/
































Text
amrjmuoia m?ssi
res
Рецензенты: кафедра металловедения стали и высокопрочных
сплавов МИСиС, докт. техн, наук проф. Ю. А. Башнин
УДК 669.14.018 (075.8)
Специальные стали. Учебник для вузов. Гольдштейн М. И., Гра-
че в С. В., Векслер Ю. Г. М.: Металлургия, 1985. 408 с.
Рассмотрены принципы легирования и научные основы создания
различных групп сталей. Систематизированы легирующие элементы, за-
кономерности образования и поведения различных фаз в легированных
сталях и влияние легирующих элементов на фазовые превращения. Из-
ложены основы легирования и данные о составе, свойствах и обработ-
ке различных групп специальных сталей: строительных, машинострои-
тельных, коррозионностойких, жаропрочных, инструментальных^
Учебник предназначен для студентов, специализирующихся по ме-
талловедению и термической обработке сталей, физике металлов и
другим металлургическим специальностям. Может быть полезен инже-
нерам-металловедам, термистам, литейщикам, сварщикам, прокатчикам
и другим специалистам, работающим со сталями. Ил. 232. Табл. 50.
Библиогр. список: 86 иазв.
Г
2605000000—022
040(01)—85
54—85
© Издательство «Металлургия», 1985
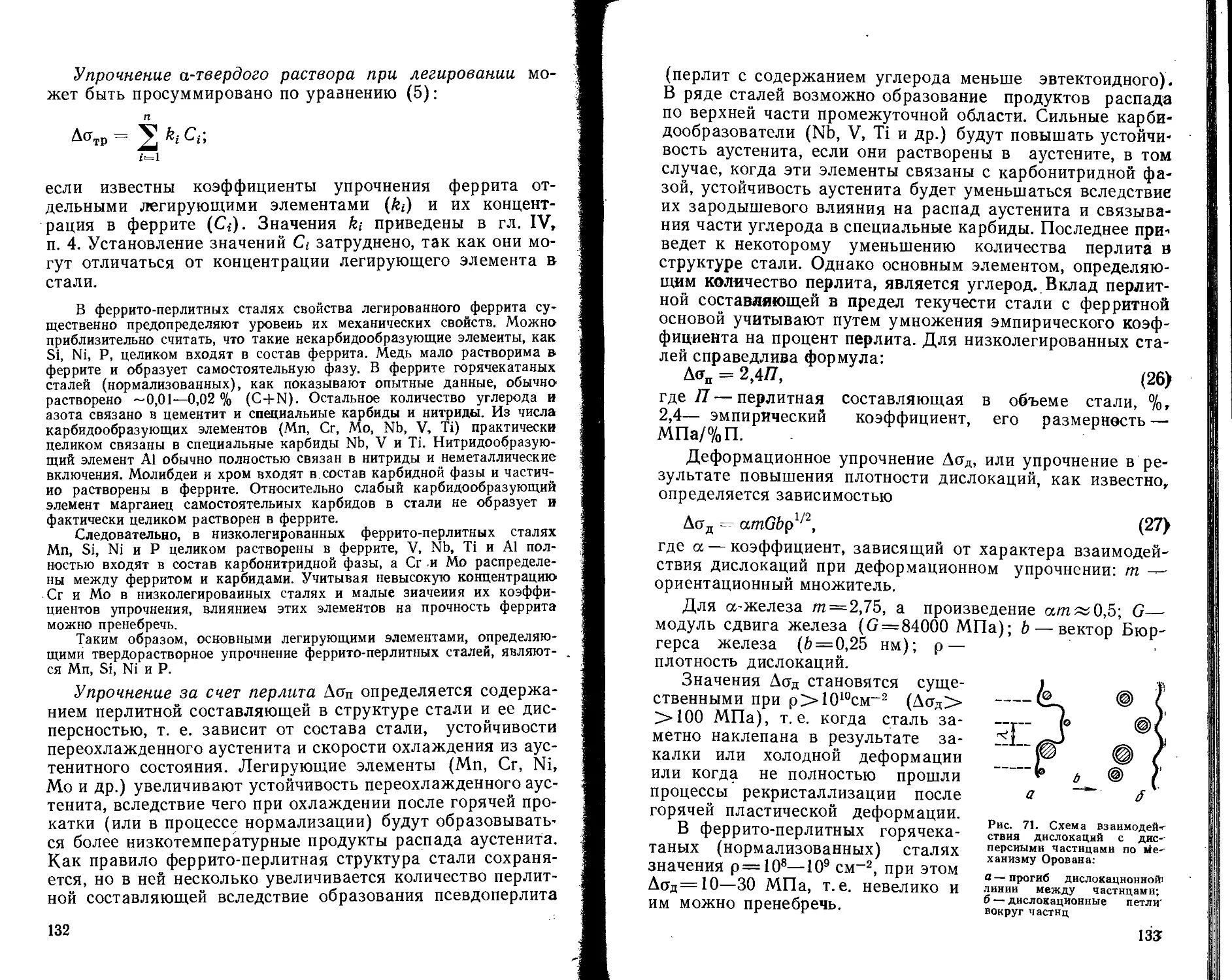
ОГЛАВЛЕНИЕ
Предисловие ............................................. 6
Часть первая. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ И КЛАССИФИКА-
ЦИЯ СТАЛЕЙ............................................... 7
Глава I. Систематика элементов и сталей.................. 7
1. Основные определения и понятия........................ 7
2. Классификация легирующих элементов.................... 8
3. Влияние легирующих элементов на критические точки стали 12
4. Классификация сталей.................................. 13
5. Маркировка сталей......................................16
Глава II. Металлургическое качество сталей.............. 18
1. Неметаллические включения ............................ 19
2. Примеси в стали ..................................; 24
Глава III. Эффективность производства и применения леги-
рованных сталей..........................................29
Часть вторая. ФАЗЫ В ЛЕГИРОВАННЫХ СТАЛЯХ ... 32
Глава IV. Твердые растворы на основе железа . . . .
1. Закономерности образования твердых растворов замещения .
2. Закономерности образования твердых растворов внедрения
3. Железо и его свойства..................................
4. Структура и свойства легированного феррита............
5. Структура и свойства легированного аустенита ...
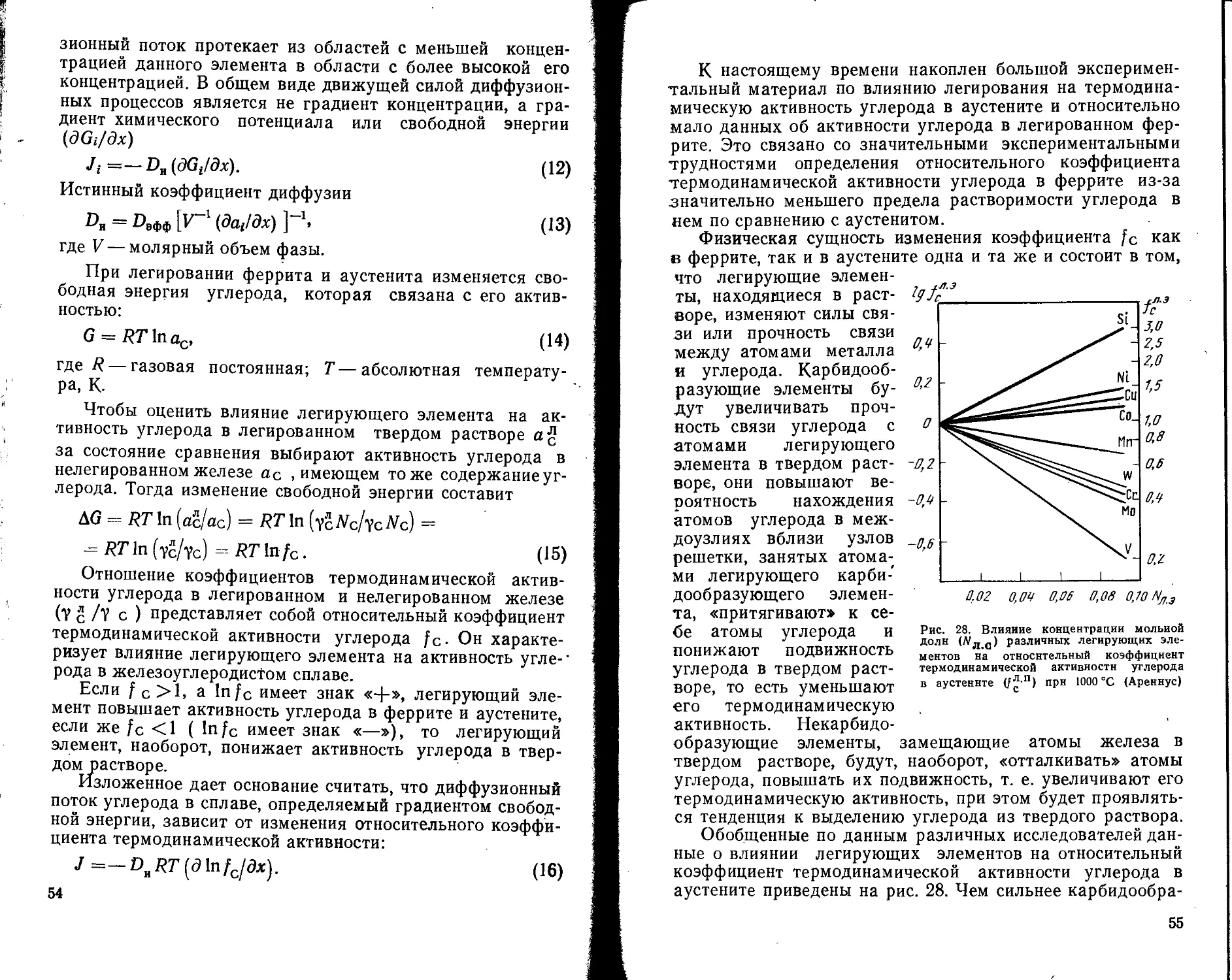
6. Термодинамическая активность углерода в железе . . . .
Глава V. Карбиды и нитриды................................
1. Общяе закономерности........................... . . .
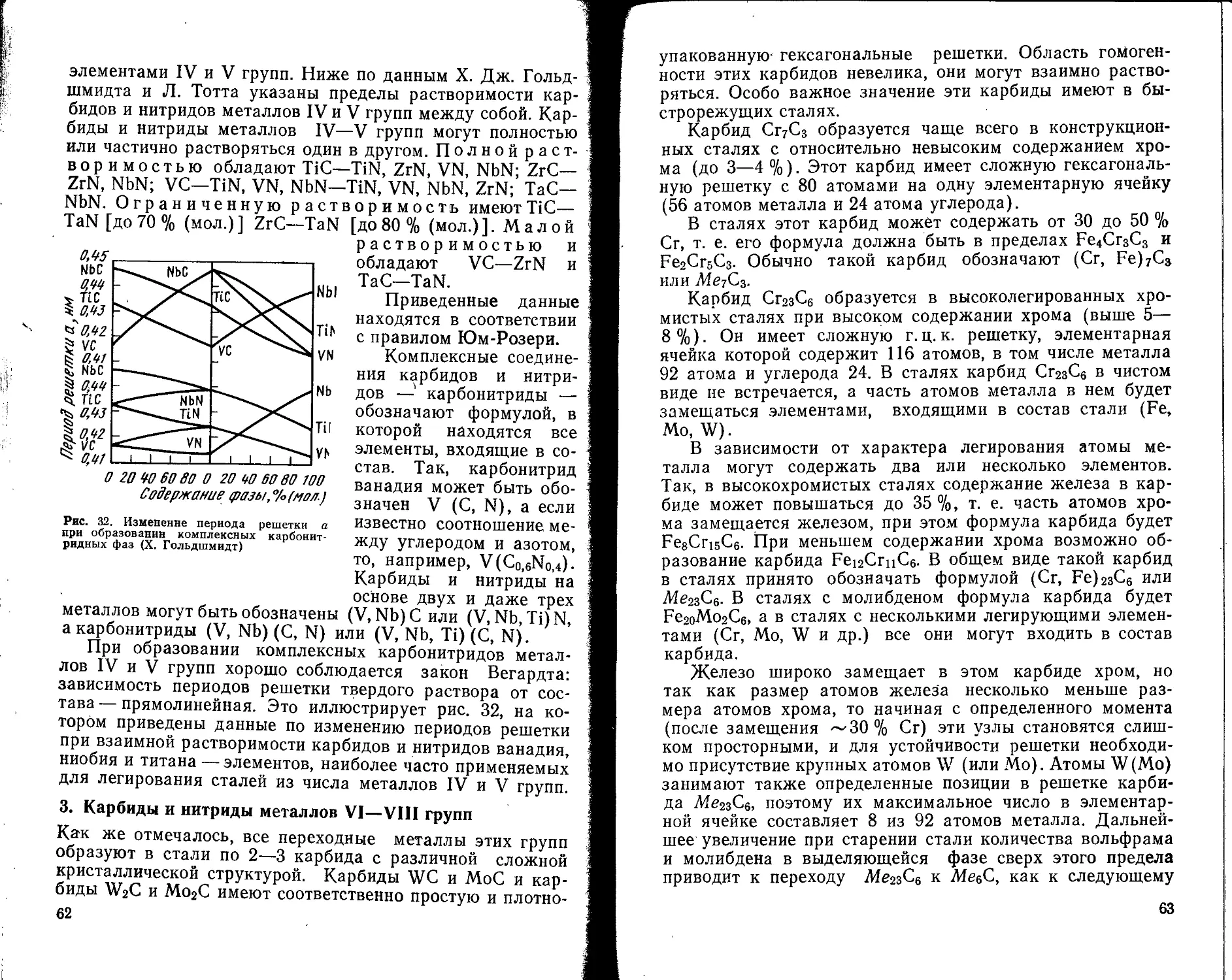
2. Карбиды и нитриды металлов IV—V групп.................
3. Карбиды и нитриды металлов VI—VIII групп..............
Глава VI. Интерметаллиды..................................
1. Электронные соединения ................................
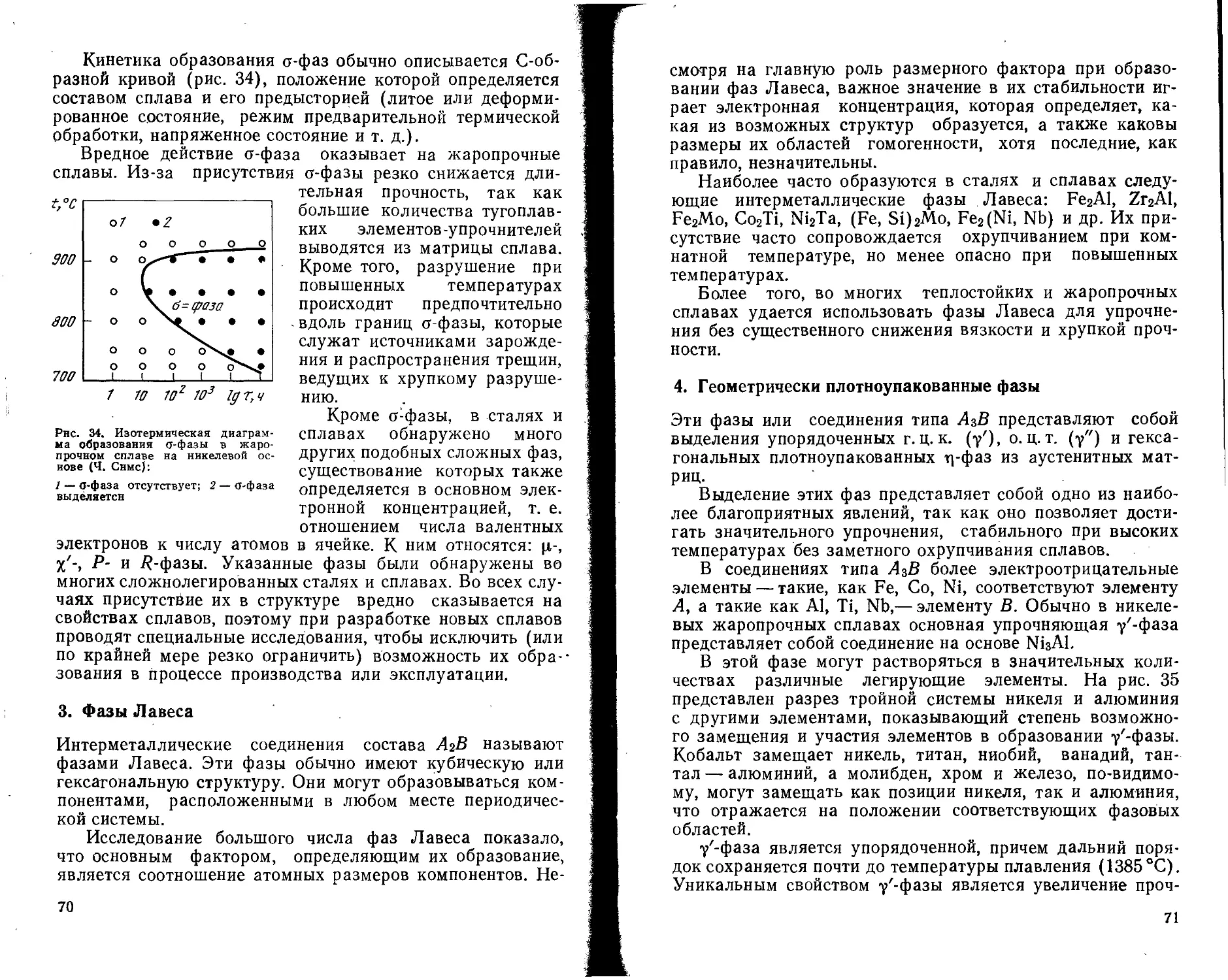
2. Сигма-фазы..............................................
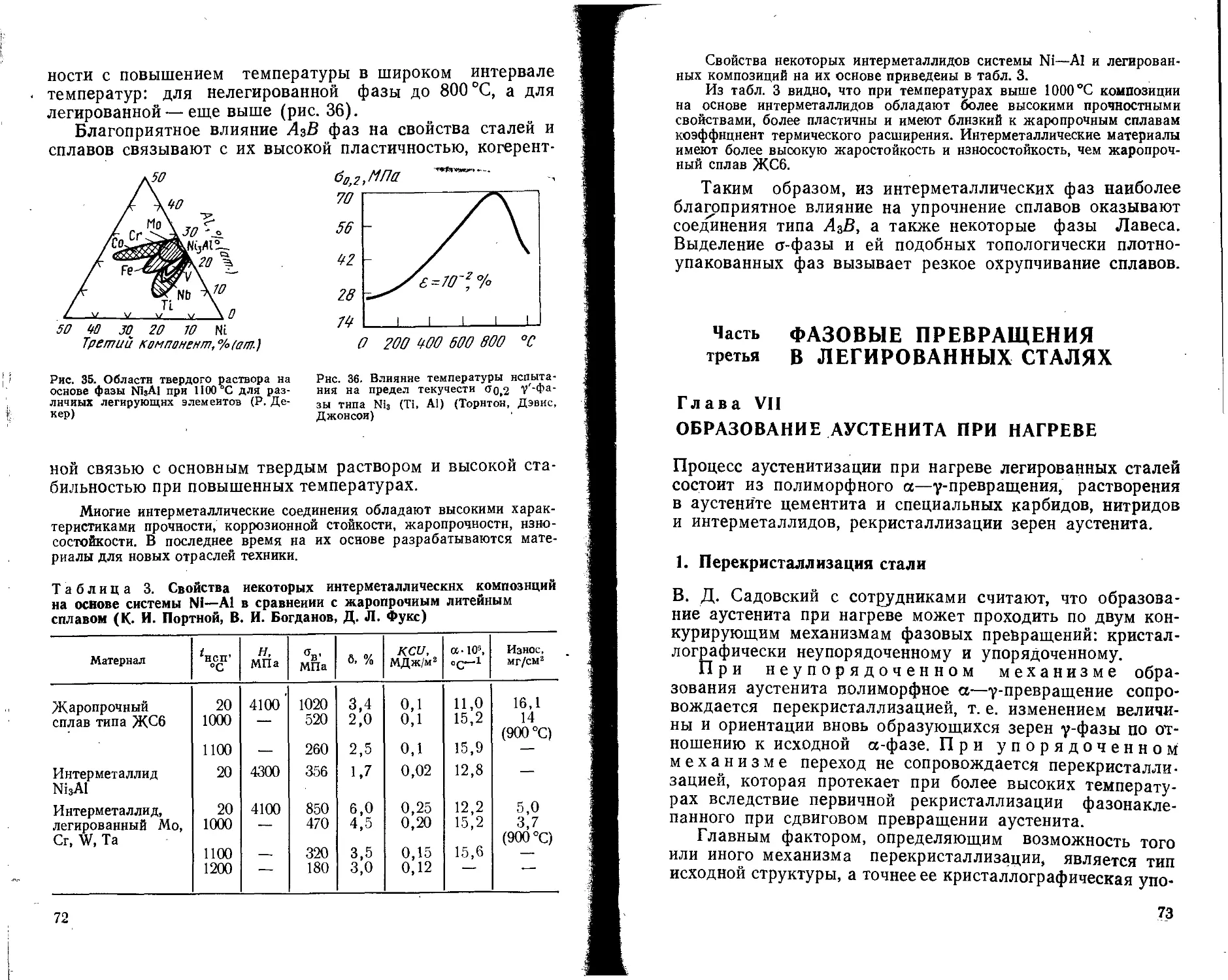
3. Фазы Лавеса .... .........................
4. Геометрически плотноупакованные фазы .................
Часть третьи. ФАЗОВЫЕ ПРЕЗЛЧЗДВДИЯ В ЛЕГИРОВАННЫХ
СТАЛЯХ .../*. .......................
Глава VII. Образование аустенита -при нагреве . . . .
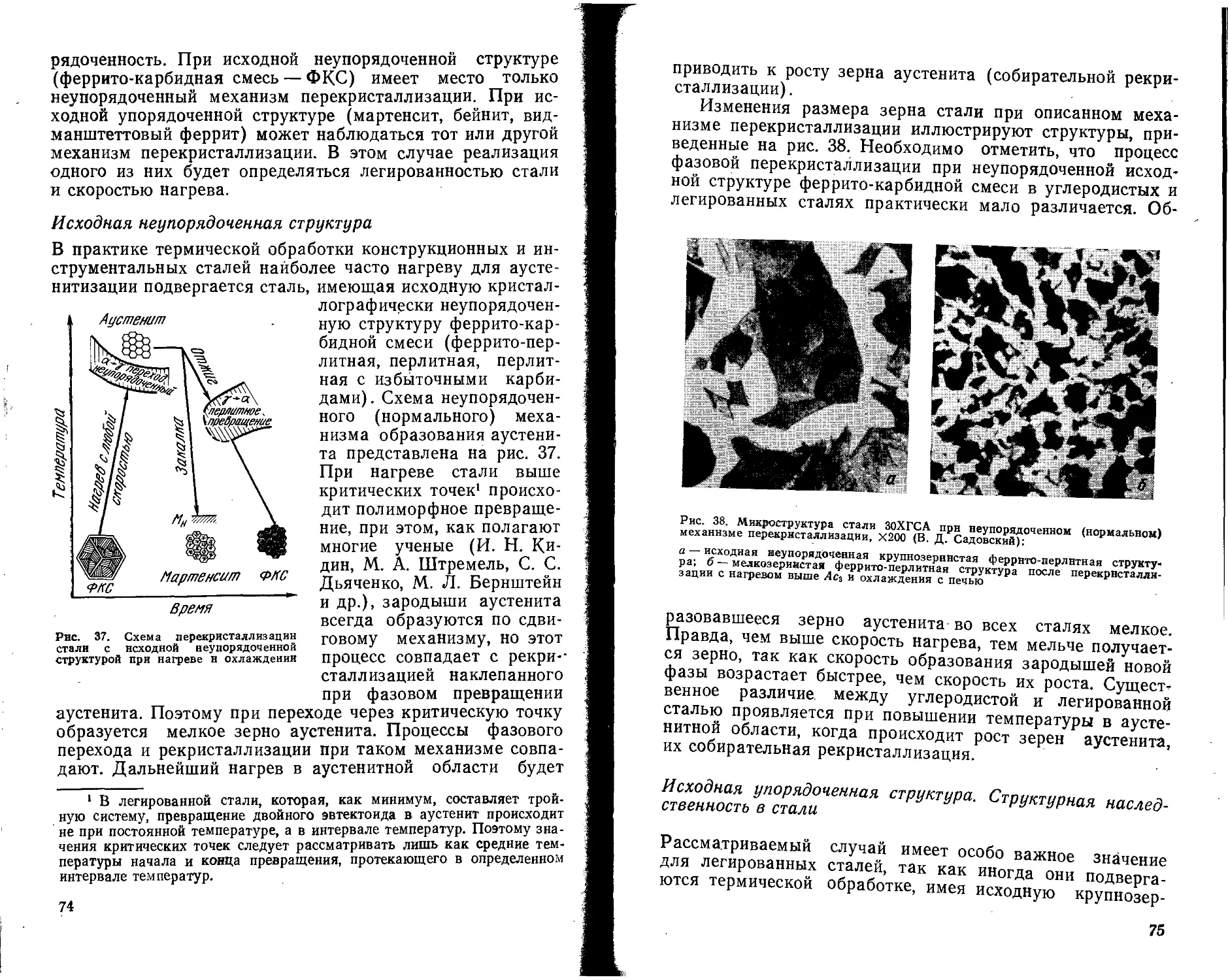
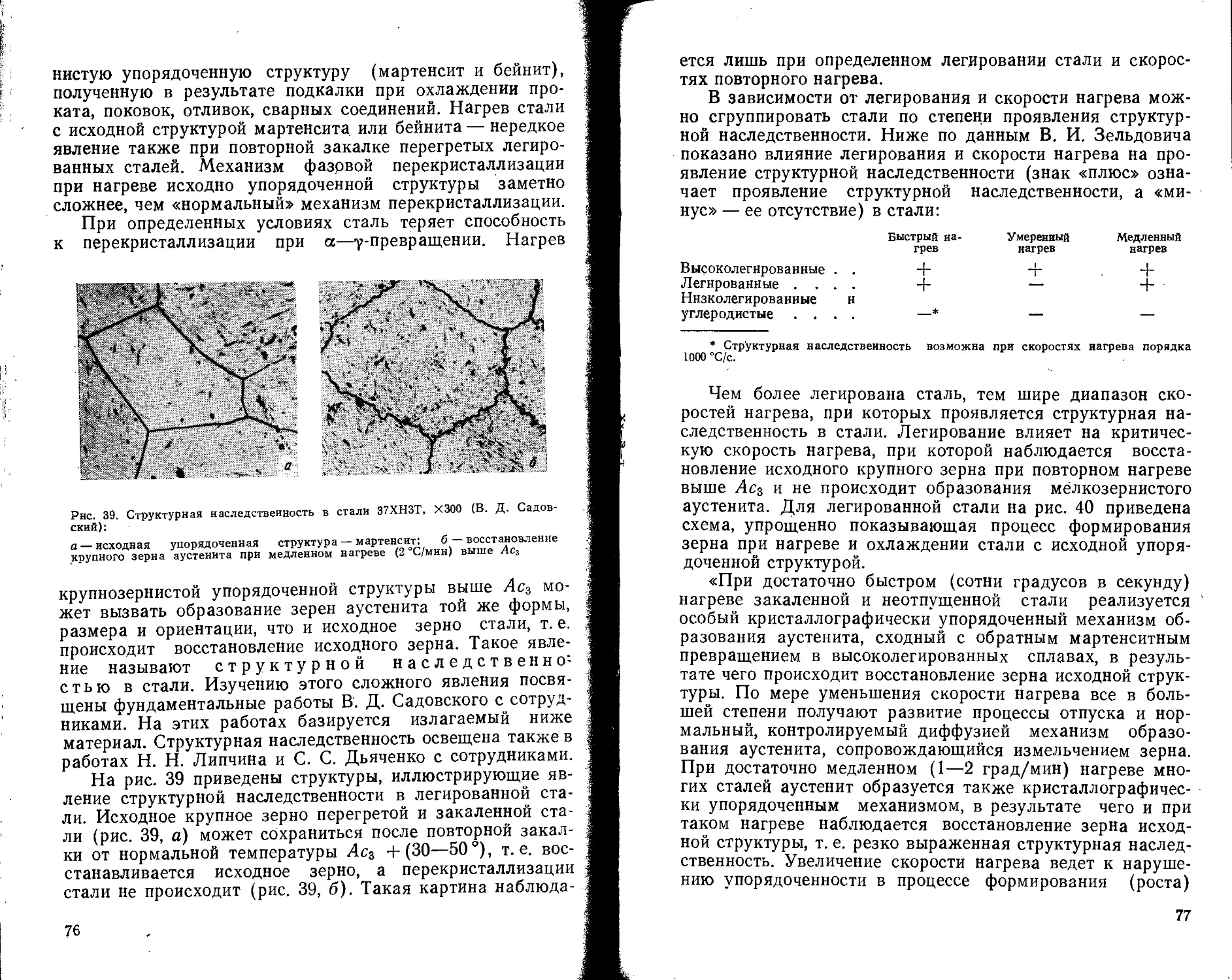
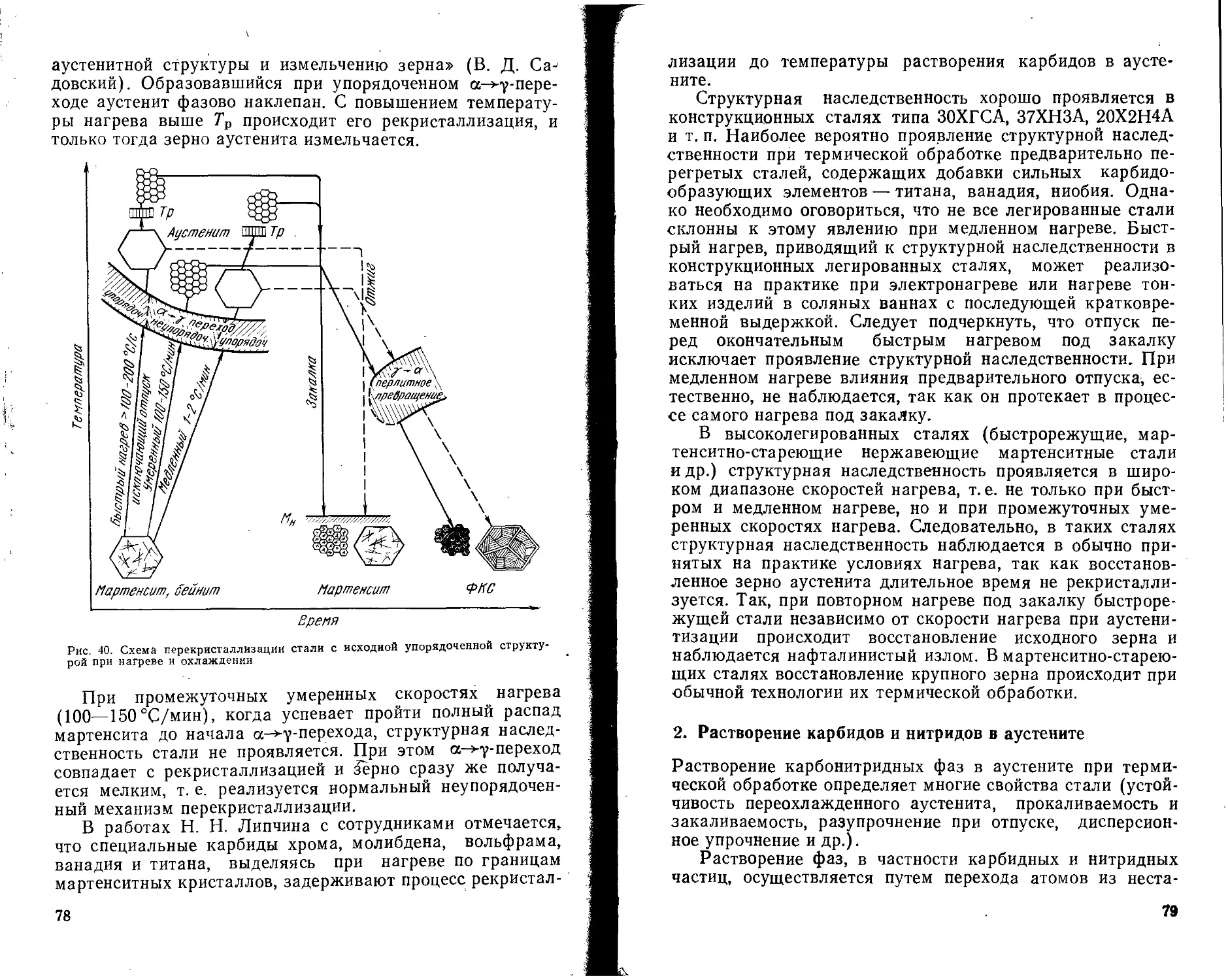
1. Перекристаллизация стали . . л ......................
2. Растворение карбидов и нитридов в аустените . . . .
3. Рост зерна аустенита .................................
Глава VIII. Превращение переохлажденного аустенита
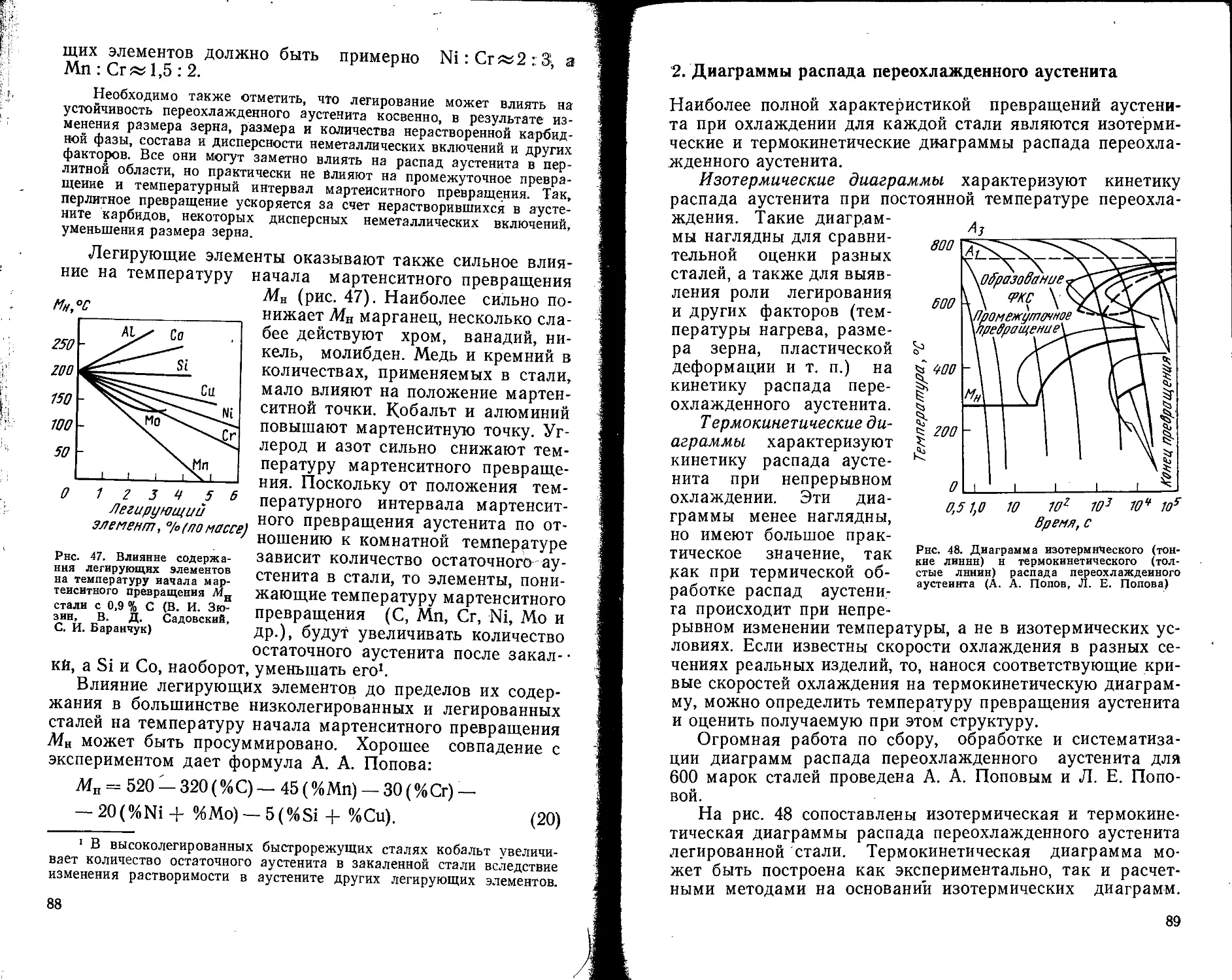
1. Влияние легирующих элементов на устойчивость переохлажден-
ного аустенита ........................... ................
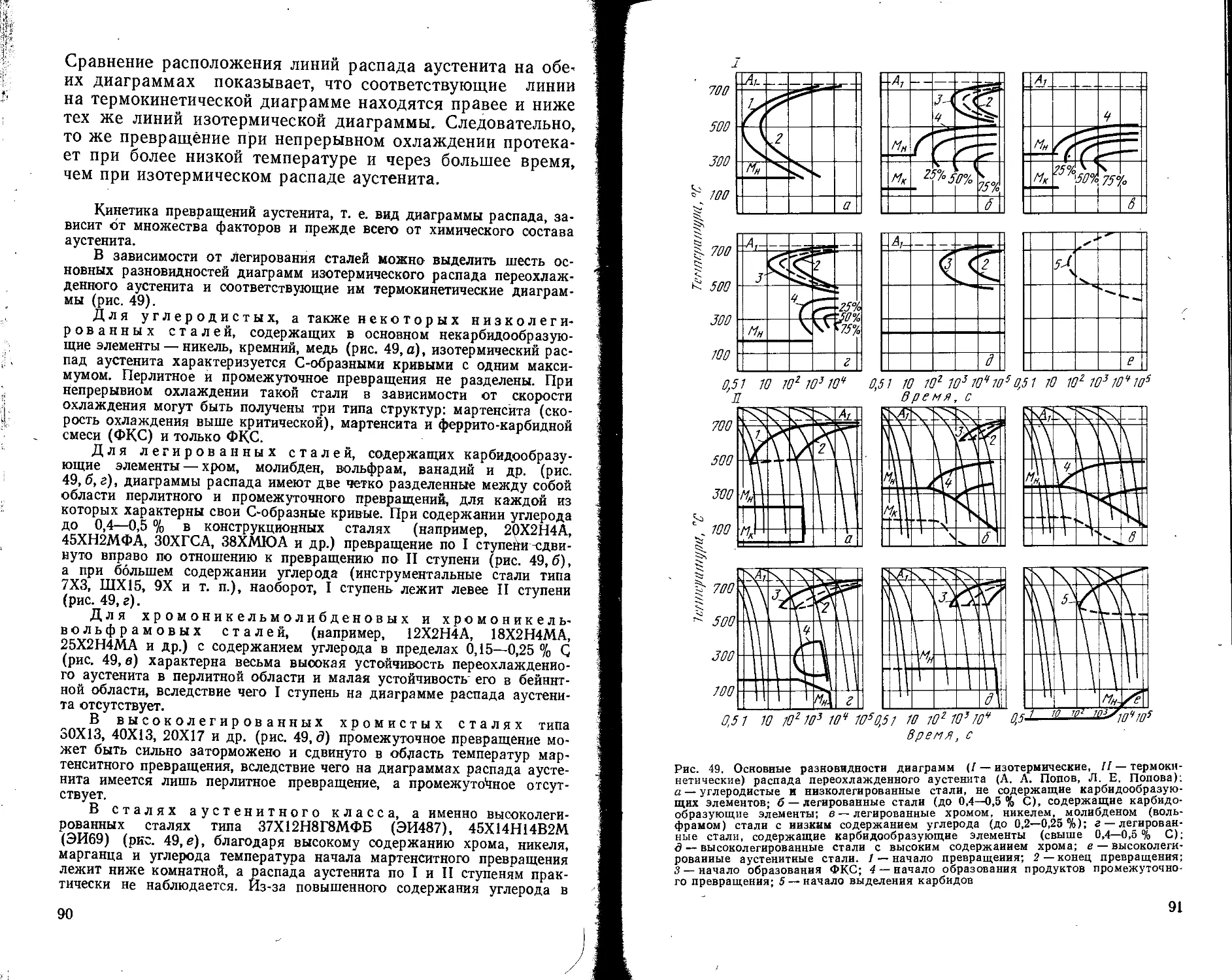
2. Диаграммы распада переохлажденного аустенита . . . .
3. Перлитное превращение..................................
4. Промежуточное превращение.............................
5. Мартенситное превращение..............................
Глава IX. Отпуск закаленной стали.........................
1. Распад мартенсита................................ . .
2. Образование специальных карбидов и их коагуляция
3. Распад остаточного аустенита .........................
4. Возврат и рекристаллизация матрицы.....................
5. Дисперсионное упрочнение..............................
6. Отпускная хрупкость стали .........
32
33
38
42
45
49
53
56
56
60
62
67
67
68
70
71
73
73
73
79
83
85
85
89
92
96
101
107
107
109
111
112
114
117
3
Часть четвертая. СТРОИТЕЛЬНЫЕ СТАЛИ...................
Глава X. Углеродистые стали обыкиовеииого качества
1. Горячекатаные стали ...............................
2. Термоупрочненные стали ............................
Глава XI. Низколегированные стали.....................
1. Упрочнение феррнто-перлитных сталей при легировании
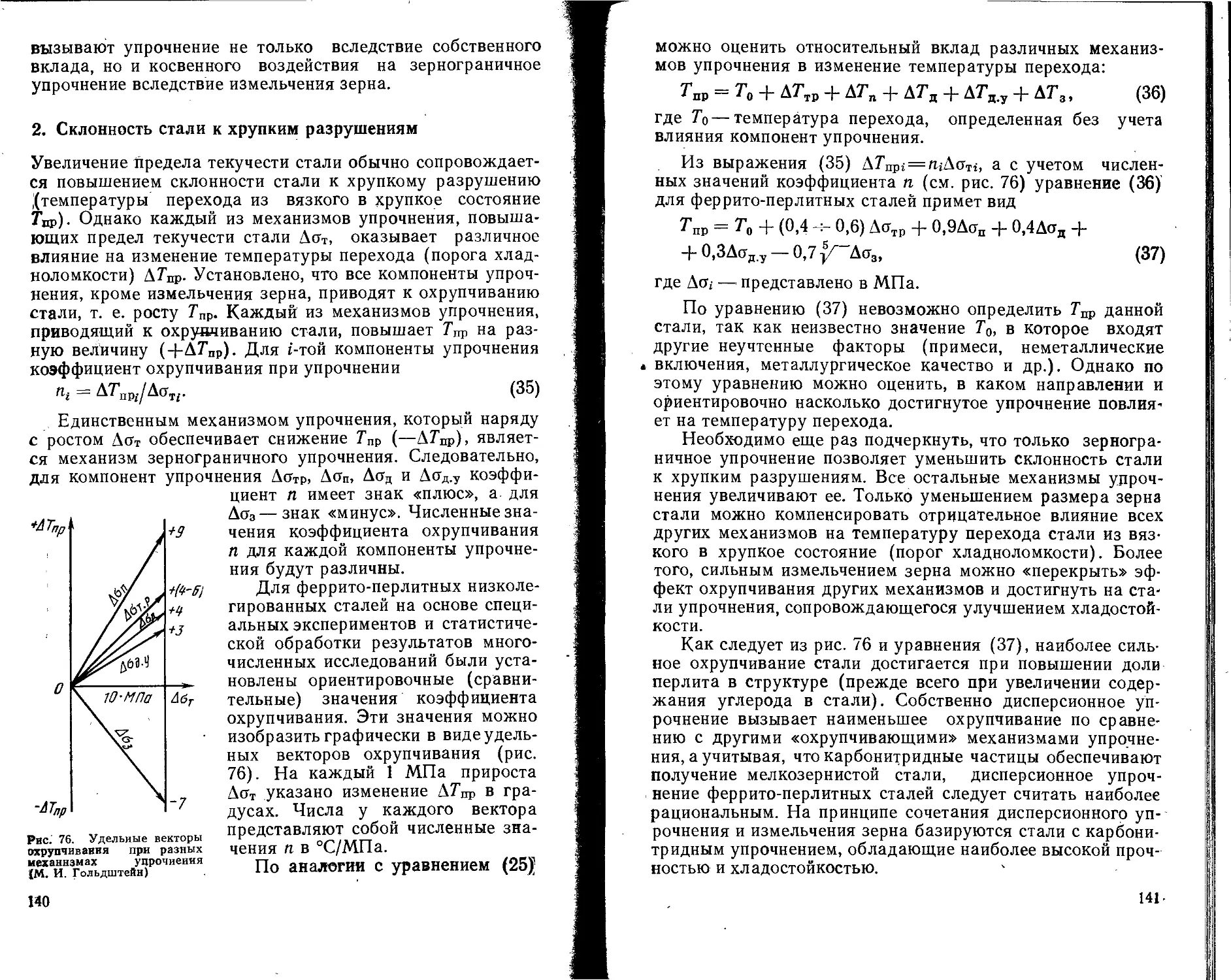
2. Склонность стали к хрупким разрушениям ....
3. Стали повышенной прочности........................
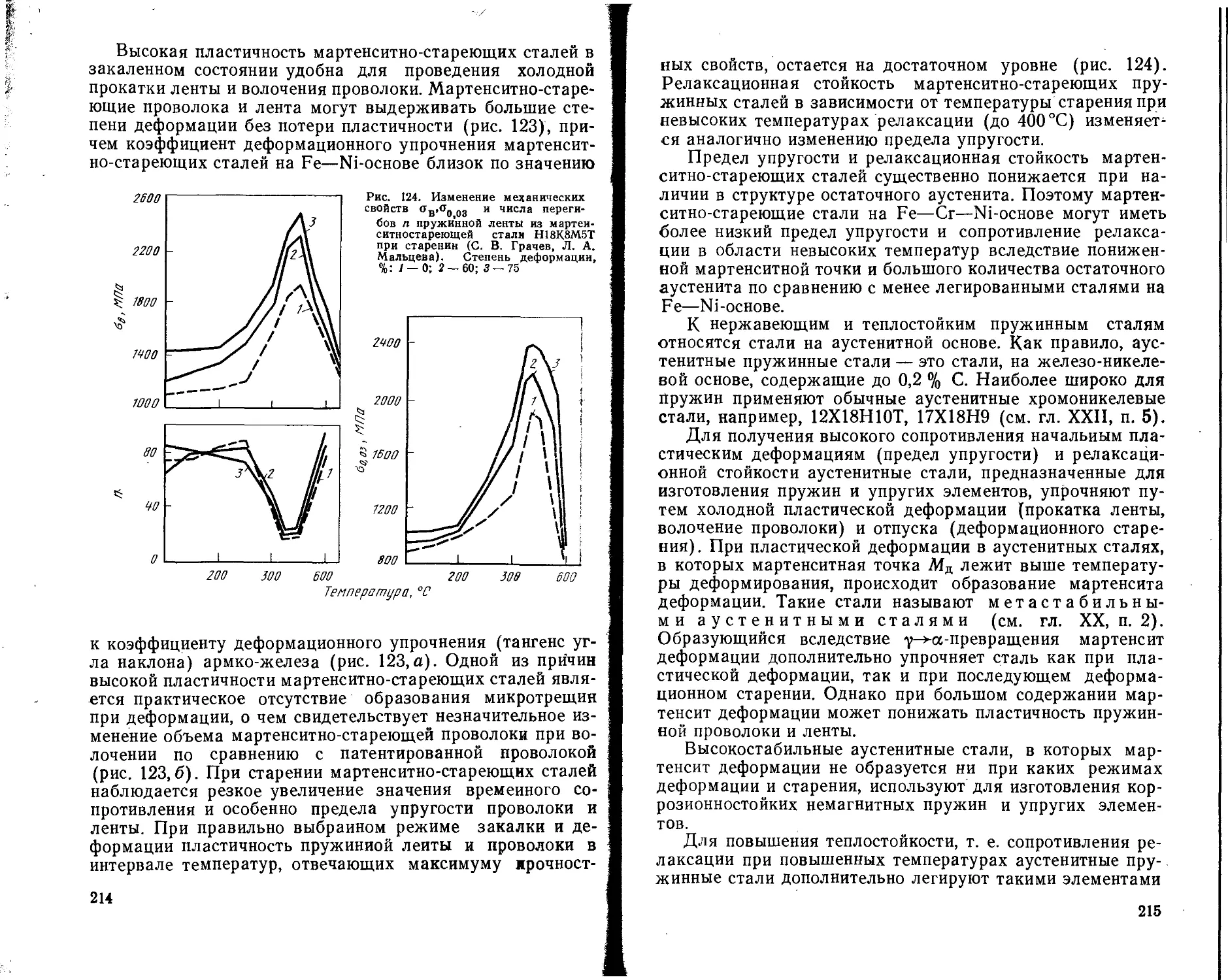
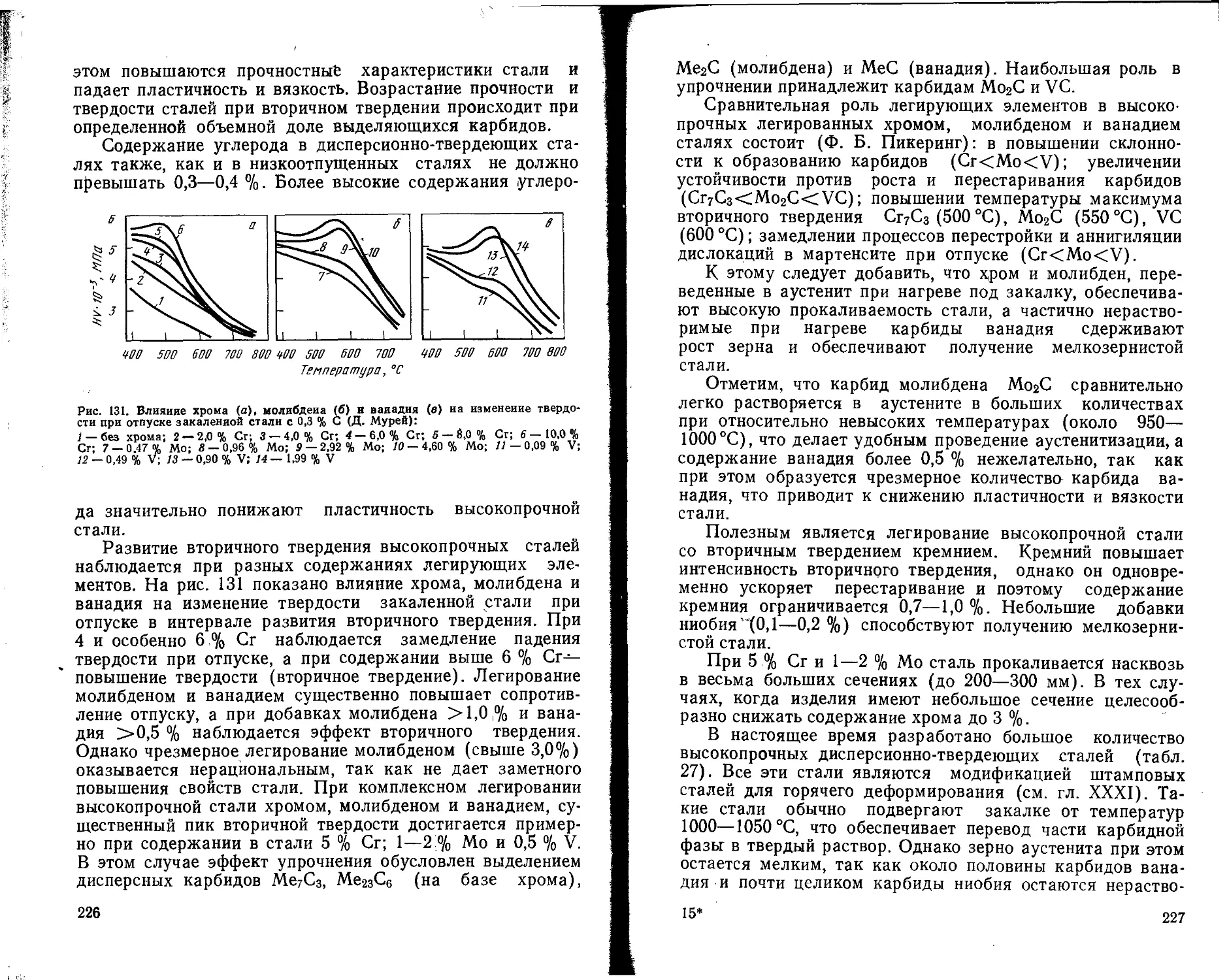
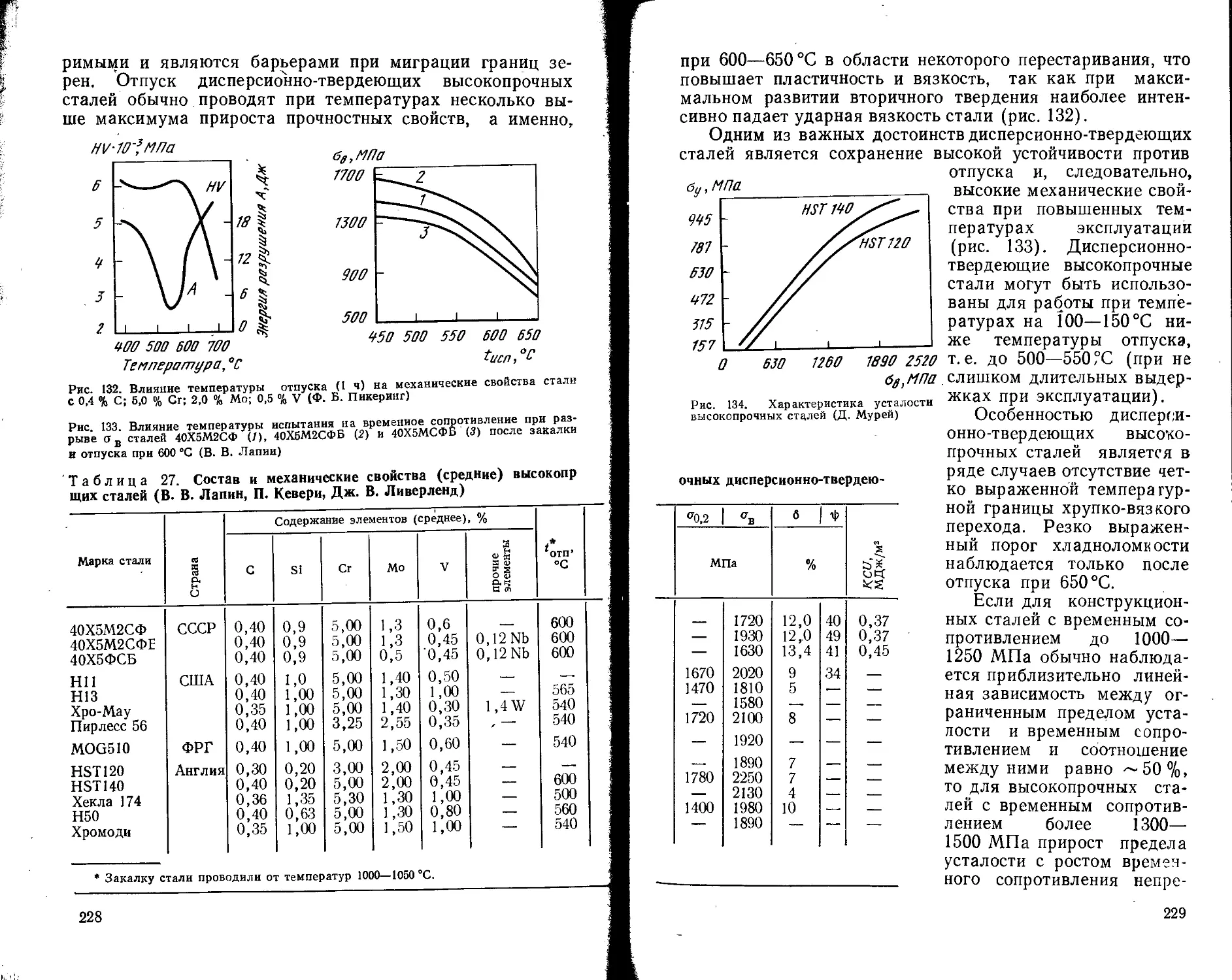
4. Высокопрочные стали...............................
5. Арматурные стали..................................
Часть пятав. МАШИНОСТРОИТЕЛЬНЫЕ СТАЛИ . . .
Глава XII. Углеродистые качественные стали ....
1. Влияние углерода на свойства стали.................
2. Марки сталей и их свойства.........................
Глава XIII. Стали для холодной штамповки ....
1. Нестареющие холоднокатаные стали . . .
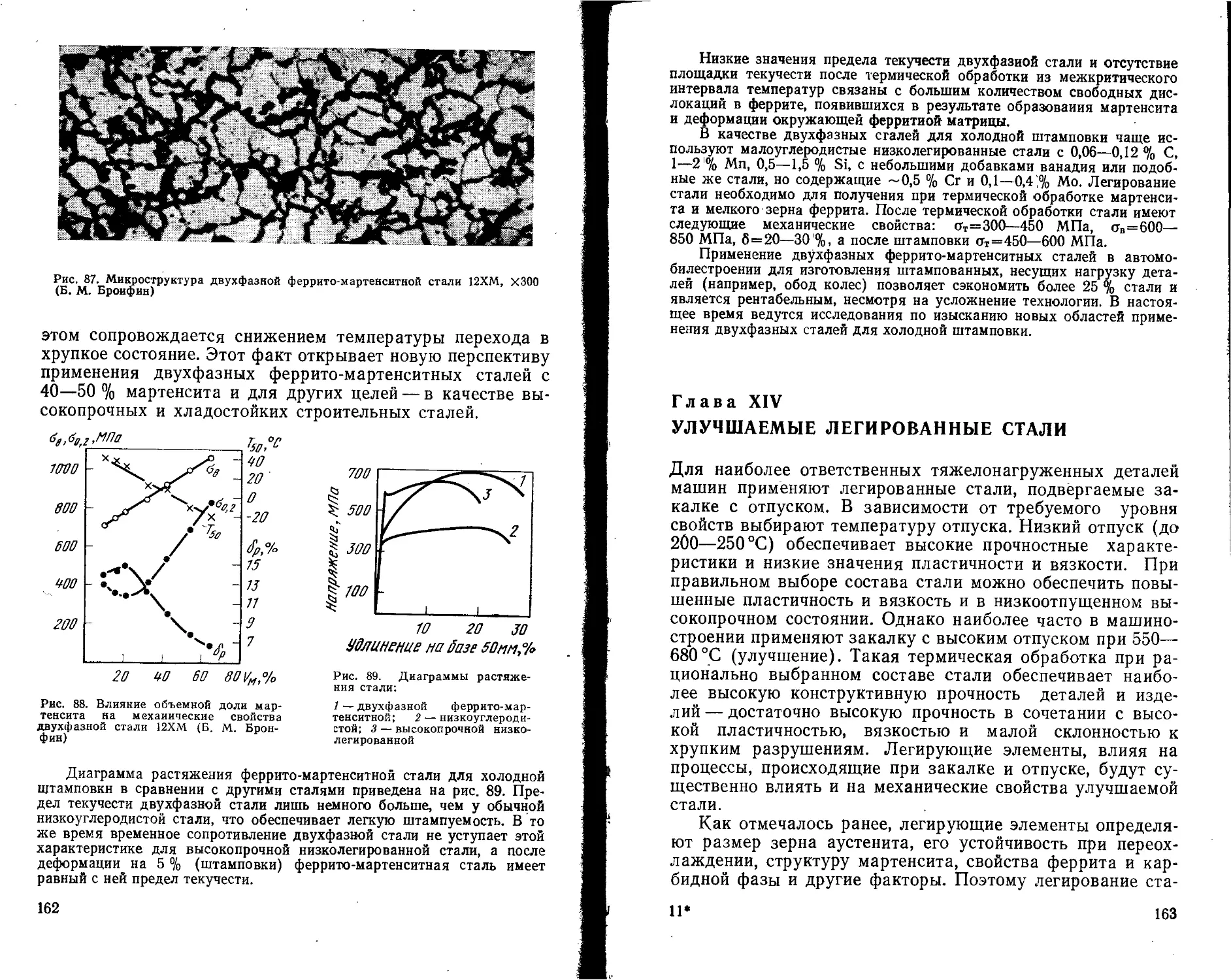
2. Двухфазные стали...................................
Глава XIV. Улучшаемые легированные стали ....
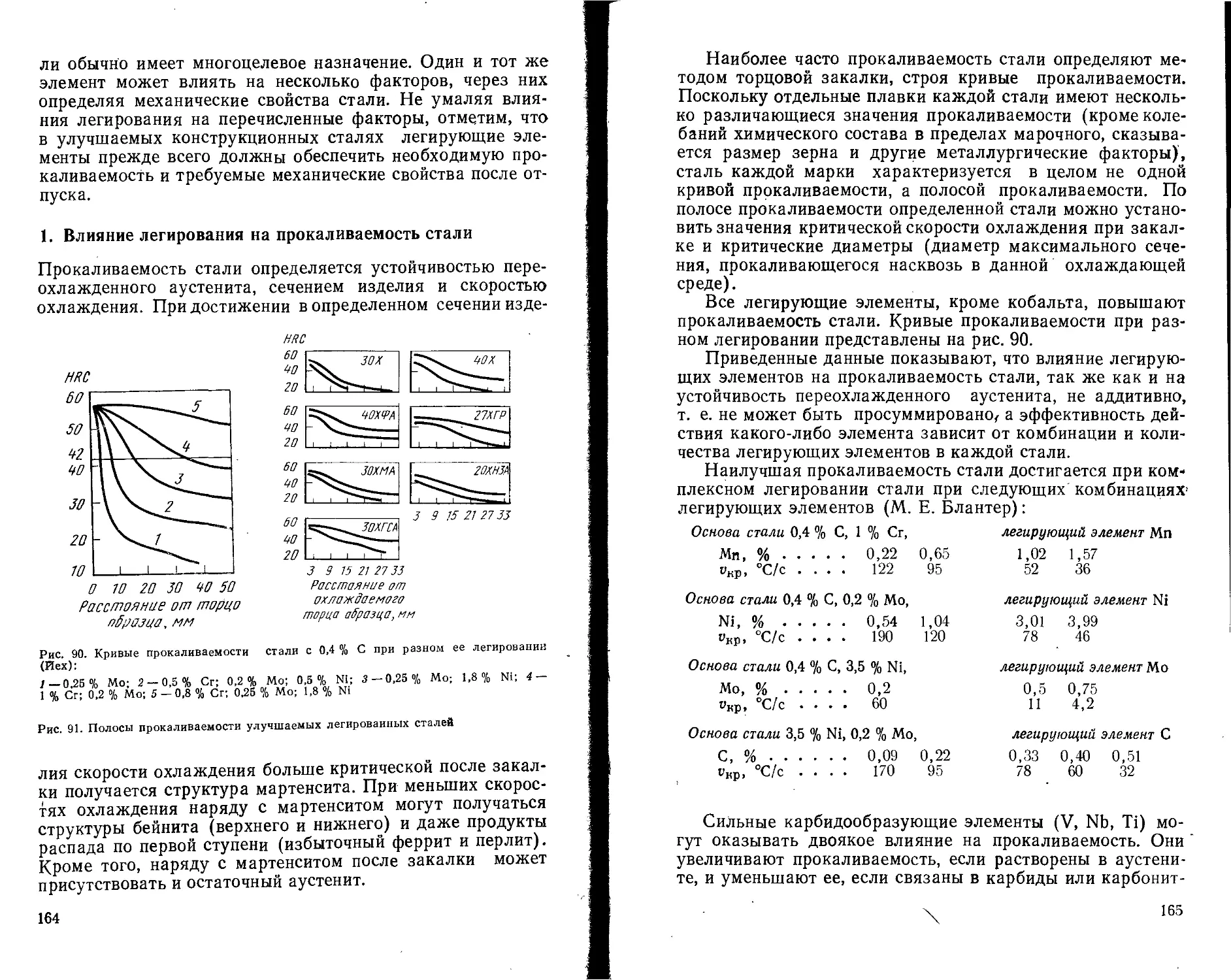
1. Влияние легирования на прокаливаемость стали
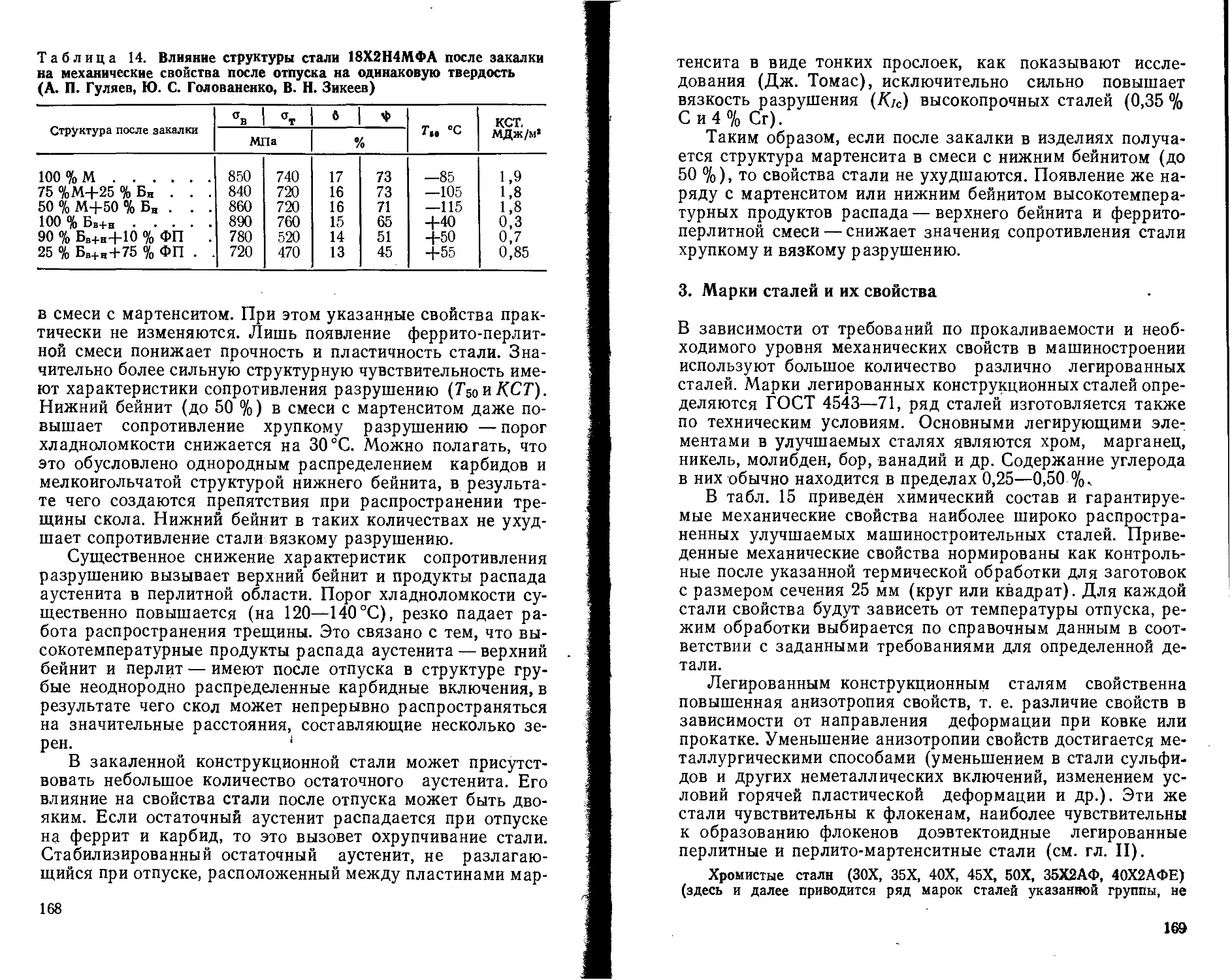
2. Структура и механические свойства.................
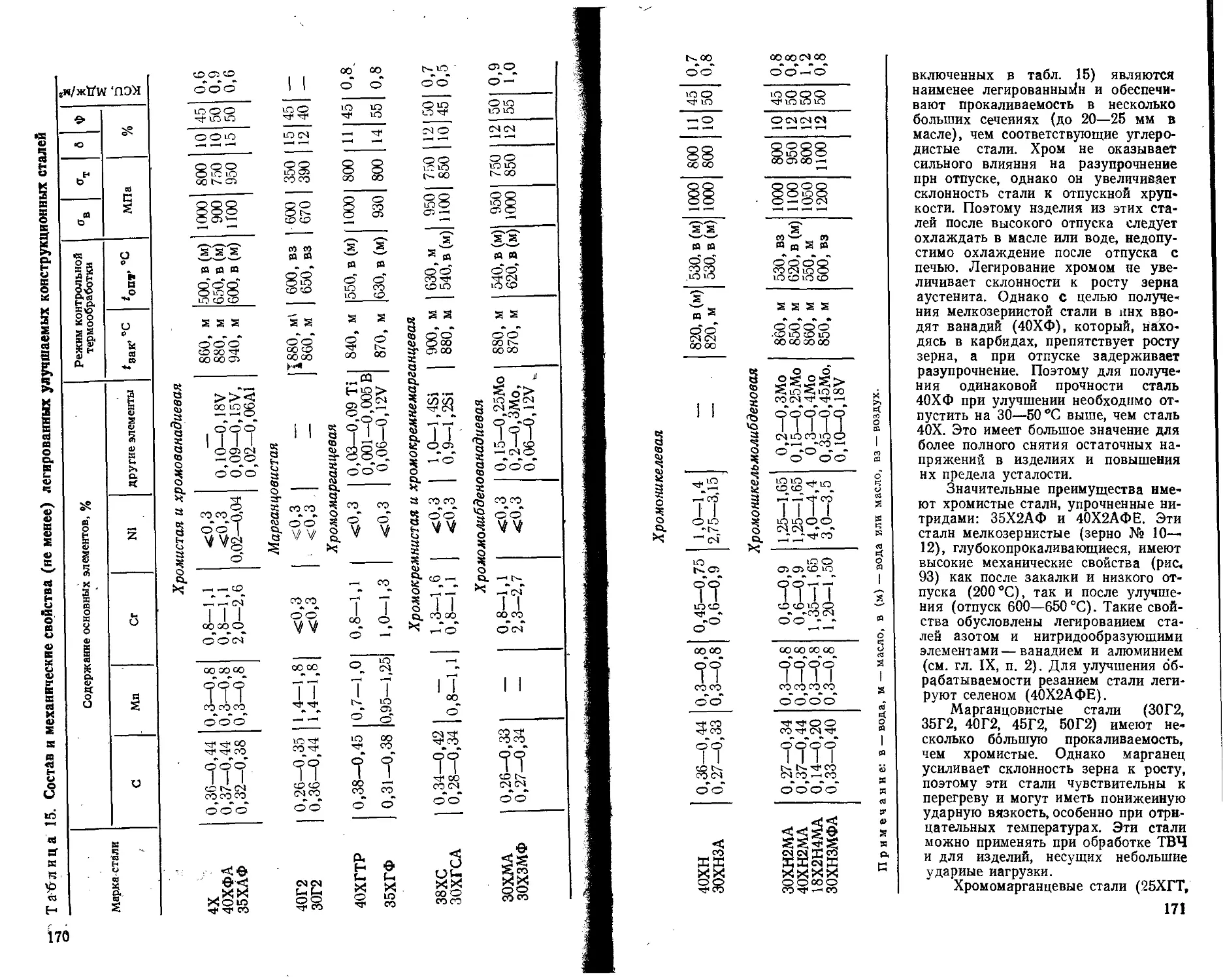
3. Марки сталей н их свойства.................... .
Гл'ава XV. Стали для цемейтации и азотироваиия
1. Цементуемые стали..................................
2. Азотируемые стали..................................
Глава XVI. Подшипниковые стали........................
1. Требования и классификация.........................
2. Легирование и термическая обработка................
Глава XVII. Мартеиситно-стареющие стали ....
1. Классификация и принципы легирования...............
2. Термическая обработка.............................
3. Области и перспективы применения ......
Глава XVIII. Пружинные стали*.........................
1. Классификация и требования.........................
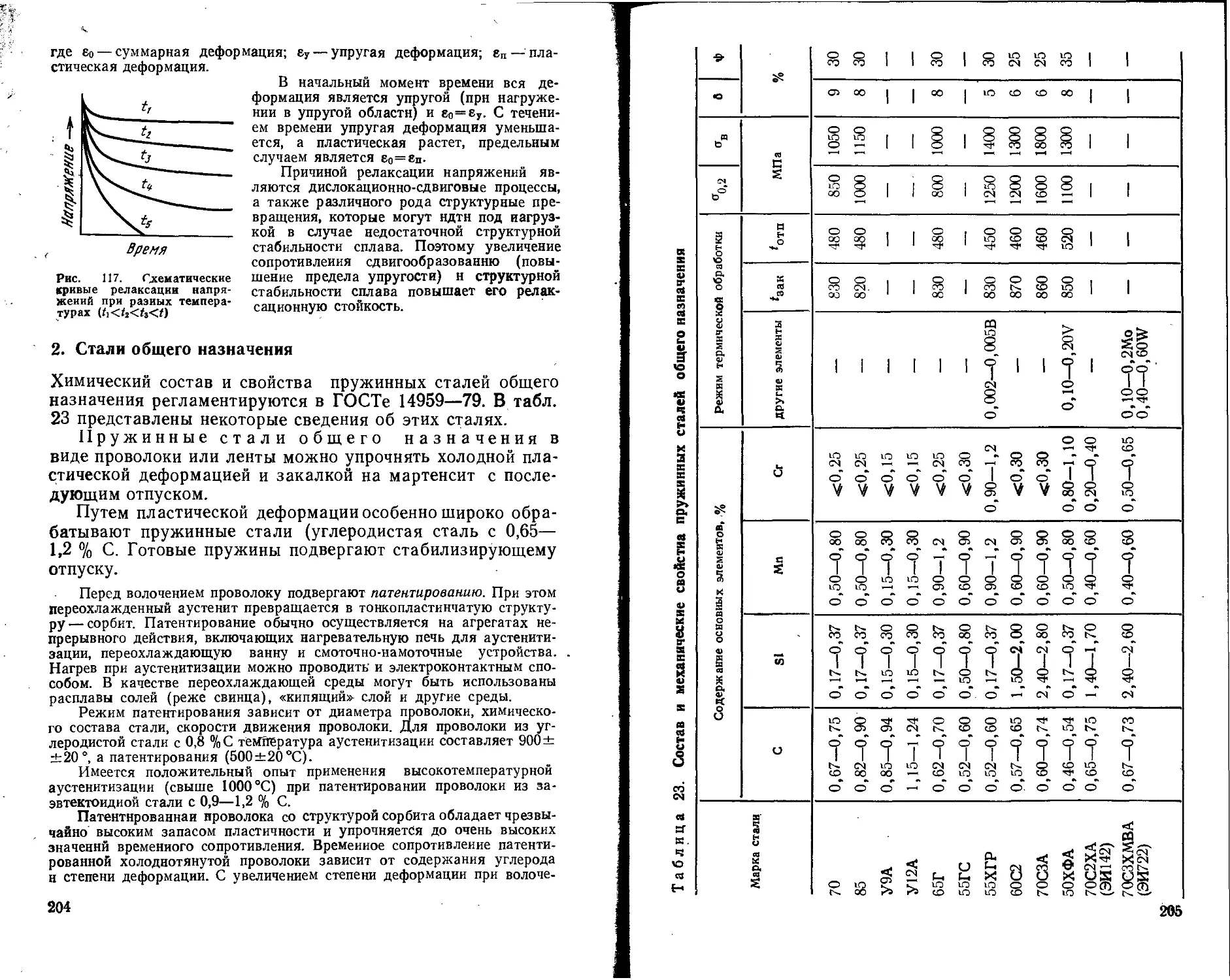
2. Стали общего назначения • v* .....................
3. Стали специального назначения^ ...................
Глава XIX. Высокопрочные стали........................
1. Легированные низкоотпущенные стали.................
2. Дисперснонно-твердеющне стали.....................
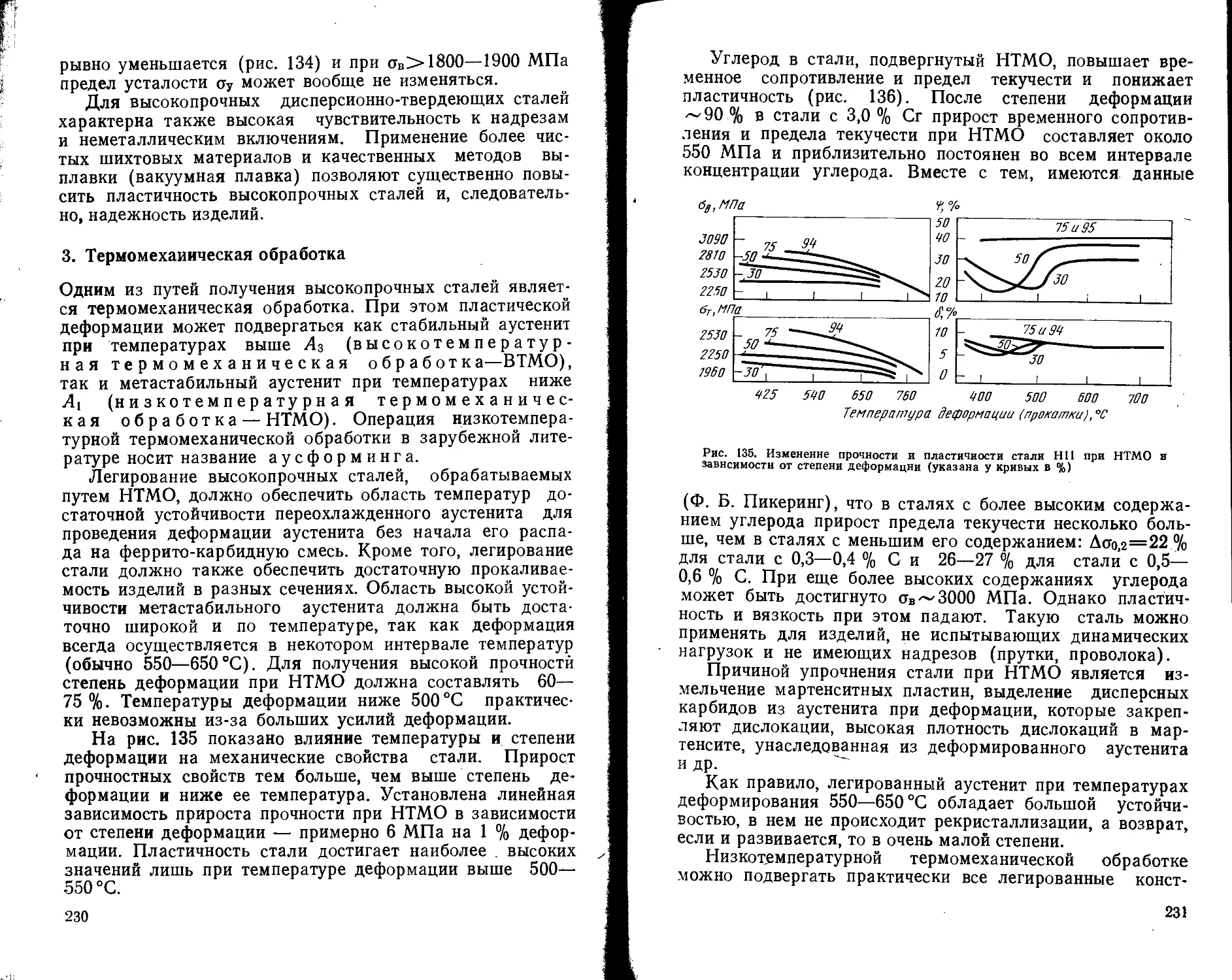
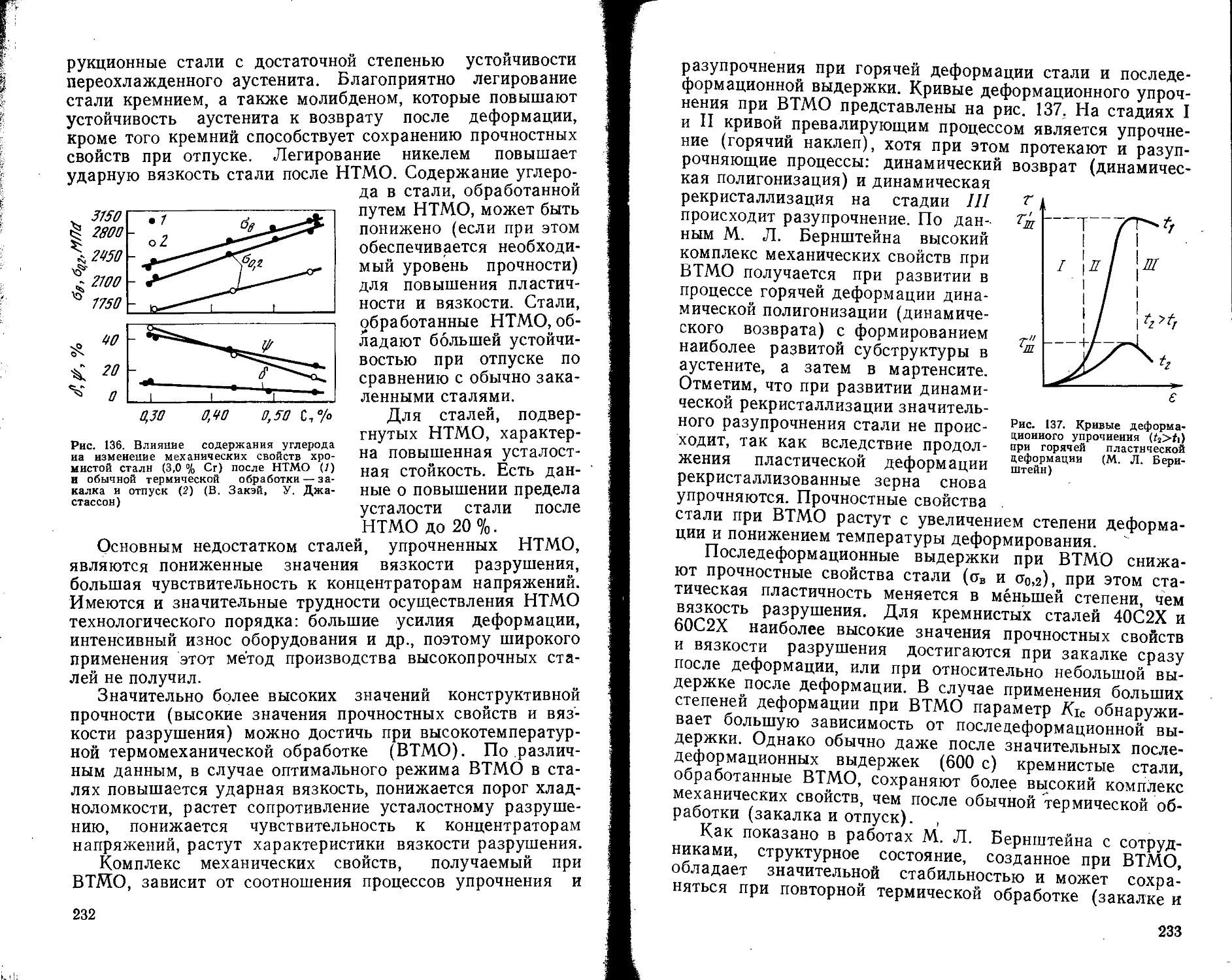
3. Термомеханнческая обработка.......................
4. Упрочнение прн холодной деформации .......
5. Стали со сверхмелкнм зерном.......................
6. ПНП-стали.........................................
Глава XX. Конструкционные стали специального назначения
1. Криогенные стали...................................
2. Износостойкие стали...............................
3. Метастабильные аустенитные стали..................
4. Немагнитные стали повышенной прочности ....
5. Стали повышенной обрабатываемости -...............
6. Рельсовые стали...................................
120
122
122
125
130
131
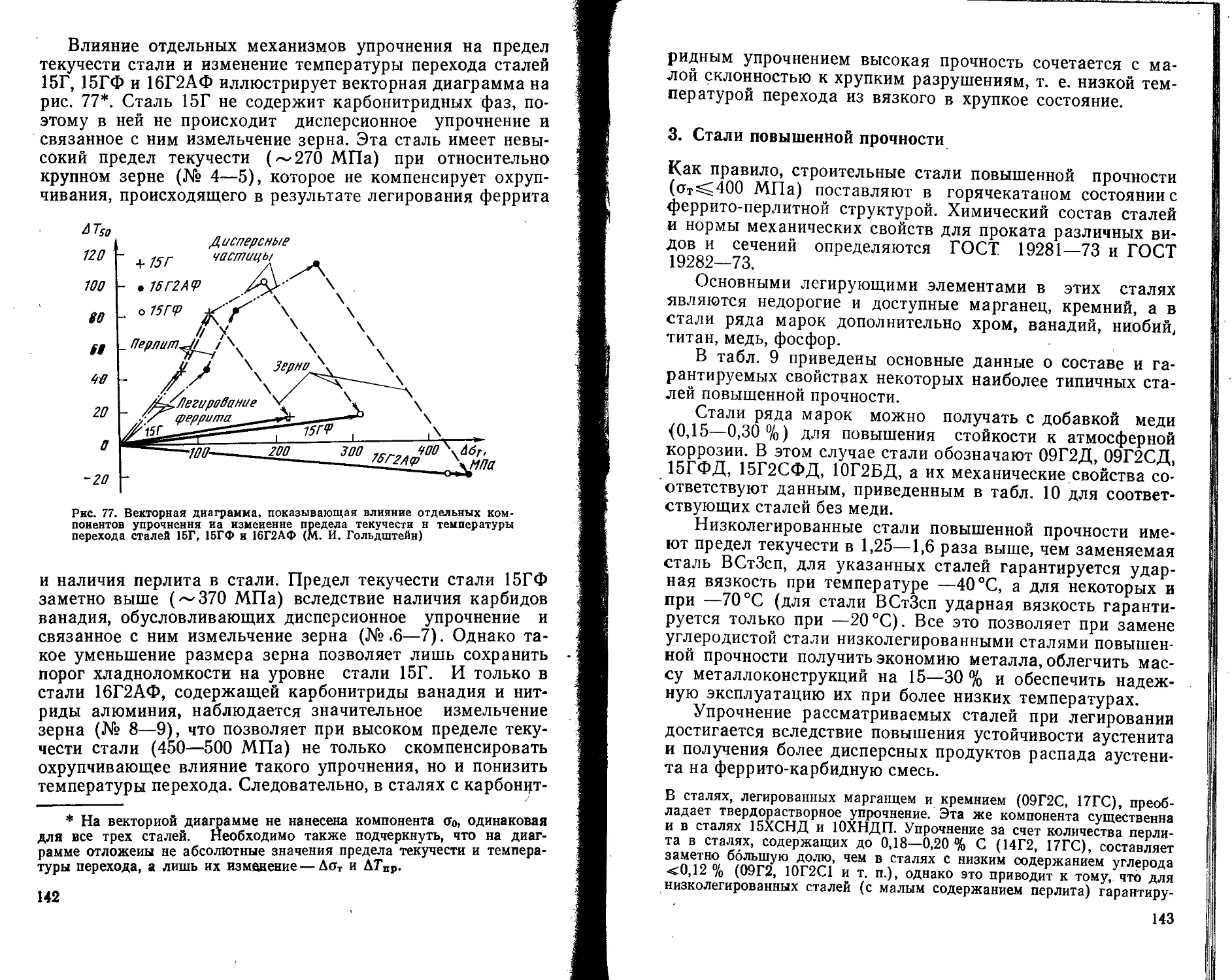
140
143
146
150
152
153
153
156
153
153
161
163
164
166
160
175
175
170
184
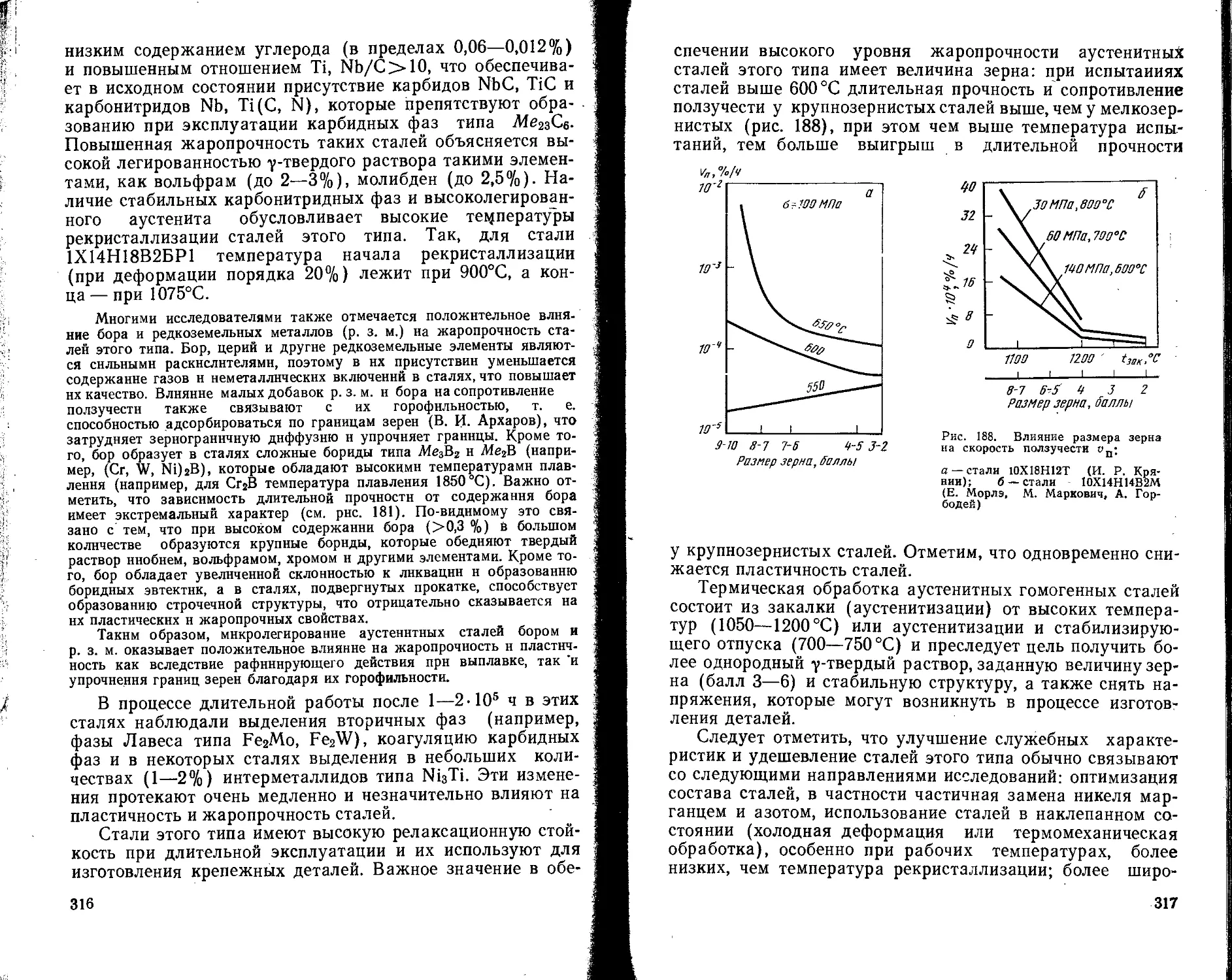
184
186
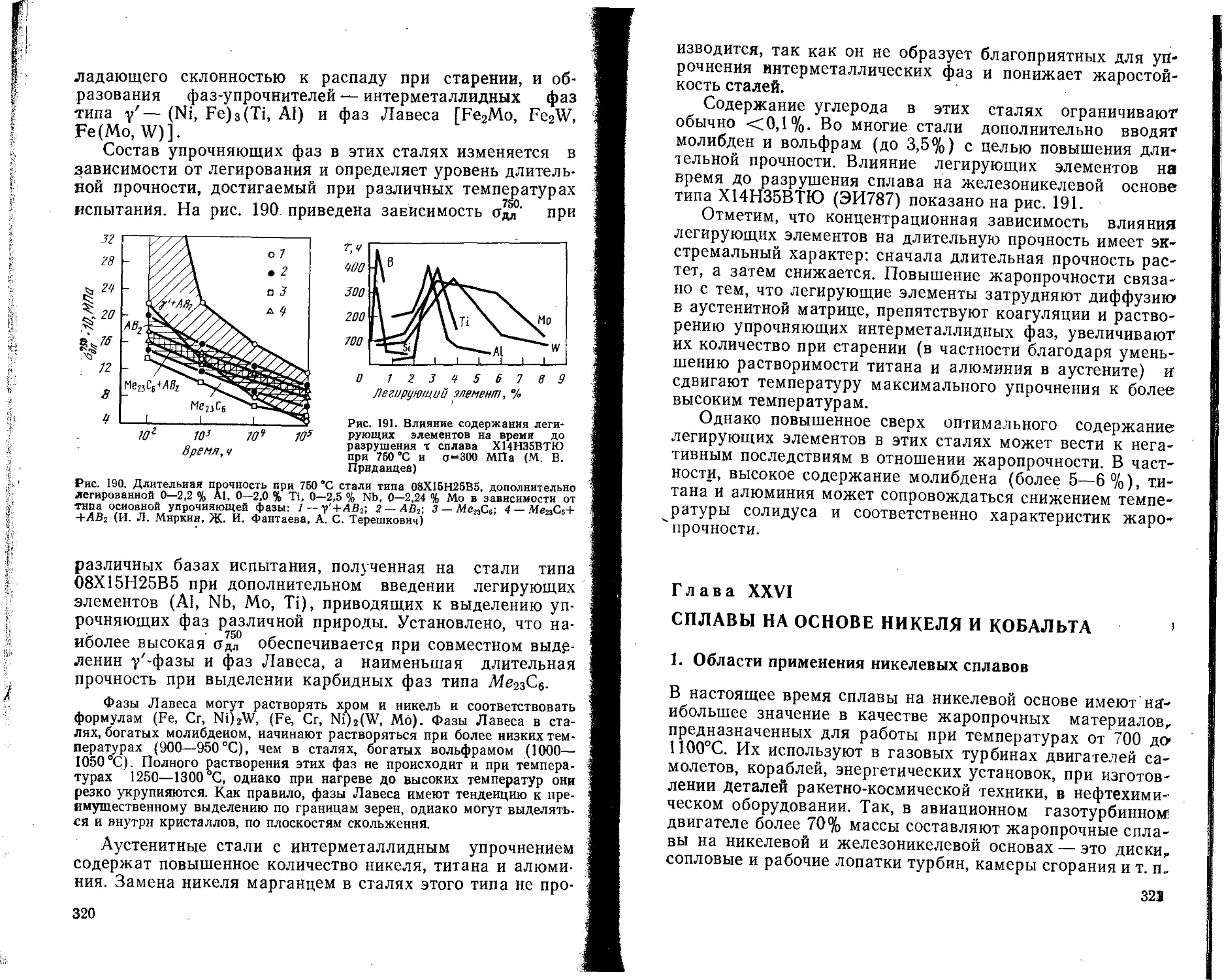
190
191
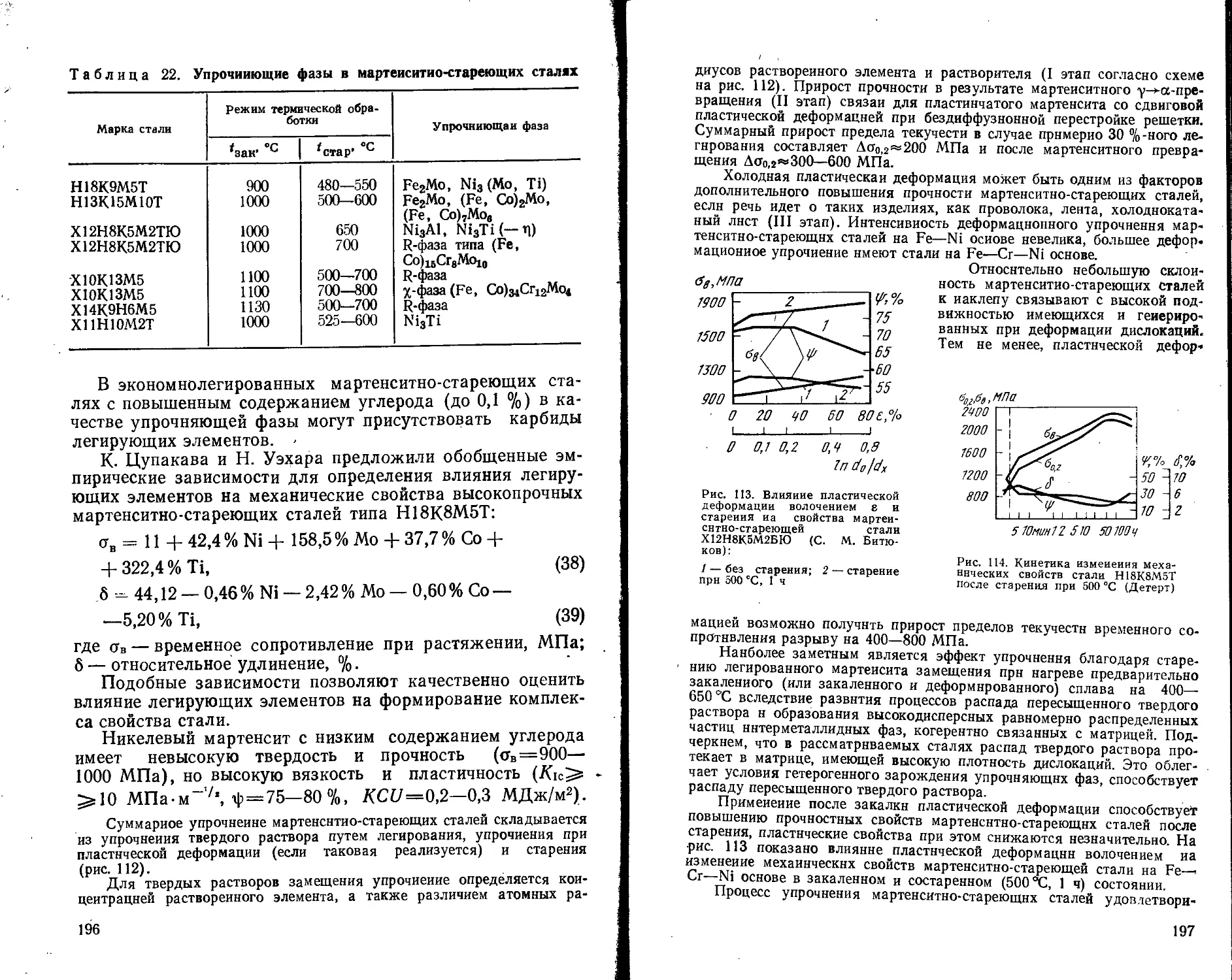
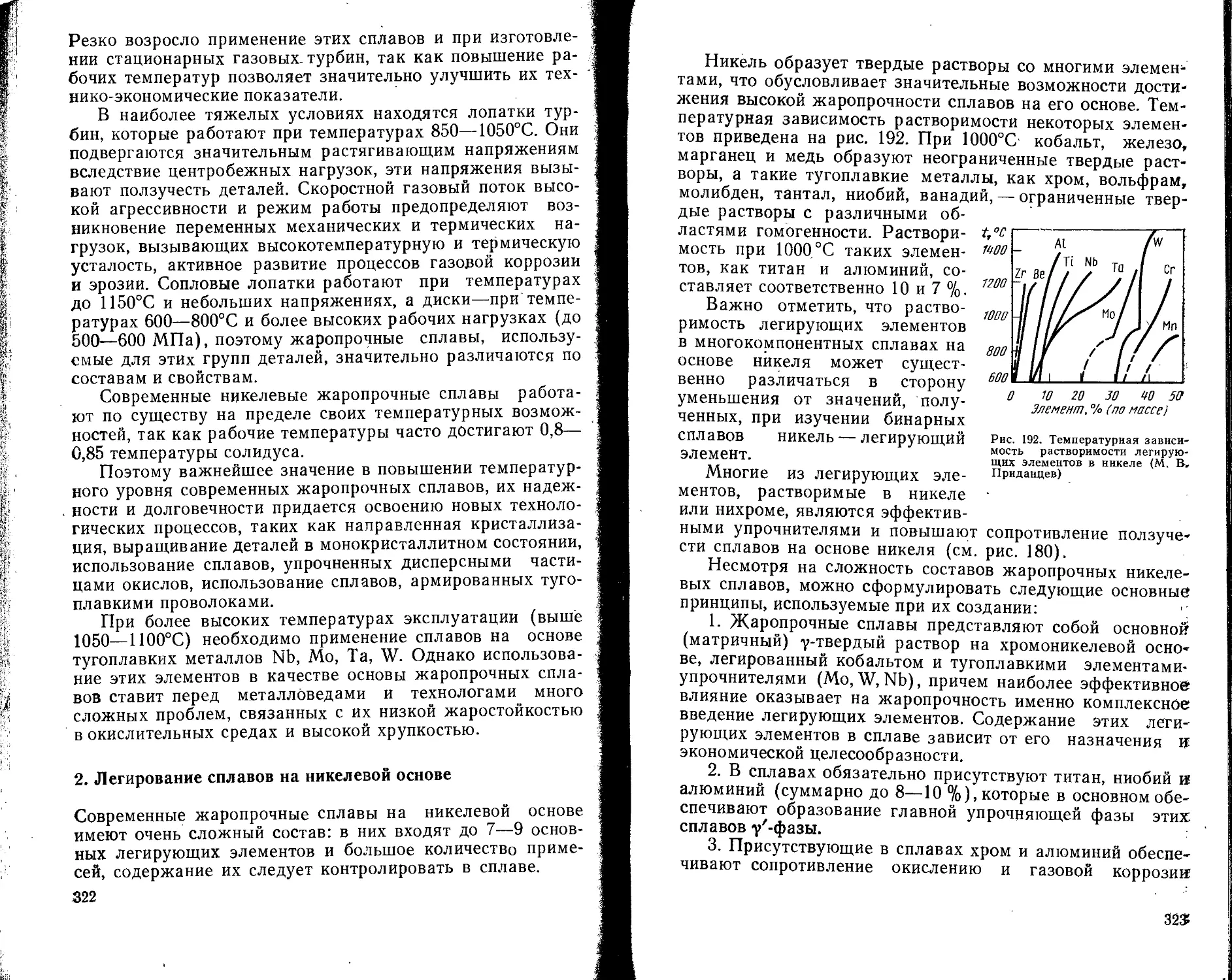
198
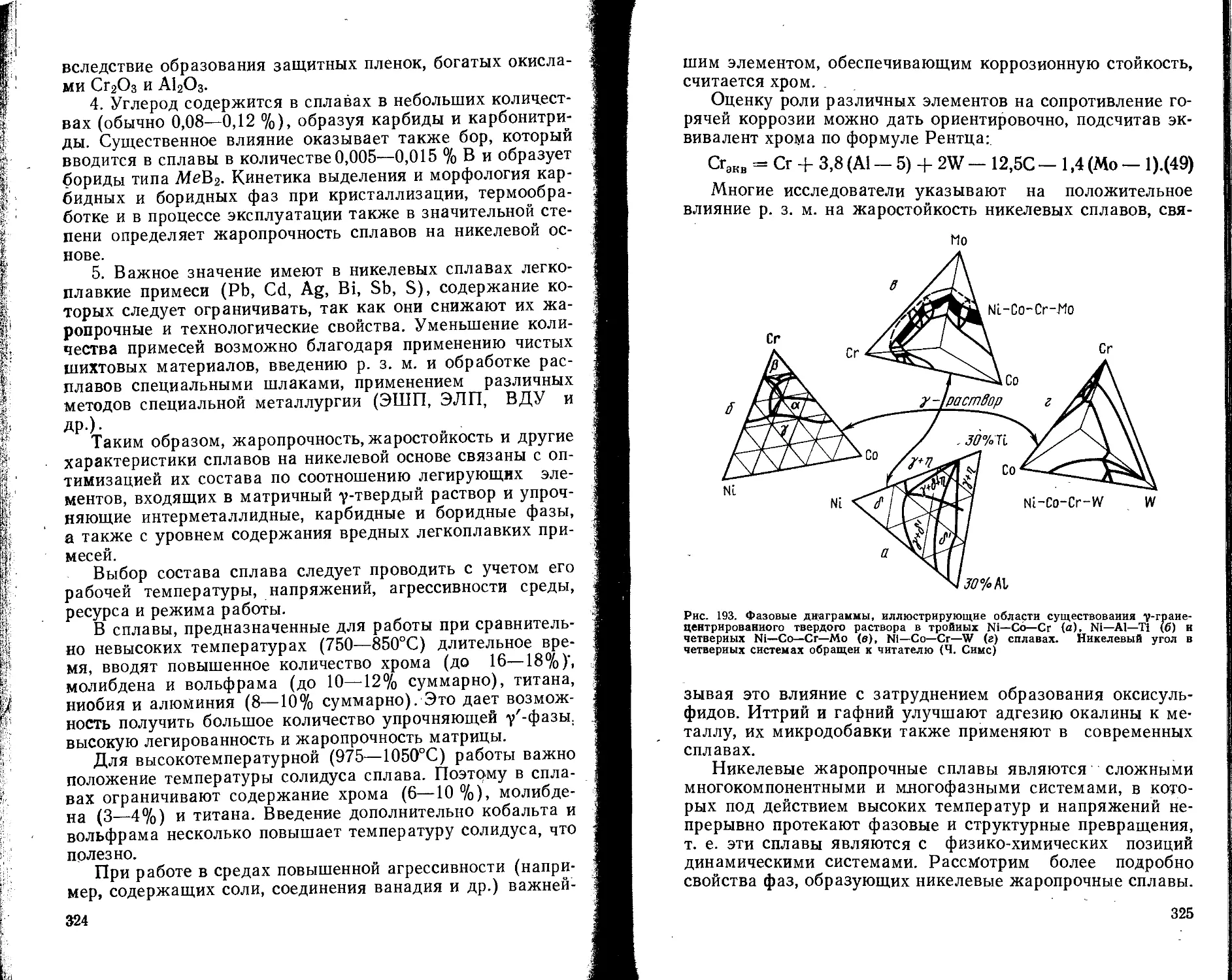
200
202
202
204
211
218
220
225
230
237
230
240
241
241
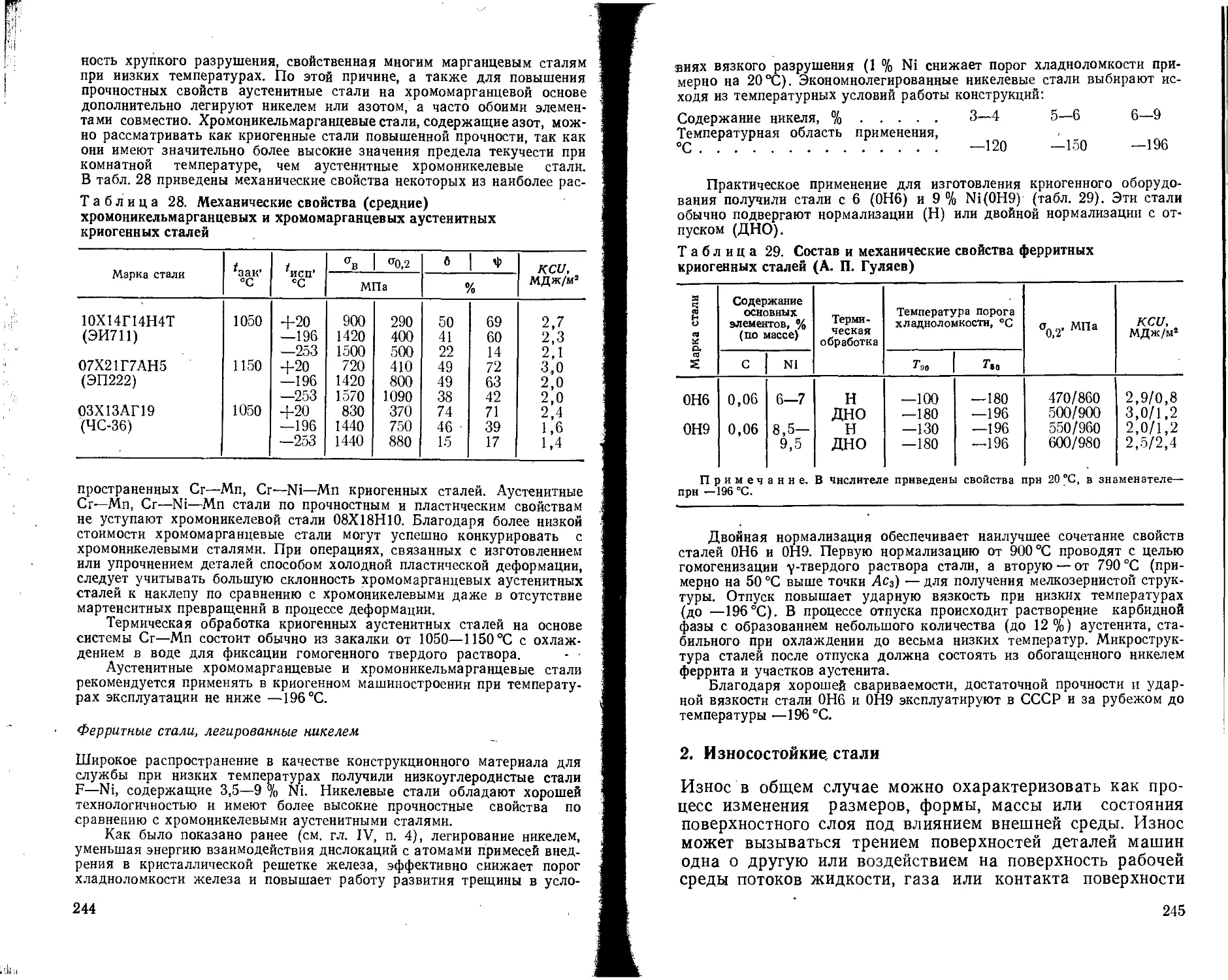
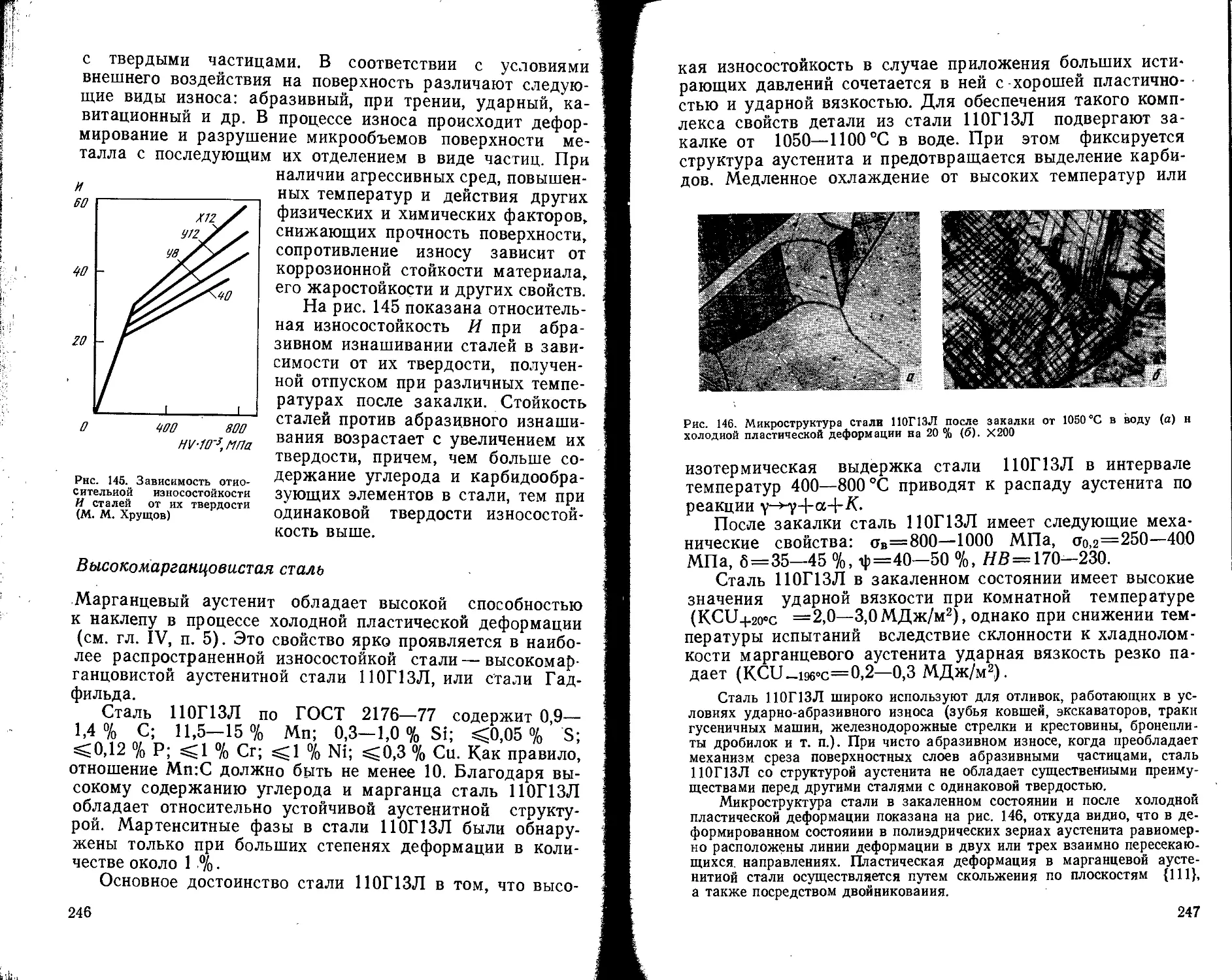
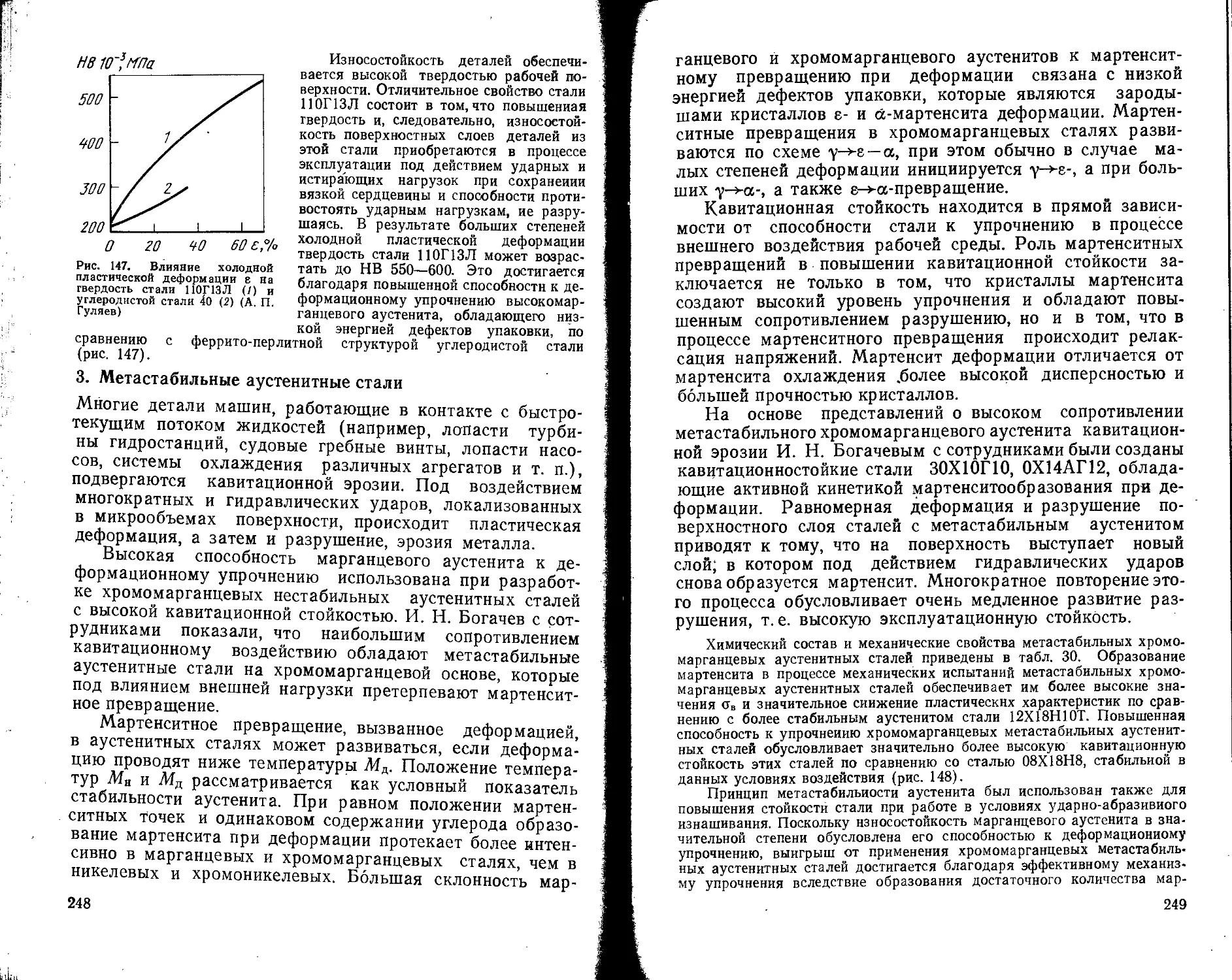
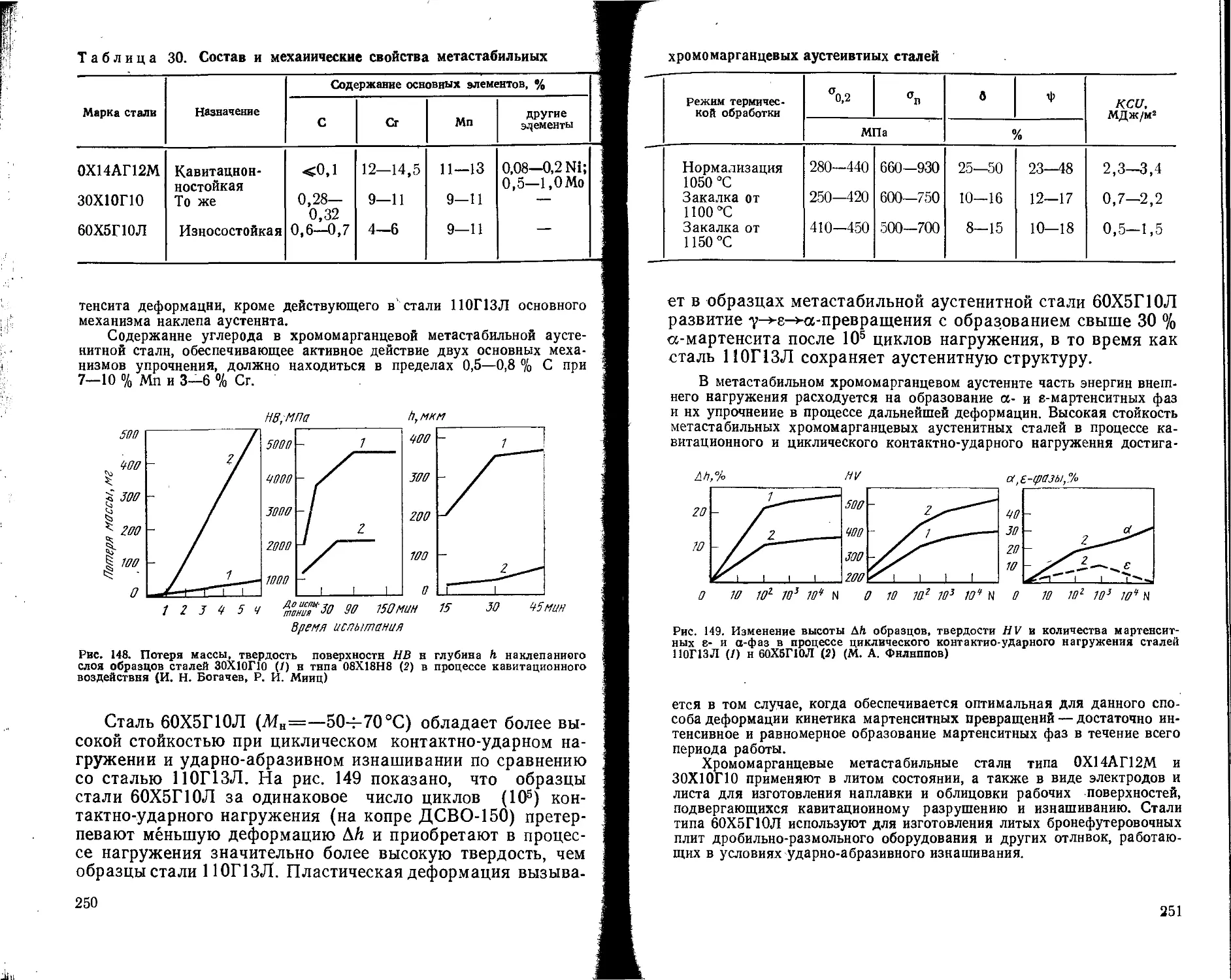
245
248
252
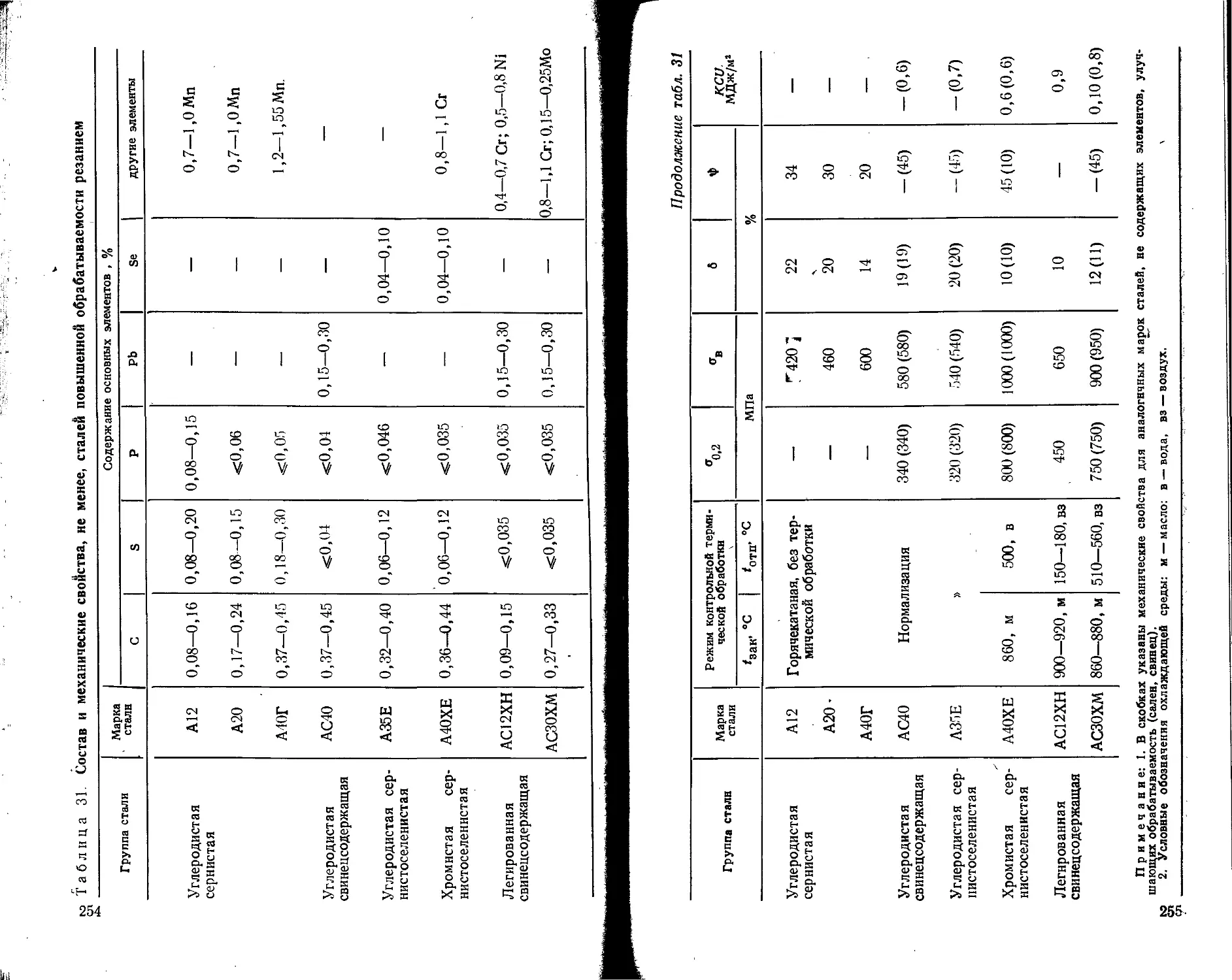
253
256
Часть шестая. КОРРОЗИОННОСТОЙКИЕ СТАЛИ И СПЛАВЫ
Глава XXI. Основы легирования коррозиоииостойких сталей 258
1. Основные понятия и определения.......................258
2. Легирование коррознонностойкнх сталей................260
3. Межкристаллитная коррозия............................266
4
4 Коррозионное растрескивание...........................
5 Хрупкость коррозиоиностонких сталей................
Глава XXII. Свойства и иазиачеиие коррозиоиностойких ста-
лей и сплавов ...........................................
1. Мартенситные и мартенсито-ферритные стали............
2. Ферритные стали......................................
3. Аустенитные стали....................................
4. Аустенито-ферритные и аустенито-мартеиситные стали
5' Сплавы на железоникелевой и никелевой основе . . . .
Часть седьмая. ЖАРОПРОЧНЫЕ И ЖАРОСТОЙКИЕ СТАЛИ
И СПЛАВЫ ................................................
Глава XXIII. Основы жаропрочности.......................
1. Основные определения и классификация.................
2. Влияние среды и условий эксплуатации на жаропрочность
3. Легирование жаропрочных сталей и сплавов.............
Глава XXIV. Теплоустойчивые стали........................
1. Углеродистые и низколегированные стали................
2. Хромистые стали мартенситного н мартенсито-ферритного клас-
сов .....................................................
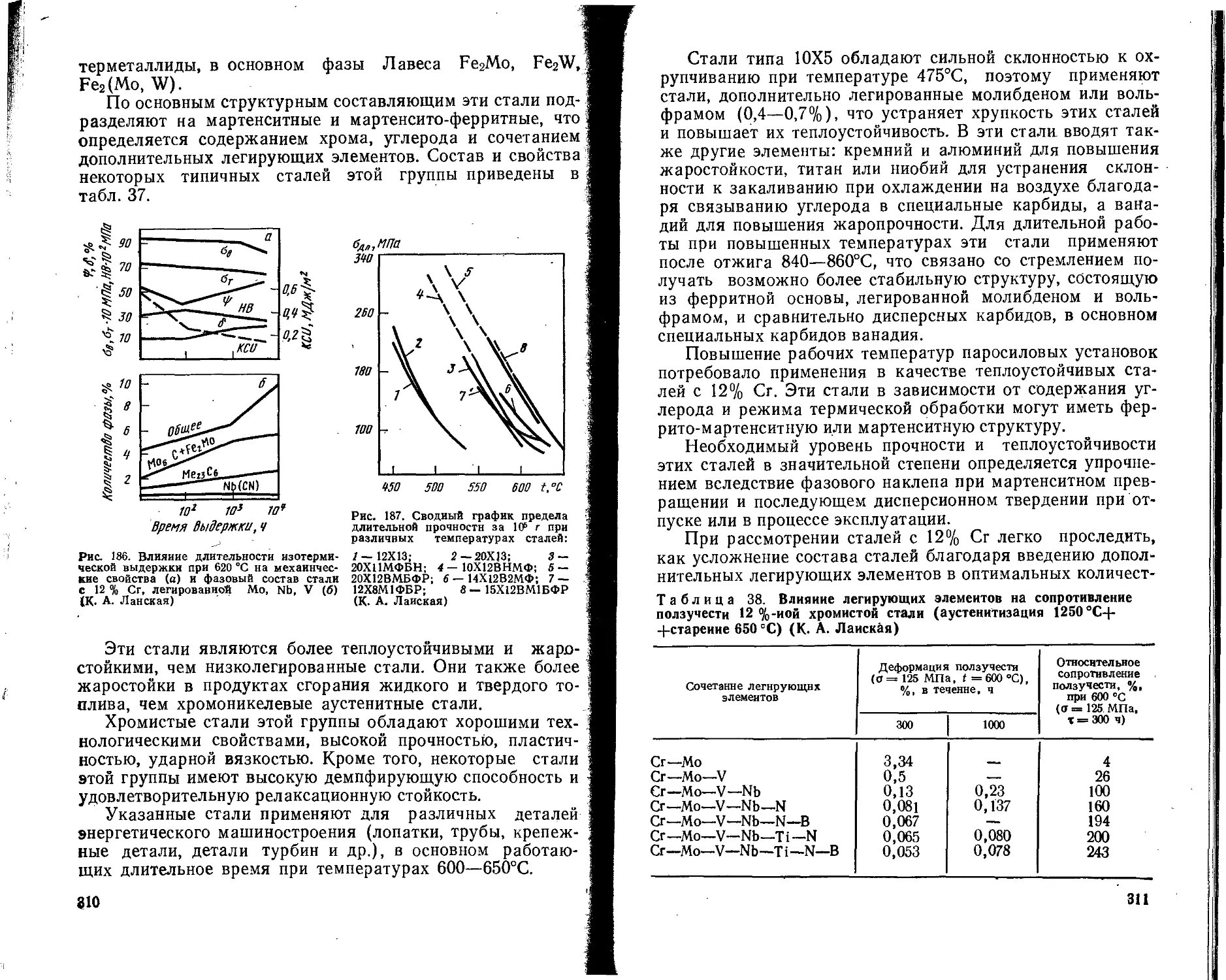
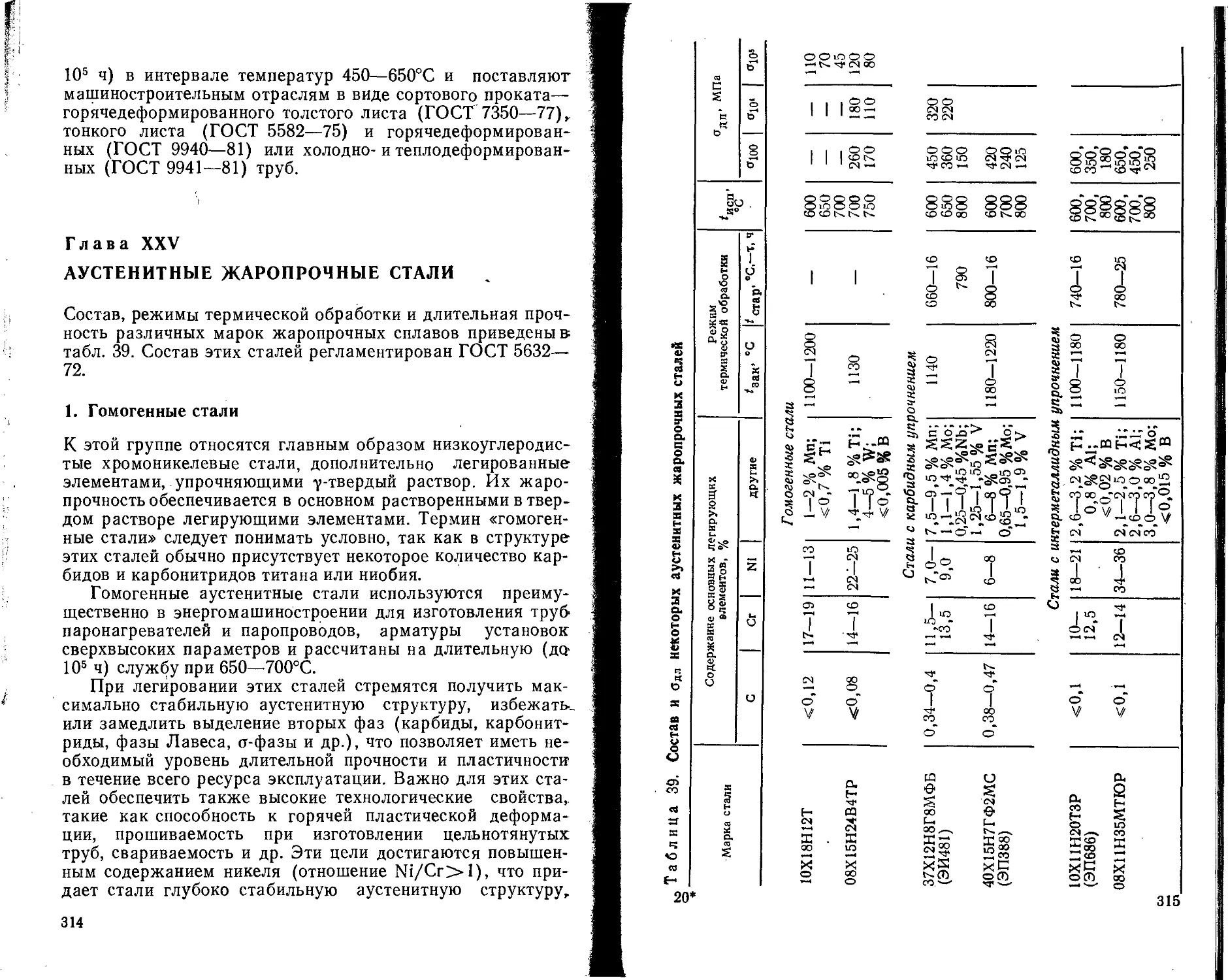
Глава XXV. Аустенитные жаропрочные стали ....
1. Гомогенные стали......................................
2. Стали с карбидным упрочнением .......................
3. Стали с интерметаллидным упрочнением.................
Глава XXVI. Сплавы иа основе никеля и кобальта
1. Области применения никелевых сплавов..................
2. Легирование сплавов на никелевой основе .............
3. Промышленные жаропрочные сплавы на никелевой основе
4. Дисперсноупрочненные сплавы..........................
5. Жаропрочные сплавы на основе кобальта................
Глава XXVII. Жаростойкие стали и сплавы..................
1. Газовая коррозия и основы жаростойкого легирования
2. Ферритные хромистые и хромоалюмнниевые стали
3. Мартенситные хромокремннстые стали................
4. Аустенитные стали и сплавы...........................
Часть восьмая. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ . . . .
Глава XXVIII. Основные свойства и классификация
Глава XXIX. Стали для режущего инструмента ....
1. Углеродистые стали....................................
2. Легированные стали....................................
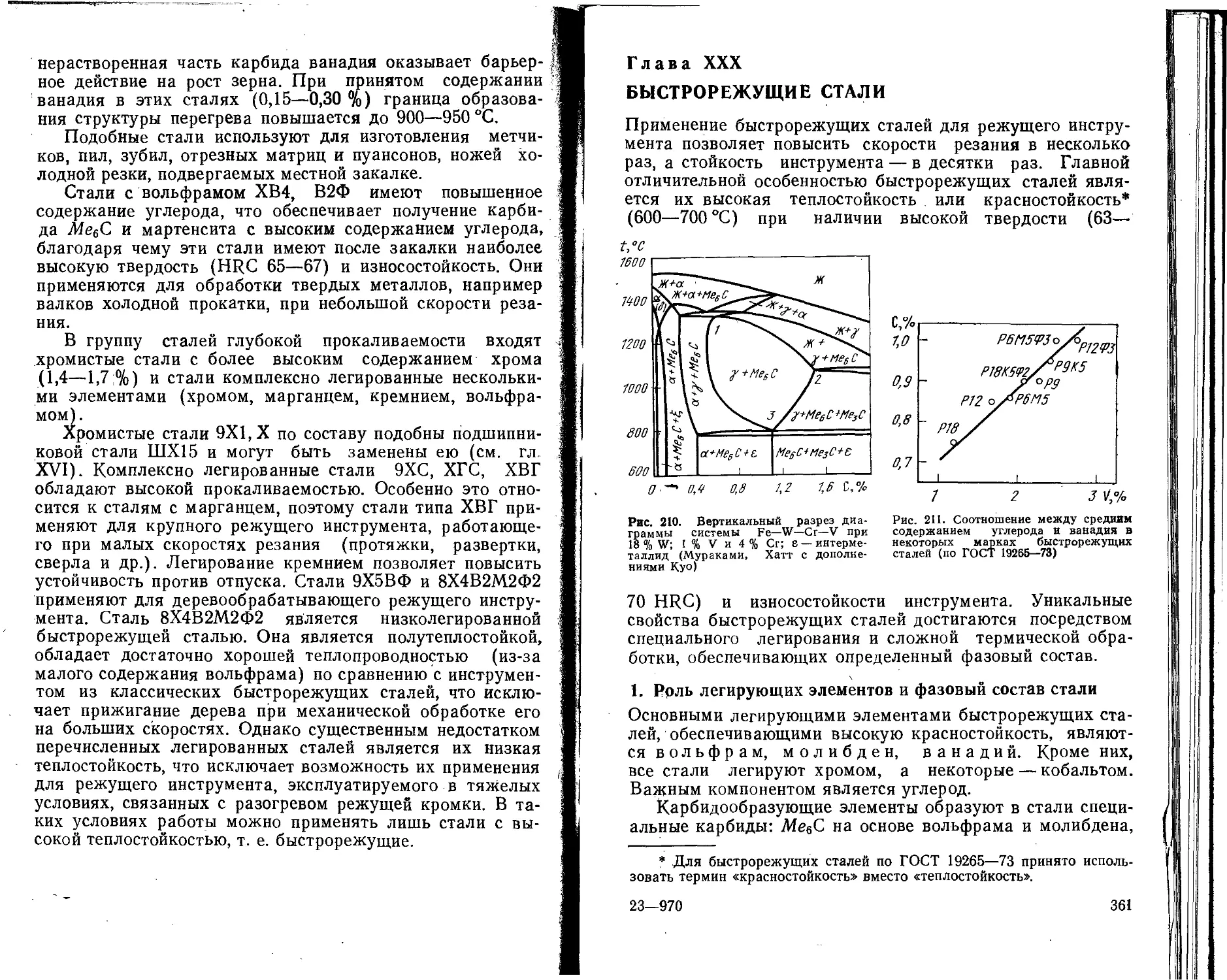
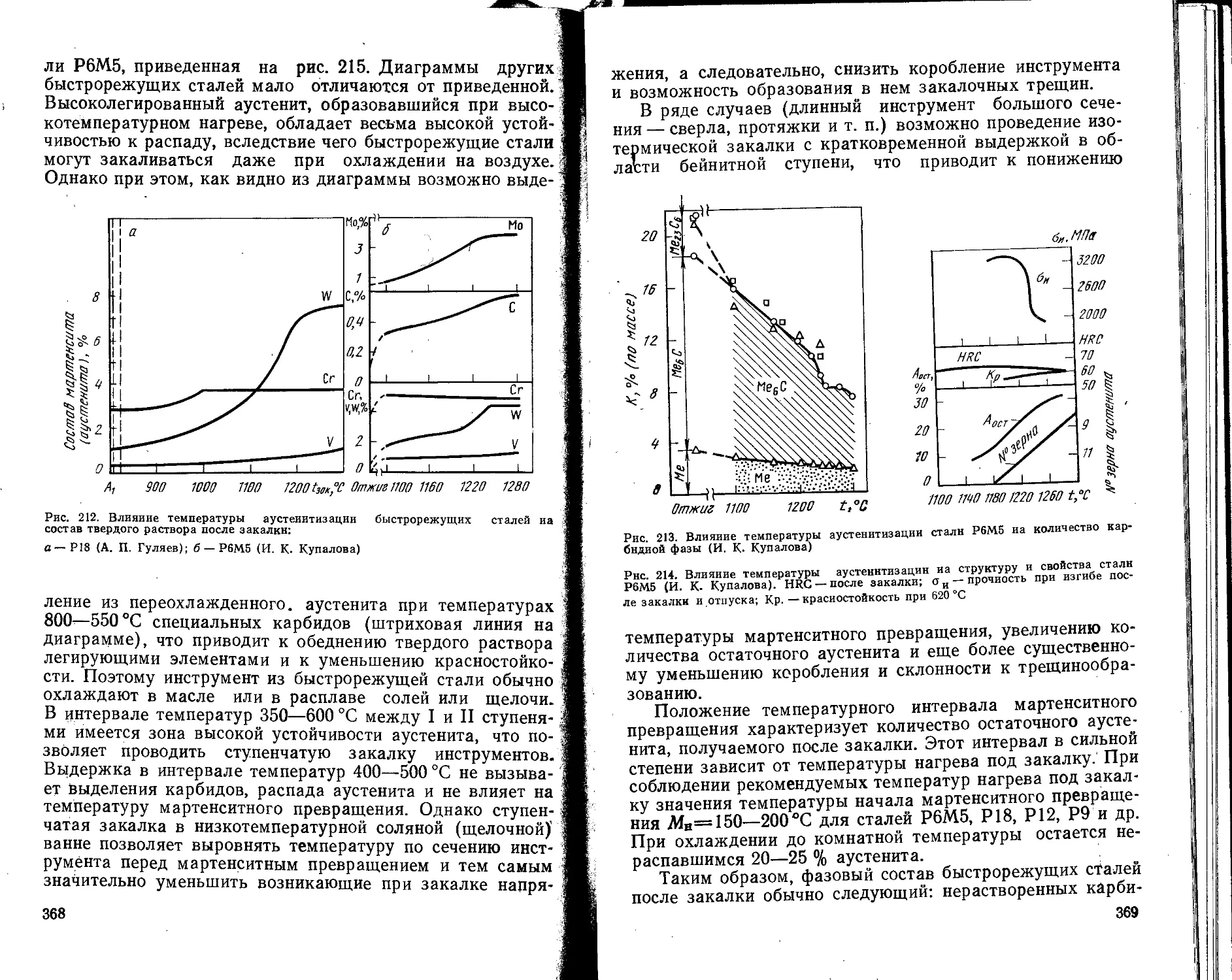
Глава XXX. Быстрорежущие стали........................
1. Роль легирующих элементов н фазовый состав стали
2. Марки быстрорежущих сталей........................
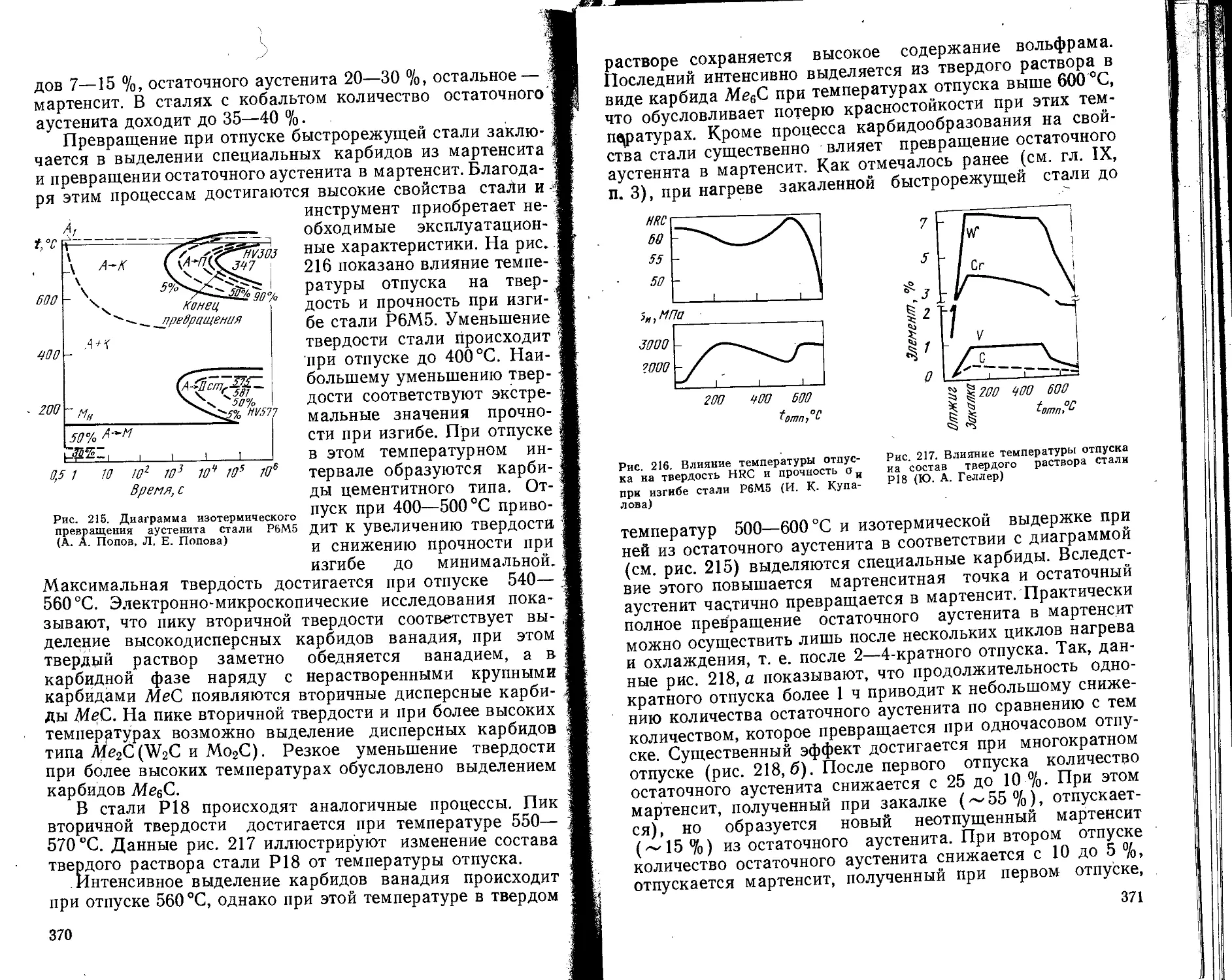
3. Фазовые превращения в быстрорежущих сталях ....
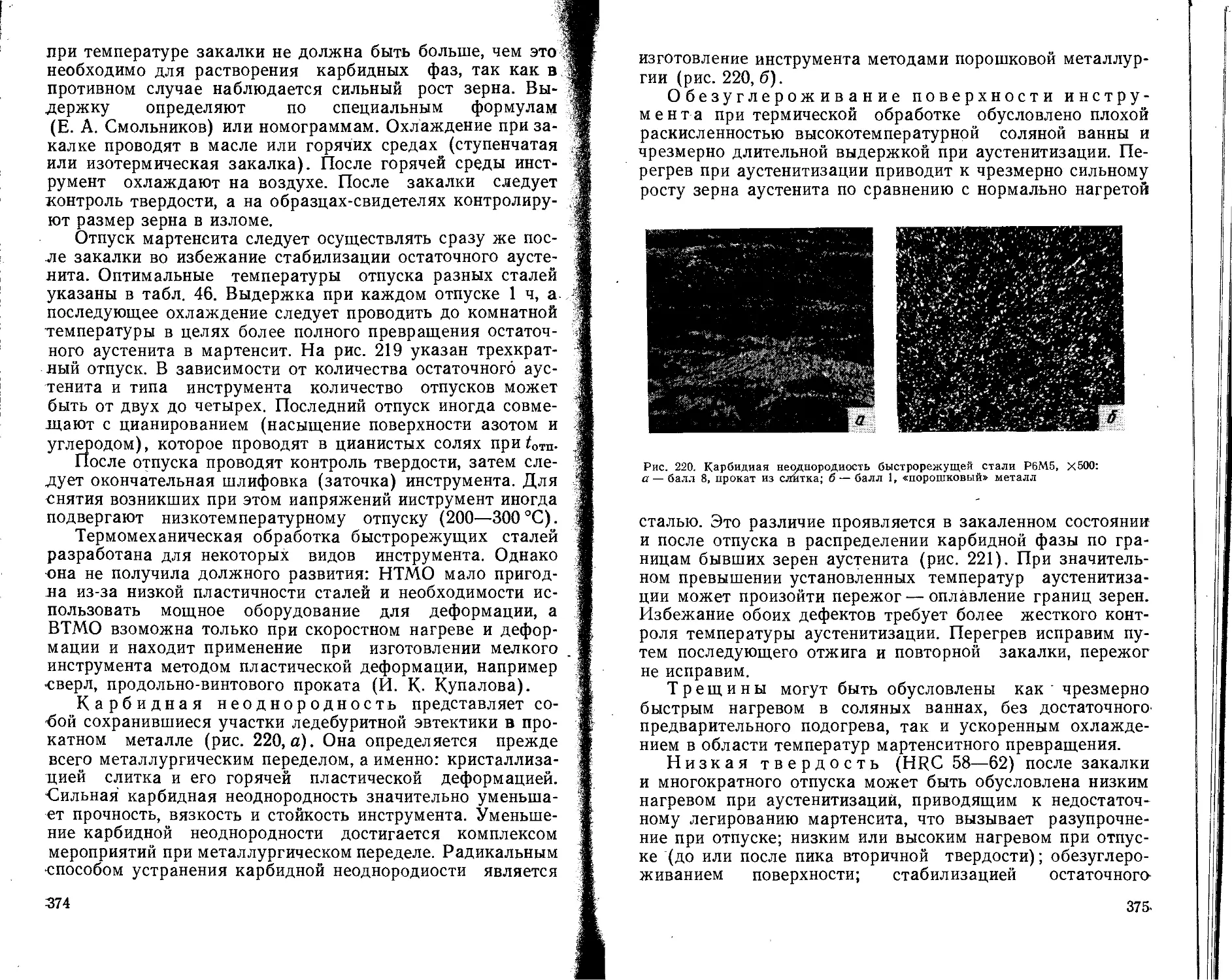
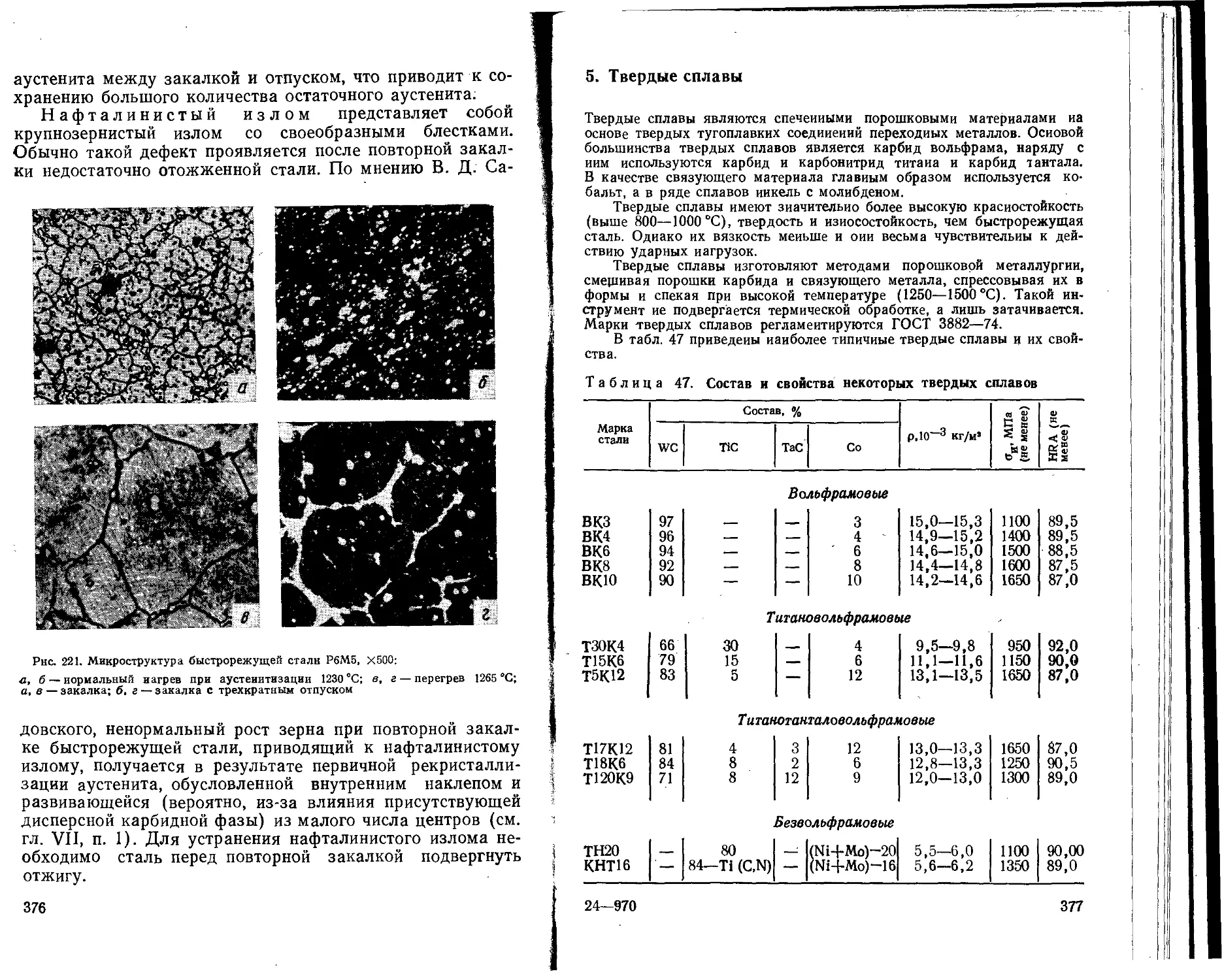
4. Термическая обработка инструмента....................
5. Твердые сплавы.......................................
Глава XXXI. Штамповые стали..............................
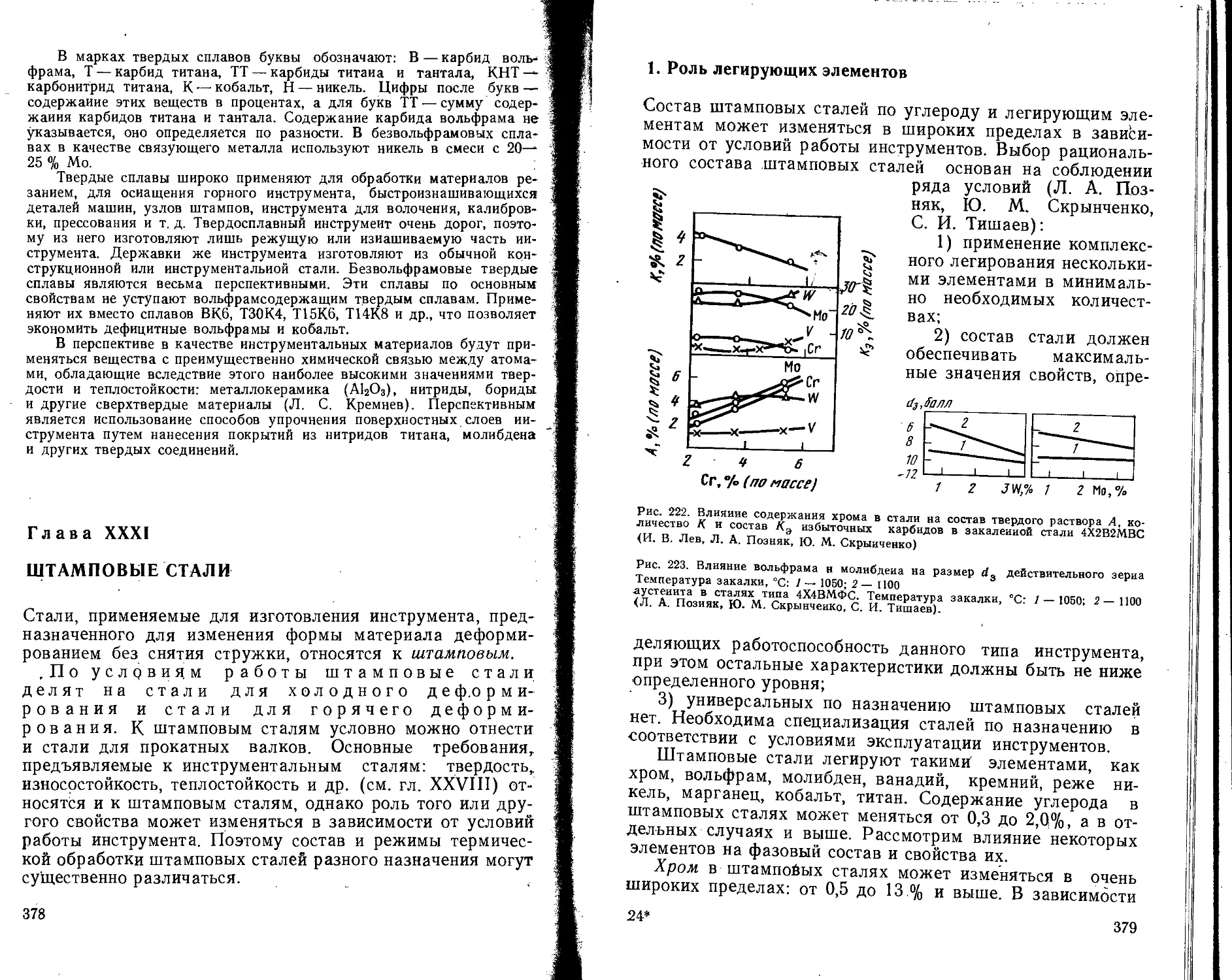
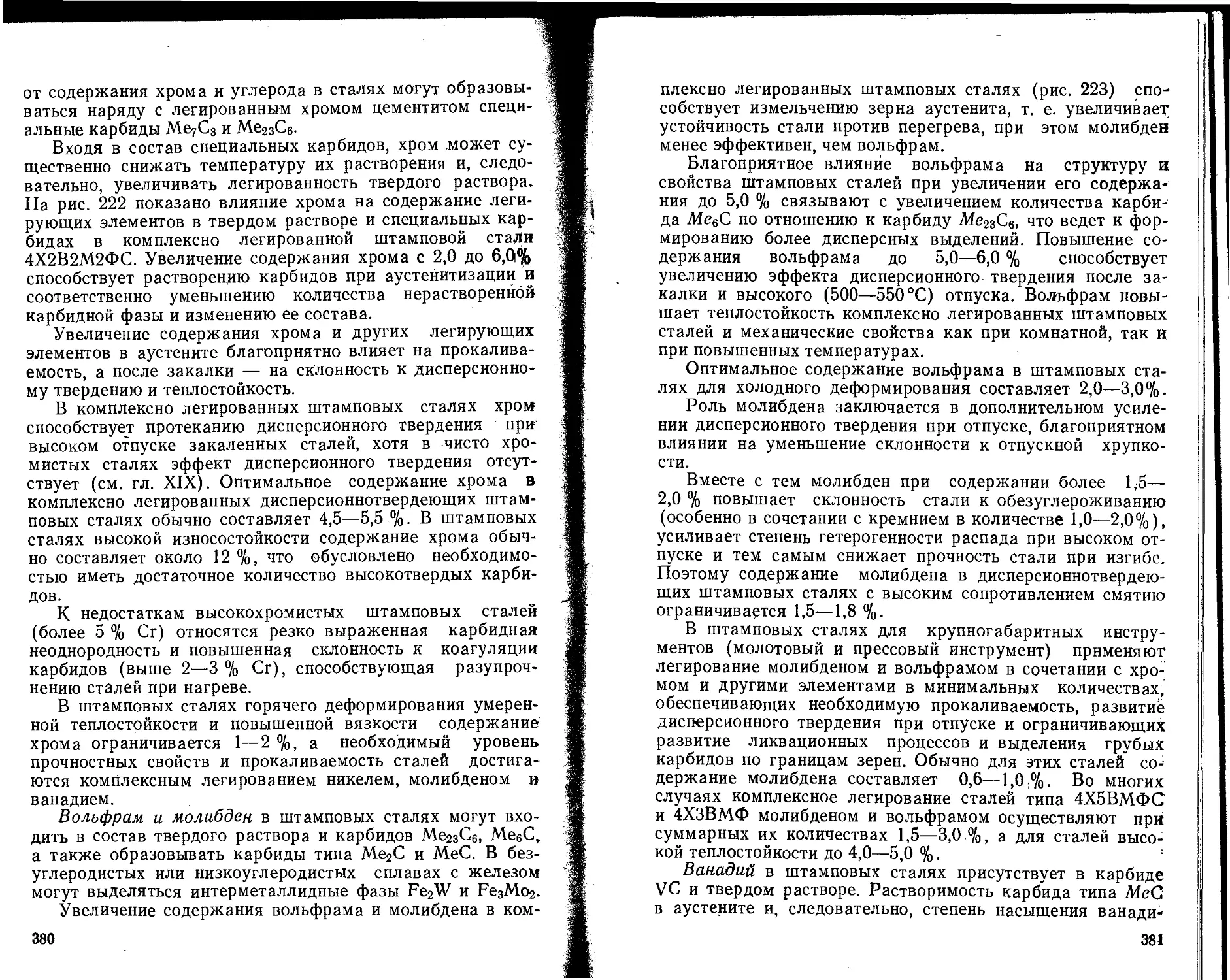
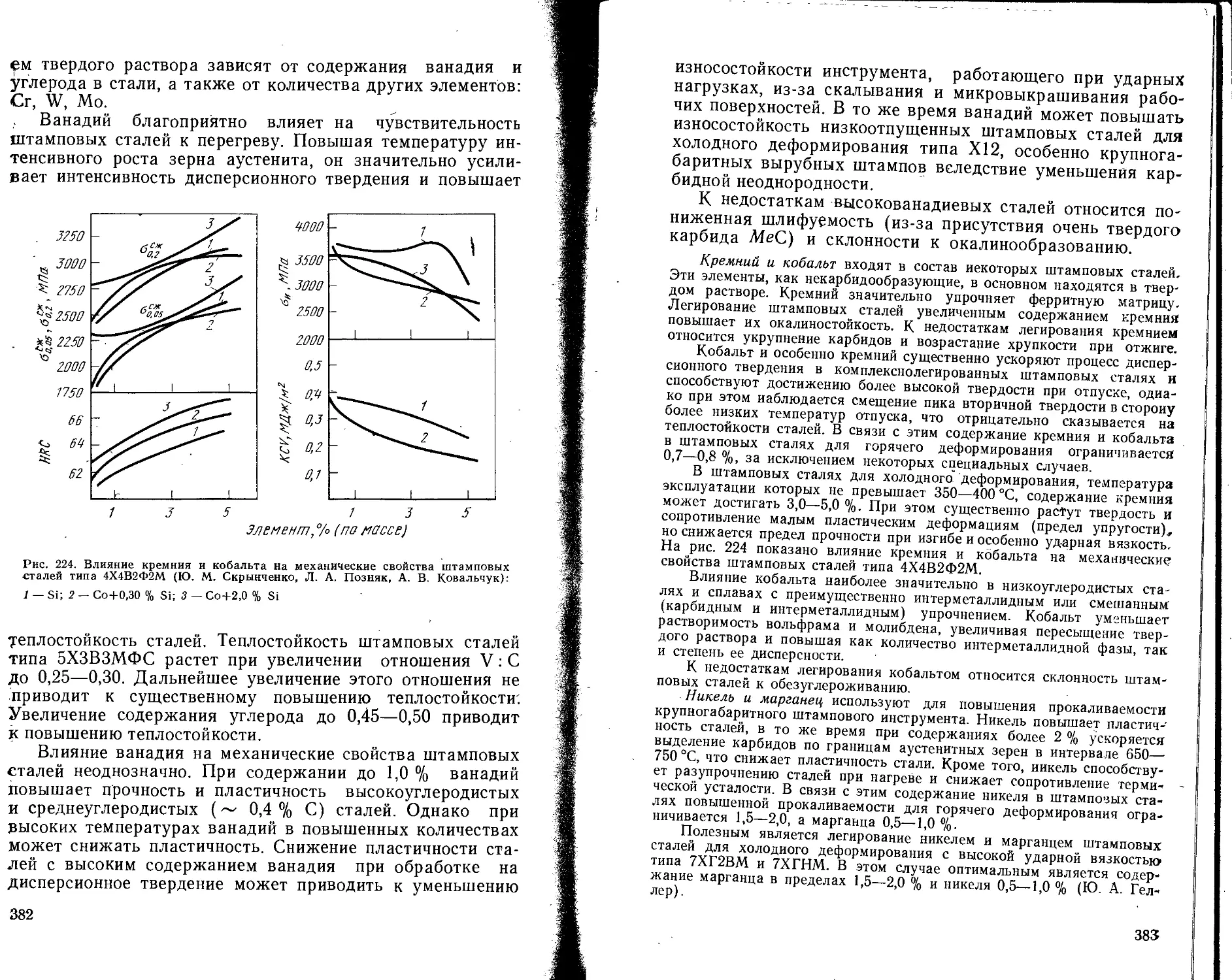
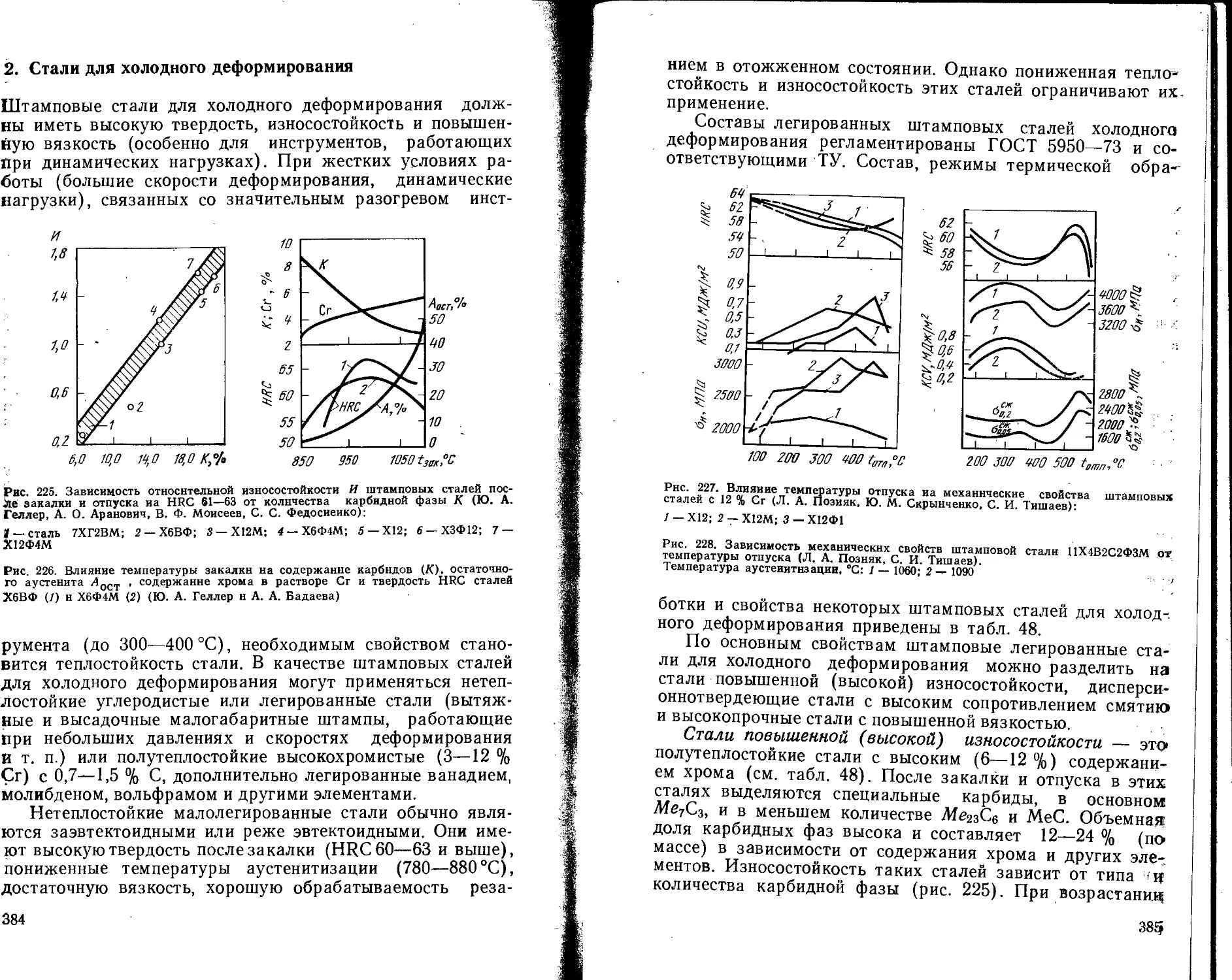
1. Роль легирующих элементов.............................
2. Стали для холодного деформирования...................
3. Стали для горячего деформирования . . . . .
4. Стали для прокатных валков...........................
Глава XXXII. Стали для измерительных инструментов
Рекомендательный библиографический список................
270
271
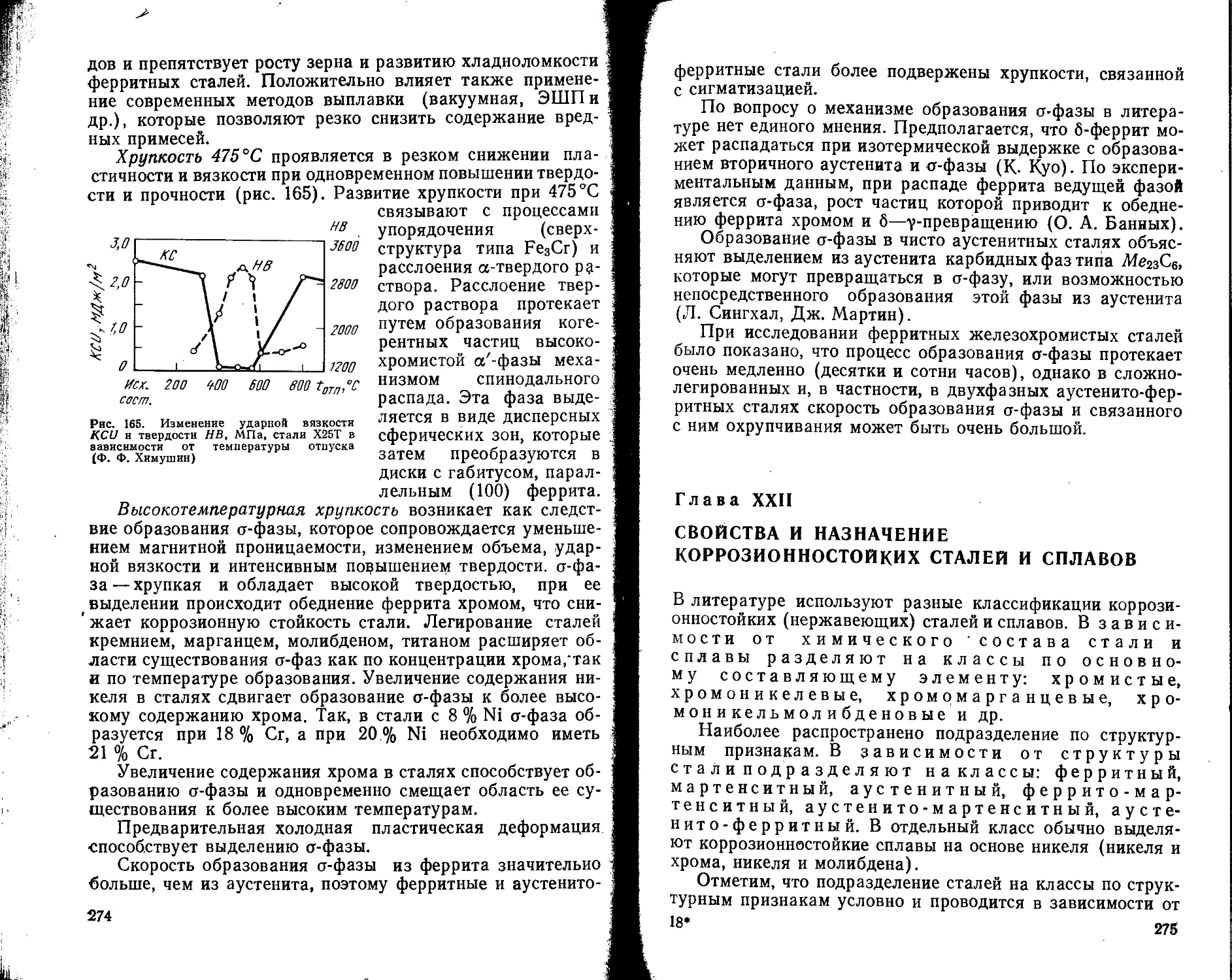
275
276
279
281
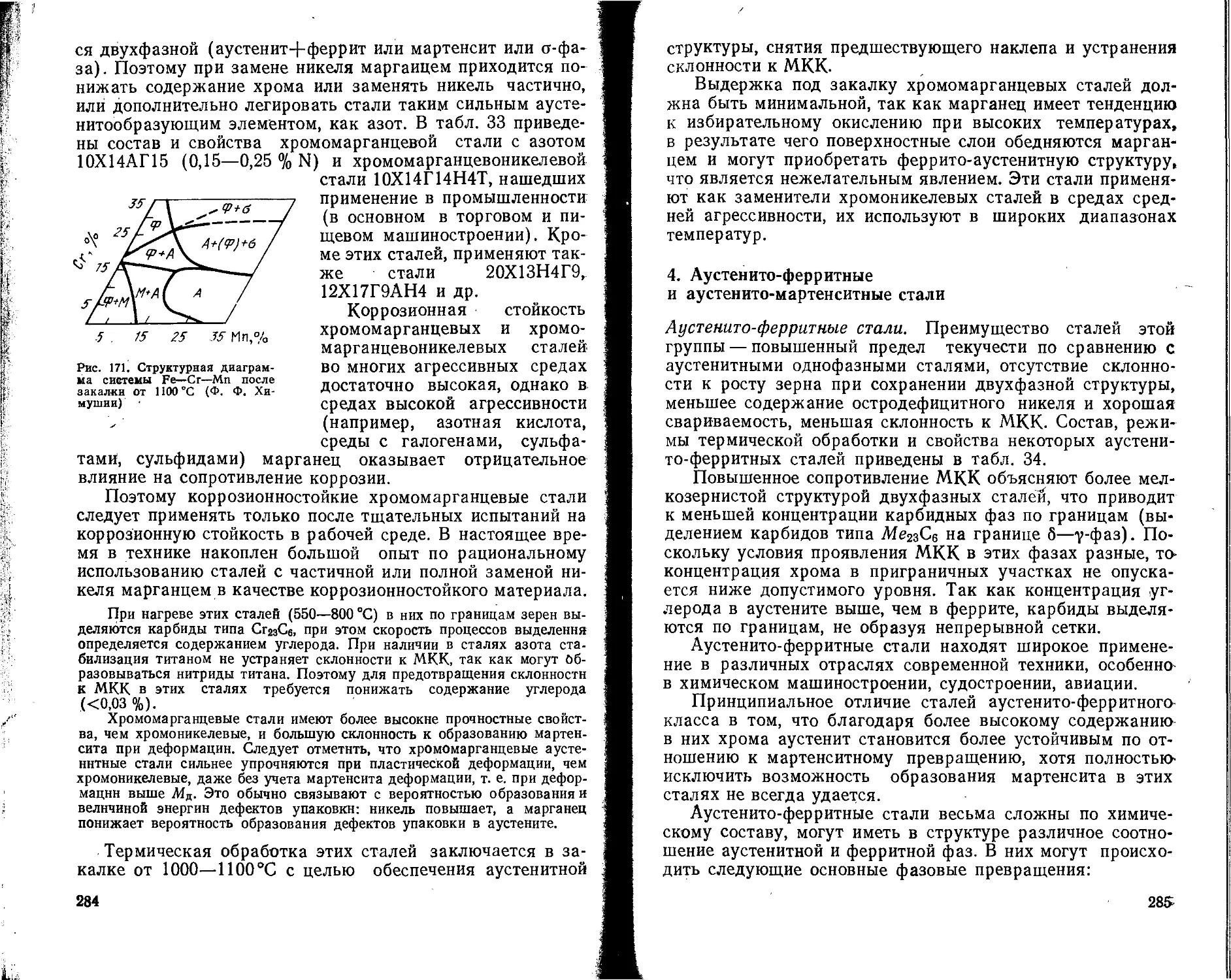
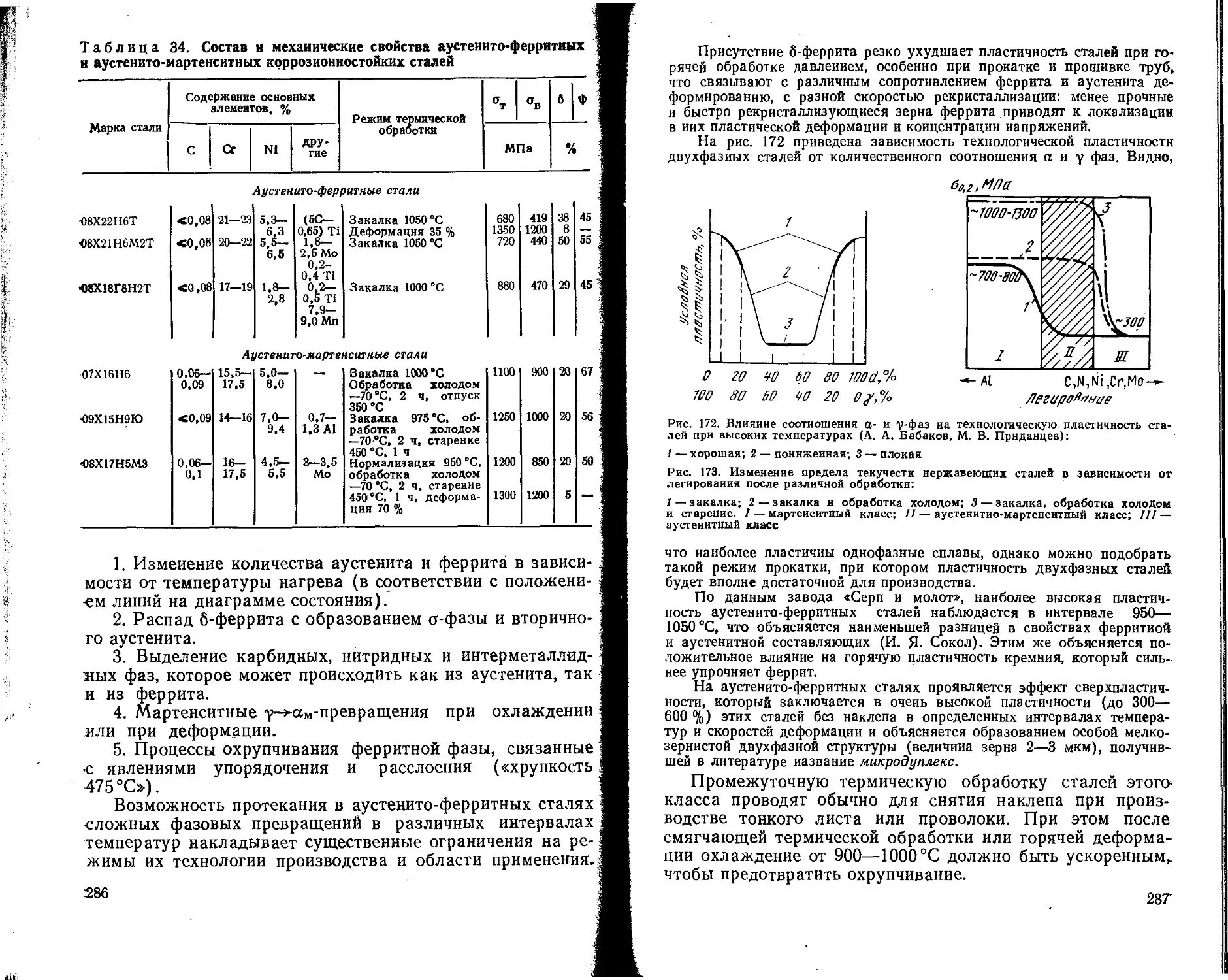
285
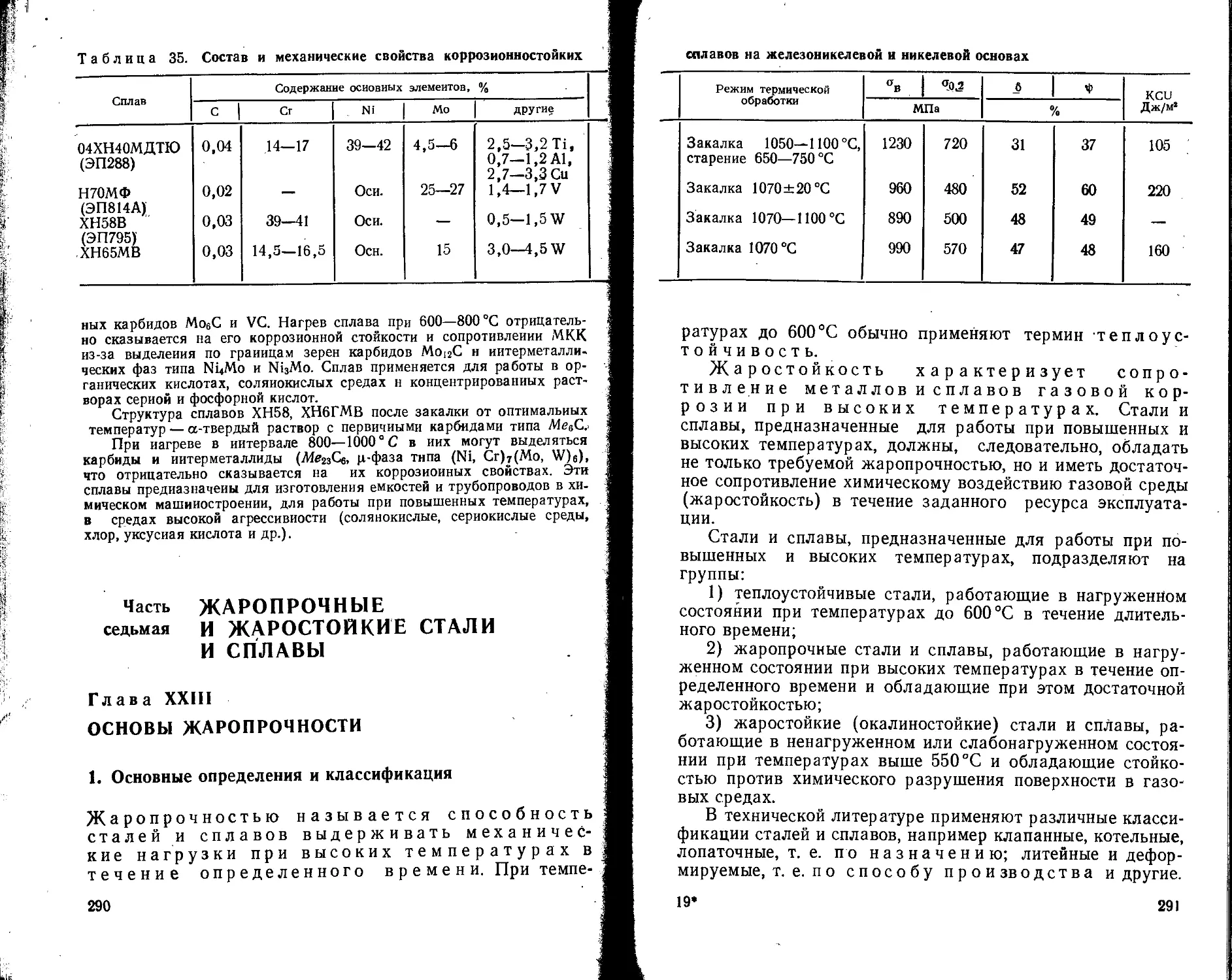
289
290
290
290
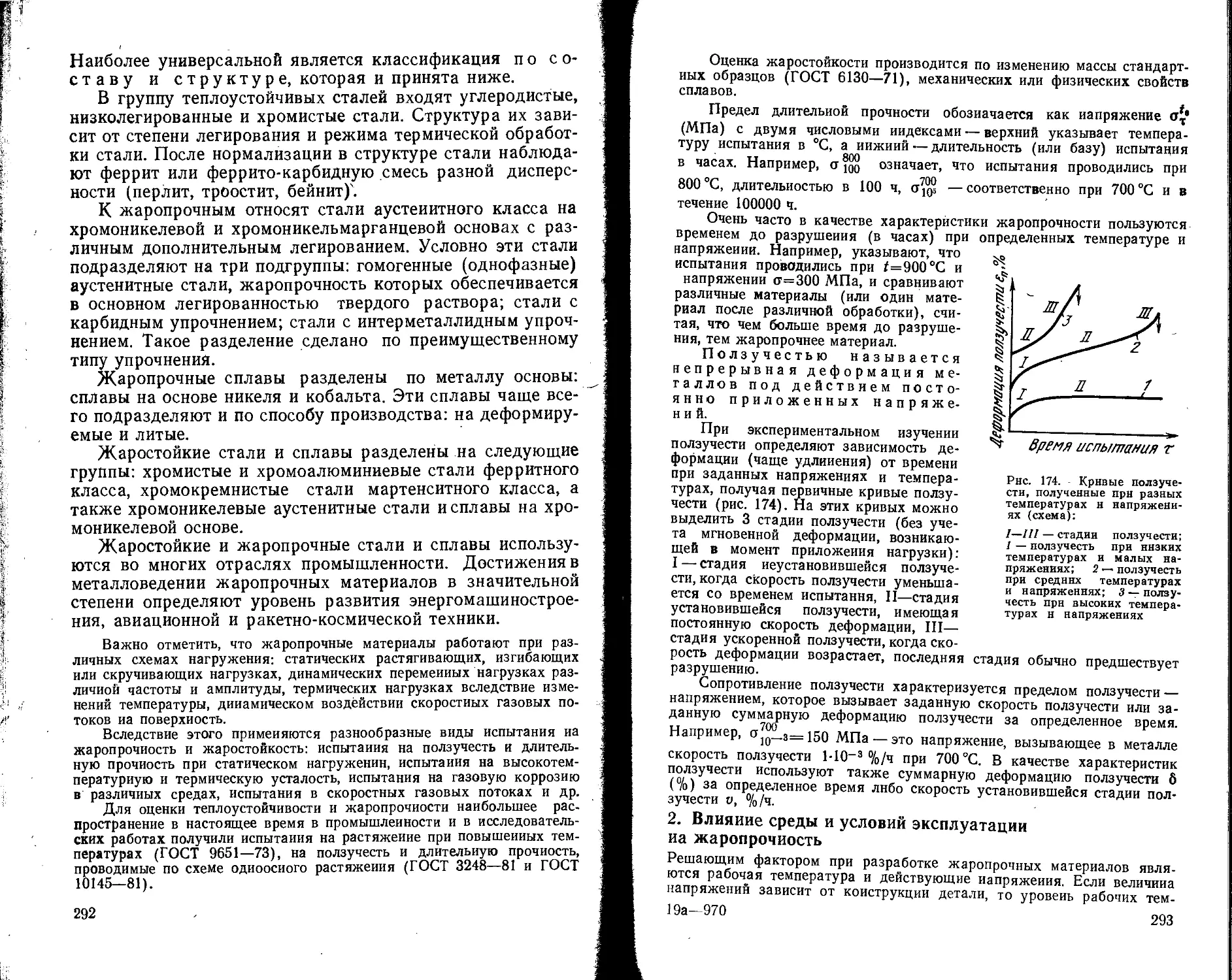
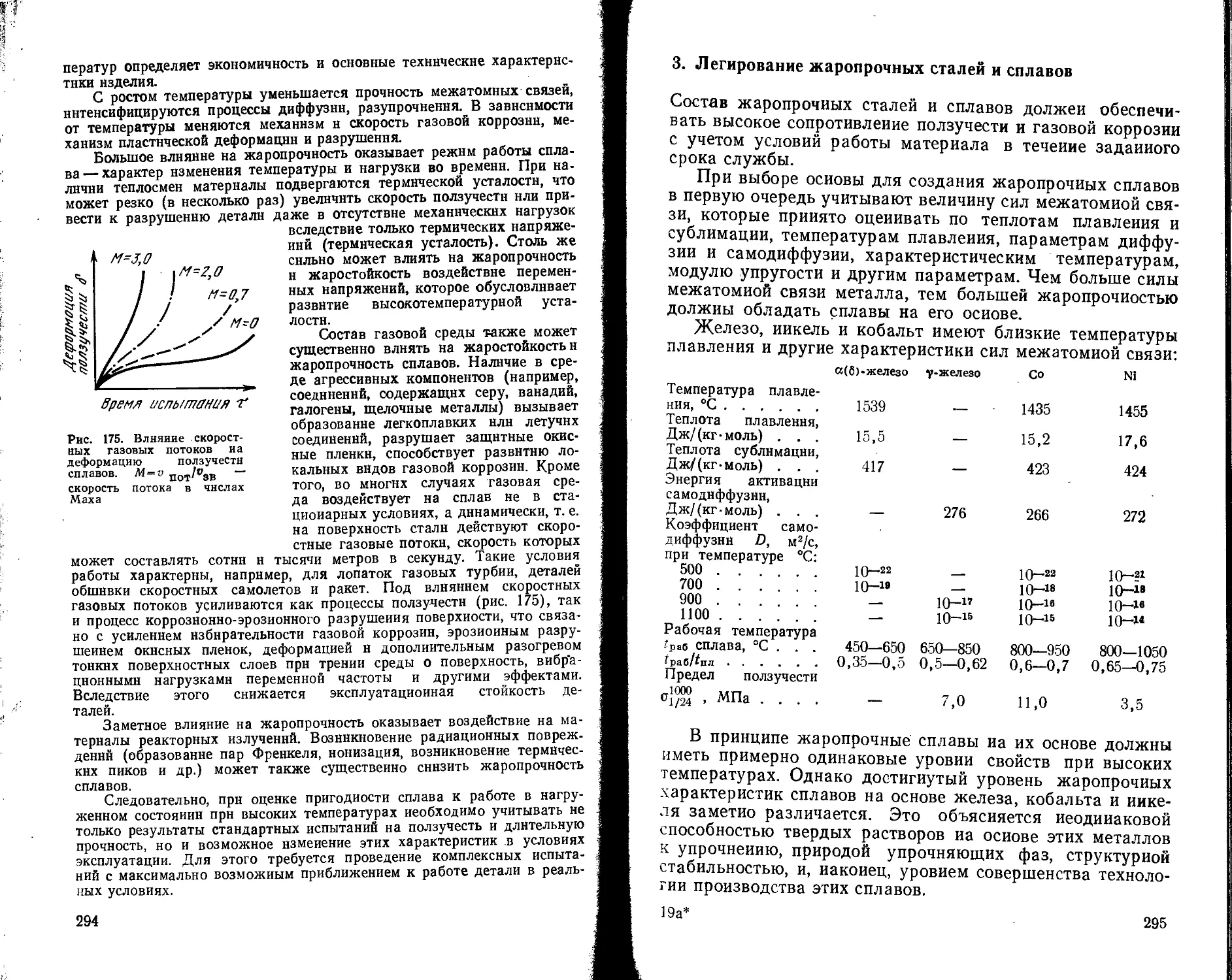
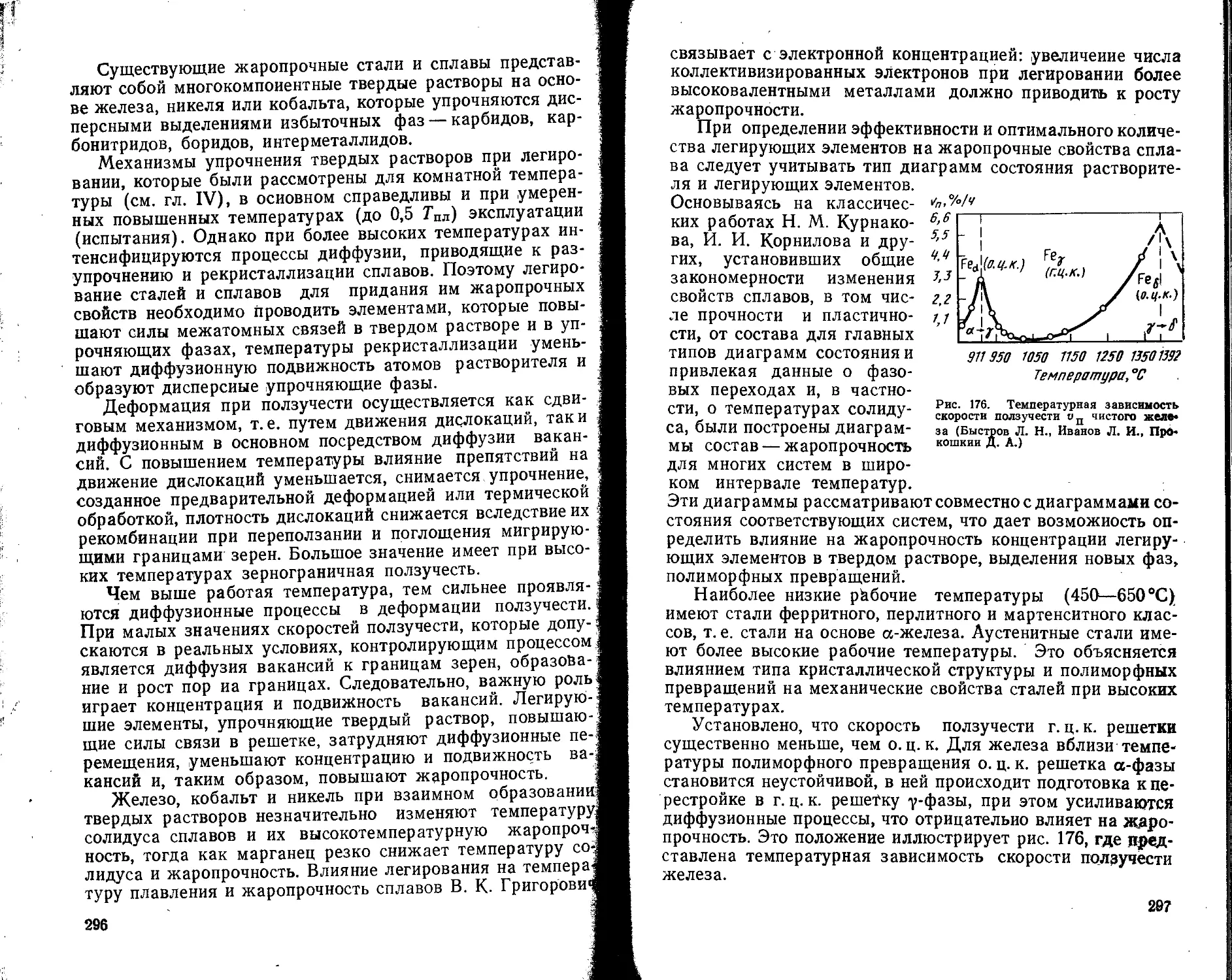
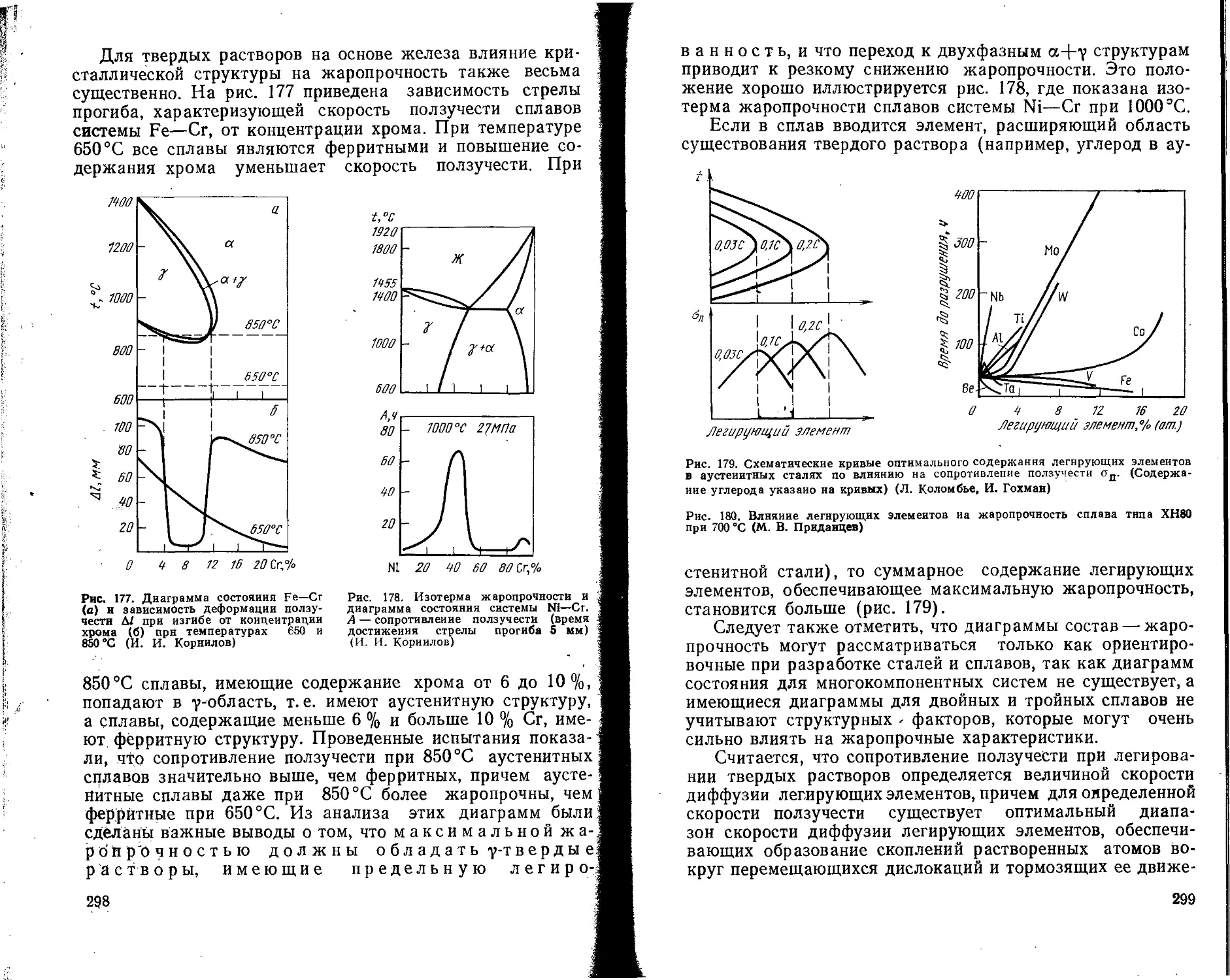
293
295
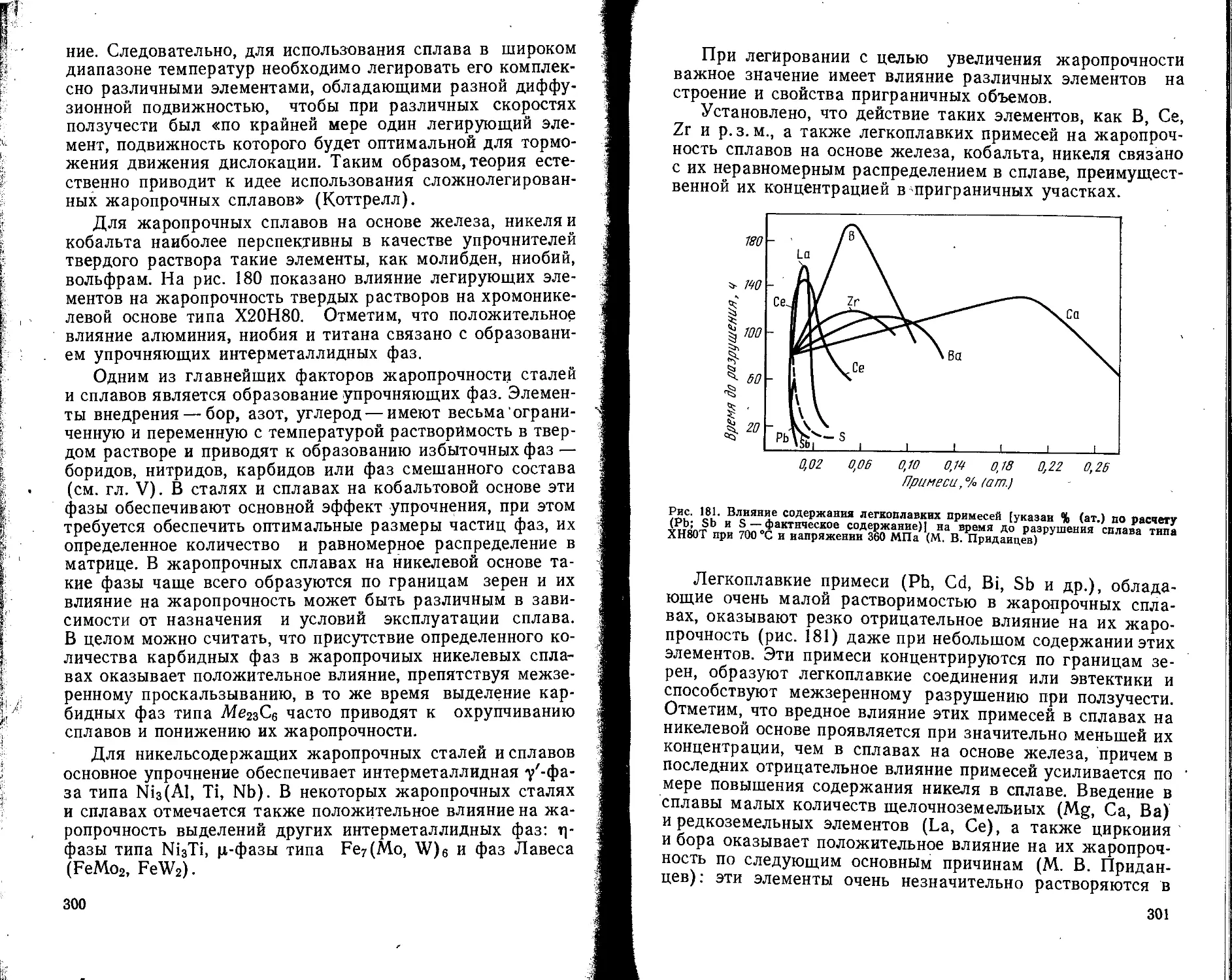
302
303
308
314
314
318
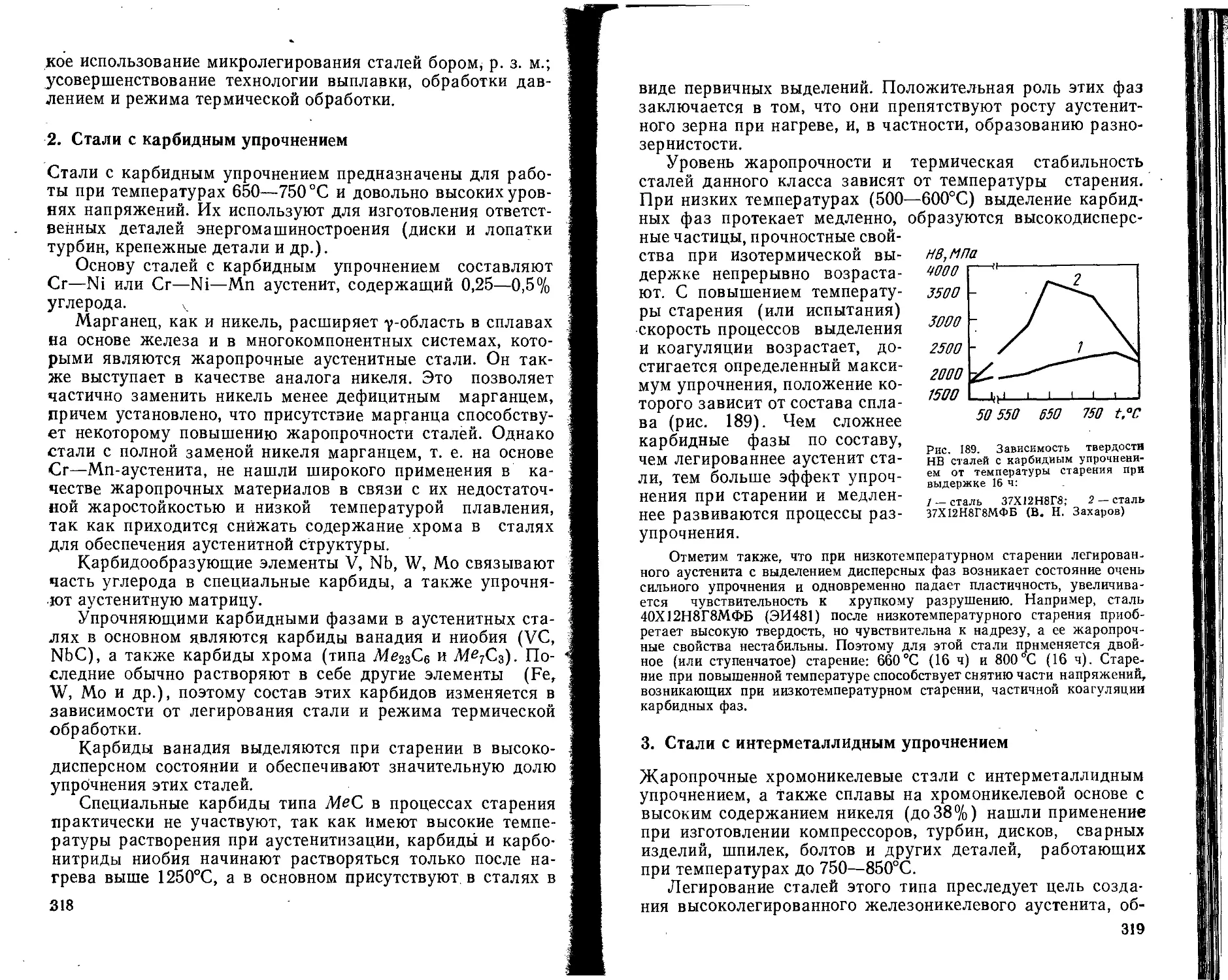
319
321
321
322
329
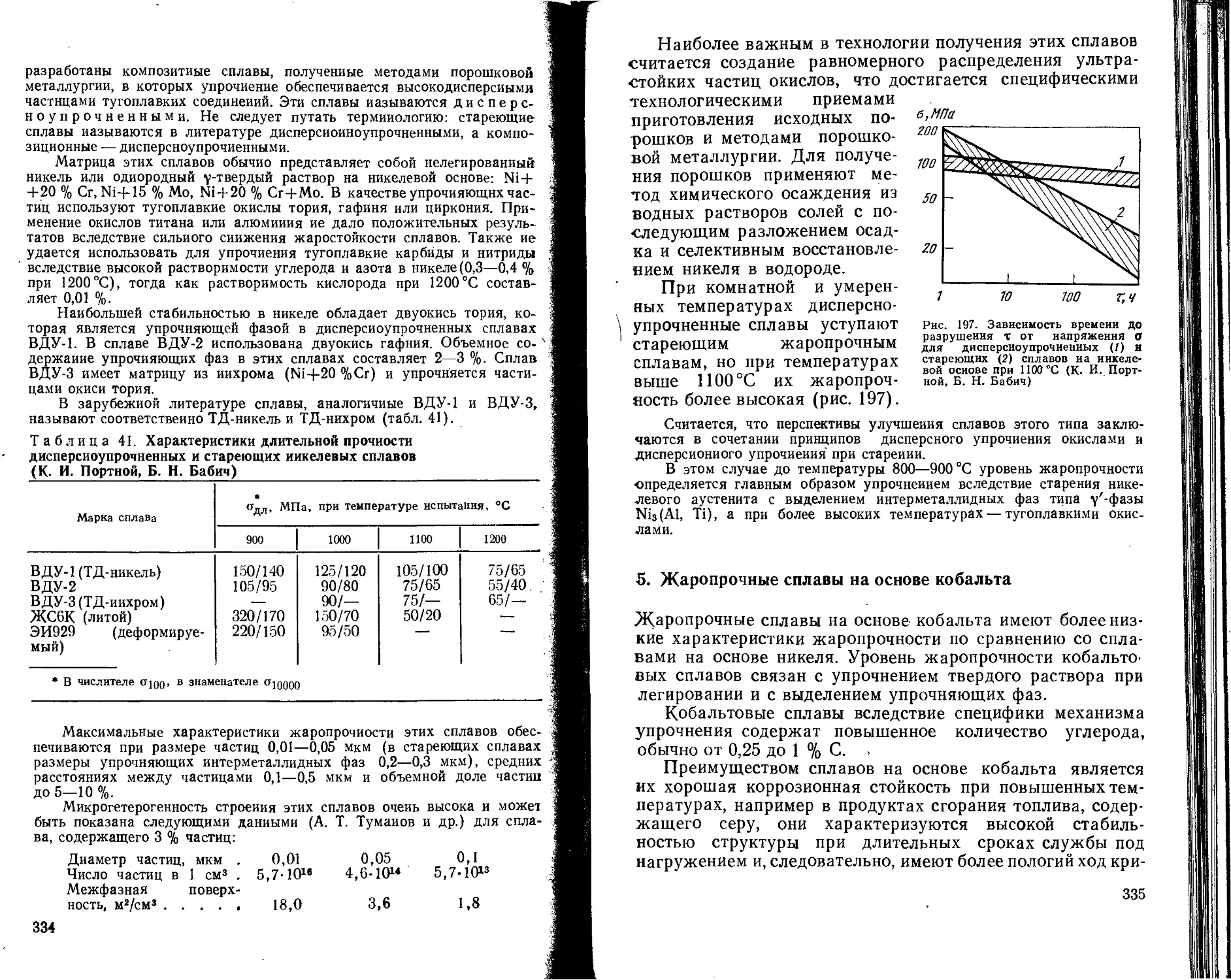
333
335
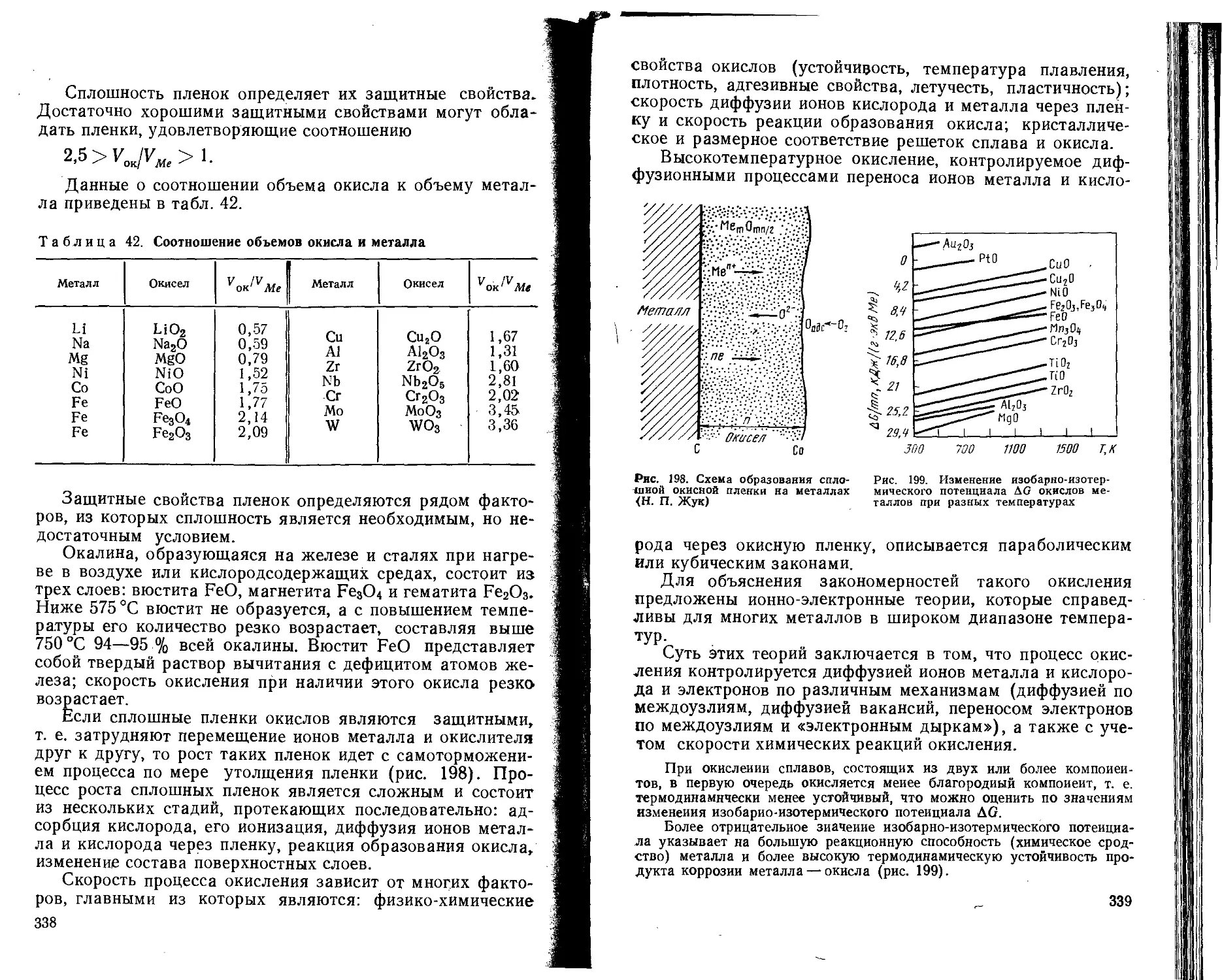
337
337
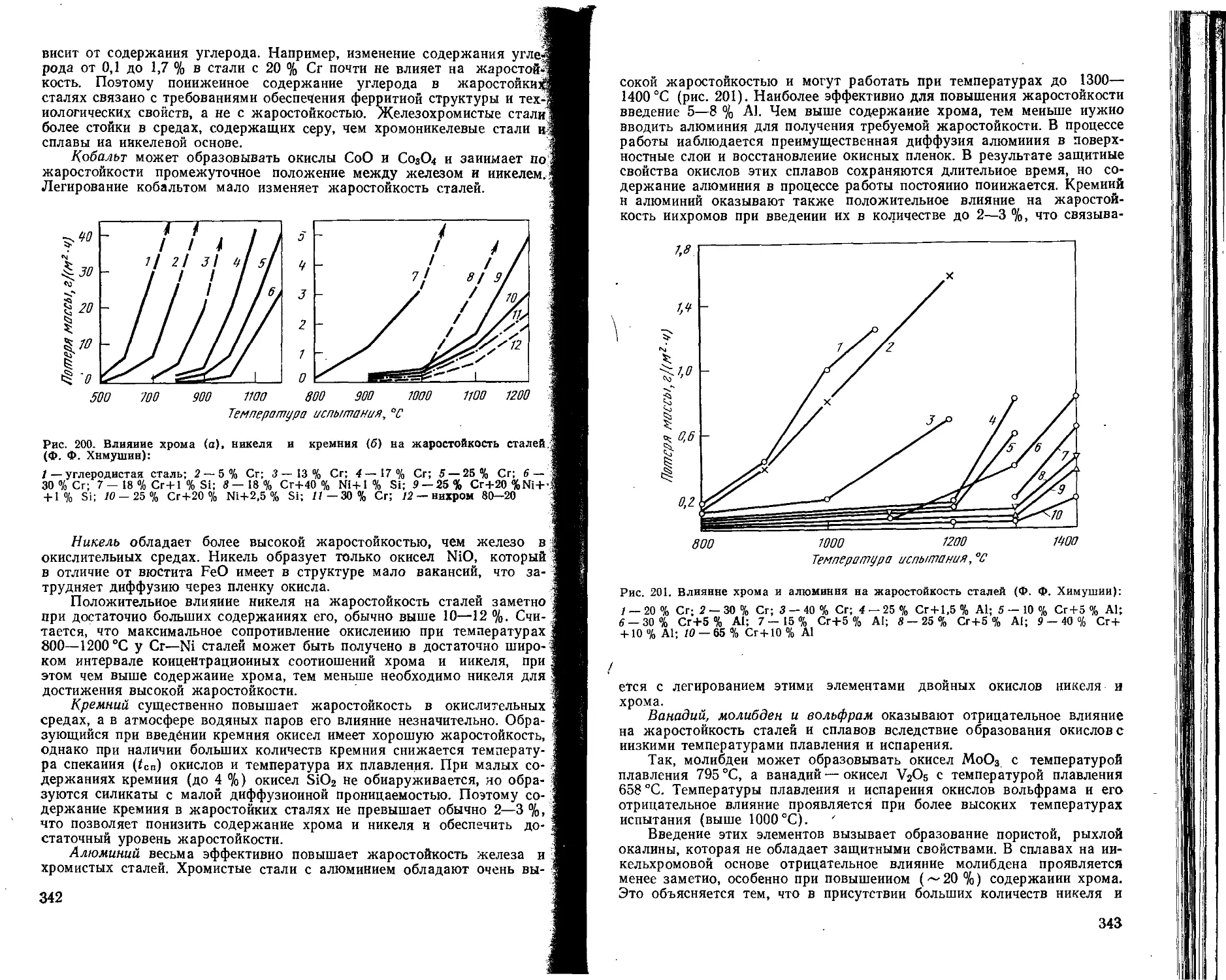
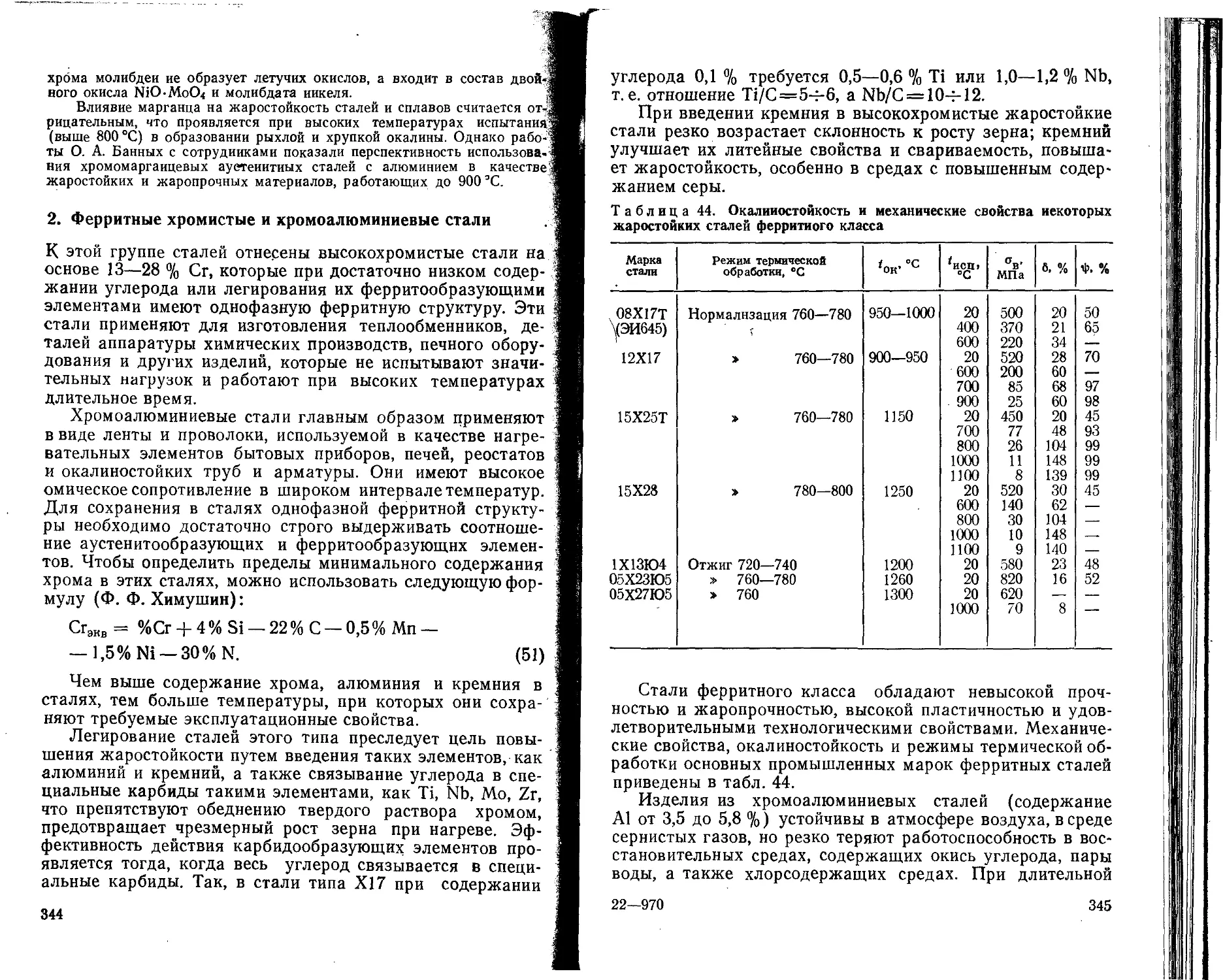
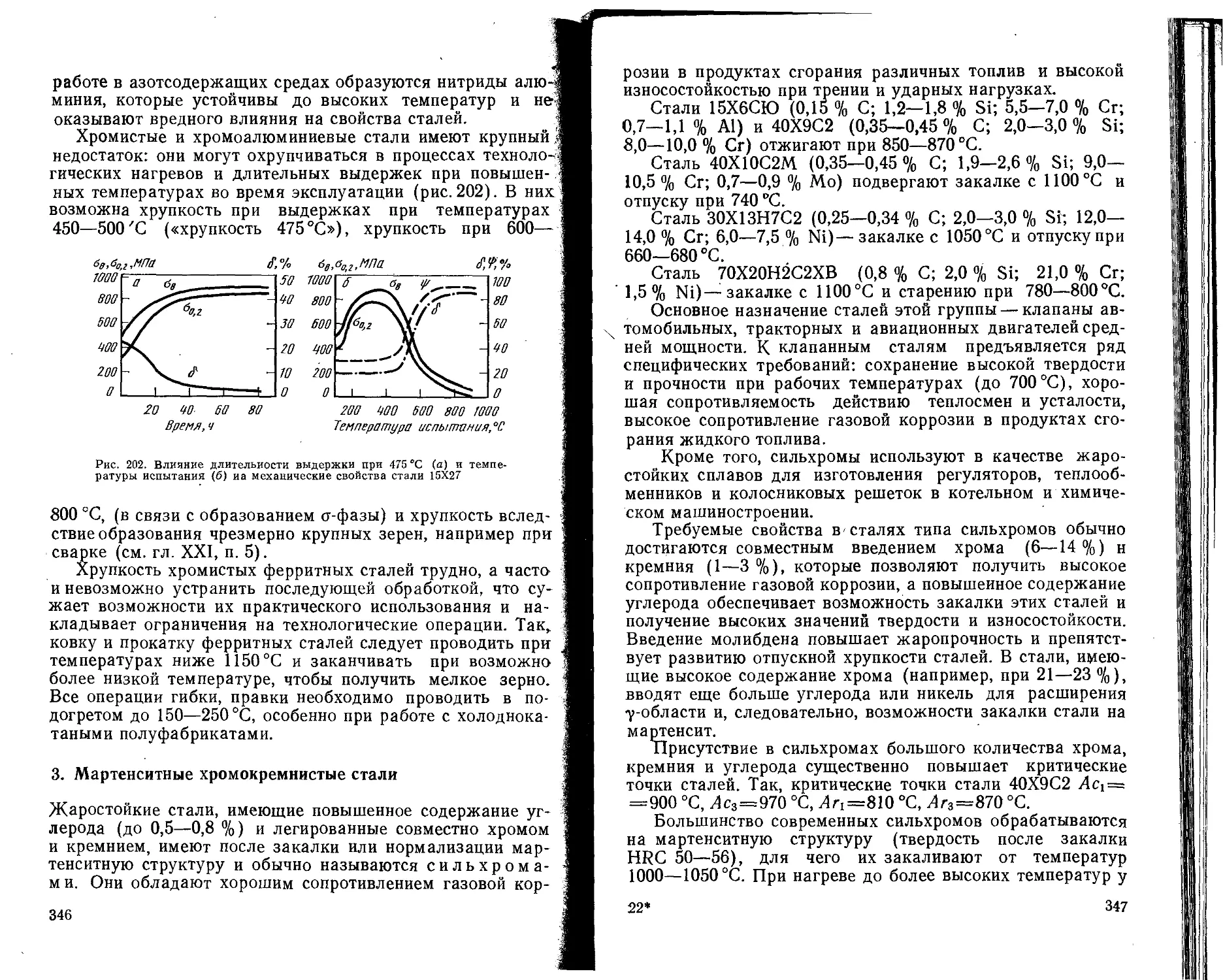
- 344
345
349
353
353
356-
. 356.
358
361.
36 Г
364
365
- 373
377
378
379
384
399
396.
399
401
5
Профессору Ивану Николаевичу Богачеву I
посвящается 1
ПРЕДИСЛОВИЕ I
Повышение качества материалов, расширение сортамента металлопро- 1
дукции и экономия металлов являются основными задачами, постав- 1
-ленными XXVI съездом КПСС перёд металлургами и потребителями ста- 1
'ли. Советский Союз занимает первое место в мире по производству I
стали: около 25 % от общего ее производства составляют низколеги- |
фоваиные и легированные стали. Из них изготовляют наиболее ответ- 1
ствеиные детали- и изделия. Стали различаются свойствами, технологи- I
•ей производства и обработки. Поэтому знание принципов, лежащих в 1
-основе разработки отдельных групп сталей и режимов их обработки, I
люзволяет создавать наиболее экономнолегированные и эффективные 1
«стали, обеспечивающие высокую конструктивную прочность изделий. ]
Основная задача учебника — изложение принципов легирования и |
жаучных основ создания различных групп сталей с иллюстрацией этих
закономерностей на примере сталей отдельных марок. :
Учебник написан в соответствии с типовой учебной программой кур-
•са «Специальные стали», являющегося составной частью спецкурса для
студентов, обучающихся по специальности «Металловедение, оборудо-
вание и технология термической обработки металлов».
Курс «Специальные стали» является завершающим в подготовке
металловедов-термистов. Он базируется на знании студентами базовых
дисциплин и прежде всего курса «Теория термической обработки метал-
.лов». Поэтому при работе с этим учебником студенты должны знать
материал учебника И. И. Новикова «Теория термической обработки»..
В I—III частях'учебника рассмотрены общие вопросы теории леги-
рования, а в IV—VIII — основные группы специальных сталей.
В учебнике не рассмотрены стали и сплавы с особыми физическими
•свойствами, так как их изучают в курсе «Физические свойства метал-
лов» (Лившиц Б. Г., Крапошин В. С., Линецкий Я. Л. Физические свой-
ства металлов. М.: Металлургия, 1980). По аналогичным причинам не
освещены и сплавы на основе цветных металлов (Колачев Б. А., Лива-
нов В. А., Елагин В. И. Металловедение и термическая обработка цвет-
ных металлов и сплавов. М.: Металлургия, 1981).
Главы XV—XIX, XXXI, XXXII, а также п. 2, 3 гл. I и п. 4, 5 гл. VIII
написаны С. В. Грачевым, главы VI, XXI—XXVII — Ю. Г. Векслером,
я. 1—4 гл. XX — М. А. Филипповым. Остальной материал -написан
М. И. Гольдштейном, им осуществлено и научное редактирование.
Авторы благодарят академика В. Д. Садовского, профессоров
О. А. Банных, М. Л. Бернштейна, Н. Н. Липчина, С. Б. Масленкова,
И. И. Новикова за обсуждение некоторых разделов учебника и крити-
ческие замечания; кандидата техн, наук И. К. Купалову за предоставле-
ние отдельных материалов и иллюстраций, а также признательны кан-
дидатам технических наук В. А. Белоусовой, Е. А. Львовой, А. С. Шей-
ну, инженерам Л. И. Давыдовой, Н. А. Михайловой, Б. Г. Мокрушину,
. Л М. Фотиной за помощь в подготовке материалов и оформлении ру-
кописи.
Большую помощь авторам в улучшении учебника оказали рецензен-
ты: коллектив кафедры металловедения высокопрочных сплавов МИСиС,
руководимый профессором М. А. Штремелем, и профессор Ю. А. Баш-
нин. Им авторы приносят свою особую благодарность.
Все критические замечания и пожелания будут с благодарностью
приняты авторами.
Часть ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ
первая И КЛАССИФИКАЦИЯ СТАЛЕЙ
Глава!
СИСТЕМАТИКА ЭЛЕМЕНТОВ И СТАЛЕЙ
1. Основные определения и понятия
Специальные стали — это сплавы на основе железа, отли-
чающиеся от обычных сталей особыми свойствами, обу-
словленными либо их химическим составом, либо особым
способом производства, либо способом их обработки.
(Э. Гудремон).
В большинстве случаев специальные стали содержат
легирующие элементы.
Легирующими элементами называют химические эле-
менты, специально введенные в сталь для получения тре-
буемых строения, структуры, физико-химических и механи-
ческих свойств. ’
Основными легирующими элементами в сталях являют-
ся Мп, Si, Сг, Ni, Mo W, Со, Си, Ti, V, Zr, Nb, Al, В. В не-
которых сталях легирующими элементами могут быть также
Р, S, N, Se, Те, Pb, Се, La и др. Перечисленные элемен-1
ты, а также Н, О, Sn, Sb, As, Bi могут быть также приме-
сями в стали. Содержание легирующих элементов в стал»>
может колебаться от тысячных долей процента до десят-
ков процентов.
Примесями называют химические элементы, перешел-4
шие в состав стали в процессе ее производства как техно-
логические добавки или как составляющие шихтовых ма-
териалов. Содержание примесей в стали обычно ограничи-
вается следующими пределами: Мп<0,8 %, Si<0,4
Сг<0,3 %, Ni<0,3 %, Си<0,3 %, Мо<0,10 %, W<0,2 %,
Р < 0,025—0,040 %, S < 0,015—0,050 %.
Как видно, примесями и легирующими добавками мо-*
гут быть одни и те же химические элементы. Отнесение их
к тому или иному признаку зависит от количества и роли &
стали.
Легированные стали — это сплавы на основе железа, в-
химический состав которых специально введены легирую-
щие элементы, обеспечивающие при определенных спосо-
бах производства и обработки требуемую структуру и
свойства.
В легированных сталях содержание отдельных элемен-
тов больше, чем содержание этих же -элементов в виде
примесей.
Некоторые легирующие элементы (V, Nb, Ti, Zr, В)
могут оказывать существенное влияние на структуру и
свойства стали при содержании их в сотых долях процента
(В — в тысячных долях процента). Такие стали иногда на-
зывают микролегированными.
Из приведенных определений видно, что понятие спе-
циальные стали более широкое, чем понятие легированные
стали, так как к специальным сталям, кроме легирован-
ных, могут относиться и углеродистые стали, если им при-
даны специальные свойства посредством определенных спо-
собов производства и обработки. Так, к специальным
сталям относятся следующие углеродистые стали определен-
ного назначения и качества: качественные конст-
рукционные, инструментальные, термичес-
ки упрочненные, для холодной штампов-
ки и др.
2. Классификация легирующих элементов
Согласно общепринятой классификации железо и сплавы
на его основе относятся к черным металлам, а все
остальные металлы и сплавы на их основе — к цветным.
Легирующие элементы-металлы можно условно разделить
на следующие группы:
Металлы железной группы. К ним относятся металлы
кобальт, никель, а также близкий к ним по свойствам мар-
ганец.
Тугоплавкие металлы. К ним относятся металлы,-имею-
щие температуру плавления выше, чем у железа, т. е. вы-
ше 1539 °C. Из тугоплавких металлов, наиболее часто ис-
пользуемых в качестве легирующих элементов в стали,
можно отметить вольфрам, молибден, ниобий, а также ва-
надий и хром.
Легкие металлы. Из этой группы легирующих элемен-
тов наиболее часто применяют титан и алюминий.
Редкоземельные металлы (РЗМ). К этой группе отно-
сятся лантан, церий, неодим, а также близкие к ним по
свойствам иттрий и скандий. Редкоземельные металлы час-
то используют в виде так называемого мишметалла, со-
держащего 40—45 % церия и 45—50 % всех других редко-
земельных металлов.
В сплавах железо — углерод классификацию легирую-
щих элементов можно проводить по степени сродства леги-
рующих элементов к углероду по сравнению со сродством
к нему железа. По этому признаку различают карбидооб-
разующие и некарбидообразующие легирующие элементы.
Карбидообразующие легирующие элементы (Ti, Zr, V, Nb»
Та, Сг, Mo, W, Мп), а также железо могут образовывать в
стали карбиды. Некарбидообразующие элементы (Си, Ni»
Со, Si, Al) карбидов в стали не образуют. Склонность к
карбидообразованию у легирующих элементов тем силь-
нее, чем менее достроена d-оболочка у металлического ато-
ма (см. гл. V).
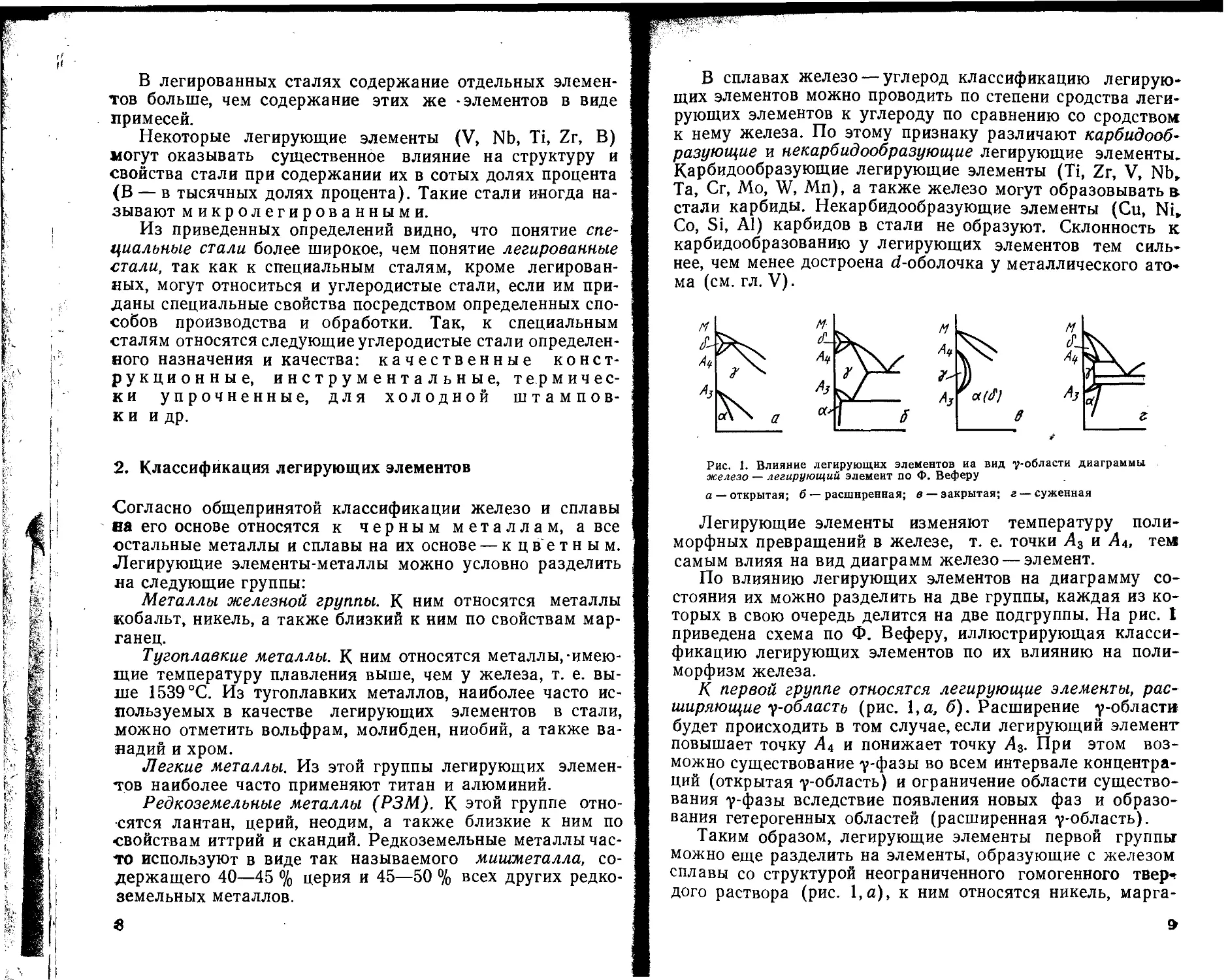
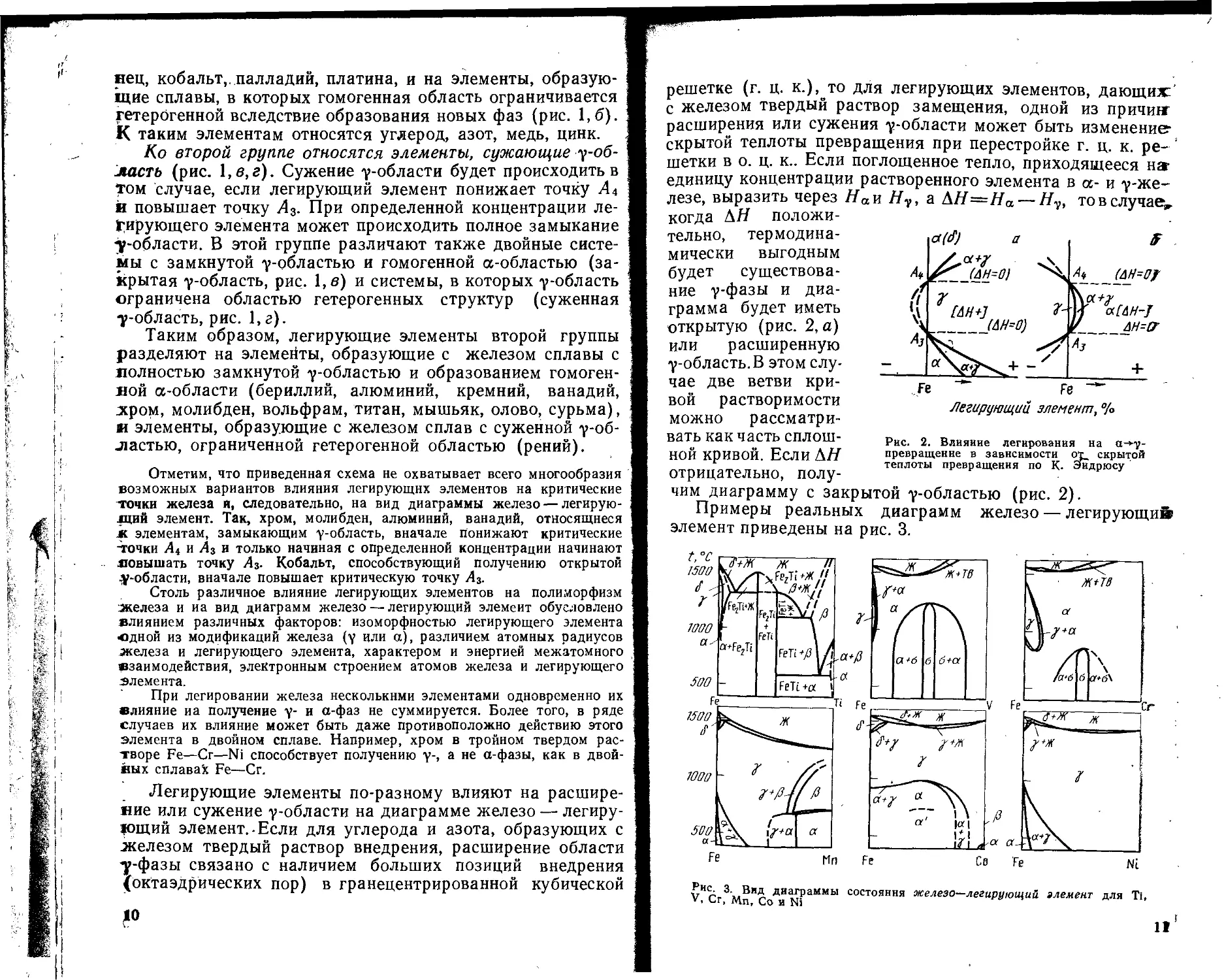
Рис. 1. Влияние легирующих элементов иа вид у-области диаграммы
железо — легирующий элемент по Ф. Веферу
а —открытая; б — расширенная; в —закрытая; а —суженная
Легирующие элементы изменяют температуру поли-
морфных превращений в железе, т. е. точки А3 и Ад, тем
самым влияя на вид диаграмм железо — элемент.
По влиянию легирующих элементов на диаграмму со-
стояния их можно разделить на две группы, каждая из ко-
торых в свою очередь делится на две подгруппы. На рис. I
приведена схема по Ф. Веферу, иллюстрирующая класси-
фикацию легирующих элементов по их влиянию на поли-
морфизм железа.
К первой группе относятся легирующие элементы, рас-
ширяющие у-область (рис. 1,а, б). Расширение у-области
будет происходить в том случае, если легирующий элемент
повышает точку А4 и понижает точку А3. При этом воз-
можно существование у-фазы во всем интервале концентра-
ций (открытая -у-область) и ограничение области существо-
вания -у-фазы вследствие появления новых фаз и образо-
вания гетерогенных областей (расширенная -у-область).
Таким образом, легирующие элементы первой группы
можно еще разделить на элементы, образующие с железом
сплавы со структурой неограниченного гомогенного твер-
дого раствора (рис. 1,а), к ним относятся никель, марга-
!
ч.
нец, кобальт,, палладий, платина, и на элементы, образую-
щие сплавы, в которых гомогенная область ограничивается
гетерогенной вследствие образования новых фаз (рис. 1,6).
К таким элементам относятся углерод, азот, медь, цинк.
Ко второй группе относятся элементы, сужающие у-об-
ласть (рис. 1,в, г). Сужение у-области будет происходить в
том случае, если легирующий элемент понижает точку Л4
й повышает точку Л3. При определенной концентрации ле-
гирующего элемента может происходить полное замыкание
•у-области. В этой группе различают также двойные систе-
мы с замкнутой ^-областью и гомогенной a-областью (за-
крытая у-область, рис. 1,в) и системы, в которых у-область
ограничена областью гетерогенных структур (суженная
у-область, рис. 1,г).
Таким образом, легирующие элементы второй группы
разделяют на элемейты, образующие с железом сплавы с
полностью замкнутой у-областью и образованием гомоген-
ной a-области (бериллий, алюминий, кремний, ванадий,
хром, молибден, вольфрам, титан, мышьяк, олово, сурьма),
н элементы, образующие с железом сплав с суженной у-об-
ластью, ограниченной гетерогенной областью (рений).
Отметим, что приведенная схема не охватывает всего многообразия
возможных вариантов влияния легирующих элементов на критические
точки железа я, следовательно, на вид диаграммы железо — легирую-
щий элемент. Так, хром, молибден, алюминий, ванадий, относящиеся
ж элементам, замыкающим у-область, вначале понижают критические
точки А4 и А3 и только начиная с определенной концентрации начинают
повышать точку Аз. Кобальт, способствующий получению открытой
у-области, вначале повышает критическую точку Аз.
Столь различное влияние легирующих элементов на полиморфизм
железа и иа вид диаграмм железо — легирующий элемент обусловлено
влиянием различных факторов: изоморфностью легирующего элемента
одной из модификаций железа (у или а), различием атомных радиусов
железа и легирующего элемента, характером и энергией межатомного
взаимодействия, электронным строением атомов железа и легирующего
элемента.
При легировании железа несколькими элементами одновременно их
влияние иа получение у- и a-фаз не суммируется. Более того, в ряде
случаев их влияние может быть даже противоположно действию этого
элемента в двойном сплаве. Например, хром в тройном твердом рас-
творе Fe—Сг—Ni способствует получению у-, а не a-фазы, как в двой-
ных сплава'х Fe—Сг.
Легирующие элементы по-разному влияют на расшире-
ние или сужение у-области на диаграмме железо — легиру-
ющий элемент.-Если для углерода и азота, образующих с
железом твердый раствор внедрения, расширение области
у-фазы связано с наличием больших позиций внедрения
{октаэдрических пор) в гранецентрированной кубической
до
термодина-
выгодным
существова-
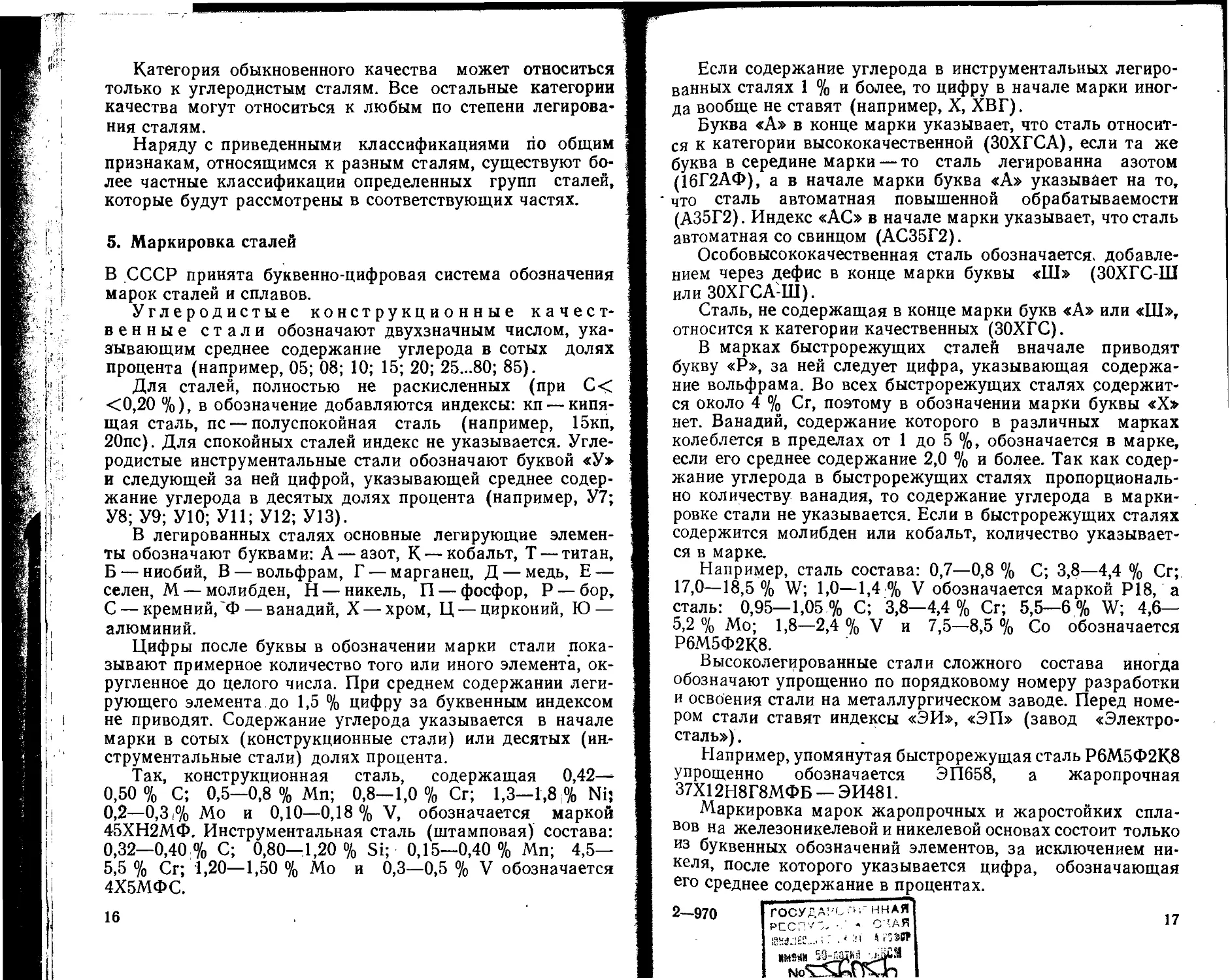
ние. з. вИд диаграммы
V. Сг, Мп, Со и Ni
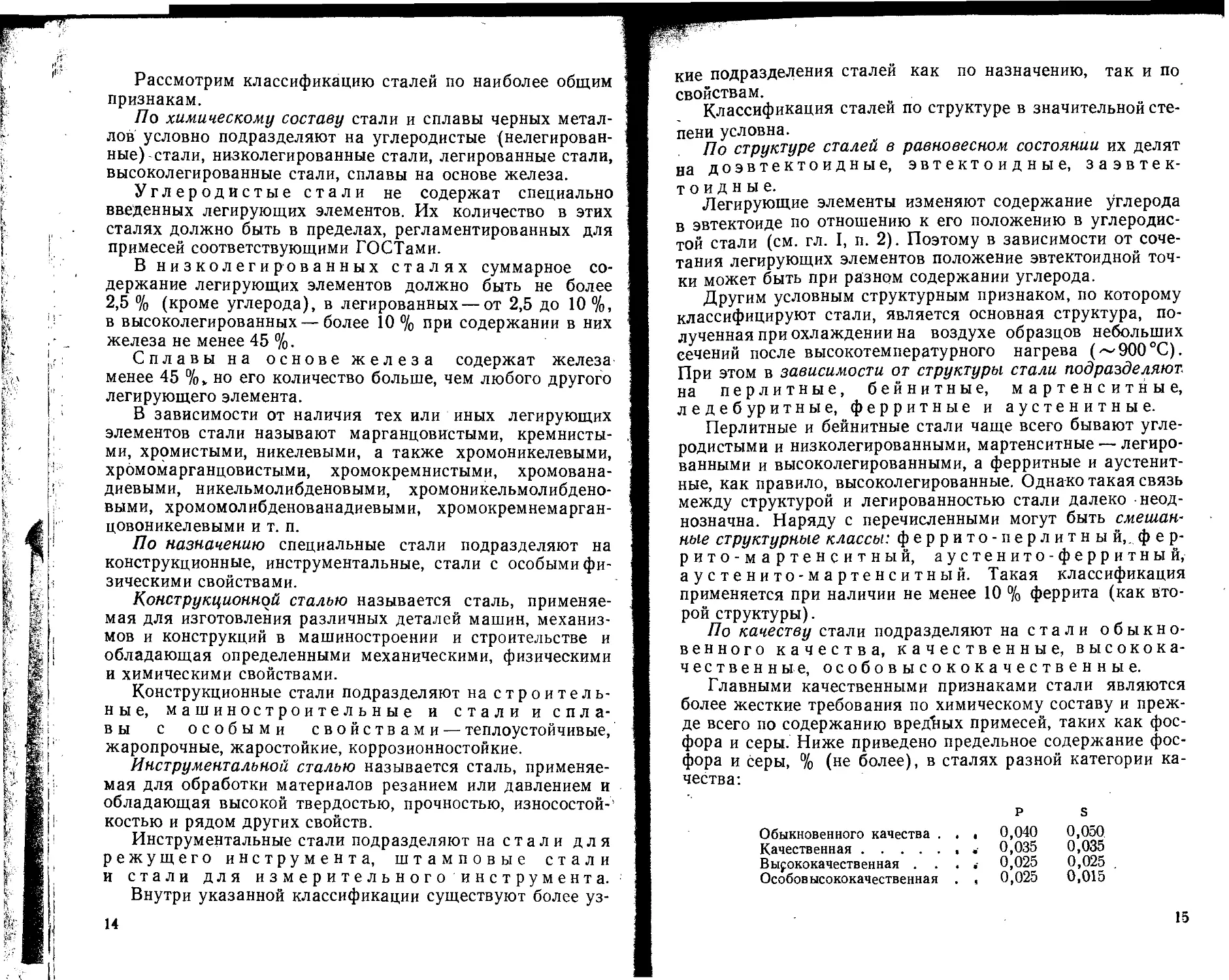
решетке (г. ц. к.),„то для легирующих элементов, дающих'
с железом твердый раствор замещения, одной из причин
расширения или сужения у-области может быть изменение?
скрытой теплоты превращения при перестройке г. ц. к. ре- ‘
щетки в о. ц. к.. Если поглощенное тепло, приходящееся на-
единицу концентрации растворенного элемента в а- и у-же-
лезе, выразить через Нан Hv, а \Н=На — Ну, то в случае,»,
когда ДЯ положи-
тельно,
мически
будет
ние у-фазы и диа-
грамма будет иметь
открытую (рис. 2, а)
или расширенную
у-область.В этом слу-
чае две ветви кри-
вой растворимости
можно рассматри-
вать как часть сплош-
ной кривой. Если ДЯ
отрицательно, полу-
чим диаграмму с закрытой у-областью (рис. 2).
Примеры реальных диаграмм железо — легирующий
элемент приведены на рис. 3.
4
Аз
a (d'J a
#Z__(AH=O)
[AH+]
(AH-O)
If
(AH=Of
а+/
Аз
,Fe Fe ~~
Легирующий, элемент, %
Рис. 2. Влияние легирования на а-*у-
превращенне в зависимости от. скрытой
теплоты превращения по К. Эндрюсу
состояния железо—легирующий элемент для Т1,
II
3. Влияние легирующих элементов
на критические точки стали
Легирующие элементы значительно влияют на критиче-
ские точки в сталях. В частности, они могут интенсивно
смещать точку Act в стали. Подобное влияние легирующих
элементов связано с двумя факторами.
Как известно, критическая температура Act в углеро-
дистой стали отвечает превращению эвтектоидной смеси
перлита а + РезС в аустенит путем фазового перехода
а-^у, диссоциации карбида и растворения углерода в у-же-
лезе. С одной стороны, легирующие элементы изменяют
Легирующий злементрр
Рис. 4. Влияние легирования
на положение точки Aci в ста-
ли
Рис. 5. Влияние легирования на содержание
углерода в эвтектоиде (Сэ)
температуру а->у-превращения для феррита, входящего в
состав эвтектоида (перлита), и, с другой стороны, влияют
на температуру диссоциации эвтектоидных карбидов и по-
следующего растворения углерода и легирующих элемен-
тов в у-железе.
Как правило, карбидообразующие элементы повышают
температуру диссоциации карбидов, и если при этом они
также повышают температуру а->у-п ревращения, то влия-
ние их на точку ЛС] особенно сильно (рис. 4).
Некарбидообразующие элементы, растворяясь в цемен-
тите, несколько понижают температуру диссоциации кар-
бида. При этом никель и марганец понижают температуру
12
а-^-перехода и, следовательно, снижают точку Aci. Свое-
образно влияние хрома на точку Асх. Хром до 12—13 %
сравнительно слабо повышает точку Acit а при содержа-
нии его более 14 % наблюдается резкое повышение темпе-
ратуры Act. Подобное влияние объясняется тем, что при со-
держании до 12—13 % хром понижает температуру а-*у-
перехода, и наблюдаемое при этих содержаниях хрома по-
вышение точки Aci обусловлено более сильным влиянием
повышенных температур диссоциации эвтектоидных карби-
дов.
Закономерности влияния элементов на критические точ-
ки в основном сохраняются и в сталях, содержащих одно-
временно несколько легирующих элементов.
Легирующие элементы значительно влияют и на поло-
жение эвтектоидной точки S и предельную концентрацию
углерода в аустените (точку Е). Некарбидообразующие
элементы (никель, кобальт, кремний), растворяясь в фер-
рите и замещая часть атомов железа в его решетке, тем
самым уменьшают содержание железа в эвтектоиде и сме-
щают точку S в сторону меньших содержаний углерода
(рис. 5). Аналогично влияют и карбидообразующие эле-
менты, которые в большом количестве растворяются в фер-
рите, карбиды которых участвуют в образовании эвтектои-
да (например, Мп и Сг). Такие элементы, как Мо и W,
сначала уменьшают, а затем увеличивают содержание уг-
лерода в эвтектоиде. Имеются сведения, что сильные кар-
бидообразующие элементы Ti, Nb и V, незначительно раст-
воряющиеся в феррите и образующие стойкие карбиды, ко-
торые не участвуют в образовании эвтектоида, уменьшают
количество эвтектоида в стали и увеличивают содержание
углерода в эвтектоиде, т. е. смещают точку S в сторону
больших концентраций углерода. В то же время, если Ti,
Nb и V растворены в аустените, то они снижают содержа-
ние углерода в эвтектоиде (рис. 5).
Большинство легирующих элементов понижает предел
растворимости углерода в у-железе и, следовательно, сме-
щает точку Е на диаграмме Fe—РезС в сторону меньших
концентраций углерода.
4. Классификация сталей
В настоящее время нет единой классификации специаль-
ных сталей. Существует много признаков, по которым клас-
сифицируют стали, но зачастую и они не могут быть од-
нозначными для большого числа марок сталей.
13
Рассмотрим классификацию сталей по наиболее общим
признакам.
По химическому составу стали и сплавы черных метал-
лов условно подразделяют на углеродистые (нелегирован-
ные) стали, низколегированные стали, легированные стали,
высоколегированные стали, сплавы на основе железа.
Углеродистые стали не содержат специально
введенных легирующих элементов. Их количество в этих
сталях должно быть в пределах, регламентированных для
примесей соответствующими ГОСТами.
В низколегированных сталях суммарное со-
держание легирующих элементов должно быть не более
2,5 % (кроме углерода), в легированных — от 2,5 до 10 %,
в высоколегированных — более 10 % при содержании в них
железа не менее 45 %.
Сплавы на основе железа содержат железа
менее 45 %v но его количество больше, чем любого другого
легирующего элемента.
В зависимости от наличия тех или иных легирующих
элементов стали называют марганцовистыми, кремнисты-
ми, хромистыми, никелевыми, а также хромоникелевыми,
хромомарганцовистыми, хромокремнистыми, хромована-
диевыми, никельмолибденовыми, хромоникельмолибдено-
выми, хромомолибденованадиевыми, хромокремнемарган-
цовоникелевыми и т. п.
По назначению специальные стали подразделяют на
конструкционные, инструментальные, стали с особыми фи-
зическими свойствами.
Конструкционной сталью называется сталь, применяе-
мая для изготовления различных деталей машин, механиз-
мов и конструкций в машиностроении и строительстве и
обладающая определенными механическими, физическими
и химическими свойствами.
Конструкционные стали подразделяют на строитель-
ные, машиностроительные и стали и спла-
вы с особыми свойствами — теплоустойчивые,
жаропрочные, жаростойкие, коррозионностойкие.
Инструментальной сталью называется сталь, применяе-
мая для обработки материалов резанием или давлением и
обладающая высокой твердостью, прочностью, износостой-'
костью и рядом других свойств.
Инструментальные стали подразделяют на стали для
режущего инструмента, штамповые стали
и стали для измерительного инструмента.
Внутри указанной классификации существуют более уз-
14
кие подразделения сталей как по назначению, так и по
свойствам.
Классификация сталей по структуре в значительной сте-
пени условна.
По структуре сталей в равновесном состоянии их делят
на доэв текто и д н ы е, эвтектоидные, з а эвтек-
тоидные.
Легирующие элементы изменяют содержание углерода
в эвтектоиде по отношению к его положению в углеродис-
той стали (см. гл. I, п. 2). Поэтому в зависимости от соче-
тания легирующих элементов положение эвтектоидной точ-
ки может быть при разном содержании углерода.
Другим условным структурным признаком, по которому
классифицируют стали, является основная структура, по-
лученная при охлаждении на воздухе образцов небольших
еечений после высокотемпературного нагрева (~ 900 °C).
При этом в зависимости от структуры стали подразделяют.
на перлитные, бейнитные, мартенситные,
ледебуритные, ферритные и аустенитные.
Перлитные и бейнитные стали чаще всего бывают угле-
родистыми и низколегированными, мартенситные — легиро-
ванными и высоколегированными, а ферритные и аустенит-
ные, как правило, высоколегированные. Однако такая связь
между структурой и легированностью стали далеко неод-
нозначна. Наряду с перечисленными могут быть смешан-
ные структурные классы: феррито-перлитный,.фер-
рито-мартенситный, аустенито-ферритный,
аустенито-мартенситный. Такая классификация
применяется при наличии не менее 10 % феррита (как вто-
рой структуры).
По качеству стали подразделяют на стали обыкно-
венного качества, качественные, высокока-
чественные, особовысококачественные.
Главными качественными признаками стали являются
более жесткие требования по химическому составу и преж-
де всего по содержанию вредных примесей, таких как фос-
фора и серы. Ниже приведено предельное содержание фос-
фора и серы, % (не более), в сталях разной категории ка-
чества:
Обыкновенного качества .
Качественная...........
Высококачественная . .
Особовысококачественная
р s
. , 0,040 0,050
, . 0,035 0,035
. . 0,025 0,025
. , 0,025 0,015
15
Категория обыкновенного качества может относиться
только к углеродистым сталям. Все остальные категории
качества могут относиться к любым по степени легирова-
ния сталям.
Наряду с приведенными классификациями по общим
признакам, относящимся к разным сталям, существуют бо-
лее частные классификации определенных групп сталей,
которые будут рассмотрены в соответствующих частях.
5. Маркировка сталей
В СССР принята буквенно-цифровая система обозначения
марок сталей и сплавов.
Углеродистые конструкционные качест-
венные стали обозначают двухзначным числом, ука-
зывающим среднее содержание углерода в сотых долях
процента (например, 05; 08; 10; 15; 20; 25...80; 85).
Для сталей, полностью не раскисленных (при С<
<0,20 %), в обозначение добавляются индексы: кп — кипя-
щая сталь, пс — полуспокойная сталь (например, 15кп,
20пс). Для спокойных сталей индекс не указывается. Угле-
родистые инструментальные стали обозначают буквой «У»
и следующей за ней цифрой, указывающей среднее содер-
жание углерода в десятых долях процента (например, У7;
У8; У9; У10; УН; У12; У13).
В легированных сталях основные легирующие элемен-
ты обозначают буквами: А — азот, К — кобальт, Т — титан,
Б — ниобий, В — вольфрам, Г — марганец, Д — медь, Е —
селен, М — молибден, Н — никель, П — фосфор, Р — бор,
С — кремний,'Ф — ванадий, X — хром, Ц — цирконий, Ю —
алюминий.
Цифры после буквы в обозначении марки стали пока-
зывают примерное количество того или иного элемента, ок-
ругленное до целого числа. При среднем содержании леги-
рующего элемента до 1,5 % Цифру за буквенным индексом
не приводят. Содержание углерода указывается в начале
марки в сотых (конструкционные стали) или десятых (ин-
струментальные стали) долях процента.
Так, конструкционная сталь, содержащая 0,42—
0,50% С; 0,5—0,8 % Мп; 0,8—1,0 % Сг; 1,3—1,8 % Ni;
0,2—0,31% Мо и 0,10—0,18 % V, обозначается маркой
45ХН2МФ. Инструментальная сталь (штамповая) состава:
0,32—0,40 % С; 0,80—1,20 % Si; 0,15—0,40 % Мп; 4,5—
5,5 % Сг; 1,20—1,50 % Мо и 0,3—0,5 % V обозначается
4Х5МФС.
16
Если содержание углерода в инструментальных легиро-
ванных сталях 1 % и более, то цифру в начале марки иног-
да вообще не ставят (например, X, ХВГ).
Буква «А» в конце марки указывает, что сталь относит-
ся к категории высококачественной (ЗОХГСА), если та же
буква в середине марки — то сталь легированна азотом
(16Г2АФ), а в начале марки буква «А» указывает на то,
что сталь автоматная повышенной обрабатываемости
(А35Г2). Индекс «АС» в начале марки указывает, что сталь
автоматная со свинцом (АС35Г2).
Особовысококачественная сталь обозначается, добавле-
нием через дефис в конце марки буквы «Ш» (ЗОХГС-Ш
или ЗОХГСА-Ш).
Сталь, не содержащая в конце марки букв «А» или «Ш»,
относится к категории качественных (ЗОХГС).
В марках быстрорежущих сталей вначале приводят
букву «Р», за ней следует цифра, указывающая содержа-
ние вольфрама. Во всех быстрорежущих сталях содержит-
ся около 4 % Сг, поэтому в обозначении марки буквы «X»
нет. Ванадий, содержание которого в различных марках
колеблется в пределах от 1 до 5 %, обозначается в марке,
если его среднее содержание 2,0 % и более. Так как содер-
жание углерода в быстрорежущих сталях пропорциональ-
но количеству ванадия, то содержание углерода в марки-
ровке стали не указывается. Если в быстрорежущих сталях
содержится молибден или кобальт, количество указывает-
ся в марке.
Например, сталь состава: 0,7—0,8 % С; 3,8—4,4 % Сг;
17,0—18,5 % W; 1,0—1,4 % V обозначается маркой Р18, а
сталь: 0,95—1,05 % С; 3,8—4,4 % Сг; 5,5—6 % W; 4,6—
5,2 % Мо; 1,8—2,4 % V и 7,5—8,5 % Со обозначается
Р6М5Ф2К8.
Высоколегированные стали сложного состава иногда
обозначают упрощенно по порядковому номеру разработки
и освоения стали на металлургическом заводе. Перед номе-
ром стали ставят индексы «ЭИ», «ЭП» (завод «Электро-
сталь»),
Например, упомянутая быстрорежущая сталь Р6М5Ф2К8
упрощенно обозначается ЭП658, а жаропрочная
37Х12Н8Г8МФБ — ЭИ481.
Маркировка марок жаропрочных и жаростойких спла-
вов на железоникелевой и никелевой основах состоит только
из буквенных обозначений элементов, за исключением ни-
келя, после которого указывается цифра, обозначающая
его среднее содержание в процентах.
ГОСУДА^'-ГН-ИНАЯ
РССП'/'-. - о "АЯ
; ь < ;»[ Д гЗЭД?
ШШИ ®
2—970
17
Например, сплав состава: 0,12 % С; 14,0—16,0 % Сг;
34,0—38,0 % Ni; 1,1—1,5 % Ti; 2,8—3,5 % W; остальное Fe
обозначается ХН35ВТ (ЭИ612), а сплав: sg0,07 % С;
19,0—22,0 % Сг; 2,4—2,8 % Ti; 0,6—1,0 % Al; s£4,0 % Fe;
остальное — Ni обозначается ХН77ТЮР (ЭИ437).
Принятая в СССР система маркировки наглядна и прос-
та. В других странах применяют другие принципы обозна-
чения сталей.
Так, буквенно-цифровая система используется в ВНР,
ВНР, ПНР, ГДР, ФРГ, Италии, Франции и других стра-
нах. В ряде стран применяют цифровое обозначение ма-
рок сталей. Ниже приведено обозначение одних и тех же
по составу сталей в разных странах:
СССР ЧССР ГДР ФРГ
10 12010 С10 СкЮ
50ХФ 15260 50CrV4 50CrV4
У8 19152 C80W1 C85W2
Р18 N9825 X72WCrV1865 В18
12X13 17021 Х10Сг13 Х10СГ13
12Х18Н9 17241 X12CrNil8-8 Z12CrNil8-8
Франция США Япония
хсю 1010 S9CK
50CV4 6150 SUP5
XC80 Wl-0,8C SK5
Z80W18 TI SKH2
Z12C13 410 SECI
Z12CN18-8 302 SEC7
- В капиталистических странах зачастую фирмы присва-
ивают сталям рекламные обозначения [например,
Welten 80 (свариваемая), Corten (стойкая к атмосферной
коррозии) и др.].
Г л а в а II
МЕТАЛЛУРГИЧЕСКОЕ КАЧЕСТВО СТАЛЕЙ
Качество специальных сталей определяется технологией
производства, содержанием примесей и неметаллических
включений, макроструктурой и т. д. Не рассматривая тех-
нологические факторы выплавки, разливки и прокатки ста-
ли, рассмотрим наиболее значимые металловедческие фак-
торы металлургического качества стали.
18
1. Неметаллические включения
К неметаллическим включениям относятся химические сое-'
динения, образовавшиеся в стали в процессе ее производ-
ства— выплавки и разливки. Неметаллические включения
являются важнейшим фактором, характеризующим «метал-
лургическое» качество стали. Они существенно влияют на
качество и свойства стальных изделий, их эксплуатацион-
ные характеристики в зависимости от природы, количест-
ва, формы, размера и характера распределения.
Согласно классификации, предложенной А. А. Байко-
вым, все неметаллические включения по природе их проис-
хождения можно разделить на два вида:
1. Эндогенные неметаллические включения—соедине-
ния, образовавшиеся в стали в результате химических ре-
акций, протекающих в процессе ее выплавки, раскисления
и разливки, и вследствие изменения растворимости приме-’
сей в процессе кристаллизации слитка.
2. Экзогенные неметаллические включения — частицы’
различных соединений, попавшие в жидкую сталь или в
слиток извне, т. е. из шихтовых материалов, огнеупорной
футеровки сталеплавильных агрегатов и устройств и т. п.
Указанные неметаллические включения могут взаимо-
действовать между собой, образуя комплексные соедине-
ния.
Количество включений и особенно их размер в различ-
ных сталях и отдельных плавках могут сильно колебаться:
объемная доля их обычно находится в пределах 0,01—
0,1 %, а размер от 10~5 до 10 мм и более. Однако основная
масса неметаллических включений в стали имеет размер
более 10~3 мм. Экзогенные включения почти всегда значи-
тельно крупнее эндогенных и их размер практически неог-
раничен.
Размеры неметаллических включений и их количество в стали
должны соответствовать ГОСТ 1178—75 «Металлографические методы
определения неметаллических включений». Загрязненность стали неме-
таллическими включениями определяют путем сравнения с эталонными
шкалами или подсчетом числа и объемной доли включений в деформи-
рованном и литом металле.
Автоматизированный подсчет числа и дисперсии распределения не-
металлических включений по размерам осуществляют на количествен-
ных металлографических микроскопах типа «Kwantimet» или «Epi-
kwant». Фазовый состав их определяют металлографическим, петрогра-
фическим, рентгеиоструктурным и электронографическим методами, а
химический состав — химическим анализом выделенного осадка и ло-
кальным рентгеноспектральным методом. Наиболее эффективны микро-
анализаторы типа «Comebaks», позволяющие определить фазовый и хи-
мический состав неметаллических включений размером от 0,5—1,0 мкм
2* 19
Классификация неметаллических включений по соста-
ву условна, так как во многих случаях включения являют-
ся комплексными и состоят из нескольких типов химиче-
ских соединений. В соответствии с ГОСТ 1778—75 неметал-
лические включения подразделяют на кислородные
(оксиды и силикаты), сульфиды и нитриды.
Кислородные включения наиболее многочисленны. Боль-
шинство этих включений являются продуктами раскисле-
ния стали. Они могут быть и экзогенными (частицы огне-
упоров). М. И. Виноград разделяет их на четыре вида:
1. Простые окислы: А12О3—окись алюминия (ко-
рунд, глинозем); SiO2 — двуокись кремния (кварц, кремне-
зем); FeO — закись железа: Fe2O3 — окись железа; TiO2—
двуокись титана; Сг2О3 — окись хрома и др.
2. Сложные окислы (шпинели): FeO-M.nO —
закись железа и марганца; FeO-Cr2O3—хромиты; FeO-
•V2O5—ванадиты; FeO-Ti2Os—ильменит; FeO-Al2O3 —
герцинит; MgO-Al2O3 — магнезиальная шпинель; СаО-
•А1гО3— алюминат кальция.
3. Силикаты и алюмосиликаты (кристал-
лические): 2FeO-SiO2 — силикат железа (файялит);
2MnO-SiO2—силикат марганца (тефроит): mCaO-nSiO2—
марганца; 3Al2O3-2SiO2—алюмосиликат муллит; А12О3-
•SiO2— алюмосиликат силлиманит.
4. Стекла. Не имеют кристаллического строения.
Обычно в их составе содержится кремнезем. Наиболее ча-
сто встречаются кварцевое стекло, силикатные стекла с
примесью окислов алюминия, марганца, хрома и др.
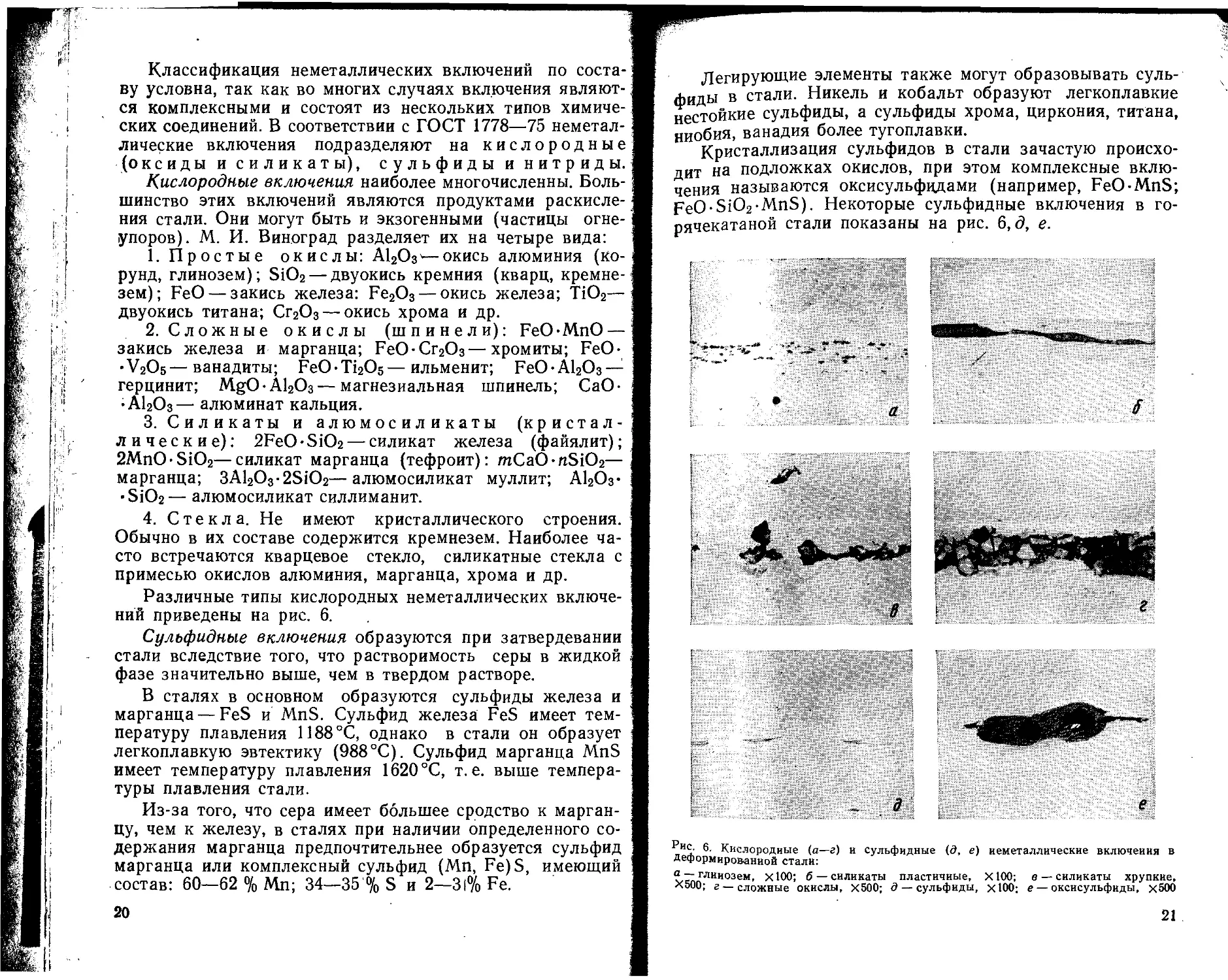
Различные типы кислородных неметаллических включе-
ний приведены на рис. 6.
Сульфидные включения образуются при затвердевании
стали вследствие того, что растворимость серы в жидкой
фазе значительно выше, чем в твердом растворе.
В сталях в основном образуются сульфиды железа и
марганца — FeS и MnS. Сульфид железа FeS имеет тем-
пературу плавления 1188°С, однако в стали он образует
легкоплавкую эвтектику (988°C). Сульфид марганца MnS
имеет температуру плавления 1620°С, т.е. выше темпера-
туры плавления стали.
Из-за того, что сера имеет большее сродство к марган-
цу, чем к железу, в сталях при наличии определенного со-
держания марганца предпочтительнее образуется сульфид
марганца или комплексный сульфид (Мп, Fe)S, имеющий
состав: 60—62 % Мп; 34—35 % S и 2—31% Fe.
20
Легирующие элементы также могут образовывать суль-
фиды в стали. Никель и кобальт образуют легкоплавкие
нестойкие сульфиды, а сульфиды хрома, циркония, титана,
ниобия, ванадия более тугоплавки.
Кристаллизация сульфидов в стали зачастую происхо-
дит на подложках окислов, при этом комплексные вклю-
чения называются оксисульфцдами (например, FeO-MnS;
FeO-SiO2-MnS). Некоторые сульфидные включения в го-
рячекатаной стали показаны на рис. б,д, е.
6' кислородные (а—г) и сульфидные (д, е) неметаллические включения в
Деформированной стали:
vcaaлии03ем. X100; б — силикаты пластичные, X100; в — силикаты хрупкие,
Х500; г —сложные окислы, Х500; д — сульфиды, Х100; е — оксисульфиды, х500
21
Нитриды можно отнести к неметаллическим включени-
ям лишь условно, да и то в ограниченных случаях. Будем
относить их к ним только в том случае, когда они являются
продуктом соединения остаточного азота в стали (менее
0,008%) с нитридообразующими элементами (прежде все-
го с титаном и алюминием), попавшими в сталь случайное
небольших количествах (до 0,02—0,03%) либо введенных
в сталь с раскислителями. Нитриды нельзя считать неме-
таллическими включениями в тех случаях, когда нитридо-
образующие элементы (Ti, Zr, V, Nb, Al и др.) вводят в
сталь как легирующие добавки, либо совместно с ними вво-
дится в сталь повышенное, в сравнении с остаточным, со-
держание азота (более 0,01 %), а образующиеся при этом
нитриды и карбонитриды придают стали специальные свой-
ства. Такие нитриды следует рассматривать как промежу-
точные соединения, являющиеся фазовыми составляющими
стали, взаимодействующими с твердым раствором (а- и у-
железа) при термической обработке.
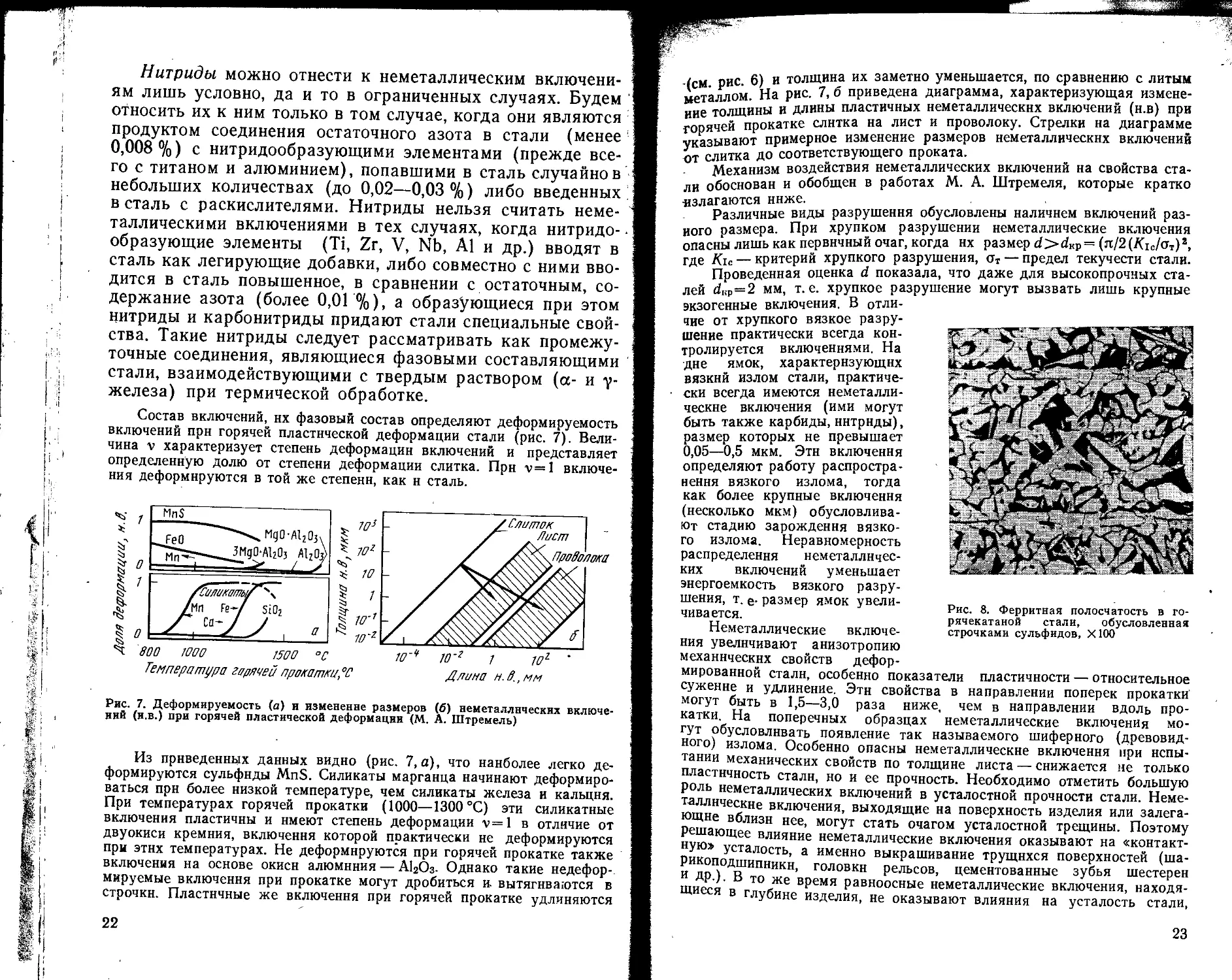
Состав включений, нх фазовый состав определяют деформируемость
включений прн горячей пластической деформации стали (рис. 7). Вели-
чина v характеризует степень деформации включений и представляет
определенную долю от степени деформации слитка. Прн v=l включе-
ния деформируются в той же степени, как н сталь.
Рис. 7. Деформируемость (а) и изменение размеров (б) неметаллических включе*
иий (и.в.) при горячей пластической деформации (М. А. Штремель)
Из приведенных данных видно (рис. 7, а), что наиболее легко де-
формируются сульфиды MnS. Силикаты марганца начинают деформиро-
ваться прн более низкой температуре, чем силикаты железа и кальция.
При температурах горячей прокатки (1000—1300 °C) эти силикатные
включения пластичны и имеют степень деформации v=l в отличие от
двуокиси кремния, включения которой практически не деформируются
при этих температурах. Не деформируются при горячей прокатке также
включения на основе окисн алюминия — А120з- Однако такие недефор-
мируемые включения при прокатке могут дробиться и. вытягиваются в
строчки. Пластичные же включения при горячей прокатке удлиняются
22
6) и толщина их заметно уменьшается, по сравнению с литым
(см. рн • 7> б ПрИведена диаграмма, характеризующая измене-
Ме1а-тлшины и длины пластичных неметаллических включений (н.в) при
гппячей прокатке слнтка на лист и проволоку. Стрелки на диаграмме
указывают примерное изменение размеров неметаллических включений
пт слитка до соответствующего проката.
Механизм воздействия неметаллических включении на свойства ста-
ли обоснован и обобщен в работах М. А. Штремеля, которые кратко
излагаются ниже.
Различные виды разрушения обусловлены наличием включении раз-
ного размера. При хрупком разрушении неметаллические включения
опасны лишь как первичный очаг, когда нх размер d>dKJ>= (n/2(Kic/aT)2,
где Kic — критерий хрупкого разрушения, ат — предел текучести стали.
Проведенная оценка d показала, что даже для высокопрочных ста-
лей dKP=2 мм, т. е. хрупкое разрушение могут вызвать лишь крупные
экзогенные включения. В отли-
чие от хрупкого вязкое разру-
шение практически всегда кон-
тролируется включениями. На
дне ямок, характеризующих
вязкни излом стали, практиче-
ски всегда имеются неметалли-
ческие включения (ими могут
быть также карбиды, ннтрнды),
размер которых не превышает
0,05—0,5 мкм. Этн включения
определяют работу распростра-
нения вязкого излома, тогда
как более крупные включения
(несколько мкм) обусловлива-
ют стадию зарождения вязко-
го излома. Неравномерность
распределения неметалличес-
ких включений уменьшает
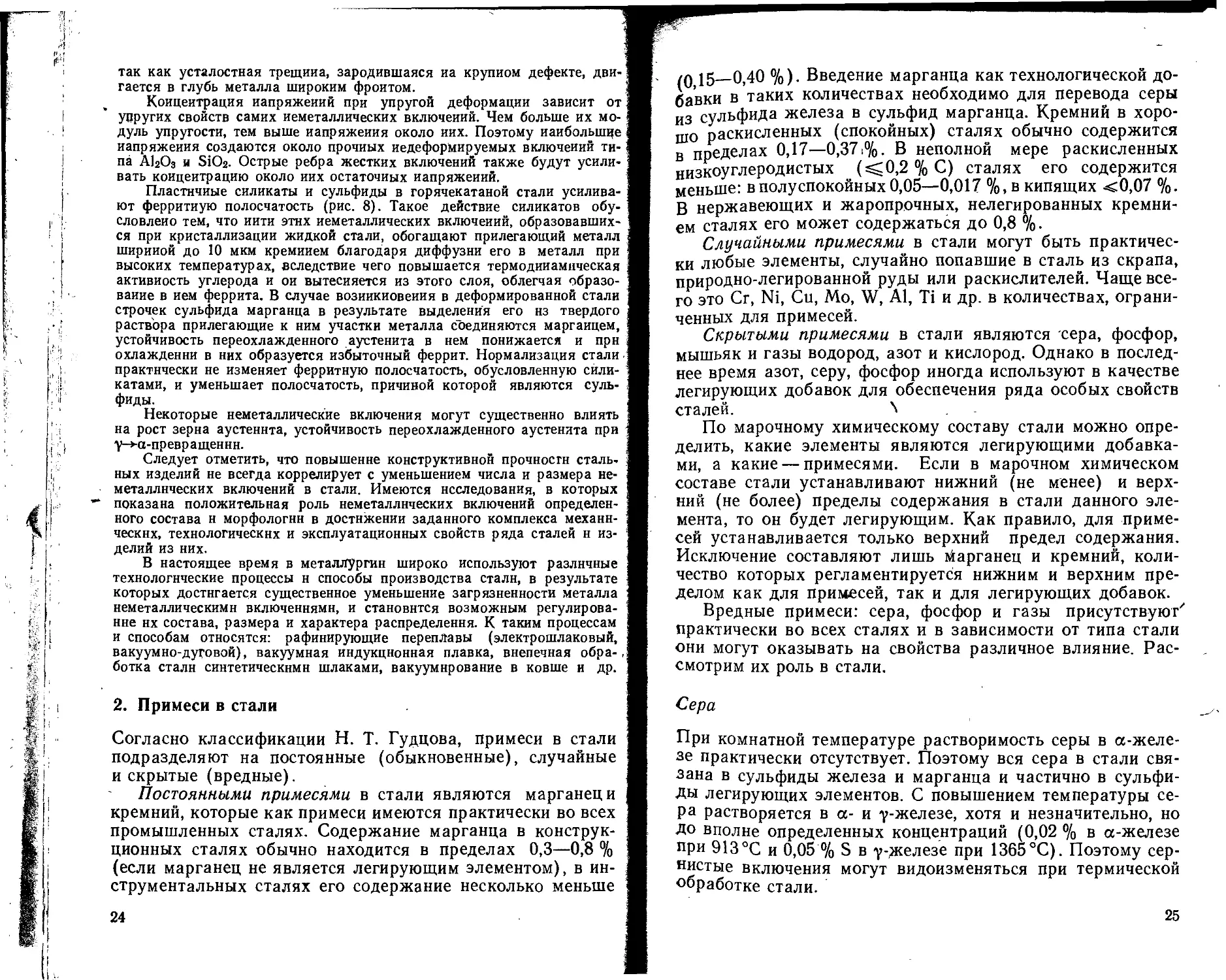
Рис. 8. Ферритная полосчатость в го-
рячекатаной стали, обусловленная
строчками сульфидов, Х100
энергоемкость вязкого разру-
шения, т. е. размер ямок увели-
чивается.
Неметаллические включе-
ния увеличивают анизотропию
механических свойств дефор-
мированной стали, особенно показатели пластичности — относительное
сужение и удлинение. Этн свойства в направлении поперек прокатки
могут быть в 1,5—3,0 раза ниже, чем в направлении вдоль про-
катки. На поперечных образцах неметаллические включения мо-
гут обусловливать появление так называемого шиферного (древовид-
ного) излома. Особенно опасны неметаллические включения при испы-
тании механических свойств по толщине листа — снижается не только
пластичность стали, но и ее прочность. Необходимо отметить большую
роль неметаллических включений в усталостной прочности стали. Неме-
таллические включения, выходящие на поверхность изделия или залега-
ющие вблизи нее, могут стать очагом усталостной трещины. Поэтому
решающее влияние неметаллические включения оказывают на «контакт-
ую» усталость, а именно выкрашивание трущихся поверхностей (ша-
р коподшипникн, головкн рельсов, цементованные зубья шестерен
ДР.), и то же время равноосные неметаллические включения, находя-
Щ еся в глубине изделия, не оказывают влияния на усталость стали,
23
так как усталостная трещина, зародившаяся иа крупном дефекте, дви-
гается в глубь металла широким фронтом.
Концентрация напряжений при упругой деформации зависит от
упругих свойств самих неметаллических включений. Чем больше их мо-
дуль упругости, тем выше напряжения около них. Поэтому наибольшие
напряжения создаются около прочных иедеформируемых включений ти-
па А120з и SiO2. Острые ребра жестких включений также будут усили-
вать концентрацию около них остаточных напряжений.
Пластичные силикаты и сульфиды в горячекатаной стали усилива-
ют ферритную полосчатость (рис. 8). Такое действие силикатов обу-
словлено тем, что нити этих неметаллических включений, образовавших-
ся при кристаллизации жидкой стали, обогащают прилегающий металл
шириной до 10 мкм кремнием благодаря диффузии его в металл при
высоких температурах, вследствие чего повышается термодинамическая
активность углерода и он вытесняется из этого слоя, облегчая образо-
вание в нем феррита. В случае возникновения в деформированной стали
строчек сульфида марганца в результате выделения его нз твердого
раствора прилегающие к ним участки металла соединяются марганцем,
устойчивость переохлажденного аустенита в нем понижается и прн
охлаждении в них образуется избыточный феррит. Нормализация стали
практически не изменяет ферритную полосчатость, обусловленную сили-
катами, и уменьшает полосчатость, причиной которой являются суль-
фиды.
Некоторые неметаллические включения могут существенно влиять
на рост зерна аустенита, устойчивость переохлажденного аустенита при
у->а-превращеннн.
Следует отметить, что повышение конструктивной прочности сталь-
ных изделий не всегда коррелирует с уменьшением числа и размера не-
металлических включений в стали. Имеются исследования, в которых
показана положительная роль неметаллических включений определен-
ного состава н морфологнн в достижении заданного комплекса механи-
ческих, технологических и эксплуатационных свойств ряда сталей н из-
делий из них.
В настоящее время в металлургии широко используют различные
технологические процессы н способы производства стали, в результате
которых достигается существенное уменьшение загрязненности металла
неметаллическими включениями, и становится возможным регулирова-
ние нх состава, размера и характера распределения. К таким процессам
и способам относятся: рафинирующие переплавы (электрошлаковый,
вакуумно-дуговой), вакуумная индукционная плавка, внепечная обра-,
ботка стали синтетическими шлаками, вакуумирование в ковше и др.
2. Примеси в стали
Согласно классификации Н. Т. Гудцова, примеси в стали
подразделяют на постоянные (обыкновенные), случайные
некрытые (вредные).
Постоянными примесями в стали являются марганец и
кремний, которые как примеси имеются практически во всех
промышленных сталях. Содержание марганца в конструк-
ционных сталях обычно находится в пределах 0,3—0,8 %
(если марганец не является легирующим элементом), в ин-
струментальных сталях его содержание несколько меньше
24
/q 15_0,40 %). Введение марганца как технологической до-
бавки в таких количествах необходимо для перевода серы
из сульфида железа в сульфид марганца. Кремний в хоро-
шо раскисленных (спокойных) сталях обычно содержится
в пределах 0,17—0,37:%. В неполной мере раскисленных
низкоуглеродистых (<20,2% С) сталях его содержится
меньше: вполуспокойных0,05—0,017 %, в кипящих <0,07 %.
В нержавеющих и жаропрочных, нелегированных кремни-
ем сталях его может содержаться до 0,8 %.
Случайными примесями в стали могут быть практичес-
ки любые элементы, случайно попавшие в сталь из скрапа,
природно-легированной руды или раскислителей. Чаще все-
го это Сг, Ni, Си, Mo, W, Al, Ti и др. в количествах, ограни-
ченных для примесей.
Скрытыми примесями в стали являются сера, фосфор,
мышьяк и газы водород, азот и кислород. Однако в послед-
нее время азот, серу, фосфор иногда используют в качестве
легирующих добавок для обеспечения ряда особых свойств
сталей. \
По марочному химическому составу стали можно опре-
делить, какие элементы являются легирующими добавка-
ми, а какие — примесями. Если в марочном химическом
составе стали устанавливают нижний (не менее) и верх-
ний (не более) пределы содержания в стали данного эле-
мента, то он будет легирующим. Как правило, для приме-
сей устанавливается только верхний предел содержания.
Исключение составляют лишь Марганец и кремний, коли-
чество которых регламентируется нижним и верхним пре-
делом как для примесей, так и для легирующих добавок.
Вредные примеси: сера, фосфор и газы присутствуют
практически во всех сталях и в зависимости от типа стали
они могут оказывать на свойства различное влияние. Рас-
смотрим их роль в стали.
Сера
При комнатной температуре растворимость серы в a-желе-
зе практически отсутствует. Поэтому вся сера в стали свя-
зана в сульфиды железа и марганца и частично в сульфи-
ды легирующих элементов. С повышением температуры се-
ра растворяется в а- и у-железе, хотя и незначительно, но
До вполне определенных концентраций (0,02 % в а-железе
при 913°С и 0,05 % S в у-дселезе при 1365°C). Поэтому сер-
нистые включения могут видоизменяться при термической
обработке стали.
25
'iT~
Если сера связана в сульфид железа FeS при относи-1
тельно низких температурах горячей деформации стали |
вследствие расплавления эвтектики сульфида железа!
(988°C), наблюдается красноломкость стали. При!
более высоких температурах горячей пластической дефор-
мации возможна горячеломкость стали, обусловлен- !
ная расплавлением находящегося по границам первичных ]
зерен аустенита, собственно сульфида железа (1188°C).
Введение в сталь марганца в отношении Mn:S>8—10 ;
приводит практически к полному связыванию серы в туго- i
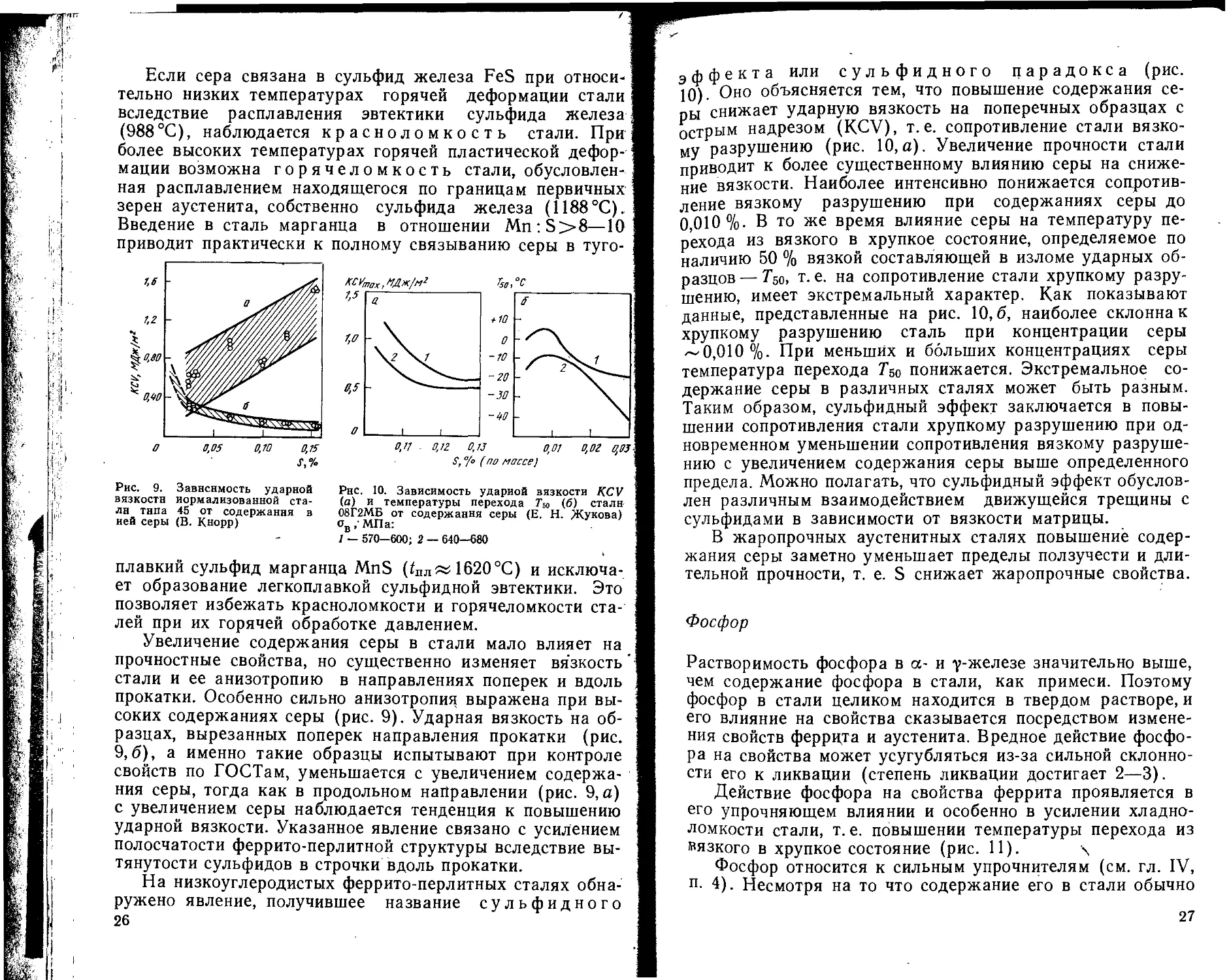
Рис» 9. Зависимость ударной
вязкости нормализованной ста-
ли типа 45 от содержания в
ней серы (В. Кнорр)
Рис. 10. Зависимость ударной вязкости KCV
(а) и температуры перехода Ло (б) стали
08Г2МБ от содержания серы (Е. Н. Жукова)
ов,МПа:
/ - 570-600; 2 — 640—680
плавкий сульфид марганца MnS (£Пл~ 1620°C) и исключа-
ет образование легкоплавкой сульфидной эвтектики. Это
позволяет избежать красноломкости и горячеломкости ста-
лей при их горячей обработке давлением.
Увеличение содержания серы в стали мало влияет на
прочностные свойства, но существенно изменяет вязкость
стали и ее анизотропию в направлениях поперек и вдоль
прокатки. Особенно сильно анизотропия выражена при вы-
соких содержаниях серы (рис. 9). Ударная вязкость на об-
разцах, вырезанных поперек направления прокатки (рис.
9,6), а именно такие образцы испытывают при контроле
свойств по ГОСТам, уменьшается с увеличением содержа-
ния серы, тогда как в продольном направлении (рис. 9, а)
с увеличением серы наблюдается тенденция к повышению
ударной вязкости. Указанное явление связано с усилением
полосчатости феррито-перлитной структуры вследствие вы-
тянутости сульфидов в строчки вдоль прокатки.
На низкоуглеродистых феррито-перлитных сталях обна-
ружено явление, получившее название сульфидного
26
।
эффекта или сульфидного парадокса (рис.
10). Он° объясняется тем, что повышение содержания се-
ры снижает ударную вязкость на поперечных образцах с
острым надрезом (KCV), т. е. сопротивление стали вязко-
му разрушению (рис. 10,а). Увеличение прочности стали
приводит к более существенному влиянию серы на сниже-
ние вязкости. Наиболее интенсивно понижается сопротив-
ление вязкому разрушению при содержаниях серы до
0,010%. В то же время влияние серы на температуру пе-
рехода из вязкого в хрупкое состояние, определяемое по
наличию 50 % вязкой составляющей в изломе ударных об-
разцов— Т50, т. е. на сопротивление стали хрупкому разру-
шению, имеет экстремальный характер. Как показывают
данные, представленные на рис. 10,6, наиболее склонна к
хрупкому разрушению сталь при концентрации серы
~0,010 %. При меньших и больших концентрациях серы
температура перехода Т$о понижается. Экстремальное со-
держание серы в различных сталях может быть разным.
Таким образом, сульфидный эффект заключается в повы-
шении сопротивления стали хрупкому разрушению при од-
новременном уменьшении сопротивления вязкому разруше-
нию с увеличением содержания серы выше определенного
предела. Можно полагать, что сульфидный эффект обуслов-
лен различным взаимодействием движущейся трещины с
сульфидами в зависимости от вязкости матрицы.
В жаропрочных аустенитных сталях повышение содер-
жания серы заметно уменьшает пределы ползучести и дли-
тельной прочности, т. е. S снижает жаропрочные свойства.
Фосфор
Растворимость фосфора в а- и у-железе значительно выше,
чем содержание фосфора в стали, как примеси. Поэтому
фосфор в стали целиком находится в твердом растворе, и
его влияние на свойства сказывается посредством измене-
ния свойств феррцта и аустенита. Вредное действие фосфо-
ра на свойства может усугубляться из-за сильной склонно-
сти его к ликвации (степень ликвации достигает 2—3).
Действие фосфора на свойства феррита проявляется в
его упрочняющем влиянии и особенно в усилении хладно-
ломкости стали, т. е. повышении температуры перехода из
вязкого в хрупкое состояние (рис. 11). \
Фосфор относится к сильным упрочнителям (см. гл. IV,
п- 4). Несмотря на то что содержание его в стали обычно
27
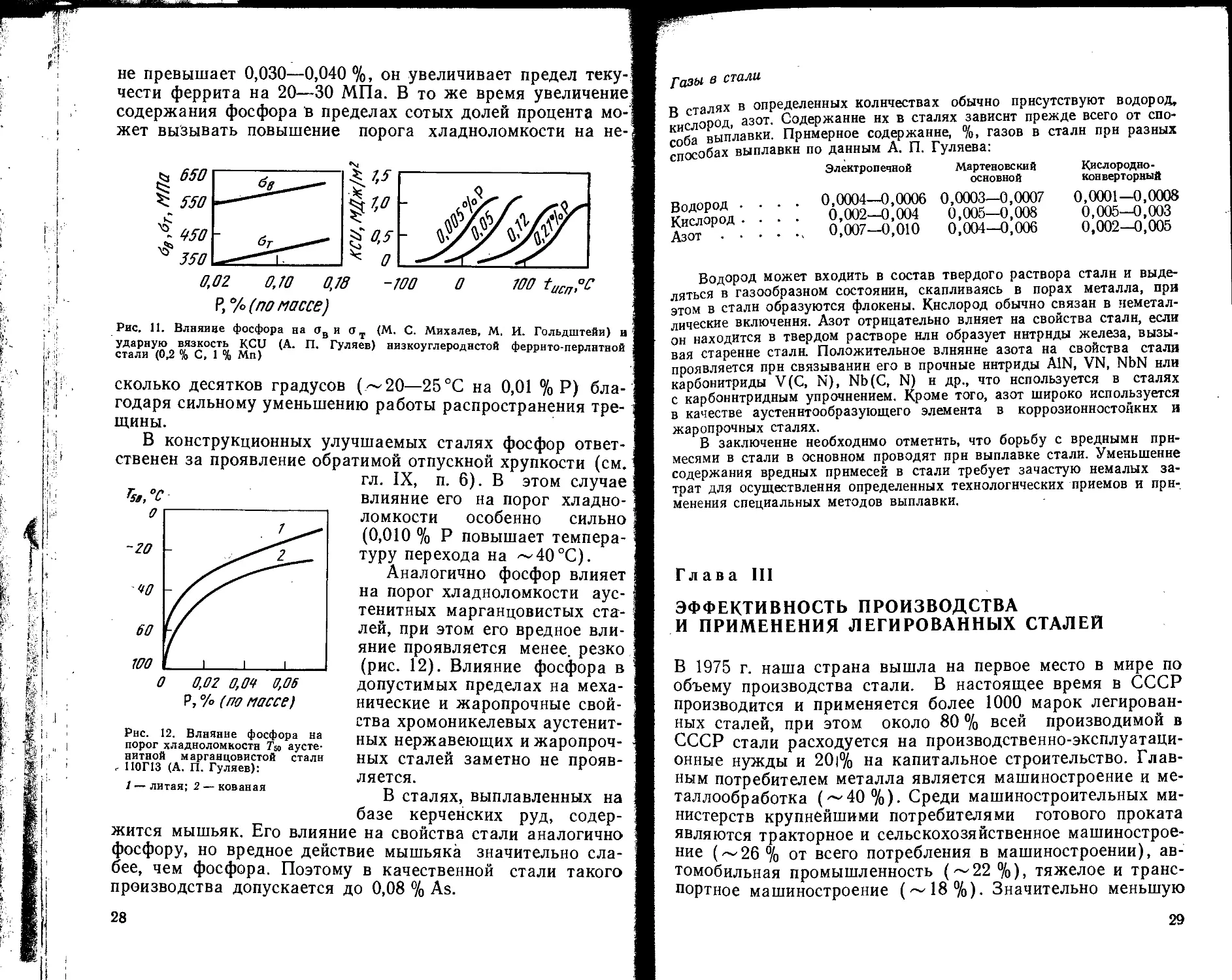
не превышает 0,030—0,040 %, он увеличивает предел теку-
чести феррита на 20—30 МПа. В то же время увеличение
содержания фосфора В пределах сотых долей процента мо-
жет вызывать повышение порога хладноломкости на не-
0,02 0,10 0,18 -1ОО О 1ОО 1цСП,°С
Р,% (по массе)
Рис. 11. Влияние фосфора на (Тв и ат (М. С. Михалев, М. И. Гольдштейн) и
ударную вязкость KCU (А. П. Гуляев) низкоуглероднстой феррнто-перлнтной
стали (0,2 % С, 1 % Мп)
Р, % (по массе)
Рнс. 12. Влияние фосфора на
порог хладноломкости Tso аусте-
нитной марганцовистой стали
. 110Г13 (А. П. Гуляев):
1 — литая; 2 — кованая
сколько десятков градусов (-~20—25 °C на 0,01 % Р) бла-
годаря сильному уменьшению работы распространения тре-
щины.
В конструкционных улучшаемых сталях фосфор ответ-
ственен за проявление обратимой отпускной хрупкости (см.
гл. IX, п. 6). В этом случае
влияние его на порог хладно-
ломкости особенно сильно
(0,010 % Р повышает темпера-
туру перехода на ~40°С).
Аналогично фосфор влияет
на порог хладноломкости аус-
тенитных марганцовистых ста-
лей, при этом его вредное вли-
яние проявляется менее, резко
(рис. 12). Влияние фосфора в
допустимых пределах на меха-
нические и жаропрочные свой-
ства хромоникелевых аустенит-
ных нержавеющих и жаропроч-
ных сталей заметно не прояв-
ляется.
В сталях, выплавленных на
базе керченских руд, содер-
: на свойства стали аналогично
фосфору, но вредное действие мышьяка значительно сла-
бее, чем фосфора. Поэтому в качественной стали такого
производства допускается до 0,08 % As.
жится мышьяк. Его
28
Газы в стали
п сталях в определенных количествах обычно присутствуют водород,
ислород, азот. Содержание их в сталях зависит прежде всего от спо-
соба выплавки. Примерное содержание, %, газов в стали при разных
способах выплавки по данным А. П. Гуляева:
Электропечной Мартеновский Кислородно-
основной конверторный
Водород •
Кислород .
Азот • •
0,0004—0,0006
0,002—0,004
0,007—0,010
0,0003—0,0007
0,005—0,008
0,004—0,006
0,0001—0,0008
0,005—0,003
0,002—0,005
Водород может входить в состав твердого раствора стали и выде-
ляться в газообразном состоянии, скапливаясь в порах металла, при
этом в стали образуются флокены. Кислород обычно связан в неметал-
лические включения. Азот отрицательно влияет на свойства стали, если
он находится в твердом растворе нлн образует ннтрнды железа, вызы-
вая старение стали. Положительное влияние азота на свойства стали
проявляется прн связывании его в прочные нитриды AIN, VN, NbN нли
карбонитриды V(C, N), Nb(C, N) н др., что используется в сталях
с карбоннтридным упрочнением. Кроме того, азот широко используется
в качестве аустеннтообразующего элемента в коррозионностонкнх и
жаропрочных сталях.
В заключение необходимо отметить, что борьбу с вредными при-
месями в стали в основном проводят прн выплавке стали. Уменьшение
содержания вредных примесей в стали требует зачастую немалых за-
трат для осуществления определенных технологических приемов и при-
менения специальных методов выплавки.
Глава III
ЭФФЕКТИВНОСТЬ ПРОИЗВОДСТВА
И ПРИМЕНЕНИЯ ЛЕГИРОВАННЫХ СТАЛЕЙ
В 1975 г. наша страна вышла на первое место в мире по
объему производства стали. В настоящее время в СССР
производится и применяется более 1000 марок легирован-
ных сталей, при этом около 80 % всей производимой в
СССР стали расходуется на производственно-эксплуатаци-
онные нужды и 20|% на капитальное строительство. Глав-
ным потребителем металла является машиностроение и ме-
таллообработка (~40%). Среди машиностроительных ми-
нистерств крупнейшими потребителями готового проката
являются тракторное и сельскохозяйственное машинострое-
ние (~26% от всего потребления в машиностроении), ав-
томобильная промышленность (~22%), тяжелое и транс-
портное машиностроение (~18%). Значительно меньшую
29
металлоемкость имеют станкостроительная и инструмен
тальная промышленность (~ 4,5 %), машиностроение дл1
легкой и пищевой промышленности (~3%), приборостро
(ение (~ 1 %).
В капитальном строительстве стальной прокат в основ'
ном используется на армирование железобетонных конст-
рукций и на производство сварных стальных конструкций
Доля производства легированной стали в общем объем?
выплавки составляет около одной четверти. При таких мае
штабах производства и применения специальных стале!
особое значение приобретает рациональный выбор легиру-
ющих элементов по их стоимости и дефицитности и эконо-
мическая эффективность использования легированных ста-
лей в народном хозяйстве страны. Стоимость и дефицит-
ность легирующих элементов в каждой стране различные и
определяются природными запасами элемента, масштабами
и технологией его промышленного производства и потреб-
ления, конъюнктурой на мировом рынке.
Так, большие запасы марганца в нашей стране сделали
его наиболее дешевым и широко используемым элементом
в отечественной металлургии; наоборот, в США марганец
в значительной доле импортируется и является одним, из
наиболее дефицитных элементов. Также надо отметить, что
в нашей стране благодаря огромным запасам и все увели-
чивающемуся производству ванадий из числа наиболее де-
фицитных элементов становится материалом, который все
шире используется для легированных сталей самого раз-
личного назначения, в том числе и для сталей массового
производства. В настоящее время наиболее широко приме-
няемые в нашей стране легирующие элементы можно под-
разделить по степени дефицитности на относительно неде-
фицитные— Мп, Si, Сг, Al, Ti, V, В и дефицитные — Nb,
Mo, Си, Pb, Ni, W, Та, Со. Особо дефицитными следует
считать W, Ni, Со из-за большой потребности их для произ-
водства сплавов специального назначения и прежде всего,
жаропрочных.
Из-за огромного разнообразия марок сталей по назна-
чению факторы, определяющие технико-экономическую эф-
фективность применения легированных сталей в народном
хозяйстве, в каждом конкретном случае будут свои, одна-
ко можно указать несколько общих факторов, определяю-
щих техническую и экономическую целесообразность при-
менения легированной стали.
На эффективность применения легированной стали для
изготовления того нли иного изделия и конструкции влияют
30
следующие технико-экономические факторы: получение но-
вых эксплуатационных и технологических свойств металла
(например, коррозионная стойкость, жаропрочность, свари-
ваемость, штампуемость и т. п.); обеспечение необходимой
надежности и долговечности (хладостойкость, износостой-
кость, сопротивление усталости и т. п.), уменьшение массы
(веса); снижение расходов на изготовление, монтаж, транс-
портирование и эксплуатацию.
При использовании легированной стали чаще всего име-
ет место одновременное действие нескольких из перечислен-
ных технико-экономических факторов.
Выбор той или иной марки стали для конкретного изде-
лия или конструкции будет рациональным и экономически
эффективным, если сталь при минимальном легировании
обеспечивает требуемый уровень конструктивной прочности,
а удорожание материала в результате легирования и из-
менения технологии производства не будет превышать эко-
номический эффект, достигаемый посредством перечислен-
ных технико-экономических факторов.
Изложенные общие принципы экономически рационального выбора
легированных сталей проиллюстрируем на двух конкретных примерах:
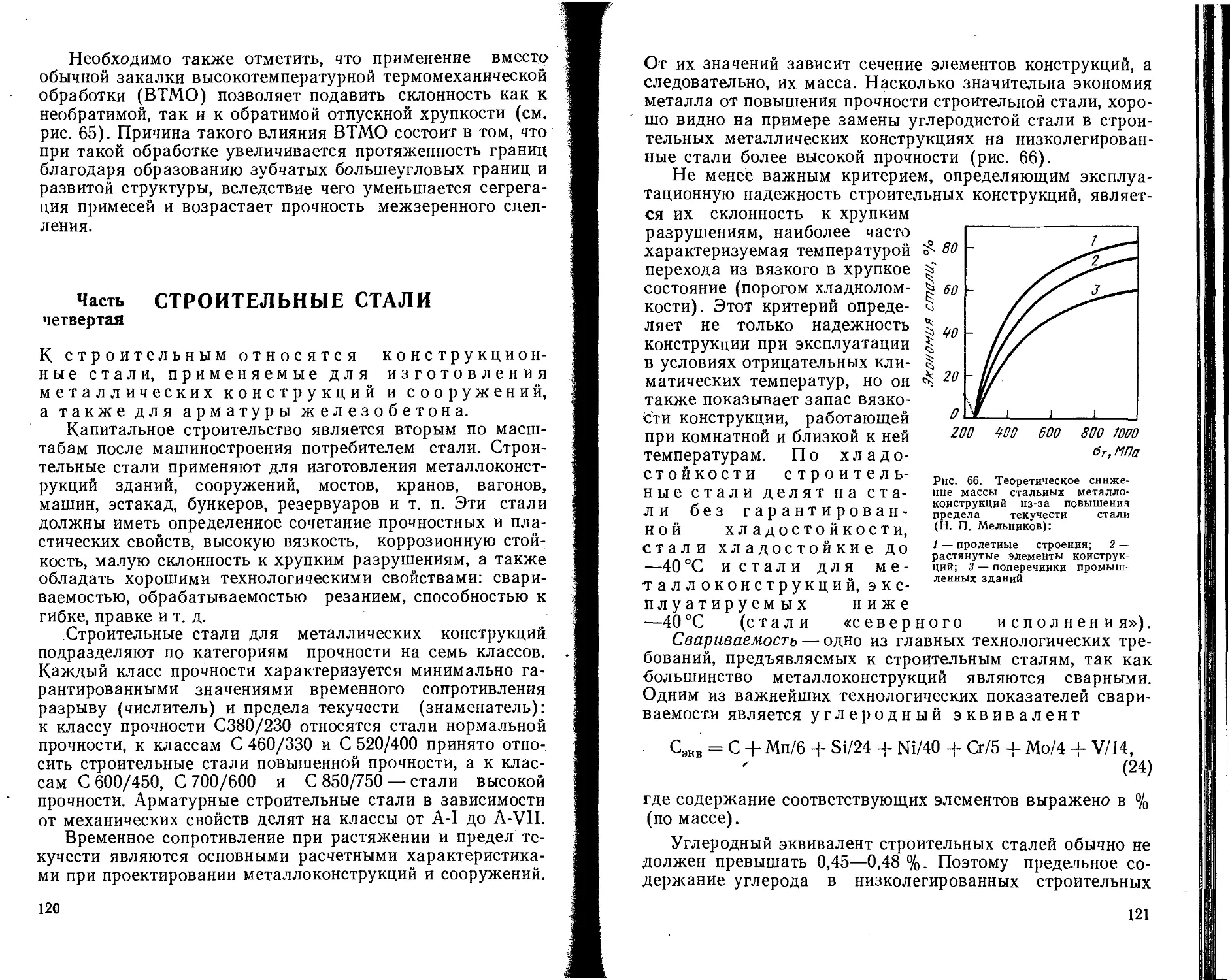
Низколегированные строительные стали. Эти стали обычно приме-
няют взамен углеродистых строительйых сталей. Низколегированные
стали типа 09Г2, 14Г2, 15ГФ, 09Г2ФБ, 16Г2А обеспечивают повышение
предела текучести в 1,3—1,8 раза по сравнению с углеродистой сталью
ВСтЗсп. Благодаря этому расход металла сокращается на 15—50 %.
Однако себестоимость проката из низколегированных сталей на 10—
15 % выше, чем из углеродистой стали: из-за расхода легирующих эле-
ментов, большего удельного расхода слитков (на 40—50 кг/т) и повы-
шенной трудоемкости производства. Из приведенных данных видно, что
себестоимость низколегированных сталей возрастает в меньшей степени,
чем достигаемая экономия от уменьшения массы из-за увеличения проч-
ности. Вследствие этого суммарный народнохозяйственный эффект от
применения металлопродукции из низколегированных сталей взамен
углеродистых достигает обычно порядка 20 руб/т. Однако не только
этим обусловлена эффективность применения низколегированных ста-
лей. Так, ряд низколегированных сталей (15ГФ, 09Г2ФБ, 16Г2АФ и др.)
обеспечивает достижение новых свойств: снижение порога хладноломко-
сти до —40—70 °C, т. е. уменьшение склонности стали к хрупким разру-
шениям. Это делает возможным применение таких сталей в районах
Сибири и Севера с низкими климатическими температурами, что обес-
печивает высокую надежность и долговечность металлоконструкций
(например, магистральных газопроводов). Строительство таких газо-
проводов из углеродистых сталей практически невозможно из-за силь-
ной склонности их к хрупким разрушениям при температуре —40 °C
и ниже. Таким образом, эффективность применения низколегированных
сталей определяется снижением массы конструкций, повышением их на-
дежности и долговечности, снижением расходов на транспортирование
металла, монтаж оборудования и конструкций и т.п.
Быстрорежущие стали. Объем производства этих сталей относи-
тельно невелик, однако по цене эти стали относятся к наиболее дорогим
ЗГ
из-за наличия в их составе высокого содержания весьма дефицитного и
дорогого вольфрама (6—18 %), а также молибдена, кобальта, ванадия.
В последние годы в связи с острой дефицитностью вольфрама наиболь-
шее применение нашла сталь типа Р6М5 (6 % W, 5 % Мо), а производ-
ство высоковольфрамовых сталей типа Р18 (18 % W) резко сократи-
лось. Использование быстрорежущих сталей обеспечивает теплостой-
кость инструмента прн температурах 620—640 °C в зависимости от
марки быстрорежущей стали. Другие легированные, а тем более угле-
родистые, инструментальные стали не могут обеспечить такой тепло-
стойкости инструмента. Поэтому для обеспечения красностойкости при
620 °C наиболее экономически эффективным будет применение сталей
с 6 % W (Р6М5, Р6АМ5), а не с более высоким содержанием вольфра-
ма (Р18, Р12). Для обеспечения красностойкости при 630 °C применяют
более легированные стали Р6М5К5, Р9К5, Р12ФЗ и т. п.
Приведенные примеры показывают необходимость тщательного тех-
нико-экономического анализа, обеспечивающего в каждом конкретном
случае при выборе стали необходимые требования при минимальном и
экономном легировании.
Часть ФАЗЫ
вторая В ЛЕГИРОВАННЫХ СТАЛЯХ
Как правило, в специальных сталях и сплавах легирующие
элементы, входящие в их состав, не являются самостоятель-
ными компонентами, а образуют фазы. Такими фазами мо-
гут быть твердые растворы и промежуточные фазы (карби-
ды, нитриды, интерметаллиды и т.п.). Структура и свой-
ства сталей определяются составом и строением фаз, их ра-
спределением в структуре и взаимодействием между собой.
Рассмотрим особенности фаз в легированных сталях.
Глава IV
ТВЕРДЫЕ РАСТВОРЫ НА ОСНОВЕ ЖЕЛЕЗА
В сталях и сплавах возможны три случая растворимости:
Компоненты практически не растворя-
ются. При этом образуется гетерогенная смесь и каждый
элемент кристаллизуется в своей решетке (например, сви-
нецсодержащие стали повышенной обрабатываемости, см.
гл. XX, п. 5). Полной нерастворимости компонентов факти-
чески нет. Так, в свинецсодержащих сталях максимальная
растворимость свинца в у-железе при 1450 °C составляет
0,02%, а в a-железе при 850°C 0,0011%. Практически не
растворяются в a-железе сера, цирконий, гафний, тантал,
висмут. Системы, в которых максимальная растворимость
32
элемента в железе менее 0,2 %, будем классифицировать
как твердые растворы с незначительной растворимостью.
Компоненты имеют неограниченную пол-
ную растворимость. В этом случае атомы разных
элементов образуют общую кристаллическую решетку —
непрерывный твердый раствор. Железо с легирующими эле-
ментами образует непрерывные твердые растворы в систе-
мах Fe—Сг; Fe—V (a-твердые растворы) и Fe—Мп: Fe—
—Ni; Fe—Со (у-твердые растворы). Однако и в некоторых
из этих сплавов при определенных концентрациях легиру-
ющего элемента и температурах образуются промежуточ-
ные фазы — интерметаллиды.
Компоненты ограниченно растворимы,
т. е. на диаграмме состояния со стороны «чистого» элемен-
та образуется ограниченный твердый раствор, имеющий
кристаллическую решетку растворителя. Величина раство-
римости будет различной в каждой системе, т. е. ограни-
ченные твердые растворы будут иметь неодинаковую об-
ласть гомогенности (концентрационные границы существо-
вания твердого раствора).
В большинстве систем на основе железа образуются
именно ограниченные твердые растворы. В зависимости от
величины области гомогенности будем классифицировать
такие растворы как ограниченные с широкой областью го-
могенности (в железе растворяется более 2 % элемента) и
с узкой областью гомогенности (от 0,2 до 2|%).
Таким образом, по растворимости легирующих элемен-
тов в железе твердые растворы подразделяют на непрерыв-
ные, ограниченные с широкой областью гомогенности, огра-
ниченные с узкой областью гомогенности, с незначительной
растворимостью.
Растворение легирующих элементов в железе может
происходить по типу замещения и внедрения.
1. Закономерности образования
твердых растворов замещения
Твердые растворы замещения на основе железа образуют-
ся в соответствии с общими законами образования твердых
растворов такого типа (условия Юм-Розери).
Условиями, определяющими растворимость компонен-
тов в растворах замещения, являются: изоморфизм, т. е.
однотипность решеток, компонентов, составляющих рас-
твор; соотношение атомных размеров компонентов («раз-
мерный фактор»); электронная структура компонентов, т.е.
3-970 33
। относительное расположение компонентов в периодической
; системе элементов Д. И. Менделеева.
। J Рассмотрим эти условия применительно к растворении»
। легирующих элементов в железе. При этом следует иметь.
1 в виду, что поскольку железо имеет две модификации: а-
железо1 и у-железо (соответственно о. ц. к. и г. ц. к. решет-
! ки), то условия образования твердых растворов на базе
этих модификаций будут различными.
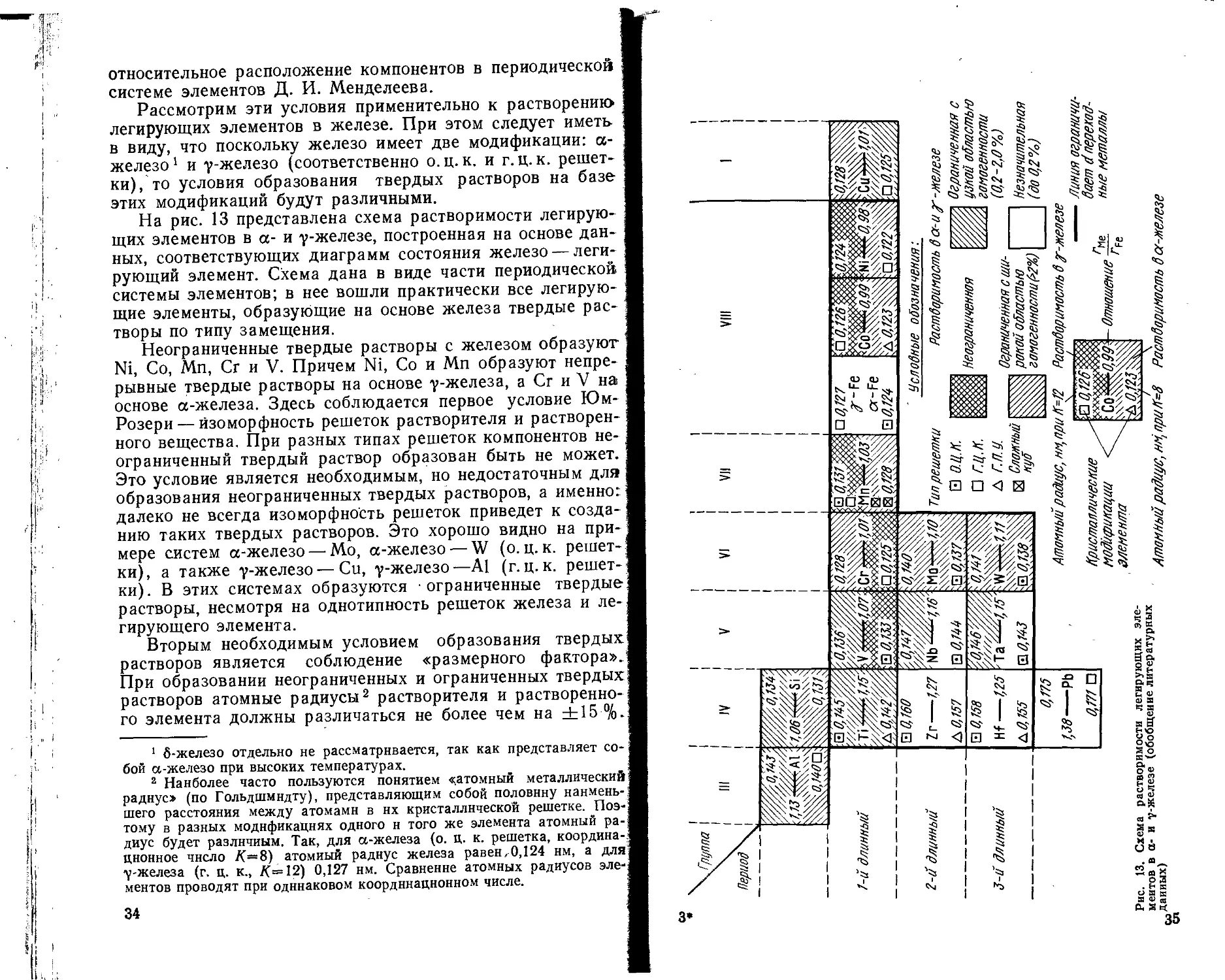
। На рис. 13 представлена схема растворимости легирую-
L.' щих элементов в а- и у-железе, построенная на основе дан-
: ных, соответствующих диаграмм состояния железо — леги-
рующий элемент. Схема дана в виде части периодической
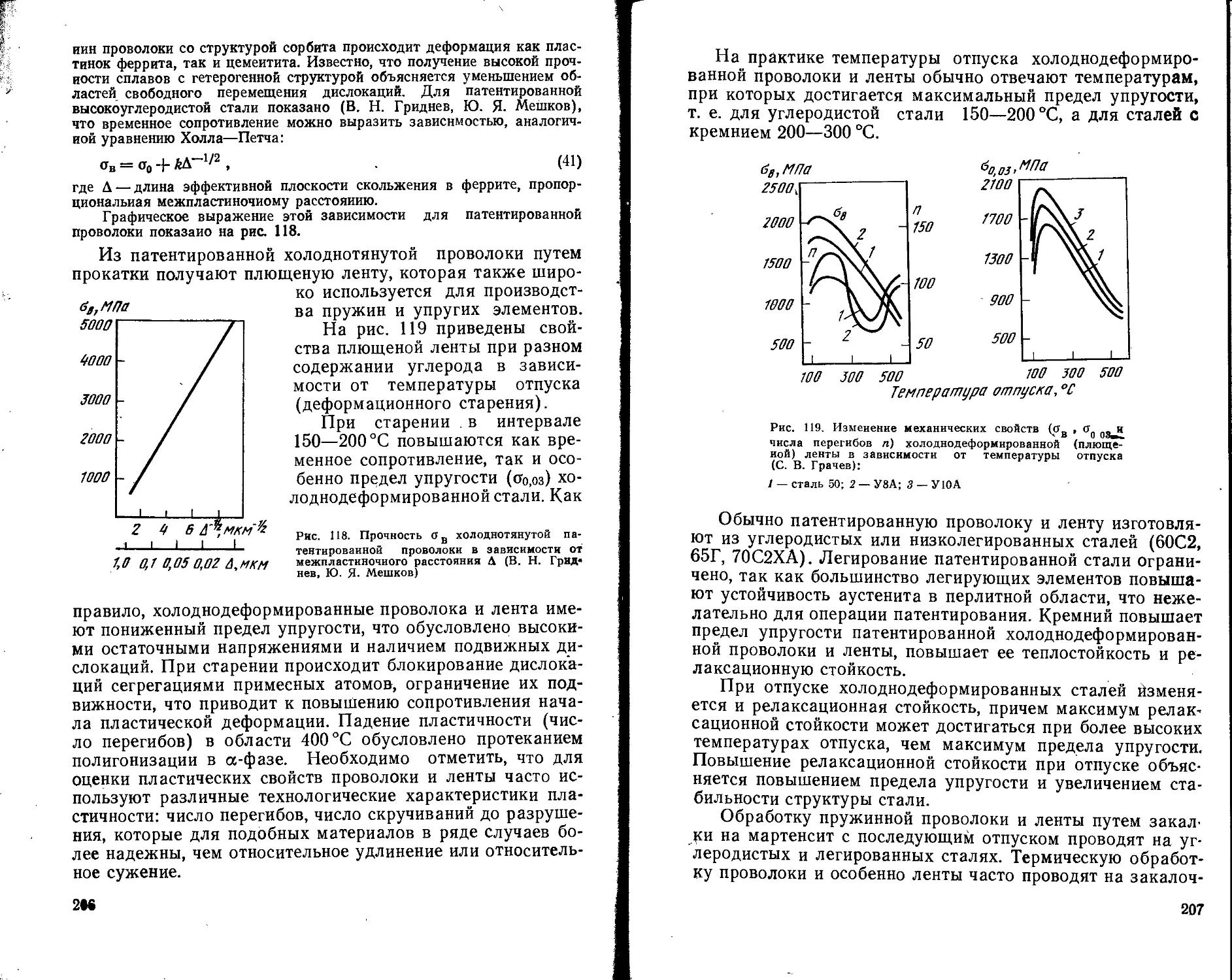
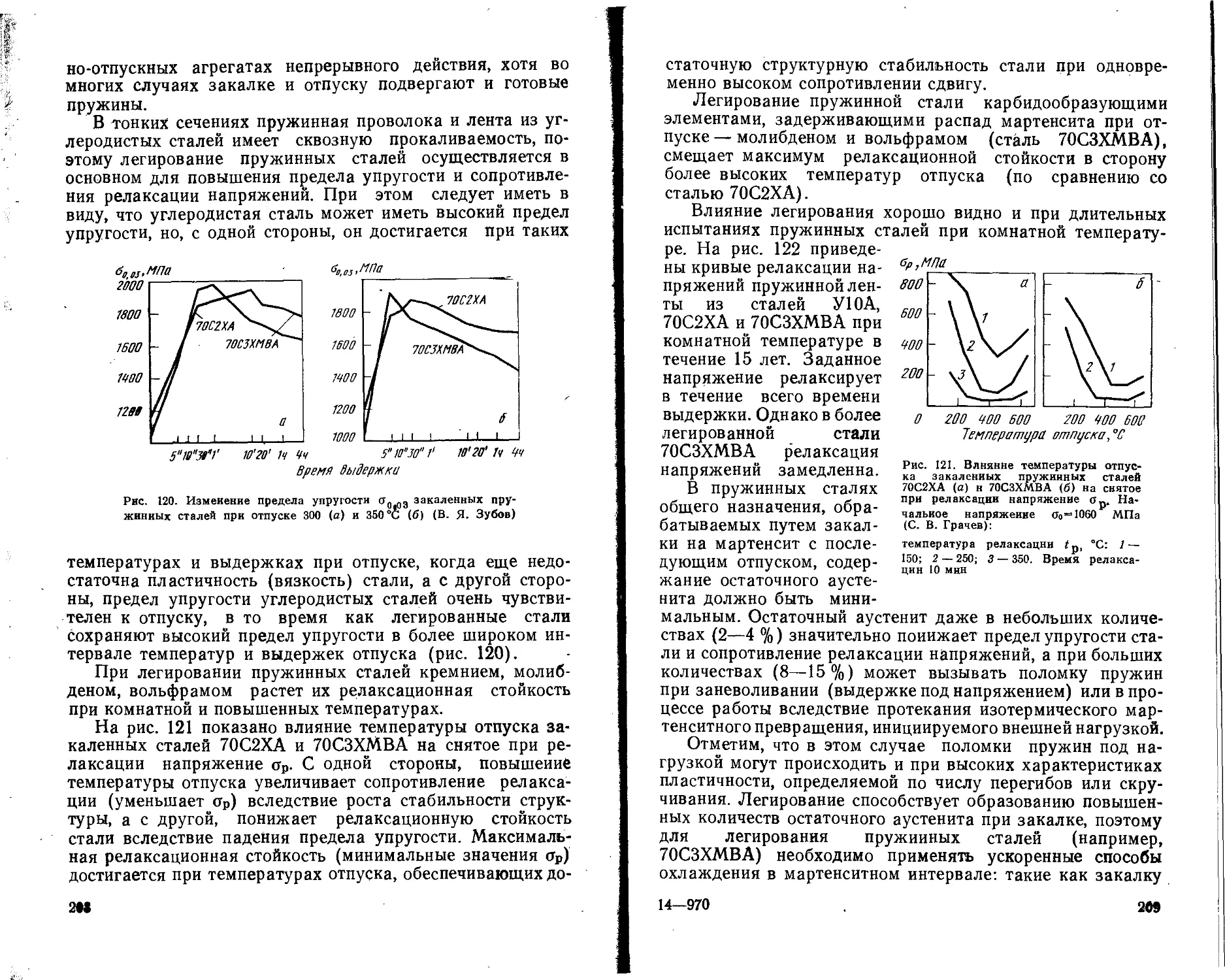
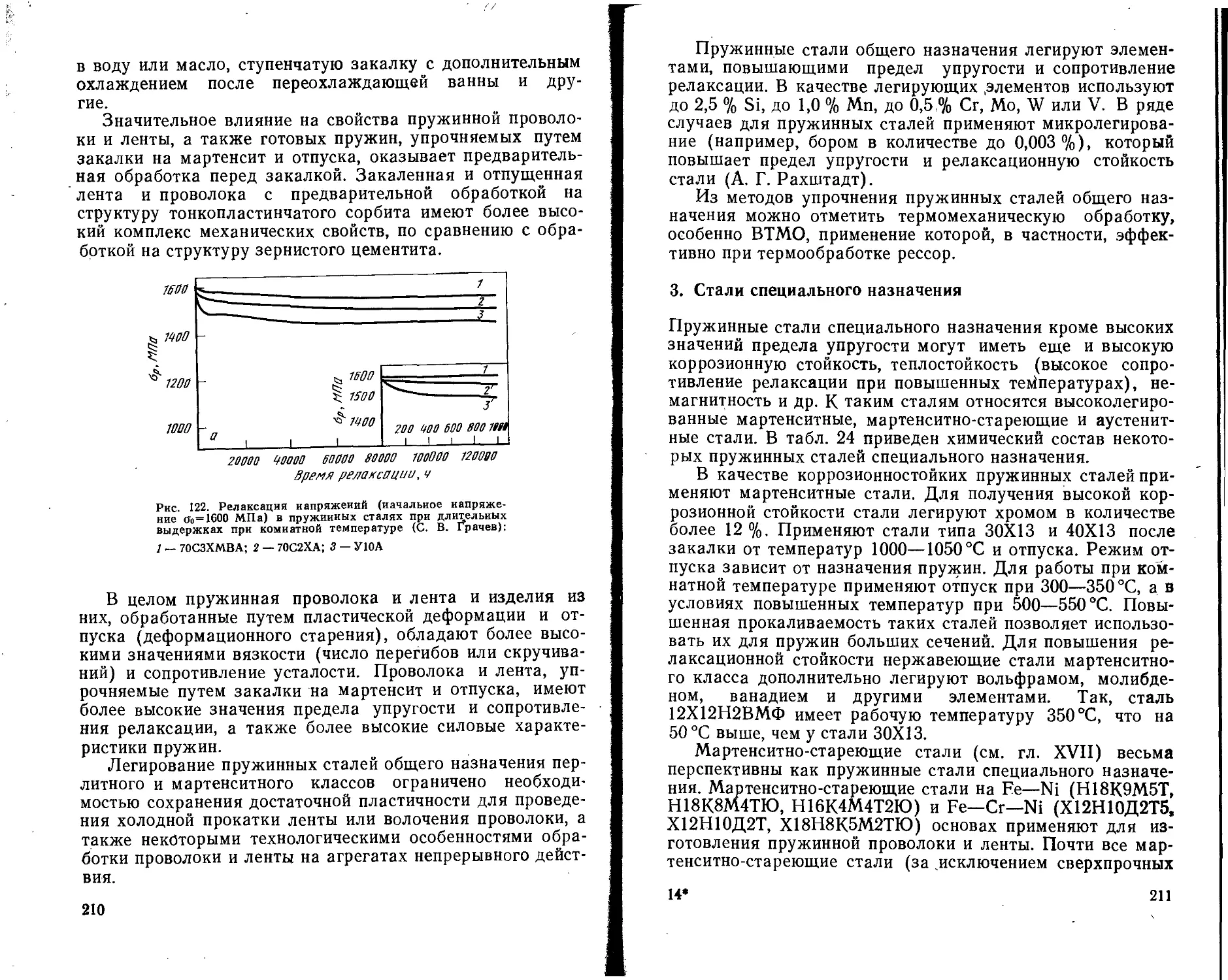
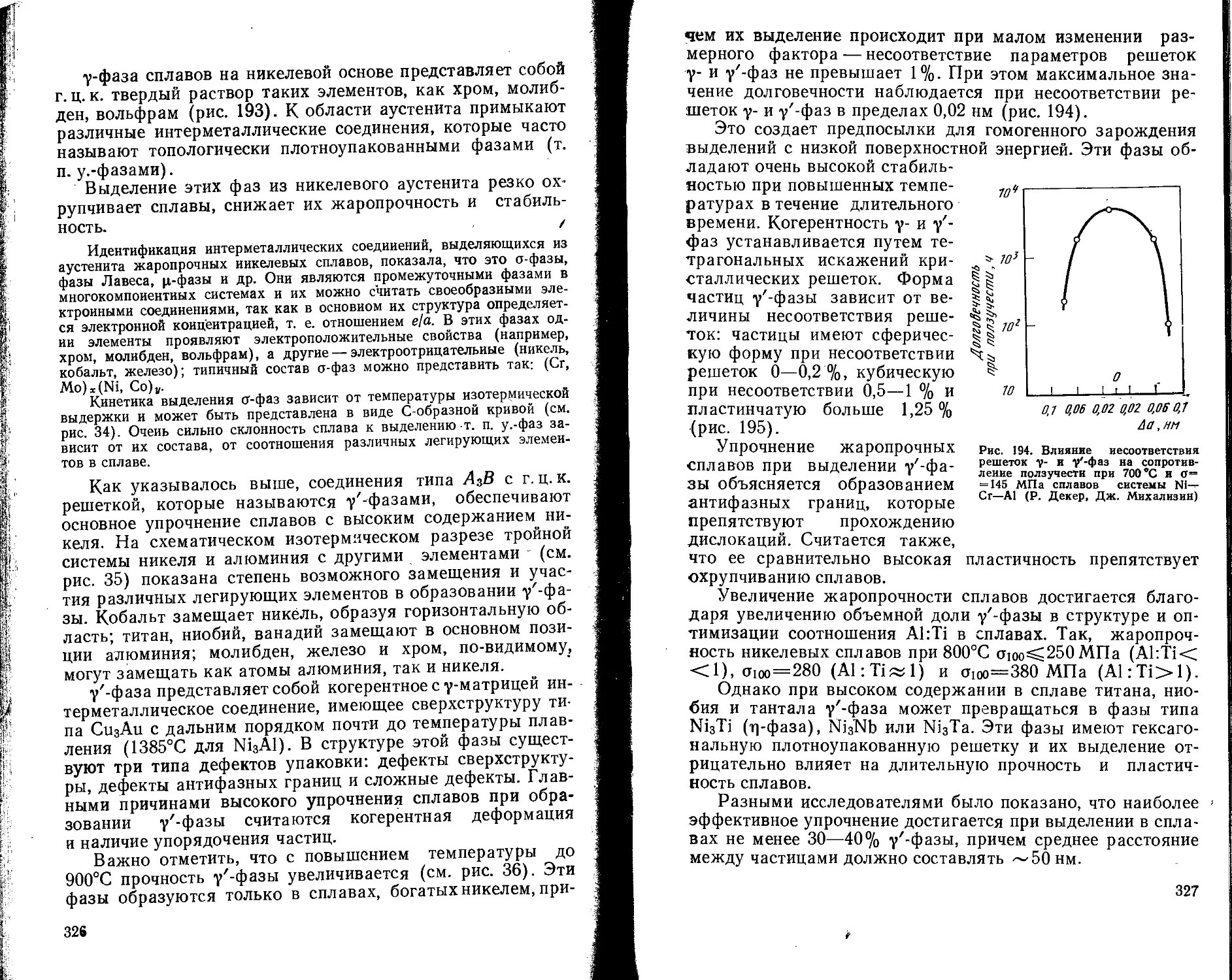
; системы элементов; в нее вошли практически все легирую-
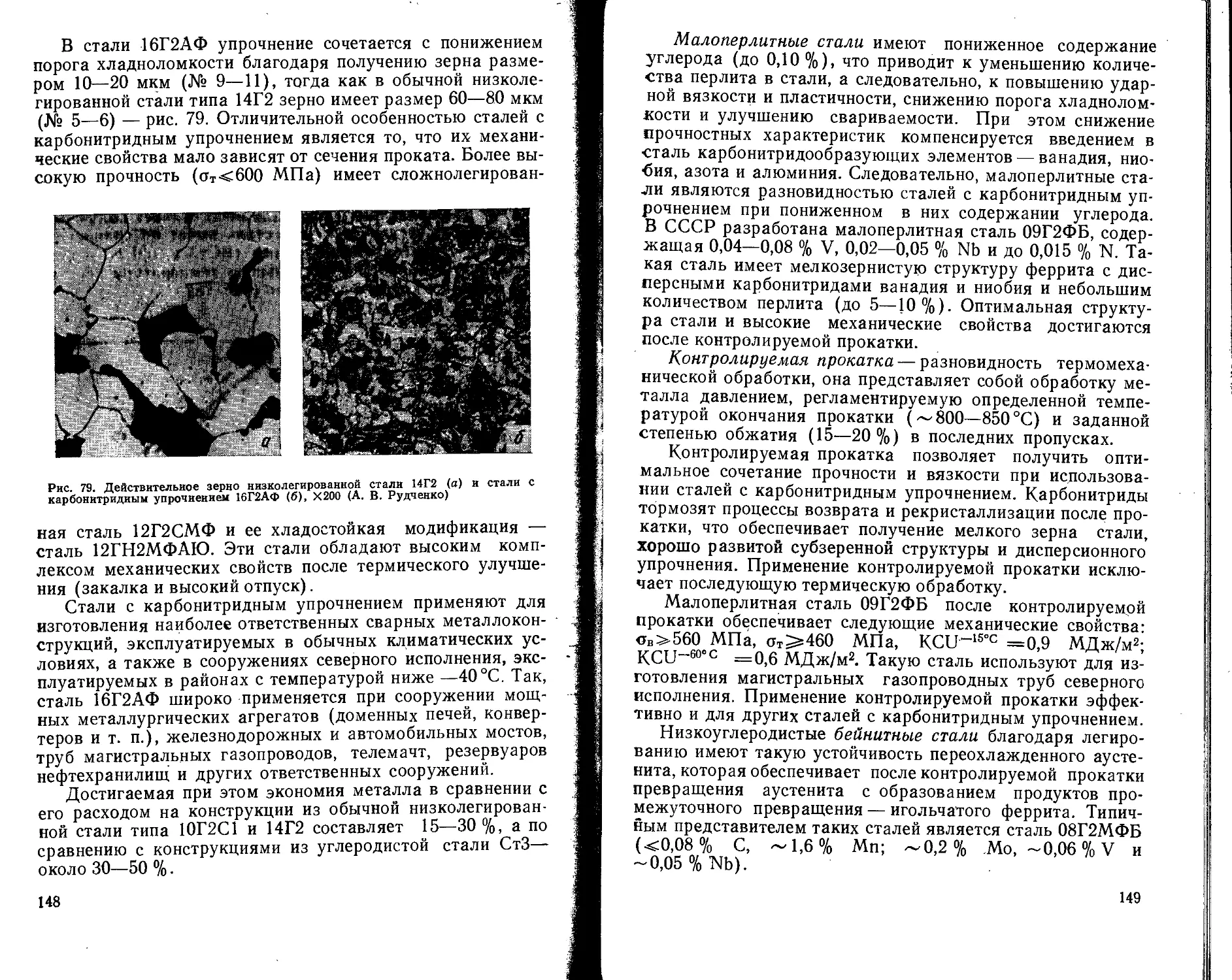
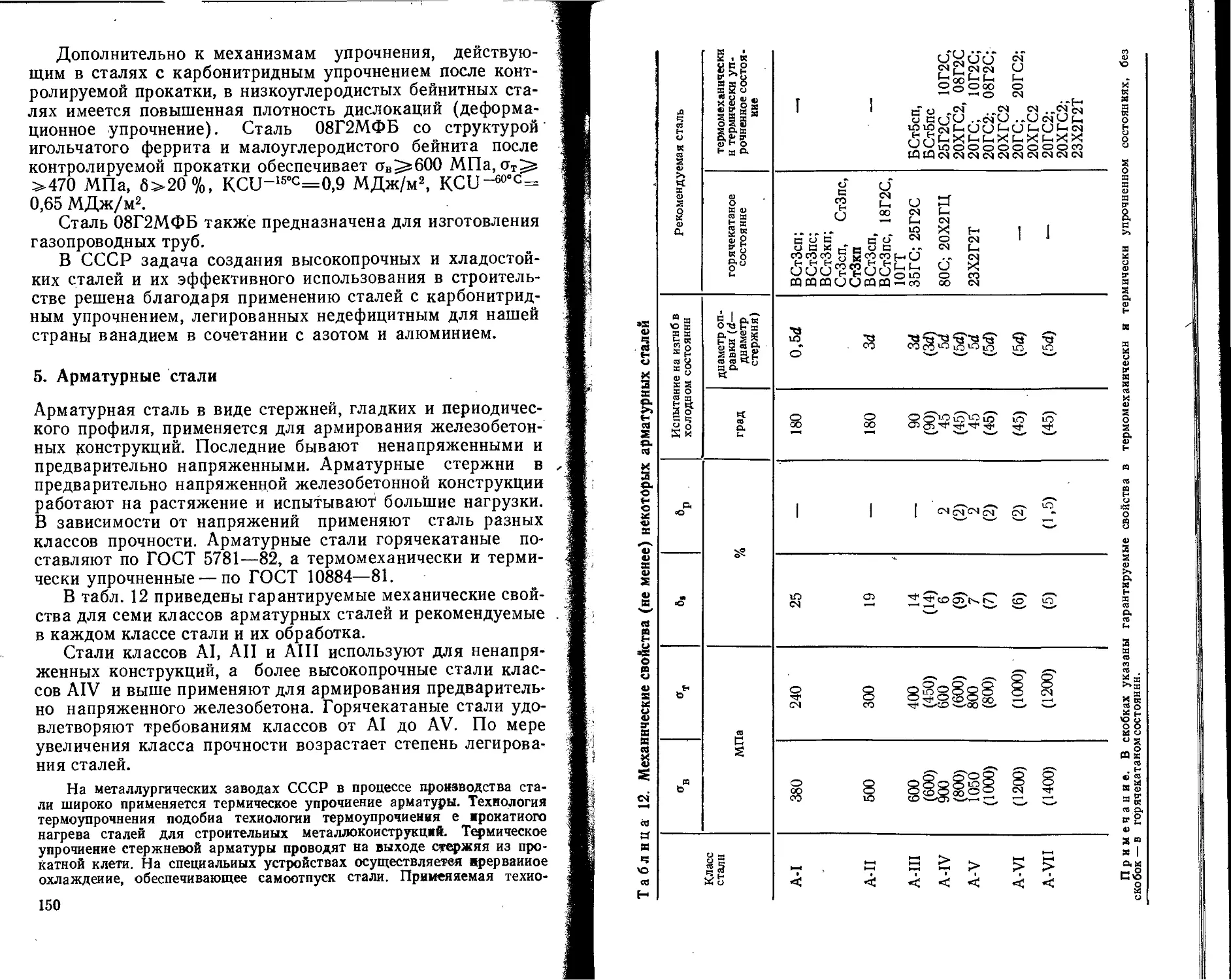
щие элементы, образующие на основе железа твердые рас-
? творы по типу замещения.
Неограниченные твердые растворы с железом образуют
), Ni, Со, Мп, Сг и V. Причем Ni, Со и Мп образуют непре-
рывные твердые растворы на основе у-железа, а Сг и V на
основе а-железа. Здесь соблюдается первое условие Юм-
«:. Розери — изоморфность решеток растворителя и растворен-
ного вещества. При разных типах решеток компонентов не-
В ограниченный твердый раствор образован быть не может.
{ Это условие является необходимым, но недостаточным для
образования неограниченных твердых растворов, а именно:'
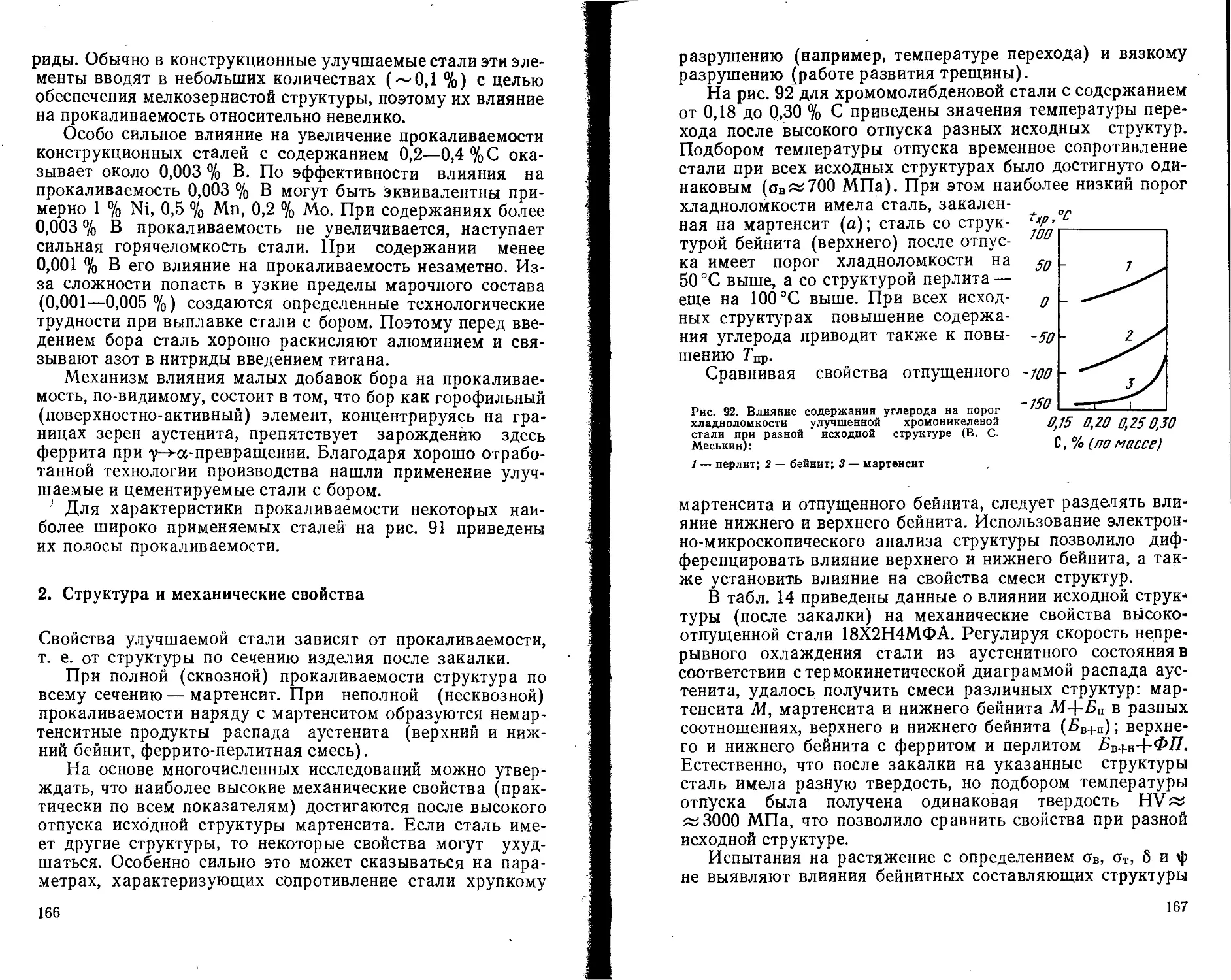
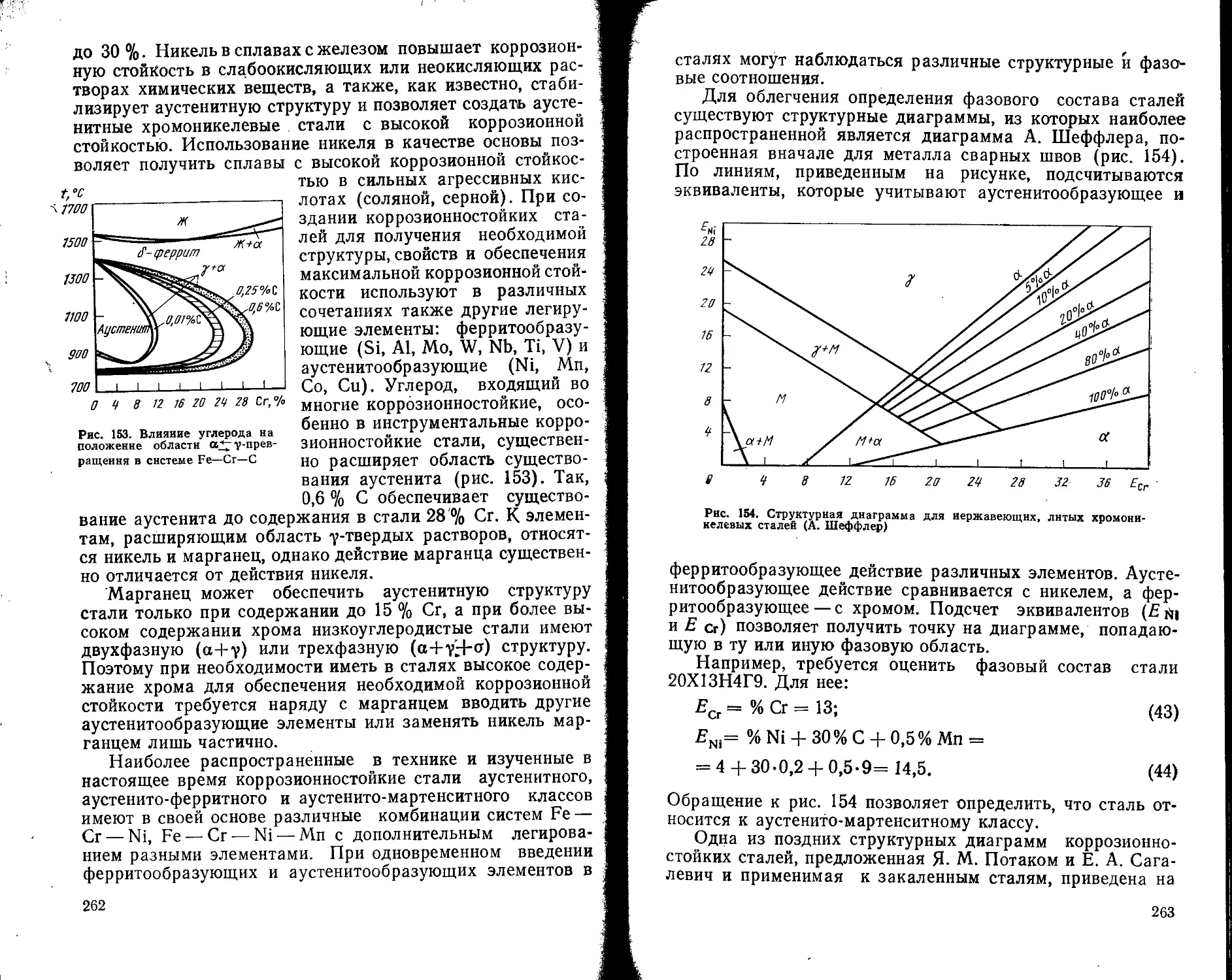
далеко не всегда изоморфность решеток приведет к созда-;
нию таких твердых растворов. Это хорошо видно на при-
:: мере систем а-железо— Мо, а-железо— W (о. ц. к. решет-;
’ ки), а также у-железо — Си, у-железо—А1 (г.ц.к. решет-i
ки). В этих системах образуются ограниченные твердые:
растворы, несмотря на однотипность решеток железа и ле-,
! тирующего элемента. j
I Вторым необходимым условием образования твердых!
растворов является соблюдение «размерного фактора».!
; При образовании неограниченных и ограниченных твердых]
; । растворов атомные радиусы2 растворителя и растворенной
го элемента должны различаться не более чем на ±15 %.]
I. i 1 6-железо отдельно не рассматривается, так как представляет со-,
С бой а-железо при высоких температурах. 1
2 Наиболее часто пользуются понятием «атомный металлический
| 1 радиус» (по Гольдшмидту), представляющим собой половину нанмень-s
: шего расстояния между атомами в их кристаллической решетке. Поэ-1
; ' тому в разных модификациях одного и того же элемента атомный ра-1
I, диус будет различным. Так, для a-железа (о. ц. к. решетка, координа-1
* цнонное число /<=8) атомный радиус железа равен,0,124 нм, а для]
П у-железа (г. ц. к., /(=12) 0,127 нм. Сравнение атомных радиусов эле-|
i ментов проводят при одинаковом координационном числе. 1
•I 34 I
Группа I
Как показано И. И. Корниловым, неограниченные твердые
растворы на основе железа и других тугоплавких металлов,
образуются, если это различие не более ±8 % •
Следовательно, для твердых растворов на основе желе-
за предельные колебания размерного фактора гме, нм
(±8 % для неограниченных и ±15|% для ограниченных
твердых растворов), будут характеризоваться данными,
представленными ниже:
а-железо у-железо г,, /г^
Me Fe
Неограниченный 0,114—0,134 0,117—0,137 0,92—1,08
Ограниченный . . 0,105—0,143 0,108—0,146 0,85—1,15
Примечание, г „
Me—атомный радиус легирующего элемента;
гре— атомный радиус железа.
Как видно из представленных данных, атомные разме-
ры никеля, кобальта, марганца, хрома и ванадия отлича-
ются от атомных размеров изоморфных с ними модифика-
ций железа не более чем на 8 %, эти элементы с железом
дают неограниченные твердые растворы. Ограниченные
твердые растворы с широкой областью гомогенности дают
эти же элементы с неизоморфными модификациями железа.
Молибден и вольфрам, которые имеют размерный фактор
за пределами 8% (соответственно 10 и II %), образуютс
обеими модификациями железа ограниченные растворы с
широкой областью гомогенности. Элементы с атомным ра-
диусом на пределе размерного фактора (титан, ниобий, тан-
тал) образуют лишь ограниченные растворы с узкой обла-
стью гомогенности или практически нерастворимы в желе-
зе. Когда размерный фактор выходит за пределы 15 %
(цирконий, гафний, свинец), элементы имеют незначитель-
ную растворимость в железе.
Если размерный фактор находится в допустимых пределах и со-
блюдается условие изоморфности решеток (например, система у-желе-
зо — Си), значение предельной растворимости не всегда коррелирует
с отклонением размеров атомов легирующего элемента от железа.
В какой-то степени это может быть объяснено тем, что атомный раз-
мер не является постоянной характеристикой элемента. Атомный радиус
железа и легирующего элемента в стали и сплаве может отличаться от
тех же параметров в чистых металлах, которые указаны на рис. 13.
Размеры атомов в твердых растворах характеризуются эффек-
тивным атомным радиусом. На с. 37 приведены значения
эффективных атомных радиусов легирующих элементов в твердом рас-
творе На основе а-железа.
Значения атомных радиусов «чистых» металлов (гМе по Гольд-
шмидту при К=8) и их эффективных атомных радиусов гМе в твердом
растворе на основе a-железа представлены ниже:
36
Легирующий элемент . . гМе • • • • Ti 0,142 V 0,133 Сг 0,125 Мп 0,128 Со 0,123 Ni 0,122
_эФФ гМе • • • 0,136 0,129 0,128 0,128 0,127 0,128
0,006 0,004 0,003 0,003 0,004 0,006
^гМе ' ’ • 4,2 3,0 2,4 2,3 3,2 4,9-
* В числителе — в нанометрах, в знаменателе — в процентах.
Из приведенных данных видно; что в сплавах на основе а-железа
эффективный атомный радиус на 2—5 % отличается от атомного радиу-
са чистого металла. Чем более удален элемент от железа в периодиче-
ской системе, тем больше эта разница. Эти отклонения могут внести
определенные коррективы в размерный фактор.
Однако размерный фактор является необходимым, но
недостаточным условием, определяющим образование твер-
дого раствора замещения.
Значения предельной растворимости легирующих эле-
ментов в железе зависят от взаимного расположения этих
элементов в периодической системе. Наибольшую раствори-
мость в железе имеют элементы, находящиеся в том же пе-
риоде, что и железо, а также расположенные в наиболее
близких к нему V—VIII группах. Как известно, по мере
удаления от железа увеличивается различие в строении
внешних d- и s-электронных оболочек d-переходных метал-
лов, изменяется металлическая валентность и электрохими-
ческие свойства элементов, т. е. обычно говорят, что изме-
няется сродство кэлектрону. В свою очередь элек-
тронное строение определяет и атомные размеры элементов.
Поэтому как размерный фактор, так и сродство к элек-
трону являются связанными между собой параметрами, оп-
ределяющими растворимость элементов в железе.
Роль электронного строения компонентов при образова-
нии твердых растворов на основе железа установлена дале-
ко не однозначно, во всяком случае, электронная теория ог-
раниченных твердых растворов в сплавах железа еще да-
лека от подобной теории для твердых растворов на основе
благородных металлов (электронные соединения на основе
меди, серебра и золота). Роль сродства к электрону для
твердых растворов в сплавах железа освещена в трудах
В. К. Григоровича.
Необходимо также отметить, что все рассмотренные вы-
ше закономерности образования твердых растворов на ба-
зе железа установлены для двойных систем железо — леги-
37
рующий элемент. В реальных сталях и сплавах образуют-
ся многокомпонентные твердые растворы. Закономерности
образования твердых растворов для конкретных многоком-
понентных систем будут рассмотрены при изложении мате-
риалов по соответствующим легированным сталям.
2. Закономерности образования
твердых растворов внедрения
Твердые растворы внедрения образуют элементы внедрения
с малыми атомными размерами. Значения атомных радиу-
сов гх элементов внедрения приведены ниже:
Элемент внедре-
ния ............. В С N О Н
Гх, нм........... 0,091 0,077 0,071 0,063 0,046
Твердые растворы внедрения являются частным случа-
ем фаз внедрения (к последним также относятся карбиды,
нитриды, бориды, оксиды, гидриды и другие химические
соединения переходных металлов с элементами внедрения).
Твердые растворы внедрения всегда ограничены, а раство-
римость в них зависит от кристаллической структуры ме-
талла-растворителя и размеров атома элемента внедрения.
Ограниченность твердых растворов внедрения определяет-
ся тем, что они сохраняют решетку металла-растворителя,
а атомы внедрения в них занимают лишь вакантные меж-
доузлия — октаэдрические и тетраэдрические поры в ре-
шетке металла-растворителя. Часть пор всегда не запол-
нена. Размеры этих пор для о. ц. к., г. ц. к. и г. п. у. реше-
ток представлены ниже, а на рис. 14 приведена схема
расположения пор в а- и у-железе:
О. ц. К. Г. ц. к- Г. п. у.
Октаэдрические поры 0,154Гл1е 0,41r^e 0,412r^
Т етр аэдрнческие поры ..... 0,291/^ 0.22гМе 0,222^е
Примечание. —радиус атомов в узлах решетки металла-
растворителя.
Наиболее благоприятными позициями расположения
атомов внедрения в твердом растворе будут октаэдриче-
ские поры в a-железе и окта- и тетраэдрические поры в
у-железе. Междоузлие обязательно должно быть меньше,
чем размер атома внедрения, так как в противном случае
38
прочной связи между атомами металла-растворителя и ато-
мами внедрения не будет. Однако размер поры не должен
быть и слишком малым, так как внедрение атома вызовет
ослабление связей между атомами решетки растворителя,
и структура такого твердого раствора будет неустойчивой.
Какая из пор является наиболее благоприятной для раз-
мещения в ней атома внедрения, будет определяться не
только ее размерами, но и количеством соседних атомов,
Рис. 14. Положение октаэдрических (б, г) и тет-
раэдрических пор в г. ц. к. (а, б) и о. ц. к. (в, г)
решетках
претерпевших деформацию при образовании твердого рас-
твора внедрения. Так, в a-железе растворение углерода и
азота происходит в октаэдрических порах, меньших по раз-
меру, чем тетраэдрические, так как в первом случае сме-
щаются два атома вдоль ребра куба в направлении с ма-
лой плотностью упаковки, а во втором —четыре атома в
направлении плотной упаковки. Таким образом, энергия
деформации о. ц. к. решетки от внедрения атомов углерода
или азота в окта-пору будет меньше, чем при внедрении их
в тетра-пору.
Растворимость атомов внедрения увеличивается с умень-
шением размера атомов, т. е. возрастает в ряду В — С —
N — О — Н. Из перечисленных атомов внедрения наиболь-
шее значение при рассмотрении легированных сталей име-
ют углерод и азот. Данные по их растворимости в а-железе
приведены на рис. 15. Как видно, азот, имеющий меньший
атомный радиус (0,071 нм), чем углерод (0,077 нм), рас-
39
творяется в а-железе в значительно большем количестве.
В у-железе максимальная растворимость азота также
больше, чем углерода (2,8 и 2,0%, соответственно). Зна-
чительно большая растворимость углерода и азота в у-же-
лезе по сравнению с a-железом связана с тем, что в г. ц. к.
решетке размер пор больше, а их число
о. ц. к.-решетке, т. е. для
t,°c
700
воо
500
BOO
зоо
zoo
100
меньше, чем в
а-железа характерна большая
рыхлость упаковки. Необходи-
мо также отметить, что зна-
чительная деформация решет-
ки при внедрении атомов неме-
талла в пору решетки металл а-
растворителя приводит к тому,
что значительное число пор не
заполняется атомами внедре-
ния. Так, при предельном насы-
щении углеродом у-железа (до
2 % С) один атом углерода
приходится на каждые три
элементарных ячейки железа
[~8% (ат.) С], а для а-желе-
за (0,018 % С) один атом угле-
рода на 600 элементарных
ячеек [0,083 % (ат.) С]. Столь
значительное различие растворимости углерода в двух мо-
дификациях железа обусловливает возможность различной
термической обработки сталей.
Твердые растворы внедрения, как и все фазы внедрения,
образуются при выполнении условия (правила Хэгга)
гх!гМе < 0,59, (1)
723°С
0,018°/ос \
С гб N
7 2,B-10'to/M
' НГ’/Ь
о,1 c;N,%
Рис. 15. Температурная зависи-
мость растворимости углерода
(сплошные линии) и азота
(штриховые линии) в а-железе
где гх — радиус атома внедрения (неметалла); гМе—ра-
диус атома-растворителя (металла).
Это соотношение выполняется, если в расчет принима-
ются эффективные радиусы элементов. Указанные выше
значения атомных радиусов элементов внедрения могут
сильно отличаться от эффективных радиусов тех же эле-
ментов, находящихся в твердом растворе. Так, на основе
измерения параметров твердых растворов внедрения и по-
следующих расчетов установлено, что эффективный радиус
атомов углерода (г с**ф) в у-железе равен 0,068 нм (вместо
гс = 0,077 нм), а 0,073 нм (вместо rN=0,071 нм).
Следовательно, правилу Хэгга соответствует отношение
гэфф/гэфф=0,68/1,27«0,54 и г??ф/гЙФ =0,73/1,27«0,57 и
40
не соответствует отношение, взятое без учета эффективно-
го атомного радиуса углерода: rc/rFe=0,077/0,127«0,61.
Необходимо отметить, что для бора, даже с учетом его
эффективного атомного радиуса (гвФФ~0,087±0,01 нм),
при образовании твердого раствора внедрения в железе
правило Хэгга не выполняется (rB/rFe =0,68). Такое отно-
шение не позволяет образовать твердые растворы замеще-
ния бора в железе. Поэтому можно предположить, что ато-
мы бора внедряются в решетку растворителя по дефектам
кристаллического строения (вакансиям, дислокациям, суб-
границам и границам). Вообще роль дефектов кристалли-
ческого строения при образовании твердых растворов мо-
жет быть значительной, благодаря этому при образовании
твердых растворов могут наблюдаться отклонения от раз-
мерного фактора. На основании роли размерного фактора
для твердых растворов внедрения (гх/гме<0,59) и замеще-
ния (гэ/гме—0,85—1,15) следует сказать, что отношение
атомных размеров в пределах 0,59—0,85 является неблаго-
приятным для образования твердых растворов. В этом слу-
чае, как будет показано ниже, получаются химические со-
единения со сложной структурой.
В твердых растворах внедрения может происходить процесс упо-
рядочения. Наиболее интересный пример такого процесса — упорядоче-
ние в железоуглеродистом мартенсите. В мартенсите атомы внедрения
(углерод) занимают только октаэдрические междоузлия о. ц. к. решетки
железа. Упорядочение в такой решетке обусловливает появление тетра*-
гональности решетки мартенсита. В о. ц. к. решетке железа можно выде-
лить три о. ц. к. подрешетки со своими направлениями тетрагональностц:
[100], [010], [001]. В случае, когда весь углерод расположен только
в одной такой подрешетке, мартенсит находится в наиболее упоря-
доченном состоянии н имеет наибольшую степень тетрагональности.
Если же атомы углерода поровну распределены между тремя подрешеть
ками, мартенсит вполне неупорядочен и имеет кубическую решетку.
Между этими крайними случаями возможны частично упорядоченные
состояния. Если бы взаимодействие атомов отсутствовало, то в равно-
весии атомы углерода были бы распределены равномерно по всем под-
решеткам. Из-за наиболее сильной деформации о. ц. к. решетки в на-
правлении [001] при сдвиговом механизме ее образования из г. ц. к.
решетки атомы углерода в основном располагаются в окта-порах оси
тетрагональное™ [001], так как именно здесь наблюдается наибольшее
деформационное взаимодействие.
Параметр дальнего порядка s в мартенсите может изменяться от О
до 1. С учетом этого параметра тетр агон альность мартенсита с/а может
быть выражена в зависимости от атомной доли углерода в мартенси-
те С следующим выражением:
с/а = 1 +0,0096 Cs. (2)
Наибольшая тетрагональность мартенсита будет прн полном упоря-
дочении, т. е. при s=l.
«-
3. Железо и его свойства
Железо является основой всех сталей и многих сплавов.
Стали и сплавы черных металлов на сегодня являются
главным конструкционным материалом.
Столь широкое использование железа связано не только
с его большими природными запасами, пригодными для
промышленной разработки, а также обусловлено способ-
ностью материалов на основе железа менять структуру и
свойства при легировании и термической обработке.
Железо является d-переходным металлом. Его атомная
масса 55,85; плотность 7,684-103 кг/м3; конфигурация внеш-
них электронных оболочек
C+N,% (по массе)
Рис. 16. Зависимость предела
текучести и временного сопро-
тивления разрыву железа от
«степени его чистоты (Д. С. Ка-
менецкая, И. Б. Пилецкая,
В. И. Ширяев)
3d64s2; кристаллографические
модификации — о. ц. к. (а- и
6-железо) и г. ц. к. (у-железо);
параметры решетки: 0,286 нм
(при +20 °C) для а-железа;
0,364 нм (при 950 °C) для у-
железа; 0,293 нм (при 1425 °C)
для 6-железа; атомный радиус
(по Гольдшмидту) 0,127 нм
(К=8, о.ц. к. решетка);
0,124 нм (К=12, г. ц. к. ре-
шетка).
Свойства железа зависят от
его чистоты. В последнее вре-
мя достигнут существенный
прогресс в способах очистки
железа от примесей. Наряду с
широко применяемыми про-
мышленными методами очистки (внепечное вакуумирова-
ние, электровакуумное плавление, электрошлаковый пере-
плав, карбонил-процесс, электролиз и др.) разработаны
новые методы очистки: зонное плавление, рафинирование
(отжиг) в водороде и высоком вакууме, электроннолуче-
вая плавка и др. Особо чистое железо получают при соче-
тании разных методов очистки. Возможности некоторых ме-
тодов глубокой очистки могут быть охарактеризованы при-
веденными ниже данными о содержании Си N [% (не
более)] (Каменецкая Д. С., Пилецкая И. Б., Ширяев В.И.).
с N
Зонное плавление............... 10—5 10—5
Зонное плавление+300 ч рафини-
рования в водороде............. 10—7 10—7
Зонное плавление +Ю00 ч рафи-
нирования в водороде .... 10—8 10—8
По степени чистоты железо условно принято делить на
железо технической чистоты (FeT,4) и железо высокой сте-
пени чистоты (FeB>4); к последнему относят материал с со-
держанием всех примесей ^10-4%.
Температуры превращений в железе в сильной степени
зависят от его чистоты. Ниже приведены температуры пре-
вращений, °C, в железе FeT,4 и FeB,4 (Д. С. Каменецкая,
И. Б. Пилецкая В. М. Ширяев):
FeT. ч ^еВ.ч
Плавление . . . , 1528—1535 1535—1540
6->Y..... 1394*/1388 1394—1410*/1388
у^а 851—895»/845—865 908—916»/874—908
Парамагнетик —
ферромагнетик ... 765 765—770
* В числителе — температуры превращений при иагреве, в знаменателе — при
охлаждении.
Чистота железа определяет его механические свойства.
На рис. 16 приведены данные по суммарному влиянию при-
месей внедрения — углерода и азота — на механические
свойства железа. Наиболее чистое поликристаллическое
железо (<10-7%C+N) имеет предел текучести 21—30 и
временное сопротивление 50 МПа. Уже при содержании
примесей (C-j-N) ~ 10-4% временное сопротивление сос-
тавляет 50—60 МПа, а в железе технической чистоты [(с+;
+N)~10-3—10-2%], оно обычно равно 120—150 МПа.
Необходимо отметить, что полученные значения предела
текучести железа высокой степени чистоты (20 МПа) близ-
ки к теоретически рассчитанным значениям напряжения
Пайерлса — Набарро (оп-н). Для металлов оно считается
приблизительно равным
стп-н = 2-1°“4°. (3)
где G — модуль сдвига металла.
Для железа G=8400 МПа и, следовательно, оп-н = 17
МПа. Следовательно, в железе высокой степени чистоты
единственным препятствием началу движения дислокаций
являются силы трения решетки.
Необходимо также напомнить, что теоретическая проч-
ность железа, рассчитанная впервые Я. М. Френкелем, со-
ставляет около 13000 МПа. Такие же значения прочности'
получены экспериментально на нитевидных кристаллах
(усах) железа. Следовательно, реальная прочность железа
на два порядка меньше его теоретической прочности.
4»
Склонность железа к хрупким разрушениям, оценива-
емая по температуре перехода из вязкого в хрупкое состо-
яние1, также значительно увеличивается с ростом содержа-
ния примесей внедрения: углерода, азота и кислорода
(рис. 17). Наиболее чистое железо (C + N) и
10~5О/о О] имеет 7’Пр=—85°C при содержании примесей
[4-10-3% (C+N)+O] 7’пр=—12°С. При большем содержа-
нии примесей Тпр лежит выше комнатной температуры.
-196 +20 10f10'3
tuc„, °с Примеси
внедрения, %
Рнс. 17. Зависимость ударной вязкости KCU от температуры испытания же-
леза различной степени чистоты (Д. С. Каменецкая, И. Б. Пилецкая,
В. И. Ширяев):
J, 2—(C+N<10—6 %; 0, %: 1 — <10~6; 2 —<10~4- 3—9 — 0,002—0,0004 %
(C+N); О, %: 3 — 0,001; 4 — 0,0037 ; 5 — 0,0046; 6 — 0,007; 7 — 0,011; 8 — 0,057;
9 — 0,27
Рис. 18. Влияние содержания примесей внедрения (7—<10 7 , %, 2—~10
3 — 10— 3, %) иа предел текучести (а) и прирост предела текучести Д.ат=
=Да“1®®0^' —(б) железа (В. И. Саррак, С. О. Суворова,
т т
В. И. Ширяев)
Прнмесн внедрения обусловливают температурную зависимость пре-
дела текучести о. ц. к. металлов. Как известно, с уменьшением темпера-
туры испытания (особенно ниже комнатной температуры) возрастают
значения предела текучести. Это существенно зависит от содержания
в твердом растворе железа примесей внедрения (рис. 18). При содер-
жании (C+N) около 10-1 % предел текучести возрастает с понижением
температуры незначительно. Наиболее существенно возрастает предел
текучести при содержании примесей (10-3—10~4) % (рис. 18,а). При-
рост предела текучести отожженного железа при изменении температу-
ры от комнатной (+20 °C) до температуры жидкого азота (—196 °C)
возрастает с увеличением концентрации примесей внедрения от 10-7 до
3-10-4 % (рнс. 18,6). При ббльшем содержании атомов внедрения в
отожженном железе температурная зависимость предела текучести
практически не изменяется.
Температурная зависимость предела текучести железа, как и дру-
гих о. ц. к. металлов, обусловлена взаимодействием атомов внедрения
1 Как известно, температура перехода из вязкого в хрупкое состо-
яние (ТпР) может быть определена как температура, при которой про-
исходит резкое падение ударной вязкости или излом нз вязкого перехо-
дит в хрупкий (50 % волокна в изломе).
44
с дислокациями. По Коттреллу, упругое поле напряжений дислокаций
взаимодействует с примесными атомами внедрения, поэтому вблизи
дислокаций образуются скопления атомов внедрения — атмосферы Кот-
трелла. При понижении температуры концентрация примесей около
дислокации возрастает в соответствии с формулой:
С = Со ехр (£Ж), (4)
где С — концентрация атомов внедрения на дислокации; Со — средняя
концентрация атомов внедрения в твердом растворе; Е — энергия связи
атома внедрения с полем упругих искажений дислокаций; Т — темпера-
тура; k — константа Больцмана.
Атмосферы Коттрелла закрепляют дислокации, при этом увеличива-
ется прочность железа, этим и объясняется температурная зависимость
предела текучести (ниже комнатной температуры).
При достаточном количестве атомов внедрения в твердом растворе
(Со) ниже определенной температуры будут образовываться насыщен-
ные атмосферы Коттрелла (С=1). Ко-
личество атомов внедрения в твердом
растворе, необходимое для образования
насыщенных атмосфер Коттрелла, будет
зависеть от плотности дислокаций. Рас-
четы показали, что для закрепления всех
дислокаций атмосферами Коттрелла в
отожженном железе, имеющем плотность
дислокаций 107—108 см-2, необходима
концентрация атомов внедрения С+
+N~10~4—10-3 % (по массе). Это под-
тверждается приведенными выше экспе-
риментальными данными (см. рис. 17
и 18). Действительно, с увеличением
концентрации примесей внедрения выше
Ю-7 % температурная зависимость же-
леза увеличивается (растет Лот) до зна-
чений концентрации примесей С0=ЗХ
Х103 % (по массе). Очевидно, что зна-
чение, находящееся в пределах выше-
приведенных расчетных данных, являет-
ся концентрацией, при которой все
дислокации в отожженном железе бу-
Рис. 19. Распределение атомов
внедрения в твердом растворе
железа:
/ — атомы в атмосферах Котт-
релла; 2 — атомы в твердом
растворе (В. И. Саррак,
С. О. Суворова, В. И. Ширя-
ев)
дут закреплены насыщенными атмосферами Коттрелла (рис. 19).
При содержании атомов внедрения в железе менее 3-10~4% все
они находятся в атмосферах Коттрелла. При увеличении их концентра-
ции в сплаве выше этого значения возрастает концентрация атомов
внедрения в твердом растворе, находящихся в несвязанном с дислока-
циями состоянии. С явлением сегрегации примесей внедрения у дисло-
каций и их закреплением атмосферами Коттрелла связано деформаци-
онное старение мягких сталей (см. гл. XIII, п. 1).
4. Структура и свойства легированного феррита
Феррит — одна из основных фаз во многих сталях. В кон-
струкционных сталях его доля составляет около 95 % > по-
этому знание свойств легированного феррита позволит пра-
вильно оценить общий уровень свойств сталей.
45
Легированный феррит представляет собой многокомпо-
нентный твердый раствор по типу замещения и внедрения
легирующих элементов и примесей в a-железе. Изучению
свойств легированного феррита посвящены работы совет-
ских ученых А. П. Гуляева, В. С. Меськина, М. М. Штейн-
берга и др.
Дислокационные теории упрочнения твердых растворов
при легировании (Мотта и Набарро, Флейшера) не дают
для сплавов железа совпадения расчетов с экспериментом.
Эмпирически установлено, что количественная оценка
упрочнения железа при легировании возможна на основе
аддитивного вклада упрочняющего влияния отдельных ле-
гирующих элементов на свойства a-твердого раствора же-
леза. Так, при одновременном легировании а-феррита ато-
мами нескольких (4—5) легирующих элементов их влияние
на упрочнение может быть просуммировано:
п
' (5)
Л=1
где Кf- коэффициент упрочнения феррита, представляю-
щий собой прирост предела текучести при растворении в
нем 1 % (по массе) i-того легирующего элемента: С‘ф—кон-
центрация i-того легирующего элемента, растворенного в
феррите, % (по массе).
Значения К, для легирующих элементов, входящих в со-
став феррита, приведены ниже:
Элемент C+N Р Si Ti Al Си Мп Сг Ni Mo V
К$, МПа/Г %
(по массе) . . ‘4670 690 85 80 60 40 35 30 30 10 3
Необходимо отметить, что при оценке упрочнения фер-
рита по приведенной формуле следует брать концентрацию
легирующего элемента, растворенного в феррите, а не со-
держание этого элемента в стали.
На рис. 20 представлено влияние концентраций элемен-
тов замещения на свойства железа высокой чистоты. Эти
данные показывают, что в области малых концентраций
наибольшее упрочняющее влияние оказывает фосфор, тог-
да как хром, находящийся в феррите, в наименьшей степени
упрочняет железо.
Прочность феррита сильно зависит от диаметра зерна
d. Эта зависимость определяется соотношением Холла—
Петча:
46
u^a.+^d-^,
(6)
где at — напряжение трения или предел текучести в отсут-
ствии сопротивления со стороны границы, т. е. предел те-
кучести монокристалла; Ку—коэффициент, характеризу-
ющий вклад границ зерен в упрочнение.
В графическом выражении зависимости aT=f(d~1/2)
(рис. 21) а,- представляет собой отрезок, отсекаемый на оси
•ординат при d“1/2 =0 (d = oo), а Ку характеризуется тан-
генсом угла наклона прямолинейной зависимости.
Рис. 21. Зависимость предела текучести
железа от размера зерна (Петч)
Рнс. 20. Зависимость предела текучести, железа от содержания легирующих
элементов замещения ^Аллен)
Значение <т,- феррита будет зависеть от твердорастворно-
го упрочнения, плотности дислокаций, наличия дисперс-
ных частиц, а Ку от наличия примесей внедрения в твердом
растворе, блокировки дислокаций примесями, угла разо-
риентировки границ. Для низкоуглеродистых сталей, фер-
рита технической чистоты значения Ку составляет 0,57—0,73,
а для железа высокой чистоты 0,16—0,19 МПаКм.
Таким образом, чем меньше размер зерна, тем выше
должна быть прочность феррита. Эффективность зерногра-
ничного упрочнения определяется степенью измельчения
зерна.
Важнейшей характеристикой стали является значение
порога хладноломкости Тхя или температуры перехода ТПр
из вязкого в хрупкое состояние, характеризующее склон-
ность стали к хрупкому разрушению.
4Г
Влияние размера зерна на склонность сталей и сплавов
к хрупким разрушениям вытекает из известной схемы
А. Ф. Иоффе, работ советских школ под руководством
Н. Н. Давиденкова и Я- Б. Фридмана. Математическая
связь критерия разрушения с размером зерна видна из со-
отношения
КУМ/2 + Ку)~|ЮТ, (7)
а с учетом уравнения Холла — Петча
(8)
где 0 — коэффициент, характеризующий характер нагру-
жения материала; G — модуль сдвига железа; у — эффек-
тивная поверхностная энергия трещины.
Если левая часть приведенных соотношений меньше пра-
вой, то материал не будет склонен к хрупкому разрушению.
Отсюда видно, что повышение всех факторов, приводящих
к упрочнению (рост щ, от), а также увеличение размера
зерна d, прочности блокирования дислокации Ку будут
увеличивать левую часть соотношений и, следовательно,
приводить к охрупчиванию материала. Поскольку при уп-
рочнении значения щ и Ку растут, то компенсирующим
фактором этого вредного влияния может быть лишь умень-
шение размера зерна d.
Более того, измельчение зерна положительно сказывает-
ся не только на склонности к хрупким разрушениям, но
оно одновременно приводит к упрочнению в соответствии с
уравнением Холла—Петча. От степени уменьшения значе-
ний d по сравнению с возрастанием щ, от и Ку будет зави-
сеть суммарное влияние упрочнения на склонность стали к
хрупким разрушениям. Поскольку значения Ку, 0, у меня-
ются по-разному в зависимости от легирования, термичес-
кой обработки и температуры испытания, то количествен-
ная оценка по этим соотношениям затруднена. •
Преобразование соотношений дало возможность свя-
зать критическую температуру перехода из вязкого в хруп-
кое состояние Тпр с размером зерна d-.
Тпр = А —В 1пгГ1/2, (9)
где А и В — коэффициенты, мало зависящие от темпера-
туры.
Уравнение дает линейную зависимость Тщ, от Ind-1/2.
Такая зависимость в настоящее время получена эксперимен-
тально для феррита многих сталей (рис. 22).
48
Многочисленные исследования легированного феррита
показывают, что собственно упрочнение феррита при леги-
ровании отрицательно сказывается на склонности его к
хрупким разрушениям. Однако влияние легирующих эле-
ментов на температуру перехода индивидуально.
На рис. 23 приведены данные по влиянию марганца,
кремния, хрома, ванадия и никеля на порог хладноломкос-
ти железа Т$о. В области малых концентраций легирую-
щих элементов замещения температура перехода несколь-
тем- Легирующий
элемент, %
Номер зерна (по ГОСТ)
5 6 7 8 9
Рис. 22. Зависимость температуры перехода
железа от размера зерна (Петч)
Рнс. 23. Влияние легирующих элементов на
пературу перехода Т» железа (А. П. Гуляев)
ко снижается, а при большем их содержании заметно повы-
шается. Никель в отличие от других легирующих элементов
при всех концентрациях существенно понижает порог хлад-
ноломкости. Концентрация легирующих элементов, до ко-
торой понижается порог хладноломкости феррита для вана-
дия и хрома, составляет <1 %, для кремния <0,8 %, для
марганца <2%; в реальных сталях эти значения будут
другими.
5. Структура и свойства легированного аустенита
В железоуглеродистых сталях аустенит, как стабильная
структурная составляющая, существует лишь при темпера-
турах выше Ас3. В специальных легированных сталях бла-
годаря влиянию легирующих элементов на расширение
у-области, увеличению устойчивости переохлажденного аус-
тенита и понижению мартенситной точки аустенит может
быть одной из главных структурных составляющих сталей
* За исключением остаточного аустенита.
4—970
49
в состоянии их эксплуатации. Поэтому знание свойств ле-
гированного аустенита наиболее важно для таких высоко-
легированных сталей, как нержавеющие, жаропрочные, не-
магнитные и др.
Изменение свойств аустенитных сплавов при легиро-
вании может быть обусловлено как влиянием легирующих
элементов на свойства собственно твердого раствора— аус-
тенита, так и их влиянием на стабилизацию аустенита к фа-
зовым переходам, т. е. легирование может вызывать пре-
вращение аустенита с образованием других фаз (например,
а- и е-фаз в сплавах железо—марганец и a-фазы в сплавах
железо—никель). Легированный аустенит под-
разделяют на стабильный и нестабильный.
При температуре выше начала мартенситного превраще-
ния Мн нестабильный аустенит способен к фазовому прев-
ращению— образованию мартенсита в результате прило-
жения внешней нагрузки (деформации), т. е. деформация
нестабильного аустенита вызывает мартенситное превраще-
ние, так же как и охлаждение его ниже Мн. Стабильный
аустенит не претерпевает фазового превращения под влия-
нием деформации, при этом изменяется лишь его структура.
В зависимости от того, какие легирующие элементы входят
в состав аустенита и каково их количество, изменяется ус-
тойчивость аустенита к распаду при деформации, т. е. сте-
пень его нестабильности.
В этом разделе^ рассмотрено влияние легирования на
свойства собственно аустенита, т. е. легирование стабиль-
ного аустенита. Фазовые превращения в нестабильных аус-
тенитных сталях будут изложены в гл. XX.
Изменение свойств собственно аустенита при легирова-
нии в общих чертах описывается теориями упрочнения
твердых растворов. Так, упрочнение, определяемое пара-
метром несоответствия по размерам, хорошо иллюстриру-
ется рис. 24, на котором представлена зависимость измене-
ния твердости AHV от параметра решетки Аа хромонике-
левого аустенита при введении в него 1 % легирующих
элементов замещения и внедрения. Упрочнение тем боль-
ше, чем больше это несоответствие. Однако для элементов
внедрения (С, N) и замещения (Мп, V, Со, Мо, W, А1, Сг,
Ni, Si) эффективность упрочнения при одинаковых значе-
ниях Аа различна. Наибольший вклад в упрочнение аусте-
нита вносят элементы внедрения, особенно азот. В отличие
ют a-железа растворимость азота в легированном аустени-
те значительно выше и может превышать 1 % при комнат-
ной температуре.
50
Эффективность влияния легирующих элементов на
свойства аустенита определяется базовыми аустенитными
композициями, на которых основан данный аустенит. Та-
кими основными композициями являются Fe—Ni; Fe—Мп;
Fe—Сг—Ni; Fe—Сг—Мп; Fe—Сг—Ni—Мп. Главными
аустенитообразователями во всех перечисленных аустенит-
ных композициях являются никель и марганец, а аустенит,
полученный на их основе, называют соответственно никеле-
вым и марганцовистым. Свойства их существенно различа-
ются.
-0,01 О 0,01 0,02 0,03
Да,нм
Рис. 24. Зависимость упрочнения аусте-
нита (ДНУ) от изменения параметра
решетки (Да) при легировании хромо-
никелевого аустенита 1 % (ат.) раз-
личных элементов (К. Ирвин)
Рис. 25. Зависимость твердости HV
марганцевого (Г38) и никелевого (Н36)
аустенита от степени пластической де-
формации в (В. С. Литвинов)
В работах И. Н. Богачева с сотр. установлено (рис. 25),
что деформационное упрочнение значительно сильнее про-
является на марганцевом стабильном аустените (Г38), чем
на стабильном никелевом (Н36). Особенно существенно
это различие при высоких степенях деформации. Так, де-
формация е=50 % повышает твердость никелевого аусте-
нита в 1,5 раза, а марганцевого в 2,6. Особенностью мар-
ганцевого аустенита является его хладноломкость при низ-
ких температурах (рис. 26), что аномально для сплавов с
г. ц. к. решеткой. В никелевом аустените резкого падения
ударной вязкости при всех температурах испытания вплоть
до —196 °C не наблюдается. Легирование аустенита может
влиять на его свойства. Так, введение хрома в марганце-
вый аустенит заметно уменьшает его склонность к хрупким
разрушениям, а легирование никелем практически не вли-
яет на порог хладноломкости. •
Существенная разница н свойствах марганцевого и никелевого
аустенита объясняется различными значениями энергии дефектов упа-
ковки (ЭДУ) в этих сплавах. В марганцевом аустените значение энер-
4*
51
гии дефектов упаковки заметно меньше, чем в никелевом аустените.
Как известно, энергия дефектов упаковки — одна из важнейших харак-
теристик дислокационной структуры, определяющей свойства аустенита.
Так, подвижность дислокаций (способность их к поперечному скольже-
нию, легкость пересечений) зависит от энергии дефекта упаковки. При
этом в сплавах с г. ц. к. решеткой этот фактор играет в упрочнении
ббльшую роль, чем взаимодействие дислокаций с атомами внедрения и
замещения и силы трения решетки.
Показателем энергии дефектов упаковки является вероятность их
образования а; чем больше вероятность образования дефектов упаковки
в сплаве, тем меньше энергия дефектов упаковки. В марганцовистом
аустените значения энергии дефектов упаковки ниже, а вероятность их
образования выше, чем в никелевом аустените (рис. 27). А это одно-
кси,мдж/мг
-200-150-100-50 О
tucn,°C
Рис. 26. Зависимость ударной вязкости
от температуры испытания марганце-
вого (/—3) и никелевого (4) аустенита
(И. Н. Богачев):
/ — сплав Г40; 2 —Г40Н10; 3 — Г40Х10;
4 — Н36
Рис. 27. Зависимость вероятности об-
разования (а) и энергии дефектов упа-
ковки (ДУ) марганцевого (Г38) и ни-
келевого (Н36) аустенита от темпера-
туры деформации (В. С. Литвинов,
Д. А. Мирзаев)
значно указывает на пониженную подвижность дислокаций, и, следова-
тельно, более интенсивное деформационное упрочнение марганцовистого
аустенита.
Необходимо отметить, что, изменяя содержание никеля и марганца
в аустенитных сплавах на базе других композиций, можно существен-
но менять энергию дефектов упаковки в аустените, т. е. изменять спо-
собность аустенита к упрочнению при пластической деформации. При
Этом легирование аустенита марганцем будет приводить к увеличению
коэффициента деформационного упрочнения аустенитных сталей, а ле-
гирование никелем, наоборот, уменьшать такое упрочнение. В чем при-
чина такого влияния марганца на энергию упаковки аустенита, т. е.
на его повышенную способность к деформационному упрочнению?
Как установлено В. С. Литвиновым при исследовании межатомно-
го взаимодействия в сплавах методом ядерной гамма-спектроскопии
(эффект Мессбауэра), основная роль марганца заключается в измене-
нии взаимодействия атомов железа между собой. Под влиянием мар-
ганца происходит перераспределение внешних электронов от атомов
железа к атомам марганца, в результате чего d-электроны атомов же-
леза принимают большее участие в связи. Изменение характера про-
странственного распределения электронов является основным факто-
ром в определении свойств железомарганцевых сплавов. Низкие значе-
52
ния энергии дефектов упаковки, большая вероятность их образования
и высокое упрочнение марганцевого аустенита — результат проявления
характера межатомного взаимодействия в таких сплавах. Противопо-
ложный характер перераспределения электронов между атомами ком-
понентов в сплавах Fe—Мп и Fe—Ni обусловливает различие в свой-
ствах аустенита и мартенсита этих сплавов.
Показано (рис. 28), что причиной хладноломкости железомарган-
цевого аустенита является фазовый переход I рода — при этих темпе-
ратурах граиецентрированная кубическая решетка (г. ц.~к.) переходит
в гранецентрироваииую тетрагональную решетку (г. ц. т.). Пока сохра-
няется кубическая фаза, аустенит хладостоек, при появлении тетраго-
нальных искажений у плотноупакованной структуры он становится
хладноломким. Такие искажения в решетке обусловлены локализацией
связи при понижении температуры. Следовательно, последнее является
основной причиной хрупкости при низких температурах железомарган-
цевого аустенита.
Таким образом, особые свойства марганцевых аустенитных сталей
и сплавов связаны с характером межатомного взаимодействия в их ре-
шетке.
6. Термодинамическая активность углерода в железе
Легирование феррита и аустенита различными элементами
существенно влияет на поведение углерода (растворимость
в твердом растворе, диффузионную подвижность, способ-
ность к выделению и т. д.). Наиболее полной характерис-
тикой, определяющей поведение углерода в твердом раст-
воре, является его термодинамическая активность.
Как известно, активность компонента аг- связана с его
атомной долей Nt соотношением
(10)
где yi — коэффициент термодинамической активности i-того
компонента.
Коэффициент термодинамической активности компонен-
та характеризует силы связи его с атомами матрицы, т. е.
его подвижность в твердом растворе, способность компонен-
та оставаться растворенным или выделяться из раствора в
другую фазу. Многие процессы фазовых превращений, про-
текающие в стали, определяются термодинамической ак-
тивностью углерода и легирующих элементов. Так, в соот-
ветствии с первым законом Фика, диффузионный поток Л
определяется градиентом концентрации (dCi/dx):
Jt^~D3^(dCt/dx), (11)
где £>эфф — эффективный коэффициент диффузии.
Однако на практике зачастую наблюдается «о б р а т-
ная» или «восходящая» диффузия, т. е. диффу-
53
зионный поток протекает из областей с меньшей концен-
трацией данного элемента в области с более высокой его
концентрацией. В общем виде движущей силой диффузион-
ных процессов является не градиент концентрации, а гра-
диент химического потенциала или свободной энергии
(dGi/dx)
Ji=-Da(dGtldx). (12)
Истинный коэффициент диффузии
Он = О8фф [V-1 (дщ/дх) ]-\ (13)
где V — молярный объем фазы.
При легировании феррита и аустенита изменяется сво-
бодная энергия углерода, которая связана с его актив-
ностью:
G = RT In ас, (14)
где R— газовая постоянная; Т—абсолютная температу-
ра, К.
Чтобы оценить влияние легирующего элемента на ак-
тивность углерода в легированном твердом растворе
за состояние сравнения выбирают активность углерода в
нелегированном железе ас .имеющем тоже содержание уг-
лерода. Тогда изменение свободной энергии составит
AG = RT In {ас/ас) = RT In (yjNcfac IVc) =
-= l^ln (yc/yC) =--RT In fc. (15)
Отношение коэффициентов термодинамической актив-
ности углерода в легированном и нелегированном железе
(у g /у с ) представляет собой относительный коэффициент
термодинамической активности углерода fc - Он характе-
ризует влияние легирующего элемента на активность угле-'
рода в железоуглеродистом сплаве.
Если f с >1, a Inf с имеет знак «+», легирующий эле-
мент повышает активность углерода в феррите и аустените,
если же fc <1 ( Infc имеет знак «—»), то легирующий
элемент, наоборот, понижает активность углерода в твер-
дом растворе.
Изложенное дает основание считать, что диффузионный
поток углерода в сплаве, определяемый градиентом свобод-
ной энергии, зависит от изменения относительного коэффи-
циента термодинамической активности:
J=-DBRT{d\nfc/dxy (16)
54
К настоящему времени накоплен большой эксперимен-
тальный материал по влиянию легирования на термодина-
мическую активность углерода в аустените и относительно
мало данных об активности углерода в легированном фер-
рите. Это связано со значительными экспериментальными
трудностями определения относительного коэффициента
термодинамической активности углерода в феррите из-за
значительно меньшего предела растворимости углерода в
нем по сравнению с аустенитом.
Физическая сущность изменения коэффициента fc как
в феррите, так и в аустените одна и та же и состоит в том,
что легирующие элемен-
ты, находящиеся в раст-
воре, изменяют силы свя-
зи или прочность связи
между атомами металла
и углерода. Карбидооб-
разующие элементы бу-
дут увеличивать проч-
ность связи углерода с
атомами легирующего
элемента в твердом раст-
воре, они повышают ве-
роятность нахождения
атомов углерода в меж-
доузлиях вблизи узлов
решетки, занятых атома-
ми легирующего карби-
дообразующего элемен-
та, «притягивают» к се-
бе атомы углерода и
понижают подвижность
углерода в твердом раст-
воре, то есть уменьшают
0.02 0,04 0,06 0,08 0,70 Нлз
Рис. 28. Влияние концентрации мольной
доли (Мл>с) различных легирующих эле-
ментов на относительный коэффициент
термодинамической активности углерода
в аустените прн 1000 °C (Ареннус)
его термодинамическую
активность. Некарбидо-
образующие элементы, замещающие атомы железа в
твердом растворе, будут, наоборот, «отталкивать» атомы
углерода, повышать их подвижность, т. е. увеличивают его
термодинамическую активность, при этом будет проявлять-
ся тенденция к выделению углерода из твердого раствора.
Обобщенные по данным различных исследователей дан-
ные о влиянии легирующих элементов на относительный
коэффициент термодинамической активности углерода в
аустените приведены на рис. 28. Чем сильнее карбидообра-
55
зующая способность легирующего элемента, т. е. чем левее
по отношению к железу находится d-переходный металл в
периодической системе, тем в большей степени понижается
fc <1- Некарбидообразующие элементы в аустените Со,
Ni, Si увеличивают значения fc >1- Подобные данные для
феррита имеются лишь по влиянию кремния.
Влияние легирующих элементов на термодинамическую
активность углерода в аустените имеет большое значение в
таких процессах, как растворение карбидов, нитридов и
карбонитридов в аустените, выделение их из твердого раст-
вора при охлаждении, перераспределение элементов между
фазами в процессе термической обработки.
В заключение необходимо отметить, что легирующие
элементы оказывают влияние на термодинамическую ак-
тивность углерода в твердом растворе лишь в том случае,
если они растворены в этом твердом растворе, т. е. при оп-
ределении возможности протекания того или иного процес-
са благодаря изменению термодинамической активности
необходимо учитывать содержание легирующих элементов,
растворенных в твердом растворе, а не их общее содержа-
ние в стали.
Глава V
КАРБИДЫ И НИТРИДЫ
Основными фазами-упрочнителями в сталях являются кар-
биды, нитриды и комплексные соединения на их основе —
карбонитриды. Физическая природа и свойства этих фаз во
многом определяют их поведение в стали.
1. Общие закономерности
Карбиды и нитриды относятся к фазам внедрения и обра-
зуются между d-переходными металлами и соответственно
углеродом и азотом.
На рис. 29 в последовательности, отвечающей положе-
нию металлов в периодической системе элементов, приведе-
ны обобщенные данные о кристаллической структуре и
электронном строении d- и s-оболочек переходных метал-
лов, используемых для легирования сталей, а также сведе-
ния о кристаллической структуре и стехиометрической фор-
56
57
муле карбидов и нитридов, образуемых этими элементами
в сталях.1
Прочность связи в карбидах и нитридах между атома-
ми металла и неметалла (межатомные силы взаимодей-
ствия) определяется строением s- и d-электронных оболо-
чек. Для d-переходных металлов характерна (по Полин-
гу) «гибридизация» электронов между d- и s-орбиталями,
т. е. взаимопереходы электронов с одного уровня на дру-
гой. Незавершенность строения этих электронных оболо-
чек способствует тому, что эти металлы восприимчивы к
приобретению электронов из других источников. Такими
источниками — донорами электронов для переходных ме-
таллов становятся атомы внедрения углерода и азота, име-
ющие соответственно четыре или три электрона. Эти элект-
роны усиливают «гибридизацию» и увеличивают связь
металл Me— неметалл Х-.Ме — X. В каждом периоде при
увеличении атомного номера d-переходного металла (сле-
ва направо, например, от Ti к Ni) увеличивается запол-
ненность электронных оболочек металла и, следовательно,
силы связи или прочность связи Me — X будет умень-
шаться.
Прочность связи между атомами металла и неметалла
в карбидах и нитридах характеризуют теплотой образова-
ния АЯ298К »кДж/ (г-атом) и свободной энергией образова-
ния (Л(?298 к , кДж/(г-атом) фаз, температурой их плавле-
ния и структурно-нечувствительными упругими свойства-
ми (табл. 1). Наиболее высокие значения из указанных
свойств имеют карбиды и нитриды элементов IV и V групп.
По мере увеличения номера группы свойства изменяются
в сторону уменьшения прочности связи атомов в карбиде и
нитриде или, как говорят, прочности или стойкости карби-
дов и нитридов.
Следовательно, переходные металлы по их сродству к •
углероду и азоту, прочности и стойкости карбидов и нит-
ридов, их устойчивости к распаду можно расположить в
следующий убывающий ряд: Hf, Zr, Ti, Та, Nb, V, W, Mo,
Cr, Mn, Fe.
При образовании фаз внедрения ионизации атомов в
карбидах и нитридах не наблюдается, между атомами со-
1 На рнс. 29 приведены лишь наиболее часто встречаемые в стали
карбиды и нитриды. В редких случаях возможно образование фаз и дру-
гого типа (например, гексагонального ннтрнда Nb2N в малоперлнтных
азотистых сталях или гексагонального карбида V2C в высоколегиро-
ванных нержавеющих сталях с низким содержанием углерода).
58
Таблица 1. Некоторые свойства карбидов и нитридов
Фаза Группа 'пл’ °С ДН298 К ЛО298 К НУ.МПа-К)1
Карбиды
TiC IV 3140 —183,6 —180,0 29
ZrC 3550 —184,6 —181,3 27
HfC —226,9 — —
VC V 2830 —83,7 —83,7 24
NbC 3480 —140,6 — 139,2 —
TaC 3880 —161,2 — 159,5 18
Сг,Сз VI 1665 —26,4 —26,0 16
Сг23Св 1580 —17,9 —18,4 10
MoC —10,0 — —
Mo2C 2410 —22,8 —23,5 14,79
WC 2755 -35,2 —35,2 20,85 •
W2C 2800 —23,0 —24,5 14,5
Mn3C VII 1520 —5,0 — ——
Mn23Ce 1010 -0,15 — —
Fe3C VIII 1650 +8,3 +6,6 8,4
Нитриды
TiN IV 2950 —336,8 —308,2 19
ZrN 2980 —365,4 —337,0 15,1
HfN — —369,4 —340,0 —
VN V 2050 —175,8 —157,8 15,2
NbN 2050 —237,8 • —209,3 13,69
TaN 3090 —251,2 —222,7 10,6
CrN VI 1450 —118,0 —85,8 10,83
Mo2N 895 —69,5 —50,2 —
w2n — —35,6 —23,0 —
Fe4N VIII — —4,6 +7,3 —
храняется металлический характер связи и эти фазы об-
ладают металлическими свойствами.
Анализ данных рис. 29 показывает, что кристалличес-
кие решетки карбидов и нитридов во всех случаях отлича-
ются от кристаллических решеток соответствующих пере-
ходных металлов, при этом можно отметить ряд закономер-
ностей.
Для чистых переходных металлов при движении вдоль
периода слева направо (от Ti к Ni), т. е. по мере заполне-
ния внешних d- и s-электронных оболочек, происходит пе-
реход от о. ц. к. решетки к г. ц. к. и г. п. у. решетке. Кар-
биды и нитриды металлов IV и V групп имеют простые
г. ц. к. решетки типа NaCl, у карбидов и нитридов VI пе-
риода преобладают гексагональные решетки. Карбид хро-
59
ма Сг2зС6, все карбиды марганца и железа (VII—VIII труп*
пы) имеют сложные гранецентрированные, гексагональные
и ромбические решетки.
Следовательно, по мере движения слева направо наблю-
дается тенденция к усложнению решетки и многообразию
форм карбидов и нитридов.
2. Карбиды и нитриды металлов IV—V групп1
Металлы этих групп образуют однотипные монокарбиды,
мононитриды типа MeC(MeN), имеющие кристаллическую
\р. ц. к. решетку типа NaCl. Эта решетка представляет
собой две г. ц. к. подрешетки: металлическую и неметалли-
ческую, как бы вставленные одна в другую со смещением
на половину параметра (рис. 30, а). Атомы углерода за-
полняют октаэдрические поры. Характерной особенностью
таких структур является то, что не все октаэдрические по-
ры заполнены атомами внедрения, некоторые из них оста-
ются вакантными (рис. 30, б, в). Вследствие этого фазы
о/ Х2 oJ
Рис. 30- Кристаллическая структура карбидов и нитридов элементов IV—V групп:
о —решетка типа NaCl; б—расположение атомов в плоскости (100} МеСх (MeNe> •
прн т«1; в—то же, что н б, но при х<1. 1 — Me; 2 — C(N); 3 — вакансии
МеС не имеют строго стехиометрического состава и форму-
лы в общем виде будут иметь вид МеСх, где х^1. Такие
фазы имеют область гомогенности, т. е. их кристалличес-
кая решетка и тип фазы сохраняются в определенной об-
ласти концентраций, отличающейся от стехиометрического
состава. Ниже приведены области гомогенности некоторых
карбидов и нитридов: TiCi,o-o,2e; ZrCi,o_o,2e; HfCi.o-o.sei
1 Закономерности образования карбидов и нитридов в основном
общие. Поэтому дальнейшее рассмотрение будет проведено по карби-
дам. При наличии существенных особенностей в аналогичных нитридных
фазах они будут освещаться особо.
60
VCo,96-o,75‘> NbCi,0-0,7; TaCo,91-0,58» TiNi,2-o,38; ZrNi,0-0,55;
HfNi,t-o,74; VNi,o-o,72. В некоторых нитридах MeN возможны
значения х>1, что может быть обусловлено меньшими по
сравнению с углеродом размером атомного радиуса азота
и возможностью его размещения в тетраэдрических порах
подрешетки металла.
Из изложенного следует, что встречающиеся в литера-
туре обозначения карбидов ванадия и ниобия в стали фор-
мулами V4C3 и ИЬ4Сз следует рассматривать как фазу ти-
па МеСх при х=0,75.
Рис. 31. Схема взаимной растворимости карбидов (а) и нитридов (б) металлов
IV и V групп (обобщение литературных данных). Сплошные лйнни — непрерыв-
ные твердые растворы, штриховые линии — ограниченные твердые растворы, ли-
нии отсутствуют — нет данных
Вакантные места в решетке таких соединений, могут
быть заняты другими атомами внедрения (в частности,
кислородом). В этих случаях карбиды и нитриды будут
комплексными соединениями.
Однотипность связей у фаз внедрения, наличие значи-
тельного числа вакансий в их решетках способствуют об-
разованию многокомпонентных твердых растворов. Так,
почти все монокарбиды и мононитриды образуют друг с
другом неограниченные твердые растворы, и в сталях
обычно обнаруживается формирование комплексных кар-
бонитридных фаз. Взаимная растворимость фаз внедрения
определяется, так же как и для металлов, правилом Юм-
Розери, т. е. должен соблюдаться изоморфизм кристалли-
ческих решеток; параметры их должны различаться не бо-
лее чем на 15 %; в случае близости размеров атомов и оди-
наковой кристаллической решетки одновременно выполня-
ется условие близости типа связи и электронной структуры
фаз внедрения.
На рис. 31 приведены построенные по литературным
данным схемы, характеризующие взаимную растворимость
карбидов и нитридов с решеткой типа NaCl, образованных
61
TaN [до 70 % (мол.)] ZrC—TaN
0,45
О 20 W 60 80 О 20 40 60 80 100
Содержание фазь1°/0(мол)
Рис. 32. Изменение периода решетки а
при образовании комплексных карбонит-
ридных фаз (X. Гольдшмидт)
элементами IV и V групп. Ниже по данным X. Дж. Гольд-
шмидта и Л. Тотта указаны пределы растворимости кар-
бидов и нитридов металлов IV и V групп между собой. Кар-
биды и нитриды металлов IV—V групп могут полностью
или частично растворяться один в другом. Полной раст-
воримостью обладают TiC—TiN, ZrN, VN, NbN; ZrC—
ZrN, NbN; VC—TiN, VN, NbN—TiN, VN, NbN, ZrN; TaC—
NbN. Ограниченную растворимость имеютTiC—
[до 80 % (мол.) ]. Малой
растворимостью и
обладают VC—ZrN и
TaC—TaN.
Приведенные данные
находятся в соответствии
с правилом Юм-Розери.
Комплексные соедине-
ния карбидов и нитри-
дов —' карбонитриды —
обозначают формулой, в
которой находятся все
элементы, входящие в со-
став. Так, карбонитрид
ванадия может быть обо-
значен V (С, N), а если
известно соотношение ме-
жду углеродом и азотом,
то, например, V(C0,6N0,4).
Карбиды и нитриды на
основе двух и даже трех
металлов могут быть обозначены (V, Nb) С или (V, Nb, Ti) N,
а карбонитриды (V, Nb) (С, N) или (V, Nb, Ti) (С, N).
При образовании комплексных карбонитридов метал-
лов IV и V групп хорошо соблюдается закон Вегардта:
зависимость периодов решетки твердого раствора от сос-
тава — прямолинейная. Это иллюстрирует рис. 32, на ко-
тором приведены данные по изменению периодов решетки
при взаимной растворимости карбидов и нитридов ванадия,
ниобия и титана — элементов, наиболее часто применяемых
для легирования сталей из числа металлов IV и V групп.
3. Карбиды и нитриды металлов VI—VIII групп
Как же отмечалось, все переходные металлы этих групп
образуют в стали по 2—3 карбида с различной сложной
кристаллической структурой. Карбиды WC и МоС и кар-
биды W2C и Мо2С имеют соответственно простую и плотно-
62
упакованную- гексагональные решетки. Область гомоген-
ности этих карбидов невелика, они могут взаимно раство-
ряться. Особо важное значение эти карбиды имеют в бы-
строрежущих сталях.
Карбид Сг7С3 образуется чаще всего в конструкцион-
ных сталях с относительно невысоким содержанием хро-
ма (до 3—4%). Этот карбид имеет сложную гексагональ-
ную решетку с 80 атомами на одну элементарную ячейку
(56 атомов металла и 24 атома углерода).
В сталях этот карбид может содержать от 30 до 50 %
Сг, т. е. его формула должна быть в пределах Fe4Cr3C3 и
Ре2Сг3С3. Обычно такой карбид обозначают (Сг, Fe)7C3
или Ме7С3.
Карбид Сг23С6 образуется в высоколегированных хро-
мистых сталях при высоком содержании хрома (выше 5—
8%). Он имеет сложную г.ц.к. решетку, элементарная
ячейка которой содержит 116 атомов, в том числе металла
92 атома и углерода 24. В сталях карбид Сг23С6 в чистом
виде не встречается, а часть атомов металла в нем будет
замещаться элементами, входящими в состав стали (Fe,
Мо, W).
В зависимости от характера легирования атомы ме-
талла могут содержать два или несколько элементов.
Так, в высокохромистых сталях содержание железа в кар-
биде может повышаться до 35%, т. е. часть атомов хро-
ма замещается железом, при этом формула карбида будет
Fe8Cri5C6. При меньшем содержании хрома возможно об-
разование карбида Ре12СгцС6. В общем виде такой карбид
в сталях принято обозначать формулой (Сг, Fe)23C6 или
Л1е23С6. В сталях с молибденом формула карбида будет
Ре20Мо2С6, а в сталях с несколькими легирующими элемен-
тами (Сг, Мо, W и др.) все они могут входить в состав
карбида.
Железо широко замещает в этом карбиде хром, но
так как размер атомов железа несколько меньше раз-
мера атомов хрома, то начиная с определенного момента
(после замещения ~30% Сг) эти узлы становятся слиш-
ком просторными, и для устойчивости решетки необходи-
мо присутствие крупных атомов W (или Мо). Атомы W(Мо)
занимают также определенные позиции в решетке карби-
да Л1е23С6, поэтому их максимальное число в элементар-
ной ячейке составляет 8 из 92 атомов металла. Дальней-
шее увеличение при старении стали количества вольфрама
и молибдена в выделяющейся фазе сверх этого предела
приводит к переходу Ме23С6 к Ме6С, как к следующему
63
карбиду, способному вместить относительно большее ко- Я
личество Мо и W. Я
Нитрид CrN образуется в сталях с азотом (аустенитные
нержавеющие), имеет г.ц.к решетку типа NaCl, аналогии- В
ную решетке нитридов IV и V групп и соответственно по- Я
добные им свойства. Я
Карбид ЛГе6С (г]-карбид) не обозначен на рис. 29, как Я
принадлежащий одному металлу, так как в него всегда
входит несколько металлов, поэтому он является комплек- Я
сным карбидом. Карбид Л1е6С имеет сложную растянутую Я
гранецентрированную кубическую кристаллическую ре- Я
щетку, элементарная ячейка которой содержит 112 атомов, Я
из них 96 атомов металла и 16 углерода. Обычно тркарбид Я
образуется в высоколегированных быстрорежущих сталях Я
с высоким содержанием молибдена и вольфрама. Его фор- I
мула в сталях с вольфрамом и молибденом может изме- Я
няться от Fe2W4C до Fe4W2C и от Fe2Mo4C до Fe4Mo2C Я
соответственно. В сложнолегированных сталях атомы ме-
талла, могут замещаться различными легирующими эле- Я
ментами (Ме—W, Mo, Сг, Мп, Fe, Со и др.), поэтому они Я
чаще обозначаются как Ме6С, а в более конкретных слу- Я
чаях, например, (W, Mo, Fe)6C. Я
Карбиды железа относятся к наименее стойким по Я
сравнению с карбидами легирующих элементов. Основным 1
карбидом железа является цементит РезС, промежуточным I
карбидом в сталях е-карбид, а в некоторых высокоуглеро- I
дистых сплавах т|- и %-карбиды. 1
Цементит РезС является основной структурной состав- 1
ляющей стали, образующейся при перлитном превраще- I
нии, в процессе бейнитного распада, при отпуске мартенси- I
та и других процессах. Цементит имеет сложную ромби- |
ческую решетку, элементарная ячейка которой содержит |
96 атомов (Fe—72, С—24). Для структуры цементита ха- |
рактерна плотная упаковка атомов железа с расположен- 1
ными в междоузлиях атомами углерода, по этому призна- 1
ку структура может быть охарактеризована как близкая |
к структуре аустенита. Поэтому между РезС и у-железом !
имеется хорошее ориентационное и структурное соответст- I
вне. Хорошее сопряжение наблюдается также и для реше- j
ток РезС и a-железа. При подавлении распада аустенита ;
по диффузионному типу превращения из него сдвиговым 5
путем образуется мартенсит. В случае распада последне-
го в нем легко зарождается цементит и можно отметить, 1
что мартенсит является промежуточной фазой между аусте-
нитом и цементитом.
64
Атомы железа в цементите могут замещаться атомами
некоторых легирующих элементов. Так, неограниченно
растворим в цементите марганец, при этом карбид будет
иметь формулу (Fe, Мп)3С. Неограниченная раствори-
мость марганца в цементите объясняется тем, что марга-
нец образует карбид Мп3С, подобный РезС. Растворимость
хрома в цементите составляет около 20 %. Легированный
хромом карбид будет иметь формулу (Fe, Сг)2зС. Хром
и марганец повышают устойчивость цементита в стали.
Растворимость молибдена в цементите значительно мень-
ше, так как более крупные атомы молибдена способны
лишь к неустойчивому замещению атомов железа. В этом
случае устойчивость цементита понижается. Такие леги-
рующие элементы, как V, Nb, Ti, Zr, практически нераст-
воримы в цементите.
Образование цементита при распаде мартенсита (при содержании
в последнем более 0,2 % С) часто происходит через промежуточный
карбид железа, например е-карбид. Его химическая формула однознач-
но не установлена (Fe2_3C). е-карбнд имеет сложную гексагональную
решетку, сопряженность которой с решеткой мартенсита лучше, чем у
цементита. Поэтому реакция распада мартенсита на феррит и цементит,
имеющая вид a-Fe (M)->a-Fe(O)+Fe3C, идет с меньшими затратами
энергии н меньшими искажениями матрицы при образовании промежу-
точного е-карбнда: a-Fe(M)->а-Ре(ф)+е-карбид—>-а-Ре(ф)+Ре3С. Не-
которые исследователи отмечают, что в высокоуглеродистых сталях
(00,6 %) вместо е-карбида могут образовываться промежуточные
карбиды: rj-карбнд железа (типа Fe2C, ромбическая решетка) и %-кар-
бид (типа Fe3C2, моноклинная решетка). При малом содержании угле-
рода в твердом растворе (С<0,2 %) образование промежуточных кар-
бидов железа подавлено, так как весь углерод в мартенсите связан с
дислокациями.
Карбиды марганца Мп23С6, Мп7С3, Мп3С, как самостоятельные, в
сталях практически никогда не образуются, так как их состав и кри-
сталлические решетки подобны соответствующим карбидам хрома и же-
леза, и они образуют с ними комплексный карбид, в состав которого
входит марганец, например: (Fe, Сг, Мп)23Се, (Fe, Сг, Мп)7С3,
(Fe, Мп)3С.
Карбиды кобальта и никеля могут быть приготовлены лишь как
синтетические соединения, они весьма неустойчивы, поэтому в стали
никогда не встречаются; в сталях кобальт н никель относят к некарбн-
дообразующим элементам.
Нитриды железа образуются в стали при легировании ее азотом, а
также они могут выделяться в процессе старения обычной стали, со-
держащей лишь остаточный азот (обычно до 0,008—0,01 %). В стали
могут образовываться в основном два типа нитридов—Fe«N (у'-фаза)
и FeI6Ni-2 (а"-фаза) *.
* Кроме указанных нитридов, в системе железо—азот могут обра-
зовываться нитриды Fe2N (g-фаза) и Fe3N (е-фаза). Как правило,
они образуются при высоких содержаниях азота [соответственно 7,7 и
11,3% (по массе)], поэтому в обычных легированных сталях эти нит-
риды практически не возникают.
5-970
65
Схема образования указанных нитридов и их кристаллическая
структура представлены на рис. 33.
Азотистый аустенит (у—N) имеет г. ц. к. решетку, атомы азота в
которой распределяются в центре куба неупорядоченно вплоть до 12 %
(ат.), что соответствует занятию примерно половины центров всех эле-
ментарных решеток. Прн медленном охлаждении из него может выде-
ляться нитрид Fe4N(y')> имеющий аналогичную с аустенитом г. ц. к
^•-N аустенит
Л-N мартенсит a-tpeppum a'-HUmpudfe^-z
Рис. 33. Кристаллическая структура фаз и схема фазовых превраще-
ний при термической обработке в азотистых сталях
структуру, но в которой атомы азота расположены упорядоченно. Азо-
тистый мартенсит (а'—N), образованный прн закалке из аустенитного
состояния, имеет структуру, подобную закаленной углеродистой стали,
т. е. структура представляет объемноцентрированную тетрагональную
решетку. Атомы азота расположены в ней упорядоченно на гранях
тетрагональности. Прн отпуске такого мартенсита образуется нитрид
Fei6Ni-2 (а") и получается феррит (а).
Нитрид Fe16Ni-2 (а") имеет сложную элементарную ячейку, кото-,
рая может быть представлена состоящей из восьми искаженных о. ц. к’
ячеек исходного мартенсита или как псевдоаустеннтная г. ц. к. струк-
тура (X. Дж. Гольдшмидт). Эта фаза имеет широкую область гомо-
генности — от FesN до FeI6N. В основном старение стали вследствие об-
разования нитридов обусловлено этим типом нитрида. В процессе дли-
тельных выдержек FeI6Ni-2 превращается в Fe4N.
Прн одновременном присутствии в стали азота н углерода воз-
можно замещение части атомов углерода азотом в цементите.
Нитриды марганца подобны нитридам железа. Нитрид алюминия —
одни из наиболее стойких нитридов в стали. Алюминий относится к не-
переходным металлам и его нитрид нельзя относить к фазам внедрения.
Нитрид A1N имеет искаженную гексагональную решетку типа вюрцнта
и с другими нитридами не дает комплексных соединений в стали.
Введение алюминия в азотистую сталь предпочтительнее. По срав-
нению с другими нитридами нитрид алюминия будет образовываться
до тех пор, пока для этих целей будет достаточно в стали алюминия.
66
Глава VI
ИНТЕРМЕТАЛЛИДЫ
Фазы, образующиеся в результате взаимодействия основ-
ного компонента сплава с легирующими элементами или
легирующих элементов между собой, называются интер-
металлическими соединениями или интер-
металлидами.
В настоящее время в сплавах обнаружено примерно
1300 интерметаллических соединений, которые кристалли-
зуются в 200 типов структур.
Отличительным признаков интерметаллических соеди-
нений является наличие у них новой кристаллической ре-
шетки, отличной от решеток, составляющих фазу компонен-
тов. *
Важно отметить, что структура, устойчивость, темпера-
турные и концентрационные области существования ин-
терметаллидов определяются совокупным действием элект-
ронной структуры, электрохимического и размерного фак-
торов.
Интерметаллиды оказывают определяющее влияние на
упрочнение в аустенитных и мартенситностареющих ста-
лях, многих жаропрочных сплавах на никелевой и кобаль-
товой основах, а также на свойства жаростойких защитных
покрытий. В ряде жаропрочных сплавов содержание ин-
терметаллических фаз может достигать 55—65 %.
В перечисленных материалах различают следующие
группы интерметаллических соединений: электронные сое-
динения, о-фазы, фазы Лавеса, геометрически плотноупа-
кованные фазы.
1. Электронные соединения
Электронные соединения или фазы Юм-Розери имеют ха-
рактерные для металлических элементов структуры типа
о. ц. к., г. ц. к., г. п. у. В этих соединениях структура обра-
зующихся фаз в основном определяется электронной кон-
центрацией, т. е. отношением числа валентных электронов
к числу атомов в элементарной ячейке. При образовании
этих соединений металлы переходных групп обнаружива-
ют переменную валентность, что обусловлено перекрыти-
ем d- и s-уровней.
При отношении числа валентных электронов к числу
атомов в решетке, равном 3/2, интерметаллические соеди-
нения образуют p-фазы с о. ц. к. структурой или со слож-
5*
67
ной кубической решеткой. К ним относятся, например,
алюминиды переходных металлов — FeAl, CoAl и NiAl
и сплавы на их основе. Перечисленные интерметаллиды
обладают металлическими свойствами, однако участие
d-электронов в межатомной связи предопределяет появле-
ние ковалентной составляющей.
Свойства интерметаллидов этого типа можно проиллюстрировать
на примере моноалюминида никеля и твердых растворов на его основе.
Моноалюминид никеля NiAl характеризуется высокой температурой
плавления (1638°C), большой теплотой образования, высокой энергией
упорядочения. Кристаллы обладают сильной анизотропией свойств и
весьма хрупки. Никельадюмнниевые Р-сплавы обладают высокими ха-
рактеристиками прочности при повышенных температурах (до 900—
1000°C), высокой стойкостью против окисления и газовой коррозии,
малой диффузионной подвижностью атомов в решетке, обеспечивающей
стабильность структуры до высоких температур. Эти свойства позво-
ляют использовать эти соединения в качестве жаропрочных и жаро-
стойких материалов и покрытий.
В промышленных сталях и сплавах, которые являются сложноле-
гнрованными многокомпонентными системами, интерметаллические со-
единения, особенно однотипные, могут образовывать широкие области
твердых растворов, свойства которых могут значительно изменяться.
Так, в сплавах Fe—Ni—Al имеется широкая область гомогенных |3-фаз
между двойными соединениями Fe—Al и NiAl.
При увеличении в электронных соединениях содержания многова-
лентного элемента происходит изменение симметрии решетки: при кон-
центрации электронов на атом 21/13 образуется структура у-латунн,
содержащая 27 деформированных о. ц. к. ячеек, а при концентрации
7/4 — е-латунн с гексагональной плотноупакованной структурой. Эти
фазы встречаются в цветных и прецизионных сплавах.
2. Сигма-фазы
п-фазы и родственные им соединения образуются переход-
ными металлами и имеют тетрагональные или сложные
ромбоэдрические элементарные ячейки, структура которых
характеризуется наличием плотноупакованных слоев ато-
мов, смещенных по отношению друг к другу и расположен-
ных на относительно больших расстояниях. Такие фазы и
родственные им соединения иногда называют топологиче-
ски плотноупакованными.
Впервые cr-фаза типа FeCr была обнаружена в желе-
зохромистых сплавах как хрупкая составляющая. Она име-
ет тетрагональную решетку с элементарной ячейкой из
30 атомов, аналогичную решетке урана.
Как для электронных соединений, так и для cr-фаз не-
возможно установить определенный состав, поэтому суще-
ствование этих фаз обычно связывают с определенными
значениями электронной концентрации. Расчеты электрон-
68
Таблица 2. Характеристика о-фаз некоторых систем (по данным
разных авторов)
Система Концентрация элементов, % Число элект- роиов/число атомов RA!RB с/а
Fe—Сг 51,0—56,5 Сг 7,0/7,1 1,01 1,462
Fe—V 35,0—57,0 V 6,9/7,3 1,06 1,453
Fe—Мо 47,0—50,0 Мо 7,0/7,1 —. —
Fe—Сг—Мо 40 Fe—40 Сг— 20 Мо — — 1,458
Мп—Сг 19—24 Сг 6-,78/6,84 0,98 —.
Со—V 40—54 V 6,8/7,4 1,08 1,455
Со—Мо 59—61 Мо 7,17/7,23 1,12 —•
Со—Сг 56—61 Сг 7,2/7,3 1,02
Ni—V 55—65 V 6,7/7,2 1,08 1,465
ной концентрации с учетом s- и d-электронов дают 6,5—
7,4 электронов/атом в большинстве известных а-фаз
(табл. 2), что позволяет считать эти фазы определенной
группой электронных соединений. Установлено также, что
сг-фазы образуются элементами при различии атомных ра-
диусов 7? до 8 % (в системе Со—Мо—до 12 %).
Области существования cr-фаз по концентрации и по
температурам зависят от положения элементов в периоди-
ческой системе Д. И. Менделеева: в системе Fe—Мо до
1400 °C, в Fe—Сг до 820 °C, выше которых они растворя-
ются в твердом растворе. В сг-фазах двухкомпонентных
систем могут легко растворяться атомы других переход-
ных элементов.
В промышленных сталях и сплавах встречаются как
сг-фазы относительно простого состава (например, в ста-
лях типа Х25 сг-фаза типа FeCr), так и сложнолегирован-
ные композиции (например, в дисперсионно-твердеющих
сложнолегированных сталях сг-фазы, содержащие Fe, Сг,
Мо, Ni). В жаропрочных сплавах на никелевой основе
сг-фазы имеют состав (Сг, Mo)x(Ni, Со)у, где х и у могут
изменяться от 1 до 7.
Выделение сг-фазы происходит при длительных выдерж-
ках в интервале температур 500—900 °C и является при-
чиной сильного охрупчивания сталей и сплавов, уменьшает
их пластичность и прочность.
Возможность существования о-фаз в двойных системах
d-переходных металлов, по данным Д. Блума и Н. Гран-
та, следующая: Сг—Fe, Сг—Мп, Сг—Со; V—Мп, V—Fe,
V—Со, V—Ni; Мо—Fe, Мо—Со.
69
Кинетика образования cr-фаз обычно описывается С-об-
разной кривой (рис. 34), положение которой определяется
составом сплава и его предысторией (литое или деформи-
рованное состояние, режим предварительной термической
обработки, напряженное состояние и т. д.).
Вредное действие cr-фаза оказывает на жаропрочные
сплавы. Из-за присутствия cr-фазы резко снижается дли-
Рнс. 34. Изотермическая диаграм-
ма образования a-фазы в жаро-
прочном сплаве на никелевой ос-
нове (Ч. Симе):
/ — О-фаза отсутствует; 2 — <У-фаза
выдёляетсн
тельная прочность, так как
большие количества тугоплав-
ких элементов-упрочнителей
выводятся из матрицы сплава.
Кроме того, разрушение при
повышенных температурах
происходит предпочтительно
вдоль границ сг-фазы, которые
служат источниками зарожде-
ния и распространения трещин,
ведущих к хрупкому разруше-
нию.
Кроме cr-фазы, в сталях и
сплавах обнаружено много
других подобных сложных фаз,
существование которых также
определяется в основном элек-
тронной концентрацией, т. е.
отношением числа валентных
электронов к числу атомов в ячейке. К ним относятся: ц.-,
%'-, Р- и 7?-фазы. Указанные фазы были обнаружены во
многих сложнолегированных сталях и сплавах. Во всех слу-
чаях присутстйие их в структуре вредно сказывается на
свойствах сплавов, поэтому при разработке новых сплавов
проводят специальные исследования, чтобы исключить (или
по крайней мере резко ограничить) возможность их обра-
зования в процессе производства или эксплуатации.
3. Фазы Лавеса
Интерметаллические соединения состава АгВ называют
фазами Лавеса. Эти фазы обычно имеют кубическую или
гексагональную структуру. Они могут образовываться ком-
понентами, расположенными в любом месте периодичес-
кой системы.
Исследование большого числа фаз Лавеса показало,
что основным фактором, определяющим их образование,
является соотношение атомных размеров компонентов. Не-
70
смотря на главную роль размерного фактора при образо-
вании фаз Лавеса, важное значение в их стабильности иг-
рает электронная концентрация, которая определяет, ка-
кая из возможных структур образуется, а также каковы
размеры их областей гомогенности, хотя последние, как
правило, незначительны.
Наиболее часто образуются в сталях и сплавах следу-
ющие интерметаллические фазы Лавеса: Fe2Al, Zr2Al,
Fe2Mo, Co2Ti, Ni2Ta, (Fe, Si)2Mo, Fe2(Ni, Nb) и др. Их при-
сутствие часто сопровождается охрупчиванием при ком-
натной температуре, но менее опасно при повышенных
температурах.
Более того, во многих теплостойких и жаропрочных
сплавах удается использовать фазы Лавеса для упрочне-
ния без существенного снижения вязкости и хрупкой проч-
ности.
4. Геометрически плотноупакованные фазы
Эти фазы или соединения типа АзВ представляют собой
выделения упорядоченных г. ц. к. (у'), о. ц. т. (у") и гекса-
гональных плотноупакованных г]’Фаз из аустенитных мат-
риц.
Выделение этих фаз представляет собой одно из наибо-
лее благоприятных явлений, так как оно позволяет дости-
гать значительного упрочнения, стабильного при высоких
температурах без заметного охрупчивания сплавов.
В соединениях типа А3В более электроотрицательные
элементы — такие, как Fe, Со, Ni, соответствуют элементу
А, а такие как Al, Ti, Nb,— элементу В. Обычно в никеле-
вых жаропрочных сплавах основная упрочняющая у'-фаза
представляет собой соединение на основе Ni3Al.
В этой фазе могут растворяться в значительных коли-
чествах различные легирующие элементы. На рис. 35
представлен разрез тройной системы никеля и алюминия
с другими элементами, показывающий степень возможно-
го замещения и участия элементов в образовании у'-фазы.
Кобальт замещает никель, титан, ниобий, ванадий, тан-
тал — алюминий, а молибден, хром и железо, по-видимо-
му, могут замещать как позиции никеля, так и алюминия,
что отражается на положении соответствующих фазовых
областей.
у'-фаза является упорядоченной, причем дальний поря-
док сохраняется почти до температуры плавления (1385°C).
Уникальным свойством y'-фазы является увеличение проч-
71
пости с повышением температуры в широком интервале
температур: для нелегированной фазы до 800 °C, а для
легированной — еще выше (рис. 36).
Благоприятное влияние АзВ фаз на свойства сталей и
сплавов связывают с их высокой пластичностью, когерент-
50 W 50 20 10 Ni
Третий компонент, °/«1агп.)
Рис. 35. Области твердого раствора на
основе фазы NijAl при 1100 °C для раз-
личных легирующих элементов (Р. Де-
кер)
Рнс. 36. Влияние температуры испыта-
ния на предел текучести <Уо,2 V'-фа-
зы типа Ni3 (Ti, Al) (Торнтон, Дэвис,
Джонсон)
ной связью с основным твердым раствором и высокой ста-
бильностью при повышенных температурах.
Многие интерметаллические соединения обладают высокими харак-
теристиками прочности, коррозионной стойкости, жаропрочности, изно-
состойкости. В последнее время на их основе разрабатываются мате-
риалы для новых отраслей техники.
Таблица 3. Свойства некоторых интерметаллических композиций
на основе системы Ni—Al в сравнении с жаропрочным литейным
сплавом (К. И. Портной, В. И. Богданов, Д. Л. Фукс)
Материал *нсп’ °C н, МПа ав' МПа б, % кси, 1ЛД,ж/м2 а • 10®, ОС—1 Износ, мг/сы2.
Жаропрочный 20 4100' 1020 3,4 о,1 11,0 16,1
сплав типа ЖС6 1000 — 520 2,0 0,1 15,2 14 (900 °C)
1100 — 260 2,5 0,1 15,9 —
Интерметаллид Ni3Al 20 4300 356 1,7 0,02 12,8 —
Интерметаллид, 20 4100 850 6,0 0,25 12,2 5,0
легированный Мо, 1000 — 470 4,5 0,20 15,2 3,7
Сг, W, Та (900 °C)
1100 — 320 3,5 0,15 15,6 —
1200 — 180 3,0 0,12 — —•
72
Свойства некоторых интерметаллидов системы Ni—Al и легирован-
ных композиций на их основе приведены в табл. 3.
Из табл. 3 видно, что при температурах выше 1000 °C композиции
на основе интерметаллидов обладают более высокими прочностными
свойствами, более пластичны и имеют близкий к жаропрочным сплавам
коэффициент термического расширения. Интерметаллические материалы
имеют более высокую жаростойкость и износостойкость, чем жаропроч-
ный сплав ЖС6.
Таким образом, из интерметаллических фаз наиболее
благоприятное влияние на упрочнение сплавов оказывают
соединения типа А$В, а также некоторые фазы Лавеса.
Выделение сг-фазы и ей подобных топологически плотно-
упакованных фаз вызывает резкое охрупчивание сплавов.
Часть ФАЗОВЫЕ ПРЕВРАЩЕНИЯ
третья В ЛЕГИРОВАННЫХ СТАЛЯХ
Глава VII
ОБРАЗОВАНИЕ АУСТЕНИТА ПРИ НАГРЕВЕ
Процесс аустенитизации при нагреве легированных сталей
состоит из полиморфного а—у-превращения, растворения
в аустените цементита и специальных карбидов, нитридов
и интерметаллидов, рекристаллизации зерен аустенита.
1. Перекристаллизация стали
В. Д. Садовский с сотрудниками считают, что образова-
ние аустенита при нагреве может проходить по двум кон-
курирующим механизмам фазовых превращений: кристал-
лографически неупорядоченному и упорядоченному.
При неупорядоченном механизме обра-
зования аустенита полиморфное а—у-превращение сопро-
вождается перекристаллизацией, т. е. изменением величи-
ны и ориентации вновь образующихся зерен у-фазы по от-
ношению к исходной a-фазе. При упорядоченном
механизме переход не сопровождается перекристалли-
зацией, которая протекает при более высоких температу-
рах вследствие первичной рекристаллизации фазонакле-
панного при сдвиговом превращении аустенита.
Главным фактором, определяющим возможность того
или иного механизма перекристаллизации, является тип
исходной структуры, а точнее ее кристаллографическая упо-
73
рядоченность. При исходной неупорядоченной структуре
(феррито-карбидная смесь — ФКС) имеет место только
неупорядоченный механизм перекристаллизации. При ис-
ходной упорядоченной структуре (мартенсит, бейнит, вид-
манштеттовый феррит) может наблюдаться тот или другой
механизм перекристаллизации. В этом случае реализация
одного из них будет определяться легированностью стали
и скоростью нагрева.
Исходная неупорядоченная структура
В практике термической обработки конструкционных и ин-
струментальных сталей наиболее часто нагреву для аусте-
нитизации подвергается сталь, имеющая исходную кристал-
Время
Рис. 37. Схема перекристаллизации
стали с исходной неупорядоченной
структурой при нагреве н охлаждении
лографически неупорядочен-
ную структуру феррито-кар-
бидной смеси (феррито-пер-
литная, перлитная, перлит-
ная с избыточными карби-
дами) . Схема неупорядочен-
ного (нормального) меха-
низма образования аустени-
та представлена на рис. 37.
При нагреве стали выше
критических точек' происхо-
дит полиморфное превраще-
ние, при этом, как полагают
многие ученые (И. Н. Ки-
дин, М. А. Штремель, С. С.
Дьяченко, М. Л. Бернштейн
и др.), зародыши аустенита
всегда образуются по сдви-
говому механизму, но этот
процесс совпадает с рекри-
сталлизацией наклепанного
при фазовом превращении
аустенита. Поэтому при переходе через критическую точку
образуется мелкое зерно аустенита. Процессы фазового
перехода и рекристаллизации при таком механизме совпа-
дают. Дальнейший нагрев в аустенитной области будет
1 В легированной стали, которая, как минимум, составляет трой-
ную систему, превращение двойного эвтектоида в аустенит происходит
не при постоянной температуре, а в интервале температур. Поэтому зна-
чения критических точек следует рассматривать лишь как средние тем-
пературы начала и конца превращения, протекающего в определенном
интервале температур.
74
приводить к росту зерна аустенита (собирательной рекри-
сталлизации) .
Изменения размера зерна стали при описанном меха-
низме перекристаллизации иллюстрируют структуры, при-
веденные на рис. 38. Необходимо отметить, что процесс
фазовой перекристаллизации при неупорядоченной исход-
ной структуре феррито-карбидной смеси в углеродистых и
легированных сталях практически мало различается. Об-
Рис. 38. Микроструктура стали ЗОХГСА при неупорядоченном (нормальном)
механизме перекристаллизации, Х200 (В. Д. Садовский):
а — исходная неупорядоченная крупнозернистая феррнто-перлнтная структу-
ра; б — мелкозернистая ферритО'Перлитная структура после перекрнсталли*
зации с нагревом выше Асг и охлаждения с печью
разевавшееся зерно аустенита во всех сталях мелкое.
Правда, чем выше скорость нагрева, тем мельче получает-
ся зерно, так как скорость образования зародышей новой
фазы возрастает быстрее, чем скорость их роста. Сущест-
венное различие, между углеродистой и легированной
сталью проявляется при повышении температуры в аусте-
нитной области, когда происходит рост зерен аустенита,
их собирательная рекристаллизация.
Исходная упорядоченная структура. Структурная наслед-
ственность в стали
Рассматриваемый случай имеет особо важное значение
для легированных сталей, так как иногда они подверга-
ются термической обработке, имея исходную крупнозер-
75
нистую упорядоченную структуру (мартенсит и бейнит),
полученную в результате подкалки при охлаждении про-
ката, поковок, отливок, сварных соединений. Нагрев стали
с исходной структурой мартенсита или бейнита — нередкое
явление также при повторной закалке перегретых легиро-
ванных сталей. Механизм фазрвой перекристаллизации
при нагреве исходно упорядоченной структуры заметно
сложнее, чем «нормальный» механизм перекристаллизации.
При определенных условиях сталь теряет способность
к перекристаллизации при а—у-превращении. Нагрев
Рнс. 39. Структурная наследственность в стали 37XH3T, Х300 (В. Д. Садов- _i
ский):
а— исходная упорядоченная структура — мартенсит; б — восстановление J
крупного зерна аустенита при медленном нагреве (2 °С/мин) выше Лс3
крупнозернистой упорядоченной структуры выше Ас3 мо- J
жет вызвать образование зерен аустенита той же формы, |
размера и ориентации, что и исходное зерно стали, т. е. |
происходит восстановление исходного зерна. Такое явле- ]
ние называют структурной наследственно’-
с тью в стали. Изучению этого сложного явления посвя- |
щены фундаментальные работы В. Д. Садовского с сотруд- 1
никами. На этих работах базируется излагаемый ниже |
материал. Структурная наследственность освещена также в |
работах Н. Н. Липчина и С. С. Дьяченко с сотрудниками, j
На рис. 39 приведены структуры, иллюстрирующие яв- 1
ление структурной наследственности в легированной ста- а
ли. Исходное крупное зерно перегретой и закаленной ста- |
ли (рис. 39, а) может сохраниться после повторной закал- |
ки от нормальной температуры Ас3 +(30—50°), т. е. вое- |
станавливается исходное зерно, а перекристаллизации 1
стали не происходит (рис. 39, б). Такая картина наблюда- 1
76
ется лишь при определенном легировании стали и скорос-
тях повторного нагрева.
В зависимости от легирования и скорости нагрева мож-
но сгруппировать стали по степени проявления структур-
ной наследственности. Ниже по данным В. И. Зельдовича
показано влияние легирования и скорости нагрева на про-
явление структурной наследственности (знак «плюс» озна-
чает проявление структурной наследственности, а «ми-
нус» — ее отсутствие) в стали:
Быстрый на-
грев
Умеренный
нагрев
Высоколегированные . . +
Легированные .... Ц-
Ннзколегированные н
углеродистые .... —
Медленный
нагрев
+
+
* Структурная наследственность возможна при скоростях нагрева порядка
1000 °С/с.
Чем более легирована сталь, тем шире диапазон ско-
ростей нагрева, при которых проявляется структурная на-
следственность в стали. Легирование влияет на критичес-
кую скорость нагрева, при которой наблюдается восста-
новление исходного крупного зерна при повторном нагреве
выше Дс3 и не происходит образования мелкозернистого
аустенита. Для легированной стали на рис. 40 приведена
схема, упрощенно показывающая процесс формирования
зерна при нагреве и охлаждении стали с исходной упоря-
доченной структурой.
«При достаточно быстром (сотни градусов в секунду)
нагреве закаленной и неотпущенной стали реализуется
особый кристаллографически упорядоченный механизм об-
разования аустенита, сходный с обратным мартенситным
превращением в высоколегированных сплавах, в резуль-
тате чего происходит восстановление зерна исходной струк-
туры. По мере уменьшения скорости нагрева все в боль-
шей степени получают развитие процессы отпуска и нор-
мальный, контролируемый диффузией механизм образо-
вания аустенита, сопровождающийся измельчением зерна.
При достаточно медленном (1—2 град/мин) нагреве мно-
гих сталей аустенит образуется также кристаллографичес-
ки упорядоченным механизмом, в результате чего и при
таком нагреве наблюдается восстановление зерна исход-
ной структуры, т. е. резко выраженная структурная наслед-
ственность. Увеличение скорости нагрева ведет к наруше-
нию упорядоченности в процессе формирования (роста)
77
аустенитной структуры и измельчению зерна» (В. Д. Са-
довский). Образовавшийся при упорядоченном а-^-у-пере-
ходе аустенит фазово наклепан. С повышением температу-
ры нагрева выше Тр происходит его рекристаллизация, и
только тогда зерно аустенита измельчается.
Врет
Рис, 40. Схема перекристаллизации стали с исходной упорядоченной структу-
рой при нагреве и охлаждении
При промежуточных умеренных скоростях нагрева
(100—150°С/мин), когда успевает пройти полный распад
мартенсита до начала а->у-перехода, структурная наслед-
ственность стали не проявляется. При этом «->-7-переход
совпадает с рекристаллизацией и Зерно сразу же получа-
ется мелким, т. е. реализуется нормальный неупорядочен-
ный механизм перекристаллизации.
В работах Н. Н. Липчина с сотрудниками отмечается,
что специальные карбиды хрома, молибдена, вольфрама,
ванадия и титана, выделяясь при нагреве по границам
мартенситных кристаллов, задерживают процесс рекристал-
78
лизации до температуры растворения карбидов в аусте-
ните.
Структурная наследственность хорошо проявляется в
конструкционных сталях типа ЗОХГСА, 37XH3A, 20Х2Н4А
и т. п. Наиболее вероятно проявление структурной наслед-
ственности при термической обработке предварительно пе-
регретых сталей, содержащих добавки сильных карбидо-
образующих элементов — титана, ванадия, ниобия. Одна-
ко необходимо оговориться, что не все легированные стали
склонны к этому явлению при медленном нагреве. Быст-
рый нагрев, приводящий к структурной наследственности в
конструкционных легированных сталях, может реализо-
ваться на практике при электронагреве или нагреве тон-
ких изделий в соляных ваннах с последующей кратковре-
менной выдержкой. Следует подчеркнуть, что отпуск пе-
ред окончательным быстрым нагревом под закалку
исключает проявление структурной наследственности. При
медленном нагреве влияния предварительного отпуска, ес-
тественно, не наблюдается, так как он протекает в процес-
се самого нагрева под закалку.
В высоколегированных сталях (быстрорежущие, мар-
тенситно-стареющие нержавеющие мартенситные стали
и др.) структурная наследственность проявляется в широ-
ком диапазоне скоростей нагрева, т. е. не только при быст-
ром и медленном нагреве, но и при промежуточных уме-
ренных скоростях нагрева. Следовательно, в таких сталях
структурная наследственность наблюдается в обычно при-
нятых на практике условиях нагрева, так как восстанов-
ленное зерно аустенита длительное время не рекристалли-
зуется. Так, при повторном нагреве под закалку быстроре-
жущей стали независимо от скорости нагрева при аустени-
тизации происходит восстановление исходного зерна и
наблюдается нафталинистый излом. В мартенситно-старею-
щих сталях восстановление крупного зерна происходит при
обычной технологии их термической обработки.
2. Растворение карбидов и нитридов в аустените
Растворение карбонитридных фаз в аустените при терми-
ческой обработке определяет многие свойства стали (устой-
чивость переохлажденного аустенита, прокаливаемость и
закаливаемость, разупрочнение при отпуске, дисперсион-
ное упрочнение и др.).
Растворение фаз, в частности карбидных и нитридных
частиц, осуществляется путем перехода атомов из неста-
79
бильной фазы в стабильный при данной температуре твер-
дый раствор — аустенит.
Термодинамические условия равновесия карбидных и
нитридных фаз в твердом растворе позволяют определить
равновесные концентрации элементов в твердом растворе,
т. е. растворимость при данной температуре. Термодина-
мические условия растворения специальных карбидов и
нитридов в аустените характеризуются следующим урав-
нением:
AGMeXn
RT
(17)
где Nue и Nx — концентрация в мольных долях легирую-
щего элемента Ме, углерода и азота X; AG мехп— свобод-
ная энергия образования соединения; уме и ух — коэффи-
циенты термодинамической активности Ме и X.
Для низколегированных сталей уравнение (17) можно
представить в виде
= lg [%Ме]]%Х]п =- (Q/T) + С, (18)
где Ьмехп — произведение растворимости или константа
равновесия данного соединения; [% Ме], [% X] —содер-
жание Ме и X в аустените, % (по массе); Q и С — постоян-
ные, характеризующие соответственно карбид (нитрид) и
сталь.
В табл. 4 по данным различных авторов приведены эм-
пирические уравнения произведения растворимости некото-
рых карбидов и нитридов.
Таблица 4. Уравнения растворимости карбидов и нитридов
в аустените низкоуглероднстых сталей (0,1 % С)
Фаза Произведение растворимости Логарифм произведения p астворимости
vco п [% V] [%C]0,7S —7600/74-5,76
VN [% V] [%N] —8330/74-3,40
NbC0 87 (% Nb] [%C]0’87 -7700/74-3,18
NbN [% NbJ [% NJ -10230/74-4,04
TiC [% Ti] [%C] -10475/74-5,33
TiN [% Ti] [% NJ -15 660/74-4,25
ZrC [%Zr] [%C] -8464/74-4,23
ZrN [%Zr] [%N] —14 900/74-3,68
AIN [% Al] [%N] -7300/74-1,50
80
По данным таблицы можно ориентировочно рассчитать темпера-
туры растворения карбидов н нитридов для определенных содержании
карбндообразующих элементов. Температура растворения зависит не
только от химической природы данной фазы, но и от состава стали.
При этом невозможно указать конкретную температуру растворения
карбида или нитрида безотносительно к составу стали. Находящиеся в
аустените карбндо-, ннтридообразующие элементы (марганец, хром,
молибден и др.) уменьшают коэффициент термодинамической активно-
сти углерода н азота (см. рнс. 28), что, согласно уравнению (17), уве-
личивает произведение растворимости карбидов и нитридов, т. е. спо-
собствует переходу этих фаз в аустенит. Легирование стали некарби-
дообразующнми элементами (кремнием, никелем, кобальтом) будет,
наоборот, увеличивать коэффициент термодинамической активности угле-
рода и азота, т. е. затруднять растворение карбидов н нитридов в
аустените.
Необходимо подчеркнуть, что отмеченное влияние карбидообразу-
ющнх элементов проявляется только в том случае, если они находятся
в твердом растворе (аустените), а не в карбидной фазе. Поэтому при
рассмотрении растворения того или иного карбида и нитрида следует
учитывать, что раньше перейти в аустенит могут лишь менее сильные
карбндо- или ннтрндообразователи. Так, при растворении в аустените
карбида VC увеличивать его растворимость будут марганец и хром,
карбиды которых растворились в аустените при более низкой темпе-
ратуре. Титан такого влияния на растворение карбида ванадия оказы-
вать не будет, так как он находится в периодической таблице левее
ванадия н, следовательно, его карбид TiC перейдет в аустенит при
более высокой температуре, чем карбид VC.
По уравнению (17) можно рассчитать растворимость
карбидов и нитридов в сталях различного состава при лю-
бых температурах. Для этого необходимо знать значения
стандартной свободной энергии образования карбидов и
нитридов (см. табл. 1), а также коэффициенты термоди-
намической активности элементов в железе (см. гл. IV,
п. 6).
По этим данным построена диаграмма растворимости
карбида ванадия в аустените (рис. 41), по которой можно
определить равновесные концентрации ванадия в аустени-
те при разных температурах, если известно содержание
углерода в аустените. На рис. 42 представлены данные по
растворимости карбонитридов ванадия, ниобия, титана и
нитрида алюминия в аустените (сталь 0,1 % С, 1,5 %Мп,
0,1 % Ме и 0,03 % N). Левая кривая для каждого элемен-
та характеризует растворимость его карбида, правая —
практически чистого нитрида. Заштрихованная область со-
ответствует образованию комплексных соединений — кар-
бонитридов. Для всех элементов (особенно титана) раст-
воримость карбидов значительно больше, чем нитридов.
Нитриды титана практически не растворяются в аустените
при всех температурах. Трудно растворимы в аустените
нитриды ниобия и алюминия. При реальных температурах
6-970 ' 81
нагрева под закалку растворяются карбонитриды ванадия.
Следует также отметить, что карбиды и нитриды хрома
еще легче переходят в состав аустенита при более низких
о о,о2 о,оо о, ое о, оз Nr
Рис. 41. Диаграмма растворимости карбида ванадия в аустените при разных
температурах, С (М. А. Гервасьев, М. И. Гольдштейн):
Температура, °0
1 —900; 2— 1000; 3—1100; 4— 1200; 5— 1300 Су и Сд—концентрации ванадия
и углерода соответственно % (по массе); Wy и Уд — мольная доля ванадия и
углерода соответственно
Рис. 42. Растворимость карбоиитридов в аустените при разных температурах
(М. И. Гольдштейн, В. В. Попов)
Рис. 43. Растворимость карбидов ванадия (а), ниобия (б), титана (в), циркония
(а) в аустените при разных температурах в зависимости от содержания углерода
(указано в % кривых) в стали (М. И. Гольдштейн, В. В. Попов)
температурах, чем карбиды и нитриды ванадия. Большое
влияние на растворимость карбидов в аустените оказыва-
ет углерод.
На рис. 43 приведены такие данные для карбидов ва-
надия, ниобия, титана и циркония. Повышение температу-
82
ры растворимости карбидов в аустените с увеличением со-
держания углерода обусловлено повышением активности
углерода в аустените вследствие роста его концентрации
в твердом растворе и увеличения коэффициента термоди-
намической активности.
3. Рост зерна аустенита
С повышением температуры и увеличением времени вы-
держки в аустенитной области происходит рост зерна аусте-
нита. Движущей силой собирательной рекристаллизации
аустенита является стремление системы понизить поверх-
ностную энергию путем уменьшения протяженности гра-
ниц зерен. В подавляющем большинстве сталей необходи-
мо получить мелкое зерно аустенита, так как чем меньше
размер зерна, тем выше прочность, сопротивление хрупко-
му разрушению и ряд других свойств сталей. В некоторых
сталях (например, в магнитномягких трансформаторных
сталях) стремятся получить, наоборот, крупное зерно. Ле-
гирование существенно влияет на размер зерна аустенита.
Карбидо- и нитридообразующие элементы (Сг, Mo, W,
V, Nb, Ti, Zr) тормозят рост зерна аустенита при нагреве,
причем тем сильнее, чем более стойкую фазу образует эле-
мент. Алюминий, связанный в нитрид, также сильно тор-
мозит рост зерна. Такое влияние карбидо- или нитридооб-
разующих элементов объясняется наличием нерастворен-
ных в аустените дисперсных карбидов и нитридов,
оказывающих барьерное действие на мигрирующую грани-
цу зерен. Растворение и коагуляция дисперсных фаз в
аустените устраняют или снимают эффект барьерного дей-
ствия частиц.
Максимальный размер зерна аустенита d зависит от
размера частиц и их количества (формула Зинера и
Смита):
d = (4/3)(r//), (19)
где г — радиус частиц; f — их объемная доля.
Следовательно, чем больше объемная доля нераство-
ренных частиц сохраняется в стали при нагреве и меньше
их размер, тем более мелкозернистым получается аусте-
нит. Для получения мелкозернистой стали в широком диа-
пазоне температур нагрева наиболее эффективно легиро-
вание стали двумя или более карбидо- или нитридообра-
зующими элементами, имеющими различную температуру
перехода соответствующих фаз в твердый раствор.
6*
83
Рис. 44 иллюстрирует влияние труднорастворимых ни-
тридов и карбидов на рост зерна аустенита стали типа
15Г2 (зерно выявлено методом вакуумного травления).
Необходимо отметить, что углерод, азот и алюминий, не
связанные в карбиды и нитриды, а находящиеся в твердом
растворе — аустените, способствуют росту его зерна. Также
Рис. 44. Влияние карбоннтридных фаз [а — нет; бA1N; в — AIN; V(C, N)] на
размер зерна аустенита стали типа 15Г2, Х50 (Э. Э. Блюм, М. И. Гольдштейн).
Температуры нагрева, °C: 4—980 ; 2 — 1050 ; 3—1100; 4—1150; 5—1200
84
увеличивают склонность к росту зерна бор, марганец и
кремний. Мнения о природе влияния перечисленных эле- -
ментов на увеличение склонности к росту зерна противо-
речивы.
Глава VIII
ПРЕВРАЩЕНИЕ
ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА
При закалке, нормализации и отжиге происходит распад
переохлажденного аустенита, при этом возможны три ти-
па превращений1: перлитное, промежуточное, мартенсит-
ное. Легирующие элементы существенно влияют на кине-
тику и механизм этих превращений.
1. Влияние легирующих элементов
на устойчивость переохлажденного аустенита
Как известно, устойчивость переохлажденного аустенита к
распаду характеризуется диаграммами изотермического
превращения аустенита. Изменение содержания углерода
и\цегирование аустенита влияют на кинетику перлитного
и промежуточного превращений и температуру мартенсит-
ного превращения1 2.
На рис. 45 приведены такие диаграммы для углеродис-
тых сталей с разным содержанием углерода. Устойчивость
аустенита характеризуется С-образными кривыми начала
и конца превращений. В доэвтектоидных и заэвтектоидных
сталях перлитному превращению предшествуют линии вы-
деления избыточных фаз (феррита и цементита соответст-
венно).
1 В литературе встречаются различные термины для указанных
превращений. Так, перлитное превращение также называют эвтектоид-
ным, диффузионным превращением, распадом на феррито-карбидную
смесь (ФКС), превращением по 1 ступени. Промежуточное превраще-
ние — бейнитным превращением по II ступени.
2 Необходимо подчеркнуть, что составы аустенита и стали могут
не совпадать, если легирующие элементы не полностью переведены в
твердый раствор при аустенитизации. В этом случае нерастворенная
часть легирующих элементов входит в состав карбидной (интерметал-
лидной) фазы, которая иначе влияет на устойчивость аустенита. По-
этому приведенные ниже данные о влиянии углерода и легирующих
элементов относятся к случаю нх растворения в аустените.
85
Некарбидообразующие элементы (Ni, Al, Si, Си), прин-
ципиально не меняя вид С-кривой, смещают ее по темпе-
ратуре превращения и повышают устойчивость аустенита,
т. е. увеличивают инкубационный период распада, сдвигая
линии по диаграмме вправо. Исключение составляет ко-
бальт, который уменьшает время до начала распада.
Время, с
Рис. 45. Диаграммы изотермического распада аустенита в углеродистых сталях
(А. А. Попов, Л. Е. Попова):
а — доэвтектоидная сталь (0,45 % С); б — эвтектоидная сталь (0,8 % С); в — за-
эвтектоидная сталь (1,2 % С)
Карбидообразующие элементы (Сг, Mo, W, V) сущест-
венно изменяют вид диаграммы и кинетику превращения,
обусловливая четкое разделение перлитного и бейнитного
превращения с появлением области повышенной устойчи-
вости аустенита между ними. На рис. 46 приведены дан-
ные по влиянию никеля и хрома как некарбидообразующе-
го и карбидообразующего элементов на характер диаграм-
мы изотермического распада аустенита.
Разделение перлитного и промежуточного превраще- -
ний на диаграмме распада вообще свойственно легирован-
ным сталям при наличии в их составе нескольких легирую-
щих элементов независимо от их карбидообразующей спо-
собности, хотя при наличии карбидообразователей эта
особенность ярче проявляется.
Легирующие элементы по-разному влияют на перлит-
ное, промежуточное и мартенситное превращения.
В перлитной области все легирующие элементы, за ис-
ключением кобальта, если они переведены в аустенит при
нагреве, увеличивают устойчивость переохлажденного
аустенита. Особенно эффективно увеличивают инкубаци-
онный период молибден и марганец, несколько слабее
86
хром и никель. Уменьшает его кобальт. В доэвтектоидных
сталях легирующие элементы могут по-разному влиять на
выделение избыточного феррита и образование феррито-
карбидной смеси. Так, кремний и алюминий ускоряют про-
цесс образования избыточного феррита, но замедляют рас-
пад на феррито-карбидную смесь, а марганец и никель за-
медляют оба процесса. Уве-
личение содержания углеро-
да существенно уменьшает
скорость образования избы-
точного феррита в доэвтек-
тоидных сталях и повышает
скорость образования избы-
точного карбида в заэвтек-
тоидных сталях, а скорость
образования феррито-кар-
бидной смеси максимальна
при его концентрации, близ-
кой к эвтектоидной.
В промежуточной обла-
сти наиболее эффективно
увеличивают устойчивость
аустенита углерод и азот.
Легирующие элементы Мп,
Сг, Ni, Mo, W и другие рас-
ширяют инкубационный пе-
риод начала промежуточно-
го превращения, но суще-
. ственно в меньшей степени,
ное превращение. Как известно, промежуточное превра-
щение в отличие от перлитного не завершается полным
распадом аустенита, часть аустенита остается нераспав-
шейся. Легирование увеличивает количество остаточного
аустенита при бейнитном распаде.
После легирования промежуточное превращение сме-
щается в область более низких температур, в результате
чего в высоколегированных сталях оно может совпадать с
мартенситным превращением.
Влияние легирующих элементов на устойчивость аусте-
нита не аддитивно, т. е. при наличии в аустените несколь-
ких элементов их действие не суммируется, а может очень
существенно изменяться. Так, наиболее сильный эффект
повышения устойчивости аустенита наблюдается при та-
ких композициях легирования, как Сг—Ni, Сг—Ni—Мо,
Сг—Мп, Сг—Мп—V и др., причем соотношение легирую-
Z?Z7Ni
J—
&
£
^ZZNi
Жг
800
600
ООО
200
800.
600 %
ООО
200
' 800
600
' ООО
200
800
600
ООО
/ 10 10г10510ч 1 10 10г10Ч0ч
время, с
2,9 Ni
0,6^'t
8,2Zr
Рис. 46. Влияние никеля н хрома на
характер диаграмм изотермического
распада аустенита стали с 0,5 % С
(В. ” ~
И. Зюзин)
чем
они влияют на
87
к
щих элементов должно быть примерно Ni:Cr»2:3', а
Мп : Сг» 1,5 : 2.
Необходимо также отметить, что легирование может влиять на
устойчивость переохлажденного аустенита косвенно, в результате из-
менения размера зерна, размера и количества нерастворенной карбид-
ной фазы, состава и дисперсности неметаллических включений и других
факторов. Все они могут заметно влиять на распад аустенита в пер-
литной области, но практически не Влияют на промежуточное превра-
щение и температурный интервал мартенситного превращения. Так,
перлитное превращение ускоряется за счет нерастворившихся в аусте-
ните карбидов, некоторых дисперсных неметаллических включений,
уменьшения размера зерна.
Легирующие элементы оказывают также сильное влия-
ние на температуру начала мартенситного превращения
Легирующий
элемент, °/о(помассе)
Рнс. 47. Влияние содержа-
ния легирующих элементов
на температуру начала мар-
тенситного превращения А1Н
стали с 0,9 % С (В. И. Зю-
зин, В. Д. Садовский,
С. И. Баранчук)
Мн (рис. 47). Наиболее сильно по-
нижает Л4П марганец, несколько сла-
бее действуют хром, ванадий, ни-
кель, молибден. Медь и кремний в
количествах, применяемых в стали,
мало влияют на положение мартен-
ситной точки. Кобальт и алюминий
повышают мартенситную точку. Уг-
лерод и азот сильно снижают тем-
пературу мартенситного превраще-
ния. Поскольку от положения тем-
пературного интервала мартенсит-
ного превращения аустенита по от-
ношению к комнатной температуре
зависит количество остаточного ау-
стенита в стали, то элементы, пони-
жающие температуру мартенситного
превращения (С, Мп, Сг, Ni, Мо и
др.), будут увеличивать количество
остаточного аустенита после закал- •
кй, a Si и Со, наоборот, уменьшать его1.
Влияние легирующих элементов до пределов их содер-
жания в большинстве низколегированных и легированных
сталей на температуру начала мартенситного превращения
Л4Н может быть просуммировано. Хорошее совпадение с
экспериментом дает формула А. А. Попова:
Мп = 520 — 320 (% С) — 45 (% Мп) — 30 (% Сг) —
— 20(%Ni4- %Мо)~ 5(%Si + %Си). (20)
1 В высоколегированных быстрорежущих сталях кобальт увеличи-
вает количество остаточного аустенита в закаленной стали вследствие
изменения растворимости в аустените других легирующих элементов.
88
2. Диаграммы распада переохлажденного аустенита
Aj
0,51,0 10 1OZ 1OJ 10* 10s
Время, с
Рнс. 48. Диаграмма изотермического (тон-
кие линнн) н термокинетического (тол-
стые линии) распада переохлажденного
аустенита (А. А. Попов, Л. Е. Попова)
Наиболее полной характеристикой превращений аустени-
та при охлаждении для каждой стали являются изотерми-
ческие и термокинетические диаграммы распада переохла-
жденного аустенита.
Изотермические диаграммы характеризуют кинетику
распада аустенита при постоянной температуре переохла-
ждения. Такие диаграм-
мы наглядны для сравни-
тельной оценки разных
сталей, а также для выяв-
ления роли легирования
и других факторов (тем-
пературы нагрева, разме-
ра зерна, пластической
деформации и т. п.) на
кинетику распада пере-
охлажденного аустенита.
Т ермокинетические ди-
аграммы характеризуют
кинетику распада аусте-
нита при непрерывном
охлаждении. Эти диа-
граммы менее наглядны,
но имеют большое прак-
тическое значение, так
как при термической об-
работке распад аустени-
та происходит при непре-
рывном изменении температуры, а не в изотермических ус-
ловиях. Если известны скорости охлаждения в разных се-
чениях реальных изделий, то, нанося соответствующие кри-
вые скоростей охлаждения на термокинетическую диаграм-
му, можно определить температуру превращения аустенита
и оценить получаемую при этом структуру.
Огромная работа по сбору, обработке и систематиза-
ции диаграмм распада переохлажденного аустенита для
600 марок сталей проведена А. А. Поповым и Л. Е. Попо-
вой.
На рис. 48 сопоставлены изотермическая и термокине-
тическая диаграммы распада переохлажденного аустенита
легированной стали. Термокинетическая диаграмма мо-
жет быть построена как экспериментально, так и расчет-
ными методами на оснований изотермических диаграмм.
89
Сравнение расположения линий распада аустенита на обе-
их диаграммах показывает, что соответствующие линии
на термокинетической диаграмме находятся правее и ниже
тех же линий изотермической диаграммы. Следовательно,
то же превращение при непрерывном охлаждении протека-
ет при более низкой температуре и через большее время,
чем при изотермическом распаде аустенита.
Кинетика превращений аустенита, т. е. вид диаграммы распада, за-
висит от множества факторов и прежде всего от химического состава
аустенита.
В зависимости от легирования сталей можно выделить шесть ос-
новных разновидностей диаграмм изотермического распада переохлаж-
денного аустенита и соответствующие им термокинетические диаграм-
мы (рис. 49).
Для углеродистых, а также некоторых низколеги-
рованных сталей, содержащих в основном некарбидообразую-
щие элементы — никель, кремний, медь (рис. 49,а), изотермический рас-
пад аустенита характеризуется С-образными кривыми с одним макси-
мумом. Перлитное и промежуточное превращения не разделены. При
непрерывном охлаждении такой стали в зависимости от скорости
охлаждения могут быть получены три типа структур: мартенсита (ско-
рость охлаждения выше критической), мартенсита и феррито-карбидной
смеси (ФКС) и только ФКС.
Для легированных сталей, содержащих карбидообразу-
ющие элементы — хром, молибден, вольфрам, ванадий и др. (рис.
49, б, г), диаграммы распада имеют две четко разделенные между собой
области перлитного и промежуточного превращений, для каждой из
которых характерны свои С-образные кривые. При содержании углерода
до 0,4—0,5 % в конструкционных сталях (например, 20Х2Н4А,
45ХН2МФА, ЗОХГСА, 38ХМЮА и др.) превращение по I ступени сдви-
нуто вправо по отношению к превращению по II ступени (рис. 49, б),
а при большем содержании углерода (инструментальные стали типа
7X3, ШХ15, 9Х и т. п.), наоборот, I ступень лежит левее II ступени
(рис. 49, г).
Для хромоникельмолибденовых и хромоникель-
вольфрамовых сталей, (например, 12Х2Н4А, 18Х2Н4МА,
25X2Н4МА и др.) с содержанием углерода в пределах 0,15—0,25 % С
(рис. 49, в) характерна весьма высокая устойчивость переохлажденно-
го аустенита в перлитной области и малая устойчивость его в бейннт-
ной области, вследствие чего I ступень на диаграмме распада аустени-
та отсутствует.
В высоколегированных хромистых сталях типа
30X13, 40X13, 20X17 и др. (рис. 49, д) промежуточное превращение мо-
жет быть сильно заторможено и сдвинуто в область температур мар-
тенситного превращения, вследствие чего на диаграммах распада аусте-
нита имеется лишь перлитное превращение, а промежуточное отсут-
ствует.
В сталях аустенитного класса, а именно высоколеги-
рованных сталях типа 37Х12Н8Г8МФБ (ЭИ487), 45Х14Н14В2М
(ЭИ69) (рис. 49, е), благодаря высокому содержанию хрома, никеля,
марганца и углерода температура начала мартенситного превращения
лежит ниже комнатной, а распада аустенита по I и II ступеням прак-
тически не наблюдается. Из-за повышенного содержания углерода в
0,51 10 1OZ 10s 10“ 0,51 10 Юг 105 Ю* 1050,51 10 10z W} 10* 10s
Л время, c
Время, c
Рис. 49. Основные разновидности диаграмм (/ — изотермические, II — термоки-
нетические) распада переохлажденного аустенита (А. А. Попов, Л. Е. Попова):
а — углеродистые и низколегированные стали, не содержащие карбидообразую-
щих элементов; б — легированные стали (до 0,4—0,5 % С), содержащие карбидо-
образующие элементы; в — легированные хромом, никелем, молибденом (воль-
фрамом) стали с низким содержанием углерода (до 0,2—0,25 %); г — легирован-
ные стали, содержащие карбидообразующие элементы (свыше 0,4—0,5 % С);
д — высоколегированные стали с высоким содержанием хрома; е — высоколеги-
рованные аустенитные стали, / — начало превращения; 2 — конец превращения;
3 — начало образования ФКС; 4 — начало образования продуктов промежуточно-
го превращения; 5 — начало выделения карбидов
91
аустените этих сталей при переохлаждении возможно образование из-
быточных специальных карбидов.
Необходимо отметить, что указанное разделение диаграмм в из-
вестной мере является условным, так как они не охватывают всего мно-
гообразия изотермических и термокинетических диаграмм распада пере-
охлажденного аустенита.
3. Перлитное превращение
В легированных сталях перлитное превращение состоит из
собственно полиморфного г. ц. к.-»-о. ц. к. перехода, диффу-
зионного перераспределения углерода и легирующих эле-
ментов, в результате чего образуются специальные карби-
ды и феррито-цементитная смесь (перлит).
От того, какие легирующие элементы и в каком коли-
честве находятся в исходном у-твердом растворе, зависим
скорость отдельных звеньев перлитного превращения, а
следовательно, и кинетика его в целом.
Полиморфный у->а-переход в железе при малом пере-
охлаждении аустенита (в районе температур I ступени)
происходит путем неупорядоченного смещения атомов в от-
личие от мартенситного (при большем переохлаждении),
носящего сдвиговый упорядоченный характер. Легирова-
ние существенно влияет на скорость этого превращения:
оно сильно замедляется в случае одновременного легиро-
вания железа хромом и никелем и в еще большей степени
при дополнительном введении молибдена.
По данным Р. И. Энтина, замедление у-э-сс-перехода
под влиянием легирования обусловлено повышением энер-
гии активации процесса самодиффузии железа и, следова-
тельно, усилением межатомного взаимодействия в легиро-
ванном у-твердом растворе.
Карбидообразование при перлитном превращении в
стали является следствием перераспределения углерода и
легирующих элементов между образующимися фазами:
ферритом и карбидами. При наличии в составе стали кар-
бидообразующих элементов могут возникать специальные
карбиды, кроме цементита.
Специальные карбиды при наличии в составе раство-
ренных сильных карбидообразующих элементов (ниобия,
ванадия, хрома и др.) образуются в переохлажденном
аустените до начала у-э-а-превращения; в избыточном
феррите (в эвтектоидной и заэвтектоидной стали эта ста-
дия отсутствует); в феррите эвтектоида (перлита). На
каждой стадии получаются специальные карбиды, тип ко-
торых зависит от состава аустенита.
92
Если в состав стали входят карбидообразующие эле-
менты IV и V групп V, Nb, Ti, Zr и при аустенитизации
они переходят в твердый раствор, то на всех стадиях об-
разуется карбид одного типа — МеС (VC, NbC, TiC, ZrC).
Схема распада аустенита и процесса карбидообразова-
ния при перлитном превращении в сталях с ванадием, нио-
бием, титаном и цирконием имеет вид
Г —- МеСл + г'
I
Of пи
>_____Ц J,
МеСр + &f.u Fe3C + а„.}
меС3 + арэ
где у—переохлажденный исходный аустенит; МеСд—
карбид, выделившийся в аустените; у' — аустенит после
выделения карбида; Оп.и— пересыщенный карбидообразу-
ющим элементом и углеродом избыточный феррит; ар.и —
равновесный избыточный феррит; Л1еСф — карбид, выде-
лившийся в избыточном феррите; уэ — аустенит эвтектоид-
ного состава; ЕезС — цементит эвтектоида (перлита);
сспэ — пересыщенный феррит эвтектоида (перлита);
аР.э— равновесный феррит эвтектоида; МеСэ—карбид,
выделившийся в феррите эвтектоида.
Образование карбида в переохлажденном аустените до
начала у->а-превращения (Л4еСд) объясняется уменьшени-
ем растворимости в аустените карбидообразующего эле-
мента и углерода при понижении температуры.
Из схемы видно, что после полиморфного у-ж-перехо-
да образующийся феррит (как избыточный, так и эвтекто-
ида) сначала пересыщен карбидообразующим элементом и
углеродом, затем из него образуется карбид, после чего
феррит по состоянию становится близким к равновесному;
этот процесс длится несколько секунд.
Карбиды, выделившиеся на разных стадиях (МеС а>
МеСф и Л1еСэ), имеют разную форму и характер располо-
жения (рис. 50). Карбиды, выделившиеся в переохлажден-
ном аустените (рис. 50, а), располагаются по границам зе-
рен аустенита {III на рисунке 50, а) и по дефектам кристал-
лического строения, например, дислокациям, дефектам
упаковки и т. п. в объеме аустенитного зерна. Карбиды,
выделившиеся в избыточном феррите (рис. 50, б), могут
эз-
быть непрерывными и прерывистыми (7, п). Непрерыв-
ные выделения возникают внутри зерна феррита, а вбли-
зи границы зерен может быть зона, свободная от выде-
лений. Прерывистые или нитевидные выделения образу-
ются от мигрировавшей внутрь аустенита границы феррит-
ного зерна. Они возникают при превращениях, имеется
Рис. 50. Выделения карбида вана-
дия при диффузионном v^-a-прев-
ращеннн, X 20 000 (М. И. Гольд-
штейн, Э. Л. Колосова, Г. Д. Сус1
лопаров):
а — в переохлажденном аустените;
б — в избыточном феррите; в — в
феррите эвтектоида
граница раздела между двумя фазами с большими угла-
ми разориентировки, когда скорость миграции границы со-
измерима со скоростью диффузии элементов, входящих
в состав нитевидного карбида. Из перечисленных элемен-
тов IV и V групп прерывистые выделения обнаружены
при формировании карбида ванадия. Карбиды, образовав-
шиеся из феррита эвтектоида (рис. 50, в), располагаются
между пластинами цементита.
94
Форма непрерывных выделений одного и тогб же кар-
бида, возникших на первых этапах распада в аустените и
феррите, разная и определяется ориентационным соотно-
шением кристаллических решеток матрицы и карбида.
Карбиды типа МеС образуются непосредственно из пе-
ресыщенного твердого раствора независимо от цементита
при содержании в стали <0,1 %, V, Nb, Ti; в цементите
эти элементы практически не растворяются.
В сталях, содержащих карбидообразующие элементы
VI группы (Сг, Mo, W), процесс карбидообразования ус-
ложняется. Элементы этой группы в зависимости от содер-
жания легирующего элемента в аустените могут образо-
вывать несколько типов карбидов (см. гл. V. п. 3). В ста-
лях с хромом — легированный цементит (Fe, Сг)зС и
специальные карбиды (Fe, Сг)7С3 и (Fe, Сг)2зС6; в сталях с
молибденом (вольфрамом) — карбиды (Fe, Мо)23С6, МоС,
Мо2С, (Fe, Мо)бС (аналогичные карбиды образует воль-
фрам).
В хромистых сталях наряду с механизмом зарождения
карбидов непосредственно в твердом растворе возможна
образование карбидов по механизму «на месте» (in siizz),
при этом новый карбид зарождается из ранее образовав-
шегося карбида того же элемента, но имеет строение дру-
гого типа. Такой механизм возможен,' если две карбидные
фазы допускают отклонение от стехиометрического соста-
ва в достаточно широких и перекрывающихся пределах.
Тогда принципиально возможен переход одного карбида
в другой путем трансформации решетки в пределах всей
карбидной частицы или ее доли. Так, в хромистых сталях
из легированного хромом цементита возможно образова-
ние гексагонального карбида хрома: (Fe, Cr)3C->(Fe,
Сг)7С3. В высокохромистых сталях (более 12 % Сг) воз-
можна реакция «на месте»: (Fe, Cr)7C3->-(Fe, Сг)23С6.
Некарбидообразующие элементы (Ni, Со, Si) непо-
средственного участия в процессах образования специаль-
ных карбидов не принимают. Как правило, они входят в
состав цементита в количестве, равном их среднему содер-
жанию в стали. Косвенное влияние их может состоять в
воздействии на термодинамическую активность других
элементов, т. е. на процесс их перераспределения при кар-
бидообразовании. Перераспределение элементов при об-
разовании специальных карбидов контролируется диффу-
зионной подвижностью элементов. Все карбидообразую-
щие элементы имеют коэффициент диффузии в аустените
на 4—5 порядков ниже, чем у углерода. Влияние легиро-
95
вания на диффузию углерода относительно невелико. По-
этому можно полагать, что процесс карбидообразования
лимитируется подвижностью карбидообразующих элемен-
тов. С понижением температуры превращения их подвиж-
ность становится малой и процесс образования специаль-
ных карбидов ниже 600—500 °C не идет. При более низких
температурах развивается промежуточное превращение.
Зарождение зерен феррита и перлитных колоний при диффузион-
ном у—>-а-превращении • происходит в пределах одного аустенитного
зерна. Как правило, средний диаметр ферритных зерен (da) меньше
аустенитного (dv). Отношение dy!da=I{ характеризует это различие,
а № показывает число зерен феррита, образующихся из одного аусте-
нитного зерна.
Ниже по данным М. А. Штремеля, В. М. Лизунова, В. В. Шкато-
ва приведено соотношение между исходным аустенитным и обра-
зующимся при у-мх-превращении ферритным da зерном стали 08пс
, мкм
К • • •
9—11 <33 80—100
1—2 2—2,5 4,1—5,6
1—4 8—16 70—175
№
Столь существенное изменение значений К и № в зависимости от
исходного размера аустенитного зерна свидетельствует о разных ме-
ханизмах зарождения ферритных зерен. В сталях, легированных силь-
ными карбидообразующими элементами — ванадием, ниобием, титаном,
размер зерен аустенита стабилизируется в узких пределах (до 30—
35 км). В случае последующего его охлаждения наблюдается один ме-
ханизм выделения феррита, прн этом К и К3 изменяются в очень узких
пределах (К= 1,64-2,0 и №>=4,04-8,0).
Таким образом, перлитное превращение в легирован-
ных сталях контролируется скоростью полиморфного у-*-
->а-превращенйя и скоростью диффузионного перераспре-
деления легирующих компонентов между исходным твер-
дым раствором и образующимися фазами, т. е. процессом
•формирования специальных карбидов.
Образование специальных карбидов при диффузионном
у->а-превращении существенно влияет на свойства сталей
со структурой феррито-карбидной смеси, которая свойст-
венна большому кругу конструкционных сталей в горяче-
катаном состоянии, а также после закалки в центре круп-
ных поковок и отливок.
4. Промежуточное превращение
Промежуточное (бейнитное) превращение по своим приз-
накам — кинетике и механизму — носит черты как диффу-
зионного, так и бездиффузионного превращения. Специ-
96
фика промежуточного превращения в том, что оно разви-
вается при температурах, когда скорость диффузии
металлических атомов железа и легирующих элементов
крайне низкая, а скорость диффузии углерода еще значи-
тельна.
Промежуточное превращение в легированных сталях
состоит из диффузионного перераспределения углерода в
аустените, бездиффузионного у->а-перехода и карбидооб-
разования.
До сих пор нет единого мнения относительно того, ка-
кай из процессов промежуточного превращения является
ведущим.
Кинетика промежуточного превращения характеризует-
ся рядом особенностей. К ним относится наличие инкуба-
ционного периода, неполное превращение аустенита в изо-
термических условиях и сохранение некоторого количест-
ва остаточного аустенита.
При разделении перлитного и промежуточного превра-
щений в легированных сталях можно установить верхнюю
температурную границу промежуточного превращения —
температуру Bn(bs).
Легирование влияет на кинетику промежуточного пре-
вращения, хотя и в меньшей степени, чем на перлитное
превращение. Так, в некоторых легированных сталях тор-
можение изотермического превращения происходит во всем
интервале промежуточного превращения, а в других —
лишь при температурах верхней части этой области.
В сталях, легированных 2 % Si или Сг, превращение аусте-
нита останавливается по достижении определенного пре:
дела даже при самых низких температурах промежуточ-
ного превращения. При легировании сталей никелем или
марганцем торможение превращения характерно лишь при
высоких температурах промежуточного превращения, при
более низких температурах аустенит превращается полно-
стью.
На рис. 51 показано влияние легирующих элементов
на продолжительность инкубационного периода, темпера-
туру минимальной устойчивости аустенита и максимальную
скорость превращения в промежуточной области для высо-
коуглеродистых сталей с 1,0 % С. Как видно, марганец и
хром существенно влияют на кинетику промежуточного
превращения, увеличивая продолжительность инкубаци-
онного периода и понижая температуру минимальной ус-
тойчивости аустенита и максимальную скорость превра-
щения.
7—970 97
В углеродистых и некоторых низколегированных ста-
лях в области повышенных температур на промежуточное
превращение может накладываться перлитное превраще-
ние. При температурах ниже Ми в некоторых сталях пос-
ле окончания мартенситного превращения может происхо-
Легирующий элемент, % (по массе;
Рнс. 51. Влияние хрома, молибдена, вольфрама н марганца при температуре
максимальной устойчивости аустенита на продолжительность инкубационного
периода т, температуру минимальной устойчивости /м у и максимальную ско-
рость превращения Ута1 в промежуточной области (К. Буигардт, Мюлдер).
Сталь с 1,0 % С, 1,0% Сг (/ — влияние Мп; 2 — Мо; 3 — W) сталь с 1,0 %С,
(>,3 % Мп; 4— влияние Сг
Рнс. 52. Схема наложения про-
межуточного и перлитного (а)
и мартенситного и промежуточ-
ного (б) превращения
дить промежуточное превраще-
ние остаточного аустенита (рис.
52). Промежуточное пре-
вращение в легирован-
ных сталях начинается
с перераспределения уг-
лерода в аустените, иду-
щего диффузионным пу-
тем. При этом в участках аус-
тенита, обедненных углеродом,
происходит мартенситное бездиф-
фузионное у->-а-превращение. По-
добный процесс обусловлен по-
вышением мартенситной точки при понижении содержания
углерода. Чем выше температура промежуточного превра-
щения, тем выше должна быть мартенситная точка в уча-
стках аустенита, претерпевающих у->-а-превращение, т. е.
тем ниже содержание углерода в этих участках.
Чём выше температура промежуточного превращения,
тем выше содержание углерода в остаточном аустените.
Содержание углерода в a-фазе, наоборот, растет с пони-
жением температуры промежуточного превращения. Раз-
личное влияние температуры промежуточного превращения
на содержание углерода в у- и a-фазах обусловливает и
98
разный характер карбидообразования при промежуточном
превращении. При высоких температурах промежуточного
превращения происходит выделение карбидов из у-фазы,
а при низких — из пересыщенной a-фазы, причем при вы-
соких температурах из аустенита выделяется карбид це-
ментного типа.
Возможность выделения карбидной фазы из обогащен-
ного углеродом аустенита при промежуточном превраще-
нии возрастает по мере повышения содержания углерода в
стали, а также при легировании в последовательности:
кремний, марганец, хром, никель.
Кремний и алюминий способствуют максимальному на-
сыщению остаточного аустенита углеродом. Так, в сталях
с 0,3—0,6 % С содержание углерода в остаточном аусте-
ните при промежуточном превращении может возрасти в
2—3 раза.
В высокоуглеродистых легированных сталях выделе-
ние карбидов из аустенита может происходить уже на на-
чальных стадиях промежуточного превращения, поэтому
период решетки остаточного аустенита интенсивно умень-
шается.
Микроструктура продуктов промежуточного превраще-
ния — бейнит. Различают верхний бейнит, имеющий пери-
стое строение, и нижний бейнит, характеризующийся нали-
чием игольчатого строения. Структура нижнего бейнита
подобна структуре низкоотпущенного мартенсита. В низ-
коуглеродистых легированных сталях при высоких темпе-
ратурах промежуточного превращения возможно образо-
вание так называемых зернистых структур.
Для промежуточного бейнитного превращения харак-
терно образование микрорельефа на полированной по-
верхности образца подобно рельефу при образовании мар-
тенсита.
Изучение микроструктур промежуточного превращения
осложнено высокой дисперсностью продуктов превраще-
ния, а также протеканием вторичных процессов — таких,
как распад пересыщенного a-твердого раствора, карбидные
превращения и др.
Структура бейнита хорошо разрешается только при
больших увеличениях при использовании электронного
микроскопа. Типичные структуры верхнего и нижнего бей-
нита приведены на рис. 53. Если в верхнем бейните карби-
ды цементитного типа могут выделяться между ферритны-
ми пластинами, то в нижнем бейните, где диффузия угле-
7* 99
рода идет медленнее, углерод выделяется in situ в виде
карбидов внутри ферритных игл. Карбиды выстраиваются
в более или менее правильный ряд в направлении, находя-
щемся под углом приблизительно 600 к оси ферритных игл,
внутри которых они находятся.
Рис. 53. Структура бейнита стали 38ХМЮА (А. Ю. Калетин):
а — верхний, X18 000; б — нижний х 15 000
Механические свойства продуктов промежуточного пре-
вращения существенно зависят от их структуры (см. гл.
XIV, п. 2). Как правило, верхний бейнит имеет неблаго-
приятное сочетание механических свойств, низкое сопротив-
ление хрупкому разрушению. Нижний бейнит имеет хоро-
100
г
I
ший комплекс механических свойств, в ряде случаев пре-
вышающий свойства тех же сталей, обработанных путем
закалки и отпуска на ту же прочность.
Разработаны бейнитные стали, в которых промежуточ-
ное превращение имеет малый инкубационный период, а
условия охлаждения обеспечивают подавление выделения
доэвтектоидного феррита.
5. Мартенситное превращение
Мартенситное превращение в легированных сталях и спла-
вах развивается при низких температурах и больших сте-
пенях переохлаждения относительно равновесной темпе-
ратуры начала у->-а-перехода. При температурах мартен-
ситного превращения полностью подавлены диффузионные
перемещения как металлических атомов железа и легиру-
ющих элементов, так и металлоидных атомов углерода и
азота, поэтому по своему механизму мартенситное
превращение в сталях и сплавах является
бездиффузионным.
Мартенситное превращение может протекать в углерод-
содержащих легированных сталях, безуглеродистых легиро-
ванных сталях, а также бинарных сплавах железо — леги-
рующий элемент. В результате мартенситного превраще-
ния обычно образуется пересыщенный твердый раствор на
основе a-железа, причем в углеродсодержащих сталях
твердый раствор пересыщен в основном углеродом, а в без-
углеродистых легированных сталях — легирующими эле-
ментами. Содержание углерода и легирующих элементов
в мартенсите такое же, как и в исходном аустените.
В углеродистых сталях наблюдается тетрагональность
решетки мартенсита вследствие пересыщения твердого раст-
вора углеродом. Степень тетрагональное™ решетки мартен-
сита— отношение с/а — определяется содержанием в нем
углерода: с/а=1 + ур, где р— содержание углерода, % (по
массе); у=—0,046 + 0,001 коэффициент.
Кинетика мартенситного превращения в большинстве
углеродистых, а также легированных конструкционных и
инструментальных сталях носит атермический ха-
рактер.
Типичная кривая атермического мартенситного превра-
щения приведена на рис. 54.
Как правило, атермическое мартенсит-
ное превращение происходит в сталях, мар-
191
I
тенситная точка Мн которых лежит выше
комнатнойтемпературы.
Разновидностью атермического мартенситного превра-
щения является взрывное мартенситное превра-
щение, при котором некоторое количество мартенсита
образуется мгновенно при температуре Мн. Взрывное
мартенситное превращение наблюдается
в железоникелевых сплавах и сталях с мар-
тенситной точкой ниже комнатной темпе-
ратуры.
В сталях с атермической кинетикой мартенситного пре-
вращения наблюдается явление стабилизации аустенита.
Если при закалке стали сделать промежуточную выдержку
в мартенситном интервале температур, то общее количест-
во мартенсита будет меньше, а количество остаточного
аустенита больше, чем в случае непрерывного охлаждения
до точки Мк, при этом с увеличением продолжительности
выдержки это различие будет расти. После изотермической
выдержки в мартенситном интервале образование мартен-
сита при последующем охлаждении начинается не при этой
температуре, а при более низкой, причем чем меньше тем-
пература промежуточной выдержки, тем ниже температу-
ра, начиная с которой вновь начинается образование мар-
тенсита. Явление стабилизации аустенита может оказать-
ся и при охлаждении стали с непрерывными, но разными
скоростями. Так, в легированных сталях мартенситного
класса, закаливаемых на воздухе, количество остаточного
аустенита намного больше, чем в этих же сталях после за-
калки в масле или в воде. При этом вследствие того, что
углерод является элементом, наиболее сильно понижаю-
щим мартенситные точки, в высокоуглеродистых сталях
после замедленного охлаждения (например, при ступенча-.
той закалке) содержание остаточного аустенита может пре-
вышать 20 %
В сплавах на основе Fe—Сг—Ni и Fe—Ni—Мп, имею-
щих мартенситную точку ниже комнатной температуры,
мартенситное превращение может быть полностью подав-
лено быстрым охлаждением до температуры жидкого азо-
та (—196°C). Мартенситное превращение в таких сплавах
идет при нагреве до более высоких температур и носит
изотермический характер. Изотермическое мар-
тенситное превращение в этих сплавах может протекать и
при ступенчатом охлаждении с изотермическими останов-
ками. Наиболее полно изотермическое мартенситное пре-
вращение исследовано в безуглеродистых сплавах железа
102
с 23 % Ni и 3—4 % Мп (Г. В. Курдюмов, О. П. Макси-
мова).
На рис. 55 приведены С-образные диаграммы изотерми-
ческого мартенситного превращения в таком сплаве. Эта
диаграмма внешне подобна диаграмме изотермического
превращения аустенита в перлитной области. Однако в от-
Рис. 54. Мартен-
ситная кривая
прн атермиче-
ском характере
превращения
Рис. 55. Кривые изотермического мар-
тенситного превращения в сплаве с
23,2 % Ni и 3,62 % Мп. Первые ощу-
тимые следы мартенсита (0,2 % М)
личие от диффузионного перлитного превращения аустени-
та мартенситное превращение в изотерми-
ческих условиях никогда не идет-до конца.
Хотя атермическая и изотермическая кинетика образо-
вания мартенсита внешне существенно различна, принци-
пиальной разницы между ними нет. В некоторых сплавах
наблюдается совмещение обеих кинетик мартенситного
превращения, например взрывное атермическое образова-
ние мартенсита при определенной температуре и дополни-
тельное образование некоторого количества мартенсита
уже по изотермической кинетике при последующей выдер-
жке.
Влияние различного рода воздействий на аустенит
может в значительной степени влиять на кинетику мартен-
ситного превращения. Деформация аустенита при темпе-
ратурах выше Мн может приводить к образованию мар-
тенсита как в упругой, так и в пластической области. Мар-
тенсит, образующийся при деформации в упругой области,
называют мартенситом напряжения, а мартен-
сит, получающийся под действием пластической деформа-
ции,— мартенситом деформации. В отличие от
них мартенсит, образующийся при охлаждении в мартенсит-
103
ном интервале температур, называется мартенситом
охлаждения.
Верхней температурной границей образования мартен-
сита при пластической деформации является точка Мд, вы-
ше которой мартенсит не образуется при любых степенях
деформации. Температура Мл всегда лежит ниже точки
Рис. 56. Влияние температуры
мартенсита
-200-160 -80-ЦО 0 t °C 0 12 3 6 5г,ч
на изменение свободной энергии аустенита и
Рис. 57. Влияние пластической деформации на образование мартенсита прн не-
прерывном охлаждении (п) и в изотермических условиях (б):
и — сталь с 1,1 % С и 2,7 % Мп; б — сплав XI7H9 (Г. В. Курдюмов, О. П. Мак-
симова)
То, отвечающей равенству свободных энергий аустенита и
мартенсита (рис. 56).
Аустенит, в котором при пластической деформации на-
блюдается у->а-переход, часто называют м е т а с т а-
бильным (по отношению к пластической деформа-
ции) аустенитом.
.При пластической деформации легированных марганце-
вых, хромомарганцевых и хромоникелевых сталей может
наблюдаться мартенситное превращение у->е->-а, при ко-
тором образуется промежуточный е-мартенсит с гексаго-
нальной плотноупакованной решеткой, который затем мо-
жет переходить в а-мартенсит с о. ц. к. решеткой. Такое
превращение наблюдается в тех случаях, когда сплавы
имеют низкую энергию дефектов упаковки с сильным рас-
щеплением дислокаций, которые являются зародышами
образования е-фазы с гексагональной решеткой
Влияние пластической деформации аустенита на по-
следующее мартенситное превращение ниже точки Мн за-
висит от степени деформации. Небольшая пластическая
104
деформация может инициировать мартенситное превращен
ние, наоборот, большая степень деформации приводит к
торможению мартенситного превращения как при непре-
рывном охлаждении, так и изотермическом.
На рис. 57 показано влияние большой пластической де-
формации (30 %) аустенита на образование мартенсита
при охлаждении в стали с 1,1 % С и 2,7 % Мп, а также
при изотермических выдержках в сплаве типа Х17Н9.
30%-ная пластическая деформация, хотя и вызвала обра-
зование мартенсита порядка 10 %, уменьшила общее коли-
чество мартенсита, полученное при непрерывном охлажде- .
нии, от 70 (без деформации) до 48 % (после деформации).
Пластическая деформация на 8 % вызвала увеличение ко-
личества мартенсита, полученного в сплаве типа Х17Н$>
при изотермических выдержках, тогда как деформация на
17 % уже значительно подавляет изотермическое мартен-
ситное превращение.
Сложное влияние пластической деформации аустенита
на мартенситное превращение объясняется, с одной сторо-
ны, увеличением числа дефектов кристаллического строения
и появлением локальных напряжений, способствующих
мартенситному превращению, а с другой стороны, измене-
нием структуры аустенита, затрудняющей когерентное об-
разование и рост мартенситной фазы.,
Мартенситное превращение в значительной степени мо-
жет быть подавлено при фазовом наклепе, возникающем
при а=р±у-переходах в случае циклического нагрева и ох-
лаждения.
Механизм мартенситного превращения заключается в закономерной
скачкообразной перестройке граиецентрированной решетки аустенита в
объемноцентрированиую решетку мартенсита. При этом перемещения
соседних атомов не превышают межатомных расстояний. Между ре-
шетками аустенита и мартенсита существуют определенные ориентаци-
онные соотношения.
Структура кристаллов мартенсита зависит от температуры мартен-
ситного превращения, т. е. положения точки Мн. При низких темпера-
турах мартенситного превращения (высокоуглеродистые стали, леги-
рованные железоникелевые сплавы с содержанием никеля примерна
30 % и др.) образуется пластинчатый (игольчатый) мартенсит, имею-
щий форму пластины или линзы. Пластинчатые кристаллы мартенсита
имеют двойникованное строение. В средней части такой линзы есть так
называемый мидриб, представляющий собой область параллельных
двойниковых прослоек. Однако полностью двойникованиое строение
пластинчатые кристаллы мартенсита имеют только при очень низких
температурах образования (например, сплав 25Н32, Мя=—150°C).
В большинстве случаев кристаллы пластинчатого мартенсита двойнико-
ваны лишь частично в мидрибе, а в периферийных зонах не содержат
двойников. Плотность дислокаций в периферийных зонах мартенситного
195
кристалла относительно невелика (109—1010, см~2), она сравнима с
плотностью дислокаций после пластической деформации на 15—30%.
Первичные кристаллы пластинчатого мартенсита растут в пределах
исходного аустенитного зерна и, таким образом, длина их определяется
размером аустенитных зерен. Вторичные кристаллы мартенсита растут
в аустенитном зерне, разделенном первичными кристаллами на более
мелкие участки.
В большинстве легированных конструкционных, а также углероди-
стых сталей при содержании менее 0,6 % С образуется пакетный
Рис. 58. Микроструктура мартенсита:
д — пластинчатый; б — пакетный; в — е-мартенсит, сталь Г20
мартенсит, иногда называемый реечным или массивным.
Пакетный мартенсит состоит из тонких параллельных мартенситных
пластин, образующих пакет, имеющий приблизительно одинаковые ли-
нейные размеры по всем направлениям. Толщина пластин в пакете для
углеродистых и никелевых сталей колеблется от 0,25 до 2,25 мкм. Со-
отношение размеров пластины составляет 1 : 7 : 30. Пластины в пакете
разделяются малоугловыми границами.
Плотность дислокаций в пластине пакетного мартенсита весьма вы-
сока (1011—1012, см-2). Пакетный мартенсит может быть частично двой-
никован, однако в меньшей степени, чем пластинчатый (игольчатый)
106
мартенсит. Двойники в пакетном мартенсите образуются при более низ-
ких температурах мартенситного превращения, т. е. вблизи точки Мк.
В хромоникелевых, марганцевых, хромомаргаицевых и других ле-
гированных сталях с низкой энергией дефектов упаковки формируется
гексагональный е-мартеисит, имеющий вид пластин, параллельных
плоскостям {111} у ||{011}е . В некоторых легированных сталях наблю-
дается смесь из е- и а-мартенсита. Пример микроструктуры пластин-
чатого и пакетного мартенсита, а также е-мартенсита приведен на
рис. 58.
По мнению некоторых ученых, в формировании пластинчатого мар-
тенсита определяющую роль играет дополнительная (аккомодирующая)
деформация двойникованием, а пластинчатого — скольжением. При по-
нижении температура сопротивление скольжению растет в большей
степени, чем сопротивление двойникованию, поэтому при низких темпе-
ратурах мартенситного превращения формируется двойиикованный мар.
тенсит, а при более высоких — пакетный. В легированных сплавах па
мере понижения мартенситной точки морфология мартенсита меняется
от пластинчатого к пакетному.
Ниже по данным Крауса и Мадера показано влияние состава
сплава на морфологию мартенсита (границы образования пакетного »
пластинчатого мартенсита), цифрами указано содержание второго ком-
понента, %
Система . . . .
Пакетный М . .
Пластинчатый М .
Fe — С Fe — N
>0,6 >0,7
0,6—2,0 0,7—2,5
Fe — Ni Fe—Сг
>29 >10
29—34 —
Г л а в a IX '
ОТПУСК ЗАКАЛЕННОЙ СТАЛИ
Общие закономерности влияния легирующих элементов на
процессы, происходящие при отпуске закаленной стали, а
следовательно, и свойства такой стали после закалки и от-
пуска, имеют большое значение для практики термической
обработки различных конструкционных и инструменталь-
ных сталей.
При отпуске закаленной стали протекают процессы рас-
пада мартенсита, образования цементита и специальных
карбидов, их коагуляция, распад остаточного аустенита,
возврат и рекристаллизация матрицы.
Рассмотрим влияние легирующих элементов на отдель-
ные процессы, происходящие при отпуске закаленной
стали.
1. Распад мартенсита
Распад мартенсита включает формирование сегрегаций
атомов углерода и легирующих элементов в твердом раст-
воре у дефектов кристаллического строения, образование
предвыделений и выделение углерода и легирующих эле-
ментов в карбидную фазу. При этом мартенсит углеродис-
тых сталей, имеющий объемноцентрированную тетрагональ-
ную (о. ц. т.) решетку, переходит в феррит с о. ц. к. решет-
кой. В легированной стали на-
tenf
Сз
чальные стадии распада мартен-
сита (150—200 °C) практически
протекают так же, как и в угле-
родистой стали.
Легирующие элементы слабо
влияют на кинетику распада мар-
тенсита до температур отпуска
150—200 °C и существенно изме-
няют ее при более высоких тем-
пературах. Карбидообразующие
_ элементы (Сг, Mo, W, V, Nb) силь-
7 но замедляют распад мартенси-
та — выделение из него углерода.
Если в углеродистой стали прак-
тически весь углерод выделяется
из мартенсита при 250—300 °C,
то в сталях с карбидообразующи-
Рис. 59. Схема выделения угле-
рода из мартенсита в углеро-
дистых (/), легированных не-
карбидообразующими элемен-
тами кроме кремния (2) и кар-
бидообразующими элементами
(3) сталях (обобщение по лите-
ратурным данным)
ми элементами этот процесс сдви-
гается в сторону более высоких
температур (до 400—500 °C)? Такое влияние этих элемен-
тов, очевидно, связано с уменьшением термодинамической
активности углерода в растворе (см. гл. IV, п. 6), т. е. с
увеличением сил связи Между атомами углерода и карби-
дообразующего элемента в растворе.
Некарбидообразующие элементы (Ni, Си) и слабый кар-
бидообразующий элемент марганец практически не задер-
живают выделение углерода из мартенсита, а по некото-
рым данным даже несколько ускоряют этот процесс. Ис-
ключение из некарбидообразующих элементов составляет
кремний, который заметно задерживает распад мартенсита.
Изложенные закономерности иллюстрируются схемой
рис. 59, показывающей выделение углерода из мартенсита
в карбидную фазу в углеродистой и легированных сталях.
Как видно из схемы, карбиды цементитного типа начинают
формироваться независимо от легирования при одной и той
жетемпературе ((ц). Однако в стали, легированной карби-
дообразующими элементами, при более высоких темпера-
турах цементита образуется меньше, так как большее ко-
108
личество углерода остается растворенным в мартенсите.
Так, при температуре t\ содержание углерода в мартенсите
углеродистой и легированной некарбидообразующими эле-
ментами стали (С1,г) намного меньше, чем в стали, легиро-
ванной карбидообразующими элементами (Сз). При тем-
пературе tK из мартенсита стали, легированной карбидо-
образующим элементом, начинается интенсивное выделение
углерода, что связано с образованием специального
карбида. Значение температуры /к зависит от карбидооб-
разующей способности элемента, растворенного в мартен-
сите: чем она выше, тем больше эта температура.
Если в мартенсите растворены два карбидообразующих
элемента, температуры образования специальных карбидов
которых различаются, то на кривой 3 будет наблюдаться
(штриховая часть кривой 3) второе интенсивное выделение
углерода из мартенсита при температуре t%2. При этой
температуре возникает специальный карбид второго, более
сильного карбидообразующего элемента. Значения темпе-
ратуры tK для хромистых сталей ориентировочно равны
400—500 °C, для ванадиевых и молибденовых 500—550 °C,
для ниобиевых и вольфрамовых 550—600°C.
2. Образование специальных карбидов и их коагуляция
При отпуске мартенсита так же, как и при перлитном пре-
вращении, возможны два механизма образования специ-
альных карбидов: через промежуточный карбид — легиро-
ванный цементит (механизм на месте); путем непосредст-
венного зарождения в твердом растворе.
Механизм зарождения специального карбида из легиро-
ванного цементита состоит в перестройке его решетки в ре-
шетку специального карбида после насыщения цементита
легирующим элементом до предела растворимости в нем.
Этот механизм предусматривает достаточно высокую раст-
воримостц легирующего элемента в цементите, необходи-
мую для образования соответствующего специального кар-
бида. Из всех карбидообразующих элементов только Хром
имеет высокую растворимость в цементите (до 20 %). Мо-
либден и вольфрам растворяются в нем в пределах деся-
тых долей процента, а элементы IV и V групп (V, Nb, Ti,
Zr и др.) практически не растворяются в цементите.
Имеющиеся литературные данные показывают, что по
механизму «на месте» при отпуске закаленной стали может
образовываться карбид хрома-типа (Fe, Сг)7С3. В высоко-
109
хромистых сталях при отпуске по механизму «на месте»
возможен также переход (Fe, Cr)7C3->(Fe, Cr)23C6.
Механизм непосредственного зарождения специального
карбида в твердом растворе осуществляется для боль-
шинства карбидов при отпуске легированного мартенсита.
По такому механизму формируются все карбиды типа МеС
(VC, NbC, TiC, ZrC и др.), карбиды молибдена и вольфра-
ма (МоС, WC, Мо2С, W2C), а также карбиды хрома (Fe,
Сг)7Сз и (Fe, Сг)23С6 (при содержании в стали более 2—
4% Сг).
При механизме непосредственного зарождения в твер-
дом растворе возможно сложное перераспределение угле-
рода между твердым раствором и карбидной фазой. Обра-
зовавшийся при низких температурах отпуска цементит с
повышением температуры отпуска будет вновь растворять-
ся в а-растворе, что обеспечивает необходимое количество
углерода для образования специальных карбидов, форми-
рующихся при температурах отпуска 450—600°C.
Схемы образования специальных карбидов при отпуске
мартенсита по указанным механизмам даны ниже:
Через промежуточный легированный цементит («на
месте» — «in situ»):
ап ^ав + (Fe, Ме)3С
| (22)
Fe3C + MexCy
Непосредственное зарождение в твердом растворе:
а„~^ая + Fe3C
(23)
а0 + MezC#
где ам — мартенсит; ап — частично распавшийся мартен-
сит, но пересыщенный углеродом и легирующими эле-
ментами; а0 — отпущенный мартенсит из которого углерод
практически полностью выделился в карбиды; Fe3C и (Fe,
Me) 3С—нелегированный и легированный цементит; М.ежСу—
специальный карбид ("штриховая стрелка показывает час-
тичное «обратное» растворение цементита в а-твердом
растворе).
Таким образом, да всех карбидообразующих элементов
только хром относится к элементам, карбиды которых мо-
11»
гут образовываться в стали как через легированный це-
ментит, так и непосредственно из твердого раствора — от-
пущенного мартенсита. Карбиды всех остальных элементов
зарождаются непосредственно из а-раствора, т. е. стадия
образования промежуточного легированного цементита у
них отсутствует.
С повышением температуры отпуска зародившиеся кар-
биды начинают коагулировать. Для каждой карбидной фа-
зы существует свой температурно-временной интервал ко-
агуляции. Склонность карбидных фаз к коагуляции умень-
шается по мере удаления их от цементита в ряду стойкости
карбидов. Так, если в углеродистой стали коагуляция це-
ментита начинается при температурах отпуска 350—400 °C,
то в сталях, легированных карбидообразующими элемен-
тами, коагуляция начинается при отпуске 450—600 °C.
3. Распад остаточного аустенита
После закалки наряду с мартенситом в стали практически
всегда имеется то или иное количество остаточного аусте-
нита. В закаленных конструкционных сталях количество
аустенита обычно бывает до 3—5 % (иногда до 10—15 %),
в быстрорежущих сталях оно составляет 20—40 %, а в вы-
сокохромистых полутеплостойких инструментальных ста-
лях (типа Х18М) количество остаточного аустенита после
закалки может доходить до 60 и даже 80 % •
При отпуске легированных сталей остаточный аустенит
может распадаться по промежуточной ступени либо пре-
вращаться в мартенсит при охлаждении от температуры
отпуска.
При распаде остаточного аустенита на бейнит легирую-
щие элементы (Мп, Сг, Ni, W, Si) повышают температуру
отпуска, при которой протекает это превращение. Если в
углеродистой стали остаточный аустенит распадается на
бейнит при температурах отпуска 200—300 °C, то в легиро-
ванных сталях в зависимости от состава и содержания ле-
гирующих элементов для этих целей необходим отпуск при
температурах 400—600 °C. Кинетика распада остаточного
аустенита существенно отличается от кинетики изотерми-
ческого распада «первичного» аустенита. Это обусловлено
тем, что остаточный аустенит в структуре расположен в
виде тонких прослоек между кристаллами мартенсита и,
следовательно, находится в напряженном состоянии, пре-
вращение его в бейнит происходит практически без инкуба-
ционного периода. Возникающий бейнит по свойствам и
111
структуре близок к продуктам распада мартенсита при
данной температуре.
Превращение остаточного аустенита в мартенсит при ох-
лаждении после отпуска может протекать в высоколегиро-
ванных сталях, для которых характерна диаграмма изотер-
мического распада аустенита с ли-
нией выделения избыточных специ-
-----
Время
мартенситная точка оста-
точного аустенита до от-
пуска; Ми — то же, после
2
отпуска
альных карбидов (рис. 60, штрихо-
вая линия). В .этом случае в процес-
се выдержки при температуре отпус-
ка (обычно 500—600 °C) из остаточ-
ного аустенита выделяются специ-
альные карбиды типа Л'Ге2зС6 и др.,
остаточный аустенит обедняется уг-
леродом и легирующим элементом,
его мартенситная точка становится
выше комнатной температуры и при
охлаждении в участках остаточного
рис. во. схема превраще- аустенита образуется мартенсит.
Г^ртеи^Нв^вьХ™3 Иногда (например, в случае быстро-
роваиных сталях. ми ~ режущей стали) для полного прев-
ращения остаточного аустенита в
мартенсит требуется двух-четырех-
кратный отпуск. После такого от-
пуска твердость стали может быть
даже более высокой, чем она была
после закалки вследствие появления неотпущенного мар-
тенсита. Поэтому такое явление иногда называют вторич-
ной закалкой или вторичной твердостью.
4. Возврат и рекристаллизация матрицы
При отпуске закаленной стали проходят процессы возвра-
та и рекристаллизации, аналогичные протекающим при на-
греве холоднодеформированной стали. Различие обуслов-
лено разницей исходной структуры. Плотность дислокаций
закаленной стали, как и холоднодеформированной, высокая
(108—1010, мм-2), однако в мартенсите отсутствует ячеистая
структура, а дислокации распределены относительно рав-
номерно; для такой структуры характерно множество гра-
ниц между мартенситными кристаллами. Все это, а также
выделение карбидной фазы при отпуске накладывают свои
особенности на процессы возврата и рекристаллизации
мартенситной матрицы.
По мере повышения температуры отпуска закаленной
стали в тонкой структуре происходит перераспределение и
112
аннигиляция дислокаций, выстраивание дислокаций в ста-
бильные стенки, возникновение субзерен, образование по-
лигональной субструктуры и начало рекристаллизации.
Температурный интервал каждого из этих процессов и сте-
пень его реализации находятся в прямой связи с устойчи-
востью сегрегаций атомов примесей, типом, количеством и
характером выделения карбидных (нитридных) фаз при
отпуске и их влиянием на блокирование дефектов кристал-
лического строения.
Указанные процессы хорошо наблюдаются при исследо-
вании тонких фольг методом трансмиссионной электронной
микроскопии (табл. 5). Из табл. 5 видно влияние выделе-
ний карбида ванадия на температурный интервал возвра-
8—970
ИЗ
та и рекристаллизации мартенситной матрицы железа и
стали. Наблюдаемые при этом изменения иллюстрируют
структуры стали 40Ф после закалки и различных темпера-
тур отпуска (рис. 61).
Таблица 5. Влияние ванадия на температуры возврата
и рекристаллизации железа и стали 40 (В. М. Фарбер)
Материал Температура, °C, при выдержке 2 ч
начало поли- гонизации конец полигонизации начало рекристаллизации
Рбтехн (0,02 % С) Рбтехн (0,1 % V) 40 40Ф (0,21 % V) . 450 550 680 500 680 720 550 600 ~Асг Aci—-Acg
Характер перестройки структуры при отпуске находит-
ся в прямой связи с влиянием примесей и выделений на
блокирование дефектов кристаллического строения. Так,
при выделении цементита высокая плотность дефектов в
структуре сохраняется до температур отпуска 350—400 °C,
для карбида {Fe, Сг)7С3 до 450—500°C, для частиц Мо2С
и VC до 500—550 °C, для NbC до 550—570 °C.
5. Дисперсионное упрочнение
При отпуске закаленно" легированной стали протекают два
противоположных по влиянию на прочность процесса: раз-
упрочнение вследствие распада мартенсита и упрочнение в
результате выделения дисперсных частиц специальных кар-
бидов. Дисперсные карбидные частицы повышают предел
текучести стали (твердость, временное сопротивление), так
как являются эффективными препятствиями на пути дви-
жения дислокаций. Эффективность упрочнения обусловли-
вается количественным соотношением процессов разупроч-
нения и упрочнения.
На рис. 62 приведена схема, иллюстрирующая соотно-
шение процессов разупрочнения и упрочнения при отпуске
легированного карбидообразующими элементами мартенси-
та. Если повышение прочности |Ч-Д<Уд.ч| в результате вы-
деления дисперсных частиц карбидов (рис. 62, кривая /)
превышает разупрочнение |—Аогт.р| твердого раствора при
отпуске (рис. 62, кривая 2) при повышении температуры
от ti до (2, то суммарное изменение прочности стали (рис.
114
62, кривая 3) будет характеризоваться наличием пика по-
вышения прочности. Для приведенного случая при темпе-
ратуре отпуска t21 + А<Тд.ч | > | —А<тТр |. Если эффект упроч-
нения будет меньше, чем эффект разупрочнения, т. е.
| +А<Тд.ч | < |—Affj.pl, то на суммарной кривой изменения
прочности пика не будет, а будет лишь наблюдаться замед-
ление процесса разупрочнения (рис. 62).
Рмс. 62. Изменение прочности вследствие распада мартенсита (/), из-за выделе-
ния дисперсных карбидных частиц (2) и суммарное (3) прн отпуске закаленной
стали (М. И. Гольдштейн):
• — |Астдл|>|—Асттр6 _ |Астд.ч|<1-Аотр1
Для дисперсных частиц определенного фазового соста-
ва соотношение между упрочнением и разупрочнением, т. е.
результирующая прочность, будет зависеть от содержания
легирующего элемента, образующего дисперсную упрочня-
ющую фазу. Чем больше такого элемента выделяется в ви-
де дисперсной фазы (при сохранении ее размеров), тем
больше упрочнение преобладает над разупрочнением. На
рис. 63 показано влияние содержания ванадия на прочность
(твердость) стали 40 после закалки и отпуска. В стали без
ванадия упрочнение благодаря выделению карбида ванадия
отсутствует, т. е. AorVc=0. При 0,25 % V|+Affvc| « |—Аом|
и на соответствующей кривой после отпуска при 500—
600 °C наблюдается почти горизонтальная линия. При
больших содержаниях ванадия (0,47; 0,9 и 1,7 %)
| +Affvc | > |—Аом| и на кривых наблюдается повышение
прочности, которое называют пиком вторичной твер-
дости.
Минимальная концентрация карбидообразующего эле-
мента, при которой упрочнение преобладает над разупроч-
нением, зависит от содержания углерода и типа образуемо-
го карбида. Так, в низкоуглеродистой стали (0,1—0,15 % С)
8*
115
Рис. 63. Влияние температуры
отпуска иа твердость 'стали 40
с разным содержанием ванадия
(М. И. Гольдштейн)
пик вторичной твердости появляется при 0,1—0,2 % V или
0,08—0,12 % Nb, или 2,5—3,0 % Сг.
Из приведенных примеров видно, что для разных содер-
жаний элементов, образующих дисперсную упрочняющую
фазу, кривые изменения прочности однотипны. Они разли-
чаются только тем, что при большом количестве дисперс-
ных частиц на кривых наблюдается максимум вторичной
твердости, а при малом количестве его нет, но при этом
происходит замедление падения прочности. В первом слу-
чае явление повышения проч-
ности обычно характеризуют
термином дисперсионное твер-
дение, а во втором — термином
дисперсионное упрочнение.
Термин «дисперсионное упроч-
нение» является более общим,
так как применим к процессам,
при которых выделяется лю-
бое количество дисперсных уп-
рочняющих частиц, тогда как
термин «дисперсионное тверде-
ние» — лишь к процессам с та-
ким количеством частиц, при
котором появляется пик вто-
ричной твердости.
Явление дисперсионного уп-
рочнения, при отпуске протека-
ет в сталях, легированных силь-
ными карбидообразующими
элементами: хромом, молибденом; вольфрамом, ванадием,
ниобием, титаном, цирконием, а также в сталях, в которых
упрочняющими фазами являются также нитриды и интер-
металлиды.
Необходимо отметить, что пик вторичной твердости мо-
жет быть обусловлен и превращением при отпуске остаточ-
ного аустенита в мартенсит (вторичная закалка) в соответ-
ствии со схемой, приведенной на рис. 60.
Зачастую пик вторичной твердости может быть обус-
ловлен и дисперсионным упрочнением и вторичной закал-
кой. Такое явление наблюдается, например, при отпуске
быстрорежущих сталей.
116
6. Отпускная хрупкость стали1
Конструкционные стали, подвергаемые закалке и отпуску,
имеют склонность к отпускной хрупкости.
После отпуска при определенных температурах и условиях
наблюдается повышение температуры вязко-хрупкого пере-
хода (рис. 64). На многих сталях охрупчивание наблюда-
ется и по снижению ударной вязкости (рис. 65). Однако
изменение температуры перехода является более надеж-
ным критерием склонности стали к отпускной хрупкости.
Различают два рода отпускной хрупкости (рис. 65). От-
Рис. 64. Влияние температуры испытания на переход стали 37XH3A из вязкого
состояния в хрупкое (В. Д. Садовский, А. В. Смирнов, Е. Н. Соколков):
/ — закалка; сталь склонна к отпускной хрупкости; 2 —ВТМО; сталь не склонна
к отпускной хрупкости
Рис. 65. Влияние температуры отпуска стали 37XH3A на ударную вязкость и
твердость (В. Д. Садовский, Л. В. Смирнов, Е. Н. Соколков):
/ — закалка; сталь склонна к отпускной хрупкости; 2~ ВТМО; сталь не склонна
к отпускной хрупкости
KCU, МДж/мг
7,8
1,0
0,6
0,2.
-160 -80 0 80
turn > °C
пускная хрупкость I рода, или необратимая, проявляется
при отпуске около 300 °C, и отпускная хрупкость II рода,
или обратимая, обнаруживается после отпуска выше
500 °C.
Необратимая отпускная хрупкость (I рода) присуща
практически всем сталям, углеродистым и легированным,
после отпуска в области температур 250—400 °C. Повтор-
ный отпуск при более высокой температуре (400—500 °C)
1 В настоящем разделе дан краткий анализ отпускной хрупкости
стали, подробный обзор приведен в учебнике И. И. Новикова «Теория
термической обработки стали», изд. 3-е„ М.: Металлургия, 1978.
117
снимает хрупкость, и сталь становится к ней не склонной
даже при отпуске вновь в район опасных температур.
В связи с этим эта хрупкость получила название необра-
тимой. Этот род хрупкости не зависит от скорости ох-
лаждения после отпуска.
Легирующие элементы, за исключением кремния, не
влияют существенно на развитие хрупкости I рода. Крем-
ний сдвигает интервал развития хрупкости в область более
высоких температур отпуска (350—450°C). Высокотемпе-
ратурная термомеханическая обработка (ВТМО) уменьша-
ет склонность к отпускной хрупкости (см. рис. 65). На
практике для исключения охрупчивания стали избегают
проведения отпуска в области опасных температур.
Хотя природа необратимой отпускной хрупкости стали
окончательно не установлена, считается, что наиболее ве-
роятной причиной охрупчивания является выделение кар-
бидных фаз по границам зерен на начальных стадиях рас-
пада мартенсита. Вследствие этого создается неоднородное
состояние твердого раствора, возникают пики напряжений,
и сопротивление разрушению по границам заметно меньше,
чем по телу зерна, происходит межкристаллитное разру-
шение (В. И. Саррак, Р. И. Энтин).
Обратимая отпускная хрупкость (II рода) в наиболь-
шей степени присуща легированным сталям после высоко-
го отпуска при 500—650 °C и медленного охлаждения от
температур отпуска. При быстром охлаждении после от-
пуска (в воде) вязкость не уменьшается, а монотонно
возрастает с повышением температуры отпуска. Отпускная
хрупкость усиливается, если сталь длительное время (8—
10 ч) выдерживается в опасном интервале температур.
Отпускная хрупкость II рода может быть устранена по-
вторным высоким отпуском с быстрым охлаждением и вы-
звана вновь высоким отпуском с последующим медленным
охлаждением. Поэтому такую отпускную хрупкость назы-
вают обратимой. Развитие обратимой отпускной хруп-
кости не сопровождается какими-либо изменениями других
механических свойств, а также видимыми при световой и
электронной микроскопии структурными изменениями.
Лишь при травлении шлифов поверхностно-активными ре-
активами наблюдается повышенная травимость по грани-
цам аустенистных зерен. По этим границам происходит и
межзеренное хрупкое разрушение.
Легирование стали Сг, Ni, Мп усиливает отпускную
хрупкость. Особенно сильно охрупчивается сталь при со-
вместном легировании Cr+Ni, Cr+Mn, Cr+Mn+Si и др.
11*
Введение до 0,4—0,5 % Мо и до 1,2—1,5 % W уменьшает,
а иногда полностью подавляет склонность стали к обрати-
мой отпускной хрупкости; при более высоком содержании
этих элементов хрупкость вновь усиливается.
В последние годы достоверно установлена связь обра-
тимой отпускной хрупкости с обогащением границ зерен
примесями, в первую очередь фосфором и его- химически-
ми аналогами: сурьмой, мышьяком, а также оловом. По
степени влияния на охрупчивание элементы располагают-
ся в ряд Sb, Р, Sn, As, где наиболее сильное влияние ока-
зывает сурьма. Так, содержание сурьмы 0,001 % уже вы-
зывает значительное развитие хрупкости, повышая порог
хладноломкости после окрупчивающего отпуска почти на
100 °C. При таких же содержаниях фосфор смещает порог
хладноломкости на 40 °C. С помощью методов электронной
микроскопии (Оже-спектроскопия, метод обратного рас-
стояния быстрых ионов) проведена оценка сегрегаций ука-
занных примесей на границах зерен. Установлено, что
сегрегация примесей в приграничных участках превышает
объемную концентрацию этих элементов в 100—1000 раз,
а толщина приграничного слоя сегрегаций составляет лишь
несколько атомных слоев (до 1—2 нм). Так, на промыш-
ленных хромоникелевых и хромомарганцевокремнистых
сталях установлено, что в приграничном слое сегрегаций
глубиной 0,5—1,0 нм концентрация Sb, Р и As может до-
стигать 5—20 % против сотых долей процента в теле
зерна.
Исследованиями этими же методами выявлена значи-
тельная сегрегация на границах зерен легирующих эле-
ментов (хрома, никеля, марганца и др.), которые значи-
тельно увеличивают термодинамическую активность приме-
сей и их приток к границам. Молибден и вольфрам при
оптимальных содержаниях не сегрегируют к границам.
Вследствие падения поверхностной энергии межзеренного
сцепления более чем на порядок происходит разрушение
стали по границам аустенитных зерен.
Разработаны и нашли широкое практическое примене-
ние методы борьбы с обратимой отпускной хрупкостью:
1. Легирование стали молибденом (0,2—0,4 %) или его
аналогом вольфрамом в количестве, в три раза большем
(0,6-1,2 %).
2. Ускоренное охлаждение (вода или масло) после вы-
сокого отпуска.
3. Снижение содержания вредных примесей, особенно
фосфора.
119
Необходимо также отметить, что применение вместо
обычной закалки высокотемпературной термомеханической
обработки (ВТМО) позволяет подавить склонность как к
необратимой, так и к обратимой отпускной хрупкости (см.
рис. 65). Причина такого влияния ВТМО состоит в том, что
при такой обработке увеличивается протяженность границ
благодаря образованию зубчатых большеугловых границ и
развитой структуры, вследствие чего уменьшается сегрега-
ция примесей и возрастает прочность межзеренного сцеп-
ления.
Часть СТРОИТЕЛЬНЫЕ СТАЛИ
четвертая
К строительным относятся конструкцион-
ные стали, применяемые для изготовления
металлических конструкций и сооружений,
а также для арматуры железобетона.
Капитальное строительство является вторым по масш-
табам после машиностроения потребителем стали. Строи-
тельные стали применяют для изготовления металлоконст-
рукций зданий, сооружений, мостов, кранов, вагонов,
машин, эстакад, бункеров, резервуаров и т. п. Эти стали
должны иметь определенное сочетание прочностных и пла-
стических свойств, высокую вязкость, коррозионную стой-
кость, малую склонность к хрупким разрушениям, а также
обладать хорошими технологическими свойствами: свари-
ваемостью, обрабатываемостью резанием, способностью к
гибке, правке и т. д.
Строительные стали для металлических конструкций
подразделяют по категориям прочности на семь классов.
Каждый класс прочности характеризуется минимально га-
рантированными значениями временного сопротивления
разрыву (числитель) и предела текучести (знаменатель):
к классу прочности С380/230 относятся стали нормальной
прочности, к классам С 460/330 и С 520/400 принято отно-
сить строительные стали повышенной прочности, а к клас-
сам С 600/450, С 700/600 и С 850/750 — стали высокой
прочности. Арматурные строительные стали в зависимости
от механических свойств делят на классы от А-I до A-VII.
Временное сопротивление при растяжении и предел те-
кучести являются основными расчетными характеристика-
ми при проектировании металлоконструкций и сооружений.
120
F
zoo m боо 800 woo
бт,мпа
Рнс. 66. Теоретическое сниже-
ние массы стальных металло-
конструкций из-за повышения
предела текучести стали
(Н. П. Мельников):
1 — пролетные строения; 2 —
растянутые элементы конструк-
ций; 3 — поперечники промыш-
ленных зданий
От их значений зависит сечение элементов конструкций, а
следовательно, их масса. Насколько значительна экономия
металла от повышения прочности строительной стали, хоро-
шо видно на примере замены углеродистой стали в строи-
тельных металлических конструкциях на низколегирован-
ные стали более высокой прочности (рис. 66).
Не менее важным критерием, определяющим эксплуа-
тационную надежность строительных конструкций, являет-
ся их склонность к хрупким
разрушениям, наиболее часто
характеризуемая температурой
перехода из вязкого в хрупкое
состояние (порогом хладнолом-
кости). Этот критерий опреде-
ляет не только надежность
конструкции при эксплуатации
в условиях отрицательных кли-
матических температур, но он
также показывает запас вязко-
сти конструкции, работающей
при комнатной и близкой к ней
температурам. По хладо-
стойкости строитель-
ные стали делят на ста-
ли без гарантирован-
ной хладостойкости,
стали хладостойкие до
—40°C истали для ме-
таллоконструкций, экс-
плуатируемых ниже
—40 °C (стали «северного исполнения»).
Свариваемость — одно из главных технологических тре-
бований, предъявляемых к строительным сталям, так как
большинство металлоконструкций являются сварными.
Одним из важнейших технологических показателей свари-
ваемости является углеродный эквивалент
СЭкв = с + Мп/6 + Si/24 + Ni/40 + Cr/5 J- Mo/4 + V/14,
' (24)
где содержание соответствующих элементов выражено в %
(по массе).
Углеродный эквивалент строительных сталей обычно не
должен превышать 0,45—0,48 % • Поэтому предельное со-
держание углерода в низколегированных строительных
121
к
сталях обычно не превышает 0,18 % и устанавливается тем
ниже, чем более легирована сталь.
Из-за больших объемов потребления строительная сталь
должна быть дешевой и не содержать в своем составе до-
рогих и дефицитных элементов.
Глава X
УГЛЕРОДИСТЫЕ СТАЛИ
ОБЫКНОВЕННОГО КАЧЕСТВА
В строительстве широко применяют углеродистые стали
обыкновенного качества, как наиболе дешевые, техноло-
гичные и обладающие необходимым комплексом свойств
при изготовлении многих металлоконструкций массового
назначения.
Углеродистые стали обыкновенного качества производят
в больших масштабах. Кроме строительства, их использу-
ют в машиностроении и других отраслях народного хозяй-
ства. В основном эти стали используют в горячекатаном
состоянии без дополнительной термической обработки. Как
правило, они имеют феррито-перлитную структуру. В ряде
случаев прокат подвергают термическому упрочнению.
1. Горячекатаные стали
Углеродистые горячекатаные стали обыкновенного качест-
ва (ГОСТ 380—71) в зависимости от назначения и гаран-
тируемых при поставке свойств подразделяют на три груп-
пы: А, Б и В.
Стали группы А поставляют с регламентированными
механическими свойствами. Химический состав их не нор-
мируется. Поэтому стали этой группы наиболее часто при-
меняют в конструкциях, узлы которых не подвергаются
горячей обработке — ковке, штамповке, термической обра-
ботке, следовательно, механические свойства горячеката-
ной стали сохраняются.
Стали группы Б поставляют с регламентированным хи-
мическим составом, без гарантии механических свойств.
Поэтому их применяют для изделий, подвергаемых горячей
обработке, технология которой зависит от состава стали,
а конечные механические свойства определяются самой об-
работкой.
1!»
г
Стали группы В поставляют с регламентированными
механическими свойствами и химическим составом. Как
правило, такие стали' применяют для изготовления сварных
металлоконструкций, так как свариваемость стали опреде-
ляется составом стали, а механические свойства вне зоны
сварки определены в состоянии поставки. Стали группу В
дороже, чем стали групп А и Б, их применяют для ответ-
ственных изделий.
Углеродистые стали обыкновенного качества бывают
спокойными (сп), п о л у с п о к о й н ы м и (пс) и ки-
пящими (кп). В их составе разное содержание кремния,
%: спокойные — 0,12—0,30, полуспокойные — 0,05—0,17;
кипящие ^0,07.
Каждая марка стали может иметь различную категорию
в зависимости от количества нормируемых показателей
химического состава и механических свойств.
Обозначаются углеродистые стали обыкновенного качества буква-
ми «Ст», за которыми следует цифра, указывающая порядковый номер
марки стали, а не среднее содержание углерода в ней, хотя с повы-
шением номера от Ст 1 до Ст 6 содержание углерода в стали увеличи-
вается. Группы Б и В указывают впереди марки. Группа А в обозна-
чении марки не указывается. Для обозначения степени раскисления пос-
ле номера марки добавляют один из индексов сп, пс, кп, а категория
нормируемых свойств (кроме категории 1) указывается последующей
цифрой. Полуспокойные стали могут иметь повышенное содержание
марганца (до 1,2%). В этом случае после номера стали ставится
буква «Г».
Так, ВСтЗспб означает, что сталь СтЗ спокойная, группы В, катего-
рии 5 (нормируемыми для этой категории показателями являются:
химический состав, временное сопротивление при растяжении, предел
текучести, относительное удлинение, изгиб в холодном состоянии, удар-
ная вязкость при —20 °C и после механического деформационного ста-
рения).
Ст2кп означает, что сталь Ст2, кипящая, группы А, категории 1
(нормируемые показатели: временное сопротивление при растяжении и
относительное удлинение).
БСт5Гпс2 означает, что сталь Ст5, полуспокойная, с повышенным
содержанием марганца, группы Б, категории 2 (нормируется содержа-
ние С, Мп, Si, Р, S, As, N, Сг, Ni, Си).
Данные табл. 6 иллюстрируют состав1 и механические
свойства углеродистых сталей обыкновенного качества.
Из перечисленных марок сталей наибольшее примене-
ние в строительстве для изготовления сварных металло-
конструкций находит сталь СтЗ. По сравнению с ней стали
марок от Ст4 до Стб значительно хуже свариваются, а ста-
ли СтО до Ст2 — менее прочные. В качестве арматурной
1 В этой таблице, а также в последующих полный марочный хими-
ческий состав стали не приводится, а указывается лишь содержание ос-
новных элементов.
123
Таблица 6. Гарантируемые показатели для углеродистых
спокойных и полуспокойных сталей обыкновеииого качества
(образцы толщиной до 20 мм)
Марка стали Группа А Группа Б
<*в> МПа ат, МПа б, % изгиб на 180е (а—толщина образца, d—диаметр оправки) C, % Mn %
не менее
СтО Ст1 Ст2 СтЗ Ст4 Ст5 Стб 310 320—420 340—440 380—490 420—540 500—640 '600 230 250 270 290 320 23 34 32 27 24 20 15 d-2a d-Q d-Q d-0,5a d-2a d-3a <0,23 0,06—0,12 0,00—0,15 0,14—0,22 0,18—0,27 0,28—0,37 0,38—0,49 0,25—0,50 0,25—0,50 0,40—0,65 0,40—0,70 0,50—0,80 0,50—0,80
Примечание, Гарантируемые показатели группы В включают требования
к группам А н Б, кроме того, для сталей ВСтЗсп и ВСтЗпс категорий 3—5 уста-
новлены дополнительные требования по ударной вязкости (KCU) при +20 °C,
хладостойкость при —20 °C и после механического старения.
стали из числа углеродистых наибольшее применение на-
ходит Ст5 (класс А-П).
Степень раскисления стали мало влияет на прочность и
пластичность стали. Показатели ов и от у спокойных и по-
луспокойных сталей лишь на 10—20 МПа выше, чем у ки-
пящих. Однако по ударной вязкости и прежде всего по
хладноломкости кипящие стали существенно отличаются
от спокойных.
На рис. 67 приведены данные о хладноломкости спо-
койной (сп) и кипящей (кп) стали типа СтЗ. Порог хлад-
ноломкости кипящей стали на 30—40 °C выше, чем у спо-
койной. Это проявляется при определении порога хладно-
ломкости по всем показателям: ударной вязкости, %
волокна в изломе, работе развития и зарождения трещины.
Полуспокойная сталь по хладноломкости занимает проме-
жуточное положение между спокойной и кипящей сталью,
в прокате же небольших сечений (до 10—15 мм) полуспо-
койная сталь по хладноломкости приближается к спокой-
ной. Хладноломкость кипящей стали обусловлена наличием
в твердом растворе азота, не связанного в нитриды, и вы-
соким содержанием вредных примесей (Р, S, О, N). Необ-
ходимо также отметить, что кипящая сталь наиболее
склонна к деформационному старению (см. гл. XIII).
Несмотря на то что кипящая сталь наиболее дешевая,
применение ее для конструкций и сооружений, эксплуати-
124
руемых при низких климатических температурах, а также
для сварных конструкций, находящихся под воздействием
динамических и вибрационных нагрузок (ответственные
сооружения), недопустимо. Для строительства наиболее
ответственных сооружений следует применять только спо-
койную сталь.
Однако углеродистые стали обыкновенного качества за-
частую не обеспечивают требуемых свойств по хладостой-
кости при эксплуатации сварных металлоконструкций в
-60-W-20 О 20 00 60 60 60 00 20 0 20 00 60 80
Температура испытания, °C
Рис. 67. Зависимость ударной вязкости KCU (а), % волокна В в изломе (б), ра-
боты зарождения а3 (в) и развития трещины <2р (г) от температуры испытания
Для спокойной (сп) и кипящей (кп) стали СтЗ (M. Н. Георгиев)
условиях Сибири и Крайнего Севера, т. е. в районах с низ-
кими климатическими температурами. Другим существен-
ным недостатком строительных углеродистых сталей
является их малая прочность, что приводит к большому
расходу металла и увеличению массы металлоконструк-
ций. Поэтому повышение прочности строительных сталей и
увеличение их хладостойкости являются важными народ-
но-хозяйственными проблемами. Решается эта задача пу-
тем термического упрочнения углеродистых сталей и при-
менения низколегированных сталей.
2. Термоупрочненные стали
Термоупрочнение является эффективным методом повыше-
ния прочности углеродистых сталей. Теоретические основы,
технология и оборудование этого метода упрочнения ста-
125
лей различного назначения разработаны М. В. Приданце-
вым, К. Ф. Стародубовым, И. Г. Узловым и другими совет-
скими учеными.
Сущность метода термоупрочнения проката состоит в
том, что по окончании прокатки сталь из аустенитного со-
стояния охлаждается ускоренно, в результате чего образу-
ются более низкотемпературные продукты распада аусте-
нита, чем в обычной горячекатаной стали.
На рис. 68 приведена схема, характеризующая распад
аустенита низкоуглеродистой стали СтЗ при охлаждении
на воздухе (горячекатаное состояние) и при прерванном
охлаждении в воде (термоуп-
Время
Рис. 68. Схематическая термо-
кииетическая диаграмма ста-
ли СтЗ с наложенными кривы-
ми охлаждения центра (ц) и
поверхности (п) проката при
термическом упрочнении (штри-
ховые линии) и при охлажде-
нии иа воздухе — горячеката-
ное (сплошные линии) состоя-
ние (Ю. Г. Эйсмоидт, А. А. Шу-
стов)
рочнение). В горячекатаной
стали аустенит как в центре
проката, так и на его поверх-
ности распадается в верхней
части перлитной области, в ре-
зультате чего образуется фер-
рито-перлитная структура. При
термоупрочнении температу-
зование мартенсита, однако
ра превращения аустенита зна-
чительно понижается, в резуль-
тате чего в центральных зонах
проката частично предотвра-
щается выделение избыточно-
го феррита и получается пер-
лит более дисперсного строе-
ния — псевдоэвтектоид (иногда
частично бейнит). В поверхно-
стных слоях проката неболь-
шого сечения возможно обра-
из-за-высокой температуры на-
чала мартенситного превращения в стали с низким содер-
жанием углерода (Л1н=400—450° при 0,2 % С) будет про-
текать самоотпуск мартенсита.
Кроме того, технология термоупрочнения проката в
большинстве случаев предусматривает ускоренное охлаж-
дение только в течение определенного времени (прерван-
ное охлаждение), по окончании которого температура по-
верхностных слоев проката повышается за счет тепла вну-
тренних слоев. Поэтому через некоторое время после того,
как охлаждение прервано, температуры центра и поверх-
ности выравниваются и происходит самоотпуск стали. При
такой технологии термоупрочнения дополнительный отпуск
стали не требуется, а проведенная термическая обработка
126
проката является окончательной. Необходимо отметить,
что при термоупрочнении стали закалки стали фактически
не происходит (кроме некоторых случаев закалки тонких
поверхностных слоев). Обусловлено это тем, что низкоугле-
роднстая нелегированная сталь имеет низкую устойчивость
переохлажденного аустенита и, следовательно, весьма боль-
шую верхнюю критическую скорость охлаждения при за-
калке (500—1000°С/с), а также, как отмечалось, высокую
температуру начала мартенситного превращения. Поэтому
при охлаждении реальных профилей проката обеспечить
закалку на мартенсит практически невозможно.
Ускоренное охлаждение проката при термоупрочиении осуществля-
ется в различных охлаждающих устройствах: закалочных баках с си-
стемой активации воды, спрейерных установках, расположенных на
рольгангах прокатного стаиа, установках водовоздушного охлаждения
и др. Конструкция этих устройств предусматривает прерывание охлаж-
дения через заданный промежуток времени. Если охлаждение прово-
дят до комнатной температуры, то предусматривается отпуск стали.
Термюупрочнение в потоке стана с использованием тепла прокатно-
го нагрева наиболее рационально и экономически выгодно в условиях
современного производства. Однако в ряде случаев целесообразно тер-
моупрочнение со специального повторного нагрева горячекатаной стали
(например, электросварные трубы большого диаметра). По мнению ря-
да ученых (К. Ф. Стародубов), при термоупрочнении непосредственно
по окончании деформации возможно дополнительное упрочнение за счет
эффекта термомеханической обработки. Возможность реализации такого
эффекта вероятна лишь для низколегированных сталей.
На рис. 69 приведены структуры горячекатаной и тер-
моупрочненной стали СтЗ, в последней свободного феррита
меньше, он выделяется в виде тонких прослоек игольчатой
формы по границам и внутри зерна. Псевдоперлит и отпу-
щенный бейнит имеют тонкое строение.
Рис. 69. Микроструктура стали СтЗ
термического упрочнения (б), Х100
в горячекатаном состоянии (а) и после
127
Заметное изменение структуры стали в результате тер-
моупрочнения по сравнению с горячекатаной сталью вызы-
вает существенное изменение механических свойств стали
(табл. 7).
Т а б л и'ц а 7. Механические свойства горячекатаной (числитель)
и термоупрочиеииой (знаменатель) углеродистой стали
(по данным разных авторов)
Марка Режим ав ат 6 Ф к*
стали термоу прочиеиия МПа %
Швеллер № 19 440 340 28,5 56,5
СтЗсп С прокатного на- грева с самоотпу- 640 470 15,2 53,5 1,45
ском 410 240 33,5 57,0
СтЗпс Уголок 1,41
200Х 200Х Х16,5 580 380 15,5 56,5
420 260 32,5
СтЗкп Лист 16 мм 1,30
550 360 21,5
Арматура № 14 610 390 24,7
СтЬсп Электронагрев с самоотпуском при 400 °C 1120 1050 9,8 — 1,84
610 390 24,7
Ст5сп — То же, при 500 °C 920 730 14,7 — 1,51
610 390 24,7
Ст5сп — То же, при 600 °C 790 630 20,0 — 1,30
Ст5сп 610 390 24,7
—. То же, при 680 °C 1,10
670 470 21,7
* /а — степень упрочнения,
т.упр вг.к
Прочность стали возрастает в 1,3—1,5 раза при сохра-
нении высоких значений пластических свойств. Степень
упрочнения может быть увеличена еще посредством умень-
шения температуры самоотпуска или, что равнозначно,
увеличения времени охлаждения в воде.
Процесс термоупрочнения при оптимальной технологии
наряду с упрочнением обеспечивает понижение порога
хладноломкости и снижение склонности к деформационно-
му старению. На рис. 70 показана зависимость порога
хладноломкости (по началу появления хрупкого излома)
арматурной углеродистой стали в зависимости от степени
128
упрочнения. Наблюдается снижение порога хладноломко-
сти до степени упрочнения 1,8. Лишь при степени упрочне-
ния более 2,2 хладостойкость термоупрочненной стали
становится выше, чем горячекатаной. Значение степени уп-
рочнения, при котором порог хладноломкости повышается,
будет различным для разных профилей проката и марок
стали. Но даже и в толстостенных профилях проката уп-
рочнение не сопровождается увеличением критической
температуры хрупкости выше, чем для горячекатаной
стали.
Таким образом, термоупрочнение углеродистых строи-
тельных сталей позволяет повысить прочностные характе-
ристики стали в 1,3—1,5 и более
раз, снизить порог хладноломко-
сти (для большинства видов про-
ката) или сохранить его на преж-
нем уровне, при этом характери-
стики пластичности стали оста-
ются соответствующими нормам
стандартов. В результате исполь-
зования термоупрочненного про-
ката в строительстве достигается
экономия металла от 15 до 60 %
и повышается надежность метал-
локонструкций и сооружений.
Термоупрочнение с прокатного
нагрева позволяет получить в ме-
таллургии большую экономию
txp,°C
350
250 -
150 ~Гооячекатаное состоян.
t^7777T7777777777777T,
50\_ _2J
1 1,0 1,8 2,2 2,6 К
Горячекатаное состоя!
Рис. 70. Измеиеиие порога хла-
дноломкости Т хп термически
упрочненной стали в зависимо-
сти от степени упрочнения К
(К. Ф. Стародубов, Ю. П. Гуль)
капиталовложений, топ-
лива и энергии, уменьшить потери металла в окалину.
Недостатком процесса термоупрочнения является короб-
ление проката и необходимость его правки. Эти недо-
статки устранимы при оптимальной технологии произ-
водства.
Термоупрочненная углеродистая сталь для сварных ме-
таллических конструкций обозначается ВСтТсп, ВСтТпс и
ВСтТкп. В соответствии с ГОСТ 14637—79 такая Сталь со-
держит 0,10—0,21 % С и 0,4—0,65 % Мп. Для листов тол-
щиной 10—40 мм гарантируются следующие механические
свойства: ов^430 МПа; от^295 МПа, 16 %, KCU^
2^0,3 МДж/м2, после механического старения KCU^0,3
МДж/м2. Арматурная термически упрочненная сталь из-
готовляется из углеродистой и легированной стали по
ГОСТ 10884—81.
В настоящее время Советский Союз занимает первое
место в мире по производству термоупрочненного проката.
9—970
129
Термоупрочнению подвергают арматуру, лист, сортовой
и фасонный профиль, катанку, трубы, рельсы и др. Эффек-
тивно термоупрочнение проката и из низколегированных
сталей.
Глава XI
НИЗКОЛЕГИРОВАННЫЕ СТАЛИ
Книзколегированным строительным сталям
относятся низкоуглеродистые свари-
ваемые стали, содержащие недорогие и не-
дефицитные легирующие элементы (обыч-
но до 2,5%) и обладающие повышеннойпроч-
ностьюипониженнойсклонностьюкхрупким
разрушениям по сравнению с углероди-
стыми сталями.
Применение низколегированных сталей в строительстве
вместо углеродистых позволяет уменьшить массу строитель-
ных конструкций, получить значительную экономию метал-
ла (до 50—80%), повысить надежность конструкций, осо-
бенно уменьшить их склонность к хрупким разрушениям, а
также решить целый ряд других задач. Производство низ-
колегированных строительных сталей особенно сильно воз-
росло в послевоенные годы (с 1955 по 1970 г.) в 17 раз.
В настоящее время оно достигает 13 % от общего производ-
ства стали. При этом более половины производства низко-
легированных сталей используют в капитальном строитель-
стве, другую часть их потребляют на изготовление труб ма-
гистральных газопроводов, металлоконструкций машин и
механизмов, в судостроении и других отраслях народного
хозяйства.
В последнее время достигнуты очень высокие показате-
ли механических и эксплуатационных свойств этих сталей.
К низколегированным строительным сталям предъявля-
ется комплекс различных требований. Главными из них
являются повышенная и высокая прочность (основной по-
казатель — предел текучести) и малая склонность к хруп-
ким разрушениям (низкий порог хладноломкости). Эти ста-
ли должны также иметь хорошую свариваемость, обраба-
тываемость резанием, формоизменяемость и т. п. Посколь-
ку легированная сталь дороже углеродистой, то экономия
от применения низколегированных сталей вследствие no-
ne
вышения прочности должна перекрывать дополнительные
затраты на их производство и обработку.
Как правило, прокат из низколегированных сталей ис-
пользуется потребителем в состоянии поставки, а при изго-
товлении металлоконструкций он подвергается лишь резке,
гибке и сварке. Поэтому необходимые требования к стали
достигаются в процессе металлургического производства, а
именно: изменением химического состава стали, технологии
выплавки и прокатки, а в ряде случаев и режима терми-
ческой обработки проката. Во многих случаях низколегиро-
ванные стали не подвергают упрочняющей специальной
термической обработке, а поставляют горячекатаными (ино-
гда нормализованными).
Рассмотрим влияние легирования на основные характе-
ристики стали — прочность и склонность к хрупким разру-
шениям.
1. Упрочнение феррито-перлитных сталей
при легировании
Предел текучести стали определяется уравнением Холла—
Петча CTT=CTi+^y^~1/2- ст,- в феррито-перлитных сталях ха-
рактеризуется напряжением трения решетки а-железа сто,
твердорастворным упрочнением Дсттр, упрочнением за счет
образования перлита Дстп, деформационным упрочнением
Дстд, дисперсионным упрочнением Дстд.у. Произведение
/Су5-1/2 представляет собой зернограничное упрочнение Дст3.
Влияние перечисленных механизмов упрочнения на пре-
дел текучести стали линейно аддитивно, т. е. может быть
просуммировано. Поэтому предел текучести феррито-пер-
литной стали можно рассматривать как сумму следующих
компонент:
°т = °о + Дотр + Доп + Дсд + Л^д.у + Доз- (25)
Доля вклада отдельных факторов упрочнения в общий
предел текучести неодинакова. Рассмотрим влияние леги-
рования стали на указанные компоненты упрочнения.
Напряжение трения решетки а-железа (сто) определяет:
ся напряжением Пайерлса — Набарро. Как указывалось,
cto=2G-1O-4 [уравнение (3)] и его значение для железа
теоретически равно 17 МПа. Экспериментально полученные
для железа значения сто=30—40 МПа.
9*
131
Упрочнение a-твердого раствора при легировании мо-
жет быть просуммировано по уравнению (5):
п
Д^тР =
i=l
если известны коэффициенты упрочнения феррита от-
дельными легирующими элементами (kt) и их концент-
рация в феррите (С{). Значения kt приведены в гл. IV,
п. 4. Установление значений С,- затруднено, так как они мо-
гут отличаться от концентрации легирующего элемента в
стали.
В феррито-перлитных сталях свойства легированного феррита су-
щественно предопределяют уровень их механических свойств. Можно
приблизительно считать, что такие некарбидообразующие элементы, как
Si, Ni, Р, целиком входят в состав феррита. Медь мало растворима в
феррите и образует самостоятельную фазу. В феррите горячекатаных
сталей (нормализованных), как показывают опытные данные, обычно
растворено —0,01—0,02 % (C+N). Остальное количество углерода и
азота связано в цементит и специальные карбиды и нитриды. Из числа
карбидообразующих элементов (Мп, Сг, Mo, Nb, V, Ti) практически
целиком связаны в специальные карбиды Nb, V и Ti. Нитридообразую-
щий элемент А1 обычно полностью связан в нитриды и неметаллические
включения. Молибден и хром входят в состав карбидной фазы и частич-
но растворены в феррите. Относительно слабый карбидообразующий
элемент марганец самостоятельных карбидов в стали не образует и
фактически целиком растворен в феррите.
Следовательно, в низколегированных феррито-перлитных сталях
Мп, Si, Ni и Р целиком растворены в феррите, V, Nb, Ti и Al пол-
ностью входят в состав карбонитридной фазы, а Сг и Мо распределе-
ны между ферритом и карбидами. Учитывая невысокую концентрацию
Сг и Мо в низколегированных сталях и малые значения их коэффи-
циентов упрочнения, влиянием этих элементов на прочность феррита
можно пренебречь.
Таким образом, основными легирующими элементами, определяю-
щими твердорастворное упрочнение феррито-перлитных сталей, являют-
ся Мп, Si, Ni и Р.
Упрочнение за счет перлита Асгп определяется содержа-
нием перлитной составляющей в структуре стали и ее дис-
персностью, т. е. зависит от состава стали, устойчивости
переохлажденного аустенита и скорости охлаждения из аус-
тенитного состояния. Легирующие элементы (Мп, Сг, Ni,
Мо и др.) увеличивают устойчивость переохлажденного аус-
тенита, вследствие чего при охлаждении после горячей про-
катки (или в процессе нормализации) будут образовывать-
ся более низкотемпературные продукты распада аустенита.
Как правило феррито-перлитная структура стали сохраня-
ется, но в ней несколько увеличивается количество перлит-
ной составляющей вследствие образования псевдоперлита
132
таных (нормализованных)
значения р = 108—109 см-2,
(перлит с содержанием углерода меньше эвтектоидного).
В ряде сталей возможно образование продуктов распада
по верхней части промежуточной области. Сильные карби-
дообразователи (Nb, V, Ti и др.) будут повышать устойчи-
вость аустенита, если они растворены в аустените, в том
случае, когда эти элементы связаны с карбонитридной фа-
зой, устойчивость аустенита будет уменьшаться вследствие
их зародышевого влияния на распад аустенита и связыва-
ния части углерода в специальные карбиды. Последнее при-
ведет к некоторому уменьшению количества перлита в
структуре стали. Однако основным элементом, определяю-
щим количество перлита, является углерод. Вклад перлит-
ной составляющей в предел текучести стали с ферритной
основой учитывают путем умножения эмпирического коэф-
фициента на процент перлита. Для низколегированных ста-
лей справедлива формула:
Днп = 2,477, (26)
где 77 — перлитная составляющая в объеме стали, % г
2,4— эмпирический коэффициент, его размерность —
МПа/% П.
Деформационное упрочнение Дсгд, или упрочнение в ре-
зультате повышения плотности дислокаций, как известно,
определяется зависимостью
ДОд arnGbp^, (27)
где а — коэффициент, зависящий от характера взаимодей-
ствия дислокаций при деформационном упрочнении: т —-
ориентационный множитель.
Для а-железа т=2,75, а произведение ат а; 0,5; G—
модуль сдвига железа (G=84000 МПа); b — вектор Бюр-
герса железа (Ь=0,25 нм); р —
плотность дислокаций.
Значения Дсгд становятся суще-
ственными при р>1010см~2 (Дод>
>100 МПа), т. е. когда сталь за-
метно наклепана в результате за-
калки или холодной деформации
или когда не полностью прошли
процессы рекристаллизации после
горячей пластической деформации.
В феррито-перлитных горячека-
сталях
при этом
Дстд=10—30 МПа, т. е. невелико и
им можно пренебречь.
Рис. 71. Схема взаимодейт
ствия дислокаций с дис-
персными частицами по ме-
ханизму Орована:
а — прогиб дислокационной!
линии между частицами;
б — дислокационные петли'
вокруг частиц
133
Дисперсионное упрочнение Лод.у, или упрочнение дис-
персными частицами карбидов и нитридов в стали, описы-
вается механизмом Орована. Согласно этой модели, дисло-
кации при движении будут удерживаться на частицах до
тех пор, пока прилагаемое напряжение не будет достаточ-
ным для того, чтобы линия дислокаций изогнулась и про-
шла между частицами, оставив около них дислокационную
петлю. Отдельные стадии этого процесса представлены на
рис. 71, а взаимодействия, дислокаций с выделениями кар-
Рис. 72. Взаимодействие дислокаций с карбидными частицами в стали,
Х20 ООО
бидов — на рис. 72. Упрочнение по Оровану определяется
уравнением
Аод.у = 0,85m (Gb/2nk) Ф In (X/26), (28)
где т, G, b — те же параметры, что и в уравнении (27);
X — среднее расстояние между центрами частиц: Ф — коэф-
фициент, характеризующий тип взаимодействующих с час-
тицами дислокаций. Для винтовой дислокации Ф=1; для
краевой Ф=(1—v)-1 (v — коэффициент Пуассона, для ста-
ли v=0,33), для смешанной Ф=-^-(1 + 1 для стали
ф=1,25; 0,85 — статистический коэффициент.
Анализ уравнения (28) показывает, что дисперсионное
упрочнение зависит лишь от расстояния между частицами
X, так как все остальные параметры для всех сталей с фер-
ритной основой постоянны (m=2,75; G = 84000 МПа; Ь —
= 0,25 нм; Ф=1,25). После подстановки этих значений в
.134
уравнение (28) оно принимает вид, удобный для оценки
дисперсионного упрочнения сталей:
Дод у = (9,8-103/Х) In 2Х (МПа при X в нм). (29)
Концентрация дисперсных частиц в стали обычно харак-
теризуется объемной долей /, которая связана со средним
диаметром частиц D и межчастичным расстоянием X соот-
ношением:
f = (л/6)(£>/Х)2. (30)
Отсюда межчастичное расстояние, определяющее дис-
персионное упрочнение:
X = D (л/6/)1/2. (31)
Подстановка выражения (31) в (29) позволяет опреде-
лить дисперсионное упрочнение сталей в зависимости от
объемной доли и размера частиц, МПа
Дод.у= 13-103-^1п( 1,5— (32)
В \ А/2/
выражено в нм, f — доля.
В формулах (28), (29) и (32) не фигурируют параметры, характеризу-
ющие свойства частиц карбонитридов, т. е. на первый взгляд природа
частиц упрочняющей фазы не влияет на свойства стали, а все опреде-
ляется концентрацией и размером частиц упрочняющей фазы. В дей-
ствительности параметры % и D непосредственно зависят от природы
выделяющейся фазы, режима термической обработки и содержания ле-
гирующего элемента в стали. Так, при одинаковом содержании в низ-
колегированных сталях Nb, V и Ti их объемная доля близка, но размер
частиц карбида NbC будет минимальным, а карбида TiC — максималь-
ным. Поэтому параметр X будет возрастать от стали с ниобием к стали
с ванадием и затем к стали с титаном, а упрочнение, согласно урав-
нениям (28) и (29), будет уменьшаться в той же последовательности.
В этом примере природа -упрочняющей фазы проявилась в размере ча-
стиц упрочняющей фазы и связанным с ней значением межчастичного
расстояния, являющегося главным фактором упрочнения.
Зависимость дисперсионного упрочнения стали от взаи-
мосвязанных между собой параметров Л, D и f может быть
изображена номограммой (рис. 73). Верхняя часть номо-
граммы построена по уравнению (29), а нижняя — по урав-
нению (30). Номограмма позволяет определить дисперси-
онное упрочнение при известных X и D или f и D. Обычно
f, D и X могут быть определены методами количественной
(стереометрической) металлографии.
Дисперсионное упрочнение низколегированных строи-
тельных сталей наблюдается при легировании стали Nb,
V, Ti, Al, N, образующими в стали дисперсные карбиды,
135
нитриды и карбонитриды этих элементов: NbC, NbN, Nb(C,
N); VC, VN, V(C, N); TiC, TiN, Ti(C, N), AIN, а также их
комплексные соединения типа (V, Nb)C; (V, Nb)N, (V,
Nb) (C, N) и т. п.
Рис. 73. Номограмма для определения дисперсионного упрочнения стали ДсУд у По
данным о межчастичиом расстоянии Л, диаметру D и объемной доле f упрочня-
ющих фаз:
а — графическое изображение уравнения (29); б — то же, уравнения (30)
136
Зернограничное упрочнение определяется размером дей-
ствительного зерна феррита d:
Да8 = Ку<Г1/2. (33)
Для феррито-перлитных низкоуглеродистых сталей значе-
ние Ку находится в пределах 0,57—0,73 МПа-тЛм (1,8—
2,3 кг/мм3/2).
Рис. 74. Номограмма для определения зериограиичного упрочнения
Да3по диаметру зерна d прн разных значениях Лу.
На рис. 74 приведена графическая зависимость зерно-1
граничного упрочнения от размеров зерна феррита для раз-
ных значений Ку в указанных пределах. Размер зерна
феррита зависит от размера аустенитного зерна и наличия
дисперсных карбонитридных фаз (см. гл. VIII, п. 3). В Ста-
лях с карбидо- и нитридообразующими элементами при пе-
13?
реходе через критическую точку Ас3 в структуре стали име-
ются соответствующие карбиды и нитриды, что уже при-
водит к образованию более мелкого зерна аустенита, так
как указанные фазы могут оказывать зародышевое влияние
при образовании новых зерен аустенита. Карбиды и нит-
риды тормозят рост зерна аустенита при дальнейшем его
нагреве, вплоть до температур растворения этих фаз в аус-
тените. Нерастворенные карбиды и нитриды, а также эти
же фазы, выделившиеся из аустенита перед началом у->а-
превращения, являются зародышевыми центрами образо-
Рис. 75. Субструктура стали 09Г2Ф после контролируемой прокатки, Х2000
вания новых зерен феррита. Все это приводит к тому, что
в сталях с дисперсными упрочняющими фазами достигает-
ся заметное измельчение зерна феррита, следовательно,
дисперсионное упрочнение косвенно обусловливает допол-
нительное зернограничное упрочнение.
Таким образом, легирование, приводящее к дисперсион-
ному упрочнению, будет увеличивать и зернограничное уп-
рочнение, т. е. получение мелкозернистой и дисперсноупроч-
ненной стали достигается одним и тем же путем — полу-
чением в структуре дисперсных карбонитридных фаз
ванадия, ниобия и титана.
В днсперсноупрочненных сталях при определенных режимах обра-
ботки (контролируемая прокатка, термомехаиическая обработка) об-
разуется субзеренная структура, представляющая собой участки внутри
зерна феррита, отделенные один от другого дислокационными малоуг-
ловыми границами (рис. 75). Хорошо развитая субзерениая структура
вызовет субструктурное упрочнение, определяемое для
феррито-перлитных сталей цо уравнению
Aoc = feci~1. (34)
Я38
где I — размер субзерен; kB— коэффициент, характеризующий строение
субзеренных границ (для феррито-перлитных сталей ЛС=1,5Х
Х10~* МПа-м).
При развитой субзеренной структуре зернограничное упрочнение по
уравнению (33) не учитывается, а учитывается субструктурное упрочне-
ние по уравнению (31).
Оценка предела текучести низколегированных феррито-
перлитных сталей показала, что ориентировочно доля от-
дельных компонентов упрочнения в общем пределе текуче-
сти сталей может быть представлена данными табл. 8.
Таблица 8. Характеристика предела текучести низколегированных
феррито-перлитиых сталей
Компоненты упрочнении Расчетная формула упрочнении Ориентиров вочная доля компоненты упрочнения в пределе текучести1, % Легирующие элементы, увеличиваю- щие данную компоненту упрочнения
Напряжение тре- ния Go oe = 2G-10-4 (3) 5—10 —
Легирование Д<ут>р = SKjCj (5) 25—40 Мп, Si, Ni,
a-твердого рас- твора ДОт.р г=1 Р
Перлит Д(Тп Д<тп = 2,4- % П (26) 5—15 G, Мп, Ni,
Сг, Мо
Деформационное упрочнение Д<Тд = amGbp1'2 (27) 3—5
Дисперсионное Дад.-у = 0,85т X 20-25 V, Nb, Ti
упрочнение Дод.у X (Gb/2nh) In (Х/2&) (28) (Al, N—в нитридах)-
Зернограничное Доз = КусГ1'2 (33) 30-40 V,rNb, Ti "
упрочнение До3 (или субструк- (Дос = KJ-1) (34) (Al, N—в нитридах)
турное упрочнение
1<тт = «о + Датр + Доп + Дод + Дод.у + Дов (нля &ас>-
Основными факторами упрочнения феррито-перлитных
сталей являются твердорастворное и зернограничное уп-
рочнение. Как правило, доля других компонентов упрочне-
ния не превышает в сумме 20 %, т. е. они не вносят суще-
ственного вклада в предел текучести низколегированной
стали. На практике наиболее целесообразно использоваты
дисперсионное упрочнение, так как карбонитридные фазы.'
13»!
вызывают упрочнение не только вследствие собственного
вклада, но и косвенного воздействия на зернограничное
упрочнение вследствие измельчения зерна.
2. Склонность стали к хрупким разрушениям
Увеличение предела текучести стали обычно сопровождает-
ся повышением склонности стали к хрупкому разрушению
{температуры перехода из вязкого в хрупкое состояние
Тщ)). Однако каждый из механизмов упрочнения, повыша-
ющих предел текучести стали Дот, оказывает различное
влияние на изменение температуры перехода (порога хлад-
ноломкости) ДТпр. Установлено, что все компоненты упроч-
нения, кроме измельчения зерна, приводят к охрупчиванию
стали, т. е. росту Тпр. Каждый из механизмов упрочнения,
приводящий к охрунниванию стали, повышает Тщ> на раз-
ную величину (4-ДТпр). Для i-той компоненты упрочнения
коэффициент охрупчивания при упрочнении
= ДТ^/До,,. (35)
Единственным механизмом упрочнения, который наряду
с ростом Дот обеспечивает снижение Тпр (—ДТцр), являет-
ся механизм зернограничного упрочнения. Следовательно,
для компонент упрочнения ДоТр, Доп, Дод и Дсгд.у коэффи-
Рис. 76. Удельные векторы
охрупчивания при разных
механизмах упрочнения
(М. И. Гольдштейн)
циент п имеет знак «плюс», а для
Доз—знак «минус». Численные зна-
чения коэффициента охрупчивания
п для каждой компоненты упрочне-
ния будут различны.
Для феррито-перлитных низколе-
гированных сталей на основе специ-
альных экспериментов и статистиче-
ской обработки результатов много-
численных исследований были уста-
новлены ориентировочные (сравни-
тельные) значения коэффициента
охрупчивания. Эти значения можно
изобразить графически в виде удель-
ных векторов охрупчивания (рис.
76). На каждый 1 МПа прироста
Дсгт указано изменение ДТ’пр в гра-
дусах. Числа у каждого вектора
представляют собой численные зна-
чения п в °С/МПа.
По аналогии с уравнением (25J
140
можно оценить относительный вклад различных механиз-
мов упрочнения в изменение температуры перехода:
^пр = Го + Л^тр + ДЛ + ЛТ’д + АТ’д.у + АТ'з» (36)
где То—температура перехода, определенная без учета
влияния компонент упрочнения.
Из выражения (35) ATnPi = tubon, а с учетом числен-
ных значений коэффициента п (см. рис. 76) уравнение (36)
для феррито-перлитных сталей примет вид
Тпр = То (0,4 н- 0,6) Асгтр + 0,9Асгп -f- 0,4Дод 4-
+ 0,ЗАоду — 0,7 i/“A<T3, (37)
где Аог- — представлено в МПа.
По уравнению (37) невозможно определить Тщ, данной
стали, так как неизвестно значение То, в которое входят
другие неучтенные факторы (примеси, неметаллические
включения, металлургическое качество и др.). Однако по
этому уравнению можно оценить, в каком направлении и
ориентировочно насколько достигнутое упрочнение повлия-
ет на температуру перехода.
Необходимо еще раз подчеркнуть, что только зерногра-
ничное упрочнение позволяет уменьшить склонность стали
к хрупким разрушениям. Все остальные механизмы упроч-
нения увеличивают ее. Только уменьшением размера зерна
стали можно компенсировать отрицательное влияние всех
других механизмов на температуру перехода стали из вяз-
кого в хрупкое состояние (порог хладноломкости). Более
того, сильным измельчением зерна можно «перекрыть» эф-
фект охрупчивания других механизмов и достигнуть на ста-
ли упрочнения, сопровождающегося улучшением хладостой-
кости.
Как следует из рис. 76 и уравнения (37), наиболее силь-
ное охрупчивание стали достигается при повышении доли
перлита в структуре (прежде всего при увеличении содер-
жания углерода в стали). Собственно дисперсионное уп-
рочнение вызывает наименьшее охрупчивание по сравне-
нию с другими «охрупчивающими» механизмами упрочне-
ния, а учитывая, что карбонитридные частицы обеспечивают
получение мелкозернистой стали, дисперсионное упроч-
нение феррито-перлитных сталей следует считать наиболее
рациональным. На принципе сочетания дисперсионного уп-
рочнения и измельчения зерна базируются стали с карбони-
тридным упрочнением, обладающие наиболее высокой проч-
ностью и хладостойкостью.
141-
Влияние отдельных механизмов упрочнения на предел
текучести стали и изменение температуры перехода сталей
15Г, 15ГФ и 16Г2АФ иллюстрирует векторная диаграмма на
рис. 77*. Сталь 15Г не содержит карбонитридных фаз, по-
этому в ней не происходит дисперсионное упрочнение и
связанное с ним измельчение зерна. Эта сталь имеет невы-
сокий предел текучести (~270 МПа) при относительно
крупном зерне (№ 4—5), которое не компенсирует охруп-
чивания, происходящего в результате легирования феррита
Рнс. 77. Векторная диаграмма, показывающая влияние отдельных ком-
понентов упрочнения иа измеиенне предела текучести н температуры
перехода сталей 15Г, 15ГФ н 16Г2АФ (М. И. Гольдштейн)
и наличия перлита в стали. Предел текучести стали 15ГФ
заметно выше (~370 МПа) вследствие наличия карбидов
ванадия, обусловливающих дисперсионное упрочнение и
связанное с ним измельчение зерна (№ .6—7). Однако та-
кое уменьшение размера зерна позволяет лишь сохранить
порог хладноломкости на уровне стали 15Г. И только в
стали 16Г2АФ, содержащей карбонитриды ванадия и нит-
риды алюминия, наблюдается значительное измельчение
зерна (№ 8—9), что позволяет при высоком пределе теку-
чести стали (450—500 МПа) не только скомпенсировать
охрупчивающее влияние такого упрочнения, но и понизить
температуры перехода. Следовательно, в сталях с карбонцт-
* На векторной диаграмме не нанесена компонента Оо, одинаковая
для все трех сталей. Необходимо также подчеркнуть, что на диаг-
рамме отложены не абсолютные значения предела текучести и темпера-
туры перехода, а лишь их изменение — Д<тт и ДТПр.
142
ридным упрочнением высокая прочность сочетается с ма-
лой склонностью к хрупким разрушениям, т. е. низкой тем-
пературой перехода из вязкого в хрупкое состояние.
3. Стали повышенной прочности
Как правило, строительные стали повышенной прочности
(От=^400 МПа) поставляют в горячекатаном состоянии с
феррито-перлитной структурой. Химический состав сталей
и нормы механических свойств для проката различных ви-
дов и сечений определяются ГОСТ 19281—73 и ГОСТ
19282—73.
Основными легирующими элементами в этих сталях
являются недорогие и доступные марганец, кремний, а в
стали ряда марок дополнительно хром, ванадий, ниобий,
титан, медь, фосфор.
В табл. 9 приведены основные данные о составе и га-
рантируемых свойствах некоторых наиболее типичных ста-
лей повышенной прочности.
Стали ряда марок можно получать с добавкой меди
(0,15—0,30 %) для повышения стойкости к атмосферной
коррозии. В этом случае стали обозначают 09Г2Д, 09Г2СД,
15ГФД, 15Г2СФД, 10Г2БД, а их механические свойства со-
ответствуют данным, приведенным в табл. 10 для соответ-
ствующих сталей без меди.
Низколегированные стали повышенной прочности име-
ют предел текучести в 1,25—1,6 раза выше, чем заменяемая
сталь ВСтЗсп, для указанных сталей гарантируется удар-
ная вязкость при температуре —40°C, а для некоторых и
при —70 °C (для стали ВСтЗсп ударная вязкость гаранти-
руется только при —20°C). Все это позволяет при замене
углеродистой стали низколегированными сталями повышен-
ной прочности получить экономию металла, облегчить мас-
су металлоконструкций на 15—30 % и обеспечить надеж-
ную эксплуатацию их при более низких температурах.
Упрочнение рассматриваемых сталей при легировании
достигается вследствие повышения устойчивости аустенита
и получения более дисперсных продуктов распада аустени-
та на феррито-карбидную смесь.
В сталях, легированных марганцем и кремнием (09Г2С, 17ГС), преоб-
ладает твердорастворное упрочнение. Эта же компонента существенна
и в сталях 15ХСНД и 10ХНДП. Упрочнение за счет количества перли-
та в сталях, содержащих до 0,18—0,20 % С (14Г2, 17ГС), составляет
заметно большую долю, чем в сталях с низким содержанием углерода
<0,12 % (09Г2, 10Г2С1 и т. п.), однако это приводит к тому, что для
низколегированных сталей (с малым содержанием перлита) гарантиру-
143
• Указаны механические свойства (не менее) при толщине проката до 10 мм, для остальных сталей — при толщине проката до
20 мм. Во всех сталях содержание Р^О.ОЗб, S^0,040%.
ется ударная вязкость при температурах —40 и —70 °C, тогда как для
сталей с более высоким содержанием углерода ударная вязкость нор-
мируется лишь при —40°С. В сталях с ванадием и ниобием (15ГФ,
15Г2СФ и 10Г2Б), кроме того, наблюдается дисперсионное упрочнение
н упрочнение вследствие измельчения зерна в результате образования
дисперсных карбидов VC и NbC.
Механические свойства сталей повышенной прочности сильно зави-
сят от толщины проката. Так, гарантируемые значения предела текуче-
сти стали 09Г2С следующим образом убывают с увеличением сечения
проката:
Толщина про-
ката, мм . . 4 5—9 10—20 21—32 33—60 61—80 Более 80
От, МПа (не
менее) ... 350 350 330 310 290 280 270
Иногда стали повышенной прочности применяют в нормализован-
ном состоянии. Нормализация приводит к большей стабильности меха-
нических свойств, улучшению характеристик пластичности, ударной вяз-
кости и хладостойкости по сравнению с горячекатаным состоянием. При
этом прочностные характеристики практически не изменяются.
Стали повышенной прочности могут подвергаться термоулучшению
(закалке с высоким отпуском). Термоулучшение низколегированных ста-
лей отличается от термоупрочнения низкоуглеродистых сталей тем, что,
как правило, закалка стали проводится со специального, а не с прокат-
ного нагрева. И самое главное, что в процессе охлаждения стали из
аустенитного состояния протекают промежуточное и мартенситное пре-
вращения. После закалки обязательно проводят высокий отпуск. В ре-
зультате такой обработки сталь имеет дисперсную сорбитную структуру.
Гарантируемые механические свойства лястового проката после
термоулучшения приведены в табл. 10.
Таблица 10. Механические сиойства (не меиее) низколегированных
сталей повышенной прочности после термоулучшеиия
Марка стали Толщина проката, мм <тв,' МПа or , МПа т в, % KCU. МДж/м«. прн t, ®С
-40 —70
14Т2 10—32 540 400 18 0,4 0,3
10Г2С1 10—40 540 400 19 0,5 0,3
09Г2С 10—32 500 370 19 0,5 0,3
33—60 460 320 21 0,5 0,3
15Г2СФ 10—32 600 450 17 0,4 0,3
Сравнение гарантируемых механических свойств для сталей одних
и тех же марок в горячекатаном (табл. 9) и термоулучшенном состоя-
ниях (табл. 10) показывают, что закалка с высоким отпуском низколе-
гированных сталей повышает их прочность до 20—25 % и обеспечивает
увеличение уровня и гарантию ударной вязкости при температурах не
только —40, но и при —70 °C. Сталь 15Г2СФ после термоулучшения
может быть отнесена к сталям высокой прочности.
10—970
145
4. Высокопрочные стали
Высокая прочность (от=450—750 МПа) низколегирован-
ных строительных сталей должна сочетаться с малой склон-
ностью к хрупким разрушениям. Как отмечалось ранее, од-
новременное повышение прочности и снижение хладнолом-
кости является весьма сложной проблемой.. Решение ее
осуществляется несколькими путями: карбонитридным уп-
рочнением сталей, термической обработкой, контролируе-
мой прокаткой, созданием малоперлитных и бейнитных ста-
лей.
Карбонитридное упрочнение сталей представляет собой
способ воздействия на структуру и свойства сталей посред-
ством образования упрочняющих дисперсных карбонитрид-
ных фаз при легировании стали ванадием и ниобием (ино-
гда дополнительно алюминием и титаном) в сочетании с
повышенным содержанием азота (до 0,030 %) •
Главными факторами карбонитридного упрочнения яв-
ляются: собственно дисперсионное упрочнение, измельчение
аустенитного и действительного зерна стали, а при опре-
деленной технологии — образование субзеренной структу-
ры. Вследствие этого стали с карбонитридным упрочнени-
ем обладают наивысшей прочностью и наименьшей темпе-
ратурой перехода из вязкого в хрупкое состояние.
Рассмотренные выше стали повышенной прочности
, 15ГФ, 15Г2СФ и 10Г2Б также относятся к сталям с карбо-
нитридным упрочнением, поскольку упрочняющими фазами
в них являются карбиды ванадия и ниобия, в которых часть
атомов углерода замещена азотом за счет остаточного азо-
та в стали (0,005—0,008 %).
Таблиц а 11. Состав и механические свойства высокопрочных
Марка стали Содержание основных
с S1 Мп N
14Г2АФ * 16Г2АФ * 18Г2АФпс* 12Г2СМФ 12ГН2МФАЮ 0,12—0,18 0,14—0,20 0,18—0,22 0,09—0,15 0,09—0,16 0,3—0,6 0,3—0,6 0,4—0,7 0,4—0,7 0,4—0,6 1,2—1,6 1,3—1,7 1,3—1,7 1,3—1,7 0,9—1,3 0,015—0,025 0,015—0,025 0,015—0,030 Ост. 0,02—0,03
* Стали могут содержать повышенное содержание меди (0,15—0,25 %), тогда
упрочнение.
146
Введение в сталь повышенного содержания азота (до
0,030%) приводит к образованию комплексных фаз —
карбонитридов: V(C, N) и Nb (С, N), а также нитридов
A1N. Стали с азотом и карбидообразующими элементами об-
ладают значительно более высокими механическими свой-
ствами. Z
В табл. 11 приведены данные о составе и свойствах ос-
новных высокопрочных сталей с карбонитридным упроч-
нением. Наиболее широкое применение из них нашла сталь
16Г2АФ. Нормализация этой стали обеспечивает получение
мелкого зерна, вследствие чего сталь имеет по сравнению
с другими строительными сталями (ВСтЗсп, 09Г2С и др.)
наивысшую прочность и наименьшую температуру перехо-
да из вязкого в хрупкое состояние (рис. 78).
Рнс. 78. Зависимость предела текучести <тт и температуры перехода от раз-
мера зерна углеродистой стали СтЗ (/), низколегированной 09Г2С (2) и стали
16Г2АФ (3, 4) с карбонитридным упрочнением; 3 — лабораторная; 4 — промыш-
ленная плавка (Л. И. Гладштейн)
сталей с карбонитридным упрочнением
элементов, % % 6. % KGU, МДж/м! при i, °C Состояние поставки**
V другие элементы МПа
—40 —70
0,07—0,12, 0,08—0,14 0,08—0,15 0,07—0,15 0,05—0,10 0,15—0,25Мо 1,4—1.7N1 0,15—0,25Мо 0,05—0.10А1 550 600 600 700 700 400 450 450 600 600 20 20 19 14 14 0,4 0,4 0,4 0,35 0,3 0,3 0,3 0,3 н н Н или ТУ ТУ ТУ
в обозначении марки добавляется буква «Д». •* Н — нормализация, ТУ — термо-
10*
147
В стали 16Г2АФ упрочнение сочетается с понижением
порога хладноломкости благодаря получению зерна разме-
ром 10—20 мкм (№ 9—11), тогда как в обычной низколе-
гированной стали типа 14Г2 зерно имеет размер 60—80 мкм
(№ 5—6) — рис. 79. Отличительной особенностью сталей с
карбонитридным упрочнением является то, что их механи-
ческие свойства мало зависят от сечения проката. Более вы-
сокую прочность (От<600 МПа) имеет сложнолегирован-
Рис. 79. Действительное зерно низколегированной стали 14Г2 (а) и стали с
карбонитридным упрочнением 16Г2АФ (б), Х200 (А. В. Рудченко)
ная сталь 12Г2СМФ и ее хладостойкая модификация —
сталь 12ГН2МФАЮ. Эти стали обладают высоким комп-
лексом механических свойств после термического улучше-
ния (закалка и высокий отпуск).
Стали с карбонитридным упрочнением применяют для
изготовления наиболее ответственных сварных металлокон-
струкций, эксплуатируемых в обычных климатических ус-
ловиях, а также в сооружениях северного исполнения, экс-
плуатируемых в районах с температурой ниже —40°C. Так,
сталь 16Г2АФ широко применяется при сооружении мощ-
ных металлургических агрегатов (доменных печей, конвер-
теров ит. п.), железнодорожных и автомобильных мостов,
труб магистральных газопроводов, телемачт, резервуаров
нефтехранилищ и других ответственных сооружений.
Достигаемая при этом экономия металла в сравнении с
его расходом на конструкции из обычной низколегирован-
ной стали типа 10Г2С1 и 14Г2 составляет 15—30%, а по
сравнению с конструкциями из углеродистой стали СтЗ—
около 30—50 %.
148
Малоперлитные стали имеют пониженное содержание
углерода (до 0,10 % )> что приводит к уменьшению количе-
ства перлита в стали, а следовательно, к повышению удар-
ной вязкости и пластичности, снижению порога хладнолом-
кости и улучшению свариваемости. При этом снижение
прочностных характеристик компенсируется введением в
сталь карбонитридообразующих элементов — ванадия, нио-
бия, азота и алюминия. Следовательно, малоперлитные ста-
ли являются разновидностью сталей с карбонитридным уп-
рочнением при пониженном в них содержании углерода.
В СССР разработана малоперлитная сталь 09Г2ФБ, содер-
жащая 0,04—0,08 % V, 0,02—0,05 % Nb и до 0,015 % N. Та-
кая сталь имеет мелкозернистую структуру феррита с дис-
персными карбонитридами ванадия и ниобия и небольшим
количеством перлита (до 5—10%). Оптимальная структу-
ра стали и высокие механические свойства достигаются
после контролируемой прокатки.
Контролируемая прокатка — разновидность термомеха-
нической обработки, она представляет собой обработку ме-
талла давлением, регламентируемую определенной темпе-
ратурой окончания прокатки ( — 800—850°С) и заданной
степенью обжатия (15—20%) в последних пропусках.
Контролируемая прокатка позволяет получить опти-
мальное сочетание прочности и вязкости при использова-
нии сталей с карбонитридным упрочнением. Карбонитриды
тормозят процессы возврата и рекристаллизации после про-
катки, что обеспечивает получение мелкого зерна стали,
хорошо развитой субзеренной структуры и дисперсионного
упрочнения. Применение контролируемой прокатки исклю-
чает последующую термическую обработку.
Малоперлитная сталь 09Г2ФБ после контролируемой
прокатки обеспечивает следующие механические свойства:
ив>560 МПа, от>460 МПа, KCU“1S°C =0,9 МДж/м2;
KCU-6O°C =0,6 МДж/м2. Такую сталь используют для из-
готовления магистральных газопроводных труб северного
исполнения. Применение контролируемой прокатки эффек-
тивно и для других сталей с карбонитридным упрочнением.
Низкоуглеродистые бейнитные стали благодаря легиро-
ванию имеют такую устойчивость переохлажденного аусте-
нита, которая обеспечивает после контролируемой прокатки
превращения аустенита с образованием продуктов про-
межуточного превращения — игольчатого феррита. Типич-
ным представителем таких сталей является сталь 08Г2МФБ
(<0,08 % С, —1,6% Мп; -0,2% Мо, -0,06 % V и
-0,05 % Nb).
149
Дополнительно к механизмам упрочнения, действую-
щим в сталях с карбонитридным упрочнением после конт-
ролируемой прокатки, в низкоуглеродистых бейнитных ста-
лях имеется повышенная плотность дислокаций (деформа-
ционное упрочнение). Сталь 08Г2МФБ со структурой
игольчатого феррита и малоуглеродистого бейнита после
контролируемой прокатки обеспечивает ав^600 МПа, -Л|
>470 МПа, 6>20%, KCU-15°g=0,9 МДж/м2, KCU-60°g=
0,65 МДж/м2. •»
Сталь 08Г2МФБ также предназначена для изготовления Я]
газопроводных труб. | ’
В СССР задача создания высокопрочных и хладостой- |
ких сталей и их эффективного использования в строитель- 1
стве решена благодаря применению сталей с карбонитрид- 1
ным упрочнением, легированных недефицитным для нашей 1
страны ванадием в сочетании с азотом и алюминием. 1
5. Арматурные стали |
Арматурная сталь в виде стержней, гладких и периодичес- ]
кого профиля, применяется для армирования железобетон- ।
ных конструкций. Последние бывают ненапряженными и |
предварительно напряженными. Арматурные стержни в ,]
предварительно напряженной железобетонной конструкции
работают на растяжение и испытывают большие нагрузки.
В зависимости от напряжений применяют сталь разных
классов прочности. Арматурные стали горячекатаные по-
ставляют по ГОСТ 5781—82, а термомеханически и терми-
чески упрочненные— поГОСТ 10884—81.
В табл. 12 приведены гарантируемые механические свой-
ства для семи классов арматурных сталей и рекомендуемые
в каждом классе стали и их обработка.
Стали классов AI, АП и АШ используют для ненапря-
женных конструкций, а более высокопрочные стали клас-
сов AIV и выше применяют для армирования предваритель-
но напряженного железобетона. Горячекатаные стали удо-
влетворяют требованиям классов от AI до AV. По мере
увеличения класса прочности возрастает степень легирова-
ния сталей.
На металлургических заводах СССР в процессе производства ста-
ли широко применяется термическое упрочнение арматуры. Технология
термоупрочнения подобна технологии термоупрочиеиия е ирокатиого
нагрева сталей для строительных металлоконструкций. Термическое
упрочнение стержневой арматуры проводят на выходе стержня из про-
катной клети. На специальных устройствах осуществляется врерваииое
охлаждение, обеспечивающее самоотпуск стали. Применяемая техно-
150
емая сталь термомех ан ичес ки и термически уп- рочненное состоя- ние I 1 о'Уии ОО * о о ООО о —' — О О) с о .of о) <м ,.с4сч 5 cqU ..<nG> ..ОсчОи ^‘OCOOOOOOOM
S ш S S V ft горячекатаное состояние G О С Q G ЙЙ СО СО СО ииб CQCQCQ СтЗсп, СтЗпс, СтЗкп ВСтЗсп, ВСтЗпс, 18Г2С, 10ГТ 35ГС; 25Г2С 80C; 20Х2ГЦ 23Х2Г2Т 1 1
ых сталей :ие на изгиб в м состоянии диаметр оп- равки (d— диаметр стержня) PS‘O со 1 1 (pg) (PS)
S о. >> СЧ S о. СЧ я д 3 о 5 о S и град 180 180 О LO* CT) ’T (45) (45)
е) некоторых ft «О 1 1 1 °* Q0* s (1.5)
ства (не мене СО ю СТ) o' s
1 а 12. Механические свой В- о МПа 240 300 sfsSsf (1000) (1200)
и о О 00 со 500 600 (600) 900 (800) 1050 (1000) 8 (1400)
Т а бл иг Класс стали A-I А-II = $ > < < < A-VI A-VII
Примечание. В скобках указаны гарантируемые свойства в термомехаиическн и термически упрочненном состояниях, без
скобок — в горячекатаномсостояннн.
логия позволяет использовать эффект высокотемпературной термоме-
ханической обработки *. В результате термоупрочнения получается
мелкозернистая структура с дисперсной феррито-карбидной смесью, что
обеспечивает требуемую прочность в сочетании с высокими характерис-
тиками пластичности (в том числе равномерного удлинения). Термиче-
ское упрочнение позволяет повысить на один-два класса прочности уро-
вень свойств определенной стали по сравнению с горячекатаным со-
стоянием, что обеспечивает экономию легирующих элементов и снижение
себестоимости арматуры. Благодаря термическому упрочнению бы-
ли созданы арматурные стали классов AVI и AVII. Высокопрочная ар-
матурная сталь может подвергаться коррозионному растрескиванию под
напряжением. Для повышения сопротивления этому явлению применя-
ют индукционный нагрев для получения высокоотпущенного состояния
в поверхностных слоях арматурных стержней, а также используют ста-
ли с высокой устойчивостью против коррозионного растрескивания в
высокопрочном состоянии (20ХГС2).
Термическое упрочнение арматурной стали позволяет получить эко-
номию металла в среднем на 22 %.
Часть МАШИНОСТРОИТЕЛЬНЫЕ
пятая СТАЛИ
К машиностроительным относят конструк-
ционные стали, предназначенные для изго-
товления различных деталей машин, ме-
ханизмов и отдельных видов изделий.
В машиностроении потребляется около 40 % от произ-
водства в стране стали, и по числу марок машиностроитель-
ные стали являются самыми многочисленными. В зависи-
мости от условий эксплуатации, а они в отдельных машинах
и механизмах сильно различаются, требования к ста-
лям будут неодинаковыми. Однако к конструкционным ма-
шиностроительным сталям предъявляется и целый ряд об-
щих требований, основными из которых являются: высокая
конструктивная прочность, определяемая оптимальным со-
четанием прочности, вязкости и пластичности, необходимые
технологические свойства — хорошая обрабатываемость
давлением, резанием и свариваемость, малая склонность к
образованию трещин, короблению, обезуглероживанию при
термической обработке, а также иногда и специальные
свойства: износостойкость, теплоустойчивость, определен-
ные физические свойства и т. д. Существует несколько приз-
1 Наряду с термоупрочнеиием с прокатного нагрева применяют тех-
нологию упрочнения со специального электронагрева и последующего
отпуска.
152
наков классификации машиностроительных сталей: по
составу (углеродистые, легированные), по обработке (улуч-
шаемые, нормализуемые, цементуемые, азотируемые, мар-
тенситно-стареющие и т. д.), по назначению (пружинные,
шарикоподшипниковые, криогенные и т. п.). Ниже рассмат-
риваются отдельные группы машиностроительных сталей
по указанным признакам.
Глава XII
УГЛЕРОДИСТЫЕ КАЧЕСТВЕННЫЕ СТАЛИ
В машиностроении находят применение для изготовления
деталей и изделий, чаще всего неответственного назначения,
дешевые углеродистые качественные стали.
1. Влияние углерода на свойства стали
Свойства углеродистых сталей определяются содержанием
углерода и применяемой обработкой. Горячекатаные, нор-
мализованные и отожженные стали имеют феррито-перлит-
ную структуру. С увеличением содержания углерода коли-
чество перлита возрастает и при ~0,8 % С сталь имеет пол-
ностью перлитную структуру. В заэвтектоидной стали
наряду с перлитом появляется избыточный цементит. Увели-
чение содержания углерода (перлита) приводит к росту
прочности и падению пластичности и вязкости феррито-
перлитной стали (рис. 80), при этом порог хладноломкос-
ти существенно повышается (рис. 81).
Структура закаленной стали зависит от содержания
углерода и температуры нагрева под закалку. Углерод, рас-
творенный при нагреве под закалку в аустените, будет по-
нижать температурный интервал мартенситного превраще-
ния (рис. 82). При содержании в аустените более 0,5 % С
температуры окончания мартенситного превращения Л1к
будет ниже комнатной температуры, вследствие чего пос-
ле закалки в стали наряду с мартенситом присутствует ос-
таточный аустенит. Количество растворённого в аустените
углерода будет определять тетрагональность и твердость
мартенсита, а также количество остаточного аустенита.
Следовательно, твердость закаленной стали будет Опреде-
литься перечисленными факторами (рис. 83).
Так, в углеродистой закаленной стали до содержания
~О,6°/о С твердость возрастает пропорционально его со-
153
держанию в стали, дальнейшее увеличение углерода до
0,8 % приводит к замедлению темпа прироста твердости,,
так как появляется остаточный аустенит,’ а при содержа-
нии углерода больше эвтектоидного твердость стали воз-
растает мало, лишь за счет появления избыточного цемен-
тита (при закалке от температур выше ЛС1).
Закалка заэвтектоидной стали от температуры выше
Ас3 приводит к сильному увеличению количества остаточ-
ного аустенита и падению твердости. Легирование относи-
-150-100-50 О 50 100 150 tucn?C
Рнс. 81. Изменение порога хладнолом-
кости и энергии разрушения (17) под
влиянием содержания углерода для
сталей со структурой феррито-карбнд-.
ной смесн (Д. Рейнболт):
содержание С, %: 1 — 0,11; 2— 0,20;
3—0,31; 4 — 0,41; 5 — 0,49; 5 — 0,60;
7 — 0,69; 5 — 0,80
НВ, МП а 6g, МП а
О 0,2 0,6 1,0 1,4Z°fi>
2,0
1,5
1,2
0,0
0,4
Рнс. 80. Влияние содержания углерода на механические свойства углеродистых
сталей со структурой феррнто-карбндной смесн (А. П. Гуляев)
тельно мало повышает твердость мартенсита, однако спо-
собствует увеличению остаточного аустенита, что так же,
как и перегрев заэвтектоидной углеродистой стали, приво-
дит при определенном содержании углерода к уменьшению
твердости стали.
Основным недостатком углеродистой стали является
малая устойчивость переохлажденного аустенита, а отсюда
и низкая прокаливаемость. Критический диаметр при за-
калке в воду (мартенситная структура) для различных уг-
леродистых сталей составляет от 10 до 20 мм и увеличива-
ется в указанных пределах при повышении содержания уг-
лерода от 0,3 до 0,6 % •
В углеродистых сталях уже в сечениях около 40 мм да-
же при закалке в воду в центре протекает феррито-перлит-
ное превращение. Малая прокаливаемость обусловливает и
низкую закаливаемость углеродистой стали. Чем меньше
содержание углерода, тем меньше закаливаемость.
154
Требуемые свойства достигаются при последующем от-
пуске стали. На рис. 84 показано изменение механических
свойств закаленной углеродистой стали 40 при отпуске на
разные температуры. С повышением температуры отпуска
прочностные характеристики непрерывно уменьшаются, а
пластичность и вязкость стали увеличиваются. По таким
С, % (по массе)
Рнс. 82. Влияние содержания углерода на температуру начала Л1Н и конца Л4К
мартенситного превращения
Рнс. 83. Зависимость твердости закаленной стали от содержания углерода и ле-
гирования стали:
1 — легированный мартенсит; 2 — углеродистый мартенсит; 3 — мартенсит с
остаточным аустенитом
Рнс. 84. Механические свой-
ства стали 40 в зависимо-
сти от температуры отпуска.
Отметки на левой шкале —
свойства после закалки, на
правой — после отжига
(А. П. Гуляев)
диаграммам выбирают режим термической обработки
(улучшения), обеспечивающий необходимый для той или
иной детали комплекс механических свойств. Подобные
диаграммы построены для широко распространенных угле-
родистых и легированных сталей и приводятся в справоч-
ной литературе.
155
2. Марки сталей и их свойства
В машиностроении применяют углеродистые качественные
стали, поставляемые по ГОСТ 1050—74. Кроме того, ис-
пользуют углеродистые стали обыкновенного качества по
ГОСТ 380—71.
Качественными углеродистыми сталями могут быть ста-
ли марок 08, 10, 15, 20, 25, ..., 75, 80, 85. К углеродистым
сталям относят также стали с повышенным содержанием
марганца (0,7—1,0%) марок: 15Г, 20Г, 25Г, ..., 65Г, имею-
щих повышенную прокаливаемость (критический диаметр-
до 25—30 мм).
В табл. 13 приведены гарантируемые механические свой-
ства после нормализации некоторых углеродистых качест-
венных сталей.
Таблица 13. Гарантируемые механические свойства углеродистых
качественных сталей
Марка стали Содержание углерода, % Механические свойства, ие меиее
ов, МПа %. МПа в. % Ч>, % кси+30- МДж/м2
08 0,05—0,01 330 200 33 60
10 0,07—0,14 340 210 31 55
15 0,12—0,19 380 230 27 55
20 0,17—0,24 420 250 25 55
30 0,27—0,35 500 300 21 50 0,8
40 0,37—0,45 580 340 19 45 0,6
50 0,47—0,55 640 380 14 40 0,4
60 0,57-0,65 690 410 12 35
70 0,67—0,75 730 430 9 30 —
Приведенные гарантируемые механические свойства
служат для контроля металлургического качества отдель-
ных плавок, так как механические свойства в изделиях ма-
шиностроения будут определяться применяемой термичес-
кой обработкой, ее режимами и сечением деталей. Низкоур-
леродистые стали марок 08, 08кп, 08пс относятся к мягким
сталям, применяемым чаще всего в отожженном состоянии
для изготовления деталей и изделий методом холодной
штамповки — глубокой вытяжки (см. гл. ХШ, п. 2). Стали
марок 10, 15, 20 и 25 обычно используют как цементуемые-
(см. гл. XV, п. 1), а высокоуглеродистые стали 60, 65, 70,.
75, 80 и 85 в основном употребляют для изготовления пру-
жин, рессор, высокопрочной проволоки и других изделий
156
с высокой упругостью и износостойкостью (см. гл. XVIII,
п. 1). Среднеуглеродистые стали 30, 35, 40, 45, 50 и анало-
гичные стали с повышенным содержанием марганца ЗОГ,
40Г, 50Г применяют для изготовления самых разнообраз-
ных деталей машин. При этом в зависимости от условий ра-
боты деталей применяют различные виды термической обра-
ботки: нормализацию, улучшение, закалку с низким отпус-
ком, закалку ТВЧ и др.
Ниже приведены механические свойства наиболее ти-
пичных сталей после нормализации (числитель) и закалки
с отпуском (знаменатель). Для каждой стали выбрана та-
кая температура отпуска, при которой временное сопротив-
ление улучшенной стали равно временному сопротивлению
нормализационной стали (для сталей 25 и 35 /отп- 700 °C,
для стали 45 650°, для стали 55 620°C).
Сталь......................
0в, МПа....................
От, МПа....................
6, %.......................
25 35 45 55
460/460 550/550 660/660 750/750
240/280 280/330 340/380 380/440
27/30 22/25 17/22 12/17
Приведенные данные показывают, что при одинаковом
временном сопротивлении нормализованной и улучшенной
стали другие свойства (предел текучести, относительное
удлинение) заметно выше после закалки и высокого отпус-
ка вследствие получения более дисперсной структуры. За-
калка с отпуском обеспечивает и более высокую ударную
вязкость и хладостойкость, чем нормализация.
Механические свойства каждой стали могут изменяться
в широкой диапазоне в зависимости от режима термичес-
кой обработки, и для каждой конкретной детали, условий
ее эксплуатации должен быть выбран оптимальный комп-
лекс механических свойств и соответствующая обработка.
Достоинством углеродистых сталей является их деше-
визна, доступность из-за отсутствия в составе дефицитных
легирующих элементов, хорошая технологичность при тер-
мической обработке и обработке резанием, малая склон-
ность к отпускной хрупкости и др. Однако из-за малой
прокаливаемости углеродистые стали не обеспечивают не-
обходимых требований по свойствам в деталях сечением
более 10—20 мм, они также непригодны для применения в
ответственных деталях любых сечений, где требуются по-
вышенные механические свойства и целый ряд других спе-
циальных свойств.
157.
Глава XIII
СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
В машиностроении большое, число деталей и изделий изго-
тавливают из листовой стали методом холодной штампов-
ки, при этом происходит весьма сложная глубокая вытяж-
ка металл. Такая штамповка наиболее широко применяется
в автомобилестроении; около 50 % массы легкового авто-
мобиля составляют детали, изготовленные этим методом.
Глубокая вытяжка листовой стали применяется также при
изготовлении консервных банок, эмалированной посуды и
многих бытовых и промышленных изделий.
Стали для холодной штамповки должны обеспечивать
высокую штампуемость при изготовлении деталей сложной
формы и высокое качество поверхности для последующего
нанесения покрытия. Для некоторых деталей (например,
крыльев, дверей, капота и других не несущих деталей ку-
зова автомобиля) прочность готовых изделий не имеет су-
щественного значения. В этом случае применяют мягкие
низкоуглеродистые нестареющие холоднокатаные стали.
Для ряда других деталей (например, лонжеронов, стоек
корпуса, дисков колес и других несущих нагрузку частей
автомобиля) требуется повышенная прочность изделий.
Для этих целей наиболее перспективны двухфазные ферри-
то-мартенситные стали.
1. Нестареющие холоднокатаные стали
Нестареющие стали для холодной штамповки должны иметь
минимально возможное содержание всех примесей (С, N,
Мп, Si, Сг, Ni, S, Р и др.), низкую твердость и прочность,
высокое относительное и равномерное удлинение, большую
вытяжку (проба по Эриксену), холоднокатаный лист из
них должен иметь высокое качество поверхности и не быть
склонным к деформационному старению.
Склонность к деформационному старению таких сталей
является главнейшим показателем их качества, так как при
штамповке сложных изделий с большой вытяжкой из хо-
лоднокатаных листов, подверженных старению, образуются
поверхностные дефекты: полосы — линии скольжения или
линии Чернова — Людерса (рис. 85). Образование полос—
линий скольжения связано с неоднородной деформацией ме-
талла на площадке текучести. Наличие зуба и площадки
текучести, ее длина являются критериями склонности ста-
158
ли к деформационному старению, а следовательно, к спо-
собности образовывать дефекты в виде полос — линий
скольжения. На рис. 86 приведены диаграммы растяжения
для стали, склонной к деформационному старению, и для
нестареющей стали. Чем больше протяженность площадки
текучести, тем сталь более склонна к деформационному
старению.
Рнс. 85. Лнннн скольжения Чернова—Людерса на поверхности эмалированного
изделия, полученного холодной штамповкой, Х5
Как известно, зуб и площадка текучести на диаграмме
растяжения обусловлены закреплением дислокаций атмос-
ферами Коттрелла (атомами внедрения — углерода и азо-
та) и вырывом дислокаций из закрепления при достижении
предела текучести. Площадка те-
кучести обусловлена движением
свободных, вырванных из закреп-
ления дислокаций при постоян-
ном напряжении. Следовательно,
ответственными за деформацион-
ное старение являются находящи-
еся в твердом растворе атомы
внедрения. Атомам азота принад-
Уйлинение, % ——
Рис. 86. Схематические
диаграммы растяжения хо-
лоднокатаной отожженной
стали, склонной и деформа-
цноиому старению (а) и
нестареющей (б)
лежит главная роль в иницииро-
вании склонности к деформаци-
онному старению. Причиной это-
го является большая раствори-
159
мость и диффузионная подвижность атомов азота в
a-железе по сравнению с углеродом, а также то, что
в отожженной стали углерод в основном весь выделяется из
твердого раствора в виде третичного цементита. При плот-
ности дислокаций в отожженной стали около 106—108см~2
для их закрепления в твердом растворе требуется около
10-3—10~4 % атомов (C-j-N). Поэтому, чтобы сделать сталь
нестареющей, необходимо азот вывести из твердого раство-
ра, связав его нитридообразующими элементами. Такой
путь и используется при создании нестареющих сталей.
В качестве нитридообразующих элементов на практике ис-
пользуют алюминий или ванадий, хотя в исследованиях ус-
тановлена также возможность связать азот в нитриды вве-
дением в сталь титана, хрома и бора. Показана также по-
ложительная роль увеличения содержания марганца в
уменьшении интенсивности развития деформационного ста-
рения.
Нитриды A1N или VN образуются в сталях в процессе
отжига холоднодеформированной стали. Технология отжи-
'l га имеет большое значение для полноты связывания азота
в нитриды. Однако даже при введении в сталь нитридооб-
разующих элементов часть азота может оставаться в твер-
дом растворе, и при содержании в a-железе (C-j-N) >
>10~3—10-4 % будет происходить закрепление им дисло-
каций. С целью исключения возможности деформационного
старения лист перед штамповкой подвергают дрессировке.
Дрессировка представляет собой небольшую пластическую
деформацию (до 2 %) отожженной стали, в результате ко-
торой происходит вырыв закрепленных дислокаций из ат-
мосфер Коттрелла. Следовательно, даже склонная к ста-
рению сталь после дрессировки не имеет площадки текуче-
сти и становится несклонной к деформационному старению.
Однако следует иметь в виду, что во время транспор-
тировки или складирования дрессированной стали до нача-
ла штамповки азот может успеть продиффундировать к
дислокациям, закрепить их и снова вызвать деформацион-
ное старение. Поэтому время между окончанием дрессиров-
ки и началом штамповки не должно превышать, как пра-
вило, 10 сут. Последнее особенно важно для стали, не со-
держащей нитридообразующих элементов.
Тонколистовую сталь для холодной штамповки изготов-
ляют в соответствии с ГОСТ 9045—80.
Для изделий с относительно несложной вытяжкой при-
меняют сталь 08кп. Более сложные изделия изготавливают
в основном из стали 08Ю (0,02—0,05 % А1) и реже из стали
160
08Фкп (0,02—0,04 % V). Сталь 08кп склонна к деформаци-
онному старению, а стали 08Ю и 08Фкп нестареющие. Пос-
ле отжига холоднокатаный лист подвергают дрессировке.
Перед штамповкой лист имеет низкую прочность (ов<
<190—210 МПа; ов = 260—360 МПа) и высокую пластич-
ность (6=42—50%), что. обеспечивает хорошую штампу-
емость. Методом контроля склонности стали к деформаци-
онному старению является запись диаграммы растяжения
с целью определения наличия площадки текучести.
Применение нестареющей стали позволяет исключить
брак в виде полос — линий скольжения при штамповке из-
делий с особо сложной вытяжкой.
2. Двухфазные стали
Для штампованных деталей и изделий, которые должны
иметь повышенную прочность, в последнее время применя-
ют двухфазные низколегированные стали с феррито-мартен-
ситной структурой. Эти стали обладают низким сопротив-
лением малым пластическим деформациям (пределом теку-
чести), высокими значениями временного сопротивления,
равномерного и общего удлинения, скорости деформацион-
ного упрочнения, что предопределяет их хорошую штампуе-
мость и высокую прочность в отштампованных изделиях.
Двухфазная феррито-мартенситная (иногда феррито-бей-
нитная) структура стали получается при определенном ох-
лаждении из межкритического интервала температур (меж-
ду ДС] и Ас3) после специального нагрева или после горя-
чей прокатки. Как следует из диаграммы железо — углерод,
при нагреве стали в межкритический интервал количество
аустенита будет определяться температурой нагрева и со-
держанием углерода в стали. Пбсле закалки получается
феррито-мартенситная структура (рис. 87), которую можно
рассматривать как композиционный материал, состоящий
из мягкого пластического феррита и прочного мартенсита.
Свойства стали определяются количеством мартенсита и
размером зерна феррита. На рис. 88 приведена зависимость
свойств стали типа 12ХМ от содержания мартенсита в двух-
фазной структуре. Оптимальные свойства стали, предна-
значенной для холодной штамповки, достигаются при со-
держании 20—30 % мартенсита. При этом сталь имеет на-
иболее низкое отношение от/ов^0,5—0,6, высокое общее
и равномерное удлинение. При большей доле мартенсита
растет прочность и падает удлинение, что ухудшает штам-
пуемость. Однако замечательно то, что рост прочности при
11—970
161
Рис. 87. Микроструктура двухфазной феррито-мартенситной стали 12ХМ, Х300
(Б. М. Броифин)
этом сопровождается снижением температуры перехода в
хрупкое состояние. Этот факт открывает новую перспективу
применения двухфазных феррито-мартенситных сталей с
40—50 % мартенсита и для других целей — в качестве вы-
сокопрочных и хладостойких строительных сталей.
Рис. 88. Влияние объемной доли мар-
тенсита на механические свойства
двухфазной стали 12ХМ (Б. М. Брон-
фин)
10 20 30
Удлинение на базе 50мм,°/о
Рис. 89. Диаграммы растяже-
ния стали:
1 — двухфазной феррито-мар-
тенситной; 2 — низкоуглероди-
стой; 3 — высокопрочной низко-
легированной
Диаграмма растяжения феррито-мартенситной стали для холодной
штамповки в сравнении с другими сталями приведена на рис. 89. Пре-
дел текучести двухфазной стали лишь немного больше, чем у обычной
низкоуглеродистой стали, что обеспечивает легкую штампуемость. В то
же время временное сопротивление двухфазной стали не уступает этой
характеристике для высокопрочной низколегированной стали, а после
деформации на 5 % (штамповки) феррито-мартенситная сталь имеет
равный с ней предел текучести.
162
Низкие значения предела текучести двухфазной стали и отсутствие
площадки текучести после термической обработки из межкритического
интервала температур связаны с большим количеством свободных дис-
локаций в феррите, появившихся в результате образования мартенсита
и деформации окружающей ферритной матрицы.
В качестве двухфазных сталей для холодной штамповки чаще ис-
пользуют малоуглеродистые низколегированные стали с 0,06—0,12 % С,
1—2 % Мп, 0,5—1,5 % Si, с небольшими добавками ванадия или подоб-
ные же стали, но содержащие ~0,5 % Сг и 0,1—0,4'% Мо. Легирование
стали необходимо для получения при термической обработке мартенси-
та и мелкого зерна феррита. После термической обработки стали имеют
следующие механические свойства: <гт=300—450 МПа, <тв=600—
850 МПа, 6=20—30'%, а после штамповки от=450—600 МПа.
Применение двухфазных феррито-мартенситных сталей в автомо-
билестроении для изготовления штампованных, несущих нагрузку дета-
лей (например, обод колес) позволяет сэкономить более 25 % стали и
является рентабельным, несмотря на усложнение технологии. В настоя-
щее время ведутся исследования по изысканию новых областей приме-
нения двухфазных сталей для холодной штамповки.
Глава XIV
УЛУЧШАЕМЫЕ ЛЕГИРОВАННЫЕ СТАЛИ
Для наиболее ответственных тяжелонагруженных деталей
машин применяют легированные стали, подвергаемые за-
калке с отпуском. В зависимости от требуемого уровня
свойств выбирают температуру отпуска. Низкий отпуск (до
200—250°C) обеспечивает высокие прочностные характе-
ристики и низкие значения пластичности и вязкости. При
правильном выборе состава стали можно обеспечить повы-
шенные пластичность и вязкость и в низкоотпущенном вы-
сокопрочном состоянии. Однако наиболее часто в машино-
строении применяют закалку с высоким отпуском при 550—
680°C (улучшение). Такая термическая обработка при ра-
ционально выбранном составе стали обеспечивает наибо-
лее высокую конструктивную прочность деталей и изде-
лий — достаточно высокую прочность в сочетании с высо-
кой пластичностью, вязкостью и малой склонностью к
хрупким разрушениям. Легирующие элементы, влияя на
процессы, происходящие при закалке и отпуске, будут су-
щественно влиять и на механические свойства улучшаемой
стали.
Как отмечалось ранее, легирующие элементы определя-
ют размер зерна аустенита, его устойчивость при переох-
лаждении, структуру мартенсита, свойства феррита и кар-
бидной фазы и другие факторы. Поэтому легирование ста-
11*
163
ли обычно имеет многоцелевое назначение. Один и тот же
элемент может влиять на несколько факторов, через них
определяя механические свойства стали. Не умаляя влия-
ния легирования на перечисленные факторы, отметим, что
в улучшаемых конструкционных сталях легирующие эле-
менты прежде всего должны обеспечить необходимую про-
каливаемость и требуемые механические свойства после от-
пуска.
1. Влияние легирования на прокаливаемость стали
Прока лива емость стали определяется устойчивостью пере-
охлажденного аустенита, сечением изделия и скоростью
охлаждения. При достижении в определенном сечении изде-
Расстояние от торцо
образца, мм
3 9 15 21 2733
3 9 15 21 27 33
Расстояние от
охлаждаемого
торца образца, мм
Рис. 90. Кривые прокаливаемости стали с 0,4 % С при разном ее легировании
(Иех):
7—0,25% Мо; 2 — 0,5% Сг; 0,2 % Мо; 0,5 % Ni; 3 — 0,25 % Мо; 1,8 % Ni; 4 —
1 % Сг; 0,2 % Мо; 5 - 0,8 % Сг; 0,25 % Мо; 1,8 % Ni
Рис. 91. Полосы прокаливаемости улучшаемых легированных сталей
лия скорости охлаждения больше критической после закал-
ки получается структура мартенсита. При меньших скорос-
тях охлаждения наряду с мартенситом могут получаться
структуры бейнита (верхнего и нижнего) и даже продукты
распада по первой ступени (избыточный феррит и перлит).
Кроме того, наряду с мартенситом после закалки может
присутствовать и остаточный аустенит.
164
Наиболее часто прокаливаемость стали определяют ме-
тодом торцовой закалки, строя кривые прокаливаемости.
Поскольку отдельные плавки каждой стали имеют несколь-
ко различающиеся значения прокаливаемости (кроме коле-
баний химического состава в пределах марочного, сказыва-
ется размер зерна и другие металлургические факторы),
сталь каждой марки характеризуется в целом не одной
кривой прокаливаемости, а полосой прокаливаемости. По
полосе прокаливаемости определенной стали можно устано-
вить значения критической скорости охлаждения при закал-
ке и критические диаметры (диаметр максимального сече-
ния, прокаливающегося насквозь в данной охлаждающей
среде).
Все легирующие элементы, кроме кобальта, повышают
прокаливаемость стали. Кривые прокаливаемости при раз-
ном легировании представлены на рис. 90.
Приведенные данные показывают, что влияние легирую-
щих элементов на прокаливаемость стали, так же как и на
устойчивость переохлажденного аустенита, не аддитивно,
т. е. не может быть просуммировано, а эффективность дей-
ствия какого-либо элемента зависит от комбинации и коли-
чества легирующих элементов в каждой стали.
Наилучшая прокаливаемость стали достигается при ком-
плексном легировании стали при следующих комбинациях'
легирующих элементов (М. Е. Блантер):
Основа стали 0,4 % С, 1 % Сг, 0,65 95 легирующий элемент Мп 1,02 1,57 52 36
Мп, % укр> °С/с .... 0,22 122
Основа стали 0,4 % С, 0,2 % Мо, легирующий элемент Ni
Ni, % икр> °С/с .... 0,54 190 1,04 120 3,01 3,99 78 46
Основа стали 0,4 % С, 3,5 % Ni, легирующий элемент Мо
Мо, % окр, °С/с . • . . 0,2 60 0,5 0,75 И 4,2
Основа стали 3,5 % Ni, 0,2 % Мо, легирующий элемент С
С, % vKp, °С/с . . . . 0,09 170 0,22 95 0,33 0,40 0,51 78 60 32
Сильные карбидообразующие элементы (V, Nb, Ti) мо-
гут оказывать двоякое влияние на прокаливаемость. Они
увеличивают прокаливаемость, если растворены в аустени-
те, и уменьшают ее, если связаны в карбиды или карбонит-
\
165
риды. Обычно в конструкционные улучшаемые стали эти эле-
менты вводят в небольших количествах (—-0,1 %) с целью
обеспечения мелкозернистой структуры, поэтому их влияние
на прокаливаемость относительно невелико.
Особо сильное влияние на увеличение прокаливаемое™
конструкционных сталей с содержанием 0,2—0,4 % С ока-
зывает около 0,003 % В. По эффективности влияния на
прокаливаемость 0,003 % В могут быть эквивалентны при-
мерно 1 % Ni, 0,5 % Мп, 0,2 % Мо. При содержаниях более
0,003 % В прокаливаемость не увеличивается, наступает
сильная горячеломкость стали. При содержании менее
0,001 % В его влияние на прокаливаемость незаметно. Из-
за сложности попасть в узкие пределы марочного состава
(0,001—0,005%) создаются определенные технологические
трудности при выплавке стали с бором. Поэтому перед вве-
дением бора сталь хорошо раскисляют алюминием и свя-
зывают азот в нитриды введением титана.
Механизм влияния малых добавок бора на прокаливае-
мость, по-видимому, состоит в том, что бор как горофильный
(поверхностно-активный) элемент, концентрируясь на гра-
ницах зерен аустенита, препятствует зарождению здесь
феррита при у-э-а-превращении. Благодаря хорошо отрабо-
танной технологии производства нашли применение улуч-
шаемые и цементируемые стали с бором.
! Для характеристики прокаливаемое™ некоторых наи-
более широко применяемых сталей на рис. 91 приведены
их полосы прокаливаемости.
2. Структура и механические свойства
Свойства улучшаемой стали зависят от прокаливаемости,
т. е. от структуры по сечению изделия после закалки.
При полной (сквозной) прокаливаемости структура по
всему сечению — мартенсит. При неполной (несквозной)
прокаливаемости наряду с мартенситом образуются немар-
тенситные продукты распада аустенита (верхний и ниж-
ний бейнит, феррито-перлитная смесь).
На основе многочисленных исследований можно утвер-
ждать, что наиболее высокие механические свойства (прак-
тически по всем показателям) достигаются после высокого
отпуска исходной структуры мартенсита. Если сталь име-
ет другие структуры, то некоторые свойства могут ухуд-
шаться. Особенно сильно это может сказываться на пара-
метрах, характеризующих сопротивление стали хрупкому
166
разрушению (например, температуре перехода) и вязкому
разрушению (работе развития трещины).
На рис. 92 для хромомолибденовой стали с содержанием
от 0,18 до 0,30 % С приведены значения температуры пере-
хода после высокого отпуска разных исходных структур.
Подбором температуры отпуска временное сопротивление
стали при всех исходных структурах было достигнуто оди-
наковым (ав«700 МПа). При этом наиболее низкий порог
хладноломкости имела сталь, закален-
ная на мартенсит (а); сталь со струк-
турой бейнита (верхнего) после отпус-
ка имеет порог хладноломкости на
50 °C выше, а со структурой перлита —
еще на 100 °C выше. При всех исход-
ных структурах повышение содержа-
ния углерода приводит также к повы-
шению Тщ>.
Сравнивая свойства отпущенного
Рис. 92. Влияние содержания углерода на порог
хладноломкости улучшенной хромоникелевой
стали при разной исходной структуре (В. С.
Меськин):
ZJ75 0,20 0,25 0,30
С, % (помассе)
1 — перлит; 2 — бейнит; 3 — мартенсит
мартенсита и отпущенного бейнита, следует разделять вли-
яние нижнего и верхнего бейнита. Использование электрон-
но-микроскопического анализа структуры позволило диф-
ференцировать влияние верхнего и нижнего бейнита, а так-
же установить влияние на свойства смеси структур.
В табл. 14 приведены данные о влиянии исходной струк-
туры (после закалки) на механические свойства высоко-
отпущенной стали 18Х2Н4МФА. Регулируя скорость непре-
рывного охлаждения стали из аустенитного состояния в
соответствии с термокинетической диаграммой распада аус-
тенита, удалось получить смеси различных структур: мар-
тенсита М, мартенсита и нижнего бейнита М+5Н в разных
соотношениях, верхнего и нижнего бейнита (5в+н); верхне-
го и нижнего бейнита с ферритом и перлитом 5в+н+Ф77.
Естественно, что после закалки на указанные структуры
сталь имела разную твердость, но подбором температуры
отпуска была получена одинаковая твердость HV«
«3000 МПа, что позволило сравнить свойства при разной
исходной структуре.
Испытания на растяжение с определением ов, от, б и ф
не выявляют влияния бейнитных составляющих структуры
167
Таблица 14. Влияние структуры стали 18Х2Н4МФА после закалки
на механические свойства после отпуска на одинаковую твердость
(А. П. Гуляев, Ю. С. Голованенко, В. Н. Зикеев)
Структура после закалки % ат * кст.
МПа % °C МДж/м*
100 % м 850 740 17 73 —85 1,9
75 % М+25 % Бн . . . 840 720 16 73 —105 1,8
50 % М+50 % Бн . . . 860 720 16 71 —115 1,8
100 % Бв+н 890 760 15 65 +40 0,3
90 % Бв+в+Ю % ФП . 780 520 14 51 +50 0,7
25 % Бв+н+75 % ФП . . 720 470 13 45 +55 0,85
в смеси с мартенситом. При этом указанные свойства прак-
тически не изменяются. Лишь появление феррито-перлит-
ной смеси понижает прочность и пластичность стали. Зна-
чительно более сильную структурную чувствительность име-
ют характеристики сопротивления разрушению (Т50 и КСТ).
Нижний бейнит (до 50 %) в смеси с мартенситом даже по-
вышает сопротивление хрупкому разрушению —порог
хладноломкости снижается на 30 °C. Можно полагать, что
это обусловлено однородным распределением карбидов и
мелкоигольчатой структурой нижнего бейнита, в результа-
те чего создаются препятствия при распространении тре-
щины скола. Нижний бейнит в таких количествах не ухуд-
шает сопротивление стали вязкому разрушению.
Существенное снижение характеристик сопротивления
разрушению вызывает верхний бейнит и продукты распада
аустенита в перлитной области. Порог хладноломкости су-
щественно повышается (на 120—140°C), резко падает ра-
бота распространения трещины. Это связано с тем, что вы-
сокотемпературные продукты распада аустенита — верхний
бейнит и перлит — имеют после отпуска в структуре гру-
бые неоднородно распределенные карбидные включения, в
результате чего скол может непрерывно распространяться
на значительные расстояния, составляющие несколько зе-
рен. 1
В закаленной конструкционной стали может присутст-
вовать небольшое количество остаточного аустенита. Его
влияние на свойства стали после отпуска может быть дво-
яким. Если остаточный аустенит распадается при отпуске
на феррит и карбид, то это вызовет охрупчивание стали.
Стабилизированный остаточный аустенит, не разлагаю-
щийся при отпуске, расположенный между пластинами мар-
168
тенсита в виде тонких прослоек, как показывают иссле-
дования (Дж. Томас), исключительно сильно повышает
вязкость разрушения (Kic) высокопрочных сталей (0,35 %
С и 4 % Сг).
Таким образом, если после закалки в изделиях получа-
ется структура мартенсита в смеси с нижним бейнитом (до
50 %), то свойства стали не ухудшаются. Появление же на-
ряду с мартенситом или нижним бейнитом высокотемпера-
турных продуктов распада — верхнего бейнита и феррито-
перлитной смеси — снижает значения сопротивления стали
хрупкому и вязкому разрушению.
3. Марки сталей и их свойства
В зависимости от требований по прокаливаемости и необ-
ходимого уровня механических свойств в машиностроении
используют большое количество различно легированных
сталей. Марки легированных конструкционных сталей опре-
деляются ГОСТ 4543—71, ряд сталей изготовляется также
по техническим условиям. Основными легирующими эле-
ментами в улучшаемых сталях являются хром, марганец,
никель, молибден, бор, ванадий и др. Содержание углерода
в них обычно находится в пределах 0,25—0,50 %
В табл. 15 приведен химический состав и гарантируе-
мые механические свойства наиболее широко распростра-
ненных улучшаемых машиностроительных сталей. Приве-
денные механические свойства нормированы как контроль-
ные после указанной термической обработки для заготовок
с размером сечения 25 мм (круг или квадрат). Для каждой
стали свойства будут зависеть от температуры отпуска, ре-
жим обработки выбирается по справочным данным в соот-
ветствии с заданными требованиями для определенной де-
тали.
Легированным конструкционным сталям свойственна
повышенная анизотропия свойств, т. е. различие свойств в
зависимости от направления деформации при ковке или
прокатке. Уменьшение анизотропии свойств достигается ме-
таллургическими способами (уменьшением в стали сульфи-
дов и других неметаллических включений, изменением ус-
ловий горячей пластической деформации и др.). Эти же
стали чувствительны к флокенам, наиболее чувствительны
к образованию флокенов доэвтектоидные легированные
перлитные и перлито-мартенситные стали (см. гл. II).
Хромистые стали (ЗОХ, 35Х, 40Х, 45Х, 50Х, 35Х2АФ, 40Х2АФЕ)
(здесь и далее приводится ряд марок сталей указанной группы, не
169
гК/xVVl ‘ПЭМ о ci о ООО 1 1 0,8. 1 0,8 to ' 0*0* СЛ ОЛ о*—*
ю оо ю ю <п о to ю ю ОЮ О ТГ ою юю
•Я о •5 еО оою •—1 —1 1 ю см »—< м- cs о CM CM
Св S § СО 800 750 950 оо ю <35 со со 008 | 800 oo lO Ю Г-Ч 00 оо LQ Ю Ь- 00
S S S Д £ е. 5 S си С 1000 900 1100 85 О о 1000 | 930 92 1Л о Ci — 88 Ci О
xs И || Я'Св □с ‘“°, 500, в (м) 650, в (м) 600, в (м) со со 8S оо 550, в (м) 630, в (м) ’s’ s'S' 88 ОЮ » n o’o‘ Tf CM ю о
Л —
3 S о> cd а & Режим коь термооб и О к й со 4* 860, м 880, м 940, м 2 2 88 00 оо 840, м | 870, м а а CD S' а а 2 2 88 C2 00 S S 0*0* oo r- 00 00
егированных ул цругие элементы омованадиевая 0,10—0,18V 0,09—0,15V, 0,02—0.06А1 et а а | ( 0? а CD CD сг а а 0,03—0,09 Ti 0,001—0,005 В 0,06—0,12V CL a 1 5 & о s слсл <i cl ^~To* Ct a CD a a a a a 0,15—0,25Mo 0,2—0,3Mo, 0,06—0,12V u
«=5 CL CL и
не менее) ементов, % Z Хромистая и х 0,8—1,1 <0,3 0,8—1,1 <0,3 2,0—2,6 0,02—0,04 а- at 1 а 3 СО СО 0*0* V V а 3 О 3 о £ СО о* V со о* V a § CJ a a § co co 0*0* VV a 'o a *4 о a? Q co co 0*0* у v
*•* 5 । a?
ие свойства ние основных « 5 со СО 0*0* 0,8—1,1 1,0—1,3 CL О 3 О £ I 1,3—1,6 1 0,8—1,1 CL 0,8—1,1 2,3—2,7
* <и £ S S 0» «с -
* о. <У ч о О Мп оо 00 00 777 со со со о о* о* со со 77 о~ 7 о* см 7 ю Oi i7 00 o* 1 1
2 -
15. Состав и и 0,36—0,44 0,37—0,44 0,32—0,38 ю со м- 77 о о СМ СО оо 0,38-0,45 J 0,31—0,38 co 77 co CO СЧ 0*0* co co CO 77 о r- CM CM^ oo*
Т а'б-л и ц а ' S ч Я я < - 4Х 40ХФА 35ХАФ счсч оо М- СО 40ХГТР 35ХГФ < о ou XX оо о того e Ях 83
170
Хромоникелевая
40ХН 0,36-0,44 0,3-0,8 0,45-0,75 1,0-1,4 - 820, в (м) 530, в (и) 1000 800 11 45 0,7
ЗОХНЗА 0’27-0> 0,3-0,8 0,6-0,9 2,75-3,151 - 820, м 530, в (м) 1000 800 10 50 0,8
Хромоникельмолибденовая
00 00 (N оо
00-0
Ю ООО
8S88
00 О 00 —
8888
25 —осч
s'
м —- to
и и S и
с’оо’с'
CO-liCO
ЮФЮСО
я
я
я
я
о
S
я
о.
К
включенных в табл. 15) являются
наименее легированными и обеспечи-
вают прокаливаемость в несколько
больших сечениях (до 20—25 мм в
масле), чем соответствующие углеро-
дистые стали. Хром не оказывает
сильного влияния на разупрочнение
прн отпуске, однако он увеличивает
склонность стали к отпускной хруп-
кости. Поэтому изделия из этих ста-
лей после высокого отпуска следует
охлаждать в масле или воде, недопу-
стимо охлаждение после отпуска с
печью. Легирование хромом не уве-
личивает склонности к росту зерна
аустенита. Однако с целью получе-
ния мелкозернистой стали в них вво-
дят ванадий (40ХФ), который, нахо-
дясь в карбидах, препятствует росту
зерна, а при отпуске задерживает
разупрочнение. Поэтому для получе-
ния одинаковой прочности сталь
40ХФ при улучшении необходимо от-
пустить на 30—50 °C выше, чем сталь
40Х. Это имеет большое значение для
более полного снятия остаточных на-
пряжений в изделиях и повышения
нх предела усталости.
Значительные преимущества име-
ют хромистые стали, упрочненные ни-
тридами: 35Х2АФ и 40Х2АФЕ. Эти
стали мелкозернистые (зерно № 10—
12), глубокопрокаливающиеся, имеют
высокие механические свойства (рис,
93) как после закалки и низкого от-
пуска (200°C), так и после улучше-
ния (отпуск 600—650 °C). Такие свой-
ства обусловлены легированием ста-
лей азотом и нитридообразующими
элементами—ванадием и алюминием
(см. гл. IX, п. 2). Для улучшения об-
рабатываемости резанием стали леги-
руют селеном (40Х2АФЕ).
Марганцовистые стали (30Г2,
35Г2, 40Г2, 45Г2, 50Г2) имеют не-
сколько большую прокаливаемость,
чем хромистые. Однако марганец
усиливает склонность зерна к росту,
поэтому эти стали чувствительны к
перегреву и могут иметь пониженную
ударную вязкость, особенно при отри-
цательных температурах. Эти стали
можно применять при обработке ТВЧ
и для изделий, несущих небольшие
ударные нагрузки.
Хромомарганцевые стали (25ХГТ,
171
ЗОХГТ, 40ХГТ, 35ХГФ и др.) обладают повышенной устойчивостью пе-
реохлажденного аустенита и соответственно прокаливаемостыо (до
40 мм). С целью получения мелкозернистой структуры в ряд сталей
вводят небольшие добавки титана (0,03—0,09%). Легирование ванади-
ем (сталь 35ХГФ) также позволяет получить мелкозернистую структуру
и повысить температуру отпуска на заданную твердость. Сталь 35ХГФ
обеспечивает замену хромоникелевой стали 40ХН и применяется, как
и другие стали этой группы, для машиностроительных деталей ответ-
ственного назначения (валы, шатуны, шестеренки и т. д.).
Рис. 93. Механические свойства стали 35Х2АФ в зависимости от температуры от-
пуска (В. И. Сырейщикова, Л. М. Панфилова, Э. П. Подольская и др.)
Рис. 94. Механические свойства стали 30ХГСА в зависимости от температуры от-
пуска (В. И. Сырейщикова, Л. М. Панфилова, Э. П. Подольская)
6g ,6т, 0,02°/°
мпа
1000
кси,мдк/мг не,мпа
1200
воо
ООО
о
200 300 000 000 000 °C
Хромокремнистые и хромокремнемарганцовистые стали (ЗЗХС,
38ХС, 25ХГСА, ЗОХГСА, 35ХГСА и др.) обладают высокой прочностью
и умеренной вязкостью. Широкое распространение (особенно в авиа-
строении) получили стали типа ЗОХГСА (хромансиль), обладающие хо-
рошей свариваемостью. Хромансили применяют после закалки и низ-
кого отпуска или после улучшения (отпуск 520—540°C). Изменение
свойств стали ЗОХГСА приведено на рис. 94. Недостатком сталей хро-
мансиль является относительно небольшая прокаливаемость (до 25—
40 мм) сильная склонность к отпускной хрупкости I и II рода, склон-
ность к обезуглероживанию (последнему способствует кремний).
Хромомолибденовые стали (ЗОХМ, 35ХМ, 38ХМ, ЗОХЗМФ, 40ХМФА
и др.), обладая хорошей прокаливаемостью, имеют высокий комплекс
механических свойств и мало склонны к отпускной хрупкости благодаря
молибдену. Особенностью хромомолибденовых сталей является способ-
ность сохранять высокие механические свойства при повышенных тем-
пературах. Сталь ЗОХЗМФ имеет прокаливаемость и свойства, подобные
таковым хромоникелевой стали 30ХН2МА. Благодаря ванадию сталь
ЗОХЗМФ является мелкозернистой.
На рис. 95 приведена зависимость механических свойств стали
ЗОХЗМФ от температуры отпуска. Сталь имеет высокие механические
свойства при низком отпуске ~200°С (<тв=1700 МПа, и KCU=
= 0,6 МДж/м3). С повышением температуры отпуска вплоть до 500°C
ударная вязкость не изменяется, а начиная с температуры 550 °C и вы-
ше резко возрастает. Так, при отпуске на 550 °C сталь ЗОХЗМФ имеет
следующие свойства: ств=1300 МПа, сгт= 1200 МПа, 6=13 %, i|) = 60 %,
7(С17=1,0 МДж/м2, что значительно превышает гарантируемые свойст-
ва после контрольной обработки. Стали, подобные ЗОХЗМФ, в последнее
R?
время находят применение во многих странах для изготовления наибо-
лее ответственных изделий сечением до 80—100 мм (коленчатые валы,
тяжелонагруженные оси, баллоны высокого давления и т. д.).
Хромоникелевые и хромоникельмолибденовые (вольфрамовые) ста-
ли (20ХНЗА, 20Х2НЧА, 40ХН, ЗОХНЗА и др., 20ХН2М, 30ХН2М,
38Х2Н2МА, 40ХН2МА, 38XH3MA, 18Х2Н4МА и др.) являются наибо-
лее качественными, нх применяют для изготовления самых ответствен-
ных крупных изделий (сечением порядка 100—1000 мм). Уникальные
свойства хромоникелевых и хромоникельмолибденовых сталей достига-
ются вследствие их чрезвы-
чайно высокой прокаливае-
мости и наибольшей вяз-
кости.
Высокая прокаливае-
мость сталей обусловлена
сильным совместным влия-
нием хрома и никеля или
хрома, никеля и молибдена
на повышение устойчивости
аустенита. Диаграммы ус-
тойчивости переохлажденно-
го аустенита таких сталей
относятся к типу, изобра-
женному на рис. 49, в. По-
этому такие стали закали-
вают в больших сечениях,
обеспечивая после закалки
1700
1500
\l300
^1100
'о 900
700
100 200 300 ЧОО 500 ООО
Температура отпуска °C
70
60 I
50 \
00
30 ~
20^
10
О
Рис. 95. Механические свойства стали
ЗОХЗМФ в зависимости от температуры от-
пуска (В. И. Сырейщикова, Л. М. Панфи-
лова, Э. П. Подольская и др.)
в масле получение мартен-
сита и нижнего бейнита в
центре крупных изделий. В сечениях до 80—100 мм некоторые стали
обеспечивают получение таких структур н при охлаждении на воздухе.
Высокая вязкость сталей обусловлена прежде всего влиянием нике-
ля на параметры, характеризующие склонность к хрупкому и вязкому
разрушениям. Ранее отмечалось, что никель является элементом, кото-
рый понижает порог хладноломкости а-железа (см. рис. 22). Это ка-
чество никеля ярко проявляется в улучшаемых конструкционных ста-
лях. Большинство исследователей считают, что чем выше содержание
никеля, тем ниже порог хладноломкости закаленной и высокоотпущен-
ной стали. Ниже приведены данные (В. А. Делле) о влиянии никеля
на ударную вязкость KCU, МДж/м2, при отрицательных температурах
стали с 0,28 % С, 1,6 % Сг, 0,4 % Мо, закаленной и отпущенной на
одинаковую твердость (НВ«225):
Температура, °C . +20
Без никеля . . . 1,59
1,65.............. 1,46
3,0............... 1,46
4,0............... 1,41
—75 —125 —150 —180
0,79 0,65 0,18 0,08
1,27 0,85 0,45 0,23
1,32 1,09 0,78 0,47
1,26 1,09 0,86 0,70
Стали с 3—4 % Ni имеют наибольший температурный запас вяз-
кости. К ним относятся стали 20ХНЗА, ЗОХНЗА, 18Х2Н4МА, 38XH3MA.
Однако хромоникелевые стали имеют существенный недостаток:
они сильно склонны к обратимой отпускной хрупкости. Молибден и
вольфрам значительно ослабляют склонность к развитию отпускной
хрупкости, поэтому хромоникельмолибденовые (вольфрамовые) стали
практически лишены этого недостатка. Молибден и вольфрам взаимоза-
173
меняемы в таких сталях, последние могут изготовляться с полной или
частичной заменой молибдена на вольфрам из расчета: одна часть мо-
либдена заменяется тремя частями вольфрама. Так, хромоникельволь-
фрамовые стали должны содержать: 38XH3BA 0,5—0,8 % W; 12Х2Н4ВА
0,8—1,2 % W и т. д. Стали с молибденом и вольфрамом равноценны по
свойствам, в том числе и по склонности к отпускной хрупкости.
На рис. 96 приведена зависимость механических свойств стали
18Х2Н4МА от температуры отпуска. После улучшения сталь имеет вы-
сокий комплекс механических " '
свойств (при 08=1000 МПа, 6=18%,
Рис. 96. Механические свойства стали
18Х2Н4МА в зависимости от температуры от-
пуска (А. П. Гуляев, О. Н. Мещерякова,
В. Н. Зикеев и др.):
1, 2 — развые плавки в пределах марочного
состава
Температура атпуска,°С
Рис. 97. Влияние содержания никеля на тем-
пературу перехода Т50 Сг—Ni—Mo—V стали с
содержанием хрома, %:
7 — 1,3; 2— 2,0; 3 — 2,5; а — охлаждение по-
сле отпуска в воде; б — охлаждение после от-
пуска в печи (10 °С/ч) (А. А. Астафьев)
ф=70 %, KCU=1,6 МДж/м2). Эта сталь применяется и как цементуе-
мая (см. гл. XV, п. 1).
Дефицит никеля заставляет искать пути снижения его количества
в улучшаемой стали при сохранении вязких свойств. Для Сг—Ni—Мо
стали с 0,22—0,28 % С показано (А. А. Астафьев), что при содержании
2 % Сг и 2 % Ni и быстром охлаждении от температур высокого отпус-
ка достигается такая же температура перехода (рис. 97, а) из вязкого
в хрупкое состояние, как и для классических хромоникелевых сталей с
1,0—1,5 % С и 3,0—4,0 % Ni; стали с пониженным содержанием никеля
(2 %) меиее склонны к обратимой отпускной хрупкости (рис. 97,6).
При рациональном ла ировании хромоникелевых сталей (2 % Сг и 2 %
Ni) сохраняется достаточно высокая прокаливаемость, позволяющая ис-
пользовать их для изделий больших сечений.
Хромоиикельмолибдечовые (вольфрамовые) стали иногда содержат
ванадий (38ХНЗМФА, 45ХН2МФА, 30Х2НМФА и др.), что обеспечива-
ет их мелкозернистость и повышает устойчивость против отпуска.
Хромоникельмолибденовые (вольфрамовые) стали являются наи-
лучшими из всех известных конструкционных машиностроительных ста-
лей. В последнее время разработаны конструкционные высокопроч-
ные низкоуглеродистые стали мартенситного класса, имеющие хорошее
сочетание характеристик прочности, пластичности и ударной вязкости.
К таким сталям относится предложенная Ю. А. Башниным с сотруд-
174
никами сталь 15ХЗГЗМФ, имеющая после закалки (920 °C, масло) и
отпуска (200°C), такие свойства: о'в=1300—1400 МПа, <то,2=98О—
1070 МПа, i|>=57—60%, 6=12—14%, KCU=0,87—1,1 МДж/м2.
Глава XV
СТАЛИ ДЛЯ ЦЕМЕНТАЦИИ И АЗОТИРОВАНИЯ
Цементация и азотирование — наиболее распространенные
методы химико-термической обработки (ХТО) стали. В ре-
зультате такой обработки происходит поверхностное упроч-
нение деталей машин и механизмов: возрастают износостой-
кость, прочность, усталостная стойкость, а в ряде случаев
сопротивление коррозии и окалиностойкость. Как правило,
для деталей, подвергаемых цементации и азотированию,
применяют специальные стали. Роль легирования таких
сталей состоит в получении высоких поверхностных свойств
цементованного или азотированного слоя и обеспечения не-
обходимых свойств сердцевины изделия при принятой об-
работке.
1. Цементуемые стали
Цементация стали осуществляется путем
поверхностного насыщения изделия угле-
родом до эвтектоидной или заэвтектоид-
ной концентрации. Конечные свойства изделий до-
стигаются в результате последующей термической обработ-
ки. При цементации наиболее существенно изменяются
поверхностная твердость, износостойкость и усталостная
прочность изделий. Глубина цементованной зоны может
быть различна для разных деталей и составляет 0,3—
2,5 мм в зависимости от размеров и назначения изделия.
Цементацию проводят в твердой, жидкой и газовой сре-
дах, наибольшее развитие получила газовая цементация.
Цементация является трудоемким и длительным процессом,
поэтому в последнее время применяют разные способы ин-
тенсификации этого процесса: ионную цементацию, цемен-
тацию в активизированных газовых средах, в электропро-
водном кипящем слое, в виброкипящем слое и др.
Цементации подвергают низкоуглеродистые стали с со-
держанием углерода 0,08—0,25 %, что обеспечивает полу-
чение вязкой сердцевины. Для некоторых высоконагружен-
175
ных деталей (зубчатые колеса и др.) содержание углерода
в стали может быть повышено до 0,35 % . С повышением
содержания углерода в стали уменьшается глубина цемен-
тованного слоя, увеличивается прочность и понижается вяз-
кость сердцевины.
Цементацию проводят при температурах выше точки Аз в аусте-
нитной области. Температурный интервал цементации составляет 920—
980 °C. Имеется положительный опыт применения для некоторых легиро-
ванных сталей высокотемпературной цементации при 980—1050 °C. При
этом значительно ускоряется процесс цементации вследствие увеличе-
ния коэффициента диффузии углерода, однако одновременно растет зер-
но аустенита и увеличивается коробление деталей. Поэтому для высо-
котемпературной цементации необходимо применять стали с наследст-
венномелким зерном или легировать сталь элементами, замедляющими
рост аустенитного зерна при нагреве (титан, ванадий).
Термическая обработка изделий после цементации заключается в
закалке и низкотемпературном отпуске, причем закалка может осуще-
ствляться непосредственно от температуры цементации (одинарная тер-
мическая обработка) или после охлаждения от температуры цемента-
ции (в этом случае часто применяют охлаждение на воздухе — норма-
лизацию) и повторного нагрева до температуры несколько выше точки
Аз с последующей закалкой и отпуском (двойная термическая обработ-
ка). Закалку от температуры цементации часто применяют после под-
стужнвания до 840—860 °C с целью уменьшения коробления изделий.
Химический состав и механические свойства качествен-
ных цементуемых углеродистых конструкционных сталей
регламентируется ГОСТ 1050—74, а легированных ГОСТ
4543—71.
В табл. 16 приведены химический состав и гарантируе-
мые механические свойства некоторых легированных конст-
рукционных сталей, применяемых для цементации.
Таблица 16. Состав и механические свойства (не менее)
Марка стали Содержание основных элементов, %
С Мп Сг Ni другие элементы
15Х 18ХГТ 20ХГР ЗОХГТ 15ХФ 20ХН 12ХНЗА 20ХГНР 18Х2Н4МА 0,12—0,187 0,17—0,23," 0,18—0,241 0,24—0,32 0,12—0,18* 0,17—0,23 0,09—0,16 0,16—0,23 0,14—0,20 6,3—0,9 0,8—1,1 0,7—1,0 0,8—1,1 0,3—0,8 0,3—0,8 0,3—0,8 0,7—1,0 0,3—0,8 0,7-1,0 1,0—1,3 0,75—1,05 1,0—1,3 0,8—1,1 0,45—0,75 0,6—0,9 0,7—1,0 1,35—1,65 <0,3 <0,3 <0,3 <0,3 <0,3 1,0—1,4 2,75—3,15 0,8—1,1 4,0—4,4 0,03—0.09Т1 0,001-0,005В 0,03—0.08Т1 0,06—0,12V 0,001—0,005В 0,3—0,4Мо
Примечания: 1. Условные обозначения охлаждающей среды: в — вода,
2. Механические свойства приведены после термической обработки ио ука-
176
Легирующие элементы влияют на скорость процесса це-
ментации, глубину цементованного слоя и концентрацию1
углерода в поверхностной зоне. Некарбидообразующие
элементы, такие как никель, кремний, кобальт, ускоряют
диффузию углерода в аустените при 950 °C. В то же время
эти элементы снижают растворимость углерода в аустените
и тем самым уменьшают максимальное содержание угле-
рода в поверхностном слое. Наиболее сильно ускоряет диф-
фузию углерода в аустените и понижает содержание угле-
рода в цементованном слое кремний. Однако при более вы-
соких температурах (1000, 1100 °C) кремний уменьшает
коэффициент диффузии углерода в аустените.
Как правило, карбидообразующие элементы понижают
коэффициент диффузии углерода в аустените. Например, в
стали с 1,2 % Si и 1 % легирующего элемента при темпера-
турах, отвечающих интервалу цементации, наблюдается
замедление диффузии углерода при легировании в такой
последовательности: марганец, молибден, ванадий, воль-
фрам, хром (Томас и Леан).
Карбидообразующие элементы повышают максималь-
ную концентрацию углерода в поверхностном слое по срав-
нению с углеродистой нелегированной сталью, что связано
с интенсивным карбидообразованием в поверхностном слое
(рис. 98). С повышением температуры содержание углеро-
да в цементованном слое легированных сталей уменьша-
ется.
Влияние легирующих элементов на глубину цементован-
ного слоя определяется их влиянием на коэффициент диф-
цементуемых конструкционных сталей
Режим термической обработки ав ат в N
1-я закалка или нормали- 2-я закалка (f °C) 'Отп'°С МПа % о 5
зация (/, °C) ' зак’ '
880, в (м) 770—820в (м) 180вз (м) 700 500 12 45 0,7
880—950вз 870, м 200вз (м) 1000 900 9 50 0,8
880, м — 200вз (м) 1000 800 9 50 0,8
880—950вз 850, м 200в (м) 1500 1300 9 40 0,6
880, в (м) 760—810в (м) 180вз (м) 750 550 13 50 0,8
860, в (м) 760—810в (м) 180в (м) 800 600 14 50 0,8
860, в (м) 760—810в (м) 180вз (м) 950 700 И 55 0,9
930—950 м 780—830м 200вз (м) 1300 1100 10 50 0,9
950 вз 860вз 200вз 900 700 11 50 0,8
м — масло, в(м) — вода или масло, вз — воздух, занным режимам без цементации.
12—970
177
фузии и концентрацию углерода в поверхностном слое. На
рис. 99 приведена зависимость глубины цементованного слоя
h от содержания легирующих элементов при температуре
цементации 925 °C.
В легированных сталях после цементации и закалки кро-
ме мартенсита и карбидов присутствует также остаточный
аустенит, количество которого может быть значительным.
В небольшом количестве остаточный аустенит в цемен-
тованном слое может быть даже полезным, так как при
этом повышается пластичность и особенно ударная вынос-
ливость, но при больших его содержаниях существенно сни-
0 0,5 1,0 1,5
Глубина с л о я, мм
Рис. 98. Распределение углерода
(А. Н. Минкевич):
по глубине цементованного слоя стали
1 — нелегированная сталь; 2 — сталь, легированная карбидообразующим элемен-
том; 3— сталь, легированная иекарбидообразующим элементом
Рис. 99. Влияние легирующих элементов на глубину цементованного слоя после
цементации при 925 °C (А. П. Гуляев)
жается твердость стали, поэтому для высоколегированных
цементуемых сталей в целях уменьшения количества ос-
таточного аустенита проводят обработку холодом после
закалки.
При легировании цементуемых конструкционных сталей
часто осуществляется комплексное легирование нескольки-
ми элементами. Так, введение кремния в хромоникелевые
цементуемые стали позволяет повысить их ударно-уста-
лостную выносливость посредством уменьшения глубины
заэвтектоидной зоны и увеличения количества карбидов.
Широко применяется легирование цементуемых сталей
элементами, задерживающими рост зерна аустенита при
нагреве (ванадием или титаном). Особенно благоприятно
178
легирование цементуемых сталей никелем, который повы-
шает вязкость цементованного слоя и сердцевины и пони-
жает порог хладноломкости. Однако вследствие дефицит-
ности никеля наблюдается тенденция к замене высокони-
келевых сталей малоникелевыми (например, стали
18ХГСН2МВА и 18ХГСН2МА используют взамен 18Х2Н4ВА
и 20Х2Н4А и сталь 14ХГСН2МА
вместо 12ХНЗА и 12К2Н4А).
Оптимальное содержание уг-
лерода при цементации в поверх-
ностном слое составляет 0,8—
0,9 %. Увеличение содержания
углерода до более высоких значе-
ний способствует выделению кар-
бидов по границам зерен, что мо-
жет приводить к образованию
трещин в цементованном слое и
снижению механических свойств
(рис. 100).
Рис. 100. Влияние содержания углерода в
цементованном слое (глубина слоя 1,0 мм)
на механические свойства стали после закал-
ки и низкого отпуска (И. Г. Козловский,
Ю. Ф. Оржеховский):
7 —12Х2Н4А; 2— 18ХГ
2. Азотируемые стали
Азотирование представляет собой процесс поверхностного
насыщения стали азотом. Наиболее распространен процесс
азотирования в газовых средах на основе аммиака. Как
правило, процесс азотирования осуществляется при темпе-
ратуре до 600°C (низкотемпературное азотирование).
Азотирование конструкционных сталей проводят для по-
вышения их твердости, износостойкости, теплостойкости и
коррозионной стойкости. Перед азотированием изделия под-
вергают закалке и высокому отпуску.
Строение диффузионного слоя азотированных сталей
определяется диаграммой железо — азот (рис. 101). При
азотировании стали в области температур ниже эвтектоид-
ной (590 °C) диффузионный слой состоит из трех фаз: в,
Y'(Fe4N) и а. В общем случае формирование структуры
диффузионного слоя азотируемой стали зависит от состава
стали, температуры и длительности нагрева, а также и ско-
рости охлаждения после азотирования.
12*
179
Высокая твердость и износостойкость азотируемых кон-
струкционных сталей обеспечиваются главным образом
нитридами легирующих элементов (N, MoN, A1N). Одна-
ко из-за наличия углерода в легированных конструкцион-
ных сталях при азотировании фактически образуются кар-
бонитридные фазы.
Легирующие элементы
h азотированного слоя и
101. Диаграмма состояния си-
Рис.
стемы Fe—N
существенно влияют на глубину
поверхностную твердость (рис.
102). Уменьшение глубины азо-
тированного слоя при легиро-
вании обусловлено уменьшени-
ем коэффициента диффузии
азота в феррите. Углерод
уменьшает также коэффици-
ент диффузии азота.
Из азотируемых конструк-
ционных легированных сталей
наиболее широко применяют
сталь 38Х2МЮА. Однако в по-
следнее время разработан ряд
новых конструкционных ста-
лей, подвергаемых азотирова-
нию: ЗОХЗВА, 30ХН2ВФА,
40ХНВА, 20ХЗМВФА и др.
В табл. 17 приведены химиче-
ский состав и механические
свойства некоторых азотируе-
мых конструкционных сталей.
При азотировании в интервале температур 500—600 °C
толщина диффузионного слоя невелика и поэтому высокие
механические свойства достигаются в тонком поверхност-
ном слое и по мере удаления от поверхности быстро пада-
ют. Обычно при легировании несколькими элементами
твердость азотированного слоя больше, чем при легирова-
нии одним элементом (рис. 103).
Наиболее высокая поверхностная твердость при азоти-
ровании достигается в хромомолибденовых сталях, допол-
нительно легированных алюминием, типичным представи-
телем которых является сталь 38Х2МЮА. Подобные стали
для азотирования применяют в США: нитраллой — Nitr
135М, в Англии — EN41, в ФРГ — 32А1СгМо4, в Шве-
ции — 2940.
Вместе с тем износостойкость стали не всегда коррели-
рует с твердостью. Так, повышение температуры азотиро-
180
вания стали 38Х2МЮА с 560 до 620 °C повышает ее изно-
состойкость, хотя поверхностная твердость при этом пони-
жается. Понижение поверхностной твердости при повыше-
нии температуры азотирования связано с уменьшением
содержания азота в е-фазе из-за усиления его диффузии
с поверхности в глубь изделия.
Рис. 102. Влияние легирующих элементов иа глубину азотированного слоя
(азотирование прн 550 “С, 24 ч) и поверхностную твердость (Ю. М. Лах-
тин)
Для некоторых азотируемых изделий чрезмерно высо-
кая поверхностная твердость является нежелательной из-
за охрупчивания поверхностного слоя, затруднения опера-
ции шлифования и др. В этом случае используют стали с
Рис. 103. Изменение твердости
HVs и относительной износо-
стойкости е по глубине азоти-
рованного слоя (азотирование
при 540 °C, 33 ч) (Г. Ф. Косо-
лапов, Н. Н. Сидорин, С. А. Ге-
расимов):
1 — техническое железо; 2—
сталь 40Х; 3 — 38ХМЮА
пониженным содержанием алюминия или без алюминия,
имеющие меньшую поверхностную твердость, но более плав-
ное падение твердости по глубине диффузионного слоя (ста-
ли 38Х2ВФЮА, 40ХФА, 40Х, 20ХЗВА и др.).
Снижение поверхностной твердости азотированного слоя
с HV 900—1000 до 650—900 позволяет повысить износостой-
181
Таблица 17. Состав и механические свойства (не меиее)
Марка стали Содержание основных элементов, %
С Сг NI Mo (W)
30Х2МЮА 38Х2ВФЮА 30ХН2ВФА 30Х2НВФА ЗОХЗВА 40ХНМА 0,35—0,45 0,35—0,42 0,27—0,34 0,27—0,34 0,27—0,34 0,37—0,44 1,35—1,65 1,5—1,8 0,3—0,6 1,35—1,75 2,3—2,7 0,3—0,6 2,0—2,45 0,7—1,00 0,7—1,00 0,15—0,25 (0,2-0,4) (0,6—0,8) (0,6—0,8) (0,6—0,8) 0,15-0,25
Примечание, м — масло, в — вода.
кость и сопротивление хрупкому разрушению и применять
азотирование для таких деталей станкостроения, как шпин-
дели, опоры качения, гильзы, ходовые винты и т. д.
Для деталей машины, работающих в условиях цикличе-
ских изгибных или контактных нагрузок, применяют стали
28Х2Н4ВА, 38XH3MA, ЗОХЗВА, 20ХГН2МФ и др.
Азотирование повышает предел усталости конструкцион-
ных сталей. Так, предел усталости коленчатых валов авиа-
ционного двигателя из стали 18Х2Н4ВА после азотирования
повышается на 25—60 %.'При наличии концентраторов на-
пряжений азотирование в большей степени влияет на пре-
дел усталости сталей.
Такое влияние азотирования на предел усталости кон-
струкционных сталей связывают с образованием в поверх-
ностном слое остаточных напряжений.
Азотирование повышает теплостойкость конструкцион-
ных легированных сталей. Например, рабочие температу-
ры азотируемых деталей из сталей 38Х2МЮА и 25Х2МФА
составляют 400—490°C, а из сталей 25Х2М1Ф 490—510°С.
Однако при длительных выдержках в условиях высоких
температур твердость азотированного слоя может сни-
жаться.
Когда азотирование применяется только для получения
коррозионностойкого покрытия изделий, можно использо-
вать простые углеродистые стали с содержанием углерода
в широких пределах (от 0,1 —до 1,0 %).
При этом получают тонкие нитридные (карбонитрид-
ные) слои толщиной 0,015—0,030 мм в зависимости от на-
значения детали. В этом случае, кроме коррозионной стой-
182 ,
азотируемых конструкционных сталей
Режим Термической обработки % 1 % в 1 * еа
Другие t °C зак’ / °C готп’ МПа % KCU, МДж/ь
0,7—1.1А1 920—940, м (в) 625—650 1000 850 14 50 0,9
0,1—0,8V; 0,4—0.7АГ 900—950, м 600—650 1000 850 12 50 0,9
0,1—0,18V 850—870, м 540—620 1050 850 12 55 1,0
0,1—0,18V 900—920, м 520—540 1200 1000 10 45 0,8
0,06—0,12V 870—890, м 580—620 1000 850 15 50 1,0
— 840—860, м 600—620 1100 850 12 55 1,0
кости, повышается твердость, пределы прочности и текуче-
сти, а также усталостная прочность стали.
Азотирование является трудоемким процессом, поэтому в последнее
время разработаны различные способы ускоренного азотирования, из
которых можно отметить ионное азотирование (азотирование в тлею-
щем разряде), азотирование под давлением, в активизированных газо-
вых средах и др.
Процесс одновременного насыщения стали углеродом и азотом в
газовой среде называется нитроцементацией. Нитроцемента-
цию проводят при более низких температурах (850—870 °C) по сравне-
нию с цементацией. Это обусловлено тем, что азот, диффундируя в сталь
одновременно с углеродом, понижает температуру существования твер-
дого раствора на основе у-железа и тем самым способствует науглеро-
живанию стали при более низких температурах.
Нитроцементации обычно подвергают легированные стали с содер-
жанием до 0,25 % С. Имеется опыт применения для нитроцементации
сталей 20Х, 18ХГТ, 25ХГМ, 18Х2Н4ВА и др. Термическая обработка
после нитроцементации — закалка с низким отпуском.
Поверхностное упрочнение деталей. машин может быть достигнуто
и путем поверхностной индукционной закалки. При этом используют
стали с пониженной (ПП) или регламентированной (РП) прокаливае-
мостью, имеющие прокаливаемость более низкую по сравнению со стан-
дартными конструкционными сталями с таким же содержанием угле-
рода. При этом после закалки получают мартенситную зону заданной
глубины (даже при интенсивном охлаждении) с сохранением пластич-
ной вязкой сердцевины. Стали с пониженной и регламентированной про-
каливаемостью имеют повышенное содержание углерода (0,5—1,0%)
для получения достаточного уровня твердости закаленного поверхност-
ного слоя, обеспечивающего высокую износостойкость и контактную вы-
носливость, меньшее содержание и разброс легирующих элементов
(марганец, хром, кремний и др.), содержат модифицирующие элементы
(алюминий, титан, ванадий, цирконий, ниобий), обеспечивающие полу-
чение наследственно мелкого зерна аустенита (К. 3. Шепеляковский
и др.). Примером такой стали может служить сталь 55ПП (0,55—
0,63 % С; 0,1—0,3 % Si; <0,1 % Ti; 2Мп, Сг, Ni, Cu<0,5 %).
183
Глава XVI
ПОДШИПНИКОВЫЕ СТАЛИ
Подшипники являются ответственными деталями машин и
механизмов. Они во многом определяют точность и произ-
водительность металлорежущих станков, надежность элект-
родвигателей, экономичность, качество автомобилей, трак-
торов, вагонов и т. д. Отечественная промышленность
производит более 5 тысяч типоразмеров подшипников диа-
метром от 0,5 до 3,0 м, а по производству подшипников
СССР занимает первое место в Европе.
1. Требования и классификация
Стали для подшипников по назначению составляют особую
группу конструкционных сталей, но по составу и свойствам
они близки к инструментальным сталям.
У и ело о к си до8 долее 0,08мм
Рис. 104. Зависимость долговечности подшипников от степени загрязненности ста-
ли оксидами размером более 30 мкм (Л. О. Урус)
Рнс. 105. Зависимость контактной выносливости от содержания водорода в под-
шипниковых сталях:
1 — 11Х18М; 2 — ШХ-15 (Одзава)
К особенностям характера работы подшипников относят-
ся высокие локальные нагрузки, и, как следствие этого,
чрезвычайно высокие требования к чистоте стали по неме-
таллическим включениям, карбидной неоднородности и др.
Основные требования, которые должны обеспечить подшип-
никовые стали:
1. Высокая статическая грузоподъемность — предельная
нагрузка, при которой остаточные деформации в зоне
контакта не превышают 0,01 % от диаметра шарика или
184
ролика. Необходимая статическая грузоподъемность — а
она должна быть весьма значительна, поскольку давления
в области контакта при работе подшипника доходят до
2000—4000 МПа, достигается применением в качестве ма-
териала для подшипников заэвтектоидных легированных
хромом сталей, обработанных на высокую твердость.
2. Высокое сопротивление контактной усталости. Эта
характеристика чрезвычайно сильно зависит от наличия
металлургических дефектов различного рода, особенно
сульфидных и оксидных включений, а также водорода, по-
скольку подшипниковые стали флокеночувствительны. На
рис. 104 приведена зависимость долговечности подшипни-
ков от количества оксидов в одном и том же сечении, а на
рис. 105 — зависимость контактной выносливости от содер-
жания водорода в подшипниковых сталях.
При производстве подшипниковых сталей применению рафинирую-
щих переплавов уделяется особое внимание. Рафинирующие переплавы
позволяют значительно снизить загрязненность стали неметаллическими
включениями, что, естественно, удорожает сталь. Если принять за 100 %
содержание включений в стали ШХ15 открытой выплавки, то для ста-
ли, обработанной синтетическим шлаком (ШХ15Ш), оно составляет
45%, для той же стали вакуумно-дуговой выплавки (ШХ15ВД) 35 %,
а для стали, обработанной шлаком и дополнительно переплавленной ва-
куумно-дуговым способом (ШХ15ШД), 25%. При этом оставшиеся вклю-
чения более равномерно распределяются в объеме слитка, уменьшается
и средний размер включений.
Не менее вредным фактором, с точки зрения контактной усталости,
является карбидная неоднородность (карбидная сетка, строчечные вклю-
чения карбидов и т. п.). Способ устранения этого дефекта заключается
в проведении оптимальной пластической и термической обработки.
3. Износостойкость, в том числе абразивная, достигает-
ся введением сталь ~1,0% С и 1,5 % Сг. Влияние хрома
на износостойкость определяется тем, что он увеличивает
количество карбидной фазы и меняет качественно ее состав,
позволяя получать твердые специальные карбиды.
4. Высокое сопротивление малым пластическим дефор-
мациям. Это требование наиболее актуально для подшип-
ников точных приборов.
5. Размерная стабильность. В зависимости от размеров
и класса точности подшипников изменения размеров при
эксплуатации не должны превышать 10-4—10-5 мм/мм.
Размерная стабильность зависит от содержания остаточно-
го аустенита в стали. При увеличении количества остаточ-
ного аустенита размерная стабильность ухудшается, так
как остаточный аустенит является нестабильной структур-
ной составляющей и при высоких нагрузках может превра-
185
Таблица 18. Состав и области применения подшипниковых сталей
Марка стали Содержание основных
с S1 Мп |
ШХ15 ШХ15СГ ШХ20СГ 95X18-Ш 11Х18М 8Х4М4В2Ф1Ш 0,95—1,05 0,95—1,05 0,95—1,05 0,9—1,1 1,1—1,2 0,75—0,85 0,17—0,37 0,40—0,65 0,55—0,85 0,8 0,53—0,93 0,40 0,20—0,40 0,90—1,20 1,40—1,70 0,7 0,5—1,0 0,40
8Х4В9Ф2Ш 0,70—0,80 0,25 0,25
Примечание. Как правило, во
всех сталях содержание Р^О.ОЗО %
щаться в мартенсит, что сопровождается объемными изме-
нениями.
Подшипниковые стали обычно классифицируются по
условиям работы: различают стали общего применения, ис-
пользуемые для изготовления деталей подшипников (колец,
шариков, роликов), работающих при температурах —60ч-
-4-300 °C в неагрессивных средах, и стали специального на-
значения, предназначенные для изготовления теплостойких
и коррозионностойких подшипников. Составы сталей для
подшипников общего назначения регламентируются ГОСТ
801—78, а подшипников специального назначения — соот-
ветствующими ТУ. В табл. 18 приведены составы некоторых
подшипниковых сталей.
2. Легирование и термическая обработка
В составе подшипниковых сталей общего назначения обя-
зательно присутствует хром. Хром определяет состав кар-
бидной фазы и, кроме того, обеспечивает необходимую про-
каливаемость. Дополнительное введение кремния и марган-
ца проводят с целью повышения прокаливаемости и приме-
няют для сталей, используемых для производства крупно-
габаритных подшипников с толщиной стенки более 10 мм.
При отпуске кремний дает более высокие значения твердо-
сти вследствие замедления распада мартенсита в интерва-
ле температур 150—350 °C.
Температурная обработка сталей типа ШХ включает смягчающий
сфероидизирующий отжиг, при котором обеспечивается растворение оп-
ределенной части карбидной фазы в аустените и образование зернис-
того перлита.
186
элементов, % Область применения
Сг Мо другие
1,3—1,65 1,3—1,65 1,4—1,7 17—19 16,5—18 3,9—4,4 4,0—4,6 0,5—0,8 3,9—4,4 0,30 1,5—2,0W, 0,9—1,2V 8,5—9,5W, 1,4—1,7V Интервал рабочих температур Для работы в агрессивных средах, для подшипников при- боров Интервал рабочих температур 300 4-500 °C
S< 0,020 %.
Готовые детали подшипников подвергают ступенчатой или изотер-
мической закалке от 850—900 °C. Выбор такой температуры нагрева
обусловлен, с одной стороны, необходимостью растворить карбиды хро-
ма в аустените, а с другой — не допустить чрезмерного роста зерна аус-
тенита. Кроме того, повышение температуры закалки приводит к суще-
ственному снижению мартенситной точки Л4Н и, как следствие этого,
к образованию остаточного аустенита, что для подшипниковых сталей не-
желательно.
В настоящее время применяется как закалка в одном охладителе,
так и ступенчатая или изотермическая закалка с выдержкой в области
образования иижиего бейиита при 210— 240 °C. Для маргаиецсодержа-
щих сталей изотермическую закалку не применяют из-за чрезмерно вы-
сокой устойчивости переохлажденного аустенита в бейиитной области.
Весьма перспективно применение для закалки деталей подшипников ин-
дукционного нагрева. Это увеличивает производительность и экономич-
ность термических агрегатов, а также позволяет получить полностью
закаленный поверхностный слой с сохранением высокой вязкости серд-
цевины. Твердость поверхности при любом способе закалки должна быть
на уровне HRC 60-^64.
Окончательной операцией термической обработки подшипниковых
сталей является низкий (170—230 °C) отпуск, цель которого — уменьше-
ние закалочных напряжений.
В последнее время в качестве материалов для подшип-
ников ответственного назначения, работающих при повы-
шенных ударных нагрузках, применяют цементуемые низ-
коуглеродистые легированные стали (18ХГТ, 20ХНМ,
20ХН2Н2А. и др.). Детали из сталей такого типа имеют
повышенную вязкость сердцевины, однако твердость серд-
цевины не должна составлять менее HRC 35—45 во избе-
жание продавливания цементованного слоя при эксплуа-
тации.
. Теплостойкие подшипники качения должны обладать
высокой твердостью, в том числе при рабочих температу-
рах (горячая твердость), которая определяет несущую спо-
187
собность подшипника, достаточной контактной выносливо-
стью в рабочем интервале температур, высоким сопротив-
лением ползучести и релаксации напряжений при воздей-
ствии динамических нагрузок и температуры, определенны-
ми, заданными значениями некоторых физических свойств,
например термического коэффициента расширения (во из-
бежание потери натяга в паре с сопряженным металлом),
высоким сопротивлением контактной ползучести (длитель-
ная горячая твердость).
Рис. 106. Влияние иагрева на горя-
чую твердость (диаметр отпечат-
ка) подшипниковых сталей (Л. Я.
Коитер):
1 — ШХ15; 2 — 8Х4В9Ф2Ш; 3 —
95Х18Ш
Рис. 107. Зависимость твердости
стали 8Х4В9Ф2Ш от температуры
отпуска (Л. Я. Коитер, А. И. Ка-
лугина, Р. А. Бирюкова).
Температура аустенитизации: 1 —
1050; 2 — 1100; 3— 1200 °C
На рис. 106 приведены кривые горячей твердости основ-
ных подшипниковых сталей. Видно, что сталь ШХ15 уже
при 150—200 °C уступает по этой характеристике сталям
8Х4В9Ф2Ш и 95X18Ш.
Высокая теплостойкость сталей 8Х4М4В2Ф1Ш и
8Х4В9Ф2Ш достигается при совместном легировании воль-
фрамом и молибденом. Их суммарное содержание должно
удовлетворять соотношению W-|-2Mo= (7—10) %. Меньшее
содержание не позволяет получить достаточную теплостой-
кость и структурную стабильность.
Содержание хрома в теплостойких подшипниковых ста-
лях обычно составляет 4,0—5,0%. Содержание ванадия
ограничивается 1,0—1,7 %, поскольку ванадий ухудшает
шлифуемость стали. Из-за необходимости уменьшения кар-
бидной неоднородности содержание углерода ограничива-
ется 0,8 %.
В нержавеющих подшипниковых сталях содержится око-
ло 18 % Сг, поскольку необходимо обеспечить одновремен-
188
Таблица 19. Режимы термической обработки некоторых сталей
для теплостойких и коррозиоиностойких подшипников
Марка стали Температура нагре- ва, °C Охлаждающая среда Отпуск | HRC
подгото- вительный оконча- тельный t, °C время, я
95X18 850 1080 Масло или струя газа 1 160 3 58
11Х18М 850 1100 То же 410 160 410 5 3 5 55 60 57
8Х4В9Ф2Ш (ЭИ347) 800 , 1230 Масло 570 По 2 ч 3 раза 59
1 После закалки требуется обработка холодом.
но достаточную теплостойкость и износостойкость и корро-
знойную стойкость стали. В табл. 19 приведены режимы
термической обработки некоторых нержавеющих и тепло*
стойких подшипниковых сталей.
Склонность стали 8Х4В9Ф2Ш к разнозернистости аус-
тенита требует кратковременного нагрева под закалку в
соляных ваннах, а также индивидуального для каждой
плавки подбора режимов закалки.
Сталь 8Х4В9Ф2Ш относится к дисперсионнотвердею-
щим. На рис. 107 представлено изменение твердости при
отпуске этой стали. Нагрев до 300—350 °C приводит к сни-
жению твердости из-за распада мартенсита и выделения
карбидов Л1е3С, которые при повышении температуры пре-
вращаются в карбиды типа Л1е2зС6. При температурах от-
пуска выше 400°C начинается вторичное твердение; макси-
мум твердости достигается при 500—550 °C. Последующее
интенсивное разупрочнение связано с коагуляцией карбид-
ной фазы (550—650 °C) и карбидным превращением Л4е2С->-
-нИе6С (выше 650°C).
Для деталей подшипников, работающих при повышенных темпера-
турах, наряду с высокохромистыми сталями применяют стали типа бы-
строрежущих, в которых обеспечивается горячая твердость HRC 56—58.
Необходимо только еще рйз отметить, что применение любых сталей,,
в том числе быстрорежущих, требует применения шлакового или друго-
го рафинирующего переплава.
Производство деталей подшипников является весьма дорогостоя-
щим, поскольку велики расходы металла при обработке резанием. В на-
стоящее время внедряется производство деталей подшипников метода-
189-
ми порошковой металлургии. Это позволяет резко снизить металлоем-
кость производства в некоторых случаях без заметного снижения каче-
ства подшипников.
Глава XVII
~ МАРТЕНСИТНО-СТАРЕЮЩИЕ СТАЛИ
Разработанные сравнительно недавно (в начале 60-х го-
дов), мартенситно-стареющие стали получили в настоящее
время достаточно широкое распространение вследствие
удачного сочетания высоких прочностных и пластических
свойств, хорошей тепло- и хладостойкости, достаточного
сопротивления хрупкому разрушению, размерной стабиль-
ности при термической обработке.
В настоящее время разработан весьма широкий ряд
мартенситно-стареющих сталей не только на основе систе-
мы Fe—Ni, но и на основе тройных систем (Fe—Ni—Со,
Fe—Ni—Сг, Fe—Сг—Со), дополнительно легированныхМо,
Со, Ti, AI и др. Общей особенностью сплавов этого класса
Рис. 108. Структура мар-
геиситио-стареющих ста-
лей после закалки:
а — световой микроскоп,
Х240; б — электронный
микроскоп, X16 000
190
является то, что они практически безуглеродистые (С^С
<0,03 %) и их матрица после закалки представляет собой
a-твердый раствор, пересыщенный элементами замещения.
При распаде a-твердого раствора при старении сплавов про-
исходит выделение упрочняющих интерметаллидных фаз.
Структура мартенситно-стареющих сталей после закал-
ки представляет собой так называемый массивный или ре-
ечный мартенсит (рис. 108), имеющий высокую плотность
дефектов кристаллической решетки (см. гл. VIII, п. 5).
Электронно-микроскопические исследования тонкой струк-
туры такого мартенсита показали, что основная масса кри-
сталлов имеет неправильную форму. Наиболее крупные
кристаллы имеют среднюю полосу—мидриб, представ-
ляющую собой сгущения двойников. Остальная часть кри-
сталла имеет дислокационную структуру.
1. Классификация и принципы легирования
Мартенситно-стареющие стали можно разделить на стали
общего и специального назначения (нержавеющие стали).
Как правило, мартенситно-стареющие стали, являются вы-
сокопрочными и характеризуются высоким значением па-
раметра Kic при одновременно высоком значении предела
текучести. Вязкость разрушения
мартенситно-стареющих сталей
Kia при одинаковом пределе те-
кучести значительно превышает
значение этого параметра для
высокопрочных дисперсионно-
твердеющих сталей (рис. 109).
Составы мартенситно-старею-
щих сталей регламентируются
обычно соответствующими техни-
ческими условиями (ТУ). В табл.
20 приведены химические соста-
вы и свойства некоторых мартен-
ситно-стареющих сталей, приме-
няемых в СССР.
Высокая стоимость . мартен-
ситно-стареющих сталей при-
Zz’Z/ZZ 2000 2800
б0:2,МПа
Рнс. 109. Зависимость вяз-
кости разрушения К\с от
предела текучести а0>2 для
мартенситно-стареющих (/)
и дисперсиоииотвердею-
щих — 40Х5МСФ (2) сталей
(Артингер)
вела к созданию целого ряда экономнолегированных ста-
лей с повышенным содержанием углерода и понижен-
ным содержанием легирующих элементов, в первую
очередь никеля и особенно кобальта. В то же время име-
ются высокопрочные (сгв=2000—2500 МПа) и сверх-
прочные (о-в=2500—3500 МПа) мартенситно-стареющие-
19L
Таблица 20. Состав и механические свойства (средние) мартенситно-
Сталь Содержание
с N1 Со Мо
Н18К9М5Т (ЭП637) <0,03 17,7—19,0 8,5—9,5 4,6—5,5
Н18К12М5Т2 (ЭП809) <0,03 17,0—18,0 11,8—13,2 3,3—4,2
Н16К4М5Т2Ю (ЗИ89) <0,03 15,0—17,0 4,0—5,0 4,0—5,0
Н17К12М5Т (ЭП845) <0,01 17,0—18,0 11,5—12,5 4,5—5,0
Н18К14М5Т (ЭИ 122) <0,03 17,0—19,0 13,0—15,0 4,5—5,5
Х12Н8К5МЗТ (ЗИ90) <0,03 7,0—9,0 5,0—6,0 2,0-3,0
Х12Н2К16М4 (ЭИ124) <0,03 1,5—2,5 15,0—17,0 3,5—4,5
08Х15Н5Д2Т ** (ЭП410) <0,08 4,5—5,5 — —
Х11Н10М2Т (ЭП678) <0,03 10,5—11,5 — 2,0—3,0
• Температура аустенитизации 880—1000 °C.
** В стали- содержится 1,5—
•стали, содержащие значительные количества кобальта и
молибдена.
На рис. НО на основании имеющихся данных приведе-
на обобщенная классификация мартенситно-стареющих
сталей по назначению с указанием систем легирования.
При легировании железоникелевого мартенсита суще-
ственно изменяются температуры прямого — Мя (у-нх) и
-обратного — Лн (а->у) превращения (табл. 21).
Как правило, мартенситно-стареющие стали общего на-
значения содержат 8—20 % Ni. При добавлении к железу
4—8 % Ni происходит снижение температуры у-нх-превра-
дцения, и после закалки образуется мартенсит замещения.
Введение 8—12 % Ni с одновременным легированием Ti,
Al, Мо и другими элементами приводит к развитию старе-
ния благодаря уменьшению растворимости легирующих
элементов в мартенсите; с повышением содержания никеля
.до 12—20 % увеличивается сопротивление хрупкому разру-
шению благодаря высокой подвижности дислокаций и об-
легченного поперечного скольжения в железоникелевой
матрице.
Легирующие элементы по эффекту упрочняющего влия-
ния располагаются в следующем порядке: Ti, Be, Al, W, Mo,
Си, при этом изменение прочностных свойств при увеличе-
нии содержания легирующего элемента, как правило, немо-
нотонно (рис. 111). При комплексном легировании адди-
тивного упрочнения обычно не наблюдается: общая вели-
192
стареющих сталей
основных элементов» %
Ti Al Сг Темпера- тура ста- рения, °C* °в °0,2 Ч> в и
МПа 7. g
0,5—0,8 0,15 500 2200 1950 8 55 0,35
1,5—1,9 0,20 500 2450 2350 35 7 60
1,5—1,9 0,15^-0,35 480 2050 1980 40 7,5 55- 0,20
1,3—1,9 500 2050 2000 45 8 54 0,30
1,1—1,6 0,15 480 2400 — 35 9 57
0,8—1,2 0,15-0,35 11,5—12,5 480 1700 1600 55 10 48 0,50
0,1—0,3 0,15 . 11,5—12,5 600 1600 1550 55 12 46 —
0,1—0,2 14,0—15,0 450 1450 1350 500 11 43 0,80
0,8—1,2 0,15—0,35 9,5—10,5 500 1550 1480 50 8 46 0,50
2,5% Си.
чина прироста прочности после старения, как правило,
меньше, чем при раздельном легировании.
Положительно влияет комплексное легирование при со-
вместных добавках молибдена и кобальта — в этом случае
интенсивность упрочнения при старении существенно воз-
растает. Такое влияние кобальта связывают с уменьшени-
ем растворимости молибдена в а-железе (10 % Со умень-
шает растворимость молибдена на 1,5 %), а также с проте-
канием процесса • упорядочения в системе Fe—Со с
образованием областей ближнего порядка. Кроме того,
кобальт увеличивает теплостойкость матрицы. Поэтому
присутствие кобальта в составе мартенситно-стареющих
сталей желательно. Однако высокая стоимость кобальта
Таблица 21. Влияние легирующих элементов на температуру
начала прямого у->-а- и обратного cw-v- превращений в'сплаве
Fe+22 % Ni
Легирующий эле- мент [1 % (по массе)] Изменение темпера- туры начала превра- щения, °C Легирующий эле- мент [1 % (по массе)] Изменение темпера- туры начала превра- щения, °C
ли мп **
Со +17 +18 V —33 +28
Мо —22 --25 Si —30 +14
Ti —39 --61 Си . . . . . —14
Al 0 --55 Сг —55 —17
Nb —55 +165 Ni —22 —22
13—970
193
Рис. НО. Схема классификации мартенситно-стареющих сталей (обобщение литературных данных)
194
привела к созданию особой группы мартенситно-стареющих
сталей — экономнолегированных, не содержащих кобаль-
та, а также имеющих в составе пониженное количество ни-
келя и молибдена и повышенное содержание углерода.
Как уже говорилось, титан и алюминий относятся к
наиболее эффективным упрочнителям мартенситно-старе-
ющих сталей. Растворимость их в a-фазе мала, и в присут-
ствии никеля при нагреве происходит выделение дисперс-
Рнс. 111. Влияние содержания легиру-
ющих элементов на предел текучести
а0,2 при старении сплавов на основе
Fe — 18 % Ni (М. Д. Перкас. В. К.
Кардонскнй)
Рис. 112. Схема упрочнения мартен-
снтно-стареющнх сталей
ных фаз Ni3Ti, NiAl и т. п. Однако титан и алюминий рез-
ко понижают пластичность, вязкость и сопротйвление
хрупкому разрушению, поэтому суммарное количество Ti
и AI обычно не превышает 1 %. Понижение пластичности
мартенситно-стареющих сталей при увеличении содержа-
ния титана связано с образованием при охлаждении в ин-
тервале 1000—800 °C карбонитрида Ti(C, N) по границам
аустенитных зерен.
В отличие от Ti и AI молибден не оказывает столь силь-
ного охрупчивающего воздействия и поэтому он присутст-
вует в составе практически всех мартенситно-стареющих
сталей. При содержании свыше 3 % Мо старение приводит
к образованию частиц фаз NisMo, (Fe, Ni)2Mo, (Fe, Со)2Мо.
Дисперсность, морфология и прочность частиц этих фаз,
особенно последней, являются наиболее оптимальными с
точки зрения обеспечения благоприятного комплекса меха-
нических свойств.
В табл. 22 указаны типичные фазы, выделяющиеся при
старении в сталях разных систем легирования.
13* 195
Таблица 22. Упрочняющие фазы в мартеиситио-стареющих сталях
Марка стали режим термической обра- ботки Упрочниющаи фаза
*зак> °с □ UK *стар’ °с
Н18К9М5Т 900 480—550 Fe2Mo, Ni3 (Mo, Ti)
Н13К15М10Т 1000 500-600 Fe2Mo, (Fe, Co)2Mo, (Fe, Co)7Moe
Х12Н8К5М2ТЮ 1000 650 Ni3Al, Ni3Ti(— П)
Х12Н8К5М2ТЮ 1000 700 R-фаза типа (Fe, Co)i6Cr8Moi0
Х10К13М5 1100 500—700 R-фаза
Х10К13М5 1100 700—800 %-фаза(ре, Со^Сг^Моа
Х14К9Н6М5 изо 500—700 R-фаза
Х11Н10М2Т 1000 525—600 Ni3Ti
В экономнолегированных мартенситно-стареющих ста-
лях с повышенным содержанием углерода (до 0,1 %) в ка-
честве упрочняющей фазы могут присутствовать карбиды
легирующих элементов.
К. Цупакава и Н. Уэхара предложили обобщенные эм-
пирические зависимости для определения влияния легиру-
ющих элементов на механические свойства высокопрочных
мартенситно-стареющих сталей типа Н18К8М5Т:
ав = 11 + 42,4 % Ni + 158,5 % Мо + 37,7 % Со +
+ 322,4 % Ti, (38)
6-44,12 — 0,46 % Ni — 2,42 % Mo — 0,60% Со —
—5,20% Ti, (39)
где Ов — временное сопротивление при растяжении, МПа;
6 — относительное удлинение, %.
Подобные зависимости позволяют качественно оценить
влияние легирующих элементов на формирование комплек-
са свойства стали.
Никелевый мартенсит с низким содержанием углерода
имеет невысокую твердость и прочность (<гв=900—
1000 МПа), но высокую вязкость и пластичность (/<ic> -
>10 МПа-м-7', ф=75—80%, KCU=0,2—0,3 МДж/м2).
Суммарное упрочнение мартенситно-стареющих сталей складывается
из упрочнения твердого раствора путем легирования, упрочнения при
пластической деформации (если таковая реализуется) и старения
(рис. 112).
Для твердых растворов замещения упрочнение определяется кон-
центрацией растворенного элемента, а также различием атомных ра-
196
диусов растворенного элемента и растворителя (I этап согласно схеме
на рис. 112). Прирост прочности в результате мартенситного у—>-а-пре-
вращения (II этап) связан для пластинчатого мартенсита со сдвиговой
пластической деформацией при бездиффузнонной перестройке решетки.
Суммарный прирост предела текучести в случае примерно 30 °/о-ного ле-
гирования составляет Лоо,2=200 МПа и после мартенситного превра-
щения Д<То,2= 300—600 МПа.
Холодная пластическая деформация может быть одним из факторов
дополнительного повышения прочности мартенситно-стареющих сталей,
если речь идет о таких изделиях, как проволока, лента, холодноката-
ный лист (III этап). Интенсивность деформационного упрочнения мар-
тенситно-стареющнх сталей на Fe—Ni основе невелика, большее дефор.
мациониое упрочнение имеют стали на Fe—Сг—Ni основе.
Относительно небольшую склон-
ность мартенситно-стареющих сталей
бв,мпа
Рис. 114. Кинетика измеиеиия меха-
нических свойств стали Н18К8М5Т
после старения при 500 °C (Детерт)
Х12Н8К5М2БЮ (С. М. Битю-
ков):
1 — без старения; 2 — старение
прн 500 °C, 1 ч
мацией возможно получить прирост пределов текучести временного со-
противления разрыву на 400—800 МПа.
Наиболее заметным является эффект упрочнения благодаря старе-
нию легированного мартенсита замещения прн нагреве предварительно
закаленного (или закаленного и деформированного) сплава на 400—
650 °C вследствие развития процессов распада пересыщенного твердого
раствора и образования высокодисперсных равномерно распределенных
частиц ннтерметаллидных фаз, когерентно связанных с матрицей. Под-
черкнем, что в рассматриваемых сталях распад твердого раствора про-
текает в матрице, имеющей высокую плотность дислокаций. Это облег-
чает условия гетерогенного зарождения упрочняющих фаз, способствует
распаду пересыщенного твердого раствора.
Применение после закалкн пластической деформации способствует
повышению прочностных свойств мартенситно-стареющих сталей после
старения, пластические свойства при этом снижаются незначительно. На
рис. 113 показано влияние пластической деформации волочением на
изменение механических свойств мартенситно-стареющей стали на Fe—<
Сг—Ni основе в закаленном и состаренном (500 43, 1 ч) состоянии.
Процесс упрочнения мартенситно-стареющих сталей удовлетвори-
197
тельно описывается моделью, согласно которой при малой длине сво-
бодного пробега прохождение дислокации между частицами связано с
образованием дислокационных петель вокруг частиц. Таким образом,
высокая прочность мартенситно-стареющих сталей обусловлена не толь-
ко дисперсностью и равномерным распределением частиц второй фазы,
но и их собственной высокой прочностью.
Для мартенситно-стареющих сталей характерна стадийная кинети-
ка процессов старения. В качестве примера рассмотрим изменение вре-
менного сопротивления и пластичности стали Н18К8М5Т при 500 °C
(рис. 114). На I стадии, когда наблюдается интенсивное упрочнение,
происходит миграция атомов легирующих добавок с образованием ат-
мосфер и одновременным расщеплением дислокаций. Процессы роста
двумерных зародышей новой фазы в третьем измерении соответствуют
переходу ко II стадии. Здесь происходит дальнейшее, но уже не столь
интенсивное увеличение прочностных характеристик. Когда растущие
частицы достигают некоторого критического размера, нарушается их
когерентная связь с матрицей, начинается коагуляция, уменьшается
плотность дислокаций. Все это приводит к разупрочнению (III ста-
дии).
Важнейшим преимуществом мартенситно-стареющих
сталей перед другими высокопрочными материалами явля-
ется необычно высокое сопротивление хрупкому разруше-
нию. Так, если значение параметра Kic Для улучшаемой
конструкционной стали мартенситного типа 40ХН2МА рав-
но 16 МПа-м1/2, то для стали Х18К9М5Т при том же уров-
не предела текучести (324-40) МПа-м1/2 Весьма заметно
преимущество мартенситно-стареющих сталей и по сопро-
тивлению развитию трещины.
Следует отметить, что мартенситно-стареющие стали в
состоянии высокой прочности по уровню ударной вязкости
(K.CU) мало отличаются от других высокопрочных конст-
рукционных сталей. Однако температура порога хладно-
ломкости существенно ниже (на 70—80°C), а значение
ударной вязкости образцов с трещиной намного выше, чем
у углеродсодержащих высокопрочных сталей (%СТ=
= 0,25—0,30 вместо 0,06—0,08 МДж/м2).
2. Термическая обработка
Важным достоинством мартенситно-стареющих сталей является их вы-
сокая технологичность. По ряду технологических свойств мартенситно-
стареющие стали превосходят стали других классов соответствующего
уровня прочности. Для них характерны: высокая технологическая плас-
тичность; отсутствие трещинообразовання при охлаждении; возможность
сведения упрочняющей обработки к операциям закалки и старения; ма-
лая изменяемость геометрических размеров в процессе окончательной
термической обработки — старения; хорошая свариваемость и возмож-
ность получения равнопрочности сварного шва и основного изделия при
проведении последующего старения.
Вместе с тем мартеиснтно-стареющие стали не свободны от ряда
недостатков: склонность к ликвацнониой неоднородности, особенно по
198
титану; «тепловая хрупкость» (выделение по границам зерна карбо-
нитридных или интерметаллидных фаз), сравнительно высокие значения
пределов текучести в закаленном состоянии.
Устранение этих недостатков может быть достигнуто рациональным
легированием, пластической и термической обработкой.
Предварительная обработка мартенситно-стареющих сталей должна
уменьшить ликвацию и выделение частиц второй фазы. Это достигается
гомогенизацией при 1200—1260°C (для
сплавов, не содержащих меди).
Операцией термической обработки,
обеспечивающей реализацию II этапа
упрочнения .(см. рис. 126), является
закалка. Качество закалки определяется
наличием или отсутствием заметных ко-
личеств остаточного аустенита; степенью
пересыщения твердого раствора легиру-
ющими элементами, отчего зависит эф-
фективность последующего старения;
Рис. 115. Влияние температуры аустенитиза-
ции ta иа изменение предела упругости a0>|)g
закаленной от 800 (/), 900 (2), 1200 °C (3) и
деформированной иа 60 % мартеиситио-старе-
ющей стали Н16К4М5Т2Ю после старения в
течение 1 ч (С. В. Грачев, Л. А. Мальцева)
дисперсностью структуры, т. е. полнотой процессов фазовой и структур-
ной перекристаллизации; наличием или отсутствием в закаленном мате-
риале охрупчивающих фаз н 6-феррнта.
Первое условие реализуется легированием с учетом влияния эле-
ментов на положение точки ЛГК. Кроме того, уменьшить количество
остаточного аустенита можно дестабилизацией у-фазы путем пере-
охлаждения стали от 1100—1200 °C и выдержке в интервале 650—
800 °C с последующим быстрым охлаждением. При выдержке в области
650—800 °C в аустените выделяются интерметаллидные фазы, что пря-
Рис. 116. Выделение карбонитридов в стали Н16К4М5Т2Ю при выдержке
в аустенитном состоянии, Х500. Нагрев 1200 °C, охлаждение: 700 °C, вы-
держка 3 ч
199
водит к обеднению аустенита легирующими элементами и, соответст-
венно, к повышению точки Мк.
В отношении второго условия существует установившаяся точка
зрения, согласно которой повышение температуры и увеличение времени
выдержки при закалке способствует равномерному распределению леги-
рующих элементов, что увеличивает эффект упрочнения при старении.
Для достижения максимального прироста прочности обычно рекомен-
дуется температура закалки на 100—200 °C выше температуры Аз.
Считается, что перекристаллизация (измельчение зерна аустенита)
в мартеиситно-стареющих сталях происходит вследствие рекристалли-
зации фазоиаклепаииого аустенита. Измельчение зерна может происхо-
дить путем зарождения новых зерен по механизму «на месте» (стали
с А.1, Со, Си), или по механизму неоднородной миграции границ зерен
(стали с Ti и Мо), причем температура структурной перекристаллизации
чаще всего на 50—200 °C выше температуры Аз.
До недавнего времени отмечалась важная роль размера зерна аус-
тенита, а, следовательно, температуры аустенитизации, иа формирование
комплекса свойств мартенситио-стареющих сталей.
Влияние размера аустенитного зерна на пластичность и ударную
вязкость состаренной стали проявляется с определенной величины исход-
ного зерна. Это обусловлено изменением мест зарождения трещин — от
зарождения иа частицах карбоиитридов и оксисульфидов к зарожде-
нию на границах мартенситных пластин и аустенитных зерен. С пони-
жением температуры аустенитизации повышаются прочностные свойства
мартенситно-стареющей стали после старения, особенно если после за-
калки следует холодная пластическая деформация (рис. 115).
Отметим, что вышеперечисленные условия выдвигаются для слу-
чая, когда после закалки следует упрочняющая обработка — старение.
Если закалку проводят в качестве смягчающей обработки перед после-
дующей пластической деформацией, то эффективным оказывается при-
менение закалки из двухфазной а+у-области с целью получения в
структуре стабилизированного аустенита, повышающего пластичность и
ударную вязкость стали.
Большое внимание уделяется методам борьбы с «тепловым» охруп-
чиванием, причина которого заключается в появлении по границам аусте-
нитного зерна при выдержке в аустенитной области или замедленном
охлаждении выделений карбоиитридов Ti (С, N) (рис. 116), Мо (С, N),
иитерметаллидов Fe2Mo, сульфидов типа TiS2, нитридов A1N, х-фазы
или других фаз в зависимости от состава стали и температурно-времен-
ных параметров обработки. Основные пути устранения зериограничного
теплового охрупчивания, особенно распространенного при производстве
крупных изделий, — применение многократных закалок, с нагревом до
высоких температур, ускоренного охлаждения.
3. Области и перспективы применения
Область применения мартеиситно-стареющих сталей опре-
деляется растущей потребностью ряда передовых областей
техники в высокопрочных материалах. Однако сравнитель-
но высокая стоимость (примерно в 5 раз выше стоимости
легированных высокопрочных сталей) и дефицитность ря-
да основных легирующих элементов ограничивают приме-
нение сталей этого класса теми отраслями, где они являют-
ся крайне необходимыми, а иногда и незаменимыми.
200
Высокая хладостойкость позволяет применять мартен-
ситно-стареющие стали для изготовления криогенных сис-
тем, деталей авиационной техники (в том числе шасси),
гидрокрыльев и т. п. Хорошее сопротивление хрупкому раз-
рушению и весьма высокая прочность сварных конструкций
в сочетании с коррозионной стойкостью позволяют исполь-
зовать мартенситно-стареющие стали, особенно коррозион-
ностойкие, для производства корпусов батискафов, хими-
ческих сосудов, аппаратов и т. п.
Накоплено много данных о перспективности примене-
ния мартеиситно-стареющих сталей в качестве пружинного
материала.
Мартенситно-стареющие стали обладают высокой раз-
мерной стабильностью при термической обработке,, т. е.
практически не испытывают коробления. Поэтому из них
можно изготавливать особо сложные и точные детали, (на-
пример, элементы пресс-форм для литья).
Совершенствование мартеиситно-стареющих сталей ве-
дется в трех основных направлениях: оптимизацией леги-
рования, применением перспективных схем термической и
термомеханической обработки, использованием мартенсит-
но-стареющих сталей совместно с другими материалами.
В последние годы разработаны сверхвысокопрочные
стали, отличительной особенностью которых является ле-
гирование 15—20 % Со и 6—15 % Мо при 8—25 % Ni. Это
позволяет получить изделия со значением временного со-
противления около 3500 МПа.
Холодная пластическая деформация таких сталей в со-
четании с последующим старением увеличивает значение
Ов до 4000 МПа. Разумеется, такая высокая прочность со-
четается с пониженными пластическими свойствами (ф==
= 3—20%).
Повысить пластичность и вязкость мартенситно-старею-
щих сталей разных систем легирования возможно путем
качественной выплавки (исп.ользование двойных вакуумно-
дуговых и вакуумно-индукционных переплавов и т. п.)«
Весьма полезным считается также микролегирование ред-
коземельными металлами и кальцием, поскольку при этом
несколько ослабляется эффект зернограничного охрупчива-
ния.
Совершенствование термической обработки ведется в
направлении использования ступенчатой и многократной
закалок, а также двойного старения (например, по режи»-
му 560 °C, 1 ч4-400°С, 2 ч), цель которого добиться наибо-
лее полного проявления упрочняющего эффекта старения.
2В1
В области применения термомеханической обработки перс-
пективным представляется сочетание деформации стали в
аустенитной области при температуре несколько выше точ-
ки Ма с целью получения мартенсита деформации и
последующего старения. При этом механические свойства
весьма высоки, поскольку мартенсит, образующийся в де-
формированном аустените, обладает повышенной дефектно-
стью кристаллической решетки.
В последние годы мартенситно-стареющие стали нашли
применение в композиционных материалах. В частности
распространен композит алюминиевый сплав (матрица) —
мартенситно-стареющая сталь (арматура).
Перспективно использование мартенситио-стареющих
сталей в порошковой металлургии. Детали, изготовленные
спеканием из Fe—Сг—Ni стали и карбида типа TiC, имеют
твердость HRC 67, достаточную пластичность и вязкость и
могут быть использованы, например, в условиях высоко-
температурного контактного воздействия.
Глава XVIII
ПРУЖИННЫЕ СТАЛИ
Пружинные стали предназначены для изготовления пру-
жин, упругих элементов, пружинящих деталей приборов и
тдеханизмов, а также рессор различного типа.
1. Классификация и требования
По способу изготовления пружинные стали де-
лят на стали, упрочняемые путем пластической деформа-
ции и последующего стабилизирующего отпуска (старения)
И стали, упрочняемые путем закалки на пересыщенный
твердый раствор и последующего отпуска (старения).
Пружинные материалы наиболее часто используют в
виде проволоки или ленты, из которых затем путем навив-
ки, резки или вырубки изготовляют пружины и пружиня-
щие детали необходимой конфигурации.
При получении пружинной проволоки или ленты нередко
применяют совмещенный способ упрочнения, включающий
закалку на пересыщенный твердый раствор и пластическую
деформацию с последуют , отпуском.
202
По назначению пружинные стали можно разделить
на стали общего назначения, предназначенные
для изготовления изделий, обладающих высоким сопротив-
лением малым пластическим деформациям (предел упруго-
сти) и релаксационной стойкостью, при достаточной плас-
тичности и вязкости, а для пружин, работающих при
циклических нагрузках, и высоким сопротивлением устало-
сти. Рабочая температура таких пружин обычно не превы-
шает 100—120 °C. Стали специального назначения, предна-
значенные для изготовления изделий, к которым кроме
необходимого высокого комплекса механических свойств
(предел упругости, сопротивление релаксации напряжений,
пластичность и др.), предъявляют требования по обеспе-
чению специальных физико-химических свойств (коррози-
онной стойкости, немагнитности, теплостойкости и др.).
Температуры эксплуатации таких пружин находятся в ин-
тервале 200—400 °C и выше. В некоторых случаях необхо-
димы пружины для работы при отрицательных температу-
рах. Имеются высоколегированные пружинные сплавы с
заданными коэффициентами линейного расширения, неза-
висимым от температуры модулем упругости (в определен-
ном температурном интервале), с высоким или низким мо-
дулем упругости и др.
Требования к свойствам пружинных сталей определяют-
ся условиями работы пружин и механизмов, которые могут
быть исключительно разнообразны.
Наиболее общим требованием ко всем пружинным ста-
лям является обеспечение высокого сопротивления малым
пластическим деформациям (предел упругости) и релакса-
ционной стойкости (сопротивление релаксации напряже-
ний).
Предел упругости пружинных сталей- определяют при
некотором допуске на остаточную деформацию (условный
предел упругости), равном обычно 0,03—0,005 %.
Высокая релаксационная стойкость пружинных сталей
(сопротивление релаксации напряжений) обеспечивает точ-
ность и надежность s работы пружин и упругих элементов,
постоянство во времени эксплуатационных свойств (напри-
мер, крутящёго момента, силовых параметров и т. п.).
Под релаксацией напряжений понимается са-
мопроизвольное затухающее падение напряжений
при постоянной суммарной де Ф,<^р м а ц и и. Схематические
кривые релаксации напряжений прн разных температурах представле-
ны на рис. 117. Условием релаксации напряжений является зависимость
ев = еу + еи = const, с, (40)
где бо — суммарная деформация; еу— упругая деформация; вп — пла-
стическая деформация.
Рис. 117. Схематические
кривые релаксации напря-
жений при разных темпера-
турах (<l«J<f,<f)
В начальный момент времени вся де-
формация является упругой (прн нагруже-
нии в упругой области) и 8о=еу. С течени-
ем времени упругая деформация уменьша-
ется, а пластическая растет, предельным
случаем является 8о=8п-
Причиной релаксации напряжений яв-
ляются дислокационно-сдвиговые процессы,
а также различного рода структурные пре-
вращения, которые могут идти под нагруз-
кой в случае недостаточной структурной
стабильности сплава. Поэтому увеличение
сопротивления сдвигообразованню (повы-
шение предела упругости) н структурной
стабильности сплава повышает его релак-
сационную стойкость.
2. Стали общего назначения
Химический состав и свойства пружинных сталей общего
назначения регламентируются в ГОСТе 14959—79. В табл.
23 представлены некоторые сведения об этих сталях.
Пружинные стали общего назначения в
виде проволоки или ленты можно упрочнять холодной пла-
стической деформацией и закалкой на мартенсит с после-
дующим отпуском.
Путем пластической деформации особенно широко обра-
батывают пружинные стали (углеродистая сталь с 0,65—
1,2 % С. Готовые пружины подвергают стабилизирующему
отпуску.
Перед волочением проволоку подвергают патентированию. При этом
переохлажденный аустенит превращается в тонкопластинчатую структу-
ру— сорбит. Патентирование обычно осуществляется на агрегатах не-
прерывного действия, включающих нагревательную печь для аустенити-
зации, переохлаждающую ванну и смоточно-намоточные устройства.
Нагрев при аустенитизации можно проводить' и электроконтактным спо-
собом. В качестве переохлаждающей среды могут быть использованы
расплавы солей (реже свинца), «кипящий» слой и другие среды.
Режим патентирования зависит от диаметра проволоки, химическо-
го состава стали, скорости движения проволоки. Для проволоки из уг-
леродистой стали с 0,8 % С тёМйёратура аустенитизации составляет 900 ±
±20°, а патентирования (500±20°С).
Имеется положительный опыт применения высокотемпературной
аустенитизации (свыше 1000 °C) при патентировании проволоки из за-
эвтектоидиой стали с 0,9—1,2 % С.
Патентнрованнаи проволока со структурой сорбита обладает чрезвы-
чайно высоким запасом пластичности и упрочняется до очень высоких
значений временного сопротивления. Времеииое сопротивление патенти-
рованной холоднотянутой проволоки зависит от содержания углерода
н степени деформации. С увеличением степени деформации при волоче-
204
Таблица 23. Состав и механические свойства пружинных сталей общего назначения
-9- о со я 1 1 я 1 я ю см ю см 8 1 1
«о о оо 1 1 оо 1 ю о о оо 1 1
я С) 1050 1150 1 1 1000 1 § § 8 00 1 1
Е
сч е° g 850 1000 1 1 800 1 1250 1200 0091 ООП 1 1
§ о ю и ь о 480 480 ] 1 480 1 450 460 460 520 1 1
л ю о X л О О см. 1 1 О со 1 О со О 8 О ю 1 1
сс о 00 00
X и
ф sr S S ф S к * ф >угие элементь 1 | 1 1 1 ] ,002—0,0051 1 1 ), 10—0,20V 1 ^8 7*7 оо я— Tfi
& О ОО
и <0,25 <0,25 ю о* V <0,15 <0,25 8 о* V ,90—1,2 <0,30 <0,30 ,80—1,10 ,20—0,40 ,50—0,65
О'» О О О О
о к О 00 О оо 8 8 СМ 8 см о о 8 о 00 8 8
ф S ф § Мп 7 7 7 о о ю 7 ю о 7 о 7 7 7 7 Q О О Q 7 о
шых о** о” <о о" о" о* о* О* О о* о" о~
g 8 со со о со я со о оо со 8 о 00 со о 8
>держ ание СО 0,17—0, 0,17—0, 0,15—0, 0,15—0, 0,17—0, 0,50—0, 0,17—0, 2 ю 2,40—2, 0,17—0, 1,40—1, 2,40—2,
О ю 8 О см О 8 о о ю С0 ю ю СО
о 7 см 7 ю Ю 7 см О 1 см о см 7 7 7 Ь 5 3 7 ю 7
о* o' сГ — о” о~ о" о" о* о" о* о”
X Ч <0
Марка ст о ю оо >= < ю о о Й ю Q-. X ю ю д 8 £ о о е X о ю хЗ US Оф g. Х?4
205
иин проволоки со структурой сорбита происходит деформация как плас-
тинок феррита, так и цементита. Известно, что получение высокой проч-
ности сплавов с гетерогенной структурой объясняется уменьшением об-
ластей свободного перемещения дислокаций. Для патентированной
высокоуглеродистой стали показано (В. Н. Гриднев, Ю. Я. Мешков),
что временное сопротивление можно выразить зависимостью, аналогич-
ной уравнению Холла—Петча:
<Тв = <т0 + йЛ~1/2 .
(41)
где Д — длина эффективной плоскости скольжения в феррите, пропор-
циональная межп ласти ночному расстоянию.
Графическое выражение этой зависимости для патентированной
проволоки показано на рис. 118.
Из патентированной холоднотянутой проволоки путем
прокатки получают плющеную ленту, которая также широ-
1,0 0,1 0,05 0,02 Д,мкм
ко используется для производст-
ва пружин и упругих элементов.
На рис. П9 приведены свой-
ства плющеной ленты при разном
содержании углерода в зависи-
мости от температуры отпуска
(деформационного старения).
При старении . в интервале
150—200 °C повышаются как вре-
менное сопротивление, так и осо-
бенно предел упругости (о0>оз) хо-
лоднодеформированной стали. Как
Рис. П8. Прочность ов холоднотянутой па-
тентироваиной проволоки в зависимости от
межпластиночиого расстояния Д (В. Н. Грид*
нев, Ю. Я. Мешков)
правило, холоднодеформированные проволока и лента име-
ют пониженный предел упругости, что обусловлено высоки-
ми остаточными напряжениями и наличием подвижных ди-
слокаций. При старении происходит блокирование дислока-
ций сегрегациями примесных атомов, ограничение их под-
вижности, что приводит к повышению сопротивления нача-
ла пластической деформации. Падение пластичности (чис-
ло перегибов) в области 400 °C обусловлено протеканием
полигонизации в a-фазе. Необходимо отметить, что для
оценки пластических свойств проволоки и ленты часто ис-
пользуют различные технологические характеристики пла-
стичности: число перегибов, число скручиваний до разруше-
ния, которые для подобных материалов в ряде случаев бо-
лее надежны, чем относительное удлинение или относитель-
ное сужение.
2*6
На практике температуры отпуска холоднодеформиро-
ванной проволоки и ленты обычно отвечают температурам,
при которых достигается максимальный предел упругости,
т. е. для углеродистой стали 150—200 °C, а для сталей с
кремнием 200—300 °C.
2500,
2000
1500
1000
500
Температура отпуска, °C
Рис. 119. Изменение механических свойств (0В > <Т0 пЯ_и
числа перегибов л) холоднодеформированной (плюще-
ной) ленты в зависимости от температуры отпуска
(С. В. Грачев):
1 — сталь 50; 2 — У8А; 3 — У10А
Обычно патентированную проволоку и ленту изготовля-
ют из углеродистых или низколегированных сталей (60С2,
65Г, 70С2ХА). Легирование патентированной стали ограни-
чено, так как большинство легирующих элементов повыша-
ют устойчивость аустенита в перлитной области, что неже-
лательно для операции патентирования. Кремний повышает
предел упругости патентированной холоднодеформирован-
ной проволоки и ленты, повышает ее теплостойкость и ре-
лаксационную стойкость.
При отпуске холоднодеформированных сталей йзменя-
ется и релаксационная стойкость, причем максимум релак-
сационной стойкости может достигаться при более высоких
температурах отпуска, чем максимум предела упругости.
Повышение релаксационной стойкости при отпуске объяс-
няется повышением предела упругости и увеличением ста-
бильности структуры стали.
Обработку пружинной проволоки и ленты путем закал-
ки на мартенсит с последующим отпуском проводят на уг-
леродистых и легированных сталях. Термическую обработ-
ку проволоки и особенно ленты часто проводят на закалоч-
207
но-отпускных агрегатах непрерывного действия, хотя во
многих случаях закалке и отпуску подвергают и готовые
пружины.
В тонких сечениях пружинная проволока и лента из уг-
леродистых сталей имеет сквозную прокаливаемость, по-
этому легирование пружинных сталей осуществляется в
основном для повышения предела упругости и сопротивле-
ния релаксации напряжений. При этом следует иметь в
виду, что углеродистая сталь может иметь высокий предел
упругости, но, с одной стороны, он достигается при таких
Рис. 120. Изменение предела упругости oQ оа закаленных пру-
жинных сталей при отпуске 300 (а) и 350 (б) (В. Я. Зубов)
температурах и выдержках при отпуске, когда еще недо-
статочна пластичность (вязкость) стали, а с другой сторо-
ны, предел упругости углеродистых сталей очень чувстви-
телен к отпуску, в то время как легированные стали
сохраняют высокий предел упругости в более широком ин-
тервале температур и выдержек отпуска (рис. 120).
При легировании пружинных сталей кремнием, молиб-
деном, вольфрамом растет их релаксационная стойкость
при комнатной и повышенных температурах.
На рис. 121 показано влияние температуры отпуска за-
каленных сталей 70С2ХА и 70СЗХМВА на снятое при ре-
лаксации напряжение <тр. С одной стороны, повышение
температуры отпуска увеличивает сопротивление релакса-
ции (уменьшает <тр) вследствие роста стабильности струк-
туры, а с другой, понижает релаксационную стойкость
стали вследствие падения предела упругости. Максималь-
ная релаксационная стойкость (минимальные значения <тр)
достигается при температурах отпуска, обеспечивающих до-
ги
статочную структурную стабильность стали при одновре-
менно высоком сопротивлении сдвигу.
Легирование пружинной стали карбидообразующими
7емпература отпускало
Рис. 121. Влияние температуры отпус-
ка закаленных пружинных сталей
70С2ХА (а) н 70СЗХМ.ВА (б) на снятое
при релаксации напряжение Ср. На-
чальное напряженке Оо" Ю60 МПа
(С. В. Грачев):
элементами, задерживающими распад мартенсита при от-
пуске — молибденом и вольфрамом (сталь 70СЗХМВА),
смещает максимум релаксационной стойкости в сторону
более высоких температур отпуска (по сравнению со
сталью 70С2ХА).
Влияние легирования хорошо видно и при длительных
испытаниях пружинных сталей при комнатной температу-
ре. На рис. 122 приведе-
ны кривые релаксации на-
пряжений пружинной лен-
ты из сталей У10А,
70С2ХА и 70СЗХМВА при
комнатной температуре в
течение 15 лет. Заданное
напряжение релаксирует
в течение всего времени
выдержки. Однако в более
легированной стали
70СЗХМВА релаксация
напряжений замедленна.
В пружинных сталях
общего назначения, обра-
батываемых путем закал-
температура релаксации /р, °C: 1 —
150; 2 — 250 ; 3 — 350. Время релакса-
ции 10 мин
ки на мартенсит с после-
дующим отпуском, содер-
жание остаточного аусте-
нита должно быть мини-
мальным. Остаточный аустенит даже в небольших количе-
ствах (2—4 %) значительно понижает предел упругости ста-
ли и сопротивление релаксации напряжений, а при больших
количествах (8—15%) может вызывать поломку пружин
при заневоливании (выдержке под напряжением) или в про-
цессе работы вследствие протекания изотермического мар-
тенситного превращения, инициируемого внешней нагрузкой.
Отметим, что в этом случае поломки пружин под на-
грузкой могут происходить и при высоких характеристиках
пластичности, определяемой по числу перегибов или скру-
чивания. Легирование способствует образованию повышен-
ных количеств остаточного аустенита при закалке, поэтому
для легирования пружинных сталей (например,
70СЗХМВА) необходимо применять ускоренные способы
охлаждения в мартенситном интервале: такие как закалку
14—970
209
в воду или масло, ступенчатую закалку с дополнительным
охлаждением после переохлаждающей ванны и дру-
гие.
Значительное влияние на свойства пружинной проволо-
ки и ленты, а также готовых пружин, упрочняемых путем
закалки на мартенсит и отпуска, оказывает предваритель-
ная обработка перед закалкой. Закаленная и отпущенная
лента и проволока с предварительной обработкой на
структуру тонкопластинчатого сорбита имеют более высо-
кий комплекс механических свойств, по сравнению с обра-
боткой на структуру зернистого цементита.
1600
<а W00
1200
юоо
20000 60000 60000 80000 100000 120000
Время релаксации, ч
Рис. 122. Релаксация напряжений (начальное напряже-
ние ао=16ОО МПа) в пружинных сталях при длительных
выдержках при комнатной температуре (С. В. Грачев):
1 — 70СЗХМВА; 2 — 70С2ХА; 3 — У10А
В целом пружинная проволока и лента и изделия из
них, обработанные путем пластической деформации и от-
пуска (деформационного старения), обладают более высо-
кими значениями вязкости (число перегибов или скручива-
ний) и сопротивление усталости. Проволока и лента, уп-
рочняемые путем закалки на мартенсит и отпуска, имеют
более высокие значения предела упругости и сопротивле-
ния релаксации, а также более высокие силовые характе-
ристики пружин.
Легирование пружинных сталей общего назначения пер-
литного и мартенситного классов ограничено необходи-
мостью сохранения достаточной пластичности для проведе-
ния холодной прокатки ленты или волочения проволоки, а
также некоторыми технологическими особенностями обра-
ботки проволоки и ленты на агрегатах непрерывного дейст-
вия.
210
Пружинные стали общего назначения легируют элемен-
тами, повышающими предел упругости и сопротивление
релаксации, В качестве легирующих .элементов используют
до 2,5 % Si, до 1,0 % Мп, до 0,5,% Сг, Мо, W или V. В ряде
случаев для пружинных сталей применяют микролегирова-
ние (например, бором в количестве до 0,003 %), который
повышает предел упругости и релаксационную стойкость
стали (А, Г. Рахштадт).
Из методов упрочнения пружинных сталей общего наз-
начения можно отметить термомеханическую обработку,
особенно ВТМО, применение которой, в частности, эффек-
тивно при термообработке рессор.
3. Стали специального назначения
Пружинные стали специального назначения кроме высоких
значений предела упругости могут иметь еще и высокую
коррозионную стойкость, теплостойкость (высокое сопро-
тивление релаксации при повышенных температурах), не-
магнитность и др, К таким сталям относятся высоколегиро-
ванные мартенситные, мартенситно-стареющие и аустенит-
ные стали. В табл. 24 приведен химический состав некото-
рых пружинных сталей специального назначения.
В качестве коррозионностойких пружинных сталей при-
меняют мартенситные стали. Для получения высокой кор-
розионной стойкости стали легируют хромом в количестве
более 12%. Применяют стали типа 30X13 и 40X13 после
закалки от температур 1000—1050 °C и отпуска. Режим от-
пуска зависит от назначения пружин. Для работы при ком-
натной температуре применяют отпуск при 300—350 °C, а в
условиях повышенных температур при 500—550 °C. Повы-
шенная прокаливаемость таких сталей позволяет использо-
вать их для пружин больших сечений. Для повышения ре-
лаксационной стойкости нержавеющие стали мартенситно-
го класса дополнительно легируют вольфрамом, молибде-
ном, ванадием и другими элементами. Так, сталь
12Х12Н2ВМФ имеет рабочую температуру 350 °C, что на
50 °C выше, чем у стали 30X13.
Мартенситно-стареющие стали (см. гл. XVII) весьма
перспективны как пружинные стали специального назначе-
ния. Мартенситно-стареющие стали на Fe—Ni (Н18К9М5Т,
Н18К8М4ТЮ, Н16К4М4Т2Ю) и Fe—Сг—Ni (Х12Н10Д2Т5,
Х12Н10Д2Т, Х18Н8К5М2ТЮ) основах применяют для из-
готовления пружинной проволоки и ленты. Почти все мар-
тенситно-стареющие стали (за .исключением сверхпрочных
14*
211
с пониженной пластичностью) могут быть использованы
в качестве пружинных.
Мартенситно-стареющие стали на Fe—Ni-основе исполь-
зуют благодаря их высокой релаксационной стойкости и
высокому значению предела упругости для работы в усло-
виях больших рабочих нагрузок при повышенных темпера-
турах. Стали на Fe—Сг—Ni-основе являются коррозионно-
стойкими и имеют высокое сопротивление релаксации
напряжений, при этом хромоникелевые нержавеющие мар-
тенситно-стареющие стали можно применять для изготовле-
о ЦО БО ВО
Степень деформации, 7»
Рис. 123. Упрочнение при волочении (а) и изменение
объема (б) проволоки (С. В. Грачев, Л. А. Мальцева):
1 — У8А; 2 — Н18К8М5Т; 3 — армко-железо
ния пружин, работающих при температурах до 400—450 °C.
При рабочих температурах до 500—550 °C следует приме-
нять пружины из мартенситно-стареющих сталей на
Fe—Сг—Со—Мо-основе.
Имеются данные, что в мартенситно-стареющих пружин-
ных сталях на Fe—Ni- и Fe—Сг—Ni-основах содержание
титана может быть повышено до 1,2—1,4 %, так как в тон-
ких сечениях образование карбидной сетки по границам
аустенитного зерна при закалке и связанное с этим охруп-
чивание сталей подавляется.
Мартенситно-стареющие стали превосходят многие пру-
жинные стали и по величине упругого отношения его,оз/£,
являющегося важной характеристикой пружинных спла-
вов.
213
Высокая пластичность мартенситно-стареющих сталей в
закаленном состоянии удобна для проведения холодной
прокатки ленты и волочения проволоки. Мартенситно-старе-
ющие проволока и лента могут выдерживать большие сте-
пени деформации без потери пластичности (рис. 123), при-
чем коэффициент деформационного упрочнения мартенсит-
но-стареющих сталей на Fe—Ni-основе близок по значению
200 500 600
Рис. 124. Изменение механических
свойств <Jb»<Jq оз и числа переги-
бов п пружинной ленты из мартен-
ситностареющей стали Н18К8М5Т
при старении (С. В. Грачев, Л. А.
Мальцева). Степень деформации,
%: / — 0; 2 — 60; 3 — 75
Температура, °C
к коэффициенту деформационного упрочнения (тангенс уг-
ла наклона) армко-железа (рис. 123,а). Одной из причин
высокой пластичности мартенситно-стареющих сталей явля-
ется практическое отсутствие образования микротрещин
при деформации, о чем свидетельствует незначительное из-
менение объема мартенситно-стареющей проволоки при во-
лочении по сравнению с патентированной проволокой
(рис. 123,6). При старении мартенситно-стареющих сталей
наблюдается резкое увеличение значения временного со-
противления и особенно предела упругости проволоки и
ленты. При правильно выбранном режиме закалки и де-
формации пластичность пружинной ленты и проволоки в
интервале температур, отвечающих максимуму ирочност-
214
ных свойств, остается на достаточном уровне (рис. 124).
Релаксационная стойкость мартенситно-стареющих пру-
жинных сталей в зависимости от температуры старения при
невысоких температурах релаксации (до 400 °C) изменяет-
ся аналогично изменению предела упругости.
Предел упругости и релаксационная стойкость мартен-
ситно-стареющих сталей существенно понижается при на-
личии в структуре остаточного аустенита. Поэтому мартен-
ситно-стареющие стали на Fe—Сг—Ni-основе могут иметь
более низкий предел упругости и сопротивление релакса-
ции в области невысоких температур вследствие понижен-
ной мартенситной точки и большого количества остаточного
аустенита по сравнению с менее легированными сталями на
Fe—Ni-основе.
К нержавеющим и теплостойким пружинным сталям
относятся стали на аустенитной основе. Как правило, аус-
тенитные пружинные стали — это стали, на железо-никеле-
вой основе, содержащие до 0,2 % С. Наиболее широко для
Пружин применяют обычные аустенитные хромоникелевые
стали, например, 12Х18Н10Т, 17Х18Н9 (см. гл. XXII, п. 5).
Для получения высокого сопротивления начальным пла-
стическим деформациям (предел упругости) и релаксаци-
онной стойкости аустенитные стали, предназначенные для
изготовления пружин и упругих элементов, упрочняют пу-
тем холодной пластической деформации (прокатка ленты,
волочение проволоки) и отпуска (деформационного старе-
ния). При пластической деформации в аустенитных сталях,
в которых мартенситная точка Л4Д лежит выше температу-
ры деформирования, происходит образование мартенсита
деформации. Такие стали называют метастабильны-
ми аустенитными сталями (см. гл. XX, п. 2).
Образующийся вследствие у->-а-превращения мартенсит
деформации дополнительно упрочняет сталь как при пла-
стической деформации, так и при последующем деформа-
ционном старении. Однако при большом содержании мар-
тенсит деформации может понижать пластичность пружин-
ной проволоки и ленты.
Высокостабильные аустенитные стали, в которых мар-
тенсит деформации не образуется ни при каких режимах
деформации и старения, используют для изготовления кор-
розионностойких немагнитных пружин и упругих элемен-
тов.
Для повышения теплостойкости, т. е. сопротивления ре-
лаксации при повышенных температурах аустенитные пру-
жинные стали дополнительно легируют такими элементами
215
как молибден, вольфрам, титан. Предел упругости аусте-
нитных пружинных сталей повышается при легировании
кремнием в количестве до 2,0—2,5 %, более высокие содер-
жания кремния могут понижать пластичность.
При старении холоднодеформированных аустенитных
пружинных сталей наблюдается повышение предела упру-
гости, обусловленное закреплением дислокаций и выделе-
нием избыточных карбидных или интерметаллидных фаз.
На рис. 125 показано влияние часового отпуска на услов-
ный предел упругости (о0>оз) и сопротивление релаксации
Рис. 125. Изменение предела упругости <Je и релаксационной
стойкости Gp/tfo деформированных аустенитных сталей после от-
пуска в течение 1 ч (В. Р. Бараз):
12Х18Н10Т; 2 —13Х18Н10ГЗС2М2; 3 — в6Х15Н20М2Т2. Темяерату-
ра релаксации 400 °C, время 1 ч
Qp/oo плющеной ленты из аустенитных сталей 12Х18Н10Т,
06Х15Н20М2Т2 и 13Х18Н10ГЗС2М2. Сталь 12Х18Н10Т яв-
ляется деформационнометастабильной сталью и содержит
в структуре кроме аустенита около 40 % мартенсита де-
формации, а две другие являются стабильными сталями,
т. е. не содержат мартенсита деформации. В стали
06Х15Н20М2Т2 при отпуске из аустенита выделяется ин-
терметаллидная фаза Ni3Ti, а в стали 13Х18Н10ГЗС2М2 —
карбид хрома Л4е2зС6. Метастабильная сталь 12Х18Н10Т
имеет после оптимального отпуска при 400 °C наиболее вы-
сокий предел упругости. Однако при дальнейшем повыше-
нии температуры отпуска предел упругости этой стали на-
чинает интенсивно снижаться, в то время как стабильные
аустенитные стали при повышенных температурах отпуска
500—600 °C сохраняют более высокий предел уяругости.
Это обусловливает более высокое сопротивление релакса-
216
ции напряжений стабильных аустенитных сталей при по-
вышенных температурах (400°C), когда релаксационная
стойкость метастабильной аустенитной стали 12Х18Н10Т
резко падает. Аустенитные стали с интерметаллидным уп-
рочнением (06Х15Н20М2Т2) после отпуска при 500—600 °C
имеют более высокую релаксационную стойкость при повы-
Рис. 126. Релаксация предела
упругости плющеной ленты из
стали ЭИ481 при 400 °C (С. В.
Грачев)
бв =2200-2600МПа
бд=1600-2200МПа
j Р-УОО-бф'С
Рис. 127. Влияние температуры отпуска на
уровень прочностных свойств, области при-
менения и компоненты релаксации напря-
жений пружинных сталей иа аустенитной
основе (В. Р. Бараз)
шейных температурах релаксации по сравнению со стали-
ми с карбидным упрочнением (13Х18Н10ГЗС2М2).
Необходимо иметь в виду, что при работе пружин и уп-
ругих элементов в условиях высоких температур условный
предел упругости релаксирует, т. е. его значение зависит от
времени выдержки под нагрузкой. На рис. 126 приведена
зависимость о0>оз плющеной ленты из стали
40Х12Н8Г8М2Ф2Б (ЭИ481) от времени выдержки при тем-
пературе 400 °C. Область напряжений, лежащих ниже по- '
лученной прямой, условно отвечает упругой деформации и
показывает допустимые значения нагрузки в зависимости
от времени выдержки.
При температурах релаксации выше 450 °C релаксаци-
онная стойкость пружинных сталей становится недостаточ-
ной. В этом случае можно применять сплавы (например,
Х25Н25Т) в монокристаллическом состоянии. Монокристал-
лические пружинные материалы используют в литом и
деформированном состояниях. Уровень прочностных свой-
ств и релаксационная стойкость деформированного моно-
кристаллического сплава зависит от кристаллографической
ориентировки монокристалла и текстуры деформации. На
217
рис. 127 схематически представлены уровень прочностных
свойств — температурный интервал применения, а также
изменение структурной и сдвиговой компонент релаксации
при отпуске аустенитных пружинных сталей. При темпера-
турах релаксации до 350 °C в условиях большего развития
сдвигового механизма релаксации нестабильные аустенит-
ные стали (НАС) имеют преимущество перед стабильными
сталями (САС) из-за больших значений прочностных свой-
ств (предел упругости). При более высоких температурах
релаксации в условиях интенсивного развития структурно-
го механизма релаксации преимуществом обладают более
стабильные аустенитные стали и монокристаллические
сплавы (МП).
Глава XIX
ВЫСОКОПРОЧНЫЕ СТАЛИ
к высокопрочным относятся стали, времен-
ное сопротивление которых <тв> 1600 МПа.
Стали с пределом текучести более 2000 МПа иногда назы-
вают сверхвысокопрочными.
Прежде всего высокопрочные стали применяют в изде-
лиях, для которых важно уменьшение массы при сохране-
нии высокой прочности. Это могут быть высокопрочные
болты и крепежные изделия, некоторые виды тросов и пря-
дей, высокоскоростные роторы, валы и многие другие дета-
ли машин и механизмов. Высокопрочные стали используют
в космической, ракетной, авиационной технике, а также в
ряде отраслей приборостроения.
Получение сталей высокой прочности неизбежно ведет
к понижению характеристик пластичности и, прежде всего,
сопротивления хрупкому разрушению. Поэтому надежность
стали в конструкции (изделии) может быть охарактеризо-
вана конструктивной прочностью — комплексом механиче-
ских свойств, находящихся в корреляции с эксплуатаци-
онными условиями работы изделий. Для большинства кон-
струкционных высокопрочных сталей такими параметрами
конструктивной прочности являются: предел текучести
(00,2) и параметр вязкости разрушения (трещиноустойчи-
вости)— Ale
Конструктивную прочность конструкционных сталей
можно оценить по диаграмме конструктивной прочности,
218
построенной в координатах предел текучести Оо,2— вяз-
кость разрушения Kic. На рис. 128 представлена обобщен-
ная диаграмма конструктивной прочности конструкцион-
ных сталей различных классов и способов упрочнения. На
диаграмме указаны области средне- и высокоуглеродистых
легированных сталей. Штриховой линией отмечено значе-
ние Оо,2=1400 МПа, являющееся нижней границей для вы-
сокопрочных сталей. На диаграмме также указаны прибли-
зительные области различ-
ных механизмов распрост-
ранения трещины при испы-
таниях на /Сю, построенные
на основании фрактографи-
ческих исследований.
Высокопрочные стали
при необходимой прочности
Рис. 128. Обобщенная диаграмма кон-
структивной прочности конструкцион-
ных сталей (О. И. Романив, А. Н.
Ткач). МАС — метастабильиые аусте-
нитные стали; НУС — низкоуглеродн-
стые стали; СУС и ВУС — средне- и
высоколегированные стали; МСС —
мартенситностареющие стали; СМ3 —
стали со сверхмелкнм зерном; ТМО —
стали после термомехаиической обра-
ботки; ПП — эвтектоидные стали со
структурой пластинчатого перлита.
Характер разрушения: I — область
вязкого разрушения; // — транскри-
сталлнтный скол; III — интеркристал-
литный скол; IV — квазискол
должны иметь достаточные пластичность, сопротивление
динамическим нагрузкам, ударную вязкость, усталостную
прочность, а для ряда изделий и хорошую свариваемость.
В высокопрочном состоянии изделия весьма чувстви-
тельны к различным концентраторам напряжений как
внешним (выточки, острые переходы, отверстия с малым
радиусом и т. д.), так и внутренним (неметаллические
включения), поэтому большое значение имеет чистота ста-
ли по неметаллическим включениям.
При выплавке высокопрочных сталей применяют чистые
шихтовые материалы, специальные методы выплавки, по-
вышающие чистоту стали по неметаллическим включени-
ям, газам и вредным примесям, такие как электрошлако-
вый переплав, вакуумные способы плавки и др., которые
повышают пластичность стали, но при этом и удорожают
сталь.
219
Как правило, получение высокопрочного состояния свя-
зано с получением метастабильной структуры с высоким
уровнем микроискажений, высокой плотностью дефектов
кристаллического строения и, следовательно, повышенной
склонностью к протеканию диффузионных процессов. Это
необходимо учитывать при осуществлении технологических
операций на изделиях из высокопрочных сталей, при кото-
рых возможно насыщение детали водородом (например,
электролитическое травление) и появление водородной
хрупкости.
При временном сопротивлении более 1600 МПа появля-
ется склонность к замедленному разрушению образцов с
трещиной. Повышение содержания углерода резко увели-
чивает склонность высокопрочных сталей к замедленному
разрушению при контакте с водой. Причина этого явления
до конца не ясна. Предполагается, что это связано с разви-
тием коррозии под напряжением, эффектом Ребиндера и
водородной хрупкостью. Высокопрочные стали склонны к
хрупкости при контакте с расплавленными легкоплавкими
металлами.
Существуют разные способы получения высокопрочных
сталей: закалка на мартенсит с низким отпуском (300—
350 °C) и вторичное твердение в интервале температур
500—650 °C, а также ряд специальных технологических
процессов, к которым можно отнести термомеханическую
обработку, волочение сталей со структурой тонкопластин-
чатой феррито-карбидной смеси, получение сталей со струк-
турой сверхмелкого зерна и некоторые другие. К высоко-
прочным сталям относятся пружинные, а также большин-
ство мартеиситно-стареющих сталей (см. главы XVII и
XVIII). Важное значение имеет группа высокопрочных ста-
лей со структурой метастабильного аустенита (см. гл. XX).
1. Легированные низкоотпущенные стали
Большинство легированных конструкционных сталей после
закалки и низкого отпуска могут иметь высокие значения
временного сопротивления (<тв>1700 МПа) и предела те-
кучести (<то,2> 1500 МПа) при достаточно высоких значе-
ниях пластичности (относительное удлинение и сужение).
Однако конструктивная прочность низкоотпущенных леги-
рованных сталей обычно понижена из-за повышенной чув-
ствительности к надрезам вследствие низкого сопротивле-
ния хрупкому разрушению. При выборе рационального
легирования и режимов отпуска низкоотпущенной стали не-
220
обходимо учитывать развитие в интервале 200—300 °C яв-
ления необратимой отпускной хрупкости (отпускная хруп-
кость I рода), сопровождающегося значительным падением
ударной вязкости (см. гл. IX, п. 6). В связи с этим отпуск
высокопрочной стали проводят при температурах ниже про-
вала ударной вязкости (если при этом общая пластичность
стали не слишком низка), или чаще при температурах вы-
ше провала ударной вязкости, т. е. выше 300 °C. Роль леги-
рования при этом заключается в повышении устойчивости
мартенсита к отпуску (необходимо получить высокие проч-
ностные свойства при возможно более высоких температу-
рах отпуска), обеспечении необходимой прокаливаемости,
повышении сопротивления хрупкому разрушению.
Углерод является элементом, наиболее сильно упрочня-
ющим мартенсит. Однако он сильно понижает хрупкую
прочность стали, поэтому содержание углерода в высоко-
прочной стали, обрабатываемой путем закалки на мартен-
сит и последующего низкого отпуска, должно быть невысо-
ким. Обычно содержание углерода в высокопрочной низко-
отпущенной стали не превышает 0,3—0,4 % •
При легировании высокопрочной стали рекомендуется
не слишком снижать температуру Л1н, так как при пониже-
нии точки Жн растут закалочные напряжения и увеличива-
ется количество остаточного аустенита. Таким образом, ле-
гирование высокопрочной низкоотпущенной стали должно
быть достаточным, но не чрезмерным.
Одним из принципов легирования высокопрочных ста-
лей является требование минимального отношения замед-
ления отпуска к понижению температуры Л1н, приходяще-
еся на 1 % легирующего элемента (табл. 25).
Высокопрочные стали легируют хромом, молибденом,
вольфрамом и ванадием, а также кремнием.
При легировании высокопрочных сталей карбидообразу-
ющими элементами при прочих равных условиях рекомен-
дуется использовать легирующие элементы, карбиды кото-
рых более легко растворяются при нагреве под закалку,
так как остаточные нерастворившиеся карбиды значитель-
но снижают хрупкую прочность низкоотпущенной стали,
а излишне высокие температуры аустенитизации нежела-
тельны, поскольку укрупнение действительного аустенитно-
го зерна понижает ударную вязкость. Полезным является
легирование высокопрочной стали никелем (иногда в соче-
тании с кобальтом), так как никель повышает вязкость
стали. В последнее время разработаны высокопрочные ста-
ли, в которых высокий комплекс свойств достигается бла-
221
Таблица 25. Влияние легирующих элементов иа замедление отпуска
и температуру Мн (по данным Ф. Б. Пикеринга)
Элемент Замедление отпуска на 1 % (по массе) ле- гирующего элемента Понижение Мв, °С/% (по массе) Отношение замедле- ния при отпуске к понижению Л1н
с — 10* 474 —12
Мп 8 33 0,24
Si 20 11 1,8
Сг 0 17 0
Ni 8 17 0,48
W 10 11 0,9
Мо 17 21 0,8
V 30 Нет сведений >1
Со 8 Некоторое повы- >8
шение
* Ускоряет отпуск.
годаря получению дисперсных нитридных фаз. Эти стали
легируют азотом (0,02—0,04 %) и нитридообразующими
элементами. Нитриды ванадия VN и алюминия — A1N
обеспечивают получение при нагреве под закалку мелко-
Таблица 26. Состав и механические свойства высокопрочных
Потак и К- Кевери, Дж. Ливерленд)
Марка стали Страна Среднее содержание основных элементов, %
С Si Мп Ni Сг Мо V прочие элементы
30ХГСН2А СССР 0,3 1,05 1,15 1,6 1,0 - -
40ХГСНЗВА 0,4 0,65 0,7 2,75 1,0 — — —
35ХГСА 0,35 1,25 0,95 -— 1,25 — -—
35Х2АФ 0,35 0,3 0,4 — 2,3 — 0,12 0.03N 0.04AI
4330 США 0,30 0,30 0,90 1,83 0,85 0,43 0,08 —
4340 0,40 0,30 0,70 1,85 0,80 0,25 — —
Хай-Таф 0,25 1,50 1,30 1,80 0,30 0,40 — —
Супер-Хай-Таф 0,40 2,30 1,30 — 1,40 0,35 0,20 —
CSV4 ФРГ 0,38 1,50 — 1,50 — 0,10
WA248 0,45 1,00 0,30 1,00 0,20 —
Еп26 Англия 0,40 0,20 0,60 2,50 0,65 0,55 —
Rex539 0,35 1,55 1,57 1,80 0,11 0,34 0,21
Еп40с 0,38 0,33 0,63 0,19 3,13 0,87 0,24 •—
222
зернистой стали, а растворенный в аустените азот значи-
тельно увеличивает прокаливаемость стали. Такие стали
как 35Х2АФ, 40Х2АФЕ обеспечивают после закалки и низ-
кого отпуска высокий комплекс свойств в сечениях до
50 мм.
В табл. 26 приведены составы и свойства некоторых вы-
сокопрочных низкоотпущенных сталей, применяемых в ря-
де стран.
Вязкость разрушения высокопрочных низкоотпущенных
сталей с мартенситной структурой, в основном, определяет-
ся прочностью границ действительного аустенитного зерна,
в то время как характеристики прочности в большей степе-
ни связаны с размерами мартенситных пакетов, строением
мартенсита, наличием других фаз (остаточного аустенита,
феррита).
На рис. 129 приведена зависимость вязкости разруше-
ния Kic и ударной вязкости K.CU от размера аустенитного
зерна. С увеличением размера зерна ударная вязкость вы-
сокопрочных сталей со структурой отпущенного мартенси-
та падает, однако, вязкость разрушения изменяется покри-
вей с минимумом при диаметре зерна 10—15 мкм. Поэтому
наиболее рациональный путь повышения конструктивной
прочности — это получение сталей со сверхмелким зер-
ном— менее 10 мкм (см. п. 5 этой главы). Для повышения
низкоотпущенных сталей (Я. М.
*отп> °C %, 2 ав в | -ф кси, МДж/м2
М Па %
250 1600 1850 13 50 0,6
250 1700 2000 11 45 0,4
230 1500 1700 12 48 0,4
250 1600 1800 10 45 0,4
245 1460 1790 10 —
230 1640 1980 10 35 —.
290 1400 1650 14 50 .—
290 1680 2050 10 — —
400 — 1720 —
370 1890 — — —
200 1610 1860 13 — —
350 1510 1810 10 — —
450 1430 1720 8,5 — —
величины Kic предлагается
(О. Н. Романив, А. Н. Ткач)
также повышение темпера-
туры аустенитизации, что
существенно повышает вяз-
кость разрушения, за счет
растворения сегрегаций при-
месных атомов по границам
аустенитного зерна. Однако
надо иметь в виду, что удар-
ная вязкость при этом бу-
дет понижаться.
Для высокопрочной низ-
коотпущенной стали мар-
тенситного класса исключи-
тельно большое значение
имеет чистота стали по не-
металлическим включениям,
газам й вредным примесям
(сера, фосфор, легкие ме-
таллы и др.). Повыше-
223
ние чистоты стали по неметаллическим включениям повы-
шает усталостную прочность и пластичность стали.
Ниже по данным Я- Е. Гольдштейна показано измене-
ние усталостной прочности, МПа, закаленной стали
40ХНМА различных способов выплавки после низкого при
200 °C отпуска (высокопрочное состояние) и после высоко-
го при 600 °C отпуска (улучшение):
Электросталь
эшп
680-800
580-600
вдп вип
700—800 700—800
620—640 500—650
МПа, после
отпуска при
200 °C.............. 540—580
tfw, после отпуска
при 600 °C . . . 520—540
Рис. 129. Влияние размера зерна аустени-
та на вязкость разрушения и ударную
вязкость KCU стали со структурой мар-
тенсита (О. Н. Ромаиив» А. Н. Ткач)
Температура атпуска°С
632 627316 206
1600 ПОО 2000 6В,МПа
Рнс. 130. Влияние содержания
серы на вязкость разрушения
КГс (в условиях плоской де-
формации) стали 40ХНМ после
закалки и отпуска иа различ-
ные уровни прочности (Пелисье)
S, / —0,008; 2 — 0,016; 3 —
0,025; 4 — 0,049
Применение способов выплавки, снижающих количе-
ство сульфидов (ЭШП) или содержания газов — азота,
водорода и оксидов (ВДП, ВИП) повышает усталостную
прочность низкоотпущенной стали 40ХНМА значительно
в большей степени, чем, например, в высокоотпущенном со-
стоянии.
Содержание вредных примесей серы и фосфора в вы-
сокопрочной низкоотпущенной стали должно быть мини-
мальным. Особенно вредно влияние фосфора, интенсивно
224
понижающего хрупкую прочность стали. Сера существен-
но понижает характеристику вязкости разрушения /Сю
(рис. 130). Кроме того сера и фосфор (а также углерод)
ухудшают свариваемость стали.
Высокие прочностные свойства в сочетании с достаточ-
ной пластичностью и вязкостью могут быть достигнуты и
после обработки легированных сталей на нижний бейнит.
Легирование таких сталей в общем не слишком отличает-
ся от легирования сталей, обрабатываемых на структуру
низкоотпущенного мартенсита. Содержание углерода в
таких сталях обычно составляет 0,3—0,4 % (реже до 0,5%).
Весьма полезным является легирование кремнием (до
2,0% и более). Используются композиции Сг—Si; Сг—
Si—V; Сг—Si—Мп—V; Сг—Si—Ni—Мо—V и др.
Так, на стали 40ХГСНЗВА после изотермической за-
калки от 900 °C в ванну 250°C достигается ов>1850 МПа,
б5> 12 %, ф>43 %, KCU>0,22 МДж/м2.
После изотермической закалки на нижний бейнит по-
лезным является проведение отпуска приблизительно при
тех же температурах, что и при обработке на нижний бей-
нит.
К недостаткам низкоотпущенных высокопрочных ста-
лей относится большая чувствительность к действию раз-
личных сред: водородная хрупкость, возникающая при
травлении и гальванических покрытиях, хрупкость при
контакте с водой, металлическими расплавами и т. д.
Низкоотпущенные высокопрочные стали весьма склон-
ны к анизотропии свойств. Кроме того, после низкотемпе-
ратурного упрочняющего отпуска прочностные свойства та-
ких сталей могут резко падать, если температура изделий
окажется выше температуры отпуска.
Низкоотпущенные стали применяют для высокопроч-
ных болтов, баллонов высокого давления, в авиастроении
для тяжелонагруженных деталей шасси самолетов. Име-
ются зарубежные сообщения о применении таких сталей
для корпусов ракетных двигателей.
2. Дисперсионно-твердеющие стали
Для изготовления высокопрочных изделий с высокой ус-
тойчивостью к повышенным температурам эксплуатации
используют стали со вторичным твердением. Эффект вто-
ричного твердения при отпуске закаленных на мартенсит
сталей основан на выделении специальных карбидов в ин-
тервале температур 550—650 °C (см. гл. IX, п. 5). При
15—970
225
этом повышаются прочностные характеристики стали и
падает пластичность и вязкость. Возрастание прочности и
твердости сталей при вторичном твердении происходит при
определенной объемной доле выделяющихся карбидов.
Содержание углерода в дисперсионно-твердеющих ста-
лях также, как и в низкоотпущенных сталях не должно
превышать 0,3—0,4 %. Более высокие содержания углеро-
ЧОО 500 600 700 800 000 500 500 700 000 500 000 700 800
Температура, °C
Рис. 131. Влияние хрома (с), молибдена (б) и ванадия (в) иа изменение твердо-
сти при отпуске закаленной стали с 0,3 % С (Д. Мурей):
1 — без хрома; 2 — 2,0 % Ст; 3 — 4,0 % Ст; 4 — 6,0 % Ст; 5 — Й,0 % Ст; 6 — 10,0 %
Сг; 7 — 0.47% Мо; 8 — 0,96% Mo; S —2,92% Мо; 70 — 4,60% Мо; 77—0,09% V;
12 — 0,49 % V- 13 — 0,90 % V; 74 — 1,99 % V
да значительно понижают пластичность высокопрочной
стали.
Развитие вторичного твердения высокопрочных сталей
наблюдается при разных содержаниях легирующих эле-
ментов. На рис. 131 показано влияние хрома, молибдена и
ванадия на изменение твердости закаленной стали при
отпуске в интервале развития вторичного твердения. При
4 и особенно 6% Сг наблюдается замедление падения
твердости при отпуске, а при содержании выше 6 % Сг—
повышение твердости (вторичное твердение). Легирование
молибденом и ванадием существенно повышает сопротив-
ление отпуску, а при добавках молибдена >1,0 % и вана-
дия >0,5 % наблюдается эффект вторичного твердения.
Однако чрезмерное легирование молибденом (свыше 3,0%)
оказывается нерациональным, так как не дает заметного
повышения свойств стали. При комплексном легировании
высокопрочной стали хромом, молибденом и ванадием, су-
щественный пик вторичной твердости достигается пример-
но при содержании в стали 5 % Сг; 1—2 % Мо и 0,5 % V.
В этом случае эффект упрочнения обусловлен выделением
дисперсных карбидов Ме?Сз, Ме2зС6 (на базе хрома),
226
Ме2С (молибдена) и МеС (ванадия). Наибольшая роль в
упрочнении принадлежит карбидам Мо2С и VC.
Сравнительная роль легирующих элементов в высоко-
прочных легированных хромом, молибденом и ванадием
сталях состоит (Ф. Б. Пикеринг): в повышении склонно-
сти к образованию карбидов (Cr<Mo<V); увеличении
устойчивости против роста и перестаривания карбидов
(Cr7C3<Mo2C<VC); повышении температуры максимума
вторичного твердения Сг7С3 (500 °C), Мо2С (550 °C), VC
(600 °C); замедлении процессов перестройки и аннигиляции
дислокаций в мартенсите при отпуске (Cr<Mo<V).
К этому следует добавить, что хром и молибден, пере-
веденные в аустенит при нагреве под закалку, обеспечива-
ют высокую прокаливаемость стали, а частично нераство-
римые при нагреве карбиды ванадия сдерживают
рост зерна и обеспечивают получение мелкозернистой
стали.
Отметим, что карбид молибдена Мо2С сравнительно
легко растворяется в аустените в больших количествах
при относительно невысоких температурах (около 950—
1000°C), что делает удобным проведение аустенитизации, а
содержание ванадия более 0,5 % нежелательно, так как
при этом образуется чрезмерное количество карбида ва-
надия, что приводит к снижению пластичности и вязкости
стали.
Полезным является легирование высокопрочной стали
со вторичным твердением кремнием. Кремний повышает
интенсивность вторичного твердения, однако он одновре-
менно ускоряет перестаривание и поэтому содержание
кремния ограничивается 0,7—1,0%. Небольшие добавки
ниобия '(0,1—0,2 %) способствуют получению мелкозерни-
стой стали.
При 5 % Сг и 1—2 % Мо сталь прокаливается насквозь
в весьма больших сечениях (до 200—300 мм). В тех слу-
чаях, когда изделия имеют небольшое сечение целесооб-
разно снижать содержание хрома до 3 %.
В настоящее время разработано большое количество
высокопрочных дисперсионно-твердеющих сталей (табл.
27). Все эти стали являются модификацией штамповых
сталей для горячего деформирования (см. гл. XXXI). Та-
кие стали обычно подвергают закалке от температур
1000—1050 °C, что обеспечивает перевод части карбидной
фазы в твердый раствор. Однако зерно аустенита при этом
остается мелким, так как около половины карбидов вана-
дия и почти целиком карбиды ниобия остаются нераство-
15*
227
римыми и являются барьерами при миграции границ зе-
рен. „Отпуск дисперсионно-твердеющих высокопрочных
сталей обычно проводят при температурах несколько вы-
ше максимума прироста прочностных свойств, а именно,
Рис. 132. Влияние температуры отпуска (I я) на механические свойства стали
с 0,4 % С; 5,0 % Сг; 2,0 % Мо; 0,5 % V (Ф. Б. Пикеринг)
tucn, °C
Рис. 133. Влияние температуры испытания на временное сопротивление при раз-
рыве а8 сталей 40Х5М2СФ (/), 40Х5М2СФБ (2) и 40Х5МСФБ (3) после закалки
и отпуска при 600 °C (В. В. Лапии)
Таблица 27. Состав и механические свойства (средние) высокопр
щих сталей (В. В. Лапин, П. Кевери, Дж. В. Ливерленд)
Марка стали Страна Содержание элементов (среднее), % t* , ОТП’ °C
С S1 Сг Мо V прочие элементы
40Х5М2СФ 40Х5М2СФЕ 40Х5ФСБ СССР 0,40 0,40 0,40 0,9 0,9 0,9 5,00 5,00 5,00 1,3 1,3 0,5 0,6 0,45 0,45 0,12Nb 0,12Nb 600 600 600
НН Н13 Хро-Мау Пирлесс 56 США 0,40 0,40 0,35 0,40 1,0 1,00 1,00 1,00 5,00 5,00 5,00 3,25 1,40 1,30 1,40 2,55 0,50 1,00 0,30 0,35 1,4W 565 540 540
M.OG510 ФРГ 0,40 1,00 5,00 1,50 0,60 — 540
HST120 HST140 Хекла 174 Н50 Хромоди Англия 0,30 0,40 0,36 0,40 0,35 0,20 0,20 1,35 0,63 1,00 3,00 5,00 5,30 5,00 5,00 2,00 2,00 1,30 1,30 1,50 0,45 0,45 1,00 0,80 1,00 — 600 500 560 540
* Закалку стали проводили от температур 1000—1050 °C.
228
при 600—650 °C в области некоторого перестаривания, что
повышает пластичность и вязкость, так как при макси-
мальном развитии вторичного твердения наиболее интен-
сивно падает ударная вязкость стали (рис. 132).
Одним из важных достоинств дисперсионно-твердеющих
сталей является сохранение высокой устойчивости против
Рис. 134. Характеристика усталости
высокопрочных сталей (Д. Мурей)
очных дисперсионно-твердею-
°0,2 % б
МПа % S СЧ ks
1720 12,0 40 0,37
— 1930 12,0 49 0,37
— 1630 13,4 41 0,45
1670 2020 9 34
1470 1810 5 . —-
— 1580 — — —
1720 2100 8 —— —
— 1920 — — —
— 1890 7 —
1780 2250 7
— 2130 4 .—
1400 1980 10 — I
— 1890 — —— —
отпуска и, следовательно,
высокие механические свой-
ства при повышенных тем-
пературах эксплуатации
(рис. 133). Дисперсионно-
твердеющие высокопрочные
стали могут быть использо-
ваны для работы при темпе-
ратурах на 100— 150°С ни-
же температуры отпуска,
т. е. до 500—550/°C (при не
слишком длительных выдер-
жках при эксплуатации).
Особенностью дисперси-
онно-твердеющих высоко-
прочных сталей является в
ряде случаев отсутствие чет-
ко выраженной температур-
ной границы хрупко-вязкого
перехода. Резко выражен-
ный порог хладноломкости
наблюдается только после
отпуска при 650 °C.
Если для конструкцион-
ных сталей с временным со-
противлением до 1000—
1250 МПа обычно наблюда-
ется приблизительно линей-
ная зависимость между ог-
раниченным пределом уста-
лости и временным сопро-
тивлением и соотношение
между ними равно -~5О°/о,
то для высокопрочных ста-
лей с временным сопротив-
лением более 1300—
1500 МПа прирост предела
усталости с ростом времен-
ного сопротивления непре-
229
рывно уменьшается (рис. 134) и при сгв>1800—1900 МПа
предел усталости сгу может вообще не изменяться.
Для высокопрочных дисперсионно-твердеющих сталей
характерна также высокая чувствительность к надрезам
и неметаллическим включениям. Применение более чис-
тых шихтовых материалов и качественных методов вы-
плавки (вакуумная плавка) позволяют существенно повы-
сить пластичность высокопрочных сталей и, следователь-
но, надежность изделий.
3. Термомехаиическая обработка
Одним из путей получения высокопрочных сталей являет-
ся термомеханическая обработка. При этом пластической
деформации может подвергаться как стабильный аустенит
при температурах выше А3 (высокотемператур-
ная термомеханическая обработка—ВТМО),
так и метастабильный аустенит при температурах ниже
Ai (низкотемпературная тер мо м е х а н и ч е с-
кая обработка — НТМО). Операция низкотемпера-
турной термомеханической обработки в зарубежной лите-
ратуре носит название аусформинга.
Легирование высокопрочных сталей, обрабатываемых
путем НТМО, должно обеспечить область температур до-
статочной устойчивости переохлажденного аустенита для
проведения деформации аустенита без начала его распа-
да на феррито-карбидную смесь. Кроме того, легирование
стали должно также обеспечить достаточную прокаливае-
мость изделий в разных сечениях. Область высокой устой-
чивости метастабильного аустенита должна быть доста-
точно широкой и по температуре, так как деформация
всегда осуществляется в некотором интервале температур
(обычно 550—650 °C). Для получения высокой прочностй
степень деформации при НТМО должна составлять 60—
75 %. Температуры деформации ниже 500°C практичес-
ки невозможны из-за больших усилий деформации.
На рис. 135 показано влияние температуры и степени
деформации на механические свойства стали. Прирост
прочностных свойств тем больше, чем выше степень де-
формации и ниже ее температура. Установлена линейная
зависимость прироста прочности при НТМО в зависимости
от степени деформации — примерно 6 МПа на 1 % дефор-
мации. Пластичность стали достигает наиболее . высоких
значений лишь при температуре деформации выше 500—
550 °C.
230
Углерод в стали, подвергнутый НТМО, повышает вре-
менное сопротивление и предел текучести и понижает
пластичность (рис. 136). После степени деформации
~90 % в стали с 3,0 % Сг прирост временного сопротив-
ления и предела текучести при НТМО составляет около
550 МПа и приблизительно постоянен во всем интервале
концентрации углерода. Вместе с тем, имеются данные
Температура деформации (прокатки), °C
Рис. 135. Изменение прочности и пластичности стали НИ при НТМО в
зависимости от степени деформации (указана у кривых в %)
(Ф. Б. Пикеринг), что в сталях с более высоким содержа-
нием углерода прирост предела текучести несколько боль-
ше, чем в сталях с меньшим его содержанием: Аоо,2=22 %
для стали с 0,3—0,4 % С и 26—27 % для стали с 0,5—
0,6 % С. При еще более высоких содержаниях углерода
может быть достигнуто сгв~3000 МПа. Однако пластич-
ность и вязкость при этом падают. Такую сталь можно
применять для изделий, не испытывающих динамических
нагрузок и не имеющих надрезов (прутки, проволока).
Причиной упрочнения стали при НТМО является из-
мельчение мартенситных пластин, выделение дисперсных
карбидов из аустенита при деформации, которые закреп-
ляют дислокации, высокая плотность дислокаций в мар-
тенсите, унаследованная из деформированного аустенита
и др.
Как правило, легированный аустенит при температурах
деформирования 550—650 °C обладает большой устойчи-
востью, в нем не происходит рекристаллизации, а возврат,
если и развивается, то в очень малой степени.
Низкотемпературной термомеханической обработке
можно подвергать практически все легированные конст-
231
рукционные стали с достаточной степенью устойчивости
переохлажденного аустенита. Благоприятно легирование
стали кремнием, а также молибденом, которые повышают
устойчивость аустенита к возврату после деформации,
кроме того кремний способствует сохранению прочностных
свойств при отпуске. Легирование никелем повышает
ударную вязкость стали после НТМО. Содержание углеро-
да в стали, обработанной
Рис. 136. Влияние содержания углерода
иа изменение механических свойств хро-
мистой стали (3,0 % Сг) после НТМО (7)
и обычной термической обработки — за-
калка и отпуск (2) (В. Закэй, У. Джа-
стассон)
путем НТМО, может быть
понижено (если при этом
обеспечивается необходи-
мый уровень прочности)
для повышения пластич-
ности и вязкости. Стали,
обработанные НТМО, об-
ладают большей устойчи-
востью при отпуске по
сравнению с обычно зака-
ленными сталями.
Для сталей, подвер-
гнутых НТМО, характер-
на повышенная усталост-
ная стойкость. Есть дан-
ные о повышении предела
усталости стали после
НТМО до 20%.
Основным недостатком сталей, упрочненных НТМО,
являются пониженные значения вязкости разрушения,
большая чувствительность к концентраторам напряжений.
Имеются и значительные трудности осуществления НТМО
технологического порядка: большие усилия деформации,
интенсивный износ оборудования и др., поэтому широкого
применения этот метод производства высокопрочных ста-
лей не получил.
Значительно более высоких значений конструктивной
прочности (высокие значения прочностных свойств и вяз-
кости разрушения) можно достичь при высокотемператур-
ной термомеханической обработке (ВТМО). По различ-
ным данным, в случае оптимального режима ВТМО в ста-
лях повышается ударная вязкость, понижается порог хлад-
ноломкости, растет сопротивление усталостному разруше-
нию, понижается чувствительность к концентраторам
напряжений, растут характеристики вязкости разрушения.
Комплекс механических свойств, получаемый при
ВТМО, зависит от соотношения процессов упрочнения и
232
разупрочнения при горячей деформации стали и последе-
формационной выдержки. Кривые деформационного упроч-
нения при ВТМО представлены на рис. 137. На стадиях I
и II кривой превалирующим процессом является упрочне-
ние (горячий наклеп), хотя при этом протекают и разуп-
рочняющие процессы: динамический возврат (динамичес-
кая полигонизация) и динамическая
рекристаллизация на стадии III
происходит разупрочнение. По дан-
ным М. Л. Бернштейна высокий
комплекс механических свойств при
ВТМО получается при развитии в
процессе горячей деформации дина-
мической полигонизации (динамиче-
ского возврата) с формированием
наиболее развитой субструктуры в
аустените, а затем в мартенсите.
Отметим, что при развитии динами-
ческой рекристаллизации значитель-
ного разупрочнения стали не проис-
ходит, так как вследствие продол-
жения пластической деформации
рекристаллизованные зерна снова
упрочняются. Прочностные свойства
Рис. 137. Кривые деформа-
ционного упрочнения
при горячей пластической
деформации (М. Л. Берн-
штейн)
стали при ВТМО растут с увеличением степени деформа-
ции и понижением температуры деформирования.
Последеформационные выдержки при ВТМО снижа-
ют прочностные свойства стали (<тв и 00,2), при этом ста-
тическая пластичность меняется в меньшей степени, Чем
вязкость разрушения. Для кремнистых сталей 40С2Х и
60С2Х наиболее высокие значения прочностных свойств
и вязкости разрушения достигаются при закалке сразу
после деформации, или при относительно небольшой вы-
держке после деформации. В случае применения больших
степеней деформации при ВТМО параметр К1с обнаружи-
вает большую зависимость от послецеформационной вы-
держки. Однако обычно даже после значительных после-
деформационных выдержек (600 с) кремнистые стали,
обработанные ВТМО, сохраняют более высокий комплекс
механических свойств, чем после обычной термической об-
работки (закалка и отпуск).
Как показано в работах М. Л. Бернштейна с сотруд-
никами, структурное состояние, созданное при ВТМО,
обладает значительной стабильностью и может сохра-
няться при повторной термической обработке (закалке и
233
отпуске), при этом сохраняется высокий комплекс меха-
нических свойств стали (эффект наследственности).
Легирование высокопрочных сталей, упрочняемых пу-
тем ВТМО, а также выбор .рациональных режимов их об-
работки, определяются влиянием легирующих элементов
на кинетику упрочнения и разупрочнения стали при горя-
чей пластической деформации и формированием опти-
мальной структуры при ВТМО. Структур-
ные изменения при ВТМО в значительной
степени зависят и от режима аустенитиза-
ции. Большинство легирующих элементов,
растворяясь в аустените, понижает энергию
дефектов упаковки, тем самым способствуя
упрочнению при горячей деформации. Ана-
логичным образом влияет и углерод. Одна-
ко углерод одновременно увеличивает и ско-
рость разупрочнения вследствие ускорения
диффузии углерода в у-железе и понижения
энергии активации самодиффузии железа с
увеличением концентрации углерода.
ОЛП О^П ЮПП 1O5D Рис. 138. Влияй1в температуры деформирования на предел
WU iju ivrn '"усталости о^стаЛи 55ХГР (М. Л. Бернштейн):
^Деф°1° 1 — ВТМО, деформация 50 %, отпуск при 250 °C; 2 —обыч-
ная термическая обработка
Значительно снижают скорость разупрочнения при го-
рячей деформации и последеформационной выдержке кар-
бидообразующие элементы: хром, молибден, вольфрам,
ванадий и ниобий, что обусловлено замедлением диффузи-
онных процессов. Микролегирование стали редкоземель-
ными элементами, а также цирконием и бором, повышает
устойчивость созданной при ВТМО субструктуры вслед-
ствие адсорбции легирующих элементов по границам зе-
рен и в скоплениях дислокаций (А. Г. Рахштадт, А. Б. Су-
пов) .
Интенсивность развития рекристаллизационных про-
цессов снижается с увеличением размера аустенитного
зерна. Однако чрезмерно большое аустенитное зерно не-
желательно вследствие уменьшения горячей пластичности
и увеличения опасности образования трещин при горячей
деформации. Это необходимо иметь в виду для высоколеги-
рованных сталей, в которых после растворения специальных
карбидов наблюдается интенсивный рост зерна аустенита
при нагреве. Это является причиной наблюдаемой экстре-
мальной зависимости некоторых структурно-чувствитель-
234
них свойств (например, предела усталости) от температу-
ры деформирования (рис. 138).
Оптимальный интервал температур деформирования
(и степени деформации) при ВТМО зависит от уровня ле-
гирования, определяющего степень развития горячего на-
клепа, рекристаллизационных процессов и рост зерна ау-
стенита. Так, для кремнистых сталей (~ 2,0 % Si;
0,4—0,7 % С) повышение температуры деформации с 900
0 z ч 6 е,°/о
Рис. 139. Влияние степени деформации 8 мартенсита гидроэкстру-
зней и последующего старения при 100 (1), 200 (2) и 250°C (3) на
механические свойства сталей 30Х2АФ (/) и 40Х5МФ (//) (Л. М»
Панфилова,^. И. Сырейщикова, В. 3. Беленький н др.)
до 1000 °C повышает пластичность стали после горячей де-
формации, закалки и низкого отпуска, в то время как для
хромомарганцевых сталей (50ХГ) повышение температу-
ры деформирования до 1000 °C не повышает, а для стали
70 ХГ резко снижает пластичность. Это объясняется тем,
что в хромомарганцевых сталях повышение температуры
деформирования до 1000 °C приводит к интенсивному раз-
витию процесса рекристализации и росту зерна, а в крем-
нистых сталях при этих температурах наблюдаются лишь
начальные стадии рекристаллизации, формирующие бла-
гоприятную субструктуру.
Аналогичным образом влияет и степень деформаций
при ВТМО. Если при больших степенях горячей дефор-
мации значительное развитие получает динамическая ре-
кристаллизация, то при этом снижается как прочность
так и пластичность стали. Для большинства высокопроч-
ных сталей, упрочняемых путем ВТМО, оптимальная сте-
пень обжатия при правильно выбранной температуре де-
формирования составляет 25—40 %. При значительном
легировании рекристаллизационные процессы могут не
235
происходить даже при больших (75 %) степенях дефор-
мации (например, для стали 47Х8В4). В этом случае в ста-
ли сохраняется горячий наклеп, процесс ВТМО во многом
подобен НТМО, с сохранением высокой прочности и пони-
женной (а иногда и низкой) пластичности.
Процесс ВМТО при обработке высокопрочных сталей
применяется для производства рессор, труб, сортового
проката (прутки), буровых штанг и др.
Одним из способов получения высокопрочного состо-
яния является деформационное старение мар-
тенсита. Закаленная и низкоотпущенная сталь (до
300 °C) подвергается деформации с небольшой степенью
до 5—10 % и старению (отпуску на ~50° ниже перво-
го). Деформация на изделиях большего сечения может
быть осуществлена волочением, однако более пред-
почтительным видом деформации является — гидроэкстру-
зия — всестороннее сжатие жидкостью высокого давления,
повышающая пластичность стали при обработке. На
рис. 139 приведены данные о механических свойствах
сталей 40Х5МФ и 30Х2АФ после деформационного старе-
ния мартенсита по сравнению с закаленным и низкоотпу-
щенным состоянием (при е=0). В результате гидроэкст-
рузии прирост временного сопротивления и предела теку-
чести составляет 300—500 МПа. Наиболее интенсивно ха-
рактеристики прочности возрастают до степени деформа-
ции 3—4 %, а затем практически не увеличиваются.
На стали 30Х2АФ после деформационного старения
мартенсита достигается следующий уровень свойств: ов=
=2100 МПа, 6=8%, ф=45.% и ACt7=0,4—0,5 МДж/м2.
Упрочнение при деформационном старении мартенсита
обусловлено увеличением плотности дислокаций и их бло-
кировкой высокодисперсной карбонитридной фазой.
Деформация мартенсита может осуществляться и пос-
ле НТМО. В этом случае полезным может быть проведе-
ние деформации при НТМО с частичным распадом аусте-
нита на нижний бейнит, что повышает пластичность ста-
ли. Так, на кремнистой стали 70С2ХА, подвергнутой пу-
тем НТМО прокатке на 60%, со структурой мартенсита,
нижнего бейнита и остаточного аустенита, дополнительная
деформация на 100 % после отпуска при 200—300 °C повы-
шает предел упругости <то,оз на 300—400 МПа. При этом
пластичность стали практически не изменяется (рис. 140).
Сколь-нибудь значительного распространения этот ме-
тод не получил из-за трудностей проведения деформации
и интенсивного износа деформирующих устройств.
236
Имеется опыт применения теплой деформации при
температуре 100—300 °C мартенсита или отпущенного мар-
тенсита, который позволяет получить значения предела
текучести <2000 МПа.
3000
2600
2200
i
^1800
Х>
тоо
Температура отпуска, °C
Рис. 140. Влияние температуры отпуска иа изменение механических свойств ста-
ли 70С2ХА после разикх обработок (В. Я. Зубов, С. В. Грачев, М. Ф. Рыбако-
ва):
/ — НТМО (деформация 60 %)-(-деформация 10 %; 2 — НТМО (деформация 60 %);
3 — закалка в масле
4. Упрочнение при холодной деформации
Одним из хорошо известных методов получения изделий с высокой
(>1600—2000 МПа) прочностью является холодное волочение прово-
локи с содержанием 0,8—0,9 % С. При этом для получения больших сте-
пеней обжатия структура стали должна представлять собой феррито-
карбидную смесь тонкопластинчатого строения. Такая структура может
быть получена методом патентирования (см. гл. XVIII) или каким-либо
другим методом (например, кратковременным отпуском мартенсита за-
каленной стали).
Холоднодеформнрованная патентированная проволока широко ис-
пользуется для изготовления пружин, в которых применяют деформаци-
онное старение для повышения предела текучести (предела упругости)
и релаксационной стойкости.
Проволока особо высокой прочности (>3500 МПа) примениется для
изготовления тросов, прядей и других изделий, работающих в основном
при осевых нагрузках.
Прочность холоднодеформированной проволоки со структурой тон-
копластинчатого сорбита определяется содержанием углерода и азота и
степенью деформации при волочении. Существует много формул, связы-
вающих временное сопротивление проволоки с содержанием углерода и
степенью деформации. Все они носят эмпирический характер. По дан-
ным Ф. Б. Пикеринга, очень большое влияние на прочность холоднотя-
237
нутой проволоки оказывает азот. Ниже приведена Формула для времен-
ного сопротивления холоднотянутой проволоки, МПа, по Ф. Б. Пике-
рингу:
ов = 315 4-720 [С] + 17,68-1O3[N1+ 176 1пе,
(42)
|_| I_I___I__I__। । ।
О W SO 80 30 96 98 99
Степень деформации, °/о
Рис. 141. Влияние степени деформации на
механические свойства проволоки (В. Я.
Зубов, С. В. Грачев, В. П. Шалдыбин,
Л. А. Мальцева):
/ — сталь У9К2 .(вакуумная плавка, ВИП +
4-ВДП); 2 — У9А (мартеновская плавка)
локи из сталей повышенной чистоты по
где е — истинная деформация проволоки при волочении.
Для получения проволоки сверхвысокой прочности необходимо при-
менение при волочении очень больших деформаций (98—99 % и выше).
Такая деформация может быть
получена только иа проволоке
диаметром 0,1 мм и меньше.
Содержание углерода в
сверхпрочной проволоке долж-
но быть максимально возмож-
ным, при этом в структуре ие
должно быть обрывов цемен-
тнтной сетки. Таким образом,
оптимальное содержание угле-
рода в такой проволоке близко
к эвтектоидному (0,80 —
0,95 %).
Для получения проволоки
сверхвысокой прочности необ-
ходимо применять стали особо
чистые по неметаллическим
включениям, вредным примесям
и газам. Имеется положитель-
ный опыт применения дли
сверхпрочной проволоки сталей
вакуумного способа выплавки
с использованием шихтовых
материалов повышенной чисто-
ты. При этом положительное
влияние высокой чистоты стали
проявляется в возможности по-
лучения больших степеней об-
жатия при волочении и, соот-
ветственно, более высокого
временного сопротивления по
сравнению со сталями обычно-
го способа выплавки (рис. 141).
Прирост временного сопротив-
ления холоднотянутой прово-
сравнению с обычными сталя-
ми может достигать 1000 МПа. На холоднотянутой проволоке нз сталей
повышенной чистоты на диаметре заготовки 0,08—0,10 мм достигнут
пв=4800—5000 МПа. При этом пластические свойства тончайшей про-
волоки, оцениваемые прн испытании на разрыв с узлом, остаются на
достаточно высоком уровне. (Под величиной разрыва с узлом понимают
отношение ав образца с узлом к <гв гладкого образца в %. Удовлетво-
рительная пластичность отвечает значению разрыва с узлом э»50%.)
Дополнительное деформационное старение при 150—200 °C практи-
чески ие изменяет временного сопротивления сверхпрочной проволоки,
но при этом повышается предел текучести и снижается пластичность.
238
Легирующие элементы, за исключением кобальта и отчасти никеля,
понижают пластичность холоднотянутой патеитированной проволоки н
поэтому для производства сверхпрочной проволоки нежелательны. Ле-
гирование кобальтом в количестве 2,0—4,0 % полезно, так как кобальт
ускоряет распад переохлажденного аустенита при патентировании и не-
сколько увеличивает пластичность проволоки. Более высокие содержа-
ния кобальта могут вызвать графитизацию стали и, как следствие, па-,
дение прочностных свойств холоднотянутой проволоки.
Временное сопротивление холоднотянутой сверхпрочной проволоки
снижается при дополнительной деформации другого вида (кручение,
изгиб). Это обстоятельство необходимо учитывать при изготовлении
тросов и прядей путем свивки проволоки. При этом падение временного
сопротивления проволоки может составлять от 5 до 20 %.
Получение тоикопластинчатой феррито-карбидной структуры воз-
можно и при скоростном отпуске (электроотпуске) закаленной стали.
В работах В. Н. Гриднева, Ю. Я. Мешкова и др. показано, что при ско-
ростном отпуске закаленной стали в интервале 500—650 °C можно по-
лучить пластинчатые выделения цементита, такая структура обладает
хорошей пластичностью и значительно упрочняется при волочении. До-
стоинством такого метода является возможность получения высокопроч-
ной проволоки из легированных сталей типа ЗОХГСА, 38ХА, 15ХА. При
этом проволока выдерживает большие степени обжатия (>80 %) и да-
ст <Тв >2000 МПа на диаметре 1,2 мм при достаточно высокой плас-
тичности. Такая проволока может быть использована для изготовления
высокопрочных теплостойких тросов. На углеродистой проволоке с
0,8—0,9 %. С таким методом можно получить на диаметре 1,2 мм <Тв=
=2800—3000 МПа, при числе перегибов (показатель пластичности для
проволоки), равном 7—9.
5. Стали со сверхмелким зерном
Одним из способов значительного увеличения прочности является по-
лучение сверхмелкозернистых сталей (диаметр зерна порядка 10 мкм и
меньше). Получение сверхмелкого аустенитного зерна, а при закалке
резкое измельчение мартенситных пластин, можно осуществить при ско-
ростной аустенитизации с применением специальных методов сверхско-
ростного нагрева и очень коротких выдержек при температурах, не на-
много превышающих критические. Достоинством подобной обработки
является одновременное повышение вязкости разрушения Kic и удар-
ной вязкости (см. рис. 129) при высокой прочности.
Для сверхмелкозернистых сталей наблюдается отклонение от из-
вестного закона Холла—Петча, согласно которому между пределом те-
кучести и величиной d-'/* существует линейная зависимость. Это откло-
нение обусловлено ограничением накопления дислокаций у границ зерен
из-за малой величины свободного пробега дислокаций и большой общей
плотности дислокаций в сверхмелкозериистом сплаве. Такое отклонение
наблюдается уже при измельчении зерна ниже балла 10 и значительно
усиливается при сверхмелком зерне порядка балла 14—15. В высоко-
прочных сталях со структурой сверхмелкого мартенсита увеличение пре-
дела текучести может достигать 10 %. Такие стали характеризуются вы-
сокой конструктивной прочностью, т. е. сочетанием высокой прочности,
вязкости разрушения и ударной вязкости. Кроме того, сверхмелкозерни-
стая сталь имеет высокое сопротивление усталости.
К недостаткам таких сталей относится трудность, а иногда и невоз-
можность, получения сверхмелкого зерна путем сверхбыстрой аустени-
239
тизации и закалки в больших сечениях, а также склонность таких сталей
к разупрочнению при нагреве.
В сверхмелкозернистых сталях и сплавах при определенных темпе-
ратурах и скоростях нагружения можно получить аномально высокие
' значения относительного удлинения (явление сверхпластичяости).
6. пнп -стали
Высокопрочные стали с пластичностью, наведенной превращением, в оте-
чественной литературе получили название ПНП-сталей (пластичность,
наведенная.превращением), а в зарубежной литературе трип-сталей
(TRIP — transformation induced plasticity). Принцип их получения и
способы упрочнения состоят в следующем.
Соответствующим подбором легирующих элементов снижают мар-
тенситные точки Мв и Мд ниже комнатной температуры. Таким обра-
зом, после закалки такие стали имеют аустенитную структуру. Для по-
лучения повышенных прочностных свойств стали подвергают пластиче-
ской деформации в интервале температур 250—550 °C (ниже
температуры рекристаллизации) с большими степенями обжатия (до
80%). При этом мартенситные точки Ми и Мя повышаются и точка
Мд становится выше комнатной температуры (точка Мн остается ниже
комнатной температуры). Повышение мартенситной точки Мд может’
быть усилено., посредством легирования стали мартенситообразующими
элементами, выделения карбидов при пластической деформации, изме-
нения состава мартенсита и дополнительным повышением мартенситных
точек Мн и Мк. После охлаждения стали от температуры теплого де-
формирования сталь сохраняет структуру деформированного аустенита,
но этот аустенит уже становится метастабильным по отношению к плас-
тической деформации при комнатной температуре. Деформация такого
аустенита (например, при механических испытаниях) приводит к обра-
зованию мартенсита деформации (у-хх-превращение) во время испыта-
ния, что сопровождается увеличением прочностных свойств и значи-
тельным ростом относительного удлинения. В этом случае образующий-
ся мартенсит затрудняет образование шейки при растяжении благодаря
упрочнению в месте ее образования, и деформация образца долгое вре-
мя носит равномерный характер.
ПНП-стали легируют такими элементами как марганец, кремний,
молибден, хром, ванадий, вольфрам, никель. Содержание углерода в вы-
сокопрочных ПНП-сталях составляет 0,3 %. В ряде случаев используют
стали е высоким (выше 20%) никелем. Известны (Закей и Паркер)
ПНП-стали, содержащие 0,25 % С; 24 % Ni и 4,0 % Мо или 0,24 % С;
21,0 % Ni; 2,0 % Мп; 2,0 % Si; 4,0 % Мо.
Для получения повышенных прочностных свойств ПНП-стали под-
вергают дополнительной холодной пластической деформации с развити-
ем у-хх-превращения в процессе деформации. При этом прочностные
свойства стали продолжают расти, а пластичность уменьшается. Так,
сталь с 0,3 % С; 2 % Мп; 2 % Si; 9 % Сг; 8,5 % Ni и 4,0 % Мо после
прокатки при 425 °C со степенью деформации 80 % имеет ств=1500 МПа,
<То,2=143О МПа и 6=50 %, а после дополнительной холодной прокатки
со степенью деформации 15 % ств=1750 МПа, Сто,2= 1620 МПа с более
низкими значениями относительного удлинения.
Для некоторых ПНП-сталей применяют дополнительные охлаждение
и деформацию при низких температурах (до —196 °C) с последующим
^отпуском при 350—400 °C, при этом частично получают мартенсит де-
240
формации до механических испытаний. При такой обработке можно по-
лучить <то,2=2ООО МПа и 6= 20—25 %.
Достоинством ПНП-сталей являются высокие значения вязкости
разрушения Kic. Высокие значения вязкости разрушения для ПНП-
сталей обусловлены поглощением энергии деформации при фазовом
у->-а-превращении. ПНП-стали имеют высокое сопротивление усталост-
ному, а также коррозионному разрушению. Это связано с образованием
мартенсита при продвиже-
нии трещины и релаксацией
напряжений в вершине тре-
щины.
На рис. 142 показаны
уровни прочности и пластич-
ности, достигаемые в высо-
копрочных сталях различ-
ных классов и способов об-
работки. ПНП-стали имеют
при сопоставимой прочности
более высокую пластич-
ность.
К недостаткам ПНП-
сталей относятся значитель-
ные трудности, связанные с
осуществлением большой
пластической деформации
при теплой деформации,
трудность контроля состава
стали, обеспечивающего не-
обходимые характеристики
превращения, высокая сто-
имость, особенно в случае
использования высоконике-
левых сталей, ограничения
по сортаменту (лист, прово-
лока, пруток). ПНП-стали можно использовать для производства ответ-
ственных деталей, высокопрочных крепежных изделий, а также высо-
копрочной проволоки и тросов. Работами И. Н. Богачева с сотрудника-
ми принцип ПНП положен в основу создания кавитационностойких ста-
лей (см. гл. XX, п. 2).
Рис. 142. Значения прочности н пластич-
ности ПНП-сталей по сравнению с други-
ми высокопрочными сталямн (В. Закэй):
1 — стали после ВТМО; 2 — после ТМО и
деформационного старения; 3 — мартенсит-
ностареющие стали; 4 — высокопрочные
низколегированные стали; 5 — ПНП-стали
Глава XX
КОНСТРУКЦИОННЫЕ СТАЛИ
СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
1. Криогенные стали
К криогенным относятся стали, используемые в машинах
и оборудовании для получения, хранения и транспортиро-
вания сжиженных газов с температурой кипения от —80
16-970
241
до —269 °C. Криогенные стали следует отличать от сталей
северного исполнения (до —70°C).
Основным требованием, предъявляемым к криогенным
сталям, является гарантированный запас пластичности и
вязкости разрушения при рабочих температурах. Мате-
риал в условиях низких температур не должен обладать
склонностью к хрупкому разрушению, т. е. интервал ра-
бочих температур должен находиться выше порога хлад-
ноломкости стали. В общем случае, чем больше разница
между температурой эксплуатации и порогом хладнолом-
кости, тем выше запас вязкости материала.
В большинстве случаев в качестве криогенных матери-
алов применяют аустенитные Сг—Ni, Сг—Мп, Сг—Ni—
Мп стали, а также ферритные стали, легированные нике-
лем.
Аустенитные хромоникелевые стали
Нержавеющие хромоникелевые стали, содержащие 18—
20 % Сг и 8—12 % Ni (гл. XXII, п. 2) сохраняют аустенит-
ную структуру при охлаждении вплоть до криогенных
температур, однако аустенит таких сталей нестабилен,
т. е. способен претерпевать под влиянием пластической де-
формации мартенситное превращение, в результате кото-
рого в структуре могут возникать мартенситные фазы.
Увеличение содержания хрома и никеля в сталях типа
18—8 приводит к снижению температурного интервала
мартенситного -превращения и уменьшает интенсивность
мартенситных превращений при деформации. Аустенит-
ные хромоникелевые стали имеют невысокую прочность
при комнатной температуре. Хромоникелевые стали для
службы при криогенных температурах упрочняют холод-
ной пластической деформацией, однако повышение проч-
ностных характеристик в результате деформации сопро-
вождается снижением пластических свойств (рис. 143),
особенно сильно у сталей с нестабильным аустенитом, со-
держащих 8—10 % Ni.
В процессе холодной пластической деформации хромоникелевых аус-
тенитных сталей наряду с образованием а-мартенсита возникает в-мар-
тенсит с г. п. у. решеткой.
В тех случаях, когда требуется сохранить высокие механические
свойства вплоть до температуры абсолютного нуля в отсутствие ферро-
магнитных фаз, применяют хромоникелевые стали с содержанием 18—
25 % Сг и 14—25 % Ni. Высокое содержание хрома и никеля в этих
сталях делает аустенит стабильным, полностью подавляя мартенситные
превращения в процессе холодной пластической деформации и при экс-
плуатации.
242
Влияние температуры испытания на механические свойства хромо-
никелевых аустенитных сталей показано иа рис. 144. В стали 08Х18Н20
со стабильным аустенитом наблюдается примерно одинаковый 'темп
возрастания значений <То,2 и <тв прн понижении температуры испытаний.
Иной характер температурной зависимости прочностных свойств присущ
стали 08Х18Н10, претерпевающей в ходе низкотемпературной пластиче-
ской деформации у-»-е->а-превращение. Значения о0,2 при понижении
температуры изменяются в стали 08Х18Н10 примерно так же, как и в
Рис. 143. Влияние степени холодной пластической деформации е на механические
свойства стали 08Х18Н8 (А. В. Третьяков, В. И. Зюзин)
Рис. 144. Влияние температуры испытания на механические свойства хромонике-
левых аустенитных сталей:
08Я18Н10 (а); 08Х18Н20 (б) (А. П. Гуляев)
стали 08Х18Н20, а значение <тв растет значительно быстрее в первой
стали благодаря сильному упрочняющему влиянию а- и в-мартенситных
фаз. Несмотря на монотонное снижение значений ударной вязкости хро-
моникелевых аустенитных сталей они сохраняют вязкий излом и значе-
ния KCU не менее 1,0 МДж/м2 вплоть до температуры кипения жид-
кого гелия (—269°C). Вследствие высокого сопротивления хрупкому
разрушению аустенитные хромоникелевые стали применяют до темпе-
ратуры —269 °C.
Хромомарганцевые и хромоникельмарганцевые стали
Аустенитные хромоникелевые стали из-за высокого содержания дефи-
цитного никеля (8—20%) достаточно дорогие. В последнее время в
СССР и за рубежом интенсивно ведут исследования в целях создания
криогенных аустенитных сталей, в которых никель частично или полно-
стью заменен марганцем. Марганец, как и никель, увеличивает стабиль-
ность аустенита относительно мартенситного превращения при охлаж-
дении и холодной пластической деформации, снижая температуры то-
чек МИ и Мд сталей. Поскольку марганец в определенных количествах
в противоположность никелю снижает энергию дефектов упаковки аус-
тенита и обладает более слабым аустенитообразующим действием, хро-
момарганцевые стали более склонны к мартенситным превращениям, чем
хромоникелевые. При полной замене никеля марганцем возрастает опас-
16*
243
ность хрупкого разрушения, свойственная многим марганцевым сталям
при низких температурах. По этой причине, а также для повышения
прочностных свойств аустенитные стали на хромомарганцевой основе
дополнительно легируют никелем или азотом, а часто обоими элемен-
тами совместно. Хромоникельмарганцевые стали, содержащие азот, мож-
но рассматривать как криогенные стали повышенной прочности, так как
они имеют значительно более высокие значения предела текучести при
комнатной температуре, чем аустенитные хромоникелевые стали.
В табл. 28 приведены механические свойства некоторых из наиболее рас-
Таблица 28. Механические свойства (средние)
хромоникельмарганцевых и хромомарганцевых аустенитных
криогенных сталей
Марка стали ^зак’ °C ^исп’ °C СТВ 1 °0,2 6 | Ч> кси, МДж/м2
МПа %
10Х14Г14Н4Т 1050 +20 900 290 50 69 2,7
(ЭИ711) —196 1420 400 41 60 2,3
—253 1500 500 22 14 2,1
07Х21Г7АН5 1150 +20 720 410 49 72 3,0
(ЭП222) —196 1420 800 49 63 2,0
—253 1570 1090 38 42 2,0
03Х13АГ19 1050 +20 830 370 74 71 2,4
(ЧС-36) —196 1440 750 46 39 1,6
—253 1440 880 15 17 1,4
пространенных Сг—Мп, Сг—Ni—Мп криогенных сталей. Аустенитные
Сг—Мп, Сг—Ni—Мп стали по прочностным и пластическим свойствам
не уступают хромоникелевой стали 08Х18Н10. Благодаря более низкой
стоимости хромомарганцевые стали могут успешно конкурировать с
хромоникелевыми сталями. При операциях, связанных с изготовлением
или упрочнением деталей способом холодной пластической деформации,
следует учитывать большую склонность хромомарганцевых аустенитных
сталей к наклепу по сравнению с хромоникелевыми даже в отсутствие
мартенситных превращений в процессе деформации.
Термическая обработка криогенных аустенитных сталей на основе
системы Ст—Мп состоит обычно из закалки от 1050—1150 °C с охлаж-
дением в воде для фиксации гомогенного твердого раствора.
Аустенитные хромомарганцевые и хромоникельмарганцевые стали
рекомендуется применять в криогенном машиностроении при температу-
рах эксплуатации не ниже —196 °C.
Ферритные стали, легированные никелем
Широкое распространение в качестве конструкционного материала для
службы при низких температурах получили низкоуглеродистые стали
F—Ni, содержащие 3,5—9 % Ni. Никелевые стали обладают хорошей
технологичностью и имеют более высокие прочностные свойства по
сравнению с хромоникелевыми аустенитными сталями.
Как было показано ранее (см. гл. IV, п. 4), легирование никелем,
уменьшая энергию взаимодействия дислокаций с атомами примесей внед-
рения в кристаллической решетке железа, эффективно снижает порог
хладноломкости железа и повышает работу развития трещины в усло-
244
виях вязкого разрушения (1 % Ni снижает порог хладноломкости при-
мерно на 20°C). Экономнолегированные никелевые стали выбирают ис-
ходя из температурных условий работы конструкций:
Содержание никеля, %............ 3—4 5—6 6—9
Температурная область применения,
°C.............................. —120 —150 —196
Практическое применение для изготовления криогенного оборудо-
вания получили стали с 6 (0Н6) и 9 % Ni(0H9) (табл. 29). Эти стали
обычно подвергают нормализации (Н) или двойной нормализации с от-
пуском (ДНО).
Таблица 29. Состав и механические свойства ферритных
криогенных сталей (А. П. Гуляев)
Марка стали Содержание основных элементов, % (по массе) Терми- ческая обработка Температура порога хладноломкости, °C со,2’ МПа кси, МДж/м*
С N1 Т’эо п.
0Н6 0,06 6—7 н —100 —180 470/860 2,9/0,8
ДНО —180 —196 500/900 3,0/1,2
0Н9 0,06 8,5- Н —130 —196 550/960 2,0/1,2
9,5 ДНО —180 —196 600/980 2,5/2,4
Примечание. В числителе приведены свойства прн 20°C, в знаменателе—
прн —196 °C.
Двойная нормализация обеспечивает наилучшее сочетание свойств
сталей 0Н6 и 0Н9. Первую нормализацию от 900 °C проводят с целью
гомогенизации у-твердого раствора стали, а вторую — от 790 °C (при-
мерно на 50 °C выше точки Ас3) — для получения мелкозернистой струк-
туры. Отпуск повышает ударную вязкость при низких температурах
(до —196°C). В процессе отпуска происходит растворение карбидной
фазы с образованием небольшого количества (до 12%) аустенита, ста-
бильного при охлаждении до весьма низких температур. Микрострук-
тура сталей после отпуска должна состоять из обогащенного никелем
феррита и участков аустенита.
Благодаря хорошей свариваемости, достаточной прочности и удар-
ной вязкости стали 0Н6 и 0Н9 эксплуатируют в СССР и за рубежом до
температуры —196 °C.
2. Износостойкие, стали
Износ в общем случае можно охарактеризовать как про-
цесс изменения размеров, формы, массы или состояния
поверхностного слоя под влиянием внешней среды. Износ
может вызываться трением поверхностей деталей машин
одна о другую или воздействием на поверхность рабочей
среды потоков жидкости, газа или контакта поверхности
245
Ш-10'3,МПа
Рнс. 145. Зависимость отно-
сительной износостойкости
И сталей от их твердости
(М. М. Хрущов)
с твердыми частицами. В соответствии с условиями
внешнего воздействия на поверхность различают следую-
щие виды износа: абразивный, при трении, ударный, ка-
витационный и др. В процессе износа происходит дефор-
мирование и разрушение микрообъемов поверхности ме-
талла с последующим их отделением в виде частиц. При
наличии агрессивных сред, повышен-
ных температур и действия других
физических и химических факторов,
снижающих прочность поверхности,
сопротивление износу зависит от
коррозионной стойкости материала,
его жаростойкости и других свойств.
На рис. 145 показана относитель-
ная износостойкость И при абра-
зивном изнашивании сталей в зави-
симости от их твердости, получен-
ной отпуском при различных темпе-
ратурах после закалки. Стойкость
сталей против абразивного изнаши-
вания возрастает с увеличением их
твердости, причем, чем больше со-
держание углерода и карбидообра-
зующих элементов в стали, тем при
одинаковой твердости износостой-
кость выше.
Высокомарганцовистая сталь
Марганцевый аустенит обладает высокой способностью
к наклепу в процессе холодной пластической деформации
(см. гл. IV, п. 5). Это свойство ярко проявляется в наибо-
лее распространенной износостойкой стали — высокомар-
ганцовистой аустенитной стали 110Г13Л, или стали Гад-
фильда.
Сталь 110Г13Л по ГОСТ 2176—77 содержит 0,9—
1,4 % С; 11,5—15% Мп; 0,3—1,0 % Si; <0,05 % S;
<0,12 % Р; <1 % Сг; <1 % Ni; <0,3 % Си. Как правило,
отношение Мп:С должно быть не менее 10. Благодаря вы-
сокому содержанию углерода и марганца сталь 110Г13Л
обладает относительно устойчивой аустенитной структу-
рой. Мартенситные фазы в стали 110Г13Л были обнару-
жены только при больших степенях деформации в коли-
честве около 1 %.
Основное достоинство стали 110Г13Л в том, что высо-
246
кая износостойкость в случае приложения больших исти-
рающих давлений сочетается в ней с хорошей пластично-
стью и ударной вязкостью. Для обеспечения такого комп-
лекса свойств детали из стали 110Г13Л подвергают за-
калке от 1050—1100 °C в воде. При этом фиксируется
структура аустенита и предотвращается выделение карби-
дов. Медленное охлаждение от высоких температур или
Рис. 146. Микроструктура стали 110Г13Л после закалки от 1050 °C в воду (а) н
холодной пластической деформации на 20 % (б). Х200
изотермическая выдержка стали 110Г13Л в интервале
температур 400—800 °C приводят к распаду аустенита по
реакции у-^-у+а+К.
После закалки сталь 110Г13Л имеет следующие меха-
нические свойства: ов=800—1000 МПа, о0>2=250—400
МПа, 6=35—45 %, ф=40—50 %, НВ = 170—230.
Сталь 110Г13Л в закаленном состоянии имеет высокие
значения ударной вязкости при комнатной температуре
(KCU+20oC =2,0—3,0МДж/м2), однако при снижении тем-
пературы испытаний вследствие склонности к хладнолом-
кости марганцевого аустенита ударная вязкость резко па-
дает (KCU_i96°c=0,2—0,3 МДж/м2).
Сталь 110Г13Л широко используют для отливок, работающих в ус-
ловиях ударно-абразивного износа (зубья ковшей, экскаваторов, траки
гусеничных машин, железнодорожные стрелки и крестовины, бронепли-
ты дробилок и т. п.). При чисто абразивном износе, когда преобладает
механизм среза поверхностных слоев абразивными частицами, сталь
110Г13Л со структурой аустенита не обладает существенными преиму-
ществами перед другими сталями с одинаковой твердостью.
Микроструктура стали в закаленном состоянии и после холодной
пластической деформации показана на рис. 146, откуда видно, что в де-
формированном состоянии в полиэдрических зернах аустенита равномер-
но расположены линии деформации в двух или трех взаимно пересекаю-
щихся. направлениях. Пластическая деформация в марганцевой аусте-
нитной стали осуществляется путем скольжения по плоскостям {111},
а также посредством двойникования.
247
Рис. 147. Влияние холодной
пластической деформации 8 на
твердость стали 110Г13Л (/) и
углеродистой стали 40 (2) (А. П.
Гуляев)
Износостойкость деталей обеспечи-
вается высокой твердостью рабочей по-
верхности. Отличительное свойство стали
1 ЮГ 13Л состоит в том, что повышенная
твердость и, следовательно, износостой-
кость поверхностных слоев деталей из
этой стали приобретаются в процессе
эксплуатации под действием ударных и
истирающих нагрузок при сохранении
вязкой сердцевины и способности проти-
востоять ударным нагрузкам, ие разру-
шаясь. В результате больших степеней
холодной пластической деформации
твердость стали 110Г13Л может возрас-
тать до НВ 550—600. Это достигается
благодаря повышенной способности к де-
формационному упрочнению высокомар-
ганцевого аустенита, обладающего низ-
кой энергией дефектов упаковки, по
сравнению с феррито-перлитной структурой углеродистой стали
(рис. 147).
3. Метастабильные аустенитные стали
Многие детали машин, работающие в контакте с быстро-
текущим потоком жидкостей (например, лопасти турби-
ны гидростанций, судовые гребные винты, лопасти насо-
сов, системы охлаждения различных агрегатов и т. п.),
подвергаются кавитационной эрозии. Под воздействием
многократных и гидравлических ударов, локализованных
в микрообъемах поверхности, происходит пластическая
деформация, а затем и разрушение, эрозия металла.
Высокая способность марганцевого аустенита к де-
формационному упрочнению использована при разработ-
ке хромомарганцевых нестабильных аустенитных сталей
с высокой кавитационной стойкостью. И. Н. Богачев с сот-
рудниками показали, что наибольшим сопротивлением
кавитационному воздействию обладают метастабильные
аустенитные стали на хромомарганцевой основе, которые
под влиянием внешней нагрузки претерпевают мартенсит-
ное превращение.
Мартенситное превращение, вызванное деформацией,
в аустенитных сталях может развиваться, если деформа-
цию проводят ниже температуры Мд. Положение темпера-
тур Ма и Мд рассматривается как условный показатель
стабильности аустенита. При равном положении мартен-
ситных точек и одинаковом содержании углерода образо-
вание мартенсита при деформации протекает более интен-
сивно в марганцевых и хромомарганцевых сталях, чем в
никелевых и хромоникелевых. Большая склонность мар-
248
ганцевого й хромомарганцевого аустенитов к мартенсит-
ному превращению при деформации связана с низкой
энергией дефектов упаковки, которые являются зароды-
шами кристаллов е- и а-мартенсита деформации. Мартен-
ситные превращения в хромомарганцевых сталях разви-
ваются по схеме у->е — а, при этом обычно в случае ма-
лых степеней деформации инициируется у->е-, а при боль-
ших у->а-, а также е->а-превращение.
Кавитационная стойкость находится в прямой зависи-
мости от способности стали к упрочнению в процессе
внешнего воздействия рабочей среды. Роль мартенситных
превращений в повышении кавитационной стойкости за-
ключается не только в том, что кристаллы мартенсита
создают высокий уровень упрочнения и обладают повы-
шенным сопротивлением разрушению, но и в том, что в
процессе мартенситного превращения происходит релак-
сация напряжений. Мартенсит деформации отличается от
мартенсита охлаждения .более высокой дисперсностью и
большей прочностью кристаллов.
На основе представлений о высоком сопротивлении
метастабильного хромомарганцевого аустенита кавитацион-
ной эрозии И. Н. Богачевым с сотрудниками были созданы
кавитационностойкие стали 30Х10Г10, 0Х14АГ12, облада-
ющие активной кинетикой мартенситообразования при де-
формации. Равномерная деформация и разрушение по-
верхностного слоя сталей с метастабильным аустенитом
приводят к тому, что на поверхность выступает новый
слой; в котором под действием гидравлических ударов
снова образуется мартенсит. Многократное повторение это-
го процесса обусловливает очень медленное развитие раз-
рушения, т. е. высокую эксплуатационную стойкость.
Химический состав и механические свойства мета стабильных хромо-
марганцевых аустенитных сталей приведены в табл. 30. Образование
мартенсита в процессе механических испытаний метастабильных хромо-
марганцевых аустенитных сталей обеспечивает им более высокие зна-
чения Ов и значительное снижение пластических характеристик по срав-
нению с более стабильным аустенитом стали 12Х18Н10Т. Повышенная
способность к упрочнению хромомарганцевых метастабильных аустенит-
ных сталей обусловливает значительно более высокую кавитационную
стойкость этих сталей по сравнению со сталью 08Х18Н8, стабильной в
данных условиях воздействия (рис. 148).
Принцип метастабильиости аустенита был использован также для
повышения стойкости стали при работе в условиях ударно-абразивиого
изнашивания. Поскольку износостойкость марганцевого аустенита в зна-
чительной степени обусловлена его способностью к деформационному
упрочнению, выигрыш от применения хромомарганцевых метастабиль-
ных аустенитных сталей достигается благодаря эффективному механиз-
му упрочнения вследствие образования достаточного количества мар-
249
Таблица 30. Состав и механические свойства метастабильиых
Марка стали Назначение Содержание основных элементов, %
С Сг Мп другие элементы
0Х14АГ12М ЗОХЮГЮ 60Х5Г10Л Кавитацнон- ностойкая То же Износостойкая <0,1 0,28— 0,32 0,6—0,7 12—14,5 9—11 4—6 11—13 9—11 9—11 0,08—0,2 Ni; 0,5—l.OMo
тенсита деформации, кроме действующего в'стали 110Г13Л основного
механизма наклепа аустенита.
Содержание углерода в хромомарганцевой метастаСильной аусте-
нитной стали, обеспечивающее активное действие двух основных меха-
низмов упрочнения, должно находиться в пределах 0,5—0,8 % С при
7—10 % Мп и 3—6 % Сг.
Рис. 148. Потеря массы, твердость поверхности НВ
слоя образцов сталей ЗОХЮГЮ (/) в типа 08Х18Н8 (2)
воздействия (И. Н. Богачев, Р. И. Мииц)
в глубина h наклепанного
в процессе кавитационного
Сталь 60Х5Г10Л (AfH=—504-70 °C) обладает более вы-
сокой стойкостью при циклическом контактно-ударном на-
гружении и ударно-абразивном изнашивании по сравнению
со сталью 110Г13Л. На рис. 149 показано, что образцы
стали 60Х5Г10Л за одинаковое число циклов (105) кон-
тактно-ударного нагружения (на копре ДСВО-150) претер-
певают меньшую деформацию Д/г и приобретают в процес-
се нагружения значительно более высокую твердость, чем
образцы стали 110Г13Л. Пластическая деформация вызыва-
250
хромомарганцевых аустеивтиых сталей
Режим термичес- кой обработки %,2 % в Ф кси. МДж/м2
м Па 1 4
Нормализация 1050 °C 280—440 660—930 25—50 23—48 2,3—3,4
Закалка от 1100’С 250—420 600—750 10—16 12—17 0,7—2,2
Закалка от 1150 °C 410—450 500—700 8-15 10—18 0,5—1,5
ет в образцах метастабильной аустенитной стали 60Х5Г10Л
развитие у^-е->а-превращения с образованием свыше 30 %
«-мартенсита после 105 циклов нагружения, в то время как
сталь 110Г13Л сохраняет аустенитную структуру.
В метастабильном хромомарганцевом аустените часть энергии внеш-
него нагружения расходуется на образование а- и е-мартенситных фаз
и нх упрочнение в процессе дальнейшей деформации. Высокая стойкость
метастабильных хромомарганцевых аустенитных сталей в процессе ка-
витационного и циклического контактно-ударного нагружения достига-
Рис. 149. Изменение высоты Aft образцов, твердости HV в количества мартенсит-
ных 8- и a-фаз в процессе циклического контактно-ударного нагружения сталей
110Г13Л (/) н 60Х5Г10Л (2) (М. А. Филиппов)
ется в том случае, когда обеспечивается оптимальная для данного спо-
соба деформации кинетика мартенситных превращений — достаточно ин-
тенсивное и равномерное образование мартенситных фаз в течение всего
периода работы.
Хромомарганцевые метастабильные стали типа 0Х14АГ12М и
ЗОХЮГЮ применяют в литом состоянии, а также в виде электродов и
листа для изготовления наплавки и облицовки рабочих поверхностей,
подвергающихся кавитационному разрушению и изнашиванию. Стали
типа 60Х5Г10Л используют для изготовления литых бронефутеровочных
плит дробильно-размольного оборудования и других отлнвок, работаю-
щих в условиях ударно-абразивного изнашивания.
251
4. Немагнитные стали повышенной прочности
В современной электротехнике, приборостроении, судостро-
ении и других отраслях требуется применение немагнитных
сталей. Аустенитные стали парамагнитны, однако имеют
низкие значения предела текучести (150—350 МПа), что-
затрудняет их использование в качестве материала высоко-
нагруженных деталей и конструкций.
Повышенные прочностные свойства, соответствующие
уровню свойств конструкционных улучшаемых сталей, дос-
тигаются на сталях аустенитного класса холодной или теп-
лой пластической деформацией; упрочнением в результате
дисперсионного твердения, упрочнением посредством фазо-
вого наклепа при последовательном проведении прямого
и обратного мартенситных у-нх-э-у-превращений.
Так, аустенитная сталь 50Г18Х4, из которой изготавли-
вают бандажные кольца роторов электрогенераторов, при-
меняется в состоянии после холодного или теплого на-
клепа. В наклепанном состоянии предел текучести стали
50Г18Х4 повышается до 1100 МПа при сохранении высоко-
го уровня пластических свойств (6=30 %, ф = 50 %). При-
мерно такой же комплекс механических свойств достигают
на стали 50Г18Х4, легированной ванадием, в результате
выделения дисперсных карбидов VC в процессе старения
при температуре 650 °C.
Высокий комплекс механических свойств достигается
на метастабильных сталях системы Fe — Ni — Ti (0,03—
0,05 % С; 24—26 % Ni; 1,5—3,0 % Ti), разработанных
К. А. Малышевым после комбинированного упрочнения фа-
зовым наклепом и старением. После низкотемпературного
старения (500—600 °C) фазонаклепанного аустенита вслед-
ствие выделения высокодисперсных частиц у'-фазы, коге-
рентно связанных с матрицей, в стали Н24Х2ТЗ достигнут
следующий комплекс механических свойств: а0,2=900 МПа;
<тв= 1150 МПа; 6=25 %; ф = 55 %.
Один из-новых путей повышения прочности немагнитных
сталей состоит в использовании парамагнитного е-мартен-
сита, образующегося в низкоуглеродистых сталях с, 16—
22 % Мп (см. рис. 71,в). Двухфазные (у+е) стали Ъша
05Г20 имеют после закалки более высокие прочностные
свойства по сравнению с однофазными аустенитными ста-
лями (сто,2=370—450 МПа; ств=750—950 МПа; 6=30—
40 %; ф=35—60’%) и могут найти применение в качестве
конструкционного немагнитного материала.
252
5. Стали повышенной обрабатываемости
Обрабатываемость резанием является важнейшей техноло-
гической характеристикой стали. Улучшение обрабатывае-
мости резанием повышает производительность механической
обработки и зачастую открывает возможность применения
высокопрочных сталей, использование которых тормозилось
этим технологическим критерием.
К сталям повышенной обрабатываемости резанием
(иногда эти стали называют автоматными) относят стали
с высоким содержанием серы и фосфора, а также стали
специально легированные селеном, теллуром или свин-
цом.
Указанные элементы способствуют повышению скорости
резания, уменьшают силу резания и изнашиваемость инст-
румента, улучшают чистоту и размерную точность обрабо-
танной поверхности, облегчают отвод стружки из зоны ре-
зания и ряд других факторов обрабатываемости.
Влияние перечисленных легирующих элементов на улуч-
шение обрабатываемости резанием происходит в основном
благодаря изменению свойств а- и у-твердого раствора (фос-
фора), изменению состава, свойств и морфологии неметал-
лических включений (сера, селен, теллур), образованию
металлических включений, не растворимых в твердом рас-
творе (свинец). Однако, кроме легирования, обрабатывае-
мость резанием существенно зависит от твердости материа-
ла, его структуры, т. е. от предварительной термической
обработки перед резанием. Так, крупнозернистая сталь луч-
ше обрабатывается резанием, также заметно влияет
характер перлита: пластинчатый обрабатывается лучше,
чем зернистый.
Эффективность влияния элементов, существенно улуч-
шающих обрабатываемость, зависит от технологии произ-
водства сталей, особенно от выплавки и раскисления.
Стали повышенной и высокой обрабатываемости регла-
ментируются ГОСТ 1414—75.
В табл. 31 приведены данные о составе, термической об-
работке и механических свойствах некоторых сталей. Стали
повышенной обрабатываемости резанием обозначают бук-
вой «А» (автоматные стали) перед написанием марки ста-
ли. В селенсодержащих сталях после наименования марки
ставится дополнительно буква «Е», а в свинецсодержащих
сталях буква «С» ставится после буквы «А». В сталях с
повышенным содержанием серы или фосфора, кроме буквы
«А», другие обозначения не предусмотрены.
253
к> Таблица 31. Состав и механические свойства, не менее, сталей повышенной обрабатываемости резанием
Группа стали Марка стали Содержание основных элементов , %
С S р РЬ se другие элементы
Углеродистая сернистая А12 0,08—0,16 0,08—0,20 0,08—0,15 — — 0,7—1,0 Мп
А20 0,17—0,24 0,08—0,15 <0,06 — — 0,7—1,0 Мп
А40Г 0,37—0,45 0,18—0,30 <0,05 — — 1,2—1,55 Мп.
Углеродистая свинецсодержащая АС40 0,37—0,45 <0,04 <0,04 0,15—0,30 — —
Углеродистая сер- нистоселенистая А35Е 0,32—0,40 0,06—0,12 <0,046 — 0,04—0,10 —
Хромистая сер- нистоселеннстая А40ХЕ 0,36—0,44 0,06—0,12 <0,035 — 0,04—0,10 0,8—1,1 Сг
Легированная свинецсодержащая АС12ХН 0,09—0,15 <0,035 <0,035 0,15—0,30 — 0,4—0,7 Сг; 0,5—0,8 Ni
АСЗОХМ 0,27—0,33 <0,035 <0,035 0,15—0,30 — 0,8—1,1 Сг;0,15—0,25Мо
Продолжение табл. 31
Группа стали Марка стали Режим контрольной терми- ческой обработки °0,2 % б кси. МДж/м2
°с оаК ^отп’ °С МПа %
Углеродистая сернистая А12 Горячекатаная, без тер- мической обработки — ^4201 22 34 —
А20- — 460 20 30 —
А40Г — 600 14 20 —
Углеродистая свинецсодержащая АС40 Нормализация 340 (340) 580 (580) 19(19) -(45) -(0,6)
Углеродистая сер- пистоселенистая А35Е > 320 (320) 540 (540) 20 (20) - (45) -(0,7)
Хромистая сер- нистоселенистая А40ХЕ 860, м 500, в 800 (800) 1000(1000) 10(10) 45(10) 0,6 (0,6)
Легированная свинецсодержащая АС12ХН 900—920, м 150—180, вз 450 650 10 — 0,9
АСЗОХМ 860—880, м 510—560, вз 750 (750) 900 (950) 12(11) -(45) 0,10(0,8)
сталей, не содержащих элементов, улуч-
Примечание: 1. В скобках указаны механические свойства для аналогичных марок
шающих обрабатываемость (сален, свинец). "
2. Условные обозначения охлаждающей среды: м —масло: в —вода, вз —воздух.
255
Эффект улучшения обрабатываемости в различных группах сталей
обусловлен разными причинами. В сталях А12, А20, АЗО, А40Г благо-
даря высокому содержанию серы (0,08—0,15 % S) и повышенному со-
держанию марганца образуется большое количество сульфидов мар-
ганца, которые вытянуты вдоль прокатки. Эти включения ослабляют
прокат в поперечном направлении и способствуют отделению стружки
от изделия и ее ломкости. Роль повышенного содержания фосфора со-
стоит в охрупчивании a-твердого раствора; а также улучшении процес-
са стружкообразования и качества обрабатываемой поверхности. Однако
ло этим же причинам автоматные сернистые стали имеют значительно
более низкие механические свойства, чем аналогичные стали с нормаль-
ным содержанием серы (<0,040 %) и фосфора (^0,030 %). Поэтому сер-
нистые автоматные стали используют лишь для изготовления изделий
неответственного назначения (метизы).
В селенсодержащих сталях (А35Е, А40ХЕ и др.) селен входит в со-
став неметаллических включений (селенидов и сульфаселенидов) и обес-
печивает глобуляризацию сульфидных включений (А. Я. Заславский).
Глобулярные включения не оказывают отрицательного влияния на свой-
ства стали. Поэтому селенсодержащие и серосодержащие стали по
контролируемым свойствам обычно не уступают аналогичным исходным
сталям. Стали с селеном значительно превосходят чисто сернистые ста-
ли по пластическим и вязким свойствам. Селен не ухудшает хладостой-
кости стали. Аналогично селену влияет на свойства стали теллур, одна-
ко он значительно дороже селена.
В свннецсодержащнх сталях (АС40, АСЗОХМ и др.) свинец сущест-
вует в химически несвязанном состоянии в виде равномерно распреде-
ленных в металле дисперсных частиц. Свинец не влияет на механические
свойства при растяжении, порог хладноломкости стали, склонность к
отпускной хрупкости, прокаливаемость и другие свойства. Лишь в вы-
сокопрочных сталях (ов»1600 МПа) возможно небольшое уменьше-
ние предела усталости и незначительное увеличение анизотропии плас-
тических и вязких свойств.
По этим причинам селен и свинец широко применяют для улучше-
ния обрабатываемости резанием сталей ответственного назначения: кон-
струкционных машиностроительных, нержавеющих, жаропрочных и др.
Улучшение обрабатываемости стали достигается определенным по-
ведением включений в зоне резания. Сульфиды, селениды, свинец вы-
полняют роль внутренней смазки, облегчающей взаимное перемещение
частиц удаляемого металла в зоне резания. Кроме того, сульфиды, се-
лениды создают в зоне резания мозаичные напряжения, облегчая тем
разрушение стали. В свннецсодержащнх сталях возможно проявление
эффекта жидкометаллического охрупчивания (эффект Ребиндера) бла-
годаря расплавлению частиц свинца в зоне резания.
Применение сталей повышенной обрабатываемости резанием обес-
печивает снижение сил резания на 20—25 %, уменьшение износа ин-
струмента в 2—10 раз, повышение скорости резания на 20—40 % при
сохранении стойкости инструмента.
6. Рельсовые стали
Грузонапряженность железных дорог в нашей стране в
5 раз выше, чем в США, и в 8—12 раз выше, чем на доро-
гах других развитых капиталистических стран. Производ-
ство рельсов в СССР составляет около 3,5 % от общего про-
256
изводства готового проката. Все это налагает особо высо-
кие требования к качеству рельсов и стали для их изго-
товления.
Рельсы железнодорожные широкой колеи типов Р75 и
Р60* изготовляют по ГОСТ 24182—80 из мартеновской ста-
ли М76 (0,71—0,82 % С; 0,75—1,05 % Мп; 0,18—0,40 % Si;
^0,035 % Р и ^0,045% S), а более легкие типа Р50 —из
стали М74 (0,69—0,80 % С). После горячей прокатки все
рельсы подвергают изотермической обработке для удале-
ния водорода с целью устранения возможности образования
флокенов. Рельсы поставляют для эксплуатации на желез-
ных дорогах незакаленными (сырыми) по всей длине и
термоупрочненными по всей длине. Концы сырых рельсов
подвергают поверхностной закалке с прокатного нагрева
или с нагрева ТВЧ. Длина закаленного слоя от торца рель-
са 50—80 мм, а твердость закаленной части НВ 311—401.
Сырые рельсы из стали М76 должны иметь ов>900 МПа
и 6>4 %. Технология изготовления рельсов должна гаран-
тировать отсутствие в них вытянутых вдоль направления
прокатки строчек неметаллических включений (глинозема)
длиной более 2 (группа I) и более 8 мм (группа II), так
как подобные строчки служат источником зарождения
трещин контактной усталости в процессе эксплуатации.
Высокая грузонапряженность железных дорог привела
к тому, что работоспособность сырых нетермоупрочненных
рельсов перестала удовлетворять требованиям тяжелой ра-
боты сети железных дорог.
В настоящее время из всех видов термической обработ-
ки рельсов наиболее широко реализована в промышленно-
сти объемная закалка рельсов в масле по всей длине. Мас-
совый выпуск таких термически упрочненных рельсов был
впервые в мире освоен в 1966 г. на Нижне-Тагильском ме-
таллургическом комбинате. Сейчас наша страна выпускает
наибольшее количество термоупрочненных рельсов.
Технология термической обработки путем объемной за-
калки включает нагрев рельса в печи до температуры 840—
850 °C, закалку в масле в специальной закалочной машине,
отпуск при температуре 450±15°С в течение 2 ч. В ре-
зультате закалки сталь имеет структуру сорбита отпуска.
Термоупрочненные таким способом рельсы из сталей М74,
М76 должны иметь (ГОСТ 18267—82) твердость на поверх-
ности катания НВ 341—388 и механические свойства: ов>
>1200 МПа; от>800 МПа; <5>6%; ф>25%; КСС7>
* Цифра означает массу одного метра длины рельса в кг.
17—970
257
^0,25 МДж/м2. Термически обработанные путем объемной
закалки в масле рельсы обладают в 1,5—2,0 раза более
высокой эксплуатационной стойкостью, чем стандартные
термически необработанные рельсы, что позволяет повысить
надежность железных дорог, сэкономить огромное количе-
ство металла и получить экономический эффект около-
8 руб/т рельсов.
Дальнейшее повышение эксплуатационной стойкости тер-
мически упрочненных рельсов может быть достигнуто леги-
рованием рельсовой стали. Перспективным является леги-
рование углеродистой рельсовой стали небольшими добав-
ками ванадия (~0,05 %), применение легированных сталей
типа 75Х1С, 75ХГМФ и др., а также применение термомеха-
нической обработки.
Часть КОРРОЗИОННОСТОЙКИЕ
шестая СТАЛИ И СПЛАВЫ
Глава XXI
ОСНОВЫ ЛЕГИРОВАНИЯ
КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ
Производство проката этих сталей в СССР составляет по.
объему около 1 %, однако себестоимость их равна 7 % от
себестоимости всего проката. Поэтому выбор экономнолеги-
рованных составов коррозионностойких сталей и рациональ-
ное их применение имеют большое значение.
1. Основные понятия и определения
Коррозией называется разрушение металлов и.
сплавов вследствие химического или электрохи-
мического взаимодействия их с внешней средой.
В соответствии с этим различают два типа коррозии — химическую,
и электрохимическую.
В зависимости от свойств среды и условий взаимо-
действия различают следующие виды коррозии: газовую, атмо-
сферную, подводную, подземную, контактную, биокоррозию и др.;
в зависимости от характера разрушения — равномерную, то-
чечную, питтинговую, щелевую, межкристаллитную, ножевую, избира-
тельную.
Коррозионная стойкость — способность материала сопро-
тивляться коррозионному воздействию среды — может определяться ка-
чественно и количественно: изменением массы образцов; объемом выде-
258
лившегося водорода (или поглощенного кислорода); уменьшением тол-
щины образцов; изменением показателей физических или механических
свойств; плотностью тока коррозии; глубиной структурных изменений;
временем до появления коррозионного очага и др.
В качестве критерия коррозионной стойкости часто используют ско-
рость коррозии, выраженную глубинным Кг (мм/год) или массовым Км
(г/м2) показателями, которые связаны соотношением Кг=8,76Км/у
мм/год, где у — плотность металла (г/м3).
Для оценки общей коррозионной стойкости часто используют пя-
тибалльную или десятибалльную шкалы, рекомендуемые ГОСТами.
Рис. 150. Схема электрохимического коррозионного процесса (Н. П.
Жук)
На скорость и механизм коррозионных процессов большое влияние
могут оказывать внешние факторы — температуры, давление среды, на-
пряжение, скорость потока жидкости или газа, наличие трения, кавита-
ции, облучения. Например, под влиянием напряжений возникают явле-
ния коррозионного растрескивания (в случае постоянных растягиваю-
щих напряжений) или коррозионной усталости (под воздействием пе-
ременных нагрузок). В случае возиикновеиия кавитации развивается
коррозионная кавитация — разрушение вследствие микроударного и
электрохимического воздействий агрессивной среды. Скорость коррозии
конструкционных материалов под действием реакторных облучений мо-
жет меняться по двум причинам: вследствие изменения свойств самого
материала, когда ускорение коррозии наблюдается в связи с ухудше-
нием защитных свойств поверхностных пленок под действием облучения,
и в связи с изменением свойств теплоносителя, когда, например, в ре-
зультате разложения воды и образования атомарных кислорода и во-
дорода изменяется pH среды и скорость коррозии. В практике хими-
ческая коррозия в основном наблюдается как газовая коррозия при вы-
соких температурах и рассматривается в разделе жаростойких сталей.
Коррозиоииостойкие (нержавеющие) стали эксплуатируют преиму-
щественно в условиях электрохимической коррозии (хотя в принципе
не исключено и протекание химической коррозии).
Коррозиоииостойкими сталями традиционно называют стали, обла-
дающие высокой коррозионной стойкостью во влажной атмосфере и сла-
боагрессивных водных растворах. Стали, предназначенные для работы
в средах повышенной агрессивности, называют коррозионностойкими.
17*
259
Согласно теории, электрохимическая коррозия развивается в ре-
зультате работы множества короткозамкнутых гальванических элемен-
тов, образующихся вследствие неоднородности металлического материа-
ла или внешней среды (рис. 150).
Неоднородность поверхности металлических материалов связана с
различными факторами, главными из которых являются: концентраци-
онная неоднородность сталей и сплавов (например, ликвация); границы
зерен; присутствие в металлах различных включений; анизотропность
отдельных кристаллитов; иесплошиость и различный состав поверхност-
ных пленок; неоднородность деформаций и напряжений в металлах.
Имеются также многочисленные внешние факторы (различная концентра-
ция ионов в электролите, разные температуры, неравномерность внеш-
него электрического поля и др.), которые могут вызыиать электрохими-
ческую гетерогенность металлической поверхности.
Эффект коррозии (растворение металла) наблюдается преимущест-
венно иа анодных участках поверхности. Склонность металлов и спла-
вов к растворению в электролитах определяется их термодинамической
устойчивостью, а также возможностью пассивации, т. е. перехода в со-
стояние относительно высокой коррозионной стойкости, связанное с тор-
можением анодного процесса. Возможность пассивации оценивается экс-
периментально получением анодных поляризационных кривых в усло-
виях, когда металл, являясь анодом, может растворяться в электро-
лите.
Все коррозиониостойкие стали и сплавы пассивируются в рабочих
средах, причем наиболее высокой стойкостью обладают те стали, ко-
торые имеют более широкий интервал потенциалов пассивации (и ми-
нимальное значение тока пассивации). Возникновение пассивного состоя-
ния зависит от природы металла, свойств внешней среды и действия
внешних факторов (концентрации раствора, температуры, напряжений
и т. д.). Имеются различные теории пассивности металлов (пленочная,
адсорбционная, пассивационного барьера, электронных конфигураций
и др.), что связано со сложностью явления пассивности. Наиболее пол-
но объясняет явление пассивности и, в частности, пассивность коррози-
оииостойких сталей плеиочно-адсорбционная теория, которая связы-
вает их высокую коррозионную стойкость с образованием тонкой н
плотной защитной пленки, под которой находится слой кислорода, хемо-
сорбированного металлом. Кислород, концентрируясь на активных участ-
ках пленки, служит переходным слоем от металла к защитной пленке,
улучшает их сцепление и переводит металл в пассивное состояние.
В некоторых средах (например, в концентрированной азотной кис-
лоте) скорость коррозии коррозионностойких сталей резко возрастает
несмотря иа положительный электродный потенциал. Это явление назы-
вается перепассивацией и, по-видимому, связано с образова-
нием в данных условиях оксидов высших валентностей, которые легко
растворяются и не образуют защитных поверхностных пленок.
Пластическая и упругая деформации, возникновение различных на-
пряжений, трение, повышение температуры и давления среды также спо-
собствуют нарушению пассивного состояния сталей.
2. Легирование коррозионностойких сталей
Коррозионностойкие (нержавеющие) стали применяют для
изготовления деталей машин и оборудования и конструктив-
ных элементов (в основном сварных),работающих в разных
260
агрессивных средах (влажная атмосфера, морская вода,
кислоты, растворы солей, щелочей, расплавы металлов и
др.). Легирование коррозионностойких сталей и сплавов
преследует достижение высокой коррозионной стойкости в
рабочей среде и обеспечение заданного комплекса физико-
механических характеристик.
Легко пассивирующимися металлами являются алюми-
ний, хром, никель, титан, вольфрам, молибден. Легирова-
Рис. 151. Влияние хрома на изменение потенциала <р железохромнстых- сталей с
0,1 % Св нормальном растворе сульфатного железа (а) н скорость коррозии К
в морской воде (б) (А. А. Бабаков, М. В. Прнданцев)
Рнс. 152. Влияние катодных присадок на скорость X коррозии стали 10Х18Н9 в
серной кислоте различной концентрации прн нспытаннн в течение 300 ч (Н. Д.
Томашов, Г. П. Чернова)
ние ими слабо пассивирующихся металлов, например желе-
за, сообщает сплавам склонность к пассивации при усло-
вии образования твердых растворов. При переходе в пас-
сивное состояние наблюдается повышение электродного
потенциала, который становится более электроположитель-
ным (рис. 151,а). Такое состояние для железа наступает
при содержании хрома в твердом растворе свыше 12 %,
скорость коррозии снижается (рис. 151,6), при этом устой-
чивость пассивного состояния зависит от состава коррози-
онной среды. Так, сталь 08X13 устойчива в растворах азот-
ной кислоты, но корродирует в соляной и серной кислотах.
Смещение электродного потенциала сплава в положи-
тельную сторону происходит и при добавках меди, плати-
ны, палладия, введение которых называется катодным ле-
гированием, что также может облегчить пассивирование
сталей и сплавов. Это позволяет значительно повысить кор-
розионную стойкость коррозионностойких сталей во многих
агрессивных средах (рис. 152).
Основной легирующий элемент коррозионностойких ста-
лей— хром. В составе применяемых в настоящее время ста-
лей содержание хрома обычно находится в пределах от 11
261
до 30%. Никель в сплавах с железом повышает коррозион-
ную стойкость в слабоокисляющих или неокисляющих рас-
творах химических веществ, а также, как известно, стаби-
лизирует аустенитную структуру и позволяет создать аусте-
нитные хромоникелевые стали с высокой коррозионной
стойкостью. Использование никеля в качестве основы поз-
воляет получить сплавы с высокой коррозионной стойкос-
t,°c
\ 1700
1500
1300
1100
900
700
О Ч 8 12 1В 20 24 28 Сг,%
Рис. 153. Влияние углерода на
положение области у-прев-
тью в сильных агрессивных кис-
лотах (соляной, серной). При со-
здании коррозионностойких ста-
лей для получения необходимой
структуры, свойств и обеспечения
максимальной коррозионной стой-
кости используют в различных
сочетаниях также другие легиру-
ющие элементы: ферритообразу-
ющие (Si, Al, Мо, W, Nb, Ti, V) и
аустенитообразующие (Ni, Мп,
Со, Си). Углерод, входящий во
многие коррозионностойкие, осо-
бенно в инструментальные корро-
зионностойкие стали, существен-
ращення в системе Fe-Cr-C но раСШИрЯСТ ОбЛЯСТЬ СущвСТВО-
вания аустенита (рис. 153). Так,
0,6 % С обеспечивает существо-
вание аустенита до содержания в стали 28 % Сг. К элемен-
там, расширяющим область у-твердых растворов, относят-
ся никель и марганец, однако действие марганца существен-
но отличается от действия никеля.
Марганец может обеспечить аустенитную структуру
стали только при содержании до 15 % Сг, а при более вы-
соком содержании хрома низкоуглеродистые стали имеют
двухфазную (а+у) или трехфазную (а+у^-о) структуру.
Поэтому при необходимости иметь в сталях высокое содер-
жание хрома для обеспечения необходимой коррозионной
стойкости требуется наряду с марганцем вводить другие
аустенитообразующие элементы или заменять никель мар-
ганцем лишь частично.
Наиболее распространенные в технике и изученные в
настоящее время коррозионностойкие стали аустенитного,
аустенито-ферритного и аустенито-мартенситного классов
имеют в своей основе различные комбинации систем Fe —
Сг — Ni, Fe — Сг — Ni-—Мп с дополнительным легирова-
нием разными элементами. При одновременном введении
ферритообразующих и аустенитообразующих элементов в
262
сталях могут наблюдаться различные структурные и фазо-
вые соотношения.
Для облегчения определения фазового состава сталей
существуют структурные диаграммы, из которых наиболее
распространенной является диаграмма А. Шеффлера, по-
строенная вначале для металла сварных швов (рис. 154).
По линиям, приведенным на рисунке, подсчитываются
эквиваленты, которые учитывают аустенитообразующее и
Рис. 154. Структурная диаграмма для нержавеющих, литых хромони-
келевых сталей (А. Шеффлер)
ферритообразующее действие различных элементов. Аусте-
нитообразующее действие сравнивается с никелем, а фер-
ритообразующее— с хромом. Подсчет эквивалентов (£
и Е ст) позволяет получить точку на диаграмме, попадаю-
щую в ту или иную фазовую область.
Например, требуется оценить фазовый состав стали
20Х13Н4Г9. Для нее:
Есг = % Сг = 13; (43)
£n1= % Ni + 30% С + 0,5% Мп =
= 4 + 30.0,2 + 0,5-9= 14,5. (44)
Обращение к рис. 154 позволяет определить, что сталь от-
носится к аустенито-мартенситному классу.
Одна из поздних структурных диаграмм коррозионно-
стойких сталей, предложенная Я. М. Потаком и Е. А. Сага-
левич и применимая к закаленным сталям, приведена на
263
рис. 155. Она соответствует структуре сталей после закалки
от температур 1050—1100°C, принятых в практике при тер-
мической обработке.
В отличие от диаграммы А. Шеффлера использование
ее требует подсчета эквивалента ферритообразования
Е<ь (С^кв) с Учетом ферритообразующей способности леги-
Рнс. 155. Структурная диаграмма для нержавеющих деформированных
сталей (Я. М. Потак, Е. А. Сагалевич)
рующих элементов и эквивалента мартенситообразования
£м (С^в) с учетом влияния легирующих элементов на по-
ложение мартенситной точки. Кроме того, предлагается учи-
тывать обязательное присутствие в коррозионностойких ста-
лях азота и углерода в количестве 0,02—0,04 %, для чего в
левой нижней части диаграммы приведена графическая за-
висимость расчетных коэффициентов Кф и Км от суммар-
ного содержания азота и углерода.
264
Подсчет эквивалентов ферритообразования Еф и мар-
тенситообразования Е м может быть произведен по следу-
ющим формулам:
Например, требуется оценить фазовый состав закаленной стали
12X13. Для нее Кф и К м при суммарном содержании (C+N)% =
=0,124-0,03=0,15 % соответственно равны 32 и 35. Тогда подсчет по
формулам
Еф =% Сг —1,5-% Ni-f-2-%~Si —0,75-% Мп —
- Кф • (%с 4- °/о N) 4- % Мо 4- 4- % А14-4- % Ti + 1,5- % V +
4- 0,5-% W 4-0,9- % Nb —0,6-% Со —0,5-% Си, (45)
Ем= 20 — [% Сг4- 1 >5• % Ni 4- 0,7- % Si 4-0,75- % Мп +
4- Км-(%С4- %N) 4- 0,6• %Мо 4-1.5-% V 4-1,1 - %W 4-
4-0,2-%Со4-0,2.%Си4- 1,9-%Ti — 0,1-%А1] (46)
дает:
Еф = %Сг — Кф(%С 4- %N) = 13 - 32-0,15 = 8,2;
Ем = 20 - % Сг 4- Км (%С 4- %N) =
= 20 —(13 4-35-0,15)= 1,75.
Обращение к рис. 155 позволяет определить, что сталь после закал-
ки имеет мартенсито-ферритную структуру с содержанием б-феррита
более 10 %.
Существенно, что в сталях аустенитно-мартенситого
класса при значениях £ф>6 диаграмма предсказывает
наличие в закаленном состоянии б-феррита.
В коррозионностойких сталях, имеющих 7ИН выше ком-
натной температуры, при закалке часть аустенита превра-
щается в мартенсит, а при- обработке холодом это превра-
щение наблюдается и в более стабильных сталях, Мв ко-
торых ниже комнатной температуры. Если у стали Мп вы-
ше комнатной температуры (обычно Мп лежит выше Л1Н),
то в процессе деформации ниже 7ИД в структуре стали об-
разуется мартенсит.
Для аустенитных сталей температура начала мартенситного превра-
щения может быть определена из соотношения (Т. Гладмен, В. Холмс,
Ф. Пикеринг)
AfH = 502 — 810 (С) — 1230 (N) — 13 (Мп) — 30 (Ni) —
— 12 (Сг)— 54 (Си)— 46 (Мо). (47)
Для определения температуры 41„30, при которой 50 % мартенсита
образуется под воздействием деформации в 30 %, предложено уравне-
ние (Т. Гладмен, Дж. Хаммонд, Ф. Марш):
Л4Дао = 497 — 462 (С 4- N) — 9,2 (Si) — 8,1 (Мп) -
265
—13,7 (Сг) — 20 (Ni) — 18,5 (Mo). (48)
Это соотношение используют при оценке сталей в технологическом
отношении, так как оно дает возможность определить их способность
к упрочнению при пластической деформации.
3. Межкристаллитная коррозия
Межкристаллитная коррозия (МКК) — один из наиболее
опасных и распространенных видов местной коррозии. МКК
проявляется преимущественно в разрушении сталей и спла-
вов по границам зерен, что приводит к резкому падению
.прочности и пластичности и может вызвать преждевремен-
ное разрушение конструкции. Коррозия этого вида наблю-
дается на хромистых и хромоникелевых сталях, сплавах на
основе никеля, меди, алюминия и др. Причиной развития
МКК является химическая гетерогенность между пригра-
ничными зонами и объемом зерен.
В коррозионностойких сталях и сплавах на основе нике-
ля можно выделить три основные типа механизмов меж-
кристаллитной коррозии (Е. А. Ульянин): 1) коррозия,
связанная с обеднением приграничных областей зерен эле-
ментами, обусловливающими стойкость материала в дан-
ной среде; 2) коррозия, связанная с низкой химической
стойкостью выделяющихся по границам зерен фаз; 3) кор-
розия, вызванная сегрегацией по границам зерен поверх-
ностно-активных элементов, снижающих стойкость основы
в данной среде.
Указанные механизмы развития МКК могут действо-
вать в различных сталях одновременно, но обычно удает-
ся выделить механизм, оказывающий наиболее сильное, оп-
ределяющее влияние на скорость МКК.
В хромистых сталях ферритного класса МКК проявляется после на-
грева выше 1000 °C и быстрого охлаждения, например такие условия'мо-
гут быть при сварке. Склонность таких сталей к МКК устраняется от-
жигом при температурах в интервале 750—800 °C (рис. 156). Наиболее
вероятным механизмом МКК является первый — обеднение пригранич-
ных областей хромом при выделении богатых хромом карбидов, кото-
рое происходит даже прн быстром охлаждении сталей. Вокруг карби-
дов создаются зоны, обедненные по хрому, в которых концентрация
хрома снижается до уровня, не обеспечивающего коррозионную стой-
кость материала в данной среде.
Положительное влияние последующего отжига объясняется созда-
нием условий для диффузии и выравнивания состава по хрому в теле
зерна и в приграничном объеме.
Установлено, что стали, имеющие очень низкое содержание углеро-
да и азота (суммарно ниже 0,01—0,015 %) и повышенное содержание
хрома, менее склонны к МКК- Положительное влияние оказывает ста-
билизация ферритных сталей сильными карбидообразующими элемен-
266
тами (титан, ниобий, ванадий, тантал), которые, образуя специальные
карбиды и нитриды, связывают углерод и азот, снижают их содержание
в твердом растворе, препятствуя образованию хромистых соединений.
В аустенитных коррозионностойких сталях склонность к МКК пос-
ле быстрого охлаждения от температур, обеспечивающих достаточно
полное растворение карбидных фаз и переход углерода в у-твердый
раствор, может и не проявляться, так как быстрое охлаждение прак-
тически подавляет выделение карбидов
грев, создавая условия для выделения
карбидов, содержащих хром, способст-
вует проявлению МКК- Эти условия со-
здаются в определенном температурно-
временном интервале. Термокинетические
параметры процесса карбидообразования
становятся, таким образом, важнейшим
фактором в формировании коррозионной
стойкости.
На рис. 157, а показана схема раз-
вития склонности сталей к МКК. Кри-
вая / показывает время, в течение кото-
рого сталь еще не склонна к МКК, кри-
вая 2 — время, достаточное для того,
чтобы МКК уже не проявлялась. Темпе-
ратурный интервал, в котором лежит
область межкристаллитной коррозии, для
аустенитных сталей составляет 450—
850 °C. Кривая 1 имеет характерную для
кинетики выделения карбидов С-образ-
ную форму, а время, необходимое для
протекания диффузии хрома к границам
зерен и иодавления склонности к МКК
(кривая 2), тем меньше, чем ныше тем-
пература.
Стали, легированные сильными кар-
бидообразующими элементами (титан,
ниобий), называются стабилизиро-
ванными. В этом случае темпера-
турный интервал выделения карбидов условно можно разделить на две
области (рис. 157,6). Кривая 1 ограничивает область выделения кар-
бидов, богатых хромом, кривая 3 — область выделения карбидов типа
МеС. Кривая 2 ограничивает область склонности к МКК. Существен-
но, что в области выделения только карбидов МеС склонность к МКК
не проявляется. , .
Обеднение границ зерен хромом может быть следствием выделения
не только карбидов, но и нитридов хрома, а также а-фазы.
Поскольку коррозионную стойкость сталей связывают с карбидны-
ми реакциями, очевидно, что содержание углерода и его термодинами-
ческая активность в аустените определяют склонность сталей к МКК.
Элементы, повышающие активность углерода (никель, кобальт, крем,
ний), способствуют развитию МКК. Элементы, снижающие активность
углерода (марганец, молибден, вольфрам, ванадий, ниобий), препятст-
вуют развитию МКК.
МКК в аустенитных коррозиоииостойких сталях может проявляться
и при очень малых содержаниях углерода (0,003 %), а при увеличении
его содержания склонность стали к МКК усиливается (рис. 158). Ясно,
что наличие углерода в стали типа Х18Н12 в количестве 0,084 % соз-
Рис. 156. Влияние температуры
нагрева и быстрого (а) охлаж-
дения на МКК стали 10X17 при
повторном нагреве до 790 °C и
медленном (о) охлаждении в
65 %-ной кипящей азотной кис-
лоте (Е. Беллингер)
267
дает температурно-временной интервал абсолютной склонности стали к
МКК (выше 700 °C, кривая 4).
Установлено, что на склонность коррозионностойких сталей к МКК
значительное влияние оказывает величина зерна: крупнозернистая струк-
тура является более склонной к межкристаллитной коррозии (рис. 159),
что, видимо, связано с большим обеднением приграничных участков
хромом.
Второй из механизмов МКК, заключающийся в низкой химической
стойкости выделяющихся по границам зерен фаз, действует, например,
Рис. 157. Температурно-временная область склонности аустенитных сталей к МКК:
а — схема для нестабнлнзнрованных сталей (Б. И. Медовар); б —схема для ста-
билизированных сталей (В.Читал)
в сталях, когда высок потенциал коррозии в данной среде (выше 0,7 В).
В сталях типа 18-10 стойкость карбидов хрома может стать ниже, чем
стойкость аустенитной матрицы, что вызывает их преимущественное
растворение и развитие МКК.
Третий из механизмов МКК не связан с выделением фаз и дейст-
вует как образование сегрегаций примесных элементов в приграничных
зонах. На рис. 160 показано влияние фосфора, кремния и бора на склон-
ность к МКК аустенитной стали 12Х18Н10Т в закаленном состоянии.
Несмотря на отсутствие карбидных реакций, сталь склонна к МКК после
достижения определенной величины содержания примесей. Содержания
примесей в технических сплавах соответствует заштрихованной области
концентраций. Сообщить закаленным сталям склонность к МКК могут
и другие примеси.
Меры борьбы с межкристаллитной коррозией аустенит-
ныхсталей следующие:
1. Снижение в сталях содержания углерода, что исклю-
чает образование хромистых карбидов;
2. Введение в сталь стабилизирующих добавок (титан,
ниобий), что вызывает связывание углерода в специальные
карбиды TiC, NbC и исключает обеднение приграничных
участков по хрому.
268
Содержание титана при этом определяют из соотноше-
ния 0,7 %Ti^5(°/o С — 0,02), а содержание ниобия — из
соотношения %Nb^8(% С — 0,02);
3. Закалка сталей от температур 1050—Ш0°С, обеспе-
чивающая перевод хрома и углерода в твердый раствор:
Рис. 158. Влияние содержания углерода иа склонность стали типа Х18Н12 к МКК
С, %: / —0,006; 2 — 0,012; 3 — 0,021; 4 — 0,084 (Е. А. Ульянин)
время выдержки в опас-
ной зоне температуру
Рнс. 159. Влияние величины зерна иа склонность стали типа 18—10 к МКК
(Э. Бейн)
Рис. 160. Влияние фосфора, кремния, бора иа склонность
стали 12Х18Н10 к МКК (С. Д. Боголюбскнй, Е. А. Улья-
нин, О. В. Каспарова, Я. М. Колотыркни)
4. Отжиг, который для нестабилизированных сталей
имеет целью выравнивание состава аустенита и ликвида-
цию обедненных хромом участков, а для стабилизирован-
ных сталей — перевод углерода из карбидов хрома в специ-
альные карбиды титана или ниобия и освобождение хрома
для создания необходимого уровня коррозионной стойкости.
4. Коррозионное растрескивание
Коррозионное растрескивание — разруше-
ние под действием растягивающих напря-
жений и коррозионноактивной среды — рас-
пространенный в практике вид разрушения коррозионно-
стойких сталей. Такому разрушению подвержены трубопро-
воды, выпарные аппараты, автоклавы и другие детали хи-
мического и энергетического обору-
дования. Наличие растягивающих
напряжений является необходимым
условием коррозионного растрески-
вания. Эти напряжения могут возни-
кать как вследствие эксплуатацион-
ных нагрузок, так и в процессе изго-
товления конструкции (при гибке,
сварке, термической или механиче-
ской обработке). Коррозионная сре-
да может способствовать образова-
нию и развитию трещины в резуль-
тате анодного растворения стали в
т
Рис. 161. Связь между на-
пряжением и временем до
разрушения прн коррозион-
ном растрескивании (Е. А.
Ульянин)
устье трещины или в результате ад-
сорбции водорода и его диффузии
в сталь. В последнем случае коррозионное растрескивание
связывают с явлением водородной хрупкости.
Средами, вызывающими коррозионное растрескивание,
являются водные растворы хлористых солей, щелочей, рас-
творы некоторых азотнокислых солей и органических сое-
динений, а также паровая среда энергетических установок.
Связь между разрушающим напряжением и временем
до разрушения при коррозионном растрескивании можно
представить в виде кривой, представленной на рис. 161.
Видно, что существует напряжение <тКр — предел длитель-
ной коррозионной стойкости, ниже которого коррозионного
растрескивания не наблюдается. Соотношение между проч-
ностными характеристиками и <тКр коррозионностойких ста-
лей различных классов приведено в табл. 32.
Приведенные данные показывают, что наиболее высокое
значение сгКр наблюдается у сталей ферритного класса, а
также у некоторых аустенито-ферритных сталей, которые,
следовательно, целесообразно использовать в условиях воз-
можного коррозионного растрескивания.
Аустенитные стали плохо сопротивляются коррозион-
ному растрескиванию. В случае необходимости применения
аустенитных сталей положительное влияние на стойкость
270
Таблица 32. ав> tfo.a, <тКр при 150 °C некоторых коррозионностойких
сталей (А. А. Бабаков, Ю. В. Захаров, А. В. Крюкова)
Сталь Структурный класс °Г),2 окр
МПа
08X17Т Ферритный 400 '280 350
15Х25Т » 470 320 450
08Х18Н10Т Аустенитный 450 220 150
10Х14Г14Н4Т 430 180 100
10Х17Н13М2Т > 500 240 170
08X11Н5Т Аустенито-феррит- ный 520 350 350
08Х21Н6М2Т То же 550 360 210
08Х18Г8Н2Т > 540 350 450
оказывает никель: чем больше его содержание (в диапазо-
не 10—40%Ni), тем выше оКр. При 40%Ni сталь невос-
приимчива к коррозионному растрескиванию. Низкое со-
противление коррозионному растрескиванию имеют мар-
тенситные и аустенито-мартенситные коррозионностойкие
стали 20X13, 30X13, 40X13, 20Х17Н2, 09Х17Н7Ю,
09X15Н9Ю и др.
Для предотвращения коррозионного растрескивания
применяют уменьшение или снятие растягивающих напря-
жений (например, отжигом после механической обработки
или сварки), создание на поверхности напряжений сжатия,
введение ингибиторов в среду, снижающих ее коррозион-
ную активность и другие методы.
Отметим в заключение, что разрушение при коррозион-
ном растрескивании может носить как межкристаллитный,
так и внутрикристаллитный характер, что определяется
свойствами стали и коррозионной среды.
5. Хрупкость коррозионностойких сталей
Коррозионностойкие стали весьма часто проявляют склон-
ность к хрупкому разрушению. Появлениехрупкости
связывают с фазовыми превращениями:
выделением карбидов, образованием мар-
тенсита, выделением сг-фазы, упорядочени-
ем и д р. На рис. 162 приведена структурная диаграмма
для хромоникелевых коррозионностойких сталей, на кото-
рой области составов с возможным проявлением хрупкости
после длительных выдержек в интервале температур 700—
800 °C заштрихованы.
271
Аустенитные коррозионностойкие стали подвержены
хрупкости, связанной в основном с образованием карбидов
и cr-фазы. Отметим также, что пластические характеристи-
ки аустенитных сталей снижаются при чрезмерном росте
аустенитного зерна. Кроме того, в сталях аустенитного клас-
са может присутствовать заметное количество б-феррита и
образовываться мартенситные фазы, что также значитель-
Рис. 162. Появление хрупкости в хромони-
келевых сталях (Э. Гудремон):
I — в связи t выделением карбидов; II —
то же a-фазы из аустенита; /// — то же
<Т-фазы из феррита; IV — в связи с обра-
зованием мартенсита
Рис. 163. Изменение ударной
вязкости (по Шарпи) хромистых
сталей при разных температу-
рах испытания (Ф. Ф. Химу-
шин)
но влияет на сопротивление хрупкости этих сталей. В двух-
фазных аустенито-ферритных сталях соотношение фазовых
составляющих феррита и аустенита меняется в широких
пределах, поэтому проблемы хрупкости для этих сталей
также весьма актуальны.
Наиболее подвержены различным видам хрупкости хро-
мистые стали ферритного класса. Различают следующие
виды хрупкости этих сталей: хладноломкость, которая про-
является при испытаниях на ударную вязкость (эти стали
особенно чувствительны к надрезу); хрупкость после низко-
го отпуска («хрупкость 475°C»), проявляется после дли-
тельного отпуска или замедленного охлаждения в интерва-
ле 450—500 °C; хрупкость после длительных выдержек при
температурах 600—800°C.
Хладноломкость хромистых сталей проявляется в паде-
нии ударной вязкости при испытании образцов с надрезом
(рис. 163). У сталей промышленных плавок переход в хру-
пкое состояние происходит при температурах, близких к
272
комнатной, с увеличением содержания хрома переход в
хрупкое состояние смещается в сторону более высоких тем-
ператур.
Хладноломкость этих сталей усиливается их склонно-
стью к чрезмерному росту зерна при нагреве выше темпера-
тур 850—900 °C, причем крупнозернистость не устраняется
последующей термической обработкой, так как в сталях от-
сутствуют фазовые превращения.
Рнс. 164. Влияние различных элементов иа температуру перехо-
да в хрупкое состояние (Тх) стали типа Х17 (а) и стали типа
Х25НЗ (б) (Або, Наказава, Токемура)
Сильное влияние на хладноломкость ферритных сталей
оказывают элементы внедрения — углерод и азот, а также
такие примеси, как кислород, сера и фосфор, марганец и
кремний (рис. 164).
При высокотемпературном нагреве происходит раство-
рение карбидных фаз в феррите и одновременно очень бы-
стро растет зерно. После быстрого охлаждения феррит пе-
ресыщен углеродом, который неравномерно распределен в
решетке, что приводит к возникновению значительных на-
пряжений и является причиной хрупкости. Высказывается
также гипотеза, что углерод, азот и другие элементы при
нагреве могут скапливаться в приграничных зонах, что со-
провождается образованием аустенита и мартенситным
превращением при охлаждении.
Отжиг сталей при 730—780 °C не устраняет крупнозерни-
стое™, но уменьшает хрупкость благодаря образованию и
коагуляции хромистых карбидов и карбонитридов.
Введение сильных карбидообразующих элементов (тита-
на, ниобия) способствует образованию специальных карби-
18—970
273
дов и препятствует росту зерна и развитию хладноломкости
ферритных сталей. Положительно влияет также примене-
ние современных методов выплавки (вакуумная, ЭШП и
др.), которые позволяют резко снизить содержание вред-
ных примесей.
Хрупкость 475 °C проявляется в резком снижении пла-
стичности и вязкости при одновременном повышении твердо-
сти и прочности (рис. 165). Развитие хрупкости при 475 °C
Исх. 200 400 600 800 t0Tn,°C
cocm.
связывают с процессами
упорядочения (сверх-
структура типа Fe3Cr) и
расслоения a-твердого ра-
створа. Расслоение твер-
дого раствора протекает
путем образования коге-
рентных частиц высоко-
хромистой а'-фазы меха-
низмом спинодального
распада. Эта фаза выде-
Рис. 165. Изменение ударной вязкости ЛЯвТСЯ В ВИДС ДИСПСрСНЫХ
KCU н твердости НВ, МПа, стали Х25Т в сферИЧССКИХ ЗОН, КОТОрые
зависимости от температуры отпуска г ____- __
(ф. ф. Химушин) затем преобразуются в
диски с габитусом, парал-
лельным (100) феррита.
Высокотемпературная хрупкость возникает как следст-
вие образования о-фазы, которое сопровождается уменьше-
нием магнитной проницаемости, изменением объема, удар-
ной вязкости и интенсивным повышением твердости, сг-фа-
за—хрупкая и обладает высокой твердостью, при ее
(выделении происходит обеднение феррита хромом, что сни-
' жает коррозионную стойкость стали. Легирование сталей
кремнием, марганцем, молибденом, титаном расширяет об-
ласти существования cr-фаз как по концентрации хрома, так
и по температуре образования. Увеличение содержания ни-
келя в сталях сдвигает образование о-фазы к более высо-
кому содержанию хрома. Так, в стали с 8 % Ni о-фаза об-
разуется при 18 % Сг, а при 20 % Ni необходимо иметь
21 % Сг.
Увеличение содержания хрома в сталях способствует об-
разованию cr-фазы и одновременно смещает область ее су-
ществования к более высоким температурам.
Предварительная холодная пластическая деформация
способствует выделению ог-фазы.
Скорость образования cr-фазы из феррита значительно
больше, чем из аустенита, поэтому ферритные и аустенито-
274
ферритные стали более подвержены хрупкости, связанной
с сигматизацией.
По вопросу о механизме образования cr-фазы в литера-
туре нет единого мнения. Предполагается, что б-феррит мо-
жет распадаться при изотермической выдержке с образова-
нием вторичного аустенита и a-фазы (К. Куо). По экспери-
ментальным данным, при распаде феррита ведущей фазой
является cr-фаза, рост частиц которой приводит к обедне-
нию феррита хромом и б—у-превращению (О. А. Банных).
Образование cr-фазы в чисто аустенитных сталях объяс-
няют выделением из аустенита карбидных фаз типа Л1е2зС6,
которые могут превращаться в cr-фазу, или возможностью
непосредственного образования этой фазы из аустенита
(Л. Сингхал, Дж. Мартин).
При исследовании ферритных железохромистых сталей
было показано, что процесс образования a-фазы протекает
очень медленно (десятки и сотни часов), однако в сложно-
легированных и, в частности, в двухфазных аустенито-фер-
ритных сталях скорость образования о-фазы и связанного
с ним охрупчивания может быть очень большой.
Глава XXII
СВОЙСТВА И НАЗНАЧЕНИЕ
КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ И СПЛАВОВ
В литературе используют разные классификации коррози-
онностойких (нержавеющих) сталей и сплавов. В зависи-
мости от химического состава стали и
сплавы разделяют на классы по основно-
му составляющему элементу: хромистые,
хромоникелевые, хромомарганцевые, хро-
моникельмолибденовые и др.
Наиболее распространено подразделение по структур-
ным признакам. В зависимости от структуры
стали подразделяют наклассы: ферритный,
мартенситный, аустенитный, феррито-мар-
тенситный, аустенито-мартенситный, аусте-
нито-ферритный. В отдельный класс обычно выделя-
ют коррозионностойкие сплавы на основе никеля (никеля и
хрома, никеля и молибдена).
Отметим, что подразделение сталей на классы по струк-
турным признакам условно и проводится в зависимости от
18* 275
основной структуры, полученной при охлаждении сталей на
воздухе после высокотемпературного нагрева. Состав кор-
розионностойких сталей регламентируется ГОСТ 5632—72,
а механические свойства — соответствующими ГОСТами на
полуфабрикаты, например ГОСТ 7350—77 (толстый лист),
ГОСТ 5582—75 (тонкий лист), ГОСТ 5949—75 (сортовой
прокат) и т. д.
Некоторые стали или виды продукции поставляют по
ТУ, согласованным между заказчиком и изготовителем.
15X28
V О,Ч 0,8 1,2 1,6 С,%
Рис. 166. Структурные классы ста-
лей в системе Fe—Сг—С н положе-
вие на диаграмме промышленных
хромистых сталей (А. П. Гуляев)
Состав, режимы термической обработки, механические свойства и
коррозионная стойкость н некоторых средах наиболее распространенных
коррозионностойких сталей приведены в табл. 33.
Как указывалось выше,
для придания коррозионной
стойкости в сталь вводят не
менее 12 % Сг. В зависимо-
сти от соотношения углеро-
да и хрома (рис. 166) стали
могут иметь ферритную
(08X18Т, 12X17, 15Х25Т,
15X28), феррито-мартенсит-
ную (08X13, 12X13) и мар-
тенситную (20X13, 30X13,
40X13) структуру. Стали с
более высоким содержанием
углерода имеют в структуре
мартенсит и карбиды, оста-
точный аустенит и относят-
ся к инструментальным.
1. Мартенситные и мартен-
сито-ферритные стали
Мартенситные и мартенсито-
ферритные стали обладают
хорошей коррозионной стойкостью в атмосферных условиях,
в слабоагрессивных средах (в слабых растворах солей, ки-
слот) и имеют высокие механические свойства (табл. 33).
В основном их используют для изделий, работающих на из-
нос, в качестве режущего инструмента, в частности ножей,
для упругих элементов и конструкций в пищевой и химиче-
ской промышленности, находящихся в контакте со слабо-
агрессивными средами (например, 4—5|%-ная уксусная ки-
слота, фруктовые соки и Др.). Эти стали применяют после
закалки и отпуска на заданную твердость. Благодаря ма-
276
лой критической скорости закалки стали 30X13, 40X13 за-
каливаются на мартенсит при охлаждении на воздухе (рис.
167). Закалку изделий из этих сталей проводят от темпера-
тур 950—1020°C, так как только выше этих температур
происходит полное растворение в аустените карбидов
Сг23С6. После закалки стали отпускают на требуемую твер-
дость. Так, после закалки сталь 40X13 имеет твердость
Рис. 167. Диаграмма изотермического распада переохлажденного аустенита ста-
ли 40X13 (А. П. Гуляев, Т. Б. Токарева):
1 — закалка в масло; 2 — охлаждение иа воздухе; 3 — охлаждение в печн
Рнс. 168. Влияние температуры отпуска иа коррозионную стойкость стали 10X13
в тумане 20 %-иого раствора NaCl
HRC 56—58, после отпуска при 200—300 °C HRC 50, а по-
сле отпуска при 600 °C HRC 32—34. В интервале 480—
520 °C наблюдается существенное снижение пластичности и
ударной вязкости сталей из-за развития отпускной хрупко-
сти.
После закалки стали имеют высокую коррозионную
стойкость. Отпуск при 200—400 °C проводят для снятия
внутренних напрй^кений; он не оказывает влияния на кор-
розионную стойкость. При отпуске выше 500 °C происходит
распад мартенсита на феррито-карбидную смесь и выделе-
ние карбидов типа 7Ие23С6, структура стали становится ге-
терогенной, ферритная матрица обедняется хромом, корро-
зионная стойкость резко снижается (рис. 168). Отпуск при
более высоких температурах повышает коррозионную стой-
кость. Чем больше в стали углерода, тем больше выделя-
ется карбидов хрома и тем сильнее снижается коррозион-
ная стойкость. В связи с этим в практике используют стали
277
“ Таблица 33. Состав, механические свойства и коррозионная стойкость мартенситных, феррито-мартенситных,
<*> ферритных и аустенитных коррозиоииостойких сталей (по данным разных авторов)
Коррозионная стой- кость (балл) в средах вУоя ввяэйои ЮН вви-%05 ’OS'H ИВК-%1 "ONH вви-%5 — 6 10 10 9 5 10 10 8 5 10 10 8 4 8 10 7 3 7 10 6 3 6 7 3 3 3 7 3 3 2 6 2 4 4 10 8 — - — 8 115 1
«О 13 32 16 52 12 50 20 66 28 75 30 74 36 78 40 70 [ 40 60 40 60 45 60 45 55 45 55
(N g д е> МПа О 10 О со оо . O-Q О Q 53 р §85! SS 1 8SS 8 S § s 8 °2 8SS §8° 8 8 со t* lq tomub lq И ь. <5
Режим термической обработки, °C о о оо оо « * * о Q Q >»>» о ее оо и о S _ 2 . °° в 2Йо § § § р gS5" § к «я У т §§ё§§! Hi !§§§§§ g-g-O g.-g О ggg о - - 2и'=«1'о §«««« о Egr' 5""« « « ге Д й ь Й Л н <в re >2»2 £ Sjeewco re re ^COoCOO 3 00 OC0C0 XXO с» co co co co co Q. о •&
Содержание основных легирующих элементов, % С Сг NI Другие Стали ма 0,36—0,45 12—14 - — 0,26—0,35 12—14 — — Стали мартен I 0,16-0,25 12—14 — - 0,09—0,15 12—14 — - <0,08 12—14 — — Стали <0,12 16-18 — — <0,08 16—19 — 0,6—1 Т1 <0,15 24—27 — (50-0,9) Ti Стали а <0,12 17-19 8—10 — <0,10 16—18 12—14 (50-0,7) Т1 <0,1 13—15 2,8—4,5 (50—0,6) Т1 13—15 <0,1 13-15 .— 14—16 Мп 0,15—0,25 <0,06 22-25 26—29 0,5—0,9 Т1 2,5—3,0 Мо 2,5—3,5 Си
Марка стали СО t f-> s£ « 5 £ S со со со соео 2^2! S Б Я Я Я ЯЯ йй* х о О о СЧОО СЧСО10 мОО о Ф «« со о» и« ©
с переменным содержанием углерода и хрома: чем выше в
стали содержание углерода, тем больше требуется хрома
для обеспечения необходимой коррозионной стойкости.
Так, если при 0,15 % С необходимо 12—14|% Сг, то при
0,2—0,4 % С 13—151% Сг, а при 0,6—1,0 % С, 14—16 % Сг.
Сталь 12X13 относится к феррито-мартенситным и имеет в
структуре 10—15 % б-феррита. После закалки от 1030—
1050° и отпуска при 680—700 °C структура стали представ-
ляет собой феррито-карбидную смесь; комплекс механичес-
ких свойств ее высокий. В стали 08X13 а-э-у-превращение
при нагреве происходит только частично, поэтому она
склонна к неполной закалке, а структура стали после бы-
строго охлаждения состоит из феррита и небольшого коли-
чества низкоуглеродистого мартенсита, который при отпус-
ке распадается на феррито-карбидную смесь. Стали 12X13
и 08X13 имеют более высокие пластические и технологиче-
ские свойства; их широко применяют для сварных изделий,
работающих в слабоагрессивных средах.
2. Ферритные стали
Эти стали применяют для изготовления изделий, работаю-
щих в окислительных средах (например, в растворах азот-
ной кислоты), для бытовых приборов, в пищевой, легкой
промышленности и для теплообменного оборудования в
энергомашиностроении.
Ферритные хромистые стали имеют высокую коррози-
онную стойкость в азотной кислоте, .водных растворах ам-
миака, в аммичной селитре, смеси азотной, фосфорной и
фтористоводородной кислот, а также в других агрессивных
средах.
Коррозионная стойкость сталей ферритного класса повы-
шается с увеличением содержания в них хрома, уменьше-
нием содержания углерода и азота. В зарубежной практи-
ке разработаны стали с низким суммарным содержанием
углерода и азота (0,025—0,0351%), содержащие 18—28 % Сг
и 2—4 '% Мо, стабилизированные Ti или Nb. Эти стали на-
зывают с у перферритам и; они имеют высокую стой-
кость во многих агрессивных средах, стойки против корро-
зии под напряжением, питтинговой и щелевой коррозии.
В стали типа 12X17 при высокотемпературном нагреве воз-
можно образование аустенита, количество которого зависит
от содержания углерода. Только при С^0,03 % в струк-
туре стали наблюдается чисто ферритная структура. Наи-
большее количество аустенита образуется при температу-
279
pax 1000—1100°C, при более высоких температурах содер-
жание аустенита снижается (см. рис. 153).
Образование аустенита в сталях этого типа нежелатель-
но, так как при охлаждении происходит мартенситное прев-
ращение, что повышает твердость, снижает пластичность
сталей, вызывает склонность к МКК. Для предотвращения
этого явления уменьшают содержание углерода или вводят
титан, ниобий, молибден (стали 08Х18Т, 015Х18М2Б), ко-
рне. 169. Схема термической обработки ферритных хромистых сталей (Е. А. Улья-
нин):
/ — МКК; // — выделение a-фазы; III — развитие 475°-хрупкостн
торые способствуют получению однофазной структуры, а об-
разование карбидов титана и ниобия снижает склонность
к росту зерна и улучшает коррозионную стойкость, в част-
ности, сварных швов.
Термическая обработка ферритных сталей зависит от
конкретных условий производства и эксплуатации (рис.
169). Для того чтобы избежать хрупкости при 475 °C, выде-
ления сг-фазы и склонности к МКК, применяют отжиг при
560—800°С (рис. 169,б) с учетом временных характеристик
'train и Tmfn или закалку с нагревом в интервале 870—950°С
в течение 1 ч с охлаждением в воде (рис. 169,в).
Хромистые стали ферритного класса можно с успехом
использовать при работе в агрессивных средах в интерва-
ле температур 100—350 °C, который ограничен с одной сто-
роны хладноломкостью, а с другой — началом развития
хрупкости 475 °C.
280
Недостатками хромистых сталей ферритного класса яв-
ляются: склонность к росту зерна при нагреве; хрупкость
при 475°C или вследствие выделения cr-фазы; сравнитель-
но невысокие характеристики прочности и жаропрочности;
ограниченные технологические возможности по горячей об-
работке в связи с требованием обеспечения сравнительно
мелкого зерна и, следовательно, низкой температуры окон-
чания деформации; трудности в обеспечении свариваемости
и коррозионной стойкости сварных швов.
3. Аустенитные стали
Хромоникелевые стали. Введение в сталь никеля сильно
расширяет у-область, снижает температуру мартенситного
превращения и при 8(°/о Ni сталь с 18 % Сг и 0,1 % С пере-
ходит в класс аустенитных. Мартенситная точка Ма при
охлаждении для этих сталей лежит несколько ниже комнат-
ной температуры, а мартенситная точка при деформации
Мд — выше.
Точное положение Мн сталей типа 18-8 определяется со-
отношением хрома, углерода, никеля и примесей в сталии
меняется в широких пределах от 0 до (—180)4- (—190) °C.
Мартенсит может быть получен пластической деформа-
цией или обработкой холодом. Важно отметить, что состав
18% Сг—8|% Ni при 0,1 % С требует минимального количе-
ства никеля (рис. 170) для обеспечения аустенитной струк-
туры, т. е. является наиболее экономически выгодным, что
и определило широкую распространенность сталей этого
типа.
Основным преимуществом сталей аустенитного класса
являются их высокие служебные характеристики (проч-
ность, пластичность, коррозионная стойкость в большинстве
рабочих сред) и хорошая технологичность. Поэтому аусте-
нитные коррозионностойкие стали нашли широкое приме-
нение в качестве конструкционного материала в различных
отраслях машиностроения.
В хромоникелевых аустенитных сталях промышленных
плавок возможны следующие фазовые превращения: 1) об-
разование карбидных, карбонитридных фаз и cr-фазы при
нагревах в интервале 650—-850°C; 2) растворение этих фаз
при нагреве до более высоких температур (1100—1200°C);
3) образование б-феррита при высокотемпературных нагре-
вах; 4) образование а- и е-мартенситных фаз при охлаж-
дении и пластической деформации.
281
Выделение карбонитридных фаз происходит преимуще-
ственно по границам зерен, что снижает пластичность ста-
лей и их сопротивление МКК. Резко охрупчиваются стал»
при образовании о-фазы.
Присутствие в структуре стали б-феррита отрицательно сказывает-
ся иа ее технологичности, особенно при горячей обработке давлением.
Поэтому в сталях, подвергающихся прокатке, ковке, штамповке, при
повышенных температурах количество б-феррита строго лимитируется-
Рис. 170. Схема термической обработки аустенитных нержавеющих сталей1
(Е. А. Ульянин):
а — нестабилизированных; 6 — стабилизирующих Ti или Nb
Так, в сталях типа 10Х18Н9Т при нагреве до 1200 °C может образовать-
ся до 40—45 % б-феррита, а в сталях 10Х18Н10Т, 10Х18Н12Б до 15—
20 % б-феррита. Поэтому при выплавке этих сталей требуется обеспе-
чить отношение Cr/Ni<l,8, что гарантирует образование не более 10—
15 % 6-феррита.
Ниобий и титан, находясь в твердом растворе (аустените), снижают
температуру мартенситного превращения, а при выделении их в карбо-
иитридиых фазах происходит обеднение аустенита углеродом и азотом,,
и мартенситная точка повышается.
Присутствие б-феррита понижает мартенситную точку, так как при
его образовании происходит перераспределение легирующих элементов
и у-фаза обогащается аустенитообразующими элементами.
Целью.термической обработки является получение аус-
тенитной структуры, снятие внутренних напряжений и уст-
282
ранение склонности к МКК, которая возникает при сварке,
горячей обработке давлением или других технологических
операциях.
Термическая обработка нестабилизированных титаном и
ниобием хромоникелевых аустенитных сталей (например,
12Х18Н9) заключается в закалке из однофазной аустенит-
ной области (от 1000 °C) в воду (закалка без полиморфно-
го превращения) (см. рис. 170,а). Считается, что закалку
следует проводить от температур несколько выше темпера-
туры растворения хромистых карбидов (7р), причем чем
выше содержание углерода в стали, тем от более высоких
температур проводят закалку.
Стали, стабилизированные титаном или ниобием, зака-
ливают из двухфазной области аустенита и специальных
карбидов TiC (или NbC), причем температура закалки не
зависит от содержания углерода и составляет обычно
1000—1100°C, чаще всего 1050°C (см. рис. 170,б). Более
высокие температуры нецелесообразны из-за возможного
роста зерна и начала растворения специальных карбидов.
После закалки стали приобретают оптимальное сочета-
ние характеристик механических свойств и коррозионной
стойкости.
Недостатком закалки является необходимость нагрева
до высоких температур, быстрого охлаждения, что часто
трудно технологически осуществить и вызывает коробле-
ние конструкции. Стабилизирующий отжиг для сталей без
титана и ниобия (рис. 170, а) преследует цель повышения
концентрации хрома на границе аустенит — карбид, что
приводит сталь в состояние высокого сопротивления МКК.
Несмотря на присутствие карбидов хрома в сталях после
отжига при 850—950 °C, они не склонны к МКК.
Для сталей, легированных титаном и ниобием, в процес-
се отжига возможно превращение карбидов хрома в специ-
альные карбиды TiC или NbC, что также устраняет склон-
ность к МКК (см. рис. 170,б). Температура стабилизиру-
ющего отжига обычно составляет 850—950 °C. Отжиг до-
пускает бодее медленное охлаждение, обычно на воздухе,
и более эффективен для стабилизированных сталей.
Хромомарганцевоникелевые и хромомарганцевые стали.
Марганец, как и никель, является аустенитообразующим
элементом, однако он обладает менее сильным действием
на стабилизацию аустенита. Из рис. 171 видно, что аусте-
нитную структуру в Сг—Мп сталях можно получить только
при содержании >15,% Мп и <15 % Сг. При других соот-
ношениях легирующих элементов структура сталей получит-
283
ся двухфазной (аустенит+феррит или мартенсит или о-фа-
за). Поэтому при замене никеля марганцем приходится по-
нижать содержание хрома или заменять никель частично,
или дополнительно легировать стали таким сильным аусте-
нитообразующим элементом, как азот. В табл. 33 приведе-
ны состав и свойства хромомарганцевой стали с азотом
10Х14АГ15 (0,15—0,25 % N) и хромомарганцевоникелевой
стали 10Х14Г14Н4Т, нашедших
Рис. 171. Структурная диаграм-
ма системы Fe—Ст—Мп после
закалки от 1100 °C (Ф. Ф. Хи-
мушин) •
применение в промышленности
(в основном в торговом и пи-
щевом машиностроении). Кро-
ме этих сталей, применяют так-
же стали 20Х13Н4Г9,
12Х17Г9АН4 и др.
Коррозионная стойкость
хромомарганцевых и хромо-
марганцевоникелевых сталей
во многих агрессивных средах
достаточно высокая, однако в
средах высокой агрессивности
(например, азотная кислота,
среды с галогенами, сульфа-
тами, сульфидами) марганец оказывает отрицательное
влияние на сопротивление коррозии.
Поэтому коррозионностойкие хромомарганцевые стали
следует применять только после тщательных испытаний на
коррозионную стойкость в рабочей среде. В настоящее вре-
мя в технике накоплен большой опыт по рациональному
использованию сталей с частичной или полной заменой ни-
келя марганцем в качестве коррозионностойкого материала.
При нагреве этих сталей (550—800 °C) в них по границам зерен вы-
деляются карбиды типа СггзСе, при этом скорость процессов выделения
определяется содержанием углерода. При наличии в сталях азота ста-
билизация титаном не устраняет склонности к МКК, так как могут Об-
разовываться нитриды титана. Поэтому для предотвращения склонности
к МКК в этих сталях требуется понижать содержание углерода
«0,03 %).
Хромомарганцевые стали имеют более высокие прочностные свойст-
ва, чем хромоникелевые, и большую склонность к образованию мартен-
сита при деформации. Следует отметить, что хромомарганцевые аусте-
нитные стали сильнее упрочняются при пластической деформации, чем
хромоникелевые, даже без учета мартенсита деформации, т. е. при дефор-
мации выше Мд. Это обычно связывают с вероятностью образования и
величиной энергии дефектов упаковки: никель повышает, а марганец
понижает вероятность образования дефектов упаковки в аустените.
Термическая обработка этих сталей заключается в за-
калке от 1000—1100°C с целью обеспечения аустенитной
284
структуры, снятия предшествующего наклепа и устранения
склонности к МКК.
Выдержка под закалку хромомарганцевых сталей дол-
жна быть минимальной, так как марганец имеет тенденцию
к избирательному окислению при высоких температурах,
в результате чего поверхностные слои обедняются марган-
цем и могут приобретать феррито-аустенитную структуру,
что является нежелательным явлением. Эти стали применя-
ют как заменители хромоникелевых сталей в средах сред-
ней агрессивности, их используют в широких диапазонах
температур.
4. Аустенито-ферритные
и аустенито-мартенситные стали
Аустенито-ферритные стали. Преимущество сталей этой
группы — повышенный предел текучести по сравнению с
аустенитными однофазными сталями, отсутствие склонно-
сти к росту зерна при сохранении двухфазной структуры,
меньшее содержание остродефицитного никеля и хорошая
свариваемость, меньшая склонность к МКК. Состав, режи-
мы термической обработки и свойства некоторых аустени-
то-ферритных сталей приведены в табл. 34.
Повышенное сопротивление МКК объясняют более мел-
козернистой структурой двухфазных сталей, что приводит
к меньшей концентрации карбидных фаз по границам (вы-
делением карбидов типа Ме2зС6 на границе 8—у-фаз). По-
скольку условия проявления МКК в этих фазах разные, та
концентрация хрома в приграничных участках не опуска-
ется ниже допустимого уровня. Так как концентрация уг-
лерода в аустените выше, чем в феррите, карбиды выделя-
ются по границам, не образуя непрерывной сетки.
Аустенито-ферритные стали находят широкое примене-
ние в различных отраслях современной техники, особенна
в химическом машиностроении, судостроении, авиации.
Принципиальное отличие сталей аустенито-ферритного-
класса в том, что благодаря более высокому содержанию
в них хрома аустенит становится более устойчивым по от-
ношению к мартенситному превращению, хотя полностью-
исключить возможность образования мартенсита в этих
сталях не всегда удается.
Аустенито-ферритные стали весьма сложны по химиче-
скому составу, могут иметь в структуре различное соотно-
шение аустенитной и ферритной фаз. В них могут происхо-
дить следующие основные фазовые превращения:
285
Таблица 34. Состав и механические свойства аустеиито-ферритных
и аустенито-мартенситных коррозионностойких сталей
Марка стали Содержание основных элементе», % Режим термической °Т св 6 Ф
С Сг NI дру- гие обработки МПа °/
О8Х22Н6Т «8Х21Н6М2Т О8Х18Г8Н2Т 07Х1ене •09Х15Н9Ю •08Х17Н5МЗ <0,08 <0,08 <0,08 0,05— 0,09 <0,09 0,Об- O.l 21—23 20—22 17—19 Al 15,5— 17,5 14—16 16— 17,5 Аустен 5,3— 6 3 5,5— 6,6 1.8- 2,8 /стеки? 5,0— 8,0 7,0- 9.4 4,5— 5,5 ито-фер1 (5С— 0,65) Ti 1,8— 2,5 Мо 0,2- 0,4 Ti 0,2— 0.5 Ti 7,9- 9,0 Мп •о-марте 0.7— 1,3 А1 3—3,5 Мо битные стали Закалка 1050 °C Деформация 35 % Закалка 1050 °C Закалка 1000 °C нситные стали Вакалка 1000 °C Обработка холодом —70 °C, 2 ч, отпуск 350 °C Закалка 975 °C, об- работка холодом —70-°С, 2 ч, старение 450 °C, 1 ч Нормализация 950 °C, обработка холодом —70 °C, 2 ч, старение 450 °C, 1 ч, деформа- ция 70 % 680 1350 720 880 1100 1250 1200 1300 419 1200 440 470 900 1000 850 1200 38 8 50 29 20 20 20 5 45 55 45 67 56 50
1. Изменение количества аустенита и феррита в зависи-
мости от температуры нагрева (в соответствии с положени-
-ем линий на диаграмме состояния). ;
2. Распад 6-феррита с образованием о-фазы и вторично-
го аустенита. i
3. Выделение карбидных, нитридных и интерметаллид- ‘
ных фаз, которое может происходить как из аустенита, так i
и из феррита. [
4. Мартенситные у->ам-превращения при охлаждении j
или при деформации.
5. Процессы охрупчивания ферритной фазы, связанные ]
•с явлениями упорядочения и расслоения («хрупкость |
475 °C»). )
Возможность протекания в аустенито-ферритных сталях 1
•сложных фазовых превращений в различных интервалах <
температур накладывает существенные ограничения на ре-1
жимы их технологии производства и области применения.!
286
Присутствие 6-феррита резко ухудшает пластичность сталей при го-
рячей обработке давлением, особенно при прокатке и прошивке труб,
что связывают с различным сопротивлением феррита и аустенита де-
формированию, с разной скоростью рекристаллизации: менее прочные
и быстро рекристаллизующиеся зерна феррита приводят к локализации
в них пластической деформации и концентрации напряжений.
На рис. 172 приведена зависимость технологической пластичности
двухфазных сталей от количественного соотношения а и у фаз. Видно,
100 80 60 00 20 0/,7о
ЛегироЯпние
Рис. 172. Влияние соотношения а- и у-фаз иа технологическую пластичность ста-
лей при высоких температурах (А. А. Бабаков, М. В. Прнданцев):
1 — хорошая; 2 — пониженная; 3 — плокая
Рис. 173. Изменение предела текучести нержавеющих сталей в зависимости от
легирования после различной обработки:
7 —закалка; 2—закалка и обработка холодом; 3 — закалка, обработка холодом
и старение. I — мартенситный класс; II — аустенитно-мартенситный класс; 111 —
аустенитный класс
что наиболее пластичны однофазные сплавы, однако можно подобрать
такой режим прокатки, при котором пластичность двухфазных сталей,
будет вполне достаточной для производства.
По данным завода «Серп и молот», наиболее высокая пластич-
ность аустенито-ферритных сталей наблюдается в интервале 950—
1050 °C, что объясняется наименьшей разницей в свойствах ферритной,
и аустенитной составляющих (И. Я. Сокол). Этим же объясняется по-
ложительное влияние на горячую пластичность кремния, который силь-
нее упрочняет феррит.
На аустенито-ферритных сталях проявляется эффект сверхпластич-
ности, который заключается в очень высокой пластичности (до 300—
600 %) этих сталей без наклепа в определенных интервалах темпера-
тур и скоростей деформации и объясняется образованием особой мелко-
зернистой двухфазной структуры (величина зерна 2—3 мкм), получив-
шей в литературе название микродуплекс.
Промежуточную термическую обработку сталей этого-
класса проводят обычно для снятия наклепа при произ-
водстве тонкого листа или проволоки. При этом после
смягчающей термической обработки или горячей деформа-
ции охлаждение от 900—1000 °C должно быть ускоренным^
чтобы предотвратить охрупчивание.
287
Температуру закалки этих сталей выбирают в зависи- I
мости от состава и назначения детали; она обычно состав- 1
дяет 900—1100°С. Стали, предназначенные для сварных I
деталей, подвергают отпуску для снятия напряжений, при- 1
чем температуры и время отпуска выбирают с учетом пре- 1
дотвращения охрупчивания стали в интервале «хрупкости 1
475 °C» и охрупчивания вследствие сигматизации сталей в 1
интервале 650—850 °C. 1
Аустенито-мартенситные стали. Потребности новых от- 1
раслей современной техники в коррозионностойких сталях I
повышенной прочности и технологичности привели к разра- I
-ботке сталей аустенито-мартенситного (переходного) ]
класса. I
Структура этих сталей после закалки представляет со- I
>бой неустойчивый (метастабильный) аустенит, который мо- 1
жет претерпевать мартенситное у->ам-прев ращение в ре- |
зультате обработки холодом или пластической деформации .1
ниже Мд. Свойства определяются соотношением количест- |
ва аустенита и мартенсита в структуре. Изменения прочно-1
стных свойств в зависимости от содержания легирующих!
элементов в сталях мартенситного (7), переходного (77) и!
аустенитного (777) классов приведены на рис. 173. 1
Температура Мп в этих сталях должна лежать ниже!
комнатной, но не настолько низко, чтобы сталь была Ста-1
бильной при обработке холодом. В аустенито-мартенсит-1
ных сталях может образовываться некоторое количество!
б-феррита, однако его присутствие в структуре ограничивав 1
ют из-за возможного охрупчивания сталей и снижения уров-1
ня прочности. j
Состав сталей этого типа приходится строго контроля-1
ровать для поддержания сбалансированного содержания]
-феррито- и аустенитообразующих элементов и заданной]
температуры мартенситного превращения. Накопленный!
экспериментальный материал позволяет ориентировочной
оценить действие различных легирующих элементов на со-’
держание S-феррита и положение точки Мн в сталях этого!
-типа, что позволяет рассчитать состав стали. Ниже показа-]
но влияние легирующих элементов на количество 6-ферри-|
та и положение мартенситной точки
класса (Ф. Б. Пикеринг):
сталей переходного
-Легирующий эле-
мент ..............
Изменение S-ферри-
та, %, иа 1 % л. э. .
Изменение Мв, °C,
на 1 % л. э........
N С Ni
—200 —180 —10
—450 —450 —20
Со Си Мп
—6 —3 —1
+ 10 —35 —30
288
П родолжение
Легирующий эле- мент W Si Мо Сг V А1
Изменение б-ферри- та, %, иа 1 % л. э. . Изменение Мв, °C, на 1% л. э +8 +8 +И + 15 +19 +38
—36 —50 —45 —20 —46 +53
Дополнительное упрочнение этих сталей может быть по-
лучено в результате дисперсионного твердения мартенсита
при температурах 400—500 °C. Для этого в стали вводят
такие элементы^ как алюминий, медь, титан. В этом случае
в сталях возможно выделение интерметаллидной фазы
NiAl, когерентной с о.ц.к.-матрицей, и NiTi или Ni(Al, Ti),
также имеющих о. ц. к. структуру; при введении меди обра-
зуются комплексы, очень богатые медью (предположитель-
но твердый раствор никеля в меди).
В процессе отпуска в сталях выделяются карбонитри-
ды молибдена и ванадия, что также повышает прочность.
Однако в результате старения падают характеристики пла-
стичности, поэтому при легировании сталей стремятся к
максимальному выигрышу в прочности при заданных ха-
рактеристиках пластичности.
Экспериментально установлено, что оптимальное сочета-
ние прочности и пластичности обеспечивает легирование
молибденом и алюминием, что объясняет наиболее широ-
кое распространение сталей соответствующих композиций.
5. Сплавы на железоникелевой и никелевой основе
При изготовлении химической аппаратуры, особенно для
работы в серной и соляной кислотах, необходимо применять
сплавы с более высокой коррозионной стойкостью, чем аус-
тенитные стали (табл. 35). Для этих целей используют
сплавы на железоникелевой основе типа 04ХН40МДТЮи
сплавы на никельмолибденовой основе Н70МФ, на хромо-
никелевой основе ХН58В и хромоникельмолибденовой ос-
нове ХН65МВ, ХН60МБ.
Структура сплава 04ХН40МДТЮ после закалки — аустенит с вклю.
чеииями карбоннтридов титана. После старения в сплаве наблюдается до
14 % интерметаллидной у'-фазы типа Ni3(Al, Ti), что сопровождается
значительным упрочнением. Сплавы этого типа могут работать в кон-
такте с агрессивными средами (например, растворы сернистой и фос-
форной кислот) при наличии значительных механических напряжений.
Структура сплава Н70МФ после закалкн от 1070—1100 °C—а-
твердый раствор молибдена в никеле и некоторое количество спецпаль-
19—970
289
Таблица 35. Состав и механические свойства коррозионностойких
Сплав Содержание основных элементов, %
с Сг Ni Мо другие
04ХН40МДТЮ (ЭП288) 0,04 14—17 39—42 4,5—6 2,5—3,2 Ti, 0,7—1,2 Al, 2,7—3,3 Си
Н70МФ (ЭП814А) 0,02 — Оси. 25—27 1,4—1,7 V
ХН58В (ЭП795) 0,03 39—41 Оси. — 0,5—1,5 W
ХН65МВ 0,03 14,5—16,5 Осн. 15 3,0—4,5 w
ных карбидов Мо6С и VC. Нагрев сплава при 600—800 °C отрицатель- j
но сказывается на его коррозионной стойкости и сопротивлении МКК ’
из-за выделения по границам зерен карбидов М012С н иитерметалли- «
ческих фаз типа Ni<Mo и NijMo. Сплав применяется для работы в ор- ч
ганических кислотах, солянокислых средах н концентрированных раст- j
ворах серной и фосфорной кислот. I
Структура сплавов ХН58, ХН6ГМВ после закалки от оптимальных |
температур — a-твердый раствор с первичными карбидами типа Me6C.. I
При нагреве в интервале 800—1000 ° С в них могут выделяться |
карбиды и интерметаллиды (ЛГе2зСб, ц-фаза типа (Ni, Cr)7(Mo, W)6), |
что отрицательно сказывается на их коррозионных свойствах. Эти |
сплавы предназначены для изготовления емкостей и трубопроводов в хи- 1
мическом машиностроении, для работы при повышенных температурах, |
в средах высокой агрессивности (солянокислые, сернокислые среды, |
хлор, уксусная кислота и др.). 1
Часть жаропрочные
седьмая И ЖАРОСТОЙКИЕ СТАЛИ
И СПЛАВЫ
Глава XXIII
ОСНОВЫ ЖАРОПРОЧНОСТИ
1. Основные определения и классификация
Жаропрочностью называется способность
сталей и сплавов выдерживать механичес-
кие нагрузки при высоких температурах в
течение определенного времени. При темпе-
290
сплавов на железоникелевой и никелевой основах
Режим термической °в -6 кси
обработки МПа % Дж/м2
Закалка 1050—1100 °C, старение 650—750 °C 1230 720 31 37 105 '
Закалка 1070±20°С 960 480 52 60 220
Закалка 1070—1100 °C 890 500 48 49 —
Закалка 1070 °C 990 570 47 48 160
ратурах до 600°C обычно применяют термин теплоус-
тойчивость.
Жаростойкость характеризует сопро-
тивление металлов и сплавов газовой кор-
розии при высоких температурах. Стали и
сплавы, предназначенные для работы при повышенных и
высоких температурах, должны, следовательно, обладать
не только требуемой жаропрочностью, но и иметь достаточ-
ное сопротивление химическому воздействию газовой среды
(жаростойкость) в течение заданного ресурса эксплуата-
ции.
Стали и сплавы, предназначенные для работы при по-
вышенных и высоких температурах, подразделяют на
группы:
1) теплоустойчивые стали, работающие в нагруженном
состоянии при температурах до 600°C в течение длитель-
ного времени;
2) жаропрочные стали и сплавы, работающие в нагру-
женном состоянии при высоких температурах в течение оп-
ределенного времени и обладающие при этом достаточной
жаростойкостью;
3) жаростойкие (окалиностойкие) стали и сплавы, ра-
ботающие в ненагруженном или слабонагруженном состоя-
нии при температурах выше 550°C и обладающие стойко-
стью против химического разрушения поверхности в газо-
вых средах.
В технической литературе применяют различные класси-
фикации сталей и сплавов, например клапанные, котельные,
лопаточные, т. е. по назначению; литейные и дефор-
мируемые, т. е. п о способу производства и другие.
19*
291
Наиболее универсальной является классификация по со-
ставу и структуре, которая и принята ниже.
В группу теплоустойчивых сталей входят углеродистые,
низколегированные и хромистые стали. Структура их зави-
сит от степени легирования и режима термической обработ-
ки стали. После нормализации в структуре стали наблюда-
ют феррит или феррито-карбидную смесь разной дисперс-
ности (перлит, троостит, бейнит)'.
К жаропрочным относят стали аустенитного класса на
хромоникелевой и хромоникельмарганцевой основах с раз-
личным дополнительным легированием. Условно эти стали
подразделяют на три подгруппы: гомогенные (однофазные)
аустенитные стали, жаропрочность которых обеспечивается
в основном легированностью твердого раствора; стали с
карбидным упрочнением; стали с интерметаллидным упроч-
нением. Такое разделение сделано по преимущественному
типу упрочнения.
Жаропрочные сплавы разделены по металлу основы:
сплавы на основе никеля и кобальта. Эти сплавы чаще все-
го подразделяют и по способу производства: на деформиру-
емые и литые.
Жаростойкие стали и сплавы разделены на следующие
группы: хромистые и хромоалюминиевые стали ферритного
класса, хромокремнистые стали мартенситного класса, а
также хромоникелевые аустенитные стали и сплавы на хро-
моникелевой основе.
Жаростойкие и жаропрочные стали и сплавы использу-
ются во многих отраслях промышленности. Достижения в
металловедении жаропрочных материалов в значительной
степени определяют уровень развития энергомашинострое-
ния, авиационной и ракетно-космической техники.
Важно отметить, что жаропрочные материалы работают при раз-
личных схемах нагружения: статических растягивающих, изгибающих
или скручивающих нагрузках, динамических переменных нагрузках раз-
личной частоты и амплитуды, термических нагрузках вследствие изме-
нений температуры, динамическом воздействии скоростных газовых по-
токов иа поверхность.
Вследствие этого применяются разнообразные виды испытания иа
жаропрочность и жаростойкость: испытания на ползучесть и длитель-
ную прочность при статическом нагружении, испытания на высокотем-
пературную и термическую усталость, испытания на газовую коррозию
в различных средах, испытания в скоростных газовых потоках и др.
Для оценки теплоустойчивости и жаропрочности наибольшее рас-
пространение в настоящее время в промышленности и в исследователь-
ских работах получили испытания на растяжение при повышенных тем-
пературах (ГОСТ 9651—73), на ползучесть и длительную прочность,
проводимые по схеме одноосного растяжения (ГОСТ 3248—81 и ГОСТ
10145—81).
292
определенных температуре и
Оценка жаростойкости производится по изменению массы стандарт-
ных образцов (ГОСТ 6130—71), механических или физических свойств
сплавов.
Предел длительной прочности обозначается как напряжение о*’
(МПа) с двумя числовыми индексами — верхний указывает темпера-
туру испытания в °C, а иижиий — длительность (или базу) испытания
в часах. Например, о jqq означает, что испытания проводились при
800 °C, длительностью в 100 ч, о™ — соответственно при 700 °C и в
течение 100000 ч.
Очень часто в качестве характеристики жаропрочности пользуются
временем до разрушения (в часах) при
напряжении. Например, указывают, что
испытания проводились при /=900 °C и
напряжении <т=300 МПа, и сравнивают
различные материалы (или один мате-
риал после различной обработки), счи-
тая, что чем больше время до разруше-
ния, тем жаропрочнее материал.
Ползучестью называется
непрерывная деформация ме-
таллов под действием посто-
янно приложенных напряже-
ний.
При экспериментальном изучении
ползучести определяют зависимость де-
формации (чаще удлинения) от времени
при заданных напряжениях и темпера-
турах, получая первичные кривые ползу-
чести (рис. 174). На этих кривых можно
выделить 3 стадии ползучести (без уче-
та мгновенной деформации, возникаю-
щей в момент приложения нагрузки):
I — стадия иеустановившейся ползуче-
сти, когда скорость ползучести уменьша-
ется со временем испытания, II—стадия
установившейся ползучести, имеющая
постоянную скорость деформации, III—
стадия ускоренной ползучести, когда ско-
рость деформации возрастает, последняя
разрушению.
Сопротивление ползучести характеризуется пределом ползучести —
напряжением, которое вызывает заданную скорость ползучести или за-
данную суммарную деформацию ползучести за определенное время.
Например, а10—з=150 МПа — это напряжение, вызывающее в металле
скорость ползучести l-10~3 %/ч при 700 °C. В качестве характеристик
ползучести используют также суммарную деформацию ползучести 6
(%) за определенное время либо скорость установившейся стадии пол-
зучести о, %/ч.
2. Влияние среды и условий эксплуатации
иа жаропрочность
Решающим фактором при разработке жаропрочных материалов явля-
ются рабочая температура и действующие напряжения. Если величина
напряжений зависит от конструкции детали, то уровень рабочих тем-
Рнс. 174. Кривые ползуче-
сти, полученные прн разных
температурах н напряжени-
ях (схема):
I—III — стадии ползучести;
1 — ползучесть при низких
температурах и малых на-
пряжениях; 2 — ползучесть
при средних температурах
и напряжениях; 3 — ползу-
честь прн высоких темпера-
турах н напряжениях
стадия обычно предшествует
19а—970
293
ператур определяет экономичность и основные технические характерис-
тики изделия.
С ростом температуры уменьшается прочность межатомных связей,
интенсифицируются процессы диффузии, разупрочнения. В зависимости
от температуры меняются механизм и скорость газовой коррозии, ме-
ханизм пластической деформации и разрушения.
Большое влияние на жаропрочность оказывает режим работы спла-
ва— характер изменения температуры и нагрузки во времени. При на-
личии теплосмен материалы подвергаются термической усталости, что
может резко (в несколько раз) увеличить скорость ползучести или при-
вести к разрушению детали
даже в отсутствие механических нагрузок
вследствие только термических напряже-
инй (термическая усталость). Столь же
сильно может влиять на жаропрочность
н жаростойкость воздействие перемен-
ных напряжений, которое обусловливает
развитие высокотемпературной уста-
лости.
Состав газовой среды также может
существенно влиять на жаростойкость н
жаропрочность сплавов. Наличие в сре-
де агрессивных компонентов (например,
соединений, содержащих серу, ванадий,
галогены, щелочные металлы) вызывает
образование легкоплавких или летучих
соединений, разрушает защитные окис-
ные пленки, способствует развитию ло-
кальных видов газовой коррозии. Кроме
того, во многих случаях тазовая сре-
да воздействует на сплав не в ста-
время испытания Т
Рис. 175. Влияние скорост-
ных газовых потоков на
деформацию ползучести
сплавов. М=у noT/vSB -
скорость потока в числах
Маха
ционарных условиях, а динамически, т. е.
на поверхность стали действуют скоро-
стные газовые потоки, скорость которых
может составлять сотни и тысячи метров в секунду. Такие условия
работы характерны, например, для лопаток газовых турбин, деталей
обшивки скоростных самолетов и ракет. Под влиянием скоростных
газовых потоков усиливаются как процессы ползучести (рис. 175), так
и процесс коррозионно-эрозионного разрушения поверхности, что связа-
но с усилением избирательности газовой коррозии, эрозионным разру-
шением окисных пленок, деформацией и дополнительным разогревом
тонких поверхностных слоев при трении среды о поверхность, вибра-
ционными нагрузками переменной частоты и другими эффектами.
Вследствие этого снижается эксплуатационная стойкость де-
талей.
Заметное влияние на жаропрочность оказывает воздействие на ма-
териалы реакторных излучений. Возникновение радиационных повреж-
деннй (образование пар Френкеля, ионизация, возникновение термичес-
ких пиков и др.) может также существенно снизить жаропрочность
сплавов.
Следовательно, при оценке пригодности сплава к работе в нагру-
женном состоянии при высоких температурах необходимо учитывать не
только результаты стандартных испытаний на ползучесть и длительную
прочность, но и возможное изменение этих характеристик в условиях
эксплуатации. Для этого требуется проведение комплексных испыта-
ний с максимально возможным приближением к работе детали в реаль-
ных условиях.
294
3. Легирование жаропрочных сталей и сплавов
Состав жаропрочных сталей и сплавов должен обеспечи-
вать высокое сопротивление ползучести и газовой коррозии
с учетом условий работы материала в течение заданного
срока службы.
При выборе основы для создания жаропрочных сплавов
в первую очередь учитывают величину сил межатомной свя-
зи, которые принято оценивать по теплотам плавления и
сублимации, температурам плавления, параметрам диффу-
зии и самодиффузии, характеристическим температурам,
модулю упругости и другим параметрам. Чем больше силы
межатомной связи металла, тем большей жаропрочностью
должны обладать сплавы на его основе.
Железо, никель и кобальт имеют близкие температуры
плавления и другие характеристики сил межатомной связи:
а(6)-железо V-железо Со Ni
Температура плавле- ния, °C 1539 — 1435 1455
Теплота плавления, Дж/(кг-моль) . . . 15,5 15,2 17,6
Теплота сублимации, Дж/(кг-моль) . . . 417 423 424
Энергия активации самодиффузии, Дж/(кг-моль) . . . 276 266 272
Коэффициент само- диффузнн D, м2/с, при температуре °C: 500 10-22 IO-28 10-21
700 10—18 — Ю-Л8 Ю-18
900 —. 10-1» 10-1® 10-1»
1100 — 10-15 10-15 10-м
Рабочая температура ?раб сплава, °C . . . 450—650 650—850 800—950 800—1050
?раб/^пл 0,35—0,5 0,5—0,62 0,6—0,7 0,65—0,75
Предел ползучести , МПа ... . — 7,0 11,0 3,5
В принципе жаропрочные сплавы иа их основе должны
иметь примерно одинаковые уровни свойств при высоких
температурах. Однако достигнутый уровень жаропрочных
характеристик сплавов на основе железа, кобальта и нике-
ля заметно различается. Это объясняется неодинаковой
способностью твердых растворов иа основе этих металлов
к упрочнению, природой упрочняющих фаз, структурной
стабильностью, и, наконец, уровнем совершенства техноло-
гии производства этих сплавов.
19а*
295
Существующие жаропрочные стали и сплавы представ-
ляют собой многокомпонентные твердые растворы на осно-
ве железа, никеля или кобальта, которые упрочняются дис-
персными выделениями избыточных фаз — карбидов, кар-
бонитридов, боридов, интерметаллидов.
Механизмы упрочнения твердых растворов при легиро-
вании, которые были рассмотрены для комнатной темпера-
туры (см. гл. IV), в основном справедливы и при умерен-
ных повышенных температурах (до 0,5 Тпл) эксплуатации
(испытания). Однако при более высоких температурах ин-
тенсифицируются процессы диффузии, приводящие к раз-
упрочнению и рекристаллизации сплавов. Поэтому легиро-
вание сталей и сплавов для придания им жаропрочных
свойств необходимо проводить элементами, которые повы-
шают силы межатомных связей в твердом растворе и в уп-
рочняющих фазах, температуры рекристаллизации умень-
шают диффузионную подвижность атомов растворителя и
образуют дисперсные упрочняющие фазы.
Деформация при ползучести осуществляется как сдви-
говым механизмом, т.е. путем движения дислокаций, таки
диффузионным в основном посредством диффузии вакан-
сий. С повышением температуры влияние препятствий на
движение дислокаций уменьшается, снимается упрочнение,
созданное предварительной деформацией или термической
обработкой, плотность дислокаций снижается вследствие их
рекомбинации при переползании и поглощения мигрирую-
щими границами зерен. Большое значение имеет при высо-
ких температурах зернограничная ползучесть.
Чем выше работая температура, тем сильнее проявля-
ются диффузионные процессы в деформации ползучести.
При малых значениях скоростей ползучести, которые допу-
скаются в реальных условиях, контролирующим процессом
является диффузия вакансий к границам зерен, образова-
ние и рост пор иа границах. Следовательно, важную роль
играет концентрация и подвижность вакансий. Легирую-
щие элементы, упрочняющие твердый раствор, повышаю-
щие силы связи в решетке, затрудняют диффузионные пе-
ремещения, уменьшают концентрацию и подвижность ва-
кансий и, таким образом, повышают жаропрочность.
Железо, кобальт и никель при взаимном образовании
твердых растворов незначительно изменяют температуру
солидуса сплавов и их высокотемпературную жаропроч-
ность, тогда как марганец резко снижает температуру со-
лидуса и жаропрочность. Влияние легирования на темпера^
туру плавления и жаропрочность сплавов В. К- Григорович!
296 1
связывает с электронной концентрацией: увеличение числа
коллективизированных электронов при легировании более
высоковалентными металлами должно приводить к росту
жаропрочности.
При определении эффективности и оптимального количе-
ства легирующих элементов на жаропрочные свойства спла-
ва следует учитывать тип диаграмм состояния растворите-
ля и легирующих элементов.
Основываясь на классичес-
ких работах Н. М. Курнако-
ва, И. И. Корнилова и дру-
гих, установивших общие
закономерности изменения
свойств сплавов, в том чис-
ле прочности и пластично-
сти, от состава для главных
типов диаграмм состояния и
привлекая данные о фазо-
вых переходах и, в частно-
сти, о температурах солиду-
са, были построены диаграм-
мы состав — жаропрочность
911950 Ю50 1150 1250 13501392
Температура, °C
Рис. 176. Температурная зависимость
скорости ползучести оп чистого желе*
за (Быстров Л. Н., Иванов Л. И., Про-
кошкин Д. А.)
для многих систем в широ-
ком интервале температур.
Эти диаграммы рассматривают совместно с диаграммами со-
стояния соответствующих систем, что дает возможность оп-
ределить влияние на жаропрочность концентрации легиру-
ющих элементов в твердом растворе, выделения новых фаз,
полиморфных превращений.
Наиболее низкие рабочие температуры (450—650°C)
имеют стали ферритного, перлитного и мартенситного клас-
сов, т. е. стали на основе а-железа. Аустенитные стали име-
ют более высокие рабочие температуры. Это объясняется
влиянием типа кристаллической структуры и полиморфных
превращений на механические свойства сталей при высоких
температурах.
Установлено, что скорость ползучести г. ц. к. решетки
существенно меньше, чем о. ц. к. Для железа вблизи темпе-
ратуры полиморфного превращения о. ц. к. решетка а-фазы
становится неустойчивой, в ней происходит подготовка к пе-
рестройке в г. ц. к. решетку у-фазы, при этом усиливаются
диффузионные процессы, что отрицательно влияет на жаро-
прочность. Это положение иллюстрирует рис. 176, где пред-
ставлена температурная зависимость скорости ползучести
железа.
2S7
Для твердых растворов на основе железа влияние кри-
сталлической структуры на жаропрочность также весьма
существенно. На рис. 177 приведена зависимость стрелы
прогиба, характеризующей скорость ползучести сплавов
системы Fe—Сг, от концентрации хрома. При температуре
650 °C все сплавы являются ферритными и повышение со-
держания хрома уменьшает скорость ползучести. При
Рис. 177. Диаграмма состояния Fe—Сг
(в) и зависимость деформации ползу-
чести AZ при изгибе от концентрации
хрома (б) прн температурах 650 и
850 °C (И. И. Корнилов)
Рис. 178. Изотерма жаропрочности и 3
диаграмма состояния системы Ni—Сг. з
А — сопротивление ползучести (время I
достижения стрелы прогиба 5 мм) 1
(И. И. Корнилов) J
850°C сплавы, имеющие содержание хрома от 6 до 10%, ;
попадают в у-область, т. е. имеют аустенитную структуру,
а сплавы, содержащие меньше 6 % и больше 10 % Сг, име-
ют ферритную структуру. Проведенные испытания показа- i
ли, что сопротивление ползучести при 850°C аустенитных^
сплавов значительно выше, чем ферритных, причем аусте-'
ийтные сплавы даже при 850°C более жаропрочны, чем]
ферритные при 650°C. Из анализа этих диаграмм были^
сделаны важные выводы о том, что максимальной жа-1
р о'Прочностью должны о б л ад ать у-тверд ы el
растворы, имеющие предельную легиро-1
298
ванност ь, и что переход к двухфазным а+у структурам
приводит к резкому снижению жаропрочности. Это поло-
жение хорошо иллюстрируется рис. 178, где показана изо-
терма жаропрочности сплавов системы Ni—Сг при 1000°С.
Если в сплав вводится элемент, расширяющий область
существования твердого раствора (например, углерод в ау-
Легирующий элемент
Рис. 179. Схематические кривые оптимального содержания легирующих элементов
в аустенитных сталях по влиянию на сопротивление ползучести оп. (Содержа-
ние углерода указано на кривых) (Л. Коломбье, И. Гохмаи)
Рис. 180. Влияние легирующих элементов иа жаропрочность сплава типа ХН80
при 700 °C (М. В. Придаицев)
стенитной стали), то суммарное содержание легирующих
элементов, обеспечивающее максимальную жаропрочность,
становится больше (рис. 179).
Следует также отметить, что диаграммы состав — жаро-
прочность могут рассматриваться только как ориентиро-
вочные при разработке сталей и сплавов, так как диаграмм
состояния для многокомпонентных систем не существует, а
имеющиеся диаграммы для двойных и тройных сплавов не
учитывают структурных - факторов, которые могут очень
сильно влиять на жаропрочные характеристики.
Считается, что сопротивление ползучести при легирова-
нии твердых растворов определяется величиной скорости
диффузии легирующих элементов, причем для определенной
скорости ползучести существует оптимальный диапа-
зон скорости диффузии легирующих элементов, обеспечи-
вающих образование скоплений растворенных атомов во-
круг перемещающихся дислокаций и тормозящих ее движе-
299
ние. Следовательно, для использования сплава в широком
диапазоне температур необходимо легировать его комплек-
сно различными элементами, обладающими разной диффу-
зионной подвижностью, чтобы при различных скоростях
ползучести был «по крайней мере один легирующий эле-
мент, подвижность которого будет оптимальной для тормо-
жения движения дислокации. Таким образом, теория есте-
ственно приводит к идее использования сложнолегирован-
ных жаропрочных сплавов» (Коттрелл).
Для жаропрочных сплавов на основе железа, никеля и
кобальта наиболее перспективны в качестве упрочнителей
твердого раствора такие элементы, как молибден, ниобий,
вольфрам. На рис. 180 показано влияние легирующих эле-
ментов на жаропрочность твердых растворов на хромонике-
левой основе типа Х20Н80. Отметим, что положительное
влияние алюминия, ниобия и титана связано с образовани-
ем упрочняющих интерметаллидных фаз.
Одним из главнейших факторов жаропрочности сталей
и сплавов является образование упрочняющих фаз. Элемен-
ты внедрения — бор, азот, углерод — имеют весьма ограни-
ченную и переменную с температурой растворимость в твер-
дом растворе и приводят к образованию избыточных фаз —
боридов, нитридов, карбидов или фаз смешанного состава
(см. гл. V). В сталях и сплавах на кобальтовой основе эти
фазы обеспечивают основной эффект упрочнения, при этом
требуется обеспечить оптимальные размеры частиц фаз, их
определенное количество и равномерное распределение в
матрице. В жаропрочных сплавах на никелевой основе та-
кие фазы чаще всего образуются по границам зерен и их
влияние на жаропрочность может быть различным в зави-
симости от назначения и условий эксплуатации сплава.
В целом можно считать, что присутствие определенного ко-
личества карбидных фаз в жаропрочных никелевых спла-
вах оказывает положительное влияние, препятствуя межзе-
ренному проскальзыванию, в то же время выделение кар-
бидных фаз типа Л1е2зС6 часто приводят к охрупчиванию
сплавов и понижению их жаропрочности.
Для никельсодержащих жаропрочных сталей и сплавов
основное упрочнение обеспечивает интерметаллидная у'-фа-
за типа Nis(Al, Ti, Nb). В некоторых жаропрочных сталях
и сплавах отмечается также положительное влияние на жа-
ропрочность выделений других интерметаллидных фаз: ц-
фазы типа Ni3Ti, pi-фазы типа Fe7(Mo, W)6 и фаз Лавеса
(FeMo2, FeW2).
300
При легировании с целью увеличения жаропрочности
важное значение имеет влияние различных элементов на
строение и свойства приграничных объемов.
Установлено, что действие таких элементов, как В, Се,
Zr и р. з. м., а также легкоплавких примесей на жаропроч-
ность сплавов на основе железа, кобальта, никеля связано
с их неравномерным распределением в сплаве, преимущест-
венной их концентрацией в-приграничных участках.
Рис. 181. Влияние содержания легкоплавких примесей [указан % (ат.) по расчету
(Pb; Sb и S — фактическое содержание)! на время до разрушения сплава типа
XH80T при 700 °C и напряжении 360 МПа (М. В. Придаицев)
Легкоплавкие примеси (Pb, Cd, Bi, Sb и др.), облада-
ющие очень малой растворимостью в жаропрочных спла-
вах, оказывают резко отрицательное влияние на их жаро-
прочность (рис. 181) даже при небольшом содержании этих
элементов. Эти примеси концентрируются по границам зе-
рен, образуют легкоплавкие соединения или эвтектики и
способствуют межзеренному разрушению при ползучести.
Отметим, что вредное влияние этих примесей в сплавах на
никелевой основе проявляется при значительно меньшей их
концентрации, чем в сплавах на основе железа, причем в
последних отрицательное влияние примесей усиливается по
мере повышения содержания никеля в сплаве. Введение в
сплавы малых количеств щелочноземельных (Mg, Са, Ва)
и редкоземельных элементов (La, Се), а также циркония
и бора оказывает положительное влияние на их жаропроч-
ность по следующим основным причинам (М. В. Придан-
цев): эти элементы очень незначительно растворяются в
301
сплавах (поэтому их вводят в очень малых количествах —
тысячные и сотые доли атомных процентов) и концентриру-
ются в приграничных объемах, замедляя приграничную
диффузию; они имеют большое химическое сродство к кис-
лороду, сере, азоту, водороду и образуют тугоплавкие окис-
лы и сульфиды (гидриды и нитриды менее термостойки) ;
эти элементы способны образовывать тугоплавкие химичес-
кие соединения с примесями легкоплавких цветных метал-
лов и частично нейтрализовать их отрицательное влияние.
В порядке уменьшения эффективности влияния на жа-
ропрочность никелевых сплавов эти добавки можно распо-
ложить следующим образом: В, La, Се, Са, Zr, Ва. Содер-
жание добавки свыше оптимального уменьшает не только
жаропрочность, но и технологическую пластичность спла-
вов.
Таким образом, состав и обработка жаропрочных спла-
вов должны обеспечить высокий уровень сил межатомной
связи; тонкую субмикроскопическую неоднородность строе-
ния сплавов; условия для выделения оптимального количе-
ства упрочняющих фаз в наиболее эффективных для упроч-
нения форме и состоянии; препятствия для развития меж-
зеренной деформации и диффузии, особенно при высокотем-
пературной ползучести; стабильность структуры сплавов
в течение заданного срока эксплуатации; нейтрализа-
цию вредных примесей посредством создания тугоплавких,
соединений и рафинирования сплавов.
Глава XXIV
ТЕПЛОУСТОЙЧИВЫЕ СТАЛИ
К теплоустойчивым относятся стали, используемые в энер-
гетическом машиностроении для изготовления котлов, сосу-
дов, паронагревателей, паропроводов и др. Эти же стали
применяют в химическом и нефтяном машиностроении для
работы при повышенных температурах.
Рабочие температуры теплоустойчивых сталей достига-
ют 600—650 °C, а давление газовых или жидких сред 20—
30 МПа. Так, рабочие параметры в паросиловых уставов-:
ках составляют 585 °C при давлении 25,5 МПа, а в наибо-;
лее мощных установках достигают 650 °C и 31,5 МПа.
Детали таких установок должны работать длительно^
время без замены (до 100 000—200 000 ч), поэтому основу
302 I
ным требованием является заданное значение длительной
прочности и сопротивление ползучести за весь ресурс экс-
плуатации.
В зависимости от условий работы деталей в качестве
теплоустойчивых используют углеродистые, низколегиро-
ванные и хромистые стали.
1. Углеродистые и низколегированные стали
Для работы при температурах до 120 °C и давлениях до
0,8 МПа обычно применяют стали Ст2 или СтЗ (см. гл. X).
При давлениях до 6 МПа и температурах до 400 °C — угле-
родистые котельные стали 12К, 15К, 16К, 18К, 20К- Состав
и свойства этих сталей регламентируются ГОСТ 5520—79.
Эти стали различаются содержанием углерода (номер мар-
ки стали соответствует среднему содержанию углерода),
при этом чем больше углерода в стали, тем выше характе-
ристики прочности: ов=360—380 МПа, oQt2=220 МПа для
стали 12К и соответственно 480—490 и 280 МПа для стали
20К. Одновременно несколько снижается пластичность (с 24
до 19%). Котельные стали поставляют в виде листов тол-
щиной от 4 до 60 мм и труб. Их можно подвергать пласти-
ческой деформации и сварке.
Цель термической обработки — получить стабильную
структуру, которая сохранялась бы практически неизмен-
ной в течение всего срока эксплуатации. Стали обычно под-
вергают нормализации, а при повышенном содержании уг-
лерода (0,22—0,24) — закалке и высокому отпуску, при
этом температура отпуска должна быть не менее чем на
100—120 °C выше рабочей температуры.
В процессе длительной эксплуатации в структуре ко
тельных сталей может происходить сфероидизация и коагу-
ляция карбидов. Этот процесс ускоряется под действием
напряжений. Углеродистые котельные стали сохраняют
длительную прочность на уровне одл=60—70 МПа (Ст20К)
при температурах до 500°C, при более высоких температу-
рах длительная прочность резко снижается.
Для более ответственных деталей энергетических бло-
ков, работающих при температурах до 585 °C и давлении
25,5 МПа применяют низколегированные стали, регламен-
тируемые ГОСТ 20072—74. Эти стали в зависимости от ре-
жима термической обработки могут иметь феррито-перлит-
ную, феррцто-бейнитную, бейнитную или мартенситную
структуру. Составы, режимы термической обработки и дли-
303
Таблица 36. Состав и предел длительной прочности <тДл низколегиро
Марка стали Содержание основных элементов, %
С Сг Мо V другие
12ХМ 0,09— 0,16 0,4—0,7 0,4-0,6 — —
12Х1МФ 0,08— 0,15 0,9—1,2 0,25— 0,35 о,is- о.30 —
25Х1МФ 0,22— 0,29 1,5—1,8 0,25— 0,35 о, is- о.30 —
25Х2М1Ф 0,22— 0,29 2,1—2,6 0,9—1,1 0,3-0,5 —
12Х2МФСР 0,08— 0,15 1,5—1,8 0,5-0,8 0,15-0,3 <0,8 Si, 0,005 % В
20ХЗВМФ 0,15— 0,23 1 2,8—3,3 0,35— 0,55 0,6-0,8 0,3—0,5 W
Г
$
тельная прочность наиболее распространенных низколеги- J
рованных сталей приведены в табл. 36.
В процессе эксплуатации в низколегированных сталях протекают
следующие изменения в структуре: возрастает размер блоков, укруп-
няются карбиды типа AfeC и образуются новые карбидные фазы (типа
AfezjCe и Afe2C), приграничные области становятся более свободными |
от карбидов, твердый раствор обедняется легирующими элементами, 1
особенно молибденом. Эти процессы приводят к разупрочнению сталей, 1
в частности снижается временное сопротивление, предел текучести и 1
твердость. В табл. 36 приведены данные об основных низколегирован- |
ных теплоустойчивых сталях, регламентированных ГОСТ 20072—74. |
Основными легирующими элементами теплоустойчивых |
сталей являются: хром, вольфрам, молибден, ванадий, нио- I
бий. Содержание каждого из них кроме хрома не превыша- |
ет Г%. В эти стали входит до 0,08—0,2 % С, так как при 1
более высоких содержаниях ускоряются процессы коагуля- я
ции карбидных фаз и перераспределения легирующих эле- 1
ментов Сг, V, W и особенно Мо между твердым раствором 1
и карбидами. Присутствие в стали таких элементов, как 1
Nb, V, Мо, уменьшает скорость диффузионных процессов л
перераспределения и способствует термически стабильному
304 Я
ванных теплоустойчивых сталей
Режим термической обработки
'зак- °C *ОТ1Г °с
t °г *исп* е °дл- МПа, за время, ч
10« 10»
910—930 670—690 480 250 200
960—980 740—760 520 200 140
560 140 108
580 120 95
880—900 640—660 500 269—290 —
550 100—150 __
1050 680—700 550 160—220 —
970—980 730—750 580 120 95
600 90 70
1030-1080 660—700 500 340 300
550 200 160
580 140 100
упрочнению в результате образования высокодисперсных
карбидов.
Большинство исследователей считают, что в Сг—Мо—V
сталях содержание ванадия должно определяться содержа-
нием углерода (с тем, чтобы он весь был связан в карбид
VC); оптимальным является отношение V/C=3-=-4. Это ис-
ключает участие Мо в карбидообразовании и обеспечивает
присутствие его в a-твердом растворе. Более высокое со-
держание ванадия невыгодно, так как считается, что его
переход в твердый раствор приводит к ослаблению меж-
атомных сил связи. Содержание хрома в сталях этого ти-
па может быть до 3 %, что связано с необходимостью обес-
печения повышенного сопротивления окислению.
С повышением температуры и ростом требований по жа-
ропрочности состав сталей усложняется, что можно просле-
дить по следующим данным: сталь, легированная 0,5 % Мо,
имеет ст™ =37 МПа. Дополнительное легирование 1,0 % Сг
повышает предел длительной прочности до о™ —53—
70 МПа, а введение еще 0,3 % V — до aio°=100 МПа.
Наиболее широкое применение среди низколегирован-
ных теплоустойчивых сталей нашли хромомолибденована-
305
диевые стали, типичным представителем которой являете»
сталь 12Х1МФ. Эта сталь чаще всего применяется в отож-
женном состоянии или после нормализации и высокого от-
пуска, т. е. в сравнительно стабильном, но разупрочненном.
состоянии.
. На рис. 182 приведена термокинетическая диаграмма
стали 12Х1МФ, а также количественное соотношение струк-
Рис. 182. Термокинетическая диаграмма стали 12Х1МФ (а), изменение соотноше-
ния структурных составляющих (б) и твердости (в) при различных скоростях
охлаждения.
Скорость охлаждения: 1 — закалка в воду; 2 — закалка в масло; 3 — 800 °С/мнн;
4 — 55 “С/мин; 5 — 3 °С/мин
турных составляющих и твердость стали йосле разных ско-
ростей охлаждения. На рис. 183 представлена микрострук-
тура этой стали.
В более легированных теплоустойчивых сталях, напри-
мер 12Х2МФСР, превращение аустенита в верхней области
температур с образованием полигонального феррита и пер-
^лита происходит только частично и при малых скоростях
охлаждения (менее 1—5°С/мин), при больших скоростях
охлаждения сталь имеет бейнитную, а при закалке — преи-
мущественно мартенситную структуру.
Влияние скорости охлаждения и, следовательно, типа
исходной структуры этих сталей на жаропрочность весьма
сложное и зависит от длительности и температуры испыта-
ния (рис. 184). При длительности испытания 1000 ч и тем-
пературе 500 °C наиболее жаропрочными оказались стали
с бейнитной структурой; при более длительных испытаниях
(до 16 000 ч) в интервале 500—600 °C наибольшую жаро-
прочность имеют стали после закалки и высокого отпуска.
Экстраполяция этих данных на длительность 104—105 ч
предполагает более высокую жаропрочность сталей со
структурой отпущенного мартенсита.
306
Поскольку эти стали после закалки или нормализации
обязательно подвергаются высокому отпуску (например,,
сталь 12Х2МФСР при 730—750°C, 3 ч), то в структуре ста*
ли всегда присутствуют специальные карбиды, Превраще-
Рис. 183. Структура стали 12Х1МФ-
после различных режимов терми-
ческой обработки, Х800:
2 — закалка в воду; б — закалка в-
масло; в — охлаждение с печью
ния в этих сталях при отпуске включают распад остаточно-
го аустенита (содержание которого может составлять пос-
ле закалки 3—8%), выделение специальных карбидов, ук-
рупнение карбидов и рекристаллизацию феррита. До 600 °C
в сталях обнаруживаются в основном карбиды цементитно-
го типа, а при 600—700 °C также карбид ванадия (типа
МеС) в высокодисперсном состоянии. Повышение темпера-
туры отпуска сопровождается растворением карбидов це-
307
ментитного типа и коагуляцией карбидов ванадия. В ста-
лях, подвергнутых улучшению, специальные карбиды
распределены равномерно, что можно объяснить более одно-
родным распределением дефектов структуры, как предпоч-
тительных мест зарождения карбидов.
Для всяких дисперсионноупрочненных сплавов, жаро-
прочность сталей этого типа зависит от размеров карбид-
Рис. 185. Влияние скорости ох-
лаждения оохл иа время до
разрушения г стали 20Х1М2Ф
при 565 °C и напряжении 130
МПа (а) и дисперсность струк-
туры 1/Л (б). Л — среднее рас-
стояние между карбидными ча-
стицами (И. Р. Кряиии)
Рис. 184. Влияние скорости охлаждения
иа длительную прочность с дл низколеги-
рованных сталей:
а при базе испытаний 1000 ч (X. Беи-
иек, Дж. Баидель); б — при базе 16 000, ч
(К. А. Ланская)
ных частиц и расстояния А, между частицами. Эксперимен-
тально показано, что время до разрушения непосредствен-
но связано с дисперсностью структуры (1Д). Пример
такой зависимости для стали 20Х1М2ФЛ приведен на рис.
185. Отметим, что влияние исходной структуры и кинетики
«е изменения сказывается на характеристиках длительной
прочности даже при весьма значительных ресурсах испыта-
ния (104—105 ч).
2. Хромистые стали мартенситного
и мартенсито-ферритного классов
В эту группу объединены стали, содержащие от 5 до
13 % Сг и дополнительно легированные карбидообразующи-
ми элементами, такими как молибден, вольфрам, ниобий,
ванадий, при содержании 0,08—0,22 % С. В структуре этих
сталей могут присутствовать следующие составляющие:
мартенсит, б-феррит, карбиды (Л4е2зС6, Me7C3, МеС) и ин-
308
Таблица 37. Состав и Одл некоторых хромистых теплоустойчивых сталей
МПа »емя, ч & 1 8 К 8 5 |8 58 2 8 83 8
1s ее о О О О Ф С> <О О щ © ю ю СО on 1 °°i 2 2 00 ^2 ® & К — ®
"ви 1 I §§§§§§§£§§§§§
Режим термической обоаботки <1 2 Ю Ю 00 СМ о 00 05 о о о у - О ~ 0-0 ° С О о S о о о 95 * со <м £ Е | R<>R OS >> S S loos Is S I H ±5 О ° ° О q й О 5 \ f.«. CO лчл СП СЗ <*~> 2 2 w S g 5 Й 2 g S ° § S oo qo S S § 03 С) яп О u w У о fl) W sIP >. s A S“ £ so ® о go о o£ OS e §§ e &g * в g-g В Efc IS О О X" О 22 ь О ffiS О
Другие — \ _ 1,15— 0,4 Nb 0,005- 0,1 В
X & & II ?' । 7 ь- - ЛО> . * о ф
2 ръ сх S 4) \О Ч > 'О ю\ 1 1 f f *© *О 01 * О Ф * о о
;ание основн элемента | Мо । СО 05 о । «5 । f i 7 О О. С о
ж 1 и О -о о О 7 7 7 is i°- 7 Ю ю in О*—’ О CD
и Л ю IQ I 1 I 2 2 2 <4- — О О О - -н - . • V V V о-с о-о оо
1 Марка стали (X ф -ф А £ Й A S СЧ <er« X СО < СО — сч PQ- Ю сл ю — — оо XX XX X X Ш Ю Щ со см
терметаллиды, в основном фазы Лавеса Fe2Mo, Fe2W,
Fe2(Mo, W).
По основным структурным составляющим эти стали под-
разделяют на мартенситные и мартенсито-ферритные, что
определяется содержанием хрома, углерода и сочетанием
дополнительных легирующих элементов. Состав и свойства
некоторых типичных сталей этой группы приведены в
табл. 37.
W2 10s
Время Выдержки, ч
Рис. 186. Влияние длительности изотерми-
ческой выдержки при 620 °C на механичес-
кие свойства (а) и фазовый состав стали
с 12 % Сг, легированной Мо, Nb, V (б)
(К. А. Ланская)
Рис. 187. Сводный график предела
длительной прочности за 105 г при
различных температурах сталей:
7—12X13; 2 — 20X13; 3 —
20Х11МФБН; 4 — 10Х12ВНМФ; 5 —
20Х12ВМБФР; 6—14Х12В2МФ; 7 —
12Х8М1ФБР; 8 — 15Х12ВМ1БФР
(К. А. Ланская)
Эти стали являются более теплоустойчивыми и жаро-
стойкими, чем низколегированные стали. Они также более
жаростойки в продуктах сгорания жидкого и твердого то-
плива, чем хромоникелевые аустенитные стали.
Хромистые стали этой группы обладают хорошими тех-
нологическими свойствами, высокой прочностью, пластич-
ностью, ударной вязкостью. Кроме того, некоторые стали
этой группы имеют высокую демпфирующую способность и
удовлетворительную релаксационную стойкость.
Указанные стали применяют для различных деталей
энергетического машиностроения (лопатки, трубы, крепеж-
ные детали, детали турбин и др.), в основном работаю-
щих длительное время при температурах 600—650°С.
210
Стали типа 10X5 обладают сильной склонностью к ох-
рупчиванию при температуре 475°С, поэтому применяют
стали, дополнительно легированные молибденом или воль-
фрамом (0,4—0,7%), что устраняет хрупкость этих сталей
и повышает их теплоустойчивость. В эти стали вводят так-
же другие элементы: кремний и алюминий для повышения
жаростойкости, титан или ниобий для устранения склон-
ности к закаливанию при охлаждении на воздухе благода-
ря связыванию углерода в специальные карбиды, а вана-
дий для повышения жаропрочности. Для длительной рабо-
ты при повышенных температурах эти стали применяют
после отжига 840—860°С, что связано со стремлением по-
лучать возможно более стабильную структуру, состоящую
из ферритной основы, легированной молибденом и воль-
фрамом, и сравнительно дисперсных карбидов, в основном
специальных карбидов ванадия.
Повышение рабочих температур паросиловых установок
потребовало применения в качестве теплоустойчивых ста-
лей с 12% Сг. Эти стали в зависимости от содержания уг-
лерода и режима термической обработки могут иметь фер-
рито-мартенситную или мартенситную структуру.
Необходимый уровень прочности и теплоустойчивости
этих сталей в значительной степени определяется упрочне-
нием вследствие фазового наклепа при мартенситном прев-
ращении и последующем дисперсионном твердении при от-
пуске или в процессе эксплуатации.
При рассмотрении сталей с 12% Сг легко проследить,
как усложнение состава сталей благодаря введению допол-
нительных легирующих элементов в оптимальных количест-
Таблица 38. Влияние легирующих элементов на сопротивление
ползучести 12 %-иой хромистой стали (аустенитизация 1250 °С+
4-стареиие 650 °C) (К. А. Лаиская)
Сочетание легнрующвх элементов Деформация ползучести (а = 125 МПа, t = 600 °C), %, в течение, ч Относительное сопротивление ползучести, %, при 600 °C (СТ = 125 МПа, Г = 300 ч)
300 1000
Сг—Мо 3,34 4
Сг—Мо—V 0,5 — 26
Сг—Мо—V—Nb 0,13 0,23 100
Сг—Мо—V—Nb—N 0,081 0,137 160
Сг—Мо—V—Nb—N—В 0,067 194
Сг—Мо—V—Nb—Ti —N 0,065 0,080 200
Сг—Мо—V—Nb—Ti—N—В 0,053 0,078 243
311
вах, т. е. комплексному легированию, позволило повысить;
их жаропрочные свойства (табл. 38).
Улучшение свариваемости этих сталей
достигается
пос-
редством снижения содержания углерода, что сопровожда-
ется увеличением количества феррита и образованием бо-
лее пластичного мартенсита.
Стали с пониженным содержанием хрома (7—9% Сг)
пока не нашли широкого применения, но рассматриваются
как перспективные, так как они более технологичны при
термической обработке и сварке, хотя и несколько уступа-
ют сталям с 12% Сг по жаропрочности. У этих сталей в
структуре отсутствует 6-феррит и мартенситное превраще-
ние протекает в более широком температурном интервале,
причем начинается на 100—200°С выше.
Таким образом, увеличение жаропрочности 12%-ных
хромистых сталей достигается посредством комплексного
легирования. Введение элементов, упрочняющих твердый
раствор, добавки сильных карбидообразующих элементов,
азота и бора приводят к образованию карбидных и карбо-
нитридных фаз высокой стабильности, а также упрочняю-
щих интерметаллидных фаз, в основном фаз Лавеса.
Имеются данные о положительном влиянии кобальта на
свойства 12%-ных хромистых сталей, который при введе-
нии его в количестве 4—6% увеличивает характеристики
жаропрочности, релаксационную стойкость, уменьшает со-
держание 6-феррита. Влияние кобальта связывают с более
заметным упрочнением сталей интерметаллидными части-
цами фаз типа АВ2 (фаз Лавеса) и увеличением дисперсно-
сти карбидных частиц. Такие стали (10Х10К6ВБ и
07Х10К6МВФ) применяют в США и Англии. Считается,
что присутствие в стали более 10—15% структурно сво-
бодного феррита снижает жаропрочность сталей, кратко-
временную и длительную
пластичность и ударную
вязкость
Основной вклад в обеспечение высоких жаропрочных
свойств вносит мартенсит отпуска, который и при рабочих
температурах способен длительное время сохранять упроч-
нение, полученное в результате фазового наклепа при у->-
ам-превращении.
Различие в устойчивости упрочнения при фазовом на-
клепе и при пластической деформации связано с многократ-
ностью деформации при полиморфном превращении в раз-
личных системах скольжения и образованием более равно-
мерной дислокационной структуры (М. А. Штремель,
И. Н. Кидин) .
312
Метастабильность мартенсита при нагреве под напря-
жением делает очень важным процессы, протекающие при
отпуске и старении рассматриваемых сталей. В настоящее
время термин «отпуск» предложено применять к сплавам,
которые подвергнуты закалке с полиморфным превращени-
ем, а термин «старение» — в случае закалки без полиморф-
ного превращения. Для рассматриваемых 12%-ных хроми-
стых сталей, следовательно, более правильно использовать
термин «отпуск», хотя во многих сталях этой группы при-
сутствует структурно свободный феррит (до 10—15%), ко-
торый при закалке не испытывает полиморфного превраще-
ния и может подвергаться старению при последующем на-
греве. Отпуск сталей, предназначенных для длительной
работы, обычно проводят при более высоких температурах
(на 100—150°С выше, чем рабочая температура соответст-
вующих деталей), чтобы обеспечить стабильность структу-
ры и, следовательно, свойств стали на весь ресурс эксплуа-
тации. По данным различных авторов, в 12%-ных хромис-
тых сталях при повышении температуры отпуска имеют
место следующие карбидные превращения: МезС-^Ме^з-^-
-^Ме23С6, а в сложнолегированных сталях образуются так-
же специальные карбиды (Мо2С, WC, NbC, VC) и карбэ-
нитриды (типа Nb(C, N)).
Важное значение в упрочнении этих сталей играют ин-
терметаллидные фазы Лавеса типа ЛВ2, которые выделя-
ются в интервале температур 550—600 °C в основном в
участках 6-феррита и в зависимости от соотношения леги-
рующих элементов имеют состав Ге2Мо, Fe2W, Fe2(Mo, W).
Во всех сталях этого типа с увеличением длительности
выдержки при отпуске (~ 620 °C) наблюдается постепенное
снижение прочностных свойств, ударной вязкости и повы-
шение пластических характеристик (рис. 186). При этом в
стали увеличивается количество карбидных и интерметал-
лидных фаз, которые с увеличением длительности выдерж-
ки коагулируют. Более заметно укрупняются частицы куби-
ческого карбида ;Ие2зСб и интерметаллидных фаз Лавеса
Fe2(W, Мо), а состав и размеры частиц карбонитридов ва-
надия и ниобия почти не изменяются. На рис. 187 приведе-
ны кривые длительной прочности основных 12%-ных хроми-
стых сталей при базе испытания 10000 ч в зависимости от
температуры. Видно, что чем сложнее по составу стали,
чем выше в них содержание упрочняющих фаз и легирован-
нее твердый раствор, тем выше их жаропрочность.
Таким образом, 12%-ные хромистые стали используют
как теплостойкий материал для длительной работы (до
20—970
313
105 ч) в интервале температур 450—650°С и поставляют
машиностроительным отраслям в виде сортового проката—
горячедеформированного толстого листа (ГОСТ 7350—77),.
тонкого листа (ГОСТ 5582—75) и горячедеформирован-
ных (ГОСТ 9940—81) или холодно-и теплодеформирован-
ных (ГОСТ 9941—81) труб.
Глава XXV
АУСТЕНИТНЫЕ ЖАРОПРОЧНЫЕ СТАЛИ
Состав, режимы термической обработки и длительная проч-
ность различных марок жаропрочных сплавов приведены»
табл. 39. Состав этих сталей регламентирован ГОСТ 5632—
72.
1. Гомогенные стали
К этой группе относятся главным образом низкоуглеродис-
тые хромоникелевые стали, дополнительно легированные
элементами, упрочняющими -у-твердый раствор. Их жаро-
прочность обеспечивается в основном растворенными в твер-
дом растворе легирующими элементами. Термин «гомоген-
ные стали» следует понимать условно, так как в структуре
этих сталей обычно присутствует некоторое количество кар-
бидов и карбонитридов титана или ниобия.
Гомогенные аустенитные стали используются преиму-
щественно в энергомашиностроении для изготовления труб-
паронагревателей и паропроводов, арматуры установок
сверхвысоких параметров и рассчитаны на длительную (до-
105 ч) службу при 650—700°С.
При легировании этих сталей стремятся получить мак-
симально стабильную аустенитную структуру, избежать.,
или замедлить выделение вторых фаз (карбиды, карбонит-
риды, фазы Лавеса, о-фазы и др.), что позволяет иметь не-
обходимый уровень длительной прочности и пластичности
в течение всего ресурса эксплуатации. Важно для этих ста-
лей обеспечить также высокие технологические свойства,
такие как способность к горячей пластической деформа-
ции, прошиваемость при изготовлении цельнотянутых
труб, свариваемость и др. Эти цели достигаются повышен-
ным содержанием никеля (отношение Ni/Cr> 1), что при-
дает стали глубоко стабильную аустенитную структуру,
314
О ООЛОО
О ^4 04 00
CQ
С
S о । 2°
к 1 1 1 00 —
к е>
о , оо
1 1 о о.
е> 1 04 —'
*ИСП’ °C 600 650 882
сг
g ‘|
ь о и I 1
ю
<0 О. стар
——Z
О
« 4) «у сг о о 8 О
сЗ S £ 1 со
Ь о. «у св со 8
К
3 3 •—и
X
в*
о к* • м
CU с о си св * к з X к 2 другие могенные с с £ ч© X©©'4 GT- 04 - 1 О Н--« 2?>й£ т?§- 1 18
о Д V *4 V/
ь S а S
4> ч©^ со iO
04
>» S о Z 1 • 1
се к к g §5 04 04
3 си 3§ ° ч о О
о ь <у ® к б 1 1
о Й S CQ Я
X О.
<у
Одл ч о и CN 8
X о о“ о~
вз V V
<е
ь
о
о
о со S § о.
<е н S
X 04
*чнй
S ч о. CQ •< X . 00 X ю
*о «*4 ’“W
X X
о 00
ь- о
20*
о о 04 04 СО 04
ООО ЛФЮ г^СО —' 420 240 125 88§88§ О со О ТГ
888 СО СО оо 600 700 800 §§§§¥§
со О
’Т О 1 9* 1 I |
о со 8 О о
со 00
8 а? 0) о о 00 00
5= о 04 3
3 3 0) 3 а» О 114 1180— в о сз 3 31 1100— 1150—
с 31 Мп; Мо; Nb; > о< 1 3 Н ..0Qp<g®
5 3 3 'О Q. 3 3 'О ту '§ °5- ТГ'П’Г'П 3 «? § О’ o?g“"3 00 2 со v/ — со О V
Ь»мо о 3 04 С4 (Г4СО
ч 1 3 _4 О
3 о® 00 Q 04 00
ь?° 1 о ? 00 4
—• со
1 о и
I Ю 1 LQ
'SI У11 J »—« 10- 12, 12-
TJ*
о о » .*-4
1 1 о’ о
оо 00 СО V V/
о <о
и о 0.
е £ а. 2
S 04 m *
00 © н S
00 £—4 О io
is Eg !2" gm Тг '—** I® X Х<^ X xg X о CD со -t'-'* о
с0>->
315
низким содержанием углерода (в пределах 0,06—0,012%)
и повышенным отношением Ti, Nb/C>10, что обеспечива-
ет в исходном состоянии присутствие карбидов NbC, TiC и
карбонитридов Nb, Ti(C, N), которые препятствуют обра-
зованию при эксплуатации карбидных фаз типа Л4е23Сб.
Повышенная жаропрочность таких сталей объясняется вы-
сокой легированностью у-твердого раствора такими элемен-
тами, как вольфрам (до 2—3%), молибден (до 2,5%). На-
личие стабильных карбонитридных фаз и высоколегирован-
ного аустенита обусловливает высокие температуры
рекристаллизации сталей этого типа. Так, для стали
1Х14Н18В2БР1 температура начала рекристаллизации
(при деформации порядка 20%) лежит при 900°С, а кон-
ца — при 1075°С.
Многими исследователями также отмечается положительное влия-
ние бора и редкоземельных металлов (р. з. м.) на жаропрочность ста-
лей этого типа. Бор, церий и другие редкоземельные элементы являют-
ся сильными раскислителями, поэтому в их присутствии уменьшается
содержание газов и неметаллических включений в сталях, что повышает
их качество. Влияние малых добавок р. з. м. и бора на сопротивление
ползучести также связывают с их горофнльностью, т. е.
способностью адсорбироваться по границам зерен (В. И. Архаров), что
затрудняет зернограннчную диффузию и упрочняет границы. Кроме то-
го, бор образует в сталях сложные бориды типа Ме3В2 и Ме2В (напри-
мер, (Сг, W, Ni)2B), которые обладают высокими температурами плав-
ления (например, для Сг2В температура плавления 1850°C). Важно от-
метить, что зависимость длительной прочности от содержания бора
имеет экстремальный характер (см. рнс. 181). По-виднмому это свя-
зано с тем, что при высоком содержании бора (>0,3 %) в большом
количестве образуются крупные борнды, которые обедняют твердый
раствор ннобнем, вольфрамом, хромом н другими элементами. Кроме то-
го, бор обладает увеличенной склонностью к лнквацнн н образованию
боридных эвтектик, а в сталях, подвергнутых прокатке, способствует
образованию строчечной структуры, что отрицательно сказывается на
нх пластических н жаропрочных свойствах.
Таким образом, мнкролегированне аустенитных сталей бором и
р. з. м. оказывает положительное влияние на жаропрочность н пластич-
ность как вследствие рафинирующего действия прн выплавке, так ’и
упрочнения границ зерен благодаря их горофильности.
В процессе длительной работы после 1—2-Ю5 ч в этих
сталях наблюдали выделения вторичных фаз (например,
фазы Лавеса типа Fe2Mo, Fe2W), коагуляцию карбидных
фаз и в некоторых сталях выделения в небольших коли-
чествах (1—2%) интерметаллидов типа Ni3Ti. Эти измене-
ния протекают очень медленно и незначительно влияют на
пластичность и жаропрочность сталей.
Стали этого типа имеют высокую релаксационную стой-
кость при длительной эксплуатации и их используют для
изготовления крепежных деталей. Важное значение в обе-
316
спечении высокого уровня жаропрочности аустенитный
сталей этого типа имеет величина зерна: при испытаниях
сталей выше 600 °C длительная прочность и сопротивление
ползучести у крупнозернистых сталей выше, чем у мелкозер-
нистых (рис. 188), при этом чем выше температура испы-
таний, тем больше выигрыш в длительной прочности
Размер зерна, баллы
Рис. 188. Влияние размера зерна
на скорость ползучести уп«,
а — стали 10Х18Н12Т (И. Р. Кря-
вии); б — стали 10Х14Н14В2М
(Е. Морлэ, М. Маркович, А. Гор-
бодей)
у крупнозернистых сталей. Отметим, что одновременно сни-
жается пластичность сталей.
Термическая обработка аустенитных гомогенных сталей
состоит из закалки (аустенитизации) от высоких темпера-
тур (1050—1200 °C) или аустенитизации и стабилизирую-
щего отпуска (700—750 °C) и преследует цель получить бо-
лее однородный у-твердый раствор, заданную величину зер-
на (балл 3—6) и стабильную структуру, а также снять на-
пряжения, которые могут возникнуть в процессе изготов-
ления деталей.
Следует отметить, что улучшение служебных характе-
ристик и удешевление сталей этого типа обычно связывают
со следующими направлениями исследований: оптимизация
состава сталей, в частности частичная замена никеля мар-
ганцем и азотом, использование сталей в наклепанном со-
стоянии (холодная деформация или термомеханическая
обработка), особенно при рабочих температурах, более
низких, чем температура рекристаллизации; более широ-
317
кое использование микролегирования сталей бором, р. з. м.;
усовершенствование технологии выплавки, обработки дав-
лением и режима термической обработки.
2. Стали с карбидным упрочнением
Стали с карбидным упрочнением предназначены для рабо-
ты при температурах 650—750 °C и довольно высоких уров-
нях напряжений. Их используют для изготовления ответст-
венных деталей энергомашиностроения (диски и лопатки
турбин, крепежные детали и др.).
Основу сталей с карбидным упрочнением составляют
Сг—Ni или Сг—Ni—Мп аустенит, содержащий 0,25—0,5%
углерода. v
Марганец, как и никель, расширяет у-область в сплавах
на основе железа и в многокомпонентных системах, кото-
рыми являются жаропрочные аустенитные стали. Он так-
же выступает в качестве аналога никеля. Это позволяет
частично заменить никель менее дефицитным марганцем,
причем установлено, что присутствие марганца способству-
ет некоторому повышению жаропрочности сталей. Однако
стали с полной заменой никеля марганцем, т. е. на основе
Сг—Mn-аустенита, не нашли широкого применения в ка-
честве жаропрочных материалов в связи с их недостаточ-
ной жаростойкостью и низкой температурой плавления,
так как приходится снижать содержание хрома в сталях
для обеспечения аустенитной структуры.
Карбидообразующие элементы V, Nb, W, Мо связывают
часть углерода в специальные карбиды, а также упрочня-
ют аустенитную матрицу.
Упрочняющими карбидными фазами в аустенитных ста-
лях в основном являются карбиды ванадия и ниобия (VC,
NbC), а также карбиды хрома (типа Ме2зС6 и Ме7С3). По-
следние обычно растворяют в себе другие элементы (Fe,
W, Мо и др.), поэтому состав этих карбидов изменяется в
зависимости от легирования стали и режима термической
обработки.
Карбиды ванадия выделяются при старении в высоко-
дисперсном состоянии и обеспечивают значительную долю
упрочнения этих сталей.
Специальные карбиды типа МеС в процессах старения
практически не участвуют, так как имеют высокие темпе-
ратуры растворения при аустенитизации, карбиды и карбо-
нитриды ниобия начинают растворяться только после на-
грева выше 1250°С, а в основном присутствуют в сталях в
318
виде первичных выделений. Положительная роль этих фаз
заключается в том, что они препятствуют росту аустенит-
ного зерна при нагреве, и, в частности, образованию разно-
зернистости.
Уровень жаропрочности и термическая стабильность
сталей данного класса зависят от температуры старения.
При низких температурах (500
ных фаз протекает медленно,
ные частицы, прочностные свой-
ства при изотермической вы-
держке непрерывно возраста-
ют. С повышением температу-
ры старения (или испытания)
скорость процессов выделения
и коагуляции возрастает, до-
стигается определенный макси-
мум упрочнения, положение ко-
торого зависит от состава спла-
ва (рис. 189). Чем сложнее
карбидные фазы по составу,
чем легированнее аустенит ста-
ли, тем больше эффект упроч-
нения при старении и медлен-
нее развиваются процессы раз-
упрочнения.
—600°С) выделение карбид-
образуются высокодисперс-
Рис. 189. Зависимость твердости
НВ сталей с карбидным упрочнени-
ем от температуры старения при
выдержке 16 ч:
1 — сталь 37Х12Н8Г8; 2 — сталь
37Х12Н8Г8МФБ (В. Н. Захаров)
Отметим также, что при низкотемпературном старении легирован-
ного аустенита с выделением дисперсных фаз возникает состояние очень
сильного упрочнения и одновременно падает пластичность, увеличива-
ется чувствительность к хрупкому разрушению. Например, сталь
40Х12Н8Г8МФБ (ЭИ481) после низкотемпературного старения приоб-
ретает высокую твердость, но чувствительна к надрезу, а ее жаропроч-
ные свойства нестабильны. Поэтому для этой стали применяется двой-
ное (или ступенчатое) старение: 660 °C (16 ч) и 800 °C (16 ч). Старе-
ние при повышенной температуре способствует снятию части напряжений,
возникающих при низкотемпературном старении, частичной коагуляции
карбидных фаз.
3. Стали с интерметаллидным упрочнением
Жаропрочные хромоникелевые стали с интерметаллидным
упрочнением, а также сплавы на хромоникелевой основе с
высоким содержанием никеля (до38%) нашли применение
при изготовлении компрессоров, турбин, дисков, сварных
изделий, шпилек, болтов и других деталей, работающих
при температурах до 750—850°С.
Легирование сталей этого типа преследует цель созда-
ния высоколегированного железоникелевого аустенита, об-
319
ладающего склонностью к распаду при старении, и об-
разования фаз-упрочнителей — интерметаллидных фаз
типа /— (Ni, Fe)3(Ti, Al) и фаз Лавеса [Fe2Mo, Fe2W,
Fe(Mo, W)].
Состав упрочняющих фаз в этих сталях изменяется в
зависимости от легирования и определяет уровень длитель-
ной прочности, достигаемый при различных температурах
испытания. На рис. 190 приведена зависимость при
Рис. 190. Длительная прочность при 750 °C стали типа 08Х15Н25В5, дополнительно
Легированной 0—2,2 % А1, 0—2,0 % Ti, 0—2,5 % Nb, 0—2,24 % Мо в зависимости от
типа основной упрочняющей фазы: / — f'+AB2; 2 — АВ2; 3 — МсаСв; 4 — Ме23Сб+
+АВ2 (И. Л. Мнркии, Ж. И. Фантаева, А. С. Терешкович)
Рис. 191. Влияние содержания леги-
рующих элементов на время до
разрушения т сплава Х14Н35ВТЮ
при 750 °C и а=300 МПа (М. В.
Придаицев)
различных базах испытания, полученная на стали типа
08Х15Н25В5 при дополнительном введении легирующих
элементов (Al, Nb, Мо, Ti), приводящих к выделению уп-
рочняющих фаз различной природы. Установлено, что на-
иболее высокая Од5л° обеспечивается при совместном выде-
лении у'-фазы и фаз Лавеса, а наименьшая длительная
прочность при выделении карбидных фаз типа Ме23С6.
Фазы Лавеса могут растворять хром и никель и соответствовать
формулам (Fe, Сг, Ni)2W, (Fe, Сг, Ni)2(W, Mb). Фазы Лавеса в ста-
лях, богатых молибденом, начинают растворяться при более низких тем-
пературах (900—950°C), чем в сталях, богатых вольфрамом (1000—
1050°C). Полного растворения этих фаз не происходит и при темпера-
турах 1250—1300°С, одиако при нагреве до высоких температур они
резко укрупняются. Как правило, фазы Лавеса имеют тенденцию к пре-
имущественному выделению по границам зерен, одиако могут выделять-
ся и внутри кристаллов, по плоскостям скольжения.
Аустенитные стали с интерметаллидным упрочнением
содержат повышенное количество никеля, титана и алюми-
ния. Замена никеля марганцем в сталях этого типа не про-
320
изводится, так как он не образует благоприятных для yit-
рочнения интерметаллических фаз и понижает жаростой-
кость сталей.
Содержание углерода в этих сталях ограничивают
обычно <0,1%. Во многие стали дополнительно вводят
молибден и вольфрам (до 3,5%) с целью повышения дли-
тельной прочности. Влияние легирующих элементов на
время до разрушения сплава на железоникелевой основе
типа Х14Н35ВТЮ (ЭИ787) показано на рис. 191.
Отметим, что концентрационная зависимость влияния
легирующих элементов на длительную прочность имеет эк-
стремальный характер: сначала длительная прочность рас-
тет, а затем снижается. Повышение жаропрочности связа-
но с тем, что легирующие элементы затрудняют диффузию
в аустенитной матрице, препятствуют коагуляции и раство-
рению упрочняющих интерметаллидных фаз, увеличивают
их количество при старении (в частности благодаря умень-
шению растворимости титана и алюминия в аустените) и
сдвигают температуру максимального упрочнения к более
высоким температурам.
Однако повышенное сверх оптимального содержание
легирующих элементов в этих сталях может вести к нега-
тивным последствиям в отношении жаропрочности. В част-
ности, высокое содержание молибдена (более 5—6%), ти-
тана и алюминия может сопровождаться снижением темпе-
ратуры солидуса и соответственно характеристик жаро-
прочности.
Глава XXVI
СПЛАВЫ НА ОСНОВЕ НИКЕЛЯ И КОБАЛЬТА ’
1. Области применения никелевых сплавов
В настоящее время сплавы на никелевой основе имеют на-
ибольшее значение в качестве жаропрочных материалов,,
предназначенных для работы при температурах от 700 до>
1100°С. Их используют в газовых турбинах двигателей са-
молетов, кораблей, энергетических установок, при изготов-
лении деталей ракетно-космической техники, в нефтехими-
ческом оборудовании. Так, в авиационном газотурбинном!
двигателе более 70% массы составляют жаропрочные спла-
вы на никелевой и железоникелевой основах — это диски,,
сопловые и рабочие лопатки турбин, камеры сгорания и т. п-
32J
Резко возросло применение этих сплавов и при изготовле-
нии стационарных газовых турбин, так как повышение ра-
бочих температур позволяет значительно улучшить их тех-
нико-экономические показатели.
В наиболее тяжелых условиях находятся лопатки тур-
бин, которые работают при температурах 850—1050°С. Они
подвергаются значительным растягивающим напряжениям
вследствие центробежных нагрузок, эти напряжения вызы-
вают ползучесть деталей. Скоростной газовый поток высо-
кой агрессивности и режим работы предопределяют воз-
никновение переменных механических и термических на-
грузок, вызывающих высокотемпературную и термическую
усталость, активное развитие процессов газовой коррозии
и эрозии. Сопловые лопатки работают при температурах
до 1150°С и небольших напряжениях, а диски—при темпе-
ратурах 600—800°С и более высоких рабочих нагрузках (до
500—600 МПа), поэтому жаропрочные сплавы, использу-
емые для этих групп деталей, значительно различаются по
составам и свойствам.
Современные никелевые жаропрочные сплавы работа-
ют по существу на пределе своих температурных возмож-
ностей, так как рабочие температуры часто достигают 0,8—
0,85 температуры солидуса.
Поэтому важнейшее значение в повышении температур-
ного уровня современных жаропрочных сплавов, их надеж-
ности и долговечности придается освоению новых техноло-
гических процессов, таких как направленная кристаллиза-
ция, выращивание деталей в монокристаллитном состоянии,
использование сплавов, упрочненных дисперсными части-
цами окислов, использование сплавов, армированных туго-
плавкими проволоками.
При более высоких температурах эксплуатации (выше
1050—1100°С) необходимо применение сплавов на основе
тугоплавких металлов Nb, Мо, Та, W. Однако использова-
ние этих элементов в качестве основы жаропрочных спла-
вов ставит перед металловедами и технологами много
сложных проблем, связанных с их низкой жаростойкостью
в окислительных средах и высокой хрупкостью.
2. Легирование сплавов на никелевой основе
Современные жаропрочные сплавы на никелевой основе
имеют очень сложный состав: в них входят до 7—9 основ-
ных легирующих элементов и большое количество приме-
сей, содержание их следует контролировать в сплаве.
322
Никель образует твердые растворы со многими элемен-
тами, что обусловливает значительные возможности дости-
жения высокой жаропрочности сплавов на его основе. Тем-
пературная зависимость растворимости некоторых элемен-
тов приведена на рис. 192. При 1000°С кобальт, железо,
марганец и медь образуют неограниченные твердые раст-
Элемент, °/° (по массе)
Рис. 192. Температурная зависи-
мость растворимости легирую-
щих элементов в никеле (М. В,
Приданцев)
воры, а такие тугоплавкие металлы, как хром, вольфрам,
молибден, тантал, ниобий, ванадий, — ограниченные твер-
дые растворы с различными об-
ластями гомогенности. Раствори-
мость при 1000°С таких элемен-
тов, как титан и алюминий, со-
ставляет соответственно 10 и 7 %.
Важно отметить, что раство-
римость легирующих элементов
в многокомпонентных сплавах на
основе никеля может сущест-
венно различаться в сторону
уменьшения от значений, полу-
ченных, при изучении бинарных
сплавов никель — легирующий
элемент.
Многие из легирующих эле-
ментов, растворимые в никеле
или нихроме, являются эффектив-
ными упрочнителями и повышают сопротивление ползуче-
сти сплавов на основе никеля (см. рис. 180).
Несмотря на сложность составов жаропрочных никеле-
вых сплавов, можно сформулировать следующие основные
принципы, используемые при их создании:
1. Жаропрочные сплавы представляют собой основной
(матричный) у-твердый раствор на хромоникелевой осно-
ве, легированный кобальтом и тугоплавкими элементами-
упрочнителями (Мо, W, Nb), причем наиболее эффективное
влияние оказывает на жаропрочность именно комплексное
введение легирующих элементов. Содержание этих леги-
рующих элементов в сплаве зависит от его назначения и
экономической целесообразности.
2. В сплавах обязательно присутствуют титан, ниобий и
алюминий (суммарно до 8—10 %), которые в основном обе-
спечивают образование главной упрочняющей фазы этих
сплавов у'-фазы.
3. Присутствующие в сплавах хром и алюминий обеспе-
чивают сопротивление окислению и газовой коррозии
323:
вследствие образования защитных пленок, богатых окисла-
ми Сг2О3 и А12О3.
4. Углерод содержится в сплавах в небольших количест-
вах (обычно 0,08—0,12 %), образуя карбиды и карбонитри-
ды. Существенное влияние оказывает также бор, который
вводится в сплавы в количестве 0,005—0,015 % В и образует
бориды типа МеВ2. Кинетика выделения и морфология кар-
бидных и боридных фаз при кристаллизации, термообра-
ботке и в процессе эксплуатации также в значительной сте-
пени определяет жаропрочность сплавов на никелевой ос-
нове.
5. Важное значение имеют в никелевых сплавах легко-
плавкие примеси (Pb, Cd, Ag, Bi, Sb, S), содержание ко-
торых следует ограничивать, так как они снижают их жа-
ропрочные и технологические свойства. Уменьшение коли-
чества примесей возможно благодаря применению чистых
шихтовых материалов, введению р. з. м. и обработке рас-
плавов специальными шлаками, применением различных
методов специальной металлургии (ЭШП, ЭЛП, ВДУ и
ДР-)-
Таким образом, жаропрочность, жаростойкость и другие
характеристики сплавов на никелевой основе связаны с оп-
тимизацией их состава по соотношению легирующих эле-
ментов, входящих в матричный у-твердый раствор и упроч-
няющие интерметаллидные, карбидные и боридные фазы,
а также с уровнем содержания вредных легкоплавких при-
месей.
Выбор состава сплава следует проводить с учетом его
рабочей температуры, напряжений, агрессивности среды,
ресурса и режима работы.
В сплавы, предназначенные для работы при сравнитель-
но невысоких температурах (750—850°С) длительное вре-
мя, вводят повышенное количество хрома (до 16—18%)',
молибдена и вольфрама (до 10—12% суммарно), титана,
ниобия и алюминия (8—10% суммарно). Это дает возмож-
ность получить большое количество упрочняющей у'-фазы.
высокую легированность и жаропрочность матрицы.
Для высокотемпературной (975—1050°С) работы важно
положение температуры солидуса сплава. Поэтому в спла-
вах ограничивают содержание хрома (6—10%), молибде-
на (3—4%) и титана. Введение дополнительно кобальта и
вольфрама несколько повышает температуру солидуса, что
полезно.
При работе в средах повышенной агрессивности (напри-
мер, содержащих соли, соединения ванадия и др.) важней-
324
шим элементом, обеспечивающим коррозионную стойкость,
считается хром.
Оценку роли различных элементов на сопротивление го-
рячей коррозии можно дать ориентировочно, подсчитав эк-
вивалент хрома по формуле Рентца:
Сгзкв = Сг + 3,8 (А! — 5) + 2W — 12.5С — 1,4 (Мо — 1 ).(49)
Многие исследователи указывают на положительное
влияние р. з. м. на жаростойкость никелевых сплавов, свя-
Мо
Рис. 193. Фазовые диаграммы, иллюстрирующие области существования у-граие-
центрированного твердого раствора в тройных Ni—Со—Сг (a), Ni—Al—Ti (б) н
четверных Ni—Со—Сг—Мо (в), Ni—Со—Сг—W (г) сплавах. Никелевый угол в
четверных системах обращен к читателю (Ч. Симс)
зывая это влияние с затруднением образования оксисуль-
фидов. Иттрий и гафний улучшают адгезию окалины к ме-
таллу, их микродобавки также применяют в современных
сплавах.
Никелевые жаропрочные сплавы являются сложными
многокомпонентными и многофазными системами, в кото-
рых под действием высоких температур и напряжений не-
прерывно протекают фазовые и структурные превращения,
т. е. эти сплавы являются с физико-химических позиций
динамическими системами. Рассмотрим более подробно
свойства фаз, образующих никелевые жаропрочные сплавы.
325
у-фаза сплавов на никелевой основе представляет собой
г. ц. к. твердый раствор таких элементов, как хром, молиб-
ден, вольфрам (рис. 193). К области аустенита примыкают
различные интерметаллические соединения, которые часто
называют топологически плотноупакованными фазами (т.
п. у.-фазами).
Выделение этих фаз из никелевого аустенита резко ох-
рупчивает сплавы, снижает их жаропрочность и стабиль-
ность. z
Идентификация интерметаллических соединений, выделяющихся из
аустенита жаропрочных никелевых сплавов, показала, что это о-фазы,
фазы Лавеса, ц-фазы и др. Они являются промежуточными фазами в
многокомпонентных системах и их можно считать своеобразными эле-
ктронными соединениями, так как в основном их структура определяет-
ся электронной концентрацией, т. е. отношением е/а. В этих фазах од-
ни элементы проявляют электроположительные свойства (например,
хром, молибден, вольфрам), а другие — электроотрицательные (никель,
кобальт, железо); типичный состав a-фаз можно представить так; (Сг,
Mo)»(Ni, Со)„.
Кинетика выделения a-фаз зависит от температуры изотермической
выдержки и может быть представлена в виде С-образной кривой (см.
рис. 34). Очень сильно склонность сплава к выделению т. п. у.-фаз за-
висит от их состава, от соотношения различных легирующих элемен-
тов в сплаве.
Как указывалось выше, соединения типа АзВ с г. ц. к.
решеткой, которые называются у'-фазами, обеспечивают
основное упрочнение сплавов с высоким содержанием ни-
келя. На схематическом изотермическом разрезе тройной
системы никеля и алюминия с другими элементами (см.
рис. 35) показана степень возможного замещения и учас-
тия различных легирующих элементов в образовании /-фа-
зы. Кобальт замещает никель, образуя горизонтальную об-
ласть; титан, ниобий, ванадий замещают в основном пози-
ции алюминия; молибден, железо и хром, по-видимому,
могут замещать как атомы алюминия, так и никеля.
у'-фаза представляет собой когерентное су-матрицей ин-
терметаллическое соединение, имеющее сверхструктуру ти-
па СнзАи с дальним порядком почти до температуры плав-
ления (1385°С для Ni3Al). В структуре этой фазы сущест-
вуют три типа дефектов упаковки: дефекты сверхструкту-
ры, дефекты антифазных границ и сложные дефекты. Глав-
ными причинами высокого упрочнения сплавов при обра-
зовании у'-фазы считаются когерентная деформация
и наличие упорядочения частиц.
Важно отметить, что с повышением температуры до
900°С прочность у'-фазы увеличивается (см. рис. 36). Эти
фазы образуются только в сплавах, богатых никелем, при-
326
чем их выделение происходит при малом изменении раз-
мерного фактора — несоответствие параметров решеток
у- и у'-фаз не превышает 1%. При этом максимальное зна-
чение долговечности наблюдается при несоответствии ре-
шеток у- и у'-фаз в пределах 0,02 нм (рис. 194).
Это создает предпосылки для гомогенного зарождения
выделений с низкой поверхностной энергией. Эти фазы об-
ладают очень высокой стабиль-
ностью при повышенных темпе-
ратурах в течение длительного
времени. Когерентность у- и у'-
фаз устанавливается путем те-
трагональных искажений кри-
сталлических решеток. Форма
частиц у'-фазы зависит от ве-
личины несоответствия реше-
ток: частицы имеют сферичес-
кую форму при несоответствии
решеток 0—0,2 %, кубическую
при несоответствии 0,5—1 % и
пластинчатую больше 1,25%
(рис. 195).
Упрочнение жаропрочных
сплавов при выделении у'-фа-
зы объясняется образованием
антифазных границ, которые
препятствуют прохождению
дислокаций. Считается также,
Рис. 194. Влияние несоответствия
решеток у- и у-фаз на сопротив-
ление ползучести при 700’С и 0=
= 145 МПа сплавов системы Ni—
Cr—Al (Р. Декер, Дж. Михализин)
что ее сравнительно высокая пластичность препятствует
охрупчиванию сплавов.
Увеличение жаропрочности сплавов достигается благо-
даря увеличению объемной доли у'-фазы в структуре и оп-
тимизации соотношения Al:Ti в сплавах. Так, жаропроч-
ность никелевых сплавов при 800°С оюо^250МПа (Al’.Tic
<1), сг10О=280 (Al:Ti«l) и о10о=380 МПа (Al:Ti>l).
Однако при высоком содержании в сплаве титана, нио-
бия и тантала у'-фаза может превращаться в фазы типа
Ni3Ti (ii-фаза), Ni3Nb или Ni3Ta. Эти фазы имеют гексаго-
нальную плотноупакованную решетку и их выделение от-
рицательно влияет на длительную прочность и пластич-
ность сплавов.
Разными исследователями было показано, что наиболее
эффективное упрочнение достигается при выделении в спла-
вах не менее 30—40% у'-фазы, причем среднее расстояние
между частицами должно составлять ~50 нм.
327
Заметную роль в формировании структуры и свойств
сплавов на никелевой основе играют карбидные фазы типа
МеС, Ме23Сб, Ме6С.
Рис. 195. Морфология ’/-фазы в сплавах иа никелевой основе:
а — сферическая, X10 000; б — кубическая, Х6000; в — вытянутые частицы',
Х10000; г — скоагулироваииые, ХЮ ООО (В. В. Полева)
Первичные карбиды типа МеС образуются при крис-
таллизации в виде крупных, произвольным образом рас-
положенных частиц кубической или скелетообразной мор-
фологии. Существует предпочтительный порядок образова-
ния этих карбидов, связанный с уменьшением их стойкости
TiC, ТаС, NbC и VC. Молибден и вольфрам могут час-
тично замещать металлы в этих карбидах, образуя фа-
зы типа (Ti, Мо, W) С, (Ti, Nb, Мо, W) С.
321
Карбиды Ме23С6 получаются при температурах 750—950 °C после
термической обработки или в процессе эксплуатации. Оии преимущест-
венно располагаются по границам зерен, но иногда наблюдаются вдоль
линий двойняков и на дефектах упаковки. При наличии в сплаве мо-
либдена и вольфрама эти карбиды отвечают составу Cr2i(Mo,W)2C3.
Карбиды типа ЛГе«С выделяются при более высоких температурах:
850—1000 °C. Они чаще встречаются в сплавах с повышенным содержа-
нием тугоплавких металлов, выделяются главным образом по грани-
цам зерен совместно с карбидами Ale^Oe и имеют формулу типа (Ni,
Co)jW4C, (Ni, Co)3is(W, Cr)2,sC и др. Их состав может меняться от
Л1е3С до Л!е13С.
Карбидные фазы типа Ме23Св и Л4е6С по границам зерен образуют-
ся в окружении пластичной у'-фазы, что препятствует охрупчиванию
сплавов и повышает сопротивление зериограничному проскальзыванию.
Бориды — твердые тугоплавкие частицы типа Ме3В2
(например, (М.Оо,з1Т1о,1зСг0,44)3^2), наблюдаются только
по границам зерен и могут расти от границы в глубь зер-
на. Располагаясь в местах сочленения решеток разной ори-
ентации, увеличивают сопротивление деформации ползу-
чести.
В последнее время предложены новые литейные сплавы
с низким содержанием углерода (0,002.% С) и повышен-
ным (до 0,1—0,2 %) содержанием бора, так называемые
сплавы ВС, которые имеют хорошую жидкотекучесть и
низкий уровень пористости. Эти сплавы предназначаются
для работы при температурах 800—950 °C. В их структуре
почти отсутствуют карбиды типа МеС, но имеются первич-
ные бориды, которые более стабильны при высоких тем-
пературах и не способствуют образованию охрупчивающих
т. п. у.-фаз.
3. Промышленные жаропрочные сплавы
на никелевой основе
Применяемые никелевые сплавы подразделяют на дефор-
мируемые и литые. Принципы легирования и упрочнения
этих сплавов одинаковы, но при создании деформируемых
сплавов необходимо обеспечить сплавам достаточную тех-
нологическую пластичность при обработке давлением, в
том числе при температурах 700—800 °C, а литые сплавы
должны иметь удовлетворительные литейные свойства
(жидкотекучесть, пористость). В связи с этим в литейных
сплавах допускается более высокое содержание углерода,
бора и требуется более строгий контроль по количеству
легкоплавких примесей.
С ростом температур эксплуатации значение межзерен-
ного разрушения жаропрочных сплавов возрастает. При-
21—979
329
менение сплавов, полученных направленной кристаллиза-
цией (НК), позволяет резко уменьшить роли границ зерен в
разрушении, так как после направленной кристаллизации
границы зерен располагаются в основном параллельно
приложенному усилию, а границы, перпендикулярные на-
правлению деформации, отсутствуют. Еще более высокие
характеристики жаропрочности показывают сплавы, име-
£,% 36°/о
500 1000 Г. ч
Рис. 196. Кривые ползучести при
580 °C и 0=206 МПа сплава на ни-
келевой основе после обычной (/),
направленной (2) и монокристаль-
ной (3) технологии кристаллизации
(М. Мак-Лии, Ф. Шуберт)
ющие монокристаллическую j
структуру, т. е. когда деталь I
выращивается из одного цент- ]
ра кристаллизации (затравки) 1
и не имеет большеугловых гра-1
ниц зерен. Следует понимать, I
что монокристаллическая 1
структура сложнолегирован- |
ных жаропрочных сплавов не I
соответствует представлениям I
о монокристаллах чистых ме- |
таллов, имеющих одну кри- |
сталлическую решетку. В жа- |
ропрочных сплавах, закри-1
сталлизованных из одного центра, имеются различ- ’
ные фазы: у-фаза, карбиды, у'-фаза и, следовательно, |
межфазные границы. Однако в них отсутствуют границы j
зерен, что сильно повышает жаропрочность (рис. 196). I
Получение сплавов направленной кристаллизации или j
с монокристаллической структурой заключается в прове- j
дении контролируемой кристаллизации из жидкого состо- j
яния, когда поверхность раздела между расплавом и твер-1
дой фазой поддерживается плоской и перпендикулярной |
к желательному направлению кристаллизации. Это воз-1
можно получить, кодаг по всему сечению детали тепловой 1
поток распространяется параллельно направлению роста. |
Таким образом, в настоящее время применяют жаро-|
прочные сплавы, полученные равноосной кристаллизацией, |
направленной кристаллизацией и с монокристаллической!
структурой. 4 I
Отметим, что последние два технологических процесса!
значительно повышают стоимость деталей; их применяют]
только в особо ответственных случаях. Состав и свойства]
деформируемых сплавов на никелевой основе регламен-1
тирует ГОСТ 5632—72. |
В технической литературе представлено большое коли-|
чество жаропрочных никелевых сплавов, что свидетельст-1
вует об их интенсивной разработке. В зависимости от кон-1
330 |
кретных условий эксплуатации деталей необходимо диф-
ференцированно подходить к выбору таких сплавов. В
табл. 40 приведены составы и свойства некоторых жаро-
прочных сплавов на никелевой основе, применяемых в
СССР. Аналогичные или близкие по составу сплавы ис-
пользуют и за рубежом.
Термическая обработка сплавов на никелевой основе
заключается в закалке (иногда двойной закалке от разных
температур) и старении, которые проводят в одну или две
стадии: низко- и высокотемпературные.
Цель такой сложной термической обработки — обеспе-
чить наиболее оптимальное сочетание количества и мор-
фологии упрочняющих фаз в сплавах и, следовательно,
благоприятное сочетание характеристик жаропрочности и
пластичности.
Для деформируемых сплавов первую закалку проводят
с целью гомогенизации структуры, растворения у'-фазы и
карбидных фаз. Чем легированнее сплав, чем больше в
сплаве упрочняющей у'-фазы, тем выше температура за-
калки. Так, сплавы ХН77ТЮР (ЭИ437Б), нимоник 80 (в
которых содержится около 10 % у'-фазы) закаливают от
1080 °C, а сплавы ХН55ВМТКЮ (ЭИ929), нимоник 110,115
(35—45 % у'-фазы)—от 1200°С. После такой обработки
сплав состоит в основном из у-матрицы, первичных карби-
дов МеС и в сложнолегированных сплавах небольшого ко-
личества у'-фазы, которая образуется в процессе охлажде-
ния на воздухе.
Вторую закалку проводят от 1040—1100 °C. В результа-
те происходит повторное растворение у'-фазы и ее выделе-
ние при охлаждении в более дисперсном виде, но главная
цель этой обработки — образование выделений карбидных
фаз благоприятных типов и морфологии, в частности стрем-
ление избежать образования сплошной пленки карбидов
типа Ме2зС6 по границам зерен и добиться образования зер-
нистых карбидов типа МеС или Л4е7Сз.
Старение при повышенных температурах (обычно выше
рабочих температур) проводят для выделения у'-фазы и
стабилизации структуры сплава, а окончательное низко-
температурное старение для дополнительного выделения
у'-фазы в мелкодисперсном виде.
Литейные сплавы также можно подвергать высокотем-
пературной закалке, которая гомогенизирует их структуру
и способствует более равномерному выделению упрочняю-
щих фаз. Старение этих сплавов чаще проводят в одну, вы-
сокотемпературную стадию, так как литейные сплавы обыч-
21*
331
Таблица 40. Состав и адл некоторых сплавов на никелевой основе
Марка сплава Содержание основных легирующих элемеи
С Сг Ti А1 Мо
ХН77ТЮР (ЭИ437Б) <0,07 19—22 2,4—2,8 Дефе 0,6—1,0 рмируемые
ХН62ВМКЮ <0,1 8,5—10 4,2—4,9 9,0—11,5
(ЭП867) ХН60ВМТКЮ <0,12 9,0—12,0 1,4—2,0 3,6—4,5 4,0—6,0
(ЭИ929) жсз 0,11 — 14,0— 1,6—2,3 Лит 1,6—2,2 ейные нике 3,0—4,0
ЖС6К 0,16 0,13— 18,0 10,5— 2,5-3,0 5,0—6,0 3,5—4,5
ЖСбК(н.к) 0,2 0,13— 12,5 10,5— 2,5—3,0 5,0—6,0 3,5—4,5
ВЖЛ12У 0,2 0,14— 12,5 8,5— 5,0—5,7 4,2—4,7 2,7—3,4 Чг
Примечание: в- 0,20 вода; вз 10,5 — воздух; и. к — иаправ леииая кри< ггаллизация.
но работают при более высоких температурах. Иногда эти
сплавы используют непосредственно в литом состоянии,
причем старение происходит в процессе эксплуатации.
Следует указать на необходимость применять при тер-
мической обработке меры для предотвращения вредного
влияния окислительной среды и «выгорания» легирующих
элементов из поверхностных слоев. Это достигается приме-
нением защитных атмосфер или специальных обмазок.
Поскольку детали из жаропрочных сплавов на никеле-
вой основе очень часто используются с защитными покры-
332
тов, % Режим термической обработки ^ИСП’ «С °дл’ МПа' за время испытания, ч
W Другие закалка старение (охлаждение иа воздухе) 102 10» 101
никелевы е сплавы
— <0,01 В 1080 °C, 700 °С+750 °C, 650 610 400
8 ч (вз) 16 ч 700 420 360 —
800 260 180 —
4,3—6,0 4—6 Со 1200 °C, 950 °C, 8 ч 700 —— 620 400
<0,02В 4 ч (вз) 800 500 300 180
850 350 200 ——
1 900 200 100 —
1 950 120 —
1000 50 — аМ
4,5—6,0 12—16 Со 1220 °C, 850°C, 8 ч 700 850 600 500
<0,02 В 2 ч (вз) + 800 400 350 270
+ 1050 °C, 850 300 200 120
4 ч (вз) 900 220 150 90
950 100 — —
левые сплавы
4,5—6,5 — 1200 °C, 950 °C, 16 ч 800 300
4 ч (вз) 900 100 —
4,5—5,5 4-5 Со 1200— 950 °C, 16 ч 800 520 ——
1220 °C, 900 320 180.
4 ч (вз) 950 210 150 —
1000 100 60
4,5—5,5 4—5 Со 1200— 950°C, 16 ч 950 255
1220 °C, 1000 190 —
4 ч (вз) 1050 120 —
1,0—1,8 12—15 Со 1220±10°С, 950 °C, 16 ч 800 520
0,5—1,0 V 4 ч (вз) 900 320 —
<0,015 В 1000 160
1050 90 — —
тиями (например, алитирование, хромалитирование и др.),
то следует учитывать возможные изменения структуры и
свойств сплавов при технологических нагревах и охлажде-
ниях в процессе их нанесения.
4. Дисперсноупрочненные сплавы
Для работы при предельно высоких температурах (до 1200—1300 °C)
никелевые сплавы, упрочняемые прн старении, не могут применяться
вследствие разупрочнения и потери жаропрочности. Для этих целей
333
разработаны композитные сплавы, полученные методами порошковой 1
металлургии, в которых упрочнение обеспечивается высокодисперсиыми 1
частицами тугоплавких соединений. Эти сплавы называются ди с перс- 1
ноупрочненными. Не следует путать терминологию: стареющие 1
сплавы называются в литературе дисперсиоиноупрочненными, а компо- Я
зиционные — дисперсноупрочиенными. |
Матрица этих сплавов обычно представляет собой нелегированиый 1
никель или однородный у-твердый раствор на никелевой основе: Ni+ 1
+20 % Сг, Ni+15 % Мо, Ni+20 % Cr+Мо. В качестве упрочняющих час- 3
тиц используют тугоплавкие окислы тория, гафиня или циркония. При- 1
менение окислов титана или алюминия ие дало положительных резуль- |
татов вследствие сильного снижения жаростойкости сплавов. Также ие 1
удается использовать для упрочнения тугоплавкие карбиды и нитриды 1
вследствие высокой растворимости углерода и азота в никеле (0,3—0,4 % |
при 1200°C), тогда как растворимость кислорода при 1200°C состав- |
ляет 0,01 %- я
Наибольшей стабильностью в никеле обладает двуокись тория, ко- 1
торая является упрочняющей фазой в дисперсиоупрочненных сплавах |
ВДУ-1. В сплаве ВДУ-2 использована двуокись гафния. Объемное со-\|
держание упрочняющих фаз в этих сплавах составляет 2—3 %. Сплав 1
ВДУ-3 имеет матрицу из иихрома (Ni+20 %Сг) и упрочняется части- J
цами окиси тория. |
В зарубежной литературе сплавы, аналогичные ВДУ-1 и ВДУ-3, |
называют соответственно ТД-никель и ТД-нихром (табл. 41). |
Таблица 41. Характеристики длительной прочности |
дисперсиоупрочненных и стареющих иикелевых сплавов |
(К- И. Портной, Б. Н. Бабич)_____________________________________ |
Марка сплава одл, МПа, при температуре испытания, °C
900 1000 1100 1200
ВДУ-1 (ТД-никель) 150/140 125/120 105/100 75/65
ВДУ-2 105/95 90/80 75/65 55/40.
ВДУ-3 (ТД-иихром) — 90/— 75/— 65/—
ЖС6К (литой) 320/170 150/70 50/20 —
ЭИ929 (деформируе- мый) 220/150 95/50 —
* В числителе Ощц, в знаменателе OjQOOO
Максимальные характеристики жаропрочности этих сплавов обес- |
печиваются при размере частиц 0,01—0,05 мкм (в стареющих сплавах |
размеры упрочняющих интерметаллидных фаз 0,2—0,3 мкм), средних |
расстояниях между частицами 0,1—0,5 мкм и объемной доле частиц 1
до 5-10 %. I
Микрогетерогенность строения этих сплавов очень высока и может |
быть показана следующими данными (А. Т. Туманов и др.) для спла- 1
ва, содержащего 3 % частиц: I
Диаметр частиц, мкм . 0,01 0,05 0,1
Число частиц в 1 см3 . 5,7-101’ 4,6-101’ 5,7-1013
Межфазная поверх-
ность, м2/см3 18,0 3,6 1,8
334
Наиболее важным в технологии получения этих сплавов
считается создание равномерного распределения ультра-
стойких частиц окислов, что достигается специфическими
технологическими приемами
приготовления исходных по-
рошков и методами порошко-
вой металлургии. Для получе-
ния порошков применяют ме-
тод химического осаждения из
водных растворов солей с по-
следующим разложением осад-
ка и селективным восстановле-
нием никеля в водороде.
При комнатной и умерен-
ных температурах дисперсно-
упрочненные сплавы уступают
стареющим жаропрочным
сплавам, но при температурах
выше 1100 °C их жаропроч-
ность более высокая (рис. 197).
Рис. 197. Зависимость времени до
разрушения т от напряжения о
для дисперсиоупрочненных (/) и
стареющих (2) сплавов иа никеле-
вой основе при 1100 °C (К. И. Порт-
ной, Б. Н. Бабич)
Считается, что перспективы улучшения сплавов этого типа заклю-
чаются в сочетании принципов дисперсного упрочнения окислами и
дисперсионного упрочнения при старении.
В этом случае до температуры 800—900 °C уровень жаропрочности
определяется главным образом упрочнением вследствие старения нике-
левого аустенита с выделением интерметаллидных фаз типа у'-фазы
Ni3(Al, Ti), а при более высоких температурах — тугоплавкими окис-
лами.
5. Жаропрочные сплавы на основе кобальта
Жаропрочные сплавы на основе кобальта имеют более низ-
кие характеристики жаропрочности по сравнению со спла-
вами на основе никеля. Уровень жаропрочности кобальте'
вых сплавов связан с упрочнением твердого раствора при
легировании и с выделением упрочняющих фаз.
Кобальтовые сплавы вследствие специфики механизма
упрочнения содержат повышенное количество углерода,
обычно от 0,25 до 1 % С. ,
Преимуществом сплавов на основе кобальта является
их хорошая коррозионная стойкость при повышенных тем-
пературах, например в продуктах сгорания топлива, содер-
жащего серу, они характеризуются высокой стабиль-
ностью структуры при длительных сроках службы под
нагружением и, следовательно, имеют более пологий ход кри-
335
вых зависимости прочностных свойств от температуры и |
времени выдержки; кобальтовые сплавы имеют более вы-. I
сокую теплопроводность и меньший коэффициент термине- |
ского расширения, чем никелевые жаропрочные сплавы. -]
Поэтому кобальтовые сплавы более подходят для изготов- <
ления деталей, предназначенных для длительной работы в •
коррозионной среде, в условиях термической усталости и ;
имеющих сравнительно крупные размеры (например, соп-
ловые и рабочие лопатки мощных газовых турбин). j
Доступность разных металлов в различных странах неодинакова,. 1
поэтому применение жаропрочных сплавов на основе кобальта более j
распространено в зарубежных странах, особенно в США, чем в СССР. |
Например, в США применяют деформируемый сплав S-816 (0,34— 3
0,42% С, 19—21 %Сг, 3,5—5,5 % Мо, 3,5—5,0 % W, 20 %№, 4,0— j
5,0 %Nb), который имеет af^=108 МПа, Oiooo=70 МПа. В случае j
применения этого сплава в литейном варианте в нем несколько увели- j
чивается содержание углерода (до 0,44 % С) н дополнительно вводит- j
ся бор (до 0,1 % В). Длительная прочность о®ад=210 МПа, а?ооо~ j
= 150 МПа, а при температуре 980°C сгюо= 100 МПа, Оюоо=55 МПа, 1
В кобальтовых сплавах могут образовываться следую- j
щие фазы: аустенитная у-матрица с г. ц. к. структурой, j
карбиды, бориды, карбонитриды и т. п. у.-фазы (топологи- 1
чески плотноупакованные фазы (ст, р, фазы Лавеса). !
Интерметаллидная у'-фаза в них не выделяется. При тща- (
тельном контроле состава образования т. п. у.-фаз, оказы- =
вающих отрицательное влияние на жаропрочность и плас- J
тичность, можно избежать, следовательно, жаропрочные
кобальтовые сплавы будут состоять из у-твердого раствора j
и упрочняющих карбидных и карбонитридных фаз. |
Кобальт образует неорганические растворы с никелем, з
железом и благородными металлами (Pt, Ir, Pd, Rh) и or- |
раниченные растворы с широкой областью гомогенности с |
марганцем [70 % (ат)], тугоплавкими металлами (Сг, W, |
Мо, V, Та), а также Ti, Al, Nb, Zr. i
Высокую растворимость имеют также бор (до 1 % при =
1000°C) и углерод (0,3—0,4 % при 1100°C). 1
Благородные металлы дорого стоят и дефицитны; марга- 1
нец и железо отрицательно влияют на жаропрочность и |
жаростойкость сплавов на основе кобальта и легирование |
этими элементами не применяется. Поэтому основным иа 3
элементов, стабилизирующим г. ц. к. структуру, в сплавах !
кобальта является никель. Содержание никеля в жаро- j
прочных кобальтовых сплацах обычно составляетЧО—30 %. |
Важное, значение в этих сплавах имеет хром, который обес- |
печивает высокую коррозионную стойкость и положительно I
336
влияет на их жаропрочность. Содержание хрома в дефор-
мируемых сплавах обычно составляет 18—20%, а в литых
сплавах 23—28 %, что значительно выше, чем допустимо в
сплавах на никелевой основе. Кроме того, в сплавы вводят
до 10 % W или Мо и W (суммарно), а также Nb, Ti, V. Мо-
либден и вольфрам являются одновременно упрочнителями
твердого раствора и частично входят в карбидные фазы, а
Nb, Ti, V в основном присутствуют в карбидах. В кобаль-
товых сплавах обычно образуются карбиды типов МеС,
Ме6С, Ме7Сз, МвгзСв.
Глава XXVII
ЖАРОСТОЙКИЕ СТАЛИ И СПЛАВЫ
1. Газовая коррозия
и основы жаростойкого легирования
Процесс окисления является наиболее распространенным
случаем газовой коррозии, хотя в практике встречаются и
другие виды коррозии при высоких температурах — сернис-
тая, водородная и др.
Газовая коррозия—это самопроизволь-
ный химический процесс, движущей си-
лой которого является термодинамиче-
ская неустойчивость металлов во внеш-
ней среде при данных внешних условиях:
давлении, температуре, составе среды и др.
Следовательно, при газовой коррозии металл переходит в
более устойчивое окисленное состояние за счет того, что
окислительный компонент среды, отнимая у металла ва-
лентные электроны, одновременно вступает с ним в химиче-
ское соединение — продукт коррозии (окисел), который об-
разует на поверхности металла окисную пленку.
Для характеристики сплошности образующихся пленок
важно соотношение между объемами окисла и металла:
V0JVMt=Md/nDA, (5°)
где А — атомная масса металла; d — плотность металла;
М — молекулярная масса окисла; п — число атомов метал-
ла в молекуле окисла; D — плотность окисла.
337
Сплошность пленок определяет их защитные свойства.
Достаточно хорошими защитными свойствами могут обла-
дать пленки, удовлетворяющие соотношению
2.5 > V0^VMe > 1.
Данные о соотношении объема окисла к объему метал-
ла приведены в табл. 42.
Таблица 42. Соотношение объемов окисла и металла
Металл Окисел 1 Металл Окисел
Li Na Mg Ni Co Fe Fe Fe LiO2 Na2O MgO NiO CoO FeO Fe3O4 Fe2O3 0,57 0,59 0,79 1,52 1,75 1,77 2,14 2,09 Cu Al Zr Nb Cr Mo w Cu2O A12O3 ZrO2 Nb2O5 Cr2O3 MoO3 WO3 1,67 1,31 1,60 2,81 2,02 3,45 3,36
Защитные свойства пленок определяются рядом факто-
ров, из которых сплошность является необходимым, но не-
достаточным условием.
Окалина, образующаяся на железе и сталях при нагре-
ве в воздухе или кислородсодержащих средах, состоит из
трех слоев: вюстита FeO, магнетита Fe3O4 и гематита Fe2O3.
Ниже 575 °C вюстит не образуется, а с повышением темпе-
ратуры его количество резко возрастает, составляя выше
750 °C 94—95 % всей окалины. Вюстит FeO представляет
собой твердый раствор вычитания с дефицитом атомов же-
леза; скорость окисления при наличии этого окисла резко
возрастает.
Если сплошные пленки окислов являются защитными,
т. е. затрудняют перемещение ионов металла и окислителя
друг к другу, то рост таких пленок идет с самоторможени-
ем процесса по мере утолщения пленки (рис. 198). Про-
цесс роста сплошных пленок является сложным и состоит
из нескольких стадий, протекающих последовательно: ад-
сорбция кислорода, его ионизация, диффузия ионов метал-
ла и кислорода через пленку, реакция образования окисла,
изменение состава поверхностных слоев.
Скорость процесса окисления зависит от многих факто-
ров, главными из которых являются: физико-химические
338
свойства окислов (устойчивость, температура плавления,
плотность, адгезивные свойства, летучесть, пластичность);
скорость диффузии ионов кислорода и металла через плен-
ку и скорость реакции образования окисла; кристалличе-
ское и размерное соответствие решеток сплава и окисла.
Высокотемпературное окисление, контролируемое диф-
фузионными процессами переноса ионов металла и кисло-
Рис. 198. Схема образования спло-
шной окисной пленки на металлах
<Н. П. Жук)
Рис. 199. Изменение изобарно-изотер-
мического потенциала ДО окислов ме-
таллов при разных температурах
рода через окисную пленку, описывается параболическим
или кубическим законами.
Для объяснения закономерностей такого окисления
предложены ионно-электронные теории, которые справед-
ливы для многих металлов в широком диапазоне темпера-
тур.
Суть этих теорий заключается в том, что процесс окис-
ления контролируется диффузией ионов металла и кислоро-
да и электронов по различным механизмам (диффузией по
междоузлиям, диффузией вакансий, переносом электронов
по междоузлиям и «электронным дыркам»), а также с уче-
том скорости химических реакций окисления.
При окислении сплавов, состоящих из двух или более компонен-
тов, в первую очередь окисляется менее благородный компонент, т. е.
термодинамически менее устойчивый, что можно оценить по значениям
изменения изобарио-изотермического потенциала ДО.
Более отрицательное значение изобарно-изотермического потенциа-
ла указывает на большую реакционную способность (химическое срод-
ство) металла и более высокую термодинамическую устойчивость про-
дукта коррозии металла — окисла (рис. 199).
339
При окислении сплавов, содержащих компоненты с различной тер-,
модинамической устойчивостью (разным сродством к кислороду) может?
наблюдаться также явление внутреннего окисления (например, в систе-
мах Fe—Al, Fe—Сг, Ni—Al, Ni—Сг, Ni—Fe, Ni—Ti и др.). Это явление
заключается в образовании зон, состоящих из твердого раствора кис-
лорода и окислов менее благородного компонента. ;
Образование зоны внутреннего окисления связано с диффузией^
кислорода вглубь сплава и диффузией легирующего компонента к по-
верхности. При встрече образуются частицы окислов легирующего эле-
мента в матричном металле.
Для осуществления внутреннего окисления необходимо, чтобы мат- |
ричный металл мог в достаточной степени растворять кислород, причем
скорость диффузии кислорода должна быть значительно выше, чем $
скорость диффузии легирующего элемента.
Считается, что внутреннее окисление может оказывать положнтель- 1
ное влияние на некоторые свойства сплавов. Выделение тонких частиц ,
окислов в металлической фазе упрочняет поверхностный слой, затрудни- з
ет рекристаллизацию, улучшает сцепление окалины со сплавом (кото- г
рая укореняется или заклинивается). Некоторые авторы связывают е |
таким механизмом положительное влияние р. з. м. на жаростойкость
сплавов.
Процесс внутреннего окисления также используют в технологии по-
лучения дисперсноупрочненных материалов, когда в порошках, приме-1
няемых для их изготовления, наиболее дисперсными и равномерно рае- ;
пределенными являются окисные фазы. !
При образовании на металлах и сплавах окисных пле- ;
нок в ннх могут возникать следующие напряжения: 1) внут- i
ренине сжимающие, так как рост пленки сопровождается •
увеличением объема (V0K> Уме); 2) внутренние напряже- '
ння прн изменении температуры вследствие разли- i
чня коэффициентов теплового расширения металла и *
окисла; 3) внутренние напряжения на неровной поверхно- :
сти; 4) напряжения от служебных нагрузок деталей.
Все эти напряжения вызывают деформацию и разруше-
нне окисных пленок, снижают нх защитные свойства.
На многих сплавах, особенно сложнолегированных* :
часто образуются двойные окнслы типа шпинелей, которые
оказываются значительно устойчивей, чем простые окислы
компонентов сплава.
Так, при окислении легированных сталей возникают
шпинели типа FeCr2O4, FeAl2O4, NiCr2O4 и др. В элементар-
ной ячейке шпинели узлы заняты кислородом и имеются
32 окта- и 64 тетраэдрические поры, в которых располага-
ются ноны металлов.
Высокие защитные свойства двойных окислов со шпи-
нельной структурой В. И. Архаров связывает с плотностью
упаковки этих структур. Защитные свойства этих окислов
тем выше, чем меньше параметр решетки.
Следовательно, прн создании жаростойких сплавов сле-
дует учитывать не только плотность р и диффузионную про-
340
ницаемость окисных слоев, но также их физико-механиче-
скне свойства (прочность, пластичность, различие коэффи-
циентов линейного и объемного расширения металла и
окисла) и характер адгезивных связей пленки с металлом
(табл. 43). Множество теоретических и экспериментальных
Таблица 43. Свойства некоторых окислов, образующихся
в жаростойких сталях
Металл aM.W Окисел p, Г/СМ* “okW *ШГ °c *cn- 'c
Fe И.2 FeO 5,9 13,4 1377 720
Fe — Fe3O4 5,2 — 1527 810
Fe — Fe2O3 5,2 — 1565 840
Сг 8,1 Сг^Од 5,2 9,6 2275 1260
Al 22,9 A12O3 3,9 8,0 2050 1160
Si —. SiO2 43 (300 °C) 2,5 1700 880
Ti 8,4 TiO2 — 8,2 1577 . —
Ni 12,4 NiOa — 12,4 1975
работ, посвященных жаростойкости, позволяет выделить
трн наиболее важные причины повышения жаростойкости
при легировании сталей и сплавов: 1) ноны легирующего
элемента входят в решетку окисла основного компонента,
уменьшая его дефектность н диффузионную проницаемость;
2) легирующий элемент образует на поверхности сплава
свой защитный окисел, препятствующий окислению основ-
ного металла; 3) легирующий компонент с основным ме-
таллом образует двойные окнслы типа шпинелей, обладаю-
щие повышенными защитными свойствами.
Этн факторы не исключают друг друга, а дополняют и
дают возможность обосновать существующие, а также бо-
лее рационально разрабатывать новые жаростойкие
сплавы.
Основными легирующими элементами, повышающими
жаростойкость сталей, являются хром, кремний и алюми-
ний.
При легировании сталей хромом жаростойкость резко повышается
(рнс. 200), что связано с образованием на поверхности сталей прочной
и тугоплавкой окиси хрома Сг2О3 или окислов шпянельиого типа.
В сталях Сг2О3 образуется только при высоких содержаниях хрома
(больше 30 %), а при более низких концентрациях образуются твердые
растворы Fe2O3 и Сг2О3. В хромистых сталях не обнаруживается вюстит
(FeO) до 700 °C, что говорит о значительном повышении температуры
превращения FeO->-Fe2O3.
Сопротивление окислению хромистых сталей сравнительно мало за-
341
висит от содержания углерода. Например, изменение содержания угле|
рода от 0,1 до 1,7 % в стали с 20 % Сг почти не влияет на жаростов!
кость. Поэтому пониженное содержание углерода в жаростойкий
сталях связано с требованиями обеспечения ферритной структуры и тех-]
иологических свойств, а не с жаростойкостью. Железохромистые стали
более стойки в средах, содержащих серу, чем хромоникелевые стали в!
сплавы иа никелевой основе.
Кобальт может образовывать окислы СоО и Со3О4 и занимает по
жаростойкости промежуточное положение между железом и никелем.
Легирование кобальтом мало изменяет жаростойкость сталей.
Рис. 200. Влияние хрома (а), никеля и кремния (б) на жаростойкость сталей.
(Ф. Ф. Химушин):
1 — углеродистая сталь; 2 — 5 % Сг; 3 — 13 % Сг; 4 — 17 % Сг; 5 — 25 % Сг; 6 —
30 % Сг; 7 —18 % Сг+1 % Si; 3 — 18 % Сг+40 % N1+1 % S1; 5 — 25% Сг+20 %№+
+ 1 % Si; 10 — 25% Cr+20% Ni+2,5 % Si; 11 — 30 % Сг; 12 — нихром 80—20
Никель обладает более высокой жаростойкостью, чем железо в
окислительных средах. Никель образует только окисел NiO, который
в отличие от вюстита FeO имеет в структуре мало вакансий, что за-
трудняет диффузию через пленку окисла.
Положительное влияние никеля на жаростойкость сталей заметно
при достаточно больших содержаниях его, обычно выше 10—12 %. Счи-
тается, что максимальное сопротивление окислению при температурах
800—1200 °C у Сг—Ni сталей может быть получено в достаточно широ-
ком интервале концентрационных соотношений хрома и никеля, при
этом чем выше содержание хрома, тем меньше необходимо никеля для
достижения высокой жаростойкости.
Кремний существенно повышает жаростойкость в окислительных
средах, а в атмосфере водяных паров его влияние незначительно. Обра-
зующийся при введении кремния окисел имеет хорошую жаростойкость,
однако при наличии больших количеств кремния снижается температу-
ра спекания (£Сп) окислов и температура их плавления. При малых со-
держаниях кремния (до 4 %) окисел SiO2 не обнаруживается, но обра-
зуются силикаты с малой диффузионной проницаемостью. Поэтому со-
держание кремния в жаростойких сталях не превышает обычно 2—3 %,
что позволяет понизить содержание хрома и никеля и обеспечить до-
статочный уровень жаростойкости.
Алюминий весьма эффективно повышает жаростойкость железа и
хромистых сталей. Хромистые стали с алюминием обладают очень вы-
342
сокой жаростойкостью и могут работать при температурах до 1300—
1400 °C (рис. 201). Наиболее эффективно для повышения жаростойкости
введение 5—8 % А1. Чем выше содержание хрома, тем меньше нужно
вводить алюминия для получения требуемой жаростойкости. В процессе
работы наблюдается преимущественная диффузия алюминия в поверх-
ностные слои и восстановление окисных пленок. В результате защитные
свойства окислов этих сплавов сохраняются длительное время, но со-
держание алюминия в процессе работы постоянно понижается. Кремний
н алюминий оказывают также положительное влияние на жаростой-
кость нихромов при введении их в количестве до 2—3 %, что связыва-
Рис. 201. Влияние хрома и алюминия на жаростойкость сталей (Ф. Ф. Химушии):
1 — 20 % Сг; 2 — 30 % Сг; 3 — 40 % Сг; 4 — 25 % Сг + 1,5 % А1; 5 — 10 % Сг + 5 % А1;
3-30% Сг+5 % А1; 7-15% Сг+5 % А1; 3-25% Сг+5 % AI; 9-40% Сг+
+ 10 % А1; 10 — 65 % Сг + 10 % А1
ется с легированием этими элементами двойных окислов никеля и
хрома.
Ванадий, молибден и вольфрам оказывают отрицательное влияние
на жаростойкость сталей и сплавов вследствие образования окислов с
низкими температурами плавления и испарения.
Так, молибден может образовывать окисел МоО3 с температурой
плавления 795 °C, а ванадий — окисел V2O5 с температурой плавления
658 °C. Температуры плавления и испарения окислов вольфрама и его
отрицательное влияние проявляется при более высоких температурах
испытания (выше 1000°C).
Введение этих элементов вызывает образование пористой, рыхлой
окалины, которая не обладает защитными свойствами. В сплавах на ии-
кельхромовой основе отрицательное влияние молибдена проявляется
менее заметно, особенно при повышенном (~20 %) содержании хрома.
Это объясняется тем, что в присутствии больших количеств никеля и
343
хрома молибден ие образует летучих окислов, а входит в состав двой-Я
ного окисла NiO-MoO4 и молибдата никеля. Я
Влиявие марганца на жаростойкость сталей и сплавов считается ог-Я
рицательным, что проявляется при высоких температурах испытания!!
(выше 800 °C) в образовании рыхлой и хрупкой окалины. Однако рабо-Я
ты О. А. Банных с сотрудниками показали перспективность использова-Я
ния хромомаргаицевых ауетеиитиых сталей с алюминием в качествеЯ
жаростойких и жаропрочных материалов, работающих до 900 °C. Я
2. Ферритные хромистые и хромоалюминиевые стали . 1
К этой группе сталей отнесены высокохромистые стали на 1
основе 13—28 % Сг, которые при достаточно низком содер- |
жании углерода или легирования их ферритообразующими |
элементами имеют однофазную ферритную структуру. Эти |
стали применяют для изготовления теплообменников, де- |
талей аппаратуры химических производств, печного обору- |
дования и других изделий, которые не испытывают значи- |
тельных нагрузок и работают при высоких температурах I
длительное время. 1
Хромоалюминиевые стали главным образом применяют ]
в виде ленты и проволоки, используемой в качестве нагре- |
вательных элементов бытовых приборов, печей, реостатов 1
и окалиностойких труб и арматуры. Они имеют высокое |
омическое сопротивление в широком интервале температур. 1
Для сохранения в сталях однофазной ферритной структу- |
ры необходимо достаточно строго выдерживать соотноше- 1
ние аустенитообразующих и ферритообразующнх элемен- 1
тов. Чтобы определить пределы минимального содержания 1
хрома в этих сталях, можно использовать следующую фор- I
мулу (Ф. Ф. Химушин): |
СгЭКв = %Сг + 4% Si —22% С —0,5% Мп— I
— 1,5% Ni — 30 % N. (51) j
Чем выше содержание хрома, алюминия и кремния в |
сталях, тем больше температуры, при которых они сохра- 1
няют требуемые эксплуатационные свойства. 1
Легирование сталей этого типа преследует цель повы- j
шения жаростойкости путем введения таких элементов, как 1
алюминий и кремний, а также связывание углерода в спе- з
циальные карбиды такими элементами, как Ti, Nb, Мо, Zr, а
что препятствуют обеднению твердого раствора хромом,
предотвращает чрезмерный рост зерна при нагреве. Эф- 1
фективность действия карбидообразующих элементов про- j
является тогда, когда весь углерод связывается в специ- j
альные карбиды. Так, в стали типа Х17 при содержании 1
344
углерода 0,1 % требуется 0,5—0,6 % Ti или 1,0—1,2% Nb,
т. е. отношение Ti/C=54-6, a Nb/C = 104-12.
При введении кремния в высокохром истые жаростойкие
стали резко возрастает склонность к росту зерна; кремний
улучшает их литейные свойства и свариваемость, повыша-
ет жаростойкость, особенно в средах с повышенным содер-
жанием серы.
Таблица 44. Окалииостойкость и механические свойства некоторых
жаростойких сталей ферритного класса
Марка стали Режим термической обработки, °C 'ок- °с 'исп, °C %- МПа б, % Ф. %
, 08Х17Т Нормализация 760—780 950—1000 20 500 20 50
уЭИ645) v 400 600 370 220 21 34 65
12X17 » 760—780 900—950 20 520 28 70
600 200 60 —
700 85 68 97
900 25 60 98
15Х25Т » 760—780 1150 20 450 20 45
700 77 48 93
800 26 104 99
1000 11 148 99
1100 8 139 99
15X28 > 780—800 1250 20 520 30 45
600 140 62 —
800 30 104 —
1000 10 148 —
1100 9 140 —
1Х13Ю4 Отжиг 720—740 1200 20 580 23 48
05Х23Ю5 » 760—780 1260 20 820 16 52
05Х27Ю5 » 760 1300 20 620 — —
1000 70 8 —
Стали ферритного класса обладают невысокой проч-
ностью и жаропрочностью, высокой пластичностью и удов-
летворительными технологическими свойствами. Механиче-
ские свойства, окалииостойкость и режимы термической об-
работки основных промышленных марок ферритных сталей
приведены в табл. 44.
Изделия из хромоалюминиевых сталей (содержание
А1 от 3,5 до 5,8 %) устойчивы в атмосфере воздуха, в среде
сернистых газов, но резко теряют работоспособность в вос-
становительных средах, содержащих окись углерода, пары
воды, а также хлорсодержащих средах. При длительной
22—970
345
работе в азотсодержащих средах образуются нитриды алю
миния, которые устойчивы до высоких температур и не-
оказывают вредного влияния на свойства сталей.
Хромистые и хромоалюминиевые стали имеют крупный,
недостаток: они могут охрупчиваться в процессах техноло-
гических нагревов и длительных выдержек при повышен-'
ных температурах во время эксплуатации (рис. 202). В них
возможна хрупкость при выдержках при температурах
450—500 'С («хрупкость 475°С»), хрупкость при 600—
Рис. 202. Влияние длительности выдержки при 475 °C (а) и темпе-
ратуры испытания (б) иа механические свойства стали 15X27
800 °C, (в связи с образованием о-фазы) и хрупкость вслед-
ствие образования чрезмерно крупных зерен, например при
сварке (см. гл. XXI, п. 5).
Хрупкость хромистых ферритных сталей трудно, а часто
и невозможно устранить последующей обработкой, что су-
жает возможности их практического использования и на-
кладывает ограничения на технологические операции. Так,,
ковку и прокатку ферритных сталей следует проводить при
температурах ниже 1150 °C и заканчивать при возможно
более низкой температуре, чтобы получить мелкое зерно.
Все операции гибки, правки необходимо проводить в по-
догретом до 150—250 °C, особенно при работе с холоднока-
таными полуфабрикатами.
3. Мартенситные хромокремнистые стали
Жаростойкие стали, имеющие повышенное содержание уг-
лерода (до 0,5—0,8 %) и легированные совместно хромом
и кремнием, имеют после закалки или нормализации мар-
тенситную структуру и обычно называются сильхрома-
м и. Они обладают хорошим сопротивлением газовой кор-
346
розии в продуктах сгорания различных топлив и высокой
износостойкостью при трении и ударных нагрузках.
Стали 15Х6СЮ (0,15 % С; 1,2—1,8 % Si; 5,5—7,0 % Сг;
0,7—1,1 % А1) и 40Х9С2 (0,35—0,45% С; 2,0—3,0 % Si;
8,0—10,0 % Сг) отжигают при 850—870 °C.
Сталь 40Х10С2М (0,35—0,45% С; 1,9—2,6 % Si; 9,0—
10,5 % Сг; 0,7—0,9 % Мо) подвергают закалке с 1100 °C и
отпуску при 740 °C.
Сталь 30Х13Н7С2 (0,25—0,34 % С; 2,0—3,0 % Si; 12,0—
14,0 % Сг; 6,0—7,5 % Ni)— закалке с 1050 °C и отпуску при
660—680 °C.
Сталь 70Х20Н2С2ХВ (0,8 % С; 2,0 % Si; 21,0 % Сг;
1,5% Ni)—закалке с 1100°С и старению при 780—800°С.
Основное назначение сталей этой группы — клапаны ав-
томобильных, тракторных и авиационных двигателей сред-
ней мощности. К клапанным сталям предъявляется ряд
специфических требований: сохранение высокой твердости
и прочности при рабочих температурах (до 700°C), хоро-
шая сопротивляемость действию теплосмен и усталости,
высокое сопротивление газовой коррозии в продуктах сго-
рания жидкого топлива.
Кроме того, сильхромы используют в качестве жаро-
стойких сплавов для изготовления регуляторов, теплооб-
менников и колосниковых решеток в котельном и химиче-
ском машиностроении.
Требуемые свойства в-сталях типа сильхромов обычно
достигаются совместным введением хрома (6—14%) н
кремния (1—3 %), которые позволяют получить высокое
сопротивление газовой коррозии, а повышенное содержание
углерода обеспечивает возможность закалки этих сталей и
получение высоких значений твердости и износостойкости.
Введение молибдена повышает жаропрочность и препятст-
вует развитию отпускной хрупкости сталей. В стали, имею-
щие высокое содержание хрома (например, при 21—23 %),
вводят еще больше углерода или никель для расширения
•у-области и, следовательно, возможности закалки стали на
мартенсит.
Присутствие в сильхромах большого количества хрома,
кремния и углерода существенно повышает критические
точки сталей. Так, критические точки стали 40Х9С2 Act=:
=900 °C, Лс3=970 °C, Лг1=810 °C, Лг3=870 °C.
Большинство современных сильхромов обрабатываются
на мартенситную структуру (твердость после закалки
HRC 50—56), для чего их закаливают от температур
1000—1050 °C. При нагреве до более высоких температур у
22*
347
этих сталей резко проявляется склонность к росту зерна,!
что может приводить к хрупкости, связанной с грубозернис- <
той структурой и нафталинистым изломом. Такой вид '
хрупкости в сильхромах обычно удается устранить повтор- 5
ной обработкой (фазовой перекристаллизацией). ;
Сильхромы также подвержены отпускной хруйкости при .
медленном охлаждении после отпуска от 700—800°C, при- j
чем процесс охрупчивания развивается в интервале 500— 5
600 °C. Этой хрупкости можно избежать с помощью быст- j
рого охлаждения (в масле или воде) или путем легирова-
ния стали молибденом. з
Таким образом, термическая обработка сильхромов со- i
стоит чаще всего из закалки на мартенсит и высокого от-
пуска. Для каждой стали важно точно установить темпера-
турный интервал нагрева под закалку. Перегрев может
вызвать значительный рост зерна и нафталинистый излом,
а недогрев (т. е. неполная закалка)— образование двух-
фазной структуры, состоящей из хромистого феррита и мар-
тенсита, что резко снижает пластичность и жаропрочность
сталей. Температура отпуска зависит от условий работы
детали и необходимой твердости стали.
Подверженность сильхромов различным видам хрупко-
сти накладывает отпечаток и на технологию горячей об-
работки давлением. Штамповка может производиться как
в у-области (1050°C), так и в a-состоянии (ниже 930°C),
но предпочтительнее деформация при пониженных Темпе-
ратурах.
Жаропрочные свойства сильхромов достаточно высоки
до 600 °C, а при более высоких температурах резко снижа-
ются.
В данном разделе уместно рассмотреть и некоторые
другие клапанные стали. В первую очередь это относится к
сталям типа 40X23H4M3C. Стали этого типа содержат не-
большие количества кремния (~ 1 %), но имеют высокое
содержание хрома (22—24 % Сг), повышенное содержание
молибдена (2,5—3,3%) и никеля (4—6%). После закалки
от температур 1050—1150 °C в структуре сталей обнаружи-
вается примерно равное количество б-феррита и аустенита
и некоторое (3—5 %) количество карбидной фазы в основ-
ном типа (Fe, Сг)гзСв. Затем стали подвергают старению
при температуре 780—800 °C, в процессе которого выделя-
ется значительное количество о-фазы и резко повышается
твердость сталей.
Интересно отметить, что стали данного типа представ-
ляют редкий случай использования упрочнения, возникаю-
348
щего при образовании о-фазы для обеспечения требуемых
эксплуатационных свойств, сохранения высокой твердости,
износостойкости и сопротивления термической усталости
при температурах до 800—850 °C, что объясняет широкое
применение сталей этого типа для изготовления клапанов
автомобильных и авиационных двигателей.
В интервале 650—950 °C существует прямая зависимость
между твердостью и количеством о-фазы в структуре стали
(рис. 203). Установлено, что о-фаза образуется в основном
из 6-феррита, причем при 800°C — температуре максималь-
ной скорости образования о-фазы — за 150 ч происходит
практически полное превращение б-му+у и в структуре
стали может присутствовать свыше 30 % п-фазы. При об-
разовании о-фазы (которая обогащена хромом, молибде-
ном, кремнием) в 6-феррите образуются зоны с понижен-
ной концентрацией ферритообразующих элементов, что
приводит к ^-^-превращению. Таким образом, термичес-
кая обработка этих сталей состоит из закалки от темпера-
тур порядка 1100 °C и старения при 780 °C в течение 15—
20 ч. После такой обработки стали приобретают высокую
твердость (до HRC 48—52), которая сохраняется до темпе-
ратур порядка 800 °C на более высоком уровне, чем у кла-
панных сталей других марок.
Недостатком этих сталей является их низкая ударная
вязкость по сравнению с другими сильхромами и узкие
температурные интервалы при горячей обработке: при пе-
регреве сталей снижается их способность к упрочнению, а
при недогреве могут образоваться трещины и повысится
хрупкость.
4. Аустенитные стали и сплавы
В качестве жаростойких сталей аустенитного класса глав-
ным образом применяют стали на хромоникелевой основе.
Эти стали не имеют больших преимуществ по жаростойко-
сти перед высокохромистыми сталями ферритного класса,
но выгодно отличаются от них по уровню механических
свойств, в том числе жаропрочных, технологичности (спо-
собности к глубокой вытяжке, штамповке, свариваемости),
они также менее склонны к охрупчиванию после длитель-
ных выдержек при высоких температурах.
Недостатком сталей этого класса является их сравни-
тельно высокая стоимость, использование в больших коли-
чествах дефицитного никеля, низкие теплопроводность и
сопротивление газовой коррозии в средах, содержащих S.
349
Универсальные аустенитные стали типа 18-8, в том чис-
ле 08X18Н9Т, 12Х18Н9, 12Х18Н9Т, используют в качестве
жаростойкого материала для выхлопных систем, труб,
листовых и сортовых деталей при температурах 600—800 °C
и невысоких нагрузках.
Повышение жаростойкости аустенитных сталей достига-
ется увеличением содержания в стали хрома, никеля, а
также дополнительным легированием кремнием.
Как указывалось выше, повышение содержания таких
ферритообразующих элементов, как хром и кремний, вы-
Рис. 203. Изменение горячей твердости НВ после изотермической выдерж-
ки при 760 °C (а) и зависимость твердости HRC от количества о-фазы (б)
в стали 40X23H4M3C (Р. Могфорд, Ф. Болл, Р. Браун)
нуждают для сохранения аустенитной структуры значитель-
но увеличивать содержание никеля. Так, в сталях с 22—
25 % Сг должно содержаться не менее 17—20 % Ni (при
содержании углерода 0,1—0,2 % (например, сталь
10Х23Н18). При увеличении содержания хрома до 24—
27 % и введении 2—3 % кремния необходимо иметь в стали
19—21 % никеля (сталь типа 20Х25Н20С2). Отметим, что
эти стали более склонны к охрупчиванию благодаря обра-
зованию о-фазы в интервале 600—800 °C.
В качестве жаростойких материалов для работы в на-
углероживающих средах до 1100 °C (например, печные кон-
тейнеры и арматура) используют стали с повышенным со-
держанием углерода (сталь 36Х18Н25С2). Иногда для ста-
билизации аустенитной структуры и в дополнение и частич-
но для замены никеля вводят марганец (6—10%) и азот
(0,3—0,4%), например, в стали 12Х25Н16Г7АР,
55Х20Г9АН4. Термическая обработка аустенитных жаро-
стойких сталей заключается обычно в закалке от темпера-
тур 1000—1050 °C.
350
В качестве жаростойких сплавов повышенной жаропроч-
ности, более надежных и почти не склонных к охрупчива-
нию, обладающих высокими технологическими свойствами,
в авиационной промышленности (камеры сгорания, жаро-
вые трубы) используют железоникелевые сплавы с добав-
ками молибдена (до 3,3 %), вольфрама (до 3,5 %), титана
(до 1,2%), например сплав ХН38ВТ (0,1 % С, 21 % Сг,
38 % Ni, 3,0% W, 1 % Ti) и сплав ХН28ВМАБ (0,1 % С,
21 % Сг, 28 % Ni, 5 % W, 3 % Мо, 1 % Nb, 0,15 % N).
Рис. 204. Зависимость удельного электросопротивления р и твердости НВ
сплава Х20Н80 от температуры отпуска после закалки с 770 н 1100 °C
(Б. Г. Лифшнц)
В сплавах этого типа в интервале 350—550 °C обнару-
жено возникновение так называемого К-состояния, кото-
рое сопровождается изменениями микроструктуры, возрас-
танием электросопротивления, теплоемкости и твердости
(рис. 204). Считается, что по своей природе это превраще-
ние протекает внутри твердого раствора и заключается в
локальном упорядочении с образованием устойчивых ком-
плексов титана и хрома вокруг атомов никеля (Б. Г. Лив-
шиц). При более высоких температурах нагрева /(-состоя-
ние разрушается.
Положительное влияние на долговечность и работоспо-
собность никельхромовых сплавов оказывает микролегиро-
вание их щелочноземельными и редкоземельными металла-
ми (Са, Mg, Се, Th при содержании до 0,1—0,3 %). Их
влияние обычно связывают с рафинирующим действием на
вредные примеси. Так, установлено, что при введении Са,
Mg, Се сера связывается в тугоплавкие сульфиды.
Для ответственных деталей (камер сгорания, жаровых
труб и др.) в газотурбостроении используют сплав ХН60ВТ
(ЭИ868), который содержит 25 % Сг и 15 % W, введение
последнего значительно повысило жаропрочность у-твердо-
го раствора без заметного уменьшения пластичности и тех-
нологичности сплава.
351
Определенное распространение, особенно за рубежом,
получил сплав на никелевой основе, легированный 15 % Сг
и 7 % Fe, которые изготавливают с применением феррохро-
ма, что позволяет экономить дорогостоящий металлический
хром. Этот сплав (по американской терминологии инко-
нель) имеет хорошую технологичность, по свойствам бли-
зок к нихромам типа 80-20 и применяется после отжига
при температурах 760—980 °C.
Термическая обработка этих сплавов, которые можно
отнести к сплавам с невысоким уровнем дисперсионного уп-
рочнения, обычно заключается в закалке от 1100—1120 °C
с охлаждением на воздухе. Дисперсионное упрочнение их
происходит в процессе эксплуатации при рабочих темпера-
турах (800—1000°C). Сплавы на железоникелевой основе
имеют после закалки невысокие прочностные свойства
(<7в = 550—700 МПа) и хорошую пластичность (6=45%).
. Жаростойкие сплавы на никельхромовой основе (ни-
хромы) получили значительное распространение в качестве
материалов для работы при 800—1100 °C, а при кратковре-
менной работе до 1200 °C. Эти сплавы применяют для из-
готовления деталей газовых турбин, не испытывающих
больших рабочих нагрузок и работающих при высоких тем-
пературах (камеры сгорания, жаровые трубы, нагреватель-
ные элементы электрических печей и других деталей).
Сплавы представляют собой в основном твердый раствор
хрома в никеле с г. ц. к. решеткой, слабо упрочняются
при термической обработке, имеют высокую пластичность,
высокое электросопротивление и хорошие технологические
свойства.
Содержание хрома в этих сплавах обычно составляет
15—27%. В качестве элементов, дополнительно повышаю-
щих жаростойкость, применяется А1 (до 3,5%). Введение
алюминия существенно повышает жаростойкость и жаро-
прочность, но снижает пластичность (особенно в интервале
700—800°C) и технологичность сплавов.
Легирование сплавов этого типа также преследует цель
несколько повысить прочность при комнатной температуре,
жаропрочные свойства, что достигается введением титана,
молибдена, ниобия в небольших количествах, а также
вольфрама. Вольфрам является благоприятным легирую-
щим элементом, так как он повышает температуру солиду-
са и жаропрочность сплавов и почти не ухудшает их жаро-
стойкости. Введение этих элементов обусловливает образо-
вание некоторого количества упрочняющих интерметал-
лидных фаз.
352
Часть ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
восьмая
К инструментальным относят стали, при-
меняемые для обработки материалов ре-
занием и давлением и обладающие опреде-
ленными свойствами (твердостью, тепло-
стойкостью, износостойкостью и др.) в усло-
виях эксплуатации.
Глава XXVIII
ОСНОВНЫЕ СВОЙСТВА И КЛАССИФИКАЦИЯ
Основными свойствами инструментальных сталей, имею-
щих значение практически для всех видов инструментов,
являются: твердость, вязкость, износостой-
кость, теплостойкость (красностойкость),
прокаливаемость. Кроме того, для некоторых ви-
дов инструмента большое значение имеют такие свойства,
как теплопроводность, разгаростойкост ь, ока-
ли н ост о й ко сть, устойчивость против
схватывания (адгезия) и налипания, неко-
торые механические свойства и дрА
Твердость является главным показателем качества инструмента.
В зависимости от назначения инструмента устанавливают значения его
твердости. Возможность получения той или иной твердости определя-
ется химическим составом стали (прежде всего углерода) и применя-
емой термической обработкой. При содержании 0,4—0,7 % С достига-
ется твердость инструмента HRC 40—55, а при 0,8—1,5 % С HRC
58—65. Однако во многом твердость зависит и от получаемой структу-
ры: избыточная карбидная фаза и мартенсит увеличивают ее, а оста-
точный аустенит уменьшает.
Вязкость инструментальной стали может определяться такими по-
казателями, как KCU, KCV, Kia и др., и характеризует эксплуатацион-
ную надежность инструмента. Однако для инструментальных сталей
вязкость, кроме структуры, количества примесей, неметаллических вклю-
чений, карбидной неоднородности, зависит прежде всего от. твердости.
Твердость и вязкость — противоположные свойства инструментальных
сталей. Чаще всего повышение твердости вызывает понижение вязко-
сти, и наоборот.
По твердости и вязкости инструментальные стали классифицируют-
ся на стали высокой твердости (HRG 58—65), но пониженной вязкости
1 Значение отдельных дополнительных свойств для различных ин-‘
струмеитальных сталей будет рассмотрено в соответствующих разделах
главы.
353
и стали повышенной вязкости, ио пониженной твердости (HRC 40—55).
Износостойкость инструментальной стали, т. е. способность ее со-
противляться различным видам изиашиваиия поверхности, является ха-
рактеристикой долговечности работы инструмента. Она определяется
составом, структурой и свойствами стали, а также свойствами обраба-
тываемого изделия, условиями эксплуатации инструмента и т. п. По-
следние определяют характер износа: абразивный, эрозионный, адгезион-
ный, диффузионный и др. Сталь одной и той же марки может обладать
различной износостойкостью в зависимости от технологии ее обработ-
ки и условий эксплуатации. Износостойкость инструмента при абра-
Рис. 205. Зависимость износостойкости быстрорежущей стали при разном содер-
жании вольфрама от твердости (И. Артингер)
2 Ч В УС°/о
Рис. 206. Зависимость износостойкости быстрорежущей стали при разной твердо-
сти от содержания карбида ванадия (Д. Хагес, К. Миллен, X. Ландер)
зивном изнашивании, которое происходит при эксплуатации большин-
ства инструментов (режущий, измерительный, штамповый инструмент),
определяется в первую очередь твердостью и структурой стали (коли-
чеством и дисперсностью ^карбидной фазы, количеством мартенсита и
содержанием углерода В -Йем и т. п.). На рис. 205 приведена зависи-
мость износостойкости быстрорежущей стали от твердости. Повышение
твердости сильно уменьшает износ резцов. Одиако чрезмерное повыше-
ние твердости (более HRC 64), вызывающее уменьшение вязкости, не
является благоприятным дли износостойкости,, так как наряду с абра-
зивным износом происходит хрупкое выкрашивание кромок инструмен-
та. Из рисунка видно, что увеличение количества карбидной фазы в
стали с 18 % W по сравнению со сталью с 12 % W приводит также
к повышению износостойкости. Износ быстрорежущих сталей, обрабо-
танных иа одинаковую твердость, ио имеющих разную карбидную фа-
зу, будет существенно снижаться при увеличении содержания карбида
ванадия (рис. 206), являющегося наиболее твердым по сравнению с
другими карбидами (Afe^Ce; А4евС и др.). Общей классификации сталей
по износостойкости нет, так как она определяется не только маркой
стали, но и условиями эксплуатации инструмента.
Теплостойкость или красностойкость инструментальных сталей ха-
рактеризуется «температурой, до которой сохраняется заданная высокая
твердость, прочность и износостойкость стали, т. е. обеспечиваются
свойства инструмента, необходимые для резаиия или деформирования.
Следовательно, теплостойкость характеризует способность инструмента
сопротивляться изменению структуры и свойств рабочей кромки инстру-
354
мента при разогреве в процессе эксплуатации. Теплостойкость также
определяет стойкость стали против отпуска.
По теплостойкости стали разделяют иа иетеплостойкне, полутепло-
стойкие, теплостойкие. Нетеплостойкие стали сохраняют высо-
кую твердость и другие свойства до температуры нагрева 200—300 °C,
полутеплостойкие до 400—500°C, а теплостойкие выше
550—600°С (рис. 207). Увеличение температуры теплостойкости сущест-
венно повышает срок службы инструмента. Так, повышение температу-
ры теплостойкости быстрорежущей
стали с 610 до 640 °C увеличивает
срок службы режущего инстру-
мента в 2—3 раза, а до 700 °C в
10—15 раз.
Прокаливаемость инструмен-
тальных сталей характеризует
твердость инструмента по сече-
нию; она определяется устойчи-
востью переохлажденного аусте-
нита. От прокаливаемости стали
во многом зависит и ее закали-
ваемость, т. е. твердость иа по-
верхности инструмента после за-
калки.
По прокаливаемости инстру-
ментальные стали делят иа с т а-
ли неглубокой прокали-
ваемости (углеродистые и низ-
колегированные) и стали глу-
бокой прокаливаемости
(легированные и высоколегирован-
ные) .
Кроме перечисленной класси-
фикации по свойствам, инструмен-
тальные стали классифицируют та
Рис. 207. Изменение твердости при от-
пуске нетеплостойкой (У12), полутеп-
лостойкой (Х12Ф1) и теплостойкой
(Р18) сталей (Ю. А. Геллер)
по составу, структуре и назна-
чению.
По составу инструментальные стали, как и другие, подразделяют
на углеродистые, низколегированные, легирован-
ны ей высоколегированные.
По структуре в равновесном состоянии, определяемой составом ста-
лей, — иа доэвтектоидиые, заэвтектоидиые и ледебу-
ритные. Большинство инструментальных сталей являются заэвтекто-
идными и ледебуритными. Как правило, такие стали имеют высокую
твердость и низкую вязкость. Меньшее число инструментальных сталей
являются доэвтектоидными. Оии обладают повышенной твердостью н
повышенной вязкостью.
По назначению инструментальные стали делят на стали для
режущих инструментов, штамповые стали для хо-
лодного деформирования; штамповые стали для
горячего деформирования, стали для измеритель-
ного инструмента.
При дальнейшем рассмотрении инструментальных сталей классифи-
кация по назначению принята в качестве основной.
355
Глава XXIX
СТАЛИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Стали для режущего инструмента (резцы, сверла, фрезы,
протяжки, метчики, пилы и т. д.) должны обладать высо-
кой твердостью режущей кромки -1— HRC 63—66; высокой
прочностью и сопротивлением малой пластической дефор-
мации; теплостойкостью (красностойкостью), особенно при
высоких скоростях резания и обработке труднообрабаты-
ваемых деталей.
Углеродистые и легированные стали при правильном
применении могут удовлетворять первым двум требова-
ниям, но не являются теплостойкими (отдельные марки
легированных сталей являются полутеплостойкими).
1. Углеродистые стали
Углеродистые инструментальные стали являются наибо-
лее дешевыми. Как правило, их применяют для изготовле-
ния малоответственного режущего инструмента, работаю-
щего при малых скоростях резания, не подвергаемого ра-
зогреву в процессе эксплуатации. Углеродистые стали рег-
ламентируют по ГОСТ 1435—74.
Углеродистые стали У7 и У7А (0,65—0,74 % С) послеза-
калки в воду с 800—820 °C имеют HRC 63—65. Критичес-
кий диаметр dKp=15—20 мм после закалки в воду и 4—
6 мм после закалки в масло.
Низким отпуском при 150—160 °C можно понизить твер-
дость до HRC 61—63.
Стали У8, У8А (0,75—0,84% С) и У9, У9А (0,85—
0,94 % С) после закалки с 780—800 °C в воду имеют твер-
дость HRC 63—65; dKp=15—20 мм после закалки в воду и
4—6 мм после закалки в масло. Низким отпуском при 200—
220 °C можно понизить твердость до HRC 57—59.
Стали У10, У10А (0,95—1,04 % С), УН, У11А (1,05—
1,14 % С), У12, У12А (1,15—1,24) и У13, У13А (1,25 —
1,35% С) закаливают с 760—780эС в воду, при этом по-
лучают HRC 64—66; dKp= 10—20 мм после закалки в во-
ду и 4—6 после закалки в масло. Низким отпуском при
150—160 °C можно получить твердость сталей У10 и У10А
HRC 62—63; стали У И, У11А, У12, У12А, У13, У13А от-
пускают при 200—220 °C, при этом получают HRC 58—59.
Углеродистые стали относятся к сталям неглубокой
прокаливаемости, нетеплостойким. Малая устойчивость
переохлажденного аустенита углеродистых сталей обус-
ловливает их низкую прокаливаемость (до сечений 5—10
мм). Низкая устойчивость аустенита определяет основные
достоинства и недостатки таких сталей.
Достоинствами углеродистых сталей
является то, что в малых сечениях (до 15—20 мм) после
Расстояние от центра, мм
Рис. 208. Прокаливаемость углеродистых инструментальных сталей в
сечении 20 мм при разных температурах закалКи (Ю. А. Геллер,
П. С. Лизогубов)
закалки достигается высокая твердость в поверхностном
слое (HRC 63—66) и мягкая, вязкая сердцевина инстру-
мента (рис. 208). Такие свойства благоприятны для тако-
го инструмента, как ручные метчики, напильники, пилы,
стамески, долота, зубила и т. д. В отожженном состоянии
углеродистые стали имеют низкую
твердость (НВ 150—180), в них лег-
ко при отжиге получается структура
зернистого цементита, что обуслов-
ливает их хорошую обрабатывае-
мость при изготовлении инструмен-
та. Заэвтектоидные стали закалива-
ют от температур Xci + (30—50) °C,
а доэвтектоидные от Лсз+(30 —
—40) °C, т. е. углеродистые стали
имеют низкую температуру закалки.
Такая температура нагрева под за-
калку технологически легко выпол-
нима, вызывает малое окисление и
обезуглероживание инструмента.
Закалка осуществляется в воде. По-
сле закалки углеродистые стали со-
держат малое количество остаточно-
го аустенита —до 5—8 % (рис. 209),
что не уменьшает их твердости и ис-
Рис. 209. Влияние содержа-
ния углерода на температу-
ры начала AfH и конца М к
мартенситного превращения
и количество остаточного
аустенита АоСт (А' П. Гу-
ляев, М. С. Чаодаева).
Штриховые линии для за-
калки выше Аст
357
ключает необходимость проведения обработки для распада Я
остаточного аустенита. ]
Недостатками углеродистых сталей яв-
ляется малая прокаливаемость и закаливаемость. Она не j
позволяет применять эти стали для инструмента сечением 5
более 20—25 мм. Стали нетеплостойки, высокая твердость
их сохраняется лишь до температур 250—200°C. Стали ‘
имеют высокую чувствительность к перегреву вследствие
растворения избыточных карбидов в аустените. Может
наблюдаться неоднородная твердость на поверхности ин-
струмента вследствие возможности частичного распада по- j
перлитной ступени при переносе инструмента из печи в ох-
лаждающую среду.
Из-за существенных недостатков углеродистых сталей
их мало применяют в промышленности, особенно в меха-
низированном производстве.
2. Легированные стали
Легирование инструментальных сталей для режущего ин-
струмента позволяет уменьшить недостатки углеродистых
сталей, т. е. прежде всего повысить прокаливаемость, а
также добиться новых существенных качеств инструмента.
Свойства и состав легированных сталей для режущего ин-
струмента регламентируются ГОСТ 5950—73.
В табл. 45 приведены основные данные о некоторых
сталях и термообработке инструмента из них. Стали для
режущего инструмента подразделяют на стали неглубокой
и глубокой прокаливаемости. В группу сталей неглубокой
прокаливаемости входят низколегированные стали, со-
держащие невысокое содержание хрома (0,4—0,7 %), ва-
надия (0,15—0,30%) — 7ХФ, 8ХФ, 9ХФ, 11ХФ; а также
стали с вольфрамом — ХВ4, В2Ф. Легирование хромом
несколько повышает устойчивость переохлажденного аус-
тенита и прокаливаемость по сравнению с углеродистыми
сталями. Использование ванадия для легирования этих
сталей позволяет обеспечить меньшую чувствительность,
стали к перегреву и регламентированную глубину прока-
ливаемости. Так, применяя разную температуру закалки,
можно регулировать толщину закаленного слоя, не опаса-
ясь перегрева стали. По этой причине для сталей типа
7ХФ, 8ХФ, 9ХФ рекомендуют два температурных интерва-
ла нагрева под закалку Дем. табл. 45). Более высокая тем-
пература закалки позволяет растворить лишь часть кар-
бида ванадия в аустените и повысить его устойчивость, а
358
нерастворенная часть карбида ванадия оказывает барьер- !
ное действие на рост зерна. При принятом содержании
ванадия в этих сталях (0,15—0,30 %) граница образова-
ния структуры перегрева повышается до 900—950 °C.
Подобные стали используют для изготовления метчи-
ков, пил, зубил, отрезных матриц и пуансонов, ножей хо-
лодной резки, подвергаемых местной закалке.
Стали с вольфрамом ХВ4, В2Ф имеют повышенное
содержание углерода, что обеспечивает получение карби-
да Л4е6С и мартенсита с высоким содержанием углерода,
благодаря чему эти стали имеют после закалки наиболее
высокую твердость (HRC 65—67) и износостойкость. Они
применяются для обработки твердых металлов, например
валков холодной прокатки, при небольшой скорости реза-
ния.
В группу сталей глубокой прокаливаемости входят
хромистые стали с более высоким содержанием хрома
(1,4—1,7;%) и стали комплексно легированные нескольки-
ми элементами (хромом, марганцем, кремнием, вольфра-
мом).
Хромистые стали 9X1, X по составу подобны подшипни-
ковой стали ШХ15 и могут быть заменены ею (см. гл.
XVI). Комплексно легированные стали 9ХС, ХГС, ХВГ
обладают высокой прокаливаемостью. Особенно это отно-
сится к сталям с марганцем, поэтому стали типа ХВГ при-
меняют для крупного режущего инструмента, работающе-
го при малых скоростях резания (протяжки, развертки,
сверла и др.). Легирование кремнием позволяет повысить
устойчивость против отпуска. Стали 9Х5ВФ и 8Х4В2М2Ф2
применяют для деревообрабатывающего режущего инстру-
мента. Сталь 8Х4В2М2Ф2 является низколегированной
быстрорежущей сталью. Она является полутеплостойкой,
обладает достаточно хорошей теплопроводностью (из-за
малого содержания вольфрама) по сравнению с инструмен-
том из классических быстрорежущих сталей, что исклю-
чает прижигание дерева при механической обработке его
на больших скоростях. Однако существенным недостатком
перечисленных легированных сталей является их низкая
теплостойкость, что исключает возможность их применения
для режущего инструмента, эксплуатируемого в тяжелых
условиях, связанных с разогревом режущей кромки. В та-
ких условиях работы можно применять лишь стали с вы-
сокой теплостойкостью, т. е. быстрорежущие.
Глава XXX
БЫСТРОРЕЖУЩИЕ СТАЛИ
Применение быстрорежущих сталей для режущего инстру-
мента позволяет повысить скорости резания в несколько
раз, а стойкость инструмента — в десятки раз. Главной
отличительной особенностью быстрорежущих сталей явля-
ется их высокая теплостойкость или красностойкость*
(600—700 °C) при наличии высокой твердости (63—
Рис. 211. Соотношение между средним
содержанием углерода и ванадия в
некоторых марках быстрорежущих
сталей (по ГОСТ 19265—73)
Рис. 210. Вертикальный разрез диа-
граммы системы Fe—W—Сг—V при
18 % W; I % V и 4 % Сг; е — интерме-
таллид (Мураками, Хатт с дополне-
ниями Куо)
70 HRC) и износостойкости инструмента. Уникальные
свойства быстрорежущих сталей достигаются посредством
специального легирования и сложной термической обра-
ботки, обеспечивающих определенный фазовый состав.
1. Роль легирующих элементов и фазовый состав стали
Основными легирующими элементами быстрорежущих ста-
лей, обеспечивающими высокую красностойкость, являют-
ся вольфрам, молибден, ванадий. Кроме них,
все стали легируют хромом, а некоторые — кобальтом.
Важным компонентом является углерод.
Карбидообразующие элементы образуют в стали специ-
альные карбиды: Ме6С на основе вольфрама и молибдена,
* Для быстрорежущих сталей по ГОСТ 19265—73 принято исполь-
зовать термин «красностойкость» вместо «теплостойкость».
23—970
361
МеС на основе ванадия и Л1е2зС6 на основе хрома. Часть
атомов Ale в указанных карбидах составляют железо и
другие элементы (см. гл. VIII, п. 3).
Вертикальный (политермический) разрез диаграммы
состояния системы Fe—Сг—W—V, характерный для быст-
рорежущих сталей, приведен на рис. 210*. Аустенит в
быстрорежущих сталях получается при нагреве выше 800—
900 °C, однако при этих температурах аустенит не обога-
щен основными легирующими элементами и углеродом.
Поэтому закалка стали от температуры выше Лс3 (линии
1—3—2) на 30—50 °C, как принято для обычных сталей, не
может обеспечить главного свойства быстрорежущей ста-
ли — красностойкости. Красностойкость достигается лишь
после высокотемпературного нагрева под закалку до тем-
ператур несколько ниже линии солидуса А4 (линия 1—2),
когда значительная часть легированных карбидов раство-
ряется в аустените, обогащая его вольфрамом, молибде-
ном, ванадием, хромом и углеродом. Полного растворения
в аустените карбида Ме6С, а также МеС, как видно из
диаграммы состояния, даже при столь высоких температу-
рах не происходит. Повышение содержания углерода в
стали приводит к понижению температуры закалки, так
как линия солидус 1—2 понижается с 1330 °C (0,6 % С) до
1100°C (1,5 % С). Диаграмма также показывает, что обез-
углероживание быстрорежущей стали (до % С<0,5—0,6)
приводит к появлению a-фазы (область а+у+Ме6С левее
линии 1—3). Чрезмерное содержание углерода, сверх необ-
ходимого для образования специальных карбидов, может
привести к появлению карбида цементитного типа, что
ухудшает свойства стали.
•Вольфрам и молибден являются основными легирующи-
ми элементами, обеспечивающими красностойкость. Дол-
гое время в СССР (до 70-х годов) наиболее широко ис-
пользовали вольфрамовые стали без молибдена (марки
Р18, Р12, Р9). Однако острая дефицитность вольфрама
привела к частичной его замене молибденом. Замену
вольфрама молибденом проводят, исходя из соотношения
Mo:W=l : 1,5, однако общее содержание молибдена в
стали не должно быть более 5 %**.
* Из специальных карбидов иа диаграмме указан лишь карбид
Ме,,С. Ниже равновесной температуры растворения в стали будут при-
сутствовать также МеС и Л1а23С6, что на диаграмме ие указано.
** Известны безвольфрамовые быстрорежущие стали иа основе мо-
либдена. Однако они обладают существенными недостатками (склон-
ны к росту зерна и перегреву, обезуглероживанию, имеют узкие темпе-
ратурные интервалы закалки и отпуска и др).
362
Считается,, что наиболее оптимальные свойства и рацио-
нальная стоимость инструмента достигается при соблюде-
нии условия S(W4-1,5 Мо)=12—13 % (Л. С. Кремнев).
По этому принципу построена наиболее широко применяе-
мая в настоящее время сталь Р6М.5.
Вольфрам (молибден) образует в стали карбид Ме6Сг
который при аустенитизации частично переходит в твердый
раствор, обеспечивая получение после закалки легирован-
ного вольфрамом (молибденом) мартенсита. Эти легиру-
ющие элементы, а также ванадий затрудняют распад мар-
тенсита при нагреве, обеспечивая необходимую красностой-
кость. Нерастворенная часть карбида МевС приводит к
повышению износостойкости стали. Таким образом, без
вольфрама или молибдена не может быть быстрорежущей
стали. Наличие в стали высокого содержания вольфрама
приводит к ухудшению теплопроводности стали, что вызы-
вает осложнения при обработке давлением и необходимость
замедленного (ступенчатого) нагрева стали под закалку
всгизбежание появления трещин. Кроме того, вольфрамо-
вые стали склонны к сильной карбидной неоднородности.
Частичная замена вольфрама молибденом уменьшает этот
недостаток.
Ванадий образует в стали наиболее твердый карбид
VC (МеС) (HV 2700—2800). Максимальный эффект от
введения в сталь ванадия достигается при условии, что со-
держание углерода в стали будет достаточным для обра-
зования большого количества карбидов и для насыщения
твердого раствора. При минимальном содержании ванадия
в быстрорежущих сталях около 1 % содержание углерода
устанавливается в пределах 0,7—0,8 %. С ростом количе-
ства ванадия в стали содержание углерода должно увели-
чиваться из расчета: на каждый 1 % V — прирост углерода
около 0,2 %. В основных марках быстрорежущих сталей
соблюдается такая зависимость между содержанием вана-
дия и углерода (рис. 211).
Карбид МеС, частично растворяясь в аустените, увеличива-
ет красностойкость и повышает твердость после отпуска
благодаря эффекту дисперсионного твердения. Нераство-
ренная часть карбида МеС увеличивает износостойкость
стали. Чем выше содержание ванадия в быстрорежущих
сталях (а оно доходит1 до 5 %), тем выше износостойкость
вследствие увеличения количества самого твердого карби-
да. Однако при этом ухудшается шлифуемость стали.
Широкое применение в инструментальной промышленности
корундовых и алмазных кругов позволило расширить про-
23*
363
изводство высокованадиевых сталей и тем самым достиг*
нуть некоторой экономии вольфрама благодаря уменьше-
нию доли нерастворенного карбида Л1ебС, также увеличи-
вающего износостойкость.
Хром во всех быстрорежущих сталях содержится в ко-
личестве около 4 %. Он является основой карбида Л4е2зС6.
При нагреве под закалку этот карбид полностью растворя-
ется в аустените при температурах, значительно более
низких, чем температуры растворения карбидов Л4е6С и
МеС. .Вследствие этого основная роль хрома в быстроре-
жущих сталях состоит в придании стали высокой прокали-
ваемости. Он оказывает влияние и на процессы карбидооб-
разования при отпуске.
Кобальт применяют для дополнительного легирования
быстрорежущей стали с целью повышения ее красностой-
кости. Кобальт в основном находится в твердом растворе
и частично входит в состав карбида Л4е6С. По мнению не-
которых исследователей, он может образовывать при от-
пуске интерметаллиды типа (Со, Fe)7(W, Мо)в- Кобальт
увеличивает устойчивость против отпуска и твердость быст-
рорежущих сталей (до HRC 67—70). Влияние кобальта на
красностойкость (сохранение твердости HRC 60) характе-
ризуется следующими данными (Ю. А. Геллер):
Содержание кобальта,
%................. 0 3 5 10 15.
Красностойкость, °C . . 610—615 620 630 640 650
К недостаткам влияния кобальта следует отнести ухуд-
шение прочности и вязкости стали, увеличение обезуглеро-
живания. Содержание остаточного аустенита после закал-
ки в сталях с кобальтом возрастает до 40 %, против
— 25 % для сталей без него. Однако главной причиной,
сдерживающей широкое применение кобальтовых сталей,
является дефицитность и высокая стоимость кобальта.
2. Марки быстрорежущих сталей
Химический состав и свойства быстрорежущих сталей ре-
гламентированы ГОСТ 19265—73. В табл. 46 приведены
сведения об основных марках быстрорежущих сталей.
Быстрорежущие стали условно подразделяют на стали
умеренной красностойкости (при содержании до 2 % V) и
стали повышенной красностойкости (при содержании более
2 % V или дополнительно легированной кобальтом). До
конца 60-х годов основной маркой быстрорежущей стали,
364
производимой отечественной промышленностью, являлась
сталь Р18. Объем производства ее от всех других марок
быстрорежущих сталей составлял около 85 %• Острая де-
фицитность вольфрама заставила в 70-х годах все страны
перейти на вольфраммолибденовую сталь типа Р6М5. В на-
шей стране объем производства этой стали составляет око-
ло 80 %. В результате этого произошло снижение среднего
содержания вольфрама в быстрорежущих сталях с 16,5 до
74 % при росте среднего содержания молибдена с 0,6 до
4%.
Вольфраммолибденовые стали намного дешевле, чем
диалогичные по свойствам вольфрамовые стали. Так, если
>в соответствии с ценами на мировом рынке принять стои-
мость стали Р6М5 за 100 %, то стоимость стали Р12 соста-
вит 120 %, а Р18 170 %.
Необходимо также отметить, что в последнее время
расширилось использование быстрорежущих сталей с по-
вышенным содержанием углерода на 0,2 % при низком со-
держании вольфрама и молибдена (11РЗАМЗФ2), а также
сталей, легированных 0,05—0,10 °/о N (Р6АМ5, Р6АМ.5ФЗ).
Легирование азотом повышает эксплуатационные свойства
инструмента. Разработаны и перспективны безвольфрамо-
вые быстрорежущие стали типа 11М5ФЗ, имеющие свойст-
ва, близкие к стали Р6М5.
В настоящее время для изготовления инструмента из
быстрорежущих сталей все шире применяют методы по-
рошковой металлургии. В таких материалах нет карбидной
неоднородности и анизотропии свойств, они хорошо шли-
фуются при повышенном содержании ванадия (до 3,5 %),
имеют более высокую красностойкость и лучшие режущие
свойства. Изготовление инструмента методами порошковой
металлургии является безотходным способом производ-
ства.
3. Фазовые превращения в быстрорежущих сталях
Высокие служебные свойства инструмента из быстроре-
жущей стали достигаются после термической обработки.
Рассмотрим фазовые превращения, которые протекают при
этом, на примере сталей Р18 и Р6М5.
Превращения при нагреве стали под закалку связаны
с аустенитизацией и прежде всего с переходом в твердый
раствор легирующих элементов из карбидной фазы;
Изменение фазового состава стали Р6М5 при термиче-
ской обработке детально изучено в работах И. К. Купало-
365
Таблица 46. Состав и некоторые свойства быстрорежущих сталей|
Марка стали , Содержание основных элементов %*
С СГ W Мо
Р18 0,7—0,8 3,8—4,4 17,0—18,5 <1,0
Р12 0,8—0,9 3,1—3,6 12,0—13,0 <1,0
Р9 0,85—0,95 3,8—4,4 8,5—10,0 <1,0
Р6АМ5** 0,82—0,90 3,8—4,4 5,5—6,5 5,0—5,5
Р6М5 0,82—0,90 3,8—4,4 5,5—6,5 5,0—5,5
Р6АМ5ФЗ** 0,95—1,05 3,8—4,3 5,7—6,7 5,5—6,0
Р6М5ФЗ 0,95—1,05 3,8—4,3 5,7—6,7 5,5—6,0
11РЗАМЗФ2 1,02—1,12 3,8—4,3 2,5—3,3 2,5—3,0
Р12ФЗ 0,95—1,05 3,8—4,3 12,0,—13,0 0,5—1,0 >
Р18К5Ф2 0,85—0,95 3,8—4,4 17,0—18,5 1,0
Р9К5 0,9—1,0 3,8—4,4 9,0—10,5 1,0
Р6М5К5 0,84—0,92 3,8—4,3 6,0—7,0 4,8—5,3
Р9М4К8 1,0—1,1 3,0—3,6 8,5—9,6 3,8—4,3
• Во всех сталях Мп<0,5 %; SisgO.5 %; №<0,4%; S<0,025-0,030 %; Р <0,030-1
случае стали соответственно обозначают Р6М5 и Р6М5ФЗ. 1
вой. На рис. 212 показано изменение состава твердого рас- 3
твора в зависимости от температуры нагрева под закалку |
сталей Р18 и Р6М5, а на рис. 213 — изменение количества ]
основных карбидов. По достижении температуры 1000— 1
1100 °C в обеих сталях весь хром переходит полностью из 1
карбида в аустенит. Однако при этой температуре раство- 1
рение карбидов Л4е6С и МеС невелико. Наиболее активно |
процессы растворения карбидов Ме6С протекают при тем- 1
пературах 1200—1240 °C в стали Р6М.5 и еще при более 1
высоких температурах 1270—1300 °C в стали Р18, что вы- i
зывает существенное обогащение аустенита вольфрамом 1
(Р18) и вольфрамом и молибденом (Р6М5). Растворение 1
карбидов МеС также происходит при высоких температу- j
pax и почти предельное количество ванадия растворяется |
в стали Р6М5 при 1200—1240 °C, а в стали Р18 —при 1
1260—1300 °C. В стали Р6М.5 при температурах 1220— "
1230 °C растворено 3,5—4,0 % W; ~3 % Мо; 1,0—1,2 % V; J
0,5 % С, а в стали Р18 при 1270—1290 °C 7—8 % W; 0,8— |
0,9 % V. Остальное количество элементов, содержащихся в |
стали, входит в состав нерастворенной (избыточной) кар- |
бидной фазы. I
Пересчет суммарного содержания вольфрама и молиб- |
дена на эквивалентное содержание вольфрама по формуле 4
366
Режим термической обра- ботки HRC, Красно- стойкость
V Со, N <зак. ’С ^отп’ °с ие менее (HRC>58), °C
)
1,0—1,4 — 1270—1290 550—570 62 620
1,5—1,9 — 1240—1260 550—570 62 620
2,0—2,6 — 1220—1240 550-570 62 620
1,7—2,1 0,05—0,01 N 1210—1230 540—560 64 620
1,7—2,1 1210—1230 540—560 64 620
2,3—2,7 0,05—0,1N 1210—1230 540—560 64 630
‘ 2,3—2,7 — 1210—1230 540—560 64 630
2,2—2,6 0,05—0,1 N 1190—1210 540—560 63 620
2,5—3,0 — 1240—1260 550—570 63 630
1,8—2,4 5,0—6,0Со 1270—1290 560—580 63 640
2,2—2,6 5,0—6,0Со 1220—1240 560—580 63 630
1,7—2,2 4,8—5,ЗСо 1210—1240 540—560 64 630
2,1—2,5 7,5—8,5Со 1210—1240 540—560 64 630
0,035 %. ** Допускается изготовление сталей без легирования азотом, в этом
S(W-)-l,5 Мо) показывает, что в аустените стали Р6М5
при оптимальной температуре нагрева под закалку (1200—
1230 °C) растворено около 8 %W. В стали Р18 в аустените
растворяется также около 8 % W, но при температурах
1270—1290 °C. Следовательно, одинаковая красностойкость
сталей Р6М5 и Р18 достигается при более экономном леги-
ровании на стали Р6М5.
Изменение структуры и свойств быстрорежущих сталей
в зависимости от температуры закалки характеризует рис.
214. При температуре закалки 1200—1230 °C в стали Р6М5
обеспечивается мелкое зерно аустенита (№ 10—11); содер-
жание остаточного аустенита составляет 20—25 %, дости-
гается высокая твердость и красностойкость стали. Предел
прочности при изгибе после закалки от 1240 °C резко сни-
жается. В стали Р18 аналогичные свойства достигаются
после закалки от 1270—1290 °C. Таким образом, данные
изучения фазового состава, структуры и свойств быстроре-
жущих сталей показывают, что оптимальная температура
закалки стали Р6М5 1200—1230°, а Р18 1270—1290 °C. Зна-
чения оптимальных температур закалки других сталей
приведены в табл. 46.
Превращение при охлаждении быстрорежущей стали
после аустенитизации от оптимальных температур характе-
ризует диаграмма изотермического распада аустенита ста-
367
ли P6M.5, приведенная на рис. 215. Диаграммы других!
быстрорежущих сталей мало отличаются от приведенной.!
Высоколегированный аустенит, образовавшийся при высо-1
котемпературном нагреве, обладает весьма высокой устой-1
чивостью к распаду, вследствие чего быстрорежущие стали |
могут закаливаться даже при охлаждении на воздухе. |
Однако при этом, как видно из диаграммы возможно выде-1
Рис. 212. Влияние температуры аустенитизации быстрорежущих сталей иа
состав твердого раствора после закалки:
а—Р18 (А. И. Гуляев); б — Р6М5 (И. К. Купалова)
ление из переохлажденного, аустенита при температурах
800—550 °C специальных карбидов (штриховая линия на
диаграмме), что приводит к обеднению твердого раствора
легирующими элементами и к уменьшению красностойко-
сти. Поэтому инструмент из быстрорежущей стали обычно
охлаждают в масле или в расплаве солей или щелочи.
В интервале температур 350—600 °C между I и II ступеня-
ми имеется зона высокой устойчивости аустенита, что по-
зволяет проводить ступенчатую закалку инструментов.
Выдержка в интервале температур 400—500 °C не вызыва-
ет Выделения карбидов, распада аустенита и не влияет на
температуру мартенситного превращения. Однако ступен-
чатая закалка в низкотемпературной соляной (щелочной)'
ванне позволяет выровнять температуру по сечению инст-
румента перед мартенситным превращением и тем самым
значительно уменьшить возникающие при закалке нацря-
368
жения, а следовательно, снизить коробление инструмента
и возможность образования в нем закалочных трещин.
В ряде случаев (длинный инструмент большого сече-
ния — сверла, протяжки и т. п.) возможно проведение изо-
термической закалки с кратковременной выдержкой в об-
ласти бейнитной ступени, что приводит к понижению
213. Влияние температуры аустенитизации стали Р6М5 иа количество
Рис. £ _______ ______
бндиой фазы (И. К. Купалова)
кар-
Рнс. 214. Влияние температуры аустенитизации иа структуру и свойства стали
Р6М5 (И. К. Купалова). HRC — после закалки; аи — прочность при изгибе пос-
ле закалки и ,отпуска; Кр. —красностойкость при 620 °C
температуры мартенситного превращения, увеличению ко-
личества остаточного аустенита и еще более существенно-
му уменьшению коробления и склонности к трещинообра-
зованию.
Положение температурного интервала мартенситного
превращения характеризует количество остаточного аусте-
нита, получаемого после закалки. Этот интервал в сильной
степени зависит от температуры нагрева под закалку. При
соблюдении рекомендуемых температур нагрева под закал-
ку значения температуры начала мартенситного превраще-
ния Мн=150—200 °C для сталей Р6М.5, Р18, Р12, Р9 и др.
При охлаждении до комнатной температуры остается не-
распавшимся 20—25 % аустенита.
Таким образом, фазовый состав быстрорежущих сталей
после закалки обычно следующий: нерастворенных кйрби-
369
600
600
I
A
конец
_ ^превращения
\?к Л7%
HV5T1
~ мн
50%
0,6 1 10 102 103 10'' Ю5 10е
Время, с
Рис. 215. Диаграмма изотермического
превращения аустенита стали Р6М5
(А. А. Попов, Л, Е. Попова)
. zoo
дов 7—15 %, остаточного аустенита 20—30 %, остальное —
мартенсит. В сталях с кобальтом количество остаточного
аустенита доходит до 35—40 %.
Превращение при отпуске быстрорежущей стали заклю-
чается в выделении специальных карбидов из мартенсита
и превращении остаточного аустенита в мартенсит. Благода-
ря этим процессам достигаются высокие свойства стали и
инструмент приобретает не-
обходимые эксплуатацион-
ные характеристики. На рис.
216 показано влияние темпе-
ратуры отпуска на твер-
дость и прочность при изги-
бе стали Р6М5. Уменьшение
твердости стали происходит
при отпуске до 400 °C. Наи-
большему уменьшению твер-
дости соответствуют экстре-
мальные значения прочно-
сти при изгибе. При отпуске
в этом температурном ин-
тервале образуются карби-
ды цементитного типа. От-
пуск при 400—500 °C приво-
дит к увеличению твердости
и снижению прочности при
изгибе до минимальной.
Максимальная твердость достигается при отпуске 540—
560 °C. Электронно-микроскопические исследования пока-
зывают, что пику вторичной твердости соответствует вы-
деление высокодисперсных карбидов ванадия, при этом
твердой раствор заметно обедняется ванадием, а в
карбидной фазе наряду с нерастворенными крупными
карбидами МеС появляются вторичные дисперсные карби-
ды МеС. На пике вторичной твердости и при более высоких
температурах возможно выделение дисперсных карбидов
типа Al^CCWaC и Мо2С). Резкое уменьшение твердости
при более высоких температурах обусловлено выделением
карбидов Ме6С.
В стали Р18 происходят аналогичные процессы. Пик
вторичной твердости достигается при температуре 550—
570 °C. Данные рис. 217 иллюстрируют изменение состава
твердого раствора стали Р18 от температуры отпуска.
Интенсивное выделение карбидов ванадия происходит
при отпуске 560 °C, однако при этой температуре в твердом
370
растворе сохраняется высокое содержание вольфрама.
Последний интенсивно выделяется из твердого раствора в
виде карбида Ме5С при температурах отпуска выше 600 °C,
что обусловливает потерю красностойкости при этих тем-
пературах. Кроме процесса карбидообразования на свой-
ства стали существенно влияет превращение остаточного
аустенита в мартенсит. Как отмечалось ранее (см. гл. IX,
п. 3), при нагреве закаленной быстрорежущей стали до
200 ЧОО 600
Рис. 216. Влияние температуры отпус-
ка на твердость HRC и прочность ои
при изгибе стали Р6М5 (И. К- Купа-
лова)
Рис. 217. Влияние температуры отпуска
иа состав твердого раствора стали
Р18 (Ю. А. Геллер)
температур 500—600 °C и изотермической выдержке при
ней из остаточного аустенита в соответствии с диаграммой
(см. рис. 215) выделяются специальные карбиды. Вследст-
вие этого повышается мартенситная точка и остаточный
аустенит частично превращается в мартенсит. Практически
полное превращение остаточного аустенита в мартенсит
можно осуществить лишь после нескольких циклов нагрева
и охлаждения, т. е. после 2—4-кратного отпуска. Так, дан-
ные рис. 218, а показывают, что продолжительность одно-
кратного отпуска более 1 ч приводит к небольшому сниже-
нию количества остаточного аустенита по сравнению с тем
количеством, которое превращается при одночасовом отпу-
ске. Существенный эффект достигается при многократном
отпуске (рис. 218,6). После первого отпуска количество
остаточного аустенита снижается с 25 до 10 %. При этом
мартенсит, полученный при закалке (~55%), отпускает-
ся), но образуется новый неотпущенный мартенсит
(-—'15 %) из остаточного аустенита. При втором отпуске
количество остаточного аустенита снижается с 10 до 5 %,
отпускается мартенсит, полученный при первом отпуске,
371
но опять появляется новый неотпущенный мартенсит
(~5%). После третьего отпуска количество остаточного;
аустенита составляет лишь 1—2 % и практически весь-!
мартенсит отпущен (кроме 3—4 %, полученных при треть-
ем отпуске). Многократный отпуск приводит к росту твер-
дости по сравнению с закаленным состоянием, т. е. к явле-
нию вторичной закалки или вторичной твердости.
Рис. 218. Влияние отпуска
при 560 °C на количество
остаточного А ост аустени-
та, неотпущенного мартенси-
та М и твердость HRC бы-
строрежущей стали:
а — продолжительность от-
пуска т Отп стали Р6М5
(А. П. Гуляев); б —число
отпусков стали Р18 (Ю. А.
Геллер)
Количество отпусков определяется содержанием оста-
точного аустенита после закалки и его стабильностью, за- :
висящей от состава стали. Обычно вольфрамовые и воль- ;
фраммолибденовые стали подвергают двух-трехкратному
отпуску, а стали с кобальтом — трех-четырехкратному от- i
пуску. Возможно применение сокращенного высокотемпе-
ратурного отпуска вместо одночасовых отпусков при 560 °C. :
Установлена зависимость между температурой и длитель-
ностью оптимального отпуска быстрорежущей стали ?
(И. К. Купалова). Вместо многократных отпусков принци- i
пиально возможно проводить обработку холодом (А. П. Гу-
ляев), т. е. сразу же после закалки охлаждать инструмент
до температуры —80 °C. Такое охлаждение вызывает до- J
полнительное превращение в аустенит 10—20 % остаточно-
го аустенита. После обработки холодом достаточно прове- ’
дения одного отпуска, Однако значительное увеличение ;
напряжений при обработке холодом повышает коробление ;
и возможность образования трещин в инструменте. По этой ;
причине обработка холодом практически не применяется, j
Таким образом, фазовый состав быстрорежущих сталей ‘
после многократного отпуска: специальные карбиды (не-
растворенные при аустенитизации и выделившиеся при
отпуске) 20—25 %; остаточный аустенит 1—2 %; осталь- '
ное — отпущенный мартенсит (в том числе 3—4 % неотпу- ;
щенного).
372
4. Термическая обработка инструмента
Термическая обработка быстрорежущих сталей включа-
ет смягчающий отжиг проката или поковок перед изготов-
лением инструмента и окончательную термическую обра-
ботку — закалку с отпуском готового инструмента. Схема
термической обработки инструмента из быстрорежущей
стали Р6М5 приведена i “
схема обработки анало-
гична, изменяются лишь
температурные режимы в
соответствии с данными
табл. 46.
Цель смягчающего от-
жига — понизить твер-
дость до НВ ~ 250—300
и подготовить структуру
стали к закалке. Режим
обработки: аустенитиза-
ция 840—860 °C, охлажде-
ние со скоростью 30—
40 °С/ч до 720—750 °C, вы-
держка не менее 4 ч, охла-
ждение со скоростью 40—
50°С/ч до 600 °C и далее на воздухе. Такой отжиг является
изотермическим. Из отожженной стали изготовляют необ-
ходимый инструмент.
Цель окончательной термической обработки — получить
необходимую красностойкость, износостойкость, твердость
и прочность инструмента.
Закалка инструмента из быстрорежущей стали чаще
всего проводится с аустенитизацией в'соляных ваннах. На-
грев под закалку вследствие низкой теплопроводности
быстрорежущей стали проводят с предварительным подо-
гревом при температуре 800—850 °C. Для сложного круп-
ногабаритного инструмента (сечением более 30 мм) дела-
ют дополнительные ванны подогрева при 400—500 °C, а
иногда еще и при 1000—1100 °C. Оптимальная температу-
ра аустенитизаци зависит от вида инструмента. Резцы и
крупные сверла закаливают от верхней температуры реко-
мендуемого интервала; резьбовой, зуборезный инструмент
и фрезы нагревают до нижней температуры. Колебания
температуры соляной ванны не должны превышать ±5 °C.
Особенно строгим должен быть контроль состава соляной
ванны с целью исключения обезуглероживания. Выдержка
рис.
других сталей
Изотермический Закалка Трея- _ ,
отжиг *8 ПВО- кратный
то°с атт/ск
। время
HBtZ550 НР.С 60-62 HRCB3-B5
Твердость
Рис. 219. Схема термической обработки
инструмента из быстрорежущей стали
Р6М5 (обобщение данных)
373
при температуре закалки не должна быть больше, чем это Я
необходимо для растворения карбидных фаз, так как в . Я
противном случае наблюдается сильный рост зерна. Вы- Ц
держку определяют по специальным формулам Я
(Е. А. Смольников) или номограммам. Охлаждение при за- Я
калке проводят в масле или горячих средах (ступенчатая .3
или изотермическая закалка). После горячей среды инет- 1
румент охлаждают на воздухе. После закалки следует ’
контроль твердости, а на образцах-свидетелях контролиру- j
ют размер зерна в изломе. 1
Отпуск мартенсита следует осуществлять сразу же пос- <
ле закалки во избежание стабилизации остаточного аусте- ]
нита. Оптимальные температуры отпуска разных сталей \
указаны в табл. 46. Выдержка при каждом отпуске 1 ч, а 4
последующее охлаждение следует проводить до комнатной
температуры в целях более полного превращения остаточ- ;
ного аустенита в мартенсит. На рис. 219 указан трехкрат- 5
ный отпуск. В зависимости от количества остаточного аус-
тенита и типа инструмента количество отпусков может
быть от двух до четырех. Последний отпуск иногда совме-
тцают с цианированием (насыщение поверхности азотом и |
углеродом), которое проводят в цианистых солях приtom. <
После отпуска проводят контроль твердости, затем еле- •
дует окончательная шлифовка (заточка) инструмента. Для 1
снятия возникших при этом напряжений инструмент иногда
подвергают низкотемпературному отпуску (200—300°C). ;
Термомеханическая обработка быстрорежущих сталей .
разработана для некоторых видов инструмента. Однако
юна не получила должного развития: НТМО мало пригод-
иа из-за низкой пластичности сталей и необходимости ис-
пользовать мощное оборудование для деформации, a j
ВТМО взоможна только при скоростном нагреве и дефор-
мации и находит применение при изготовлении мелкого
инструмента методом пластической деформации, например j
сверл, продольно-винтового проката (И. К- Купалова). )
Карбидная неоднородность представляет со-
€ой сохранившиеся участки ледебуритной эвтектики в про- i
катном металле (рис. 220, а). Она определяется прежде
всего металлургическим переделом, а именно: кристаллиза-
цией слитка и его горячей пластической деформацией.
Сильная карбидная неоднородность значительно уменьши- ‘
ет прочность, вязкость и стойкость инструмента. Уменьше-
ние карбидной неоднородности достигается комплексом
мероприятий при металлургическом переделе. Радикальным J
способом устранения карбидной неоднородности является
374
!
i
изготовление инструмента методами порошковой металлур-
гии (рис. 220, б).
Обезуглероживание поверхности инстру-
мента при термической обработке обусловлено плохой
раскисленностью высокотемпературной соляной ванны и
чрезмерно длительной выдержкой при аустенитизации. Пе-
регрев при аустенитизации приводит к чрезмерно сильному
росту зерна аустенита по сравнению с нормально нагретой
Рис. 220. Карбидная неоднородность быстрорежущей стали Р6М5, Х500:
а — балл 8, прокат из слитка; б — балл 1, «порошковый» металл
сталью. Это различие проявляется в закаленном состоянии
и после отпуска в распределении карбидной фазы по гра-
ницам бывших зерен аустенита (рис. 221). При значитель-
ном превышении установленных температур аустенитиза-
ции может произойти пережог — оплавление границ зерен.
Избежание обоих дефектов требует более жесткого конт-
роля температуры аустенитизации. Перегрев исправим пу-
тем последующего отжига и повторной закалки, пережог
не исправим.
Трещины могут быть обусловлены как' чрезмерно
быстрым нагревом в соляных ваннах, без достаточного
предварительного подогрева, так и ускоренным охлажде-
нием в области температур мартенситного превращения.
Низкая твердость (HRC 58—62) после закалки
и многократного отпуска может быть обусловлена низким
нагревом при аустенитизаций, приводящим к недостаточ-
ному легированию мартенсита, что вызывает разупрочне-
ние при отпуске; низким или высоким нагревом при отпус-
ке (до или после пика вторичной твердости); обезуглеро-
живанием поверхности; стабилизацией остаточного
375-
аустенита между закалкой и отпуском, что приводит к со-
хранению большого количества остаточного аустенита;
Нафталинистый излом представляет собой
крупнозернистый излом со своеобразными блестками.
Обычно такой дефект проявляется после повторной закал-
ки недостаточно отожженной стали. По мнению В. Д. Са-
Рнс. 221. Микроструктура быстрорежущей стали Р6М5, Х500:
41, б — нормальный нагрев при аустенитизации 1230 °C; в, г — перегрев 1265 °C;
а, в — закалка; б, г — закалка с трехкратным отпуском
довского, ненормальный рост зерна при повторной закал-
ке быстрорежущей стали, приводящий к нафталинистому
излому, получается в результате первичной рекристалли-
зации аустенита, обусловленной внутренним наклепом и
развивающейся (вероятно, из-за влияния присутствующей
дисперсной карбидной фазы) из малого числа центров (см.
гл. VII, п. 1). Для устранения нафталинистого излома не-
обходимо сталь перед повторной закалкой подвергнуть
отжигу.
376
5. Твердые сплавы
Твердые сплавы являются спеченными порошковыми материалами иа
основе твердых тугоплавких соединений переходных металлов. Основой
большинства твердых сплавов является карбид вольфрама, наряду с
ним используются карбид и карбонитрид титана и карбид тантала.
В качестве связующего материала главным образом используется ко-
бальт, а в ряде сплавов никель с молибденом.
Твердые сплавы имеют значительно более высокую красностойкость
(выше 800—1000 °C), твердость и износостойкость, чем быстрорежущая
сталь. Однако их вязкость меньше и они весьма чувствительны к дей-
ствию Ударных нагрузок.
Твердые сплавы изготовляют методами порошковой металлургии,
смешивая порошки карбида и связующего металла, спрессовывая их в
формы и спекая при высокой температуре (1250—1500 °C). Такой ин-
струмент ие подвергается термической обработке, а лишь затачивается.
Марки твердых сплавов регламентируются ГОСТ 3882—74.
В табл. 47 приведены наиболее типичные твердые сплавы и их свой-
ства.
Таблица 47. Состав и свойства некоторых твердых сплавов
Марка стали Состав, % р,10 3 кг/м’ ои, МПа (не менее) HRA (не менее)
WC TiC ТаС Со
Вольфрамовые
вкз 97 — — 3 15,0—15,3 1100 89,5
ВК4 96 — 4 14,9—15,2 1400 89,5
ВК6 94 ' 6 14,6—15,0 1500 88,5
ВК8 92 — 8 14,4—14,8 1600 87,5
вкю 90 — — 10 14,2—14,6 1650 87,0
Титановольфрамовые
Т30К4 Т15К6 66 79 30 15 — 4 6 9,5—9,8 11,1—11,6 950 1150 92,0 90,0
Т5К12 83 5 — 12 13,1—13,5 1650 87,0
Титанотанталовольфрамовые
Т17К12 81 4 3 12 13,0—13,3 1650 87,0
Т18К6 84 8 2 6 12,8—13,3 1250 90,5
Т120К9 71 8 12 9 12,0-13,0 1300 89,0
Безвольфрамовые
ТН20 КНТ16 — 80 84—Ti (C.N) — (Ni+Mo)- 20 (Ni+Mo)—16 5,5—6,0 5,6—6,2 1100 1350 90,00 89,0
24—970
377
В марках твердых сплавов буквы обозначают: В — карбид воль-
фрама, Т — карбид титана, ТТ — карбиды титана и тантала, КНТ —
карбонитрид титана, К — кобальт, Н — никель. Цифры после букв —
содержание этих веществ в процентах, а для букв ТТ — сумму содер-
жания карбидов титана и тантала. Содержание карбида вольфрама не
указывается, оно определяется по разности. В безвольфрамовых спла-
вах в качестве связующего металла используют никель в смеси с 20—
25 % Мо.
Твердые сплавы широко применяют для обработки материалов ре-
занием, для оснащения горного инструмента, быстроизнашивающихся
деталей машин, узлов штампов, инструмента для волочения, калибров-
ки, прессования и т. д. Твердосплавный инструмент очень дорог, поэто-
му из него изготовляют лишь режущую или изнашиваемую часть ин-
струмента. Державки же инструмента изготовляют из обычной кон-
струкционной или инструментальной стали. Безвольфрамовые твердые
сплавы являются весьма перспективными. Эти сплавы по основным
свойствам не уступают вольфрамсодержащим твердым сплавам. Приме-
няют их вместо сплавов ВК6, Т30К4, Т15К6, Т14К8 и др., что позволяет
экономить дефицитные вольфрамы и кобальт.
В перспективе в качестве инструментальных материалов будут при-
меняться вещества с преимущественно химической связью между атома-
ми, обладающие вследствие этого наиболее высокими значениями твер-
дости и теплостойкости: металлокерамика (АЬОз), нитриды, бориды
и другие сверхтвердые материалы (Л. С. Кремнев). Перспективным
является использование способов упрочнения поверхностных слоев ин-
струмента путем нанесения покрытий из нитридов титана, молибдена
и других твердых соединений.
Глава XXXI
ШТАМПОВЫЕ СТАЛИ
Стали, применяемые для изготовления инструмента, пред-
назначенного для изменения формы материала деформи-
рованием без снятия стружки, относятся к штамповым.
,По услрвиям работы штамповые стали
делят на стали для холодного де форми-
рования и стали для горячего деформи-
рования. К штамповым сталям условно можно отнести
и стали для прокатных валков. Основные требования,,
предъявляемые к инструментальным сталям: твердость,
износостойкость, теплостойкость и др. (см. гл. XXVIII) от-
носятся и к штамповым сталям, однако роль того или дру-
гого свойства может изменяться в зависимости от условий
работы инструмента. Поэтому состав и режимы термичес-
кой обработки штамповых сталей разного назначения могут
существенно различаться.
378
1. Роль легирующих элементов
Состав штамповых сталей по углероду и легирующим эле-
ментам может изменяться в широких пределах в зави'си-
мости от условий работы инструментов. Выбор рациональ-
ного состава штамповых сталей основан на соблюдении
Сг, % (по массе}
ряда условий (Л. А. Поз-
няк, Ю. М. Скрынченко,
С. И. Тишаев);
1) применение комплекс-
ного легирования нескольки-
ми элементами в минималь-
но необходимых количест-
вах;
2) состав стали должен
обеспечивать максималь-
ные значения свойств, опре-
а3,!длл___________________
1 / f^/Na 2 ~~ 7 —
—1 1 1 1 L—.
1 2 3^ 1 2 Мо,%
Рис. 222. Влияние содержания хрома в стали на состав твердого раствора А, ко-
личество К и состав Хэ избыточных карбидов в закаленной стали 4Х2В2МВС
<И. В. Лев, Л. А. Позняк, Ю. М. Скрыиченко)
Рис. 223. Влияние вольфрама н молибдена на размер d3 действительного зерна
Температура закалки, °C: 1 — 1050; 2 — 1100
аустенита в сталях типа 4Х4ВМФС. Температура закалки, °C: / — 1050; 2—1100
<Л. А. Позияк, Ю. М. Скрынченко, С. И. Тишаев).
деляющих работоспособность данного типа инструмента,
при этом остальные характеристики должны быть не ниже
определенного уровня;
3) универсальных по назначению штамповых сталей
нет. Необходима специализация сталей по назначению в
соответствии с условиями эксплуатации инструментов.
Штамповые стали легируют такими элементами, как
хром, вольфрам, молибден, ванадий, кремний, реже ни-
кель, марганец, кобальт, титан. Содержание углерода в
штамповых сталях может меняться от 0,3 до 2,0%, а в от-
дельных случаях и выше. Рассмотрим влияние некоторых
элементов на фазовый состав и свойства их.
Хром в штампобых сталях может изменяться в очень
широких пределах: от 0,5 до 13 % и выше. В зависимости
24*
379
от содержания хрома и углерода в сталях могут образовы- |
ваться наряду с легированным хромом цементитом специ- |
альные карбиды Ме7С3 и Ме23Се. !
Входя в состав специальных карбидов, хром может су-
щественно снижать температуру их растворения и, следо-
вательно, увеличивать легированность твердого раствора. ’
На рис. 222 показано влияние хрома на содержание леги-
рующих элементов в твердом растворе и специальных кар-
бидах в комплексно легированной штамповой стали
4Х2В2М2ФС. Увеличение содержания хрома с 2,0 до 6,0%
способствует растворению карбидов при аустенитизации и
соответственно уменьшению количества нерастворенной
карбидной фазы и изменению ее состава.
Увеличение содержания хрома и других легирующих
элементов в аустените благоприятно влияет на прокалива-
емость, а после закалки — на склонность к дисперсионно-
му твердению и теплостойкость.
В комплексно легированных штамповых сталях хром
способствует протеканию дисперсионного твердения при
высоком отпуске закаленных сталей, хотя в чисто хро-
мистых сталях эффект дисперсионного твердения отсут-
ствует (см. гл. XIX). Оптимальное содержание хрома в
комплексно легированных дисперсионнотвердеющих штам-
повых сталях обычно составляет 4,5—5,5 %. В штамповых
сталях высокой износостойкости содержание хрома обыч-
но составляет около 12 %, что обусловлено необходимо-
стью иметь достаточное количество высокотвердых карби-
дов.
К недостаткам высокохромистых штамповых сталей
(более 5 % Сг) относятся резко выраженная карбидная
неоднородность и повышенная склонность к коагуляции
карбидов (выше 2—3 % Сг), способствующая разупроч-
нению сталей при нагреве.
В штамповых сталях горячего деформирования умерен-
ной теплостойкости и повышенной вязкости содержание
хрома ограничивается 1—2 %, а необходимый уровень
прочностных свойств и прокаливаемость сталей достига-
ются комплексным легированием никелем, молибденом и
ванадием.
Вольфрам и молибден в штамповых сталях могут вхо-
дить в состав твердого раствора и карбидов Ме2зС6, Ме6С,
а также образовывать карбиды типа Ме2С и МеС. В без-
углеродистых или низкоуглеродистых сплавах с железом
могут выделяться интерметаллидные фазы Fe2W и Fe3Mo2.
Увеличение содержания вольфрама и молибдена в ком-
I
380
плексно легированных штамповых сталях (рис. 223) спо-
собствует измельчению зерна аустенита, т. е. увеличивает
устойчивость стали против перегрева, при этом молибден
менее эффективен, чем вольфрам.
Благоприятное влияние вольфрама на структуру и
свойства штамповых сталей при увеличении его содержа-
ния до 5,0 % связывают с увеличением количества карби-
да Л4е6С по отношению к карбиду Л4е2зС6, что ведет к фор-
мированию более дисперсных выделений. Повышение со-
держания вольфрама до 5,0—6,0 % способствует
увеличению эффекта дисперсионного твердения после за-
калки и высокого (500—550 °C) отпуска. Вольфрам повы-
шает теплостойкость комплексно легированных штамповых
сталей и механические свойства как при комнатной, так и
при повышенных температурах.
Оптимальное содержание вольфрама в штамповых ста-
лях для холодного деформирования составляет 2,0—3,0%.
Роль молибдена заключается в дополнительном усиле-
нии дисперсионного твердения при отпуске, благоприятном
влиянии на уменьшение склонности к отпускной хрупко-
сти.
Вместе с тем молибден при содержании более 1,5—
2,0 % повышает склонность стали к обезуглероживанию
(особенно в сочетании с кремнием в количестве 1,0—2,0%),
усиливает степень гетерогенности распада при высоком от-
пуске и тем самым снижает прочность стали при изгибе.
Поэтому содержание молибдена в дисперсионнотвердею-
щих штамповых сталях с высоким сопротивлением смятию
ограничивается 1,5—1,8 %.
В штамповых сталях для крупногабаритных инстру-
ментов (молотовый и прессовый инструмент) применяют
легирование молибденом и вольфрамом в сочетании с хро-
мом и другими элементами в минимальных количествах,
обеспечивающих необходимую прокаливаемость, развитие
дисперсионного твердения при отпуске и ограничивающих
развитие ликвационных процессов и выделения грубых
карбидов по границам зерен. Обычно для этих сталей со-
держание молибдена составляет 0,6—1,0.%. Во многих
случаях комплексное легирование сталей типа 4Х5ВМФС
и 4ХЗВМФ молибденом и вольфрамом осуществляют при
суммарных их количествах 1,5—3,0 %, а для сталей высо-
кой теплостойкости до 4,0—5,0 %.
Ванадий в штамповых сталях присутствует в карбиде
VC и твердом растворе. Растворимость карбида типа МеС
в аустените и, следовательно, степень насыщения ванади-
381
ем твердого раствора зависят от содержания ванадия и
углерода в стали, а также от количества других элементов:
Сг, W, Мо.
Ванадий благоприятно влияет на чувствительность
штамповых сталей к перегреву. Повышая температуру ин-
тенсивного роста зерна аустенита, он значительно усили-
вает интенсивность дисперсионного твердения и повышает
Рис. 224. Влияние кремния и кобальта на механические свойства штамповых
сталей типа 4Х4В2Ф2М (Ю. М. Скрынченко, Л. А. Позняк, А. В. Ковальчук):
1 — Si; 2 - Со+0,30 % Si; 3 — Со+2,0 % Si
элемент °/о (по массе)
теплостойкость сталей. Теплостойкость штамповых сталей
типа 5ХЗВЗМФС растет при увеличении отношения V: С
до 0,25—0,30. Дальнейшее увеличение этого отношения не
приводит к существенному повышению теплостойкости'.
Увеличение содержания углерода до 0,45—0,50 приводит
к повышению теплостойкости.
Влияние ванадия на механические свойства штамповых
сталей неоднозначно. При содержании до 1,0 % ванадий
повышает прочность и пластичность высокоуглеродистых
и среднеуглеродистых (~ 0,4 % С) сталей. Однако при
высоких температурах ванадий в повышенных количествах
может снижать пластичность. Снижение пластичности ста-
лей с высоким содержанием ванадия при обработке на
дисперсионное твердение может приводить к уменьшению
382
износостойкости инструмента, работающего при ударных
нагрузках, из-за скалывания и микровыкрашивания рабо-
чих поверхностей. В то же время ванадий может повышать
износостойкость низкоотпущенных штамповых сталей для
холодного деформирования типа Х12, особенно крупнога-
баритных вырубных штампов вследствие уменьшения кар-
бидной неоднородности.
К недостаткам высокованадиевых сталей относится по-
ниженная шлифуемость (из-за присутствия очень твердого
карбида МеС) и склонности к окалинообразованию.
Кремний и кобальт входят в состав некоторых штамповых сталей.
Эти элементы, как некарбидообразующие, в основном находятся в твер-
дом растворе. Кремний значительно упрочняет ферритную матрицу.
Легирование штамповых сталей увеличенным содержанием кремния
повышает их окалиностойкость. К недостаткам легирования кремнием
относится укрупнение карбидов и возрастание хрупкости при отжиге.
Кобальт и особенно кремний существенно ускоряют процесс диспер-
сионного твердения в комплекснолегированных штамповых сталях и
способствуют достижению более высокой твердости при отпуске, одна-
ко при этом наблюдается смещение пика вторичной твердости в сторону
более низких температур отпуска, что отрицательно сказывается на
теплостойкости сталей. В связи с этим содержание кремния и кобальта
в штамповых сталях для горячего деформирования ограничивается
0,7—0,8 %, за исключением некоторых специальных случаев.
В штамповых сталях для холодного" деформирования, температура
эксплуатации которых не превышает 350—400 °C, содержание кремния
может достигать 3,0—5,0 %. При этом существенно растут твердость и
сопротивление малым пластическим деформациям (предел упругости),
но снижается предел прочности при изгибе и особенно ударная вязкость.
На рис. 224 показано влияние кремния и кобальта на механические
свойства штамповых сталей типа 4Х4В2Ф2М.
Влияние кобальта наиболее значительно в низкоуглеродистых ста-
лях и сплавах с преимущественно интерметаллидным или смешанным
(карбидным и интерметаллидным) упрочнением. Кобальт уменьшает
растворимость вольфрама и молибдена, увеличивая пересыщение твер-
дого раствора и повышая как количество интерметаллидной фазы, так
и степень ее дисперсности.
К недостаткам легирования кобальтом относится склонность штам-
повых сталей к обезуглероживанию.
Никель и марганец используют для повышения прокаливаемости
крупногабаритного штампового инструмента. Никель повышает пластич-
ность сталей, в то же время при содержаниях более 2 % ускоряется
выделение карбидов по границам аустенитных зерен в интервале 650—
750 °C, что снижает пластичность стали. Кроме того, никель способству-
ет разупрочнению сталей при нагреве и снижает сопротивление терми-
ческой усталости. В связи с этим содержание никеля в штамповых ста-
лях повышенной прокаливаемости для горячего деформирования огра-
ничивается 1,5—2,0, а марганца 0,5—1,0 %.
Полезным является легирование никелем и марганцем штамповых
сталей для холодного деформирования с высокой ударной вязкостью
типа 7ХГ2ВМ и 7ХГНМ. В этом случае оптимальным является содер-
жание марганца в пределах 1,5—2,0 % и никеля 0,5—1,0 °/о (Ю. А. Гел-
лер).
383
2. Стали для холодного деформирования
Штамповые стали для холодного деформирования долж-
ны иметь высокую твердость, износостойкость и повышен-
ную вязкость (особенно для инструментов, работающих
при динамических нагрузках). При жестких условиях ра-
боты (большие скорости деформирования, динамические
нагрузки), связанных со значительным разогревом инст-
Рис. 225. Зависимость относительной износостойкости И штамповых сталей пос-
ле закалки и отпуска иа HRC 61—63 от количества карбидной фазы К (Ю. А.
Геллер. А. О. Аранович, В. Ф. Моисеев, С. С. Федосиеико):
1 — сталь 7ХГ2ВМ; 2-Х6ВФ; 3-Х12М; 4-Х6Ф4М; 5-Х12; 6-ХЗФ12; 7-
Х12Ф4М
Рис. 226. Влияние температуры закалки на содержание карбидов (К), остаточно-
го аустенита Аост , содержание хрома в растворе Ст и твердость HRC сталей
Х6ВФ (7) н Х6Ф4М (2) (Ю. А. Геллер н А. А. Бадаева)
румента (до 300—400 °C), необходимым свойством стано-
вится теплостойкость стали. В качестве штамповых сталей
для холодного деформирования могут применяться нетеп-
лостойкие углеродистые или легированные стали (вытяж-
ные и высадочные малогабаритные штампы, работающие
при небольших давлениях и скоростях деформирования
й т. п.) или полутеплостойкие высокохромистые (3—12 %
Сг) с 0,7—1,5 % С, дополнительно легированные ванадием,
молибденом, вольфрамом и другими элементами.
Нетеплостойкие малолегированные стали обычно явля-
ются заэвтектоидными или реже эвтектоидными. Они име-
ют высокую твердость после закалки (HRC60—63 и выше),
пониженные температуры аустенитизации (780—880°C),
достаточную вязкость, хорошую обрабатываемость реза-
384
нием в отожженном состоянии. Однако пониженная тепло-
стойкость и износостойкость этих сталей ограничивают их.
применение.
Составы легированных штамповых сталей холодного
деформирования регламентированы ГОСТ 5950—73 и со-
ответствующими ТУ. Состав, режимы термической обра--
Рнс. 227. Влияние температуры отпуска иа механические свойства штамповых
сталей с 12 % Ст (Л. А. Позияк, Ю. М. Скрынченко, С. И. Тишаев):
1 — X12; 2 — Х12М; 3 — Х12Ф1
Рис. 228. Зависимость механических свойств штамповой стали 11Х4В2С2ФЗМ от
температуры отпуска (Л. А. Позняк, С. И. Тишаев).
Температура аустенитизации, °C: 1 — 1060 ; 2 — 1090
ботки и свойства некоторых штамповых сталей для холод-
ного деформирования приведены в табл. 48.
По основным свойствам штамповые легированные ста-
ли для холодного деформирования можно разделить на
стали повышенной (высокой) износостойкости, дисперси-
оннотвердеющие стали с высоким сопротивлением смятию
и высокопрочные стали с повышенной вязкостью.
Стали повышенной (высокой) износостойкости — это
полутеплостойкие стали с высоким (6—12 %) содержани-
ем хрома (см. табл. 48). После закалки и отпуска в этих
сталях выделяются специальные карбиды, в основном
Ме7С3, и в меньшем количестве МегзСб и МеС. Объемная
доля карбидных фаз высока и составляет 12—24 % (по
массе) в зависимости от содержания хрома и других эле-
ментов. Износостойкость таких сталей зависит от типа ш
количества карбидной фазы (рис. 225). При возрастание
38§
Таблица 48. Состав (%) и механические свойства некоторых
- Содержание основных элементов |
Марка стали с Сг W Мо V ’’
Стали повышенной
Х12 2,00—2,20 11,5—13,0 — — —
XI2М 1,45—1,65 11,0—12,5 — 0,40—0,60 0,15—0,30
Х12Ф1 1,25—1,45 11,0—12,5 — — 0,70-0,90
Х12ВМ 2,00—2,20 11,0—12,5 0,5—0,8 0,60-0,90 0,15—0,30
Х12Ф4М 2,00“ 2,20 12,0—13,5 0,50—0,80 3,4—4,0
Х6ВФ 1,05-1,15 5,5—6,5 1,1-1,5 — 0,50-0,80
8Х6НФТ 0,8—0,9 5,0—6,0 — — 0,30—0,50
Цисг ерсионнотвер деющие стали
8Х4В2С2МФ 8Х4ВЗМЗФ2 11Х4В2С2ФЗМ 0,8—0,9 0,75—0,85 1,05—1,15 4,2—4,9 3,5—4,5 3,5-4,2 1,8—2,2 2,5—3,2 2,0—2,7- 0,80—1,10 2,5—3,0 0,30—0,50 1,00—1,40 1,90—2,50 2,30—2,80
Х5В2С4Ф2НМ 0,98-1,13 4,2—5,0 1,8—2,3 0,80—1,10 1,90—2,40
Вы 'окопрочные стали с повы
7ХГ2ВМ 0,68—0,76 1,5—1,8 0,5—0,9 0,50—0,80 0,10-0,25
7ХГНМ 0,67—0,74 1,2-1,5 — 0,50—0,80 0,10—0,20
6Х6ВЗМФС 6Х4М2ФС 0,5—0,6 0,57—0,65 5,5—6,5 3,8—4,4 2,5—3,2 0,60—0,90 2,0—2,4 0,5-0,8 0,6—0,9
* Трехкратный отпуск по 1 ч.
штамповых сталей для холодного деформирования
Режим термической обработки нясэ после отпуска о , МПа И кси, МДж/м3
другие элементы ^зак’ °C ^отп’ С
(высокой) износостойкости
950—970 170—200 61—63 2150 0,15—0,20
950—970 300—350 58—59 2200 0,20—0,30
— 1000—1020 170—200 61-63 2600 0,40-0,50
1000—1020 1020—1050 320—350 170—200 57-59 61-63 3100 2500 0,60-0,70 0,25—0,30
1020—1050 400-420 57—59 3000 0,50—0,60
—- 970—1000 170—180 63-64 2400 0,20—0,30
970—1000 320—350 59—60 2600 0,25—0,40
—- 1070—1090 170—190 62—64 2700 0,30—0,40
1070—1090 200—230 60—61 3000 0,40—0,60
— 980—1000 150—170 61-63 3000 0,70—0,80
980—1000 280-300 56-58 3500 0,90—1,00
0,9—1,3 N1; 950—1000 280—300 57—59 .
0,05—0,15 Т1 950—1000 400—420 56—57 — —
с высоким сопротивлением смятию
1,6-2,0 S1 1060—1080 530* 63-64 375Й 0,40—0,60
— 1150—1170 550* ' 62-63 3300 0,25-0,30
1,4—1,8 Si 1060—1080 530* 61—62 3750 0,40—0,50
1000—1020 200 62—63 3500 0,30—0,35
- 0,3-0,6 Ni; 3,35—3,95 Si 1150—1170 550* 62-63 3300 0,25—0,30
шенной ударной вязкостью
— 850—870 140—160 220—250 60-61 57-59 2800 3000 0,60’ 0,80
0,80-1,20 Ni 850—870 140—160 60—61 3500 1,60
240—250 57—60 3700 2,00
0,6—0,9 Si 1060—1075 530* 57—62 3850 0,80—1,20
0,6—0,9 Si 1060—1075 520—540 59—62 4100 1,20—1,40
доли более твердого карбида МеС (VC) износостойкость
стали растет, однако одновременно значительно снижается
ударная вязкость и прочность, возрастает вероятность вы-
крашивания рабочих поверхностей инструментов. Вследст-
вие пониженной вязкости такие стали пригодны для инст-
рументов, работающих без значительных динамических
нагрузок: вытяжные -и вырубные штампы, матрицы прес-
сования порошков и т. И.
Термическая обработка сталей высокой износостойко-
сти заключается в закалке'от высоких температур (950—
1050°С) и невысоком (150—250°C) отпуске. Вследствие
пониженной теплопроводности нагрев под закалку легиро-
386
ванных штамповых сталей осуществляют ступенчато с
предварительным подогревом (650—700°C). В структуре^
закаленной стали, кроме мартенсита, присутствует неко-
торое количество нерастворенных карбидов и остаточный
аустенит. Повышение температуры закалки способствует
(рис. 226) уменьшению количества нерастворенных карби-
дов, увеличению содержания хрома в твердом растворе иг
следовательно, повышению теплостойкости, но при этом:
возрастает количество остаточного аустенита и увеличива-
ется размер аустенитного зерна, что сопровождается пони-
жением твердости и прочности стали. Легирование сталей
молибденом, вольфрамом и ванадием способствует сохра-:
387
I
нению более мелкого аустенитного зерна до более высоких
температур аустенитизации, а также повышает температуру
отпуска стали, при которой сохраняется требуемая твер-
дость. Устойчивость 12 %-ных хромистых сталей против от-
пуска высокая: после нагрева до 400—500 °C твердость
Сохраняется на уровне HRC 55—57 (рис. 227). При этом
Возрастают значения ударной вязкости и прочности при
изгибе. Дальнейшее повышение температуры отпуска со-
провождается падением ударной вязкости и прочности
вследствие распада остаточного аустенита и коагуляции
карбидов.
Низкие значения ударной вязкости и прочности при из-
гибе в сталях типа Х12 обусловлены образованием круп-
ных карбидов хрома, повышенной карбидной неоднородно-
стью. Легирование стали типа Х12 молибденом и вольфра-
мом, а также и ванадием уменьшает карбидную
неоднородность, увеличивает прочность и вязкость и поз-
воляет изготавливать из стали Х12М, Х12ВМ, Х12Ф4М бо-
лее крупные штампы.
Штамповые стали высокой износостойкости, легирован-
ные молибденом и ванадием, упрочняются путем диспер-
сионного твердения. Для обработки на вторичную твер-
дость применяют более высокие температуры аустенитиза-
ции: 1110—1140°С для стали Х12Ф1 и 1120—1130°Сдля
стали Х12М. При этом в большой степени растворяются из-
быточные карбиды, растет легированность аустенита. Вы-
сокая твердость стали (HRC 60—62) достигается при трех-
или четырехкратном отпуске при 490—530 °C благодаря
выделению высокодисперсных карбидов и образованию
мартенсита из остаточного аустенита при охлаждении. При
этом также повышается и теплостойкость стали, однако
снижается прочность и ударная вязкость вследствие роста
аустенитного зерна. х
Наиболее высокоизносостойкие стали легируют ванади-
ем в количестве до 4 %, при этом количество карбида VC
в сталях с 12 % Сг достига&т 4—5, а в сталях с 6 % Сг
3 %'. Недостатком этих сталей является пониженная шли-
фуемость.
Стали с содержанием 6 % Сг, легированные вольфра-
мом и ванадием (Х6ВФ), имеют более высокую прочность
при изгибе и значительно (почти в 2 раза) более высокую
ударную вязкость, чем стали с 12% Сг (Х12Ф1).
Дисперсионнотвердеющие стали с высоким сопро-
тивлением смятию содержат пониженное (0,8—1,0 %) ко-
личество углерода и легированы хромом (~4—5 %),
388
вольфрамом, молибденом, кремнием и ванадием (см. табл.
48). Стали этой группы после высокого отпуска при 520—
560 °C (в ряде случаев применяют многократный отпуск)
склонны к дисперсионному твердению.
При оптимальных режимах термической обработки ста-
ли имеют невысокую твердость, прочность, теплостойкость
и удовлетворительную вязкость. Вследствие высокой сте-
пени легирования стали обладают высокой прокаливае-
мостью и стойкостью против перегрева, в связи с чем тем-
пература аустенитизации этих сталей довольно высока (вы-
ше 1050 ®С), что обеспечивает достаточную полноту
растворения карбидов в аустените и образование высоко-
легированного мартенсита. На рис. 228 показано влияние
температуры отпуска на механические свойства стали
11Х4В2С2ФЗМ. После оптимального отпуска (530 °C)
сталь имеет высокий комплекс механических свойств. Не-
достатком сталей данного типа является образование круп-
ных избыточных карбидов при отжиге заготовок, что тре-
бует применения больших деформаций для раздробления
крупных карбидных фаз.
Дисперсионнотвердеющие стали с высоким сопротив-
лением смятию применяют для изготовления тяжелонагру-
женных пуансонов и матриц (прессование, высадка) для
работы при давлениях 2000—2300 МПа при холодном и
полугорячем деформировании.
Высокопрочные стали с повышенной ударной вязко-
стью (см. табл. 48) имеют высокую прочность и понижен-
ную теплостойкость и предназначены для изготовления ин-
струмента, работающего при ударном (динамическом) на-
гружении. Упрочнение сталей осуществляют закалкой и
низким отпуском (7ХГ2ВМ, 7ХГНМ) или путем диспер-
сионного твердения (6Х6ВЗМС, 6Х4М2ФС). Важным для
этих сталей является минимальное изменение объема при
закалке, что достигается в низкоотпущенных сталях со-
хранением значительных количеств остаточного аустенита
(18-20%).
Дисперсионнотвердеющие стали характеризуются бо-
лее высокой теплостойкостью, сопротивлением смятию и
износостойкостью по сравнению с низкоотпущенными.
Стали типа 6Х6ВЗМФС и 6Х4М2ФС применяют для
инструментов, работающих при значительных динамичес-
ких нагрузках и давлениях до 1500 МПа (высадочные пу-
ансоны и матрицы, гильотинные ножницы и др.), стали
типа 7ХГ2ВМ и 7ХГНМ — для инструмента прецизионной
вырубкщ пробивки и т. п.
389
3. Стали для горячего деформирования
Штамповые стали для горячего деформирования предназ-
начены для изготовления инструментов (штампов), рабо-
тающих при повышенных температурах, многократных
теплосменах (нагрев и охлаждение), динамических на-
грузках, а в ряде случаев и при значительном коррозион-
ном воздействии обрабатываемого металла (формы литья
под давлением). Поэтому эти стали должны иметь высо-
кую теплостойкость, вязкость, сопротивление термической
усталости (разгаростойкость), коррозионную стойкость
(окалиностойкость).
Теплостойкость штамповых сталей обеспечивается ком-
плексным легированием вольфрамом, молибденом, хромом,
ванадием, иногда кобальтом. Вязкость штамповых сталей
должна быть выше, чем быстрорежущих, т. е. не ниже
0,4—0,45 МДж/м2 при 20 °C и 0,6 МДж/м2 при температу-
ре эксплуатации (Ю. А. Геллер).
Сопротивление термической усталости
(разгаростойкость) — специфическое свой-
ство штамповых сталей, характеризует
устойчивость стали к образованию по-
верхностных трещин при многократных
теплосменах. Разгаростойкость тем.выше, чем боль-
ше вязкость стали и меньше коэффициент теплового рас-
ширения.
Большинство штамповых сталей является сталями с
карбидным упрочнением, т. е. эти стали упрочняются пу-
тем закалки на мартенсит и отпуска, однако в ряде случа-
ев в'качестве штамповых могут применяться мартенситно-
стареющие стали с интерметаллидным упрочнением (см.
гл. XVII).
Содержание углерода в штамповых сталях для горя-
чего деформирования пониженное и составляет для разных
групп сталей 0,3—0,5,%. Химический состав некоторых'
штамповых сталей для горячего деформирования, регла-
ментированный ГОСТ 5950—73 и ТУ,- приведен в табл. 49.
По основным свойствам штамповые стали для горяче-
го деформирования подразделяют на стали умеренной
теплостойкости и повышенной вязкости, стали повышенной
теплостойкости и вязкости и стали высокой теплостойко-
сти.
Стали умеренной теплостойкости и повышенной вязко-
сти содержат относительно небольшие количества карби-
дообразующих элементов (Сг, W, Мо) и легированы пб-
390
391
вишенным количеством никеля и марганца для увеличе-
ния прокаливаемости и обеспечения повышенной ударной
вязкости. По содержанию углерода эти стали относят к
эвтектоидным или доэвтектоидным. Благодаря Небольшим
количествам легирующих элементов при отпуске в сталях
этой группы выделяется в основном легированный цемен-
t3BK°C 950 1ООО 1050 1100 t30K°C
Рис. 229. Зависимость твердости HRC
и размера зерна аустенита d3 штам-
повых сталей умеренной теплостойко-
сти и повышенной вязкости темпера-
туры закалки (Л. А. Позияк, Ю. В.
Скрыичеико, С. И. Тишаев).
1 — 5ХНМ; 2 — 4ХСМФ; 3 — ЗХ2МНФ:
4 — 5Х2МНФ
Рис. 230. Зависимость твердости HRG
и размера зерна da аустенита штам-
повых сталей повышенной теплостой-
кости и вязкости от температуры за-
калки (Л. А. Позияк, Ю. М. Скрыи-
чеико, С. И. Тишаев):
1 — 4Х5МФС; 2 — 4Х5В2ФС; 3 —
ЗХЗМЗФ; 4 — 4ХЗВМФ; 5 — 4Х4ВМФС
в основном для крупных прессовых и молотовых штампов,
поэтому они должны обеспечить повышенную _ вязкость в
сечениях до 700—800 мм. Типовой термообработкой явля-
ется закалка с высоким отпуском. В связи с тем, что кар-
бид Л4е3С сравнительно легко растворяется при аустенитиза-
ции, такие стали, как 5ХНМ. или 5ХНВ, необходимо нагре-
вать под закалку до невысокой температуры (порядка
920—950°C). Стали, легированные ванадием и содержа-
щие, кроме цементита, карбиды Ме6С и МеС, характеризу-
392
ются большей устойчивостью к перегреву и могут нагре-
ваться под закалку до 980—1020 °C (рис. 229).
Структура, получаемая после закалки, зависит от со-
става стали и размера штампа. Как правило, в крупнога-
баритных штампах при закалке получают смешанную
мартенсито-бейнитную структуру, а также остаточный аус-
тенит. Соотношение между этими составляющими зависит
от состава стали. Наименьшую прокаливаемость имеют
стали типа 5ХНВ, поэтому их используют для штампов ср
стороной не более 250—300 мм. Более высокую прокалива-
емость имеют стали 4ХСМФ, ЗХ2МНФ и особенно
5Х2МНФ. В общем случае бейнитная структура для штам-
повых сталей менее желательна, чем мартенситная, так
как характеризуется меньшей теплостойкостью и менее
склонна к дисперсионному твердению. Кроме того, образо-
вание бейнита может приводить к понижению пластичности
и ударной вязкости.
Наиболее высокое сочетание прочности и пластичности
имеет сталь 5Х2МНФ. Она имеет наиболее высокое сопро?
тивление термомеханической усталости. Для стали
5Х2МНФ необходимый уровень ударной вязкости состав-
ляет 0,35—0,40 МДж/м2 при комнатной температуре и 0,8—
1,0 МДж/м2 при 600 °C. Этот уровень достигается для
структуры мартенсита после отпуска при 580—600° на
твердость HRC 46—49, а для смешанной мартенситно-
бейнитной структуры после отпуска на HRC 42—44.
Для небольших молотовых штампов применяют сталь
5ХНВ или 5ХНМ. При ужесточении требований по тепло->
стойкости используют стали 4ХСМФ и ЗХ2М.НФ. Для круп-
ногабаритных тяжелонагруженных молотовых штампов
применяют сталь 5Х2МНФ. Стойкость штампов из стали
5Х2МНФ примерно в 1,5—2,0 раза выше, чем из стали
5ХНМ.
Стали повышенной теплостойкости и вязкости в отли-
чие от сталей умеренной теплостойкости содержат повы-
шенное количество карбидообразующих элементов при
пониженном содержании углерода: 0,3—0,4 °/о (табл. 49).
Стали этой группы наиболее широко применяют для изго-
товления инструментов горячего деформирования и форм
литья под давлением. В отожженном состоянии в структу-
ре сталей имеются карбиды типа Л4е2зСб, Л4е6С, МеС. Ста-
ли этой группы 4Х5МФС, ЗХЗМЗФ, 4Х4ВМФС и др. харак-
теризуются более высокой теплостойкостью и прочностью
при рабочих температурах по сравнению со сталями уме-
ренной теплостойкости 5ХМН и 5ХМВ.
25—970 393
Повышение температуры нагрева под закалку увеличи-
вает теплостойкость сталей, твердость после закалки
вследствие растворения карбида Л4е6С, однако при этом
значительно растет зерно аустенита (рис. 230). Стали с
большей относительной долей карбидов Ме6С и МеС
(4Х4ВМФС) имеют более высокую стойкость к перегреву.
Твердость стали после закалки зависит от содержания в
мартенсите углерода и легирующих элементов. Стали этой
группы обычно закаливают в масле от температуры аусте-
нитизации, обеспечивающей наибольшую твердость при со-
хранении размера аустенитного зерна балла 9—10. В ря-
де случаев, когда определяющим свойством является изно-
состойкость, температуры аустенитизации могут быть
повышены.
Стали этой группы являются дисперсионнотвердеющи-
ми (см. гл. XIX, п. 2); максимум твердости в них достига-
ется после отпуска при 500—550 °C в течение 1,5—2 ч,
однако теплостойкость сталей зависит в основном не от
уровня твердости, полученной при дисперсионном тверде-
нии, а от скорости разупрочнения при более высоких тем-
пературах.
Прочностные свойства теплостойких сталей при ком-
натной температуре в основном определяются твердостью
и мало зависят от их состава. Пластичность и ударная
вязкость сталей этой группы снижаются с увеличением со-
держания карбидообразующих элементов. Однако тепло-
стойкие стали 4Х4ВМФС и 4ХЗВМФ имеют достаточно
высокие характеристики пластичности при комнатной тем-
пературе при одновременно высоком уровне прочностных
свойств (ств=1700—1800 МПа, сто,2= 1550—1650 МПа,
Чг=40—45 %). Наиболее теплостойкая сталь 4Х2В2МФС
имеет ударную вязкость примерно в 2 раза ниже по срав-
нению со сталями 4Х4ВМФС и 4ХЗВМФ как при комнат-
ной, так и при повышенных температурах. Прочностные
гвойства при повышенных температурах (до 600—610 °C)
после обработки на твердость HRC 47—49 примерно оди-
наковы для всех сталей, что обусловлено достаточной ус-
тойчивостью этих сталей к отпуску, небольшими различи-
ями в количестве карбидной фазы и составе твердого
раствора. Сопротивление хрупкому разрушению, а также
сопротивление термомеханической усталости теплостойких
сталей растет с уменьшением прочности и повышением
пластичности, износостойкость при повышенных темпера-
турах в основном определяется теплостойкостью и проч-
ностью стали.
394
Стали типа 4Х5МФС, 4Х5В2ФС, 4Х5МФ1С применяют
для инструментов, работающих в условиях длительных
теплосмен до температур 600—630 °C (например, для го-
ризонтальных прессов — пресс-штемпели, иглы для про-
шивки труб и т. д.).
Наиболее теплостойкие стали 4ХЗВМФ и 4Х4ВМФС
используют для инструментов, работающих в условиях вы-
соких удельных давлений
(800—1500 МПа) и темпера- С'°/°
тур 650—660 °C (деформирова-
ние коррозионностойких и жа-
ропрочных сталей и сплавов).
Стали epicoKOu теплостой- о,з
кости отличаются более высо-
ким содержанием карбидооб- д?
разующих элементов: вольфра-
ма, молибдена и ванадия, не- gj
которые из сталей этой группы 8'9 10 .11 72
дополнительно легируют ко-
бальтом в количестве 8—15 %
(табл. 49). В зависимости от
легирования стали .высокой те-
плостойкости могут иметь кар-
бидное (ЗХ2В8Ф, 4Х2В5МФ,
5ХЗВЗМФС) или смешанное
карбидо-интерметаллидное уп-
рочнение (2Х6В8М2К8,
ЗХ10В7М2КЮ). Упрочняющи-
ми фазами в сталях этой груп-
пами,%
Рис. 231. Фазовый состав штампо-
вых сталей (6—8 % Сг; 0,2—0,5 %
V; 0—15 % Со) после отпуска при
700 °C, 1 ч (Л: С. Крем'иев, Ю. А.
Геллер, Т. Г. Сагадеева):
1 — пониженная теплостойкость;
II — высокая теплостойкость н
разгаростойкость; JII — высокая,
теплостойкость и пониженная раз-
гаростойкость; IV — низкая твер-
дость
пы являются карбиды Л4е6С и МеС, а при легировании ко-
бальтом— также интерметаллиды (Fe, Co)2W, (Fe, Co)7W6.
Фазовый состав сталей и их свойства зависят от количе-
ства углерода и суммарного содержания W+Mo (рис. 231).
Стали этой группы характеризуются высокой устойчивостью' к пе-
регреву, что обусловлено наличием трудиорастворимых карбидов Ме6С
и AfeC. Наиболее высокая теплостойкость и разгаростойкость достига-
ются в сталях (область II) с пониженным содержанием углерода, леги-
рованных кобальтом и содержащим вольфрам и молибден с суммарным
количеством около 9—10% (ЗХ10В7М2КЮ, 2Х6В8М2К8). Повышенные
содержания углерода снижают теплостойкость стали (область I), высо-
кие значения вольфрама и молибдена снижают ударную вязкость и раз-
гаростойкость. Наиболее легированные стали этой группы сохраняют
теплостойкость до 700—750 °C (табл. 50).
Наиболее высокая теплостойкость таких сталей обусловлена тем,
что интерметаллиды (Fe, Co)jW и (Fe, Со)7\Уб выделяются при более
высоких температурах и более устойчивы к коагуляции по сравнению
с карбидными фазами Л1е6С н МеС.
25*
395
Таблица 50. Режимы термической обработки и свойства штамповых
сталей высокой теплостойкости (Л. А. Позняк, Ю. М. Скрынчеико,
С. И. Тишаев)
Сталь Температура закалки, °C HRC Темпера- тура от- пуска, °C HRC Тепло- стойкость, °C, при HRC.40
ЗХ2В8Ф 1130—1150* 53—55 630—650 42—47 660
1180—1100** 48—52 600—620 45—49 650
4Х2В5МФ 1080—1100* 54—56 640—650 44—47 670
1050—1080** 52—55 610—630 45—49 660
5ХЗВЗМФС 1130—1150* 54—58 650—660 44—47 685
1100—1120** 52—55 640—650 45—49 670
2Х6В8М2К8 1180—1200 52—54 670—690 48—52 730
ЗХ10В7М2КЮ -И00—1120 54—56 640—650 48—52 700
Х2В6М6К12Н2 1150—1170 40—42 680—700 48—52 750
• Обработка иа
ность и вязкость.
высокую теплостойкость. Обработка на повышенную проч-
Стали типа ЗХ2В8Ф, 4Х2В5МФ и 5ХЗВЗМФС имеют близкие зна-
чения прочностных и пластических свойств при комнатной и повышен-
ных температурах. После отпуска иа твердость HRC 45—47 стали име-
ют наиболее удовлетворительный комплекс механических свойств:
<т0,2= 1450—1500 МПа, ф=35—40 %, KCU=0,2—0,3 МДж/м2 при 20 °C
и ао,2=9ОО—950 МПа, -ф=40—45%, KCU=0,3—0,4 МДж/м2 при 600 °C.
Стали типа 2Х6В8М2К8 и ЗХ10В7М2К10 после отпуска на твер-
дость HRC 48—50 имеют очень низкие значения ударной вязкости
(0,005—0,1 МДж/м2) при комнатной температуре и только при повыше-
нии температуры до 660—650 °C ударная вязкость этих сталей повыша-
ется до 0,20—0,25 МДж/м2. В связи с этим необходимым условием
эксплуатации инструмента из таких сталей является предварительный
подогрев его до 500—600 °C.
Стали типа 5ХЗВЗМФС, ЗХ2В8Ф и 4Х2В5МФ применяют для изго-
товления тяжелоиагружениого инструмента прессов и горизонтально-
ковочных машин в условиях разогрева до 680—690 °C. Его используют
при горячем деформировании легированных сталей и жаропрочных спла-
вов. Для повышения стойкости инструментов против истирания их до
полнительно подвергают азотированию. Из сталей типа 2Х6В8М2К8 и
ЗХ10В7М2КЮ изготовляют пуансоны для горячего прессования (720—
750 °C) жаропрочных металлов и сплавов.
4. Стали для прокатных валков
Стали для прокатных валков подразделяют на стали для
валков горячей и холодной прокатки.
Стали для валков горячей прокатки. Валки для горя-
чей прокатки можно изготовлять литыми и цельнокован-
ными. В настоящее время большой объем валков для го-
396
рячей прокатки получают методом литья. Для изготовле-
ния валков горячей прокатки применяют конструкционные
машиностроительные стали (50, 55, 40ХН, 50ХН и др.),
инструментальные стали (У10, У12, 9ХФ, 9Х2МФ и др.), а
также специальные стали (150ХНМ, 180СХНМ и др.)
Марки сталей для валков горячей прокатки и их свойства
регламентируются ГОСТ 9487—83.
Механические свойства1 сталей для валков горячей
прокатки после термической обработки приведены ниже,
не менее:
св, МПа 6 %
55Х.................. 665/705 10/9
60ХГ................. 665/705 10/8
60ХН................. 665/705 10/10
КСП.МДж/м’ НВ
— (223—277)/(255—293)
0,25/0,25 229—285/255—300
0,25/0,25 229—285/255—302
Твердость сталей 9Х и 9ХФ после нормализации и от-
пуска НВ 241—285, после закалки и отпуска НВ 352—
429; сталей 9Х2МФ и 150ХНМ после закалки и отпуска
соответственно НВ 352—429 и НВ 260—290.
Увеличение содержания углерода в сталях для валков
горячей прокатки повышает их твердость, но снижает вяз-
кость. Легирование повышает комплекс механических
свойств сталей и увеличивает прокаливаемость их,-однако
при этом усложняется их термическая обработка, особен-
но сталей для литых валков.
Для валков горячей прокатки широко используют так-
же легированные чугуны с содержанием углерода в преде-
лах 2,8—3,9 %.
Типовой обработкой валковых сталей является закалка
с отпуском или нормализация и отпуск. В ряде случаев
(заэвтектоидные, ледебуритные стали, например,
150ХНМ) применяют двойную или тройную нормализа-
цию с отпуском, чтобы разбить сетку избыточного цемен-
тита.
Стали для валков холодной прокатки должны обеспе-
чивать следующие требования: высокую твердость поверх-
ностного слоя, высокое сопротивление износу, достаточ-
ную вязкость, высокую прокаливаемость, хорошую поли-
руемость. Для валков холодной прокатки применяют ле-
гированные стали с повышенным содержанием углерода.
Марки сталей регламентируются ГОСТ 3541—79. Составы
сталей обычно находятся в пределах: 0,6—0,9 % С; 0,2—
1 Цифры, указанные в числителе, относятся к валкам, прошедшим
нормализацию и отпуск, а в знаменателе — закалку и отпуск.
397
2,0 % Si; 1,5—2,0 % Сг; (^2—0,8 % Mo; 0,1—0,2 % V; 0,1 —
0,2 % W.
Валки холодной прокатки изготовляют в зависимости
от назначения и размера из указанных ниже сталей.
Рабочие валки с диаметром бочки до 400 мм изготов-
ляют из сталей 9X1 (9Х), 9X2,90ХФ (9ХФ), 9Х2МФ, 9ХСВФ,
75ХСМФ, 60ХСМФ, 8Х5СМФК; с диаметром бочки 400—
600 мм — из 9X2, 9Х2МФ, 75ХСМФ, 60Х2СМФ, 8Х5СМФК;
с диаметром бочки 600—900 мм — из 9Х2МФ, 60ХСМФ,
8Х5СМФК; опорные валки, бандажи составных опорных
валков диаметром до 1600 мм — из сталей 9X1 (9Х), 9X2,
90ХФ (9ХФ), 75ХМ, 8ХСМ.
Оси составных опорных валков из сталей 55Х, 45ХНМ,
40ХН2МА. ' •
Легирование сталей должно обеспечить достаточную
полноту растворения карбидов и легированность мартен-
сита, а также сохранение мелкого аустенитного зерна, для
чего стали легируют небольшими добавками ванадия.
В целях повышения-вязкости в состав валковых сталей
вводят молибден. Введение в сталь хрома (9Х, 9X2) уве-
личивает прокаливаемость, прочность и износостойкость
стали, но снижает пластичность. Дальнейшее повышение
прокаливаемости достигается при увеличении содержания
хрома и введения в сталь молибдена (9Х2МФ) или воль-
фрама (9Х2В).
Рабочие и опорные валки прокатных станов упрочняют
путем поверхностной закалки обычно с применением ин-
дукционного нагрева и низкотемпературного отпуска. При
этом сердцевина валков должна иметь достаточную вяз-
кость для предотвращения разрушения при нарушениях
работы прокатных станов и возникновении перенапряже-
ний. Поверхностная твердость рабочих валков существен-
но выше, чем опорных.
Состав стали и режимы термической обработки ста-
лей для валков должны обеспечить после закалки и отг
пуска оптимальную структуру гомогенного мартенсита с
высокодисперными карбидами. Вследствие малого време-
ни аустенитизации при индукционном нагреве структура
валков холодной прокатки должна быть предварительно
подготовлена, для этого проводят предварительное улуч-
шение.
Обычный интервал температур аустенитизации сталей
для валков составляет 850—950 °C. Температура отпуска
закаленной стали определяется необходимым уровнем по-
верхностной твердости и может меняться от 150 до 400 °C.
398
Большое значение имеет чистота сталей по неметалли-
ческим включениям. Полезным является применение ста-
ли повышенной чистоты вакуумных способов выплавки.
Это особенно важно при производстве валков для прокат-
ки фольги.
Для изготовления рабочих валков многовалковых ста-
нов для прокатки тонкого й тончайшего листа целесооб-
разно применение сталей; высокой износостойкости. К таким
сталям относится разработанная Ю. А. Башниным,
М. В. Гедеоном с сотрудниками сталь ледебуритного
класса Х9ВМФ (1,34 % С, 8,0 % Сг, 1,07 % Мо, 0,40 % V,
1,17 %W), обеспечивающая сквозную прокаливаемость в
сечениях до 150 мм, высокую контактно-усталостную вы-
носливость и структурную стабильность.
Глава ХХХП
СТАЛИ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
К сталям для измерительных ииструмеитов предъявляется комплекс
требований, из которых наиболее важными являются высокая износо-
стойкость, сохранение постоянства линейных размеров и формы при
эксплуатации, высокая чистота поверхности (высокая по лиру ем ость).
Для измерительных инструментов могут применяться как высокоуг-
леродистые заэвтектоидиые стали, так и стали с дополнительным леги-
рованием хромом, марганцем, вольфрамом и ванадием. В отечественной
практике для измерительных плит наиболее широко используют стали
'типа X (0,95—1,10 % С; 1,3—1,65 % Сг)
и 12X1 (1,15—1,25 % С; 1,3—1,65 % Сг).
Высокая твердость сталей достига-
ется закалкой иа мартенсит с низким от-
пуском. Температура аустенитизации для
.стали X составляет 650—860°C, а для
стали 12X1 855—870°С. Твердость пос-
ле отпуска стали 12X1 выше, чем стали
X, что связано с большим содержанием
углерода в стали 12X1. Высокая поли-
руемость сталей зависит от уровня твер-
дости, который должен быть не ниже
HRC 63—64. При высокой твердости хо-
рошая полируемость стали обеспечива-
ется получением равномерно распреде-
ленных некрупных избыточных карбидов
и повышенной металлургическрй чисто-
той стали. Наличие крупных неметалли-
ческих включений может приводить к
выкрашиванию в процессе полирования.
Кроме того, неметаллические включения
могут стать центрами развития коррозии
на поверхности измерительного инстру-
мента.
Время
Рис. 232. Влияние времени ста-
рения при 20 °C на изменение
длины образцов (9X20X60 мм)
стали X в зависимости от ре-
жима обработки (Ю. А. Гел-
лер, С. М. Явиель):
1—закалка от 840.°C, без от-
пуска; 2— закалка, охлажде-
ние до —70 °C; 3 — закалка,
охлаждение до —70 °C, отпуск
при 150 °C, 6 ч
399
Для измерительного инструмента чрезвычайно важным является
стабильность во времени размеров и формы (рис. 232). В закаленном
и отпущенном состояниях в стали протекают процессы, вызывающие
размерные изменения. К таким процессам относятся релаксация оста-
точных- макроскопических нап;ряжений, дальнейший распад мартенсита
с уменьшением тетрагональности его кристаллической решетки, мартен-
ситное превращение остаточного аустенита. В закаленной стали все
эти процессы идут значительно интенсивнее, чем после отпуска. Вместе
с тем низкотемпературный отпуск практически не изменяет количества
остаточного аустенита. Для уменьшения его содержания применяют
многократное охлаждение до —70 °C с последующим отпуском при
120—125 °C. В ряде случаев рекомендуется шестикратное повторение
обработки холодом и отпуска, при этом количество остаточного аусте-.
нита уменьшается в несколько раз.
Влияние многократного охлаждения до —70 °C на количество оста-
точного аустенита в стали X после закалки с 860 °C по данным
Ю. А. Геллера, И. А. Бусуриной приведено ниже:
HRC А, %
Закалка в масле (20 °C) . . . . . 64—65 9—11
Закалка в масле+охлаждение ДО
—70 °C . . 64,5—66 4—5
То же+отпуск при 125 °C, 12 ч+
-(-охлаждение до —70 °C . . . . . 65—66 2,5—3,5
То же+отпуск при 125 °C, 12 ч и
третье охлаждение до —70 °C . . . 65—66 1,5—2,5
Так как распад мартенсита сопровождается уменьшением объема,
относительное укорочение при распаде 1,0 % мартенсита при низком
отпуске составляет 1,566-10-5, а превращение остаточного аустенита
происходит с увеличением объема (превращение 1,0 % остаточного
аустенита сопровождается относительным удлинением на 1,201 • 10~4),
т. е. объемные изменения в случае превращения аустенита почти на по-
рядок выше, чем при распаде мартенсита. Отсюда следует, что при со-
хранении в структуре стали небольшого количества остаточного аусте-
нита суммарного изменения объема (длины) практически не проис-
ходит.
Для измерительных плит важным свойством является хорошая
сцепляемость (притираемость). Она зависит от чистоты поверхности и
от состава мартенсита. В частности, высокие содержания хрома ухуд-
шают сцепляемость вследствие образования прочной пленки на поверх-
ности.
Для мелких измерительных плит могут быть использованы мартен-
ситно-стареющие стали на железоникелевой основе, обработанные на
твердость HRC 63—65. К преимуществам этих сталей относится хоро-
шая обрабатываемость резанием после закалки иа низкоуглеродистый
мартенсит с твердостью HRC менее 30.
Измерительные инструменты Типа лекал, шаблонов, скоб изготовля-
ют путем вырубки из листа. Для этой группы инструментов применяют
низкоуглеродистые (20, 20Х) и среднеуглеродистые (50, 50Г) стали.
Для повышения твердости и износостойкости инструменты из яизкоуг-
леродистых сталей подвергают цементации, закалке с 790—810 °C в мас-
ло (сталь 20Х) или воду (сталь 20) и низкотемпературному отпуску
при 150—180 °C, 2—3 ч. Инструменты из средиеуглеродистых сталей
подвергают закалке с индукционного нагрева и низкому отпуску.
400
РЕКОМЕНДАТЕЛЬНЫЙ БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Гудремон Э. Специальные стали. Т. I, II: Пер. с нем. М.: Металлург -
издат, 1959. 1638 с.
Меськин В. С. Основы легирования стали. М.: Металлургия, 1964.
684 с.
Металловедение и термическая обработка стали: Справочник. Т. II.
изд. З-е/Под ред. Бернштейна М. Л. и Рахштадта А. Г-. М.: Металлур-
гия, 1983. 368 с.
Пикеринг Ф. Б. Физическое металловедение и разработка сталей:
Пер. с англ. М.: Металлургия, 1982. 182 с.
Справочник металлиста. Т. II. Изд. З-е/Под ред. Рахштадта А. Л.
и Брострема В. А. М.: Машиностроение, 1976. 718 с.
Тылкин М. А. Справочник термиста ремонтной службы. М.: Метал-
лургия, 1981. 648 с.
Часть первая
Анализ структуры производства и потребления черных металлов в
СССР/Коиалов Р. Г., Цветаев А. А., Шитикова А. А. и др. М.: Метал-
лургия, 1980. 111 с.
Виноград М. И., Громова Г. П. Включения в легированных сталях
и сплавах. М.: Металлургия, 1972. 215. с.
Включения и фазы в сталях и сплавах/Явойский В. И., Близню-
ков С. А., Вишкарев А. Ф. и др. М.: Металлургия, 1979. 316 с.
Гуляев А. П. Чистая сталь. М.: Металлургия, 1975. 184 с.
Кулганек Ф. Конструкционные стали (зарубежные стандарты): Пер.
с ием. М.: Металлургия, 1973. 80 с.
Металлография железа. Т. I: Пер. с англ. М.: Металлургия, 1972.
246 с.
>- Хансен Н., Андерко К. Структура двойных сплавов. Т. 1, 2: Пер.
с англ. М.: Металлургиздат, 1962. 1488 с.
Штремель М. А- — МиТОМ, 1980, №. 8, с. 2—6.
Справочник марок сталей: Пер. с нем. М.: Металлургиздат, 1963.
1922 с.
Часть вторая
Андриевский Р. А., Ланин А. Г., Рымашевский Г. А. Прочность ту-
гоплавких соединений. М.: Металлургия, 1979. 232 с.
Гольдшмидт X. Дж. Сплавы внедрения. Т. I, II: Пер. с англ. М.:
Мир, 1971. 424 и 464 с.
Григорович В. К. Электронное строение и термодинамика сплавов
железа. М:. Наука, 1970. 292 с.
Интерметаллические соединения: Пер. с англ./Под ред. Корнило-
ва И. И. М.: Металлургия, 1970. 440 с.
Каменецкая Д. С., Пилецкая И. Б-, Ширяев В. И. Железо высокой
степени чистоты. М.: Металлургия, 1978. 248 с.
Могутное Б. М., Томилин И. А., Шварцман Л. А. Термодинамика
железоуглеродистых сплавов. М.: Металлургия, 1972. 328 с.
Тот Л. Карбиды и нитриды переходных металлов: Пер. с аигл./Под
ред. Гельда П. В. М.: Мир, 1974. 294 с.
Физическое металловедение. Т. I: Пер. с англ./Под ред. Кана Р.
; М.: Мир, 1967. 334 с.
Шуберт К- Кристаллические структуры двухкомпонеитиых фаз:
Пер. с нем. М.: Металлургия, 1971. 532 с.
401
Часть третья
Белоус М. В., Черепин В. Т., Васильев М. А. Превращения при от-
пуске стали. М.: Металлургия, 1973. 232 с.
Блантер М. Е. Фазовые превращения при термической обработке
стали. М.: Металлургиздат, 1962. 268 с.
Бокштейн С. 3. Строение и свойства металлических сплавов М.: Ме-
таллургия, 1971. 496 с.
Курдюмов Г. В., Утевский Л. М., Энтин Р. И. Превращения в же-
лезе и стали. М.: Наука, 1977. 238 с.
Попов А. А., Попова Л. Е. Изотермические и термокинетические
диаграммы распада переохлажденного аустенита. Справочник термиста.
М.: Машгиз, 1961. 430 с.
Попов А. А. Фазовые превращения в металлических сплавах. М.:
Металлургиздат, 1963. 312 с.
Садовский В. Д. Структурная наследственность в стали. М.: Метал-
лургия, 1973. 205 с.
Часть четвертая
Гладштейн Л. И., Литвиненко Д. А. Высокопрочная строительная
сталь. М.: Металлургия, 1972. 240 с.
Гольдштейн М. И., Фарбер В. М. Дисперсионное упрочнение стали.
М.: Металлургия, 1979. 208 с.
Лейкин И. М., Литвиненко Д. А., Рудченко А. В. Производство и
свойства низколегированных сталей. М.: Металлургия, 1972. 256 с.
Термическое упрочнение проката/Стародубов К- Ф-, Узлов И. Г.,
Савенков В. Я. и др. М.: Металлургия, 1970. 368 с.
Тылкин М. А., Большаков В. И., Одесский П. Д. Структура и свой-
ства строительной стали. М.: Металлургия, 1983. 288 с.
Упрочнение конструкционных сталей нитрилами/Гольдштейн М. И.,
Гринь А. В., Блюм Э. Э., Панфилова Л. М. М.: Металлургия, 1970. 222 с.
Часть пятая
Банных О. А., Блинов В. М. Днсперсионно-твердеющие немагнит-
ные ванадийсодержащие стали. М.: Наука, 1980. 190 с.
Бернштейн М. Л. Прочность стали. М.: Металлургия, 1974. 200 с.
Бернштейн М. Л., Займовский В. А., Капуткина Л. М. Термомеха-
ннческая обработка стали. М.: Металлургия, 1983. 480 с.
Богачев И. И. Кавитационностойкое разрушение н кавитационно-
стойкие стали. М.: Металлургия, 1972. 190 с.
Богачев И. И., Еголаев В. Ф. Структура и свойства железомарганце-
вых сплавов. М.: Металлургия, 1973. 296 с.
Бодяко М. И., Астанчик С. А-, Ярошевич Г. Б. Мартенситно-старе-
ющие стали. Минск: Наука и техника, 1976. 246 с.
Голиков И. И., Гольдштейн М. И., Мурзин И. И. Ванадий в стали.
М.: Металлургия, 1968. 292 с.
Голованенко С. А., Фонштейн Н. М. — В кн.: Итоги науки и техни-
ки. Металловедение и термическая обработка. М.: ВИНИТИ, 1983,
с. 64—120.
Гольдштейн Я- Е., Заславский А. Я. Конструкционные стали повы-
шенной обрабатываемости. М.: Металлургия, 1977. 248 с.
Давыдов И. Г. Высокомарганцевая сталь. М.: Металлургия, 1979.
174 с.
Зубов В. Я-, Грачев С. В. Структура и свойства стальной пружинной
ленты. М.: Металлургия, 1964. 224 с.
402
Лебедев Д. В. Конструктивная прочность криогенных сталей. М.:
Металлургия, 1976. 264 с.
Литвиненко Д. А. Холоднокатаная нестареющая сталь. М.: Метал-
лургия, 1968. 168 с.
Лахтин Ю. М„ Доган Я. Д. Азотированные стали. М.: Машино-
строение, 1976. 255 с.
Минкевич А. Н. Химико-термическая обработка металлов и сплавов.
М.: Машиностроение. 1965. 491 с.
Перкас М. Д., Дардонский В. М. Высокопрочные мартенситно-ста-
реющие стали. М.: Металлургия, 1970. 224 с.
Потак Я- М. Высокопрочные стали. М.: Металлургия, 1972. 208 с.
Проблемы разработки конструкционных сплавов: Пер. с англ. М.:
Металлургия, 1980. 336 с.
Приданцев М. В., Давыдова Л. Н„ Тамарина И. А. Конструкцион-
ные стали: Справочник. М.: Металлургия, 1980. 288 с.
Разрушение. Т. 6. Разрушение металлов: Пер. с англ. М.: Метал-
лургия, 1976. 496 с.
Рахштадт А. Г. Пружинйые стали и сплавы. 3-е изд., перераб. и
доп. М.: Металлургия, 1982. 400 с.
Романив О. Н. Вязкость разрушения конструкционных сталей. М.:
Металлургия, 1979. 176 с.
Спектор А. Г., Зельбет Б. М., Диселева С. А. Структура и свойства
подшипниковых сталей. М.: Металлургия, 1980. 264 с.
Химико-термическая обработка металлов н сплавов: Справочник/
Под ред. Ляховича Л. С. М.: Металлургия, 1981. 424 с.
Часть шестая
Бабаков А. А., Приданцев М. В. Коррозионностойкие стали и спла-
вы. М.: Металлургия, 1971. 318 с.
Гуляев А. П., Жадан Т. А. Новые низколегированные нержавеющие
стали. М.: Машиностроение, 1972. 104 с.
Туфанов Д. Г. Коррозионная стойкость нержавеющих сталей, спла-
вов и чистых металлов: Справочник. М.: Металлургия, 1982. 120 с.
Ульянин Е. А. Коррозионностойкие стали и сплавы: Справочник. М.:
Металлургия, 1980. 207 с.
Химушин Ф. Ф. Нержавеющие стали. М.: Металлургия, 1976. 798 с.
Часть седьмая
Банных О. А-, Довнеристый Ю. Д., Зудин И. Ф. Хромомарганцевые
теплоустойчивые стали с алюминием. М.: Наука, 1965. 101 с.
Григорович В. Д. Жаропрочность и диаграммы состояния. М.: Ме-
таллургия, 1969. 323 с.
Деформация и свойства материалов для авиационной и космической
техники: Пер. с англ. М.: Металлургия. 1982. 386 с.
Жаропрочные сплавы для газовых турбин: Пер. с англ. М.: Метал-
лургия, 1981. 480 с.
Захаров М. В., Захаров А. М. Жаропрочные сплавы. М.: Метал-
лургия, 1969. 245 с.
Дорнилов И. И. Физико-химические основы жаропрочности сплавов.
М.: Наука, 1971. 318 с.
Дофстад П. Высокотемпературное окисление металлов. М.: Мир,
1969. 392 с.
Ланская Д. А. Высокохромистые жаропрочные стали. М.: Метал-
лургия, 1976. 230 с.
403
Ланская К- А. Жаропрочные стали. М.: Металлургия, 1969. 245 с.
Масленков С. Б. Жаропрочные стали и сплавы: Справочник. М.г
Металлургия, 1983. 191 с.
Портной К- И., Бабич Б. Н. Дисперсноупрочненные материалы.
М:. Металлургия, 1974. 123 с.
Приданцев М. В. Жаропрочные стареющие сплавы. М.: Металлур-
гия, 1973. 184 с.
Розенберг В. М. Основы жаропрочности металлических материалов.
М:. Металлургия, 1973. 325 с.
Симс Ч„ Хагель В. Жаропрочные сплавы/Пер. с англ. М.: Метал-
лургия, 1976. 586 с.
Химушин Ф. Ф. Жаропрочные стали и сплавы. М.: Металлургия.
1969. 749 с.
Часть восьмая
!
Артингер И. Инструментальные стали и их термическая обработка:
Справочник: Пер. с венг. М.: Металлургия, 1982. 312 с.
Геллер Ю. А. Инструментальные стали. 5-е изд. М.: Металлургия,
1983. 528 с.
Гуляев А. П., Малинина К. А., Саверина С. М. Инструментальные
стали: Справочник. М.: Машиностроение, 1975. 272 с.
Инструментальные стали: Справочник/Лозняк Л. А., Тишаев С. И.,
Скрынченко Ю. М. и др. М.: Металлургия, 1977. 168 с.
Позняк Л. А., Скрынченко Ю. М„ Тишаев С. И. Штамповые ста-
ли. М.: Металлургия, 1980. 244 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Активность компонента 53
— углерода 54
-----относительный коэффициент тер-
модинамической активности 54—56
Атмосфера Коттрелла 45
Атомный металлический радиус 34
Аустенит:
влияние легирования на рост зерна
83—85
— легирующих элементов на устойчи-
вость в промежуточной области 87
-----положение Л4Н88
— содержания углерода на раствори-
мость карбидов 82
диаграммы изотермического и термо-
кинетического распада 89—91
-----распада в углеродистых сталях
86
— растворимости карбидов н карбо-
нитрндов прн разных температурах
82
Зииера и Смита формула 83
легированный (стабильный и неста-
бильный) 50, 51
максимальный размер зерен 83
микроструктура при у-*а-превраще-
нни 94, 95
неупорядоченный механизм образова-
ния 73—75
остаточный, влияние на свойства ста-
ли после отпуска 168
— схема превращения в мартенсит в
высоколегированных сталях 112
Попова А. А. формула 88
структура исходная неупорядоченная
и упорядоченная 74, 75
------схема перекристаллизации прн
нагреве и охлаждении 78
схема распада и процесс карбндооб-
разования прн перлитном превраще-
нии 93
упорядоченный механизм образова-
ния 73
уравнения растворимости карбидов
и нитридов для ннзкоуглеродистой
стали 80, 81
термодинамические условия растворе-
ния специальных карбидов и нитри-
дов 80
Аусформйнг 230
Бейнитиое превращение 96, 98
----микроструктура 99, 100
Вефера схема 9
----влияние иа вид ^-области диа-
граммы железо — легирующий элемент
9, 10
----а-^-превращение 11
Включения неметаллические 18—24
----влияние иа рост зерна 24
----— _ усталостную ирочность 23
----деформируемость при горячей
пластической деформации 22
----снижение загрязненности 24
Вторичная закалка 112
— твердость 111
— — пнк 115, 116
404
Горячеломкость 26
Градиент свободной энергии 54
— химического потенциала 54
Диаграмма состояния железо — легиру-
ющий элемент 11
Диффузия восходящая 53
— обратная 53
Жаропрочность 290
Жаростойкость (окалиностойкость) 291
Железо:
вклад границ зерен в упрочнение 47
влияние частоты иа механические
свойства 42, 43
зависимость предела текучести от
размера зерна 47
напряжение Пайерлса — Набарро 43
распределение атомов внедрения в
твердом растворе 45
реальная прочность 43
склонность к хрупким разрушениям
44
теоретическая прочность 43
физические свойства 42
чистота 42, 43
Износ 245
— относительная износостойкость при
абразивном изнашивании 246
Интерметаллиды:
ковалентная составляющая 68
свойства, структура 67, 68
Карбиды 56—66
Карбонитрнды 56
— изменение периода решетки а при
образовании комплексных фаз 62
Коррозия 258
— влияние внешних факторов 259
— эффект 266
Коррозионная стойкость 258, 260
Коэффициент диффузии эффективный
53
— термодинамической активности ком-
понента 53
Красноломкость 26
Лавеса фазы 70
----формулы 71
Легирующий элемент:
влияние иа положение критических
точек 12, 13
----содержание углерода в эвтекто-
иде 15
карбидообразующие 9
классификация 9
некарбидообразующие 9
размерный фактор 36, 37
сродство к электрону 37
схема растворения в а- и v-железе
35
эффективный атомный радиус 36, 40
Маркировка стали 16—18
Мартенсит:
виды микроструктур 106
влияние легирующих элементов иа
кинетику распада 108
— состава сплава на морфологию 107
кривая 103
мидриб 105
напряжения 103
охлаждения 104
превращение 101
— взрывное 102
— изотермическое 102
— кинетика 101
— механизм 105
распад 107
тетрагоиальность 41
Мессбауэра эффект 52
Металлы, классификация 8
Мишметалл 8
Нитриды 22
Наследственность структурная 75, 76,
79
----влияние легирования 77
---- скорости нагрева 77
Оксиды 20
Отпускная хрупкость I н II рода 117—
120
Пассивация 260
Ползучесть 293
Полосчатость ферритная в горячеката-
ной стали, обусловленная строчками
сульфидов 23
Порог хладноломкости 121
Поры октаэдрические 38, 39
— тетраэдрические 38, 39
Предел текучести монокристалла 47
Прнмеси 24, 25
Прокаливаемость 183
Разгаростойкость 390
Свариваемость 121
Свободная энергия углерода 54
Сера 25
— сульфидный эффект 27
----парадокс 27 >
Сигма-фазы 68, 69'
— изотермическая диаграмма образо-
вания в жаропрочном сплаве 70
Силикаты 20, 24
Соединения типа AsB 71
Сплавы жаропрочные иа основе кобаль-
та и никеля:
вид карбидов 337
микрогетерогенность строения 334
полученные направленной кристалли-
зацией 330
принципы, используемые при созда-
нии 323, 324
свойства фаз 325—327
— состав и оДл332, 333, 335, 336
характеристики о дЛдисперсиоупроч-
иениых и стареющих материалов 334
Стали азотируемые:
азотирование ускоренное 183
влияние легирующих элементов на
глубину азотированного слоя 181
----на предел усталости 182
---- теплостойкость 182
диаграмма состояния системы Fe—N
180
механические свойства конструкцион-
ных сталей 182, 183
нитроцементация
Стали аустенитные жаропрочные:
влияние бора и редкоземельных эле-
ментов на жаропрочности
гомогенных сталей 316
— легирующих элементов на длитель-
ную прочность сталей с интерметал-
лидным упрочнением 321
назначение сталей с интерметаллид-
иым упрочнением 319
-------карбидным упрочнением 318
405
состав и <УдЛ гомогенных н с интер-
металлидным упрочнением сталей 315
— упрочняющих фаз карбидных 318
------в зависимости от легирования
в сталях /С интерметаллидным упроч-
нением 320
ступенчатое старение 319
термическая обработка гомогенных
сталей 317
упрочняющие карбидные фазы 318
Стали аустенитные метастабильные:
кавитационная стойкость 248, 249
— эрозия 248
состав и механические свойства 250,
251
Стали быстрорежущие:
влияние кобальта на красностой-
кость 364
изготовление инструмента методами
порошковой металлургии 365
карбидная неоднородность 374, 375
легирующие элементы 361—364
многократный отпуск 371, 372
нафталинистый излом 376
обезуглероживание инструмента при
термической обработке 375
пик вторичной твердости 370
состав и некоторые свойства 366, 367
схема термической обработки инст-
румента 373, 374
твердые сплавы, состав и свойства
377
фазовый состав после закалки 369
Стали высокопрочные:
влияние температуры и степени де-
формации на механические свойства
при НТМО 230, 231, 237
вторичное твердеине 226, 227
деформационное старение мартенси-
та 236
— упрочнение при ВТМО 233—235
достоинства и недостатки ПНП-ста-
лей 241
иазначение 225
недостатки 225
обобщенная диаграмма конструкци-
онной прочности 219
обработка на нижний бейиит 225
принципы легирования 221
проволока сверхвысокой прочности
238, 239
— холодное волочение 237
— холоднотянутая, формула для оп-
ределения ов 238
сверхмелкозернистая 239
состав и механические свойства 222,
223
--------дисперсионно-твердеющих
сталей 229
способы выплавки 218, 220, 230
— получения 220
усталостная прочность 224, 229
Стали и сплавы жаропрочные:
влияние легирования 299—301
----- на температуру плавления 296,
297
— легкоплавиых примесей 301
— режима работы 294
выбор основы для создания сплавов
295
диаграммы состав — жаропрочность
классификация по металлу основы
406
---- назначению и способу производ-
ства 291
максимальная жаропрочность 298, 299
назначение 292
оценка жаропрочности путем испыта-
ния на ползучесть и длительную
прочность 292, 293
----растяжение при повы-
шенных температурах 292
рабочая температура 293, 296
сопротивление ползучести 299
Стали жаростойкие:
аустенитного класса 349—351
влияние легирующих элементов на
жаростойкость 341—344
газовая коррозия 337
защитные свойства окислов 340
ионно-электронные теории 339, 340
механические свойства сталей фер-
ритного класса 345
нихромы 352
свойства окислов 341
сильхромы 346—349
соотношение между объемами окис-
ла и металла 337, 338
схема образования сплошной пленки
на металлах 339
Стали износостойкие:
высокомарганцовистая 246
— достоинство 246
— микроструктура 247
— назначение 247
Стали инструментальные:
достоинства 357
классификация по составу, структуре
355
назначение 355
недостатки 358
основные свойства 353
прокаливаемость 357
режимы обработки и некоторые свой-
ства легированных сталей для режу-
щего инструмента 359
теплостойкость н красностойкость
354, 355
Стали криогенные:
аустенитные хромоникелевые 242
ферритные, легированные никелем
244
— состав и механические свойства
245
хромомарганцевые и хромоникель-
марганцевые 243
Стали коррозионностойкие (нержавею-
щие):
аустенитные 272, 281
— образование о-фазы 275
— хромомарганцевоникелевые и хро-
момаргаицевые 283—285
— хромоникелевые 281—283
аустенито-мартенситные 288, 289
аустенито-ферритные 285—288
внутрикристаллитный и межкристал-
литный характер разрушения при
коррозионном растрескивании 271
легирование 261—263
мартенситные и мартенсито-феррит-
иые 276—278
меры борьбы с коррозионным рас-
трескиванием 271
----— МКК (межкристаллитная кор-
розия) 268, 269
механизмы МКК 266
назначение 260
определение 259
склонность к МКК 268
состав и механические свойства 290,
291
сплавы на железоникелевой и нике-
левой основах 289
среды, вызывающие коррозионное
растрескивание 270
стабилизированные 267
структурные диаграммы 263, 264
— классы в системе Fe—Сг—С 276
суперферриты 279
ферритные 279—281
— схема термической обработки 280,
282
хладноломкость хромистых сталей
272, 273
хрупкость 271, 274
эквиваленты 263—265
Стали мартенситно-стареющие:
классификация по назначению 194
комплексное легирование 193, 195
микроструктура 190, 191
недостатки 198, 199
сопротивление хрупкому разрушению
198
состав и механические свойства 192,
193
способы обработки 201, 202
стадийная кинетика старения 198
суммарное упрочнение 196, 197
схема упрочнения 195
тепловое охрупчивание 199, 200
технологичность 198
фазы, выделяющиеся прн старении
196
экономнолегированные 191, 196
эмпирические зависимости для опре-
- деления влияния легирующих элемен-
тов на механические свойства 196
эффект от введения легирующих эле-
ментов 192
Стали немагнитные повышенной проч-
ности 252
--------пути повышения прочности
252
Стали низколегированные строитель-
ные:
арматурные горячекатаные 150
----механические свойства 151
бейнитные 149, 150
влияние отдельных механизмов упроч-
нения на оти ДТ5О 142
высокопрочные с карбонитридным
упрочнением 146—148
гарантируемые свойства сталей повы-
шенной прочности 143—145
контролируемая прокатка 149
коэффициент охрупчивания 140
малоперлитные 149
температура перехода из вязкого в
хрупкое состояние 140, 141
термомехаиически упрочненные 150
упрочнение дисперсионное 134, 135
----номограмма 136
— зернограничное 137, 141
----номограмма 137
Стали повышенной обрабатываемости
резанием:
обеспечение эффекта улучшения 256
обозначение 253
состав и механические свойства 254,
255
Стали подшипниковые:
зависимость долговечности от степе-
ни загрязненности оксидами 84
кривые горячей твердости 188
назначение 184, 189
области применения 187
основные требования 184—186
режимы термической обработки 189
химический состав 186
Стали пружинные:
классификация по назначению 203,
204
---способу изготовления 202
легирование сталей общего назначе-
ния 211
патентирование 204
релаксация напряжений 203, 204
-----при длительных выдержках при
комнатной температуре 210
состав и механические свойства 205
термическая обработка патентирован-
ной проволоки и ленты 207-
— с особыми свойствами 213—218
упрочнение при волочении 213
химический состав 212
Стали рельсовые:
повышение эксплуатационной стойко-
сти 258
технология изготовления 257
требования 257
Стали теплоустойчивые:
влияние легирующих элементов на
сопротивление ползучести 12 %-ной
хромистой стали 311
карбидные превращения в 12 %-ной
хромистой стали 313
основные легирующие элементы 304
рабочая температура 302
состав и о дЛ низколегированных ста-
лей 304, 305
-----хромистых сталей 309, 312
сфероидизация и коагуляция карби-
дов 303
термическая обработка углеродистых
и низколегированных сталей 303
Стали углеродистые качественные, ма-
шиностроительные:
влияние легирующих элементов на
прокаливаемость 165, 166, 173
— содержания углерода на свойства
154, 155
гарантируемые механические свойст-
ва 156, 157
двухфазные штамповые, диаграммы
растяжения 162
-----микроструктура 162
— — назначение 163
кривые н полосы прокаливаемости
улучшаемых легированных сталей 164
склонность нестареющих холоднока-
таных сталей для штамповки к де-
формационному старению 158—160
химический состав н свойства 169,
170, 173
Стали углеродистые обыкновенного ка-
чества, горячекатаные строительные:
прокат термоупрочненный, техноло-
гия 126, 127
— — свойства 128, 129
Стали штамповые:
влияние легирующих элементов 379—
383
высокопрочные с повышенной удар-
ной вязкостью 389
высокой теплостойкостью для горя-
чего деформирования 395, 396
дисперсионно-твердеющие с высоким
сопротивлением смятию 388, 389
407
для валков горячей прокатки 396
—-------типовая обработка 397
классификация 376
повышенной теплостойкости и вязко-
сти для горячего деформирования
393—395
состав и механические свойства ста-
лей для холодного деформирования
386, 387
стали с повышенной износостойкости
385
теплостойкость 382
упрочнение рабочих и опорных вал-
ков 398
Стали цементуемые:
влияние легирующих элементов на
глубину цементованного слоя 178
— содержания углерода в цементо-
ванном слое на механические свойст-
ва стали после закалки н низкого
отпуска 179
распределение углерода по глубине
цементованного слоя 178
химический состав н механические
свойства цементуемых конструкцион-
ных сталей 176, 178
Твердые растворы:
внедрения 38
замещения 33
многокомпонентные 38
неограниченные 36
непрерывные 33
ограниченные 33, 36
растворимость компонентов 32, 33
с незначительной растворимостью 33
Температура перехода:
влияние легирующих элементов 49
зависимость от размера зерна 48, 49
Теплоустойчивость 291
Углеродный эквивалент 121
Феррит:
зависимость прочности от диаметра
зерна 47
легированный 45
— влияние легирующих элементов на
упрочнение 46
— коэффициент упрочнения 46
Фосфор 27, 28
— влияние на прочность и ударную
вязкость ннзкоуглеродистой стали 28
Хегга правило 40, 41
Хладостойкость 121
Холла — Петча зависимость 17
Цементит, коагуляция при отпуске 111
Чернова — Людерса лнннн скольжения
159
Шпинели 20
Юм-Розерн фазы 67
Михаил Израилевич ГОЛЬДШТЕЙН
Сергей Владимирович ГРАЧЕВ
Юрий Генрихович ВЕКСЛЕР
СПЕЦИАЛЬНЫЕ СТАЛИ
Редактор издательства А. И. 3 и м в и а
Художественный редактор Ю. И. Смурыгин
Технический редактор Г. Б. Ж арова
Корректоры Е. В. Якиманская, Т. В. Чупрнс
ИБ № 2377
Сдано в набор 20.09.84. Подписано в печать 20.12.84. Т-24902. Формат бумаги
84x108'/». Бумага типографская № 2. Гарнитура литературная. Печать высокая.
Усл. печ. л. 21,42. Усл. кр.-отт. 21,42. Уч.-изд. л. 25,15. Тираж 13 200 экз.
Заказ 970. Цена 1 р. 20 к. Изд. № 0716.
Ордена Трудового Красного Знамени издательство «Металлургня>
119857, ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14.
Владимирская типография Союзполиграфпрома при Государственном комитете
СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7