/































































































































































































































































Text
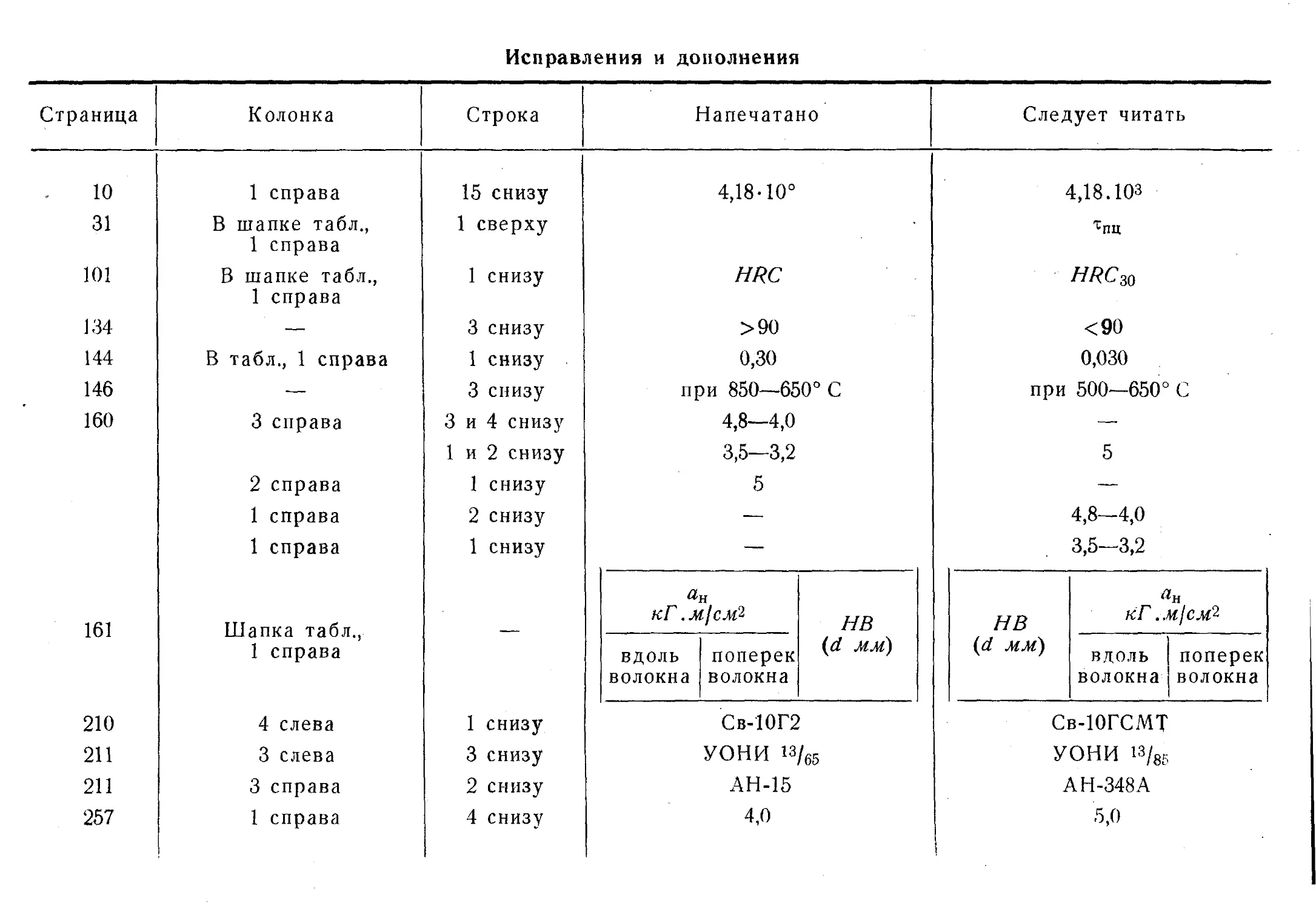
Страница
Колонка
Исправления и дополнения
Строка
Напечатано
Следует читать
10
31
101
134
144
146
160
161
210
211
211
257
1 справа
В шапке табл.,
1 справа
В шапке табл.,
1 справа
В табл., 1 справа
3 справа
2 справа
1 справа
1 справа
Шапка табл.,
1 справа
4 слева
3 слева
3 справа
1 справа
15 снизу
1 сверху
1 снизу
3 снизу
1 снизу
3 снизу
3 и 4 снизу
1 и 2 снизу
1 снизу
2 снизу
1 снизу
4,18-10°
HRC
>90
0,30
при 850—650° С
4,8—4,0
3,5—3,2
5
кГ .м/см?
вдоль поперек
волокна волокна
НВ
(d мм)
1 снизу
3 снизу
2 снизу
4 снизу
Св-10Г2
УОНИ 13/65
АН-15
4,0
4,18.103
тпц
HRC^
<90
0,030
при 500—650° С
НВ
(d мм)
<7Н
кВ.м/см2
вдоль поперек
волокна волокна
Св-ЮГСМТ
УОНИ 13/8Й
АН-348 А
5,0
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ МЕХАНИЧЕСКИХ И ФИЗИЧЕСКИХ
СВОЙСТВ СТАЛЕЙ И СПЛАВОВ
Наименование свойств
Обозна- Единица Перевод в еди-
нение измерения ницы СИ
Модуль нормальной упруго-
сти при растяжении, определен-
ный статическим методом
Модуль нормальной упруго-
сти, определенный динамичес-
ким методом
Модуль касательной упруго-
сти (модуль сдвига), опреде-
ленный статическим методом
Модуль касательной упруго-
сти, определенный динамичес-
ким методом
Коэффициент Пуассона
Предел пропорциональности
при растяжении
Условный предел текучести
при растяжении (остаточная де-
формация 0,2%)
Предел прочности при растя-
жении
Предел прочности при растя-
жении образца с надрезом
Предел прочности при сжа-
тии
Предел пропорциональности
при кручении *
Условный предел текучести
при кручении * (остаточная де-
формация сдвига 0,3%)
Предел прочности при круче-
нии *
Е
Ел
G
Р-
анц
а0,2
ав
ав, сж
Тйщ
Г0,3
Т-В
кГ/мм2
к Г /мм2
кГ/мм2
кГ/мм2
к Г/мм2
кГ/мм1
кГ/мм-
кГ/мм2
кГ/мм~
кГ/мм2
кГ/мм2
кГ /мм2
1 кГ /мм2 ^9 fix
ХЮ6 н/м2
1 ftr/MM2^9fiX
Х106 н/м2
* Величины тпц; т0,3 и тв определяются по формулам:
0>3 _ Мтах
ПЦ~ ’’ Т0.3- J * ♦
16
16
16
Принятые обозначения
9
Продолжение
Наименование свойств
Обозна-
чение
Единица
измерения
Перевод в еди-
ницы СИ
Сопротивление срезу
Сопротивление разрушению
при растяжении
Сопротивление разрушению
при сжатии
Относительное удлинение
после разрыва:
на длине /~5d; /=10^
Z=5,65/F; Z=ll,3/F
Относительное укорочение
при сжатии
Относительное сужение шей-
ки после разрыва
Угол закручивания при раз-
рушении (на длине 100 мм)
Твердость по Роквеллу при
вдавливании алмазного конуса
с углом при вершине 136° под
нагрузкой 150 кГ
Твердость по Роквеллу при
вдавливании стального шарика
под нагрузкой 100 кг шкала В
Твердость по Бринелю
Твердость по Викерсу
Удельная ударная вязкость
при изгибе
Предел выносливости при из-
гибе гладкого образца при сим-
метричном цикле
Предел выносливости при из-
гибе образца с надрезом при
симметричном цикле
Предел ползучести при высо-
ких температурах (напряжение,
вызывающее деформацию 0,2%
за 100 час)
Предел длительной прочности
при высоких температурах (на-
пряжение, доводящее образен
до разрушения за определенное
число часов: 100, 300 и т. д.)
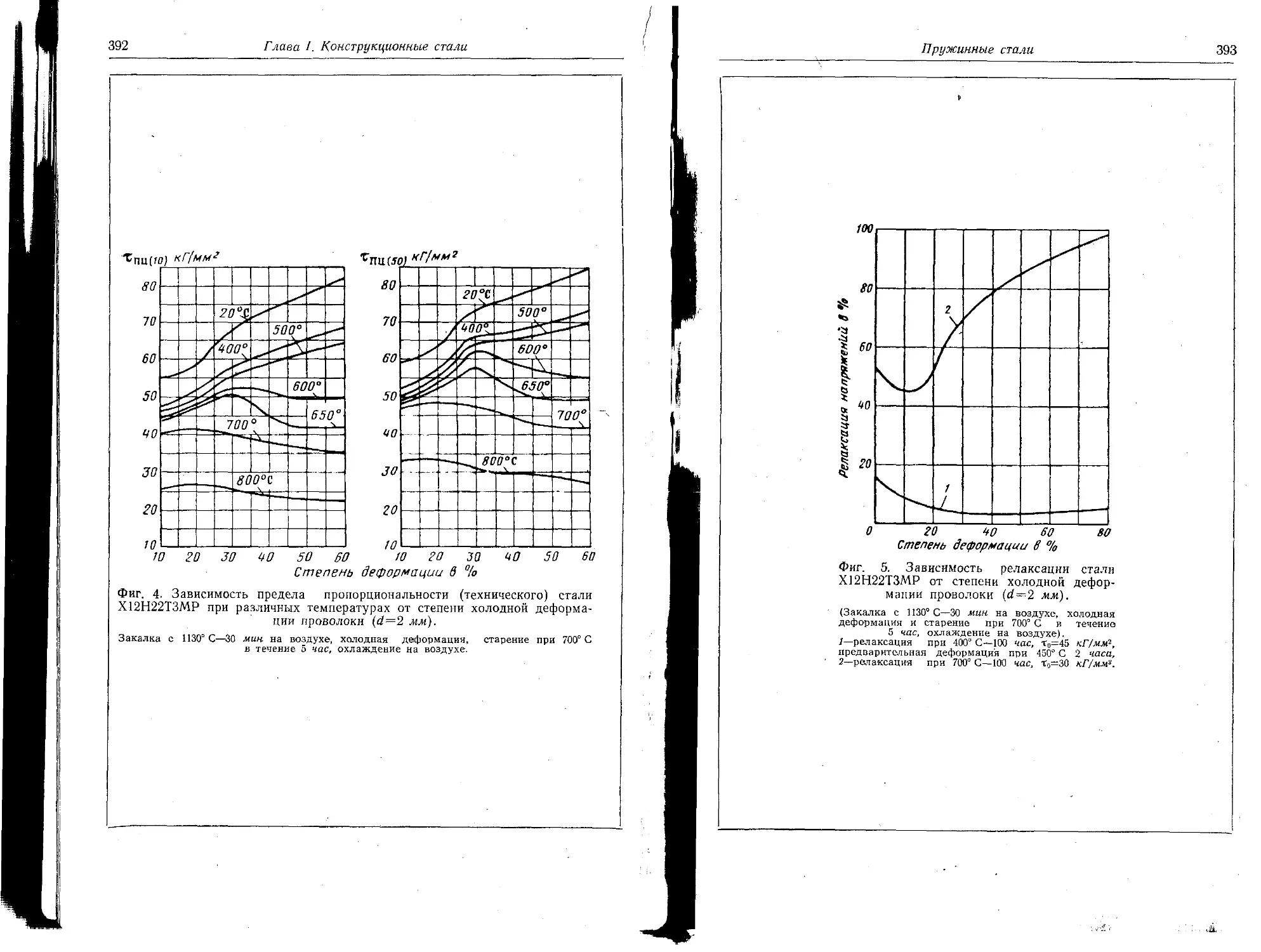
Предел пропорциональности
при кручении (технический),
при тангенсе угла, образуемого
касательной к точке кривой де-
формации и осью напряжения,
превышающем гервоначальное
значение на 50%
тср
*$к
сж
&10
55,65/7’
S11
А
HRC
HRB
а0,2/100
<4oq; азоо
Т'пц (50)
к Г / мм2
кГ/мм2
кГ/мм2
кГ/мм2
кГ /мм2
кГ 'М/см2
кГ/мм2
кГ /мм2
к Г/мм2
кГ/мм2
кГ/мм2
1 кГ/мм2^^,8Х
| X106 н/м2
}
1 кГ/мм2^£$Х
X1Q6 н/м2
1 кГ‘М/см2ш9,ЗХ
ХЮ4 дж/м2
1 кГ/мм21х§$Х
ХЮ6 н/м2
10 Принятые обозначения
ГЦ— --*м- *" --- ’ -- L '
Наименование свойств
Предел пропорциональности
при кручении (технический)»
при тангенсе угла, образуемого
касательной к точке кривой де-
формации и осью напряжения,
превышающем первоначальное
значение на 10%
Напряжение кручения до ис-
пытания на релаксацию (на-
чальное напряжение)
Напряжение кручения после
испытания на релаксацию дли-
тельностью t4ac
Начальное упругое сжатие
пружины до испытания на ре-
лаксацию
Остаточная деформация пру-
жины за период испытания на
релаксацию длительностью t4ac
Напряжение кручения при
температуре Т в °C
Величина потери напряжения
за период испытания на релак-
сацию длительностью t4ac
Диаметр проволоки пружины
Средний диаметр пружины
Число рабочих витков
Плотность
Термический коэффициент
линейного расширения
Коэффициент теплопроводно-
сти
Обозна-
чение
Единица
измерения
кГ/мм2
к Г/мм2
кГ/мм2
мм
мм
S
кГ/мм2
кГ/мм2
мм
мм
г/см'л
1/°С
кал/см-сек °C
f
Удельная теплоемкость с
Удельное электросопротивле-
ние
Температурный коэффициент
электросопротивления
Напряженность магнитного поля
Коэрцитивная сила
Магнитная проницаемость
максимальная
Остаточная индукция
Магнитное насыщение
Магнитная восприимчивость
Точка Кюри
Степень черноты полного из-
лучения
Степень черноты полного нор-
мального излучения’ '
Спектральная степень черноты
Н
Нс
Ртах
ен
яал/а^С
ом мм2/м
гс
гс
Продолжение
Перевод в еди-
ницы СИ
1 кГ/мм2—0$у^
Х106 н/м2
> 1 лл=10~3 м
1 #Г/лм<2=9,8Х
X106 м/м2
1 мм—10 3 м
I г/с,и3--103 кг/м2
1/°С-Л/аК-\/град
I кал/см сек °C-
^4,18-10°
вт[м-град
1 кал/г- °С^4,18Х
Х103 дж/на град
1 ом*мм2/м~
= 10“6 ОМ'М2/М
1 0,8-10“- а/м
1 гф^1,25Х
Х10-2
&б
а-м
1 ге--10“~4 вб/м2
Т(°К)^(°С)4-273
ВВЕДЕНИЕ >
При пользовании справочником нужно иметь в виду, что в нем
приведены показатели механических свойств сталей, полученных
обычными методами выплавки. Стали, выплавляемые в вакуумной
печи и другими прогрессивными методами, обладают более высо-
кими механическими свойствами (6, ф, ан); учитывая интенсивное
внедрение новых методов выплавки при оценке сталей и сплавов,
следует принимать во внимание возможное улучшение их качества
уже в самое ближайшее время. Поэтому авторы сочли целесооб-
разным предпослать гл. I краткую характеристику тех преиму-
ществ, которые могут быть достигнуты при использовании прогрес-
сивных методов выплавки сталей. Методы эти следующие:
1) выплавка в вакуумных индукционных печах (ВИ);
2) вакуумно-дуговой переплав (ВДП);
3) электрошлаковый переплав (ЭШП);
4) открытая выплавка с дополнительным рафинированием
жидкого металла: продувкой его в ковше газами; обработкой струи
металла синтетическим шлаком.
В результате применения этих методов выплавки и рафиниро-
вания металла резко снижается содержание в нем газов и вред-
ных примесей, повышается его чистота (уменьшается количество
неметаллических включений), снижается степень пораженности
металла волосовинами. Устраняются также ликвационные и кри-
сталлизационные дефекты, измельчается дендритная структура ме-
талла, повышается пластичность и ударная вязкость по сравнению
с металлом обычной выплавки; особенно значительно они увели-
чиваются в поперечном и «третьем» направлениях, благодаря чему
устраняется опасная анизотропия свойств, уменьшается чувстви-
тельность к надрезу, сдвигается в область более низких температур
порог хладноломкости и улучшается сопротивление переменным
напряжениям.
Очень большое значение приобретает выплавка прогрессивны-
ми методами сталей, используемых для изготовления шестерен,
а также выплавка улучшаемых и высокопрочных сталей, предна-
12
Введение
Q05 г
о,оз:
0.01 :
Содержание (
газов
HIITI и
°^3 вреднью примеси ( Bt + Pb+As + 5n+5b+Cu+ Р+ S)
0,20п
Qp5 -
0,10 -
0,05-
% "
ОДО 5 ~
0,005-
0.000 -
0,003 -
0.002 -
вИ+ВДЛ
Неметаллические включения
(ALj>Oj + St 02 + + Р^2^3 + )
механические свойства
(поперек волокна)
и
ВДЛ В И
Открытая ЭШО
выплавка
Фиг. I. Влияние метода выплавки на качество стали
42Х2ГСНМ (ВКС-1).
Введение
13
значаемых для поковок. Для деталей из этих сплавов устранение
анизотропии имеет исключительно важное значение. Для получе-
ния сталей, применяемых для крупных поковок цементуемых дета-
лей, а также для крупных поковок особо ответственного назначения
рекомендуется электрошлаковый или вакуумно-дуговой переплав.
Для цементуемых, улучшаемых и высокопрочных сталей может
применяться открытая выплавка, но с обязательным рафинирова-
нием их синтетическим шлаком или продувкой газами.
ШНИ
открытая выплавка
выплавка с использование* синтетического шлака
ВДВ
ш
эшп
Фиг. 2, Влияние метода выплавки на механические свойства (поперек волокна)
стали ЗОХГСНА.
Применение вакуумной выплавки особенно важно также для
улучшения свариваемости стали и для получения сталей, исполь-
зуемых в качестве присадочного материала при сварке.
Учитывая, что воздействие прогрессивных методов выплавки
на механические свойства будет принципиально одинаковым для
всех конструкционных сталей, можно считать, что данные, приве-
денные по отдельным маркам сталей, выплавленным новыми мето-
дами, способны характеризовать то улучшение показателей меха-
нических свойств, которые можно ожидать при выплавке в вакууме
и других марок сталей. Поэтому ниже приведены в качестве при-
мера показатели механических свойств нескольких конструкцион-
ных сталей различных групп: двух высокопрочных 42Х2ГСНМ
(ВКС-1) и ЗОХГСНА, двух цементуемых 18ХНВА и 15Х2ГНТРА,
улучшаемой 40ХНМА и азотируемой 38ХМЮА (фиг. 1—5).
14
Введение
. б кГ/мм2
V//A Открытая выплавка (свойства вдоль волокна)
ЗШП (вдоль волокна)
Е22Я ЗШП (поперек волокна)
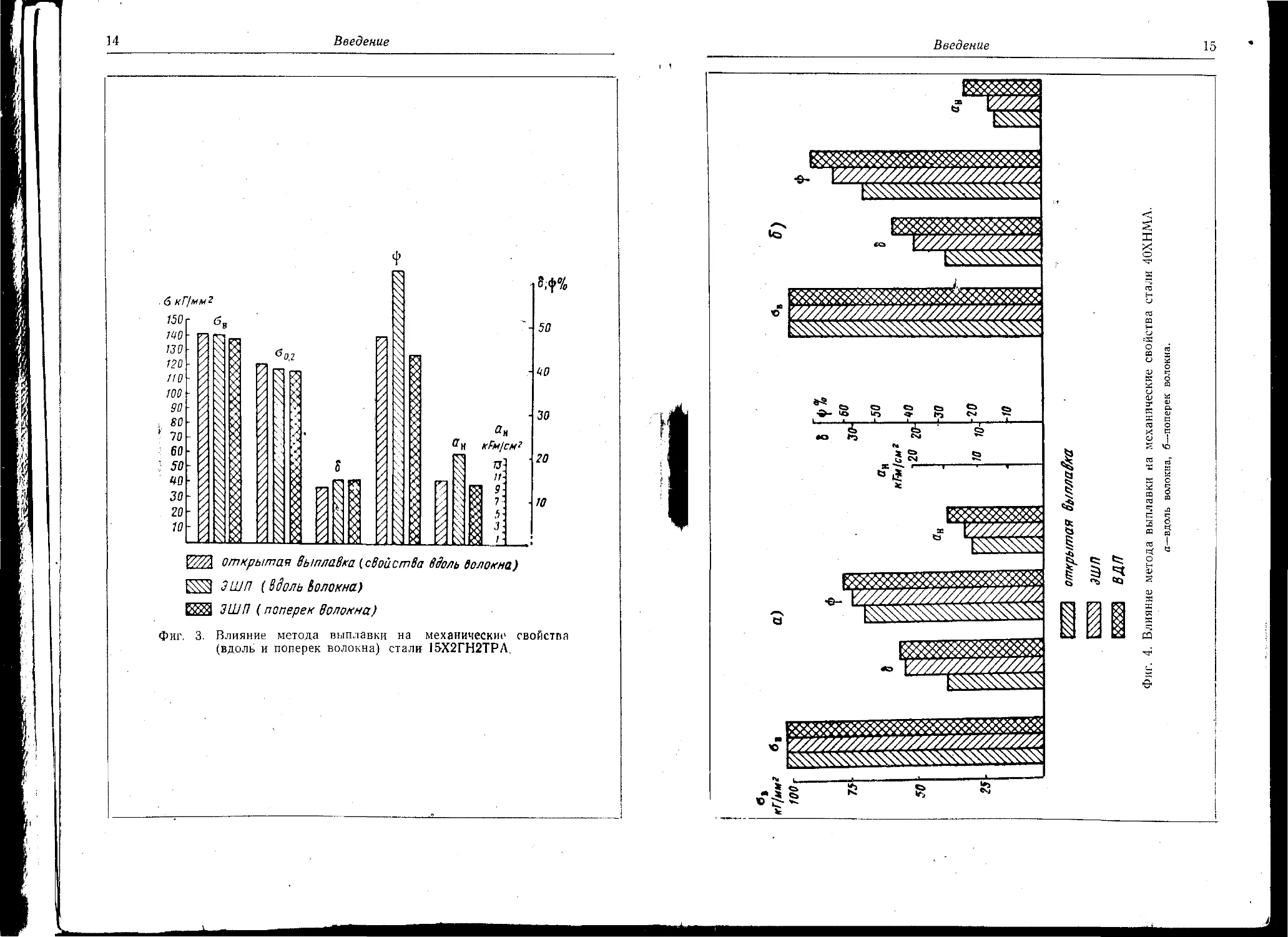
Фиг. 3. Влияние метода выплавки на механические' свойства
(вдоль и поперек волокна) стали 15Х2ГН2ТРА.
Введение
15
J'.f
Фиг. 4. Влияние метода выплавки на механические свойства стали 40ХНМА.
а—-вдоль волокна, б—поперек волокна.
vsassesaossssssi
9№ssssssssss&
Введение
17
Данные эти, представленные в виде сравнительных диаграмм
механических свойств сталей, выплавленных обычными и прогрес-
сивными методами, наглядно иллюстрируют преимущества по-
следних.
УГЛЕРОДИСТЫЕ; УГЛЕРОДИСТЫЕ, ЛЕГИРОВАННЫЕ
МАРГАНЦЕМ (ДО 2,5%), И УГЛЕРОДИСТЫЕ АВТОМАТНЫЕ
СТАЛИ
Малоуглеродистые стали применяются в авиационной промыш-
ленности главным образом для сравнительно малонагруженных де-
талей или для деталей, технология изготовления которых требует
значительной пластической деформации. Как правило, малоуглеро-
> дистые стали применяются без закалки. В отдельных случаях ис-
1 пользуется способность малоуглеродистой стали 10 закаливаться
в тонких сечениях при охлаждении в водном растворе щелочи при
температуре около 0° С. Такой обработке подвергаются мелкие тон-
колистовые детали, которые изготовляются глубокой вытяжкой.
Сравнительно широко применяются стали 10, 25 и 45 для из-
готовления болтов высадкой. Технически более целесообразно для
болтов использовать менее углеродистые сорта проволоки в нагар-
тованном состоянии. Так например, для болтов с пределом проч-
ности Ов>43 и >60 кГ/мм? желательно: применять соответственно
стали 10 и 25 в нагартованном состоянии взамен марок 25 и 45
в мягком состоянии. Применение нагартованной малоуглеро-
дистой стали значительно облегчает процесс высадки и повы-
шает стойкость высадочного инструмента. Для повышения сопро-
тивления срезу болтов, изготовленных из нагартованной малоугле-
дбдистой проволоки, желательно производить их отпуск при 400° С.
Из прутков среднеуглеродистых сталей изготовляется резанием
много различного рода нормалей. Для увеличения производитель-
ности труда целесообразно детали, не подвергаемые сварке,
изготовлять из автоматных сталей.
Детали из сталей марок 45 и 50 иногда подвергают термичес-
« кой обработке для получения сгв=70—90 кГ/лш2. Для изготовления
деталей с ов>90 кГ/мм2 целесообразно применять легированные
стали.
Малоуглеродистые стали хорошо свариваются.
Высокоуглеродистые стали нашли широкое применение в каче-
стве материала для пружин.
Автоматные стали применяются, для деталей невысокой прочно-
сти, подвергающихся значительной механической обработке.
БИБЛИОТЕКА
Красноярского
|9Р10Л технического
института
18
Глава I. Конструкционные стали
СТАЛЬ МАЛОУГЛЕРОДИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ
(железо типа армко)
Э» ЭА и ЭАА
Химический состав в ’’/о
С / Si Мп Си . Fe S р
нс более
«0,04 <0,2 <0,2 <0,15 Основа 0,030 0,025
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ (контроль- ные образ- цы) ав с0,2 S10 ф НВ (d мм)
кГ)мм^ %
Прутки горя- чекатаные ЧМТУ 2900 56 27 12 26 60 >5,2
Магнитные свойства по ГОСТу 3836—47 (не менее)
Марка стали Коэрцитив- ная сила э (не более) Максималь- ная магнит- ная прони- цаемость 2С\Э Напряжен- ность намагни- чивающего поля на 1 см длины в ампер-витках Обозначе- ние индук- ции Величина индукции ZC
Э 1,2 3500 5 Вб 13 800
ЭА 1,0 4000 10 510 15 000
ЭАА 0,8 4500 25 ^25 16200
%, 50 5бо 17 100
100 51оо 18100
300 5зоо 20 500
- 500 5боо 21 800
Углеродистые стали 19
Механические свойства при комнатной и высоких температурах
Вид полу- Температура испытания °в а0,2 й5
фабриката or кГ!мм2 %
Прутки 20 30 20 23
300 37 25 15
500 1^' 14 19
650 9 8 20
800 5 4 8
Физические свойства *
<7=7,85 г/слА
а-106=12,9 (25—300°); 14,7 (25—500°) 1/°С.
л~0,177 (20°) кал]см сек °C.
с=0,106 (25°); 0,124 (200°); 0,132 (300°); 0,178 (600°) кал\г °C.
Магнитные свойства
Сталь обладает большой магнитной индукцией и малой коэрцитивной силой.
Технологические данные
Сталь хорошо деформируется в горячем и в холодном состоянии. Темпера-
турный интервал деформации 1150—850° С.
Сваривается хорошо всеми видами сварки.
Применение
Электромагнитные механизмы в приборостроении; различного рода аппара-
typa и детали, изготовляемые глубокой штамповкой.
ДаннЬ1м справочника «Автомобильные конструкционные стали», Машгиз»
Глава I. Конструкционные стали
I
Фиг. 1. Влияние размера зерна в железе
на прочность гладких образцов при испытании
их на растяжение при температуре —196° С.
Углеродистые стали
21
Фиг. 3, Нлияние содержания кислорода
в железе на его прочность при растяжении
в жидком азоте при температуре —196° С.
- ’
22
Глава I. Конструкционные стали
V МАЛОУГЛЕРОДИСТАЯ СТАЛЬ
10 и 10 кп
Химический состав в %
Si Мп Сг N1 Fe S Р
не более „
0,07—0,15 0,17—0,37 0,35—0,65 <0,15 <0,3 Основа 0,045 0,040
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- фабриката гост или ТУ S Состояние (контрольные образцы) «в с0,2 НВ । (d мм)
кГ!мм^ %
Прутки горя- чекатаные МВТУ 2333—49 Без термиче- ской обработ- ки 32 18 30 55 6,0— 5,0
Прутки кали- брованные ГОСТ 1051—59 11агартован- ные 42 ь— 1- ' л 8 50 4,4
Листы толстые (свыше 4 мм) ГОСТ 1577—53 Нормализован- ные или без термической обработки 34 32 Ч 1 ———’
Трубы толсто- стенные горя- чекатаные ТУ 1077 Без термиче- ской обработ- ки 32 * 24 50 >3,8
Проволока для холодной высадки бол- тов гост 5663—51 Нагартован- ная 43—63 * 50 — 1
Прутки горя- чекатаные ГОСТ 1050—60 Нормализо- ванные 34 21 31 55 - '
, ___ Листы тонкие (до 4 мм) ГОСТ 914—56 В состоянии поставки 30—44 28 — 1
Углеродистые стали
23
Проба по Эриксену в мм в зависимости от толщины листа
и группы вытяжки по ГОСТу 914—56 (не менее)
Стал ь 10 Сталь 10 кп*
Толщина Группа вытяжки
листа мм весьма глубокая глубокая Г весьма глубокая глубокая Г нормальная Н
ВГ 1 ВГ
0,5 8,0 . 7,6 9,0 8,4 8,0
0,6 8,4 *7,8 9,4 8,9 8,5
0,7 8,6 8,0 9,7 9,2 8,9
0,8 8,8 8,2 10,0 9,5 9,3
0,9 9,0 8,4 10,3 9,9 9,6
1,0 9,2 8,6 10,5 10,1 9,9
1,2 —<м 1 1 11,0 10,6 10,4
1,5 11,5 11,2 11,0
2,0 11 — 12,1 11,9 11,8
* Сталь кипящая.
Механические свойства при комнатной
температуре
Состояние материала Е ^в с0,2 апц ф % Q тв Т0,3 Т'ПЦ НВ (d мм)
к Г / мм2 кГ/мм2
Нормали- зованный 20000 38 23 15 70 7800 45 16 г 11 5,73
Пределы ползучести
Состояние материала Температура испытания °C Скорость деформации в мм!мм*час
10-6 10-7
кГ}мм2
Нормализованный 400 12 8
(0,1% С) 450 7,5 5
500 4,3 2,8
550 2,3 1.4
24
Глава 1. Конструкционные стали
Физические свойства*
7,86 г/см\
«-106=11,58 (20—100°); 12,61 (20—200°); 13,0 ;(20—300°); 14,18 (20—500°)
1/°С.
Х=0э141 (100°); 0,130 (200°); 0,120 (300°); 0,109 (400°); 0,097
(500°) кал/сМ'Сек °C.
с=0,11 (100°): 0,12 (200°); 0,125 (300°); 0,165 (500°) «лл/г-°С.
Критические точки
уЦ 730° С; ЛСз 875° С; 680° С; 855° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1170—850° С. Штампуемость листовой стали высокая. Основные ха-
рактеристики штампуемости приведены в таблице.
Вытяжка Отбортовка Гибка
^пр А^раб ^(пр Краб Г min
2,0—2,05 1,70—1,75 1,65 1,45 2S*
* S — толщина листа.
Термическая обработка: нормализация или высокий отжиг при температуре
890+10° С; низкий отжиг при 700± 10° С.
Цементация проводится при температуре 900—920° С; термическая обработка
после цементации: закалка с 800—820° С в воде, отпуск при 150—17CF С, охлажде-
ние на воздухе.
Цианирование проводится при температуре 84(Г С; термическая обработка
после цианирования: закалка с 840° С в воде, отпуск при 140—18(F С, охлажде-
ние на воздухе.
Для повышения сопротивления срезу нагартованной ‘стали рекомендуется
проводить отпуск при 400° С. Сталь хорошо сваривается всеми видами сварки.
Применение
Сварные и штампованные детали сложной конфигурации с невысокой проч-
ностью.
* По данным справочника «Автомобильные конструкционные стали», Машгиз,
Углеродистые стали
25
МАЛОУГЛЕРОДИСТАЯ СТАЛЬ
15А селект
Химический состав в %
с Si Мп Сг Ni Fe S Р
не более
15—0,20 0,17—0,37 0,35—0,65^ <0,2 <0,3 Основа 0,035 0,035
Механические свойства по ГОСТу (не менее)
Вид полу- фабриката гост Состояние (контрольные образцы) р °в кГ/мм* Ф %
Проволока гост Нагартованная 45—65 45
5663—51
Готовые заклепки (после отпуска) при испытании с помощью пластин дол-
ил иметь сопротивление срезу не менее 34 кПмм2 и не менее 32 кГ!мм* при
пытании в муфтах.
Физические свойства
tf=7,86 г/с ж3.
а-106=11,9 (0-100°); 12,5 (0—200°); 13,0 (0-300°); 13,6 (0-400°); 14,2
- 500); 14,4 (0—600°) 1 /°C.
с=0,112 (0—100°); 0,115 (0—200°); 0,125 (0—400°); 0,136 (0—500°) кал!г-°C.
Критические точки
Ас. 720° С; 850° С.
1 о
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
формации 1170—85СГ С. Пластичность в холодном состоянии высокая: допусти-
4 t пбка, осадка и другие виды деформации.
Термическая обработка: отжиг при температуре 890±10°С.
Применение
• а клепки.
4
26
Глава Г Конструкционные стали
МАЛОУГЛЕРОДИСТАЯ СТАЛЬ
20, 20А и 20А селект
Химический состав в %
Марка стали Si Мп Сг Ni Fe S Р
не более
7
20 0,17—0,25 0,17—0,37 0,35—0,65 <0,3 <0,3 0,040 0,040' ' т’
20А 0,15—0,25 0,17—0,37 0,35—0,65 <0,3 <0,3 га о к 0,035 0,040 (
20А селект 0,15-0,22 0,17—0,37 0,35—0,65 <0,3 <0,3 О 0,035 0,040 •у
Механические свойства по ГОСТу
или ТУ (не
менее)
Вид полуфабри- ката ГОСТ или ТУ Состояние (контрольные образцы) Зв кГ/мм2 510 'р НВ (d мм)
%
Листы тонкие (до 4 мм) ГОСТ 914-56, ГОСТ 2672-52 Отожженные 36—51 35—50 24 24 1 ||
Листы толстые (свыше 4 мм) гост 1577-53 Отожженные или нормализо- ванные,или по- сле высокого отпуска 42 28 ——
Трубы тонко- стенные ТУ 1078 Отожженные 40 20 <w *——»
Трубы толсто- стенные горяче- катаные ТУ 1077 Без термиче- ской обработ- ки 40 20 50 >3,8
Трубы тонкостен- ные электро- сварные гост 1753—53 Отожженные 40 17 Ч 1
Трубы для закле- пок (20А селект) МПТУ 2198—49 Отожженные 48 20 —
г
г'
Г
I
Углеродистые стали
роба по Эриксену в мм в зависимости от толщины листа и группы вытяжки
по ГОСТу 914—56 (не менее)
Толщина листа
мм
Группа вытяжки
весьма глубокая ВГ
глубокая Г
0,5
0,6
0J
0,8
0,9
1,0
8,0
8,4
8,6
8,8
9,0
9,2
7,6
7,8
8,0
8,2
8,4
8,6
Механические свойства при комнатной температуре
Состояние материала Е ав °0,2 S5
кГ!мм2 %
Отожженный
или нормали-
зованный
21000
43,2
47,5
28,4
34,1
41
35,6
66,7
68,2
Пределы ползучести
Состояние
материала
Нормализованный
(0,2% С)
Температура испытания °C Скорость деформации в мм] мм-час
10’6 10-7
кГ!мм^
400 11 8
450 7 4,7
500
550
28
Глава I. Конструкционные стали
Физические свойства*
*
д?*=7,85 г/слА
а*-106=11,7 (20—100°); 12,1 (20—200°); 12,8 (20—300°); 13,4 (20—400°)
1/°С.
Х=0,122 (100°); 0,116 (200°); 0,106 (300°); 0,101(400°): 0,094 (500°); 0,085
(600°): 0,076 (700°) кал] см* сек* °C.
г=0,11 (20—100°): 0,12 (20—200°); 0,13 (20—300°); 0,145 (20—
400°) кал]г’°С.
Магнитные свойства
Нс~2 Э, fjf-max—3000 гс]э.
Критические точки
АС1 735° С; Л3 855° С; 680° С; Л3 835° С.
Технологические данные
Сталь хорошо деформируется в горячем и в холодном состояниях. Темпе-
ратурный интервал деформации 1180—850° С. Штампуемость листовой стали
хорошая. Основные характеристики штампуемости приведены в таблице:
Вытяжка Отбортовка Гибка г мин
Кпр Кир ^раб
2,02 1,65 1.6 1.4 2—3S* » г
* 5 — толщина листа.
Термическая обработка: нормализация или высокий отжиг при температу-
ре 880±10°С; низкий отжиг при 700+10° С.
Обрабатываемость резанием удовлетворительная.
Сталь сваривается всеми видами сварки. При газовой и атомно-водородной
сварке элементов малых толщин в конструкциях с жесткими контурами или
сложной конфигурации возможно образование трещин.
Применение
Сварные и штампованные детали с невысокой прочностью (подмоторные
рамы и фюзеляжи для легких самолетов, башмаки, узлы, косынки и т. п.);
трубчатые заклепки; выхлопные коллекторы (после алитирования).
* По данным справочника «Автомобильные конструкционные стали», Маш-
гиз, 1951.
Углеродистые стали
29
Форма
надреза
*
,(Г/мм г вдО Образцы с надрезом
кбм/см*
9
8
1
6
о
-196
<5^(502^б/мм2 Образцы гладкие
90
80
Ю
60
50
U0
30
20
10
О
-70 -00 0 20 —196
35
30
25
20
15
10
гн~ 0,15 мм
60
5ft
-io -w о гол.
Фиг. 1. Механические свойства стали 20 при низких температурах. (Сталь
листовая толщиной 3 имс. Образцы сварены электродуговой сваркой; элек-
троды УОНИ 13/55; d—З мм. Надрез на сварных образцах расположен
рядом со сварным швом; усиление шва не снималось).
Сплошные линии—»основной материал, пунктир—сварные образцы.
30
Глава I. Конструкционные стали
МАЛОУГЛЕРОДИСТАЯ СТАЛЬ
-- - 1 -
25
Химический состав в %
С Si Мп Сг Ni Fe S Р
не более
0,22—0,30 0,17—0,37 0,5—0,8 <0,3 <0,3 Основа 0,04 0,04
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфа- бриката гост или ТУ Состояние (контрольные образцы) °в а0,2 В5 ф НВ (d мм)
кГ/. С '6
Прутки горя- чекатаные МВТУ 2333—49 11ормалнзован- п ые или ото- жженные 43 24 18 50 5,4-4,6
Прутки кали- брованные ГОСТ 1051—59 Нагартован- ные 55 7 10 >4,1
Поковки МПТУ 2332—49 Без те рмиче- ской обработ- ки или норма- лизованные, или отожжен- ные 43 24 18 50 5,4—4,6
Проволока для холодной высадки бол- тов ГОСТ 1982—50 Нагартован- ная 60—75 И —, 35 —
Углерод истые стали
31
Механические свойства при комнатной температуре
Вид полуфа- бриката Состояние Е ав °0,2 спц *10 ф тв Т0,3
к Г / мм2 % кГ)мм2
Прутки Отожжен- ные при 900° С 20 000 50 31 28 25 50 50 19 18
Механические свойства при комнатной и высоких температурах
Состояние
материала
I орячека-
таный
(0,28% С)
20
100
200
300
400
450
550
600
Зв а0,01 %, 02 а0,03 S °0,1 а0,2 *10 ф
кГ)мм2 %
20 200 50,2 27,1 28,6 31,2 32,2 32,5 27,8 58,4
20 000 50,8 20,7 24,9 29,3 33,3 33,4 18,5 56,7
19 500 57,3 17 21,1 23,9 32,5 32,-9 12,5 44,2
18 900 55 16 18,1 18,9 19,3 20,2 22 57,1
16 700 47,6 11,3 12,1 12,7 15,4 16,8 24,8 65,7
15 200 40,4 10,7 11,6 12,3 14,8 16,5 24,1 66,8
II |« 33,7 10,3 11,4 12,1 13,9 15,4 28,2 69,9
—— 25,4 5,6 7,8 8,5 9,8 10,9 33 74,4
1 15,8 4,7 5,4 5,7 6,7 7,4 44,1 91,9
I
Физические свойства
</—7,85 г[смз>.
Ц. 106=11,1 (20—100°); 12,3 (20—200°); 13,3 (20—400°): 14,3 (20—600°)
4 *
г*<.;0,112 (100°); 0,115 (200°); 0,124 (400°); 0,136 (600°) кал/г °C.
Критические точки
1,, 720° С; Л, 840° С.
1 о
данным справочника «Автомобильные конструкционные стали», Маш-
32
Глава I. Конструкционные стали
Технологические данные
Сталь хорошо деформируется в горячем и в холодном состоянии.
Температурный интервал деформации 1210—850° С.
Термическая обработка: высокий отжиг или нормализация при 880±10 С,
или низкий отжиг при 700+103 С.
Для повышения сопротивления срезу нагартованной стали рекомендуется
отпуск при 400° С.
Обрабатываемость резанием удовлетворительная.
Сталь сваривается всеми видами сварки. При газовой и атомноводороднои
сварке в деталях тонких сечений в конструкциях с жесткими контурами или
сложной конфигурации возможно образование трещин.
Применение
г
Болты, гайки, винты, шайбы и др. несиловые детали, обрабатываемые
резанием.
Фиг. 1. Механические свойства стали 25 при низких темпе-
ратурах. Нормализация при 900° С.
Углеродистые стали
33
• • i’
d кГ/мм2
Фиг 2. Кривые выносливости стали 25 при комнатной температуре.
ih пытание при консольном изгибе; гладкие образцы d0—8 мм; надрезанные
образцы с?н=8 мм, г =0,75 мм),
Нормализация при 900° С.
Сплошные линии — образцы гладкие, пунктир — образцы с надрезом.
34
Глава Г Конструкционные стали
СРЕДНЕУГЛЕРОДИСТАЯ СТАЛЬ 40
Химический состав в
Si Мп Сг Ni Fe S р
не более
0,37-0,45 0,17—0,37 0,5—0,8 <0,3 «0,3 Основа 0,045 0,040
Механические свойства по ГОСТу (не менее)
Вид полуфаб-
риката
ГОСТ
Горячекатаная
сортовая сталь
диаметром или
толщиной:
до 80 мм
свыше 80 мм
ГОСТ
1050—60
Состояние
(к оитроль-
ные образ-
цы)
Нормали-
зованная
ав °0,2 S5 ф НВ*
кГ!мм^ % (d мм)
58 34 19 45 >4,1
57 32 17 40 >4,1
*'После отжига г/>4,3 мм.
Модули нормальной упругости, сдвига и
твердость
Состояние материала Темпера- тура испы- тания °C £ G НВ
кГ!мм^
Закаленный и отпущенный (вы- сокий отпуск) А. 20 20000 8400 210
Углеродистые стали
35
Физические свойства
а --- 7,85 г! см2.
а*-106—11,6 (0—100°); 12,3 (0—200°); 13,1 (0—300°); 13,7 (0—400°); 14,2
500°); 14,8 (0—600°) 1/°С.
**=0,12 (100°); 0,11 (200°); 0,104 (300°); 0,099 (400°); 0,092
с*=0,112 (100°); 6,115 (200°); 0,124 (300°); 0,136 (600°) кал/г °C.
Критические точки
Ас 725° С; Л. 790° С; Аг, 690° С; Лг, 730° С.
I о 1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии,
формации 1180—850° С.
Температурный интервал
Применение
Детали, обрабатываемые резанием.
Фиг. 1. Зависимость механических свойств стали 40 от температуры
илуска, (Продолжительность отпуска 2 часа, охлаждение на воздухе).
По данным справочника «Теплофизические свойства веществ», Госэнеп-
ir, 1956.
36
Глава I. Конструкционные стали
Фиг. 2. Механические свойства стали 40
при высоких температурах.
г
Фиг. 3. Диаграмма изотермического превращения аусте-
нита стали 40 (0,45% С; 0,26% Si; 0,26% Мп). Нагрев
при 930° С.
Углеродистые стали
37
Фиг. 4, Прокаливаемость стали 40 (0,35—0,45% С- 0,15—
0,30% Si; 0,48—0,70% Мп). Закалка с 840° С. (По ,резуль-
татам испытания 30 плавок).
(ММ
•>м
к
lit
38
Глава I. Конструкционные стали
СРЕДНЕУГЛЕРОДИСТАЯ СТАЛЬ
45
Химический состав в %
С Si Мп Сг Ni Fe S* ЕР
не более
0,42—0,50 0,17—0,37 0,5—0,8 <0,3 <0,3 Основа 0,04 0,04
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфа- бриката гост или ТУ Состояние (контрольные образцы) ав °0,2 ф кГ ‘М)см~ НВ (d. мм)
кГ !мм% %
Прутки ЧМТУ Нормализован- ные или ото- жженные 60—85 32 13 40 1 <4,6
цниичм 1051—63
Прутки кали- брованные гост 1051—59 Нагартован- ные 65 6 30 м 3,9
Отожженные 55 — 13 40 < 4,2
Поковки МПТУ 2332—49 Нормализован- ные или отож- женные 60 32 13 40 11*1^ 4,6—4,0
Поковки МПТУ 2332—49 Закаленные в масле и отпу- щенные при 500—550° С 70 40 14 45 5 4,3-4,0
Трубы толсто- стенные горя- чекатаные ТУ 1077 Без термиче- ской обработ- ки 60 12 40 3,8 ta-
Проволока для холодной вы- садки болтов гост 5663—51 Слабонагар- тованная 60—75 1 ' । 35 —
Листы толстые ГОСТ 1577—53 Нормализо- ванные 60 II 18 — II
Трубы толсто- стенные ТУ 1077 Без термиче- ской обработ- ки 60 • 12 40 >3,8 1
Углеродистые стали
Механические свойства при комнатной температуре
< ««стояние материала
отожженный при 740—
Нормализованный при
I- 860° С и отпущеи-
|ЫЙ при 630—650° С (вы-
|ржка 30 мин)
I (Дожженный, закален-
от-
Лущенный при: 200° С
300° С
600° с
650° С
700° С
! (о данным заводов.
ав а0,2 8s ф
кГ!мм2 0 J / а
57- -68 40—48 20—21 60—68
70- -76 42—48 18—22 58—64
155- -180 135—160 2—3 10—12
140- -170 125—150 3-4 15—20
135- -160 105—135 4—5 25—30
105- -130 90—110 6—7 40—50
95- -116 80—110 6—8 45-55
95- -105 80—90 7—9 50—65
90- -100 75—85 8—12 55—65
85- -90 65—75 12—14 60—66
75- -85 60—70 15—16 63—67
70- -75 60—65 16—17 65—68
9—10
11—12
12—14
14—16
15—18
>цуль нормальной упругости Е --20 000 кГ}мм2.
иература -испытания
400
450
500
550
600
'М]см2 кГ!мм
147—187
460—532
430—480
375—444
310—375
260—300
255—269
241—255
207—223
196—207
Пределы ползучести
Скорость деформации в мм; мм-час
10-6
10 7
11,3
0,9
4Ф
кГ)мм2
0,8
ши иь ri^i । । ЙШ jiWrtWWHRHw-''
-.тшгт-
40
Глава I. Конструкционные стали
Физические свойства
а-106=12,0 (20—100°); 12,4 (20—200°); 13,3 (20—400°); 14,1 (20—600°) Г/С.
Х=0,12 (100°); 0,11 (200°); 0,104 (300°); 0,099 (400°); 0,092
(500°) калием*сек °C.
с*=0,110 (100°); 0,120 (200°); 0,125 (300°); 0,165 (500°) кал!?. °C.
2=0,23 (20°) ом*мм2[м.
Критические точки
ЛГ1 720° С; ЛГч 770° С; ЛГ1 690° С; Аг. 720° С; Л4Н 330° С.
1 О 1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии.
Температурный интервал деформации 1180—860р С.
Термическая обработка: нормализация или высокий отжиг при температуре'
850± 10° С; закалка с 820+10° С в масле; низкий отжиг при 700±10°С.
Обрабатываемость резанием хорошая.
Сталь плохо сваривается всеми видами сварки, особенно газовой сваркой.
Изделия сложной конфигурации перед сваркой подогревают. После сварки не-
обходимо проводить отпуск.
Применение
Малонагруженные детали, обрабатываемые резанием и, как правило, не под-
вергаемые закалке: болты, шпильки, заглушки, гайки и др. мелкие детали^
противовесы коленчатых валов.
* По данным справочника «Автомобильные конструкционные стали», Маш-
гиз, 1951.
Углеродистые стали
Фиг. 1. Зависимость механических свойств
стали 45 от температуры отпуска.
Сплошные кривые — закалка с 800° С в воде,
пунктир — закалка с 830° С в масле.
Глава L Конструкционные стали
мт
свойств стали 45 от
С в воде, отпуск при
ДиQметр в мм
Фиг. 2. Зависимость механических
диаметра прутка. Закалка с 815°
540°С. (Образцы rf=12,8 мм, изготовлены из термически
обработанных прутков / = 50,8 мм).
Фиг, 3. Зависимость механических свойств стали 45
от диаметра прутка. Закалка с 815° С в масле, от-
пуск при 540° С. (Образцы d— 12,8 мм изготовлены
из термически обработанных прутков /==50,8 мти).
Углеродистые стали
43
Степень о&жтпия В а/о
Фиг. 4. Влияние степени холодной дефор-
мации на механические свойства стали 45.
45 при низких температурах. Закалка
♦
Механические свойства стали
отпуск при 550°С. (Образцы гладкие d0=10 JW-м; образцы с надрезом
мм; da = 7 мм; угол надреза 60°; гн~0Л леи).
Глава L Конструкционные стали
Фиг. 6. Ударная вязкость стали 45 при низких темпера-
турах в зависимости от термической обработки.
Углеродистые стали
•I'iti’. 7. Кривые выносливости стали 45. (Испытание при консолъ-
пом изгибе; размеры образцов см. стр. 33. «Малоуглероди-
стая сталь 25», фиг. 2).
г гиль закаленная и отпущенная при 550? С (сгв=90,3 кГ[мм2), 2—сталь
=69,2 кГ[мм2). Сплошные линии — образцы
гладкие, пунктир — образцы с надрезом.
I
фМллпзованная при 850° С (о"в
46
Глава L Конструкционные стали
Фиг. 8, Кривые выносливости стали 45 при комнатной и высокой
температурах. (Испытание при чистом изгибе; гладкие образцы
rf0—7,52 мм; надрезанные образцы с dH=7,52 мм; гн=0,75 мм).
Закалка с 820±10°С — 1 час, охлаждение в теплой воде; отпуск
при 520—530°С—1 час. охлаждение на воздухе (ов = 94,6кГ/мм2\
6=17,2%; -ф=54,8%).
Сплошные линии—образцы гладкие; пунктир—образцы с надрезом.
Углеродистые стали
47
б кГ/мм2
77 г-.
Фиг. 9. Кривые выносливости стали 45 при комнатной и низ-
ких температурах. Закалка с отпуском при 550° С;
(оБ = 100 кГ/мм2).
Образны гладкие — сплошные линии (d$=5 мм), образцы с над-
резом— пунктир (угол надреза 60°, . глубина надреза 0,2 мм,
г н--0,1 мм).
Фиг. 10. Диаграмма изотермического превращения аустенита
стали 45. Нагрев до 775° С.
Глава I. Конструкционные стали
.а) &)
Фиг. 11. Прокаливаемость прутков различного диаметра из стали 45:
а—в воде, б— в масле.
Углеродистые стали
49
Расстояние от торца в мм
Фиг. 12. Прокаливаемость стали 45 при торцовой закалке.
50
Глава I. Конструкционные стали
СРЕДНЕУГЛЕРОДИСТАЯ СТАЛЬ
50
Химический состав в с/о
Si Мп Сг Ni Ее S р
не более
0,47-0,55 0,17—0,37 0,5—0,8 <0,3 <0,3 Основа № 0,04 0,01
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- фабриката гост или ТУ Состояние а0,2 8и,зу7 В5 . НВ (d мм)
кГ)мм2 %
Прутки МПТУ 2333—49 Нормализован- ные или ото- жженные 63 34 13 40 4,5—3,8
Лента холоднока- таная ГОСТ 2284—43 Нагартован- ная 75— ПО — 1,5 • 1 1 — ,— —
Лента холоднока- таная гост 2284—43 Отожженная (низкий отжиг) 45—75 13 — .— а
Механические свойства при комнатной температуре
Вид полуфабри- ката Состояние Е ав а0,2 апц 510 ' д i
кГ!ммЪ %
Прутки диамет- ром 20 мм Нормализованные а 20 000 72 42 40 14 45
Углеродистые стали
51
Предел прочности при комнатной и высоких температурах
1<мпература испытания в °C 1 20 200 300 350 400
1<»л прочности в кГ!ММ2 72 70 68 67 63
Физические свойства *
10^11,0 (20-100°); 11,85 (20—200°); 12,65 (20—300°); 14,0 (20—500°)
(>,109 (200°); 0,104 (300°); 0,095 (400°); 0,09 (500°) кал!сек °C.
Критические точки
' 725° С; Л. 760° С; ЛГ1 690° С; ЛГч 720° С; Мн 300° С.
О 1 и
I
Технологические данные
р
i.'ii, хорошо деформируется в горячем состоянии. Температурный интервал
i |;щии 1180—850° С.
рмическая обработка: нормализация и высокий отжиг при температуре
•г*С; закалка с 800+10° С; низкий отжиг при 700±10°С. Обрабатывае-
• низанием хорошая.
f
Применение
О’Тйли и плоские пружины, обрабатываемые резанием.
По данным справочника «Автомобильные конструкционные стали», Маш-
|МТ
I
г
г *
52
Глава /. Конструкционные стали
ИВ
кГ/мм*'
^4
с
400
350
300
250
200
Фиг. 1. Зависимость механических свойств
стали 50 от температуры отпуска (продол-
жительность отпуска 2 часа). Закалка
с 820° С в масле.
Углеродистые стали
53
кГ/мм?
70
60
50
40
30
20
10
О 200 400 600 °C ~
*
Фиг, 2. Механические свойства стали
50 (0,47% С) при высоких тем-
пературах.
Г лава /. Конструкционные стали
Углеродистые стали
55
МАРГАНЦОВИСТАЯ СТАЛЬ
10Г2А
Химический состав в */о
Si Мп Сг NI S р
0,08—0,17 0,17—0,37 1,20—1,60 <0,30 <0,30 0,03 0,035
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфабриката гост или ТУ Состояние (контроль- ные образцы) 510 %
Листы тонкие ГОСТ 1542—54 Отпущенные или ото- жженные 40—58 22 а
Трубы цельнотяну- т ые ТУ 1078 Отожженные 40 л 20
Критические точки
АС1 710° С; Л3 855° С (плавка 0,17% С; 1,23% Мп).
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С. Шгампуемость листовой стали хорошая. Основные
характеристики штампуемости приведены в таблице.
Вытяжка Отбортовка Гибка
Кф.чб Кпр ^раб min
2,0—2,02 1,75—1,80 * 1,60—1,65 1,40—1,45 2S*
*5 — толщина листа.
Термическая обработка: нормализация или высокий отжиг при 890±1(ГС.
Сталь хорошо сваривается всеми видами сварки.
Применение
Сварные и штампованные детали с ов = 40--:--60 кПмм2.
Глава I. Конструкционные стали
Фиг. 1. Зависимость механических
свойств стали 10Г2А от температуры от^
пуска (0,11% С; 1,27% Мп).
Углеродистые стали
57
Фиг. 2. Ударная вязкость стали 10Г2А при низких тем-
пературах в зависимости от термической обработки.
58
Глава 1. Конструкционные стали
МАРГАНЦОВИСТАЯ СТАЛЬ
12Г2А
Химический состав в %
С Si Мп Сг N1 Fe S р
не более
0,12—0,20 0,17—0,37 2,0—2,4 <0,3 <0,3 Основа 0,03 0,03 ч
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфабриката гост * Состояние (контрольные образцы) кГ % а
Листы тонкие хо- лоднокатаные гост 1542—54 Отожженные 50—65 18
Механические свойства при комнатной температуре
Вид полуфабриката
Состояние
ав
кГ!мм-
Листы тонкие холоднока-
таные
Нормализованные
70—90
Критические точки
АС1 710° С; АСз 850° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1160—850° С, Штампуемость листовых материалов хорошая.
Основные характеристики штампуемости приведены в таблице.
Углеродистые стали
59
Вытяжка Отбортовка Гибка на 90е
А'пр А^раб АГпр Афаб Г min
1,95—2,00 1,70—1,75 1,50—1,55 1,35—1,40 3S*
* S — толщина листа.
Термическая обработка: нормализация или высокий отжиг при 890±1(ГС.
Сталь хорошо сваривается всеми видами сварки; не склонна к образованию
горячих трещин.
Применение
Сварные и штампованные детали с ов=60-^90 кПмм2.
Фиг. 1. Зависимость механических свойств стали
12Г2А (0,16% С; 2,20% Мп) от температуры
отпуска.
Глава Г Конструкционные стали
Фиг. 2. Механические свойства стали 12Г2А при низких
температурах. Нормализация с 900°.
Сплошные линии — основной материал, пунктир — сваренные
пластины.
Углеродистые стали
кГ/мм?
Фиг. 3. Кривые выносливости стали 12Г2А. (Испытание
при консольном изгибе, размеры образцов см. стр. 33
«Малоуглеродистая сталь 25», фиг. 2).
Сплошные линии — образцы гладкие, пунктир образцы с над-
резом.
62
Глава I. Конструкционные стали
АВТОМАТНАЯ СТАЛЬ
А12
Химический состав в ®/о
с Si Мп Fe S р
0,08—0,16 0,15—0,35 0,6—0,9 Основа 0,08—0,20 0,08-0,15
Механические свойства по ГОСТу (не менее)
Вид полуфабриката
ГОСТ ав кГ )мм2 й5 НВ (d мм)
%
Прутки горячекатаные
Прутки холоднотянутые (на-
гартованные) диаметром:
до 20 мм
20—30 мм
свыше 30 мм
гост 1414—54 42—$7 22 36 >4,75
60—80 7 4,65—4,10
55-75 7 4,65—4,10
52—70 7 4,65—4,10
Механические свойства при комнатной и высоких температурах
Температура °C <*в а0,2 «5 %
кГ/. мм2
20 45 29,6 36
400 41 17,5 34,25
480 32 16,7 37,75
535 26 14,5 42,5
590 19,3 10,5 56,75
г
Углеродистые стали
63
Пределы ползучести
Скорость деформации мм! мм-час
Температура испытания
10-6
10-7
кГ!мм%
425
480
535
595
13,9
9
2
0,5
Критические точки
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С.
Обрабатываемость резанием отличная.
Применение
Малогабаритные детали, обрабатываемые резанием.
Зависимость механических свойств автоматной ста-
ли А12 от степени обжатия при холодной деформации
(0,13% С; 0,6—0,9% Мп; 0,16—0,23% S; 0,09—0,13% Р).
64
Глава Г Конструкционные стали
АВТОМАТНАЯ СТАЛЬ
А20
Химический состав в %
ч Si Мп Fe S Р
не более
0,15—0,25 0,15—0,35 0,6-0,9 Основа 0,08—0,15 ) 0,06
Механические свойства по ГОСТу (не менее)
Вид полуфабриката
ГОСТ
4
ав
- кГ/мм
НВ
(d мм)
Прутки горячекатаные
Прутки холоднотянутые
гартованные диаметром:
до 20 мм
20—30 мм
свыше 30 мм
на-
46—61
20
30
1414—54
57—76
54—73
4,65—4,10
4,65—4,10
4,65—4,10
%
Критические точки
ACi 735° С; 866° С; Аг. 685° С; 840° С.
1 Q 1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С.
Применение
Малогабаритные детали, обрабатываемые резанием.
Углеродистые стали
65
АВТОМАТНАЯ СТАЛЬ
АЗО
Химический состав в °/«
Si Мп Р не более
0,25—0,35 0,15—0,35 0,7—1,0 0,08—0,15 0,06
4
Механические свойства по ГОСТу (не менее)
Вид полуфабриката
гост кГ/мм2 а5
%
НВ
(d мм)
Прутки горячекатаные
Прутки холоднотянутые
гартованные диаметром:
до 20 мм
20—30 мм
свыше 30 мм
на-
гост
1414—54
Критические
гз
52—67
64—84
60—80
55—77
Технологические данные
15
6,0
6,0
6,0
4,56—4,05
4,56—4,05
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1170—850° С.
Применение
Малогабаритные детали, обрабатываемые резанием.
195
ЦЕМЕНТУЕМЫЕ И АЗОТИРУЕМЫЕ СТАЛИ
Упрочнение поверхностных слоев деталей химико-термической
обработкой является эффективным средством повышения их вынос-
ливости и износостойкости. В настоящем разделе справочника при-
ведены характеристики сталей, упрочняющихся цементацией, и ста-
лей, предназначаемых для азотирования.
Следует отметить, что указанные стали во многих случаях ис-
пользуются не только после цементации, но и как конструкцион-
ные — после закалки и низкого отпуска или после термической об-
работки, называемой улучшением. Поэтому для каждой марки ста-
ли даны подробные сведения о механических свойствах после обыч-
ной термической обработки.
Раздел охвать&ает целый ряд сталей, подвергаемых химико-
термической обработке. Однако это нс значит, что все эти стали
одинаково рекомендуются. Стали с высоким содержанием никеля,
например 13Н5А, 18ХНВА, имеют ряд технологических недостат-
ков — их цементация и окончательная термическая обработка со-
провождаются значительной деформацией и не обеспечивают необ-
ходимую твердость цементованного слоя.
ВИАМом совместно с Запорожским машиностроительным ин*
статутом и другими организациями разработаны и рекомендуются
для внедрения в^ авиационные конструкции новые марки сталей
18ХГСН2ВМА (ДИ-2), 14ХГСН2МА (ДИ-3, ЭП176), 18ХГСН2МА
(ДИ-4), ЭИ369 с относительно малым содержанием никеля. Для
этих сталей характерно минимальное содержание аустенита в це-
ментованном слое.
В справочник включены некоторые стали, используемые в ос-
новном в автомобильной промышленности, но применяющиеся так-
же для изготовления авиационных деталей, что вызывается стрем-
лением к удешевлению производства.
При применении цементуемых сталей следует иметь в виду, что
твердость упрочненного цементацией слоя при температуре выше
200° С уменьшается. Поэтому детали, работающие в условиях на-
грева выше 200° С, следует изготовлять из стали с повышенным
содержанием карбидообразующих элементов (ЭИ712, ДИ-ЗА).
Для надежной работы упрочненного слоя поверхность деталей
не должна иметь дефектов (царапин, рисок, забоин и пр.), которые
I
Цементуемые и азотируемые стали
67
I i
:Л'
рм
приводят к концентрации напряжении и преждевременному раз-
рушению. Следует также заботиться о том, чтобы переход от упроч-
ненного участка к остальной поверхности локализовался в наиме-
нее напряженных местах.
Повышение предела выносливости может быть достигнуто на-
клепом упрочненного слоя, например, в результате дробеструйной
обработки. Для ряда сталей приводятся соответствующие данные.
Качество поверхности имеет особое значение для азотируемых
деталей. Эффективность азотирования как метода повышения пре-
дела выносливости связана также и с размером деталей и толщи-
ной азотированного слоя. С возрастанием размера деталей повы-
шение предела выносливости (доходящие до 30—40% у образцов
диаметром до 10 мм) значительно снижается.
Следует иметь в виду, что кроме сталей, специально предпазна-
„уенных для азотирования, азотированием можно упрочнять и та-
*ие конструкционные стали, как например 40ХНМА, 40ХНВА,
ЮХ2Н2ВА, 18ХНВА, 38ХА и др., но в этих случаях необходимо
читывать возможность получения меньшей твердости азотирован-
[ого слоя.
В Справочник включены характеристики ряда боросодержащих
:талей. Стали эти имеют в составе незначительное количество бора
^тысячные доли процента), что существенно повышает прокали-
ваемость, а следовательно, позволяет расширить диапазон их при-
менения.
4
К*
68
Глава Г Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ 15ХА
Химический состав в %
0,17—0,37
0,3—0,6
0,7—1,0
Основа
0,030 0,035
0,12—0,17
Механические свойства по ГОСТу или ТУ (не менее)
Вид
полуфа-
бриката
ГОСТ
или ТУ
Состояние
Прутки
МПТУ
2Ж-49
Нормализованные или
отожженные
>4,5
Прутки
МПТУ
2333—49
Термически обрабо-
танные по режиму:
1-я закалка с 860° С в
масле; 2-я закалка с
780—810° С в масле;
отпуск при 150—170° С,
охлаждение на возду-
хе i
Прутки
ГОСТ
4543—61*
Термически обрабо-
танные по режиму:
1-я закалка с 870° С в
воде, 2-я закалка с
780° С в воде, отпуск
при 200° С
— 15 50 1 9 4,6—3,5
12 50 7 >4,4
Физические свойства
^Тов-и 0^20-100°); 1з,о <2о-зоо°); 14,5 (2о-боо°) 1/°с.
“=0Д2 (100°); 0,11 (200°); 0,10 (300°); 0,096 (400°); 0,091 (500°)
0,077 (700°) кал/см-сек °C.
; 0,086 (600°);
Критические точки
Д 735° С; Ас3 870° С; A,t 720“ С.
Цементуемые и азотируемые стали
69
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1150—800° С. плпог-
Предварительная термическая обработка: нормализация при 900—940 С для
поковок и нормализация или отжиг для прутков. Прутки чаще всего постав-
ляются без термической обработки.
Цементация проводится при температуре 900—920° С. Окончательная тер^
мическая обработка: закалка с 860° С в масле, отпуск при 150—170° С.
Для стали с бором предварительная термическая обработка: нормализация
или отпуск. Окончательная термическая обработка: 1-я закалка с 860° С в масле;
2-я закалка с 780—810° С в масле; отпуск при 150—W С, охлаждение на воз-
духе. Цементация при температуре 900—920° С с последующей закалкой по ука-
занному выше режиму.
Применение
Мелкие детали сечением до 30 мм, подвергаемые цементации. Служит за-
менителем стали 13Н2А и в некоторых случаях стали 12ХНЗА. Может приме-
няться без цементации в термически обработанном состоянии.
Фиг. 1. Влияние температуры отпуска на механиче-
ские свойства стали 15ХА. Закалка с 900° С
в масле.
70
Глава /. Конструкционные стали
HRC
50
О 10 20 30 W
Расстояние от торца & мм
Фиг. 2. Влияние бора на прокаливае-
мость стали 15ХА.
/—без бора. 2—0,0005% В, 5-0.0012% В.
4—0.0015% В.,
Цементуемые и азотируемые стали
71
ЦЕМЕНТУЕМАЯ СТАЛЬ
16ХГТА (ЭИ274)
Химический состав в Vo
С Si Мп Сг Ti Ni Fe S Р
не более
0,13—0,18 0,17—0,37 1,0—1,3 1,5—1,8 0,02—0,06 <0,5 Основа 0,025 0,025
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние а D ! 85 кГ ‘ м!см% НВ (d aim)
%
Прутки ЧМТУ 5596—56 Отожженные или нор- мализованные и отпу- щенные при 600—680° С . ! 5,0-3,7
Прутки и поков- ки ЧМТУ 5596—56 Закаленные с 790— 860° G в масле и отпу- щенные при 160—180° С 105 12 55 11 3,45— 3,20
Критические точки
760° С; ЛСз 830° С; ЛГ[ 610° С; 710° С.
Технологические данные
ч
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1150—-850° С.
Предварительная термическая обработка: нормализация при 950° С, отпуск
при 67(Г С.
Цементация должна производиться в менее активных карбюризаторах при
900—920° С или 980—1000° С. Охлаждение после цементации замедленное.
Окончательная термическая обработка: закалка с 790—860? С в масле, отпуск
при 160—180° С.
Сквозная прокаливаемость стали— d<40 мм.
72
Глава L Конструкционные стали
Применение
Шестерни, валики, оси, ролики, регулировочные винты и другие цементуе-
мые детали.
Рекомендуется как заменитель стали 12ХНЗА, а в ряде случаев и стали
12Х2Н4А.
Фиг. 1. Влияние температуры отпуска на механические
свойства стали 16ХГТА.
Сплошные линии — закалка в масле, пунктир — закалка в воде.
Цементуемые и азотируемые стали ' 73
Фиг. 2. Кривые выносливости стали 16ХГТА при растя-
жении — сжатии, изгибе и кручении.
Сплошные линии — испытание при изгибе (образцы толщиной
6 мм), пунктир — испытание при кручении (образцы do=8 жл<),
штрих-пунктир — испытание при растяжении — сжатии (образцы
dt)—5 мм).
74
Глава I. Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ
18ХГТ
Химический состав в •/©
с Si Мп Сг Ti Ni S Р
не более
0,16—0,24 0,17—0,37 0,8—1,1 1,0—1,3 0,08—0,15 <0,40 0,040 0,040
Механические свойства по ГОСТу (не менее)
Вид полуфабри-
ката
ГОСТ
Состояние (контрольные
образцы)
НВ
(d мм)
Прутки
ГОСТ 4543—61
Отожженные или отпущен-
ные
Критические точки
Ас. 740° С; 825° С; ЯГ1 650° С; 730° С.
1 О 1 о
Технологические данные
Сталь хорошо деформируется в горячем
вал деформации 1180—900° С.
состоянии. Температурный интер-
Предварительная термическая обработка: нормализация (для поковок)
050—970° С.
Цементация проводится при температуре 900—920° С или 980—Ю30р С.
Окончательная термическая обработка: закалка с 860—880° С в масле,
пуск при 200± 1(Г С, охлаждение на воздухе. .
Применение
Шестерни, силовые детали, подвергаемые цементации. Сталь широко при-
меняется в автомобильной промышленности для валов коробки передач, шесте*
рен передач, ведущих шестерен.
Цементуемые и азотируемые стали
75
ЦЕМЕНТУЕМАЯ СТАЛЬ
12ХНЗА
Химический состав в */к
Si Мп Сг Ni Fe S р
не более
0,10-0,16 0,17—0,37 0,3—0,6 0,6—0,9 2,75—3,25 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние 03 £0^ О S5 ф н2? НВ (d мм)
%
Прутки МПТУ 2333—49 Отожженные и отпу- щенные (в состоянии поставки) । 5—4
Прутки МПТУ 2333—49 Термически обрабо- танные по режиму: 1-я закалка с 860° С в масле; 2-я закалка с 780—810° С с масле; от- пуск при 150—170° С, охлаждение на воздухе 95 90 11 12 55 55 11 12 3,7—3,2 3,75—3,20
Поковки к МПТУ 2332—49 Нормализованные при 840—880° С или норма- лизованные и отпущен- ные R 1 1 * 4,8—4,0
Поковки МПТУ 2332—49 Термически обрабо- танные по режиму: 1-я закалка с 860° С в масле; 2-я закалка с 780—810° С в масле; от- пуск при 150—170° С 95 г 12 55 12 1 3,65—3,15
76
Глава I, Конструкционные стали
Физические свойства '
d~7,8 г/см3 , (
а* 106=11,0 (20—100°); 13,0 (20—300°); 14,0 (20—600°) 1/°С. ’ |
X—0,085 (20°) кал/см-сек °C.
с=0,127 (443°); 0,128 (474°); 0,130 (520°); 0,136 (607°) кал)г °C.
/Т
.I';,'/
Критические точки :
АС1 710° С; Д.3 830° С; Д, 659° С; Аг3 726° С.
। i
Г’ '
Технологические данные > .
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1160—^800р С. f
Предварительная термическая обработка: нормализация при 840—880° С или %
нормализация и отпуск (для поковок) и отжиг или отпуск (для прутков).
Цементация проводится при температуре 900—920° С или при 1000—1050° С.
Окончательная термическая обработка: 1-я закалка с 860° С в масле; 2-я U
закалка с 780—810° С в масле, отпуск при 150—170*° С в течение 3 час. (Для по-
ковок при требовании сгв = 90 или 100 кПмм2 первая закалка не применяется), .;
Сталь подвержена отпускной хрупкости.
•
Применение
.. •; 7 ! ’ •
*• * ,•
Шестерни, распределительные и другие валики, поршневые кольца, оси»
ролики, регулировочные винты и другие цементуемые детали. Возможна замена •• /"
этой стали сталями 16ХГТЛ (ЭИ274), 15Х2ГНТРЛ, 14ХГСН2МА (ЭП176, ДИ-ЗЛ) '
и 16ХГНВА (ЭИ369). yv
;< >
Л "• I
.'О
* •
I f
/ • 1 '
Цементуемые и азотируемые стали
77
Фиг. 1. Влияние температуры отпуска
на механические свойства стали 12ХНЗА.
Закалка с 900° С в масле.
78
Глава I. Конструкционные стали
<5В;5К Образцы гладкие
———-----------—
Фип 2. Механические свойства стали 12ХНЗА при низких температурах
(образцы гладкие <Zo= 10 мм; образцы с надрезом: d0=10 мм; dn—7 мм;
угол надреза 60°; гН“0,1 лш). Отпуск при 560°С,
Цементуемые и азотируемые стали
79
Фиг. 3. Кривые выносливости стали 12ХНЗА
при растяжении — сжатии, изгибе и кру-
чении.
Сплошные линии — испытание при изгибе (образ-
цы толщиной 6 мм), штрих-пунктир — испытание
при растяжении — сжатии (образцы мм),
»пунктир — испытание при кручении (образцы
d0~8 мм).
80
Г лава /. Конструкционные стали
Фиг. 4. Кривая выносливости стали 12ХНЗА. (Испытание
при консольном изгибе; образцы d0~8 ля-и)-
Фиг. 5. Диаграмма прокали в аемости стали 12ХНЗА.
Цементуемые и азотируемые стали
81
ЦЕМЕНТУЕМАЯ СТАЛЬ
12Х2Н4А
Химический состав в %
С Si Мп Сг Ni Fe S р
не более
МО—0,15 0,17—0,37 0,3—0,6 1,25—1,75 3,25—3,75 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (М 25 Л 1 ZZH к Г я !см2 i НВ (d мм)
%
11рутки МПТУ 2333—49 В состоянии поставки (отожженные) или от- пущенные V —— — • 4,7-3,8
1 (рутки МПТУ 2333—49 Закаленные с 780— 810° С и отпущенные при 150—170° С 100 12 55 10 3,55—3,10
! 1<(КОВКИ МПТУ 2332—49 В состоянии поставки (нормализованные или нормализованные и от- пущенные) — 4,4—3,8
1 (оковки МПТУ 2332—49 Закаленные с 780— 810uС в масле и отпу- щенные при 150—170° С 100 12 55 10 Л, 3,55—3,10
О
195
82
Глава I. Конструкционные стали
Механические свойства при комнатной температуре
Состояние материала св а0,2 ф ZZH кГ • м/см2 НВ (d мм}
% ь
В состоянии поставки 50 30 20 60 14 4,4—3,8
Термически обработанный по режиму: 1-я закалка с 860° С в масле; 2-я закалка с 780° С в масле; отпуск при 180° С 105 82 13 55 10 1 3,48
Физические свойства
d =-7,8 г/см3.
а*10б=11,0 (20—100°); 13,0 (20-300°); 14,0 (20—600°) 1/°С.
Х=0,075 (20°) кал/см'сек °C.
Критически е т очки
АС1 710° С; Л3 820° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—800° С.
Предварительная термическая обработка: нормализация при 840—880° С
или нормализация и отпуск при 650° С. Цементация проводится при темпера-
турах 900—9203 С или при 1000—1030° С.
Окончательная термическая обработка: закалка с 760—800° С в масле, от-
пуск при 150—170° С.
Сталь подвержена отпускной хрупкости.
Применение
*
Шестерни, в том числе двойные шестерни распределения, шестерни эластич-
ной передачи, ведущие и ведомые шестерни;' различные валики, пальцы, поршни,
оси роликов и др.
С целью экономии никеля сталь целесообразно заменять сталями
14ХГСН2МА (ЭП176, ДИ-ЗА) или 15Х2ГНТРА.
Цементуемые и азотируемые стали
Фиг. 1. Влияние температуры отпуска на
механические свойства стали 12Х2Н4А. За-
калка с 900° С в масле.
Глава 1, Конструкционные стали
Фиг. 2. Кривая выносливости стали 12Х2Н4А. (Испы-
тание при консольном изгибе; образцы d0:^8 мм).
Закалка с 880—900° С в мяеле, отпуск при 500° С в масле.
Фиг. 3. Диаграмма изотермического превращения аусте-
нита стали 12Х2Н4А.
Цементуемые и азотируемые стали
Скорость охлаждения при 700°С & °/сек
Расстояние от торца в мм
Фиг. 4. Диаграмма прокаливаемости стали 12Х2Н4А.
/—0,15% С» 0,30% Si, 0,45% Мл, 1,33% Сг, 3,43% Ni, 2~0,15% С, 0,20% Si,
0,36% Мп, 1.35% Сг, 3,50% Ni.
86
Глава 7. Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ
15Х2ГН2ТРА
Химический состав в % *
С Si Мп Сг Ni Ti В* Fe S р
не более
0,12— 0,18 0,17— 0,37 0,7- 1,0 1,4- 1,9 1,4- 1,8 0,02— 0,06 0,002— 0,005 Основа 0,025 0,025
* Бор вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полуфабри- ката ТУ Состояние р Я г. 85 ♦ Q * НВ г (d мм)
%
Прутки и поковки ЧМТУ 5596—56 Отожженные или нормализованные и отпущенные 14 “Ч — г ' J 5-41 j! ; . t-
Прутки ЧМТУ 5596—56 Зашкаленные с 800— 850° С в масле и от- пущенные при 150— 170° С 105 12 55 и 3,45—3,15 1 ' 1 > ' '
Механические свойства при комнатной температуре
Состояние* материала
а8 а0,2 85
кГ1мм2 %
Закаленный с 850° С в масле и от-
пущенный при 170° С
Закаленный с 800° С в масле и от-
пущенный при 170° С
143 130 13 62 14 3,1
НО 94 16 56 12 *, । * ? ' 7 1|И 1 А J 1 1
г
• I.'' I
Цементуемые и азотируемые стали 87
-- -"• •
Физические свойства
d = 7,8 г/см3.
а-106=11,8 (20—100°); 12,0 (100—200°); 13,5 (200—300°) 1/°С.
а-106=11,8 (20—100°); 11,9 (20—200°); 12,4 (20—300°) 1/°С.
к=0,081 (20°) кал!сМ'Сек °C.
Критические точки
Ас. 710° С; jU 775° С; 620° С; ЛГч 670° С.
1 о X о
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—850° С.
Предварительная термическая обработка: нормализация при 930—980° С и
высокий отпуск.
Цементация проводится при температуре 900—920° С или при 950—ЮОО9 С.
Окончательная термическая обработка: для цементованных деталей — за-
калка с 810—850° С в масле, отпуск при 160—180° С; для нецементованных де-
талей — закалка с 850—870° С в масле, отпуск при 180—220° С.
Сквозная прокаливасмость стали d <60 мм.
Применение
Нагруженные шестерни, валы, двойные шестерни распределения, ведущие
и ведомые шестерни, подвергаемые цементации.
Сталь может служить заменителем более сложных по составу сталей
(12ХНЗА, 12Х2Н4А, 18ХНВА и др.).
I
88
Глава I. Конструкционные стали
Фиг. 1. Влияние температуры
15Х2ГН2ТРА.
отпуска
Закалка
на механические
с 850° С в масле.
свойства стали
Цементуемые и азотируемые стали
Фиг. 2. Кривые выносливости стали 15Х2ГН2ТРА. (Испы-
тание при консольном изгибе, размеры образцов см. стр. 33
«Малоуглеродистая сталь 25», фиг. 2). Закалка с 860° С,
отпуск при 200° С с предварительной нормализацией при
950° С (1 час). <jB = 138 кГ)мм?\ п02= 120 кГ1мм?\ д = 13%-
ф = 62%.
Сплошные линии — образцы гладкие, пунктир — образцы с над-
резом.
Расстояние от охлаждаемого конца 8 мм
Фиг. 3. Диаграмма прокаливаемости стали 15Х2ГН2ТРА,
/--0,13% с, !,()% Мп, 0,13% Si, 1,7% Сг, 0,16% NI, 0,003% В,
^—0,13% С, 1,0% Мп, 0,13% Si, 1,7% Сг, 1,61% Ni, 0,003% В,
3-0,13% С, 1,0% Мп, 0,13% Si, 1,7% Сг, 1,61% Ni, 0,004% В.
90
Глава I. Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ
16ХГНВА (ЭИ369)
Химический состав в й/о
С Si Мп Сг Ni W Ti Fe S р
не более
0,13— 0,19 • 0,17— 0,37 0,65— 0,95 0,75— 1,05 0,6— 0,9 0,5— 0,8 До 0,1 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид
полуфабри-
ката
Состояние
(контрольные
образцы)
90
Прутки
ЧМТУ
цниичм
320—61
Закаленные с 850—
890° С в масле и от-
пущенные при 170—
190° С
3,75—
3,20
Механические свойства при комнатной и низких температурах
Состояние
материала
Закаленный
с 850°С в
масле и от-
пущенный
при 170° С
(3 часа)
—196
107
140
* Надрез кольцевой радиусом 0,1 мм.
Цементуемые и азотируемые стали
Пределы выносливости при комнатной температуре
а_ 1 (на базе 107 циклов)
Состояние материала
образцы гладкие
образцы с надрезом
кГ!мм-
Закаленный с 870° С в
масле и отпущенный при
I /0° с
47—49
25
Физические свойства
d = 7,9 el см3.
а-106=11,6 (20—100°); 12,5 (100—200°); 13,6 (200-300°); 14,7 (300-400°);
1 >.4 (400—500°); 15,9 (500—600°) 1/°С.
а. 106=12,1 (20—200°); 12,6 (20-300°); 13,1 (20—400°); 13,6 (20-500°); 13,9
( ’0—600°) 1/°С.
1=0,10 (100°); 0,10 (200°); 0,097 (300°); 0,095 (400°); 0,092 (500°); 0,087
(1)00°) кал/см-сек °C.
Критические
точки
АС1 740° С; Л3810оС.
Технологические данные
| Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—-85(F С.
Предварительная термическая обработка: нормализация при 930±20°С и
лсокий отпуск.
Цементация проводится при температуре 900—920° С. Окончательная тер-
мическая обработка: закалка с 850—890° С в масле, отпуск при 170—190° С,
Применение
Цементуемые детали диаметром до 30 мм; применяется взамен стали
.1ЧНЗА.
92
Глава Г Конструкционные стали
Кривые выносливости стали 16ХГНВА (испытание при
консольном изгибе; образцы мм, гн=0,75 мм). 1—
плавка первая; 2—плавка вторая.
Сплошные линии — образцы гладкие, пунктир — образцы с над-
резом.
Цементуемые и азотируемые стали
93
-- - - 1 ... •- - * ..
ЦЕМЕНТУЕМАЯ СТАЛЬ 14ХГСН2МА (ЭП176, ДИ-ЗА)
Химический состав в %
Si Мп Сг Ni Мо* V 1 Fe S Р
не более
0,16
0,45—
0,70
[ * Молибден
мом из расчета:
0,7—
1,0
0,25—
0,40
0,06 (по
расчету)
Основа
0,025
в стали
вместо одной части молибдена три части вольфрама.
может
0,03
быть заменен частично или полностью вольфра-
F;
Механические свойства по ТУ (не менее)
Вид
полуфа-
бриката
ТУ Состояние аЕ °0,2 S5 кГ • я! см2
кГ/мм^ %
НВ
(d мм)
I [рутки
ЧМТУ
ЦН ИИЧМ
1143—64
Закаленные
масле и отпу-
щенные при
160—240° С
100
80
12
55
10
Механические свойства при комнатной и высоких температурах
Состояние мате- Темпе- ратура испы- °0,2 85 д а н
риала та иия °C кГ 1мм2 % Ki ‘M/CM2
Закаленный с 20 100—123 90-111 14—17 55- -60 Q -12
50° С в масле и от- пущенный при 570° С 200 300 95—102 96—98 90—95 87—90 12—14 12—13 55 53- -60 -57 10- 11- -15 -13
400 90—95 85—88 12—15 60- -63 9- -10
500 75—82 70—75 15-18 70- -74 6- -8
5&0 65—70 60—67 15-18 70- -78 6-
/•
£
*
:Л''
У
г
94
Глава Г Конструкционные стали
Механические свойства при комнатной температуре в зависимости от места
вырезки образцов
Вид полуфабриката Место вырезки образца а0,2 55 кГ*м1см% НВ (d мм)
кГ [мм2 %
Заготовки диаметром 75 мм Центр 123 96 15 61 14 3,3
Край 122 94 15 62 14 3,3
Заготовки диаметром 75 мм Центр 108 82 15 64 15 3,4
Край ч 111 85 15 65 16 3,4
Заготовки диаметром 90 мм Центр 122 98 13 59 13 3,3
Край 122 100 13 60 » 14 з,з
Механические свойства при комнатной температуре
после ложной цементации
Состояние материала
Закаленный с 850° С в масле и от- 139
пущенный при 170° С
Термически обработанный по режи- 133
му: ложная цементация при 920° С в
течение 12 час; закалка с 850° С в
масле; отпуск при 170° С
114
111
3,1
3,15
Механические свойства при комнатной
и низких температурах
Состояние материала Темпера- тура испы- тания °C н* % 85 W QJ Я 04
кГ]мм? %
Термически обрабо-
танный по режиму: за-
калка с 850° С в масле;
обработка холодом при
—70° С (2 часа); отпуск
при 170° С
20
—70
—196
119- -140 176-218 12—14 50—60 1,4—1,5 10—12
129— -157 190—221 11—16 52-61 1,4-1,5 7—8
157- -181 160—210 8-12 47—50 1,0-1,2 3—4
* Надрез кольцевой радиусом ОД лш.
Цементуемые и азотируемые стали
95
Пределы выносливости при комнатной температуре
Состояние материала о—1 (на базе 107 циклов) °~1 а-1
образцы гладкие образцы с над- резом
кГ)мм^
Закаленный с 850° С в масле и отпущенный при 170° С 52—65 32—42 1,5—1,66
Физические свойства
d = 7,8 г/см3, ,
а-106=10,8 (20—100°); 11,9 (100—200°); 13,1 (200—300°); 14,0 (300—400°);
14,8 (400—500°); 15,3 (500—600°) 1/°С.
а* 106=11,3 (20—200°); 11,9 (20—300°); 12,4 (20—400°); 12,9 (20—500°); 13,3
(20—600°) 1/°С,
*=0,091 (100°); 0,09 (200°); 0,09 (300°); 0,088 (400°); 0,086
(500°) кал)сМ'сек °C.
с—0,11 (100°); 0,12 (200°); 0,125 (300°); 0,13 (400°); 0,14 (500°)
Критические точки
ACl 750° С; Асг 800° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
'мл деформации 1180—850° С.
Предварительная термическая обработка; нормализация при 930—980° С и
высокий отпуск.
Цементация проводится при температуре 900—920° С или при 950—1000° С.
Окончательная термическая обработка: для цементованных деталей — за-
ка с 820—860° С в масле, отпуск при 160—24(РС; для нецементованных ле-
ей — закалка с 850;—870° С в масле, отпуск на заданную прочность.
Применение
Высоконагруженные цементуемые детали: шестерни, валы и др. Служит
1лмен,ителем сталей, содержащих никель (12ХНЗА, 12Х2Н4А, I8XHBA и др.).
Глава Г Конструкционные стали
Фиг. 1. Зависимость механических свойств стали 14ХГСН2МА
от температуры отпуска.
Цементуемые и азотируемые стали
195
Фиг. 2. Кривые выносливости стали 14ХГСН2МА.
(Испытание при консольном изгибе; образцы do—
=8 мм; Гн=0,75 мм).
Сплошные линии — образцы гладкие, пунктир — образцы
с надрезом.
98
Глава I, Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ
18ХГСН2ВМА (ДИ-2)
Химический состав в л/о
Механические свойства по ТУ (не менее)
Вид
полуфа-
бриката
Состояние
Прутки
ЧМТУ
ЦНИИЧМ
1143—64
Закаленные с 840£
£20° С на воздухе и
отпущенные при 160—
250° С
3,35—
3,05
Закаленные с 840±
±20° С в масле и отпу-
щенные при 160—220° С
120
Закаленные с 860 ±
±20° С в масле и отпу-
щенные при 530—600° С
Механические свойства при комнатной температуре
Цементуемые и азотируемые стали
99
Пределы выносливости при комнатной температуре
Состояние материала
s-i (на базе 107 циклов)
образцы гладкие образцы с надрезом
кГ[мм2
Закаленный с 850° С на
воздухе и отпущенный
при 170° С
Механические свойства при комнатной температуре
в зависимости от температуры закалки *
29
Темпе- ратура °в a0,2 в Лн. НВ
закалки °C кГ!мм- ( кГ *м!см2 {d мм)
800 115 84,2 193,4 • 16 55 11 3,4
825 115,8 83 195 16 56 11,5 3,4
850 116 82,4 198,8 16 57 11,6 3,35
875 116,8 89,8 196,4 15,5 58 11 3,35
900 115,8 86,3 202 16 59 12,5 3,35
950 118,9 89,8 201 17 58 12,4 3,3
* Охлаждение после закалки на воздухе и низкий отпуск при 170° С.
i
f.
t
Ударная вязкость при комнатной и низких температурах (/7/?С43)
Состояние материала
Температура
испытания
(7Н
кГ'М)см2
Закаленный с 850° С А масле и отпущенный
при 170° С
20 11-16
—40 9,5—13
—70 8,5—11,5
—196 ' 2—3
Термически обработанный по режиму: лож-
ная цементация при 920° С в течение 12 час;
закалка с 850° С; обработка холодом при
—70° С (2 часа); отпуск при 170° С (3 часа)
20
—40
—70'
—196
11—13,4
7,2-8,4
6,5—8,5
2—3,3
100
Глава Г Конструкционные стала
Механические свойства в зависимости от места вырезки образцов
Вид полуфа- бриката Состояние Место вырезки образца а0,2 В ф Л!н кГ •м'/см2 НВ (d мм)
кГ)ммЪ %
Заготов- ка диа- метром 20 мм Термически обра- ботанные по режи- му: закалка с 850± ±20° С в масле; от- пуск при 180° С, ох- лаждение на воздухе Центр 136 118,3 12,3 58,5 11,3 3,10 Ч '
Заготов- ки диа- метром 30 мм То же На радиуса 148,2 136 14,0 57,9 10,75 3,05
Заготов- ки диа- метром 100 мм Термически обра- ботанные по режи- му: нормализация при 950° С; закалка с 870° С в масле; от- пуск при 180° С, ох- лаждение на воздухе Поверх- ность 117,5 V 99,8 13 56 13,25 3,20
То же На 1/2 радиуса 116 98,3 15,5 59,9 14,7 3,25
То же Центр 120,8 104 14 51,2 12,7 3,20
Механические свойства при комнатной температуре
после азотирования *
Вид полуфа- бриката Состояние Режим азотирования ° 0,2 & ф X ft НВ (d мм)
кГ (мм2 %
Образцы диамет- ром 30 мм Термически об- работанныепо ре- жиму: нормализа- ция при 930 ±20° С в масле; отпуск при 580°. С (1 час 30 мин), охлаж- дение в воде Азотирование сердцевины образца при 500—520° С в те- чение 30 час; охлаж- дение с печью до 300° С, затем на воз- духе 111 94,2 16,4 64 11—17 3,45
* Режим азотирования приведен в разделе «Технологические данные».
Цементуемые и азотируемые стали 101
L Физические свойства
I </=7,89 г/см3.
| а-106=11,0 (20—100°); 12,1 (100—200°); 13,1 (200—300°); 14,2 (300—400°);
I 14,8 (400—500°); 15,3 (500—600°) 1/°С.
Г с=0,094 (100°); 0,11 (200°); 0,13 (300°); 0,14 (400°); 0,16 (500°); 0,17 (600°);
If 0,17 (700°); 0,16 (800°) кал/г °C.
Критическиеточки
АС1 740° С; Л3 800° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С.
Предварительная термическая обработка: нормализация при 930±20°С и
высокий отпуск.
Цементация проводится при температуре 900—920° С.
Окончательная термическая обработка: для цементованных деталей — за-
калка с 820—860° С на воздухе, отпуск при 160—220° С; для цементованных де-
талей — закалка с 86O3 С в масле, отпуск при 530—600° С.
Азотирование двухступенчатое. Режимы азотирования приведены в таб-
лице.
Температура азотирования °C Продолжи- тельность час Толщина азотирован- ного слоя мм Твердость азотирован- ного слоя HRC
525 (для I ступени) 25 0,55 75-76
540 (для II ступени) 35
Применение
Валы, шестерни и другие детали большого сечения, подвергаемые цемента-
ции. Используется вместо сталей 18ХНВА и 12Х2Н4А. Может применяться
в термически обработанном состоянии без цементации.
I
Глава I. Конструкционные стали
Фиг. 1. Зависимость механических
свойств стали 18ХГСН2ВМА от тем-
пературы отпуска. Закалка с 850° С
в масле. (Химический состав:
0,16% С; 0,37% Si; 0,92% Мп;
1,08% Сг; 1,53% Ni; 0,520/0 W;
О,27о/о Мо; 0,08о/о V).
Цементуемые и азотируемые стали
103
Фиг. 2. Диаграмма изотермического превращения аустенита стали
18ХГСН2ВМА (Химический состав: 0,14% С; 0,67% Si; 0,85% Мп;
1,66% Сг; 2,0% Ni; 0,52% W; 0,25% Мо; 0.07% V).
Цифрами на кривых указана степень распада аустенита в %.
Фиг. 3. Распределение углерода по глубине цементованного
слоя после газовой цементации стали 18ХГСН2ВМА пиробен-
золом (150—180 капель в мин) в течение 6 час 40 мин при
920° С (Для сравнения приведены данные по цементации стали
18ХНВА).
)
104
Глава Г Конструкционные стали
Фиг. 4. Распределение углерода по глубине цементованного слоя стали
18ХГСН2ВМА при цементации в твердом карбюризаторе при темпера-
туре 93О+10°С в течение 12 час. (Состав карбюризатора: 30% С свежего
и 70% С отработанного). Для сравнения приведены данные по цемен-
тации стали 18ХНВА,
Цементуемые и азотируемые стали
Фиг. 5. Кривые выносливости стали
18ХГСН2ВМА. (Испытание при консоль-
ном изгибе; образцы d0=8 мм; гп”
=0,75 мм).
Сплошные линии — образны гладкие, пунк-
тир—1 образцы с надрезом.
106
Глава I. Конструкционные стали
ЦЕМЕНТУЕМАЯ СТАЛЬ
18ХГСН2МА (ДИ-4)
Химический состав в %
Ni Мо
не более
0,17—
0,24
0,45—
0,70
0,25—
0,40
До 0,06
Основа
Механические свойства по ТУ (не менее)
Вид
полуфа-
бриката
ТУ
Состояние
(контрольные
образцы)
Прутки
ЧМТУ
цниичм
1143—64
Закаленные с 840±
±20° С в масле и от-
пущенные при 160—
250° С
130 9
45
2,90
Механические свойства при комнатной температуре
Вид
полуфабри-
ката
Состояние
Образцы
диаметром
20 мм
Термически обработан-
ные по режиму: нормали-
зация при 930° С; закалка
с 840±10°С в масле; от-
пуск при 180° С (3 часа)
132 120,4 14 53,6 13,8 3,1
V ч
7 . i'
Цементуемые и азотируемые стали
107
Механические свойства при комнатной и низких температурах
Состояние материала
Закаленный с 820— 20 20 000 130— но— 9—14 45—55 8—12 3,3—
850° С в масле и отпу- щенный при 160—200° С —70 — — 150 125 ““ — 8—9 2,9
—196 — -- 1 2
Ударная вязкость при комнатной и
низких температурах
Состояние материала
Температура испытания
<2Н
кГ -м/см2
Закаленный с 850° С в мас-
ле и отпущенный при 180° С
20
40
—70
—196
8—13,5
7—11
6—10
2-3
Физические свойства
d=7,83 е!см\
а-106=10,8 (20—100°); 11,3 (20—200°); 11,9 (20—300°); 12,4 (20—400°); 12,9
(20—500°); 13,3 (20—600°) 1/°С.
а*106=10,8 (20—100°); 11,9 (100—200°); 13,1 (200—300°); 14 (300—400°);
14,8 (400—500°); 15,3 (500—600°) 1/°С.
X=0,092 (20°); 0,091 (100°); 0,09 (200°); 0,09 (300°); 0,088 (400°); 0,086
(500°) кал/см• сек °C.
с=0,11 (100°); 0,12 (200°); 0,125 (300°); 0,13 (400°); 0,14 (500°) кал!г °C.
Критические точки
АС{ 740° С; Л3 800° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С.
Предварительная термическая обработка: нормализация при 930±20° С
и высокий отпуск.
Цементация проводится при температуре 900—920° С.
Окончательная термическая обработка: закалка с 820—850° С в масле, от-
пуск при 160—200р С.
Применение
Валы, шестерни и другие цементуемые детали. Используется вместо сталей
I2X2H4A, 20ХНЗА и 20Х2Н4А. Может применяться в термически обработанном
* ^стоянии без цементации.
108
Глава I. Конструкционные стали
а^кГ^смг O ,w7o 6ъ-,60,кГ/ммг НВкГ/ммг
too
360
320
120
70
50
20
20
16
16
!2
X //5
б»;
1 60,2
<
°н
200 300 ЧОО 500 600 °C
Фиг. 2. Зависимость механиче-
ских свойств стали 18ХГСН2МА
от температуры закалки в мас-
ле. (Отпуск при 180°С).
Фиг. 1. Зависимость механиче-
ских свойств стали 18ХГСН2МА
от температуры отпуска. Закалка
с 850° С в масле.
Цементуемые и азотируемые стали
109
Фиг. 3. Диаграмма изотермического превращения аустенита стали
18ХГСН2МА, (Химический состав: 0,16% С; 0,45% Si; 0,88% Мп;
0,89% Cr; 1 48% Ni; 0,19% Мо; 0,04% V).
Цифрами на кривых указана степень распада аустенита в %.
и
но
Глава I. Конструкционные стали
АЗОТИРУЕМАЯ СТАЛЬ
38ХМЮА
Химический состав в %
С, Si Мп Сг Мо А1 Ni S р
и. не более
0,35—0,42 0,17—0,37 0,3—0,6 1,35—1,65 0,15—0,25 о,7-1,1 <0,4 0,03 0,03 )• *
Механические свойства по ТУ (не менее)
Вид полуфа- бриката % ТУ Состояние (контрольные образцы) р ав кПмм2 ®s см 3 ч V я ч CQ > ;Г
%
Прутки МПТУ 2333-49 Отожженные или отпу- щенные 1 —ч* —1 4,8- 4,0
Прутки МПТУ 2333—49 Закаленные с 930—950° С в масле или воде и отпу- щенные при 600—670° С с охлаждением в масле или воде 100 15 50 9 3,5— 3,3
Поковки МПТУ 2332—49 95 15 50 10 3,6— 3,4
Поковки МПТУ 2332—49 Нормализованные при 930—970° С и отпущенные — —1 4,4— з,8
Механические свойства при комнатной и высоких температурах
Состояние материала Температура испытания °C а0,2 85
к Г / мм- %
Закаленный с 840° С в масле и отпущенный при 650° С 20 150 290 425 538 88 91 87 73 62 87 79 72 61 45 19 15 17 21 25 S ,1 • л
Цементуемые и азотируемые стали
111
k Физические свойства
| d=7,65 г!см\
I а-106=11,0 (20—100°); 13,0 (20—300°); 14,5 (20—600°) 1/°С.
г к—0,09 (20°) кал{см-сек °C.
i Технологические данные
р Сталь хорошо деформируется в горячем состоянии. Температурный ингер-
рвал деформации 1160—900° С.
р Предварительная термическая обработка: нормализация при 930—970° С
йи отпуск.
Й Окончательная термическая обработка: закалка с 930—950° С в масле или
Теплой воде; отпуск при 600—700° С, охлаждение в масле или воде.
Азотирование проводится при температурах 500—560° С в зависимости от
требований, предъявляемых к азотированному слою (см. таблицу).
Температура азотирования
Продолжи-
тельность
час
Толщина
азотированного
слоя
мм
Твердость
азотированного
слоя HV
1сГ1мм^
500—520
540
При двухступенчатом
азотировании:
для I ступени 510
для II ступени 550
48—60
40
0,40—0,50
0,5—0,6
1000—1100
900-1000
15
25
850—1000
Применение
(шестерни, шпильки, валики, ролики, детали РД)
Азотируемые детали i
работающие при температурах до 400—500° С.
Глава I. Конструкционные стали
Фиг. 1. Влияние температуры отпуска на
механические свойства стали 38ХМЮА.
Цементуемые и азотируемые стали
113
HV КГ]мм2
970
890
8i0
730
‘Фиг. 2. Твердость азо-
тированного слоя на
косом шлифе стали
38ХМЮА в зависимо-
сти от азотирования.
1—трехступенчатый про-
цесс (I ступень при
510° С, 23 часа, диссо-
циация 20—35%; II сту-
пень при 540° С, 11 час,
диссоциация 35—50%;
III ступень при 580° С,
12 час, диссоциация
50—75%, 2—прямой про-
цесс (при 540° С, диссо-
циация 25—35%),
650
570
090
010
330
250
с*
J
2 \ -
ь
Ч ’к
%
*4
0,00 0,12 0,20 0,28 0,36 044 0,52 мм
б кГ!мм2
Фиг. 3. Кривые выносливости стали 38ХМЮА. (Испыта-
ние при консольном изгибе; размеры образцов см.
стр. 33 — малоуглеродистая сталь 25, фиг. 2). Закалка
с 850° С, отпуск при 580° С—'3 часа, охлаждение на воз-
духе.
Сплошные липин — образцы гладкие, пунктир — образцы с над-
резом.
К 195
114
Глава /. Конструкционные стали
—IWbUf-Jir/ -
Фиг. 4. Диаграмма изотермического превращения
аустенита стали 38ХМЮА.
Л В кГ/мм?
Цементуемые и азотируемые стали
115
АЗОТИРУЕМАЯ И УЛУЧШАЕМАЯ СТАЛЬ
ЗОХЗВА
Химический состав в °/о
с Si Мп Сг W Ni Fe t S р
не более
/ -0,35 0,17—0,37 0,3-0,6 2,8—3,2 0,8—1,2 <0,5 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид
Р пидуфа-
( Принята
ТУ
Состояние (контрольные
образцы)
04
f
%
I 1рутки
ЧМТУ
5590-56
Отожженные или норма-
лизованные и отпущенные
Закаленные с 870—890° С
в теплой воде
и отпущенные
100
15
10
или масле
при 580—
Механические свойства при
комнатной и высоких температурах
Состояние Эо « -1ЧПЭИ °0,2 Зпц ф оч 04
материала 5 «3 S S СХ, Д S V
>-а ГЗ кГ]мм2 < '6 ос о S?
Закаленный с 20 106 93 87 201 66 14 —
С в масле и 200 «*—* 1 Ml Ч 1 1 15 —т-^_
(пущенный при 250 98 84 73 180 63 16
иГ С 300 - " * — Ч1-» «—— — 16 ———
350 96 81 72 174 15 61 15 85
400 91 77 67 167 16 62 16 70
450 86 74 65 158 19 66 17
500 79 72 64 148 20 71 1 1 45
550 70 65 58 137 22 77 ! 30
600 ы * II иЧ — 15
I
116
Глава I, Конструкционные стали
Физические свойства
d=7,85 г! см3.
а-106=12,1 (20—100°); 12,8 (100—200°); 13,4 (200—300°); 14,1 (300—400°);
14,4 (400—500°) 1/°С.
1=0,086 (100°); 0,085 (200°); 0,085 (300°); 0,084 (400°); 0,082 (500°); 0,080
(600°); 0,076 (700°); 0,071 (800°) кал)см-сек °C.
Критические точки
ЛС1 730° С; Ас~ 780° С; Аг, 350° С; Лг, 420° С.
1 О 1 о
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер*
вал деформации 1180—850° С.
Предварительная термическая обработка: нормализация при 920—98(7° С и
высокий отпуск при 680° С.
Окончательная термическая обработка: закалка с 88(7 С в масле, отпуск при
560—600° С.
Сталь подвергается азотированию по режиму:
Температура
500° С
525° С
Диссоциация
15—25%
20—30 %
Применение
Силовые детали РД, в том числе азотируемые,
турах до 400—50(7 С.
работающие при темпера-
Цементуемые и азотируемые стали
117
=:>
••1
ЭД
118
Глава I, Конструкционные стали
ЦЕМЕНТУЕМАЯ И УЛУЧШАЕМАЯ СТАЛЬ
18ХНВА
Химический состав в %
Si Мп Сг Ni W* Fe S Р
не более
0,14-0,21 0,17—0,37 0,25—0,55 1,35—1,65 4,0-4,5 0,8—1,2 Основа 0,03 0,03
* Вольфрам может быть полностью или частично заменен молибденом из
расчета: вместо трех весовых частей вольфрама одна весовая часть молибдена.
Механические свойства по ТУ (не менее)
Вид полуфа- бриката ТУ Состояние (контрольные образцы) ZVftrljH ! «О ^5 ф сч 77В (d мм)
%
Прутки МПТУ 2333—49 Отпущенные — • “ 4,3— 3,7 i
Прутки МПТУ 2333—49 Термически обработан- ные по режиму; 1-я закал- ка с 950° С на воздухе; 2-я закалка с 850—860° С на воздухе; отпуск при 150—170° С, охлаждение на воздухе 115 11 45 10 3,3— 3,10 , Г; ч и
Прутки МПТУ 2333—49 Термически обработан- ные по режиму: 1-я закал- ка с 950° С на воздухе; 2-я закалка с 860—870° С в масле; отпуск при 525— 575° С, охлаждение на воз- духе 105 12 50 12 3,4— 3,15 ; . '1 «. • • . L j-
Поковки МПТУ 2332-49 Нормализованные при 920—980° С и отпущенные — ' 1 4,3— 3,7 в
Цементуемые и азотируемые стали
119
Продолжение
Вид полуфа- бриката ТУ Состояние (контрольные образцы) 04 Л «5 кГ • м]с м2 НВ (d мм)
%
Поковки МПТУ 2332—49 Термически обработан- ные но режиму; 1-я закал- ка с 950° С на воздухе; 2-я закалка с 850—860° С, на воздухе; отпуск при 150—170° С 120 10 45 10 3,25— 3,05 г
Поковки МПТУ 2332—49 Закаленные с 860—870° С на воздухе и отпущенные при 150—170° С 115 11 50 12 3,35— 3,10
Поковки МПТУ Закаленные с 860—870° С в масле и отпущенные при 525-575° С 110 12 50 12 3,4— 3,1
Механические свойства при комнатной и высоких температурах
Состояние Температу- ра испыта- ния °C ав а0,2 55 Ли Н
материала кГ / мм2 кГ -м1 см2
Закаленный 20 126 111 14 13
с 880° С в мае- 250 121 108 12 14
ле и отпущен- 300 122 107 16 12
ный при 560° С 350 116 103 15 12
400 108 98 14 . 11
450 103 94 14 10
500 90 83 14 10
550 77 72 16 11
Пределы длительной прочности и ползучести
Температура а200 а 0,2/200 °0,2/300
состояние материала испытания
°C кГ )мм2
Закаленный с 860° С 300 II II* 77,2 1
в масле и отпущенный 350 114 1 69
при 560° С 400 86 25,8 25,4
450 71 20,7 20
500 41 12,6 11,4
550 22 5,4 3,4
120
Глава I. Конструкционные стали
Пределы секундной прочности
Вид полуфа- бриката Состояние Темпера- тура испы- тания °C а10п’ а100" а200" а300"
кГ/мм г2
Прутки Закаленные с 860° С 550 69 65 58,5 55 54
в масле и отпущен- ные при 560° С (ав= 600 55 51 43 39,5 39
= 125 700 30 27,5 22 19,5 19
Физические свойства
<7—7,8 г! см3.
а-106=11,7 (20—100°); 12,6 (100—200°); 13,6 (200—300°); 14,7 (300—400°);
15,0 (400—500°); 15,7 (500—600°) 1/°С.
а*106=12,2 (20—200°); 12,6 (20—300°); 13,2 (20—400°); 13,5 (20—500°); 13,9
(20—600°) 1/°С.
Х=0,086 (100°); 0,085 (200°); 0,084 (300°); 0,083 (400°); 0,082 (500°); 0,079
(600°); 0,077 (700°); 0,072 (800е) кал/см-сек °C.
Критические точки
700° С; Л3810°С. '
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—900^ С.
Предварительная термическая обработка: нормализация и высокий отпуск
(для поковок), или отпуск (для прутков).
Цементация проводится при температурах 900—920° С или 980—1030° С.
Окончательная термическая обработка: а) 1-я закалка с 950° С на воздухе,
2-я закалка с 850—860° С на воздухе, отпуск при 150—170° С; б) закалка
с 820—860° С на воздухе, отпуск при 150—170° С; в) закалка с 860—870° С
в масле; отпуск при 525—575° С в масле. Обработка холодом в интервале тем-
ператур от —70 до —90° С, как правило, не применяется.
Сталь подвержена отпускной хрупкости, поэтому после высокого отпуска
необходимо быстрое охлаждение в воде или масле.
Применение
Валы, лопатки компрессора, ответственные шестерни, подвергаемые цемен-
тации.
Для цементуемых деталей сталь 18ХНВА может быть в ряде случаев за-
менена сталями 14ХГСН2МА (ЭП176, ДИ-ЗА), 15Х2ГНТРА, 18ХГСН2ВМА
(ДИ-2) с целью экономии никеля.
Цементуемые и азотируемые стали
121
псратуры отпуске!.
бв;бйг;5ч.кГ/мм‘ , б^ -, S* кГ/мм*
о и——-----------—-------— о и-----------------—-------—
-196 ' -70 -90 О 20°С -196 —70 -90 О 20*0
Фиг 2 Механические свойства стали 18ХНВА при низких температурах.
Закалка с 860° С; отпуск при 170° С. (Образцы гладкие do=10 ли»; образцы
с надрезом: е/0= 10 мм; dB=7 мм; -угол надреза 60°; гн-0.1 мм).
122
Глава I. Конструкционные стали
Фиг, 3. Кривые выносливости стали
18ХНВА при растяжении — сжатии, из-
гибе и кручении.
Сплошные линии —• испытание при изгибе
.(образцы толщиной 6 лсч), пунктир — испы-
тание при кручении. (Образцы do=8 мм),
штрих-пунктир — испытание при растяжении—
сжатии (образцы 5 мм).
Цементуемые и азотируемые стали
123
у.
/
Сплошные линии — образцы гладкие, пунктир — образцы с надрезом.
124
Г лава I. Конструкционные стали
<5 КГ[мМ2
Фиг. 5. Кривая выносливости (сплошная линия) и ли-
ния повреждаемости (пунктир) образцов гладких
(</о=8 jwjw) стали 18ХНВА (Испытание при консольном
изгибе при 20°; <тв = 109 кГ!мм2).
Цементуемые и азотируемые стали
125
Фиг 6. Кривая выносливости (сплошная линия) и линия повреждае-
мости (пунктир) образцов с надрезом ((/Н“8 мм, гн—0,75 лш) стали
18ХНВА (Испытание при чистом изгибе при 20° С; ов = И7 кГ/мм3).
126
Глава I. Конструкционные стали
Фиг. 7. Кривая выносливости (сплошная линия) и линия повреждаемости
(пунктир) образцов гладких {^0=7,52 мм) стали 18ХНВА. (Испытание при
чистом изгибе при 400° С; сгв = 117 к Г/мм2).
Цементуемые и азотируемые стали
127
7*
tl
*
Фиг. 8. Кривые выносливости стали 18ХНВА при низких темпера-
турах. Закалка с отпуском при 550° С на сгв = 100 кПмм2.
У.
Сплошные линии — образцы гладкие (диаметром 5 мм), пунктир — образ-
цы с надрезом (угол надреза 60я, глубина надреза 0,2 мм, радиус, над-
реза 0,1 мм).
£•
S
i <1
L"i
t-;
й
128
Глава /. Конструкционные стали
УЛУЧШАЕМАЯ И ЦЕМЕНТУЕМАЯ СТАЛЬ
25Х2ГНТА*
(ЭИ519)
Химический состав в °/о
не более
1,4 0,02—0,06
Основа 0,025 0,02Г»
* По требованию потребителя при поставке прутков диаметром более
50 мм в сталь вводится бор в количестве < 0,005й/о по расчету, в этом случае
сталь имеет марку 25Х2ГНТРА; требования к механическим свойствам при этом
остаются без изменения.
Механические свойства по ТУ (не менее)
Вид
полуфа-
бриката
Состояние* (контрольные
образцы)
*
(
Прутки и
поковки
ЧМТУ Нормализованные при
5596—56920—980° С; закаленные с
820—870° С в масле и от-
пущенные при 160—200° С
Механические свойства при комнатной температуре
Состояние материала
кГ'мм-
Закаленный с 870° С в масле отпу-
щенный при 200° С
Изотермическая закалка с 870°С в
горячей среде при 200° С (30 мин)
То же, с дополнительным отпуском:
а) при 200° (1 час)
б) при 250е (1 час)
160 128 ПО 10 62 9
160 114 99 13,7 57 10
159 119 106 13 53 10
156 132 125 12,3 58 10
Цементуемые и азотируемые стали
129
Механические свойства при комнатной и низких температурах
Состояние материала
Темпера-
тура испы-
тания °C
ав
кГ)мм^
%
Закаленный с 850° С
в масле и отпущенный
при 180° С
20 169 12 49 8
—40 - £- 7
—70 174 13 53 7
1—196 202 12 44 2
Физические свойства
cZ—7,8 г/сл3.
а< 106—12,0 (20—100°);
13,0 (100—200°); 13,7 (200—300°) 1/°С-
Х=0,10 (100°); 0,098 (200°); 0,097 (300°); 0,091 >(400°); 0,088
(600°); 0,077 (700°) кал/см-сек °C.
(500°);
0,087
4 i Е
q 680—710° С; Л3 750—760° С; Л
Технологические данные
состоянии. Температурный
интер-
закалка с 950—980° С и
высо-
900—920° С или 980—1020° С.
Сталь хорошо деформируется в горячем
вал деформации 1150—850° С.
Предварительная термическая обработка:
кий отпуск.
Цементация проводится при температурах
Окончательная термическая обработка: для цементованных деталей — за-
калка с 820+10° С в масле; отпуск при 230±10°С; для нецементованных де-
гилей— закалка с 8'50—870° С в масле; отпуск при 160—250° С (ов —140—
165 кГ/мм2) или изотермическая закалка с 850+10° С в горячей среде с темпера-
турой 230±10°С, выдержка в течение 1 часа, охлаждение до комнатной темпера-
туры с последующим отпуском при 230+10° С в течение 2—3 час.
Сталь удовлетворительно сваривается.
Применение
Тяжелонагруженные и силовые детали. Сталь может применяться как
в качестве высокопрочной цементуемой, так и улучшаемой (после закалки с низ-
ким отпуском).
Рекомендуется как заменитель сталей 18ХНВА, 20Х2Н4А, 20ХНЗА, 40ХНМА.
1
9 195
.-4,
130
Глава I. Конструкционные стали
Фиг. 1. Механические свойства стали 25Х2ГНТА при низких температурах.
Закалка с 860° С в масле; отпуск при 200° С. (Образцы гладкие do=10 мм;
образцы с надрезом: с£0= 10 мм; dH=7 мм; угол надреза 60°, гн=0?1 леи).
'd№Sfl
Цементуемые и азотируемые стали
131
б кГ/мм*
16
68
64
60
4<?
44
46
36
—г 1 — ’ -1” —- “ " ч J _1 Г । ТТЛ'
Ж
1 • *-“
А-
- “ —
9
. ..
-
1 ч ! 1 ? 1 ' /. ' i i Li 1_
-S-- , —
ш,,х!
)О 1 1
* * ‘ '“"1
1
t
ю5
ю
ю
Фиг. 2. Кривые выносливости стали 25Х2ГНТА. (Испытание
при консольном изгибе образцов гладких — сплошные линии
и с надрезом—пунктир: размеры образцов см. стр. 33
«Малоуглеродистая сталь 25», фиг, 2).
Механические свойства
Услов-
ные
обозна-
чения
Термическая обработка ч ц ав °0,2
кГ^мм^
159
134
%
Закалка с 860* С в масле, отпуск
при 200° С
Изотермическая закалка при
210° С—1 час
152
124
12,2
55
47
. д*
4
МММ
. Конструкционные стали
УЛУЧШАЕМЫЕ СТАЛИ
В авиационной технике широко используется большая группа
(талей, применяемых после закалки и последующего отпуска,
в большинстве случаев высокого. Такая обработка, обычно назы-
ваемая улучшением, послужила основанием для объединения раз-
личных по составу и назначению сталей в одну общую группу.
В нее входят стали с диапазоном предела прочности от 60 до
150 кГ/мм?\ наиболее типичен для них предел прочности порядка
100 кГ/мм2.
В двигателестроении улучшаемые стали применяются для са-
мых различных деталей, работающих при температурах от 20 до
400° С (в отдельных случаях и выше). Из них (в зависимости от
их прокаливаемости) изготовляются как малогабаритные детали
(например, лопатки компрессора — спрямляющие и рабочие, дета-
ли соединений и крепежа — болты, шпильки, гайки), так и массив-
ные детали (валы турбины и компрессора, диски компрессора, пе-
редняя и задняя цапфы). Более подробно назначение отдельных
сталей указано ниже, в таблицах.
С целью должной ориентировки конструкторов для сталей всех
марок приведены данные прокаливаемости (стали этой группы
с большинстве своем имеют хорошую прокаливаемость) по резуль-
1атам торцовой закалки или по кривым распределения твердости
но сечению.
Для улучшаемых сталей, применяемых в самолетостроении, ха-
рактерен более широкий диапазон прочности. Так, одна из наиболее
гппичных самолетных сталей—-30ХГСА обладает пределами проч-
ности: 70—90; 80—100; 100—120; 110—130; 120—140 кПмм\ Сталь
подвергается как закалке до полного охлаждения, так и изотер-
мической закалке; при применении последней следует считаться
с несколько меньшей прокаливаемостью. Если требуется более вы-
сокая прочность, то вместо стали марки 30ХГСА следует применять
сталь ЗОХГСНА (за исключением листовых деталей). Для деталей
сложной формы целесообразно с целью уменьшения поводки про-
водить изотермическую закалку.
При использовании стали ЗОХГСА разной прочности следует
иметь в виду следующие соотношения между величинами % и тср:
134
Глава I. Конструкционные стали
°о ^ср/°в
130±10............................................. >60%
120±10.............................................. >60%
100±10 ............................................. >65%
>90................................................. >68%
Для высадки болтов с успехом применяется сталь марки 16ХСН,
содержащая меньше углерода, чем сталь ЗОХГСА.
Улучшаемые стали 135
СТАЛЬ ДЛЯ ЗАКЛЕПОК
20ГА
Химический состав в ®/о
С Si Мп Сг Ni S Р
не более
0,18—0,26 0,17-0,37 1,3—1,6 <0,20 <0,30 0,030 0,035
Механические свойства по ТУ (не менее) *
Вид полу- фабриката да им ТУ Состояние (контрольные образцы) ав кГ/мм2 &10
%
^Проволока ЧМТУ 5615—56 Слабо»агартованная 50—70 10
* При испытании с помощью пластик готовые заклепки должны иметь со-
противление срезу 55—70 кПмм2 при диаметре до 3,0 мм и 50—65 кГ1мм? при
диаметре более 3,0 мм. В случае испытания заклепок в муфтах сопротивление
срезу снижается на 5*°/о.
Технологические данные
Сталь хорошо деформируется в горячем и в холодном состоянии. Темпе-
ратурный интервал деформации 1150—85(ГС.
Сталь хорошо расклепывается. Термическая обработка; отжиг и закалка
с 890± 10° С в масле.
Готовые заклепки подвергаются закалке и последующему отпуску при
600—620° С.
Применение
Заклепки для ответственных деталей и конструкций.
Зависимость сопротивления срезу заклепок из ста-
ли 20ГА (d==5 мм) от температуры отпуска.
(Испытание с помощью пластинок). Закалка
с 890° С в масле.
136
Глава I. Конструкционные стали
УЛУЧШАЕМАЯ СТАЛЬ
38ХА*
Химический состав в °/о
С Si Мп , Сг Ni Ре S Р
не более
0,34—0,42 0,17-0,37 0,5—0,8 0,8-1,1 <0,4 Основа 0,03 0,03
под маркой 38ХРА выплавляется
* Сталь 38ХА с бором (0,002—0,005%)
по ЧМТУ 5596—56.
Механические свойства по ТУ (не менее)
Вид полу- фабриката ТУ Состояние (контрольные образцы) ао В5 НВ (d мм)
%
Прутки МПТУ 2333—49 1 Отожженные или от- пущенные — 11 ' 4,8—4,0
Прутки МПТУ 2333—49 Закаленные с 860° С в масле, отпущенные при 500—590° С с охла- ждением в масле или воде 95 12 50 9 3,6—3,3
Поковки МПТУ 2332—49 90 12 50 10 3,7—3,4
Поковки МПТУ 2332—49 Нормализованные при 850—890° С или норма- лизованные и отпущен- ные —- — — — 4,9-3,9
Физические свойства
d=7,8 г/см3,
«.106=12,7 (0—100°); 13,1 (0-200°); 13,5 (0-300°); 13,8 (0-400°); 14,2
(0—500°); 14,6 (0—600°) 1/°С,
X—0,12 (100°); 0,11 (200°); 0,10 (300°); 0,096 (400°); 0,089 (500°); 0,084
(600°); 0,075 (700°) кал1см<сек °C.
q=0,29 (20°) ом- мм2]м.
Критические точки
Л1 740° С; Л3 780° С; 693° С; Л,3 730°; Мн 250° С.
Улучшаемые стали
137
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1150—90СГ С.
Предварительная термическая обработка: нормализация при ЗЗСРС, охлаж-
дение на воздухе; отпуск при 660° С, охлаждение на воздухе.
Окончательная термическая обработка: закалка с 860° С в масле, охлажде-
ние в воде; отпуск при 59(Г С, охлаждение иа воздухе.
Сталь удовлетворительно сваривается сваркой плавлением с предваритель-
ным подогревом и последующим отпуском.
Механические свойства при комнатной и высоких температурах
Состояние материала
Термически обра-
ботанный но режиму:
закалка с 860°С в
масле, отпуск при
520° С, охлаждение
в воде
20
200
300
400
500
600
Темпе-
ратура
испыта-
ния
°г
°0,2 &5 ф
кГ1мм'* %
105
101
99
81
58
24
95
84
79
72
53
22
13
18
17
20
32
58
68
69
83
82
9
9
9
6
4
Обрабатываемость резанием хорошая.
Применение
Неазотируемые гильзы цилиндров маломощных двигателей, болты, шпиль-
ки, шестерни, малонагруженные детали РД.
138
Глава I. Конструкционные стали
Фиг. 1. Зависимость механических свойств
стали 38ХА от температуры отпуска. За-
калка с 850° С в масле.
Улучшаемое стали
139
J
МО
Глава Г Конструкционные стали
Фиг. 3. Влияние низких температур на удар-
ную вязкость стали 38ХА, термически обра-
ботанной по различным режимам. Закалка
с 860° С в масле.
Улучшаемые стали
141
1
4 -
V-
у
с
- 54
50
62
58
45
42
38
54
30
10s
107 N
W5
*
)
Фиг. 4. Кривые выносливости стали 38ХА. (Испыта-
ние при консольном изгибе).
ов=103 кГ1мм\ ^о^"93 8=16%, -ф=52%. ад =
=8 «Л м!см\ НВ, d-3,55 мм.
(Размеры образцов см. стр. 33—«Малоуглеродистая сталь 25»,
фиг. 2).
Сплошные линии — образцы гладкие, пунктир — образцы
с надрезом.
к
г.» .
в«
L
jl
#1
,4
i
г.
Ь
109
142
Глава L Конструкционные стали
К
ACj 715 С
°C
700
600
500
ЧОО
300
200
100
о
0,5 7Z7 100 1000 10000 сек
Фиг. 5. Диаграмма изотермического превращения
аустенита стали 38ХА.
||
Улучшаемые стали
143
Расстояние от охлаждаемого конца в км
Фиг. 7. Влияние бора на прокаливаемость стали
38ХА.
/—без бора, 5-0,002% В, 3-Д003% В, 4-0,008% В.
144
Глава I. Конструкционные стали
СВАРОЧНАЯ СТАЛЬ
Св-18ХМА
Химический состав в */«
Мп
Ni
Мо
не более
0,15—0,22 0,15—0,35 0,4—0,7 0,8—1,1
<0,3 0,15—0,25 Осно- 0,025 0,30
ва
Применение
Присадочный материал (проволока) по ГОСТу 2246—60 при сварке сталей
с пределом прочности более 90 кИмм?.
Улучшаемые стали
145
УЛУЧШАЕМАЯ СТАЛЬ
ЗОХМА
Химический состав в %
Si Мп Сг Мо Ni Fe
не более
0,4
0,03
Осно- 0,03
ва
Механические свойства по ГОСТу (не менее)
Вид полу- фабри- ката ГОСТ Состояние (кон- трольные образцы) ав кГ/мм2 6 1 НВ (d мм)
%
Прутки гост 4543—61 Закаленные с 880° С в масле или теплой воде и отпу- щенные при 540° С в воде или масле 95 12 50 4*
* В отожженном или отпущенном состоянии.
Механические свойства при комнатной и высоких температурах
Состояние Темпера- тура ав а0,2 В5
материала испытания кГ*м/см2
0 сз кГ/мм2 %
Закаленный 20 95 75 12 50 9
с 870° С в воде
и отпущенный 200 80 65 ’ 20 65 20
при 600° С
300 80 65 20 65 18
400 74 60 19 75 16
500 57 50 19 80 13
600 40 40 26 86
10 195
148
Глава I. Конструкционные стали
Фиг. 2. Механические свойства стали
ЗОХМА при низких температурах. Закалка
с отпуском при 400° С.
Улучшаемые стали
Фиг. 3. Ударная «вязкость стали ЗОХМА при
низких температурах. Закалка с 880° С в масле,
отпуск при нагреве до 40QR С, охлаждение на
воздухе; при нагреве выше 400° С, охлажде-
ние в масле.
150
Глава I. Конструкционные стали
Фиг. 4. Кривые выносливости стали ЗОХМА при
комнатной и низкой температурах. (Образцы гладкие
d0=5 лш). Закалка в масле, отпуск при 300° С.
Улучшаемые стали
151
Фиг. 5. Кривые выносливости стали
ЗОХМА (Испытание при консольном из-
гибе образцов гладких — сплошные ЛИ'
нии и с надрезом—-пунктир; размеры
образцов см. стр. 33 — «Малоуглероди-
стая сталь 25», фиг. 2).
Механические свойства
У словные обозначения Форма образцов Температура отпуска в °C кГ !млР S %
Гладкие 200 160 5
Гладкие 1 С надрезом J 400 143 5,5
Гладкие 1 С надрезом / 600 107 И
152
Глава Г Конструкционные стали
УЛУЧШАЕМАЯ СТАЛЬ
40ХФА
Химический состав в V®
С Si Мп Сг V Ni Fe S р
не более •
0,37—0,45 0,17—0,37 0,5—0,8 0,8—1,1 0,1— 0,2 <0,4 Осно- ва 0,03 0,03 4
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (кон- трольные образцы) СМ 85 кГ -аКсм? НВ (d мм)
%
Прутки МПТУ 2333—49 Отожженные или отпущенные — 1 — 1 1 — 4,8—3,8
Поковки МПТУ 2332—49 I {ормализованные при 850—890° С или нормализованные и отпущенные --—— 1 11 4,5-3,8
Прутки МПТУ 2332—49 Закаленные с 880° С в масле, от- пущенные при 620— 680° С, охлаждение в воде 90 10 50 9 3,7—3,4
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испытания °C а0,2 &5 %
кг;. ММ?
Закаленный с 880° С в 20 по 103 19
масле и отпущенный при 650° С 150 101 93 16
290 99 83 20
425 82 72 21
535 66 34 25
Улучшаемые стали
153
Физические свойства
d=7,S г/см3.
«•106=11,0 (20—100°); 12,9 (200—300°); 14,5 (500—600°) 1/°С.
Критические точки
Ас 755° С; Л. 790° С; Лг; 700°С; Аг 745° С. Л4Я=218° С.
1 о 1 о
|s Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
| вал деформации 1140—800° С.
Е Предварительная термическая обработка: нормализация при 880—900° С или
и! нормализация с последующим высоким отпуском.
Окончательная термическая обработка: закалка с 880° С в масле, отпуск
при 620—680° С, охлаждение в воде.
L .
г
Применение
Детали воздушных винтов (втулки, кронштейны, траверсы, болты); детали
' РД, работающие при температурах до 350—400° С.
Фиг. 1. Влияние температуры отпуска на
механические свойства стали 40ХФА.
Закалка с 900° С в масле.
Г лава I. Конструкционные стали
Расстояние от облагаемого конца в мм
Фиг. 2. .Диаграмма прокаливаемости стали 40ХФА.
Улучшаемые стали
155
УЛУЧШАЕМАЯ СТАЛЬ
25ХГСА
Химический состав в ю/о
С Si Мп‘ Сг Ni Fe S Р
не более
0,22—0,29 0,9—1,2 0,8—1,1 0,8—1,1 <0,4 Основа 0,03 0,03
Механические свойства по ГОСТу или ТУ (не менее)
1 Вид полу- фабриката г гост или ТУ Состояние (кон- трольные образцы) кГ!мм2 S5 НВ (d мм)
%
Листы тонкие (до 4 мм) гост 1542—54 Отожженные (низ- кий отжиг) 50—70 18 —1
Листы тол- стые (свы- ше 4 мм) гост 1542—54 Отожженные (вы- сокий и низкий от- жиг) или нормали- зованные 50-70 18 2,85—4,15
Прутки* ЧМТУ 3215—52 Закаленные и от- пущенные ПО 10 —
Физические свойства
</-7,85 г/см3.
а - 106- 11,0 (20—100°) 1/°С.
X=0,09 (203) кал[см • сек °C,
Критические точки
Ас 760° С; Acrt 845° С.
1 с2
* Относительное сужение ф >40%; ударная вязкость ан>5 кГ * м!см\
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С.
Штампуемость листовой стали хорошая. Основные характеристики штам-
пуемости в отожженном состоянии приведены в таблице.
156
Глава Г Конструкционные стали
Вытяжка Отбортовка Гибка на 90°
Апр Араб Ajip Араб ^min
1,85 1,65 1,40 1,35 3 5*
* S — толщина листа.
Термическая обработка: нормализация или высокий отжиг при температуре
890±10°С; закалка с 890±10° С в масле; низкий отжиг при 700±10°С.
О сварке стали 25ХГСА см. стр. 165—171.
Обрабатываемость резанием удовлетворительная.
Применение
Ответственные сварные и штампованные детали, подвергающиеся термичес-
кой обработке. Сталь особенно рекомендуется применять в тех случаях, когда
необходимы хорошая свариваемость и значительная пластическая деформация
деталей в процессе изготовления.
Фиг. 1. Механические свойства листов и труб
из стали 25ХГСА (толщина листа и стенки
трубы до 4 млг). Штриховкой показан разброс
значений предела прочности в зависимости от
химического состава.
Улучшаемые стали
157
45 47 35 33 26
Фиг. 2. Механические свойства стали
25ХГСА (минимальные значения для листов
толщиной 4 и 10 мм).
158
Глава I. Конструкционные стали
I
Условные
обозначения
Фиг. 3. Кривые выносливости стали
25ХГСА, (Испытание, при консольном
изгибе).
Сплошные линии — образцы гладкие (d^—
=7,52 ж); пунктир — образцы с надрезом
(<7П—7,52 мм, гн=0,75 л<лс.)
Механические свойства
Форма
образцов
Гладкие
С надрезом
Гладкие
С надрезом
Гладкие
С надрезом
Состояние материала
Закаленные и отпу-
щенные при 200° С
Закаленные и отпу-
щенные при 400° С
Закаленные и отпу-
щенные при 600° С
кГ<мм~
162 10
146 11,5
89 18
Улучшаемые стали
159
УЛУЧШАЕМАЯ СТАЛЬ ЗОХГСА и ЗОХГСА селект
Химический состав в ®/о
R
Марка
стали
Мп
Ni
Fe
не более
ЗОХГСА
ЗОХГСА
селект
0,27-0,32
0,8—1,1
ва
0,03
0,03
0,03
0,03
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- фабри- ката ГОСТ или ТУ Состояние (контрольные образцы) ав J0,2 &10 &5 йн кГ -м/см% НВ (d мм)
кГ [мм2 % вдоль волокна поперек волокна
Листы тонкие (до 4 мм) ГОСТ 2672—52 Отпущенные или отожжен- ные 55—75 16 — ll 1 —
Листы толстые (свыше 4 мм) ГОСТ 2672—52 Отожженные, нормализован- ные или после высокого отпуска 50—75 — 15 • — "W я 4,85—- 4,07
Трубы тонко- стенные ТУ 1078 Отожженные 50 — 18 ' " - 1 1
Нормализован- ные 70-95 11 чнх— — 1 —
Трубы толсто- стенные ТУ 1077 Закаленные с 880—900° С в масле и отпущенные при 470—570° С с охлаждением в масле 110 10 45 5 " — 3,6— 3,2
160
Глава I. Конструкционные стали
Продолжение
Вид полу- фабри- ката гост или ТУ Состояние (контрольные образцы) °в а0,2 S5 кГ ‘М/см^ НВ (d мм)
кГ !млА % । вдоль волокна поперек волокна
Трубы толсто- стенные (ЗОХГСА селект) ТУ 1077 Закаленные и отпущенные при 470—570° С НО — 10 *—— 45 5 2 (в тангенци- альном направ- лении) 3,2- 3,6
Профили ГОСТ 3710—47 Отожженные при 780—800° С ►— ——— ——* 1^-ч« ми 1* ‘'— 4,85— 4,05
Профили гост 3710—47 Закаленные с 870—890° С в масле и отпущенные при 200— 260° С с ох- лаждением на воздухе 160— 180 — 5 — 5 2 * »
Профили ГОСТ 3710—47 « Закаленные и отпущенные при 480—540° С с охлаждением в воде или масле ПО— 130 7 “ 1 II 6 2 чУ’ i '1/ 3,5— 3,2
Прутки горяче- катаные МПТУ 2333—49 После высо- кого отпуска или отожжен- ные 4,8— 4,0
Прутки горяче- катаные МПТУ 2333—49 г а Закаленные с 870—890° С в масле и отпущенные при 510— 570° С с охла- ждением1 в масле но 85 10 45 3,5— 3,2 5 -
Улучшаемые стали
161
Продолжение
Вид полу- фабри- ката ГОСТ или ТУ Состояние (контрольные образцы) 1 % В10 85 кГ*м1см2 (/г/г р) 8И
кГ 'мм2 % вдоль волокна поперек волокна
Прутки калибро- ванные V ГОСТ 1051-59 Нагартован- пые без тер- мической обработки или после отжига 4 3,7— 4,0 । —*
Прутки (ЗОХГСА селект) ЧМТУ 1055 Закаленные с 870—890° С в масле и отпущенные при 510—570° С с охлажде- нием в масле но 85 ' 1 10 45 3,5— 3,2 5 2
Поковки МПТУ 2332—49 Нормализован- ные при 880— 920° С и отпу- щенные (вы- сокий отпуск)| •*« -— 4,8- 4,0 —— ’—
Поковки МПТУ 2332—49 Закаленные с 870—890° С в масле и отпущенные при 510— 570° С с охла- ждением в масле НО 85 10 45 3,5— 3,2 5 «
Прово- лока для холод- ной высадки болтов ЧМТУ 5615—56 Слабонагар- тованная 50—75 — 8 “—- ™
Прутки д и а мет- ром или стороной кнадрата 200— 300 мм ЧМТУ 2931—51 Закаленные с 870—890° С в масле и отпу- щенные при 510—570° С с охлаждением в масле 110 85 1 8 35 3,5— 3,2 4,5
II 195
162
Глава Г Конструкционные стали
Механические свойства при комнатной и высоких температурах
Вид полу- фабри- ката Состоя- ние Темпера- тура йены тания в °< Е ав
кГ!мм2 t
Прутки Закален- 20 20 000 по
ные с 880° С в 200 18 000 —
масле и 250 и 1 » 105
отпу- щенные 300 17 000 100
при 350 100
560° С 400 16 500 92
450 - 80
500 16 000 70
550 — 55
42 гйгэ/и- и ] О о СЧ о 1 ъ а0,2;200
% « 5 кГ/мм2
95 13,5 55 5,5 —л— .—.—
— - |1Д 11 —.—— —
86 13 50 13 ** ———
84 11 50 13 85 - *
83 16 57 12 - —
80 16 69 10 60 18 16,3
70 19 77 9 46 11,7 11,3
65 21 84 8 26 6 5,5
50 27 84 6,5 12 2 7 2,2
Механические свойства при комнатной температуре
в зависимости от вида испытания
Е «в ° 0,2
Вид полу- Состояние
фабриката ’ч к Г 1мм
20 000
Прутки
диаметром
200 мм
Закаленные
с 890° С в
масле и
отпущенные
при 510° С
120
I1’ G го,з к Г 'М/см2
кГ /мм2
0,3 7700 96 78 6
Механические свойства стали ЗОХГСА селект в зависимости
от направления волокна
Вид полу- фабри- ката Состояние Тср [ ав кГ/мм2 ф % кГ'М/см2
вдоль 1 1 поперек вдоль поперек вдоль поперек । вдоль поперек
Прутки диамет- ром 70 мм Закаленные с 890° С в масле и отпущенные при 540° С 75 73 120 116 55 22 6 2,0
I
Улучшаемые стали
163
Механические свойства прутков при комнатной и низких температурах
Вид полу- Состояние Темпера- тура Зв В5
фаориката испытания °C кГ!мм2 С 6 кГ 'MjcM?
Прутки Закаленные 20 120 13 50 6
диаметром Ci 2 с 890° С и —40 130 13 49 4
2о мм отпущенные
при 510° С —70 130 13 47 3,5
—196 160 7 13 1,5
Механические свойства листов при
комнатной и низких температурах
Вид полу- фабриката Состояние Темпе- ратура испыта- ния °C Образцы гладкие Образцы с надрезом н %
°0,2 ав s 10 % ав кГ / мм2 ¥ а и к Г 'М[см2
ав
кГ )мм^
Листы
толщиной
4 мм
Закаленные в
масле с 890° С
и отпущенные
при 500° С
20
—40
—70
-196
113 121 9 131 4,6 ^1
^1 4 — —
119 130 10 138 3,5 1,06
150 154 8 97 0,9 0,60
* Ударная вязкость определялась на уменьшенных образцах размером
4X8x55 мм, при этом значения ап примерно на 25% меньше, чем при испыта-
ниях стандартных образцов Менаже.
Механические свойства в зависимости от размеров образца
Диаметр
образца
мм
Состояние
кГ^мм^
5
10
20
5
10
20
40
Закаленный и отпущенный
при 600° С (2 часа)
Закаленный (изотермическая
закалка в селитровой ванне при
320° С)
93 81 79 164 62
88 75 69 156 63
91 75 66 151 58
122 84 42 252 52
121 78 36 207 50
119 74 34 195 46
119 72 33 186 40
164
Глава L Конструкционные стали
Максимальный прогиб при статическом изгибе образцов с надрезом
Состояние материала
Закаленный в масле и отпущенный при
500° С
Закаленный (изотермическая закалка в
щелочи)
аизг
кГ)мм^
110—140
120—150
Стрела
прогиба /
мм
0,45—0,85
1—0,95
Физические свойства
d=7,85 eicM\
ct 10* 6=11,0(20—100°) 1ЛС.
k-0,094 (100°); 0,093 (200°); 0,090 (300°); 0,086 (400°); 0,083 (500°); 0,078
(600°); 0,072 (700°); 0,061 (800е) кал1см-сек °C.
q=0,2I (20°) ом мм2/м.
Критические точки
ACi 760° С; Л. 830° С; Аг. 370° С; Л. 425° С.
1 и 1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—850° С. Листовая сталь удовлетворительно штампуется в отож-
женном состоянии. Основные характеристики штампуемости приведены в таб-
лице.
Вытяжка Отбортовка Гибка на 90°
Т^раб Лир Т^раб r rain
1,80 1,60 1,35 1,30 3—4 S*
* 5 — толщина листа.
Термическая обработка предварительная;
а) неполный отжиг при 780° С, для тонких сечений охлаждение с печью
до 650° С, для толстых — охлаждение на воздухе;
б) высокий отжиг при 9О(ГС с охлаждением в печи до 650° С;
в) изотермический отжиг: нагрев до 900° С, перенос в печь с температурой
650° С, выдержка 15—20 мин, охлаждение на воздухе.
Термическая обработка окончательная:
а) нормализация при 900° С (продольная устойчивость нормализованных де-
талей значительно ниже, чем закаленных и отпущенных на идентичную проч-
ность) ;
б) закалка с 900° С в масле и отпуск согласно данным таблицы.
Улучшаемые стали
165
ав В кГ!ММ2
Температура от-
пуска в ° С
70—90 80—110 90—110 100—120 110—130 120—140
660—680 620—640 580—600 540—560 520-540 480—500
При обработке на Оп = 110ч-145 и 120--150 кПмм? может применяться изо-
термическая закалка в горячей селитровой ванне. Максимальная толщина де-
талей при этом составляет: цилиндра — 15 мм, пластины — 8 мм.
Рекомендуются следующие температуры закалочных ванн:
Условная толщина
деталей в мм
Температура закалочной ванны в °C
при ав= 110-:-145 кГ)мм- при ав—120ч-150 кГ!мм2
До 4
4,1—8,0
8,1—10,0
10,1—15,0
400
390
380
370
390
380
370
360
Время выдержки в ванне 15—20 мин, охлаждение в проточной воде.
Сварка
Низколегированные стали 25ХГСА и ЗОХГСА свариваются всеми видами
сварки- Сталь ЗОХГСА обладает повышенной склонностью к образованию тре-
щин при газовой и атомноводородной сварке.
Конструкции из указанных сталей могут подвергаться термической обра-
ботке (закалке с отпуском) после сварки, или изготовляться из термически обра-
ботанных элементов. Для снятия внутренних напряжений после сварки при-
меняется отпуск.
Конструкции, термически обрабатываемые после сварки, в случае длитель-
ного разрыва между сваркой и термической обработкой подвергаются отпуску
при 6503 С.
Для конструкций, изготовляемых из термически обработанных элементов,
применяется отпуск при температуре на 50° С ниже температуры отпуска после
закалки. Допускается отпуск при 250° С с выдержкой не менее 2 час.
Сварка сталей с а«>90 кПмм2 производится с присадочным материалом
Св-18ХМА. При сварке сталей с (Ув<90 кГ/мм2 в качестве присадочного мате-
риала применяется сталь Св-08А. В целях повышения прочности сварных соеди-
нений при вибрационных и повторных статических нагрузках целесообразно при-
менять проволоку Св-18ХМА. Для сварки материала толщиной более 1,5 мм
рекомендуются электроды ВИ10-6 (Св-18ХМА); допускается также использова-
ние электродов НИАТ-ЗМ (Св-08А), которые обеспечивают ту же прочность
сварному шву благодаря его легированию через покрытие. При сварке материа-
ла толщиной до 2 мм допускается применение электродов с покрытием ВИ9-6
Для выполнения коротких швов и швов, расположенных в труднодоступных
местах.
166
Глава Г Конструкционные стали
Сварные соединения, выполненные электродами с покрытием ВИ9-6, имеют
резкие переходы к основному материалу, обладают низкой прочностью при ви-
брационных и повторных статических нагрузках, а также низкой ударной вяз-
костью. Для повышения динамической прочности в местах концентрации напря-
жений рекомендуется создавать плавные переходы к основному материалу пу-
тем применения запиловки, комбинированного способа сварки и т. п. При ком-
бинированной сварке все швы, за исключением швов в местах концентрации
напряжений, выполняются дуговой сваркой; швы в местах концентрации напря-
жений выполняются газовой, атомнюводородной или аргоно-дуговой сваркой.
В конструкциях, подвергаемых термической обработке после сварки, все
места концентрации напряжений свариваются с применением присадочной про-
волоки Св-18ХМА.
В случае изготовления конструкций из термически обработанных элементов
для заделки мест концентрации напряжений в концах врезных соединений так-
же применяется присадочная проволока Св-18ХМА; для заделки концов не-
врезных соединений (в трубчатых соединениях, в конце швов бобышек, при-
ставных косынок и накладок) рекомендуются присадочные материалы ЭИ334,
ХН78Т (ЭИ4353 или Св-1ОХ16Н25М6.
Присадочные материалы Св-06Х19Н9Т, Св-13Х25Н18, Св-08Х20Н10Г6 и дру-
гие для сварки самолетных конструкций из низколегированных сталей не при-
меняются.
Сварные соединения присадкой из сплавов на никелевой основе обладают
высокими пластическими свойствами и малой чувствительностью к концентра-
торам напряжения, что имеет большое значение для конструкций, работающих
при динамических и ударных нагрузках.
Применение при комбинированной сварке для подварки мест концентрации
напряжений присадочного материала из сплава ЭИ334 повышает (по сравнению
с проволокой Св-18ХМА) прочность сварных соединений при повторных стати-
ческих нагрузках и не снижает их пределов прочности и выносливости, что вид-
но из следующей таблицы:
Дуговая Г азовая
сварка сварка Термообра- ботка на ав=120± 10 кГ/маГ-
Вид сварки Электроды и присадочные материалы
Сварное
соединение
ав а-1
кГ]мм2
Комбинирован- ная ВИ9-6 (Св-18ХМА) ЭИ334 До сварки 95 7,5
То же ВИ9-6 (Св-18ХМА) ЭИ334 После сварки ПО 8
ВИ9-6 (Св-18ХМА) Св-18ХМА До сварки 90 7
№ ВИ9-6 (СВ-18ХМА) Св-18ХМА После сварки 105 г 7,5 1
* Для сварных соединений, выполненных на
типовых трубчатых узлах.
Улучшаемые стали
167
Термически обработанные до сварки элементы толщиной более 4 мм сва-
риваются с применением электродов со стержнями из сплавов на никелевой
основе. При сварке термически обработанных элементов меньшей толщины в ка-
честве присадочных материалов используются стали перлитного класса и спла-
вы на никелевой основе. Перлитные стали применяются в тех случаях, когда
изделия в эксплуатации не подвергаются значительным вибрационным и повтор-
ным статическим нагрузкам, а также для выполнения основных швов при ком-
бинированной сварке. Для сварки изделий, имеющих валиковые швы и рабо-
тающих в тяжелых условиях при динамических нагрузках, целесообразно при-
менять присадочный материал из сплавов на никелевой основе.
При автоматической сварке сталей 25ХГСА и ЗОХГСА применяются флюсы
ЛН-3, АН-348А. В качестве присадочного материала используется проволока
Св-18ХМА.
Для улучшения пластических свойств сварных соединений рекомендуется
применять флюс АН-15 в сочетании с присадочной проволокой Св-18ХА|А.
Механические свойства сварных соединений и швов приведены в таблице.
168
Глава Г Конструкционные стали
Сварка сталей
Термическая обработка Вид сварки Электроды ,.z Присадочная проволока d 4
Г азовая
На ав основного
материала
90 кГ)мм^ после
сварки
Св-08А или
Св-18ХМА
На ав основного
материала до
130 кГ!смЪ после
сварки
Атомноводород-
ная
Дуговая
Автоматическая
в среде инертных
газов
Автоматическая
и полуавтомати-
ческая в среде
СО2
Г азовая
Атомноводород-
ная
Дуговая
Св-08А или
Св-18ХМА
ВИ9-6 (Св-08А);
ВИ9-6 (Св-18ХМА)
ВИЮ-6 (Св-08А);
ВИЮ-6 (Св-18ХМА);
НИАТ-ЗМ (Св-08А)
Св-08А или
Св-18ХМА
Св-18ХМА
Св-18ХМА
Св-18ХМА
ВИ9-6 (Св-18ХМА)
ВИЮ-6 (СВ-18ХМА)
НИАТ-ЗМ (Св-08А)
Улучшаемые стали
169
25ХГСА и ЗОХГСА
сварного соединения в кГ/мм2
при толщине материала в мм
Флюс
ая* шва в
хГ-м!смЪ при
толщине мате-
риала в мм
до 4 до' 10 от 10 , до 20 свыше 20
до 4 свыше 4
не менее
0,8 ав
основного
материала
0,8 ав
основного
материала
0,9 ав
основного
материала
0,9 ов
основного
материала
0,9 ав
основного
материала
0,9
основного
материала
0,8 ав
основного
материала
0,8 аБ
основного
материала
0,9 gb
основного
материала
0,9 ав
основного
материала
0,9 ав
основного
материала
90
90
80
80
170
Глава Г Конструкционные стали
Термическая обработка Вид сварки Электроды Присадочная проволока
На ав основного материала до 130 кГ]ся2 после сварки Автоматическая в среде инертных газов Автоматическая под флюсом Автоматическая и полуавтомати- ческая в среде СО2 I, Св-18ХМА Св-18ХМА Св-18ХМА
На ав основного
материала до
130 кГ1мм2
до сварки
Газовая и атом-
поводородная
Дуговая
ВИ12-6 НЖ-2
(ЭИ331)**
ВИ12-6 НЖ-1
(ХН78Т)**
НИАТ-5
(Св-10Х16Н25М6)
ЭИ334;
ЭИ435 или
Св-10Х16Н25Мб
* Ударная вязкость определялась по ГОСТу 6996—54,
** Возможно также применение покрытий УОНИ-13 (НЖ); ЦЛ-8; НИАТ-1
по технологическим сварочным свойствам требованиям инструкции № 306—57.
Применение
Ответственные детали, как сварные, так и механически обработанные: бол-
ты, детали шасси, стыковые соединения, пояса, полки и т. п.
И>;.
>7
т i
Улучшаемые стали
171
7
Флюс
Продолжение
в сварного соединения в кГ/мм^
при толщине материала в мм
ап- шва в
кГ*м!см^ при
толщине мате-
риала в мм
до 4
до 10
от 10
до 20
свыше
20
ДО 4
свыше 4
не менее
АН-15 0,9 ав основного материала ч 90 90 90 5
АН-348А 1 «II 90 90 90 4
АН-3 90 90 90 3,5
0,9 а в ОСНОВНОГО материала 1 1 4,5
60
60
60
55 50
10 10
и др., предназначенных для электродов аустенитного класса, удовлетворяющих
Глава I. Конструкционные стали
J
Фиг. 1. Кривые растяжения стали ЗОХГСА.
Отпуск при 510° С. (Пруток t/=20 мм.)
Улучшаемые стали
173
56 54 51 46 40 34 28
3. Механические свойства прутков из стали ЗОХГСА.
I
j
Фиг.
Штриховкой показан разброс значений предела прочности в за-
висимости от химического состава.
Фиг. 4. Предел прочности (минимальные
значения) центральной части прутков из
стали ЗОХГСА различных сечений.
Глава I. Конструкционные стали
Фиг. 5. Предел прочности и угол закручивания стали
ЗОХГСА при кручении в зависимости от температуры
отпуска.
Угол закруицВинил у
Улучшаемые стали
175
Отношение длины L к радиусу инерции
Фиг, 6. Максимальные сжимающие (критические) напря-
жения труб (с шаровыми опорами) из стали ЗОХГСА
при испытании па продольную устойчивость. Трубы под-
вергнуты закалке с отпуском на различную прочность.
•V
;и
5
<»>**
Отношение длины L к радиусу инерции р
Фиг. 7. Максимальные сжимающие (критические) напря-
жения при испытании труб с (заторцованными концами)
из стали ЗОХГСА на продольную устойчивость. Трубы под-
вергнуты закалке с отпуском на различную прочность.
176
Глава I. Конструкционные стали
Отношение длины L к радиусу инерции
Фиг. 8. Максимальные сжимающие (крити-
ческие) напряжения при испытании труб
из стали ЗОХГСА на продольную устойчи-
вость после различной термической обра-
ботки.
/--закалка с отпуском при 700° С, 2—нормализа-
ция с отпуском при 600° С при (Гв =80 к.Грл.\С
и О'» —85 кГ/сл12.:
О
Улучшаемые стали
(2 195
ан кГ-м/см?
Фиг, 9. Зависимость ударной вязкости и
твердости стали ЗОХГСА (0,31% С; 1,03%
Si; 1,07% Мп; 1,03% Сг) от температуры
изотермической закалки.
Глава I. Конструкционные стали
Фиг, 10. Зависимость ударной вязкости стали
ЗОХГСА от времени выдержки при отпуске.
/ -выдержка 3 мин, 2- выдержка 3 часа.
Фиг. 11. Частотные кривые ударной вязко-
сти стали ЗОХГСА при закалке в масле
с последующим отпуском и при изотерми-
ческой закалке (18 плавок).
/—закалка в масле и отпуск при 500° С, 2—изо-
термическая закалка в щелочи при 390° С,
Улучшаемые стала
179
12*
ЧслоВное напряжение 6 к г/мм?
Фиг. 12. Влияние глубины трещины на раз-
рушающие напряжения при статическом
изгибе образцов из стали ЗОХГСА, обрабо-
танной на различную прочность (трещины
получены повторным ударным изгибом).
I—отпуск при 500° С, Ов~ 130 кГ/мм2, 2—отпуск
при 200е С, ов= 180 кГ/мм2.
180
Глава /. Конструкционные стали
Фиг. 13. Механические свойства стали ЗОХГСА при низких температурах.
Отпуск при 200° С (образцы гладкие: do=10 мм; образцы с надрезом:
</о=Ю jkjw; dH=7 мм, угол надреза 60°; гв—0,1 мм).
Улучшаемые стали
181
190
180
ПО
160
150
190
130
120
110
100
г50
-90
-30
-20
5 Ю
15
10
О
Образцы гладкие
[ В
6 0,2^
Л s'
1
бв ,5х *г/мм2
-10 -90 0 204
180
160
190
120
Образцы с надрезом г
1
г-н
X
кГм/см 2
о
-70 -90 О 204
-196
О
-196
Фиг. 14. Механические свойства стали ЗОХГСА при низких температурах.
Отпуск при 500° С. (Размеры образцов см. фиг. 13).
Глава I. Конструкционные стали
Фиг. 15. Механические свойства стали ЗОХГСА при низких температурах.
Закалка и отпуск при 500° С. (Лист толщиной 4 мм, образцы гладкие ши-
риной 10 мм; образцы с надрезом: ширина 10 лье, угол надреза 60°, глубина
надреза 3 мм, гн=0.Д лги).
Сплошные линии — основной материал, пунктир — сварные образцы.
-10 -ЦО О 204 -196 -70 -ЦО 0 20 вС
Улучшаемые стали
183
Фиг. 16. Механические свойства стали ЗОХГСА при низких температурах. Изотер-
мическая закалка при 300° С.
(Размеры образцов см.: фиг« 13).
184
Глава /. Конструкционные стали
4
4
Фиг. 17. Ударная вязкость стали ЗОХГСА при низких
температурах в зависимости от температуры отпуска.
I
Улучшаемые стали
Фиг. 18. Кривые выносливости стали ЗОХГСА при ком-
натной и низких температурах. Закалка и отпуск
при 225°С (Ов—170 кГ/мм2}.
Сплошные линии — образцы гладкие (образцы с/э=5 мм},
пунктир — образцы с надрезом (угол надреза 60°, глубина
надреза 0,2 мм, гн=0,1 мм).
186
Глава /. Конструкционные стали
^пер^пер кН мм2
Фиг. 19. Кривые выносливости стали ЗОХГСА при растя-
жении— сжатии, изгибе и кручении.
Сплошные линии — испытание при изгибе (образцы толщиной
6 мм), пунктир — испытание при кручении (образцы rfo“8 леи)-
штрих-пунктир — испытание при растяжении — сжатии (образцы
cf0=5 мм).
Улучшаемые стали
187
Фиг, 20. Кривые выносливости стали ЗОХГСА. (Испы-
тание при изгибе).
Сплошные линии — образцы гладкие, пунктир — образцы с над-
резом.
Механические свойства
Условные обозначе- ния Форма образца (tf0—8 мм; гн=0,75 мм) Термическая обработка °C ®в кГ{мм^ S %
о Гладкие Закалка и отпуск при 200 180 5
С надрезом То же 200 * —
• Гладкие , 400 154 5,3
С надрезом , 400 — -
Гладкие , 600 90 15
1^1^ С надрезом . 600
Время сверления одного
•• •г"’*я’*;те»'у г
Фиг. 23. Диаграмма изотермического превращения аустенита стали ЗОХГСА.
Закалка с 900°С. Цифрами на кривых указана степень распада аустенита в %-
to
to
CD
w
п Й
=’ to
ba
to to
£ 3
to oj
to ш
сз
to
to
to
£
£
01
to
s
to
к S л>
co
to
X
to
to
-ft
(T>
to
to
E
CD
to
4/
fe О
to
rt>
to
to
Sa
<T>
£
Q
to
w
• to
fT>
S
<r
to
a
to
to
to
CD
to
to
to
to
to
fe
fe
to
fe
fe
к?
192
Глава I. Конструкционные стали
УЛУЧШАЕМАЯ СТАЛЬ
16ХСН
Химический состав * в Л/&
0,13—0,20
Si Мп Сг Ni Fe
0,6—0,9 0,3—0,6 0,8—1,1 0,6—0,9 Основа
0,030
не более
ч.'
-------
ч . '
0,035 ,:
II
о
* По ГОСТу 4543—61,
Механические свойства по ТУ (не менее)
Y'W,1-
Ж
Вид полу- фабриката ТУ Состояние (контрольные образцы) GB кГ:.мм^ &10 %
Проволока ЧМТУ 5615—56 Слабойагартоваиная с предва- рительным отжигом на зернистый перлит 45—65 10
Катанка ЧМТУ 5290—55 Отожженная 45—65 15
Механические свойства при комнатной температуре
Состояние материала ав кГ^мм^ а кГ • д вдоль волокна f'H с/см2 поперек волокна Потеря прочности при рас- тяжении болта (d~ 8 мм) с переко- сом 12° % Тср кГ/мм?
Закаленный и отпущенный >110 9,0 4,0 3,3 70
Технологические данные
Сталь хорошо деформируется в горячем и в холодном состоянии. Темпера-
турный интервал деформации 1160—850° С.
Термическая обработка: закалка с 925° С в воде; отпуск при 350° С и выше
Улучшаемые стали
193
(обычно около 400°С); болты малых сечений можно закаливать в масле с после-
дующим отпуском при 200, 250 или 350° С и выше. После термической обработки
1 нердость болтов составляет HRC 37—41,5.
Обрабатываемость резанием удовлетворительная.
Применение
Выездные болты.
Зависимость механических свойств стали 16ХСН
от температуры отпуска. Закалка в воде с 900° С.
194
Глава I. Конструкционные стали
УЛУЧШАЕМАЯ СТАЛЬ
20ХНЗА
!
Химический состав в °/о
С Si Мп Сг Ni Fe S р
Тл У не более
0,17—0,25 0,17—0,37 0,3—0,6 0,6—0,9 2,75—3,25 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид
полу-
фабри-
ката
Состояние
(контрольные образцы)
НВ
(d мм)
Прутки
МПТУ
2333-49
Закаленные с 820—
840° С в масле или теп-
лой воде и отпущенные
при 400—500° С с ох-
лаждением в масле или
воде
10 55 10 3,55—3,30
Поковки
МПТУ
2332-49
То же
100 10 55 10 3,55—3,30
Физические свойства
с?=7,85 г/см3.
а-106^11,0 (20—100°); 13,0 (20—300°); 14,0 (20-400°) 1/°С.
X=0,085 (20°) кал)см*сек °C.
Критические точки
Ас. 700° С; 760° С; АГ1 500° С; Л, 630° С.
1 и 1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1160—850° С.
Предварительная термическая обработка: для прутков — отжиг при 840° С
или отпуск при 650—680° С; для поковок — нормализация при 840—880° С и
отпуск.
Окончательная термическая обработка: закалка с 820—840° С в масле или
в теплой воде; отпуск при 400—500° С с охлаждением в масле или теплой воде
Сталь склонна к отпускной хрупкости.
Улучшаемые стали
195
Обрабатываемость стали резанием удовлетворительная (в отожженном со- *
стоянии).
Применение
Болты, шпильки, втулки, шестерни, валики.
и '’5Х2ГНТА^эЙ519)еКОМеНДУеТСЯ заменять сталями 38ХА> 18ХГСН2МА (ДИ-4)
Фиг. 1, Зависимость механических свойств стали 20ХНЗА от темпера-
туры отпуска.
Глава Г Конструкционные стали
°!0 g ! Ф г**/.!*
О 40 80 120 160
Диаметр заготовки 8 мм
Фиг. 2. Зависимость механических свойств термически обработанной
стали 20ХНЗА от места вырезки образца.
Сплошные линии — вырезка в центре, пунктир — на половине радиуса, штрих-пунк-
тир — вырезка у края.
Улучшаемые стали
197
Фиг, 3. Ударная вязкость стали 20ХНЗА при низких тем-
пературах. Закалка с 860° С в масле, отпуск при 560е С
в масле.
198
Глава I. Конструкционные стали
Г
г
• к’ Г W
i
•L
?л',
Фиг. 4. Кривые выносливости стали 20ХНЗА.
(Испытание при консольном изгибе, размеры
образцов см. стр. 33 — «Малоуглеродистая
сталь 25», фиг, 2). Закалка с 800° С, отпуск
при 560° С.
Сплошные линии — образцы гладкие, пунктир — об-
разцы с надрезом.
Улучшаемые стали
199
УЛУЧШАЕМАЯ СТАЛЬ
35ХМФА
Химический состав в ю/о
С Si Мп Сг V Мо Ni Fe S р
не более
0,30—0,38 0,17—0,37 0,4-0,7 1,0—1,3 0,1—0,2 0,2- 0,3 <0,4 Осно- ва 0,03 0,03
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) СД л и ф ЯВ (d мм)
%
Прутки МПТУ 2333-49 Отожженные или от- пущенные у —- *' — >3,9
Прутки МПТУ 2333—49 Закаленные с 900° С в масле и отпущенные при 600—650° С с охла- ждением в воде ЧР' 1 " ПО 10 50 *1 9 3,85—3,40
1 1ОКОВКИ МПТУ 2332—49 Нормализованные при 930—970° С и отпущен- ные — - М11* 4,2—3,6
1 (оковки МПТУ 2332—49 Закаленные с 900° С в масле и отпущенные при 600—650° С с охла- ждением в воде по 10 50 9 3,85—3,40
Механические свойства при комнатной температуре
Состояние материала
Е а0,2 55 ф
кГ/см% %
Нормализованный и отпу-
щенный
Закаленный с 900° С в мас-
и отпущенный при 600—
<С с охлаждением в воде
МЬййиаи г т~1 i' Г л ।
Глава I. Конструкционные стали
Физические свойства
Технологические данные
Применение
Валы двигателей; детали РД, работающие при температурах до
Зависимость
от места
d=l$ г!см3. i
а=11,0-10-6 (20—100°); 13,0-10-6 (20—300°); 14,5-10-6 (20—600°) 1/°СЛ
X—0,095 (20°) кал)см*сек °C. А
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—850э С.
Предварительная термическая обработка: отжиг при 880° С или отпуск при
650—680° С (для прутков); нормализация при 930—970° С и отпуск (для по-
ковок).
Окончательная термическая обработка: закалка с 900° С в масле; отпуск
на заданную твердость, охлаждение в воде.
' .,Р
н
о
400° С
W
' Г У.
V
Ж №
О
А
Диаметр заготовки 8 мм
а
A# y|J
*г/мм*
JOO ?
250^
<
200>
- /5Z7
- 100
- 50
*0
л
2
механических свойств термически обработанной стали 35ХМФА
вырезки образца в сечениях диаметром от 30 до 240 мм. (Закалка
с 860° С в воде; отпуск при 600—620° С).
Сплошные линии — вырезка в центре, пунктир — вырезка у края, штрих-пунктир — вырезка
на половине радиуса.
м
Улучшаемые стали
201
УЛУЧШАЕМАЯ СТАЛЬ
ЗЗХНЗМА (ОХНЗМ)
Химический состав в %
Si Мп Сг Ni Мо Fe S Р
не более
, 29—0,37 0,17—0,37 0,5—0,8 0,8—1,1 2,5—3,0 0,2—0,3 Осно- ва 0,030 0,035
Механические свойства по ТУ (не менее)
Вид
полу-
фабри-
ката
Состояние
(контрольные образцы)
Прутки
ЧМТУ
3712—53
Закаленные с 850° С в
масле и отпущенные при
600—650° С
105
95
12
18
Механические свойства при комнатной и высоких температурах
Состояние
материала
Термически об-
работанный по
режиму:
1-я закалка с
Н(И)° С в масле;
отпуск при 690° С;
7-и закалка с
Й(Ю° С; отпуск при
П50 ” С
3,6
Темпе-
ратура
испыта-
ния
35 4ZH
( кГ*м[см2
кГ!мм^
20 97 87 19 50
100 96 85 16 62
200 92 78 16 60
300 93 73,2 17 56
400 88 71 21 70
500 62 55 18 75
600 49 46 25 89
13
14
15
15
10
11
202
Глава I. Конструкционные стали
Пределы секундной прочности
Состояние материала
Темпе-
ратура
испыта-
ния
ос
с10" ° 30" ° 100" °200"
°300"
кГ!мм%
Термически обработанный по
режиму:
1-я закалка с 860° С в масле;
отпуск при 690° С; 2-я закалка с
860° С; отпуск при 650° С (ав=
=97 кГ1мм?)
600 50 45 39 34,5 33
700 27 22 18 15 14
Физические свойства
—7,8 г/см3.
а.106=10,8 (20—100°); 11,6 (20—200°); 13,3 (20—400°); 13,7 (20—600°)
1/°С.
7=0,098 (100°); 0,090 (200°); 0,081 (300°); 0,073 (400°) кал!см*сек °C.
Технологические данные
Сталь хорошо деформируется в горячем состоянии и после отжига — в холод-
ном состоянии. Температурный интервал деформации 1150—850° С.
Предварительная термическая обработка: нормализация при 950° С, отпуск
при 650° С.
Окончательная термическая обработка: закалка с 850—870° С в масле, от-
пуск при 690° С, затем закалка с 850—870° С в масле, отпуск при 630—650° С,
охлаждение на воздухе.
Применение
Массивные детали РД (валы, диски компрессора) и другие детали, рабо-
тающие при температурах до 500° С.
Улучшаемое стали
203
Фиг. 1. Механические свойства стали ЗЗХНЗМА при
различных температурах.
го
Фиг. 2. Механические свойства стали ЗЗХНЗМА при различных температурах после выдержки при
450° С. (Термическая обработка: 1-я закалка с 850—87(РС в масле, отпуск при 690°С; 2-я закалка
с 850—870°С в масле, отпуск при 630—650° С с охлаждением на воздухе).
со
а
о
51
Л
О'
г-»
а
...— 1 ..
ЗЗХНЗМА при различных температурах после выдержки при 500° С.
Фиг. 3. Механические свойства стали
(Термическая обработка: 1-я закалка с 850—870°С, отпуск при 690° С; 2-я закалка с 850—870° С в мас-
ле, отпуск при 630°С).
Глава I. Конструкционные стали
206
'Л
i
)
w
Mtaw tk
Улучшаемые стали
207
УЛУЧШАЕМАЯ СТАЛЬ
12Х2НВФА (ЭИ712)
Химический состав в °/о
Si
Мп
Ni
W
не менее
0,09—0,16 0,17—0,37 0,3—0,7 1,9—2,4 0,8—0,18—
1,0—Осно- 0,03
1.4 ва
0,03
Механические свойства по ТУ (не
Вид полу- фабриката ТУ Состояние (контрольные образцы) а0,2 B5.65v^ В5 сч о {d ММ)
кГ/мм2 %
1псты тонкие (до 4 мм) ЧМТУ 5620—56 Отожженные 65 >20 ~.— —— -
|исты толстые । широкие, ЮСЫ ТОЛ1ЦИ- п 5—20 мм ЧМТУ цниичм 354—60 Отожженные SO- 75 4- 16 1- 4,9- 4,0
i1рутки го- гччекатаные и кованые ЧМТУ 5596—56 Отожженные — [ 14 ь- 8 5,0— 4,2
Закаленные с 910° С в масле и отпущенные при 550° С 100 90 11 '» 12 55 3,7— 3,3
различных
Механические свойства при
Вид Нолу- Состояние Темпе- ратура испыта- Е ав °0,2 °пц 55 сч
фабри- ка та НИЯ °C кГ !мм^ % й V
Прутки Нормализованные при 910° С и отпущенные при 550° С 20 350 —70 1 -- 104 96,5 112 77,5 16,5 13,5 12 63 59 56 6
Закаленные с 910° С в масле и отпущенные при 550° С 20 350 400 19 500 16500 15 600 W 95 94,5 92 83,5 15,5 15,5 16 63 60 59 8,5 и " 1
Г лава I. Конструкционные стали
Пределы длительной прочности и ползучести
Состояние материала
Температура
испытания
t — Л
°100
Закаленный с 910° С и отпущен-
ный при 550° С
500
70
г >'
• У
%
Г
у*!
I/
=<1,2/100
3
кГ)ммЪ
30
• J
Пределы секундной прочности
Вид полуфабриката
Состояние
^100" a200ff °300"
кГ'ММ1
Листы толщиной
1,5 мм
(gb= 110 кГ1мм?)
Закаленные с
910° С в воде
и отпущенные
при 500° С-~
1 час
400 100 100 100 99 99
500 90 90 90 89 89
600 70 67 63 62 62
700 42 35 26 25 24 *
Листы толщиной
1,5 мм
=100 кГ)мм?)
Закаленные с
910° С в воде,
отпущенные
при 500° С и
затем сварен-
ные
400 91 91 90 90 90
500 79 78 75 72 70
600 55 51 46 45 44
700 29 25 20 19,5 19
Физические свойства
^=7,85 г/см3.
а-106=11,9 (10—100°); 12,8 (100—200°); 13,6 (200-300°); 13,6 (300—400°);
14,3 (400—500°); 14,0 (500—600°); 14,1 (600—700°) 1°С.
Х=0,090 (20°); 0,089 (100°); 0,088 (200°); 0,087 (300°); 0,085 (400°); 0,083
(500°); 0,080 (600°); 0,077 (700°); 0,073 (800°); 0,069 (900°) кал/см-сек °C.
К ритические точки
Лг 775° С; А^ 840° С; ЛГ1 650° С; Лг, 700° С.
A z О 1 О
wiWrwMi^w'nii Irmin ।
Улучшаемые стали
209
Технологические данные
Сталь хорошо деформируется в горячем состоянии и после отжига в хо-
ном состоянии. Температурный интервал деформации 1180—850° С.
Термическая обработка: закалка с 9Ю±10°С в масле и отпуск при 500—
»’С. После указанной обработки стали сгв> 100 кГ!мм2.
II отдельных случаях (преимущественно для тонколистового материала) мо-
’ применяться: нормализация при 91О±10°С и отпуск при 500—550°С. После
<н1 обработки стали сгв > 90 кГ/мм2. Значения о0,2 и понижены.
Перед проведением технологических операций (гибки, выколотки, штампов-
।, а также для улучшения механической обрабатываемости стали рекомендует-
ускоренный отжиг при 790—800° С, выдержка до прогрева, охлаждение с пе-
• до 650—60(Р С выдержка от 40 мин до 2 час, охлаждение на воздухе.
Сварка
d
Сталь хорошо сваривается ручной дуговой, автоматической под флюсом,
। < пю-дуговой (ручной и автоматической) и контактной сваркой; удовлетвори-
т»но— атомноводородной и газовой сваркой.
Сталь рекомендуется для изготовления конструкций из термически обрабо-
иых элементов. Отпуск после сварки не требуется. Допускается термическая
мботка (закалка или нормализация с отпуском) после сварки.
Применяемые при сварке электроды, присадочная проволока и флюс, а так-
механические свойства сварных соединений и швов указаны в таблице.
Сварка стали 12Х2НВФА (ЭИ712) *
Термическая обработка Вид сварки Электроды Присадочная проволока Флюсы Зв сварного соединения кГ [мм? «н* ** металла шва кГ -MjcM^
(не менее)
На ав основного материала 100 кГ!мм2 до сварки Г азовая Атомноводородная Ручная аргоно-дуго- вая Св-18ХМА СВ-10Х16Н25М6 90 60 > 6 10
Дуговая ВИ10-6 (СВ-18ХМА); УОНИ 13 85 НИ АТ-5 (СВ-10Х16Н25М6) 1 i 1 95 85 60 6 10
На ав основного материала 100 кГ/мм2 до сварки Автоматическая ар- гоно-дуговая плавящим- ся или неплавящимся электродом с присадкой ' Св-18ХМА — 95 6
Автоматическая ар- гоно-дуговая неплавя- щимся электродом без присадки — — ' — 95 Г L 6
Автоматическая под флюсом L Авто' - Св-18ХМА Св-10Г2 АН-348А 95 95 6 6 i
Ю1№|||Г IIIIIIIIIBIWBWWB
Пч*---.
. .V -Л .4.4-
лосле сварки
Атомноводородная
Ручная аргоно-дуго-
вая
Св-18ХМА
Автоматическая ' ар-
гоно-дуговая, плавя-
щимся или неплавящим-
ся электродом с при-
садкой
Автоматическая ар-
гоно-дуговая, непла-
вящимся электродом
без присадки
0,95***
основного
материала
Дуговая
Автоматическая под
флюсом
Автоматическая и
полуавтоматическая в
среде СО2
ВИЮ-6
(Св-18ХМА);
УОНИ 13/65
Св-ЮХМА
Св-10Г2
АН-15
* Механические свойства сварных соединений и металла швов, приведенные в таблице, получены при
сварке тонколистовой стали (толщиной до 4 мм).
** Ударная вязкость определялась по ГОСТу 6996—54.
*** Сварные соединения из стали 12Х2НВФА (сварка+термическая обработка) равнопрочны с основным
материалом; расчет прочности сварных соединений следует вести на 0,95 <jb основного материала.
Глава I. Конструкционные стали
Применение
ч
Сварные узлы и конструкции, не подвергаемые термической обработке после5
сварки (в том числе и отпуску) и от которых требуется повышенная прочности
нагруженные детали, для изготовления которых необходима хорошая csapib
ваемость.
Детали сварные и несварные, работающие при повышенных температурив
(до 500° С)
Сталь может также применяться для изготовления цементуемых
работающих при повышенных температурах (до 230—250°С).
деталей*
Фиг. 1. Механические свойства прутковой стали
12Х2НВФА при высоких температурах. Нормализация
и отпуск при 500° С.
Сплошные линии — плавка состава: 0,16% С, 2,20% Сг, 1,15% Ni,
0,94%W, 0,20% V, пунктир—плавка состава: 0,09% С, 2.22% Сг,
1,40% Ni, 1,33% W, 0,23% V.
Улучшаемые стали
213
1*»**>“
б К Г/мм2
Фиг. 2. Кривые выносливости стали 12Х2НВФА. (Испы-
тание при консольном изгибе). Закалка с 900°С в мас-
ле, отпуск при 550° С, размеры образцов см. стр. 33,
малоуглеродистая сталь 25, фиг. 2.
Сплошные линии — образцы гладкие, пунктир — образцы с над-
резом.
^1*4
214
Глава I. Конструкционные стали
Г.1
Hf>C
0 2 4 6 8 10 !2 14 16 18 20 22 24
Расстояние от центра образца 8 мм
Фиг. 3. Прокаливаемость стали 12Х2НВФА после нормализа-
ции с 910° С и отпуска при 550° С. (0,1 Wo С; 1,90% Сг;
1ДО°/о Ni; 1,ОЗ**/о W; O,lWo V).
Улучшаемые стали
215
УЛУЧШАЕМАЯ СТАЛЬ
23Х2НВФА (ЭИ659)
Химический состав в ®/о
Мп
Ni
W
Fe
не более
, 19—0,26 0,17—-0.37 0,3—0,6 1,9—2,4 0,8—0,18—
1,0—Осно- 0,03
1.4 ва
0,03
Механические свойства по ТУ (не
менее)
Вид полу-
фабриката
ТУ
Состояние
й
%
1исты тонкие
(до 4 мм)
Прутки горя-
чекатаные
и кованые
иаметром или
♦ о стороной
» надрата до
200 мм
Прутки горя-
чекатаные
щаметром или
со стороной
квадрата
200—300 мм
ЧМТУ
5620—56
Отожженные
ЧМТУ Закаленные с
5596—56 890° С в масле
и отпущенные
при 600° С
ЧМТУ
2931—51
Закаленные с
890° С в масле
и отпущенные
при 600° С
75
18
115
115
12
50
40
Вид
иолу-
фабри-
ката
Механические свойства при различных температурах
Состояние Темпера- тура испы- тания в °C Е ^в а0,2 °пц 510 14 L.^ ю «О ю ес 1
кГ/мм% %
Прутки
Закаленные — - Г ’ —70 140 125 — 10 50 5
с 890°С в 20 20100 135 118 80 — 12,5 1 ч 55 6,5
масле и от- 400 16650 125 100 60 216 8,5 1 53 Ч
пущенные 500 13650 105 75 48 167 7 II « 52 " Ml
при 500° С Чв
216
Глава I. Конструкционные стали
Продолжение
Вид полу- фабри- ката Состояние емпера- zpa испы- 1ния в °C Е ав с0,2 апц «к 810 К ю со LQ ф с» 1 Г
в. кГ !мм2 % х *7 <
Прутки Нормализо- 20 18 750 125 97 59 14,5 48 7.5
ванные при 890° С и отпущенные при 500° С 400 500 16 550 14 50Q 120 104 86 77 50 45 200 167 8,^ 8,? г- 54 54 *
Листы горяче- Закаленные с 890° С и —40 —70 ~ 140,5 142,5 — 11,5 12 —
катаные отпущенные 20 135 1 - — 10 1 — -
толщи- ной 3,5 мм при 500° С 400 500 1 * 119,5 102 - 1 < ев»'*#* -
Пределы длительной прочности и ползучести
Состояние материала
Температура
испытания
°C
аюо
Лодтоо
Закаленный с 890° С и отпущен-
ный при 500° С
Нормализованный при 890° С и
отпущенный при 500° С
400
450
500
400
450
500
115
105
80
115
100
73
35
G=7800 кПмм2 и тср>80 кПм.м?.
Физические свойства
d -7,83 г/сД
«‘106=11,7 (20—100°); 12,7 (100—200°); 13,5 (200—300°); 14,3 (300—400°)
14,8 (400—500°) 1/°С.
Х=0>088 (90°); 0,085 (100°); 0,082 (200°); 0,081 (300°); 0,078 (400°)- 0,077
(500°); 0,075 (600°); 0,072 (700°); 0,065 (800°); 0,060 (900°) кал^м-сек °C.
2=0,34 (20°) ом~ммЦм. .
Улучшаемые, стали 217
Критические точки
Д- 760° С; Лч 805° С; ЛГ1 370° С; Ат 425° С.
1 о 1 о
| Технологические данные
г (Даль хорошо деформируется в горячем и в отожженном состоянии. Тем-
Вёрптурный интервал деформации 1180—350° С.
| Обрабатываемость резанием хорошая.
Термическая обработка: нормализация при 890±10°С и отпуск при 500°
115 к.Пмм2)\ закалка с 890+10° С в масле и отпуск при 500°С (ов >
|?() &Пмм2),
Перед проведением технологических операций (гибки, выколотки, штампов- >
', а также для улучшения механической обрабатываемости стали рекомендует-
ускоренный отжиг: нагрев 780—800° С, выдержка до прогрева; охлаждение
i чью до 650—600° С, выдержка от 40 мин до 2 час, дальнейшее охлаждение
воздухе.
Сварка
('таль хорошо сваривается контактной сваркой, удовлетворительно—руч-
! дуговой, автоматической под флюсом, аргоно-дуговой как ручной, так и
оматической. Рекомендуется для изготовления конструкций из термически
ыботанных элементов. Допускается термическая обработка (нормализация
1 закалка с отпуском) после сварки.
После сварки детали и узлы необходимо подвергать отпуску при 500° С.
пуск деталей сложной конфигурации должен производиться немедленно после
. tмирки.
I Применяемые при сварке электроды, присадочная проволока и флюс, а так-
механические свойства сварных соединений и швов указаны в таблице.
Сварка стали 23X2 НВФА*
Термическая
обработка
Вид сварки
Электроды
Присадочная
Флюсы
ав сварного
соедине-
ния
кГ)мм2
ян* **
металла
шва
кГ -м!см%
проволока
(не менее)
На ав основного
материала
120 + 15 кГ^мм2
до сварки
Г азовая
Атомноводородная
Ручная аргоно-
дуговая
Св-18ХМА
Св-10Х16Н25М6
105
60
10
Дуговая ВИЮ-6 (Св-18ХМА); УОНИ 13,85 НИАТ-5 (СВ-10Х16Н25М6) 115 60 4 10
Автоматическая ар- гоно-дуговая плавящим- ся или неп давящимся электродом с присадкой СВ-18ХМА —--—, 115 4
Автоматическая ар- гоно-дуговая неплавя- щимся электродом без присадки 115 4
АН-348а1 115
CS-18XMA
Автоматическая под*
г : * и
WWW
i1’1. । . ч1’ . |1|Ц1 • • ’-
WWW
На основного
материала
120+15 кГ1ммЪ
после сварки
Г азовая
Атомноводородная
Ручная аргоно-
дуговая
Автоматическая
аргоно-дуговая пла-
вящимся или непла-
вящимся электродом
с присадкой
Св-18ХМА
0,95***
основного
материала
к
♦ Автоматическая ар- гоно-дуговая непдавя- щимся электродом без присадки _—— J"
Дуговая ВИ10-6 (Св-18ХМА); УОНИ 13/85 1 -
АН-348А
Св-18ХМА
Автоматическая под
флюсом
* Механические свойства сварных соединений и металла швов, приведенные в таблице, получены при
сварке тонколистовой стали (толщиной до 4 мм).
** Ударная вязкость определялась по ГОСТу 6996—54.
*** Сварные соединения из стали 23Х2НВФА (после сварки термическая обработка по первому или вто-
рому варианту) равнопрочны с основным материалом; расчет прочности сварных соединений следует вести
на 0,95 ав основного материала.
220
Глава 1. Конструкционные стали
Предел прочности сварных соединений без закалки (нормализации); выпол-
ненных роликовой сваркой, на термически обработанных элементах составля-
ет 80 кГ/мм2.
Применение
Высоконагр уженные сварные узлы и конструкции, не подвергаемые закалке
или нормализации после сварки вследствие крупных габаритов или конструк-
тивных особенностей.
Детали сварные и несварные, работающие при температурах до 500° С.
Фиг. 1. Механические свойства прутковой
стали 23Х2НВФА вдоль волокна после за-
калки и отпуска при различной температу-
ре (пунктиром показана ударная вязкость
стали поперек волокна). Химический со-
став: 0,23% С; 2,21% Сг; 1,15% Ni;
1,15% W; 0,26% V.
Улучшаемые стали
Фиг. 2. Зависимость механических свойств листовой
стали 23Х2НВФА различной толщины от термической
обработки.
1—толщина 3,5 мм, закалка в масле, 2—1,5 мм, закалка в масле,
3—1,5 мм, нормализация, 4—3,5 мм, закалка в масле, 5—1,5 мм,
нормализация, 5—1,5 мм, закалка в масле.
I
I
222 Глава I, Конструкционные стали
' 1****^— 1 1 in t I i > « I M nil l |ЙГ||Я| , >111 I If ^^<4^ M li >>V I I Г~Щ
~л~“~
кг/мм? 6?;Sk кГ/mm?
496 -70 -90 0 20 °C 496 -70 -90 0 20 аС
Фиг. 3. Механические свойства стали 23Х2НВФА при низких тем-
пературах, Закалка с 890° С в масле, отпуск при 5ОСГС. (Образцы глад-
кие: йо~10 мм; образцы с надрезом: г/о~Ю мм, d^ = 7 мм, угол надре-
за 60°, Гн=0,1 мм).
аЬмиМммм»
И*-****- • •
Улучшаемые стали
б к мм г
Фиг. 4. Кривые выносливости
стали 23Х2НВФА при темпе-
ратурах 400 и 500° С. (Испы-
тание при чистом изгибе).
зв —135,6 кГ/мм2, <г0,2—122,9 кГ1мм?,
0=11,8%. ф=51,9%.
Сплошные линии — образцы глад-
кие (J0=7,52 мм), пунктир — образ-
цы с надрезом (dH =7,52 мм,
—0,75 мм),
Т 3 ГЗ ЕЗ Е 3 ГЗ Е7Е1Е1ЕТЗТЗЕЗ ЕЗ Е Т
224
' I
Глава I. Конструкционные стали
Фиг 5. Кривые выносливости стали 23Х2НВФА
(Испытание при консольном изгибе, размеры
образцов см. стр. 33— малоуглеродистая сталь 25,
фиг. 2). Закалка с 89(FC в масле, отпуск
при 500° С.
ав=137 кПш$, сг0)2—126,3 кГ[мм\ 65=12,3%, -ф=45,2%«
Сплошные линии — образцы гладкие, пунктир — образцы
с надрезом.
Улучшаемые стали
225
чб
44
42
40
46
44
42
40
46
44
42
40
46
44
42
40
46
44
42
40
30 25 20 15 10 5 0 5 10 15 20 25 30
Расстояние от центра прутка к периферии в мм
Фиг. 6. Прокаливаемость стали 23Х2НВФА.
Сплошные линии — закалка с 890а С в масле, пунктир — закалка с 890° С
в масле, отпуск при 500° С.
195
226
Глава I. Конструкционные стали
УЛУЧШАЕМАЯ СТАЛЬ
30Х2Н2ВА
Химический состав в %
Si Мп Сг Ni W
Fe
не более
0,27—0,34 0,17—0,37 0,3—0,6 1,6—2,0 1,4—1,8 1,2—1,6 Основа
0,03
0,03
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) сч ч Л • 65 ф л см • НВ (d мм)
%
Прутки ЧМТУ 5596—56 Закаленные с 850— 870° С в масле и отпу- щенные при 540—620° С 100 120 12 10 55 45 12 8 3,5—3,3 3,3—3,1
Прутки ЧМТУ 5596—56 Отожженные или от- пущенные Н — — 4,5—3,7
Механические свойства при комнатной и высоких температурах
Состояние Темпе- ратура испыта- ния °C св а0,2 S5 V ф НВ
материала кГ1мл& % • ье (d мм)
Закаленный с 860° С в масле и от- пущенный при 600° С 20 200 300 108 102 102 96 90 90 15 14 14 60 61 58 13 14 14 3,5—3,3 Г-*
400 98 82 17 64 13 —
450 92 80 18 66 12
500 83 74 18,5 71 9
S 550 68 64 22 79 9 -.1—*
600 54 50 29 84 17 —-“*
Улучшаемые стали
227
Пределы длительной прочности
Состояние материала Температура испытания °C ^200 кГ!мм2
Закаленный с 860 ° С в масле и от- 300 95
пущенный при 600° С 400 87
450 83
500 45
550 25
Пределы ползучести
Состояние материала Температура испытания °C а 0,2/100 кГ‘мм~
Закаленный с 860° С в масле и от-
пущенный при 570° С
300
350
400
450
500
72
70,5
60,5
30
16
Пределы выносливости
Состояние материала
Температура
испытания
ЭС
G_|
(на базе 107 циклов)
Образцы Образцы
гладкие с надрезом
кГ 1мм2
Закаленный с 860° С в масле и
отпущенный при 550° С
20
400
500
550
58
54
45
44
15*
228
Глава I. Конструкционные стали
Пределы секундной прочности
Вид полу- фабри- ката Состояние Темпе- ратура испыта- ния °C <31{Г аЗ(Г с 100" °200" ° 301)"
к Г ! мм2
Прутки Закаленные с 860° С в масле и отпущенные при 600° С (ав~108 кГ/мм?) 550 650 73 42 71 39 67,5 31 65 28 64 27
Физические свойства
''<7=7,8 г!см?.
' а-10б=11,8 (20—100°); 12,7 (100—200°); 13,6 (200—300°); 14,1 (300-400°),
14,9 (400—500°); 15,6 (500—600°) 1/°С.
Х=0,085 (100°); 0,086 (200°); 0,086 (300°); 0,084 (400°); 0,082 (500°); 0,081
£С0°); 0,076 (700°); 0,071 (800°); 0,065 (900°) кал/см-сек °C.
Критические точки
Ас, 760° С; Л. 800° С; А,, 380° С; Л, 430° С. 3
1 а 1 О 7
• *1 • ••
Л
Технологические данные Г'Г
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1180—850° С,
Предварительная термическая обработка: нормализация при 930—980° С
и высокий отпуск.
Окончательная термическая обработка: закалка с 850° С в масле; отпуск
при 580° С, охлаждение на воздухе.
Сталь подвергается азотированию; детали перед азотированием закаливают
с 850—870° С в масле. Температура отпуска выбирается в зависимости от тре-
буемых механических свойств, при этом она выше температуры азотирования
не меньше чем на 30—50° С.
Применение
. *
Силовые детали РД (валы, рабочие лопатки, компрессоры) и детали, ра-
ботающие при температурах до 500° С; азотируемые силовые детали.
I
’№
Улучшаемые стали
Фиг. 1, Кривые выносливости стали 30Х2Н2ВА. Закалка
с 860° С в масле; отпуск при 580° С— 3 часа, охлаждение
на воздухе.
<тв=10б кГ/мм2, Cq 2 “98 кГ/мм2, 6=11,9%, 'ф=60%.
Сплошные линии — образцы гладкие (tf0=7,52 мм), пунктир — образцы
с надрезом (<2Н=7,52 мм, гп=0,75 леи).
Глава I. Конструкционные стали
105 Ю5 Ю7 N
Фиг. 2. Кривая выносливости (сплошная линия) и линия повреж-
даемости (пунктир) стали 30Х2Н2ВА, (Испытание при консоль-
ном изгибе гладких образцов 8 мм; <ув~108 кГ/мм2).
f
Улучшаемые стали
231
Фиг. 3. Кривая выносливости (сплошная линия) и линия повреж-
даемости (пунктир) стали 30Х2Н2ВА. (Испытание при консоль-
ном изгибе образцов с надрезом: 8 мм, гп—0,75 жж).
232
Глава I, Конструкционные стала
Фиг. 4. Кривая выносливости (сплошная линия) и линия повреж-
даемости (пунктир) стали 30Х2Н2ВА. (Испытание при кон-
сольном изгибе образцов с надрезом: б/н=8 мм, гн~0,75 мм
после закалки и высокого .отпуска с последующей нагартовкой
дробью).
Улучшаемые стали
Фиг. 5. Кривая выносливости (сплошная линия) и линия
повреждаемости (пунктир) стали 30X2 Н2В А. (Испытание
при консольном изгибе гладких образцов dQ=B мм после
азотирования).
234
Глава I. Конструкционные стали
к
Фиг. 6. Кривая выносливости (сплошная линия) и линия повреж-
даемости (пунктир) стали 30Х2Н2ВА. (Испытание при консольном
изгибе образцов с надрезом: dn — 8 мм, гн = 0,75 мм после азотиро-
вания) .
Улучшаемые стали
235
мости (пунктир) стали 30Х2Н2ВА. (Испытание при чистом изгибе при
температуре 400° С образцов гладких: d0 = 7,52 жж).
I
Улучшаемые стали
237
УЛУЧШАЕМАЯ СТАЛЬ
40ХНМА
Химический состав в ®/о
С Si Мн Сг Ni 1 Мо Fe S Р
не более
0,03
(1,36-0,44 0,17—0,37 0,5—0,8 0,6—0,9 1,25—1,750,15—0,25 Осно- 0,03
ва
Механические свойства по ТУ (не менее)
пплу-
1<<1 б ри-
клта
ТУ Состояние (контрольные образцы) tfvwld* й0 1 55 ф • «^5 НВ (d мм)
%
Отожженные или от-
1 11 и гки
Прутки
•4
ПКпики
МПТУ
2333—49 пущенные
МПТУ
МПТУ
2333—49
МПТУ
2332—49
Нормализованные при
840—880° С и отпущен-
ные
Закаленные с 850° С
в масле и отпущенные
на требуемую твердость
То же
100
110
12
12
50
10
1
2
5
а
Механические свойства при комнатной и высоких температурах
*
< "стояние Темпера- тура °в ^0,2 $5 Ф
m i । ериала испытания 0 кГ • м{см2
кГ/мм2 1 %
4л л 1СННЫЙ 20 109 97 15 58 8
* Н(И)° С и 250 103 85 13 47 10
и । пущенный 350 103 83 17 53 мм*
При 580° С 400 97 79 17 63 9
450 90 78 17,5 74
500 71 69 18 80 6
238
Глава I. Конструкционные стали
Пределы секундной прочности
Вид Темпе- ратура а10" а30" ° 100" ° 200" азоо*
полу* фабри- Состояние испыта- ния
ката °C к Г !мм2 4
Прутки Закаленные с 860° С 500 72 70 68 66 64
в масле и отпущенные 600 48 45 39 37 36
при 580° С 700 27 23 18 15,5 15
(ав—109 кГ/мм?)
Пределы выносливости
при комнатной температуре
Состояние материала Вид нагружения (на базе 107 циклов) кГ!мм^
Закаленный с 850° С в масле и отпущенный при 560° С Изгиб Кручение 45,6 23
Физические свойства
d-7,85 г1см\ I
а-106=11,7 (20—10СГ); 12,7 (200 -300°) 1/°С. '
Х=0,11 (100°); 0,105 (200°); 0,10 (300°); 0,095 (400°); 0,090 (500°); 0,08(1
(600°); 0,079 (700°); 0,071 (800°); 0,062 (900°) кал)см*сек °C. '
q=0,26 (20°) ом-мм^м. J
Критические точки
ACl 710° С; Л. 790° С; Аг. 680° С; 469° С; Мн 290° С.
1 о 1 о ;
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер
вал деформации 1180—800° С.
Предварительная термическая обработка: нормализация при 830—890° С и
высокий отпуск.
Окончательная термическая обработка: закалка с 850° С в масле; отпуск
на требуемую твердость.
Сталь подвергается азотированию по режиму:
Температура Диссоциация
500° С................................. 15—25%
525° С................................. 20—30%
Прокаливаемость стали: d > 50 мм.
i
Применение
Коленчатые валы, валы винта, шатуны двигателя воздушного охлаждения;
ответственные болты, шпильки, детали винта; массивные й силовые детали РД,
работающие при температурам до 500° С.
ЖгачпйпгаяМяймт
•**~*rt* ?tf tifr
Улучшаемые стали
Фиг. ,1. Зависимость механических свойств
стали 40ХНМА от температуры отпуска.
Закалка с 85(Г С в масле.
240
Глава /. Конструкционные стали
Диаметр eaeomoff^u &
Фиг. 2. Зависимость механических свойств термически обработанной ста-
ли 40ХНМА от места вырезки образца.
Сплошные линии — центр заготовки, пунктир — у поверхности заготовки.
Улучшаемые стали
241
-196
О 20°Z -/4
~‘1О 0 20 QC
Фиг. 3. Механические свойства стали 40ХНМА при низких температурах.
Закалка с 86(У С, отпуск при 560эС. (Образцы гладкие *4=10 -ин; образ-
цы с надрезом: /4 = 10 мм; dH~7 мм; угол надреза 60°; ги = 0,1 .ил).
Фиг. 4, Кривые выносливости стали 40ХНМА, (Испытание
при чистом изгибе образцов гладких dQ~7,52 мм). Закалка
с 860° С в масле; отпуск при 580° С 3 часа с охлаждением
на воздухе.
(Ув” 107,5 кГ)мм?\ <у0;2 — 97 кГ!мм2\ 545%; г|г=60%.
195
।
242 Глава I. Конструкционные стали
Улучшаемые стали
243
Цифрами на кривых указана степень распада аустенита в
Скорость охлаждения при 700Х 8 °/сек
16*
244
Глава Г Конструкционные стали
"ЖИ
УЛУЧШАЕМАЯ СТАЛЬ
40ХНВА
V-
*
Химический состав в ®/е
Si Мп Сг Ni W Fe S р
не более
0,37—0,44 0,17—0,37 0,4—0,8 0,6—0,9 1,25—1,75 0,8—1,2 Осно- ва 0,03 5 0,03
Механические свойства по ТУ (не менее)
Вид
полу-
фабри-
ката
Состояние
(контрольные образцы)
НВ
(d мм)
%
Прутки ЧМТУ Отожженные или пор- 5596—56 мализованные
Закаленные с 840 — 860° С н масле и отпу- щенные на требуемую твердость 100 но 12 12 55 50
Механические свойства при комнатной и высоких температурах
Состояние материал а Темпера- тура испытания °C а0,2 кГ 'М!смЯ
кГ/. мм% %
Закаленный 20 105 95 16 62 10
с 860° С и 200 101 85 14 58 11
отпущенный 250 101 83 14 56 11
при 580° С 300 101 82 16 56 11
350 96 78 17 62 10
400 91 76 15 64 9
450 83 73 16 66 9
500 78 68 19 73 5
550 68 60 20 79 5
600 52 45 27 ’ 85 7
I
Улучшаемые стали
245
Пределы секундной прочности
Вид полу- Состпяттир Темпера- тура 310" ° 30" а100" а 200" °300"
фабри- U v 1 Л £111V»*- испытания
ката ° с кГ/мм?
Прутки Закаленные с 550 70 67 61 58 56
860° С в масле и от- 600 54 51 44 39 37
пущенные при 580° С (ав_ 105 кГ[мм2) 650 39 34 26 21 20
Физические свойства
d=7,8 г! см?.
а-106=11,6 (20—100°); 12,8 (100—200°); 14,0 (200-300°); 14,5 (300-400°);
11,8 (400—500°) 1/°С.
Х-0,085 (100°); 0,085 (200°); 0,084 (300°); 0,083 (400°); 0,081 (500°); 0,07$
((500°); 0,073 (700й) кал/см-сек °C.
Критические точки
Aj 730° С; А3 770° С; ЛГ1 350° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
'• формации 1160—850° С.
Предварительная термическая обработка: нормализация при 950° С и высо-
। НИ отпуск при 650° С,
Окончательная термическая обработка: закалка с 860° С в масле; отпуск
нри 580° С.
Сталь подвергается азотированию по режиму:
Температура
500° С...............................
525° С........'......................
Диссоциация
. 15—25%
1 20—30 %
Применение
Коленчатые валы, валы винта, шатуны двигателя воздушного охлаждения;
ответственные болты, массивные и силовые детали РД, работающие при темпе-
ратурах до 500° С.
Фиг. 2. Диаграмма
----- аустенита стали 40ХНВА. Цифрами на
изотермического превращения аустенита
Глава Г Конструкционные стали
j
HRC
60
50
40
30
20
10 20 30 00 50 60
Расстояние от торца в мм
Фиг. 3. Диаграмма прокаливаемости стали 40ХНВА.
ВЫСОКОПРОЧНЫЕ СТАЛИ
В самолетостроительной промышленности для изготовления
высоконагруженных и ответственных деталей самолета широко
применяется сталь ЗОХГСНА. Из нее изготовляются детали, об-
рабатываемые на 160-4180 и 1404-160 кГ/мм2.
Предел прочности сгв=^ 1604-180 кГ/мм2 достигается закалкой
в масле или изотермической закалкой с последующим низким
отпуском. Изотермическая закалка обеспечивает более высокую
вязкость стали и дает возможность регулировать ее предел проч-
ности. Изотермическую закалку нельзя применять для деталей,
имеющих внутренние полости, из которых трудно выливать селитру.
Обработка стали ЗОХГСНА на <тв = 140-=-:160 кГ/мм2 применяет-
ся в тех случаях, когда обработка на <ув= 1604-180 кГ/мм2 нецеле-
сообразна. При значительном различии в размерах деталей указан-
ный здесь диапазон предела прочности (20 кГ/мм2) следует расши-
рить до 140—170 кГ/мм? или 150—180 кГ/мм2.
При расчете на срез следует иметь в виду, что сопротивление
срезу стали ЗОХГСНА равно 0,60—0,63 предела прочности.
Несмотря на то, что сталь ЗОХГСНА при обработке на высо-
кую прочность имеет хорошее сочетание предела прочности, удар-
ной вязкости и пластичности, при конструировании деталей и раз-
работке технологии должен быть принят во внимание ряд специ-
фических особенностей, свойственных сталям, обработанным на вы-
сокую прочность. Это в основном повышенная чувствительность
к концентрации напряжений при статической и, что особенно важ-
но, при многократной статической нагрузке, а также резкая чувст-
вительность к водородной хрупкости.
Для болтов и других деталей резьбовых соединений из стали
ЗОХГСНА, работающих в условиях многократного растяжения,
рабочие напряжения в резьбовой части не должны превышать
40 кГ/мм2. Эти напряжения могут быть доведены до 100 кГ/мм2
при условии применения местного высокого отпуска резьбовой ча-
сти с нагревом токами высокой частоты, либо погружением в рас-
плавленный свинец или силумин.
Затягивать болты из стали ЗОХГСНА рекомендуется тариро-
ванными ключами, создавая растягивающие напряжения не выше
10 кГ]мм2.
250
Глаза I. Конструкционные стали
Болты должны иметь разгружающие проточки перед резьбовой
частью.
Нарезать резьбу рекомендуется до термической обработ-
ки. Окалину после термической обработки следует удалять обдув-
кой поверхности металлическим песком.
Конструкция сварных деталей должна допускать возможность
проведения рентгеновского контроля сварных швов. Сварные узлы
из стали ЗОХГСНА надлежит применять с определенными огра-
ничениями. Они вполне пригодны для изготовления посадочных
устройств.
Резервуары высокого давления нельзя изготовлять из листового
материала сваркой.
Недопустимо также сваркой изготовлять лонжероны крыла и
оперение самолета из стали ЗОХГСНА.
При сварке закаленных элементов соседние со швом зоны
имеют пониженную (до 100 кГ!мм2) прочность.
Если к силовому элементу необходимо приварить какую-либо
другую деталь с последующей закалкой узла, то при работе на
растяжение в зонах, расположенных около приварки, максималь-
но допустимые напряжения не должны быть выше 60—70% проч-
ности основного металла. Переход от сварного шва к основному
металлу должен быть плавным.
Сварка тонких листов (менее 4 мм) не рекомендуется в связи
с опасностью появления холодных трещин. В этих случаях вме-
сто стали ЗОХГСНА следует использовать сталь ЗОХГСА, причем
при обработке на высокую прочность все ограничения, установ-
ленные для стали ЗОХГСНА, остаются в силе.
Пайка деталей из стали ЗОХГСНА не разрешается.
Для изготовления силовых деталей из стали ЗОХГСНА с обра-
боткой на высокую прочность следует применять штамповки, при-
чем направление волокна должно совпадать с направлением дей-
ствия сил.
Применение поковок допустимо только для деталей опытных
самолетов и самолетов головной серии.
Лонжероны крыла и оперения должны быть спроектированы
таким образом, чтобы рабочее напряжение было направлено вдоль
волокна, а напряжение поперек волокна не превышало 50 кГ!мм2.
Цилиндры шасси, работающие под внутренним давлением, дол-
жны иметь расчетные напряжения в тангенциальном направлении
не более 120 кГ/мм2. Растягивающие продольные расчетные на-
пряжения для цилиндров принимаются так же, как и для других
деталей, равными пределу прочности стали. Цилиндры шасси,
в которых тангенциальные напряжения от внутреннего рабочего
давления превышают 40 кГ/мм2, рекомендуется подвергать дли-
а.
Высокопрочные стали
251
тельному заневоливанию в течение 2—3 суток под давлением,
равным рабочему.
Защита деталей из стали ЗОХГСНА от коррозии производится
главным образом фосфатированием, шоопированием, окраской.
Гладкие поверхности разрешается также хромировать jc поел еду ю-
щимЛэтпуском при 200° С для обезводороживания.
Гальваническое цинкование стали ЗОХГСНА не допускается.
Кадмирование допускается только в хлористоаммонийном элект-
ролите.
С целью дальнейшего уменьшения веса стальных деталей
ВИАМом разработана сталь ЭИ643 с пределом" прочности oD =
190± 10 кГ/мм2 после изотермической закалки. Сталь ЭИ643 реко-
мендуется для следующих деталей:
а) болты, оси и шпильки, работающие на срез;
б) детали шасси, не имеющие значительных концентраторов
напряжений (тележки, цилиндры, для которых толщина стенки
выбирается из условий изгиба и кручения, а не внутреннего дав-
ления, штоки, тяги и др. детали);
в) растянутые и сжатые пояса лонжеронов, стыковые узлы
крыла, центроплана, фюзеляжа и оперения для изделий, не испы-
тывающих многократных статических нагрузок;
г) сжатые пояса лонжеронов изделий, работающих при мно-
гократных статических нагрузках;
д) другие детали, не имеющие значительных концентраторов
напряжений.
Допускается сопряжение в одном сварном узле деталей из ста-
ли ЭИ643 и ЗОХГСНА и их совместная термическая обработка
на оп~ 190± 10 кГ/мм2 для стали ЭИ643 и €ГВ = 170± 10 кГ)мм2 для
стали ЗОХГСНА.
Ввиду повышенной чувствительности стали ЭИ643 к концен-
трации напряжений при статической и особенно при многократ-
ной статической нагрузке необходимо проектировать детали с мак-
симальными радиусами переходов. Болты, работающие на срез,
должны изготовляться с двумя разгружающими проточками: пе-
ред резьбовой частью и перед головкой. Сталь ЭИ643 как более
прочную, чем сталь ЗОХГСНА, нужно более осторожно применять
в сварных конструкциях.
В дополнение к тем замечаниям, которые были сделаны отно-
сительно сварки стали ЗОХГСНА, следует иметь в виду обязатель-
ное усиление сварных швов; методы и режимы сварки стали ЭИ643
в условиях серийного производства подлежат уточнению для каж-
дого конкретного случая.
Защита деталей из стали ЭИ643 от коррозии производится ана-
логично защите стали ЗОХГСНА. Сталь ЭИ643 обладает высоким
пределом выносливости при испытании образцов без надреза
и образцов с надрезом. В связи с этим сталь может представить
252
Глава I. Конструкционные стали
интерес для некоторых деталей двигателей, работающих при срав-
нительно невысоких температурах. После закалки сталь можно
механически обрабатывать, однако большую часть механической
обработки следует производить после отжига.
Делать сварные баллоны для сжатых газов из стали Э1Д643
нельзя. Выносливость сталей ЭИ643 и ЗОХГСНА при большой базе
испытаний (107 циклов и более) удовлетворительна, но эти стали
оказываются чувствительными к многократной статической на-
грузке, особенно при наличии концентраторов напряжений.
Некоторые свойства стали ЗОХГСНА приведены в разделе «Ли-
тейные стали».
Высокопрочные стали
253
ВЫСОКОПРОЧНАЯ СТАЛЬ
ЗОХГСНА
Химический состав в •/«
Si Мп Сг Ni Fe S Р
не более
0,27—0,34 0,9—1,2 1,0—1,3 * 0,9—1,2 1,4-1,8 Основа 0,03 0,03
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) кГ< мм- '1/ % к Г • м[см2 НВ (d мм)
Прутки ЧМТУ 5596—56 Отожженные — - 3,8—
Прутки ЧМТУ 5596—55 Закаленные с 890— 900° С в масле и отпу- щенные при 200—300° С 160 9 ,45 6 2,9
Трубы ЧМТУ 2862—53 Закаленные и отпу- щенные при 200—300° С 160 9 40 6 (вдоль волокна) 3 (в танген- циальном направле- нии) 2,9
Профили горяче- катаные МПТУ 2414—49 Закаленные с 890— 900° С в масле и отпу- щенные при 200—300° С 160 9 45 6 2,9
Листы ЧМТУ 5217—55 Закаленные с 890— 900° С в масле и отпу- щенные дри 200—300э С 160 6 —
Сталь калибро- ванная МПТУ 2519—50 Закаленные и отпу- щенные при 200—300° С ь 160 9 45 6 1 1 -
' *
254
Глава I. Конструкционные стали
Продолжение
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) I °в I кГ!мм2 1 S5 кГ -MjcM^ НВ {d мм)
%
Прутки диамет- ром или со сто- роной квадрата 200— 300 мм ЧМТУ 2931—51 Закаленные с 890— 900° С в масле и отпу- щенные при 200—300° С 160 8 35 4 «
Прутки горяче- катаные, кованые и кали- брован- ные* диамет- ром до 200 мм ЧМТУ Выплавленные в электродуговых печах с применением обра- ботки (в ковше) жидки- ми синтетическими шла- ками** 5 28 3
цниичм 1118-64
* Свойства поперек направления волокна.
* * Сталь, полученная указанным методом, содержит серы не более 0,012°/о
и фосфора не более 0,02%.
Механические свойства при комнатной и высоких температурах
Состояние материала Темпе- ратура испыта- ния °C % кГ/млР к Г *м/см2
С *6
Закаленный i в масле и от- 20 170 10 48 7
пущенный при 310е С 250 170 10 49 6,5
300 160 14 52 5
Закаленный в масле и от- 20 155 9 52 6 .
пущенный при 360° С 250 155 9 52 6
300 155 10 53 5,8
Закаленный 350 140 10 54 5,2
(изотермичес- 20 160 10 48 8,7
кая закалка в селитровой 250 160 10 50 6,5
ванне при 270° ный при 310° С С) и отпущен- 300 160 14 52 6
Закаленный (изотермичес- 20 150 10 54 8,2
кая закалка в селитровой 250 150 11 55 8
ванне при 320° С) без отпуска 300 150 12 56 8
* Минимальные значения меньше на 10 кг 1мм2.
Высокопрочные стали
255
Механические свойства при комнатной температуре
Вид полу- фабриката Состояние св *$к S5 СМ 50 ц" сз *
к Г [мм2 %
Прутки диаметром 20 мм Закаленные с 890° С в масле и отпущенные при 200° С 175 290 10 45 7
После изотермической закалки 150 255 13 55 10
Физические свойства
d=7,77 г/см3.
Х=0,068 (25°); 0,070 (100°); 0,073 (200°); 0,075 (300°); 0,078 (400°); 0,079
(500°); 0,079 (600°); 0,76 (700°) кал)см °C.
2=0,44 (20°) ом*мм^м.
Кри ти ч е с к и е точки
Л, 750—760° С; Д. 805—830° С.
1 3
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—850р С.
Предварительная термическая обработка:
а) нормализация при 900° С с последующим отжигом;
6) ускоренный отжиг при 780° С, охлаждение с печью до 650° С;
в) низкий отжиг при 680—700° С.
В процессе медленного охлаждения при отжиге в интервале 6501—400° С
сталь приобретает отпускную хрупкость, которая может привести к хрупкому
разрушению деталей. Отпускная хрупкость стали в результате последующей за-
калки полностью устраняется.
Окончательная термическая обработка:
на ав = 160-:-180 кГ/мм2— а) изотермическая закалка при 240—280° С, вы-
держка 1 час с последующим отпуском при 290° С, выдержка 3 часа; б) закал-
ка в масле с отпуском при 290° С, выдержка 3 часа;
I на сГв = 150ч-170' кГ/мм2— изотермическая закалка в селитре при 270—300° С,
выдержка 1 час;
в) на o'в — 140-;—160 кГ/мм2— изотермическая закалка в селитре при 280—
330? С, выдержка 1 час.
Окалина удаляется обдувкой металлическим песком. Травление закаленных
деталей не допускается.
I Правка термически обработанных деталей разрешается статическим нагру-
жением или ударами молотка через прокладку. Удары молотком, вызывающие
при правке местные вмятины, категорически запрещаются. Дополнительный по-
вторный отпуск после правки термически обработанных деталей не обяза-
телен.
Сварка
Сталь сваривается ручной дуговой, автоматической под флюсом и атомно-
водородной сваркой. Газовая сварка не применяется.
Конструкции можно подвергать термической обработке (закалке) после
сварки, а также изготовлять из термически обработанных (закаленных) эле-
ментов.
Атомноводородная сварка применяется только при условии термической
работки сварного соединения после сварки при толщине свариваемых элеме|п
до 6 мм, а также для выполнения первого слоя при многослойной сварке детй и
большой толщины.
Сварка конструкций, подвергаемых термической обработке после свар
Сложные конструкции с замкнутыми швами, вызывающими появление больпи
внутренних напряжений свариваются в подогретом состоянии при темпериту
200—300° С. Подогрев деталей может быть общим или местным.
Детали простой формы, а также детали, не имеющие швов с жесткими
контурами, можно сваривать без подогрева.
После сварки все детали необходимо подвергать высокому отпуску При
650° С с выдержкой не менее 30 мин. Время, затрачиваемое на перенос деталей
в печь, должно быть минимальным, чтобы металл в месте сварки не остыл дп
температуры ниже 25CF С.
При значительной протяженности сварных швов сварку надо производиih
в несколько приемов с промежуточными отпусками. Сварные швы можно пред;
охранять от остывания также путем применения подогревателей или засыпкой
их теплым песком. Ручная дуговая сварка деталей и узлов производится с ирю
мепением электродов ВИЮ-6 (Св-18ХМА). Присадочная проволока Св-18ХМД
применяется только при атомноводородной сварке. Механические свойства свл|Ь
ных соединений и металла швов такие же, как при ручной дуговой сварке.
Автоматическая сварка производится с флюсом АН-15 и присадочной про-
волокой 0Х4МА и Св-18ХМА. Допускается также использование флюса АН-1к*
в сочетании с присадочной проволокой Св-18ХМА. Применять кислые флюсы
АН-3 и АН-348А нельзя.
Сварка конструкций, изготовляемых из закаленных элементов производи г
ся с подогревом до температуры 200—2503 С. После сварки конструкции под-
вергаются отпуску при температуре 200—250° С с выдержкой в течение 3
Отпуск нужно проводить не позднее, чем через 1 час после сварки.
. Ручная дуговая сварка деталей и узлов производится с применением элем-
родов со стержнями из сплавов на никелевой основе ЭИ334, Х20Н80Т (ЭИ43Й)
и СВ-10Х16Н25М6.
Детали с жесткими замкнутыми швами и толщиной свариваемых элементов
более 15 мм в случае образования трещин в швах при применении электродов
со стержнями из сплавов ЭИ334 или ХН78Т- (ЭИ435) свариваются по следую-
щей технологии; перед сваркой на кромки сварного соединения наплавляются
слои толщиной 2—3 мм электродами ВИ12-6 НЖ-2 (ЭИ334) или ВИ12-6 НЖ I
(Х20Н80Т) (см. фиг. 25, а); сварка по наплавленным слоям (см. фиг. 25,6) про»
изводится электродами ВИ12-6 НЖ-1 (Св-04Х19Н11МЗ).
Запрещается применять в качестве присадочных материалов стали
Св-06Х19Н9Т, Св-13Х25Н18, Св-08Х20Н10Г6 и другие, сталь Св-04Х19Н11МЗ
можно применять в качестве присадочного материала только при сварке по на*
плавленным слоям (см. фиг. 25).
Швы, выполненные электродами со стержнями из сплавов на никелевой
основе, имеют предел прочности 50—60 кПмм2. Поэтому при формировании швов,
воспринимающих значительные нагрузки, необходимо увеличивать толщину де*
талей в месте расположения сварных соединений.
Механические свойства сварных соединений и швов указаны в таблице,
Сталь ЗОХГСНА может свариваться со сталями 30Х2ГСН2ВМ (ВЛ1); ЭИ643;
12Х2НВФА (ЭИ712), 23Х2НВФА (ЭИ659) и 18ХНВА.
* Механическая смесь двух флюсов: 80% флюса АН-1 и 20% керамической
добавки состава —38,9% СаСОз; 20% CaF2; 2(Ж TiO2; 8«/о FeTi; 4,5% FeSi;
2,5% FeCr; 1,7% FeMn; 4% никеля электролитического; О,5(7о графита электрод*
ного и жидкого стекла (плотностью 1,25—1,28 г1см2) в количестве 200—220 см-
на 1 кг сухой смеси.
Сварка стали ЗОХГСНА
» ' х 5-
Г/ 195
Механическая обработка
Обработка стали резанием в отожженном состоянии удовлетворительная.
После шлифования проводится отпуск при 200—250° С. Фосфатированные де-
тали после шлифования можно отпускать при 150±10°С, При развертывании
отверстий в закаленных деталях нужно следить, чтобы развертка резала, а не
сжимала металл.
Чистота поверхности развернутого отверстия должна быть не ниже V 6.
Нарезать резьбу на болтах желательно до закалки. Чистота поверхности дета-
лей, как правило, должна быть V 4—5, менее нагруженные части деталей мо-
гут иметь чистоту Х74. Места концентрации напряжений желательно доводить
до чистоты V6—7.
При сборке с натягом натяг должен осуществляться горячим способом
(разогрев одной детали и охлаждение другой). Натяг деталей в холодном со-
стоянии допускается в исключительных случаях. Как при горячем, так и при
холодном натяге необходимо строго регламентировать и контролировать его
величину.
Применение
Наиболее ответственные детали шасси, крыла и центроплана, стыковые со-
единения и болты.
Фиг. 1. Зависимость механических свойств
стали ЗОХГСНА от температуры отпуска.
(Пруток d~20 мм).
высокопрочные стали
<5 кГ/мм*
о 6%
Фиг. 2. Кривые растяжения стали ЗОХГСНА. (Пруток г/=20 мм). За-
калка изотермическая.
zou
i лава i. конструкционные стали
fi
Фиг. 3. Кривые растяжения стали ЗОХГСНА.
(Пруток d=20 мм). Отпуск при 200° С.
!i I
i
r?
•4
Фиг. 4. Кривые растяжения до предела теку
чести стали ЗОХГСНА. (Пруток d=60 леи)
Отпуск при 200° С.
f
1
Л VKfb»'
Угол между осью образца и направлением
волокна в градусах
Фиг. 5. Механические свойства стали ЗОХГСНА в зависимости
от направления волокна.
/—сталь ЗОХГСА, 2—сталь ЗОХГСНА.
(5 в к Г/мм
Фиг, 7. Ударная вязкость стали ЗОХГСНА после
закалки с отпуском при различных температурах
(кривая /) и после изотермической закалки (кри-
вая 2) в зависимости от предела прочности.
Фиг. 8. Зависимость ударной вязкости ста-
ли ЗОХГСНА, отпущенной при различных
температурах, от температуры испытания.
н хГм1см2
Фиг. ‘9. Ударная вязкость сталей в зависимости
от температуры изотермической закалки,
/—сталь ЗОХГСНА, 2—сталь ЗОХГСА.
Фиг. 10. Зависимость ударной вязкости стали ЗОХГСНА от скорости
охлаждения после отпуска (по данным различных заводов).
7—завод «Электросталь», 2—Златоустовский завод, З—Пермский завод (сталь,
полученная электроплавкой), 4—Пермский завод (кислая мартеновская сталь).
Сплошные линии — охлаждение на воздухе, пунктир — охлаждение с печью.
5000
17000
15000
13000
11000
0000
7000
Ф15
100 200 300 000 500 600 °C
Фиг. 11.
сталей
Хрупкая прочность образцов с надрезом
ЗОХГСНА, ЗОХГСА, 40ХНМА и 38ХА.
- - —
Фиг. 12. Механические свойства стали ЗОХГСНА при повышенных тем-
пературах.
/—закалка в масле, отпуск при 310° С, 5—закалка в масле, отпуск при 360° С, 5-за-
калка в селитровой ванне при 270° С, отпуск при 310° С, 4—закалка в селитровой ван-
не при 320° С, без отпуска.
I
I
^bJ6o,2Л кГ1мм% кГ/мм^
495 410 40 40 О 20X 496 410 40 40 0 20 ftC
Фиг. 13. Механические свойства стали ЗОХГСНА при низких температу-
рах. Отпуск при 200ЭС. (Образцы гладкие: d0=10 мм\ образцы с надре-
зом: d0 =10 лии, dH=7 жм, угол надреза 60°, гн=0,1 лш).
Фиг. 14. Механические свойства стали
ЗОХГСНА при низких температурах.
Изотермическая закалка с 890° С в
селитровой ванне при 330° С. (Разме-
ры образцов см. в подписи под
фиг. 13).
Фиг. 15. Ударная вязкость стали ЗОХГСНА при
низких температурах. (Лист толщиной 8 мм).
Изотермическая закалка при 280—330го С.
Фиг. 16. Кривые выносливости стали ЗОХГСНА в зави-
симости от термической обработки. (Испытание при кон-
сольном изгибе, образцы гладкие dQ = 8 мм).
/—закалка с 890е С—20 мин, отпуск при 200° С, 2—закалка
с 890° С—20 мин, отпуск при 300° С, 3—изотермическая закалка
при 300° С-
б кГ/мм?
Фиг, 17. Кривая выносливости (сплошная линия)
и линия повреждаемости (пунктир) стали ЗОХГСНА.
(Испытание при консольном изгибе при 20° С глад-
ких образцов ^о=8 мм). Изотермическая закалка,
ов —165 кГ/мм2.
18
195
Фиг. 18. Кривая выносливости (сплошная линия) и линия
повреждаемости (пунктир) стали ЗОХГСНА. (Испытание при
консольном изгибе при 20° С образцов с надрезом dH = 8 мм;
Гп = 0,75 жлс). Изотермическая закалка на ов = 165 кПмм?.
б кГ!мм*
повреждаемости (пунктир стали ЗОХГСНА), (Испытание при
консольном изгибе гладких образцов t/0=8 мм при 20°С).
Изотермическая закалка с последующей нагартовкой дробью.
О К! I ММ'-
Фиг, 20, Кривая выносливости (сплошная линия) и линия по-
вреждаемости (пунктир стали ЗОХГСНА). (Испытание при кон-
сольном изгибе гладких образцов do=8 мм. После цианиро-
вания).
Фиг. 21. Кривая выносливости стали ЗОХГСНА. (Испы-
тание при изгибе образцов с надрезом после цианиро-
вания, надрез полукруглый, мм; rB=0J5 мм).
Фиг, 22, Диаграмма изотермического превращения стали ЗОХГСНА.
Закалка с 900° С. Цифрами на кривых указана степень распада аустени-
та в Vo. На прямых линиях ниже Мн указано количество мартенсита в %.
HRC —I— --- Г-Х.-
01/ | i _ _ _
0 — 65 мм
50 ... ।
п п . _ | , .
ЬО
50
50 —’ * *
11 п . -
Z? п ... - -^1
ои — * «
40
с л 1м —1 ~ Г . • —- —1
7(/ ' ' '
г Л . . ...
о1/ --
~
JU
11 п — .
/£/ - 1,11 т|
QU
25
СП 1 - -
Эи
и п ,. -, -
Vi/ 1 " Г7и -1ИИ1 - 1 ГГП СП
О(/
0 —20 мм
£п - '
Зи
IL п
30 20 10 0 10 20 30
Расстояние от центра о5разца
8 мм
Фиг. 23. Прокаливаемость стали
ЗОХГСНА при закалке в масле.
Фиг. 24. Прокаливаемость стали ЗОХГСНА при изотермической
закалке в селитровой ванне в зависимости от температуры
ванны.
0 J0 мм 0 ^0мм Ф 5С мм 0 60Mi
Наплавка
подслоев
а)
Сварка
5)
Фиг. 25. Сварка по наплавленным слоям,
а—первая операция, б—вторая операция.
Химический состав * в в/о
* Титан и алюминий вводятся по расчету и химическим анализом не oi
деляются; по требованию завода-потребителя допускается замена вольфр
молибденом в пределах 0,3—^0,4®/»; при условии сохранения механических свой
и соблюдения остальных требований ТУ на полуфабрикаты допускаются от»
нения от указанного химического состава: по углероду +0,01%; по марга:
+0,10%; по кремнию +0,10ю/о; по хрому ±0,10%; по никелю ±0,19% и
вольфраму 1о’.юя-
Механические свойства по ТУ (не менее)
Вид полу-
фабриката
Состояние
(контрольные образцы)
J Прутки и
поковки
ЧМТУ Закаленные в
5309—57 и отпущенные
250° С
масле
при
200±}g
Механические свойства при комнатной температуре
в зависимости от вида испытания
Вид полу- фабри- ката Состояние материала Е °в °0,2 ^5 кГ'М!СЛ& НВ (d мм) G 1
кГ)мм^ % к Г / м м2
Прутки и поковки Отпущенные при 660—б70° С в течение 8—12 час 1 1 90 - 18 50 50 — 3,8 1 — ' 1
Закаленные (изо- термическая закалка при 240° С—3 часа) и отпущенные (низкий отпуск) 185 135 8 7,6
Закаленные с 900° С в масле и от- пущенные (низкий отпуск) 19000 200 150 40 5 1 7950 170
282
Глава I. Конструкционные стали
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испытания °C кГ)ммЪ Ф 4
С / ‘6
Закаленный в масле и отпущен- 20 200 9 40
ный при 210° С 200 200 10 40
Закаленный в масле и отпущен- 20 190 8 40
ный при 310° С 300 175 12 55
Закаленный в масле и отпущен- 20 180 9 40
ный при 360° С 350 165 12 55
Закаленный в масле и отпущен- 20 175 10 40
ный при 410° С 400 145 12 55
Закаленный (изотермическая за- 20 175 10 50
калка в селитровой ванне при 240° С) и отпущенный при 310° С 300 170 14 55
Закаленный (изотермическая за- 20 165 И 50
калка в селитровой ванне при 240° С) и отпущенный при 360° С 350 150 15 57
Закаленный (изотермическая за- 20 160 12 46
калка в селитровой ванне при 240° С) и отпущенный при 410° С 400 140 13 60
Механические свойства в зависимости от
места вырезки образцов
Вид полу- фабриката Состояние материала ав кГ / мм2 55 % ф % йн кГ"М{см2
край центр край центр край центр край центр
Прутки диаметром 70 мм (0,44%С) Закаленные в масле и отпущен- ные при 210° С 212 210 11 11 42 40 6 5,8 t
После изо- термичес- кой закалки и низкого отпуска 195 190 13 13 47 1 46 7 6
Высокопрочные стали
283
Пределы выносливости
Состояние материала Вид нагружения Форма образца с-1 кГ)мм2 (на базе Ю7 циклов)
Закаленный в масле
или на воздухе и отпу-
щенный при 210° С в
течение 4 час
Оз—200 кГ/мм?)
Изгиб вращаемого
образца
То же
Растяжение и сжа-
тие
То же
Гладкий
б/д—8 ММ
С надрезом
г/ц=8 мм
гн=0,75 мм
Гладкий
г/0—8 мм
С надрезом
мм
гн=0,75 мм
82—84
54—56
70
40
Физические свойства
с?=7,81 а/сж3.
а-106^11,2 (20—100°); 12,65 (100—200°); 13,45 (200—300°); 14,2 (300—
Ц)0°); 14,95 (400—500°); 14,0 (500—600°); 14,66 (600—700°) 1/°С.
X=0,067 (25°); 0,069 (100°); 0,072 (200°); 0,075 (300°); 0,077 (400°); 0,078
(500°); 0,076 (600°); 0,072 (700°) кал!см-сек °C.
с-=0,12 (100°); 0,13 (200°); 0,14 (300°); 0,15 (400°); 0,17 (500°); 0,19
(600°) кал)г °C.
2=0,42 (20°) оМ'ММ^м.
Критические точки
АСг 700° С; Л3 750—770° С; ЛГх 150° С; Аг^ 240—250° С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1200—900° С.
Термическая обработка: после горячей деформации-—нормализация при
''(КГ С и последующий отпуск при 660—670° С в течение 4—12 час с охлажде-
нием на воздухе Нормальный высокий и изотермический отжиги для стали
>11643 практически неприемлемы.
Закалка на aB=200if5 кПмм2 с 900° С в масле; отпуск при 290+10° С с вы-
к'ржкой 4 час.
Изотермическая закалка на сгв = 190+10 кГ/мм2 с 900° С в селитровой ван-
при 240—260° С, выдержка 2—3 час, охлаждение на воздухе; отпуск при 240—
14)° С, выдержка 2—3 час.
Прокаливаемость не регламентируется.
f
Глава I. Конструкционные стали
Сварка
Е
Сталь сваривается ручной дуговой и автоматической сваркой под флюсом.
Конструкции могут подвергаться термической обработке после сварки или
изготовляться из термически обработанных элементов.
Все детали независимо от конфигурации свариваются только в подогретом
состоянии. Условия сварки (предварительный подогрев и последующий отпуск)
такие же, как для стали ЗОХГСНА. Сталь ЭИ643 может свариваться со сталями
ЗОХГСНА и 18ХНВА. Условия сварки при этом должны быть такими же, как
при сварке стали ЭИ643.
Применяемые при сварке электроды, присадочная проволока и флюсы,
а также механические свойства сварных соединений приведены в таблице.
Сварка стали ЭИ643
Термическая
обработка
Вид
сварки
Электроды
Приса-
дочная
прово-
лока
Флюс
ав сварного сое-
динения в кГ/мм^
при толщине мате-
риала в мм
не менее
5 10 15 20 25
После сварки
на ав=200±
±10 кГ/мм2 и
%=190±
±10 кГ!мм^
Дуговая
Автома-
тическая
под
флюсом
ВИЮ-6
(св. 10ХМ)
— 120 120 100 90 90 4,5
ОХ4МА АН-15 ——_ II 130 — - 1 4,5
До сварки
на ав=200±
±10 кПмм1
и ав—190±
ч-Ю кПмлР
I |« J
То же, что и для сварки стали ЗОХГСНА, стр. 257
к
* Ударная вязкость получена при испытании образцов сечением Юх
ХЮ мм по ГОСТу 6996—54.
Механическая обработка
Механическая обрабатываемость стали в отожженном состоянии удовлетво-
рительная. Сталь в закаленном состоянии может обрабатываться точением, фре-
зерованием и развертыванием пластинами из твердых сплавов Т15К6 и Т30К4.
Применение
Детали шасси, болты, работающие на срез, сжатые пояса лонжеронов ма-
шин многократного действия, сжатые и растянутые пояса лонжеронов машин
однократного действия и другие ответственные детали с малыми концентрато-
рами напряжений.
Высокопрочные стали
а^кГм[смг 8% бв ;б4г>сгш >кГ/мм2
310
150 200 250 300 000 500 650 °C
Фиг. 1. Зависимость механических свойств стали
ЭИ643 от температуры отпуска. (Образцы Гага-
рина и Менаже, вырезанные из прутка </=20 мм).
286
Глава I. Конструкционные стали
Фиг. 2. Влияние температуры отпуска на сопро-
тивление срезу стали ЭИ643 (0,38ад/о С) после
закалки в масле.
/—максимальные значения, 2—средние значения, 3—мини-
мальные значения.
Высокопрочные стали
340
320
300
X 280
260
'i 240
v? 220
? 200
°. 180
Oj
150
120
100
14
10
8
О
—196
_ S’
1 1 . Bl Il
zT
_ 6B.
_ -- — — — —_ - —
ь «!.—
° 0,2
- fir,., .
(L j
YZJ
в
-TH. /7
$ %
60
40
20
О
-70 -40
204
Фиг. 3. Механические свойства стали ЭИ643
(0,39% С) при низких температурах. Закалка
с 900° С в масле, отпуск при 2Ю:'С, 4 часа.
Глава I. Конструкционные стали
f
V
0ц кГм1см2
Вдоль
волокна
О
-7Q -40 си
Фиг. 4. Ударная вязкость стали ЭИ643 (прокат)
в продольном и поперечном направлении при раз-
личных температурах. (Данные по двум плав-
кам).
Поперек
Волокна
Высокопрочные стали
289
19 195
Фиг. 5, Зависимость твердости стали ЭИ643 (0t42% С)
от продолжительности и температуры отпуска после
нормализации.
290
Глава 1. Конструкционные стали
Фиг. 6. Кривые выносливости стали ЭИ643, содержащей
0,04Р/оС. (Испытание при консольном изгибе образцов глад-
ких d-^8 мм и с надрезом, надрез полукруглый мм;
гн = 0,75 лш).
<УВ=200 кГ[мм\ сг0 2-158 кГ/мм\ Спц = 145 кГ/лш2, 6=10%, -ф=45%.
Сплошные линии — образцы гладкие, пунктир — образцы с надрезом.
Высокопрочные стали 291
Фиг. 7. Диаграмма изотермического превращения аустенита стали
ЭИ643. Цифрами на кривых указана степень распада аустенита в Ч/о.
На прямых линиях ниже Л4Н указано количество мартенсита в %.
19*
292
Глава I, Конструкционные стали
Фиг. 8. Испытания на загиб без разрушения об-
разцов из стали ЭИ643, закаленных на ав =
= 200 кГ!мм2.
а—сечение 25 X 25 мм, сг„—200 кГ!мм\ загиб на 46°, б—се-
О
чение 15X15 мм, о,„=200 кГ/мм2, загиб на 85 , в—сече-
о
ние 10X10 мм, ст -200 кГ/мм2, загиб на 70°.
ц
Высокопрочные стали
Фиг. 9. Ушко серьги после испыта-
ния (Ов = 200 кПмм2 Р=121 Т). Про-
изошла значительная овализация
отверстия.
Глава Л Конструкционные стали
<----—----Т--»
S/<2>
Фиг. 10. Типовая конструкция болта из стали ЭИ643, работающего н
Высокопрочные стали
29f
Рпультаты испытаний модельных образцов из стали ЭИ643 при статических
нагрузках
(сталь термически обработана на ов=200 кГ/мм2)
Эскиз детали и схема нагружения
р 36 р начил0
г ^А^ризрушения
320
256
Напряжение при разрушении
и место разрушения
ара3р—362 кГ ! Л1м2
Потеря устойчивости трубы в ежа
той зоне
^разр~~279 кГ мм2
Потеря устойчивости трубы в ежа
той зоне
I
Сварной.шов выполнен аустенит-
ными электродами
сразр=124 (среднее из тре
испытаний)
Разрушение по сварному шву
Начало разрушения
Сварной долевой шов выполнен
аустенитными электродами
аразр—251 кГ/мм^
Разрушение началось от шва
296
Глава I. Конструкционные стали
Эскиз детали и схема нагружения
----->------—------»---------4»
__________________Продолжение
Напряжение при разрушении
и место разрушения
Накладка приварена по перимет-
ру аустенитными электродами
аразр=271 кГ/мм2 Г-
Разрушение началось по границ#'
сварного шва
Сварной шов выполнен закали-
вающимися электродами
аразр~377 кГ!мм%
Разрушение по основному металлу
(сечение Л—Л)
При разрушении основного металла
напряжение по сварному шву (сече-
ние В—В) составляло ПО кГ/мм2
Сварной шов выполнен закали-
вающимися электродами
Сварной шов выполнен закали-
вающимися электродами
8
сра зр—362 К Г }
Разрушение по основному металлу
(сечение (Л-Л)
При разрушении основного металла
напряжение по сварному шву (сече-
ние В—В) составляло 139 кГ/мм?
аразр’—335 кГУ
Разрушение по основному металлу
(сечение А—Л)
При разрушении основного металла
напряжение по сварному шву (сече-
ние В—В) составляло 200 кГ/мм^
Высокопрочные стали
297
Результаты испытания модельных образцов из стали ЭИ643
при многократных статических нагрузках
(нагрузка изменялась от 0,1атах до атах)
Эскиз детали и схема
нагружения
Число
циклов
нагру-
жения
Напряжение при испытании*
и место разрушения
Сварной шов выполнен зака
лнвакнцимися электродами
6000
2000
3000
о—43,2 кГ/мм2
а—60 кГ{мм^
а—78 кГ/мм^
Труба не разрушилась. Испы-
тывавшиеся четыре трубы также
не разрушились
( ’.парной шов выполнен аусте-
нитными электродами
6000
1930
Начало
а —83 кГ^М-М^
а—116
Разрушение произошло в ме-
сте контакта с ножом, подводя-
щим нагрузку
i Сварной шов выполнен аусте-
Нтмыми электродами.
J Труба 1—сварка до термичес-
обработки
Труба 2—сварка после терми-
ipiKoii обработки
Начало
разрушения
4913
4109
Труба 1
Труба 2
а—75,3 кГ!мм2
Разрушение началось по гра-
нице со сварным швом
• Во всех испытаниях образцы,
аытыпались затем последовательно
выдержавшие первую серию нагружений,
при более высоких напряжениях.
298
Глава Г Конструкционные стали
Эскиз детали и схема
нагружения
Сварной шов выполнен аусте-
нитными электродами
Сварной шов выполнен зака-
ливающимися электродами
Число
циклов
нагру-
жения
6000
2000
6000
488
Сварной шов выполнен зака- 6000
ливающимися электродами ___
* 1ооо
Продолжение
-------:-----------------
Напряжение при испытании* '
и место разрушения
ст=40 кГ!мм2 >
а =58 кГ/м-М? У:
Труба не разрушилась
1 • -2
. :М- :•
Ч. •
--------------------—-----------
J-
а=138 кГ)мм^ J
а=193 кГ)мм2
Разрушение по основному ме-
таллу (сечение А—А)
При первом нагружении на-
пряжение по сварному шву со-
ставляло 43 кГ!мм2, при до-
полнительном — 67 кГ[мм2
’ >
• г
с=106 кГ!мм2
j=151 кГ/мм^
Разрушение по основному
металлу (сечение А—Л)
При первом нагружении на-
пряжение по сварному шву
а=43 кГ/мм^ при дополнитель-
ном— о=67 кГ!мм^
* Во всех испытаниях образцы, выдержавшие первую серию нагруже-
ний, испытывались затем последовательно при более высоких напряжениях.
Высокопрочные стали
299
Эскиз детали и схема
нагружения
Число
циклов
нагру-
жения
Продолжение
Напряжение при испытании* *
и место разрушения
Сварной шов выполнен зака-
чивающимися электродами
6000
2000
2144
а=88 кГ}мм2
а = 124 кГ!мм2
а—159 кГ/мм2
Разрушение по основному
металлу (сечение А—Л)
При первом нагружении на-
пряжение по сварному шву
з=43 кГ)мм2, при втором—
з=61 кГ]мм2, при третьем
а=78 кГ)мм2
Сварной шов выполнен зака-
чивающимися электродами
6000
2000
2556
з=73 кГ 1мм2
з=103 кГ)мм2
з=133 кГ!мм2
Труба не разрушилась. На-
пряжение по сварному шву при
первом нагружеииии
з=43 к['1мм2, при втором—
3=61 кГ!мм2, при третьем
з=78 кГ!мм2
2000
2000
3 = 168 кГ !ММ-
а=216 кГ/мм2
Труба не разрушилась
* Во всех испытаниях образцы, выдержавшие первую серию 'нагруже-
ний, испытывались затем последовательно при более высоких напряжениях.
300
Глава I. Конструкционные стали
Продолжение
Эскиз детали и схема
нагружения
Число
циклов
нагру-
жения
Напряжение при испытании*
и место разрушения
$>5l±0t1
2000
1461
2000
2000
2000
268
с—134 кГ)мм2
а=172 кГ)мм^
Разрушение по радиусу пере-
хода
а = 168 кГ]мм^
а—216 кГ/мм?
Образец не разрушился
а=168 кГ/мм'1
а=216 кГ/мм^-
Разрушенне по сечению I—I
ц * Во всех испытаниях образцы, выдержавшие первую серию нагруже-
ний, испытывались затем последовательно при более высоких напряжениях.
Высокопрочные стали
301
ВЫСОКОПРОЧНАЯ СТАЛЬ
30Х2ГСН2ВМ (ВЛ1)
Химический состав в %
С Si Мп Сг Ni W Мо Fe S Р
не более
Механические свойства по ТУ * (не менее)
Вид
полу-
фабри-
ката
Состояние
ан
кГ -mJ см2
1Iрутки
ЧМТУ „ —-——— 213—59 Отожженные -
цниичм Термически обработанные по режиму: закалка с 930° С на воз- духе, отпуск при 200—300° С 160 9 35
2
(поперек
волокна)
6
(вдоль
волокна)
* В тех случаях, когда ов более 175 допускается снижение: б до 8°/о,
’Г до 30°/о, ан на образцах, вырезанных вдоль волокна, до 5 кГ • м/см2, на об-
pt щах, вырезанных поперек волокна —до 1,5 кГ • м!см2.
Механические свойства при комнатной температуре
Кпд полуфаб- риката Состояние св °0,2 8б <zH (вдоль волокна) кГ м2 с м2
к Г / мм2 %
1рутки диамет- ром 140 мм Термически обра- ботанные по режи- му: закалка с 930° С на воздухе, отпуск при 250°С в тече- ние 4 час 175 165 12 45 7
рутки со сторо- нбЙ квадрата 200 мм 175 165 11 40 6,5
302
Глава Г Конструкционные стали
Механические свойства в зависимости от режима отпуска
Состояние материала
Темпе-
ратура
испыта-
ния
ор
кГ!мм^
Закаленный с 930° С на
ный при 210° С (4 часа)
Закаленный с 930° С на
ный при 310° С (2 часа)
Закаленный с 930° С на
ный при 360° С (2 часа)
Закаленный с 930° С на
ный при 410° С (1 час)
Закаленный с 930° С на
ный при 460° С (1 час)
Закаленный с 930° С на
ный при 510° С (1 час)
воздухе и отпущен- 20
200
воздухе и отпущен- 20
300
воздухе и отпущеп- 20
350
воздухе и отпущен- 20
400
воздухе и отпущен- 20
450
воздухе и отпущен- 20
500
19 500 175
- 175
170
170
——1 165
160
- 160
17 000 155
- -*— 155
16 300 135
III 150
15 700 120
Физические свойства
d=7,9 г! см3,
а-106=11,3 (20—100°); 13,6 (100—200°); 14,3 (200—300°); 14,6 (300—400°);
15,3 (400—500°); 15,4 (500—600°); 15,7 (600—700°) 1/°С.
Х=0,067 (25°); 0,069 (100°); 0,072 (200°); 0,077 (400°) кал^сек °C.
р—0,42 (20°) ом-ммГм.
Критические точки
АСл 760° С; 830° С; 320° С; 380° С.
1 о 1 о
Технологические данные
Сталь хорошо деформируется в горячем состоянии в интервале температур
1200—90'0° С и хорошо в холодном состоянии после отжига.
Термическая обработка: после горячей деформации — закалка с 930° С
и последующий отпуск при 680—700° С в течение 8—12 час с охлаждением
на воздухе.
Максимальное смягчение стали достигается изотермическим отжигом по
режиму: нагрев до 800° С, охлаждение с печью до 650° С (или перенос в другую
печь с температурой 650°С), выдержка при 650° С в течение 8—16 час, охлаждс-
ние на воздухе.
Термическая обработка на 160ч-180 кПмм? проводится по режиму: за
калка с 930—950° С на воздухе; отпуск при 210+10° С с выдержкой 4 часа; при
310 и 360° С —2 часа, при более высоких температурах отпуска выдержка
1 час; охлаждение после отпуска на воздухе.
При закалке на воздухе обеспечивается сквозная прокаливаемость цилин-
дра диаметром 80 мм и пластины толщиной 40 мм.
Высокопрочные стали
303
Благодаря способности закаливаться на воздухе в больших сечениях, сталь
*т малую поводку и обладает достаточно высокой теплостойкостью при тем-
пурах до 400—500° С.
Окалина после термической обработки удаляется опескоструиванием. Травле-
шкаленных деталей не допускается.
11равка деталей в термически обработанном состоянии производится ста-
iii'ii'i'KHM нагружением. Допускается правка молотком с прокладкой, если удары
Молотка через прокладку не оставляют на деталях местных вмятин. Отпуск
/ниллей после правки не обязателен.
Обработка резанием стали в отожженном состоянии удовлетворительная.
‘ft с применением электродов ВИЮ-6 (Св
Сварка
Высокопрочная сталь 30Х2ГСН2ВМ (ВЛ1) сваривается ручной дуговой свар-
-18ХМА). Детали перед сваркой еле-
fT подогревать до 200—300° С, а после сварки, не ожидая охлаждения свар-
IX швов ниже 200° С, переносить в печь с температурой 650° С с последующим
каждением на воздухе. Механические свойства сварных соединений (после за-
ЛКи в масле и отпуска при 210° С — 4 часа) приведены в таблице (разруше-
I© по сварному шву).
а0,2 S5 Ф i кГ * м!см^
кГ % 20° С —70° С
130 1,5 9 40 6 О
Расчетная прочность в зависимости от температуры отпуска
св Г/мм^ НВ (d мм) HRC Рабочая темпера- тура °C Темпера- тура отпуска °C срасч кГ)мл{-
не более не менее не менее
17() + 20 1 ' J0 2,9 45,5 20 220 160
1701% 2,9 45,5 200 220 160
1701% 2,9 45,5 300 310 160
1851% 2,95 44 350 360 150
1001 % , 2,99 42,5 400 410 145
Применение
‘Ьгили сложной конфигурации (лонжероны крыла, стабилизатора, шпангоу-
ь фюзеляжа).
304
Глава I. Конструкционные стали
Фиг. 1. Зависимость механических свойств стали 30Х2ГСН2ВМ
от температуры отпуска. Высокочастотная плавка, содержа-
щая 0,3% С. Для сравнения приведены свойства одной из плавок
стали ЗОХГСНА (образцы из стали ЗОХГСНА закалены в масле,
а из стали 30Х2ГСН2ВМ — на воздухе).
/—сталь 30Х2ГСН2ВМ, 2—сталь ЗОХГСНА.
Высокопрочные стали
305
Фиг. 2. Механические свойства стали 30Х2ГСН2ВМ при различных
температурах испытания. Высокочастотная плавка, содержа-
щая 0,3% С. Для сравнения приведены типичные свойства стали
ЗОХГСНА (образцы из стали ЗОХГСНА закалены в масле, а из ста-
ли 30Х2ГСН2ВМ—на воздухе).
/—сталь 30Х2ГСН2ВМ, 2—сталь ЗОХГСНА.
195
/
306
Глава I, Конструкционные стали
Фиг. 3. Влияние содержания углерода на механические
свойства стали 30Х2ГСН2ВМ при различных температурах
отпуска. (Высокочастотные плавки; образцы закалены
на воздухе).
ж..
Высокопрочные стали
307
Фиг. 4. Влияние содержания углерода на механические
свойства стали 30Х2ГСН2ВМ при высоких температу-
рах испытания. (Высокочастотные плавки; образцы зака-
лены на воздухе).
20*
308
Глава I, Конструкционные стали
HRC
35
30
25
20
15
О 10 20 30
Время изотермической выдержки при 650 °C в час
Фиг. 5. Влияние времени изотермической выдержки
при 650° С на твердость стали 30Х2ГСН2ВМ, содер-
жащей О,3°/о С. (Сталь нагревалась до 800° С, -
охлаждалась с печью до 650°С, затем на воздухе).
Высокопрочные стали
309
Фиг.
Кривые выносливости стали
30Х2ГСН2ВМ.
-=168 лТДил2, пп 9 = 139,5 кГ}мм2, 0=9%, -ф=4б,5%,
В а „ =5,2 кГ • м/см*.
Сплошные линии — образцы гладкие, пунктир —
образцы с надрезом.
(Образцы do=8 мм; г =0,75 мм).
310
Глава Г Конструкционные стали
ВЫСОКОПРОЧНАЯ СТАЛЬ
30Х2ГСНВМ (ВЛЬД)*
Химический состав ** в °/о
0,26—0,33
0,9—1,2 1,0—1,3
1,5—2,0 1,0—
0,9
1,3
0,4— Осно-
0,5 ва
0,011 0,015
** Суммарное количество серы и фосфора в стали ВЛ1-Д не должно пре-
вышать 0,022%.
Механические свойства по ТУ
Вид полуфабриката
Листы холоднокатаные
толщиной 0,8—3,0 мм,
шириной до 1250 мм. дли-
ной до 4000 мм
Листы горячекатаные
толщиной 3—20 мм, шири-
ной до 2500 мм, длиной до
6000 мм
Лента холоднокатаная
толщиной 1,0—2,2 и шири-
ной 350—500 мм; тол щи -
ной 2,25—3,0 и шириной
350—500 мм
Лента горячекатаная
толщиной 2,5—3,5 и шири-
ной 350—500 мм
ТУ
Состояние
(контрольные образцы)
ЧМТУ Отожженные <90 ^14
цниичм 979—63
Закаленные с 940 ± ±10° С на воздухе и отпущенные при 200— 280° С ^160 >7
Отожженная
ЧМТУ
цниичм
596—61
Закаленная с 930 ±
± 10° С на воздухе и
отпущенная при 200—
250° С (4 часа}
Закаленная с 930±
il0°C на воздухе и
отпущенная при 200—
250° С (4 часа}
* Сталь 30Х2ГСНВМ (ВЛЬД)—’Модификация стали ВЛ1, предназначена
для сварных конструкций. В стали, учитывая ее глубокую прокаливаемость, по-
нижено содержание никеля до 1,0—1,3% (вместо 2,0—2,5*>/0 для стали ВЛ1).
Механические свойства существенно не отличаются от свойств стали ВЛ1.
Высокопрочные стали
311
Продолжение
Вид полуфабриката
ТУ
Состояние
(контрольные образцы)
сч
ю
‘ 'лябы размером 110
! । i)< 1420x2600 мм
Листы холоднокатаные
л тин ой 0,8—2,5 и горя-
кнтаные толщиной 3,0—
S мм
ЧМТУ Отожженные <80 >14
цниичм 757—62
Закаленные с 930± il0°C на воздухе и отпущенные при 200— 250° С (4 часа) >160 >6
ЧМТУ Отожженные — —
цниичм 660—62
Слябы размером 100—
’ Л <380—650x1500—
00 ММ Л
ЧМТУ
цниичм
597-61
Отожженные
Физические свойства
11
S*
%
Закаленные с 940° С—
10 мин на воздухе и от-
пущенные при 210° С—
4 час, охлаждение на воз-
духе
7,9 г/см3.
10^11,3 (20—100°); 13,6 (100—200°); 14,3 (200—300°); 14,6 (300—400°);
i ( 100“.500°); 15,1 (500—600°); 15,7 (600—700°) 1/°С.
’ 0,057 (20°); 0,059 (100°); 0,063 (200°); 0,066 (300°); 0,069 (400°); 0,073
)( 0,075 (600°); 0,074 (700°); 0,071 (800°); 0,069 (900°) кал/см-сек °C.
i ЛИСТЫ
(1Л1ЦННОЙ
Ид полу-
|дбрнката
Механические свойства при низких температурах
Состояние Темпе- ратура испыта- ния °C сс # °0,2 GH В
кГ/мм^
* В скобках приведены значения для
яркой.
20 165 (161) 136 167 7 (7)
—70 175 (173) 169 8 (7)
—196 207 (188) 170 128 9
образцов, сваренных аргоно-дуговой
312
Глава I. Конструкционные стали
с-0,11 (100°); 0,12 (200°); 0,13 (300°); 0,14 (400°); 0,15 (500°); 0,16 (600?);
0,17 (700°); 0,15 (800°); 0,13 (900°) кал)г °C.
Критические точки
Ас 760° С; 810° С.
1 О
Технологические данные
Сталь хорошо деформируется в горячем состоянии.
Температурный интервал деформации 1200—900° С. Сталь удовлетворитель-
но штампуется в холодном состоянии. Основные характеристики штампуемостн
приведены в таблице.
Операции вытяжки Вытяжка Отбортовка Гибка на 90°
Л пр ^раб Лпр ^раб Gnin
Первая операция Вторая операция после термообработки 1,85—1,90 1,30—1,35 1,50—1,55 1,20—1,25 1,45—1,47 1,30—1,32 1,5—2,05*
* S — толщина материала.
При многооперационной вытяжке межоперационную термическую обработ
ку проводят по режиму: высокий отпуск при 680—700° С, выдержка 45 мин,
охлаждение на воздухе.
Термическая обработка: после горячей деформации — нормализация с 930°С;
отпуск при 690—72(Г С в течение 4—6 час.
Максимальное смягчение стали (для 'глубокой штамповки) достигается изо
термическим отжигом по режиму: нагрев до 800° С; охлаждение с печыо ди
650° С, выдержка при 650? С 4 часа, охлаждение на воздухе.
В процессе глубокой холодной штамповки между переходами следует при-
менять высокий отпуск при 7Г0+Ю°С в течение 3—5 час для снятия нагартовки,
Термическая обработка на егв^ 170±10 кПмм* 2 проводится по режиму: за-
калка с 930—950° С на воздухе; отпуск при 210+10° С или на 10° С выше тем*
пературы испытания, время выдержки при 210°С — 4 часа, при 310 и 360° С -
2 часа, при более высоких температурах отпуска — 1 час, охлаждение на воз-
духе.
При закалке на воздухе обеспечивается сквозная прокаливаемость листа
толщиной 20 мм.
Сварка
Сталь сваривается в среде защитных газов. Рекомендуется применять авто-
матическую сварку неплавящимся электродом по методу ИЭС им. Е. О. Патона
Подготовка деталей к сварке (очистка поверхности свариваемых кромок,
проверка зазоров, допустимых смещений), условия сварки (предварительный ио
догрев, защита внешней и обратной стороны швов, последующий отпуск) таким
же, как при сварке стали 42Х2ГСНМ (ВКС-1).
Простые детали можно сваривать без подогрева.
Высокопрочные стали
313
.4 41 I .11 —! I I ЧЧ ,1 I I , » I ' I *' 11 - " - - -
Промежуток времени от момента окончания сварки до проведения отпуска
должен быть минимальным (не более 30 мин).
Температура отжига перед правкой сварных деталей должна быть в пре-
делах 680-—710° С.
При сварке применяется присадочная проволока 2ОХ2ГСНВМ (Св-ВЛ1-Д).
1 'I. может свариваться со сталями 42Х2ГСНМА (ВКС-1), ЗОХГСНА и
НВФА (ЭИ712). Условия сварки при этом должны быть: в случае сварки
i алью 42Х2ГСНМА такими же, как для стали 42Х2ГСНМА, а при сварке
i угими сталями такими же, как для сварки стали 30Х2ГСНВМ.
Механические свойства сварных соединений и швов приведены в таблице.
! омическая обработка Вид сварки Толщина материала мм °в сварного соединения кГ/мм- Угол загиба металла шва градусы
Закалка и отпуск (по- сле сварки) на ав ос- новного материала (170 10 кГ/мм?) Автоматичес- кая аргоно- дуговая без присадки и с присадкой До 3 мм ав основного материала 50 f
Применение
Емкости ответственного назначения, испытывающие кратковременные боль-
шие внутренние давления. Перепад жесткостей следует ограничивать.
314
Глава I. Конструкционные стали
8%
16
12
8
время изотермической
выдержки при 650 °C в час
5)
Фиг. 1. Режимы смягчающей термической обработки стали 30Х2ГСНВМ
а“^ои”пие вРемени выдержки при отпуске на механические свойства (закалка стали
с JuO С на воздухе, отпуск при 700° С), б—влияние времени изотермической выдержки
на механические свойства (нагрев стали до 800° С, охлаждение с печью до 650° С).
1—плавка первая, 2—плавка вторая.
Высокопрочные стали
315
Фиг. 2. Зависимость механических свойств стали 30Х2ГСНВМ
от температуры отпуска. Листы толщиной 1,5 мм со слоем, обед-
ненным углеродом до 10% толщины; выдержка при отпуске
в интервале температур 500—725° С составляла 1 мин, при
200е С — 4 часа).
/—плавка первая, 2—плавка вторая.
316
Глава I. Конструкционные стали
ПРОВОЛОКА СВАРОЧНАЯ
20Х2ГСНВМ* (Св-ВЛЬД)
ЧМТУ
Проволока поставляется по —г;—582—61 в отожженном состояний
н цниичм
с d < 2 мм, в нагартованном — с tf>2 мм.
Технологические данные
Температурный интервал ковки 1200—900е С.
* Сталь Св-ВЛ1-Д— модификация стали ВЛ1-Д предназначена в качеств5
присадочного материала при сварке. Применима для сварки сталей типов ВКСН
Высокопрочные стали
317
ВЫСОКОПРОЧНАЯ СТАЛЬ
42Х2ГСНМА (ВКС-1)
Химический состав * в в/»
Мп
0,48
0,9—1,2 0,75—1,0
0,5
0,8
0,03— 0,4— Осно-
0,08 0,6 ва
Механические свойства по ТУ * (не менее)
полуфабриката
0,010 0,020
Состояние
(контрольные
образцы)
Днеты холоднока-
|ше толщиной
^КЗ,0 мм и горя-
^^аные толщиной
мм
ЧМТУ
цниичм
979—63
Закаленные с
940±10° С на
воздухе и от-
пущенные при
190
1Нта холоднока-
|И толщиной
НЙ»2 мм и шири-
L 350—500 м м\
иной 2,25—3,0 и
Ной 350 мм и
^катаная тол-
1 S
ЧМТУ
ЦНИИЧМ
596—61
Отожженная
90
14
Нон 350—500 мм
Закаленная на
воздухе с 930° С
и отпущенная
при 200—250° С
(4 часа)
190
щдосы толщиной
|Ь ММ, шириной
^4Н0 мм и дли-
| 0000 мм
ТУ
№ КО-02
Отожженные
14
Закаленные на
воздухе с 930° С
и отпущенные
при 200—250° С
(4 часа)
190
30
|истм поставляются в отожженном и травленом состоянии с твердостью
лю (f/orti) не менее 3,8 мм.
:¥ •
318 Глава I. Конструкционные стали f
* ' " 11 ' 11 ' "*** . ! । 'i; । jitp—
-• Л .
Механические свойства при комнатной
и высоких температурах (не менее)
Состояние Темпе- ратура °C Е ав с0,2
материала кГ/мм2 %
Закаленный с 20 20500 190 165 7 30
940° С на воздухе и отпущенный при 280° С (4 часа) 100 200 20 500 20 100 190 190 165 165 7 8 30 30
300 19 200 180 155 9 35
350 18 000 175 150 9 40
Механические
свойства при комнатной и низких температурах
Вид полу- фабриката Состояние Темпе- ратура испыта- ния °C кГ/мм2 ^5,65^ % кГ*м1см''
Листы тол- Закаленные с 940° С 20 198 9 6
щиной 3 мм на воздухе и отпущен- 70 904 9
ные при 270° С (4 часа), * V О
охлаждение на воздухе —196 214 1 0,3
* Ударная вязкость определена на образцах из листа толщиной 4 мм.
Физические свойства
tZ=7,79 г/см3.
а. 106=11,8 (20—100°); 12,8 (100—200°); 13,6 (200—300s); 14,5 (300—400);
15,1 (400—500°); 15,5 (500—600°); 15,9 (600—700°) 1/°С.
Х=0,081 (20°); 0,082 (100°); 0,083 (200°); 0,083 (300°); 0,079 (400°); 0,077
(500°); 0,076 (600°); 0,074 (700°) кал/см-сек °C.
с=0,11 (100°); 0,12 (200°); 0,13 (300°); 0,14 (400°); 0,15 (500°); 0,17 (600 );
0,19 (700°) кал/г °C.
Критические точки
АС1 770° С; 820° С; Мн 250° С.
1 о
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер
вал деформации 1180—800° С. Листовая сталь хорошо штампуется в отожжен
ном состоянии. Основные характеристики штампуемости приведены в таблице
Высокопрочные стали
319
перации вытяжки Вытяжка Отбортовка Выдавка плоская ^раб Гибка на 90° r mln
АпР ^раб /Спр ^раб
Первая операция 2,0—2,05 1,70—1,72 1,5—1,6 1,35—1,30 0,12 2S*
Втирая операция 1,35—1,30 1,25-1,20 1 in 1
* S — толщина листа.
| При многооперационной вытяжке межоперационную термическую обработ*
|у проводят по режиму: высокий отпуск при 680° С, выдержка 40—45 мин,
илйждение на воздухе.
Г Термическая обработка предварительная:
f й) высокий отпуск при температуре 720° С, выдержка 2—3 часа, охлажде-
ние на воздухе;
Г изотермический отжиг при 800° С, охлаждение с печью до 680° С (или пе-
в другую печь с температурой 680э С), выдержка 2 часа, охлаждение
IU нп.чдухе.
Термическая обработка окончательная на сгв=200+10 кПмм2\
закалка с 930—950° Сна воздухе; отпуск при 280° С в течение 4 час, ох л аж-
мне на воздухе.
Термическую обработку рекомендуется проводить в печах с нейтральной ат-
рой, так как в воздушной среде происходит обезуглероживание, понижаю-
ирочность стали.
Сварка
1 । аль сваривается в среде защитных газов. Рекомендуется применять авто-
f'1'кую сварку неплавящимся электродом по методу ИЭС им. Е. О. Патона.
Ими сварке применяется присадочная проволока Св-20Х2ГСНВМ
И-Д).
1ль может свариваться со сталями 30Х2ГСНВМ (ВЛ1-Д), ЗОХГСНА
НВФА (ЭИ712). Условия сварки при этом должны быть такими же, как
рке стали 42Х2ГСНМ (ВКС-1).
Применение
I' приусы емкостей, работающие кратковременно под внутренним давлением
> мпературах до 300°С.
Глава Г Конструкционные стали
0,60% Ni; 0,064% V). Закалка с 940°С.
Цифрами на кривых указана степень распада аустенита в %. На прямых
линиях ниже 7Иуу указано количество мартенсита в %-
Высокопрочные стала
321
ВЫСОКОПРОЧНАЯ СТАЛЬ
ВНЛ-2
Химический состав в °/о
(: 12 ОД 6 Si Мп Сг Ni Мо Fe м S не б Р олее
<0,75 <0,9 13—15 4,5—5,5 2,3—2,8 Основа 0,03 0,03
Механические свойства по ТУ (не менее
Вид
IKIJiy-
Jhi бри-
кн та
ТУ Состояние материала (контрольные образцы) а0,2 а ф гжэ/м- нг?
к. Г/мм2 %
’ глинки
Фасон-
ные
АМТУ
512—65
Термически обработанные
по режиму: закалка с
1100+10° С на воздухе; об-
работка холодом при —70° С
в течение 2 час; отпуск при
450° С в течение 2 час
135 90
Механические свойства при различных температурах
а Температура испы- тания в ° С Е а0,2 55 Ью ф 1 °100 а200 а-1 _Н а-1
* Состояние на базе 10-106 циклов
ь кГ/мм- % кГ 1мм2
Термически
обработанные
по режиму:
закалка с
1100 4-10° С
на воздухе;
обработка
холодом при
-70“ С в тече-
ние 2 час
отпуск при
150 “ С в тече-
ние 2 час
I' г»
—70 -—— 150— 170 8— 15 — 20— 25 3—4 *^11
20 18 000 135— 145 до- 115 8— 15 20— 35 3—5 -
300 16 000 120— 130 80- до 4—7 15- 25 — 115— 120
400 15000 ПО— 120 70— 80 4—7 15— 25 1 ' 1 —
500 13000 80— 105 65— 75 6— 10 15- 25 2—4 55
322
Глава I. Конструкционные стали
Физические свойства
г/—7,8 г/сж3.
а-106=11,2(20—100°); 11,8 (20—200°); 12,3 (20—300°); 12,6 (20—400°);
13 (20—500°); 13,3 (20—600°) 1/°С.
Х=0,041 (100°); 0,044 (200°); 0,048 (300°); 0,051 (400°); 0,054 (500°); 0,058
(600°); 0,061 (700°); 0,063 (800°); 0,067 (900°) кал1см*сек °C,
Технологические данные
Сталь выплавляют в индукционных печах с основной футеровкой на задан
ный фазовый состав, контролируемый прибором МКЛ. Магнитная индукция,
определяемая по ходу плавки на литом образце диаметром 16,5 мм и длиною
60 мм, закаленном в холодной воде, должна быть в пределах 8—12, а в кипящей
воде (~ 100° С) <0,5 условных единиц шкалы прибора.
Жидкотекучесть стали хорошая; заливка деталей производится методом
точного литья по выплавляемым моделям или в керамические формы. Температура
заливки форм 1620—1580° С (по термопаре погружения) в зависимости от толщи
ны и протяженности стенок отливки. Линейная усадка (свободная) составляв i
2%, объемная 10%.
Отрезка прибылей и литников производится анодной резкой, камнем (до тер
мической обработки) или механическим путем после предварительной термичег
кой обработки.
Предварительная термическая обработка: нагрев до 790° С, выдержка 6 ча<.
охлаждение на воздухе; нагрев при 65'0° С, выдержка 4 часа, охлаждение на
воздухе.
Окончательная термическая обработка проводится в защитной среде по ре
жиму: закалка с 1100+10° С на воздухе, обработка холодом при —70° С в течг
ние 2 час-, отпуск при 450° С в течение 2 час.
Сталь хорошо сваривается аргоно-дуговой или дуговой сваркой, отдельные
дефекты завариваются до термической обработки. Механические свойства свар
ного соединения сталей, сваренного с применением присадочного материала ич
стали Св.ВНС-5, должны удовлетворять требованиям таблицы.
Свариваемые материалы Состояние материала сгв кГ)мм^ Угол загиба град
Сталь ВНЛ-2 с этой же сталью Термически обработан- ный после сварки 120 120
Термически обработан- ный до сварки 90 90
Сталь ВНЛ-2 со сталью ВНС-5 Термически обработан- ный до сварки 90 90
а также коррозионные
свойства, такие же
Обрабатываемость резанием,
как у стали ВНС-5.
Применение
Высоконагруженные детали, работающие кратковременно при температурах
до 500° С.
ПРУЖИННЫЕ СТАЛИ
Настоящий раздел включает стали, применяемые в авиаци-
| >й промышленности для изготовления цилиндрических, винто-
и плоских пружин.
Но сравнению с четвертым изданием справочника (1958 г,)
юл дополнен сведениями о свойствах пружинной стали
I ?ВА, нержавеющих сталей 3X13, 1Х12Н2ВМФ, Х15Н9Ю и
П22ТЗМР, используемые также для изготовления цилиндриче-
к винтовых пружин сжатия.
1 повышением твердости и прочности повышается чувствитель-
‘Ь стали к концентрации напряжений и ее склонность к само-
чзвольному разрушению под действием постоянно приложен-
нагрузки. Это происходит в том случае, если в стали имеются
i^npo- и микродефекты, т. е. мелкие трещины, возникающие при
калке и других технологических операциях, либо различные
||пнгрхностные дефекты, являющиеся концентраторами напряже-
jjiilL Поэтому термическая обработка пружинных сталей на твер-
apr ib не рекомендуется. Лучше закаливать и отпускать
ужины, работающие при комнатной температуре, на твердость
р н а HRC 44—48.
|| Пружины, работающие при повышенных температурах, реко-
|i । -гея отпускать на такую твердость (прочность), при которой
ил и- чивается максимальная релаксационная стойкость стали при
Rr* кмальной рабочей температуре.
Нрп термической обработке пружин следует избегать обезугле-
и'.ншя, так как оно, как показывает опыт, приводит к сни-
но релаксационной стойкости и циклической выносливости
। ниных сталей.
I hi получения постоянства упругих характеристик пружин не-
тмо стабилизировать («заневоливать») их при температуре
ii.ko выше рабочей. Для каждого типоразмера пружин ре-
габилизации устанавливается опытным путем. Пружинные
(проволока класса ПА), 65Г, 60С2А, 50ХФА и 65С2ВА
лзиопностойки и требуют защиты.
пружин, работающих при повышенных температурах (бо-
* С), рекомендуется применять нержавеющие стали мартен-
> класса 3X13 и 1Х12Н2ВМФ, переходного Х15Н9Ю или
и ного Х12Н22ТЗМР и др.
лим изотермической и светлой закалки пружин из высоко-
чистых сталей У7А-У10А и 65Г приведены в инструкции
324
Глава I. Конструкционные стали
ВЫСОКОУГЛЕРОДИСТАЯ СТАЛЬ
У8 и У8А
Химический состав в °/о
Мар- ка стали С Si Мп Сг Ni
не болс<(
У8
У8А
0,75— 0,84 0,15— 0,35 0,20— 0,40 <0,20 <0,25 Основа 0,030
0,75— 0,84 0,15- 0,30 0,15— 0,30 <0,15 <0,20 • 0,020
О ,011
0,01(1
Механические свойства по ГОСТу (не менее)
Вид
полуфабриката
ГОСТ
Состояние
(контрольные образцы)
ав
кГ1мм^
В ,
11,3V Р
%
Нагартованная
75
Лента холодно-
катаная
ГОСТ
2283—57
Отожженная (низкий отжиг)
20
Физические свойства
d -^7,85 г!см3.
а** 106=11,1 (0—100°); 11,7 (0—200°); 12,5 (0—300°); 13,2 (0—400°); 13./
(0—500°); 14,2 (0—600°) 1/°С.
К—0,115 (100°); 0,108 (200°); 0,099 (300°); 0,091 (400°); 0,084 (500 )
кал)см сек °C.
е=0,117 (50—100°); 0,127 (150—200°); 0,135 (250—300°); 0,145 (350—400
0,160 (450—500°) кал/г °C.
Критические точки
720° С; Л3740°С.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1080—800° С.
Термическая обработка: высокий отжиг или нормализация при 780±1П'<
или низкий отжиг при 700+10° С; закалка с 780+10° С в масле, отпуск при
* По данным справочника «Теплофизические свойства веществ», Госэнер>4'
издат, 1956.
Пружинные стали
325
> । о1 С (желательно в соляной ванне в течение
* - ке необходимо избегать обезуглероживания.
.... ской обработки должна быть ^HRC 44—48.
Применение
Плоские пружины, работающие при температурах
5 мин). При термической
Твердость пружин после
не выше 120° С.
г
I-
ч
Расстояние от центра 8 мм
Фиг. 1. Изменение твердости стали У8 по
диаметру образцов, закаленных при раз-
личных температурах.
326
Глава 1. Конструкционные стали
Фиг. 2. Зависимость твердости стали У8 (0,77% С,
О,2Э®/о Мп) от температуры закалки,
/—твердость на поверхности, 2—твердость в центре.
327
Паужинные стали
Фиг. 3. Механические свойства стали У8 при низких температурах. Закал-
ка в масле, отпуск при 400°С. (Образцы гладкие dQ~6,3 мм; образцы
с надрезом: dH = 5 мм, угол надреза 60°, гы = 0Л мм).
328
Глава 1. Конструкционные стали
ВЫСОКОУГЛЕРОДИСТАЯ СТАЛЬ
У9 и У9А
Химический состав в й,/о
Мар- ка стали С Si Мп Fe Сг Ni
У9 0,85— 0,94 0,15— 0,35 0,15— 0,35 Основа <0,20 <0,25
У9А 0,85— 0,94 0,15— 0,30 0,15— 0,30 <0,15 <0,20
не более
0,030
0,020
0,035
0,030
Механические свойства по ГОСТу (не менее)
Вид полуфаб- риката ГОСТ Состояние (контроль- ные образцы) Группа прочно- сти ав А & 11,3/ р % HV кГ;МЛГ-
Нагартован- 75—120 —-—-
Лента хо- ГОСТ ная -<
лоднокатаная 2283—57 Отожженная (низкий отжиг) »— 75 10
Лента пру- ГОСТ В состоянии 1П 130—160 375—485
жинная термо- обработанная* 2614—55 е поставки 2П 161—190 486—600
ЗП >190 >600
* Лента, термически обработанная по ГОСТу 2614—65, поставляется из ста-
лей марок У8А, У9А, У10А, УНА, У12А и Х05 по выбору завода-изготовителя;
отклонения по пределу прочности ±5 кГЛюи2 и по твердости ±10 кГ)мм2 в срав-
нении со значениями, указанными в таблице, не являются основанием для бра-
ковки; по требованию потребителя лента с ов = 170-ь200 кГ/мм2 может постав-
ляться с 6 >2,5%.
Модуль нормальной упругости (20° С) Е—20 000 кПмм2; модуль касатель-
ной упругости (20° С) G=8080 кПмм2.
Физические свойства
d=7,85 г! см3.
а-106=11,0 (20—100°); 11,6 (20—200°); 12,4 (20—300°); 13,2 (20-400°)
Пружинные стали
329
*3
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
^формации 1060—800р С.
Термическая обработка: высокий отжиг или нормализация при 780±10рС;
|иилка с 780±10°С в масле; отпуск при 350—42(Г С (желательно в соляной
|Нпе в течение 5 мин). При термической обработке необходимо избегать обез-
Ьйчюживания. Твердость пружин после термической обработки должна быть
аНКС 44—48.
Применение
Плоские пружины, работающие при температурах не выше 120° С.
Глава L Конструкционные стали
Фиг. 1. Влияние температуры закалки на
прочность при изгибе высокоуглеродистых
сталей.
Сопроти дле^ше
ото ь/ в'у в кГ/мм t
Фиг, 2. Влияние естественного старения на сопротивление
отрыву стали У9 (0,98% С) (предел прочности при испыта-
нии на изгиб).
Пружинные стали
331
1
? F
| !
( t
г Г
!
Фиг. 3. Влияние искусственного старения на со-
противление отрыву стали У9 (0,9% С) (предел
прочности при испытании на изгиб).
Фиг. 4. Диаграмма изотермического превращения аустенита
стали У9. Нагрев при 885° С.
332
Глава I. Конструкционные стали
ВЫСОКОУГЛЕРОДИСТАЯ СТАЛЬ
70
Химический состав * в °/о
С Si Мп Сг Ni Fe s р
не более
0,67-0,75 0,17—0,37 0,5—0,8 <0,25 <0,25 — 0,035 0,030
* По ГОСТу 1050—60; содержание серы и фосфора ограничено ГОСТом
9389—60,
Механические свойства проволоки класса
ПА* по ГОСТу 9389—60
Диаметр проволоки мм св кГ[мм2 Число перегибов не менее Число скручиваний не менее
0,14 225—270 35
0,15 225—270 34
0,16 225—270 33
0,18 225—270 - — — 33
0,20 225—270 ч 32
0,22 225—270 » 32
' 0,25 225—270 > 32
0,28 225—270 31
0,30 225—270 ——— 31
0,32 220—265 - 30
0,36 220—265 30
0,40 220—265 ~ 28
0,45 220—265 28
0,50 220—265 * 27
0,56 220—265 27
0,60 220—265 25
0,63 215—260 * 25
0,70 215—260 25
0,75 215—260 — —V 24
0,80 215—260 12 24
Пружинные стали 333
Я
Продолжение
Диаметр проволоки мм ав кГ/мм^ Число перегибов не менее Число скручиваний не менее
0,85 210—255 11 24
0,90 210—255 11 24
1,00 205—250 10 24
1,10 195—240 8 24
1,20 195—240 7 24
1,30 190—230 18 24
1,40 190—230 17 24
1,50 185—220 15 24
1,60 185—220 . 13 24
1,70 180—210 10 24
1,80 180—210 10 24
2,00 180—210 9 23
2,20 170—200 8 22
2,30 170—200 7 21
2,50 165—195 7 21
2,80 165—195 9 19
3,00 165—195 5 18
3,20 155—185 5 18
3,40 155—180 5 18
3,50 155—180 5 18
* Проволока класса НА соответствует по физико-механическим свойствахМ
проволоке ОВС, ГОСТ 1546—53; для проволоки диаметром менее 0,8 мм испы-
шие на перегиб заменяется испытанием на разрыв с узлом, при котором раз-
pi.тающее усилие должно составлять не менее 50% разрывающего усилия той
<» проволоки при испытании се без узла.
Модули упругости и сдвига
Температура испытания °C ЕЛ Од G
кГ !мм2
20 21 000 8400 7700—8000
334
Глава Г Конструкционные стали
Пределы пропорциональности при кручении
Вид
полуфабриката
Пружины из
проволоки класса
ПА диаметром
2,5 мм
Состояние Темпера- тура испытания °C Гпц(50) Гпц(10)
кГ1мм^
Отпущенные 20 113 98
при 280° С (1 час) с охлаж- 100 100 87
дением на во- 150 — "Ч
здухе 200 80 68
250 — —
0,96—0,98
0,93—0,96
0,90—0,94
0,88—0,92
20°
* GT — модуль сдвига при температуре Т°;
ратуре 20° С.
%
Фгой— модуль сдвига при темпе
Релаксационная стойкость
Темпера- тура испы- тания °C Режим отпуска Диаметр проволоки класса ИА мм Потеря напряжения за 100 час в % при начальном напряжении кГ)мм2
50 75 100
20 250° С —1 час 1 1,8 3 4
2 0,3 2 4
3 2 3,2 5
* 4 ч. 0,5 3,5 8
150 300° С — 1 час 1 5 9,2 14
ч2 4,2 6,5 9
3 5 10 18
4 4,8 12 25
200 350° С —1 час 1 6,4 11 26
2 6,2 9,6 21
3 6,4 13 24
4 5,6 ч 14,6 33
Пружинные стали
335
Физические свойства
./ -7,81 г1смг.
Н Ю6= 11,5(20—100°); 12,3(20—200°); 13,0(20—400°) 1 /°C.
Критические точки
1, 730° С; Ае 743° С; Аг 693° С; Аг 727° С.
t j 7 С-- 3 * 1. 7 3
Технологические данные
1 галь хорошо деформируется в горячем состоянии. Температурный интервал
। »мации 1080—800° С.
И рмическая обработка: пружины (после навивки холоднотянутой проволо-
шдвергают отпуску при 250—320° С в течение 1 час, охлаждение на воздухе.
Применение
। (илиндрические винтовые пружины, работающие до 150е С.
Степень о Сжатия в °/а
S
Фиг. 1. Зависимость физико-механических свойств
стали 70 от степени обжатия при холодном воло-
чении проволоки.
336
Глава I. Конструкционные стали
i
I * 11 1 (°()nua Э8Н
Й s a f (Off)nuaj a9
Фиг. 2. Зависимость физико-механических свойств стали 70 от температуры отпуска (дли-
тельность отпуска 1 час). Образцы из проволоки класса ПА диаметром:
а—0,5 мм, 6—1 мм, в—2 мм, г—3 мм, 6—4 мм.
Пружинные стали
337
22 195
Фиг. 3. Изменение предела пропор-
циональности Гпц(50) и тгПц(10) при
кручении и напряжении релакса-
ции Tt стали 70 (проволока клас-
са ПА) за период релаксации в те-
чение 500 час в зависимости от
температуры отпуска (длительность
отпуска 1 час).
1 2 тдц(50)» 3 хцц (10)» то показано
пунктиром.
£ а) <й 5) & в) г) д)
Фиг. 4. Зависимость релаксационной стойкости стали 70 от температуры отпуска.
Образцы-пружины из проволоки класса ПА диаметром:
. а—0,5 мм, б—1 мм, в—2 мм, а—3 мм, 6—4 мм.
Релаксация за 500 час:
/-при температуре 20° С (Т0=85 кГ/мм-1), 2-при 100° G (То=7О кГ/лм2), 5-при 150s С (Го=70 кГ/мм*)
4—при 200° С (То=70 кГ/мм2). при 250° С (Т-=60 кГ.'мм2). 5—при 300° С (т=4О кГ'лл-)
£3
М
R
Ж
Л
а*
**-
съ
п
Й
а)
Время отписка в час
б) В) г)
о 1
д)
Фиг. 5. Зависимость релаксационной стойкости стали 70 от времени отпуска.
/—при 250° С, 2—при 300° С.
Образцы из проволоки класса ПА диаметром:
а—0,5 мм, 6—1 мм, в—2 мм, г—3 мм, 6—4 мм.
340
Глава I. конструкционные стали
ПРУЖИННАЯ СТАЛЬ
65Г
Химический состав * в %
С Si Мп Сг Fe Ni S Р
не более
0,62—0,70 0,17—0,37 0,9—1,2 <0,25 Основа <0,25 0,04 0,04
* По ГОСТу 1050—60.
Механические свойства по ГОСТу (не менее)
Вид полуфабриката гост Состояние (контрольные образцы) ав <*0,2 65
кГ/мм2 %
Прутки* гост 2052—53 Закаленные с 830° С в масле и отпущенные при 480° С 100 80 8 30
* Другие полуфабрикаты: полосы поставляются по ГОСТу 1050—60 и
2052—53, ленты по ГОСТу 2283—57 и 2614—55, проволока по МПТУ 2137—49.
Модуль нормальной упругости (20° С) £—20 000 кГ!мм2\ модуль касатель-
ной упругости (20° С) 6=8000 кПмм2.
Физические свойства а
а-106=11,1 (20—100°); 11,9 (20—200°); 12,9 (20—300°); 13,5 (20-400°)
1/°С.
Критические точки
Аг 720° С; Ж 740° С; Аг 695° С; Аг 720° С.
VI ’ V 3 ^1 7 ' 3
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1100—850° С.
Термическая обработка: закалка с 810+10° С в масле; отпуск при 340—380° С
с выдержкой 1 час, охлаждение на воздухе; HRC 43—48.
Применение
Шайбы пружинные, работающие при температурах не выше 120рС
Пружинные стали 341
Фиг. 1. Зависимость механи-
ческих свойств стали 65Г от
температуры отпуска.
Фиг. 2.
Диаграмма изотермического превращения аустени-
та стали 65Г. Нагрев до 820° С.
Глава I. Конструкционные стали
4м
Скорость охлаждения при 700 °C в °/сек
Фиг. 3. Диаграмма прокаливаемости стали 65Г (0,62% С;
0,21% Si; 0,90«/о Мп).
Пружинные стали
ПРУЖИННАЯ СТАЛЬ
60С2А
Химический состав * в ’’’/о
G Si Мп г Ni Fe S р
не более
0,56—0,64 1,6—2,0 0,6—0,9 <0,3 <0,4 Основа 0,03 0,03
* По ГОСТу 2052—53.
Механические свойства по ГОСТу (не менее)
Вид полуфаб- риката ГОСТ ’ Состояние (контрольные образцы) °в с0,2 ^11,3/ F S10 Ф >
кГ!мм^ %
Лента хо- лодноката- ная гост 2283—57 Нагартованная 80—120 —-"HW —
ГОСТ 2283—57 Отожженная <90 — 10
Прутки гост 2052—53 Закаленные с 870° С в масле и отпущенные при 460° С 160 140 1 5 * 20
Механические свойства стали различных плавок
Диаметр заготовки мм ав ^0,2 °пц О? сл ЧА 1 НВ кГ!ммЪ
- кГ/мм- %
14 160 144 — 10 40 460
163 150 1». т 10 44 460
162 143 136 10 40 445
162 142 135 11 45 445
15 160 155 — 10 44 445
155 152 ~ 4 10 42 445
344
Глава I. Конструкционные стали
Продолжение
Диаметр заготовки мм °в °0,2 апц ф НВ кГ/мм%
кГ/мм1* С &
163 161 L 147 146 133 135 10 10 43 47 445 445
21 163 159 155 154 и м и 11 53 56 460 460
Модуль нормальной упругости £=20 000* кГ/мм2;
модуль сдвига G = 8000 кГ{лш2.
Критические точки
А 755° С; А. 810° С; Аг 700° С; Аг 770° С; Мн 305° С.
Технологические данные
Сталь удовлетворительно деформируется в горячем состоянии. Температур-
ный интервал деформации 1100—850° С.
Термическая обработка: закалка с 860±10°С в масле; отпуск при 430—
470° С на твердость HRC 42—50.
Применение
Плоские и цилиндрические винтовые пружины,
рах до 200° С.
работающие при температу-
Фиг. 1. Зависимость меха-
нических свойств стали
60С2А от температуры
отпуска.
Пружинные стали
345
°C
67О Г
О 20 00 60 80 100
Степень распада аустенита 0 %
Фиг. 2. Диаграмма изотермического превращения аусте-
нита стали 60С2А (0,60% С; 1,73°/о Si; 0,64% Мп).
Нагрев 860° С.
Глава Г Конструкционные стали
Скорость охлаждения при 700аС в °/сек
Фиг. 3. Диаграмма прокаливаемости стали 60С2А. (Полоса прокали-
ваемости построена для плавок состава: 0,54—$ДЗ% С; 1,65—
1,98% Si; 0,70—0,83% Мп).
Пружинные стали
347
ПРУЖИННАЯ СТАЛЬ
50ХФА
Химический состав * в %
Si Мп Сг V Ni Fe
не более
0,15—0,30
0,3—0,6 0,75—1,10
0,15—0,25
0,030,03
1
* По ГОСТу 3704—47.
Механические свойства по ТУ (не менее)
Вид полуфабриката ТУ или ГОСТ Состояние (контрольные образцы) ав кГ]ммъ ф % HRC
Проволока (се- ребрянка, ГОСТ 2588—44) ГОСТ 3704—47 ЧМТУ 5559—56 Закаленная и отпущенная при 370—420° С 150 40 42—50
Механические свойства при комнатной и высоких температурах
Состояние материала Темпера- тура испы- тания | °C а0,2 Ф А HRC
кГ /мм^ %
Закаленный с Н(Ю° С в масле и отпущенный при 180° С 20 100 200 300 350 400 150 144 141 140 134 122 140 128 123 120 118 108 10 8,6 9,4 13 14 14,6 42 40 32 40 50 60 40-42
Модуль нормальной упругости (20° С) Е=20 ООО-г-21 000 кГ/мм2;
модуль касательной упругости при (20° С) G=8000^-8200 кГ1мм2.
348
Глава I. Конструкционные стали
Механические свойства при низких температурах
Вид полуфабриката Состояние Темпера- тура испы- тания °C ав кГ!мм^ 85 ф
с £
Прутки диаметром Закаленные и от- 20 166 8 40
10 мм пущенные при 400° С —40 —- '
ь —70 174 8 35
—196 208 3 5
Предел выносливости при кручении
Состояние материала
Форма образца
кГ[мм2
(на базе 107 циклов)
Закаленный с 860° С в
масле и отпущенный при
400° С — (1 час)', охлажде-
ние в горячей воде (HRC
44—45)
Гладкий (г/=10 мм)
С надрезом
(rH=lt5 мм)
34
27
Пределы прочности и выносливости при кручении пружин
кГ/мм^
160—175
кГ^мя^
55—60
Пределы пропорциональности при кручении
Вид полуфабри- ката Состояние Темпера- тура испы- Тпц(50) ^пц(10) GT*
тания °C кГ/ 'мм- ^20°
Пружины из Закаленные с 20 110 90 1
проволоки диа- 850° С в масле и 50 90 75 <1 1
метром 2 мм отпущенные при 100 77 63 0,96—0,98
400° С (1 час) с 150 1 0,93—0,96
охлаждением в 200 65 53 0,90—0,94
горячей воде 250 300 58 44 0,87—0,91 0,82—0,88
* Ст—-модуль сдвига при температуре Т°С; G20 — модуль сдвига при тем
пературе 20° С.
Пружинные стали
349
Релаксационная стойкость
Вид полу- > фабри- ката Состояние Темпера- тура °C Начальное напряжение к Г 1мм?
10
Потеря напряжения в % за время
в часах
20
50
100
200
300
Пружи-
ны (D—
22 мм,
лр=6) из
проволо-
ки диа-
метром
2 мм
Термически
обработанные
по режиму; за-
калка с 850° С
в масле; от-
пуск при 400° С
(30 мин), ох-
лаждение в
горячей воде
100 70 5,6 7 8,7 9,5 9,8 10
60 3,1 4 5,2 5,7 6 6,1
50 1,5 1,8 2,3 2,56 2,7 2,7
40 0,8 - 1 — 1,3 1,55 1,55 1,55
200 70 11 12 13,6 14 14,5 14,7
60 7,2 7,6 9,1 10,2 10,3 10,4
50 4,5 4,9 6,8 7,8 8 8,2
40 2,8 Ч 4,3 5,4 5,9 6
300 70 20 20,5 21 23 34 43
60 14 14,2 15 16,5 26 39
50 7,2 7,4 8,2 9,7 20 33
40 4,6 — 6,2 14 25
Пределы секундной прочности
Вид
полу-
фабри-
ката
Состояние
а100"
а200’ а300"
кГ)ммЪ
Прутки Закаленные с 860° С в 400 105 103 100 97 95
масле и отпущенные при 400° С с охлаждением в го- 500 73 68 61 58 55
рячей воде 600 54 48 40 37 35
(ав>150 кГ1мм%) 700 25 20 15 12,5 10
Физические свойства
d=7,8 г!см3.
«•106=12,4 (20—100°); 12,8 (20—200°); 13,4 (20—300°); 13,9 (20—400°);
14,2 (20-500°) 1/°С.
q=0,23 (20°) ом*мм2)м.
350
Глава Г Конструкционные стали
Критические точки
Аг 752° С; Аг 788° С; Аг 688° С; Аг 746° С.
С1 ’ г3
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1150—900° С.
Термическая обработка: закалка с 850±10°С в масле; отпуск при 370-
450° С в течение 1 часа, охлаждение в масле, горячей воде или на воздухе (Я/?С
40—48).
В отдельных случаях допускается отпуск на твердость не выше, чем HRC 50.
Нагрев пружин под закалку рекомендуется производить в соляной ванне,
раскисленной древесным углем.
Применение
Цилиндрические винтовые пружины, работающие при температурах до 200° С,
Пружинные стали
351
Фиг. 1. Зависимость физико-механических свойств ста-
ли 50ХФА от температуры отпуска.
352
Г лава I. Конструкционные стали
I
I J'
IB
С кГ/MM2
70
GO
о
50
40
30
20
10
-- _t0=. 41 кГ/i
50° 20 °C
100°
150° I / to К! ”1мм2
200°
200° 250°С
*
250°—
200
600
400
800 °C
Фиг. 2. Зависимость релаксации стали 50ХФА от темпера-
туры отпуска при различных температурах испытания
(длительность испытания 100 час).
То-пунктир, —сплошная линия.
Пружинные стали
353
195
Фиг. 3. Зависимость релаксации стали
50ХФА от температуры испытания при
различных температурах отпуска (дли-
тельность испытания 100 час).
пунктир, х^ —сплошная линия.
0
354
Глава I. Конструкционные стали
' •. ;•
> \ л
'К
7Т
Jf.
Фиг. 4. Механические свойства стали 50ХФА при низких температурах. (За-
, калка в масле; отпуск при 400°С),
а—образцы гладкие, б—образцы с надрезом.
Пружинные стали
355
50ХФА
Фиг. 5. Диаграмма изотермического
щения аустенита стали
880° С).
Г
превра-
(нагрев
Расстояние от торца 8 мм
Фиг. 6. Диаграмма прокаливаемости стали 50ХФА.
.1
356
Глава I. Конструкционные стали
ПРУЖИННАЯ СТАЛЬ
65С2ВА
Химический состав в %
не боли»*
I *| . I - • J Т-Л
0,030 ОJHS
0,61—0,69
0,7—1,0
0,8—1,2
<0,4 Основа
Механические свойства по ГОСТу (не менее)
Вид
полуфаб-
риката
ГОСТ Состояние (контрольные образцы) °в KFjMM- ^5 ( >6
Прутки
ГОСТ Закаленные и отпущенные
2052—53 при 420° С
Механические свойства при различных температурах при кручении
Состояние материала Температура испытания °C G т0,3 тпи
кГ/мм**
Закаленный с 850° С в масле и 20 7600 155 126 102
отпущенный при 450° С (1 час) с охлаждением на воздухе 200 300 7200 6500 154 151 112 101 83 74
Пределы пропорциональности при кручении
Состояние материала
Закаленный с 850° С в мас-
ле и отпущенный при 450° С
(1 час) с охлаждением на
воздухе
Температура
испытания
°C
^пц(50)
Тпц(10)
50
100
150
200
250
300
115
100
90
85
80
73
67
98
81
70
64
60
56
51
1
0,96—0,98
0,93—0,96
0,90—0,94
0,87—0,91
0,82—0,88
* — модуль сдвига при температуре Т°; (72о — модуль сдвига при темпе-
ратуре 20° С.
Пружинные стали
357
Модуль нормальной упругости (20е С) £—19 000 к£/л.и2; модуль касатель-
ной упругости (20° С) G—7600^-7850 лш2.
Допускаемые напряжения при статическом нагружении цилиндрических
винтовых пружин сжатия
»|| - ™ - I ' — » — 11 "
Рабочая температура пружин в °C
20—60 100
Допускаемые напряжения кручения в
Физические свойства
d— 7,85 г/см3.
Технологические данные
Сталь удовлетворительно деформируется в горячем состоянии. Температур-
ный интервал деформации 1100—900° С.
Термическая обработка: закалка с 850±103С в масле; отпуск при 450—540° G
и течение 1 часа, охлаждение на воздухе (HRC 44—48; 46—50).
Нагревать пружины для закалки рекомендуется в соляной ванне, раскис-
ленной древесным углем.
Г;
1
Применение
Ответственные цилиндрические винтовые пружины, работающие при тем-
пер атурах до 250р С.
358
Глава I. Конструкционные стали
Фиг. 1. Зависимость физико-механических свойств стали
65С2ВА от температуры отпуска.
Пружинные стали
359
С кГ/ммг
Фиг. 2. Зависимость релаксации стали 65С2ВА от темпера-
туры отпуска при различных температурах испытания
(длительность испытания 100 час).
То—пунктир, Xt —сплошная линия.
Глава Г Конструкционные стали
**
Х^Г/мм2
Фиг. 3. Зависимость релаксации стали
65С2ВА от температуры испытания при
различных температурах отпуска (дли-
тельность испытания 100 час).
to—пунктир, —сплошная линия.
Пружинные стали
361
Релаксация напряжений в % Релаксация напяжений в %
Г)
в)
Фиг. 4. Зависимость релаксации стали 65С2ВА от температуры и началь-
ных напряжений в пружинах. (Закалка с 850° С в масле; отпуск при
450р С в течение 1 часа, охлаждение на воздухе):
а—при 20° С, б—при 100е С, в—при 200° С, г—при 300° С.
г)
•иШНИ"'-
362
Г лава I. Конструкционные стали
О
С
20 ЦО 60 80 100
Степень распада аустенита в %
Фиг. 5. Диаграмма изотермического превращения аусте-
нита стали 65С2ВА (О,63“/о С; 1,69% Si; 0,81% Мп;
1,01% W; нагрев 86СРС).
Пружинные стали
363
ХРОМИСТАЯ СТАЛЬ ВЫСОКОЙ ТВЕРДОСТИ *
3X13 (ЭЖЗ)
Химический состав * в °/о
С Si Мп Сг Fe S р
не более
0,25—0,34 <0,6 <0,6 12—14 Основа 0,025 0,030
* По ГОСТу 5632—61.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
ТУ
или
ГОСТ
Состояние
(контрольные
образцы)
кГ]мм2
HRC
Проволока (се-
ребрянка) диа-
метром 1—5,5мм
ЧМТУ
295—60
Закаленная с
1000—1050° С в масле
и отпущенная при
450^10° С в течение
1 часа с охлажде-
нием на воздухе
160
10 40 44—50
Механические свойства при комнатной и высоких температурах
Состояние материала ВИ] l?dAJ,£ Е д ав а0,2 апц 5К В5 ф 04 X
Темпера испытан °C *1 кГ!мм‘‘ 2 с О НВ кГ1мм%
Закаленный с 1050° С в 20 20 000— 20 900 22 100 178 156 123 280 13 50 5 470
масле и отпу- щенный при 200 *— 20 800 172 143 113 277 12,5 51 5 363
400° С (2 часа) 300 20100 171 141 по 276 11 48 5 354
с охлаждением на воздухе 400 — 11 19 200 170 137 по 268 14 49 5 350
500 600 1 1 18 200 160 81 128 75 108 64 230 114 13 14 44 70 5 8 302 96
* Подробные сведения об этой стали помещены в гл. I т. III Справочника
по авиационным материалам.
364
Глава Г Конструкционные стали
Механические свойства при комнатной и высоких температурах при кручении
cl G Од Т0,3 Пщ ^пц(50) Тпц (100)
Состояние Ь1 6*
aS <и И (D г i Г „О т
материала * кГ/мм? т кГ!мм2 ^20’
Н S а
Закаленный 20 7600— 8480 155 100 65 580 92 70 1>о
с 1050° С в 8000
масле и отпу- щенный при 100 8270 14 85 65 0,96—0,97
450° С в тече- 200 ———" 8080 143 87 56 300 77 60 0,90—0,93
ние 1 часа, с охлаждением 300 7780 136 82 50 190 70 54 0,84—0,IX)
на воздухе 400 7410 130 76 42 150 64 48 0,78—0,80
500 1— 6870 123 70 38 — 58 43 0,72—0,78
* GT — модуль сдвига при температуре Т°С; G200—модуль сдвига при тем-
пературе 20° С.
Допускаемые напряжения при статическом нагружении
цилиндрических винтовых пружин сжатия
Рабочая температура пружин в °C 20—100 200 250 300
Допускаемые напряжения кручения в кГ[мм2 50 45—47 42—46 40—45
Релаксационная стойкость
/
Вид
полуфабри-
ката
Состояние
Потеря напряжения
в % за время в часах
Пружины
(22=22 мм,
Ир=б из про-
волоки диамет-
ром 2 мм)
Термически обра-
ботанные по режи-
му: закалка с 1050° С
в масле; отпуск при
450° С (1 час), охлаж-
дение на воздухе
200
60 1,6 1,9 2,2 2,56
50 1,3 1,6 1,9 2,2
40 1,0 1,34 1,67 1,9
30 0,73 1,1 1,5 1,8
20 0,43 0,9 1,2 1,6
Пружинные стали
365
Продолжение
Вид
полуфабри-
ката
Состояние
Потеря напряжения
в % за время в часах
15 50 100 200
60 3,4 4,2 4,76 5,0
50 2,7 3,2 3,6 3,84
300 40 2,0 2,5 2,9 3,16
30 1,5 2,0 2,46 2,55
20 1,13 1,57 1,92 2,0
60 4,8 6,2 7,45 8,65
50 3,45 4,4 5,1 5,8
350 40 2,6 3,3 4,0 4,45
30 1,9 2,5 3,0 3,45
20 1,2 1,66 2,1 2,45
60 50 15,3 11,8 17,6 14 21 16,5 25,6 20
400 40 9,2 11,2 13,4 16,7
30 6,4 8,6 10,8 14
20 3,9 5,7 7,8 10,4
Технологические данные
Термическая обработка пружин: закалка с 1000—1050° С в масле; отпуск
при 400—450° С в течение 1 часа, охлаждение на воздухе. Нагрев под закалку
желательно производить в соляной ванне. Пружины не окисляются при темпе-
ратурах до 7503 С.
Для повышения коррозионной стойкости пружин рекомендуется подвергать
их после термообработки электрополированию.
Применение
>
Пружины, работающие при температурах до 300° С.
Глава I. Конструкционные стали
Пружинносе стали
367
Фиг. 2. Зависимость твердости стали 3X13 (0,33% С; 12,93% Сг;
0,39% Si; 0,28% Мп) от температуры отпуска при различных темпе-
ратурах закалки в масле. (Выдержка при всех температурах закалки
5 мин\ отпуск 1 час\ охлаждение на воздухе).
/-с 1050° С, 2—с 1000° С, 3—с 950а С, 4—с 900° С.
368
Глава I. Конструкционные стали
Фиг. 3. Зависимость физико-механических свойств стали 3X13 от темпе-
ратуры отпуска:
1—закалка с 1050° С в масле, отпуск 1 час, охлаждение на воздухе, 2—закалка с
1050° С, отпуск при 400° С в течение 300 час, охлаждение на воздухе.
Пружинные стали
369
24 195
Фиг. 4. Зависимость механических свойств стали 3X13,
закаленной с 1050° С в масле, от продолжительности
отпуска при 450° С. (Релаксация при 350° С, 100 час;
То = 40 кГ/мм2);.
aj
5)
Фиг. 5. Зависимость коррозионных свойств стали 3X13 от температуры
отпуска (закалка с 1050° С в масле, отпуск 1 час).
а—испытание в проточной водопроводной воде, б—испытание в 3%-ном раство-
ре NaCl в течение 4 недель.
7—0,23% С, 13,0% Сг, 2—0,29% С, 13,0% Сг, 3-0,06% С, 13,3% Сг, 4-0,11% С,
10,9% Сг.
Пружинные стали
371
Фиг. 6. Зависимость релаксации стали 3X13 от темпера-
туры отпуска (1 час):
Л 2, 3-— кривые релаксации (тр, То показано пунктиром,
/—релаксация при 350° С, 300 час, То=55 кГ/мм-, 2—при 300° С,
100 час, То—350 кГ/мм2, предварительное заневоливание при
300° С, 30 мин. тзан—40 кПмм2, 5—при 350° С, 100 час, То”
~30 кГ[мм\ предварительное заневоливание при 350° С, 30 мин,
т ~ „„ ”35 кГ/мм'2.
J dn
Глава I. Конструкционные стали
-180 -ШО -100 -SO -20 0 20 °C
а)
Фиг. 7, Изменение предела текучести (а) и от-
носительного удлинения (б) стали 3X13 с по-
нижением температуры до —183° С.
/—исходное состояние (высокий отпуск), 2—закалка
с 1050° С, отпуск при 550* С,
Пружинные стали
373
ХРОМИСТАЯ СТАЛЬ
1Х12Н2ВМФ (ЭИ961*)
Химический состав * в ®/о
С Si Мп Сг Ni V W Мо Fe S р
не более
0, io- о.16 <0,6 <0,6 10,5— 12,0 1.5— 1,8 0,18'— 0,30 1,6—2,0 0,35— 0,50 Основа 0,025 а 0,03
* По ГОСТу 5632—61.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
ТУ Состояние (контрольные образцы) св кГ[ммЪ S5 ф HRC
%
Проволока (се-
ребрянка) диа-
метром 1—5,5 мм
ЧМТУ
295—60
Термически обра-
ботанная по режи-
му: закалка с 1000—
1020° С в масле; от-
пуск при 500±10°С
(1 час) охлаждение
на воздухе
140
10
40 40—45
Механические свойства при комнатной и высоких температурах при кручении
Состояние материала
Темпе-
ратура
испыта-
ния
Ол *в *0,3 *пц <р° HRC
кГ[мм2
Термически обработанный 20 8450 123 78 54 1100 44
по режиму: закалка с 1000— 1020° С в масле, отпуск при 300 7600 111 68 41 325
500° С (1 час), охлаждение на воздухе 400 7280 103 64 38 140
* Подробные сведения об этой стали помещены в гл. I т. III Справочника по
авиационным материалам.
Модуль нормальной упругости (20° С) Ед“21 500 кГ/мм2; модуль касатель-
ной упругости (2CFC) G —7600-^7800 к/7лья2.
374
Г лава I. Конструкционные стали
------------------ --
Пределы пропорциональности при кручении
Вид полуфаб- риката * Состояние Темпе- ратура испыта- ния °C Тпц(50) Гпц(10) Or *
кГ]ММЪ g2 cr
Пружины г* Закаленные с 1000— 20 75 67 1 ,o
1020° С в масле и отпу- щенные при 500° С 100 68 58 0,96- -0,97
(1 час) с охлаждением 200 64 52 0,91— -0,93
на воздухе 300 59 50 0,84- -0,90
350 —1 — 0,81- -0,88
400 57 46 0,77- -0,86
500 55 37
^20°—модуль сдвига при тем-
* GT — модуль сдвига при температуре Т°.С;
пературе 20° С.
Допускаемые напряжения при статическом нагружении
цилиндрических винтовых пружин сжатия
Рабочая температура пружин в °C 20 100 200 300 350
Допускаемое напряжение кручения в кГ)мм^ 62 59 56 52 50
Пружины -
(Z)=20 мм,
/гр=8 из про-
волоки диамет-
ром 2 мм)
Термически обра-
ботанные по режи-
му: закалка с 1000—
1020° С в масле; от-
пуск при 500° С
(1 час), охлаждение
на воздухе
60 3,0 3,27 3,56 3,96
50 0,9 1,38 1,7 1,86
200 40 0,28 0,5 0,66 0,86
30 0,15 0,25 0,31 0,4
20 0,08 0,14 0,19 0,26
Пружинные стали
375
Продолжение
Вид
полуфабри-
ката
Состояние
Потеря напряжения в %
за время в часах
15 50 100 200
60 4,6 5,3 5,9 6,3
50 1,8 2,25 2,55 2,68
300 40 1,59 1,93 2,1 2,19
30 1,32 1,72 1,84 1,95
20 1,12 1,55 1,76 1,81
60 6,7 7,46 8,47 9,75
50 2,4 3,0 3,6 4,0
350 40 2,15 2,66 3,18 3,65
30 1,95 2,5 3,0 3,56
20 1,89 2,3 2,84 3,44
60 50 12,0 8,25 13,5 10,3 14,9 11,3 16,5 12,7
400 40 4,07 6,0 7,3 8,6
30 2,58 3,7 4,6 5,56
20 1,37 2,66 3,36 4,0
Технологические данные
Термическая обработка пружин: закалка с 1000—1020° С в масле; отпуск
при 500±10°С в течение 1 часа, охлаждение на воздухе. Нагревать детали для
закалки желательно в соляной ванне.
Для повышения коррозионной стойкости пружин рекомендуется подвергать
их после термообработки электрополированию.
Применение
Пружины, работающие при температурах до 350° С.
Глава I. Конструкционные стали
Unis
гс
17600
17500
moo
17300
450
ООО
350
300
0.74
0,72
0t70
0,68
Qt66
г я/v/j я дц w/: и w-wo d
G0,2
кГ/мм*
130
120
кГм/смг
110 ~y14
100 - 12
90 \lO
80 - 8
- 6
- 4
200 400 600 800 °C
Фиг. 1. Зависимость физико-механических
свойств стали 1Х12Н2ВМФ от температуры
отпуска. (Закалка с 1020° С в масле, от-
пуск 1 час. охлаждение иа воздухе).
Пружинные стали
377
Фиг. 2. Зависимость релаксации
стали 1Х.12Н2ВМФ от темпера-
туры отпуска. (Закалка с 1020° С
в масле, отпуск в течение 1 часа,
охлаждение на воздухе).
Релаксация в течение 100 час при
температурах: 1 — 400рС; 2—
300° С; 5 — 350° С.
То—пунктир, х f —сплошная линия.
378 Глава I, Конструкционные стали
ХРОМОНИКЕЛЬАЛЮМИНИЕВАЯ СТАЛЬ Х15Н9Ю (СН-2, ЭИ904*)
Химический состав * в •/•
С Si Мп Сг Ni Al Fe S р : -
не более
<0,09 <0,8 <0,8 14—16 7,0— 9,4 0,7—1,3 Основа 0,025 0,035 \ < О
* По ГОСТу 5632—61. g
Й:
Механические свойства по ТУ (не менее) И
Вид полуфабриката ТУ Состояние (контрольные образцы) °в к Г / мм2
Проволока дна- ЧМТУ Холодиодеформированная 200 (факульта-
метром 0,5—6 мм 5583—57 и состаренная при 480—500° С тивно)
Механические свойства при комнатной и высоких температурах
Вид со ав °0,2 апц 6п,з/У
полуфабри- Состояние л 1 HRC
ката
s <U Ц) &—1 о кГ[мм2 %
Плоские об- Оработанные по 20 20000 190 176 160 2,3 50
разцы толщи- ной 1 мм режиму: нормализа- ция с 1050° С; холод- ная деформация на 100 19 500 172 163 146 2,25
200 19 100 162 151 151 2,3 PI
55%; старение при 480°С (1 час) 300 18400 152 140 140 2,3 II
400 17 700 140 125 125 4,2 1
500 r* 114 91 91 5,6
Модуль нормальной упругости при растяжении (20° С) £^-20 000 кГ1мм2\
модуль касательной упругости (2(FC) G=7700 кГ/мм2.
* Подробные сведения об этой стали помещены в гл.
по авиационным материалам.
т. III Справочника
Пружинные стали
379
Пределы пропорциональности при кручении
Вид полуфабри- ката Состояние Темпе- ратура °C ^пц(50) ^пц(Ю) Gy* ^20’
кГ!мм*
Пружины из Обработанные по 20 91 4 67 1,0
проволоки г/—2,5 мм (0,07% С) режиму: нормализа- ция с 1050° С; холод- ная деформация на 100 87 62 —0,97
200 82 55 —0,93
60%; старение при 450—480° С (1 час), 300 74 46 -0,88
охлаждение на воз- 400 63 38 ~0,75
духе
* 6Т — модуль сдвига при температуре Т°С; — модуль сдвига при тем-
пературе 20° С.
Допускаемые напряжения при статическом нагружении
цилиндрических винтовых пружин сжатия
Рабочая температура пружин в °C 20—100 200 300
Допускаемые напряжения круче- ния в кГ]мм% 65—70 60 50
Релаксационная стойкость
Вид полуфабри- ката Состояние Температура испытания °C Начальное напряжение кГ)мм^ Потеря напряжения в % за время в часах
10 50 100 200 300
д Пружины
(D—22 мм,
Пр—6) из
проволоки
диаметром
2 мм
Обработанные
по режиму: нор-
мализация с
1050° С; деформа-
ция 60%, старе-
ние при 480° С
(1 час), охлажде-
ние на воздухе
200
60 0,32 0,62 0,71 1 0,8 0,81
50 0,31 0,59 0,7 0,78 0,80
40 0,29 0,59 0,7 0,76 0,78
30 0,29 0,59 0,7 0,76 0,78
20 0,29 0,59 0,7 0,76 0,78
Глава I, Конструкционные стали
380
Состояние
300
350
400
Вид
полуфабри-
ката
Применение
Пружины, работающие при температурах до 300рС.
_____________Продолжение
Потеря напряжения в %
за время в часах
Пружины
(£)~22 мм,
zip—6) из
проволоки
диаметром
2 мм
Обработанные
по режиму: нор-
мализация с
1050° С; деформа-
ция 60%, старе-
ние при 480° С
(1 час), охлажде-
ние на воздухе
10
15
100
200
300
60 1,57 ь 2,64 3,6 5 5 8
50 1,13 2,23 3,1 4,46 5,2
40 0,93 1,96 2,7 4 4,7
30 0,62 1,3 2 3,1 3,9
20 0,49 0,9 1,4 2,16 2,94
60 7,0 9,76 11,4 13 13,3
50 6,5 9 10,5 11,7 12,3
40 5,6 7,8 9,3 10,3 10,8
30 4,6 6,5 7,5 8,2 8,8
20 2,9 3,9 4,4 5 5,4
60 26 32 37 41 43
50 23 28 33 36,7 38,7
40 19,6 24 28 33 35
30 16 21 25 29 30
20 10 15 19,6 22,6 24,6
Технологические данные
Сталь для пружин рекомендуется в состоянии после
1050° С и последующей холодной деформации на 50—6О°/о.
Термическая обработка пружин: старение при 450—480° С в течение 1 часа,
охлаждение на воздухе. Пружины, работающие в коррозионных средах, реко-
мендуется подвергать старению при 350—400° С и электрополированию.
нормализации с
1000-
Пружинные стали
Степень обжатия 8 %
а) б) S)
Фиг. 1. Зависимость механических свойств стали Х15Н9Ю от степени
холодной деформации (0,07<>/о С; О,6Ой/о Мп; 0,47% Si; 15,7% Сг;
7,55% Ni; 0,93% Al):
а—образцы продольные толщиной I мм, нормализованные с 1050° С и холодно-
деформированные, б—то же, но состаренные при 480° С в течение 1 часа, в—об-
разцы поперечные, нормализованные с 1050° С, холоднодеформированные и соста-
ренные при 480° С в течение 1 часа.
7 '
Фиг. 3. Зависимость механических свойств стали Х15Н9Ю от температуры старения при различном ис-
ходном структурном состоянии. (Образцы из проволоки 4/=2,5 мм химического состава 0,07% С; 0,31% Мп;
0,39% Si; 14,85% Сг; 8,85% Ni; 0,98% Al; N2 —сл):
а—нормализация с 1050° С—30 мин, старение 1 час, б—нормализация с 950° С—30 мин, обработка холодом при
—70° С—2 часа и старение 1 час, в—нормализация с 1050° С—30 мин, деформация 60% и старение 1 час на воздухе.
6)
384
Глава 1, Конструкционные стали
Диаметр провело ми в мм
а) В)
Фиг. 4. Механические и технологические свойства стали Х15Н9Ю.
(Образцы из проволоки d= 1,6^-4 мм химического состава: 0,07% С;
0,60% Мп; 0,47*70 Si; 15,7% Сг; 7,55% Ni; 0,93% Al):
а—холодная деформация 60%, б—то же, старение при 475® С в течение 1 часа,
пу—чнслъ перегибов, л2—число скручиваний.
Пружинные стали
385
25 195
Фиг. 5. Зависимость релаксации
стали Х15Н9Ю от температуры
старения. (Испытания при 350° С
в течение 300 час).
То—пунктир, Т^—СПЛОШНЯЯ линия.
386
Глава Г Конструкционные стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
Х12Н22ТЗМР (ЭПЗЗ, ЭИ696М)*
Химический состав ** в %
не более
10,0—
12,5
21—25
1,0-
1,6
Осно-
ва
<0,02 0,010 0,020
** По ГОСТу 5632—61. Бор вводится по расчету и химическим анализом
не определяется.
Механические свойства по ТУ (не менее)
Вид
полуфабриката
Состояние
(контрольные образцы)
кГ]мм%
Проволока диа-
метром 1—6 мм
ЧМТУ
856—63
Нагартовка на 20 и 40%
10 (факульта-
тивно)
Механические свойства при комнатной
и повышенной температурах
Вид полуфабриката Состояние Степень деформации % ав кГ)ммЪ ф % HRC
Пружины из проволоки диа- метром 2 мм Обработанные по ре- жиму: закалка с 1130± ±10° С (30 мин) на воз- духе; холодная дефор- 20 120 40 35
* мация; старение при 700° С (5 час), охлажде- ние на воздухе 40 154 35 43
* Подробные сведения об этой стали помещены в гл. I т. Щ Справочника по
авиационным материалам.
Пружинные стали
387
Пределы пропорциональности при кручении
Вид
полуфабри-
ката
Состояние
Пружины
(£>—20 мм,
/?p~4) из про-
волоки диа-
метром 2 мм
Обработанные по ре-
жиму: закалка с 1130°С
(30 мин) на воздухе;
холодная деформация;
старение при 700° С
(5 час), охлаждение на
воздухе
20
600
650
700
63 58 1
53,5 47,5 0,74—0,77
52 47 0,72—0,75
48,5 42 0,68—0,72
t
40
20 76 73 1
400 67,5 62 0,84—0,86
500 65 59 0,79—0,82
* <?т—'Модуль сдвига при температуре Т°С; G%y—модуль сдвига при тем-
пературе 20° С.
Модуль нормальной упругости (20° С)1) £—18 300 кПмм2\ модуль касатель-
ной упругости (20° С) 6д==7850 кГ/мм2; G—7100-:-7600 кПмм2.
Г
Допускаемые напряжения при статическом нагружении
цилиндрических винтовых пружин сжатия *
Рабочая температура пружин в °C 20 400 500 600 650 700
Допускаемые напряжения кручения в кГ/мм* 60 51 45 37 30 22
* Для пружин, работающих кратковременно (<10 мин) при температуре
600—700° С, допускаемые напряжения могут быть увеличены. Величина их уста-
навливается опытным путем.
388
Глава I. Конструкционные стали
Релаксационная стойкость
Вид полуфабри- ката Состояние Степень де- формации в % Температура испытания °C Начальное напряжение кГ1мм^ Потеря напряжения в % за время в часах
0,25 10 25 50 100 200 300
Пружины Обработан- 400 65 2 5,8 6,5 6,5 6,5 6,5 6,5
(£)—20 мм, ные по режи- 40 500 65 5,5 10 12 12,5 13 13,3 13,3
Пр== 6) из му закалка с
проволоки 1130° С (30 мин) на воздухе; 550 65 7 12,5 15 17 18,5 19 19,1
диаметром
2 мм холодная де- формация; ста- 600 60 11 16 17,5 19 21 23 23
рение при 700° С (5 час), 20 650 60 10 15 18 23 30 38 40
охлаждение на воздухе 700 60 15 32 40 47 54 61
Релаксационная стойкость
в зависимости от режима стабилизации
S S п со К s flj cl оз Режим стабилизации ч. То Условия релаксации
темпера- время остаточ- ная де- форма- ция Т *1* Потеря напряжения в % за время в часах
t о о Ф о ю 5 г д тура °C часы кГ!мм2 100 200 300
и “ о ’ Си н о % не более
20 600 650—700 -20 24—26 48 37 1 1 1
650 720 —5 36—38 40 30 2,5 3,5 4
700 1 720 -15 51—53 30,5 22 5 9 11
40 400 500-550 —25 9—11 60 51 1 1 1
500 550—580 ~25 15—17 55 45 1 1 1
Технологические данные
Пружины, работающие при температуре до 550° С, рекомендуется изготов-
лять из проволоки, холоднотянутой со степенью деформации ^40%, а выше
550° С — из проволоки холоднотянутой со степенью деформации —'20%. Пружи- \
ны, работающие при температуре 700° С, необходимо защищать от газовой ;
коррозии.
После навивки пружины следует покрывать никелем (матовым), толщина
слоя покрытия 10—15 мк.
Пружинные стали
389
Термическая обработка проволоки: закалка 1100—1130° С (выдержка
30 мин—1 час) на воздухе, в масле или в воде, холодное волочение с задан-
ной степенью деформации (20 или 40%).
Термическая обработка пружин: старение при 700+20р С в течение 5 час,
охлаждение на воздухе.
Применение
Пружины, работающие длительно при температурах до 600° С и кратковре-
менно, до 700° С.
Фиг. 1. Зависимость механических свойств
стали Х12Н22ТЗМР от температуры закалки.
(Закалка с выдержкой при температуре нагрева
30 мин, охлаждение на воздухе, холодная деформа-
ция 20%, старение при 700° С, выдержка 5 час,
охлаждение на воздухе).
Испытание на релаксацию при 700° С—100 час,
Та—40 кГ/мм2.
390
Глава I. Конструкционные стали
Фиг. 2. Зависимость релаксации стали Х12Н22ТЗМР от
времени старения при различных температурах.
Закалка с 1130° С—30 мин на воздухе, холодная деформация
20%, старение (выдержка 5 час, охлаждение на воздухе) при
температурах: /—050° С, 2—700° С, 5—750° С.
Испытание на релаксацию при 600° С—100 час, Т3=ЗО кГ/мм2,
Пружинные стали
391
Степень деформации в %
Фиг. 3. Зависимость механических свойств стали Х12Н22ТЗМР от степени
холодной деформации проволоки (d=2 жж).
Закалка с 1130° С—30 мин на воздухе, деформация и старение при 700° С в течение
5 «ас, охлаждение на воздухе.
392
Глава I. Конструкционные стали
ПЦ(50? кГ/мм2
₽
80-----------
70
50
30
20
10
60
00
700
$00°С
500°
600°
650°
/0 20 50 ЦО 50 60
деформации в %
Степень
Фиг. 4. Зависимость предела пропорциональности (технического) стали
Х12Н22ТЗМР при различных температурах от степени холодной деформа-
ции проволоки мм).
Закалка с ИЗО0 С—30 мин. на воздухе, холодная деформация, старение при 700° С
в течение. 5 час, охлаждение на воздухе.
Пружинные стали
393
• »
ft
Степень деформации 8 %
Фиг. 5. Зависимость релаксации
Х12Н22ТЗМР от степени холодной
мании проволоки (d = 2 мм),
(Закалка с ИЗО® С—30 мин. на воздухе, холодная
деформация и старение при 700° С в
5 час, охлаждение на воздухе).
У—релаксация при 400° С—100 час, т0-45
предварительная деформация при 450° С
' 2—релаксация при 700° С—100 час, То—30
стали
дефор-
течение
ХГ/Л/Л<2,
2 часа,
кГ/мм2.
ч- Л 1
у
*1
СТАЛИ И СПЛАВЫ ДЛЯ АВИАЦИОННЫХ ПРИБОРОВ
И АВТОМАТИЧЕСКИХ СИСТЕМ
Автоматизация некоторых процессов, связанных с созданием
сверхзвуковых летательных аппаратов и реактивных двигателей,
потребовала разработки специальных сплавов и сталей, обладаю-
щих специфическими физико-механическими свойствами.
На протяжении последних лет в ВИАМе разработаны несколь-
ко сталей и сплавов, отвечающих новым требованиям и предназна-
чаемых для авиационных приборов и автоматических систем. Все
эти сплавы успешно испытаны в макетах или опытных изделиях,
а некоторые из них: 36НХТЮ (ЭИ702), ЭИ814, ЭИ816, ЭИ474 и
9Х13Н6ЛК4 (ЭИ928) внедрены в серийное производство.
В настоящем издании справочника впервые наиболее полно
публикуются справочные данные по указанным материалам.
В данном разделе они разбиты на две группы:
1) сплавы и стали для упругих чувствительных элементов:
36НХТЮ (ЭИ702); ЭИ814; ЭИ816; 9711Л (ЭИ996); 95НЛВ
(ЭИ996В) ; 95НЛМ (ЭИ996М); ЭП431; ВУКС-1;
2) стали для деталей трения, передаточных механизмов и для
других деталей, обрабатываемых резанием на автоматных метал-
лорежущих станках; 9Х13Н6ЛК4 (ЭИ928); Х13НОЛВФ (ЭП354,
ВНС-1); ЭИ474; 4Х18Н2М (ЭП378).
После таблиц для каждого материала на фигурах приведены
средние значения механических свойств, которые для первой груп-
пы сплавов определены на ленте толщиной 0,25—0,50 мм и на
проволоке диаметром 1,0—1,3 мм, а для второй группы — на стан-
дартных образцах.
Ленточные материалы испытаны на растяжение и на релакса-
цию при изгибе, а проволочные — на кручение и ползучесть при
кручении. Характеристики релаксационной стойкости определены
за 200 час, а пределы ползучести — на базе 20 час.
Кроме специально оговоренных случаев, все механические
испытания проводились на образцах в состоянии после закалки,
35 %-ной нагартовки и дисперсионного твердения. Термическая об-
работка каждого материала указана в таблицах.
Ленточные материалы, предназначенные для изготовления осо-
бо ответственных изделий, целесообразно контролировать ультра-
звуком с использованием «нормальных» волн. Этим методом об-
наруживаются неметаллические включения, расслоения, трещины
и другие нарушения сплошности металла.
Стали и сплаву для авиационных приборов и автоматических систем 395
СТАЛИ И СПЛАВЫ ДЛЯ УПРУГИХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ
НЕМАГНИТНЫЙ КОРРОЗИОННОСТОЙКИЙ СПЛАВ 36НХТЮ (ЭИ702)
Химический состав в ®/о
Si Мп Сг Ni Ti Al Fe S не б р олее
<0,05 <0,6 0,8—1,3 11,5— 13,0 34,5— 36,5 2,7-3,2 0,9—1,2 Основа 0,02 0,02
Механические свойства по ТУ
Вил полуфабри- ката ТУ Состояние (контрольные образцы) CQ Ь г? яо m (О HRB HRC
кГ/мм* %
Лента ЧМТУ 5834—57 Закаленные с 960—980° С в во- де <75 <35 38 - 1 75—90 1
Термически об- работанная по режиму: закалка с 920—950° С в воде и дисперси- онное твердение при 650—670° С в течение 2 час 125* 90* 8* — '» —1 >38*
Прутки кованые и горячеката- ные / Закаленные с 960—980° С в во- де <75 ' — 20 —
Термически об- работанные по режиму: закалка с 920—950° С в во- де и дисперсион- ное твердение при 650—670° С в течение 2 час 125* ' 1 15* -
396
Глава /. Конструкционные стали
Продолжение
Вид полуфабри- ката ТУ Состояние (контрольные образцы) И о сч ъ 1? да к со & да"1 S I да hrb HRC
кГ!мм2 %
Проволо- ка и прутки шлифован- ные В состоянии по- ставки 100 — — 2
В состоянии по- ставки и диспер- сионного тверде- ния при 650— 670° С в течение 2 час 160* 5* ’ 1 '
* Показатели свойств факультативны.
Механические свойства при комнатной температуре
Вид полуфабри- ката Состояние 1- °it а0,2 НВ %
кГ)мм^
Листы 1 Закаленные <70 <40 <240 >36
После закалки и дисперси- онного твердения 20 500 >125 >85 >380 10—20
Физические свойства
—т с|
а - 106-13,3(20—100°); 14(20—60(F) 1/°С.
р —0,99 ом мм21м.
Цтах“1?3—1,5 гс/э.
Точка Кюри (0)—10G° С.
Коррозионные свойства
Сплав обладает высокой коррозионной стойкостью в атмосферных условиях,
морской воде и при условии специальной защиты в некоторых агрессивных
средах.
Технологические данные
Сплав рекомендуется выплавлять в вакуумных печах. Обработку давлением
производят в горячем состоянии. Деформируемость удовлетворительная.
Стали и сплавы для авиационных приборов и автоматических систем 397
Температурный интервал деформации 1150—950° С.
Листовой’ сплав хорошо штампуется. Основные характеристики штампуемо-
сти приведены в таблице.
Вытяжка Отбортовка Гибка па 90° Г min
Апр Араб Апр Араб
2,10—2,15 1,80—1,85 1,70—1,72 1,45—1,47 1 S*
* S—-толщина листа.
Термическая обработка: закалка с 970±10°С в воде, дисперсионное тверде-
ние при температуре 650—67(Г С в течение 2—4 час.
Сплав сваривается всеми видами сварки, образуя плотный и прочный шов.
Пайка деталей осуществляется припоем ПСр40, высокие механические свой-
ства получают при пайке до дисперсионного твердения деталей.
Применение
Немагнитные упругие чувствительные элементы мембранных и анероидных
приборов, работающие в некоторых агрессивных средах; при условии специаль-
ной защиты сплав может быть также рекомендован для изготовления витых
и плоских пружин, работающих при температурах до 250° С.
Фиг. L Механические свойства сплава 36НХТЮ при
растяжении. (После закалки и дисперсионного твер-
дения).
398
Глава I. Конструкционные стали
Фиг 2. Механические свойства сплава
36НХТЮ при кручении.
Фиг. 3. Пределы ползучести сплава
36НХТЮ на базе 20 час.
Стали и сплавы для авиационных приборов и автоматических систем 399
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
ОХ17Н7ГТ
(ЭИ814)
Химический состав в %
С Si Мп Сг Ni Ti Fe Al s не б< Р олее
<0,05 <0,06 0,8—1,2 16,0— 17,5 6,0—7,5 0,85— 1,20 Основа <0,5 0,02 0,02
Механические свойства по ТУ
Вид полу- фабри- ката ТУ Состояние (контрольн ые образцы) ю t> ем о т-4 со —н S г-♦ JI J ЯНН i HRC НВ (d мм) 1
кГ/мм2 не менее % не менее
Полосы и лента ЧМТУ Закаленные с 1000° С в воде <90 «50 " 5 — 75—100 — 1
цниичм 897—63
Термически обра- ботанные по режи- му: закалка с 1000° С в воде и дисперси- онное твердение при 425—445° С в тече- ние 2 час 150 — 1 —~ А 44
Прутки горяче- катаные и кова- ные ЧМТУ Закаленные с 1000° С в воде <90 —— 5"8 ь- - * - 1—
цниичм 898—63
Термически обра- ботанные по режи- му: закалка с 1000° С в воде и дисперси- онное твердение при 425—445° С в тече- ние 2 час 150 1 3 |и — *' * <3
400
Глава Г Конструкционные стали
Продолжение
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) tn о о Ав С& ^=.100 мм 1 HRB i HRC 1 . НВ (d мм)
кГ)мм2- не менее % нс менее
Прово- лока и прутки шлифо- ванные ЧМТУ Закаленные и на- гартованные на 50— 60% 100 1 8 — — 1
цниичм 897—63
Обработанные по режиму: закалка, на- гартовка и диспер- сионное твердение при 425—445° С в те- чение 2 час 150 ч- * О, । 1^ 1 1 - — •_ -* Ч Ц I
ката
Вид
полу-
Лента
толщи-
ной 1—
2 мм
Механические свойства при различных температурах
ВИ] иёлдл г % а0,2 СПЦ В113V F %
Состояние Темпер; i испытав °C кГ!мм2
Обработанная 1 —70 —— 170 170 ч 2
по режиму: за- калка; нагартов- ка на 35—50% и 20 J00 20 880 20 000 19 800 175 170 170 160 145 130 2 2
дисперсионное твердение при 425—445° С в те- ‘Ъо 200 19 850 19 450 19000 165 155 155 150 120 110 2 2
чение 3—6 час 250 ——• 18500 150 145 105 2—3
300 "ч 17 400 140 135 95 3
400 18 400 15000 125 110 75 2—4
450 1' 13 500 105 85 45 3
500 ‘ 12 000 85 50 16 10—12
600 15 800 6 400 45 20 10 30—35
i 11/ nt и сплавы для авиационных приборов и автоматических систем 401
Физические свойства
./ 7,74 е/смЛ.
11,5 (20-100°); 12,0 (20—200°); 12,5 (20—300°); 12,65 (20—400°);
,.() (20 500"); 11,65 (20—600°) 1/°С.
f Х-0,013 (100’); 0,045 (200°); 0,047 (300°); 0,050 (400°); 0,053 (500°);
,0Л7 <ГИМ) ); 0,061 (700°); 0,065 (800°); 0,069 (900°) кал^м-сек °C.
0,11(100°); 0,12 (200°); 0,13 (300°); 0,15 (400°); 0,16 (500°); 0,165
। > 0,17 (700°); 0,17 (800°); 0,17 (900°) кал/г °C.
0,794-0,80(20°) ом-мм^м.
'i Магнитные свойства
\ II, <23-: 24 э, 4л/s = 13 500 гс.
Г'
•“ • %
1 |*>
} Коррозионные свойства
, Сталь с электрополированной поверхностью обладает удовлетворительной
фризионной стойкостью в обычных и тропических атмосферных условиях, а при
Цциильпой защите и в некоторых агрессивных средах.
ь
Технологические данные
Сталь рекомендуется выплавлять в вакуумных печах.
: Деформируемость в горячем состоянии удовлетворительная.
Температурный интервал деформации 1150—90(ГС.
, В холодном состоянии из стали можно штамповать детали простой конфи-
Йвции. Для изготовления деталей сложной формы применяется штамповка
К«ПН другие способы деформации) при 600—700° С.
Г При холодной обработке давлением допускается нагартовка до 90*%.
Термическая обработка: закалка с 1000—1050° С в воде, дисперсионное твер-
1|1Ие при 430+40° С в течение 3—6 час. Выдержка при дисперсионном твердении
1’йртованной стали сокращается до 1—3 час.
('таль по способности к глубокой вытяжке (Кпр 1,94), приближается к ста-
; Х18Н9Т, а по способности к гибке — к стали ЗОХГСА (Гипп^ЗЗ, где S—•
мицина материала в леи).
Наилучшие результаты при холодной штамповке получаются после терми-
Ской обработки стали гю режиму: нагрев до 1050—1080° С, охлаждение в воде
1И на воздухе.
Сталь хорошо сваривается всеми видами сварки.
Сварку изделий рекомендуется производить после полной термической обра-
сти и.
Применение
J Упругие чувствительные элементы авиационных приборов и автоматических
(Метем, работающих при температурах до 250° С.
195
402
Глава I. Конструкционные стали
£
Фиг. 1. Механические свойства стали 0Х17Н7ГТ при растя-
жении.
Стали и сплавы для авиационных приборов и автоматических систем 403
0Х17Н7ГТ при кручении,
Фиг. 3. Пределы ползучести стали
0Х17Н7ГТ на базе 20 час.
26*
404
Г лава Л Конструкционные стали
ХРОМОНИКЕЛЕВАЯ СТАЛЬ
0Х7Н13ГТ
(ЭИ816)
Химический состав в %
Si Мп Сг Ni Ti Fe Al Fe
не более
0,06
12,5—
14,0
0,75
1,10
0,02
0,02
нова
нова
Механические свойства по ТУ
Вид полуфаб- риката ТУ Состояние (контрольные образцы) ст0,2 о го мм
кГ!мм2 не менее %
Полосы и ленты ЧМТУ ЦНИИЧМ 897—63 Закаленные с 1100 - 1050"С в воде < 90 <50 — 7—8
Термически обрабо- танные по режиму: за- калка с 1100—1000° С в воде и дисперсионное твердение при 480— 500° С в течение 2 час 150 жж им 1 <*4*^4*
Г орячека- таные и ко- ваные прут- ки ЧМТУ ЦНИИЧМ 898—63 Закаленные с 1100— 1000° С в воде <90 5—10 —
Г орячека- таные и ко- ваные прут- ки И р Термически обрабо- танные по режиму: за- калка с 1100—1000° С и дисперсионное тверде- ние при 480—500° С в течение 2 час 150 3 г
("тили и сплавы для авиационных приборов и автоматических систем 405
Продолжение
Вид
полуфаб-
риката
ТУ Состояние (контрольные образцы) ав °0,2 «о ь кк 001=; Li
кГ!мм^ не менее %
Проволо-
ка и прутки
шлифован-
ные
ЧМТУ
ЦНИИЧМ
897—63
Закаленные и нагар- тованные на 50—60% 100 ' Ч 5—8
Термически обрабо- 150 — — 1
тайные по режиму: за- калка с 1100—1000° С и
дисперсионное тверде- ние при 480—500° С в течение 2 час *
Механические свойства при различных температурах
Вид полу- фабри- ката Состояние Температура испытания °C ^7 G а0,2 апц щ 1ц- 1 со «ъ
кГ / мм2
Прово- л ока Термически обрабо- танная но режиму: за- калка, на- гартовка па 80—85 % и дисперсион- ное тверде- ние 20 7500— 8250 >190 ((7-1,2 мм) >170 (d—2 мм) Wfclf «й 1 >480
Лента толщи- ной 1,5 мм Термически обрабо- танная по режиму: за- калка, на- гартовка на 60—75 % и дисперсион- ное тверде- ние —70 20 100 200 300 400 18 SOO- 19 500 19 000 18 500 17 500 17 000 1 1 1 1 IL 180 170 165 150 140 130 165 160 145 135 120 140 120 105 100 80 >480 0,9 L5 НИ ||1^
406 Глава I. Конструкционные стали
Физические свойства
б/=7,85 а/сл<3.
7—0,039 (25°); 0,043 (100°); 0,048 (200°); 0,054 (300°); 0,058 (400°); 0,062
(500°); 0,066 (600°) кал^м-сек^С.
о—0,7—0,9 (20°)' ом-мм^/м.
Магнитные свойства
Hz~ 18,6 в.
4л73=14 400 гс.
Коррозионные свойства
Коррозионная стойкость стали с полированной поверхностью в условиях
влажной камеры аналогична стойкости электрополированной стали 3X13.
Технологические данные
Сталь рекомендуется выплавлять в вакууме. Сталь удовлетворительно де-
формируется в горячем состоянии. Температурный интервал деформации 1100—
950° С.
Термическая обработка: закалка с 1050—1000° С в воде; дисперсионное твер-
дение при 450—470° С в течение 2—4 час. При применении нагартованной про-
волоки продолжительность дисперсионного твердения снижается до 1—2 час.
Сталь хорошо сваривается всеми видами сварки. Швы получаются плотны-
ми и прочными. Сварку изделий рекомендуется производить после полной тер-
мической обработки.
Применение
Пружины различного рода и другие упругие чувствительные элементы авиа-
ционных приборов, работающие при температурах до 250° С.
Фиг. 1, Механические свойства стали 0Х7Н13ГТ при
растяжении.
(Закалка, нагартовка на 60%, дисперсионное твердение).
Стали, и сплавы для авиационных приборов и автоматических систем 407
Фиг. 2. Механические свойства стали
0Х7Н13ГТ при кручении.
Фиг. 3. Пределы ползучести стали
0Х7Н13ГТ на базе 20 час.
408
Г лава /. Конструкционные стали
Стали и сплавы для авиационных приборов и автоматических систем 409
ТОКОВЕДУЩИЙ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ 97НЛ (ЭИ996)
Химический состав в */о
• Si Мп Fe Al Се* Be Ni S | P не более
<0,03 <0,3 <0,3 <0,5 <0,3 <0,05 2,1—2,5 Основа 0,01 0,01
* Церий вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) Ш to ч и ч
кГ/мм? %
Лента ЧМТУ Закаленная с 1050— 1070° С в воде <80 <40 30 <90 'И; •. ъ >
ЦНИИЧМ 614—61
Термически обработан- ная по режимам: 1) закалка с 1050 1070"С в воде и дисперсионное твердение при 510jl0 С в течение 1,5-2 час 135 110 .. - 3 —" _ 1..’; 4(1 К Чг*
2) закалка, нагартовка на 35% и дисперсионное твердение при 510±10°С в течение 1,5—2 час 180 155 3 —№ — 5(Х •и
Прутки горяче- катаные и кова- ные ЧМТУ Закаленные с 1060— 1080° С в воде *- — . - . - — — ——. 1 - <90 20 < 1
цниичм 615—61
Термически обработан- ные по режиму: закалка с 1060—1080° С в воде и ди- сперсионное твердение при510±10°С в течение 2 час 150 —. 5 — —~~— —
Прово- лока и прутки шлифо- ванные ч ЧМТУ В состоянии поставки 100 IT • 7 1 -
цниичм 614—61 В состоянии поставки и дисперсионного твердения при 510^10° С в течение 2 час 180 > 4 и *
&
7
1
Л
£
сч
о
О)
кинвичиэи
ствяиб
-рифАкоп Vng
410
Глава Г Конструкционные стали
Пределы прочности
Вид полуфабри- ката Состояние ° В ?.![ кГ[мм~
Проволока диаметром 1 мм Закаленная с 1050° С воде 105—110 1
Термически обработанная по режиму: за- калка и дисперсионное твердение при 500° С в течение 2 час 165-170
Обработанная по режиму: закалка; нагар- товка на 75—9096 и дисперсионное твердение 190—210 • г 4.
Физические свойства Н
d---8,24 г! см3.
а. 106=12,6 (20—100°); 13,4 (20—200°); 14,3 (20—300°); 14,8 (20—400°)
1/°С.
/.=0,084 кал/рм > сек °C.
2 (после закалки и дисперсионного твердения) —0,25(20^) ом мм2/м.
о (в закаленном состоянии) =0,35(20°) ом • мм2!м.
ctp (после закалки и дисперсионного твердения) =2,8 • 10-3(20—250°С).
Магнит и ы с с в о й с т в а
Птах = 64 гс!э.
/7С=9,15 э.
Вг~$2£) 2С.
4лЛ=2415 гс.
Коррозионные свойства
Сплав обладает удовлетворительной коррозионной стойкостью в атмосфер-
ных, тропических и морских условиях,
Технологические данные
Сплав выплавляют в вакуумных индукционных печах.
Сплав удовлетворительно деформируется в горячем состоянии. Температур-
ный интервал деформации 1000—850° С. Штампуемость листового материала
высокая, позволяющая получать упругие чувствительные элементы любого про-
филя и детали сложных форм. Термическая обработка: закалка с 1050±10°С
в воде и дисперсионное твердение при температуре 500—520° С в течение 2—3 час.
Свариваемость всеми видами сварки хорошая. Сварка плавлением обеспе-
чивает получение плотного и прочного шва.
Пайка изделий осуществляется припоем ПСр40 с флюсом № 209 или № 284.
Пайку можно проводить до дисперсионного твердения и после него.
Применение
Токоведущие и силовые чувствительные элементы мембранных приборов
специального и общего назначения.
Сплав может быть рекомендован для изготовления витых и плоских пружин
авиационных приборов и автоматических устройств, работающих при температурах
до 260° С.
к-:, ‘ •
Стали и сплавы для авиационных, приборов и автоматических систем 411
Фиг. 1. Механические свойства сплава 97НЛ при растя-
жении.
а—80 кГ/мм2, 6—40 кГ!мм2.
(Цифры на кривых указывают время испытания в часах).
412
Глава I. Конструкционные стали
Фиг, 3. Механические свойства силана
97Ш1 при кручении.
Фиг. 4. Пределы ползучести сплавь
97НЛ на базе 20 час.
Стали и сплавы для авиационных приборов и автоматических систем 413
1ОКОВЕДУЩИИ СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ
95НЛВ (ЭИ996В)
Химический состав в л/о
Si Мп Be V
не более
2,1—2,5 0,2—0,3 1,7—2,0 Основа <0,3 <0,050,01 0,01
* Церий вводится по расчету и химическим анализом не определяется.
Механические свойства по ТУ (не менее)
Вид
полу-
фа б ри-
к ат а
----
Лента
ТУ
ЧМТУ
ЦНИИЧМ
614—61
Состояние (контрольные образцы) а0,2 О к со ГО № 001 =7 HRB ЭНН
кГ)мм2 %
Закаленная с 1070^ ± 10° С в воде <85 <40 35 <100
Термически обрабо- танная по режимам: 1) закалка в воде и дисперсионное тверде- ние при 540 ± 10° С в те- чение 1—2 час 105 135 ~ 12 1 — 50
2) закалка, нагартов- ка на 35%, дисперсион- ное твердение при 540±Ю°С в течение 0,5—1,5 час 160 190 — 3 . .ЧП 50
Прутки
Горяче-
катаные
и кова-
ные
ЧМТУ
ЦНИИЧМ
615—61
Закаленные с 1070±
± 10° С в воде
Термически обрабо-
танные по режиму: за-
калка с 1070±10° С в
воде и дисперсионное
твердение при 540±
±10° С в течение 2—
4 час
414
Глава /. Конструкционные стали
Продолжение
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) ав °0,2 со (О ^Z —100 мл<| HRB 1 HRC 1
кГ!мм^ %
Прово- лока и прутки шлифо- ванные ЧМТУ цниичм 614—61 В состоянии поставки по —1 1 7
В состоянии поставки и дисперсионного твер- дения при 540±10° С в течение 2 час •— 190 — 1 * 4 lh —
Механические свойства при комнатной и высоких температурах (не менее)
Вид полу- Состояние а и к н X 5? и Е °0,2 °в SU,3/F HRB HRC
фабри- ката £ н 5 з в О UCJ i ^Г!мл /2 %
Листы Закаленные 20 85 40 35 <100 1
Термически обра- ботанные по режи- му: закалка и ди- сперсионное тверде- ние 20 19000 135 105 12 48
Обработанные по 20 19500 190 160 3 1 50
режиму: закалка, на- гартовка на 35% и 250 18 200 180 156 2 49
дисперсионное твер- 300 17 500 175 150 1,5 48
дение 400 450 16 800 15500 175 170 150 145 1,5 1,4 1 1 47 47
Физические свойства '
d=8,22 г/см3.
а.106=12,6 (20—100°); 13,1 (20—200°); 13,6 (20—300°);
14,6 (20—500°); 15,3 (20—600°) 1/°С.
Х=0,081 (2(Г) кал!см • сек °C.
р = 0,26(20с) ом*мм21м.
а0 -1,98.10’3 (20—250°).
Г
14,0 (20—400°);
Р<1
Стали и сплавы для авиационных приборов и автоматических систем 415
Магнитные свойства
Цтах~6,54 гс!э.
4л/$~2770 гс
% =0,521 гс/э
Коррозионные свойства
Сплав обладает удовлетворительной коррозионной стойкостью в атмосфер-
ных, тропических и морских условиях.
Технологические данные
Сплав выплавляется в вакуумных индукционных печах.
Сплав удовлетворительно деформируется в горячем состоянии. Температур-
ный интервал 1080—900° С. Штампуемость листового материала высокая. Тер-
мическая обработка: закалка с 1070±10°С в воде и дисперсионное твердение
при 520—540° С в течение 2—3 час.
Свариваемость всеми видами сварки хорошая.
Пайка сплава 95НЛВ проводится аналогично пайке сплава 97НЛ (ЭИ996).
Применение
Токоведущие и силовые упругие чувствительные элементы и конструкцион-
ные детали приборов и автоматических устройств, работающие в атмосферных
условиях при температурах до 400° Сив морской воде.
Фиг. 1. Механические свойства сплава 95НЛВ при ра-
стяжении.
416
Глава Л Конструкционные стали
Фиг. 2. Релаксация напряжений сплава 95НЛВ за 200 час
при начальном напряжении.
а—80 кГ/мм2, 6—40 к.Г[мм2.
(Цифры на кривых указывают время испытания, в часах).
I
Г
Ц,',
'
f.
Стали и сплавы для авиационных приборов и автоматических систем 417
Фиг. 3. Механические свойства сплава
95НЛВ при кручении.
Фиг. 4. Пределы ползучести сплава 95НЛВ
на базе 20 час.
418
Глава I. Конструкционные стали
ТОКОВЕДУЩИЙ НЕМАГНИТНЫЙ СПЛАВ
НА НИКЕЛЕВОЙ ОСНОВЕ
95НЛМ (ЭИ996М)
Химический состав в %
Si Мп Ni Мо Be В* Се* Fe S не б Р олее
<0,05 <0,2 <0,2 Основа 5,6—6,0 2,0—2,4 <0,0025 <0,05 <0,5 0,01 0,01
* Бор и церий вводятся по расчету и химическим анализом не определяются.
Механические свойства по ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) 2 вп,зУУ 1 ... . ч СО* HRB
кГ/мм2 %
Лента ЧМТУ Закаленная с 1080± ± 10° С в воде <110 <60 — 25 <100
цниичм 614—61 тч_
Термически обрабо- танная по режимам: 1) закалка с 1080± ±10° С в воде и ди- сперсионное твердение при 550±10°С в тече- ние 3—5 час 140 105 15 II1 —~~ 50
2) закалка, нагартов- ка на 35%, дисперси- онное твердение при 550±10° С в течение 1,5—2 час 190 150 — 11 ,— 1 50
Прово- лока и прутки шлифо- ванные ЧМТУ В состоянии постав- ки; проволока — нагар- товка на 70—80%, прут- ки на 35% ПО 1 — — 7 —.
ЦНИИЧМ 614—61
В состоянии поставки с последующим диспер- сионным твердением при 550±10°С в тече- ние 2 час 190 — 4 4
('тали и сплавы для авиационных приборов и автоматических систем 419
Продолжение
Вид
нолу-
ф/|6р||-
н а та
Состояние
(контрольные
образцы)
ав
°0,2
ео
к
кГ/мм*
%
I 1рутки
i аные
нова-
I с
ЧМТУ
цниичм
615—61
Закаленные с 1070i
±10° С в воде
15
Термически обрабо-
танные по режиму: за-
калка и дисперсионное
твердение при 540 ±
±10° С в течение 2—
4 час
160
Механические свойства при различных температурах
полу-
фабри-
ката
Состояние
1ИСТЫ
Е а0,2
апц
HRC
кГ/мм^
%
Обработанные по
режиму: закалка,
нагартовка на 35%
и дисперсионное
твердение
196 — 195 “ - ' > 7 —
70 V v 41 190 — 10
20 19 000 190 160 125 11 49—50
250 18 200 175 150 112 8 48
300 17 500 1— — ^1 46
400 16600 170 135 98 7 46
450 16000 165 130 85 6,5 45
500 15100 164 120 58 6 45
j Механические свойства при комнатной и высоких
температурах
при кручении
Вид • чу фабри- Состояние Температура испытания G ^пц т0,3
ката °C
кГ/мм?
Проволока Обработанная по режиму: 20 7650 88 100
закалка, нагартовка на 35% и 250 7300 85 98
дисперсионное твердение 400 7100 72 90
500 6100 65 74
27*
420
Глава Г Конструкционные стали
Физические свойства
tZ=8,36 г1см3.
«.106=12,4 (20—100°); 12,9 (20—200°); 13,4 (20-300°); 13,8 (20-400°);
14,3 (20—500°); 14,8 (20—600°) 1/°С.
k=0,060 кал1сМ‘Сек°С.
с=0,11 (100°); 0,11 (200°); 0,12 (300°); 0,13 (400°); 0,13 (500°); 0,14 (600°);
0,15 (700°); 0,15 (800°); 0,16 (900°) кал]г °C.
q<0,42 (20°) ом-мм^м.
Магнитные свойства
|Хщ ах ” 1 > 143 SCje
4лЛ=71,5 гс.
Коррозионные свойства
Сплав обладает удовлетворительной коррозионной стойкостью в атмосфер-
ных, тропических и морских условиях.
Технологические данные
Сплав выплавляется в вакуумных индукционных печах. Удовлетворительно
деформируется в горячем и в холодном состоянии. Температурный интервал
обработки 1050—85СГС.
При холодной деформации допускается обжатие до 50—60%.
Термическая обработка: закалка с 1080ztlO°C в воде, дисперсионное твер-
дение при 550+10° С в течение 3—4 час, охлаждение на воздухе. В нагартовак-
ном состоянии продолжительность дисперсионного твердения сокращается до
40—60 мин.
Свариваемость сплава всеми видами сварки хорошая.
Пайка изделий осуществляется аналогично пайке сплава 97НЛ (ЭИ996).
Применение
Немагнитные токоведущие пружины и силовые детали авиационной аппа-
ратуры и автоматов, работающих при повышенных температурах до 400° С.
Стали и сплавы для авиационных приборов и автоматических систем
421
Фиг. L Механические свойства сплава 95НЛМ при растяжении.
а—80 кГ/мм2, 6—40 кГ/мм2.
(Цифры на кривых указывают время испытания в часах).
422
Глава I. Конструкционные стали
Фиг. 3. Механические свойства сплава
95НЛМ при кручении.
Предел ползучести в #Г/ммг
Фиг. 4. Пределы ползучести сплава 95НЛМ
на базе 20 час.
Стали и сплавы для авиационных приборов и автоматических систем 423
ТОКОВЕДУЩИЙ СПЛАВ для СИЛОВЫХ УПРУГИХ
ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ
«•
ЭП431
(ВУС-1)
Механические свойства по ТУ (не менее)
Вид
полуфаб-
риката
ТУ
Состояние
(контрольные
образцы)
В
<*0,2
HV
5п,зуТ
кГ^мм^
Полосы и
лента
ЧМТУ
ЦНИИЧМ
Закаленные с 1100—
1050° С в воде
90
Обработанные по ре-
жиму: закалка, нагар-
товка на 25—40% и ди-
сперсионное твердение
при 650—670° С в тече-
ние 1—2 час
170
150
560
Механические свойства при комнатной и высоких температурах
Состояние материала Температура испытания °C Е <*в <*0,2 апц HV 611,з/7г %
кГ
Обработанный
по режимам:
I) закалка с
1050±10°С, на-
гартовка на 20—
40% и дисперси-
онное твердение
при 650±10° С в
течение 1—2 час
20
250
400
500
600
19100—19300 170—180 150—170 110—130 >560 1,0-1,2
18000—18150 150—160 125—140 100—110 1 J 1—2
17100—17400 140—155 110—135 85—95 1 1,0—2,5
16000—16600 125—135 100—110 70—80 — 1,0—2,5
14900—15200 105—112 75—85 55—65 1,5—2,5
2) закалка с
1050±10° С и ди-
сперсионное твер-
дение при 670 ±
10 С в течение
2- -4 час
20
130—150
424 Глава I. Конструкционные стали
Физические свойства
<7=8,87 г]см3,
«.106—11,4 (20—100°); 11,9 (20—200°); 12,3 (20—300°); 12,7 (20-400°);
13,0 (20—500°); 13,2 (20—600°) 1/°С.
л—0,061 (20°) кал/см-сек °C.
с=0,10 (100°); 0,105 (200°); 0,11 (300°); 0,12 (400°); 0,13 (500°); 0,14
(600°); 0,16 (700°) кал/г°С.
0=0,25 (20°) ом-мм2'м.
Магнитные свойства
/7с = 7,0э.
4лЛ = 12 500 гс.
Коррозионные свойства
Сплав с полированной поверхностью коррозионностоек в атмосферных и тро-
пических условиях.
Технологические данные
Сплав выплавляется в вакуумных индукционных печах. Хорошо деформи-
руется в горячем и в холодном состоянии. Температурный интервал деформа-
ции 1180— 900° С. При холодной деформации допускается обжатие до 80%.
Термическая обработка: смягчающая — закалка с 1050—1150° С в воде;
окончательная — закалка с 1050—1100° С в воде, старение при 650—680° С в те-
чение 0,5—4 час в зависимости от степени нагартовки.
Закалку и старение рекомендуется проводить в защитной среде.
Сплав сваривается аргоно-дуговой и контактной электросваркой; паяется
серебряным припоем.
Применение
Токоведущие и силовые упругие чувствительные элементы, работающие в ат-
мосферных и тропических условиях при температурах до 400—450° С.
Стали и сплавы для авиационных приборов и автоматических систем 425
**•*** **+ •-> *-• • — .‘ini I- . -f J _ I_1У|.-^-. 1Я__Ь^_—-—^———^—_____________Ш»^———^———^______________________
Фиг, 2. Релаксация напряжений сплава ЭП431 за 200 час при
начальном напряжении:
*
а—80 кГ/мм2, 6—40 кГ!мм2.
(Цифры на кривых указывают время испытания в часах).
426
Глава I, Конструкционные стали
Фиг. 3. Механические свойства сплава ЭП431
при кручении.
Z0,2
од
50------------------------------------------------
75------------------------------------------------
* 00------------------------------------------------
Л ----Г 0,2
J0—-----------------------------------------------
I и-------------------------------------------------
50------------------------------------2^ ^х_
| 20------------------------------------------
| ю-------------------------------------------------
О 250 300 350 400 450 500“С
Фиг. 4. Пределы ползучести сплава ЭП431 на базе 20 час.
Стали и сплавы для авиационных приборов и автоматических систем 427
НЕМАГНИТНЫЙ ДИСПЕРСИОННОТВЕРДЕЮЩИЙ
КОРРОЗИОННОСТОЙКИЙ СПЛАВ
ВУКС-1
Механические свойства по ТУ
Вид
полуфаб-
риката
Состояние (контрольные образцы) ав а0,2 кГ[мм~ вп,зК'/’ % HV кГ)мм-
Листы,
лента тол-
щиной 0,3—
0, б мм
СТУ
Закаленные с
1150° С в воде
Термически обработан-
ные по режиму: закалка
с 1100—1150 °C в воде и
дисперсионное твердение
при 750° С в течение 4—
6 час
Механические свойства при комнатной и высоких температурах
Вид
полу-
фабри-
ката
1ента
1 .1 щи-
м 0,3—
IH. мм
Термиче-
ски обрабо-
танная по
режиму: за-
калка с
1100—1150°С
в воде и ди-
сперсион-
ное тверде-
ние при
750° С в те-
чение 4—
6 час
Состояние
100
200
300
400
500
600
19100—20100
19000—19800
18500—19500
18000—19000
17600—18500
16900—17800
16200—16800
НЦ
S1113V>
%
кГ/мм*1
120—140
120—135
120—130
120—130
115—125
110-125
105—110
110—120
110—120
105—120
105—120
100—115
100—110
95—100
85—95
85—95
85—95
80-95
80—90
80—90
70—80
7—12
7—12
7—12
7—12
7—12
6—10
4—7
ав
Физические свойства
(/—8,68 г{см3.
<t l06=12,l (20-100°); 12,5 (20—200°); 13,0 (20—300°); 13,6 (20—400°);
Н.Н (20—500°) 1/°С.
X—0,022(20°) кал!см • сек °C.
q = 1,29 (20°) ом - мм?!м.
428
Глава /. Конструкционные стали
Коррозионные свойства
Сплав обладает высокой коррозионной стойкостью в агрессивных средах*
значительно превосходящей стойкость сплава Н36ХТЮ (ЭИ702) и его модифи*
каций: Н36ХТЮМ5 (ЭП51}; Н36ХТЮМ8 (ЭП52).
Технологические данные
Сплав рекомендуется выплавлять в высокочастотных вакуумных индукцион-
ных печах.
Сплав хорошо деформируется в горячем состоянии. Температурный интервал
деформации 1180—900° С. Штампуемость листового материала хорошая, сходна
со штампуемостью стали Х18Н9Т.
Термическая обработка: закалка с 1100—115(Г С в воде; дисперсионное твер
дение при 740—760° С в течение 4—6 час.
Вытяжка Отбортовка Выдавка Гибка на 90°
^пр ^раб ^пр ^Сраб । гтах
До 2,0 До 1,7 До 1,5 До 1,35 0,15 IS* 1,55*
* S— толщина материала в мм.
Сплав хорошо сваривается аргоно-дуговой и контактной электросваркой,
обеспечивающих получение прочного герметичного шва. Механические свойства
сварных соединений приведены в таблице.
Вид сварки Температура испытания, °C
20 200 400
ав в кГ/мм^-
Аргоно-дуговая 120—130 115-120 110—115
Роликовая 110—120 110—120 90—100
Применение
Упругие чувствительные элементы приборов мембранного и сильфонного ти-
пов, работающие в агрессивных средах, а также в атмосферных условиях при
температурах до 500° С.
i тли и сплавы, для авиационных приборов и автоматических систем 429
Фиг. 1. Механические свойства сплава ВУКС-1 при растяжении.
(После закалки и дисперсионного твердения).
Фиг. 2. Релаксация напряжений сплава ВУКС-1 за 200 час
(после закалки и дисперсионного твердения) при различных началь-
ных напряжениях:
а—80 кГ/л£м2. 6—40 кГ[м.ч-.
(Цифры на кривых указывают время испытаний в часах).
430
Глава I. Конструкционные стали
ж
*/'l 4'1. ।
СТАЛИ ДЛЯ ДЕТАЛЕЙ ТРЕНИЯ, ПЕРЕДАТОЧНЫХ МЕХАНИЗМОВ
И ДЛЯ ДРУГИХ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ РЕЗАНИЕМ
НА АВТОМАТИЧЕСКИХ МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
СТАЛЬ ВЫСОКОЙ ТВЕРДОСТИ
9Х13Н6ЛК4 (ЭИ928)
Химический состав в Vo
Механические свойства по ТУ
Вид полуфабриката
ТУ
Состояние
(контрольные
образцы)
HRC
Прутки горячеката-
ные
ЧМТУ
ЦНИИЧМ
616—61
Отожженные
Механические свойства
Состояние материала
Отожженные при 950° С с охлаж-
дением 30° С в час до 700° С и
дальнейшим охлаждением с печью
до 350° С, затем па воздухе
Закаленный с 1030° С в воде или
масле
Термически обработанный по ре-
жиму: закалка и дисперсионное
твердение при 475±5° С в течение
3—6 час
при комнатной температуре
°0,2 ав 85 ф HRC
___ _кГ/ммЪ %
—1 — 28—32
150—160 160—180 1—3 1-5 48—52
ИИ 64—67
Физические свойства
d=7fi7 г/см3.
а-106—14,06 (200—300°); 14,86 (300
700°); 22,59 (700—800°) 1/°С.
400°); 15,63 (400—500°); 19,92 (600—
। шли и сплавы для авиационных приборов и автоматических систем 431
Магнитные свойства
13 780 гс.
ь
Коррозионныесвойства
< н> коррозионностойка во влажной атмосфере.
Технологические данные
<’глль выплавляется в вакуумных индукционных печах. Удовлетворительно
’ируется в горячем состоянии с небольшим обжатием. Температурный ин-
к'формации 1030-^1050°—850° С. Во избежание появления трещин сталь
рячсй деформации охлаждают медленно1.
-лическая обработка: закалка с 1020—ГОЗО°С, охлаждение в воде или
юработка холодом (от —70 до —75° С) в течение 1 час; дисперсионное
не при 475° С в течение 4—6 час.
। !ь чувствительна к перегреву.
। иботка резанием не вызывает затруднений.
Применение
Иг тали высокой твердости, работающие на износ (прецизионные подшипни-
ки, подпятники).
Фиг. 1. Зависимость твердости стали
9Х13Н6ЛК4 от температуры закалки
и дисперсионного твердения.
1—закалка и дисперсионное твердение при 475° С
в течение 4 час, 2—закалка с 1020—1030° С, охлаж-
дение в воде или масле.
432
Глава I. Конструкционные стали
HRC
Фиг. 2. Зависимость твердости стали
9Х13Н6ЛК4 от времени выдержки при темпе-
ратуре дисперсионного твердения 47(Г С.
Фиг. 3. Зависимость твердости ста-
ли 9Х13Н6ЛК4 от температуры
испытания.
ill и силаны для авиационных приборов и автоматических систем 433
< ГАЛЬ ВЫСОКОЙ ТВЕРДОСТИ
Х13Н6ЛВФ (ЭП354, ВНС-1)
Состояние
(контрольные образцы)
HRC
11 II
ЧМТУ
ЦНИИЧМ
616—61
Термически обработанные по ре-
жиму: нормализация с 950° С; от-
пуск при 680° С (26 час), охлажде-
ние на воздухе
Механические свойства при комнатной и высоких температурах
1 V - Состояние а ь £ и . Е 1 с0,2 а100 S5
1HI- .1 су О □ Н И сГ кГ/млА % HRC
ii< и Термически обра- ботанные по режи- мам: 1) нормализация с 950° С (1 час) и вы- сокий отпуск при 680±10°С в течение 26—30 час и 20 115 85 и 10 25 30
2) закалка с 1000— 1020° С в масле (во- де, среде газов) 20 — 1 1 170—180 160—170 — 8 13 20—30 45
3) закалка и ди- сперсионное тверде- ние при 475 ±5°'С в течение 4 час 20 100 200 300 400 20 500 20 500 19 700 19 400 18 500 280 260 250 230 215 1 1 1 190 3 3 3 3,5 6 10 60 60 60 60 59
195
434
Глава I. Конструкционные стали
Физические свойства
d—7,74 г!слГ.
а-106=10,8 (20—100°); 11,2 (20—200°); 11,6 (20—300°); 12,0 (20—400°);
12,3 (20—500°) 1/°С.
X=0,043 (25°); 0,045 (100°); 0,048 (200°); 0,051 (300°); 0,055 (400°); 0,060
(500°) кал!сМ‘Сек°С.
б?=0,11 (Ю0°); 0,12 (200°); 0,13 (300°); 0,15 (400°); 0,17 (500°) кал!г°С.
Магнитные свойства
4лЛ = 13 500 гс.
Коррозионные свойства
Сталь со шлифованной поверхностью коррозионностойка в топливе ТС-1.
После механической обработки V 8 и пассивации коррозионностойка в атмосфер-
ных условиях.
1
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный интер-
вал деформации 1100—850<°С.
Термическая обработка: закалка с 1000—1020°С в воде (масле, среде газов);
обработка холодом при температурах от —70 до —75° С в течение 1 часа,
отпуск при 475° С в течение 4 час.
Обработка резанием стали ЭП354 (ВНС-1) не вызывает затруднений (ана
логична обработке стали ЭП928).
Применение
Детали трения топливной аппаратуры (золотниковые пары); детали прибо*
ров управления, работающие при температурах до 400° С.
Фиг. 1. Длительная прочность стали Х13Н6ЛВФ.
*
Стали и сплавы для авиационных приборов и автоматических систем
ЬКк— —. ................... ...
Фиг. 2. Зависимость твердости стали
Х13Н6ЛВФ от температуры закалки
и дисперсионного твердения.
1—закалка с 1000—1020° С и дисперсионное твер-
дение при 475° С в течение 4 час, 2—закалка
с 1000—1020° С в воде.
Фиг. 3. Зависимость твердости тер-
мически обработанной стали
Х13Н6ЛВФ от температуры испы-
тания.
28*
436
Глава I. Конструкционные стали
ХРОМИСТАЯ АВТОМАТНАЯ СТАЛЬ
ЭИ474
Химический состав в ®/о
Si Мп Сг Ni Fe S Р
0,2—0,3 <0,5 0,8—1,2 12—14 1,5—2,0 Основа 0,15—0,25 0,08—0,15
Меха!1ические свойства по ТУ
Вид
полуфаб-
риката
ТУ Состояние (контрольные образцы) ав К Г / ММ? НВ (d j/.m)
Отожженные
70—100 3,6—4 /2
Прутки
ЧМТУ
цниичм
Механические свойства при комнатной температуре
Состояние материала
°в
кГ[ммЪ
°5
HRC
В состоянии поставки (после отжига)
Термически обработанный по режимам:
1) закалка с 1030—1050° С на воздухе; от-
пуск при 180—240° С
2) закалка с 1030—1050° С на воздухе; от-
пуск при 240—280° С
3) после отпуска при температуре: 400° С
500° С
600° С
700° С
800° С
85
165
162
156
150
125
75
73
10
9
50
38
Физические свойства
ь
d~ 7,68 г/см3.
«•106=11,6 (20—100°); 12,0 (20-200°); 12,4 (20—300°);
12,5 (100-200°); 13,3 (200- 300°); 14,0 (300-400°) 1/°С.
(20—100’),
iu и сплавы для авиационных приборов и автоматических систем 437
042 (25°); 0,045 (100°); 0,048 (200°); 0,053 (300°); 0,056
flcM'Ceic °C.
и, 11 (100°); 0,12 (200°); 0,13 (300°); 0,15 (400°) кал/г °C
Коррозионные свойства
шли в полированном и пассивированном состоянии обладает удовлетвори-
нЙ коррозионной стойкостью в атмосферных условиях.
Технологические данные
1 ниц. хорошо деформируется в горячем состоянии. Температурный интер-
.оформации 1150—800° С. После деформации производится медленное охла-
[ц* и термостате.
। i-рмическая обработка: для деталей с повышенной твердостью и прочно-
>закалка с 1030—1050° С на воздухе или в масле; отпуск при 180—24О°С.
деталей с повышенной пластичностью, подлежащих чеканке,— закалка
11-4050° С на воздухе, в среде диссоциированного аммиака или нейтраль-
ляов; отпуск при 240—280° С.
таль обрабатывается резанием со скоростью V=40 м!мин при глубине
ипя / — 1,5 мм и подаче 5=0,1 мм!об, стойкость резца при этом должна
/** - 400 мин.
Применение
Н1естерни, цапфы, переходные оси и другие детали приборов, хорошо обра-
ьцощиеся резанием и имеющие после обработки чистую поверхность.
Фиг. 1. Зависимость механических свойств стали ЭИ474
от температуры отпуска.
Глава I. Конструкционные стали
/—охлаждение в воде, 2—охлаждение на воздухе.
Фиг. 3. Влияние температуры отпуска на твердость
стали ЭИ474.
и/ ii сплавы для авиационных приборов и автоматических систем 439
ХРОМИСТАЯ АВТОМАТНАЯ СТАЛЬ
4Х18Н2М (ЭП378)
Химический состав в °/о
0,6—1,0
I
16,5—18,5
Ос- 0,15— 0,08—
нова 0,25 0,15
Механические свойства по ТУ (не менее)
Нил
1 уфаб-
tw;i
ТУ
Состояние
(контрольные образцы)
♦ V I к и
ЧМТУ
--------- 720—62
ЦНИИЧМ
Отожженные
3,6-4,0
Механические свойства при комнатной температуре
1 Состояние г Е ав 30,2 сгщ °5 кГ'М'СМ?
кПммЪ t % HRC л ч ’
Ikll Отожжен- ные (в со- стоянии по- ставки — » 100— 112 85— 97 80—• 90 7— 12 30— 39 3— 5,5 М 1 3,5- 4,05
Термичес- ки обрабо- танные по режимам: 1) закалка 2110 с 1030— 1050° С на воздухе, от- пуск при 150—200° С 2) отпуск при темпе- ратуре: 300° С — 400° С — 500° С — 600° С — 20 020 165— 170 165 162 170 140 135— 145 125— 132 5-8 8 9 10 9— 15 17 18 13 19 0,4- 1,0 1 1 0,9 1,5 48— 52 47 46 49 40 1 1 1
440
Глава Г Конструкционные стали
Физические свойства
d=7,72 а/сж3.
а- 1О6=Ц,4 (20—100°); 11,8 (20—200°); 12,3 (20—300°); 12,6 (20—4(ЮЙ)|
12,9 (20-500°) 1/°С.
Х=0,043 (100°); 0,047 (200°); 0,051 (300°); 0,055 (400°); (),(Ш|
(500°) кал[см-сек°С.
с=0,105 (100°); 0,110 (200°); 0,115 (300°); 0,120 (400°); 0,125 (500°) кал/г
Магнитные свойства
4= 13 200 гс.
Коррозионные свойства
После закалки (нормализации) и низкого отпуска в полированном (V8—У1
и пассивированном состоянии сталь обладает удовлетворительной коррозионной
стойкостью в атмосферных и тропических условиях.
Технологические данные
Сталь хорошо деформируется в горячем состоянии. Температурный иптср
вал деформации 1150—850°С. После деформации производится медленное ох.-и
ждение в термостате.
Термическая обработка: 1) смягчающий отжиг — нормализация при 1
и высокий отпуск при 680° С в течение 4—20 час; 2) закалка с 1030—105U 1
на воздухе, в масле или в среде нейтральных газов; отпуск при 150—200° С.
Сталь обрабатывается резанием со скоростью ц=40 м/мин при глубине ] ’
зания £==1,5 мм и подаче 5=1,0 мм/об; при этом стойкость резца Т=400 мин.
Применение
Шестерни, цапфы, переходные оси и другие детали передаточных механизм»ф
приборов, предназначенных для работы в тропических условиях, хорошо ot-p •
батывающиеся резанием и имеющие после обработки чистую поверхность.
Фиг., 1. Зависимость механических свойств стали 4Х18Н2М
от температуры отпуска.
?1' ••
п сплавы для. авиационных приборов и автоматических систем 441
Фиг. 2. Влияние продолжительности отпуска при 68CF С
на твердость стали 4Х18Н2М.
НРС
г0 —4-------------------------------------------------
m_______I__________I_____I____________________________I
050 700 750 800 850 900 950 /ООО 1050 1100 °C
Фиг. 3. Влияние температуры закалки на твердость ста-
ли 4Х18Н2М.
1—охлаждение в воде, 2—охлаждение на воздухе.
ЛИТЕЙНЫЕ СТАЛИ
В настоящем разделе приводятся данные по литейным стали
используемым в конструкциях самолетов, двигателей и их ;нр
гатов.
Стали, применяющиеся для фасонного литья другой продукпц
станочного оборудования и приспособлений, в справочник не вюи
чены; сведения об этих сталях можно получить из ГОСТа 977 |
(литье из углеродистых сталей) и ГОСТа 7832—55 (литье из л*т
рованных сталей).
Сталь 16ХГТЛ (ЭИ274Л) применяется в цементовашнн
состоянии. Отливки из нее получают в основном методом точппм
литья по выплавляемым моделям.
Улучшаемая низколегированная сталь 35ХГСЛ применяем!
для деталей с пределом прочности до 120 кГ)мм2 (после закалу
и отпуска). Изотермическая закалка при температуре 200—25(Гг
позволяет повысить ее прочность до 170 кГ]мм2. Сталь отличй|г
ся хорошей жидкотекучестью и позволяет получать отливки срЙ4
них габаритов (200—300 мм) с минимальной толщиной степи
4 мм. , ] ]
Сталь 27ХГСНМЛ отличается от стали 27ХГСНЛ добавки
молибдена, что улучшает ее технологичность, но не изменяет й
ханические свойства. Особенностью стали с добавкой молибдв
является повышение стабильности свойств в разнородных сечгпц
и повышение пластичности и вязкости. Указанная сталь шира
применяется для изготовления тонкостенного фасонного лн1
с (Ув = 130™ 150 кГ]мм2. j
Новая сталь ВКЛ-3 предназначена для деталей, подверг!
щихся сварке без последующей термической обработки. 1
1 I
Литейные стали
443
- i. -ЧГ
Г Ml К ГУ ШЛЯ СТАЛЬ ДЛЯ ФАСОННЫХ ОТЛИВОК 16ХГТЛ
Химический состав в %
не более
0.17-0,37
1,0-1,3
0,06—
0,12
Ос-
нова
0,035 0,035
Механические свойства по ТУ (не менее)
Д Hfi
ТУ Состояние (контрольные образцы) ав а0,2 0
кГ!мм2 1 %
<2н
кГ 'Ясм-
АМТУ
432—58
Закаленные с
900±Ю°С в мас-
ле и отпущенные
при 150—170° С
90
60 7 20
Механические свойства при комнатной температуре
>япие материала Зв а0,2 °5 1 к Г -м/см^ НВ (d мм)
к Г! мм- t %
•тки обработанный i_y: нормализация с лкалка с 860°С в пуск при 160° С 95 70 4 8 25 4 3,5
Физические свойства
- 11,0 (25—100°); 13,0 (25—300°); 14,5 (25—600°) 1/°С.
.1 )95 (20°); кал / см • сек ° С.
Технологические данные
г выплавляют в индукционных высокочастотных печах с основной футе-
Жидкотекучесть стали удовлетворительная; линейная усадка (свобод-
шляет 2%.
444
Глава I. Конструкционные стали
Детали отливают методом точного литья по выплавляемым моделям и в ке-
рамические формы.
Термическая обработка цементуемых деталей: нормализация с 900° С; за-
калка с 860° С в масле; отпуск при 160° С.
Отрезка прибылей и литников производится анодной резкой или камнем до
термической обработки или механическим путем после предварительной терми-
ческой обработка (нормализации или отжига).
Сталь хорошо сваривается. Отдельные дефекты завариваются дуговой
сваркой.
Применение
Цементуемые детали повышенной прочности.
Литейные стали
445
l ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ ФАСОННЫХ ОТЛИВОК
35ХГСЛ
Химический состав в *Л»
С г Si Мп Сг V (или Мо) Ni Fe S не б< р элее
Л"* 0,32—0,40 0,6—0,9 0,9—1,2 0,7-1,0 0,1—0,2 <0,4 Основа 0,035 0,035
Механические свойства по ГОСТу или ТУ (не менее)
Вид полу- фабри- ката ТУ Состояние (контрольные образцы) а0,2 в ф й!н кГ-MjcM2 НВ (d мм)
кГ/мм2 %
Отлив- ки фа- сонные 1 к J АМТУ 432—58 Закаленные с 890±10°С в масле и отпу- щенные при 630—670° С 80 , 60 12 30 4 4,05—3,65
Закаленные с 890±10°С в масле и отпу- щенные при 570—630° С 100 85 8 20 2,5 3,65—3,35
Закаленные с 890±10°С в селитре при 220—250° С (2 часа) 170 130 5 15 2 <2,7
Механические свойства при комнатной и высоких температурах
Состояние материала :ера- испы- я в °C а0,2 65 ф НВ
Темп тура та ни; kTJmm2 % к Г • м/см2 (d мм)
Закаленный с 890° С в мае- 20 105 92 10 25
ле и отпущенный при 600° С 300 400 102 101 90 87 10 9 25 30 и 1
446
Глава I. Конструкционные стали
)Л жг н
Состояние материала
Темпера- тура испы- тания в °C '-'В кГ-MjcM2
кГ/мм~ %
ПН
После изотермической за- 20
калки’ с 890^10° С в селитро- вой ванне при 320—350° С 300
(образцы вырезаны из тре- фообразных заготовок) 400
Закаленный с 890±10°С и отпущенный при 640° С (об- 20
разцы вырезаны из тела от- ливки)
Закаленный с 890° С в селит- ровойгванне при 220—250° С 20
140 120 6 20 2,5 i
140 120 7 20 — -т
120 100 а 7 25
96 82 12 35 6 *
180 140 7 20 2,7—3,5 271
Пределы выносливости
Состояние материала Температу- ра испыта- ния в °C (на базе 107 циклт кГ/мм2
Отожженный, закаленный с 880° С в масле и отпущенный: при 550° С при 650° С 20 20 115 85 40 35
* Образцы диаметром 8 мм.
Физические свойства
d=7,8Q г/см3.
а. 106=11 (25—100°); 13 (25—300°); 14 (25—600°) 1/°С.
Л—0,085 (20°) кал/см • сек °C.
Технологические данные
Сталь выплавляют в электрических индукционных печах с основной фут|
ровной. Жидкотекучесть стали хорошая. Температура заливки фор|
1500—1570° С (по термопаре погружения) в зависимости от конфигурации и
тцины стенок детали. Линейная усадка (свободная) составляет 2%. Детали гЦ
ливагот методом точного литья по выплавляемым моделям или в керамически
формы.
Отрезка прибылей и литников производится анодной резкой in
камнем до термической обработки, либо механическим путем после предвар)
тельной термической обработки.
Литейные стали
447
• . ннлритсльная термическая обработка: отжиг при 890—900°С в течение
(охлаждение с печью) или нормализация с последующим отпуском для
t и н
> мцчитсльная термическая обработка: закалка с 880—900° С (выдержка
I час) в масле (закалка в воде не допускается); отпуск при
(ГС в течение 2—3 час, охлаждение в масле или в воде или изотерми-
мкнлка в селитровой ванне (с выдержкой 2 часа) до требуемых меха-
’•и свойств.
н/п. хорошо сваривается. Отдельные дефекты завариваются дуговой свар-
ч, инструкцию № 106—51), с последующей термической обработкой зава-
дсталей.
• ♦•жженные или нормализованные детали с твердостью не более НВ
/чм2 подвергаются механической обработке. Обрабатываемость резанием
mi. 11рокаливаемость £/=35-4-45 мм.
Применение
much, качалки, кронштейны, хомуты, шкворни, рамки и прочие детали
Траверсы, муфты, ушки, крестовины, кронштейны, подкосы, верхние узлы..
иг I. Зависимость механических свойств стали 35ХГСЛ от температуры
отпуска. (Закалка с 89(ГС в масле).
448
Глава /. Конструкционные стали
200 220 250 300 350 °C
Фиг, 2. Влияние изотермической закалки на механиче-
ские свойства стали 35ХГСЛ.
Литейные стали
449
fT
£
-V
кГ!ым2 Образцы гладкие
140
120
г
:з
16(1
13(1
<>l,S* кГ/мм‘ Образцы с надрезом
160
О 20°С
/.Уб’
н
в
1
1
4
0и—
-196
~70 -40 0 20 °C
Ш
////
НО
100
м
м
3(1
ЙП
ли
10
ло
-по-
£
J
I *I’Hl ,
[ p i \ (Нормализация;
> 1|('1' |’Цы гладкие t/o=lO мм. Образцы с
f =7 мм; угол надреза 60э;
3. Механические свойства стали 35ХГСЛ при низких температу-
(Нормализация; закалка с 890° С в масле; отпуск при 650° С.
: надрезом: rf0=10 мм; dR =
; гн=0,1 мм).
•3
$
I
195
450
Глава I. Конструкционные стали
Фиг. 4. Влияние низких температур на ударную
вязкость стали 35ХГСЛ.
1—закалка и отпуск при 600° С, 2—изотермическая закалка
jp селитровой ванне с 250° С.
Фиг. 5. Влияние перекоса при испытании на раз-
рыв образцов с надрезом из стали 35ХГСЛ.
1—закалка и отпуск при 600° С, <ТВ=105 кГ./мм2, 2—изо-
термическая закалка при 250° С, сув— 187 к. Г! мм?.
Литейные стали
451
ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ ТОНКОСТЕННЫХ
отливок
27ХГСНМЛ
Химический состав в ®/о
Si Мп Сг Ni Мо Fe S Р
не более
0,5—0,8 0,9—1,2 0,7—1,0 1,4-1,8 0,2—0,35 Основа 0,035 0,035
Механические свойства по ТУ (не менее)
АМТУ
432—58
Состояние (контрольные образцы) ав °0,2 в НВ (d мм) кГ-MfcM2
кГ)мм2 %
100
Закаленные с
890±10° С в се-
литровой ванне
при 280—320° С
Закаленные с
890±10°С в мас-
ле и отпущенные
при 200—240° С
150 120
3,0—2,7
Механические свойства при комнатной и высоких температурах
стояние материала Температура ав а0,2 % ф
испытания
°C кГ %
иный и отпущенный при 20 160 130 8 35
200 162 132 8 30
300 165 135 8 25
400 130 110 10 25
изотермической закалки 20 140 НО 10 40
оной ванне при 300° С 200 142 110 10 35
л 300 140 ПО 10 30
т 400 120 100 11 30
29е
452
Глава L Конструкционные стали
Физические свойства
d = 7,78 г/см3.
а - №=11,0(20—100°) 1/°С.
Л=0,098(20°) кал]см • сексС.
Технологические данные
Сталь выплавляют в электрических печах — дуговых или индукционных е а
новной футеровкой. Жидкотекучесть стали хорошая. Температура заливки фн1
1500—1580° С (по термопаре погружения) в зависимости от конфигурации и oij
щины стенок детали. Линейная усадка (свободная) составляет 2%.
Детали отливают методом точного литья по выплавляемым моделям ня
в керамические формы.
Сталь хорошо сваривается. Отдельные дефекты завариваются дуговой i
кой с последующей термической обработкой заваренных деталей.
Обрабатываемость резанием в отожженном состоянии хорошая. Прокин
ваемость б/=25-е-60 мм.
Для деталей, подверженных короблению, рекомендуется изотермичное
закалка.
Применение
Детали шасси, детали вооружения, самолетные узлы, корпусы, компргггп
ные лопатки и другие детали двигателей.
Фиг, 1. Зависимость механических свойств стали 27ХГСНМЛ от темпе
ратуры отпуска после закалки в масле с 89(F С (ан— после отпуска при
охлаждении с печью).
Литейные стали
453
==ЧЙ
. J —« I
2, Механические свойства стали 27ХГСНМЛ при низких темпера-
'jpd.x. (Образцы гладкие: Jo—10 мм. Образцы с надрезом: с?о=1О лот,
бГн=7 мм; угол надреза 60°; гн=0,1 -иж).
। щюшиые линии — изотермическая закалка, пунктир—закалка и отпуск при 200° С.
454
Глава I. Конструкционные стали
Г
Фиг. 3. Кривые выносливости по испытаниям при
консольном изгибе образцов гладких (do~8 мм)
из стали 27ХГСНМЛ после различной термиче-
ской обработки.
Условные обозначе- ния Термическая обработка ав а-1 q-l ав
кГ[л
О Закалка с 890° С в масле, отпуск при 200° С 166 52 0,31
Закалка с 890° С в масле, отпуск при 500° С 103 45 0,43
• Изотермическая закалка в селитровой ванне при 300° С — 2 часа 160 60 0,37
Литейные стали
455
Угол перекоса в градусах
Фиг. 4. Влияние перекоса на прочность
при испытании на разрыв образцов
с надрезом. (Закалка в масле и отпуск
при 200°).
/-сталь 27ХГСНМЛ, 2-сталь ЗОХГСНА.
Глава I. Конструкционные стали
2000 5000 7000 ЮООО °C
Фиг. 5. Прочность конструкционных сталей
при повторных статических нагрузках.
(Плоские образцы с надрезом в виде отверстия
d 1 , .
а б 5 )
/—сталь 27ХГСНМЛ, изотермическая закалка (от-
ливка) на а0 =147 кГ[мм\ 2—сталь ЗОХГСНА, изотер-
мическая закалка на cra = 167 кГ/мм2, 3—сталь
о
ЗОХГСНА, закалка в масле на ов =164 кГ[мм\
Литейные стали
-7-И*
Фиг, 6. Зависимость механических свойств стали 27ХГСНМЛ
от температуры испытания.
/—закалка и отпуск при 200° С, 2—изотермическая закалка.
458
Глава /. Конструкционные стали
Фиг. 7. Кривые выносливости стали 27ХГСЫМЛ.
Сплошная линия — образцы гладкие (^о = 8 жж).
Пунктир — образцы с надрезом (гн =0,75 мм)<
Фиг. 8. Кривая статической выносливости стали
27ХГСНМЛ. (Образцы из треф после изотермической за-
калки, Ов’-150 кГ/жм2).
Литейные стали
459
СТАЛЬ ДЛЯ ФАСОННЫХ ОТЛИВОК
вкл-з
Химический состав в с/о
0,2—0,6 0,3—0,7
не более
< ‘ ГЛИБ-
' фа-
II пые
0,2—0,3
Механические свойства по ТУ (не менее)
нова
) а та
Вид
пол у-
1 гост или ТУ Состояние (контрольные образцы) <*в <*0,2 ^5 ф кГ ’М)см2
к Г/мм2 %
(d мм)
95 85
АМТУ
496—63
Термически
обработанные
по режиму:
нагрев до
900 ±10° С
(2 часа), ох-
лаждение с
печью до
680° С, затем
на воздухе;
закалка с 900±
±10° С в мас-
ле; отпуск при
550±10° С, ох-
лаждение на
воздухе
0,03 0,03
8 30 3 3,1—3,60
Механические свойства при различных температурах
Литейные стали
461
Физические свойства
> ,н г/см3.
.. 10,7 (20—100°);'11,8 (20—200°); 12,5 (20—300°); М2,9J (20—400°);
" 500°); 13,8 (20—600°); 14,0 (20—700°) 1/°С.
",071 (100°); 0,072 (200°); 0,073 (300°); 0,074 (400°); 0,075 (500°); 0,074
",072 (700°) кал]см-сек °C.
Технологические данные
1.1’и» выплавляют в электрических высокочастотных печах с основной фу-
> -и. В шихте используется до 50% отходов этой же стали. Жидкотекучесть
\ човлетворительная. Температура заливки форм не ниже 1620—1640° С
« с мопаре погружения) в зависимости от конфигурации и толщины стенок
Линейная усадка (свободная) составляет 2%. Сталь не склонна к обра-
трети ин, Детали и узлы отливают методом точного литья по выплавляе-
делям или в керамические формы. Отрезка прибылей и литников про-
ся автогенной анодной резкой или камнем.
462
Глава L Конструкционные стали
Предварительная термическая обработка: отжиг при 900° С в течение 2 ЧП
охлаждение с печью до 680° С, затем на воздухе. Окончательная термически
обработка: закалка с 900° С в масле и отпуск при 550° С.
Сталь хорошо сваривается дуговой сваркой с применением электроцп
ВИЮ-6 (стержень 18ХМА), а также электродами ЦЛЗМ, ВИ 10-6 ' (стержеГ
ВЛ1-Д). Детали после сварки термической обработке не подвергаются; nptji
ность сварного соединения составляет 90% от ов основного материала. Для ц
щиты от коррозии детали подвергают одному из следующих видов обра6о|Н|
фосфатированию в цинкофосфатной ванне; оксидному фосфатированию с пос4
дующим окрашиванием; цинкованию или кадмированию с последующим оксид
ным фосфатированием.
Применение
Детали и соединительные узлы самолетов и двигателей, свариваемые с лру
гими деталями, термически нс обрабатываемые после сварки.
Фиг. 2. Кривые выносливости стали ВКЛ-3.
Сплошная линия — образцы гладкие, пунктир — образцы
с надрезом.
Глава II
ЧУГУНЫ
В данной главе приведены характеристики специальных леги-
рованных чугунов, применяемых в авиационной промышленности.
>ти чугуны, являясь дешевым литейным материалом, обладают
ысокими антифрикционными свойствами и в ряде случаев могут
дужить заменителем алюминиевых сплавов при рабочих темпе-
ратурах 300—600° С.
Сведения по стандартным маркам чугунов, не помещенных
1 справочнике, могут быть получены из соответствующих ГОСТов:
щ отливки из серого чугуна —ГОСТ 1412—54; на отливки из вы-
окопрочного (магниевого) чугуна— ГОСТ 7293—54; на отливки
и ковкого чугуна — ГОСТ 1215—59; на отливки из жаростойкого
туна—ГОСТ 7769—55 и на отливки из антифрикционного чугу-
ГОСТ 1585—57.
464
Глава II. Чугуны
ВЫСОКОПРОЧНЫЙ МАГНИЕВЫЙ ЧУГУН
МН
Химический состав в %
Si Мп Mg Ni s 0
не б >олее
3,0—3,6 2,0—3,4 0,6—1,5 0,03—0,08 <2 0,03 0,1
Механические свойства по ТУ (не менее)
Вид полуфабриката ТУ Состояние (контрольные образцы) кГ°1мм? »5 %
Заготовки и фасон- ные отливки АМТУ 294—58 Отожженные или неотожженные 50 2
170-320
НВ
кГ!мм^
Механические свойства
1
при комнатной и высоких температурах 7
Вид полу-
фабриката
Отливки
Температура Е ав °0,2 °сж д ®5 CL
испытания Н
°C кГ/мм? % кГ -м!см
20 16 000 55 40 180 50 2,5 1,5
400 50 1 5,5 — 1
500 1 ""Ч 45 - 1 9 1
600 II 25 — — 13 I 1
700 — 10 1 — 34 *
800 4,5 1 40 «чма
%
* Образцы без надреза.
Механические свойства при кручении и срезе
Вид полу- фабриката Температура испытания °C ^в кГ!ммЪ G ТСр
кГ 1мм%
Отливки 20 52 380 6000 43 N
Ч угуны
465
Физические свойства
(/ 7,25 г! см3.
И . IO11— 14,5(20—600°) 1/°С.
/ 0,086 (20°); 0,085 (100°); 0,083 (200°); 0,082 (300°); 0,081 (400°); 0,081
); 0,079 (600°); 0,076 (700°) кал!см-сек°£.
Технологические данные
Чугун выплавляют в электропечи и заливают в песчаные и керамические
!Ы.
Чугун в ковше обрабатывают магниевоникелевой лигатурой (инструкция
4-58).
Грущиеся поверхности подвергают травлению в соответствии с инструкцией
'2-51.
(ля улучшения прирабатываемости в уплотнительных кольцах и различных
н<ах в структуре чугуна должно быть 10—30% феррита, получаемого в про-
1 литья или путем отжига.
L
Применение
Фрикционные диски; поршни демпфера шасси; антифрикционные втулки
направляющие втулки клапанов; поршневые и уплотнительные кольца; детали
истки и приспособлений; матрицы для холодного прессования алюминия;
рнячные гайки. *
195
466
Глава II. Чугуны
Механические свойства чугуна МН при
повышенных температурах.
Чугуны
МАГНИЕВЫЙ ЧУГУН
МН40-10
♦
Химический состав в ®/о
Si Мп Mg Сг Ni
2,0—3,4 0,3—0,6 0,03—0,08
0,1
не более
0,03
0,15
Механические свойства во ГОСТу или ТУ (не менее)
ПЯ полу- |бриката ГОСТ или ТУ Состояние (контрольные образцы) к Г /мм2 Ss % * НВ кГ1мм2
1ОТОВКИ и ишые от- < и АМТУ 294—58 и ГОСТ 7293—54 Отожженные 40 10 150—220 ч
Механические свойства при комнатной и низких температурах
Н||Д лу- 1 ри- II га Состояние материала Темпера- тура испы- тания в °C ^в а0,2 ^сж Д ф О) * 14’’' о ** к Г«м^ см- НВ кГ/мм-
кГ/мм^ %
III НК и Отожжен- ные 20 —40 —70 55 40 180 50 12 тъ- —А 17 25 — W 4 2 0,7 180
* Образцы d—8 мм.
Образцы без надреза.
Физические свойства
d — 7,1 г/см3.
а -106=10,8 (20—100°); 11,6 (100—200°); 12,4 (200—300°); 13,1 (300—400°);
(400—500°); 14,4 (500—600°) 1/°С.
Л =-0,0’8 (20°) кал/см • сек °C.
Технологические данные
Чугун выплавляют в электропечи и заливают в песчаные и керамические
Применение
Башмаки; кронштейны; детали оснастки и приспособлений.
30*
468
Глава II. Чугуны
АНТИФРИКЦИОННЫЙ КОВКИЙ ЧУГУН
ЧМ1,3
_________,
Химический состав в °/о
С Si Мп ъ Си Сг S не б Р юлее
2,3—3,0 0,5-1,1 0,6—1,2 1,0-1,5 <0,15 0,08 0,20
Механические свойства по ТУ (не менее)
а
Вид
полуфабриката
ТУ
Состояние
(контрольные
образцы)
ав
кГ)мм^
В г?
НВ
к Г 1мм'
Заготовки и
сонные отливки
АМТУ
294—58
Отожженные
45
187—262
Механические свойства при комнатной и высоких температурах
Вид полу- V Состояние :ера- испы- я в °C В а0,2 °сж д 85 НВ
фабри- ката Темп i тура тани; кГ/мм? % « * кГ/мм'
Отливки Отожженные 20 17 000 58 50 170 35 2,9 0,5—1,5 212
400 - 55 1 1 5,9 140
500 1 25 1 1 — 6,6 1 130 15
600 20 1 1 > 5,4 || 65 6
700 ——- 17 1 — 12 32 2
800 — 4,5 — 1 30 «— ш 20
850 ' — 4,5 ь» . 32 — 1 10
* Образцы без надреза.
Механические свойства при кручении и срезе
Вид полу- фабриката Состояние Темпера- тура испы- тания в °C тв кГ1мм% ?° G ^ср
кГ /мм2
Отливки Отожженные 20 55 160 6000 47
Чугуны
469
- Физические свойства
г/см3.
а-106= 12(20— 100°)1/°С.
к = 0,12 (25°); 0,11 (100°); 0,11 (200°); 0,10 (300°); 0,099 (400°); 0,095 (500°);
о,090 (600°); 0,084 (700°); 0,073 (800°); 0,061 (900°) кал/см^сек °C.
0 ^0,33(20°) ож • ммЧм.
Технологические данные
Чугун выплавляют в электропечи. Заготовки в виде маслот с толщиной
стенок до 50 мм и болванок диаметром до 90 мм отливают в кокиль. Фасонные
отливки с толщиной стенок до 40 мм отливают в песчаную форму.
Отжиг производится при температуре 1050° С согласно инструкции № 695-58.
Трущиеся поверхности подвергают травлению в соответствии с инструкци-
ей № 402-51.
Применение
Втулки, подпятники и другие трущиеся детали самолетов, агрегатов и при-
боров; поршневые и уплотнительные кольца; поршни демпфера шасси; червяч-
ные гайки шпинделей.
Механические, свойства чугуна ЧМ1,3 при по-
вышенных температурах.
470
Глава II. Чугуны
АНТИФРИКЦИОННЫЙ СЕРЫЙ ЧУГУН
ЧМ1,8
Химический состав в Vo
С Si 1 Мп Сг Си S р
не более
2,8—3,6 1,3—1,9 0,6—1,2 0,2—0,4 1,5—2,0 0,1 0,3
Механические свойства по ТУ (не менее)
Вид полу-
фабриката
Состояние
(контрольные
образцы)
св
при изгибе
кГ !мм1
Стрела
прогиба f
мм
НВ
кГ)мм'
Отливки
АМТУ
Литые без от-
36
207—2(i2
294—58 жига
Механические свойства при комнатной и высоких температурах
Вид полу- Температура испытания Е 70,2 асж д ’б5 ел НВ ® |и
фаориката °C кГ!мм^ % >Г • Hv * i —. _ 1 к Г / МАГ
Отливки % 20 12 500 33 30 115 16,5 0,2 0,25 247
400 —" 28 - 1-—— 0,2 — 186
500 ' — 20 ——- 0,4 —— 135 Ю
600 17 —** *——- 0,8 W* 60
700 10 — — »' ——- - г 1 — 2,2 — 36 1
800 4 —— - 3,4 —— 24
850 * - 3,5 1—г—. — —* 4,4 —— 17
* Образцы без надреза.
Механические свойства при кручении и срезе
Вид полуфабриката Температура испытания °C Тв кГ )м.м^ <р° G ^ср
кГ1мм2
.Отливки 20 и 35 50 4200 30
Чугуны
471
Физические свойства
г/ 7,2 а/сж3.
a 10s —12(20—100°) 1/°С.
X 0,12(20*°) кал!см • сек °C.
Технологические данные
Чугун выплавляют в электропечи в соответствии с инструкцией № 695-58;
ливку производят в песчаные и керамические формы. Отжигу заготовки и де-
i .(ли не подвергают. Для снятия напряжений рекомендуется старение при
41Я)’ С.
Трущиеся поверхности подвергают травлению в соответствии с инструкцией
402-51.
Применение
Различные втулки и трущиеся детали приборов
пгулки-станков и другого оборудования; золотники
и агрегатов; подшипники и
насосов; корпусы приборов.
Механические свойства чугуна ЧМ1,8
при повышенных температурах.
472
Глава И. Чугуны
ТЕРМОСТОЙКИЙ ЧУГУН
Химический состав в ®/о
Si Мп Сг Ni Мо
чнмх
I -I Mill ни МИ1 41
S I Р
не более
Механические свойства по ТУ (не менее)
Вид полуфабриката
ТУ
Состояние
(контрольные образцы)
НВ
кГ/мм'
Отливки
АМТУ 273—53
Отожженные при 550—600° С
3—5 час
170-255
Механические свойства при комнатной и высоких температурах
Вид полу- фабриката Темпера- тура испытания °C Е °в °0,2 °сж Тер Д . от НВ $ | (10
кГ/мм2 % кГ/мм?
Отливки 20 11000 25 20 90 Л 23,5 13,5 0,5 0,2 211
400 <“ । ' 24 '—. 1 — 170
500 - - 18 ™ 1 — — ——• 1,3 1“ 117 9
600 « 1 И - — — — 1' 1,9 — 54 < J
ь 700 « 7 -... “— — - 2,2 25 1
800 — » 4,5 — — —1 - “ — 2,9 24
850 Г 4,3 — — ' - — 3,6 Wi м- 22
* Образцы без надреза.
Физические свойства
rf=7,l г/сл3.
0-106 = 11,7 (20—250°); 12,6 (250—700°); 13,7 (700—1000°) 1/°С.
Л = 0,13 (25°); 0,12 (100°); 0,11 (200°); 0,11 (300°); 0,10 (400°); 0,096 (500’);
0,090 (600°); 0,081 (700°); 0,070 (800°); 0,060 (900°) кал/см-сек СС.
р = 0,82(20°) ом - мм2/м.
с=0,16(400—800°); 0,18(800—1000°) кал/г°С.
Чугуны
473
Технологические данные
Чугун выплавляют в электропечи; заливку производят центробежным и
.hi попарным способами в песчаные и керамические формы.
Применение
биметаллические тормозные барабаны; фрикционные диски.
бв
30
20
10
О
5%
1
о
к Г/ммг
Механические свойства чугуна ЧНМХ
при повышенных температурах.
474
Глава II. Чугуны
жаростойкий ЧУГУН
чя
Химический состав в °/о
С Si Мп Сг Ni Си S Р
не более
2,5—3,0 1,5—2,5 0,5-1,2 1,5 -2,5 14—17 6,0—8,5 0,08 0,30
Механические свойства по ГОСТу или ТУ (не менее)
Вид полуфабриката ГОСТ или ТУ Состояние (контрольные образцы) кГ / мм- &5 % НВ кГ1млГ
Заготовки и фа- сонные отливки АМТУ 294-58 ГОСТ 7769—55 Литые неотож- женные I 18 2 120—19
Механические свойства при комнатной и высоких температурах
Вид полу-
фабриката
Темпера- тура испытания °C Е а0,2 асж Д °5 к Г • м! с м2 НВ а И )П
кГ/мм2 % кГ)мм-
Отливки
20 12500 25 19 210 53,5 4 0,4 150 -
400 — 23 — *•——> —- 4 — 133
500 20 -- - 4 127 14
600 _ «1 17 ——> " — 4,1 95 1 1
700 — 14 4,2 ш—Ы1 59 .1
800 ' 6,6 — 1 4,5 42
850 — 3,8 — — ' —— 4,8 — 30
* Образцы без надреза.
Механические свойства при кручении и срезе
Вид полу- фабриката Температура испытания °C Тв кГ/мм- G Тер
кГ!мм2
Отливки
20
35 150 3200 36
Чугуны
475
КГ
у
И Физические свойства
К с/ 7,2 г/см3,
В'; а-10<5 = 16,7 (20—250°); 17,6 (250—700°); 23,7 (700—1000°) 1/°С,
: Л = 0,072 (20°); 0,071 (100°); 0,070 (200°); 0,070 (300°); 0,070 (400°); 0,071
00°); 0,073 (600°); 0,075 (700°); 0,076 (800°); 0,076 (900°) кал/см-сек °C.
у q = 1,09 (20°) ом • мм21м.
в?
Технологические данные
Чугун выплавляют в электропечи; заливку производят центробежным спо-
собом в горячие окрашенные кокили или в песчаные формы.
Применение
Шаровые соединения выхлопных труб; направляющие втулки клапанов;
поршни и втулки приборов; цилиндры насосов.
Механические свойства чугуна ЧЯ при повышен-
ных температурах.
476
Глава II. Чугуны
ЧУГУН ДЛЯ ПОРШНЕВЫХ КОЛЕЦ
хтв, пчи
и ХНВ
Химический состав в %
Мар-
ка чу-
гуна
ХТВ
ПЧИ
ХНВ
Si Мп • Сг
1,7- 1,0— 0,4—
2,2 1,5 0,7
2,4— 0,6— <0,2
2,8 0,9
1,4- 0,7- 0,3—
1,9 1,2 0,6
не более
0,25—
0,70
0,05—
0,35
0,15—
0,30
0,1 0,4
0,7
0,1 0,6
0,9
Механические свойства по ТУ (не менее)
Марка
чугуна
Состояние
(контрольные образцы)
к Г 1млГ
ХТВ
П Ч И
ХНВ
АМТУ 311—52
71 АМТУ—44
71 АМТУ—44
Состаренный
fl
п
255—302
241—268
241—268
Механические свойства чугуна ПЧИ при комнатной температуре
Вид полу- фабриката Состояние Е ав °0,2 асж Д ^5 см * «• X НВ кГ/мм?
кГ]мл& — %
Отливки Состаренные 11000 28 22 140 30 0,2 0,2 245
* Образцы без надреза.
Механические свойства при кручении и срезе
Вид полу- фабриката Состояние Темпера- тура испы- тания в °C кГ)ммЪ G *СР
кПмм2 i
Отливки Состаренные 20 33 37 3500 30
Чугуны
477
Физические свойства
4=7,25 гЬ3.
а - 106= 13,6(20—600°) 1/°С.
X=0,12(20) кал! см • сек °C.
Технологические данные
Чугун выплавляют в электропечи..
Чугун ХТВ заливают центробелшым способом в горячие окрашенные коки-
ля; чугуны ХНВ и ПЧИ заливают в песчаные формы. Трущиеся поверхности под-
вергают травлению в соответствии с инструкцией № 402-51.
Применение
Чугуны ХТВ и ПЧИ — для поршневых колец авиационных двигателей. Чу-
гун ХНВ — для поршневых колец многоступенчатых компрессоров авиационных
двигателей.
478
Глава II. Чугуны
Механические свойства чугуна ПЧИ
при повышенных температурах.
Глава III
ПРИПОИ И ФЛЮСЫ ДЛЯ ПАЙКИ
Процесс пайки состоит в заполнении зазора между соединяе-
мыми металлами жидким припоем под воздействием капиллярных
сил. Металлы в месте соединения не расплавляются и остаются
твердыми.
Правильно выбранные размеры зазоров обеспечивают получе-
ние плотных и прочных паяных соединений.
При пайке углеродистой стали медью наиболее прочные швы
получаются при зазоре 0,1 мм (0,05—-'0,15 мм). При пайке сере-
бряными припоями максимальная прочность достигается при вели-
чине зазоров 0,05—ОДО мм. При пайке алюминия рекомендуются
зазоры ОД—0,2 мм, при пайке сталей латунью — ОД—0,3 мм, при
пайке титана серебром — 0,05—0,125 мм. При пайке меди и мед-
ных сплавов меднофосфористыми припоями зазор может быть
0,03—0,25 мм.
Припои могут применяться в виде проволоки, фольги, пасты,
стружки, гранулированных зерен, механически выточенных колец,
плакированного слоя и т. и.
Для устранения окисных плен между припоем и паяемыми ме-
таллами или сплавами, а также предупреждения окисления по-
следних, при пайке применяют флюсы, специальные защитные или
восстановительные атмосферы, вакуум, различные способы меха-
нического или кавитационного разрушения окисной пленки. На-
пример, для удаления окисной пленки при пайке алюминиевых
сплавов применяют флюсы, а также ультразвуковые паяльники,
абразивные карандаши, щетки и другие механические способы
удаления окислов.
В качестве припоев используют металлы или сплавы, более лег-
коплавкие, чем материал паяемых деталей, образующие достаточ-
но прочные, плотные, пластичные и коррозионностойкие паяные
швы. В данном разделе приводятся припои, применяемые в авиа-
ционной промышленности.
Легкоплавкими припоями паяют в тех случаях, когда от изде-
лия не требуется высокой прочности, а нужна герметичность со-
единения или хороший металлический контакт. Предел прочности
480 Глава III. Припои и флюсы для пайки
лучших легкоплавких припоев нё превышает 6 кГ/мм-, исключение
составляют кадмиевые теплостойкие припои марок ЗКд и КЗ, пре
дел прочности которых достигает 11—43 кГ/аш2.
Применение серебряных, медноцинковых и других тугоплавких
припоев обеспечивает более высокую прочность паяных соеди
нений.
Прочность паяного шва не всегда соответствует прочности при
поя, особенно при узких зазорах, вследствие растворения паяемо-
го материала в припое. Надежные ’-паяные соединения (равно-
прочные с основным материалом) получаются при пайке внахлест-
ку, при этом длина нахлестки должна быть не менее учетверенной
толщины наиболее тонкой из соединяемых деталей. Прочность
шва зависит также и от источника нагрева, применяемого при пан
ке. Наиболее высокое качество шва получают при пайке в печи,
погружением деталей в расплавленный припой или нагревом то
ками высокой частоты.
Флюсы, применяемые при пайке различных металлов и спла-
вов, должны иметь температуру плавления на 50—100° С ниже
температуры плавления припоя. Остатки некоторых флюсов, так
называемых кислотных, при пайке меди, медных сплавов и сталей,
а также флюсы, содержащие хлористые и фтористые соли щелоч-
ных и щелочноземельных металлов, при пайке алюминиевых спла-
вов способствуют коррозии паяных соединений и поэтому должны
быть тщательно удалены после пайки.
Припои и флюсы для пайки
481
ТЕПЛОСТОЙКИЕ ПРИПОИ
ДЛЯ ПАЙКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ
ВПр1, ВПр2
и ВПр4
Химический состав в %
Марка припоя
Ni Мп Со
ВПр1
ВПр2
ВПр4
27-30 —
5—6 22—26
28—30 28—30
<1,5
0,8—1,2
1,0-1,5
Остальное
п
Продолжение
Марка припоя В р Li Na К
ВПр1 0,2 „ — и
ВПр2 — — 0,15—0,25 ~ w 1
ВПр4 0,15-0,25 0,1—0,2 0,15—0,3 0,05—0,15 0,01-0,2
Механические свойства паяных соединений при различных температурах
Паяемый
материал
Припой
Температура испытания в °C
—60 | —70 | 20 | 200 | 400 | 500 | 600
тср в кГ1мм%
Х18Н9Т
Х15Н9Ю (СП-2)
Х17Н5МЗ (СН-3)
XL8H9T
ВГ1р1
ВПр2
ВПр2
ВПр4
25-30
19—30
43—58 37—50
— 21 —30
— 21—25
45—52 33—40
— 9—16
12—20 —
9—13 —
— 13—18
Физические свойства
Припой ВПр1
d=8,68 г!см3.
а- 106= 17,1 (20—~ 100°)_1/оС.
%=0,077 (25°) кал1см-сек°С.
Температура плавления 1080—1120° С.
Припой ВПр4
б/=8,ОЗ г!см3.
а - 10е = 16,8 (.20—100°) 1/°С.
X = 0,026 (25°) кал!см • сек. °C.
Температура плавления 940—980°.
31 195
482
Гла&а III, Припои и флюсы, для пайки
J I I—й—Illlllll I ' ' .—т II I I -
Припой ВПр2
d=8,13 г!см3.
а-10е =19,0 (20—100°); 19,8 (20—200°); 20,5 (20—300°); 21,2 (20—400°); 21,8
(20_500°) 1/°С
1 = 0,031 *(25°); 0,037 (100°); 0,045 (200°); 0,054 (300°); 0,061
(400°) ; 0,071 (500°) кал]см*сек°С.
0=0,08(20°) ом мм2/м.
Температура плавления 960—970° С.
Коррозионные свойства
Коррозионная стойкость соединений из стали Х18Н9Т, паяных припоями
ВПр1 и ВПр4, в неагрессивных средах удовлетворительная, не ниже, чем у со
единений, паяных припоем ПСр45.
Коррозионная стойкость соединений из стали Х15Н9Ю (СН-2) и Х17Н5МЗ
(СН-3), паяных припоем ВПр2 (пайка в аргоне), в атмосферных условиях удо-
влетворительная.
Технологические данные
Пайку припоями ВПр1, ВПр2 и ВПр4 можно проводить при нагреве в печах
в среде нейтральных газов (аргон, гелий), токами высокой частоты, электрокон
тактным способом и в вакууме. Пайка припоем ВПр 1 может производиться при
нагреве ацетилено-кислородным пламенем с применением флюсов № 200 и 201.
При пайке припоем ВПр4 флюс не применяют.
Применение
Припои ВПр1 и ВПр4 могут применяться для пайки трубопроводов авиа-
ционных двигателей из стали Х18Н9Т, работающих при температурах до 600° С.
пайки изделий из нержавеющих
(СН-2 и СН-3), работающих при температурах
Припой ВПр2 может применяться для
сталей Х15Н9Ю и Х17Н5МЗ
до 500° С.
Припои и флюсы для пайки
483
КИСЛОТОСТОЙКИЙ И ЖАРОПРОЧНЫЙ ПРИПОИ
ВПрЗ
Механические свойства паяных соединений при различных температурах
Температура испытания в °C
Паяемый Вид
материал соединения
20
200
500
800
в в кГ:мл1-
ЭИ654 Стыковое 37-43 30-37 30—35 29—31 16—18
ЭИ759 Телеско- пическое тср в кГмм-
> (23—27) > (32-34) >(21—22) >(29—32) >(21—22) > (20—23) >(19—20) >(20—21) >5
Физические свойства
с/- 7,88—8,1 г!см\
а-106 — 11,9 (20—100°); 12,8 (20—200°); 13,2 (20-300°); 13,6 (20—400 ); 14,0
(20-500°); 14,0 (20-600°); 14,5 (20—700°); 15,1 (20—800°); 16,2 (20—900°) 1/°С.
0,023 (100°); 0,027 (200°); 0,031 (300 ); 0,034 (400°); 0,038 (500°); 0,042
(600°); 0,047 (700°); 0,051 (800°); 0,055 (900°) кал!см-сек °C.
р = 1,28^-1,31 (20°) ом мм2/м.
Температура плавления 1140—1150° С.
К о р р о з и о н н ы е с в о и с т в а
Паяные соединения коррозионностойки в агрессивных средах.
Технологические данные
Температура пайки 1180—1200’ С. Припой хрупкий, изготовляется в виде
специальной пасты или литых прутков.
Пасту готовят путем смешения порошка, просеянного через сито № 045 —
0071 (ГОСТ 3584—53), и связующего, состоящего из lOVfr-ной акриловой смолы
и 90% растворителя Р-5.
Применение
Пайка деталей из нержавеющих сталей, работающих в агрессивных средах,
и деталей из жаропрочных сплавов.
195
31 *
Глава III, Припои и флюсы для пайка
КИСЛОТОСТОЙКИЙ И ТЕПЛОСТОЙКИЙ ПРИПОИ
Физические
свойства
Паяные соединения коррозионностойки в агрессивных средах.
Технологические данные
Применение
Пайка деталей из нержавеющих сталей, работающих в агрессивных средах
и деталей, работающих при температурах до 500° С.
Температура пайки 1170—1200° С.
Пайка производится в вакууме не ниже 1 * 10-2 мм рт. ст,, в средах: аргон
и фтористый водород; аргон и трехфтористый бор.
Припой изготовляется в виде литых прутков и фольги.
6?—7,55 г!см2.
a-10s = 16,0 (20—100°); 16,6 (20—200°); 17,2 (20—300°); 17,7 (20—400°); 18,3
(20—500°); 18,8 (20—600°); 19,4 (20—700°); 19,7 (20—800°); 20,0 (20—900°) 1/°С.
= 0,025 (Ю0°)Г 0,025 (200°)f 0,026 (300°);' 0,029 (400°); 0,033 (500°)Г0’,037
(600°); 0,040 (700°); 0,043 (800°) кал/см<сек °C.
q = 1,39 (20°) ом * мм2/м.
Температура плавления 1150—1160° С.
ВПр5
Механические свойства паяных соединений при различных температурах
Паяемый материал Вид соединения Температура испытания в °C 500
—60 20 200 300
в кГ/мм2
Х18Н9Т Стыковое 41—50 31—40 31—39 31—33 28—30
ЭИ654 29—49 36—49 33—44 32—39 25—38
тСр в кГ/мм'2
Х18Н9Т Телескопическое 27—31 25—33 — 28—34 25—32
Э14654 - 33—36 24-36 — 29—32 22—35
1'4 Д * -
Припои и флюсы для пайки
485
ПРИПОИ С ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ В ИНТЕРВАЛЕ 45—142° С
ДЛЯ ПАЙКИ МЕДИ И МЕДНЫХ СПЛАВОВ
Химический состав в % | Темпера-
1
Sn РЬ Cd Bi Hg Sb In Zn тура плавления °C
— - 28 5,6 f 36,4 30 W - 45
8,3 22,6 5,3 44,3 • 19,5 46,7
11,6 18 — 49,4 21 —- — 58
13,1 27,3 10,1 49,5 70
12,5 25 12,5 50 — ' *' - * 60,5
10 25 20 . 45 *• 65
37,5 12,5 50 — — ... 68
25 .« 25 50 — 66
13,2 27,2 10,1 40,5 9 — -— • • — 70
42,9 7,1 50 — - - „ 88
42 15,7 42,3 -* *- —• —— — 89,5
42 8,15 51,85 <—^4 91,5
25 25 *—— 50 — , — - r — 94
15 32 — 52 1. — —“W 95
22 28 — — 50 ! t< . . .Л 100
— 1 25,9 20,2 53,9 —1 -* fl — * Ы - A-*r v —A* 102,5
14,5 28,5 к 48 0 I f *- ‘ — Л ii** 105
20 40 40 *”nwT^ 1 — — 113
15 25 60 -I- i • U 125
40 56 •*r--** ~ 4 130
30,8 38,4 — —-» 30,8 —. . . - । 130
51,2 30,6 18,2 -—,— — 1 Й 1 Л И — J -' -и 142
ДЛЯ
ПАЙКИ
МЕДИ
ЛЕГКОПЛАВКИЕ ТЕПЛОСТОЙКИЕ ПРИПОИ
И МЕДНЫХ СПЛАВОВ
и*
Марка
припоя
РЬ
Sn
Химический состав в %
Zn
Mg
Ni
Cd
ПСрЗКд
КЗ
ПСрЗ
ПСр2,5
3,0i0,5
3,0±0,5
0,05±0,2
92±1
Остальное
486
Г лава IIL Припои и флюсы для пайка
Продолжена'1
Химический состав в %
Марка припоя РЬ Sn Zn Ag Mg Ni Cd
ПСр1,5 83,5+1,5 15± 1 — 1,5+0,8 1 - -
ПСр2 63± 1,5 30 ±1 2±0,3 5 4“ 0,5
ПСр12К — — 12 . 0,1 — Остальн
ПСр8КЦН - 6 8 • 2 и
ПСрбКЦН — О 5 г
Пр юдолжснш
Марка припоя Темпера- тура плавления °C ав в кГ/ММ2 при температуре в °C % d г/см3 J Р ом • мм- !м
20 200 250
ПСрЗКд 320—340 13,5 3,5 0,8 3 8,7 0,080
КЗ 320—349 11,5 4,1 3,2 40 1 0,075
ПСрЗ 300--305 3,1 1,2 0,6 45 11,3 0,050
ПСр2,5 305—295 —- - •» 1 1 i 0,0454
ПСр1,5 270-265 —. *-• ••• 10,4 0,050
ПСр2 235-225 >! -1 9,6 0,0588
ПСр12К 340—420 18,5 о 13 9 0,078
ПСр8КЦН 330—370 16 4 1 6 8,8 0,047
ПСрбКЦН 315—355 16 4,5 4 6,5 8,83 0,055
Пределы прочности швов,*
паяных
легкоплавкими
припоями
Марка припоя
Паяемые материалы
латунь медь желе- зо оцинко- ванное железо луженая жесть латунь м е д ь желе- зо ,
Олово чистое
ПОС61
ПОС50
ПОС40
ПОСЗО
ПОС18
ПОСС4-6
Свинец чистый
тСр в кГ/мм2 (пайка внахлестку)
с в в кГ мм-
(пайка встык)
4,5 4,6 3,8 5,1 5,9 9,0 7,9
3,5 3,5 3,6 3 8 9,7 9,8
5,3 — — “ 9,4 6,7
4,6 3,7 6,3 4,7 4,9 7,8 10,0
2,8 2,7 а 1,2 3,6 8,8 9,1 11,5
3,3 3,1 .5,1 4,3 4,6 9,7 9 10,5
2,6 1,6 2,6 0,4 1 1 7,7
2 1,9 1,4 1,7 1 2,6 3,6 7,9
справочника «Машиностроение»,
4
данным
энциклопедического <
Машгиз, 1947; «Цветные Металлы», 1937, № 3.
Припои и флюсы для пайки
487
ПРИПОИ С ТЕМПЕРАТУРОЙ ПЛАВЛЕНИЯ ДО 420" С
для ПАЙКИ МЕДИ, МЕДНЫХ СПЛАВОВ И СТАЛЕЙ
[Марка Итрипоя Химический состав в % Температура плавлении °C
Sn 1 1 Sb ! Ag Zn Mg i Ni Pb Cd на- чало ко- нец
( ) Л ОБО 100 - — — — . — -- - — 232 232
ЮС90 89—90 0,1 — — 1 — — — Оста ль- 183 220
0,15 ное
ЮС61 59—61 0,5- To же 183 185
0,8
1ЮС50 0,5— — ’ - 53 — 183 210
0,8
ЛЮС40 39—40 •1,5— 1 —*-• — Я >11 183 235
2,0
ЙОСЗО 29—30 1,5- - »PI ll *-—~ 3’ 1 bl , 183 256
к 2,0 1
ИОС18 17—18 2,0— — Н II1^ 183 277
р 2,5
ИОСС4-6 3—4 5-6 1 1 »< - Я 1 245 265
ПСр2,5 5,5± 1 2,5± ±0,3 —- — . * PlH 295 305
Н- о О»
ЛСрЗК д ! < 2,5— 0,8— - — Я Осталь- 320 340
3,5 1,6 пос
КЗ 2,5- 0,05 < То же 320 349
3,5
ПСр12К -I-—. 12 -J* 1 0,1 п 340 420
ПСр8КЦН — 8 6 9 — JJ 330 370
ПСрбКЦН — —— 5 9 *» ——— 9 ™ —- 33 315 355
Продолжение
М а рк а припоя Тер О}0 % О) 2 X d г/см$ Назначение
к Г мм-
Олово 1,9 2,2 43 5,29 7,3
ПОС90 4,3 2,7 25 1,85 7,6
1ЮС61 4,7 •4 9 - ? 34 2,9 8,5
Для пайки и лужения меди,
латуни и стали
Для пайки изделий медицин-
ского назначения
Для пайки радио- и электро-
аппаратуры
488
Глава III. Припои и флюсы для пайки
Марка
припоя
ПОС50
ПОС40
ПОСЗО
кГ) мм2-
ПОС18 . 2,8
ПОСС4-6 5,9
ПСр2,5
ПСрЗКд
КЗ
ПСр12К
ПСр8КЦН 15,5
ПСр5КЦН 13
f
Продолжение
Чо
О/
d
г)см^
Назначение i
13,5
11,5
17,5
4 л 3,7 54 52 4,59 4,75
3,4 44 4,67
2,50 26,6 3,86
3,6 23,7 0,8
—
*— 1 37
40! W*.-
н и ч*
К 5 —
3
8,9
9,3
10,2
10,7
Для пайки авиационных ра-
диаторов и изделий из меди,ла-
туни и белой жести
Для пайки радиаторов, элек-
тро-. и радиоаппаратуры и дли
электромонтажных работ. Элек-
тропроводность припоя состав-
ляет 10,2% от электропровод-
ности чистой меди
Для лужения деталей радиа-
торов и подшипников, заливае-
мых свинцовыми баббитами.Для
пайки деталей из железа, меди
и латуни, а также для пайки
оцинкованной стали
Для лужения деталей перед
пайкой. Для пайки деталей, если
не требуется повышенной проч-
ности паяного шва
Для лужения железа и для
пайки деталей, не подвергаю-
щихся ударным нагрузкам. Не
пригоден для пайки оцинкован-
ного железа и цинка
Для пайки радиаторов и дру-
гих деталей, работающих при
повышенных температурах
Для пайки коллекторов и дру-
гих деталей, работающих при
температуре до 300° С
8,8 Для пайки медных радиато-
•— ров и деталей электромашин,
работающих при температурах
до 300° С
Припои и флюсы для пайки
489
ПРИПОИ НА МЕДНОЙ ОСНОВЕ ДЛЯ ПАЙКИ МЕДИ,
МЕДНЫХ СПЛАВОВ И СТАЛЕЙ
1 Марка припоя Химический состав в %
Си Zn Ni Si р Sn р
г
Л62 60,5—63,5 Остальное — -
Л6211 57,4—60,3 я 5 ! 1 — ЛЬ
Л0К62-06-04 60—63 я - О', 4—0,6 0,3—0,4
ПФ0Ц7-3-2 Остальное 2 — — 7 3
Продолжение
Марка припоя Температура плавления в °C d
начало конец кГ)млП г/см3
Назначение
Л62 900 905
Л62Н —910 —915
Л0 К 62-06-04 905 938
ПФ0Ц7-3-2 730 750
45
43—45
Для пайки стальных
труб и других стальных
изделий
Для пайки труб и дру-
гих изделий из конструк-
ционных сталей
8,6 Для пайки меди, стали,
никеля, серого чугуна.
Обеспечивает более высо-
кую плотность шва, чем
припой Л62, и поэтому
может быть применен для
изделий, работающих под
давлением
8,0
Заменитель серебряных
припоев при пайке медных
и латунных деталей
электромашин и аппарату-
ры, оборудования прибо-
ров и других деталей, не
подвергающихся при экс-
плуатации значительным
нагрузкам. Для пайки ста
ли не пригоден (инструк-
ция № 511—59)
490 Глава HI. Припои и флюсы для пайки
ПРИПОИ СЕРЕБРЯНЫЕ ДЛЯ ПАЙКИ МЕДИ
МЕДНЫХ СПЛАВОВ И СТАЛЕЙ
Марка припоя Химический состав в %
Си Zn. Cd Ni ' Р Примеси
СПр12М ПСр15 12±0,3 15 + 0,5 52+1,0 80 + 1,0 Осталь- ное • — — 4 ft+°.2 < 0,5 % , в том числе О,15РЬ <0,5
ПСр25 25 £0,3 40+1,0 Ост а ль- —, —-• ' - <0,5%,
. ное в том числе
* 0,15РЬ
ПСр25КН 25±1 35+0,6 24,7 + 0,7 15+0,7 0,3+0,2 ——
ПСр25Ф 25-0,5 70±1,0 — - —— 5,0±0,5 <0,5
ПСр40 40±1 16 7^0,7 1О> '-0,3 17-0,8 26,0+^ 0,3-0,2 <0,5%,
в том числе
4 0,15РЬ
ПСр45 4540,*5 30-0,5 Остал ь- - — чж.
ное
ПСр65 64,5-65,5 19—21 То же 1 Vk — - '
ПСр70 70,0±0,5 26,0-0,5 4,0+1,0 — * — <0,5%,
в том числе
0,15% РЬ
ПСр71 71+0,5 zc’-],0 ' - - — 1,0±0,2 <0,3
ПСр72 72,0 + 0,5 28,0£°;5 а " — Я' 0,25 %,
В том числе
0,005 % РЬ
Продолжение
Марка припоя Температура плавления в °C кГ!мм^ а* % d г/см^ Назначение 1
начало конец,
ПСр12М 780 825 8,5 Для лайки толсто- стенных латунных, и бронзовых изделий
ПСр25 745 775 8,7 Для пайки арматуры авиационных радиато- ров, патрубков, коллек- торов и трубопроводов из меди и стали
ПСр25КН 735 760 29—41 11 —44 8,6 То же *
n
Припои и флюсы для пайки
491
। 1йг|>1Г
Продолжение
к
1 Л1 а рк a 1 припоя Температура плавления в “С кГ )мм2 §5 % d г )см?> Назначение 1
начало к о н е ц
ПСр40 595 605 38—44 18—37 8,4 Для пайки латунных
ПСр45 660 725 37—51 16—35 9,1 и бронзовых деталей авиационных приборов
ПСр65 700 . 730 9,6 Для получения швов повышенной прочности на стали
ПСр15 635 810 »! — 8,3 Для пайки медных
ПСр25Ф 650 710 —- 1 И 1 ш 8,5 проводов и деталей
ПСр71 750 795 9,8 электродвигателей, где место спая должно об- ладать высокой элек- тропроводностью
ПСр70 73<) 755 й**- — 9,8 Для пайки деталей
ПСр72 779 779 II.» 9,9 в а к у у м и ы х приборов 1
!
• Ji
Г
!
ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ
ПРИПОИ
Марка припоя Химический состав в %
Си Si Zn Мп А1 Ag Sn Cd
Силумин — - Н,7 Pl" 1 — . Осталь-
эвтекти- ное
ческий
34А 28 + 1 1 » 1» 6 + 0,5 — — — JJ —- — —
П590А 10± 1 1 ±0,1 - 89±1 ~
П575А *——— 20 +1 •м— 80±1 " 1 — — -
П550А 27Д1 6+1 ——„ 1,5. ДМ 65,5 ±1 * .. .—. -
П480Л 15 - — 64,4 0,6 20 г-- —
ПЦАМ65 14,5 + 0,5 65±1 — 19,5±0,5 "Чншм — — IW
ПСрБАКЦ —— До 0,15 —93+1 “— 2,5 ± 0,5 О — —
П300А ..ь **" 1 —Г» 60±1 —-— 1 " —W—*. 40 ± 1
II250A - 20+1 1 - 80±1 —
П200А 10 + 1 — - ———— 90±1 Л.
П170А * » — ——— — 1 ±0,1 79±1 20±1
П150А »'- —— 3,8 + 0,3 — —,—. 38,5±1 57,7x1
Глава III. Припои и флюсы для пайки
Марка припоя Температура плавления в СС св кГ/мм^
начало конец
то
г!см^
Силумин эвтекти- ческий 34А 577 525 577 525 17—19 18—24 1—2 1 2,7 3,3
П590А 550 590 7,5—11,5 0 2,89
П575А 550 575 19—23 0 3,08
П550А 550 !! 12—17 0 3,41
П480А 480 490 17—19 0 5,69
ПЦАМ65 390 410 18—24 >1 5,36
ПСрбАКЦ 390 420 20 3 7,11
ПЗООА 266 310 3,5—13,0 0 7,73
П250А 200 250 4,5—5,0 26—35 7,30
П200А 199 210 4,0—4,5 48—52 7,32
П170А 170 175 5,5—7,5 35—40 7,62
П150А 150 170 6,5-7,5 40—44 8,04
Марка
припоя
ПСр25КН
Продолжение
Назначенце
••'V
Для пайки деталей,
исправления дефектов
литья и ремонта капо-
тов бензопроводов и
других агрегатов из
алюминиевых сплавов,
радиаторов из сплава
АМц
Для пайки узлов из
алюминия и его спла-
вов, подвергающихся
анодированию
Для пайки алюминия
и его сплавов при сту-
пенчатой пайке
Для пайки
вых сплавов
Д16
Для пайки
вых сплавов
АМг и других
Для пайки алюминие-
вых сплавов типа АМг
и Д16
Для пайки монтаж-
ных алюминиевых де-
талей электрорадиоап-
паратуры
Для пайки деталей
в узлах герметичных
приборов
Пределы прочности некоторых паяных соединений *
Паяемый материал
медь латунь Л62 сталь ЗОХГСА
тСр в кГ!мм2 (пайка внахлестку)
-------t
сталь
Х18Н9Т
Разрушение по
основному мате-
риалу
40
алюминие-
типа АМц;
алюминие-
типа АМц,
19,8
* В числителе приведены пределы, а в знаменателе средние значения пока-
зателей свойств из пяти определений.
Припои и флюсы для пайки
493
Продолжение
Паяемый материал
Марка
припоя
медь
латунь Л62
сталь
ЗОХГСА
сталь
Х18Н9Т
ПСр40
ПФОЦ7-3-2
ПСр45
ПСр12К
ПСр8КЦН
ПСр5КЦН
т;Ср в кГ/мм- (пайка внахлестку)
Разрушение по Разрушение по 35,6—44,0 23,4—28,8
основному мате- основному мате- 40,1 26
риалу риалу
19—22 32—34 — — 1
19,6—20,1 Разрушение час- 35,5—43,0 17,8—22,6
19,9 тичное по основ- 38,8 20,1
ному материалу
3,8 3,7 — -
4,4 4 — ч» -
5,4 5,5 -
% в KTjMM1 (пайка встык)
ПСр25КН
ПСр40
ПФОЦ7-3-2
ПСр45
ПСрЗКд
КЗ
17,8—19,2
18,4
Разрушение по
основному мате-
риалу
15—19
Разрушение по
основному мате-
риалу
5,2
7,5
25,6—31,6
29
29,6—37,6
31
17—21
26,6—32,7
29,9
ПЕРЕЧЕНЬ ПРИПОЕВ
S
Марка
припоя
Документ,
регламентирующий
изготовление припоя
Марка
припоя
Олово 02
ПОС 90
ПОС 61
ПОС 50
ГОСТ 860—60
ГОСТ 1499—54
ГОСТ 1499—54
ГОСТ 1499—54
ПОС 40
ПОС 30
ПОС 18
ПОСС 4—6
48,6—66,5
59,9
49,6—58,5
53,7
52—59
55,8
51—63,9
57,6
42,2—57,2
51,4
Документ,
регламентирующий
изготовление припоя
ГОСТ 1499—54
ГОСТ 1499—54
ГОСТ 1499—54
ГОСТ 1499—54
Состав флюса в %
Хлористый цинк (плавлен-
ный) . .................
Вода . ........... •
Хлористый цинк . .
Хлористый аммоний
Вода . . ....
18
76
Хлористым цинк . .
Соляная кислота (d
Вода . . ....
50
Канифоль
Вазелин техническим . .
Канифоль . • • * »
80
15
Хлористый аммонии . .
ФЛЮСЫ ДЛЯ
ПАЙКИ МЕТАЛЛОВ
Приготовление, свойства
и применение флюсов
Хлористый цинк активно растворяет окисли ме-
таллов после своего расплавления при темпера-
туре 283" С и выше. Допускается содержание сво-
бодной соляной кислоты в пределах U,b и,б /о:
После пайки остатки флюса смывают проточно!
водой во избежание коррозии
При 330- С хлорисЛш аммоний разлагается.
Флюс 3 более активен, чем флюс 1. Допускает-
ся содержание свободной соляной кислоты в пре-
делах 0,6—0,8%. После пайки остатки флюса
смывают проточной водой
Остатки флюса на паяном шве вызывают силь-
ную коррозию нержавеющей стали. После пайки
гпебсется тщательная промывка детален
Применяют концентрированный раствор канифо-
ли в спирте или канифоль в порошке. Остатки
флюса не вызывают коррозии
Сначала составляют смесь вазелина с канифо-
лью и охлаждают до комнатной температуры, ла-
тем в нее добавляют концентрированный водный
раствор остальных компонентов при интенсивном
перемешивании смеси. Остатки флюса смывают
бензином
Назначение
Для пайки сталей и медных
сплавов. Температура пайки
290—3503 С
Для пайки сталей и медных
сплавов. Температура пайки
180—320° С
Для пайки нержавеющих ста-
лей. Температура пайки 180—
320° С
Для пайки деталей меди и
латуни легкоплавкими припоя-
ми
Для пайки меди и ее спла-
вов легкоплавкими припоями
Состав флюса в %
Приготовление,
свойства и применение флюсов
_____Продолжение
Назначение
Флюс ЛМ1
Спирт этиловый 400 см3
Ортофосфориая кислота
(d= 1,64-1,7) ... 100 см3
Канифоль в порошке 30 г
Рекомендуется применять припои ПОС 40 и
ПОС 30. Наиболее прочный шов получается при
пайке оловом с добавкой 1 % свинца
Для пайки нержавеющей ста-
ли мягкими припоями. Остатки
флюса на шве не вызывают
коррозии стали
Флюс ЛК2
Канифоль...........30
Хлористый цинк ..... 3
Хлористый аммоний . . . I
Этиловый спирт......66
Хлористый аммоний и хлористый цинк раство-
ряют в спирте (в стеклянной посуде), вводят пор-
циями канифоль при непрерывном помешивании
до растворения всех компонентов. После отстаи-
вания в течение суток сливают жидкую часть и
применяют как флюс
Для пайки меди, медных
сплавов, конструкционных ста-
лей, оцинкованного железа оло-
вянносвинцовыми припоями
Флюс ЛТИ-120
Спирт-сырец или ректифи-
кат ...................68
Канифоль................25
Диэтиламин............... 5
Триэтаноламин..............2 |
Отдельно растворяют в спирте канифоль и со-
лянокислый диэтиламин. Для растворения кани-
фоли взять 3Д общего объема спирта. В осталь-
ном спирте растворяют солянокислый диэтиламин.
В первый раствор вводят триэтаноламин. На дру-
гой день оба раствора перемешивают
Для пайки меди, медных
сплавов конструкционных ста-
лей легкоплавкими припоями
Флюс 18-В
Борная кислота . .... 60
Фтористый калий (обезво-
женный) ..............40
Флюсы приготовляют путем сплавления компо-
нентов в фарфоровой чашке с последующим раз-
мельчением в порошок. Флюс замешивают на воде
и наносят на детали кистью до начала нагрева.
Применяют флюсы для пайки твердыми при-
поями при всех видах нагрева
При нагреве деталей сварочной горелкой необ-
ходимо, чтобы в пламени был большой избыток
ацетилена
Для пайки нержавеющих и
жаростойких сталей и берил-
лиевой бронзы серебряными
припоями. Температура пайки
650—800° С
Ф л ю с 2
Бура.................. 75
Натрий фтористый .... 15
Калий фтористый (обезво-
женный) .................Ю
Флюс приготовляют путем смешения компонен-
тов и размалывания полученной смеси в порошок
Для пайки латуни, стали,
меди и бериллиевой бронзы
припоями ПСр 45 и ПСр 25
Флюс 209
Борный ангидрид . . . 35+2
Фтористый калий, обез-
воженный ...........42+2
Фторборат калия . . . 23 ±2
Приготовление флюса и его применение изло-
жены в Инструкции № 456-53 и ВТУ хМХП РУ
1180-55
Для пайки нержавеющих
сталей, никелевых сплавов,
меди и медных сплавов сере-
бряными припоями с темпера-
турой пайки до 750^ С
Флюс 7
Борная кислота ...... 80
Бура..................20
Флюс приготовляют путем смешения компонен-
тов и размалывания смеси в порошок.
Применяют для пайки в обезвоженном и необез-
воженном состояниях
Для пайки меди и латуни се-
ребряными припоями ПСр12,
ПСр25, а также для^ пайки уг-
леродистой стали латунью
Глава III. Припои и флюсы для пайки Припои и флюсы для пайки
Флюс 200
Борная кислота .... 70±2
Бура...................21+2
Кальций фтористый . . 9±1
Флюс приготовляют путем смешения компонен-
тов и размалывания смеси в порошок. Применяют
в процессе пайки таким же способом, как и дру-
гие флюсы из буры и борной,кислоты
Остатки флюса после пайки в процессе осты-
вания изделия сами отскакивают с латуни и со
стали Х18Н9Т (инструкция 456-53)
Для пайки нержавеющих
сталей и жаропрочных сплавов
латунью и другими припоями с
температурой плавления от 800
до 1200°С
Состав флюса в %
кк
Приготовление,
свойства и применение флюсов
Продолжение
*^^ЯВвИИ*в*1^»«^в»1вв»ЧЯ
Назначение
Флюс 201
Борная кислота . .
Бура..............
Кальций фтористый .
Лигатура состава (4%
Mg, 48% Al, 48%
Си) . . . . . . .
80-1
14±1
5,5^0,5
0,5 ±0,1
Флюс 34-А
Фтористый натрий . ... 10
Хлористый цинк.......... 8
Хлористый литий . ... 32
Хлористый калий .... 50
Флюс Ф320-А
Фтористый натрий . . 6± I
Хлористый литий . . . 42.42
Хлористый калий . . . 284.2
Хлористый цинк . . остальное
Фтористый натрий
Хлористый цинк
Хлористый литий .
Хлористый калий .
Флюс ФВ-3
Калий хлористый .
Литий хлористый . .
Цинк хлористый . . .
Натрий фтористый . .
. 40
. 36
. 16
. 8
Флюс ФК-50
Натрий хлористый . .
Кадмий хлористый . .
Цинк хлористый . . .
Аммоний хлористый . .
51,2
27,3
19,0
2,5
Наиболее активный флюс для пайки жаропроч-
ных сталей и сплавов. Способ приготовления и
применения такой же, как для флюса 200
Технология приготовления и применения изло-
жена в инструкции № 267-59 и ТУ 3930-53 МХП
Технология приготовления и применения изло
жена в заводской инструкции
Технология приготовления и применения изло-
жены в Инструкции ГГО.045.551
Температура плавления флюса 390—400° С. Тех-
нология приготовления флюса ФВ-3 аналогична
технологии приготовления флюса 34А (см. инст-
рукцию № 267-59)
Флюс приготовляют смешением компонентов (за
исключением хлористого цинка) в фарфоровой
или кварцевой чашке с последующим расплавле-
нием. После расплавления к смеси прибавляют
отдельно расплавленный хлористый цинк. * Рас-
плавленный флюс размешивают фарфоровой па-
лочкой и выливают на сухую стальную плиту.
После затвердевания, но еще теплый, флюс раз-
бивают на куски и собирают в стеклянную банку
с резиновой пробкой. Хранить флюс следует в су-
хом помещении. Перед употреблением куски флю-
са растирают в фарфоровой ступке до порошко-
образного состояния. Остатки флюса с деталей
после пайки удаляют тщательной промывкой сна-
чала в холодной проточной воде, а затем в горя-
чей (703 С) проточной воде. Детали после промыв-
ки сушат при температуре —'100е С
Для пайки нержавеющих
сталей и жаропрочных сплавов
латунью и другими припоями
с температурой плавления от
800 до 1200° С
Для пайки алюминия и его
сплавов твердыми припоями.
Нагрев осуществляется горел-
кой в печи, методом погруже-
ния в расплавленный припой.
Температура пайки 450—600° С
(в зависимости от температуры
плавления припоя)
Для пайки алюминия и его
сплавов при температурах от
350- С и выше
Для пайки алюминия и его
сплавов во флюсовой ванне при
температуре 570—620° С
Для пайки алюминия и его
сплавов цинковыми припоями,
имеющими температуру плавле-
ния и рабочую температуру
пайки 350—450°С
Для пайки в ваннах меди и
латуни кадмиевыми припоями.
Флюс применяется в виде 30—
50%-ного водного раствора для
флюсования перед пайкой в
ваннах. В сухом виде флюс
ФК-50 применяется для раскис-
ления кадмиевых припоев в
ваннах
Глава IV
НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
(ДЕФЕКТОСКОПИЯ) МЕТАЛЛОВ
При контроле конструкционных сталей применяют все основ-
ные методы дефектоскопии: рентгено- и гамма-просвечивание, маг-
нитные, ультразвуковые, капиллярные, электроиндуктивный мето-
ды, метод ТЭДС. Наиболее характерные дефекты, возникающие
в процессе литья, при изготовлении полуфабрикатов (листов, пли-
ток, прутков, проволоки и т. д.) при ковке и штамповке, при свар-
ке, термической и механической обработке, а также при нанесении
различных покрытий, и дефекты, возникающие в условиях эксплуа-
тации, приведены в таблице. Пригодность каждого метода оце-
нивается четырехбальной системой (наилучший метод, пригодный,
малопригодный и непригодный). Каждому методу свойственны
ограничения, связанные с расположением дефектов, состоянием
материала, формой и размерами детали, ее обработкой и т. д.
Основные ограничения даны в виде примечаний под таблицей.
Каждому примечанию присвоен порядковый номер, проставленный
в таблице.
В таблице трудно охватить многообразие применяемых мате-
риалов и деталей, формы и расположения дефектов и особенности
метода контроля, поэтому метод контроля в каждом конкретном
случае может быть выбран только после тщательного анализа при-
годности его для осуществления контроля.
t
Рентгено-и гамма-дефектоскопия
Методы рентгено- и гамма-просвечивания наиболее эффектив-
ны при контроле литых деталей и сварных соединений. Этими ме-
тодами выявляются рыхлоты и раковины, пористость, шлаковые
и флюсовые включения, трещины, зоны ликвации, непровары,
подрезы, проплавы в сварных соединениях. При этом используют-
ся рентгеновские аппараты малого напряжения (60—120 кв), пред-
назначаемые для просвечивания стальных деталей и полуфабри-
катов небольшой толщины, аппараты среднего напряжения (200—
Неразрушающие методы контроля (дефектоскопия) металлов 501
400 кв) — для просвечивания деталей из стали и жаропрочных
сплавов, аппараты напряжением 1 и 2 Мэв и бетатроны 15—>
30 Мэв — для просвечивания сверхжесткими рентгеновскими лу-
чами стальных деталей больших толщин и деталей из жаропроч-
ных сплавов. В качестве источника гамма-излучения используют
такие изотопы, которые по энергии излучения и размерам фокус-
ного пятна обеспечивают максимальную чувствительность. Универ-
сальных источников гамма-излучения не существует. Наибольшее
применение имеют следующие изотопы: кобальт 60, цезий 137,
иридий 192. Реже применяются тулий 170, европий 152—154 и
селен 75.
В рентгено- и гамма-дефектоскопии применяется несколько спо-
собов регистрации изображения просвечиваемого объекта. Наибо-
лее распространены фотографический и флюорографический. Для
автоматизации контроля вместо фотопленки используются сцин-
тилляционные счетчики-регистраторы, ксерографические способы
проявления изображения, электронно-оптические преобразователи
с рассматриванием просвечиваемого объекта через оптические лин-
зы или на экране телевизора. Использование электроннооптичес-
ких преобразователей позволяет перемещать контролируемое
изделие со скоростью до 5 м/мин. Для фотообработки пленки
применяются аппараты, сокращающие время обработки до 13 мин.
Увеличению производительности контроля способствует уси-
ление яркости получаемого изображения путем применения элект-
ролюминесцентных преобразователей, состоящих из фотопрово-
дящего слоя и люминесцентного экрана. Разрабатываются кино-
методы, а также телевизионно-рентгеновские системы, в которых
фотосопротивления передающей трубки непосредственно получают
рентгеновскую энергию. При контроле с помощью изотопов со-
здаются автоматические камеры. Существуют приборы с примене-
нием изотопов для контроля толщины и разностенности труб. Разно-
стенномеры позволяют контролировать изделия из стали толщиной
до 5 мм с погрешностью ±5%. Приборы подобного типа со следя-
щими системами для автоматического регулирования применяют
при обточке труб па токарно-обточных станках. В качестве прием-
ников излучения используются фотоэлектронные умножители.
* Капиллярная дефектоскопия
Люминесцентный и цветной (метод красок) методы дефекто-
скопии основаны на явлении капиллярного проникновения хорошо
смачивающей жидкости в трещины, поры и другие поверхностные
несплошности материала. При люминесцентном методе дефектные
полости заполняются жидкостью (люминофором), способной све-
титься в ультрафиолетовом свете. В цветной дефектоскопии места
дефектов заполняются краской, отличающейся по цвету от поверх-
33 195
«ММ
Неразрушающие
методы
контроля
В**
Рентгена- и гамма-
- дефектоскопия
Эхо - метод
«ГкЛХ
Теневой
Резонансный
Акустический импедансный
5S
Порошковый
Феррозондовый
I
Магнитографический
\ Методы структпуроско-
[ пни и юолщинометрии
Капиллярные (цветной,
люминесцентный)
^лыйпроиндуктивный
• (вихревых токов)
UM^imMur*W4WWuanMB^^aKi
Электросопротивления
(контактный)
Электростати чнекий
(порошковый )
Радиометрические (с "применена-
ем радиоактивных изотопов)____________
pnnKHp&wnwi>r:.wM4titicraMCta^K^"№«AMw«ta*«M^M^^^v^^M
Метод термозлытродвижущей
> силы (тэДс)______________________
***
Литье
Проволока, \
прутки,
труды
Поковки, штампов- дис1ПЬ1
кщ профили
Эксплу-
атаций
Термическая
оврадотка
ЯЫПиМЦЦЛ}- |
тонные <7г-|
коршпив.^др
Механи-
ческая
овривотхй
а правка
м
Тепло -
защитные
- Наилучший
-Мало пригодный
1 — При просвечивании вдоль дефекта
2 — Только для ферромагнитных материалов
*
3 — Только для дефектов, выходящих на поверхность
ft
% — Только для немагнитных материалов
ч’ f
И
$- Только на незлектроярпводных поверхностях
6 — Только для покрытий на магнитной основе
7 — Только для салдинени и в многослойных конструкциях
& — Только для расслоений
9 ~ Расслоения типа несплошностпей
10 ” Для малых толщин
33*
504 Глава IV, Неразрушающие методы контроля (дефектоскопия) металлов
ности детали. Для этого на поверхность детали путем погружения
или распылением наносится подкрашенный красителем раствор,
обладающий высокой капиллярностью и низким поверхностным на-
тяжением. Затем раствор с поверхности удаляется. Для проявле-
ния дефектов применяется быстросохнущая суспензия белого по-
рошка. Она образует белый фон и в то же время обладает высо-
кими абсорбционными свойствами, вытягивая краситель на по-
верхность контролируемой детали. Применяются растворы краси-
телей из керосина, бензола и Судана 4; или бензола, трансформа-
торного масла и Судана 4; в качестве составляющих используется
также скипидар и метаксилол. Проявляющимися веществами слу-
жат окись магния, силикагель, тальк марки А, маршалит, свин-
цовые белила, мел, каолин, пемза, инфузорная земля. Большие
детали при контроле вместо погружения поливают или обильно
смазывают. Для повышения чувствительности и сокращения вре-
мени пропитки детали помещают в вакуумную камеру, а смачива-
ющую жидкость подвергают воздействию ультразвука.
Люминесцентный метод применяется в двух вариантах: в сорб-
ционном (в порошковом) и в беспорошковом. При сорбционном
варианте обезжиренную деталь выдерживают в индикаторном
растворе. Затем раствор с поверхности удаляют, поверхность су-
шат и посыпают порошком сорбента. Пропитанный раствором по-
рошок слипается и закрепляется на поверхности. Излишки сорбен-
та удаляются, и затем поверхность облучается ультрафиолетовым
светом. Беспорошковый вариант отличается тем, что контролируе-
мую деталь погружают в ванну с раствором органического люми-
нофора в летучем растворителе. При извлечении детали из ванны
растворитель легко испаряется, а люминофор остается на дефект-
ных местах.
В качестве растворителя используется четыреххлористый угле-
род или дихлорэтан. Люминесцирующим компонентом служит тех-
нический антрацен. Для устранения люминесцирующего раствора
применяют ингибитор-динитротолуол. Основными люминофорами
являются нориол, шубекол, дефектоль, отбеленная нефть со сред-
ним удельным весом и преобладанием масляных фракций, авиаци-
онное масло. В качестве источника ультрафиолетового света при-
меняют ртутные лампы с кварцевыми колбами низкого, высокого
и сверхвысокого давления. Для распыления красок и водной сус-
пензии из порошка сорбента применяют пистолеты-пульвериза-
торы.
Указанными методами можно выявлять только поверхностные
дефекты. Цветным методом выявляются дефекты с раскрытием
от 0,1 мк при глубине дефекта не менее 10 мк. Люминесцентный
метод обнаруживает дефект с раскрытием не менее 10 ж/с.при глу-
бине более 20—40 мк.
Неразрушающие методы контроля (дефектоскопия) металлов
505
Ультразвуковая дефектоскопия
В основе ультразвуковой дефектоскопии лежит способность
ультразвуковых колебаний (УЗК) распространяться в металле
на большие расстояния в виде направленных пучков и отражать-
ся на границах двух участков. В дефектоскопии применяются ме-
тод звуковой тени, или теневой метод, импульсный эхо-метод, ре-
зонансный метод и акустические методы: импендансный и метол
свободных колебаний. В этих методах используется четыре вида
упругих колебаний: продольные, сдвиговые, поверхностные и сво-
бодные. Колебания вводятся тремя способами — сухим контактом
контактом со смазкой и иммерсионным. При иммерсионном вари-
анте колебания вводятся через жидкую среду (обычно воду).
Теневой метод основан на уменьшении интенсивность
УЗК, прошедших через деталь в зоне дефекта (появление область
«звуковой тени» за дефектом). Этим методом контролируются де-
тали несложной формы и небольшой толщины при двустороннее
доступе к ним. При этом обнаруживаются раковины, трещины
расслоения и зоны крупнозернистое™, нарушения сцеплени?
в многослойных конструкциях. Чувствительность метода опреде
ляется расстоянием от дефекта до задней грани контролируемой
объекта и коэффициентом затухания. При теневом методе акусти
ческий контакт осуществляется через тонкий слой смазки илт
иммерсионным методом. Большинство приборов работает с ис
пользованием продольных ультразвуковых колебаний. Для копт
роля листов и труб применяют свободные колебания.
Импульсный эхо-метод основан па отражении УЗК о'
поверхности дефекта. Контроль производится при доступе к дета
ли с одной стороны. Принцип работы дефектоскопа, использующе
го эхо-метод, аналогичен работе радиолокатора. Чувствительное^
этого метода намного выше, чем теневого. Она зависит от часто
ты колебаний, мощности посылаемого импульса, характеристик!
направленности излучателя, акустических свойств материала. Ис
пользуются продольные и сдвиговые колебания.
Сдвиговые колебания применяются для обнаружения дефектов
залегающих неглубоко под поверхностью и ориентированных пер
пендикулярно или почти перпендикулярно. Применяют также по
верхностные и свободные колебания для выявления поверхностны,
и подповерхностных дефектов в деталях сравнительно просто]
формы. При контроле поверхностными колебаниями чувствитель
ность метода определяется состоянием и чистотой обработки по
верхности.
Метод продольных колебаний (на частотах 2—5 мгц) характе
рен наличием мертвой зоны (6—8 мм), Сокращение мертвой зош
зависит от длительности импульса и длительности переходных про
цессов. Применение поверхностных колебаний позволяет контро
506 Глава. IV. Не разрушающие методы контроля (дефектоскопия) металлов
лировать мертвую зону. Импульсным эхо-методом обнаруживают
и оценивают расположение дефектов на глубине от нескольких
миллиметров до нескольких метров в крупных деталях и полуфа-
брикатах несложной формы с достаточно чисто обработанной по-
верхностью; можно определять также зоны крупнозернистое™ и
контролировать качество стыковых сварных соединений.
Резонансный метод основан на возникновении в контро-
лируемом металле продольных «стоячих» колебаний. Стоячие ко-
лебания возникают при совпадении частоты внешней возбуждаю-
щей силы с частотой собственных колебаний системы. Это явление
называется резонансом. Оно сопровождается уменьшением вход-
ного сопротивления нагрузки, в результате чего в контур генера-
тора вносится большое затухание, амплитуда колебаний умень-
шается. Резонансным методом можно выявлять зоны коррозион-
ного поражения, зоны непропая в листовых соединениях, расслое-
ния в тонких листах, измерять толщину листов и стенок труб. Из-
мерения толщины производят путем поиска «стоячей волны». Для
этой цели изменяют частоту возбуждающего генератора, напри-
мер, изменением емкости в цепи колебательного контура. Усовер-
шенствованные образцы толщиномеров позволяют контролировать
толщину от 0,36 до 50 мм. Погрешность измерения состав-
ляет 2%.
Импедансный метод основан на оценке сопротивления
механического импеданса детали в точке его сопротивления с дат-
чиком дефектоскопа. Дефект вызывает уменьшение импеданса.
Измерения производятся со стороны контролируемой поверхности.
Величина импеданса оценивается по силе реакции контролируе-
мой детали на датчик, возбуждающий в детали упругие, обычно
изгибные колебания.
Метод свободных колебаний основан на том, что
если в детали с дефектами возбудить свободные колебания, то ча-
стота этих колебаний и коэффициент затухания будут отличаться
от тех же характеристик в детали без дефектов.
Повышение производительности контроля теневым методом
достигается применением многоэлементных искательных головок,
переключающихся с помощью коммутаторов. Сканирование конт-
ролируемой детали осуществляется строчками при поступательно-
возвратном движении или по винтовой линии и по спирали — при
вращательном движении. Для увеличения объективности контроля
применяются различные методы сигнализации, а также запись по-
казаний на фото- или электротермической бумаге. Разработано
несколько систем, позволяющих видеть структуру волнового поля
на специальном экране. Получение видимого изображения конту-
ров обнаруживаемого дефекта при контроле эхо-методом, а также
запись показаний является очень сложным.
Неразрушающие методы контроля (дефектоскопия) металлов 507
Для контроля листов на прокатном стане разработана специ-
альная система с бегущим звуковым лучом. Применяется большое
число пар щупов, объединенных в группы с таким расчетом, что-
бы осуществить одновременное сканирование контролируемого
листа. Запись изображения дефектов производится на электротер-
мической бумаге. Подобные установки позволяют производить
контроль со скоростью 10 пог. м в минуту.
Разработаны импульсные эхо-дефектоскопы иммерсионного
типа для автоматического контроля дисков с программным скани-
рованием. В таких дефектоскопах при контроле крупногабаритных
прессованных и катаных полуфабрикатов (профилей, плит) ско-
рость сканирования доведена до 0,6 м/сек. Сканирование произ-
водится строчками с заданным шагом. В резонансных толщиноме-
рах отсчет толщин производится или по шкалам, нанесенным
на экран электронно-лучевой трубки, или путем применения спе-
циальных измерительных устройств с переменными конденсатора-
ми. В приборах с отсчетом по шкале осуществляется автоматичес-
кая частотная модуляция. Определение дефектов этим методом
производится по изменению частоты или по изменению остроты
резонанса. При автоматизации импенданспого метода датчик так-
же перемещают по строчкам при возвратно-поступательном дви-
жении. Запись дефектов производится на электротермической бу-
маге.
Магнитная дефектоскопия
Магнитная дефектоскопия основана па выявлении рассеяния
магнитного потока, образующегося в местах дефектов в намагни-
ченных деталях и в полуфабрикате из ферромагнитных материа-
лов. По способу обнаружения рассеяния магнитного потока
магнитная дефектоскопия разделяется на три метода: магнитно-по-
рошковый, феррозондовый и магнитографический. Магнитно-порош-
ковый метод основан па оседании частиц магнитного порошка в де-
фектных местах детали. В намагниченной детали магнитные линии,
встречая трещины, флокены, волосовины и другие несплошности,
огибают их как препятствия с малой магнитной проницаемостью.
Над этими участками образуется магнитное поле рассеяния. Ферро-
магнитные частицы затягиваются полем, оседая на контролируемой
поверхности.
При этом используются железные порошки, получаемые терми-
ческим разложением пентакарбонила железа или распылением же-
леза электрической дугой в керосине; порошки из окалины железа
.или отходов стали, порошки магнетита и ферромагнитной окиси же-
леза и т. п. Для увеличения контрастности изображения применяют
цветные порошки желтого, красного и светло-серого цвета. Разра-
508 Глава IV. Неразрушающие методы контроля (дефектоскопия) металлов
батываются люминесцирующие порошки, использование которых
улучшит возможности автоматизации контроля этим методом.
- Для увеличения накопления порошка над дефектом применяют
магнитную суспензию. Магнитная суспензия — взвесь ферромагнит-
ных частиц в воде, минеральных маслах, керосине. Детали намагни-
чиваются в поле постоянного или переменного тока большой силы.
Ток пропускается через деталь или медный стержень. Деталь на-
магничивается циркулярным магнитным полем в плоскости, перпен-
дикулярной направлению тока. При намагничивании в поле соле-
ноида или электромагнита получается продольное или поперечное
намагничивание. Для намагничивания сложных деталей применяют
комбинированное одновременное намагничивание продольным по- |
стоянным и поперечным циркулярным полем. Применяют и более |
сложное намагничивание, например, трехфазным выпрямленным J
током.
Контроль магнитно-порошковым методом осущест-
вляют на магнитных дефектоскопах. Дефектоскопы обеспечивают
намагничивание контролируемой детали, регулирование и выклю-
чение тока, поливку детали магнитной суспензией и ее размагничи-
вание после контроля. Существуют магнитные дефектоскопические
полуавтоматы, в которых весь процесс, кроме процесса осмотра,
автоматизирован. При использовании магнитно-люминесцирующего
порошка возможна автоматизация осмотра. Деталь освещается лам-
пой ультрафиолетового излучения с длиной волны 3200—4000 А.
Изображение на поверхности детали фиксируется линзой па зерка-
ле и подается на фотоэлектронный умножитель. Электрические им-
пульсы усиливаются и подаются на исполнительное устройство.
Магнитно-порошковый метод ограничен по глубине выявляемых де-
фектов; практически он пригоден для обнаружения поверхностных
дефектов, в том числе очень тонких (типа закалочных трещин) *и
некоторых подповерхностных дефектов, залегающих на глубине
не более 2 мм.
Феррозондовый метод так же, как и метод магнитного
порошка, связан с обнаружением полей рассеяния, возникающих
над дефектами. Метод феррозондов применяют для магнитометри-
ческих измерений, для обнаружения ферромагнитной фазы в не-
магнитных сплавах. С его помощью выявляют ферромагнитные
включения и степень размагниченности. Феррозондом называют
катушку с ферромагнитным сердечником, в котором возбуждается
переменное магнитное поле возбуждения. При помещении ферро-
зонда в исследуемое постоянное поле изменяется напряжение ка-
тушки, по которому судят о наличии и величине исследуемого поля.
Для сердечников феррозондов применяют материалы с малой коэр-
цитивной силой, например, пермаллой. Большинство феррозондо-
вых приборов имеют два небольших феррозонда. Вторичные обмот-
Не разрушающие методы контроля (дефектоскопия) металлов 509'
ки катушек феррозондов включают последовательно или навстречу
друг другу. В первом случае измеряется величина поля, во вто-
ром — его градиент. Чувствительность некоторых феррозондовых
приборов достигает 10-6 э на одно деление шкалы. Диаметр зондов
может быть небольшим. Имеются зонды диаметром в I мм, длиной
всего 2—3 мм.
Разработано два типа конструкций феррозондовых дефектоско-
пов. В одном случае предварительно намагниченные детали распо-
лагают на ленте транспортера и перемещают около зондов, в дру-
гом — зонды вращаются вокруг детали. Релейные исполнительные
механизмы срабатывают при превышении определенной (регули-
руемой) величины потока рассеяния. Сигналы попадают на автома-
тически срабатывающие клапаны или другие подобные устройства.
Если контролируются детали значительных размеров, феррозонды
с намагничивающим устройством перемещают по контролируемой
поверхности. Так, например, выполнены рельсовые феррозондовые
дефектоскопы. Сигнал о наличии дефектов подается в виде звука
или отклонением стрелки индикатора.
При контроле феррозондовым методом возможна перебраковка,
так как вместе с трещинами и другими дефектами выявляются
«обезуглероженные зоны», «мягкие пятна» и другие изменения
в структуре, которые не являются браковочным признаком. Ферро-
зондовый метод может успешно применяться для контроля толщи-
ны стенок различных деталей из немагнитных материалов (емко-
стей, труб, листов и т. п.) при возможности доступа с двух сторон.
Маги и т огра ф и ч е с к и й мето д отличается тем, что фик-
сация потоков рассеянии, возникающих вокруг дефекта, произво-
дится с помощью ферромагнитной ленты, аналогичной применяемой
для магнитной звукозаписи. Этим методом контролируют сварные
соединения в трубопроводах. Процесс контроля включает намагни-
чивание зоны контролируемого сварного шва с наложенной на него
магнитной лептой. При этом происходит запись потоков рассеяния
на приложенной магнитографической ленте, а затем воспроизведе-
ние записанных па лепте сигналов от дефектов. Для намагничива-
ния используются специальные электромагниты, обеспечивающие
высокую индукцию в контролируемом изделии. Большинство опас-
ных дефектов располагаются вдоль сварного шва. Поэтому при вос-
произведении сигналов используется схема поперечного воспроиз-
ведения. Магнитная лента движется перпендикулярно щели маг-
нитной головки. Скорость поперечного перемещения составляет
200 мм/сек при скорости продольного движения ленты 36 мм/сек.
Этим методом выявляются трещины и непровары глубиной 10%
от толщины стенки и более, цепочки газовых пор и крупные шла-
ковые включения.
510 Глава IV. Неразрушающие методы контроля (дефектоскопия) металлов
Электроиндуктивная дефектоскопия
Этот метод дефектоскопии, называемый также методом вихре-
вых токов, основан на возбуждении в испытуемом участке контро-
лируемой детали вихревых токов и на фиксации обратного дейст-
вия этих токов на возбуждающую или специальную измерительную
катушку. Применительно к немагнитным металлам его иногда на-
зывают электроиндуктивным методом, а к магнитным деталям: —
магнитоиндуктивным. На величину вихревых токов влияют электро-
проводность, магнитная проницаемость, расстояние между датчи-
ком и металлом, наличие несплошностей в поверхностных слоях,
толщина контролируемого объекта, форма и размеры датчика, ча-
стота тока питания катушек. Каждый из этих факторов может быть
проконтролирован при условии, что другие факторы в процессе
контроля остаются неизменными или мало влияют на показания
дефектоскопов. Разработаны приемы отстройки от влияния одного
из мешающих измерениям фактора. Этим фактором в большинстве
случаев являются или изменения расстояния между катушкой и ме-
таллом (при выявлении несплошностей, контроле по электропро-
водности и т. д.), или изменения электропроводности и магнитной
проницаемости при измерениях диаметра проволоки, прутков,
труб и пр.
Дефектоскопы, основанные на применении метода вихревых то- '
ков отличаются по конструкции испытательных катушек. Проволо-
ка, прутки, трубы, мелкие детали контролируются в проходных
катушках. Иногда проходные катушки размещаются внутри трубы
или другого контролируемого объекта. Для контроля деталей слож-
ной формы (профилей, крупногабаритных деталей) используют на-
кладные катушки, прикладываемые к контролируемому объекту
своим торцом. Для контроля тонкостенных деталей применяют ка-
тушки, включенные экранным способом. Контролируемую деталь
помещают между передающей и приемной катушками. Весьма важ-
ным фактором, определяющим чувствительность метода вихревых
токов, является частота тока питания катушек.
От частоты также зависит возможность подавления влияния
фактора, мешающего измерениям. Приемы, лежащие в основе не-
зависимого измерения двух влияющих факторов, связаны с раз-
дельным измерением амплитуды и фазы напряжения. Например,
при выявлении дефектов в прутках с помощью проходной катушки,
или в деталях сложной формул с помощью накладной катушки
влияние изменений зазора исключают путем измерения лишь фазы
напряжения. Для этого вторичные обмотки двух измерительной и
компенсационной катушек включаются навстречу одна другой. Ре-
зультирующая электродвижущая сила уравновешивается до нуля.
Взаимодействие катушки с металлом вызывает разбаланс напря-
жений. При наличии трещин и изменения электропроводности при
Неразрушающие методы контроля (дефектоскопия) металлов
511
контроле немагнитных металлов изменяется амплитуда и фаза сиг-
нала разбаланса, а при изменении зазора изменяется лишь ампли-
туда, фаза же остается неизменной.
Фазочувствительные схемы можно настроить таким образом, что
изменения амплитуды не будут сказываться на показаниях при-
бора, это же явление используется в схемах, работающих по мето-
ду «эллипса», «синусоиды», «световой точки» и др. В приемах,
связанных с частичным подавлением влияния зазора, используется
свойство резонансных кривых колебательного контура, элементом
которого является испытательная катушка. На резонансной кривой
рабочую точку выбирают таким образом, чтобы небольшое изме-
нение зазора (в пределах 250 мк) не вызывало изменения напря-
жения на контуре или катушке контура. Этим методом контролиру-
ют качество термической обработки, химический состав, структур-
ное состояние поверхностных слоев металла, его также используют
для контроля диаметра проволоки и прутков.
Метод накладной катушки применяют для выявления несплош-
ностей, измерения электропроводности (удельного сопротивления)
и контроля свойств, связанных с электропроводностью, для измере-
ния толщины листов и стенок труб, толщины и качества защитных
термохимических, лакокрасочных и гальванических покрытий. При
этом выявляют трещины, включения, скопления плен и другие не-
сплошности, ориентированные в плоскости, перпендикулярной по-
верхности контролируемой детали. Протяженность выявляемых тре-
щин приблизительно равна половине диаметра испытательной ка-
тушки. Диаметр испытательных катушек зависит от частоты тока
питания катушек (для некоторых приборов он равен 3—4 мм).
Этим методом выявляются подповерхностные трещины под слоем
металла до 0,8-1 мм, а также иод слоем лаков, красок и других
неэлектропроводных покрытий. Измеряемая толщина в электроин-
дуктивпых толщиномерах зависит от частоты тока питания кату-
шек. Обычно она не превышает 20—30 мм. Наиболее выгодно этим
методом контролировать толщину тонкостенных деталей и др.
Метод электросопротивления
Метод электросопротивления основан на пропускании тока че-
рез контролируемую деталь и измерения сопротивления или паде-
ния напряжения на контролируемом участке. Наиболее эффективен
этот метод для измерения толщины стенок пустотелых деталей
с электропроводностью ниже 3,5 м/ом'Мм2, а также для контроля
нарушении сплошности лакокрасочных и других покрытий, нане-
сенных на металлическую основу. г
512 Глава IV. Неразрушающие методы, контроля (дефектоскопия) металлов
Метод ТЭДС
Метод ТЭДС основан на измерении термоэлектродвижущей
силы, возникающей в результате нагрева контролируемого участ-
ка детали, и сравнении ее с термоэлектродвижущей силы эталон-
ного образца.
г
/v:
i
4
4
Стр,
пятому изданию .
Предисловие к
Предисловие к первому тому..........................................
Принятые обозначения механических и физических свойств сталей и сплавов
Глава Г Конструкционные стали . . . с ..............................
Введение ................... .......................................
Углеродистые; углеродистые, легированные марганцем (до 2,5%), и углеро-
дистые автоматные стали . . . . . ..................................
Сталь малоуглеродистая электротехническая (железо типа армко)
6
8
И
И
Э, ЭА и ЭАА................................................/18
Малоуглеродистая сталь 10 и Юкп............................. 22
Малоуглеродистая сталь 15А селект....................... . 25
Малоуглеродистая сталь 20, 20А и 20А селект.................. 26
Малоуглеродистая сталь 25.................................... 30
Среднеуглеродистая сталь 40 . . . . . . ..................... 34
Среднеуглеродистая сталь 45.............................. . 38
Среднеуглеродистая сталь 50.................................: 50
Марганцовистая сталь 10Г2Л ................................ 55
Марганцовистая сталь 12Г2А.................................. 58
Автоматная сталь AI2 . . . 1 ............ ...... 62
Автоматная сталь А20 . ...................................... 64
Автоматная сталь АЗО . . . .................................. 65
Цементуемые и азотируемые стали.............................. . 66
Цементуемая сталь 15ХЛ . . . ............................. 68
Цементуемая сталь 16ХГТЛ (ЭИ274)............................ 71
। Немея уемая сталь 18ХГТ..........................................74
Цементуемая сталь 12ХНЗА.................................. / 75
Цементуемая сталь 12Х2Н4А................................... 81
Цементуемая сталь 15Х2ГН2ТРА . ........................ 8Ь
Цементуемая сталь 16ХГНВА (ЭИ369)..................../ 9о
t Цементуемая сталь 14ХГСН2МЛ (ЭП176, ДИ-ЗА)................. , , 93
j Цементуемая сталь 18ХГСН2ВМА (ДИ-2).......................... 98
Цементуемая сталь 18ХГСН2МА (ДИ-4)......................... 106
Азотируемая сталь 38ХМЮА................................... 110
Азотируемая и улучшаемая сталь ЗОХЗВА...................... 115
Цементуемая и улучшаемая сталь 18ХНВА................! * 118
Улучшаемая и цементуемая сталь 25Х2ГНТА (ЭИ519) .... . .* * 128
Улучшаемые стали . . . ........................................ 133
Сталь для заклепок 20ГА . . ................................
Улучшаемая сталь 38ХА . . . . ...................
Сварочная сталь Св-18ХМА ................\ ./ * * *
Улучшаемая сталь ЗОХМА .
135
130
144
145
А V'
V h ' 1 rii
. . -.у ..
Я* ц I
1
* ' • г
v /<.
' - ' .1, • 'I ?
' г i
- -W» М»
Оглавление
IMR *-И-- и . .a.
i
*
г
. I
д
Й
Улучшаемая сталь 40ХФА......................................
Улучшаемая сталь 25ХГСЛ.....................................
Улучшаемая сталь ЗОХГСА и ЗОХГСА селект.....................
Улучшаемая сталь 16ХСН......................................
Улучшаемая сталь 20ХЦЗД.........................•...........
Улучшаемая сталь ЗБХМФЛ.....................................
Улучшаемая сталь ЗЗХНЗМА (ОХНЗМ)............................
• Улучшаемая сталь 12Х2НВФА (ЭИ712).........................
Улучшаемая сталь 23Х2НВФЛ (ЭИ659)...........................
Улучшаемая сталь ЗОХ2Н2ВА ...................................
Улучшаемая сталь 40ХНМА.....................................
Улучшаемая сталь 40ХНВА.....................................
Высокопрочные стали..............................................
Высокопрочная сталь ЗОХГСЩА . . . ..........................
Высокопрочная сталь ЭИ643 ..................................
Высокопрочная сталь 30Х2ГСН2ВМ (ВЛ 1).......................
Высокопрочная сталь 30Х2ГСНВМ (ВЛ1-Д).......................
Проволока сварочная 20Х2ГСНВМ (Св-ВЛ1-Д)....................
Высокопрочная сталь 42Х2ГСНМА (ВКС-1).......................
Высокопрочная сталь ВНЛ-2............................. . . .
I [ружинные стали.................................................
Высокоуглеродистая сталь У8 и У8А...........................
Высокоуглеродистая сталь У9 и У9А...........................
Высокоуглсродистая сталь 70 . . .........................
Пружинная сталь 65Г..................................... . .
Пружинная сталь 60С2А ...............\..............., / . .
Пружинная сталь 50ХФА................. ................ ; . .
Пружинная сталь 65С2ВА.................................< • •
/"Хромистая сталь высокой твердости 3X13 (ЭЖЗ)............ .
J Хромистая сталь 1Х12Н2ВМФ (ЭИ961).........................
Хромоникельалюминиевая сталь Х15Н9Ю (СН-2, ЭИ904) . . .
ч Хромоникелевая сталь Х12Н22ТЗМР (ЭПЗЗ, ЭИ696М} .......
cir.t. in и сплавы для авиационных приборов и автоматических систем
Стали и сплавы для упругих чувствительных элементов . .... .
Немагнитный коррозионностойкйй сплав 36НХТЮ (ЭИ702) . ' . •
Хромоникелевая сталь 0Х17Н7ГТ (ЭИ814)................../. . .
Хромоникелевая сталь 0Х7Н13ГТ (ЭИ816) . .
Гоковедущий сплав на никелевой основе 97НЛ (ЭИ996) . .
Гоковедущий сплав на никелевой основе 95НЛВ (ЭИ996В)........
ТоковедущиЙ немагнитный сплав на никелевой основе 95НЛМ
(ЭИ9%М)...........................,..........................
Гоковедущий сплав для силовых упругих чувствительных элементов
ЭП431 (ВУС-1)........................................ . . .
11емапштный дисперсионпотвердеющий коррозионностойкйй сплав
НУКСЛ . . . ..............................................' .
< ' 1 цля деталей трения, передаточных механизмов и для других де-
Л обрабатываемых резанием на автоматических металлорежущих
шкпх .................................................. " . .
! ь высокой твердости 9Х13Н6ЛК4 (ЭИ928).....................
1 1. высокой твердости Х13Н6ЛВФ (ЭП354, ВНС-1)............
исгая автоматная сталь ЭИ474 ......... . . . ..........
истая аптоматпая сталь 4Х18Н2М (ЭП378) . ........
ЛИО (hi гл/Ш , , . ,..........................................
П '|\гмнм стиль для фасонных отливок 16ХГТЛ ........
Вы< uh.HipoMHTrt t i«Ль для фасонных отливок 35ХГСЛ.........
Стр.
152
155
159
192
194
199
201
207
£15
226
237
244
249
253
281
301
310
316
317
321
I
Оглавление
Высокопрочная сталь для тонкостенных отливок 27ХГСНМЛ .... 451
Сталь для фасонных отливок ВКЛ-3.............................. 459
Глава II. Чугуны . . . ............................................ 463
Высокопрочный магниевый чугун МН.............................. 464
Магниевый чугун МН-40-10 ..................................... 467
Антифрикционный ковкий чугун ЧМ1,3 . . . ..................... 468
Антифрикционный серый чугун ЧМ1,8............................. 470
Термостойкий чугун ЧНМХ . . . .........................• • • 472
Жаростойкий чугун ЧЯ......................................... 474
Чугун для поршневых колец ХТВ, ПЧИ и ХНВ...................... 476
Глава III. Припои и флюсы для пайки . ............................ 479
Теплостойкие припои для пайки нержавеющих сталей ВПр1, ВПр2
и ВПр4....................................................... 481
Кислотостойкий и жаропрочный припой ВПрЗ..................... 483
Кислотостойкий и теплостойкий припой ВПр5.................... 484
Припои с температурой плавления в интервале 45—142° С для пайки
меди и медных сплавов...................................... 485
Легкоплавкие теплостойкие припои для пайки меди и медных сплавов 485
Припои с температурой плавления до 420? С для пайки меди, мед-
ных сплавов и сталей . ...................................... 487
Припои на медной основе для пайки меди, медных сплавов и сталей 489
Припои серебряные для пайки меди, медных сплавов и сталей . . 490
Припои для пайки алюминиевых сплавов......................... 491
Пределы прочности некоторых паяных соединений................ 492
Перечень припоев.............................................. 493
Флюсы для пайки металлов...................................... 495
Глава JV. Неразру тающие методы контроля (дефектоскопия) металлов . 500
СПРАВОЧНИК ПО АВИАЦИОННЫМ МАТЕРИАЛАМ
Том. I. Конструкционные стали, чугуны и припои
Редакторы Т, Л4. Кунявская и Д. А. Новак Техн, редактор В, И. Орешкина
Т-08588 Подписано в печать 21/VII 1965 г. Учетно-изд. л. 22,52
Формат бумаги 60X90'716^ 16,13 бум. л.—32,25 печ. л.
Цена 1 р, 33 к. Рассылается по списку Заказ 195/5713
******^*^^В***В^К' Я —. ' —* » • I win ИГ~ г - — L I.. " - м-fr|-1-, -|^ап~п~м— -~1_1Л I.J- - -I —4--U'TW»W^IW .. II— - >
Московская типография № 8 Главполиграфпрома
Государственного комитета Совета Министров СССР по печати
Хохловский пер., 7