/








































Text
Бесплатна
НОВОЕ
В ПОЛИГРАФИИ
ГОСТЕХИЗДАТ УССР
КИЕВ-1957
НОВОЕ
В ПОЛИГРАФИИ
ГОСТЕХИЗДАТ УССР
КИЕВ-1957
ГЛАВНОЕ УПРАВЛЕНИЕ ИЗДАТЕЛЬСТВ
И ПОЛИГРАФИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
МИНИСТЕРСТВА КУЛЬТУРЫ УССР
УКРАИНСКОЕ РЕСПУБЛИКАНСКОЕ НАУЧНО-ТЕХНИЧЕСКОЕ
ОБЩЕСТВО ПОЛИГРАФИИ И ИЗДАТЕЛЬСТВ
НОВОЕ
В ПОЛИГРАФИИ
ВЫПУСК восьмой
(Материалы конференции рационализаторов,
изобретателей и новаторов
полиграфических предприятий Украины)
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО
ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ УССР
Киев—1957
В брошюре приведены изобретения и рационализатор-
ские предложения передовиков полиграфических предприя-
тий Украины, дано описание фотонаборных машин, элек-
тронных устройств для получения откорректированных
цветоделенных негативов, электронных гравировальных
машин, бесконтактных способов печати, рассказывается о
применении атомной энергии в полиграфии.
Рассчитана на широкий круг работников полиграфиче-
ской промышленности.
ПЯТИЛЕТКЕ
Разработать и внедрить в производство
современные достижения автоматики и
телемеханики, осуществить комплексную
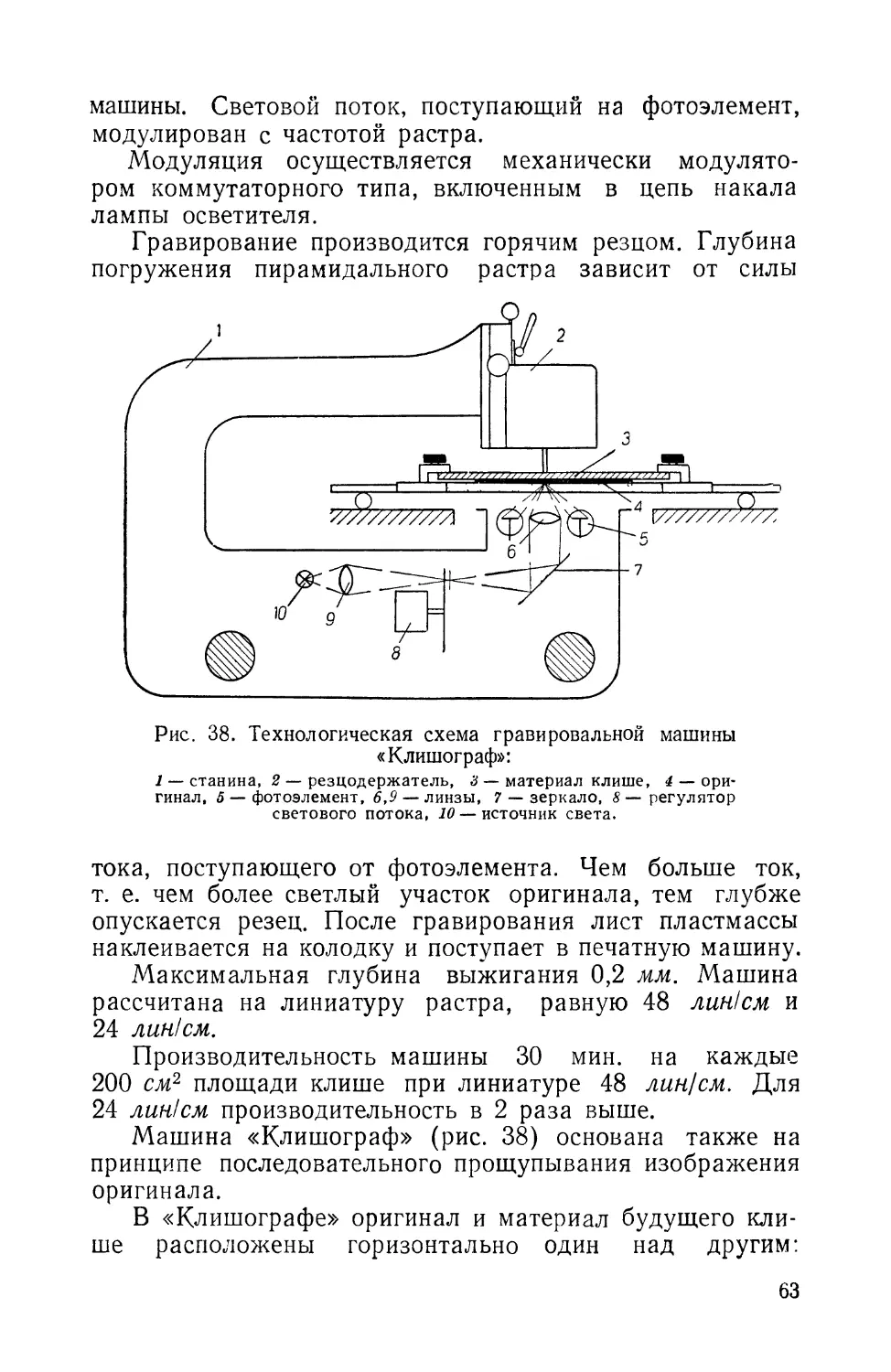
механизацию и автоматизацию полигра-
фических предприятий, совершенствовать
технологические процессы, улучшить орга-
низацию производства на основе исполь-
зования опыта передовых полиграфиче-
ских предприятий СССР и достижений
отечественной и зарубежной науки и тех-
ники.
1*
ПРЕДИСЛОВИЕ
В борьбе за технический прогресс в полиграфической
промышленности Украины большая и ответственная роль
принадлежит рационализаторам и изобретателям. Резуль-
таты их работы содействуют непрерывному росту произ-
водительности труда и значительному улучшению каче-
ства полиграфического исполнения всех видов печатной
продукции.
В конце 1956 г. Главиздатом Министерства культу-
ры УССР, Республиканским комитетом профсоюза работ-
ников культуры и Научно-техническим обществом поли-
графии и издательств была проведена конференция
рационализаторов, изобретателей и новаторов полиграфи-
ческих предприятий Украины. В ней приняло участие
более 200 человек. Конференция подвела итоги работы ра-
ционализаторов, обсудила изобретения и рационализатор-
ские предложения отраслевого значения. Материалы кон-
ференции изложены в настоящем сборнике.
Главиздат Министерства культуры УССР и Украин-
ское республиканское научно-техническое общество поли-
графии и издательств просят все замечания по сборнику,
а также материалы для следующих выпусков направлять
по адресу: г. Киев, ул. Кирова, 23, Главиздат Министер-
ства культуры УССР.
ИЗОБРЕТЕНИЯ И РАЦИОНАЛИЗАТОРСКИЕ
ПРЕДЛОЖЕНИЯ
РУЧНОЙ КОРРЕКТУРНЫЙ СТАНОК для снятия оттисков
С ГРАНОК НАБОРА
Книжно-журнальная фабрика, г. Киев
Предложение В. В. Стахорского
Для снятия корректурных оттисков с гранок набора на
предприятиях применяются станки разнообразных кон-
струкций. Однако все они громоздки и неудобны в
эксплуатации.
На книжно-журнальной фабрике автором сконструиро-
ван тискальный корректурный станок (рис. 1).
Он состоит из прессового валика 6, раскатного вали-
ка 5 и накатного валика 4. Питание валиков краской про-
исходит при помощи красочного ящика с дуктором 3. Стен-
ки конструкции скреплены стяжками. Верхняя стяжка за-
канчивается ручками 2, которые служат для переноски
станка и прокатывания его по гранке набора.
Бумага для оттиска поступает с рулончика 1, надетого
на стержень, установленный в вырезах стенок станка. Ти-
скальный станок установлен на роликах, предназначенных
не только для перемещения его по форме, но и для равно-
мерного нажима красочных и прессового валиков на
гранку, что обеспечивает получение качественных от-
тисков.
Диаметр 4, 5 и 6 валиков — 50 мм. Длина валиков и
ширина рулончика — 200 мм, поэтому можно получить
6
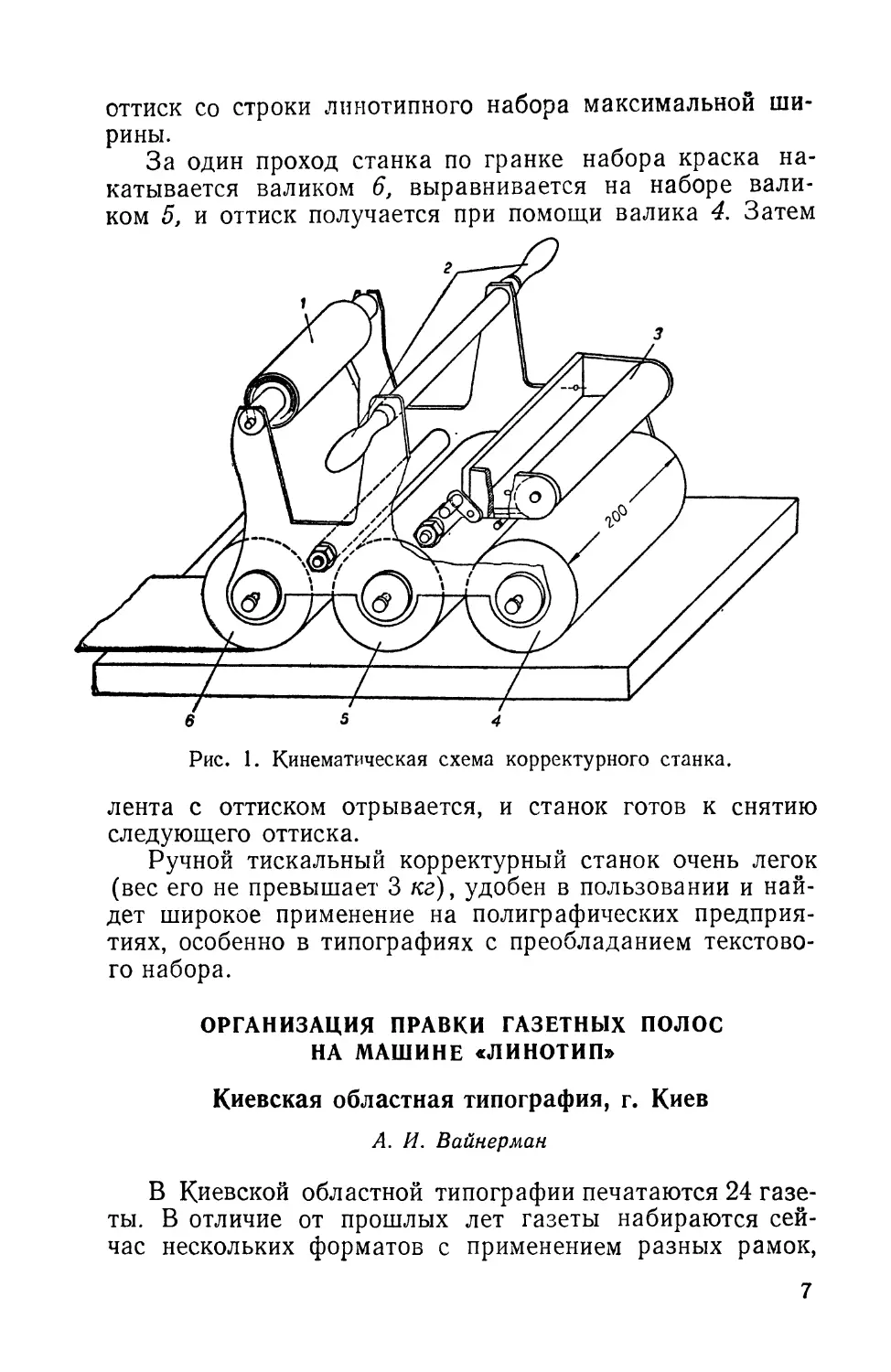
оттиск со строки линотипного набора максимальной ши-
рины.
За один проход станка по гранке набора краска на-
катывается валиком 6, выравнивается на наборе вали-
ком 5, и оттиск получается при помощи валика 4. Затем
6 5 4
Рис. 1. Кинематическая схема корректурного станка.
лента с оттиском отрывается, и станок готов к снятию
следующего оттиска.
Ручной тискальный корректурный станок очень легок
(вес его не превышает 3 кг), удобен в пользовании и най-
дет широкое применение на полиграфических предприя-
тиях, особенно в типографиях с преобладанием текстово-
го набора.
ОРГАНИЗАЦИЯ ПРАВКИ ГАЗЕТНЫХ ПОЛОС
НА МАШИНЕ «ЛИНОТИП»
Киевская областная типография, г. Киев
А. И. Вайнерман
В Киевской областной типографии печатаются 24 газе-
ты. В отличие от прошлых лет газеты набираются сей-
час нескольких форматов с применением разных рамок,
7
фигурных линеек, оборок и т. п. Все это значительно
усложняет работу наборного цеха.
При работе на линотипе я применяю десятипальцевый
свободный слепой метод. Он характерен тем, что пальцы
рук не закреплены за определенными зонами клавиатуры,
а нажимают на клавиши, которые в процессе работы на-
ходятся ближе к тому или другому пальцу. Благодаря
этому пальцы загружены равномерно, меньше устают и
линотипист работает ритмично и производительно.
Верстатку я поднимаю левой и правой рукой. При
чередовании рук уменьшается нагрузка на правую руку.
Если забивается строка и за ней начинается абзацная
строка, то левой рукой значительно удобнее поднимать
верстатку, а правая при этом нажимает на клавиши круг-
лых прописных.
Особенно трудно править газету «Веч!рнш Ки!в» из-за
большой авторской правки. Из редакции поступают все
4 полосы одновременно, и на каждой полосе приходится
переливать 120—150 строк.
Полоса располагается таким образом, чтобы ее реже
требовалось переворачивать. Поскольку в типографии
очень часто приходится вставлять большое количество
слов в середину абзаца, я определяю, откуда удобнее на-
чать переливку строк — сверху или с места, куда вносится
правка. Прежде чем начать правку, необходимо внима-
тельно ее изучить. Сначала правится материал, набран-
ный петитом, потом — нонпарелью. Закончив одну полосу,
приступаем к следующей и правка начинается с нонпа-
рели.
ИЗМЕНЕНИЕ ОБРАБОТКИ МАТРИЦ И КРУГЛЫХ
СТЕРЕОТИПОВ
Киевская областная типография
Б. И. Банковский
В Киевской областной типографии стереотипы обраба-
тывались в течение 1,5 часа на одну машину, а на две ма-
шины одновременно за 2 часа 10 мин.
В настоящее время они обрабатываются на две машины
за 35—45 мин. Это достигается тем, что фрезеровка заме-
нена выклейкой пробельных мест картоном (1 мм). На-
много сокращает время выхода газет холодный способ
матрицирования. В отличие от горячего способа, при ко-
8
тором одна полоса матрицируется в течение 30 мин., при
холодном способе на эту операцию требуется всего 5 мин.
По примеру Киевской областной типографии выклейку
матриц стали применять и в типографии «Радянська
УкраТна».
Во многих типографиях применяют декель, состоящий
из пробки толщиной 1,7—1,8 мм, пионерского сукна и
типографской клеенки. Он не так быстро изнашивает
форму и на таком декеле можно печатать 40—50 тыс.
экземпляров газет.
В Киевской областной типографии на первом бара-
бане сделан описанный выше декель, на второй барабан
одета офсетная резина. После снятия верхнего слоя резины
со второго барабана декель работал более 6 месяцев.
ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ЗУБЦОВ НОЖЕЙ
РОТАЦИОННЫХ МАШИН
Беловая фабрика «Октябрь», г. Киев
Изготовление зубцов ножей ротационных машин
обычно производится штамповкой. Этот способ трудоемок,
малопроизводителен и требует от рабочего напряженного
внимания.
Стойкость пуансонов штампов, производящих высечку
зубца, невысока в силу малых линейных угловых разме-
ров зубца изготавливаемого ножа.
Чтобы повысить производительность труда и качество
изготовления ножей на беловой фабрике «Октябрь»
Рис. 2. Приспособление для нарезания зуб-
цов ножей ротационных машин.
предложено приспособление для нарезания зубцов с помо-
щью токарного станка (рис. 2).
Основа приспособления, представляющая собой сталь-
ной цилиндр 5, устанавливается на токарном станке в
корпусе шпинделя 2 передней бабки /ив центре 10 зад-
ней бабки 11.
2 зю
9
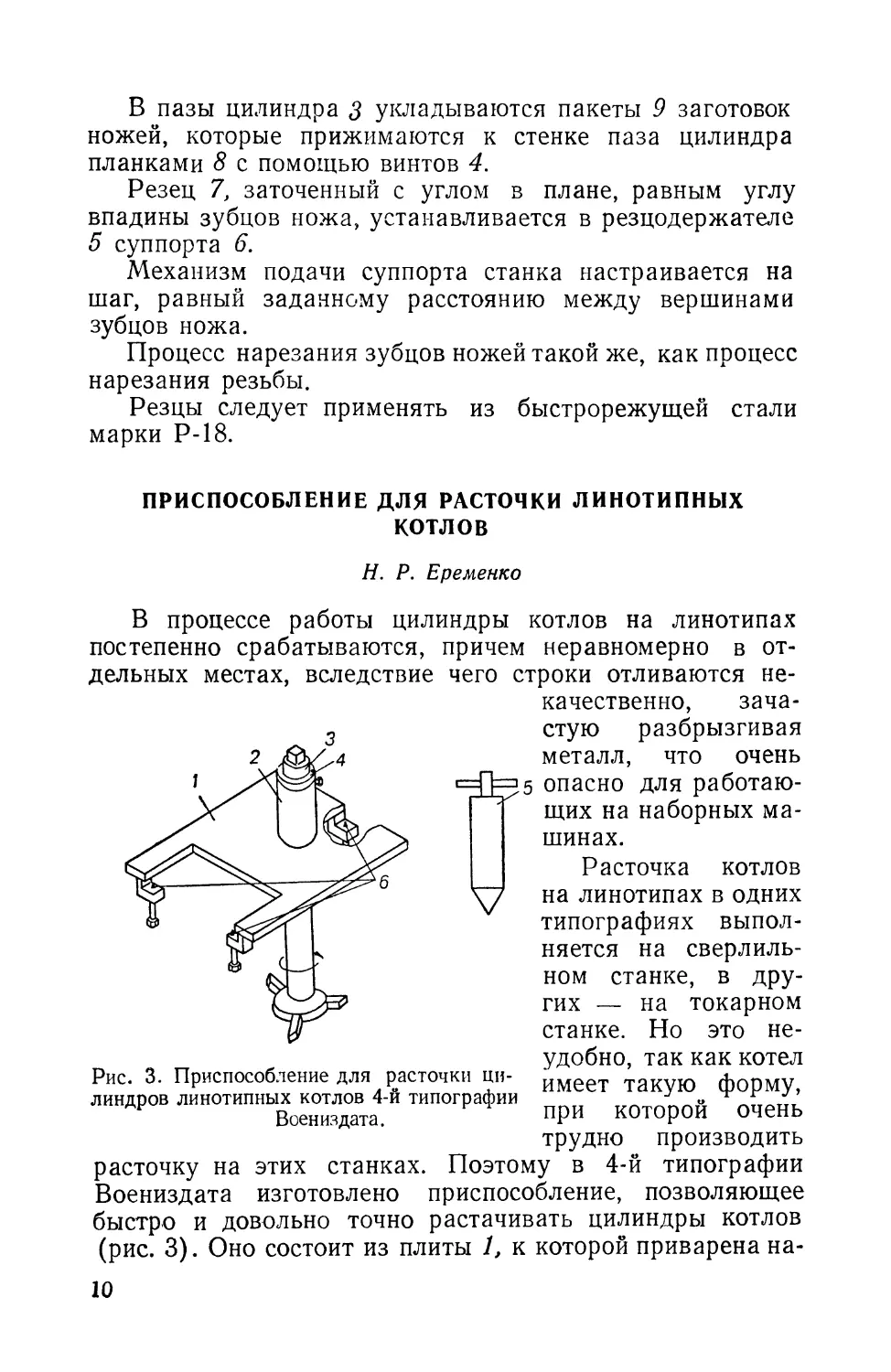
В пазы цилиндра 3 укладываются пакеты 9 заготовок
ножей, которые прижимаются к стенке паза цилиндра
планками 8 с помощью винтов 4.
Резец 7, заточенный с углом в плане, равным углу
впадины зубцов ножа, устанавливается в резцедержателе
5 суппорта 6.
Механизм подачи суппорта станка настраивается на
шаг, равный заданному расстоянию между вершинами
зубцов ножа.
Процесс нарезания зубцов ножей такой же, как процесс
нарезания резьбы.
Резцы следует применять из быстрорежущей стали
марки Р-18.
ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ ЛИНОТИПНЫХ
котлов
Н. Р. Еременко
Рис. 3. Приспособление для расточки ци-
линдров линотипных котлов 4-й типографии
Воениздата.
В процессе работы цилиндры котлов на линотипах
постепенно срабатываются, причем неравномерно в от-
дельных местах, вследствие чего строки отливаются не-
качественно, зача-
стую разбрызгивая
металл, что очень
опасно для работаю-
щих на наборных ма-
шинах.
Расточка котлов
на линотипах в одних
типографиях выпол-
няется на сверлиль-
ном станке, в дру-
гих — на токарном
станке. Но это не-
удобно, так как котел
имеет такую форму,
при которой очень
трудно производить
расточку на этих станках. Поэтому в 4-й типографии
Воениздата изготовлено приспособление, позволяющее
быстро и довольно точно растачивать цилиндры котлов
(рис. 3). Оно состоит из плиты 1, к которой приварена на-
10
правляющая втулка 2. Втулки и плита составляют вместе
корпус приспособления. В приваренную втулку вставляется
шпиндельная втулка с внутренней резьбой шагом 0,26—
0,30 мм. В эту втулку проходит шпиндель 3 с резьбой, на
конце которого закреплено 3 резца. Для того чтобы произ-
вести расточку котла, необходимо из
направляющей втулки 2 вынуть шпин-
дельную втулку 4 со шпинделем, затем
приспособление поставить на снятый
котел и центрировать установочным
конусом 5; котел прикрепляют за про-
ушины к приспособлению винтами 6.
Затем извлекают направляющий конус,
в направляющую втулку вставляют
шпиндельную втулку со шпинделем и
вручную производят расточку в один
или два приема, в зависимости от выра-
ботки цилиндра. Это приспособление
можно использовать в любой типогра-
фии.
Рационализаторы Киевской област-
ной типографии предложили приспособ-
ление для расточки цилиндра иной кон-
струкции (рис. 4). Оно состоит из
хвостовика 1, корпуса 2, в котором
свободно вставлено 4 камня 3. Каждый
камень подпружинен. Приспособление
вставляется в котел, где при помощи Рис. 4. Приспособле-
электродрели производится шлифовка ние Для шлифовки ци-
до ровной поверхности. Это приспособ-
ление также можно использовать в лю- ластной типографии,
бой типографии.
ПРЕСС ДЛЯ ПРОСЕЧКИ ОТВЕРСТИЙ В СТЕРЕОТИПАХ
Беловая фабрика «Октябрь»
Для замены букв или знаков в плоском стереотипе
применяется пресс для просечки отверстий.
Общий вид пресса представлен на рис. 5. Он состоит
из чугунной станины 7, в отверстиях кронштейнов кото-
рой установлены шпиндель И и направляющий валик 12.
Шпиндель И перемещается вертикально посредством ду-
гообразных рычагов 7, шарнирно связанных пальцами 6
и 8 с Г-образным рычагом 3, установленным на оси 5.
2*
11
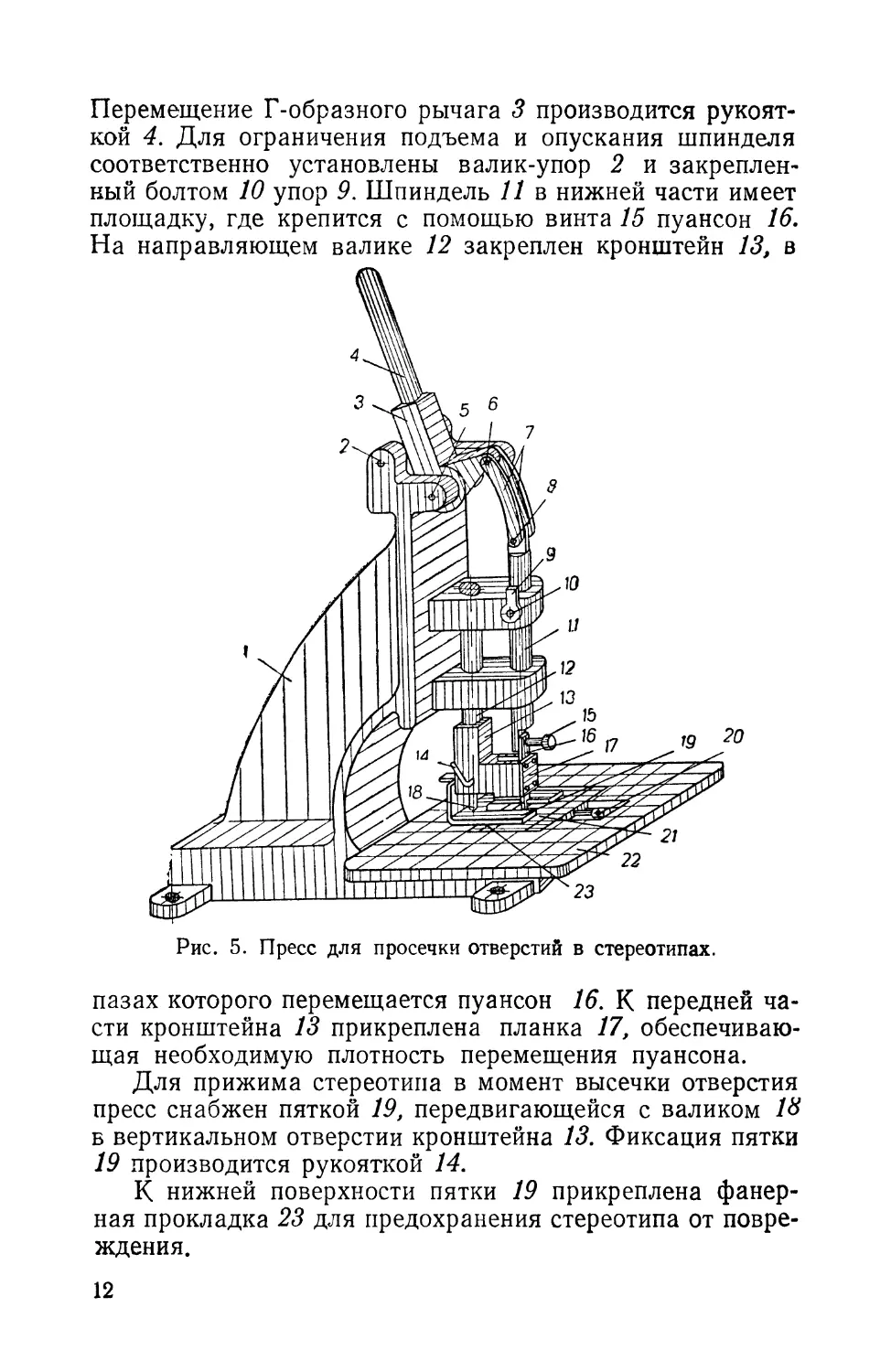
Перемещение Г-образного рычага 3 производится рукоят-
кой 4. Для ограничения подъема и опускания шпинделя
соответственно установлены валик-упор 2 и закреплен-
ный болтом 10 упор 9. Шпиндель 11 в нижней части имеет
площадку, где крепится с помощью винта 15 пуансон 16.
На направляющем валике 12 закреплен кронштейн 13, в
Рис. 5. Пресс для просечки отверстий в стереотипах.
пазах которого перемещается пуансон 16. К передней ча-
сти кронштейна 13 прикреплена планка 17, обеспечиваю-
щая необходимую плотность перемещения пуансона.
Для прижима стереотипа в момент высечки отверстия
пресс снабжен пяткой 19, передвигающейся с валиком 13
в вертикальном отверстии кронштейна 13. Фиксация пятки
19 производится рукояткой 14.
К нижней поверхности пятки 19 прикреплена фанер-
ная прокладка 23 для предохранения стереотипа от повре-
ждения.
12
Плоский стереотип укладывается на столе 22 пресса,
на котором закреплена матрица 21. В ней имеется нес-
колько отверстий, размеры которых соответствуют тре-
буемым отверстиям в стереотипе.
Фиксация матрицы в строгом соответствии с рабочей
частью пуансона производится винтом 20.
Пресс укомплектован набором пуансонов с размерами,
равными поперечному сечению кеглей.
Пресс для просечки отверстий в стереотипах имеет не-
сравненное преимущество перед сверлильным станком в
том, что получаемое отверстие соответствует форме се-
чения кегля и последний легко и точно устанавливается
в стереотипе. Такие пресса изготовляются в мастерской
Киевской беловой фабрики «Октябрь».
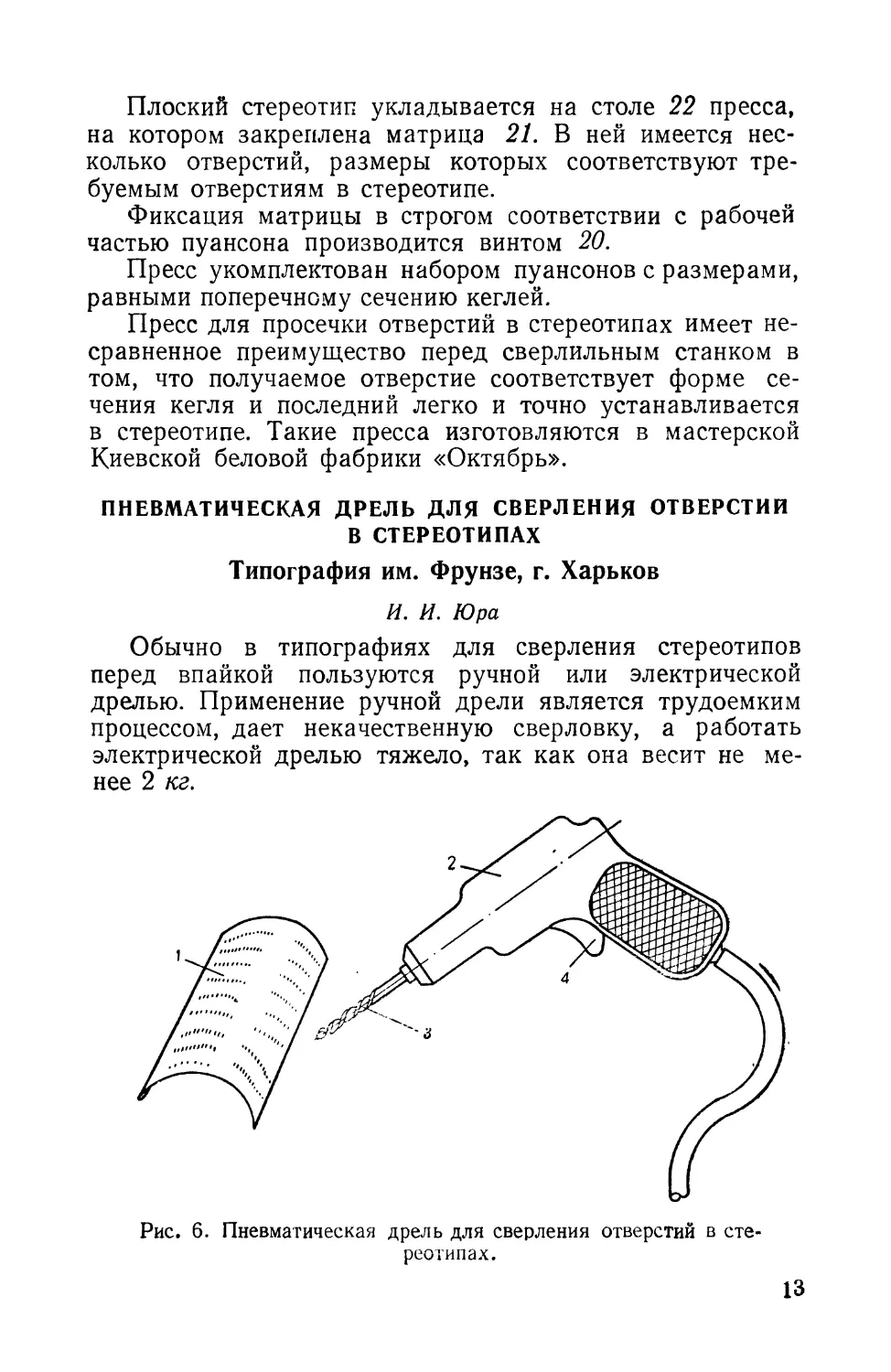
ПНЕВМАТИЧЕСКАЯ ДРЕЛЬ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИИ
В СТЕРЕОТИПАХ
Типография им. Фрунзе, г. Харьков
И. И. Юра
Обычно в типографиях для сверления стереотипов
перед впайкой пользуются ручной или электрической
дрелью. Применение ручной дрели является трудоемким
процессом, дает некачественную сверловку, а работать
электрической дрелью тяжело, так как она весит не ме-
нее 2 кг.
Рис. 6. Пневматическая дрель для сверления отверстий в сте-
реотипах.
13
В типографии им. Фрунзе для сверления отверстий
в стереотипах используется пневматическая дрель (рис. 6),
изготовленная в виде пистолета. Дрель работает от ком-
прессора давлением до 2 атм. Она удобна в работе и ве-
сит около 0, 5 кг. Работа дрелью осуществляется следую-
щим образом: стереотипист устанавливает дрель 2 на
необходимую для высверливания литеру стереотипа 1, на-
жимает на спускной крючок 4 и просверливает сверлом 3
отверстие.
РАЦИОНАЛЬНЫЙ МЕТОД ПРИПРАВКИ НА КНИЖНЫХ
РОТАЦИОННЫХ МАШИНАХ
Книжно-журнальная фабрика, г. Киев
М. В. Яцюта
Бригада, которой я руковожу, сократила время при-
правки до 5 часов.
Это достигнуто за счет правильного распределения
обязанностей между членами бригады. Стереотипные от-
ливы доставляются из стереотипного отделения к рота-
ционной машине всей бригадой.
Полученные отливы укладываются на столе у машины
в таком порядке, в каком они будут расположены на фор-
мных цилиндрах печатной машины.
Установка стереотипов производится одновременно
на обоих цилиндрах лицевой и оборотной стороны,
причем печатник с приемщиком устанавливают отливы
на одном цилиндре, а помощник печатника с другим
приемщиком в то же время устанавливают отливы на
втором цилиндре.
Замена стереотипов производится снятием сжатых от-
ливов и установкой непосредственно за этим соответству-
ющих отливов нового спуска. Остальные члены бригады
в это время убирают рабочие места, чистят машины. За-
тем все члены бригады делают приправку под стереотип,
приводку и приправку печатной формы.
Благодаря такой рациональной организации работы
моя бригада вдвое сократила время на приправку, что
позволяет получить до 1 млн. листооттисков в месяц сверх
плана.
Ниже приведена схема организации рабочего места
бригады.
14
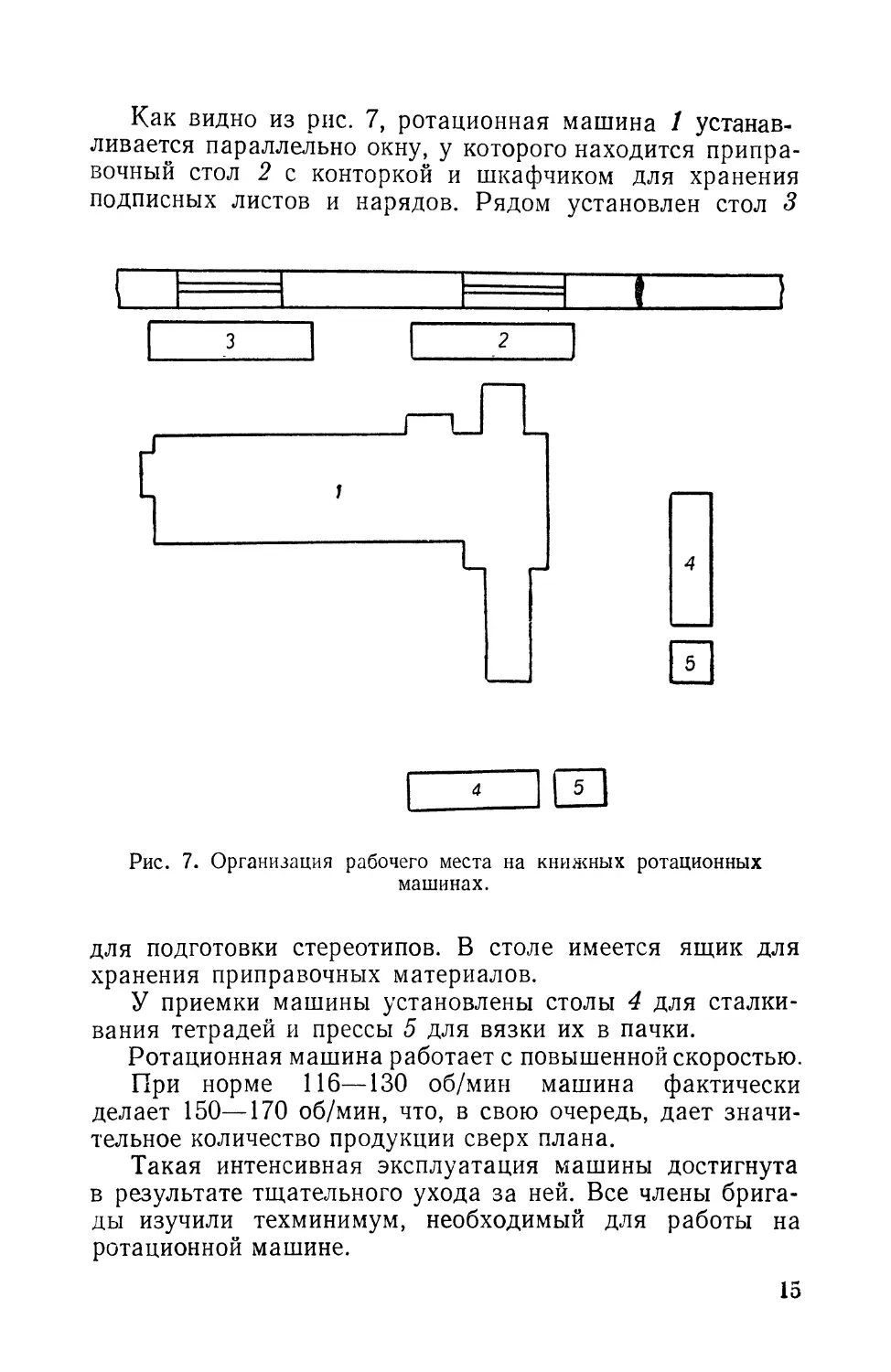
Как видно из рис. 7, ротационная машина 1 устанав-
ливается параллельно окну, у которого находится припра-
вочный стол 2 с конторкой и шкафчиком для хранения
подписных листов и нарядов. Рядом установлен стол 3
4 5
Рис. 7. Организация рабочего места на книжных ротационных
машинах.
для подготовки стереотипов. В столе имеется ящик для
хранения приправочных материалов.
У приемки машины установлены столы 4 для сталки-
вания тетрадей и прессы 5 для вязки их в пачки.
Ротационная машина работает с повышенной скоростью.
При норме 116—130 об/мин машина фактически
делает 150—170 об/мин, что, в свою очередь, дает значи-
тельное количество продукции сверх плана.
Такая интенсивная эксплуатация машины достигнута
в результате тщательного ухода за ней. Все члены брига-
ды изучили техминимум, необходимый для работы на
ротационной машине.
15
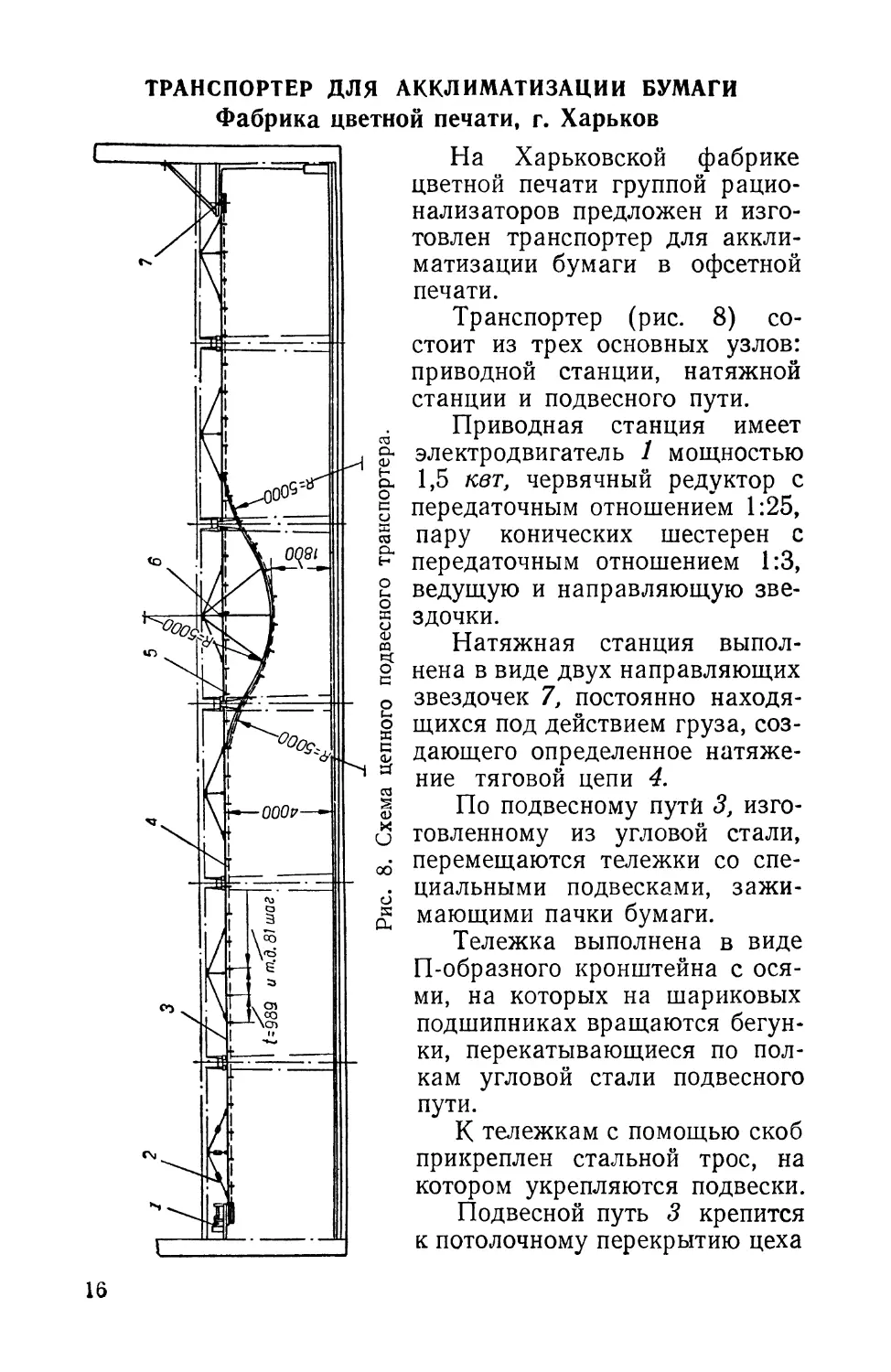
ТРАНСПОРТЕР ДЛЯ АККЛИМАТИЗАЦИИ БУМАГИ
Фабрика цветной печати, г. Харьков
На Харьковской фабрике
цветной печати группой рацио-
нализаторов предложен и изго-
товлен транспортер для аккли-
матизации бумаги в офсетной
печати.
Транспортер (рис. 8) со-
стоит из трех основных узлов:
приводной станции, натяжной
станции и подвесного пути.
Приводная станция имеет
электродвигатель 1 мощностью
1,5 кет, червячный редуктор с
передаточным отношением 1:25,
пару конических шестерен с
передаточным отношением 1:3,
ведущую и направляющую зве-
здочки.
Натяжная станция выпол-
нена в виде двух направляющих
звездочек 7, постоянно находя-
щихся под действием груза, соз-
дающего определенное натяже-
ние тяговой цепи 4.
По подвесному путй 3, изго-
товленному из угловой стали,
перемещаются тележки со спе-
циальными подвесками, зажи-
мающими пачки бумаги.
Тележка выполнена в виде
П-образного кронштейна с ося-
ми, на которых на шариковых
подшипниках вращаются бегун-
ки, перекатывающиеся по пол-
кам угловой стали подвесного
пути.
К тележкам с помощью скоб
прикреплен стальной трос, на
котором укрепляются подвески.
Подвесной путь 3 крепится
к потолочному перекрытию цеха
16
и опорным колоннам кронштейнами и растяжками 2 и 6.
Тяговая цепь 4 с шагом 23 мм, огибая зведочки приводной
и натяжной станций, приводится в движение ведущей
звездочкой.
Определенные звенья тяговой цепи приварены к те-
лежкам 5.
Для удобства загрузки и разгрузки транспортера бу-
магой одна ветвь подвесного пути снижается до уровня,
Рис. 9. Подвеска для зажима пачек бумаги.
позволяющего рабочему без особых затруднений брать
бумагу с пола или стола и устанавливать ее в подвески.
Описанный транспортер более производителен и менее
громоздок, чем существующие.
Подвеска (рис. 9) состоит из рычагов 5 и 6, шар-
нирно связанных осью 2, пальцами 1 и шарнирами 4,
Зажим пачки бумаги 8 осуществляется планками 7 и
9 под действием собственного веса рычагов.
Для повышения жесткости подвески служат угольники
10. Прикрепляется подвеска к транспортеру крюком 3.
Разгрузка бумаги с подвески происходит автомати-
чески с помощью пальца 1, который при движении тран-
спортера надвигается на упор, заставляя разжаться ры-
чаги и освободить бумагу.
3 зю
17
Подвеска может удерживать пачки бумаги от 20 до
120 листов.
Транспортер длиной 80 м можно одновременно загру-
зить 130 тыс. листов бумаги.
МЕХАНИЗАЦИЯ ПЕРЕПЛЕТНО-БРОШЮРОВОЧНЫХ
ПРОЦЕССОВ
Книжно-журнальная фабрика, г. Киев
Г. А. Артюх
На Книжно-журнальной фабрике создана первая на
Украине поточная линия по изготовлению книг. В корот-
кое время было построено несколько транспортеров. Си-
лами ремонтного цеха изготовлены механизмы для обра-
ботки книжных блоков. На участке ниткошвейного парка
установлен транспортер для подачи сшитых блоков на
заклейку (рис. 10). Лента транспортера 2 проходит через
Рис. 10 Схема транспортера в ниткошвейном парке.
специально переоборудованный пресс автоматически
прессующий сшитые блоки.
Заклейка корешков блоков производится на заклеен-
ном станке, изготовленном по предложению рационализа-
Рис. 11. Схема работы заклеечного станка.
торов фабрики. Конструкция станка имеет много общего
со станком БС, выпускаемым Харьковским заводом поли-
графических машин (рис. 11). Клей на корешки блоков
18
наносится группой металлических валиков 1, получаю-
щих его с поверхности валиков 3, купающихся в клеевой
ванне 2. Толщина клеевого слоя на верхних валиках мо-
жет быть изменена с помощью регулировочных винтов
путем изменения величины зазора между верхними и ни-
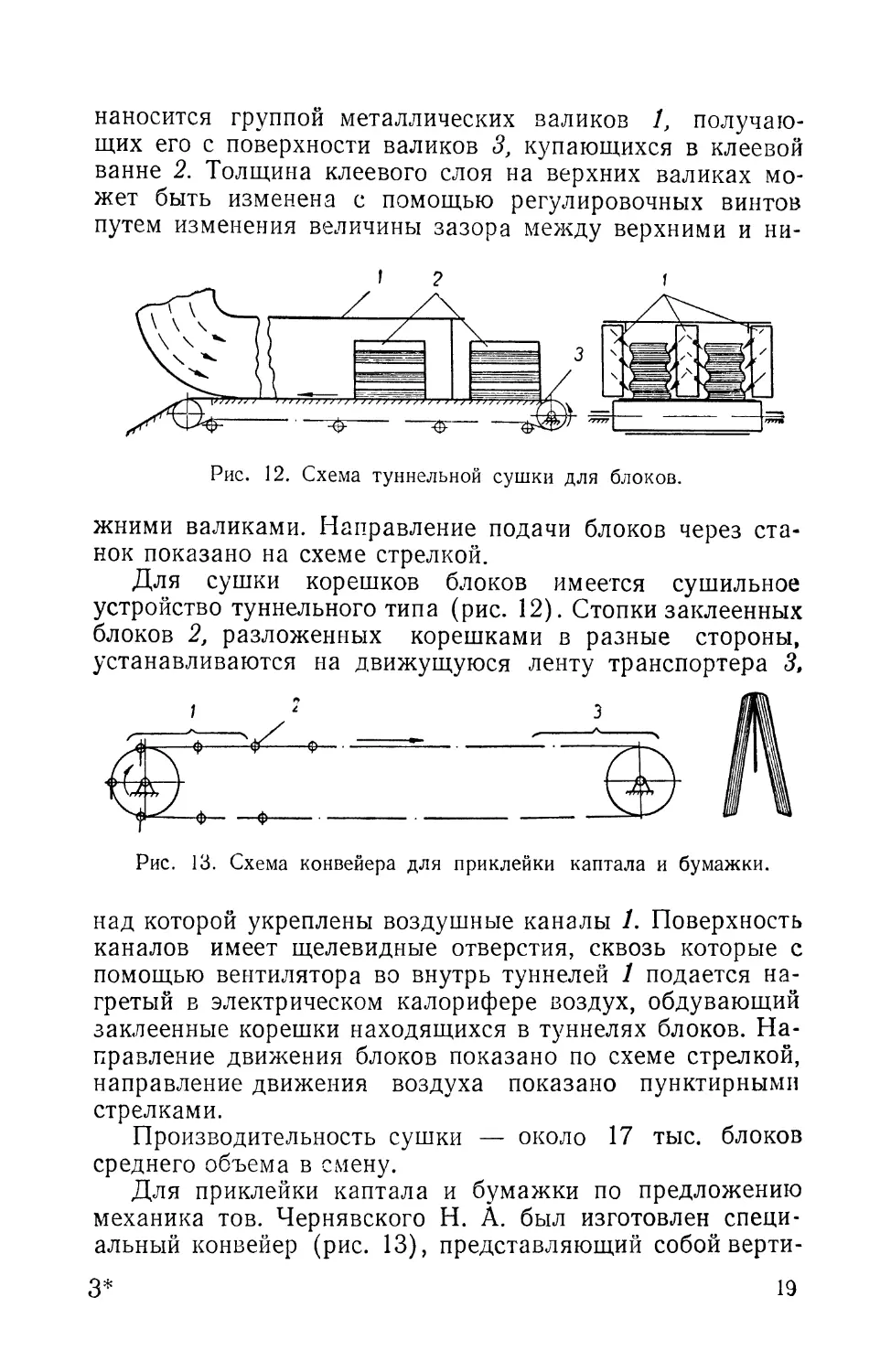
Рис. 12. Схема туннельной сушки для блоков.
жними валиками. Направление подачи блоков через ста-
нок показано на схеме стрелкой.
Для сушки корешков блоков имеется сушильное
устройство туннельного типа (рис. 12). Стопки заклеенных
блоков 2, разложенных корешками в разные стороны,
устанавливаются на движущуюся ленту транспортера 3,
Рис. 13. Схема конвейера для приклейки каптала и бумажки.
над которой укреплены воздушные каналы 1. Поверхность
каналов имеет щелевидные отверстия, сквозь которые с
помощью вентилятора во внутрь туннелей 1 подается на-
гретый в электрическом калорифере воздух, обдувающий
заклеенные корешки находящихся в туннелях блоков. На-
правление движения блоков показано по схеме стрелкой,
направление движения воздуха показано пунктирными
стрелками.
Производительность сушки — около 17 тыс. блоков
среднего объема в смену.
Для приклейки каптала и бумажки по предложению
механика тов. Чернявского Н. А. был изготовлен специ-
альный конвейер (рис. 13), представляющий собой верти-
3*
19
кально замкнутый двухцепной транспортер, на цепях ко-
торого шарнирно укреплены плоские ножи 2. После нане-
сения клея на корешки блоков, последние в зоне 1 наве-
шиваются на ножи, как это показано на рис. 13 вверху.
При движении цепей к зоне разгрузки 3 стоящие по обе
стороны транспортера работницы наклеивают на корешки
блоков каптал и бумажку.
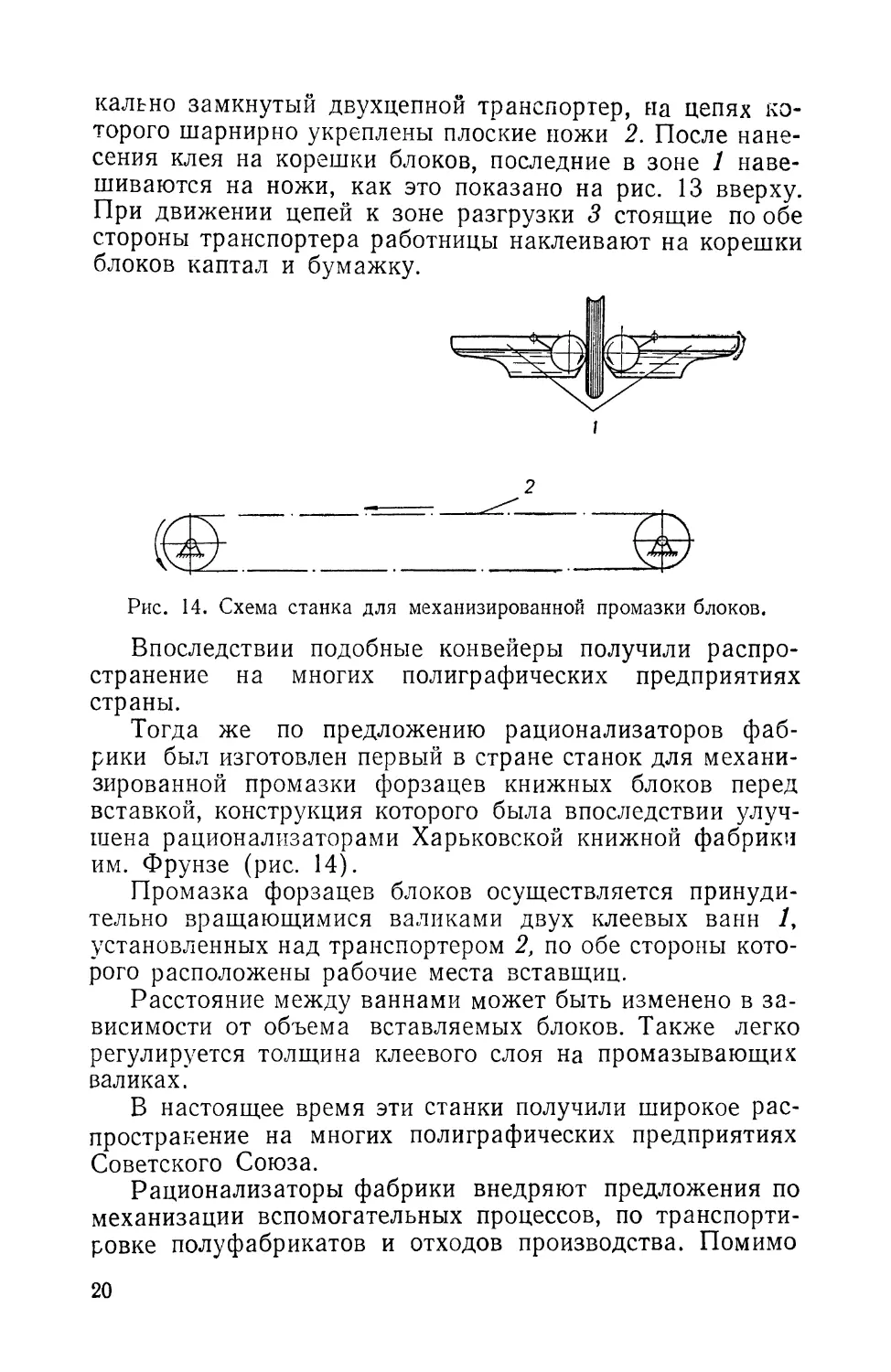
Рис. 14. Схема станка для механизированной промазки блоков.
Впоследствии подобные конвейеры получили распро-
странение на многих полиграфических предприятиях
страны.
Тогда же по предложению рационализаторов фаб-
рики был изготовлен первый в стране станок для механи-
зированной промазки форзацев книжных блоков перед
вставкой, конструкция которого была впоследствии улуч-
шена рационализаторами Харьковской книжной фабрики
им. Фрунзе (рис. 14).
Промазка форзацев блоков осуществляется принуди-
тельно вращающимися валиками двух клеевых ванн Д
установленных над транспортером 2, по обе стороны кото-
рого расположены рабочие места вставщиц.
Расстояние между ваннами может быть изменено в за-
висимости от объема вставляемых блоков. Также легко
регулируется толщина клеевого слоя на промазывающих
валиках.
В настоящее время эти станки получили широкое рас-
пространение на многих полиграфических предприятиях
Советского Союза.
Рационализаторы фабрики внедряют предложения по
механизации вспомогательных процессов, по транспорти-
ровке полуфабрикатов и отходов производства. Помимо
20
резкого сокращения затрат ручного труда, внедрение этих
предложений предусматривает значительное повышение
технической и производственной культуры этих процессов.
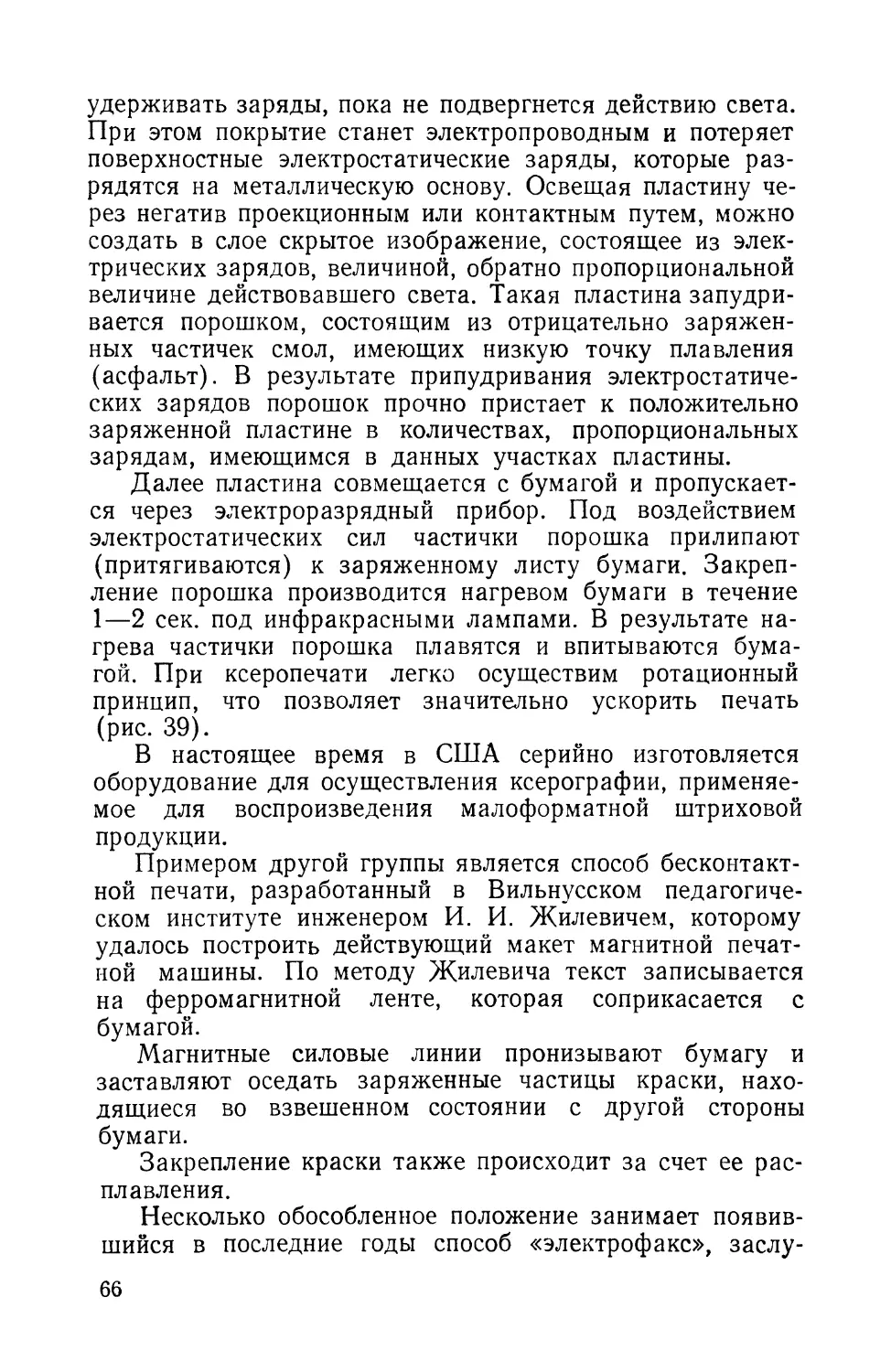
Существенно изменен способ подачи отпечатанной
продукции из печатного цеха, расположенного на 1 этаже,
на отдельные участки переплетно-брошюровочного цеха,
расположенные на 3 и 4 этажах (рис. 15). Если прежде
Рис. 15. Схема транспортировки полуфабриката из печатного цеха
в переплетно-брошюровочный цех.
пачки полуфабриката подвозились ручными тележками и
поднимались лифтом, то в настоящее время для этой
цели используется вертикальный полочно-цепной элева-
тор 1 в сочетании с двумя последовательно расположенны-
ми ленточными транспортерами 2 и 3. Транспортер 2 по-
зволяет подать пачки на любой участок базы хранения от-
печатанной продукции, находящийся на 3 этаже. Вклю-
чая в действие наклонный транспортер 3, можно подать
пачки продукции из печатного цеха (либо с 3 этажа) на
4 этаж в брошюровочное отделение.
В настоящее время по предложению рационализато-
ров фабрики изготовлены и работают еще две производ-
ственные установки — механизированная клееварка и
21
устройство для пневматической транспортировки стружек
от резальных машин.
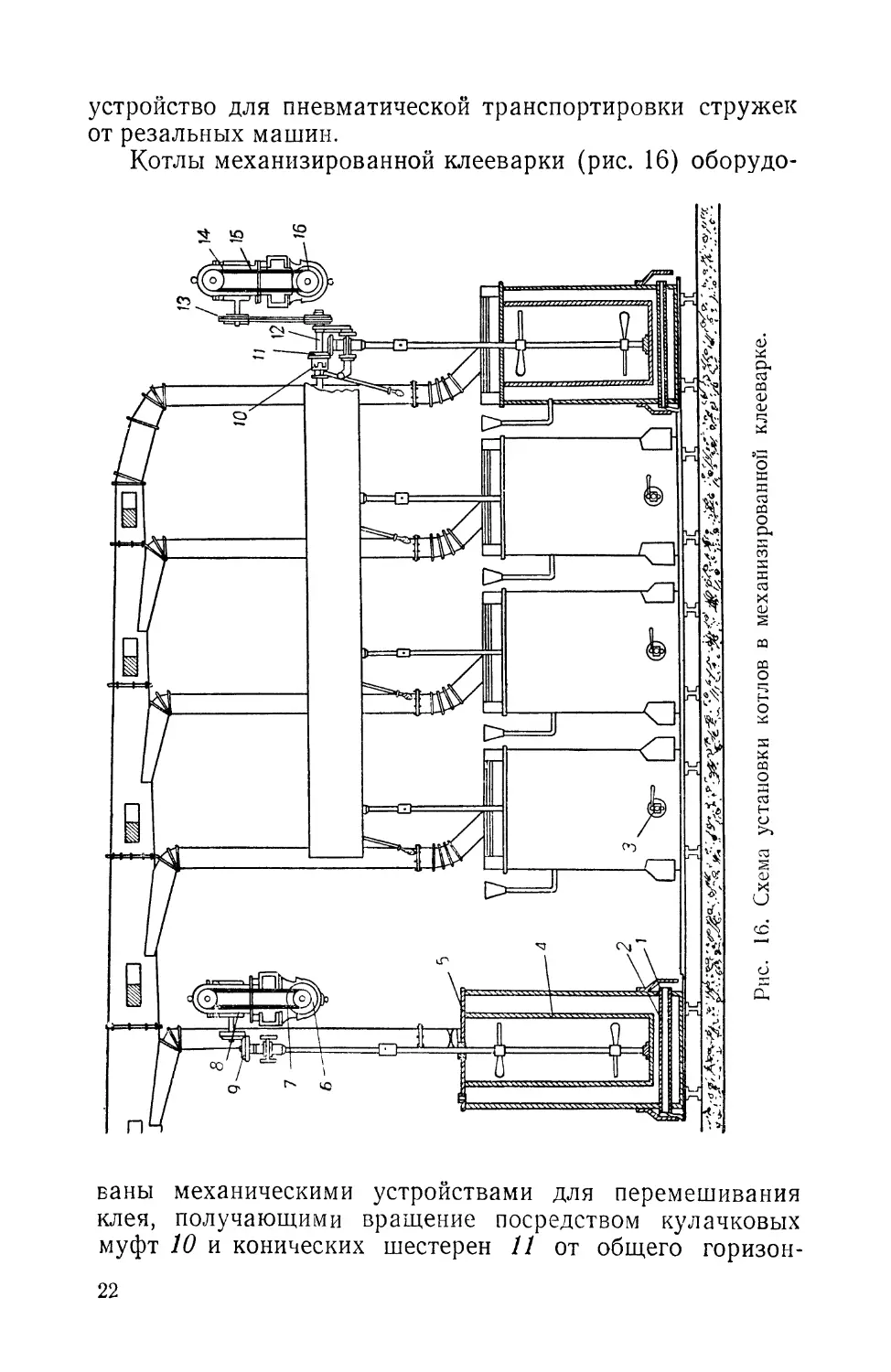
Котлы механизированной клееварки (рис. 16) оборудо-
ваны механическими устройствами для перемешивания
клея, получающими вращение посредством кулачковых
муфт 10 и конических шестерен 11 от общего горизон-
22
тального вала 12, в свою очередь, приводящегося во вра-
щение через цепную передачу 13, червячный редуктор 14
и клиноременную передачу 15 от электродвигателя 16.
Котел 5 для приготовления клея № 39 оборудован инди-
видуальным приводом (электродвигатель 6 — клиноремен-
ная передача 7 — червячный редуктор 8 — пара кониче-
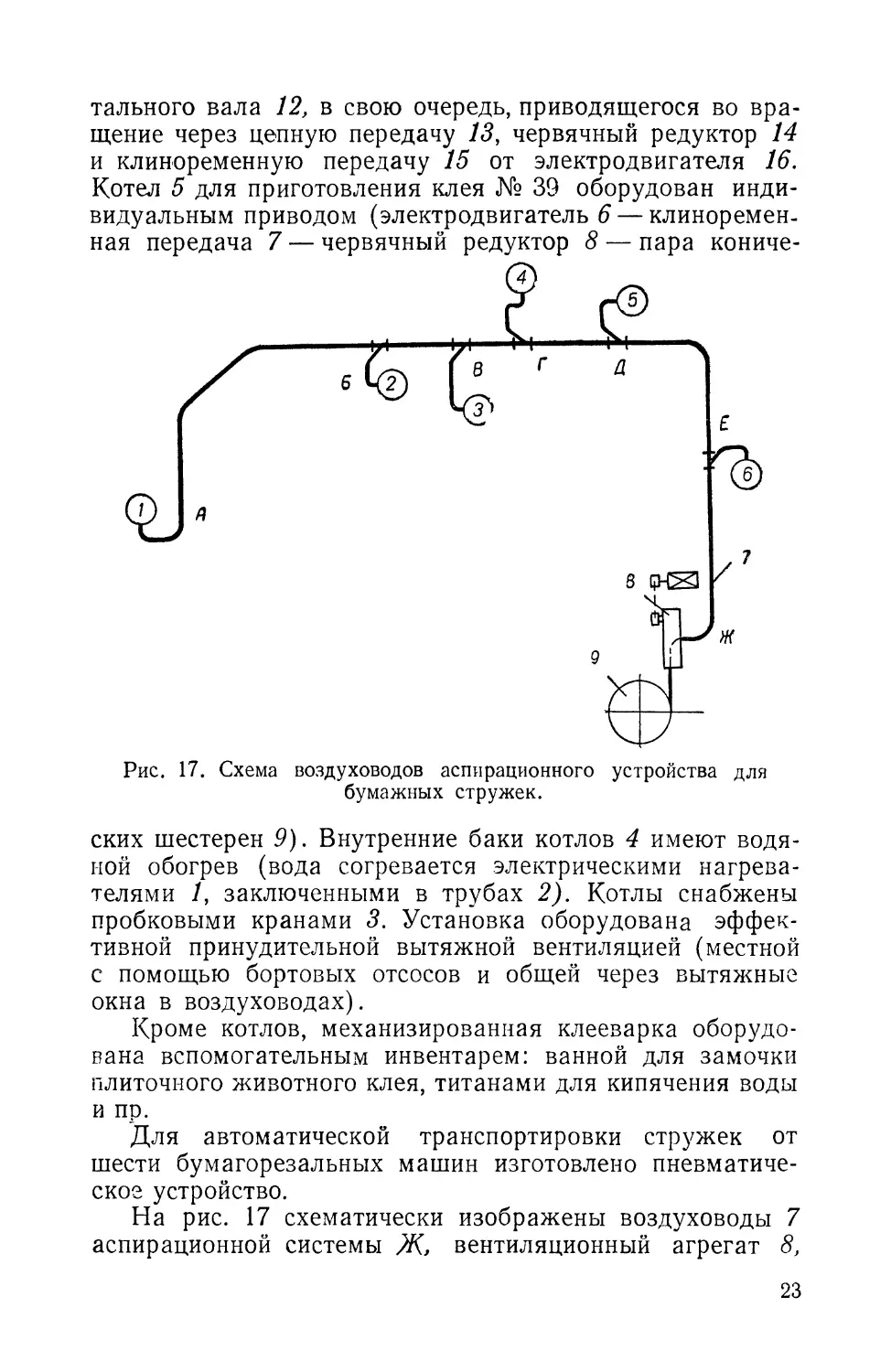
Рис. 17. Схема воздуховодов аспирационного устройства для
бумажных стружек.
ских шестерен 9). Внутренние баки котлов 4 имеют водя-
ной обогрев (вода согревается электрическими нагрева-
телями /, заключенными в трубах 2). Котлы снабжены
пробковыми кранами 3. Установка оборудована эффек-
тивной принудительной вытяжной вентиляцией (местной
с помощью бортовых отсосов и общей через вытяжные
окна в воздуховодах).
Кроме котлов, механизированная клееварка оборудо-
вана вспомогательным инвентарем: ванной для замочки
плиточного животного клея, титанами для кипячения воды
и пр.
Для автоматической транспортировки стружек от
шести бумагорезальных машин изготовлено пневматиче-
ское устройство.
На рис. 17 схематически изображены воздуховоды 7
аспирационной системы Ж, вентиляционный агрегат 8,
23
циклон 9, а также группа обслуживаемых системой трех-
ножевых бумагорезальных машин 2, 3, 4 и 5; одноноже-
вых резальных машин 1 и 6. Машины 1, 4 и 5 расположены
на третьем этаже, машины 2, 3 и 6 — на четвертом. Глав-
ный воздуховод проходит под перекрытием пола 4 этажа.
Общая длина всех воздуховодов аспирационной си-
стемы 150 м. Вентиляционный агрегат оборудован спе-
циальным вентилятором (центробежный пылевой вентиля-
тор ВНИСТО, серия ЦП-7-40, № 6). В отличие от мало-
производительных эксгаустеров, изготовляемых к аспира-
ционным устройствам для полиграфических предприятий
Московским шрифтолитейным заводом, центробежные пы-
левые вентиляторы имеют очень высокие эксплуатацион-
ные показатели. Наиболее высокие параметры, достигае-
мые вентилятором ЦП-7-40 № 6, работающим в различ-
ных режимах, следующие: максимальный коэффициент
полезного действия — 0,6; максимальное полное давле-
ние — 400 мм вод. ст., максимальная производитель-
ность — 14 тыс. мг/час.
Центробежные пылевые вентиляторы могут использо-
ваться в аспирационных устройствах на других полигра-
фических предприятиях.
Все аспирационные устройства для бумажных стру-
жек, оборудованные на других полиграфических предпри-
ятиях, имеют серьезный недостаток, заключающийся в
том, что, поскольку циклон не обеспечивает полной потери
скорости подаваемого вентилятором воздуха, то значи-
тельная часть его вместе со стружкой и бумажной пылью
через приемную трубу попадает в помещение, где произ-
водится упаковка стружек.
Рационализаторы книжно-журнальной фабрики устра-
нили этот недостаток, совершенно прекратив поступление
воздуха из циклона в помещение упаковки стружек.
В этом помещении установлено специальное устройство,
работающее следующим образом (рис. 18).
Выходная труба 3 циклона 2 имеет круглое сечение
диаметром 850 мм. Нижнее отверстие трубы, выходящее
в помещение упаковки стружек, закрывается двуствор-
чатой крышкой, обе створки которой имеют шарнирную
подвеску и прижимаются к нижней кромке трубы про-
тивовесами 4, укрепленными на общих со створками
осях. Створки закрывают трубу до тех пор, пока в ее
24
нижней части не накопится определенное количество
стружек, которые своей тяжестью преодолевают груз про-
тивовесов. Створки крышки приоткрываются, образуя
щель. Через просвет между створками в помещение под
действием собственного веса высыпается такое количество
стружек, какое поступает в трубку из циклона. Противо-
TW уж УЖ
Рис. 18. Схема подачи стружек вентилятором
в помещение упаковки.
весы подбираются таким образом, чтобы в нижней части
трубы образовался столб стружек высотой не более 1 м,
который не позволяет воздуху и пыли проникнуть из ци-
клона в помещение упаковки стружек. Стружки из ци-
клона осыпаются в нижнюю часть трубы, а загрязненный
пылью воздух уносится через центральный цилиндр
циклона 1 в атмосферу.
Устройство для пневматической транспортировки
стружек от резальных машин в переплетно-брошюро-
вочном цехе Книжно-журнальной фабрики обладает
4 зю 25
высокими эксплуатационными качествами. Значительно
улучшились условия труда в переплетно-брошюровочном
цехе: производственная площадь возле резальных ма-
шин не захламлена стружками, не загромождена ящи-
ками, предназначенными для их перевозки; уменьшилось
количество перевозок на основном проезде цеха. Кроме
того, аспирационная установка вместе со стружками от-
сасывает из нижней зоны цеховых помещений загрязнен-
ный воздух.
СЧЕТ И ГРУППИРОВКА СФАЛЬЦОВАННЫХ ТЕТРАДЕЙ
С ПОМОЩЬЮ ЭЛЕКТРОННОГО СЧЕТНО-ГРУППИРУЮЩЕГО
АВТОМАТА ЭСГА-4
Типография «Атлас», г. Львов
Предложение В. А. Гитина
Счет и группировка сфальцованных тетрадей произво-
дится обычно вручную.
Ручной труд при счете и группировке сфальцованных
тетрадей может быть заменен счетно-группирующим ав-
томатом, основанным на бесконтактном способе счета.
Это обеспечивает точный счет различных видов фаль-
цовки, дает возможность легко синхронизировать момент
разделения тетрадей на партии в зависимости от фор-
мата и скорости перемещения тетради.
Установленный на фальцмашине в львовской типо-
литографии «Атлас» автомат удобен в эксплуатации
и состоит из фотоэлектронного осветительного и исполни-
тельного устройств.
Блок-схема представляет собой незамкнутую автома-
тическую линию, выбирается из условий обеспечения
прерывания светового потока, отсутствия набегания по-
следующих листов на предыдущие, удобства эксплуата-
ции.
Тетради по роликовому транспортеру перемещаются
с интервалами, поэтому освещение фотоэлемента носит
импульсный характер. Изменение величины интервалов
не влияет на работу автомата благодаря применению
схемы «длительной памяти», о чем подробнее сказано
ниже.
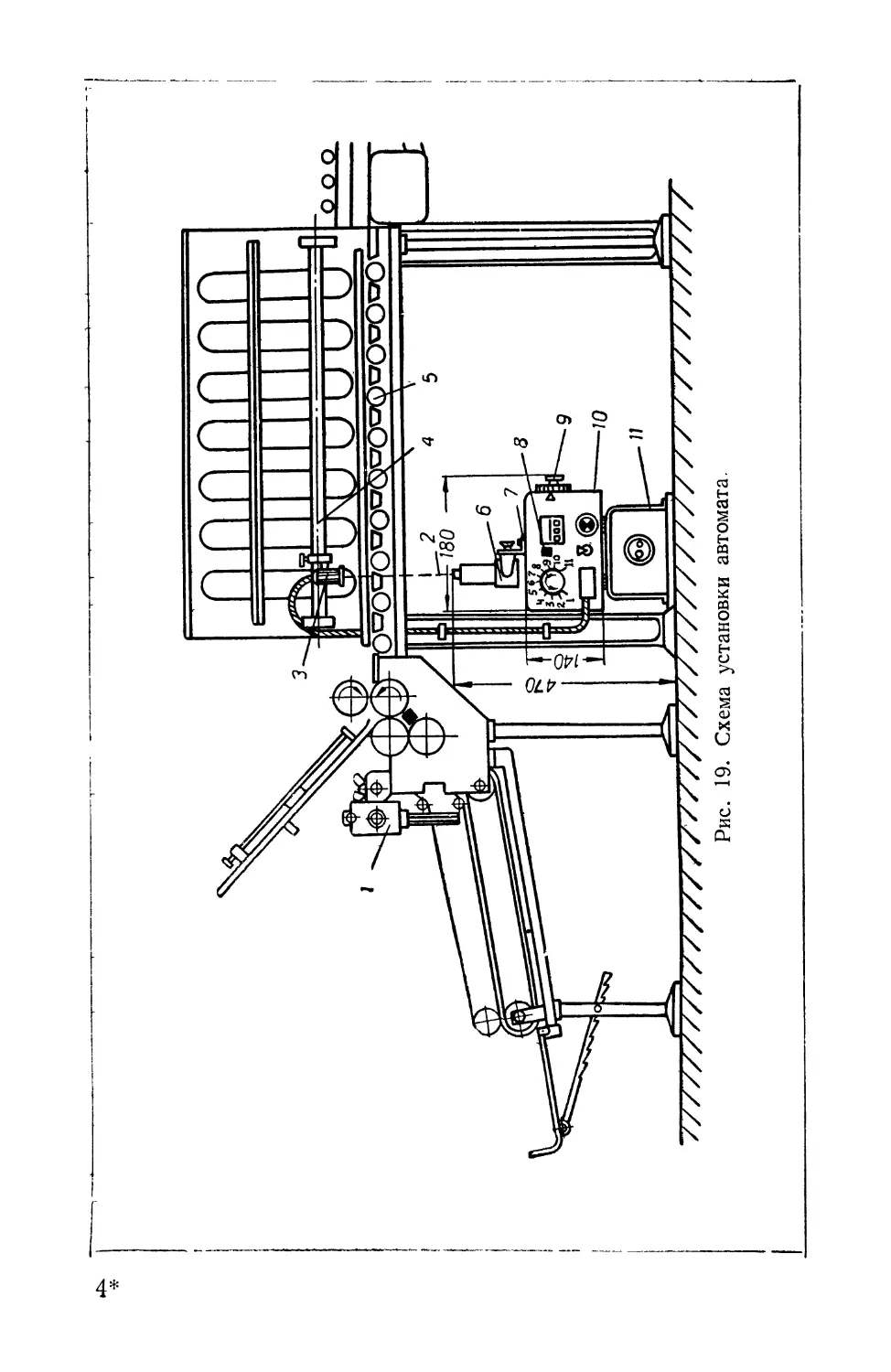
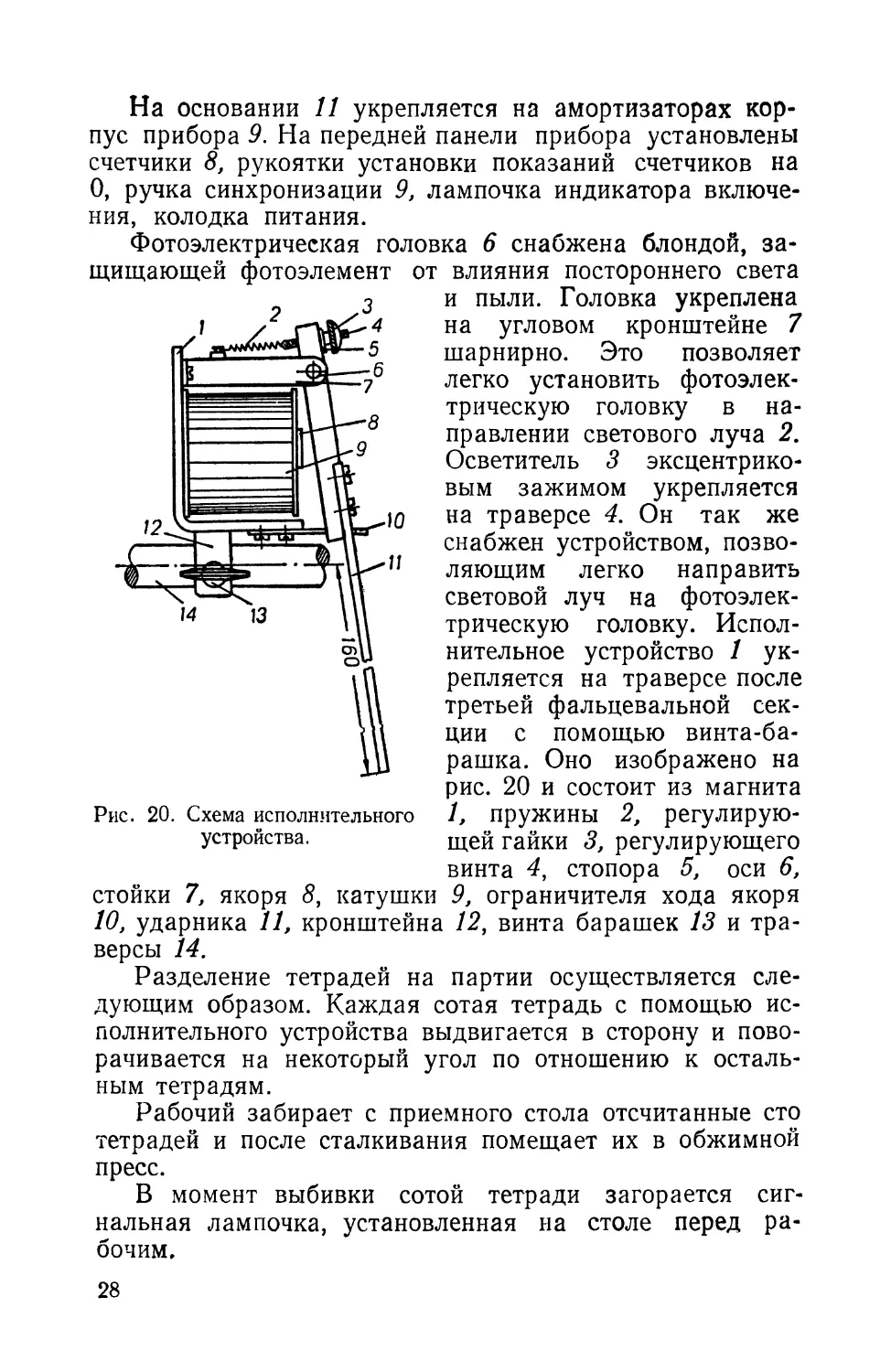
хАвтомат устанавливается под третьим роликовым
транспортером (рис. 19).
26
Рис. 19. Схема установки автомата.
На основании И укрепляется на амортизаторах кор-
пус прибора 9. На передней панели прибора установлены
счетчики 8, рукоятки установки показаний счетчиков на
О, ручка синхронизации 9, лампочка индикатора включе-
ния, колодка питания.
Фотоэлектрическая головка 6 снабжена блондой, за-
щищающей фотоэлемент от влияния постороннего света
и пыли. Головка укреплена
на угловом кронштейне 7
шарнирно. Это позволяет
легко установить фотоэлек-
трическую головку в на-
правлении светового луча 2.
Осветитель 3 эксцентрико-
вым зажимом укрепляется
на траверсе 4. Он так же
снабжен устройством, позво-
ляющим легко направить
световой луч на фотоэлек-
трическую головку. Испол-
нительное устройство 1 ук-
репляется на траверсе после
третьей фальцевальной сек-
ции с помощью винта-ба-
рашка. Оно изображено на
рис. 20 и состоит из магнита
Рис. 20. Схема исполнительного 1, пружины 2, регулирую-
устройства. щей гайки 3, регулирующего
винта 4, стопора 5, оси 6,
стойки 7, якоря S, катушки 9, ограничителя хода якоря
10, ударника 11, кронштейна 12, винта барашек 13 и тра-
версы 14.
Разделение тетрадей на партии осуществляется сле-
дующим образом. Каждая сотая тетрадь с помощью ис-
полнительного устройства выдвигается в сторону и пово-
рачивается на некоторый угол по отношению к осталь-
ным тетрадям.
Рабочий забирает с приемного стола отсчитанные сто
тетрадей и после сталкивания помещает их в обжимной
пресс.
В момент выбивки сотой тетради загорается сиг-
нальная лампочка, установленная на столе перед ра-
бочим.
28
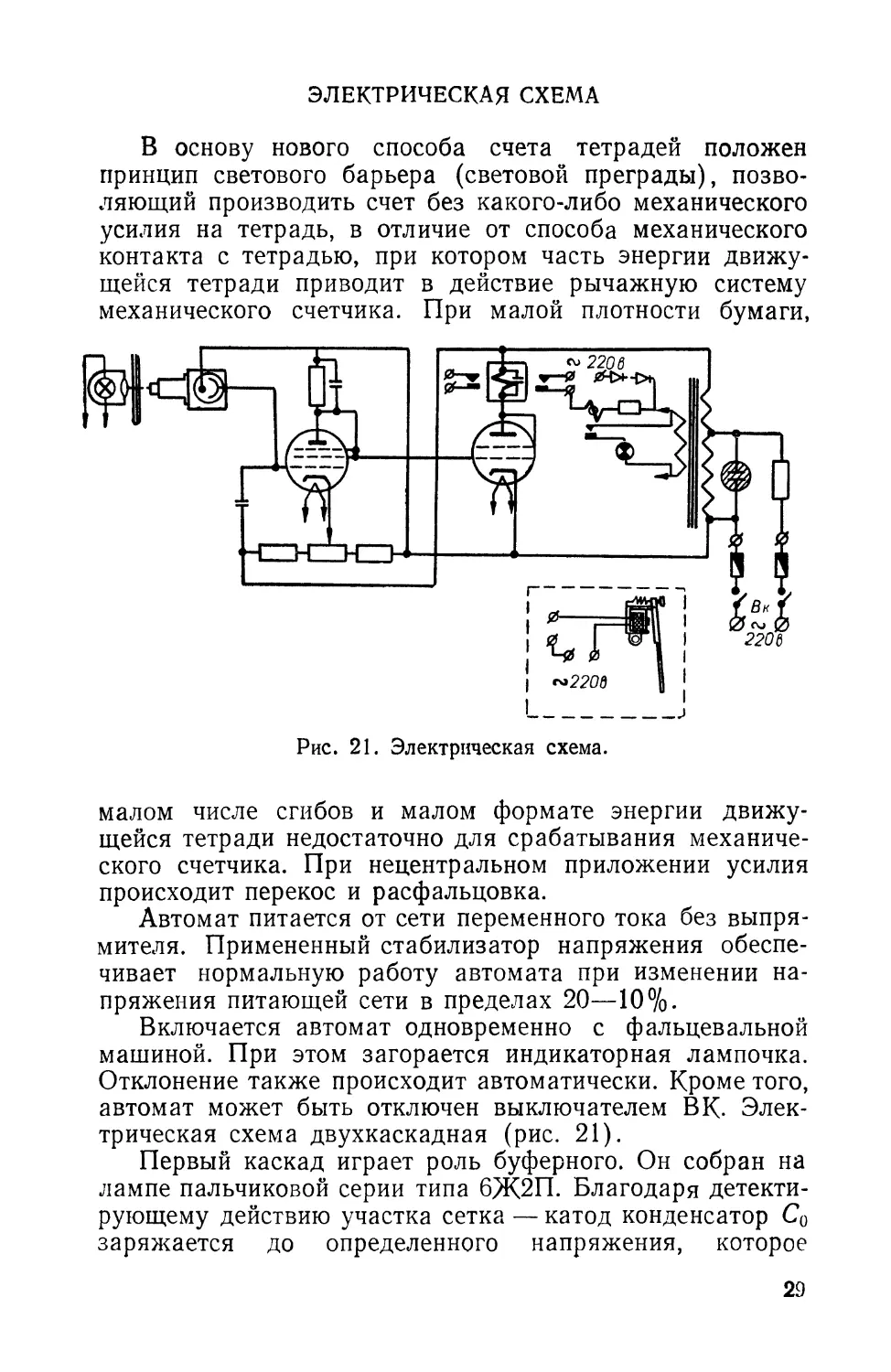
ЭЛЕКТРИЧЕСКАЯ СХЕМА
В основу нового способа счета тетрадей положен
принцип светового барьера (световой преграды), позво-
ляющий производить счет без какого-либо механического
усилия на тетрадь, в отличие от способа механического
контакта с тетрадью, при котором часть энергии движу-
щейся тетради приводит в действие рычажную систему
механического счетчика. При малой плотности бумаги,
Рис. 21. Электрическая схема.
малом числе сгибов и малом формате энергии движу-
щейся тетради недостаточно для срабатывания механиче-
ского счетчика. При нецентральном приложении усилия
происходит перекос и расфальцовка.
Автомат питается от сети переменного тока без выпря-
мителя. Примененный стабилизатор напряжения обеспе-
чивает нормальную работу автомата при изменении на-
пряжения питающей сети в пределах 20—10%.
Включается автомат одновременно с фальцевальной
машиной. При этом загорается индикаторная лампочка.
Отклонение также происходит автоматически. Кроме того,
автомат может быть отключен выключателем В К. Элек-
трическая схема двухкаскадная (рис. 21).
Первый каскад играет роль буферного. Он собран на
лампе пальчиковой серии типа 6Ж2П. Благодаря детекти-
рующему действию участка сетка — катод конденсатор Со
заряжается до определенного напряжения, которое
29
запирает лампу. Уровень этого напряжения устанавливае-
тся потенциометром. Разряжается конденсатор через фо-
тоэлемент во время действия на него светового потока.
От уровня напряжения на конденсаторе зависит продол-
жительность задержки срабатывания исполнительного
устройства (от момента светового импульса). Эта так на-
зываемая схема «короткой памяти» используется для
Рис. 22. Схема нереверсивного импульсного двигателя.
регулировки момента удара по тетради в зависимости от
формата последней и скорости работы фальцмашины.
Второй (выходной) каскад является усилителем мощ-
ности. Связь между каскадами кондуктивная. В анодную
цепь выходной лампы типа 6ШП включен нереверсивный
импульсный двигатель, который совершает полный цикл
через каждые 100 импульсов, соответствующих 100 преры-
ваниям светового потока. Таким способом осуществляется
схема «длительной памяти» (запоминание 99 импульсов).
В конце каждого цикла подается управляющий импульс
исполнительному устройству. Одновременно через реле с
задержкой на отпускание подается напряжение на си-
гнальную лампочку.
Нереверсивный импульсный двигатель (рис. 22) пред-
ставляет собой электромеханическое устройство, состоя-
30
щее из электромагнита 5, храпового механизма 4, уст-
ройства, предотвращающего произвольное проворачива-
ние двигателя 3, кулачка 1, контактной группы 2, возврат-
ной пружины 6. Все перечисленные части установлены на
магнитопроводе импульсного двигателя.
Счетный механизм типа УГН-1, нереверсивный двига-
тель и шкала, разделенная на 100 частей, находятся на
одной оси. Показания счетчиков сбрасываются помеще-
нием нулевого деления шкалы против стрелочного указа-
теля и последующим нажатием кнопки.
Через 1—2 минуты автомат готов к работе. Синхрони-
зация момента выбивки тетради производится при работе
фальцевальной машины.
ТРАНСПОРТЕР ДЛЯ ПОДБОРКИ И КОМПЛЕКТОВКИ
КНИЖНЫХ БЛОКОВ
Типография им. Фрунзе, г. Харьков
Предложение В. С. Задорожного
На большинстве полиграфических предприятий ком-
плектовка книжных блоков производится вручную.
Рис. 23. Схема транспортера для комплек-
тования книжных блоков.
В типографии им. Фрунзе применен транспортер для
комплектования книжных блоков (рис. 23).
Он состоит из транспортера 3, рабочих столов подбор-
щиц 1, рабочих столов контролеров 2. Для укладки и
31
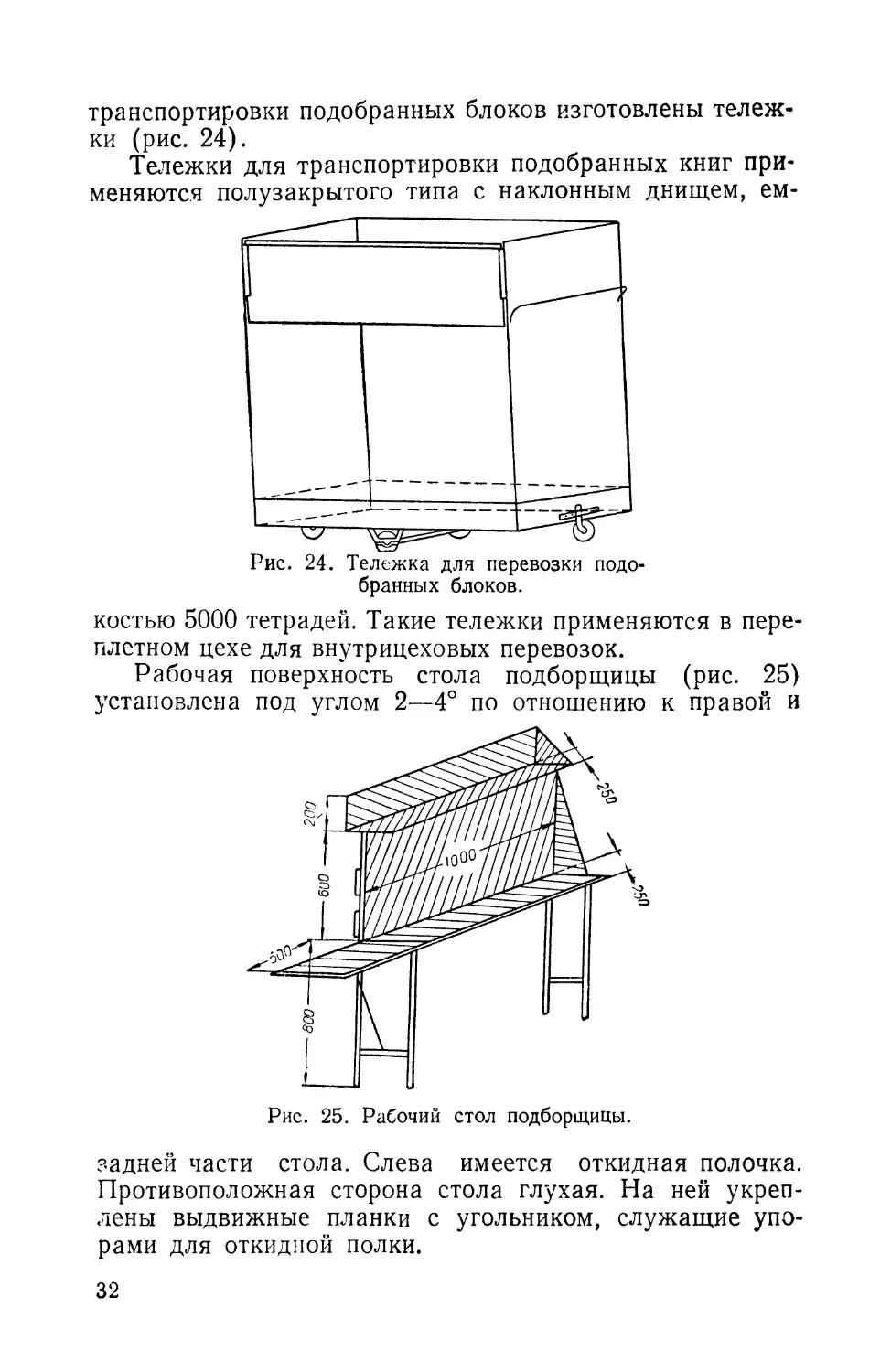
транспортировки подобранных блоков изготовлены тележ-
ки (рис. 24).
Тележки для транспортировки подобранных книг при-
меняются полузакрытого типа с наклонным днищем, ем-
Рис. 24. Тележка для перевозки подо-
бранных блоков.
костью 5000 тетрадей. Такие тележки применяются в пере-
плетном цехе для внутрицеховых перевозок.
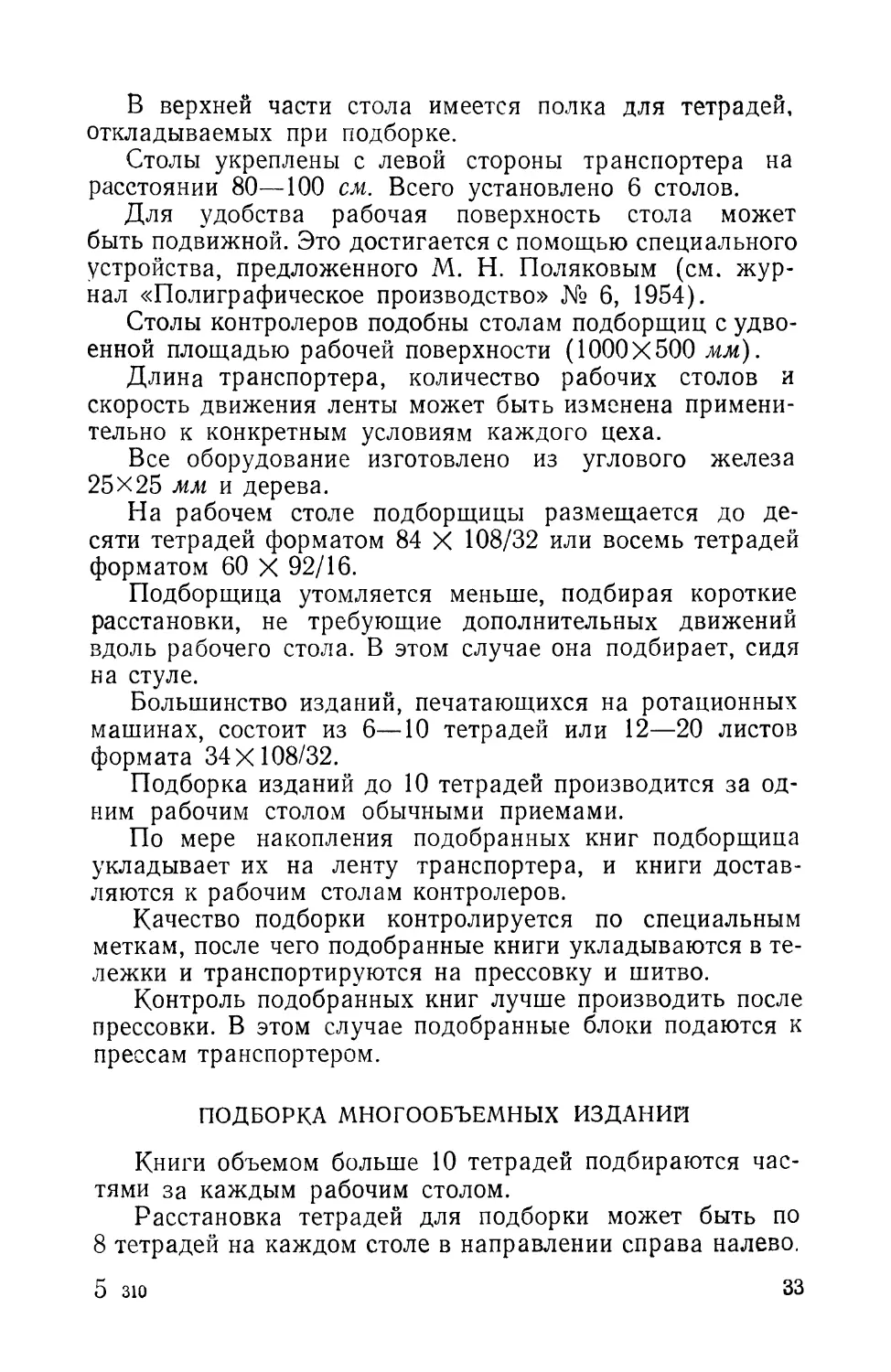
Рабочая поверхность стола подборщицы (рис. 25)
установлена под углом 2—4° по отношению к правой и
Рис. 25. Рабочий стол подборщицы.
задней части стола. Слева имеется откидная полочка.
Противоположная сторона стола глухая. На ней укреп-
лены выдвижные планки с угольником, служащие упо-
рами для откидной полки.
32
В верхней части стола имеется полка для тетрадей,
откладываемых при подборке.
Столы укреплены с левой стороны транспортера на
расстоянии 80—100 см. Всего установлено 6 столов.
Для удобства рабочая поверхность стола может
быть подвижной. Это достигается с помощью специального
устройства, предложенного М. Н. Поляковым (см. жур-
нал «Полиграфическое производство» № 6, 1954).
Столы контролеров подобны столам подборщиц с удво-
енной площадью рабочей поверхности (1000x500 мм).
Длина транспортера, количество рабочих столов и
скорость движения ленты может быть изменена примени-
тельно к конкретным условиям каждого цеха.
Все оборудование изготовлено из углового железа
25X25 мм и дерева.
На рабочем столе подборщицы размещается до де-
сяти тетрадей форматом 84 X 108/32 или восемь тетрадей
форматом 60 X 92/16.
Подборщица утомляется меньше, подбирая короткие
расстановки, не требующие дополнительных движений
вдоль рабочего стола. В этом случае она подбирает, сидя
на стуле.
Большинство изданий, печатающихся на ротационных
машинах, состоит из 6—10 тетрадей или 12—20 листов
формата 34X108/32.
Подборка изданий до 10 тетрадей производится за од-
ним рабочим столом обычными приемами.
По мере накопления подобранных книг подборщица
укладывает их на ленту транспортера, и книги достав-
ляются к рабочим столам контролеров.
Качество подборки контролируется по специальным
меткам, после чего подобранные книги укладываются в те-
лежки и транспортируются на прессовку и шитво.
Контроль подобранных книг лучше производить после
прессовки. В этом случае подобранные блоки подаются к
прессам транспортером.
ПОДБОРКА МНОГООБЪЕМНЫХ ИЗДАНИЙ
Книги объемом больше 10 тетрадей подбираются час-
тями за каждым рабочим столом.
Расстановка тетрадей для подборки может быть по
8 тетрадей на каждом столе в направлении справа налево.
5 зю
33
В зависимости от объема каждого издания количество
листов на рабочем столе и комплектов одновременно под-
бираемых книг может изменяться, но указанная после-
довательность их размещения для подборки сохра-
няется.
Подборщицы комплектуют книги последовательной
укладкой их частей на транспортерную ленту.
За первым столом подбираются последние тетра-
ди, книги и укладываются на ленту. По мере прибли-
жения первой части книги к следующему столу, вто-
рая подборщица накладывает вторую часть книги
и т. д.
Подборка объемных изданий может производиться та-
кими приемами.
Большим, указательным и средним пальцами правой
руки подборщица последовательно поднимает и передает
в левую руку первую тетрадь, вторую и так далее. Левую
руку с тетрадями она опускает ниже уровня расстановки
тетрадей, загибает два пальца (мизинец и безымянный),
и подборка продолжается слева направо, т. е. в обратной
последовательности стягиванием тетрадей из правой руки
в левую.
Когда подобрана последняя тетрадь, в левой руке ока-
зывается два комплекта части подбираемой книги. Готовые
комплекты укладываются на транспортерную ленту. По
мере приближения подобранной части книги следующая
подборщица укладывает на него свою часть, подобранную
таким же способом, и так до окончания всей расста-
новки.
Готовые блоки транспортером доставляются к рабочим
столам контролеров.
Запас листов для подборки всем шести подборщицам
находится с левой стороны рабочих столов.
Листы для подборки выставляются на рабочие столы
самими подборщицами или специальными расстановщи-
цами.
Все это позволяет:
а) повысить производительность труда рабочих,
занятых на комплектовке, и снизить себестоимость
книг;
б) наполовину сократить площадь участка подборки;
в) улучшить условия труда подборщиц и контроле-
ров;
34
г) без ущерба для производительности и качества
подбирать два разноформатных издания;
д) за счет сокращения пути при транспортировке па-
чек и подобранных книг упростить обслуживание участка
подборки;
е) рационально использовать контролеров (один конт-
ролер обслуживает 2 и больше подборщиц).
РЕКОНСТРУКЦИЯ ЛИСТОРЕЗАЛЬНОЙ МАШИНЫ ЛР
Типография им. Фрунзе, г. Харьков
Предложение И. И. Юра, Е. М. Музыченко и В. И. Левина
В типографиях для разрезки рулонной бумаги на листы
применяются листорезальные машины ЛР, выпускаемые
Ровенским заводом полиграфических машин. При экс-
Рис. 26. Схема реконструкции листорезальной машины.
плуатации машины выявилось, что резку листов длиной
в 120 см на машине производить нельзя из-за несовершен-
ной системы вывода листа. В типографии им. Фрунзе ре-
конструирован вывод листа на листорезальной машине
(рис. 26), что позволило производить резку бумаги фор-
матом 92 X 120 см.
5*
35
Реконструкция заключается в следующем.
Приемка удалена от машины на 1 м. Между узлом
резки и приемкой установлена выводная доска 3. Под дос-
кой укреплены два тесемчатых валика 1 и 4, причем ва-
лик 1 является ведущим и получает вращение от привода
машины. Вращение приводному валику передается с та-
ким расчетом, чтобы скорость движения тесьмы была на
10% больше, чем скорость движения бумаги между тяну-
щими резиновыми валиками машины. Увеличение ско-
рости движения тесьмы против линейной скорости тяну-
щих валиков необходимо для того, чтобы отрезанный лист
двигался быстрее, чем вся бумажная лента и не происхо-
дило набегания последующего листа на предыдущий.
Конструктивно узел вывода листа выполнен в таком
порядке. Между валиками 1 и 4 (рис. 26) натянута тесьма
7 шириной 30 мм, причем верхняя часть тесьмы проходит
над выводной доской. Прижим листа к тесьме осуществ-
ляется при помощи прижимных роликов 2, установленных
по две пары на каждой тесьме. Для того чтобы края ли-
стов бумаги 5 при выходе на приемный стол не задержа-
лись, над приемкой установлены три деревянные рейки
6 (лыжи).
Реконструкция вывода листа позволила после резки
на машине устранить последующую операцию подрезки
бумаги. Порядок работы на листорезальной машине ос-
тался таким же, как и до реконструкции.
СТАНОК ДЛЯ РАЗРЕЗАНИЯ РОЛЕВОЙ ФОЛЬГИ
Беловая фабрика «Октябрь», г. Киев
На беловой фабрике «Октябрь» изготовлен специаль-
ный станок упрощенной конструкции для резки ролевой
фольги на отдельные мотки шириной, соответствующей
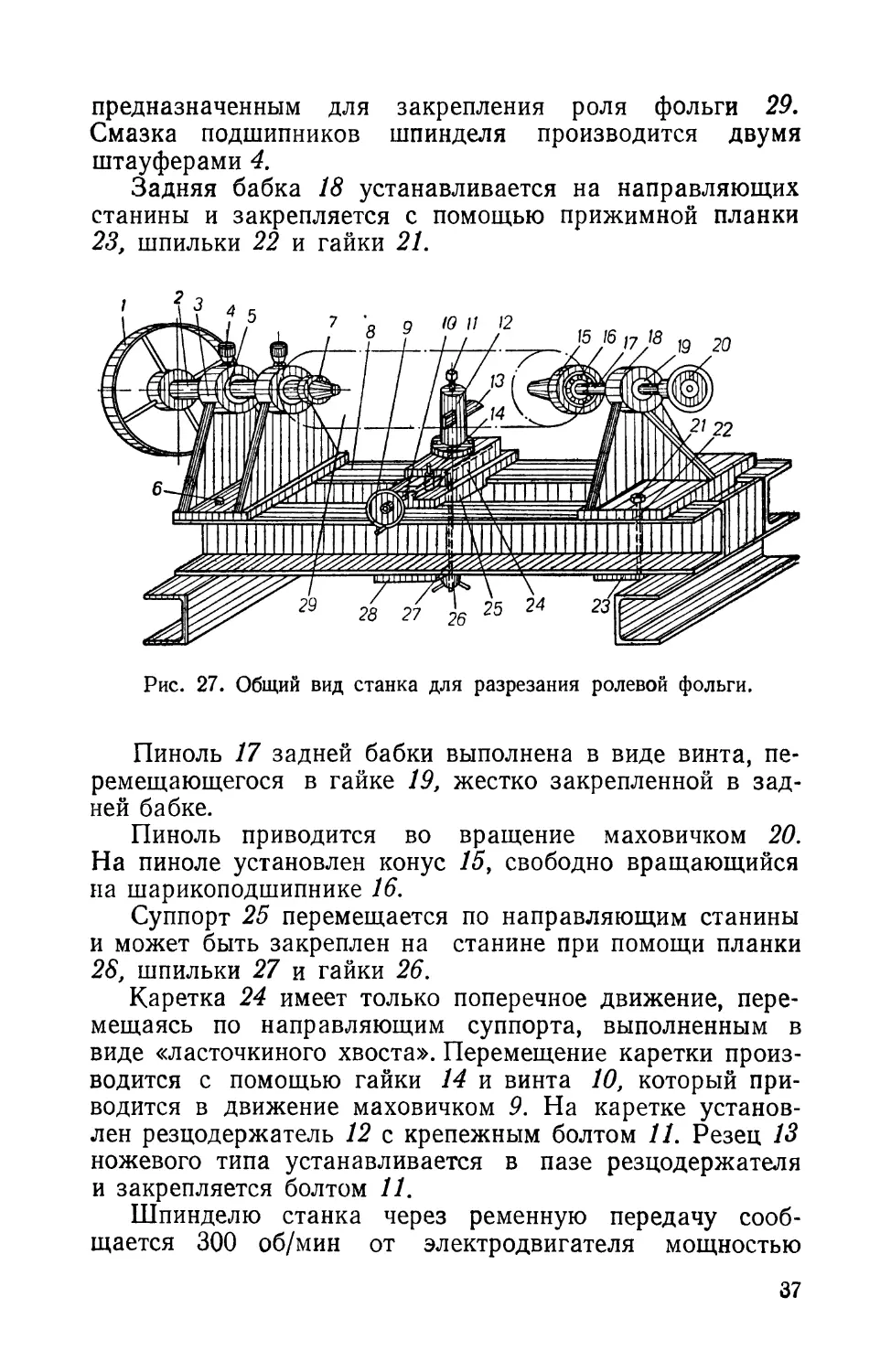
ширине тиснения. Общий вид такого станка представлен
на рис. 27.
На станине 8 из швеллерной стали установлена перед-
няя бабка 5, закрепленная болтом 6. Верхние полки
швеллеров тщательно отшлифованы и являются направ-
ляющими станины. В бронзовых подшипниках 5 перед-
ней бабки вращается шпиндель 2, на хвостовике кото-
рого укреплен приводной шкив 1. Правая рабочая часть
шпинделя 2 выполнена конической формы с зубцом 7,
36
предназначенным для закрепления роля фольги 29.
Смазка подшипников шпинделя производится двумя
штауферами 4.
Задняя бабка 18 устанавливается на направляющих
станины и закрепляется с помощью прижимной планки
23, шпильки 22 и гайки 21.
Рис. 27. Общий вид станка для разрезания ролевой фольги.
Пиноль 17 задней бабки выполнена в виде винта, пе-
ремещающегося в гайке 19, жестко закрепленной в зад-
ней бабке.
Пиноль приводится во вращение маховичком 20.
На пиноле установлен конус 15, свободно вращающийся
на шарикоподшипнике 16.
Суппорт 25 перемещается по направляющим станины
и может быть закреплен на станине при помощи планки
28, шпильки 27 и гайки 26.
Каретка 24 имеет только поперечное движение, пере-
мещаясь по направляющим суппорта, выполненным в
виде «ласточкиного хвоста». Перемещение каретки произ-
водится с помощью гайки 14 и винта 10, который при-
водится в движение маховичком 9. На каретке установ-
лен резцедержатель 12 с крепежным болтом 11. Резец 13
ножевого типа устанавливается в пазе резцедержателя
и закрепляется болтом 11.
Шпинделю станка через ременную передачу сооб-
щается 300 об/мин от электродвигателя мощностью
37
0,5 кет 1430 об/мин. Станок имеет ходовый винт, позво-
ляющий перемещать и устанавливать суппорт в нужном
месте.
Станки изготовляются в мастерских беловой фабрики
«Октябрь» для других предприятий Главиздата.
РЕКОНСТРУКЦИЯ ПРИВОДА КЛЕЕВЫХ ВАЛИКОВ
НА СТАНКЕ
ДЛЯ ПРОМАЗКИ ФОРЗАЦЕВ
Типография им. Фрунзе, г. Харьков
Предложение И. И. Юра
Вращение клеевых валиков в существующих станках
осуществляется цепной передачей на левый валик, а от
него также посредством цепи на правый валик.
Неудобство цепной передачи заключается в том, что
требуется много времени на перестановку валиков с од-
Рис. 28. Схема привода вращения клеевых валиков.
ного формата блока на другой, а также цепь не обеспечи-
вает плавного вращения валиков.
В типографии им. Фрунзе привод вращения клеевых
валиков реконструирован (рис. 28). Ранее существующая
цепная передача заменена двумя парами конических шес-
терен 3, 4 и 6, 7. Две пары конических шестерен соедине-
ны между собой телескопическими валиками 2, 5, Телеско-
пический валик состоит фактически из двух валиков — ле-
вого 2 и правого 5. Левый валик выполнен в виде трубки,
внутри которой укреплена на винте шпонка 10. Правый
валик имеет сквозной шпоночный паз и входит внутрь ле-
вого валика. Левый клеевой валик, получив вращение от
привода станка посредством цепной передачи, передает
вращение косозубой шестерне 3, посаженной на шпонке
на левую часть телескопического валика 2. Косозубая ше-
38
стерня 3 посредством валика 2 передает вращение на пра-
вую часть телескопического валика 5, который посред-
ством косозубой пары 6, 7 передает вращение правому
клеевому валику.
Установка клеевых ванн 1, 8 на нужный формат осу-
ществляется при помощи фасонной гайки 9, которая, вра-
щаясь, раздвигает или сдвигает ванну.
Внедрение этого предложения позволило сократить
время на установку формата и тем самым повысило про-
изводительность станков.
СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ
ПРОВОЛОЧНЫХ СПИРАЛЕЙ
Беловая фабрика «Октябрь», г. Киев
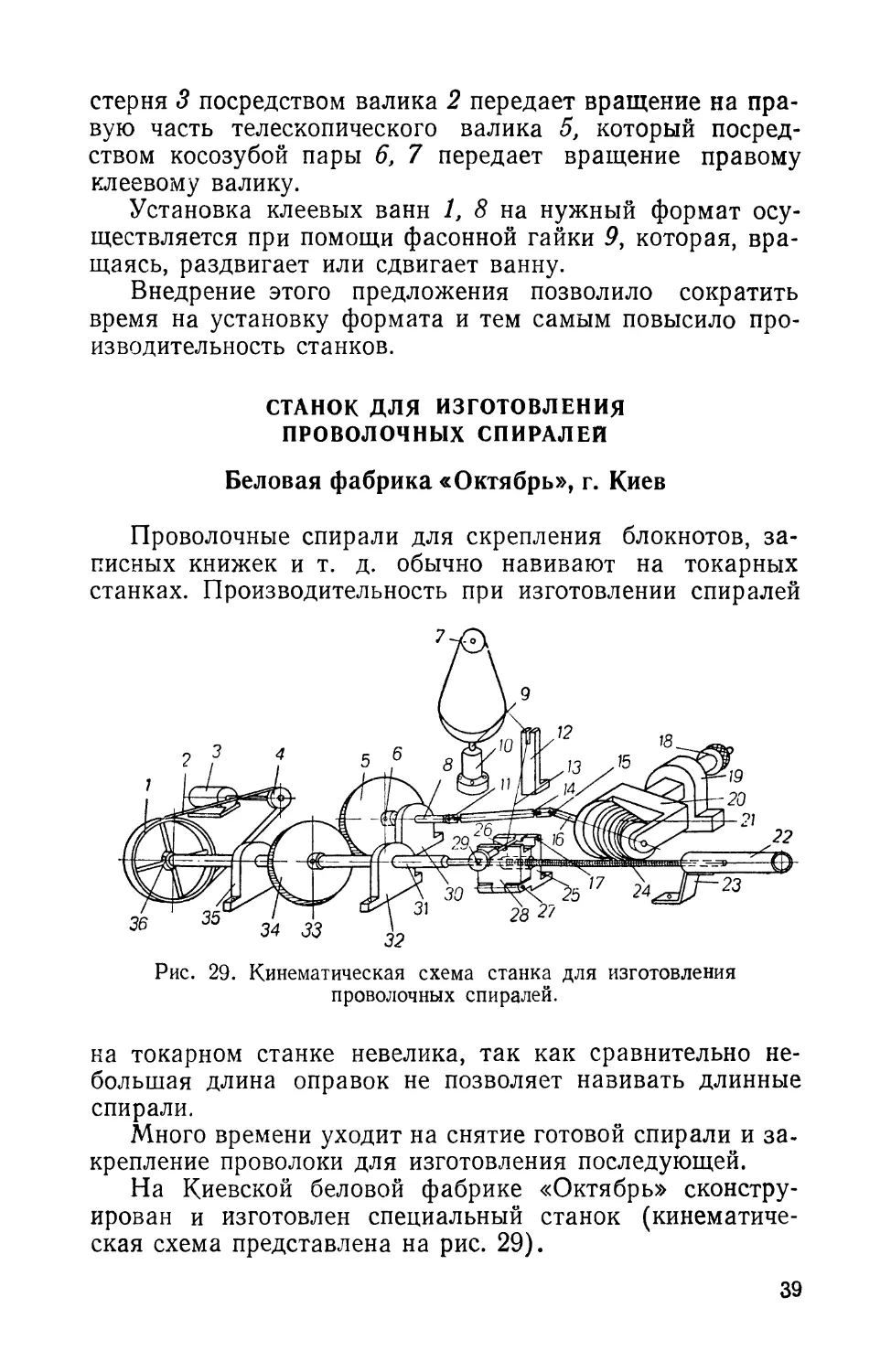
Проволочные спирали для скрепления блокнотов, за-
писных книжек и т. д. обычно навивают на токарных
станках. Производительность при изготовлении спиралей
Рис. 29. Кинематическая схема станка для изготовления
проволочных спиралей.
на токарном станке невелика, так как сравнительно не-
большая длина оправок не позволяет навивать длинные
спирали.
Много времени уходит на снятие готовой спирали и за-
крепление проволоки для изготовления последующей.
На Киевской беловой фабрике «Октябрь» сконстру-
ирован и изготовлен специальный станок (кинематиче-
ская схема представлена на рис. 29).
39
Механизмы станка получают движение от электродви-
гателя 3 мощностью 0,25 кет, 1430 об/мин. Через шкив 4,
плоский ремень 2, шкив 1 получает вращение шпиндель 31.
Шкив 1 укреплен на шпинделе 31 штифтом 36. Шпиндель
вращается в подшипниках 32 и 35.
На шпинделе 31 с помощью штифта 33 укреплена
шестерня 34, которая передает вращение шестерне 5, ук-
репленной штифтом 6 на валике 8, вращающемся в под-
шипнике 30. Валик 8 посредством шарниров Гука 11 и
15, валиков 14 и 16 передает вращение конусной катушке
21. Катушка 21 на своей конусной поверхности имеет пра-
вую резьбу с шагом, равным шагу навиваемой спирали.
Для облегчения схода готовой спирали со шпинделя ка-
тушка исполнена конусной, что создает осевое усилие
вдоль шпинделя.
Конусная катушка 21 вращается в вилке 20, имеющей
возможность перемещаться в направляющей стойке 19 с
помощью гайки 18. Направляющая стойка 19 установлена
таким образом, чтобы конусная катушка 21 своей образу-
ющей была параллельна оси шпинделя 31. Шпиндель 31
проходит через приемное устройство, состоящее из стой-
ки 25 и планки 28, имеющей возможность открываться,
перемещаясь относительно оси 27. Для прижима план-
ки 28 к стойке 25 на оси 17 установлен болт 26 с гай-
кой 29.
Бухта проволоки устанавливается на бабине 7, сво-
бодно вращающейся осью 9 в подшипнике с подпятником
10. Для направления проволоки служит вилка 12.
Готовая спираль 24 сходит в предохранительную тру-
бу 22, укрепленную на кронштейне 23.
Для изготовления проволочной спирали следует сво-
бодный конец проволоки 13 завести в приемное устройст-
во через отверстие в планке 28, которая в это время для
удобства открыта. Затем на шпинделе 31 делается вруч-
ную несколько витков до катушки 21, после чего планка
28 закрывается и прижимается к стойке 25, гайкой 29.
Катушка 21 без чрезмерных усилий прижимается к шпин-
делю 31.
После этих подготовительных операций включается
электродвигатель, и механизмы станка приводятся в дви-
жение.
С правого конца шпинделя сходит готовая спи-
раль 24.
40
ГОФРИРОВАЛЬНЫЙ СТАНОК
Беловая фабрика «Октябрь», г. Киев
Предложение И. Г. Кричевского и А. М. Вакуленко
Для изготовления гофрированных корешков для аль-
бомов на Киевской беловой фабрике «Октябрь» скон-
струирован и изготовлен станок, работающий на прин-
ципе холодного каландрирования рифлеными цилиндрами
листа бумаги плотностью 160—220 г!см2.
Имеющиеся на других фабриках станки для изготов-
ления гофрированных корешков отличаются от настоя-
щего тем, что у них рифленые цилиндры вращаются не-
прерывно и листы бумаги поочередно пропускаются между
ними. Непрерывное вращение рифленых цилиндров не по-
зволяет получить корешок с требуемыми размерами и гео-
метрией, так как при выходе сформированного корешка
рифленые цилиндры ударяют последний изгиб корешка по
съемникам, в результате чего появляются на последнем
изгибе надрывы, что вызывает дополнительную опера-
цию — обрезки корешка. Часто бывает, что надрывы на-
столько велики, что они захватывают несколько изгибов.
При таком способе заготовку корешка необходимо делать
заведомо большую, что, в конечном счете, сказывается на
повышенном расходе бумаги.
В новом станке (кинематическая схема представлена
на рис. 30) рифленые цилиндры совершают только один
полный оборот при изготовлении одного корешка. При
подаче следующего листа бумаги для изготовления гофри-
рованного корешка цикл работы рифленых цилиндров
повторяется.
Сформированный с определенным количеством изги-
бов корешок сходит с рифленых цилиндров в момент их
остановки и спокойно останавливается между съемниками.
При следующем цикле новый корешок, надавливая на
ранее сформированный, перемещает последний по съем-
никам.
В этом случае надрывы и прочие деформации кореш-
ка отсутствуют.
Принцип периодической работы рифленых цилиндров
позволяет применять формат заготовки, строго соответ-
ствующий получаемому гофрированному корешку без при-
пусков.
4)
Качество гофрированного корешка отвечает всем тех-
ническим требованиям.
Ввиду того, что изгибы получаемого гофрированного
корешка недостаточно эластичны и операция сборки ко-
решка довольно затруднительна, станок дополнен специ-
Рис. 30. Кинематическая схема гофрировального станка.
альным сборочным приспособлением, облегчающим сбор-
ку корешка.
Работает гофрировальный станок (рис. 30) следую-
щим образом.
Стопа листов бумаги укладывается на стол 19 между
боковыми упорами 20, после чего бумага по одному листу
подается вручную к рифленым верхнему и нижнему ци-
линдрам 22, 24. Профиль зубьев рифленых цилиндров —
треугольник, угол впадины — 74°. При нажатии ногой на
рычаг с педалью 1 рифленые цилиндры начинают вра-
щаться, увлекая лист бумаги, формируют изгибы и гоф-
рированный корешок 27, выходя с рифленых цилиндров,
направляется между верхними и нижними съемниками 25,
26. При следующем цикле новый лист бумаги толкает
гофрированный корешок на стол выхода 29.
42
Механизмы станка получают вращение от электро-
двигателя 38 мощностью 0,5 кет, 1430 об/мин, через
шкив 40, плоский ремень 39, шкив 33, вал 36, шестерню
37, шестерню 35, вал 34, шестерню 32, шестерню 23, вал
30, шестерню 31 и шестерню 16, свободно сидящую на
валу 23 нижнего рифленого цилиндра 24. Верхний риф-
леный цилиндр 22 вращается от нижнего рифленого ци-
линдра 24, входя в зацепление своими зубьями.
Работа механизма включения станка происходит при
периодическом нажатии на рычаг с педалью 1, который,
перемещаясь относительно оси 4 посредством штанги 5,
увлекает вниз направляющую планку 7 с упором 3.
Штанга 5 посредством пальцев 3 и 6 шарнирно связана
с направляющей планкой 7 и рычагом с педалью 1. Упор
3 шарнирно связан с направляющей планкой 7. Для
смягчения удара пальца 13 об упор установлена аморти-
зирующая пружина 9.
При перемещении упора 8 вниз палец 13 освобожда-
ется, под действием пружины 11 передвигается по ча-
совой стрелке и в этом же направлении перемещает па-
лец 14, который своим зубом входит в зацепление с хра-
повым колесом 15, постоянно вращающейся шестерни 16.
Шестерня 16 через храповое колесо 15 и палец 14 вра-
щает фланец 10, который, будучи связан шпонкой 12 с
валом 23, вращает нижний рифленый цилиндр 24. Когда
рычаг с педалью 1 не нажат, последний под действием
пружины 2 с помощью штанги 5 и направляющей
планки 7 перемещает вверх упор 8. Палец 13, ударяясь
об упор 8, преодолевая усилие пружины 11, поворачи-
вает палец 14, зуб которого выходит из зацепления с хра-
повым колесом 15. Шестерня 16 продолжает вращаться
вхолостую на валу 23. Рифленые цилиндры останавли-
ваются.
Необходимое давление рифленых цилиндров на бу-
магу устанавливается регулировочными болтами 18,
связанными с корпусами подшипников 17 вала 21, на
котором жестко укреплен верхний рифленый ци-
линдр 22.
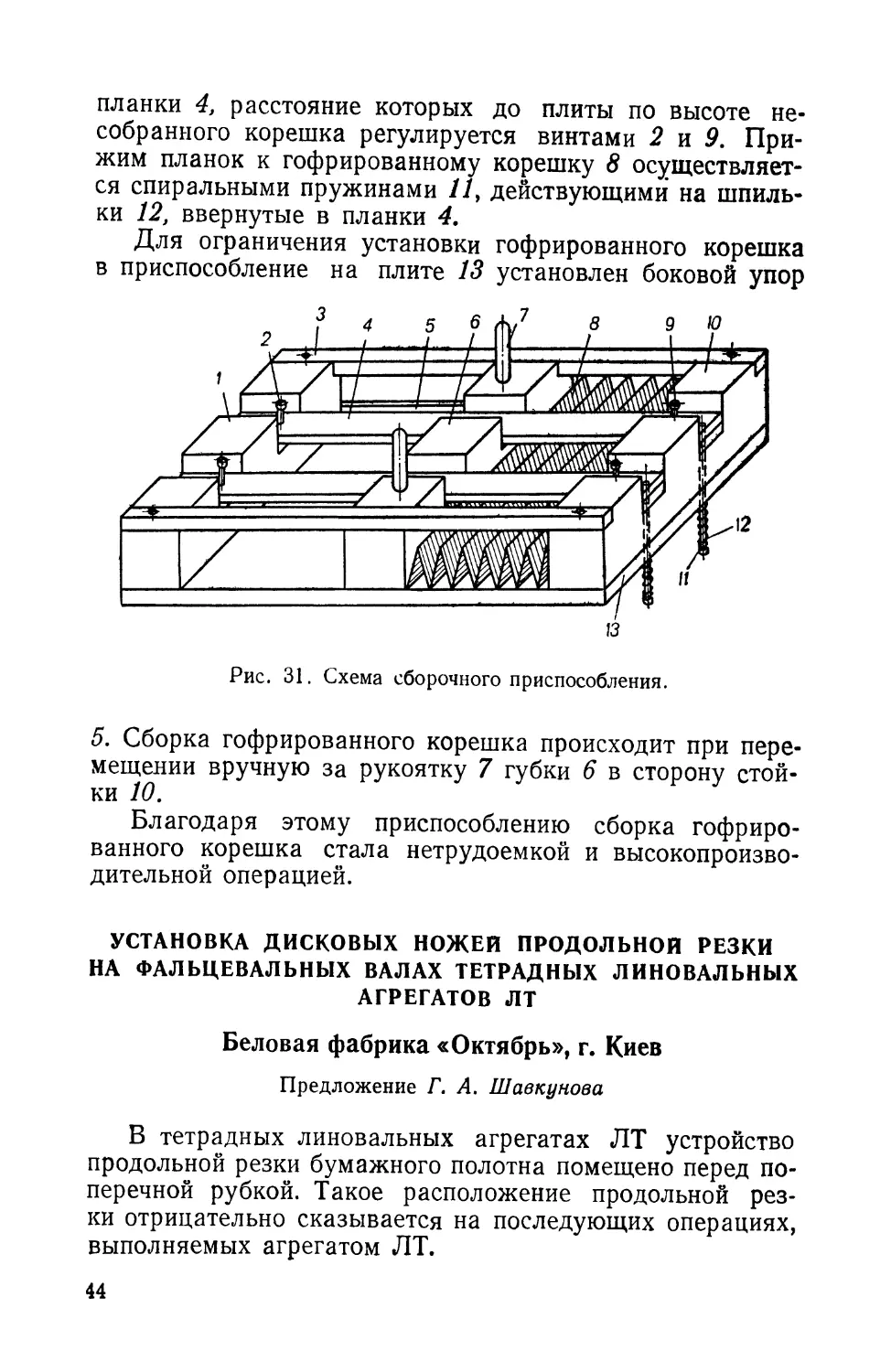
Сборочное приспособление (рис. 31) состоит из плиты
13 с укрепленными на ней стойками 1 и 10, связанными
направляющими призмами 3, по которым перемещается
губка 6 с рукоятками 7. Для обеспечения прижима соби-
раемого корешка 8 в вырезах стоек 1 и 10 установлены
43
планки 4, расстояние которых до плиты по высоте не-
собранного корешка регулируется винтами 2 и 9. При-
жим планок к гофрированному корешку 8 осуществляет-
ся спиральными пружинами 11, действующими на шпиль-
ки 12, ввернутые в планки 4.
Для ограничения установки гофрированного корешка
в приспособление на плите 13 установлен боковой упор
Рис. 31. Схема сборочного приспособления.
5. Сборка гофрированного корешка происходит при пере-
мещении вручную за рукоятку 7 губки 6 в сторону стой-
ки 10.
Благодаря этому приспособлению сборка гофриро-
ванного корешка стала нетрудоемкой и высокопроизво-
дительной операцией.
УСТАНОВКА ДИСКОВЫХ НОЖЕЙ ПРОДОЛЬНОЙ РЕЗКИ
НА ФАЛЬЦЕВАЛЬНЫХ ВАЛАХ ТЕТРАДНЫХ ЛИНОВАЛЬНЫХ
АГРЕГАТОВ ЛТ
Беловая фабрика «Октябрь», г. Киев
Предложение Г. А. Шавкунова
В тетрадных линовальных агрегатах ЛТ устройство
продольной резки бумажного полотна помещено перед по-
перечной рубкой. Такое расположение продольной рез-
ки отрицательно сказывается на последующих операциях,
выполняемых агрегатом ЛТ.
44
В результате продольной резки и поперечной рубки
листы бумаги по транспортерам поступают на подборку
в лагены, сталкивание и сшивание.
Для возможности сталкивания каждого из парал-
лельно расположенных лагенов предусмотрен средник
в виде вертикально установленной пластины. При прохо-
ждении лагенов средник раздвигает их, что нарушает
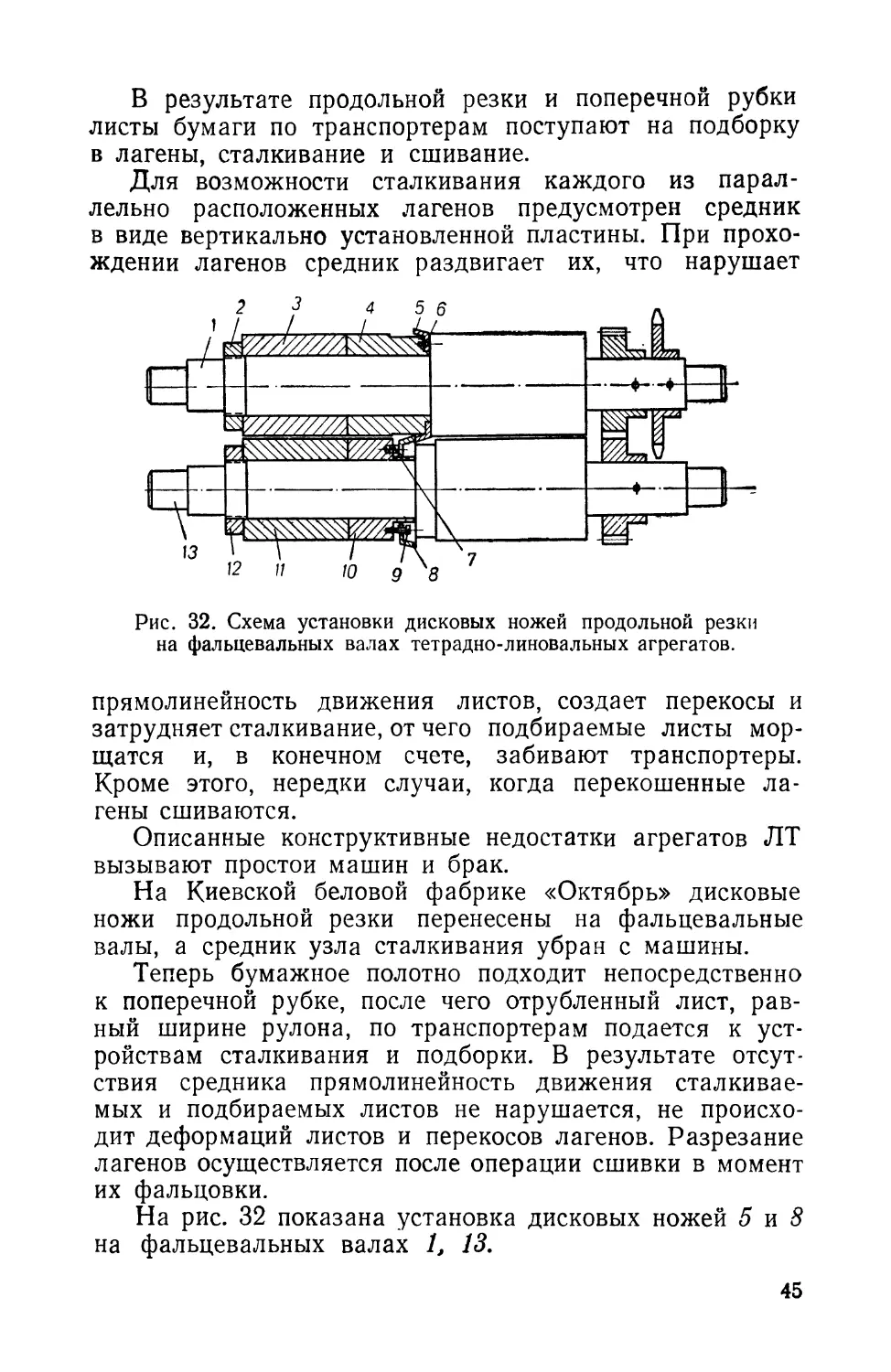
Рис. 32. Схема установки дисковых ножей продольной резки
на фальцевальных валах тетрадно-линовальных агрегатов.
прямолинейность движения листов, создает перекосы и
затрудняет сталкивание, от чего подбираемые листы мор-
щатся и, в конечном счете, забивают транспортеры.
Кроме этого, нередки случаи, когда перекошенные ла-
гены сшиваются.
Описанные конструктивные недостатки агрегатов ЛТ
вызывают простои машин и брак.
На Киевской беловой фабрике «Октябрь» дисковые
ножи продольной резки перенесены на фальцевальные
валы, а средник узла сталкивания убран с машины.
Теперь бумажное полотно подходит непосредственно
к поперечной рубке, после чего отрубленный лист, рав-
ный ширине рулона, по транспортерам подается к уст-
ройствам сталкивания и подборки. В результате отсут-
ствия средника прямолинейность движения сталкивае-
мых и подбираемых листов не нарушается, не происхо-
дит деформаций листов и перекосов лагенов. Разрезание
лагенов осуществляется после операции сшивки в момент
их фальцовки.
На рис. 32 показана установка дисковых ножей 5 и 8
на фальцевальных валах 1, 13.
45
Дисковый нож 5 укреплен неподвижно на валу 1 с
помощью втулок 3, 4, штифта 6 и гайки 2.
Дисковый нож 8 для прижима к ножу 5 имеет воз-
можность перемещаться вдоль оси вала 13 под дейст-
вием пружины 7. Крепление ножа 8 на валу 13 осу-
ществляется втулками 10, 11, гайкой 12 и винтами 9,
не дающими ножу 8 проворачиваться относительно
вала 13.
Эти незначительные переделки в конструкции тетрад-
ных линовальных агрегатов ЛТ сократили простои ма-
шин, повысили производительность и качество выпускае-
мых ученических тетрадей.
СПОСОБ ОБРАЩЕНИЯ ДЛЯ ПОЛУЧЕНИЯ ФОТОФОРМ
НА ФОТОТЕХНИЧЕСКИХ ПЛЕНКАХ
Книжно-журнальная фабрика, г. Киев
И. М. Хитрое
Обычно, чтобы получить фотоформу для глубокой пе-
чати требуется изготовить негатив, градационную нега-
тивную маску, отретушировать негатив, получить диапо-
зитив и отретушировать его.
С применением способа обращения осуществляются
всего два процесса — изготовляется и ретушируется диа-
позитив. Это намного сокращает затраты материалов,
труда и времени.
Принцип фотографического обращения заключается
в следующем.
При обычной фотосъемке и последующем проявлении
на пленке получается два изображения — негативное,
состоящее из восстановленного металлического серебра, и
позитивное — из восстановленного бромистого серебра,
При фиксировании происходит удаление незасвеченного
бромистого серебра позитивного изображения. В резуль-
тате на пленке остается негативное изображение, состоя-
щее из металлического серебра.
Для получения способом обращения позитивного изо-
бражения металлическое серебро негативного изображе-
ния удаляется, а оставшееся на пленке бромистое сереб-
ро, будучи засвеченным и проявленным, создает позитив-
ное изображение, состоящее из металлического серебра.
Достигается этот эффект следующим образом.
46
При проявлении засвеченного бромистого серебра
последнее восстанавливается до металлического, даю-
щего негативное изображение. В обращающей ванне
происходит растворение металлического серебра, т. е.
разрушение негативного изображения. Двухромовокис-
лый калий в присутствии серной кислоты окисляет
металлическое серебро и переводит его в двухромо-
вокислую соль. В последующей осветляющей ванне из
эмульсионного слоя удаляются продукты окисления. Одно-
временно с пленки удаляется желтобурая окраска дву-
хромовокислого калия. При второй экспозиции засвечи-
вается оставшееся бромистое серебро. Второе проявление
восстанавливает засвеченное бромистое серебро, превра-
щая его в металлическое, что приводит к получению по-
зитивного изображения. Заканчивается процесс фикси-
рованием, при котором удаляется остаток бромистого
серебра, зачастую обнаруживаемый после второго про-
явления.
Описанный технологический процесс был разработан
и испытан в цехе глубокой печати книжно-журнальной
фабрики. Для фотографирования применялась пленка
ФТ-20, оригиналом служили фотографии и рисунки, ис-
полненные карандашом, тушью, маслом, пастелью и пр.
Отэкспонированная пленка обрабатывалась в течение
10 мин. в проявителе следующего состава:
Вода...................................... 1л
Метол....................................10 г
Сульфит натрия б/в.......................60 »
Сода б/в.................................40 »
Бромистый калий......................... 3 »
После первого проявления пленка промывалась в про-
точной воде в течение 4 мин. Из воды пленку переносят
в обращающую ванну следующего состава:
Вода....................................... 1л
Калий двухромовокислый.....................10 г
Серная кислота (уд. в. 1,84)............... 5 см3
Процесс обращения длится 6 мин., после чего сле-
дует восьмиминутная промывка, затем пленку переносят
на 5 мин. в осветляющую ванну следующего состава:
Вода...................................... 1 л
Сульфит натрия б/в.......................100 г
47
В осветляющей ванне, начиная с 3-й минуты, произ-
водят засвечивание. После осветляющей ванны следует
промывка в проточной воде в течение 5 мин., после чего
пленку переносят в проявитель для второго диапозитив-
ного проявления следующего состава:
Вода .................................... 1л
Метол................................... 4 г
Сульфит натрия б/в......................15 »
Гидрохинон ............................. 5 »
Поташ...................................40 »
Бромистый калий......................... 4 »
Второе проявление длится 4—5 мин. Затем пленку
ополаскивают в течение 10—15 сек. и фиксируют в тече-
ние 3 мин. в фиксаже следующего состава:
Вода ,................................... 1 л
Гипосульфит.............................150 г
Сульфит натрия б/в...................... 50 »
Серная кислота........................... 6 см3
После фиксирования следует окончательная промыв-
ка и сушка.
В случае проявления вуали на диапозитивах следует
произвести ослабление в слабом растворе красной кро-
вяной соли с гипосульфитом.
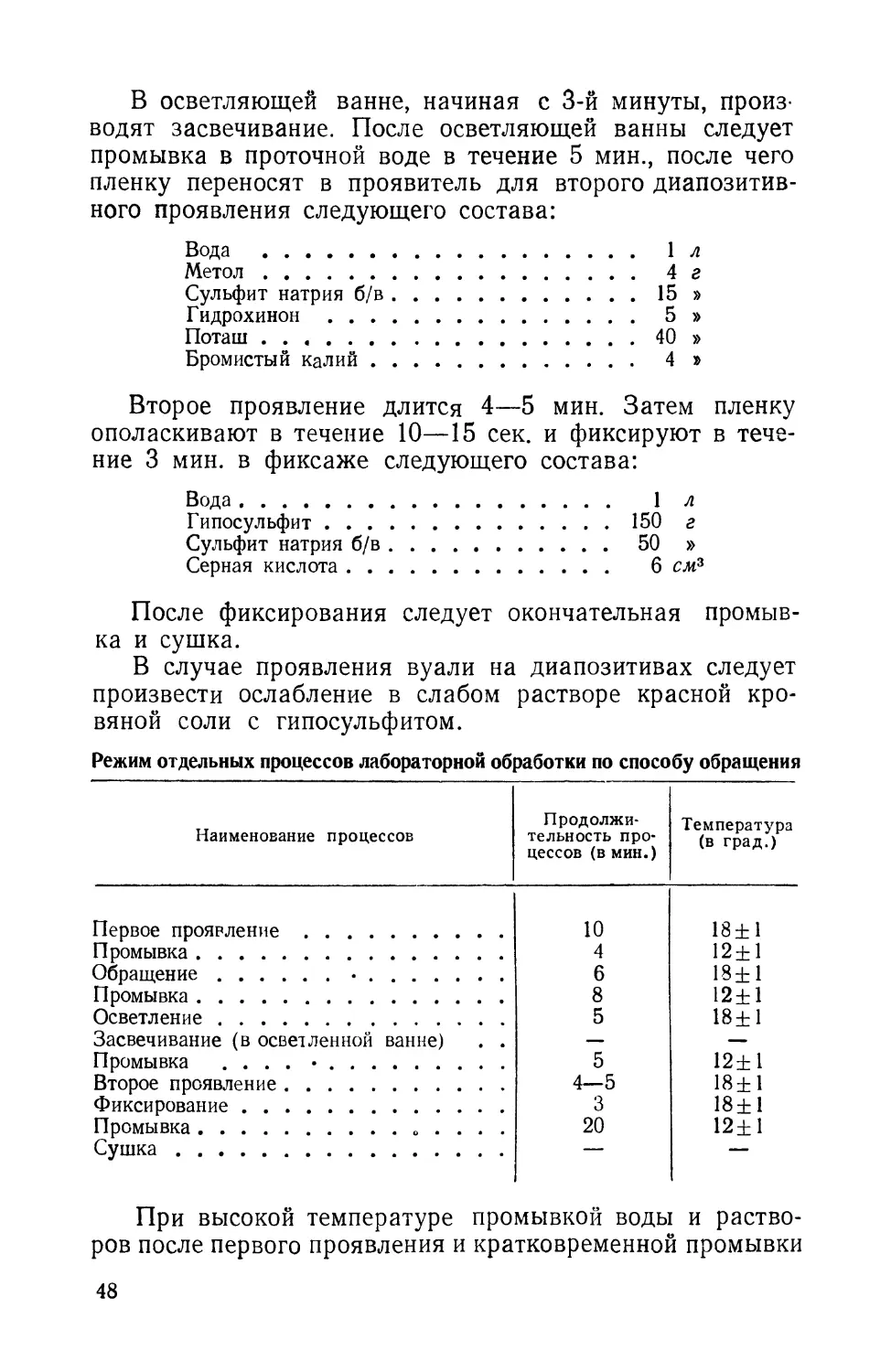
Режим отдельных процессов лабораторной обработки по способу обращения
Наименование процессов Продолжи- тельность про- цессов (в мин.) Температура (в град.)
Первое проявление 10 18± 1
Промывка 4 12± 1
Обращение • 6 18± 1
Промывка 8 12±1
Осветление 5 18± 1
Засвечивание (в осветленной ванне) . . — —
Промывка .... • 5 12±1
Второе проявление 4—5 18± 1
Фиксирование 3 18± 1
Промывка о ... . 20 12± 1
Сушка — —
При высокой температуре промывкой воды и раство-
ров после первого проявления и кратковременной промывки
48
(1—2 мин.) применяется одна из дубящих ванн сле-
дующего состава:
Квасцы амонокалиевые.....................40 г
Вода...................................... 1л
Квасцы хромэвые.....................• . . 40 г
Вода..................................... 1 л
Формалин (40%)...........................40 см3
Вода...................................... 1л
Проявление и первая промывка ведутся при неакти-
ничном освещении. После того как пленка переносится
в обращающую ванну, можно включить электрический
свет. Вся последующая обработка ведется при свете. За-
светка производится лампой накаливания в 300—500 в
на расстоянии 1 —1,5 м от кюветы. Обрабатывать в вы-
шеуказанных растворах, кроме пленки ФТ-20, можно
еще пленки ФТ-10 и ФТ-21.
Для пленок ФТ-11, фильм «В» и фильм «С» рецеп-
тура растворов и режим обработки остаются те же, за
исключением первого проявителя. Для этих пленок
пользуются проявителем следующего состава:
Вода.................................... 1 л
Метол................................... 5 г
Гидрохинон.............................. 6 »
Сульфит натрия б/в......................40 »
Поташ...................................40 »
Бромистый калий......................... 3 »
Время проявления.........................8 мин.
Для пленок ФТ-30, ФТ-31, принтон-контакт и принтон-
рапид первый проявитель берут следующего состава:
Вода.................................... 1л
Метол..................................... 5 г
Сульфит натрия б/в........................40 »
Гидрохинон............................... 6 »
Поташ.....................................40 »
Бромистый калий.......................... 6 »
Остальные растворы и режимы обработки те же.
Наличие слабой коричневой окраски на диапозити-
вах, как было установлено, получается в процессе вто-
рого проявления вследствие наличия в проявителе боль-
49
шого количества сульфита натрия, способствующего об-
разованию мелкодислярского серебра, дающего эту
окраску. Нейтрально серый цвет диапозитива удалось
достичь путем уменьшения количества сульфита натрия
во втором проявителе и путем удлинения времени про-
мывки после сульфитной ванны.
Высокая эффективность предложенного способа изго-
товления фотоформы для глубокой печати дает право на-
деяться на возможность широкого применения этого спо-
соба не только в глубокой, но также в высокой и офсетной
печати.
ЭЛЕКТРОНИКА И АВТОМАТИКА В ПОЛИГРАФИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
ФОТОНАБОРНЫЕ МАШИНЫ
В. Д. Глушко
Фотонаборные машины изобретены более 50 лет на-
зад в России. За прошедший период было запатентовано
более 60 машин. Практическое применение в промыш-
ленности фотонаборные машины нашли только в послед-
ние годы.
Фотонаборные машины позволяют репродуцировать
текст в плоской и глубокой печати без металлического
набора, который для этого вида печати является лишь
промежуточным процессом в создании необходимого
фотографического текстового изображения. Непосред-
ственно получаемые на фотонаборных машинах тексто-
вые негативы или диапозитивы применяются для изда-
ний, имеющих большое количество иллюстраций.
Применение фотонаборных машин в высокой печати
дает возможность повысить качество форм и исключить
металлический набор, что, в свою очередь, совершен-
но устранит матричный, стереотипный и гальвано про-
цессы.
Осуществление этого возможно только при травлении
печатных форм без бокового подтравливания, в эмуль-
сиях (так называемый процесс ДОУ). В этом случае пе-
чатные формы изготовляются из магния или цинка. На
магнии травление происходит значительно быстрее и на-
дежнее. Штриховые клише травятся в течение 5—8 мин.
50
Травящий раствор содержит 6% азотной кислоты,
поверхностно активное вещество, например, сложный
эфир сульфоянтарной кислоты (0,0014—0,015 частей
азотной кислоты), углеводород, 5—10% диэтилбензола и
небольшое количество желатины. Раствор перемешивает-
ся лопастями травильной машины до образования
эмульсии.
Создаваемые ротором капли травящего раствора
могут быть представлены как частицы, в центре кото-
рых находится поверхностно активное вещество, а по
краям кислота. Кислота, соприкасаясь с поверхностью
металлической пластины, вызывает растворение металла,
а поверхностно активное вещество закрепляется на ме-
талле и приостанавливает травление. На поверхностно
активном веществе закрепляется диэтилбензол, обра-
зующий относительно прочную пленку, препятствующую
травлению. Следующая капля, бросаемая ротором, мо-
жет вызвать травление только после разрушения предва-
рительно образованной пленки, которая будет вновь вос-
становлена после действия капли кислоты. Поскольку
сила удара капли направлена на дно точки, то ее доста-
точно для разрушения пленки. На боковые же грани
приходится незначительное усилие, так как капли подаются
на клише строго перпендикулярно. Поэтому защитная
пленка на боковых гранях не разрушается и предохра-
няет их от травления. При этом способе большое
значение имеет направление капель, их размер и ско-
рость.
Фотонаборные машины разделяются на: а) буквопро-
ецирующие и строкопроецирующие, являющиеся эквива-
лентом линотипа и монотипа; б) одно- и двухаппаратные.
Последние состоят из клавиатурного аппарата и фото-
графической машины.
В фотонаборной машине «Фотосеттер» (США, завод
«Интертип») сохранена основная схема набора линотипа,
т. е. набор матричной строки, отсылка ее в фотоаппарат
и разбор после фотографирования обычным разборным
аппаратом линотипа, размещающим матрицы по каналам
магазина.
Таким образом, отливной аппарат заменен фотогра-
фическим.
В машине 4 магазина. Матрицы однобуквенные с про-
зрачным знаком, находящимся в круглом отверстии плос-
51
кой стороны матрицы. Толщина матрицы соответствуег
ширине данного знака.
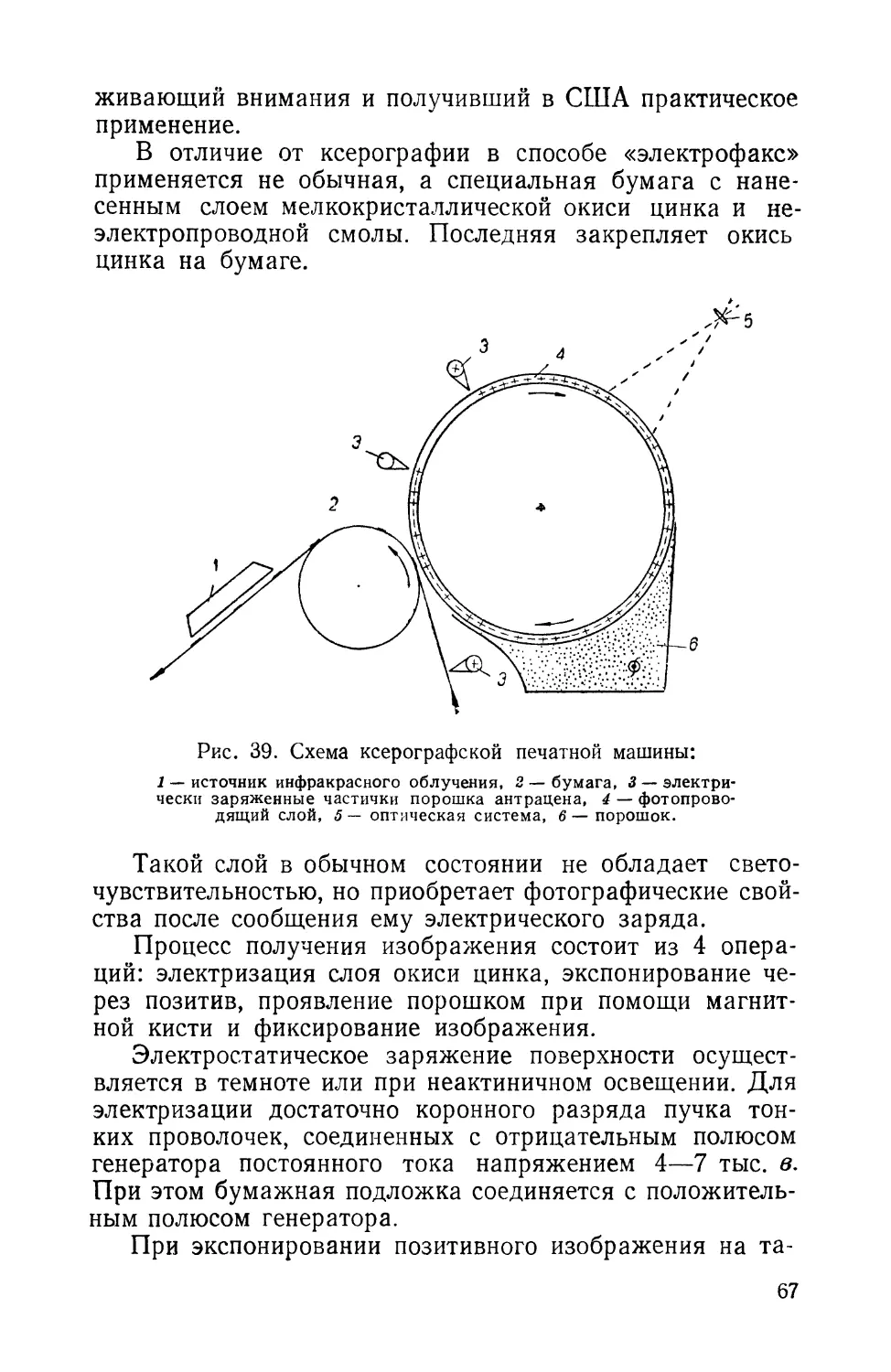
Фотографический аппарат работает по следующей
схеме (рис. 33); набранная матричная строка 1 передви-
гается щупом 2; от строки отделяется матрица 7. По ме-
ре уменьшения строки щуп передвигается при помощи
двух зубчатых реек 4 и шестерни 3, что приводит к пере-
мещению фотопленки 5 (по ширине) на ширину данного
знака. При фотографировании свет 9 проходит через очко
Рис. 33. Технологическая схема фотографического аппарата
фотонаборной машины «Фотосеттер».
литеры, затем объектив 6 и экспонирует пленку. После
фотографирования матрицы собираются в строку 8 и пе-
редаются элеватором в разборный аппарат. После на-
бора строки фотопленка перемещается на ее ширину, и
52
цикл повторяется. Производительность машины около
10 тыс. знаков в час.
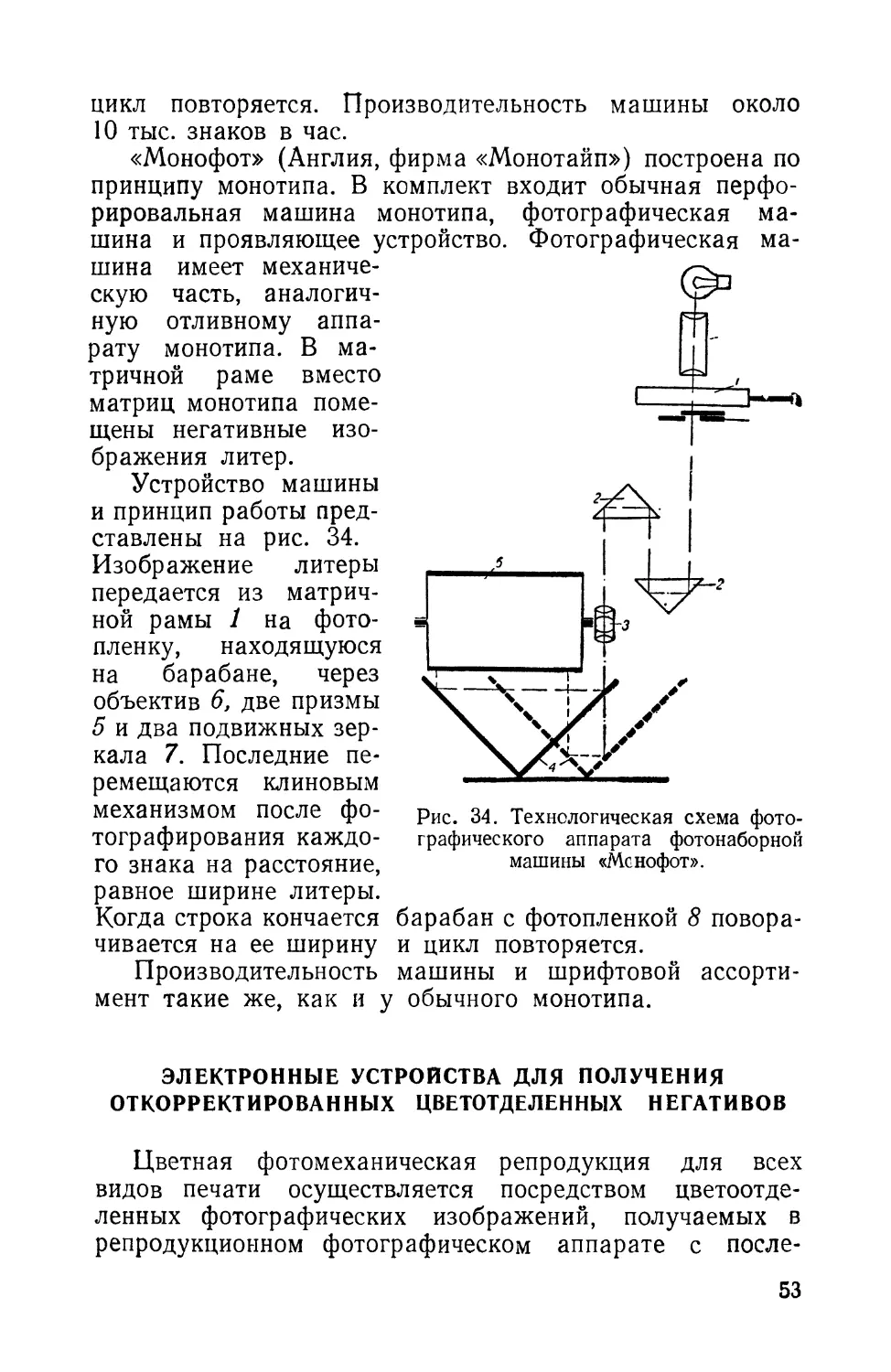
«Монофот» (Англия, фирма «Монотайп») построена по
принципу монотипа. В комплект входит обычная перфо-
рировальная машина монотипа, фотографическая ма-
шина и проявляющее устройство. Фотографическая ма-
шина имеет механиче-
скую часть, аналогич-
ную отливному аппа-
рату монотипа. В ма-
тричной раме вместо
матриц монотипа поме-
щены негативные изо-
бражения литер.
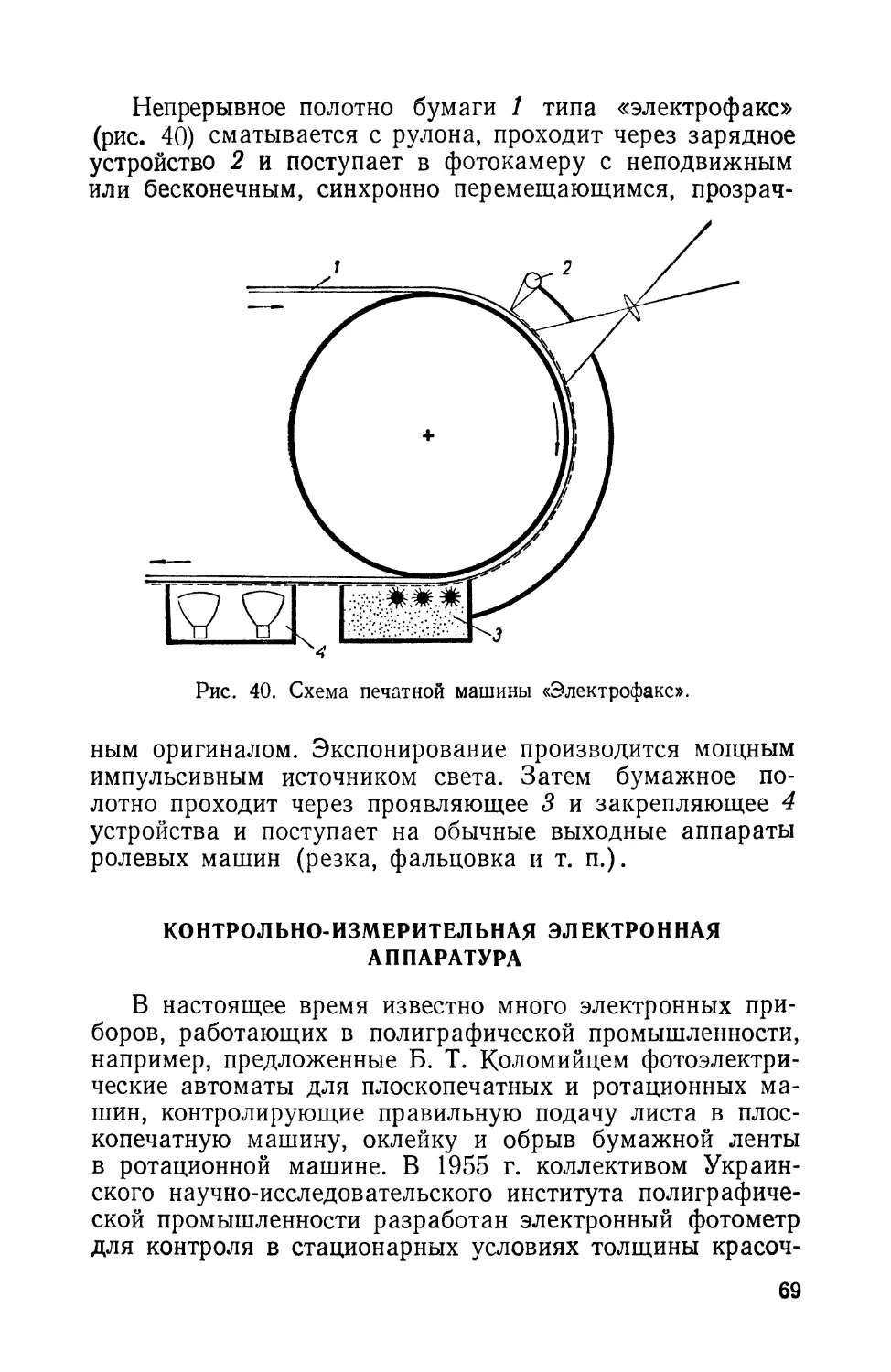
Устройство машины
и принцип работы пред-
ставлены на рис. 34.
Изображение литеры
передается из матрич-
ной рамы 1 на фото-
пленку, находящуюся
на барабане, через
объектив 6, две призмы
5 и два подвижных зер-
кала 7. Последние пе-
ремещаются клиновым
механизмом после фо-
тографирования каждо-
го знака на расстояние,
равное ширине литеры.
Когда строка кончается
Рис. 34. Технологическая схема фото-
графического аппарата фотонаборной
машины «Мснофот».
барабан с фотопленкой 8 повора-
чивается на ее ширину и цикл повторяется.
Производительность машины и шрифтовой ассорти-
мент такие же, как и у обычного монотипа.
ЭЛЕКТРОННЫЕ УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ
ОТКОРРЕКТИРОВАННЫХ ЦВЕТОТДЕЛЕННЫХ НЕГАТИВОВ
Цветная фотомеханическая репродукция для всех
видов печати осуществляется посредством цветоотде-
ленных фотографических изображений, получаемых в
репродукционном фотографическом аппарате с после-
53
дующей их цветоделительной и градационной ретушью.
При этом ретушь необычайно трудоемка и требует де-
сятки, а иногда и сотни часов ручного труда.
Градационная корректура является следствием усло-
вий процессов изготовления печатной формы, требований
растровой передачи и ошибок в проведении фотографиче-
ского процесса.
Цветоделительная корректура является следствием
несовершенства печатных красок.
В случае так называемых «идеальных» красок, пол-
ностью отражающих в 2 зонах и полностью поглощаю-
щих в одной зоне, цветоделение через зональные свето-
фильтры было бы идеальным, т. е. выделяемая краска
равнялась бы действию черного, а две невыделяемые —
действию белого цвета.
Из кривых отражения реальных красок вследствие их
недостаточного отражения в 2 зонах и поглощения в од-
ной зоне недостатки по избытку (недостатки плотности в
негативе) синей краски в «желтом» и «красном» негативе
и красной краски в «желтом» негативе. Кроме этого, вслед-
ствие недостаточного поглощения имеет место избыточная
плотность в негативе) выделяемых красок.
В широко известном цветоделительном маскировании
в известной мере компенсируется недостаток цветоделе-
ния, связанный с избытком краски, но при этом усугуб-
ляется ошибка цветоделения, связанная с недостатком вы-
деляемой краски.
Поэтому какова бы ни была схема цветоделительного
маскирования, она не может полностью устранить недо-
статки цветоделения при репродукции полутоновых мно-
гокрасочных изображений.
Для получения качественного цветоделения необходи-
мо вносить поправки, учитывающие отражение печатной
бумаги (белизна бумаги) отражение трех основных пе-
чатных красок (цвет красок), получаемый эффект от сум-
марного наложения красок друг на друга при субтрактив-
ном смешении (прозрачности красок) и эффект от суб-
трактивного смещения трех красок (серая контурная
краска).
Эти факторы учитываются электронно-вычислитель-
ными устройствами. Они возникли в результате длитель-
ной разработки. Вначале были созданы RCA (США) —
54
корректоры цветоделения, которые, используя получен-
ные в репродукционном фотоаппарате цветоделенные изо-
бражения, на основе их анализа давали на экране те-
левизора (электронно-лучевой трубке) откорректирован-
ное изображение, которое фотографировалось обычным
фотоаппаратом.
Позже возникли электронные машины, непосредствен-
но изготовляющие цветоделенные негативы. Все они по-
зволяют легко и в широких пределах регулировать кон-
траст изображения, чем достигается необходимая града-
ционная передача. Существуют устройства, позволя-
щие получать как полутоновые, так и растровые
изображения. Все машины могут быть разделены на
2 принципиально отличающиеся группы.
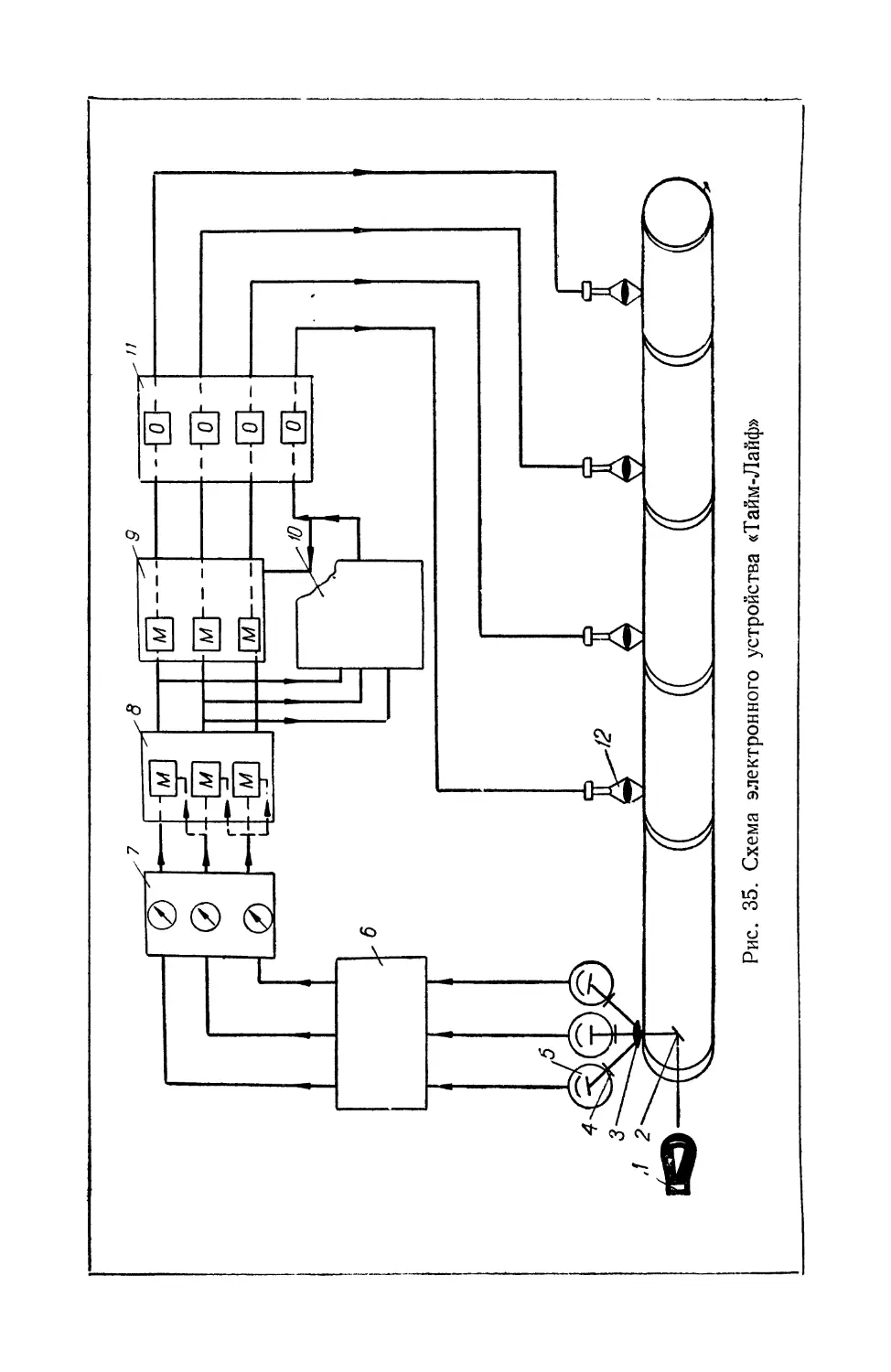
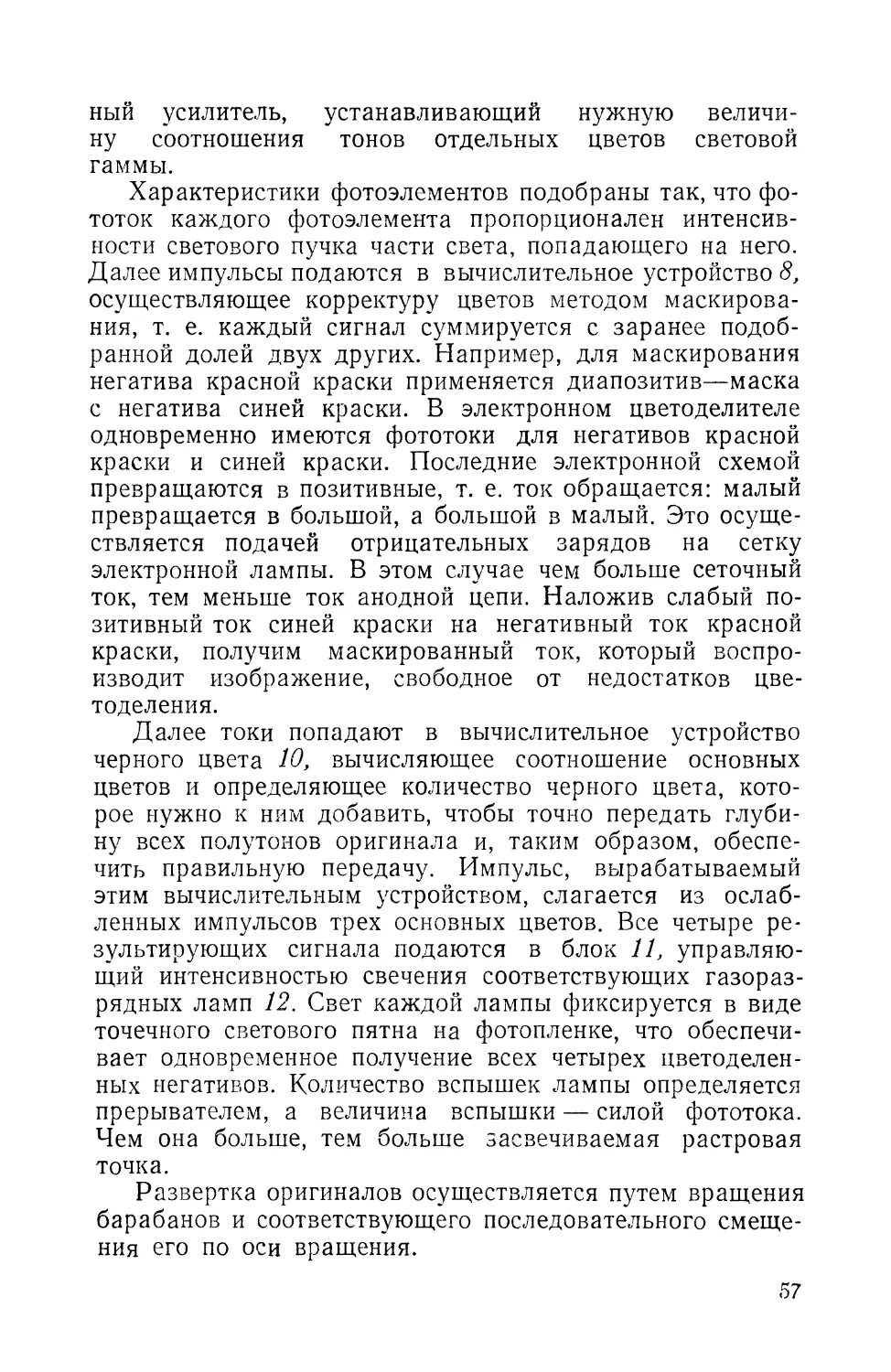
В качестве примера первой группы электронных
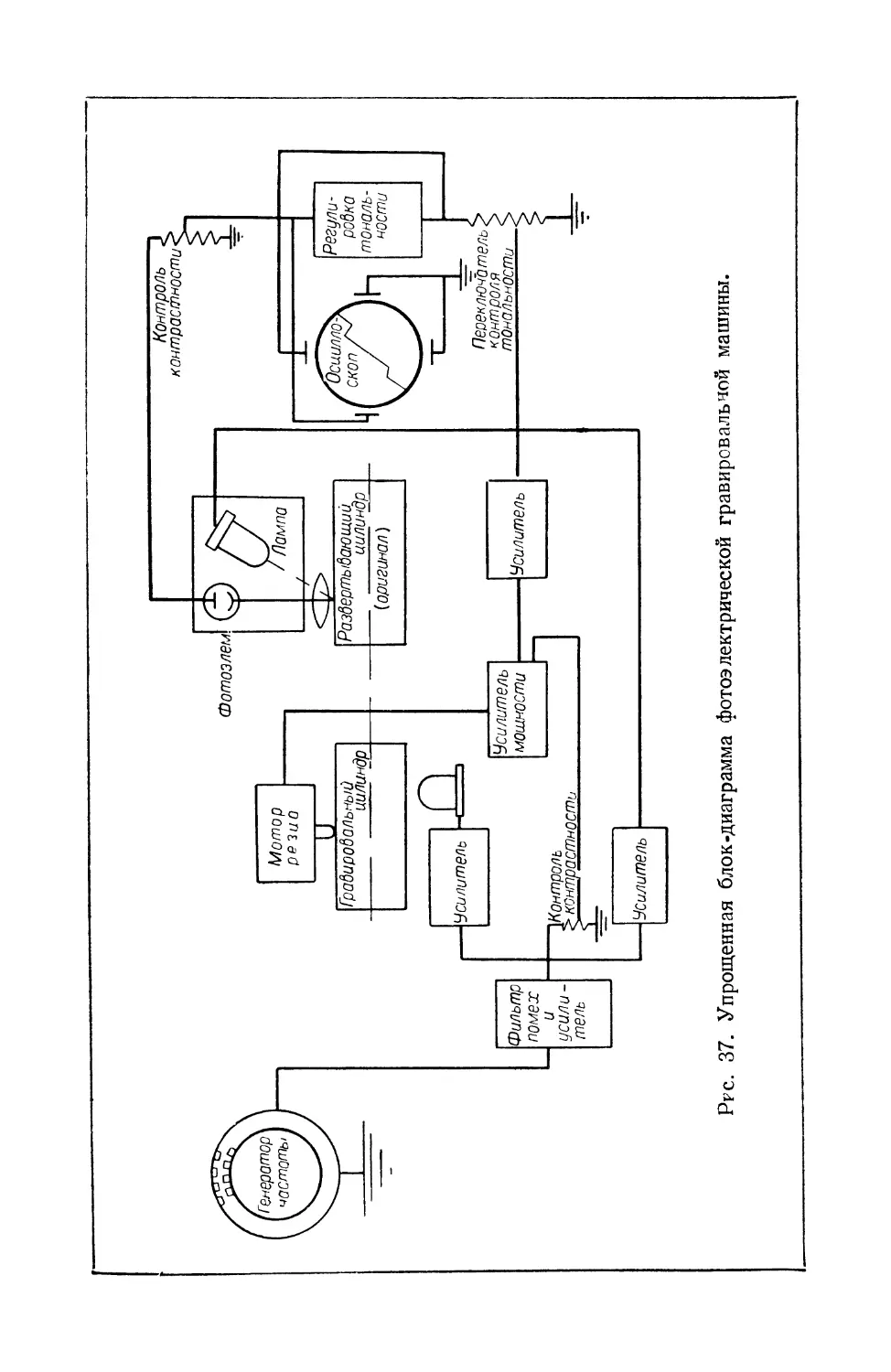
цветоделительных машин рассмотрим машину американ-
ской фирмы «Тайм-Лайф».
Эта электронная цветоделительная машина (рис. 35)
предназначена для автоматического изготовления в том
же масштабе цветоделенных негативов для четырехцвет-
ной печати с цветных диапозитивов в качестве ориги-
нала, максимальный размер которого не превышает
200X250 мм.
Цветной диапозитив накладывается на полный стек-
лянный цилиндр 14, являющийся продолжением сталь-
ного барабана /5, на котором закрепляются четыре лис-
та неэкспонированной фотопленки.
От лампочки накаливания 1 на внутреннюю по-
верхность стеклянного цилиндра через зеркало 2 падает
узкий луч света, который фокусируется на какую-нибудь
точку цветного диапозитива. Прошедший через диапози-
тив луч света претерпевает соответствующие изменения,
вызываемые цветами и плотностью полутона данной
точки диапозитива и делится при помощи расщепляю-
щего устройства 3 на три отдельных луча, которые через
три светофильтра 4 (красно-оранжевый, зеленый и сине-
фиолетовый) попадают в соответствующие фотоэлемен-
ты 5.
От фотоэлементов электрические сигналы (информа-
ции) , соответствующие трем основным цветам — пур-
пурному, желтому и голубому,— подаются на электрон-
ный прерыватель, модулирующий эти сигналы частотой
порядка трех килогерц, а из прерывателя в электрон-
55
Рис. 35. Схема электронного устройства «Тайм-Лайф»
ный усилитель, устанавливающий нужную величи-
ну соотношения тонов отдельных цветов световой
гаммы.
Характеристики фотоэлементов подобраны так, что фо-
тоток каждого фотоэлемента пропорционален интенсив-
ности светового пучка части света, попадающего на него.
Далее импульсы подаются в вычислительное устройство 8,
осуществляющее корректуру цветов методом маскирова-
ния, т. е. каждый сигнал суммируется с заранее подоб-
ранной долей двух других. Например, для маскирования
негатива красной краски применяется диапозитив—маска
с негатива синей краски. В электронном цветоделителе
одновременно имеются фототоки для негативов красной
краски и синей краски. Последние электронной схемой
превращаются в позитивные, т. е. ток обращается: малый
превращается в большой, а большой в малый. Это осуще-
ствляется подачей отрицательных зарядов на сетку
электронной лампы. В этом случае чем больше сеточный
ток, тем меньше ток анодной цепи. Наложив слабый по-
зитивный ток синей краски на негативный ток красной
краски, получим маскированный ток, который воспро-
изводит изображение, свободное от недостатков цве-
тоделения.
Далее токи попадают в вычислительное устройство
черного цвета 10, вычисляющее соотношение основных
цветов и определяющее количество черного цвета, кото-
рое нужно к ним добавить, чтобы точно передать глуби-
ну всех полутонов оригинала и, таким образом, обеспе-
чить правильную передачу. Импульс, вырабатываемый
этим вычислительным устройством, слагается из ослаб-
ленных импульсов трех основных цветов. Все четыре ре-
зультирующих сигнала подаются в блок 11, управляю-
щий интенсивностью свечения соответствующих газораз-
рядных ламп 12. Свет каждой лампы фиксируется в виде
точечного светового пятна на фотопленке, что обеспечи-
вает одновременное получение всех четырех цветоделен-
ных негативов. Количество вспышек лампы определяется
прерывателем, а величина вспышки — силой фототока.
Чем она больше, тем больше засвечиваемая растровая
точка.
Развертка оригиналов осуществляется путем вращения
барабанов и соответствующего последовательного смеще-
ния его по оси вращения.
57
О производительности устройства можно судить по
следующим данным фирмы: время развертки оригинала
размером 200X250 мм при растре порядка 200 линий на
1 см—65 мин., а при растре порядка 400 линий на 1 см—
вдвое больше. В машине предусмотрены возможности
изменения соотношения масок и схемы управления ин-
тенсивности осветителей и регулировки контраста.
Цветоделенные негативы с растром 200 линий на 1 см,
судя по опыту эксплуатации такой цветоделительной ма-
шины типографией, печатающей журнал «Лайф», допус-
кает трехкратное увеличение. Что же касается негативов
с растром 400 линий на 1 см, то они допускают практи-
чески неограниченное увеличение.
Приблизительно 90% всех работ, ведущихся в фото-
механическом цехе «Истмен Кодак», осуществляется с
помощью электронных цветоделительных устройств.
В 1953 г. в США были построены и эксплуатировались
7—8 таких машин.
«Тайм-Лайф» принципиально устраняет недостатки
цветоделения, связанные только с избытком краски, т. е.
то, что может дать цветоделительное маскирование при
правильном проведении процесса.
Справедливость этого подтверждается и тем, что, как
известно, цветоделительное маскирование сокращает
трудоемкость ретуши на 40—60%, и по данным произ-
водств, использующих машину «Тайм-Лайф», она умень-
шает трудоемкость ретуши на 50—60%.
В качестве примера другой принципиальной схемы
устройства электронных цветоделительных машин, позво-
ляющих легко изменять формат изображения, рассмотрим
английский электронный цветоделитель «Хентер-Пен-
роз» (рис. 36).
Модель демонстрировалась на международной выс-
тавке полиграфического оборудования в Лондоне. Эта
установка представляет собой электронный цветодели-
тель и цветокорректор, внешне похожий на обычный ре-
продукционный фотоаппарат, снабженный электронным
устройством.
На штативе смонтированы фотокамера с оригинало-
держателем 1, соединенным светозащитным мехом 2 с
объективом. Поэтому в объектив 3 попадает лишь свет,
отраженный от оригинала (или проходящий через него).
Позади объектива расположена обычная фотокамера 4
58
с матовым стеклом, кассетой и растродержателем. Осве-
щение оригинала производится с помощью яркого свето-
вого пятна, падающего на оригинал под таким углом,
чтобы, отражаясь, свет попадал в объектив, создавая
изображение на матовом стекле 5 аппарата. Световое
пятно перемещается от края до края по горизонтали и
снизу доверху, в результате чего осуществляется раз-
вертка всего оригинала.
Рис. 36. Блок-схема цветоделителя «Хентер-Пенроз».
Следовательно, здесь так же, как и при обычном фо-
тографировании, экспонируется вся поверхность ориги-
нала, но не одновременно, а точка за точкой, строка за
строкой. Световое пятно освещает поверхность оригинала
не непрерывно, а вспышками. При этом световое пятно
попадает на оригинал в виде определенных по размеру
световых точек, различимость которых такая же, как зер-
на фотоэмульсии на обычном полутоновом негативе.
Величина светового пятна в этом цветоделителе меняется
в соответствии с величиной воспроизводимого оригинала.
Поэтому время, требуемое для засветки любого ориги-
нала по размеру, в пределах возможности камеры остает-
ся одинаковым. В рассматриваемом аппарате можно
также производить цветоделение с оригинала, представ-
ляющего собой цветной диапозитив. В этом случае спе-
циальный источник света для получения светового пятна
помещается сзади диапозитива.
Просматривающая головка 6 с тремя фотоэлементами
7, чувствительными к красному, зеленому и синему цве-
там, размещена перед объективом и информирует элек-
тронное вычислительное устройство S, которое соответ-
59
ственно регулирует интенсивность светового луча,
являющегося, в конечном счете, исходным для получе-
ния цветоделенного и откорректированного изображения.
Рассмотрим получение цветоделенного негатива для
красного цвета (зеленый светофильтр). Как и при обыч-
ном процессе цветоделения, перед объективом помещает-
ся зеленый светофильтр, а в кассете — панхроматическая
пластинка или пленка; изображение оригинала в соответ-
ствующем масштабе устанавливается в фокусе.
Процессу фотографирования предшествует соответ-
ствующая регулировка электронного устройства, а имен-
но: переключатель устанавливается в положение «нега-
тив для красного цвета». Световое пятно сначала
направляют на белую бумагу и отмечают показания изме-
рительного прибора; затем его направляют на полоску
желтой краски, предназначенной для печати данной ре-
продукции, и производят регулировку схемы так, чтобы
получить то же показание измерительного прибора, что и
при положении пятна на белой бумаге. Подобным же
образом поступают при наложении пятна на синюю
краску. Регулировку схемы при освещении полоски
красной краски производят так, чтобы указатель измери-
тельного прибора занял положение, соответствующее пе-
ремещению светового пятна на полоску черного цвета.
Из этого примера видно, что при помощи электрон-
ной установки можно изменять интенсивность разверты-
вающего оригинал светового пятна таким образом, что
в данном случае желтая и синяя полоски краски будут
отражать такое же количество зеленого цвета, какое от-
ражает белая бумага и, следовательно, фотографиро-
ваться так же, как и белая бумага, а полоска красной
краски будет фотографироваться так же, как и черная
краска.
Произведя вышеуказанные регулировки, световое пят-
но устанавливают для развертки оригинала, с объектива
удаляют крышку, открывают затвор и начинают съемку.
Что же происходит с интенсивностью светового пятна при
освещении им участков цветового оригинала — белого,
красного, желтого и зеленого цветов?
При освещении участка белого цвета три фотоэле-
мента получают одинаковое количество света красного,
зеленого и синего цветов, а соответственно настроенная
электронная установка обеспечит определенную степень
60
интенсивности светового пятна. Когда происходит осве-
щение красного участка оригинала, фотоэлементы фик-
сируют красный цвет с примесью малого количества
синего или зеленого. Интенсивность светового пятна сни-
жается так, что красные участки оригинала воспроизво-
дятся как черные. Когда световое пятно попадает на
зеленый участок оригинала, фотоэлементы фиксируют
много зеленого и мало синего или красного цветов, а ин-
тенсивность светового пятна увеличивается таким обра-
зом, что зеленый цвет воспроизводится как белый. Тоже
происходит при воспроизведении желтого и синего участ-
ков. Из данного примера следует, что изменением интен-
сивности светового пятна, согласно заданной степени
корректуры, можно получить цветоделенный негатив
с хорошей точностью.
Таким образом, используя этот принцип электронного
цветоделителя, можно за счет увеличения яркости свето-
вого пятна, например, на синей краске, относительно под-
нять отражение от нее в необходимых участках и тем са-
мым устранить недостатки цветоделения по избытку
краски. Так же за счет уменьшения интенсивности свето-
вого пятна можно уменьшить отражение в соответствую-
щих участках и этим устранить ошибки цветоделения по
недостатку краски.
Следовательно, этот принцип более правильный и мо-
жет обеспечить получение изображения, не требующего
дополнительной ручной ретуши.
ЭЛЕКТРОННЫЕ ГРАВИРОВАЛЬНЫЕ МАШИНЫ
В настоящее время в промышленности используется
несколько тысяч гравировальных машин различных кон-
струкций.
Лучшими из них являются две — американская ма-
шина «СКЭН-Э-Гравер» фирмы «Фейрчальд», работаю-
щая по принципу выжигания, и немецкая машина 6
«Клишограф», работающий по принципу резания. Маши-
на «СКЭН-Э-Гравер» имеет 2 цилиндра (рис. 37).
На одном из них помещается оригинал, на другом —-
материал будущего клише. Развертка осуществляется пу-
тем вращения цилиндров, перемещением по образующей
фотоэлемента, просматривающего оригинал, и гравиро-
вальной головки, размещенных на подвижном суппорте
61
Фильтр
помех
и
усили-
тель
Ргс. 37. Упрощенная блок-диаграмма фотоэлектрической гравировальной машины.
машины. Световой поток, поступающий на фотоэлемент,
модулирован с частотой растра.
Модуляция осуществляется механически модулято-
ром коммутаторного типа, включенным в цепь накала
лампы осветителя.
Гравирование производится горячим резцом. Глубина
погружения пирамидального растра зависит от силы
Рис. 38. Технологическая схема гравировальной машины
«Клишограф»:
1 — станина, 2 — резцедержатель, 3 — материал клише, 4 — ори-
гинал, 5 — фотоэлемент, 6,9 — линзы, 7 — зеркало, 8 — регулятор
светового потока, 10—источник света.
тока, поступающего от фотоэлемента. Чем больше ток,
т. е. чем более светлый участок оригинала, тем глубже
опускается резец. После гравирования лист пластмассы
наклеивается на колодку и поступает в печатную машину.
Максимальная глубина выжигания 0,2 мм. Машина
рассчитана на линиатуру растра, равную 48 лин!см и
24 лин/см.
Производительность машины 30 мин. на каждые
200 см2 площади клише при линиатуре 48 лин/см. Для
24 лин1см производительность в 2 раза выше.
Машина «Клишограф» (рис. 38) основана также на
принципе последовательного прощупывания изображения
оригинала.
В «Клишографе» оригинал и материал будущего кли-
ше расположены горизонтально один над другим:
63
материал клише 5 сверху, оригинал 4 снизу. Над материа-
лом помещается резец. Такое устройство обеспечивает
положение резца в просматриваемой точке оригинала на
одной вертикали в любой момент гравирования.
Гравирование основано на принципе резания. Чем
светлее оригинал, тем глубже врезается пирамидальный
резец и тем меньше оставляются площади печатных эле-
ментов.
Материал клише — пластмасса «Ноллар» или цинк,
«Кдишограф» изготовляет клише 24, 26, 28, 30,
32 лин!см.
Машина позволяет менять контрастность изображения
в больших пределах. Это используется для приправки
(гравирование клише с оборота).
Скорость гравирования за 30 мин. 200 см2 клише.
Тиражеустойчивость нолларовых клише около 200 тыс.
Они могут матрицироваться.
«Клишограф» выпускается 3 моделей: К-150 для по-
лутоновых клише, 5-240 для штриховых клише, Г-160
для четырехкрасочной репродукции с цветоделенных
диапозитивов.
В настоящее время известна опытная электронная ма-
шина, просматривающая цветной оригинал и одновре-
менно изготовляющая цветокорректированные клише.
Она построена фирмой Рудольфа Хелла (в Киле) и кон-
структивно напоминает «Клишограф».
Просматривающее устройство дает узкий пучок света,
освещающий точку оригинала. Отраженный от оригинала
свет попадает на два фотоэлемента, питающие два ка-
нала. Один усиливает основную краску, а другой осу-
ществляет ее коррекцию. Суммированный ток управ-
ляет гравировальной иглой. Клише изготовляется одно
за другим. На изготовление комплекта 4 клише фор-
матом 15x20 см необходимо 1,5 часа. Материал кли-
ше — пластмасса «Коллар». Качество невысоко и может
удовлетворить только цветную газетную печать.
БЕСКОНТАКТНАЯ ПЕЧАТЬ
Бесконтактный способ печати устраняет необходи-
мость приправки, уменьшает износ машины, позволяет с
большой быстротой изготовлять печатную форму и повы-
шает производительность.
64
Бесконтактная печать основана на переносе краски за
счет электростатических сил. Поэтому ее иногда назы-
вают электронной печатью.
Существует много различных систем бесконтактной
печати, отличающихся использованием различных физи-
ческих процессов. По способу получения изображения
они делятся на 2 группы.
В одной изображение получается в результате пере-
носа краски с печатной формы на бумагу. В другой —
краска вообще не наносится на печатную форму, а
управляет распределением краски, наносимой непосред-
ственно на бумагу.
Как перенос краски, так и управление ее распределе-
нием на бумаге может быть магнитным, электрическим
или электромагнитным. Осаждение краски на бумагу воз-
можно из жидкой и воздушной среды.
Электрические поля создаются между специальными
электродами, между печатной формой и электродом,
между печатной формой и краской. В этом случае краска
должна быть наэлектризована.
Из вышеизложенного ясно, что возможно большое
разнообразие схем бесконтактной печати. Однако все они
отличаются практическим отсутствием натиска в момент
печати, созданием новой печатной формы за каждый
цикл, отсутствием износа печатной формы и идентич-
ностью качества печати.
Как пример рассмотрим так называемый ксерогра-
фический способ бесконтактной печати. Он основы-
вается на использовании статического электричества
и сухого порошка, заряженного противоположным заря-
дом, в результате чего порошок удерживается на бумаге
в количестве, пропорциональном созданным электроста-
тическим зарядом, соответствующим изображению.
Пластина, на которой создаются заряды, должна быть
покрыта тонким фотопроводящим слоем, т. е. слоем, ко-
торый в темноте не проводит электричества, а становится
проводником только при освещении. Одним из таких фо-
топроводимых слоев является антрацен. Это покрытие
не изменяет своих свойств от других причин. Поэтому
пластины могут быть использованы многократно в тече-
ние длительного времени.
Если пластину провести под электроразрядным при-
бором, то она окажется наэлектризованной и будет
65
удерживать заряды, пока не подвергнется действию света.
При этом покрытие станет электропроводным и потеряет
поверхностные электростатические заряды, которые раз-
рядятся на металлическую основу. Освещая пластину че-
рез негатив проекционным или контактным путем, можно
создать в слое скрытое изображение, состоящее из элек-
трических зарядов, величиной, обратно пропорциональной
величине действовавшего света. Такая пластина запудри-
вается порошком, состоящим из отрицательно заряжен-
ных частичек смол, имеющих низкую точку плавления
(асфальт). В результате припудривания электростатиче-
ских зарядов порошок прочно пристает к положительно
заряженной пластине в количествах, пропорциональных
зарядам, имеющимся в данных участках пластины.
Далее пластина совмещается с бумагой и пропускает-
ся через электроразрядный прибор. Под воздействием
электростатических сил частички порошка прилипают
(притягиваются) к заряженному листу бумаги. Закреп-
ление порошка производится нагревом бумаги в течение
1—2 сек. под инфракрасными лампами. В результате на-
грева частички порошка плавятся и впитываются бума-
гой. При ксеропечати легко осуществим ротационный
принцип, что позволяет значительно ускорить печать
(рис. 39).
В настоящее время в США серийно изготовляется
оборудование для осуществления ксерографии, применяе-
мое для воспроизведения малоформатной штриховой
продукции.
Примером другой группы является способ бесконтакт-
ной печати, разработанный в Вильнусском педагогиче-
ском институте инженером И. И. Жилевичем, которому
удалось построить действующий макет магнитной печат-
ной машины. По методу Жилевича текст записывается
на ферромагнитной ленте, которая соприкасается с
бумагой.
Магнитные силовые линии пронизывают бумагу и
заставляют оседать заряженные частицы краски, нахо-
дящиеся во взвешенном состоянии с другой стороны
бумаги.
Закрепление краски также происходит за счет ее рас-
плавления.
Несколько обособленное положение занимает появив-
шийся в последние годы способ «электрофакс», заслу-
66
живающий внимания и получивший в США практическое
применение.
В отличие от ксерографии в способе «электрофакс»
применяется не обычная, а специальная бумага с нане-
сенным слоем мелкокристаллической окиси цинка и не-
электропроводной смолы. Последняя закрепляет окись
цинка на бумаге.
Рис. 39. Схема ксерографской печатной машины:
1 — источник инфракрасного облучения, 2 — бумага, 3 — электри-
чески заряженные частички порошка антрацена, 4 — фотопрово-
дящий слой, 5 — оптическая система, 6 — порошок.
Такой слой в обычном состоянии не обладает свето-
чувствительностью, но приобретает фотографические свой-
ства после сообщения ему электрического заряда.
Процесс получения изображения состоит из 4 опера-
ций: электризация слоя окиси цинка, экспонирование че-
рез позитив, проявление порошком при помощи магнит-
ной кисти и фиксирование изображения.
Электростатическое заряжение поверхности осущест-
вляется в темноте или при неактиничном освещении. Для
электризации достаточно коронного разряда пучка тон-
ких проволочек, соединенных с отрицательным полюсом
генератора постоянного тока напряжением 4—7 тыс. в.
При этом бумажная подложка соединяется с положитель-
ным полюсом генератора.
При экспонировании позитивного изображения на та-
67
кую поверхность она разряжается тем больше, чем
интенсивней действовал свет. Следовательно, заряды оста-
ются в местах, не подвергшихся действию света, и умень-
шаются по мере увеличения интенсивности действовав-
шего света.
Проявление изображения осуществляется положи-
тельно заряженным порошком термопластичной окра-
шенной смолы. Этот порошок (пигмент) приготовляют
таким образом, чтобы на нем при перемешивании (рас-
тирании) его с железными опилками возникали поло-
жительные заряды. Обычно для проявления применяют
магнитную кисть, представляющую собой отрицатель-
но заряженный конец постоянного магнита с налип-
шим на него пигментом, смешанным с железными опил-
ками.
В момент проявления положительно заряженный пиг-
мент закрепляется на неосвещенных отрицательно заря-
женных участках слоя окиси цинка.
Фиксируется проявленное изображение подогревом.
При этом термопластичная смола расплавляется и прочно
закрепляется на бумаге.
Слой «электрофакс» подвергается сенсибилизации при
добавлении красителей («бенгальская роза», зозин, флуо-
ресцеин, метилен голубой и др.).
При этом эффективная светочувствительность нахо-
дится в пределах обычных позитивных фотослоев, а
1 1
время экспонирования составляет сек.
Э 2
При помощи способа «электрофакс» возможно изго-
товление офсетных печатных форм и цинкографских ко-
пий.
Для этого пластины в центрифуге покрываются слоем
окиси цинка, заряжаются, экспонируются и проявляются
при помощи специальных смол, которые после оплавле-
ния образуют или гидрофобные (офсет) или кислотоустой-
чивые (цинкография) элементы.
Слой «электрофакс» допускает как контактное, так и
проекционное копирование. Он отличается дешевизной,
возможностью нанесения его на любые, даже газетные, бу-
маги, отсутствием «мокрых» процессов, нечувствитель-
ностью к свету в незаряженном состоянии, высокой свето-
чувствительностью после заряда и пр.
68
Непрерывное полотно бумаги 1 типа «электрофакс»
(рис. 40) сматывается с рулона, проходит через зарядное
устройство 2 и поступает в фотокамеру с неподвижным
или бесконечным, синхронно перемещающимся, прозрач-
Рис. 40. Схема печатной машины «Электрофакс».
ным оригиналом. Экспонирование производится мощным
импульсивным источником света. Затем бумажное по-
лотно проходит через проявляющее 3 и закрепляющее 4
устройства и поступает на обычные выходные аппараты
ролевых машин (резка, фальцовка и т. п.).
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ ЭЛЕКТРОННАЯ
АППАРАТУРА
В настоящее время известно много электронных при-
боров, работающих в полиграфической промышленности,
например, предложенные Б. Т. Коломийцем фотоэлектри-
ческие автоматы для плоскопечатных и ротационных ма-
шин, контролирующие правильную подачу листа в плос-
копечатную машину, оклейку и обрыв бумажной ленты
в ротационной машине. В 1955 г. коллективом Украин-
ского научно-исследовательского института полиграфиче-
ской промышленности разработан электронный фотометр
для контроля в стационарных условиях толщины красоч-
69
ного слоя, опубликованный в сборнике № 6 «Новое в по-
лиграфии».
Для контроля приводки и толщины слоя краски на от-
печатке используются контрольно-измерительные устрой-
ства «Аутотрон» и «Идотрон», изготовляемые английской
фирмой «Кроссфильд», и автоматический экспозиметр-
люксометр, разработанный Украинским научно-исследо-
вательським институтом полиграфии.
«Аутотрон» предназначен для автоматического кон-
троля и регулирования приводки на многокрасочных ро-
тационных ролевых машинах.
Точность регулирования 0,013 мм, область рабочих
скоростей от 10 до 400 м!мин.
Поддержание приводки каждой краски осуществля-
ется следующим, почти независимым друг от друга обо-
рудованием, состоящим из:
а) прощупывающей головки, которая монтируется на
машине и следит за метками, печатаемыми на бумажном
полотне;
б) нормального усилителя, находящегося в шкафу уси-
лителя и может быть отделен от печатной машины;
в) контрольного пульта, который размещается на ма-
шине и осуществляет все регулировочные работы, необхо-
димые для печатника;
г) магнитного включателя, соединяющегося с печат-
ной машиной и применяемого для того, чтобы прощупы-
вающая головка включалась на электронный ход, если
под ней возникли печатные метки;
д) электромотора, который приводит в действие вы-
равнивающий механизм печатной машины.
Аппарат «Аутотрон» может быть установлен для ра-
боты по двум вариантам: система лента — лента и систе-
ма лента — цилиндр.
В первом случае в каждой прощупывающей головке
установлена лампочка, которая расположена так, чтобы
отбрасывать на бумажную ленту два четких световых
штриха. Кроме того, имеются два фотоэлемента, из ко-
торых один прощупывает отпечатанную ранее контроль-
ную метку, в то время как другой контролирует метку,
печатаемую краской, которая должна быть точно совме-
щена с предыдущей. Пока каждая метка проходит соот-
ветствующее ей световое пятно, ориентированный фото-
элемент затемняется; благодаря этому возникает импульс
70
тока, который подводится в шкаф усилителя схемой уси-
ления и выпрямления. Этим путем достигается постоян-
ное напряжение, которое умножает интервал времени
между обоими импульсами со скоростью бумажного по-
лотна и которое благодаря этому независимо от скорости
машины пропорционально ошибке в проводке.
Постоянное напряжение подводится к контрольному
щиту и показывает ошибку в проводке на линейной шка-
ле в тридцатикратном увеличении. Постоянное напряже-
ние, кроме того, подводится к другой, приказывающей
трубке, которая включает регистровый мотор, приводя-
щий в действие механизм корректирования. Л4отор изме-
няет приводку в ту или иную сторону, что зависит, ко-
нечно, от того, какая метка появится вначале. Время,
в течение которого работает мотор, пропорционально
ошибке в приводке. Вследствие необходимости надлежа-
щего перемещения и вследствие кратковременного движе-
ния механизма приводки его ход соответствует двойному
значению измеряемой ошибки. Регистр благодаря этому
регулируется быстро и правильным образом: неприводка
устраняется мотором в один момент, который соответ-
ствует первоначально измеренной ошибке так, что перере-
гулирования не возникает.
Регулирование приводки системой лента — цилиндр
происходит аналогично системе лента—лента; необходима
только печатная метка первой краски. Эту печатную мет-
ку контролирует один фотоэлемент соответствующей
прощупывающей головки. С каждым печатным цилин-
дром, помимо первого, соединяется магнитный вклю-
чатель особого устройства, который производит импульс
напряжения за оборот цилиндра и передает его соответ-
ствующему усилителю. Если приводка правильна, то оба
импульса от магнитного включателя и от фотоэлемента
приходят точно в одно время, т. е. они совпадают, и ско-
рость цилиндров синхронизируется. Если возникают
ошибки в приводке, импульсы больше совпадают, и в
шкафу усилителя с помощью усиленного и выпрямленного
тока возникает напряжение, которое пропорционально
ошибке аналогично схеме лента—лента.
Система лента — лента необходима на печатных ма-
шинах, которые снабжены регистровыми валиками. Си-
стема лента — цилиндр должна применяться на машинах,
у которых устроены дифференциальные передаточные
71
механизмы между главным приводом и формным цилин-
дром. При выполнении машины с регистровыми валиками
каждая окраска наносится на предыдущую, в то время
как при применении дифференциального передаточного
механизма каждая краска приводится в соответствии
с первой.
Рис. 41. Схема работы «Идотрона»:
1—последняя печатная секция: 2 — регулировочное устройство
«Таймер», 3 — прощупывающая головка, 4 — контрольные метки
среднего тона, 5 — контрольный пульт, 6 — ручки для нулевой
установки: 7 — шкалы, показывающие отклонения в цветовом
тоне.
«Идотрон» предназначен для автоматического кон-
троля толщины красочного слоя при печати 4-цвет-
ной репродукции на ротационных ролевых машинах
(рис. 41).
Прибор показывает разницу в силе тока краски до
1 % в то время как печатник при внимательном просмот-
ре обнаруживает разницу лишь в пределах 1—5%. При-
бор контролирует цветовой тон по контрольным меткам,
напечатанным на полях листа.
Фотоэлектрическая прощупывающая головка сделана
из легкого сплава, монтируется на стержне близко к бу-
мажному полотну за последним печатным цилиндром, а
в некоторых случаях — на том же стержне, что и прощу-
72
пывающая головка «Аутотрона». Она сконструирована
так, что может использоваться в любом типе машины.
Прощупывающая головка «Идотрона» последовательно
просматривает контрольные цветные метки, отпечатанные
средней силой краски на полях рулона, и подает соответ-
ствующие усиленные сигналы контрольному щиту.
Для того чтобы контролировать четыре или более кра-
сок, требуется одна прощупывающая головка. Она, во-
оруженная фотоглазом, источником света и затворным
механизмом, фокусирует луч света на линию цветных
контрольных меток на рулоне. По мере прохождения
контрольных меток под прощупывающей головкой они
последовательно просматриваются, вследствие чего вос-
производится система сигналов, которая передается на
электронную измерительную систему на контрольном щи-
те. Как только эти сигналы попали на контроль, они по-
следовательно вычисляются, и результаты переходят на
измеритель красочной плотности, находящийся на кон-
трольной панели печатной машины, где непрерывно да-
ются показания в процентах величины красочного слоя
для каждой краски. Таким путем печатник получает пре-
дупреждение о всякого рода изменениях в однородности
слоя краски и может принять соответствующие меры по
регулировке краски.
Процесс установлен очень простой: необходимо поста-
вить стрелки контрольной панели на нулевое положение.
Это делается во время работы машины, как только пе-
чатник удовлетворен тоновыми значениями полос. С этого
момента механизм автоматически следит за состоянием
цвета без дальнейших регулировок. К механизму могут
быть приложены специальные самописцы, строящие гра-
фик поведения краски в ходе печатания.
«Идотрон» обеспечивает удовлетворительную работу
при скорости 80 м!мин, что значительно выше средней
скорости на ротационных печатных машинах, применяе-
мых в настоящее время.
Контрольная панель устанавливается на приемке ма-
шины или неподалеку от нее так, чтобы она находилась
в поле зрения печатника. В основном он состоит из че-
тырех или более счетчиков для измерения плотности
краски и соответствующих контрольных ручек для того,
чтобы при печати нового тиража поставить счетчики в за-
висимости от количества красок в нулевое положение.
73
Эти счетчики отградуированы на деления 1% и охваты-
вают диапазон ошибок в плотности в размере ± 10%.
Контрольный шкаф представляет собой самостоятель-
ную часть, включающую все необходимые контрольные
схемы. Его не нужно устанавливать рядом с машиной.
Доступ к схемам осуществляется при открывании дверцы
и выдвижении блока.
Охлаждение обеспечивается вентиляцией, установлен-
ной сверху. Контрольные рамы «Идотрона» стандартны и
поэтому могут быть легко присоединены к любому суще-
ствующему регистровому контрольному щиту «Ауто-
трона».
Поворотное устройство (таймер) дает импульс для
контрольных схем с тем, чтобы избежать посторонних
сигналов, когда красочные метки не прощупываются. Он
установлен на штанге, прикрепленной к печатному ци-
линдру.
Автоматический экспозиметр-люксометр УНИИПП
в отличие от других известных фотоэлектрических отече-
ственных и зарубежных экспозиметров дозирует количе-
ство света, непосредственно упавшее на фотослой, а не на
экран репродукционного аппарата. В связи с этим на
работу прибора не влияют не только колебания светового
потока, но и размер диафрагмы, растяжение камеры,
рассеивание света и т. п.
Прибор состоит (рис. 42) из преобразователя с фото-
элементом 6, постоянно укрепленного в кассете 4 фотоап-
парата 3, электромагнитного затвора S, укрепляемого за
объективом фотоаппарата, и электронной аппаратуры 7,
представляющей собой смонтированные в одном блоке
параметрический преобразователь, генератор частоты
5 000 герц, усилитель, механический регистратор (счетчик)
и блок питания. При действии на фотоэлемент 0,05 се-
кундометро-свечей параметрический преобразователь
включает механический регистратор, отсчитывающий один
импульс. Для получения необходимого импульса в
0,05 секундо-метро-свечей чувствительность схемы повы-
шена более, чем в 1000 раз по сравнению с существую-
щими. При работе прибора на экране в месте, соответ-
ствующем расположению фотоэлемента преобразователя,
укрепляется лист белой бумаги 1, по белизне равный
бумаге оригинала 2. Оригинал освещается осветите-
лями 2.
74
Затем по характеристической кривой находят точку
необходимого наибольшего потемнения, отсчитывают для
ее получения количество секундо-метро-свечей и деле-
нием его на постоянную прибора (0,05) определяют число
импульсов. Это число импульсов устанавливается на
Рис. 42. Схема устройства АЭЛ-1 в репродукционном фото-
аппарате.
счетчике, и производится экспонирование. По истечении
заданного числа импульсов автоматически закроется зат-
вор фотоаппарата. Число импульсов необходимо устано-
вить один раз для фотослоя 5 данного полива. В дальней-
шем они сохраняются постоянными при любых условиях
съемки.
ПРИМЕНЕНИЕ АТОМНОЙ ЭНЕРГИИ
В ПОЛИГРАФИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Атомная энергия в полиграфической промышленности
применяется для: а) исследования; б) контроля; в) устра-
нения статического электричества.
Многие радиоактивные изотопы, разработанные для
других областей техники, могут быть использованы в по-
лиграфии (изучение износа оборудования, условий смазки,
абразивного износа и др.). Для этого обычно одну из
трущихся поверхностей делают радиоактивной. По мере
истирания поверхности радиоактивные вещества попада-
ют на другую деталь или переходят в масло.
75
Измеряя радиоактивность другой детали или масла,
судят об износе сочленения и получают сигнал о недопус-
тимом износе.
Кроме этого, использование метода меченых атомов
позволило установить зависимость толщины слоя краски,
восприимчивости бумаги к краске и качество оттиска от
свойств бумаги и краски, изучить процесс увлажнения,
дисенсибилизации и износа офсетных форм, изучить рас-
тирание краски на валиках и пр.
Этим методом устанавливается с точностью до 1,1%
загрязнение одной краски другой. С этой целью в краску
добавляется фосфор-32 (Т-14,5 дней).
Метод меченых атомов применяется также для опре-
деления активности поверхностей и адгезии краски. Для
этого в краску вводили кобальт-60 (Т-4,95 лет) и покры-
вали ею поверхность. После высыхания краски удалялись
и измерялась радиоактивность поверхности. Чем
выше радиоактивность, тем больше физико-химическая
активность поверхности и тем выше адгезионные
свойства.
Радиоактивные вещества используются для контроля
интенсивности отпечатка. Для этого в печатную краску
вводят фосфор-32 (Т-14,5 дней). Интенсивность оттиска
контролируется по интенсивности излучения. Аналогично
производится контроль толщины слоя краски на валиках.
В этом случае приемник располагают непосредственно
над валиком.
В производстве бумаги при помощи меченых атомов
контролируют полноту отмывки древесной массы, выде-
ление хлора и т. п.
В нашей стране в настоящее время действуют разра-
ботанные НИИГосзнак радиоактивные приборы, контро-
лирующие толщину бумажной ленты.
Энергия атома используется и для устранения стати-
ческих контактов зарядов бумаги.
За рубежом для этой цели применяют установки «Ра-
диум», «Ионотрон», основанные на действии гамма-лучей,
что представляет опасность для обслуживающего пер-
сонала.
В нашей стране сотрудниками института химического
машиностроения под руководством И. С. Ройзена пред-
ложено применение полония—210 (Т-138 дней), испуска-
ющего альфа-лучи. Альфа-лучи в отличие от других лу-
76
чей являются артиллерией ближнего действия. Они бьют
по молекулам воздуха только на небольшом отрезке (рав-
ном 6 см), после чего уже безвредны для человека. Аль-
фа-лучи, попадая в молекулы азота, отщепляют от него
электроны, которые тут же захватываются кислородом.
В результате в воздухе скапливаются положительные
ионы азота и отрицательные ионы кислорода, которые не-
прерывно разряжают электростатические заряды бумаги.
Полоний-210 (Т-138 дней) наносится на дуралюминие-
вый брусок, активная сторона которого обращена к бу-
маге и находится от нее на расстоянии 2—3 см.
Достаточно, чтобы активность составляла 0,16 мк.
При этом время действия составит 12—18 месяцев. Стои-
мость этого количества полония-210 около 50 рублей.
СОДЕРЖАНИЕ
Стр.
Предисловие................................................... 5
Изобретения и рационализаторские предложения
Ручной корректурный станок для снятия оттисков с гранок набора 6
Организация правки газетных полос на машине «Линотип» ... 7
Изменение обработки матриц и круглых стереотипов.............. 8
Приспособление для нарезания зубцов ножей ротационных машин 9
Приспособление для расточки линотипных котлов................ 10
Пресс для просечки отверстий в стереотипах................... 11
Пневматическая дрель для сверления отверстий в стереотипах . . 13
Рациональный метод приправки на книжных ротационных маши-
нах ................................................... 14
Транспортер для акклиматизации бумаги........................ 16
Механизация переплетно-брошюровочных процессов............... 18
Счет и группировка сфальцованных тетрадей с помощью электрон-
ного счетно-группирующего автомата ЭСГА-4............... 26
Транспортер для подборки и комплектовки книжных блоков ... 31
Реконструкция листорезальной машины ЛР....................... 35
Станок для разрезания ролевой фольги......................... 36
Реконструкция привода клеевых валиков на станке для промазки
форзацев................................................ 38
Станок для изготовления проволочных спиралей............... 39
Гофрировальный станок........................................ 41
Установка дисковых ножей продольной резки на фальцевальных
валах тетрадных линовальных агрегатов ЛТ.......... 44
Способ обращения для получения фотоформ на фототехнических
пленках..........................’...................... 46
Электроника и автоматика в полиграфической промышленности
Фотонаборные машины.......................................... 50
Электронные устройства для получения откорректированных цвето-
делен ных негативов..................................... 53
Электронные гравировальные машины............................ 61
Бесконтактная печать......................................... 64
Контрольно-измерительная электронная аппаратура.............. 69
Применение атомной энергии в полиграфической промышленности 75
Составил Б. И. Фланчик.
Новое в полиграфии
(Выпуск восьмой)
Редактор Ж. Левина
Технический редактор П. Пацалюк
Корректор Н. Радецкая
Сдано в набор 30/Ш 1957 г. Подписано к печати 24/V 1957 г. Формат бумаги
84ХЮ81/з2. Объем: 2‘/2 физ. лист., 4,1 условн. лист., 4,2 учетно-издат. лист.
Тираж 2500 экз. БФ 06281. Бесплатно.
Государственное издательство технической литературы УССР
г. Киев, Красноармейская, 11
Зак. № 310. Книжно-журнальная ф-ка Главиздата Министерства культуры УССР
Киев* ул. Воровского, 24
Бесплатна