямой запрещен-
ной зоной шириной более 1,2 эВ. К ним отно-
сятся GaAs, InAsi-xPx, Ini ,Ga,As и др. При
работе в режиме «на отражение» квантовый
выход фотокатодов из InAsi-.,PA. составляет
не менее 5 % на длине волны 1,06 мкм и 12 %
на длине волны 0,75 мкм, а из GaAs — около
40 % в области 0,5 мкм. Интегральная чувст-
вительность этих катодов 1400, 1200 и
2000 мкА-лм 1 соответственно. ОЭС-эмиттеры
применяют и в качестве динодов. Получе-
ны прострельные диноды со структурой
1П|_лОахР — GaAs с коэффициентом вторич-
ной эмиссии 210 и 540 при энергии первичных
электронов 10 кэВ и 20 кэВ соответственно.
Сочетание в одном приборе эффективных фо-
токатода и динодов лежит в основе создания
ФЭУ — квантакона, прибора, способного ре-
гистрировать единичные кванты излучения.
В генераторах СВЧ-колебаний с междо-
линным переносом носителей заряда исполь-
зуется эффект Ганна. Он заключается в воз-
никновении сверхвысокочастотных электро-
магнитных колебаний в однородном кристалле
полупроводника под воздействием постоянного
электрического поля с напряженностью, пре-
вышающей некоторое критическое значение.
Наиболее полно генерация изучена в GaAs
и 1пР, на основе которых изготовлены актив-
ные элементы, работающие как в резонансно
пролетном режиме, так и в режиме ограни-
чения накопления объемного заряда. Пер-
520
Полупроводниковые соединения А1"В1'
[разд. 20]
Таблица 20.31. Основные характеристики фотоприемников
инфракрасного диапазона
Ма-’ те- рн ал Тип фото- прием- ника Рабочая темпера- тура, К Область фоточувст- витель- ности, мкм Максимум спектраль- ной характе- ристики, мкм Обнаружительная способность X 10“ ", Вт_'-Гц|/!-см
InAs 293 1.0...3.6 3,5 0,025-0,13
InAs 193 1,0...3,4 3,3 0,4...3,0
InAs ФД 1,0...3.1 3,0 3,0-3,8
InSb 77 0,5...1,1
InSb ФР 2,0...5,4 5,3 2,5...5,0
Примечание. ФД — фотодиод, ФР — фоторезистор.
Таблица 20.32. Основные характеристики генераторов Ганна
Материал Режим работы Частота генерации, ГГц Мощность СВЧ-колеба- ний, Вт кпд, %
GaAs Импульсный 1,75 7,00 31,00 10,0 34,5 54,0 75,0 90,0 180,0 1,0-2,0 30...40 28,5 41,0 94,0 0,3-0,5 6000 2000 15 5 10 7,0 4,0 2,0
20
Непрерывный
1,2 0,15 0,10 0,05 0,001 10 1,0 0,25 0,10 0,02 0,1...0,3
—
InP Импульсный
Непрерывный 3,1 2,3 0,7 1...3
Ini-xGa^Sb Импульсный
Таблица 20.33. Основные характеристики некоторых типов туннельных диодов
Тип Диода Назначение Пиковый ток, мА Отношение пикового тока к току впадины Напря- жение пика, В Емкость, пФ
ЗИ101А Усилительный 0,75-1,25 5 0,16 3,0
АИ101Е — 4,5...5,5 4 0,18 4,5-13,0
ЗИ201А Генераторный 9,0-11,0 10 0,20 3,5
АИ201К . 90...110 10 0,33 20
АИ301А Переключательный 1,6...2,4 8 0,18 12
АИ301Г 9,0-11,0 8 0,18 50
Примечание. Емкость измеряется при f= 1...10 МГц.
[§ 21.1]
Соединения с кислородом
521
спективными для генераторов Ганна являются
твердые растворы, в частности 1П|_хОа*8Ь.
При их использовании пороговые напряжен-
ности оказываются ниже, а потребляемая
мощность значительно меньше, чем для бинар-
ных соединений. Основные характеристики
генераторов Ганна приведены в табл. 20.32.
Туннельные диоды являются приборами
с отрицательным дифференциальным сопро-
тивлением. Базовым материалом для их изго-
товления служит GaAs (табл. 20.33). Диоды
на его основе по сравнению с германиевыми
диодами характеризуются большим отноше-
нием ' пикового тока к току впадины и могут
работать при более высокой температуре.
Определенный практический интерес пред-
ставляют диоды из InSb, обладающие луч-
шими свойствами при низких температурах.
Для изготовления преобразователей Хол-
ла применяют материалы с узкой запрещен-
ной зоной, обладающие высокой подвиж-
ностью носителей заряда и минимальными
температурными изменениями их характе-
ристик. Этим требованиям удовлетворяют
InAs, а также InSb, имеющий рекордно высо-
кую подвижность электронов.
РАЗДЕЛ 21
ПОЛУПРОВОДНИКОВЫЕ СОЕДИНЕНИЯ A"BVI и AIVBVI
Б. В. Васильев, Д. А. Яськов
21.1. СОЕДИНЕНИЯ С КИСЛОРОДОМ
Металлы второй группы периодической
системы имеют одинаковое строение внешней
электронной оболочки, но различаются струк-
турой следующего за ней, более внутреннего,
слоя электронов. Поэтому эти элементы, имея
много общего, все же разделяются по своим
свойствам на две подгруппы: a) Be, Mg, Ca,
Sr, Ba, Ra и 6) Zn, Cd, Hg. В первой из них
выделяется подгруппа щелочно-земельных
металлов: Ca, Sr, Ва и Ra.
В своих химических соединениях эти ме-
таллы почти всегда двухвалентны.
Из соединений с кислородом типичными
являются оксиды типа МеО, хотя для некото-
рых элементов известны также пероксиды
МеО2.
Для оксидов характерны две основные
кристаллические модификации: гексагональ-
ная (Г) типа вюрцит ZnS и кубическая (К)
типа NaCl.
Основные физические свойства оксидов
бериллия, магния, кальция, стронция, бария,
цинка и кадмия представлены в табл. 21.1.
Приведенные значения справедливы для моно-
кристаллических или поликристаллических
спеченных образцов, имеющих нулевую по-
ристость и по возможности упорядоченную
структуру кристаллической решетки. Свойства
пористых и тем более порошковых образцов
в очень сильной степени зависят от способа
изготовления и обработки, а поэтому не при-
водятся. Указанные в табл. 21.1 значения
электрического сопротивления, которое наибо-
лее чувствительно к роду и количеству при-
месей, ориентировочные и относятся к чистым
образцам.
Зависимости от температуры удельной
теплоемкости, коэффициента теплопровод-
ности, удельного электрического сопротивле-
ния и давления насыщенного пара для неко-
торых оксидов представлены на рис. 21.1 —
21.4. В виде пара все оксиды частично диссо-
циированы.
Рис. 21.1. Зависимость удельной теплоемкости
с от температуры Т для оксидов второй
группы периодической системы:
I — ВеО; 2 — MgO; 3 — СаО; 4 — ZnO; 5 — SrO;
6 — CdO; 7 — BaO
522
Полупроводниковые соединения A"BVI и A,VBVI
[разд. 21]
Рис. 21.2. Зависимость коэффициента тепло-
проводности V. от температуры Т для оксидов
второй группы периодической системы:
1 — ВеО; 2 - MgO; 3 — ZnO; 4 - CaO
Оксид бериллия. Оксид бериллия кристал-
лизуется в гексагональную решетку типа
вюрцит. Является очень тугоплавким, химиче-
ски весьма прочным соединением. Порошок
имеет белый цвет, монокристаллы — бес-
цветны.
Оксид бериллия ВеО — оксид, у которого
проявляются как основные, так и кислотные
свойства, хотя основные свойства выражены
значительно сильнее, чем кислотные. В соот-
ветствии с этим оксид бериллия в виде порош-
ка легко растворяется как в кислотах с обра-
зованием солей бериллия, так и в щелочах —
с образованием бериллатов. В сплавленном
или спеченном состоянии, в виде компактных
образцов, оксид бериллия отличается значи-
тельной химической стойкостью, наивысшей
среди других оксидов, вплоть до весьма высо-
ких температур. Все соединения бериллия
очень ядовиты.
В сплавленном состоянии и особенно в
виде монокристаллов оксид бериллия отлича-
ется необычайно высоким коэффициентом теп-
лопроводности, превосходящим даже тепло-
проводность многих металлов. Вследствие
этого, а также благодаря малому температур-
ному коэффициенту расширения, оксид имеет
значительную стойкость к тепловым ударам.
Обладает большим электрическим сопротивле-
нием даже при высоких температурах.
Сплавленный оксид бериллия имеет мо-
дуль упругости 3,0-10" Па, временное сопро-
тивление разрыву 9,5-10' Па, предел прочно-
сти при сжатии 7,5-108 Па, прочность на срез
1,4-108 Па. Излучательная способность в силь-
ной степени зависит от состояния поверхности;
при 1200 К интегральный коэффициент излуче-
ния колеблется в пределах 0,33...0,66, при
2000 К — 0,47...0,89.
Температура Дебая у ВеО высока и равна
1280 К.
В радиоэлектронике оксид бериллия при-
меняется главным образом для изготовления
оксидно-бериллиевой керамики, отличаю-
щейся лучшими механическими и электричё-
Рис. 21.3. Зависимость удельного электрического сопротивления р от температуры Т для оксидов
второй группы периодической системы:
I — SrO; 2 — ВаО; 3 — ZnO; 4 — СаО; 5 — MgO; 6 — ВеО
l§ 21.1]
Соединения с кислородом
523
Рис. 21.4. Зависимость давления насыщенного
пара р от температуры Т для оксидов второй
группы периодической системы:
/ — БаО; 2 — MgO; 3 — SrO; 4 — CaO; 5 — ВеО
скими параметрами при высоких темпера-
турах, чем обычная керамика. Исходным сырь-
ем для изготовления изделий из плотной ок-
сидно-бериллиевой керамики является очи-
щенный порошок оксида бериллия. Его заме-
шивают с водой и прессуют в брикеты, кото-
рые прокаливают в окислительной атмосфере
при 1300 К в течение 6...8 ч. Спеченные брикеты
измельчают, размалывают в порошок с разме-
ром зерен 7...20 мкм, очищают от примесей,
обрабатывая в слабом растворе соляной кис-
лоты, промывают водой, сушат и просеивают.
В полученный порошок ВеО добавляют 4 %
камеди, смесь увлажняют водой, подкисленной
НС1, и из полученной массы прессуют изделия,
которые после сушки обжигают в газовых
печах на подставках из диоксида циркония при
температуре 2200 К в течение 7...15 ч.
По другому способу детали формуют прес-
сованием при давлении 350 МПа из массы,
которую приготовляют из порошка ВеО с раз-
мером зерен 1...10 мкм, увлажненного 1 %-ным
водным раствором камеди и содержащего
2,5 % графита в качестве смазки, облегчаю-
щей прессование. Заготовки постепенно нагре-
вают (со скоростью 100 К/ч) в воздушной
электрической печи до температуры 1800 К и
выдерживают при этой температуре в течение
5 ч. После охлаждения до комнатной темпера-
туры детали помещают в контейнеры из диок-
сида циркония и производят окончательный
обжиг при 2300 К в течение 25 ч. Для предот-
вращения загрязнения деталей вследствие
взаимодействия с материалом контейнера или
стенок печи применяют промежуточные про-
кладки из оксида бериллия.
Температура плавления оксидно-берил-
лиевой керамики около 2800 К, максимальная
рабочая температура на воздухе 2500 К, в ва-
кууме или водороде — 2300...2400 К. В присут-
ствии паров воды при температуре выше 1500 К
оксидно-бериллиевая керамика образует лету-
чие соединения. Кислоты, за исключением HF,
действуют на керамику из ВеО слабо, в раст-
ворах щелочей она устойчива, но разрушается
в расплавленных щелочах. По отношению к
таким металлам, как К, Na, Li, Al, Pb, кера-
мика из ВеО химически устойчива вплоть до
1050 К. Температура начала взаимодействия
оксидно-бериллиевой керамики в вакууме: с уг-
леродом 2600 К, с вольфрамом 2300 К, с молиб-
деном и никелем 2000...2100 К, с титаном и
кремнием 1900...2000 К, с ниобием и цирконием
1700 К, с ThO2 2300...2400 К, с ZrO2 и А12О3
2100...2200 К, с MgO 1900...2100 К-
Оксид бериллия применяется также в
ядерной энергетике и в качестве материала
тиглей для плавки железа, никеля, платины,
магния, кальция и бериллия.
Широкому распространению оксида бе-
риллия в качестве огнеупора препятствует ее
токсичность и высокая стоимость.
При получении тонких пленок оксида бе-
риллия методом термического испарения в
вакууме наилучшим способом нагрева яв-
ляется бомбардировка электронным лучом.
Оксид магния. Оксид магния — тугоплав-
кое соединение. Кристаллическая решетка —
кубическая типа NaCl. Порошок имеет белый
цвет. Естественные (периклаз) или искусст-
венно выращенные монокристаллы — бес-
цветны.
Оксид магния получается обычно при про-
каливании природного магнезита MgCO3.
Оксид магния менее устойчив, чем оксид бе-
риллия, и является оксидом с отчетливо выра-
женными основными свойствами. В кислотах
растворяется с образованием солей, при хране-
нии на воздухе постепенно поглощает воду и
углекислый газ, превращаясь в Mg(OH)2 и
MgCO3. Реакционная способность порошкооб-
разного оксида магния существенно снижается
после прокаливания, которое сопровождается
укрупнением кристаллов.
Сплавленный оксид магния имеет модуль
упругости 8,5-1010 Па и предел прочности на
сжатие 7,5-108 Па.
Оксид магния является исходным продук-
том для изготовления различных огнеупорных
изделий. Основное применение оксида магния
в радиоэлектронике — изготовление керамики.
Исходным материалом в этом случае является
мелкодисперсный MgO, получаемый обжигом
осажденного карбоната магния. После раз-
мола MgO до зерен размером около 10 мкм
оксид магния увлажняют водой с небольшой
524
Полупроводниковые соединения A"BVI и A'VBVI
[разд. 21]
Таблица 21.1. Физические свойства оксидов металлов
второй группы периодической системы элементов
Свойство ВеО MgO СаО SrO ВаО ZnO ' CdO
Молекулярная масса 25,01 40,32 56,08 103,62 153,35 81,38 128,4
Кристаллическая структура Г К К К К Г К
Постоянные кристаллической решетки, нм: а 0,2690 0,4213 0,4799 0,5083 0,5542 0,3250 0,4690
с Плотность, Мг/м3 0,439 3,03 3,58 3,35 4,70 5,72 0,5206 5,67 8,20
Температура, К: плавления 2820 3070 2860 2690 2190 2250 1630
кипения 4530 3300 3200 3300 2400 2000 1770
Удельная теплоемкость, Дж/(кг-К) 975 880 760 430 295 495 335
Температурный коэффициент линейного расширения для монокристалла, счХЮ6, К~' 5,31| а 11,2 13,1 13,9 5,71| а
Удельное сопротивление, Ом-см 5,1 II с 1О,о...1О’5 10,7...1018 109 108 109 5,21| с 10 8...109
Коэффициент теплопровод- ности, Вт/(м-К) 250...300 60...80 25 — — 15...30 1,0
Твердость по шкале Мооса 9,0 5,5...6,0 4,5 3,5 3,3 4,0...5,0 —
Работа выхода, эВ 3,3 3,1...4,4 1,3...2,4 1.3...2.6 1,0...2,7 — —
Показатель преломления 1,71 1,72 1,84 1,87 1,95 1,96 —
Диэлектрическая проницае- мость — 9,6 — — 34,0 8,5 22,0
добавкой хлористого магния в качестве связки.
Детали, полученные методом прессования,
подвергают обжигу в окислительной атмо-
сфере при температуре 2100...2250 К.
Из-за сравнительно высокого температур-
ного коэффициента расширения и низкого
коэффициента теплопроводности оксидно-маг-
ниевой керамики стойкость ее к тепловым
ударам невелика.
Температура плавления керамики из
MgO более 3000 К, максимальная рабочая
температура на воздухе 2600 К, в восстанови-
тельной атмосфере и вакууме 1900...2000 К.
Керамика из MgO устойчива при высоких тем-
пературах к действию щелочей и нейтральных
солей, но соединяется со всеми кислотными
оксидами. По отношению к щелочным метал-
лам имеет ограниченную стойкость (до 600...
700 К)- Температура начала взаимодействия
керамики в вакууме или атмосфере инертного
газа: с углеродом 2000...2100 К, с вольфрамом
1900...2100 К, с молибденом, танталом, цирко-
нием и никелем 2000 К, с ниобием и бериллием
1900 К, с титаном и кремнием 1700...1800 К,
с ThO2 2400 К, с ZrO2 2200 К, с ВеО 2100 К.
Взаимодействие оксидно-магниевой керамики
с металлами и графитом сопровождается вос-
становлением магния из оксида с его после-
дующим испарением.
Керамика из MgO применяется для изго-
товления внутренних изоляторов электро-
вакуумных приборов, тиглей для плавки желе-
за, никеля, марганца, хрома, меди, платины,
золота и для футеровки печей.
Пленки MgO могут быть получены терми-
ческим испарением в вакууме при нагреве
электронным лучом.
Монокристаллы периклаза имеют высокий
Рис. 21.5. Зависимость коэффициента пропус-
кания т от длины волны л для монокр истаяли-
ческого оксида магния толщиной 0,5 мм
[§21.1]
Соединения с кислородом
525
коэффициент пропускания оптического излу-
чения с длиной волны до 9 мкм (рис. 21.5)
и используются для изготовления дета-
лей, прозрачных в видимом и инфракрасном
участках спектра. Искусственные монокри-
сталлы получают выращиванием из расплава.
Свойства оптической керамики на основе ок-
сида магния рассмотрены в § 21.3.
Оксиды кальция, стронция и бария. Наибо-
лее распространенными соединениями щелоч-
но-земельных металлов с кислородом являются
оксиды CaO, SrO и ВаО. Это белого цвета
тугоплавкие, химически стойкие вещества, про-
являющие отчетливо выраженные свойства ос-
нований. Основной тип кристаллической ре-
шетки— кубическая типа NaCl. Возможна
также ромбическая модификация.
При хранении на воздухе в присутствии
паров воды и углекислого газа CaO, SrO и ВаО
превращаются в гидроксиды. Это является
основной причиной, ограничивающей приме-
нение изделий из этих оксидов.
Спеченный оксид кальция имеет темпера-
туру плавления около 2900 К, максимальную
рабочую температуру на воздухе 2300 К и бла-
годаря дешевизне применяется в промышлен-
ности как огнеупор. Имеет большой темпера-
турный коэффициент расширения, обладает
сравнительно невысокой стойкостью к быстрым
изменениям температуры.
В электровакуумной промышленности ок-
сиды бария, стронция и кальция в виде двойных
и тройных твердых растворов широко применя-
ются в качестве активного слоя оксидных като-
дов. Такие катоды получают в готовом приборе
при нагреве в вакууме до 1000... 1150 К соответ-
ствующей смеси карбонатов этих металлов.
Оксид цинка. Оксид цинка — соединение
белого цвета сублимируется при 2000 К. Пла-
вится при температуре 2250 К, проявляет как
основные, так и кислотные свойства, раство-
ряется в кислотах и в щелочах.
Наиболее распространенная кристалли-
ческая модификация — гексагональная типа
вюрцит. Известна также более редкая куби-
ческая типа сфалерит.
Оксид цинка может быть получен при
сжигании или окислении цинка, обжигом на
воздухе сернистого цинка, при прокаливании
солей, осаждением аммиаком из кипящего вод-
ного раствора азотнокислого цинка.
Компактные образцы оксида цинка (цин-
кит) получают прессованием заготовок из по-
рошкообразного соединения и их последую-
щего спекания. Предварительное спекание
проводится при 1100 К, окончательное — при
1700...1800 К. Нагревание осуществляется
либо в специальных высокотемпературных
печах, либо прямым пропусканием тока через
образцы после нх предварительного прогрева
до температуры, при которой возникает доста-
точная электропроводность. При температуре
окончательного спекания 1700...1800 К обра-
зуются крупнозернистые образцы с кристал-
лами до 2 мм. Чтобы получить более мелкозер-
нистую структуру, температуру спекания сни-
жают до 1300...1400 К. Монокристаллы оксида
цинка выращивают гидротермальным спосо-
бом и из газовой фазы.
Тонкие пленки ZnO можно получить испа-
рением и конденсацией цинка на подложку в
вакууме с последующим окислением пленки ме-
талла при нагревании в атмосфере кислорода
или реактивным двухэлектродным ионным рас-
пылением Zn в атмосфере Аг + Ог.
Наиболее широко оксид цинка применяет-
ся в радиоэлектронике для изготовления само-
активированного люминофора ZnO : Zn. Этот
люминофор получают путем прокаливания
ZnO в слабовосстановительной атмосфере ок-
сида углерода при 1270 К- Цвет свечения
люминофора'— сине-зеленый, излучение ха-
рактеризуется двумя максимумами (рис. 21.6),
приходящимися на длины волн 0,385 мкм
(ультрафиолетовая область) и 0,505 мкм
(сине-зеленый участок спектра). Этот люмино-
фор отличается очень коротким послесвече-
нием, около 2 мкс.
В последние годы порошкообразный оксид
цинка, диспергированный в высокоомной свя-
зующей среде, применяется в качестве фото-
чувствительного слоя электрофотографических
бумаг. Область собственной фоточувствитель-
ности оксида цинка располагается преиму-
щественно в ультрафиолетовой части спектра,
поэтому для изготовления электрофотографи-
ческих слоев, чувствительных в видимой об-
ласти, оксид цинка подвергают оптической сен-
сибилизации органическими красителями
(эозин, эритрозин, родамин и другие), соз-
дающими дополнительные полосы поглощения
Рис. 21.6. Спектральная характеристика отно-
сительной энергии излучения Wy./W„, само-
активированного люминофора ZnO : Zn
526
Полупроводниковые соединения A"BVI и A,VBVI
[разд. 21]
и соответствующие им новые максимумы
фоточувствительности.
Тонкие пленки ZnO обнаруживают пьезо-
электрический эффект.
Оксид кадмия. Оксид кадмия — соедине-
ние буро-коричневого цвета кристаллизуется
в кубическую решетку типа NaCl, во многом
подобен оксиду цинка. Порошок оксида кад-
мия можно получить прокаливанием гидрок-
сида, карбоната или нитрата. Компактные
образцы готовят прессовкой из порошка, заме-
шанного с водой, при последующем обжиге в
течение 30...60 мин при 800... 1200 К. Тонкие
пленки CdO получают либо окислением слоев
кадмия, либо реактивным распылением кадмия
в атмосфере кислорода, либо испарением и
конденсацией в вакууме порошка CdO.
Оксид кадмия в тонких слоях обладет вы-
сокой электропроводностью и хорошей про-
зрачностью для видимого света, поэтому наряду
с диоксидом олова применяется для изготов-
ления оптически прозрачных электропрово-
дящих покрытий.
21.2. СУЛЬФИДЫ, СЕЛЕНИДЫ
И ТЕЛЛУРИДЫ ЦИНКА,
КАДМИЯ, РТУТИ
Эти соединения при кристаллизации обра-
зуют два основных типа структур: кубическую,
изоморфную сфалериту, гексагональную, изо-
морфную вюрциту. Кристаллы кубической
структуры изотропны. Для халькогенидов
ртути основная структурная форма — кубиче-
ская. Сульфид цинка может иметь также ром-
боэдрическую структуру.
Химическая связь элементов в соедине-
ниях — ионно-ковалентная. При переходе в
системе элементов от серы к теллуру доля ион-
ной связи уменьшается. Соответственно изме-
няются характеристики соединений, опреде-
ляемые прочностью химической связи элемен-
тов: температура плавления, ширина запре-
щенной зоны и т. д.
Растворимость халькогенидов в воде
очень мала.
Большинство халькогенидов встречается в
виде природных минералов.
Основные физические свойства халькоге-
нидов приведены в табл. 21.2. Значения темпе-
ратурно-зависящих параметров даны при ком-
натной температуре. Для большинства пара-
метров прослеживаются определенные перио-
дические закономерности.
У многих халькогенидов переход в жидкую
фазу наблюдается лишь при повышенных дав-
лениях. В этих случаях приводится ориенти-
ровочное значение температуры плавления.
Сульфид цинка. Сульфид цинка известен
в трех кристаллических модификациях: куби-
ческой (сфалерит или ₽-ZnS), гексагональ-
ной (вюрцит или a-ZnS) и ромбоэдриче-
ской. При комнатной температуре более устой-
чива кубическая модификация.
В природе встречается в виде минералов
цинковой обманки (со структурой сфалерита)
и более редкого вюрцита.
Поликристаллический сульфид цинка по-
лучают обычно из водных растворов солей
цинка осаждением сероводородом или серни-
стыми натрием, аммонием либо барием. Моно-
кристаллы выращивают из расплава, субли-
мацией ZnS при 1500 °C в атмосфере, содержа-
щей примесь H2S, а также путем реакции
взаимодействия паров цинка и сероводорода
или серы. Тонкие пленки сульфида цинка
могут быть получены его вакуумным испаре-
нием из танталовой или молибденовой лодо-
чек, а также при нагреве таблеток ZnS элект-
ронным лучом. Иногда используют нагревание
в парах серы или в атмосфере H2S пленки
цинка, полученной предварительно терми-
ческим испарением в вакууме. Возможно
также получение пленок сульфида цинка в ре-
зультате реактивного ионного распыления цин-
ковых мишеней в атмосфере аргона с примесью
сероводорода.
В зависимости от условий приготовления
образуются либо кубическая, либо гексаго-
нальная модификации. При прокаливании
выше 1290 К получают гексагональную моди-
фикацию.
Монокристаллы ZnS бесцветны, мелко-
кристаллические образцы — белого цвета.
Сернистый цинк проявляет фоторезистив-
Рис. 21.7. Спектральная характеристика отно-
сительной энергии излучения W'x/W'm люмино-
форов на основе сульфида цинка с различными
активаторами:
1 — 0,008 % Ag; 2 — Zn (самоактивированный
люминофор); 3 — 0,01 %Си; 4 — 1,8% Мп. В ка-
честве плавня введено 2 % NaCl, прокаливание
проведено при 900 ?С
Таблица 21.2. Физические свойства сульфидов, селенидов и теллуридов цинка, кадмия, ртути
Свойство ZnS ZnSe ZnTe CdS CdSe CdTe HgS HgSe HgTe
Молекулярная масса 97,45 144,34 192,99 144,48 191,37 240,02 232,68 279,57 328,22
Постоянные кристаллической решетки, нм:
кубической (К) а 0,5415 0,567 0,609 0,583 0,605 0,648 0,585 0,607 0,646
гексагональной (Г):
а 0,3820 0,400 0,427 0,415 0,430 0,460 0,415 — —
с 0,6257 0,654 0,699 0,674 0,701 0,751 0,950 — —
Плотность, Мг/м3 4,15 5,42; 5,23 5,68 4,82 5,68 5,86 8,10; 7,70 8,26 8,42
Температура, К:
плавления 1900 1790 1512 1970 1510 1360 1300 1072 940
кипения 2200 2000 1700 1250 1600 1400 850
Удельная теплоемкость, Дж/(кг-К) 485 330 245 335 260 205 212 175 150
Температурный коэффициент линейного расши- 6,5 8,3 5,4 21,5/17,9
рения а/ х 106, К-1 7,7 4,2 4,8
Коэффициент теплопроводности, Вт/(м-К) 16 13...19 15...20 16...20 4,5 6,5 — 2,0 1,5...3,0
Ширина запрещенной зоны, эВ 3,6...3,7 2,7...2,8 2,1...2,3 2,4...2,6 1,6...1,8 1,3...1,6 2,0 0,2...0,6 0,02...0,1
Изменение ширины запрещенной зоны при -5,3 -7,2 — -4,9 -4,6 -4,1 — — + 5,0
изменении температуры х 104, эВ/К
Температура Дебая, К 310 400 250 250...300 230 160...200 — 200...240 140
Приведенная эффективная масса:
электронов 0,25 0,16 0,2 0,1...0,3 0,13 0,14 0,04...0,06 0,017
дырок 0,5... 1,0 0,6 0,1...0,3 0,4...0,5 0,45 0,35 0,02...0,08 0,003
Подвижность, см2/(В-с):
электронов 165 700 340 350 800 1000 50...200 10000... 18000 10000...30000
дырок 5 15 100 50 50 60 — — 100
Диэлектрическая проницаемость 8...8,5 8,1...9,1 10,0 9,0 9,5... 10,5 9,6... 11 31,0 26,0 20...48
Показатель преломления 2,23 2,43 3,12 2,26 2,44 2,67 2,63 — 3,80
[§ 21.2]____Сульфиды, селениды и теллуриды цинка, кадмия, ртути
528
Полупроводниковые соединения A"BVI и A'VBVI
[разд. 21]
Рис. 21.8. Спектральная характеристика относительной энергии излучения W,./Wm люминофоров
на основе сульфидов цинка и кадмия с различным содержанием сульфида цинка:
/—100%; 2-92,5%; 3 — 86%; 4 — 73%; 5 — 61%; 6 — 50%; 7 — 40%; 3 — 31%. В качестве
плавня введено 2% NaCl, в качестве активатора — 0,01 % Ag, прокаливание проведено при 1200 °C
в течение 1 ч
ные, фото- и электролюминесцентные свойства.
Пленки ZnS обладают пьезоэлектрическим
эффектом.
Сульфид цинка широко используется как
основная составляющая промышленных суль-
фидных люминофоров (в виде кристалли-
ческих порошков и реже — в виде тонких пле-
нок). Люминофоры на основе ZnS приме-
няются в светотехнике/ при изготовлении
электронно-оптических преобразователей, те-
левизионных. радиолокационных и осцилло-
графических трубок, для экранов рентгенов-
ского излучения, в твердотельных преобразо-
вателях изображений. Такие люминофоры от-
личаются высокой яркостью и светоотдачей
в видимой области спектра. Цвет свечения,
длительность послесвечения и другие пара-
метры могут регулироваться в широких пре-
делах путем изменения типа активатора и
режима активировки, а также частичной за-
меной ZnS на ZnSe или CdS. В соответствии
с этим различают три основных типа люмино-
форов на основе сернистого цинка: сульфид
цинка, твердые растворы сульфид цинка —
сульфид кадмия и сульфид цинка — селенид
цинка.
Чтобы получить люминесцирующий со- ,
став с заданными свойствами, в сульфид цинка
вводят активаторы Ag, Си, Мп в количестве
0,001...3 %, регулирующие цвет свечения и
длительность послесвечения. Активирующей
добавкой является также избыток цинка в
сульфиде (самоактивированный дюминофор).
Влияние типа активатора на спектральное рас-
пределение энергии люминесцентного излуче-
ния сульфида цинка иллюстрируется рис. 21.7.
Длительность послесвечения зависит от рода
и количества активатора. Активация серебром
дает люминесценцию с незначительной дли-
тельностью послесвечения (около 10 4 с),
медью — с интенсивным послесвечением дли-
тельностью несколько секунд. Добавка «гаси-
теля» — никеля, не влияя существенно на яр-
кость свечения и его спектральный состав,
обеспечивает очень малую длительность после-
свечения.
Для повышения устойчивости люмино-
фора к загрязнениям, которые возможны в
вакуумных приборах на операции откачки и
обезгаживания, часть сульфида цинка заме-
няют на сульфид кадмия. Введение CdS сме-
шает спектр люминесценции в сторону более
длинных волн по сравнению со спектром лю-
минофора на основе ZnS (рис. 21.8). Поэтому
светоотдача в видимой части спектра увеличи-
вается и имеет оптимальное значение для мас-
сового состава 48 % ZnS+ 52 % CdS.
Еще большей устойчивостью к влиянию
различных примесей и к бомбардировке элек-
тронным лучом отличаются люминофоры на ос-
нове ZnS + ZnSe. В то же время они обладают
большой вторичной электронной эмиссией и
более высокой электропроводностью. По мере
увеличения содержания селенида цинка в лю-
минофоре его излучение смещается в более
длинноволновую область спектра (рис. 21.9).
Люминофоры на основе сульфида и селенида
цинка имеют обычно массовый состав
60% ZnS + 40% ZnSe.
Отечественные сульфидные люминофоры
в зависимости от состава имеют максимум
свечения на длине волны 0,435...0,6 мкм, а дли-
тельность послесвечения 0,1 мс ... 12 с.
Монокристаллы сульфида цинка и спечен-
ные поликристаллические блоки (оптическая
керамика КО-2, см. § 21.3) имеют высокую
оптическую прозрачность в инфракрасной об-
ласти спектра (рис. 21.10) и используются
[§ 21.2]
Сульфиды, селениды и теллуриды цинка, кадмия, ртути
529
Рис. 21.9. Спектральные характеристики отно-
сительной энергии излучения VC,./W,„ люмино-
форов на основе сульфида и селенида цинка
с различным содержанием сульфида цинка:
I — 100 %; 2 — 61 %; 3 — 20 %; 4 — 0 %. В ка-
честве плавня введено 2 % NaCl, в качестве акти-
ватора — 0,005 % Ag, прокаливание проведено
при 780 °C в течение 1 ч
для изготовления входных окон и линз в оп-
тико-электронных устройствах. Тонкие пленки
ZnS применяются для оптических деталей из
германия и кремния. Пьезоэлектрический
эффект пленок сульфида цинка используется
в некоторых акустических устройствах. Фото-
резистивные свойства ZnS не нашли широкого
применения.
Селенид цинка. Селенид цинка имеет две
кристаллические модификации: кубическую и
гексагональную.
Поликристаллический ZnSe получают
обычно при непосредственном взаимодействии
элементов (селен при этом находится в паро-
образной фазе). Возможно также осаждение
селенида цинка из водных растворов солей
цинка с помощью H2Se. Кубические монокри-
сталлы ZnSe выращивают из парообразной
фазы и из расплава, гексагональные — из па-
рообразной фазы при давлении 15...20 МПа.
Пленки селенида цинка, по составу близкие к
стехиометрическому, получаются термическим
0,5
аб
0,Ь
0,2
в 5 10 15 мкм 20
Рис. 21.10. Спектральные характеристики
коэффициента пропускания т монокристалли-
ческих пластин:
1 — сульфида цинка толщиной 2 мм; 2 — селе-
нида цинка толщиной 2,8 мм
испарением исходного соединения при условии,
что конденсация осуществляется на подложке,
нагретой до 150...250 °C.
При избытке Se селенид цинка является
полупроводником p-типа, при избытке Zn —
полупроводником п-типа.
Селенид цинка обнаруживает фоторези-
стивные, фото- и электролюминесцентные свой-
ства. Имеет высокую оптическую прозрачность
в инфракрасном диапазоне (рис. 21.10), в виде
оптической керамики КО-4 применяется для
изготовления входных окон и линз.
Теллурид цинка. Наиболее устойчивая
кристаллическая структура — кубическая,
изоморфная сфалериту. Известны также гек-
сагональная, изоморфная вюрциту, и ромбо-
эдрическая разновидности ZnTe.
Соединение получают обычно сплавлением
элементов. Монокристаллы ZnTe могут быть
выращены из его расплава. Получение пленок
методом термического испарения аналогично
соответствующим процессам для CdS и ZnSe.
При избытке Те теллурид цинка — полу-
проводник p-типа, при избытке цинка —
п-типа.
Теллурид цинка обладает электролюми-
несцентными и фоторезистивными свойствами.
Сульфид кадмия. Известны две кристал-
лические формы сернистого кадмия: гексаго-
нальная и кубическая, из которых более рас-
пространенной является гексагональная.
Методы получения сульфида кадмия сход-
ны с методами получения сульфида ццнка.
Монокристаллы CdS могут быть получены
выращиванием из его расплава под давлением,
сублимацией CdS, осаждением из парообраз-
ной фазы в результате газотранспортной реак-
ции паров кадмия с H2S, синтезом из Cd и S
в газовой фазе при температуре 900 °C. !
Поликристаллические фоточувствитель-
ные слои CdS получают осаждением суспен-
зии сульфида кадмия в водном растворе CdCl2
с последующим их спеканием. Добавка CdCl2
является активатором. Возможно формирова-
ние фоточувствительных поликристаллических
образцов прессовкой таблеток из порошка CdS
в смеси с активирующей примесью и после-
дующим обжигом таблеток. Известны также
методы, основанные на формировании слоев из
порошка CdS в смеси с искусственными смо-
лами в качестве связующего.
Тонкие пленки CdS получают испарением
соединения в вакууме, реактивным ионным
распылением кадмия в атмосфере H2S, испаре-
нием кадмия с последующей термообработкой
его пленки в парах серы.
Пленки CdS, получаемые при испарении
соединения на подложках, имеющих комнат-
ную температуру, обычно характеризуются не-
530
Полупроводниковые соединения A"BVI и A'VBVI
[разд. 21]
Рис. 21.11. Спектральные характеристики
относительной фоточувствительности S;./Sm
фоторезисторов на основе
1 — монокристаллического CdS; 2 — полнкристал-
лического CdS; 3 — поликристаллического CdSe
достатком серы. При конденсации CdS на
подложки, нагретые до 150°С, состав пленки
приближается к стехиометрическому. Пленки
со стехиометрическим составом образуются
также при испарении методом квазизамкну-
того объема. В качестве испарителей CdS
используются тантал, молибден или вольфрам.
Сернистый кадмий растворяется в мине-
ральных кислотах и гидрооксиде аммония.
Сернистый кадмий является полупровод-
ником, обычно с проводимостью п-типа.
В оптической электронике сернистый кад-
мий широко используется для изготовления
фоторезисторов, люминофоров, в твердотель-
ных преобразователях изображений и усили-
телях света. Спектральные характеристики
фотопроводимости отечественных фоторези-
сторов на основе CdS представлены на рис.
21.11, спектральные характеристики коэффи-
циента оптического пропускания — на рис.
21.12. Пленки CdS обладают пьезоэффектом
и используются в некоторых акустических
схемах.
Селенид кадмия. Селенид кадмия известен
в тех же кристаллических модификациях, что
и сернистый кадмий: а-CdSe с гексагональ-
ной структурой и fi-CdSe с кубической струк-
турой. Последняя модификация сравнительно
неустойчива.
Селенид кадмия получают из водных раст-
воров солей кадмия осаждением с помощью
HsSe. Монокристаллы выращивают из газовой
фазы и из расплава под давлением. Получае-
мый полупроводниковый материал имеет обыч-
но электропроводность n-типа. Избыток селена
в соединении приводит к появлению электро-
проводности p-типа. Тонкие пленки селенида
кадмия можно получать испарением CdSe в
вакууме.
Селенид кадмия применяется для изготов-
ления фоторезисторов (см. рис. 21.11) и в ка-
честве оптического материала, прозрачного в
инфракрасной части спектра (см. рис. 21.12).
Теллурид кадмия. Теллурид кадмия су-
ществует в виде кубической и гексагональной
модификации.
Материал получают сплавлением исход-
ных элементов в вакуумированных запаянных
кварцевых ампулах, постепенно повышая тем-
пературу до 1100 °C и выдерживая при этой
температуре в течение 2...3 ч. Для лучшей
гомогенизации образовавшееся соединение
размельчают и вновь переплавляют, повторяя
этот процесс до 3...4 раз. Монокристаллы CdTe
можно получить методом направленной кри-
сталлизации при охлаждении расплава. Тон-
кие пленки теллурида кадмия получают испа-
рением CdTe из танталовых лодочек.
Избыток кадмия или теллура в соедине-
нии относительно стехиометрического состава
приводит соответственно к проводимости п-
или р-типа.
Теллурид кадмия обнаруживает заметную
фотопроводимость. Применяется в качестве
оптического материала, прозрачного в инфра-
красной части спектра (рис. 21.12).
Сульфид ртути. Сернистая ртуть известна
в двух формах — красной киновари (a-HgS)
и черной метакиновари (p-HgS). Кристал-
лическая структура киновари — тригональ-
ная, метакиновари — изоморфная сфалериту.
Фазовый переход киновари в метакиноварь
происходит при температуре выше 650 К.
В природе преимущественно встречается более
устойчивая при обычных условиях киноварь.
При реакциях в растворах осаждается, как
правило, черная модификация.
Монокристаллы киновари выращивают
гидротермальным способом или при сублима-
ции из газовой фазы. При атмосферном давле-
нии температура сублимации 580 °C.
Киноварь обычно характеризуется элект-
ронной проводимостью с очень низкой под-
вижностью носителей заряда.
Монокристаллы киновари имеют высокую
Рис. 21.12. Спектральные характеристики
коэффициента пропускания т монокристал-
лических пластин толщиной 2 мм
/ — CdS; 2 — CdSe; 3 — CdTe
[§ 21.3]
Оптическая керамика
531
Рис. 21.13. Спектральная характеристика
коэффициента пропускания т монокристалла
киновари толщиной 1 мм
оптическую прозрачность в инфракрасном
участке спектра (рис. 12.13).
Селенид и теллурид ртути. Оба соеди-
нения имеют кубическую решетку, изоморфную
сфалериту.
Селенистая ртуть ведет себя как вырож-
денный полупроводник. Теллуристая ртуть
имеет малую ширину запрещенной зоны и по
своим свойствам является полуметаллом с
большой подвижностью носителей заряда и
малой их эффективной массой.
Твердые растворы соединений AUBVI.
Двойные сплавы многих сульфидов, селенидов
и теллуридов цинка, кадмия и ртути образуют
непрерывный ряд твердых растворов. Твердые
растворы теллуридов этих металлов имеют
структуру сфалерита.
Системы ZnS — CdS и ZnS—ZnSe широко
применяются в качестве люминофоров. Из
других систем такого типа наиболее изученным
является сплав CdTe — HgTe, который обра-
зует семейство полупроводников CdxHgi _/Ге.
Слитки этих твердых растворов получают
сплавлением исходных бинарных соединений
или элементов в вакуумированных кварцевых
ампулах при температуре 800 °C. Монокри-
сталлические образцы могут быть получены
методом направленной кристаллизации расп-
лава, вертикальной зонной плавкой и вытяги-
ванием из расплава. Для гомогенизации необ-
ходим длительный отжиг. Тонкие слои
CdxHgi—xTe получают методом «взрывного»
испарения мелких частиц сплава с последую-
щим прогревом образовавшейся пленки.
На основе сплавов Cd^Hgi-xTe созданы
фотоприемники (фоторезистивные и с элект-
ронно-дырочным переходом), чувствительные
в спектральном диапазоне 1...15 мкм и имею-
щие быстродействие до 10-8 с. Положение
максимума спектральной чувствительности за-
висит от состава (рис. 21.14). Температурное
изменение ширины запрещенной зоны Д117/Д7’
положительно, поэтому длинноволновая гра-
ница спектральной чувствительности этих при-
емников увеличивается при охлаждении.
Рис. 21.14. Зависимость от состава максимума
Хт спектральной чувствительности фотоприем-
ника с электронно-дырочным переходом на
основе Cd.tHg!_,Te (температура 77 К)
При увеличении содержания HgTe в спла-
ве коэффициент оптического пропускания об-
разцов ухудшается за счет возрастания погло-
щения на свободных носителях.
На основе монокристаллов CdxHgi-TTe,
охлажденных до температуры жидкого азота
или гелия, созданы диодные лазеры для гене-
рации излучения на длинах волн 4... 12 мкм.
21.3. ОПТИЧЕСКАЯ КЕРАМИКА
НА ОСНОВЕ СОЕДИНЕНИЙ A»BVI
Оптическая керамика — группа поликри-
сталлических материалов, прозрачных в опти-
ческом диапазоне спектра.
Применяют два метода изготовления оп-
тической керамики. Первый метод, относящий-
ся, по существу, к приемам классической кера-
мической технологии, заключается в спекании
заготовки, сформованной из мелких зерен
исходного вещества, при температуре, близкой
к температуре его плавления. Второй метод
является методом горячего прессования, в ко-
тором спекание производится при одновремен-
ном воздействии как температуры, так и дав-
ления. Температура спекания в этом случае
более низкая, около 2/3 температуры плавле-
ния вещества, но все же достаточно высока,
чтобы были возможны процессы диффузии н
пластической деформации. А в обоих случаях
спекание осуществляется, как правило, в ва-
кууме. Основным в производстве оптической
керамики является метод горячего прессова-
ния, так как он отличается большей универ-
сальностью и лучшей точностью воспроизведе-
ния формы и размеров оптической детали.
Зерна оптической керамики имеют размер
несколько микрометров, очень плотно упако-
ваны, так что плотность оптической керамики
весьма близка к плотности того же вещества
в виде монокристалла. По своей однородности
оптическая керамика не уступает другим опти-
532
Полупроводниковые соединения A"BVI и A'VBVI
[разд. 21]
Таблица 21.3. Физические свойства оптической керамики
Свойство КО-1 КО-2 КО-3 КО-4 КО-5 КО-6 ко
Состав Длинноволновая граница MgFa ZnS CaF2 ZnSe MgO CdTe CdS
прозрачности, мкм 8,0 14,0 10,0 20,0 8,0 30,0 16,0
Показатель преломления 1,35 2,25 1,41 2,44 1,69 2,69 2,31
Коэффициент пропускания Температурный коэффициент 0,95 0,74 0,95 0,70 0,89 0,65 0,73
линейного расширения а/ХЮ6, К~! 11,0 6,9 20,0 7,5 12,0 5,7 4,3
Температура плавления, К 1530 2100 1630 1770 3070 1360 1970
Плотность, Мг/м3 Коэффициент теплопровод- 3,18 4,10 3,18 5,27 3,58 5,85 4,82
ности, Вт/(м-К) 15,0 15,0 8,0 13,0 43,0 4,2 16,0
ческим материалам как стеклообразным, так и
монокристаллическим, что позволяет исполь-
зовать ее для изготовления оптических систем.
Коротковолновая граница прозрачности
оптической керамики определяется рассеянием
света на вакуумных порах и инородных вклю-
чениях, которые сдвигают ее в более длинно-
волновую область по сравнению с соответст-
вующим монокристаллическим образцом. В за-
висимости от параметров технологического
процесса и типа керамики эта граница нахо-
дится в области 0,5...2,0 мкм.
Прозрачность керамики в инфракрасной
области спектра весьма близка к прозрачности
монокристаллов. Длинноволновая граница
прозрачности оптической керамики определя-
ется собственными акустическими колеба-
ниями кристаллической решетки и поэтому
совпадает с границей соответствующего моно-
кристалла.
Температурные коэффициенты линейного
расширения и показатели преломления изо-
тропных материалов в виде монокристалла
и оптической керамики тождественны.
Оптическая керамика не имеет плоскостей
спайности, ее механические свойства изотроп-
ны и приближаются к механическим свойствам
стекол. Распространение трещин блокируется
наличием поликристаллической структуры.
Физические свойства некоторых видов оте-
чественной оптической керамики представлены
в табл. 21.3. Длинноволновая граница коэф-
фициента оптического пропускания опреде-
лена для пластины толщиной 2 мм. В таблицу
включены также свойства керамики КО-1 и
КО-3, не относящейся к классу соединений
A"BVI.
21.4. ПОЛУПРОВОДНИКОВЫЕ
СОЕДИНЕНИЯ ГРУППЫ A'',BVI
Полупроводниковые соединения группы
AIVBVI
включают в себя сульфиды, селениды
и теллуриды элементов IV группы периоди-
ческой системы Д. И. Менделеева. Их нередко
еще называют халькогенидами элементов
IV группы. Из материалов этой группы сведе-
ния о халькогенидах кремния крайне ограни-
ченны. Важнейшие термодинамические свойст-
ва халькогенидов германия, олова и свинца
приведены в табл. 21.4.
Халькогениды свинца, теллурид олова и
высокотемпературная модификация теллурида
германия p-GeTe кристаллизуются в куби-
ческой гранецентрированной решетке типа
NaCl. Сульфиды и селениды германия, а также
олова, кристаллизуются в орторомбической
решетке типа SnS. Такую же кристаллическую
решетку имеет и теллурид германия модифи-
кации y-GeTe, которая устойчива при повы-
шенном содержании теллура. Орторомбиче-
скую решетку можно рассматривать как де-
формированную решетку типа NaCl, где
каждый атом имеет координационное окруже-
ние в виде сильно искаженного октаэдра. Что
же касается низкотемпературной модифика-
ции теллурида германия a-GeTe, то она
имеет ромбоэдрически искаженную решетку
типа NaCl с атомами германия, смещенными
относительно своих идеальных позиций вдоль
оси [111].
Анализ Р—Т—х диаграммы для халько-
генидов свинца, равно как и для халькогенидов
других элементов четвертой группы, показы-
вает, что бинарные соединения этой группы
могут быть получены не только стехиометри-
ческого состава, но их составы могут значи-
тельно, до 0,1 % (ат.), отличаться от стехио-
Таблица 21.4. Термодинамические свойства соединений AIVBVI
Свойство GeS GeSe GeTe SnS SnSe SnTe PbS PbSe PbTe
Теплота образования ДН/298> кДж/мОЛЬ — 76,1 ±4,2 -79,4 ±4,2 -33,4 -104,9 + 5,0 — 94,5±2,1 -61,0 + 1,3 — 100,3 + 4,2 -75,2 ±8,4 -69,4 ±2,1
Свободная энергия образования G/298, кДж/моль -90,7 -84,0 -34,3 -102,8 -96,1 — -98,6 -74,0 -70,1
Энтропия образования AS/298> ДжДКмоль) 4,2 5,4 2,5 -6,3 5,0 — - -4,6 -4,6
Энергия диссоциации Д, кДж/моль 716,8 ±8,0 641,6 ±17,7 600,6 ±17,7 682,1 ±5,4 — — 566,4 ±4,2 517,2 455,2+7,1
Энтропия S298, Дж/(К моль) 66,9 ±0,8 78,0 83,6 - 76,7 ±0,8 84,1 101,1 ±4,2 91,1 ±1,3 102,4 ±2,1 110,1 ±2,1
Теплоемкость С298’ Дж/(К-моль) 48,9 50,0 49,7 49,2 — 45,3 49,7 50,2 50,5
Температура плавления, Т, К 938 948 998 1154 1153 1063 1386 1353 1196
Теплота плавления, кДж/моль 22,6 25,1 47,2 31,4 — — 36,4 35,7 31,4
[§ 21.4] Полупроводниковые соединения группы
534
Полупроводниковые соединения A"BVI и AIVBVI
[разд. 21]
метрического. При этом состав, обладающий
максимальной температурой плавления, не сов-
падает со стехиометрическим. Это, как из-
вестно, характерно для соединений, склонных
к образованию дефектов. Обычно в области
высоких температур наблюдается резкая зави-
симость состава кристалла от парциального
давления летучего компонента. При уменьше-
нии температуры разница между равновес-
ными давлениями, соответствующими различ-
ным составам, увеличивается.
Халькогениды свинца обладают электро-
проводностью гс-тнпа при избытке свинца от-
носительно стехиометрического состава и про-
водимостью p-типа при избытке халькогена.
Для сульфида свинца концентрация электро-
нов достигает максимального значения, рав-
ного 1,6-1019 см"3 при 1350 К и избытке
свинца, а концентрация дырок — 6,9-1018 см-3
при 1120...1170 К. Для селенида свинца мак-
симальная концентрация электронов равна
2,3-1019 см ' 3 при 1220 К, а концентрация дырок
при температуре 1070 К — 2,0-1019 см-3. В тел-
луриде свинца максимальное значение кон-
центрации электронов составляет 1,5-1019 см"3
при температуре 970 К, а концентрация дырок
5,0-1018 см-3 при температуре 1050 К.
Энергии ионизации дефектов донорного и
акцепторного типов в халькогенидах свинца
малы. Принято считать, что при комнатной
температуре все дефекты ионизированы. Для
сульфида свинца энергия ионизации донор-
ного центра составляет 0,03 эВ, а акцептор-
ного — 0,001 эВ. Для селенида свинца из-
вестна энергия ионизации только акцепторного
центра, она составляет 0,014 эВ. Предпола-
гают, что энергии ионизации донорных и ак-
цепторных центров в теллуриде свинца имеют
значения того же порядка.
Халькогениды олова имеют электропро-
водность p-типа. В монокристаллах сульфида
олова, отожженных при температуре 670...
...1020 К под давлением паров серы, отвечающим
трехфазному равновесию, электропроводность
p-типа сохранялась всегда независимо от того,
были ли насыщены кристаллы серой илн оло-
вом. Концентрация дырок имела значение 1...
...3-10'8 см-3. В кристаллах с избытком серы
относительно стехиометрического состава за-
калка не является эффективной. Выше темпе-
ратуры 720 К концентрация носителей заряда
не зависит от температуры закалки и на кри-
вой солидуса появляется резкий излом. Ана-
логичные результаты получены и при измере-
нии концентрации носителей заряда в зака-
ленных образцах монокристаллов селенида
олова.
Теллурид олова проявляет всегда электро-
проводность p-типа и имеет высокую концент-
рацию дырок, которая возрастает с увели-
чением содержания теллура от 2-1O20 см-3
для теллурида олова, насыщенного оловом,
до 1,5-102' см-3 для теллурида олова, насы-
щенного теллуром. Эти данные соответствуют
комнатной температуре для монокристаллов
теллурида олова, отожженных при темпера-
туре 920 К. Период решетки теллурида олова
уменьшается с увеличением содержания тел-
лура в пределах области гомогенности.
Исследования природы активных собст-
венных дефектов в халькогенидах германия
были проведены только для теллурида герма-
ния. Было установлено, что он имеет только
дырочную электропроводность, причем кон-
центрация носителей заряда достигает
1021 см"3. Преобладающим типом собственных
активных дефектов в теллуриде германия яв-
ляются вакансии германия, которые рассмат-
ривают как дважды ионизированные акцеп-
торы. Сказанное в равной мере можно отнести
как к низкотемпературной модификации тел-
лурида германия a-GeTe, так и к его высоко-
температурной модификации p-GeTe. Для
состава 50,2...50,5 % (ат.) Те концентрация
носителей заряда изменяется в пределах (3,3...
...7,5) • Ю20 см"3, а для состава 50,5...51,5 %
(ат.) Те —7,5-Ю20 см"3...1,8-1021 см"3.
Ширина запрещенной зоны халькогенидов
свинца, найденная при оптических измерениях,
составляет 0,41 эВ для сульфида свинца,
0,29 эВ для селенида свинца и 0,32 эВ для
теллурида свинца. Эти значения ширины за-
прещенной зоны соответствуют прямым опти-
ческим переходам при температуре 300 К.
Кроме прямых оптических переходов, в халь-
когенидах свинца имеют место непрямые пере-
ходы с фононным взаимодействием при мини-
мальных энергиях 0,37 эВ для PbS, 0,26 эВ
для PbSe и 0,29 эВ для РЬТе.
С увеличением температуры край собст-
венного поглощения халькогенидов свинца
смещается в сторону более коротких длин волн.
Это объясняется тем, что ширина запрещенной
зоны халькогенидов свинца в отличие от боль-
шинства других полупроводников увеличи-
вается с ростом температуры. В интервале
температуры 80...850 К эта зависимость явля-
ется линейной, и температурный коэффициент
ширины запрещенной зоны для всех трех сое-
динений имеет значение около 4-10"4 эВ-К"1.
При более высоких температурах ширина за-
прещенной зоны стремится к постоянному зна-
чению.
Термическая ширина запрещенной зоны,
найденная из температурной зависимости
удельного электрического сопротивления, су-
щественно отличается от оптической ширины
запрещенной зоны. Такие расхождения в зна-
[§ 21.4]
Полупроводниковые соединения группы
535
чениях оптической и термической ширины за-
прещенной зоны удается объяснить, используя
модель двух валентных зон. Согласно этой
модели основная валентная зона при О К отде-
лена от дна зоны проводимости энергетическим
зазором, равным 0,19 эВ, а вторая валентная
зона — энергетическим зазором 0,36 эВ, кото-
рый мало изменяется прн изменении темпера-
туры. С увеличением температуры максимум
основной валентной зоны удаляется от дна
зоны проводимости. Энергетический зазор
между двумя валентными зонами составляет
0,17, 0,14 н 0,04 эВ при 0, 150 и 300 К соот-
ветственно. Выше 400 К основная валентная
зона находится дальше от дна зоны прово-
димости, чем вторая валентная зона. При
температурах, больших 400 К, оптические пе-
реходы в основном происходят между второй
валентной зоной и зоной проводимости. Экстра-
полированное значение оптической ширины за-
прещенной зоны составляет 0,36 эВ и не за-
висит от температуры. Причиной расхождения
в значениях термической и оптической ширины
запрещенной зоны может быть то, что пр!и
термическом возбуждении переходы осуществ-
ляются между основной валентной зоной и
зоной проводимости.
Для халькогенидов свинца характерна
слабая зависимость коэффициентов Холла при
температуре от 4,44 К до комнатной и даже
выше. Это свидетельствует об отсутствии за-
висимости концентрации носителей заряда от
температуры. Прн достаточно высокой темпе-
ратуре появляются неосновные носители в за-
метном количестве и коэффициент Холла На-
чинает уменьшаться. Собственная концент-
рация носителей заряда при комнатной темпе-
ратуре имеет значение 1,6-1016 см-3 в РЬТе,
3-1016 см-3 в PbSe и 2-1015 см-3 в PbS. Отно-
шение подвижностей электронов и дырок со-
ставляет 1,4 для сульфида и селенида свинца,
2,5 для теллурида свинца n-типа электропро-
водности.
Холловская подвижность носителей за-
ряда в халькогенидах свинца возрастает в
ряду PbS, PbSe, РЬТе за исключением под-
вижности дырок в теллуриде свинца, которая
меньше подвижности дырок селенида свинца.
Зависимость холловской подвижности от тем-
пературы в интервале 100...500 К определяется
законом ~7'“2,5. Такой характер изменения
подвижности при изменении температуры
объясняется преобладанием рассеяния на
акустических колебаниях решетки с учетом
температурной зависимости эффективной мас-
сы плотности состояний, которая у электронов
выражается законом ~7’0,5, а у дырок ~Г0,8.
Теоретические и экспериментальные исследо-
вания механизмов рассеяния в халькогенидах
свинца показали также, что наряду с рассея-
нием на акустических колебаниях решетки за-
метную роль играет и рассеяние на полярных
оптических колебаниях.
Халькогениды олова, как уже отмечалось,
имеют электропроводность p-типа. Оптическая
ширина запрещенной зоны сульфида олова,
найденная по положению края собственного
поглощения, имеет значение 1,08 эВ при ком-
натной температуре и 1,115 эВ прн 77 К. Счи-
тают, что оптическое поглощение в этой об-
ласти спектра определяется непрямыми пере-
ходами. Термическая ширина запрещенной
зоны, определенная из температурной зави-
симости проводимости для SnS составляет
1,2 эВ. У сульфида олова, обладающего слои-
стой структурой, наблюдают резкую анизотро-
пию свойств по разным направлениям. Прово-
димость в направлении, параллельном оси с,
в шесть раз меньше, чем в перпендикулярном
направлении.
Холловская подвижность в различных
кристаллографических направлениях также
различна и изменяется по-разному при изме-
нении температуры. Так, в направлении, пер-
пендикулярном оси с, холловская подвижность
при изменении температуры, при низких ее
значениях, определяется законом 7'1,5, тогда
как при температуре выше 200 К она изме-
няется по закону 7 2,2_
Оптическая ширина запрещенной зоны се-
ленида олова имеет значение 0,90 эВ при ком-
натной температуре и 0,95 эВ при 77 К. Край
полосы поглощения обусловлен также непря-
мыми переходами.
Для селенида олова, так же как и для
сульфида олова, характерна анизотропия
электрических свойств. Удельное электриче-
ское сопротивление монокристаллов селенида
олова в направлении, параллельном оси с,
в пять раз больше, чем в перпендикулярном
направлении, а холловская подвижность при
комнатной температуре в четыре раза меньше.
При изменении температуры холловская под-
вижность селенида олова изменяется по закону
у-г.о, что СВЯзано как с рассеянием на опти-
ческих колебаниях решетки, так и с рассея-
нием на акустических колебаниях.
Для теллурида олова в отличие от суль-
фида и селенида олова наблюдаются аномаль-
ные зависимости электрических свойств от кон-
центрации носителей заряда и температуры.
Это прежде всего относится к коэффициенту
термо-ЭДС, значение которого растет с уве-
личением концентрации дырок от 2-Ю20 до
8-102° см-3 вместо монотонного его уменьше-
ния, как .это следует ожидать при рассмотре-
нии однозонной модели. В интервале темпера-
туры 100...700 К наблюдается относительно
536
Полупроводниковые соединения A"BVI и AIVBVI
[разд. 21]
Рис. 21.15. Зависимость удельной проводи-
мости теллурида германия от концентрации
дырок при разной температуре
1 — 120 К; 2 — 200 К; 3 — 300 К; 4 - - 400 К
резкий рост коэффициента Холла при увеличе-
нии температуры. Аномальный характер имеют
также температурные зависимости удельной
проводимости и коэффициента термо-ЭДС.
Указанные особенности удается объяснить с
помощью модели двух валентных зон с различ-
ной плотностью состояний, разделенных энер-
гетическим зазором 0,33 эВ при 100 К, и с
учетом межзонного рассеяния.
Эффективная масса «легких» дырок со-
ставляет 0,4 то для концентрации (3,4...5,7) X
ХЮ19 см-3. Холловская подвижность «лег-
ких» дырок равна 3500 см2/(В-с) при 300 К.
Эффективная масса «тяжелых» дырок, равная
3,3 то, была вычислена для теллурида олова
с концентрацией дырок 1,6-1021 см я. Холлов-
ская подвижность «тяжелых» дырок состав-
ляет 50 см2/(В-с).
Энергетический зазор между двумя ва-
лентными зонами уменьшается при увеличении
температуры. Аномально быстрый рост коэф-
фициента Холла при увеличении температуры
объясняют переходом дырок в валентную зону
с низкой подвижностью, вследствие чего дырки
слабо влияют на ЭДС Холла. По мере перехода
дырок во вторую зону эффективная концент-
рация носителей заряда уменьшается, а коэф-
фициент Холла при этом увеличивается. Ра-
боты последних лет показывают, что зонная
структура теллурида олова имеет более слож-
ный характер. Основные параметры зонной
структуры прн 300 К следующие: ширина за-
прещенной зоны 0,18 эВ, энергетический зазор
между зонами 0,31 эВ.
Сульфид германия является полупровод-
никовым соединением, в котором при погло-
щении квантов электромагнитного излучения
могут иметь место как непрямые, так и прямые
оптические переходы. Ширина запрещенной
зоны для непрямых оптических переходов при
комнатной температуре равна 1,61 эВ. Прямым
оптическим переходам при комнатной темпе-
ратуре соответствует значение энергии 1,7 эВ.
Значение термической ширины запрещенной
зоны, найденное из температурной зависи-
мости проводимости сульфида германия, со-
ставляет 1,58 эВ, что сравнимо с энергией
непрямого оптического перехода. Краю собст-
венного поглощения сульфида германия соот-
ветствует энергия 1,8 эВ.
В селениде германия так же, как и в суль-
фиде германия, наблюдаются непрямые и
прямые оптические переходы. Непрямые опти-
ческие переходы происходят при поглощении
квантов электромагнитного излучения с энер-
гией 1,16 эВ. Прямые межзонные переходы
имеют место при энергиях 1,53 эВ.
Ширина запрещенной зоны селенида гер-
мания, определенная впервые из температур-
ной зависимости проводимости, имеет значение
1,0 эВ, что близко к значению энергии для
непрямых оптических переходов. Ширина за-
прещенной зоны селенида германия, опреде-
ленная по положению края полосы поглощения
при 300 К, имеет значение 1,10+0,02 эВ.
Ширина запрещенной зоны теллурида гер-
мания, найденная из зависимости проводи-
мости от температуры, имеет значение 0,27 +
+ 0,03 эВ при 0 К- Ширина запрещенной зоны
теллурида германия, определенная методом
туннельной -спектроскопии с помощью спе-
циально сконструированного туннельного
диода, составила 0,2 эВ при 4,2 К. Отметим,
что ширина запрещенной зоны теллурида гер-
мания уменьшается с ростом температуры.
Зависимость электрических свойств теллу-
рида германия от концентрации дырок и тем-
пературы, так же как и теллурида олова,
имеет аномальный характер. Зависимости про-
водимости от концентрации дырок, как это
видно из рис. 21.15, имеют максимум. Аномаль-
ный характер носит и температурная зависи-
мость коэффициента термо-ЭДС, приведенная
на рис. 21.16. Эти аномалии удается объяс-
нить исходя из представления о наличии в ва-
лентной зоне двух подзон с разными плот-
ностями состояний, разделенных энергети-
ческим зазором. Энергетический зазор между
подзонами составляет 0,23+0,03 эВ, а темпе-
ратурный коэффициент этого зазора имеет
значение 3-10-4 эВ-K-1- Теллурид герма-
ния, как и теллурид олова, обладает явлением
сверхпроводимости.
[§ 21.4]
Полупроводниковые соединения группы
537
Таблица 21.5. Физические и электрические свойства бинарных соединений A,VBVI
Свойство GeS GeSe Ge Те SnS SnSe SnTe PbS PbSe PbTe
Ширина запрещенной зоны, эВ 1,80 1,16 0,10 1,08 0,90 0,18 0,41 0,29 0.32
Подвижность электро- нов, см2/(В-с) — — — — — — 610 1045 1730
Подвижность дырок, см2/(В-с) — 70 50...150 90 115 50...400 620 1000 840
Показатель преломле- ния — — 4,6* 4 1** 4,59** 5,35**
Статическая диэлек- трическая прони- цаемость Оптическая диэлек- трическая прони- цаемость — — 40 37 19 — 1770 45 175 17 250 24 400 33
Температура Дебая, К — — 165 270* 210* 140 227** 138** 125**
Коэффициент тепло- проводности, Вт/(К-.м) 112 122 336 384 144 94 115
Плотность, Мг/м3 4,012 5,520 6,190 5,080 6,179 6,450 7,607 8,150 6,160
* Х = 2,5 мкм; Т=80 К
** Х=3,0 мкм; 7=200 К
Рис. 21.16. Зависимость температурного коэффициента термо-ЭДС теллурида германия для образ-
цов с различной концентрацией носителей заряда
1 — р = 3-102° см’3;2 — р = 5,5-102° см“3; 3 — р = 6,3-1О20 см г; 4 — р = 7-102° см“3; 5 — р = 8-102° см“3
(монокристалл); 6—-теоретическая зависимость
Важнейшие физические и электрические
характеристики бинарных соединений A1V BVI
приведены в табл. 21.5. Из табл. 21.5 наблюда-
ется характерная зависимость уменьшения
ширины запрещенной зоны бинарного соединения
при увеличении атомного номера элемента VI
группы. Эта зависимость монотонного уменьше-
ния ширины запрещенной зоны бинарных соеди-
нений хорошо выполняется при переходе от
сульфидов к теллуридам. Однако для PbS,
PbSe, РЬТе монотонного уменьшения ширины
запрещенной зоны не наблюдается. В резуль-
тате анализа зависимостей экспериментальных
значений эффективной массы от ширины за-
прещенной зоны установлено, что аномальным
членом в указанном ряду халькогенидов свин-
ца является теллурид свинца, имеющий ано-
мально высокое значение ширины запрещен-
ной зоны.
538
Полупроводниковые соединения A"BVI и AIVBVI
[разд.21]
21.5. ТВЕРДЫЕ РАСТВОРЫ
НА ОСНОВЕ БИНАРНЫХ СОЕДИНЕНИЙ
AIVBVI
Среди твердых растворов соединений
AIVBV1, представляющих наибольший интерес
для создания приборов длинноволнового опти-
ческого диапазона, особое место занимают
соединения систем PbTe —SnTe, PbSe — SnSe
и PbS — SnS. Что же касается других систем
соединений AIVBV1, как со структурой типа
NaCl, так и на основе соединений с ромбо-
эдрической решеткой, то большинство из них
находится в стадии детальных исследований
физико-химических, электрических, а также
оптических свойств, и широкого практического
применения пока они не имеют.
Диаграмма состояния системы PbTe —
SnTe (рис. 21.17) представляет собой простей-
ший тип, характерный для неограниченной
растворимости компонентов друг в друге как
в жидком, так и в твердом состоянии, не обра-
зующих между собой химических соединений.
При охлаждении такого расплава кристалли-
зуются твердые растворы типа Pbi-^Sn/l’e,
причем кристаллизуется непрерывный ряд
твердых растворов. Кристаллическая структу-
ра твердых растворов РЬ). .„ЗщТе, образован-
ных бинарными соединениями с решеткой
типа NaCl, характеризуется также гранецент-
рированной кубической решеткой.
Для определения состава твердых раство-
ров в системах с непрерывным рядом исполь-
зуют закон Вегарда, согласно которому по-
стоянная решетки твердого раствора изменя-
ется по линейному закону в зависимости от
состава. Для твердых растворов Pbi-xSnxTe,
богатых теллуридом свинца, имеюшего по-
стоянное значение периода решетки в пределах
его очень узкой области гомогенности, соблю-
дается линейная зависимость периода решетки
Рис. 21.17. Диаграмма состояния системы
PbTe — SnTe
от состава. Для твердых растворов с повы-
шенным содержанием теллурида олова, обла-
дающего довольно широкой областью гомо-
генности, в пределах которой период решетки
уменьшается с увеличением содержания тел-
лура, наблюдается заметное отклонение от ли-
нейной зависимости периода решетки как
функции состава. Поэтому принято считать,
что при небольших отклонениях от стехиомет-
рии и при концентрациях носителей заряда
ниже 1-1O20 см-3 твердые растворы
Pbi-xSn/Te подчиняются закону Вегарда.
В этом случае можно использовать выражение
ао(РЬ|-х8пхТе) =0,0133 (1 —х) -f-a(SnTe),
где aoCPbi-iSn/Te)—период решетки твер-
дого раствора, нм; х — состав твердого раст-
вора; a (SnTe) — период решетки теллурида
олова, нм.
Период решетки теллурида олова умень-
шается с увеличением содержания теллура,
т. е. с увеличением концентрации дырок по
закону
a(SnTe) = — 1,7- 10-24p + ao(SnTe),
где а — период решетки теллурида олова, нм;
р — концентрация дырок, см-3; a0(SnTe) =
= 0,6327 нм.
Зависимость периода решетки твердого
раствора Pbi~xSnxTe от состава представлена
на рис. 21.18. На этом же рисунке пунктиром
показана зависимость периода решетки от со-
става, рассчитанная с учетом зависимости
периода решетки теллурида олова от измене-
ния содержания теллура. Необходимо отме-
тить особо, что при использовании закона
Вегарда для определения состава твердого
раствора необходимо знать, кроме периода
Рис. 21.18. Зависимость изменения периода
решетки твердого раствора Pbi~xSn/Te от
состава
[§ 21.5]
Твердые растворы
539
Рис. 21.19. Зависимость концентрации носителей заряда от температуры отжига кристаллов
Pb|_*SnzTe, состав которых по у соответствует границе области гомогенности со стороны метал-
лов
Г, 4', 5' — кристаллы, выращенные из газовой фазы;
1...7— кристаллы, полученные из расплава; 1, Г—х = 0,12; 2 — х = 0,14; 3 — х=0,18; 4, 4' — х=0,19;
5, 5' — х = 0,22; 6 — х=0,24; 7 —х = 0,27
решетки, степень отклонения от стехиометрии,
о которой можно судить по концентрации носи-
телей заряда, обусловленной собственными
электрически активными дефектами. В этом
случае, пользуясь приведенными выраже-
ниями, можно рассчитать значение х.
В монокристаллах твердых растворов сое-
динений AIVBVI, как и в их бинарных соедине-
ниях, концентрация носителей заряда опреде-
ляется не только примесными атомами, но и
электрически активными собственными дефек-
тами, связанными с отклонением от стехио-
метрии. Дефекты решетки, обусловленные из-
бытком халькогена, когда его атомы распола-
гаются в междоузлиях или когда появляются
вакансии металла, дают акцепторные уровни.
Дефекты решетки, обусловленные избытком
металла, атомы которого располагаются в
междоузлиях, или появляющиеся вакансии
халькогена, приводят к образованию донорных
уровней.
Управление концентрацией дефектов, как
правило, осуществляют путем изменения тер-
модинамических условий равновесия кри-
сталл — пар в процессе синтеза или терми-
ческого отжига кристаллов РЬ|_Л8пхТе. Од-
ним из наиболее простых в технологическом
отношении способов получения кристаллов с
заданной концентрацией дефектов является нх
изотермический отжиг в парах поликристал-
лической смеси (РЬ|_*8пД i-BTeB, обогащен-
ной незначительно либо металлическими ком-
понентами (у <0,50), либо теллуром (у>
> 0,50). При этом значение х твердой фазы
поликристаллнческой смеси должно соответст-
вовать значению х отжигаемых кристаллов.
Указанный отжиг позволяет достичь нужного
состава по у. На рис. 21.19 и рис. 21.20 при-
ведены зависимости концентрации носителей
заряда от температуры отжига для кристал-
лов Pbi-xSn/Te (х = 0,13...0,18), состав кото-
рых отвечает границе области гомогенности со
стороны металлов и теллура соответственно.
Результаты приведены для образцов кристал-
лов, выращенных как из расплава, так и из
Рис. 21.20. Концентрация носителей заряда в
кристаллах Pbi-ASn,Te вдоль теллуровой
границы области гомогенности
1 — х=0,12; 2 — х=0,19
540
Полупроводниковые соединения A,,BVI и AIVBVI
[разд. 21]
Рис. 21.21. Зависимость ymax = f (х) (ртах —
составы твердых растворов Pbi-xSn/Te,
соответствующие максимальной температуре
плавления)
газовой фазы. Как видно из рисунков, с уве-
личением значения х область гомогенности
твердых растворов смещается в сторону из-
бытка теллура. Такой же характер имеет сме-
щение составов i/max=/4*) внутри области го-
могенности твердых растворов (РЬ|_хХ
X Sn*) i-s,Te„, соответствующих максимальной
температуре плавления (рис. 21.21). Кроме
того, снижается температура отжига, необхо-
димая для получения образцов n-типа электро-
проводности. В связи с этим получение неле-
гированных кристаллов Pbi ASn,Te п-типа
электропроводности для составов, имеющих
х > 0,24, не представляется возможным. В об-
ласти концентрации носителей заряда, превы-
шающей 5-1017 см~3, полученные зависимости
полностью совпадают для кристаллов, выра-
щенных различными методами. Вблизи стехио-
метрического состава наблюдается расхож-
дение линий солидуса для кристаллов, выра-
щенных из расплава и из газовой фазы. Это,
по-видимому, обусловлено меньшим содержа-
нием остаточных примесей в кристаллах, полу-
ченных газофазным методом.
Для получения кристаллов с заданной
концентрацией носителей заряда внутри об-
ласти гомогенности необходимо проводить
отжиг при контроле температуры кристалла,
а также парциальных давлений пара двух
компонентов, например РЬТе и Тег. В этом
случае давление пара РЬТе определяет зна-
чение х, а давление пара теллура — отклоне-
ние от стехиометрии. Однако на практике часто
используют более упрощенную методику двух-
температурного отжига, при которой фиксируют
температуру кристалла и давление пара только
одного компонента, либо металла, либо тел-
лура. В процессе выращивания кристаллов из
газовой фазы также имеется возможность уп-
равлять концентрацией собственных дефектов.
Для этого рост кристалла проводят в усло-
виях контроля температуры растущего кри-
сталла и давления пара свободных компонен-
тов, теллура илн металла. Давление пара
компонента в процессе роста кристалла за-
дают путем поддержания необходимой темпе-
ратуры дополнительного источника пара.
На рис. 21.22. 21.23 представлены зави-
симости концентрации носителей заряда в
кристаллах Pbi_.,SmTe различного состава
от давления пара металлов и теллура соот-
ветственно. Увеличение давления пара теллура
и уменьшение давления пара металлических
компонентов приводит к увеличению концент-
рации вакансий в подрешетке металлов, а
соответственно, и к возрастанию концентра-
ции дырок. При высоких давлениях пара тел-
лура зависимость lgp = /(pTe2) является ли-
нейной с угловым коэффициентом, близким
к 1/4. Как видно нз рисунков, управление
концентрацией носителей заряда в пределах
всей области гомогенности одним лишь ком-
понентом (металлом или теллуром) невоз-
можно. Это связано с существованием в пре-
делах области гомогенности минимального
общего давления пара (росш.мии). Когда фикси-
руемое давление пара компонента меньше
давления пара этого компонента, отвечающего
условию робщ.мии система термодинамически
неопределенна и стремится к ро6ш. „„„.
Ширина запрещенной зоны твердых раст-
воров Pb|_xSnxTe линейно уменьшается при
Рис. 21.22. Зависимость концентрации носи-
телей заряда в кристаллах Pb|_xSnxTe от
давления пара металлических компонентов
/ — х=0,18, 7=973 К, р-тип; 2 —х=0,12, Т =
= 973 К, р-тип; 3 — х = 0,19. Т = 873 К, р-тип; 4 —
х=0,12, 7 = 823 К, п-тип
[§ 21.5]
Твердые растворы
541
Рис. 21.23. Зависимость концентрации носителей заряда в кристаллах Pbi_xSnxTe от давления
пара теллура
— х = 0.12; 5-8 — х = 0,19; 9 — х = 0,22; 5—7 = 723 К; 6— 7 = 823 К; 2, 7-7 = 923 К; 3, 8, 9 —
7 = 973 К; 4 — 7=1028 К
увеличении х. Значения ширины запрещенной
зоны, найденные из спектров люминесценции
при 12 К, составляют 0,083 эВ для х=0,17 и
0,078 эВ для х = 0,19. Это значительно меньше
ширины запрещенной зоны для РЬТе, значение
которой составляет 0,19 эВ при 12 К. В то же
время ширина запрещенной зоны для SnTe
при 4,2 К имеет значение около 0,3 эВ.
Известно, что ширина запрещенной зоны
теллурида олова уменьшается при повышении
температуры, а у теллурида свинца и твердых
растворов, богатых теллуридом свинца, она
уменьшается при уменьшении температуры.
Для объяснения этих особенностей твердых
растворов Pb1_xSnJ[Te была предложена
модель инверсии зон, схематически представ-
ленная на рис. 21.24. Экстремумам зоны про-
водимости и валентной зоны в теллуриде
свинца соответствуют состояния Ltw Lt С уве-
личением содержания олова эти состояния
приближаются одно к другому, приводя к
уменьшению ширины запрещенной зоны. Со-
стояния становятся вырожденными при неко-
тором промежуточном составе, при котором
значение ширины запрещенной зоны проходит
через нулевое значение. За точкой инверсии
зоны меняются местами. Состояние Lt соот-
ветствует краю зоны проводимости, a Lt—
краю валентной зоны.
Значение ширины запрещенной зоны уве-
личивается с ростом содержания SnTe и умень-
шается, как это видно из рис. 21.25, при повы-
шении температуры. В соответствии с предло-
женной моделью ширине запрещенной зоны
теллурида олова приписывают отрицательные
значения, чтобы подчеркнуть, что зоны в тел-
луриде олова инвертированы относительно
своего расположения в теллуриде свинца.
Состав точки инверсии сдвигается в сторону
большего содержания SnTe при увеличении
температуры. Экстраполяция показывает, что
Рис. 21.24. Схематическая модель инверсии
зон в твердых растворах РЬ|_х8п«Те
542
Полупроводниковые соединения A"BVI и AIVBVI
[разд. 211
Рис. 21.25. Изменение ширины запрещенной
зоны твердых растворов Pbi-xSn/Te от их
состава
ширина запрещенной зоны проходит через
нулевое значение при х х 0,35 для 12 К, при
х«0,45 для 77 К и при хяг0,63 для 300 К.
Инверсия зоны проводимости и валент-
ной зоны оказывает существенное влияние
на электрические характеристики твердых
растворов. В частности, на температурных за-
висимостях удельного электрического сопро-
тивления появляются характерные изломы при
температурах инверсии зон. Другой характер-
ной чертой зонной структуры твердых раство-
ров Pbi_xSnxTe является сложное строение
валентной зоны, состоящей из двух подзон
с различной плотностью состояний.
В системе на основе бинарных соединений
PbSe—SnSe, принадлежащих к различным
структурным типам, установлено существова-
ние ограниченных областей твердых раство-
ров. Из диаграммы состояния системы PbSe—
Рис. 21.26. Диаграмма состояния системы
PbSe — SnSe
Рис. 21.27. Зависимость периода решетки
твердых растворов Pbi-^Sn^Se от состава
SnSe (рис. 21.26) видно, что эта система от-
носится к простому эвтектическому типу. Тем-
пература плавления эвтектики составляет
1140 К, а состав эвтектической точки соот-
ветствует Pbo.25Sno.75Se. Твердые растворы
Pbi-xSnxSe в области составов 0,75<х<1
кристаллизуются в орторомбической решетке.
Зависимость периода решетки твердых раство-
ров РЬ|_Л8пх8е от состава (рис. 21.27) яв-
ляется линейной и выражается уравнением
вида: а — 6,126 — 0,123х.
Для монокристаллов Pb|_xSnxSe в об-
ласти составов 0 <х< 0,3 характерна высокан
концентрация носителей заряда. Высокая кон-
центрация дырок обусловлена наличием иони-
зированных собственных дефектов, связанных
с отклонением состава от стехиометрического.
Изотермический отжиг позволяет контролиро-
вать это отклонение.
На рис. 21.28 приведена зависимость
Рис. 21.28. Зависимость концентрации носи-
телей заряда при 77 К от температуры изо-
термического отжига для кристаллов
Pbo.93Sno.o7Se
1 — сплавы, насыщенные Se;
2 — сплавы, насыщенные Ме
[§ 21.6]
Получение кристаллов
543
концентрации носителей заряда при 77 К от
температуры изотермического отжига твердо-
го раствора Pbo.93Sno.o7Se. После отжига
с порошком, богатым металлом, удается полу-
чать кристаллы состава Pbo.sssSno.oesSe п-ти-
па электропроводности. Наименьшая концен-
трация носителей заряда 6,6-1017 см-3 достигнута
в результате отжига при 770 К. Холловская
подвижность носителей заряда составляет в
этих кристаллах 1,5-104 см2/(В-с). После
отжига кристаллов с порошком слитка, бо-
гатого селеном, при температуре 770 К образ-
цы имели p-тип электропроводности и кон-
центрация дырок составляла 4,5-1019 см-3.
Холловская подвижность дырок для таких
кристаллов имела значение 6,4-102 см2/(В-с).
Более низкие концентрации носителей
заряда удается получать путем отжига в двух-
зонной печи под контролируемым давлением
паров селена или металла. После отжига
монокристаллов состава Pbo.93Sno.o7Se при
770 К в зоне селена при температуре, равной
370 К, удалось получать образцы р-типа
электропроводности с концентрацией дырок
5-Ю'6 см"3. Подвижность дырок для таких
кристаллов составляла 2-Ю4 см2/(В-с).
На рис. 21.29 приведена зависимость
ширины запрещенной зоны Pbi_xSnzSe от
состава в области твердых растворов на основе
PbSe для монокристаллических пленок, полу-
ченных напылением на поверхность скола
(100) подложек КС1. Первоначально ширина
запрещенной зоны уменьшается при увеличе-
нии содержания селенида олова и при умень-
шении температуры. В этой области составов
данные хорошо описываются уравнением
Д 117=0,13 4- 4,5-10"4 Т —0,89х.
Когда х превышает значение 0,2, ширина
запрещенной зоны начинает снова возрастать
с увеличением х. В этой области составов
ширина запрещенной зоны уменьшается по
мере возрастания температуры от 77 К до
195 К- Таким образом, для твердых растворов
с достаточно высоким содержанием олова за-
висимость ширины запрещенной зоны от соста-
ва и температуры противоположна по знаку
аналогичным зависимостям для селенида
свинца. Такая перемена знака свидетельствует
о том, что для твердых растворов Pb|_*SnxSe при-
менима та же модель инверсии зон, что и
•предложенная для интерпретации свойств
твердых растворов Pbi_xSn*Te. Инверсия
зон в твердых растворах Pbi-xSn^Se про-
исходит при 77,195 и 300 К для значений
х=0,19; 0,25 и 0,30 соответственно.
В системе PbS—SnS найден непрерывный
ряд твердых растворов, соответствующий
составу 17 % (мол.) PbS и температуре 1110 К-
Рис. 21.29. Зависимость ширины запрещен-
ной зоны твердых растворов Pbi_xSn*Se от
состава
Твердый раствор в системе PbS—SnS зака-
лить не удалось. При рентгеновском иссле-
довании сплавов, закаленных от 990 К со
стороны PbS и от 910 К со стороны SnS,
обнаружена широкая область твердых раст-
воров на основе сульфида олова до 55 %
(мол.) PbS и узкая область на основе сульфи-
да свинца до 10 % (мол.) SnS. Перед закалкой
порошки сплавов отжигали в течение 70 ч.
Медленное охлаждение сплавов при 810 К
приводило к образованию соединения PbSnSj
от 30 до 53 % (мол.) PbS. После медленного
охлаждения область твердых растворов на ос-
нове сульфида свинца составляла около 10 %
(мол.) SnS. Область твердых растворов со
стороны SnS считают незначительной.
В связи с родственным характером зон-
ной структуры теллурида и сульфида свинца
предполагают возможность инверсии зон в
твердых растворах системы PbS—SnS ана-
логично Pbi-xSn/Te. В соответствии с этим
предположением определена ширина запре-
щенной зоны Pbo.42Sno.oeS. При этом получены
значения ширины запрещенной зоны 0,37 эВ
при 300 К и 0,26 эВ при 77 К. Эти значения
меньше соответствующих значений ширины
запрещенной зоны сульфида свинца (0,41 эВ
при 300 К и 0,31 эВ при 77 К). Однако иссле-
дование зависимости ширины запрещенной
зоны от состава ограничены тем, что область
твердых растворов на основе PbS и решеткой
типа NaCl простирается только до значе-
ния х = 0,1.
21.6. ПОЛУЧЕНИЕ КРИСТАЛЛОВ
ПОЛУПРОВОДНИКОВ ГРУППЫ
AIVBVI
Для получения кристаллов полупровод-
никовых материалов группы AIVBVI как в
виде бинарных соединений, так и их твердых
растворов, могут быть использованы все из-
вестные традиционные методы. Получение
544
Полупроводниковые соединения A"BVI и A'VBVI
. [разд. 21]
монокристаллов указанных материалов удобно
рассмотреть на примере выращивания кристал-
лов твердых растворов системы Pb|_xSnxTe.
Такие кристаллы представляют в настоящее
время наибольший интерес, а методика их
выращивания в своей основе может быть
использована и для получения других твердых
растворов, как и бинарных соединений указан-
ной группы. Монокристаллы Pb, zSnxTc
в широком интервале составов, вплоть до
бинарных соединений этой системы, могут
быть получены из расплава методом направ-
ленной кристаллизации по Бриджмену и вытя-
гиванием по методу Чохральского.
Рост кристаллов методом направленной
кристаллизации обычно осуществляют в гра-
фитированных кварцевых ампулах с кони-
ческим дном. Скорость опускания ампулы
составляет около 1 см в сутки. Осевой гради-
ент температуры на фронте кристаллизации
составляет около 10 К/см. Для устранения
радиального градиента температуры ампулу
вращают со скоростью 20...30 об/мин. Сплав-
ление компонентов и гомогенизацию расплава
осуществляют в течение примерно 8 ч в высо-
котемпературной зоне двухзонной печи при
температуре на 50 К выше точки ликвидуса
данного состава. Затем ампулу опускают со
скоростью 1 см/ч в зону, где температура
поддерживается на 50 К ниже точки ликвиду-
са. Процесс роста продолжают до тех пор,
пока не затвердеет весь слиток. Выращивание
кристаллов Pbi-^Sn/Te методом направ-
ленной кристаллизации можно осуществлять и
в статическом режиме, когда перемещение
фронта кристаллизации в неподвижной ампуле
происходит в результате изменения темпера-
турного режима печи, имеющей заданный
температурный профиль по всей длине.
При выращивании кристаллов Pbi *
Sn/Te вытягиванием из расплава методом
Чохральского в качестве флюса используют
борный ангидрид В20з- Над слоем жидкого
флюса в процессе выращивания кристалла
создают и поддерживают давление инерт-
ного газа 0,05 МПа с тем, чтобы предотвра-
тить потерю материала (в результате перехода
в газовую фазу). После образования кристал-
ла на затравке диаметр его уменьшают и вытя-
гивают узкую шейку длиной несколько милли-
метров и диаметром 1...2 мм. Скорость вытяги-
вания кристалла составляет 1...10 мм/ч. Об-
щим недостатком выращивания кристаллов из
расплава является трудность получения моно-
кристаллических слитков совершенной струк-
туры.
Обычно такие кристаллы имеют блочную
структуру. И даже если удается получить
слиток в виде монокристалла, то нередко в нем
обнаруживают границы с углами разориен-
тации, изменяющимися от 2 до 5°. В таких
кристаллах возможно также образование
дефектов в виде металлических включений и
ячеистой структуры. Возникновение таких
дефектов является следствием концентрацион-
ного переохлаждения, избежать которое мож-
но либо путем уменьшения скорости крис-
таллизации, либо путем увеличения градиента
температуры на фронте кристаллизации.
Уменьшение скорости кристаллизации крайне
нежелательно, так как при получении кристал-
лов этим методом она и так уже очень мала.
Увеличение градиента температуры на фронте
кристаллизации возможно, но это требует
сложных усовершенствований технологическо-
го оборудования.
Выращивание монокристаллов Pbi_,SnzTe
с малой концентрацией носителей заряда
возможно из расплавов нестехиометрического
состава при очень малых скоростях роста.
В этом направлении весьма перспективным
является метод жидкофазной эпитаксии. Для
выращивания слоев и структур обычно при-
меняют открытый вариант метода жидкофаз-
ной эпитаксии с использованием протока
очищенного водорода и графитового контей-
нера пенального типа, как показано на рис.
21.30. Кристаллизация слоев происходит из
раствора-расплава 5, растворителем кристал-
лизующегося материала в котором служит
смесь свинца и олова с избытком свинца. Под-
ложку 6 изготовляют из монокристаллического
теллурида свинца или твердого раствора
PbizSnxTe, кристаллографическая ориен-
тация которого соответствует плоскости (100).
Пересыщение, необходимое для кристал-
лизации эпитаксиальных слоев, создают в
результате принудительного охлаждения раст-
вора-расплава. При этом подложку приводят
в контакт с раствором-расплавом при тем-
пературе ликвидуса. В процессе дальнейшего
снижения температуры состав жидкой фазы
будет изменяться согласно разрезу диаграммы
состояния тройной системы РЬ — Sn — Те.
Применение растворов-расплавов, обога-
щенных свинцом, обеспечивает получение
эпитаксиальных слоев РЬ, А5щТе, состав
которых почти не меняется и отвечает заранее
заданному составу. Используя этот метод,
можно путем последовательного совмещения
подложки с равновесными раствора ми-рас-
плавами отличающихся составов, обеспечи-
вающих получение слоев р- и и-типа элект-
ропроводности, получить р—«-структуры.
Такие структуры можно получить и путем
снижения температуры раствора-расплава од-
ного состава ниже температуры инверсии,
соответствующей типу электропроводности
[§ 21.6J
Получение кристаллов
545
Рис. 21.30. Конструкция графитового контейнера для получения эпитаксиальных слоев Pbi_xSnxTe
методом жидкофазной эпитакции
I — корпус; 2 — слайдер; 3 — крышка; 4 — держатель расплавов; Б — растворы-расплавы; 6 — подложки
твердого раствора Pbi_xSnxTe, являющегося
двухсторонней фазой переменного состава.
Выращивание монокристаллов Pbi-^Sn^Te
из газовой фазы позволяет получать наи-
более совершенные кристаллы по структуре
и их однородности по составу. Плотность
дислокаций в таких кристаллах не превы-
шает 105 см-2. Наиболее распространенным
и достаточно простым в технологическом от-
ношении методом выращивания монокристал-
лов из газовой фазы является статический
метод роста в запаянных кварцевых ампулах.
Конструкция такой ампулы и распределение
температуры в печи при выращивании крис-
таллов Pbi-xSn/Te приведены на рис. 21.31.
Рост кристаллов обычно осуществляют в диа-
пазоне температуры 1070...1120 К. Перепад
температуры между зонами сублимации (зона
исходной загрузки) и кристаллизации состав-
ляет 2...25 К.
Выращивают кристаллы как непосредст-
венно на кварцевое дно ампулы, так и на за-
травку или подложку из BaF2, Pbi-xSn/Te
и др. Этим методом выращивают объемные
монокристаллические слитки массой до 100 г,
а также ограненные кристаллы с размерами
граней до 1,5 см. Для улучшения качества
выращиваемых кристаллов проводят либо
предварительную сублимацию исходной ших-
ты, либо ее длительный отжиг.
Метод выращивания кристаллов РЬ|_Х
SruTe из газовой фазы в статических условиях
позволяет управлять непосредственно в про-
цессе роста кристалла концентрацией элек-
трически активных собственных дефектов в
них в пределах всей области гомогенности.
Для этого используют дополнительный источ-
ник теллура или металлов. С целью снижения
плотности дислокаций, создаваемых механи-
ческими напряжениями, которые возникают
при взаимодействии кристалла со стенками
ампулы в процессе ее охлаждения, снижение
температуры после роста кристалла осуще-
ствляют со скоростью 5...10 К/ч. Кроме того,
выращивать монокристаллы Pbi-xSmTe
можно и без контакта со стенками ампулы,
Рис. 21.31. Конструкция ампулы для выращи-
вания кристаллов Pbi-xSn/Te из газовой фазы
в статических условиях
/ — исходная загрузка; 2 — контейнер для исход-
ной загрузки; 3 — кристалл; 4 — ампула; 5 —
кварцевый стержень
546
Полупроводниковые соединения A"BVI и A'VBVI
[разд. 21]
что приводит К снижению плотности дисло-
каций в верхней части слитка.
В последнее время для выращивания
пленок твердых растворов Pbi-xSn/Te с
заданными свойствами из газовой фазы была
разработана методика термического испа-
рения и конденсации в квазиравновесных
условиях. Часто этот метод называют методом
квазизамкнутого объема, однако более рас-
пространенным является название «метод
горячей стенки».
Сущность этого метода заключается в том,
что пространство между источником и под-
ложкой ограничено горячей стенкой, которая
действует как термически равновесная система
для испаренных молекул. При этом обеспе-
чиваются условия роста, близкие к равно-
весным. Конструктивное оформление установ-
ки позволяет также выращивать достаточно
большое количество пленок из одной и той же
массы расплава. Благодаря указанным пре-
имуществам удается выращивать из газовой
фазы пленки Pbi Sn.v Те толщиной до 23 мкм,
характеризующиеся высоким структурным со-
вершенством. Следует отметить, что структур-
ное совершенство пленок существенным обра-
зом зависит от типа используемых подложек,
а также от технологических режимов процесса
конденсации.
Наилучшими параметрами обладают
пленки, выращенные на подложках BaF2.
Эпитаксиальный рост в направлении <111>
на подложках BaF2 лучше всего происходит
при скорости конденсации 1...3 мкм/ч и тем-
пературе подложки выше 610 К. Пленки, по-
лученные при более низких температурах
подложки, имеют поликристаллическое строе-
ние со смешанной ориентацией (100) и (111).
При температуре подложки ниже 550 К пре-
имущественным направлением роста пленок
является направление <100>. Увеличение
скорости конденсации пленок вызывает необ-
ходимость повышения температуры подложек
с целью обеспечения выращивания монокрис-
таллических пленок.
Пленки, выращенные на подложках
NaCl и KCI, характеризуются направле-
нием роста < 100> . Недостатком указанных
подложек является высокая гигроскопичность,
а также существенное различие температур-
ных коэффициентов линейного расширения
материала пленки и подложки, что в неко-
торых случаях приводит к растрескиванию
либо отслаиванию пленок при их охлаждении
от температуры роста до комнатной.
Свидетельством высокого структурного
совершенства пленок, выращенных на под-
ложках BaFs, является большое значение
подвижности носителей заряда. Это значение
Рис. 21.32. Конструкция испарительной ка-
меры с дополнительным источником пара для
получения пленок Pbi-xSnxTe методом горячей
стенки
1 — подложка; 2 — нагреватель подложки; 3 —
заслонка; 4 — испарительная ампула; 5 — нагре-
ватель стенок; 6 — источник Pbi—^Sn^Te; 7 —
источник пара теллура
при 77 К достигает 32 500 см2/(В-с). По зна-
чению подвижности носителей заряда пленоч-
ные образцы не уступают лучшим объемным
монокристаллам, полученным из газовой
фазы.
Преимуществом метода «горячей стенки»,
кроме того, является возможность управле-
ния электрофизическими параметрами пленок
непосредственно в процессе их выращивания.
С этой целью в ампулу вводят дополнительный
источник пара свободного компонента, обычно
теллура. Типичная конструкция испарительной
камеры с дополнительными источниками пара
представлена на рис. 21.32. Температура за-
грузки и стенок обычно составляет 770...870 К,
температура подложек — 470...670 К. Темпера-
туру дополнительного источника теллура
варьируют от 470 до 570 К в зависимости от
необходимости получения того или иного типа
электропроводности материала пленок. Темпе-
ратура дополнительного источника, соответ-
ствующая изменению типа электропроводно-
[§ 21.6]
Получение кристаллов
547
Рис. 21.33. Зависимость концентрации носителей заряда в пленках РЬТе от парциального давления
пара теллура
1 — подложка NaCl, 7 = 673 К; 2 — NaCl, 7 = 653 К; 3 — NaCl, 7 = 613 К; 4 — BaF2, 7 = 653 К
сти в пленках РЬТе и РЬо.вЗпо.гТе, составляет
530...550 К и 500...510 К соответственно.
На концентрацию носителей заряда в
пленках влияет также температура подложки.
Диаграмма, связывающая давление пара тел-
лура, температуру подложки и концентрацию
носителей заряда в пленках, приведена на
рис. 21.33. Качественное объяснение получен-
ных зависимостей основано на предположении,
что равновесная Р—Т—у диаграмма справед-
лива в области низких температур. Так как
состав газовой фазы зависит как от температу-
ры испарения вещества загрузки, так и от
давления пара свободного компонента, зада-
ваемого в процессе роста пленки, то следует
ожидать влияния на электрофизические свой-
ства выращенных пленок температуры испаре-
ния основного вещества. Действительно, при
увеличении температуры испарения загрузки
Pb|..zSnzTe происходит увеличение давления
пара теллура, соответствующего термодина-
мическому р—«-переходу в пленках РЬТе и
Pbi-xSnxTe. При выращивании пленок Pbi_x
SnzTe на этот процесс накладывается зави-
симость состава конденсируемых пленок от
температуры испарения загрузки.
СПИСОК ЛИТЕРАТУРЫ К ТРЕТЬЕЙ ЧАСТИ
1. Абрикосов Н. X., Шелимова Л. Е. Полу-
проводниковые материалы на основе соеди-
нений A,VBVI.—М.: Наука, 1975.— 195 с.
2. Акустические кристаллы: Справочник/
А. А. Блистанов, В. С. Бондаренко, Н. В. Пере-
ломова и др.; Под ред. М. П. Шаскольской.—
М.: Наука, 1982.—632 с.
3. Барановский П. И., Клочков В. П.,
Потыкевич И. В. Полупроводниковая элект-
роника (свойства материалов): Справочник.—
Киев: Наукова думка, 1975.—704 с.
4. Бойкин Н. И., Кутолин С. А. Физико-
химические свойства соединений AV1 BVI пиро-
электриков и основы изготовления ПК при-
емников: [Обзоры по электронной технике,
вып. 1 (615). ЦНИИ Электроника.]—М.:
1979,—114 с.
5. Горюнова Н. А. Сложные алмазоподоб-
ные полупроводники.— М.: Советское радио,
1968,—267 с.
6. Маделунг О. Физика полупроводнико-
вых соединений элементов III и V групп/Пер.
с англ.; Под ред. Б. И. Болтакса.— М.: Мир,
1967,—477 с.
7. Металлургия и технология полупро-
водниковых материалов/Под ред. Б. А. Саха-
рова.— М.: Металлургия, 1972.—544 с.
8. Моос Т. С. Оптические свойства полу-
проводников/Пер. с англ.; Под ред. В. С. Ва-
вилова.— М_; Л.: Изд-во иностр, лит., 1961.—
304 с.
9. Нашельский А. Я. Производство полу-
проводниковых материалов.— М.: Металлур-
гия, 1982.—310 с.
10. Новицкий Л. А., Степанов Б. М. Опти-
ческие свойства материалов при низких тем-
пературах: Справочник.— М.: Машинострое-
ние, 1980,—224 с.
11. Панков Ж. Оптические процессы в
полупроводниках/Пер. с англ.; Под ред.
Ж. И. Алферова и В. С. Вавилова.- М.: Мир,
1973,—456 с.
12. Пасынков В. В., Чиркин Л. К., Шин-
ков А. Д. Полупроводниковые приборы.—3-е
изд.— М.: Высшая школа, 1981.—430 с.
13. Пасынков В. В., Сорокин В. С. Ма-
териалы электронной техники.—2-е изд.— М.:
Высшая школа, 1986.—367 с.
14. Пихтин А. Н. Физические основы кван-
товой электроники и оптоэлектроники.— М.:
Высшая школа, 1983.—305 с.
15. Пичугин И. Г., Таиров ГО. М. Техноло-
гия полупроводниковых приборов.— М.: Выс-
шая школа, 1984.—288 с.
16. Стрельченко С. С., Лебедев В. С. Со-
единения АП| BIV.— М.: Металлургия, 1984.—
144 с.
17. Таиров Ю. М., Цветков В. Ф. Техноло-
гия полупроводниковых и диэлектрических ма-
териалов.— М.: Высшая школа, 1983.—271 с.
18. Угай Я. А. Введение в химию полу-
проводников.— М.: Высшая школа, 1975.—
302 с.
19. Landolt—Bernstein, Numerical Data
and Functional Relationships in Science and
Technology, New Series./Ed.-in-Chief: K--H.
Helleege.— Group. 3; Grystal and Solid Sta-
te Physics, vol. 17—Semiconductors/Ed.
O. Madelung, M. Schulz, H. Weiss.— Subvolume
«а»: Physics of group 1Y Elements and 111 —
Y Compounds/Ed. O. Madelung.— Springer
Verlag, Berlin, Heidelberg, New-York, 1982.—
1186 p.
ЧАСТЬ ЧЕТВЕРТАЯ
УПРАВЛЯЕМЫЕ ДИЭЛЕКТРИКИ
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
С — емкость, концентрация
с — скорость света, теплоемкость
удельная
D — оптическая плотность
d — пьезоэлектрический модуль, плот-
ность
Е — напряженность электрического поля
f — частота
п — коэффициент преломления
Р — поляризация, мощность
р — давление
Q — добротность
s — упругая постоянная, чувствитель-
ность
Т — температура, К
t — температура, °C
U — напряжение
V — объем
V -•* скорость
а/ —• температурный коэффициент линей-
ного расширения
у — проводимость удельная электричес-
кая
е — диэлектрическая проницаемость от-
носительная
К — длина волны
|Л — подвижность
v — частота в оптическом диапазоне
о — поверхностная плотность заряда
р — удельное электрическое сопротивле-
ние, объемная плотность заряда
1g 6 — тангенс угла диэлектрических потерь
г — время, коэффициент пропускания
J — интенсивность света
W — энергия
550
Сегнетоэлектрики
[разд. 22]
РАЗДЕЛ 22
СЕГНЕТОЭЛЕКТРИКИ
Т. Н:'Вербицкая
22.1. ОБЩИЕ СВЕДЕНИЯ
О СЕГНЕТОЭЛЕКТРИКАХ
Сегнетоэлектриком называют диэлектрик,
обладающий спонтанной поляризацией,, на-
правление которой может быть изменено; внеш-
ними воздействиями.
Начало работ по изучению свойств сег-
нетоэлектриков относится к 1918 г. В 1930—
1932 гг. исследования сегнетовой соли были
продолжены советскими учеными И. В. Кур-
чатовым и П. П. Кобеко. За рубежом сегнето-
электрики называются ферроэлектриками вви-
ду того, что сегнетоэлектрики формально
являются электрическими аналогами ферро-
магнетиков.
По химическому составу сегнетоэлектри-
ки весьма разнообразны. Это тартраты, фос-
фаты, арсенаты, сульфаты, бораты, пропиона-
ты, нитраты, нитриты, большая группа двой-
ных оксидов и твердых растворов и т. д. Это
могутбыть монокристаллы и поликристаллы—
керамика.
Сегнетоэлектричество проявляется у при-
родного минерала — колеманита, у молеку-
лярного кристалла — тиомочевины, в котором
сегнетоэлектрические свойства связаны не со
смещением отдельных атомов или ионов в
решетке, а со смещениями молекул относи-
тельно друг друга.
Симметрия неполярной фазы может быть
различной (кубической, тетрагональной, ром-
бической, моноклинной и т. п.). Параметры
сегнетоэлектриков изменяются в широких
пределах, точка Кюри лежит в диапазоне
от минус 263 °C для литийталлийтартратмоно-
гидрата (ЛТТ) до 1213 °C для ниобата лития.
Диэлектрическая проницаемость изменяется
от единиц до десятков и сотен тысяч.
Кроме сегнетоэлектриков, различают так-
же кристаллические вещества с антипарал-
лельно ориентированными электрическими
моментами смещенных ионов или дипольных
групп. Структуру таких тел можно предста-
вить как совокупность двух или более встав-
ленных одна в другую подрешеток, в каждой
из которых дипольные моменты направлены
параллельно друг другу, а у подрешеток —
антипараллельно, так что результирующий
момент оказывается скомпенсированным и
равным нулю. Такие вещества получили на-
звание антисегнетоэлектриков.
Все известные сегнетоэлектрики (и анти-
сегнетоэлектрики) , представляющие собой
различные химические соединения, можно раз-
делить на два типа по характеру химической
связи, механизму фазового перехода, сово-
купности физических свойств и вытекающе-
му из этого применению их в технике.
К первому типу относятся сегнетоэлектри-
ки, в которых существуют постоянные электри-
ческие диполи или дипольные группы, образо-
ванные атомами, связанными между собой
в основном ковалентными силами, но в целом
обладающие зарядом. В этом случае их связи
с ионами, не входящими в эти группы, имеют
ионный характер. В кристаллах этого типа
имеется несколько возможных положений рав-
новесия диполей или дипольных групп, со-
ответствующих различным ориентациям дипо-
лей. В параэлектрическом состоянии в рас-
положении диполей отсутствует дальний по-
рядок, а в сегнетоэлектрическом состоянии
диполи упорядочиваются. Фазовый переход и
появление спонтанной поляризации связаны с
упорядочением диполей. Поэтому такой фазо-
вый переход называется типа порядок —
беспорядок и наблюдается у дипольных сег-
нетоэлектриков: сегнетова соль, дигидрофос-
фат калия, нитрит натрия и др.
Ко второму типу относятся сегнетоэлект-
рики, представляющие собой в основном крис-
таллы с преимущественно ионной связью и
не содержащие атомных групп, обладающих
постоянным дипольным моментом. Фазовый
переход из параэлектрического состояния в
сегнетоэлектрическое происходит в результате
смещения ионов из нулевого положения в
другое, приводящее к появлению электри-
ческих моментов и возникновению спонтанной
поляризации. Такой переход называют фазо-
вым переходом типа смещения, а кристалл —
ионным сегнетоэлектриком. Классическим при-
мером сегнетоэлектрика такого типа является
титанат бария. Существуют сегнетоэлектрики,
у которых фазовые переходы могут быть пе-
реходами смешанного типа. Широко известно
другое деление сегнетоэлектриков на две ос-
новные группы по характеру проявления их
основных свойств и вытекающему из этого
применению их в технике: протонные и бес-
протонные (не содержащие водород).
Сегнетоэлектрикам присущи следующие
свойства:
[§ 22.2]
Дипольные сегнетоэлектрики
551
1. Высокое и сверхвысокое значение ди-
электрической проницаемости.
2. Резкая зависимость диэлектрической
проницаемости от температуры с аномально
большим (одним или несколькими) максиму-
мом при определенной температуре, называе-
мой точкой Кюри.
3. Резкая зависимость диэлектрической
проницаемости от напряженности электриче-
ского поля.
4. Наличие диэлектрического гистерезиса,
т. е. отставания во времени поляризации от
приложенного напряжения.
5. Достаточно резко выраженная зави-
симость диэлектрической проницаемости и ди-
электрических потерь от частоты, особенно в
области сверхвысоких частот.
6. Резкое изменение в определенном ин-
тервале температуры при нагревании (или
охлаждении) теплоемкости, температурного
коэффициента линейного расширения, модуля
упругости и т. д.
7. При температуре ниже фазового пе-
рехода возникают спонтанные деформации и
понижается симметрия кристаллической ре-
шетки.
Сегнетоэлектрические фазовые переходы
подразделяются на переходы I н II рода. При
фазовых переходах II рода резко меняются
диэлектрическая проницаемость, теплоем-
кость, температурный коэффициент линейного
расширения, модули упругости, пьезомодуль
и т. д. При фазовом переходе I рода помимо
резкого изменения этих величин испытывают
скачок спонтанная поляризация, энтропия и
выделяется скрытая теплота перехода.
Некоторые сегнетоэлектрики, кроме ос-
новного фазового перехода, обусловливающе-
го переход из сегнетоэлектрического состояния
в несегнетоэлектрическое (или из полярного
в неполярное), испытывают несколько фазо-
вых переходов, которые могут сопровождаться
изменением симметрии кристаллической ре-
шетки и изменением свойств сегнетоэлект-
риков.
Существенной особенностью сегнетоэлект-
риков является не только наличие спонтанной
поляризации, но и возможность изменения
знака этой поляризации прн воздействии
электрического напряжения.
В ходе исследований, проводимых в 60-х
годах, выявились новые группы сегнетоэлект-
риков — несобственные сегнетоэлектрики с не-
полярными неустойчивостями, получившие
название «виртуальные» сегнетоэлектрики,
которые имеют большую, растущую при по-
нижении температуры диэлектрическую про-
ницаемость, но остаются параэлектриками
вплоть до абсолютного нуля. «Виртуальные»
сегнетоэлектрики это вещества, переходящие
в сегнетоэлектрическое состояние только при
каком-либо внешнем воздействии — приложе-
нии электрического поля, механического дав-
ления, введении примесей, образовании де-
фектов или нарушений структуры кристалли-
ческой решетки. К таким веществам отно-
сятся квантовые сегнетоэлектрики: титанат
стронция SrTiO.3 и танталат калия КТаО3.
Одним из новых направлений в физике
твердого тела явилось исследование опти-
ческих свойств сегнетоэлектриков. С появле-
нием лазеров возникла необходимость в мате-
риалах с большой нелинейной восприимчи-
востью для осуществления эффективного
управления пучком излучения в ультрафио-
летовом, видимом и ближнем инфракрасном
диапазонах. Сегнетоэлектрики оказались ма-
териалами, пригодными для этой цели.
22.2. ДИПОЛЬНЫЕ
СЕГНЕТОЭЛЕКТРИКИ
Сегнетова соль. Сегнетова соль впервые
синтезирована французским аптекарем Э. Сень-
етом в 1655 г. Сегнетова соль (C^OeKNaX
X 4 Н>О) является двойной солью винной кис-
лоты.
Кристаллы сегнетовой соли в области
проявления сегнетоэлектрических свойств име-
ют моноклинную симметрию, за пределами
этой области — ромбическую.
Молекулярная масса сегнетовой соли рав-
на 282,184; плотность 1,77 Мг/м3. При тем-
пературе 55 °C сегнетова соль распадается на
тартрат натрия и тартрат калия и их насы-
щенные растворы с выделением кристалли-
зационной воды, эта вода растворяет обе
соли и при 58 °C они полностью в ней раство-
ряются. Этот процесс называется «плавле-
нием» кристалла сегнетовой соли; процесс
необратим. Способность кристаллов сегнето-
вой соли растворяться в воде используется
обычно при их обработке и в то же время огра-
ничивает ее использование в технике.
Сегнетова соль обладает резкой анизо-
тропией свойств. Только вдоль одной оси сим-
метрии — оси а проявляются ее сегнетоэлект-
рические свойства: спонтанная поляризация,
аномально высокая диэлектрическая прони-
цаемость, резко зависящая от температуры,
напряженности поля, гистерезис и другие
особые свойства.
Сегнетова соль характеризуется наличием
двух точек Кюри, при которых е достигает
максимального значения: -|-24 °C (верхняя
точка Кюри) —е = 4000 и минус 18 °C (ниж-
няя точка Кюри) — е = 6000 (рис. 22.1). Тан-
генс угла диэлектрических потерь вблизи
552
Сегнетоэлектрики
[разд. 22]
Рис. 22.1. Зависимость диэлектрической проницаемости сегнетовой соли от температуры
1 — £ = 0,5...1,5 В/см; 2 — 5 В/см; 3 — 500 В/см
точек Кюри также достигает максимума и
равняется 0,33...0,35, за пределами точек Кюри
tg6 ниже 0,001. В сильных полях к, измеренная
Рис. 22.2. Температурная зависимость спон-
танной поляризации различных сегнетоэлек-
триков
1 — монокристалл титана бария; 2 — керамиче-
ский титанат бария; 3 — дигидрофосфат калия
(КДР); 4 — триглицинсульфат (ТГС); 5 — сегне-
това соль
по среднему наклону петли гистерезиса, до-
стигает максимального значения внутри интер-
вала —18... 4-24 °C. Вдоль осей симметрии
бис диэлектрическая проницаемость сег-
нетовой соли имеет обычные значения и не
зависит от напряженности электрического по-
ля. При обычных температурах яа9,8; sr =
= 9,2.
В интервале температуры —20...4-20 °C
удельная проводимость кристалла у = 5,4Х
. Х10-|4...1,1-10-'2 Ом-см1.
Электрическая прочность сегнетовой соли
в масле при высоком гидростатическом дав-
лении равна 60 МВ/м. Опасность пробоя
сильно возрастает, если в кристалле имеются
даже незначительные трещины. Сегнетова
соль .диамагнитна. Теплопроводность сегнето-
вой соли в несколько раз меньше, чем тепло-
проводность кварца.
Спонтанная поляризация сегнетовой со-
ли ~ 0,25 мкКл/см2 (рис. 22.2). Сегнетова
соль отличается достаточно резкой в области
слабых полей зависимостью поляризации и
диэлектрической проницаемости от напряжен-
ности поля.
Диэлектрическая проницаемость сегнето-
электриков, измеренная в слабых полях, зави-
сит от частоты.
Прн радиоактивном облучении сегнетовой
соли препаратом Со60 изменяется форма петли
гистерезиса.
Под влиянием у-облучения сегнетова
[§ 22.2]
Дипольные сегнетоэлектрики
553
Таблица 22.1. Физические свойства дипольных сегнетоэлектриков и антисегнетоэлектриков
Химическое соединение Химическая формула Структура Температура фазовых переходов, °C Поляризация спонтаииая Р*, мкК/см2
Дигидрофосфат калия, d = 2,3 Мг/м3, = 252 °C Дигидрофосфат калия (дейтерозамещенный), Сегнетоэлек КН2РО4 трики — 151 4,75( —177)
с! = 2,3 Мг/м3 Дигидрофосфат рубидия KD2PO4 RbH2PO4 Тетрагональная —60 — 127 5(—177) 5,6(—177)
Дигидрофосфат аммония Дигидроарсенат калия, с!=2,85 Мг/м3, /„, = 288 °C NH4PO4 KH2AsO4 Прн 20 °C — тетрагональная, ниже перехо- да — ромбичес- кая — 125 — 176 5,0(—195)
Дигидроарсенат рубидия Дигидроарсенат цезия Литиево-аммониевый RbH2AsO4 CsH2AsO4 Тетрагональная — 162 — 130 —
тартрат Литиево-таллиевый тартрат Гуанидин — алюминий — LiNH4C4H4O6 • H2O LiTlC4H4O6-H2O Ромбическая -175 — 263 0,21 0,14( — 272)
сульфат — гексагидрат Триглицинсульфат (CN3H6)A1(SO4)2-6H2O (CH2NH2COOH)3H2SO4 Тригональная >200 49 0,35 2,8(20)
Триглицннселенат Триглицинфторберилат (CH2NH2COOH)3H2SeO4 (CH2NH2COOH)3H2BeF4 Моноклинная 28 3,2(0)
Сульфат аммония** Диаммониевый дикадми- евый сульфат (соеднне- (NH4)2SO4 Ромбическая сло- истая Структура Ланг- бейнита —49,5 0,45
ние из семейства ланг- бейнитов) ** Двойная соль пропионата (NH4)2Cd(SO4)3 [K2Mg2] (SO4)3 — 184 0,5 (— 180)
кальция и стронция** Ca2Sr(CH2CH3COO)6 Тетрагональная + 8,5 0,3( — 45)
Иодат сурьмы — серы*** Дейтерозамещенный ди- Sb SI Антисегнетоэл ектрики 22 25(0)
гидрофосфат аммония Двухзамещенный перйо- дат аммония Двухзамещенный перио- ND4PO4 (NH4)2H3IO6 Тетрагональная -31 —(20...30) —
дат серебра АёгНзОб Гексагональная ячейка а = 0,5932 нм с = 1,2685 нм — 46
Нитрат калня KNO3 Ромбическая 124 верхняя 110 нижняя 6,3(121)
554
Сегнетоэлектрики
[разд. 22]
Продолжение табл. 22.1
Химическое соединение Химическая формула Структура Температура фазовых переходов, °C Поляризация спонтанная Р, мкК/см2
Тригидроселенит лития LiH3 (SeO3)2 Моноклинная (-196...90) 15(23)
Нитрит натрия NaNO2 Ромбическая 163 6,4(143)
Квасцы — сегнето- или антисегнетоэлектрики г» 10, в точке Кюри я i 60
Аммониево-алюминиевые квасцы CH3NH3(AISO4)2-12H2O - -96 К—96)
Молекулярный кристалл
Тиомочевина | CSN2H4 • | Ромбическая Природный минерал еа«20; ес«г50 | -104 | 3(133)
Колеманит | Са2В6Оц-6Н2О | Моноклинная | 1 7 1 0,45
* Р при комнатной температуре или при температуре в градусах Цельсия, указанной в
скобках.
* * Не содержит кристаллизационной воды,
* ** Фотопроводник, пьезоэлектрик, е,^ = 50 000.
соль подвергается заметному разложению,
выделяются газы (Н2, СО, СО2, СН4). Несмот-
ря на это, сегнетова соль после облучения
не теряет пьезоэлектрические свойства, а пье-
зомодуль имеет одинаковые значения для
облученных и необлученных образцов.
Облучение сегнетовой соли влияет на
температурную зависимость диэлектрической
проницаемости.
Сегнетоэлектрическими свойствами об-
ладают также некоторые смешанные кри-
сталлы, изоморфные сегнетовой соли, такие,
как двойные тартраты, аммониевые, руби-
диевые и другие, а также дейтерозамещенные
солн. Некоторые сведения о них приведены
в табл. 22.1.
Дигидрофосфат калия (KDP). Сегнето-
электрическая активность KDP впервые обна-
ружена в 1935 г. При температуре фазового
перехода в КОР происходит резкое изменение
удельной молярной теплоемкости от 71 до
167 Дж/(К-г-моль), изменение параметров
кристаллической решетки, пьезоэлектрических
свойств, оптических параметров спонтанной
поляризации (см. кривую 3 на рис. 22.2). Тем-
пературное изменение диэлектрической прони-
цаемости показано на рис. 22.3, кривая 4.
Известно большое число кристаллов изоморф-
ных КН2РО4, полученных замещением калия
рубидием или цезием и фосфора мышьяком,
а также дейтерированные соли (см. табл.
22.1). Для всех их характерны низкие зна-
чения точек Кюри (—60...—176 °C). Кристал-
лы KDP и DKDP, имеющие высокие опти-
ческие качества, используются почти во всех
устройствах электрооптики, в том числе в
быстродействующих электрооптических моду-
ляторах, а также служат хорошими объек-
тами для проверки теоретических представле-
ний.
Триглицинсульфат (ТГС). Сегнетоэлек-
трические свойства триглицинсульфата откры-
ты в 1956 г. Этот материал представляет
интерес, так как его сегнетоэлектрические
свойства проявляются при комнатной тем-
пературе (рис. 22.2, 22.4). Легко выращи-
ваются кристаллы больших размеров из вод-
ных растворов. Монокристаллы ТГС обна-
руживают резкое изменение е при изменении
напряженности переменного электрического
поля, характеризуются большим коэффициен-
том прямоугольности петли гистерезиса, рав-
ным 0,90...0,95 при 20 °C. Известны соедине-
ния изоморфные ТГС (например, триглицин-
селенаты, фторбериллаты) (см. табл. 22.1).
Триглицин сульфат — один из очень немно-
гих известных сегнетоэлектриков, имеющих
фазовый переход второго рода.
Кристаллы триглицинсульфата обнару-
живают высокие оптические параметры н ши-
роко применяются в электрооптике.
Нитрит натрия. Нитрит натрия NaNO2
стал объектом широких исследований после
открытия в 1958 г. у него фазового перехода.
Нитрит натрия является сегнетоэлектри-
ком при комнатной температуре, при Тк =
[§ 22.2]
Дипольные сегнетоэлектрики
555
Рис. 22.3. Температурная зависимость диэлектрической проницаемости сегнетоэлектриков
1 — монокристалл титаната бария (вдоль осей а и с); 2 — керамический титанат бария; 3 — керамический
цирконат свинца; 4— дигидрофосфат калия (КДР) вдоль оси с
= 163 °C происходит фазовый переход I рода в
антисегнетоэлектрическую фазу; структура
принадлежит к объемно центрированной ром-
бической группе, содержащей только одну
формульную единицу, с размерами элемен-
тарной ячейки а = 0,356 нм, 6=0,556 нм, с =
= 0,538 нм.
Сульфаты и родственные соединения.
В 1955 г. была обнаружена сегнетоэлектри-
ческая активность гуанидиналюминнйсуль-
фатгексагидрата (ГАС) и изоморфных ему
кристаллов, содержащих кристаллизацион-
ную воду. Общая формула этих соединений
[С(NH2)з] • [М(Н2О)6] • (АО4)2, где М = А13+,
Ga3+, Cr3+, V3+ A = S или Sc; кристалли-
зационная вода может быть замещена на
D2O. Выявление сегнетоэлектрических свойств
у некоторых квасцов, простейших сульфатов
алюминия, селенида лития позволило отнести
их к классу сегнетоэлектриков. Эти сегнето-
электрики обнаруживают аномалии диэлектри-
ческих свойств, например, некоторые из них
не имеют точки Кюри, квасцы имеют очень
низкую диэлектрическую проницаемость и т. п.
(см. табл. 22.1).
Разные сегнетоэлектрики рассматривае-
мого типа. Сегнетоэлектрические свойства
обнаружены у большого числа новых соеди-
нений. Сегнетоэлектрические тартраты близки
по химическим свойствам и структуре к сег-
нетовой соли, но не изоморфны ей (кривая 3
на рис. 22.4). Производные монокарбонат-
ных кислот, молекулярный кристалл — тиомо-
чевина, иодат сурьмы — серы, нитраты —
диглицин, глицинсеребро, коллеманит — при-
родный минерал и другие вещества (см. табл.
22.1) имеют самые различные параметры. На-
пример, нитрат калия имеет две точки Кюри.
Иодат сурьмы — серы, имеющий точку Кю-
ри при комнатной температуре, является од-
новременно сегнетоэлектриком, пьезоэлектри-
ком и обнаруживает фотопроводимость. Эти
вещества широко исследуются.
Рис. 22.4. Температурные зависимости диэлек-
трической проницаемости сегнетоэлектриков
1 — триглицинсульфат ег, ео. (только значения
ег на оси справа); 2 — алюминийметиламмоииевые
квасцы е (вдоль [100]); 3 — литийаммонийтартрат
моногидрата (ЛАТ)
556
С егнетоэлектрики
[разд. 22]
22.3. ИОННЫЕ СЕГНЕТОЭЛЕКТРИКИ
К сегнетоэлектрикам кислородно-октаэд-
рического типа относятся самые различные
химические вещества (табл. 22.2), наиболее
многочисленная группа - вещества со струк-
турой перовскита СаТЮз- Для них спонтан-
ная поляризация изменяется от 0,14 до
50 мкКл/см2 и выше, точка Кюри — от —223
до 4-1210 °C, диэлектрическая проницае-
мость — от единиц до десятков тысяч.
Титанат бария имеет структуру перов-
скита. Совершенная структура перовскита
исключительно проста и имеет общую фор-
мулу АВОз где А — одно- или двухвалент-
ный металл; В — четырех- или пятивалент-
ный металл.
На рис. 22.5, а представлена идеальная
кубическая решетка ВаТЮз типа перовски-
та. В центре куба расположен ион бария
(стронция или кальция), в углах куба—
ионы титана, в центре граней — ионы кисло-
рода. Таким образом, ион титана окружен
шестью ионами кислорода и оказывается в
центре кислородного октаэдра. Отсюда и
произошло название сегнетоэлектриков вто-
рого типа — «кислородно-октаэдрические».
Ионы бария окружены восемью ионами ти-
тана и вместе с тем восемью кислородными
октаэдрами. Выше точки Кюри титанат ба-
рия имеет кубическую решетку, при 1к= 120 °C
она переходит в тетрагональную, при ну-
ле— в ромбическую, а около —80 °C —
ромбоэдрическую. Изменение параметров ре-
шетки титаната бария показано на рис. 22.5, б.
Эти переходы — первого рода, так что
при изменении температуры диэлектрическая
проницаемость меняется в точках этих пере-
ходов скачками, а ее максимальное зна-
чение достигает 104. Выше диэлектриче-
ская проницаемость измеряется по закону
Кюри—Вейса. Структура перовскита такова,
что она, кроме сегнето- и антисегнетоэлек-
трических переходов, легко претерпевает
эдров. Эти сегнетоэлектрики могут обладать
большим числом фазовых переходов, свя-
занных с малым искажением идеальной ку-
бической структуры.
Свойства монокристаллов титаната ба-
рия аналогичны свойствам поликристалли-
ческого вещества. Титанат бария отлича-
ется высокой диэлектрической проницаемо-
стью и резко выраженной ее зависимостью от
температуры и напряженности электриче-
ского поля (см. кривую 2 на рис. 22.3). При
увеличении напряженности поля значитель-
но возрастают к и tg6 и меняется их тем-
пературная зависимость. Два низкотемпе-
ратурных максимума е н tg6 в точках пе-
рехода становятся более четко выражен-
ными.
Для конденсатора из титаната бария
наблюдается нелинейная зависимость заря-
да от напряженности поля. Осциллограммы
показывают наличие гистерезиса как при
положительных температурах до 120 °C,
так и при отрицательных, вплоть до —195 °C.
Спонтанная поляризация титаната бария
(см. кривую 1 на рис. 22.2) зависит от тем-
пературы, вблизи точки Кюри она резко па-
дает и при температуре 120 °C становится
равной нулю. -
Диэлектрическая проницаемость и тан-
генс угла диэлектрических потерь титаната
бария зависят от частоты (рис. 22.6). В сег-
нетоэлектрической области с увеличением
частоты снижается диэлектрическая прони-
цаемость, СВЧ-дисперсия проявляется при
частотах 0,25... 10 ГГц. В параэлектриче-
ской области выше точки Кюри дисперсия е
в сегнетоэлектриках типа смещения, в том
числе и в титанате бария, отсутствует до
миллиметровых длин волн. Начало параэлек-
трической дисперсии в титанате бария обна-
ружено лишь на частотах 50...60 ГГц.
Температурная зависимость диэлектри-
ческой проницаемости титаната бария при
структурные переходы, определяемые непо-
лярными фононами, обусловленные различ-
ными типами поворотов кислородных окта-
а)
s)
нм
0,403
0,402
- ион Ba+(Ca,Sr) 0,401
-Г- 4+ 0.400
О - ион 7t* ’
э Ц393
• - ион кислорода.
Ромбо-
-эдри-
ческая
Ромбичес-
кая
Тетрагональная
с
_2—
кубическая
0,338-
/7507I__________________________________
1 -150 -100 -50 0 50 100 °C
а
t
Рис. 22.5. Структура титаната бария: а — идеальная кубическая решетка; б — изменение пара-
метров кристаллической решетки от температуры
[§ 22.3]
Ионные сегнетоэлектрики
557
Рис. 22.6. Частотная зависимость диэлектриче-
ской проницаемости и тангенса угла диэлек-
трических потерь керамического титаната ба-
рия в слабом электрическом поле
частотах до 1 ГГц сохраняется, но прояв-
ляется определенное снижение е, ее значе-
ние в точке Кюри составляет около 4000.
Диэлектрическая проницаемость титана-
та бария при увеличении давления возрас-
тает. В диапазоне 30...200 МПа относитель-
ное изменение на единицу давления состав-
ляет 1О-10 Па-1.
Высокое гидростатическое давление пе-
ремещает точку Кюри титаната бария в сто-
рону более низких температур.
В точке Кюри в связи с изменением
структуры вещества наблюдается измене-
ние некоторых физических констант тита-
ната бария, например температурного коэф-
фициента линейного расширения (7-10-6...
...8-10“6 К1), теплоемкости, показателя пре-
ломления (~2,4) света и др.
Поликристаллический титанат бария из-
готовляется по обычной керамической тех-
нологии путем тщательного измельчения и
смешивания диоксида титана ТЮг и угле-
кислого бария ВаСОз, взятых в эквимолеку-
лярных количествах. Возможно также ис-
пользование титанилоксалата бария и дру-
гих оксидов, содержащих барий. Образцы
оформляются методом прессования или
штампования дисков, протягивания через
мундштучный пресс тонкостенных трубочек,
литья в гипсовые формы или литья пленок
на подложки и т. п. Обжиг изделий про-
изводится в силитовых печах.
Рентгеноструктурные 'исследования пока-
зывают, что химическая реакция образова-
ния титаната бария происходит полностью
уже при температуре 1300...1350 °C. Для по-
лучения плотно спеченного черепка должна
соблюдаться достаточно точно температура
спекания —20...4-20 °C, при 1380...1400 °C
атмосфера обжига должна быть нейтраль-
ной. Монокристаллы титаната бария ниже
точки Кюри разбиты на области — домены,
с различными направлениями полярной оси,
совпадающей с вектором спонтанной поляри-
зации. Это разделение на области можно
непосредственно видеть в монокристаллах
титаната бария как темные полоски на по-
верхности кристалла. Кристалл оказывает-
ся пересеченным светлыми и темными по-
лоскамщ идущими параллельно граням кри-
сталла и под углом в 45° к этим граням.
Диэлектрическая проницаемость моно-
кристалла ВаТЮз и ее температурная за-
висимость ниже точки Кюри оказываются су-
щественно различными при измерении в на-
правлениях, перпендикулярном и параллель-
ном полярной оси (см. рис. 22.3). Выше
точки Кюри обе величины е„ и ес имеют
одинаковые значения вследствие полной
изотропии свойств кубического кристалла.
Спонтанная поляризация монокристалла
имеет значение более высокое, чем для по-
ликристаллических образцов (см. рис. 22.2).
Наиболее разработанным способом вы-
ращивания монокристаллов ВаТЮз являет-
ся кристаллизация из растворов их в рас-
плавах солей. В качестве расплавов приме-
няются смеси карбонатов натрия и калия,
фтористый калий и другие.
Сегнетоэлектрики, родственные титанату
бария. Титанат бария явился основой для
создания огромного количества новых сег-
нетоэлектриков. Поиски таких соединений
Рис. 22.7. Температурная зависимость диэлек-
трической проницаемости ниобата калия
KNbO3
558
Сегнетоэлектрики
[разд. 22]
Таблица 22.2. Кислородно-октаэдрические сегнетоэлектрики
Химическое соединение Химическая формула Температура фазовых переходов, °C Тип структуры, решетка Параметры решетки ХЮ, нм при 20 °C
Титанат бария ВаТЮз Монокристалл 120; 0; —80 ы Перовскит, тетрагональ- ная а = 3,992 С=4,036 с/а= 1,01
Титанат стронция SrTiO3 — Перовскит, кубическая а = 3,905 с/а к, 1,00008
Титанат свинца РЬТЮз 493 Перовскит, тетрагональ- ная а=3,904 с = 3,150. с/а = 1,063
Титанат кадмия СйТЮз — 223 Перовскит, ромбическая искаженная О' с II II II СП сл 4^ СП 4*. *5 сл So
Таиталат натрия NaTaO3 480 Перовскит, ромбическая а = 5,513 с = 3,875 6 = 5,494
Танталат калия КТаО3 — Перовскит, кубическая а=3,9885
Ниобат калия KNbO3 435 225 — 10 Перовскит, тетрагональ- ная а=4,015 5 = 3,984 с = 4,045
Танталат лития LiTaO3 660 Структура а = 5,470 а=56°12/
Ниобат лития LiNbO3 1140...1210 Ромбическая а = 5,4920 а = 55° 53'
Пирониобат кадмия СдгИЬгО? — 90... —80 — 190 Структура типа пиро- хлора а = 10,372
Пиротанталат стронция Цирконат свинца Sr2Ta2O? I PbZrO3 — 84... —55 — 170 ^нтисегнетоэлект 240 То же рики Перовскит, ромбическая а =10,628 с= 10,908 а = 5,884 5 = 11,768 с = 8,220
Ниобат натрия NaNbOs 640 575; 520 480 354 — (100...200) Перовскит а = 2ХЗ,921 5 = 4X3,885 с = 2ХЗ,921
Гафнат свинца PbHfO3 215 163 Перовскит, ромбическая искаженная а=4.13б с/а = 0,991
Триоксид вольфрама WO3 740...50 Триоксид, слегка дефор- мированная а=7,274 6 = 7,501 с=3,824 а : 5 : с = =0,978:1:0,510
[§ 22.3]
Ионные сегнетоэлектрики
559
Таблица 22.3. Перовскиты сложного состава-
с общей химической формулой А2+В?/3В2/|зО3 и А2+Bii^Bi/sOs
Состав Точка Кюри, Ir, °C Le при Параметры Кристал- лической решетки X 10, нм
20 °C точке Кюри, Zk
Pb3(Mg, Nb2)O9 — 12 10 000 12 600 а = 4,04
Pb3(Ni, Nb2)O9 — 120 2200 4000 а = 4,025
Pb3(Cd, Nb2)Og + 270 — — а = 4,123
Pb3(Ni, Ta2)O9 — (180...160) 800 2500 а=4,01
Pb3(Mg, Ta2)Os — 98 2500 7000 а=4,02
Pb3(Co, Nb2)O9 — 70 4000 6000 а=4,04
Pb3(Co, Ta2)O9 — 140 1500 4000 а = 4,01
Pb3(Zn, Nb2)O9 140 2000 1 22 000 а = 4,04
Pb(Sci/2, Nbj/2)O3 100...90 900 ! 2300 Тетрагональная а = 4,083; с = 4,074; с/а^ 1,002 а = 4,072
Pb(Sci/2, Tai/2)O3 — (30...26) 1500 1500
Pb(Fei/2, Nbi/2)O3 110...112 1200 6000 Ромбоэдрическая а = 4,014; а=89,92°
Pb(Fei/2, Tai/2)O3 —(30...25) 1000 2200 а = 4,00
ских соединений, сложных индивидуальных
соединений, путем образования многочислен-
ных твердых растворов на основе титаната
бария и других веществ. К сегнетоэлектри-
кам, родственным титанату бария, относит-
ся большое число соединений, приведенных
в табл. 22.2, 22.3. Рассмотрим некоторые из
них, наиболее хорошо изученные (рис. 22.7,
22.8).
Ниобат калия KNbO3 единственный сег-
нетоэлектрический кристалл, который имеет
ту же самую симметрию и ту же самую по-
следовательность фазовых переходов, что и
ВаТЮз, но при других температурах. Пере-
ход из кубической структуры в тетрагональ-
ную происходит при 435 °C из тетрагональ-
ной в ромбическую — при 225 °C и из ром-
бической в ромбоэдрическую — при минус
10 °C (рис. 22.7). Как и в ВаТЮз, все пе-
реходы — первого рода и легко наблюдают-
ся гистерезисные эффекты. Искажения кис-
лородных октаэдров значительно меньше,
чем у ВаТЮз: РСп = 26 мкКл/см2.
Кристалл KNbO3 при комнатной темпе-
ратуре состоит из большого числа сегнето-
электрических доменов, которые имеют 12
возможных направлений спонтанной поляри-
зации, он легко становится однодоменным
Рис. 22.8. Температурная зависимость диэлектрической проницаемости SrTiO3 (а) и КТаОз (б)
при различных полях смещения
560
Сегнетоэлектрики
[разд. 22]
при приложении постоянного поля, равного
1 кВ/см, при 180 °C в ванне с силиконовым
маслом. Ниобат калия характеризуется вы-
сокими нелинейными электрооптическими
свойствами, его коэффициенты нелинейной
восприимчивости в 50...90 раз выше, чем у
KDP; кристалл стабилен при интенсивном
лазерном излучении.
Достаточно большие высокого качества
монодоменные кристаллы получают путем
вытягивания затравки из расплавленной
смеси К2СО3 и МЬзОб (диаметром до 2,5 см).
Синтезированы твердые растворы нио-
бата калия и танталата калия, которые об-
разуются во всей области концентраций
этих соединений. Температура Кюри и тем-
пературы двух других фазовых переходов
изменяются при изменении концентрации
компонентов почти линейно во всем ин-
тервале составов, причем температура пер-
вого фазового перехода меняется более рез-
ко, чем второго, а второго более резко,
чем третьего. Это приводит при концент-
рации КТаОз около 80 % к смещению
всех трех переходов в область температуры
минус 50...100 °C. Твердый раствор
KTao.es МЬо.збОз (КТН) обладает максималь-
ной чувствительностью к изменению показателя
преломления, отнесенной к единице погло-
щенной оптической энергии, превышающей
на несколько порядков чувствительность
ниобата лития.
Титанат стронция БгТЮз и танталат
калия КТаОз являются типичными пред-
ставителями виртуальных сегнетоэлектриков.
Они обладают характерными чертами сег-
нетоэлектриков, но вплоть до абсолютного
нуля остаются в неполярной фазе. Имеют
структуру перовскита, изоморфную неполяр-
ной фазе классического сегнетоэлектрика
ВаТЮз. Высокие значения е при температуре
20...4 К (см. рис. 22.8) облегчают исследо-
вания эффектов влияния индуцированной
поляризации на различные свойства крис-
таллов, и, что особенно важно, позволяют
получить в этой области температуры высо-
кую реверсивную и динамическую нелиней-
ности диэлектрической проницаемости при
воздействии постоянного и высокочастотного
электрического поля. Для совершенных
кристаллов при температуре жидкого гелия
коэффициент реверсивной нелинейности для
SrTiOs в поле напряженностью 5 кВ/см равен
8... 10, для КТаОз в поле напряженностью
15 кВ/см —4. Максимальные значения коэф-
фициентов динамической нелинейности при
4,2 К и частоте 500...1000 МГц для SrTiO3
равен 1,2...1,6 см/кВ, для КТаОз—0,12...
...0,20 см/кВ.
Титанат стронция в нормальных усло-
виях кристаллизуется в кубическую решетку
структуры перовскита с ничтожным тетра-
гональным искажением (см. табл. 22.2).
Кристалл является хорошим диэлектриком,
имеет ширину. запрещенной зоны 3,15 эВ
при 300 К и 3,28 эВ при 4,2 К, устойчив
к электрическим перегрузкам, действию маг-
нитных полей, ионизирующих излучений,
химических реагентов.
При нормальной температуре диэлек-
трическая проницаемость равна 300...400,
при охлаждении возрастает до 1900...2600
при 77 К и до 15 000...30 000 при 4,2 К.
При температуре 100...110 К титанат строн-
ция претерпевает несегнетоэлектрический
структурный фазовый переход, решетка при-
обретает слабое тетрагональное искажение
<0,01 %, кристалл разбивается на двой-
никовые области — структурные домены и
становится одноосным.
При атмосферном давлении в совер-
шенных кристаллах титаната стронция ди-
электрическая проницаемость не достигает
максимума вплоть до 0,035 К- Внешние
воздействия вызывают возникновение фа-
зового перехода в полярное сегнетоэлектри-
ческое состояние. При Т ^4,2 К в смещаю-
щем поле зависимость е (1) обнаруживает
широкий максимум, который при увеличе-
нии напряжения смещается в сторону бо-
лее высоких температур. При этом кристалл
ведет себя как сегнетоэлектрик с фазовым
переходом второго рода, индуцированным
электрическим полем (см. рис. 22.8, а).
Диэлектрические потери титаната строн-
ция в области СВЧ при 10 ГГц при тем-
пературе 380...600 К малы, tg 6<10“3, при
140 К потери достигают минимального зна-
чения 5,5 • 10-4, при Т ниже 60 К потери
возрастают, однако все же остаются доста-
точно низкими 10 3; проявляется линейная
зависимость tg6 от частоты.
Отжиг кристаллов приводит к сниже-
нию диэлектрических потерь во всем интер-
вале температуры 4,2...300 К- Это связано
с уменьшением механических напряжений,
количества кислородных вакансий и других
дефектов. Влияние отжига особенно замет-
но при температуре ниже 30 К.
Титанат стронция широко исследован
и применяется как в виде монокристаллов,
так и в виде керамики. В поликристалли-
ческом титанате стронция диэлектрические
потери в значительной степени определяют-
ся примесными механизмами. Величина tg6
существенно выше, а зависимость от часто-
ты гораздо слабее, чем в монокристаллах.
Соединение используется для разработки
(§ 22.3]
Ионные сегнетоэлектрики
561
керамических конденсаторов на основе чис-
того титаната стронция или с небольшими
добавками оксидов, а наиболее широко на
основе двух- и многокомпонентных твердых
растворов с титанатом бария и другими со-
единениями.
Танталат калия КТаОз сохраняет ку-
бическую решетку структуры перовскита как
при высоких положительных температурах,
так и при самых низких отрицательных.
Кристаллы, несовершенные или подвергну-
тые воздействию механических (электри-
ческих) полей при больших напряженно-
стях электрического поля и при температу-
ре ниже 10...12 К, переходят в сегнетофа-
зу, обнаруживают остаточную поляризован-
ность и диэлектрический гистерезис. Моно-
кристаллы высокого качества обнаруживают
чрезвычайно важные свойства при гелиевых
температурах в области сверхвысоких ча-
стот: высокую нелинейность диэлектрической
проницаемости и предельно низкие диэлек-
трические потери. Температурные зависи-
мости е показаны на рис. 22.8, б.
Для КТаОз при 4,2 К на частоте 13,6 ГГц
получен tg6 = 3,6-10"°, что является мини-
мальным значением диэлектрических потерь,
когда-либо- зафиксированным для сегнето-
электриков в диапазоне СВЧ.
При комнатной температуре иа часто-
те 10 ГГц tg 8 = (1...10) • 10“4, при темпе-
ратуре 30...40 К наблюдается максимум по-
терь и tg 6тах?» (2...3) 10~3. В этом же интер-
вале температуры происходит наиболее за-
метное затухание продольных ультразвуко-
вых волн. Оба эффекта связаны с аномаль-
ной близостью мягкой поперечной оптиче-
ской и продольной акустической ветвей ко-
лебательного спектра при низких темпера-
турах. Взаимное преобразование оптиче-
ских и акустических фононов и приводит к
появлению пиков на температурных зави-
симостях диэлектрических и ультразвуковых
потерь.
Титанат стронция и танталат калия
привлекают большое внимание в силу высо-
кой нелинейности диэлектрической проницае-
мости и низких диэлектрических потерь в
области СВЧ при криогенных температу-
рах.
Ниобат натрия NaNbO3 является в на-
стоящее время наиболее сложным из извест-
ных сегнетоэлектриков со структурой перов-
скита. Оказалось, что фаза, существующая
при комнатной температуре, неполярна в
отсутствие внешнего электрического поля,
но, приложив сильное поле, можно индуци-
ровать сегнетоэлектрическое состояние;
NaNbOs при Г>236 К представляет собой
антисегнетоэлектрик. Кристалл обладает
большим температурным гистерезисом вбли-
зи 100 К в отсутствии внешних воздействий
Рис. 22.9. Температурная зависимость диэлектрической проницаемости сегнетоэлектриков (а)
и антисегнетоэлектриков (б)
1— поликристаллический PbZrO3; 2 — монокристалл NaNbO3; 3— поликристаллический PbMgi/sWi/^Oa;
4— поликристаллический PbCdi/2Wi/2O3 при разных частотах: 4.1 — 1,5-106 Гц; 4.2— 3,7-10® Гц; 4.3 -
1,35-10® Гц; 4.4 — 4-108 Гц; 4.5 — 1,7-10s Гц; 4.6 — 3,7-10'° Гц
562
Сегнетоэлектрики
[разд. 22]
может находиться либо в сегнето-, либо в
антисегнетоэлектрических модификациях.
Высокотемпературная фаза (выше
640 °C) является простой кубической фа-
зой. При понижении температуры следует
целая серия структурных переходов, за-
вершающаяся моноклинной сегнетоэлектриче-
ской фазой при минус 100 °C. Наблюдают-
ся разные структуры кристаллической ре-
шетки: кубическая, тетрагональная (с/а —
= 1,0015), псевдотетрагональная (cza =
= 1,0023), ромбическая, моноклинная. Точ-
ное число фаз, стабильных при атмосфер-
ном давлении, еще не установлено, но опре-
делены шесть переходов при температуре
около 640, 575, 520, 480, 354 и —100
( — 200) °C. В области перехода тетрагональ-
ной фазы в ромбическую при 354 °C возникает
сильная аномалия диэлектрической проницае-
мости: еа; 2300 (рис. 22.9), в нормальных
условиях е_1_с«100, е,|с«600. Другие фазовые
переходы сопровождаются относительно не-
большими изменениями е. Возникновение
естественной сегнетоэлектрической фазы при
минус 100 °C связано с переходом I рода из
ромбической антисегнетоэлектрической фазы
в сегнетоэлектрическую. Спонтанная поляри-
зация вдоль оси с составляет Рсп~ 12 мкКл/см2,
перпендикулярно оси с—РСп«0 или очень
мала.
Ниобат натрия образует непрерывный
ряд твердых растворов с ниобатом калия
во всей области концентраций. Несмотря
на большую разницу между ионными радиу-
сами и поляризуемостями калия и натрия,
температура Кюри остается почти неизмен-
ной для всей системы твердых растворов,
исключая область непосредственной близости
к NaNbO3. Сегнетоэлектрические свойства
возникают в широкой области твердых ра-
створов, содержащих NaNbOa, от 0 до 98 %.
Составы с большим содержанием ниобата
натрия являются антисегнетоэлектриками, но
в сильных электрических полях у них могут
возникать сегнетоэлектрические фазы.
Танталат натрия NaTaO3. Сегнетоэлек-
трические свойства танталата натрия обна-
ружены в 1949 г. Между ниобатом натрия
и танталатом натрия образуются твердые
растворы. Если танталата натрия содержит-
ся менее 50 %, растворы являются анти-
сегнетоэлектриками и по диэлектрическим
свойствам аналогичны чистому NaNbOa.
Составы, содержащие более 55 % NaTaO3,
при температуре ниже фазового перехода
обладают сегнетоэлектрическими свойствами.
Титанат свинца РЬТЮ3 обнаруживает
сегнетоэлектрические свойства при комнат-
ной температуре, что впервые было обнару-
жено в 1950 г. Основные эксперименталь-
ные данные были получены на керамиче-
ских образцах; свойства в сильной степени
зависят от режимов термической обработ-
ки и способа выращивания монокристаллов,
от летучести оксидов свинца. При комнат-
ной температуре диэлектрическая прони-
цаемость керамики е«50, для монокри-
сталлов е«75...170, в точке Кюри е«
« 6000... 10 000.
При комнатной температуре структура
PbTiO3 представляет собой решетку перов-
скита с большим тетрагональным искаже-
нием (см. табл. 22.2). Такое сильное иска-
жение обусловливает значительное измене-
ние кристаллической решетки при сегнето-
электрическом переходе I рода, при котором
скачок отношения с/а составляет 2 %. При
переходе удельная теплоемкость и удель-
ный объем обнаруживают сильные анома-
лии: проходя острый пик, резко изменяют-
ся параметры решетки, и решетка становит-
ся кубической. Другие превращения в
РЬТЮ3 отсутствуют.
Образцы изготовляются по обычной
керамической технологии, обеспечивающей
минимальную летучесть оксидов свинца; мо-
нокристаллы — выращиванием из раствора в
расплав; в качестве растворителя исполь-
зуются борат свинца, силикат натрия, ок-
сид свинца и др.
Титанат свинца может служить клас-
сическим примером материала с сегнетоэлек-
трическим переходом типа смещения. При
переходе в тетрагональную фазу из куби-
ческой кислородный октаэдр не испытыва-
ет никаких искажений, ионы кислорода и
катионы В по отношению к катионам А
сдвинуты в одном и том же направлении.
Большие сдвиги ионов в PbTiO3 ведут к
особенно большой спонтанной поляризации
при комнатной температуре, равной 57...
75 мкКл/см2.
Изучение сегнетоэлектрических свойств
PbTiO3 затрудняется высокой электропро-
водностью кристаллов. Для кристаллов, вы-
ращенных с малыми добавками оксидов, по-
лучены высокие значения удельного со-
противления при комнатной температуре,
менее 1012 Ом-м. Соединение трудно полу-
чать с воспроизводимыми свойствами. Ти-
танат свинца применяется в составах слож-
ных твердых растворов для производства
пьезокерамики, горячепрессованной прозрач-
ной керамики, а также для изготовления
варикондов с прямоугольной петлей гисте-
резиса.
[§ 22.4]
Соединение сложного состава со структурой перовскита
563
22.4. СОЕДИНЕНИЯ
СЛОЖНОГО СОСТАВА
СО СТРУКТУРОЙ ПЕРОВСКИТА
Соединения со структурой перовскита
составляют в настоящее время самый боль-
шой класс сегнетоэлектриков. Кроме про-
стых соединений, рассмотренных выше, в него
включаются соединения сложного состава
с обшей формулой АВ^/зВг/зОз, АВ;/2В"/2ОГ1.
Всего насчитывается более 340 сегнето-
электриков и около 50 антисегнетоэлектри-
ков сложного состава. Такие перовскиты ха-
рактеризуются большим разнообразием па-
раметров. Температура Кюри изменяется
от 1200 °C до близких к 0 К, спонтанная
поляризация от долей до десятков микро-
кулон на квадратный сантиметр, фазовый
переход может быть четко выраженным и
размытым.
Расширение температурного интервала
фазового перехода характерно для твердых
растворов и многих разупорядоченных струк-
тур. Переход из параэлектрической фазы в
сегнетоэлектрическую характеризуется у
этих веществ не резким структурным пере-
ходом, а довольно постепенным размытым
переходом, который наблюдается в широ-
ком температурном интервале, именуемом
областью Кюри. В пределах области Кюри
кристаллы проявляют необычные электри-
ческие и сегнетоэлектрические свойства. Ди-
электрическая проницаемость, спонтанная
поляризация, аномалия удельной теплоем-
кости, край оптического поглощения, пока-
затель преломления, электрооптические свой-
ства меняются медленно при прохождении
через область Кюри, а не резко, как обыч-
но наблюдается при сегнетоэлектрическом
переходе. Температура максимума диэлек-
трической проницаемости зависит от часто-
ты электрического поля. При увеличении ча-
стоты происходит заметный сдвиг макси-
мума е и tg6 в область более высоких
температур (рис. 22.10). При наложении по-
стоянного напряжения диэлектрическая про-
ницаемость, измеренная в слабом поле,
уменьшается, а максимумы е и tg 6 сдвига-
ются в область более высоких температур.
Сегнетоэлектрические соединения с об-
шей формулой АВ^/зВг/зОз открыты Г. А. Смо-
ленским в 1958 г. Первыми из них были
керамические магнониобат свинца PbMg,/3
ЫЬ2/3Оз и никель-ниобат свинца PbNii/з
ЫЬ2/зОз. Это открытие стимулировало рабо-
ты по синтезу других свинецсодержащих
Рис. 22.10. Температурная зависимость е и tg 6 поликристаллического образца PbMgi/aNbz/sOs
в слабых полях при различных частотах
1 — 0,4 кГц; 2 — 1 кГц; 3 — 45 кГц; 4 — 450 кГц; 5 — 1500 кГц; 6 — 4500 кГц
564
Сегнетоэлектрики
[разд. 22]
соединений этого типа, в которых Nb за-
мещается на Та, a Mg на Ni, Со, Zn. Наи-
более типичные соединения этой группы
приведены в табл. 22.3.
Сегнетокерамика PbMgi/aNbz/sOs отли-
чается сильно размытым фазовым перехо-
дом (рис. 22.10).
При отрицательной температуре обна-
ружены петли диэлектрического гистерезиса,
а в процессе переполяризации очень тон-
ких кристаллов наблюдается доменная
структура, однако границы доменов выра-
жены неотчетливо. При —170 °C имеем
Рсп = 24 мкКл/см2. При температуре до
— 60 °C и выше в кристаллах исчезает до-
менная структура и двойное лучепреломле-
ние, кристалл становится оптически изо-
тропным и деполяризуется полностью.
Температурные зависимости в и tg 6
соединений этого типа для керамики и мо-
нокристаллов весьма схожи, однако у моно-
кристаллов максимумы острее и выше, чем
у керамики. Для других соединений этого
типа (табл. 22.3) также проявляется раз-
мытый фазовый переход и ниже темпера-
туры максимума петли гистерезиса далеки
от насыщения даже при высоких напря-
женностях поля около 150 кВ/см. Исклю-
чение составляет цинкониобат свинца, обна-
руживающий четко выраженный максимум
t(t) и при 20 °C петли гистерезиса с на-
сыщением. Для всех соединений при ком-
натной температуре структура кристалличе-
ской решетки кубическая или близкая к ку-
бической. На рентгенограммах не видны
сверхструктурные линии, что указывает на
отсутствие упорядочения ионов и дальнего
порядка в распределении ионов В' и В" в
октаэдрических положениях.
Физическая причина размытия фазово-
го перехода состоит в том, что в соедине-
ниях имеются ионы разного сорта в оди-
наковых кристаллографических положениях.
Имеются флюктуации состава, нарушается
трансляционная симметрия кристалла, что
приводит к релаксационному характеру ди-
электрической проницаемости.
Сегнетоэлектрические соединения с общей
формулой АВ(/2В7/2О3. Первые соединения
этой группы — PbSci/2Nbi/2O3 — скандонио-
бат свинца, PbSci/2Tai/2O.3 — скандотан-
талат свинца, PbFe^Nbi^Os— феррониобат
свинца, РЬРе|/2Та1/2Оз— ферротанталат свин-
ца были открыты Г. А. Смоленским в 1959 г.
По свойствам они существенно отличаются от
сегнетоэлектриков сложного состава, рассмот-
ренных выше в табл. 22.3. Фазовые переходы
у них относительно мало размыты (рис. 22.11).
Ниже температуры Кюри наблюдаются хоро-
шо выраженные петли диэлектрического гисте-
резиса. Температура максимума е(1) не зави-
сит от частоты (в пределах 450...4500 кГц).
Резко выраженный релаксационный характер
диэлектрической поляризации отсутствует.
Это объясняется наличием ближнего поряд-
ка в распределении ионов В' и В" в окта-
эдрических положениях решетки при отсут-
ствии дальнего порядка.
Синтезированы новые соединения этой
группы как в виде монокристаллов, так и
керамики, в которой ионами В' являются
ионы Со2+, Mn2+, Mn3+, Ni2+, Cd2+, а
ионами В"—W5, W6, Re6, Nb5, Та5 с низ-
кими значениями диэлектрической проницае-
мости еГк « 160...200...600, соединений с ва-
кансиями по кислороду с общей формулой
РЬВ2/2В5/2О2,75 и другие. У некоторых син-
тезированных веществ наблюдается сверх-
структура, связанная с удвоением парамет-
ров решетки перовскита. Среди этих соедине-
ний имеются сегнето- и антисегнетоэлектрики,
например PbCOi^Wi^Os и другие. Известны
еще более сложные соединения, четырех-
компонентные типа Pb (В1/4В1/4В1/4) Оз
и твердые растворы на их основе. Темпера-
тура Кюри таких соединений имеет самые
Рис. 22.11. Температурная зависимость в и tg 6
поликристаллических образцов PbSc^Nbi^Os
(кривая 1 — е; кривая 2 — tg 6) и
PbSci/2Tai/2O3 (кривая 3 — в; кривая 4 —
tg 6) при частоте 1 кГц в слабых полях
[§ 22.4]
Соединение сложного состава со структурой перовскита
565
Таблица 22.4. Кислородно-октаэдрические сегнетоэлектрики
со слоистой структурой, подобной перовскиту
(соединения с общей химической формулой An-iBhBnOsn+s)
Соединение Точка Кюри, °C 8
при 20 °C в точке Кюри
PbBi2Nb2Og 1 526 120 1100
BaE^NbgOg 100...200 220...280 440
Sr Bi 2 №209 430 100 130
CaBi2Nb20g 600 (?) 100...90 120
PbBi2Ta2O9 430 100 280
BaBi2Ta2O9 70...110 240 260
SrBi2Ta2Og 310 130 280
CaBi2Ta2O9 570 (?) 100 150
(при 420 °C)
Bi3TiNbOg 915 90 НО
(при 510 °C)
Bi3TiTaOg 870...875 — —
Ki/2Bi2'/2NbOg 530 80 500
B14T13O12 2 675 Ea.b~ 100...120 ей(,= 110
ec=11O...12O ес=180
BaBi4Ti4Oi5* 375 240 2400
SrBi4Ti4Oi5* 530 320 —
CaBi4Ti4O,5* 790 ~ 300 —
PbBi4Ti4Oi5* 570 ~ 200 —
Na]/2Bi4i/2Ti40i5* 655 —
Ki/2Bi41/2Ti4O15* 550 50 500
Ba2Bi4Ti6O18** 329 — —
Sr2Bi4Ti5Oi8** 285 — —
Pb2Bi4Ti5O18** 310 — —
' n = 2; 2 n = 3; * n = 4; ** n = 5
различные значения — 170<7к< +250 °C.
Оксиды со слоистой перовскитоподоб-
ной структурой представляют собой обшир-
ную группу висмутсодержащих соединений
замещения, общая формула которых имеет
вид:
(BiOa)24" (А„-1В„Озп+1)2 или Ал_.1В12В„Озп+з,
где координационное число металла А(Са,
Sr, Ва, РЬ) равно 12, а координационное
число элемента В (Nb, Та, Ti) равно ше-
сти. Параметр п может принимать значения
2, 3, 4 или 5.
Первое сегнетоэлектрическое соедине-
ние этого типа PbBi2Nb2O9 было открыто
Г. А. Смоленским в 1959 г. Позднее в Со-
ветском Союзе и за рубежом было обна-
ружено много подобных сегнетоэлектриков
(табл. 22.4). Все они построены по одному
принципу: перовскитоподобные слои, кото-
рые получаются при сечении кубической пе-
ровскитовой решетки параллельными пло-
скостями (001), чередуются с висмутокисло-
родными слоями. Толщина перовскитоподоб-
ных слоев определяется параметром п, вхо-
дящим в химическую формулу: эти слои по
своей толщине содержат п кислородных окта-
эдров. Ниже температуры Кюри сегнетоэлект-
рики со слоистой перовскитоподобной струк-
турой имеют ромбически (или более слож-
но) искаженную псевдотетрагональную
структуру. Вдоль одной из диагоналей квад-
ратного основания тетрагональной ячейки
происходит удлинение, вдоль другой — сжа-
тие. Спонтанная поляризация направлена
параллельно плоскости слоев, перпендику-
лярно оси с.
Из этой группы сегнетоэлектриков наибо-
лее подробно изучены соединения BaBi2Nb20g,
PbBi2Nb2O9 и Bi4Ti8Oi2 (рис. 22.12).
Диэлектрическая проницаемость поликри-
сталлических образцов BaBi2Nb2Og проходит
через пологий максимум, положение кото-
рого зависит от частоты, при 1 кГц он
находится вблизи 100 °C, при 500 кГц вбли-
зи 200 °C. Диэлектрическая поляризация
имеет явно выраженный релаксационный
характер. Наличие размытого фазового пе-
рехода объясняется тем, что часть ионов
Ва входит в висмутокислородные слои, за-
мещая ионы Bi, тогда как часть ионов Bi
566
Сегнетоэлектрики
[разд. 22]
Рис. 22.12. Температурная зависимость диэлектрической проницаемости оксидов со слоистой
перовскитоподобной структурой керамических BaBi2Nb2Og (кривая /), PbBi2Nb2Og (кривая 2)
и монокристалла Bi4Ti3O12 (кривая 3, а, в, с); а, в, с — оси в кристалле
замешает ионы Ва в перовскитоподобных
слоях.
У сложного оксида PbBi2Nb2O3 макси-
мум в (0 при 526 °C четко выражен (рис.
22.12). В кристаллах обнаружено ромби-
ческое искажение ячейки: а=0,5492 нм, Ь =
= 0,5503 нм, с=2,553 нм.
В системе (BaPb)Bi2Nb2Og образуется
непрерывный ряд твердых растворов. По
мере замещения ионов Ва ионами РЬ по-
вышается температура, при которой наблю-
дается максимум е(/), а сам максимум
становится более четким, причем зависи-
мость температуры максимума от частоты
уменьшается. При содержании РЬ 25...75 %
и ниже твердые растворы в этих системах
являются сегнетоэлектрическими, в них на-
блюдаются петли диэлектрического гистере-
зиса.
Сегнетоэлектрические свойства титана-
та висмута Bi4Ti3Oi2 (ГК=675°С) были
открыты в 1961 г. Первые эксперименты
проведены на монокристаллах, позднее на
керамике. В области 450...500 °C наблюда-
ется небольшой максимум е, обусловлен-
ный электронно-релаксационными процесса-
ми, вызванными наличием дефектов в ки-
слородной подрешетке.
Монокристаллы Bi4Ti3Oi2 имеют вид
тонких пластинок, легко расщепляющихся
подобно слюде. Ось с перпендикулярна
плоскости пластинок, диэлектрическая про-
ницаемость в направлении оси с при 20 °C
ес« 110...120 и мало меняется при изме-
нении температуры, перпендикулярно оси с
Еа.б» 100...120 (рис. 22.11, а, в, с).
Монокристаллы Bi4Ti3Oi2 хорошо рас-
тут из раствора в расплаве Bi2O3.
Методом реактивного катодного высоко-
частотного распыления выращиваются в ки-
слородной среде эпитаксиальные пленки на
подложках из монокристаллов MgAl2O4,
близкие по свойствам к монокристаллам.
22.5. АНТИСЕГНЕТОЭЛЕКТРИКИ
СО СТРУКТУРОЙ ПЕРОВСКИТА
Термин «антисегнетоэлектрик» впервые
был введен в 1951 г., обозначает кристалл
со спонтанно поляризованными цепочками
ионов, причем соседние цепочки ионов од-
ного вида поляризованы в противополож-
ных направлениях. Дипольное взаимодей-
ствие мало отличается в сегнето- и анти-
сегнетоэлектрических фазах со структурой
перовскита. Это хорошо согласуется с экспери-
ментальными фактами, свидетельствующими
о близости свободных энергий в этих фазах,
которые обусловливают возможность фазовых
переходов между этими фазами. В то же время
в антисегнетоэлектрическом кристалле фазо-
вый переход сопровождался характерной ано-
малией электрических свойств: понижение
температуры этих переходов и увеличение е
при приложении электрического поля; возмож-
ны фазовые переходы в сегнетоэлектрическое
состояние при замещении части ионов, при
[§ 22.6]
Сегнетоэлектрики со структурой калиево-вольфрамовой бронзы
567
воздействии температуры, электрического
поля, давления.
Известно большое число антисегнего-
электриков простого и сложного состава, со-
держащих редкоземельные ионы в октаэдри-
ческих положениях со структурой: перовскита,
перовскитоподобной, калиево-вольфрамовой
бронзы. Среди них магновольфрамат свинца
PbMg1/2Wi/2O3, кобальто-вольфрамат свинца
PbCoi/2Wi/2O3, гафнат свинца PbHfO3 и наи-
более изученный цирконат свинца PbZrO3.
Цирконат свинца PbZrO3. Темпе-
ратурная зависимость диэлектрической прони-
цаемости цирконата свинца подобно этой за-
висимости для титаната бария проходит через
четко выраженный максимум в точке Кюри
7'к~230°С (см. рис. 22.9). При комнатной
температуре структура ромбическая с пара-
метрами элементарной ячейки а = 0,5884 нм,
t> = 1,1768 нм, с = 0,8220 нм. При высоких тем-
пературах в параэлектрической фазе — ре-
шетка кубическая структуры перовскита.
При комнатной температуре зависимость
между поляризацией PbZrO3 и напряженно-
стью электрического поля строго линейна,
петли гистерезиса не наблюдаются. Близ тем-
пературы перехода в сильном поле возникает
сегнетоэлектрическая фаза и двойные петли
гистерезиса, происходит понижение темпера-
туры Кюри на 1,5 °C при 20 кВ/см.
Цирконат свинца широко используется
как составной компонент твердых растворов
с различными соединениями, отличающимися
высокими значениями температуры Кюри, вы-
сокой электромеханической активностью. Осо-
бый интерес представляют твердые растворы
Pb(Zr, Ti)O3 с различными добавками, имею-
щие концентрационные фазовые переходы.
Гафнат свинца РЬНЮ3 по структуре и
электрическим свойствам близок к цирконату
свинца, при комнатной температуре обнару-
живает ромбическое искажение кристалличе-
ской решетки кубической структуры выше тем-
пературы Кюри, равной примерно 215 °C. Мо-
нокристаллы РЬНЮ3 имеют две антисегнето-
электрические фазы, третью — при высоких
давлениях сегнетоэлектрическую, наведенную
электрическим полем. Особенностями фазовой
диаграммы соединения является наличие трой-
ной точки, в которой сосуществуют три фазы —
две антисегнетоэлектрические и сегнетоэлек-
трическая, и возможность изотермического по-
ленаведенного фазового перехода между
антисегнетоэлектрическими фазами.
Известны антисегнетоэлектрики сложного
химического состава типа РЬА|/2В1/2О3. Для
некоторых из них, а также для ниобата нат-
рия температурные зависимости е были пред-
ставлены на рис. 22.9.
22.6. СЕГНЕТОЭЛЕКТРИКИ
СО СТРУКТУРОЙ ТЕТРАГОНАЛЬНОЙ
КИСЛОРОДНОЙ
КАЛИЕВО-ВОЛЬФРАМОВОЙ БРОНЗЫ
(KW-БРОНЗЫ)
Материалы с общими формулами АВ2Ое
и АбВц>03о весьма разнообразны по химиче-
скому составу и свойствам. В этой структуре
октаэдры, как и в перовските, соединяются
своими вершинами в параллельные прямоли-
нейные цепочки. Однако цепочки соединяются
между собой иначе, чем в перовските. В перов-
ските между цепочками, направленными вдоль
оси с, образуются четырехугольные каналы.
В структуре типа KW-броизы образуются трех-,
четырех-, пятиугольные каналы. В перовските
в направлениях, перпендикулярных соединен-
ным цепочкам, имеются такие же бесконечные
прямолинейные цепочки. В структуре KW-
бронзы в этих направлениях цепочки небеско-
нечны и непрямолинейны. Они состоят из че-
тырех октаэдров каждая и связываются между
собой через октаэдр, использующий для связи
с соседними участками цепочек прилегающие
вершины. Ионы А могут занимать свободные
пространства в различных каналах (в пяти-,
четырех- и трехугольных) и иметь при этом
координационные числа 15, 12, 9 соответ-
ственно. Октаэдры в элементарной ячейке тоже
неодинаковы, имеются более правильной и ме-
нее правильной формы. Этим обусловливается
сложность составов в этой структуре. Кристал-
лохимическая формула может быть записана
в виде А^Аг'А^'ВвВг'Ого или А2А"А2"В4В"О|6.
Почти у всех соединений со структурой KW-
бронзы в положениях А имеется большее или
меньшее число вакансий. Обычно не заняты
пустоты в треугольных каналах и химическая
формула тогда имеет вид АбВц>03о. У соедине-
ний типа АВ2Ое (т. е. А5Вю03о) на каждые
шесть пустот в четырех- и пятиугольных ка-
налах имеется только пять атомов А. Известны
соединения этой структуры с полностью запол-
ненными пустотами во всех каналах, в том числе
и в треугольных, например Kel^NbioOso-
Синтезировано более 50 сложных соедине-
ний, оии отличаются большим разнообразием
свойств; фазовые переходы могут быть четко
выраженными, слабо и сильно размытыми;
по химическому составу это оксиды двух-,
трех-, многокомпонентные, а также большое
число разнообразных твердых растворов.
В табл. 22.5 приведены параметры наиболее
полно изученных сегнетоэлектриков со струк-
турой KW-бронзы.
Известны только два сегнетоэлектрика
простой химической формулы AB2O3: мета-
568
С егнетоэлектрики
[разд. 22]
Таблица 22.5. Сегнетоэлектрики со структурой
тетрагональной кислородной калиево-вольфрамовой бронзы
Соединение Ik, °C 8 Характер фазе- вого перехода
при 20 °C в точке Кюри
РЬ№2ОГ РЬТа2О?* KaS^NbioOgo Na2Ba4Nbio03o КгВафИЬюОзо Na2Sr4NbioOso K4Bi2NbioOso K4La2Nb10O30 BaeMgo.eeNbg.ssOso Sr eMgo.ee Nbg.ssOso Ba6Fe2Nb9O30 Ba4Nd2Fe2Nb803o Ba4Sm2Fe2Nb8O30 Ba2Nd4Fe3Nb7O30 (Sr3.75Ba1.25) NbioOso 575 250 172...160 585...615 406 355 380...400 — 110 -25 + 10 — 130 + 55 130 + 50 50...60 280 200 24 000 7 000 Четкий
700...300 150...300 sa«44 ec«43 50 80 130(_Lc) 30(||c) 600 1000 400 500 200 150 100 3400 (при 15 МГц) 4300
360 730 360 (_Lc) 30 (||с)
Сильно размыт
— Размыт
Четкий
Размыт Четкий
40 000
* а=1,765 нм, 5 = 1,751 нм, с = 0,7736 нм
** 0 = 1,7605 нм, 5 = 1,7720 нм, с = 0,7749 нм
ниобат свинца PbNb2Oe и метатанталат свинца.
Оба эти соединения имеют ячейки, получен-
ные путем малого ромбического искажения
тетрагональной элементарной ячейки; PbNb2Oe
становится тетрагональным при температуре
Кюри ГК»575°С, а РЬТа2Ое при переходе
в параэлектрическое состояние (Тк=250°С)
сохраняет незначительное ромбическое иска-
жение. Соединения приготовляются в виде
монокристаллов и керамики, проявляют четко
выраженные фазовые переходы. Спонтанная
поляризация и диэлектрическая проницае-
мость у керамических образцов ниже, чем у мо-
нокристаллов; у кристаллов обнаруживается
сильная анизотропия е (рис. 22.13).
Нелинейность поляризации в обоих соеди-
нениях проявляется слабо, петли диэлектри-
ческого гистерезиса далеки от насыщения
даже при высоких напряженностях поля
50...60 кВ/см.
Получено большое число твердых раство-
ров на основе ниобата и танталата свинца и
других составов, имеющих структуру KW-
бронзы. Замещение ионов ниобия в PbNb2O6
ионами тантала приводит к образованию не-
прерывного ряда твердых растворов при по-
нижении температуры Кюри от 575 до 260 °C.
Сегнетоэлектрические свойства этих соедине-
ний значительно улучшаются при частичной
замене ионов РЬ ионами Mg, Ca, Sr, Ва. Твер-
дые растворы (Ва, Sr)Nb2Oe, (Ва, Са)Ь1Ь20е,
(Ва, Sr, Ca)Nb2Oe обладают структурой KW-
бронзы и являются сегнетоэлектриками, хотя
исходные соединения — меганиобат бария,
стронция, кальция не относятся к этой струк-
туре. В этих твердых растворах с размытым
фазовым переходом при увеличении содержа-
ний Sr и Са понижается 7К и увеличивается
степень размытия перехода.
Кристаллы ниобата бария, стронция
(BaxSr, _л) Nb2Oe, имеют высокие электроопти-
ческие коэффициенты, при х = 0,2...0,5 яв-
ляются сегнетоэлектриками, у которых Гк=
= 56...208 °C, e2s«c~ 7000...200. Кристалличе-
ские твердые растворы ниобатов барий —
стронций характеризуются широкой областью
фазовых переходов, размытым максимумом за-
висимости Е (/).
Твердые растворы (Pb, Ba)Nb2Oe с со-
держанием Ва 31...55 % обнаруживают поли-
морфное состояние, в котором сосуществуют
две сегнетоэлектрические фазы: ромбическая
и тетрагональная, с экстремальными электро-
механическими свойствами. Поляризация
внешним электрическим полем вызывает пере-
ориентацию доменов и изменение структуры.
Воздействие механических напряжений пре-
вращает ромбическую фазу в тетрагональную
или наоборот.
Твердые растворы (Ва, Ca)Nb2O6 имеют
[§ 22.6]
Сегнетоэлектрики со структурой калиево-вольфрамовой бронзы
569
Рис. 22.13. Температурная зависимость диэлектрической проницаемости сегнетоэлектриков со струк-
турой калиево-вольфрамовой бронзы: а — монокристалла PbNbsOe,; б — монокристалла PbTasOe;
в — керамики KsBasNbwOao (кривая 1), керамики Na2Sr4Nbio03o (кривая 2), монокристаллов
К4В12МЬюОзп (кривая 3)
Рис. 22.14. Зависимость диэлектрической про-
ницаемости однодоменных кристаллов ниобата
стронция — бария Srs-^Ba^NbioOso от темпе-
ратуры при частоте 1 кГц для состава с раз-
личным значением х
/—1,25; 2—1,66; 5 — 2,00; 4 — 2,50; 5 — 3,75
S-/0'4
570
Сегнетоэлектрики
[разд. 22]
Гк~300...55 °C, s2(i"c~ 137...4300 и очень вы-
сокие значения е1к«81 ООО...30 000. Кристаллы
(Ba, Sr, Ca)Nb2Oe имеют сильно размытый
фазовый переход.
Все сегнетоэлектрические вольфрамовые
бронзы, о которых известно, что они стабильны
при комнатной температуре, являются твер-
дыми растворами по крайней мере двух компо-
нентов, причем ни один из компонентов, сам
по себе не имеет структуры KW-бронзы при
20 °C. Все это указывает на то, что данная
структура стабильна, только если в ней имеется
определенная степень беспорядка.
Большой интерес в настоящее время про-
является к трехкомпонентным сегнетоэлектри-
кам со структурой KW-бронзы. Среди них осо-
бое место занимают монокристаллы ниобата,
бария — стронция (рис. 22.14), натрия — ба-
рия, калия — лития и другие, имеющие сле-
дующие химические формулы: Srs-xBajrNbmOso
(СБН), Ba4+lNa2-2xNbl0O30 (БНН), прих=0
Ba4Na2Nbio03o, Ke—х—sLi4+JCNbio+!/03o (КЛН).
Во всех этих случаях отмечается неупорядо-
ченная структура.
22.7. НИОБАТ И ТАНТАЛАТ ЛИТИЯ
Сегнетоэлектрические свойства соедине-
ний ниобата лития LiNiO.j и танталата лития
LiTaOs были открыты в 1949 г. Соединения
АВОз имеют решетку с кислородными октаэд-
рами, но не обладают структурой перовскита.
При комнатной температуре структура состоит
из последовательности искаженных кислород-
ных октаэдров, соединенных своими гранями
вдоль полярной оси — ось III порядка, а не
только вершинами, как в структуре перов-
скита. Элементарная ячейка ромбическая: а=
= 0,54920 нм, а = 55°53' и а = 0,54703 нм, а =
= 56° 10'. Ромбоэдрическая форма элементар-
ной ячейки сохраняется и при температуре
выше точки Кюри. Имеется единственный
структурный фазовый переход в параэлектри-
ческое состояние. Механизм обращения на-
правления спонтанной поляризации заклю-
чается в смещении иона Nb внутри своего кис-
лородного октаэдра и в смещении иона Li в на-
правлении смещения ниобия, при котором ион
лития проходит через кислородный слой и за-
нимает соседний пустой октаэдр. В отличие
от сегнетоэлектриков со структурой перовскита
относительный сдвиг катионов от возможных
неполярных положений очень велик. Это вызы-
вает большую спонтанную поляризацию при
комнатной температуре: для LiTaOs имеет
Рсп = 50 мкКл/см2, для LiNbOs — РСп~
= 70 мкКл/см2 и высокие значения темпера-
туры Кюри (рис. 22.15). У ииобата лития по
сравнению с известными в настоящее время
сегнетоэлектриками самая высокая темпе-
ратура сегнетоэлектрического фазового пере-
хода.
Кристаллы одноосны, спонтанная поляри-
зация расположена вдоль оси с, в них. возни-
кают антипараллельные домены, возможна и
более сложная доменная структура. Размеры
доменов в LiNbOs велики, достигают 1 мм,
а в LiTaOs — небольшие, до 5 мкм.
Процесс переориентации спонтанной по-
ляризации электрическим полем вдали от
затруднен.
Полидоменные кристаллы LiNbOs можно
моиодоменизировать путем поляризации при
температуре около 1200 °C слабым электри-
ческим полем, несколько вольт на сантиметр.
Ниобат лития и танталат лития изострук-
турны, имеют очень близкие параметры кри-
сталлической решетки (см. табл. 22.2), обра-
зуют непрерывный рад твердых растворов
Li(Nb, Та)Оз с монотонным изменением пара-
метров и точки Кюри. Кристаллы обладают
высоким удельным объемным сопротивлением
р>Ю|6Ом м; они не гигроскопичны- Большая
механическая добротность позволяет приме-
нять ниобат лития в акустооптических филь-
трах с электронной перестройкой; кристаллы
характеризуются высокой эффективностью уп-
ругооптического взаимодействия.
Ниобат и танталат лития получается раз-
личными методами путем твердофазных реак-
ций из карбонатов лития и соответствующих
пероксидов. Реакции наиболее интенсивно про-
текают при 750...800 °C и заканчиваются в те-
чение 1 ч. Керамические образцы хорошего
качества получают по обычной керамической
технологии двойным обжигом, первый обжиг
для обоих соединений при 1000... 1100 °C и вто-
рой при 1180 °C для LiNbOs и 1340 °C для
LiTaOs.
Разработана технология получения доста-
точно совершенных монокристаллов химиче-
ски и механически стабильных. Крупные кри-
сталлы выращиваются методом Чохральского.
Кристаллы диаметром до 15...20 мм и длиной
до 50...70 мм подвергаются диффузионному
отжигу. Прикладывая постоянное электриче-
ское поле вдоль оси роста, можно значительно
повысить оптическую неоднородность. Полу-
чены также монокристаллические пластины
размером 60X20 мм.
Методом высокочастотного катодного
двухэлектродного распыления на подложках
из жаропрочных сплавов, плавленого кварца,
танталата лития получены пленки ниобата
лития, по структуре подобные исходному по-
рошку. Пленки плотные, прозрачные; e?s40
при 20 °C. Качество подложек в значительной
мере определяет структурное совершенство мо-
I§ 22.8]
Другие ионные сегнетоэлектрики
571
Рис. 22.15. Температурная зависимость диэлектрической проницаемости монокристалла ниобата
лития (кривые 1 — гс, 2 — eQ) и керамики танталата лития (кривая 3)
некристаллических пленок, выращенных из ра-
створа-расплава.
22.8. ДРУГИЕ ИОННЫЕ
СЕГНЕТОЭЛЕКТРИКИ
Пирониобат кадмия Cd2Nb2O? имеет струк-
туру пирохлора, в которой кристаллизуются
многие соединения с общей формулой А2В2О7.
Это соединение имеет несколько фазовых
переходов (см. табл. 22.2). В сегнетоэлектри-
ческой фазе вплоть до 1,2 К наблюдаются
узкие петли диэлектрического гистерезиса.
При —185 °C для монокристаллов
» 6 мкКл/см2. Диэлектрическая проницаемость
при 20 °C ваг 1000...1500, при температуре
Кюри ( — 80 °C) в»5000...6500.
Известны другие сегнетоэлектрические со-
единения со структурой типа пирохлора с низ-
кими значениями диэлектрической проницае-
мости при 20 °C е аг 75—95 с небольшим воз-
растанием е при 400...500 °C и значением в мак-
симуме ей 120...145. Это соединения типа
Pb2BiNbOe, Pb2BiTaO6, PbBi//3W2/3O6.
РЬ2В14/зМо2/зО6, а также сложного состава
А2А3В4В5О7, например PbBiZrNbO?, и другие.
Продолжается поиск новых сегнетоэлектриков
этого типа, содержащих оксиды Cd, Nb, Та
и др.
Пиротанталат стронция Sr2Ta2O? (см.
табл. 22.2). Сегнетоэлектрические свойства
этого соединения были обнаружены Г. А. Смо-
ленским в 1956 г. Диэлектрическая проницае-
мость при 20 °C е аг 100—120, при охлаждении
возрастает, достигает размытого максимума
при —55-84 °C, егпах«170, при —170 °C
РСп~0,14 мкКл/см2. При 170 °C имеется еще
один фазовый переход, сопровождающийся не-
большим максимумом зависимости е(/). Син-
тезированы твердые растворы на основе тан-
талата стронция, содержащие барий, кальций,
ниобий, а также соединения с химической фор-
мулой А2В2О?, где А3 — La, Се, Pr, Nd; В4 —
Ti, например, La2Ti2O? и некоторые твердые
растворы на их основе, кристаллизующиеся
в слоистую структуру перовскита. Соединения
этого типа являются сегнетоэлектриками с не-
обычайно высокой температурой Кюри
х; 1300 °C и отличаются хорошими электро-
оптическими свойствами и высокой стойкостью
к оптическому лазерному излучению.
Несобственные сегнетоэлектрики это такие
кристаллы, в которых спонтанная поляризация
не является параметром перехода, а возни-
572
С егнетоэлектрики
[разд. 22]
/ кает как следствие изменений структуры, обус-
ловленных другими физическими явлениями,
например, в результате деформации кристалла,
возникновения оптической активности, намаг-
ниченности и т. д.
Молибдат гадолиния Gd(MoO4)3 яв-
ляется типичным и наиболее изученным пред-
ставителем семейства несобственных сегнето-
электриков, который испытывает фазовый пе-
реход I рода вблизи 160 °C. Высокотемпера-
турная параэлектрическая фаза — тетраго-
нальная, низкотемпературная сегнетоэлектри-
ческая фаза — ромбическая. Второй фазовый
переход происходит в области 0...2 °C. Вели-
чина диэлектрической проницаемости при 20 °C
ей; 10, Рс„«0,17 мкКл/см2.
Близкими свойствами обладает молибдат
диспрозия Dy2(MoO4)3— несобственный сег-
нетоэлектрик с 7’к=140°С, е2о"с= 10,8. Син-
тезировано большое число двойных молибда-
тов и вольфраматов с общей формулой
Me+R3(XO4)2, где Me —К, Rb; X —Мо, W,
R3—Sc, Fe, In. Во многих кристаллах наблю-
далась перестройка доменов при переходе
между сегнетоэлектрическими фазами. Напри-
мер, в CsDy(MoO4)2— слоистом кристалле
при структурном фазовом переходе (Гк=38 К)
возникает спонтанная деформация.
Монокристаллы германата свинца
РЬзСезОи испытывают фазовый переход II
рода при 177 °C с сопровождающейся анома-
лией диэлектрической проницаемости и перехо-
дом кристаллической решетки из тригональной
сегнетоэлектрической фазы в параэлектриче-
скую. Второй фазовый переход наблюдается
около 600 °C.
Сегнетоэлектрические свойства открыты
в 1971 г. При 20 °C е = 40...52, Рсп = 5...
...4,2 мкКл/см2 при температуре Кюри ei77°c~
й; 1000...1600. Синтезированы изоморфные со-
единения, в которых РЬ замещен на Ва, Cd, Sr,
Са, а также твердые растворы (PbMe2+)6Ge3Ou.
Монокристаллы несобственного сегнето-
электрика германата свинца прозрачны в ин-
тервале длин волн 0,45...6,5 мкм; оптическая
ширина запрещенной зоны при 20 °C около
2,7 эВ; удельное сопротивление р» 1012 Ом-см.
Методом дискретного испарения в вакууме
впервые получены пленки германата свинца
толщиной 0,01—0,10 мкм иа подложках из
плавленого кварца или свежих сколов моно-
кристаллов NaCl; на пленках получены гисте-
резисные петли: РС1,й;2,8 мкКл/см2, 7к~130°С,
при температуре Кюри Е1зо-сй;6ОО.
Соединения со структурой типа борацита
с общей формулой Me2+3B70i3X_|, где Ме2+—
Mg, Ni, Со, Fe, Zn, Cd, Cu, Cr; X“ — Cl, Br, J,
свое название получили от минерала борацита
Mg3B70i3Cl. В этом соединении фазовый пе-
реход из низкотемпературной модификации
в высокотемпературную кубическую происхо-
дит при 265 °C. В некоторых соединениях
имеется низкотемпературный фазовый переход
из ромбической фазы в ромбоэдрическую. Ди-
электрическая проницаемость борацитов со-
ставляет несколько единиц и даже в точке пе-
рехода е265°с~ 10...13. Борациты — типичные
несобственные сегнетоэлектрики. Известны бо-
рациты сложного состава (Mg—Cl), борацит
и изоструктурные ему кристаллы составляют
обширное семейство сегнетоэлектриков с раз-
нообразными свойствами и характером фазо-
вого перехода. Мп (Со, Fe) —Cl-борациты об-
наруживают магнитные свойства.
В (CoJ)-бораците между высокотемпера-
турной кубической фазой и сегнетоэлектри-
ческой существует промежуточная фаза с ма-
лым искажением кубической решетки. Это вы-
зывает двойное лучепреломление при темпе-
ратуре выше сегнетоэлектрического фазового
перехода.
Ортофосфат свинца РЬ3(РО4)2 является
чистым несобственным сегнетоэластиком с фа-
зовым переходом при 180 °C и вторым фазо-
вым переходом при 280...300 °C. Сегнетоэла-
стиками являются также соединения
РЬ3(Ро.9До.104)2, РЬ3(Ро,8До.204)2. оксигаллоге-
ниды сурьмы SbsOjJ, Sb80nJ2 и другие кри-
сталлы фосфата свинца, а также некоторые
твердые растворы на его основе.
К несобственным сегнетоэластикам отно-
сятся редкоземельные шеелиты, например
Dy(7O4.
К сегнетоэлектрикам с химической форму-
лой АВО относится минерал стибиотаиталит
Sb (Та, Nb)O4 с фазовым переходом II рода
при температуре около 400 °C; при 20 °C Рсп =
= 18 мкКл/см2.
Оксиды типа стибиотанталита АВО4 отно-
сятся к большой группе кислородно-октаэдри-
ческих сегнетоэлектриков. Их структуры по-
строены из слабо деформированных кислород-
ных октаэдров, внутри которых упорядоченно
расположены катионы А и В. Это SbTaO4,
SbNbO4, (7'K«470...495 °C), В1ТаО4; иттрие-
вые соединения семейства фергюсонита —
JNbO4, JTaO4, LaNbO4 (Гк»500...700 °C) и
другие.
Иодат калия KJO3 — соединение типа пе-
ровскита. Температура перехода 212 °C, сегне-
тоэлектричество проявляется до температуры
жидкого азота; кристалл претерпевает три
фазовых перехода в 6-фазу при 15 °C, в у-фазу
при 72 °C, в p-фазу при 212 °C. Бийодат калия
KJO3-H-JO3 является новым сегнетоэлектри-
ком, Гк=223 К-
Двойной сульфат цезия и лития CsLiSCU
принадлежит к обширному семейству кристал-
[§ 22.8]
Другие ионные сегнетоэлектрики
573
-200 -100 0 100 200 300 °C
Рис. 22.16. Температурные зависимости диэлектрической проницаемости твердых растворов на
основе титаната бария в слабом электрическом поле. Цифры на кривых указывают содержание
вторых компонентов в процентах
лов типа Ме+Ме2+ВХ4, при 202 К наблю-
дается резкое изменение е(/).
Соединения с общей формулой А3В5С3
характеризуются низкой температурой Кюри
и малыми значениями диэлектрической прони-
цаемости.
Прустит Ag3AsS3 испытывает фазовый пе-
реход I рода при 7'к=26 К и фазовый переход
II рода при 56 К. При комнатной температуре
в20"с=17...20 для кристаллов различных ори-
ентаций.
Пираргирит Ag3SbS3 претерпевает один
структурный фазовый переход второго рода
при 7'к=7,6 К, е2о-с= 18...22, tg6 в области
частот 1О9...1О10 Гц плавно уменьшается до
КГ4.
Среди новых сегнетоэлектриков интен-
сивно исследуется семейство перовскитов с об-
щей формулой АВХ3, где А — Me', NH4,
В—Ме2+, X — галогениды, Cl, F. Установ-
лены фазовые переходы I рода типа смещения.
Некоторые соединения претерпевают несколько
фазовых переходов, например, сегнетоэла-
стики CsSrCl3 — при 90, 102, 112 °C,
Т1МпС13 — при —38,4, 23 °C. Сложные га-
лоидные соединения A2B+B3+X6 кристалли-
зуются в перовскитовые, гексагональные и
другие слоистые структуры.
Теллурит стронция SrTeO3 имеет четыре
фазовых перехода при 70, 312, 485 и 840 °C;
из них при 70 и 312 °C фазовый переход I рода,
высокотемпературный переход II рода; сегне-
574
Сегнетоэлектрики
[разд. 22]
тоэлектрическое состояние ограничено интер-
валом 312...485 °C; монокристаллы прозрачны
в интервале длин волн 0,3...12,5 мкм.
Сегнетоэлектрические жидкие кристаллы
(ЖК) — новый класс сегнетоэлектрических
материалов. Сегнетоэлектричество возможно
у смектических ЖК типа С и Н, молекулы ко-
торых не накладываются на свои зеркальные
отображения. Точка Кюри ЖК сегнетоэлектри-
ков является точкой фазового перехода II
рода. Параметром перехода является угол на-
клона молекул относительно нормали к смек-
тической плоскости, а не спонтанная поляри-
зация. Сегнетоэлектричество в смектических
жидких кристаллах (СЖК) является следст-
вием возникновения полярной ориентационной
структуры, индуцируемой характерными для
молекулярных кристаллов силами Ван-дер-
Ваальса.
Твердые растворы. Большое развитие по-
лучили керамические твердые растворы тита-
ната бария с другими соединениями, так, на-
пример, с титанатом стронция, титанатом
свинца, титанатом кальция, станнатом бария,
цирконатом бария и другими. Образование
твердых растворов позволяет в широких пре-
делах изменять свойства сегнетоэлектриков.
В системе ВаТЮз — БгТЮз (рис. 22.16, а)
образуется непрерывный ряд твердых раство-
ров, имеющих сегнетоэлектрические свойства
при любой концентрации компонентов, почти
с линейным изменением температуры Кюри
от 120 °C почти до абсолютного нуля. В си-
стеме с титанатом кальция резко проявляется
подавление сегнетоэлектрических свойств при
увеличении содержания этого компонента
(рис. 22.16,6). При добавлении станната ба-
рия и цирконата бария образуется непрерыв-
ный ряд твердых растворов, температура фа-
зового перехода которых монотонно снижается
(рис. 22.16,s и 22.16,г).
Изоморфные смеси титанатов бария и
свинца также являются сегнетоэлектриками,
имеют точки Кюри в интервале температур
120...490 °C, т. е. добавка РЬТЮз к титанату
бария смещает точку Кюри в сторону более
высоких температур (рис. 22.16,6). Составы
этой системы отличаются высокими диэлектри-
ческими потерями и низким удельным сопро-
тивлением.
Вследствие летучести оксидов свинца тех-
нология изготовления составов, содержащих
титанат свинца, чрезвычайно сложна. Тита-
нат свинца образует непрерывный ряд твер-
дых растворов не только с титанатом бария,
но и с титанатом стронция и титанатом каль-
ция, которые также являются сегнетоэлектри-
ками. Получение плотно спеченного керамиче-
ского черепка этих составов возможно только
при проведении обжига в определенной газо-
вой среде. Твердые растворы станната бария
и титаната бария, так же как цирконата бария
и титаната бария, являются хорошими диэлек-
триками, их удельное сопротивление выше
10" Ом-м. Эти твердые растворы изготов-
ляются обычными методами, принятыми в ке-
рамическом производстве.
За последние годы широко исследуются
системы, позволяющие получать сегнетоэлек-
трики с высокими рабочими температурами,
содержащие в качестве исходных компонентов
ниобаты, танталаты, титаиаты и цирконаты
свинца, а также многокомпонентные комби-
нации этих и других соединений.
Разнообразие сегнетоэлектрических твер-
дых растворов чрезвычайно велико, как по
свойствам, структуре, так и способу изготовле-
ния. Изделия имеют самые различные форму
и размеры (от массивных крупногабаритных
до тонких пленок).
22.9. НЕЛИНЕЙНАЯ
СЕГНЕТОКЕРАМИКА
Разработаны две группы нелинейных сег-
нетокерамических материалов.
Первая группа включает в себя сегнето-
керамику с резко выраженной зависимостью
диэлектрической проницаемости от напряжен-
ности электрического поля, из которой изготов-
ляются нелинейные конденсаторы — варикон-
ды. Вторая группа включает в себя сегието-
керамику с резко выраженной зависимостью
диэлектрической проницаемости от темпера-
туры. Из нее изготовляются температурно-
чувствительные конденсаторы — термоконден-
саторы.
Сегнетокерамика для варикондов и их
свойства. Нелинейность варикондов прояв-
ляется в изменении емкости при изменении
воздействующих на иих переменных и постоян-
ных электрических напряжений.
Различают два вида нелинейности емко-
сти варикондов:
нелинейность С(£/~), проявляемая при
воздействии переменного напряжения (сину-
соидального, импульсного или любой другой
формы), а также одного постоянного; при уве-
личении напряжения емкость возрастает, до-
стигает максимума, затем снижается;
реверсивная нелинейность С (£/=), прояв-
ляемая при одновременном воздействии двух
напряжений: переменного и постоянного (или
более низкочастотного, чем первое, перемен-
ного напряжения), называемого смещающим
напряжением. При увеличении смещающего
напряжения емкость варикондов снижается
и достигает насыщения.
I§ 22.9]
Нелинейная сегнетокерамика
575
Для изготовления варикондов в настоя-
щее время используются девять основных ви-
дов нелинейной сегнетокерамики, отличаю-
щихся друг от друга диэлектрической прони-
цаемостью и поляризацией, степенью нелиней-
ности е(£~), е(£=), температурой Кюри и дру-
гими параметрами.
Эти материалы обозначаются соответст-
венно ВК-1. ВК-2, .... ВК-9. По составу и тех-
нологическим особенностям они не одинаковы.
Этим определяются способы изготовления и
выбор конструкции деталей, предельные значе-
ния емкости в единице изделия и другие харак-
теристики варикондов.
Первые шесть материалов ВК-1.....ВК-6
в нормальных условиях являются сегнетоэлек-
триками и их нелинейные свойства оцени-
ваются по характеру зависимости поляриза-
ции либо диэлектрической проницаемости от
напряженности переменного поля. Материалы
ВК-7, ВК-8, ВК-9 работают в параэлектриче-
ской области. Для всех материалов поляриза-
ция при увеличении напряженности поля воз-
растает и достигает участка насыщения.
Зависимости диэлектрической проницае-
мости от напряженности поля для шести видов
нелинейной керамики ВК-1, ..., ВК-6 приве-
дены на рис. 22.17. При увеличении напряжен-
ности поля в соответствии с законом изменения
поляризации Р(£~) диэлектрическая прони-
цаемость растет, достигает максимума и сни-
жается. Наиболее резкое и большое изменение
е(£Д) обнаруживают материалы ВК-5 и ВК-2,
наиболее слабое — ВК-6.
Температурные зависимости диэлектриче-
ской проницаемости нелинейных материалов и
титаната бария, измеренные в слабом и силь-
ном электрическом поле, представлены на
рис. 22.18. Особенно высокое значение в силь-
ном поле имеет диэлектрическая проницае-
мость материала ВК-5 е?к 100 000 и ВК-2 в»
»50 000 в интервале температур от +50...
... —50 °C. В сильном поле для каждого мате-
риала имеется участок температуры, где в со-
храняет высокое значение.
Из сегнетокерамики, находящейся в обла-
сти рабочей температуры в сегнетоэлектриче-
ской фазе, разработаны низкочастотные вари-
конды. Наиболее широкое распространение по-
лучили вариконды из материала ВК-2 и ВК-4.
Основой для них служат твердые растворы
Ba(Ti, Sn)O3 (см. рис. 22.16, в). В серийном
производстве изготовляются дисковые одиноч-
ные или собранные в цилиндр нелинейные кон-
денсаторы с номинальными значениями емко-
сти от 10 пФ до 0,15...0,22 мкФ (табл. 22.6).
Определяющей характеристикой этих варикон-
дов являются коэффициенты нелинейности, по-
казывающие, во сколько раз возрастает ем-
кость при увеличении переменного напряжения
от начального до рабочего (или максималь-
ного): /г~ = СРаб/Снач. Высокие нелинейные
свойства варикондов позволяют использовать
их в самых различных схемах: для стабилиза-
ции напряжения, умножения частоты, преоб-
разования синусоидального напряжения в им-
пульсное, для гашения экстратока и т. п. В ка-
честве примера на рис. 22.19 показана возмож-
ность формирования в цепи, содержащей вари-
конд, из синусоидального тока частотой 50 Гц
импульсного тока при омической (а) и емкост-
ной нагрузках (б).
Для варикондов высоких и сверхвысоких
частот используются сегнетокерамические ма-
териалы ВК-7 и другие, находящиеся в обла-
сти рабочих температур в параэлектрической
фазе. Основой для них служат твердые раст-
воры системы ВаТЮз —SrTiO3 (см. рис.
22.16, а). Создана специальная планарная
конструкция СВЧ-варикондов, в которой тон-
кая пленка нелинейной керамики нанесена
на диэлектрическую подложку, обладающую
высокой теплопроводностью.
Главной характеристикой СВЧ-варикон-
дов является tg6 и реверсивная зависимость
емкости от постоянного смещающего поля при
одновременном воздействии СВЧ сигнала.
Планарная конструкция позволяет получать
из сегнетокерамики с высоким значением ди-
электрической проницаемости вариконды с ма-
лой номинальной емкостью от единиц до де-
576
Сегнетоэлектрики
[разд. 22]
Рис. 22.18. Зависимость диэлектрической проницаемости семи сегнетоэлектрических материалов от
температуры при частоте 1 кГц в слабом поле (£~ = 5 В/мм) и сильном (£~^ 100 В/мм) электри-
ческом поле. К слабому полю относятся кривые, проведенные штриховыми линиями
сятков пикофарад, изменяющейся при возра-
стании смещающих полей от нуля до £_ =
= 5...8 кВ/мм. Коэффициенты реверсивной не-
линейности (управления) k'= = C„au/CnpM при
таких полях для различных составов и в раз-
ном интервале температур составляют 1,1...
4,0. Диэлектрические потери планарных вари-
кондов значительно ниже, чем в объемных,
они взаимосвязаны с коэффициентами управ-
ления: чем больше тем больше tgfi. Из ма-
териалов типа ВК-7 в парафазе на планарных
СВЧ-варикондах получены k'= =3,0... 1,3 при
tg6< 0,05...0,02. Частотные характеристики
нелинейной сегнетокерамики в сегнето- и пара-
фазе различны. Для материалов ВК-2...ВК-5
в сегнетофазе зависимости в и tg6 от частоты
такие же, как и у ВаТЮз (см. рис. 22.6). С уве-
личением частоты диэлектрическая проницае-
мость снижается медленно, а затем резко; tgfi
возрастает, в области частот (4...6)-109 Гц
достигает четко выраженного максимума, а за-
тем снижается. Реверсивная нелинейность
е(£ ) проявляется в широком спектре частот
(рис. 22.20).
Для материала ВК-7 и других, подобных
ему, в парафазе диэлектрическая проницае-
мость при увеличении частоты не изменяется,
практически сохраняет свое значение до
а; 40 ГГц, обеспечивая до этих частот высокую
реверсивную нелинейность е(£=). Диэлектри-
[§ 22.9]
Нелинейная сегнетокерамика
577
V
Рис. 22.19. Форма тока в цепи с варикондом при омической (а) и емкостной (б) нагрузках и синусо-
идальном напряжении
ческие потери керамики ВК-7 при увеличении
частоты возрастают, в области 2...8 ГГц дости-
гают максимума, а затем снижаются. Во всем
интервале частот tg6 материала ВК-7 ниже,
чем у других нелинейных материалов в сегне-
тофазе (рис. 22.20).
Сочетание достаточно низких потерь ма-
териала ВК-7 в области частот от единиц герц
до сверхвысоких частот и хорошей управляе-
мости диэлектрической проницаемостью обес-
печивает применение варикондов ВК-7 в обла-
сти низких, высоких и особенно сверхвысоких
частот, в разнообразных схемах и устройствах.
Отличительной особенностью материала
В К-6 является большой коэффициент прямо-
угольное™ петли диэлектрического гистере-
зиса. Это делает его пригодным для создания
элементов памяти, запоминающих устройств
электронных вычислительных машин. Основой
для изготовления варикондов из материала
ВК-6 служат твердые растворы Pb(Ti, Sn,
Zr)O3.
Вариконды, как и другие керамические
радиодетали, способны выдерживать без су-
щественного изменения характеристик воздей-
ствие больших механических нагрузок, вибра-
ции, тряски, могут работать при повышенной
влажности воздуха (до 98 % относительной
влажности) и в разреженной атмосфере. Обна-
руживают высокую радиационную стойкость,
они способны выдерживать без существенных
изменений характеристик и структуры воздей-
ствие различного рода облучений: пучка бы-
стрых электронов, гамма-излучения Со60 и
смешанного излучения реактора. При значе-
ниях интегрального облучения электронами,
равного 2-1016 см 2, параметры е(£~) дости-
гают предельных значений, не изменяющихся
далее при продолжении облучения вплоть до
1019 см 2.
Сегнетокерамика с резко выраженной за-
висимостью диэлектрической проницаемости
от температуры (термоконденсаторы).
Существование большого числа сегнето-
электрических материалов с резко различаю-
щимися свойствами позволяет выбирать со-
ставы с самым разнообразным законом изме-
нения диэлектрической проницаемости (или
емкости) от температуры: это является осно-
вой создания температурно-чувствительных
конденсаторов — термоконденсаторов.
В зависимости от соотношения точки
Кюри и области рабочих температур кривая
изменения емкости от температуры е(/) может
иметь самый различный вид; может быть пря-
мой или близкой к прямой, гиперболической,
параболической или иметь любой другой вид.
Для обеспечения высокой стабильности
основных параметров термоконденсаторов, их
воспроизводимости разработаны сегнетокера-
мические материалы, отличающиеся мелко-
кристаллической структурой,, в которой затор-
можена роль доменных процессов.
Наиболее широко для разработки термо-
конденсаторов применяются твердые растворы
титаната бария с другими титанатами или ок-
сидами (см. рис. 22.16) с четко выраженным
или размытым фазовым переходом.
Рис. 22.20. Частотные зависимости е и tg 6 ке-
рамики ВК-2 и ВК-7, измеренные в слабом
поле. Вертикальная штриховка показывает ре-
версивную зависимость е (£=) и характери-
зует коэффициенты управляемости k' мате-
риала ВК-2, горизонтальная штриховка —
возможный разброс значений tg 6 для ВК-2
и ВК-7
578
С егнетоэлектрики
[разд. 22]
Рис. 22.21. Температурные зависимости емкости трех групп температурно-чувствительных конден-
саторов, работающих: а — в сегнетоэлектрической фазе; ТКС> 0; б — в области фазового перехо-
да; в — в параэлектрической фазе, ТКС<0
На рис. 22.21 показаны температурные
зависимости емкости трех групп температурно-
чувствительных конденсаторов, работающих
в сегнетоэлектрической фазе (рис. 22.21, а)
с близкой к линейной зависимостью С(/),
с ТКС> 0, в области фазового перехода
(рис. 22.21, б) и в параэлектрической фазе
(рис. 22.21, в) с близкой к гиперболической
зависимостью C(t), ТКС<0.
Диэлектрические, емкостные преобразова-
тели представляют интерес в связи с тем, что,
являясь реактивными элементами, характери-
зуются малым потреблением энергии, просто-
той регистрации изменения температуры, соз-
дают возможность передачи этих изменений
на значительные расстояния, обеспечивая с по-
мощью емкостной связи бесконтактные методы
измерения температуры. Они применяются
Таблица 22.6. Характеристики варикондов из материалов ВК-2 и В К-4
Вид вари- конда из материала БК-2 Номинальная емкость (при (7 = 5 В и ( = 50 Гц), пФ Вид вари- КОНД2 из материала ВК-4 Номинальная емкость (при U=5 В и ( = 50 Гц), пФ
ВК2-М 10; 22 ВК4-М 10;22
ВК-2-0 100 ВК4-0 68
ВК2-1 470 ВК4-1 220
ВК2-2 2200 ВК4-2 1500
ВК2-3 6800 ВК4-3 4700
ВК2-4 10 000 ВК4-4 6800
ВК2-ЗШ 6800 — —
ВК2-Б 150 000 ВК4-Б 100 000 мкФ
ВК2-БШ 150 000; 220 000 — —
Примечание. Коэффициент нелинейности таких варикондов по
напряжению переменного тока k~ = Стах/Снач^7 для ВК2-Б, ВК2-БШ
и ВК4-Б и k ^8 для всех остальных видов варикондов. Интервал рабочей
температуры для варикондов из материала ВК2 —40...-(-60 °C; ВК4
—40...+85 °C.
[§ 23.1]
Пьезоэлектрический эффект
579
Таблица 22.7. Основные параметры температурно-чувствительных конденсаторов,
выпускаемых серийно массой около 0,1 г
Марка кон- денсатора Номинальная емкость, пФ (при темпера- туре, °C) Чувствитель- ность а, % - К-1 Интервал рабочих темпера- тур, °C Размеры, мм, не более Примечание
КЮ-21 120+5 % (34 + 0,1) >2,2 34...42 2X2X1,5 Работает в параэлектричес-
КН2-1 160+5% (45+0,1) >1,8 45-70 1,7X1,7X1,5 кой фазе, линейная зави- симость С (/)
КН2-2 47, 48, 100 (27 + 3) ai»=l,3-1,8 от 27 до 1 °C; 040»= 1 — 1,4 от 27 до 40 °C 1...40 2X1,5Х X (0,6-0,8) Работает в области фазового перехода. Параболическая зависимость C(f)
в схемах радиозондов для контроля темпера-
туры атмосферы на большой высоте, в каче-
стве глубинных электронных термометров, для
исследования скважин в нефте- и газодобы-
вающей промышленности, во вращающихся
объектах, труднодоступных местах и т. п.
Микроминиатюрный генератор на термо-
конденсаторе, названный радиокапсулой,
используется для определения физиологиче-
ских параметров желудочно-кишечного тракта
и т. п.
Особую группу составляют термоконден-
саторы для стабилизации кварцевых резонато-
ров электронных часов. Они изготовляются
из сегнетокерамического материала с размы-
тым фазовым переходом, для которого область
рабочих температур соответствует области
фазового перехода и зависимость емкости от
температуры представляет собой параболу.
Использование сегнетоэлектриков для соз-
дания температурно-чувствительных конденса-
торов является сравнительно новой областью
их технического применения.
В табл. 22.7 приведены параметры тем-
пературно-чувствительных конденсаторов, вы-
пускаемых серийно.
РАЗДЕЛ 23
ПЬЕЗОЭЛЕКТРИКИ
Б. А. Ротенберг
23.1. ПЬЕЗОЭЛЕКТРИЧЕСКИЙ
ЭФФЕКТ
В 1756 г. русский академик Ф. Эпинус
обнаружил, что при нагревании кристалла
турмалина на его гранях появляются электро-
статические заряды. В дальнейшем этому яв-
лению было присвоено наименование пиро-
электрического эффекта. Ф. Эпинус предпола-
гал, что причиной электрических явлений, на-
блюдаемых при изменении температуры, яв-
ляется неравномерный нагрев двух поверхно-
стей, приводящий к появлению в кристалле
механических напряжений. Одновременно он
указал, что постоянство в распределении по-
люсов на определенных концах кристалла за-
висит от его структуры и состава, таким обра-
зом Ф. Эпинус подошел вплотную к открытию
пьезоэлектрического эффекта.
Пьезоэлектрический эффект в кристаллах
был обнаружен в 1880 г. братьями П. и Ж. Кю-
ри, наблюдавшими возникновение на поверх-
ности пластинок, вырезанных в определенной
ориентировке из кристалла кварца, электро-
статических зарядов под действием механиче-
ских напряжений. Эти заряды пропорцио-
нальны механическому напряжению, меняют
знак вместе с ним и исчезают при его снятии.
Образование электростатических зарядов
на поверхности диэлектрика и возникновение
электрической поляризации внутри него в ре-
зультате воздействия механического напряже-
ния называют прямым пьезоэлектрическим эф-
фектом.
580
Пь езоэлектрики
[разд. 23]
Наряду с прямым существует обратный
пьезоэлектрический эффект, заключающийся
в том, что в пластине, вырезанной из пьезо-
электрического кристалла, возникает механи-
ческая деформация под действием приложен-
ного к ней электрического поля; причем вели-
чина механической деформации пропорцио-
нальна напряженности электрического поля.
Обратный пьезоэлектрический эффект не
следует смешивать с явлением электрострик-
ции, т. е. с деформацией диэлектрика под дей-
ствием электрического поля. При электро-
стрикции между деформацией и полем суще-
ствует квадратичная зависимость, а при пьезо-
эффекте — линейная (при электрострикции
знак деформации не зависит от направления
поляризующего поля, а при пьезоэффекте знак
деформации следует за знаком поля). Кроме
того, электрострикция возникает у диэлектрика
любой структуры и происходит даже в жидко-
стях и газах, в то время, как пьезоэлектри-
ческий эффект наблюдается только в твердых
диэлектриках, главным образом, кристалли-
ческих.
Пьезоэлектричество появляется только
в тех случаях, когда упругая деформация
кристалла сопровождается смещением цент-
ров тяжести положительных и отрицательных
зарядов элементарной ячейки кристалла, т. е.
когда она вызывает индуцированный диполь-
ный момент, который необходим для возникно-
вения электрической поляризации диэлектрика
под действием механического напряжения.
В структурах, имеющих центр симметрии, ни-
какая однородная деформация не сможет на-
рушить внутреннее равновесие кристалличе-
ской решетки и, следовательно, пьезоэлектри-
ческими являются кристаллы только 20 клас-
сов, у которых отсутствует центр симметрии.
Отсутствие центра симметрии является необ-
ходимым, но не достаточным условием сущест-
вования пьезоэлектрического эффекта, и по-
этому не все ацентричные кристаллы обладают
им.
Пьезоэлектрический эффект не может на-
блюдаться в твердых аморфных и скрытокри-
сталлических диэлектриках (почти изотроп-
ных), так как это противоречит их сфериче-
ской симметрии. Исключение составляют слу-
чаи, когда они становятся анизотропными под
влиянием внешних сил и тем самым частично
приобретают свойства одиночных кристаллов.
Пьезоэффект возможен также в некоторых
видах кристаллических текстур.
До сих пор пьезоэлектрический эффект
не находит удовлетворительного количествен-
ного описания в рамках современной атомной
теории кристаллической решетки. Даже для
структур простейшего типа нельзя хотя бы
приближенно вычислить порядок пьезоэлект-
рических постоянных.
В настоящее время разработана феноме-
нологическая теория пьезоэффекта, связываю-
щая деформации и механические напряжения
с электрическим полем и поляризацией в кри-
сталлах. Установлена система параметров,
определяющих эффективность кристалла как
пьезоэлектрика. Пьезоэлектрический модуль
(пьезомодуль) d определяет поляризацию кри-
сталла (или плотность заряда) при заданном
приложенном механическом напряжении;
пьезоэлектрическая константа определяет
механическое напряжение, возникающее в за-
жатом кристалле под действием электрического
поля; пьезоэлектрическая постоянная g харак-
теризует электрическое напряжение в разом-
кнутой цепи при заданном механическом на-
пряжении; и, наконец, пьезоэлектрическая
постоянная h определяет электрическое напря-
жение в разомкнутой цепи при заданной
механической деформации. Эти постоянные
являются родственными величинами и связаны
друг с другом соотношениями, включающими
в себя упругие константы и диэлектрическую
проницаемость кристаллов, поэтому можно
пользоваться любой из них. Наиболее употре-
бителен пьезомодуль d. Пьезоэлектрические
постоянные являются тензорами, и поэтому
каждый кристалл может иметь несколько
независимых пьезомодулей.
В общем виде уравнение прямого пьезо-
эффекта при воздействии однородного меха-
нического напряжения Ть записывается так:
Pi=dikTk,
где Р, — компонент вектора поляризации;
dik — пьезомодуль; Тк — компонент механиче-
ского напряжения.
Уравнение обратного пьезоэффекта запи-
сывается так:
Xi = dikEk,
где Xi — компонент упругой деформации; Ек —
компонент напряженности электрического поля.
Каждый пьезоэлектрик есть электромеха-
нический преобразователь, поэтому важной
его характеристикой является коэффициент
электромеханической связи k. Квадрат этого
коэффициента представляет собой отношение
энергии, проявляющейся в механической фор-
ме для данного типа деформации, к полной
электрической энергии, полученной на входе
от источника питания.
Во многих случаях пьезоэлектриков су-
щественными являются их упругие свойства,
которые описываются модулями упругости с
(модулями Юнга Ею) или обратными величи-
нами — упругими постоянными s.
[§ 23.2]
Пьезоэлектрики-монокристаллы
581
При использовании пьезоэлектрических
элементов в качестве резонаторов в некоторых
случаях вводят частотный коэффициент, пред-
ставляющий собой произведение резонансной
частоты пьезоэлемента и геометрического раз-
мера, определяющего тип колебаний. Эта ве-
личина пропорциональна скорости звука в на-
правлении распространения упругих волн
в пьезоэлементе.
В настоящее время известно много ве-
ществ (более 500), обнаруживших пьезоэлект-
рическую активность. Однако только немногие
из них находят практическое применение.
Ниже приводится описание свойств неко-
торых пьезоэлектрических кристаллов и поли-
кристаллических веществ, нашедших приме-
нение в технике.
23.2. ПЬЕЗОЭЛЕКТРИКИ-
МОНОКРИСТАЛЛЫ
Кварц. Кварц — широко распространен-
ный в природе минерал, ниже температуры
573 °C кристаллизуется в тригонально-трапе-
цоэдрическом классе гексагональной сингонии.
Он принадлежит к энантиоморфному классу
и встречается в природе в двух модификациях:
правой и левой (рис. 23.1).
По химическому составу кварц представ-
ляет собой безводный диоксид кремния (SЮг),
молекулярная масса 60,06.
Кварц относится к числу наиболее твер-
дых минералов, обладает высокой химической
стойкостью.
Внешние формы природных кристаллов
кварца отличаются большим разнообразием.
Наиболее обычной формой является комбина-
ция гексагональной призмы и ромбоэдров (пи-
рамидальные грани). Грани призмы расши-
ряются к основанию кристалла и имеют на
поверхности горизонтальную штриховку.
Годный для использования в пьезоэлект-
рической аппаратуре кварц встречается в при-
Рис. 23.1. Идеальные формы кристаллов
кварца: а — правый; б — левый
Рис. 23.2. Кристалл кварца
роде в виде кристаллов, их обломков и окатан-
ных галек. Цвет от бесцветно-прозрачного
(горный хрусталь) до черного (морион).
Обычно природные кристаллы кварца со-
держат в себе различные дефекты, снижающие
их ценность. К числу дефектов относятся вклю-
чения инородных минералов (рутил, хлорит),
трещины, пузыри, фантомы, голубые иглы,
свили и Двойники.
В настоящее время наряду с природными
используются синтетические кристаллы кварца,
выращиваемые в автоклавах при повышенных
температуре и давлении из насыщенных диок-
сидом кремния щелочных растворов. Внешний
вид синтетического кристалла кварца пред-
ставлен на рис. 23.2.
По условиям симметрии (3:2) кристалл
((-кварца * имеет три независимых пьезомо-
дуля: <711=—di2 = 2,l5-К)-12 Кл/Н и </|4 =
= 0,85-10-12 Кл/Н.
Рис. 23.3. Зависимость пьезомодулей du и d|4
(З-кварца от температуры (адиабатические
значения)
* Из двух кристаллографических модифи-
каций кварца, а и р, в технике применяется
р-модификация.
582
Пьезоэлектрики
[разд. 23]
Первые два соответствуют деформации
растяжения — сжатия вдоль осей х и у соот-
ветственно; третий (d,4) характеризует пьезо-
эффект при деформации сдвига в плоскостях
ZtJ и Zx, а также при скручивающих усилиях.
Зависимость пьезомодулей du и du от
температуры представлена на рис. 23.3.
Основные физические свойства кварца
Плотность................. 2,65 Мг/м3
Твердость (шкала Мооса) 7
Удельная теплоемкость 732 Дж/кг-К
Показатели преломления по= 1,5442
(линия D натрия, >.=
=0,5893 мкм) пе= 1,5533
Тангенс угла диэлектриче-
ских потерь............. С 2 -10-4
цессе резания по отражению рентгеновских
лучей от атомных плоскостей кристалла (рент-
генгониометрия) или по фигурам астеризма
от травленой поверхности кварца.
Кварцевый резонатор в эвакуированном
стеклянном баллоне представлен на рис. 23.5.
Турмалин. Турмалин кристаллизуется в ди-
тригонально-пирамидальном классе тригональ-
ной сингонии. Кристаллы призматические
с продольной штриховкой, удлиненные, часто
игольчатой формы, рис. 23.6.
По химическому составу турмалин пред-
ставляет собой сложный алюмоборосиликат
с примесями магния, железа или щелочных
металлов (Na, Li, К).
Цвет от черного до зеленого, также крас-
ный до розового, реже бесцветный. При тре-
Физические свойства кварца в различных кристаллографических направлениях
Параметр Значение
Диэлектрическая проницаемость................
Удельное сопротивление, Ом-см................
Коэффициент теплопроводности, Вт(м-К)-1
Температурный коэффициент линейного расширения, К 1
Модуль упругости, Па..................................
параллельно перпендикулярно
оси оси
4,6 4,5
1-Ю14 2-1016
12,3 6,8
9-Ю-6 14,8-10-"
1,01-10" 0,77-10“
Упругие постоянные кварца имеют сле-
дующие значения: sn = 1,298-Ю-" Па-1,
х3з = 0,990-10'" Па”1, S44=2,005-10““ Па“‘,
Sl2= —0,166-10-“ Па”1, 5,з= — 0.152Х
ХЮ-11 Па-', 5,4 = -0,431-10-“ Па-'.
Пьезоэлектрические свойства кварца ши-
роко используются в технике для стабилизации
и фильтрации радиочастот, генерирования
ультразвуковых колебаний и для измерения
механических величин (пьезометрия).
Пьезоэлектрические резонаторы вырезают
из кристалла кварца параллельно или перпен-
дикулярно кристаллографическим осям, а
также под некоторыми определенными углами
к ним (рис. 23.4). Для получения необходимых
электрических характеристик и малого темпе-
ратурного коэффициента частоты требуется
высокая точность ориентировки относительно
кристаллографических осей.
Основные сведения относительно наиболее
употребительных срезов кварцевых резонато-
ров приведены в табл. 23.1.
Распиливают кристаллы кварца алмаз-
ным инструментом. Обрабатывают резонаторы
с целью придания им правильной геометриче-
ской формы и заданных линейных размеров
на шлифовальных станках порошкообразными
абразивами (карборунд, электрокорунд). Оп-
ределяют направления разделки кристалла и
контролируют точность ориентировки в пре-
нии электризуется, обладает сильным пи-
роэлектрическим эффектом. Плотность 2,9...
...3,2 Мг/м3.
Турмалин широко распространен в при-
роде, однако в большинстве случаев кристаллы
изобилуют трещинами. Бездефектные кри-
сталлы, годные для пьезоэлектрических резо-
наторов, встречаются редко.
По условиям симметрии (3m) турмалин
имеет четыре независимых пьезомодуля: dis =
= -3,6-10-12 Кл/Н, d22= —0,3-10-12 Кл/Н,
d3,= — 0.3-10-12 Кл/Н, d33 = — 1,9Х
ХЮ”12 Кл/Н.
Диэлектрическая проницаемость незажа-
того кристалла в направлении, параллельном
оси z, ej = 8,2; перпендикулярно 2, ез = 7,5.
Упругие постоянные турмалина:
sii=3,85-10-12 Па-1,
512= — 0,48-10-12 Па”1,
si3= —0,71 10-12 Па~',
$зз = 6,36-10-12 Па-1,
s«= 15,4-10“12 Па”1,
5|4 = 0,45-IO”12 Па”'.
Система упругих постоянных турмалина
та же, что у кварца, но все температурные
коэффициенты отрицательны. Поэтому невоз-
можны срезы с нулевым или достаточно ма-
лым температурным коэффициентом частоты
(ТКЧ).
[§ 23.2]
П ьезоэлектрики-монокристаллы
583
Рис. 23.4. Ориентировка типовых срезов относительно осей кристалла кварца
Рис. 23.5. Кварцевой резонатор
Рис. 23.7. Кристалл сегнетовой соли
584
Пьезоэлектрики
[разд. 23]
Рис. 23.8. Зависимость пьезомодулей di4, das
и dag сегнетовой соли от температуры
Основным преимуществом турмалина яв-
ляется большее значение частотного коэффи-
циента по сравнению с кварцем. Благодаря
этому, а также из-за большей механической
прочности турмалина возможно изготовление
резонаторов на более высокие частоты.
В настоящее время турмалин почти не
используется для изготовления пьезоэлектри-
ческих резонаторов и имеет ограниченное при-
менение для измерения гидростатического дав-
ления.
Сегнетова соль. Основные сведения о сег-
нетовой соли были даны в разд. 22. Сегнетова
соль кристаллизуется в ромботетраэдрическом
классе ромбической сингонии. Принадлеж-
ность к энантиоморфному классу определяет
теоретическую возможность существования
правых и левых кристаллов сегнетовой соли.
Однако получаемые из отходов виноделия кри-
сталлы сегнетовой соли бывают только пра-
выми (рис. 23.7).
По условиям симметрии (2:2) сегнетова
соль имеет три независимых пьезомодуля:
dI4 = 790-10“'2 Кл/Н, d№=— 53-10“'2 Кл/Н
и d36 = 11,5-10“12 Кл/Н.
Аномально большое значение пьезомо-
Рис. 23.9. Кристалл дигидрофосфата аммония
дуля dl4 объясняется сегнетоэлектрическими
свойствами сегнетовой соли. Оно сохраняется
в интервале температур —18... + 24 °C (точки
Кюри).
Зависимость пьезомодулей du, das и d3s
от температуры представлена на рис. 23.8.
Распиливают кристаллы сегнетовой соли
с помощью нитей, увлажняемых водой, шли-
фуют на холсте, охлаждаемом насыщенным
водным раствором соли. Для предохранения
от воздействия влаги пьезоэлементы из сегне-
товой соли покрывают тонкими пленками лака.
Пьезоэлементы из сегнетовой соли широко
использовались в аппаратуре, - работающей
в сравнительно узком температурном интер-
вале, в частности, в звукоснимателях. Однако
в настоящее время они почти полностью вы-
теснены керамическими пьезоэлемеитами.
Дигидрофосфат аммония. Дигидрофосфат
аммония кристаллизуется в тетрагональной
сингонии. Кристаллы представляют собой ком-
бинацию тетрагональной дипирамиды и призмы
(рис. 23.9).
Химический состав: NH4H2PO4. Плотность
1,804 Мг/м3.
Кристаллы дигидрофосфата аммония не
содержат кристаллизационной воды и не обез-
воживаются. При 93 % относительной влаж-
ности воздуха кристаллы начинают поглощать
влагу и растворяться.
Дигидрофосфат аммония плавится при
температуре 190 °C, однако выше 100 °C с по-
верхности кристалла начинает улетучиваться
аммиак. Это ограничивает верхний предел ра-
бочих температур. _
По условиям симметрии (4m) дигидро-
фосфат аммония имеет два независимых пьезо-
Рис. 23.10. Зависимость пьезомодуля d36 ди-
гидрофосфата аммония от температуры
[§ 23.2]
Пьезоэлектрики-монокристаллы
585
Рис. 23.11. Кристалл виннокислого калия:
а — идеальная форма; б — срезы с нулевым температурным коэффициентом частоты
модуля: d36 = 49- 10 12 Кл/Н и rfi4=l,7X
ХЮ”'2 Кл/Н.
Температурная зависимость пьезомодуля
dae приведена на рис. 23.10.
Получение и обработка кристаллов ди-
гидрофосфата аммония аналогичны сегнето-
вой соли.
Наиболее употребительными являются
срезы, нормальные к осн г. Нормальный z-срез
используется для возбуждения сдвиговых ко-
Таблица 23.1. Типовые срезы кварцевых резонаторов
Наименование среза Углы ориентации Частотный коэффици- ент, кГц-мм Диапазон частот, МГц Область применения
е
Срез Кюри (-L-срез) 90° 0° 2870
||-срез 1954 —
(Y-срез) + 49°* 0° — — Генераторы ультразвуке-
±49° Срез ВТ 2580 3...12 вых частот
— 35° Срез АТ 0° — 35° 15'** 1700 0,25...3***
СТ — 38°36' 3080 0,1...0,4
DT + 52° 2060 0,07...0,5
YT —51°07' ±45° 3292 0,1...0,5
МТ ±34° + 8,5° 2700 0,05...0,2 Фильтры и генераторы
NT ±38° 283**** 0,004.-0,05
0° 90° 0° 2720 0,05...0,15
+ 5° 0° + 5° 2815
—18°30' — 18° 30' 2554 0,05-0,5 Фильтры
* В зависимости от технических требований угол 6 равен 48...50 °.
** В указанном диапазоне частот 6 = 34°30'...35° 30'.
*** При использовании гармоник срез —35° употребляется на частоте J>40 МГц.
**** Частотный коэффициент зависит от отношения ширины пластины к ее длине.
586
Пьезоэлектрики
[разд. 23]
Таблица р3.2. Основные постоянные виннокислого калия
1 Пьезоэлектри- ческие модули X Ю12, Кл/Н Упругие постоян- ныеХЮ12, Па“' Диэлектрическая проницаемость ’ Температурные коэффициенты линейного расширения ХЮ6, к-1
ал'л ыю-гал II II II II II II II II 1-5 1 I g 1 -5 1 ND ЧИФ 00 ОФ $н = -|-22,4 $12= —0,8 $13= —16,4 $15=—6,4 $22=4-33,7 $23= —10,5 $25 = — 5,7 $зз= 4-38,6 $35= 4-9,0 $44 = 4- 119 $46 = 4“ 5,7 $55= 4" 81,5 $66= 4~ 104,1 ец=6,44 622 =5,80 езз = 6,49 С О © © >— w м — to W 8Э и- II II II II 1 + + + >— W 4^ >— ND ND 4^ ND Ъ Ъ, оо Ъ
лебаний вдоль грани и крутильных колебаний.
Сорокапятиградусный z-срез применяется в
качестве элемента излучателей в гидроакусти-
ческой аппаратуре, а также в микрофонах,
граммофонных звукоснимателях и других
устройствах для преобразования механической
энергии в электрическую. В настоящее время
вследствие широкого развития пьезоэлектри-
ческой керамики применение дигидрофосфата
аммония ограничено.
Виннокислый калий. Виннокислый калий
(условное обозначение КВ) кристаллизуется в
моноклинной сингонии (рис. 23.11, а).
Химический состав: КгСЛОе- '/гНгО.
Плотность 1,988 Мг/м3.
Содержащаяся в виннокислом калии
кристаллизационная вода прочно связана.
Опытным путем установлено, что до темпера-
туры 80 °C обезвоживание не наступает. За-
метное растворение КВ начинается прн 80 %
влажности.
Единственным элементом симметрии кри-
сталла виннокислого калия является ось
двойной симметрии Ь. Как следствие этого
кристалл КВ имеет четыре значения диэлект-
рической проницаемости, восемь пьезоэлектри-
ческих и 13 упругих модулей.
Значения основных постоянных КВ приве-
дены в табл. 23.2.
Низкая симметрия кристаллов виннокис-
лого калия дает возможность (из-за большего
числа упругих постоянных) получать срезы с
низким ТКЧ (рис. 23.11, б).
Резонаторы нз виннокислого калия имеют
высокие значения добротности и коэффи-
циента электромеханической связи. Они могут
заменять кварц в фильтрах дальней связи.
Ниобат лития. Ниобат лития — синтетиче-
ский кристалл, кристаллизуется в дитриго-
нально-пирамидальном классе ромбоэдриче-
ской сингонии.
Химическая формула: LiNbOs. Ниобат ли-
тия не растворяется в воде, не разлагается при
высоких температурах, отличается высокой ме-
ханической прочностью. По электрическим
свойствам он представляет собой сегнетоэлект-
рик с температурой Кюри около 1200 °C. Усло-
вия симметрии приводят к существованию у
ниобата литня четырех независимых пьезомо-
дулей: di6 = 73-10-'2, rf22 = 20- 10-12, d3l =
= -0,85-IO”12 и rf33 = 16-10-12 Кл/Н. С по-
вышением температуры наблюдается незначи-
тельный рост пьезомодулей.
Диэлектрические проницаемости свобод-
ного кристалла равны в,i =82...84,6; езз =
= 28...29.
Упругие постоянные ниобата лития имеют
значения: $ц =5,64-10-12 Па-1, 2$|з4~$44 =
= 13,9-10“12 Па”1, $,4= — 0,84-10-12 Па"1,
$зз = 4,9-10~12 Па-'.
Благодаря своим высоким пьезоэлектри-
ческим и механическим свойствам, в том числе
и высокой добротности (до 10s), ниобат лития
является перспективным материалом для изго-
товления преобразователей различного назна-
чения. Тонкие (толщиной около одного микро-
метра) пленки ниобата лития, получаемые ка-
тодным распылением в вакууме, представляют
собой ориентированные поликристаллические
текстуры, которые могут быть использованы
[§ 23.3]
Поликристаллические пьезоэлектрики
587
в качестве излучателей и приемников ультра-
звуковых колебаний СВЧ-диапазона.
23.3. ПОЛИКРИСТАЛЛИЧЕСКИЕ
ПЬЕЗОЭЛЕКТРИКИ
Пьезоэлектрические текстуры. Тесктуры,
представляющие собой ориентированную опре-
деленным образом в пространстве совокуп-
ность пьезоэлектрических кристаллов, не имею-
щую центра симметрии, могут обладать пьезо-
электрическим эффектом. Пьезоэффект в тек-
стурах сегнетовой соли был открыт А. В. Шуб-
никовым; им же были установлены основные
закономерности пьезоэффекта в аналогичных
средах. Пьезотекстуры сегнетовой соли, полу-
чаемые нанесением расплава сегнетовой соли
на подложку с помощью кисти, имеют один
пьезомодуль du, который при строго парал-
лельной ориентировке кристаллов равен при-
мерно половине пьезомодуля dI4 сегнетовой
соли.
В настоящее время такие текстуры не
представляют практического интереса. Наи-
большее значение имеют текстуры на основе
поляризованной пьезоэлектрической керамики.
Пьезоэлектрическая керамика. Сегнето-
электрики кислородно-октаэдрического типа
(титанаты бария и свинца, метаниобат свинца
н другие), а также твердые растворы на их
основе легко могут быть получены в виде плот-
но спеченных поликристаллических образцов
или изделий (керамики). Сегнетоэлектриче-
ские свойства таких материалов обусловли-
вают возможность пьезоэлектрического эффек-
та в них.
При температуре ниже точки Кюри сегне-
тоэлектрик имеет области с различными на-
правлениями спонтанной поляризации (доме-
ны) . Под влиянием постоянного электрического
поля некоторая часть доменов ориентируется в
направлении приложенного поля. После сня-
тия внешнего поля большая часть доменов
удерживается в своем новом положении из-за
внутреннего поля, которое возникает в резуль-
тате параллельной ориентации направлений
поляризации доменов. Благодаря этому кера-
мика становится полярной текстурой, которая
обладает пьезоэффектом. Процесс ориентиро-
вания доменной структуры сегнетоэлектриков
в одном преимущественном направлении при-
нято называть процессом поляризации.
По условиям симметрии поляризованной
керамики, описываемой символом (оо, т),
пьезоэлектрический эффект в ней характеризу-
ется тремя пьезоэлектрическими модулями:
йзз, Йз1 и di6.
Первые два характеризуют электростати-
ческие заряды, образующиеся на обкладках
образца при действии нормальных механиче-
ских напряжений в направлении предшествую-
щей поляризации (d33) и перпендикулярном к
нему (d3i). Пьезомодуль dI3 характеризует
заряд на обкладках образца при действии ка-
сательных напряжений (сдвиг).
До поляризации керамические пьезо-
электрики имеют одинаковые физические свой-
ства во всех направлениях. Они становятся
анизотропными только после поляризации
постоянным электрическим полем, которое мо-
жет быть приложено в любом направлении.
Следовательно, пьезоэлектрическая ось у ке-
рамических пьезоэлектриков не является зара-
нее заданным направлением, как это имеет
место в пьезоэлектрических кристаллах.
Поэтому в пьезоэлементах из керамических
материалов могут возбуждаться любые виды
пьезоэлектрических колебаний, в том числе не-
возможные по условиям симметрии для обыч-
ных кристаллических пьезоэлектриков, напри-
мер, радиальные колебания цилиндров и дис-
ков. Керамическая технология изготовления
пьезоэлементов не накладывает принципиаль-
ных ограничений на их форму и размеры. Эти
обстоятельства, а также высокие значения
пьезоэлектрических характеристик обусловили
широкое применение керамических пьезоэле-
ментов в технике, в особенности в устройствах
для излучения и приема ультразвуковых коле-
баний.
Особенности технологии изготовления ке-
рамических пьезоэлементов. Отличительной
чертой процесса изготовления пьезокерами-
ческих изделий является их поляризация силь-
ным постоянным электрическим полем, которое
прикладывается обычно после нанесения
электродов на спеченную заготовку, получен-
ную одним из методов керамической техноло-
гии.
Значения пьезоэлектрических постоянных
существенно определяются параметрами ре-
жима поляризации — напряженностью элект-
рического поля, температурой н временем вы-
держки. В качестве примера на рис. 23.12 при-
ведена зависимость пьезомодулей d33 и d3l ке-
рамики на основе титаната бария от напряжен-
ности поляризующего поля и времени выдерж-
ки в этом поле.
Для различных материалов и изделий
находят оптимальные режимы поляризации.
Установлено, что напряженность поля при
поляризации может быть снижена, если ее про-
водить при повышенной температуре, однако
более низкой, чем точка Кюри этого материала.
В этом случае значения напряженности поля
могут быть снижены с (3...4)-106 В/м до
(0,5...1) • 106 В/м при сохранении высоких
пьезоэлектрических характеристик. Во избе-
588
Пьезоэлектрики
[разд. 23]
Рис. 23.12. Зависимость пьезомодулей dss и dst
пьезоэлектрической керамики титаната бария
от длительности поляризации и напряженно-
сти поляризующего поля (при комнатной тем-
пературе)
жание поверхностного перекрытия в сильном
поле поляризацию проводят в изолирующей
среде - трансформаторном масле или крем-
нийорганической жидкости. Время выдержки
под полем составляет обычно 1...2 ч.
В течение первых нескольких дней после
поляризации наблюдается некоторое уменьше-
ние пьезоэлектрических модулей, сопровождаю-
щееся также повышением резонансных частот
пьезоэлементов и увеличением их механиче-
ской добротности. Спустя трое — пятеро суток
значения этих параметров стабилизируются.
Причиной «старения» пьезокерамики является
длительный процесс установления стабильной
доменной конфигурации, происходящий после
снятия электрического поля.
23.4. ПРОМЫШЛЕННЫЕ
ПЬЕЗОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
И ПЬЕЗОЭЛЕКТРИКИ—ПОЛИМЕРЫ
Многообразие областей применения пье-
зоэлектриков, а также технико-экономические
соображения обусловливают существование
ряда пьезокерамических материалов с различ-
ными свойствами. Согласно ГОСТ 13927—80
пьезокерамика подразделяется на марки (по
составу и характеристикам) и на функцио-
нальные группы (по назначению).
Материалы функциональной группы 1
применяются для изготовления высокочув-
ствительных пьезоэлементов, работающих в
режиме приема или излучения механических
колебаний. Материалы функциональной груп-
пы 2 предназначены для пьезоэлементов,
эксплуатирующихся в условиях сильных элек-
трических полей или высоких механических
напряжений. Материалы функциональной
группы 3 применяются для изготовления
пьезоэлементов, обладающих повышенной
стабильностью резонансных частот в зависи-
мости от температуры и времени, а функци-
ональной группы 4 — для высокотемператур-
ных пьезоэлементов.
Рассмотрим теперь свойства пьезокерами-
ки различных типов.
Материалы на основе титаната бария.
Титанат барня ВаТЮз является сегнетоэлект-
риком с точкой Кюрн около 120 °C. Пьезокера-
мика ВаТЮз (ТБ-1) широко применяется для
изготовления преобразователей, к которым не
предъявляются жесткие требования по темпе-
ратурной и временной стабильности характе-
ристик, в частности, в граммофонных звуко-
снимателях и других электроакустических
устройствах. Отсутствие в рецептуре титаната
бария летучих при обжиге компонентов и про-
стота технологии изготовления пьезоэлементов
делают этот материал по-прежнему распро-
страненным в технике.
На рис. 23.13 представлена температур-
ная зависимость пьезомодуля d^ и частотной
постоянной пьезокерамики ВаТЮз.
Большей температурной стабильностью
характеристик обладают твердые растворы,
титанатов бария и кальция с добавкой кобаль-
та (ТБК-3) и титанатов бария, кальция и свин-
ца (ТБКС).
Добавление к твердым растворам
(Ва.Са)ТЮз небольшого количества оксида
кобальта, около I % (мол.), обеспечивает зна-
чительное снижение tg 6 керамики при воздей-
ствии сильных переменных электрических полей
(рис.23.14), что делает этот материал (ТБК-3)
предпочтительным для применения в устрой-
ствах, излучающих ультразвуковые колебания
большой мощности.
Еще большая температурная стабиль-
ность пьезоэлектрических характеристик до-
стигается при образовании твердых растворов
в системе титанатов бария, кальция и свинца.
Оптимальным в этой системе является состав,
содержащий 80 % (мол.) ВаТЮз, 8 % (мол.)
СаТЮз и 12 % (мол.) РЬТЮз- Температура
точки Кюрн такой керамики повышается до
160 °C, а температура второго фазового пере-
хода понижается до —80 °C, что обусловли-
вает высокую стабильность частотных характе-
ристик пьезоэлементов в интервале рабочей
температуры —60...+ 85 °C. Температурный
коэффициент резонансной частоты керамики
ТБКС не превышает 100-10’ 11 К“', хотя значе-
ния ее пьезомодулей ниже, чем у титаната ба-
рия. Некоторые свойства пьезокерамических
[§ 23.4]
Промышленные пьезокерамические материалы
589
Рис. 23.13. Зависимость пьезомодуля dsi и частотной постоянной пьезокерамики ВаТЮз от
температуры
материалов на основе ВаТЮз приведены в
табл. 23.3.
Материалы на основе твердых растворов
титаната—цирконата свинца. Твердые растворы
титаната свинца РЬТЮз и цирконата свинца
PbZrOs вблизи морфотропной фазовой грани-
цы между ромбоэдрической и тетрагональной
фазами обладают очень высокими значениями
пьезоэлектрических характеристик. На основе
этих твердых растворов были разработаны
серии технических пьезокерамических мате-
риалов, носящих условное наименование ЦТС
(за рубежом PZT).
Состав этих материалов базируется на
твердом растворе, содержащем 53...54 %
(мол.) цирконата свинца и 46...47 % (мол.) ти-
таната свинца. Для улучшения тех или иных
характеристик в основной твердый раствор
вводятся добавки титаната стронция SrTiOs, а
также ряда оксидов: NbjOs, Ta2Os, Ба2Оз,
Nd2O3 и других.
Температура точки Кюри этих материа-
лов, как правило, превышает 250 °C, и у них
отсутствуют низкотемпературные фазовые пе-
реходы, что приводит к большей стабильности
диэлектрической проницаемости, пьезомодуля
и резонансных частот пьезоэлементов по срав-
нению с аналогичными характеристиками ке-
рамики на основе титаната бария.
Технология изготовления изделий из мате-
риалов типа ЦТС усложнена тем, что они со-
держат в своем составе оксид свинца, который
частично улетучивается при высокотемпера-
турном обжиге, что приводит к плохой воспро-
изводимости свойств. Поэтому обжиг загото-
вок пьезоэлементов проводят в атмосфере
паров оксида свинца, для чего заготовки поме-
щают в плотно закрытые капсели, содержащие
Таблица 23.3. Характеристики пьезокерамики на основе титаната бария
Марка материала Функцио- нальная группа Диэлектричес- кая проницае- мость при 20 °C Точка Кюри, °C Коэффициент электромеха- нической свя- зи при ради- альных коле- баниях, не менее Пьез о модул и, d-IO"11, Кл/Н, не менее Скорость звука в материале v-10"3, м/с
^31 ^33
ТБ-1 1 1500 + 300 110 0,20 4,5 10 4,3...9
ТБК-3 2 1200 + 200 95 0,2 4,3 8,3 4,5...5,0
ТБКС 3 450+50 150 0,17 2 5 4,4...5,0
590
Пьезоэлектрики
[разд. 23]
Рис. 23.14. Зависимость tg 6 титаната бария
и керамики ТБК-3 от напряженности пере-
менного электрического поля
/ — ВаТЮз; 2 — 94 % ВаТЮз+ 6 % СаТЮ3;
3 — ТБК-3
засыпку из оксидных соединений свинца. Тем
не менее, высокие характеристики этого типа
материалов делают их весьма распространен-
ными для изготовления пьезоэлектрических
преобразователей различного назначения: для
электроакустических приборов, ультразвуко-
вой техники, пьезометрии, а также и некоторых
видов радиотехнических фильтров.
В табл. 23.4 приведены основные характе-
ристики некоторых материалов ГОСТ 13297—80.
Материал марки ЦТС-22 отличается высо-
кой стабильностью резонансной частоты (ТКЧ
не превышает 30-10”6 К-1), и поэтому пред-
почтителен для изготовления из него резонато-
ров пьезоэлектрических и электромеханиче-
ских фильтров.
Для материалов ЦТС-23, 24, ЦТБС-3
характерны малые значения tg б в сильных
электрических полях (tg 6 яй 0,05) и относи-
тельно малое изменение пьезомодуля при воз-
действии механических напряжений. Они пред-
назначены для изготовления пьезоэлементов,
работающих в условиях излучения больших
акустических мощностей и при высоких меха-
нических нагрузках.
Материалы на основе метаниобата свин-
ца. Твердые растворы метаниобатов свинца и
бария (Pb, BaJNbsOe, содержащие (40...50) %
(мол.) метаниобата бария, имеют высокую
температуру точки Кюри (свыше 250 °C);
у них также отсутствуют низкотемпературные
фазовые переходы. Керамические материалы
на их основе (марки НБС) имеют стабильные
в широком температурном интервале значения
пьезомодулей и резонансных частот. Техноло-
гия изготовления изделий из них проще, чем из
материалов марки ЦТС, так как входящий в
состав ниобатной керамики оксид свинца прак-
тически не летуч при обжиге. В табл. 23.5
приведены характеристики пьезокерамики
НБС.
Пьезокерамика НБС-3 характеризуется
малым ТКЧ (не более 100-10 6 К ') и приме-
няется в качестве материала резонаторов пье-
зоэлектрических фильтров.
Пьезоэлектрики — полимеры. Некоторые
полимерные материалы в виде механически
ориентированных и поляризованных в электри-
ческом поле пленок являются полярными тек-
стурами, в которых наблюдается пьезоэлектри-
ческий эффект. Среди них практический инте-
рес представляет поливинилиденфторид (ПВДФ)
(СН2— CFs)n. При вытяжке пленок из этого
полимера на 300...400 % они ориентируются с
образованием особой конформации, которая
после поляризации в сильном электрическом
поле приобретает пьезоэлектрический эффект,
характеризуемый по условиям симметрии
пьезомодулями d3t, d32, ds3. На пленку могут
быть нанесены электроды посредством распы-
Таблица 23.4. Характеристики пьезокерамики ЦТС
Марка материала Функцио- нальная группа Диэлектричес- кая проницае- мость при 20 °C Точка кюри, °C Коэффициент электромеха- нической свя- зи при ради- альных коле- баниях, не менее Пьезомодули d‘ 10“", Кл/Н, не менее Скорость звука v-10 3, м/с
<2з1 ^33
ЦТС-19 1 1725 ±325 290 0,40 10,0 20,0 3,0...3,6
ЦТСНВ-1 1 2250 ±560 240 0,45 16,5 40,0 2,9...3,0
ЦТС-23 2 1075 ±225 275 0,43 10,0 20,0 3,0...3,4
ЦТС-24 2 1075 ±225 270 0,45 10,0 20,0 3,0...3,4
ЦТБС-3 2 2300 ±500 180 0,45 12,5 . 32,0 3,4...3,6
ЦТСС-1 2 1150± 150 260 0,43 7,5 18,0 3,5
ЦТС-22 3 800 ±200 320 0,20 2,0 5,0 3,6-4,0
ЦТС-35 3 1000 ±200 300 0,38 7,0 Не норм. 3,3-3,6
ЦТС-21 4 550 ±150 400 0,20 2,7 6,7 3,5-3,8
[§ 24.1]
Общие сведения
591
Таблица 23.5. Характеристики пьезокерамики на основе метаниобатов свинца—бария
Марка материала Функцио- нальная группа Диэлектричес- кая проницае- мость при 20 °C Точка Кюри, °C Коэффициент электромеха- нической свя- зи при ради- альных коле- баниях, не менее Пьезомодули, d-Ю-", Кл/Н, не меиее Скорость звука v* 10 3, м/с
^31 d-зз
НБС-1 2 1600 ±300 245 0,28 6,7 16,7 3,6...4,3
НБС-3 3 1800 ±400 250 0,20 4,5 10,0 3,9...4,5
ления металла в вакууме. Приводим электро-
физические характеристики ПВДФ: езз = 12;
коэффициент электромеханической связи k =
= 0,12...0,15; пьезомодули: йз, = —23Х
ХЮ”12 Кл/Н, d32 = —4-10~12 Кл/Н; d33 =
=35-10"12 Кл/Н, плотность d=l,78-103 кг/м3.
Относительно малая плотность, примерно в че-
тыре раза меньшая, чем у керамики, а также
механическая гибкость пленок делают полиме-
ры перспективными материалами для создания
пьезокерамических преобразователей различ-
ного назначения.
Поиск новых, а также работы по совер-
шенствованию существующих пьезоэлектриче-
ских материалов интенсивно проводятся в
СССР и промышленно развитых зарубежных
странах, и есть основания надеяться на полу-
чение в ближайшие годы монокристаллов,
поликристаллических и полимерных пьезо-
электриков с более высокими параметрами,
работоспособных в жестких эксплуатационных
условиях.
Р А 3 Д Е Л 24
ЭЛЕКТРЕТЫ
Е. Л. Сейсян, В. Н. Таиров
24.1. ОБЩИЕ СВЕДЕНИЯ
ОБ ЭЛЕКТРЕТАХ
Электретом называется диэлектрик, дли-
тельное время сохраняющий электризованное
состояние после окончания внешнего воздей-
ствия, вызвавшего электризацию.
Термин электрет (electret) применительно
к электризованному диэлектрику по аналогии
с английским magnet (магнит) предложил
впервые в 1892 г. О. Хевисайд. Первые систе-
матические экспериментальные исследования
электретов были выполнены в 1919 г. М. Эгучи.
Свойство длительно сохранять электризо-
ванное состояние называют электретным эф-
фектом. Электретный эффект связан с локаль-
ными макроскопическими нарушениями элект-
ронейтральности в диэлектрике, т. е. с про-
странственным разделением зарядов разных
знаков, вследствие процёссов абсорбции (по-
ляризации), инжекции зарядов в диэлектрик
или их экстракции. Он в разной, правда, сте-
пени, присущ всем без исключения диэлектри-
кам.
Заряды одного знака с абсорбционными
зарядами в электретах называются гетероза-
рядами, заряды противоположного знака, в
частности, обусловленные инжекцией (эк-
стракцией) в электретах, называются гомоза-
рядами.
Гомозаряды, определяющие долговремен-
ную стабильность электретного эффекта, не
свободны, а захвачены нейтральными ловуш-
ками (дефектами структуры). Для их освобож-
дения из этих ловушек требуется энергия, не
меньшая, чем «глубина» ловушки А117.
Важнейшими измеряемыми параметрами
электрета являются поверхностный потенциал
электрета относительно земли Us и эффектив-
ная поверхностная плотность заряда оэ, соот-
ветствующая такой плотности зарядов на по-
верхности электрета, которая создавала бы U3
того же значения, что и заряды, реально рас-
пределенные в его объеме.
Если значения о9 обеих электризованных
поверхностей электрета одинаковы или, что то
же самое, одна из поверхностей имеет электро-
проводящее покрытие, то U, называют элект-
ретной разностью потенциалов.
592
Электреты
[разд. 24]
Рис. 24.1. Электрет в зазоре между электродами, имеющими разные потенциалы относительно
земли
Электретный эффект в общем случае про-
является в электрических полях внутри элект-
рета (а следовательно, в поляризации, пиро-
электричестве, пьезоэлектричестве и других
эффектах, обусловленных поляризацией), а
также в окружающем электрет пространстве.
Именно- электрические поля электретов
обусловливают их применение в качестве ак-
тивных диэлектрических элементов.
Электрические поля электретов. Электри-
ческие поля, создаваемые зарядами электрета,
в наиболее общем случае можно рассмотреть,
поместив электрет в зазор между электродами,
имеющими разные электрические потенциалы
относительно земли (рис. 24.1).
Расчет напряженностей электрических по-
лей внутри электрета £2 и в окружающем
электрет пространстве £,, £3 на основе модели,
представленной на рис. 24.1, в отсутствие пере-
мещений электродов относительно электрета,
может быть выполнен путем решения системы
уравнений, составленных на основе второго
закона Кирхгофа и теоремы Гаусса. Величины
Еь Е2, Ез зависят от 'расположения зарядов в
электрете.
1. При произвольном распределении заря-
дов с объемной плотностью p(x) = da (x)/dx:
+ b/2
— (г21з + 1?/2) J p(x)dx +
+ (,/2 -W2
+ $ p (x) x dx[,
'-'Z2 +(s/2
£з = е2.А [eos (7-]-(82/i-]-/2/2) j p(x)dx+
+ fe/2 -'!/2
+ $ p (x) X dx];
1 +K2
£2=------[eo£i+ \ р(х)йх|=еоЛ [eoe2l/ —
E|’E -1/2
+ fe/2 + G/2
— (е2/з + /2/2) \ p(x)dx+ J p {x)xdx +
-ls/2 -l,/2
+~T $ P (x') dx’],
0 -Z2/2
где Л ={Г()£2|/2-| ь2(/| 4-/з)|| '
При произвольном распределении зарядов
в электрете поверхностный потенциал Г',,(т) =
+ W2
= ) £2 (х, т) dx, а эффективная поверхност-
-/./2
ная плотность заряда оэ (т) = ео£2(7э (т)/Г1. В
этом случае где а — плотность заряда
на поверхности электрета.
2. При сосредоточении зарядов в бесконеч-
но тонких слоях на поверхности электрета его
«объемная» плотность р (х, т)=О|(т)6+(х-|-
+ /2/2) + а2(т) б_(х—Z2/2), где а, и а2 - -по-
верхностные плотности заряда; /2 — толщи-
на электрета; 6 + (х) и 6_(х) — асимметричные
импульсные функции (6-функции). У биполяр-
ных электретов а, = —а2; у моноэлектретов
0102^0, у частично скомпенсированных моно-
электретов или у неполностью скомпенсиро-
ванных.биполярных электретов имеются заря-
ды обоих знаков, один из которых преобладает:
lai I Iо2|, а а,а2<0.
Если I а, | = I а21 = а выражение для объем-
ной плотности заряда может быть записано в
форме: р(х, т) = о[6+(х + /2/2) + 6-(х— /2/2)|,
а распределение зарядов в этом случае схема-
тично может быть представлено так, как изо-
бражено на рис. 24.2.
При этом суммарный
поверхностный за-
ряд о= J (
-<г/2
дипольный момент
-Нг/2
единицы площади электрета J р
= —о /2, —Ь/2
£. _£. __ еое267— о/2
Во] /2 “Г е2(/1 + fe)]
еое2(7 —о/2 о
еое2[12-|-e2(/i + fo)l "И ЕоЕ2
1/,=£2/2.
[§ 24.1]
Общие сведения
593
б8(х+1г/2) |Р
_______________________+1г/2 ?
~1г/2 О
ffi(x-l2/2)
Рис. 24.2. Распределение зарядов на поверхно-
стях электрета в форме импульсных функций
(б-функций Дирака)
Частные случаи:
2.1. Если внешнее электрическое поле
электрета оказывается скомпенсированным,
например, в процессе измерений (7. т. е. £,=
= Е3 = 0,
Г- ____ О г г dz
Е? =----------; U3 =---------------; as = a.
ЕоЕ2 t'0t'2
2.2. При закорачивании электрета плотно
прилегающими к его электризованным поверх-
ностям проводниками (электродами):
/,+/3 = 0; (7 = 0; £2 = 0 и U3=U = 0.
3. При сосредоточении зарядов в слоях
конечной толщины (рис. 24.3) с объемной
плотностью:
р(х, т) =
Ро
~0
-Ро
хе(-Ь/2; -/2/2 + Д);
хе(-(2/2+А; /2/2—А);
хе'((2/2-А; /2/2);
р ___Р ___eqE2U — Ро^(1г —
ео[(2 4" е2 (Л Ч- /з)|
р
£2(х)=—Ч
£2
где / (х)= j р (х'. т) dx';
-1,/2
/и,
£0^2
хе(-(2/2; -/2/24-Д);
хе(-(2/24-Д; /2/2 —А);
хе((2/2-А; /2/2);
Г Ро(х-р^/^)
I(x}= J РоД
{ Р„((2/2-х)
„ _ Edt . Р„Д(/2-Д)
с/ э — I ——---------- .
82 80^2
Частные случаи:
3.1. £,=£3 = 0; £2(х)=/(х)/е0е2; U3 =
= РоА(12 — Д)/еоег; Щ> = РоД(1 —Д/(г)=#о =
= Д>Д;
3.2. /,4-/з = 0; (7 = 0; Е2(х)=1 (x)/e0e2-
— РоД/еое2(1—Д/(2)¥=0! .
Но £2->0, если Д—>0. Таким образом, эф-
фект закорачивания приводит к £2->0(£2 = 0)
только в том случае, когда заряд сосредоточен
в бесконечно тонких слоях на поверхностях
электрета; если заряды распределены в слоях
конечной толщины, то внутреннее электриче-
ское поле электрета £2=^0!
Предельный поверхностный потенциал
электрета. В большинстве известных конструк-
ций электретных преобразователей электрет
размещается вблизи заземленных проводни-
ков, являющихся элементами конструкций
этих преобразователей. Однако при приближе-
нии к заряженным поверхностям электрета
заземленного проводника в процессе монтажа
его в преобразователь, а еще ранее при измере-
ниях его потенциалов (поверхностных плотно-
стей зарядов) возможен пробой воздушного
зазора между заряженной поверхностью
электрета и заземленным электродом. В ре-
зультате «закорачивание» электрета при мон-
таже его в конструкцию преобразователя мо-
жет не только не стабилизировать его потен-
циалы, но и привести к катастрофическому
отказу — быстрой разрядке электрета, если
падение напряжения на зазоре /, (см.
рис. 24.1) превысит определяемое законом
Пашена (кривой Пашена) предельное напря-
жение. Падение напряжения на зазоре /1 меж-
ду поверхностью электрета с поверхностным
потенциалом (7Э и заземленным проводником
зависит от величины (7Э, определяемой, в част-
ности, диэлектрической проницаемостью е2 и
толщиной электрета (2.
Если к односторонне металлизированному
электрету, когда (3 = 0 (см. рис. 24.1), прибли-
жать плоскую заземленную пластину (случай
этот, например, соответствует монтажу элект-
ретных мембран в электретный микрофон, где
роль заземленной пластины играет неподвиж-
ный электрод), то согласно законам Кирхгофа
и Гаусса
Hi=,.Z' , (73, (24.1)
(г/вгЧ-Л
где е2— относительная диэлектрическая про-
ницаемость диэлектрика, из которого получен
электрет; /2— его толщина, а относительная
диэлектрическая проницаемость воздуха в за-
зоре /1 равна единице.
Уравнение (24.1) представляет собой се-
мейство зависимостей вида (7] = (7, (/|) при раз-
личных U3 = const. Для определения предель-
Рис. 24.3. Распределение зарядов электрета
в слоях конечной толщины
594
Электреты
[разд. 24]
Рис. 24.4. Универсальная кривая нэ.пр= (Л>.Пр (/2/Е2), построенная на основе выражения (24.5)
ного поверхностного потенциала (Л,.пр зависи-
мость (24.1) необходимо сопоставить с кривой
Пашена (рис. 24.4). Для графоаналитического
расчета необходимо выбрать соответствующий
пределам изменения Ц участок кривой Пашена
и подобрать аппроксимирующее этот участок
выражение. Обычно для аппрокснмацин участ-
ков этой кривой используется уравнение пря-
мой линии:
1/„р=а4-6/„ (24.2)
где а — величина (7пр, отсекаемая на оси
напряжений при /, =0; Ь — коэффициент, В/м,
определяющий угол наклона прямой, описы-
ваемой выражением (24.2), к оси, на которой
откладывается произведение величины зазора 1\
на давление воздуха в нем. Так как давление
воздуха является в данных условиях постоян-
ной величиной (например, 760 мм рт. ст.), то
это давление входит в коэффициент Ь, и 67пр
является только функцией /ь как это видно из
выражения (24.2).
Зависимость между (7э = (7э.Пр и характе-
ристиками электрета 1г, е2 может быть опреде-
лена из совместного решения (24.1) и (24.2)
для соответствующего участка кривой Паше-
на, определяемого по диапазону интересующих
экспериментатора значений / (для пленочных
электретов 7</|<100 мкм). Решая систему
уравнений (24.1) и (24.2) при значениях =
= (Л.пр, получают квадратное уравнение
е25/2-р(цЕг-I-bls — esU3)l[ 4-0/2 = 0 , (24.3)
которое имеет решение, если
D = (ае2 4- Ы2 — е2 (Л,)2 — 4абЕ2/2 > 0 . (24.4)
При £> = 0
(73.„p=a4-fc—4-2д/а*л/(2/Е2 - (24.5)
Е2
Из совместного решения (24.3) и (24.5)
можно определить зазоры /i=/inp, соответ-
ствующие иэ=и3лр.
<24-6>
Как видно из формулы (24.5), какими бы
ни были значения е2 и /2 у разных электретов,
если их /2/е2 одинаковы, одинаковы будут и их
U3.„p. Поэтому кривую (24.5) называют универ-
сальной. Чтобы ее построить, например, при
давлении 0,1 МПа, необходимо выбрать значе-
ния коэффициентов а и Ь, которые различны
Рис. 24.5. Зависимость U3np= 1/э.пр(/2) при
известном значении диэлектрической прони-
цаемости Е2 электретов из ПТФЭ
[§ 24.1]
Общие сведения
595
на различных участках кривой Пашена. Одна-
ко, как показывает практика, наилучшее сов-
падение расчетных и экспериментальных дан-
ных при 7 <Z1-< 100 мкм получается, если а =
=300 В, Ь = 7-106 В/м (для давления
760 мм рт. ст.). На рис. 24.4 показана универ-
сальная кривая, построенная согласно выра-
жению (24.5) при этих значениях а и Ь. По
формуле (24.6) получены значения Ц „р при
/1 < 100 мкм, соответствующие значениям
Z2/e2, наиболее часто встречающимся у элект-
ретов:
/г'/ег, мкм ....
Zi пр, мкм ....
/2/Е2, мкм 20
/1пр, мкм 29,3
При получении
для /| > 100 мкм следует использовать другие
значения а и Ь. Экспериментальные данные
нанлучшим образом совпадают с
когда а = 600 В, Ь = 4-106 В/м:
Z2/E2, мкм .
Z| пр, МКМ • .
/2/е2, мкм
/1пр, мкм
Значения Zlnp
5
14,7
60
50,8
10
20,7
66,7
53,5
1
6,55
40
41,4
аналогичной зависимости
расчетными,
250
194
300
212
350
229
. 234
. 187
400
245
для 66,7 < Z2/e2 < 234
450
260
500
274
мкм
при аппроксимации кривой Пашена двумя пря-
мыми (для /| < 100 мкм: а = 300 В, Ь =
= 7-106 В/м и для /!> 100 мкм: а=600 В,
6 = 4-106 В/м) по рассмотренной методике
могут быть определены лишь при использова-
нии более точного аппроксимирующего выра-
жения для участка кривой Пашена вблизи
значений lt«100 мкм.
В случае когда известна относительная
диэлектрическая проницаемость диэлектрика,
из которого изготовлен электрет, можно ис-
пользовать зависимости предельного поверх-
ностного потенциала 17эпр и предельной по-
верхностной плотности зарядов озпр от толщи-
ны электрета Z2, приведенные на рис. 24.5 и
рис. 24.6 соответственно.
Необходимо отметить, что так как при
(7э^17э.пр процессы разрядки на поверхности
электрета интенсифицируются, то значение
U.np в значительной мере определяет также
стабильность электрета и в среде с повышен-
ной относительной влажностью, при которой
происходит своеобразное «закорачивание»
электризованных поверхностей электрета
(рис. 24.7).
Поверхностная разрядка электрета. В об-
щем случае спад поверхностного потенциала
электрета определяется как процессами в его
объеме, так и на его поверхности. Причем,
даже в отсутствие повышенной влажности при
комнатной температуре, вклад поверхностной
электропроводности в суммарный абсорбцион-
ный ток может быть значительным, а иногда и
определяющим:
Полимер..............ПТФЭ ФЭП-тефлон
Доля поверхностного
тока, % 100 60
Среда .... Вакуум
Полимер ПС ПЭ ПВХ ПЭТФ ФЭП-
Доля поверхностного тефлон
тока, % 50 50...60 0 0 60
Среда .... Вакуум Воздух
Обозначения: ПВХ — поливинилхлорид,
ПЭТФ — полиэтилентерефталат, ПС — поли-
стирол, ПТФЭ — политетрафторэтилен, ПЭ —
полиэтилен, ФЕП-тефлон — сополимер тетра-
фторэтилена с гексафторпропиленом.
Впервые на важную роль поверхностной
разрядки в релаксации зарядов у электретов, в
особенности при повышенной влажности, обра-
тил внимание А. Е. Заев (1966 г). Учесть это
обстоятельство количественно оказалось не
так-то просто. Математические модели в форме
телеграфных уравнений, которыми пользова-
лись в высоковольтной технике (например,
модель М. И. Мантрова), оказались непригод-
ными для расчетов разрядки электретов из-за
несопоставимости граничных условий.
Рис. 24.6. Зависимость от Z2 предельных
значений поверхностных плотностей заряда
Оэ.пр у электретов из ПТФЭ, не приводящих
к пробоям между электретом и заземленными
электродами
Рис. 24.7. Зависимости • U,/U,.„e от времени
хранения при повышенной влажности окру-
жающей среды 98 ±2 % у электретов
1 - Еэо/1; 2 - Е,с/Е,.„р> 1
596
Электреты
[разд. 24]
Рис. 24.8. Зависимости безразмерного поверх-
ностного потенциала электрета от безразмер-
ного времени при образовании БК в различ-
ные моменты времени
1 — до окончания электризации; 2 — к моменту
окончания электризации; 3, 4 — в процессе хране-
ния электрета
В 1977 г. В. П. Шуваев с сотрудниками
предложили рассчитывать спад поверхност-
ной плотности заряда электрета в среде с повы-
шенной влажностью по формуле о,(/) =
= os(o) ехр(—fstkr'}, где у, — удельная по-
верхностная электрическая проводимость,
экспоненциально зависящая от краевого угла
смачивания, a &s = const.
Однако согласно этой формуле электреты
должны были бы разряжаться почти до нуля.
В то же время известно, что электреты во мно-
гих случаях, разряжаясь до значений U3 =
= 150...100 В, далее почти не изменяют свои
поверхностные потенциалы.
Не учитывается в этой формуле и тот факт,
что, как установили, в частности, Д. Н. Колдер-
вуд с коллегами, П. Аткинсон и Р. Флеминг,
удельное поверхностное сопротивление ди-
Рис. 24.9. Перколяционный переход при релак-
сации поверхностного потенциала электретов
из ПТФЭ толщиной 30 мкм и площадью
20X20 мм2 при относительной влажности 98 %
и 7=296 К
Рис. 24.10. Зависимость поверхностного потен-
циала при квазинасыщении от размеров элек-
трета. Доверительный интервал указан при
95 %-ной вероятности
1 — эксперимент; 2 — оптимальная аппроксима-
ция
электрика является нелинейной функцией на-
пряженности электрического поля и коорди-
наты ps = ps(£, х). В конечном счете в ней не
учитывается вероятностный характер распре-
деления значений ps по поверхности электрета.
Одной из моделей, в которой это учтено,
является базирующаяся на теории протекания
перколяционная модель релаксации зарядов
электрета. Суть этой модели в следующем. При
воздействии на электрет электропроводящей
среды (например, среды с повышенной влаж-
ностью) адсорбция, стимулированная электри-
ческими зарядами электрета, происходит не-
равномерно, что не позволяет описывать про-
водящие свойства его поверхности с помощью
обычного усредненного значения удельного
сопротивления ps. В течение времени пребыва-
ния в среде с повышенной влажностью на по-
верхности электрета появляются каналы про-
водимости, которые при определенных усло-
виях (при достижении порога протекания)
создают непрерывную сетку — бесконечный
кластер (БК), обусловливающий сток зарядов.
На рис. 24.8 представлены результаты
расчетов временных зависимостей безразмер-
ного поверхностого потенциала электрета от
безразмерного времени. На зависимостях U (т)
точками А и В обозначены перколяционные
переходы. Кривая 2 не выходит на плато, так
как БК образовался еще к моменту окончания
электризации.
Сопоставление расчетных и эксперимен-
тальных зависимостей поверхностных потен-
циалов от времени пребывания в среде с повы-
шенной влажностью и от размеров электрета
иллюстрируется на рис. 24.9 и 24.10 соответ-
ственно, из которых видна адекватность перко-
ляционной модели поверхностной разрядки
результатам, получаемым в экспериментах.
[§ 24.2]
Получение
597
24.2. ПОЛУЧЕНИЕ ЭЛЕКТРЕТОВ
Получение электретов сводится к электри-
зации диэлектрика, в результате которой обра-
зуются большие по значению и стабильные во
времени заряды, поверхностные потенциалы,
электрические поля. Теоретически решать эту
задачу можно как путем получения сильной
«замороженной» поляризации, так и путем по-
лучения высоких концентраций избыточных
неравновесных нескомпенсированных зарядов
(гомозарядов). Сравнительную эффектив-
ность каждого из этих путей можно оценить на
основе следующего приближенного расчета.
Пусть, например, в качестве электризуемого
диэлектрика выбран полярный полимер с плот-
ностью 103 кг/м3 с молекулярной массой
102 кг/кмоль; тогда в единичном его объеме
содержится pNpjm частиц (элементарных
диполей или зарядов), т. е. их концентрация в
диэлектрике n = 6-1027 м-3 (МА=6-1026
кмоль1—число Авогадро). Если электриче-
ский момент каждой частицы щ равен
10-29 Кл-м и все частицы ориентированы в
направлении, перпендикулярном поверхности
электрета, то поверхностная плотность заряда
Стах=Ц;П=6- 10-2 Кл-М-2, Т. е. Стах ПрИ-
мерно в 600 раз превосходит обычно наблюдае-
мые значения поверхностной плотности заряда
у электретов, а^10-4 Кл-м-2. Это позволяет
сделать вывод, что для получения эксперимен-
тально наблюдаемых значений а достаточно,
чтобы ориентированным был лишь один из
600 диполей.
Если же считать, что поверхностная плот-
ность заряда создается не диполями, а заря-
женными частицами (е= 1,6-1019 Кл), то для
получения реально наблюдаемых о число этих
частиц на поверхности электрета должно быть
равным о/е=6,25-1014 м-2. В наличии же на
поверхности диэлектрика имеется п2/3 =
= 3,3-1018 м-2 частиц. Это означает, что
заряженной может быть лишь одна из 5000 ча-
стиц.
Даже из этого оценочного расчета видно,
что целесообразнее получать электрет, вводя в
электризуемый диэлектрик заряженные части-
цы. Это значительно эффективней, чем созда-
вать ориентацию диполей. Кроме того, часто
поверхностная плотность заряда обусловлена
зарядами, более или менее однородно распре-
деленными в слое электрета конечной толщи-
ны Д. Если для количественной оценки предпо-
ложить, что Д = 5 мкм, то максимальная по-
верхностная плотность заряда атах=
= 4800 Кл-м-2, т. е. для получения реально
наблюдаемых а достаточно, чтобы нескомпен-
сированным был лишь один из 4,8-107 зарядов.
Приведенный расчет позволяет сделать
важный вывод, что наиболее рационально для
получения электретов с высокими значениями
поверхностной плотности заряда (с большими
поверхностными потенциалами и сильными
электрическими полями) электризовать ди-
электрики надо в условиях, когда возможно
интенсивное образование гомозарядов.
Электреты чаще всего получают электри-
зацией в электрическом поле, например, в
таунсендовском газовом разряде при комнат-
ной (электроэлектреты) или при более высокой
температуре (термоэлектреты), в коронном
разряде (короноэлектреты), частицами высо-
ких энергий, например электронным пучком
(радиоэлектреты), используя жидкостные ин-
жектирующие контакты. Электреты получают
также под воздействием света, механическими
воздействиями, воздействуя различными тех-
нологическими факторами в процессе изготов-
ления или переработки различных диэлектри-
ков.
Классификация электретов по способу электризации, по методу получения
Название
Термоэлектреты
Электроэлектреты
Фотоэлектреты
Короноэлектреты
Радиоэлектреты
Механоэлектреты
Трибоэлектреты
Метод получения
Нагрев до температуры, превышающей комнатную, и
охлаждение в постоянном электрическом поле (до
комнатной температуры)
Воздействие постоянным электрическим полем при комнатной
температуре
Одновременное воздействие светом и постоянным электриче-
ским полем
Воздействие коронным разрядом в окружающей газовой
среде
Воздействие пучком заряженных частиц высокой энергии
Воздействие механическими нагрузками, сопровождаю-
щееся контактной электризацией
Воздействие трением, также сопровождающееся контактной
электризацией
598
Электреты
[разд. 24]
Электризация анодных оксидных пленок в процессе аноди-
рования металлов
Электризация в электрическом поле в процессе химических
превращений, например, в процессе полимеризации
Анодоэлектреты
Хемоэлектреты
Если бы величины эффективных поверх-
ностных плотностей зарядов электретов опре-
деляла электрическая прочность £пр электри-
зуемых диэлектриков, то, например, электреты
из пленок ПТФЭ толщиной 12, 5 и 100 мкм (их
£пр составляют 2,2-108 и 1,3-108 В-м-1,имели
бы Оэ = 4-10-3 и 2,4-10-3 Кл-м—2 соответ-
ственно. В действительности, значения аэ и U,
меньше. Ограничения налагаются электриче-
ской прочностью среды, значениями предель-
ных поверхностных плотностей зарядов аЭПр и
предельных поверхностных потенциалов (7э.пр,
о которых упоминалось выше.
24.3. ПАРАМЕТРЫ ЭЛЕКТРЕТОВ
И МЕТОДЫ ИХ ОПРЕДЕЛЕНИЯ
Измерение поверхностного потенциала.
Наиболее часто используют методы, позволяю-
щие непосредственно измерить поверхностный
потенциал электрета. Наилучшими считаются
компенсационные методы, поскольку их отли-
чают два преимущества: измерительный элект-
род (рис. 24.11) не контактирует с поверх-
ностью электрета, что исключает утечку заряда
через измерительную цепь или появление раз-
рядов при разрыве контакта электрет — элект-
род. На измерительный электрод подается
потенциал, равный потенциалу поверхности
электрета, что исключает пробой в воздушном
зазоре, обеспечивает независимость результа-
тов измерений при изменении в определенных
пределах расстояния измерительного элект-
рода (зонда) от поверхности образца. По
потенциалу U на зонде судят о поверхностном
потенциале электрета U3.
Совпадение значений этих величин оцени-
вается путем анализа переменного сигнала,
индуцированного на измерительном зонде при
рассогласовании упомянутых выше двух по-
тенциалов. Для этого создается слабая вибра-
ция измерительного зонда под действием авто-
номного источника переменного электриче-
ского напряжения.
При измерении 1/э электретов, не имеющих
металлизации на обеих электризованных по-
верхностях, необходимо учитывать падение
напряжения на воздушном зазоре /ь в случае,
когда |о1|=^|о2|
(7Э= — U — сп/г/еоегЧД0! +02X1(6062) -
Эта методика измерения поверхностного
потенциала хорошо поддается автоматизации.
Измерение параметров электретов мето-
дами термостимулированной разрядки (TCP).
Эти методы используют как для оценок
стабильности зарядов электретов при повы-
шенных температурах, так и для определения
микроскопических диэлектрических парамет-
ров, таких, как энергетическая глубина лову-
шек захвата, подвижность носителей заряда,
частотный фактор и др.
Возможными механизмами TCP явля-
ются:
освобождение с ловушек и дрейф избыточ-
ных носителей, ограниченный ими же созда-
ваемым пространственным зарядом (ОПЗ-
дрейф);
релаксация поляризации (например,
разориентация диполей);
нейтрализация избыточного заряда из-за
равновесной, омической проводимости и др.
В процессе TCP можно регистрировать
либо ток термостимулированной разрядки во
внешней цепи (ТТСР), либо поверхностный
потенциал термостимулированной разряд-
ки (ПТСР) электрета (табл. 24.1).
Рис. 24.11. Схема измерения поверхностного потенциала электрета методом вибрирующего электро-
да с компенсацией
1 — неподвижный электрод; 2 — электрет; 3 — измерительный электрод; 4 — источник компенсирующего
напряжения, подаваемого на измерительный электрод; 5 — индикатор переменного сигнала рассогласования.
Ср н R — емкость и сопротивление, развязывающие цепи источника компенсирующего напряжения и индика-
тора
[§ 24.3J
Параметры
599
Таблица 24.1. Методика TCP
Измеряемая вели- чина Вид электродов
неблокирующие блокирующие
Напряжение Ток ТТСР (большая эффективность при измерении дипольной релаксации) * ПТСР, термостимулированный потен- циал восстановления (ТСПВ) ТТСР (может быть эффективным для всех видов разрядки)
Ток во внешней цепи далеко не всегда
отражает первоначально накопленный в элект-
рете заряд.
Согласно оценкам Д. В. Турнхоута эффек-
тивность исследования различных механизмов
количественно можно охарактеризовать сле-
дующим образом: примерно 100 % для диполь-
ной релаксации, 0...15 % для дрейфа ОПЗ,
25...50 % для релаксации избыточного заряда
в моноэлектретах, 50... 100 % для диффузии в
гетероэлектретах и 0...100 % при учете эффек-
та Максвелла — Вагнера (в зависимости от
размеров неоднородностей).
Для электродов с бесконечно малым зазо-
ром по сравнению с толщиной электрета, что,
однако, трудно реализовать у электретов из
тонких полимерных пленок, все механизмы
теоретически могут быть обнаружены с эффек-
тивностью, равной 100 %.
Для исследования релаксации заряда
конкретного вида, например, инжектирован-
ного гомозаряда, обычно используются изотер-
мические процессы при повышенной темпера-
туре, учитывается перезахват носителей заря-
да мелкими ловушками и процесс высвобож-
дения носителей, захваченных глубокими ло-
вушками. Временные зависимости приведен-
ного (нормализованного) поверхностного по-
тенциала записываются в виде:
<7(т) = 1/,(-с)/17,(0); (24.7)
U3 (т) = J Е% (х, т) dx. (24.8)
О
При этом безразмерное время т выража-
ется через размерное время т таким образом,
что т = 1 соответствует времени пролета носи-
телей через образец. Тогда
- = 2МЯ(а+1) ,
<2
где |л — эффективная дрейфовая подвижность,
с помощью которой учитывается быстрый пере-
захват мелкими ловушками; А — коэффи-
циент, количественно характеризующий ин-
жектированный заряд; И — толщина припо-
верхностного слоя, в который инжектирован
заряд в момент времени т = 0; U,— поверх-
ностный потенциал; х — координата с отсче-
том от поверхности инжекции в направлении,
перпендикулярном к ней; /2— толшина элект-
рета; £2— напряженность электрического по-
ля; а — коэффициент, характеризующий отно-
шение свободного заряда к захваченному глу-
бокими ловушками в начале релаксации.
Исходя из выражений для плотностей
тока проводимости и полного тока, уравнений
Пуассона, непрерывности, уравнения, характе-
ризующего высвобождение носителей заряда с
глубоких ловушек, на участке медленного спа-
да U„ где происходит только высвобождение
носителей с глубоких ловушек и их дрейф через
объем образца, и когда те(«-|-1,-|- оо), урав-
нение (24.7) представляется в виде:
+е(1,т)|,
где -оМ!||1/1Н(и-|- 1)1—'—безразмерный, а
N—размерный факторы глубоких ловушек;
е = Ег[АН (а+1)Г‘.
Подчеркнем, что на участке медленного
спада временная зависимость поверхностного
потенциала электрета имеет явно неэкспонен-
циальный характер.
Путем сопоставления расчетной и экспе-
риментальной зависимостей поверхностного
потенциала от времени можно определить
коэффициенты а, т, т/т.
Далее можно рассчитать эффективную
дрейфовую подвижность
|х=?/1/[т(Д0)],
где U (0) — начальный поверхностный потен-
циал электрета, и определить другие параметры
электрета. Чтобы различить разные механизмы
релаксации электретного эффекта в одном
диэлектрике, более успешно применяется не-
изотермический нагрев. Это возможно благо-
даря разным зависимостям процессов релак-
сации от температуры и скорости нагрева.
В качестве примера рассматривается ме-
тод ТТСР при наличии дипольной релаксации
и дрейфа избыточного заряда (рис. 24.12).
Наиболее распространенные методы рас-
чета параметров релаксации по кривым ТТСР
600 Электреты [разд. 24]
Таблица 24.2. Параметры, входящие в уравнение Чена
Параметр Первый порядок Второй порядок
Низкотемпе- ратурная полуширина пика Высокотем- пературная полуширина пика Общая полу- ширина пика Низкотемпе- ратурная полуширина пика Высокотем- пературная полуширина пика Общая полу- ширина пика
С 1,51 0,98 2,52 1,81 1,71 3,54
V 1,58 0 1 2 0 1
предполагают постоянную скорость изменения
температуры 7’ = 7’0-|-^т> гДе То—начальная
температура (температура окружающей сре-
ды); b = dT/dt — скорость нагрева. Как пра-
вило, релаксация гетерозаряда предшествует
релаксации гомозаряда. Как видно из
рис. 24.12, одинаковые механизмы TCP могут
вызывать токи во внешней цепи, направленные
противоположно друг другу, и наоборот. Таким
образом, при росте температуры происходит
активация различных механизмов TCP.
Метод ТТСР в высокоомных диэлектри-
ках, даже при плотном контакте электрода с
обеими поверхностями образца, сводится к
рассмотрению частично блокирующих электро-
дов вследствие значительной емкостной связи
между соседними слоями электрета в сравне-
нии с проводимостью.
Для определения микроскопических пара-
метров электретов, таких, как подвижность
носителей заряда, энергетическая глубина и
сечение захвата ловушек, глубина проникно-
вения инжектированного заряда, время жизни
носителей заряда на ловушках, предложено
много подходов: в частности, используются
значения температуры максимума пика ТТСР,
полуширины пиков низкотемпературного и
высокотемпературного максимума, значение'
смещения пиков по шкале температуры при
изменении скорости нагрева. Р. Чен предложил
достаточно общую и точную формулу для опре-
деления одного из наиболее важных парамет-
ров, энергетической глубины ловушек U7,-:
Wi = C(kT2m/a)—v(2kTm), (24.10)
где k — постоянная Больцмана; Тт— темпера-
тура максимального значения тока пика;
v — скорость нагрева. Остальные параметры
уравнения (24.10) приведены в табл. 24.2.
Приближенно глубина ловушек может
быть определена по формуле
№,„ = 2,29/г7^/<*>-
Наиболее точный метод для различения
нескольких наложенных друг на друга пиков
предложен Гарликом и Гибсоном: предпола-
гается, что в начальный момент времени все
ловушки заполнены и перезахвата нет; возра-
стание тока / низкотемпературной части пика
пропорционально ехр [— W,/(kT) ]. При Т<Тт
а)
•Ztom
Рис. 24.12. Схематическое изображение механизмов TCP и ТСТР с контактами: а — неблокирующи-
ми; б — частично блокирующими; в — блокирующими
[§ 24.4]
Приборы и устройства на электретах
601
In /=Л — Wi/(kT),
где А — постоянная.
Для оценки глубины проникновения ин-
жектированного заряда сравниваются tgfi
и е электризованных и неэлектризованных об-
разцов. С другой стороны, если предположить,
что вблизи поверхности электрета происходит
захват носителей заряда одного знака и не
учитывать поляризацию, то глубина проник-
новения заряда б может быть определена по
формуле:
2/2 (Q/S)
о, + (Q/S) ’
где /2, S — толщина и площадь поверхности
СО
образца; Q= \ 1(т)с1т — полный освобожден-
о
ный при TCP заряд.
На основе оценки б и измерения Q можно
определить по— начальную концентрацию за-
хваченного заряда и произведения подвиж-
ности зарядов на время их жизни цт0:
По = 2<2/еб2; p.To = eoe62/Q.
Широкие возможности в исследовании
электретов методами TCP открывает исполь-
зование ЭВМ. Методом подбора коэффициен-
тов, обеспечивающим наилучшее совпадение
теоретических и экспериментальных кривых,
можно снизить погрешность измерений до
2...5 %, тогда как без применения ЭВМ по-
грешность измерений в отдельных случаях мо-
жет достигать 100 %. Целесообразным явля-
ется и автоматическое управление процессом
TCP. Методом самосогласованного нагрева,
разработанным Ю. А. Горохватским с сот-
рудниками, можно достичь постоянного зна-
чения ТТСР, что позволяет определить па-
раметры релаксационного процесса, которые
не могут быть получены другими методами.
24.4. ПРИБОРЫ И УСТРОЙСТВА
НА ЭЛЕКТРЕТАХ
Электреты, у которых хотя бы одна из
электризованных поверхностей не металлизи-
рована, обладают внешним электрическим по-
лем (внутреннее электрическое поле электрет
имеет всегда: и без металлизации, и при ее
наличии), которое может использоваться в
различных устройствах. Среди последних мо-
жно выделить две разновидности. В одних —
непосредственно используется это электриче-
ское поле (электретные фильтры, электретные
линзы для фокусировки пучков электронов),
в других — используются заряды и токи,
индуцированные в цепи проводников, движу-
щихся во внешнем электрическом поле элек-
трета (электретные микрофоны, клавиши и
т. п.).
Рис. 24.13. К расчету разности потенциалов
электретной электростатической линзы
Электретная электростатическая линза
для фокусировки пучка электронов. Обычная
одиночная электростатическая линза, исполь-
зуемая в электронной оптике, представляет
собой две металлических пластины (чаще в
форме дисков радиуса г с отверстиями в цент-
ре), одна из которых имеет отрицательный,
а другая — положительный потенциал, рав-
ный единицам — десяткам киловольт, кото-
рые подаются от высоковольтных источников.
Из-за искривления эквипотенциален вблизи
отверстий пучок электронов, параллельный
оси х до линзы, пройдя через центральные
отверстия в дисках, образующих линзу, фо-
кусируется на оси в точке, отстоящей от лин-
зы на расстояние х. Такая одиночная элек-
тростатическая линза может быть заменена
электретом в форме пластины (диска) с от-
верстием. Использование взамен такой оди-
ночной электростатической, линзы электрета
позволяет избавиться от необходимости при-
менять для питания линзы источники высо-
кого напряжения.
Электрический расчет одиночной элек-
третной электростатической линзы сводится
к определению разности потенциалов между
электризованными поверхностями электрета.
Такой расчет можно выполнить на основе
модели, изображенной на рис. 24.13. Если
малый участок электризованной поверхности
электрета ds = rdrdq считать точечным за-
рядом, то напряженность электрического поля
в точке х иа оси можно определить по закону
Кулона:
dE = ‘ g , (24.11)
4л8ое Я
а малое приращение потенциала как:
dV=RdE=-r-±— °‘rdrd^ , (24.12)
4леое R
где оэ — эффективная поверхностная плотность
заряда. Тогда при х=0, т. е. на поверхности
602
Электреты
[разд. 24]
изиииииизиаи
Of;
£Л
3
о
й1
г
tE
tf(x)
б2
£зез
о
77777777777717777777
1
Рис. 24.14. Схематичное изображение части
конструкции электретного микрофона
1 — неподвижный электрод; 2 — электретная мем-
брана; 3 — внешний слой мембраны, имеющий
металлизацию
электретной линзы, поверхностный потенциал
и = и0=-^—(гг-Г1). (24.13)
Разность же потенциалов
ди=-^(г2 — И). (24.14)
еое
Применение электретов в электронно-оп-
тических вакуумных системах весьма перспек-
тивно еще и потому, что высокий вакуум —
это среда, в которой нет экранирующих элек-
трет зарядов, а «пашеновский» пробой между
электризованными поверхностями электрета и
заземленными проводниками менее вероятен,
чем при нормальном давлении, из-за более
высокой электрической прочности вакуумной
среды.
Электретные конденсаторные микрофоны.
В электроакустике широко используют кон-
денсаторные микрофоны, которые имеют про-
стую конструкцию, почти «плоскую» частотную
характеристику и малые нелинейные иска-
жения.
Конденсаторный микрофон является пре-
образователем, который преобразует акусти-
ческое (избыточное против атмосферного)
давление р в электрический сигнал V. Для
работы такого преобразователя необходим
источник постоянного электрического напря-
жения (смещения) t/o = 8O...18O В.
Уже вскоре после получения первых элек-
третов (1919 г.) было предложено исполь-
зовать взамен внешнего источника Uo элек-
трет, вначале из полярных смол (1928 г.),
а затем и из керамики (1960 г.). В этих
конструкциях электрет размещался в зазоре
между электродами, на которых под дей-
ствием звукового давления индуктировался
заряд. Изменение этого заряда во времени
приводило к образованию электрического сиг-
нала в нагрузке.
Позднее (1962...1964 г.) была предло-
жена конструкция электретного микрофона,
в которой электретная пленка из полимера
одновременно выполняет функции источника
постоянного электрического иапряжения и
мембраны.
Схематично фрагмент конструкции элек-
третного микрофона показан на рис. 24.14.
Предполагается, что заряды сосредоточены
в тонких поверхностных слоях электретной
пленки, причем их поверхностные плотности
oi = —02, которые индуцируют на электро-
дах заряды с поверхностными плотностями
он и о/2 соответственно.
Если /14-/2~/г, а £1=82, то
£3= (-6117 + о/2) (£3/24-61/3). (24.15)
Принимается, что под действием звуко-
вой волны зазор между электретной мембра-
ной и неподвижным электродом изменяется
во времени по гармоническому закону:
/з(т) =/3o4-^3iSina)T, (24.16)
где /з1<С/зо-
Электрическое напряжение на резисторе
RK определяется изменением о,-г:
U (t)=R„S dol2/dT, (24.17)
где S — площадь неподвижного электрода.
Тогда
U (т) =RKSe3dE3/dT. (24.18)
Амплитуда смещения мембраны
/31 =/зр/ро,
где р — звуковое, а р0— атмосферное давле-
ния. С учетом механического натяжения 6
мембраны и упругости воздушного зазора
чувствительность электретного микрофона
с______________51?_____________ (24 191
(е/24-61/1) [(стро//з)4~8лб/я]
где ст— удельная теплоемкость воздуха.
Характеристики электретных микрофонов
приведены в' табл. 24.3. Капсюль электрет-
ного конденсаторного микрофона, работаю-
щий обычно как эквивалентный генератор
(преобразующий акустический сигнал в элек-
трический), является в то же' время обра-
тимым преобразователем. Это означает, что
при подаче на него переменного электриче-
ского напряжения звуковой частоты он может
излучать акустические волны, работать в ре-
жиме эквивалентного двигателя, т. е. исполь-
зоваться в качестве капсюля наушника и
даже громкоговорителя. В настоящее время
электретные излучатели все более широко ис-
пользуются в звуковой акустике, успешно,
как и электретные микрофоны, конкурируя
с аналогами других типов.
Электретные клавишные устройства. Элек-
третные клавишные устройства (клавиши)
предназначены для использования в электрон-
ных клавишных вычислительных машинах, в
Таблица 243. Параметры электретных микрофонов для аппаратуры широкого применения
Тип микрофона Страна, фирма Номиналь- ный диапазон частот, Гц Неравно- мерность частотной характерис- тики, дБ Чувстви- тельность на частоте 1000 Гц, мВ/Па Средний перепад уровней фронт— тыл, дБ Внутреннее сопротивле- ние на частоте 1000 Гц, Ом Направленные свойства Размеры, мм Масса, г
МКЭ-2 МКЭ-3 СССР 50... 15 000 15 10 1.5...3 3,5...4 12...15 200 250 2-103 Односторонне направ- ленный Ненаправленный 21 х 146 14x22 120 8
МКЭ-6 50...16000 18 1,5 18 250 Односторонне направ- ленный 48 х 195 140
КМКЭ-1 20...20000 8 17 80 32/23 х 194 250
МКБ-802 «Зеннхайзер» (ФРГ) «Техпис» (Япония) 50...15000 12 7±1,5 2 13 5 0,76 200 22 x 292 185
КР-3280Е 30...12 000 Двусторонне направлен- ный —
МКЕ-201 МКЕ-400 «Зеннхайзер» (ФРГ) 50... 15 000 — 0,76 — — Широкой направлен- ности 19x188
СЕ-5 AKG (Австрия) AKG (Австрия) «Сони» (Япония) 30...20 000 3 2 200 Кардиоида 0,52x58 3
СЕ-10 ЕСМ-56А ЕСМ-56Р ЕСМ-65 20...18 000 20...20 000 — 2,5 — Круговая диаграмма направленности 14,5x22 3
[§ 24.4] Приборы и устройства на электретах
604
Электреты
[разд. 24]
Рис. 24.15. Электрическая схема электретной
клавиши для ввода информации в виде элек-
трического импульса
1 — электрет; 2, 4 — эффективные воздушные за-
зоры, с помощью которых учитывается неплотное
прилегание электродов к электрету; 3 — рабочий
воздушный зазор; 5, 6 — подвижный и неподвиж-
ный электроды; С„ и Ru — емкость и сопротивление
нагрузки
электрических печатающих машинках, теле-
графных и телефонных аппаратах и других
устройствах, для управления которыми необ-
ходим импульсный электрический сигнал.
Клавиша является электромеханическим
преобразователем. Усилие нажатия на клави-
шу преобразуется на выходе в импульсный
электрический сигнал от изменения заряда,
индуцируемого на электроде, движущемся в
электрическом поле электрета.
Конструкция клавиши включает в себя
два электрода и электрет, который расположен
между электродами. Одни из электродов мо-
жет перемещаться относительно электрета.
При его быстром перемещении (для чего
обычно используют пороговое устройство) в
электростатическом поле электрета на сопро-
тивлении нагрузки, подключенном к электро-
дам, формируется импульсный сигнал.
Для анализа работы преобразователя
используется модель, показанная на рис.
24.15.
Считается, что заряд электрета сосре-
доточен иа его поверхности. Поверхностные
плотности заряда на противоположных поверх-
ностях электрета равны о, и ог соответ-
ственно, причем |oi|=|o2|. Функция перемеще-
ния электрода ds(r) задается следующим об-
разом:
с1з(т)=йзо — dt, О^т^тц (24.20)
d3(T)=0, т> т,. (24.21)
где dso— начальный зазор; а — скорость дви-
жения электрода. На первом этапе движения
электрода при O^t^ti происходит формиро-
вание фронта импульса, на втором при т>
> г,— формирование среза импульса из-за
разряда емкостей электродов и нагрузки.
При движении электрода в электриче-
ском поле электрета на электродах индуци-
руются заряды, что ведет к появлению иа
нагрузке импульсного сигнала:
U„ (т) =iRR„ = (i — ig)R„, (24.22)
где i — суммарный ток в цепи; ic~~ ток чеРез
емкость нагрузки.
Суммарный ток в цепи определяется из-
менением заряда на электродах:
i = S~ = — Seoes (24.23)
ат ат
где S — площадь электрода; — поверхност-
ная плотность заряда, индуцируемого на элек-
троде; е?— относительная диэлектрическая
проницаемость среды (воздуха) в зазоре.
Из выражений (24.21) и (24.22) следует:
и„ (т) = ( - Seoes^-- С„^) R„- (24.24)
v ат dr •'
Напряженность поля £3 в зазоре можно
определить из системы уравнений, составлен-
ной на основе теоремы Гаусса и закона
Кирхгофа:
d„Es _eo£i|_
dt BoCsdi -f- eo£i (ds 4~ d4 4- dso — ат)
। dU„__________geOEi(!7H£oei — diP2)______
dr [eoB2di 4~ BoBi (^24~^44~^зо — от)]
(24.25)
Введя обозначения
x==e0e2di4-eoei(d24-^44-^зо — ат); (24.26)
,, x. Seoe2
= аеое.ЯкС» = -’<24 27)
где 17 = 02/2/6061— поверхностный потенциал
электрета, получают уравнение, позволяющее
описать характеристики электретного клавиш-
ного устройства:
ЁК+1/(________?________г ) = ^._______
dz ' z (z—n) z — п/ z(z—ti)
(24.28)
Начальное условие для (24.28):
_V|z = Zo=O, где z0 = z|i=o. (24.29)
Уравнение (24.28) интегрируется в квад-
ратуре при целых отрицательных значениях и.
При этом
,, пге~г ( , . 4Z
(г_га)-4 ехР (-*>) X
—п—2 -—п—2—I
Z С1_п (— п)‘ £ Ak_n^-i X
t = 0 k=Q
— exp (—2) Z С-п(—п)1Х
l = Q
[§25.1]
Требования к активным материалам
605
—п - 2—I
X I AL„„2—-z-
/г = 0
где СТ =
/!
m\(l— m)\
Al —
С помощью выражения (24.30) построе-
но семейство кривых вида t/ = l/(z) при раз-
личных и (рис. 24.16). Фиксируя параметры
устройства так, чтобы они удовлетворяли за-
данным значениям п, можно построить за-
висимости сигнала U от безразмерного па-
раметра z и эти зависимости преобразовать
в зависимости U от требуемого значения в
соответствующих координатах (в том числе
и от времени). Таким образом, можно по-
строить нагрузочные характеристики, рассмот-
реть влияние на амплитуду импульса тол-
щины электрета, площади электродов, ско-
рости движения электрода и т. д.
Другие применения электретов. Имеются
сведения об использовании электретов в го-
ловках звукоснимателей, в маломощных реле,
в датчиках для измерений неэлектрических
величин, переменных деформаций, вибраций
Рис. 24.16. Зависимости амплитуды импульса
на выходе электретной клавиши от безразмер-
ного параметра г при различных значениях п
и т. п. Электреты также применяют в элек-
трофотографии, для записи звука и изобра-
жения, в дозиметрах у- и рентгеновских лу-
чей, нейтронного потока, в медицине в
качестве искусственных кровеносных сосудов,
для ускорения лечения переломов костей и
т. п.
Р А 3 Д Е Л 25
АКТИВНЫЕ МАТЕРИАЛЫ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ
А. Н. Пихтин
25.1. ТРЕБОВАНИЯ
К АКТИВНЫМ МАТЕРИАЛАМ
ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ
Твердотельные лазеры — это лазеры, ак-
тивный элемент которых выполнен из ди-
электрика, находящегося при нормальных ус-
ловиях в твердом состоянии. Полупроводни-
ковые лазеры обычно выносят в отдельную
группу — это лазеры с полупроводниковым
активным элементом.
Диапазон работы современных твердо-
тельных лазеров охватывает ультрафиолето-
вую, видимую и ближнюю инфракрасную
области спектра. Расширение этого диапазо-
на наряду с повышением эффективности твер-
дотельных лазеров является центральной про-
блемой лазерной техники. Эти проблемы, в
первую очередь, связаны с улучшением ха-
рактеристик лазерных активных сред. Рост
КПД некоторых типов лазеров, работающих
в спектральных областях 1,06; 1,5 и 3 мкм
(рис. 25.1), связан прежде всего с совершен-
ствованием характеристик активных элемен-
тов, особенное разработкой эффективных сен-
сибилизаторов и созданием новых активных
сред.
Возможности активных лазерных крис-
таллов далеко не исчерпаны. Например, чис-
ло возможных излучательных переходов меж-
ду различными состояниями редкоземельных
ионов Р33+, наиболее часто используемых в
качестве ионов-активаторов, превышает 103,
в то время как генерация пока получена ме-
нее чем на 40 переходах. Проблема создания
новых активных материалов твердотельных
лазеров, а также использование уже имею-
щихся в новом качестве затрагивает многие
свойства как матрицы-основы, так и примес-
ного иона. \
Материалы, предназначенные для изго-
товления лазерных активных элементов, дол-
606
Активные материалы твердотельных лазеров
[разд. 25]
Рис. 25.1. КПД некоторых типов твердотель-
ных лазеров
1 — лазеры на неодимовом стекле (Х=1,06 мкм);
2 — лазеры на иттербий-эрбиевом стекле (Х=
= 1.54 мкм); 3 — лазеры на ИАГ: Ег3+ (л~3 мкм)
жны обладать вполне определенной системой
энергетических уровней. Условие инверсной
населенности, как известно, легче всего дости-
гается в четырехуровневой квантовой системе
(рис. 25.2). Индуцированное излучение возни-
кает при переходе активных атомов или мо-
лекул между уровнями W2 ->-Wi, нижний из
которых расположен выше основного уровня
Wo, так что Wi — Wo^kT и при термодина-
мическом равновесии населенность уровня
Wi пренебрежимо мала. Накачка осущест-
вляет переход №3. Для того чтобы в
такой системе можно было получить состоя-
ние с инверсной населенностью между уров-
нями W? и Wi, необходимо выполнение сле-
дующих условий:
1. Нижний рабочий лазерный уровень
Wi должен опустошаться как можно быстрее,
т. е. время жизни тю— мало.
2. Время жизни на верхнем рабочем ла-
зерном уровне Ws должно определяться излу-
чательными переходами W2-+W1. Квантовый
выход люминесценции должен быть близок
к 1. По возможности уровень Ws должен
быть метастабильным, хотя при работе по
Рис. 25.2. Четырехуровневая схема работы .
квантовых усилителей и генераторов^
четырехуровневой схеме это условие не явля-
ется обязательным.
3. Вероятность перехода W3 -+W2 должна
быть велика, для быстрого заполнения верх-
него рабочего уровня.
Условие инверсной населенности являет-
ся необходимым, но недостаточным для по-
лучения усиления и генерации электромагнит-
ного излучения. В реальных веществах всег-
да имеются причины дополнительного ослаб-
ления электромагнитной волны, не связанные
с переходами между рабочими уровнями. Для
получения усиления вынужденное излучение
должно компенсировать все потери электро-
магнитной энергии в веществе, поэтому к оп-
тическим свойствам активных материалов
квантовой электроники предъявляются весьма
жесткие требования. Жесткие требования
предъявляются также к их механическим и
теплофизическим свойствам.
Требования, которым должна удовлетво-
рять рассмотренная четырехуровневая кван-
товая система, позволяют определить основ-
ные свойства, которыми должны обладать ма-
териалы, предназначенные для создания ак-
тивных лазерных элементов с оптической
накачкой. Важнейшими из них являются:
1. Наличие резких, интенсивных линий
флуоресценции с квантовым выходом на ра-
бочем переходе, близким к единице.
2. Наличие достаточно широких полос
активного поглощения в области излучения
источника накачки.
3. Отсутствие потерь в материале на ча-
стоте рабочего перехода-.
Перечисленным требованиям наиболее
полно удовлетворяют парамагнитные диэлек-
трики, представляющие собой твердые раст-
воры ионов элементов с недостроенными внут-
ренними электронными оболочками в различ-
ных кристаллических или аморфных матри-
цах. В качестве таких ионов обычно приме-
няются элементы группы железа, имеющие
недостроенную Sd-оболочку, редкоземельные
(РЗ) элементы с недостроенной 4/-оболочкой
(лантаноиды) и актиноиды с 5/-иедостроен-
ной оболочкой. Наиболее широко использу-
ются лантаноиды. Все электронные переходы
осуществляются между уровнями энергии
парамагнитных ионов. Эти ионы, называемые
активаторами, и являются собственно актив-
ными, в то время как кристаллическая или
аморфная основа в большинстве случаев вы-
полняет роль матрицы. Между тем многие
свойства активного вещества определяются
матрицей, к которой предъявляют весьма вы-
сокие требования:
1. Неактивироваиные матрицы не дол-
жны иметь ни собственного, ни примесного
[§ 25.2]
Матрицы и активаторы
607
поглощения в области лазерного излучения
(переход U72->-IFi).
2. Матрица не должна обладать неак-
тивным поглощением в области излучения ис-
точника накачки.
3. Матрицы должны обладать высокой
теплопроводностью для того, чтобы энергия,
передаваемая решетке в результате безызлу-
чательных переходов УС'з-гМ'г и и
энергия, поглощенная при излучении, могли
быстро рассеиваться.
4. Матрицы должны обладать высокими
оптическими свойствами. Свили, оптические
неоднородности, напряжения, пузыри уве-
личивают порог генерации, уменьшают лу-
чевую стойкость и ухудшают диаграмму на-
правленности лазера. В процессе лазерного
излучения активная среда должна испыты-
вать минимальные искажения оптической од-
нородности.
5. Матрица должна обладать хорошими
механическими свойствами. Недостаточная
твердость и слабая химическая стойкость
кристаллических или аморфных основ уве-
личивают трудности изготовления активного
элемента требуемой формы, к параметрам ко-
торого, как геометрическим (качество поверх-
ности, параллельность торцов), так и опти-
ческим (постоянство коэффициента прелом-
ления), предъявляются очень высокие требо-
вания.
6. Структура кристаллической решетки
матрицы должна допускать введение задан-
ного активатора. Чем более благоприятны гео-
метрические условия (равенство ионных ра-
диусов) , тем более высокие концентрации
активатора могут быть введены без появле-
ния оптических дефектов:
7. При необходимости должна иметься
возможность компенсировать различия в ва-
лентности ионов активатора и замещенных
ионов решетки.
8. Матрица должна быть устойчива к
воздействию ультрафиолетового излучения
ламп накачки, т. е. обладать высокой фото-
химической стойкостью.
9. Матрица должна обладать высокой
лучевой стойкостью для возможности генера-
ции больших мощностей лазерного излучения
без разрушения активного элемента.
25. 2. МАТРИЦЫ И АКТИВАТОРЫ
Перечисленным требованиям с различной
степенью полноты удовлетворяют различные
оксиды, фториды, хлориды, стекла, пластмас-
сы и другие кристаллические и аморфные
вещества. Материалы матриц твердотельных
лазеров можно разделить на следующие
группы:.
1. Кислородные соединения — оксиды и
соединения с комплексными анионами
а) оксиды элементов HI группы:
а-АЬОз; Y2O3; GdsOs; ЕГ2О3; LasOs; Y3AI5O12;
Y3GasOi2; GdsGasOj2; ErsAlgO^;
б) материалы на основе кислородных сое-
динений элементов VI группы — вольфра-
маты, молибдаты: CaWO4; SrWO4; ZnWO4;
NaGd(WO4)2; KGd(WO4)2; CaMoO4; SrMoO4;
PbMoO4; 1ЧаЕа(МоО4)г; NaNd(MoO4)2;
в) материалы на основе кислородных сое-
динений элементов V группы — ниобаты,
танталаты и ванадаты: Са(МЬОз)г; YVO4
и другие;
г) материалы на основе кислородных
соединений элементов IV группы — силикаты,
германаты, титанаты, цирконаты, окислы
кремния, титана, циркония, гафния:
CaY4(SiO4)3O; Ba2MgGe2O7;
д) кислородные соединения элементов
II группы типа ZnO, MgO;
е) смешанные оксидные лазерные кри-
сталлы типа ZrO2 — Y2O3; ZrOs — Er2O3;
HfO2-Y2O3; Li(NdLa)P4Ol2;
2. Фтористые соединения
а) фториды элементов II группы: CaF2;
SrF2; BaF2; MgF2; ZnF2;
б) фториды элементов III группы: LaF3;
CeF3; YF3;
в) смешанные фториды: CaF2—YF3;
CaF2 — ErFs; CaFs — CeF3; SrF2 — LaF3;
BaF2 —LaFs; NaCaYF6; NaCaErF6; SrF2 —
— CeF3 — GdF3; CaFs — SrF2 — BaF2 — YF3 —
— LaF3;
г) фториды элементов VII группы типа
МпБг;
3. Стекло;
4. Пластмасса.
Обратим внимание на то, что в качестве
кристаллических матриц применяются не
только простые соединения со строго упоря-
доченным расположением атомов в решетке,
но и смешанные системы типа твердых раст-
воров. При этом могут использоваться как
твердые растворы, образованные однотипны-
ми соединениями (например, СаБг — SrF2) с
изовалентным замещением, так и более слож-
ные смешанные кристаллы, образованные сое-
динениями разного типа (например, CaFs —
CeF3; CaF2 — (Er, Tu, Yb) F3; ZrO2 — Y2O3)
с гетеровалентным замещением. В твердых ра-
створах появляется элемент разупорядочен-
ности, что дает возможность рассматривать
их как важное промежуточное звено при пере-
ходе от кристаллического к аморфному со-
стоянию.
Основные физико-химические свойства
608
Активные материалы твердотельных лазеров
[разд. 25]
5)
О
~0J № № № м™
R-^Y,
4Гз/г~~~ У-н/2
Рис. 25.3. Оптические, переходы в
CaWO4: Nd3+: а — схема энергетиче-
ских уровней Nd3+ в C'.aWO.t; б — спектр
поглощения Nd3+ в CaWO4 при 77 К;
в — спектр люминесценции Nd3+ в
CaWO4 при 77 К
4
наиболее распространенных кристаллических
матриц представлены в табл. 25.1.
В качестве активаторов применяются
элементы с незастроенными внутренними
3d-, 4d-, 4f- и 5/-оболочками. Из переходных
металлов применяются элементы с незастро-
енной Зй-оболочкой: Cr, V, Со, Ni. Наиболее
часто применяют лантаноиды с незастроен-
ной 4[-оболочкой. Здесь используют все эле-
менты: Се, Pr, Nd, Pm, Sm, Eu, Gd, Tb,
Dy, Ho, Er, Tu, Yb, Lu. Наилучшие резуль-
таты получены при использовании неодима
Nd. Из актиноидов в лазерной технике при-
меняются лишь U и Th, так как остальные
элементы этого ряда обладают повышенной
радиоактивностью.
Поле кристаллической решетки сильнее
всего влияет на внешние электронные оболоч-
ки активного иона. Влияние же его на внут-
ренние оболочки электронов в значительной
степени ослаблено экранирующим действием
внешних электронов. При этом различают:
1. Слабое кристаллическое
поле наблюдается при использовании в ка-
честве активаторов ионов редкоземельных
элементов с незастроенными 4[-оболочками,
которые хорошо защищены от возмущающе-
го воздействия внешних полей заполненными
5s- и 5р-оболочками. Ввиду этого энергети-
ческий спектр редкоземельных ионов, введен-
ных в кристалл, мало отличается от энер-
гетического спектра свободных ионов. Уровни
энергии достаточно узки, поэтому спектры
люминесценции и поглощения состоят из ряда
узких, интенсивных линий. В качестве при-
мера иа рис. 25.3 изображены: схема энер-
гетических уровней иона Nd3+ в матрице
CaWO4 (рис. 25.3, а), спектры поглощения
(рис. 25.3, б) и люминесценции (рис. 25.3, в)
при 77 К. Отсутствие широких полос погло-
щения в материалах, активированных ред-
коземельными элементами, является их недо-
статком. Схема энергетических уровней для
трехвалентных редкоземельных ионов пред-
ставлена на рис. 25.4. Здесь и на некоторых
других рисунках по оси ординат отклады-
ваются значения энергии в см’ 1 (1 эВ =
= 8066 см-1). Эта единица измерения чрез-
Таблица 25.1. Основные физико-химические свойства наиболее распространенных кристаллических матриц
Свойство А12О3 Y3A15O12 Y3Ga5O12 Gd3Ga5Oj2 Gd3 (ScYGa i _ x)5 О ] 2 GaF2 CaWO4 CaMoC>4
Сингония Тригональ- ная Кубическая Куби- ческая Куби- ческая Куби- ческая Куби- ческая Тетраго- нальная Тетраго- нальная
Пространственная группа Параметры решетки при 20°C, нм: Ia3d-O'f Ia3d—O\° Ia3d—O)P Ia3d-Olh° Fm3m — Oj I4Ja — C«, I4\!a —
а 0,4757 1,203 1,228 1,2376 1,257 0,5462 0,5256 0,5213
с 1,2983 — — — — — 1,1395 1,1395
Плотность при 20 °C, г/см3 3,98 4,55 5,79 7,09 6,50 3,180 6,06 4,38
Твердость по Моосу 9 8,5 7,5 7,5 7,5 4,0 4,5 4,3
Температура плавления, °C 2030 1930 — 1825 1850 1360 1540 1430
Удельная теплоемкость при 20°С, Дж/(кг • К) 760 628 — 427 448 870 435 620
Температурный коэффициент линей- ного расширения при 20 °C «/•106, К”1 6,66* 5,0** 8,2 вдоль [100] 7,7 вдоль [ПО] 7,8 вдоль [Н1] 19,5 18,7* j j 2*** 25,5* 19 4***
Коэффициент теплопроводности при 20 °C, Вт/(м-К) 25* 23** 12,9 9 7,4 7 9,8 4 (3,3)* 4,0* 3,85**
Относительная диэлектрическая про- ницаемость при 20 °C и f = 1 МГц 10,55* 8,6** £о= П,7 £« = 3,65 — — — 6,7 8,0 12,5
Коэффициент преломления
X = 1 мкм 1,756 1,823 1,93 1,94 1,94 1,429 — 1,98
X = 0,6328 мкм 1,766 1,83 1,97 1,97 1,433 1,92
Диапазон оптической прозрачности, 0,14...6,5 0,2...5,0 — — — 0,2...8,0 0,3...5,0 0,3...5,0
МКМ
Растворимость в 100 г воды при 20 °C, мг 0,1 — — — — 1,6 6,0 —
[8 25.2] Матрицы, и активаторы
* Параллельно оси с.
* * Перпендикулярно оси с.
* ** Параллельно оси а.
Свойство 8гМоОд SrF2
Сингония Тетраго- нальная Кубическая Fm3m — О%
Пространственная группа 14\/а — С%,
Параметры решетки при 20°C, нм;
а 0,538 0,5794
с 1,197 —
ь
Плотность при 20 °C, г/см3 4,15 4,24
Твердость по Моосу — 3,5
Температура плавления, ~С 1480 1400
Удельная теплоемкость при 20 °C, 620 590
Дж/(кг • К)
Температурный коэффициент линей- — —
него расширения при 20 °C «„106, к-1
Коэффициент теплопроводности при 4,04* -
20 °C, Вт/(м-К) 4,16**
Относительная диэлектрическая про- — 7,69
ницаемость при 20 °C и f= 1 МГц Коэффициент преломления
X. = 1 мкм 1,94 —
X. = 0,6328 мкм 1,42
Диапазон оптической прозрачности, 0,3...5,0 0,2...9
МКМ
Растворимость в 100 г воды при — 12,0
20 °C, мг
Продолжение табл. 25.1 °?
YA1O3 LaF3 NaLa(MoO4)2 Y2O3 YVO4 LiNbO3
Орторомби Гексаго- Тетраго- Кубическая Тетраго- Тригональ-
ческая нальная нальная нальная ная
Pbnm — />2л Сб/mcm — 14\!а — С4/, Ia3 - T7h I4lamd — D$. К5е -
0,5179 0,4148 0,533 1,06 0,7133 0,547
0,7370 0,7354 1,1630 — 0,5291 1,3816
0,5329 — — — — 0,5112
5,35 5,94 4,79 5,04 4,22 4,63
8,5 4,5 4,5 6,8 5,0 5,0
1850 1495 1300...1350 2430 1750 1260
420 490 — 456 — 642
cj 5*** 10,8* 20 - 7 7 12
11 5,1 2,2 27 5,2* 5,1** 5,6
— 13,7 — — — 4,3 = 38 41 = 99
па = 1,929 пр = 1,943 Иу= 1,952 1,60 2,0 2,1 1,86 п0 =2,2370; X. = 1 мкм пе= 2,1567; X. = 1 мкм и0= 2,2967; X. = 0,6 мкм пе= 2,2082; X. = 0,6 мкм
0,3...5,8 0,14...12 — 0,23...8 0,45...4,8 0,4...5
— — — 0,18 — 4
Активные материалы, твердотельных лазеров [разд. 25]
[§ 25.3]
Методы выращивания активных элементов
611
вычайно распространена в спектроскопии и
определяется как v= l/X=v/c= W/he. По-
скольку кристаллическое поле слабо влияет
на энергетический спектр редкоземельных
ионов, то структуры их энергетических уров-
ней в различных матрицах эквивалентны. На
всех редкоземельных элементах получена ге-
нерация.
На рис. 25.5 сплошными линиями указаны
переходы между электронными уровнями ред-
коземельных Р33+-ионов, на которых наблю-
далась генерация. В большинстве случаев
лазеры на диэлектриках, активированных ред-
коземельными элементами, работают по четы-
рехуровневой схеме.
Для ионов актиноидного ряда также
характерен случай слабого кристаллического
поля. Но 5/-оболочка экранирована 6s- и
бр-элементами не так сильно, как 4/-оболочка,
поэтому в различных матрицах наблюдается
заметное смещение энергетических уровней по
сравнению с их положением у свободных
ионов.
2. Среднее кристаллическое
поле соответствует ионному типу связи и
наблюдается для элементов группы железа
с недостроенной Зй-оболочкой. Возмущающее
действие поля кристаллической решетки здесь
больше величины спин-орбитального взаимо-
действия электронов, и поэтому здесь возни-
кает большой сдвиг уровней энергии ионов,
находящихся в кристалле по сравнению со
свободными ионами. Уровни энергии могут
быть значительно уширены. По этой причине
элементы группы железа используются как
эффективные сенсибилизаторы. Наличие ши-
роких полос люминесценции открывает также
возможность создания лазеров с плавно пе-
рестраиваемой длиной волны генерации.
Положение энергетических уровней, их
ширина, вероятности переходов для одного и
того же иона в значительной мере опреде-
ляются матрицей, в которую помещен такой
ион. Типичным примером здесь является ион
Сг3+ в решетке А12О3. Свойства этого мате-
риала — рубина — рассматриваются далее.
3. Сильное кристаллическое
поле наблюдается у парамагнитных цент-
ров, сильно связанных с окружающими иона-
ми, когда химическая связь носит скорее
не ионный, а ковалентный характер. Такая
связь проявляется в основном при исполь-
зовании парамагнитных ионов с незастроен-
ными 4d- и 5^-оболочками и изредка для
ионов группы железа. Возмущение поля кри-
сталлической решетки в этом случае имеет
порядок значения энергии взаимодействия
электронов друг с другом.
Одно и то же поле кристаллической ре-
шетки может быть сильным для одного иона,
средним для другого и слабым для треть-
его в зависимости от того, какой ион введен
в решетку, т. е. в зависимости от степени
экранирования внутренних оболочек от воз-
действия внешнего поля. В результате взаи-
модействия активных ионов с матрицей мо-
жет изменяться не только энергетическая
структура уровней иона, но и вероятности
переходов между уровнями, а также соот-
ношения между вероятностями перехода.
В настоящее время генерация получена
более чем на 200 переходах между энергети-
ческими уровнями различных ионов в различ-
ных матрицах. В табл. 25.2 приведены
основные сведения об активных диэлектриках,
используемых для квантовых усилителей и
генераторов.
По оптическим, физико-химическим свой-
ствам, а также по технологичности оптималь-
ной совокупностью параметров обладают:
рубин (А12О3:Сг3+) , алюмоиттриевый гранат
с неодимом (Y3A15Oi2:Nd3+), стекло с нео-
димом, иттербий-эрбиевое стекло, алюминат
иттрия с неодимом (YAlO3:Nd3+), натрий—
лантан молибдат с неодимом (NaLaMoO4:
:Nd3+), флюорит кальция с диспрозием
(CaF2:Dy2+) и гадолиний — скандий таллие-
вый гранат с хромом и неодимом (|Gd3_,Nd.,|X
X (Scs-yCty) -Ga3Oi2). Все лазеры на этих ве-
ществах, за исключением рубина, работают
по четырехуровневой схеме. Для работы
CaF2:Dy2+ требуются низкие температуры
(обычно 77 К), так как с увеличением тем-
пературы генерации препятствуют уменьше-
ние квантового выхода люминесценции и
поглощение в результате электронных пере-
ходов с верхнего рабочего уровня на край
полосы 4f — 5d. Основные лазерные свойства
этих веществ приведены в табл. 25.3.
25.3. МЕТОДЫ ВЫРАЩИВАНИЯ
И ТРЕБОВАНИЯ К РАЗМЕРАМ
АКТИВНЫХ ЭЛЕМЕНТОВ
Для выращивания кристаллов активных
лазерных диэлектриков были использованы,
по существу, почти все известные методы.
Наибольшее респространение получили ме-
тоды Вернейля (рубин), Чохральского (ру-
бин, гранаты, алюминат иттрия, натрий —
лантан молибдат, вольфрамат кальция) и
Стокбаргера (флюорит кальция).
Размеры активных элементов определя-
ются как технологическими возможностями,
так и условиями применения того или иного
прибора. При работе в непрерывном режиме
и в режиме с большой частотой повторения
импульсов предельная мощность генерации
612
Активные материалы твердотельных лазеров
[разд. 25]
16
12
8 -
4
"в"2 >3 со 1» to еа *3" Na* Na М* Кг Кэ" , 2 ~~ЗЛа е: a-j 2 А^-5/2 A-r-0 eF -~1/2 E зр 5f D-J-5 SI C—4 Sa Go t) 1 k k -S© 4g Na M* nS* I Ik Is Cm No
ШШ4 1 6F 0 11/2 Р^—Э/2 it* оэ ta I HsW ] sS «SO < << Й В 5 A 6 -^5 SF ^5/2
—4 — 3 47 <30 “> I L=% — 3 Y—13/2 4
-—2 -J и—ч? i / гтА У 7
зн — 6 —13/2 ^—11/2 ^Я/2 Nd V lip
7р 2Е$/2 Се —5 Рг —6 5 Sl4 Pm 3s Ss к* «М 1 111? Й X > N О 'O' II1 Ilk’ S B4 4 z/г Gd -Ф 45 1 1 h“ e Г—Н/2 7— 6h15/2 Dy 5T Ho ^^15/2 Er 3ne Tu 2C 7/2 Yb
Рис. 25.4. Схема энергетических уровней для трехвалентных редкоземельных ионов TRJ_|_
Толщина уровней показывает полное расстояние между штарковскими компонентами в безводных трихлоридах. Полукружки означают, что
наблюдалась люминесценция из этого состояния
[§ 25.3] Методы выращивания активных элементов
о
"ТП-4^2
Л5/2
-------^13/2
%/2
1 * 1 %/2
ВД3+
Рис. 25.5. Упрощенные рабочие
____Ft
----Ъ
Ей1*
П'
схемы кристаллических
' %/2
%?/2
%з/2
1.' ‘^g/2
лазеров,
переходах ТР3+-ионов
Активные материалы твердотельных лазеров [разд. 25]
Таблица 25.2. Активные диэлектрики твердотельных лазеров
Основа (матрица), тип структуры Активатор; кон- центрация, % (мае.) Рабочая темпера тура T, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см^1 Индуци- рованный переход Энергия конеч- кого состоя- ния, см~ Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
А12О3, D63d-F3c Cr3+ 0,05 0,05 0,05 0,5...0,7 0,5...0,7 Оксиды и соединения с комплексными анионами 0 0 0 34,8 33,2 13 100 4 3000 + 1400 + +
300 300 77 77 77 0,6943(7?]) 0,6929 (Т?2) 0,6934(7?]) 0,7009(79]) 0,7041 (792) 0,35...0,62 3 3 4,3 1,1 1,1 11 11 0,3 • 0,25 0,25 2£(Ё)->М2 2£(24) - М2 2£(Ё)->4Л2
MgO, Of, — Fm3m Ni2+ 77 1,3144 0,4...1,3, - — 3Т2 -> ЗЛ2 398 230 -
Y2O3, Т’-ТдЗ Nd3+; 1,0 Eu3+; 5,0 77 220 1,07 0,6113 0,4...1,0 0,2...0,53 0,26 0,87 2 28 42'з/2~» 4/ц/2 1892 859 260 85 —
La2O3, — C3m Nd3+; 1,0 77 1,079 0,4...0,9 0,125 11 4Ез/2-> Чц/2 2000 230 —
Gd2O3, C2h—C2/m Nd3+ 300 77 1,079 0,4-0,9 0,12 25 8 4Ез/2-> Чц/2 2000 9 3 —
Er2O3, T], - Ia3 Ho3+; 1,0 Tu3+; 0,5 77 2,121 1,934 0,4-1,15 0,4-1,11 10 2,9 — 5/7-> 5/g 3Я4- зЯб - 5 3 200 500
(ZrO2)0>9 — (Y203)o ] €>h — Fm3m Nd3+; 1,0 300 300 1,0609 1,3320 0,35...0,9 0,5...0,9 0,45 0,45 130 4Е’з/2~> 4Л1/2 4Е3/2 4/]3/2 2000 3910 7 42
(ZrO2)0j85 — - (Er2O3) OI2 Er3+; 12 77 1,620 0,4... 1,6 — — 4Z|3/2 4Z] 5/2 300 800 -
Tu3+; 1 77 1,896 0,4... 1,9 2,5 — 3Я4->зЯб 300 420 —
О/, — Fm3m Ho3+; 1 77 2,115 0,4-2 6,5 — 5Л- 54 300 400 -
[§ 25.3] Активные диэлектрики твердотельных лазеров
Продолжение табл. 25.2
Рабочая темпера- тура Д К Длина Область накачки, мкм Время Ширина линии Индуци- рованный переход Энергия конеч- Режим работы и пороговые значения
Основа (матрица) тип структуры Активатор; кон- центрация, % (мае.) BuJlHbl лазерного излучения, мкм (спонтан- ное), мс ной лю- минесцен- ции см“: ного состоя- ния, см-1 энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме,- Вт
Ш/От)о,9 — ( ^20з)о,1 Osi, — Fm3m Nd3+; 1 300 1,0604 1,3305 0,35...0,9 0,5...0,9 0,45 130 4Тз/2-> 47ц/2 ^3/2 -* 4А 3/2 2000 3910 7 48 —
Сг3 + ; 0,5 77 0,6874(7?,) — 9 1,4 *Е(Ё) -> 4Л2 0,5 300 —
300 1,0641 0,25 3,5 4-Ез/2->4^11/2 2110 0,2-12 5...500 0,007 - све-
Nd3+; 1,5 (0,2...2,0) 300 300 230 77 600 1,319 0,946 1,833 1,0612 1,0627 0,45...0,9 0,35 0,25 0,25 6,5 10 1,0 16 47*3/2_>4Аз/2 4-6з/2-> 44/2 4Тз/2 4715/2 46’з/2->4^11/2 4000 850 6000 2006 2 38 7,5 Менее 0,5 тодиод 450 + +
Y3A15O|2, О 10 - la2>d Nd3+ + (Cr3+) 300 77 1,0641 1,0610 0,4...0,9 0,21 0,23 - 473/2-> 47ii/2 2110 2006 1 + + 440
Но3+; 2,0 77 2,0975 2,1223 0.4...2 4 - 5Z7^5Zg 462 518 44 400 + + __
Но3+ + (Сг3+) 77 2,0975 2,1223 0,4-2 — - V7-szg 460 518 25 25 210 250
Gd3+ 300 0,3146 — 0,008 20 6P7/2 8S7/2 0 2400 —
Er34"; 1,0 (10...30) 77 300 1,6602 1,6652 2,9364 0,4... 1,6 8 0,32 — 4-Лз/2-> 4Лз/2 Ч11/2_>4Лз/2 525 6000 80 190 -
Tu3+ Tu3+ + (Cr3+) 77 77 1,8834 2,0132 2,0132 0,4... 1,8 15 15 — 3Н4- зЯб 240 582 582 590 208 30 315 160
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
617
1 1 1 1 1 1 1 1 1 88 © Ch (N 1 1 © 1 1 1 1
О' 70 250 1 © © + 8 2,5 1 40 50 + 60 Q UT © UT IT) © ^ cr 64 (N 400 160 urw ©n «—1 ч-H
612 612 418 481 88 О Qs <N СГ 1 402 413 461 МГ © 00 0 OO © © <N 4025 2100 OTO 1 0 0 480 480 5400 © C (N O' 00 ОС © © 12722 6885 vr ос ос © ur © СЧ QO <N UT CN (N © ©
СМ СМ bf Г1 см 7 Г СМ СМ. . 5=Г . мт- < Ч П t 7 ’ CM CM <*Tr c?T CM. CM 7 fc? ^00 in" 7. n4 r * d cm r cm cm >**<" *•?' "7 ’ ’ см см. гм r cn r co r cn" ь, fr fe, k£~ in in1 in 7 7 7 kC" kEj4 k^3 in in in a. / 5 7 t S- S S- ? ? ? 7 7 m rr, r b см. ,1 CM. с м 7 С*1
1- С- 1 6,5 8 00 © Г- © <N 1 1 2 Г 40 s s 1 11 8,5 1 6 10,5 r- 0
— — 1 cs ©" i 3,6 0,24 1 1 1 0,11 0,11 0,11 0,12 0,12 1
0,4...0,9 0,35...1,1 0,4...2,0 0,5...0,9 0,5...0,9 1 Г Tl 1 0,5...0,9 0,4...2,0 0,4...2,0 1 (N ©* 0,9...1,1 0,9...1,1
1,0293 1,0293 1,0293 2,086 2,114 © 40 cr © cr 1,0233 © Ch г- co co q Я.Я <N ГШ 2,9370 1,7762 OQ Mfr f cr © M cr © a Г c ? > 5 2,102 2,102 2,9460 r 4C ОС c 0,8632 1,7762 2.9406 GO Ch <N QO <N ОС ОС "G " О 1,0294 h •ч
LL LL LL 300 £ 300 110 300 300 77 77 77 300 300 77 300 300 300 LL LL
(+£-О) + +£<1.Л L 0 +^QA + ж Nd3+; 1,0 p CJ3 + + © >- Ho3+; 2,0 + (Er3 + ) + (Tu3+) + Щ Nd3+; 0,6 + CM + +^u~l m 1 Г4 co О + О Д+ +Д "o Д • -> QO + : И -Г c 4 r<- 4 3 —( (+g^NJ “b +gQA г ^+еЯА
Y3A15OI2, О[° - laid Y3Ga5OI2, О/,1« - laid Y3Ga5O12, Ohw - laid CM o“ m 0 <П~5 т 2 1 0 s Er3Al5Oi2, O™ - laid C' 6 1/ < (* 5 Pi4 “ OTO
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура T, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см— Индуцированный переход Энергия конеч- него состоя- ния, см“! Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
УЬзА15О12, Ho'+ 77 2,096 0,4...2 — — 100 143 —
О™ - Ia3d Er3+; 3 77 1,6615 0,4...1,6 — 12 4213/2 4215/2 500 75 —
HO3AI5O12, С^° - Ia3d Но3+ 90 2,1224 2,1294 0,4...2 1 — V7->5/g 530 550 42 27
Nd3+; 300 1,0621 0,5...0,9 0,27 7,2 4-f3/2_> 42ц/2 2064 1,5 1100
1 77 1,0584 0,27 2,3 1994 1 +
Gd3Ga5Oi2, O'h° - Ia3d 300 77 1,3315 1,3307 0,5...0,9 0,27 7 2,5 42*3/2 -* 4Лз/2 3925 3927 5,3 18 + +
Yb3+ + (Nd3+) 2; 2 77 1,0232 0,5...0,9 — 8 32*5/2 22*7/2 — 2,5 —
Nd3+; 300 1,0623 9 42Г3/2-> 42ц/2 2060 1,5 —
Lu3Ga5O19, O/,° - Ia3d 1 77 300 1,0602 1,3315 0,5...0,9 0,27 4 13 42'з/24213/2 2010 3930 4,5 6 —
Yb3+ + (Nd3+); 2; 1,5 77 1,0230 — — 8 2 2*5/2 2 2*7/2 — 1 —
Ho3GasOI5, O',° - Ia3d Ho3* 77 2,1135 2,086 — — — 5/7^5/g 550 500 65 40 —
1,3416 20 42*з/2 -> 4^13/2 3958 1 1500
300 1,0796 0,5...0,9 0,18 11 42*3/2~* 42ц/2 2157 0,5 1200
YAIO3, Nd3+; l,0...3,0 0,930 30 42*3/2 %/2 670 0,15 —
~ Pbnm 77 700 1,0795 1,0802 0,5...0,9 0,18 3...18 42*3/2~*42ц/2 2157 0,5 —
Активные материалы, твердотельных лазеров [разд. 25]
YAIO3, Er3+; 0,5 300 1,663 0,851 0,35...0,55 0,12 50 8,5 4jS3/2 %/2 4‘S’3/2 4^13/2 12400 6670 52 51 -
Tu3+ +(Cr3+); 300 2,348 0,3-0,8 0,2 — \F4 -> ЗЯ5 8250 12,5 —
&2h — Pbnm
0,8; 0,1 90 1,9335 0,3-1,8 10 5,5 -’Я4^ЗЯ5 420 7 —
Ho3+; 2 300 2,9180 — — 7,5 -
GdAlO3, Nd3+; 1,0 300 77 1,069 1,0689 0,5-0,9 0,1 15 4-^3/2 4A1/2 4-f3/2-> 4^ll/2 2095 2094 38 24 —
— Pbnm Ho3+; 3 77 1,9925 577 -* 5/g 91 240 —
Er3 + ; 3 77 1,5646 0,4-1,5 — — 4Лз/2 —* 4^I5/2 224 18 —
Tu3+; 3 77 1,8529 3Я4-ЗЯ6 ' 226 216 —
ErAlO3, Ho3+; 2 77 2,1205 0,4-2,0 — 10 Я7-> 54 570 80 —
D\6h - Pbnm Tu3+ 77 1,872 0,4... 1,8 5,5 — 3Я4->3Я6 200 15 —
110 1,6632 — — — — — 22
LaAlO3; D^-R3m Nd3+; 2 300 1,0804 0,5-0,9 0,24 20 4-f3/2_> 4-Л1/2 2327 120 —
LuAlO3, Z>2A — Pbnm Ho3+ 90 2,1348 - — Я7->5/8 470 3 —
Er34-; 1 90 1,6675 - — - 45з/2 47g/2 12400 8 -
Ho3+; 2,0979 — 462 11 +
2% замещения 2,0917 0,4-2,0 4 — SZy -* 5/g 532 390 —
Yj.jEri 48A15O|2, 77 2,123 — 518 + 47
Tu3+; 1,880 228 264 —
O'h° - Ia3d
2% замещения 1,884 0,4... 1,8 15 — 3Я4->3Я6 240 180 —
2,014 582 170 520
Ho3+ + (Tu3+); 77 2,099 0,4-2 462 3 45
(Y, Er)3AljO]2, O'h° - laid 2 85 2,1227 5 ^7 -r 518 + 30
Er3+; 33 300 2,8302 — 0,1 - 4bll/2~*4^13/2 6887 11 —
[§ 25.3] Активные диэлектрики твердотельных, лазеров
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура Г, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см~1 Индуци- рованный переход Энергия конеч- ного состоя- ния, см" Режим пороговь энергии воз- буждения в импульсном режиме, Дж работы и е значения мощности возбуждения в непрерывном режиме, Вт
Y 1,2sEr 1 ,зТ U0 2А15о 12, Ол10 - laid Ho3+; 5% замещения 295 85 85 2,0985 2,1227 2,1288 0,5...2,0 4,0 — 462 532 518 КПД 5% 3 14 + + 30
Y2,9EroiO5TU0O5Fe5OI2, O'h° - laid Но3 + ; 2% замещения 77 2,086 2,0906 1,1...2,0 — — - 90 275 —
(Yb, Er, Tu)3A15OI2, O'h° - laid Ти3+; 3 77 1,8850 2,0195 0,4...2 — 7 12 3Я4-3Н6 240 580 48 25 -
Но3+; 6 77 2,1010 0,4...2 — 12 500 10 -
Gd3Sc2Al3O12, O\° - laid Nd3 + ; 1 300 1,060 1,336 — 0,275 11 12 4Ез/2 -» 47| 1/2 4Ез/2 713/2 1978 3931 3 7 +
Yb3+ + (Nd3+); 2; 1,5 77 1,0299 — — 13 2Fsp -» 2К7/2 600 8 -
Lu3Sc2Al3OI2, О'° - laid Nd3 + ; 1 300 1,060 — 0,275 10 4Е3/2-’- 47ц/2 1978 3 —
Yb3+; 3 77 1,0299 - — 13 2Fsp~*2F7p 600 1,5 —
Y 3SC2 Al ^Oj2j O}° - laid Nd3+; 1 300 300 300 1,0595 1,0622 1,3360 - 6 8 4F3p^> 41цр 4Д/2 -> 4/13/2 2000 4000 5 7 10 —
Er3Sc2Al3O12, O}.° - laid Ho3+ + (Tu3+); 2 77 2,0985 - - 22 5/7-5/8 470 10 —
Ho3Sc2A13O12, Olf - Ia3d Ho3+ 77 2,1170 — — 16 5/7^54 530 150 —
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
621
1 1 1 + 1 1 1 1 1 1 1 i
+ см о о СП 1—1 М~1 сп' гп £ с с <т \о & •5 C' о
о о см см о CM \£> о о CM О С С СМ с с с Mt \с с о о о 2 с а 1 о см оо 5 ' о о О г- СМ мп о § G а а см
S сч гч ь? СЧ bf СЧ T CL bC СЧ "г сч г сч сч_ О 7? О. CL 1 L сч ^0® й- т Т CL Г- [< J I Eq CH T 5? s 1
1 О О 2 оо о см vf см оо о СП О ^0°А | —1 а\ 1 MD О »—< i о
сч сГ CM г—1 г—1 MD СМ О* 1 1 о* О' с> с s Я сГ Ч । ю 1 1 un G О
ом сГ сН о 1 1 1 1 1 см 4 1 сГ см сГ QM О ом cf о
\о <э s CM O' 34 "M о MD О ОС с о Ол (—< мп О о Я (—< 1-^ 00 <о оо <О СП оо ол <“Н о о о СП О О О МП о о см о го- ем см °4 (—< MD ол
о о £ £ 8 о о о о г- о о о О о о о О с- о о г- £ £ О С
+ § ° j+- ъ + £ + мз Z + °МЗ Z 4- сп м3 Z + М31 Z о" + СП М3 Но3+ +(Ти3+); Ег3+; 25 + СП о к + CH а b см + СП М3 Z
СЧ О" < 3 J 1 А О Ьо= Pt°I - 0^0 ‘ziosiv£(qa ‘a) c\ о < 3' u Л ,3 1 о cT сч о я $ о В <г 7 и । •с’2^ 0 О ГЧ О "ХЗ СП fT} О *5 с? 1 СО о >^”о S 1 q* ГН о □ СО м3 0 S 1 sg Q 0 U г-1 £ sg СП 0 Q (УЕг)АЮз, —ЕЬгаи с < i 1 । sa z «5 сч о СП cd 0 ГЧ 60 '3 S 13 ин СЧ 1 6 о cd 7^5 я о
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая Длина Время Ширина линии Индуцированный переход Энергия конеч- Режим работы и пороговые значения
темпера- тура Т, К лазерного излучения, мкм накачки, мкм (спонтан- ное), мс ной лю- минесцен- ции, см 1 ного состоя- ния, см энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
300 1,0582 0,4...0,9 0,18 20 4/з/2^ Ч11/2 2016 0,5 1200
/ / 1,0649 0,4...0,9 0,18 7 4Е3/2^4/ц/2 2016 0,5 +
77 1,06 0,5145 0,18 — 4Г3/2-*4/ц/2 2000 0,002 +
Nd3+; 0,5...3,0 300 1,337 1,339 0,3...0,9 0,18 25 4 7*3/2 4/13/2 4000 1 1500
CaWO4, Ct-/4]/a 1,3345 8 4/з/2^ 4Лз/2 4000 1
77 1,3459 0,4...0,9 0,18 7 4000 1 —
0,914 15 4Рз/2 -> 4/9/2 471 4,6
Рг3+; 0,5 1,0468 0,44—0,49 0,02 ID2^ 3Г4 6700 20 —
Но3+; 0,5 2,05 0,44...0,46 — 5/7 -» 5Ig 250 80 —
Ег3+; 1,0 1,612 0,38—0,52 — — 4Лз/2-* 4Л5/2 375 800 —
Ти3+; 0,5 1,911 0,46-0,48; — 325 60 —
1,7-1,8
Nd3+; 1,8 300 1,061 0,4-0,9 0,12 — 4F3/2^4hl/2 2000 1 1200
СаМоО4, 77 1,06 — 0,6
С4Л — 741/0 Но3+; 0,5 + (Ег3+) Ти3+; 77 2,07 0,4... 1,9 1,3 0,9 — 3Я4->3Я6 250 325 107 20 —
0,5 + (Ег3+) 1,91
SrMoO4, 300 1,064 15 4/?3/2->4/ll/2 2000 10 +
- /41/в Nd3+; 1,5 300 1,3325 0,4...0,9 0,17 20 4F3/2-» 4Л3/2 4000 35 —
77 1,06 3 4/з/2^ 4/ц/2 2000 17 —
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
623
1 2600 1 1 1150 1
о <—< О 2 ' 4 S СП un и-
6700 5 3900 7 SO а с с Сх S 5 1955 олло п 3 3 ч D 3S н 1 2005 3980
CN t сч Q4 «. Ct . СП „ СП к. Г) CS «. а. t£ 4-f 3/2 “* 4Л1/2 4/13/2
1 о О iZ7 сх I с 0£ 001 1 О оо \2
1 0.15 ОС 1 0,15 D
1 0.35...0 9 0 35 2 0,35...0,9 0,35...0,9 Э\ D
2,6887 Г) о D 1,338 2 050 Г 1.0635 on сг 1,059 1 □ с 0 г 3 П И I 1,0599 1,3400
300 О о О о о О 300 77 с с 8 СП 300
4 + I 4 + Ч и 4-(Ти3+); 30 о г— см + м ’О + °с £ F- ’Ь Z + СП ° + 'тЗ СМ
-5. о s 2; з L cd мэ^- z, и NaLa(WO4)„ _а 1 С С г ~ 1 ; 1 с г О а о .S 5 •о" 1 и о
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура Г, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см“* Индуцированный переход Энергия конец- НОТО состоя- ния, см~ Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
KLa(MoO4)2, Nd3+; 300 1,0587 48 4^3/2->4Л|/2 1940 3,5 ,—
С4А-/4,/а 2 77 1,0585 0,4...0,9 0,2 22 1942 5 —
300 1,3350 65 4£'з/2->4213/2 3895 8 —
Na0 sGdo 5_vNdxWO4, Nd3+; 300 1,06 0,18 16
Ch-IAJa x = 0,1. ..0,3 77 0,4...0,9 — 4£з/2^ “Л1/2 2000 4,5 -
Nd3+; 2,5 300 1,0672 — 0,11 — 4£з/2 4 Л1/2 1945 0,4 —
KGd(Wo4)2, Ho3+; 4 300 2,9342 — - — 5300 25 —
С4Л - Wj/fl Er3+; 3...10 300 0,8468 — — — 45'з/2 -> 4If 3/7 6517 34 —
300 1,7325 — — — 45’з/2 Ч9/2 12 556 10 —
300 2,7990 — — — Чц/2-* 4Лз/2 6710 15 —
Gdz (МоО4)з, Ct - Pba2 Nd3+; 1...20 300 1,0701 0,55..0,9 0,15 40 4Гз/2^ 47ц/2 2010 2,5 —
NaQ,5Nd0,sWO4 Nd3+; 50 77 1,06 0,55...1,0 — — 4Г3/2^Чц/2 2000 4,5 -
yvo4, Nd3+; 1,0 300 1,0664 1,3425 0,5...0,9 0,1 8 8 4^3/2 4Л 1/2 4F3/2-> 4/13/2 1985 3913 1,3 9 —
£>4® — \Alamd
Eu3+ 90 0,6193 — — 1000 60 +
Tu3+ 77 2,0 0,4...0,6 — — 3Я4^-Ч76 — + +
Ho3+ + (Er33-) + 77 2,0412 — — 5/7^5/8 229 + +
+ (Tu3+)
Ca,(VO4)2, £17, - вг/ъ Nd3*; 1,0 300 1,067 0,4-0,9 0,15 180 4^3/2-> 4Л1/2 2000 3000 -
Активные материалы твердотельных лазеров [разд. 25]
[§25.3]
Активные диэлектрики твердотельных лазеров
625
1 1 1 [ 1 f 350 400 1 1 1 1 1 1 1
CM xt 10 20 tM т" in о CM CM CM 1 4,5 0,8 О CM 90 1 о см co — 380 О о ООО j 8 180 250 ОС n кП О О n CM CM CO CM CM
2100 4100 1У/5 300 2107 310 271 Ch go cm mJ- ch in O\ CO OS 1 1 1 1 2000 2100 2000 4000 500 2000 2000 2000 4000 4000 4000
Cl CL т "г гч см см о. Т 4Ез/2 4/11/2 4Е'з/2^' 4Л.З/2 "t I < a? m гл g g 5 ’ ’ СЧ C'l CN r C*i _ C*3 m b, 4, 4. a? T d jKJ in CM a? t " s L ? ? 4F3/2 -> 47| i/2 C'l CM C'l t t t а. a. 4. k. b< u. Ci. 12 ? * 1 a S- л £ £
17 20 ип ОО 30 20 1 1 10 13 4,5 i 1 । । 1 28 1,7 4 6,8 8 О О О C'- CM tn -H CM tn _
0,24 0,12 20 0,085 1 1 CM CM <—< | o' o' I 2,2 । । 1 0,28 1 0,34 0,34 0,38 0,34 0,34 0,38
0,5...0,9 0,5...0,9 n ? Г 0,55...0,9 1 1 0,5..0,9 1—H o' 1 । । 0,4...0,9 Ch © o' 0,4...1,5 0,2...0,9
1,07 1 3585 с 1 ,иогл+ 2,07 1,0932 1,3870 2,0786 1,8532 1,0615 1,3380 1,0612 О 2,047 i,6i 1,91 1,062 1,0786 1 s 3 J о CM n 00 40 00 Г-" CM tn m oo £ о о 4. n m o st 40 CM n 40 n
300 с 06 АПС 300 300 C- £ 300 300 77 £ 77 c- £ 300 300 77 77 £ 300 300 77 3UU 300 77
+ <*3 75 Z Nd3+; 1,5 Но3+; 0,9 + (Ег3+) Nd3+; 1,0...2,0 Ho3+; 0,25...1,0 Tu3+; 0,25... 1 Nd3+; 2,0 + £ o’” + "o X + + "L "b щ Nd3+; 0,25...2,0 4 75 О z Er3+; 1 Nd3+; 0,7
сч и 1 и VI о Й С-1 ?Г и 1 и о’ £> cd ►4 а МЭГ L С л 2 I— 1 ’I г Ca(NbO3)2, Dll - Pean VO s g z g ir> “s? ra Q c lcS" о ’ 1 <2 CM u ЗгАЦОу, C^i, - C2/c
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура T, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см * Индуцированный переход Энергия конеч- ного СОСТОЯ- НИЯ, см“ Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
CaSc2O4, - Pnam Nd3+; 1 300 77 300 1,072 1,0868 1,0867 1,3565 0,5...0,9 0,105 22 25 4,5 30 42Г3/2 4Л/2 4^’з/2~^4Лз/2 2100 4050 2,3 1 0,4 1,5 —
Bi4Ge3O12, T6d-I43d Nd3+; 0,25...2,0 300 300 1,0640 1,3418 0,4...0,9 0,22 24 29 42?3/2->42ц/2 42?з/2->42|3/2 1931 3875 4,5 4,5 —
Bi4Si3O|2, T6d - IA3d Nd3+; 1 300 300 1,0629 1,3407 0,4...0,9 0,23 20 29 4f3/2^ 47ц/2 4Р3/2-> 4713/2 1924 3873 7 7 —
Ba2ZnGe2O7 Ba2MgGe2O7 DL-^42^ Nd3+; 2,0 300 1,054 0,35...0,9 0,34 0,4 48 40 4Гз/2-»47||/2 2000 8 5 —
La2Be2O5 Nd3+; 1 300 300 1,0698 1,3510 — 0,15 27 32 4^3/2->' 4Л1/2 46з/2 “Лз/2 1962 3908j 1,8 + 2,5
CaY4(SiO4)3O, С2ы, - W™ Nd3+ Ho3+; 2,5 + Er3++ Tu3+ 300 77 1,0672 2,060 0,4...0,9 0,4...2 0,2 2,5 53 55 4/Гз/2 -> 47ц/2 5А -»5/g 2000 300 50 15 —
CaLa4 (SiO4)3O, ClA-P63/m Nd3+; 2 300 1,061 0,4...0,9 0,24 53 4Р’з/2">4Л1/2 2000 5,5 525
CaLa4(PO4)3O, Clh - Р’бз/ли Nd3+ 300 1,0613 0,4...0,9 — 30 4Т3/2-+ 4/ц/2 2000 22 —
CaGcU (8104)3 О Nd3+ 300 1,06 0,4...0,9 — — 4Т3/2 4/ц/2 2000 + —
Активные материалы твердотельных лазеров_______________[разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
627
1 1 1 + 1 1 1 о оо 1 600 + 1 1
сч o' кГ> О О г-1 с о сч об' со of о" or о сч с ч с 5 о 2 О ч сч о ^8 СЧ (—< о с О с 42 С 42 42 - 42 1
§ 8 о о СП 1 О О СЧ СП СП СП ООО СЧ сч гч с о с 1 s сч °°г оог сч о о о чэ 1087 1256 1780 => 34
47'3/2~>47ц/2 ^ос ? 1 S- ’т S1 £ о. т о. ср СЧ СЧ т сч te 'l С Э ^оо 1Л Т т 17 и С1 гч <4 СП 'г
й 1 m 8 S । сч ОС 1 42 1 1 о" MS Менее 0,03 1 1 1 1
сч o' 1 1 сч г-1 о чЧ оо’ о" 1 r c c G >я г о* с> 0,13 0,015
0,4...0,9 сч sf o' 1 ФтОрИД! of о*1 чс ОС с о г-1 О* о, о" 0,42...0,65 о о" счл о 0,4...2 0,4...0,55 0,4-0,63 0,5-0,9 0,4... 1,4
40 00 ип ол г—1 сч О 00 СЧл г-1 1,0461 1,0628 1,0451 чо 1/4 00 o' ю Г) Ю Э й 43 8 oo о cT о “Ч o' й сч" Г а G г 2 м-1. i «>• о" 42 (—< 40 сч" о £ £ с 1 ос (—< _ 04 1/ ’i.C с 2 ч"
8 £ о г-1 300 300 77 о сч г-1 СЧч г- о с- о
N<P+; 2 + /ё + +_ ъ +" я ч. Щ + 1 СП § °’ Л с и ’ = с Yb3+; 5,0 + NS <Z3 Г) о э Ол о" + сч б + П; 5 чэ °" Ти2+; 0,05 i = я = ?л >л со ь о J
О £ 9 S’ 1 ь_2 -с “ ‘У'-'Э и 0 О' д? Д о Й $ч C44J и О о & ъ о s (3 । СП О 03 -^с о о f CaF2, Oh — Fm3m 2 £ ьод S С « г
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура Г, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции см 1 Индуцированный переход Энергия конеч- ного состоя- ния, см~ Режим пороговь энергии воз- буждения в импульсном режиме, Дж заботы и е значения мощности возбуждения в непрерывном режиме, Вт
V2+; 0,2 77 1,121 0,4...1,1 2,3 — 4Т2-»4Л2 1166 1070 —
MgF2, Dm — P42/mnm Ni2+; 0,5.„1,5 77 100 240 1,623 1,731 1,797 0,4...1,4 11,5 — ^Т2^ м2 3т2-^а2 340 800 935 150 + 1650 240 65
ZnF2, Ptyrnnm Co2+; 1 77 2,165 0,4... 1,4 0,4 — 4т2->4т} 1895 430 —
Nd3+; 0,1...0,8 300 1,0370 1,0445 0,55...0,9 1,25 20 25 4F3/2->- 4/ц/2 2008 2045 40 90 —
SrF2, — FmSm Dy3+; 0,03 Tu3+ Sm2+; 0,1 U3+; 0,1 77 77 4,2 77 2,3659 1,972 0,6969 2,407 0,35.„1,15 0,3...1,97 0,4...0,6 0,4...1,3 50 15 0,08 0,5.„0,6 1 ; t t 1 in m m 23,4 270 334 100 1600 + 38
BaF2, Of, — Fm3m Nd3+ u3+ 77 20 1,060 2,556 0,4...1,0 1,1.„1,5 0,15 — 47?3/2-> 4Л1/2 4Л1/2-» 479/2 2000 107 1600 12 -
MnF2, Du— P42/mnm Ni2+; 1,0 85 1,939...1,915 0,4...1,4 11 — 3т2-2а2 600 210 240
Nd3+; 1 300 1,04065 1,3310 0,5...0,9 0,6 25 21 4F3/2~> 47ll/2 4F3/2^ 4/|3/2 1984 4070 2,8 7 4000
LaF3, D$d-P3cl 77 1,04...1,06 0,4...0,9 0,3...0,6 6.5...15 ‘’7'3/2 47] 1/2 1984... 2223 5...15 —
Pr3+; 1,0 77 0,5985 0,4...0,6 — — 3А,^3Я6 4200 60 -
Er34-; 0,05 77 1,6113 0,4...1,8 — — 4Лз/2“* 4/15/2 400 500 -
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
629
'+ + 1 1 1 1 1 1 III Illi 1 1 + 1 + + 1 1
^•мт о Of 00 ^4 3,5 6 530 + co CM 1 " CO + + + + 510 in 2 CH — 160 40 М3 0 0 145
сг 0\ о х со > os — о — СМ ХГ 1996 2199 380 1420 1 1 2000 2042 6714 oooz 406 6740 400 10 336 216 MT о oo — CH xf 108 6711 2000 4090 80
еч g. т t ? сч ej. са. 4f3/2_> 4Д1/2 4F3/2^4/|l/2 ^oo t EC ’r "t £ 8Zs *- LIs C'l * cm b? CL (*3 L 1 5Z)4^ 7Fs ei сч <т cm t т t CM Cl CM CQ CM 2Я9/2-4/ц/2 СЧ VO T CM Eq ЧО 4^* t t CM rCM ro Й3 ti S- t ££ CC t ^QC 1
ir> IT) О сг сг сг О о CM CM T. 1 1 1 co 1 Illi О М3 1 1 16 8,5 UT 0 м3 Ch 0 00
СМ О* 0,25 so cm" 3,1 CO CM o' 0,2 0,83 0,025 1 0,025 r- 1 1 10 0,5 0,48 . 1
„0,9 „0,9 cm „1,4 „1,4 oo ..0,9 .0,55 .0,5 .0,55 .0,45 .0,67 .0,45 co cm" os Ch o" o' ..1,6 ..0,55 0T’ „2,0
o' 0,4. 0,3 co" 0,4. 0,4. 0,4. 0,3.. 0,3.. o' o" o" o" 0,5. 0,4. 0,4. o' o' 0,55 0,3.
СЗ 00 о — ст см МГ М3 СП О. <О ГП OS Q СП Mt М3 CO co <—н M 2,09 1,821 М3, 2,065 1,0471 1,053 0,850 0,850 0,5445 о co" 0,5617 0,6709 0,7037 3,022 0,5515 0,6709 1,5448 0,8456 1,0540 1,0632 | 1,337 2,0318
о о о g 0 0
СП СТ СП CH
Nd3+; 4 + "o ж + CM О U + CM z Ho3+; 1,7 + г W,J ' T3 + Z CM + и H 10 + (Gd3+) J + W CN o" II К CM II Q 4 o" S' + + оЧн £ И + Щ o" Nd3+; 0,5...12 Ho3+; 3,0
P>ld ~ Pl<J ‘ з, D'/h — Pnma ;F3, О/, — Pm3m 1F3, 7)^ — Pbnm Q ao Uh ^£4 s X u. ~ S л -5. i 2-YF3, Fm3m
CeF3 HoF s KMi Г1 1 >: + о ca mcN ffl CaF: Z~»S 1 J
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура T, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции, см~1 Индуцированный переход Энергия конеч- ного состоя- ния см“ Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
CaF2 - CeF3, Osh — Fm3m Nd3+ 0,5...1,0 300 1,0657 1,3190 0,55... 1,0 0,7 100 100 4Гз/2-*4Л1/2 4Е3/2-> 47|з/2 2000 86 300 -
CaF2 - CeO2, Oh — Fm3m Nd3+; 1 300 1,0885 0,55...0,9 1,2 25 4Г3/2->4/ц/2 2000 850 —
CaF2 — ErF3, Ok — Fm3m Tu3+; 0,5 Ho3+; 0,5 77 77 1,860 2,030 0,3...1,86 0,3...1,9 11,5 10 100 70 3Я4-3»6 5/? _> 5/g 350 250 5 140 3000
Er3+; 2 10 77 300 0,8456 2,7307 0,3...0,55 0,3...1,1 0,5 8,5 4^3/2~^ 4Аз/2 4Л1/2~* 42]3/2 6711 6700 360 400 —
CaF2—SrF2—BaF2— - YF3—LaF3 Nd3+; 1 300 1,0535 0,55...0,9 0,4 100 4Е3/2 4 Л 1/2 2000 30 -
CaF2 — TuF3— ErF3 Ok — Fm3m Er3+; 12,5 Tu3+; 0,5 300 100 2,69 1,860 0,3-2,7 0,3...1,8 4,5 2,9 — 4Л1/2->' 4Лз/2 7000 300 10 5 —
CaF2(90,5%) + + YbF3(3%) + + TuF3(3%) + + ErF3(3%) Ho3+; 0,5 300 100 2,06 2,05 0,2...2,06 — 6 5/7 -> 5/g 250 100 16 +
LaF3 - SrF2(4%), D6h - P^lmcm Nd3+; 2,0 300 1,0486 1,0635 1,3315 0,55...0,9 0,22 150 150 55 4F3/2->“z11/2 4E3/2->-47ii/2 4Ез/2 -> 4Лз/2 2000 2000 4000 5,5 11 13
SrF2 —YF3, — Fm3m Nd3+; 2,0 300 1,0567 0,56-0,9 0,36 65 4Е’з/2“> 4Л1/2 2000 15 -
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.3]
Активные диэлектрики твердотельных лазеров
631
1 1 + + + 1 1 1 1 1
со «п — щ оо СЧ СЧ 11 17 20 7 40 300 180 о\ сч
с 4000 2000 2000 2000 2000 4000 2000 4000 120 470 540
1 7/11»- . 7/С » 47гз/2 -> 4Л1/2 Ci L ci ci ei ZX — t t f CL ci CM Ci C^ г<*7 ГСП T t ’^T <r> 1Л 9Яе «-"Яе
5 100 105 in ООО С- O> C" Q 1П о сл О О СЧ о Ш о С- in
о” 0,31 0,3 0,36 0,44 1 1 1 1
0,5...0,9 0,5...0,9 0,5...0,9 0,55...0,9 0,55...0,9 0,3...2,0 0,3...2,0 0,3...1,8
О tr с О СЧ ГО 1,0543 сч о 1,0539 1,0629 i -toss 1,0653 1,3190 2,0312 2,0312 1,858 1,8885
300 300 300 300 300 150 77 150
+ Z + Z Nd3+; 2 Nd3+; 0,5...4 Nd3+: 1 I ;^£°Н 1 ;+£п1
tf Е Е । е; ,rj । и, 1 й ид-с » О BaF2 - CeF3, О;, — Fm3m •Q 0 1 C-4 cti ffl a-NaCaYFg, O5h — Fniim ct-NaCaCeF6, Oi, — Fm3m a-NaCaErF6, шсиу - ‘<о
Продолжение табл. 25.2
Основа (матрица), тип структуры Активатор; концентрация, % (мае.) Рабочая темпера- тура T, К Длина волны лазерного излучения, мкм Область накачки, мкм Время жизни (спонтан- ное), мс Ширина линии спонтан- ной лю- минесцен- ции см 1 Индуцированный переход Энергия конеч- ного состоя- ния, см-1 Режим работы и пороговые значения
энергии воз- буждения в импульсном режиме, Дж мощности возбуждения в непрерывном режиме, Вт
5NaF-9YF3, — Fm3m Nd3+; 1 300 1,0506 1,307 0,55...0,9 0,96 100 200 42Г3/2~> 4Л1/2 4F3/2-> 47|3/2 2000 4000 45 250 -
Ca2Y5F19, Ц^-РЗс! Nd3+; 1 300 1,0498 1,3190 0,5...0,9 0,36 100 80 4Ез/2-> 4/Н/2 4Г3/2“^ 4Лз/2 2000' 4000 15 150 —
Sr2Y5F19, Dh~P3cl Nd3+; 2 300 1,0493 1,3190 0,5...0,9 0,4 ПО 130 4Г3/2-^4/ц/2 4jr3/2—*- 4Лз/2 2000 4000 40 75 -
LiHoF4, clh-IAJa Ho3+; 100 90 0,979 1,486 — 0,04 2-5 ID* ID1 t т г <D Ь 1Г> ID ID 5000 8000 6 6 -
LiErF4, Саь - /4j/a Er3+; 100 90 1,732 — — - 453/2 419р 12200 7,5 -
BaY2F8, Cl, - C2/m Nd3+ 300 77 300 77 1,0495 1,0493 1,3180 1,3170 0,4...0,9 - 1,1 2,2 11 2,3 4Fsp-> 4/И/2 4-Рз/2 4Лз/2 2000 4000 1,5 0,3 2,5 1 —
BaEr2F8, Cl - C2/m Ho3+ + (Tm3+) 300 2,086 — — — 5/7-5/В — КПД 1,5% +
Ba(¥i,8Hoo2)Fg, Ho3+ 77 2,362 - — - 5/5^5/5 11260 550 -
BaY i,64Ero,o3Tu0io3F8 Ho3+ 300 77 2,171 2,0866 — — **? *•*? ID ID t I 381 450 30 50
Активные материалы твердотельных лазеров [разд. 25]
Прочие кристаллы
Ca5(pO4),F, c6h~ Pf>3/m Nd3 + ; 1 Ho3++(Cr3+) 300 77 1,0630 1,3347 2,079 0,4...0,9 0,4...2 0,25 0,5 6 4 60 4£’з/2“>4Л/2 4F3/2 4 Л3/2 5Ii^5Is 1900 3819 355 0,2 2 25 145
Sr^PO^F, Clh - Nd3+; 2 300 1,0585 0,4...0,9 0,31 10 4рЗ/2->4Л|/2 2000 12 -
L^C^S, Djd-P3m Nd3+; 1 300 1,075 0,5...0,9 0,095 10 4F3/2-> 4Л1/2 1910 0,3 +
CeCl3, Clh ~ P63/m Nd3+; 2,5 300 1,0647 0,75...0,9 0,175 — 4^з/2 —4Л1/2 2055 0,06 +
Pb5(PO4)3F Nd3+; 1 300 1,0551 — 0,225 180 4F3/2 -> 4Л1/2 1955 12 -
Ц- o. F, 0,65...0,74 0,53 0,53; 0,69 0,53; 0,69 0,53; 0,69 -2000 Переходы КПД 10% +
LiF*, F+2(OH~) f2-fi 300 0,8...1,15 0,84...1,1 ~ 0,0001 -4000 -3000 между элект- ронно-колеба- тельными со- — кпд 30% +
О/, — m3m F~2 F-г 1,08...1,25 1,185 1,06 0,8... 1 -2000 стояниями центров окраски КПД до 43% кпд 0,01% + +
NaCl*, Oh — m3m ц. o. F42 300 1,40...1,75 1,064 — — - - — 1, кпд 20%
KCl:£i*, Oh — m3m Ц- о. (Р+2)л ц. о. РЛ(П) — 2,0...2,5 2,5...2,9 1,34 0,647 — — - — 4- + р = 1 вых 0,01 Вт р — Л вых = 0,24 Вт
* Кристаллы фтористого лития, хлористого натрия и хлористого калия с центрами окраски: F — центр — анионная вакансия, захва-
тившая один электрон; F2-центр — два расположенных в соседних узлах решетки F-центра; F^-парный центр, потерявший один электрон;
Fj-парный центр, захвативший третий электрон. Основное достоинство лазеров на центрах окраски — возможность перестройки по длинам
волн. Диапазон перестройки указан в четвертой графе. Их накачка, как правило, осуществляется другим лазером (пятая графа).
[§ 25.3] Активные диэлектрики твердотельных лазеров 633
Таблица. 25.3. Основные материалы твердотельных лазеров и их рабочие характеристики
Материал активной среды Матрица Акти- ватор Концен- трация актива- тора, % (МОЛ.) Длина волны гене- рации, мкм Ширина линии гене- рации, см-1 Генера- ционные потери, мм~ * Показа- тель прелом- ления кпд, % Режим генерации
Рубин AI2O3 Сг3+ 0,03...0,05 0,694 10...20 0,002 1,76 1 Импульсный
Иттрий-алюминиевый гра- нат (ИАГ) с неодимом Y3A15O12 N<F+ 1...3 1,06 6,5 0,0003...0,0005 1,83 4 Р ~ * вых = 300 Вт Непрерывный
Стекло с неодимом Стекло Nd3+ 2...6 1,06 40...80 0,0004 1,55 8 Импульсный
Стекло с эрбием Фосфатное стекло с сенсибилизаторами (Yb3+) и (Сг3+) Er3+ 1 1,54 50 — — 3 Импульсный
Алюминат иттрия с неоди- мом YA1O, Nd3+ 3 1,06 — 1,95 1 Г ВЫХ = = 30 Вт Непрерывный
Натрий — лантан — молиб- дат с неодимом NaLa(MoO4)2 Nd3+ 2 1,06 30 0,001 1,82 2,5 Импульсный
Флюорит кальция с диспро- зием CaF2 Dy2* 0,02 2,36 0,1 0,003 1,42 2 Импульсный
Гадолиний — скандий — таллиевый гранат (ГСГГ) с хромом Gd3Sc2Ga3O!2 Cr3* — 0,7...0,9 — — 1,96 — Лазер с перест- раиваемой длиной волны
Гадолиний — скандий — галлиевый гранат (ГСГГ) с неодимом Gd3Sc2Ga3Oi2 с сенсибилизато- ром (Сг3+) Nd3* 3 1,06 1,94 3,5 Импульсный
Активные материалы твердотельных лазеров [разд. 25]
[§ 25.4]
Сенсибилизация активных диэлектриков
635
определяется в основном термоупругим рас-
трескиванием активного элемента и. слабо
зависит от его диаметра. В этом случае обыч-
но используются активные элементы диамет-
ром 5...10 мм.
При работе в режиме одиночных импуль-
сов диаметр активного элемента определяет-
ся заданным уровнем выходной мощности и
зависит от предельной прочности материала,
разрушающегося под действием лазерного
излучения. Для изготовления активных эле-
ментов больших размеров (диаметром 500 мм
и более) обычно используют не кристаллы,
а активированное стекло вследствие большей
технологичности последнего.
Длина активного элемента также опреде-
ляется условиями работы, технологическими
факторами и конструкцией отражателя и па-
раметрами ламп накачки. Максимальная дли-
на определяется внутренними потерями и не-
однородностью материала и может достигать
нескольких десятков сантиметров. Приняты
следующие типоразмеры активных элементов
(диаметр и длина в миллиметрах), согласо-
ванные с размерами ламп накачки; 5X50;
5,5X75; 6X90; 6,5X120; 10X120; 12X240;
16X240 и др.
25.4. СЕНСИБИЛИЗАЦИЯ
АКТИВНЫХ ДИЭЛЕКТРИКОВ
Недостатком многочисленной группы ак-
тивных сред, активированных лантаноидами
и актиноидами (слабое кристаллическое по-
ле), является отсутствие широких и сильных
полос поглощения, удобных для накачки.
Для улучшения согласования спектра излу-
чения источника накачки со спектрами ак-
тивного поглощения таких кристаллов при-
меняют метод сенсибилизации активных ди-
электриков. Метод сенсибилизации заключа-
ется в добавлении в кристалл основы наряду
с основными активными ионами ионов дру-
гого вида, называемых сенсибилизаторами,
роль которых заключается в поглощении энер-
гии возбуждения в широком спектральном
диапазоне и передаче ее основным ионам.
Добавление сенсибилизаторов приводит к
расширению эффективной полосы накачки и
к повышению эффективности лазера. Переда-
ча энергии возбуждения от сенсибилизатора
к основному иону может осуществляться раз-
личным образом, а именно — путем реабсорб-
ции излучения иона сенсибилизатора ионом
активатора, путем резонансного взаимодей-
ствия ионов, по каскадной схеме и др. Во
всех случаях передача энергии от сенсиби-
лизатора (называемого также донором) к ак-
тиватору (акцептору) будет наиболее эффек-
тивна при совпадении (резонансе) соответ-
ствующих энергетических состояний.
Сенсибилизаторами могут служить не
только один или несколько ионов, специально
вводимых в матрицу, но и ионы, входящие
в состав основного вещества. Например, в
лазерах на основе Ег2О3:Тн3 + и CeF3:Nd3+
ионы Ег3+ и Се3 + , которые входят в основу
кристалла, передают энергию возбуждения
Тц3+ и Nd3+ соответственно. В табл. 25.4
представлены активные среды, в которых ис-
пользовался эффект сенсибилизации.
Сенсибилизация будет эффективной
только в том случае, когда скорость передачи
Таблица 25.4. Активные среды с использованием эффекта сенсибилизации
Основной ион-акти- ватор Сенсибилизатор Матрица-основа
Ni2+ Мп2+ MnF2; KMnF3
Nd3+ Сг3+ Y3AI5O12; YAIO3; GdsGasOig; Y3Sc2Ga3O|2; Gd3Sc2Ga3Oi2 CeF3, стекло Стекло Стекло
Се3+ и2+ Мп2+
Но3+ Сг3+ Y3A15O12 Yi.5Eri,48Al5Oi2; ЕгА1О3; Er2O3; Y3Al5Oi2; CaMoO„; LaNbO4; NaLa(MoO4)2; ZrO2—Er2O3; LiYF4; CaF2—ErF3; a-NaCaErFe (Y, Er)3Al5O,2; (Y, Er)AlO3; Y3Fe5Oi2; Lu3A15Oi2; CaY4(Si04)3O; Li(Y, Er) F4 (Y, Er)3Al5Oi2; Lu3A15Oi2; CaF2— (Er, Tu, Yb)F3 Y3Al5Ot2; Ba(Y, Yb)2F8, стекло (Yb, Er, Tu)3Al5O,2
Ег3+
Er3+-|-Tu3+
Ег3+ +Tu3+ +Yb3+
Yb3+ Yb3+-|-Er3+ + Tu3+
636
Активные материалы твердотельных лазеров
[разд. 25]
Продолжение табл. 25.4
Основной ион-акти- ватор Сенсибилизатор Матрица-основа
Yb3 + Nd3+ Ce3+ Cr3+ + Nd3+ U2++Nd3+ Стекло; CaF2; YsAUOis; ЕизА15О12 Стекло Стекло; УзА15О|2 Стекло
Tu3+ Cr3+ Er3+ Yb3++Er3 + Y3A15Oi2; YA1O3 Y3A15Oi2; YAIO3; ЕгАЮз; Er3Al5Oi2; Yi.sEri.4eAlsOi2; СаМоО4; CaF2—ErF3; Er2O3; ZrO2—Er2O3; a-NaCaErFe YsAlsOis; (Yb, Ег)зА1бО12
Tb3+ Gd3+ LiYF4
Dy3+ Er3+ Ba (УцгбЕго.г) Fg
Er3+ Cr3++Yb3+ Ho3+ Yb3+ Стекло CaF2—ErF3—H0F3 Y3A15Oi2; Yb3Al5O12
энергии от иона-сенсибилизатора к иону-ак-
тиватору будет превышать скорость дезакти-
вации верхнего рабочего уровня. Выполнить
это условие бывает непросто. Наиболее успеш-
ные результаты в этом направлении получены
на гадолиний-скандий-галлиевом гранате с
хромом и неодимом (ГСГГ — Cr3+, Nd3+).
25.5. РУБИН
Рубин представляет собой кристалл ок-
сида алюминия, в котором часть атомов алю-
миния изоморфно замещена атомами хрома
(А12О3:Сг3+). В природе А12Оз встречается
как в виде чистых, прозрачных кристаллов,
называемых а-корундом, так и окрашенных
благодаря наличию в них примесей: желтый
(железо, никель, тантал, уран), синий (ти-
тан), красный (хром), зеленый (кобальт +
+ ванадий).
В лазерной технике обычно используется
бледно-розовый рубин с содержанием хрома
около 0,05 %, что соответствует 1,6-1019 ио-
нов Сг3+ в 1 см3. Кристалл рубина обладает
ромбоэдрической симметрией, пространствен-
ная группа Did или R3c. Ось симметрии треть-
его порядка совпадает с оптической осью
кристалла — осью с. В а-корундё каждый ион
алюминия А13+ находится в окружении шести
ионов кислорода О2 , образующих октаэдр
(рис. 25.6, а). Окружение иона кислорода
составляют четыре иона алюминия, которые
образуют тетраэдр. Радиус иона хрома
(0,065 нм) несколько больше радиуса иона
алюминия (0,057 нм). Поэтому при замеще-
нии алюминия хромом параметры решетки
а и с увеличиваются и ион хрома оказывается
не в центре октаэдра ионов О2- решетки ко-
рунда, а несколько смещенным вдоль триго-
нальной оси (рис. 25.6, б), следствием чего
является возникновение напряжений и струк-
турных искажений, возрастающих с увеличе-
нием концентрации хрома и приводящих к
понижению симметрии кристалла. Зависи-
мость параметров решетки а-корунда от тем-
пературы представлена в табл. 25.5, а основ-
ные его физико-химические свойства см. в
табл. 25.1.
Кристаллы рубина обладают высокой хи-
мической стойкостью, слабо растворимы в во-
де, очень слабо растворяются в кипящей азот-
ной или ортофосфорной кислотах. Хорошо
растворяются в бисульфите калия при
7>450°С и в буре при / >800 °C.
Избирательное травление различных
плоскостей корунда и рубина производится
следующим образом. Травление бурой при
1000 °C выявляет дислокации на плоскостях
(1120). Ортофосфорная кислота при 320 °C вы-
являет дислокации на плоскости (0001), а
при 375 °C — дислокации на плоскостях (1011).
Химическая полировка производится бурой
при температуре не ниже 1000 °C, при этом
полируются все плоскости. Ортофосфорной
кислотой при 420 °C полируется плоскость
(0001).
Зависимость удельной теплоемкости
а-А12О3 от температуры с точностью ± 2 %
может быть представлена в виде
с= 1072,7 + 0,18027 — 29,85- Ю6/1"2.
Зависимость температурного коэффици-
ента линейного расширения от температуры
в диапазоне 300...900 К параллельно оси с:
ац = 0,6582 10~5 + 0,4995 • 10 8Г +
+ 0,2578 -10-11Т2
[§ 25.5]
Рубин
637
Рис. 25.6. Кристаллическая структура рубина: а — структура А12Оз; б — строение элементарной
ячейки кристалла рубина (справа приведены обозначения соответствующих групп атомов)
и перпендикулярно оси с:
а/± = 0,5425-10~5 + 0,5538- ИГ8/ —
— 0,2878-10 "Т-
Коэффициент теплопроводности кристал-
лов а-корунда очень высок, и в его зависи-
мости от температуры наблюдается максимум
в области Т = 40К (рис. 25.7). При температу-
ре жидкого азота коэффициент теплопровод-
ности а-корунда превышает даже теплопро-
водность меди.
Спектральная зависимость показателя
преломления чистого корунда может быть
представлена формулой
2 АД2 А2Х2 АзХ“
п — =Х2 —Xi + Z2 - - М + X2 — М ’
где М = 0,06144821 мкм; 7.2 = 0,1106997 мкм;
а3= 17,92656 мкм; А, = 1,023798; А2= 1,058264
и As = 5,280792.
Поскольку кристалл рубина оптически
анизотропен, то его показатель преломления
зависит от поляризации излучения. Дисперсия
коэффициента преломления п (7.) для обыкно-
Рис. 25.7. Температурная зависимость коэф-
фициента теплопроводности и кристаллов а-
корунда
венного и необыкновенного лучей в рубине
с концентрацией Сг20з ~ 0,05 %, представ-
лена на рис. 25.8. Величина двойного лучепре-
ломления, т. е. разница коэффициентов пре-
ломления для двух поляризаций, почти не
зависит от длины волны и равна 0,008. Зави-
симость коэффициента преломления от концен-
трации хрома в А12Оз приблизительно линей-
ная. Увеличение содержания хрома на 1 %
приводит к увеличению коэффициента прелом-
ления для обыкновенного луча примерно на
0,005.
Диаграмма энергетических уровней
ионов хрома в рубине представлена на рис.
25.9. Так как для ионов Сг‘+ характерен
случай среднего кристаллического поля, то
энергетические уровни Сг'+ в А12Оз сущест-
венно отличаются от уровней энергии свобод-
ных ионов Сг:!+. Основное состояние — ниж-
ний энергетический уровень 4А2 расщепляется
кристаллическим полем решетки на два дву-
кратно вырожденных подуровня с расстоянием
между ними 0,38 см Состояние 2Е явля-
ется метастабильным и при комнатной тем-
пературе имеет время жизни 3 мс. Уровень
2Е состоит также из двух двухкратно вырож-
денных подуровней с расстоянием между ни-
ми 29 си’1.
Излучение накачки поглощается рубином
в двух широких полосах, соответствующих
переходам активных атомов из' основного
состояния 4А2 в состояния '‘F\ и 4F2- Мак-
симумы полос поглощения расположены при
0,410 и 0,560 мкм соответственно, а ширина
каждой из них составляет около 100 нм. Коэф-
фициент поглощения зависит от направле-
ния распространения света по отношению к
оптической оси кристалла, как показано на
рис. 25.10, а. Красный цвет кристаллов ру-
бина определяется как раз наличием широ-
638
Активные материалы твердотельных лазеров
[разд. 25]
Таблица 25.5. Зависимость параметров решетки а-корунда от температуры
Температура Т, °C Параметры решетки Температура Т, °C Параметры решетки
а, нм С, нм а, нм С, нм
20 0,4748 1,2957 610 0,4763 1,3011
320 0.4757 1,2982 770 0,4775 1,3028
440 0,4762 1,2995 980 0,4784 1,3056
Рис. 25.8. Спектральная зависимость показа-
теля преломления п рубина
/ -- для необыкновенного луча; 2 — для обыкно-
венного луча
ких полос поглощения в синей и зеленой
областях спектра. С увеличением концентра-
ции хрома цвет кристалла меняется от бледно-
розового (< 0,05 % Сг3+) до темно-красного
( яй 1 % Сг3+). Помимо этих полос в рубине
имеется еще широкая полоса собственного
поглощения в ультрафиолетовой области
спектра вблизи 0,250 мкм. Однако квантовый
выход люминесценции для этой полосы неве-
лик.
По коэффициенту поглощения или по
оптической плотности D (£) = ^Фо/Ф, где
Фо — интенсивность падающего; Ф — интен-
сивность прошедшего через кристалл света)
в максимуме полосы поглощения обыкновен-
ной волны при / = 0,555 мкм возможно опре-
делять концентрацию ионов хрома в рубине.
Рис. 25.9. Диаграмма энергетических уровней ионов хрома в рубине при 4,2 К и вероятности пере-
ходов
[§ 25.5]
Рубин
639
Рис. 25.10. Спектры поглощения (а) и люминесценции (6) рубина с содержанием 0,05 % Сг2О3
(|| — падающий свет параллелен оси с, _L — падающий свет перпендикулярен оси с)
Определение концентрации хрома по оптиче-
ской плотности производится по формуле
q___g gg + Do,700
Здесь С — концентрация хрома, %
(мае); Do.sss и По.уоо—значения оптической
плотности, измеренные при Х=0,555 и 0,700
мкм; I—толщина кристалла, мм. Приведен-
ная формула справедлива для поляризации
света, перпендикулярной оптической оси с
кристалла.
Рабочим лазерным переходом в рубине
является переход между уровнями 2Е и Мг-
Вследствие расщепления уровня 2Е спектр
люминесценции рубина при комнатной тем-
пературе состоит из двух линий, которые обоз-
начаются как R)- (переход Ё -+ Мг) и R?-
(переход 2А -+ 4А?) линии с длиной волны
694,3 и 692,9 нм соответственно (рис. 25.10, б).
Поскольку нижний рабочий уровень Мг
также состоит из двух подуровней, то каж-
дая из Rr и /?2-линий, в свою очередь, яв-
ляется дублетом. Это расщепление заметно
лишь при низких температурах. С уменьше-
нием температуры линии R, и Rz сужаются
и сдвигаются в коротковолновую область
спектра, как показано на рис. 25.10, б и
25.11, а. Зависимость ширины Ri-линии ру-
бина от температуры представлена на рис.
25.11, б. Ширина линии составляет при 2К
около 0,07 см '; при 77 К — 0,3 см"' и при
Рис. 25.11. Параметры R-линий люминесценции рубина: а —температурная зависимость положе-
ний максимумов R,- и R-г-линий люминесценции; б — зависимость ширины Ri-линий люминесценции
и времени жизни метастабильного состояния 2Е от температуры; в — тонкая структура Ri-линии
рубина при 4,2 К, обусловленная наличием различных изотопов хрома (вертикальные линии обозна-
чают относительную распространенность и положение линий для отдельных изотопов хрома)
640
Активные материалы, твердотельных лазеров
300 К—11 см '. При низких температурах
проявляется сверхтонкая структура линий
люминесценции R] и R->, определяемая изо-
топическим составом хрома: Сг50, Сг52, Сг53
и Сг54, как показано на рис. 25.11, в.
На рис. 25.11, б кривой 2 представлена
зависимость времени жизни метастабильного
состояния ~Е от температуры. В отличие от
большинства флюоресцирующих твердых тел,
для которых время жизни монотонно рас-
тет с уменьшением температуры, для рубина
эта зависимость имеет максимум. Уменьше-
ние т при низких температурах связано с
тем, что при Т< 100 К уменьшение темпера-
туры приводит к заметному уменьшению на-
селенности уровня 2Л и увеличению насе-
ленности уровня Ё. Результирующее время
жизни т состояния гЕ при этом падает, пос-
кольку вероятность спонтанных переходов с
уровня Ё больше, чем с уровня 2А. Умень-
шение т при 7’> 100 К определяется обычным
температурным гашением люминесценции,
связанным с увеличением роли безызлучатель-
ных переходов.
Квантовый выход люминесценции рубина
в R-линиях при комнатной температуре со-
ставляет 65 %...70 %, а при низких темпера-
турах близок к 100 %. Вынужденное излу-
чение может быть получено как на R\~, так
и на R-2-линиях. Однако почти все генера-
торы работают на Ri-линни, поскольку ве-
роятность перехода для линии R, больше,
чем для линии Ra, и время релаксации между
уровнями Ё и 2.А очень мало (< 10 ”7 с).
Коэффициент Эйнштейна А31 для пере-
хода 4/?2 ’As равен 3-105 с-1. Вероятность
безызлучательных переходов 4Fs -+гЕи ‘‘Ft -г
'Е довольно высока и составляет Рза ~
» 2-Ю7 с1 (т3а»5• 10~8 с).
При больших концентрациях атомов хро-
ма (,<«0,5 %) в спектре люминесценции ру-
бина появляются дополнительные, так назы-
ваемые Ni- и Ns- линии с длиной волны 704,1
и 700,9 нм. Появление этих линий обуслов-
лено взаимодействием между соседними ато-
мами хрома. Конечные состояния электронных
переходов, соответствующих Ni- и Л^-линиям, •
лежат на 150 и 130 см”1 выше основного
состояния.
Наиболее часто кристаллы рубина выра-
щивают методом Вернейля и по методу Чох-
ральского. Для улучшения оптических ка-'
честв кристаллов применяют глубокий диф-
фузионный отжиг до 1900 °C в течение 24 ч
и более. Однако существующая технология не
обеспечивает получения кристаллов с высо-
кой оптической однородностью и равномер-
ным распределением хрома в поперечном се-
чении образца. В центральной части образ-
[разд. 25]
ца концентрация хрома обычно меньше, чем
на периферии, что приводит к появлению
радиального градиента показателя преломле-
ния от 0,00001 до 0,0001. Определенные успе-
хи достигнуты в выращивании кристаллов
рубина гидротермальным методом.
Кристаллы рубина сравнительно стойки
к воздействию мощного излучения. Под дей-
ствием лазерного излучения большой мощ-
ности, в первую очередь, разрушаются тор-
цевые поверхности. Плотность пороговой
мощности поверхностного разрушения рубина
зависит от длительности импульса, от дефек-
тов и структуры торцевой поверхности. В диа-
пазоне коротких импульсов (тимп <10~5 с)
пороговая мощность поверхностного разруше-
ния обратно пропорциональна длительности
импульса. Для длинных импульсов пороговая
мощность не зависит от тим„ и равна при-
близительно 104 Вт/мм2. Для импульсов дли-
тельностью около 5-Ю”8 с это значение рав-
но 3-106 Вт/мм2. Объемная радиационная
прочность рубина значительно выше поверх-
ностной и составляет 3-108 Вт/мм2.
Лазерные рубиновые элементы изготов-
ляются обычно в виде стержней, продоль-
ная ось которых составляет с оптической осью
кристалла угол 90 или 60°. Излучение, ге-
нерируемое в таких образцах, линейно поля-
ризовано с электрическим вектором, перпен-
дикулярным плоскости, в которой лежат опти-
ческая ось кристалла и ось цилиндра, что
обусловлено зависимостью вероятности пере-
хода между уровнями 2Е и 4As от поляри-
зации излучения. В образцах с нулевой ори-
ентацией оптической оси излучение является
неполяризованным, однако выращивание та-
ких кристаллов связано с большими техно-
логическими трудностями.
Активные элементы выпускаются диамет-
ром 3,5...16 мм, длиной 45...240 мм и ори-
ентацией оптической оси 60...90°.
Рубиновые элементы изготовляются сле-
дующих типов: Р — рубиновый элемент с
торцами под углом 90°; РП — рубиновый
элемент с торцами под углом 90° с повы-
шенной выходной энергией; РЛ — рубиновый
элемент с лейкосапфировыми наконечниками
с торцами под углом 90°; РЛП — то же, что
РЛ, но с повышенной выходной энергией;
Р1Б(Р2Б)—рубиновый элемент с одним
(двумя) торцом под углом Брюстера; РЛ1Б
(РЛ2Б) - - рубиновый элемент с лейкосапфи-
ровыми наконечниками с одним (двумя) тор-
цом под углом Брюстера. Длина лейкосап-
фировых наконечников для элементов типов
РЛ, РЛП, РЛ1Б, РЛ2Б выбирается из ря-
да 5; 20; 30 мм.
Условное обозначение рубинового эле-
[§ 25.6]
Активированные стекла
641
Таблица 25.6. Параметры рубиновых
активных элементов
Диаметр элемента, мм Энергия накачки, Дж Выходная энергия, Дж, не меиее
Р, РЛ, Р1Б, Р2Б, РЛ1Б, РЛ2Б РП, РЛП
5,2 400 1,15 2,4
6,5 500 1,40 3,0
7,0 500 1,40 3,0
8,0 600 1,70 3,6
мента включает в себя его тип, диаметр, дли-
ну рубиновой части и общую длину. Напри-
мер, обозначение элемента с лейкосапфировы-
мн наконечниками с двумя торцами под уг-
лом Брюстера диаметром 7 мм, длиной руби-
новой части 75 мм и общей длиной 135 мм
(длина наконечников по 30 мм) будет такое:
РЛ2Б —7X75/135.
Технические требования к обработке по-
верхности активных элементов весьма жестки.
Шероховатость цилиндрической поверхности
элементов не должна быть ниже V6. Не-
параллельность торцевых поверхностей не
должна превышать 8" (для элементов типов
Р, РП, РЛП), а их неплоскостность — не
более 0,15 мкм. Неперпендикулярность обра-
зующей к торцам для элементов типов Р, РП,
РЛ и РЛП и к перпендикулярному торцу
для элементов типов Р1Б и РЛ1Б не должна
быть более 15'. Шероховатость торцевых по-
верхностей не должна превышать V 14, а
чистота их обработки не хуже Р V по ГОСТ
11141—84. Средняя концентрация Сг3+, из-
меренная по длине кристалла в радиальном
направлении, должна быть в пределах 0,018...
...0,036 %. Пузыри и непроплавы размером
свыше 0,2 мм не допускаются. Ориентация
оптической оси кристалла составляет 60...90°.
Оптическая однородность, характеризуемая
изменением показателя преломления рубина
в радиальном направлении, не должна пре-
вышать: для элементов Р, РЛ и Р1Б диамет-
ром 5,2 мм Дп<Л,5-10-5; для элементов
Р2Б, РЛ1Б и РЛ2Б диаметром более 6,5 мм
Дп^2,5-10~5; для элементов РП и РЛП
диаметром 5,2 мм Ди ^1,0-10-5, а для этих
же элементов с большим диаметром An.sC
^1,6-10~5. Параметры рубиновых активных
элементов указаны в табл. 25.6.
Наработка на отказ рубиновых элемен-
тов— не менее 100 000 вспышек в режиме
свободной генерации.
25.6. АКТИВИРОВАННЫЕ СТЕКЛА
Наряду с кристаллами в лазерной техни-
ке широко используются активные среды на
стеклянной основе с примесью различных
редкоземельных элементов. К преимуществам
стекол как лазерных активных материалов
относятся:
1. Технологичность, простота изготовле-
ния образцов больших размеров заданной
формы.
2. Дешевизна сырья и возможность мас-
сового производства изделий с заданными и
воспроизводимыми свойствами.
3. Высокая оптическая однородность об-
разцов больших размеров.
4. Изотропность свойств и однородность
состава.
5. Возможность введения активатора в
необходимых концентрациях с равномерным
его распределением по объему.
В то же время по сравнению с кристал-
лами стекла имеют и недостатки, к которым
относятся:
1. Низкая теплопроводность и высокий
температурный коэффициент линейного рас-
ширения.
2. Ограниченная область прозрачности
(0,33...2,5 мкм), которая при введении при-
месей может еще более сужаться.
3. Сравнительно слабая фотохимическая
стойкость.
Сравнение свойств кристаллов и стекол
показывает, что эти материалы дополняют
друг друга и, следовательно, одинаково важ-
ны для лазерной техники.
Возможность получения оптически со-
вершенных активных элементов больших
размеров позволяет получать от стеклянных
лазеров очень большие энергии выходного
импульса (до нескольких тысяч Джоулей).
Кроме того, из-за высокой оптической одно-
родности активного материала КПД стеклян-
ных генераторов может быть выше, чем у
генераторов на кристаллах (см. табл. 25.3).
В то же время недостатки стекол, в особен-
ности низкая теплопроводность, ограничивают
область их применения в основном генера-
торами с небольшой средней мощностью излу-
чения, т. е. с малой частотой следования им-
пульсов.
Стекла классифицируют по основе —
стеклообразующему аниону — и по содержа-
нию оксидов — модификаторов. Если основ-
ной составной частью стекла является кварц,
то стекло называется силикатным; бура или
борный ангидрид — боратным; стекла с боль-
шим содержанием РЬО называют свинцовы-
ми и т. д. (см. том 1, раздел «Стекло» на-
642
Активные материалы твердотельных лазеров
[разд. 25]
Таблица 25.7. Составы лазерных стекол, % (мол.)
Тип стекла SiO2 B2O3 Li2O Na2O К2О MgO CaO BaO 5ЬгОз A12O3 Ьа2Оз
Баритовый крон 75,1 — — — 12,2 — -— 12,5 0,2 — —
Li—Mg-алюмосиликат- ное 56,7 — 7,4 — —- 29,6 — — — 5,7 —-
Натриевое силикатное 71,6 — — 14,6 — — 13,0 — 0,2 0,6 —
Кальцневоборатиое — 70 10 — — — 20 — — — —
Na—К—Ва-силикатное Баритовый крон фирмы «Америкэн Оптикэл 73,2 •— — 12,0 12,8 —— — 2,0 — — —
кэмпани» 59 — — — 15 — — 25 1 — —
Li—Ва—Na-силикатное компании «Иистман Кодак» Лантанбариевоборатное 40 7,0 10 20 5
компании «Корнннг» —- 45 — — —— — — 35 — — 20
Силикатное 0508 компа- нии «Корнинг» 69,19 — — 15,93 0,19 — 10,8 -— 0,38 0,75 —
стоящего справочника). Типичные составы ла-
зерных стекол приведены в табл. 25.7.
Наряду с силикатными стеклами в кван-
товой электронике большое значение имеют
фосфатные стекла, позволяющие осущест-
влять эффективную сенсибилизацию. Приме-
няются также фторбериллатные стекла, ос-
нову которых составляет BeF2. Их отличие
от других групп связано с тем, что основу
этих стекол составляют не кислородные, а
фтористые соединения. Составы фторберил-
латных стекол могут быть следующие: BeF2
(60...70 %) - A1F3 (10 %) - CaF2 (0...
...10 %)—MeF (20 %), где Me — это Li, Na,
К, Rb, Cs или BeF2 (60 %) — A1F3 (10 %) —
CaF2 (5 %) — KF (20 %) — MeF2 (5 %), где
Me — это Mg, Sr, Ba, Zn, Cd, Pb.
Технология получения лазерных стекол
почти не отличается от обычной технологии
получения высококачественного оптического
стекла (см. т. 1, раздел «Стекла» настоящего
справочника), однако требования к чистоте
исходных материалов, к оптической однород-
ности и совершенству стекол значительно по-
вышены. Жесткие требования к чистоте ис-
ходных материалов связаны с тем, что нали-
чие примесей, особенно тяжелых металлов,
приводит к появлению нежелательного неак-
тивного поглощения. Для стекла, активиро-
ванного Nd3+, особенно вредны примеси двух-
валентного железа, самария, прозеодима, эр-
бия, диспрозия, кобальта, никеля и меди,
которые имеют полосы поглощения в области
1,06 мкм. На рис. 25.12 приведены спектры
поглощения, обусловленные наличием некото-
рых примесей в стеклах. Для получения высо-
кого качества лазерного стекла его часто варят
в платиновых контейнерах, используя высоко-
частотный нагрев. Все стекла подвергаются
отжигу для снятия напряжения и улучшения
спектральных характеристик.
Рис. 25.12. Оптическое поглощение, обуслов-
ленное примесями в стекле К8
1 — Fe2O3; 2 —FeO; 3 —Сг2О3; 4 — V2O3(+VO2);
5 — NiO; 6 — СоО. По оси ординат отложен спект-
ральный показатель удельного поглощения при
С — 1 % (мае.) оксида и толщине стекла 10 мм
К 25.6]
Активированные стекла
643
К недостаткам стекол относятся их срав-
нительно слабая фотохимическая стойкость
и невысокая термостойкость. Под действием
излучения накачки в стекле протекают раз-
личные фотохимические процессы, приводя-
щие к появлению дополнительного неактивно-
го поглощения. В частности, под действием
ультрафиолетового излучения происходит вос-
становление трехвалентного железа в двух-
валентное, которое поглощает излучение в
области 1,06 мкм. В результате происходит
старение стекла, активированного неодимом,
заключающееся в постепенном снижении
его генерационных характеристик вплоть до
исчезновения генерации. Уменьшить этот
эффект возможно путем применения специаль-
ных стеклянных фильтров или фильтрующих
растворов, поглощающих часть спектра коро-
че 0,4 мкм. Для увеличения фотохимической
стойкости в стекло иногда вводят церий. При-
менение фильтров также желательно и в связи
с сильным поглощением ультрафиолетового
излучения с XsC0,33 мкм, составляющего
в балансе световой энергии импульсной лампы
до 10 %. Поглощение этого излучения
стеклянным образцом происходит в основ-
ном в приповерхностном слое толщиной
20...60 мкм. тепловыделение в нем резко
возрастает вплоть до 103 Дж/см3, и поверхно-
стный слой при отсутствии охлаждения
может разогреться до 800 °C. Это обстоя-
тельство довольно часто приводит к шелуше-
нию боковой поверхности активного элемента.
Малая теплопроводность и высокий тем-
пературный коэффициент линейного расшире-
ния стекла приводят к появлению деформа-
ций и напряжений в процессе работы, ко-
торые могут явиться причиной ухудшения па-
раметров излучения и разрушения активного
элемента. Наведенное двойное лучепреломле-
ние оказывает влияние на распределение ин-
тенсивности по сечению луча и может явить-
ся причиной поляризации генерируемого из-
лучения.
Термооптические свойства стекол харак-
теризуются термооптической постоянной У =
= ai(n—1)+₽гх, где а/ — температурный
коэффициент линейного расширения стекла; п —
показатель преломления; ^n = dn/dT.
Влияние термических искажений сущест-
венно зависит от геометрии активного элемен-
та. Термические искажения для плоскополя-
ризованного излучения минимальны в образ-
цах прямоугольного сечения, так как при та-
кой геометрии образца в нем возникают пре-
имущественно линейные градиенты темпера-
туры.
В связи с этим в мощных усилителях
и генераторах на стеклах целесообразно ис-
пользовать активные тела прямоугольного се-
чения, где наведенное двойное лучепреломле-
ние сказывается меньше.
Основные параметры, технические требо-
вания и марки активированных неодимом ла-
зерных стекол устанавливаются стандартами
ОСТ 3—30—70 и ОСТ 3—3993—77. Отечест-
венные стекла марок ГЛС-1...ГЛС-14 имеют
силикатную основу, а стекла ГЛС-21...
...ГЛС-24 являются фосфатными. Стекла ма-
рок ГЛС-1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 14;
21; 22; 23; 24 ранее обозначались как ЛГС-
228-2; КГСС-46-2; КГСС-46-5; ЛГС-224-5;
ЛГС-247-1; ЛГС-247-2; Л ГС-250-3; ЛГС-250-5;
ГЛС-4П (ЛГС-24-5); КГСС-8Т; ГЛС-4;
КГСС-1111; 1621; 1113 и 1115 соответственно.
Основные физико-химические свойства
промышленных отечественных и некоторых
зарубежных лазерных стекол, активирован-
ных неодимом, приведены в табл. 25.8.
Действие нерегулярного поля лигандов
приводит к значительному неоднородному
уширению энергетических уровней оптических
центров в активированных стеклах. Линии
поглощения и люминесценции элементов с
незастроенными ЗсГоболочками (случай «сред-
него кристаллического поля») в стеклах очень
широки (яг2000 см_|). Энергетические уров-
ни, а следовательно, и линии поглощения и
люминесценции элементов с незаполненной
4/-оболочкой в стеклах также уширены, ио
значительно слабее (як200 см~') из-за хо-
рошей экранировки 4/-оболочки, и такие эле-
менты применяются в качестве активаторов
стекол. Поглощение и люминесценция ионов
редкоземельных элементов являются след-
ствием запрещенных электронных переходов
внутри 4]:-оболочки. Спектры некоторых из
них в силикатных стеклах представлены на
рис. 25.13.
Индуцированное излучение получено в
стеклянных матрицах с примесью всех трех-
валентных редкоземельных ионов, однако наи-
большее практическое значение имеет стекло
с примесью трехвалентного иона неодима вслед-
ствие его высокой эффективности. Трехвалент-
ный ион неодима характеризуется конфигура-
цией внешних электронных оболочек 4fs5s25p6.
Наличие в оболочке 4/ трех электронов опре-
деляет большое число энергетических уровней
этого иона. Так как 4/-оболочка хорошо экра-
нирована от внешних воздействий, то энерге-
тический спектр, спектры поглощения и люми-
несценции ионов неодима имеют сходный ха-
рактер в кристаллах, растворах и стеклах. Как
в кристаллах, так и в стеклах происходит рас-
щепление уровней свободного иона из-за эф-
фекта Штарка. Схема уровней энергии иона
неодима, спектры поглощения и люминесцен-
о
Таблица 25.8. Физико-химические и оптические свойства промышленных неодимовых лазерных стекол
Характеристика Марка стекла
ГЛС-1 ГЛС-3 1 ГЛС-6 1 . ГЛС-7 ГЛС-9 ГЛС-21 ГЛС-22 ГЛС-23 ГЛС-24 LHG-5 LSG-91H NS-2024 NS-0835 LG-56 С (Г чс с
•Фирма «Хойя», Япония Фирма «Америкэн Оптикэл», США Фирма «Шотт», ФРГ Фирма «Сови- рэл», Франция
Концентрация Nd?O3, % мае. Концентрация Nd3+, х Ю-20, см-3 Температурный коэффициент линейного расширения в интервале t — 20...120°С al- 1(П, К-1 Удельная теплопроводность при 20 °C, Вт/ (м - К) Удельная теплоемкость при 20 °C, Дж/ (кг- К) Температура отжига (вязкость Л = 1012 Н - с/м2), °C Температура размягчения (вязкость г] = 106’6 Н-с/м2), °C Плотность, г/см3 Модуль упругости (Юнга), ГПа Коэффициент поперечной деформации (Пуассона) Показатель преломления п£) при X = 0,589 мкм п\ при X — 1,06 МКМ —• 106, к-1 (при30°С и X = 1,06мкм) dT Фотоупругие постоянные Cj-108, см2/кг С2-108, см2/кг Диэлектрическая проницаемость при 20 °C и /= 1 МГц Тангенс угла диэлектрических потерь при 20 °C и/= 1 МГц Химическая стойкость — потеря массы в воде при 100 °C в течение 4 ч, % 2,0 1,9 86 + + 0,14г 0,97 690 435 612 2,66 73,5 0,23 1,534 1,523 -0,4 1,0 3,6 7,1 16 0,63 5,5 5,3 121 2,70 68,4 0,24 1,528 1,518 1,0 3,7 2,0 1,96 113 + + 0,06г 0,49 670 453 695 2,74 56,9 0,26 1,549 1,516 -5,1 1,5 3,8 8,0 35 2,62 3,0 3,0 111 + +0,05/ 0,39 670 490 690 2,81 61,8 0,26 1,554 1,538 -4,4 1,2 3,6 8,2 24 0,81 4,7 4,56 88 + +0,14/ 0,70 690 460 637 2,71 69,4 0,22 1,527 1,518 1,0 3,6 6,9 15 0,6 1,11 1,4 91 + +0,015/ 0,39 570 490 600 3,49 53,4 0,29 1,594 1,548 -5,8 2,8 3,9 0,4 1,63 2,0 99 + +0,09/ 0,39 570 490 600 3,52 55,8 0,28 1,596 1,582 -5,7 2,1 4,0 0,3 2,90 3,6 3,52 55,8 0,28 1,593 1,582 4,60 5,7 3,52 55,8 0,28 1,590 1,582 3,31 3,174 98 710 2,68 26 0,184 1,541 1,531 0,0 0,3 3,1 3,04 105 1,03 690 2,81 87,2 0,237 1,561 1,550 0,15 1,0 0,9 108 453 648 2,54 1,5109 1,5010 5,0 4,6 103 0,82 590 467 661 2,63 0,225 1,5196 1,5093 -2,2 3,0 93 0,93 468 665 2,69 1,5199 1,5093 -2,4 3,0 97 0,99 465 665 2,59 1,5199 1,5091 -2,2 3,0 96 0,84 2,60 1,517 1,5067
Активные материалы твердотельных лидеров [разд. 25]
[§ 25.6]
Активированные стекла
645
Рис. 25.13. Спектры поглощения и люминесценции (заштрихованы) трехвалентных редкоземельных
ионов в стеклах. Спектры люминесценции нормированы к единице
ции приведены на рис. 25.14. Состояние 4/д/г
является основным.
Спектр поглощения иона неодима в стекле
состоит из большого числа сравнительно узких
полос, обусловленных переходами с подуров-
ней основного состояния 4/9/2 на подуровни воз-
бужденных термов. Наиболее интенсивные по-
лосы поглощения расположены в области 0,52 мкм
(2Gg/2, 4Gt/s, 27Сз/г), 0,58 мкм (2G?/2, 4Gs/2),
0,74 мкм (4F7/2, 45з/г), 0,80 мкм (4F5/2, 2/7g/2) и
0.90 мкм (4Лз/2)- Стекла, активированные не-
одимом, имеют характерную сиреневую окраску.
Люминесценция ионов неодима в стекле
проявляется при возбуждении в любой из по-
лос поглощения, начиная от 0,9 мкм и короче.
Она состоит из четырех полос с длинами волн
около 0,9; 1,06; 1,3 и 1,9 мкм. Спектр излучения
представлен на рис. 25.14, б (заштрихован).
646
Активные материалы твердотельных лазеров
[разд, 25]
Наиболее интенсивная полоса 1,06 мкм (4Тз/2->-
->'l/ii/2)- Все полосы люминесценции обуслов-
лены переходами с подуровней терма 4/-3/2 на
компоненты термов нижнего мультиплета 4/,
как показано на рис. 25.14, а. Длительность
люминесценции во всех полосах поэтому оди-
накова. Время жизни возбужденного состоя-
ния 4f3/2 в зависимости от состава стекла, кон-
центрации неодима и температуры изменяется
от 1 до 0,01 мс.
Конечные состояния люминесцентных пе-
реходов 4/is/2; 4/1з/2 и 4/ц/2 обладают малыми т
(»10-7 с). Опустошение этих уровней проис-
ходит в результате безызлучательных перехо-
дов. Из схемы уровней следует, что при всех
излучательных переходах система может рабо-
тать как четырехуровневая. Терм 4/ц/2 нахо-
дится достаточно высоко над основным состоя-
нием (»2000 см-1), и поэтому лазер на Х=
= 1,06 мкм при комнатной температуре рабо-
тает по четырехуровневой схеме.
Тонкая структура спектров поглощения
и люминесценции обусловлена штарковским
расщеплением энергетических уровней. Основ-
зВ
3,64
3,58
3,53
3,50
W сы~‘‘
23400
28900
28500
28200
3,26
26300
fas/z
Рь/г
3-11/г
г^з/г
2,90
23400
2,69
2,64
1,60
2,58
2,43
2,38
2,33
2,18
21700
21300
21000
20300
19600
19200
18800
17300
1,97
15900
1,82
1,67
14700
13500
1,55
1,43
12500 ----------------------
11520 ZZZZ.-ZZZ’ZZZ’ZZZZZ’ZZ
$
*13/2.
4/75/г
4?712*$з12
^5/2,2»9/2
0,78
6330
0,52
4210
0,27
2240
7 41з/г
£
0
0
4
4
Рис. 25.14. Схема энергетических уровней Nd3+ (а) и спектры (заштрихованы) поглощения и люми-
Для полосы 1,9 мкм мае
К 25.6]
Активированные стекла
647
ной терм расщепляется на три подуровня с
энергиями 0; ПО и 470 см-1. Терм 4/ts/2 имеет
четыре подуровня с максимальным расщепле-
нием 520 см-1, а термы 471з/2 и 4/ц/2 — по два
подуровня с величинами расщепления 340
н 400 см-1 соответственно. Метастабильный
уровень 4Тз/2 расщеплен на два подуровня,
отстоящих друг от друга на 140 см-1.
Сравнительно большая ширина полос лю-
минесценции и поглощения ионов неодима в
стекле связана с нерегулярным характером
внешнего поля, действующего на ион актива-
тора, обусловленным неупорядоченностью струк-
турной сетки стекла. Поэтому в отличие от ру-
бина полосы поглощения и люминесценции
неодимового стекла уширены неоднородно. В то
же время между разнородными оптическими
центрами неодимового стекла осуществляется
резонансная передача энергии, выравниваю-
щая относительную населенность метаста-
бильного уровня для всех центров независимо
от спектральной ширины и длины волны воз-
буждающего света.
Спектры поглощения и люминесценции не-
одимового стекла зависят от температуры зна-
чительно слабее, чем спектры активированных
кристаллов. При уменьшении температуры от
300 до 77 К происходит сравнительно неболь-
шое сужение и частичное разрешение структу-
ры полос, а также изменение их относительной
интенсивности. Интенсивность полос в макси-
мумах поглощения увеличивается примерно
вдвое при изменении температуры от 300 до
77 К. Некоторые полосы в поглощении, напри-
мер, полоса 0,612 мкм, могут исчезать при по-
нижении температуры. В интервале температу-
ры 4,2...77 К спектры поглощения и люминес-
ценции почти не меняются.
Повышение температуры выше комнатной
не вызывает существенных изменений спект-
ров. Так, при увеличении температуры от 300
до 700 К коэффициент поглощения в максиму-
мах полос уменьшается всего на 10 %.
Длительность возбужденного состояния
иона неодима также слабо зависит от темпе-
ратуры. При понижении температуры от 300
до 77 К она несколько сокращается (на 5...
...10 %), что связано с изменением числа частиц
на подуровнях терма 4Тз/2- При повышении
температуры от 300 до 500 К время жизни
возбужденного состояния почти не меняется.
Слабое влияние температуры на спектры пог-
лощения и люминесценции связано с неодно-
родным характером их уширения для ионов
неодима в стекле.
Изменение состава стекол наиболее суще-
ственно влияет на длительность метастабиль-
ного состояния иона неодима. Наибольшей дли-
тельностью обладают силикатные стекла
(«ИО-3 с). При переходе к фосфатным и бо-
ратным стеклам т уменьшается более чем на
порядок. Длительность люминесценции при
изменении состава стекла изменяется в соот-
ветствии с шириной спектров. При прочих рав-
ных условиях чем шире полосы поглощения
и люминесценции, тем меньше длительность
возбужденного состояния. При увеличении ион-
ного радиуса щелочного иона — модификато-
ра длительность люминесценции растет почти
линейно.
Соотношение между компонентами основы
также влияет на длительность люминесценции.
В калиевосиликатных стеклах, например, по-
добная зависимость имеет максимум, соответ-
ствующий составу КгО-45Ю2. Зависимости
длительности люминесценции в стеклах от раз-
несценции (б) силикатного стекла при 293 К, активированного неодимом (5,58 % NchOa) (б),
штаб увеличен в 100 раз
648
Активные материалы твердотельных лазеров
[разд. 25]
Рис. 25.15. Зависимости длительности люминесценции Nd3+ от: а — ионного радиуса щелочного
иона-модификатора, для стекол R2O-SiO2 (2 % Nd2O3) (прямая 7) и 33R2O-66,5 SiO2 (0,5 %Nd2O3)
(прямая 2); б — концентрации неодима С в различных стеклах
1 — в K2O-3SiO2; 2 — в КгО-751О2; 3 — в натриевом силикате; 4 — в КгО-ЗСеОг; 5 — в баритовом кроне;
6 — в фосфатном стекле; 7 — в боратном стекле
личных параметров представлены на рис. 25.15.
При изменении концентрации неодима от
0,1 до 10 % (мае.) интенсивность полос погло-
щения подчиняется закону Беера (коэффи-
циент поглощения пропорционален концентра-
ции активных центров). Форма и полуширина
полос поглощения и люминесценции при изме-
нении концентрации в этих пределах сохраня-
ются неизменными, за исключением полосы
люминесценции 0,9 мкм, которая искажается
в результате резонансного поглощения, воз-
растающего по мере увеличения концентрации
Nd3+.
Длительность люминесценции при увели-
чении концентрации неодима уменьшается, что
обусловлено концентрационным тушением.
Оптимальная концентрация Nd2O3 поэтому в
обычных стеклах не превышает 1...3 % (мол.).
Недавно были созданы высококонцентри-
рованные лазерные фосфатные стекла типа
КНФС, в которых концентрационное тушение
было слабым вплоть до концентраций 2-1021 см-3
ионов Nd3+.
В высококонцентрированном стекле его
основной состав должен допускать введение
высоких концентраций неодима. Для этого в
качестве основных оксидов вместо обычно ис-
пользуемых оксидов щелочных и щелочно-зе-
мельных металлов были использованы оксиды
типа Sc2O3, Y2O3, La2O3, Gd2O3. Размеры ионов
Nd3+ близки к замещаемым им ионам Sc, Y,
La и Gd, и поэтому введение в состав стекла
большого количества Nd2O3 (до 20 %) ие при-
водит к нарушению его структуры.
На активных элементах из стекла КНФС
длиной 70 мм и диаметром 6,3 мм в режиме
свободной генерации был достигнут абсолют-
ный КПД, равный 6,3±0,25 %, и дифферен-
циальный КПД — 8,4 ±0,35 % в области энер-
гий накачки до 20 Дж.
Спектр индуцированного излучения в стек-
лах шире, чем в кристаллических матрицах.
При повышении уровня накачки число линий,
на которых происходит генерация, возрастает
и общая ширина спектра увеличивается до 5...
...10 нм. При 4...5-кратном превышении энергии
Основные характеристики высококонцентрированного лазерного стекла КНФС
Концентрация неодима Nd3+, см-3...........................................<3-1021
Температурный коэффициент линейного расширения, К1...........................8±1-10-6
Плотность, г/см3.............................................................. 2,85
Показатель преломления:
nD (Х=0,589 мкм).............................................................. 1,555
dn/dT, К-1..............................................................-1.3-10-6
Длина волны генерации на переходах, мкм:
4f3/^4 */n/2 .............................................................. 1,0540
4^3/2->-4/i3/2 ............................................................ 1,3225
Люминесцентное время жизни метастабильного уровня неодима 4К3/2 при концентрации
неодима, мс:
<102С см'3................................................................... 0,33
3-1021 см-3.................................................................. 0,08
Пиковое поперечное сечение лазерного перехода 4F3/2->4/n/2, см2................3,8- Ю-20
Химическая стойкость, %........................................................... 0,2
[§ 25.6]
Активированные стекла
649
накачки над пороговой ширина спектра стре-
мится к насыщению.
Большая ширина спектра люминесценции
позволяет использовать стекла для генерации
и усиления мощных сверхкоротких (пикосе-
кундных) импульсов света в режиме синхро-
низации мод. На активных элементах длиной
около 1 м получены световые импульсы пико-
секундной длительности мощностью более 1013 Вт
и энергетической светимостью более 1017 Вт/
(см2-К) при угле расходимости светового пуч-
ка на уровне 40 мкрад. Поэтому важной харак-
теристикой лазерных стекол является их стой-
кость к мощному оптическому излучению. Раз-
рушение стекол лазерным излучением может
быть вызвано тремя основными причинами:
1. Поглощение света остаточными приме-
сями, микровключеииями в объеме и на поверх-
ности стекла, приводящее к локальному разо-
греву, термоупругим деформациям и растре-
скиванию активного элемента. Пороговая
энергия разрушения здесь зависит от качества
стекла и для импульсов длительностью около
30 нс составляет 5...20 Дж/см2.
2. Объемное разрушение активного эле-
мента, вызванное эффектами самофокусиров-
ки, приводящими к образованию плазмы и ни-
тевидных областей разрушения. Для импульсов
с 30 нс эффект самофокусировки в стеклах
начинает заметно проявляться при плотностях
энергии на уровне 100 Дж/см2, в результате
чего в «шнуре» происходит локальная концент-
рация энергии до уровня 1000 Дж/см2, опреде-
ляющего порог объемного разрушения стекла
( » 3-10" Вт/см2).
3. Поверхностное разрушение, порог кото-
рого может быть доведен до 100 Дж/см2 при
т = 30 нс, обычно составляет 20...50 Дж/см2.
Спектрально-генерационные характери-
стики некоторых неодимовых лазерных стекол
представлены в табл. 25.9.
В стеклах, как и в кристаллах, для рас-
ширения спектральной области поглощения на-
ряду с активаторами вводят и сенсибилизи-
рующие примеси (см. табл. 25.4). Особенно
важна сенсибилизация для стеклянных лазе-
ров с Ег3+, где она может осуществляться
ионами Yb3+ и Сг3+. В силикатных стеклах
сенсибилизация ионами хрома оказалась ма-
лоэффективной. В фосфатных стеклах, легиро-
ванных Yb3+, Ег3+ и Сг3+, наблюдается эф-
фективная передача возбуждения Cr3+->Yfe3+->
->Ег3+. При этом полосы поглощения ионов
Сг и Yb захватывают почти весь спектр излуче-
ния ламп накачки от 0,4 до 1,0 мкм, как показа-
но на рис. 25.16.
Стекла, активированные неодимом, разде-
ляются на категории и классы по следующим
показателям качества: а) по коэффициенту не-
Рис. 25.16. Спектры поглощения и люминес-
ценции Сг — Yb — Er-стекла в области 0,3...
...1,1 мкм. Пунктирной линией изображен спектр
люминесценции ионов Сг3+.
На энергетической диаграмме прямыми линиями
изображены излучательные, а волнистыми —
безызлучательные переходы
активного поглощения на длине волны генера-
ции; б) по пузырности и в) по инородным твер-
дым включениям. Первой категории соответ-
ствует коэффициент неактивного поглощения
менее 2-10"3 см"1, а третьей категории — ме-
нее 6-10"3 см"1.
Классификация лазерных стекол по кате-
гориям и классам пузырности проводится по
ГОСТ 3514—76. Определение пузырности и со-
держания инородных включений производит-
ся по ГОСТ 3522—81.
Неодимовое стекло для лазерных актив-
ных элементов выпускается в заготовках, имею-
щих форму стержней прямоугольного или круг-
лого сечения, и в виде прямоугольных пластин.
Заготовки и плиты неодимового стекла подвер-
гаются тонкому отжигу. Двойное лучепрелом-
ление в них не должно превышать 3 нм/см при
длине заготовки или пластины в направлении
просмотра не менее 300 мм, и не более 6 нм/см —
при длине в направлении просмотра не менее
600 мм.
Типы и размеры активных элементов из
неодимового стекла для лазеров устанавлива-
ются стандартом ОСТ 3-31—70: элементы круг-
лого сечения с торцовыми плоскостями, рас-
положенными под углом 90° к оси,— ЭНЦ-90:
то же с торцовыми плоскостями, расположен-
ными под углом <р=85...87° к оси,— ЭНЦ-ср1;
то же с торцовыми плоскостями, расположен-
ными под углом Брюстера к оси,— ЭНЦ-Б;
элементы прямоугольного сечения с торцовы-
ми плоскостями, расположенными под углом
90° к оси,— ЭНП-90; то же с торцовыми пло-
скостями, расположенными под углом <р =
= 85...87° к оси,— ЭНП-<р'.
1 Указывается значение угла <р в градусах.
650
Активные материалы твердотельных лазеров
[разд. 25]
Таблица 25.9. Спектрально-генерационные характеристики промышленных лазерных стекол
Характеристика Марка стекла
ГЛС-1 ГЛС-3 ГЛС-6 ГЛС-7 ГЛС-9 ГЛС-21 ГЛС-22
Длина волны максиму- ма люминесценции.на переходе 4Гз/2->4/п/2, X нм 1061 1060 1060 1060 1060 1055 1055
Эффективная ширина полосы люминесцен- цин 4Гз/2->4/11/2, ДХ нм 35,0 35,2 37,1 37,2 35,6 28,6 28,6
Вероятность излуча- тельного перехода 4Тз/2->-4/11/2, с“' 610 590 525 525 560 1050 1050
Пяковое поперечное се- чение лазерного пере- хода 4Гз/2->4/и/2, 10~2c см2 1,5 1,3 1,1 1,1 1,4 3,6 3,6
Квантовый выход лю- 0,58; — 0,57; 0,50; 0,42 — 0,73;
минесцеиции 0,78 0,48 0,74 0,61 — 0,84 0,74
Время жизни состояния 4Гз/г, мс 0,4 — 0,49 0,425 0,31 — 0,25
Продолжение табл. 25.9
Характеристика Марка стекла
ГЛС-23 ГЛС-24 LHG-5 LSG-91H NS-2024 NS-0835 LG-56 LG-630 915
Длина волны максиму- ма люминесценции на переходе 4Гз/2->4/п/2, X им 1055 1055 1056 1062 1060 1060 — — —
Эффективная ширина полосы люминесцен- ЦИН 4Гз/2->4/11/2, ДХ нм 28,6 28,6 18,6 25,2 — 26 22 22 —
Вероятность излуча- тельного перехода 4/’3/2—>4/ц/2, с-1 1050 1050 — —• — — — — —
Пиковое поперечное се- чение лазерного пере- хода 4^з/2—»-4/ii/2, 1О~20 см2 Квантовый выход лю- 3,6 3,6 3,9 2,7
минесцеиции 0,60 0,44 — — — — — — —
Время жнзии состояния 4Тз/2, мс — — 0,29 0,30 0,64 0,57 0,65 0,64 0,70
Полное обозначение активного элемента
из неодимового стекла состоит из обозначения
типа элемента с указанием в скобках его раз-
меров (размера диаметра или сечения на дли-
ну в мм). Например, активный элемент кругло-
го сечения с торцовыми плоскостями под уг-
лом 90° к его оси, диаметром 8 мм и длиной
100 мм обозначается: ЭНЦ-90 (8X100).
Торцы активных элементов обрабаты-
ваются под плоскость. Отклонение от плоскост-
ности не должно превышать 0,1 интерферен-
ционной полосы на диаметре 10 мм, местные
ошибки не более 0,1 полосы. Чистота обработ-
ки торцовых поверхностей — V класс по
ГОСТ 11141—84. Допустимая непараллель-
ность торцов ие более 10" для элементов с тор-
цами под углом 90° к оси (элементы типа
ЭНЦ-90 и ЭНП-90) и не более 2' — для элемеи-
[§ 25.7]
Гранаты
651
тов с торцами под другими углами (элементы
типов ЭНЦ-Б; ЭНЦ-<₽; ЭНП-<₽).
25.7. ГРАНАТЫ
Применение гранатов в современной кван-
товой электронике существенно расширилось,
что объясняется удачным сочетанием их меха-
нических, теплофизических и оптических свойств.
Этот класс материалов представляет более
30 различных по составу кристаллических
матриц, лазерные свойства которым придают
два иона группы железа (Сг3+ и Ni2+) и шесть
редкоземельных ионов (Nd3+; Dy3+; Но3+;
Er3+; Тт3+ и Yb3+).
Гранаты кристаллизуются в кубическую
структуру (пространственная группа Ia3>d, то-
чечная группа m3m). Катионы располагаются
в трех подрешетках с различной координацией
по кислороду. Общая формула гранатов
(Аз) [В2] (С3) 012, где фигурными скобками обо-
значены додэкаэдрические позиции, квадрат-
ными — октаэдрические и круглыми — тет-
раэдрические положения катионов в структуре.
Обладая удовлетворительными физико-хими-
ческими свойствами (см. табл. 25.1), кристал-
лы гранатов имеют важное преимущество пе-
ред другими классами лазерных кристаллов,
заключающееся в наличии трех различных по
размеру кристаллографических положений для
катионов в структуре граната. Это дает воз-
можность в широких пределах изменять хими-
ческий состав как самих матриц, так и леги-
рующих добавок, позволяя тем самым созда-
вать матрицы с необходимыми спектрально-
люминесцентными характеристиками.
Наибольшее значение как активный ла-
зерный материал получил иттрийалюминиевый
гранат Y3AI5O12, легированный неодимом
(YAG : Nd3 + или HAr:Nd3+), который яв-
ляется основным материалом промышленных
твердотельных лазеров, работающих в непре-
рывном режиме или в режиме с большой час-
тотой повторения импульсов (см. табл. 25.3).
Кристалл иттрийалюминиевого граната (ИАГ)
оптически изотропен и имеет кубическую ре-
шетку структурного типа граната (рис. 25.17).
Элементарная ячейка ИАГ содержит восемь
молекул Y3AI5O12. Алюминий занимает два ти-
па узлов с различной координацией по атомам
кислорода: 16 октаэдрических положений, обо-
значенных на рис. 25.17 как a-положения, и
24 тетраэдрических положения, 6-положения;
a-узлы образуют объемно центрированную ку-
бическую решетку; 24 иона иттрия Y3+ обла-
дают додэкаэдрической координацией по ато-
мам кислорода и на рис. 25.17 обозначены как
с-положения. Иоиы иттрия и алюминия, в 6-по-
Рис. 25.17. Структура Y3AI5O12
ложении расположены на средних линиях гра-
ней куба. Кислородные октаэдры, координи-
рующие ц-узлы, искажены и повернуты таким
образом, что образуют восемь неэквивалент-
ных a-положений. Кислородные тетраэдры так-
же искажены, повернуты и образуют шесть не-
эквивалентных 6-положений. Ионы Y3+, коор-
динированные восемью ионами О2-, разме-
шенными в вершинах искаженного куба, так-
же имеют шесть неэквивалентных положений.
Ионный радиус Y3+ довольно близок к
ионным радиусам редкоземельных элементов
TR3+, так что последние встраиваются в решет-
ку ИАГ, замещая иттрий. Кроме того, имеется
дополнительная возможность легирования ИАГ
переходными металлами, которые легко встраи-
ваются в решетку, замещая алюминий в узлах
с октаэдрическим окружением. Это дает воз-
можность осуществлять эффективную сенси-
билизацию ИАГ, легированного редкоземель-
ными элементами, путем дополнительного ле-
гирования элементами переходных метал-
лов — Cr3+, V3+, Мп3+, Fe3+.
Монокристаллы ИАГ для лазеров могут
быть выращены из раствора в расплаве, ме-
тодом Вернейля, гидротермальным методом
и методом Чохральского. Большие кристаллы,
длиной до 100 мм, выращивают методом Чох-
ральского в иридиевых тиглях при температу-
ре 2000 °C обычно в направлении [111], однако
возможны и другие направления роста.
Наиболее часто ИАГ легируют Nd3+ в
концентрации 1...3 % (ат.). Редкоземельные
элементы с меньшими атомными номерами вхо-
дят в решетку ИАГ труднее, а с большими —
легче. Двойное легирование, например Nd —
Gd или Nd — Lu, приводит к возрастанию рас-
творимости Nd в ИАГ. Коэффициенты распре-
деления редкоземельных элементов в зависи-
мости от их ионного радиуса для Y3AI5O12 пред-
ставлены на рис. 25.18, откуда видно, что сте-
652
Активные материалы твердотельных лазеров
[разд. 25]
Таблица 25.10. Физико-механические и фотоупругие свойства гранатов
KHirodioEMire квхМпЛохоф 0,31 0,28 0,38 0,40 0,42 1
ЧП СЧ OO хф 40 О
О o' 0 o" o, 0" О О О о" о о”
о 1 1 1 1 1 1
r- Гр о о
r £ о g е “ 0 0 0 o' 0 o' 1 0 0 1 о о о о" o' о 1 1 1
CN 40 Г?
ci 0^ o' 1 0 0 1 0 0" 1 о о — о о !
Упругая анизо- тропия С11-С13 0,96 0,96 CH 0 1,00 1,08 1,05
и 3 д ^2 <2 88,5 86,5 77,4 66
гпругг чстан" ГПа Г4 CH 0 106. 102 108
О m СЧ CH о г-
4 CH СЧ СЧ ГД ГЧ
вноээвЛц тнэипиффеоу! 0,25 0,25 0,281 0,27 0,28 0,31
«ш ‘xjhqj чиЛГСоэд 282 280 ЧП СЧ СЧ 222 205 176
T’UJ ‘влияДэ чиЛДодо CH СЧ OO OO г- о Г- ОО ОО 40
чи ‘кихржэ одэнной -ОХЭЭО0 HirXtfOJA] СЮ ЧП OO OO 164 158 154
X ‘К1 Ksgatf EdX-LEdainNojL 744 О СЧ 507 503 423
4 w g 0 s St OO p-. чо оо оо
g 40 VY хф хф хф СО
Коэффи- циент тепло- провод- ности при 300 К, Вт/(м-К) 12,9 12,2 ,7.2 7,0 5,1
‘ЧХЭОНХО1ГЦ 4,55 4,96 7,09 7,14 6,50 7,36
‘JAJ ВЭЭВМ BEHdKirXMOiro]^ 594 40 1012 1017 971 1195
Пара- метр решет- *2 2 Я 1,203 1,206 1,238 1,237 1,257 1,293
Материал ИАГ (YA1G) ИЭрАГ (YErAIG) ГГГ (GdGaG) ГЭрГГ (GdErGaG) ГСГГ: Сг, Nd (GdScGaG:Cr, Ndj LaNdLuGaG
К
Рис. 25.18. Коэффициент распределения редко-
земельных элементов в ИАГ в зависимости от
ионных радиусов
пень вхождения элемента в кристалл умень-
шается с увеличением ионного радиуса, т. е.
с уменьшением порядкового номера элемента
в ряду лантаноидов.
Вследствие различия в ионных радиусах
Nd3+ и Y3+ легирование ИАГ неодимом при-
водит к некоторому искажению решетки и по-
явлению оптической неоднородности, которая
особенно заметна при неоднородном распре-
делении неодима в кристалле. Для дости-
жения более однородного распределения
примесей и уменьшения напряжений, харак-
терных для кристаллов, выращенных по мето-
ду Чохральского, применяют небольшие ско-
рости роста (~1 мм/ч). Для этих же целей
синтезированные кристаллы ИАГ: Nd3+
подвергают отжигу при температуре примерно
1500 °C в течение 10 ч.
Кристаллы ИАГ нерастворимы в кислотах
H2SO4, НО, HNO3 и HF, но при температуре
выше 250 °C растворяются в Н3РО4. Нелеги-
рованные кристаллы ИАГ бесцветны. По твер-
дости они лишь незначительно уступают ко-
рунду.
Основные физико-химические свойства
ИАГ представлены в табл. 25.1. Некоторые до-
полнительные сведения приведены в табл.
25.10, 25.11 и 25.12.
Изменение показателя преломления при
изменении температуры составляет dn/dT=
= 9,86-10-6 К-1.
Нелегированные кристаллы ИАГ прозрач-
ны в широкой области спектра от ультрафио-
летовой области (0,2...0,3 мкм) до инфракрас-
ной (~4 мкм). Длинноволновый предел про-
пускания обусловлен поглощением на колеба-
ниях решетки, включая одно-, двух- и трех-
фононное поглощение, как показано на
рис. 25.19, а. Коротковолновый предел пропу-
[§ 25.7]
Гранаты
653
Таблица 25.11. Зависимость параметров ИАГ от температуры
т, к Коэффициент теплопроводности х, Вт/(м-К) Удельная теп- лоемкость с, Дж/(кг-К) Температурный коэффициент линейного расширения, cz/-106, К~]
100 58 137 4,25
200 21 456 5,8
300 13 625 7,5
Таблица 25.12. Показатель преломления ИАГ при 25 °C
X, мкм 0,4 0,45 0,5 0,6 0,7 0,8 0,9 1,0
п 1,8650 1,8532 1,8450 1,8347 1,8285 1,8245 1,8222 1,8197
Г, мкм 1,1 1,2 1,4 1,6 1,8 2,0 2,2 2,4
п 1,8170 1,8152 1,8121 1,8093 1,8065 1,8035 1,8004 1,7970
X, мкм 2,6 2,8 3,0 3,2 3,4 3,6 3,8 4,0
п 1,7935 1,7896 1,7855 1,7810 1,7764 1,7713 1,7659 1,7602
Рис. 25.19. Спектры поглощения Y3AI5O12 при 300 К: а — на колебаниях решетки в инфракрасной
области; б — край собственного поглощения в ультрафиолетовой области
654
Активные материалы твердотельных лазеров
[разд. 25]
б)
о.е. Флюм
яя
Рис. 25.20. Спектры люминесценции Nd3+ в ИАГ: а — в области 1,06. мкм, в правом верхнем
углу изображена структура уровней 4F3/2 и 41ц/2 и переходы, ответственные за соответствующие
полосы люминесценции; б — в области 0,9 мкм для переходов 4F3/2->-4Is/2; энергия 88 см“‘ соответ-
ствует расщеплению уровня 4F3/2Nd3+ в ИАГ
скания ограничен собственным поглощением,
обусловленным межзонными переходами. Не-
посредственно собственное поглощение ИАГ
начинается в области Х«0,2 мкм. Однако
вблизи края фундаментальной полосы доволь-
но часто наблюдается дополнительное поглоще-
ние, обусловленное остаточными примесями
или какими-либо другими дефектами в кристалле,
которое ограничивает коротковолновый пре-
дел оптической прозрачности ИАГ. Для раз-
личных кристаллов эта величина, как» видно
из рис. 25.19, б, может быть различной.
Легирование неодимом приводит к появле-
нию характерных узких полос в спектрах по-
глощения и люминесценции ИАГ : Nd3+, кото-
рые подобны спектрам поглощения и люминес-
ценции Nd3+ в других кристаллических мат-
рицах. На рис. 25.20 приведены спектры лю-
минесценции Nd3+ в ИАГ в области 1,06 мкм
и 0,9 мкм. Там же изображены электронные
переходы, ответственные за появление соответ-
ствующих линий люминесценции, обозначен-
ные на рис. 25.20, а цифрами 1...8.
Основные свойства лазера на ИАГ : Nd3+
приведены в табл. 25.3. Генерация при комнат-
ной температуре наблюдается на линии 1,0648 мкм
с естественной шириной 6,5 см-1, а при тем-
пературе 77 К—на линии 1,0612 с шириной
[§ 25.7]
Гранаты
655
1 см_|. Сечение стимулированного излучения
10“16 мм2. Время затухания люминесценции
при концентрации Nd3+ менее 3 % (ат.) со-
ставляет «0,2 мс и слабо меняется при росте
температуры вплоть до 450 К. При увеличении
концентрации неодима выше 3 % (ат.) время
затухания люминесценции уменьшается вслед-
ствие ухудшения качества кристаллов, увели-
чения вероятности безызлучательных перехо-
дов и в результате взаимодействия ионов Nd3+
друг с другом.
Кроме основной линии излучения 1,0648
мкм, обусловленной переходами 4Аз/2->4/ц/2,
возможно получение лазерного эффекта на пе-
реходах 4Кз/2-*4/в/2 в области 0,946 мкм и на
переходах 4Кз/2->47|з/2 в области 1,319 мкм.
Однако пороговые энергии накачки для пос-
ледних случаев выше.
Лазеры на ИАГ : Nd3+ могут работать
в режиме непрерывной генерации с выходной
мощностью, равной нескольким сотням ватт,
в частотном режиме —с частотой повторения
импульсов от единиц герц до мегагерц и в
режиме одиночных импульсов — с импульсной
мощностью, равной десяткам мегаватт. В каче-
стве источников накачки можно применять
разнообразные лампы, электролюминесцент-
ные диоды, а также солнечное излучение.
Порог разрушения кристалла ИАГ : Nd3+
при длительности импульса генерации 20 нс
составляет 10...30 Дж/см2. Нелинейный пока-
затель преломления, определяющий эффект
самофокусировки, равен п2<Е2> «4-10-13
ед. СГСЭ.
Поскольку в спектре HAr:Nd3+ отсут-
ствуют широкие полосы поглощения, то для
увеличения эффективности накачки при приме-
нении источника излучения со спектром, близ-
ким к излучению абсолютно черного тела, час-
то используют эффект сенсибилизации. В ка-
честве сенсибилизатора вводят Сг3+. Энергия
накачки, поглощенная в широких полосах
Сг3+ — 4Ti и 4Т2, передается ионам Nd3+. Со-
ответствующие спектры поглощения и энерге-
тические переходы представлены на рис. 25.21.
Для улучшения характеристик систем на ИАГ
иногда применяют двойное и тройное легиро-
вание несколькими ионами редкоземельных
элементов. В качестве таких дополнительных
ионов в системе ИАГ : Nd3+ могут выступать
Gd3+, Lu3+ и др.
Исследования механизма передачи энер-
гии возбуждения от иона-сенсибилизатора Сг3+
к иону-активатору Nd3+ показали, что решаю-
щую роль здесь играет зазор AW между энер-
гетическими уровнями 2Е и 4Т2 иона Сг3+ (см.
рис. 25.9 и 25.21). Быстрая передача возбуж-
дения от Сг3+ к Nd3+ возможна лишь при
условии AW'^feT’. В этом случае не происхо-
дит накопления ионов Cr1' в состоянии 2Е, от-
куда процесс передачи возбуждения затруд-
нен. Оказалось, что схема уровней Сг3+ в кри-
сталле ИАГ не полностью удовлетворяет этому
условию и потому введение хрома в ИАГ: Nd
увеличивало КПД незначительно. Проведен-
ные поиски новых активных сред показали,
что наилучшие результаты здесь получаются
в группе галлиевых гранатов и особенно в га-
долиний — скандий — таллиевом гранате (ГСГГ):
Cr3+, Nd3+. В этом кристалле энергетический
зазор Между уровнями *Т2 и 2Е иона хрома
ADZ С kT так, что люминесценция с 2Е уровня
Сг3+ (Л-линии) полностью отсутствует при
комнатной температуре. Поэтому в этом кри-
сталле скорость передачи энергии от ионов
Сг3+ к ионам Nd3+ на порядок выше, чем
в ИАГ, почти в 20 раз.
К недостаткам ИАГ:Иб3+ относится низ-
кий коэффициент вхождения ионов Nd3+, что
затрудняет получение кристаллов больших раз-
меров с равномерным распределением акти-
ватора. Поэтому проводится интенсивный и
весьма успешный поиск новых сред со струк-
турой граната, обладающих такими же удач-
ными сочетаниями физико-химических и спект-
рально-генерационных свойств, что и ИАГ:
:Nd3+, но лишенных присущих ему недостат-
ков. Обнадеживающие результаты в этом на-
правлении получены на галлиевых гранатах
(ГГ), в частности, на редкоземельных галлие-
вых гранатах (РЗГГ) и на «смешанных гра-
натах» (см. табл. 25.3 и 25.12).
Редкоземельные таллиевые гранаты име-
ют удовлетворительные механические и тепло-
физические свойства (см. табл. 25.12). Кри-
сталлы РЗГГ более технологичны, чем ИАГ:
они имеют более низкие температуры плавле-
ния; больший по сравнению с ИАГ параметр
решетки ГГ позволяет приблизить коэффи-
циент распределения Nd3+ к 1; близость ион-
ных радиусов Ga3+ и Сг3+ позволяет вводить
Сг3+ в больших концентрациях. Кристаллы
РЗГГ обладают повышенной изморфной ем-
костью по сравнению с ИАГ.
Показатели преломления РЗГГ (табл.
25.13) сравнительно слабо различаются между
собой, несмотря на большое разнообразие в со-
ставах. На показатель преломления п грана-
тов слабо влияет замещение как в додэкаэдри-
ческих, так и в октаэдрических положениях.
Основной причиной различия п является раз-
личие в сорте ионов, занимающих тетраэдри-
ческие позиции. На примере ГГГ и ГСГГ
(табл 25.13) видно, что введение ионов Nd3+
и Сг3+ вызывает лишь весьма небольшое (на
уровне 5-10-3) увеличение п этих кристаллов.
Дисперсия показателя преломления РЗГГ
хорошо аппроксимируется одночленной фор-
656
Активные материалы твердотельных лазеров
[разд. 25]
Таблица 25.13. Показатели преломления редкоземельных галлиевых гранатов (РЗГГ)
Кристалл, состав Показатель преломления n S 7o, нм
7 = 404,7 нм 7 = 435,8 им 7=546,1 нм 7 = 578,0 нм 7=1064,2 нм
ГГГ GdsGagOis ГГГ: Nd+3, Сг+3 2,0144 2,0019 1,9755 1,9708 1,943 2,7339 131,7
Gd2.65Ndo.35Ga ] ,99 X X Сго.о! • Ga3O12 ГСГГ — 2,0050 1,9782 1,9734 1,946 2,7436 131,8
Gd3[ScGa]2Ga30i2 2,0150 2,0025 1,9758 1,9710 1,943 2,7339 132,1
Nd3Ga50i2 2,0366 2,0230 1,9944 1,9892 1,959 2,7932 135,6
Nd3Lu2Ga30i2 — 2,0060 1,9750 1,9786 1,941 2,7234 137,2
Nd3Sc2Ga30i2 — 2,0004 1,9736 1,9687 1,941 2,7254 132,2
LasLusGaaOis 2,0028 1,9900 1,9630 1,9581 1,930 2,6824 133,6
Рис. 25.21. Сенсибилизация хромом ИАГ:
Nd3+: а — энергетическая диаграмма ИАГ
(Nd3+ +Сг3+); б — спектры поглощения кри-
сталла ИАГ
1 — с примесью Сг3+; 2 — с примесью Nd3+; 3 —
с примесями Nd3+ и Сг3+
а)
см\i-10~3
мулой Зельмейера:
n2-l=Sx7(X2 — Xg) ,
где Хо и S — длина волны и сила эффективного
осциллятора. Их значения приведены в табл.
25.13.
Кроме гранатов, активированных редко-
земельными ионами, большое внимание в по-
следнее время уделяется кристаллам РЗГГ
с хромом. Это обусловлено двумя факторами:
1) реализацией донорных способностей Сг3+
как иона-сенсибилизатора и 2) возможностью
получения перестраиваемой генерации на элект-
ронно-колебательных переходах хрома при ком-
натной температуре. Эти возможности обу-
словлены наличием интенсивной широкопо-
лосной люминесценции ионов хрома в обла-
сти 0,7...0,9 мкм в кристаллах РЗГГ.
На кристаллах ИАГ, ИГГ, ГГГ, ИСГГ,
ГСГГ, ЛЛГГ получена генерация при комнат-
ной температуре на электронно-колебательных
переходах 4Г2-»-'1А2 иона Сг3+ при накачке
криптоновым лазером. Суммарная область пе-
рестройки охватывает диапазон 700...900 нм.
Порог генерации около 250 мВт в непрерыв-
ном режиме; дифференциальный КПД около
10 % (накачка Kr-лазером). Оптимальной
[§ 25.8]
Вольфраматы и молибдаты
657
средой является ГСГГ. На ГСГГ:Сг3+ создан
перестраиваемый лазер, работающий с лампо-
вой накачкой при комнатной температуре.
Характерно, что квантовый выход люминесцен-
ции Сг3+ в ГСГГ близок к 1 и не уменьшается
при увеличении концентрации хрома по край-
ней мере до 3-1020 см-’’.
25.8. ВОЛЬФРАМАТЫ И МОЛИБДАТЫ
Молибдаты и вольфраматы двухвалент-
ных катионов типа А2+МоО4 и A2+WO4
(А — Ca, Ва, Sr, Pb), а также двойные молиб-
даты и вольфраматы одновалентных и трехва-
лентных катионов типа АВ(МоО4)2 и AB(WO4)2
(А — К, Na, Li; В — La, Се, Bi) относятся к
тетрагональному структурному типу шеелита.
Ионы А2+ располагаются в двух несколько от-
личных по форме кислородных тетраэдрах, по-
вернутых на небольшой угол по отношению
друг к другу вокруг тетрагональной оси.
Типичным представителем этого класса
соединений является вольфрамат кальция (шее-
лит). Он кристаллизуется в тетрагональной
сингонии. Элементарная ячейка кристалла
шеелита (рис. 25.22) содержит кислородсодер-
жащие анионы (WO4)~2, образующие дис-
торсированные тетраэдры, между которыми
расположены катионы Са2+. Ионы Са2+ окру-
жены восемью ионами кислорода, четыре из
которых расположены в вершинах квадрата,
а четыре — в вершинах тетрагонального тет-
раэдра. Каждый ион кислорода, в свою оче-
редь, окружен двумя ионами кальция и ионом
о — ионы кальция
Рис. 25.22. Кристаллическая решетка шее-
лита (CaWO4)
Рис. 25.23. Спектральное пропускание воль-
фрама кальция толщиной 2,54 мм
вольфрама W6+. Локальная симметрия комп-
лекса СаО8 — S4. Такова же локальная сим-
метрия аниона (WO4) 2 (дисторсированный
тетраэдр). Аналогичную структуру имеют двой-
ные вольфраматы и молибдаты типа NaLa(WO4)2.
Шеелиты имеют сравнительно благо-
приятные физико-химические и технологиче-
ские свойства. Они устойчивы на воздухе, поч-
ти нерастворимы в воде. Механическая проч-
ность и термостойкость их несколько ниже, чем
у рубина и иттрийалюминиевого граната. Основ-
ные характеристики вольфрамата и молибда-
та кальция, молибдата стронция и натрий-
лантан молибдата представлены в табл. 25.1.
Оптическое пропускание CaWO4 представлено
на рис. 25.23. Вольфраматы и молибдаты ха-
рактеризуются сравнительно высокой хими-
ческой стойкостью. Из кислот на CaWO4 дей-
ствуют при нагревании соляная и фосфорная.
Вольфрамат кальция растворяется в распла-
вах некоторых солей щелочных металлов;
в хлористом литии при 1000 °C в 100 г распла-
ва растворяется 112 г CaWO4.
Кристаллы шеелита и ему подобные в боль-
шинстве случаев выращивают методом Чох-
ральского либо из расплавов солей. Кристаллы
вольфрамата кальция, выращенные по методу
Чохральского, вследствие возникающих в про-
цессе роста напряжений, довольно хрупкие.
Поэтому синтезированные кристаллы подвер-
гают отжигу на воздухе или в атмосфере кис-
лорода при температуре 1250 °C в течение не-
скольких десятков часов. В качестве актива-
торов вводят редкоземельные элементы (в боль-
шинстве случаев Nd3+), которые замещают
ионы Са2+. Основным недостатком кристаллов
типа CaWO4, активированных трехвалент-
иыми редкоземельными ионами, является не-
658
Активные материалы твердотельных лазеров
[разд. 25]
Рис. 25.24. Зависимости коэффициентов рас-
пределения неодима от концентрации щелоч-
ных металлов при 1 % Nd3+
совпадение зарядовых состояний TR3 + и Са2+,
вследствие чего появляется необходимость ком-
пенсации избыточного заряда для поддержа-
ния макроскопической электронейтральности
системы.
При отсутствии каких-либо добавок, кро-
ме активаторов, компенсация осуществляется
вакансиями кальция по схеме (1—3x)CaWO4-|-
+xNd2(WO4)3-»-(Ca1_:„Nd2xD.4.)WO4, т. е.
два иона Nd',+ и одна вакансия занимают ме-
ста трех ионов Са2+. Довольно часто для ком-
пенсации заряда специально вводят ионы ще-
лочных металлов (в большинстве случаев Na+).
В этом случае один ион Nd3+ и один ион Na+
занимают места двух ионов Са2+ по схеме
(2—4х) Са WO.i+xNd2 (WO4) 3 -FxNa2WO4 —*
-*-2(Cai_2xNdxNaA)WO4.
Введение Na+ не приводит к изменениям в
системе энергетических уровней Nd3+.
Коэффициент распределения неодима как
отношение концентраций Nd3+ в твердой и
жидкой фазах в значительной степени зависит
от концентрации вводимых щелочных метал-
лов, как показано на рис. 25.24.
Компенсировать заряд также можно заме-
щением иона \\/6 + пятивалентными ионами, на-
пример, Nb5+; Vs+; Nis+ согласно схеме
(2 — 2x)CaWO4 4-xNd2O3+xNb2O5->-
->2(Са, _xNdxXWi _xNbx)O4.
В кристаллах типа NaLa (WO4)2:Nd3+ и
NaLa(MoO4)2:Nd3+ ион Nd3+ замещает La3+,
в связи с чем компенсация избыточного заряда
в них не требуется, что дает этим кристаллам
преимущества по сравнению с CaWO4 и СаМоО4.
Спектры поглощения и люминесценции
Nd3+ в CaWO4 представляют собой совокуп-
ность узких полос и типичны для ионов редко-
земельных элементов в кристаллах. Поглоще-
ние, обеспечивающее люминесценцию в види
мой и ближней инфракрасной областях, выз
вано переходами из основного состояния
4/9/2 в возбужденные состояния, лежащие в ин-
тервале 11 000...24 000 см-1 (0,4...0,9 мкм).
Отметим, что многообразие возможных спосо-
бов компенсации в кристаллах типа CaWO4:
:Nd3+ приводит к многообразию оптических
центров и к некоторому усложнению оптиче-
ских спектров кристалла.
Так как кристаллы типа CaWO4 являются
анизотропными, то для ионов Nd3+, введенных
в кристалл, различаю! три вида спектров:
1) а — аксиальный спектр неполяризован-
ного излучения;
2) о — спектр, когда направление наблю-
дения и вектор напряженности электрического
поля перпендикулярны оси с4;
3) л — спектр, когда направление наблю-
дения перпендикулярно оси с4, а вектор напря-
женности электрического поля параллелен
этой оси.
Спектры люминесценции Nd3+ в CaWO4
для переходов 4F3/2-»-411i/2 и 4F3/2-»-4Ii3/2 при
разных температурах представлены на
рис. 25.25.
Величина квантового выхода люминесцен-
ции на длине волны 1,06 мкм при возбужде-
нии в области 0,58 мкм для л-поляризации
составляет 20 %, а для о-поляризации—
44 %. Спектр возбуждения люминесценции
аналогичен спектру поглощения, за исключе-
нием того, что возбуждение излучением,
имеющим длину волны меньше 0,5 мкм, не при-
водит к возникновению флюоресценции.
Время жизни возбужденного состояния
4F3/2 в интервале температуры 4,2...300 К
остается приблизительно постоянным И со-
ставляет 0,12...0,19 мс. Зависимость времени
жизни возбужденного состояния 4Рз/2 от кон-
центрации Nd3+ представлена на рис. 25.26.
В кристаллах типа NaLa(MoO.i)2 и
NaLa(WC>4)2 спектры поглощения и люминес-
ценции Nd3+ несколько расширены по сравне-
нию с CaWO4, что связано с вариацией пара-
метров кристаллического поля. Эти кристаллы
являются представителями гомологического
ряда структур типа шеелита, поэтому актива-
ция кристаллов неодимом приводит к образо-
ванию оптических центров со спектрами, ха-
рактерными для данного класса соединений.
При этом полнота изоморфизма замещения
La3+ при активации Nd3+ позволяет созда-
вать в кристаллах типа NaLa(MoO4)2 очень
высокие концентрации активатора без суще-
ственного изменения структуры кристалличе-
ской решетки. Катионы La3+ и Па+распола-
гаются, чередуясь на оси, параллельной опти-
ческой оси кристалла, т. е. в направлении,
в котором периодичность решетки характери-
зуется параметром с. Распределение актива-
[§ 25.8]
Вольфраматы и молибдаты
659
Рис. 25.25. о- и л-спектры люминесценции Nd:,+ в CaWO4 при разных температурах и соответствуй
ющие схемы энергетических уровней для переходов 4F3/2->4Ii 1/2(0); 4F3/2->-4I13/2(б) и 4F3/2^-4I9/2(в).
тора — Nd3+ вдоль оси роста кристалла рав-
номерно, что объясняется упоминавшейся пол-
нотой изоморфизма.
Схема энергетических уровней Nd3+ в
NaLa(MoO4)2 и спектры люминесценции при
различных температурах приведены на рис. 25.27.
Зависимость т от концентрации и спектры
люминесценции Nd3+ в NaLa(MoO4)2 на пере-
ходе 4F3/2-»-4Ie/2 показана на рис. 25.28. Повы-
шение концентрации неодима до 100 % не вы-
660
Активные материалы твердотельных лазеров
[разд. 25J
мкс
190
ten
Рис. 25.26. Зависимость времени жизни возбужденного состоя-
ния 'Fj/.' иона Nd3 + в CaWO4 от концентрации Nd3+
162 -
174 -
166
Рис. 25.27. Схема энергетических уровней (а) и спектры люминесценции Nd3+ в NaLa(MoO4)2 (б).
Цифры 1...8 на спектрах люминесценции соответствуют цифрам на энергетической диаграмме
К 26.1]
Разновидности и структура
661
а)
Q.SS 0,68 0,30 0,92 МКН
Рис. 25.28. Зависимость спектров люминесценции Nd3+ в NaLafMoCMz от концентрации неодима
на переходе 4Ез/2->41д/2 (а) и зависимость времени жизни возбужденного состояния 4Ез/г иона
Nd3+ в NaLa(MoC>4)2 при разных температурах (б)
зывает существенных изменений в ширине, по-
ложении и относительной интенсивности линий
люминесценции в разных группах. Это указы-
вает на отсутствие сильных концентрационных
взаимодействий ионов Nd3+. В то же время
увеличение концентрации активатора приво-
дит к заметному концентрационному тушению
люминесценции, о чем свидетельствует зависи-
мость времени жизни возбужденного состоя-
ния иона Nd3+ от концентрации активатора,
представленная на рис. 25.28, б.
РАЗДЕЛ 26
ЖИДКИЕ КРИСТАЛЛЫ
А. В. Николаев
26.1. РАЗНОВИДНОСТИ
И МОЛЕКУЛЯРНАЯ СТРУКТУРА
ЖИДКИХ КРИСТАЛЛОВ
Жидкие кристаллы — это органические ве-
щества с анизотропными молекулами, имею-
щими одно- или двухмерный дальний порядок
их расположения и, как следствие, анизотро-
пию физических свойств. Определяющую роль
в образовании жидкокристаллического состоя-
ния играют дисперсионные (ван-дер-вааль-
совы) силы притяжения между молекулами.
В жидкокристаллическом состоянии вещество
может существовать лишь в определенном ин-
тервале температуры *. Ниже этого интервала
1 Лиотропные жидкие кристаллы, суще-
ствующие в виде растворов определенных кон-
центраций, изучены мало и здесь не рассмат-
риваются.
вещество находится в твердом кристалли-
ческом состоянии, выше — переходит в изо-
тропную жидкость.
По классификации, предложенной Ж. Фри-
делем, жидкие кристаллы разделяют на три
типа: нематические, холестерические и смек-
тические.
К нематическим (НЖК) относятся жид-
кие кристаллы, нитевидные молекулы которых
имеют в своем расположении дальний ориен-
тационный порядок, но не имеют трансляцион-
ного порядка (рис. 26.1). Текучесть НЖК обу-
словлена тем, что молекулы могут легко сколь-
зить относительно друг друга, сохраняя свою
ориентацию.
Холестерические жидкие кристаллы (ХЖК)
являются разновидностью НЖК- Отличие за-
ключается в том, что они образованы оптиче-
ски активными молекулами, в результате чего
структура жидкого кристалла приобретает
слоистый характер и имеет винтовую ось сим-
662
Жидкие кристаллы
[разд. 26]
Рис. 26.1. Структу-
ра нематического
жидкого кристалла
Рис. 26.2. Структу-
ра холестерического
жидкого кристалла
метрии, перпендикулярную направлению ориен-
тации молекул и плоскости слоя (рис. 26.2).
Смектические жидкие кристаллы (СЖК)
также имеют слоистую структуру, но при этом
возможны различные виды упаковок молекул
в слои. В смектике модификации А молекулы
перпендикулярны плоскости слоя и внутри
слоя не имеют трансляционного порядка (рис.
26.3). Смектик В отличается от смектика А тем,
что молекулы в каждом слое, оставаясь парал-
лельными друг другу и перпендикулярными
плоскости слоя, образуют упаковку гексаго-
нального типа. Смектик С — это наклонная
форма смектика А. В этой упаковке существен-
но то, что толщина слоя меньше длины моле-
кул, а угол наклона молекул может зависеть от
температуры.
Идентифицировано еще несколько смек-
тических модификаций. Однако их структура
еще точно не выяснена. Кроме того, к смектикам
относят обычно любую модификацию, которую
нельзя отнести к НЖК или ХЖК.
В настоящее время известно большое ко-
личество органических соединений, способных
образовывать жидкие кристаллы. Наиболь-
шее количество веществ, существующих в жид-
Большое значение при этом имеют мости-
ковые и концевые группы. Классическим при-
мером НЖК является п-азоксианизол, имею-
щий формулу
и температуры переходов твердый кристалл
(ТК)-м-НЖК и НЖК**изотропная жидкость
(ИЖ) соответственно 116 и 135 °C.
В табл. 26.1 приведены структурные фор-
мулы, температуры переходов и диэлектриче-
ская анизотропия некоторых НЖК.
Смектическая мезофаза более упорядоче-
на, чем нематическая, и вследствие этого обла-
дает большей вязкостью. Если какой-либо жид-
кий кристалл может существовать и в той, и
в другой фазах, то температура существования
смектической фазы всегда ниже, чем немати-
ческой. Примером такого рода жидкого кри-
сталла является терафтил-бис-л-бутиланилин
(ТББА):
С4н9-©-N = CH CH=N С^Нд
Причем ТББА может существовать в трех
модификациях смектических кристаллов: А, В,
С. Температура переходов (в градхсах Цель-
сия) следующая:
ижВ-6нжк^°сжк а!7-СЖК с~
^сжквИ3тк.
Необходимым условием образования хо-
лестерической фазы является хиральность (за-
крученность) молекул жидкого кристалла.
Наиболее употребляемыми ХЖК являются про-
изводные холестерина (табл. 26.2), например
холестеринбензоат:
Рис. 26.3. Структуры смектических жидких кристаллов видов А, В, С
[§ 26.1]
Разновидности и структура
663
Таблица 26.1. Нематические жидкие кристаллы
Наименование Структурная формула Температура, °C Анизотропия диэлектри- ческой про- ницаемости (при темпе- ратуре, °C) Де —Ец — — e_l
плав- ления прояс- нения
п-метоксибензилиден-п'-н- бутиланилин (МББА) п-этоксибензилиден-п'-н- бутилаиилин (ЭББА) п-н-бутоксибензилиден-п'- аминобензонитрил (ББАБН) п-н-этоксибеизилидеи-п'- аминобеизонитрил (ЭББАБН) п-н-бутил-п'-метоксиазо- ксибензол (БМАОБ) п-н-бутил-п'-гептаноилок- сиазоксибензол (БГАОБ) п'-цианфениловый эфир n-бутилбензойной кис- лоты (ЦФЭББК) п'-цианфениловый эфир п-амилбензойной кис- лоты (ЦФЭАБК) п'-цианфениловый эфир п-гексилбензойной кис- лоты п'-циаифениловый эфир п-гептилбензойиой кис- лоты п'-цианфениловый эфир п-нонаноилоксибензой- ной кислоты п'-цианфениловый эфир п-бутоксикоричной кис- лоты п'-цианфениловый эфир п-бутилкоричной кис- лоты 4- (4-бутилбензоилокси) циннамо нитрил п-бутилоксибензилден-п'- циннамоиитрил п'-бутилбензилиден-п'- циннамонитрил п'-цианфениловый эфир п-гептилкоричной кис- лоты CHjO —CH=NС4Н9 C2HSO -@-CH=N -@-С«,Н9 С4Н9О —CH—N —CN С2 Hso СИ = N CN с«н9 осн3 .N 0С0С£Н13 С^Нд — С 00 —CN С5Н11 ООО —on С00 —CN С7Н15-@- COO CN CgH1700~@- СОО -@-CN СчНдО-@-СН = СН - СОО —(5}- CN С^Нд СН=СН "COO —©- CN OijNg -©-СОО -©- СН=СН—CN С^НдО -©- CH = N -©-CH=CH-CN С^Н9 -<C^-CH=N -©-CH=CH-CN CyHig-^C^- сн=сн— СОО ©- CN 21 38 63 105 20 37,5 66 64 44 44 74 91,5 84 106 103,6 47 58 44 78 109 129 74 79 41 55 48 56 86 144,5 113 154 215 179 110 — 0,56 (21) — 0,27 (38) -4-19 (63) + 21 (105) — 0,16 (22) -0,53 (38)
Нет. св.
+ 15,1 (44) + 13,7 (44) + 10,5 (74) + 17,3 (92) + 16,2 (84) + 12,2 (106) + 12,9 (104) + 13,2 (47) + 13,4 (58)
664
Жидкие кристаллы
[разд. 26]
Продолжение табл. 26.1
Наименование Структурная формула Температура, °C Анизотропия диэлектри- ческой про- ницаемости
плав- ления прояс- нения (при темпе- ратуре, °C) Ае = £[( —- — Е ±
4- гексокси -4'-цианбифенил С6Н130 ©-CN 58 76 + Ю,2 (58)
4-гептокси-4'-цианбифенил г., и „сП -Zn\ см 54 70 + 8,6 (55)
4-амил-4'-цианби фенил С5Нц-@ @-CN 22 35 + 10 (25)
4-гексил-4'цианбифенил GgH-jj CN 17 30 —
4-гептил-4'-цианби фенил с 7 Ни 30 42 —
п-гептаноилокси-п'-циан- азоксибензол C7H13D0-©-,N=N,-@-CN 0 65 130,5 + 10,5 (65)
п-октаноилокси-п'-циан- азоксибензол CeH150-^N_=N,-@-CN 0 71 133 + 9,6 (21)
Таблица 26.2. Холестерические жидкие кристаллы
Наименование С27Н56О’СО-СйН2я+1 Ин- декс п Температура, °C Наименование С27Н55О-СО-СяН2ят1 Ин- декс п Температура, °C
плавле- ния, не более прояс- нения, не менее плавле- ния, не более прояс- нения, не меиее
Холестерилформиат 0 63 93 Холестерилкапринат 9 85 88
Холестерилацетат 1 63 111 _1 Холестерилуидецилат 10 85 90
Холестерилпропионат 2 97 111,5 Холестериллаурат 11 85 90
Хол естер ил бутир ат 3 100,5 107,5 Хол естер илтр идецил ат 12 64 80
Холестер илвалер ат 4 92 95 Хол естер илмиристат 13 72,5 82,5
Холестерилкапронат 5 93 95 Холестерилпентадецилат 14 72 80
Хол естер илэнантат 6 93 109 Холестерилпальмитат 15 70* 80
Холестерилкаприлат 7 93 106 Холестерилстеарат 17 70* 76
Хол естер илпеларгон ат 8 79 87
Температура плавления'больше или
равна указанному значению.
Большое внимание уделяется также и так
называемым хиральным нематическим кри-
сталлам, имеющим строение, характерное для
молекул НЖК, но обладающих оптической
активностью, обусловленной асимметричным
расположением атома углерода в концевом за-
местителе. Примером такого рода ХЖК может
служить 4-метоксибензилиден-4(2-метилбу-
тил)анилин:
ch3o-@-ch=n -@-ch2-ch-g2h5
сн3
24 21
иж~хжк~тк.
Жидкокристаллическую фазу холестери-
ческого типа образуют не только чистые холе-
[§ 26.2] Физические свойства и текстура 665
Таблица 26.3. Характеристики жидкокристаллических смесей
Жидкокрис- таллический материал Температура, °C Анизо- тропия прово- димости Tll/v ± Диэлек- трическая проницае- мость £.| Диэлектри- ческая ани- зотропия Де = = е11~е± Оптичес- кая ани- зотропия Дп = =«||-и± Коэф- фициент упру- гости ki 1» ХЮ"12 н Вяз- кость при 25 °C, ХЮ-3 Н-с м2 Вязкость враща- тельная при 25 °C X10-' Н-с м2 Энер- гия акти- вации, эВ
плав- ления про- свет- ле- ния
ЖК-404 — 12 + 58 1,4 4,7 — 0,4 0,25 6 34
ЖК-404И -12 + 58 — 4,7 — 0,4 — — 34 —
ЖК-440 < 5 + 74 1,55 4,9 — 0,4 0,24 9,6 22 1,7' 0.43
ЖК-614 — 7 + 74 25,9 + 18,3 0,22 25
ЖК-616 0 + 69 9,3 + 3,4 0,22 — — — —
ЖК-654 0 + 66 — 17,2 + Ю,7 0,20 10,7 27 2,1 0,45
ЖК-805 <—27 + 95 2,5 + 0,17 0,05 12,0 25 1,85 0,33
ЖК-807 — 5 + 59 0,81 19,5 + 13,4 0,22 12,8 35 3,6 0,55
ЖК-910 — 27 + 58 5,0 + 1,8 0,04 14
ЖК-911 0 + 79 8,5 + 5,0 0,07 27
ЖК-912 + 5 + 72 — 12,3 + 8,2 0,08 — 30 — —
ЖК-999 — 3 + 79 9,5* + 2,1* 0,24 36
5,2** — 2,2** — —
ЖК-1000 — 9 + 62 10,1* + 2,6* 0,13 62
4,8** 2 7** — —
СЖК-(1.-4) —2 + 57 0,75 18,7 + 14,3 0,22 12,1 32 3,0 0,55
У-1 0 + 72 1,6 12,4 — 0,47 0,22 33
У-2 < -- 8 + 67 1,62 14,5 — 0,51 0,20 44
У-3 <—5 + 70 9,4 + 3,6 0,21 55
У-5 — 2 + 71 18,3 + 8,0 0,24 52 — —
У-6 < — 7 + 69 — 16,9 + 9,9 0,22 55
У-8 < — 10 + 65 27,8 + 10,6 0,24 60
У-18 < 4 + 66 27,7 + 19,5 0,22 —
У-24И <—8 + 65 1,74 5,5 — 3,6 0,12 53
* Значения справедливы при f = 200 Гц.
** Значения справедливы при f = 40 кГц.
стерики и их смеси, но и смеси нематика с ве-
ществом, имеющим хиральные молекулы, при-
чем это вещество в чистом виде может и не об-
разовывать жидкокристаллическую фазу. Это
дает возможность получать широкий интервал
значений шага спирали в заданном темпера-
турном интервале.
Отдельные вешества, обладающие жидко-
кристаллическими свойствами, обычно неудоб-
ны для практического использования. Причи-
ной этого могут быть неоптимальные значения
физико-химических параметров жидкого кри-
сталла, наиболее важными из которых являют-
ся температурные границы сушествования ме-
зофазы и анизотропия проводимости и диэлект-
рической проницаемости. В то же время, сме-
шивая различные жидкие кристаллы и леги-
руя их специальными добавками, можно су-
щественно менять одни свойства, слабо влияя
на другие. Так, например, смешивая однотип-
ные жидкие кристаллы, можно снизить тем-
пературу плавления и расширить температур-
ный интервал существования мезофазы. Наи-
лучшие результаты при этом дают эвтектиче-
ские смеси. Параметры некоторых жидкокри-
сталлических смесей, разработанных для уст-
ройств индикации, даны в табл. 26.3.
26.2. ФИЗИЧЕСКИЕ СВОЙСТВА
И ТЕКСТУРА ЖИДКИХ КРИСТАЛЛОВ
Анизотропные свойства жидких кристал-
лов полностью определяются степенью упоря-
доченности молекул, мерой которой может
служить параметр ориентационного порядка S,
введенный В. Н. Цветковым:
5 = А- (3 cos26— 1) ,
где 0 — угол между осью отдельной молекулы
и преимущественным направлением ориента-
ции молекул, а усреднение ведется и по ансамб-
666
Жидкие кристаллы
[разд. 26]
дю молекул, и по времени. Преимущественное
направление совпадает с оптической осью жид-
кого кристалла и характеризуется единичным
вектором /. называемым «директором».
В соответствии с определением S = 1 для
твердого кристалла и 5 = 0 для изотропной
жидкости. В жидких кристаллах 0<S<l и
зависит от температуры. По мере ее увеличе-
ния S-»-0.
Вязкоупругие свойства. Если упругость
твердых кристаллов и изотропных жидкостей
связана только с изменением их плотности,
то в жидких кристаллах основную роль играет
упругость, обусловленная локальным измене-
нием ориентации «директора».
Плотность свободной энергии, обусловлен-
ная деформацией НЖК, в общем виде имеет
вид:
М7, =L.|*,, (divL)2 + k22(LrotL)2 + *33(LX
XrotL)2|,
где *n — коэффициент упругости продольного
изгиба; *22 — коэффициент упругости круче-
ния; *зз — коэффициент упругости попереч-
ного изгиба. Эти коэффициенты наряду с дру-
гими параметрами определяют временные и по-
роговые характеристики электрооптических
эффектов.
В ХЖК ввиду хиральности молекул вы-
ражение для плотности свободной энергии
имеет несколько иной вид:
Wv= —fe, । (divL)" -|-*>2.^ L- rot L-|-—+
+ *33(LXrotL)2|.
Коэффициент *2 определяет шаг холесте-
рической спирали бо:
6о = 2л*->2/*2
Еще одним фактором, влияющим на дина-
мику эффектов, является динамическая вяз-
кость. В жидких кристаллах вязкость зависит
не только от градиентов скорости течения, но
и от направления молекулярных осей в сосед-
них слоях. Поэтому она носит анизотропный
характер. В тензор вязких напряжений НЖК
входит шесть коэффициентов вязкости а,, пять
из которых независимы.
На практике обычно определяют вязкость
неориентированного жидкого кристалла т]2 при
его течении по капилляру
Ц2= -^-(«з + гхч + аб)
либо так называемую «вращательную» вяз-
кость V,
=<Х2 — аз,
входящую в выражения для временных харак-
теристик электрооптических эффектов.
В табл. 26.3 приведены значения tp и v,
при Т = 25°С для смесей, выпускаемых про-
мышленностью. Здесь же приведена энергия
активации W некоторых смесей, которая опре-
деляет температурную зависимость вязкости
|)2^ехр(117/*Г) .
Электропроводность. Жидкий кристалл —
органический диэлектрик и в идеальном случае
должен иметь очень низкую удельную прово-
димость. Однако существующие методы очист-
ки позволяют получить удельную проводи-
мость порядка 10-н См/м. Основной вклад
в электропроводность дают ионы, присутствую-
щие в жидком кристалле или рождающиеся
вблизи электродов. В тех случаях, когда необ-
ходимо использовать жидкий кристалл с боль-
шими значениями -у, обычно максимально очи-
щенные смеси легируют специально подобран-
ными примесями (табл. 26.4), молекулы кото-
рых либо непосредственно диссоциируют на
ионы (ионные примеси), либо через промежу-
точную стадию образования молекулярных
комплексов (донорные и акцепторные приме-
си). На рис. 26.4 изображены зависимости от
концентрации компоненты удельной проводи-
мости ух, перпендикулярной «директору», сме-
сей ЖК 440 и ЖК-404, легированных ионными
(ТБАБ, ТБАП), акцепторными (ТЦЭ,
ТЦХДМ, ДХДЦБХ) и донорной (ФДА) при-
месями.
Легирующие примеси влияют не только на
значение у, но и на анизотропию проводимости
у(/ух, где ун, ух — компоненты удельной про-
Рис. 26.4. Зависимость удельной проводимо-
сти у । ЖК-440 (кривые 1...6) и ЖК-404 (кри-
вые 7, 8) от концентрации N примесей для
25 °C и 1 кГц
1 — ТЦЭ; 2 - примесь ТБАП; 3, 4 — ТБАБ; 5-
ТЦЭ; 6 — ФДА; 7 — ДХДЦБХ; 8 — ТЦХДМ
[§ 26.2]
Физические свойства и текстура
667
Таблица 26.4. Легирующие примеси
Наименование Структурная формула Вид при- меси Наимено вание Структурная формула Вид при- меси
Хлоранил (ХА) Тетрациаиэтилен (ТЦЭ) Тетрацианхино- диметан (ТЦХДМ) Ди хлордициан- бензохинон (ДХДЦБХ) CL CL 0=&° CL CL CN CN CN CN CN CN CN CN CN CN 0=^0 CL CL Ак- цеп- тор- ная п-фенилдиамин (ФДА) Тетрабутилам- моний бро- мистый (ТБАБ) Тетрабутилам- монийпикрат (ТБАП) NH2-@-NH2 Сц Hg CgHg \ / N Вг / \ CzjHg CqHg 1 1 ClfHg Gl^Hg \ / N / \ Cty.Hg GgHg 1 1 no2 о no2 N0z Донор- ная Ион- ная
водимости вдоль и поперек «директора». При
этом ионные примеси обеспечивают значи-
тельно большие значения уц/у±, чем донорные
или акцепторные (рис. 26.5).
Диэлектрическая проницаемость. В боль-
шинстве электрооптических эффектов важную
роль играет анизотропия диэлектрической про-
ницаемости жидкого кристалла
Де = е и — е± ,
где Е|| и е 1 — относительная диэлектрическая
проницаемость соответственно вдоль и поперек
«директора». Значение и знак Де определяются
соотношением между анизотропией поляри-
зуемости молекул и значением и направлением
собственного дипольного момента.
Смешивая жидкие кристаллы, имеющие
различные значения Де, можно получать сме-
си, обладающие требуемой диэлектрической
анизотропией. При этом в довольно широкой
области концентрации выполняется свойство
аддитивности:
Де=£ С, Де,,
I
где С, — относительная молярная концентра-
ция i-го компонента. В выпускаемых промыш-
ленностью жидкокристаллических материалах
диэлектрическая анизотропия составляет —4...
... + 20 (табл. 26.3).
Частотные зависимости ел и е± характери-
зуются различными областями дисперсии. Ес-
ли е± имеет область дисперсии, примерно со-
ответствующую дебаевскому времени релакса-
ции изотропной жидкости, то е-ц обладает еше
Рис. 26.5. Зависимость анизотропии удельной
проводимости от концентрации различных
примесей в ЖК-440 при 25 °C и 1 кГц
I — примесь ТБАБ; 2 — ТБАП; 3 — ФДА; 4 —
ДХДЦБХ; 5 - ТЦХДМ; 6 — ТЦЭ
668
Жидкие кристаллы
[разд. 26]
Рис. 26.6. Зависимость длины волны Ло селек-
тивного отражения от температуры холесте-
ринпеларгоната (кривые 1, 3) и холесте-
рилкаприната (кривая 2)
и низкочастотной релаксацией, обусловленной
заторможенностью вращения вокруг попереч-
ной оси. Различные области дисперсии Ец и е,
могут приводить к смене знака диэлектриче-
ской анизотропии. Так, жидкокристаллические
смеси ЖК-999 и ЖК-1000 (см. табл. 26.3) име-
ют на низких частотах Де> 0, а иа высоких
частотах — Де<0. Смена знака происходит
на частотах порядка нескольких килогерц.
Оптические свойства. На оптических ча-
стотах компонент ориентационной поляриза-
ции не дает вклада в общую поляризацию. Имеет
значение лишь поляризуемость молекул, кото-
рая всегда выше в продольном направлении.
Поэтому в жидких кристаллах оптическая ани-
зотропия Дп = И|| — п± положительна. Обычно
Дп = 0Д...0,3 (см. табл. 26.3). Исключение со-
ставляют жидкие кристаллы на основе алкил-
циклогексанкарбоновых кислот, для которых
характерно малое значение оптической анизо-
тропии: Дп = 0,04...0,08. Оптическая анизотро-
пия Дп имеет большое значение в электроопти-
ческих эффектах, так как она определяет фа-
зовую задержку между обыкновенным и не-
обыкновенным лучами в ориентационных элект-
рооптических эффектах, светорассеяние в гид-
родинамических эффектах, крутизну вольт-
контрастных характеристик, индикатрисы про-
пускания или рассеяния. Смешивая жидкие
кристаллы, имеющие различные значения Дп,
можно получить материалы с различным Ап.
В ХЖК винтовая структура приводит к не-
которым специфическим оптическим эффек-
там. Важнейшим из них является селективное
отражение света некоторой длины волны Ао,
определяемой шагом спирали 6о,
Зависимость шага спирали от внешних
воздействий позволяет наблюдать это воздей-
ствие, что применяется для неразрушающего
контроля и регистрации тепловых полей.
ХЖК, используемые для этой цели, и их
характеристики представлены в табл. 26.2 и
на рис. 26.6.
Сочетание в жидких кристаллах анизот-
ропных свойств твердого тела и низкой вяз-
кости жидкости приводит к некоторым электро-
оптическим эффектам, которые широко при-
меняются в устройствах отображения и преобра-
зования информации. Основой конструкции
таких устройств является ячейка, представ-
ляющая собой две параллельных (обычно
стеклянных) пластины, между которыми распо-
ложен тонкий слой (5...30 мкм) жидкого
кристалла. На внутренних поверхностях
пластин нанесены прозрачные электроды, на
которые подается электрическое напряжение.
Важное значение имеет исходная ориента-
ция молекул жидкого кристалла относительно
плоскости подложек, задающаяся либо спе-
циальной обработкой подложек, либо поверх-
ностно-активными добавками к жидким
кристаллам. В НЖК основными являются:
гомогенная (планарная) ориентация,
когда длинные оси молекул параллельны
плоскости подложек;
гомеотропная ориентация, когда длинные
оси молекул перпендикулярны плоскости под-
ложек;
твист-ориентация, представляющая собой
структуру молекул, длинные оси которых па-
раллельны плоскости подложек и закручены
(обычно на угол ф = л/2 рад) вокруг оси,
перпендикулярной подложкам.
ХЖК в зависимости от состояния по-
верхности подложек образуют две ориентации
или так называемые текстуры:
планарную текстуру, когда молекулы хо-
лестерика параллельны поверхности подложек
(соответственно ось спирали перпендикулярна
им);
конфокальную текстуру, когда длинные
оси молекул перпендикулярны плоскостям под-
ложек или в более общем случае не парал-
лельны им, а ось спирали меняет направ-
ление от точки к точке.
В отличие от прозрачной планарной
текстуры конфокальная обладает сильным све-
торассеянием.
СЖК могут образовывать либо сильно
рассеивающую свет конфокальную текстуру,
либо прозрачную гомеотропную ориентацию.
Ло=боп,
где п=(П||4-п±)/2.
[§ 26.3]
Ориентационные электрооптические эффекты
669
26.3. ОРИЕНТАЦИОННЫЕ
ЭЛЕКТРООПТИЧЕСКИЕ ЭФФЕКТЫ
В НЕМАТИЧЕСКИХ ЖИДКИХ
КРИСТАЛЛАХ
Вследствие анизотропии диэлектрической
проницаемости энергия НЖК в электрическом
поле зависит от ориентации молекул относи-
тельно направления поля. Если исходное со-
стояние молекул не соответствует минимуму
энергии при приложении напряжения, то в
достаточно сильном поле произойдет пере-
ориентация молекул. Новое равновесное со-
стояние будет зависеть от значения напря-
женности возмущающего поля и от противо-
действующего ему момента упругих сил,
вызванного ориентирующим воздействием
стенок ячейки. Наличие оптической анизотро-
пии в НЖК приводит в результате переори-
ентации к изменению двойного лучепреломле-
ния.
В зависимости от исходной ориентации
и знака диэлектрической анизотропии можно
выделить три ориентационных эффек-
та в НЖК:
а) Де> 0, ориентация планарная — эф-
фект управляемого двойного лучепреломле-
ния, или S-эффект;
б) ДеСО, ориентация гомеотропная —
деформация вертикально ориентированной
фазы, или В-эффект;
в) Де> 0, твист-ориентация — твист-эф-
фект.
Пороговое напряжение переориента-
ции Un зависит от коэффициентов упругости
и диэлектрической анизотропии НЖК:
7/„=л (-^) 2
'Дево7
где й„ = йц—для S-еффекта; fe,7 = fe33— для
В-эффекта; /г„ = /гц + -|- (fe33 — 2/ггг) — для
твист-эффекта.
Времена нарастания и спада деформа-
ций, кроме того, зависят от вязкости НЖК.
Для малых деформаций постоянные времени
равны
_ vife' __ У|/г2
ДееоД2—n2fe,7 Т™ Л'Г;,-
Рис. 26.7. Температурная зависимость времени
выключения твист-эффекта
1 — ЖК-807; 2 —СЖК-1; 3 — ЖК-910
тором и анализатором). В такой системе
изменение фазовой задержки между обыкно-
венным и необыкновенным лучами приводит
к изменению интенсивности прошедшего света:
, • 2г> • 2 ( \
/ х sin 2<р sin —-— J ,
где <р — угол между вектором поляризации
падающего света и проекцией «директора»
на плоскость, подложки; А — длина волны па-
дающего света. Таким образом, интенсив-
ность монохроматического света на выходе
из системы будет осциллировать с увеличе-
нием напряжения, причем размах осцилляций
будет максимальным при <р = л/4 рад.
В практическом отношении наиболее важ-
ным является твист-эффект. Это обусловлено
тем, что здесь можно осуществить такой режим
модуляции светового потока, когда интенсив-
ность прошедшего света почти не зависит от
длины волны. Для этого вектор поляризации
должен быть параллелен «директору» на пе-
редней пластине, и в исходном состоянии
должно выполняться так называемое условие
Могена:
A<SAn6,
где h — толщина ячейки.
Наблюдение ориентационных эффектов
обычно ведут оптическим методом, помещая
ячейку между двумя поляроидами (поляриза-
где б — шаг спирали.
При этих условиях вектор поляризации
света на выходе будет повернут на угол за-
крутки НЖК, который обычно выбирается
равным л/2 рад. В результате интенсивность
670
Жидкие кристаллы
[разд. 26]
Таблица 26.5. Дихроичные красители
Краситель Степень упорядо- ченности в ЖК-807 Длина вол- ны макси- мального поглоще- ния, нм Мольный коэффици- ент погло- щения, моль-'м2 Раствори- мость в ЖК-807, %
Положительный дихроизм
кд-1 0,74 525 3,8 2
КД-3 0,57 497 4,5 2
КД-4 0,71 602 1,1 3
Отрицательный дихроизм
КД-36 0,7 512 0,86 3
КД-53 0,44 446 0,9 1,5
КД-54 0,64 580 1,3 1,5
617 1,5
Положительный и отрицательный дихроизм
КД-5 0,64 430 1,7 1,4
0,58 550 0,8
прошедшего света в системе поляризатор —
ячейка — анализатор будет максимальной в
скрещенных поляроидах и минимальной — в
параллельных поляроидах.
Поворот молекул при приложении поля
по мере его увеличения сокращает области
с закрученной структурой, так что при не-
котором напряжении U'„ условие Могена пе-
рестает выполняться и ячейка теряет опти-
ческую активность: в скрещенных поляроидах
интенсивность проходящего света резко пада-
ет, а в параллельных — возрастает.
Оптический порог твист-эффекта обычно
составляет 1Л=1,5...4 В, а время переклю-
чения — от нескольких десятков до нескольких
сотен миллисекунд, причем последнее в значи-
тельной мере зависит от температуры
(рис. 26.7).
Полевые эффекты в устройствах отобра-
жения информации используют не только в
связи с возможностью управления двойным
лучепреломлением и вращением плоскости
поляризации, но и благодаря способности мо-
лекул НЖК ориентировать молекулы при-
месей, имеющие удлиненную форму. Если в
качестве таких молекул использовать ани-
зотропно поглощающие свет молекулы краси-
телей, то переориентация НЖК приведет к
изменению оптической плотности для света,
поляризованного вдоль исходного или конеч-
ного положения осциллятора поглощения.
При использовании красителей, имеющих в ви-
димой области две полосы поглощения со
взаимно перпендикулярными осцилляторами,
возможно осуществить переключение цветов.
Эти эффекты получили название «гость —
хозяин». Параметры некоторых красителей
приведены в табл. 26.5.
Из перечисленных в табл. 26.3 жидко-
кристаллических смесей в ориентационных эф-
фектах могут быть использованы ЖК-614,
ЖК-616, ЖК-654, ЖК-807, СЖК-(1...4),
ЖК-805, ЖК-910, ЖК-911, У-3, У-6, имеющие
широкий интервал существования мезофазы,
низкие значения порога и времени переклю-
чения. Для устройств на S- и В-эффектах
наиболее приемлемы ЖК-805, ЖК-910 и
ЖК-911, имеющие низкие значения Дп.
ЖК-999 и ЖК-Ю00 применяют для двухча-
стотного управления (комбинация S- и В-эф-
фектов или твист- и В-эффектов), что позво-
ляет электрическим способом управлять по-
рогом и временными характеристиками.
Электрогидродииамическая неустойчи-
вость в нематических жидких кристаллах.
Вследствие анизотропии электропроводности
в НЖК возможна аномальная, не соответ-
ствующая знаку Де, ориентация молекул в
электрическом поле, сопровождаемая движе-
нием жидкости — гидродинамической не-
устойчивостью. Вначале, при сравнительно
низких напряжениях, 5...7 В, неустойчивость
проявляется в виде цилиндрических доменов,
шаг которых равен толщине ячейки. Дальней-
шее повышение напряжения вызывает в НЖК
турбулентное движение, которое сопровожда-
ется сильным светорассеянием. Этот эффект,
называемый динамическим рассеянием света,
применяется в устройствах отображения ин-
формации.
Для возникновения динамического рас-
сеяния света необходимо выполнение уело-
[§ 26.4]
Электрооптические эффекты
671
вий: толщина ячейки должна быть не слишком
малой (/zj&6 мкм), удельное сопротивление
НЖК должно быть не более 10' Ом-м,
диэлектрическая анизотропия должна быть
отрицательной, частота возбуждающего на-
пряжения не должна превышать fK — крити-
ческую частоту релаксации пространственного
заряда, анизотропия электропроводности
Ти/Тх = 1.5...2.
В качестве основы при создании жидко-
кристаллических смесей для динамического
рассеяния света могут быть использованы ма-
териалы ЖК-404, ЖК-404И, ЖК-440, У-1,
У-2 (см. табл. 26.3), обладающие широким
температурным интервалом нематической
фазы, малой отрицательной диэлектрической
анизотропией и приемлемым значением вяз-
кости.
26.4. ЭЛЕКТРООПТИЧЕСКИЕ ЭФФЕКТЫ
В ХОЛЕСТЕРИЧЕСКИХ жидких
КРИСТАЛЛАХ
Электрооптические эффекты в ХЖК
вследствие закрученности структуры связаны
не только с изменением ориентации «ди-
ректора», но и с изменением шага спирали.
Применяются два эффекта в ХЖК — переход
холестерик — нематик (X — Н) и динами-
ческое рассеяние с памятью.
Переход X — Н наблюдается в ХЖК,
имеющих Де> 0 и исходную конфокальную
текстуру, сильно рассеивающую свет. Под
действием поля молекулы стремятся сориенти-
роваться вдоль поля, что приводит к раскрутке
спирали и снятию светорассеяния. Величина
полной раскрутки спирали зависит от шага
спирали 6о и диэлектрической анизотро-
пии Де ХЖК:
1
Временем реакции и релаксации эффекта
X — Н, составляющим обычно десятки мил-
лисекунд, можно управлять, если ввести не-
которое начальное напряжение смещения,
меньшее порогового напряжения. Время реак-
ции при этом уменьшается в 1,5...2 раза, а
время релаксации может достигать нескольких
десятков секунд.
В ХЖК, имеющих Де<0 при достаточ-
ной электропроводности, может возникать
электрогидродинамическая неустойчивость,
сопровождаемая светорассеянием. Снятие на-
пряжения после возникновения динамического
рассеяния переводит ХЖК в конфокальную,
рассеивающую свет текстуру. Поэтому, если
исходное состояние ХЖК было планарным
(светорассеяние отсутствует), то после снятия
некоторого напряжения ХЖК будет находить-
ся в светорассеивающем состоянии. Этот
эффект получил название динамическое рас-
сеяние с памятью.
Конфокальная текстура, которую прини-
мает ХЖК, неустойчива н медленно релакси-
рует в планарную. Время памяти экспонен-
циально зависит от отношения толщины
ячейки к шагу спирали:
т ~ ехр (— ?ld/6o),
где А — параметр ХЖК и может составлять
от нескольких минут до нескольких месяцев.
Быстро перевести конфокальную текстуру в
планарную можно, прикладывая электрическое
поле достаточно высокой частоты (большей
частоты релаксации пространственного заря-
да).
Для эффектов динамического рассеяния
с памятью и фазового перехода X — Н обычно
используют нематические смеси с соответ-
ствующими значениями Де, добавляя к ним
ХЖК в концентрации, обеспечивающей тре-
буемое значение шага спирали.
В заключение отметим возможности
практического использования жидких кри-
сталлов. Электрооптические эффекты в жидких
кристаллах широко применяются. Созданные
на их основе устройства отображения и об-
работки информации имеют преимущества
по сравнению с аналогичными устройствами
на других физических принципах. Это малая
потребляемая мощность, до 10~8 Вт/м2,
низковольтный режим работы 2...50 В, воз-
можность считывания информации при
внешней засветке, совместимость с инте-
гральными схемами, возможность изготовления
традиционными методами микроэлектроники.
В настоящее время жидкие кристаллы
широко используются в часах и микрокаль-
куляторах. Для таких устройств наиболее
подходящим оказался твист-эффект. Ведутся
интенсивные разработки матричных экранов,
способных заменить электронно-лучевые труб-
ки в устройствах с большим объемом отобра-
жаемой информации.
ХЖК и НЖК используют для наблюде-
ния различного рода полей, в частности
электрического при неразрушающем контроле
интегральных схем.
СПИСОК ЛИТЕРАТУРЫ К ЧЕТВЕРТОЙ ЧАСТИ
1. Блинов Л. М. Электро- и магнито-
оптика жидких кристаллов.— М.: Наука,
1978. 384 с.
2. Богородицкий Н. П., Таирова Д. А.,
Сорокин В. С. Роль свободных носителей за-
ряда в образовании электретного состояния
в поликристаллических диэлектриках // ФТТ. -
1964.— Т. 6, вып. 8,— С. 2301—2306.
3. Борисова М. Э., Койков С. Н.
Электретный эффект в диэлектриках // Из-
вестия вузов. Физика.— 1979.— № 1.—
С. 74—89.
4. Вербицкая Т. Н. Вариконды.— Л.;
М.: Госэнергоиздат, 1957.— 64 с.
5. Вул Б. М. // Электричество.—1946.—
№ 3,— С. 12—20.
6. Гороховатский Ю. А. Основы термо-
деполяризационного анализа.— М.: Наука,
1981.—173 с.
7. Губкин А. Н. Электреты.— М.: Наука,
1978.—191 с.
8. Желудев И. С. Основы сегнето-
электричества.— М.: Атомиздат, 1973.— 472 с.
9. Индикаторные устройства на жидких
кристаллах / Под ред. 3. Ю. Готры.— М.:
Советское радио, 1980.—238 с.
10. Каминский А. А. Лазерные кристал-
лы.— М.: Наука, 1975.—256 с.
11. Капустин А. П. Экспериментальное
исследование жидких кристаллов.— М.: Нау-
ка, 1978,— 368 с.
12. Кристаллы редкоземельных галлиевых
гранатов с хромом как активные среды твер-
дотельных лазеров / Е. В. Жариков, В. В. Оси-
ко, А. М. Прохоров, И. А. Щербаков // Из-
вестия АН СССР. Сер. физ.—1984.— Т. 48.—
№ 7.— С. 1330—1342.
13. Кузьмин Ю. И., Таиров В. Н. Мате-
матическая модель релаксации заряда в
электретах // Моделирование в пленочной
электромеханике.— Новосибирск, 1982.—
Вып. 25.— С. 79—88.
14. Кузьмин Ю. И., Таиров В. Н. Перко-
ляционная модель релаксации заряда
электрета // ЖТФ,—1984,—Т. 54,—
С. 964—965.
15. Курчатов И. В. // Сегнетоэлектри-
чество.— М.: Наука, 1982.—392 с.
16. Лущейкин Г. А. Полимерные электре-
ты.— М_: Химия, 1984.— 183 с.
17.. Мак А. А., Фромзель В. А., Щерба-
ков А. А. Состояние и перспективы повыше-
ния эффективности твердотельных лазе-
ров // Известия АН СССР. Сер. физ.—1984.—
Т. 48,— № 8,— С. 1466—1476.
18. Пихтин А. Н. Физические основы
квантовой электроники и оптоэлектроники.—
М.: Высшая школа, 1983.— 305 с.
19. Процесс образования электретного
состояния в некоторых органических плен-
ках / В. В. Пасынков, Е. Л. Сейсян, В. Н. Таи-
ров и др.//Электронная техника.— 1971,
сер. 8.1.
20. Прохоров А. М. Новое поколение твер-
дотельных лазеров / УФН.—1986.—Т. 148,
вып. 1.— С. 7—34.
21. Смагин А. Г., Ярославский М. И.
Пьезоэлектричество кварца и кварцевые резо-
наторы.— М.: Энергия, 1970.—488 с.
22. Смажевская Е. Г., Фельдман Н. Б.
Пьезоэлектрическая керамика.— М.: Сов. ра-
дио, 1971.—199 с.
23. Сегнетоэлектрики и антисегнето-
электрики / Смоленский Г. А., Боков В. А.,
Исупов В. А. и др.— Л.: Наука, 1971.—476 с.
24. Справочник по лазерам / Под ред.
А. М. Прохорова.— М_: Советское радио,
1978.— Т. 1,—504 с.
25. Титанат бария. Материалы семинара,
посвященного 25-летию открытия сегнето-
электрических свойств титаната бария.— М.:
Наука, 1973,—263 с.
26. Труды IV Всесоюзной конференции
«Оптика лазеров» // Известия АН СССР,
серия физ.—1984.— Т. 48, вып. 7—9,—
С. 1329—1648, 1758—1791.
27. Фесенко Е. Г., Данцигер А. Я., Ра-
зумовская О. Н. Новые пьезокерамические
материалы: Ростов-на-Дону: Изд-во Ростов-
ского университета, 1983.— 160 с.
28. Физика и спектроскопия лазерных
кристаллов / Под ред. А. А. Каминского.—
М.: Наука, 1986.—272 с.
29. Чистяков И. Г. Жидкие кристаллы,—
М.: Наука, 1966.— 127 с.
30. Электреты / Пер. с англ.; Под ред.
Г. Сесслера,— М.: Мир, 1983.—487 с.
31. Яффе Б., Кук У., Яффе Г.
Пьезоэлектрическая керамика / Пер. с
англ. // Под ред. Л. А, Шувалова.— М.:
Мир, 1974,—288 с.
ЧАСТЬ ПЯТАЯ
ЭЛЕКТРОЛИТЫ
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
а — активность
ц — подвижности ионов
С — концентрация
d — плотность
Е — напряженность электрического поля
е — элементарный заряд
F — число Фарадея
kj — коэффициент активности
I — ток
/ — плотность тока
/(д — константа электролитической диссо-
циации
Кг — константа гидролиза
Кк — константа нестойкости комплексного
соединения
Кв — ионное произведение воды
К, — электрохимический эквивалент
М — масса молярная
М, — масса эквивалентная
А'а — постоянная Авогадро
п± — зарядовые числа ионов
р — давление
pH — водородный показатель
R — универсальная газовая постоянная
S — площадь
s — растворимость
Т — температура, К
t — температура, °C
U — напряжение
&U — перенапряжение
Z± — число переноса катионов и анионов
а — степень диссоциации электролита
Р — степень гидролиза
у — электрическая проводимость удельная
— электродвижущая сила
г] — динамическая вязкость
X — молярная электрическая проводимость
ср — электродный потенциал
РАЗДЕЛ 27
ОБЩИЕ СВЕДЕНИЯ ОБ ЭЛЕКТРОЛИТАХ
Н. И. Ерпулев, В. А. Зонов
27.1. ПОНЯТИЕ ОБ ЭЛЕКТРОЛИТАХ
И СПОСОБЫ ВЫРАЖЕНИЯ
ИХ СОСТАВА
В современной электротехнике все шире
применяются вещества, называемые электро-
литами и по типу электропроводности относя-
щиеся к ионным проводникам — проводникам
второго рода.
Разнообразные ионные системы образуют
как простые электролиты, так и возможные
смеси этих веществ. Составы сложных электро-
литов принято отражать указанием концентра-
ций компонентов в смеси. Существуют много
способов выражения концентраций, задавае-
мых в массовых, объемных, мольных единицах
количества веществ — из них наиболее упо-
требимы следующие:
1. Массовая доля определяется отноше-
нием массы /-го компонента, содержащегося
в веществе, к общей массе вещества:
С=(пи/т), где т,— масса Pro компонента
приготовляемой смеси, кг; т — масса при-
готовленной смеси, кг.
Для многокомпонентных (/J&2) смесей
(или растворов) справедливо
п
т =£ m, + /п0, (27.1)
<=|
где /По— масса растворителя, кг; п — число
растворенных компонентов в смеси. Для би-
нарной смеси равенство (27.1) приобретает
вид
/п = /П| -j-/n(), (27.2)
где /По— масса растворителя; /П|— масса
растворенного вещества.
2. Массовое отношение определяется от-
ношением массы Pro компонента смеси к массе
растворителя: Cs = /n,//По.
Эта концентрация связана с массовой
долей
С, = С/(1—С). (27.3)
3. Моляльность определяется отношением
количества вещества /-го компонента к массе
растворителя:
С,„ = п,//ло,
где л,-— число молей 1 * вещества, растворен-
ного в массе растворителя, равной /По, кг;
п, определяется отношением
п,-=т,//И,-, (27.4)
где Mi — молярная масса Pro компонента,
10“’ кг/моль.
Моляльность связана с массовой долей
и массовым отношением равенством
С,„ = С/( 1 - С) М, = С,/Mi.
4. Молярная концентрация определяется
отношением количества вещества /-го компо-
нента к объему раствора: CM = n1/l/, где V —
объем приготовленного раствора, дм 3.
Молярная концентрация связана с С, Cs,
С„, соотношениями:
С м= Cd/Mi — Csd/[ (1 + С,) М|=
= C,„d/(l+CmM,),
где d — плотность приготовляемого раствора,
кг/дм
5. Молярная концентрация эквивалента
определяется отношением количества веще-
ства эквивалента к объему раствора:
CM^mi/(M„V}=CiVMi/M^
где Мц— эквивалентная масса Pro компонен-
та, 10 ~3 кг/моль.
Методы приготовления и формулы расче-
та растворов требуемой концентрации.
1. Растворение вещества в растворителе:
т, = С т,
где /п — масса приготовляемого раствора, кг,
вычисляется по формуле (27.2).
2. Разбавление раствора начальной
концентрации С' растворителем:
/n„ = /n'(C7C" — 1) =/п"(1 — С"/С'}.
Здесь /По— масса растворителя, которую
следует добавить к раствору начальной С'
концентрации массой /п', чтобы получить
итоговый раствор концентрации С" и мас-
сы т":
т" = /По + /п'.
1 Моль — количество вещества системы,
содержащей 6,022-1023 его структурных еди-
ниц (молекул, атомов, ионов, электронов
и др.).
[§ 27.1]
Электролиты, и их состав
675
3. Концентрирование раствора начальной
концентрации С удалением части раствори-
теля:
m0 = m'( С" — С')/С"; т'—тв
Здесь то— масса растворителя, которую
следует удалить из раствора начальной кон-
центрации С' и массой т', чтобы получить
итоговый раствор концентрации С" и массы т".
4. Смешение двух растворов начальных
концентраций С( и С(:
с\ > а-,
tni=m"(C" — Ci) /(С\ --Ci) =
= mi(C" — Ci)/(Ci — С");
mi = ml (Ci — С")/(С" — Ci) =
= m"(Ci-C")/(Ci-Ci);
m" = m\ -}-mi;
mi, m2— массы растворов начальных кон-
центраций Ci и Ci; т"— масса смеси
концентрацией С".
Рассчитать концентрации растворов, при-
готовленных по пп. 2, 4, удобно графически
с помощью правила «креста». Основой этого
правила является аддитивность масс раство-
рителя, растворенного вещества и образуемых
ими растворов, для чего требуемую кон-
центрацию следует записать в месте пересе-
чения двух линий, в начале которых (слева)
предварительно отметить значения концентра-
ций исходных растворов. Вдоль каждой из
этих линий вычитают меньшее число из боль-
шего. Полученные разности следует записать
у свободных концов (справа) тех же линий.
Численные значения этих разностей указыва-
ют, сколько массовых частей каждого (соот-
ветственно «верхнего» и «нижнего») началь-
ных растворов надо взять, чтобы после их
смешения получить итоговый раствор требуе-
мой концентрации.
Пример 1. Для получения 35 %-ного
раствора некоторого вещества из 80 %-ного и
10 %-ного его исходных растворов необходи-
мо, следуя правилу «креста»,
(массовые части
80 %-ного раствора)
(массовые части
10%-ного раствора)
к каждым 25 массовым частям 80 %-ного
раствора добавить 45 массовых частей
10 %-ного раствора некоторого данного веще-
ства.
Пример 2. Для разбавления исходного
25 %-ного раствора некоторого вещества до
10 %-ного его раствора требуется смешать
10%
10 (массовые части
25 %-ного раствора)
15 (массовые части
растворителя)
10 массовых частей 25 %-ного раствора и
15 массовых частей растворителя.
Любые электролитные системы содержат
в своих составах электрически заряженные
частицы — ионы, способные к самостоятельно-
му существованию в этих средах. Причем
число положительно и отрицательно заряжен-
ных ионов обязательно сбалансировано таким
образом, чтобы вся система сохраняла
электронейтральность. Эти частицы, относи-
тельно свободно перемещающиеся в объеме
электролитных систем, обусловливают их
ионную электропроводность.
Ионы в электролитах возникают в основ-
ном двумя путями: либо при плавлении
электролитов, либо в процессах их растворе-
ния в полярных растворителях.
При плавлении кристаллических веществ
с ионными или ковалентными полярными
связями атомов образуются ионные жидкости:
расплавы солей и их смесей, расплавы окси-
дов и их смесей. Образование и относи-
тельная свобода перемещений противополож-
но заряженных ионов в расплавах электро-
литов обусловлены температурными разруше-
ниями первоначально упорядоченных структур
исходных кристаллических решеток (рис. 27.1).
В растворах электролитов образование
ионов также сопровождается разрушением их
начальных структур, но уже благодаря «актив-
ным атакам» молекул полярного растворите-
ля, которые вступают в прочные связи со
всеми заряженными частицами в таких систе-
мах. В водных растворах катионы и анионы
электролитов заключены в гидратные оболочки
(рис. 27.2).
Процессы распада электролитов в распла-
вах или растворах, сопровождаемые образо-
ванием ионов, принято называть электролити-
ческой диссоциацией. Обобщенно суть этих
процессов отражает схема
(27.5)
Рис. 27.1. Решетка идеального ионного кри-
сталла (а) и структура ионной жидкости (б)
676
Общие сведения об электролитах
[разд. 27]
%© @ @0
с+0 © © ©
о о © © (+7)
© 0 ©
@
©,© ионы электролита
СТ2) моленулы растворителя
Рис. 27.2. Решетка идеального ионного кристалла в среде полярного растворителя (а) и раствор
электролита, состоящий из гидратированных ионов (б)
где А+"— катионы; В~т— анионы; тип —
стехиометрические индексы, определяющие
число частиц А и В соответственно в
составе исходного вещества и продукта его
ионного распада; +п и —т — знаки и вели-
чины зарядов ионов. Условием электронейт-
ральности ионных состояний электролитов
является равенство
т ( + п) +п (—т) =0.
По склонности к ионному распаду все
электролиты подразделяют на две группы:
сильные и слабые. Сильные электролиты
почти полностью диссоциированы; слабые
электролиты распадаются на ионы лишь
частично, сохраняя значительное число своих
молекул в недиссоцнированном состоянии.
Глубину процессов ионного распада характе-
ризует степень диссоциации а, которая опре-
деляется отношением числа распавшихся на
ионы молей электролита к общему их числу
в расплаве или растворе. Значения а для
разных электролитов увеличиваются с ростом
температуры и повышением концентрации по-
лярного растворителя, т. е. при разбавлении
растворов, в пределе приближаясь к единице
(табл. 27.1).
Величиной, более характерной для обра-
тимых процессов электролитической диссоциа-
ции в равновесных состояниях ионных систем,
является константа диссоциации — /<д, кото-
рая для уравнения (27.5) определяется
соотношением
Кл,Атвп=ад+"а1в-"1/аА„,в„, (27.6)
где а/+„, ай~«, Яа„в,— активности ионов
А + ", В~т и недиссоциированной части моле-
Таблица 27.1. Степень диссоциации некоторых электролитов
в растворах различной концентрации при разной температуре
Вещество Концен- трация электро- лита сМэ, моль дм3” Темпера- тура t,°C Степень диссоци- ации аХ 10s Вещество Концен- трация электро- лита СМэ, моль дм3 Темпера- тура t, °C Степень диссоци- ации ссХЮ3
кон NaOH 770 730 СНзСООН 10“2 1 18 25 36,9 4
ион NHiOH 1 18 630 4 NaCl 10“' 10“2 830 930
790 BaCl, 10“3 18 980
НС1 0,5 830 10“' 750
25 876 K2SO4 10“2 870
СНзСООН 1 18 3,4 10“3 950
[§ 27.2]
Ионные равновесия
677
Таблица 27.2. Средние ионные коэффициенты активности
некоторых сильных электролитов в водных растворах при 25 °C
Электролит Коэффициент активности при концентрации Ст, моль/кг, равной
0,01 0,05 0,1 0,2 0,5 1 3
H2SO4 0,544 0,340 0,265 0,209 0,156 0,132 0,142
кон — 0,824 0,798 0,760 0,732 0,756 1,081
Na2SO4 0,714 0,536 0,445 0,365 0,266 0,201 0,137
SnCl2 0,512 0,283 0,233 — — — —
AgNO3 0,897 0,793 0,734 0,657 0,536 0,429 0,252
CuSO4 0,438 0,217 0,154 0,104 0,062 0,043 —
кул электролита АтВ„ в равновесном состоя-
нии системы.
Активность а,— это относительная эффек-
тивная концентрация частиц в реальных
растворах, учитывающая их всевозможные
взаимодействия с растворителем и друг с
другом. Количественно эти взаимодействия и
степень отклонения состояния реального
раствора от идеального состояния бесконечно
разбавленного раствора характеризует коэф-
фициент активности f (табл. 27.2):
/=«,-/С,.
Коэффициент f отражает влияние всей
совокупности сил и причин, вызывающих
видимость неполной диссоциации электролита.
В разбавленных растворах его значение
близко к единице, а в концентрированных
растворах значения могут быть и большими
и меньшими единицы.
Для разбавленных и не очень концент-
рированных растворов электролитов, в кото-
рых почти отсутствуют межионные взаимодей-
ствия и а,» С,, выражению КЛ можно придать
такой вид:
КЛА„,В„ = Са+^Св-"1/Са,„Вп,
где Са+", Св~т, Са„,в„— равновесные кон-
центрации ионов и молекул электролита
формульного состава А„,В„.
Константа диссоциации электролита свя-
зана со степенью диссоциации соотношением
(закон разведения Оствальда):
/<A/imfi„ = «2CM,„fi„/(l-a),
где С0Атв„— исходная концентрация электро-
лита.
При постоянных температуре и давлении
большие значения /(д объективно отражают
более выраженную склонность электролита к
распаду на ионы; /(д слабых электролитов
обычно не превышает 10~4.
27.2. ИОННЫЕ РАВНОВЕСИЯ
В ВОДНЫХ РАСТВОРАХ КИСЛОТ,
ОСНОВАНИЙ И СОЛЕЙ
В водных растворах любых электролитов
наряду с катионами, анионами и, возможно,
недиссоциированными молекулами растворен-
ных веществ, обязательно присутствуют ионы
полярного растворителя — воды, которые воз-
никают в процессе ее электролитического
распада: 2Н2О НзО+ + ОН~ или схема-
тично:
Н2О^Н++ОН“. (27.7)
В воде, не содержащей растворенных
электролитов, ее степень диссоциации при
25 °C весьма незначительна (а=1,8-10~9) и
равновесие (27.7) устанавливается при пре-
имущественно молекулярной форме существо-
вания этого самого распространенного раст-
ворителя (поэтому вода является очень
плохим проводником электричества: у =
= 6,3-10“6 См/м):
Кд = [Н +] • [ОН-]/[Н2О]=а2Св/(\-а)=
= 1,82-10"'6,
где [Н+], [ОН-] — равновесные концентрации
ионов воды; Со— число молей воды в 1 дм 3:
С0~[Н2О]. Вследствие ничтожно малой дис-
социации воды во всем диапазоне температу-
ры существования любых водных растворов
справедливы равенства: а2Со = КдСо = Кв.
Величину Кв называют ионным произведением
воды и при 20...25 °C определяют выражением:
Кв=[Н + ]-[ОН~]= 10-14. (27.8)
Принимая 1g [Н+] = pH и — 1g [ОН“] = рОН,
выражение (27.8) приводим к виду: рН-|-
+ рОН=14.
В растворах нейтральных электролитов,
не оказывающих влияния на равновесие
ионного распада воды (27.7), выполняются
равенства: рН = рОН = 7.
678
Общие сведения об электролитах
[разд. 27]
Таблица 27.3. Константы диссоциации кислот при 25 °C
Кислота Кд Стадия ионного распада Кислота Кд Стадия ионного распада
НзВОз 5,80-10-10 Н2О2 2,60-10-12
НС1 1,00-10+? H3PO4 7,52-10-3 1
HCN 7,90-10-1" I 6,31-10“® 2
4,45-10-7 1,26-Ю-'2 3
H2CO3 4,69-10-“ 2 Н4Р2О7 1,50-10-' 1
HF 6,61-10-4 1,10-Ю-2 2
hno2 4,00-10-4 H2SO3 1,58-Ю-2 1
HNO3 4,36-10+' 1 6,31-10-8 2
Лимонная (СеНзОт) 7,45-10"4 H2SO4 1,00-10+3 1
Уксусная (С2Н4О2) 1,75-10-5 1,20-10“2 2
При растворении в воде электролитов,
которые сами диссоциируют с образованием
либо катионов Н+, либо анионов ОН- или
«связывают» один или оба этих вида ионов,
равновесие (27.7) заметно смещается вправо,
в сторону увеличения концентраций ионных
форм существования воды в таких растворах.
В большинстве этих случаев вместе с активи-
зацией ионного распада воды, как правило,
происходит дисбаланс равновесных концентра-
ций ионов Н+ и ОН-. Раствор называют
кислым, если [Н + ]> [ОН-] и рН< рОН или
pH <7. Если рН> 7, то раствор называют
щелочным.
Кислый характер среды водных растворов
кислот обусловлен наличием в них избыточных
концентраций ионов Н+, возникающих в про-
цессе реализации зачастую последовательных
стадий ионного распада этих веществ:
н,„х ^н+ч-н^х-
н„,_1х-^н++н,„_2х-2
1-я стадия;
2-я стадия;
m-я стадия,
НХ-^-ч^Н+Ч-Х-"'
где Н„,Х — обобщенная формула кислоты;
Х~"'— кислотный остаток; m — основность.
Ступенчатая диссоциация слабых многооснов-
ных кислот заметнее всего протекает по пер-
вой стадии, которая в основном и определяет
общий «массив» кислотных ионов Н+ в их
растворах (табл. 27.3).
В водных растворах гидроксидов (осно-
ваний и щелочей) повышение концентрации
ионов ОН- обусловлено процессами диссо-
циации этих соединений:
Me(OH)„^tOH 4-Me(0H),ti 1-я стадия;
Ме(ОН),;С। ОН- Ч-Ме(ОН) ;[_?2 2-ястадия;
Ме(ОН) +(“-11 ОН-Ч~Ме+" п-я стадия,
где Ме(ОН)„— обобщенная формула гид-
роксида; Ме+“— катионная группировка
атомов или катион металла; п — кислотность.
Все гидроксиды, за исключением оснований
щелочных и щелочноземельных металлов —
щелочей, относят, как правило, к группе
слабых электролитов (табл. 27.4).
Таблица 27.4. Константы диссоциации гидроксидов при 25 °C
Гидроксид Кд Стадия ионного распада Г идрокеид Кд Стадия ионного распада
А1(ОН)3 Са(ОН)2 Cd (ОН) 2 Со (ОН) 2 Сг(ОН)з Fe(OH)2 1,38-10-® 4,30-10-2 5,00-10~3 4,00-10-5 1,00-10“10 1,30-10-4 1,80-10-" 1,40-IO-12 3,40-10-8 3 L1OH Мп (ОН)2 NaOH NH4OH РЬ(ОН)2 Sr(OH)2 Т1ОН NH2OH-H2O Ni(OH)2 6,80-IO-' ~5-10-4 5,90 1,75-IO-5 9,60-IO-4 1,50-10-' > 10-1 9,33-IO-9 ~2-10-5 1 2
2
1
3 2
2
1
Fe(OH)3
3
Си (ОН) 2 2 2
[§ 27.2]
Ионные равновесия
679
Таблица 27.5. Влияние соли на ионное равновесие воды
Ионный состав соли Форму- ла Кг pH Пример ионного взаимодействия
Сильное основание, силь- ная кислота — 7 Гидролиза нет
Сильное основание, сла- бая кислота к» >7 CN- +H2O^HCN + OH-
Слабое основание, силь- ная кислота А» Ал.0 <7 Си +2 + Н2О^СиОН + + Н+
В водных растворах солей равновесия
их электролитической диссоциации сущест-
венным образом смещены в сторону образо-
вания ионных форм. Большинство солей —
сильные электролиты; их ионы в растворах
могут вступать во взаимодействия с ионами
воды (Н+ и ОН-), зачастую усиливая ее
диссоциацию и нарушая кислотно-щелочную
нейтральность. Такие процессы смещения
ионного равновесия воды принято называть
гидролизом. Гидролизу не подвержены соли,
образованные катионами сильных оснований
(щелочей) и анионами сильных кислот,
характер среды в их растворах — нейтраль-
ный (рН = 7).
Соли, образованные слабыми основания-
ми и (или) слабыми кислотами, способны
«связывать» ионы воды, образуя с ними
малодиссоциирующие соединения: слабые ос-
нования и слабые кислоты или катионы
основных и анионы кислых солей. В обобщен-
ном виде схему гидролиза соли можно
представить так:
Соль + НОН основание-]-кислота.
Константа равновесия этого процесса
(обратного реакциям нейтрализации) при
условии постоянства Сон2о называется кон-
стантой гидролиза Аг:
Аг = Ав/Ад .оскАд.кисл -
Равновесие гидролиза соли смещено
вправо тем заметнее, чем более слабыми
являются образующие ее кислота и (или)
основание. Реакция образующегося раствора
соли будет кислой, если кислота, образующая
соль,— более сильный электролит, чем основа-
ние; в противном случае среда в растворе
соли будет щелочной. В табл. 27.5 приведены
все случаи гидролиза солей. Показатель pH
растворов солей слабых оснований и слабых
кислот незначительно отличается от семи, по-
казывая в зависимости от относительной силы
основания и кислоты кислую или щелочную
реакцию. Обычно гидролизу подвергается не
вся растворенная в воде соль, а только часть
ее, определяющая степень гидролиза р. Кон-
станта гидролиза и степень его связаны
соотношением Аг = ₽2Ссоли/(1—₽), из которого
следует, что увеличение температуры раствора
и уменьшение концентрации соли (разбавле-
ние) благоприятствуют повышению степени
гидролиза и полноты возможной реализации
всех его стадий.
Особым случаем ионных равновесий в
растворах является диссоциация комплексных
соединений, состав которых можно отразить
обобщенной формулой R [АЬК]. В процессе
первичной диссоциации комплексное соедине-
ние ведет себя как сильный электролит, рас-
падаясь по границе ионной связи в «молекуле»
на внешнюю R и внутреннюю [AL„[ сферы:
R [ALk| R-'-+|ALK|±n.
Сложноорганизованная внутренняя
сфера ALK суть комплексная частица, может
быть положительно ( + п) или отрицатель-
но (— п) заряженной, либо являться ней-
тральным молекулярным образованием. В ее
составе: А — центральный ион (или атом)
комплексобразователя, L — лиганды (про-
тивоионы комплексобразователя или по-
лярные молекулы), к — координационное
число (побочная валентность комплексно-
го образователя). Диссоциация этой комп-
лексной частицы — процесс стадийный, реали-
зующийся обратимыми обменными взаимо-
действиями с молекулами растворителя —
Н2О. Полный распад внутренней сферы на
центральный атом и лиганды отражает
обобщенная схема:
ALr^iA-J-KL.
Отвечающая этому процессу константа
равновесия называется общей константой
нестойкости комплексной частицы Ан и вы-
ражается отношением
680
Общие сведения об электролитах
[разд. 27]
Таблица 27.6. Константы нестойкости
комплексных соединений при 25 °C
Комплекс K. Комплекс Ah
AgBr2~ 7,8-10-8 Fe(CN)s~3 «10“31
AgCl^ 4,0-10“6 Fe(CN)6“4 a? 10“24
Ag(CN)f aH0“21 Hg(CN)r2 1,8-10“14
Ag(NH3)^ 6,2-10“8 HgOH + 5,0-10-"
Au(CN)2“ 5,0-10“39 Ni(CN)4"2 5,6-10-'4
Cd(CN)4“2 1,4-10“19 Ni(NH3)4+2 9,0-10-8
Cd(NH3)4+2 4,3-10“8 NiOH+ 2,5-10-5
Cu(CN)f 1,0-IO”24 Zn(CN)4“2 l,7-10“17
Cu(NH3)4+2 1,3-10“13 Zn(NH3)4+2 2,4-10~9
CuP20r2 2,0-IO"9 ZnOH + 4,0-IO"5
Cu(P2O7)2“6 3,0-10~13 Zn(OH)4“2 3,6-10“16
где [А], [L], [ALK] — равновесные концент-
рации частиц A, L, ALK в растворе комп-
лексного соединения R [ALK],
Общая константа нестойкости /(„ с
частными константами нестойкости /г,, /г2,
/г3, ..., /г„ (описывающим промежуточные ста-
дии распада комплекса) связаны произве-
дением: К„ = kik.2k.3...kK. Чем больше значе-
ния k или К», тем менее стойким к распаду
представляется то или иное комплексное
образование при прочих равных условиях.
С повышением температуры значения k и Ан
увеличиваются.
В табл. 27.6 приведены общие константы
нестойкости некоторых комплексных ионов,
которые входят в составы комплексных
соединений, наиболее широко применяющихся
в электрохимии.
Существование в растворах труднораст-
воримых соединений характеризуют равнове-
сия, которые для электролита обобщенного
состава А,„В„ представляет схема:
А,„В„ ^А„,В„ч>тА+п + пВ"т
Осадок Насыщенный раствор
Способность веществ в определенных ус-
ловиях растворяться в том или ином раствори-
теле называют растворимостью. Мерой раст-
воримости при определенных температуре и
давлении служит концентрация насыщенного
раствора. Чаще всего растворимость выра-
жают массой безводного вещества, без
остатка растворимого в 100 единицах массы
конкретного растворителя, и обозначают
символом ss. Растворимость связана с про-
центным составом насыщенного раствора ss
соотношением С„ас1,1ш = ss/ (1 + ss).
Ионные равновесия в насыщенных раст-
ворах электролитов количественно характери-
зует произведение растворимости (ПР),
которое выражают произведением активностей
(концентраций) ионов в растворе:
ПР (А,„В„) =aj+«aj-m. (27.9)
Таблица 27.7. Произведения растворимости
некоторых труднорастворимых
в воде веществ при 25 °C
Вещество ПР Вещество HP
AgBr 4,8-10“13 Mn(OH)2 2,0-10“'3
AgCl 1,8-10“'° Ni(CN)2 3,0-10“23
Ag2CrO4 4,0-10“12 NiCO3 1,3-10“7
Ag2SO4 2,0-10“5 Ni(OH)2 1,2-10“16
CdCO3 5,2-10“12 PbCO3 7,5-10“14
Cd(OH)2 l,8-10“'4 PbSO4 1,6-10“8
CuCN 3,2-1O“20 PbS 6,2-10“ 28
Fe(OH)2 l,0-10“15 PbO 5,5-10“16
Fe(OH)3 3,8-10“38 PbO2 ~10“6'
Hg2Cl2 1,3-10“18 Sn(OH)2 6,0-10“27
HgO 3,0-10“26 Sn(OH)4 ~10“56
Hg2o 1,0-10“23 ZnCO3 1,5-10“"
Hg2SO4 6,0-10“7 Zn(OH)2 4.9-10“17
[§ 27.3]
Явления переноса
681
Внесение в насыщенный раствор электролита
А,„В„ соединения, содержащего общий с ним
ион, например (А+"), повышает равновесную
концентрацию этого иона и согласно выраже-
нию (27.6) вызывает адекватное понижение
концентрации противоионов (В "'), что ви-
зуально проявляется в выпадении части
электролита А„,В„ в осадок, т. е. в реальном
уменьшении растворимости этого вещества.
Значения ПР определяются природой раство-
ренного компонента (табл. 27.7), природой
растворителя и возрастают при повышении
температуры.
Рис. 27.3. Зависимость удельной электрической
проводимости электролитов от концентрации
их водных растворов
27.3. ЯВЛЕНИЯ ПЕРЕНОСА
В РАСТВОРАХ ЭЛЕКТРОЛИТОВ
В работе электрохимических окислитель-
но-восстановительных систем, образующих
разнообразные электротехнические приборы,
важное значение имеет миграция ионов,
составляющая основу электропроводности
электролитов.
Электропроводность раствора определя-
ется способностью его проводить электриче-
ский ток, она зависит от природы электро-
лита, степени его диссоциации, природы раст-
ворителя, от концентрации ионов, подвиж-
ности их в растворе и от температуры
(табл. 27.8).
Связь удельной проводимости с количе-
ством ионов электролита, участвующих в
переносе электричества, и скоростью их мигра-
ции раскрывает уравнение:
у=10 3aCMF(n + b+ +п_Ь_),
где у — удельная проводимость, См; а —
степень диссоциации электролита: для слабых
электролитов а<С1, для сильных — а^1;
F — число Фарадея 96 485 Кл/моль; См — мо-
лярная концентрация электролита, моль/дм 3;
Таблица 27.8. Сравнительные значения
удельной электрической проводимости
расплавов и водных растворов электролитов
Электролит Состояние Темпе- ратура, °C у, См/м
L1C1 Расплав 620 586
КС1 Расплав 800 242
КС1 1 моль/л 18 9,78
КС1 0,1 моль/л 18 1,12
КС1 0,1 моль/л 30 1,41
Н2О — 18 4,3-10—6
п + , п .— зарядовые числа катионов и
анионов соответственно; &+, Ь_— подвиж-
ности катионов и анионов, м2/(В-о), опреде-
ляются скоростью движения ионов v+ в
электрическом поле при градиенте потенциала,
равном 1 В/м, т. е. b± = v±/E.
Зависимость удельной проводимое i и от
концентрации электролитов представлена на
рис. 27.3. В очень разбавленных растворах
при повышении концентрации как сильных,
так и слабых электролитов их проводимость
возрастает, поскольку увеличивается общее
число ионов. При дальнейшем повышении
концентрации электролитов проводимость
уменьшается. В растворах сильных электроли-
тов это обусловлено возникновением тормозя-
щих (электрофоретического и релаксацион-
ного) эффектов взаимодействия заряженных
частиц ионной системы. У слабых электроли-
тов увеличение концентрации способствует
резкому снижению их степени диссоциации,
а следовательно, и уменьшению числа ионов,
участвующих в переносе электричества.
Для разбавленных растворов электроли-
тов справедливо выражение Х = ХТО + А\/С'М,
где k — эмпирический коэффициент; X — мо-
лярная электропроводимость, См-м2/моль,
7 = у/См.
Молярная проводимость уменьшается
с ростом концентрации растворов, однако в
неравной степени для сильных и 'слабых
электролитов (рис. 27.4). При экстраполяции
в область бесконечно разбавленных растворов
(Сдг-^О) X приобретает наибольшее значе-
ние — Хто, называемое предельной мольной
проводимостью, См-м2/моль. Отношение
электрических проводимостей растворов ко-
нечной концентрации и бесконечно разбав-
ленного— Х/Хю определяет: для сильных
682
Общие сведения об электролитах
[разд. 27]
Рис. 27.4. Зависимость молярной проводи-
мости электролитов от концентрации
1 — для сильных электролитов; 2 — для слабых
электролитов
электролитов — коэффициент проводимости К-,,
для слабых электролитов — степень диссо-
циации а. Предельная мольная проводимость
электролита равна сумме предельных прово-
димостей его катионов — Л+ и анионов —
„ (закон независимого движения ионов,
закон Кольрауша): = и+Л+. „ -|-п_Л_.
(табл. 27.9).
Ионные проводимости и подвижности
ионов связывает равенство Л±=/76+. В
электрическом поле постоянной напряжен-
ности и при постоянной температуре скорости
движения ионов (и их подвижности) суще-
ственно увеличиваются при уменьшении
эффективного радиуса г± и повышении
зарядового числа п± этих частиц. Предельные
ионные проводимости большинства ионов
имеют значения одного порядка: 5-10-,i...
...8-10-3 См-м2/моль (табл. 27.9). Высокие
значения этих величин у ионов Н+ и ОН-
обусловлены особым эстафетным механизмом
переноса этих частиц в водных растворах.
При повышении температуры проводи-
мость растворов электролитов возрастает как
вследствие увеличения их степени диссоциации
и подвижности ионов, так и из-за понижения
вязкости ц растворителя и раствора:
Ь+т] = | ti.,. I F/(/VA6nr±) = const,
где F//VA=e = 1,602-10-19 Кл — элементар-
ный электрический заряд.
В водных растворах относительные умень-
шение вязкости и увеличение подвижности
ионов примерно равны и составляют около 2 %
при изменении температуры на один градус.
Температурную зависимость электриче-
ской проводимости растворов электролитов
вполне удовлетворительно представляет
уравнение:
Х = Л298 11 +ТКХ(Г-298)|,
где ТКЛ — температурный коэффициент про-
водимости, зависящий от природы электроли-
та: для сильных кислот ТК7. = 0,0164 К-1,
для щелочей — 0,0190 К-1, для солей —
0,022 К-1. Для слабых электролитов значе-
ния ТКХ большие, чем для сильных.
Изменения давления в небольших преде-
лах не оказывают заметного влияния на
электропроводимость растворов электролитов,
однако значительное повышение давления
(до сотен мегапаскалей) способствует силь-
ному снижению их проводимости.
Доли электричества, переносимые в раст-
воре электролита каждым сортом ионов —
Таблица 27.9. Предельные ионные проводимости
растворов электролитов при бесконечном разбавлении
и температуре 25 °C
Катион Х+оо-104, См- м2/моль Анион Х-со-104, См - м2/моль
Ag+ 61,90 Вг- 78,14
7зА1+3 63,00 СНзСОО- 40,90
72cd+2 72со+2 7зСг+3 54,00 СГ 76,30
52,80 CN- 78,00
67,00 7гСгОг2 85,00
7гСи+2 56,60 F- 55,40
72Fe+2 53,50 73Fe(CN)6-3 100,90
7зРе+3 68,00 74Fe(CN)6-4 110,50
н+ 349,80 I- 78,84
к+ 73,55 МпО4- 62,80
72Мп+2 53,50 NOr 71,46
NH4+ 73,55 ОН- 198,30
7sNi+2 54,00 Н2РО4- 36,00
72рь+2 70,00 72so4-2 80,02
I§ 27.4]
Электрохимические процессы в растворах электролитов
683
Таблица 27.10. Число переноса катионов Z.| при 25 °C
и анионов Z_ при 18 °C в водных растворах электролитов
разной концентрации
Электролит Концентрация Сь, моль/дм3
0,01 0,02 0,05 0,10 0,20
AgNO3 0,465 0,465 0,466 0,468
0,526 (Щ(5 (1526 0Щ6 0Т22
НС1 0,825 0,827 0,829 0,821 0,834
0,167 0,166 0,165 0Т6Т 0,163
NaCl 0,392 0,390 0,388 0,385 0,382
(ШТ 0,605 0,608 0,611 0,620
K2SO4 0,483 0,485 0,487 0,489 0,491
0,506 0,508 0,510 0,515
H2SO4 0,814 0,814 0,817 0,819 —
0Д7Т UTTS' UTTS' UTTS' 0,175
Примечание. В
числителе дроби указано значение Z+,
а в знаменателе Z-.
катионами и анионами, количественно отра-
жают числа переноса Z+ и Z :
Z+=2. + /(X+ + X_); Z_ =Х_/(Л+ +1_).
В табл. 27.10 приводится зависимость чисел
переноса ионов от природы электролитов
(и растворителей), концентрации и темпера-
туры растворов. При бесконечном разбавлении
растворов Z+ и Z_ стремятся к своим
предельным значениям, характерным для
каждого сорта ионов. Повышение температу-
ры, напротив, сглаживает различия в под-
вижностях ионов и потому изменяет числа
переноса всех ионов, приближая их к 0,5.
На значения чисел переноса ионов в разных
электролитах оказывают влияние подвижности
сопряженных с ними противоионов.
Направленные перемещения ионов, пере-
распределение их зарядов реально происходят
в гетерогенных системах, состоящих из
проводников первого рода и электролитов
(проводников второго рода), которые обра-
зуют электрохимические цепи либо с гене-
рацией, либо с потреблением электрической
энергии.
27.4. ЭЛЕКТРОХИМИЧЕСКИЕ
ПРОЦЕССЫ
В РАСТВОРАХ ЭЛЕКТРОЛИТОВ
Составной частью любых электрохими-
ческих цепей являются электроды, каждый из
которых образован непосредственным кон-
тактом электронного и ионного проводников.
На границе электрода со стороны раствора
электролита возникает двойной электрический
слой (рис. 27.5), который характеризуется
некоторым равновесным состоянием с повы-
шенными концентрациями ионов в пригра-
ничных слоях электролита и повышенными
(или, напротив, пониженными) концентра-
циями «свободных» электронов вблизи по-
верхности электронного проводника. Количе-
ственно такой природный «конденсатор»
характеризуется скачком потенциала <р, значе-
Рис. 27.5. Структура двойного электрического
слоя и скачок потенциала на границе ме-
талл — электролит
684
Общие сведения об электролитах
[разд. 27]
Hi
КЗ-
Рис- 27.6. Водородный электрод
ние которого, кроме природы проводников,
образующих электрод, зависит еще от внешних
условий (давление, температура) и актив-
ностей ионов в растворе. В равновесном со-
стоянии абсолютное значение электродного
потенциала определить принципиально не-
возможно. Измеряют его в стандартных усло-
виях (р= 1,013-10s Па, 7 = 298 К и С3 =
= 1 моль/дм3) составлением электрохимиче-
ской гальванической цепи по отношению к
некоторому эталону, собственный электродный
потенциал которого условно приравнен нулю.
Таким эталонным электродом является стан-
дартный водородный электрод (рис. 27.6),
состав которого отражает схема:
Pt; Н2 газ (1,013-10s Па) | Н+|| Исследуемый
(1 моль/дм3) II электрод
Ч’н1-.н,=0В <р=?
Стандартные потенциалы <р” разнообраз-
ных электродных и окислительно-восстанови-
тельных систем табулированы и частично
представлены ниже (табл. 27.ll).
Потенциалы электродов для условий,
отличных от стандартных, рассчитывают по
уравнению В. Нернста:
<P = q>°+(/?7/n±F) In (аок/авс), (27.10)
где R — универсальная газовая постоянная,
8,314 Дж/К-моль; п±—зарядовые числа
ионов с учетом знака (число электронов,
участвующих в электродном процессе); а,,,,,
азс— активности окисленной и восстановлен-
ной форм материалов электрода соответ-
ственно.
По химической природе веществ, уча-
ствующих в гетерогенных окислительно-вос-
становительных процессах, принято различать
следующие типы электродов: электроды пер-
вого, второго и третьего рода, окислительно-
восстановительные, газовые электроды..
Электроды первого рода об-
ратимы относительно лишь одного вида ионов:
либо катионов (см. табл. 27.11, пп. 1...24),
либо анионов (см. табл. 27.11, пп. 25...29).
Общая формула для расчета потенциала
электродов I рода следует из уравне-
ния (27.10):
<p=<p° + (7?77n±JF)ln а±.
где а±~ активность ионов в растворе.
Разновидностью электродов I рода являются
амальгамные электроды, в которых восста-
новленной формой служит амальгама метал-
ла, а окисленной — ионы того же металла
в растворе электролита. Потенциал таких
электродов определяется формулой
<p=<p<,+(/?7/n + F)ln(aMe+"/aMe(Hgi).
где аме(нв)— активность металла Me в амаль-
гаме Me(Hg).
Электроды второго рода об-
ратимы одновременно относительно и катио-
нов, и анионов (см. табл. 27.11, пп. 30...44).
Такие электроды образованы металлом, по-
крытым его же малорастворимым соединением,
погруженным в раствор электролита с общим
анионом. Потенциалы электродов II рода
определяются природой металлического про-
водника и его труднорастворимого соедине-
ния, ПР этого соединения, активностями
(концентрациями) потенциалообразующих
ионов в электролите и температурой раствора.
, Наиболее широко применяются в качестве
Рис. 27.7. Хлорсеребряный электрод
1 — серебряная проволока; 2 — насыщенный ра-
створ KCI; 3 — паста AgCI; 4 — кристаллы KCI;
5 — асбестовая нить
[§ 27.4]
Электрохимические процессы в растворах электролитов
685
Рис. 27.8. Каломельный электрод
1 — раствор KCI; 2 — ртуть; 3 — тампон из ваты,
пропитанный Ng2CI2 и KCI; 4 — пористая мем-
брана
электродов сравнения с устойчивыми значе-
ниями хлорсеребряный и каломельный
электроды.
Хлорсеребряный электрод (см. табл. 27.11,
пункт 40 и рис. 27.7) имеет потенциал
<p(Ag, AgCl, CJ ) = <p“(Ag, AgCl, СГ) —
-(/?Г/Г)1п aCi-= +0,222 —(/?7/F)ln aCi-
Стандартный электродный потенциал при
температуре, отличной от 25 °C, определяется
уравнением
</' (Ag, AgCl, СГ) = 0,222 —6,5-10-*(/ —
— 25)—3-10~6(/ — 25)2.
При использовании насыщенного раствора
КС1 потенциал электрода при 25 °C составля-
ет 0,22 В.
Каломельный электрод (см. табл. 27.11,
пункт 41 и рис. 27.8):
<p(Hg, Hg2Cl2, Cr) = <p°(Hg, Hg2CI2, СГ) —
-(/?7/f)ln aCi-=+0,268-(/?r/F)ln aCi-
Наиболее часто употребляются каломель-
ные электроды, в которых aci- соответствует
насыщенному, одномолярному или децимоляр-
ному растворам КО. В зависимости от темпе-
ратуры их потенциалы определяются уравне-
ниями:
<p(Hg, Hg2Cl2, СГ) = +0,2415-
— 7-1СГ5 (/ —25), КС1 кась„ц;
<p(Hg, Hg2CI2, СГ) = + 0,2812 —
— 2,4-10~4(/ — 25), 1 моль/л КС1;
<p(Hg, Hg2Ck СГ)=+0,3341 —
— 7.6-10~4(/ — 25), 0,1 моль/л КО.
Электроды третьего рода теоретически
интересны, в них металлический проводник
находится в контакте с двумя труднораст-
воримыми солями с общим ионом. Так, при
работе электрохимической цепи Ag, AgCl,
PbO2, Pb + ? реализуется электродный про-
цесс: 2AgCI +2e + Pb+2^2Ag + PbO2, при-
водящий к превращению менее растворимой
соли в более растворимую (ПР AgCl <С
<С ПР РЬСЬ). Электродный потенциал этой
системы определяется уравнением
<p(Ag, AgCl. PbCI2, Pb + ?) —(Ag+, Ag) +
+ (RT/F) In 77PAgCl — (RT/2F) In /7PPbCb> +
+(RT/2F) In aPb+2.
Общим свойством электродов I, II и III
рода является участие в электронном процессе
восстановленной формы металла электрода.
Если же металл электрода является инертным
и служит лишь передатчиком электронов
между окислителем и восстановителем систе-
мы, то такие электроды относятся к окисли-
тельно-восстановительным.
Окислительно-восстанови-
тельные электроды образованы инерт-
ным электронным проводником, погруженным
в электролит, одновременно содержащий окис-
ленную и восстановленную формы вещества
(см. табл. 27.11, пп. 45...70). Потенциалы таких
электродов вполне согласуются с формулой
(27.10).
Газовые электроды (см. табл.
27.11, пп. 18, 28, 29, 46, 51, 54, 57, 58, 60, 69, 70)
содержат одним из компонентов окислительно-
восстановительного превращения газообраз-
ное вещество, которое адсорбируется на инерт-
ном (как правило, из платинированной пла-
тины) проводнике, выступающем также в роли
катализатора. Электродный потенциал газо-
вого электрода наряду с активностями ионов
электролита определяется давлением газооб-
разного компонента. Так, потенциал водород-
ного электрода (см. табл. 27.11, пункт 18,
рис. 27.6) в условиях, отличных от стандарт-
ных, рассчитывают по уравнению
(Н + ,Н2) =Ч° (Н + ,Н2) + (RT/F) X
X In (он+/р'н? ) = (Л7’/А)(1пант- '/21прНа).
Попарные комбинации различных элект-
родов образуют всевозможные электрохимиче-
ские цепи, относящиеся либо к генераторам
электрической энергии (гальванические цепи),
либо к электролизным системам. В таких парах
электрод, на котором протекает окислитель-
686
Общие сведения об электролитах
[разд. 27]
Таблица 27.11. Стандартные электродные потенциалы в водных растворах электролитов при 25 °C
Номер по по- рядку Электрод Потенциалообразующая реакция <p°, В
1 Li+, Li Li++e-*Li — 3,045
2 К+, К K++e^A — 2,925
3 Са+2, Са Ca+2 + 2e->Ca — 2,866
4 Na + , Na Na + + 2e->-Na — 2,714
5 Mg+2, Mg Mg+2 + 2e->Mg — 2,363
6 A1+3, Al Al + 3 + 3e->Al — 1,662
7 Mn+2, Mn Mn+2+2e->Mn — 1,180
8 Cr+2, Cr Cr+2 + 2e->Cr — 0,913
9 Zn+2, Zn Zn + 2 + 2e->Zn — 0,763
10 Cr+3, Cr Cr+3 + 3e-*Cr — 0,744
11 Fe+2, Fe Fe+2 + 2e->Fe — 0,440
12 Cd+2, Cd Cd+2 + 2e->Cd — 0,403
13 Co+2, Co Co+2 + 2e->Co — 0,277
14 Ni+2, Ni Ni+2 + 2e->Ni — 0,250
15 Sn+2, Sn Sn+2+2e->Sn — 0,136
16 Pb+2, Pb Pb+2+2e—►Pb — 0,126
17 Fe+3, Fe Fe+3 + 3e^Fe — 0,036
18 H+, h2 Н+Ч-е-ЛДИг 0,000
19 Cu+2, Cu Cu+2 + 2e-*Cu + 0,337
20 Hg2+2. Hg 72Hg2+2 + e-^Hg + 0,798
21 Ag+, Ag Ag++e-»Ag +0,799
22 Hg+2, Hg Hg+2 + 2e-^Hg + 0,854
23 Pt+2, Pt Pt+2 + 2e-*Pt + 1,188
24 Au+3. Au Au+3 + 3<?^Au + 1,498
25 S, S”2 S + 2e->S”2 — 0,447
26 12(кр), 1“ I/2l2+e->I” + 0,536
27 Вг2(ж), Br” ‘/2Br2 + e->Br” + 1,065
28 Cl2, cr ‘ACh + e-^Cl” + 1,360
29 f2, f- ‘/2F2 + e-^F- + 2,870
30 Al, A1(OH)3, OH- Al (OH) 3 + Зе->А1 + ЗОН” — 2,300
31 Mn, Mn(OH)2, OH“ Mn (OH) 2 + 2e->Mn + 2OH ~ — 1,550
32 Mn, МпСОз, COr2 MnCO3 + 2e->Mn + СОГ2 — 1,500
33 Fe, Fe(OH)2, OH” Fe(OH)2 + 2e-^Fe + 2OH” — 0,877
34 Cd, Cd (OH) 2, OH- Cd (OH) 2 + 2e->Cd +2OH” — 0,809
35 Ni, Ni(OH)2, OH" Ni (OH) 2 + 2e->Ni + 2OH ” — 0,720
36 Pb, PbO, OH” PbO + H2O + 2e-> Pb + 2OH” — 0,578
37 Pb, PbSO4, SO4”2 Pb SO4 + 2e-> Pb + SO4”2 — 0,359
38 Ag, AgBr, Br” AgBr + e->Ag + Br” + 0,071
39 Hg, HgO, OH” HgO + H2O + 2e-^Hg + 2OH” + 0,098
40 Ag, AgCl, Cl” AgCl + e->Ag + Cl” +0,222
41 Hg, Hg2Cl2, Cl” 72Hg2Cl2 + e-*Hg + Cr + 0,268
42 Ag, Ag2O, OH” Ag2O + H2O + 2e->Ag + 2OH ” + 0,345
43 Hg, Hg2SO4, SO4”2 Hg2SO4 + 2e->2Hg + SOL2 + 0,615
44 Ag, Ag2SO4, SO4”2 Ag2SO4 + 2e-*2Ag + SO 4” 2 + 0,654
45 Cr+3, Cr+2; Pt Cr+3 + e^Cr+2 — 0,408
46 H2, OH” 2H2O + 2e-+ H2 + 2OH” — 0,828
47 NO3”, NO2”OH”; Pt NO3” +H2O + 2e-*NO2” +2OH” + 0,010
48 Sn+4, Sn+2; Pt Sn+4 + 2e->Sn+2 + 0,150
49 Cu+2, Cu + ; Pt Cu+2 + e->Cu + + 0,153
50 Fe(CN)6”3, Fe(CN)6”4; Pt Fe (C N) c” 3+e-*Fe (C N) c”4 + 0,360
51 O2, OH” 72O2 + H2O + 2e-^2OH” + 0,401
52 1з”, I”; Pt I3”+2e—31” + 0,536
53 MnOr, OH”, MnO2; Pt МпОГ + 2H2O + Зе-»МпО2 + 4OH” + 0,588
[§ 27.5]
Электролиты гальванических цепей
687
Продолжение табл. 27.11
Номер по по- рядку Электрод Потенциалообразующая реакция <р°, В
54 н+, Н2О2, О2; Pt О2-р2Н+4-2е-»-Н2О2 +0,682
55 Fe+3, Fe+2; Pt Fe+3 + e-4-Fe+2 +0,771
56 CIO-, Cl-, OH-; Pt СЮ - + Н2О + 2е->С 1- + 2ОН - + 0,890
57 H+, NO3-, NO; Pt NO3- + 4Н + + 4е-> NO + 2Н2О + 0,960
58 H+, O2; Pt О24-4Н+ +4е->2Н2О + 1,229
59 H+, Mn+2, MnO2; Pt МпО2 + 4Н + + 2е-э-Мп+ 2 + 2Н2О + 1,230
60 O3, O2, OH-; Pt Оз + Н2О + 2е->-02 + 20Н + 1,240
61 H+, Cr2O7-2, Cr+3; Pt Сг2О7- 2 + 14Н + + бе-+2С г+3 + 7Н2О + 1,330
62 H+, PbO2, Pb+2; Pt PbO2+4Н + + 2е—>- РЬ+2 + 2Н2О + 1,455
63 H+, MnO4-, Mn+2; Pt МпО4- +8Н+ +5е-э-Мп+24-4Н2О + 1,510
64 H+, PbO2, PbSO4; Pt РЬО2 + 4Н+ + SO4- 2 + 2е-> PbSO4 + 2Н2О + 1,685
65 H+, MnO4-, MnO2; Pt МпО4“ + 4Н + + Зе^МпО2 + 2Н2О + 1,695
66 H+, H2O2; Pt Н2О2 + 2Н + + 2е-^2Н2О + 1,776
67 Co+3, Co+2; Pt Со+3 + е->Со+2 + 1,810
68 S2O8-2, SO4-2; Pt S2O8-2 + 2e-*2SO4-2 + 2,010
69 H+, Оз, O2; Pt Оз + 2Н+ + 2е-*О2+Н2О + 2,070
70 H+, 0; Pt О+2Н4 + 2е->-Н2О + 2,442
ный процесс (отдача электронов), называют
анодом; на катоде реализуется процесс восста-
новления (присоединение электронов).
27.5. ЭЛЕКТРОЛИТЫ
ГАЛЬВАНИЧЕСКИХ ЦЕПЕЙ
Гальванические элементы (химические
источники постоянного тока) представляют со-
бой системы, состоящие из последовательного
ряда электроно- и ионо-проводящих фаз, раз-
личающихся своей природой, составом и со-
стоянием окисленности их компонентов. Элект-
родвижущая сила — S’ элемента определяется
разностью потенциалов катода <(.« и анода <рл,
Рис. 27.9. Схема измерения ЭДС гальваниче-
ского элемента компенсационным методом
1 — аккумулятор; 2 — потенциометр; 3 — галь-
ванометр; 4 — переключатель; 5 — эталонный
гальванический элемент с известным значением
ЭДС 'ё6— гальванический элемент с неизвест-
ной разностью потенциалов 9, между электродами
а с учетом уравнения (27.9) может быть пред-
ставлена в виде
^=(<Рк-<Р°а)+(«7’/^Х
X In |(ЛОк/^»с)к-(^Чк/Ппс)д| .
Эту разность потенциалов между электро-
дами равновесной электрохимической цепи
в целях избежания нарушений равновесного
течения электродных процессов прохождением
значительного тока измеряют либо высокоом-
ными вольтметрами (/?B,iyTp.'> 1012 Ом), либо
компенсационным методом по ЭДС эталонного
источника тока (рис. 27.9).
По механизму возникновения ЭДС разли-
чают химические и концентрационные гальва-
нические цепи. Химические цепи состоят из
электродов, электрохимические системы кото-
рых различны; концентрационные цепи обра-
зованы комбинацией электродов с одинако-
выми электрохимическими системами, но раз-
ными активностями анодного и катодного
электролитов.
По наличию или отсутствию диффузион-
ных разграничений анодного и катодного
электролитов в гальванической цепи их под-
разделяют на цепи с переносом и цепи без пе-
реноса соответственно.
В химических цепях источником электри-
ческой энергии является свободная энергия
окислительно-восстановительной реакции,
происходящей на электродах, которые выпол-
нены из неодинаковых материалов.
Химические цепи без переноса отличаются
одним и тем же, общим для катода и анода
688
Общие сведения об электролитах
[разд. 27]
Рис. 27.10. Стандартный эталонный элемент
Вестона
7— ртуть; 2— ртуть+ Hg-SO4; 3, 7 — CdSO4X
Х8/зН2О; 4,5 — корковые пробки; 6 — насыщен-
ный раствор CdSO4; 8 — Cd-амальгама (12,5%)
составом электролита. Примерами их могут
служить:
Водородн о-к аломельный эле-
мент:
-Pt, H2|HCl|Hg2Cl2, Hg, Pt + .
Электрохимическая реакция:
H2+Hg2C12->-2Hg + 2HCl.
В стандартных условиях 'ё =0,268 В (см.
табл. 27.11, пп. 18, 41).
Водородно-хлорныйгазовый
элемент:
— Pt, Н2|НС1|С12, Pt + -
Электрохимическая реакция:
Hs-pCB—>-2НС1.
В стандартных условиях (Г = 298 К,
Ри2 = Рс12= 1,013-105 Па, Снс1=1 моль/дм3),
S = 1,360 В (см. табл. 27.11, пп. 18, 28).
Стандартный элемент Весто-
на (рис. 27.10):
— Pt; (Hg), Cd; 12,5 % I CdSO4„ac. I;
Hg2SO4, Hg; Pt + .
Электрохимическая реакция:
3Cd + 3Hg2SO4 + 8H2O-> 3CdSO4 • 8H2O +
+ 6Hg.
ЭДС элемента весьма стабильна и отли-
Рис. 27.11. Медно-цинковый гальванический
элемент Даниэля—Якоби
чается малым температурным коэффициентом:
S’ = 1,0183 —4-10-6(t —25).
Нормальный элемент Кларка:
— Pt; (Hg) Zn; 10 % |ZnSO4„ac.|;
Hg2SO4, Hg; Pt +
Электрохимическая реакция:
Zn + Hg2SO4 + 7H2O Zn SO4 • 7H2O + 2Hg.
ЭДС при различной температуре опреде-
ляется выражением
S = 1,4330— 1,2-10 2(t— 15).
Химические цепи с переносом отличаются
непосредственным контактом двух электродов
с электролитами неодинакового качественного
состава:
Элемент Даниэля-Якоби (рис.
27.11):
- Zn|ZnSO4||CuS04|Cu +.
Электрохимическая реакция:
Zn + CuSO4--»-Cu + ZnSO4.
ЭДС определяется формулой:
^=(Ф°Си+> cu-Vzn- zn) +(RT/2F)X
X In (aCu+2/aZn+2) +Д<Рдиф.
При 298 К и CCuso4 = Cznso4 имеем
Дфд|ф= — 9,5-10“5 В, S’= 1,10 В.
В концентрационных цепях (без переноса
и с переносом) источником электрической энер-
гии является разность свободных энергий ка-
тодной и анодной систем, обусловленная не-
одинаковыми активностями одних и тех же
компонентов. Такие цепи можно выполнить
из амальгам разных концентраций в одном
и том же растворе; из одинаковых электродов
I, II рода, из окислительно-восстановительных
электродов с электролитами разных концент-
раций; из газовых электродов, отличающихся
давлениями «рабочих» газов.
Цинк-амальгамный концентра-
ционный элемент без переноса:
— Pt; (Hg)Zn (czi) |ZnSO4|(Hg)Zn (a2); Pt + ,
где ai и a2 — активности цинка в амальгаме
(ai<a2). В левой (анодной) части имеет место
окисление: Zn — 2e-»Zn+2. В правой (катод-
ной) части— восстановление: Zn+2-|-2e-»Zn.
Каждый из электродов является обратимым
цинковым, и поэтому
S’=(/?r/2f)ln(a2/ai).
Серебряный концентрационный эле-
мент с переносом:
— Ag|AgNO3(ai) || AgNO3(a2) |Ag + ,
где ai и а2 — активности анодного и катодного
растворов AgNO3(ai<a2). Анодный процесс:
Ag—e-»Ag+, катодный процесс: Ag+ -|-e->-Ag.
[§ 27.5]
Электролиты гальванических цепей
689
ЭДС элемента:
=(7?7/F)ln(a2/ai).
В первом приближении ЭДС концентра-
ционных цепей удовлетворяет равенству
=(RT/nF)ln [(Оок/Свс) к/ (Оок/Овс)*] •
По технико-эксплуатационным особен-
ностям конструкций все электрохимические
источники электрического тока разделяют
на три группы: первичные, вторичные источ-
ники тока и электрохимические генераторы.
Первичные гальванические элементы не
восстанавливаются после полного расходова-
ния материалов окислителя и восстановителя,
их токообразующая реакция практически не-
обратима.
Сухой элемент Лекланше вы-
полнен в виде цинкового контейнера, действую-
щего как анод, заполненного смесью электро-
лита и окислителя — МпО2, в которую погру-
жен графитовый стержень, выполняющий роль
катода, коллектора электронов. Элемент вы-
полняется в герметичных вариантах стаканчи-
кового и таблеточного типов:
— Zn|NH4Cl, Н2О|МпО2; С + .
Электрохимические процессы:
анодный Zn — 2e->Zn+2;
катодный 2МпОг + 2Н2О + 2е->-
->2Mn0(0H) +2ОН-;
Zn+2MnO2+2NH4Cl-*[Zn (NH3)2]C12+
4-2МпО(ОН),
^ = 1,5...1,8 В.
Воздушно-цинковый эле-
мент имеет цинковый анод и пористый катод
из активированного угля, контактирующий
с кислородом воздуха. Электролитом служат
растворы гидроксида калия или гидроксида
натрия:
— Zn|NaON, Н2О|О2; С + .
Электродные процессы и потенциалобра-
зующая реакция:
анодный Zn->2e + Zn+2;
катодный ‘/2О2-|-2ОН_+2е--»-
-*Н2О + 2О-2;
Zn + */2О2 + NaOH-*NaHZnO2.
= 1,4 В.
Ртутно-окисный элемент:
— ZnIKOH, H2O|HgO; С + .
Электролит — концентрированный раст-
вор гидроксида калия, участвует в электрод-
ных процессах, но в суммарной реакции не рас-
ходуется:
анодный процесс Zn—2e->Zn+2;
Zn+2 + 2OH" Zn(OH)2;
катодный процесс HgO + H2O-|-2e->
->-HgO + 2OH'“;
Zn + HgO + H2O-^Hg0 + Zn (OH) 2,
^ = 1,35 B.
Вторичные гальванические элементы (или
аккумуляторы) — это элементы многоразового
пользования. Их работа основана на обрати-
мой токообразующей реакции. По составу
электролита аккумуляторы подразделяются
на кислотные и щелочные. Важнейшие свой-
ства аккумуляторных электролитов приведены
в табл. 27.12...27.17.
Свинцовый (кислотный) ак-
кумулятор:
— Pb|H2SO4, 25’...30 %|РЬО2; РЬ + ,
^=2,1 В.
Электроды выполнены в виде решетки из
свинцового сплава, ячейки которой заполнены
пастой из РЬО и РЬО2, замешанной на серной
кислоте. Разряд аккумулятора и его заряд
происходят в соответствии с уравнением
Pb + РЬО2 + 2H2SO4^=^i^-2PbSO4+2Н2О.
Заряд
Железо- (или кадмий-) нике-
левый (щелочные) аккумулято-
р ы:
— ре I I
(или Cd) I КОН, 20% I NiOOH, N1+,
= 1,35...1,40 В.
Суммарные реакции разряда и заряда
-этих аккумуляторов представляются уравне-
ниями:
Fe + 2NiOOH + 2Н,О t Pa3P.gA_+
Заряд
2Ni(OH)2 + Fe(OH)2;
Cd + 2N1OOH + 2Н,О, РазРЯА_+
Заряд
2Ni(OH)2+Cd(OH)2.
В процессе работы щелочного аккумуля-
тора электролит не расходуется, однако он
требует периодического обновления из-за
большой склонности к поглощению СО2 воз-
духа.
Цинк-серебряные (щелоч-
н ы е) аккумуляторы существуют двух разно-
видностей, отличающихся составом катода:
— Zn|KOH, K2ZnO2|AgO(wiH Ag2O); Ag + ,
^ = 1,58.-1,86 В;
AgO (или Ag2O) +Zn + KOH.^_Pa3*--=2:
Заряд
K2ZnO2 + H2O+Ag (2Ag)
690
Общие сведения об электролитах
[разд. 27]
Таблица 27.12.
Температура замерзания
водных растворов
серной кислоты
и составы равновесных
твердых фаз
C(H2SO4), % °C Твердая фаза
15 20 25 30 37 38 40 45 50 55 57,6 60 65 68,3 70 75 80 84,5 85 90 93,3 95 100 -11,3 — 19,0 — 28,8 — 41,2 -68,5 -74,5 — 65,2 — 46,8 — 34,2 — 27,1 — 24,4 — 25,8 -35,5 — 45,7 -42.0 — 41,0 — 3,0 + 8,1 + 7,9 — 10,2 — 37,8 — 21,8 + Ю,5 Н2О
H2SO4-4H2O
H2SO4-2H2O
H2SO4-H2O
H2SO4
Таблица 27.13.
Температура замерзания
водных растворов
гидроксида калия
и составы равновесных
твердых фаз
с(кон), % t„u, °C Твердая фаза
11,97 — 10
18,03 25,82 — 20 — 40 Н2О
30,60 — 60
34,08 -78
35,02 — 60 КОН-4Н2О
37,89 — 40
44,41 — 32,8
46,29 — 20
49,39 0 КОН-2Н2О
50,59 + ю
52,59 + 20
Таблица 27.14.
Температура замерзания
водных растворов
гидроксида натрия
и составы равновесных
твердых фаз
C(NaOH), о/ /о /зам, °C Твердая фаза
5,66 9,91 15,82 19,09 20,38 22,30 24,01 24,98 26,42 32,39 38,80 44,51 -5 — 10 — 20 — 28,2 — 26 — 24,4 — 20 — 17,8 — 10 + 6 + 15,2 + ю Н2О
NaOH-7H2O
NaOH-5H2O
NaOH-3,5H2O
Таблица 27.15. Вязкость водных растворов серной кислоты
при температуре —40...+ 30 °C
C(H2SO4), % Вязкость растворов серной кислоты q, мПа-с, при температуре, °C, равной
-40 — 30 — 20 -10 0 + 10 + 20 + 30
20 „— '— 3,82 2,71 2,01 1,55 1,23
30 — 12,2 7,49 4,95 3,52 2,60 2,01 1,60
40 28,8 16,0 9,89 6,60 4,70 3,48 2,70 2,16
Таблица 27.16. Концентрация и плотность прн 20 °C растворов серной кислоты,
соответствующие наибольшим значениям
их удельной электрической проводимости
1, °C -20 -10 0 + ю + 20 + 30
Утах, См/м 29,9 40,3 51,8 64,1 76,4 88,5
C(H2SO4), % 26,9 27,9 28,8 29,8 30,6 31,5
d(H2SO4), кг/дм3 (1,193) (1,201) (1,208) (1,217) (1,224) (1,231)
[§ 27.6]
Электролиты электролизных систем
691
Таблица 27.17. Вязкость водных растворов
гидроксида калия и гидроксида натрия
при температуре 20...40 °C
Веще- ство Концен- трация С, % Вязкость Г), мПа-с, при температуре, °C, равной
20 30 40
5 1,19 0,80 0,74
10 1,23 1,00 0,83
кон 15 . 1,40- 1,15 —
20 1,63 1,33 1,11
25 2,05 — —
30 2,36 1,93 1,57
5 1,34 1,05 0,85
10 1,86 1,45 1,16
NaOH 15 2,78 2,10 1,65
20 4,48 3,30 2,48
25 7,42 5,25 3,86
Цинк-никелевый (щелочной)
аккумулятор:
— Zn|KOH, K2ZnO2|NiOOH; Ni + ;
?T = 1,7 В;
NiOOH + Zn +2KOHT—^азряд >
Заряд
K2ZnO2 + 2Ni(OH)2.
Марганцевый (щелочной) ак-
кумулятор (на базе элемента Лекланше)
имеет более низкое внутреннее сопротивление
и обладает лучшими рабочими характеристи-
ками, чем сухой элемент:
— Zn|NaOH, Н2О|МпО2; С + ;
4S = 1,6 В;
2МпО2 + Zn + 2H,Ot Разряд , .х
Заряд
2MnOOH + Zn(OH)2.
Особенности электрохимических генера-
торов (топливных элементов) состоят в том,
что электрохимически активные вещества —
окислитель и восстановитель подводятся к их
электродам непрерывно, по мере расходова-
ния. Электроды топливных элементов выпол-
няют роль катализаторов процессов, проте-
кающих на них.
Водородно-кис дородный ге-
нератор в качестве электролита содержит
гидроксид калия, в который погружаются пла-
тиновые, серебряные или никелевые электроды
с высокоразвитой поверхностью, выполненные
в виде тонких пластин. Газы-реагенты под-
водят к поверхности пластин электродов под
давлением, позволяющим поддержать доста-
точно большие токи. Схема генератора имеет
вид:
-Ni; Н2|КОН, 30 %|О2, Ni + ;
Я" = 1,229 В, электрохимическая реакция:
2Н, + О2->2П2О.
27.6. ЭЛЕКТРОЛИТЫ
ЭЛЕКТРОЛИЗНЫХ СИСТЕМ
Электролизные системы состоят из внеш-
него источника постоянного тока, электродов,
погруженных в расплав или раствор электро-
лита (рис. 27.12). Окислительно-восстанови-
тельные процессы, протекающие на электродах
электролизера под действием тока, обратны
реакциям в гальванических элементах. Мате-
риал электродов выбирают с учетом его хими-
ческих свойств по отношению к данному элект-
ролиту, а также по его способности катализи-
ровать нужную реакцию. Различают электро-
лиз с инертными (Pt, Au, С) электродами и
электролиз с активным, растворимым анодом.
Массы веществ, испытавших химические изме-
нения при электролизе, пропорциональны ко-
личеству электричества, прошедшего через
электролизер, и электрохимическим эквивален-
там этих веществ (К,): т = К<>1т, где М =
= M,/F\ / — сила тока, А; т — время электро-
лиза, с. Часто электролиз сопровождается по-
бочными процессами и реальное значение твтп
оказывается меньше теоретически предсказан-
ного: отношение (Шопыт/'и) называют выходом
потоку. Для начала электролиза к электродам
необходимо приложить определенную разность
потенциалов, не меньшую, чем ЭДС гальва-
нической цепи, отвечающей обратной реак-
ции — реакции поляризации. Разность этих
величин с учетом падения напряжения в элект-
ролите представляет собой перенапряжение.
Этот параметр особенно важен в процессах
Рис. 27.12. Схема электролизера
1 — сопротивление; 2 — внешний источник по-
стоянного тока; 3 — выключатель; 4 — анод; 5 —
электролит; 6 — катод
692
Общие сведения об электролитах
[разд. 27]
Таблица 27.18. Приближенное значение
перенапряжения Л U для процессов выделения
водорода и кислорода на некоторых
электродах
Материал электрода Перенапряжение выделения, В
водорода кислорода
Pt (платинированная) 0 0,25
Pt (гладкая) 0,09 0,45
Железо 0,08 0,25
Серебро 0,15 0,41
Никель 0,21 0,06
Медь 0,23 —
Олово 0,53 —
Свинец 0,64 0,31
Цинк 0,70 —
Ртуть 0,78 —
Рис. 27.13. Электрохимический диод
1 и 2 — платиновые электроды, имеющие резко
отличающуюся площадь контакта с электролитом,
S,<S2; 3— корпус стеклянной ампулы; 4 —
электролит
электрохимического выделения газообразных
веществ ' и зависит от многих факторов, а
прежде всего от природы газа, материала
электрода и состояния его поверхности
(табл. 27.18).
Процессы электролиза широко приме-
няются как основа многообразных методов
получения и электролитического рафинирова-
ния веществ, а также для нанесения метал-
лических и неметаллических покрытий на про-
водящие и диэлектрические материалы (см.
раздел 28.5—28.6).
Закономерности реализации процессов
электролиза положены в основу конструкций
электротехнических приборов, называемых
хемотронами или электрохимическими преоб-
разователями информации.
Концентрационные преобразо-
ватели используют инертные электроды и обра-
тимые окислительно-восстановительные си-
стемы (см. табл. 27.11, пп. 50, 52).
Электрохимический диод
(рис. 27.13) представляет собой герметичную
двухэлектродную ячейку, заполненную раство-
ром, который содержит окисленную и восста-
новленную формы электролита. В такой систе-
ме протекание тока в одном направлении лими-
тируется процессами разряда на малом элект-
роде частиц с меньшей концентрацией С|.
При смене полярности на этом же электроде
разряжается вещество с большей концентра-
цией Cs, что обусловливает протекание через
диод большего тока. Невысокие скорости пере-
ключения диффузионных процессов в рабочем
электролите позволяют использовать такие
диоды для выпрямления токов низких и инфра-
низких частот.
Если в электрохимическом диоде электро-
ды разделить пористой перегородкой, препят-
ствующей быстрому выравниванию концентра-
ций окисленной и восстановленной форм
электролита, то получается диод-интегратор
(рис. 27.14, а). Все импульсы тока, возбуж-
даемые по любому закону, суммируются при-
бором в виде изменившихся концентраций ве-
ществ в анодном и катодном «объемах» элект-
ролита. Изменения концентраций фиксируют-
ся колориметрически или потенциометрически.
На рис. 27.14, б представлена схема
гриода-интегратора.
Для преобразования механического воз-
действия в электрические сигналы используют
датчик давления (рис. 27.15). Внешнее давле-
Рис. 27.14. Электрохимический диод-интегратор (а)
1 — пористая перегородка; 2 — корпус стеклянной ампулы; 3 и 5 — платиновые электроды; 4 — индикатор-
ный отсек объема электролита
Электрохимический триод-интегратор (б)
1 — входной электрод; 2 — электролит; 3 — пористая перегородка; 4 — вспомогательный электрод; 5 —
корпус стеклянной ампулы; 6 — электрод считывания
[§ 27.6]
Электролиты электролизных систем
693
Рис. 27.15. Электрохимический датчик давле-
ния
1, 8 — мембраны; 2, 7 — инертные аноды; 3—
электролит; 4—гальванометр; 5—источник по-
стоянного тока; 6 — кольцевой катод; 9 — корпус
датчика
ние способствует перетеканию электролита из
одной камеры датчика в другую, при этом
меняются условия подвода окислителя к ка-
тоду, расположенному в отверстии перего-
родки. Связь электрического тока и скорости
перетекания электролита выражается степен-
ной зависимостью: I—v". Прибор позволяет
фиксировать изменения давления, равные
0,1 Па.
В электрохимических преобразователях
на основе фазовых переходов на электродах
используют процессы катодного осаждения и
анодного растворения металлов (медь, сереб-
ро, ртуть и другие), а также процессы электро-
химического восстановления и синтеза неорга-
нических пленок солей или оксидов.
Кулонометры — устройства, служа-
щие для определения количества электриче-
ства, прошедшего через электролит, по .накоп-
лению продуктов электролиза в объеме или
на электродах при 100 % выходе по току.
0 50 100 150 200 250 ч
Рис. 27.16. Электрохимический интегратор-
счетчик времени
/ — столбик ртути на катоде; 2 — электролит; 3 —
столбик ртути иа аноде; 4 — корпус стеклянной
ампулы
В серебряном кулонометре в качестве
электролита применяется 10 %-ный нейтраль-
ный раствор нитрата серебра.
Электролит медного кулонометра соответ-
ствует составу:
CuSO4-5H2O.............125 г
H2SO4 (d = 1,84 кг/дм3) .... 50 г
С2Н5ОН...................0,05 дм3
НгО (дистиллированная) ... до 1 дм3
На рис. 27.16 изображена схема электро-
химического счетчика времени. Под действием
внешнего тока ртуть, растворяясь на аноде,
переходит в раствор электролита, а на катоде,
также ртутном, она восстанавливается из раст-
вора. Такой переход ртути, с анодного стол-
бика на катодный, вызывает изменение длины
ртутных электродов и перемещение слоя элект-
ролита в сторону анода.
На принципе действия кулонометра по-
строены также многие интеграторы дискретно-
го действия, электрохимические управляемые
сопротивления.
Общим свойством всех хемотронов яв-
ляетсй их значительная инертность, обуслов-
ленная невысокими скоростями перемещений
ионов в растворах электролитов.
РАЗДЕЛ 28
ВОДНЫЕ РАСТВОРЫ СОЛЕЙ, КИСЛОТ, ЩЕЛОЧЕЙ
И. И. Ерпулев, В. А. Зонов
28.1. СВЕДЕНИЯ
О НАИБОЛЕЕ УПОТРЕБЛЯЕМЫХ
ВОДНЫХ РАСТВОРАХ
СОЛЕЙ, КИСЛОТ И ЩЕЛОЧЕЙ
Растворимость солей, кислот и щелочей.
В табл. 28.1 приведены данные о раствори-
мости некоторых наиболее употребляемых не-
органических веществ.
Плотность водных растворов. В табл. 28.2
и 28.3 приведены данные о плотности водных
растворов солей, кислот и щелочей. В табл.
28.3 приведены плотности аккумуляторных
электролитов (растворов H2SO4, КОН и
NaOH).
Вязкость водных растворов. Динамиче-
ской вязкостью называется свойство жидко-
стей и газов, характеризующее их сопротив-
ляемость скольжению или сдвигу.
Таблица 28.1. Растворимость, % (мае.), некоторых неорганических веществ
Вещество Температура, °C
0 10 20 30 40 50 60 80 100
AgNOa 55,6 63,3 69,5 74,0 77,0 80,2 82,5 86,7 90,0
A12(SO4)3 23,8 25,1 26,7 28,8 31,4 ' 34,3 37,2 42,2 47,1
A1K(SO4)2 2,9 3,8 5,6 7,7 10,5 14,5 19,8 41,5 —
CdSO4 43,0 43,2 43,4 — 44,0 — 45,0 46,7 37,8
СгОз 62,0 — 62,6 62,9 63,5 64,6 65,1 65,5 67,4
CuCl2 40,7 41,5 42,2 — 44,7 45,0 — 49,8 54,6
CuSO4 12,5 14,8 17,2 20,0 22,5 25,0 28,5 35,5 43,0
Н.чВО3 2,6 3,6 4,8 6,3 8,0 10,3 12,9 19,1 28,7
HgCl2 3,5 4,6 6,1 7,7 9,3 10,8 14,0 23,1 38,0
FeCh 42,7 45,0 47,9 51,6 -— 78,2 78,9 84,0 84,3
KCNS 63,8 — 68,5 71,6 ~— 74,7 — —- 87,5
КгСОз 51,2 51,9 52,5 53,2 53,9 54,8 55,9 58,3 60,9
КгСг2О? 4,8 6,5 10,7 16,7 21,2 27,0 31,9 41,2 49,2 .
K3[Fe(CN)6] 30,2 38,6 46,0 53,3 59,4 65,0 70,7 80,1 —
K4Fe(CN)6] 12,5 17,4 22,0 26,0 29,9 32,6 35,9 40,1 43,6
KMnO4 2,8 4,1 6,0 8,3 11,2 14,4 20,0 —- —
KNaC4H4O6 -— 36,7 — 48,0 <— — — — —
KNO3 11,7 17,3 24,0 31,4 39,0 44,0 52.0 62,8 71,1
KOH 49,2 50,7 52,8 55,8 58,0 58,3 — 61,7 64,0
K2SO4 6,9 8,5 10,0 11,5 12,9 14,2 15,4 17,6 19,4
K2S9O8 1,6 2,6 4,5 7,2 8,9 — — — —
MgSO4 — 23,7 26,3 29,0 31,3 33,6 35,0 38,7 40,6
MnSO4 34,6 37,4 38,6 38,6 37,5 36,3 34,9 31,3 25,0
nh4ci 22,7 24,9 27,1 29,3 31,4 33,5 35,6 39,6 43,6
nh4cns 54,5 59,0 63,0 66,5 70,1 74,0 77,6 —- —
nh4f 41,8 42,6 45,2 47,0 —• —_ 52,6 54,0 —
(NH4),SO4 41,2 42,1 43,0 43,8 44,8 45,8 46,6 48,5 50,4
NaCl 26,3 26,3 26,4 26,5 26,7 26,8 27,0 27,5 28,1
NaCH3COO 26,6 29,0 31,7 35,3 39,6 45,4 58,2 60,5 63,0
NasCOs 6,5 11,1 17,7 28,4 33,2 32,2 31,7 31,4 31,3
NaNO2 41,9 43,8 45,8 47,8 49,6 51,0 — 57,0 62,0
NaNO3 42,2 44,7 46,7 48,7 50,5 52,8 54,5 59,7 64,3
NaOH 29,6 34,0 52,2 54,3 56,3 59,2 63,5 — —
Na3PO4 4,3 7,6 10,8 14,0 16,8 22,7 28,5 37,5 43,5
Na2HPO4 1,8 3,7 7,1 19,4 35,6 44,5 45,3 48,0 —
NaH2PO4 36,1 41,5 46,6 51,0 56,4 61,8 65,7 68,7 —
[§ 28.1]
Наиболее употребляемые водные растворы
695
Продолжение табл. 28.1
Вещество Температура, °C
0 10 20 30 40 50 60 80 100
Na4P2O7 3,1 3,8 5,9 9,1 H,9 14,9 17,9 23,1 28,7
Na2S 8,8 13,4 15,8 18,4 22,2 26,7 28,1 32,9 —-
Na2SO4 4,8 8,3 16,3 29,0 32,5 31,8 31,2 30,4 29,8
ЫагЗгОз 33,4 37,4 41,2 57,1 59,4 62,3 65,7 69,9 72,7
NiCk 34,8 36,0 37,9 41,6 42,3 43,2 44,8 — 46,7
NiSO4 20,7 — 27,4 30,3 33,5 34,2 35,4 39,2 43,4
SnCl2 45,6 73,0* —_ — — — .— — —
SnSO4 — — 15,8 — — -— — 15,3
ZnCls 67,5 76,8 78,6 — 81,9 —• 83,0 84,4 86,0
ZnSO4 29,4 32,0 35,0 38,0 41,4 43,2 46,0 46,2 44,0
* При 15 °C.
Таблица 28.2. Плотность водных растворов, кг/дм3, солей
Вещество Темпера- тура, °C Концентрация, %
1 2 4 6 10 14 18 24
AgNO3 20 1,007 1,015 1,033 1,051 1,088 1,128 1,171 1,255*
A12(SO4)3 19 1,009 1,019 1,040 1,061 1,105 1,152 1,201 1,278
Ba(NO3)2 18 1,007 1,015 1,032 1,049 1,086 —- — —
Cd(NO3)2 18 — 1,015 1,033 1,050 1,087 1,126 1,168 1,249*
CdSO4 18 — 1,018 1,038 1,059 1,102 1,148 1,198 1,293*
CrO3 15 1,006 1,014 1,030 1,045 1,076 1,110 1,145 1,200
CuCb 1,007 1,017 1,036 1,056 1,096 1,138 1,182 1,253
CuSO4 20 1,009 1,019 1,040 1,062 1,107 1,155 1,206 —
FeCl3 1,007 1,015 1,032 1,049 1,085 1,123 1,162 1,233*
KCNS 18 —- 1,009 — 1,029 1,050 1,071 1,093 1,127
K2CO3 1,007 1,016 1,035 1,053 1,109 1,129 1,169 1,232
КгСггО? 20 1,005 1,012 1,026 1,041 1,070 — — —
Ks[Fe(CN)e] — 1,009 1,020 1,031 1,054 1,075 1,103 —
K4]Fe(CN)6] — 1,013 1,026 1,039 1,068 1,097 — —
kno2 17,5 1,005 1,011 1,024 1,037 1,062 1,088 1,116 1,158
KNO3 1,005 1,011 1,023 1,036 1,063 1,090 1,118 1,162
KMnO4 20 1,006 1,013 1,027 1,041 — — — —
K2SO4 1,006 1,014 1,031 1,047 1,082 — — —
MgSO4 —• 1,018 1,039 1,060 1,103 1,148 1,195 1,270
MnSO4 15 1,009 1,019 1,039 1,059 1,102 1,148 1,196 1,272
NH4C1 20 1,001 1,005 1,010 1,017 1,028 1,040 1,051 1,067
nh4cns 18 1,001 1,003 1,008 1,012 1,022 1,031 1,040 1,055
nh4f 18 1,003 1,009 1,018 1,027 1,042 1,055 — —
(NH4)2SO4 26 1,004 1,010 1,022 1,034 1,057 1,081 1,103 1,138
Na Cl 1,005 1,012 1,027 1,041 1,071 1,100 1,132 1,180
NaCH3COO 18 1,003 1,008 1,019 1,029 1,049 1,070 1,091 1,124
Na2CO3 — 1,008 1,019 1,040 1,061 1,103 — — —
NaNO2 20 1,005 1,011 1,024 1,038 1,065 1,092 1,122 1,168
NaNO3 — 1,005 1,011 1,025 1,039 1,067 1,097 1,127 1,175
Na3PO4 15 1,009 1,019 1,040 1,062 1,108 — — —
Na2HPO4 18 1,009 1,020 1,043 1,067 — —- -— —
NaH2PO4 25 1,005 1,012 1,027 1,042 1,073 — — —
Na4P2O7 20 1,009 1,019 1,037 — — — — —
Na2S 18 1,010 1,021 1,044 1,067 1,115 1,163 1,214 —
696
Водные растворы солей, кислот, щелочей
[разд. 28]
Продолжение табл. 28.2
Вещество Темпера- тура, °C Концентрация, %
1 2 4 6 10 14 18 24
NasSO.) 1,007 1,016 1,035 1,053 1,091 1,131 — —
N32S9O3 20 1,007 1,015 1,032 1,048 1,083 1,118 1,155 1,213
Na2SnO3 — — 1,006 1,015 1,033 1,069 1,126 1,166 —.
NiCl2 18 1,00? 1,018 1,038 1,058 1,100 1,144 1,191 —
NiSO4 18 1,009 1,020 1,041 1,063 1,109 1,158 1,209 —
SnCl2 15 1,007 1,015 1,031 1,047 1,081 1,117 1,154 1,216
SnCU 18 1,006 1,015 1,031 1,047 1,080 1,115 1,151 —
ZnCl2 20 — 1,017 1,035 1,053 1,090 1,127 1,166 1,238*
ZnSO4 — 1,019 1,040 1,062 1,107 1.155 1,206 1,304*
* Плотность 25 %-ного раствора.
Таблица 28.3. Плотность водных растворов кислот и щелочей при 20° С
Концент- рация, % (мае.) Плотность, кг/дм3
H2SO4 HNO3 HCI Н3РО4 КОН NaOH NH3
2 1,012 1,009 1,008 1,004 1,018 1,021 0,990
4 1,025 1,020 1,018 1,009 1,036 1,043 0,981
6 1,038 1,031 1,028 1,020 1,054 1,065 0,973
8 1,052 1,043 1,038 1,042 1,073 1,087 0,965
10 1,066 1,054 1,047 1,053 1,092 1,109 0,958
12 1,080 1,066 1,057 1,065 1,111 1,131 0,950
14 1,095 1,078 1,068 1,076 1,130 1,153 0,943
16 1,109 1,090 1,078 1,088 1,149 1,175 0,936
17 1,117 1,096 .— — — — —
18 1,124 1,103 1,088 1,101 1,169 1,197 0,930
19 1,132 1,109 — — 1,177 — —
20 1,139 1,115 1.098 1,113 1.188 1,219 0,923
21 1,147 1,121 — — 1,198 — —
22 1,155 1,128 1,108 1,126 1,208 1,241 0,916
23 1,163 1,134 —• — 1,218 — —
24 1,170 1,140 1,119 1,140 1,229 1,263 0,910
25 1,178 1,147 — —- 1,239 — —
26 1.186 1,153 1,129 1,153 1,249 1,285 0,904
27 1,194 1,160 — — 1,259 — —
28 1,202 1,167 1,139 1,167 1,270 1,306 0,898
29 1,210 1,173 — — 1,280 — —
30 1,219 1,180 1,149 1,181 1,291 1,328 0,892
31 1,227 1,187 — — 1,301 — —
32 1,235 1,193 1.159 1,312 1,349
33 1,243 1,200 — — 1,322 —
34 1,252 1,207 1,169 1,333 1,370
35 1,260 1,214 — 1,216 1,344 —
36 1,268 1,221 1,179 1,355 1,390
37 1,277 1,227 — 1,366 —
38 1,284 1,234 1,189 1,377 1,410
39 1,294 1,240 1,388
40 1,303 1,246 1,254 1,399 1,430
[§ 28.1] Наиболее употребляемые водные растворы 697
Продолжение табл. 28.3
Конкен- трация, % (мае.) Плотность, кг/дм3
H2SO4 HNOa HCL Н3РО4 кон NaOH NH3
42 1,321 1,259 1,422 1,449
44 1,338 1,272 — 1,444 1,469
46 1,357 1,285 1,293 1,467 1,487
(45%)
48 1,376 1,298 — 1,491 1,507
50 1,395 1,310 1,335 1,514 1,525
52 1,415 1,322
54 1,435 1,334
56 1,456 1,345 1,379
(55%)
58 1,477 1,356 —
60 1,498 1,367 1,426
65 1,553 1,391 1,475
70 1,611 1,413 — 1,526 — — —
75 1,669 1,434 1,579
80 1,727 1,452 1,633
85 1,777 1,469 1,689
90 1,814 1,483 1,746
92 1,824 1,487 1,770
94 1,831 1,491 1,794
96 1,836 1,495 1,819
98 1,837 1,501 1,844
100 1,831 1,513 1,870
Таблица 28.4. Относительная вязкость ч/ЧНгО водных растворов
электролитов при 25 °C (чн2о = 0,8902 мПа-с)
Вещество Эквивалентная концентрация Смэ, моль/дм3
0,125 0,25 0,5 1,0
AgNO3 1,0114 1,0240 1,0491 1,1150
A12(SO4) з 1,0381 1,0825 1,1782 1,4064
Ba(NO3)2 1,0084 1,0214 1,0437 1,0893
Cd(NO3)2 1,0177 1,0385 1,0742 1,1648
CdSO4 1,0335 1,0780 1,1574 1,3476
CuCh 1,0268 1,0470 1,0977 1,2050
C11SO4 1,0384 1,0802 1,1603 1,3580
FeCl3 1,0302 1,0602 1,1334 1,2816
СНзСООН 1,0171 1,0304 1,0596 1,1131
HC1 1,0095 1,0166 1,0338 1,0671
HNO3 1,0027 1,0052 1,0115 1,0266
H3PO4 1,0312 1,0656 1,1331 1,2871
H2SO4 1,0082 1,0216 1,0433 1,0898
HgCl2 1,0042 1,0116 — 1,0460
K2CO3 1,0192 1,0391 1,0784 1,1667
К2СГ2О7 0,9999 1,0034 1,0061 —
K3[Fe(CN)6] 1,0082 1,0108 1,0211 1,0610
K4[Fe(CN)6] 1,0116 1,0228 1,0514 1,1124
KOH 1,0130 1,0313 1,0637 1,1294
K2SO4 1,0078 1,0206 1,0486 1,1051
MnSO4 1,0366 1,0761 1,1690 1,3640
698
Водные растворы солей, кислот, щелочей
[разд. 28]
Продолжение табл. 28.4
Вещество Эквивалентная концентрация Сдъ> моль/дм3
0,125 0,25 0,5 1,0
NHiCl 0,9999 0,9990 0,9976 0,9884
NH4OH 1,0030 1,0058 1,0105 1,0245
(NH4)2SO4 1,0148 1,0302 1,0552 1,1114
NaCH3COO 1,0439 1,0889 1,1806 1,3915
NaCl 1,0126 1,0239 1,0471 1,0973
NaNO3 1,0069 1,0122 1,0259 1,0655
NaOH 1,0302 1,0560 1,1087 1,2355
Na2SO4 1,0235 1,0522 1,1058 1,2291
NiCL 1,0210 1,0443 1,0968 1,2055
NiSO„ 1,0323 1,0751 1,1615 1,3615
ZnCl2 1,0238 1,0526 1,0959 1,1890
Zn(NO3)2 1,0186 1,0390 1,0857 1,1642
ZnSO4 1,0358 1,0824 1,1726 1,3671
Таблица 28.5. Удельная и молярная электрическая проводимость
концентрированных растворов электролитов при 18 °C
Электролит C, % Y-102, Cm/m X-104, Cm • m2/ /моль Электролит C, % T-102, Cm/m X-104, Cm-m2/ /моль
5 256 83,4 7зН3ВОз 1,92 0,11 11,75
10 476 74,3 2,88 0,21 14,90
AgNO3 20 872 62,0 3,612 0,31 17,5
40 1565 45,0 5 3948 281,0
60 2101 31,1 10 6302 219,1
!/2Ba(NOs)2 4,2 209 63,0 HC1 20 7615 126,2
8,4 352 51,2 30 6620 69,8
5 289 65,5 40 5152 39,1
10 513 55,7 1,5 198 26,2
‘/гСсЦМОз)* 20 30 827 956 41,0 28,7 HF 4,8 15,85 593 1853 24,3 22,1
40 903 18,35 24,5 2832 21,3
1 41,6 42,9 6,2 3123 307,1
5 146 29,0 12,4 5418 257,1
'/2CdSO4 10 247 23,3 24,8 7676 169,3
25 430 13,82 HNO3 37,2 7545 103,4
30 436 11,02 49,6 6341 61,1
35 424 8,65 62,0 4964 36,4
1,35 187 93,6 5 2085 198,0
1 / 2C11C19 9,0 716 49,3 10 3915 179,9
18,2 924 31,6 15 5432 160,9
35,2 699 9,2 20 6527 140,2
2,5 109 34,0 25 7171 119,2
'/2CuSO4 5 10 189 320 28,7 23,1 30 40 7388 6800 98,9 63,8
15 421 19,19 50 5405 37,9
2,644 332 66,5 60 3726 20,27
7sFeCl3 5,176 529 52,9 70 2157 9,36
9,948 752 37,6 80 1105 3,91
18,502 820 20,5 90 1075 3,224
25,984 744 12,4 99,4 85 0,228
7зВОз 0,776 0,002 58,35 7зН3РО* 10 566 17,54
[§ 28.2]
Гальванические покрытия металлов
699
Продолжение табл. 28.5
Электролит С, % — т-102, См/м л.-ю4, См • м2/ Электролит C, % Y-102, См/м X-104, Cm • m2/
/моль /моль
7зН3роГ 20 1129 16,56 5 295 47,3
30 1654 15,28 NaCH3COO 10 481 37,5
40 2070 13,11 20 651 24,2
50 2073 10,17 30 600 14,16
70 1436 4,42 5 451 45,5
80 979 2,47 1 / gNapCO* 10 705 39,9
87 709 1,57 15 836 25,5
0,229 0,44 2,59 5 672 76,0
72HgCi2 1,013 1,14 1,51 NaCl 10 1211 66,2
5,08 4,24 1,07 15 1642 57,8
5 561 74,2 20 1957 49,9
10 1038 65,7 25 2135 42,0
'/гКгСО? 20 1806 52,4 5 436 71,8
30 2222 39,4 NaNO3 10 782 62,3
40 2168 26,45 20 1303 48,5
50 1469 13,16 30 1606 73,1
5 690 99,9 4 1628 156,3
КС1 10 1359 95,2 NaOH 6 2240 140,5
15 2020 91,5 8 2729 125,6
20 2677 88,9 10 3093 111,7
4,2 1464 188,4 15 3490 80,0
8,4 2723 168,9 NaOH 20 3284 53,95
кон* 16,8 4559 131,5 25 2717 34,22
25,2 5403 96,8 30 2074 20,83
33,6 5221 65,4 40 1206 8,44
42,0 4212 39,4 50 820 4,30
KNO3 5 10 454 839 89,2 79,8 '/2Na2SO4 5 10 409 687 55,6 44,7
15 1186 72,9 15 886 36,7
20 1505 67,2 3,73 153 30,6
72K2SO4 5 10 458 860 76,8 69,4 ’/2NiSO4 7,20 13,46 254 385 25,4 19,25
4,978 190 27,5 19,01 452 15,07
72Mnso4 10,443 25,21 372 425 18,29 9,98 ‘/2ZnCl2 5 10 483 727 62,8 45,3 26,1
5 918 96,8 20 912
10 1776 92,4 40 845 10,12
NH4C1 20 3365 85,0 60 369 2,40
25 4025 80,5 5 191 29,3
72(nh4)2so? 5 552 71,0 '/2ZnSO4 10 321 23,42
10 1010 63,1 25 480 11,88
20 1779 52,7 30 444 8,66
30 2292 43,1
* При 15 °C.
Относительной вязкостью называется от-
ношение вязкости раствора к вязкости воды
при той же температуре. В табл. 28.4 приве-
дены значения относительной вязкости водных
растворов электролитов при 25 °C.
Электрическая проводимость водных раст-
воров. В табл. 28.5 приводятся значения удель-
ной и молярной электрической проводимости
растворов.
28.2. ЭЛЕКТРОЛИТЫ
ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
МЕТАЛЛОВ
Основой осуществления гальванических
покрытий является электролиз водных раст-
воров солей металлов. В процессе электролиза
вследствие изменения равновесной концентра-
ции ионов металла у электродов потенциал
700
Водные растворы солей, кислот, щелочей
[разд. 28]
катода становится более электроотрицатель-
ным, а потенциал анода — менее электроотри-
цательным. Такое изменение электродных по-
тенциалов называется концентрационной по-
ляризацией.
Повышение плотности тока увеличивает
концентрационную поляризацию электродов.
Повышение температуры и электропроводно-
сти электролита, его перемешивание и пере-
мещение электродов уменьшают ее. Концент-
рационная поляризация вместе с перенапря-
жением (см. стр. 687) определяют катодную
поляризацию.
Рассеивающая способность (PC) — это
свойство электролита обеспечивать равномер-
ное распределение металла на катоде при
электролизе. Рассеивающая способность зави-
сит от величины катодной поляризации. Фак-
торы, способствующие увеличению поляриза-
ции, увеличивают и PC электролита.
Электролиты в гальванотехнике делятся
на кислые и щелочные. Кислые электролиты
характеризуются высокой активностью ионов
Ме"+, осаждение которых происходит при не-
значительной катодной поляризации, что
нередко приводит к контактному выделению
металла, отличающегося плохим сцеплением
с основным металлом и большой пористостью.
У кислых электролитов PC, как правило, мала,
образующиеся покрытия имеют грубую струк-
туру. В то же время кислые электролиты
характеризуются простотой состава, легкостью
его корректировки, большой производитель-
ностью, что обусловливает широкое примене-
ние их для нанесения покрытий на детали
простой формы.
В щелочных электролитах осаждающийся
металл находится в виде прочных комплек-
сных ионов. Катодная поляризация настолько
велика, что исключает контактное осаждение
металла. PC щелочных электролитов значи-
тельно выше кислых, что позволяет получать
поликристаллические и плотные осадки с тон-
кой структурой.
В простейшем случае электролит состоит
из соли или другого соединения, ионы кото-
рого разряжаются на катоде с образованием
соответствующего покрытия. Для повышения
качества осадка в электролит вводят компо-
ненты, не участвующие в электрохимическом
процессе. К ним относятся: вещества, повы-
шающие электропроводность раствора (соли
щелочных и щелочноземельных металлов, кис-
лоты, щелочи);
буферные вещества, предупреждающие
резкие колебания значений pH электролитов
(слабые кислоты — борная, уксусная, лимон-
ная и другие или соли слабых оснований и
сильных кислот, или сильных оснований и
слабых кислот, такие как сульфат алюминия,
ацетат натрия и пр.).
Коллоиды и другие поверхностно-актив-
ные вещества, препятствующие образованию
пористости (ОП-Ю, ОС-20 и др.).
Прочие добавки, повышающие твердость
покрытия и придающие ему блеск.
Технологические процессы получения галь-
ванических покрытий состоят в основном
из трех групп операций: подготовка поверхно-
сти детали; нанесение гальванических покры-
тий; обработка изделий после нанесения по-
крытий.
Задача подготовки сводится к возможно
более полному сглаживанию покрываемой по-
верхности и удалению с нее различных загряз-
нений и окисных или другого происхождения
пленок с целью достижения максимальной ад-
гезии и высоких механических свойств покры-
тия. В специальных случаях поверхности при-
дают необходимый внешний вид (блеск, мато-
вость). Для этой цели применяют механиче-
ские, химические и электрохимические способы
или их сочетание. К механической обработке
относятся: пескоструйная очистка, галтовка,
шлифование, полирование, к химическим и
электрохимическим способам — обезжирива-
ние, травление, декапирование, электрохими-
ческое полирование и пр.
Меднение. Медные покрытия применяют
для повышения электрической проводимости
(биметаллические проводники), для изготов-
ления печатных плат в радиоэлектронной ап-
паратуре, как промежуточную прослойку на
изделиях из стали, цинка, цинковых и алюми-
ниевых сплавов перед нанесением никелевого,
хромового, серебряного и других видов покры-
тий для повышения защитной способности.
Электролиты меднения делятся по своему
составу на кислые и щелочные.
Кислые электролиты характеризуются на-
личием ионов Си2+, низкой рассеивающей спо-
собностью и контактным выделением меди на
поверхности стальных деталей. Из электроли-
тов этой группы широко применяются серно-
кислые и борфтористоводородные как наибо-
лее производительные. Составы их приведены
в табл. 28.6.
Электролиты 1 и 2 применяют для нане-
сения покрытий на детали простой формы
из меди и медных сплавов или на стальные
детали, на которые предварительно нанесен
подслой никеля (3...4 мкм) или меди из циани-
стого электролита. В растворе 1 получаются
блестящие, в 2 — матовые осадки, 3 и 4 ис-
пользуют для скоростного нанесения толстых
слоев меди на детали простой формы. В элект-
ролитах 1 и 4 процесс ведут при интенсивном
перемешивании.
[§ 28.2] Гальванические покрытия металлов 701
Таблица 28.6. Составы сернокислых и борфтористоводородных электролитов
меднения и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Сульфат меди CuSO4-5H2O 200...250 200...250 — —
Фторборат меди Си(ВР4)2 — — 200...225 350...450
Серная кислота H2SO4 35...70 50...70 — —
Борфтористоводородная кислота HBF4 — — 5...20 25...30
Борная кислота Н3ВО3 — — 20...35 20...30
Хлорид натрия NaCl 0,03...0,06 — — —
Блескообразователь Б-7211 3...5 — — —
pH — — 1,3...1,7 0,3...0,6
Температура, °C 20...25 15...30 15...30 40...55
Плотность тока, А/дм2 4...4,5 1...3 2...6 40... 55
Скорость осаждения, мкм/мин 0,8-0,9 0,2...0,6 0,4... 1,2 7...8
Основное преимущество цианистых элект-
ролитов — высокая PC и возможность нане-
сения прочно связанных с основой мелкокри-
сталлических медных осадков на железо, цин-
ковые сплавы и алюминий.
Составы цианистых электролитов медне-
ния приведены в табл. 28.7.
Электролиты 1, 2 используют для непо-
средственного меднения стали, чугуна, титана,
меди и медных сплавов, деталей, имеющих
пайку; 3 — для нанесения медного подслоя с
дальнейшим никелированием, серебрением
и т. д.; 5 — для скоростного осаждения меди на
детали из черных металлов; 4 — для нанесения
блестящих покрытий.
В табл. 28.8 приведены рекомендуемые
составы пирофосфатных электролитов медне-
ния, заменяющих в некоторой степени циа-
нистые.
Электролит 1 используют для непосред-
ственного осаждения меди на детали из алю-
миния и его сплавов, 2 — для нанесения пер-
вичного слоя меди на алюминий и его сплавы,
а также на стальные детали. Электролит 3
применяют для осаждения меди после нанесе-
ния первичного слоя из электролита 2. Во избе-
жание контактного выделения меди загрузка
стальных деталей должна производиться
только под током при начальной /к = 5...6
А/дм2 (толчок тока). Через 5... 10 с плотность
тока понижают до номинального значения. Все
электролиты требуют перемешивания.
Таблица 28.7. Состав цианистых электролитов
меднения и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4 5
Цианид меди CuCN 50... 70 50...70 20...30 40...45 110...120
Цианид натрия NaCN (свободный) 5...10 15...25 5...10 12...15 4...5
Гидроксид натрия NaOH 10...15 — 5...10 10...15 25...30
Тартрат калия-натрия KNaCiHiOs 30...60 — — — —
Роданид аммония NH4CNS — — — 10...15 —
Тартрат натрия №2С4Н4Об — — — 5...10 —
Сульфат марганца MnSO4 — — — 0,03...0,05 —
Роданид натрия NaCNS — — — — 15
Добавка антипиттинговая — — — — 1...2
рн — 10...11 — 10,7... 12,8 —
Температура, °C 40...50 40...50 15...20 50...60 70...80
Плотность тока, А/дм2 1...3 1...3 0,3...0,5 1,0-2,5 6...10
Скорость осаждения, мкм/мин 0,3...0,9 0,3...0,9 0,1-0,15 0,3...0,7 1,8...2,6
702
Водные растворы солей, кислот, щелочей
[разд. 28]
Таблица 28.8. Составы пирофосфатных электролитов меднения
и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3
Сульфат меди CuSO4-5H2O 40...50 1,0...2,5 30...50
Пирофосфат натрия Na4P2O7- IOH2O 200...240 80... 100 120...180
Двузамещенный ортофосфат натрия
Na2HPO4 • 12Н2О -— — 60...100
Нитрат калия KNO3 10...15 — —
pH 7,8-8,5 — 7...8
Температура, °C 50...60 15...30 45...55
Плотность тока, А/дм2 0,5... 1,5 1...2 1,0-1,5
Скорость осаждения, мкм/мин 0,1...0,3 — 0.2...0,3
Длительность процесса, мин — 0,5...2,0 -—
Сернокислые электролиты готовятся по-
следовательным растворением сульфата меди,
серной кислоты и прочих компонентов в деми-
нерализованной воде.
Цианистые электролиты в силу их токсич-
ности применяются только в заводских усло-
виях, где их приготовление и использование
регламентируется ОСТ4.ГО.054.076.
Для приготовления пирофосфатных элект-
ролитов раствор сульфата меди добавляют
небольшими дозами при интенсивном пере-
мешивании к нагретому раствору пирофосфата
натрия. При этом раствор приобретает интен-
сивно-синюю окраску. Затем в полученный
раствор вводят расчетное количество двуза-
мещенного ортофосфата натрия, фильтруют
и доводят объем до заданного.
Некачественные медные покрытия раство-
ряют в электролите, состоящем из 300...320
г/дм3 хромового ангидрида и 100...120 г/дм3
сульфата аммония. Рабочая температура 15...
...25 °C, плотность тока /а=8...1О А/дм2. Като-
дами служат свинцовые пластины. Растворе-
ние меди в указанном электролите происходит
и без тока, но с меньшей скоростью.
Сплав медь— цинк (латунь). Покрытия
представляют собой сплав, содержащий 50...
...80 % меди. Они характеризуются хорошим
сцеплением с металлами и резиной и приме-
няются в качестве основного покрытия в деко-
ративных целях и при покрытии резиной сталь-
ных изделий, а также в качестве подслоя при
никелировании деталей из алюминия и его
сплавов.
Совместное осаждение меди и цинка, по-
тенциалы которых отличаются более чем на
1 В, производится из растворов комплексных
солей, где потенциалы меди и цинка сбли-
жаются. Составы электролитов латунирования
приведены в табл. 28.9.
Электролит 1 применяют для осаждения
латуней с содержанием цинка более 30 %,
2 — для осаждения латуней, содержащих
менее 30 % цинка. Электролит 3 используют
для осаждения на стальные детали сплава
медь — цинк типа томпака, содержащего 90 %
Си. В качестве анодов используют латунь
Л62 и Л68.
Для замены токсичных цианистых элект-
ролитов рекомендуют пирофосфатный электро-
лит, содержащий:
г/дм3
Сульфат меди СиБСЩбНгО ... 1
Сульфат цинка ZnSO4-7H2O . . . 0,8...1,5
Пирофосфат натрия NaiPsO?- 10Н2О 50...60
Карбонат натрия Па2СОз .... 10...30
Щавелевая кислота Н2С2О4 . . . 0...10
Борная кислота Н3ВО3.........0,8
pH...................................8...9,4
Температура, °C......................18...25
При Д=0,3...1,0 А/дм2 осаждается сплав,
содержащий 70 % Си.
Сплав медь — олово (бронза). Покрытия
бронзой содержат 10...50 % олова. Высо-
кооловянистая бронза по цвету напоминает
серебро, но обладает более высокой твердо-
стью. Твердость бронзы в пять-шесть раз выше
меди и приближается к твердости хрома. По-
крытия бронзой используют для декоративных
целей вместо никеля, а также для замены
серебра при гальваническом покрытии некото-
рых типов контактов. Покрытие бронзой по
своим электрическим свойствам уступает се-
ребряному и медному, однако при работе в сре-
де, содержащей сернистые соединения, пере-
[§ 28.2]
Гальванические покрытия металлов
703
Таблица 28.9. Составы электролитов латунирования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3
Цианид меди CuCN 8...14 14...18 40...45
Оксид цинка ZnO 4...6 — —
Цианид цинка Zn(CN)2 — 7...8 7...8
Цианид натрия NaCN (свободный) 8...12 4...10 11
Сульфат натрия NagSOi-10НгО 5 — —
Тартрат калия-натрия KNaCsHiOe — — 45
рн 10...11 10...11 —
Температура, °C 15...25 15...25 50...55
Плотность тока, А/дм2 0,3...0,5 0,2...0,5 0,3...0,5
Скорость осаждения, мкм/мин 0,12...0,15 — —
ходное сопротивление бронзовых покрытий
более стабильно, чем серебряных.
Электролитическое осаждение бронзы
производят в электролите следующего состава:
г/дм3
Цианид меди CuCN..................8... 10
Станнат натрия ЦагЗпОз .... 25...30
Цианид натрия NaCN (свободный) 17...25
Гидроксид натрия NaOH (свобод-
ный) .............................8...10
Электролиз ведут при 60...70 °C, /к =
= 1,5...2,0 А/дм2; аноды бронзовые, литые,
того же состава, что и получаемое покрытие,
скорость осаждения около 0,25...0,30 мкм/мин.
Состав получаемых осадков: 40...50 % Sn и
50...60 % Си.
Для осаждения сплава, содержащего
50 % Sn, рекомендуется пирофосфатный
электролит состава:
г/дм3
Фторид меди Cui'?.................9...10
Хлорид олова (II) SnCU^HsO . . 23...25
Пирофосфат калия КлРгОу-ЗНзО . 350
Желатин...........................0,2...0,4
pH............................... 8
Плотность тока, А/дм2............1...2
На процесс электролиза существенно
влияет температура, с повышением которой
содержание олова в сплаве уменьшается.
Никелирование. Никелевые покрытия хо-
рошо полируются до зеркального блеска и
приобретают красивый внешний вид, не изме-
няющийся со временем. В большинстве слу-
чаев никелирование используется в защитно-
декоративных целях. По отношению к железу
никель имеет менее электроотрицательный по-
тенциал, поэтому железо защищается никелем
от коррозии лишь при отсутствии пор в покры-
тии, что достигается путем увеличения тол-
щины слоя до 30 мкм или использованием
многослойных покрытий медь — никель или
медь — никель — хром.
Для осаждения никелевых покрытий наи-
большее распространение получили сульфат-
ные электролиты, содержащие в качестве ос-
новного компонента сульфат никеля. Для уве-
личения электропроводности в электролит
вводят сульфаты натрия или магния.
Процесс электроосаждения никеля весьма
чувствителен даже к небольшим изменениям
кислотности. Вследствие этого в электролит
необходимо вводить буферные вещества, к ко-
торым, в первую очередь, следует отнести
Н3ВО3. Борная кислота регулирует pH не толь-
ко в общем объеме, но и в прикатодном слое
электролита, в котором при электролизе не-
прерывно происходит увеличение концентра-
ции ОН-.
Для предотвращения пассивации анодов
в электролит вводят хлориды (NaCl, КС1 или
NiCU), количество которых должно быть
согласовано с режимом электролиза и кислот-
ностью электролита. Чем ниже pH и выше
температура, тем меньше требуется хлоридов
для нормального ведения процесса. Высокие
плотности тока требуют повышенного содер-
жания хлоридов.
В табл. 28.10 приведены составы и ре-
жимы работы нескольких наиболее употреб-
ляемых электролитов.
Электролиты 1—3 используются для полу-
чения матовых покрытий. Электролит 1 пред-
назначается для стационарных установок с не-
большой программой, 2 — для колокольных
и барабанных ванн, 3 — для получения толсто-
слойных покрытий. Электролиты 4, 5 исполь-
зуются при блестящем никелировании, создаю-
щем защитно-декоративную отделку изделий.
Для нормальной работы электролитов 3...5
обязательно непрерывное перемешивание сжа-
тым воздухом, непрерывное фильтрование и
704 Водные растворы солей, кислот, щелочей [разд. 28]
Таблица 28.10. Составы сульфатных электролитов никелирования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4 5
Сульфат никеля М15О4-7НгО Хлорид никеля ЬЛСЬ-бНгО Борная кислота НзВОз Хлорид натрия NaCl Сульфат натрия Na2SO4-ЮНзО 1,4-бутиндиол (100%-ный) Сахарин Формалин 40 %-ный Хлорамин Б Фторид натрия NaF 70...75 25...30 5...10 40...50 140...150 25...30 5...10 80...100 400...420 25...40 250...300 50...60 25...40 250...300 25...40 10...15 0.2...0.5 0,5... 1,2 2,0...2.5
2...3 —
— — 0,2...0,3 1...2 0,02...0,04
рн Температура, °C Плотность тока, А/дм2 Скорость осаждения, мкм/мин 5,6-5,8 20...25 0,5... 1 5,0-5,5 25...30 0,8-2 2...3 50...75 5...10 4,5-4,8 50...60 3...8 0,5... 1,5 4,5...5,5 40...50 2,5...3,5 0,4-0,6
селективная очистка от меди, железа, цинка,
свинца, а также от органических примесей.
Никелевые аноды завешивают в чехлы из тка-
ни «хлорин» или «бельтинг».
Для приготовления электролита его ком-
поненты предварительно растворяют в воде,
смешивают и доводят до заданного объема.
pH раствора корректируют добавлением сер-
ной кислоты или карбоната никеля.
Для снятия электролитических покрытий
никеля используют анодное растворение
в электролите, состоящем из серной кислоты
плотностью 1,5 кг/дм3 при температуре 15...
...25 °C и /а = 5...10 А/дм2.
Хромирование. Основные виды хромовых
покрытий: молочное, блестящее, износостойкое
и пористое. Покрытия характеризуются высо-
кой химической стойкостью, термостойкостью,
склонностью к пассивированию на воздухе.
Хромовые покрытия применяют для защитно-
декоративных целей, для увеличения отража-
тельной способности, для увеличения износо-
стойкости, для восстановления начальных раз-
меров изношенных деталей и т. д.
Особенностью процесса хромирования яв-
ляется необходимость особо точного соблюде-
Таблица 28.11. Режимы хромирования
Внд хромирования Темпера- тура, °C Плотность тока, А/дм2
Защитно-декоративное (блестящее) 47-52 15...25
Пористое 52-58 35...45
Износостойкое (твер- дое) 57-59 30...50
Молочное 69...71 25...35
ния температуры электролита, плотности тока
и способа завешивания деталей, так как суще-
ствует прямая связь между режимом хромиро-
вания и качеством покрытия (табл. 28.11).
Для осаждения хрома наиболее широко
применяются сульфатные электролиты, содер-
жащие хромовый ангидрид и серную кислоту
в оптимальном соотношении (100... 120) :1.
Присутствие трехвалентного хрома до 5...6 г/дм3
(в пересчете на металл) не оказывает отри-
цательного влияния на протекание процесса,
более высокие концентрации Сг3+ ухудшают
качество осадка. Сульфатные электролиты
отличаются очень низкой рассеивающей спо-
собностью, что приводит к необходимости
использования специальных подвесок, экранов
и дополнительных анодов. Составы электро-
литов приведены в табл. 28.12.
Электролит 1 используется для всех видов
хромовых покрытий — блестящего (по под-
слою никеля), твердого, пористого. Препарат
«Хромин» вводится для уменьшения поверх-
ностного натяжения раствора, что позволяет
значительно сократить вынос хромовых солей
в сточные воды. Содержание Сг3+ допускается
до 6 г/дм3. Пористое хромирование осущест-
вляется анодной обработкой полученного осад-
ка хрома в этом же электролите при t=
= 52...58 °C и /а = 35...45 А/дм2 в течение
7...9 мин. Электролит 2 (саморегулирующий-
ся) содержит в своем составе труднораствори-
мую соль — сульфат стронция, которая, на-
ходясь в избытке, обеспечивает отношение
хромового ангидрида к аниону SO2- постоян-
ным. Электролит 3 (сверхсульфатный) ре-
комендуется для получения износостойких по-
крытий большой толщины (более 30 мкм).
Электролит 4 (тетрахроматный), обладающий
[§ 28.2]
Гальванические покрытия металлов
705
Таблица 28.12. Составы электролитов хромирования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Хромовый ангидрид СгОз Серная кислота H2SO4 Сульфат стронция SrSO4 Фторосиликат калия K.s Si Ге Гидроксид натрия NaOH Препарат «Хромин» 150...250 1,5...2,5 225...300 5,5-6,5 18...20 1...3 200...250 10...20 350...400 2,5-3,0
— — —
40...60
2...3 1...3
Температура, °C Плотность тока, А/дм2 Скорость осаждения, мкм/мин 45...70 15... 100 0,2... 1,2 50...80 40...70 0,4...0,7 57...82 20...40 0,3...0,7 15-30 10...60 0,5-0,9
повышенной рассеивающей способностью,
дает более мягкие матовые, сероватые осадки
и применяется для получения декоративных
покрытий. Содержание трехвалентного хрома
допускается до 10 г/дм3.
В качестве анодов рекомендуется приме-
нять сплав свинец — сурьма (94 % РЬ), соот-
ношение анодной поверхности к катодной со-
ставляет от 1:2 до 2:3.
Для приготовления электролита расчет-
ное количество хромового ангидрида раство-
ряют в горячей воде и добавляют серную
кислоту. Электролит прорабатывают током
в течение 3...4 ч для накопления ионов Сг3+,
без наличия которых в малых количествах
хром не осаждается.
Удаление хромовых покрытий осущест-
вляют погружением детали в соляную кислоту,
разбавленную водой в отношении 1:1 при тем-
пературе 25...40 °C.
Цинкование — самый распространенный
и дешевый способ анодной защиты стальных
деталей. Цинковые покрытия не только хорошо
защищают сталь от коррозии, но будучи эла-
стичными хорошо выдерживают развальцовку,
изгибы, вытяжку; свежеосажденные покрытия
легко паяются с бескислотными флюсами.
Цинкованию подвергаются трубы, шасси ра-
диоприемников, детали приборов, станков, кре-
пежные детали, проволока и др.
Электролитическое цинкование осущест-
вляется в кислых, цианистых, аммиакатных,
цинкатных и других электролитах. Сульфат-
ные электролиты (табл. 28.13) просты по со-
ставу, стабильны в работе, но обладают низ-
кой рассеивающей способностью и приме-
няются для покрытия деталей простой формы.
Большое влияние на качество покрытия оказы-
вает pH электролита, который должен быть
не ниже 3,5 и не выше 4,5...4,8. Для стабилиза-
Таблица 28.13. Состав сульфатных электролитов цинкования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Сульфат цинка ZnSO4-7H2O 200-300 250-300 215-430 450-700
Сульфат натрия NajSCU-IOH2O 50-100 80...100 50-100 —
Сульфат алюминия* А12(5О4)з-I8H2O 30...50 40...60 30...35 25-30
Декстрин 8...10 1...2 —
Натриевая соль 2,6-дисульфонафталиновой кислоты — 2...4 —
Блескообразователь У2 — 1,5-2
Блескообразователь ДЦУ 1,0
pH 3,5-4,5 3,0...4,0 3,5-4,4 3,5-4,5
Температура, °C 18-25 18...25 18...20 40...50
Плотность тока, А/дм2 1...3 2,0...2,5 3...8** 10-30
Скорость осаждения, мкм/мин 0,2...0,6 0,4-0,5 0,6... 1,0 —
* Сульфат алюминия может быть заменен эквивалентным количеством алюмокалиевых квас-
цов.
** Перемешивание электролита обязательно.
706
Водные растворы солей, кислот, щелочей
[разд. 28]
Таблица 28.14. Составы щелочных электролитов цинкования
и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Оксид цинка ZnO 10...18 20-45 10...12 35-40
Цианистый натрий NaCN (об-
щ'ий) 20...30 50-120 —
Гидроксид натрия NaOH 50...70 50-60 70-100
Глицерин 0,5... 1,0 — —
Блескообразователь БЦУ — 6...10 —
Сульфид натрия Na2S 0,5...5.0 0,5-5,0
Хлорид олова SnCl2-2H2O 0,2...0,5
Хлорид аммония NH4CI 200...220
Уротропин 20...25
Ацетат аммония NH4CH3COO — — 80-100
Столярный клей —• 1...2
Препарат ОС-20 4-5
Диспергатор НФ 6-8
рн — -— — 7,8-8,2
Температура, °C 15...40 20-30 60 15...25
Плотность тока, А/дм2 0,5-2,0 1...5 1,1-1,3 2...3
Скорость осаждения, мкм/мин 0,1...0,4 0,2-0,8 — —
ции pH в раствор вводятся буферные вещества
(сульфат алюминия, ацетат натрия и др.).
Цинкование в сульфатном электролите ведут
обычно при температуре 18...20 °C, так как
качество осадка при повышении температуры
ухудшается. Электролит 1 применяют для
осаждения матовых покрытий, 2 и 3 — для
получения блестящих покрытий, 4 — для цин-
кования полосы и проволоки.
Для приготовления сульфатного электро-
лита цинкования расчетное количество каж-
дого компонента растворяют отдельно в горя-
чей воде (лучше деминерализованной) и
фильтруют в ванну, которую затем доливают
до необходимого объема. Блескообразующие
добавки вводят в последнюю очередь.
В цианистых электролитах цинк нахо-
дится в виде комплексных анионов [Zn(СN)i|2~
и [Zn(OH),:]2 \ Благодаря высокой рассеи-
вающей способности, мелкозернистой струк-
туре покрытий и стабильности в работе циани-
стые электролиты широко используются для
цинкования деталей сложной формы.
Решающим фактором, влияющим на рас-
сеивающую способность, является концентра-
ция свободного NaCN. Чем выше эта концент-
рация, тем более высокая PC электролита.
С ростом концентрации цинка и повышением
температуры PC уменьшается.
Используемые составы щелочных электро-
литов и режимы их работы приведены в табл.
28.14. Цианистые электролиты I и 2 исполь-
зуют для получения полублестящих покрытий
на деталях любой сложности рельефа. Элек-
тролиты 3 и 4 являются примерами цинкатных
и аммиакатных электролитов, которые широко
применяются как заменители токсичных циа-
нистых электролитов.
Для приготовления цинкатного электро-
лита растворяют гидроксид натрия в 1 /щ части
воды и при непрерывном перемешивании до-
бавляют рассчитанное количество оксида
цинка до полного его растворения, разбав-
ляют водой до 3/i полного объема и фильт-
руют. Все добавочные компоненты растворяют
отдельными порциями в небольшом количестве
воды и вводят в основной раствор, после
чего доливают водой до полного объема.
Аммиакатный электролит готовят, добав-
ляя оксид цинка к нагретому до 50...80 °C
концентрированному раствору хлорида аммо-
ния. Полученный раствор комплексной соли
цинка фильтруют и вводят остальные компо-
ненты в соответствии с рецептурой. Приготов-
ленный электролит прорабатывают током
(0,5...0,6 А/дм2) до получения светлых плот-
ных осадков цинка.
Кадмирование. Кадмиевые покрытия при-
меняют для защиты от коррозии деталей при-
боров и устройств, эксплуатируемых в усло-
виях тропического климата, для покрытия
электрических контактов (так как кадмиевое
покрытие поддается пайке и обладает низким
контактным сопротивлением), для защиты раз-
личных деталей от морской воды и воздуха,
содержащего испарения морской воды.
[§ 28.2]
Гальванические покрытия металлов
707
Таблица 28.15. Составы электролитов кадмирования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Сульфат кадмия CdSCU^/sHsO Оксид кадмия CdO Сульфат аммония (NH4)2SO4 Сульфат алюминия А12(5О4)з-18Н2О Диспергатор НФ-А*, см3/дм3 Борная кислота НзВОз Уротропин Препарат ОП-10 или ОС-20 Блескообразователь ДЦУ Цианид натрия NaCN Гидроксид натрия NaOH Сульфат натрия Na2SO4-10H2O Сульфат никеля NiSO4-7H2O Декстрин Столярный клей 40...60 240:..260 50... 100 15...20 0,7...1,2 30...60 35...45 30...40 250...360
—
—
50... 100 —
—
20...30
—
— 10
— 90... 130 20...30 40...50 1...2 8...12
2
pH Температура, °C Плотность тока, А/дм2 Скорость осаждения, мкм/мин 4,0...6,0 15...25 0,8...1,2 0,3...0,5 18...25 4-5 1,4...1,9 15...25 0,5... 1,0 0,2...0,4 5,0...5.8 18...25 0,7... 1,0 0,25-0,4
* Диспергатор НФ-А представляет собой конденсат 0-сульфокислоты нафталина с формаль-
дегидом.
Кадмирование осуществляют в кислых,
цианистых и аммиакатных электролитах. Циа-
нистые электролиты получили наибольшее
распространение в промышленности благо-
даря высокой рассеивающей способности, ста-
бильности в работе и хорошему качеству по-
крытия. В табл. 28.15 представлены наиболее
распространенные электролиты кадмирования.
Сульфатный электролит 1 характеризует-
ся высокой рассеивающей способностью и ре-
комендуется для покрытия сложнопрофи-
лированных деталей, 2 используется для по-
лучения блестящих осадков.
Сульфатные электролиты кадмирования
приготовляют по методике, аналогичной при-
готовлению электролитов цинкования.
Электролит 3 является типичным циа-
нистым электролитом; другие применяющиеся
цианистые электролиты отличаются лишь
некоторыми отклонениями от указанных кон-
центраций компонентов и видом поверхностно-
активного вещества.
Электролит 4— простейший по составу из
аммиакатных электролитов и может быть реко-
мендован для покрытия деталей, к внешнему
виду которых не предъявляется каких-
либо особых требований.
Для повышения коррозионной стойкости
кадмиевого покрытия и улучшения его декора-
тивных свойств применяется дополнительная
химическая обработка кадмия в хроматных
растворах, в результате которой на металле
образуются пассивные пленки, аналогичные
пассивным пленкам, получаемым на цинко-
вых покрытиях.
Оловянирование (лужение). Оловянные
покрытия применяют в электротехнике, радио-
технике и приборостроении для уменьшения
переходных сопротивлений и облегчения по-
следующей пайки, в кабельной промышлен-
ности для защиты медных проводов от воздей-
ствия серы, содержащейся в каучуковой изоля-
ционной массе. Оловянные покрытия приме-
няются также для защиты от коррозии ответ-
ственных медных, латунных и бронзовых (ре-
же стальных) деталей.
Для получения оловянных покрытий при-
меняют щелочные и кислые электролиты,
содержащие олово в виде SnO2” и Sn2+ со-
ответственно.
Щелочные электролиты имеют безуслов-
ное преимущество перед кислыми во всех
случаях, когда речь идет о покрытии готовых
изделий более или менее сложной конфигура-
ции. Для форсирования процесса при лужении
листов, леит используют кислые электролиты,
в которых скорость осаждения в два раза
больше, чем в щелочных. В табл. 28.16 при-
ведены составы электролитов лужения и режи-
мы электролиза.
708
Водные растворы солей, кислот, щелочей
[разд. 28]
Таблица 28.16. Составы электролитов оловянирования и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Станнат натрия Na2SnO3-3H2O Станнат калия КгБпОз-ЗНгО Гидроксид натрия NaOH Гидроксид калия КОН Ацетат натрия №СНзСОО-ЗН2О Сульфат олова (11) SnSO4 Хлорид олова (II) SnCl2-2H2O Серная кислота H2SO4 Соляная кислота НС1 Фторид натрия NaF Препарат ОС-20 Желатин 50-100 10...15 15...20 150... 165 20...25 — —
—
— 40-50 50...80
30... 50 2...4 30...70 1...2
—
2...5
Температура, °C Плотность тока, А/дм2 Скорость осаждения, мкм/мин 60-80 1...2 0,15-0,3 80...90 6...10 2,0...3,0 15-25 1...2 0,4-0,8 I5...25 0,5...1,0 0,2-0,4
Электролит 1 является самым распростра-
ненным при оловянировании. Он достаточно
стабилен, чему способствует введение уксусно-
кислого натрия в качестве буферного соедине-
ния. Для окисления небольших количеств двух-
валентного олова, накапливающегося в элек-
тролите, рекомендуется периодически вводить
в него 1...2 см3/дм3 пероксида водорода.
Электролит 2 применяется для лужения
проволоки, жести, лент и других материалов,
где требуется высокая скорость осаждения
покрытия, а также для сложнорельефных де-
талей.
Электролит 3 рекомендован для деталей
простой и средней конфигурации, 4— для бо-
лее сложных деталей, так как он обладает по-
вышенной рассеивающей способностью.
С целью улучшения способности оловян-
ных покрытий к пайке, снижения пористости
и получения блестящих покрытий оловяниро-
ванные детали подвергаются оплавлению.
Оплавление мелких деталей производят
погружением в течение 1...2 с в касторовое мас-
ло или в смесь глицерина [95 % (мае.)] и
диэтиламина [5 % (мае.)] при температуре
240...260 °C.
Кислые электролиты готовят растворе-
нием соответствующей соли олова в воде,
подкисленной соответствующей кислотой, куда
вводятся остальные компоненты электролита.
Станнатный электролит приготовляют не-
посредственно растворением станната натрия
в дистиллированной воде, в которой пред-
варительно растворяют заданное количество
гидроксида натрия.
Станнатный электролит может быть при-
готовлен также анодным окислением олова в
растворе NaOH. В начале процесса раство-
ряют в воде 20...30 % расчетного количества
гидроксида натрия. На анод завешивают оло-
вянные пластины; катодом служат оловянные
стержни. Анодная плотность тока должна быть
равна 2...4 А/дм2, катодная —12...20 А/дм2.
Важно, чтобы аноды находились в пассивном
состоянии (желто-зеленая пленка). По мере
накопления олова в раствор добавляют
небольшими дозами гидроксид натрия. Стан-
натный электролит можно также приготовить
из SnCl4-5H2O и SnCI2-2H2O.
Сплав олово — свинец. Состав сплава:
40...60 % Sn и 60...40 % РЬ. Покрытие
Sn — Pb менее пористо, чем свинцовое или
оловянное, хорошо паяется и в отличие от оло-
вянных покрытий сохраняет эту способность в
течение длительного времени. Основной состав
электролита следующий:
г/дм3
Фторборат олова Sn(BF4)2 (в пе-
ресчете на металл)............ 35...60
Фторборат свинца Pb(BF4)2 (в пе-
ресчете на металл.............25...40
Борфтористоводородная кислота
HBF4 (свободная)..............40... 100
Борная кислота Н3ВО3 . . . . • 25...40
Клей столярный................ 3...5
Гидрохинон....................0,5...1,0
Режим электролиза: температура элек-
тролита 20...35 °C, /к=0,8...1,0 А/дм2, скорость
осаждения 0,3 мкм/мин, аноды из олова и
свинца при соотношении 1:2 или из сплава
(50% Sn и 50% РЬ).
Сплав олово — цинк. Покрытия имеют бо-
лее высокие защитные свойства, чем цин-
[§ 28.2]
Гальванические покрытия металлов
709
ковые или кадмиевые. Покрытия, содержащие
20...30 % Zn, легко паяются и надежно защи-
щают стальные детали, эксплуатируемые в
условиях морского и тропического климата.
Для осаждения сплава олово — цинк
используют щелочно-цианистый электролит
состава:
г/дм3
Хлорид олова (IV) SnCL-OHgO
(в пересчете на металл) . . . 30...35
Оксид цинка ZnO (в пересчете на
металл)....................... 3...5
Цианид калия KCN (общий) . . 40...50
Гидроксид натрия NaOH (свобод-
ный) .......................... 5...10
Режим электролиза: температура 60...
...70 °C, плотность тока 2...3 А/дм2, аноды —
из сплава олово — цинк с содержанием
олова 80 %.
Сплав олово — висмут. Покрытия харак-
теризуются хорошим сцеплением с медью и ее
сплавами, легко паяются и сохраняют эти
свойства в течение длительного времени без
дополнительного оплавления. При нанесении
сплава Sn—Bi на’- стальные изделия следует
применять подслой меди толщиной 6...9 мкм.
Покрытия олово — висмут осаждают в
электролите следующего состава:
г/дм3
Сульфат олова (II) SnSO4 - . . 40...60
Серная кислота H2SO4 .... 100...110
Нитрат висмута В!(НОз)з . . . 0,5...0,8
Хлорид натрия NaCl................0,2...0,8
Эмульгатор ОП-Ю................... 2...5
Клей столярный.................... 0,5
Режим электролиза: температура электро-
лита 20...25 °C, плотность тока 0,5...1,0 А/дм2,
аноды — из олова, Sa:SK = 2:l. Покрытие из
сплава Sn—Bi содержит 0,5... 1 % Bi.
Увеличение концентрации висмута в элек-
тролите способствует резкому возрастанию его
в сплаве.
После электролиза аноды следует изымать
из электролита и хранить в дистиллирован-
ной воде, так как возможно контактное вытес-
нение висмута оловом.
Электролит готовят, растворяя сульфат
олова (II) и хлорид натрия в воде, подкислен-
ной серной кислотой из расчета 60...80 см3
концентрированной H2SO4 на 1 дм3 воды. В не-
большом количестве электролита растворяют
нитрат висмута и вливают в готовый раствор;
так же поступают и с эмульгатором ОП-Ю.
Приготовленный электролит нуждается в про-
работке током при jK=0,5...1,0 А/дм2.
Серебрение. Серебряные покрытия харак-
теризуются прекрасным внешним видом, высо-
кой коррозионной стойкостью, наивысшими
теплопроводностью, электропроводимостью и
отражательной способностью, что обеспечило
их применение в производстве электрических
контактов, печатных плат, в производстве
зеркал, отражателей и т. д.
Для нанесения серебряных покрытий при-
меняют, главным образом, цианистые электро-
литы. Медь и ее сплавы покрываются непо-
средственно; на изделия из черных металлов
предварительно осаждают слой меди или ее
сплавов. Особенностью технологии серебрения
является необходимость создания свежеосаж-
денного подслоя меди, который увеличивает
прочность сцепления серебряного покрытия с
основой. Для предупреждения контактного
выделения серебра детали из меди и ее сплавов
подвергают амальгамированию в одном из
следующих растворов: г/дм3
Хлорид ртути HgClg............... 7,5
Хлорид аммония NH4C1 .... 4,0
Оксид ртути HgO.................. 7,5
Цианид натрия NaCN............... 60
Во всех случаях, когда не применяется
амальгамирование, наносят предварительно
тонкий слой серебра в электролитах с малой
концентрацией серебра и значительным содер-
жанием свободного цианида. Составы циа-
нистых электролитов серебрения приведены в
табл. 28.17.
Электролит 1 применяют для предвари-
тельного серебрения, 2— для покрытия тонким
слоем после электролита 1. Введение в электро-
лит блескообразователя — каптакса (меркап-
тобензотиазол) и предварительная длительная
проработка обеспечивают получение из него
блестящих покрытий в широком диапазоне
плотностей тока (состав 3). Электролит 4 при-
меняют для непрерывного скоростного сереб-
рения проволоки и ленты.
Аноды делают из серебра, чистота которо-
го должна достигать 99,95 %. Загрязнение
анодов даже на 0,01 % висмутом, марганцем,
железом, свинцом, сурьмой, селеном, палла-
дием ведет к их почернению; перемещаясь к ка-
тоду, нерастворимые вещества делают по-
крытия шероховатыми.
Из нецианистых электролитов серебре-
ния рекомендуют роданисто-синеродистые,
одним из вариантов состава которых является
следующий:
г/дм3
Свежеосажденный хлорид серебра
AgCl......................... 30...40
Железисто-синеродистый калий
K4[Fe(CN)6]..................100...I50
Карбонат калия К2СО3 .... 30...60
Роданид калия KCNS.............120...150
710
Водные растворы солей, кислот, щелочей
[разд. 28]
Таблица 28.17. Составы электролитов серебрения и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3 4
Цианид серебра AgCN Цианид калия K.CN (свободный) Карбонат калия КгСОз Гидроксид калия КОН Каптакс 1-1,5 70...90 30-40 35...45 30-60 30...40 90-100 50-60 0,25-0,50 20...30 40...45 45...50 8...15
Температура, °C Плотность тока, А/дм2 20-30 2,0...2,5 20-30 0,3-0,5 15-25 2...3 40...50 <10
Электролиз ведут при температуре элект-
ролита 15...80 °C, /к = 1,0...1,5 А/дм2.
Золочение. Благодаря высокой химиче-
ской стойкости, электропроводимости и низ-
кому переходному электрическому сопротивле-
нию золота электролитическое золочение ши-
роко применяется в электронике и радиотех-
нике для покрытия плат печатного монтажа,
электрических контактов, в производстве тран-
зисторов и др.
Наиболее широко применяются цианистые
электролиты, составы которых приведены в
табл. 28.18.
Электролиты 1 и 2 применяют для элек-
троосаждения золота на медь и ее сплавы,
серебро, на медные и серебряные покрытия.
Загрузку деталей производят под током. Элек-
тролит 3 рекомендован для предваритель-
ного золочения перед нанесением покрытий на
медь и ее сплавы, на медные и никелевые пок-
рытия.
В качестве анодов можно применять золо-
то марки 999,9, а в качестве нерастворимых —
платинированный титан, графит марки Э,
сталь 08Х18Н10Т. Перемещение изделий и пе-
ремешивание электролита позволяют получить
более равномерное покрытие.
Для получения осадков различных цве-
товых оттенков (от ярко-желтого до бледно-
желтого), а также для повышения твердости
и износостойкости к цианистым электролитам
золочения добавляют в небольшом количестве
соли других металлов (Си, Ag, Ni, Со, Zn),
образующих с золотом соответствующие
сплавы.
28.3. МЕТАЛЛИЗАЦИЯ
ДИЭЛЕКТРИКОВ
Путем химического осаждения металлов в
сочетании с гальваническим созданы метал-
лические покрытия на самых разнообраз-
ных диэлектриках.
По назначению покрытия делят на два ти-
па: 1) функциональные; 2) декоративные.
Функциональные покрытия применяют
для решения технических задач, например,
обеспечения необходимой электро- и тепло-
проводности, экранирования от электромаг-
нитных воздействий и излучения, для умень-
шения газопроницаемости или увеличения хи-
мической стойкости.
В промышленности используется три спо-
соба металлизации: напыление жидкого ме-
талла, вакуумное напыление металлов и хими-
ко-электролитическая металлизация неоргани-
Таблица 28.18. Составы электролитов золочения и режимы электролиза
Компоненты и режим электролиза Состав электролита, г/дм3
1 2 3
Дицианоаурат калия К[Аи(СЦ)г] (в пересчете на металл) Цианид калия KCN (свободный) Лимонная кислота CcHgOj-HsO Трилон Б Аминоуксусная кислота CsNHsOg 4-10 10-20 8...12 50-140 1...2
—
—
— 10-15 30-40
рн Температура, °C Плотность тока, А/дм2 Скорость осаждения, мкм/мин 11...12 45-55 0,2...0,5 0,09-0,13 3,5-5,0 18-50 0,3... 1,5 0,13-0,35 6,5-7,0 18-22 0,3-0,6
[§ 28.3]
Металлизация диэлектриков
711
Таблица 28.19. Рекомендуемые составы растворов травления сополимеров стирола
Компоненты и режим травления Состав раствора, г/дм3
1 2 3 4 5 6
Хромовый ангидрид СгОз 900... 1000 400...500 40...60 — 20...30 —
Бихромат калия К2СГ2О7 — — 40...50 — 5...30
Серная кислота H2SO4 — 300...450 700...800 750...800 600...620 500...600
Ортофосфорная кислота Н3РО4 — — — 180...210 160...210
Температура, °C 60...70 50...60 60...70 60...70 50...70 50...70
Время, мин 5...20 10...30 5...10 5...10 5...15 5...20
ческих диэлектриков и пластмасс, которая
характеризуется простотой оборудования и
экономичностью. Первые два способа описаны
в т. 2 настоящего справочника.
Технологический процесс химико-
электролитической маталлизации включает в
себя: подготовку поверхности; активацию по-
верхности; химическое меднение или никели-
рование; гальваническое меднение; гальвани-
ческое нанесение покрытия.
Подготовка поверхности заключается в
механической или химической обработке с
целью создания шероховатости, обеспечи-
вающей необходимую прочность сцепления, а
также с целью удаления жировых пленок.
Механическая обработка осуществляется
абразивной обдувкой сухим абразивом или
абразивоводной пульпой. В качестве абразива
используют корунд, карборунд (карбид крем-
ния) или наждачный порошок размером час-
тиц 40... 100 мкм. Механическая обработка
применяется при металлизации термореактив-
ных пластмасс, таких как пресс-материалы
типа АГ-4, карболиты из пресс-порошков ма-
рок К-18-2, К-124-38 и других пласт-
масс, полученных в результате полимеризации
фенолформальдегидных композиций.
Химическая обработка состоит из опера-
ций обезжиривания и травления поверхности.
Обезжиривание производят погружением
деталей в щелочные растворы следующего
состава: Раствор 1 г/дм3 Раствор 2 г/дм3
Гидроксид NaOH . . натрия — 40...50
Ортофосфат NagPO4 натрия 15...20 40...50
Карбонат Na2CO3 . натрия 15...20 50...80
Моющее средство «Про- гресс» 5...10 —
ПАВ ОС-20. — 3...8
Температура, °C 50...60 60...70
Время, мин 5...15 10...15
В растворе 1 обезжиривают поверхность
пластмасс, в растворе 2— неорганических
диэлектриков.
После химического обезжиривания сле-
дуют последовательные промывки в горячей и
холодной проточной воде.
При наличии на поверхности смазочных
материалов, не удаляемых щелочной обработ-
кой, рекомендуется промыть поверхность орга-
ническими растворителями, инертными по от-
ношению к диэлектрику. Для этой цели исполь-
зуют трихлорэтилен, бензин и др.
Все операции процесса металлизации тре-
буют неукоснительного соблюдения правил
техники безопасности, особенно наличия вы-
тяжных устройств.
Травление. В результате химической обра-
ботки в растворах, содержащих сильные окис-
лители, поверхностный слой пластмассы или
неорганического диэлектрика подвергается
частичному разрушению с образованием
микрошероховатостей и становится гидро-
фильным, т. е. легко смачивается водой. В ка-
честве окислителя чаще всего используется
хромовый ангидрид СгОз или бихромат калия
К2С12О7. Для более мягкого травления в раст-
вор вводят ортофосфорную кислоту или фос-
фаты. В табл. 28.19 приведены рекомендуемые
составы растворов для травления сополимеров
стирола. Наиболее эффективный состав для
данного вида пластмассы и режима ее пере-
работки определяется экспериментально.
Составы растворов и режимы травления
некоторых пластмасс приведены в табл. 28.20.
Растворы 1, 2 рекомендуются для травления
АБС-пластмасс, 3 и 4 — для травления поверх-
ности изделий из полиэтилена и полипропиле-
на соответственно, 5—для изделий из АГ-4с,
6— для обработки изделий из поликарбоната.
Раствор 7 рекомендуется для окончательной
очистки поверхности изделий из силикатных
материалов (стекло, кварц, ситалл, слюда) от
примесей; матирование нх поверхности произ-
водят в растворе, содержащем концентриро-
ванную H2SO4 и HF в отношении 4:1 и более.
712
Водные растворы солей, кислот, щелочей
[разд. 28]
Обработку ведут при комнатной температуре
в течение 5... 10 мин.
Травление ферритовых материалов
осуществляется в 10... 15 %-ном растворе пе-
роксида водорода с последующей обработкой в
смеси .кислот:
дм3
Фтористоводородная кислота HF ... 1
Серная кислота HsSOi................... 2 ,
Соляная кислота НС1................... 1
Вода.................................. 1
Продолжительность травления 1...10 с.
Для керамических изделий обычно не тре-
буется травления, так как их поверхность
всегда имеет шероховатость, достаточную для
получения хорошего сцепления с покрытием.
После выполнения операции травления
требуется тщательная промывка.
Активация поверхности. В процессе акти-
вации на обрабатываемую поверхность нано-
сятся химическим путем чрезвычайно малые
количества катализатора восстановления
осаждаемых металлов. Таковыми являются
коллоидные частицы или малорастворимые
соединения платины, золота, серебра и палла-
дия, который получил наибольшее распростра-
нение.
Активация осуществляется в две стадии:
1) сенсибилизирование — нанесение пленки
раствора, восстанавливающего палладий из
раствора его соли; 2) активирование — погру-
жение в раствор соли палладия и восстановле-
ние его до металлического состояния на по-
верхности диэлектрика.
Наиболее распространенным раствором
сенсибилизирования является раствор следую-
щего состава:
г/дм3
Хлорид олова (II) SnCl2-2H2O . . . 40...50
Соляная кислота НС1...............40...60
Продолжительность выдержки деталей в
растворе не является критичной и может ко-
лебаться от 0,5 до 15 мин. После извлечения
детали из раствора сенсибилизатора следует
промывка в холодной проточной воде с целью
образования труднорастворимых основных со-
лей олова, прочно адсорбирующихся на по-
верхности.
Для активирования рекомендуется раст-
вор состава:
г/дм3
Хлорид палладия PdCl2.............0,5...1,0
Соляная кислота НС1..............12... 18
Любой металл контактно вытесняет пал-
ладий с образованием на поверхности рыхло-
го слоя, имеющего слабое сцепление с основой.
Вследствие этого солянокислый раствор хло-
рида палладия рекомендуется для металлиза-
ции изделий из диэлектрических материалов,
поверхность которых не сопряжена с метал-
лической.
После активирования следуют промывки
в сборнике раствора PdCl2 и в проточной
воде.
Раствор сенсибилизатора готовится раст-
ворением расчетного количества SnCl2-2H2O в
дистиллированной воде, в которую предвари-
тельно добавлена соляная кислота в соответ-
ствии с рецептурой. Для предотвращения окис-
ления двухвалентного олова рекомендуется
опустить в раствор несколько гранул метал-
лического олова.
Для приготовления раствора активирова-
ния расчетное количество хлорида палладия
растирают в фарфоровой ступке и раство-
ряют при 50...60 °C в дистиллированной воде,
подкисленной соляной кислотой в соответствии
с рецептурой. Для качественной оценки при-
годности раствора активирования одну его
часть смешивают с равным объемом свеже-
приготовленного раствора сенсибилизирова-
ния. Раствор пригоден к работе, если получен-
ная смесь окрашивается в красный или ко-
ричнево-красный цвет. Аналогично опреде-
ляется пригодность раствора сенсибилизиро-
вания.
В последнее время наиболее широко при-
меняется метод прямого активирования с
использованием совмещенного раствора сле-
дующего состава:
г/дм3
Хлорид палладия PdCl2............0,8...1,0
Хлорид олова (II) SnCl2-2H2O . . 40...45
Соляная кислота НС1, см3/дм3 . . 160...200
Хлорид калия КС1.................140...150
Совмещенный раствор рекомендуется для
металлизации как самих диэлектриков, так и
для изделий из диэлектрических материалов,
сопряженных с металлическими поверхностя-
ми, что используется в производстве печатных
плат. Время обработки в совмещенном раство-
ре 0,5...! мин, после чего следует промывка
в сборнике, обработка в ускорителе, промывка
в проточной воде. В качестве ускорителей
используются растворы борфтористоводород-
ной, соляной кислот, щелочей и таких солей,
как карбонат натрия, персульфат аммония и
др. Наилучшими, особенно при металлизации
печатных плат, являются 2...4 %-ные растворы
NaOH, в которых поверхность следует обрабо-
[§ 28.3]
Металлизация диэлектриков
713
Таблица 28.20. Составы растворов и режимы травления поверхности диэлектриков
Компоненты и режим травления Состав раствора, г/дм3
1 2 3 4 5 6 7
Хромовый ангидрид СгОз Бихромат калия КаСгаО? Серная кислота H2SO4 Ортофосфорная кислота Н3РО4 Гидроксид натрия NaOH 370 400 65 700 80 1460 80 1460 15 770 460 — 10...30 500...600
— — — — —
300
Температура, °C Время, мин 65...70 10...15 50...55 10...20 80...85 15...20 80...90 20...30 105...110 15...20 100...105 20...30 20...30 20...30
тать при комнатной температуре в течение
2...5 мин.
Совмещенный раствор готовится раство-
рением при слабом нагревании хлорида пал-
ладия в соляной кислоте, количество которой
берется из соотношения 6 см3 кислоты на 1 г
PdCh. Раствор охлаждают и разбавляют дис-
тиллированной водой из расчета 20 см3 воды
на 1 г хлорида палладия. Хлорид олова
5пС12-2НгО растворяют в нагретой соляной
кислоте при соотношении 2 г хлорида оло-
ва (II) на 1 см3 соляной кислоты. Раствор
охлаждают и разбавляют удвоенным коли-
чеством дистиллированной воды.
Раствор хлорида олова медленно вливают
в раствор PdCla, выдерживают при темпе-
ратуре 90...100 °C в течение 10...15 мин. В
полученный раствор добавляют хлорид калия и
остальную соляную кислоту, растворенные в
воде, количество которой необходимо для по-
лучения конечного объема. При ослаблении
активирующей способности или при выпадении
осадка раствор корректируют по всем компо-
нентам и прогревают при температуре
60...70 °C в течение 10...20 мин. Раствор не сле-
дует фильтровать.
Химическое меднение, основанное на вос-
становлении меди из растворов ее соли под
действием восстановителей, используется для
получения первичного металлического слоя на
диэлектрических материалах. В качестве
восстановителя меди применяют формалин,
гидразин, гипофосфиты, однако промышлен-
ное применение получил формалин. Для
связывания катионов меди в комплексы и удер-
жания их в щелочном растворе вводят доноры
лигандов — тартрат калия — натрия, этилен-
диаминтетрауксусная кислота или трилон Б.
Составы растворов химического меднения при-
ведены в табл. 28.21.
Таблица 28.21. Составы растворов и режимы химического меднения
Компоненты и режим меднения Состав раствора, г/дм3
1 2 3 4
Сульфат меди CiiSO4-5HaO 5...10 10... 15 25...30 25...30
Тартрат калия-натрия KNaQHjOc 25...30 50...60 150... 170 —
Трилон Б — — — 80...90
Карбонат натрия №гСОз 2...3 2...3 25...35 20...30
Гидроксид натрия NaOH 4...5 10...15 40...50 30...40
Формалин (40 %-ный), см3/дм3 20...30 15...20 20...25 20...25
Хлорид никеля N1C12-2H2O 2...3 2...3 2...3
Тиосульфат натрия NaaSaOa 0,0005...0,001 0,002...0,003 —
Моющее средство «Прогресс» — 0,5... 1,0
Ферроцианид калия K{Fe(CN)e] — 0,1...0,15
Роданин 0,003...0,005
рн 12,0...12,3 12,0... 12,5 12,2...12,7 12,6...12,8
Скорость осаждения, мкм/мин 0,3...0,5 0,8... 1,0 2...4 —
Время обработки, мин 20...25 20...25 15...20 _ 15...20
714
Водные растворы солей, кислот, щелочей
[разд. 28]
Раствор 1 может быть использован без
стабилизаторов, растворы 2...4 стабилизирова-
ны добавками тиосульфата натрия и роданина
и характеризуются высокой стабильностью.
Раствор 4 предназначен для осаждения более
толстых слоев меди, так как допускает дли-
тельную эксплуатацию.
Для приготовления тартратных растворов
1, 2, 3 в отдельном объеме дистиллирован-
ной воды растворяют сульфат меди и хлорид
никеля, а в другом объеме — сегнетову соль,
гидроксид натрия и карбонат натрия. Затем
при перемешивании первый раствор вливают
во второй, фильтруют и доводят объем до за-
данного. Непосредственно перед химическим
меднением в рабочий раствор вводят стаби-
лизатор и формалин.
Растворы на основе трилона Б готовят
следующим образом: расчетное количество
CuSO4-5H2O и Кз[Ре(СМ)6] растворяют от-
дельно в небольших объемах дистиллирован-
ной воды; в отдельном сосуде растворяют
NaOH и Na2CO3 и вводят в полученный раст-
вор необходимое количество трнлона Б; 0,25 г
роданина растворяют в дистиллированной во-
де, в которую добавлено 2...3 капли концентри-
рованного раствора NaOH, и доводят объем до
1 дм3; раствор сульфата меди вливают в раст-
вор едкого натра с трилоном Б, перемешивают,
добавляют растворы железосинеродистого ка-
лия и роданина, фильтруют и доводят объем до
заданного. Формалин вводят за 10...15 мин до
начала работы.
Химическое никелирование производят в
растворах следующего состава:
Раствор 1 является щелочным, 2— одним
из кислых растворов. Более стабильные ре-
зультаты получаются при использовании ще-
лочного раствора.
Для приготовления растворов никелиро-
вания в подогретой до 50...60 °C дистиллиро-
ванной воде растворяют соль никеля и ацетат
натрия или лимоннокислый натрий в зависи-
мости от типа раствора. В кислые растворы до-
бавляют уксусную или соляную кислоту, а в
щелочной — аммиак до необходимого значе-
ния pH. Гипофосфит натрия и стабилизаторы
вводятся перед началом работы.
Химическое серебрение осуществляется в
растворе следующего состава:
г/дм3
Нитрат серебра AgNO3 .... 5
Гидроксид калия КОН .... 5
Аммиак NH3 (25 %-ный раствор) До полного
растворения
Инвертированный сахар ... 2,5
Рассчитанное количество AgNO3 раство-
ряют в дистиллированной воде и осаждают се-
ребро добавлением раствора КОН или NaOH.
После того как осадок отстоялся, к прозрачно-
му раствору добавляют несколько капель раст-
вора щелочи. Осаждение считается полным,
если раствор не мутнеет. Прозрачный раствор
осторожно декантируют, а к осадку добавляют
25 %-ный раствор аммиака до полного раст-
ворения оксида серебра. К аммиачному раст-
вору серебра добавляют раствор гидроксида
калия, содержащего КОН в количестве, необ-
ходимом по рецептуре, фильтруют и дово-
дят до заданного объема, дистиллированной
г/дм3 г/дм3
Раствор 1 Раствор 2
Сульфат никеля NiSO4-7H2O. ч . . . 20...30 20
Ацетат натрия NaCH3COO-3H2O 10
Натрий лимоннокислый 2На3СбН6О7-11Н2О. . . . . . 40...50 —
Хлорид аммония NH4C1 . . . 30...40 —
Гипофосфит натрия NaH2PO2-2H2O . . . 15...20 10
Аммиак (25 %-ный раствор) . . . до рН = 8.. .9 —
Уксусная кислота СН3СООН 6,0...6.5
Тиомочевина CS(NH2)2 . . — 0,002...0,003
рн . . . 8-9 4.5...5.0
Температура, °C . . 80...90 90...95
Время никелирования, мин . . 10...12 10...15
Скорость осаждения, мкм/мин . . 0,2...0,25 0,2
Плотность загрузки*, дм2/дм3 . . 1...2 </ 1
* Плотность загрузки — площадь металлизируемой поверхности (дм2), приходящаяся на 1 дм3
раствора.
[§ 28.4]
Неорганические защитные пленки на металлах
715
водой (раствор I). Отдельно готовят раствор
инвертированного сахара (раствор 2), являю-
щийся восстановителем. Его получают ки-
пячением смеси, содержащей 75 г сахара ра-
финада в 500 см3 дистиллированной воды и
10 см3 10 %-ного раствора серной кислоты в
течение 5...10 мин. Растворы 1 и 2 хранят от-
дельно и смешивают непосредственно перед се-
ребрением в отношении 2:0,1.
Подготовка поверхности диэлектрика осу-
ществляется так же, как и при химическом
меднении.
Нанесение электролитического покрытия.
При осаждении химической меди для закреп-
ления ее наносят слой меди толщиной 3...5 мкм
из стандартного сульфатного электролита мед-
нения (см. табл. 28.6, состав 2) с последую-
щим осаждением меди из сульфатного элек-
тролита с блескообразующими добавками (см.
табл. 28.6, состав 1). При функциональной ме-
таллизации медное покрытие можно получить
в обычном сульфатном, борфтористоводород-
ном, пирофосфатном и других электролитах.
Операция гальванического меднения
исключается при использовании химического
никелирования. В этом случае электролити-
ческое никелирование осуществляется непо-
средственно по слою химического никеля, пред-
варительно декапированного в 5 %-ном раст-
воре соляной кислоты.
28.4. НЕОРГАНИЧЕСКИЕ
ЗАЩИТНЫЕ ПЛЕНКИ
НА МЕТАЛЛАХ
Оксидные покрытия применяют для защи-
ты деталей от коррозии, в качестве грунта для
лакокрасочных покрытий, для получения пле-
нок с высокими электро- и теплоизоляцион-
ными свойствами.
Оксидирование черных металлов произво-
дят в основном химическим путем в концентри-
рованных растворах щелочей, с добавками
различных окислителей (нитраты, нитриты).
Образующиеся оксидные пленки состоят обыч-
но из магнитного оксида железа. Толщина их
зависит от состава раствора и режима обра-
ботки, меняясь от 0,5...0,8 мкм при щелочном
воронении до 10 мкм при высокотемпературных
процессах.
Перед оксидированием детали подвер-
гают щелочному обезжириванию и травлению
в 5...10 %-ном растворе серной кислоты. Наи-
более употребительные составы оксидирования
чугуна и сталей приведены в табл. 28.22.
Выдержка деталей в щелочных растворах
1...3 зависит от марки стали и содержания
углерода в ней и колеблется от 15...20 мин для
углеродистых сталей до' 120 мин для легиро-
ванных. Раствор 4, относящийся к кислым
растворам, используется для оксидирования
высокоуглеродистых сталей; выдержка дета-
лей 40...45 мин.
Оксидирование алюминия производится
путем анодной обработки деталей в 15...20 %-
ном растворе серной кислоты при температуре
15...20 °C и плотности тока /а=1...2 А/дм2. В
качестве катодов применяют рольный свинец.
Время обработки зависит от назначения оксид-
ной пленки. Выдержка в течение 15...20 мин
обеспечивает глубину проникновения оксидной
пленки до 4...5 мкм. Повышение температуры
электролита отрицательно сказывается на ка-
честве пленки.
Химическое оксидирование алюминия
используется в основном для получения за-
щитно-декоративных пленок и может быть
осуществлено в растворе следующего состава:
г/дм3
Ортофосфорная кислота Н3РО.1 . . . 40...50
Кислый фторид калия KHFs .... 3...5
Хромовый ангидрид СгОз............5...7
Рабочая температура 15...25 °C, выдержка
5...7 мин
Диэлектрическое оксидирование алюми-
ния и его сплавов осуществляется в электро-
лите состава:
г/дм3
Щавелевая кислота С9Н2О4 . . . 40...60
Лимонная или винная кислота
СеНвОт-НгО или С«НеОб - • • 20...30
Борная кислота НзВОз .... 5... 10
Температура электролита, °C . . 20...40
Плотность тока..................2...4 А/дм2
Время оксидирования 30... 180 мин. Рабочее
напряжение в первые 10... 15 мин возрастает до
50...90 В и выдерживается во время всего
процесса.
Оксидные пленки, полученные из этого
электролита, обладают низкой пористостью,
микротвердостью до 550 кг/мм, толщиной до
50...100 мкм и пробивным напряжением до
1500...2000 В.
Оксидирование меди и медных сплавов
производят в растворе гидроксида натрия,
содержащего 125...200 г/дм3 NaOH при
80...90 °C и анодной плотности тока 1,5...2,5
А/дм2. Катодами служат стальные листы.
Оксидная пленка состоит из оксида меди,
имеет толщину 1,0...1,2 мкм, бархатисто-чер-
ный цвет.
716
Водные растворы солей, кислот, щелочей
[разд. 28]
Таблица 28.22. Составы растворов и температуры оксидирования черных металлов
Компоненты и режим оксидирования Состав раствора, г/дм3
1 2 3 4
Гидроксид натрия NaOH Нитрат натрия NaNOa Нитрит натрия NaNO2 Нитрат кальция Са(ИОз)2 Ортофосфорная кислота НзРО< Диоксид марганца МпО2 600...700 100...200 550...600 150...200 700...800 200...250 50...70 —
__
— — 80...100 1...2 0,5-1
Температура, °C 138...142 135...145 140...145 98...100
Для химического оксидирования применя-
ют раствор, содержащий 15...30 г/дм3 персуль-
фата калия и 50... 100 г/дм3 гидроксида нат-
рия. Медные детали погружают в раствор,
нагретый до 55...65 °C, на 5...10 мин. Выделе-
ние пузырьков кислорода на поверхности
оксидируемых деталей указывает на окончание
процесса формирования пленки.
Для оксидирования латуни применяют
раствор следующего состава: основной кар-
бонат меди СиСОз-Си(ОН)2— 50 г/дм3, ам-
миак (25 %-ный) — 200 см3/дм3. Температура
раствора 18...25 °C, продолжительность окси-
дирования 20...30 мин.
Фосфатные пленки. Защитные свойства
фосфатных пленок проявляются только в соче-
тании с лакокрасочными покрытиями или мас-
ляной пленкой. Фосфатные пленки обладают
высоким электрическим сопротивлением, вы-
держивают напряжение до 1000 В, что ис-
пользуется для электрической изоляции транс-
форматорных, роторных и статорных пластин.
Фосфатирование осуществляется в вод-
ном растворе препарата «Мажеф» с концент-
рацией 25...35 г/дм3. По минеральному составу
в «Мажеф» входят МпДЬРО.^-ЗПзО,
МпНРО, и Fe(H2PO4)2. Для ускорения про-
цесса и понижения рабочей температуры в
раствор вводят различные добавки вплоть до
замены самого препарата «Мажеф» фосфор-
ной кислотой и ее солями.
Продолжительность фосфатирования за-
висит от состава металла, его предварительной
подготовки и определяется временем, по исте-
чении которого прекращается выделение пу-
зырьков водорода с фосфатируемой поверх-
ности. В табл. 28.23 приведены составы раст-
воров фосфатирования.
Раствор 1 применяют для обработки
стальных пружин, 2— для фосфатирования
деталей из низкоуглеродистой стали, оцин-
кованных и кадмированных деталей, 3 и 4 —t
для фосфатирования изделий из алюминия и
его сплавов, меди.
Таблица 28.23. Составы растворов и режимы фосфатирования
. Компоненты и режим фосфатирования Состав раствора, г/дм3
1 2 3 4
Препарат «Мажеф» 30...35 — 60
Монофосфат цинка Zn(H2PO«)2 — 60...70 —
Нитрат цинка Zn(NOs)2 55...65 80...100 18...22 60
Ортофосфорная кислота Н3РО4 Фторборат цинка Zn(BF4>2 — 0,2-1 10...15 10...15
Нитрит натрия NaNO2 Смачиватель ОП-Ю 20...30 — — 3
Температура, °C 85-95 15-30 75-85 65...70
Общая кислотность («точки») 40...60 75-95 78* **
Свободная кислотность («точки») 2,5...6,0 —
Время, мин 10...25 15-25 0,5-4 5
* Определяется количеством (в см3) 0,1 моль/л раствора NaOH, израсходован-
ного на титрование 10 см3 раствора в присутствии фенолфталеина.
** То же в присутствии метилоранжа.
СПИСОК ЛИТЕРАТУРЫ
1. Антропов Л. И. Теоретическая электро-
химия.— М.: Высшая школа, 1984.—519 с.
2. Вншенков С. А. Химические и электро-
химические способы осаждения металло-
покрытий.— М.: Машиностроение, 1975.—312 с.
3. Дамаскин Б. Б., Петрий О. А. Введение
в электрохимическую кинетику.— М.: Высшая
школа, 1983.—400 с.
4. Дамаскин Б. Б., Петрин О. А. Основы
теоретической электрохимии.— М.: Высшая
школа, 1978.—239 с.
5. Девис С., Джеймс А. Электрохими-
ческий словарь.— М.: Мир, 1979.—281 с.
6. Добош Д. Электрохимические констан-
ты.— М.: Мир, 1980.—365 с.
7. Измайлов Н. А. Электрохимия раство-
ров.— Л.: Химия, 1976.—488 с.
8. Каданер Л. И. Справочник по гальва-
ностегии.— Киев: Техника, 1976.—253 с.
9. Коровин Н. В. Электрохимические ге-
нераторы.— М.: Энергия, 1974.—207 с.
10. Кудрявцев Н. Т. Электрохимические
покрытия металлами.— М.: Химия, 1979.-
352 с.
11. Прикладная электрохимия/Алабы-
шев А. Ф. и др.— Л.: Химия, 1974.—536 с.
12. Рабинович В. А. Свойства неоргани-
ческих соединений: Справочник.— Л.: Химия,
1983.—389 с.
13. Свойства неорганических соедине-
ний/Ефимов А. И. и др.— Л.: Химия, 1983.—
392 с.
14. Скорчеллетти В. В. Теоретическая
электрохимия.— Л.: Химия, 1974.—567 с.
15. Справочник по электрохимии / Под
ред. А. М. Сухотина.— Л.: Химия, 1981.—
486 с.
16. Физическая химия/Под ред. К- С. Крас-
нова.— М.: Высшая школа, 1982.—687 с.
17. Фролов В. В. Химия.— М.: Высшая
школа, 1979.—559 с.
18. Хемотроника/Стрижевский И. В. и
др.— М.: Наука, 1974.—191 с.
19. Химический энциклопедический сло-
варь/Под ред. И. Л. Кнунянц.— М.: Сов.
энциклопедия, 1983.—792 с.
20. Шалкаускас М„ Вашкялис А. Хими-
ческая металлизация пластмасс.— Л.: Химия,
1977,—168 с.
21. Электрохимия/Под ред. Г. Блума,
Ф. Гутмана.— М.: Химия, 1982.—365 с.
22. Ямпольский А. М., Ильин В. А.
Справочник гальванотехника.—Л.: Машино-
строение, 1981.—269 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Азотная кислота. 696, 697, 698
Активатор 607, 615—634
Активация поверхности 712
Активный диэлектрик 605, 615—634
Активный элемент 611, 640, 649
Алюмель 252, 259—261
Алюминат нттрия 651
Алюминий 184, 186, 191, 195, 202—209, 247,
332, 397, 399, 403, 413, 416—419, 428, 686
Альдрей 239
Аморфные магнитные сплавы 146, 148, 150,
152, 153
Антимонид алюминия 472—521
— бора 472—521
— галлия 472—521
— иидия 339, 472—521
Антисегнетоэлектрики 553, 561—567
Арсенид алюминия 472—521
Арсенид бора 472—521
— галлия 339, 472—521
— индия 339, 472—521
Барий 184, 327—329, 400
Бериллий 184, 339, 403, 464—468
Биметаллические контакты 365
Бор 184, 332, 428, 464—468
Бронза алюминиевая 209, 212—214, 216, 217
— алюминиево-железная 212—216
— алюминиево-железо-марганцевая 212—214,
216
— алюминиево-железо-никелевая 212—215,
217
— алюминиево-железо-свинцовая 212, 213, 215
— алюминиево-марганцевая 212—216
— бериллиевая 209, 212—214, 217, 363, 373
— кадмиевая 209
Бронза кремне-марганцевая 212—214, 217
— кремне-никелевая 212, 213
— марганцевая 212, 213
— оловянно-фосфористая 210, 214, 215
— оловянно-цинковая 210, 214, 215
— оловянно-цинково-свинцовая 210, 211
— оловянно-цинково-свинцово-никелевая 211
Бронза свинцовая 212, 213, 215
— свинцово-никелевая 212, 213, 215
— фосфористая 209, 363
Ванадий 184, 247, 397, 399
Вариконды 574—579
Викаллой 97
Висмут 184, 247, 334, 403, 421, 428
Вольфрам 184, 186, 191, 195, 241, 247—250,
293—302, 348, 353, 362, 399, 403
Вольфраматы 657—660
Вязкость водных растворов 697
Гадолиний 184, 613, 656
Галлий 184,332, 399,403, 413,417,428, 467,469
Гафний 182, 184
Гексаферриты 9, 163, 168, 170, 178
Германий 400, 411—440, 467, 469
Гетерозаряд 591
Глобар 281
Гомоза 591
Графит 283—288
Двузамещенный перйодат аммония 553
Диоксид германия 413
— олова 392, 394
Дигидроарсенат калия 553, 554
— рубидия 553, 554
Предметный указатель
719
— цезия 553
Дигидрофосфат аммония 553, 584—586
— калия 553
— рубидия 553
Жаростойкие сплавы 262, 270, 553
Железо техническое чистое 14, 15, 184, 186,
191, 195, 247
— карбонильное 14, 75, 78
— электролитическое 14, 692
Железоникелевые сплавы 262—271
Жидкие кристаллы 661—671
Золото 184,186,247,279—281, 337,353,363,428
Золочение 710
Инвар 291, 317
Индий 184, 186, 333, 397, 399, 403, 413, 418,
428, 467
Иттрий 184, 400, 467
Иттрийалюминиевый гранат 161, 174, 609, 651
Кадмиевая бронза 209
Кадмий 184. 186, 247, 399
Кадмирование 706
Калиево-вольфрамовая бронза 568—570
Калий 184, 325, 326
Кальмаллой (магн.) 115, 116
Кальций 184, 327—329
Карбиды гафния 446—472
— кремния 339, 446—472
— ниобия 446—472
— циркония 446—472
Кварц 581—583, 585
Кобальт 184, 420, 428, 551
Ковар 316, 350
Компенсатор (магн.) 116, 117, 118
Константан 254, 256—259
Контактолы 385—388
Копель 254, 259—261
Кремний 244, 400, 411—440, 449
Кристаллы жидкие 661—671
— — нематические 661
— — смектические 661
— — холестерические 662
Кунифе (магн.) 97
Кунико (магн.) 97
Лантан 184, 399
Латунь 217—221, 373, 702
Литиевоаммониевый тартрат 553, 550
Литиевоталлиевый тартрат 553, 550
Литий 184. 324. 428
Литые микропровода в стеклянной изоляции
256, 270
Лужение 707
Лютеций 182
Магний 184, 247, 327—329
Магнитодиэлектрики на основе альсифера
78—80
Магнитодиэлектрики на основе карбонильного
железа 75—77
— — — пермаллоя 80—82
Манганин 254—256
Марганец 184, 419, 428, 467
Медь 186, 190, 191. 195, 197—202, 247, 258,
262, 346, 353. 364, 372, 377, 422, 428, 467
Меднение 701, 713
Металлизация 710
Металлические композиции медь — вольфрам
369, 373, 377
— — медь — графит 369, 373, 377
— — медь — молибден 374, 377
— —серебро— вольфрам 353, 371, 376
— — серебро — графит 369, 371, 376
— —серебро— никель 367, 371, 376
— — серебро — оксид кадмия 367, 368, 376
-----серебро — оксид меди 367, 368, 376
Метаниобат свинца 568, 569, 590
Молибдаты 657—660
Молибдат кальция 657—660
Молибдат стронция 657—660
Молибден 184, 186, 195, 241, 247—250. 302—
306, 348, 364, 376. 399, 403
Мышьяк 334, 413, 420, 428, 467
Натрий 184, 325
Нейзильбер 254, 364
Никелевые и термоникелевые сплавы для тер-
мопар
720
Предметный указатель
Неодим 608, 613, 614, 646, 654, 659
Никелирование 703, 714
Никель 123, 124, 184, 191, 195, 247, 313—318,
347, 364, 420, 428, 692
Никоей (маги.) 124
Ниобат лития 550, 570, 571, 586
Ниобий 184, 241, 247—250, 310—312, 397, 399,
403
Нитрид алюминия 468, 472—521
— бора 472—521
— галлия 472—521
— индия 472—521
— тантала 242
Нихром 247, 262, 264, 270
Оксидные резистивные материалы 394
Оксидирование стали (воронение) 715
Оксиды бария 524, 525
— бериллия 522—524
— кадмия 524, 526
— кальция 524, 525
— магния 523—525
— стронция 524, 525
— цинка 524, 525, 526
Олово 185, 247, 336, 397, 399, 416, 428, 469,
692
Осьмий 185, 399
Палладий 185, 195, 277—279, 363
Пасты припойные 393
— проводниковые 388—390
— резистивные 390—393
Переходные металлы 9, 182, 184, 608
Пермендюр (магн.) 123, 124
Пиролитический углерод 283, 286
Платина 185, 195, 241, 273—277, 692
Платинит 317, 350, 353, 363
Платино-иридиевые сплавы 357
Полиметалл (магн.) 116, 117, 120
Политетрафторэтилен (ПТФЭ) 595
Полутомпак 218
Припои медно-цинковые 379
— медно-фосфорные 355, 379
— оловянно-свинцовые 378, 379
— серебряные 355, 379, 380
Пьезоэлектрики монокристаллы 581—587
— поликристаллические 587—590
Радий 181
Растворимость 680, 694
Растворы кислые 678, 700
— нейтральные 678
— щелочные 678, 700
Редкоземельные металлы 184, 185, 469, 608
Рений 185, 241, 242, 245—247, 399
Родий 1-85, 362
Ртуть 185, 399, 692
Рубидий 185, 325, 326, 399
Рубин 636—641
Рутений 185
Сажа 287, 393
Сверхпроводимость 188, 394—397
Сверхпроводники I рода 395
— II рода 396
Свинец 185, 336, 397, 399, 416
Сегнетова соль 551, 552, 584
Сегнетоэлектрики виртуальные 560, 561
Селен 400, 440—444
Селенид висмута 532—537
— германия 532—537
- - кадмия 526—533
— олова 532—537
— ртути 532—537
— свинца 532—537
— цинка 526—533
Сенсибилизация активных диэлектриков 635—
636, 656
Сера 413
Серебрение 709, 714
Серебро 185, 247, 281—283, 353, 355, 363, 375,
413, 692
Серная кислота 677, 678, 689, 690, 693
Сульфид висмута 526—533
— германия 526—533
— кадмия 339, 526—533
— олова 526—533
— ртути 526—531
— свинца 526—533
— сурьмы 526—533
Предметный указатель
721
— цинка 339, 526—533
Силициды 273
Сплавы железоникелевые 31, 43, 115, 116,
262—271, 316, 349
— железоникелькобальтовые 31, 43, 97
— вольфрам — молибден 306, 364
— золота 280, 356, 360
— серебра 282, 355—360
Сплавы кремниевые резистивные 250—252
— на основе благородных металлов 89, 105,
274, 278, 280, 282
— с кристаллической и магнитной текстурами
31, 41
— медные 193, 209, 252—262, 348
— МЛТ 243, 247
— ниобия 401
— палладия 278, 356, 362
— платины 274, 356, 361
— ТП 254, 259—261
— ТБ 254
— электродные для создания р — п-переходов
338
— электродные для омических контактов 339
Сталь горячекатаная 16, 19, 24, 96
— конструкционная 349
Сталь мартенситная 96, 97
— текстурованная 19, 24, 26, 27
— углеродистая 89, 96
— холоднокатаная 16, 19, 20, 24—26, 29
— хромоникелевая 349
Стекла активированные 634, 641—651
Стеклоуглерод 286
Стронций 185, 327—329
Сульфиды 339
— германия 532—537
— олова 532—537
— свинца 532—537
Сурьма 329—331, 355, 400, 413, 421, 428
Таллий 185, 399, 419, 428
Тантал 185, 191, 241, 242, 247—250, 307—310,
353, 397, 399
Танталат калия 561
— лития 570—571
Твердые растворы соединений AUBV1531—533
-------AU1BV 489—497, 504—521
-------A,VBVI 538—548
— —германия и кремния 411—440
— — нитрида алюминия и карбида кремния
468
Теллур 444, 445
Теллурид висмута 532—537
— германия 532—537
— кадмия 532—537
— олова 532—537
— ртути 532—537
— свинца 532—537
— сурьмы 532—537
— цинка 532—537
Термаллой (магн.) 116, 121
Термобиметалл 289- 293
Термоэласт 117
Технеций 399
Титан 185, 241, 247, 321—323, 399
Титанаты бария 556, 557. 558, 560, 574, 588—
589, 550
- свинца 558, 562, 573, 589, 590
— стронция 558, 560, 561, 573
Ткани углеграфитовые 287
Томпак 218
- оловянный 219
Тонкие пленки диоксида олова 394
— — индия 403
— — нитрида тантала 241, 248, 249
— —нихрома 241, 270
— — резистивные 241
— — рения 241
— — сверхпроводящие 403
— — тантала 241
— — хрома 241
Торий 185
Трансфлюксор 142
Триглицинселенат 553
Триглицинсульфат 553
Триглицинфторбериллат 553
Турмалин 582, 583
Углерод 283
— коллоидный 283
722
Предметный указатель
— мелкокристаллический (аморфный) 283
— пиролитический 283
— углеситаллы 286
Уран 185, 399, 400
Ферриты СВЧ 13, 156, 158, 159, 160, 164, 165
— высокопроницаемые 59
— для импульсных трансформаторов 49, 64
— — сердечников магнитных головок 49, 71
— —строчных трансформаторов 61, 64
— магнитострикционные 126—129
— монокристаллические 165, 166, 169
— общего применения 50
— с ППГ 129—136, 138, 140, 141
— термостабильные 54
Феррогранаты 9, 156, 158, 161, 162, 165, 168
170, 173—175
Феррошпинели 9, 47, 158, 166, 167, 170, 175, 176
Флюсы, ФМЭ, ФМЭО, ФМЭОШ (пров.) 169,
170, 171, 382
Фосфатирование 716
Фосфид алюминия 472—521
— бора 472—521
— галлия 472—521
— индия 472—521
Фосфор 334, 400, 413, 419, 467
Хемотроны 692
Химическое травление 711
Хром 185, 191, 241—245, 247
Хромель 253, 259—261
Хромирование 704
Хромовый ангидрид 695, 705, 711, 713, 715
Цезий 185, 325, 327
Церий 185
Цинк 148, 185, 247, 399, 428, 692
Цинкование 185, 705
Цирконат свинца 558, 567, 589, 590
Цирконий 318—321, 399, 403
Шеелит 657
Электреты 591—597
Электрическая проводимость растворов 698
Электрод водородный 684, 686
— второго рода 684
— каломельный 685
— окислительно-восстановительный 685
— первого рода 684
— хлорсеребряный 685
Электролиз 691
Электролиты для золочения 710
— — кадмирования 707
— — латунирования 703
— — лужения 708
— — меднения 693, 701, 713
— — никелирования 704, 714
— — покрытия бронзой 703
— — серебрения 709, 710, 714
— — хромирования 704, 705
— — цинкования 705, 706
Элементы гальванические 687
СОДЕРЖАНИЕ
Предисловие......................... 3
ЧАСТЬ ПЕРВАЯ. МАГНИТ-
НЫЕ МАТЕРИАЛЫ .... 5
Основные обозначения ............... —
РАЗДЕЛ 1. ОБЩИЕ СВЕДЕНИЯ О
МАГНИТНЫХ МАТЕРИАЛАХ ... 6
Ю. М. Яковлев, В. П. Мирошкин
РАЗДЕЛ 2. МАГНИТОМЯГКИЕ МЕ-
ТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ ... 14
С. В. Афанасьев
2.1. Технически чистое железо ... —
2.2. Электротехнические стали с нор-
мированными свойствами в по-
стоянных полях.................. 16
2.3. Электротехнические стали с нор-
мированными свойствами в пере-
менных полях.................... 18
2.4. Магнитомягкие сплавы .... 31
РАЗДЕЛ 3. МАГНИТОМЯГКИЕ ФЕР-
РИТОВЫЕ МАТЕРИАЛЫ.................. 47
В. П. Мирошкин, В. В. Филиппов
3.1. Общие сведения................ —
3.2. Ферриты общего применения 50
3.3. Термостабильные ферриты . . 54
3.4. Высокопроницаемые ферриты 59
3.5. Ферриты для телевизионной тех-
ники ........................... 61
3.6. Ферриты для импульсных транс-
форматоров ..................... 64
3.7. Ферриты для перестраиваемых
контуров мощных радиотехни-
ческих устройств............. 66
3.8. Ферриты для широкополосных
трансформаторов.............. 69
3.9. Ферриты для магнитных головок 71
3.10. Ферриты для датчиков темпе-
ратуры ......................... 72
3.11. Ферриты для магнитного экра-
нирования ....................... —
3.12. Ферриты для устройств, исполь-
зующих эффект спинового
эха............................. 73
РАЗДЕЛ 4. МАГНИТОДИЭЛЕКТ-
РИКИ ............................... 74
В. П. Мирошкин
4.1. Общие сведения................ —
4.2. Магнитодиэлектрики из карбо-
нильного железа................ 75
4.3. Магнитодиэлектрики из по-
рошкообразного альсифера . . 78
4.4. Магнитодиэлектрики из прессо-
ванного порошкообразного пер-
маллоя ........................ 80
4.5. Магнитодиэлектрики из ферри-
товых порошков................. 83
РАЗДЕЛ 5. МАГНИТОТВЕРДЫЕ МА-
ТЕРИАЛЫ ............................ 84
В. Р. Никитин
5.1. Регламентируемые параметры
магнитотвердых материалов . . —
5.2. Природа высококоэрцитивного
состояния и классификация маг-
нитотвердых материалов ... 87
5.3. Стабильность постоянных маг-
нитов .......................... 90
5.4. Намагничивание и размагничи-
вание постоянных магнитов . . 92
5.5. Измерение параметров постоян-
ных магнитов.................... 94
5.6. Стали, закаливаемые на мар-
тенсит ......................... 96
5.7. Дисперсионно-твердеюшие спла-
вы ............................. 97
5.8. Диффузионно-твердеюшне спла-
вы — сплавы системы ЮНДК 99
5.9. Сплавы платина — кобальт . . 105
5.10. Магнитотвердые ферриты . . —
5.11. Сплавы кобальта с редкозе-
мельными элементами . ... 111
5.12. Композиционные магнитотвер-
дые материалы ...................ИЗ
РАЗДЕЛ 6. МАГНИТНЫЕ МАТЕРИА-
ЛЫ СПЕЦИАЛЬНОГО НАЗНАЧЕ-
НИЯ ............................... 114
Е. Г. Бишард (§ 6.1), Л. И. Сыркин
(§ 6.2), С. А. Живулин (§ 6.3)
724
Содержание
6.1. Термомагнитные материалы . . —
6.2. Магнитострикционные материа-
лы .............................. 121
6.3. Ферриты с прямоугольной петлей
гистерезиса (ППГ)................ 129
РАЗДЕЛ 7. АМОРФНЫЕ МАГНИТ-
НЫЕ МАТЕРИАЛЫ..................... 146
В. В. Смирнов, В. В. Фролов
7.1. Общие сведения............ —
7.2. Основные способы получения
аморфных сплавов.............. 148
7.3. Основные свойства аморфных
сплавов....................... 150
7.4. Пути оптимизации магнитных
свойств аморфных сплавов . . 152
7.5. Применение аморфных сплавов 153
РАЗДЕЛ 8. ПОЛИКРИСТАЛЛИ-
ЧЕСКИЕ ФЕРРИТЫ.................... 156
Ю. М. Яковлев
8.1. Общие сведения................. —
8.2. Особенности поведения ферритов
в диапазоне СВЧ..................... —
8.3. Классификация ферритов СВЧ,
основные параметры, ряды . . 158
8.4. Технология изготовления ферри-
товых материалов и изделий . . 164
РАЗДЕЛ 9. МОНОКРИСТАЛЛИЧЕ-
СКИЕ ФЕРРИТОВЫЕ МАТЕРИАЛЫ 165
Ю. М. Яковлев
9.1. Общие сведения............ ....
9.2. Выращивание монокристаллов и
их дефекты..................... 169
9.3. Свойства и основные параметры
монокристаллических материа-
лов ........................... 172
9.4. Изготовление изделий и приме-
нение в технике................ 17g
Список литературы................ 180
ЧАСТЬ ВТОРАЯ. ПРОВОДНИ-
КОВЫЕ МАТЕРИАЛЫ ... 181
Основные обозначения ....... ...
РАЗДЕЛ 10. КЛАССИФИКАЦИЯ И
ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ПРО-
ВОДНИКОВЫХ МАТЕРИАЛОВ . . . 182
М. В. Ведерников
10.1. Классификация....... ....
10.2. Основные представления об
электропроводности и теплопро-
водности металлов ........... —
10.3. Зависимость электрических
свойств металлов от внешних
факторов....................... 189
10.4. Другие кинетические явления
в металлах..................... 194
10.5. Эмиссионные свойства метал-
лов ........................... 196
РАЗДЕЛ II. МЕТАЛЛЫ ВЫСОКОЙ
ПРОВОДИМОСТИ ДЛЯ ТОКОПРО-
ВОДЯЩИХ ЦЕПЕЙ И СПЛАВЫ НА
ИХ ОСНОВЕ........................ 197
В. В. Пасынков, О. В. Пасынкова
11.1. Медь.................... —
11.2. Алюминий................. 202
11.3. Бронза................... 209
11.4. Латунь................... 217
11.5. Сплавы алюминия.......... 221
РАЗДЕЛ 12. МАТЕРИАЛЫ ДЛЯ РЕ-
ЗИСТОРОВ, НАГРЕВАТЕЛЬНЫХ И
ТЕРМОЧУВСТВИТЕЛЬНЫХ ЭЛЕ-
МЕНТОВ .......................... 239
Ю. Т. Окунев, Я- И. Панова (§ 12.1 -
12.3)
12.1. Общие требования и свойст-
ва .............................. —
12.2. Тугоплавкие металлы .... 241
12.3. Резистивные материалы на
основе кремния ................ 250
12.4. Сплавы на никелевой и медно-
никелевой основе (резистивные
и термопарные)..................252
12.5. Сплавы на основе железа, нике-
ля хрома и алюминия............ 262
12.6. Жаростойкие материалы для
нагревательных элементов на
основе карбидов и силицидов 271
12.7. Благородные металлы и сплавы
на их основе................... 273
12.8. Углеродистые материалы . . . 283
12.9. Термочувствительные провод-
никовые материалы (термоби-
металлы) ...................... 289
РАЗДЕЛ 13. МАТЕРИАЛЫ ДЛЯ
ЭЛЕКТРОННЫХ ПРИБОРОВ ... 293
Б. В. Васильев (§ 13.1, 13.2), Ю. Т. Оку-
нев (§ 13.3)
13.1. Конструкционные металлы и
сплавы для электронных ваку-
умных и газонаполненных при-
боров ........................ —
13.2. Материалы для катодов . . . 323
13.3. Материалы для полупроводни-
ковых приборов.................. 331
Содержание
725
РАЗДЕЛ 14. МАТЕРИАЛЫ ДЛЯ
ЭЛЕКТРИЧЕСКИХ КОММУТИРУЮ-
ЩИХ КОНТАКТОВ........................351
И. П. Мелашенко
14.1. Общие сведения................ —
14.2. Материалы для слаботочных
контактов.......................355
14.3. Материалы для сильноточных
контактов.......................365
14.4. Применение контактных мате-
риалов .........................375
РАЗДЕЛ 15. ПРИПОИ, КОНТАКТО-
ЛЫ, КОМПОЗИЦИОННЫЕ И ОК-
СИДНЫЕ МАТЕРИАЛЫ.................... 377
3. Ф. Воробей (§ 15.1), К. Е. Казанцева,
Н. Н. Колосова
15.1. Припои........................ —
15.2. Флюсы........................382
15.3. Контактолы...................385
15.4. Композиционные материалы . . 388
15.5. Оксидные резистивные мате-
риалы ..........................394
РАЗДЕЛ 16. СВЕРХПРОВОДЯЩИЕ
МАТЕРИАЛЫ .....................
Ю. Н. Горин
16.1. Общие свойства сверхпроводни-
ков .........................
16.2. Сверхпроводимость чистых эле-
ментов, сплавов и химических
соединений....................398
16.3. Сверхпроводимость техни-
ческих материалов.................401
Список литературы....................404
ЧАСТЬ ТРЕТЬЯ. ПОЛУПРО-
ВОДНИКОВЫЕ МАТЕРИА-
ЛЫ .......................405
Основные обозначения .... ...
РАЗДЕЛ 17. ОСНОВНЫЕ ТРЕБОВА-
НИЯ К ПОЛУПРОВОДНИКОВЫМ
МАТЕРИАЛАМ................406
В. В. Пасынков, Л. К- Чиркин
РАЗДЕЛ 18. ЭЛЕМЕНТАРНЫЕ ПО-
ЛУПРОВОДНИКИ ............ 411
Ю. С. Карпов, Б. В. Васильев
18.1. Строение и физико-химические
свойства кремния и германия
18.2. Примеси и легирующие элементы
в кремнии и германии .... 414
18.3. Электрические и оптические
свойства кремния и германия 428
18.4. Селен ......................... 440
18.5. Теллур.....................444
РАЗДЕЛ 19. ПОЛУПРОВОДНИКО-
ВЫЕ СОЕДИНЕНИЯ AIVBIV .... 446
Ю. М. Таиров, В. Ф. Цветков
19.1. Основные физико-химические
свойства карбида кремния . . —
19.2. Электронные свойства полити-
пов карбида кремния .... 455
19.3. Оптические свойства полити-
пов карбида кремния .... 460
19.4. Диффузия и растворимость
примесей в карбиде кремния . . 464
19.5. Твердые растворы на основе
карбида кремния ............... 468
19.6. Методы выращивания моно-
кристаллов карбида кремния 469
19.7. Применение карбида кремния 471
РАЗДЕЛ 20. ПОЛУПРОВОДНИКО-
ВЫЕ СОЕДИНЕНИЯ A,UBV .... 472
Ю. Л. Ильин, И. Г. Пичугин, В. С. Соро-
кин
20.1. Основные физико-химические
свойства соединений AU,BV . . —
20.2. Электрические свойства соеди-
нений ..........................482
20.3. Примеси в соединениях A,1IBV 486
20.4. Оптические и фотоэлектри-
ческие свойства соединений
A'l'BV......................489
20.5. Получение и основные характе-
ристики монокристаллов сое-
динений AUIBV...................497
20.6. Твердые растворы на основе
соединений AHIBV............... 504
20.7. Применение полупроводников
AnlBv...........................517
РАЗДЕЛ 21. ПОЛУПРОВОДНИКО-
ВЫЕ СОЕДИНЕНИЯ А«В*' И
AIVBVI............................521
Б. В. Васильев, Д. А. Яськов
21.1. Соединения с кислородом . . . —
21.2. Сульфиды, селениды и теллури-
ды цинка, кадмия, ртути . . . 526
21.3. Оптическая керамика на основе
соединений A"BV1................531
21.4. Полупроводниковые соединения
группы A1VBVI...................533
21.5. Твердые растворы на основе
бинарных соединений A1VBV1 538
21.6. Получение кристаллов полупро-
водников группы A1VBVI ... __
Список литературы.................548
ЧАСТЬ ЧЕТВЕРТАЯ. УПРАВ-
ЛЯЕМЫЕ ДИЭЛЕКТРИКИ
Основные обозначения ....
726
Содержание
РАЗДЕЛ 22. СЕГНЕТОЭЛЕКТРИКИ 550
Т. Н. Вербицкая
22.1. Общие сведения о сегнетоэлект-
риках ..........................
22.2. Дипольные сегнетоэлектрики 551
22.3. Ионные сегнетоэлектрики. . . 556
22.4. Соединение сложного состава
со структурой перовскита . . . 563
22.5. Антисегнетоэлектрики со струк-
турой перовскита..................566
22.6. Сегнетоэлектрики со структу-
рой тетрагональной кислород-
ной калиево-вольфрамовой
бронзы (KW-бронзы) .... 567
22.7. Ниобат и танталат лития . . . 570
22.8. Другие ионные сегнетоэлектри-
ки ...............................571
22.9. Нелинейная сегнетокерамика 574
РАЗДЕЛ 23. ПЬЕЗОЭЛЕКТРИКИ . . 579
Б. А. Ротенберг
23.1. Пьезоэлектрический эффект . . —
23.2. Пьезоэлектрики-монокристаллы 581
23.3. Поликристаллические пьезо-
электрики .......................587
23.4. Промышленные пьезокерами-
ческие материалы и пьсзо-
электрики-полнмеры . . 588
РАЗДЕЛ 24. ЭЛЕКТРЕТЫ .... 591
Е. Л. Сейсян, В. Н. Таиров
24.1. Общие сведения об электретах —
24.2. Получение электретов .... 597
24.3. Параметры электретов и методы
их определения...................598
24.4. Приборы и устройства на элек-
третах ..........................601
РАЗДЕЛ 25. АКТИВНЫЕ МАТЕРИА-
ЛЫ ТВЕРДОТЕЛЬНЫХ ЛАЗЕРОВ 605
А. Н. Пихт ин
25.1. Требования к активным мате-
риалам твердотельных лазеров
25.2. Матрицы и активаторы . . . 607
25.3. Методы выращивания и требо-
вания к размерам активных эле-
ментов ...........................611
25.4. Сенсибилизация активных ди-
электриков ......................635
25.5. Рубин....................... —
25.6. Активированные стекла . . . 641
25.7. Гранаты....................651
25.8. Вольфраматы и молибдаты . . 658
РАЗДЕЛ 26. ЖИДКИЕ КРИСТАЛЛЫ 661
А. В. Николаев
26.1. Разновидности и молекулярная
структура жидких кристаллов , —
26.2. Физические свойства и текстура \
жидких кристаллов.........665
26.3. Ориентационные электроопти-
ческие эффекты в нематических
жидких кристаллах.........669
26.4. Электрооптические эффекты в
холестерических жидких кри-
сталлах ................. 671
Список литературы...............672
ЧАСТЬ ПЯТАЯ. ЭЛЕКТРО-
ЛИТЫ ...........................673
Основные обозначения ......... .....
РАЗДЕЛ 27. ОБЩИЕ СВЕДЕНИЯ ОБ
ЭЛЕКТРОЛИТАХ................... 674
Н. И. Ерпулев, В. А. Зонов
27.1. Понятие об электролитах и
способы выражения их состава
27.2. Ионные равновесия в водных
растворах кислот, оснований и
солей...................... 677
27.3. Явление переноса в растворах
электролитов .................. 681
27.4. Электрохимические процессы в
растворах электролитов . . . 687
27.5. Электролиты гальванических
цепей.......................... 691
РАЗДЕЛ 28. ВОДНЫЕ РАСТВОРЫ
СОЛЕЙ, КИСЛОТ, ЩЕЛОЧЕЙ ... 694
И. И. Ерпулев, В. А. Зонов
28.1. Сведения о наиболее употреб-
ляемых водных растворах . .
28.2. Электролиты для гальвани-
ческих покрытий металлов . . 699
28.3. Металлизация диэлектриков . . 710
28.4. Неорганические защитные плен-
ки на металлах............... 715
Список литературы................717
Предметный указатель.............718
Справочник по электротехническим материалам/Под
С74 ред. Ю. В. Корицкого, В. В. Пасынкова, Б. М. Тареева.—
Т. 3.— 3-е изд., перераб.— Л.: Энергоатомиздат. Ле-
нингр. отд-ние, 1988.— 728 с.: ил. ISBN 5-283-04416-5
В третьем издании справочника приводятся сведения о магнитных
материалах, металлических проводниках электрического тока, раство-
рах электролитов, полупроводниках и управляемых диэлектриках.
Расширены разделы, относящиеся к таким материалам, как магнитные
монокристаллы и аморфные магнетики, активные вещества твердо-
тельных лазеров, сверхпроводники, электролюминофоры, электреты,
полупроводниковые химические соединения. 2-е издание вышло
в 1976 г.
Справочник предназначен для инженерно-технических работни-
ков предприятий электротехнической, приборостроительной, электрон-
ной и радиотехнической промышленности.
2302020000—119
051(01)—88
148—87
ББК 31.23
Справочное издание
СПРАВОЧНИК ПО ЭЛЕКТРОТЕХНИЧЕСКИМ МАТЕРИАЛАМ. Т. 3
Редактор С. П. Левкович
Художественный редактор Т. Ю. Теплицкая
Технический редактор А. Г. Рябкина
Корректоры: Н. Д. Быкова, Е. Н. Ульева, Н. Б. Чуху тина
ИБ № 1327
Сдано в набор 27-08.87. Подписано в печать 25.04,88. М-26289. Формат 70Х lOO'/ib- Бумага кн.-журн. имп.
Гарнитура литературная. Усл. печ. л. 59,15. Уел. кр.-отт. 118,3. Уч.-изд. л. 73,1. Тираж 60 000 экз. Заказ 1122.
Цена 4 р. 10 к.
Энергоатомиздат, Ленинградское отделение. 191065 Ленинград, Д-65, Марсово поле, 1.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени Ленинградское производственно-
техническое объединение «Печатный Двор» имени А. М Горького Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
197136, Ленинград, П-136, Чкаловский пр., 15.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ К т. 1
Стра- ница Колонка Строка Напечатано Следует читать
91 Табл. 16.15 2-я строка сверху — Неокрашенная
3-я строка сверху Неокрашенная Белая, неокрашенная
4-я строка сверху Белая, неокрашенная Голубая, неокрашенная
5-я строка сверху Голубая, неокрашенная Белая, неокрашенная
6-я строка сверху Белая, неокрашенная 1390—1400
7-я строка сверху 1390—1400 260
8-я строка сверху 260 0,19
9-я строка сверху 0,19 1320
10-я строка сверху 1320 3500—4000
11-я строка сверху 3500—4000 Строку убрать
6-я строка снизу 4,8-1019 Строку убрать
99 Правая 52-я сверху Диккерман Дикерман
125 Левая 9-я снизу СКВ СБК
144 Табл. 19.3. 4-я графа, Флогонит Флогопит
1-я строка
221 Правая 17-я сверху (4,5—5,5)/10"6К”' (4,5—5,5) -10“ 6К”'
297 Правая 38-я сверху высоконагревательных высоконагревостойких
298 Левая 6-я сверху перемещающейся перемещающийся
299 Левая 32-я сверху вмонтированным вмонтированными
301 Рис. 26.1. Условные обозна- Тропический сухой климат Тропический сухой климат
чения к рисунку ОХЛ ТС
315 Левая Формула (27.1) 1,6-1023 1,6-10~13
315 Правая Табл. 27.2 2-й и 4-й столбцы d£/dg-102
322 Левая 7-я сверху активизация активации
322 Правая 2-я сверху Ру р.
334 Табл. 28.3. 10-я графа 0,030 1,030
336 Левая 14-я снизу Cellophane Cellphan
336 Левая 25-я снизу Polenc Poulenc
349 Левая 7-я снизу испытания испытаниям
358 Левая 1-я сверху (10 + 0,02) кПа (10 + 0,2) кПа
360 Правая 26—27-я сверху фосфата натрия и дистил- фосфата натрия в дистил-
лированной воде лированной воде
373 Левая 15-я снизу k=r/(r+Rty, — гг/ (/"г —АЧ);
374 Табл. 29.19 3-я сверху Сх Сх
Со(1 + tg6?) Co+(1 +tg26*)
376 Правая 9-я сверху [15] [29.15]
404 Правая 34-я снизу следует указать ными методами. Из неэлек-
трических методов сле- дует указать
411 Правая 7-я снизу Х0.03 м Х0,3 м
422 Правая 9-я сверху Вязкость, Па/с Вязкость, Па • с
422 Левая 25-я сверху ГОСТ 6258—52 ГОСТ 6258—85
438 Правая 8-я сверху S=S/^[N S — S/^Tn
439 Правая 9-я снизу Дж/(кг/К) Дж/(кг-К)
441 Левая 15-я сверху , _/\Тзт1Тзт х АЛ , _ Х. -,А Гэт К АЛ
443 Правая 15-я снизу со скоростью 4 мин со скоростью 5 к/мин
449 Левая 5-я сверху (4 ч± 10) мин 4ч +10 мин
449 Левая 12-я сверху предшествущюих предшествующих
450 Правая 22-я снизу отслаиване отслаивание
456 Левая 26-я снизу (26X1) мм (25+1) мм