


















































































































































































































































































































































































































































































































































































































































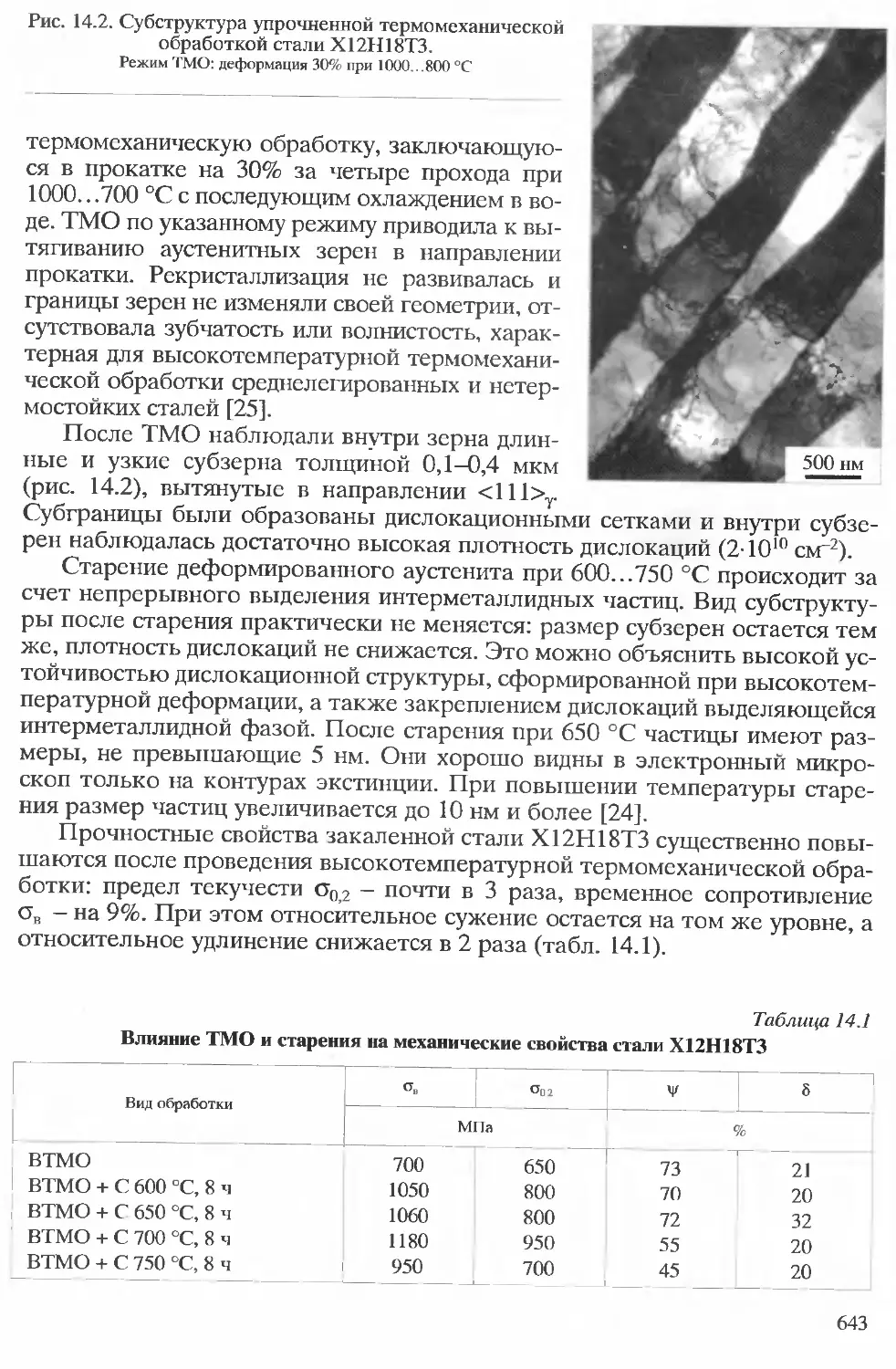












































































Author: Сагарадзе В.В. Уваров А.И.
Tags: металлургия черных металлов железо, чугун и сталь физика испытания материалов товароведение силовые станции общая энергетика механика металловедение сырье материалы материаловедение общая технология основы промышленного производства монография пластическая деформация металлофизика аустенитные стали
ISBN: 978-5-7691-2334-4
Year: 2013




РОССИЙСКАЯ АКАДЕМИЯ НАУК
УРАЛЬСКОЕ ОТДЕЛЕНИЕ
ИНСТИТУТ ФИЗИКИ МЕТАЛЛОВ
В.В. Сагарадзе, А.И. Уваров
УПРОЧНЕНИЕ И СВОЙСТВА
АУСТЕНИТНЫХ СТАЛЕЙ
ЕКАТЕРИНБУРГ
2013
У ДК 669.15.194;539.4.:538.13.:620.178.193
ББК 22.251:34.2:30.37:30.68
С 13
Научный редактор академик РАН В.М. Счастливцев
Рецензент д.т.н. Л.Г.Коршупов
Сагарадзе В.В., Уваров А.И.
С 13 Упрочнение и свойства аустенитных сталей. Екатеринбург: РИО УрО
РАН, 2013.-720 с.
ISBN 978-5-7691-2334-4
Рассмотрены методы воздействия на структуру, фазовые превра-
щения и физико-механические свойства аустенитных сталей, включаю-
щие сильную пластическую деформацию, высокие давления, коррози-
онную среду, тепловые поля и облучение высокоэнергетическими час-
тицами, в целях создания высокопрочных неферромагнитных материа-
лов с улучшенными функциональными характеристиками. Анализиру-
ются аустенитные стали с твердорастворным, карбидным, нитридным,
интерметаллидным и оксидным упрочнением. Изучены упрочнение
ударными волнами, равноканальным угловым прессованием, фазовым
наклепом, термоциклированием, комбинированными обработками, а
также упрочнение аустенита при магнитном упорядочении и поверхно-
стном легировании элементами внедрения. Определены усталостная
прочность и износостойкость метастабильных аустенитных сталей.
Большое внимание уделено исследованию аномальных диффузионных
превращений (атомное перераспределение легирующих элементов,
растворение карбидов, интерметаллидов и оксидов в аустените и др.),
развивающихся при наноструктурировании аустенитных сталей при хо-
лодной мегадеформации в результате образования и миграции большо-
го количества точечных дефектов деформационного происхождения.
Предложены нетрадиционные подходы к сдерживанию радиационного
распухания аустенитных реакторных сталей при нейтронном облуче-
нии за счет увеличения прямых и косвенных стоков точечных дефек-
тов в виде межфазных границ «тонкопластипчатый аустенит/мартен-
сит» и «интерметаллид/аустенит». Предложены составы интеллекту-
альных аустенитных сталей с эффектом памяти формы и регулируе-
мым коэффициентом термического расширения. Книга является ито-
гом многолетней деятельности авторов и сотрудников ИФМ УрО РАН
в области создания аустенитных сталей и методов их упрочнения.
Монография предназначена для металловедов, металлофизиков и
инженеров, занимающихся фазовыми превращениями, разработкой и
использованием аустенитных сталей.
УДК 669.15.194;539.4.:538.13.:620.178.193
ББК 22.251:34.2:30.37:30.68
ISB’ 978-5-7691-2334-4
©ИФМ УрО РАН, 2013 г.
©РИО УрО РАН, 2013 г.
ВВЕДЕНИЕ
Предлагаемая работа является продолжением и обобщением исследова-
ний. изложенных в монографии [1] по упрочнению аустенитных сталей. Ин-
терес к фазовым превращениям в этих сталях не ослабевает, и в настоящее
время появляется большое количество экспериментальных данных, связан-
ных с получением новых функциональных свойств в высокопрочных сталях
с ГЦК-решеткой. Монография написана преимущественно на основе собст-
венных исследований, выполненных за последние 20 лет. В ограниченном
объеме представленной книги, естественно, не удается обсудить все воз-
можные достижения в области фазовых превращений в упрочняемых раз-
личными методами аустенитных сталях с новыми или улучшенными функ-
циональными свойствами. В частности, не представлены исследования по
нержавеющим и жаропрочным аустенитным сталям, которые достаточно
подробно изложены в монографиях [2-4].
Большое внимание уделено исследованию аномальных диффузионных
превращений (атомное перераспределение легирующих элементов, раство-
рение карбидов, интерметаллидов и оксидов в аустените и др.), развиваю-
щихся в процессе наноструктурирования аустенитных сталей при холодной
мегадеформации в результате образования и миграции большого количест-
ва точечных дефектов деформационного происхождения. Знание таких
аномальных фазовых превращений позволило предложить новые износо-
стойкие неферромагнитные стали, а также реакторные стали, дисперсно
упрочненные оксидами (ДУО).
Авторы полагают, что обнаружение деформационно-индуцированного
обогащения никелем и обеднения хромом зеренных границ при холодной
деформации позволит прогнозировать изменение физико-механических
свойств при деформационном наноструктурировании сталей и сплавов
(склонность к межкристаллитной коррозии, коррозионному растрескива-
нию под напряжением и др.).
Подробно исследовано упорядочение нанокристаллического Fe-Ni
аустенита и, что особенно важно, обнаружено образование промежуточной
е-фазы при обратном а —> у-превращении в аустенитных сталях типа Н32 с
высокой энергией дефектов упаковки, что заставляет искать промежуточ-
ные фазы во многих обычных малолегированных сплавах железа, как это
сделано в работе [5].
В монографии рассматривается упрочнение аустенитных сталей в ре-
зультате радиационного облучения высокоэнергетическими частицами
(нейтронами, ионами, электронами). При облучении широко используе-
мых в реакторах на быстрых нейтронах аустенитных сталей типа
" С 5Н15МЗ имеет место не только изменение дислокационной структуры и
соответствующее повышение прочностных характеристик, но и «распуха-
3
ние» аустенита при радиационно-стимулированном порообразовании. По-
следняя проблема имеет чрезвычайно важное значение, так как объедине-
ние вакансий радиационного происхождения в поры вызывает коробление,
растрескивание и снижение работоспособности оболочек тепловыделяю-
щих элементов, что, в свою очередь, снижает экономичность атомных
станций на быстрых нейтронах. Предложены нетрадиционные подходы к
сдерживанию радиационного распухания аустенитных реакторных сталей
за счет увеличения прямых и косвенных стоков точечных дефектов в виде
межфазных границ «тонкопластинчатый аустенит/мартенсит» и «интерме-
та лл ид/аустенит».
В работе реализована возможность изменения тепловых свойств аустенит-
ных сталей с помощью термообработки. Контролируя механизм а —» у-пре-
вращения в метастабильных инварах типа Н32, можно в значительной мере
регулировать коэффициент термического расширения (КТР). Так, в стали
Н32 в результате расслоения по никелю при а у-превращении при разных
условиях нагрева удалось обеспечить в аустенитном состоянии изменение
КТР в 5 раз - от 2-1 СП' до ЮКУ6 град1, что позволило получить с помощью
термообработки монолитные пластинчатые образцы стали Н32 со свойства-
ми термобиметалла.
На основе исследования у —» е —> у-превращения в распавшемся твердом
растворе Fe-Mn-V-C удалось создать новые высокопрочные аустенитные
стали с управляемым эффектом памяти формы.
В работе исследованы аустенитные стали с твердорастворным, карбид-
ным, нитридным, интерметаллидным и оксидным упрочнением. Изучено
упрочнение ударными волнами, равноканальным угловым прессованием,
фазовым наклепом, термоциклированием, различными комбинированны-
ми обработками, а также проанализировано упрочнение аустенита при маг-
нитном упорядочении и поверхностном легировании элементами внедре-
ния. Исследована усталостная прочность и износостойкость метастабиль-
ных аустенитных сталей.
Авторы выражают глубокую признательность В.А. Шабашову,
Н.А. Терещенко, Н.В. Катаевой, И.И. Косицыной, Е.И. Ануфриевой,
И.Г. Кабановой, Н.Д. Земцовой, А.Р. Кузнецову, С.А. Старикову, Б.Н. Го-
щицкому, В.Л. Арбузову, Ю.Н. Зуеву, В.П. Пилюгину, Ю.И. Филиппову,
Н.Л. Печеркипой, В.А. Завалишину, А.И. Дерягину, В.И. Зельдовичу,
А.В. Ожиганову, Т.П. Васечкиной, 10.А. Елисеенко, В.Г. Пушину,
Л.Г. Коршунову, М.Л. Мухину, К.А. Козлову, А.В. Литвинову, Е.Г. Волко-
вой, И.П. Сорокину, В.Е. Данильченко, А.А. Круглову, А.Е. Заматовско-
му. О.В. Агееву, С.Ю. Мушниковой, Г.Ю. Калинину, В.А. Малышевскому
и др. за участие в исследованиях и помощь в работе.
Глава 1
АУСТЕНИТНЫЕ СТАЛИ С ТВЕРДОРАСТВОРНЫМ
УПРОЧНЕНИЕМ
Легирование аустенитных сталей элементами, образующими твердые
растворы замещения или внедрения, во многих случаях вызывает повыше-
ние прочностных характеристик. Степень упрочнения твердого раствора
определяется влиянием растворенных элементов на электронную структу-
ру атомов матрицы, которое выражается в размерном несоответствии ато-
мов легирующего элемента и аустенита [6].
В работах [6-8] изучено влияние трех групп элементов: 1) N, С, В; 2) W,
Mo, V, Si; 3) Си, Мп, Со, Ni на предел текучести и временное сопротивление
хромоникелевых аустенитных сталей (элементы расположены в порядке
уменьшения эффективности воздействия на упрочнение [6]). Наибольшим
образом на упрочнение влияют элементы внедрения (первая группа), так
как они вызывают наиболее значительное искажение ГЦК-решетки аусте-
нита, что сдерживает перемещение дислокаций. Эффективность влияния
углерода, особенно азота, на упрочнение аустенита может более чем на по-
рядок быть выше упрочняющего воздействия элементов, образующих
твердые растворы замещения. Так, легирование хромоникелевого аустени-
та 1 мае. % N позволяет увеличить о02 более чем на 500 МПа, а 1 мае. % С -
на 380 МПа [8]. Элементы третьей группы практически не изменяют вели-
чину о02 аустенита, а во второй группе более значительное влияние у W,
Mo, V, 1 мае. % которых увеличивает с>02 примерно на 10, 20, 30 МПа соот-
ветственно [6] (рис. 1.1).
В работе [6] в общем виде представлена следующая эмпирическая зави-
симость предела текучести о02 хромоникелевых аустенитных сталей от
содержания легирующих элементов (мас.%), количества дельта-феррита 5
(%) и размера зерна d, мм:
о02 = (4,4 + 32N + 23С + 1,3Si + 0,24Cr + 0,94Мо + 1,2V +
+ 0,29W + 2,6Nb +1,7Ti + 0,8А1 + 0,165 + 0,46d-|/2)15,4 МПа.
Аустенитные азотистые стали повышенной прочности (о02 = 500 МПа)
обычно содержат менее 0,1 мас.% С и до 0,5 мас.% N [7]. Свойства и техно-
логические характеристики такого типа сталей 0Х20Н4АГ10,
0Х18Н5Г12АБ, 0Х18Н4Г11АФ, 0Х18Н5Г11БАФ представлены в работе
[7]. В последнее время большой интерес у исследователей вызывают высо-
копрочные стали с 0,6-1,0 мас.% N (о02 = 500-900 МПа), выплавляемые
как в обычных условиях, когда азот вводится с марганцевой и хромовой
5
Содержание легирующих элементов, ат. %
Рис. 1.1. Влияние легирующих элемен-
тов на упрочнение аустенита [6]:
1 - элементы, образующие твердые растворы
внедрения; 2 - ферритообразующие и 3 - аустенн-
тообразующие элементы, формирующие твер-
дые растворы замещения
лигатурой, так и в печах с по-
вышенным давлением азота.
Особенности легирования,
структура и свойства этих ста-
лей (Х24Н7Г14МА, Х18Г20А,
XI8Г20ФА и др.) обсуждаются
в монографии [9]. Твердорастворное легирование хромомарганцевого аус-
тенита азотом позволяет получить высокопрочные аустенитные стали,
стойкие к коррозионному растрескиванию в агрессивных средах.
С помощью легирования ГЦК-фазы только элементами, образующими
твердые растворы замещения, невозможно получить высокопрочное аусте-
нитное состояние, хотя эти элементы могут влиять на другие свойства ста-
ли: увеличивать эффективность деформационного упрочнения, снижая
энергию дефектов упаковки; сдерживать развитие возврата и рекристалли-
зации наклепанного аустенита, уменьшая диффузионную подвижность ато-
мов растворителя; изменять стабильность аустенита и механические свой-
ства стали; способствовать выделению дисперсных упрочняющих фаз при
старении и др.
Рассмотрим подробнее свойства некоторых аустенитных сталей в зака-
ленном состоянии, когда основные легирующие элементы находятся в
у-твердом растворе.
1.1. МЕХАНИЧЕСКИЕ СВОЙСТВА НИКЕЛЕВЫХ СТАЛЕЙ
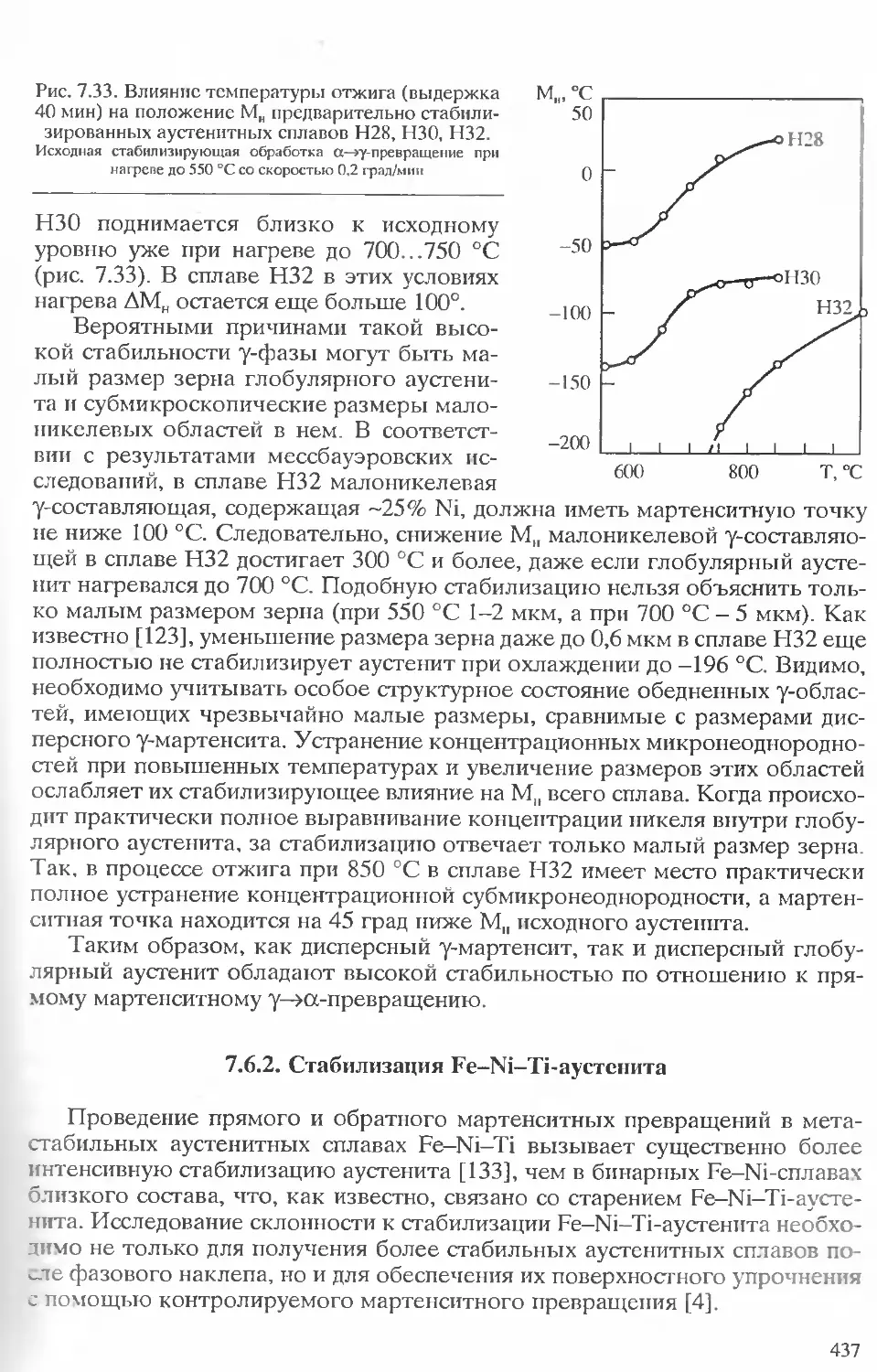
Закаленная от 1100 °C никелевая сталь Н28 (мас.%: 0,04 С; 28,4 Ni) име-
ет мартенситную точку М„ = -10 °C и представляет собой однофазный ма-
териал с низкими прочностными свойствами: с>п = 400 МПа, г>02 = 150 МПа.
Легирование ~1 мас.% титана заметно снижает мартенситную точку. Так, в
стали Н27Т, несмотря на меньшее содержание никеля, М„ = -60 °C. Аусте-
нитная сталь Н27Т имеет более высокие значения временного сопротивле-
ния (ов = 500 МПа) и предела текучести (о02 = 200 МПа).
Представляет интерес оценить пластичность никелевых аустенитных
сталей разной стабильности. Пластические свойства закаленной аустенит-
ной стали Н28, определяемые при растяжении, достаточно высоки: относи-
тельное удлинение 5 = 60%, относительное сужение у = 70%. Легирование
титаном (до 4%) и хромом (до 2%) практически не изменяет характеристи-
ки пластичности. При дальнейшем увеличении содержания хрома относи-
тельное удлинение уменьшается и в стали Н26Х5ТЗ 8 = 45%. Снижение пла-
стичности обусловлено стабилизацией аустенита [10]. Этот вывод под-
тверждается при исследовании температурной зависимости относительного
удлинения 8 = f(T„c).
6
1.2. Зависимость механических свойств и количества мартенсита деформации М зака-
ленных сталей Н26Х5ТЗ (а) и Н26ТЗ (б) от температуры испытания Т„с:
М„ - суммарное количество мартенсита деформации и охлаждения; М„ - мартенситная точка
При снижении Т11С от 20 до -100 °C мартенсит деформации в стали
Н26Х5ТЗ не возникает. Величина 5 в этом случае остается неизменной
dhc. 1.2, а). При Тис= -196 °C в разрушенном образце появляется примерно
39% мартенсита деформации. Благодаря протеканию мартенситного пре-
вращения относительное удлинение резко возрастает до 90% [И], одновре-
менно повышаются и прочностные свойства.
При комнатной температуре в растянутой закаленной аустенитной ста-
ли Н26ТЗ (25,7% Ni; 3,35% Ti) образуется 70% мартенсита деформации
рис. 1.2, б). Если при температурах испытания Тис> Мн образуется только
мартенсит деформации, то при Тис < Мн появляется мартенсит охлаждения.
При Т11С= -196 °C перед растяжением образуется 50% мартенсита охлажде-
ния, хотя суммарное количество ферромагнитной фазы возрастает незна-
чительно (см. рис. 1.2, б). Увеличение Тис выше комнатной температуры
резко снижает количество мартенсита деформации и при Тис= 150 °C сталь
Н26ТЗ оказывается стабильной по отношению к мартенситному превра-
щению.
Относительное удлинение стали Н26ТЗ при изменении температуры ис-
пытания в интервале Мн - Мд меняется немонотонно (см. рис. 1.2, б): возра-
стает в интервале температур от 150 до 20° С и, достигнув максимального
значения (8тах = 60%) при комнатной температуре, снижается до 5 = 15% при
Тис= Мн = -90 °C. Аналогичные результаты получены на других никелевых
сталях [12-17].
Следует обратить внимание на три обстоятельства. Во-первых, вели-
чина 8мах для разных сталей колеблется в широких пределах от 45 (25Н29)
до 200% (40Н25) [13, 14, 16]. Во-вторых, наблюдается сильное уменьшение
относительного удлинения при увеличении Т11С ниже оптимальной темпе-
ратуры Топ, при которой 8 - 8мах, но при этом количество мартенсита де-
формации существенно не меняется [13] (см. рис. 1.2, б). Ясно, что основ-
7
ное влияние на уровень 8 оказывает не конечное количество a-фазы, об-
разующейся в процессе растяжения, а кинетика мартенситного превраще-
ния. В-третьих, в интервале М„ - Мд температурное положение 8мах мо-
жет быть различным. Например, для сталей Н28 (28,7% Ni; Мн = 4 °C),
Н29 (29,3% Ni; Мн = -11 °C) и Н31 (30,7% Ni; М„ = -47 °C) максимальное
значение относительного удлинения достигается приблизительно при тем-
пературах испытания 50, 40 и 20 °C соответственно [17]. Смещение «пика»
зависимости 8 = f(Tnc) наблюдали в стали Н26ТЗ при дополнительном ле-
гировании хромом (см. рис. 1.2, а) и при изменении содержания никеля и
углерода в твердом растворе [16]. Таким образом, независимо от химиче-
ского состава метастабильного аустенита формирование мартенсита де-
формации при растяжении в температурном интервале М„ - Мд обуслов-
ливает возрастание пластичности до максимального уровня омах, после
чего она снижается.
Объяснение немонотонного изменения относительного удлинения дано
в работе [15]. Пластичность повышается благодаря увеличению сопротив-
ляемости материала локализованному течению вследствие превращения
аустенита в более прочную «-фазу. Появление мартенсита деформации в
том месте, где зарождается шейка (и в дальнейшем наступает разрушение),
локально упрочняет материал. В результате течение распространяется на
соседние участки материала и в деформацию постепенно вовлекается весь
объем образца. При растяжении в области шейки наблюдается скопление
дислокаций, которые в стабильном аустените создают напряжения, обус-
ловливающие разрушение материала. В метастабильной деформированной
стали происходит у —» «-превращение, вызывающее перераспределение и
наследование дислокаций [18]. Необходимая перестройка в дислокацион-
ных скоплениях обусловливает релаксацию напряжений, способных приве-
сти к разрушению образца. Аналогичный процесс наблюдается на соседних
участках, причем он распространяется на весь объем образца, обусловливая
получение высоких значений относительного удлинения, при этом основ-
ную часть деформации составляет равномерное удлинение 8р, а сосредото-
ченное удлинение 8С (в шейке) невелико или отсутствует.
Изменение относительного удлинения коррелирует с изменением коэф-
фициента деформационного упрочнения [19, 20]. При интенсивном образо-
вании мартенсита деформации в ходе растяжения коэффициент деформа-
ционного упрочнения сначала быстро растет, затем резко падает, а в случае
вялого мартенситного превращения изменяется слабо. При оптимальной
кинетике мартенситного превращения, когда достигается максимальное
значение относительного удлинения, коэффициент деформационного уп-
рочнения по мере увеличения степени деформации непрерывно возрастает.
К настояхцему времени отсутствует количественная корреляция между
величиной и положением температурного максимума относительного удли-
нения, с одной стороны, и параметрами у —> «-превращения - с другой. От-
метим следующие факторы, влияющие на пластичность [12-21]:
1. Дисперсность мартенсита деформации. Известно, что образовавший-
ся мартенситный кристалл создает вокруг себя собственные напряжения,
уровень которых тем ниже, чем меньше размеры кристалла.
8
2. Кинетикг лартенситного превращения. Она должна быть оптималь-
ной, и при этом следует упрочняющую обработку осуществлять так, чтобы
появлению мартенсита деформации предшествовала значительная пласти-
ческая деформация. Следовательно, высокая пластичность обусловлена не
заменой механизма скольжения механизмом мартенситного превращения, а
лишь совместным действием обоих механизмов.
3. Соотношение прочности аустенита и мартенсита деформации. При
небольшом различии в прочности у- и a-фаз последняя не обеспечивает до-
статочного локального упрочнения и образец разрушается при сравнитель-
но небольшом относительном удлинении; если различие велико, то на гра-
нице двух фаз возникает сильная концентрация напряжений, которая при-
водит к быстрому разрушению.
4. Релаксационные возможности аустенитной матрицы.
Все эти факторы в основном определяют условия, при которых наблю-
дается максимальная пластичность в конкретных сталях, а та или иная сте-
пень их влияния на пластичность обусловлены химическим составом твер-
дого раствора, температурой растяжения, скоростью деформации, величи-
ной зерна.
Влияние на относительное удлинение химического состава метаста-
бильных сталей и температуры испытания описаны выше, поэтому подроб-
нее рассмотрим влияние на удлинение величины зерна и скорости деформа-
ции. Так, в стали 20Н30 (Ni = 30 мас.%, С = 0,23 мас.%) при скорости дефор-
мации е' = 5,5x1 О'4 с-1 увеличение размера зерна с 5 до 289 мкм [16] снижа-
ет 8мах от 100 до 60%. Кроме того, при указанном укрупнении зерна темпе-
ратура, при которой достигнуто 8мах, смещается в сторону более высоких
значений.
Влияние скорости деформации (е' меняется от 8x10-5 до 6,7x10-2 с-1)
на количество a-фазы, образующейся при растяжении, и уровень пластич-
ности детально изучены в работе [21]. Исследованы стали Н29 (Ni = 29,3;
С = 0,015; М„ = -11 °C) и 50Н25 (Ni = 25,2;С = 0,50; М„ = -58 °C) с изотерми-
ческой и атермической кинетикой мартенситного превращения соответст-
венно. Показано, что в стали Н29 в диапазоне сравнительно малых скоро-
стей деформации конечное (после растяжения) количество мартенсита и
относительное удлинение увеличиваются с повышением е', при этом интен-
сивность превращения снижается из-за разогрева образцов. В этом случае
наблюдается уменьшение коэффициента деформационного упрочнения
при растяжении. Если полностью исключен разогрев образцов, то повыше-
ние скорости деформации обусловливает смещение начала образования
мартенсита в сторону меньших напряжений, хотя интенсивность превраще-
ния почти не меняется. По мнению Замбржицкого [21], наблюдаемые экс-
периментальные факты можно объяснить тем, что повышение е', во-пер-
вых, приводит к уменьшению степени релаксации локальных напряжений
и, во-вторых, увеличивает число реализованных зародышей мартенсита.
Аналогичные закономерности наблюдались в стали 50Н25. Анализ экспе-
риментальных данных, полученных разными исследователями, позволил
сделать следующее заключение [21]: разноречивость выводов обусловлена
разной степенью учета разогрева образцов при испытании. Механические
9
Рис. 1.3. Поверхность разрушения аустенитных сталей при температурах испытания 20 (а)
и — 196 °C (б)
свойства, приводимые авторами настоящей монографии, получены практи-
чески при одних и тех же (или близких) скоростях перемещения захватов
машины (-0,04 мм/с), исключающих разогрев образцов.
Аустенитные стали системы Fe - 26-28N1 - 0-5Cr - 0-4Ti в интервале
температур растяжения (от —196 до 150 °C) разрушаются вязко. Чашечки
вязкого излома глубокие, со следами сильной пластической деформации
на внутренней поверхности поры (рис. 1.3), что свидетельствует о высо-
кой пластичности аустенита. При снижении Тис до -196 °C фрактографи-
ческая картина вязкого излома меняется, глубина чашечек уменьшается и
следы пластической деформации на поверхности пор становятся менее за-
метными, что обусловлено снижением пластичности аустенита. Диаметр
пор вязкого излома также уменьшается, особенно при Тис < Мн, когда
структура до растяжения двухфазная (у + а). Размер чашечек уменьшает-
ся из-за увеличения протяженности внутренних поверхностей раздела
мартенсит-мартенсит и мартенсит-аустенит, на которых происходит за-
рождение пор. Поскольку вязкое разрушение характерно как для одно-
фазной, так и для двухфазной структуры, то можно сделать вывод о том,
что не только аустенит, но и мартенсит охлаждения и деформации имеет
высокую пластичность. Вязкое разрушение обеих фаз в метастабильных
аустенитных сталях коррелирует с высоким уровнем относительного су-
жения у > 65% (см. рис. 1.2).
Предел текучести аустенитных сталей увеличивается при снижении
температуры испытания. В стали Н26ТЗ зависимость о02 - f(THC) слабая до
тех пор, пока не происходит мартенситное у —> «-превращение при Тис < Мн
(см. рис. 1.2, б). Увеличение о02 происходит благодаря присутствию внутри
аустенитных зерен прочных кристаллов мартенсита. В стали Н26Х5ТЗ на
увеличение предела текучести, вероятно, влияет переход парамагнитного
10
Таблица 1.1
Ударная вязкость KCU и количестао мартенсита в закаленных сталях
при разных температурах испытания Т11С
Сталь Т„.°С KCU. МДж/м2 Мартенсит*, %
М) + М2 М, м2
Н26Х5ТЗ -196 3,0 0 0 0
H32T3 20 3,0 12 12 0
-100 3,0 45 45 0
-196 1,6 53 53 0
Н26ТЗ 20 3,0 30 30 0
-60 3,0 35 20 15
-80 2,0 43 6 37
-100 1,4 47 4 43
-196 1,1 54 4 50
* М, - мартенсит деформации, М2 - мартенсит охлаждения.
аустенита в ферромагнитный. Подробнее влияние на о02 магнитного пре-
вращения в аустените обсуждается в главе 9.
Для сталей с атермической кинетикой мартенситного превращения об-
наружена немонотонная зависимость о0 2 от температуры испытания: пре-
дел текучести сначала увеличивается, затем снижается до минимума и да-
лее снова возрастает [13, 14]. При этом минимум предела текучести на за-
висимости о0 2 ~ С(Тис) сдвинут относительно максимума 5 ~ f(T„c) в сторону
низких температур. Уменьшение предела текучести при снижении Тис мож-
но объяснить следующим образом. Упругие напряжения вызывают обра-
зование значительного количества крупных кристаллов мартенсита, и это
приводит к дополнительному удлинению образца и изгибу на кривой 8(о).
В случае появления кристаллов изотермического типа, которые не возни-
кают большими группами и намного меньше атермических по размерам,
результирующий сдвиг невелик и может не отражаться на кривых растя-
жения [14].
Прочность аустенитных сталей монотонно возрастает с понижением Т11С
[13, 14]. Сильнее увеличивается в том случае, когда при испытании обра-
зец деформируется в результате не только скольжения, но и мартенситно-
го превращения.
Теперь оценим изменение ударной вязкости при снижении температуры
испытания. Аустенит стали Н26Х5ТЗ при определении ударной вязкости не
претерпевает мартенситного превращения до Тис = -196 °C. Стабильная
сталь разрушается вязко (фрактограммы аналогичны рис. 1.3) и в интерва-
ле Тис= -196 - 20 °C имеет постоянный и высокий уровень ударной вязкос-
ти (табл. 1.1). Сталь H32T3 (мас.%: Ni = 32,1; Ti = 3,2; Мн<-196 °C) стабиль-
на при охлаждении, но в ней образуется 12 об.% мартенсита деформации.
По мере понижения температуры деформации количество мартенсита воз-
растает. Ударная вязкость сохраняется постоянной до Тис = -100 °C, когда в
изломе образуется 45 об.% мартенсита деформации. При Тис = -196 °C на-
11
блюдается снижение KCU до 1,6 МДж/м2, а количество мартенсита дефор-
мации незначительно повышается.
Сталь Н26ТЗ менее стабильна, чем H32T3, поэтому при комнатной тем-
пературе в изломе образуется в 2,5 раза больше мартенсита деформации
(см. табл. 1.1). Более того, эта сталь метастабильпа при охлаждении. Уве-
личение объемной доли мартенсита охлаждения обусловливает снижение
количества мартенсита деформации, хотя общее содержание a-фазы не-
сколько повышается.
Ударная вязкость в стали Н26ТЗ остается постоянной до Т11С = -60 °C, а
при дальнейшем снижении температуры испытания падает до 1,1 МДж/м2.
1.2. МЕХАНИЧЕСКИЕ СВОЙСТВА МАРГАНЦЕВЫХ СТАЛЕЙ
Марганцевые стали, содержащие более 27 мас.% Мп, имеют М^с ниже
-196 °C и представляют собой однофазные материалы с низкими прочност-
ными свойствами. В сталях с 29^19 мас.% Мп предел текучести аустенита
о02 изменяется в пределах от 170 до 220 МПа [22]. Временное сопротивле-
ние в этих материалах уменьшается с увеличением содержания марганца и
составляет в сталях Г27, Г35 и Г49 соответственно 552, 462 и 447 МПа. По-
видимому, временное сопротивление снижается вследствие изменения маг-
нитных свойств и стабильности аустенита. Легирование марганцевых ста-
лей хромом (более 12 мас.%) придает им антикоррозионные свойства, по-
этому на сплавы системы Fe-Cr-Mn исследователи обращают особое вни-
мание. При содержании хрома более 15 мас.% в указанных сталях образует-
ся 8-феррит и получение однофазной аустенитной структуры невозможно
без дополнительного легирования аустенитообразующими элементами,
например никелем, углеродом, азотом. Дополнительное легирование мар-
ганцевых сталей позволяет повысить прочносгь. Так, в стали типа Х18Г15
= 612 - 719 МПа, о0.2 = 338 - 395 МПа [7].
Сильно влияют на прочность небольшие добавки углерода и азота, об-
разующие твердые растворы внедрения. Аустенит марганцевой стали
(с 28^-9 мас.% Мп), легированный 0,4 мас.% углерода, имеет = 700 МПа
и о02 = 200 МПа, при содержании углерода 0,9 мас.% соответственно 900 и
400 МПа [23]. Повысить уровень прочности можно за счет дополнительно-
го легирования твердого раствора азотом. Стали, которые выплавляли с ис-
пользованием специальных методов (литье с противодавлением азота),
имели очень высокое содержание азота, что позволило получить уникаль-
ные для закаленных аустенитных материалов прочностные свойства. Так, в
закаленных сталях с 15-17 мас.% Сг, 21-30 мас.% Мп и 1,05-1,40 мас.% N ре-
ализован предел текучести 930 МПа [9]. Однако для получения таких мате-
риалов нужны специальные методы выплавки, что сильно ограничивает
возможность применения высокоазотистых сталей в промышленности. Для
обычных методов выплавки реальная величина содержания азота в стали
не превышает 0,4-0,5 мас.%. При этом надо учитывать, что такие элемен-
ты, как молибден, марганец, хром, ниобий повышают, а медь, кобальт, ни-
кель, углерод снижают растворимость азота в аустените [9]. Кроме того, в
сталях с высоким содержанием азота при медленном охлаждении наблюда-
12
ется хрупкость из-за выделения нитридов хрома типа Cr2N внутри и, особен-
но, по границам зерен.
Относительное удлинение аустенитных сталей при Тис = 20 °C высокое.
При увеличении в аустените содержания марганца с 29 (Г29) до 49 мас.%
(Г49) оно уменьшается с 54 до 41% [22]. Относительное сужение, как и от-
носительное удлинение, в этих сталях колеблется в пределах от 50 до 80%
[7, 9. 22, 23].
Зависимость пластических свойств марганцевых сталей от температуры
испытания рассмотрим на примере метастабильной стали типа 40Х4П8Ф.
Эта сталь после закалки от 1050... 1200 °C имеет однофазную аустенитную
структуру, которая сохраняется при охлаждении до температуры жидкого
азота (Мн < -196 °C). В зависимости от температуры закалки величина зер-
на изменяется от 0.02-0,1 мм (температура закалки Т3 = 1050 °C) до
0,25-0,35 мм (Т3 = 1200 °C).
Небольшая (~6%) пластическая деформация аустенита при Тис = -70 °C
приводит к появлению одиночных и перекрывающихся дефектов упаковки
(пакетов ДУ), как правило, по двум плоскостям 1111 }у. При этом на элек-
тронограмме, кроме сетки рефлексов (112)у, наблюдаются вытянутые в оп-
ределенных направлениях экстра-рефлексы, смещенные на различную ве-
личину от основных. Эти дополнительные рефлексы соответствуют точ-
кам пересечения сферы отражения с протяженными тяжами <111>, прохо-
дящими через узлы обратной решетки [24]. С увеличением степени дефор-
мации число пакетов ДУ возрастает, а их протяженность и ширина умень-
шаются. В промежутках между первичными в большом количестве распо-
лагаются тонкие короткие вторичные пакеты. Наряду с пакетами ДУ в
аустените наблюдается большое количество дислокаций, сравнительно од-
нородно расположенных по объему зерна. В пакетах обнаружена тенден-
ция к расположению ДУ по двойниковому типу, что на электронограмме
проявляется в усилении интенсивности тяжей <111> вблизи двойниковых
отражений. При достижении степени деформации, близкой к разрушению
(—35%), в структуре стали наблюдали ферромагнитные кристаллы «-мар-
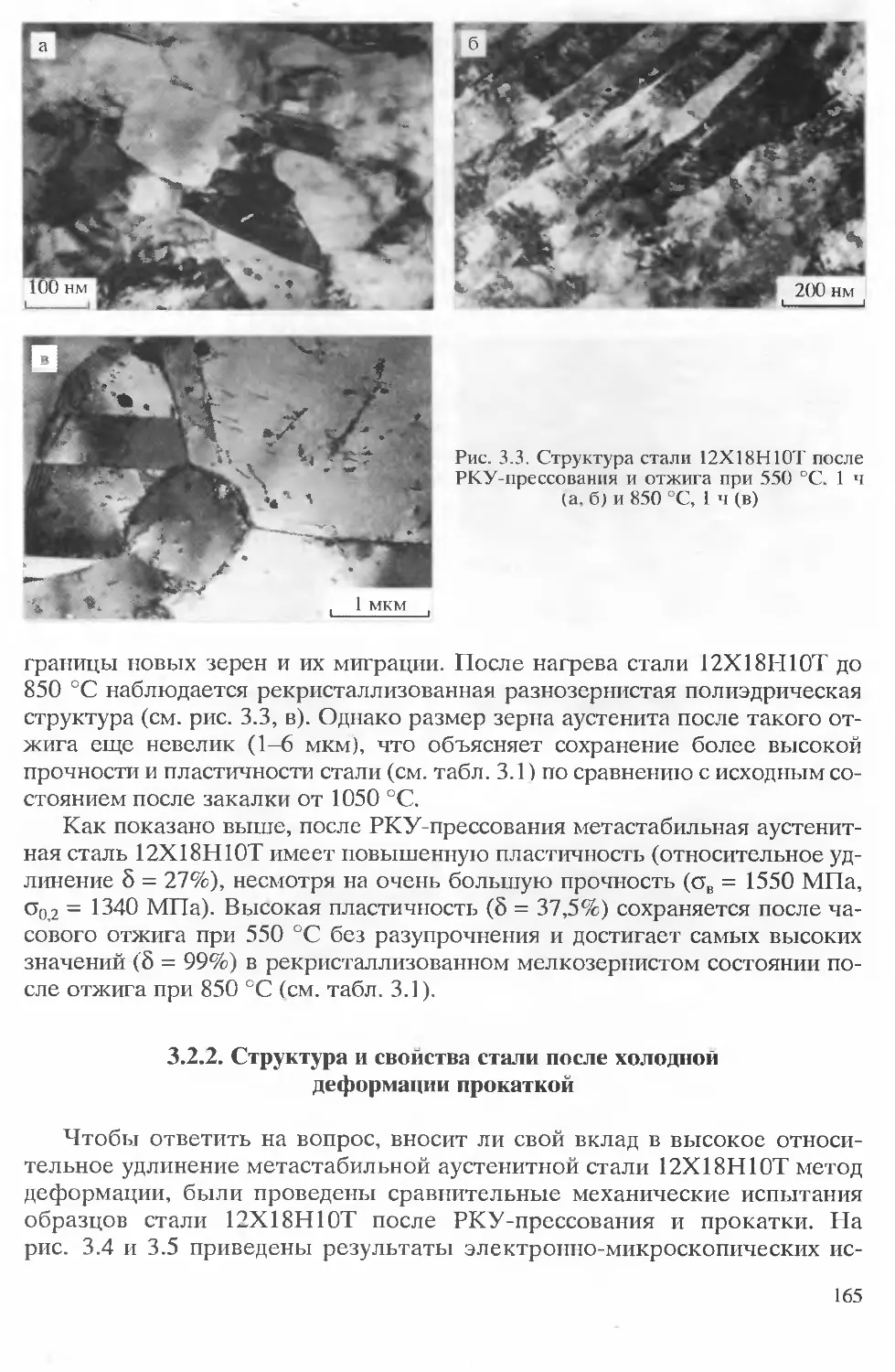
тенсита, пакеты деформационных двойников (ДД) и Е-мартенсита (рис. 1.4).
Кристаллы «-фазы, количество которой в разрушенных образцах достига-
ет -15%, имеют близкую к линзовидной форму с неровными границами.
Внутренняя структура а-мартенсита характеризуется высокой плотностью
дислокаций. Форма, тонкая структура и характер распределения кристал-
лов ct-мартенсита позволяют пред-
положить, что указанная фаза обра-
зуется непосредственно из аустени-
та, а не внутри пластин Е-мартенси-
та или на их пересечениях, как это
наблюдалось в работах, которые по-
дробно обсуждаются в [25].
Рис. 1.4. Структура марганцевой стали типа
40Х4Г18Ф после закалки и деформации на
35% при - 70 °C
13
Рис. 1.5. Дилатометрические кривые закаленных
(Т3 =1100 °C) аустенитных сталей:
1-9 - стали 40Г15Ф, 40Г18Ф, 40Х4Г18Ф, 50Х4Г18Ф, 40Х4Н4Г18Ф,
40X4116Г18Ф. 40Х4Н8Г18Ф, 60ХЗГ8Н8В и 60ХЗГ8Н8Ф соответственно
По мере повышения температуры растя-
жения от -70 до 20 °C мартенситные Е- и ос-
фазы исчезают и при Тис = 20 °C присутству-
ют только деформационные двойники.
Электронно-микроскопически присутствие
Е-мартенсита четко не выявляется [24].
Дальнейшее повышение температуры растя-
жения до 300 °C обеспечивает образование в
аустените ячеистой дислокационной струк-
туры и ДД встречаются редко.
Изменение химического состава сталей
типа 40Х4П8Ф существенно влияет на струк-
туру после растяжения. При этом легирова-
ние изменяли так, чтобы при охлаждении до
-196 °C аустенит не претерпевал мартенсит-
ного у —> (е, ос)-превращепия. Дополнитель-
ное легирование твердого раствора никелем
(от 4,1 до 8,4%) стабилизирует аустенит. Уже
при содержании никеля в количестве 5,35%
(40Х4Н6П8Ф) при Тис = -70 °C образуются только деформационные двой-
ники, а Е- и а-мартенсит не наблюдается [24]. В деформированном при 20 °C
аустените дислокации формируют развитую ячеистую структуру аналогич-
но той, которая наблюдается в материале без никеля при Тис = 300 °C.
Анализ литературы [26, 27] и выполнение структурных исследований
показывает, что скольжение и двойникование являются конкурирующими
процессами пластической деформации сталей с низкой ЭДУ. Когда разви-
тие пластической деформации скольжением затруднено, начинается дефор-
мация двойникованием. Дальнейшее уменьшение ЭДУ по мере снижения
Тис обусловливает появление Е-мартенсита (у —> ДД, е).
Коэффициент линейного расширения стали 40Х4Г18Ф заметно изменя-
ется при охлаждении (рис. 1.5, кривая 3), о чем свидетельствует перегиб на
дилатометрической кривой. Поэтому по аналогии с бинарными марганце-
выми сталями можно сделать вывод о магнитной перестройке парамагнит-
ного аустенита в антиферромагнитный [28]. Изменяя легирование стали
40Х4Г18Ф, можно повышать или снижать точку Нееля (см. рис. 1.5).
В закаленной стали 40Х4Г18Ф дилатометрический эффект Д1/1 и изме-
нение плотности Ар/р после цикла 20 —> 400 —> 20 °C возрастают с повыше-
нием степени деформации в процессе растяжения образцов при комнатной
температуре (рис. 1.6, кривая 3), что указывает на увеличение количества
двойников и Е-мартенсита при растяжении [24, 29]. Изменение степени ле-
гирования стали 40Х4Г18Ф существенно влияет на кинетику у —> (ДД, е)-
превращения при растяжении. При снижении в стали хрома (до 0%) количе-
14
Рис. 1.6. Зависимость дилатометрического эффекта
Д1/1. относительного изменения плотности Др/р (а) и
количества ос-фазы (б) в закаленных от 1100 °C ста-
лях от степени деформации D при Тис = 20 °C:
1-5 - стали 40Г15Ф. 40Г18Ф, 40Х4Г18Ф. 5ОХ4Г18Ф и 65Х4Г8Н8Ф
соответственно. Сплошные кривые - Д1/1, штриховые - Др/р
ство (ДД + е) увеличивается (ср. кривые 3
и 2), а уменьшение содержания марганца
(сталь 40Г15Ф) способствует возрастанию
(ДД + г) при малых степенях деформации
(кривые 1 и 2). Напротив, повышение ко-
личества углерода до 0,52% (сталь
50Х4Г18Ф) существенно снижает количе-
ство (ДД + е) (кривые 3 и 4). Сталь
65Х4Г8Н8Ф становится стабильной по
0 10 20 30 40 D, %
отношению к мартенситному превращению при растяжении (кривые 5 и 3).
Следует обратить внимание на то, что в стали 50Х4П8Ф по сравнению со
сталью 40Х4Г18Ф существенно меняется кинетика у —» (ДД, Е)-превраще-
ния (кривые 3 и 4), хотя конечное (после разрушения) количество пакетов
(ДД + е) в этих сталях практически одинаково.
Влияние температуры испытания Тис на ход зависимости дилатометри-
ческого эффекта от степени деформации проводили на сталях, содержащих
0,5 мас.% С, 4 мас.% Сг и марганца от 16,5 до 26 мас.% (табл. 1.2). Принимая
во внимание [30-32] и приведенные данные, можно сказать, что количество
ДД и £-фазы с повышением степени деформации меняется по кривой с мак-
симумом, а количество а-мартенсита монотонно возрастает. Снижение
температуры испытания смещает максимум кривой е = f(T) в направлении
меньших степеней деформации, при этом интенсивность у —> «-превраще-
ния увеличивается.
Уменьшение в стали содержания таких элементов, как углерод, марга-
нец и хром, эквивалентно по влиянию на стабильность аустенита снижению
температуры испытания, поскольку эти факторы одинаково влияют на
ЭДУ, а дефекты упаковки служат местами преимущественного зарождения
Е-мартенсита [26].
Изучение фазовых превращений в закаленных марганцевых сталях раз-
ными методами позволило установить следующую последовательность
структурных изменений при снижении температуры испытания: перерас-
пределение дислокаций с образованием ячеистой структуры; появление
одиночных и перекрывающихся ДУ, которые при определенной степени
упорядочения образуют деформационные двойники и Е-мартеисит; образо-
вание кристаллов сс-мартенсита, тонких ДД и Е-мартенсита на фоне равно-
мерно распределенных дислокаций.
Рассмотрим фрактографическую картину разрушения сталей. При Т11С =
= 300 °C наблюдали вязкое разрушение стали 40Х4Г18Ф. При понижении
температуры испытания до комнатной вязкий характер разрушения сохра-
няется. Следовательно, появление в аустените двойников не существенно
влияет на характер разрушения. При дальнейшем уменьшении Т„с разруше-
15
Таблица 1.2
Зависимость дилатометрического эффекта Д1/1 от степени деформации D
и температуры испытания Т|1С в закаленных от 1050 °C сталях типа 50Х4Г
Мп, мас.% т„с. °с D. % Д1/Ы0’ Мп. мас.% Т„ °C D, % Д1/1-10’
16,5 20 10 1.4 19,1 -20 10 0,8
16,5 20 20 2,3 19,1 -20 20 1,5
16,5 20 30 2,6 19,1 -20 30 1,8
18,0 20 10 0,5 19,1 200 10 0,1
18.0 20 20 1,0 19,1 200 20 0,2
18,0 20 30 1,5 19,1 200 30 0,4
19,1 400 30 0,0
19.1 20 10 0,2 26,0 20 10 0,1
19,1 20 20 0,6 26,0 20 20 0,2
19,1 20 30 0,9 26,0 20 30 0,3
ние становится смешанным (см. рис. 1.3, б) Уменьшение в стали 40Х4Г18Ф
количества хрома и марганца дестабилизирует аустенит, что равносильно
снижению температуры испытания. Поэтому в сталях 40Г15Ф и 40Г18Ф по-
следовательность изменения фрактографической картины разрушения ос-
тается такой же, как в стали 40Х4П8Ф, но образование смешанного излома
происходит при более высоких температурах Тис ~ 20 °C. Напротив, допол-
нительное легирование стали никелем смещает температуру охрупчивания
Тхр в область отрицательных значений. Так, в стали 40Х4Н8Г18Ф (8,4 мас.%
Ni) вязкое разрушение сохраняется до Тис= -196 °C.
Прочностные характеристики закаленных сталей понижаются с повы-
шением Тис (рис. 1.7). На временное сопротивление влияют два фактора:
разупрочнение аустенита при динамическом отдыхе и уменьшение количе-
ства ДД, е, определяемого по изменению Др/р, а также количества а-мар-
тенсита деформации, образующегося при растяжении. На предел текучести
действует только первый фактор. В качестве примера рассмотрим измене-
ние свойств трех сталей 40Х4Н6Г18Ф, 40Х4Г18Ф и 40Г15Ф. Предел текуче-
сти первых двух сталей при повышении Т11С от -70 до 20 °C снижается с 441
до 412 МПа. Временное сопротивление первой стали при -70 °C составляет
1029 МПа, а второй - 1250 МПа. Более высокое значение ов во втором слу-
чае обусловлено образованием ДД и мартенсита деформации. При -70 °C
разница указанных величин До составляет 221 МПа. При повышении тем-
пературы растяжения величина ов этих сталей уменьшается и при Тис = 20 °C
составляет 853 и 892 МПа соответственно, т. е. Дов = 39 МПа. В этом слу-
чае увеличение ов вызвано только появлением в аустените ДД. Более высо-
кое значение До при -70 °C обусловлено как большим количеством ДД, так
и присутствием в стали Е-мартенсита деформации. Из трех рассмотренных
сталей 40Г15Ф самая нестабильная: уже при Тис = 20 °C при растяжении в
ней наблюдаются ДД и мартенсит деформации, что позволяет получить са-
мое высокое значение ов = 980 МПа.
При увеличении Тис обнаруживается корреляция между уменьшением
количества деформационных двойников, е- и а-мартенсита, с одной сторо-
16
Рис. 1.7. Зависимость прочностных характеристик
(оП2. о,,), относительного изменения плотности
(Др/р), связанного с количеством пакетов (ДД + е),
количества сс-мартенсита (а), параметров пластич-
ности (8, 8С, 8р, \|/, \|/с, \|/р) от температуры испытания
при растяжении (схема):
Тк - комнатная температура, Тг - температура, выше которой при
растяжении образуются только деформационные двойники
ны, и снижением ов - с другой. В рассмот-
ренных сталях отмечали монотонное по-
вышение <j02 при снижении Тпс. Однако в
ряде работ [32, 33] наблюдали уменьше-
ние предела текучести в некоторой облас-
ти температур, обусловленное мартенсит-
ным у —> Е-превращением, незначительное
по сравнению с аналогичным явлением,
проявляющимся в никелевых сталях и описанным выше (при у —> «-превра-
щении можно наблюдать снижение о02 практически до нуля).
В марганцевых сталях, как и в никелевых, имеет место немонотонная
зависимость 8 = f(T„c). Так, в стали 40Х4Г18Ф при Т11С = 300 °C, когда дефор-
мация при растяжении протекает за счет скольжения дислокаций, величина
8 = 42%. При Т11С - 20 °C, кроме скольжения дислокаций, деформация осу-
ществляется и за счет двойникования, что повышает относительное удлине-
ние до 60%. Снижение Т11С до -70 °C обусловливает более интенсивное об-
разование ДД и Е-мартенсита, поэтому относительное удлинение снижается
до 39%. При Тпс = -70 °C в стали 40Х4Н6Г18Ф Е-мартенсит в структуре от-
сутствует и «относительное» удлинение возрастает до 47%. Следовательно,
появление Е-фазы снижает пластичность. Аналогичный вывод о влиянии
Е-фазы на пластичность сделан в работе [34], где исследовали сталь
50Х4Г20 (мас.%: 0,5 С; 4 Сг; 20 Мп). Авторы [34] считают, что пластины Е-
мартенсита вызывают концентрацию напряжений у границ зерен. В этих
местах образуются микротрещины, наблюдаемые в растровом электрон-
ном микроскопе. Роль у —> a-превращения в снижении пластичности менее
заметна. Однако в малоуглеродистых марганцевых сталях за счет у —> е-
превращения можно существенно повысить относительное удлинение [35].
В таких сталях на зависимости 8 = f(THC) иногда наблюдали два пика, один из
которых обусловлен у —> Е, а другой - у —> «-превращением [32, 33].
Другая характеристика пластичности - относительное сужение у - из-
меняется с температурой монотонно (см. рис. 1.7). При Тис = 300 °C уровень
\|/ в стали 40Х4Г18Ф очень высокий (80%). Снижение Тис до 20 °C обуслов-
ливает уменьшение относительного сужения до 55%, хотя излом остается
вязким, а меняются глубина и строение поверхности ячеек. При Т|1С = -70 °C
наблюдали смешанный излом, величина V = 40%. Отсутствие в структуре
стали 40Х4Н6П8Ф двойников и Е-фазы повышает уровень относительного
сужения до 55%. Аналогичную корреляцию между характером разрушения
и уровнем относительного удлинения наблюдали для других описанных
выше сталей.
17
Различие между зависимостями 8 = f(THC) и = f(Tllc) можно объяснить
следующим образом. Общее относительное удлинение б, которое можно
представить в виде суммы сосредоточенного удлинения 8С в шейке и равно-
мерного удлинения 8р, в метастабильных сталях определяется преимущест-
венно равномерной составляющей 8р (8С незначительно - см. рис. 1.7). На-
пример, при 20 °C в стали 40Х4П8Ф 8р = 50%, а 8С = 5%. Зависимость 8 =
= f(TlfC) немонотонна. Приведенное объяснение немонотонной зависимости
8 = f(Tl(C) по существу относится к 8р = f(Tnc). Зависимость 8С= f(Tllc) моно-
тонно снижается с уменьшением Тис, но ее вклад в общее значение относи-
тельного удлинения невелик. Поэтому общий ход функции 8р = f(T„c) и 8 =
= f(T„c) аналогичен.
Относительное сужение также представляет собой сумму двух состав-
ляющих: равномерной \|/р и сосредоточенной \|/с. Равномерные относитель-
ное удлинение и относительное сужение связаны между собой известными
формулами [36], поэтому зависимости 8р = f(T) и \/р - f(T„c) изменяются ана-
логично. При этом \ус = f(Tllc), как и 8С = f(TI1c), монотонно снижаются с
уменьшением температуры испытания. Однако между ними существует ко-
личественное различие. Сосредоточенная составляющая относительного
сужения, начиная с некоторой температуры Тг (см. рис. 1.7), возрастает на-
столько сильно, что несмотря на уменьшение \ур общее значение V сущест-
венно увеличивается. Это коррелирует с переходом от смешанного харак-
тера разрушения к вязкому. При Т„с > Тг в структуре деформированных ста-
лей мартенситные фазы отсутствуют и \j/c возрастает по мере уменьшения
количества деформационных двойников. Температура Тг может быть ниже
20 или выше комнатной температуры Тк в зависимости от легирования аус-
тенита, т. е. от его стабильности. Соотношение температур Тк и Тг опреде-
ляет в основном уровень пластичности сталей.
При сопоставлении температурных зависимостей ов, о02, 8, в никеле-
вых и марганцевых сталях обнаружены следующие закономерности. Во
всех сталях при снижении Тис прочностные свойства возрастают. Однако
одновременное повышение прочности и относительного удлинения в пер-
вом случае обусловлено развитием мартенситного у —> ос-превращения, во
втором - деформационным двойникованием, а в практически безуглероди-
стых сталях - мартенситными превращениями у —> (е, ос). Отсутствие корре-
ляции между зависимостями 8 = f(THC) и ху = f(T„c) обусловлено во всех ста-
лях неодинаковым вкладом равномерных и сосредоточенных составляю-
щих в общее значение величин 8 и Однако, если в никелевых сталях
уменьшение \|/с, связанное с появлением мартенсита деформации при сни-
жении Тис, полностью компенсируется увеличением \/р (и в широком интер-
вале температур испытания общее относительное сужение остается прак-
тически постоянным), то в марганцевых сталях ус снижается сильнее, чем
возрастает ур, и общее значение уменьшается.
Высокий уровень значений общего относительного сужения и сравни-
тельно небольшое уменьшение в никелевых сталях обусловлены доста-
точно высокой пластичностью мартенситных кристаллов, что проявляется,
в частности, в вязком характере разрушения образцов. Более низкий уро-
вень \|/ при Тис < Тк и сильное уменьшение \|/с в углеродистых марганцевых
18
Таблица 1.3
Ударная вязкость KCU и изменение плотности Др/р в изломе закаленных
аустенитных сталей при разных температурах испытания Тис
т °C 1 ИС’ KCU. МДж/м2 Др/р-1 о4 Т °C 1 ИС’ KCU. МДж/м2 Др/р-1 о4
Сталь 50Х4П8Ф Сталь 60ХЗГ8Н8Ф
300 2,5 0 20 2,6 0
20 2,5 2 -20 2,4 0
0 2,3 12 -70 2,2 2
-20 1,9 15 -196 1,1 10
-30 1,4 — Сталь 40Х4Н8П8Ф
-50 1,2 20 20 2,7 0
-100 1,0 24 -50 1,8 0
-196 0,5 25 -196 1,6 0
сталях коррелирует с хрупким разрушением мартенситных кристаллов.
При этом некоторые исследователи [34, 37] считают, что влияние Е-мартен-
сита на хрупкость стали более существенно, чем а-мартенсита, поскольку
пластины Е-фазы вызывают большую концентрацию напряжений, особен-
но у границ зерен, которые задерживают рост этих пластин.
Заслуживает внимания утверждение авторов [38] о том, что межатом-
ная связь в марганцевом мартенсите локализуется сильнее, чем в никеле-
вом. Это проявление ковалентности связи в решетке мартенсита может
быть одной из причин его повышенной склонности к хладноломкости, хотя
следует заметить, что указанная работа выполнена на сталях с содержани-
ем марганца менее 10%.
Влияние стабильности аустенита на ударную вязкость закаленной
от 1100 °C углеродистой марганцевой стали типа 40Х4П8Ф рассмотрено в
работе [39]. При комнатной температуре сталь разрушается вязко. При сни-
жении Т11С вязкое разрушение заменяется смешанным и уровень вязкости
уменьшается, по-видимому, из-за хрупкости Е-мартенсита деформации.
В закаленной стали 60Х4Г8Н8Ф наблюдали аналогишзую корреляцию
между характером разрушения и ударной вязкостью (табл. 1.3). Уменьше-
ние ударной вязкости происходит по той же причине, что и в стали
40Х4П8Ф. В стабильной стали 40Х4Н8П8Ф хрупкого разрушения зерен не
наблюдали. Поэтому уровень ударной вязкости этой стали выше, чем в ме-
тастабильных сталях 40Х4П8Ф и 6ОХЗГ8Н8Ф при всех температурах испы-
тания (см. табл. 1.3).
В заключение, учитывая работы [40-44], отметим, что при комнатной
температуре закаленные аустенитные стали имеют высокий уровень пла-
стических свойств и ударной вязкости. Применение таких сталей при по-
ниженных температурах может осложниться из-за снижения этих харак-
теристик, особенно в сталях на марганцевой основе. Снижение пластично-
сти и вязкости аустенита при низких температурах вызвано несколькими
причинами: 1) хрупкостью мартенситных кристаллов, образующихся при
у —> (е, а)-превращении в процессе испытания; 2) изменением магнитной
19
структуры аустенита; 3) увеличением ковалентной составляющей в меж-
атомных силах связи; 4) влиянием нерастворившихся при закалке второй
фазы (как правило, карбидов).
Аустенитные закаленные стали при комнатной температуре имеют по-
ниженную прочность. Наибольший предел текучести аустенитных сталей с
твердорастворным упрочнением достигает 500 МПа (высокоазотистый
аустенит не рассматривается). Этот уровень во многих практически важных
случаях не удовлетворяет запросы промышленности. Поэтому аустенитные
стали упрочняются термическими и термомеханическими методами, о ко-
торых речь пойдет ниже.
1.3. АЗОТСОДЕРЖАЩИЕ АУСТЕНИТНЫЕ СТАЛИ
1.3.1. Физико-механические свойства при комнатной температуре
Введение в железо атомов других химических элементов увеличивает
его предел текучести [6, 45, 46]. Рост предела текучести сталей происходит
линейно по мере увеличения в твердом растворе содержания легирующих
элементов (см. рис. 1.1) [6]. Как видно, наиболее эффективно его упрочня-
ет азот, поэтому ему в настоящем разделе будет уделено основное внима-
ние. Исследованиям сталей, содержащим азот, посвящено много работ
(см., например, [9, 47-53]). Показано, что даже сравнительно небольшое
увеличение количества азота в твердом растворе приводит к повышению
прочностных свойств. Например, в закаленных от 1050 °C сталях
18Cr-10Ni, 18Cr-14Ni-3Mo, 20Cr-12Ni-10Mn-3Mo изменение содержания
азота от 0,05 до 0,35 мас.% повышает предел текучести о02 линейно - с 200
до 400 МПа и предел прочности О,. - с 550 до 700 МПа [51]. При этом отно-
сительное удлинение 5 снижается с 55 до 40%, относительное сужение \|/ -
с 75 до 65%, т. е. пластические свойства сохраняют достаточно высокий
уровень значений.
Повышение прочности аустенитных сталей при введении азота связано
со значительными статическими искажениями кристаллической решетки и
изменениями параметров его тонкой кристаллической структуры. С увели-
чением концентрации азота в у-твердом растворе возрастают параметры
кристаллической решетки, снижается энергия дефектов упаковки (ЭДУ),
наблюдается тенденция к изменению блоков мозаичной структуры и повы-
шению уровня микроискажений [9].
Причина разного влияния углерода и азота заключается в различии эле-
ктронного обмена между атомами этих межузельных элементов и атомами
железа. В отличие от углерода, легирование сталей азотом увеличивает
концентрацию электронов проводимости, т. е. усиливает металлический ха-
рактер межатомного взаимодействия [52]. Повышение содержания углеро-
да мало влияет на концентрацию электронов проводимости, что свидетель-
ствует о преимущественном вкладе его электронов в состояние d-полосы
железа ниже уровня Ферми и в формирование ковалентных межатомных
связей. Атомы азота, в отличие от атомов углерода, мигрируют в кристал-
лической решетке в сопровождении облака электронов проводимости, ло-
20
калыю изменяя характер межатомного взаимодействия [52]. Мессбауэров-
ские исследования обнаруживают принципиальные отличия в распределе-
нии атомов углерода и азота в ГЦК-железе: атомы углерода в Fe-C-бинар-
ных сплавах образуют кластеры, а в Fe-N-твердых растворах атомы азота
склонны к ближнему упорядочению [52]. Распределение атомов в аустени-
те наследуется при мартенситном превращении.
Азот неоднозначно влияет на ЭДУ сплава, т. е. на расщепление дисло-
каций, что, в свою очередь, отражается на механических свойствах твердо-
го раствора. Многочисленные экспериментальные данные о влиянии азота
на ЭДУ характеризуются значительным разбросом. Это влияние, видимо,
зависит от базового состава твердого раствора и до сих пор остается пред-
метом дискуссии.
Неподвижные атомы азота сильнее блокируют дислокации в аустенит-
ной стали, чем атомы углерода. В атмосферах атомов азота вокруг дисло-
каций локально увеличивается металлический характер межатомного взаи-
модействия, в то время как атмосферы атомов углерода усиливают кова-
лентные межатомные связи [52]. Замена первого взаимодействия вторым
приводит к охрупчиванию материала.
В [52] приведены зависимости предела текучести от размеров зерна в
аустенитных сталях, легированных углеродом и азотом. Из анализа указан-
ных зависимостей следует, что зернограничное упрочнение азотом превы-
шает таковое для углерода. Следовательно, легирование аустенитных ста-
лей азотом повышает коэффициент к в уравнении Холла-Петча (о02 = о0 +
+ kd~l/2, где d - размер зерна) сильнее, чем при легировании углеродом.
Первые работы по применению азота в качестве легирующего эле-
мента были опубликованы в 1938 г. (СССР, Германия) [53]. Выплавка ста-
лей велась при атмосферном давлении, поэтому полученные в твердом
растворе концентрации азота были незначительными, что и определяло
небольшое увеличение прочностных свойств. Второе «рождение» азота
как легирующего элемента произошло в некоторых странах при проведе-
нии плавок под повышенным давлением [53]. Это позволило обеспечить в
сплавах высокие концентрации азота и получать так называемые высоко-
азотистые стали (ВАС). В этих сталях концентрация азота выше его нор-
мальной растворимости. Доказано, что ВАС обладают на 30-150% более
высокими прочностными свойствами, чем безазотистые аналоги почти
всех классов сталей. Полная или частичная замена азотом Ni, Mo, V, Nb,
Со - это, по-видимому, эффективный подход к созданию новых материа-
лов. Применение ВАС позволяет значительно уменьшить расход дорогих
химических элементов, что обусловливает снижение стоимости сплавов.
Сравнительно недавно было показано канцерогенное влияние на орга-
низм человека марганца и никеля. Замена их азотом позволяет получать
экологически чистые изделия для использования в быту и пищевой про-
мышленности. В табл. 1.4 в качестве примера показаны механические
свойства высокоазотистых сталей. Чем больше в материале азота, тем
выше прочностные свойства (о02и Ов). Так, ВАС, содержащая 0,726% N,
имеет предел текучести, который практически в 2 раза превышает анало-
гичную характеристику в безазотистой стали. При этом относительное
21
Таблица 1.4 [53]
Химический состав, мас.%, и механические свойства азотистых сталей
после закалки (1100 °C, вода)
Сталь 0(1.2 oR 85 V кси.
МПа % МДж/м2
06Х18АГ12 0,05 12,8 18,0 0,414 Ост. 500 800 45 75 1,4
06Х18АГ12 0,05 12,0 18,0 0,640 Ост. 760 1100 38 62 U
06Х18АГ12 0,08 12,8 18,8 0,726 Ост. 788 1300 42 40 1,1
Таблица 1.5 [53]
Химический состав, мас.%, и механические свойства проволоки из азотсодержащих
аустенитных сталей (холодная деформация волочением)
N С Мп Сг Мо 0(1.2 Ов 8, %
м Па
1,02 0,06 18,4 17,5 2,08 2095 2095 6,2
0,59 0,08 18,0 17,8 0,13 1920 1930 8,2
0,39 0,01 20,2 14,0 0,14 1480 1560 7,9
удлинение 5, относительное сужение V и ударная вязкость KCU имеют до-
статочно высокие значения.
Характерной особенностью немагнитных ВАС является их высокая
упрочняемость при холодной пластической деформации, обусловленная
низким уровнем ЭДУ [46]. Например, в стали Х12Г18А (с 1 мас.% азота)
после закалки механические свойства имеют следующие значения: <5„ =
= 1020 МПа, <502 = 750 МПа, 5 = 50%, = 63%. Уже после небольшой хо-
лодной деформации (е = 10%) прочностные свойства заметно увеличива-
ются (<5В = 1140 МПа, <502 = 1000 МПа), а пластические характеристики ме-
няются незначительно (5 = 44%, \|/ = 60%). Увеличение степени деформа-
ции до 20% позволяет получить еще более высокие механические свойст-
ва: <5В = 1350 МПа, <502 = 1280 МПа, 5 = 27%, \|/ = 58%. Сильно упрочняет-
ся ВАС после холодной деформации волочением (табл. 1.5). Видно, что
при волочении прочностные свойства существенно возрастают с увеличе-
нием количества азота в твердом растворе.
1.3.2. Физико-механические свойства при низких температурах
Механические свойства закаленных азотистых сталей. Известно явле-
ние аномально высокого упрочнения азотсодержащих аустенитных сталей
в криогенной области температур. Относительно причин такого поведения
азотистого аустенита в литературе существует несколько мнений. Пикке-
ринг [54] объясняет его снижением энергии дефектов упаковки аустенита
при легировании азотом, что приводит к большому взаимодействию дисло-
каций и эффектам взаимного торможения. Авторы [55] видят причины рез-
кой температурной зависимости таких сталей в особенностях их дислокаци-
22
Таблица 1 6
Химический состав исследоиаппых сталей, мас.%
Сталь С N Мп Ni Сг Мо V
10Х18АГ18 0,07 0,49 21,0 — 17,6 — —
1ОХ18АГ18Н5МФ 0,09 0,41 19,0 4,9 16,4 1,6 1,3
Г20Н10 0,07 - 21,1 10,2 - - -
онной структуры упрочнение определяется сильным взаимодействием
между ядром дислокации и атомами элементов внедрения. Вместе с тем из-
вестно, что аустенитные стали на железомарганцевой основе способны пре-
терпевать магнитный переход парамагнетика в аптиферромагнетик, и это
оказывает существенное влияние на физические [56-60] и механические
[60-63] свойства материала. Более того, при некоторой температуре Тх в
антиферромагнитном аустените возможен еще один фазовый переход,
сопровождающийся структурной перестройкой кристаллической решетки
ГЦК -> ГЦТ [64-66].
Исследовали стали, химический состав которых приведен в табл. 1.6.
Дополнительное легирование стали 1ОХ18АГ18 никелем повышает ста-
бильность аустенита относительно образования мартенсита деформации и
предотвращает появление 5-феррита в структуре при одновременном вве-
дении молибдена и ванадия. Наличие в твердом растворе последних элемен-
тов делает возможным дисперсионное твердение и деформационное старе-
ние. Аустенитный сплав Г20Н10 взят в качестве аналога, близкого по кри-
сталлической и магнитной структуре к двум первым сталям (см. табл. 1.6),
но отличающийся от них отсутствием азота.
Все исследования проводили на образцах, подвергнутых изотермической
выдержке при 1100 °C в течение 2 ч с последующим охлаждением в воде. Ме-
таллографическая структура закаленных сталей представляла собой полиэд-
рические зерна с многочисленными двойниками отжига, что свидетельствует
о низкой величине энергии дефектов упаковки аустенита. Дилатометричес-
кие измерения показали, что аустенит исследуемых сталей стабилен по отно-
шению к мартенситному у —> е, «-превращению при охлаждении до -196 °C.
Однако на дилатометрической кривой стали 10X18АП 8 обнаружен мини-
мум, который располагается чуть ниже комнатной температуры (рис. 1.8,
кривая 2). В сталях 10Х18АГ18Н5МФ и Г20Н10 форма дилатометрических
кривых подобна, а минимумы сдвинуты в сторону отрицательных температур
(см. рис. 1.8, кривые 3, 4 соответственно). Эти эффекты обратимы при изме-
нении температуры в пределах - 196...500 °C. Известно [67, 68], что такими
дилатометрическими аномалиями в Fe-Mn-сплавах сопровождается переход
парамагнитного аустенита в антиферромагнитный.
При мессбауэровских исследованиях (рис. 1.9) о наличии перехода пара-
магнетик-антиферромагнетик в данных сталях свидетельствуют кривые
температурного сканирования N(T). Они имеют перегиб при температуре
Нееля TN Установлено, что в стали 1ОХ18АГ18 величина TN составляет
-10 °C. Анализ температурной зависимости параметров С (среднего изо-
мерного сдвига), S (интегральной интенсивности поглощения), Гр (ширины
23
Рис. 1.8. Дилатометрические кривые исследуемых сталей
в интервале температур (-196. ..500 °C):
1 - сталь 1ОХ18АГ18, закалка от 1100 °C. деформация на 50% при 20°C;
2 - 1ОХ18АГ18, 1100°С;3- 1ОХ18АГ18Н5МФ, 1100 °C: 4 - сплав Г20Н10,
1100”С
линии эффективного магнитного поля) и ре-
зультатов температурного сканирования N(T)
в стали 1ОХ18АГ18 показывает, что вблизи
некоторой температуры Т ~ Тх < TN) наблюда-
ется отклонение от регулярного хода указан-
ных кривых (см. рис. 1.9). Аномальное поведе-
ние зависимостей С(Т), f'(T), N(T) и Гр(Т)
вблизи одной температуры может свидетель-
ствовать о том, что при охлаждении сплавов
ниже Тх ==-100 °C в антиферромагнитном ау-
стените изменяется магнитный порядок.
Падение изомерного сдвига С и вероятности эффекта Мессбауэра f, на-
блюдаемое вблизи Тх, свойственно фазовым переходам первого рода [69,
70]. Аномалия зависимостей N(T) и Гр(Т) свидетельствует о возможном из-
менении симметрии магнитной структуры [66, 76]. Дополнительное легиро-
вание стали 1ОХ18АГ18 никелем, молибденом и ванадием (сталь
10Х18АГ18Н5МФ) принципиально не изменяет зависимости С(Т), N(T),
Гр(Т), хотя можно отметить некоторые особенности: температура Нееля
сместилась в сторону более низких температур (от -10 до -50 °C), точке
Тх =-100 °C не соответствует скачкообразное изменение параметров, по-
ведение С и Гр в окрестностях Тх характеризуется изменением наклона за-
висимостей от температуры, т. е. скачком первых производных параметров.
В безазотистой стали Г20Н10, по мессбауэровским данным, наблюдается
только переход парамагнетик-антиферромагнетик.
Для изучения кристаллической структуры аустенита ниже температуры
Тх проводили рентгенографическое исследование стали 1ОХ18АГ18. При
понижении температуры от 20 до -90 °C и ниже -НО °C интенсивность ди-
фрагированных рентгеновских лучей повышается (рис. 1.10, кривая 1), ши-
рина рентгеновского максимума уменьшается (кривая 2). Такое изменение
характеристик брэгговских отражений обусловлено уменьшением амплиту-
ды тепловых колебаний атомов из положения равновесия. При -90.. .-100 °C
наблюдается изменение брэгговских от-
ражений: линия (311)у уширяется и интен-
сивность падает, нарушается линейная за-
висимость параметра кристаллической
решетки аустенита (рис. 1.10, кривая 3).
Рис. 1.9. Зависимость параметров ЯГР спектров
стали 10Х18АГ18 от температуры:
1 - ширина линии Гр распределения эффективного магнитного
поля Р(Н); 2 - средний изомерный сдвиг С; 3 - интегральная
интенсивность поглощения S
24
Рис. 1.10. Параметры рентгеновской дифракцион-
ной линии (311 )у стали 10Х18АГ18 в интервале
температур-170...20 °C:
1 - приведенная к 20 °C интенсивность 1т/12П«с; 2 - приведенная к
20 °C ширина Д6г/Д9?о-6 3 - параметр кристаллической решетки а
-150 -100 -50 Т, °C
Подобные аномалии картины рентгенов-
ской дифракции указывают на возраста-
ние статических искажений и развитие ре-
шеточной неустойчивости ГЦК-фазы [71],
связанных с переходом через точку Т%. Для
идентификации этих искажений были по-
строены зависимости экспериментальных значений параметра кристалличе-
ской решетки а от функции Нельсона-Райли = l/2[cos20/sin0 + cos2 0/0] для
температур 20 и -170 °C. При 20 °C значения параметра а, рассчитанные по
линиям (220)г (311 )у и (222)у, укладываются на прямую, что типично для ку-
бических кристаллов. При -170 °C, т. е. ниже температурного интервала ре-
шеточной неустойчивости, зависимость а от S, не является прямой линией, что
качественно свидетельствует о понижении симметрии кристаллической ре-
шетки [72]. Значение параметра, рассчитанное по линии (311)у, располагает-
ся ниже, а рассчитанное по линии (220)у - выше линии, проведенной через
точку, соответствующую линии (222)р параллельно прямой для комнатной
температуры. Такое смещение рентгеновских максимумов, как и наблюдае-
мое ранее [71] на бинарном сплаве Fe-37% Мп, трактуется как тетрагональ-
ное искажение ГЦК-решетки аустенита с отношением осей с/а> 1.
Результаты измерения амплитудно-независимого внутреннего трения
подтверждают предположение о протекании двух фазовых переходов при
охлаждении исследуемых сталей (рис. 1.11). Логарифмический декремент
затухания Q_] имеет максимум в окрестности точки Нееля, после чего зна-
чения Q_, последовательно уменьшаются до 1-2 единиц. Модуль нормальной
упругости Е меняется более сложным образом. В интервале 300...-100 °C
температурная зависимость модуля Юнга определяется линейной функци-
ей. При приближении к комнатной температуре зависимость Е = f(T) стано-
вится более пологой, и при Т = -10 °C происходит более резкое снижение
модуля Юнга: наблюдается ДЕ-эффект, подобный описанным ранее для
сплавов на железомарганцевой основе [68, 73]. Нормальное изменение Е
-100 0 100 200 300 Т, °C
при температурах выше TN в стали
1ОХ18АГ18 составляет 100 МПа/град, что
типично для сплавов Fe-Mn, Fe-Mn-Ni,
Fe-Mn-Cr. Результаты измерения модуля
нормальной упругости стали 1ОХ18АГ18
согласуются с данными работы [73]. В би-
нарном сплаве Г20 величина ДЕ составля-
Рис. 1.11. Зависимость модуля Юнга Е и логариф-
мического декремента затухания Q_, стали
10X18 АГ 18 от температуры
25
ет 45-103 МПа, а при добавлении 12% Сг уменьшается до 8103 МПа. В ста-
ли, содержащей 18% Сг, величина ДЕ составляет 2-103 МПа. После спада
при TN линейный характер зависимости Е = f(T) восстанавливается в корот-
ком интервале температур 100...-80 °C.
При дальнейшем охлаждении значения Е вновь не пропорциональны Т.
Такое изменение Е коррелирует с описанными выше мессбауэровскими и
рентгеновскими аномалиями и свидетельствует о протекании двух фазовых
переходов ниже TN и Ту. Для стареющей стали 1ОХ18АГ18Н5МФ темпера-
турная зависимость модуля упругости качественно похожа, причем темпе-
ратура второй аномалии также равна -100 °C.
Предыдущие экспериментальные результаты описывали обратимые
изменения структуры исследуемых сталей при охлаждении и нагреве в диа-
пазоне 300.. .-196 °C. Ниже речь пойдет о поведении материала под нагруз-
кой при деформации растяжением. Наблюдается резкая температурная за-
висимость временного сопротивления G„ и предела текучести <502 в азотсо-
держащих сталях 1ОХ18АГ18 и 1ОХ18АГ18Н5МФ. Изменение предела те-
кучести будем характеризовать коэффициентом К = Да02/ЛТ (До0 2 _ изме-
нение предела текучести в определенном температурном интервале ДТ).
Этот коэффициент различен в интервалах температур: 600...200; 200...0;
0...-100; -100...-196 °C. Для указанных температурных интервалов вели-
чина К равна соответственно 0,25; 0,75; 3,5 и 4,0 МПа/град. Наряду с рез-
ким увеличением коэффициента К в области отрицательных температур
необходимо отметить высокий уровень предела текучести при -196 °C,
равный 1200 МПа. Пластичность с температурой испытания меняется не-
монотонно (рис. 1.12, а). Относительное удлинение 8 и относительное су-
жение \|/ максимальны при 20...-100 °C. При температурах выше 400 °C и
ниже -100 °C пластические свойства стали 1ОХ18АГ18 резко снижаются.
Механические свойства стали 1ОХ18АГ18Н5МФ при изменении темпера-
туры меняются аналогичным образом, но уровень пластических свойств
при -196 °C во второй стали существенно выше (8 = 35%,
\|/ = 44%). Предел текучести сплава Г20Н10 (рис. 1.12, б) в интервале тем-
ператур -196...400 °C меняется незначительно и интенсивность его изме-
нения составляет 0,01-0,02 МПа/град. Зато относительное удлинение это-
го сплава ниже 0 °C не только не снижается, как в азотистых сталях, а на-
против, возрастает. Временное сопротивление и относительное удлинение
существенно увеличиваются благодаря мартенситному превращению, про-
текающему при напряжениях <5 > о02. При испытании механических
свойств в исследуемых сталях развиваются сдвиговые превращения по схе-
ме у —> ДД -> е, характерной для железомарганцевых сталей, о чем свиде-
тельствует наличие дилатометрического эффекта Д1/1 [73]. Типичный вид
дилатометрической кривой деформированного образца показан на рис. 1.8,
кривая 1. О полноте развития у-» ДД —-> е-перехода судили по величине Д1/1
[73], приведенной в табл. 1.7. Полнота превращения увеличивается с рос-
том степени деформации при постоянной температуре и с понижением
температуры испытания при растяжении до фиксированной степени. Из
представленных данных следует также, что в стали 10Х18АГ18 мартенсит-
ное превращение развивается значительно интенсивнее, чем в стали
26
Рис. 1.12. Зависимость механических свойств сталей от температуры:
а - 10Х18АГ18 (о, х, А, □); 1ОХ18АГ18Н5МФ (•,+, А, ); б - Г20Н10
10X18 АГ18Н5МФ. В частности, значения Д1/1 после растяжения на 6% при
-196 °C составляют соответственно 0,9-10-3 и 0,35-10-3. Аустенит сплава
Г20Н10 также метастабилен относительно образования деформационных
двойников и е-фазы при растяжении, что подтверждается наличием не-
обратимого дилатометрического эффекта в деформированных образцах.
Разрушение сталей 1ОХ18АГ18 и 1ОХ18АГ8Н5МФ при комнатной тем-
пературе происходит по телу зерна путем зарождения и слияния микропор
и приводит к формированию равноосных ямок на поверхности разрушения.
В первой стали процесс разрушения малоэнергоемок, о чем свидетельству-
ет небольшая глубина ямок (рис. 1.13, а). Во второй стали чашечки глубже
и крупнее, встречаются небольшие участки квазискола (рис. 1.13, б). Разли-
чия в разрушении двух сталей, несущественные при 20 °C, усиливаются по
мере понижения температуры испытания. При -196 °C в стали 1ОХ18АГ18
трещина распространяется преимущественно по границам зерен, самым ти-
шшным элементом на фрактограмме является скол (рис. 1.13, в). Не более
2)% площади излома занимает квазискол, фасетки которого окружены
мелкими ямками (рис. 1.13, г). В стали 1ОХ18АГ18Н5МФ характер излома
практически не меняется по сравнению с комнатной температурой, но не-
сколько возрастает доля квазискола.
Относительно причин изменения механических свойств сталей, содер-
жащих азот, можно высказать следующие соображения. Величина предела
текучести в интервале 200...600 °C обусловлена двумя факторами: раз-
"трэчнением матрицы с повышением температуры растяжения и деформа-
27
Таблица 1.7
Величина дилатометрического эффекта AI/I сталей, деформированных растяжением
Сталь Темпера- тура де- форма- ции, °C Степень дефор- мации, % Д1/1Ю' Сталь Темпера- тура де- форма- ции, °C Степень дефор- мации,, % Д1/1 10'
10Х18АГ18 20 6 0,29 1ОХ18АГ18Н5МФ 20 6 0,17
1ОХ18АГ18 20 30 0,65 1ОХ18АГ18Н5МФ 20 38 0.47
10Х18АГ18 20 50 1,18 10Х18АГ18Н5МФ -196 6 0,35
10Х18АГ18 -196 6 0,91 10Х18АГ18Н5МФ -196 22 0,97
Таблица 1.8
Пределы текучести и коэффициенты К = Дстп-2/ДТ закаленных марганцевых сталей
Сталь. TN. °C т„„. °C о(12, МПа дт. °C К, МПа/град
75Г2О* -196 750 -196...20 1.6
40 °C -90 430
20 370 20...200 0,3
100 340
200 310
26Г20ФМ* -196 670 -196...20 1,4
40 °C -90 500
20 380 20...200 0,7
100 310
200 250
73Г20ФМ* -196 1100 -196...20 2,5
50 °C -90 750
20 580 20...200 0,7
100 500
200 440
10Х18АГ18 -196 1200 -196...-100 4,4
-10 °C -100 770 -100...TN 3,5
-10 550 Tn...200 1,1
200 300 200...800 0,25
800 150
10Х18АГ18Н5МФ -196 1160 -196...-100 4,0
-40 °C -100 770 -100...TN 3,3
-40 650 Tn...200 1,5
200 270 200...800 0,1
800 210
Данные работы (63].
Рис. 1.13. Фрактограммы сталей (разрушение при растяжении), Х1000:
- сТиЛЬ 10Х18АГ18, разрушение при 20 °C; б - сталь 1ОХ18АГ18Н5МФ (20 °C); в, г - сталь 10Х18АГ18. разрушение
при -196 °C
ционным старением, которое, возможно, происходит за счет появления клас-
теров, содержащих хром и азот, и увеличивает предел текучести. Эффект де-
формационного старения на стали близкого состава (0,09% С; 0,43-0,59% N;
18.9% Мп; 18,7% Сг) наблюдали ранее [74]. О протекании деформационно-
? о старения свидетельствует также изменение пластичности: 5 и сущест-
венно уменьшаются с возрастанием температуры выше 400 °C. Плавное
уменьшение предела текучести вызвано преобладанием первого фактора.
При температурах 200...0 °C деформационное старение отсутствует и ха-
рактеристики пластичности остаются неизменными. При понижении тем-
пе; натуры испытания увеличивается о0 2. Резкое упрочнение азотистого аус-
тенита в криогенной области температур принято связывать с сильным тер-
пением дислокаций атомами азота. Это утверждение согласуется с дан-
яы ми работы [75], в которой установлено, что энтальпия связи атомов азо-
с дислокациями в аустените очень велика, превышает аналогичную ха-
рактеристику для углеродных атомов и сопоставима с энтальпией связи
примесей внедрения с дислокациями в a-железе. По нашему мнению, дан-
- е обстоятельство, безусловно, влияет на формирование прочностных ха-
р ктеристик азотистых сталей, но обусловливает, вероятнее всего, абсо-
29
лютный высокий уровень значений ст,, и (Т02, а не увеличение скорости изме-
нения предела текучести с понижением температуры (изменение наклона
зависимости <т02 - Т).
Важными для упрочнения этих материалов представляются особеннос-
ти электронной структуры аустенита при легировании азотом, роль кото-
рой особенно велика при низких температурах, когда тепловые колебания
затухают и решающее значение приобретает форма и высота барьеров
Пайерлса [76]. Кроме того, необходимо принять во внимание фазовые пре-
вращения, происходящие при охлаждении азотистого аустенита (без нагруз-
ки, до начала движения дислокаций). В частности, существенным фактором
упрочнения исследуемых сталей может служить магнитный переход в точ-
ке Нееля. Перегиб на температурной зависимости прочностных свойств
сталей 10Х18АГ18 и 10Х18АГ18Н5МФ совпадает с температурой магнит-
ного упорядочения. Ранее подобная корреляция была установлена для би-
нарных и углеродистых железомарганцевых сталей аустенитного класса,
претерпевающих превращение парамагнетик - антиферромагпетик. Сопос-
тавим их механические свойства со свойствами исследуемых сталей, вос-
пользовавшись данными работы [63] (табл. 1.8).
Для бинарных сплавов железа с 32-36% Мп, не содержащих элемента
внедрения, характерна слабая температурная зависимость предела текучес-
ти [63], коэффициент Кп = До02/ДТ в парамагнитном состоянии составляет
0,1-0,17 МПа/град и незначительно возрастает при антиферромагнитном
упорядочении (Ка = 0,5 МПа/град). В исследованном нами сплаве Г20Н10
коэффициенты К„ и Ка еще ниже и равны 0,01 и 0,02 МПа/град соответст-
венно. Легирование углеродом в количестве 0,26-0,75 мас.% приводит к
увеличению значений К, причем более существенному в области темпера-
тур антиферромагнитного состояния. В зависимости от химического соста-
ва углеродистых сталей величина К меняется от 1,4 до 2,5 МПа/град. Уве-
личение коэффициента ниже температуры TN объяснено [63] с помощью
представлений о «магнитодисперсионном твердении». Области с различ-
ным атомным окружением имеют разную температуру антиферромагнит-
ного упорядочения. Вблизи TN существуют гетерогенная магнитная струк-
тура и связанные с ней упругие искажения, возникающие из-за разницы в
величине коэффициента линейного расширения пара- и антиферромагнит-
ных областей. Предел текучести постепенно повышается при удалении от
TN за счет монотонного увеличения упругих искажений вокруг обогащен-
ных железом кластеров. В рамках такой модели магнитодисперсионного
твердения укладывается изменение о02 бинарных сплавов Г32, Г36, а также
сплава Г20Н10. Для углеродистых сталей, в которых величина Ка возраста-
ет более существенно, авторы [63] вынуждены сделать предположение о
наличии облаков из атомов элемента внедрения уже при содержании угле-
рода 0,27%. В противном случае рассчитанный диаметр магнитной неодно-
родности перекрывает парамагнитные области.
В азотсодержащих сталях <т02 повышается еще более значительно (см.
табл. 1.8): коэффициент К для антиферромагнитного аустенита в интер-
вале Tn...-196 °C составляет 3,26-3,5 МПа/град, для парамагнитного -
1,2-1,5 МПа/град. Поскольку наклон кривой «о02 - Т» претерпевает столь
30
сильное изменение в окрестности температуры TN, то корректнее оцени-
вать коэффициент К в некотором удалении от TN на таких отрезках, где за-
висимость о02 от температуры определяется линейной функцией. Так, при
температурах выше 200 °C величина Кп составляет 0,1-0,25 МПа/град, в ан-
тиферромагнитном состоянии ниже -100 °C Ка равна 4,0-4,4 МПа/град.
Столь высокими значениями коэффициента Ка азотистый аустенит облада-
ет при наличии менее 0,5% N, тогда как в углеродистом аустените, содержа-
щем 0,75% элемента внедрения, величина К примерно в 2 раза меньше.
Дополнительный вклад в упрочнение азотсодержащих сталей может
вносить другой фазовый переход при Т < -100 °C. Известно [67], что анти-
ферромагнитная структура аустенита близкого состава характеризуется на-
личием четырех магнитных подрешеток, каждая из которых ориентирова-
на вдоль одного из направлений <111>, так что полный магнитный момент
элементарной ячейки равен нулю. Ниже некоторой температуры (условно
'□означаемой как TN или Тх) такой тип магнитного порядка перестает быть
стабильным и преобразуется в коллинеарную магнитную структуру вдоль
эп <001>, при этом меняется симметрия кристаллической решетки, проис-
ходит превращение ГЦК —> ГЦТ. Такой переход характерен для большой
группы железомарганцевых сплавов - от чистого у-маргапца [64] до бинар-
ных сплавов Fe - 30-15% Мп [66], он имеет место и в сталях 10Х18АГ18 и
Х18АГ18Н5МФ. Об этом свидетельствуют аномалии параметров мес-
-' лэровской спектроскопии и рентгеновской дифракции, изменение моду-
ле Юнга. Можно предположить, что тетрагональное искажение кристалли-
еской решетки аустенита влечет за собой упорядочение атомов азота
•соль оси С подобно тому, как это происходит в а-мартенсите углеродис-
тых сталей. Это обстоятельство может быть определяющим в сильном уп-
р тении и резком охрупчивании исследуемых сталей ниже -100 °C.
Таким образом, магнитное состояние аустенита и связанные с ним изме-
еяия в кристаллической решетке сплава могут оказывать влияние на фор-
ание механических свойств материала.
Падение характеристик пластичности в обеих азотистых сталях при од-
температуре -100 °C можно объяснить ГЦК ГЦТ-переходом. Уро-
. до к эторого снижается пластичность при -196 °C, и характер разруше-
е - при этой температуре неодинаковы и определяются интенсивностью
а • вого превращения типа у —> ДД, е при растяжении. При закалке стали
“АГ18Н5МФ, по-видимому, не удается полностью предотвратить рас-
й _: пресыщенного твердого раствора и образование кластеров V-N(C).
~ дессы характерны для железомарганцевых сталей других составов и
_' -пуживаются в виде ряби на электронно-микроскопических изображени-
I Р е стадии распада пересыщенного твердого раствора стабилизируют
. _ как образования относительно ДД, так и Е-кристаллов при растя-
л. ’ стали 10Х18АГ18Н5МФ, кроме того, стабилизирующее влияние ока-
. - никель При повышенных температурах все структурные составляю-
. разрушаются вязко. При этих условиях стабилизация деформационного
лования уменьшает пластичность, наведенную благодаря у —> ДД,
_—) ению при растяжении в стали 10Х18АГ18Н5МФ, а нестареющая
—" ’ X’ 8АГ18 обладает преимуществом. При снижении температуры ис-
31
Таблица / 9
Химический состав исследованных сталей, мае, %
Сталь С N Мп Ni Сг Мо V
10Х18АГ18 0,07 0,49 21,0 — 17,6 — —
10Х18АГ18Н5МФ 0.09 0,41 19,0 4,9 16,4 1,6 1,3
Г20Н10 0,07 — 21,1 10,2 — — —
10Х18АГ10Н20 0,03 0,28 9,5 21,1 17,5 - -
Таблица I 10
Предел текучести Gn, при 20 °C, удельная магнитная восприимчивость %
и температура Нееля TN, определенная из зависимости Х(Т)
Сталь Обработка с,,,. МП л X-10*. см Vr Tn. °C
10Х18АП8 Закалка 450 14,8 -57
10Х18АГ18 Закалка, деформация 10% при 200...300 °C 700 14,3 -23
10Х18АГ18Н5МФ Закалка 460 14,0 -63
10Х18АГ18Н5МФ Закалка, старение 800 °C, 2 ч 470 15,7 -58
Г20Н10 Закалка 230 26,4 -23
10Х18АГ10Н20 Закалка 350 26,7 -
пытания до -196 °C относительная доля е-кристаллов в пакетах (ДД + е) воз-
растает. Кроме того, эти кристаллы становятся хрупкими, что проявляется в
изломе. Поэтому при -196 °C большей пластичностью обладает сталь
10Х18АГ18Н5МФ, в которой таких кристаллов образуется меньше.
Температурные зависимости физических свойств азотистых сталей
(магнитная восприимчивость, электросопротивление и параметры реше-
ток). Исследованию подвергали стали, химический состав которых приве-
ден в табл. 1.9. Закаленные стали имеют однофазную аустенитную структу-
ру. После 2-часовой выдержки при 1100 °C в нестареющих сталях
10Х18АГ18, Г20Н10, 10Х18АГ10Н20 размер зерна увеличивается до
200 мкм. Ванадиевая сталь 1ОХ18АГ18Н5МФ в этих условиях остается
мелкозернистой (60-30 мкм). Во всех сталях закалка в воде обеспечивает
скорость охлаждения, достаточную для получения свободных от выделений
границ. Стали с такой однотипной зеренной структурой имеют разную ве-
личину предела текучести (табл. 1.10). Конкретные значения предела теку-
чести Go 2 в сталях этой группы находятся в полном соответствии с а02, Рас"
считанным по формуле Пиккеринга [77], связывающей вклад различных
химических элементов в твердорастворное упрочнение аустенита. При
этом главным фактором упрочнения является элемент внедрения азот:
1 мас.% азота приводит к повышению предела текучести стали до
500 МПа. Среди элементов замещения заметный вклад вносит хром, хотя
он обладает небольшим удельным воздействием (3,6 МПа/%). При 18% хро-
ма предел текучести увеличивается на -70 МПа.
Легирование аустенита марганцем и никелем не влияет заметным обра-
зом на значение обсуждаемой характеристики. Теплая деформация стали
32
Рис. 1.14. Зависимость удельной магнитной
восприимчивости сталей от температуры:
1 - 1ОХ18АГ18. закалка; 1а- 10Х18АГ18, закалка, дефор-
мация 10% при 300 °C; 2 - 10Х18АГ18Н5МФ, закалка;
2а - ЮХ18АГ18И5МФ, закалка, старение 800 °C, 2 ч; 3 -
Г20Н10, закалка; 4 - 10Х18АГ10Н20, закалка; 4а -
10X18АГ10Н20 (зависимость 1/(х - Хо) от температуры)
10X18 АГ 18 существенно увеличива-
ет значения предела текучести в
сравнении с закаленным состоянием
за счет повышения плотности дисло-
каций и образования атмосфер ато-
мов азота на них [78]. Изотермичес-
кая выдержка при 800 °C приводит к
перестариванию стали 10Х18АГ18Н5МФ: ее предел текучести практически
не изменяется. Следовательно, такой режим нагрева обеспечивает поздние
стадии распада, для которых характерны большая объемная доля избыточ-
ной фазы типа VN, крупные размеры частиц карбонитридов ванадия, силь-
ное обеднение у-матрицы азотом и ванадием [79].
Отметим, что после всех обработок аустенит исследуемых сталей стаби-
лен относительно у —> Е, «-превращения при охлаждении до температуры
жидкого азота. Это обстоятельство исключает влияние мартенситных кри-
сталлов на описанные ниже изменения магнитной восприимчивости и элек-
тросопротивления.
Результаты измерения удельной магнитной восприимчивости представ-
лены в табл. 1.10 и на рис. 1.14. Видно, что температурные зависимости %
весьма разнообразны. В азотсодержащей закаленной стали с наибольшим
содержанием никеля 10Х18АГ10Н20 значения магнитной восприимчивости
монотонно уменьшаются с повышением температуры и при комнатной тем-
пературе составляют 26-10~6 см3/г (рис. 1.14, кривая 4). Экстраполяцией зави-
симости /(1 /Т) в интервале температур -70.. .20 °C получено значение посто-
янной величины %0 = 11 • 10"6 см3/г. Зависимость 1/(% - %0) линейно меняется с
температурой (рис. 1.14, кривая 4, а), что свидетельствует о выполнении за-
кона Кюри-Вейса: % - %0 = С/(Т - 0). Проекция этой зависимости на ось абс-
цисс дает парамагнитную температуру Кюри 0 = - 253 °C. По наклону этой
прямой определена величина постоянной Кюри С = 0,4-104 г/(см3трад), по
которой рассчитан эффективный магнитный момент, приходящийся на
_ средненный атом сплава 0,23цв.
Сталь 10Х18АГ10Н20 является единственным примером парамагнети-
ка ланжевеновского типа из всей группы сталей, изучаемых в работе; для
'’ стальных сталей характерна слабая зависимость магнитной восприимчи-
ва сти от температуры, кроме того, на кривых %(Т) наблюдаются особен-
. ости в виде максимумов или перегибов, температуры TN которых приве-
дены в табл. 1.10. Ранее в этих сталях при температурах, близких к TN, бы-
ли обнаружены аномалии некоторых физических свойств, связанные с пе-
реходом через точку Нееля. Нейтронографическими исследованиями, вы-
лненными на сплавах Fe-Mn с концентрацией железа 0,4 < Fe < 0,85,
—ановлено [80], что антиферромагнитное упорядочение приводит к
33
неколлинеарной магнитной структуре, состоящей из четырех магнитных
подрешеток.
Полагая, что особенности магнитной восприимчивости при TN имеют
общую природу - переход из парамагнитного в антиферромагнитное состо-
яние, отметим некоторые особенности кривых у(Т) при TN, связанные с ле-
гированием сталей и их обработкой [80-88]. Так как хром и марганец не не-
сут локализованного магнитного момента, изменение их концентрации сла-
бо влияет на магнитное состояние сталей, и основной вклад дает никель.
С увеличением содержания никеля до 10% и более заметно возрастает ве-
личина удельной магнитной восприимчивости. По виду кривых 1 и 2 (см.
рис. 1.14), характеризующих слабую температурную зависимость % и низ-
кие значения % при комнатной температуре, можно предположить, что маг-
нитные свойства сталей 10Х18АГ18 и 10Х18АГ18Н5МФ удовлетворитель-
но описываются в рамках модели коллективизированных электронов, при-
чем легирование последней стали никелем делает максимум при температу-
ре Нееля более выраженным. Увеличение содержания никеля до 10% при-
водит к еще более крутой зависимости % от температуры и повышает ее
значения в парамагнитной области (сплав Г20Н10, кривая 3). Наконец, в
стали 10Х18АГ10Н20 (кривая 4) изменяется вид температурной зависимос-
ти и появляется нескомпенсированный магнитный момент.
О влиянии обработок сталей 10Х18АГ18 и 10Х18АГ18Н5МФ на магнит-
ную восприимчивость можно судить при сравнении кривых 1 и 1а, 2 и 2а
(см. рис. 1.14). Как теплая деформация, так и старение приводят к тому, что
максимумы на зависимостях %(Т) исследуемых сталей при температуре Не-
еля становятся менее выражены, чем в закаленном состоянии. Логично
предположить, что в таких многокомпонентных системах, как исследован-
ные стали, существуют области неоднородного химического состава.
Вследствие этого наблюдаемая нами температура TN является усредненной
для этих областей. Теплая деформация и распад пересыщенного твердого
раствора сопровождаются интенсивной диффузией легирующих элементов
и создают условия для их перераспределения, и в результате этих обрабо-
ток усиливается химическая неоднородность твердого раствора, а магнит-
ный переход в сталях, подвергнутых дополнительной обработке, наблюда-
ется в более широком интервале температур.
Температурная зависимость электросопротивления исследованных сталей
представлена на рис. 1.15. В стали 10Х18АГ10Н20, парамагнитной во всем
диапазоне измерений, р монотонно снижается при охлаждении (рис. 1.15, кри-
вая 4). Для сталей Г20Н10,1ОХ18АГ18Н5МФ и 10Х18АГ18 электросопротив-
ление линейно зависит от температуры. В области точки Нееля TN наклон
прямых р(Т) меняется. Для двух последних сталей при температуре несколько
ниже -120 °C наблюдается дополнительный менее выраженный излом на пря-
мых р(Т) при Тх. Можно предположить, что, как и в системе y-Fe [80], точка
Тх представляет собой температуру перехода от неколлинеарной антиферро-
магнитной структуры к коллинеарной. Как показано в [81], такой переход в
исследованных сталях сопровождается также изменением симметрии крис-
таллической решетки от кубической к тетрагональной, падением пластичнос-
ти, аномалиями модуля Юнга и характеристик ЯГР-спектров.
34
Рис. 1.15. Зависимость удельного электросопротив-
ления сталей от температуры:
1 - 10Х18АГ18, закалка: 1а - 1ОХ18АГ18, закалка, деформация
10% при 300 °C; 2 - 10Х18АГ18Н5МФ. закалка; 2а -
10Х18АГ18Н5МФ, закалка, старение 800 °C. 2 ч; 3 - Г20Н10,
закалка; 4 - 10Х18АГ10Н20, закалка
Для определения параметров линей-
ной зависимости экспериментальные точ-
ки кривых электросопротивления обра-
ботаны методом наименьших квадратов
по формуле р = А + ВТ, где А = р0* - эф-
фективная величина остаточного элект-
росопротивления, полученная экстрапо-
ляцией линейной зависимости на нулевую
температуру; В = dp/dT - температурный
коэффициент электросопротивления.
Расчет проведен для сталей в парамаг-
нитной области (Т > TN) и магнитоупоря-
доченном состоянии: (Тх < Т < TN), в обла-
сти температур Т < Тх, результаты сведе-
ны в табл. 1.11. Как известно, электросо-
противление металлов определяется рас-
сеянием электронов проводимости: 1) на
статических искажениях кристаллической решетки, связанных с наличием
дислокаций, внедренных и замещенных атомов и т. д. (р^); 2) на тепловых
колебаниях решетки - р(Т); 3) в случае магнитоупорядочивающихся спла-
вов - на спиновом беспорядке - рм(Т). В ряду сталей 10Х18АГ18,
10Х18АГ18Н5МФ, Г20Н10, 10Х18АГ 10Н20 величина р^ для парамагнитно-
го состояния (при Т > TN) незначительно возрастает по мере увеличения
содержания никеля. Эти данные согласуются с мнением авторов [82] о
сильном влиянии никеля на остаточное сопротивление парамагнитных
ГЦК-сплавов на основе Fe-Mn. Такая закономерность согласуется с приве-
денными выше данными о магнитной восприимчивости и подтверждает
предположения о появлении локализованных магнитных моментов на ато-
мах никеля и возрастании их роли в формировании некоторых свойств спла-
вов при легировании. Температурный коэффициент электросопротивления
В) определяется наклоном кривых р(Т). Из литературных данных известно
[82. 83], что в парамагнитном состоянии элементы замещения Сг, Мп, Ni не
изменяют этой характеристики, а легирование углеродом приводит к более
пологой зависимости р(Т).
По данным табл. 1.11, в закаленных сталях, содержащих азот, величи-
на dp/dT составляет (0,067-0,080) 10-8 Омм/град, в то время как в безазо-
тистом сплаве Г20Н10 значение этого коэффициента ниже: dp/dT =
= 0,050-10-8 Ом м/град. Следовательно, азот влияет на электросопротив-
ление аустенита подобно углероду.
При охлаждении исследуемых сталей ниже TN электросопротивление
меняется аномально. Обычно увеличение степени магнитного порядка при-
35
Таблица 1.11
Физические характеристики высокомаргапцевых аустенитных сталей
(параметр решетки а при комнатной температуре, удельное электросопротивление р,
Ро*, dp/dT п коэффициент расширения а в различных температурных интервалах)
Сталь, обработка а, А р-10я, Ом-м Тем ператури ы й интервал рпЮя, Омм dp/dT- 10я, Ом-м/град а-10е. град-1
1ОХ18АГ18, 3,620 77,0 T>TN 57,3 0,067 12,6
закалка 55.0 0,050 -
Деформация, — 71,5 TX<T<TN 72,2 0,006 7,4
200°С, 10% 65,0 0,010 -
T<TZ 70.2 0,017 5,1
63,4 0,020 -
1ОХ18АГ18Н5МФ, 3,618 84,5 T>TN 59,3 0,070 15,0
закалка 55,8 0,067 -
Старение, — 75,0 тх < т < tn 70,3 0,020 4,6
800°С, 2 ч 66,7 0,078 -
T<TX 68,0 0,050 2,1
66,0 0,020 -
Г20Н10 — 78,0 T>TN 63,3 0,050 —
T<TN 72,0 0,020 -
10Х18АГ10Н20 3,602 87,5 T > -90 °C 66,3 0,080 13,5
водит к уменьшению электросопротивления, и при Т < TNзначения р убы-
вают с понижением температуры быстрее, чем при Т > TN [80]. Однако за-
висимости р(Т) при Т < TN становятся более слабыми. Следует особо отме-
тить резкое понижение температурного коэффициента электросопротив-
ления в сталях: например, в закаленной стали 1ОХ18АГ18 величина dp/dT
уменьшается примерно в 10 раз при уменьшении температуры ниже TN (см.
табл. 1.11). Подобное поведение наблюдалось для сплавов с содержанием
Мп от 15 до 40% y-FeMn [84].
Влияние обработок на удельное электросопротивление сводится к изме-
нению абсолютных значений р при сохранении линейных температурных
зависимостей р(Т) (сравнить кривые 1 и 1а; 2 и 2а на рис. 1.15). Теплая де-
формация стали 10Х18АГ18, несмотря на вносимые дефекты кристалличе-
ского строения, увеличивает электропроводность на 10%, как в [85]. Распад
пересыщенного твердого раствора стали 1ОХ18АГ18Н5МФ уменьшает эле-
ктросопротивление в сравнении с закаленным состоянием. Выделение нит-
ридов ванадия влияет на р так же, как и образование карбидов ванадия в
хромомарганцевой стали [86].
Антиферромагнитное упорядочение исследуемых сталей влияет на
межатомные расстояния. Парамагнитная сталь 10Х18АГ10Н20 имеет ли-
нейную зависимость параметра решетки а от температуры (рис. 1.16, кри-
вая 3), при этом термическое расширение связано с энгармонизмом коле-
баний кристаллической решетки и с возбуждением электронов проводимо-
36
Рис. 1.16. Зависимость параметра решетки закален-
ных сталей 1ОХ18АГ18 (I), 1ОХ18АГ18Н5МФ (2),
10Х18АГ10Н20 (3) [88] от температуры
сти, что характерно для металлов в маг-
нитоупорядоченном состоянии [87, 88].
В сталях 10Х18АГ18 и 1ОХ18АГ18Н5МФ
наблюдаются особенности в изменении
параметра решетки: в интервале темпе-
ратур антиферромагнитного упорядоче-
ния значения а изменяются слабо и зави-
симость «(Т) отклоняется от линейной
(рис. 1.16, кривые 1 и 2). Это следствие
малого теплового расширения исследуе-
мых сталей в антиферромагнитном со-
стоянии, причем коэффициент линейного
расширения уменьшается при переходе
от неколлинеарной магнитной структуры к коллинеарной (см. табл. 1.11),
и в стали 10Х18АГ18Н5МФ его величина составляет -2,1-10^ град-1 при
-110...-155 °C.
Интересно отметить, что инварный эффект в указанных сталях сочета-
ется с аномалией модуля Юнга (ДЕ-эффектом) [81]. Не обсуждая детали не-
монотонной зависимости Е(Т) в интервале магнитных фазовых переходов,
укажем лишь, что в итоге значения Е изменяются на 1,5% при охлаждении
на 100 °C ниже TN (от 188• 10-3до 1991CF3 МПа в стали 10Х18АГ18, от 194 10 3
до 197-10-3 МПа в стали 10Х18АГ18Н5МФ), в то время как в парамагнитной
области величина Е меняется с температурой на порядок быстрее.
Аномалии мессбауэровского спектра азотистых сталей в интервале ан-
тиферромагнитного упорядочения. Мессбауэровскому исследованию [89]
подвергали аустенитные азотистые стали 1ОХ18АГ18, 10Х18АГ18Н5МФ,
Г20Н10 после закалки от температуры 1100 °C или нитридного старения
при 800 °C (выдержка 2 ч). Состав сталей представлен в табл. 1.6. Стали по-
сле всех обработок имели однофазную аустенитную структуру, стабильную
относительно у —»е-, «-превращений при охлаждении до температуры жид-
кого азота.
Мессбауэровские спектры исследуемых сталей в парамагнитном состо-
янии имеют вид одиночной линии. В соответствии с современными пред-
ставлениями, спектры Fe-N аустенита аппроксимируются сочетанием двух
компонент: 1) монолинией, соответствующей атомам железа, не имеющим
атомов азота в междоузлиях первой координационной сферы; 2) дублетом,
соответствующим атомам железа с одиночными и находящимися в 180°-й
конфигурации (N-Fe-N) атомами азота, расположенными вдоль направле-
ния <100>. Ниже температуры антиферромагнитного упорядочения спект-
ры приобретают вид нерасщепленного секстета. Установление магнитно-
го порядка не приводит к расщеплению спектров на отдельные компонен-
ты из-за слабых внутренних эффективных магнитных полей на ядрах же-
леза. Так, в низкотемпературных экспериментах по измерению магнитной
37
Рис. 1.17. ЯГР-спектры сталей 1ОХ18АГ18 (а) и 1ОХ18АГ8Н5МФ (б), измеренные при темпе-
ратурах 166 (I) и 80 К (2)
восприимчивости установлено [88], что величина эффективного магнитно-
го момента, приходящегося на атом, в сплавах этой группы не превышает
0,23рв. При охлаждении ниже температуры TN ЯГР-спектры становятся
асимметричными (рис. 1.17). По данным работы [90], в сплавах близкого
состава наблюдаются магнитные фазовые переходы, которые авторы
трактуют как переход типа парамагнетик-антиферромагнетик с критичес-
кой точкой TN и переход типа антиферромагнетик-спиновое стекло с кри-
тической точкой Тх.
Анализ формы спек гров в модели сверхтонкого магнитного взаимодей-
ствия дает следующую информацию о функции распределения эффектив-
ных магнитных полей на ядрах железа Р(Н): в закаленной стали 10Х18АГ18
Р(Н) имеет вид однопикового распределения гауссовой формы. Ширина
распределения Гр существенно возрастает (с 0,25 до 0,37 мм/с) на интервале
в несколько десятков градусов ниже температуры TN, что отражает появле-
ние в распределении внутренних магнитных полей дополнительной компо-
ненты, отличной от нуля. Среднее магнитное поле Н, определяемое как
Х1фР(Н,), увеличивается по мере затухания тепловых колебаний ниже TN,
при этом температура Тх проявляется на зависимости Н(Т) как точка пере-
гиба (кривая 2, рис. 1.18). Легирование аустенита хромом (сравнить со ста-
лью Г20Н10, кривая 1, рис. 1.18) приводит к существенному снижению на-
клона зависимости внутреннего эффективного поля от температуры в ок-
рестности TN, что при использовании формализма модели молекулярного
поля, развитой для инваров, может рассматриваться как увеличение раз-
броса локальных магнитных полей в структуре.
Дополнительное легирование стали 10Х18АГ18Н5МФ существенно ме-
няет характер распределения внутренних магнитных полей: функция Р(Н)
приобретает вид двухпикового распределения (рис. 1.19, а), появляется ком-
38
Рис. 1.18. Зависимость среднего приведенного маг-
нитного поля Н/Н8(1К от приведенной температуры
(Т - 80 K)/(TN - 80 К) в закаленных сталях Г20Н10
(1) и 1ОХ18АГ18 (2)
понента Н2 с полями выше основной Нь
обе компоненты при охлаждении увели-
чиваются. Старение содержащей ванадий
стали усиливает различия, характерные
для исследуемых сталей в закаленном со-
стоянии. В распределении Р(Н) состарен-
ной стали 1ОХ18АГ18Н5МФ (рис. 1.19, б)
высокополевая компонента Н2 появляет-
ся раньше и выражена сильнее, основная
компонента Н, уширена по сравнению с закаленным состоянием. Зависимо-
сти среднего магнитного поля от температуры для закаленного и состарен-
ного состояния стали 10Х18АГ18Н5МФ подобны аналогичной функции для
стали 10X18 АГ 18, но уже не отражают полной картины распределения маг-
нитных полей, поскольку пики плотности Н, и Н2 в никельсодержащем
сплаве имеют различную скорость изменения с температурой и разные тем-
пературы обращения в нуль. В целом же следует отметить, что в криоген-
ной области температур функция Р(Н) исследуемых сталей очень уширена,
т. е. в них существует набор локальных состояний магнитных атомов 57Fe с
Риг. 1.19. Функция распределения внутренних магнитных полей Р(Н) стали
’.0Х18АГ18Н5МФ в закаленном (а) и состаренном при 1073 К, 2 ч (б) состояниях
39
полями от 0 до 60 кЭ, что непосредственным образом свидетельствует о
сильной магнитной неоднородности структуры. Такое магнитное состояние
обусловлено особенностями химического состава и связанной с ними приро-
дой магнетизма.
Известно [91, 92], что для легированных твердых растворов на основе
железа характерны концентрационные неоднородности по типу ближнего
расслоения размером в несколько межатомных расстояний, обусловленные
различием в энергии связи пар атомов Fe-Fe, легирующий элемент-легиру-
ющий элемент, легирующий элемент - железо. Они существуют в бинар-
ных сплавах железо-марганец, железо-хром, железо-никель. Дополни-
тельное легирование создает новые неоднородности и может усиливать су-
ществующие в бинарном сплаве. Особая роль при этом принадлежит эле-
ментам внедрения углероду и азоту, распределение атомов которых отлича-
ется от статистически равномерного [93]. Наличие подобных зон в углеро-
дистом хромомарганцевом аустените зафиксировано прямыми наблюдени-
ями в полевом ионном микроскопе [92]. С введением в химический состав
карбидо- и нитридообразующих элементов появляется дополнительный
стимул для концентрационных неоднородностей по типу предвыделений,
распознаваемых на электронно-микроскопических изображениях за счет
дифракционного контраста аустенитных областей [94].
В магнитном отношении исследуемые стали относятся к материалам со
смешанным обменным взаимодействием. Так, в опытах по неупругому маг-
нитному рассеянию нейтронов установлено [95], что обменный интеграл
Jivin-Mr = -200 МэВ, JFe_Fe = -9 МэВ, т. е. IJMn_Mnl > UFc_FJ. Другие взаимодейст-
вия являются положительными (JNi_Fe = 38 МэВ, JMn-Ni = 44, МэВ). Другими
словами, магнитная структура таких материалов неоднородна даже в случае
статистически равномерного распределения легирующих элементов. В ус-
ловиях ближнего расслоения химического состава магнитная неоднород-
ность усиливается. На основании сказанного можно ожидать, что твердый
раствор закаленной стали 10Х18АГ18 имеет ближнее расслоение по мар-
ганцу, хрому, углероду и азоту, т. е. образуются кластеры, содержащие
Fe-Mn-Cr-N-C. В твердом растворе стали 10Х18АГ18Н5МФ такое ближ-
нее расслоение усложняется, и кластеры содержат дополнительно еще ато-
мы ванадия и молибдена. Атомы никеля, обладающие собственным магнит-
ным моментом, оказывают, видимо, большое влияние на взаимодействие
элементов в кластерах.
Ранее было показано [88], что в сплавах на основе Fe-Cr-Mn-Ni маг-
нитное состояние меняется с увеличением содержания никеля. По мере по-
вышения концентрации никеля усиливается зависимость магнитной вос-
приимчивости от температуры, возрастает величина эффективного оста-
точного электросопротивления. В связи с этим можно предположить, что
за формирование высокополевой компоненты ответственны области, бо-
гатые никелем.
Представляет интерес рассмотреть температурную зависимость такого
параметра ЯГР, как изомерный сдвиг. Уточним, что величина изомерного
сдвига С определялась по положению центра тяжести результирующего
экспериментального спектра, представляющего собой суперпозицию боль-
40
Рис. 1.20. Зависимость параметров спектров ЯГР
сталей 10Х18АГ18 (а) и 10Х18АГ18Н5МФ (б) от
температуры.
а: I - изомерный сдвиг С: 2 - интегральная интенсивность по-
глощения S; 3 - квадруполыюс расщепление IAEJ: б: 1 - изо-
мерный сдвиг С, после закалки; 2 - изомерный сдвиг С, после
старения 1073 К, 2 ч. Изомерный сдвиг С дан относительно
a-Fc при 293 К
шого числа спектральных линий погло-
щения, отражающих различное ближнее
окружение атомов железа в кристалли-
ческой решетке. При анализе этой харак-
теристики можно отметить две особен-
ности: характер зависимости С(Т) вблизи
Тх и наклон dC/dT.
Кривая С(Т) для закаленных ста-
лей 10Х18АГ18 и 10Х18АГ18Н5МФ
(рис. 1.20, а, б, кривые 1) изменяется не-
прерывно и не терпит разрыва в Тх, что
типично для фазовых переходов и наблюдается, например, в бинарном
сплаве Г40 [96]. Кроме того, следует отметить аномально малое изменение
изомерного сдвига dC/dT в температурном интервале TN - Тх, связанном с
областью «предпереходного» состояния. Так, для закаленного сплава
10X18АГ18 в интервале TN - Тх, составляющем почти 100К, величина изо-
мерного сдвига меняется менее чем на 20-10-3 мм/с. Разумно предположить,
что отсутствие скачка и аномально малое изменение С частично связаны с
наложением на температурный вклад (вследствие эффекта Доплера второ-
го порядка) противоположного по знаку вклада от магнитного перехода,
имеющего широкое распределение критических точек в интервале TN - Тх.
После старения стали 10Х18АГ18Н5МФ области медленного «предпере-
ходного» изменения С не обнаруживаются, а наблюдается разрыв зависи-
мости С(Т) (рис. 1.20, б, кривая 2), т. е. состаренный аустенит, обедненный
элементами внедрения N и С в результате их связывания в химическое со-
единение, меняет вид магнитного упорядочения не в интервале температур,
а в точке Т%. Таким образом, основным фактором «размытости» (неодно-
родности фазовых переходов в закаленном состоянии) является наличие
азота в кристаллической решетке твердого раствора, а точнее, его неравно-
мерное распределение [93]. Упорядоченное распределение азота в закален-
ной стали подтверждается отсутствием заметного сужения линии спектра (в
измерениях при температурах выше TN) после старения.
Широкое распределение температур магнитного перехода может
быть причиной наблюдаемой асимметрии спектров в интервале Т < TN
(см. рис. 1.17). Поскольку магнитный фазовый переход сопровождается
изменением изомерного сдвига, то наличие большой дисперсии степени
магнитного порядка, характеризуемого распределением Р(Н) и Гр, приво-
дит к наблюдаемому распределению изомерного сдвига. Уменьшение
асимметрии спектра при Т < Тх, по-видимому, отражает изменение вида
магнитного упорядочения в окрестности Тх.
41
В то же время значительная асимметрия спектров при Т < TN может
рассматриваться как результат комбинированного квадрупольного и маг-
нитного сверхтонких расщеплений в исследованных сплавах (см. кривую
3, рис. 1.20, а). Основанием для такого подхода и моделирования являет-
ся сохранение асимметрии спектров после старения сплава при значи-
тельном уменьшении проявлений аномального «предпереходного» пове-
дения изомерного сдвига. В этом случае имеет смысл рассмотреть еще
один фактор влияния на изомерный сдвиг - перестройку электронной
структуры сплава в интервале магнитных переходов, приводящую к уве-
личению степени ковалентности связей в кристаллической решетке аус-
тенита. Квадрупольное расщепление и изомерный сдвиг в такой модели
обусловлены характером и направленностью связей атомов в решетке
сплава - степенью ковалентности [97]. Немонотонное изменение квадру-
польного расщепления (см. кривую 3, рис. 1.20) и аномалии dC/dT
(см. кривую 1, рис. 1.20, а) в совокупности сданными рентгеноструктур-
ного анализа [81], показывающими увеличение степени тетрагональных
искажений в области фазовых переходов TN - Тх, подтверждают предла-
гаемую модель. Предположение об участии электронной структуры в
магнитном упорядочении согласуется с данными работы [88] об аномалии
электросопротивления сталей этой группы, связанной с уменьшением на
порядок температурного коэффициента электросопротивления при пе-
реходе через точку TN.
Проведенный в работе мессбауэровский анализ не позволяет, однако,
сделать однозначного вывода в пользу той или иной из представленных мо-
делей описания спектров прежде всего вследствие сложности объекта ис-
следования. Тем не менее можно говорить об аномальном поведении основ-
ных мессбауэровских параметров, характеризующих магнитную и элек-
тронную структуру сплава в области температур магнитного фазового пе-
рехода. Это относится в первую очередь к магнитной неоднородности ста-
лей 10Х18АГ18 и 10Х18АГ18Н5МФ, а также к аномальной зависимости
изомерного сдвига в интервале TN - Тх.
Анализ температурной зависимости изомерного сдвига позволяет полу-
чить также сведения о взаимном положении точек TN и Тх исследуемых ста-
лей. В закаленной стали 10Х18АГ18 температуры TN и Тх магнитного упо-
рядочения разделены интервалом почти в 100 град (Тх составляет 164 К).
Дополнительное легирование стали 10Х18АГ18Н5МФ и, в частности, на-
личие 5% никеля, приводит к сближению точек TN и Т • температурная об-
ласть существования антиферромагнитного упорядочения сужается до
40 град, главным образом за счет расширения области парамагнитного со-
стояния. Возможное ближнее упорядочение и обеднение твердого раство-
ра аустенита азотом в результате образования нитридов при старении ста-
ли 10Х18АГ18Н5МФ поднимает обе температуры магнитных переходов,
причем точка TN оказывается опять более подвижной и интервал TN - Тх
составляет около 60 К. Таким образом, данные по дополнительному леги-
рованию и эксперимент по старению позволяют обнаружить, что анома-
лии С(Т) увеличиваются при сближении TN и Тх, т. е. с увеличением пере-
крытия интервалов магнитного превращения. Влияние старения на анома-
42
лии С, по-видимому, объясняется также изменением соотношения разме-
ров магнитных корреляций и областей ближнего порядка в сталях.
Вероятность эффекта f, пропорциональная интегральной интенсивнос-
ти поглощения мессбауэровского спектра S (рис. 1.20, а, кривая 2), естест-
венным образом возрастает с понижением температуры стали 10Х18АГ18
ниже TN за счет затухания тепловых колебаний. Исключение составляет ин-
тервал в 30 град перед температурой Ту, в которой площадь спектра умень-
шается, достигая минимума в точке фазового перехода. Поведение такого
параметра аналогично изменению интенсивности дифрагированных рент-
геновских лучей, отмеченному на исследуемых сталях ранее [81]. Подобные
аномалии указывают на возрастание среднеквадратичных смещений ато-
мов за счет статической составляющей и развитие решеточной неустойчи-
вости, связанной с переходом через температуру Тг По величине «провала»
кривой S(T) можно оценить изменения в среднеквадратичных отклонениях
по формуле Xi/%2 = Inf|/lnf2 [91], где %, и/2- среднеквадратичные отклоне-
ния при различной температуре, f । и f2 - соответствующие им вероятности
эффекта, пропорциональные площади мессбауэровских спектров. Они со-
ставляют существенную величину -18%. Оценка проведена без учета изме-
нения насыщения мессбауэровского поглощения при увеличении магнитно-
го расщепления спектров [98], который привел бы к росту наблюдаемых
аномалий f. Такое ярко выраженное «предпереходное» состояние сплава
становится возможным в условиях ослабления сил связи, что и наблюдает-
ся экспериментально в виде ДЕ-эффекта [81]. Отсутствие разрыва на кри-
вой S(T) и размытость зависимости в точке Тх можно отнести к неоднород-
ности изучаемого объекта.
Наклон кривой S(T) при переходе через точку Тх становится более кру-
тым. Подобным же образом меняется скорость изменения изомерного сдви-
га с температурой. Можно предположить, что искажения решетки, возник-
шие в предпереходный период, оказывают влияние на динамические свой-
ства атомов в дальнейшем и описываются иной характеристической темпе-
ратурой Дебая 0д.
Наличие разрывов основных мессбауэровских параметров в Ту, а имен-
но / в закаленной стали 10X18АП 8 и С в состаренной стали
10Х18АГ18Н5МФ, позволяет отнести наблюдаемый магнитный фазовый
переход к фазовым переходам первого рода.
Температурный гистерезис при магнитных' превращениях в сталях ти-
па 10X18АГ18. В работах [81, 88] показано, что азотсодержащие аустенит-
ные стали 10Х18АГ18 и 10Х18АГ18Н5МФ в закаленном состоянии при
низких температурах имеют повышенный предел текучести (до 1200 МПа)
при удовлетворительной пластичности (5 =10%, \|/ =30%), низкие значения
магнитной проницаемости, малый коэффициент линейного расширения
(а =2-10"6 град), а также не зависящий от температуры модуль упругости.
Такое редкое сочетание физических и механических характеристик иссле-
дуемые стали проявляют в температурном интервале магнитного перехода
из парамагнитного состояния в антиферромагнитное. Установление анти-
ферромагнитного порядка происходит в два этапа при охлаждении ниже
температур TN и Тх. По аналогии со сталями близкого химического соста-
43
ва можно предположить, что при температурах Ту < Т < TN магнитная
структура аустенита состоит из четырех подрешеток, магнитный момент
каждой из них ориентирован вдоль одного из направлений <111 > [99]. При
более низких температурах Т < Tz имеет место коллинеарная антиферро-
магнитная структура и в ГЦК-решетке возникают тетрагональные иска-
жения с отношением осей da > 1. Для антиферромагнитного состояния ста-
лей характерны температурные аномалии модуля упругости и параметра
решетки, что свидетельствует об ослаблении сил связи в кристаллической
решетке аустенита ниже TN. Два типа антиферромагнитного порядка раз-
делены на температурной оси областью предпереходного состояния вбли-
зи Tz в несколько десятков градусов В этом интервале уменьшается интен-
сивность рентгеновских максимумов и интенсивность поглощения '/-кван-
тов на ЯГР-спектрах, что может быть связано с увеличением среднеквад-
ратичных смещений атомов.
Специфика исследуемых сталей как материала для изучения перехода
парамагнетик-антиферромагнетик заключается в том, что многочислен-
ные аномалии свойств проявляются у них в условиях ближнего атомного
расслоения и связанной с ним магнитной неоднородности структуры [100],
причем с помощью легирования и дополнительной обработки можно регу-
лировать степень неоднородности состава. Поэтому представляет интерес
рассмотреть особенности развития магнитных переходов в этих сталях.
Исследовали стали 1ОХ18АГ18 (0,07% С; 0,49% N; 21,0% Мп; 17,6% Сг) и
10Х18АГ18Н5МФ (0,09% С; 0,41% N; 19,0% Мп; 16,4% Сг; 5,0% Ni; 1,6% Мо;
1,3% V) после закалки от 1373 К, пластической деформации и старения.
Магнитометрическим и дилатометрическим измерениями установлено,
что стали в закаленном состоянии и после дополнительных обработок име-
ют однофазную аустенитную структуру, причем аустенит стабилен относи-
тельно у —» е, a-превращения при охлаждении до температуры жидкого
азота. Температуры Нееля сталей 1ОХ18АГ18 и 10Х18АГ18Н5МФ соот-
ветствовали 263 и 223 К соответственно, а точка Тх для обеих сталей нахо-
дилась вблизи 173 К.
Рассмотрим мессбауэровскую кривую термосканирования для закален-
ной стали 1ОХ18АГ18, полученную при нулевой скорости движения источ-
ника (рис. 1.21, б, кривая 1). По минимуму на этой кривой определяется
точка Нееля, равная 263 К. Далее при неглубоком охлаждении до 245 К на-
блюдается относительно пологий участок возрастания числа у-квантов,
что отражает факт последовательного вовлечения в магнитное упорядоче-
ние микрообъемов с различными точками Нееля. При охлаждении от 245
до 100 К кривая N(T) испытывает резкий подъем, а площадь мессбауэров-
ского спектра при развертке по скоростям меняется слабо. При последую-
щем отогреве закаленной стали 1ОХ18АГ18 кривая термосканирования
монотонно снижается (рис. 1.21, б, кривая 3); форма восходящей и ниспада-
ющей ветвей зависимости N(T) одинакова, но последняя сдвинута на 15 К
в сторону более высоких температур. Наблюдается температурный гисте-
резис эффекта резонансного поглощения у-квантов, отражающий гистере-
зис магнитных превращений в исследуемой стали. Из сопоставления кри-
вых 1 и 3 на рис. 1.21, б следует, что в зависимости от предыстории образ-
44
Рис. 1.21. Кривые температурного сканиро-
вания:
а - сталь 1ОХ18АГ18Н5МФ (1.2- после закалки; 3,4 - по-
сле закалки и старения (1,3 - охлаждение; 2,4 - нагрев));
б - сталь 10X18АП8 (1,3-после закалки; 1,2-после за-
калки и теплой деформации (1 - охлаждение; 2,3 - на-
грев)).
На вставке: спектры поглощения закаленной стали
1ОХ18АГ18Н5МФ, снятые при изотермической выдержке
ца для стали 10X18АП 8 существует
две температуры Нееля. При одной
фиксированной температуре аусте-
нит может обладать различной маг-
нитной структурой, и наоборот, од-
но и то же магнитное состояние воз-
можно реализовать при разных тем-
пературах.
Отметим, что настоящий эффект
существует в отсутствие внешнего
магнитного поля. Факторами, значи-
мыми для его проявления, оказыва-
ются химический состав и состояние кристаллической решетки материала.
Так, в стали 10Х18АГ18Н5МФ, дополнительно легированной никелем и ни-
тридообразующими элементами, форма петли температурного сканирова-
ния существенно отличается (см. рис. 1.21, а, кривые 1 и 2). При этом тем-
пература Нееля определяется довольно условно. При охлаждении пологий
участок на кривой N(T) растянут на 50 К (против 20 К у стали 10Х18АГ18)
и занимает практически весь интервал между точками TN и Т%. В модели
магнитного сверхтонкого взаимодействия для этого интервала характерно
формирование распределения гауссовой формы Р(Н) с центром тяжести
при 30 кЭ.
При охлаждении закаленной стали 10Х18АГ18Н5МФ ниже 170 К на-
блюдается участок подъема на кривой N(T). Из-за существования затянуто-
го спада он значительно удален от точки Нееля и от предыдущего темпера-
турного интервала отличается увеличением дополнительной компоненты в
функции Р(Н) с сильным полем и уменьшением квадрупольного расщепле-
ния. Кривая термосканирования при отогреве закаленной стали
10Х18АГ18Н5МФ также не совпадает с кривой при охлаждении. Но если
для стали 10Х18АГ18 смещение этих кривых постоянно во всем диапазоне
температур, то для данной стали величина температурного гистерезиса воз-
растает по мере отогрева (от 15 К при 130 К до 60 К при 210 К). Форма ли-
нии резонансного поглощения меняется не только с температурой, но и во
времени. Так, если прервать отогрев при температуре 193 К и сделать изо-
термическую выдержку, то вид мессбауэровского спектра в течение перво-
го получаса будет меняться, как показано на вставке к рис. 1.21, а, где t, -
спектр в момент достижения образцом температуры 193 К; t2, t3, t4 t5 — по-
следовательные съемки с интервалом 6 мин. Эти наблюдения показывают,
что при данных условиях отогрева магнитная структура стали неустойчива
45
и в процессе изотермической выдержки стремится к тому состоянию, кото-
рое характерно для охлаждения до соответствующей температуры. Шири-
на петли гистерезиса чувствительна к дополнительной термомеханической
обработке.
Для стали 1ОХ18АГ18 проводилась теплая пластическая деформация
растяжением (10% при 473 К) Выбор температуры и степени деформации
обусловлен следующими соображениями. Деформация при данных услови-
ях протекает только скольжением дислокаций в ГЦК-решетке, а образова-
ние метастабильных е- и a-кристаллов и деформационных двойников не-
возможно. Эксперимент показал, что деформация образца исключила про-
явление гистерезиса, так что две ветви термосканирования (при охлажде-
нии и отогреве) совпадают (рис. 1.21, б, кривые 1, 2).
Стареющая сталь 10Х18АГ18Н5МФ после закалки была подвергнута
дополнительной выдержке при 1073 К в течение 2 ч. Режим старения выби-
рали так, чтобы в результате выделения избыточных фаз твердый раствор
достаточно сильно обеднился элементами внедрения (углеродом, азотом) и
ванадием. После старения ширина петли гистерезиса при термосканирова-
нии исследуемой стали сократилась до 10-15 К (см. рис. 1.21, а, кривые 3, 4)
и стала сопоставима с подобной величиной для безванадиевой стали
10X18АГ18. Кроме того, зависимость N(T) сдвинулась вправо по сравнению
с закаленным состоянием, что свидетельствует о повышении температуры
TN в результате старения.
Изменение кристаллической структуры сталей зафиксировано рентге-
новскими исследованиями при последовательной съемке рефлекса (311)у в
процессе изотермической выдержки при температурах ниже точки Тх
(173 К). Результаты этих измерений приведены в табл. 1.12. Видно, что по
мере увеличения продолжительности выдержки при постоянной температу-
ре уменьшается площадь рентгеновского максимума. При этом снижается
максимальная интенсивность Г и интегральная интенсивность I рефлекса,
причем первая характеристика меняется сильнее второй, за счет этого воз-
растает интегральная ширина дифракционной линии В = 1Д'. Изменения
площади и формы рентгеновской линии происходят в первые 30-40 мин
изотермической выдержки, после чего величины Г, I и В не меняются во
времени. В табл. 1.12 указаны характеристики It/I60; I/Лбо; Вх/В60 на момент
времени т, приведенные к своим стабильным значениям после 60-минутной
выдержки при соответствующей температуре. Так, в результате изотерми-
ческой выдержки стали 1ОХ18АГ18Н5МФ при 113 К величина 1тЛво умень-
шается в 1,5 раза, 1/Л'бо - в 2 раза, Bt/B60 возрастает в 1,4 раза. С повыше-
нием температуры до 133 К указанные величины меняются менее сущест-
венно. Их изменение эквивалентно увеличению изотермической выдержки
при более низкой температуре. При температуре Тх = 173 К изменений па-
раметра рефлекса (311) не наблюдается. В безванадиевой стали 10Х18АГ18
подобный эффект также имеет место, но выражен заметно слабее (см.
табл. 1.12). Уменьшение интегральной интенсивности брэгговских отраже-
ний свидетельствует о возникновении напряжений третьего рода и соответ-
ствующих им среднеквадратичных смещений атомов U. Они рассчитаны по
методике [101] и также приведены в табл. 1.12. При этом всякий раз при по-
46
Таблица 1.12
XnpiiKTcpncTWKM рентгеновских параметров исследуемых сталей
при различных температурах
Сталь Температура измерения, К Время выдержки, МИИ к Абл U, А I'./1'к, вт /В бо
10Х18АГ18Н5МФ 113 0 1,48 — 2,00 0,72
10Х18АГ18Н5МФ 113 10 1,26 0,11 1,44 0,84
10Х18АГ18Н5МФ из 22 1,15 0,15 1,25 0,89
10Х18АГ18Н5МФ из 33 1,15 0,15 1,17 0,95
10Х18АГ18Н5МФ из 60 1,00 0,18 1,00 1,00
10Х18АГ18Н5МФ из 70 1,00 0,18 1,00 1,00
1ОХ18АГ18Н5МФ 133 0 1,34 — 1,59 0,85
10Х18АГ18Н5МФ 133 60 1,00 0,16 1,00 1,00
1ОХ18АГ18Н5МФ 173 0 1 — 1 1
10Х18АГ18Н5МФ 173 60 1 - 1 1
10Х18АГ18 113 0 1,22 — 1,27 0,78
10Х18АГ18 ИЗ 60 1,00 0,13 1,00 1,00
10Х18АГ18 148 0 1J4 — 1,09 0,96
10Х18АГ18 148 60 1,00 0,13 1,00 1,00
10Х18АГ18 173 0 1 0 1 1
10Х18АГ18 173 60 1 - 1 I
следовательной съемке в процессе изотермической выдержки за эталон
принималась площадь спектра в момент достижения образцом требуемой
температуры.
Используя эти сведения, можно сравнить условия проявления изотерми-
ческих процессов при рентгеновских измерениях и в мессбауэровском экс-
перименте. Одинаковым для данных, полученных обеими методиками, яв-
ляется отрезок времени (=0,5 ч), в течение которого стабилизируется про-
филь дифракционного максимума и ЯГР-спектра, общее и в том, что изо-
термические явления значительно сильнее выражены в стареющей стали
10Х18АГ18Н5МФ, чем в 1ОХ18АГ18. Различие же заключается в том, что
если при мессбауэровских измерениях существует температурный интер-
вал, изотермическая выдержка в котором обеспечивает наибольшее изме-
нение эффекта поглощения, а по мере удаления от него вверх и вниз по тем-
пературной шкале ЯГР-спектр становится более стабильным во времени,
то для изменения рентгеновских максимумов ограничение по температуре
зафиксировано только с одной стороны Т < Тх.
Поскольку изучаемые стали являются элинварами в криогенном интер-
вале температур, но при этом обладают сильной температурной зависимо-
стью предела текучести, представляют интерес испытания механических
свойств при растяжении в ходе изотермической выдержки (табл. 1.13).
Временное сопротивление G„, предел текучести о02, относительное удли-
нение 5 и относительное сужение \|/ стали 10Х18АГ18Н5МФ определяли
после 3 и 60-минутпой выдержки при температуре 193 К. При первом ва-
47
Таблица 1.13
Механические свойства стали 10Х18АГ18Н5МФ при 193 К
Схема охлаждения °П.2 8 V
МПа ъ
293 К - 193 К, 3 мин 1160 690 59 61
293 К - 193 К, 60 мин 1170 740 55 56
293 К - 77 К, 10 мин - 193 К, 3 мин 1140 670 59 56
293 К - 77 К, 10 мин - 193 К, 60 мин 1160 740 50 53
рианте сталь от комнатной температуры охлаждали непосредственно до
193 К, а при втором материал сначала охлаждали до 77 К, выдерживали
при этой температуре 10 мин и лишь затем помещали в термостат с тем-
пературой испытания (193 К). При схеме охлаждения по первому вариан-
ту изменение изотермической выдержки с 3 до 60 мин привело к увеличе-
нию предела текучести на 7%, а временное сопротивление практически не
изменилось. При схеме охлаждения по второму варианту такое же увели-
чение продолжительности изотермической выдержки обусловило рост
о02 на 9%, при этом также сохранилось на прежнем уровне. Данные
табл. 1.13 свидетельствуют о том, что вне зависимости от схемы охлажде-
ния увеличение изотермической выдержки способствует увеличению пре-
дела текучести на 7-9%, что превышает уровень экспериментального раз-
броса значений этой величины (3 %).
Основной экспериментальный факт, подтвержденный тремя методика-
ми - ЯГР, рентгеноструктурным анализом, измерением механических
свойств при растяжении, - заключается в нестабильности магнитных
свойств сталей во времени. При изменении температуры в пределах интер-
вала магнитных фазовых переходов устойчивое стабильное состояние кри-
сталлическая и магнитная решетки приобретают не сразу, а в процессе изо-
термической выдержки. Такое поведение наблюдается при низких темпера-
турах, практически исключающих протекание диффузионных явлений. По-
этому основной предпосылкой для объяснения этого явления, по нашему
мнению, может служить наличие магнитных неоднородностей, связанных с
ближним расслоением твердого раствора аустенита. Благодаря этому маг-
нитный фазовый переход развивается путем последовательного вовлечения
отдельных микрообъемов образца, подвергнутого охлаждению ниже тем-
ператур TN и Тг Если также учесть [88], что исследуемые стали обладают
инварными свойствами, то неоднородность их магнитной структуры пред-
полагает также широкое распределение микрообъемов по параметру крис-
таллической решетки и коэффициенту термического расширения. Экспе-
риментальным подтверждением такого предположения служит работа
[102]. Ее авторы приводят сведения о высокой чувствительности коэффи-
циента термического расширения стали 07Х13Г20АН4 к концентрации хро-
ма, марганца и никеля, обусловленной возникновением и магнитным упоря-
дочением кластеров. Добавим, что не вызывает сомнения и влияние на эти
характеристики элементов внедрения (С и N), эффективно расширяющих
ГЦК-решетку.
48
Такая ситуация отражает общую взаимосвязь между температурой
Нееля, магнитным моментом и параметром кристаллической решетки, су-
ществующую для антиферромагнитных инваров различного химического
состава [103, 104], что соответствует минимуму внутренней энергии систе-
мы, включающей две составляющие: магнитную и объемную. В случае
пространственно неоднородных объектов, к каким, как было показано,
относятся исследуемые стали, оно не может быть достигнуто мгновенно
при изменении температуры, так как является результатом взаимодейст-
вия сжатых и растянутых областей, различающихся магнитными и инвар-
ными свойствами. Очевидно, что этот процесс включает возникновение и
релаксацию напряжений и происходит во времени. При таком подходе
изотермическое изменение свойств должно быть тем заметнее, чем более
неоднородна структура твердого раствора, что и наблюдается в действи-
тельности.
Гистерезис на кривой температурного сканирования и изотермическое
изменение интегральной интенсивности рентгеновского рефлекса макси-
мальны для закаленного состояния стареющей стали 10Х18АГ18Н5МФ, в
которой распределение по величине параметра решетки наиболее сущест-
венно в силу склонности к предвыделению нитрида ванадия. В состаренной
стали 10Х18АГ18Н5МФ и закаленной стали 10Х18АГ18 ширина петли ги-
стерезиса на кривых сканирования примерно одинакова, так как главным
мотивом для этого является расслоение твердого раствора по элементам
замещения. Азот же в первой стали связан при старении в химическое со-
единение, во второй - распределен относительно равномерно. Теплая пла-
стическая деформация стали 10Х18АГ18 исключает проявление гистере-
зиса, так как разрушает кластеры и выравнивает распределение легирую-
щих элементов.
Наличие магнитных неоднородностей в температурной области сущест-
вования инварных свойств, по нашему мнению, служит основной причиной
температурной нестабильности свойств исследуемых сталей. Кроме того,
можно отметить факторы, сами по себе не обусловливающие этот процесс,
но способствующие его более полному проявлению. К ним относится пред-
шествующее коллинеарному упорядочению предпереходное состояние [81,
100]. Можно предположить, что ослабление сил связи кристаллической ре-
шетки и увеличение среднеквадратичных смещений атомов, характерное
для него, увеличивают гистерезис.
Низкотемпературная антиферромагнитная фаза отличается более низ-
кой температурой Дебая [100] и тетрагональными искажениями кристалли-
ческой решетки [81]. Вероятно, в ней процессы релаксации напряжений,
приводящие сталь в стабильное устойчивое состояние, будут развиваться
полнее, поэтому близость температур TN и Tz может рассматриваться как
фактор, благоприятный для проявления гистерезиса.
С возникновением тетрагональности у атомов внедрения азота и углеро-
да появляется стимул к упорядочению вдоль оси С. Вполне вероятно, что
упорядочение имеет динамический характер и развивается во времени, вно-
ся свой вклад в явления изотермики и гистерезиса. Однако это обстоятель-
ство не является необходимым для реализации обсуждаемых явлений, по-
49
скольку петля гистерезиса на кривых температурного сканирования наблю-
дается в сплаве Г20Н10, не содержащем элементов внедрения в качестве ле-
пчрующих добавок.
Расчеты, проведенные по рентгеновским данным, показывают, что по-
сле глубокого охлаждения (ниже Тх) в сталях возникают достаточно силь-
ные искажения. Так, соответствующие им среднеквадратичные смещения
атомов в стали 10Х18АГ18Н5МФ достигают 0,18 А, что составляет 4% от
параметра решетки. Так как динамическая составляющая постоянна в про-
цессе выдержки при фиксированной температуре, все изменение можно от-
нести к статическим искажениям. Их уровень сопоставим со статическими
искажениями, возникающими при легировании а-решетки 1 % углерода (до
3%) [105], или искажениями, характерными для предмартенситного состоя-
ния Ni-Ti-сплавов [71]. Поскольку статические искажения возникают после
охлаждения сталей ниже температуры Ту и отсутствуют при более высоких
температурах, можно предположить, что их появление связано с тетраго-
нальными искажениями кристаллической решетки, сопутствующими кол-
линеарному упорядочению антиферромагнитного аустенита [80]. По-види-
мому, для возникновения статических искажений важна и неоднородность
ГЦК-ГЦТ-перехода, так как их уровень находится в прямом соответствии
со степенью магнитной неоднородности сталей.
Тенденция к увеличению предела текучести в результате изотермичес-
кой выдержки, отмеченная при испытании механических свойств, свиде-
тельствует о возрастании сопротивления началу движения дислокаций в
стали после достижения устойчивой магнитной и кристаллической структу-
ры. Следует отметить, что временное сопротивление при этом практически
не меняется, так как большие пластические деформации (> 50%) разруша-
ют кластеры, т. е. ликвидируют причину неустойчивости.
1.3.3. Комплексное упрочнение азотсодержащей
толстолистовой аустенитной стали 04Х20Н6Г11АМ2БФ
Известно [106-110], что на малоразмерном прокате в азотсодержащих
неферромагпитных аустенитных сталях может быть реализован высокий
уровень характеристик прочности, пластичности и ударной вязкости (услов-
ный предел текучести о02 > 690 МПа, относительное удлинение 5 > 20%, от-
носительное сужение \|/ > 50%, ударная вязкость KCV+2° > 100 Дж/см2). Одна-
ко при изготовлении крупногабаритных листов получить такой комплекс
механических свойств достаточно трудно. В частности, горячекатаный тол-
столистовой прокат азотсодержащей аустенитной стали открытой выплав-
ки имеет механические характеристики, удовлетворяющие почти всем
предъявляемым требованиям, за исключением значений KCV+20. Поэтому
полученный после прокатки материал подвергался дополнительному воз-
действию термической и термомеханической обработок [111]. Целью рабо-
ты [111] было изучение структуры, прочностных и пластических свойств
сложнолегированной азотсодержащей аустенитной стали открытой выплав-
ки после термических и термомеханических обработок, обеспечивающих
необходимый уровень механических свойств в толстолистовом прокате.
50
Таблица 1.14
Механические свойства стали 04Х20Н6Г11АМ2БФ
после различных режимов обработки
Обработка Толщина с» 0(1.2 8 KCV KCU
листа, мм МПа % Дж/см2
Прокатка при 1240...850 °C 20 1008 808 44 62 27,5-69,6 -
Прокатка при 1240...950 °C 40 1001 740 45 55 52,2-83 106
Закалка от 900 °C, 2 ч, воздух 40 984 697 40 51 100
Закалка от 1000 °C, 40 980 700 42,2 49 1 183
2 ч, воздух 20 994 686 42 53 138
Закалка от 1100 °C, 40 954 593 49,8 60,7 250
2 ч, воздух 20 985 633 50,5 54,5 188
Закалка от 1150 °C, 20 906 527 57,6 64,5 305
2 ч, воздух 40 874 508 60,7 63,5 393
Исследование выполняли на высоколегированной аустенитной стали
О4Х20Н6Г11АМ2БФ с 0,45 мас.% азота. Для производства толстолистового
проката по кооперации ОАО «Металлургический завод «Электросталь» -
ОАО «Северсталь» были изготовлены крупногабаритные слитки, которые
подвергали гомогенизации при 1230 °C в течение 3 ч. После этого слитки ко-
вали на слябы требуемых размеров, которые прокатывали на листы с сум-
марной степенью обжатия не менее 80%. Слябы прокатывали в двух интер-
валах температур - от 1240 до 950 °C при окончательной толщине листа 40
мм и от 1240 до 850 °C для листа толщиной 20 мм. Из листов вырезали заго-
-овки, которые в дальнейшем подвергали как термической, так и термоме-
ханической обработкам. Заготовки закаливали от температур 900...1150 °C
с изотермической выдержкой 2 ч (табл. 1.14). Некоторую часть заготовок,
акаленных от 1150 °C в воде, деформировали в валках прокатного стана на
? о при температурах 20 и 600 °C. Из заготовок изготавливали «попереч-
ные» образцы для испытания на растяжение на установке FP-100 и ударный
изгиб на установке ПСВ-30. Временное сопротивление, предел текучести,
относительное удлинение, относительное сужение определяли на пятикрат-
' х образцах с диаметром рабочей части 4 мм. Ударную вязкость определя-
ли на образцах сечением 10x10 мм и длиной 55 мм.
Структура и механические свойства стали в исходном горячекатаном со-
стоянии. Характерная структура исходных образцов горячекатаной стали
-Х20Н6Г11АМ2БФ представлена на рис. 1.22 [111]. Зерна разбиты на
~ - агменты. Прокатка листа до толщины 20 мм приводит к формированию
_~на примерно 2-20 мкм шириной и 100-300 мкм длиной. По границам вы-
"янутых кристаллитов (рис. 1.22, а) иногда видны мелкие равноосные ре-
- рнсталлизованные зерна размером ~3 мкм После прокатки листа до тол-
ь 40 мм зерна менее вытянуты, их ширина составляет 10-30 мкм, а дли-
20 мкм. В некоторых случаях границы зерен имеют зубчатое строе-
51
Рис. 1.22. Структура горячекатаного листа
стали 04Х20Н6Г11АМ2БФ толщиной 20 мм:
а - зеренная структура, б - субзеренная структура, в -
темнопольное изображение нитридов ванадия в рефлексе
(Hl)vN
ние, характерное для высокотемпературной термомеханической обработки
(ВТМО) [112. 113]. Во всех случаях наблюдается высокая плотность дисло-
каций, равная ~Ю|Осм 2 (рис. 1.22, б). В деформированных зернах сплетения
дислокаций образуют стенки ячеек. В местах, где началась полигонизация,
дислокации перестраиваются в границы субзерен - стенки и сетки. В объе-
ме зерен дислокации образуют трехмерные сетки, на которых видны дис-
персные частицы нитрида ванадия (рис. 1.22, в).
Частицы второй фазы имеют разные размеры и расположены как по
границам зерен, так и в их объеме. Крупные частицы размером от 0,1 до
0,4 мкм идентифицированы как нитриды ванадия VN и хрома Cr2N. Темно-
польное изображение нитридных частиц в рефлексе (111)VN представлено
на рисунке 1.22, в. В объеме зерен большинство частиц имеет размеры от
10 до 100 нм, и они являются нитридами ванадия. Плотность их несколько
различается после разных режимов высокотемпературной обработки. Она
колеблется от 1,5-1015 до 2-1015 см3. Более мелкие частицы нитрида ванадия
часто выстраиваются в цепочки. Наряду с некогерентными частицами VN
встречаются когерентные частицы. Последние светятся в темных полях,
полученных в рефлексах аустенитной матрицы, и имеют контраст в виде
кольца или дужек.
Механические свойства исследованной стали в исходном состоянии (см.
табл. 1.14) изменяются в следующих пределах: временное сопротивление -
от 1001 до 1008 МПа, предел текучести - от 740 до 808 МПа, относительное
удлинение - от 44 до 45%, относительное сужение - от 55 до 62%, ударная
вязкость KCV - от 27,5 до 83 Дж/см2 (более низкие значения KCV получе-
ны на поперечных образцах, более высокие - на продольных). Прочность,
52
пластичность и ударная вязкость определяются развитием трех процессов:
твердорастворным упрочнением азотом; увеличением плотности дислока-
ций при реализации конкурирующих процессов упрочнения (при прокатке)
и разупрочнения (при высокой температуре деформации); распадом пере-
сыщенного твердого раствора с выделением нитридов ванадия и хрома. В
последнем случае определяющую роль играют количество, дисперсность и
равномерность распределения нитридов.
Достаточно низкие значения ударной вязкости KCV в исходных горяче-
катаных листах можно объяснить в первую очередь граничным выделени-
ем нитридов хрома и ванадия в выбранных условиях высокотемпературной
деформации листов. Для растворения таких нитридов требуется дополни-
тельная закалка от повышенных температур.
Структура и механические свойства горячекатаной стали после допол-
нительной закалки от разных температур. Коррозионное растрескивание
под напряжением (КРН) во многих случаях является основной причиной
разрушения изделий, работающих в контакте с морской водой. Принимая
во внимание данные [114], следовало ожидать, чтр структура горячеката-
ной (ВТМО) стали 04Х20Н6Г11АМ2БФ с зернограничным расположением
нитридов не обеспечит получение приемлемых значений параметров КРН.
Поэтому была проведена закалка от разных температур, чтобы выяснить
условия исправления структуры горячекатаной стали [111].
Структура листа стали толщиной 40 мм после закалки от 900 °C пред-
ставляет собой вытянутые аустенитные зерна с зернограничными выделе-
ниями (рис. 1.23, а). Указанная структура лишь незначительно отличается
от той, которая характерна для исходного горячекатаного состояния (см.
рис. 1.22). Более высокая температура закалки (1000 °C) листов толщиной
20 и 40 мм обусловливает появление отдельных рекристаллизованных зе-
рен, хотя по-прежнему основная масса зерен имеет вытянутую форму
(рис. 1.23, б). Температура закалки 1100 °C обеспечивает получение в ос-
новном рекристаллизованного зерна (рис. 1.23, в), а в листах толщиной
40 мм кое-где сохраняется структура ВТМО, при этом наблюдается раз-
нозернистость.
Повышение температуры закалки до 1150 °C обеспечивает получение
полностью рекристаллизованного зерна (рис. 1.23, г) с двойниками отжига.
При этом уменьшается как разнозернистость, так и доля крупных выделе-
ний нитридов. Однако в отдельных листах сохраняются цепочки достаточ-
но крупных нитридов, располагающихся по границам бывших крупных аус-
тенитных зерен (см. рис. 1.23, г). Более мелкие нитриды часто закрепляют
границы новых рекристаллизованных зерен.
Результаты электронно-микроскопического исследования закаленных
образцов представлены на рис. 1.24, 1.25. В листе толщиной 20 мм после за-
калки от 900 °C и охлаждения на воздухе тонкая структура образца состоит
преимущественно из длинных вытянутых в одном направлении зерен, раз-
битых на субзерна шириной 0,2-0,4 мкм (рис. 1.24, а). Границы субзерен
представляют собой дислокационные стенки и сетки, иногда это малоугло-
зые границы с полосчатым контрастом. Внутри зерен наблюдается низкая
-потность дислокаций, но встречаются области размером 1-1,3 мкм с более
53
Рис. 1.23. Структура горячекатаного листа стали 04Х20Н6Г11АМ2БФ толщиной 40 мм
после закалки на воздухе от 900 (а), 1000 (б), 1100 (в) и 1150 °C (г)
высокой плотностью дислокаций и сетчатой дислокационной структурой,
характерной для деформированного состояния. Частицы нитрида ванадия
расположены как по границам субзерен, так и внутри них (рис. 1.24, б). В
последнем случае плотность частиц VN больше. В областях с сетчатой дис-
локационной структурой нитриды ванадия распределены равномернее. Раз-
мер их колеблется от 20 до 60 нм. В редких рекристаллизованных зернах
встречаются частицы нитрида хрома Cr2N размером 200-300 нм. Частицы
нитрида ванадия дают на электронограммах либо четкие рефлексы, либо
слегка размытые дужки около рефлексов аустенита и высвечиваются в
темных полях.
Повышение температуры закалки до 1000 °C существенно не меняет
структуру образца, но доля фрагментированной структуры уменьшается, а
количество рекристаллизованных зерен увеличивается (рис. 1.24, в). Шири-
на субзерен изменяется в пределах от 0,3 до 0,6 мкм. Крупные частицы VN
размером 150-180 нм часто располагаются по границам рекристаллизован-
ных зерен и субзерен, а внутри зерен видны мелкие нитриды ванадия разме-
ром от 30 до 80 нм. В перекристаллизованных полигонизированных облас-
тях также располагаются мелкие и крупные частицы VN.
После закалки от 1100 °C структура полностью рекристаллизована. На
границах зерен видны редкие крупные частицы нитрида ванадия размером
от 300 до 400 нм, а внутри располагаются в основном более мелкие нитри-
ды размером от 100 до 300 нм (рис. 1.24. г). В листе толщиной 40 мм рекри-
54
Рис.. 1.24. Тонкая структура горячекатаного листа стали 04Х20Н6Г11АМ2БФ толщиной
20 мм после закалки на воздухе от 900 (а, б), 1000 (в) и 1100 °C (г); б - темнопольное изобра-
жение VN в рефлексе (111)VN
сталлизация развивается менее интенсивно, чем в листах толщиной 20 мм.
После закалки от 1000 °C наряду с рекристаллизованными зернами разно-
го размера видны участки полигон изованной структуры с шириной субзе-
рен от 100 до 400 мкм. Также встречаются крупные, до 200 нм, и мелкие
(10—100 нм) частицы VN. После закалки от 1100 °C на фоне рекристаллизо-
ванных зерен встречаются редкие участки полигонизованной структуры. В
этом случае ширина субзерен составляет примерно 300 мкм. Размеры и рас-
положение частиц VN такое же, как после отжига 1000 °C.
Повышение температуры закалки листов толщиной 20 мм и 40 мм до
1150 и 1175 °C приводит к образованию рекристаллизованных зерен с
очень низкой плотностью дислокаций. Внутри зерен и на их границах при-
сутствуют частицы VN разной величины: крупные - от 200 до 500 нм и
мелкие - от 20 до 70 нм. В отдельных участках листа толщиной 40 мм по-
сле закалки в воду от 1150 °C наблюдались дислокации, двигающиеся по
плоскостям скольжения и образующие клубки около крупных нитридов
ванадия (рис. 1.25, а). Их образование вызвано, вероятно, термическим на-
клепом, возникающим при закалке. Кроме того, после всех режимов высо-
котемпературной закалки присутствовали частицы VN размером от 2 до
4 нм. Темнопольное изображение в рефлексе (200)VN таких наноразмерных
частиц представлено на рис. 1.25, б.
Механические свойства стали изменяются в соответствии с изменени-
ем структуры в результате закалки. Закалка исходного образца от 900 °C
55
Рис. 1.25. Тонкая структура горячекатаного листа стали 04Х20Н6Г11АМ2БФ толщиной
20 мм после закалки от 1150 °C в воде:
а — дислокации: б - дисперсные нитриды ванадия, темнопольиое изображение в рефлексе (200)Vn
приводит к снижению как прочностных, так и пластических свойств (см.
табл. 1.14). Прочность изменяется из-за аннигиляции дислокаций при
900 °C, а пластичность - вследствие дополнительного выделения нитри-
дов на дислокациях. После закалки от 1000 °C механические свойства ста-
ли отличаются незначительно от тех, которые получены при закалке от
900 °C (см. табл. 1.14). Закалка от 1100 °C обусловливает дальнейшее сни-
жение прочностных характеристик благодаря развитию рекристаллиза-
ции. Наименьшие прочностные и наибольшие пластические свойства по-
лучены при закалке от 1150 °C.
Известно, что выделение частиц внутри зерна и, особенно, по границам
интенсивно снижает ударную вязкость. О частичном растворении нитри-
дов ванадия с повышением температуры закалки до 1150 °C свидетельству-
ет рис. 1.23. При этом KCLJ растет от 106 до 393 Дж/см2(см. табл. 1.14). Зна-
чения ударной вязкости, определенные на образцах с острым надрезом
(KCV = 217 Дж/см2), заметно превышают необходимый уровень (KCV =
= 100 Дж/см2), а предел текучести близок к 500 МПа. Таким образом, твер-
дорастворное упрочнение азотом (0,45%) обеспечивает получение значе-
ний о02 = 500 МПа при хорошей ударной вязкости. Чтобы повысить предел
текучести до уровня О0 2 ~ 800 МПа, необходимо увеличить плотность дис-
локаций за счет холодной или теплой деформации.
Структура и механические свойства закаленной стали после дополни-
тельной упрочняющей деформации. При исследовании влияния холодной де-
формации на о02 и KCV использованы образцы стали 04Х20Н6Г11АМ2ФБ
после закалки от 1150 °C в воде. Закалка в воде образцов толщиной 20 мм
в определенной степени имитирует душирующую водяную обработку, ко-
торую предполагается применять в промышленном толстолистовом произ
водстве. Образцы, вырезанные из листа толщиной 20 мм и закаленные от
1150 °C, были деформированы прокаткой на 15% при температурах 20 и
600 °C [111]. После прокатки при 20 °C наблюдается высокая плотность
дислокаций, которые образуют сплетения, скопления и формируют систе-
му параллельных дислокационных субграниц (рис. 1.26, а). В отдельных об-
ластях на фоне дислокационной структуры видны деформационные двой-
ники (рис. 1.26, б). Высокие внутренние напряжения в образце после дефор-
56
Рис. 1.26. Структура горячекатаных листов стали 04Х20Н6Г11АМ2БФ толщиной 20 мм по-
сле закалки от 1150 °C в воде и последующей холодной (а, б) и теплой (в, г) прокатки на 15%
нации обусловливают появление большого количества контуров экстин-
ции. Повышение температуры деформации до 600 °C приводит к тому, что
су страницы становятся более выраженными, а расстояние между ними уве-
личивается (рис. 1.26, в). В результате теплой деформации, как и в случае
холодного наклепа, в некоторых областях наблюдаются деформационные
двойники (рис. 1.26, г).
Деформирование закаленного листа толщиной 20 мм при температуре
600 : С повышает временное сопротивление ов и предел текучести с0 2 в 1,3 и
2 раза соответственно. При этом высокое значение относительного сужения
закаленного материала практически не изменяется, хотя относительное уд-
линение снижается в 2,3 раза. Такое заметное уменьшение 5 характерно для
аустенитных сталей, упрочненных прокаткой. Деформирование закаленно-
э листа толщиной 20 мм при комнатной температуре увеличивает времен-
ное сопротивление и предел текучести в 1,2 и 1,8 раза соответственно. Сле-
: эвательно, после холодной деформации прочностные свойства листа ниже,
ем после теплой деформации. Некоторое повышение прочности материала
= случае теплой деформации обусловлено, видимо тем, что при деформиро-
м ’ идет распад пересыщенного твердого раствора и дислокации закреп-
яются нитридными частицами. Пластические свойства материала после хо-
- одной деформации несколько выше тех, которые имеет сталь после теплой
: еформации. Следует обратить внимание на то, что в обоих случаях уровень
аг аосительного удлинения для деформированного материала достаточно
. к (табл. 1.15). Как видно, изменение прочностных и пластических
57
Таблица 1.15
Механические свойства закалённой стали 04Х20Н6Г11АМ2БФ
после различных режимов деформации
Толщина листа, мм, обработка KCV*:(1 KCV-’1’ о. 0(1.2 V 8
Дж/см: МПа &
20, 3 1150 °C, 3 ч, вода (без Д) 217 194 — — —
20, 3 + Д, 15%, 600 °C 121 91 1147 1066 59 24,5
20,3 + Д, 15%, 20 °C 105 71 1068 952 61 26,5
40,3 +Д, 15%, 600 °C 129 71 1065 1033 59 24,5
40,3 +Д, 15%, 20 °C 108 57 1063 960 60,5 25,5
свойств в случае деформации листа толщиной 40 мм практически такое же,
как при прокатке листа толщиной 20 мм. Вместе с тем есть тенденция к не-
которому снижению прочностных свойств при деформировании листа тол-
щиной 40 мм по сравнению с упрочнением листа толщиной 20 мм.
В табл. 1.14 приведены данные по ударным испытаниям закаленных об-
разцов с U-образным надрезом. При испытании аналогичных образцов с ос-
трым V-образным надрезом наблюдается естественное уменьшение удар-
ной вязкости. Так, в закаленной от 1150 °C стали KCU = 3,05 МДж/м2, а
KCV = 2,17МДж/м2 (см. табл. 1.14, 1.15).
Проведение теплой и холодной деформации листов толщиной 20 мм
снижает ударную вязкость в 1,8 и 2,1 раза соответственно (см. табл. 1.15).
Следовательно, использование первого варианта обработки, по сравнению
со вторым, позволяет улучшить ударную вязкость материала. Аналогичные
закономерности изменения ударной вязкости при упрочняющих обработках
были получены и в случае деформации листов толщиной 40 мм. Следует от-
метить, что, несмотря на снижение величины ударной вязкости при теплой
и холодной деформации, она остается на достаточно высоком уровне (см.
табл. 1.15).
Снижение температуры испытания от 20 до - 40 °C Тнс приводит к
уменьшению KCV как в закаленной стали, так и в стали, упрочненной теп-
лой или холодной прокаткой. Уровень значений KCV и при теплой, и при
холодной деформации в листах толщиной 40 мм ниже, чем в листах толщи-
ной 20 мм.
Совокупность данных, описанных выше, позволяет сделать заключение
о том, что для получения достаточно высоких значений ударной вязкости,
прочностных (ов, <502) и пластических (8, \|/) свойств в толстолистовой зака-
ленной стали 04Х20Н6Г11АМ2БФ обычной выплавки необходима допол-
нительная холодная или теплая деформация. Предпочтение имеет упрочня-
ющая теплая деформация на 15% при температуре 600 °C.
Таким образом, структура горячекатаной азотсодержащей толстолис-
товой стали 04Х20Н6Г11АМ2БФ состоит из вытянутых перекристаллизо-
ванных зерен, по границам которых располагаются цепочки достаточно
крупных нитридов ванадия (VN) и хрома (Cr2N). Высокое упрочнение (о0.2 =
= 740 МПа - в 40-мм листе, О0 2 = 808 МПа - в 20-мм листе) связано с твер-
дорастворным легированием аустенита азотом, дисперсионным нитридным
58
твердением и сохранением эффекта ВТМО. При этом ударная вязкость
имеет пониженные значения (KCV = 27,5 - 83 Дж/см2), что обусловлено
главным образом граничным выделением нитридов. Повышение ударной
вязкости KCV в горячекатаной стали до 217 Дж/см2 обеспечивается закал-
кой на воздухе от 1150 °C (выдержка 2 ч). При этом наблюдаются рекрис-
таллизация и преимущественное растворение нитридов. Твердорастворное
упрочнение азотом (0,45 мас.%) в стали 04Х20Н6Г11АМ2БФ характеризу-
ется пределом текучести (502 = 504—538 МПа. Достижение повышенных
прочностных свойств в толстолистовой горячекатаной стали (<502 =
= 952-1066 МПа) обеспечивается закалкой листов от 1150 °C с последую-
щей 15%-й холодной (20 °C) или теплой (600 С) деформацией, ударная вяз-
кость KCV20 сохраняется на достаточно высоком уровне (105-129 Дж/см2).
Некоторое преимущество в прочностных характеристиках и ударной вязко-
сти имеет сталь после теплой прокатки, так как наряду с формированием
более однородной дислокационной структуры наблюдается дополнитель-
ное выделение упрочняющей дисперсной фазы VN.
Влияние скорости охлаждения в интервале 1100...800 °C на механиче-
ские свойства и структуру азотсодержащей аустенитной стали
04Х20Н6Г11АМ2БФ-ЭШП. Судостроительные стали должны иметь высо-
кое сопротивление коррозионному растрескиванию под напряжением (КРН)
в морской воде при повышенной прочности. Твердорастворное легирование
аустенита азотом относится к методам упрочнения, слабо снижающим сопро-
тивление КРН. Упрочнение азотсодержащих сталей обычно обеспечивается
комплексным методом в результате твердорастворного легирования азотом,
высокотемпературной термомеханической обработки (ВТМО) и частичного
выделения нанонитридов. Даже при ускоренном охлаждении с прокатного
нагрева массивных листов стали 04Х20Н6Г11АМ2БФ (толщиной 40 мм и бо-
лее) обычно не удается сохранить высокие значения ударной вязкости вслед-
ствие приграничного выделения нитридов. Проведение электрошлакового
переплава (ЭШП) этой стали позволяет сохранить требуемые значения проч-
ности и ударной вязкости после ВТМО.
В работе [115] выяснено влияние скорости охлаждения в интервале темпе-
ратур 1100-800 °C на структуру и механические свойства азотсодержащей ста-
ли 04Х20Н6Г11АМ2БФ-ЭШП в целях определения режимов обработки для
сохранения высоких значений ударной вязкости. Исследовали высоколегиро-
ванную аустенитную азотсодержащую сталь электрошлакового переплава
04Х20Н6Г11АМ2БФ-ЭШП (0,04C-20Cr-6Ni-l lMn-0,45N-2Mo-0,lNb-0,l V).
Из листового проката вырезали заготовки для осуществления различных тер-
мообработок и последующего изготовления образцов для испытания на рас-
тяжение (на установке FP-100) и ударный изгиб (на установке ПСВ-30). Тер-
мообработку проводили на вырезках из листов горячекатаной стали сечением
20x16 мм. Образцы помещали в печь и выдерживали 20 мин при температуре
1100 °C, затем охлаждали с разной скоростью (20, 10, 5 и 2,6 град/мин) до
800 °C и закаливали в воде от этой температуры. Часть образцов закаливали
сразу от 1100 °C в воду, масло или охлаждали на воздухе.
Структура стали после ВТМО. Механические свойства азотсодержа-
щей аустенитной стали ЭШП в зависимости от толщины листа и температу-
59
Таблица 1.16
Механические спойстпа горячекатаной стали 04Х20Н6Г11АМ2БФ-ЭШП
Толщина листа, мм Температура окончания прокатки, °C 8, 'И KCV’56, Дж/см2
МПа ь
100 856 680 881 31 50 155
40 870 790 1002 33 62 142
40 814 895 1067 26 55 112
ры окончания прокатки при ВТМО с обжатием -30% приведены в
табл. 1.16 (представлены средние значения свойств, определенные по че-
тырем образцам для каждой температуры окончания прокатки). Как видно,
прочностные свойства выше в листе с меньшей толщиной (сравните свойст-
ва листов толщиной 100 и 40 мм). Кроме того, снижение температуры окон-
чания прокатки от 870 до 814 °C также вызывает рост значений предела
прочности (временного сопротивления Оп) и предела текучести О0 2 (Оо,2 уве-
личивается - на 100 МПа в листе толщиной 40 мм). При этом пластичность
и ударная вязкость несколько снижаются, но остаются на требуемом высо-
ком уровне (относительное удлинение 5 выше 20%, относительное сужение
V больше 45%, а ударная вязкость - более 100 Дж/см2). Предел текучести в
стали ЭШП равен или выше 640 МПа в листе толщиной 100 мм и 750 МПа
в листе толщиной 40 мм.
На рис. 1.27 представлены структура и электронограмма образцов из
листов ЭШП, прошедших ВТМО при температуре окончания прокатки
856 °C. Хотя механические свойства образцов различаются, больших каче-
ственных отличий в их структуре не обнаружено. Все они имеют структуру,
характерную для термомеханической обработки при высокотемпературной
прокатке. Видны вытянутые в одном направлении зерна, состоящие из уд-
линенных в этом же направлении субзерен (рис. 1.27, а). Так как во время
горячей деформации развиваются динамические процессы перераспределе-
ния дислокаций и изменения в субзеренной структуре, то в локальных уча-
стках одного и того же образца могут различаться форма и размер субзе-
рен, а также тип субграниц и плотность дислокаций.
Плотность дислокаций почти во всех образцах находится на близком
уровне - (1,5-3,5)1010 см-2. Наименьшее значение плотности дислокаций
(1,5-1О10) наблюдается в образце, вырезанном из листа толщиной 100 мм.
Среднее значение ширины субзерен имеет тенденцию к уменьшению (от
460-650 до 300-460 нм) с увеличением упрочнения стали при уменьшении
толщины листа и снижении температуры окончания прокатки. Во всех об-
разцах изредка встречаются крупные частицы фаз типа Cr2N размером
100 нм и более. Они располагаются достаточно равномерно в объеме зерен
или образуют цепочки на границах зерен и субзерен (рис. 1.27, б, в). На гра-
ницах субзерен наблюдались частицы (размером 20-50 нм) преимуществен-
но нитридов VN или CrN. Рефлексы от когерентных аустенитной матрице
нитридов ванадия (или нитридов хрома) видны на электронограмме
(рис. 1.27, г). Так как нитриды ванадия и хрома имеют близкие межплоско-
стные расстояния (2,395 и 2,382 А для плоскости (111)), то различить их с по-
60
Рис. 1.27. Структура листовой азотистой стали 04Х20Н6Г11АМ2БФ-ЭШП после ВТМО
(толщина листа 100 мм, температура конца прокатки 856 °C):
а - субзеренная структура; б, в - темнопольные иображения дисперсных нитридов в рефлексе (200) vnicpnp г _ электро-
нограмма, стрелкой указан рефлекс темнопольного изображения
мощью электронной микроскопии затруднительно. В объеме зерен плот-
ность частиц размером от 2-3 нм до 17 нм составляла от 1,5-1015 до 7-1016 см-3.
Частицы такого же размера выделялись и на субграницах. Сталь с отмечен-
ной выше структурой имела достаточно хорошие механические свойства да-
же в листах толщиной 100 мм: предел текучести о02 = 680 МПа, предел проч-
ности ов = 881 МПа, относительное удлинение 8 = 31%, относительное суже-
ние \|/ = 50%, ударная вязкость KCV = 155 Дж/см2. ВТМО в листах меньшей
толщины (40 мм) увеличивает о02 на 110-215 МПА при сохранении доста-
точно высоких значений пластичности и ударной вязкости (см. табл. 1.16).
Структура и свойства стали после охлаждения от 1100 °C с разны-
ми скоростями. Чтобы выяснить, как изменяются механические свойства
и структура стали ЭШП в зависимости от степени высокотемпературного
распада азотистого аустенита, проведено охлаждение образцов от 1100 до
800 °C с разными скоростями (от 103 град/мин при закалке в воде до
2,5 град/мин при контролируемом охлаждении).
В табл. 1.17 представлены усредненные данные (с указанием разброса
результатов) по механическим свойствам стали после разных режимов ох-
лаждения от 1100 °C. Закалка стали от 1100 °C (выдержка 20 мин) в воду,
масло и охлаждение на воздухе приводят к заметному снижению прочност-
61
Таблица 1.17
Механические свойства стали 04Х20Н6Г11АМ2БФ-ЭШП
после охлаждения с разной скоростью
0(1.2 85 V KCV‘2n, HV 10/12,5
МПа % Дж/см-
1100 °C, 20 мин, закалка в воде (-103 град/мин) 963±2 618112 49,0+2 67,4+2 274110 251 ±5
1100 °C, 20 мин, закалка в масле 959111 624+1 47,8+0,5 65,012,0 26215 24816
1100 °C, 20 мин, охлаждение на воздухе 97512 63812 42,013,5 66,3+2,0 263110 25013
1100 °C, 20 мин, охлаждение до 800°С, 20 град/мин, закалка в воде 96813 63311 40,0+2,0 62,3+5,0 20912 261 ±5
1100 °C, 20 мин, охлаждение до 800°С, 10 град/мин, закалка в воде 96912 62713 45,614,0 58,410,5 18014 257+6
1100 °C 20 мин, охлаждение до 800 °C, 5 град/мин, закалка в воде 96213 633111 44,812,0 62,111,0 14513 26316
1100 °C, 20 мин, охлаждение до 800 °C, 2,5 град/мин, закалка в воде 92914 58011 43,310,5 47,5+1,0 9614 27515
пых характеристик по сравнению с ВТМО: предел текучести уменьшается
до 618-638 МПа, предел прочности - до 959-975 МПа (сравните табл. 1.16).
Пластичность при этом растет: удлинение 8 увеличивается до 42, 48, 49%
после охлаждения на воздухе, закалки в масло и закалки в воду соответст-
венно; относительное сужение возрастает на 15-17%. Также увеличива-
ется ударная вязкость KCV - до 262-274 Дж/см2. Механические свойства
О0>2, gb> 8, V’ KCV после охлаждения на воздухе, закалки в воде и закалки в
масле имеют близкие значения. Небольшое увеличение предела текучести
(от 618 до 638 МПа) при уменьшении скорости охлаждения на воздухе мо-
жет быть связано с дополнительным выделением упрочняющих нитридов.
Структура стали 04Х20Н6Г11АМ2БФ-ЭШП после закалки в воде от
1100 °C представлена на рис. 1.28, а, б. Перед закалкой от 1100 °C сталь под-
вергалась ВТМО и имела деформированные вытянутые в одном направле-
нии зерна и субзерна с повышенной плотностью дислокаций и нитридами
различной дисперсности (см. рис. 1.27, б, в). После закалки небольших об-
разцов в воде, масле и на воздухе от 1100 °C (выдержка 20 мин), независи-
мо от скорости охлаждения, структура стали состояла преимущественно из
мелких равноосных рекристаллизованных зерен (см. рис. 1.28, а, б) и не-
большого количества более крупных вытянутых перекристаллизованных
зерен, сохранившихся от ВТМО.
При электронно-микроскопическом исследовании закаленного в воде
образца на границах зерен и вблизи них обнаружено присутствие крупных
частиц нитридов хрома Cr2N (рис. 1.28, а, в) размером 300-700 нм и нитри-
дов типа VN(CrN) - рис. 1.28, б, г. Границы зерен в основном чистые, без
мелких частиц (см. рис. 1.28, б). Крупные нитриды, по-видимому, не успели
62
Рис. 1.28. Структура и электронограммы стали 04Х20Н6Г11АМ2БФ после закалки от
1100 °C в воде: частицы Cr2N (а, в) и VN (б, г)
раствориться при 1100 °C за 20 мин. В рекристаллизованных зернах видны
дислокации, образовавшиеся из-за закалочных напряжений.
Плотность дислокаций в отдельных местах достигает 10'° см-2. Кое где
имеются дислокационные субграницы, сохранившиеся от ВТМО. Кроме
крупных частиц Cr2N, в объеме зерен встречаются более мелкие частицы
нитридов ванадия размером 10-100 нм.
Уменьшение скорости охлаждения в высокотемпературной области мо-
жет привести к некоторому росту зерна, увеличению размера присутствую-
щих после ВТМО частиц второй фазы, выделению из твердого раствора ни-
тридов, снижению плотности дислокаций. Выделение нитридов может про-
исходить на границах зерен, субзерен, на отдельных дислокациях и гомоген-
но в объеме зерен. Можно предположить, что в первую очередь будут фор-
мироваться нитриды хрома, при более низких температурах начнется обра-
зование нитридов ванадия. Охлаждение в области температур 1100...800 °C
со скоростью 20 град/мин еще не приводит к заметному увеличению в струк-
туре количества нитридов (рис. 1.29). Мелкие нитриды выделяются на дис-
локациях (рис. 1.29, а) и практически отсутствуют на границах зерен и суб-
границах (рис. 1.29, б). Размер крупных нитридов хрома Cr2N, редко располо-
женных на границах и в объеме зерен и субзерен, достигает 400-700 нм.
63
Рис. 1.29. Структура стали
04Х20Н6Г11АМ2БФ после охлаждения со
скоростью 20 град/мин от 1100 до 800 °C
с последующей закалкой в воде:
а - редкие нитриды на границах и б - на дислокациях: в -
темное поле в рефлексе VN
Более мелкие частицы нитридов CrN и VN, выделившиеся в объеме зерен,
имеют величину от 10 до 100 нм. Такой же величины частицы выделяются
на границах субзерен и на дислокациях внутри субзерен. В рекристаллизо-
ванных зернах встречается контраст в виде ряби, что свидетельствует о фор-
мировании малых нитридных кластеров.
Уменьшение скорости охлаждения в интервале 1100...800 °C до
5 град/мин вызывает увеличение количества нитридов (рис. 1.30). Количест-
во нитридов VN(CrN) возрастает на границах оставшихся после ВТМО субзе-
рен (рис. 1.30, б). В объеме рекристаллизованных зерен также видны цепоч-
ки нитридов (рис. 1.30, а). Вероятно, они образовались на субграницах, погло-
щенных рекристаллизованным зерном. После охлаждения со скоростью 2,5
град/мин в интервале 1100.. .800 °C структура аустенитной стали также состо-
ит из рекристаллизованных зерен и полигонизованных областей с нитридны-
ми выделениями (рис. 1.31). Крупных нитридов хрома Cr2N на границах зерен
значительно больше, чем в образцах, охлажденных с большими скоростями
(рис. 1.31, в). Некоторые нитриды имеют размеры 1000-1200 нм. Возросло
количество менее крупных нитридов (500-800 нм), расположенных на грани-
цах зерен и в объеме зерна на дислокациях (рис. 1.31, г).
Охлаждение с разной скоростью в высокотемпературной области
(1100...800 °C) с последующей закалкой в воде по-разному влияет на проч-
ностные и пластические характеристики. Значения предела прочности
(временного сопротивления) ов и предела текучести о0 2 образцов, охлаж-
64
Рис. 1.30. Структура стали 04Х20Н6Г11АМ2БФ после охлаждения со скоростью 5 град/мин
от 1100 до 800 °C с последующей закалкой в воде:
а - нитриды на границах сохранившихся субзерен, б - в теле рекристаллизованного зерна
Рис. 1.31. Структура стали 04Х20Н6Г11АМ2БФ после охлаждения со скоростью
2,5 град/мин от 1100 до 800 °C с последующей закалкой в воде:
а - нитриды внутри зерен, в - на границах, г-на дислокациях; б - темное поле в рефлексе VN
Рис. 1.32. Зависимость распределе-
ния значений ударной вязкости
KCV азотсодержащей стали
04Х20Н6Г11АМ2БФ от скорости
охлаждения в интервале 1100...800 °C
денных со скоростями 20, 10 и
5 град/мин, слегка повышают-
ся по сравнению с о0 2 и ов об-
разцов, закаленных в воде от
1100 °C: ов увеличивается до
969 МПа, а о02 - до 633 МПа
(см. табл. 1.17). Твердость об-
разцов меняется незначитель-
но. Относительное сужение \|/ и относительное удлинение 8 практически
не изменяются с уменьшением скорости охлаждения в высокотемператур-
ной области от 20 до 2,5 рад/мин, за исключением некоторого падения \|/
при 2,5 рад/мин.
Наиболее заметно снижается ударная вязкость KCV с уменьшением
скорости охлаждения в температурном интервале 1100...800 °C (рис. 1.32,
табл. 1.17): KCV падает почти в 3 раза (от 274 до 96 Дж/см2) при уменьше-
нии скорости охлаждения до 2,5 град/мин и значения KCV становятся мень-
ше рекомендуемого уровня (100 Дж/см2 [111]). Гистограмма распределения
ударной вязкости после различных обработок свидетельствует о наиболь-
шей чувствительности значений KCV к граничному выделению нитридов.
Следует отметить, что приграничное выделение фаз внедрения (в частнос-
ти карбидов VC) может катастрофически уменьшить сопротивление корро-
зионному растрескиванию под напряжением в соленой воде [114].
Таким образом [115], замедление охлаждения стали
04Х20Н6Г11АМ2БФ-ЭШП в области высоких температур приводит к бо-
лее интенсивному высокотемпературному распаду твердого раствора в
интервале 1100...800 °C. Это особенно заметно при уменьшении скорости
охлаждения от 20 до 2,5 град/мин, когда время нахождения стали в дан-
ном температурном интервале 1100...800 °C составляет около 2 ч. Из-за
большого количества приграничных нитридов, образовавшихся в услови-
ях наиболее медленного охлаждения, заметно падает ударная вязкость
(в 3 раза), а пластические и прочностные характеристики изменяются
мало. Итак, при выборе режимов ВТМО азотсодержащей аустенитной
стали не следует уменьшать скорость охлаждения прокатываемых листов
ниже 5 град/мин в интервале температур 1100...800 °C.
СПИСОК ЛИТЕРАТУРЫ
I. Сагарадзе 13.13., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука. 1989. 271 с.
2. Химушин Ф.Ф. Нержавеющие стали. М.: Металлургия, 1967. 790 с.
3. Стали и сплавы для высоких температур: Справ, изд. в 2 кн. Кн. 1 Масленков С.Б., Мас-
ленкова Е.А. М.: Металлургия, 1991. 382 с.; Кн. 2. Они же. 832 с.
4. Химушин Ф.Ф. Жаропрочные стали и сплавы. М.: Металлургия, 1969. 750 с.
66
5. Бурдин В.В., Гриднев В.Н., Минаков В.Н. и др. Образование промежуточной фазы при
(a у) превращении в железе и углеродистых сталях // ДАН СССР. Сер. физика, 1974.
Т. 217, №5. С. 1045-1048.
6. Пикеринг Ф.Б. Физическое металловедение и разработка сталей. М.: Металлургия, 1982.
182 с.
7. Приданцев М.В., Талое Н.П..Левин ФЛ. Высокопрочные аустенитные стали. М.: Метал-
лургия, 1969. 248 с.
8. Irvine K.I., Gladman Т., Pickering F.B. The strength of austenitic stainless steels //J. Iron and Steel
Inst., 1969. Vol. 207, No. 7. P. 1017-1028.
9. Банных О А., Блинов B.M. Дисперсионно-твердеющие немагнитные ванадийсодержа-
щие стали. М.: Наука, 1980. 190 с.
10. Георгиева И.Я. Высокопрочные стали с пластичностью, наведенной мартенситным пре-
вращением Ц Итоги науки и техники. МиТОМ. М.: ВИНИТИ, 1982. Т. 16. С. 69-105.
II. Садовский ВД., Уваров А.И., Горбашенко ПА, Патриков Е.И. Влияние превращения
на растяжение некоторых аустенитных стареющих сталей // Структура и свойства немаг-
нитных сталей. М.: Наука, 1982. С. 136-142.
12. Замбржицкий В.Н., Максимова О.П., Москвичев И.Ф. Об образовании мартенсита де-
формации в сплавах Fc-Ni-C, неспособных превращаться при охлаждении // ДАН СССР,
1972. Т. 202, № 5. С. 1053-1057.
13. Вираховский К).Г., Георгиева И.Я., Гуревич Я.Б. и др. Использование мартенситного пре-
вращения, вызываемого деформацией, для повышения пластичности аустенитных ста-
лей, упрочненных теплым наклепом // ФММ, 1971. Т. 32, вып. 2. С. 348-363.
14. Замбржицкий В.Н., Максимова О.П., Москвичев И.Ф. О мартенситном превращении при
деформации в изотермических и атермических сплавах системы Fc-Ni-C // ДАН СССР,
1972. Т. 202, № 6. С. 1304-1307.
15. Bressanelli 1.Р., Moskowits A. Effects of strain rate temperature and composition on tensile pro-
perties of metastablc austenitic stainless steels //Trans. ASM, 1966. Vol. 59, No. 2. P. 223-239.
16. Maxwell P.C., Coberg A., Shyne I C Stress-assisted and strain-induced martensites in Ti-Ni-C
alloys //Met. Trans., 1974. Vol. 5, No. 6. P. 1305-1318.
17. Поволоцкий ВД.. Журавлев Л.Г, Штейнберг М.М. Мартенситное превращение при де-
формации желсзоникслевых сплавов Ц МиТОМ, 1977. № 6. С. 11-14.
18. Брайнин Г.Э., Лихачев В.А. Кристаллография наследования дислокаций при мартенсит-
ных превращениях и двойниковании // Металлофизика, 1982. Т 4, № 3. С. 50-56.
19. Садовский ВД., Гайдуков М.Г Изменение коэффициента упрочнения, связанное с развити-
ем мартенситного превращения при пластической деформации // МиТОМ, 1958. № 5. С. 4-8.
20. Talura., Maki Т., Паю П., Ahurai К. On the plasticity induced by martensitic transformation in
Fc-Ni alloys and Fc-Ni-Cr alloys Ц J. Jap. Inst. Met., 1969. Vol. 33, No. 12. P. 1383-1389.
21. Замбржицкий В.Н. Влияние скорости деформации на мартенситное превращение спла-
вов системы Fc-Ni-C и трип-сталей // ФММ, 1974. Т. 37, вып. 4. С. 842-849.
22. Гуляев А .П., Волынова Т.Ф. Хладноломкость а-, е- и у-твердых растворов сплавов систе-
мы Fe-Mn Ц МиТОМ, 1979. № 2. С. 1.
23. Богачев И.Н., Еголаев В.Ф. Структура и свойства железомарганцевых сплавов.М.: Ме-
таллургия, 1973. 296 с.
24. Васечкина Т.П., Путин В.Г., Уксусников А Н Уваров А Н Структура и механические
свойства мстастабильных хромомарганцсвых сталей после деформации растяжением //
ФММ, 1978. Т. 46, вып. 5. С. 963-969.
25. Лысок Л.И., Николин Б.И. Физические основы термической обработки стали. Киев: Тех-
ника, 1975. 304 с.
26. Вишняков ЯД. Дефекты упаковки в кристаллической структуре. М.: Металлургия, 1970.
215 с.
27. Улышин Е.А., Сорокина П.А., Георгиева И.Я. Свойства нержавеющих хромомарганце-
вых сталей с различной устойчивостью аустенита при деформации // МиТОМ, 1976. № 9.
С. 48-52.
28. Соколов О.Г.. Мелькер К.А. Инварность железомарганцевых сплавов Ц ДАН СССР,
1964. Т. 159. С. 74-76.
29. Уваров А И., Малышев К.А.. Мирмелыитейн В А. Упрочнение аустенитных сталей типа
Х4Г18Ф. М„ 1980. 36 с. - Рукопись деп. в ВИНИТИ, 08.08.80. № 3912.
67
30. Богачев И.Н., Эйсмондт Т.Д. Влияние хрома на фазовые превращения и упрочнение ста-
лей типа Г13 и 30Г10//ФММ, 1970. Т. 30, вып. 6. С. 1211-1220.
31. Малинов Л .С., Конопгоп В.И., Соколов К.Н., Сверчков Т.П. Оптимизация интенсивнос-
ти мартенситного превращения при нагружении в хромомарганцсвых сталях // Изв. АН
СССР. Металлы, 1976. № 5. С. 143-148.
32. Немировский М.Р., Немировский Ю.Р., Рудаков А.А. Деформационные у —> Е, «-превра-
щения и механические свойства нестабильного аустенитного сплава 30Х15Г16 // ФММ,
1981. Т. 52, вып. 5. С. 1074-1083.
33. Богачев И.Н., Рудаков А .А. Температурная зависимость механических свойств и кинети-
ка фазовых превращений стали 0Х14АГ12М // ФММ, 1978. Т. 46, вып. 1. С. 151-155.
34. Sipos К., Remy L., Pinean A. Influence of austenite predeformation of mechanical properties and
strain-induced martensitic transformations of a high manganese steel // Met. Trans. A, 1976. Vol. 7,
No. 6. P. 857-864.
35. Максимова О.П., Москвичев И.Ф., Замбржицкий B.H., Каминский Э.З. О роли Е-мартсн-
сита в формировании свойств аустенитных мстастабнльных сплавов// ФММ, 1976. Т. 41,
вып. 4. С. 812-821.
36. Фридман Я.Б. Механические свойства металлов. М.: Машиностроение, 1974. Ч. 2. 368 с.
37. Потехин Б.А. Вклад мартенситного превращения при деформации в пластичность мета-
стабильных аустенитных сталей // ФММ, 1979. Т. 48, вып. 5. С. 1065-1075.
38. Литвинов В.С., Каракишев С.Д., Хадыев М.С. Мессбауэровское исследование мартенси-
та марганцевых и никелевых сталей // МиТОМ, 1977. № 6. С. 14-17.
39. Садовский В.Д., Уваров А.И., Васечкина Т.П. и др. Влияние стабильности аустенита на
ударную вязкость некоторых аустенитных сталей // ФММ, 1980. Т. 49, вып. 4. С. 851-857.
40. Богачев И.Н., Еголаев В.Ф., Звигинцева Г.Е., Фролова ТЛ. Хрупкость аустенитных же-
лезомарганцевых сплавов // МиТОМ, 1972. № 8. С. 51-53.
41. Богачев И.Н., Кибалышк В.Д., Фролова ТЛ. Низкотемпературное ГЦК—ГЦТ-превраще-
ние в g-фазе системы железо-марганец // ФММ, 1976. Т. 41, вып. 4. С. 875-877.
42. Волынова Т.Ф., Сидорова И.Б. Изучение природы хладноломкости железомарганцевых
сплавов методом дифракционной электронной микроскопии // ФММ, 1984. Т. 58, вып. 2.
С. 389-395.
43. Кошелев П.Ф. Механические свойства сплавов для криогенной техники. М.: Машиност-
роение, 1971. 365 с.
44. Литвинов В.С., Каракишев СД. Физическая природа упрочнения марганцевого аустени-
та//Термическая обработка и физика металлов. Свердловск: УПИ, 1979. Вып. 5. С. 81-87.
45. Гольдштейн М.И., Литвинов В.С., Бронфин Б.М. Металлофизика высокопрочных
сплавов. М.: Металлургия, 1986. 312 с.
46. Келли А., Николсон Р. Дисперсионное твердение. М.: Металлургия, 1966. 298 с.
47. Гудремон Э. Специальные стали: Пер. с нем. М.: Металлургиздат, 1959-1960, т. I и 2,
1638 с.
48. Патон Б.Е., Лакомский В.И. Получение высокоазотистых сталей и их свойства // Про-
блемы специальной металлургии. Киев: Наук, думка, 1975. Вып. 1. С. 68-88.
49. А.С. 384928 (СССР). Сплав на основе железа / Е.А. Ульянин, ФЛ. Левин и др. Опубл, в
Б.И., 1973. №25.
50. А.С. 393354 (СССР). Аустенитная сталь / Е.А. Ульянин и др. Опубл, в Б.И., 1973. № 33.
51. Приданное М.В., Талое Н.П., Левин ФЛ. Высокопрочные аустенитные стали. М.: Метал-
лургия, 1969. 247 с.
52. Гаврилюк В.Г. Физические основы азотистых сталей //Перспективные материалы. Т. 2.
Конструкционные материалы и методы управления их качеством. Учеб. пос. / Под ред.
Д.Л. Меерсона. М.: ТГУ, МИСиС, 2007. 468 с.
53. Цоло Ракшев. Высокоазотистые стали. Металлургия под давлением. София: Изд-во Бол-
гар. акад, наук, 1995. 268 с.
54. Pickering F. В. Some beneficial effects of nitrogen in steel. Microalloyed vanadium steels //
Proceeding of the Inter. Symposium held in Cracov. April 24-26, 1990. P. 33-53.
55. Degallaix S., Fact Y. Azote in stainless austenitic steel. Pt 1. Influence on the metallurgical char-
acteristics // Memories ct etudes scientifieques de la Revue de Metallurgic, 1987. T. 84, No. 12.
P. 645-653.
68
56. Богачев 14.Н., Еголаев В.Ф., Звигинцева Г.Е., Фролова ТЛ. Хрупкость аустенитных же-
лезомарганцевых сплавов// МиТОМ, 1972. № 8. С. 51-53.
57. Богачев И.Н., Еголаев В.Ф Фролова ТЛ. Концентрационная зависимое^, аномалии фи-
зических свойств при антиферромагнитном превращении Ц ФММ, 1970. Т. 29, вып. 2.
С. 358-365.
58. Богачев И.Н., Еголаев В.Ф , Эфрос Б.М. Влияние легирующих элементов на удельное
электросопротивление железомарганцевого аустенита при антиферромагнитном пре-
вращении Ц ФММ, 1970. Т. 22, вып. 2. С. 424-426.
59. Хоменко О.А., Хилькевич И.Ф., Звигинцева Г.Е., Ваганова Л.А. Магнитообъемная ано-
малия в сплавах железо-марганец с ГЦК-решеткой // ФММ, 1978. Т. 45, вып. 4.
С. 729-736.
60. Богачев И.И., Звигинцева Г.Е. Взаимосвязь магнитных превращений в металлах и спла-
вах со свойствами и мартенситным превращением // МиТОМ, 1980. № 3. С. 51-58.
61. Богачев И.Н., Еголаев В.Ф Фролова ТЛ. Особенности упрочнения аустенитных желе-
зомарганцевых сплавов// ФММ, 1972. Т. 33, вып. 4. С. 808-813.
62. Литвинов В.С., Кибальник В.Д., Филиппов М.А. Влияние алюминия па хладноломкость
железомарганцевых сплавов Ц ФММ, 1986. Т. 61, вып. 5. С. 1026-1028.
63. Косицына И.14., Сагарадзе В.В. Изменение механических свойств и антиферромагнитное
упорядочение марганцевых аустенитных сталей при низких температурах// ФММ, 1989.
Т. 68, вып. 4. С. 818-825.
64. Винтайкин Е.З., Удовенко В.А., Гогуа ЛД. Низкотемпературное ГЦК-ГЦТ-превраще-
ние в сплавах y-Mn-Fe// Изв. вузов. Физика, 1978. № 7. С. 146-148.
65. Фролова ТЛ., Кибальник ВЛ., Богачев И.Н. Магнитные и кристаллографические пре-
вращения в у-фазе системы железо-марганец // ДАН СССР, 1976. Т. 230. С. 582-585.
66. Богачев И.II., Кибальник В.Д., Фролова ТЛ. Низкотемпературное ГЦК-ГЦТ-прсвраще-
нис в у-фазе системы Fc-Mn // ФММ, 1976. Т. 41, вып. 4. С. 875-877.
67. Седов ВЛ. Антиферромагнетизм железомарганцевых сплавов // ЖЭТФ, 1962. Т. 42,
вып. 1. С. 124-126.
68. Соколов О.Г., Мелькер А.И. Инварность железомарганцевых сплавов // ДАН СССР,
1964. Т. 159. С. 74.
69. Каракишев СД., Литвинов В.С., Фролова ТЛ. Фазовые переходы в железомарганцевом
аустенитном сплаве // ФММ, 1974 Т. 38, вып. 3. С. 636-637.
70. Юрчаков Е.Е., Меньшиков А.З. Исследование состояния аустенита перед мартенситным
превращением методом эффекта Мессбауэра // ФММ, 1971. Т. 32, вып. 1. С. 168-170.
71. Кондратьев В.В., Путин В.Г. ГТредмартснситные состояния в металлах, сплавах и соеди-
нениях: экспериментальные результаты, модели структуры, классификация // ФММ,
1985. Т. 60, вып. 4. С. 629-650.
72. Финкель В.А. Низкотемпературная рентгенография металлов. М.: Металлургия, 1971.
255 с.
73. Богачев 14.И., Еголаев В.Ф., Потехин Б.А. АЕ-эффскт и антиферромагнетизм в железо-
марганцевых сплавах Ц ДАН СССР, 1967. Т. 37, № 6. С. 1295-1297.
74. Kitamura Yoshi. Influence of azote content and temperature of treatment on the mechanical pro-
perties of the cold working austenitic steel // J. Iron. Steel Inst. Japan, 1987.Vol. 73, No. 5. P. 628.
75. Гаврилюк В.Г.,Дузь В.А., Ефименко С.П., Квасницкий О.Г. Взаимодействие атомов уг-
лерода и азота с дислокациями в аустените // ФММ, 1987. Т. 64, вып. 6. С. 1132-1135.
76. Гаврилюк В.Г., Ефименко С.П. Влияние азота на структуру и свойства у- и a-железа и
перспективы направления разработок высокоазотистых сталей Ц Труды I Всесоюз.
конф, по высокоазотистым сталям. Киев, 1990. С. 5-26.
77. Dcgallaix S., Foci Y. Azote dans les acicrs inoxydabls aust. 2cme partic: influence sur les caract.
mccaniqucs // Memories ci Etudes Scientif Revue de Metall., 1988. Fcvrier. P. 1 11-123.
78. Shanina V.D., Gavriljuk V.G., Berns H. High strength austenitic Cr-Mn-N steels // Steel research.,
2007. Vol. 78, No. 9. P. 714-728.
79. Косицына И.И., Сагарадзе В.В., Хакимова ОН, Филиппов Ю.И. Коррозионно-стойкая
аустенитная сталь с нитридным упрочнением // ФММ, 1991. № 7. С. 179-183.
80. Седов ВЛ. Антиферромагнетизм гамма-железа. Проблема инвара. М.: Наука, 1987.
288 с.
69
81. Уваров А.И., Терещенко Н.А., Шабашов В.А.,Лапина Т.М. Фазовые превращения и из-
менение механических свойств в аустенитных сталях на Cr-Мп основе, содержащих
азот// ФММ, 1992. № 7. С. 108 119.
82. Богачев И.Н., Звигинцева Г.Е. и др Влияние легирующих элементов на магнитное пре-
вращение в железомарганцевом сплаве//ФММ, 1969.Т. 28, вып. 6. С. 1018-1024.
83. Богачев И.Н., Еголаев В.Ф., Эфрос Б.М. Влияние легирующих элементов на удельное
электросопротивление железомарганцевого аустенита при антиферромагнитном упо-
рядочении И ФММ, 1970. Т. 29, вып. 1. С. 424—426.
84. Фролова ТЛ„ Житова Л.П.. Богачев И.Н. Магнитные превращения в аустенитных же-
лезомарганцевых сплавах//ФММ, 1972. Т. 34, вып. 2. С. 427-431.
85. Лифшиц Б.Г. Физические свойства сплавов. М.: Металлургиздат, 1946. 318 с.
86. Беленкова ММ , Уваров А И Малышев К.А., Михеев М.Н. Изменение прочностных,
электрических и магнитных характеристик аустенитной стали типа 40Х4Г18Ф при тер-
мической и термомеханической обработках // ФММ, 1973. Т. 36, вып. 5. С. 971-977.
87. Захаров А.И Физика прецизионных сплавов с особыми тепловыми свойствами. М„ Ме-
таллургия, 1986. 236 с.
88. Галошина Э.В., Терещенко Н.А., Уваров А.И., Волкова Н.В. Физические свойства азот-
содержащих аустенитных сталей в условиях антиферромагнитного упорядочения //
ФММ, 1995. Т. 80, вып. 1. С. 76-84.
89. Шабашов В.А., Терещенко Н.А., Уваров А.И.,Лапина Т.М. Аномалии мессбауэровско-
го спектра поглощения в температурном интервале антиферромагнитного перехода
сталей типа XI8АГ18//ФММ, 1997. Т 83, вып. 4. С. 95-102.
90. Dalia Т„ Thornberry. Abnasan С., Yones Yr. E.R. Experimental realizations of meanfield Tsing
and Heisenberg spin-glasses // Solid State Ceram., 1985. Vol. 56, No. 6. P. 523-526.
91. Литвинов В.С., Каракишев С.Д., Овчинников В.В Ядерная гамма-рсзонансная спект-
роскопия сплавов. М.: Металлургия, 1982. 142 с.
92. Филиппов М.А..Литвинов В.С., Немировский Ю.Р. Стали с мстастабильным аустени-
том. М . Металлургия, 1988. 256 с.
93. Гаврилюк В.Г., Надутое В.М., Гладун О.В. Распределение азота в аустените Fe-N И
ФММ, 1990. №3. С. 128-134.
94. Косицына И.И., Сагарадзе В.В., Хакимова О.Н., Филиппов Ю.И. Коррозионностойкая
аустенитная сталь с нитридным упрочнением//ФММ, 1991. №7. С. 179-183.
95. Меньшиков А.З., Теплых А.Е., Курицин В.Н. Магнитные фазовые диаграммы ГЦК не-
упорядоченных сплавов Ni, x[Fc(Mn)]x// ЖЭТФ, 1991. Т. 99, вып. 6. С. 1772-1783.
96. МалиновЛ.С., Харланова Е.Я., ГолубовичЛ.А. Фазовые превращения в высокомарган-
цевом сплаве// МиТОМ, 1976. № 2. С. 13-16.
97. Литвинов В.С. Межатомное взаимодействие в железомарганцевых сплавах, их ста-
бильность и свойства //МиТОМ, 1995. № 10. С. 16-20.
98. Быков Г.А., Фан Зун Хиен. Расчет параметров экспериментального резонансного по-
глощения у-квантов в кристалле // ЖЭТФ, 1962. Т. 43. С. 909-920.
99. Соколов О.Г., Мелькер А.И. Инварность железомарганцевых сплавов Ц ДАН СССР,
1954. Т. 159. С. 74-76.
100. Шабашов В.АТерещенко Н.АУваров А.ИЛапина Т.М. Мессбауэровское исследова-
ние сталей типа 10X18АГ! 8 в температурном интервале антиферромагнитного упоря-
дочения Ц ФММ, 1997. Т. 83. Вып. 4.
101. Русаков А.А. Рентгенография металлов. М.: Атомиздат, 1977. 479 с.
102. Маслов Н.В., Попов В.П., Десненко В.А. Тепловое расширение стали 07Х13Г20АН4
(ЧС52) в интервале температур 5-300 К // Прикладное криогенное и вакуумное матери-
аловедение. Киев, 1991. С. 76-79.
103. Wassermann E.F. The invar problem I I J. Magn. Magn. Mater., 1991. Vol. 100. P. 346-362.
104. Меньшиков A.3., Теплых A.E., Кузнецов В.И. Магнитные фазовые диаграммы ГЦК-не-
упорядоченных сплавов // ЖЭТФ, 1991. Т. 99, вып. 6. С. 1772-1783.
105. Крицкая В.К., Курдюмов Г.В., Нодиа Н.М. О силах связи и искажениях в кристаллах
мартенсита Ц ЖТФ, 1985. Т. 25, вып. 2. С. 177-181.
106. Stein G. Kappenringcin Krupp-Produkt mit Tradition und Zukunft//Tcch Mitt Krupp-
Werksberichte, 1980. Bd 38, Ht. 2. S. 69-72.
70
107. Банных О.Л. Экономичные нержавеющие азотистые стали как перспективный замени-
тель легких сплавов // МиТОМ, 2005. № 7. С. 9-13.
108. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
109. Роль российской науки в создании отечественного подводного флота / Под ред.
А.А.Саркисова. М.: Наука, 2008. 656 с.
110. Горынин И.В., Малышевский В.Л., Калинин Г.Ю. и др. Коррозионно-стойкие высоко-
прочные азотистые стали // Вопросы материаловедения, 2009. № 3 (59). С. 7-16.
111. Сагарадзе В.В., Уваров Л.И.. Печсркина JJJ1. и др. Структура и механические свойства
толстолистовой азотсодержащей аустенитной стали 04Х20Н6Г11 АМ2БФ Ц ФММ,
2006. Т. 102, № 2. С. 250-256.
112. Соколков Е.Н, Садовский ВД Высокотемпературная термомеханическая обработка
металлов и сплавов // ФММ, 1965. Т. 19, № 2. С 226-240.
ИЗ. Бернштейн МД. Термомеханическая обработка сплавов. Т. 1. М.: Металлургия, 1968.
596 с.
114. Сагарадзе В.В., Филиппов Ю.И., Матвиенко А.Ф. и др. Коррозионное растрескивание
аустенитных и ферромагнитных сталей. Екатеринбург: УрО РАН, 2004. 228 с.
115. Сагарадзе В.В., Печеркина ИД., Завалишин В.А. и др. Влияние скорости охлаждения в
интервале 1100-800 °C на механические свойства и структуру азотсодержащей аусте-
нитной стали //Вопросы материаловедения, 2011. Т. 3 (67). С. 5-12.
Глава 2
АУСТЕНИТНЫЕ СТАЛИ, УПРОЧНЯЕМЫЕ
НАНОРАЗМЕРНЫМИ ЧАСТИЦАМИ
Способность сплавов к дисперсионному твердению (старению) была
обнаружена в начале XX века [1]. К настоящему времени накоплен боль-
шой экспериментальный материал о процессах распада пересыщенного
твердого раствора [1-7]. Здесь нет необходимости в детальном рассмот-
рении структурных изменений, происходящих при распаде пересыщенно-
го твердого раствора, а достаточно напомнить лишь несколько общих по-
ложений.
1. В многокомпонентной однофазной системе, представляющей собой
пересыщенный твердый раствор, можно путем термообработки (старе-
ния) вызвать выделение второй наноразмерной фазы.
2. Вторая фаза выделяется из пересыщенного твердого раствора во
время изотермической выдержки т при температуре старения Тст. При
этом появлению равновесной фазы может предшествовать выделение
промежуточных метастабильных фаз.
3. На начальных стадиях старения образуются дисперсные частицы,
когерентно связанные с матрицей. По мере развития старения количест-
во частиц и их размеры увеличиваются, В некоторый момент изотерми-
ческой выдержки частицы теряют когерентность с матрицей и продол-
жают укрупняться со временем.
Упрочнение сплавов при старении связано с тормозящим влиянием
выделившихся наночастиц на перемещение скользящих дислокаций
[8—12]. Эффективность упрочнения при старении возрастает, если мета-
стабильную сталь охладить перед старением ниже Мн для проведения
прямого у —> сс-превращения и потом нагреть до температуры, при кото-
рой происходит полное обратное а —> у-превращение. В результате по-
следовательного прямого и обратного мартенситных превращений у —> а
вновь образующийся фазонаклепанный аустенит упрочняется. Указан-
ный метод упрочнения подробно описан в монографии [13].
Как правило, в качестве упрочняющих частиц при старении использу-
ют интерметаллиды и карбиды. В более редких случаях стали упрочняют
обоими видами частиц. Интерметаллидное старение рассмотрим на при-
мере системы Fe-Ni-Ti, а карбидное - в сплавах Fe-Mn-C—V и
Fe-Ni-V-C.
72
2.1. ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
2.1.1. Структура и физические свойства сталей
При старении аустенитных никелевых сталей наблюдаются два меха-
низма распада пересыщенного твердого раствора [14-17]. Для первого ме-
ханизма, называемого непрерывным, характерно выделение частиц у'-фа-
зы (химического состава Ni3Ti) с изоморфной матрице ГЦК-решеткой. При
распаде интерметаллиды появляются одновременно по всему объему зерна,
хотя скорость выделения может меняться от одного участка к другому. Ча-
стицы у'-фазы парамагнитны и упорядочены по типу Ы2 (рис. 2.1, а).
Для второго механизма, называемого прерывистым, или ячеистым, ха-
рактерно выделение частиц грфазы (химического состава Ni3Ti) с ГПУ-ре-
шеткой. Прерывистый распад начинается на границах зерен и распростра-
няется в виде пластинчатых колоний, напоминающих перлитные, в соседнее
зерно (рис. 2.1, б). Колонии состоят из чередующихся прямых и параллель-
ных пластинок трфазы и аустенита, состав которого обеднен никелем и ти-
таном по сравнению с исходным. Кристаллографическая ориентация аусте-
нита между пластинками грфазы соответствует ориентации соседнего зер-
на, из которого растет колония. Ячейки прерывистого распада отделены от
нераспавшейся матрицы, как правило, большеугловой границей.
Прерывистый распад в указанных полностью рекристаллизованных
сталях, как правило, не доходит до конца (рис. 2.1, б), поскольку одновре-
менно с ним наблюдается непрерывный распад в теле зерна. Непрерывный
распад уменьшает пересыщенность твердого раствора титаном и прибли-
Рис. 2.1. Структура аустенитной стали Н26ХТ2 после непрерывного (а) и прерывистого (б)
распада с выделением у- (а) и г|-фаз (б)
Рис. 2.2. Зависимость мартенситной точки М„ от
температуры старения (т = 15 мин) в стали типа
Н25ХТ с разным содержанием титана и хрома:
1-4-1; 2,5: 3,3 и 2,7 мас.% Ti; 1-3 - 0,09; 4; 1,6% Сг соответственно
жает систему к равновесию. В частично
рекристаллизованном аустените ячеис-
тый распад может проходить полностью.
В частично рекристаллизованных ста-
лях наблюдается прерывистый распад с
выделением как у', так и Т|-фаз. Колонии
этих выделений резко различаются. Для
у'-фазы характерно веерообразное распо-
ложение кристаллов. Зародышами ячеис-
того распада являются сферические час-
тицы у'-фазы, выделившиеся при непре-
рывном распаде вблизи границ зерен [18]. Поскольку при температуре ста-
рения рост частиц у'-фазы контролируется граничной диффузией, протека-
ющей в условиях миграции границ, то частицы приобретают форму стерж-
ней. Если при прерывистом распаде с выделением Г|-фазы ведущим являет-
ся рост пластин интерметаллида Ni3Ti, то при ячеистом распаде с выделени-
ем у'-фазы - миграция границ.
Как показал эксперимент, метастабильные аустенитные стали после
ковки целесообразно обрабатывать с помощью двойной закалки от
1100...1150 °C в воде с промежуточным охлаждением в жидком азоте. При
охлаждении сталей до 196 °C часть аустенита превращается в мартенсит
(у —> «-превращение). При повторном нагреве происходит обратное мар-
тенситное « —> у-превращение, в результате которого образуется фазона-
клепанный аустенит (ф.а.). Рекристаллизация аустенита при повторном на-
греве происходит в два этапа [18]: при 850 °C наблюдается рекристаллиза-
ция ф.а., при 950 °C - остаточного аустенита (о.а.), который не принимал
участия в у —> a-превращении, но получил наклеп при прямом превращении.
Полная рекристаллизация аустенита заканчивается при 1050...1100 °C. Ука-
занная двойная закалка сталей обеспечивает прохождение перекристалли-
зации и получение достаточно равновесных и одинаковых по размеру зерен
аустенита. Чем ниже температура полной рекристаллизации, тем мельче
зерно. Большая суммарная протяженность границ в сталях с мелким зерном
увеличивает вероятность развития ячеистого распада. Однако получение
мелкого рекристаллизованного зерна аустенита не создает условия для
100%-го ячеистого распада. Эти условия можно создать в том случае, если
температура закалки обеспечит получение рекристаллизованного фазона-
клепанного аустенита и участков нерекристаллизованного остаточного ау-
стенита одновременно [16].
В полностью рекристаллизованных (после двойной закалки от 1100 °C)
аустенитных сталях типа Н25ХТ2, содержащих, мас.% 0,03 С; 24,6-27 Ni;
0,09-1,6 Сг; 2,2-2,7 Ti [14, 19], на ранних стадиях старения (при 500 °C и ни-
же) обнаружить у'-фазу методами электронной микроскопии трудно. После
74
изотермической выдержки в течение 15 мин при температуре старения
Тст = 550 °C видны мелкие интерметаллидные частицы, которые хорошо
выявляются только вблизи контуров экстинции. С увеличением времени
старения до 4 ч плотность частиц повышается, но они по-прежнему дис-
персны (порядка 5-6 нм).
Выделение фазы обедняет аустенит никелем и титаном, поэтому может
снижать энергию дефектов упаковки (ДУ). Это проявляется в том, что по-
сле старения при 550 °C можно наблюдать геликоидальные дислокации, а
также ДУ, на которых в некоторых сталях видны выделения т]-фазы
[19, 20]. Заметим, что ДУ и плоские скопления встречаются тем чаще, чем
больше продолжительность изотермической выдержки.
При Тсг = 600 °C количество интерметаллидной фазы увеличивается со
временем изотермической выдержки, а дисперсность остается высокой. Ди-
аметр частиц не превышает 10 нм. При дальнейшем увеличении температу-
ры старения диаметр частиц у'-фазы возрастает и при Тст = 800 °C может
достигать величины 40 нм. Интерметаллиды когерентно связаны с матри-
цей до Тст = 700 °C. Укрупнение частиц при Тст > 700 °C приводит к частич-
ной или полной потере когерентности, о чем свидетельствует возможность
экстрагирования их угольной репликой. Сохранение когерентной связи с
матрицей достаточно крупных интерметаллидных частиц обусловлено бли-
зостью параметров решеток аустенита и у'-фазы. Внутри зерна иптерме-
таллиды распределены сравнительно равномерно. Исключение составляют
области, примыкающие к границе двойников отжига. Экспериментально
наблюдаемое увеличение плотности частиц у'-фазы авторы [14] объясняют
тем, что границы двойников отжига являются хорошим стоком для вакан-
сий и это ускоряет диффузионное образование новой фазы.
Наряду с непрерывным распадом в стали типа Н25ХТ2 протекает пре-
рывистый распад [16-18]. Появление пластинчатых колоний ячеистого рас-
пада обусловлено ростом границ Г|-фазы, выделившихся на границах зерен
в результате старения. В полностью рекристаллизованном аустените стали
типа Н25ХТ2 прерывистый распад наблюдается в интервале температур
750...850 °C, а выше 850 °C интерметаллидные частицы начинают раство-
ряться в аустените.
Старение не изменяет положение М„ до некоторой температуры старе-
ния Ти, которая зависит от содержания в стали титана (см. кривые 1-3 на
рис. 2.2). При 1%-м содержании Ti аустенит в процессе нагрева практичес-
ки не распадается, а при увеличении количества титана до 2,5 и 3,3% темпе-
ратура Ти составляет 500 и 300 °C соответственно. Повышение температу-
ры старения до 550 °C снижает М„, по сравнению с закаленным состоянием,
т. е. наблюдается стабилизация аустенита.
Существуют различные мнения относительно причин понижения М„.
Наиболее приемлемым и универсальным можно, по-видимому, считать сле-
дующее объяснение [21-25]. При мартенситном превращении состаренного
метастабильного аустенита возможны три случая: 1) частицы превращают-
ся с матрицей (оставаясь когерентными) в ОЦК-структуру; 2) частицы ос-
таются непревращенными (сохраняют ГЦК-решетку), и при этом формиру-
ется некогерентная межфазная граница между мартенситом и непревра-
75
щепными частицами; 3) частицы остаются непревращенными, но сохраня-
ется когерентная связь между частицей и мартенситом. На превращение
ГЦК - ОЦК (первый случай) или на создание межфазной границы между
частицами и мартенситом (второй случай) затрачивается дополнительная
энергия, в результате чего Мн снижается. В третьем случае наблюдается по-
явление тетрагонального мартенсита вследствие задержки бейновской де-
формации превращающейся фазы вокруг этих частиц [23-25]. Степень тет-
рагональное™ мартенсита (с/д) зависит от величины частиц. Существует
критический размер частиц у '-фазы, при превышении которого частицы
теряют когерентность в процессе у —> ос-превращения. Срыв когерентности
обусловливает уменьшение величины с/д. Поэтому в зависимости от темпе-
ратуры и продолжительности старения наблюдается немонотонное измене-
ние степени тетрагональное™ решетки мартенсита. При этом следует
учесть, что при старении возникает разное распределение частиц по разме-
рам, поэтому одновременной потери когерентности всеми частицами не
происходит и степень тетрагональное™ мартенсита уменьшается плавно по
мере увеличения среднего размера частиц.
Таким образом, на разных стадиях старения изменение Мн определяется
двумя факторами, действующими в разных направлениях: стабилизирующим,
обусловленным затратой энергаи при наследовании у'-частиц кристаллами
мартенсита, и дестабилизирующим, связанным с обеднением твердого раство-
ра никелем и титаном. При низких температурах старения первый фактор оп-
ределяет зависимость М„ - f(Tcr). При Тст > 550 °C второй фактор усиливается
с повышением температуры старения. Начиная с Тст = 650 °C он становится
превалирующим, поэтому наблюдается дестабилизация аустенита (см. рис. 2.2).
Распад твердого раствора влияет не только на Мн, но и на кинетику мар-
тенситного превращения при охлаждении. Рассмотрим указанные измене-
ния на примере стали Н25ХТ2 [26].
Закаленная сталь топа Н25ХТ2 обладает смешанной кинетикой мартен-
ситного превращения. Интервал изотермического превращения составляет
от -170 до -110 °C, а мартенситная точка атермического мартенсита Mjj ле-
жит при -140 °C, т. е. внутри этого интервала. При изотермических вы-
держках выше -140 °C протекает только изотермическое превращение, а
ниже -140° С - смешанное. При этом атермическое превращение начинает-
ся раньше изотермического. При резком охлаждении до -196 °C может об-
разоваться до 40% атермического мартенсита.
Стабилизирующее старение (Тст = 550 °C) полностью предотвращает изо-
термическое превращение и его мартенситная точка М“ опускается ниже
-196 °C (сравните рис. 2.3, а и б). При этом следует обратить внимание па то,
что в состаренных образцах присутствует в небольших количествах (~4%) по-
верхностный мартенсит, который практически исчезает после электролити-
ческого стравливания поверхностного слоя. Кроме того, температура начала
образования атермического мартенсита М,[ снижается до -180 °C и его коли-
чество уменьшается до 6% при охлаждении до -196 °C (см. рис. 2.3, а и б).
Дестабилизирующее старение повышает интервал изотермического и
атермического превращения (см. рис. 2.3, а, в). При этом температура М*1
оказывается выше комнатной, а М’ < 0 °C. В этом случае при охлаждении
76
Рис. 2.3. Взаимное расположение кривых, ха- Т, °C
рактеризующих начало атермического (1) и
изотермического (2) мартенситных превра-
щений.
Обработка: а - закалка; б - стабилизирующее старение О
при Тс= 500...550 °C: в, г - дестабилизирующее старение
при Тс > 550 °C
-------------------------------------- 100
от Тст = 650...700 °C происходит до-
статочно полное (до 60-70%) изотер- -200
мическое превращение с образова-
нием реечного мартенсита, а атер-
мический мартенсит отсутствует.
При увеличении в стали количества титана (до 5%) при тех же температу-
рах старения можно получить сталь с М" и М® > 20 °C (рис. 2.3, в, г). В этом
случае при охлаждении стали от Тст = 650...700 °C до комнатной температу-
ры в структуре наблюдается смесь атермического и изотермического мар-
тенситов. Следовательно, кинетика мартенситного превращения и морфо-
логия мартенсита в одних и тех же сталях существенно зависит от темпера-
туры старения. При этом рассмотрение касалось только распада твердого
раствора с выделением у'-фазы. Выделение в аустените^Т]-фазы также вли-
яет на процесс у —> а-превращения.
Старение стали при 800...820 °C позволяет получить сравнительно боль-
шую долю (до 70-75%) ячеистого распада с выделением Т|-фазы. Изучение
мартенситного превращения в этой стали проведено в работе [27]. Медлен-
ное охлаждение стали ниже комнатной температуры или продолжительная
изотермическая выдержка при 20°С приводит к мартенситному превраще-
нию внутри колоний прерывистого распада. Мелкие кристаллы мартенсита
образуются в участках обедненного аустенита, а пластины т|-фазы остаются
прямыми и параллельными между собой. Резкое охлаждение состаренного
материала до -80 или -196 °C приводит к появлению крупных пластин линзо-
образного мартенсита в пределах всей колонии ячеистого распада. Пластины
т|-фазы изгибаются, отражая сдвиговый характер у —> а-превращения.
В работе [27] предложен следующий механизм развития мартенситного
превращения в колонии ячеистого распада. Мартенситный кристалл возника-
ет и растет в аустените между пластинами трфазы. Достигнув поверхности
пластины, он создает вдоль направления своего движения сильные упругие
напряжения в пластинах Т]-фазы. Волна упругих напряжений передается в со-
седний участок аустенита, что способствует дальнейшему увеличению мар-
тенситного кристалла благодаря строго одинаковой ориентации аустенита,
находящегося между пластинами. Сдвиг, происходящий во время у —> а-пре-
вращепия аустенита в колонии ячеистого распада, приводит к закономерно-
му параллельному изгибу всех пластин т]-фазы, пересекаемой мартенситным
кристаллом. После возникновения атермической двойникованной части кри-
сталла в участках аустенита происходит изотермический рост дислокацион-
ной части мартенситной пластины по обе стороны от мидриба.
В никелевых сталях никель можно частично заменять марганцем. В ра-
боте [28] изучено старение стали Н15Х5ГЗТЗ, содержащей, мас.%: 0,06 С;
77
Таблица 2.1
Структурные параметры и характеристики упрочпепия
состаренной стали Н15Х5ГЗТЗ
nJ 0 й’, f.% К нм Д<Т| Доч Да, ДОЭ
1 СТ’ см-3 МПа
600 6 5 10 5,2 32,0 150 45 1240 190
650 4 7 3,8 5,5 43,5 180 55 1030 160
650 6 8 3,0 6,4 46,0 210 65 1050 240
650 9 10 1,7 7,1 54,5 250 80 980 270
700 6 17 0,3 6,2 99,0 310 НО 590 -
15,5 Ni; 5,5 Сг, 3,2 Мп; 3,2 Ti, которая после закалки от 1100 °C в воде име-
ет достаточно стабильный аустенит (М„ < -196 °C). При старении в интерва-
ле 600...700 °C в аустените выделяются упорядоченные частицы у'-фазы.
После старения такие структурные параметры, как средний радиус у'-частиц
г, плотность частиц п, объемная доля выделений f и расстояние между части-
цами X, изменяются так, как показано в табл. 2.1. Здесь же приведены рассчи-
танные по различным уравнениям значения прироста предела текучести До,,
Ag?, Ао3, а также экспериментальные значения Дет, (подробнее см. раз-
дел 2.1.2). Наблюдаемые зависимости характерны для стареющих аустенит-
ных сталей. Кроме того, по границам зерен состаренной при Тст = 650...700 °C
стали видны как выделения трфазы, так и области, свободные от выделений,
ширина которых достигает 0,2-0,5 мкм. На неко торых микрофотографиях
состаренных сталей наблюдаются протяженные ДУ. Анализ темнопольных и
светлопольных изображений дефектов упаковки совместно с микродифрак-
цией показал, что они являются в основном дефектами вычитания, лежащи-
ми в плоскостях типа {111}. Обнаружено, что количество ДУ несколько воз-
растает при увеличении продолжительности старения. Снижение ЭДУ аусте-
нита происходит в результате выделения из матрицы никеля, который расхо-
дуется на построение интерметаллидных частиц.
Аустенит закаленной стали Н15Х5ГЗТЗ стабилен при охлаждении и де-
формации растяжением. В таком аустените наблюдается большое количест-
во клубковых дислокационных сплетений, образующих структуру типа ячеи-
стой. Для микроструктуры состаренного аустенита после растяжения харак-
терно формирование дислокационных сплетений, локализованных в плоско-
стях скольжения {111} и вытянутых вдоль нескольких кристаллографичес-
ких направлений. В некоторых участках аустенита наблюдаются деформаци-
онные двойники. Такое изменение субструктуры свидетельствует об умень-
шении ЭДУ матрицы в результате старения. После старения при Тст = 650 °C
в течение 4 ч дестабилизация аустенита оказывается достаточной для того,
чтобы при растяжении произошло превращение аустенит —> мартенсит де-
формации в основном реечного типа. Рейки образуют пакеты кристаллов не-
скольких (до шести) ориентировок. Внутри кристаллов мартенсита видны
равномерно распределенные дислокации и частицы у'-фазы.
Анализ светлопольных и темнопольных изображений кристаллов мар-
тенсита как в рефлексах ГЦК-фазы типа (200)у, так и ОЦК-фазы мартенси-
78
та — (110)„ и (200)а, а также наличие сверхструктурных отражений от час-
тиц у'-фазы показывают, что даже высокодисперсные частицы (размером
5 нм), поглощенные мартенситом, имеют ГЦК-решетку и являются упруго
искаженными. Деформационный контраст на изображениях мартенсита,
содержащего частицы у'-фазы, и диффузионное рассеяние электронов кри-
сталлами такого мартенсита, как в [25], указывают на сохранение дисперс-
ными частицами у'-фазы когерентной связи с решеткой мартенсита и нали-
чие в нем тетрагональных искажений.
Электронно-микроскопические наблюдения структуры стали типа
Н25ХТ2 после растяжения позволили установить следующее [29-31]. В ста-
бильном аустените, т. е. при температуре растяжения Тнс > Мд, пластическая
деформация осуществляется формированием дислокационной субструктуры.
По мере приближения Тис к Мд растяжение на небольшие степени деформа-
ции приводит к более равномерному распределению дислокаций в плоско-
стях преимущественного скольжения аустенита, а при увеличении степени
деформации - к формированию дислокационных переплетений высокой
плотности, сравнительно однородно расположенных по объему зерна вдоль
следов скольжения. Кроме того, в некоторых объемах внутри зерен наблю-
даются дефекты упаковки и деформационные двойники, количество и протя-
женность которых тем больше, а толщина двойников тем меньше, чем ниже
ЭДУ аустенита. В свою очередь, ЭДУ понижается по мере увеличения в ма-
трице количества хрома и уменьшения содержания никеля. Указанные изме-
нения субструктуры хорошо коррелируют с известной температурной зави-
симостью ЭДУ в метастабильных сплавах Fe-Ni и Fe-Ni-Cr [32, 33],
Растяжение при Тис < Мд обусловливает появление мартенсита как рееч-
ного типа, в виде пакетов тонких кристаллов шириной 0,05-0,15 мкм, так и
пластинчатого. При этом последний может быть частично или полностью
двойникованным. При приближении Тис к Мн существенно возрастают сред-
ние размеры кристаллов мартенсита, среди которых начинают преобладать
двойникованные. Мартенситные кристаллы наследуют частицы у'-фазы,
находящиеся в состаренном аустените, т. е. наблюдаются процессы, описан-
ные для стали Н15Х5ГЗТЗ. В растянутых сталях, кроме мартенсита дефор-
мации, присутствует остаточный аустенит. Структура его похожа на ту, ко-
торая описана для случая деформации при Тис > Мд.
Структура состаренных сталей определяет характер разрушения (вяз-
кий, хрупкий или смешанный) и в конечном счете механические свойства
сталей. В следующем разделе рассмотрены фрактография состаренных
сталей, их прочностные и пластические свойства. Основное внимание уде-
лено сталям после таких термических обработок, которые обеспечивают
получение немагнитного состояния материала (Мн < 20 °C).
2.1.2. Фрактография и механические свойства сталей
при растяжении
После старения при 550 (до 8 ч) и 600 °C (до 2 ч) сталь Н26Х5Т2 со ста-
бильным аустенитом разрушается вязко (рис. 2.4, а). По мере увеличения
продолжительности и температуры старения (до Тст = 700 °C) на фоне вяз-
79
Рис. 2.4. Изломы аустенитных никелевых сталей:
а - вязкий, б - смешанный, в - хрупкий
кого разрушения наблюдается появление фасеток хрупкого разрушения,
количество которых возрастает (рис. 2.4, б). При этом глубина чашечек
(пор) вязкого излома уменьшается. Эти изменения на фрактограммах сви-
детельствуют о снижении пластичности стабильного аустенита.
В метастабильной стали Н26ХТ2 после старения при 550 (8 ч) и 600 °C
(0,25 ч) упрочненный аустенит и мартенсит деформации, образовавшийся
из состаренного аустенита при растяжении, разрушаются вязко. Старение
при 600 °C (т > 0,25 ч) резко изменяет характер разрушения, которое стано-
вится смешанным. Хрупкое разрушение происходит в основном по грани-
цам зерен (рис. 2.4, в). Следовательно, в метастабильных сталях переход от
вязкого разрушения к смешанному происходит при меньших изотермичес-
ких выдержках, что обусловлено более низкой пластичностью мартенсита.
При определенных параметрах распада твердого раствора мартенсит де-
формации разрушается хрупко, что приводит к появлению в изломе фасе-
ток скола.
Влияние химических элементов, входящих в состав хромоникелевых
сталей, проявляется следующим образом. Повышение содержания титана
в стабильном и метастабильном аустените ускоряет распад твердого рас-
твора, в результате чего температура старения снижается, обусловливая
переход материала от вязкого разрушения к смешанному. Дополнитель-
ное легирование никелем и хромом понижает Мн, что позволяет регули-
ровать стабильность аустенита и в конечном счете изменять характер раз-
рушения стали.
Изломы сталей, упрочненных методом фазового наклепа [13], вязкие.
Сравнение изломов закаленного и фазонаклепанного аустенита показыва-
ет, что в последнем случае наблюдается значительное различие в диамет-
рах пор. Это, по-видимому, обусловлено частичным распадом пересыщен-
ного твердого раствора в процессе обратного а —> у-превращения. Дисперс-
ные интерметаллидные частицы служат центрами зародышей пор. Изломы
фазонаклепанной стали типа Н26ХТ2 после старения при 500 и 550 °C вяз-
80
Таблица 2.2
Зависимость механических свойств стабильных сталей от температуры Тст
и продолжительности старения Т
т„.°с т, ч ов, МПа о0>2, МПа V, % 6. %
Сталь Н27Х5Т2
600 0 700 280 74 45
600 0,25 730 300 72 45
600 2 790 310 70 43
600 4 850 350 70 40
600 8 900 420 69 39
700 0,25 800 450 65 42
700 2 880 500 50 30
700 4 910 600 36 28
700 8 1050 700 23 20
Сталь Н26Х5ТЗ
550 0,25 710 320 75 40
550 I 800 380 73 40
550 2 860 420 72 40
550 4 980 500 70 35
600 0,25 900 400 65 40
600 1 980 500 55 35
600 2 1040 600 46 35
600 4 1100 690 40 30
600 8 1180 800 30 24
700 0,25 1000 580 50 24
700 1 1050 600 40 28
700 2 1100 680 30 22
700 4 1150 780 15 12
кие. Диаметр пор и их глубина уменьшаются при увеличении продолжи-
тельности изотермической выдержки. При дальнейшем повышении темпе-
ратуры старения появляются фасетки хрупкого разрушения, как в закален-
ных (нефазонаклепанных) сталях.
Следует отметить определенную корреляцию между величиной относи-
тельного сужения и характером разрушения стали. При v > 40^45% стали
разрушаются вязко. При этом уменьшение глубины пор соответствует по-
нижению уровня V- При v = 40^45% появляются первые фасетки хрупкого
разрушения. По мере увеличения поверхности излома, занятой фасетками
хрупкого разрушения, снижается уровень \у. Уменьшение относительного
сужения и относительного удлинения происходит одновременно, но уровень
значений последней характеристики пластичности во всех случаях ниже.
В метастабильных сталях типа Н25ХТ2 наблюдали такие же закономер-
ности изменения механических свойств от температуры и продолжительно-
сти старения, как для стабильных сталей [34, 35]. Однако сравнение проч-
ностных и пластических свойств этих сталей (табл. 2.2 и 2.3) позволяет вы-
явить количественные различия.
81
Таблица 2.3
Зависимость механических свойств мстастабильпых сталей от температуры
и продолжительности т старения
Т„,°с т, ч св, МПа МПа V, % 8, %
Сталь Н27Т2
600 0 550 250 72 60
600 0.25 700 270 55 50
600 2 820 350 41 35
600 4 900 410 31 25
600 8 950 520 25 20
Сталь И26ТЗ
550 0,25 800 450 40 48
550 1 900 500 29 20
550 2 950 510 22 15
550 4 980 530 20 12
Сталь Н25Х2ТЗ
550 0,25 680 280 70 60
550 2 700 300 70 60
550 4 720 320 70 60
550 8 900 500 30 30
600 0,25 800 450 60 40
600 2 970 500 10 15
Сравним стали Н27Х5Т2 и Н27Т2 (27,1% Ni; 2,5% Ti). Приемлемая для
практики пластичность = 41%, 8 = 35%) в метастабильной стали Н27Т2
достигается после старения 600 °C в течение 2 ч (см. табл. 2.3). В изломе
этой состаренной стали наблюдается появление первых участков хрупкого
разрушения. Упрочненная сталь имеет ап = 820 МПа и о02 = 350 МПа. Уве-
личение продолжительности старения снижает пластичность до уровня, ко-
торый можно считать неприемлемым для изделий ответственного назначе-
ния, и, что является определяющим в выборе неферромагнитной стали, по-
вышает М„ до комнатной температуры. Уже после 8 ч изотермической вы-
держки сталь становится магнитным двухфазным материалом (Мн > 20 °C).
Повышение Тст влияет на механические характеристики и Мн так же, как
увеличение продолжительности старения.
Максимальные прочностные свойства достигаются при Тс,. = 700 °C, но
такую сталь нельзя применять в качестве немагнитного материала. Струк-
тура стали в этом случае будет состоять из двух фаз: аустенита и мартенси-
та охлаждения, образовавшегося при охлаждении от температуры старения
до комнатной (Мн > 20 °C). Дальнейшее увеличение температуры старения
приводит к снижению прочностных свойств, так как при 800...850 °C проис-
ходит обратное растворение интерметаллидных частиц в аустените.
Сталь Н27Х5Т2 остается стабильной (Мн < 20 °C) после старения при
700 °C в течение 2 ч. При вязком изломе она имеет следующие механичес-
82
кие свойства: ов = 880 МПа, о02 = 500 МПа, \|/ = 50%, 5 = 30%, т. е. ее проч-
ностные свойства существенно выше, чем в стали Н27Т2. Дальнейшее уве-
личение температуры старения для стабильного аустенита нецелесообраз-
но по тем же причинам, которые указаны для метастабильной стали.
Сопоставление механических свойств сталей Н26Х5ТЗ (стабильная) и
Н26ТЗ (метастабильная) для различных режимов старения позволяет сде-
лать те же выводы, что и при рассмотрении материалов с меньшим содер-
жанием титана. При этом обратим внимание на следующую особенность
старения сталей с большим содержанием титана. Во-первых, в них для до-
стижения одного и того же уровня прочностных свойств требуется меныпая
продолжительность старения. Во-вторых, максимальный уровень прочно-
стных свойств (<УВ = 1180 МПа, о02 = 800 МПа), достигаемый при упрочне-
нии старением, выше. При этом сохраняются удовлетворительные пласти-
ческие свойства и немагнитность материала.
Следует также отметить благоприятное влияние на пластичность допол-
нительного легирования хромом метастабильных сталей системы Fe-Ni-Ti.
Так, стали Н26ТЗ и Н25Х2ТЗ после старения при 550 и 600 °C (0,25 ч)
соответственно имеют одинаковые прочностные свойства (ов = 800 МПа,
сг02 = 450 МПа), но разный уровень значений относительного сужения
(см. табл. 2.3). В стали с хромом величина у повышается в 1,5 раза. Иссле-
дования изломов дают основание объяснить такое различие более равно-
мерным распределением мартенсита деформации в аустенитных зернах, ко-
торое, в свою очередь, обусловлено более равномерным распределением
интерметаллидной фазы в матрице.
В табл. 2.3 представлены механические свойства состаренных сталей,
упрочненных за счет частиц. Как показано в работе [36], возможно упроч-
нение метастабильных аустенитных сталей и за счет прерывистого распа-
да. Так, в стали Н26ТЗ после полного (100%) ячеистого распада получены
следующие механические свойства: <5В = 650 МПа, о02 = 300 МПа, 5 = 56%,
V = 75%. Следовательно, с точки зрения получения достаточно высоких
прочностных свойств, способ упрочнения за счет прерывистого распада
менее перспективен.
Из анализа механических свойств (см. табл. 2.2 и 2.3) и структуры ста-
лей можно сделать заключение о том, что появление мартенсита деформа-
ции при растяжении (при испытании механических свойств) снижает значе-
ния V- Однако экспериментальные данные, описанные ниже, не дают осно-
вания для однозначного утверждения.
Сталь Н15Х5ГЗТЗ [28], по сравнению со сталями типа Н27ХТ2, имеет
особенность, которая заключается в том, что после старения при 650 °C в
течение 1-2 ч она остается стабильной, а мартенсит деформации при растя-
жении наблюдается при увеличении изотермической выдержки от 2 до 9 ч
(рис. 2.5). Относительное удлинение 5 (при т < 2 ч) уменьшается, как и в дру-
гих стабильных сталях, а потом повышается. Относительное удлинение, ко-
личество мартенсита деформации, пределы прочности и текучести увели-
чиваются одновременно. При этом относительное сужение уменьшается по
мере возрастания продолжительности старения. При вязком разрушении
(после старения до 7 ч) снижение сравнительно небольшое, а появление
83
Рис. 2.5. Зависимость количества мартен-
сита деформации а и механических
свойств стали Н15Х5ГЗТЗ от продолжи-
тельности старения т при 650 °C
смешанного разрушения в изломе
коррелирует с резким уменьшени-
ем относительного сужения.
Следует обратить внимание на
изменение составляющих относи-
тельного сужения (V = Vp + Vc) и
относительного удлинения (8 = 8р + 8С). Равномерные составляющие \|/р и 8р
указанных величин уменьшаются после старения стабильного аустенита
(т < 2 ч). Увеличение количества мартенсита деформации коррелирует с
возрастанием \ур, о02, 8р. Сосредоточенные составляющие относительного
сужения \ус и относительного удлинения 8С уменьшаются по мере продолжи-
тельности старения.
В данной монографии влияние содержания в аустените примесей, таких
как кислород, азот и др., количество которых зависит от способов выплав-
ки, не рассматривается. Однако, по-видимому, этот вопрос требует специ-
ального рассмотрения, особенно для метастабильного аустенита, поскольку
механические свойства мартенсита деформации могут существенным обра-
зом зависеть от указанных примесей.
Представляет интерес установить структурный механизм упрочнения
стареющих сталей системы Fe-Ni-Ti. Основные модели взаимодействия
дислокаций с когерентными упорядоченными частицами обсуждаются во
многих работах. Такая попытка для стали Н15Х5ГЗТЗ предпринята в [28].
Перерезание частиц при пластической деформации может осуществ-
ляться либо одиночной дислокацией, либо парной сверхдислокацией. Тогда
величина дисперсионного упрочнения (прироста предела текучести До) для
краевой дислокации составляет
До, = (ш у/Ь) [8 f угДл G Ь2)]|/2;
Ди2 = (т у/2Ь) {[8 f у гДл G Ь2)]1/2 - f}.
При определенных условиях возможно огибание когерентных частиц по
Оровану [36, 37]:
До3 = m a G b Ф In (rs/b)/[2n(A, - 2 rs)].
В формулах используются следующие обозначения: m - ориентацион-
ный множитель, равный для сталей с ГЦК-решеткой 3,06; у - энергия анти-
фазной границы упорядоченной фазы (НО эрг/см2); b - вектор Бюргерса
(0,253 нм); ~rs - радиус среднего сечения частицы, равный r(2/3)l/2; G - мо-
дуль сдвига аустенита (7x104 н/мм2); а - статистический коэффициент (0,85);
Ф - коэффициент, характеризующий тип дислокаций и для данного случая
равный 0,5.
84
В табл. 2.1 приведены структурные параметры стали после некоторых
режимов обработки и расчетные оценки величины упрочнения (Д<5Ь Д<52,
До3), полученные по указанным формулам для различных механизмов
взаимодействия дислокаций с препятствиями. Сравнение этих величин с
экспериментальными данными (Доэ) показывает, что основным механиз-
мом взаимодействия в исследованных случаях является перерезание у'-ча-
стиц, причем лучшее совпадение результатов наблюдается для модели оди-
ночной дислокации.
2.1.3. Изменение ударной вязкости
Важной характеристикой механических свойств является ударная вяз-
кость. Старение метастабильной стали в течение некоторого времени т не
изменяют вязкого характера разрушения (см. рис. 2.4, а). При увеличении
изотермической выдержки вязкий излом заменяется смешанным (см.
рис. 2.4, б). Площадь излома, занятая фасетками хрупкого разрушения
(см. рис. 2 4, в), тем больше, чем продолжительнее старение. Чем стабиль-
нее сталь, тем больше т. Так, для H32T3 величина т = 4 ч, а для Н26ТЗ она
равна 0,5 ч. Появление смешанного излома хорошо коррелирует с нача-
лом снижения ударной вязкости (табл. 2.4).
В более стабильной стали Н26Х5ТЗ снижение вязкости наблюдали при
более высокой температуре старения, чем в метастабильной стали Н26ТЗ.
В первом материале снижение KCU происходит после 2 ч старения при
600 °C и ее уровень остается высоким до т = 10 ч. Доля хрупкой составля-
ющей в изломе при изотермической выдержке (Тст - 600 °C) у величивается
медленно, по сравнению со сталью Н26ТЗ.
Стали, стабильные при растяжении, не испытывают мартенситного
у —> а-превращения и при ударных нагрузках. В метастабильных закален-
ных сталях при определении вязкости часть аустенита превращается в мар-
тенсит деформации. Старение при сравнительно низких температурах стаби-
лизирует аустенит. В стали Н26ТЗ в результате распада твердого раствора
при 550 °C (т = 1 ч) количество мартенсита деформации уменьшилось с 30 до
20 %, а в стали H23T3 после аналогичного режима старения - с 12 до 6%.
Анализ изломов и шлифов, изготовленных из разрушенных ударных об-
разцов, позволяет установить взаимосвязь между фрактографией, с одной
стороны, и количеством мартенсита деформации и его пластичностью - с
другой.
В стали Н26Х5ТЗ количество у '-фазы существенно увеличивается при
замене одного режима старения (550 °C, 1 ч) на другой (600 °C, 2 ч). Об этом
свидетельствует повышение предела текучести с 380 до 600 МПа. После
той и другой термообработок сталь разрушается вязко при комнатной тем-
пературе. При Тис = - 196 °C в процессе ударных испытаний появляется до
10% мартенсита деформации, наблюдается смешанное разрушение. Следо-
вательно, появление в структуре мартенситных кристаллов, которые насле-
дуют частицы у'-фазы при у —» a-превращении, обусловливает переход от
вязкого разрушения к смешанному, что приводит к существенному сниже-
нию вязкости (см. табл. 2.4). Сравнение фрактографии сталей Н26Х5ТЗ,
85
Таблица 2.4
Ударная вязкость и количество мартенсита в изломе состаренных сталей
при разных температурах испытания Тис
Обработка т„„ °C KCU, МДж/м2 м** М, м2
%
Сталь Н26ТЗ
3+550 °C; 0,5 ч 20 3,0 20 20 0
3+550 °C; 1 ч 20 1,3 20 20 0
3+550 °C; 2 ч 20 0,6 19 19 0
3+550 °C; 4 ч 20 0,5 17 17 0
Сталь H32T3
3+550 °C; 4 ч 20 3,0 4 -
Сталь Н26Х5ТЗ
3+600 °C; 2 ч 20 3,0 5 5 0
3+600 °C; 4 ч 20 2,5 6 6 0
3+600 °C; 10 ч 20 2,0 10 10 0
Сталь Н26ТЗ
3+550 °C; 1 ч -20 0,7 20 20 0
3+550 °C; 1 ч -60 0,2 25 25 0
3+550 °C; 1 ч -196 0,1 30 20 10
Сталь H32T3
3+550 °C; 1 ч -40 3,0 8 8 0
3+550 °C; 1 ч -60 2,8 14 14 0
3+550 °C; 1 ч -80 2,2 15 15 0
3+550 °C; 1 ч -196 0,8 24 24 0
Сталь Н26Х5ТЗ
3+600 °C; 2 ч -100 3,0 6 6 0
3+600 °C; 2 ч -196 2,4 10 10 0
* Закалка (3): ** М - ( М,+ М2)%, где М, - мартенсит деформации, М, - мартенсит охлаждения.
H32T3 и Н26ТЗ при Тис = -196 °C, содержащих 10, 24 и 30% мартенсита
соответственно, показывает, что увеличение количества ферромагнит-
ной a-фазы повышает долю хрупкой составляющей в смешанном изломе,
обусловливая сильное снижение ударной вязкости с 2,4 (Н26Х5ТЗ) до
0,1 МДж/м2 (Н26ТЗ).
В состаренной (550 °C, 1 ч) стали Н26ТЗ содержание мартенсита дефор-
мации в изломе при Тис = 20 и -20 °C одинаково (20%), а ударная вязкость
различна: KCU = 1,3 и 0,7 МДж/м2 соответственно. Это свидетельствует о
температурной зависимости пластичности мартенсита, которая влияет на
уровень вязкости метастабильной стали.
Аустенит стали Н26ТЗ после старения при 550 °C в течение 0,5 и 1 ч
имеет близкие значения предела текучести (480 и 500 МПа соответственно),
86
что свидетельствует о незначительной разнице в содержании интерметал-
жидной фазы в указанных материалах. При этом количество мартенсита де-
формации, образующегося при ударных испытаниях (Тис = 20 °C), одинако-
во и равно 20% (см. табл. 2.4). Однако вязкость стали после термообрабо-
ток разная и равна 3,0 и 1,3 МДж/м2 соответственно. Такое значение удар-
ной вязкости обусловлено, вероятно, различием в кинетике мартенситного
превращения, протекающего при ударном нагружении.
Различие кинетики мартенситного превращения, в свою очередь, обус-
ловлено тем, что распад твердого раствора при увеличении изотермической
выдержки протекает более неравномерно, особенно по границам зерен.
Выделение интерметаллидов на границах зерен приводит к созданию обед-
ненных никелем и титаном приграничных зон, в которых интенсивно про-
текает мартенситное превращение. Эти области разрушаются сколом. В ре-
зультате такого разрушения появляются фасетки хрупкого разрушения
внутри зерна. При наличии достаточно протяженных приграничных зон
разрушение отрывом идет по всей поверхности границы зерна и возникает
хрупкое интеркристаллитное разрушение. Следовательно, в метастабиль-
ных аустенитных сталях уровень ударной вязкости определяется многими
факторами. Из их анализа следует, что для получения высокого уровня ме-
ханических свойств необходимо так выбирать режимы старения, чтобы они
обеспечивали получение при испытании (статической и динамической на-
грузкой) небольшого количества мартенсита деформации, который разру-
шался вязко.
В качестве примера рассмотрим стали Н27Х5Т2 и Н27ХЗТ2. Так, по-
сле старения при 600 °C в течение 8 ч последняя сталь имеет более высо-
кие прочностные и пластические свойства и такую же ударную вязкость
(KCU = 2,4 МДж/м2), как стабильная сталь Н27Х5Т2. Улучшение указан-
ных свойств обусловлено мартенситным превращением, которое проте-
кает при растяжении и ударных нагрузках в условиях вязкого разрушения
и при этом образуется небольшое количество а-фазы (10 и 6% соответ-
ственно).
2.1.4. Механические свойства фазопаклепапного аустенита
После упрочнения стали Н26ТЗ методом фазового наклепа (предвари-
тельная термообработка заключалась в двойной закалке от 1100 °C в воде с
промежуточным охлаждением в жидком азоте; затем закаленную сталь ох-
лаждали вновь до -196 ° С для реализации у а-превращения; нагревали до
800 °C для проведения а у-превращения и охлаждали на воздухе) его проч-
ность увеличивается, а относительное удлинение снижается (табл. 2.5).
Такое изменение указанных свойств обусловлено тем, что в фазонаклепан-
ном (ф. н.) аустените в значительной степени повышается плотность дисло-
каций [13]. При растяжении закаленной фазонаклепанной стали образуется
мартенсит деформации. Этот процесс в фазонаклепанном аустените идет
интенсивнее (рис. 2.6, а, кривые 1 и 2).
Интенсивность мартенситного превращения можно определять углом 0,
который характеризует наклон экспериментальной кривой к оси абсцисс
87
Таблица 2.5
Зависимость механических свойств закаленного фазонаклепапного аустенита
сплавов системы Fe-Ni-Ti от температуры испытаний Т11С
Обработка 8 V кси.
МПа % МДж/м2
Сталь Н26ТЗ
3 от 1100 °C в воде 20 600 250 60 70 3,0
300 460 110 46 68 -
3 + охл. до -196 °C + 20 650 450 30 70 2,3
+ нагрев до 800°С, 40 мин + охл. на воздухе 300 600 440 22 65 —
Ф (Ф.н.) + 550 °C. 60 мин 20 950 800 28 50 -
Ф.н. + 550 °C, 120 мин 20 1000 850 24 45 -
Ф.н. + 550 °C, 240 мин 20 1050 900 21 40 -
Сталь Н26Х5ТЗ
3 от 1100 °C в воде го 700 280 43 74 -
Сталь Н25Х2ТЗ
Зот 1100 °C 20 600 250 10 72 3,0
Ф.н. 20 650 450 35 70 2,5
Ф.н. + 550 °C, 15 мин 20 710 500 35 65 2,3
Ф.н. + 550 °C, 120 мин 20 800 560 35 65 2,2
Ф.н. + 550 °C, 240 мин 20 800 590 35 66 -
Ф.н. + 550 °C, 480 мин 20 880 700 45 60 2,0
Ф.н. + 600 °C, 15 мин 20 900 750 30 55 1,8
Ф.н. + 600 °C, 60 мин 20 950 800 28 50 1,2
Ф.н. + 600 °C, 120 мин 20 1000 850 24 46 1,0
Ф.н. + 600 °C, 240 мин 20 1050 900 21 40 0,8
Ф.н. + 650 °C, 15 мин 20 1150 900 15 19 0,6
(см. рис. 2.6, а). В общем случае указанная функция 0(5) нелинейна и явля-
ется переменной величиной на разных участках зависимости количества
мартенсита деформации от величины относительного удлинения. Однако
можно сравнивать те величины 0, которые характеризуют наиболее протя-
женный прямолинейный участок указанной зависимости (см. рис. 2.6, а).
Очевидно, что интенсивность мартенситного превращения в закаленной
стали (кривая 1) меньше, чем в фазонаклепанной (кривая 2). Следует отме-
тить, что термины интенсивность и скорость у —> a-превращения в опреде-
ленной степени эквивалентны, так как фазовое превращение при растяже-
нии развивается во времени.
Развитие мартенситного превращения при испытании обеспечивает
сравнительно высокий уровень относительного удлинения 5 закаленной и
фазонаклепанной стали. Проведение испытаний механических свойств при
Т = 300 °C, исключающей у —> сс-превращение, приводит к снижению 5 (см.
88
Рис. 2.6. Зависимость количества мартенсита деформации а и механических свойств стали
Н26ТЗ от величины удлинения 5 (а) и времени старения т при Тс = 500 °C (б).
Обработка: 1 - закалка; 2-5 - фазовый наклеп + старение; т = 0; 2; 4 и 6 ч соответственно
табл. 2.5), а относительное сужение у остается практически неизменным.
Прочностные свойства закаленной стали при повышении Т11С снижаются су-
щественно, а фазонаклепанной - слабо. Незначительное изменение и сг02
в ф.н. стали, по-видимому, связано с динамическим деформационным старе-
нием и обусловлено высокой плотностью дислокаций в аустените, испытав-
шем цикл у —» ос —> у-преврагцений. Процесс деформационного старения по-
дробно описан в монографии [38].
Дополнительное легирование твердого раствора хромом (до 5%) так
же, как и повышение Тнс, приводит к тому, что при растяжении стали
Н26Х5ТЗ в условиях комнатной температуры у ос-превращение не на-
блюдается. В этом случае величина 8 практически имеет то же значение,
что и в бесхромистой стали, но испытанной при 300 °C [30]. Старение фа-
зонаклепанной стали Н26ТЗ при 500 °C повышает ее прочностные свойст-
ва за счет выделения интерметаллидной фазы (рис. 2.6, б). При этом за-
метно изменяется кинетика мартенситного у ос-превращения при растя-
жении (см. рис. 2.6, а).
Распад твердого раствора при х < 4 ч стабилизирует аустенит и в наи-
большей степени после 2 ч старения. Во время стабилизирующего старения
мартенсит деформации образуется менее интенсивно, чем в фазонаклепан-
ном аустените (рис. 2.6, а, кривые 2-4). При этом относительное удлинение
возрастает одновременно с повышением прочности. После старения про-
должительностью 6 ч фазонаклепанный аустенит дестабилизируется и ин-
тенсивность мартенситного превращения при растяжении увеличивается
(рис. 2.6, а, кривые 2 и 5). В этом случае упрочнение сопровождается паде-
нием относительного удлинения. Таким образом, наилучшее сочетание
прочностных и пластических свойств можно получить лишь при определен-
89
ной кинетике у —> а-превращения при растяжении. Повышение температу-
ры старения до 550 °C приводит к дестабилизации аустенита в фазонакле-
панпой стали Н26ТЗ, и относительное удлинение плавно снижается, а проч-
ность возрастает по мере увеличения продолжительности изотермической
выдержки (см. табл. 2.5).
Аналогичные аномальные изменения механических свойств (<у0 , и 8 уве-
личиваются одновременно) обнаружены в стали Н25ХТЗ (с 1,6% Сг), но по-
сле отжига при более высокой температуре Тст = 550 °C в течение 8 ч. При
этом 8 увеличивается с 35 до 45% (см. табл. 2 5). Старение при более высо-
кой температуре (Тст - 600 °C) обусловливает дестабилизацию аустенита и
традиционное изменение свойств: увеличение о02 и уменьшение 8.
Дальнейшее повышение температуры старения до 650 °C не рациональ-
но по двум причинам. Во-первых, при одном и том же максимально дости-
жимом пределе текучести о02 = 900 МПа пластические свойства стали по-
сле старения при 600 °C выше, чем при Тст = 650 °C (см. табл. 2.5). Низкий
уровень относительного сужения и относительного удлинения обусловлен
значительными выделениями интерметаллидных частиц по границам зерен,
что является причиной ярко выраженного интеркристаллитного разруше-
ния. Во-вторых, при Тсг = 650 °C и т > 0,25 ч аустенит дестабилизируется на-
столько, что М„ становится выше комнатной температуры и сталь нельзя
использовать в качестве неферромагнитного материала.
Ударная вязкость фазонаклепанной стали Н25Х2ТЗ несколько ниже,
чем закаленной (см. табл. 2.5), но имеет высокий уровень, который сравни-
тельно слабо меняется после старения при Тст = 550 °C. Увеличение темпе-
ратуры старения приводит к более сильному падению ударной вязкости.
Резкое уменьшение ее наблюдается после старения при Тст = 650 °C.
Следует обратить внимание на возможность использования старения
вместо обработки холодом при фазовом наклепе сталей [13, 14, 39]. Старе-
ние сталей (Тст - 650...750 °C) может поднимать Мн выше комнатной темпе-
ратуры. Поэтому при охлаждении от температуры старения до 20 °C в ста-
лях протекает мартенситное превращение и, следовательно, обработка хо-
лодом становится излишней.
2.1.5. Нейтропографический и электронно-микроскопический
анализ микронапряжений, возникающих при иптерметаллидном
старении
Исследования внутренних микронапряжений около выделений в старе-
ющих сталях и сплавах важны не только для выяснения механизма упроч-
нения при дисперсионном твердении, но и для создания радиационно-стой-
ких реакторных сталей. Локальные микроискажения вокруг частиц способ-
ствуют рекомбинации точечных дефектов [40] и сдерживают порообразо-
вание аустенитных реакторных сталей при нейтронном облучении [41].
Преимущества пейтропографического анализа микроискажений в
Fe-Ni-Ti-аустените при выделении иитерметаллидов Ni3Ti. При старении
аустенитных Ni-Ti-сталей выделяется дисперсная метастабильная у'-фаза
90
Ni3Ti с ГЦК-решеткой, мало отличающейся по параметру от аустенитной
матрицы [42, 43]. Эта фаза обычно когерентно связана с матрицей и трудно
выявляется электронно-микроскопическим методом на начальных стадиях
старения из-за неотчетливого деформационного контраста типа «ряби» или
«твида» на электронно-микроскопических снимках. Рентгеновский метод
фазового анализа этих сталей обладает низкой чувствительностью вследст-
вие малой разницы атомных амплитуд рассеяния никеля и титана, обуслов-
ливающей низкую интенсивность сверхструктурных рефлексов упорядо-
ченной у'-фазы Ni3Ti на рентгенограмме. Нейтронографический анализ у'-
сверхструктуры Ni3Ti, напротив, является эффективным, поскольку ядер-
ные амплитуды когерентного рассеяния нейтронов [44] (bNi = 1,03-Ю-12 см и
bTi = -0,34-10-12 см) имеют разные знаки. Кроме того, с помощью нейтроно-
графии получают информацию со всего объема достаточно массивных об-
разцов, а не с тонких слоев, как это имеет место при рентгенографическом
или электронно-микроскопическом исследованиях.
В работе [43] при сравнительном нейтронографическом и электронно-
микроскопическом исследовании стареющей аустенитной стали X12H30T3
было показано, что с помощью нейтронографии надежно выявляются
сверхструктурные рефлексы от частиц упорядоченной у'-фазы Ni3Ti разме-
ром 3,5 нм, а при трансмиссионной электронной микроскопии (ТЭМ) — от
частиц не менее 5 нм.
В качестве объекта исследования в настоящей работе выбрана аусте-
нитная сталь Н26Х5ТЗ, в которой происходит выделение частиц когерент-
ной упорядоченной у'-фазы Ni3Ti, параметр решетки которой не имеет су-
щественного отличия от параметра аустенитной матрицы. Состав стали
следующий, мас.%: С - 0,03; Ni - 26,1; Мп - 0,5; Сг - 5,1; Ti -3,4; Fe - ост.
В целях получения однофазного аустенитного твердого раствора с ГЦК-
решеткой производили нагрев стали до 1100 °C, выдерживали 2 ч и охлаж-
дали в воде. Старение закаленной стали проводили при 600 и 700 °C в тече-
ние 1, 6 и 12 ч. Структурный и фазовый анализ выполняли на электронных
микроскопах JEM-200CX и СМ с использованием микродифракции, светло-
польных и темнопольных изображений. При определении концентрации
частиц учитывали толщину фольги, определенную по числу толщинных
контуров на границах зерен или на дефектах упаковки (обычно толщина
прозрачной фольги была близка к 1000 нм). Методом нейтронной дифрак-
ции на нейтронном дифрактометре высокого разрешения Д7а (Ad/d =
= 2-10-3), установленном на атомном реакторе ИВВ-2М, исследовали крис-
таллическую структуру и фазовый состав состаренных массивных образцов
стали Н26Х5ТЗ. Из этих же образцов изготавливали фольги для трансмис-
сионной электронной микроскопии (ТЭМ). Обработку экспериментальных
нейтронографических данных (фазовый анализ, определение микронапря-
жений и параметров решеток) проводили с использованием полнопрофиль-
ного анализа Ритвелда на программном комплексе «FullProf».
Анализ упрочнения и пейтроиографический анализ структурных пара-
метров стали Н26Х5ТЗ после старения при 600 и 700 °C. Выбор режимов
среднетемпературного (600 °C) и высокотемпературного (700 °C) старе-
ния аустенитной стали Н26Х5ТЗ в течение 1-12 ч связан с необходимос-
91
3200"
3000’
2800-
2600-
2400-
2200-
2000-
1800 -
1600 -
1400
1200
0 2 4 6 8 10 т, ч
700 °C
600 °C
Рис. 2.7. Зависимость твердости НВ стали
Н26Х5ТЗ от времени старения при 600 и
700 °C
С
тью получения частиц Ni3Ti разного
размера, что влияет на степень ко-
герентности частиц и величину мик-
роискажений.
На рис. 2.7 представлено измене-
ние твердости НВ стали Н26Х5ТЗ в
зависимости от времени старения
при 600 и 700 °C. С увеличением времени старения до 12 ч при 600 °C твер-
дость монотонно возрастает от 1360 до 2250 МПа, что свидетельствует о
выделении упрочняющей фазы. Наибольший прирост твердости НВ на-
блюдается при выдержке до 6 ч. Старение при 700 °C проходит более актив-
но и твердость увеличивается до 3160 МПа. Это увеличение объясняется
дисперсионным твердением аустенита при выделении дисперсной интерме-
таллидной у'-фазы, препятствующей перемещению дислокаций.
Полнопрофильный анализ нейтронограмм в двухфазной модели позво-
лил определить параметры а решетки матрицы, размер выделившихся час-
тиц L и микроискажения Ad/d в ГЦК-твердом растворе (табл. 2.6). На ней-
тронограммах пики основной у-фазы были в большинстве случаев шире,
чем от эталонного вещества. Именно поэтому при обработке эксперимен-
тальных нейтронограмм в 2-фазной модели анализировали зависимость фи-
зического уширения рефлексов от угла рассеяния, чтобы понять причину
уширения: либо из-за малого размера, либо из-за возникших микронапря-
жений. Анализ показал, что в основной матрице возникшее уширение обус-
ловлено микронапряжениями, тогда как рефлексы в у'-фазе Ni3Ti уширены
в основном вследствие малого размера частиц. Рассмотрим изменение пара-
метров решетки аустенита при старении. В табл. 2.6 приведены параметры
Таблица 2.6
Параметры а решетки аустенита (у-фазы), микроискажепия Ad/d в у-матрицс
и размеры L частиц у'-фазы Ni3Ti в зависимости от времени старения
Параметр Время, ч
0 1 6 12
Температура старения 600 °C
У а, А 3,593 3,589 3,588 3,588
Ad/d-104 1,08 0,47 0,0 0,0
У' L, А 30 31 35
Температура старения 700 °C
У а, А 3,593 3,589 3,589 3,587
Ad/d-104 1,08 1,96 3,99
У' L, А 63 118 127
92
a
Рис 2.8. Фрагменты нейтронограмм со сверхструктурными линиями (100) и (НО) упорядо-
ченной по типу Ы2 кубической у'-фазы Ni3Ti в стали Н26Х5ТЗ после 0, 1,6 и 12 ч старения
при температурах 600(a) и 700(6) °C
решетки аустенита в зависимости от времени старения при 600 и 700 °C в
предварительно закаленной от 1100 °C стали Н26Х5ТЗ. Как видно, старе-
ние при этих температурах приводит к уменьшению параметра решетки ау-
стенита. Это связано [45] в основном с выходом титана из матричного твер-
дого раствора Fe-Ni-Ti в интерметаллидную фазу Ni3Ti (титан влияет на па-
раметр решетки аустенита существенно больше, чем никель).
Обычно параметр решетки выделяющейся при старении у'-фазы Ni3Ti
мало отличается от параметра аустенитной ГЦК-матрицы (ау~ 3,59 А) и да-
же крупные у'-частицы когерентно связаны с материнской фазой. Наибо-
лее надежно отличить аустенитную матрицу от выделяющихся ГЦК-частиц
с близким параметром решетки удается только по наличию сверструктур-
ных рефлексов от упорядоченной у'-фазы. На рис. 2.8 приведены фрагмен-
ты нейтронограмм соответственно для температур старения 600 и 700 °C.
Видны небольшие широкие пики в ближних углах, интенсивность которых
повышается с увеличением времени отжига от 1 до 12 ч. Отметим, что раз-
меры частиц у'-фазы, определенные по нейтронным дифрактограммам (см.
табл. 2.6), согласуются с результатами электронно-микроскопических ис-
следований.
При Т = 600 °C полуширина остается практически постоянной, тогда как
при Т = 700 °C ширина линий уменьшается со временем старения. Расчеты по-
казывают, что эти рефлексы относятся к сверхструктурным линиям (100) и
(ПО) упорядоченной по типу Ы2 кубической у'-фазы Ni3Ti. Сверхструктурные
рефлексы достаточно широкие, что может вносить большие ошибки в опре-
деление параметра решетки у'-фазы, поэтому параметр у'-фазы в табл. 2.6 не
93
Рис. 2.9. Структура стали Н26Х5ТЗ после
закалки от 1100 °C (2 ч)
представлен. Следует подчеркнуть,
что упорядоченная у'-фаза Ni3Ti вы-
деляется в стали Н26Х5ТЗ не только
при 700 °C, но и на начальных стадиях
старения при 600 °C. Выделение ни-
кель-титановой у'-фазы фиксируется
также и по уменьшению параметра
решетки аустенита (см. табл. 2.6).
Электронно-микроскопическое исследование старения стали Н26Х5ТЗ
при 600 °C. На рис. 2.9 представлена структура закаленной стали Н26Х5ТЗ,
содержащей небольшое количество дислокаций. На темнопольных и свет-
лопольных снимках при изменении наклона фольги можно наблюдать сла-
бо выраженный контраст типа ряби. Такой контраст свидетельствует о том,
что даже в закаленном сплаве имеются скопления атомных предвыделений
(кластеров) или мелких у'-частиц, вызывающих локальную деформацию
решетки.
На рис. 2.10 дана электронно-микроскопичекая структура (а) и электро-
нограмма (б) стали Н26Х5ТЗ после закалки и старения при 600 °C (1 ч). На
электронно-микроскопических снимках хорошо заметен твидовый кон-
траст от выделившейся фазы. Причиной его считается периодическая (мо-
дулированная) структура из упорядоченно расположенных кластеров или
малых когерентных частиц с периодическим полем упругих искажений [46].
В нашем случае это частицы упорядоченной у'-фазы. Хотя на электроно-
грамме сверхструктурных рефлексов от упорядоченной у'-фазы Ni3Ti не
обнаружено, ее образование (старение при 600 °C в течение 1ч) подтверж-
дено нейтронографически сверхструктурными рефлексами (100) и (ПО).
Наличие таких наночастиц, препятствующих перемещению дислокаций,
подтверждается наблюдаемым упрочнением стали Н26Х5ТЗ в результате
старения при 600 °C (1 ч): твердость НВ возрастает от 1360 до 1880 МПа
(см. рис. 2.7). Цепочки частиц у'-фазы в результате упругого взаимодейст-
вия образуют макрорешетку (с «межчастичным» расстоянием ~200 А) [47],
что минимизирует упругие искажения в наблюдаемой концентрационной
волне. Эта структура близка к модулированной структуре, образующейся, в
частности, при спинодальном распаде [48, 49].
Можно полагать, что отжиг стали Н26Х5ТЗ более 1 ч при 600 °C вызыва-
ет образование не только локальных скоплений атомов Ti и Ni, но и новой
упорядоченной интерметаллидной у'-фазы, близкой по составу к Ni3Ti. На
рис 2.10, в представлено темнопольное изображение наночастиц в матричном
рефлексе в стали Н26Х5ТЗ после 6-часового старения при 600 °C. Увеличе-
ние времени старения приводит к усилению твидового контраста (рис. 2.10, д)
с двумерной полосчатостью в перпендикулярных направлениях [010] и [100]
вследствие упорядоченного выделения наночастиц у'-фазы. Наблюдаемый
матричный контраст, вызванный упругими искажениями в аустенитной мат-
рице вокруг наночастиц [46], позволяет определять их размеры и плотность.
94
Рис. 2.10. Структура и электронограммы стали Н26Х5ТЗ после старения при 600 °C, 1 ч
(а, б), 6 ч (в, г) и 12 ч (д, е).
б, г, е - оси зон аустенита [110]. [112] и [110] соответственно: а, в, д - темнопольные изображения в матричных
рефлексах
Рис. 2.11. Распределение
частиц по размерам в ста-
ли Н26Х5ТЗ после закал-
ки и старения при 600 °C
Таблица 2.7
Изменение размера и плотности выделяющихся частиц при старении стали Н26Х5ТЗ
Обработка Концентрация частиц С-10-16, скг’СГЭМ) Средний размер частиц г, нм (ТЭМ) Объемная доля частиц Av/v, % (ТЭМ)
3 + С; 600 °C; 1 ч 3
3 + С; 600 °C; 6 ч 21 4 0,7
3 + С; 600 °C; 12 ч 21 4 0.7
3 + С; 700 °C; 1 ч 6,9 6 0,8
3 + С; 700 °C; 6 ч 2,6 9 1.0
3 + С; 700 °C; 12 ч 2,2 11 1,5
На рис 2.11 даны гистограммы распределения частиц у'-фазы по разме-
рам после старения при 600 °C в течение 1, 6 и 12 ч. Структурные парамет-
ры выделяющейся у'-фазы представлены в табл. 2.7. Увеличение времени
старения до 12 ч при 600 °C приводит к сохранению полосчатого твидового
контраста на темнопольном изображении структуры стали Н26Х5ТЗ (см.
рис 2.10, д). При среднетемпературном (600 °C) старении в течение 1 ч пре-
обладают частицы размером 1-5 нм, средний размер их составляет ~3 нм.
Старение в течение 6 - 12 ч при 600 °C приводит к увеличению среднего
размера частиц у'-фазы до 4 нм. Концентрация частиц составляет ~21х10-16
см-3 (см. табл. 2.7).
Электронно-микроскопическое исследование старения стали Н26Х5ТЗ
при 700 °C. Повышение температуры старения до 700 °C (выдержка 1 ч) вы-
зывает усиление твидового контраста (рис. 2.12, а). На электронограмме
(рис. 2.12, б) видны рефлексы от матричного кристалла аустенита. С увели-
чением времени старения до 6 ч при 700 °C (рис. 2.12, в, г) обнаруживаются
частицы упорядоченной фазы Ni3Ti с четкими межфазными границами. На
электронограмме фольги с ориентацией оси зоны [112]у стрелками показа-
ны выявляющиеся сверхструктурные рефлексы типа (ПО), свидетельству-
ющие об упорядочении у'-фазы Ni3Ti (см. рис. 2.12, д). Частицы Ni3Ti име-
ют значительный разброс по размерам -3 - 20 нм (рис. 2.13, б). Средний раз-
мер частиц составляет 9 нм, их концентрация ~2,6-1016 см-3 (см. табл. 2.7).
Увеличение времени старения до 12 ч при 700 °C приводит к укрупне-
нию сферических частиц Ni3Ti (рис. 2.12, е - и). На рис. 2.12, з, и хорошо
видно, что выделившиеся в процессе старения при 700 °C (12 ч) частицы
имеют сферическую форму и размеры в пределах 3-25 нм. Средний размер
частиц И нм их концентрация - 2,2-1016см-3 (см. табл. 2.7). На рис. 2.12, и
виден контраст в форме дуг вокруг выделившихся частиц фазы. Такой тип
контраста свидетельствует о том, что частицы имеют сферически симмет-
ричное поле искажений [8]. Небольшие отличия формы и ширины конту-
ров вокруг частиц говорят о наличии микроискажений вблизи частиц. На
рис. 2.13 дана гистограмма распределения по размерам у'-частиц в стали
Н26Х5ТЗ, состаренной 1, 6 и 12 ч при 700 °C. С увеличением времени ста-
рения средний размер частиц возрастает до 6, 9 и 11 нм соответственно. В
табл. 2.7 приведены средние размеры частиц, их концентрация и объемная
доля, определенные по данным ТЭМ. Нейтронографические измерения
97
Рис. 2.12. Структура и электронограммы стали Н26Х5ТЗ после старения при 700 °C,
1 ч (а, б), 6ч(в,г,д)и 12 ч (е, ж, з, и):
б, д, ж - оси зон аустенита [1161. [1121 и [001] соответственно (д - стрелками указаны рефлексы типа ПО);
а, в, г, е, и — темнопольные изображения в матричных рефлексах, з - светлопольное изображение
Рис. 2.13. Распределе-
ние частиц по размерам
в стали Н26Х5ТЗ после
закалки и старения при
700 °C
Рис. 2.14. Зависимость микроискаже-
ний Ad/d-104 решетки аустенита стали
Н26Х5ТЗ от времени старения
позволили также рассчитать
средние размеры частиц фазы 2
(Ni3Ti) после старения стали
Н26Х5ТЗ при 600 и 700 °C (см.
табл. 2.6). Полученные при
600 °C размеры частиц составили 3-3,5 нм, что близко к размерам, опре-
деленным с помощью электронной микроскопии (4 нм). Размеры частиц
при старении 700 °C (1, 6 и 12 ч) составили (по нейтронографическим дан-
ным) соответственно 63, 118 и 127 А, что мало отличается от данных эле-
ктронной микроскопии (см. табл. 2.6, 2.7).
Изменение микроискажепий решетки в стали Н26Х5ТЗ в процессе ста-
рения при 600 и 700 °C. Зависимость микроискажений от времени старения
при двух температурах (600 и 700 °C) представлена на рис. 2.14 и в табл. 2.7
В закаленном от 1100 °C состоянии аустенит стали имеет достаточно боль-
шую ширину линий, что объясняется внутренними напряжениями от терми-
ческого наклепа (Ad/d = 2,74-10-4). Для исключения такого влияния закален-
ные образцы отжигали при температуре 450 °C в течение 2 ч, при которой
происходит релаксация микронапряжений, вызванных закалкой, а у '-фаза
практически еще не выделяется. В таком исходном состоянии значения Ad/d
составляли ~1,08-10Л Наибольший рост микроискажений происходит при
высокотемпературном старении (700 °C, 6-12 ч), когда частицы фазы Ni3Ti
имеют большие размеры (9-11 нм), при этом микроискажения Ad/d увели-
чиваются от 1,08-10-4 до 1,96-1 О'4 и 3,99-10^ соответственно.
При температуре 600 °C наблюдается спад уровня микроискажепий от
0,47-10^ (время выдержки 1 ч) до 0 (выдержка 6-12 ч). Их релаксация про-
ходит активнее, чем возникновение новых микроискажений, из-за выделе-
ния очень мелких частиц у'-фазы диаметром около 3-4 нм. Подобная си-
туация имеет место и при отжиге стали 40Х4Г18Ф2 [12] при 600 °C, когда
наноразмерные (2-3 нм) предвыделения или карбидные кластеры не вы-
зывают появления заметных микроискажений в аустенитной матрице.
Они формируют только деформационный твидовый контраст на элек-
тронно-микроскопических снимках, что уменьшает общее поле микроис-
кажений.
Появившиеся микрочастицы Ni3Ti небольшого размера (30-65 А, см.
табл. 2.7) находятся па достаточно большом расстоянии и обладают, соглас-
но [50], малой мощностью. Поэтому они практически не влияют на ширину
линий матричной у-фазы при всех временах старения при 600 °C и на на-
чальном этапе старения (1 ч) при 700 °C. Подобная ситуация имеет место и
в процессе отжига стали 40Х4Г18Ф2 [51] при 600 °C, когда наноразмерные
(2-3 нм) предвыделения или карбидные кластеры не вызывают появления
заметных микроискажений в аустенитной матрице. Они формируют только
деформационный твидовый контраст на электронно-микроскопических
снимках, что уменьшает общее поле микроискажений. Иная картина на-
ша
блюдается в процессе старения при 700 °C в течение 6 и 12 ч. Размер частиц
увеличивается до 127 А (в 2-4 раза). Теперь уже эти частицы можно отнес-
ти к дефектам большой мощности [51], и поэтому они создают значитель-
ные напряжения в исходной матрице и вызывают, наряду с ослаблением ин-
тенсивности рефлексов, их уширение.
Максимальное значение микронапряжений в стали Н26Х5ТЗ после вы-
сокотемпературного старения при 700 °C, 12 ч (вследствие выделения
частиц фазы у'-фазы Ni3Ti размером ~11 нм) достаточно мало и составляет
~80 МПа (при модуле упругости стали около 200 000 МПа), что заметно
меньше, чем в стали 40Х4Г18Ф2 после 12-часового карбидного старения с
выделением фазы VC (~200 МПа).
Таким образом, низкотемпературное (600 °C, 1-12ч) старение зака-
ленной аустенитной стали Н26Х5ТЗ приводит к существенному повыше-
нию твердости, уменьшает параметр решетки аустенита и вызывает по-
явление сверхструктурных отражений на нейтронограммах, что связано с
выделением когерентной упорядоченной у'-фазы Ni3Ti. На ТЭМ-снимках
обнаружен полосчатый твидовый деформационный контраст с образова-
нием «макрорешетки» из упорядоченно расположенных дисперсных у '-
выделений размером до 4 нм с периодическим полем локальных упругих
искажений.
Высокотемпературное (700 °C, 1-12 ч) старение стали Н26Х5ТЗ также
упрочняет сталь, уменьшает параметр решетки аустенита и приводит к по-
явлению сверхструктурных отражений на электронограммах и нейтроно-
граммах, что связано с выделением когерентной упорядоченной у'-фазы
\i3Ti размером от 6,9 до 11 нм. По морфологии и деформационному кон-
трасту вокруг частиц определена сферическая форма частиц Ni3Ti с почти
симметричным полем упругой деформации вокруг них.
Нейтронографическим методом определен общий суммарный уровень
микроискажений решетки Ad/d в стали Н26Х5ТЗ в результате старения при
600 и 700 °C. Образование очень маленьких частиц у'-фазы Ni3Ti размером
3—4 нм при 600 °C (1-12 ч) приводит к снижению общего уровня микроиска-
жений Ad/d в аустенитной матрице, несмотря на наличие локальных упру-
гих напряжений вокруг наночастиц. Наибольший рост общего уровня мик-
роискажений происходит на этапах высокотемпературного старения
('700 °C, выдержка 6 и 12 ч): Ad/d увеличивается от 1,08-1 О'4 в исходном ото-
жженном состоянии до 1,96-10-4 и 3,99-10-4 соответственно. Максимальное
значение микронапряжений в стали Н26Х5ТЗ при высокотемпературном
старении (700 °C, 12 ч, вследствие выделения частиц у'-фазы Ni3Ti разме-
ром ~11 нм) достаточно мало и составляет ~80 МПа.
2.2. КАРБИДНОЕ УПРОЧНЕНИЕ
В этом разделе рассмотрены никелевые и марганцевые аустенитные
стати с разным типом структурно-фазовых превращений при деформа-
ции. Никелевые стали испытывают при растяжении мартенситное пре-
вращение у —> а, а марганцевые превращаются преимущественно по схе-
ме у -> ДД -> (а, Е).
101
2.2.1. Структура никелевых сталей
Сталь ЗЗН25ЮЗФ содержит, мас.%: 0,33 С; 24,1 Ni; 3,3 Al; 1,19 V, г
сталь 60Н25ЮЗФ 0,63 С; 24,2 Ni; 3,2 Al; 1,24 V. Стали для исследования вы-
бирали исходя из следующих условий.
Первая аустенитная сталь должна быть стабильной при комнатной тем-
пературе после закалки от 1100...1200 °C и метастабильной при растяжении
после старения. Это позволило бы проанализировать аномальное измене-
ние прочности и пластичности в сталях, упрочненных за счет карбидных ча-
стиц. Вторую сталь легировали большим количеством углерода для того,
чтобы получить стабильный аустенит как после закалки, так и после старе-
ния [52, 53].
Электронно-микроскопическое исследование стали ЗЗН25ЮЗФ показа-
ло, что при закалке образуются высокодисперсные выделения типа зон Ги-
нье-Престона, дающие контраст в виде ряби. Наблюдались двойники отжи-
га, плоские скопления дислокаций, что свидетельствует о достаточно низ-
кой ЭДУ.
Вблизи контуров экстинции вокруг выделений иногда отмечается кон-
траст в виде двух полумесяцев с линией отсутствия контраста между ними.
В результате совместного анализа деформационного контраста и микроди-
фракционных картин можно сделать вывод о том, что выделяющиеся час-
тицы карбида ванадия, находящиеся в закаленном аустените, имеют куби-
ческую форму. Размер их равен 3-4 нм. Величина искажения кристалличе-
ской решетки матрицы вокруг этих частиц, определенная с учетом параме-
тров решеток матрицы и выделения, достаточно велика и составляет около
10% [52, 53].
После закалки от 1150 °C и, особенно, от 1200 °C, по сравнению с закал-
кой от 1100 °C, в структуре наблюдается большое количество дислокацион-
ных петель размером 30-50 нм. Они отмечаются также и после низкотем-
пературного старения. Их образование обусловлено большим пересыщени-
ем твердого раствора вакансиями, что проявляется в более интенсивном
протекании старения.
На электронных микрофотографиях (после старения при 550 °C) кон-
траст от высокодисперсных выделений усиливается, по сравнению с зака-
ленным состоянием. Вблизи рефлексов исходного твердого раствора появ-
ляются диффузные эффекты от карбидных частиц. После 6 ч выдержки
при этой температуре на электронограммах стали, кроме диффузных эф-
фектов вблизи узлов исходного твердого раствора, наблюдались сверх-
структурные рефлексы. Анализ позволил установить, что их появление
связано с упорядочением вакансий, имеющихся в подрешетке углерода кар-
бида ванадия: в плоскости матрицы (100)м рефлексы типа {100}, {110} в
плоскости (111)„ — {НО}; в плоскости (110)н- {100}, {1/2, 1/2, 1/2}, {110).
Расчет показал, что кристаллическая структура карбида ванадия с упорядо-
ченным расположением вакансий в подрешетке углерода описывается ку-
бической элементарной ячейкой типа NaCl с параметром 0,830 нм, т. е.
вдвое большим, чем у элементарной ячейки VC в случае отсутствия в нем
упорядочения по вакансиям.
102
В процессе старения при 600 °C существенного увеличения карбидов не
наблюдается и после 8 ч изотермической выдержки их размер не превыша-
ет 5-10 нм. С повышением температуры старения до 650 °C частицы растут
и после т = 8 ч их величина достигает 15-20 нм. Плотность частиц составля-
ет 1,4-1016 см-3. При дальнейшем повышении температуры старения части-
цы достигают размеров 30-35 нм при плотности 0,5-10 16 см-3.
Из-за присутствия в твердом растворе алюминия, кроме частиц карбида
ванадия, в стали можно было ожидать выделения фаз Ni3Al или NiAl. Одна-
ко электронно-микроскопически таких фаз обнаружить не удалось после
всех исследованных режимов старения. По-видимому, это связано с недо-
статочным количеством алюминия в аустените для выделения интерметал-
лидных фаз.
На электронных микрофотографиях состаренных образцов наблюдали
ДУ. Их анализ в светлопольных и темнопольных изображениях позволил
установить, что образуются дефекты типа вычитания, а количество и про-
тяженность их возрастают с увеличением температуры и длительности ста-
рения, что качественно указывает на снижение ЭДУ.
Зависимость мартенситной точки от температуры и времени старения
такая же, как в сталях с интерметаллидным старением (см. разд. 2.1). После
старения при 600 °C (1ч) величина Мн сначала снижается с -60 до -70 °C, по-
том практически линейно возрастает по мере увеличения изотермической
выдержки. После 8 ч старения Ми = -55 °C. После той же продолжительно-
сти старения при 650°С стабилизация аустенита не фиксируется: Мн = -60 °C
(время выдержки до 2 ч). Затем Мн плавно увеличивается и достигает вели-
чины -40 °C (после выдержки 8 ч). Аналогичные выделения частиц карби-
дов ванадия наблюдаются и в стали 60Н25ЮЗФ. Из-за повышенного содер-
жания углерода в закаленной стали мартенситная точка ниже -196 °C, а в ре-
зультате старения она не поднимается выше - 100 ° С.
2.2.2. Механические свойства никелевых сталей
После закалки от температуры Т = 1150 °C сталь ЗЗН25ЮЗФ имеет
низкие прочностные и сравнительно высокие пластические свойства
(рис. 2.15, а).
При растяжении закаленного образца мартенсит деформации практи-
чески не образуется. Только перед самым разрушением (в шейке) появля-
ется ~1% ферромагнитной фазы (рис. 2.15, б, кривая 1). Старение при
600 °C повышает временное сопротивление и предел текучести за счет вы-
деления из твердого раствора карбидов ванадия и тем значительнее, чем
длительнее изотермическая выдержка. Распад твердого раствора дестаби-
лизирует аустенит, в результате чего в стали образуется мартенсит дефор-
мации (рис. 2.15, б, кривые 1 и 2), который обусловливает увеличение отно-
сительного удлинения с 40 (закаленное состояние) до 50%. Кинетика мар-
тенситного превращения (кривая 2) после указанного режима старения оп-
тимальна. Изменение ее по мере увеличения изотермической выдержки
(кривые 3-5) приводит к уменьшению относительного удлинения. О том,
что протекание мартенситного превращения при растяжении является при-
103
Рис. 2.15. Зависимости механических свойств от продолжительности старения (а) и коли-
чества мартенсита деформации а от степени пластической деформации D (б) в стали
ЗЗН25ЮЗФ.
Обработка: 1-5 - закалка + старение при 600 °C в течение 0, 2, 4, 8, 10 ч соответственно
чиной повышения относительного удлинения, свидетельствуют данные ме-
ханических испытаний, проведенных при температуре, исключающей про-
текание указанного превращения. Так, при Т11С = 300 °C механические свой-
ства состаренной (600 °C; 5 = 2 ч) стали имеют следующие значения: ав =
710 МПа, о02 = = 320 МПа, 5 = 20%, т. е. пластичность снизилась в 2,5 раза.
Таким образом, из анализа рис. 2.15 можно сделать следующие выводы.
Немонотонное изменение относительного удлинения 5 обусловлено влия-
нием факторов, действующих в разных направлениях. Обратим внимание
на три фактора: 1) снижение 5 из-за выделения упрочняющей (карбидной
или интерметаллидной) фазы, как во всех сталях со стабильным аустени-
том; 2) увеличение 5 за счет протекания у —> а-превращения (подробнее см.
гл. 1); 3) снижение 5 за счет появления мартенситных кристаллов, которые
имеют более низкую, чем аустенит, пластичность и, кроме того, создают в
матрице дополнительные напряжения, способствующие возникновению и
росту трещин, приводящих к преждевременному разрушению стали. Если в
состаренной стали второй фактор превалирует над первым и третьим, то
происходит увеличение 8 одновременно с повышением пределов прочности
и текучести. Указанная ситуация может быть достигнута, если в результате
старения обеспечивается определенная кинетика у —> а-превращения при
растяжении (рис. 2.15, б, кривые 2 и 3).
Экспериментальные данные, представленные на рис. 2.15, б, позволя-
ют построить зависимость относительного удлинения от тангенса угла ф
(определение угла ф см. на рис. 2.6, а) кинетических кривых или, иначе го-
воря, зависимость относительного удлинения от скорости мартенситного
превращения. Из рис. 2.16 видно, что существует определенная область
значений тангенса угла, для которой уровень относительного удлинения
состаренной стали выше, чем для закаленной. При этом важно подчерк-
нуть, что одновременно с увеличением пластичности (8) происходит зна-
чительное повышение уровней предела текучести и временного сопротив-
ления. Последняя величина зависит от количества мартенсита деформа-
ции, образующегося при растяжении и, следовательно, от продолжитель-
ности старения (рис. 2.15, б). Так, в закаленном состоянии, когда мартен-
104
Рис. 2.16. Зависимость относительного удлинения
состаренной при 600 °C стали ЗЗН25ЮЗФ от тан-
генса угла наклона кинетических кривых
ситное превращение при растяжении не
происходит, разность между временным
сопротивлением и пределом текучести
Да = ав - а0 2 = 400 МПа. После старения
при 600 °C, 4 ч величина Да - 470 МПа, а
при 600 °C, 8 ч она составляет 570 МПа.
При снижении температуры старения (Т3
= 1150 °C) продолжительность
изотермической выдержки, обеспечивающей получение максимального
значения относительного удлинения 8нах, увеличивается, а повышение Тст
действует противоположным образом. Например, оптимальная кинетика
мартенситного превращения реализуется в стали после топ = 6 ч при Тст =
= 550 °C вместо топ = 2 ч при Тст = 600 °C. В этом случае получены следу-
ющие механические свойства: а„ = 1000 МПа, а02 = 550 МПа, 8 = 60%, у/ =
= 55%. Напротив, после старения при 700 °C оптимальная кинетика мар-
тенситного превращения достигается уже при тст = 0,5 ч, а достаточно про-
должительное старение при 700 °C значительно снижает относительное
удлинение (табл. 2.8).
Зависимость оптимального времени старения т от Тст обусловлена ин-
тенсификацией распада твердого раствора при увеличении температуры.
Уменьшение относительного удлинения ниже уровня 8мах определяется
дестабилизацией аустенита и выделением карбидных частиц внутри зерен
аустенита и, особенно, по его границам. Выделение карбидных частиц по
границам обусловливает замену вязкого излома, который наблюдался при
Тст = 550-600 °C, смешанным (при Тст = 700 °C; т > 2 ч). Чем продолжи-
тельнее старение при 700 °C, тем больше доля хрупкой составляющей в
смешанном изломе и тем меньше удлинение (см. табл. 2.8). Уменьшение
(с 1150 до 1100 °C) или увеличение (до 1200 °C) температуры закалки вли-
яет на механические свойства так же, как изменение температуры старе-
ния при постоянной температуре закалки (см. табл. 2.8). Следует учесть,
что после закалки от Т3 = 1200 °C старение протекает очень интенсивно,
вызывая резкое снижение относительного удлинения. Ускорение распада
твердого раствора обусловлено сильным пересыщением аустенита вакан-
сиями. Более того, высокая температура закалки приводит к сильному
росту зерна аустенита, поэтому уже в закаленном состоянии сталь имеет
пониженную пластичность (8 = 33%). Указанные факторы позволяют сде-
лать вывод о нецелесообразности применения в практике такой высокой
температуры закалки.
В отличие от немонотонной зависимости 8(т) для различных температур
старения величина \|/(t) монотонно снижается по мере увеличения его про-
должительности. При этом V уменьшается плавно для случая выделения
дисперсных карбидных частиц внутри зерна, обусловливающих вязкое раз-
рушение стали, и резко в том случае, когда выделение частиц неравномер-
но, особенно, по границам зерен, что приводит к смешанному разрушению
105
Таблица 2.8 Механические свойства стали ЗЗН25ЮЗФ после закалки от Т, и старения при Тст
Тст.°с Т, Ч а,. МПа <Ja2. МПа 8. % у. % 1
Т3 = 1100 °C
600 0 670 250 42 58
600 2 700 310 45 58 ।
600 4 850 420 55 55
600 6 970 500 48 55
600 8 1000 530 43 55
650 1 750 300 50 55
650 2 810 350 58 50
650 4 980 440 55 48
650 6 1000 530 53 46
650 8 1030 550 52 45
Т3 = И50 °C
700 0 650 250 40 49
700 2 1100 650 35 36
700 4 1150 660 30 32
700 20 1250 750 20 16
Т3 = 1200 °C
600 0 550 250 33 50
600 1 780 470 40 33
600 2 860 540 25 13
600 4 1030 710 19 13
600 6 1380 810 18 12
материала. Чем больше доля хрупкой составляющей в изломе, тем ниже
уровень относительного сужения.
Необходимо обратить внимание на следующие особенности измене-
ния указанной характеристики пластичности. Уровень у остается высо-
ким после такой термообработки, которая обеспечивает получение опти-
мальной кинетики мартенситного превращения при растяжении, т. е. поз-
воляет получить 5мах. Поскольку относительное сужение состоит из рав-
номерной и сосредоточенной составляющих (у = ур + ус), то зависимость
\|/ = f(x) есть суперпозиция двух функций ур = f(x) и ус = f(x). Равномерная
составляющая ур = f(x) изменяется немонотонно и повторяет ход зависи-
мостей 5 = f(x) и 8р = f(T). Сосредоточенная составляющая сильно сни-
жается, определяя ход зависимости у = f(x). Например, в закаленной от
1150 °C стали у = ур + ус = 24 + 25 = 49%. После старения при 600 °C, 2 ч,
обеспечивающего оптимальную кинетику мартенситного превращения,
относительное сужение незначительно снижается до у = 44%. При этом
равномерная составляющая увеличивается на 32%, а сосредоточенная
снижается на 12%.
106
Рис. 2.17. Зависимость относительного удли-
нения 6 состаренных сталей от скорости
мартенситного превращения при растяже-
нии (схема)
В стабильной стали 60Н25ЮЗФ
наблюдается монотонное повыше-
ние прочностных и снижение плас-
тических свойств при увеличении
продолжительности старения. Уро-
вень относительного удлинения ни-
же, относительного сужения - в
чем в метастабильной стали
ЗЗН25ЮЗФ. Особенно это четко видно при сравнении указанных сталей с
примерно одинаковыми пределами текучести. Эта величина определяется
степенью распада твердого раствора и не зависит от тех процессов, которые
протекают при растяжении. Например, в стабильной стали после старения
650 °C, 2 ч получены следуютцие механические свойства: <5В = 980 МПа,
С02 ~ 750 МПа, 5 = 25%, у/ = 55%, а в метастабильной после выдержки 8 ч
при 600 °C Ов ~ 1320 МПа, о02 = 760 МПа, 8 = 40%, у/ = 40%. Следует отме-
тить, что более низкий уровень относительного сужения в последнем слу-
чае обусловлен резким уменьшением у/с, поскольку пластичность мартенси-
та деформации существенно ниже, чем аустенитной фазы.
Анализ экспериментальных данных по кинетике мартенситного у —> а-
превращения при растяжении в никелевых сталях (см. рис. 2.6, а и 2.15, б)
позволяет построить зависимости удлинения от tg<p или интенсивности (ско-
рости) v мартенситного превращения для любой метастабильной стали (см.
рис. 2.16). Построение функций 8 = f(tg<p), изображенных на рис. 2.17, поз-
воляет объяснить немонотонную зависимость относительного удлинения
от параметров термообработки: температуры закалки и старения, продол-
жительности изотермической выдержки [52].
Закаленному состоянию стали соответствует определенная точка на кри-
вой ABCDLMN (см. рис. 2.17). После проведения старения кинетика мартен-
ситного превращения изменяется и этой же стали будет соответствовать дру-
гая точка на кривой ABCDN. Следовательно, каждое структурное состояние
закаленной и упрочненной стали можно охарактеризовать определенной точ-
кой на кривой ABCDN. Эта зависимость позволяет объяснить все эксперимен-
тально наблюдаемые и описанные выше случаи изменения относительного
удлинения при упрочнении метастабильных аустенитных сталей старением.
Закаленные стали ЗЗН25ЮЗФ и Н15Х5ГЗТЗ характеризуются на кри-
вой ABCDM точкой А (см. рис. 2.17). По мере развития дестабилизирующе-
го старения скорость мартенситного превращения при растяжении достига-
ет оптимальной величины (точка С) и пластичность, наведенная превраще-
нием, становится максимальной. При увеличении степени распада и, следо-
вательно, скорости мартенситного превращения при растяжении относи-
тельное удлинение снижается до значений, обозначенных на рис. 2.17 точ-
ками D, L, М. В предельном случае относительное удлинение метастабиль-
ных аустенитных сталей достигает уровня GN, который практически такой
107
Рис. 2.18. Зависимость предела текучести
<Т(12 и относительного удлинения 5 от темпе-
ратуры Т и продолжительности старения т
(схема); Т| <Т2 < Т3
же, как в закаленных сталях мартен-
ситного класса. Абсолютное значе-
ние относительного удлинения та-
ких сталей зависит от пластичности
мартенситных кристаллов, но не
превышает 20%.
Закаленные метастабильные
стали Н26ТЗ и Н25Х2ТЗ характери-
зуются на рис. 2.17 точкой С. В таких сталях как стабилизирующее, так и
дестабилизирующее старение снижает относительное удлинение. После уп-
рочнения этих же сталей методом фазового наклепа они характеризуются
точками В (Н25Х2ТЗ) или D (Н26ТЗ). Такое различие в состояниях этих ста-
лей обусловлено разной степенью распада твердого раствора при нагреве
до 800 °C. Твердый раствор первой стали, содержащей меньшее количест-
во титана (по-видимому, это основная причина), претерпел распад, вызвав-
ший стабилизацию аустенита. Твердый раствор второй стали распался
сильнее, что обусловило дестабилизацию аустенита.
Для того чтобы повысить относительное удлинение фазонаклепанных
сталей Н25Х2ТЗ и Н26ТЗ, необходимо привести их в состояние, которое на
рис. 2.17 характеризуется точкой С. Для этого необходимо использовать ли-
бо дестабилизирующее старение (точки В - С для стали Н25Х2ТЗ), либо,
напротив, стабилизирующее старение (точки D - С для стали Н26ТЗ). Даль-
нейшая термообработка, приводящая к дестабилизации (точки С - М) или
стабилизации (точки С - В) фазонаклепанного аустенита приводит к сниже-
нию относительного удлинения, которое может оказаться ниже исходного
уровня (точка В или D). В метастабильных сталях при Тст = Т, (рис. 2.18) на-
блюдается немонотонная зависимость 8 = 1'(т), обусловленная протеканием
мартенситного у —> «-превращения при растяжении (см. рис. 2.17). Пластич-
ность 8 достигает максимального значения после некоторой изотермичес-
кой выдержки ть а предел текучести увеличивается одновременно с увели-
чением 8. При повышении температуры старения до Т2 и Т3 максимальные
значения относительного удлинения достигаются уже за более короткие
изотермические выдержки т2 и т3 соответственно (т3 < т2 < т,).
Таким образом, в никелевых сталях, в которых при растяжении про-
текает мартенситное у —> a-превращение, старение может быть исполь-
зовано в качестве эффективной упрочняющей обработки, позволяющей
повысить временное сопротивление, предел текучести и относитель-
ное удлинение одновременно. При этом относительное сужение имеет
высокий уровень. Увеличение пластичности достигается в результате
мартенситного у —> «-превращения, протекающего при растяжении (при
определении механических свойств) и регулируемого параметрами старе-
ния (Т3, Тст, т).
108
2.2.3. Структура марганцевых сталей
Сталь 40Х4Г18Ф [54-56] содержит, мас.%: 0,43 С; 4,0 Сг; 18,3 Мп; 1,2 V.
При закалке от 1100...1150 °C образуются высокодисперсные частицы, да-
ющие контраст типа ряби. Электронно-микроскопическое исследование
показало, что после старения стали при 550 °C карбидные частицы имеют
размеры, не превышающие 5 нм. Плотность выделений на единицу объема
высокая - 1 1016 см-3.
Размер карбидов ванадия VC мало меняется после старения при 600 °C
(до 6 ч) и не превышает 10 нм (рис. 2.19). Очень длительные (100 ч) изотер-
мические выдержки при этой температуре практически не влияют на них
(табл. 2.9). В областях, близких к границам зерен, а иногда и на самих гра-
ницах, в редких случаях наблюдали более крупные частицы VC размером
до 30 нм. Кроме того, на границах зерен изредка встречаются карбиды хро-
ма Сг23С6 размером 0,2-0,3 мкм.
При нагреве до 650 °C карбидные частицы на границах зерен укрупня-
лись до 50-80 нм, но размеры основных масс карбидов в теле зерна по-преж-
нему составляли ~10 нм. Микроструктура стали, состаренной при 700 °C,
характеризуется наличием частиц VC размером от 5 до 20 нм, а доля круп-
ных частиц возрастает с увеличением изотермической выдержки. У некото-
рых границ наблюдали повышенную концентрацию карбидов и зоны, сво-
бодные от выделений, шириной 6-8 нм.
Выделение карбидов обусловливает, по-видимому, снижение ЭДУ в стали
из-за уменьшения количества углерода в аустените. Это предположение под-
тверждается тем, что количество ДУ (см. рис. 2.19) возрастает с увеличением
температуры и продолжительности старения. Мартенситная точка стали
40Х4Г18Ф после закалки и старения при 600-700 °C остается ниже -196 °C.
При растяжении состаренной стали дислокации взаимодействуют с час-
тицами VC, преодолевая их перерезанием или огибанием. Величина диспер-
сионного упрочнения частицами карбида ванадия может быть определена
по двум формулам соответственно [55]:
ДО; = рк рв m G е3/2 (df/2b)1/2;
До2 = Ук 7к m aGb [2 л(Х - a)]/ln(d/2b),
где Рк, Рв - коэффициенты, характеризующие тип дислокаций - краевой и
винтовой соответственно; Е - вели-
чина упругой деформации, рассчи-
танная по формуле 2/3(ав - ам)/ам (ав
и ам - параметры решетки карбидов
ванадия и матрицы соответственно);
f - объемная доля выделений; X -
межчастичное расстояние; а - стати-
стический коэффициент, обычно
равный 0,85; d - диаметр частиц.
Рис. 2.19. Карбиды ванадия и дефекты упа-
ковки в состаренной стали 40Х4Г18Ф
109
Таблица 2.9
Параметры карбидов VC и прирост прочности в стали 40Х4Г18Ф
в зависимости от длительности старения
Параметр т„ = 600 °C Тст = 700 °C
10 ч 50 ч 100 ч 2 ч 6 ч 50 ч
Объемная доля выделений 0,007 0,008 0,013 0,003 0,005 0,015
Средний размер частиц, нм 10 11 12 7 9 16
Межчастичное расстояние, нм 87 81 76 93 92 95
Прирост упрочнения в модели перерезания, МПа
Дс1к 1220 1330 1770 640 950 2200
Дс1в 410 450 570 220 320 730
Прирост упрочнения в модели огибания, МПа
Дс2к 290 310 360 230 260 320
До2в 430 460 540 340 380 480
До, 330 480 550 300 500 360
Таблица 2.10
Зависимость дилатометрического эффекта Д1/1 и количества а-фазы
от температуры старения для сталей 40Х4Г18Ф и 40Г18Ф после предварительной
деформации растяжением па 20% ври комнатной температуре
Т °C 1 СТ’ Al/lltf а, % т„.°с Al/llO’ а, %
Сталь 40Х4Г18Ф Сталь 40Г18Ф
20 2,20 0 20 3,9 2.8
550 1,42 0 500 1,5 1,1
600 0,44 0 550 1,4 1,0
650 2,1 1,0 600 1.5 1,3
700 3,3 3,0 650 4,4 7,0
При сравнении экспериментальных и расчетных величин упрочнения,
полученных на основании табл. 2.10 можно сделать следующий вывод: ос-
новным механизмом взаимодействия скользящих дислокаций (краевых и
винтовых) с частично когерентными выделениями карбидов ванадия явля-
ется огибание частиц дислокациями.
Из оценки упрочнения и анализа изменения скорости деформацион-
ного упрочнения в работе [55] делается вывод о том, что огибание не яв-
ляется единственным механизмом взаимодействия дислокаций с карбида-
ми ванадия и винтовые дислокации могут, по-видимому, перерезать час-
тицы, если их размеры не превышают 10-12 нм. Кроме того, на ранних
стадиях старения, когда частицы полностью когерентны с матрицей и их
размер не превышает 3-5 нм, возможно перерезание частиц и краевыми
дислокациями.
При растяжении состаренной стали 40Х4П8Ф, кроме скольжения дис-
локаций, происходит мартенситное у —> (ДД, е)-превращение и наблюдает-
110
Рис. 2.20. Зависимость дилатометрического эффек-
та Д1/1, относительного изменения плотности Др/р
(а) и количества сс-фазы (б) (при 25 °C) от степени
деформации D в сталях 40Г15Ф (I), 40Г18Ф (2),
40Х4П8Ф (3) и 60ХЗГ8Н8Ф (4), состаренных при
650 °C, 6 ч (сплошные кривые - Д1/1, % ос; штрихо-
вая - Др/р)
ся та же последовательность фазовых
превращений, что и в закаленном состоя-
нии. Распад твердого раствора при Тст -
= 500...600 °C стабилизирует у —» (ДД, е)-
превращение [57]. Об этом свидетель-
ствуют данные дилатометрического ис-
следования растянутых образцов (см.
табл. 2.10). Так, величина дилатометри-
ческого эффекта после старения стали при 600 °C уменьшилась в 5 раз,
по сравнению с закаленным состоянием. При Тст > 650 °C начинается де-
стабилиция аустенита и для Тст = 700 °C дилатометрический эффект уве-
личивается в 1,5 раза. Ферромагнитная a-фаза после растяжения при ком-
натной температуре практически отсутствует. Она появляется только по-
сле старения при Тст = 650 °C.
Кинетика у —> (ДД, Е, а)-превращения в состаренных аустенитных ста-
лях существенно зависит от степени легирования аустенита хромом, мар-
ганцем, никелем и углеродом. Сравним кинетику мартенситного превраще-
ния в сталях 40Г15Ф, 40Г18Ф, 40Х4Г18Ф (рис. 2. 20). Видно, что в состарен-
ных сталях она так же зависит от легирования, как в закаленных: уменьше-
ние в твердом растворе хрома и марганца дестабилизирует аустенит, а до-
бавление никеля стабилизирует. Частично марганец можно заменить угле-
родом и вместо стабильной стали 40Х4Г18Н8Ф получить стабильную сталь
60Х4Г18Н8Ф, содержащую, мас.%: 0,63 С; 3,5 Сг; 8,4 Ni; 8,3 Мп; 1,6 V.
Особое внимание следует обратить на легирование аустенитных сталей
углеродом, который оказывает более сильное, чем никель и марганец, ста-
билизирующее влияние на мартенситное превращение как в закаленном, так
и в состаренном состояниях. Его влияние эффективнее в последнем случае.
Например, в закаленной стали 40Х4Г18Ф (с 0,4% С) изменение плотности
Др/р = 35-1 О’4 (величина Др/р является оценкой в относительных единицах
количества фазы с ГПУ-решеткой). При содержании в стали 0,5 и 0,65% С
указанная величина уменьшается до 25-КГ4 и 10-10-4 соответственно. В со-
старенной (650 °C, 4 ч) стали 40Х4Г18Ф величина Др/р = 25-Ю4 (Др/р умень-
шается из-за стабилизации аустенита в результате старения), а в состарен-
ной стали, содержащей 0,5 и 0,65% С, Др/р = 0,1 -10-4 и 0 соответственно.
В указанных метастабильных (40Г15Ф и 40Г18Ф) и стабильных
(40Х4Г18Н8Ф и 60Х4Г8Н18Ф) сталях наблюдаются такие же, как в стали
40Х4Г18Ф, закономерности распада пересыщенного твердого раствора, по-
этому структуры этих материалов после старения мало различаются. Во всех
метастабильных сталях наблюдается стабилизация (при сравнительно низких
Тст) и дестабилизация (при более высоких Тст) аустенита (см. табл. 2.10).
111
2.2.4. Фрактография и механические свойства
стареющих марганцевых сталей
Сталь 40Х4Г18Ф, состаренная при 550...600 °C, разрушается вязко. При
увеличении температуры и продолжительности старения наблюдаются те
же закономерности изменения структуры изломов, как в никелевых спла-
вах. Рельеф на внутренней поверхности чашечек исчезает, а их глубина
уменьшается.
Часовое старение при 650 °C приводит к смешанному разрушению
(рис. 2.21), хотя площадь поверхности излома, занятая фасетками хрупкого
разрушения, незначительна. Хрупкое разрушение идет по границам и телу
зерна. Как правило, небольшие фасетки хрупкого разрушения внутри зер-
на окружены областями вязкого разрушения. Такое разрушение, видимо,
обусловлено неравномерностью распределения продуктов превращения
(у —» ДД, е, (У.) как внутри зерна, так и по его границам. Последнее связано
с ростом концентраций карбидов по границам зерна. С повышением темпе-
ратуры закалки, температуры и продолжительности старения площадь, за-
нятая вязким разрушением, уменьшается, а хрупким - увеличивается.
В сталях 40Г15Ф и 40Г18Ф, аустенит которых менее стабилен, чем в ста-
ли 40Х4Г18Ф, смешанный излом наблюдали после меньших температур
старения и изотермических выдержек. При одинаковых режимах старения
наибольшую площадь поверхности излома, занятую вязким разрушением,
имела сталь 40Х4Г18Ф, а наименьшую - 40Г15Ф. В стабильной стали
40Х4Н8Г18Ф смешанный излом наблюдали только после старения при
700 °C. Следовательно, распад твердого раствора может существенно сни-
жать пластичность стали, а мартенситное у —> (ДД, £, (х)-превращение уси-
ливает отрицательное действие карбидных частиц.
Повышение прочностных свойств в стали 40Х4Г18Ф при старении наблю-
дается только при легировании ванадием в интервале концентраций 0,6-1,2%
(рис. 2.22). Дополнительное легирование стали этим элементом практически
не влияет на прочностные свойства, но снижает пластические. Для практиче-
ских целей содержание 1,2-1,5 мас.% V оптимальное [58], поэтому в дальней-
шем подробно исследовали механические свойства стали 40Х4Г18, содержа-
щей 1,2% V (табл. 2.11).
Предел текучести стали
40Х4Г18Ф увеличивается при повы-
шении температуры закалки, про-
должительности и температуры ста-
рения (см. табл. 2.11). Это обусловле-
но увеличением количества упрочня-
ющей фазы. Аналогично возрастает
временное сопротивление. Однако,
кроме этого фактора, на ов влияет
100 мкм
Рис. 2.21. Поверхность разрушения стали
40Х4Г18Ф, состаренной при 650°С в тече-
ние 1 ч
112
Рис. 2.22. Влияние ванадия на механические
свойства закаленной от 1100 °C и состарен-
ной при 650 °C, 4 ч стали 40Х4Г18Ф
18% а-мартенсита и достаточно боль-
суммарное количество (ДД + е) и
а-мартенсита. В этом можно убе-
диться на следующем примере. В ре-
зультате старения в сталях 40Г15Ф,
40Х4Г18Ф и 40Х4Н8Г18Ф получен
одинаковый предел текучести о02 ~
700 МПа. В первой стали после рас-
тяжения до разрушения содержалось
шое количество фазы с ГПУ-решеткой (Др/р - 0,003). Во второй стали фер-
ромагнитная фаза отсутствовала, а величина Др/р уменьшалась более чем на
30%. Третья сталь имела стабильный аустенит. Пределы прочности в этих
материалах составляли 1150, 1010 и 880 МПа соответственно.
Частицы карбида ванадия, повышая прочность, снижают относительное
удлинение и относительное сужение тем сильнее, чем выше температура
закалки и старения и продолжительнее изотермическая выдержка. На ос-
новании данных табл. 2.11 можно утверждать, что оптимальными являются
Т3 = 1100...1150 °C и Тст = 650 °C. Увеличение температуры закалки приво-
дит к укрупнению зерна, а повышение температуры старения ухудшает пла-
стичность. Последнее обусловлено неравномерным распределением упроч-
няющей фазы внутри и, особенно, по границам зерен. Неравномерность
распада твердого раствора обусловливает неравномерность в распределе-
нии продуктов фазового у —> е-превращения, которые образуются при рас-
тяжении метастабильных сталей.
Влияние фазовых превращений, протекающих при растяжении, на плас-
тические свойства наблюдалось не только в закаленном (см. гл. 1), но и в со-
старенном состоянии. Рассмотрим изменение относительного удлинения трех
состаренных сталей с одним и тем же пределом текучести о02 = 700 МПа.
В стабильной стали 40Х4Н8Г18Ф относительное удлинение 8 = 30%. Появ-
ление деформационных двойников в стали 40Х4Г18Ф позволяет повысить
величину 8 до 45%. Более сильная степень развития у —» (ДД, е, а)-превра-
щения и появление ферромагнитной a-фазы в стали 40Г15Ф уменьшает от-
носительное удлинение 8 до 25%. Следовательно, появление в состаренном
аустените деформационных двойников при растяжении стали улучшает
прочностные и пластические свойства, а мартенсит (е и а) обусловливает
увеличение только прочностных свойств.
Стабилизация у —» (ДД, Е)-превращения оказывает благоприятное влия-
ние на пластичность, особенно при сравнительно высоких уровнях предела
текучести. Дополнительное легирование стали 40Х4Г18Ф углеродом (сталь
50Х4Г18Ф) позволяет повысить относительное удлинение на 15-20% при
одинаковом значении о02 или, наоборот, при одних и тех же показателях
пластичности увеличить прочность на 15-20%. Например, при одинаковом
пределе текучести, равном 750 МПа (Т3 =1100 °C, Тст= 650 °C) в сталях
40Х4Г18Ф и 55Х4Г18Ф относительное удлинение 8 равно 38 и 45%. Когда
113
Таблица 2 11
Зависимость механических свойств стали 40Х4Г18Ф (1,2% V) от времени
изотермической выдержки Т, температуры закалки Т, и температуры старения Т„
т. ч Т,= 1050 °C Т, = 1100 °C Т,= 1150 °C Т,= 1175 °C
°. а<и 8 V ов 5 V О, 5 V 8 V
МПа % МПа % МПа % МПа %
т = 1 ст 600 °C
0 900 400 60 60 900 400 60 60 870 380 60 60 880 370 60 60
2 900 400 60 60 920 540 55 59 940 620 50 58 950 650 45 54
4 900 520 55 60 950 620 50 57 1000 720 45 54 1020 750 40 50
6 910 550 53 57 990 680 48 55 1020 780 42 50 1050 830 38 45
8 920 560 50 55 1000 740 45 50 1040 820 40 46 1060 870 35 40
т = L cm 650 °C
2 920 420 55 55 970 620 48 48 1030 750 40 42 1040 800 35 38
4 940 450 50 53 1010 700 44 45 1070 800 34 37 1080 930 28 34
6 950 480 48 50 1050 750 38 44 1120 850 32 35 ИЗО 980 22 30
8 960 500 45 49 1060 800 34 42 1140 870 28 32 1150 1020 19 28
T’cm = 700 °C
2 940 440 50 52 1080 750 34 40 1140 950 23 29 1190 1000 20 25
4 960 450 42 46 1150 850 23 30 1230 1020 14 17 1250 1050 12 15
6 970 460 35 42 1180 900 16 23 1250 1000 10 12 1270 1030 7 10
8 980 480 29 38 1150 850 12 20 1240 960 7 10 1240 990 6 8
5 - 23-25% (Т3 = ПО °C, Тсг = 700 °C), пределы текучести равны 850 и
1050 МПа соответственно в сталях 40Х4Г18Ф и 55Х4Г18Ф.
Анализ кинетических кривых (см. рис. 2.20, б, кривая 3) сталей типа
40Х4Г18Ф (состав, мас.%: 0,4-0,6 С; 3,5^1,5 Сг; 17,5-18,5 Мп; 1,2-1,5 V) да-
ет основание считать, что имеют место те же закономерности изменения
пластичности при распаде твердого раствора, что и в некоторых никелевых
сталях. Пластичность стали после закалки можно охарактеризовать точкой
С (см. рис. 2.17), если по оси абсцисс отложить интенсивность (скорость)
у —» (ДД, е)-превращения. Поэтому любое (стабилизирующее или дестаби-
лизирующее) старение уменьшает относительное удлинение. В менее ста-
бильных сталях, в которых, наряду с деформационным двойникованием, об-
разуются мартенситные (е и а)-фазы, относительное удлинение изменяется
более сложным образом. Необходимо учитывать суммарное влияние на
пластичность всех составляющих у —> (ДД, Е, (х)-превращения. Четкое раз-
деление вкладов каждого из указанных составляющих мартенситного пре-
вращения представляет большие экспериментальные трудности.
Отсутствие аномальной зависимости удлинения (одновременное увели-
чение пределов прочности и текучести) в марганцевых состаренных сталях
можно объяснить тем, что Е- и а-мартенситные фазы разрушаются хрупко,
что обусловлено большим содержанием углерода в ГПУ- и ОЦК-решетках
мартенсита. Нами было высказано предположение о том, что с понижени-
ем количества углерода в марганцевых сталях аномальная зависимость от-
носительного удлинения будет обнаружена. Более того, можно было ожи-
дать аномальную зависимость относительного сужения. Поэтому в работах
[59, 60] были изучены марганцевые стали с более низким содержанием уг-
лерода и дополнительным легированием кремнием. Последний элемент
способствует образованию Е-фазы.
2.2.5. Механические свойства стареющих марганцевых сталей
с двухфазной (у + £)-структурой
Закаленная (от 1175 °C в воде) сталь 20Г18С2Ф, содержащая, мас.%:
0,22-0,23 С; 17,6-17,8 Мп; 1,02-1,16 V; 2,0-2,1 Si, является двухфазной и со-
стоит из аустенита (70-75%) и Е-мартенсита (25-30%). Структура закален-
ных сталей аналогичного состава, но без ванадия, подробно изучена в [61,
62], поэтому мы даем лишь краткое ее описание. Электронно-микроскопи-
чески Е-мартенсит выявляется в виде узких пластин правильной геометри-
ческой формы с четкими границами и располагается по плоскостям типа
{111 }г Температура конца у —» Е-превращения находится ниже комнатной,
поэтому при охлаждении закаленной стали до -196 °C количество Е-мартен-
сита несколько увеличивается (с 25 до 32%). Двухфазная структура неста-
бильна при растяжении и после механических испытаний в ней образуется
ферромагнитный а-мартенсит (12-16%).
Сталь 20Г18С2Ф после закалки от 1175 °C в воде обладает следующими
мехашгческими свойствами: о„ = 882 МПа, о02 = 352 МПа, 8 = 24%, \|/ = 20%.
i Сниженные значения пластических свойств закаленной стали можно объ-
яснить, во-первых, низкой стабильностью по отношению к мартенситному
115
Таблица 2.12
Зависимость количества а-мартенсита, %, в закаленной и состаренной стали
от степепи пластической деформации растяжением при 20 °C
D, % Закалка 3 + С, 600°С, т = 6 ч 3 + С, 700°С, т = 6 ч
2 1 — 2
4 2 — 3
6 3 1 5
8 5 2 6
10 6 3 8
12 8 4 И
16 11 6 15
18 12 8 17
превращению у —» (е, а) при деформации, что не дает возможности опти-
мально использовать трип-эффект, как в метастабильных никелевых ста-
лях (см. гл. 1), и, во-вторых, относительно высокой хрупкостью углеродис-
того мартенсита. Последнее предположение подтверждается фрактографи-
ческими исследованиями, выявившими большую долю хрупкой составляю-
щей в смешанном изломе закаленного образца.
Изотермическая выдержка стали в интервале 600...700 °C приводит к дис-
персионному твердению в результате выделения частиц диаметром до 10 нм.
Частицы располагаются с высокой плотностью равномерно по телу зерна.
На электронограммах они идентифицируются как изоморфный ГЦК-матри-
це карбид ванадия VC. При этом распад твердого раствора может неодно-
значно влиять на стабильность аустенита. Так, старение при 650 °C, 6 ч
уменьшает количество е-мартенсита при комнатной температуре с 30 до 12%,
а после дестабилизирующего старения при 700 °C количество этой фазы воз-
растает до 70%. Стабилизация и дестабилизация аустенита имеет место по от-
ношению не только к е-фазе, но и сх-мартенситу (табл. 2.12).
Распад пересыщенного твердого раствора изменяет как внешний вид,
так и внутреннее строение е-фазы стали. Наряду с узкими пересекающими-
ся е-пластинами нескольких ориентировок присутствуют широкие полосы
е-мартенсита, которые только условно можно назвать единой пластиной.
При анализе темнопольного изображения этого участка в свете рефлекса
е-фазы становится очевидным, что полосы е-мартенсита состоят из боль-
шого числа тонких реек, расположенных весьма плотно параллельными ря-
дами, и содержат островки остаточного аустенита. На электронограмме,
полученной с такой области, присутствуют рефлексы от аустенита, карби-
дов и е-мартенсита. В состаренной стали пластины е-фазы располагаются
на фоне характерного контраста от карбидных частиц и содержат в себе
эти частицы. Формирование таких несовершенных е-кристаллов является
следствием развития у —» е-превращения в у-матрице с большим количест-
вом карбидных частиц.
Старение существенно влияет на механические свойства стали
20Г18С2Ф. Предел текучести в зависимости от температуры старения изме-
няется по кривой, характерной для стареющих сталей (рис. 2.23). Упрочне-
116
Рис. 2.23. Зависимость механических свойств стали
20Г18С2Ф от температуры старения (выдержка 6 ч)
ние стали обусловлено выделением кар-
бидных частиц и образованием е-мартен-
сита, наследующего эти частицы. На вре-
менное сопротивление дополнительно
влияет образование мартенситных фаз
при растяжении, поэтому зависимость ов
(Тсг) несколько отличается от о02 (Тст).
По изменению пластических характе-
ристик 8 и можно судить о двух различ-
ных температурных областях старения.
Первая область относится к температу-
рам Тст = 600...650 °C, где наблюдается од-
новременное увеличение предела текуче-
сти и относительного удлинения (по срав-
нению с закаленным состоянием), что
1200
описано выше на примере никелевых ста- 0 600 700 Т, °C
лей. Вторая область температур Тст =
= 700...750 °C характеризуется одновременным существенным ростом пре-
дела текучести и относительного сужения (рис. 2.23). Увеличение относи-
тельного удлинения в первом температурном интервале старения связано с
развитием мартенситного превращения у —> (е, а) при растяжении образцов,
как в случае метастабильных никелевых сталей. Можно было ожидать, что
определенный вклад в обеспечение повышенного удлинения после старе-
ния вносит увеличение количества аустенита (с 70 до 88%). Однако это
предположение не подтверждается, так как относительное удлинение после
старения при 600 и 650 °C одинаково (см. рис. 2.23), а количество Е-мартен-
сита до испытания равно 30 и 12% соответственно.
Увеличение относительного сужения во втором температурном интер-
вале обусловлено с интенсивным развитием сосредоточенной деформации
в образцах с двухфазной структурой. Для выяснения причин различного
развития сосредоточенной деформации в образцах, упрочненных в первом
и втором температурных интервалах старения, было выполнено фракто-
графическое исследование на образцах, состаренных при 600 и 700 °C. Об-
разцы имели практически одинаковые значения ов, но существенно разли-
чались по уровню относительного сужения. После старения при 600 °C раз-
рушение смешанное, а после старения при 700 °C - вязкое. При этом излом
состаренного при 700 °C образца сохранялся вязким до - 50 °C, и только при
Тис - -100 °C наблюдали смешанное разрушение.
Состаренные при 600 °C и растянутые до разрушения образцы имели в
структуре до 25% Е- и ос-мартенсита, а после старения при 700 °C разрушен-
ные образцы содержали 27% а-мартенсита и 55% Е-мартенсита. В первом
случае появление фасеток хрупкого разрушения обусловлено хрупкостью
мартенситных кристаллов. Во втором случае мартенситные кристаллы об-
разуются из аустенита, в сильной степени обедненного углеродом, который
117
Таблица 2.13
Механические свойства и фазовый состав (до растяжения) закаленной
и состаренной стали 20Г18С2Ф
Термообработка 0(1,2 5 V Е
МПа %
3 от 1175 °C + охл. до -196 °C 352 882 24 20 32
С. 650 °C, 6 ч + охл. до -196 °C 460 1100 39 29 12
С. 700 °C, 1 ч 372 1097 33 25 12
С. 700 °C + охл. до-196 °C 401 1146 30 23 27
С. 700 °C, 3 ч 431 1078 28 23 33
С. 700 °C + охл. до-196 °C 539 1107 31 29 48
С. 700 °C, 6 ч 548 1048 29 44 58
С. 700 °C + охл. до-196 °C 537 1078 29 49 72
С. 700 °C, 6 ч + обработка по схеме -196—>350—>(-196) 735 1156 26 40 69
С. 700 °C, 6 ч + обработка по схеме -196—>350—>(-196), 4 цикла 735 1156 26 45 70
из твердого раствора переходит в карбиды ванадия. Практически безугле-
родистый Е-мартенсит разрушается вязко.
В зависимости от температуры и продолжительности старения количе-
ство Е-мартенсита в стали 20Г18С2Ф меняется. Эта зависимость принципи-
ально не изменяется при охлаждении состаренной стали до -196 °C, по со-
держание мартенситной фазы увеличивается. Увеличение количества Е-фа-
зы в стали до испытания коррелирует с возрастанием ее прочностных
свойств (табл. 2.13).
В стали 20Г18С2Ф предел текучести может определяться исходным пре-
делом текучести при твердорастворном упрочнении гомогенного аустенита
°о.2« упрочнением за счет выделения карбидов ванадия при старении ДОц2 и
упрочнением в результате у —> (е, а)-превращения ДОо.г- Для того чтобы
оценить вклад старения и у —» Е-превращения в предел текучести стали, ис-
следовали механические свойства при 300 °C. Термическую обработку,
предшествующую испытанию, проводили по двум схемам.
Первая схема термообработки включала: нагрев до температуры закал-
ки 1175 °C, быстрый перенос образца для испытаний механических свойств
в термостат с температурой 300 °C, установленный на разрывной машине.
В результате испытаний определили ofj2 = 117 МПа.
Вторая схема термообработки включала нагрев до 1175 °C, перенос в
печь с Тст = 700 °C, старение в течение 6 ч и затем охлаждение до Т11С = 300 °C,
при которой образец растягивался. При этом предел текучести составил
со,2 “ 333 МПа. Поэтому карбидное упрочнение можно оценить как Дс?о.2 =
= 333 — 117 = 216 МПа. Предел текучести состаренной (700 °C, 6 ч) стали,
измеренный при комнатной температуре, составляет 637 МПа и включает
ДОо>2, ДОо,2 и Д°о,2- Принимая во внимание данные работы [63], можно счи-
тать, что полученные при 300 °C значения ДоЗ 2 =117 МПа повышаются при
комнатной температуре примерно до 147 МПа. Поэтому упрочнение за счет
118
Рис. 2.24. Изменение механических свойств и фа-
зового состава стали 20Г18С2Ф, состаренной при
700 °C, 6 ч, в температурном интервале от - 196 до
300 °C.
1,2- количество е-фазы после термообработки и растяжения до
разрушения соответственно; 3 - количество а-мартенсита после
растяжения до разрушения
у —» Е-превращения в состаренной матри-
це равно ДОо,2 = 637 - 333 — 147— 157 МПа.
Сравнивая значения До$2, Д°о.2> ДОо.2,
можно утверждать, что последние две со-
ставляющие существенно влияют на
формирование предела текучести стали
20Г18С2Ф. Развитие фазовых превраще-
ний при охлаждении и деформации опре-
деляет температурную зависимость ме-
ханических свойств состаренной стали
(рис. 2.24).
Характер изменения механических
свойств и фазового состава состаренной
стали 20Г18С2Ф различный в трех температурных интервалах: 1) 300...
150 °C; 2) 150...-50 °C; 3) -50...-196 °C. Во втором температурном интерва-
ле неизменный фазовый состав перед испытаниями механических свойств
обусловливает постоянство значений предела текучести. Развитие фазовых
у —> (е, а)-превращений при растяжении обеспечивает сравнительно высо-
кий уровень относительного удлинения. Хороший уровень относительного
сужения обусловлен низким содержанием углерода в Е-мартенсите. Величи-
на временного сопротивления с>,, определяется, по-видимому, количеством
а-мартенсита деформации.
В первом температурном интервале в ходе обратного Е —» у-превраще-
ния предел текучести стали 20Г18С2Ф последовательно снижается: в аусте-
нитном состоянии его значение на 22% ниже исходного при Тнс= 25 °C. Ко-
личество а-мартенсита деформации последовательно уменьшается до нуля,
что сопровождается уменьшением относительного удлинения с 28 до 20%.
Снижение предела прочности обусловлено уменьшением в структуре как
Е-мартенсита охлаждения, так и а-мартснсита деформации.
На третьем участке понижение температуры испытания сопровождается
значительным ростом предела текучести с 660 до 860 МПа, несмотря па не-
изменное количество Е-мартенсита охлаждения (см. рис. 2.24, кривая 1). По-
видимому, на увеличение о02 влияет магнитный переход парамагнетик-анти-
ферромагнетик. Температура этого перехода в Е-мартенсите, по мессбауэ-
ровским данным, соответствует -23 °C. Ниже этой температуры происходит
резкое уменьшение относительного удлинения и относительного сужения.
Соответственно меняется характер разрушения растянутой стали от вязкого
к смешанному; при -100 °C и ниже излом стали полностью хрупкий, транс-
кристаллитный. Смена характера разрушения при понижении температуры
испытания связана, видимо, с хрупким разрушением антиферромагнитной е-
119
фазы. Уменьшение количества а-мартенсита (см. рис. 2.24, кривая 3), воз-
можно, связано с двумя причинами: преждевременным разрушением образ-
ца и стабилизацией мартенситного перехода е —> а при замене парамагнит-
ной Е-фазы на антиферромагнитную. Снижение уровня временного сопро-
тивления обусловлено также двумя причинами: уменьшением как степени
деформации образцов при растяжении (8 резко снижается), так и количест-
ва ос-мартенсита деформации.
2.2.6. Возникновение микропапряжспий при карбидном старении
Микронапряжения, возникающие вокруг карбидов, играют большую
роль в развитии упрочнения, охрупчивания и радиационнно-индуцированно-
го повреждения облучаемых материалов [40, 41, 49]. Выделяющиеся в про-
цессе старения частицы, в зависимости от их типа, размеров и параметров
несоответствия, могут быть когерентными с матрицей, частично когерент-
ными и некогерентными, что определяет величину микроискажений и, сле-
довательно, микронапряжений вокруг них. Под термином «микроискаже-
ния» будем понимать определяемую экспериментально микродеформацито
кристалла матрицы (~Ad/d) при фазовом превращении (дисперсионном
твердении) в образцах вледствие термических обработок. Возникающие
при этом одноосные (нормальные) микронапряжения равны ОС) ~ EAd/d, а
напряжения при плоском напряженном состоянии составляют о(|+2)
~ E/pAd/d, где Е - модуль упругости, ар. - коэффициент Пуассона (р. ~ 0,28
в сплавах железа) [64].
В настоящем разделе электронно-микроскопическим и нейтронографи-
ческим методами проведено комплексное исследование микроискажений
(микронапряжений) от выделяющихся при термическом старении частично
когерентных и некогерентных частиц карбидов VC [5].
Анализ упрочнения и изменения параметра решетки стали 40Х4Г18Ф2
при карбидном старении при 600 и 700 °C. В качестве материала для иссле-
дования выбрана гомогенизированная аустенитная сталь 40Х4Г18Ф2
(0,40С-18Mn-4Cr-2V) с карбидным старением содержащая, мас.%: С - 0,45;
Мп - 18,5; Сг - 4,5; V - 1,4; Fe - ост. Методом нейтронной дифракции на ней-
тронном дифрактометре высокого разрешения (Ad/d = 2-10-3), установлен-
ном на атомном реакторе ИВВ-2М, исследовали кристаллическую структу-
ру и фазовый состав состаренных массивных образцов стали 40Х4Г18Ф2, из
которых изготавливали фольги для трансмиссионной электронной микро-
скопии (ТЭМ).
Для растворения упрочняющих частиц и получения однофазного аус-
тенитного твердого раствора с ГЦК-решеткой производили нагрев стали
до 1100 °C, выдерживали 2 ч и охлаждали в воде. Старение закаленной
стали проводили при 600 и 700 °C в течение 1, 6 и 12 ч. Выбор режимов
среднетемпературного (600 °C) и высокотемпературного (700 °C) старе-
ния стали 40Х4Г18Ф2 в течение 1-12 ч был связан с необходимостью по-
лучения частиц VC разного размера, что влияет на степень когерентнос-
ти частиц и величину мпкроискажений. Так как параметр ГЦК-карбида
решетки VC (4,14 А) больше на ~15% [65, 66], чем параметр ГЦК-матри-
120
Рис. 2.25. Зависимость твердости НВ в стали
40Х4Г18Ф2 от времени старения
цы (ау ~ 3,60 А), то следовало ожи-
дать быстрого нарушения коге-
рентной связи с матрицей при уве-
личении частиц, особенно при вы-
сокотемпературном старении.
На рис. 2.25 представлено изменение твердости НВ стали 40Х4Г18Ф2 в
зависимости от времени старения при 600 и 700 °C. С его увеличением до 12 ч
при 600 °C твердость монотонно повышается от 2210 до 3130 МПа. Старение
при 700 °C сначала приводит к росту твердости до 3050 МПа (выдержка 6 ч),
а затем вызывает ее снижение до 2820 МПа (выдержка 12 ч), что можно объ-
яснить перестариванием, связанным, в частности, с укрупнением и уменьше-
нием плотности частиц VC при большом времени старения [45] .
В работе [51] рассмотрено изменение параметров решетки аустенита
при старении стали 40Х4Г18Ф2. Отсутствие на нейтронограммах закален-
ной стали дополнительных рефлексов от кристаллических фаз, кроме ре-
флексов от ГЦК-матрицы, указывает на сохранение однофазного матрич-
ного твердого раствора. Неожиданным оказалось изменение параметров
решетки аустенита при старении. На рис 2.26 представлена зависимость па-
раметра решетки аустенита от времени отжига (старения) при 600 и 700 °C
в предварительно закаленной (от 1100 °C, 2 ч) стали 40Х4Г18Ф2. Как вид-
но, старение от 1 до 12 ч при температуре 600 °C практически не изменяет
параметр решетки аустенита, тогда как при температуре старения 700 °C
он уменьшается на 0,0083 А. Известно, что основное влияние на величину
параметра аустенита оказывает концентрация углерода [67, 68]. Использо-
вание нейтронной дифракции позволяет выявить как локализацию углеро-
да в решетке, так и его концентрацию. Это обусловлено тем, что амплиту-
да рассеяния нейтронов атомами углерода (Лс = 0,6646 барн) сравнима с
амплитудой рассеяния нейтронов атомами железа (bFc - 0,945 барн). Мето-
дом полнопрофильного анализа из соотношения интенсивностей рефлек-
сов ГЦК-фазы нашли [51], что углерод заполняет октаэдрические позиции
(1/2, 0, 0) в решетке. При температуре старения 600 °C его концентрация в
решетке практически не меняется, и это согласуется с отмеченным выше
фактом неизменности параметра решетки (см. рис. 2.26). Подобный анализ
нейтронограмм образцов после старения при 700 °C показал, что концент-
рация углерода в решетке аустенита
уменьшается на ~31%. На рис. 2.27 приве-
дена экспериментально определенная за-
висимость изменения параметра решетки
Да от изменения концентрации углерода
ДС (ат.%) в стали 40Х4Г18Ф2 при раз-
Рис. 2.26. Зависимость параметра решетки аустени-
та стали 40Х4Г18Ф2 от времени старения
121
Y= 1.92593Е-5+0.87315Х *''
0,008
. 0,006
4 0,004
0,002
0,000 0,004 0,008
ДС
Рис. 2.27. Зависимость изменения параметра ре-
шетки Да (измерения при 293К) от изменения кон-
центрации углерода ДС в стали 40Х4Г18Ф2 в ре-
зультате старения при 700 °C
ном времени старения при температуре
700 °C. Видно, что существует линейная
зависимость Да от ДС, и коэффициент
пропорциональности равен 0,8732. Это
означает, что при изменении атомной
концентрации углерода на 1% должно наблюдаться изменение параметра
решетки аустенита на 0,00087 нм (или на -0,0039 нм при увеличении кон-
центрации углерода на 1 мас.%). Эта величина близка к литературным
данным: Дп/ДС = 0,0034 нм для решетки Fe-Ni аустенита [66, 67].
Если использовать для оценки более точные данные [66, 67] (ка/ЬС =
- 0,0034 нм), то наблюдаемое при старении (700 °C, выдержка 1, 6, 12 ч)
уменьшение параметра решетки соответственно на 0,00027; 0,00062 и
0,00082 нм свидетельствует о выходе углерода (из аустенита в карбид VC) в
количестве -0,08; 0,18 и 0,24 мас.%. При соотношении атомных масс V и С
как -4:1 такая концентрация углерода соответствует образованию 0,4; 0,9 и
1,2 мас.% карбида ванадия при высокотемпературном старении в течение 1,
6 и 12 ч. После старения при 700 °C (12 ч) в матрице стали 40Х4Г18Ф2 долж-
но остаться 0,45 - 0,24 = 0,21% С. Для более полного связывания углерода в
карбид VC недостаточно имеющегося в стали ванадия (1,4 мас.% ). Углерод
в количестве 0,45 мас.% может связать 1,91 мас.% ванадия в карбид VC и
1,53% V в обычно формирующийся карбид VogC со структурными ваканси-
ями [65]).
Электронно-микроскопическое исследование старения стали
40Х4Г18Ф2 при 600 °C. На рис. 2.28 представлена структура закаленной
стали 40Х4Г18Ф2 [51]. Как видно, в ней содержится небольшое количество
дислокаций и отдельные редко расположенные включения первичных кар-
бидов VC размером до 150 нм, выделившихся из расплава (рис. 2.28, а). Во-
круг этих частиц наблюдаются дислокационные скопления. Границы зерен
чистые, без выделений, с полосами толщинного контраста. При изменении
наклона фольги можно наблюдать слабо выраженный контраст типа ряби
(рис. 2.28, б), свидетельствующий о том, что даже в закаленном сплаве воз-
можны скопления различных атомов (например V и С), вызывающие ло-
кальную деформацию решетки. Следует подчеркнуть, что аустенитный
сплав Fe-36Ni-3Ti также не удается закалить на твердый раствор без выде-
ления интерметаллидов, что доказывается с помощью мессбауэровской
спектроскопии по магнитному полю на ядре 57Fe [45].
На рис. 2.29 дана электронно-микроскопичекая структура (а) и электро-
нограмма (б) стали 40Х4Г18Ф2 после закалки и старения при 600 °C (1 ч).
Заметен слабый твидовый деформационный контраст и дефекты упаковки.
На электронограмме рефлексов от фазы VC не наблюдается, как и в рабо-
тах [68, 69]. Причиной твидового деформационного контраста считается пе-
риодическая (модулированная) структура из упорядоченно расположенных
122
Рпс. 2.28. Граница (а) и тело (б) зерна в стали 40Х4Г18Ф2 после закалки в воде от 1100 °C
(выдержка 2 ч)
предвыделений (атомных скоплений, кластеров) или малых когерентных
частиц с периодическим полем упругих искажений [48]. Можно полагать,
что здесь наблюдаются не когерентные частицы новой фазы, а кластеры из
атомов С и V в матрице, так как параметр решетки аустенита практически
не изменяется при температуре старения 600 °C. Следует отметить, что на
здектронограммах вблизи матричных рефлексов видны диффузные эф-
фекты, свидетельствующие о наличии кластеров с упругими искажениями
и отличающейся от матрицы рассеивающей способностью [46].
Наличие кластеров или нанообъектов, препятствующих перемещению
дислокаций, подтверждается наблюдаемым упрочнением стали 40Х4Г18Ф2
в резх штате старения при 600 °C (1 ч). При этом твердость НВ возрастает
г 2210 до 2640 МПа (см. рис. 2.25).
На рис 2.29, в представлено темнопольное изображение наночастиц или
кластеров в матричном рефлексе в стали 40Х4Г18Ф2 после 6-часового старе-
ая при 600 °C. Увеличение времени старения приводит к усилению твидово-
го контраста с двумерной полосчатостью по направлениям типа <100> (см.
л зектронограмму с осью зоны [001]уна рис 2.29, г). Цепочки кластеров (пред-
г делений) в результате упругого взаимодействия образуют макрорешетку
I с приблизительным «межчастичным» расстоянием ~200 А) [47], что миними-
дрзет упругие искажения в матрице. Таким образом, наблюдается концент-
~ I слюнная волна (или осцилляции с обогащением по V и С) во всех трех вза-
ино перпендикулярных направлениях типа <100>. Эта структура близка к
дотированной, образующейся, в частности, при спинодальном распаде [48].
2 ффхзные эффекты вокруг матричных рефлексов начинают трансформи-
оваться в размытые отражения, располагающиеся по направлению от мат-
z 'Чных рефлексов к рефлексам от предполагаемой когерентной ГЦК-фа-
ал VC (см. рис. 2.29, г) с параметром решетки ~4,14 А. Полагаем, что в на-
оем случае среди наночастиц преобладают предвыделения (кластеры), так
• ак параметр решетки матрицы при старении практически не уменьшился.
М ггричный контраст, вызванный упругими искажениями в аустенитной ма-
гр тле вокруг кластеров, позволяет определять их размеры и плотность. На
г . 2.30. а представлена гистограмма распределения кластеров по размерам
. ie старения при 600 °C (6 ч). Преобладают наночастицы размером 1-3 нм.
123
Рис. 2.29. Структура и электронограммы стали 40Х4Г18Ф2 после старения при 600 °C,
1 ч (а, б), 6 ч (в г) и 12 ч (д, е)
б. г, е - оси зон аустенита [ПО], [001] и ] 110] соответственно; а — светлопольное изображение, в, д — темнопольные
изображения в матричных рефлексах
У величение времени старения до 12 ч при 600 °C приводит к сохранению
“.чюсчатого твидового контраста на темнопольном изображении структу-
р стали 40Х4Г18Ф2 (рис. 2.29, д). На электронограмме (рис. 2.29, е) наблю-
_ потея диффузные эффекты вокруг матричных отражений, но четких ре-
~~ексов от карбида VC еще не обнаруживается. Гистограмма распределе-
ния частиц по размерам (рис. 2.30, б) отличается от предшествующей гисто-
гр _ шы бимодальным распределением кластеров с преобладающими раз-
срами 2-3 и 5-6 нм.
Электронно-микроскопическое исследование карбидного старения ста-
44\4Г18Ф2 при 700 °C. Повышение температуры старения до 700 °C
ержка 1 ч) приводит к гомогенному выделению карбидов ванадия VC
' у образованию протяженных дефектов упаковки с полосчатым контра-
гт • Сем рис. 2.31, а). На электронограмме (рис. 2.31, б) видны рефлексы от
-_К-фазы VC с параметром решетки -0,414 нм. Карбиды VC имеют такую
125
Рис. 2.31. Темнопольные (а, в, е) и светлопольные (г, ж) изображения частиц в ре-
флексе VC и соответствующие им электронограммы (б, д, з) стали 40Х4Г18Ф2 после
закалки и старения при 700 °C в течение 1 ч (а, б). 6 ч (в, г, д) и 12 ч (е, ж, з).
б, д, з — оси зон 1112], [0011. [ 1131 изоморфных решеток аустенита и карбида VC
же ориентацию (ось зоны [112]), как и матричный кристалл аустенита, в ко-
тором они выделяются. На темнопольном снимке (в составном рефлексе от
аустенита и карбидов VC, рис. 2.31, а) виден контраст типа дужек вокруг ча-
стиц, свидетельствующий об упругих искажениях в состаренном сплаве.
Подобные частицы VC и поля искажений матрицы вокруг них еще от-
четливее наблюдаются при 700 °C с увеличением времени старения до 6 ч
(рис. 2.31, в, г). По контрасту типа дужек или крыльев бабочки вокруг час-
тиц с наличием нулевого контраста между дужками (см. рис. 2.31, в, г) мож-
но сказать, что это сферические или близкие к ним (кубические) частицы
VC с почти симметричным полем деформации или микронапряжения [13].
На электронограмме (рис. 2.31, д) видны четкие отражения от ГЦК-карби-
да VC с осью зоны [001], совпадающей с осью зоны ГЦК-матрицы. Кроме
этого, присутствует множество рефлексов от двойной и многократной ди-
фракции. На изображении частиц, расположенных в матрице (рис. 2.31, г,
ж), заметен также полосчатый муаровый узор с расстоянием между полоса-
ми около 2,5 нм, объясняемый интерференцией волн, возбужденных в оди-
наково ориентированных матрице и выделении с разными параметрами ре-
шеток. В данном случае [46] период муара D = d,d2/(d, - d2), где d, и d2 - па-
раметры решеток выделения и матрицы соответственно. Тогда рассчитан-
ный по периодам муара и решетки матрицы (D = 2,5 нм, d2= 0,360 нм) пара-
метр карбида VC будет равен d, = Dd2/(D - d2) = 0,420 нм, что близко к ре-
альной ситуации.
Распределение карбидов по размерам после старения при 700 °C (1 и 6 ч)
представлено на рис. 2.32 а, б. Размер частиц VC находится в основном в
пределах 3-10 нм, преобладающий размер 6-7 нм. Можно полагать, что
карбиды VC только частично когерентны или некогерентны, так как из-за
несоответствия параметров решеток 5 = 2(d( - d2)/(dj + d2) = 0,14 возникают
граничные дислокации несоответствия. По правилу Брукса [46, 70], появле-
ние дислокации несоответствия (при параметре несоответствия решеток
частицы и матрицы 5) происходит, когда общее упругое смещение вдоль
границы «частица-матрица» становится равным вектору Бюргерса Ь. При
этом линейный размер кубической или пластинчатой частицы достигает
L = Ь/5, если вместо параметра несоответствия 5 подставить в это выраже-
ние упругую деформацию е, которая с учетом коэффициента Пуассона в
первом приближении определяется [46] как е ~ 25/3. При L = b/е в процессе
роста карбида VC (5 ~ 0,14; е ~ 0,09; b ~ 0,25 им) потеря когерентности про-
исходит уже при размере частицы L ~ 2,8 нм. В нашем случае максимально
возможные упругие напряжения вокруг частицы будут достигать значений
Е = 0,09, пока при увеличении частицы не возникнет очередная дислокация
несоответствия, уменьшающая упругую деформацию.
Увеличение времени старения до 12 ч при 700 °C приводит к укрупне-
нию карбидов и смене механизма карбидообразования: гомогенное выде-
ление карбидов VC заменяется гетерогенным (см. рис. 2.31, е - з). Груп-
пы карбидов VC выделяются на дислокациях и дефектах упаковки (см.
рис. 2.31, е). На рис. 2.31, ж хорошо видно, что выделившиеся при старе-
нии при 700 °C (6 ч) карбиды ванадия являются кубическими с размерами
ребер 10-15 нм.
127
Рис. 2.32. Распределе-
ние наночастиц VC по
размерам в стали
40Х4Г18Ф2 после за-
калки и старения при
700 °C
Таблица 2.14
Изменение размера и плотности выделяющихся частиц при старении стали 40Х4Г18Ф2
Обработка Концентрация частиц С-10-16, см-’ (ТЭМ) Средний размер частиц г, нм (ТЭМ) Объемная доля частиц v-102 (ТЭМ) Объемная доля V-103 (по пара- метру решет- ки)/Мсжчас- тичное рас- стояние X, нм Расчетная концентрация (по параметру решетки и раз- меру частиц) C IO-’6, см-3
“ - С, 600 °C, 6ч 37 2,5 0,57 -/10
3 - с, 600 °C, 12ч 16 4 1,0 -/15
- С, 700 °C, 1ч 3,1 6,3 0,78 0,6/25 2,4
о - С, 700 °C, 6ч 3,3 6,6 0,95 1,35/20 4,7
4 - С, 700 °C, 12ч 1,8 9,9 1,75 1,8/30 1,8
На рис. 2.32, в представлена гистограмма распределения по размерам час-
тип VC в стали 40Х4Г18Ф2, состаренной 12 ч при 700 °C. После обработки
пзмер частиц варьируется от 3 до 19 нм со средней величиной ~10 нм.
В табл. 2.14 и на рис. 2.33 приведены средние размеры частиц, их концентра-
объемная доля и межчастичное расстояние, определенные по измене-
ио параметра решетки при старении и данным ТЭМ. Межчастичное рассто-
- ie определяли по объемной доле и среднему размеру частиц. С помощью
ГЭМ наиболее точно определяли средний размер частиц. При анализе объ-
й доли выделяющихся частиц предпочтение отдавали расчетам количе-
карбидов VC по уменьшению параметра решетки аустенита.
Изменение микроискажений решетки в стали 40Х4Г18Ф2 в процессе ста-
™я при 600 и 700 °C. Анализ картин дифракции нейтронов [51] позволил
осн .ружить возникновение широких диффузных максимумов на подошвах
т тексов ГЦК-фазы при обеих температурах старения. На рис. 2.34 пока-
за* : фрагменты нейтронограмм стали 40Х4Г18Ф2 в исходном закаленном
. ~;янш1 и после старения в течение 6 ч при температурах 600 и 700 °C.
Е тно, что на исходном закаленном образце диффузное рассеяние отсутст-
а профиль нейтронограммы хорошо описывается в модели ГЦК-ре-
. “кп (рис. 2.34, а). При температуре старения 600 °C в области структур-
fl х рефлексов ГЦК-фазы появились широкие диффузные максимумы
2 34, б). При температуре 700 °C их ширина значительно уменьшились
- . 2.34, в). Следует отметить также, что интенсивности этих максимумов
хк обеих температур старения уве-
тась с углом рассеяния или с
“О- .м волнового вектора. Качест-
». н , согласно теории рассеяния
^е»гт-епозских лучей или нейтронов
с еажьными кристаллами [71, 72],
называет на возникновение ис-
ений в объеме материала.
Ьк - 33. Влияние времени старения на раз-
вкл «ющихся кластеров и частиц VC в
стали 40Х4Г18Ф2
129
Рис. 2.34. Фрагменты нейтронограмм (линии (111) и (200) аустенита)
образцов стали 40Х4Г18Ф2 после разных обработок:
а - закалка от 1100 °C (исходное состояние); б - закалка + старение при 600 °C (6 ч); в - за-
калка + старение при 700 °C (6 ч)
Для состаренных при 700 °C образцов они, как упоминалось выше, оче-
видно, связаны с выходом углерода из решетки аустенита и образованием
новой фазы VC. Действительно, параметр ГЦК-решетки VC отличается на
15% от параметра решетки аустенита стали 40Х4Г18Ф2, что вполне может
привести к сильным искажениям решетки матрицы. Из-за достаточно ма-
лых концентрации и размеров выпадающих карбидов в наших эксперимен-
тальных условиях нейтронографическим методом не удается обнаружить
дополнительные рефлексы от карбидов VC, которые хорошо выявляются
при электронно-микроскопическом исследовании. Однако на нейтроно-
граммах, согласно теории рассеяния неидеальными кристаллами, возникает
диффузное рассеяние в области основных рефлексов матрицы, наблюдае-
мое в наших экспериментах. Из анализа ширины этих диффузных макси-
мумов мы оценили эффективный диаметр выделившихся частиц VC
-12-19 нм) при 700 °C, что близко к данным электронной микроскопии.
Влияние частиц VC на картину рассеяния нейтронов на основной ГЦК-фа-
зе проявляется увеличением фактора Дебая-Валлера, связанным со стати-
ческими некоррелированными смещениями атомов в среднем по объему.
Подобный механизм обусловлен возникновением диффузного рассея-
ния в образцах, состаренных при температуре 600 °C. Однако, учитывая тот
факт, что углерод не выходит из решетки аустенита, можно предположить
образование вокруг атомов ванадия каких-то областей, обогащенных угле-
родом. Размеры их на порядок меньше размеров частиц VC, выделяющих-
ся при температуре 700 °C, и составляют -2—4,5 нм, что определено из ши-
рин диффузных максимумов. Их возникновение также увеличивает фактор
Дебая-Валлера для основной фазы.
Анализ формы и ширины основных рефлексов ГЦК-матрицы показал,
что в исходном закаленном образце стали 40Х4Г18Ф2 рефлексы несколь-
ко уширены по сравнению с инструментальной функцией приборного раз-
решения. Используя зависимость уширения рефлексов от угла рассеяния,
с помощью алгоритма, реализованного в программном комплексе FulProf,
в работе [51] определили, что это уширение обусловлено наличием очень
незначительных (Ad/d = 1,04-10 4) искажений в материале основной фазы.
Старение при температуре 600 °C убирает эту неоднородность и снимает
напряжения в основной матрице - ширины линий становятся сравнимыми
с инструментальными. Возникающие наряду с этим небольшие количест-
ва микрообластей (кластеров) размером -2—4,5 нм с ближним порядком по
углероду находятся на достаточно большом расстоянии (10-15 нм, см.
табл. 2.14) и обладают, согласно [50, 71], малой мощностью. Поэтому они
практически не влияют на ширину линий основной фазы и проявляются
только в увеличении фактора Дебая-Валлера. Если из анализа ширины
линий не исключать диффузные эффекты у «подножья» основных ре-
флексов, то значения Ad/d возрастают до 3-10-4 - 5-Ю"1 при старении
600 °C (1-12ч). Следует отметить, что при образовании таких кластеров с
малым периодом концентрационной волны наблюдается наибольшее уп-
рочнение в процессе старения при 600 °C, 12ч (см. рис. 2.15). Такой меха-
низм упрочнения можно объяснить перерезанием дислокаций близко рас-
положенных кластеров при деформации [68].
131
Рис. 2.35. Зависимость микроискажений ре-
шетки аустенита стали 40Х4Г18Ф2 от време-
ни отжига (старения)
Иная картина наблюдается при
старении при 700 °C. Выделение
больших по размеру частиц VC (раз-
мером до 10 нм), т. е. дефектов боль-
шой мощности, создает значитель-
ные напряжения в исходной матрице
и вызывает, наряду с ослаблением
интенсивности рефлексов, их ушире-
ние. Зависимость микроискажений от времени старения при двух темпера-
турах (600 и 700 °C) представлена на рис. 2.35 и в табл. 2.15.
Наибольшее увеличение микроискажений происходит при высокотемпе-
ратурном старении (700 °C, 1-6 ч), когда кластеры трансформируются в фа-
зу VC (при этом Ad/d растет от 1,0-КЕ4 до 9,1-10"4). Размер карбидов ванадия
достигает 7,6± 1 нм. Дальнейшее увеличение времени старения до 12 ч снижа-
ет величину микроискажений (Ad/d = 7,2-ИМ), когда наступает перестарива-
ние с коагуляцией частиц и потерей твердости. Следует отметить, что экспе-
риментально определенная усредненная величина одноосных микронапряже-
ний в состаренной при 700 °C аустенитной стали 40Х4Г18Ф2 с пределом те-
кучести около 800 МПа соответствует о0 ~ E-Ad/d ~ 200 МПа. Микрона-
пряжения, возникающие при плосконапряженном состоянии, могут равнять-
ся о ~ E/p-Ad/d ~ 714 МПа (при модуле упругости для железных сплавов
Е ~ 200000 МПа и коэффициенте Пуассона Ц ~ 0,28).
Зависимость параметра решетки и микроискажений в состаренной стали
40Х4Г18Ф2 от температуры. Была сделана попытка уменьшить величину
микроискажения, возникшего при карбидном старении в стали 40Х4Г18Ф2.
Состаренную при 700 °C (6 ч) сталь нагревали до 200,400 и 600 °C и измеря-
ли параметр решетки а и значения Ad/d при этих температурах. Как видно
в табл. 2.16, с увеличением температуры от 20 до 600 °C параметр монотон-
но возрастал от 3,6062 до 3,6501 А, а величина микроискажений Ad/d умень-
шалась от 10,3-1СН до 7,3-1 О'4. Однако охлаждение стали от 600 до 20 °C
привело к практически полному восстановлению значений а и Ad/d, что, ве-
Таблица 2.15
Микроискажепия Ad/d и параметры решетки а аустенита в закаленной
и состаренной стали 40Х4Г18Ф2, определенные методом нейтронографии при 20 °C
Параметры, обработка Закалка, 1100 °C, 2 ч 3 + С 600 °C 3 + С 700 °C Параметры, обработка Закалка, 1100 °C, 2 ч 3 + С 600 °C 3 + С 700 °C
С, 0'1 С, 6 ч
а, А 3,6136 а, А 3,6138 3,6072
Ad/d-104 1,04 Ad/d-104 0,00 9,08
С, 1 ч С, 12 ч
а, к 3,6135 3,6109 а, к 3,6135 3,6053
Ad/d-104 0,068 7,97 Ad/d-104 0,00 7,22
132
Таблица 2.16
Изменение микроискажепий Ad/d и параметра а решетки при температурах 200...600 °C
в предварительно состаренной стали 40Х4Г18Ф2
3 + С. 700 °C. 6 ч
Температура испытания, °C 21 200 400 600 20 (охлаждение после 600 °C)
а, А 3,6062 3,6164 3,6325 3,6501 3,6043
Ad/d (хЮ4) 10,3 9,0 8,5 7,3 11,5
роятно, объясняется частично сохранившейся упругой связью решеток кар-
бидов VC и аустенита. По всей видимости, для уменьшения микроискаже-
ний в состаренной стали 40Х4Г18Ф2 отжиг не эффективен - требуется оп-
тимизация режима карбидного старения.
Таким образом, среднетемпературное (600 °C, 1-12 ч) старение закален-
ной стали 40Х4Г18Ф2 приводит к существенному повышению твердости,
практически не изменяет параметра решетки аустенита и не вызывает фор-
мирования карбидной фазы. На ТЭМ-снимках обнаружен полосчатый тви-
довый деформационный контраст, связанный с образованием «макроре-
шетки» из упорядоченно расположенных предвыделений (атомных скопле-
ний, кластеров) размером до 2,5—4 нм с периодическим полем упругих иска-
жений. Высокотемпературное (700 °C, 1-12 ч) старение стали 40Х4Г18Ф2
значительно уменьшает параметр решетки аустенита, что вызвано форми-
рованием карбидов VC с выходом из матрицы до -0,25 мас.% углерода. Уве-
личение времени старения от 1 до 12 ч приводит к росту частиц VC от 6,3 до
10 нм. По морфологии и деформационному контрасту вокруг частиц опре-
делена кубическая форма частиц VC с почти симметричным полем упругой
деформации. Нейтронографическим методом определен уровень микроис-
кажений решетки Ad/d в стали 40Х4Г18Ф2 в результате старения при 600 и
”00 °C. Образование предвыделений (кластеров) при 600 °C (1-12 ч) прак-
тически не вызывает появления или роста общего уровня микроискажений
Ad/d в аустенитной марице, несмотря на наличие локальных упругих напря-
жений вокруг кластеров размером 2,5-4 нм. Наибольшее увеличение обще-
го уровня микроискажений происходит на начальных этапах высокотемпе-
ратурного старения (700 °C, 1-6 ч): Ad/d растет от 1,0-Ю*4 до 9,1-Ю"4. Даль-
нейшее увеличение времени старения до 12 ч снижает величину микроиска-
жения (Ad/d = 7,2-10 4), что объясняется перестариванием с коагуляцией ча-
стиц и потерей твердости. Максимальные значения микроискажений ре-
шетки при карбидном старении при 700 °C в стали 40Х4Г18Ф2 с пределом
текучести около 800 МПа составляют Ad/dmax ~0,09%, чему соответствуют
остаточные одноосные микронапряжения ~200 МПа.
2.3. КАРБОНИТРИДНОЕ УПРОЧНЕНИЕ
Углерод и азот образуют твердые растворы внедрения, поэтому в стали
20Г18С2Ф углерод в той или иной степени можно заменить азотом. В рабо-
те [73] изучена сталь Г18С2АФ, содержащая, мас.%: 0,05 С, 0,108 N,
133
Таблица 2.17
Изменение механических свойств при 20 °C состаренной (6 ч) стали Г18С2АФ
в зависимости от термической обработки
С,,.2 С» 5 V
МПа < &
3 380 780 45 62
3 + 650 °C + охл. до-196 °C 500 790 45 75
3 + 700 °C + охл. до-196 °C 500 800 43 73
3 + 750 °C + охл. до-196 °C 510 810 41 72
3 + 700 °C + нагр. 350 °C, 596 819 41 73
10 мин + охл. до -196 °C
18,7 Мп, 1,9 Si, 1,2 V, которую закаливали в воде от 1175 °C. Сталь содер-
жала небольшое количество углерода (неизбежная примесь при таком спо-
собе выплавки), поэтому при старении она упрочнялась частицами карбо-
нитридов ванадия V(N, С).
Повышение прочностных свойств стали Г18С2АФ после старения
(табл. 2.17) происходит за счет как выделения из твердого раствора карбони-
тридов, так и присутствия в структуре Е-мартенсита, количество которого уве-
личивается при охлаждении до -196 °C. Электронно-микроскопическое иссле-
дование показало, что по величине и морфологии карбонитриды ванадия не
отличаются от карбидов ванадия в сталях 20Г18С2Ф и 40Х4Г18Ф при соответ-
ствующих температурах старения. В сталях Г18С2АФ и 20Г18С2Ф Е-мартен-
сит выявляется на электронных микрофотографиях в виде узких пластин пра-
вильной геометрической формы с четкими границами и габитусом {111 |г Со-
поставление механических свойств этих сталей, состаренных при различных
параметрах старения показало, что при одной и той же прочности пластичес-
кие свойства первого материала выше, чем второго. Особенно заметно разли-
чаются (в 1,5-2 раза) уровни относительного сужения (рис. 2.36).
Высокий уровень относительного сужения хорошо коррелирует с харак-
300 400 500 600 700
Cj(2, Ь4Па
тером разрушения стали. Сталь Г18С2 раз-
рушается вязко после закалки и всех видов
термический обработки (см. табл. 2.17,
рис. 2.36). Диаметр ячеек колеблется в
широких пределах - от 0,5 до 8 мкм. Круп-
ные ячейки (2,5 мкм) формируются, как
правило, вокруг карбонитридов ванадия,
которые образовались при ковке или ос-
тывания слитка и не растворились полно-
стью после изотермической выдержки
Рис. 2.36. Зависимость относительного сужения щ и
относительного удлинения 8 в двухфазных (у + с)
сталях от предела текучести и02 при упрочнении за
счет карбидных (1) и нитридных (карбонитридных)
частиц (2)
134
при температуре закалки. На поверхности ячеек наблюдаются ярко выра-
женные следы пластической деформации, что свидетельствует о высокой
пластичности состаренной стали.
Таким образом, замена углерода азотом в двухфазных (у + е) стареющих
марганцевых сталях позволяет существенно повысить их пластичность. Бо-
лее высокие пластические свойства сталей с азотом можно объяснить, по-
видимому, следующими причинами.
Закономерность образования нитридов (VN) и карбидов (VC), их крис-
таллическая структура близки между собой. Они имеют ГЦК-решетку с па-
раметрами 0,406-0,414 (для VN) и 0,413-0,416 нм (для VC). Однако различ-
ное заполнение внешних электронных оболочек атомов азота и углерода
связано с тем, что азот трехвалентен, а углерод четырехвалентеп. В силу
этого связь между атомами металла и неметалла в нитридах оказывается
слабее, что проявляется в более низкой температуре устойчивого состояния
I и меньшей твердости нитридов Нц (Тм для VN составляет 2050 °C, Нц =
= 10600-13100 МПа; для VC величина Тм = 2648 °C, Нц = 16100-24800 МПа).
Можно ожидать, что уменьшение связи между атомами металла и неметал-
ла в карбопитриде, по сравнению с карбидом, обусловливает меньшее со-
противление перерезанию частиц движущимися дислокациями, что, в свою
очередь, повышает пластичность мартенситных £-кристаллов, внутри кото-
рых оказывается нитрид. При этом, возможно, снижаются внутренние на-
ряжения в кристаллической ГПУ-решетке.
Карбонитриды имеют промежуточный уровень пластичности между VC
VX. поэтому дополнительное легирование азотом стали 20Г18С2Ф поло-
жительно влияет на механические свойства. Так, сталь 20Г18АС2Ф, мас.%:
22 С; 17,9 Мп; 2,2 Si; 1,3 V; 0,10 N, после старения (650 °C, 6 ч) и охлажде-
ния до -196 °C имеет следующие механические свойства: ав = 1185 МПа,
~ =570 МПа, 5 = 43%, \|/ = 45%. Если сравнить эти данные с теми, кото-
~ е получены для стали 20Г18С2Ф (см. табл. 2.17), то оказывается, что
прочностные (©о.г) и пластические (5, V) свойства стали 20Г18АС2Ф выше
~имерно в 1,2 раза. Повышение прочностных свойств происходит благода-
р < тому, что общее содержание элементов внедрения (С + N) в стали
2 118АС2Ф больше, чем в стали 20Г18С2Ф и, следовательно, при старении
ут .личивается количество упрочняющей фазы. Возможность дополнитель-
' легирования стали 20Г18С2Ф азотом весьма ограниченна, так как азот
лышает стабильность аустенита и количество Е-мартенсита охлаждения в
~ . фазной стали уменьшается, приводя к снижению прочности.
2.4. КАРБИДНО-ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
Бэлее высокое упрочнение аустенитных сталей можно осуществить при
“.ременном выделении двух типов частиц: карбидов и интерметалли-
. :• В работе [74] показано, что упрочнение стабильных аустенитных ста-
я. I в результате одновременного выделения карбидных и интерметаллид-
-ъ. Ютц весьма эффективно. В этом разделе обсуждаются метастабиль-
ш аустенитные стали, упрочняемые карбидными и интерметаллидными
:МИ [75, 76].
135
Выбор химического состава метастабильных аустенитных сталей оп-
ределялся следующими условиями. Наличие 10% Ni и 5% А1 достаточно
для обеспечения упрочнения интерметаллидами, а присутствие в твердом
растворе углерода и ванадия - для выделения карбидов ванадия [74]. В от-
личие от никелевых сталей, описанных выше, титан заменен алюминием,
чтобы не связывать углерод в грубые карбиды титана и обеспечить выде-
ление Ni-Al-интерметаллидов. Степень стабильности стали регулирова-
ли в основном изменением количества марганца и алюминия в твердом
растворе
Исследованные стали типа 40Г11Н10Ю5Ф, мас.%: 0,43-0,45 С,
10,70-11,85 Мп, 9,8-10,7 Ni, 1,65-1,86 V, 4,9-6,35 Al, и 40Г13Н10Ю5Ф, мас.%:
0,42-0,45 С, 13,0-13,5 Мп, 9,4-9,8 Ni, 1,8-2,0 V, 4,8-5,2 Al, в закаленном со-
стоянии имеют аустенитную ГЦК-структуру. На электронных микрофото-
графиях, как правило, вблизи контуров экстинции наблюдается контраст ти-
па ряби, обусловленный, по-видимому, появлением высокодисперсных час-
тиц уже при закалке. В структуре стали обнаружены плоские скопления дис-
локаций, дефектов упаковки, многочисленные двойники отжига, что свиде-
тельствует о достаточно низкой ЭДУ аустенита. В теле и по границам зерен
обнаружены крупные (0,1-0,5 мкм) частицы карбида ванадия, не растворив-
шиеся при гомогенизирующем отжиге и нагреве под закалку.
При деформации растяжением в закаленных сталях наблюдали измене-
ние дислокационной структуры и развитие у —» (ДД, е, сс)-превращений. При
растяжении основным механизмом деформации является скольжение дисло-
каций; при степенях деформации 10-15% они образуют несовершенную яче-
истую субструктуру. О суммарном количестве пакетов (ДД + е) можно де-
лать заключение по относительному изменению плотности растянутых до
разрыва образцов Др/р (см. гл. 1). Величина Др/р в сталях 40Г11Н10Ю5Ф,
40Х13Н10Ю5Ф составляла 3 и 9 (х1(У3) соответственно. Это указывает на су-
щественно большее количество деформационных двойников в стали с 13%
Мп, имеющей меньшую ЭДУ Количество а-мартенсита деформации после
разрыва сталей при комнатной температуре не превышает 2-3%. Такая
структура обеспечивает вязкое разрушение закаленных сталей. Уровень
механических свойств (о„ = 720-750 МПа, и02 = 300-380 МПа, 5 = 35-38%,
\|/ = 62-64%) типичен для закаленных аустенитных сталей.
Структурные изменения при старении указанных сталей аналогичны.
Поэтому электронно-микроскопическое исследование структуры будет
приведено только для стали 40Г11Н10Ю5Ф.
Отжиг при температурах 400. .450 °C продолжительностью до 100 ч не
приводил к заметному изменению структуры по сравнению с закаленным
состоянием. После изотермической выдержки при 500...550 °C на электрон-
ных микрофотографиях усиливается контраст от высокодисперсных час-
тиц. При этом видны области рассеяния в форме диффузных «сателлитов»,
расположенных симметрично вблизи брэгговских отражений у-фазы по на-
правлениям <100> обратной решетки. Если у рефлексов (200) и (020) в се-
чении обратной решетки (001)7 формируется по два сателлита вдоль [100]*
и [010] соответственно, то у рефлексов типа {220) их четыре, расположен-
ных накрест. В сечении (110)* два сателлита наблюдались только у рефлек-
136
сов (002). Интенсивность сателлитов несколько выше со стороны больших
углов дифракции. При увеличении длительности старения до 100 ч интен-
сивность контраста и сателлитов возрастает, а сами сателлиты несколько
сближаются. Ранее подобные сателлиты наблюдали на ряде сплавов и их
появление объясняли формированием трехмерной квазипериодической
(модулированной) структуры из когерентных с матрицей частиц и связан-
ных с ними упругих искажений [101]. На электронограммах сталей, соста-
ренных при 600 °C, диффузные сателлиты появляются уже после первых
часов отпуска. Около рефлексов у-матрицы со стороны меньших углов ди-
фракции наблюдаются размытые рефлексы, проипдицированные как отра-
жения от дисперсных частиц карбидов ванадия с параметром ГЦК-решетки,
примерно равным 0,415 нм.
Появление сателлитов невозможно объяснить зарождением и ростом
карбидной фазы по следующим причинам. Во-первых, сателлиты никогда
не наблюдали в аустенитных ванадийсодержащих сталях, при старении ко-
торых выделяются только карбиды ванадия. Во-вторых, одновременно с са-
теллитами на электронограммах состаренных сталей присутствует незави-
симое рассеяние от частиц VC, что свидетельствует о частичной потере ко-
герентности карбидами ванадия при достижении размеров выше критичес-
кого (3-5 им). Второе обстоятельство противоречит самой природе сател-
литов, поэтому естественным представляется предположение об одновре-
менном выделении в стали двух видов дисперсных частиц - карбидов вана-
дия и интерметаллидов на никель-алюминиевой основе, имеющих изоморф-
ную матрице ГЦК-решетку. Карбиды имеют форму, близкую к кубичес-
кой. Средний их размер, определенный по темпопольным изображениям в
рефлексах VC, возрастает по мере увеличения изотермической выдержки
при Тст= 600 °C до ~ 16 ч и составляет 8 нм. Частицы, обогащенные нике-
лем и алюминием и определяющие формирование сателлитов (обозначим
их как у'-фаза), имеют средний размер, оцененный по расстоянию между
сателлитами, равный 1-2, 2-2,5 и 3-4 нм после старения при 550 °C, 100 ч и
600 °C, 2 и 16 ч соответственно.
Матричный контраст, наблюдаемый на светлопольных электронно-мик-
роскопических изображениях стали на первой стадии старения (у+ у' + VC),
в ряде случаев имеет двухмерную или одномерную полосчатость (в зависи-
мости от условий дифракции) и тем самым свидетельствует о выстраивании
частиц во взаимно перпендикулярных направлениях типа <100>. Анализ
контраста на темнопольных изображениях в рефлексах матрицы и областях
диффузного рассеяния в виде сателлитов от у' пли в отражениях от VC по-
казал, что он обусловлен различием структурных факторов матрицы и вы-
делений. Разделить высокодисперсные частицы у' и VC по виду контраста не
удается, что свидетельствует об изоморфности частиц матрице на первой
стадии распада твердого раствора.
Увеличение времени старения стали выше 10-16 ч при 600, 650 и
700 °C приводит к изменению контраста и мпкродифракционных картин.
Это новое структурное состояние можно классифицировать как вторую
стадию распада твердого раствора. На микрофотографиях наблюдаются
два сорта частиц: равноосные и в форме пластин, ориентированных в оп-
137
Рис. 2.37. Темнопольное изображение а'-час-
тиц и карбидов VC в близко расположенных
рефлексах (011)а- и (002)Vc
ределенных кристаллографических
направлениях (рис. 2.37). Матрич-
ный контраст от равноосных частиц
наиболее заметен вдоль контуров
экстинции и ослабляется при удале-
нии от них. Более крупные выделе-
ния пластинчатой формы, напро-
тив, отчетливо наблюдаются при
удалении от контуров экстинции. Одной из причин этого может быть раз-
личие кристаллических структур матрицы и выделений.
Расшифровка полученных электронограмм позволила определить, что
указанные экстра-рефлексы принадлежат выделениям ОЦК-фазы, упоря-
доченной по типу В2, с параметром, приблизительно равным 0,286 нм. Ин-
терметаллидная а'-фаза (NiAl) с близким параметром была обнаружена в
сплавах систем Ni-Al и Fe-Ni-Al [74]. Темнопольные изображения в ре-
флексах а'-фазы имеют пластинчатую форму и выделяются кристаллогра-
фически ориентированно. Ориентационные соотношения (о.с.) между кри-
сталлическими решетками^ а'-фазы и у-матрицы близки к о.с. Курдюмо-
ва-Закса: (110)у II (111)а; [111]у II [110]а. Габитус частиц близок к {111 }у. При
выполнении следового анализа большого количества электронно-микро-
скопических изображений был сделан вывод о том, что а'-частицы имеют
форму пластин-реек, длинной осью <112>а- вытянутых в направлении, близ-
ком <112>у.
Исследование механизма и кинетики выделения фаз VC и а' показыва-
ет, что размеры карбидов и интерметаллидов увеличиваются с повышени-
ем температуры и продолжительности старения (табл. 2.18) и преимущест-
венно гомогенный механизм зарождения частиц постепенно сменяется на
гетерогенный. В последнем случае крупные частицы располагаются по де-
фектам кристаллической структуры стали: границам зерен и двойников от-
жига. Следует отметить, что а'-частицы декорированы более дисперсными
карбидами VC по межфазным границам у/a', по-видимому, уже некогерент-
ными. Карбиды ванадия по отношению к коагуляции более устойчивы, чем
а'-частицы.
Таким образом, структурные изменения стали типа 40Г11Н10Ю5Ф при
распаде твердого раствора сводятся к следующему. Старение стали проте-
кает в две стадии. На первой стадии одновременно выделяются дисперсные
карбиды ванадия и интерметаллидные частицы у'(Ni-Al), ориентационно
связанные с матрицей и изоморфные с ней. Гомогенно выделяющиеся вы-
сокодисперсные частицы у' и VC, частично или полностью когерентные с
аустенитной матрицей, образуют трехмерную периодическую структуру.
На второй стадии старения у'-частицы заменяются а'-интерметаллидными,
имеющими форму пластин-реек и структуру В2. Увеличение продолжи-
тельности и температуры старения на второй стадии распада твердого рас-
138
Таблица 2. IS
Средние размеры выделений VC и Ot'(NiAI) в состаренной по разным режимам
стали 40Х11Н10105Ф, закаленной от 1150 °C
<4за Средние размеры, нм С, 600°С С. 650°С С,700°С
2 ч 8 ч 16 ч 2 ч 6 ч 8 ч 2 ч 6 ч 8 ч
\с d 5 7 8 7 8 9 7 9 10
а' L, — — — 6 7 7 5 8 8
а' l2 — — — 20 30 35 12 40 70
а' U - - - 50 80 90 30 90 150
Таблица 2.19
Механические свойства и величина относительного изменения плотности Др/р
состаренных при 600 °C сталей (испытания при комнатной температуре)
Время старения, ч О. О<1.2 8 V
МПа %
Сталь 40Г13Н10Ю5Ф
2 950 680 25 55 9
6 1200 1000 18 50 7
10 1340 1200 12 30 5
20 1550 1450 10 12 3
Сталь 40Г11Н10Ю5Ф
2 950 650 24 47 2
5 1250 1050 12 20 1
твора постепенно повышает неравномерность распределения частиц внут-
ри и по границам зерен и приводит к их коагуляции. Для карбидных частиц
у казанные процессы выражены слабее.
Структурные изменения, происходящие при распаде твердого раствора,
влияют на механические свойства исследованных выше сталей. Наиболее
высокие прочностные свойства стали имеют в переходном состоянии (от
первой стадии распада ко второй), когда структура стали характеризуется
наличием большого количества высокодисперсных частиц VC, у', а'. На-
пример, после старения сталей при 600 °C продолжительностью более 10 ч
предел текучести возрастает, по сравнению с закаленным состоянием, бо-
лее чем в 3 раза (рис. 2.38, табл. 2.19).
Для идентификации фаз, выделившихся на второй стадии, была снята
серия электронограмм, отвечающая различным сечениям обратной решет-
ки. Вблизи рефлексов у-матрицы наряду с рефлексами от карбида VC обна-
ружены сетки дополнительных рефлексов.
Высокие прочностные свойства (<у02 > 1200 МПа, > 1400 МПа) достига-
ются уже после двухчасового старения при 650 °C. При более высокой тем-
пературе старения (Тст = 700 °C), когда заметнее выражены процессы коагу-
ляции карбидных и интерметаллидных частиц, прочностные характеристики
139
Рис. 2.38. Зависимость прочностных (а) и пластиче-
ских (б) свойств стали 40Г11Н10Ю5Ф от продолжи-
тельности старения при 600(1), 650(2) и 700(3)°С
уменьшаются (см. рис. 2.38). Так, предел
текучести стали 40Г11Н10Ю5Ф, состарен-
ной при 700 °C в течение 7 ч, составляет
1050 МПа, что на 100 МПа меньше сг02, по-
лученного при той же изотермической вы-
держке при 600 °C, и на 350 МПа меньше,
чем при Тст = 650 °C. В целом же для этих
сталей характерно, что значения предела
текучести с02 > 1200 МПа устойчиво вос-
производятся в достаточно широком диа-
пазоне температур старения. Возможность
достижения высокой прочности с помо-
щью простой термической обработки яв-
ляется основным преимуществом аусте-
нитных сталей, упрочняемых карбидно-ин-
терметаллидным старением.
Упрочнение состаренных сталей со-
провождается снижением пластичности.
Относительное удлинение и относитель-
ное сужение уменьшаются с возрастани-
ем времени изотермической выдержки
(см. рис. 2.38, табл. 2.19). Изменение ха-
рактера разрушения стали коррелирует со снижением пластических
свойств. Вязкий транскристаллитный излом в стали 40Г11Н10Ю5Ф, типич-
ный для закаленного состояния, сохраняется после продолжительного ста-
рения при 600 °C, а затем заменяется смешанным изломом (при т > 4 ч). До-
ля хрупкого разрушения возрастает по мере увеличения изотермической
выдержки при 600 °C и после 15 ч старения излом становится преимущест-
венно хрупким с развитием трещин по границам зерен. Кроме уменьшения
8 и V соответственно меняется ударная вязкость. Ее значения уменьшают-
ся с 3,0 до 0,8-0,5 МДж/м2 после старения при 600 °C в течение 6-20 ч.
Снижение пластических свойств и характера разрушения стали обус-
ловлено охрупчивающим действием упрочняющих фаз, выделяющихся
внутри и, особенно, по границам зерен. Кроме того, на уровень относи-
тельного удлинения и относительного сужения влияют структурные изме-
нения, происходящие в ходе пластической деформации при испытании ме-
ханических свойств.
Количество а-мартенсита деформации не зависит от режима термичес-
кой обработки и составляет 2-3%. Величина Др/р, измеренная на образцах
после разрыва в состаренной стали, меньше, чем в закаленной, и снижается
по мере развития процессов дисперсионного твердения (см. табл. 2.19). Та-
кое изменение обусловлено, по-видимому, двумя причинами. Во-первых,
уменьшением степени деформации при растяжении (8 уменьшается при ста-
140
Рис. 2.39. Зависимость механических свойств
предварительно состаренной (600 °C, 5ч) ста-
ли 40Г11Н10Ю5Ф от температуры испытания
рении) и, во-вторых, влиянием про-
цесса стабилизации (на ранних ста-
диях распада твердого раствора) и
дестабилизации (на более поздних
стадиях распада) аустенита при фа-
зовом у —> (ДД, Е, сс)-превращении,
как в стали типа 40Х4Г18Ф.
Данные табл. 2.19 позволяют установить корреляцию между пластичес-
кими свойствами и количеством деформационных двойников (величиной
Др/р), образующихся в сталях при растяжении. Так, после старения сталей
40Г13Н10Ю5Ф и 40Г11Н10Ю5Ф при 600 °C в течение 5-6 ч их прочностные
свойства примерно одинаковы: <5„ = 1100-1250 МПа, <т0 2 = 1000-1050 МПа.
При этом величина Др/р выше, а относительное удлинение 8 и, особенно,
относительное сужение в последней стали существенно ниже (в первой
стали 8 = 18%, = 50%, Др/р = 7x10'3; во второй стали 8 = 12%, \|/ = 20%,
Др/р - ЮхЮ-3). Уменьшение относительного удлинения произошло, види-
мо, из-за интенсификации у —> (ДД, Е, ос)-превращения, а снижение уровня
относительного сужения обусловлено значительным (почти в 1,5 раза) уве-
личением количества пакетов (ДД + е), которые охрупчивают сталь так же,
как это наблюдается в стали 40Х4Г18Ф.
Изменение стабильности аустенита за счет снижения температуры рас-
тяжения существенно влияет на пластические свойства стали. Значения ов
и (502 в стали 40Г11Н10Ю5Ф монотонно повышаются с понижением Т„с
(рис. 2.39), что характерно для аустенитных сталей, тогда как на темпера-
турной зависимости пластических свойств наблюдаются два максимума,
каждый из которых связан с определенными механизмами пластической де-
формации.
Аустенит состаренной (650 °C, 5 ч) стали 40Г11Н10Ю5Ф стабилен при
температуре испытания Тис - 300 °C. С понижением Тис от 300 до 20 °C за-
метно усиливается тенденция к замене ячеистого распределения дислока-
ций на равномерное и все более интенсивно развивается деформационное
двойникование. Оптимальная кинетика процесса у —> (ДД, Е, ос) имеет мес-
то, по-видимому, при Т11С = 80 °C, чем и обусловлено увеличение пластич-
ности стали (см. рис. 2.39). При уменьшении Тис ниже 80 °C интенсивность
у —> (ДД, Е, ос)-превращения возрастает, что обусловливает снижение плас-
тических свойств, как это наблюдается в закаленной стали 40Х4Г18Ф и со-
старенной 20Г18С2Ф.
В процессе деформации при температурах ниже комнатной развивается
мартенситное превращение у —» ос, оптимальная кинетика которого наблю-
дается, по-видимому, при Т11С = -60 °C. В результате этого мартенситного
у —> ос-превращения происходит новое увеличение (по сравнению с Т„с =
= 20 °C) пластических свойств (см. рис. 2.39). При Т„с > -60 °C уменьшают-
ся как количество ос-мартенсита деформации, так и величины относитель-
141
кого удлинения и сужения. Уменьшение относительного удлинения в дан-
ном случае нельзя объяснить так, как это сделано ранее (см. гл. 1) для зави-
симости 8 = f(T„c), поскольку интенсивность у —> ос-превращения и количе-
ство ос-фазы в разорванных образцах уменьшается. Наблюдаемые измене-
ния можно, по-видимому, связать с тем, что при Тис< -80 °C происходит пре-
вращение парамагнитного аустенита в антиферромагнитный (уп —> уа), о чем
свидетельствует перегиб на дилатометрических кривых состаренного аус-
тенита в интервале температур от 20 до -196 °C. По-видимому, из двух ком-
позиций уп + ос и уа + ос последняя обладает более низкой пластичностью.
Этим можно объяснить снижение относительного сужения при Тис< -80 °C.
Таким образом, использование карбидно-интерметаллидного старения
метастабильных сталей позволяет получить в неферромагнитном материале
достаточно высокий комплекс механических свойств: о02 = 900-1500 МПа
при 8 = 25-10% и \|/ = 50-20%. Причем повышенные значения прочности и
пластичности могут быть обеспечены в области отрицательных температур
(-40...-80 °C), что связано с развитием мартенситных превращений при пла-
стической деформации.
В заключение необходимо отметить следующее. В метастабильных
аустенитных никелевых сталях при распаде твердого раствора наблюдает-
ся одновременное повышение прочностных свойств и относительного удли-
нения. Аномальное, по сравнению со стабильными аустенитными сталями,
изменение механических свойств обусловлено мартенситным у —> ос-превра-
щением при растяжении. В этих сталях после режимов термической обра-
ботки, обеспечивающих одновременное повышение прочности и относи-
тельного удлинения, наблюдается вязкое разрушение, высокие уровни от-
носительного сужения и ударной вязкости.
В состаренных метастабильных марганцевых сталях, содержащих 0,4% С
и более, мартенситное превращение, протекающее при растяжении, увели-
чивает предел текучести, но снижает относительное удлинение. Повыше-
ние относительного удлинения и прочности одновременно обусловлено об-
разованием только деформационных двойников. Поэтому вязкое разруше-
ние сталей, высокие значения относительного сужения и ударной вязкости
наблюдаются только в случае сохранения однофазной (аустенит и деформа-
ционные двойники) структуры при растяжении.
В марганцевых сталях, содержащих менее 0,25% С, мартенситное у—> (е, ос)-
превращение, протекающее при растяжении, определяет одновременное увели-
чение временного сопротивления и относительного удлинения так же, как и в
никелевых сталях. Повышение температурного интервала старения обеспечи-
вает одновременное увеличение прочности и относительного сужения.
Старение никель-марганцевых сталей, упрочняемых за счет одновремен-
ного выделения из твердого раствора интерметаллидов и карбидов, развива-
ется в две стадии. На первой стадии распада твердого раствора образуются
дисперсные карбиды и интерметаллидные у'-частицы, изоморфные матрице,
а на второй стадии старения метастабильные у'-интерметаллиды превраща-
ются в стабильные 11-частицы с другой кристаллической решеткой и морфо-
логией. Оптимальное сочетание прочностных и пластических свойств дости-
гается па этапе перехода от первой стадии старения ко второй, когда струк-
142
тура стали характеризуется наличием в аустените высокодисперсных интер-
металлидных (у' и т)) и карбидных (VC) частиц, равномерно распределенных
по объему матрицы. Одновременное увеличение прочности (<5В, s02) и плас-
тичности (8, \|/) обеспечивается превращением у —> (ДД) при температурах
растяжения выше комнатной и у —> (е, ос)-превращением при Т1)С < 20 °C.
2.5. УПРОЧНЕНИЕ НАНООКСИДАМИ
Упрочнение металлов и сплавов нанооксидами эффективно повышает
прочность и жаропрочность, так как оксиды практически не коагулируют
и не растворяются с металлической матрице даже при нагреве до предпла-
вильных температур. Однако увеличение прочности с помощью наноокси-
дов нельзя обеспечить обычным старением в сталях и сплавах, получен-
ных металлургическим способом. Приходится вводить дисперсные окси-
ды, используя порошковую металлургию, включающую спекание смеси
порошков сплавов и оксидов [77]. Как отмечено в монографии [77], впер-
вые об упрочнении вольфрама оксидами тория ThO2 с применением по-
рошковой металлургии было сообщено в 1910 г. [78]. В 1949 и 1961 гг. бы-
ли выполнены работы соответственно по упрочнению алюминия оксида-
ми А12О3 [79] и упрочнению никеля оксидами Т11О2 [80]. Предварительное
дробление смеси порошков суперсплава и иттрий-алюминиевых оксидов в
шаровой мельнице, предшествующее последующему спеканию дисперс-
ной смеси, выполнялось основоположником метода механического леги-
рования John.S. Benjamin [81] начиная с 1966 г. [1]. В фирме “International
Nickel Company (INCO)” в 1966 г. им был получен упрочненный оксида-
ми 5А12О3-ЗУэ03 и интерметаллидами Ni3Ti(Al) жаропрочный супер-
сплав INCONEL МА6000 (Ni-15Cr-4W-2Mo-2Ta-4,5Al-2,5Ti-l,l Y2O3) с
ГЦК-решеткой. Недостатком спеченных с оксидами жаропрочных спла-
вов являлось серьезное ухудшение пластичности, ударной вязкости и тре-
щиностойкости [82]. Это объясняется неоптимальным составом жаро-
прочных сплавов, которые планировалось дополнительно упрочнять с по-
мощью специальных оксидов.
В последнее время создаются специальные дисперсно-упрочненные ок-
сидами (ДУО) жаропрочные нержавеющие стали для ядерных и термо-
ядерных реакторов. В частности, США, Япония, Китай, Бельгия, Франция,
Россия разрабатывают реакторные малоактивируемые стали, содержа-
щие, мас.%: 9-15Cr, -2W, V, Та и до -0,3 иттрий-титановых оксидов разме-
ром 3-5 нм. Реакторные ферритные ДУО-стали известны с 1970 г. [83].
Основная проблема получения качественных ДУО-сталей - равномерное
распределение дисперсных упрочняющих оксидов размером 3-5 нм с меж-
частичным расстоянием -10-20 нм. Следует отметить, что такие наноокси-
ды нельзя получить обычным дроблением порошка в мельницах. Считает-
ся, что они получаются в два этапа: в результате растворения исходных
крупных оксидов в стали при помоле в мельнице с последующим выделени-
ем нанооксидов (3-5 нм) при высокотемпературном спекании. О возможно-
сти растворения первичных оксидов при деформации в мельницах сообще-
но в работе [84]. Возможность растворения оксидов в стальной матрице при
143
холодной деформации требует дополнительных доказательств. Характери-
стики структуры и свойств исследованных реакторных ДУО-сталей пред-
ставлены в работах [85-89].
2.5.1. О технологии получения дисперсно-упрочпеппых
оксидами сталей
Одной из важнейших характеристик дисперсионно-твердеющих реак-
торных сталей является сопротивление ползучести при 500-750 °C, опреде-
ляемое устойчивостью структуры упрочненных частицами сталей при по-
вышенных температурах и нагрузках. Обычно используемые для упрочне-
ния частицы дисперсных интерметаллидов или карбидов при температурах
более 700 °C начинают коагулировать и растворяться. В связи с этим все
большее внимание уделяется дисперсно-упрочненным оксидами (ДУО) ре-
акторным сталям, получаемым методом механического легирования
[90-104]. Во многих случаях для упрочнения используются наноразмерные
(3-5 нм) оксиды иттрия и титана, которые, в отличие от карбидов, нитридов
и интерметаллидов, не коагулируют и не растворяются в стальной матрице
вплоть до температуры 1300 °C [101]. ДУО-стали, предназначенные, напри-
мер, для реакторов на быстрых нейтронах сохраняют повышенную стой-
кость к радиационному распуханию и имеют высокие характеристики жа-
ропрочности и сопротивления ползучести.
Технология производства ДУО-сталей включает в себя механическое
легирование порошков в шаровых мельницах с последующим их компакти-
рованием в особых условиях. Важнейшим фактором, влияющим на свойст-
ва ДУО-сталей, является обеспечение деформационного растворения до-
статочно крупных исходных оксидов иттрия в стальной матрице при дли-
тельном размоле смеси порошков в мельницах и последующего их выделе-
ния (при комп актировании и спекании механолегированных порошков ста-
ли) в виде упрочняющих наночастиц сложных оксидов размером 2-5 нм.
В качестве примера рассмотрим опытную технологическую цепочку [89]
получения дисперсно-упрочненного оксидами реакторного материала на
примере ферритно-мартенситной стали ЭП-450 (12Х13М2ФБР), предназна-
ченной для чехлов тепловыделяющих сборок реактора БН-600.
Механическое легирование порошка стали ЭП450 в смеси с частицами
оксидов У2О3 размером до 80 нм (в количестве 0,25 мас.%) проводили в ви-
брационной высокоэнергетической мельнице в атмосфере аргона [89]. Ме-
лющими телами были стальные шарики размером 10-20 мм. Соотношение
массы мелющих тел к массе порошка составляло 15:1. Механическое леги-
рование проводили в течение 30 ч без промежуточных вскрытий мельницы.
После этого осуществляли рассев полученного порошка на ситах. Для про-
изводства компактного образца использовали самую мелкую фракцию раз-
мером меньше 200 мкм. Помимо оксида иттрия, в шихту перед механичес-
ким легированием вводили гидрид титана в количестве 0,8 мас.%. Присут-
ствие титана способствует получению более дисперсных и стабильных час-
тиц иттрий-титановых оксидов Y2TiO5 при последующей термомеханичес-
кой обработке порошков при компактировании и спекании материала при
144
Рис. 2.40. Темнопольное изображение окси-
дов Y2TiO5 в ферритном зерне стали
Х13В2Т1-ДУО
высокотемпературном экструдиро-
вании [101, 102].
Следует отметить, что механиче-
ское легирование китайских ДУО-
сталей обычно производится с ис-
пользованием порошков чистых ме-
таллов (Fe, Сг, Mo, Ti и др.) с разме-
рами частиц 4-60 мкм и нанооксидов
иттрия размером менее 30 нм [85].
После помола в атмосфере аргона
смеси металлических порошков с нанооксидами иттрия в течение 48 ч, де-
газации механолегированного порошка в вакууме при 450 °C и спекания по-
рошка при гидроэкструзии при 1000...1100 °C (с одновременным выделени-
ем упрочняющих оксидов Y2TiO5 размером ~3 нм - см. рис. 2.40), были из-
готовлены образцы для определения структуры и механических свойств. В
полученных таким способом дисперсно-упрочненных оксидами (ДУО) ста-
лях с ОЦК-решеткой Х13М2Т2, Х13М1Т1 и Х13В2Т1 содержалось упроч-
няющих нанооксидов соответственно 0.06, 0.16 и 0.30% [100]. Разное коли-
чество нанооксидов Y2TiO5предопределило различное упрочнение сталей в
результате дисперсионного твердения (табл. 2.20). Прочностные свойства
связаны также со степенью возврата или рекристаллизации ДУО-сталей во
время высокотемпературной термомеханической обработки.
Для создания ДУО-сталей на первом этапе обработки в мельнице не
обязательно растворять в матрице оксиды иттрия с высокой межатомной
связью. Новый подход к созданию ДУО-сталей и сплавов [105-110] заклю-
чается в том, что в качестве носителя кислорода при механическом легиро-
вании используются не оксиды иттрия с высокой энергией межатомной свя-
зи, а малоустойчивые оксиды железа, которые при холодной деформации
растворяются существенно легче в металлической матрице, чем оксиды ит-
трия или титана. Последующий отжиг механически легированной кислоро-
дом стали должен привести к выделению упрочняющих нанооксидов ит-
трия (титана), если эти элементы предварительно введены в состав стали.
Таблица 2.20
Механические свойства ДУО-сталей при 20 и 650 °C
Сталь т„„°с с. С0.2 8, %
МПа
Х13М2Т2-ДУО 20 1125 925 17,4
Х13М2Т2-ДУО 650 407 — 28,6
Х13М1Т1-ДУО 20 1360 1272 14.8
Х13М1Т1-ДУО 650 525 490 27,3
Х13В2Т1-ДУО 650 547 515 22,8
145
2.5.2. Формирование аустенитных ДУО-сталей
с использованием механического легирования
в смеси порошков Fe2O3-Fe-35Ni-3Ti(Zr)
В качестве металлических матриц были выбраны тройные аустенит-
ные сплавы FeNi35Ti3 (34,7 мас.% Ni, 2,6 мас.% Ti, остальное - Fe) и
FeNi35Zr3 (35,5 мас.% Ni, 3,5 мас.% Zr, остальное - Fe) [111]. Выбор Fe-Ni-
инваров и их легирование титаном и цирконием обусловлены следующи-
ми причинами [111]. С одной стороны, в выбранных ГЦК Fe-Ni-сплавах
магнитные характеристики (температура Кюри, внутреннее поле на ядре
57Fe) сильно зависят от содержания никеля, что важно для проведения мес-
сбауэровского анализа концентрационных изменений по Ni при выделе-
нии или растворении интерметаллидов Ni3Ti(Zr) при механосинтезе (МС).
С другой стороны, элементы легирования (титан и цирконий) обладают
повышенной способностью образовывать специальные нанооксиды, уп-
рочняющие ODS-сплавы [108]. Образцы Fe-Ni-Ti(Zr)-cmiaBOB предвари-
тельно подвергали закалке в воду от 1323 К. При этом в сплаве Fe-Ni-Ti
успевают возникнуть дисперсные частицы у '-фазы Ni3Ti, а в сплаве
Fe-Ni-Zr - интерметаллиды Ni3Zr. Сплавы Fe-Ni-Me измельчали напили-
ванием с последующим отсевом крупной фракции для получения дисперс-
ного порошка с размером частиц ~10 мкм. Порошок смешивали с окси-
дом железа Fe2O3 особой чистоты (99,95%) (размер частиц ~20 мкм) в со-
отношении 70 мас.% сплава и 30 мас.% оксида. Большое количество окси-
дов (до 30%) использовали для облегчения мессбауэровского анализа фа-
зовых превращений при деформации.
Исходные порошки подвергали интенсивной холодной пластической де-
формации (ИХПД) при 300 К с помощью сдвига под давлением (СД) в нако-
вальнях Бриджмена и помола в шаровой мельнице (ШМ). СД осуществлялся
при давлении Р = 8 ГПа. Скорость вращения наковален со ~ 1 об/мин, число
оборотов п = 10, что соответствовало степени истинной деформации е = 7,8.
В результате воздействия получали монолитные диски с металлическим бле-
ском диаметром 5 мм и толщиной —100 мкм.
Обработку порошковых смесей проводили в ШМ марки «Pulverisette-7».
Скорость вращения задавали равной 3800 об/мин, использовали стаканы
объемом 50 мл и шары диаметром 10 мм в количестве 15 штук. Гарнитура
мельниц была изготовлена из высокопрочной стали ШХ-15. Помол осуще-
ствляли при соотношении массы шаров и порошка 6:1 после откачки возду-
ха в нейтральной среде аргона.
Синтезированные деформацией образцы изучали методами мессбауэ-
ровской спектроскопии, рентгеноструктурного анализа (РСА), трансмис-
сионной электронной микроскопии (ТЭМ) [111]. Мессбауэровские спект-
ры снимали в геометрии на пропускание у-квантов с энергией Е = 14,4 кэВ
от источника 57Со(Сг) в режиме постоянных ускорений. Спектры модели-
ровали стандартной аппроксимацией линиями лоренцевой формы с ис-
пользованием прикладного пакета программ MS-Tools [112], позволяюще-
го восстанавливать функцию плотности вероятности распределения пара-
метров резонансных линий поглощения. Определяли следующие мессбау-
146
эровские параметры: изомерный сдвиг Is, квадрупольное расщепление Qs,
эффективное магнитное поле Н и парциальный вклад компонент спектра
Sj. Для анализа состава ГЦК-матрицы Fe-Ni-сплавов в квазибинарном при-
ближении использовали резкую зависимость от содержания никеля сред-
невзвешенного эффективного магнитного поля <Н> [113], которое было
рассчитано по формуле
<Н> =
н
11
max
jHp(H)dH
/н.„,
/ Jp(H)dH,
/
где р(Н) - функция плотности вероятности распределения эффективного
магнитного поля.
Механоактивирусмый синтез в системах Fe2O3-Fe-Ni-Me(Ti, Zr) при
сдвиге под высоким давлением. Ранее [108, 109, 114] установлено, что ис-
пользование при механосинтезе (МС) смеси порошков гематит - титан, цир-
коний, легированная ОЦК-сталь приводит к распаду и растворению первич-
ных оксидов железа, выделению вторичных оксидов химически активных
элементов. По этой причине выглядит резонным применение гематита как
малоустойчивого оксида и при МС с аустенитными сталями, имеющими
ГЦК-решетку.
На рис. 2.41 представлены мессбауэровские спектры смеси Fe2O3 -
Fe-Ni-Ti до МС (а) и после нее (б), а также после МС и последующего
отжига при 970 К (в). Спектр смеси описывается суперпозицией сексте-
та с уширенными линиями, отвечающего аустенитному сплаву Fe-Ni-Ti,
и секстета гематита с полем Н = 511 кЭ. Среднее эффективное поле
<Н> у-матрицы FeNi35Ti3 равно 170 кЭ (см. рис. 2.41, а), что отвечает со-
держанию в матрице 33 мас.% Ni. Пониженная на 2% концентрация Ni
в исходном аустените объясняется частичным выделением Ni3Ti при
закалке.
После СД (см. рис. 2.41, б) среднее поле матрицы сплава Fe-Ni-Ti увели-
чивается до 270 кЭ, что объясняется повышением концентрации никеля в
матрице в результате растворения фазы Ni3Ti. Возможно также частичное
растворение оксида железа в матрице, которое мессбауэровским методом
не фиксируется. В спектре синтезированного образца наблюдается допол-
нительный секстет с мессбауэровскими параметрами, близкими к парамет-
рам a-Fe (Н = 332 кЭ), что можно объяснить появлением восстановленного
a-Fe (12%) на месте частиц оксида Fe2O3 или образованием мартенсита де-
формации при воздействии СД.
Секстет гематита трансформируется в суперпозициопный спектр магне-
тита Fe3_yO4 (A/В), при этом парциальный вклад оксидных компонент прак-
тически не меняется. Постдеформационный отжиг, осуществляемый выше
интервала обратного мартенситного а-у-превращения (при температуре
973 К), должен привести к исчезновению а-мартенсита. Но oc-Fe остается в
основном в отожженном образце. Следовательно, a-Fe является продуктом
окислительно-восстановительной реакции, а не результатом образования
a-мартенсита деформации.
147
, ..П {Fc3_yO4(A/B) ' , Г .-1-^ IFe3_yO4(A/B)
i—»—i—т—r—iCX-Fc(Ni) ।—।—r—i—i—i cc-Fc(Ni)
?=? (Fc3_yO4(A/B) , 1 , .i.,.'.ZV=?|Fcv yO„(A/B)
-10 -5 0 5 10 -10 -5 0 5 10
v, mm/c
Рис. 2.41. Мессбауэровские спектры механосинтезированных сплавов на основе
смесей Fc2O3 - FcNi^Tij (а - д) и Fc2O3-FeNi35Zr3 (е - к).
Обработка: а, е - исходные смеси; б, ж - СД при 8 ГПа, п = 10; в, з - СД + отжиг 970 К. 30 мин; г,
и - помол в ШМ, 4 ч; д, к — помол + отжиг 970 К. 30 мин
Таблица 2.21
Интегральные интенсивности компонент мессбауэровских спектров МС образков*,
полученных деформацией сдвигом под давлением (СД)
и в шаровых мельницах (HIM)
К мпоненты спектра СД, 8 ГПа СД + отжиг Помол в ШМ, 4ч Помол + отжиг
Fe ,О4 (А/В) 28/5 8/7 5/3 4/3
i-Fe Xi) 12 9 13 11
-e-Xi-Me(Ti) 55 58 62 78
-- «о 0 18 17 4
: в. ,о4(а/в) 27/4 5/4 9/4 4/3
-F. Xi) 11 10 23 10
- -Xi-Mc(Zr) 58 бб 40 49
Fe .,O 0 15 24 34
• I - образец 30% Fe,O, - 70% Fe-Ni-Ti; 2 - образец 30% FeO - 70% Fe-Ni-Zr.
Отжиг образца существенно снижает вклад компоненты магнетита
~ в 3 раза) в мессбауэровский спектр (табл. 2.21), при этом усиливается
» энсивность вюститного дублета. Заметного уменьшения среднего поля
Н> аустенитной матрицы не отмечено. Следовательно, отжиг деформи-
рог энного сплава не приводит к выходу никеля из у-твердого раствора за
_ л образования интерметаллида Ni3Ti. Это говорит о том, что титан свя-
31 эется не с никелем, а с кислородом, образуя оксид TiO2, что также под-
_ "ждается рентгеновскими исследованиями.
Согласно приблизительной оценке, в соответствии со стехиометрией кис-
Крол из распавшегося гематита (содержание ~20%) переходит в вюстит
4“ 10%), оксид титана TiO2 (~3%) и магнетит. Таким образом, формирование
) обнаруживается в мессбауэровском эксперименте только косвенно. Од-
жи 1 этот результат является надежным, так как иначе в процессе старении
"О К мы наблюдали бы образование большого количества интерметал-
лсиых частиц Ni3Ti, которые снижают концентрацию никеля в Fe-Ni-Ti-ма-
тр» зе. что легко обнаруживается мессбауэровским методом [113].
Для создания дисперсно-упрочненного оксидами аустенитного сплава
х- тенилось также легирование Fe-Ni-матрицы цирконием. Этот выбор
_товлен как высокой способностью циркония к окислению, так и воз-
• жностью формирования интерметаллида Ni3Zr. На рис. 2.41, е - з, приве-
зены мессбауэровские спектры смеси Fe2O3 - Fe-Ni-Zr) до СД (е) и после
•.. ж), а также после СД и отжига (з). Как и в сплаве Fe-Ni-Ti, деформа-
ххэнное воздействие резко увеличивает среднее поле <Н> (от 190 до
25 ) кЭ), что вызвано растворением интерметаллида Ni3Zr и ростом содер-
ия никеля в матрице. Так же, как и в Fe-Ni-Ti-аустените, в спектре вы-
э.’яется компонента с эффективным полем, близким к cx-Fe (11%). После
. -жига количество магнетита заметно уменьшается и возрастает количест-
во вюстита. Интерметаллидное старение с выделением фазы Ni3Zr, так же
как в МС сплаве Fe-Ni-Ti, практически не происходит, поскольку спектр
м Т)1щы Fe-Ni-Zr не претерпевает изменений. Цирконий связывается в ок-
опы ZrO2npn МС и отжиге.
149
Интенсивность отн. ед.
Рис. 2.42. Рентгеновские днфрактограммы механоеннтезированных сплавов на основе сме-
сей FejOj + FcNi3STi3 (а - б, д - е) и Fe2O3- FeNi,5Zr3» (в - г, ж - з).
Обработка: СД при 8 ГПа, п = 10 (а, в): СД + отжиг при 970 К, 30 мин (б, г); помол в ШМ, 4 ч (д, ж); помол в 1ИМ + от-
жиг при 970 К, 30 мин (с, з)
2000
1000
0
О 40 60 80 100
20,град
Мехапоактивируемый синтез в системах Fe2O3-Fe-Ni-Me(Ti, Zr) при
помоле в шаровой мельнице. Шаровые мельницы широко используются
для МС для создания ДУО-сплавов. Однако механоактивация в мельницах
может сопровождаться разогревом, особенно в локальных областях в мо-
мент ударного воздействия шаров. Для изучения процессов МС в мельницах
и, особенно, для выяснения влияния температурного фактора были выпол-
нены эксперименты на системах, подобных полученным ранее методом СД.
На рис. 2.41, г-д, представлены мессбауэровские спектры МС образцов
из смеси Fe2O3 - Fe-Ni-Ti, полученных в ШМ в результате механического
легирования в течение 4 ч и последующего отжига при 973 К, 30 мин. Мес-
сбауэровские данные отражают, как и случае СД, развитие аналогичных
фазовых превращений в ШМ. Наблюдается увеличение <Н> матрицы от
239 до 285 кЭ, что связано с растворение фазы Ni3Ti. Появляется секстет с
полем, близким к полю восстановленного О’-Fe (11%). Гематит переходит в
нестехиометрический магнетит. Однако, в отличие от воздействия СД, в ре-
зультате помола в мельнице формируется значительное количество вюсти-
та. При отжиге в МС-образцах количество вюстита сильно уменьшается,
однако величина <Н> матрицы не изменяется (см. рис. 2.41, д, табл. 2.21).
Отсутствие изменения <Н> в Fe-Ni-Ti-матрице после нагрева до 973К так-
же. как и при отжиге в деформированных СД образцах, объясняется окис-
лением титана (с образованием оксида TiO2), который не участвует в интер-
металлидном старении и не выводит никель из твердого раствора. Таким
образом, результат МС в ШМ в фазовом отношении очень близок резуль-
тату, полученному при СД с последующим отжигом (рис. 2.41, в). Результа-
ты МС смеси в ПШМ позволяют объяснить фазовые превращения в мель-
нице локальным повышением температуры и более развитой реакционной
"оверхностью обрабатываемых порошков.
Мессбауэровские спектры образцов, полученных из смеси
Fe2O3-Fe-Ni-Zr в результате помола в ПШМ в течение 4 ч и постдеформа-
пионного отжига приведены на рис. 2.41, и - к. Спектр образца после ПШМ
близок к спектру, полученному на системе Fe2O3-Fe-Ni-Ti. Вклады компо-
нент с полями, близкими к полям cz-Fe и вюстита, в МС-сплавах с Zr не-
сколько больше, чем в сплавах с Ti. Среднее поле <Н> ГЦК-матрицы воз-
растает существеннее (от 216 до 290 кЭ). При отжиге поле <Н> Fe-Ni-Zr-
матрицы мало изменяется, что свидетельстует об отсутствии интерметал-
тидного старения по указанной ранее причине. Результат отжига оказыва-
ется отличным от последствий отжига системы с титаном: количество a-Fe
стекается более чем в 2 раза, вклад вюстита растет, а содержание магнети-
та уменьшается. Можно сделать вывод о том, что уже при измельчении в
ПШМ весьма активно идет окисление циркония, вследствие чего интенсив-
нее восстанавливается a-Fe. Последующий отжиг приводит лишь к перерас-
пределению элементов в структуре сплава. Выделившееся железо отчасти
~ереходит в вюстит, а цирконий, образовав оксид при помоле, уже не при-
нимает участия в механохимических реакциях. Формирующийся при МС
бюстит имеет необычно большое по величине квадрупольное расщепление,
что свидетельствует о заметном отклонении решетки от кубической и о по-
явлении нестехиометрии, которую в значительной степени уменьшает
151
отжиг (см. табл. 2.21). Можно допустить, что повышение стехиометрии свя-
зано с частичным устранением дефицита катионов в вюстите за счет пере-
хода атомов железа в его решетку.
Таким образом, после помола в ШМ и отжига образцы МС-сплавов со-
держат незначительное количество оксидов с большими эффективными
магнитными полями. Отсутствие изменения магнитного поля на ядре 57Fe в
МС Fe-Ni-Ti- и Fe-Ni-Zr-матрицах при отжиге означает выведение титана
и циркония из процесса образования интерметаллидов Ni3Ti и Ni3Zr, так как
эти элементы в первую очередь образуют оксиды ТЮ2 и ZrO2.
Структура аустенитной стали, упрочненной нанооксидами. Данные
рентгеноструктурного анализа (РСА) МС-образцов (см. рис. 2.42) находят-
ся в хорошем согласии с результатами мессбауэровской спектроскопии. Ди-
фрактограммы образцов, полученных СД с последующим отжигом, очень
близки к рентгенограммам образцов после помола в ШМ. На последних на-
блюдаются пики, отвечающие вторичным оксидам титана и циркония TiO2
и ZrO2. Интенсивность оксидных пиков усиливается в результате последую-
щего отжига образцов (см. рис. 2.42). Исходный гематит и магнетит на ди-
фрактограммах проявляются слабее, чем после деформации СД. На ди-
фрактограммах чётко выражены пики вюстита, интенсивность которых
уменьшается при отжиге МС сплава на основе РезОз + Fe-Ni-Ti и растет при
отжиге МС смеси Fe^O-, + Fe-Ni-Zr. Кроме того, идентифицируются отра-
жения от небольшого количества cz-Fe.
На рис. 2.43 представлены светлопольные и темнопольные электронно-
микроскопические изображения структуры МС сплава Fe^ + Fe-Ni-Ti по-
сле деформации в шаровой мельнице в течение 4 ч (а, б) и последующего
отжига при 970 К, 30 мин (г, д). Структура после помола в ШМ состоит из
зерен и субзерен размером 50-300 нм, границы которых четко не выявля-
ются из-за повышенной плотности дислокаций (см. рис. 2.43, а). Электроно-
грамма (рис. 2.43, в) преимущественно кольцевая с наличием отражений от
ГЦК-матрицы и оксидов. Расшифровка электронограмм синтезированного
в ШМ сплава показала, что наблюдаемые рефлексы можно отнести к кри-
сталлам у-матрицы и оксидам Fe^, Fe3O4, FeO и TiO2. Темнополыюе изоб-
ражение в составном «оксидно-матричном» рефлексе (см. рис. 2.43, б) сви-
детельствует о наличии в МС-матрице зерен размером 50-70 нм и неболь-
шого количества мелких оксидов. Отжиг при 970 К (30 мин) приводит к раз-
витию процессов возврата, снижает плотность дислокаций и вызывает об-
разование большого количества нанооксидов размером ~5 нм (см. рис. 2.43,
г, д). На темнопольном снимке (см. рис. 2.43, д), кроме нанооксидов, видны
матричные зерна размером 50-70 нм. Расшифровка электронограмм ото-
жженного образца указывает на то, что на ней преобладают отражения от
у-матрицы, cz-Fe, оксида Fe3O4 и, вероятно, оксида TiO2.
Анализ результатов МС в ШМ смеси Fe2O3 + Fe-Ni-Zr с помощью ТЭМ
показал, что интенсивная деформация приводит к образованию зерен раз-
мером 50-100 нм с повышенной плотностью дислокаций и плохо выявляе-
мыми границами (рис. 2.44, а, б). Расчет электронограмм выявил наличие
оксидов Fe2O3, Fe3O4, FeO и ZrO2 в ГЦК-матрице (рис. 2.44, в, г). По темно-
польному изображению (см. рис. 2.44, г), полученному в рефлексе оксида
152
y-Fe
oc-Fe, Fe,O4
Fe?O4 Fe,_xO
y-Fe
a-Fe
TiO2
Fe364
Рис. 2.43. Электронно-микроскопические изображения структуры механоеннтезированных образцов (а, б, г, д) и электроно-
грамма (в) сплавов на основе смеси Fe2O3 - FeNi3sTi3.
Обработка: помол смеси о ШМ. 4 ч (а - в): помол в ШМ + отжиг 970 К, 30 мин (г. д); а. г - светлые поля; б, д - темные поля в рефлексах нанооксидов
ZrO2
Fe26„ FeO. ZrO,
— y-Fe
~ Fe2O3
Fe2O?, FeO
X Fe2O3, Fe3O4, FeO
Рис. 2.44. Электронно-микроскопические изображения структуры механосинтезированных
образцов и электронограммы (в, е) сплавов на основе смеси Fe2O3- FeNi3sZr3.
Обработка: помол смеси в ПШМ, 4 ч (а - г); помол в ПШМ + отжиг 970 К, 30 мин (д. е): а. б. д - светлые поля; г - тем-
ное поле в рефлексе нанооксидов
ZrO2, размер мелких оксидов оценен в 5-10 нм. При отжиге (973К, 30 мин)
в синтезированном сплаве с Zr развивается рекристаллизация с образовани-
ем разориентированных зерен размером 50-150 нм с четкими границами и
пониженной плотностью дислокаций (см. рис. 2.44, г). Видны частицы окси-
дов размером 5-10 нм. Электронограмма превращается из кольцевой в то-
чечную (см. рис. 2.44, д). Полученный при МС сплав с Zr оказался менее
термически устойчивым, чем МС сплав с Ti. По-видимому, в сплаве с Zr
формируются более крупные оксиды ZrO2, которые в меньшей степени.за-
трудняют миграцию границ зерен и меньше сдерживают развитие рекрис-
таллизации.
Таким образом, данные ТЭМ- и РСА-исследований образцов, получен-
ных механоактивируемым синтезом ШМ, подтверждают результаты ЯГР-
спектроскопии по растворению гематита в матрицах ГЦК. Fe-Ni-Ti и
154
Fe-Ni-Zr сплавов и свидетельствуют о формировании однородной нанокри-
сталлической матрицы с вторичными дисперсными нанооксидами, в том
числе оксидами Т1О2 и ZrO2. Результаты механохимической реакции при син-
тезе гематита в Fe-Ni-Me аустенитных сплавах можно представить в виде
схемы Fe-Ni-Me(Ti, Zr) + Fe2O3 —> y-Fe-Ni-Me(O) + a-Fe(Ni) + FebxO + MexOy.
СПИСОК ЛИТЕРАТУРЫ
Ньюкерк Дж.Б. Общая теория, механизм и кинетика // Старение сплавов. М.: Метал-
яургпздат, 1962. С. 12-142.
2. Келли А., Николсон Р. Дисперсионное твердение. М.: Металлургия, 1966. 298 с.
? Буйнов Н.Н., Захарова Р.Р. Распад металлических пересыщенных твердых растворов.
М.: Металлургия, 1964. 144 с.
-. Гольдштейн М.И., Фарбер В.М. Дисперсионное упрочнение стали. М.: Металлургия,
1979.208 с.
5 Томас Г. Структура дисперсионно-упрочняемых сплавов // Электронная микроскопия и
прочность кристаллов. М.: Металлургия, 1968. С. 437-493.
t Гинье А. Неоднородные металлические твердые растворы. М.: Изд-во иностр, лит., 1962.
158 с.
". Чуистов К.В. Старение металлических сплавов. Киев: Наук, думка, 1985. 226 с.
В. Хирт Дж., Лоте И. Теория дислокаций. М.: Атомиздат, 1972. 598 с.
Миркин Л.И. Физические основы прочности и пластичности. М.: Изд-во МГУ, 1968.
538 с.
Фридель Ж. Дислокации. М.: Мир, 1967. 644 с.
> I. Ван-Бюрен Д. Дефекты в кристаллах. М.: Изд-во иностр, лит., 1962. 584 с.
2 Анселл С. Механические свойства двухфазных сплавов // Физическое металловедение.
М.: Мир, 1968. Вып. 3. С. 327-370.
- Фазовый наклеп аустенитных сплавов на железоникелевой основе / К.А. Малышев,
В.В. Сагарадзе, И.П. Сорокин и др. М.: Наука. 1982. 260 с.
J Земцова Н.Д., Малышев К.А. Непрерывный распад у-твердого раствора в сплавах желс-
зо-никель-титан //ФММ. 1973. Т. 35, вып. 5. С. 1006-1014.
5- Суховаров В.Ф. Прерывистое выделение фаз в сплавах. Новосибирск: Наука, 1983. 166 с.
.Земцова ПД., Малышев К.А., Старченко Е И. Ячеистый распад в нсдеформированных
метастабильных сплавах Fc-Ni-Ti // ФММ, 1979. Т. 48, вып. 2. С. 375-381.
Р Земцова Н.Д., Малышев К.А. Прерывистый распад в сплавах Fe-Ni-Ti // Структурный
механизм фазовых превращений металлов и сплавов. М.: Наука, 1976. С. 138-142.
• Земцова НД., Малышев К.А. Влияние фазового наклепа и рекристаллизации аустенита
на развитие прерывистого распада в сплавах Fe-Ni-Ti // ФММ, 1974. Т. 37, вып. 6.
С. 1209-1215.
19 Уваров А.И., Романова Р.Р., Уксусников А.Н., Буйнов Н.Н. Двухступенчатое старение
гптава железо-никель-титан // ФММ, 1974. Т. 37, вып. 2. С. 369-374.
- Г>рбач В.Г., Кокорин В.В., Самсонов Ю.И., Чуистов К.В. Выделение на дефектах упа-
ковки в сплаве Fe-Ni-Ti Ц Изв. АН СССР. Металлы, 1972. № 2. С. 147-150.
2 . Горбач В.Г., Козятник Н.Н., Кокорин В.В. и др. Старение и мартенситное превращение
в сплаве железо-никель-титан // ФММ, 1974. Т. 37, вып. 3. С. 580-589.
22 Н отбореп Е., Mejcr W. Sefiigc und mechanischc Eigen-schaften von Lcgierungen auf
Eiscn-Nickcl—Basis mit 12% Al nach vcrschicdcncr Warmcbehadhing // Zs. Metallic., 1967.
158, No. 6. S. 372-381.
2 1 Кокорин В.В., Горбач В.Г, Самсонов Ю.И. Мартенситное превращение в состаренном
. лаве Fe-Ni-Ti //Металлофизика, 1972. № 42. С. 87-96.
24 Коваль Ю.Н., Кокорин В.В. Тетрагональность безуглеродистого мартенсита // ФММ,
1975 Т. 39, вып 5. С. 1044-1048.
25 Гунъко Л.П., Кокорин В.В. Природа тетрагональности безуглеродистого мартенсита в
-лавах типа Fe-Ni-Ti //ДАН СССР, 1978. Т. 240, № 1. С. 72-74.
155
26. Малышев К.Л., Земцова НД. Кинетика мартенситного превращения и морфология мар-
тенсита в сплаве Н25ХТ2 после старения // МиТОМ, 1972. № 9. С. 38-43.
27. Садовский ВД., Земцова НД., Старченко Е.И. Мартенситное превращение в аустените
сплавов Fe-Ni-Ti, претерпевшем ячеистый распад Ц ДАН СССР, 1981. Т. 260, № 1.
С. 88-90.
28. Пушин В.Г.. Романова Р.Р.. Уваров А.И.. Барановский А.Н. Влияние старения и пласти-
ческой деформации на структуру и механические свойства сплава Н15Х5ГЗТЗ с мстаста-
бильным аустенитом // ФММ, 1980. Т. 49, вып. 2. С. 372-382.
29. Пушин В.Г., Романова Р.Р., Уваров А.И. Структурный механизм аномальной пластично-
сти стали с метастабильным аустенитом //ФММ, 1986. Т. 62, вып. I. С. 187-196.
30. Малышев К.А., Уваров А.И., Романова Р.Р., Пушин В.Г. Трип-эффект в сплавах Fe-Ni-Ti,
упрочненных фазовым наклепом и старением //ФММ, 1976. Т. 41, вып. 5. С. 992-1001.
31. Малышев К.А., Романова Р.Р., Уваров А.И. и др. Влияние внешней нагрузки на кинети-
ку мартенситного превращения, структуру и механические свойства сплавов системы
Fe-Ni-Ti, упрочненных фазовым наклепом и старением//Высокопрочные немагнитные
стали. М.: Наука, 1978. С. 5-12.
32. Волосевич П.Ю., Петров ЮН., Гриднев В.Н. Исследование структурных изменений аус-
тенита при мартенситном превращении в сталях с повышенной энергией дефекта упа-
ковки Ц ФММ, 1972. Т. 34, вып. 4. С. 788-794.
33. Lccroiscy Е., Thomas В. On the variation of the intrinsic stacking fault energy with temperature in
Fe-18Cr-12Ni alloys // Phys, status solidi A, 1970. Vol. 2, No. 4. P. 217-220.
34. Малышев К.Л., Уваров А.И. Механические свойства сплавов типа Н27ТЗ, легированных
хромом Ц МиТОМ, 1974. № I. С. 11-16.
35. Уваров А.И., Малышев К.А. Влияние пластической деформации на изменение структу-
ры и механические свойства при старении аустенитного сплава Fe-Ni-Ti // ФММ, 1968.
Т. 26, вып. 3. С. 535-540.
36. Земцова И.Д., Старченко Е.И. Условия реализации полного ячеистого распада в мета-
стабильных сплавах Fe-Ni-Ti и характеристика механических свойств // Структура и
свойства немагнитных сталей. М.: Наука, 1982. С. 15-21.
37. Эшби И.Ф. О напряжении Орована Ц Физика прочности и пластичности. М.: Металлур-
гия, 1972. С. 88-107.
38. Бабич В.К., Гуль Ю.П., Долженков И.Е. Деформационное старение стали. М.: Металлур-
гия, 1972. 320 с.
39. Земцова НД. Старение и фазовый наклеп сплава Н25ХТ2 // Высокопрочные немагнит-
ные стали. М.: Наука, 1978. С. 32-38.
40. А.Н.Орлов, А.М.Паршин, Ю.В.Трушин // ЖТФ, 1983. Т. 53. С. 2367.
41. Sagaradze V.V., Nalesnik V.M., Lapin S.S., Alyabyev V.M. Precipitation hardening and radiation
damage ability of austenitic stainless steels //J. Nucl.Mater., 1993. Vol. 202. P. 137-144.
42. Nemhach E., Neite C. Precipitation hardening of supcralloysby ordered у '-particles Ц Progress
Mater Sci., 1973. Vol. 29. P. 177-319.
43. Алябьев B.M., Бологим В.Г, Дубинин С.Ф. и др. В. Нейтронографическос и электронно-
микроскопическое исследование процессов распада и радиационно-стимулированного
старения Cr-Ni-Ti аустенитных сталей // ФММ, 1990. № 8. С. 142-148.
44. Новик Ю.З., Озеров Р.П., Хенниг К. Нейтроны и твердое тело. М.: Атомиздат, 1979. Т. I.
37 с.
45. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 272 с.
46. Хирш П., Хови А., Николсон Р. и др. Электронная микроскопия тонких кристаллов: Пер.
с англ. М.: Мир, 1968. 574 с.
47. Тяпкин ЮД., Травина Н.Т., Козлов В.П. Электронно-микроскопическое исследование
пространственного выделения второй фазы в стареющих сплавах на никелевой основе //
ФММ, 1973. Т. 35, вып. 3. С. 577-583.
48. Чуисшов К.В. Модулированные структуры в стареющих сплавах. Киев: Наук, думка,
1975.242 с.
49. Сагарадзе В.В..Лапин С.С. Нетрадиционные подходы к содержанию радиационного рас-
пухания нержавеющих сталей Ц ФММ, 1997. Т. 83, № 4. С. 129-144.
50. Кривоглаз М.А. Дифракция рентгеновских лучей и нейтронов в неидеальных кристал-
лах. Киев; Наук, думка, 1983. 408 с.
156
51. Сагарадзе В.В., Гощицкий Б.II., Волкова Е.Г. и др. Изменение структуры и микронапря-
жений в аустенитной стали 40Х4Г18Ф2 при карбидном старении Ц ФММ, 2011. Т. Ill,
№ 1. С. 82-92.
52. Романова Р.Р., Уваров А.И., Путин В.Г., Буйнов Н.Н. Аномальный эффект повышения
пластичности в упрочненной старением стали ЗЗН25ЮЗФ // ФММ, 1975. Т. 39, вып. 4.
С. 844-851.
53. Уваров А.И. Романова Р.Р., Лушин В Г. Упрочнение стареющей аустенитной стали
ЗЗН25ЮЗФ И ФММ, 1977. Т. 43, вып. 5. С. 1052-1057.
54. Уваров А.И., Романова Р Р., Уксусников А.ИБуйнов Н.Н. Влияние низкотемпературно-
го старения перед высокотемпературным на механические свойства и структуру стали
40Х4Г18Ф // ФММ, 1973. Т. 36, вып. 4. С. 735-741.
55. Романова Р.Р., Путин В.Г, Уксусников АН., Буйнов Н.Н. Структурный механизм
старения аустенитных железомарганцевых и железоникелевых сталей, упрочняемых
карбидом ванадия // Структура и свойства немагнитных сталей. М.: Наука, 1982.
С. 107-114.
56. Беленкова М,МУваров А.И., Малышев К.А., Михеев М.Н. Изменение прочностных,
электрических и магнитных характеристик аустенитной стали типа 40Х4Г18Ф
при термической и тсрмомсханичсской обработках // ФММ, 1973. Т. 36, вып. 5.
С. 971-977.
57. Васечкина Т.П., Уваров А.И., Малышев К.А Влияние распада пересыщенного твердого
раствора на стабильность аустенита при деформации // Структура и свойства немагнит-
ных сталей. М.: Наука, 1982. С. 96-99.
58. Уваров А.И., Малышев К.А., Мирмелыитейн В.А., Устюгов П.А. Влияние ванадия
на упрочнение аустенитной стали 40Х4Г18Ф при старении // МиТОМ, 1971. № 6.
С. 60-62.
59. Терещенко Н.А., Сагарадзе В.В., Уваров А.И., Малышев К.А. Стареющие стали со струк-
турой Е-мартенсита Ц ФММ, 1982. Т. 53, вып. 1. С. 124-130.
60. Уваров А.И., Сагарадзе В.В.. Терещенко Н.А. Одновременное повышение прочности и
пластичности в стареющей стали на железомарганцевой основе // ФММ, 1984. Т. 58,
вып. 4. С. 819-822.
61. Богачев И.Н., Еголаев В.Ф. Структура и свойства железомарганцевых сплавов. М.: Ме-
таллургия, 1973. 296 с.
62. Соколов О.Г., Кацов К.Б., Карпенко Г.В. Сверхпластичность и коррозионно-механичес-
кая прочность двухфазных железомарганцевых сплавов. Киев: Наук, думка, 1977. 120 с.
63. Сагарадзе В.В., Кабанова И.Г., Шабашов В.А. О кристаллогеометрии обратного мартен-
ситного превращения //Тез. докл. XI Всссоюз. конф, по электрон, микроскопии. Таллин,
1979. С. 131.
64. Рентгенография в физическом металловедении/Под ред. Ю.А. Багарядского. М.: Метал-
лургиздат, 1961. 368 с.
' Гольдшмидт X.Дж. Сплавы внедрения. Т. 1.М.:Мир, 1971.464 с.
56. Гаврилюк В.Г. Распределение углерода в стали. Киев: Наук, думка, 1987. 208 с.
г' Lesoille М„ Gielen Р.М. // Met.Trans., 1972. Vol. 3. Р. 2681-2689.
~8. Романова Р.Р., Пущин В.Г., Уксусников А.Н., Буйнов Н.Н. Структура и механические
свойства аустенитных никелевых и марганцевых сталей, упрочняемых карбидами вана-
дия//ФММ, 1981. Т. 51, вып. 6. С. 1263-1273.
Косицына И.И., Сагарадзе В.В., Фризен Э.Н. Структура и свойства стареющих Mn-V-Mo
аустенитных сталей с различным содержанием углерода // ФММ, 1986. Т. 62, вып. 3.
С. 556-565.
X Brooks Н. Metal Interfaces. Cleveland (ASM), 1952.
Рентгенография в физическом металловедении / Под ред. Ю.А. Багарядского. М.: Мстал-
лургиздат, 1961. 368 с.
Уманский Я.С., Иванов А.Н. Кристаллография, рентгенография и электронная микро-
скопия. М.: Металлургия, 1982. 632 с.
"3 Терещенко Н.А., Уваров А.И., Сагарадзе В.В. Нитридное упрочнение двухфазных (у+ £)-
сталей И ФММ, 1986. Т. 61, вып. 1. С. 200-202.
Банных О А., Блинов В.М. Дисперсионно-твердеющие немагнитные ваиадийсодержа-
ие стали. М.: Наука, 1980. 190 с.
157
75. Пушин В.Г., Терещенко Н.А., Романова Р.Р. и др Электронно-микроскопическое иссле-
дование аустенитных стареющих сталей на Fe-Ni-Mn основе с карбидно-интерметаллид-
ным упрочнением И ФММ, 1984. Т. 57, вып. 2. С. 319-328.
76. Терещенко Н.А., Пушин В.Г., Сагарадзе В.В. и др. Влияние структурных изменений и
стабильности аустенита на механические свойства сталей с карбидно-интерметаллидным
упрочнением Ц ФММ, 1987. Т. 63, вып. 2. С. 306-312.
77. Suryanarayana S. Mechanical alloying and milling. N.Y.: Publ. Marcel Dekker, 2004. 458 p.
78. Coolidge W.D. // Proc. Am. Inst. Elect. Eng., 1910. P. 961.
79. Irman R. //Techn. Rundschau (Bern), 1949. Vol. 36. P. 12.
80. Patent US 2972529, 21.02.1961 /G.B. Alexander et al.
81. Benjamin J.S. Fundamental of mechanical alloying / Ed. P.H. Shingu // Materials Science Forum,
1992. Vol. 88-90. P. 1-17.
82. Проблемы разработки конструкционных сплавов I Под рсд. Р. Джаффи и Б. Вилкокса.
Пер. с англ. 1977; М.: Металлургия, 1980. 336 с.
83. Strikers М. and Huet J J. Proc, on creep strength in steel and high-temperature alloys // Metall
Society. Sheffield, 1972. P. 237.
84. UkaiS., Harada M.. Okada H. etal. //J.Nucl.Mater., 1993. Vol. 204. P. 65-82.
85. Шалаев В.И., Сагарадзе В.В., Кочеткова Т.Н. и др. Структура и ползучесть дисперсно-
упрочненных оксидами иттрия нержавеющих сталей//ФММ, 2001. Т. 91,№ 3. С. 103-109.
86. Sagaradze V.V., Shalaev V.I.. Arbuzov V.L. et al. Radiation resistance and thermal creep of ODS
ferritic steels //J. Nucl. Mater., 2001. Vol. 295. P. 265-272.
87. Goshchitskii B.N., Sagaradze V.V., Shalaev VJ. et al. Structure, radiation resistance and thermal
creep of ODS ferritic steels //J. Nucl. Mater., 2002. Vol. 307-311. P. 783-787.
88. Агеев B.C., Никитина A.A., Сагарадзе В.В. и др. Использование методов металлургии
распыленных и быстрозакаленных порошков для изготовления оболочек ТВЭЛов из
дисперсно-упрочненных оксидами (ДУО) жаропрочных ферритно-мартенситных сталей.
Ч. 1 Ц ВАНТ, сер. Физ. радиационных повреждений и радиационное материаловедение
(90), 2007. №2. С. 134-141.
89. Агеев В.С., Вильданова Н.Ф., Козлов К.А. и др. Структура и термическая ползучесть дис-
персно-упрочненной оксидами реакторной стали ЭП-450 // ФММ, 2008. Т. 106, № 3.
С. 329-336.
90. Huet J.J. Sintered Metal-Ceramic Composites / Elsevier Science Publishers. Amsterdam, 1984.
P. 197-212.
91. Dewilde L., GedoptJ., Delhrassine A. et al. // Proc, of the Inter. Conf, of Materials for Nuclear
Reactor Core Application. Bristol, 1987. P. 271-276.
92. Tian Yun, Shan Binguan, Pan Qingchun, Sun Jiguang. Stadies on ODS ferritic alloy for advanced
LMFBR cladding application in CISRI //Proc. Mater, for Advanced Energy Systems & Fission and
Fusion Engineering // Southwestern Institute of Physics. Chengdu, China, 1995. P. 110-115.
93. Tian Yun, Shan Binguan, Liu Guangzu et al. An overview of several iron base oxide dispersion
strengthened alloys for nuclear application // Mater, for Advanced Energy Systems & Fission and
Fusion Engineering / Ed. A. Kohuama et al. Japan. Soc. Mater. Advanced Energy Systems, 1994.
P. 307-312.
94. Ukai S., Harada M., Okada H. et al. Alloyng design of oxide dispersion strengthened ferritic steel
for long life FBRs core materials // J. Nucl. Mater., 1993. Vol. 204. P. 65-73.
95. Ukai S., Harada M. Okada H. et al. Tube manufacturing and mechanical properties of oxide dis-
persion strengthened ferritic steel //J. Nucl. Mater., 1993. Vol. 204. P. 74-82.
96. Wilson A.M.. Clayden M.C., Standring J. // Proc, of the Inter. Conf, of Materials for Nuclear
Reactor Core Application. Bristol, 1987. P. 25-30.
97. Asano K., Kohno Y., Kohyama A. et al. Microstructural evolution of an oxide dispersion
strengthened steel undercharged particles irradiation //.I. Nucl. Mater., 1988. Vol. 155-157.
P. 928-934.
98. Mukhopadhyay D.K.H., Froes F., Gelles D.S. Development of oxide dispersion strengthened fer-
ritic steel for fusion // .1. Nucl. Mater., 1998. Vol. 258-263. P. 1209-1215.
99. Ukai S., Nishida T., Okuda T., Kazutaka A. Development of oxide dispersion strengthened ferritic
steels for fast reactor core application // Proceedings of Inter, symposium on material chemistry in
nuclear environment, 1996. P. 891-900.
158
90. Monnet L, Duhuisson P., Serruys Y. et al. Microstractural investigation of the stability under irra-
diation of oxide dispersion strengthened ferritic steels // J. Nucl. Mater., 2004. Vol. 335.
P. 311-321.
101. Miller M.K., Hoelzer D.T., Bahn S.S. et al. High Temperature Microstructural Stability of a
MA/ODS Ferritic Alloy. High Temperature Alloys: Processing for Properties / Ed. by G.E. Fuchs
and J.B. Wahi TMS Ц The Minerals, Metals & Materials Society, 2003.
102. Ohtsuka S„ Ukai S., Fujiwara M. et al. Improvement of 9Cr-ODS martesilic steel properties by con-
trolling excess oxygen and titanium contents //J. Nucl. Mater., 2004. Vol. 329-333. P. 372-376.
103. Crayton C., Rath E„ Chit /., Launois S. Microstructural evolution of Y2O3 and MgAl2O4 ODS
EUROFER steels during their elaboration by mechanical milling and hot isostatic pressing //J.
Nucl. Mater., 2004. Vol. 335. P. 83-102.
104. Сагарадзе B.B.,Литвинов А.В., Шабашов B.A. и др. Новый метод механосинтеза ODS-
сталей с использованием оксида железа // ФММ, 2006. Т. 101, № 6. С. 618-629.
105. Козлов К.А., Сагарадзе В.В., Литвинов А.В. и др. Использование оксида железа при
механосинтезс ODS сталей, перспективных для применения в качестве реакторных ма-
териалов //Вопросы атомной науки и техники. Сер.: Материаловедение и новые мате-
риалы, 2008. Вып. 2 (71). С. 21-31.
106. Козлов К.А., Шабашов В.А., Литвинов А.В., Сагарадзе В.В. Фазовые превращения в
системе «гсматит-металл» при мсханоактивации // ФММ, 2009. Т. 107, № 4. С. 411—421.
107. Shabashov V.A., Litvinov A.V., Mukosecv A.G., Sagaradze V.V. Phase transformations in
iron oxidc-metal systems during intensive plastic deformation // Mat. Sci. Eng. A361, 2003.
P. 136-146.
108. Шабашов B.A., Литвинов А В , Мукосеев А.Г. и др. Деформационно-индуцированные
фазовые переходы в системе оксид железа - металл // ФММ. 2004. Т. 98, № 6. С. 38-53.
109. Сагарадзе В.В.. Литвинов А .В., Шабашов В.А. и др. Новый метод мсхапосиптсза ODS-
сталей с использованием оксида железа И ФММ, 2006. Т. 101, № 6. С. 618-629.
110. Патент РФ № 2307183. В.В. Способ получения упрочняемого оксидами композиционно-
го материала на основе железа / В.В. Сагарадзе, В.А. Шабашов, А.В. Литвинов и др.,
Опубл, в Б.И, 2007. № 27.
111. Литвинов А.В.. Шабашов В.А., Козлов К.А. и др. Структура и фазовый состав
ODS-сплавов с ГЦК-рсшеткой, полученных интенсивным деформационным воздейст-
вием на системах «Fe2O3 - Fe-Ni-Ti(Zr)» // Неорган. мат-лы, 2009. Т. 45, № 9.
С. 1096-1103.
112. Русаков В.С. Восстановление функции распределения сверхтонких параметров мессба-
уэровских спектров локально-неоднородных систем // Изв. РАН. Сер. физ., 1999. Т. 63,
№7. С. 1389-1396.
113. Шабашов В.А., Сагарадзе В.В., Морозов С.В., Волков Г.А. Мёссбауэровское исследова-
ние кинетики деформационного растворения интермсталлидов в аустените Fe-Ni-Ti //
Металлофизика, 1990. Т. 12, № 4. С. 107-114.
114. Shabashov V.A., Sagaradze V.V., Litvinov A.V. et al. Mechanical synthesis in iron oxide — metal
system // Mat. Sci. Forum, 1996. Vol. 228-231. P. 607-613.
Глава 3
БЕЗДИФФУЗИОННЫЕ ФАЗОВЫЕ ПРЕВРАЩЕНИЯ
И УПРОЧНЕНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
ПРИ ХОЛОДНОЙ ДЕФОРМАЦИИ
3.1. О ДЕФОРМАЦИОННОМ УПРОЧНЕНИИ СТАБИЛЬНЫХ
И МЕТАСТАБИЛЬНЫХ АУСТЕНИТНЫХ СТАЛЕЙ
Кроме повышения прочности аустенитных сталей с помощью термичес-
кой обработки, их подвергают упрочнению пластической деформацией [1-4].
В настоящем разделе будут рассмотрены в основном средние степени пласти-
ческой деформации (Д < 30%), которые легко осуществляются на практике и
приводят к достаточно интенсивному изменению дислокационной структуры.
При небольших деформациях (до 10%) образуются скопления и клубки дисло-
каций. Их скопления являются плоскими только в тех сталях, в которых до-
статочно низкая энергия дефектов упаковки (ЭДУ ~ 0,02 МДж/м2). При увели-
чении степени деформации расстояние между отдельными группами дислока-
ций уменьшается и начинает формироваться ячеистая структура. Она пред-
ставляет собой чередующиеся области с высокой и низкой плотностью дисло-
каций. Формирование ячеистой структуры происходит тем раньше, чем выше
ЭДУ аустенита. В результате увеличения плотности дислокаций наблюдается
монотонное повышение прочности (е>„, о0 2) и уменьшение относительного уд-
линения в аустенитной стали [5]. При дальнейшем увеличении степени плас-
тической деформации (выше 30%) ячейки измельчаются. Толщина границ
ячеек уменьшается, а плотность дислокаций внутри границ увеличивается (так
же изменяется и средняя по объему плотность дислокаций).
При пластической деформации железомарганцевый аустенит упрочня-
ется сильнее, чем железоникелевый. Это обусловлено тем, что последний
имеет более высокие значения ЭДУ. Чем ниже энергия дефектов упаковки
аустенита, тем меньше склонность расщепленных дислокаций к поперечно-
му скольжению [6, 7].
Нагрев деформированной стали приводит к снижению плотности дисло-
каций. Температура, при которой наблюдается разупрочнение стали, силь-
но зависит от легирования аустенита, особенно такими элементами, как мо-
либден, вольфрам, хром. Уменьшение прочности сопровождается повыше-
нием пластических свойств [3]. Теплая деформация (при температурах вы-
ше комнатной, но ниже температуры рекристаллизации), по сравнению с
холодной деформацией (при комнатной и более низких температурах), поз-
воляет получать в сталях меньшие прочностные свойства, но более высо-
кие пластические.
160
В метастабильных аустенитных сталях, упрочненных термомеханичес-
кой обработкой (ТМО), при испытании развивается мартенситное превра-
щение у —> (а, е). Для сталей, обладающих интенсивной кинетикой превра-
щения, необходимо проводить термомеханическую обработку таким обра-
зом чтобы стабилизировать аустенит. Степень стабилизации должна быть
такова, чтобы получить оптимальную кинетику мартенситного превраще-
ния. Обычно стабилизация достигается в результате формирования ячеис-
той структуры, закрепления дислокаций примесными атомами, растворе-
ния легирующих элементов в аустените. Для стабильных материалов и для
сталей с вялой кинетикой мартенситного превращения необходима дестаби-
лизация при ТМО за счет обеднения твердого раствора легирующими эле-
ментами. В этом случае дестабилизация аустенита позволяет получить не-
обходимую кинетику мартенситного превращения, обеспечивающую высо-
кие прочностные и пластические свойства, как в высокопрочных аустенит-
ных сталях, обладающих эффектом ПНП (пластичностью, наведенной пре-
вращением) или TRIP-эффектом (Transformation Induced Plasticity). Резуль-
таты работ по стареющим TRIP-сталям представлены в главе 5.
В некоторых метастабильных аустенитных сталях старение как метод
упрочнения неэффективно. Однако в таких материалах наблюдается рас-
пад твердого раствора при нагреве и деформации (деформационное старе-
ние). Аустенит таких сталей в результате деформационного старения деста-
билизируется, что обеспечивает получение высоких пластических свойств
[8-10]. Предел текучести, как правило, монотонно снижается по мере уве-
личения температуры деформации Тд. Степень снижения о0 2 зависит от ле-
гирования стали. Более широкие возможности изменения механических
свойств аустенита открываются при использовании таких сталей, в кото-
рых в результате старения происходит его значительное упрочнение (уве-
личение о02 в 1,5-2 раза). Применение таких сталей позволяет разработать
принципиально новые схемы комбинированного упрочнения, включающие
старение и пластическую деформацию.
Следует отметить, что развитие прямого и обратного мартенситных
превращений при усталостном нагружении может привести к существенно-
му повышению предела выносливости. В частности, упрочненная фазовым
наклепом и старением метастабильная неферромагнитная аустенитная
сталь Н26ХТ1 [11] имеет достаточно высокий предел выносливости cl, =
= 640 МПа, сопоставимый с усталостной прочностью легированных ферро-
магнитных конструкционных сталей.
Были разработаны кавитационно-стойкие аустенитные стали типа
30Х10Г10 [12, 13], которые самоупрочняются за счет формирования мар-
тенсита на поверхности изделий в результате микроударов при захлопыва-
ют кавитационных пузырьков. Следует подчеркнуть, что создание мета-
стабильных аустенитных кавитационно-стойких сталей и цветных сплавов
[13] явилось первым опытом в мировой практике использования мартенсит-
ных превращений для улучшения механических свойств металлических ма-
териалов непосредственно при эксплуатации.
Мартенситное превращение у—ш при трении, приводящее к существен-
ному упрочнению трущихся поверхностей в изделиях из метастабильных
161
сталей, было использовано для повышения их износостойкости [14], Осу-
ществление другого типа мартенситного перехода у—>е при трении в сталях
типа Г20, вызывающего сильное снижение коэффициента трения, позволи-
ло впервые предложить антифрикционные железные сплавы [15].
Прямые и обратные мартенситные превращения, развивающиеся при
холодной деформации и нагреве, используются в многочисленных сплавах
с эффектом памяти формы [16]. Можно полагать, что эффект обратимос-
ти прямого и обратного мартенситных превращений в той или иной степе-
ни присущ всем мартенситным сплавам, если только он не подавлен конку-
рирующими диффузионными процессами.
3.2. СВОЙСТВА АУСТЕНИТНОЙ СТАЛИ Х18Н10Т,
ДЕФОРМИРОВАННОЙ ПРОКАТКОЙ И РАВНОКАНАЛЬНЫМ
УГЛОВЫМ ПРЕССОВАНИЕМ
В работе [17] изучены особенности структурообразования при равнока-
нальном угловом прессовании (РКУ) и холодной пластической деформации
прокаткой до степеней е = 2,1, а также прослежено изменение механичес-
ких свойств.
Большое внимание исследователей привлекают нанокристаллические
(НК) и субмикрокристалличсские (СМК) материалы, обладающие высоким
комплексом физико-механических свойств [18-21]. Одним из способов по-
лучения достаточно массивных металлических образцов с СМК-структурой
является интенсивная пластическая деформация методом равноканального
углового (РКУ) прессования [22]. Метод заключается в продавливании за-
готовки через два пересекающихся под углом канала с равным поперечным
сечением. На плоскости пересечения каналов сосредоточивается локализо-
ванная деформация простого сдвига высокой интенсивности [22]. РКУ-
прессование позволяет получать достаточно равноосные мелкие зерна раз-
мером 0,02-0,1 мкм [22-26]. Деформированные металлические образцы
имеют беспористую структуру, чего не удается достичь компактированием
высокодисперсных порошков. Большинство исследований по РКУ-прессо-
ванию [22-26] выполнено на стабильных металлах или сплавах. В настоя-
щем разделе основное внимание уделено воздействию РКУ-прессования не
только на прочностные характеристики, но и на пластичность метастабиль-
ных аустенитных сталей. Предполагалось, что эти стали после РКУ-прессо-
вания будут обладать более высокими характеристиками пластичности (от-
носительным удлинением), чем после прокатки с одинаковым упрочнением.
Такая повышенная пластичность может быть вызвана в метастабильных
аустенитных сталях мартенситным превращением, протекающим в процес-
се пластической деформации или растяжения при измерении механических
свойств (TRIP-эффект [27]).
Для исследования была выбрана типичная метастабильная аустенитная
сталь 12Х18Н10Т стандартного химического состава. Образцы из этой ста-
ли размером 14x14x165 мм3 после закалки от 1050 °C в воде подвергали ин-
тенсивной холодной пластической деформации методом РКУ-прессования.
Последнее проводили в инструменте с углом пересечения каналов 90° при
162
комнатной температуре со скоростью 0,4 мм/с до истинной деформации е =
= 2,1 при количестве циклов 4. Для сравнения осуществляли холодную пла-
стическую деформацию прокаткой образцов размером 2,5x6x50 мм в глад-
ких валках при комнатной температуре со степенью обжатия 30 (е = 0,3),
50 (е = 1), 70 (е = 1,5), 90 (е = 2,1), 92% (е = 2,3). Такая обработка позволяла
получить одинаковые степени деформации при прокатке и РКУ-прессова-
нии и сопоставить механические свойства.
3.2.1. Структура и свойства стали после РКУ-прсссовапия
В закаленном состоянии аустенитная сталь 12Х18Н10Т имела следующие
механические свойства: временное сопротивление разрушению о„ = 560 МПа,
условный предел текучести о02 = 210 МПа, твердость HV01 = 2000 МПа, отно-
сительное удлинение 5 - 70%, относительное сужение = 69%. Очень высо-
кое значение относительного удлинения связано с реализацией TRIP-эффек-
та. Образующиеся при растяжении кристаллы сс-мартенсита вызывают ре-
лаксацию пиковых напряжений, локально упрочняют материал. Пластичес-
кое течение переходит на другие зерна, что предотвращает преждевременное
’•азрушение образцов и вызывает повышение пластичности [27].
РКУ-прессование с истинной степенью деформации е = 2,1 приводит к
с.щественному упрочнению и некоторому снижению пластичности: оп =
= 1550 МПа, о02 = 1340 МПа, 5 = 27,5%, у = 41%, твердость HV0J = 4900 МПа
47 ед. HRC). Отметим, что повышение предела текучести при РКУ-прессо-
вании более чем в 6 раз достигнуто при относительно небольшой степени
деформации (е = 2,1), которая лимитировалась ресурсом пластичности ста-
ли при заданных параметрах прессования. На рис. 3.1,3.2 представлены эле-
ктронограмма и электронно-микроскопическое изображение структуры
стали 12Х18Н10Т после РКУ-прессования.
Наблюдаются повышенная плотность дислокаций, мелкие разориен-
тированные микрокристаллиты, о чем свидетельствуют почти кольцевое
распределение и сильное азимутальное размытие рефлексов до 10°-20° на
электронограмме, снятой с участка диаметром 0,8 мкм. Структура стали
-естоит из достаточно равноосных кристаллов аустенита и мартенсита,
количество а-мартспсита, по данным магнитометрии, составляет 45 об.%.
‘ нализ темнопольных изображений зерен позволил определить размеры
мартенситных кристаллитов (рис. 3.2, б) и аустенита, изменяющих в пре-
делах от 70 до 140 нм. В структуре встречаются и более мелкие кристал-
лы (20-50 нм), образовавшиеся при
жроблении мартенситных пластин.
Использованная невысокая степень
деформации (е = 2,1) не позволила
-злностыо сформировать мелкие
•- 3.1. Изменение твердости при отжи-
с~а hi 12Х18Н10Т, деформированной
РКУ-прессованием
0 100 300 500 700 900
Температура отжига (выдержка 1ч), °C
163
Рис. 3.2. Структура стали 12Х18Н10Т после РКУ-прессования:
а - светлопольное изображение; б - темнопольное изображение в рефлексе (011)а
зерна с преобладающими большеугловыми границами. Наблюдаются так-
же отдельные карбиды TiC или Сг23С6, расположенные в теле зерна и на
границах зерен.
Устойчивость полученной СМК-структуры и свойств исследовалась при
последеформационном отжиге до температур 850 °C. Как видно из рис. 3.1,
часовые выдержки при температурах до 550 °C слабо изменяют твердость
стали. Резкое ее падение происходит при температурах 550...650 °C. Проч-
ностные свойства также практически не изменяются в результате часового
отжига при 550 °C, а пластичность несколько возрастает (табл. 3.1). Как
свидетельствуют электронно-микроскопические исследования, мелкокрис-
таллическая аустенитно-мартенситная структура сохраняется во многих
участках фольги (рис. 3.3, а, б). Однако средний размер кристаллов возрас-
тает до 150-250 нм, и они частично очищаются от дислокаций за счет про-
исходящих при нагреве перераспределения и аннигиляции дислокаций
(рис. 3.3, а). Появляются отдельные выросшие зерна фазонаклепанного ау-
стенита (рис. 3.3, а, б), содержащего тонкие двойники, которые образова-
лись при а—>у-превращении. Количество мартенсита уменьшается до
22 об.%. Так как частичное а—»у-превращение при нагреве до 550 °C сопро-
вождается образованием фазонаклепанного аустенита, то прочностные
свойства стали 12Х18Н10Т снижаются очень мало (см. табл. 3.1).
Дальнейшее повышение температуры отжига приводит к увеличению
размера зерен, развитию рекристаллизации. Рост зерен происходит без за-
рождения новых кристаллов путем превращения неравновесных границ в
Таблица 3.1
Изменение механических свойств, размера зерна и содержания мартенсита
при отжиге стали 12Х18Н10Т, деформированной РКУ-прессованием
Обработка О. °0.2 5 т а, об.% Размер зерна, нм
Твердость, HRC МПа
%
РКУ 46 1550 1340 27,5 41 45 70-120
РКУ + 550 °C, 1 ч 46 1530 1285 37,5 47,5 22 150-250
РКУ + 850 °C, 1 ч 15 722 428 99 59 0 1000-6000
164
Рис. 3.3. Структура стали 12Х18Н10Т после
РКУ-прессования и отжига при 550 °C. 1 ч
(а, б) и 850 °C, 1 ч (в)
границы новых зерен и их миграции. После нагрева стали 12Х18Н10Т до
850 °C наблюдается рекристаллизованная разнозернистая полиэдрическая
структура (см. рис. 3.3, в). Однако размер зерна аустенита после такого от-
жига еще невелик (1—6 мкм), что объясняет сохранение более высокой
прочности и пластичности стали (см. табл. 3.1) по сравнению с исходным со-
стоянием после закалки от 1050 °C.
Как показано выше, после РКУ-прессования метастабильная аустенит-
ная сталь 12Х18Н10Т имеет повышенную пластичность (относительное уд-
линение 5 = 27%), несмотря на очень большую прочность (оп = 1550 МПа,
°о,2 - 1340 МПа). Высокая пластичность (3 = 37,5%) сохраняется после ча-
сового отжига при 550 °C без разупрочнения и достигает самых высоких
значений (3 = 99%) в рекристаллизованном мелкозернистом состоянии по-
сле отжига при 850 °C (см. табл. 3.1).
3.2.2. Структура и свойства стали после холодной
деформации прокаткой
Чтобы ответить на вопрос, вносит ли свой вклад в высокое относи-
тельное удлинение метастабильной аустенитной стали 12Х18Н10Т метод
деформации, были проведены сравнительные механические испытания
образцов стали 12Х18Н10Т после РКУ-прессования и прокатки. На
рис. 3.4 и 3.5 приведены результаты электронно-микроскопических ис-
165
Рис. 3.4. Структура стали I2X18H10T после
холодной деформации прокаткой со степе-
нью е = 0,3 (а), е = 1 (б); е = 1,5 (в)
Рис. 3.5. Структура стали после холодной деформации прокаткой со степенью е = 2,1:
а - светлопольное изображение: б — темнопольное изображение в рефлексе (011 )а
следований эволюции структуры стали при холодной пластической де-
формации прокаткой.
При деформации в стали накапливается значительная плотность дисло-
каций внутри зерен, затем формируется ячеистая, а впоследствии фрагмен-
тированная структура, которая с дальнейшим увеличением степени дефор-
мации охватывает все больший объем зерна. Плотность дислокаций в гра-
ницах фрагментов и угол разориентировки на границах возрастают про-
порционально степени деформации и они превращаются в конце концов в
новые большеугловые границы. Как видно из рис. 3.4, а, в исходной аусте-
нитной структуре после степеней деформации е < 0,3 появляются мартен-
сит деформации и скопления дислокаций в у-матрице. Области с мартенси-
том деформации имеют высокую плотность дислокаций, неподдающихся
количественной оценке. Затем при степенях деформации е от 0,3 до 1 фор-
мируется дислокационная ячеистая структура (рис. 3.4, б). После деформа-
ции е > 1,5 (рис. 3.4, в) субзерна вытягиваются вдоль направления прокатки
и разворачиваются относительно друг друга. На элсктронограммах наблю-
дается азимутальное (до 8°) размытие рефлексов, свидетельствующее о
сильной разориентировке субзерен аустенита и мартенсита (см. рис. 3.4, в).
С увеличением степени деформации больше е = 1,5 происходит непрерыв-
ный рост углов разориентировки субзерен при незначительном умень-
ении их размеров. После степеней деформации е > 2,1, как и в других
ГЦК-сталях [27], появляются некристаллографические полосы сдвига, в ко-
_орых наблюдается СМК-структура с зерном размером около 100 нм и ме-
ее (см. рис. 3.5). Отмечаются более широкие «распушенные» дислокацион-
кые границы, чем после РКУ-прессования (рис. 3.5, а), а кристаллы мартен-
, 1 имеют более вытянутую форму (рис. 3.5, б). Сопоставление электро-
нсграмм (см. рис. 3.4, 3.5) свидетельствует о последовательном развороте
ф - агмептов кристаллов и формировании зерен с большеугловыми граница-
ми при увеличении степени обжатия.
Зависимость механических свойств стали 12Х18Н10Т от степени холодной
к г .тической деформации показана на рис. 3.6. С ее увеличением от 0 до 92%
е = 2,3) происходит характерный рост предела текучести о02 - с 210 до 1385
МПа, чрезвычайно сильное снижение относительного удлинения S (с 70 до
1. ‘ и относительного сужения \|/ (с 69 до 18%). По сравнению с деформаци-
. ’ КУ-прессованием при одинаковой истинной деформации е = 2,1, достига-
почти одинаковый уровень упрочнения, однако пластичность сильно раз-
V ется: после РКУ 5 = 27,5%, \|/ = 41 %, а после холодной пластической де-
фогмации 5 = 2,5%, \|/ = 29%.
Три прокатке начиная с
уме 'енных степеней деформа-
г» ' е > 1 TRIP-эффект отсутст-
ует и относительное удлине-
S
х
о
*
3 • Изменение механических
мвйез стали при увеличении степени
МЯ пластической деформации
прокаткой:
• - •".12- сР2; 3 - S: 4 -1]/
с S
600
«и
200
- 1800
a t- 1400
s
S
0.3 1.0 1,5 2,1 2,3
Степень деформации с = ln(F(/Fk)
80
'70
-60
-50
40
30
20
10
0
с
О 1
167
ние б принимает очень низкие значения (<4%), несмотря на то что холодной
деформации подвергалась метастабильная аустенитная сталь 12Х18Н10Т.
В холоднокатаном материале сохраняется неоднородная разнозернистая
структура (внутри и вне полос сдвига), что также не способствует высоким
характеристикам пластичности. Разрушение идет под углом 45° к направле-
нию прокатки и растяжения практически без образования шейки.
3.2.3. Причины повышенной пластичности стали
после РКУ-прессования
Одной из причин более высокой пластичности стали после РКУ-прессо-
вания может быть способ интенсивной пластической деформации, задавае-
мой механикой деформирования. Как отмечается в работе [21], основанные
на сдвиге традиционные методы пластической деформации (прокатка, во-
лочение, ковка, кручение) позволяют достичь достаточно высокой степени
деформации за счет многократной обработки, но нс обеспечивают, в отли-
чие от РКУ-прессования, однородного распределения параметров напря-
женного состояния. Из-за этого ресурс пластичности в значительной степе-
ни исчерпывается непосредственно при деформации, вследствие чего мате-
риалы, деформированные традиционными методами, обладают довольно
низкой пластичностью (малыми значениями 8 и \|/). Кроме того, сформиро-
ванная после РКУ-прессования разориентированная структура с равноос-
ным субмикрокристаллическим зерном, возможно, будет деформироваться
при последующем растяжении с участием зернограпичного проскальзыва-
ния. Пластическая деформация может быть непосредственно связана с ее
поворотными модами — пластическими ротациями, носителями которых
могут быть частичные дисклинации, что приведет к проявлению ротацион-
ной пластичности [29].
Однако и в чистых металлах, и в стабильных сплавах при интенсивной
холодной деформации РКУ-прессованием не удается сохранить такую вы-
сокую пластичность при близких степенях упрочнения, как в нашем случае.
Так, полученные авторами [22] механические свойства армко-железа после
РКУ-прессования имеют следующие значения; оп = 980 МПа при низкой
пластичности 8 = 7%, стали У8 - о02 = 980 МПа, 8 = 5%. Обработанные
РКУ-прессованием ГЦК-металлы никель и медь имеют о02 = 600 МПа, 8 = 8%
и о02 = 400 МПа, 8=11% соответственно. Вторая и главная причина повы-
шенной пластичности заключается в следующем. Сталь 12Х18Н10Т после
РКУ-прессования способна при последующей деформации при растяжении
к мартенситному у—>а-превращению с реализацией TRIP-эффекта. Количе-
ство мартенсита деформации в стали после РКУ-прессования составляет
45 об.%, а после прокатки (е = 2,1) - 56 об.%. Меньшее количество а-фазы
в стали, подвергнутой РКУ-прессованию, по-видимому, связано с наличием
больших напряжений всестороннего сжатия, что сдерживает образование
фазы с большим удельным объемом и затрудняет протекание мартенситно-
го у—>а-превращения при таком методе деформации. При растяжении в об-
разцах прокатанной стали практически не образуется мартенсит деформа-
168
ции (количество a-фазы остается 56 об.%). В образцах, вырезанных из за-
готовок, прошедших РКУ-прессование, количество а-мартенсита при рас-
тяжении увеличивается в 1,5 раза - с 45 до 69 об.%, что подтверждает пред-
положение о пластичности, наведенной превращением (TRIP-эффекте).
Итак, при РКУ-прессовании метастабильной аустенитной стали
12Х18Н10Т, несмотря на чрезвычайно высокое упрочнение, формируется
оптимальное структурное состояние (размер микрокристаллитов, распреде-
ление дислокаций, фазовый состав и др.), более благоприятное для разви-
тия последующего мартенситного у—>а-превращения при растяжении, при-
водящего к увеличению характеристик пластичности (относительного уд-
линения).
Таким образом, равноканальное угловое деформирование простым
сдвигом аустенитной нержавеющей стали с явно выраженной метастабиль-
ностью аустенита, в отличие от деформации прокаткой, приводит не толь-
ко к резкому увеличению прочностных характеристик, но и к достижению
на порядок более высоких значений пластичности (относительного удлине-
ния). Это связано как с особенностями пластического деформирования ма-
териалов и формирования более равновесной микрокристаллической
структуры при РКУ-прессовании, так и преимущественно с оптимизацией
кинетики у—>а-превращения, что способствует развитию TRIP-эффекта.
3.3. ОБРАЗОВАНИЕ ФЕРРОМАГНИТНОГО МАРТЕНСИТА
В ОТНОСИТЕЛЬНО СТАБИЛЬНЫХ АУСТЕНИТНЫХ СТАЛЯХ
ПРИ ХОЛОДНОЙ ДЕФОРМАЦИИ
Аустенитные стали во многих случаях используются в качестве высо-
копрочных немагнитных материалов в приборостроении, энергетике, су-
достроении и др. Поэтому устойчивость аустенита к образованию ферро-
магнитных фаз (мартенсита, феррита, цементита) является важной харак-
теристикой. В настоящем разделе представлены сведения по образованию
ферромагнитных фаз при холодной деформации в известных аустенитных
сталях 110Г13, 10Х18АГ18, 04Х20Н6Г11АМ2БФ, 45Г13103, ранее считав-
шихся достаточно устойчивыми по отношению к образованию мартенси-
тэ деформации.
3.3.1. Образование ферромагнитных фаз (мартенсита и карбидов)
при холодной деформации стали Гадфильда
В работе [30] проведено сравнительное исследование магнитных
ств холоднодеформированных аустенитных сталей ПОГ 13 (с 1,2 мас.%
_ и 13.4 мас.% Мп) и Г40 (с 40,5 мас.% Мп). При комнатной температуре, ко-
I - [ выше температуры Нееля для стали 110Г13, исходный недеформиро-
ый образец стали Гадфильда имеет прямую пропорциональную зависи-
п дельной намагниченности J от напряженности магнитного поля Н
. 3.7, кривая 1) [30], что характерно для парамагнетика. После холодной
- -'стической деформации прокаткой со степенью обжатия 30 и 50% отчет-
169
Рис. 3.7. Зависимость удельной намагниченности J
от напряженности магнитного поля Н и степени
деформации Д в стали 110Г13.
Деформация, %: 1 - 0,2 - 30, 3 - 50; измерения 4 в поле 2-10s А/м
либо наблюдается гистерезис на полевой
зависимости намагниченности (кривые 2
и 3). Причем по мере роста степени де-
формации удельная намагниченность рез-
ко увеличивается (кривая 4). Прирост
удельной намагниченности в поле Н =
= 2105 А/м за счет ферромагнитной фа-
зы составляет 12-10-2 А-м2/кг (Д - 50%),
что соответствует ~0,01% от удельной на-
магниченности чистого железа. Коэрци-
тивная сила Нс практически не изменяет-
ся с увеличением степени деформации и
имеет величину 0,1 • 10-5 А/м.
Пластическая деформация образцов
стали Г40 не приводит к появлению фер-
ромагнитной фазы даже при больших сте-
пенях деформации (85 и 98%) [30], а восприимчивости деформированных и
недеформированных образцов практически совпадают.
Ферромагнетизм стали Гадфильда может быть обусловлен образовани-
ем а-мартенсита деформации или ферромагнитных карбидов типа Fe3C при
деформационном старении. Приблизительная оценка размеров ферромаг-
нитных частиц a-фазы по коэрцитивной силе составляет 210-7 м. Отметим,
что в некоторых работах на репликах обнаруживали частицы примерно та-
кого размера [31]. Другими авторами [30, 32, 33] ни a-кристаллов, ни карби-
дов в деформированной стали Гадфильда не обнаружено.
Для определения ферромагнитной фазы в деформированных образцах
стали Гадфильда были выполнены термомагнитные исследования. Как по-
казало изучение удельной намагниченности деформированной стали Гад-
фильда [30] от температуры, основной вклад в намагниченность вносит
мартенсит деформации. Примерно 16% от удельной намагниченности при
25 °C приходится на долю легированных марганцем ферромагнитных кар-
бидов цементитного типа (Fe, Мп)3С с точкой Кюри Тс = 150 °C. Карбиды
могут, вероятно, выделяться в процессе локального разогрева при холодной
деформации как из а-мартенсита, так и из аустенита. Образование малого
количества а-мартенсита (<0,01 %) при сильной пластической деформации
можно ожидать в областях пересечения двойников деформации [34] или
около включений в обедненных углеродом и марганцем зонах.
Возможность образования а-мартенсита при таком специфическом спо-
собе поверхностной деформации, как трение, в метастабильных аустенит-
ных сталях известна [35]. Однако в отдельных случаях и в стабильных аус-
тенитных сталях формируются ферромагнитные продукты износа немар-
тенситного типа. Например, если в марганцевой аустенитной стали Г40 при
170
холодной прокатке (Д = 96%) ферромагнитная фаза вообще не образуется,
то при сухом трении она появляется в продуктах износа и, по всей видимос-
ти, представляет собой ферромагнитные оксиды [30].
3.3.2. Мартенситное превращение при холодной деформации
в высоколегированной азотсодержащей стали 10Х18АГ18
Исследование стабильных аустенитных сталей [36,37] показало, что после
больших пластических деформаций возникает ферромагнитная фаза малой
концентрации либо суперпарамагнитное состояние, обусловленное образова-
нием однодоменных ферромагнитных кластеров. В зависимости от состава
стали механизм формирования ферромагнитной фазы различный. Так, в ста-
лях системы Fe-Ni-Cr [36] при степенях деформации у > 80% зависимость
удельной намагниченности от напряженности магнитного поля о(Н) становит-
ся нелинейной, характерной для суперпарамагнитного состояния (рис. 3.8).
Это явление объясняется [36] обогащением никелем микрообластей у-матри-
цы из-за миграции точечных дефектов, возникающих при пластической де-
формации, к границам зерен, фрагментов и дислокациям. В сталях системы
Fe-Mn [37] после больших пластических деформаций наблюдался гистерезис
зависимости «намагниченность - магнитное поле» - о(Н), что свидетельству-
ет о появлении ферромагнитной фазы. Это объясняется образованием крис-
таллов а-мартенсита деформации в результате у—»а-превращения, например,
в обедненных по марганцу или углероду участках вокруг включений.
В настоящем разделе показана возможность получения ферромагнит-
ных кластеров или фаз в высоколегированных достаточно стабильных ау-
стенитных сталях системы Fe-Mn-Cr-N. Также представляло интерес по-
лучение мартенсита деформации с очень низким значением температуры
Кюри из-за высокой легированности стали (до 40% легирующих элемен-
тов). Для исследования выбрана закаленная от 1100 °C сталь 10Х18АГ21,
содержащая, мас.%: 0,07 С; 0,49 N; 21,0 Мп; 17,6 Сг [38]. Развитие фазовых
превращений фиксируется магнитометрически [39] и дилатометрически
по остаточному изменению длины об-
разца AL при комнатной температуре.
За меру относительного содержания де-
формационных двойников и е-мартенси-
та, в соответствии с методикой [40], при-
нимали величину дилатометрического
эффекта AL/L = (L - L,)/L|, где L и L, -
длины образцов при комнатной темпе-
ратуре до нагрева до 400 °C и после него
соответственно.
Рис. 3.8. Зависимость удельной намагниченности
от напряженности магнитного поля закаленных
сталей Х12Н15 (1), X12H30T3 (2), Х12Н30 (3) и де-
формированных сталей X12H30T3, Д = 80% (4) и
Х12Н30, Д = 97,7% (5)
171
Рис. 3.9. Зависимость твердости HRC (1) и дилато-
метрического эффекта AL/L (2) стали 10Х18АГ21
от степени деформации <|Л
‘Дилатометрический эффект образца, деформированного иа
у = 6% при Т = -196 °C
Металлографическая структура зака-
ленной стали представляет собой глобу-
лярные зерна с многочисленными двойни-
ками отжига, что свидетельствует о низ-
кой величине энергии дефектов упаковки
аустенита. Пластическая деформация за-
каленной стали приводит к монотонному
увеличению твердости (рис. 3.9, кривая 1)
по мере возрастания степени деформации
при Т = 20 °C. Так, после деформации с
обжатием \|/ = 60% твердость составляла 49 HRC, что более чем в 2 раза пре-
вышает твердость стали в закаленном недеформированном состоянии. Пла-
стическая деформация приводит к уширению рентгеновских рефлексов
(311 )у и (200)г что связано с ростом микроискажений и измельчением обла-
стей когерентного рассеяния (табл. 3.2). При пластической деформации
возникают дефекты упаковки, деформационные двойники и кристаллы е-
мартенсита. Их количество повышается с увеличением степени деформа-
ции, что подтверждается монотонным увеличением дилатометрического
эффекта AL/L с ростом степени деформации (рис. 3.9, кривая 2). В [38] по-
казано, что при охлаждении до -196 °C аустенит в подобных сталях устой-
чив по отношению к мартенситному превращению. Был обнаружен пере-
ход в антиферромагнитное состояние при температуре Нееля (-10 °C), а
при Т < -100 °C наблюдалось ГЦК—»ГЦТ-превращение.
После пластической деформации при Т = -196 °C структура аустенита
отличается повышенной дефектностью, о чем свидетельствует увеличение
более чем в 2 раза ширины линий (311)т и (200)у (см. табл. 3.2) по сравне-
нию с их шириной после деформации при комнатной температуре. Дилато-
метрический эффект в деформированном состоянии (при Т= -196 °C) поч-
ти в 3 раза больше, чем после аналогичных степеней деформации при ком-
натной температуре. На рис. 3.9 приведено сравнение AL/L после деформа-
ции \|/ = 6% (значение AL/L после деформации при Т = -196 °C отмечено
точкой). Можно предположить, что значительное увеличение дилатомет-
рического эффекта обуслов-
лено образованием е-мартен-
сита деформации при наибо-
лее низкой температуре.
Аустенит закаленной стали
10Х18АГ21 парамагнитен и
его магнитная восприимчи-
вость х = 1,6-10-5 см3/г. Плас-
тическая деформация при ком-
натной температуре до высо-
Таблица 3.2
Физическое уширение (р) линий (311)т и (200)т
стали 10Х18АГ21 после деформации с обжатием
у = 10% при разных температурах
Температура деформации, “С рх1О\ рад
(311), (200)у
24 7,1 2,7
-196 12,9 5.4
’ не. 3.10. Зависимость удельной намагниченности
" от напряженности магнитного поля Н в стали
1 ОХ 18АГ21 при температуре Т = 24 °C. т
** 'лтка: 1 - закалка; 2 - закалка + деформация (\р = 28%) при гп-
т = -196 °C; 3 - закалка + деформация (у = 28%) при Т = -196 °C S
+ отжиг при Т = 550 °C, 20 мин о
О
и? степеней (\/ = 12-95%) практически ь-
Ж меняет значение восприимчивости и
х?д зависимости удельной намагниченно-
ст от величины магнитного поля Н
'ис. 3.10, кривая 1). После пластической
деформации (ф = 28%) при Т = -196 °C наблюдается отчетливый гистере-
jhc зависимости <У(Н) (кривая 2). Увеличение удельной намагниченности
: ггавляет До/ап = 45% (о0 - удельная намагниченность исходного неде-
Г ''мированного образца при Н = 3 кЭ). Наличие гистерезиса зависимости
" I) однозначно свидетельствует о присутствии в аустените ферромагнит-
•ой мартенситной ОЦК-фазы [37]. Образец, содержащий ферромагнитную
ч азу, был нагрет до Т = 550 °C (изотермическая выдержка т = 30 мин),
еле такого нагрева гистерезис зависимости <у(Н) сохранился, что сви-
детельствует об отсутствии а—^'-превращения в этих условиях нагрева
с 3.10, кривая 3).
Приведенные на рис. 3.11, а, изотермические зависимости <т(Н) позво-
явют определить температуру перехода ферромагнитной фазы, образо-
к 1ейся после деформации при Т = -196 °C, в парамагнитное состояние.
I' - ю, что при Т = 460 °C зависимость <у(Н) становится почти линейной и
зктическп совпадает с аналогичной зависимостью исходного недефор-
ыжге ванного образца при этой же температуре, т. е. температура перехо-
да Ферромагнитной фазы в парамагнитное состояние -460 °C.
На рис. 3.11, б, пока-
зана зависимость прира-
щения удельной намаг-
ниченности с, обуслов-
ленного ферромагнит-
ной фазой, от темпе-
Рпс. 3.11. Зависимость удель-
ной намагниченности а от на-
пряженности магнитного по-
ля Н в стали 10Х 18АГ21 по-
сле деформации (щ = 28%)
при Т = -196 °C (а), построен-
ная при различных темпера-
турах и зависимость прирос-
та удельной намагниченнос-
ти Да от температуры (б).
Температура измерения. °C: I -24; 2-
100; 3 - 150; 4 - 200; 5 - 250: 6 - 300:
7 - 350 °C: 8 - 460; 9 - 500; 10 - 550:
11 - пслсформированпый образец
при Т = 550 °C
173
ной намагниченности а от на-
пряженности магнитного поля
Н стали 10X18АГ21 (а) в ис-
ходном недсформированном
состоянии (1), после деформа-
ции (V = 28%, Т = -196 °C) (2),
после такой же деформации и
отжига (20 мин) при 550 °C (3),
596 °C (4) и 640 °C (5), а так-
же зависимость удельной на-
магниченности (6) от темпе-
ратуры отжига (измерения
при Т = 24 °C)
ратуры по результа-
там, представленным
на рис. 3.11, а. Плав-
ный, без перегибов, ход зависимости о(Н) свидетельствует о том, что ма-
териал не содержит ферромагнитных фаз с Тс < 400 °C. Если оценить тем-
пературу Кюри образовавшейся ферромагнитной фазы по перегибу кри-
вой о(Н), то Тс ~ 400 °C и, как показано на рис. 3.10, термически обрати-
мый переход в парамагнитное состояние при этой температуре не обус-
ловлен а—^-превращением.
Чтобы определить температуру сх—>у-превращения, образцы выдержи-
вали 20 мин при Т > 500 °C, а затем при комнатной температуре измеряли
зависимость о(Н). На рис. 3.12, а представлена зависимость о(Н) для об-
разца, содержащего ферромагнитную фазу, после деформации у = 28%
при Т = -196 °C (кривая 2) и последующего отжига при Т = 550 °C (кри-
вая 3), Т = 596 °C (кривая 4) и Т = 640 °C (кривая 5). Видно, что после от-
жига при Т - 640 °C образец становится парамагнитным и имеет зависи-
мость о(Н), полностью совпадающую с аналогичной для у-аустенита этой
стали (рис. 3.12, а, кривые 1 и 5). Рис. 3.12, б построен по результатам
рис. 3.12, а, где на зависимости о(Тотж) показана температура а—^-пре-
вращения, равная 640 °C, что на =240 °C выше температуры Кюри обра-
зовавшейся ферромагнитной фазы. Сталь 10Х18АГ21 отличается высо-
ким содержанием легирующих элементов. Известно [41, 42], что для леги-
рованных твердых растворов на основе железа характерны концентраци-
онные неоднородности по типу ближнего расслоения размером в несколь-
ко межатомных расстояний.
Расслоения обусловлены различием в энергии связи железо-железо,
легирующий элемент - легирующий элемент, легирующий элемент - же-
лезо. Существенное влияние на этот процесс оказывают элементы внедре-
ния (углерод и азот), распределение атомов которых отличается от стати-
стически равномерного [44]. Следовательно, можно ожидать, что твердый
раствор закаленной стали 10Х18АГ21 содержит кластеры, обогащенные
или обедненные по легирующим элементам. Линейная зависимость о(Н)
(см. рис. 3.10, кривая 1) исходного закаленного состояния свидетельствует
о том, что если подобные кластеры существуют в сплаве, то они либо не-
174
ферромагнитны, либо их концентрация так мала, что не приводит к супер-
парамагнитному состоянию.
Снижение температуры деформации до -196 °C обусловлено двумя
причинами. Во-первых, магнитная неоднородность усиливается в магни-
тоупорядоченном состоянии при низких температурах [43]. Во-вторых,
диффузия всех элементов уменьшается, а концентрация точечных дефек-
тов, возникающих при пластической деформации, увеличивается, что
усиливает вероятность образования кластеров. Действительно, деформа-
ция при Т = -196 °C выявила присутствие в аустените ферромагнитной
фазы (см. рис. 3.10, кривая 2). Однако анализ изотермических зависимос-
тей а(Н) на рис. 3.11 приводит к выводу, что природа наблюдаемого гис-
терезиса а(Н) иная, чем в [36]. Ферромагнитной фазой являются дисперс-
ные мартенситные ОЦК-кристаллы, которые испытывают при нагреве
обратное мартенситное превращение а—»у при температуре 640 °C. Оцен-
ка по коэрцитивной силе Нс == 200 Э дает размер кристаллов ~ 10-20 нм, а
концентрация, вычисленная по приросту удельной намагниченности До,
составляет -0,02%.
Механизм образования дисперсных кристаллов мартенсита можно
представить следующим образом. В стали 10Х18АГ21, как и во многих
других аустенитных сталях на Fe-Mn-основе [40], наблюдается упорядоче-
ние ДУ и изменение тонкой структуры аустенита при растяжении в усло-
виях последовательного снижения температуры. При комнатной темпера-
туре деформации образуются дислокации, появляются одиночные и пере-
крывающиеся дефекты упаковки (пакеты ДУ) по нескольким плоскостям
[ 111 }у, т. е. тонкие двойники деформации (ДД). Об этом свидетельствуют
как электронно-микроскопические [45], так и дилатометрические данные
(см. рис. 3.9, кривая 2). При снижении температуры деформации происхо-
дит дальнейшее упорядочение ДУ, что приводит к появлению тонких пла-
стин достаточно совершенной Е-фазы, т. е. в аустените образуются паке-
ты ДД + е. Появление Е-фазы обусловливает значительное увеличение ди-
латометрического эффекта (отмечено точкой на рис. 3.9). Толщина плас-
тин Е-фазы в пакете ДД + £ не превышает 20 нм. Внутри этих пластин под
действием деформации происходит фазовое Е—>а-превращение, что и спо-
собствует диспергированию образующейся мартенситной a-фазы. Крис-
таллы дисперсного а-мартенсита наблюдались в [46] после больших пла-
стических деформаций стали 45Г17ЮЗ, где в сильно фрагментированных
участках полосы некристаллографического сдвига обнаружены кристал-
лы а-мартенсита длиной 10-20 нм и толщиной 3 нм. Появление а-мартен-
сита на пересечении пластин Е-фазы с ГПУ-решеткой объяснено Шума-
ном [34] кристаллогеометрией сдвига, когда в этом случае решетка ГПУ
становится близкой к решетке ОЦК-мартенсита. Малая концентрация
а-мартенсита обусловлена невысокой концентрацией Е-фазы после де-
формации при Т = -196 °C (е < 5%) и, возможно, Е-фаза образуется лишь
в областях с сильно фрагментированной структурой. Действительно,
табл. 3.2 позволяет заключить, что размер областей когерентного рассе-
яния после деформации при Т = -196 °C в 2 раза меньше, чем после де-
формации при Т = 24 °C.
175
Переход в парамагнитное состояние а-мартенсита при Тс ~ 400 °C опре-
деляется магнитным фазовым переходом. Температура начала а—^-пре-
вращения значительно выше. Столь низкое значение температуры Кюри
а-мартенсита для сплавов железа обусловлено высоким содержанием Мп и
Сг, которые, согласно [47], интенсивно снижают температуру Кюри в спла-
вах железа. Низкая температура Кюри (Тс = 460 °C) ранее наблюдалась
лишь в работе [48] на стали близкого состава 10Х18АГ20 в двухфазном
псевдомонокристалле. Понятно, что добавление Сг и Мп не только снижа-
ет Тс, но и в существенной мере стабилизирует аустенитное состояние по
отношению к образованию мартенсита охлаждения, а тем более мартенси-
та деформации. Поэтому достаточно неожиданным является обнаружение
0,02% ферромагнитного мартенсита после деформации при Т = -196 °C [49].
Можно предположить, что образование а-мартенсита деформации со столь
низким значением Тс может происходить только в сильно легированных Сг
и Мп сталях в условиях, благоприятных для предварительного появления
е-мартенсита.
3.3.3. Мартенситные превращения и изменение магнитных
свойств стали 04Х20Н6Г11АМ2БФ при холодной деформации
Аустенитные азотсодержащие хромомарганцевые стали известны
[50-56] как высокопрочные неферромагнитные материалы, обладающие
высоким сопротивлением коррозионному растрескиванию под напряжени-
ем (КРН) и имеющие низкую магнитную проницаемость (р. < 1,01 Гс/Э).
Обычно высокие характеристики прочности и ударной вязкости стойких к
КРН аустенитных сталей достигаются за счет твердорастворного упрочне-
ния азотом, выделения небольшого количества наноразмерных карбонит-
ридов и создания дислокационной субзеренной структуры с помощью до-
полнительной высокотемпературной термомеханической обработки
(ВТМО), теплой или холодной деформации [53, 54]. В зависимости от со-
става и предварительной обработки азотсодержащие аустенитные стали
могут образовывать ферромагнитный а-мартенсит при холодной дефор-
мации, что может увеличить магнитную проницаемость стали выше допу-
стимого уровня.
В работе [56] исследовали высоколегированную аустенитную сталь
04Х20Н6Г11АМ2БФ (0,04C-20Cr-6Ni-l lMn-0,45N-2Mo-Nb-V) электро-
шлакового переплава, содержащую 0,45 мас.% азота. Бруски из стали на-
гревали до 1100 °C, выдерживали 20 мин и закаливали в воде. После закал-
ки фрезеровкой удаляли окалину и слой металла до поперечного сечения
10x10 мм2. Дальнейшую деформацию на разные степени (от 8 до 97%) про-
водили в ручьевых валках при различных температурах. Часть образцов де-
формировали при температуре 25 °C, другую часть - при -75 °C, третью -
при -196 °C. Из полученных после деформации прутков электроискровым
методом вырезали диски толщиной ~0,5 мм, из которых также электроис-
кровым методом изготавливали образцы для магнитных измерений в виде
параллелепипедов размером -4x4x0,5 мм3. После вырезки проводили элек-
трохимическую полировку. Образцы имели массу от 30 до 50 мг.
176
При измерениях намагниченности направление магнитного поля нахо-
дилось в плоскости параллелепипеда 4x4 мм2, а градиент магнитного поля
был ориентирован перпендикулярно этой плоскости. Намагниченность
вдоль направления магнитного поля измеряли на магнитных весах Фарадея
по силе втягивания образца в неоднородное магнитное поле. Измерения на-
магниченности в фиксированных полях 4, 2 и 1 кЭ проводили при непре-
рывном и ступенчатом нагреве в вакууме со скоростью 2 °С/мин. При сту-
пенчатом нагреве повышали температуру на 100 °C, затем охлаждали обра-
зец на 50 °C, снова нагревали на 100 °C и охлаждали на 50 °C и т. д. Темпе-
ратурная зависимость намагниченности при трех значениях магнитного по-
ля позволяет определить, обусловлено ли температурное снижение намаг-
ниченности температурой Кюри ферромагнетика, поскольку в парамагнит-
ном состоянии соответствующие значения намагниченности соотносятся
друг с другом так же, как их магнитные поля - 4:2:1. Все температурные из-
мерения проводились в вакууме ~10“2 Па.
Структуру и фазовый состав деформированной стали исследовали на
фольгах в электронном микроскопе JEM 200СХ при ускоряющем напряже-
нии 160 кВ в режиме микродифракции, светлых и темных полей.
Изменение магнитных свойств стали в зависимости от температуры и
степени деформации. Зависимость удельной намагниченности при комнат-
ной температуре от величины магнитного поля после различных обработок
стали 04Х20Н6Г11АМ2БФ представлено на рис. 3.13, а (на рис. 3.13, б эти
кривые показаны в более крупном масштабе вблизи нулевого поля) [56].
Как видно из кривых 1-3, деформация прокаткой с обжатием 97% при 25 °C
и с обжатием 58% при -75 °C не изменяет исходной намагниченности ста-
ли - зависимость удельной намагниченности о от магнитного поля Н оста-
ется прямопропорциональной, что характерно для парамагнетика и свиде-
тельствует об отсутствии ферромагнитного мартенсита после таких доста-
точно высоких степеней деформации. Холодная деформация при темпера-
туре кипения жидкого азота (-196 °C) на 8 (кривая 4), 16,6 (кривая 5) и 28,5%
• кривая 6) приводит к отклонению зависимости о(Н) от прямолинейности и
вызывает появление магнитного гистерезиса (коэрцитивная сила Нс дости-
гает ~0,3 кЭ). Увеличение степени деформации от 8 до 28,5% при -196 °C
немного увеличивает коэрцитивную силу и заметно повышает удельную
намагниченность (рис. 3.14): от 0,07 до 0,38 Гс-см3/г. Это свидетельствует о
возрастании количества мартенсита деформации приблизительно до
- 0,2%. Однако такой небольшой его прирост мало изменяет магнитную
проницаемость стали и она остается «маломагнитной» в пределах допусти-
мого уровня (до ~ 1 % ферромагнитной фазы).
На рис. 3.15 представлена температурная зависимость удельной на-
магниченности деформированной на 28,5% (при -196 °C) стали
0-Х20Н6Г11АМ2БФ в магнитных полях 4, 2 и 1 кЭ (кривые 4а, 2а, 1а со-
ответственно) при нагреве со скоростью 2 °С/мин до 800 °C. При темпе-
ратуре Тс ~ 520 °C наблюдается переход стали из ферромагнитного со-
стояния в парамагнитное. Эта температура является температурой Кюри
з-мартенсита. Парамагнитность стали при температурах выше 520 °C
доказывается по соотношению намагниченностей (4:2:1), что совпадает
177
Магнитное поле, кЭ
Рис. 3.13. Зависимость удельной намагниченности стали 04Х20Н6Г11АМ2БФ при комнат-
ной температуре от величины магнитного поля после различных обработок (а), то же в уве-
личенном масштабе (б).
Обработки: 1 - закалка; 2 - деформация 97% при 20 °C; 3 - деформация 58% при -75 °C; 4 - деформация 8% при -196 °C;
5 - деформация 16.6% при -196 °C; 6 - деформация 28.5% при -196 °C; 7 - деформация 28.5% при -196 °C + отжиг 400 °C,
72 ч; 8 - деформация 28,5% при -196 °C, затем нагрев со скоростью 2 °С/мин до 600 °C и быстрое охлаждение; 9 - дефор-
мация 28,5% при -196 °C, отжиг 400 °C, 72 ч, затем нагрев 800 °C, выдержка 15 мин н быстрое охлаждение
Рис. 3.14. Зависимость удельной намагни-
ченности стали 04Х20Н6Г11АМ2БФ при
комнатной температуре в магнитном поле
2 кЭ от степени деформации при -196 °C
с соотношением магнитных полей
- 2 и 1 кЭ (см. рис. 3.15). Видно,
что в интервале температур
3S0...480 °C наблюдается увеличе-
ние намагниченности в сравнении с
нисходящей кривой обычной тем-
пературной зависимости удельной намагниченности мартенсита.
Этот прирост намагниченности объясняется диффузионным распадом
аустенита с увеличением количества ферромагнитного феррита так же,
как это имеет место в деформированной стали 45Г17ЮЗ. Дополнитель-
ный отжиг деформированной (на 28,5% при -196 °C) стали
34Х20Н6Г11АМ2БФ в течение 72 ч при 400 °C привел к увеличению на-
магниченности от 0,38 до 0,47 Гс см3/г в поле 2 кЭ (сравните кривые 6 и
V на рис. 3.13, а), что отвечает приросту количества ферромагнитной фа-
зы (в данном случае феррита) на 1/4 - примерно от 0,20 до 0,25%. По всей
видимости, такое небольшое количество феррита образовалось на крис-
таллах отпущенного мартенсита, как на подкладке. Таким образом, аус-
тенит стали 04Х20Н6Г11АМ2БФ, в отличие от аустенита стали 45Г17ЮЗ,
является достаточно устойчивым к распаду при повышенных температу-
рах (380...480 °C) даже в присутствии зародышей ОЦК-фазы. Аналогич-
- 'с. 3.15. Зависимость удельной намагниченности в магнитном поле 4, 2 и 1 кЭ стали
--Х20Н6Г1IАМ2БФ, предварительно деформированной при -196 °C на 28,5% (кривые 4а,
2а. 1а) и деформированной при 20 °C на 97% (кривые 4b, 2b, 1b) соответственно, от темпера-
туры. Скорость нагрева 2 °С/мин в интервале 25...800 °C
179
Рис. 3.16. Зависимость удельной намагниченности в поле 4 кЭ от температуры при много-
кратном ступенчатом нагреве и охлаждении (нагрев на 100 °C, измерение + охлаждение на
50 °C, измерение и т. д.) образца стали 04Х20Н6Г11АМ2БФ, деформированного на 28,5%
при -196 °C.
Скорость изменения температуры в промежутках между измерениями 5 °С/мин. Нумерация показывает последова-
тельность измерений
ная температурная зависимость удельной намагниченности стали
04Х20Н6Г11АМ2БФ, деформированной на 97% при 25 °C (кривые 46, 26,
16), не имеет каких-либо особенностей. Окисления при нагреве деформи-
рованной стали с образованием ферромагнитных оксидов железа также
не происходит. Намагниченность не меняется при нагреве и сталь остает-
ся во всех случаях парамагнитной.
На рис. 3.16 представлены результаты ступенчатого изохронного нагрева
на 100 °C и охлаждения на 50 °C (через каждые 100 °C) деформированного на
28,5% (при -196 °C) образца стали 04Х20Н6Г11АМ2БФ. Нумерация точек по-
казывает последовательность измерений. В интервале 25...200 °C намагни-
ченность изменяется обратимо с температурой и никаких фазовых превраще-
ний не происходит. В диапазоне 250.. .500 °C намагниченность необратимо по-
вышается при каждом дискретном снижении температуры на 50 °C, что сви-
детельствует о распаде аустенита с увеличением количества ферромагнитной
фазы (феррита). При 500...550 °C намагниченность необратимо понижается
при снижении температуры на каждые 50 °C, что говорит о развитии обрат-
ного а-у-превращения. Нагрев стали до 600 °C приводит к частичному обрат-
ному а-у-превращению (см. рис. 3.13, кривая 8 и рис. 3.16). Удельная намагни-
ченность уменьшается от 0,33 до 0,19 Гссм’/г (см. рис. 3.16), что соответству-
ет превращению в аустенит почти половины мартенсита деформации. Окон-
чание а-у-превращения происходит при нагреве до -800 °C. Образец стано-
вится снова парамагнитным после нагрева до 800 °C (рис. 3.13, кривая 9).
180
Структурные изменения при холодной деформации. Как следует из
магнитных измерений, образование небольшого количества ферромаг-
нитного et-мартенсита (до 0,2%) наблюдается в стали 04Х20Н6Г11АМ2БФ
только в процессе холодной деформации при -196 °C. Такой образец был
подвергнут электронно-микроскопическому исследованию. На рис. 3.17
представлены светлопольное изображение структуры деформированной
на 28,5% при -196 °C стали, микродифракция и темнопольные изображе-
ния в рефлексе (002) мартенсита. Как видно на рис. 3.17, б, на электроно-
грамме присутствуют рефлексы от всех трех фаз: исходного аустенита,
«-мартенсита деформации и Е-мартенсита. Наблюдается типичная струк-
тура холоднодеформированной хромомарганцевой аустенитной стали с
пониженной энергией дефектов упаковки. В аустенитной матрице форми-
руются тонкие пластины Е-мартенсита, в пределах которых располагают-
ся наноразмерные разориентированпые кристаллы «-мартенсита (в коли-
честве ~0,20%). Темнопольное изображение (рис. 3.17, в, г) в рефлексе
(002)а позволяет оценить размеры а-кристаллов: преобладают кристаллы
толщиной 20-50 нм.
Таким образом, холодная деформация предварительно закаленной азот-
содержащей стали 04Х20Н6Г11 АМ2БФ на 58% при -75 °C и 97% при 20 °C
не вызывает появления ферромагнитного мартенсита и не изменяет ее па-
рамагнитных свойств. Деформация на 8-25,8% при криогенных температу-
рах (-196 °C) приводит к образованию тонких пластин Е-мартенсита, в пре-
делах которых формируется очень небольшое количество (~0,20%) ферро-
магнитного «-мартенсита. Отмеченное появление «-мартенсита деформа-
ции не приводит к снижению магнитной проницаемости стали ниже допус-
тимого уровня.
3.3.4. Образование мартенсита и феррита в аустенитной стали
40Г17ЮЗ при деформации и термообработке
Мартенситные превращения при холодной деформации. В работе [46]
электронно-микроскопическими и магнитометрическими исследованиями
показано, что пластическая деформация марганцевой аустенитной стали
45Г17ЮЗ со степенью обжатия 50% и более вызывает появление неферро-
магнитных Е, Е'-фаз и дисперсных ферромагнитных кристаллов «-мартенси-
та. Парамагнитная сталь 45Г17ЮЗ имеет температуру антиферромагнитно-
го упорядочения TN ~ 20 °C и используется как слабомагнитный материал,
обладающий магнитной восприимчивостью % ~ 0,4-1 О’4 см3/г. Некоторые
парамагнитные аустенитные стали при внешнем воздействии (нагрев, плас-
тическая деформация, облучение) могут оказаться нестабильными и перей-
ти из слабомагнитного состояния в ферромагнитное, на несколько поряд-
ков увеличив магнитную восприимчивость. Это зачастую не позволяет ис-
пользовать слабомагнитные стали по назначению, если к ним предъявля-
ются особые требования по магнитным свойствам.
Сталь 45Г17ЮЗ считается достаточно устойчивой по отношению к мар-
тенситному у—эа-превращению при деформации. В работе [57] отмечено,
что пластическая деформация с обжатием 70% не вызывает превращений в
181
Рис. 3,17. Структура стали 04Х20Н6Г11АМ2БФ после закалки от 1100 °C и прокатки на 28,5% при -196 °C:
а - светлопольное изображение; б - микродифракция; в, г - темнопольные изображения в составном рефлексе (002)а + (102)f
аустените и не изменяет магнитные свойства этой стали. При увеличении
степени деформации до 90% и использовании высокочувствительной маг-
нитометрии предполагалось [46] обнаружить даже незначительные измене-
ния магнитных свойств в марганцевой стали 45Г17ЮЗ, что необходимо для
определения возможных условий обработки и ее использования в качестве
слабомагнитного материала.
Магнитометрические исследования стали 45Г17ЮЗ после закалки от
1100 °C и деформации были выполнены на магнитных весах Фарадея с ав-
токомпенсацией [30]. Исходные недеформированные образцы вырезали
из середины листа толщиной 20 мм, а перед пластической деформацией
окисленный поверхностный слой удаляли механообработкой на глубину
до 0,6 мм. Образцы, как исходные, так и приготовленные для пластичес-
кой деформации, проходили электрополировку, чтобы исключить загряз-
нение поверхности ферромагнитными частицами. Прокатку образцов на
разные степени деформации осуществляли в ручьевых и гладких валках
при комнатной температуре. После пластической деформации образцы,
предназначенные для магнитных измерений, электрополировали, снимая
слой 0,05 мм.
На рис. 3.18 представлена зависимость удельной намагниченности с
от напряженности магнитного поля Н для исходного иедеформированно-
го образца (кривая 1) и образцов, деформированных на различные степе-
ни (кривые 2-5). Степень деформации приведена в абсолютных единицах
Е - lnS0/S, где So - сечение исходного образца, S - после прокатки. Видно,
что в исходном состоянии недеформированный образец парамагнитен и
имеет прямопропорциональную зависимость о(Н) с восприимчивостью
% = 0,4 КГ4 см3/г. По мере увеличения степени деформации образцы ста-
новятся ферромагнитными с отчетливой петлей гистерезиса, причем при
степени деформации г = 2,15 (обжатие 88,4%) удельная намагниченность
увеличивается на порядок. Коэрцитивная сила практически не изменяет-
ся с ростом деформации и составляет Нс ~ 350-Л00 Э. Размеры ферромаг-
нитных выделений, рассчитанные по значениям Нс, составляют ~10 нм.
С увеличением степени деформации удельная намагниченность возрастает
(кривые 2-5). Полученные результаты обобщены на вставке к рис. 3.18,
где приведена зависимость удельной намагниченности о от степени де-
формации е в поле Н = 5 кЭ.
Гистерезисный характер зависимости о(Н), проявляющийся в деформи-
рованных образцах стали 45Г17ЮЗ, свидетельствует о появлении в них фер-
ромагнитной фазы, количество которой увеличивается по мере повышения
степени деформации. При деформации образуется а-мартенсит, что под-
тверждено микродифракционным анализом. По приросту удельной намаг-
ниченности можно оценить количество образующейся ферромагнитной
фазы. Так, в образцах с истинной деформацией Е = 2,15 содержание мартен-
сита деформации составляет ~2,3%. Поскольку при деформировании не
происходит заметного изменения коэрцитивной силы, можно предполо-
жить, что размеры кристаллов a-фазы не изменяются при увеличении об-
жатия, но их число неуклонно растет, о чем свидетельствует повышение
удельной намагниченности.
183
-5
Магнитное поле, кЭ
Рис. 3.18. Зависимость удельной намагниченности G от напряженности магнитного поля Н
образцов, деформированных после закалки от 1100 °C на различные степени деформации
После закалки от 1150 °C сталь 45Г17ЮЗ находилась в аустенитном со-
стоянии. Холодная пластическая деформация вызвала образование де-
формационных двойников, а-мартенсита и неферромагнитных мартен-
ситных фаз с ГПУ-решеткой (Е-фаза) и многослойной решеткой 18R («'-
фаза). Известно [58], что введение углерода или кристаллических дефек-
тов в Fe-Mn-аустенит с 17-20% марганца способствует формированию е'-
фазы. Старение стали 45Г17ЮЗ при 610 °C в течение 20 ч, вызывающее
выделение карбидов и уменьшение параметра решетки аустенита до 3,614
А, также способствует образованию многослойной мартенситной Е'-фазы
при охлаждении до 20 °C. На рис. 3.19 представлена структура тонкоплас-
тинчатой Е'-фазы, даны электронограммы и обобщенная схема их расши-
фровки. Фаза е' дисперсна (рис. 3.19, б) и имеет несколько ориентаций
(рис. 3.19, а) в пределах одного аустенитного зерна. На дифракционной
картине (рис. 3.19, в) наряду с четкими рефлексами аустенита (ось зоны
[110]у) наблюдаются тонкие диффузионные полосы (тяжи) в направлении
[1П]Г на_которых, в частности, расположены рефлексы (11.4), (11.7),
(11.10), (11.13), (11.16) Е'-мартенсита.
Расстояние между ближайшими рефлексами Е'-мартенсита составляет
1/6 расстояния между рефлексами (111) и (220) аустенита. Вся группа е'-ре-
флексов (до 6 между у-отражениями [58]) сдвинута к (111)7 так, что к нему
ближе рефлекс 11.7, чем 11.4. Рефлексы более отчетливо выявляются на
диффузной полосе при небольшом изменении наклона фольги и приблизи-
тельном сохранении оси зоны [110]у. На рис. 3.19, в, представлены две эле-
ктронограммы с указанными рефлексами Е'-фазы от фольги при двух уг-
лах наклона, отличающихся на ~2 град (отмечены точками, рис. 3.19, г).
184
Рис. 3.19. Микроструктура стали 45Г17ЮЗ
(а), темнопольное изображение е'-фазы
(б) в рефлексе (11.16)f-, электронограммы
(в) и схема их расшифровки (г).
Обработка: закалка от 1100 °C + старение при 600 °C,
10 ч
Следует указать, что рентгеновская съемка состаренного и деформиро-
ванного поликристаллического образцов стали 45Г17ЮЗ в отфильтрован-
ном медном излучении на дифрактометре не позволила выявить отраже-
ния от Е'-фазы (а также от Е-фазы) из-за их малого количества и сильной
размытости рефлексов вследствие дефектности и малой толщины дис-
персных Е'-пластин.
Холодная пластическая деформация как закаленной, так и состаренной
стали 45Г17ЮЗ заметно увеличивает количество Е'-мартенсита. При этом
появляется и Е-фаза с ГПУ-решеткой. Общее количество Е- и Е'-фаз не пре-
вышает 20-30%. На рис. 3.20 даны темнопольное изображение Е-фазы, эле-
ктронограмма и схема ее расшифровки. Морфологически мартенсит с
ГПУ-структурой (Е-фазы) в стали 45Г17ЮЗ отличается от Е'-фазы большей
толщиной пластин.
Наличие мартенситных Е- и Е'-фаз в стали 45Г17ЮЗ подтверждается ди-
латометрическими исследованиями: при нагреве стали в интервале темпе-
ратур 100...370 °C наблюдается необратимое изменение формы дилатоме-
трической кривой, свидетельствующее о развитии обратного мартенситно-
го превращения е, е'—>у с линейным эффектом превращения 0,09%
185
Рис. 3.20. Темнопольное изображение е-фазы стали 45Г17ЮЗ в рефлексе, (10.1)е электроно-
грамма (а) и схема ее расшифровки (б).
Обработка стали: старение при 600 °C, 10 ч + холодная деформация прокаткой с обжатием 88%
(рис. 3.21). Так как деформированный дилатометрический образец анизот-
ропен. преобладает осевая текстура, то знак дилатометрического эффекта
(уменьшение длины при нагреве) противоположен ожидаемому из-за обра-
зования у-фазы с большим удельным объемом. Аналогичные дилатометри-
ческие аномалии Е-содержащей стали 40Х4Г18 из-за сдвигового характера
£—уу-превращений обнаружены авторами работы [59].
Деформация аустенита осуществляется не только скольжением, у—>е-,
£'-превращением. но и двойникованием. На рис. 3.22 представлены микро-
двойники деформации и электронограмма. Отметим, что все перечислен-
ные структурные и фазовые превращения при деформации практически не
влияют на намагниченность стали 45Г17ЮЗ, оставляя ее на низком уровне,
свойственном парамагнитным сплавам.
Когда степень деформации достигает 50%, начинают появляться поло-
сы «некристаллографического» сдвига [60] на фоне линий скольжения,
двойников и Е-. Е'-пластин, внутри которых обнаруживаются дисперсные
кристаллы ферромагнитного а-мартенсита. На рис. 3.23 представлен край
полосы некристаллографического сдвига,
на котором наблюдается сильная фраг-
ментация и разворот аустенитных фраг-
ментов на большие углы. Электронограм-
ма этой зоны, полученная при диаметре
селекторной диафрагмы 1 мкм, является
практически кольцевой, свидетельствую-
Рис. 3.21. Дилатометрический аномальный эффект
при Е-, е'—>у-превращении в текстурованном образ-
це предварительно закаленной стали 45Г17ЮЗ
186
3 22 Двойники деформации в стали 45Г17ЮЗ. электронограмма (а) и схема ее расшиф-
ровки (б)
щей о поликристалличности у-фазы в этом участке с размерами фрагмен-
тов 0.1-0,2 мкм. Прилегающий к зоне некристаллографического сдвига
. . а сто к (рис. 3.23, левая часть) имеет практически одну исходную ориента-
ию с монокристальной дифракцией. С ростом степени деформации увели-
лвается количество сильно фрагментированной структуры. Дисперсные
ф ерромагнитные кристаллы a-фазы обнаружены именно в этих фрагмен-
нрованных участках некристаллографического сдвига. На рис. 3.24 дано
“емнопольное изображение кристаллов дисперсного а-мартенсита в ре-
флексе типа (200)а. Размеры тонких кристаллов в деформированной на 92%
. гали 45Г17ЮЗ составляют 3-10 нм. Вероят-
это фрагменты деформированных мар-
тенситных а-пластин с минимальной толщи-
- ой ~3 нм. Эта величина близка к рассчитан-
ном по магнитным измерениям размерам
- металлов ферромагнитной фазы, вызыва-
- шей наблюдаемое изменение магнитных
-вэйств стали 45Г17ЮЗ при холодной про-
катке. Судя по светлопольным изображени-
ем. длина дисперсных а-крис галлов мартен-
. тга деформации может достигать 10-20 нм.
бъяснить появление такого небольшого
: 3.23. Равномерно деформированная у-матрица
_:ева> и край полосы некристаллографического
. ига (справа) с электронограммами, соответствую-
_ чи монокристаллической и поликристаллической
областям. Сталь 45Г17ЮЗ.
Обработка: закалка + холодная деформация 92%
0,5 мкм
187
0,1 мкм
Рис. 3.24. Темнопольное изображение в рефлексе
(200) дисперсных кристаллов а-мартенсита закален-
ной от 1100 °C и деформированной на 92% стали
45Г17ЮЗ
количества а-мартенсита в сильнодеформи-
рованном марганцевом аустените, вероятно,
можно в соответствии с представлениями
Шумана [34]. Он считает, что зародышами
a-фазы в подобных сплавах могут служить
редко встречающиеся области пересечения
Е-пластин (в нашем случае и s'-пластин), где
решетка по кристаллогеометрии после
двойного разнонаправленного сдвига у—>£
становится близкой к решетке ОЦК-фазы.
Возможно, нестабильность ГЦК-ре-
шетки по отношению к образованию О ЦК-мартенсита связана и с возник-
новением локальных субмикронеоднородностей состава при движении на
стоки большого количества точечных дефектов, созданных при интенсив-
ной фрагментации исходной структуры в полосах некристаллографичес-
кого сдвига.
Таким образом, холодная пластическая деформация с обжатием менее
50% как закаленной, так и состаренной стали 45Г17ЮЗ вызывает образова-
ние полос скольжения, микродвойников и двух мартенситных фаз - много-
слойной Е'-фазы с решеткой 18R и Е-фазы с ГПУ-решеткой. Указанные
структурные и фазовые превращения не изменяют величину намагниченно-
сти и магнитной восприимчивости стали, оставляя ее в парамагнитном состо-
янии выше температуры Нееля TN ~ 20 °C (% ~ 0,4-10-4 см3/г). Увеличение
степени холодной деформации до 50% и более вызывает появление сильно
фрагментированных полос некристаллографического сдвига, в которых по-
являются дисперсные кристаллы а-мартенсита толщиной 3-10 нм. С образо-
ванием а-мартенсита при холодной деформации сталь 45Г17ЮЗ становится
частично ферромагнитной с отчетливо выраженной гистерезисной зависи-
мостью о(Н). Удельная намагниченность при деформации Е = 2,15 (обжатие
88,4%) возрастает на порядок, соответствуя содержанию 2,3% ферромагнит-
ного а-мартенсита. Коэрцитивная сила a-содержащей стали практически не
зависит от степени деформации и составляет 350-400 Э.
Образование феррита в аустенитной стали 45Г17ЮЗ и ее превращение в
сильный ферромагнетик. Авторы [61] обнаружили интенсивный распад ау-
стенита стали 45Г17ЮЗ при 500 °C с образованием микродуплекс структу-
ры «феррит-карбид Ме23С6» в областях некристаллографического сдвига,
формирующихся при предварительной холодной деформации. Деформаци-
онно-активируемый распад аустенита переводит сталь 45Г17ЮЗ из класса
парамагнетиков в разряд сильных ферромагнетиков. В литературе [28, 46,
57] обсуждается несколько возможностей получения ферромагнитных со-
ставляющих в этой стали, существенно повышающих се магнитную воспри-
имчивость: образование ферромагнитных оксидов; обезуглероживание по-
188
Рис. 3.25. Зависимость удельной намагни-
ченности о от напряженности магнитного
поля Н в аустенитной стали 45Г17ЮЗ после
закалки от 1100 °C и отжига при 470 °C, 20 ч
(1); 610 °C, 8 ч (2); 610 °C, 20 ч (3). Измере-
ния при 22 °C
верхностного слоя при высоких тем-
пературах обработки, что дестаби-
лизирует аустенит и вызывает фор-
мирование ферромагнитного мар-
тенсита при охлаждении [28]; фор-
мирование а-мартенсита при холодной пластической деформации [46]; рас-
пад аустенита на перлит при температурах отжига 450...600 °C [57]. Ско-
рость перлитного превращения в значительной мере усиливается предвари-
тельной пластической деформацией. В работе [57] не приводятся абсолют-
ные значения изменения намагниченности при распаде аустенита, что не
позволяет судить о количественном изменении магнитных свойств стали
45Г17ЮЗ.
Пластическая деформация парамагнитной аустенитной стали 45Г17103
приводит к образованию трех мартенситных фаз: е, г' и а, двойников де-
формации и сильно фрагментированных полос некристаллографического
сдвига. Можно было предполагать, что такие значительные структурные и
фазовые превращения в деформированном материале могут в существен-
ной степени повлиять на условия распада аустенита и изменить магнитные
свойства стали в интервале предполагаемого перлитного превращения
(450...500 °C).
Длительные выдержки до 20 ч закаленней недеформированной стали
45Г17ЮЗ практически не вызывают распад аустенита в перлитной области
и не изменяют ее парамагнитных свойств. После 20-часового отжига при
470 °C зависимость удельной намагниченности о от напряженности магнит-
ного поля Н является прямолинейной (характерной для парамагнетика) и
совпадает с аналогичной для исходного закаленного образца (рис. 3.25, кри-
вая 1). Отжиг при 610 °C в течение 8 ч сохраняет парамагпитность, несколь-
ко увеличивая магнитную восприимчивость (кривая 2). Увеличение дли-
тельности отжига при 610 °C до 20 ч приводит к незначительному отклоне-
нию от прямолинейной зависимости в области малых полей и увеличению
удельной намагниченности на ~0,01 Гс-см3/г (рис. 3.25, кривая 3), что может
быть объяснено появлением цементита или развитием начальных стадий
ферритообразования (возможное количество а-фазы <0,01 %). Однако в по-
следнем случае должна наблюдаться петля гистерезиса на зависимости
о(Н), что в наших экспериментах не обнаружено. Отсутствие распада в рай-
оне температур 400...600 °C подтверждается и дилатометрическими иссле-
дованиями: при скорости нагрева образцов 8 град/мин на дилатометричес-
ких кривых не наблюдается каких-либо заметных перегибов, свидетельст-
вующих об образовании а-фазы.
Устойчивость аустенита стали 45Г171ОЗ к распаду резко уменьшается
после сильной предварительной деформации. На рис. 3.26 представлены
189
Рис. 3.26. Дилатометрические кривые нагре-
ва (1) и охлаждения (2) стали 45Г17ЮЗ, пред-
варительно закаленной и деформированной
прокаткой на 92,6% (е = 2,6)
дилатометрические кривые нагрева
и охлаждения образцов со скоро-
стью 8 град/мин после закалки и хо-
лодной деформации со степенью
обжатия = 92,6%.
В низкотемпературной области
на кривой нагрева (участок АВ) на-
блюдаются необратимые отклоне-
ния от прямолинейной зависимости, свидетельствующие о фазовом превра-
щении. Это может быть связано с Е-, е'—уу-превращением, реализующимся в
интервале температур 100...370 °C. Так как а- и у-фазы имеют больший
удельный объем, чем Е- и Е'-фазы, то Е-, е'—уу-превращение должно привес-
ти к удлинению образцов. Известное аномальное уменьшение длины образ-
цов [59] обусловлено выборочной реализацией определенных кристаллогра-
фических вариантов мартенситных Е-, е'—уу-превращений под воздействием
ориентированных остаточных напряжений в деформированных текстуро-
ванных образцах. При дальнейшем нагреве (участок CD) наблюдается рас-
пад аустенита с образованием менее плотной, чем аустенит, фазы. Это пре-
вращение имеет место только в образцах, подвергнутых сильной предвари-
тельной деформации (в частности со степенью обжатия 92,6%). Наибольшая
интенсивность распада (участок EF) реализуется в интервале температур
450.. .520 °C. Как показали дальнейшие исследования, в этом интервале тем-
ператур образуется большое количество ферромагнитного феррита. Ско-
рость распада аустенита на ферритокарбидную смесь сильно зависит от сте-
пени предварительной холодной деформации и мало изменяется, если перед
деформацией сталь подвергалась горячей прокатке или закалке.
Распад аустенита при нагреве резко изменяет магнитные свойства стали
45Г171ОЗ. На рис. 3.27 представлена зависимость удельной намагниченнос-
ти а от напряженности магнитного поля после деформации с обжатием
\|/ = 92,6% (е = 2,6) и отжига при разных температурах. Видно, что неотож-
женный деформированный образец (кривая 1), содержащий ~2% ферромаг-
нитного а-мартенсита, имеет отчетливую петлю гистерезиса (коэрцитив-
ная сила Нс = 480 Э).
По мере роста температуры 1,5-часового отжига до 400...450 °C коэр-
цитивная сила изменяется мало, а намагниченность возрастает до 4,5-
6 Гссм3/г (кривые 2, 3). При 500 °C (выдержка 1,5 ч) происходит интенсив-
ный распад аустенита с образованием ферритокарбидной смеси, что сопро-
вождается уменьшением коэрцитивной силы до 140 кЭ и резким увеличени-
ем намагниченности до значений а = 27 Гссм3/г при Нс = 2 кЭ (рис. 3.28, кри-
вая 1), что соответствует появлению ~19% феррита. Увеличение времени
выдержки при 500 °C до 20 и 284 ч приводит к росту количества ферромаг-
нитной a-фазы соответственно до 30 и 45% (рис. 3.28, кривые 2, 3 и вставка
190
400 800 Т^С
Рис. 3.27. Зависимость удельной намагниченности с при 22 °C от магнитного поля Н в стали
-5Г17ЮЗ после горячей прокатки, холодной деформации (\|/ = 92,6%) и 1,5 ч отжига (а) и из-
менение о в поле 2 кЭ от температуры 1,5 ч отжига холоднодеформированной стали
45Г17ЮЗ (б).
1-20.2 - 400.3 - 450,4 - 600 5 - 700
Рис. 3.28. Зависи-
мость удельной на-
магниченности о
~ри 22 °C от маг-
нитного поля Н в
стали 45Г17ЮЗ по-
сле горячей про-
катки, холодной де-
~ рмации (у =
= 92,6%); а - изме-
нения с в поле 2 кЭ
* количества а-фа-
: л от времени от-
-ига; б - измсне-
-'еав поле 5 кЭ от
темени на началь-
< стадиях отжига
а, О). При этом наблюдается дальнейшее снижение коэрцитивной силы до
50 Э, что свидетельствует не только о появлении новых кристаллов ферри-
та, но и об увеличении их размеров. При 600 °C интенсивность распада за-
метно снижается (рис. 3.27, кривая 4). Нагрев до 700, 800, 900 °C вызывает
обратное а—>у-превращение и сталь 45Г17ЮЗ снова становится парамагнит-
ной (рис. 3.27, кривая 5). На вставке к рис. 3.27 представлена перестроенная
по этому рисунку зависимость удельной намагниченности о в поле Н = 2 кЭ
от температуры 1,5-часового отжига. Кинетика распада у-фазы стали
45Г17ЮЗ в области наименьшей устойчивости аустенита (500 °C) представ-
лена на вставках к рис. 3.28. Заметный распад деформированного аустени-
та начинается при малой выдержке — менее 10 мин, что указывает на воз-
можность ухудшения магнитных свойств стали во время обычных техноло-
гических операций (сварки, огневой резки и др.). Длительные выдержки
(см. рис. 3.28) могут привести к образованию до 45% феррита, что превра-
щает высоколегированную немагнитную сталь, содержащую более
20 мас.% легирующих элементов, в сильный ферромагнетик с удельной на-
магниченностью о = 66 Гс см3/г и коэрцитивной силой Нс ~ 50 Э.
Следует отметить, что такая высокая концентрация феррита наблюда-
ется в стали 45Г17ЮЗ только после очень больших предварительных де-
формаций. На рис. 3.29 представлена зависимость удельной намагниченно-
сти в отожженных при 500 °C (1,5 ч) образцах от степени предварительной
холодной деформации е. Видно, что интенсивному распаду аустенита в этих
условиях способствует предварительная холодная деформация со степеня-
ми обжатия не менее 60% (е = 1). Чтобы выяснить причины подобного по-
ведения стали 45Г17ЮЗ, были выполнены структурные исследования.
Интенсивный распад аустенита стали 45Г17ЮЗ при отжиге происходит
только после увеличения степени предварительной холодной деформации
до 60% и более, когда начинают формироваться некристаллографические
полосы сдвига с большим количеством дисперсных разориентированных
фрагментов аустенита (подробнее см. [46, 56]). Повышение степени дефор-
мации до 92,6% существенно увеличивает количество полос сдвига и усили-
вает разориентацию фрагментов внутри
них. В настоящей работе отжигу подвер-
галась деформированная сталь, находя-
щаяся в двух совершенно разных струк-
турных состояниях. Часть образца состав-
ляют сильно разориентированные иска-
женные фрагменты в области некристал-
лографического сдвига, дающие практи-
чески кольцевую электронограмму. При-
чем в этой структуре находятся также и
разориентированные кристаллы мартен-
Рис. 3.29. Влияние степени предварительной холод-
ной деформации при 22 °C на удельную намагни-
ченность отожженной при 500 °C (1,5 ч) стали
45Г17ЮЗ
192
| be. 3.30. Феррит (Ф) и карбиды (К) в стали 45Г17ЮЗ, сформировавшиеся при отжиге холод-
а деформированного аустенита при 500 °C в течение 1,5 ч (а), 645 ч (б), в - темнопольное
изображение зерна в ферритном рефлексе
сита деформации с ОЦК-решеткой. Другую часть образца занимают приле-
гающие к полосам сдвига области аустенита близкой ориентации, претер-
<3iuite нормальное дислокационное скольжение и двойникование. Элек-
хронограммы свидетельствуют о преобладающей «псевдомонокристаль-
й- дифракции в прилегающих к полосам сдвига областях у-фазы (если не
читывать небольшое количество двойниковых отражений).
Электронно-микроскопические исследования показывают, что в областях
между полосами некристаллографического сдвига, как и в исходном недефор-
мцрованном аустените, распад у-фазы с образованием феррита при 500 °C не
троисходит. Появляются дисперсные карбидные частицы. Распад аустенита
~рн 500 °C с формированием мелких полиэдрических зерен феррита и карби-
дов развивается в областях некристаллографического сдвига (рис. 3.30;.
Так как рост равноосного полиэдрического феррита-это диффузионный
процесс рекристаллизационного типа, то его активизация происходит по не-
скольким причинам: во-первых, в структуре присутствуют готовые зароды-
леи феррита — кристаллы мартенсита деформации (~2%) с ОЦК-решеткой;
вторых, кристаллы а-мартенсита, а также любые другие зародыши а-фа-
ь находятся в зоне сильно разориентированных деформационных фрагмен-
т ов и. следовательно, они ограничены большеугловыми границами, которые,
-- отличие от малоугловых границ (в «псевдомонокристальной» зоне между
□лесами сдвига), обладают существенно большей подвижностью; в-третьих,
эолыпое количество дефектов в зоне некристаллографического сдвига спо-
ссюствует развитию диффузионных процессов распада. На рис. 3.30 показано
бразование ферритно-карбидной смеси в деформированной на 92,6% стали
-5Г17ЮЗ в зависимости от времени выдержки при 500 °C.
Первые кристаллы феррита, в котором растворимость углерода чрез-
вычайно мала (зерно феррита указано стрелкой Ф на рис. 3.30, а), растут в
те формированной аустенитной матрице и оттесняют углерод к межфазной
границе a/у, на которой формируются карбиды (прилегающий к ферритно-
193
Таблица 3.3
Размеры ферритных зерен внутри и вне полосы
«нскрис галлографичсского» сдвига в стали
45Г17ЮЗ после холодной деформации
и отжига при 500 °C
Время отжига, ч Размер зерна внутри полосы сдвига Размер зерна на краю полосы сдвига
м КМ
1,5 0,05 0,05
20 0,20 0,20
284 0,25 0,50
645 0,26 0,60
му кристаллу карбид отмечен
стрелкой К). Карбиды могут
располагаться не только на
границе, но и в теле ферритно-
го зерна (рис. 3.30, б, в, стрелки
К), когда ферритная граница
при своем движении обходит
этот карбид. Нами не обнару-
жен перлитный распад, как в
[57]. По-видимому, в сильно де-
формированном и достаточно
стабильном аустените сначала
выделяются дисперсные кар-
биды из у-фазы, а затем при
образовании и росте ферритных зерен кристаллы карбидов коалесцируют
и огрубляются до размеров 0,1-0,3 мкм. Такая возможность задержки яче-
истого распада с помощью сильной пластической деформации отмечалась
ранее в работах [62, 63]. Причем отсутствие перлита наблюдается на самой
начальной стадии распада, когда ферритные зерна только зарождаются и
имеют размеры -0,05 мкм (см. рис. 3.30, а). Количество зерен феррита и их
величина с увеличением времени отжига возрастают. Но, начиная с опреде-
ленного времени отжига границы растущих зерен сталкиваются и кристал-
лы феррита внутри полосы сдвига перестают расти: формируется достаточ-
но устойчивая ферритокарбидная микродуплекс-структура.
На рис. 3.28, а, представлена общая кинетика образования феррита во
всем объеме образца. В полосах некристаллографического сдвига, занима-
ющих только часть объема образца, увеличение концентрации полиэдриче-
ского феррита идет существенно быстрее. Уже при 20-часовой выдержке
объем полосы сдвига, занимаемый ферритными зернами, превышает 50%,
а после отжига в течение 284 ч феррит занимает полосу сдвига почти пол-
ностью (наряду с карбидными частицами). В табл. 3.3 приведены средние
размеры ферритных зерен после различных выдержек при 500 °C в предва-
рительно деформированной (92,6%) стали 45Г17ЮЗ. Зерна феррита на
краю полосы сдвига имеют обычно большие размеры, так как могут бес-
препятственно расти в сторону малоразориентированной аустенитной зо-
ны, где a-фаза не образуется.
Специального обсуждения требуют данные, полученные по карбидам в
стали 45Г17ЮЗ. Микродифракция электронов, выполненная на большом
количестве карбидных частиц, не привела к обнаружению обычных карби-
дов цементитного типа (Fe, Мп)3С в деформированной аустенитной стали
45Г17ЮЗ, хотя частицы карбидов были достаточно крупными и удобными
для микроанализа. На рис. 3.31, а, представлена крупная карбидная частица
(указана стрелкой К), соизмеримая по размерам с зернами окружающего ее
феррита (Ф). На рис. 3.31, б, показано темнопольное изображение этой ча-
стицы и дана электронограмма. Микродифракция (рис. 3.31, в) отвечает
кубическому карбиду типа Ме23С6 (ось зоны [ПО]) с параметром решетки
а = 10,6 А. От кубического карбида Ме6С он отличается не только параме-
194
Рис. 3.31. Расположение крупно-
го карбида К типа Ме23С6 в окру-
жении ферритных зерен Ф (а),
темнопольное изображение кар-
бидов (б, в), микродифракция (б)
и схема ее расшифровки (г)
хром. но и присутствием рефлексов (200) и (222), которые запрещены в кар-
Ь :е Ме6С. Наряду с основными рефлексами^ наблюдаются отражения от
йников со следами плоскостей габитуса [111] и [111]. Сложное внутрен-
-fce строение карбида - наличие тонких двойниковоподобных пластин в
вух направлениях - отчетливо видно на темнопольном изображении (см.
р . 3.31, б). Микродифракция от другого кристалла с такой же осью зоны
:но] содержит рефлексы, запрещенные структурным фактором для ГЦК-
Ве щетки, но появляющиеся при упорядочении атомов в карбиде. На темно-
ъвом изображении этого карбида (рис. 3.31, г) видны однонаправленные
-.. • олько изогнутые типичные границы антифазных доменов.
Выделяющийся при распаде деформированного аустенита карбид явля-
тся упорядоченной модификацией карбида типа (Мп, Fe)23C6 с возможным
_ ированием алюминием. Следует отметить, что ферритныео зерна содер-
кагг очень дисперсные частицы второй фазы размером ~50 А, полностью
Фровать которые не удалось. Отдельные рефлексы отвечают отра-
я. - гам от карбидов Ме23С6. Не исключено также, что это содержащие
_• • *ганий интерметаллиды.
В процессе нагрева микродуплекс-структуры до 600 °C развивается об-
Нв&ое превращение a-фазы в аустенит. При 700-градусном отжиге струк-
195
тура стали становится полностью аустенитной. После отжига деформиро-
ванной стали при 750 °C в течение 1,5 ч как в приграничных участках рек-
ристаллизованных зерен аустенита, так и в теле зерен карбидной фазы не
было обнаружено.
Таким образом, в аустенитной стали 45Г17ЮЗ после предварительной
холодной деформации наблюдается диффузионный распад аустенита при
460.. .520 °C с образованием полиэдрической микродуплекс структуры фер-
рит-карбид Ме23Сб. Интенсивный распад у-фазы происходит в областях не-
кристаллографического сдвига при наличии сильно разориентированных
деформационных фрагментов и зародышей феррита в виде небольшого ко-
личества (~2%) дисперсных кристаллов мартенсита деформации с ОЦК-ре-
шеткой. Деформационно-активируемый распад аустенита стали 45Г171ОЗ
при 500 °C переводит ее из класса парамагнитных в разряд сильных ферро-
магнетиков с удельной намагниченностью до 66 Гс см3/г, коэрцитивной си-
лой 50 Э и содержанием феррита 45%. Сталь 45Г171ОЗ достаточно стабиль-
на к ферритокарбидному распаду в отсутствие предварительной холодной
деформации со степенями обжатия более 60%. Нагрев распавшейся стали
45Г17ЮЗ до 700 °C и выше полностью переводит феррит в парамагнитный
аустенит.
3.4. ТЕКСТУРНЫЕ, КОНЦЕНТРАЦИОННЫЕ
И СТРУКТУРНЫЕ ИЗМЕНЕНИЯ ПРИ а-эу-ПРЕВРА1ЦЕНИП
В ДЕФОРМИРОВАННОМ СПЛАВЕ Н32
3.4.1. Структурные изменения
Как известно [64, 65], уменьшение скорости нагрева до 0.2-0.4 град/мин
при ОС—>у-превращении в недеформированном сплаве Н32 повышает темпе-
ратурный интервал этого превращения А„-Ак и приводит к двухстадийному
формированию у-фазы: образование различно ориентированной дисперс-
ной пластинчатой у-фазы (у-мартенсит) сменяется развитием глобулей
у-фазы, поглощающих дисперсный у-мартенсит, остаточный аустенит и со-
хранившуюся до этого времени ОС-фазу. Рассмотрим, какие изменения в
этот процесс вносит сильная пластическая деформация в ос-состоянии.
Согласно [66, 67], пластическая деформация со степенью обжатия более
80% приводит к существенному увеличению плотности дислокаций в мар-
тенсите и частичному исчезновению двойников превращения. Быстрый на-
грев при ос—>у-превращении вызывает формирование только дисперсных
глобулей у-фазы. Однако при уменьшении скорости нагрева прослеживает-
ся многостадийность образования аустенита [68].
На первой стадии а—»у-превращения (400...460 °C) возникают чрезвы-
чайно дисперсные различно ориентированные пластинчатые у-кристаллы
(рис. 3.32, а, б), аналогичные кристаллам дисперсного у-мартенсита в неде-
формированном сплаве [65, 69], но заметно меньшие по размерам. По-види-
мому, деформация и медленный нагрев нарушают ориентирующее влияние
остаточных напряжений и двойников превращения на развитие ос—^-пре-
вращения по обратным путям. Кроме того, при медленном нагреве возмож-
196
f -*с 3.32. Структура деформированного сплава Н32 после частичного а—уу-превращения при
- теве со скоростью 0,2 град/мин до 460 °C (а) и темнопольное изображение нанокристал-
лов у-фазы в рефлексе (111 (б)
•о образование малоникелевого буферного слоя [64] на границах а-плас-
’ин. затрудняющего зарождение у-фазы на остаточном аустените как на
одкладке. Все это приводит к повышению Ан, а следовательно, увеличива-
е перегрев a-фазы над То. При этом уменьшается критический размер за-
олышей у-фазы и появляется возможность образования большого количе-
п ва различно ориентированных (в пределах мартенситной ориентационной
. зи) кристаллов у-фазы внутри а-пластинок. Пластины у-фазы, получен-
- z е при нагреве до 460 °C и хорошо выявляемые в аустенитном рефлексе
<111)., (см. рис. 3.32, б), имеют длину 0,1-0,2 мкм и среднюю толщину, не
: гвышающую 10 нм. Существенное отличие структурной картины а—>у-
в? ^вращения в деформированном сплаве от недеформированного заключа-
емся в конкурентном росте глобулярных образований аустенита уже в пер-
вой половине интервала а—»у.
На рис. 3.32, а наряду с дисперсным у-мартенситом видны редкие сфери-
е не зерна. Темнопольное изображение [68] в рефлексе (200)у однознач-
о свидетельствует о том, что глобулярные кристаллы, появившиеся при
- теве до 460 °C, имеют ГЦК-решетку и являются продуктами а—»у-пре-
I 1ения, а не рекристаллизации а-мартенсита. С увеличением температу-
ра нагрева количество дисперсных пластинчатых у-кристаллов уменыпает-
. I а число у-глобулей и их размеры возрастают. При 510 °C (рис. 3.33, а) в
,1П1нстве участков фольги наблюдается двойная а + у-структура, состо-
• ~ • из дисперсных а- и у-глобулей размером 0,3-0,6 мкм с меньшей плот-
- • ю дислокаций, чем в деформированном сплаве.
Кристаллы a-фазы глобулярной формы выявляются на темнопольных
ах в мартенситных рефлексах. Как показал текстурный анализ [68],
тура a-кристаллов соответствует текстуре деформированного мартен-
Следовательно, при медленном нагреве до 510 °C, по всей видимости,
:г не рекристаллизация, а полигонизация a-фазы. В недеформированном
вме подобная структура не обнаружена.
Структурные изменения на конечной стадии а—»у-превращения
5 5 550 °C) связаны с развитием более крупных у-зерен, которые погло-
_ т а+у-структуру (рис. 3.33, б). Плотность дислокаций в растущих зер-
197
Рис. 3.33. Структура предварительно дефор-
мированного сплава Н32 после а—>у-пре-
вращения при медленном нагреве до 510 (а),
535 °C (б), 550 °C (в) и рекристаллизации (г)
после медленного нагрева до 610 °C и
выдержки 30 мин при 800 °C
нах существенно меньше, чем в поглощаемых. В полиэдрических у-кристал-
лах наблюдается размытый внутренний пластинчатый контраст (рис. 3.33,
в), свидетельствующий [69] о концентрационной неоднородности аустени-
та, выявляемой в результате различной травимости концентрационно неод-
нородных областей. Таким образом, в деформированном сплаве Н32 завер-
шающая стадия аустенизации проходит на месте а- и у-глобулей, в то время
как в недеформированном сплаве — на месте а- и у-кристаллов мартенсит-
ной морфологии.
Дальнейшее повышение температуры до 700...900 °C приводит к рекри-
сталлизационному росту более равновесных зерен у-фазы и уничтожению
внутризеренного контраста (рис. 3.33, г).
3.4.2. Концентрационные изменения
Изменение концентрации никеля в образующейся при медленном нагре-
ве у-фазе сплава Н32 хорошо обнаруживается методом ЯГР по изменению
эффективного магнитного поля на ядре и температуры Кюри. На рис. 3.34
представлены снятые при комнатной температуре мессбауэровские спект-
ры деформированного сплава Н32 в исходном мартенситном состоянии, а
198
Рис. 3.34. Мессбауэровские
глектры сплава Н32 после
различных стадий а—>у-пре-
- ращения и последующего
ттжига (съемка при 25 °C):
, - исходный деформированный мар-
.гг; б-с - а—^-превращение при
медленном нагреве до 460 (б), 485 (в),
- О (г), 535 (д), 550 °C (е); н - медлен-
ий нагрев до 610 °C + 30-мин, отжиг
трн 700 (ж), 800 (з), 900 °C (н)
_акже ряд спектров, со-
тветствующих разной
стадии а—>у-превраще-
ия при нагреве до
--0...550 °C с последу-
ющим 30-минутным от-
- 1гом при температу-
рах 700...900 °C. Исход-
ый спектр деформиро-
-тнного сплава Н32 яв-
ляется суперпозицией
спектров двух фаз с маг-
итным расщеплением:
мартенсита (Нэф =
= 335±3 кЭ) и неболь-
_1ого количества (около
5-10%) аустенита с по-
.-сМ 230±5 кЭ.
Концентрационные
изменения, наблюдае-
мые при а—^-превра-
щении в деформирован-
:м материале, качест-
:=нно аналогичны про-
сходящим в недефор-
мированном сплаве [69]
~ри той же скорости на-
грева - 0,2 град/мин, но
•еют свои особеннос-
“1 диффузионные про-
ессы перераспределе-
ния никеля между обра-
! пощейся нанопластин-
атой у-фазой и оста-
ччным мартенситом в
сформированном сплаве протекают активнее. Так, перераспределение
киселя на начальной стадии а—//-превращения (400...460 °C) в деформи-
199
Рис. 3.35. Мессбауэровские спе-
ктры сплава Н32 после предва-
рительной обработки и быст-
рого нагрева до 600 °C (съемка
при 20 °C).
Предварительная обработка: а - дефор-
мация на 90% в мартенситном состоя-
нии; а'-е - «-^у-превращение в дефор-
мированном сплаве Н32 при медленном
нагреве до 360 (а'), 460 (б), 485 (в),
510 (г), 535 (д), 550 °C (е)
рованном сплаве приво-
дит к появлению преиму-
гцественно обогащенного
никелем (до 40-45%) дис-
персного у-мартенси-
та (НЭф ~ 303 кЭ, см.
рис. 3.34, расщепление
У]), в то время как в неде-
формированном сплаве
образуется у-фаза одно-
временно с исходной и
повышенной концентра-
цией никеля.
Обогащение у-фазы
никелем должно сопро-
вождаться соответствую-
щим обеднением гранича-
щего с ней а-мартенсита.
Существование обеднен-
ных a-участков на общем
фоне мартенсита исход-
ной концентрации трудно
обнаружить в спектре
ЯГР из-за слабой концентрационной зависимости эффективного поля в же-
лезоникелевом мартенсите [70]. Поэтому a-составляющая была переведена
в аустенит той же концентрации в результате а—>у-превращения при быст-
ром нагреве образцов до 600 °C. При этом на фоне линий ферромагнитной
у-фазы надежно выявляется одиночная линия парамагнитного аустенита,
что служит прямым доказательством образования обедненной
a-фазы при медленном нагреве. Серия спектров, соответствующая такой
обработке (рис. 3.35), имеет вид, характерный для неоднородных в концент-
рационном отношении аустенитных образцов. Можно выделить обогащен-
ные никелем аустенитные составляющие у, с Нэф ~ 303 кЭ, у2 с Нэф ~ 274 кЭ,
составляющую с концентрацией, близкой к исходной у0-фазе с Нэф ~ 230 кЭ
и парамагнитную составляющую у3. Описанная методика позволяет опреде-
лить количество обедненной a-фазы, образующейся при а—>у-превращении.
Так, медленный нагрев мартенсита сплава Н32 до 485 °C приводит к появле-
200
нию не менее 20% a-фазы с содержанием никеля меньше 28%. Чрезвычай-
но дисперсные наноразмерные пластины у-фазы, реализующейся в дефор-
мированном сплаве Н32 при медленном нагреве, по-видимому, являются
«диффузионно-проницаемыми» для никеля и полностью обогащаются им в
соответствии с диаграммой равновесия. В этом случае не удастся разделить
стадию сдвиговой перестройки решеток а—>у и диффузионного процесса пе-
рераспределения никеля, что оказалось возможным в закаленном сплаве
Н32 [69].
Интересно отметить, что конкурентный рост у-глобулей, начинающий-
ся в первой половине интервала Ан-Ак и наиболее интенсивно проявляю-
щийся при температурах выше 460 °C, не вызывает образования малонике-
левой парамагнитной составляющей (как в недеформированном сплаве),
даже если образуется дуплекс-структура (при 510 °C), состоящая из глобу-
лей а- и у-фаз. В спектре резонансного поглощения (рис. 3.34, г) отсутству-
ет центральная линия парамагнитного аустенита. Медленно движущаяся
граница у-глобуля или не пересекает малоникелевые участки а-мартенсита,
или успевает насытить их никелем до концентрации, превышающей 28%.
Все обедненные участки сплава располагаются в пределах а-глобулей, а
обогащенные - внутри у-кристаллов. Формирующийся при нагреве до
510.. .535 °C аустенит неоднороден и содержит набор различных концентра-
ций никеля (включая 40 и 36%): в мессбауэровском спектре на рис. 3.34, г, д,
им отвечают области, указанные расщеплениями у, и у2.
Центральная линия у3, соответствующая образованию парамагнитного
(при 25 °C) аустенита с содержанием никеля менее 28%, начинает появлять-
ся в спектре деформированного сплава только при 535 °C (расщепление на
рис. 3.34, д), в то время как в недеформированном сплаве она обнаружива-
ется при 490 °C. Наиболее отчетливо малоникелевый аустенит виден на
рис. 3.34, е, после завершения а—>у-превращения (550 °C). Перемещение
границы у-фазы на завершающей стадии аустенизации полностью не устра-
няет существующую концентрационную неоднородность сплава, хотя обо-
гащенная у-составляющая начинает избавляться от избыточного никеля, о
чем свидетельствует смещение линий магнитного расщепления у-фазы по
направлению к центру спектра (см. рис. 3.34, д).
Выравнивающее концентрацию воздействие движущейся при медлен-
ном нагреве у-границы выявляется на спектрах образцов, быстро переве-
денных в аустенитное состояние (см. рис. 3.35). Это видно по уменьшению
величины как малоникелевого парамагнитного пика (см. спектры на
рис. 3.35, б-г, 3.35, д-е), так и магнитного расщепления обогащенной аус-
тенитной составляющей (НЭф уменьшается с 303 до 274 кЭ). Полная пере-
кристаллизация сплава, прошедшая в узком температурном интервале
535...550 °C на завершающей стадии а—>у-превращения, связанная с доста-
точно интенсивным перемещением границ у-зерен, имеет некоторое сходст-
во с массивным превращением: диффузия не успевает пройти на большие
расстояния и в сплаве фиксируется концентрационная неоднородность.
Таким образом, в результате многостадийного превращения как в де-
формированном, так и в закаленном сплаве Н32 при медленном нагреве об-
разуется концентрационно неоднородный аустенит с набором концентра-
201
ций от ~40 до 25% и меньше (последнее подтверждается сохранением оди-
ночной центральной линии в спектре при низкотемпературных мессбауэ-
ровских исследованиях). Полная гомогенизация сплава наступает только
при нагреве до 800.. .900 °C (см. рис. 3.34, е-и) при рекристаллизационном
росте аустенитных зерен. В этих условиях наблюдается «возврат» спектра
ЯГР к спектру закаленного аустенита Н32 с полем на ядре 230 кЭ
(см. рис. 3.34, и) и исчезновение полосчатого контраста в структуре
(см. рис. 3.33, г). Концентрационная неоднородность деформированного
сплава более устойчива и гомогенизация завершается при температуре на
100 °C выше, чем в закаленном материале.
3.4.3. Текстурные изменения
Текстурная перестройка при а—>у-прсвращении в металлических листах
исследовалась в работах [71, 72], однако полученные результаты не были
сопоставлены со структурными и концентрационными изменениями.
Для создания более острой текстуры деформации пластины сплава Н32
прокатывали в двух взаимно-перпендикулярных направлениях: в продоль-
ном направлении (с обжатием ~80%) и поперечном (с обжатием -20%). Та-
кая деформация а-мартенсита приводит к образованию частичной аксиаль-
ной текстуры (рис._3.36, а): в преобладающем направлении прокатки (НП)
расположена ось [110]а; плоскости [001 )а развернуты относительно плос-
кости прокатки па углы от 0 до 40-50° вокруг [110]а в обе стороны (макси-
мумы распределения полюсов 1100}а расположены на расстоянии ±25° от
нормали к плоскости листа, что отвечает компонентам (ИЗ) | [ПО] и (113)
[ПО], выделяющимся на общем фоне ограниченной аксиальной текстуры).
Нагрев мартенсита до 510 °C приводит к его полигонизации и текстура
a-фазы практически не изменяется (рис. 3.36, а). Текстура деформирован-
ного остаточного аустенита (рис. 3.36, б) напоминает сложную текстуру хо-
лоднокатаного металла с ГЦК-решеткой, например алюминия [72], которая
объясняется суперпозицией трех волокнистых текстур [73]. В качестве ос-
новных можно выделить компоненты, близкие к {112)<111>, а также сла-
бую аксиальную текстуру типа <100>.
Полюсные фигуры, соответствующие разным стадиям а—^-превраще-
ния и последующего рекристаллизационного отжига, приведены на
рис. 3.37, свидетельствующем о текстурованности образующегося аустени-
та. Изменение характера распределения полюсной плотности на полюсных
фигурах аустенита при нагреве от 460 до 550 °C говорит об усилении ком-
понент, близких к (110)<112> и {012}<112> (рис. 3.37, a-в). Эта тенденция
прослеживается и в процессе рекристаллизации при нагреве до 700 и 900 °C.
Рассмотрим особенности текстурообразования сплава Н32 при а—^-пре-
вращении в условиях медленного нагрева. Появление дисперсного у-мартеп-
сита (см. рис. 3.32), как и в недеформированном материале, должно привести
к размножению у-ориентаций в соответствии с мартенситным ориентацион-
ным соотношением. В этом случае легко предсказать текстуру фазового пре-
вращения а—>у в листе деформированного сплава Н32. Однако образование
202
Рис. 3.36. Полюсные фигуры (100) исходного деформированного мартенсита (а) и деформи-
рованного остаточного^аустенита (6):
х- (113)[Т10]„; + (ТТз)[Т10]„
у-глобулей (см. рис. 3.33) может вызвать отклонения от этой закономернос-
ти. Остаточный аустенит также способен оказать влияние на ориентацию
возникающей при нагреве у-фазы.
Проведем сравнение реально наблюдаемой текстуры у-фазы с рассчи-
танной текстурой аустенита, получающейся в результате мартенситного
ОС—>у-превращения с промежуточными ориентационными соотношениями,
представленными в работе [74]. На рис. 3.38, а даны рассчитанные полюсы
{100} 24 возможных кристаллов аустенита относительно исходного мартен-
сита с ориентацией (001) [ПО]. Реальная текстура деформированного мар-
тенсита отличается от использованной набором ориентаций, реализующих-
ся при развороте на 45° вокруг оси [110]а в обе стороны. После указанного
разворота расчетная полюсная фигура аустенита будет иметь вид, показан-
ный на рис. 3.38, а линиями (чтобы не усложнять рисунок, на нем не отме-
чены у-области, соответствующие преобладающим ориентировкам мартен-
сита {113} [ПО]; они указаны крестиками на рис. 3.38, б).
Сравнение экспериментально построенной у-текстуры (см. рис. 3.37) с
текстурой фазового превращения а—»у (см. рис. 3.38) и текстурой остаточ-
ного аустенита (рис. 3.36, б) приводит к следующим выводам.
1. На экспериментальных полюсных фигурах {100} у отсутствуют полю-
сы в центральной области, имеющиеся на расчетной полюсной фигуре (см.
рис. 3.37 и 3.38, а). Это означает, что из 24 у-кристаллов, возможных при
а—>у-переходе на основе компоненты (001)[110]а и объединенных в три
группы (по восемь аустенитных кристаллов), близкие к трем вариантам со-
отношения Бейна, не реализовалась одна группа из восьми у-кристаллов,
направления <100>у которых отличаются всего на 10° от направления [001]а
з центре полюсной фигуры.
203
2. Из оставшихся 16 ориентаций у-фазы экспериментально наблюдают-
ся только четыре (см. рис. 3.38, б), оси <100> которых наиболее близки к
НП и составляют с ним угол 36°. Ближайшие оси <100> остальных у-крис-
таллов отстоят от НП на углы 44, 48 и 54°. Присутствие в текстуре а-фазы
аксиальных компонент, отличающихся от (001) [ПО] разворотом вокруг
оси [110]а, не изменяет этого результата. Следует отметить, что вдоль экс-
периментально наблюдаемых направлений <100>у располагаются наиболь-
шие оси эллипсоидов бейновской деформации, отвечающих сдвиговому
а—//-превращению. Такую выборочную реализацию его вариантов можно
предположительно объяснить существованием остаточных растягивающих
напряжений, связанных с дислокационной структурой и направленных
вдоль листа (параллельно основному НП), что заставляет из 24 у-вариантов
образовываться только те, которые в наибольшей степени компенсируют
эти напряжения. Скорректированная в соответствии с экспериментальны-
204
Рис. 3.38. Полная (а) и ограниченная (6) расчетные полюсные фигуры {100} аустенита, ори-
ентационно связанного промежуточными соотношениями с деформированным мартенситом
(текстура исходного мартенсита - см. рис. 3.36, а):
а - О_2- полюсы 1100} аустенита, связанного с компонентой (001 )[110]„; I - {113}[110]а; II -
(001 )[110]а; б -И- (110)<112>у; II - {012)<112> • III - полюсы аустенита, связанного с компо-
нентой (113} [ИОД. Очерчены аустенитные области (с рассеянием 5°), связанные с областя-
ми рассеяния преобладающих ос-компонент, близких к (001)[ 110]а и (557}[110]а
ми данными расчетная полюсная фигура {100 }у представлена на рис. 3.38, б.
Линиями обозначена частично аксиальная текстура аустенита, отвечающе-
го только четырем вариантам (из 24) мартенситной ориентационной связи
а—>у. Среди аксиальных компонент у-текстуры крестиками обозначены
у-области, соответствующие основной компоненте исходного текстурован-
ного мартенсита {113} [110]а.
3. Ограниченная аксиальность текстуры исходного мартенсита опреде-
ляет некоторую аксиальность текстуры у-фазы. Наиболее размытая текс-
тура аустенита образуется при нагреве до 460 °C. Дальнейший нагрев, при-
водящий к преобладающему росту глобулярного аустенита, в значительной
степени устраняет аксиальность, присущую деформированному сплаву.
Растут преимущественно те аустенитные кристаллы (их полюсы очерчены
ча рис. 3.38, б с рассеянием 5°), которые ориентационно связаны с областя-
ми рассеяния основной компоненты текстуры а-матрицы {113 }| [ПО], от-
клоненными от нее на угол 20-25° (близкими к (001)| [110]а и {557}, [110]а).
Расчетная полюсная фигура (см. рис. 3.38, б) в большей степени соответст-
вует экспериментально наблюдаемой текстуре у-фазы, образованной в ре-
зультате ОС—>у-превращения и содержащей четыре компоненты типа
11.18.19}<5.6Л 1> (близкие к {011 }<112>), сформированные на базе компо-
ненты (001)[110]а). Кроме того, наблюдаются четыре компоненты типа
{149} <5.6.11> (близкие к {012}<112>), образованные на базе компоненты
557}[110]а. Таким образом, среди большого количества у-кристаллов, воз-
205
пикающих при а—»у-превращении в соответствии с мартенситным ориента-
ционным соотношением, способны к росту только те, которые сильнее от-
личаются по ориентации (на 20-25°) от основной массы аустенита. Это сви-
детельствует о протекании в деформированном сплаве рекристаллизацион-
ных процессов с характерными текстурными преобразованиями. Формиро-
вание глобулярного аустенита подчиняется закономерностям, присущим
рекристаллизационным процессам.
4. Реальная полюсная фигура (см. рис. 3.37) содержит некоторые облас-
ти, отличающиеся от отмеченных выше. Они (слабая аксиальная компонен-
та <100>у) имеются и на полюсной фигуре остаточного аустенита. При на-
греве до 900 °C указанная компонента в значительной мере поглощается
другими.
Итак, пластическая деформация охлажденного в жидком азоте сплава
Н32 с обжатием 95% приводит к формированию частичной аксиальной тек-
стуры [110]ге, в пределах которой имеются преобладающие компоненты
(113)[110]„ и (113)[110]а. После деформации в сплаве содержится 95% мар-
тенсита и 5-10% остаточного аустенита. Превращение а—//при нагреве де-
формированного сплава со скоростью 0,2 град/мин развивается в интервале
температур 400.. .550 °C. Оно начинается с образования обогащенных нике-
лем (до 40^15%) различно ориентированных у-пл астин толщиной ~10 нм с
соответствующим обеднением сс-фазы, но в отличие от недеформированно-
го сплава осложняется конкурентным ростом у-глобулей. На втором этапе
а—//-превращения образуется структура, состоящая из дисперсных глобу-
лей у-фазы и полигонизованного а-мартенсита. Завершающая стадия аус-
тенизации развивается посредством роста полиэдрического аустенита на
месте а- и у-глобулей с сохранением концентрационной неоднородности
сплава, которая устраняется только при последующем нагреве до 900 °C.
На всех стадиях а—//-превращения (нагрев до 460...550 °C) аустенит имеет
преимущественно текстуру обратного мартенситного превращения с огра-
ничением возможных ориентировок у-фазы. Образование у-глобулей в ин-
тервале а—>у и последующий рекристаллизационный рост зерен при нагре-
ве до 900 °C уменьшают аксиалыюсть текстуры, вызывает ослабление тек-
стуры остаточного аустенита и приводит к усилению ориентировок
(011 }<112>у и {012}<112>у, сформировавшихся на базе областей рассеяния
основной компоненты а-мартенсита (соответственно (001)[ПО] и
(557}[110]а).
СПИСОК ЛИТЕРАТУРЫ
1. Малышев К.А., Уваров А.И. Влияние пластической деформации на изменение физичес-
ких свойств при старении аустенитного сплава // ФММ, 1968. Т. 25, вып. 3. С. 518-521.
2. Рыбин В.В. Большие пластические деформации и разрушение металлов. М.: Металлур-
гия, 1986. 224 с.
3. Бернштейн МЛ. Термомеханическая обработка сплавов. М.: Металлургия, 1968. Т. 1.
596 с.
4. Хоникомб Р. Пластическая деформация металлов. М.: Мир, 1972. 408 с.
5. Спиридонов В.БКузьминская Л.И., Гордеев 10 П. Упрочнение хромоникелевых сталей
с нестабильным аустенитом // МиТОМ, 1973. № 4. С. 2-9.
206
6. Вишняков Я.Д. Дефекты упаковки в кристаллической структуре. М.: Металлургия, 1970.
216 с.
7. Петров Ю.Н. Дефекты и бездиффузионное превращение в стали. Киев: Наук, думка,
1978. 262 с.
8. Георгиева И.Я. Высокопрочные стали с пластичностью, наведенной мартенсит-
ным превращением // Итоги науки и техники. МиТОМ. М.: ВИНИТИ, 1982. Т. 16.
С. 69-105.
9. Вираховский Ю.Г., Георгиева И.Я., Гуревич Я.Б. и др. Использование мартенситного пре-
вращения, вызываемого деформацией, для повышения пластичности аустенитных ста-
лей, упрочненных теплым наклепом // ФММ, 1971. Т. 32, вып. 2. С. 348-363.
10. Zackay V„ Parker Е. The enhancement of ductility in high-strength steels // Trans. ASM, 1967.
Vol. 60, No. 2. P. 252-259.
11. Малышев K.A., Сагарадзе В.В., Сорокин И.П. и др. Фазовый наклеп аустенитных спла-
вов иа жслсзоникслевой основе. М.: Наука, 1982. 260 с.
12. Филиппов М.А., Литвинов В.С., Немировский Ю.Р. Стали с метастабильным аустени-
том. М.: Металлургия, 1988. 258 с.
13. Богачев ИЛ, Минц Р.П. Кавитационное разрушение железомарганцевых сталей. М.:
Машгиз, 1959. 220 с.
14. Коршунов Л.Г. Структурные превращения при трении и износостойкость аустенитных
сталей // ФММ, 1992. Т. 74, вып. 2. С. 150-162.
15. Коршунов Л .Г., Сагарадзе В.В., Терещенко П.А., Черненко ПЛ. Влияние £-мартенсита на
трение и изнашивание высокомарганцсвистых сплавов // ФММ, 1983. Т. 55, вып. 2.
С. 341-348.
16. Kajiwara S. Characteristic features of shape memory effect and related transformation behavior in
Fe-based alloys // Mat. Sci. Eng., 1999. A 273-275. P. 67-88.
17. Косицына И.И., Сагарадзе В.В., Копылов В.И. Формирование высокопрочного и высо-
копластичного состояния в метастабильных аустенитных сталях методом равноканаль-
но-углового прессования // ФММ, 1999. Т. 88, № 5. С. 84—89.
18. Glciter Н. Nanostructured materials: state of the art and perspectives // Nanostructured Materials,
1995. Vol. 6, No. 14. P. 3-14.
19. Valiev R.Z., Alexandrov I.V., Islamgaliev R.S. Processing and prepared by severe plastic deforma-
tion // Nanostruclured Materials. Science and Technology. NATO ASI Series, 1998. Vol. 50.
P. 121-142.
20. Sagaradze V.V. The properties of Fe-Ni FCC alloys having a nanostructure produced by deforma-
tion, irradiation and cyclis phase transformation // Nanostructured Materials. Science and
Technology. NATO ASI Series, 1998. Vol. 50. P. 243-262.
2'. Гусев А.И. Нанокристаллические материалы: методы получения и свойства. Екатерин-
бург: УрО РАН, 1998. 200 с.
22. Сегал В.М., Резников В.М., Копылов В.И. и др. Процессы пластического структурообра-
зоваиия металлов. Минск: Новые технологии, 1994. 232 с.
23 Валиев Р.З., Корзников А.В., Мулюков Р.Р. Структура и свойства металлических мате-
риалов с субмикрокристаллической структурой // ФММ, 1992. № 4. С. 70-86.
Ахмадеев И.А., Валиев Р.З., Копылов В.И., Мулюков Р.Р. Формирование субмикрозе-
ренной структуры в меди и никеле с использованием интенсивного сдвигового деформи-
рования Ц Металлы, 1992. № 5. С. 96-101.
_5 Yoshinori Iwahashi, Minoru Furukawa, Zenji H. Micro-structural characteristics of ultrafine-
grained aluminum produced using equal-channel angular pressing // Met. Mat. Trans., 1998.
Vol. 29A, No. 9. P. 2245-2252.
Berbon P.B., Tsenev N.K., Valiev R.Z. Fabrication of bulk ultrafinc-graincd materials through
intense plastic straining // Met. Mat. Trans., 1998. Vol. 29A, No. 9. P. 2237-2243.
П. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
IX. Устинов В.В., Сагарадзе В.В., Кулеев В.Г., Ригмант М.Б. Работы Института физики ме-
таллов УрО РАН по новым материалам, методам и средствам стабилизации магнитной
обстановки на борту корабля // Роль российской науки в создании отечественного под-
водного флота / Под ред. академика А.А. Саркисова. М.: Наука, 2008.
Лихачев В.А., Панин В.Е., Засимчук Е.Э. Кооперативные деформационные процессы и
локализация деформации. Киев: Наук, думка, 1989. 320 с.
207
30. Завалишин В.А., Дерягин А.И., Сагарадзе ВВ., Коршунов Л.Г. Магнитные свойства хо-
лоднодеформированных марганцевых аустенитных сталей 110Г13 и Г40 // ФММ, 1986.
Т. 62, вып. 5. С. 916-922.
31. Buhr R.K., Jertsman /.Z„ Reekie I. Transformation products in cold worked y-Mn-steel // Trans.
AMS, 1957. Vol. 9. P. 706-717.
32. Строк Л.П., Красников К.И., Шауров H.K. Исследование тонкой структуры стали
I ЮГ 13 после высокоскоростной деформации // Изв. вузов. Физика, 1973. № 7. С. 72-77.
33. Ломбакахар О.С., Паскаль Ю.И. Дислокационная структура и деформационное упрочне-
ние высокомарганцевых сталей // Изв. вузов. Физика, 1973, № 7. С. 26-30.
34. Schuman Н. Formanderungen bet martensitischcn Gitterumwangen in Eisenlegierungen // Neue
Hutte, 1976. Bd 21, No. 9. S. 551-556.
35. Богачев И.Н., Коршунов Л.Г., Хадыев М.С и др. Исследование упрочнения и структур-
ных превращений стали 110Г13 при трении // ФММ, 1977. Т 43, вып. 2. С. 380-387.
36. Завалишин В.А., Дерягин А.И., Сагарадзе В.В. Индуцируемое холодной деформацией пе-
рераспределение легирующих элементов и изменение магнитных свойств стабильных ау-
стенитных сталей. I Экспериментальное обнаружение явления // ФММ, 1993. Т. 75,
вып. 2. С. 90-99.
31. Дерягин А.И., Завалишин В.А., Сагарадзе В.В., Эфрос Б.М. Образование наиоразмер-
ных ферромагнитных фаз в процессе пластической деформации и последующего отжи-
га Ц Дефектоскопия, 2007. № 7. С. 8-21.
38. Уваров А.И., Терещенко Н.А., Шабашов В.А., Лапина Т.М. Фазовые превращения и из-
менение механических свойств в аустенитных сталях на Cr-Мп основе, содержащих
азот И ФММ, 1992. № 7. С. 108-117.
39. Сверчкарев И.В. Весы с автокомпенсацией для измерения магнитной восприимчивости //
ПТЭ, 1963. № 2. С. 142-143.
40. Васечкина Т.П., Пушин В.Г., Уксусников А.Н., Уваров А.И. Структура и механические
свойства метастабильных хромомарганцсвых сталей после деформации растяжением //
ФММ, 1978. Т. 46, вып. 5. С. 965-969.
41. Литвинов В.С., Каракишев СД., Овчинников В.В. Ядерная гамма-резонансная спектро-
скопия сплавов. М.: Металлургия, 1982. 142 с.
42. Немировский М.Р., Немировский Ю.Т., Рудаков А.А. Фазовые и структурные изменения
при деформационном у->£-превращении в сплаве 30X12Г23 // ФММ, 1980. Т. 50, вып. 5.
С. 1074-1080.
43. Гаврилюк В.Г., Надутое В.М., Гладуи О.В. Распределение азота в аустените Fe-N //
ФММ, 1990. № 3. С. 128-134.
44. Шабашов В.А., Терещенко Н.А., Уваров А.И.,Лапина Т.М. Аномалии мессбауэровского
спектра поглощения в температурном интервале антиферромагнитного перехода сталей
типа Х18АГ18 // ФММ, 1997. Т. 83, вып. 4. С. 95-102.
45. Гойхенберг Ю.Н., Журавлев Л.Г., Мирзаев Д.А. и др. Исследование коррозионного рас-
трескивания структуры и свойств упрочненных Cr-Мп аустенитных сталей с азотом //
ФММ, 1988. Т. 65, вып. 6. С. 1131-1137.
46. Дерягин А.И., Завалишин В.А., Земцова П.Д. и др. Влияние внешних воздействий на маг-
нитные свойства и структуру аустенитной стали 45Г17ЮЗ. I Деформационное воздейст-
вие // ФММ, 1992. № 1. С. 124-130.
47. Бозорт Р. Ферромагнетизм. М.: Изд-во иностр, лит., 1956. 780 с.
48. Родионов Д.П., Счастливцев В.М., Хлебникова Ю.В. Структурные особенности
монокристаллов высокоазотистых легированных сталей // ФММ, 1993. Т. 76, вып. 6.
С. 88-93.
49. Дерягин А.И., Уваров А.И., Завалишин В.А. и др. Образование сс-мартенсита при плас-
тической деформации аустенитной стали 10X18АГ21 повышенной стабильности // ФММ,
1997. Т. 84, вып. 4. С. 98-104.
50. Stein С. Kappenringe-ein Krupp-Produkt mit Tradition und Zukunft // Tech. Mitt. Krupp -
Werksberichte, 1980. Bd 38, Ht. 2. S. 69-72.
pl. Gavn'ljuk V.G., Shanina B.D., Berns /7. Ab initio development of a high-strength corrosion-resis-
tant austenitic steel// Acta Mat., 2008. Vol. 56. P. 5071-5082.
2. Банных О.А. Экономичные нержавеющие азотистые стали как перспективный замени-
тель легких сплавов // МиТОМ, 2005. № 7. С. 9-13.
108
53. Горынин И.В., Малышевский В.А., Калинин Г.Ю. и др. Коррозионно-стойкие высоко-
прочные азотистые стали // Вопросы материаловедения, 2009. № 3(59). С. 7-16.
54. Сагарадзе В.В., Уваров А.И., Печеркина HJJ. и др. Структура и механические свойства
толстолистовой азотсодержащей аустенитной стали 04Х20Н6Г11АМ2БФ // ФММ, 2006.
Т. 102, №2. С. 250-256.
55. Рашев Ц. Высокоазотистые стали. Металлургия под давлением. София, 1995. 268 с.
56. Завалишин В.А., Сагарадзе В.В., Катаева Н.В. и др. Изменение магнитных свойств азот-
содержащей аустенитной стали 04Х20Н6Г11АМ2БФ в результате низкотемпературной
деформации // Вопросы материаловедения, 2011. Т. 3(67). С. 13-18.
57. Воронина Е.В., Рыбин В.В., Ямпольский ВД. Влияние пластической деформации на фа-
зовые превращения в аустенитной марганцовистой стали 45Г17ЮЗ // МиТОМ, 1984.
№ 11. С. 32-35.
58. Николин Б.И. Многослойные структуры и политипизм в металлических сплавах. Киев:
Наук, думка, 1984. 239 с.
59. Зельдович В.И., Уваров А .И. и др. Мартенситные превращения при деформации и меха-
нические свойства аустенитных хромомарганцевых сталей. I. Дилатометрические эф-
фекты при е—>у превращении в деформированных сталях // ФММ, 1975. Т. 40, вып. 2.
С. 394—402.
60. Morrii К. Development of shear band in FCC single crystals // Acta Met., 1986. Vol. 61, No. 2.
P. 325-330.
61. Дерягин А И., Завалишин B.A., Земцова НД. и др. Влияние внешних воздействий на маг-
нитные свойства и структуру аустенитной стали 45Г17ЮЗ. II. Влияние последеформаци-
онного отжига // ФММ, 1994. Т. 77, № 6. С. 128-136.
62. Hornbogen Е. Combined reactions // Met. Trans., 1979. 10A, No. 8. P. 947-972.
63. Суховаров В.Ф. Прерывистое выделение фаз в сплавах. Новосибирск: Наука, 1983. 167 с.
64. Сагарадзе В.В., Малышев К.А., Васева Ю.А., Смирнов Л.В. Условия формирования тон-
кодиспсрсного у-мартенсита в сплаве железо-никель-титан // ФММ, 1974. Т. 37, вып. 5.
С. 1051-1060.
65. Сагарадзе В.В., Васева IO.A. Упрочнение Fe-Ni сплавов дисперсными кристаллами у-фа-
зы Ц ФММ, 1976. Т. 42, вып. 2. С. 397^05.
66. Перкас М.Д., Кардонский В.М. Высокопрочные мартенситио-стареющие стали. М.: Ме-
таллургия, 1970. 224 с.
67. Кронайс М., Гаттрингер Р. Немагнитные стали для тяжелонагруженных изделий // Чер.
металлы, 1961. № 7. С. 37-55.
68. Сагарадзе В.В., Шабашов В.А., Титоров Д.Б. и др. Влияние пластической деформации
на структурные, текстурные и концентрационные изменения при a-у превращении в
сплаве Н32 // ФММ, 1979. Т. 47, № 4. С. 784-795.
69. Шабашов В.А., Сагарадзе В.В., Юрчиков Е.Е., Савельева А.В. Мессбауэровское и элек-
тронно-микроскопическое исследование а—>у-превращения и стабилизации железонике-
лсвого аустенита // ФММ, 1977. Т. 44, вып. 5. С. 1060-1070.
70. Lauermanova /. Eftcctiv magnetic fields in the Fe-Ni-C martensite // Proc, the 5-th Inter.
Conference of Mossbauer spectroscopy. Praha, 1975. P. 302-304.
71. Вассерман Г., Гревен H. Текстуры металлических материалов. М.: Металлургия, 1969.
Dickson MJ., Stratton R.P. Development of primary recrystallization textures in metastable
austenitic steels //J. Appl. cryst., 1972. No. 5. P. 107-116.
”3. Grewen J., Wasserman G. On the ideal orientation of a rolling texture// Acta Met., 1955. Vol. 3.
P. 354-360.
4 Сорокин И.П., Сагарадзе B.B. Распределение ориентировок аустенита после двойного
мартенситного превращения у—>а—>у// ФММ, 1978. Т. 45, вып. 4. С. 748-762.
Глава 4
АНОМАЛЬНЫЕ ДИФФУЗИОННЫЕ ФАЗОВЫЕ
ПРЕВРАЩЕНИЯ ПРИ ХОЛОДНОЙ ДЕФОРМАЦИИ
И ИЗМЕНЕНИЕ СВОЙСТВ АУСТЕНИТНЫХ СТАЛЕЙ
В сплавах железа при температурах, близких к комнатным (Т < 0,2Тпл),
практически не наблюдается объемная, граничная и дислокационная диф-
фузия элементов замещения. Поэтому возможность развития низкотемпе-
ратурных диффузионных фазовых превращений в сталях, в частности при
холодной деформации, долго не принималась во внимание, хотя при этом
образуется большое количество подвижных вакансий и межузельных ато-
мов, сильно ускоряющих диффузионные процессы. Интерес исследовате-
лей вызывала только низкотемпературная диффузия элементов внедрения,
например углерода, который является достаточно подвижным при темпера-
турах выше -45 °C и может изменять свойства сталей со структурой свеже-
закаленного мартенсита при нагреве до комнатной температуры [1, 2].
Большинство исследователей направили свои усилия на анализ бездиффу-
зионных (мартенситных) превращений в метастабильных сталях и сплавах
при холодной деформации [3-11], что позволило, в частности, разработать
ряд материалов с уникальными физическими и механическими свойствами
(износостойкие сплавы, высокопрочные и пластичные TRIP-стали, а также
сплавы с эффектом памяти формы).
В настоящее время накоплено заметное количество экспериментальных
данных по развитию немартенситных (диффузионных) процессов в желез-
ных и других сплавах при сильной холодной пластической деформации.
Наиболее привлекательным, с практической точки зрения, механоиндуци-
руемым диффузионным процессом является формирование твердых метал-
лических растворов из исходных порошковых смесей чистых металлов или
сплавов в результате сильной холодной деформации в шаровых мельницах
(механическое легирование [12—14]). Однако считается, что во время «раз-
мола» в шаровых мельницах могут возникать локальные всплески темпера-
тур (вплоть до температуры плавления). Поэтому однозначно говорить о
взаимном растворении металлов в шаровых мельницах только при холод-
ной деформации не приходится.
В настоящем разделе представлены также работы по деформации, осу-
ществляемой такими методами (прокатка, сдвиг под высоким давлением),
которые позволяют достаточно надежно контролировать температуру де-
формации, ее степень и среду, в которой реализуется деформация. Основ-
ное внимание уделялось анализу диффузионного формирования сегрегаций
легирующих элементов в сталях и растворению частиц вторых фаз при хо-
210
лодной деформации. Исследования выполняли с использованием таких ана-
литических методов, как мессбауэровская спектроскопия, трансмиссионная
электронная микроскопия, рентгенография, магнитометрия, световая мик-
роскопия и др. [15-22].
4.1. ДИФФУЗИОННОЕ ПЕРЕРАСПРЕДЕЛЕНИЕ ЛЕГИРУЮЩИХ
ЭЛЕМЕНТОВ И ОБРАЗОВАНИЕ СЕГРЕГАЦИЙ Ni ПРИ ХОЛОДНОЙ
ДЕФОРМАЦИИ В Cr-Ni-АУСТЕНИТНЫХ СТАЛЯХ
4.1,1. Изменение магнитных свойств в стабильных
Cr-Ni-аустенитных сталях при холодной деформации
Известно [23], что сильная холодная деформация, как и радиационное
воздействие, порождает большое количество точечных дефектов. Облуче-
ние сплавов высокоэнергетическими частицами (нейтронами, ионами или
электронами) при достаточно низких температурах может приводить к пе-
рераспределению легирующих элементов, атомному упорядочению или
разупорядочению фаз [24-27]. Это связано с появлением большого количе-
ства вакансий и междоузельных атомов радиационного происхождения,
обеспечивающих развитие диффузионных процессов в облучаемом матери-
але. При деформационной генерации точечных дефектов возможно их ин-
тенсивное движение на стоки (дислокации, границы зерен, субзерен и фаз)
даже при достаточно низких температурах, что может индуцировать «рас-
слоение» у-твердого раствора и образование сегрегаций. Настоящий раздел
посвящен анализу подобного явления в нержавеющих аустенитных сталях,
обнаруженного в работах [20, 28].
Исследовали две стабильные аустенитные стали Х12Н30 и X12H30T3,
содержащие, мас.%: 12 хрома, 30 никеля, менее 0,02 углерода и отличающи-
еся концентрацией титана (0 и 3%). Выбор указанных составов производи-
ли по следующим соображениям.
1. Стали должны обладать ярко выраженной зависимостью магнитных
свойств от состава (в частности от содержания никеля), что позволяет ана-
лизировать возможное деформационное перераспределение легирующих
элементов по изменению Тс и других магнитных характеристик.
2. Стали должны быть устойчивы к образованию ферромагнитного а-
мартенсита деформации, чтобы не вносить дополнительных изменений в
магнитное состояние деформированного материала.
3. Выбранные составы сталей должны позволять легко разделять про-
цессы деформационного расслоения никеля и деформационного растворе-
ния высоконикелевых интерметаллидов. Последнее может иметь место при
неполной интерметаллидной прокаливаемости Fe-Cr-Ni-Ti аустенита.
Указанным условиям удовлетворяют аустенитные стали Х12Н30 и
X12H30T3. Для сравнения анализировали также метастабильную аустенит-
ную сталь Х12Н15 с меньшим содержанием никеля. Аустенитные стали ти-
па XI2Н30 в соответствии с диаграммой магнитных состояний [29] испыты-
вают (при охлаждении ниже точки Кюри Тс = 200 К) превращение из пара-
магнитного состояния в ферромагнитное, а при дальнейшем охлаждении,
211
вероятно, имеют переходы ферромагнетик —> асперомагнетик —> спиновое
стекло [30, 31]. Выделяющиеся в стали X12H30T3 при старении изоморф-
ные у-матрице у'-частицы состава Ni3Ti с ГЦК-решеткой являются ферро-
магнитными ниже Тс ~ 60 К (os - 105 а/м) [32].
После обжатия на прессе слитки сталей подвергали гомогенизации при
1200 °C в течение 6 ч, затем проковывали на прутки 7x7 мм и закаливали в
воде от 1100 °C. С поверхности образцов удаляли слой толщиной 1 мм. Де-
формацию со степенями обжатия \|/ = 10-97,7% осуществляли холодной
прокаткой в гладких валках при 24 °C. Заготовки для магнитных измерений
вырезали на электроискровом станке, шлифовали и электрополировали,
снимая поверхностный слой примерно ~0,03 мм. Чтобы избежать занесения
в образцы ферромагнитных примесей от стальных валков, часть образцов
прокатывали в прокладках из молибденовой фольги. Результаты измере-
ния намагниченности вплоть до степеней обжатия 97,7% полностью совпа-
ли с результатами для образцов, прокатанных без прокладок.
Магнитные свойства образцов измеряли методом Фарадея на магнитных
весах с автокомпенсацией [33] (погрешность -1,5%). Измерения намагничен-
ности при температуре выше комнатной проводили в вакууме ~10-2 Па.
Погрешность измерений температуры составляла ±2 °C. Для измерений ис-
пользовали до 3 образцов в форме дисков диаметром 3-5 мм и толщиной
0,05-0,2 мм. Направление магнитного поля при измерении намагниченности
находилось в плоскости прокатки. Возможная малая магнитная анизотропия
не учитывалась. Измерения намагниченности при отрицательных темпера-
турах проводили на вибромагнитометре. Отжиг образцов осуществляли в
откачанных до вакуума ~10-2 Па и запаянных стеклянных ампулах. Образцы
после отжига подвергали электрополировке.
На рис. 4.1 представлены полевые зависимости удельной намагничен-
ности сталей Х12Н30, X12H30T3 и Х12Н15. В исходном недеформирован-
ном состоянии исследуемые
аустенитные стали имеют ха-
рактерную для парамагнети-
ков линейную зависимость
удельной намагниченности а
от напряженности магнитно-
го поля Н.
Повышение содержания
никеля от 15 до 30% (стали
Х12Н15 и Х12Н30) приводит
к существенному увеличению
магнитной восприимчивости
Рис. 4.1. Зависимость удельной на-
магниченности О закаленных сталей
Х12Н15 (1), X12H30T3 (2) и XI2H30
(3) от напряженности магнитного
поля Н при 24 °C.
На вставке - зависимость обратной удельной
восприимчивости 1/х от температуры
212
Рис. 4.2. Зависимость удельной намагниченности с сталей Х12Н30 (а) и X12H30T3 (б) при
24 °C от напряженности магнитного поля Н после различной деформации.
*.%: а - 1-0; 2 - 10; 3 - 50; 4 - 86; 5 - 95,6; б - 97.7; б - 1-0; 2 - 10; 3 - 57; 4 - 76; 5 - 88; 6 - 97,8. На вставке - завися-
кть удельной намагниченности от степени деформации V]/ (кривая 7) и истинной деформации Е (кривая 8) в магнит-
ном поле Н = 2-105 А/м
= do/dH - от 0.57-106 до 4,5-Ю-6 м3/кг (рис. 4.1, кривые 1, 3). Можно пола-
гать, что такое увеличение восприимчивости связано с общим повышением
концентрации атомов никеля с положительным обменным взаимодействи-
ем (Ni-Ni, Ni-Fe), что сопровождается ростом температуры Кюри. Кроме
того, в значительной мере возрастает вероятность статистических флукту-
аций состава, являющихся по своей природе ферромагнитными кластерами.
Например, если в сплаве Х12Н30 вокруг атома железа в первой координа-
ционной сфере среди его 12 ближайших соседей окажется один «лишний»
атом никеля, то по составу эта микрообласть будет соответствовать сплаву
\’ 21-140 с точкой Кюри, существенно превышающей 20 °C. Подобные
~ луктуации являются основой ферромагнитных кластеров, которые пере-
водят сплав Х12Н30 в суперпарамагнитное состояние и существенно увели-
чивают его магнитную восприимчивость по сравнению с малоникелевым
. ~лавом Х12Н15. Понижение магнитной восприимчивости при легировании
гганом в сплаве X12H30T3 до 2,1 10'6 м3/кг в сравнении со сталью Х12Н30
ис. 4.1, кривые 2, 3) объясняется обеднением аустенита никелем при вы-
зелении дисперсных у'-частиц состава Ni3Ti даже при достаточно быстрой
закалке в воде [28, 34]. Разница в парамагнитных температурах Кюри (-180
-80 °C) в сплавах с Ti и без него видна из зависимостей обратной воспри-
мчивости от температуры (см. вставку, рис. 4.1).
На рис. 4.2 показано влияние холодной деформации на удельную на-
магниченность стабильных аустенитных сталей Х12Н30 и X12H30T3.
В1 зно, что малые и средние степени деформации (до 50-76%) практичес-
1 и сохраняют линейную зависимость сг(Н) и парамагнитное состояние в
'-.их сталях (см. кривые 1-За и 1—46). При этом магнитная восприимчи-
сть мало изменяется в стали Х12Н30 и существенно сильнее возраста-
ет в стали с титаном (X12H30T3), что видно по увеличению наклона кри-
213
Рис. 4.3. Зависимость удельной намаг-
ниченности стали Х12Н15 при 24 °C
от напряженности магнитного поля
после деформации.
у, %: I -0:2- 10; 3-30;4-39;5-47
вых. При 50-56%-й деформа-
ции магнитная восприимчи-
вость в стали Х12Н30 растет
примерно на 8%, а в стали
X12H30T3 - на 35%. Послед-
нее обстоятельство легко
объясняется равномерным по-
вышением содержания никеля
в у-матрице стали X12H30T3
вследствие деформационного
растворения интерметаллида
Ni3Ti [28, 35]. Магнитная вос-
приимчивость парамагнитной
стали X12H30T3 постепенно приближается к таковой для стали Х12Н30.
Особая ситуация в обеих сталях возникает при степенях деформации бо-
лее 86% - зависимость о(Н) становится нелинейной, наблюдается изгиб
кривой <5(Н) в малых полях. Это характерно для парамагнетика с локальны-
ми ферромагнитными областями малых размеров (см. рис. 4.2, кривые 4-6а,
5-66). Удельная намагниченность при = 97,7% и Н = 2-105 А/м возрастает
в стали Х12Н30 почти в 2,5 раза, а в стали X12H30T3 - в 3 раза, хотя по аб-
солютным значениям она остается меньше в сплаве с титаном. Аномаль-
ный рост намагниченности с увеличением степени деформации отчетливо
виден на вставке к рис. 4.2, а (кривые 7, 8).
Следует отметить, что нелинейная зависимость О(Н) в малых полях и
повышение удельной намагниченности до 1 А-м2/кг и более при холодной
деформации может иметь место в менее стабильных аустенитных Cr-Ni-
сталях в результате появления ферромагнитного мартенсита деформа-
ции. Рис. 4.3 соответствует такой ситуации, реализованной на стали
Х12Н15. Однако образующийся мартенсит деформации обладает боль-
шой коэрцитивной силой Нс ~ 10 кА/м, что видно по гистерезисной зави-
симости о(Н). Ферромагнитная деформационная составляющая стабиль-
ных сталей Х12Н30 и X12H30T3 является безгистерезисной (см. рис. 4.2),
характерной для дисперсных суперпарамагнитных кластерных образова-
ний. В пределах ошибки измерений в этих сталях Нс < 0,24 кА/м. Мартен-
сит и ферромагнитный аустенит в хромоникелевых нержавеющих сталях
могут сильно различаться по температурам Кюри, поэтому были выпол-
нены температурные магнитные измерения. Стали Х12Н30 и X12H30T3
при нагреве ведут себя качественно аналогично, в стали с титаном маг-
нитные измерения осложнены развитием процессов выделения или
растворения интерметаллидов Ni3Ti. Поэтому далее представлены ре-
зультаты, относящиеся только к нестареющей стабильной аустенитной
стали Х12Н30.
214
Рис. 4.4. Зависимость удельной намагни-
ченности от напряженности магнитного
поля деформированной (\|/ = 97,7%) стали
Х12Н30 при разных температурах из-
мерения.
Т. °C: 1 - 20,7; 2 - 42,6; 3 - 63,1; 4 - 83,2; 5 - 101,2;
6- 127,6; 7- 142,1; 8- 176,6:9-216,9; 10 - 266,7
На рис. 4.4 представлены поле-
вые зависимости удельной намаг-
ниченности при различных темпе-
ратурах (21...268 °C) предвари-
тельно деформированной стали
Х12Н30 (обжатие 97,7%). При 128 °C и выше деформированный сплав пе-
реходит в парамагнитное состояние - зависимость о(Н) становится прямо-
линейной (см. кривые 6-10, рис. 4.4). При охлаждении от 128 до 20 °C на-
блюдается обратимое восстановление нелинейной зависимости о(Н). Мож-
но отметить, что наибольшая температура Кюри ферромагнитных образо-
ваний деформационного происхождения близка к 128 °C, что гораздо ниже,
чем Тс а-мартенсита Cr-Ni-сталей (Тс > 600 °C) [36].
На рис. 4.5 представлены температурные зависимости удельной намаг-
ниченности в поле Н = 7,16-105 А/м стали Х12Ы30 в двух состояниях: зака-
ленном и деформированном на 97,7% (кривые 1, 2 соответственно). Кривые
получены на вибромагнитометре при нагреве в магнитном поле предвари-
тельно охлажденных в этом же поле образцов. Сильная пластическая де-
формация увеличивает намагниченность в области температур, близких к
Тс (кривая 2) и практически ее не изменяет в области низких температур.
Деформация не смещает равномерно кривую намагниченности в об-
ласть более высоких температур, как при деформационном растворении
равномерно распределенной у'-фазы [35, 37], а локально создает неболь-
шое количество аустенитных образований с повышенной температурой
Кюри, которыми могут быть области расслоения с более высоким содержа-
нием никеля.
Интересно исследовать температурную устойчивость ферромагнитных
составляющих в стали Х12Н30. На рис. 4.6 показана зависимость удельной на-
магниченности (при 24 °C) предварительно деформированной (97,7%) стали
Х12Н30 от температуры 30-минутного последовательного отжига. При нагре-
ве до 200 °C намагни-
ченность изменяется
мало. В районе темпе-
ратур 200...450 °C не-
Рис. 4.5. Зависимость удель-
ной намагниченности стали
Х12Н30 в поле 7,16105 А/м
от температуры.
Обработка: 1 -закалка; 2-закалка+
+ холодная деформация (у = 97,7%)
215
Рис. 4.6. Зависимость удельной намагниченности
стали Х12Н30 от температуры последовательно-
го отжига (через 50 °C с выдержкой 30 мин при
каждой температуре). Измерения при 24 °C в
поле Н = 2-105 А/м.
Обработка: 1 - закалка + деформация (V = 97,7%); 2 - закалка
обратимое устранение ферромагнитности
происходит наиболее интенсивно. Окон-
чательное выравнивание состава дефор-
мированного аустенита имеет место
при 600 °C. Выгиб на кривой в районе
450...600 °C может быть связан с образо-
ванием небольшого количества ферро-
магнитных оксидов в вакуумируемой ампуле, не устраняемых последующей
электрополировкой. Этот эффект наблюдается и при отжиге недеформиро-
ванных образцов. Последовательный отжиг закаленной недеформированной
стали Х12Н30 при 100.. .650 °C практически не изменяет ее намагниченности,
измеренной при 24 °C.
4.1.2. Диффузионное перераспределение никеля
в Cr-Ni-аустепитпых сталях при холодной деформации
Рассмотрим возможные причины появления ферромагнитной составля-
ющей в сталях типа Х12Н30 при холодной пластической деформации: а -
образование мартенсита деформации; б - растворение интерметаллидов;
в — изменение магнитных свойств в сильно искаженных границах деформа-
ционных фрагментов; г - индуцированное деформационными точечными
дефектами перераспределение легирующих элементов.
Ферромагнитная составляющая в сталях Х12Н30 и X12H30T3 не мо-
жет быть мартенситом деформации, поскольку ее температура Кюри не
выше 128 °C, в то время как у железохромоникелевого а-мартенсита
Тс ~ 600 °C [36]. Кроме того, коэрцитивная сила кристаллов мартенсита
на несколько порядков больше, чем у обнаруженной ферромагнитной
фазы (Нс < 0,24 кА/м).
Растворение интерметаллидов типа Ni3Ti при холодной деформации мо-
жет повысить концентрацию никеля и температуру Кюри во всей
Fe-Cr-Ni-Ti у-матрице [35, 38], а также магнитную восприимчивость у-фа-
зы. Однако формирование ферромагнитной составляющей имеет место и в
нестареющей закаленной стали Х12Н30, не содержащей высоконикелевых
интерметаллидов.
Изменение магнитных свойств в сталях типа Х12Н30 может наблюдать-
ся и при образовании сильно искаженных границ деформационных фраг-
ментов (рис. 4.7, а) на стадии некристаллографического сдвига в условиях
интенсивной пластической деформации. На никеле показано [39], что хо-
лодная деформация со степенями обжатия более 99% может вызвать сни-
жение намагниченности насыщения (на 3%) и коэрцитивной силы. Однако
216
Рис. 4.7. Структура стали
Х12Н30.
Обработка: а - закалка + дефор-
мация (V = 97,7%); б - закалка +
деформация (V = 97,7%) + отжиг
600 °C, 60 мин
изменение магнит-
ных свойств при де-
формации ГЦК-
твердого раствора
Fe-12Cr-30Ni совсем
иное. Объяснить на-
блюдаемое явление
можно перераспре-
делением легирую-
щих элементов в хо-
лодно деформированной стали типа Х12Н30, которое инициируется боль-
шим количеством деформационных вакансий и междоузельных атомов.
Известно влияние точечных дефектов радиационного происхождения
на перераспределение легирующих элементов в аустенитных никелевых и
хромоникелевых сталях [24-27]. Например, облучение электронами с энер-
ией 3- 5 МэВ при флюенсе 1018—1020 эл/см2 и температурах 100. ..350 °C при-
водит к расслоению Fe-Ni-аустенита (FI30, Н35) с образованием высокони-
келевой и малоникелевой составляющих [27]. Облучение нейтронами вы-
ь вает аномальное обогащение стоков (границ зерен) никелем в Fe-Cr-Ni-
'•стените [24, 25]. Причины подобного эффекта, как и в [24], объясняются
~_м что образованные в результате радиационного воздействия или силь-
- и пластической деформации точечные дефекты движутся к стокам (гра-
-. _ гм зерен и фрагментов, дислокациям). Междоузельные атомы с разны-
ч ради\ сами имеют разную подвижность, что вызывает обогащение сто-
* более «подвижными элементами». Вместе с тем навстречу потокам ва-
• : гй возникает противоток (от стоков) легирующих элементов, мигриру-
кмцих с различными скоростями. Результирующий эффект заключается в
гении или обеднении никелем, хромом, титаном определенных мик-
* областей, например приграничных зон деформационных фрагментов.
’ rpywypa стали Х12Н30 после сильной холодной деформации состо-
*т кз разориентированных фрагментов размером 0,1-1,0 мкм (рис. 4.7, а),
тедставзяющих собой продукт трансляционных и ротационных смеще-
- = в областях некристаллографического сдвига [40]. Достаточно широ-
ка! я размытые границы фрагментов, являющиеся стоками точечных де-
ф акт з деформационного происхождения, могут различаться как соста-
вом. в частности при обогащении их никелем [24, 25], так и сильными ми-
4 - век ажениями вследствие высокой плотности кристаллических дефек-
Оба эти фактора могут существенно изменить магнитные свой-
-• ,. . лей. Так, появление ферромагнитных областей с точкой Кюри,
•» *. к 128 °C, в деформированной стали Х12Н30 можно объяснить
'•у. j ением границ фрагментов до составов X12FI40, Х5Н37 и др. Воз-
217
можно, указанные области имеют переменный состав по никелю и хро-
му, отвечающий разным значениям Тс (от -80 до 128 °C). Выравнивание
состава деформированной стали, сопровождающееся исчезновением
ферромагнитной составляющей, идет в интервале температур отжига
200...600 °C (см. рис. 4.6). По всей видимости, сначала «исчезают» ферро-
магнитные субмикрообласти наименьшего размера с малым обогащени-
ем по никелю, а более крупные участки гомогенизируются при повышен-
ных температурах. Нагрев до 400...600 °C приводит к рекристаллизации
деформированного аустенита с образованием мелких зерен и двойников
отжига (рис. 4.7, б). Мигрирующие большеугловые границы новых зерен
не только ликвидируют искаженные границы деформационных фрагмен-
тов, но и окончательно выравнивают концентрационные микронеодно-
родности по легирующим элементам.
Деформационное расслоение у-твердого раствора в стали X12H30T3
конкурирует с растворением дисперсной у'-фазы. Сначала при малых сте-
пенях деформации равномерно во всем объеме образца происходит раство-
рение дисперсных частиц Ni3Ti при их взаимодействии с дислокациями, что
приводит к заметному увеличению Тс [28, 35] и магнитной восприимчивос-
ти всей матрицы (см. рис 4.2, б) При степенях деформации более 80% вклю-
чается процесс расслоения у-фазы по никелю при появлении повышенной
концентрации деформационных точечных дефектов (вероятно, в зонах не-
кристаллографического сдвига), что вызывает образование небольшого
количества ферромагнитных областей.
Аналогичная картина расслоения Fe-Ni-аустенита при формировании
радиационных и деформационных вакансий показана на рис. 4.8. Видно, что
слаборазрешенный магнитный секстет закаленной у-фазы трансформиру-
ется в центральную одиночную линию парамагнитного малоникелевого ау-
стенита и секстет с большим полем на ядре высоконикелевой составляю-
щей при обоих типах внешнего воздействия (облучение и деформация). При
облучении расслоение может зайти достаточно далеко [27], а при деформа-
ции оно осложняется конкурирующим обратным деформационным раство-
рением субмикроскопических продуктов расслоения в условиях взаимодей-
ствия их с дислокациями, гомогенизирующего у-матрицу.
Зависимость интенсивности расслоения стали Х12Н30 от степени де-
формации представлена на рис. 4.2 (кривая 7). Заметно, что интенсифика-
ция образования ферромагнитной фазы начинается при степенях деформа-
ции, превышающих 80%, когда в областях некристаллографического сдви-
га формируются сильно разориентированные фрагменты и включаются по-
воротные моды деформации. В этих условиях образуется большое количе-
ство деформационных вакансий и междоузлий, что отмечено, в частности,
в работе [23]. На рис. 4.2 (кривая 8) представлено это же расслоение у-фа-
зы в зависимости от истинной деформации е = 1п(1 - у)-1. Точка перегиба
при Eq = 1,61 (-80% деформации) свидетельствует о переходе деформиро-
ванного парамагнетика в состояние с определенным количеством дисперс-
ных ферромагнитных включений - кластеров. Зависимость, связывающая
величину удельной намагниченности с, при Е > 1,61, описывается уравнени-
ем о = с0 + k(e - Eq), где о0 и Ео - критическая удельная намагниченность и
218
v, мм/с
Рис. 4.8. Мессбауэровские спектры при комнатной температуре сталей НЗО (а) и Н32 (б) по-
сле закалки (кривые 1, 3), после облучения электронами с энергией 3-5 МэВ при флюенсе
5-1019 см-2 и температуре 200 °C (кривая 2 [27]) и после холодной деформации (£ = 7,1) сдви-
гом под давлением 8 ГПа (кривая 4 [42])
степень деформации, а к - коэффициент пропорциональности. Для стали
Х12Н30 (в поле Н = 2-Ю5 А/м) о = 1,23 + 0,578 (е- 1,61).
Таким образом, в относительно стабильных аустенитных сталях типа
Х12Н30 обнаружено расслоение ГЦК-твердого раствора и образование
микросегрегаций по никелю при холодной (24 °C) прокатке с обжатием
\|/ > 80%. При этом формируются ферромагнитные у-кластеры с темпера-
турой Кюри, близкой к 128 °C, что можно объяснить, в частности, ло-
кальным увеличением концентрации никеля > 40%. Индуцируемое холод-
ной деформацией перераспределение легирующих элементов объяснено,
по аналогии с низкотемпературным радиационным воздействием, мигра-
цией точечных дефектов деформационного происхождения на стоки
(границы фрагментов, зерен, фаз и др.), что вызывает обогащение или
обеднение стоков элементами с разными атомными радиусами. Устране-
ние концентрационной микронеоднородности, индуцированной холодной
219
деформацией в стали Х12Н30, начинается при отжиге (Т = 200 °C). Окон-
чательное выравнивание состава происходит в условиях рекристаллиза-
ции у-фазы при нагреве до 600 °C.
4.1.3. Влияние температуры деформации на перераспределение
легирующих элементов в аустенитных Cr-Ni-сталях
Исследованию подвергали устойчивые к образованию мартенсита де-
формации аустенитные стали Х15Н38 и Х11Н30 [43]. На рис. 4.9 показана
зависимость удельной намагниченности стали Х15Н38 от величины магнит-
ного поля (при 22 °C) после различных степеней холодной деформации.
Приведены также измерения недеформированных образцов, вырезанных
из противоположных концов слитка. Зависимость обратима и близка к ли-
нейной, характерной для парамагнетика. Кривые слегка изогнуты, посколь-
ку температура измерения близка к температуре Кюри сплава Х15Н38
(Тс ~ 10 °C). Видна также нулевая в масштабе графика намагниченность
деформированного ниобиевого образца, что свидетельствует об отсутствии
ферромагнитных загрязнений от стальных валков в данных условиях про-
катки. Деформация до Е = 1,8 (кривая 3) при комнатной температуре почти
не изменяет магнитных свойств стали (наблюдается небольшое снижение
намагниченности по сравнению с недеформированным состоянием (кривые
1 и 2 для образцов с разных сторон слитка) в полях более 1,3 кЭ). Повыше-
ние намагниченности становится заметным лишь при величине деформации
Е = 3,2 (кривая 4) и наиболее выражено при Е = 6,6 (кривая 5). Чем больше
Рис. 4.9. Зависимость удельной намагниченности стали Х15Н38 от магнитного поля при
Т = 22 °C после различных степеней деформации £ при Т = 20 °C
220
Рис. 4.10. Зависимость удельной намагниченности от магнитного поля стали Х15Н38 при
разных температурах измерения (см. вставку)
деформация, тем в меньшем магнитном поле происходит изгиб кривой на-
магниченности (для е = 6,6 это поле составляет ~50 Э). Никакого гистерези-
са при этом не наблюдается (коэрцитивная сила Нс < 3 Э). Такое поведение
типично для суперпарамагнетика и объясняется деформационно-индуциро-
ванным образованием высоконикелевых ферромагнитных аустенитных
кластеров в парамагнитной матрице [21]. Максимальная температура Кю-
ри этих кластеров ~160 °C, что существенно ниже, чем в сс-мартенсите
(Тс > 500 °C). После охлаждения до 77 К намагниченность деформирован-
ного (е = 6,6) образца практически не меняется (рис. 4.9, кривая 6). Это го-
ворит об отсутствии мартенситного превращения у-a не только при дефор-
мации, но и при глубоком охлаждении.
Рис. 4.10 иллюстрирует магнитные свойства холоднодеформированной
(е = 6,6) стали Х15Н38 при разных температурах измерения (от 21 до 200 °C),
на рис. 4.11 показаны температурные зависимости удельной намагниченно-
сти в поле 2 кЭ после холодной деформации Е = 0; 3,2; 6,6. Никакого темпе-
ратурного гистерезиса не обнаружено: кривые намагничивания практичес-
ки совпадают при нагреве и охлаждении. Наблюдается небольшое увеличе-
ние намагниченности вблизи комнатной температуры после первого нагре-
ва до 200 °C и охлаждения, которое становится обратимым при повторных
нагревах (рис 4.10, кривые 1, 12, рис. 4.14, кривые 1, 2). По-видимому, при-
чиной этого является снятие при нагреве внутренних упругих напряжений,
которые немного уменьшают намагниченность.
Из рис. 4.11 видно, что влияние деформации Е = 3,2 на намагниченность
лучше всего проявляется при температурах немного выше комнатной, а на-
веденная деформацией намагниченность исчезает при Т - 160 °C. Послед-
221
9
Рис. 4.11. Зависимость удельной намагниченности стали Х15Н38 от температуры в поле
Н = 2 кЭ
ний результат аналогичен полученному ранее на аустенитной стали
Х12Н30 [21].
На рис. 4.12 представлены магнитные свойства стали XI1Н30 при 22 °C
после различных обработок, включающих и винтовое прессование (ВП)
при 300 °C до е = 3. Температура Кюри закаленной парамагнитной стали
Тс---50 °C. Можно видеть близость кривых намагничивания для закален-
ного и деформированного ВП при 300 °C (е = 3) состояний. Прямолинейная
зависимость удельной намагниченности от величины магнитного поля сви-
детельствует о парамагнитном состоянии закаленной и деформированной
ВП стали. По данным электронной микроскопии (см. рис. 4.15), после ВП
(е = 3) зерна стали Х11Н30 вытянуты, средняя длина зерен близка к 1 мкм,
а ширина — 0,2 мкм. Отжиг при 650 °C деформированного ВП образца при-
водит к некоторому увеличению восприимчивости (рис. 4.12, кривая 3), что
видно по изменению наклона кривой.
На рис. 4.13 представлены магнитные свойства стали XI1Н30 после ВП
(е ~ 3) при 300 °C, измеренные при разных температурах (от 19 до 202 °C).
Все зависимости намагниченности от величины поля прямолинейны и ника-
кого отличия от парамагнитного поведения недеформированного состоя-
ния стали XIIН30 не наблюдается. Из рис. 4.14 видно практически полное
совпадение температурных зависимостей намагниченности в фиксирован-
ном магнитном поле обоих состояний (кривые 2 и 3). Таким образом, повы-
шение температуры деформации до 300 °C (е = 3) вообще не вызывает по-
явления ферромагнитных кластеров, хотя теоретические расчеты предска-
зывают обратное [44, 45].
В работе [15] наблюдалось аналогичное усиление интенсивности нерав-
новесной деформационно-индуцированной диффузии (растворения фазы
222
7
I
6
S
5
4
£
3
о
X
-*-4
—5
е = О
е = 3.0
е = 3.0
е = 2.0
е = 2.0
е = 2.0
е = 2,0
6
5
2
2
Магнитное поле, кЭ
Рис. 4.12. Зависимость удельной намагниченности стали Х11Н30 от магнитного
поля при Т = 22 °C после предварительной деформации £ при разных температурах
(см. вставку)
'300 °C)
300 °C) + отжиг (650 °C 30 мин)
20 °C)
20 °C) + 1.4 (95 °C)
20°С)т 1.4(0 °C)
120 °C) + 1.4 (95 °C) + 3.1 (20 °C)
(е = 2.0 (20 °C) + 1,4 (95 С) + 3.1 (20 °C)) + 77 К
Магнитное поле, кЭ
Рис. 4.13. Зависимость удельной намагниченности стали XI1Н30 от магнитного поля
при разных температурах измерения (см. вставку).
Обработка: предварительная деформация е = 3 при 300 СС
3,0
Рис. 4.14. Температурная зависимость удельной намагниченности стали XI1Н30 в поле
Н = 2 кЭ после предварительной деформации £ от температуры
Ni3Ti в сплаве Fe-36TNi-3Ti) при уменьшении температуры деформации от
200 до 20 °C и ниже, что было объяснено затруднением развития альтерна-
тивного равновесного процесса - выделения интерметаллидов при сниже-
нии температуры деформации. Авторы [46] обнаружили увеличение коэф-
фициента взаимной диффузии в Fe-Ni-сплавах при снижении температуры
высокоскоростной деформации (de/dt >15 с-1). Можно предположить, что в
наших экспериментах повышение температуры деформации до 300 °C так-
же приводит к одновременному развитию альтернативного равновесного
диффузионного выравнивания концентрации никеля, что устраняет обога-
щение областей по никелю. Постдеформационная выдержка при 300 °C
также способствует гомогенизации. Однако, как свидетельствуют экспери-
ментальные данные [47], термическая постдеформационная гомогенизация
только начинается при 250...300 °C, а наиболее интенсивно проходит при
400...600 °C. Возможно, что при 300 °C гомогенизация резко ускоряется за
счет генерируемых деформацией точечных дефектов.
Следует отметить, что степень деформации е = 3 при 300 °C (ВП) может
быть еще недостаточной для формирования обогащенных никелем класте-
ров в стали XI1Н30, поэтому на тех же образцах (закаленных после ВП) бы-
ла проведена холодная деформация при 20 °C. Как видно из рис. 4.12, кривая
4, холодная прокатка (при 20 °C) даже до меньшей степени обжатия (е = 2) за-
каленного после ВП образца стали Х11Н30 заметно изменяет вид кривой в
малых полях, приводя к формированию ферромагнитных кластеров.
Чтобы уточнить влияние температуры деформации на перераспределе-
ние никеля в стали Х11Н30, была проведена дополнительная деформация
этих же образцов (с е = 2) при строго фиксируемых температурах, близких
224
к 100 и О °C соответственно, в кипящей и ледяной воде. Дополнительная де-
формация (Де = 1,4) при этих температурах вызывает еще больший изгиб
кривых и увеличение намагниченности (см. рис. 4.12) вследствие формиро-
вания ферромагнитных кластеров. Из сравнения намагниченностей после
дополнительной деформации при Т ~ 95 и =0 °C (рис 4.12, кривые 5, 6) мож-
но сделать вывод о том, что чем ниже температура деформирования (в ин-
тервале 0...300 °C), тем больше деформационно-индуцированное перерас-
пределение никеля, которое при пониженной температуре (=0 °C) можно
объяснить деформационной генерацией вакансий и междоузельных атомов
[15, 44]. Более наглядно влияние температуры деформирования проявляет-
ся на температурной зависимости намагниченности в фиксированном маг-
нитном поле (см. рис. 4.14). Заметна повышенная намагниченность стали
XI1Н30 после деформации при 0 °C (кривая 5), которая уменьшается в про-
цессе деформации при 95 °C (кривая 4) и совсем исчезает при 300 °C (кри-
вая 3). Никакого температурного гистерезиса в интервале температур от
комнатной до 220 °C не обнаружено, кривые полностью совпадают при на-
греве и охлаждении.
4.1.4 Упорядочение обогащенных никелем кластеров,
формирующихся в аустенитных Cr-Ni-сталях
при холодной деформации
На рис. 4.15 представлены структура и электронограммы стали XI1Н30
после винтового прессования (ВП) и стали Х12Н30 после деформации про-
каткой. Винтовое прессование при 300 °C привело к образованию типичной
полосовой структуры с толщиной полос 200-500 нм (рис. 4.15, а). Полосы
состоят преимущественно из слабо разориентированных субзерен, о чем
свидетельствует в основном «монокристальная» дифракция. Между дефор-
мационными полосами наблюдаются ячейки, субзерна и зерна размером
около 1 мкм. Холодная деформация при 20 °C вызвала формирование бо-
лее мелких зерен и субзерен (размером 20-250 нм), которые видны на свет-
лопольном и темнопольном снимках (рис. 4.15, б, в). Рефлексы на электро-
пограммах расположены достаточно плотно по дифракционным кольцам,
что говорит о существенной разориентации нанозерен.
Нами сделана попытка обнаружить выделения кластерного типа с помо-
щью метода полевой ионной микроскопии. На рис. 4.16 приведено полевое
ионное изображение атомной структуры поверхности (диаметром -100 нм)
деформированной (е = 4 при 20 °C) стали Х12Н30. На ионной микрокартине
обнаружены участки с контрастом «двойной ступеньки» (типичные частицы
показаны стрелками) размером 3-5 нм, который всегда трактуется как кон-
траст упорядоченной структуры в этих участках ионной микрокартины по-
верхности, так как возникает в случае изображения атомов только одного
сорта [48]. Контраст «двойной ступеньки» возникает из-за отсутствия колец
от плоскостей из «невидимых» атомов одного сорта, а контраст видимых пло-
скостей формируют атомы только другого сорта, в данном случае атомы же-
леза. Иначе (если бы изображались только атомы никеля) мы бы не наблю-
дали контраст двойной ступеньки на ионном изображении поверхности.
225
Рис. 4.15. Аустенитная структура и элек-
тронограммы стали Х11Н30 после винто-
вого прессования (е ~ 3) при Т = 300 °C (а)
и стали Х12Н30 после деформации (е ~ 4)
при Т = 20 °C (б), в - темнопольное изобра-
жение
Рис. 4.16. Полевое ионное изображение
атомной структуры поверхности образца
стали Х12Н30, деформированной (е = 4) при
20 °C
Таким образом, в объеме исследуемого твердого раствора обнаружена
упорядоченная ГЦК-фаза. Чередование атомных слоев присуще фазам со
сверхструктурой типа Ыо и Ы2. Различие состоит в том, что в сверхструк-
туре типа Ll0 чередуются плоскости, заполненные только атомами железа
с плоскостями, заполненными только атомами никеля. В сверхструктуре
Ы2 плоскости, заполненные атомами никеля, чередуются с плоскостями,
заполненными атомами как железа (50%), так и никеля (50%). Из-за того,
что участки ионного контраста упорядоченной фазы достаточно малы, не
удалось однозначно определить химический состав обнаруженной фазы.
Но можно утверждать, что это фаза либо FeNi, либо FeNi3 [49]. По нашей
оценке, объемная доля упорядоченной ГЦК-фазы, определенная на не-
скольких образцах, составляет 5-10%.
При электронно-микроскопическом дифракционном исследовании не
удалось обнаружить сверхструктурных рефлексов от упорядоченных фаз
типа FeNi или FeNi3, что объясняется близкой амплитудой рассеяния Fe и
Ni. Кроме рефлексов от аустенита выявлены рефлексы от мелких карбидов
типа Сг23С6.
Приведенные результаты не дают однозначного ответа о природе обна-
руженных упорядоченных фаз или кластеров. Наиболее вероятно в сильно
деформированных Fe-Cr-Ni-сплавах присутствие упорядоченной фазы Ыо
(Fe-Ni). В пользу этого свидетельствует деформационно-индуцируемое обо-
гащение ферромагнитных кластеров никелем приблизительно до 40-50% в
стали Х12Н30 [21]. По данным [26, 27], при низкотемпературном облучении
(80 °C) Fe-Ni-инварных сплавов высокоэнергетическими электронами (флю-
енсом 4-1019 Э/см2) происходит расслоение сплавов на малоникелевую и вы-
соконикелевую составляющие. Высоконикелевая составляющая испытывает
упорядочение по типу Ll0 (Fe50-Ni50), что доказывается по появлению соот-
ветствующих сверхструктурных рефлексов на электронограммах [26]. В на-
шем случае возможно развитие аналогичного процесса, только с той разни-
цей, что расслоение и последующее упорядочение инициируется не радиаци-
онными, а деформационно-индуцированными точечными дефектами.
При сильной деформации сталей происходит резкое измельчение зерна
и формирование нанозерен. Дальнейшая деформации (е > 5) осуществляет-
ся преимущественно за счет вращения образовавшихся нанозерен [50]. При
этом нанокристаллы практически не изменяют свои размеры, а их границы
сохраняются. Формирование обогащенных никелем упорядоченных ферро-
магнитных кластеров при сильной холодной деформации, по всей видимос-
ти, происходит в районе этих малоподвижных стоков точечных дефектов в
виде границ вновь образовавшихся нанозерен и субзерен (аналогичное обо-
гащение никелем приграничных областей имеет место и при облучении).
Электронно-микроскопическое исследование холодно-деформирован-
ной стали Х12Н30 (е > 6) [44] с прямым разрешением решетки не выявило
формирования деформационно-индуцированных приграничных или внут-
ризеренных выделений с отчетливыми межфазными границами. Местопо-
ложение обогащенных никелем участков не зафиксировано, так как зонд
для микроанализа имел размеры, сопоставимые с размерами нанозерна де-
формированной стали (~50—70 нм). Обычно обогащенные и обедненные ни-
227
Рис. 4.17. Структура аустенитных зерен в стали
Н32 с микроконцеитрационной неоднороднос-
тью по никелю, полученной в процессе а-у-пре-
вращения при медленном нагреве со скоростью
0,2 град/мин от 250 до 520 °C
келем зоны в Fe-Ni-аустенитном зерне,
хорошо выявляемые с помощью мессба-
уэровской спектроскопии, видны на эле-
ктронно-микроскопических снимках в
виде чередующихся участков с темным и
светлым дифракционным контрастом.
На рис. 4.17 показана такая концентра-
ционно неоднородная структура аусте-
нитных зерен стали Н32 (с полосчатым
дифракционным контрастом), получен-
ная расслоением аустенита по никелю
при а-у-превращении в условиях медлен-
ного нагрева со скоростью ~0,2 град/мин
[51]. На электронно-микроскопических снимках деформированной стали
Х12Н30 также наблюдаются участки с темным дифракционным контрас-
том преимущественно в приграничных областях (рис. 4.18, а). Преобладаю-
щий размер темных приграничных зон составляет от 7 до 30 межплоскост-
ных расстояний (1,5-6 нм) в направлении [111]7- Эти зоны обычно состоят
из чередующихся темных и светлых нанодоменов толщиной 1-1,5 нм и дли-
ной до 6 нм (рис. 4.18, б). Длина пластины, состоящей из чередующихся до-
менов, достигает 15 нм. Подобную ситуацию можно ожидать при образова-
нии различно ориентированных упорядоченных С-доменов типа Lln в обо-
Рис. 4.18. Структура приграничных областей сильнодеформированной стали Х12НЗО (£ = 7)
с темным приграничным контрастом (а) и чередующимися приграничными доменами (б)
228
гащенных никелем пригранич-
ных областях. По данным [52],
параметры Ll0 фазы Fe50Ni50
следующие: а - 0,357 нм, с =
= 0,359 нм, с/а = 1,0062.
В прежних наших работах
[21, 47] высказывалось утверж-
дение, что близость макси-
мальных температур Кюри Тс
кластеров, образовавшихся
Таблица 4 1
Влияние состава стали па максимальную
температуру Кюри ТС]ч кластеров после
сильной холодной деформации
Сталь Исходные значения Тс, °C ТСн кластеров после деформации. °C
Х12Н30 -80 160
Х11Н30 -50 160
Х15Н38 + 10 160
при холодной деформации в сталях Х12Н30 и Х12Н40, можно объяснить
слабой зависимостью Тс в интервале концентраций 45-55 мас.% Ni при
фиксированном содержании Сг. Полученные в работе [43] результаты для
сталей Х11Н30 и Х15Н38 позволяют скорректировать объяснение такого
изменения магнитных свойств сталей. В табл. 4.1 приведены максимальные
температуры Кюри кластеров для трех деформированных сталей. Одина-
ковость максимальной температуры Кюри кластеров (160 °C) позволяет
сделать вывод об образовании на месте обогащенных никелем кластеров
упорядоченной фазы с постоянным значением Тс (это может быть, в част-
ности, упорядоченная фаза Fe50-Ni5() с примесью хрома).
Таким образом, с помощью магнитных измерений показано, что интен-
сивность деформационно-индуцированного перераспределения никеля в
стали XIIН30 с повышением температуры деформации от 0 до 300 °C
уменьшается. Деформация при 300 °C вообще не приводит к какому-либо
перераспределению никеля и образованию ферромагнитных кластеров,
что объяснено развитием альтернативных процессов диффузионного вы-
равнивания состава при повышенной температуре. В сталях Х11Н30,
Х12Н30 и Х15Н38 максимальная температура Кюри ферромагнитных кла-
стеров деформационного происхождения близка к 160 °C. Методом поле-
вой ионной микроскопии обнаружено формирование частиц упорядоченной
фазы типа Ll0 или Ы2 с размерами 3-5 нм и количеством 5-10 об.% в де-
формированной (е = 4) при 20 °C стали Х12Н30.
4.1.5. Теоретическое описание деформационно-индуцированных
сегрегаций
Теоретические расчеты [21, 53, 54] показали, что экспериментально об-
наруженную [20, 21, 43, 47] деформационно-индуцированную сегрегацию
(ДИС) никеля вблизи границ зерен в аустенитных сплавах Fe-Cr-Ni можно
описать системой уравнений для диффузионных потоков деформационно-
индуцированных точечных дефектов и атомов сплава. Наблюдаемая сегре-
гация аналогична радиационно-индуцированной сегрегации (РИС) никеля в
приграничных объемах сплавов Fe-Cr-Ni при облучении высокоэнергети-
ческими частицами [55-57]. В настоящем разделе коротко рассмотрены
теоретические представления [21, 53, 54] о возможности формирования та-
ких деформационно-индуцированных сегрегаций легирующих элементов в
аустенитных сталях типа 12Cr-30Ni (Х12Н30) при генерации большого
229
Рис. 4.19. Зеренная структура сплава Х12Н30 (а) и области темного контраста в зерне при
прямом разрешении кристаллической решетки (б)
количества точечных дефектов и их миграции на стоки при интенсивной хо-
лодной деформации. Изучение структуры, в том числе и прямое разреше-
ние кристаллической решетки [44], проводили в электронном микроскопе
«Philips Cm 12», оборудованном анализатором 9800 EDAX. Моделирование
деформационно-индуцированной сегрегации на границах зерен проводили с
использованием пакета компьютерных программ RIS, разработанного в
Физико-энергетическом институте РФ [55].
На рис. 4.19, а, приведена зеренная структура аустенитной стали
12Cr-30Ni (Х12Н30) после сильной деформации прокаткой (е ~ 5) на
рис. 4.19, б, представлены снимки высокого разрешения (плоскость {111 }у).
Оценки по структуре показывают, что размер зерен составляет 60—150 нм.
Формирование темного приграничного контраста (см. рис. 4.19, б) может
свидетельствовать в пользу обогащения приграничных областей никелем,
которое экспериментально обнаружено по повышению температуры Кюри
стали Х12Н30 в результате сильной холодной деформации [20, 47].
Измерения концентрации сплава с помощью микрозонда показали, что
при минимальном диаметре электронного пучка анализатора (45 нм) не уда-
ется достаточно надежно определить концентрации Ni и Сг возле границ зе-
рен. Однако общая концентрация никеля при ее анализе в центре зерен раз-
мером около 60 нм была ниже на ~0,5-1 ат.%, чем средняя концентрация ни-
келя в сплаве. Этот результат позволяет предположить, что при сильной
холодной деформации имеет место обогащение никелем приграничных
объемов зерна. Наличие приграничных упорядоченных зон Fe50-Ni50 в спла-
ве Fe-12Cr-30Ni подтверждает этот вывод (см. предыдущий раздел).
Моделировали трехкомпонентный сплав Fe-Cr-Ni [21, 53, 54], подверг-
нутый интенсивной холодной деформации в наковальнях Бриджмена под
высоким давлением до 10 ГПа в течение 10 мин со скоростью деформации
1 об/мин (£макс = 9). Считали, что компоненты сплава до деформации были
равномерно распределены по всему объему и начальные концентрации
230
составляли Са0 = 0,30, Сьо = 0,12, Сс0 = 0,58 (атомные доли), где индекс а от-
носится к никелю, b - хрому, с - железу.
Для нахождения распределений концентраций компонент под действием
деформации будем считать, как и в [21], что сегрегационные процессы, про-
ходящие при деформации, аналогичны таковым, проходящим при облуче-
нии сплава. При этом образующиеся точечные дефекты стекают на стоки,
которыми в данном случае являются границы мелких зерен, сформировав-
шихся преимущественно уже при деформации в один и более оборотов на-
човальни Бриджмена. Дислокации, образующиеся внутри зерен, не являют-
ся местом сегрегации, так как перемещаются и приводят, напротив, к рас-
творению микросегрегаций.
Можно записать следующую систему диффузионных уравнений для
концентрации компонент С„ (а = А, В, С) и точечных дефектов Ск [55]:
ЭСа/Э1 = -Vja; (4.1)
ЭСк/Э1 = -Vj\ + Kgcn - ЦКЦС,СУ - lfksDk(Ck - Ск0), (4.2)
где к = i, v - индекс, обозначающий точечные дефекты (междоузлия и ва-
- аисии соответственно); j а - вектор потока компонента а сплава; j k - вск-
~ip потока точечных дефектов; Kgcn - скорость генерации точечных де-
фе«ов при деформации (КУ4 с_|); pR - постоянная рекомбинации; k£s - эф-
текпгвность стоков точечных дефектов; Dk = C.,dak + Cbdbk + Ccdck (d„k - пар-
циальные коэффициенты диффузии «-компоненты; Са - концентрация
-компоненты после деформации; Ск0 - начальные равновесные концент-
I ищи точечных дефектов до деформации).
В терминах парциальных коэффициентов выражение для вектора j а для
вх подвижной границы имеет вид
Ь = -(dav + daiCi) V Са + Ca(dav V Cv - dai V Ci). (4.3)
Для потоков вакансий j*v и междоузлий j j справедливы соотношения
Ь = (dav - dcv)CvV Са + (dbv - dcv)CvV Cb - DvV Cv; (4.4)
Jh = (dai - dci)CjVCa + (dbi - dci)CjVCb - DiVCi. (4.5)
Этметим, что второе, третье и четвертое слагаемые в правой части
равнения (4.2) описывают рождение, взаимную рекомбинацию и захват ка-
I -либо поглотителями точечных дефектов соответственно. В уравне-
4.4) первое и второе слагаемые описывают потоки Киркендалла ва-
П-и междоузлий соответственно, возникающие в неоднородном по со-
_г*»у сплаве [58]. В правой части уравнения (4.5) также можно выделить no-
's. слагаемые. Для упрощения формулы (4.4), (4.5) записаны без учета
эвания смешанных гантелей [55].
3 качестве начальных условий используются исходная однородность
жтав. по составу и равенство концентраций точечных дефектов равновес-
начениям [21, 53, 54, 61]. При наложении граничных условий учиты-
-то граница зерна, принимаемая в расчете плоской, является стоком
231
точечных дефектов, а потому на ней поддерживаются равновесные значе-
ния концентраций точечных дефектов; учитывается также то, что профили
концентраций компонент и точечных дефектов имеют экстремум в центре
зерна. Дополнительно используется условие сохранения количества атомов
данного сорта в зерне.
Система уравнений (4.1) и (4.2) с начальными и граничными условиями
решалась [44, 53, 54] численно методом конечных разностей и аппроксими-
ровалась интегроинтерполяционным методом на неравномерно простран-
ственной сетке. Использовался пакет компьютерных программ RIS [55].
Были приняты следующие значения основных параметров, входящих в
уравнения представленной выше математической модели. Выражения для
частот и парциальных коэффициентов диффузии dak можно привести к виду
dak = doak exp(-Ekma/kT),
(4.6)
где Ek,„ - энергия миграции атомов типа ос по вакансионному (k = v) и междо-
узельному механизмам (к = i); к - постоянная Больцмана; Т - температура спла-
ва (~127 °C); dOak - предэкспоненциалный множитель, пропорциональный тем-
пературе Дебая. В соответствии с экспериментальными данными [60], для
энергий миграций точечных дефектов (вакансий и междоузельных атомов)
всех трех компонент сплава использовались следующие значения: Е„1а = 1,1 эВ,
Evmb = 1,0 эВ, Е^ = 1,0 эВ, Е’та = 0,6 эВ, Е’тЬ = 0,7 эВ, Е'П1С = 0.7 эВ.
Отметим, что экспериментальные значения энергий активации мигра-
ции вакансий и междоузлий имеют довольно существенный разброс, поэто-
му значения для железа и хрома приняты равными. Показано, что резуль-
таты качественно не меняются при отклонении значений энергий для желе-
за и хрома в ту или другую сторону, если энергия перескока атома никеля
из одного узла решетки в другой близлежащий узел больше, а междоузлий
меньше, чем для железа и хрома.
Расчетные профили концентраций компонент сплава возле границы
зерна после полного проведения деформации при 400 К представлены на
рис. 4.20 [44, 54]. Видно, что в окрестности границы зерна происходит уве-
личение концентрации никеля по сравнению с начальным значением за
счет обеднения железом и хромом. Общая ширина рассчитанной обогащен-
ной никелем зоны S составляет ~3 нм. В зону входят граница и область
сплава с измененными концентрациями компонент с обеих сторон от грани-
цы вплоть до концентраций, отли-
чающихся от фонового состава.
Данная зона может повлиять на из-
менение магнитных свойств. Экспе-
риментально наблюдаемая ширина
приграничных концентрационно-
Рис. 4.20. Рассчитанные профили концент-
раций Ni (1, I'), Сг (2), Fc (3) в сплаве
Fc-Cr-Ni возле границы зерна (степень
деформации е ~ 7 при 400 К, Е[па = 1,0 эВ,
Е'тЬ = 0,9эВ,Е^ = 0,9эВ).
1'- концентрация Ni после усреднения по формуле (4.7)
232
неоднородных участков с темным контрастом на рис. 4.19, б и рис. 4.18, а на
4,19 в деформированном сплаве Х12Н30 составляет 3-5 нм. Это заметно
больше расчетной толщины обогащенной никелем зоны. По всей видимос-
ти, при расчете ДИС надо учитывать следующие основные факторы. Во-
первых, вблизи границ зерен при сильной холодной деформации (в отсутст-
вие рекристаллизации) скапливаются дислокации и приграничная зона сто-
ка точечных дефектов становится заметно шире, чем в недеформирован-
ном сплаве. Во-вторых, обогащение граничной зоны никелем идет не до
100. а до ~50%, так как при холодной деформации происходит постепенное
•ъеличение количества обогащенных никелем упорядоченных по типу Ыо
Fe5oNi50) участков сплава (см. предыдущий раздел). В пользу последова-
тельного упорядочения по типу Ll0 различных обогащенных никелем зон
свидетельствует постоянство температуры Кюри (Тс ~ 160 °C) первых и по-
следующих порций образующихся при деформации ферромагнитных клас-
теров. На рис. 4.19, б, по всей видимости, наблюдаются упорядоченные ми-
кродомены толщиной около 1 нм, которые сгруппированы в упорядочен-
ию пластину длиной до 15 нм. Таким образом, обогащение приграничных
зон никелем осуществляется только на 50%.
Для более корректного сравнения расчетного профиля концентрации
никеля возле границы зерна с экспериментальными данными профиль до-
~ длительно усреднялся с учетом ограничения обогащения приграничных
: эн никелем (50%) с использованием распределения Гаусса
С — с । А
C"CNio о72^
R2
еХр
20
(4.7)
~е R - расстояние от границы; CNi0 - концентрация никеля вдали от грани-
А = 0,666 нм, о = 1,25 нм.
Д тя объяснения экспериментально наблюдаемого уменьшения деформа-
лонночшдуцированной сегрегации никеля в сплаве Fe-Cr-Ni с повышением
температуры деформации [43] учитывали тот факт, что скорость генерации
~ очных дефектов сильно снижается вследствие релаксационных процес-
- г см. работу [23]). В [23] также показано, что при деформации большое
значение для них имеет движение винтовых дислокаций со ступеньками
мных размеров. Скорость изменения плотности винтовых дислокаций
_ .г в результате их аннигиляции при деформации зависит от температу-
В [62] получена зависимость следующего вида: dp/dt = -А] ехр
ПК А, - коэффициент, зависящий в том числе от плотности дислокаций;
L - энергия активации. С учетом этого в работе [53] предложено следую-
~ с выражение для зависимости скорости генерации точечных дефектов
~ : деформации Ко от температуры:
U
кт]’
Kgen = К0-К,ехр
U
кТ
(4.8)
233
Рис. 4.21. Зависимость усредненных концен-
траций элементов в деформационно-индуци-
рованной сегрегации сплава Fc-Ni-Cr от
температуры.
1 - Ni; 2 - Сг; 3 - Fc; 1' - Ni (с дополнительным усредне-
нием по формуле (4.7))
Отметим, что, хотя коэффици-
ент К, зависит от плотности дисло-
каций, в работе [53] для упрощения
он считался постоянным. При этом
при больших температурах Т > 600 К
и при К, > Ко из-за предположения о постоянстве коэффициента К, получа-
ются отрицательные значения Kgcn. В этом случае для Т > 600 К принимал-
ся К = 0. Были проанализированы [53] экспериментальные данные рабо-
ты [23] по скорости генерации точечных дефектов при деформации в зави-
симости от температуры. Оказалось, что формула (4.8) достаточно хорошо
описывает эксперимент.
На основе работ [43, 44] для сплава Fe-Cr-Ni (Х12Н30) можно отме-
тить следующие две особенности на зависимости Kgen(T): Kgen ~ 1СНс~' при
комнатной температуре (разогрев при деформации мы приняли равным
приблизительно 100 град) и Kgcn = 0 при 600 К. Исходя из этого получены
следующие значения параметров в выражении (4.7): Ко = 1,47-1СН с-1,
К, = 3,38-ИН с"1, U = 0,04 эВ.
С использованием полученного выражения для Kgcn(T) проведен расчет
зависимости усредненных концентраций компонентов сплава Х12Н30 и ши-
рины приграничной зоны обогащения никелем L от температуры деформа-
ции. В качестве средней приближенно бралась концентрация никеля на по-
лувысоте пика ДИС возле границы зерна (рис. 4.21). Качественно результа-
ты согласуются с экспериментом [12], и граничная сегрегация никеля при
температурах в диапазоне 550-600 К и более не наблюдается.
Таким образом, особенности деформационно-индуцированных сегрега-
ций в Cr-Ni-нержавеющих аустенитных сталях можно описать с помощью
математического аппарата, разработанного для анализа радиационно-инду-
цированных сегрегаций.
4.2. РАСТВОРЕНИЕ ИНТЕРМЕТАЛЛИДОВ В АУСТЕНИТНОЙ
МАТРИЦЕ ПРИ ХОЛОДНОЙ ДЕФОРМАЦИИ
В этом разделе рассмотрены аномальные процессы диффузионного рас-
творения интерметаллидов типа Ni3Me в аустенитных сталях при сильной
холодной деформации. В работе использовали мессбауэровскую спектро-
скопию, позволяющую надежно фиксировать локальные концентрацион-
ные изменения в матрице, содержащей изотоп 57Fe [28, 35, 63]. Для этих це-
лей были взяты специальные модельные сплавы, например Fe-36Ni-3Ti с
у'-фазой Ni3Ti, в которых по среднему полю на ядре 57Fe надежно фиксиро-
вали концентрацию никеля CNi, изменяющуюся при растворении или обра-
234
зовании фазы Ni3Ti в условиях деформации е [17, 35]. Вторым обязатель-
ным условием успешного анализа зависимости «CNi-e» был выбор способа
деформации. В наших работах применяли прокатку и преимущественно
сдвиг под давлением до 10 ГПа в наковальнях Бриджмена, что позволило
получать большие степени деформации (до истинной деформации Е ~ 7-9)
без разрушения образца. Исследование выполняли с использованием также
трансмиссионной электронной микроскопии, рентгенографии, магнитомет-
рии и световой микроскопии.
4.2.1. Низкотемпературное деформационно-индуцированное
образование твердых растворов при растворении
интерметаллидов разного размера
В работе [64] впервые с помощью электронной микроскопии показана
возможность растворения зон Гинье-Престона и метастабильной О'-фазы
при холодной деформации в матричном твердом растворе состаренного
сплава Al-Си. Эта ситуация не была совсем неожиданной, так как в алюми-
ниевых сплавах при комнатной температуре возможно развитие нормаль-
ных диффузионных процессов. Однако в дальнейшем были обнаружены по-
добные эффекты деформационного растворения интерметаллидов в более
тутоплавких материалах, когда диффузия элементов замещения при 300 К
чрезвычайно затруднена. Как показывает расчет [28], диффузионный путь
Ni в Fe-Ni-сплавах даже при 623 К составляет всего единицы ангстрем. В ра-
боте [65] на состаренном ГЦК-сплаве Ni + 10,3 ат.% Ti + 0,6 ат.% А1 магни-
метрическим методом показано, что после холодной деформации (е = 0,9)
температура Кюри Тс снижается на 30-50 К, что можно объяснить увеличе-
нием в у-матрице концентрации титана и алюминия, вызванным деформаци-
онным растворением фазы Ni3Ti(Al). Глейтер [66] наблюдал при холодной
’.формации (~2%) перерезание группой дислокаций крупной у'-частицы
N AI размером ~1()0 нм в состаренном сплаве, содержащем, ат.%: 75 Ni;
I '.8 Сг; 6,2 А1. Из рис. 4.22 [66] видно, что дислокации не только механичес-
• ж перерезают у'-частицу Ni3Al, но и выносят (по предположению автора
-<]• атомы никеля и титана за ее пределы. Электронно-микроскопически
1- т ? проявляется в виде темного контраста - «хвостов» (указаны стрелками
рис. 4.22), отходящих от перерезанных частиц на расстояние г ~ 30 нм.
В [66] представлено и теоретическое объяснение этого явления: рас-
— прение интерметаллидов происходит в результате дрейфа атомов Ni и
А1 из частицы в матрицу в поле напряжения движущихся дислокаций. Тео-
ргчески диффузионное перерезание частиц Ni3Al скоплением дислока-
zy- рассмотрено также в [67]. Авторы [68] наблюдали незначительное (на
.: цы градусов) снижение температуры Кюри Тс при холодной дефор-
_ 'л в сплавах Ni-14%A1, Ni-1 l%Ti и повышение Тс в сплаве Ni-12%Si.
Озн _ ко анализ таких малых изменений Тс в концентрационно-неоднород-
кл сттавах связан с достаточно большой ошибкой измерения. Надежное
f >дение растворения высоконикелевой фазы Ni3Ti при холодной де-
kJ щии представлено в работе [63]. Холодное волочение (с обжатием
BF-.8 ’ ) нестареющего сплава Н34 практически не изменяет его намаг-
235
Рис. 4.22. Перерезание частиц Ni3Al при хо-
лодной деформации состаренного сплава
Ni-19Cr-6Al [66]
ниченность и температуру Кюри.
Напротив, такая деформация соста-
ренного сплава Н35Т5 с разным ис-
ходным содержанием интерметал-
лидов приводит к значительному
повышению Тс (почти на 200 К) и
удельной намагниченности [63].
Повышение Тс и намагниченности
сплава в результате холодной де-
формации однозначно объясняется растворением фазы Ni,Ti и увеличени-
ем концентрации никеля в аустенитной матрице.
Так как определение Тс связано с повышением температуры измерения
на сотни К (что может способствовать развитию альтернативного процесса
выделения интерметаллидов), то в большинстве работ мы использовали
мессбауэровский метод концентрационного анализа по магнитному полю
на ядре 57Fe, который выполняется при температуре деформации (~30() К).
В работах [17, 28, 35, 63] мессбауэровским, магнитометрическим и элек-
тронно-микроскопическим методами исследовано деформационное раство-
рение интерметаллидов Ni3Ti с малыми и большими размерами. Мелкие ча-
стицы у'-фазы Ni,Ti размером ~5 нм с когерентной матрице ГЦК-решет-
кой получали в результате непрерывного старения сплава H35T3 при 773 К
(10 ч). Более крупные пластины трфазы Ni3Ti толщиной около 50 нм с
ГПУ-решеткой (рис. 4.23, а) формировали в сплаве H35T3 в результате пре-
рывистого распада аустенита при 1073 К (72 ч) [17]. При степенях деформа-
ции 28% и более пластины трфазы начинают перерезаться дислокационны-
Рис. 4.23. Влияние старения при 1073 К, 72 ч (а) и последующей холодной (293 К) деформа-
ции прокаткой на 28% (б) и сдвигом под давлением 8 ГПа (е = 5,9) (в) на структурные изме-
нения в стали 1I35T3
236
Рис. 4.24. Мессбауэровские спектры (а) и соответствующие им функции плотности распре-
деления полей Р(Н) (б) стали H35T3
ми скоплениями (рис. 4.23, б). При увеличении степени деформации до 97%
(е = 3,5) в структуре проявляются ротационные моды деформации, напри-
мер в макрополосах «некристаллографического» сдвига, и пластины т]-фа-
зы существенно дробятся и растворяются. Более высокая степень деформа-
ции при сдвиге под давлением 8 ГПа (е = 5,9) дает разориентированную на-
нокристаллическую у-структуру с размером зерен менее 60 нм, в которой
трудно наблюдать остатки интерметаллидных пластин (рис. 4.23, в).
Анализ кинетики растворения интерметаллидов по дифракционным ре-
флексам затруднен из-за сильного уширения линий и исчезновения сверх-
структурных рефлексов при деформационном разупорядочении. Поэтому
основные измерения были выполнены методом ЯГР. На рис. 4.24 (кри-
вые 1-3) представлены мессбауэровские спектры и соответствующие им
функции плотности распределения магнитных полей сплава H35T3. Видно
резкое увеличение среднего эффективного поля от степени деформации
(Н увеличивается от 105 до 210 кЭ), что свидетельствует о появлении в ау-
стенитной матрице дополнительного количества никеля, перешедшего из
у'-фазы NijTi в у-твердый раствор.
237
Рис. 4.25. Зависимость
среднего поля <Н> и мак-
симального поля Нмаи. от
содержания никеля в би-
нарных Fc-Ni-сплавах [22]
Качественно ана-
логичная ситуация
имеет место и при де-
формационном рас-
творении крупных
пластинчатых т|-ин-
терметаллидов Ni3Ti.
Следует отметить,
что среднее эффек-
тивное поле Н мало
изменяется при силь-
ной холодной дефор-
мации в бинарных ГЦК Fe-Ni-сплавах. Количество растворенного никеля в
у-матрице Fe-Ni-Ti определяли методом ЯГР по ранее построенной [22] за-
висимости (рис. 4.25), связывающей значения среднего магнитного поля Н
(определяемого как центр тяжести фигуры, ограниченной кривой распреде-
ления Р(Н)) с концентрацией никеля в Fe-Ni-аустените.
На рис. 4.26 представлены зависимости увеличения среднего поля на яд-
ре Н (а) и концентрации никеля (б) от степени деформации в обычных у (а)
и истинных (логарифмических) координатах е (б). Как видно, имеется опре-
деленная критическая деформация Екр, или Eq, после которой наступает ин-
тенсивное деформационное растворение этих частиц, что связано с включе-
нием механизмов «некристаллографического» макросдвига, ротационных
мод деформации и др.
Рис. 4.26. Изменение среднего магнитного поля (а) и концентрации никеля (б) в аустенитной
матрице стали H35T3 (FeNi35Ti3) от степени холодной деформации прокаткой при 293 К.
Исходная обработка: 1 - старение при 773 К (10 ч) с выделением дисперсной у'-фазы Ni3Ti, 2 - старение при 1073 К
(72 ч) с выделением крупнопластинчатой Т]-фазы Ni/Ti
238
Интенсивность растворения при прокатке мелких плотно расположен-
ных частиц более высокая, чем достаточно редких и крупных кристаллов Т|-
фазы. Сильная деформация другим способом нагружения, например сдви-
гом под высоким давлением, усиливает интенсивность растворения у'- и Т|-
фаз. В обоих случаях практически достигается полное растворение частиц
разных размеров и природы (см. точки при е = 6 на рис. 4.26, б). Как видно,
количество растворенного в у-матрице никеля ACNi (которое напрямую свя-
зано с количеством растворенных частиц Ni3Ti) прямо пропорционально ис-
тинной деформации е начиная с критической величины Eg: ACNi = К(е - Ед).
Можно полагать, что растворение частиц имеет дислокационную приро-
ду и изменение количества растворенного никеля ACNj определяется плотно-
стью прошедших дислокаций q, их средней длиной 1 и вектором Бюргерса Ь,
что характеризует истинную сверхкритическую деформацию (е - Ед):
ACNi = K,qlb = K(E-Eo).
Коэффициенты К, К, и величина критической деформации Ед зависят от
размера и распределения частиц, температуры деформации, а также от
энергии межатомного взаимодействия в частице и возможности перереза-
ния частиц дислокациями. Однородность распределения растворенного Ni в
аустените возрастает с увеличением степени деформации [17].
В 1976 г. впервые была показана [12] возможность образования твердых
растворов из смесей порошков чистых металлов при их длительной холод-
ной деформации в шаровых мельницах. Изучение физического механизма
механического легирования при деформации в мельницах затруднено из-за
отсутствия четкого контроля температуры и степени деформации, а также
вследствие возможного внесения примесей из внешней среды. Использова-
ние холодной деформации сдвигом под высоким давлением в наковальнях
Бриджмена позволяет устранить эти недостатки. В [69] показана возмож-
ность получения твердого раствора при сдвиге под давлением в процессе вза-
имного деформационного растворения различных металлических частиц.
4.2.2. Деформационное растворение интерметаллидов
с разным знаком параметров несоответствия
ГЦК-решеток частиц и матрицы
В работе [67] высказано предположение о том, когерентые у'-частицы с
пылим и с меньшим параметром решетки, чем аустенитная у-матрица, бу-
zут вести себя по-разному при холодной деформации. Первые частицы мо-
гут растворяться, а вторые, напротив, будут увеличиваться в размерах
_ :едствие разного направления дрейфа атомов при взаимодействии с кри-
выми дислокациями. Поэтому для проверки этого предположения были
- ыплавлены стареющие стали H35T3, Н35Ю5, Н35ЦЗ [6], в которых выде-
отся при старении соответственно фазы Ni3Ti, Ni3Al, Ni3Zr. Старение при
23-873 К в течение 3 ч вызывает выделение упорядоченных по типу Ы2
г~ерметаллидов Ni3Ti, Ni3Al с параметрами решетки 0,359 и 0,356 нм соот-
5е-_твенно [15]. Интерметаллид Ni3Zr имеет двойную кубическую решетку
239
Рис. 4 27. Изменение концентрации никеля при рас-
творении интерметаллидов Ni,Me в аустенитной мат-
рице в зависимости от степени истинной деформации
е при 300К в предварительно состаренных (823 К, 3 ч)
сплавах FcNi3STi3, FeNi35Zr3, FeNi34Al5
с параметром 0,668 нм [15] Исходный пара-
метр Fe-Ni-аустенита составляет 0,3585 нм.
Ясно, что только одна фаза Ni3Ti имеет па-
раметр решетки больше матричного, а ос-
тальные фазы обладают заметно меньшим
параметром а, чем ГЦК-матрица. Сильная
холодная деформация состаренных сплавов
во всех случаях приводит к увеличению
концентрации Ni в твердом растворе, т. е. к
растворению в аустените различных час-
тиц (Ni3Ti, Ni3Al, Ni3Zr) как с большим, чем
матрица, так и с меньшим параметром ре-
шетки (рис. 4.27), что требует уточнения
теоретических представлений [67] о меха-
низме деформационного растворения интерметаллидов. Наблюдается пря-
мо пропорциональная зависимость ACNi = f(e) с разным инкубационным пе-
риодом деформации е3! (см. рис. 4.27). Наибольшую критическую степень
деформации £<> ~ 3,5 имеет сплав с более крупными и термически устойчи-
выми частицами Ni3Zr.
4.2.3. Влияние температуры деформации па растворение вторых фаз
Как показали исследования [15], деформационное растворение у'-час-
тиц Ni3Ti усиливается с понижением температуры деформации от 473 до
77 К. Конечно, при деформации наблюдается повышение температуры об-
разцов, но общее ее влияние удается проследить. Прокатка с обжатием 74%
(е ~ 1,3) при исходных температурах 473, 293 и 77К увеличивает среднее эф-
фективное магнитное поле Н на ядре 57Fe в состаренном при 773 К (3 ч)
сплаве H35T3 до 80, 115 и 125 кЭ соответственно (рис. 4.28). Это отвечает
увеличению концентрации никеля в у-матрице до 30,1; 30,8; 31 ат.% вслед-
ствие различной интенсивности деформационного растворения фазы Ni3Ti
при этих температурах.
Активизацию деформационного растворения интерметаллидов при сни-
жении температуры деформации можно объяснить следующим образом.
Растворение частиц при холодной деформации является неравновесным.
Напротив, равновесным в этих условиях является выделение интерметалли-
дов из пересыщенного у-твердого раствора, растворимость которых обыч-
но уменьшается с понижением температуры. Таким образом, при деформа-
ции могут развиваться два конкурирующих фазовых превращения’ 1) рав-
новесный процесс выделения интерметаллидов, обеспечиваемый ваканси-
онным механизмом диффузии элементов замещения; 2) неравновесный
240
с 4.28. Изменение среднего магнитного поля
г!> от степени деформации е при температурах
, 293 (2), 473 К (3) при деформационном рас-
творении у'-фазы Ni3Ti в стали H35T3
гоцесс деформационного растворения
-частиц при их взаимодействии с дисло-
циями в результате дрейфа атомов в
г.ц те напряжений дислокаций. Равновес-
-те выделение у'-фазы в сплаве H35T3
арп достаточно низких температурах
393-473 К) показано в работе [22] на
иеныиении концентрации никеля CNj в
-матрице в условиях введения большого
тичества неравновесных вакансий ра-
I ионного происхождения (0,01%) при облучении стали H35T3 электро-
вши с энергией ~5,5 МэВ. Ясно, что активизируемое вакансиями диффузи-
слтное выделение у'-фазы почти не заметно на фоне интенсивно идущего
_ -формационного растворения у'-частиц. Это проявляется только в сниже-
и интенсивности деформационного растворения у'-фазы при повышении
“.мпературы деформации состаренного сплава H35T3.
4.2.4. Влияние скорости холодной деформации
на растворение интерметаллидов
В работах [70, 71] на основе анализа аномального атомного массопере-
са при малых временах ударного или импульсного воздействия (скорость
деформации е ~ 102—103 с-1) сделан вывод о том, что необходимым условием
-лсрения атомного массопереноса является реализация междоузельного
еханизма диффузии, что наблюдается при увеличении скорости деформа-
m В наших исследованиях [12, 13] по растворению интерметаллидов типа
\. -Ме (Ti, Al, Zr, Si) в металлических матрицах ГЦК Fe-Ni-сплавов исполь-
ваны существенно меньшие скорости холодной деформации при прокат-
ке п сдвиге под высоким давлением (е ~ lO-’MO-1 с_|).
В сплавах Fe-35Ni-5Al и Fe-35Ni-3Ti [72, 73] обнаружено влияние ско-
гги деформации на интенсивность растворения у'-частиц Ni3Al и трфазы
k’’b.Ti. На рис. 4.29 приведены мессбауэровские спектры деформированных
б зазцов сплава Fe-35Ni-5Al после предварительного старения при 870 К,
5 ч. При скорости деформации 0,3 об/мин среднее эффективное поле <Н>
з меняется от 0 до 132 кЭ, а при 1 об/мин — до 166 кЭ (см. спектры а, b и с).
В з зрастание поля <Н> с увеличением скорости деформации означает повы-
=.ние содержания никеля в аустенитной матрице состаренного сплава от
. эдного 29,6 до 31,0 и 32,2 ат.% Ni соответственно.
Таким образом, увеличение скорости вращения наковален Бриджмена
т 0.3 до 1 об/мин, что соответствует изменению скорости деформации от
- 4 10“2 до 8-Ю-2 с-1, приводит к существенному ускорению растворения ча-
m ц интерметаллидов. Для сравнения на рис. 4.29 (см. спектр Д) приведены
241
P(H)
-6 -4 -2 0 2 4 6
V, mm/s
H, кОс
Рис. 4.29. Мессбауэровские спектры и функции плотности распределения Р(Н) состарен-
ного (870 К, 6 ч) сплава Fc-35Ni-5Al после деформации сдвигом под давлением 8 ГПа
с разными скоростями вращения наковальни Бриджмена со:
а) со = 0,3 об/мин, е — 4,1 (0,5 об.); б) со = 0,3 об/мин, е = 4.8 (1 об.); в) со = 1 об/мин, е = 4,8 (1 об.). На кривой г -
спектр сплава после механического напиливания
результаты деформирования образца напяливанием с использованием над-
филя, твердость которого более 60 HRC. Как это следует из спектра, вели-
чина <Н> увеличивается до 170 кЭ, что отвечает наиболее интенсивному де-
формационному растворению частиц интерметаллидов. При напяливании
время деформации не превышало долей секунды, а степень деформации
была близка или меньше деформации при СД. Это означает, что деформа-
ция при напиливании осуществлялась со скоростями, на 2-3 порядка превы-
шающими скорость деформации при СД, и приближалась к скоростям де-
формации при ударном воздействии [70, 71, 74].
Сопоставление кинетических кривых растворения частиц интерметал-
лидов в сплаве Fe-35Ni-5Al в зависимости от скорости и величины дефор-
мации показывает, что ускорение процессов растворения усиливается при
увеличении степени деформации от 4,1 до 4,8 (см. рис. 4.29). В этом случае
в структуре формируется, наряду с междоузельными атомами, значитель-
ное количество неравновесных деформационных вакансий, участвующих в
массопереносе. На основе данных о зависимости скорости растворения ин-
терметаллидов Ni3Ti от температуры деформации и результатов исследова-
ния процессов низкотемпературного старения сплавов Fe-Ni-Al и Fe-Ni-Ti
в экспериментах с использованием бескаскадного низкотемпературного об-
лучения электронами [75] можно быть уверенным в развитии не только
процесса растворения частиц, но и альтернативного деформационно-инду-
цированного старения с формированием вторичных интерметаллидов [15].
Таким образом, рост скорости деформации, во-первых, увеличивает
интенсивность деформационного растворения интерметаллидов за счет
усиленной генерации междоузельных атомов и их дислокационной транс-
портировки из частицы в матрицу. Во-вторых, сокращение времени до по-
лучения заданной деформации е при скоростном воздействии снижает воз-
можность развития альтернативного процесса интерметаллидного старе-
ния, что также способствует преобладанию деформационного растворе-
ния интерметаллидов.
4.2.5. О механизме низкотемпературной диффузии
при холодной деформации
Деформационное растворение частиц, содержащих элементы замеще-
ния (интерметаллиды) и элементы внедрения (карбиды, нитриды и др.),
имеет различную природу. Перенос элементов внедрения, например, из
карбида в матрицу происходит, очевидно, посредством образования угле-
родных атмосфер на дислокациях и их перемещения вместе с дислокациями.
Диффузия углерода в сталях может происходить даже при отрицательных
температурах (228 К) [1].
Деформационно-индуцированное растворение никельсодержащих ин-
терметаллидов в сплавах железа при низких температурах за счет дрейфа
атомов замещения (Ni, Ti, Fe и др.) в поле напряжения дислокаций не удает-
ся объяснить с помощью разработанных теоретических представлений [66,
67]. Так как энергия активации миграции этих атомов по вакансионному ме-
ханизму составляет 0,8-1,0 эВ, то их диффузия при температурах 300 К и ни-
243
же запрещена. Как показывает расчет [76], диффузионные пути за счет
дрейфа атомов никеля с энергией активации 1 эВ в поле напряжения дисло-
каций в сплавах железа составляют ЗхЮ-10; 5x1 (Р; IxlO”3; 5х10-2; 0,7 и более
2 нм соответственно при температурах 300, 400, 500, 600, 700, 800 К. Если
вследствие холодной деформации атомы перешли в мсждоузельные поло-
жения (энергия активации миграции междоузельных атомов составляет Е =
= 0,2—0,3 эВ), то растворение интерметаллидов Ni3Ti в аустенитной
Fe-Ni-Ti-матрице при холодной деформации может происходить в результа-
те дрейфа этих междоузельных атомов в поле напряжения движущихся и пе-
ресекающих частицы дислокаций на расстояния в десятки нанометров [76].
Можно также гипотетически рассмотреть растворение частиц при де-
формации как чисто механический процесс без участия атомной диффузии
[35, 77]. Если скольжение дислокаций при деформации Fe-Ni-Ti-аустенита
проходило бы равномерно по каждой плоскости типа (111)у, то легко мож-
но было рассчитать такую степень холодной деформации, которая приво-
дила бы к раскатыванию каждой частицы Ni3Ti в моноатомные слои. Моно-
атомные слои должны легко растворяться при включении других вариантов
плоскостей скольжения. Например, для прокатки частиц размером 2, 3, 5, 8,
10, 20, 100 нм в легко растворимые моноатомные слои толщиной 0,2 нм тре-
буется деформация с обжатием 90; 93,3; 96; 97,5; 98; 99; 99,8% соответствен-
но [35]. Однако равномерного сдвига по каждой плоскости скольжения не
наблюдается, деформация проходит неоднородно и локализуется в отдель-
ных областях [66] (см. рис. 4.22). Поэтому такой механизм «механического»
растворения частиц не является определяющим.
Проще предположить, что при холодной деформации в полосе скольже-
ния по нескольким близко расположенным плоскостям (см. рис. 4.22) дви-
жутся отдельные дислокации со ступеньками, что приводит к генерации ва-
кансий и междоузлий. Мсждоузельные атомы (Ni, Ti, Fe) с энергией актива-
ции миграции 0,2-0,3 эВ увлекаются полем напряжения дислокаций и диф-
фузионным путем при 300К перемещаются из частицы Ni3Ti в аустенитную
матрицу. На стадии сильной холодной деформации, когда начинают разво-
рачиваться нанозерна и деформационные фрагменты, скорость генерации
междоузельных атомов и вакансий возрастает, что способствует более ин-
тенсивному растворению интерметаллидов. Конечно, растворению частиц
способствует их предварительное механическое измельчение. Подобный
механизм ускоренной диффузии по междоузлиям рассматривается и в дру-
гих работах [62, 78-80].
4.3. ДЕФОРМАЦИОННО-ИНДУЦИРОВАННОЕ
НИЗКОТЕМПЕРАТУРНОЕ РАСТВОРЕНИЕ УГЛЕРОДА,
КАРБИДОВ И НИТРИДОВ В АУСТЕНИТЕ
Взаимное растворение дисперсных частиц различных материалов при
холодной деформации лежит в основе процессов механосинтеза или механи-
ческого легирования [12-14]. Исследование закономерностей механическо-
го легирования при холодной деформации предпочтительно осуществлять
не на порошках в шаровых мельницах, а на металлургически выплавленных
244
сплавах, содержащих карбиды или интерметаллиды. В этом случае можно
контролировать температуру, степень деформации и свести к минимуму за-
грязнение сплава элементами из внешней среды [35, 63, 81]. Деформацион-
ное растворение частиц, содержащих элементы замещения (интерметалли-
ды) или элементы внедрения (карбиды, нитриды и др.), имеет различную
природу. Перенос элементов внедрения из карбида в матрицу, очевидно,
происходит посредством образования углеродных атмосфер на дислокациях
и перемещения вместе с дислокациями. При этом важно, чтобы энергия свя-
зи углерода с дислокацией была выше, чем с карбидообразующим элемен-
том. В случае деформационного растворения интерметаллидов, например
Ni3Ti, при низких температурах возможен дрейф Ni и Ti в поле напряжения
дислокаций [83], если эти элементы перешли в междоузельные положения.
Несмотря на то что первые упоминания о возможности растворения карби-
дов при холодной деформации появились несколько раньше [83, 84], чем о
деформационном растворении интерметаллидов [64-66], последний процесс
изучен более подробно [15, 17, 35, 65, 68]. Это связано с использованием маг-
нитометрического и мессбауэровского методов анализа на модельных спла-
вах, в частности инварах типа H36T3, в которых даже малые изменения кон-
центрации никеля в ГЦК-матрице надежно фиксируются по температуре
Кюри Тс и эффективному магнитному полю Н на ядре 57Fe.
В литературе обычно только фиксируется сам факт деформационного
или постдеформационного растворения цементита Fe3C и Е-карбида в
ОЦК-матрице [83-88], но не исследуются механизм и кинетика процесса. О
растворении специальных карбидов сведений еще меньше [16]. Наиболее
наглядно показано [84] деформационное растворение при 293 К тонких
карбидных дисков диаметром 30 нм (по-видимому, Е-карбидов), получен-
ных при низкотемпературном отпуске (60 °C) в закаленном сплаве железа
с 0,08 мас.% С. Авторы [84] показали, что в ходе усталостных испытаний в
отдельных местах наблюдается зернограничное генерирование дислока-
ций и их перемещение от поверхности образца к центру на расстояние до
1,5 мкм. Дислокации пересекают карбидные частицы и растворяют их. В
этих местах локализованной деформации формируются чистые феррит-
ные участки, свободные от карбидных частиц. Если карбиды имеют боль-
шие размеры (до 300 нм, температура отпуска 100...200 °C), то в этих усло-
виях неинтенсивной деформации растворения карбидов не происходит.
Впервые о возможности растворения Е-карбидов после холодной деформа-
ции стали с 0,74 мас.% С, говорилось в работе Вильсона [83]. Закаленная
на мартенсит сталь была отпущена при 150 °C для образования Е-карбидов,
затем она подвергалась холодной деформации индентором и последующе-
му отжигу при 130 °C в течение 40 ч. При длительном отжиге происходил
переход атомов углерода из Е-карбида на свежие дислокации, т. е. наблю-
далось частичное растворение Е-карбидов в ферритной матрице. Оно фик-
сировалось по появлению светлых по травимости участков (без карбидов)
вокруг отпечатка индентора. Однако это не деформационный, а постде-
формационный процесс растворения карбидов, контролируемый обычной
диффузией углерода при 130 °C. Он отличается от деформационного (ди-
намического) растворения интерметаллидов в сталях, например Ni3Ti, при
245
таких низких температурах, когда обычная диффузия элементов замеще-
ния, составляющих иитерметаллид, практически невозможна даже по де-
фектам решетки [15, 17, 35, 65, 68]. В работе [86] предложена модель по-
добного постдеформационного растворения карбидов. Краевые дислока-
ции в стали могут поглощать на себя, по крайней мере, до 0,45 мас.% С [86],
обедняя окружающую ОЦК-матрицу по углероду ниже предела раствори-
мости. В этой обедненной ОЦК-матрице наблюдается растворение е-кар-
бидов Fe24C и повышение содержания углерода до равновесной концентра-
ции. Магнитометрическими исследованиями показано [87], что при дефор-
мации отпущенной инструментальной стали У12А с 1,13 мас.% С повыша-
ется плотность дислокаций в цементите, что приводит к уходу части угле-
рода на дислокации в карбидах. При этом возможно обогащение части кар-
бидов углеродом и повышение точки Кюри, а обедненная по углероду
часть карбидов может перейти в свободный феррит. Повышение (на 10%)
намагниченности отпущенной при 450 °C стали У12А в результате после-
дующей холодной деформации (<р - 68%), в отличие от работы [87], можно
объяснить растворением дисперсных карбидов Fe3C, в которых ранее бы-
ло связано до 14 мас.% железа.
Наиболее подробно поведение карбидов при холодной деформации ста-
лей с перлитной структурой изучено в работе [85]. Авторы мессбауэров-
ским методом показали, что при деформации наблюдается распад карбидов
Fe3C и уход атомов углерода на дислокации, трещины и другие структурные
ловушки. Рентгенографический анализ не подтвердил формирование твер-
дого раствора углерода в ОЦК-матрице.
В данном разделе исследована возможность «динамического» растворе-
ния углерода (сажи) и углеродсодержащих частиц (цементита Fe3C и специ-
альных карбидов VC) непосредственно при холодной деформации в Fe-Ni-
сплавах с ГЦК-решеткой.
4.3.1. Сплавы и методика исследования деформационного
растворения углсродсодержащих частиц
Для исследования деформационного растворения карбидных частиц
были использованы сплавы Н36 (34,4 ат.% Ni) и 90Н29Г4ФЗ, имеющие
ГЦК-структуру. Углерод, как известно, сильно влияет на магнитные свой-
ства Fe-Ni-сплавов (температуру Кюри Тс и эффективное магнитное по-
ле на ядре 57Fe [85]). Однако точных сведений о его влиянии на свойства
аустенитных Fe-Ni-сплавов инварного диапазона в литературе практичес-
ки пет. Поэтому нами были дополнительно выплавлены сплавы железа с
35,3 ат.% Ni без углерода, с 2,6 ат.% С и 5,4 ат.% С. Для полного раство-
рения углерода в аустените сплавы после предварительной закалки от
1150 °C и прокатки в пластины толщиной 5 мм отжигали в графитовом до-
мике при 1250 °C в течение 1 ч с последующей закалкой в воде. Впослед-
ствии с пластин снимали по 1 мм с каждой стороны для удаления обезуг-
лероженного слоя. Образцы для мессбауэровских измерений вырезали на
электроискровом станке и затем утоняли до 25 мкм. Образцы для сдвига
под давлением утоняли до 400 мкм.
246
Для анализа растворения частиц в сплаве Н36 в качестве растворяемой
дисперсной фазы были выбраны: а) порошок углерода - сажа термическая
со средним размером агломерированных частиц около 12 мкм; б) цементит
Fe3C, экстрагированный из предварительно состаренной стали У8; в) кар-
бид VCo86, полученный методом твердофазной реакции. Размеры частиц
карбидов находятся в пределах от 5 до 70 мкм при среднем размере ~25 мкм.
Напиленные частицы сплава Н36 (34,4 ат % Ni) смешивали в разных про-
порциях с порошками углеродсодержащих материалов. Смесь подвергали
интенсивной деформации при 25 °C сдвигом под давлением 6-8 ГПа в нако-
вальнях Бриджмена из спеченного карбида WC со скоростью со ~ 1 об/мин
и углом поворота пх2л (п = 2-15, п - число оборотов) по методике, подроб-
но описанной в работах [15, 89]. После воздействия образец представлял со-
бой диск диаметром 6-8 мм и толщиной около 110 мкм. Впоследствии его
утоняли с обеих сторон до 25 мкм. Ввиду того что степень деформирования
в данной схеме нагружения возрастает при удалении от центра образца к
краю, изучали периферийные участки, ограниченные окружностями с диа-
метрами DBlieuj = 6 мм и DBliyTp - 3,5 мм. Оценку степени истинной деформа-
ции выполняли по формуле е = ln(cp - r/d), где ср - угол поворота; г - радиус
(середина исследуемого периферийного участка) nd- толщина образца по-
сле деформации. Число оборотов наковален варьировали от 2 до 15, что со-
ответствует истинной деформации 6,2-8,3. Синтезированный при деформа-
ции твердый раствор внедрения исследовали мессбауэровским, электронно-
микроскопическим и рентгенографическим методами. Измерение мессбау-
эровских спектров проводили в геометрии на прохождение гамма-квантов с
энергией 14,4 кэВ от источника 57Co(Rh) в режиме постоянных ускорений.
Спектры рассчитывали с помощью пакета программ MS Tools [90], включа-
ющего программу Distri восстановления функций распределения парамет-
ров сверхтонкой структуры спектров и Spectr для дискретного описания
спектров. Микроструктуру исследовали на трансмиссионном электронном
микроскопе тЕМ-200СХ. Рентгеноструктурный анализ выполнен на уста-
новке ДРОН-4-07.
Мессбауэровский метод анализа позволяет оценить деформационное
растворение углеродсодержащих фаз и содержание углерода в ГЦК-матри-
це по относительной площади квадрупольной составляющей спектра пара-
магнитного аустенита при съемках выше температуры Кюри. Очень хоро-
шо «углеродный дублет» проявляется в спектрах стали 110Г13 [91-93]. Как
показали наши исследования [16], в Fe-Ni-C ГЦК-матрице (сталь 50Н31Ф2)
при холодной деформации могут растворяться дисперсные карбиды VC со
средним размером 5-6 нм. Однако площадь, занимаемая «углеродным дубле-
том» в спектре парамагнитного аустенита, мала и в лучшем случае составля-
ет около 10%. Это приводит к большим ошибкам в измерении концентрации
углерода. Поэтому основные мессбауэровские измерения были выполнены
при температурах ниже Тс с учетом сильного влияния углерода на магнит-
ную структуру [18, 93]. Исследованная сталь 90Н29Г4ФЗ содержала повы-
шенную концентрацию углерода (0,9 мас.%) и перед деформацией была со-
старена при 700 °C в течение 3 ч. Выделившиеся (преимущественно на дис-
локациях) карбиды ванадия VC размером 8-12 нм видны на рис. 4.30.
247
Рис. 4.30. Темнопольное изображение кар-
бидов в рефлексе {11I|VC в стали
90Н29Г4ФЗ, состаренной при 700 °C, 3 ч
Следует отметить, что высоко-
никелевый аустенит склонен к гра-
фитизации и нельзя надежно ска-
зать, сколько углерода находится в
карбидах и в дисперсном графите.
Холодная деформация (25 °C) сдви-
гом под высоким давлением 8 ГПа
(п =10) приводит к существенному изменению структуры спектра (рис. 4.31).
Наряду с центральной линией парамагнитного аустенита появляется плохо
разрешенный секстет, свидетельствующий об образовании ферромагнит-
ного аустенита, легированного углеродом. На функциях плотности вероят-
ности распределения магнитных полей (рис. 4.31, кривые Г, 2') заметно
сильное уменьшение составляющей с малыми полями и возрастание высо-
кополевой компоненты, что однозначно объясняется частичным растворе-
нием углерод содержащих фаз (карбидов и графита).
Чтобы выяснить кинетику деформационного растворения конкретных
углеродсодержащих фаз дальнейшие исследования были проведены на
различных смесях порошков сплава Н36 с сажей, цементитом и специаль-
ными карбидами VC.
Рис. 4.31. Мессбауэровские спектры и соответствующие им функции плотности распределе-
ния магнитного поля Р(Н) сплава 90Н29Г4ФЗ.
Обработка: 1, Г - отжиг (700 °C, 3 ч); 2, 2* - отжиг + сдвиг (Р = 8 ГПа, п = 10)
248
4.3.2. Деформационное растворение частиц сажи в Fe-Ni-аустените
Синтез металлических образцов на основе напиленного порошка ГЦК-
сплава Н36 проводили в наковальнях Бриджмена под высоким давлением
Р = 6 ГПа при деформации кручением до 15 оборотов (е = 8,3). Предвари-
тельно анализировали изменения спектра сплава Н36 при различных, в том
числе максимальных воздействиях Р, (р на монолитных (непорошковых) об-
разцах. Сдвиг под давлением при 25 °C мало меняет спектр и Р(Н) сплава
Н36. Эти изменения касаются в основном проявления текстуры деформа-
ции и, возможно, перераспределения никеля [20], что можно учесть. Поэто-
му изменение спектров деформированной смеси Fe-Ni-C сравнивали со спе-
ктром закаленного безуглеродистого сплава Fe-Ni. На рис. 4.32 представле-
ны функции плотности распределения магнитного поля для исходного зака-
ленного сплава Н36 и для смеси Н36 + 5 мас.% углерода (далее Н36 + 5С),
претерпевшего интенсивную деформацию. Видно, что с увеличением степе-
ни деформации происходит рост интенсивности пиков Р(Н) в области боль-
ших полей и уменьшение в области средних и малых значений. Среднее по-
ле Н увеличивается от 216 кЭ для закаленного сплава Н36 до 262 кЭ для
синтезированного Н36 + С при п = 15. Возрастает и высокополевая компо-
нента Нтах от 277 до 303,5 кЭ. Среднее поле Н = ZHP(H)dH определялось по
положению центра тяжести всей фигуры под каждой кривой Р(Н) (см.
рис. 4.32), а Нтах - по положению центра тяжести пика с максимальными
полями [18]. Рост параметров магнитного поля Н и Нтах свидетельствует о
повышении среднего содержания углерода в ГЦК-матрице синтезированно-
го сплава Fe-Ni-C.
Чтобы определить концентрацию углерода в механически синтезирован-
ных сплавах Н36 + С, были специально выплавлены сплавы железа с
35,5 ат.% Ni (Н36,5) как без углерода, так и с 2,6 и 5,4 ат.% углерода. Для пол-
ного растворения углерода в аустените сплавы закаливали от 1250 °C и де-
формировали сдвигом под давлением. На рис. 4.33 показаны спектры и функ-
Рис. 4.32. Функции
плотности распре-
деления магнитного
поля сплавов Н36
(1) и Н36 + С (2-5)
после деформации е
сдвигом под давле-
нием 6 ГПа.
Обработка: 1 - закалка;
2 - е = 6.2; 3 - е = 7.2; 4 -
с = 7,9: 5-е = 8,3
249
Рис. 4.33. Мессбауэровские спектры (1,2) и функции плотности распределения Р(Н) (Г, 2', 3')
металлургически выплавленных сплавов:
1, Г - сплав FeNi3i3, закалка; 2, Т - сплав FeNj353C54, закалка + сдвиг (Р = 6 ГПа. е = 7.9); 3' - сплав FeNi3VC16, закалка
+ сдвиг (Р = 6 ГПа. е = 7.9)
ции Р(Н) этих сплавов. Из сопоставления функций Р(Н) видно, что увеличе-
ние содержания углерода в сплаве FeNi35 3 сопровождается ростом высокопо-
левых компонент и уменьшением интенсивности в области малых полей.
Среднее поле Н увеличивается от 233 кЭ для закаленного сплава FeNi353 до
265 кЭ для закаленного и деформированного сплава FeNi35 3С54, НЛ1;1Х соответ-
ственно растет от 287 до 304 кЭ. Аналогичное изменение вида функций Р(Н)
происходит и при синтезе сплавов Н36 + С по мере увеличения степени де-
формирования исходной смеси (см. рис. 4.32). Более того, Р(Н) синтезирован-
ных при 10 и 15 оборотах (Е = 7,9 и 8,3) сплавов Н36 + С и деформированно-
го FeNi35 3С5 4 практически совпадают, из чего можно сделать вывод о близо-
сти их состава. Однако сплав Н36, используемый для механосинтеза с сажей,
содержит на 0,9 ат. % никеля меньше, чем сплав FeNi35 3.
Для более точной оценки количества углерода, перешедшего при механо-
синтезе из сажи в твердый раствор, и анализа кинетики растворения была по-
строена экспериментальная зависимость изменения магнитного поля на ядре
57Fe от концентрации растворенного углерода: АН = Дат. % С) для сплавов
FeNi35 3СХ. На рис. 4.34 представлена зависимость прироста среднего поля АН
и максимального поля АНтах от содержания углерода для деформированных
сдвигом под давлением 6 ГПа (Е = 7,9) сплавов с 35,3 ат.% никеля. Уменьше-
ние концентрации никеля от 35,3 до 34,4 ат.% (сплав для механосинтеза в сме-
си с сажей) изменяет зависимость АН - f(% С). Поэтому были пересчитаны
зависимости АН и АНтах от концентрации углерода для сплава с 34,4 ат.% Ni.
Расчет проводили в предположении одинакового влияния примеси углерода в
сплавах Fe-Ni-C на параметры Н и Нтах в определенном интервале значений
Н. На рис. 4.35, а показан прирост максимального и среднего магнитных по-
250
Рис. 4.34. Относительное изменение среднего ДН и
максимального ДНтах полей от концентрации уг-
лерода в сплаве Fe-Ni-C с 35,3 ат.% Ni (сплошные
линии) и 34.4 ат.% Ni (штриховые линии).
Обработка: деформация сдвигом (е = 7,9. п = 10) под давлением
Р = 6 ГПа
лей AHmax и ДН в матрице сплава Н36 от
степени холодной деформации сдвигом
под давлением смеси Н36 + 5С. Углерод
из сажи переходит в ГЦК-твердый рас-
твор, повышая магнитные характеристики сплава. Оценка среднего количе-
ства углерода (см. рис. 4.34, штриховые кривые) по приросту среднего поля
ДН показывает, что при холодном механосинтезе среднее содержание угле-
рода в сплаве после подготовительного этапа постепенно увеличивается и до-
стигает ~6,8 ат.% (ДН = 46 кЭ) при е = 8,3 (рис. 4.35, б).
Подготовительный этап, по-видимому, требуется для распределения са-
жи вокруг частиц сплава Н36 и измельчения структуры. Прирост высокопо-
левой компоненты до ДНтах = 27 кЭ (см. рис. 4.35, а) в деформированном
сплаве Н36 + 5С также соответствует максимальной концентрации раство-
рившегося в аустените углерода около 6,8 ат.% (см. рис. 4.35, б). Разница
между средней и максимальной концентрацией углерода в синтезированном
деформацией ГЦК-сплаве Fe-Ni-C при е < 7,9, по-видимому, свидетельству-
ет о существовании участков сплава с разной концентрацией углерода, т. е.
неоднородного твердого раствора. Это может быть связано с неоднородно-
стью деформации по сечению и с частичной локализацией углерода в виде
облаков Коттрелла в области отдельных дислокаций и дислокационных
скоплений на границах деформационных фрагментов и зерен. С увеличени-
ем степени деформации до е = 7,9-8,3 средняя и локальная максимальная
концентрация углерода выравниваются (см. рис. 4.35, б), что говорит о не-
которой гомогенизации деформированного сплава. По данным [86], коли-
чество углерода на дислокациях в ОЦК-железе не превышает 0,45 мас.%
(~2 ат.%). Увеличение его концентрации в ГЦК-матрице при дальнейшей
Рис. 4.35. Относительное изменение среднего ДН и максимального ДН11К1Х полей (а) и концен-
трации растворенного углерода Сс (б) от степени деформирования смеси Н36 + 5 мас.% С
под давлением Р = 6 ГПа
251
деформации, вероятно, может осуществляться при «сбрасывании» углерод-
ных атмосфер в бездислокационные области решетки или границы зерен.
Можно сказать, что, несмотря на сильную деформацию (е = 8,3) при нали-
чии неограниченного источника углерода (до 5 мас.% сажи), деформацион-
ное растворение углерода в ГЦК-матрице Fe-Ni-сплава в выбранных усло-
виях ограниченно. Увеличение его содержания в смеси порошок Н36 - са-
жа до 10 мас.% приводит к незначительному повышению средней и макси-
мальной концентрации растворенного углерода в сплаве.
Еще одним подтверждением формирования ГЦК-твердого раствора
Fe-Ni-C при холодной деформации служат рентгенографические данные.
По сведениям [94, 95], 1 мас.% С увеличивает параметр решетки а аустени-
та (в сплаве Fe - 2 мас.% С) на 0,033 А (а = 3,572 + 0,033 Сс). В Fe-Ni-аусте-
ните [85] 1 мас.% углерода изменяет параметр решетки на 0,034 А - пример-
но так же, как и в случае Fe-C-аустенита. Параметр решетки синтезирован-
ного сплава Н36 + 5 мас.% С (е = 7,9) возрос на 0,03 А (от 3,59 до 3,62 А) по
сравнению с деформированным (Е = 7,9) сплавом Н36. Увеличение параме-
тра решетки свидетельствует о появлении при деформации в аустените ста-
ли Н36 около 4,1 ат.% углерода (по рис. 4.35, б, деформации Е = 7,9 соответ-
ствует концентрация углерода 5,6 ат.%). Различие рентгеновских и мессба-
уэровских данных по количеству деформационно-растворенного углерода
требует более точного построения экспериментальных зависимостей АН =
= f (%С) и Да = f (%С) для конкретных сплавов Fe-Ni-C, в частности для
сплава с 34,4 ат.% никеля.
4.3.3. Деформационное растворение карбидов Fe3C
в аустенитном сплаве Н36
Поведение цементита при механоактивационном воздействии изучали на
смеси напиленного порошка сплава Н36 (70 мас.%) и порошка карбида Fe3C
(30 мас.%). Спектр исходной смеси представлен суперпозицией их спектров.
Результатом холодной деформации на 10 оборотов (е = 7,9) при Р = 6 ГПа ста-
ло количественное перераспределение интегральных интенсивностей основ-
ных компонент спектров (рис. 4.36) и прежде всего уменьшение карбидной
составляющей. Это свидетельствует о существенном распаде цементита на ос-
фазу и углерод. Кроме того, наряду с относительным увеличением количест-
ва аустенитной компоненты в спектре синтезированного образца появляется
высокополевая компонента (до 5%). Основной особенностью в распределе-
нии Р(Н) аустенитной компоненты является рост НП1ах, характерный, как это
показано в разд. 4.3.2, для деформационного формирования ГЦК-Fe-Ni-C-
твердого раствора. Заметное количество в спектре высокополевой компо-
ненты в интервале 310-340 кЭ можно связать как с деформационно-ипдуци-
рованным перераспределением никеля [20], так и с дестабилизацией аустени-
та Н36 и частичным мартенситным превращением у—>а вследствие увеличе
ния в сплаве содержания железа, переведенного в ГЦК-матрицу из распавше-
гося карбида Fe3C. Другой причиной появления а-секстета может быть соб-
ственно железо, образовавшееся при распаде карбида и не перешедшее пол-
'S?
Скорость, мм/с
Р.-с. 4.36. Мессбауэровский спектр синтезированного сплава Н36 + 30% Fe3C (сдвиг при
Р = 6 ГПа, п = 10) и функции плотности распределения Р(Н).
Обработка: 1 - Н36, закалка: 2 - Н36 + 30% Ге,С, сдвиг, Р = 6 ГПа, п = 10
нсстью в у-твердый раствор. Количественная оценка содержания углерода в
синтезированном аустените по среднему полю Н усложняется в данном экс-
перименте вследствие существования нераспавшегося цементита, а также
: нсутствия указанной выше высокополевой компоненты.
Кроме того, участие железа из распадающегося карбида в формировании
с ггеннтного твердого раствора должно привести к обратному (по сравнению
г ’ тчеродом) влиянию на Н и Тс исходного аустенита сплава Н36. Анализ рас-
.деления углерода в аустените целесообразно проводить по величине Нтах,
•Г . чающей за появление углерода в октаэдрических междоузлиях ГЦК-мат-
и Вид спектра и значение Нтах = 302 кЭ синтезированного ГЦК-сплава
: е—Xi—С из смеси Н36 + 30% Fe3C (за вычетом высокополевой компоненты)
Вив близки к спектру у-твердого раствора, полученного из смеси Н36 + С.
7 значению НП1ах ~ 302 кЭ и ДНтах = 25 кЭ можно оценить (по рис. 4.34) об-
- - к эличество углерода, перешедшего в результате холодной деформации в
: эр сплава Н36 (34,4 ат.% С) из распавшегося карбида Fe3C. Оно состав-
я- -Т около 5,4 ат.%, несмотря на общее количество углерода в смеси более
• • Данная оценка имеет заметную погрешность, так как не учитывает
жпм жное изменение состава матрицы сплава по соотношению железо/ни-
следствие вхождения атомов железа из распавшихся карбидов.
4.3.4. Деформационное растворение карбидов Fe,C
в ГЦК-сплаве Ni-1 % 57Fe
Наиболее наглядно деформационное растворение цементита в ГЦК-
ы _ было продемонстрировано в работе [96], в которой сдвигом под дав-
Я деформировали смесь порошков карбида Fe3C и никеля, допирован-
мессбауэровского изотопа 57Fe. Наличие 57Fe в обеих компонентах
— • позволило наблюдать за поведением каждой фазы. В мессбауэров-
г . ктре и распределении Р(Н) (рис. 4.37) хорошо разрешаются исход-
вс ВО» "оненты: секстет Ni(57Fe) с полем Н = 268 кЭ и узкими линиями, а
жж _ эбид, имеющий значительно меньшее поле <Н> —180 кЭ и уширен-
: из-за наличия неэквивалентных позиций железа в структуре.
253
Ni
Рис. 4.37. Мессбауэровские спектры и функции Р(Н) смеси Ni—1 % 57Fc + 20% Fe3C:
1 - исходная смесь; 2 - смесь после сдвига при 6 ГПа, п - 10
В результате деформационного воздействия (Е = 6,3, 5 оборотов нако-
вальни Бриджмена) на смесь Ni + 20 мас.% Fe3C практически не изменяется
вид мессбауэровского спектра матрицы никеля, лишь незначительно уши-
рены линии спектра. После сдвига с Е - 7,3 (10 оборотов) формируется твер-
дый раствор Ni-C с концентрацией углерода 1,7 ат.% [96]. Это проявляется
в заметном уширении распределения Р(Н) никеля. Распад карбида наблюда-
ется также по значительному уменьшению интенсивности секстета Fe3C по-
сле деформационного воздействия (см. рис. 4.37, спектр и распределение 2).
4.3.5. Деформационное растворение специальных
карбидов VC в аустенитном сплаве Н36
Количественное соотношение углерод содержащей компоненты VC вы-
брано таким образом, чтобы объемная концентрация углерода была близ-
ка к таковой в предыдущем эксперименте с 5 мас.% сажи. Для смеси Н36 +
+ VC выбрано содержание VC, равное 20 мас.%. Деформирование смеси
Н36 + 20% VC (е = 6,2; 7,2 и 7,9) под давлением 6 ГПа приводит к образова-
нию монолитных образцов. В ЯГР-спектрах при этом наблюдается
(рис. 4.38), как и в случае синтеза с сажей, рост среднего поля Н и появле-
ние выделенной компоненты Нтах с полями == 299 кЭ (ДНтах = 22 кЭ). Повы-
шение ДНтах на 22 кЭ можно объяснить попаданием до 4,4 ат. % углерода
(см. рис. 4.34) из карбида VC в матрицу сплава Н36.
На начальном этапе (2-5 оборотов) в структуре возникает и остается
значительное количество высокополевой компоненты, которое отчетливо
254
Рис. 4.38. Мессбауэровский спектр сплава Н36 + 20% VC (сдвиг, Р = 6 ГПа, п = 10) и функции
~определения Р(Н) сплава Н36 (1) после закалки и сплава Н36+ 20% VC (2) после деформа-
ции сдвигом под давлением
О 100 200 300
II, кЭ
выделяется в спектрах. Появление дополнительной интенсивности в малых
полях ~110 кЭ и 170 кЭ по сравнению со спектрами и Р(Н) деформирован-
- ого Н36 и синтезированного (Н36 + С) сплава можно предположительно
связать с легированием ГЦК-Fe-Ni-матрицы ванадием из распадающегося
карбида VC. По-видимому, механолегирование железоникелевого инвара
заднем проявляет себя аналогично влиянию Сг, усиливающего антифер-
<агнетизм сплавов [97] и приводящего к увеличению слабомагнитной
мпоненты в распределении Р(Н). Количественное соотношение компо-
зиты в малых полях и компоненты Нтах подтверждает представление о
формировании их из продуктов распада VC. Пик Нтах имеет меньшую пло-
дь. чем при синтезе (Н36 + С). По-видимому, часть из 4,4 ат.% углерода
» кализована в наиболее дефектных областях решетки, а общее содержа-
е растворенного углерода заметно меньше. Повышение концентрации
"бидов ванадия VC в исходной смеси приводит к дополнительному увели-
чь апо эффекта растворения при холодной деформации.
Несмотря на высокие значения межатомной силы связи углерода с вана-
: -ем в карбиде VC, холодная деформация вызывает его распад и соответст-
г-тщее легирование Fe-Ni-сплава углеродом (и ванадием). По-видимому,
се пение дислокаций и деформационных вакансий в карбидах Fe3C и VC
pi приложении давления к образцу и последующем сдвиге вызывает ос-
х * -ение межатомных связей и способствует деформационному растворе-
VD карбидных частиц в у-матрице Н36.
Следует отметить, что растворение карбидов в матрице сталей с ОЦК-
тч^с’кэй при холодной деформации также происходит, несмотря на ни-
чтс кную растворимость углерода в a-железе (см. работы [80, 81]).
7 ким образом, холодная деформация сдвигом под давлением порошков
№ >в типа Н36 в смеси с углеродсодержащими компонентами (углеродом
| *•'. гфикации сажи, карбидами Fe3C и VC) приводит к растворению угле-
| лержаших частиц в ГЦК-матрице с образованием твердого раствора
\1е)-С. При степенях деформации до е = 8,3 количество углерода в
рованных Fe-Ni-C-сплавах может достигать 6,8 ат.%. Синтезиро-
вана е холодной деформацией при е = 7,9 и 8,3 сплавы Н36 + С по сверх-
255
тонкой магнитной структуре практически не отличаются от металлургиче-
ски выплавленного (и также деформированного) сплава Fe-Ni-C. Распреде-
ление углерода в полученных ГЦК-твердых растворах при степени дефор-
мирования до е = 7,9 неоднородно. Началу растворения частиц предшеству-
ет подготовительный (инкубационный) период деформации, вероятно, свя-
занный с распадом углеродсодержащих частиц, с обволакиванием углеро-
дом поверхности частиц сплава Н36, формированием монолитного сплава
из смеси порошков и захватом углерода краевыми дислокациями.
4.3.6. Образование азотистого аустенита при растворении
нитридов в сплавах железа при холодной деформации
При определении возможности деформационного растворения нитридов
в сталях были использованы очень тонкие (0,1-1 мкм) слои нитридов Fe4N,
CrN и TiN, сформированные на поверхности ОЦК-железа при ионном азоти-
ровании [98, 99]. Результаты мессбауэровского и электронно-микроскопиче-
ского анализов деформационного растворения нитридов в железе при сдвиге
под высоким давлением в наковальнях Бриджмена приведены на рис. 4.39.
Процесс растворения поверхностных нитридов в a-Fe при холодной деформа-
Рис. 4.39. Мессбауэровские спектры и микроструктура железа и нитридов железа в азотиро-
ванном a-Fe до холодной деформации (а) и после нее (б) (£ ~ 7) сдвигом под давлением б ГПа
a-Fe
Fe4N
a-Fe
Fe)6N2
£-Fe24N,o
Fe4N
256
ции можно представить следующей схемой: a-Fe + Fe4N (CrN, TiN)
a-Fe(-Ti, Cr)-N + y-Fe(-Cr)-N + Fe16N2 + Fe4N (CrN, TiN). Образование пере-
сыщенных азотом твердых растворов железа проявляется в формировании
секстета фазы a-Fe-N, атомы азота в которой находятся в первой и второй ко-
ординационных сферах. Скорость растворения фазы TiN существенно уступа-
ет растворению Fe4N, что объясняется прежде всего повышенной энергией
связи атомов в исходных нитридах TiN. Сформированная после сдвига под дав-
лением (п = 10, Р = 6 ГПа) и последующего невысокого отжига (440 К, 4ч)
структура a-фазы имеет нанокристаллическое строение и содержит чрезвы-
чайно дисперсные вторичные нитриды (рис. 4.39, б).
Следует отметить, что концентрация растворенного в железе азота доста-
точно велика (около 1 мас.%), так как в результате холодной деформации об-
разуется азотистый аустенит y-Fe—N, устойчивый при комнатной температуре
(у-фаза проявляется в виде центральной монолинии в спектре на рис. 4.39, б).
4.4. РАСТВОРЕНИЕ ОКСИДОВ В СТАЛЯХ
ПРИ ХОЛОДНОЙ ДЕФОРМАЦИИ
Интерес к аномальному деформационному растворению оксидов, кроме
научного, обусловлен активным развитием исследований по созданию дис-
персно упрочненных оксидами (ДУО, или ODS-oxides dispersion strengthened)
сталей с ОЦК- и ГЦК-решетками для оболочек тепловыделяющих элемен-
тов реакторов на быстрых нейтронах и первой стенки термоядерных реак-
торов синтеза.
4.4.1. Мессбауэровский анализ процесса растворения оксидов
в железе при холодной деформации
В настоящей работе используется новый подход к получению массивных
'разцов ДУО реакторных сталей менее затратным и более прогрессивным
методом [100-103]. В качестве носителя кислорода применяются не трудио-
7 хтворимые оксиды иттрия, а малоустойчивые при холодной деформации
_ ты железа. В качестве стальной матрицы используются порошки леги-
ганных иттрием и (или) титаном реакторных сталей мартенситно-феррит-
эсго (13Cr-2W-Y-Ti) или аустенитного (16Cr-15Ni-3Mo-lTi) классов. В этом
- ;ае нагрев при спекании механолегированной кислородом порошковой
D -си приводит к выделению необходимых нанооксидов иттрия или титана.
С помощью мессбауэровских экспериментов на изотопах 56Fe и 57Fe,
ж .денных в состав оксидов и стальной матрицы, нами доказана возмож-
ггь растворения оксидов при интенсивной холодной деформации при об-
I ' тке порошковых смесей «оксид-сталь» в наковальнях Бриджмена пу-
сдвига под высоким давлением (СД) или в шаровых мельницах. Изо-
: ~ный эксперимент (рис. 4.40, а, б), заключающийся в механосинтезе сме-
<ж :Те;О4 + 57Fe, дает возможность наблюдать деформационное растворе-
<сида 56Fe3O4 в матрице 57Fe. На рис. 4.40, а показан спектр исходной
□ .с Уширение линий a-Fe объясняется эффектом насыщения резонанса
257
a’FC I I I ""I I I
I ' 1—’ I .............. . t-
-10 -5 0 5 10
Скорость, мм/с
Рис. 4.40. Мссбауэровскис
спектры:
a - порошковая смесь 56FeJ_yO.1 + a-?7Fc;
б - образец после деформации (Е = 8)
сдвигом под давлением; в - образец по-
сле СД (Е = 8) и отжига (970 К, 30 мин)
вследствие избыточного 57Fe в матрице железа. Оксид 56Fe3O4 не обнару-
живается в исходной смеси из-за отсутствия в нем резонансного «мессбау-
эровского» изотопа 57Fe. Холодная деформация смеси при сдвиге приводит
к существенному изменению спектра (рис. 4.40, б): наряду с секстетом ма-
трицы a-57Fe (37%) формируется дублет нестехиометрического вюстита
(16%) и незначительное количество (2%) магнетита. Наибольший парци-
альный вклад (45%) дает секстет с уширенными линиями (обозначенный
как Fe-O). Этот подспектр отражает наличие в матрице большого количе-
ства неэквивалентных положений железа и приводит к смещению центра
тяжести интегрального спектра в область положительных скоростей (при-
мерно на 0,3 мм/с).
Выделенный секстет Fe-O имеет изомерный сдвиг, соответствующий
двухвалентному железу. Широкое распределение внутренних эффективных
полей па 57Fe характерно для неупорядоченных систем и, по-видимому, от-
ражает набор неэквивалентных положений кислорода относительно ато-
мов железа. Мессбауэровские параметры выделенного спектра Fe-O не от-
вечают параметрам ни одного из известных оксидов железа. Это касается
прежде всего широкого распределения полей Н. Исходя из этого можно по-
лагать, что при механическом легировании избыточные анионы кислорода
из оксидов железа переходят в матрицу a-57Fe и образуют неупорядоченный
твердый раствор. В пользу формирования твердого раствора кислорода в
железе (Fe-O) свидетельствует большой парциальный вклад выделенного
подспектра. Положительный изомерный сдвиг (примерно 0,94 мм/с) может
означать переход электронов железа к соседним атомам кислорода с фор-
мированием эффективной валентности, близкой к +2. Сопутствующий сек-
стету Fe—O дублет нестехиометрического вюстита является, видимо, вто-
ричным по отношению к структуре Fe-O при растворении оксидов в матри-
це железа. Можно полагать, что деформационное растворение элемента
внедрения - кислорода (так же как и углерода) с образованием твердого
раствора Fe-O проходит даже легче, чем деформационное растворение эле-
мента замещения - железа. Отжиг механолегированного сплава при 970 К
(30 мин) приводит к взаимодействию растворенного кислорода с атомами
железа. При этом образуются дополнительные порции нестехиометричес-
кого вюстита (рис. 4.40, в).
В целом фазовые переходы с участием гематита Fe2O3 или магнетита
Fe3O4 в различных металлах (Me) с ОЦК-, ГЦК- и ГПУ-решетками (Fe, Ni,
Сг, Ti, Zr, AI) при деформации в наковальнях Бриджмена и мельницах носят
характер динамического растворения оксидов в металлических матрицах и
могут быть представлены схемой a-Fe2O3 + Me —> Fe3_yO4 + Fe^O + Fe-O +
- Me-Fe + Me-Fe-0 + a-Fe-Me (Me - матрица металлов) [100]. Формирую-
щиеся при деформационном воздействии и последующих отжигах твердые
растворы могут распадаться с образованием интерметаллидов MexFey и ок-
сидов МехОу.
В специально легированных сталях с ОЦК- и ГЦК-решеткамп результа-
том реакций становится образование чрезвычайно дисперсных вторичных
оксидов легирующих элементов (например TiO2, Y2O3 или Y2TiO5) [101,
102]. Аналогичная структура с формированием дисперсных оксидов TiO2 и
259
ZrO2 получена при механосинтезе порошковых смесей гематита с матрица-
ми специально легированных аустенитных сплавов FeNi35Me(Ti, Zr). Осо-
бенностью этих экспериментов является то, что при интенсивной деформа-
ции (как в наковальнях Бриджмена, так и в мельницах) происходит одновре-
менное растворение оксидов железа и интерметаллидных фаз Ni3Me(Ti, Zr)
в ГЦК-матрице. Еще одним результатом механолегирования аустенитной
матрицы титаном, цирконием и кислородом становятся окислительно-вос-
становительные реакции с образованием нанокристаллических вторичных
оксидов TiO2 и ZrO2.
4.4.2. Сравнительный анализ кинетики деформационного
растворения оксидов Y2O3 и Fe2O3 в сталях
Для изучения кинетики деформационного растворения различных окси-
дов в сталях в работе проведены модельные эксперименты, основанные на
механическом легировании чистого железа в смеси как с исходными окси-
дами Y2O3, так и с малоустойчивыми оксидами железа Fe2O3.
Первая смесь состояла из порошка железа с размером частиц до 20 мкм
и дисперсного порошка оксида иттрия У2О3 в количестве 2 мас.%. В этом
случае предполагали, что при помоле произойдет полное или частичное
растворение первичных частиц оксидов Y2O3 с размерами до 1 мкм с по-
следующим выделением упрочняющих вторичных оксидов Y2O3 разме-
ром 2-5 нм при высокотемпературном отжиге [104]. Состав второй смеси
Fe + 1,5% Y + 1,35% Fe2O3 выбран так, чтобы кислород, перешедший в мат-
рицу из оксида железа при деформации, полностью связал растворенный
при механолегировании иттрий (1,5 %) в оксид Y2O3. В этом случае носите-
лем кислорода был слабоустойчивый оксид Fe2O3, достаточно хорошо рас-
творяемый в матрице a-Fe при холодной деформации. В ходе интенсивной
пластической деформации порошков в шаровой мельнице формируется
большое количество точечных дефектов и становится возможным низко-
температурный (-30 °C) деформационно-индуцированный транспорт ато-
мов на расстояния, значительно превышающие межатомные [103, 105-107].
Последующий нагрев (например при спекании) механически легированного
кислородом и иттрием порошка железа приводит к выделению наноокси-
дов Y2O3, которые стабильны до -1200 °C и выше.
Выбранные смеси деформировали в планетарной шаровой мельнице
«Pulverizette-7» в течение 2-32 ч. Скорость вращения барабана мельницы
составляла 3800 об/мин. Использовали стаканы объемом 50 мл и шары ди-
аметром 10 мм, изготовленные из высокопрочной стали ШХ-15. Механиче-
ское легирование в мельнице проводили в нейтральной среде аргона. Де-
формированные в мельнице порошки компактировали в монолитные плас-
тины в процессе истинной холодной деформации до е - 4 при сдвиге под вы-
соким давлением 8 ГПа в наковальнях Бриджмена (при вращении одной из
наковален на 1-1,5 оборота со скоростью 1 об/мин) [105-108]. Компактиро-
ванные образцы (диаметром 5 мм и толщиной -100 мкм) отжигали в ваку-
уме при 750... 1200 °C в течение 30 мин в целях более полного формирова-
ния вторичных упрочняющих оксидов легирующих элементов.
260
Выбор температуры отжига после мехаполегирования. Механосинтез
сплавов с различными оксидами в шаровых мельницах, последующее ком-
пактирование и спекание механолегированных порошков является основ-
ным способом получения дисперсно упрочненных оксидами (ДУО) реак-
торных сталей [104, 108 1201. В настоящей работе необходимо было оце-
нить кинетику деформационного растворения первичных оксидов в двух се-
риях смесей порошков. На первом этапе проведен эксперимент по выбору
температуры отжига компактированных механолегированных порошков.
Исследуемые порошковые смеси Fe + 2% Y2O3 и Fe + 1,5% Y + 1,35% Fe2O3
подвергали помолу в шаровых мельницах в течение 16 ч с последующим от-
жигом в вакууме при 750, 900, 1100 и 1200 °C в течение 30 мин.
Электронно-микроскопическое исследование структуры образца (рис. 4.41)
в исходном состоянии, полученном из смеси порошков (Fe + 2% Y2O3), пока-
зало, что в ходе помола в шаровой мельнице происходит наноструктурирова-
ние порошковой матрицы и механическое легирование железа кислородом
при неравновесном растворении первичных достаточно крупных оксидов ит-
трия. Одновременно начинается равновесное выделение вторичных оксидов
иттрия размером до 2-5 нм в результате активизации альтернативного про-
цесса - старения при деформационной генерации большого количества то-
чечных дефектов. Рефлексы от оксида иттрия видны на электронограмме
(рис. 4.41, б). Отдельные нанооксиды иттрия размером 2-5 нм и фрагменты
сильно деформированной мат-
рицы идентифицируются на
темнопольном изображении в
составном оксидно-матричном
рефлексе (рис. 4.41, а). Анало-
гичная картина наблюдается
при механолегировании смеси
Fe + 1,5% Y + 1,35% Fe2O3: ис-
ходные крупные оксиды железа
и частицы иттрия растворяются
в ос-матрице и начинается обра-
зование вторичных оксидов
наиболее активного элемента -
иттрия размером 2-5 нм
[105-107].
Отжиг компактированных
образцов в течение 30 мин при
повышенных температурах
(750, 900, 1100 и 1200 °C) ин-
Рис. 4.41. Структура механолегирован-
ного (при помоле в шаровой мельнице
в течение 16 ч) и компактированного
Шри сдвиге под давлением 8 ГПа и тем-
пературе ~20 °C) сплава Fe + 2% Y2O3.
а - темнопольное изображение в составном ре-
флексе (01 l)a.Fe + (51 l)y,ov б - микродифракция
го ю (H2)Y-,o3
(112)Y2O3
(202)Y,O,
(111)Y,O3
(222)Y,O,
----(202)Y,O3
(600)Y->03
(420)Y2O3
261
тенсифицирует выделение вторичных нанооксидов Y2O3 и приводит к рек-
ристаллизации содержащей их матрицы. На рис. 4.42 и 4.43 представлено
темнопольное изображение оксидов в синтезированных сплавах Fe + 2%
Y2O3 и Fe + 1,5% Y + 1,35% Fe2O3 и соответствующие электронограммы по-
сле 16-часовой обработки в мельнице, компактирования и отжига при 900 и
1100 °C. Рекристаллизация образцов развивается при 900 °C. При этом зна-
чительно уменьшается плотность дислокаций, что облегчает выявление ча-
стиц в области рекристаллизованных зерен Полагаем, что наиболее мел-
кие оксиды с преобладающим размером 2-5 нм являются вторичными на-
нооксидами, выделившимися из механически легированного кислородом
сплава при отжиге, так как дробление исходных крупных оксидов до таких
размеров в мельнице маловероятно. Как показали электронно-микроскопи-
ческие исследования по прямому разрешению кристаллической решетки
ДУО-сталей [121, 122], подобные наноразмерные оксиды когерентны с ма-
трицей, что напрямую свидетельствует об их выделении из матрицы при от-
жиге. Более крупные оксиды, по-видимому, - это еще не растворившиеся
измельченные исходные оксиды. На электронограмме сплава Fe + 2% Y2O3
(рис. 4.42, в) присутствуют отражения от оксидов Y2O3. После 16-часового
помола в мельнице и высокотемпературного спекания сплава при 1100 °C
преобладают вторичные оксиды иттрия размером 2-5 нм (рис. 4.42, б). При
спекании механолегированной смеси Fe + 1,5% Y 4- 1,35% Fe2O3 также фор-
мируются вторичные нанооксиды наиболее активного элемента - иттрия
(Y2O3), рефлексы от которых видны на рис. 4.43, б. Присутствие отражений
от Fe2O3 на электронограмме, возможно, связано с наличием нерастворив-
шихся при обработке в мельнице исходных оксидов железа. Не исключена
возможность формирования вторичных нанооксидов железа. Следует от-
метить, что наиболее четко максимальное количество дисперсных упрочня-
ющих оксидов иттрия размером 2-5 нм выявляется после рекристаллизации
и роста зерна при 1100. ..1200 °C (см. рис. 4.42, б и рис. 4.43, в). Эти темпе-
ратуры отжига использованы в дальнейших экспериментах для наиболее
надежного наблюдения нанооксидов в «-матрице.
Деформационное растворение оксидов Y2O3. Для изучения кинетики
выделения вторичных наночастиц Y2O3 порошковую смесь Fe + 2% Y2O3
подвергали помолу в течение 2-32 ч с последующим компактированием и
отжигом в вакууме при 1100 °C за 30 мин. На рис. 4.44 представлена струк-
тура спеченного сплава Fe + 2% Y2O3 с наличием оксидов иттрия разного
размера после предварительного помола порошка в течение 2, 5, 10, 16 и
32 ч. В результате 2- и 5-часового помола сохраняется большое количест-
во крупных исходных частиц Y2O3 размером 50-60 нм (рис. 4.44, а, б). С уве-
личением времени помола до 10-16 ч исходные частицы измельчаются, их
количество уменьшается за счет растворения в a-матрице (рис. 4.44, в, г).
При последующем отжиге (1100 °C) появляется множество вторичных ок-
сидов иттрия размером 2-5 нм, выделившихся из механически легированно-
го твердого раствора Fe-Y-O (рис. 4.44, в, г). В результате 32-часового по-
мола происходит почти полное растворение крупных исходных оксидов и
при последующем отжиге (спекании) в структуре наблюдаются вторичные
нанооксиды размером 2-5 нм (рис. 4.44, д). Таким образом, можно полагать,
262
Рис. 4.42. Темнопольные изоб-
ражения оксидов в рефлексе
Y;O3 (а, б) и электронограмма
в» сплава, полученного в pc-
s' тьтате механического легиро-
вания порошка Fe + 2% Y2O3 в
шаровой мельнице (16 ч), кон-
тактирования при 20 °C и спека-
ния при 900 (а) и 1100 °C (б, в)
(044)Y,O,
(332)Y2O,
(712)Y2O,
(026)Y,O3
(313)Y2O3
(521)Y2O,
(211)Y,O3
(402)Y2O,
(222)Y,O3
(112)Y2O3
(400)Y203
• 103 o.R,r<71,)YA
. t г с о i
(322)Y2O3
(422)Y,O3
(444)Y2O3
O3[3i
Рис 4.43 Темнопольные изоб-
ражения оксидов (а, в) и элек-
тронограмма (б) сплава, полу-
ченного в результате механиче-
ского легирования порошка Fe +
+ 1,5% Y + 1,35% Fe2O, в шаро-
вой мельнице (16 ч), компакти-
рования при 20 ®С и спекания
при 900 (а, б) и 1100 °C (в)
(400)Y203
(112)YY),
(104)Fe2O,
(211)Y2O4
(il2)Y2O,
(500)FeO
(110)Fe3O3
(222)Y,O3
(I 11)yZo4
(322)FeO
Рис. 4.44. Изменение структуры спеченного
при 1100 °C (30 мин) сплава после предвари-
тельного механического легирования по-
рошка Fe + 2% Y2O3 в шаровой мельнице в
течение 2 (а). 5 (б), 10 (в), 16 (г) и 32 ч (д)
в наших условиях механолегирования в течение 32 ч и последующего
тжига при 1100 °C наибольший размер выделившихся вторичных наноок-
юв иттрия составляет ~5 нм, хотя авторы [122, 123] считают, что выде-
зшиеся вторичные нанооксиды могут достигать в диаметре ~10 нм. На
4.45 представлены зависимости распределения частиц Y2O3 по разме-
4 от времени предварительного помола порошка Fe + 2% Y2O t в шаровой
И >нице. В настоящей работе мы не отделяли вторичные нанооксиды с
ЦК-решеткой от мелких нанокластеров, не имеющих собственной крис-
та.- шческой решетки и содержащих скопления кислорода и других атомов
265
Средний размер частиц, им Минимальная концентрация, м~э
2 1,6102’
Рис. 4.45. Гистограммы распределения
частиц Y2O3 по размерам в спеченном
при 1100 °C (30 мин) сплаве после пред-
варительного механического легирова-
ния порошка Fc + 2% Y2O, в шаровой
мельнице в течение 2 (а), 5 (б), 10 (в),
16 (г) и 32 ч (д)
[124]. На светлопольных изображениях при ТЭМ-исследовании концентра-
ционно-неоднородные нанокластеры обычно имеют меньшие размеры и
более темный дифракционный контраст. Если считать, что размер частиц
больше 5 нм относится к измельчаемым при помоле первичным оксидам, а
размер частиц меньше 5 нм - к выделяющимся при спекании вторичным на-
нооксидам, то можно проследить кинетику дробления и выделения частиц
соответветственно при обработке в мельнице и при высокотемпературном
спекании. Кроме того, вторичные нанооксиды, выделившиеся из механоле-
гированных порошков, могут отличаться от измельченных исходных окси-
дов наличием когерентной связи частиц с матрицей [121, 122]. При этом
большое количество таких когерентно связанных частиц «высвечиваются»
266
в одном оксидном рефлексе (см. рис. 4.44, д). Как видно на рис. 4.45, общее
количество крупных частиц (5-60 нм) заметно уменьшается с увеличением
времени помола от 2 до 16 ч, а после помола в течение 32 ч эти частицы
практически исчезают (растворяются в a-матрице). Вторичные оксиды ит-
трия размером меньше 5 нм начинают появляться в большом количестве
при отжиге (1100 °C) только после предварительного помола в течение
16-32 ч (рис. 4.45, г, д). Средний размер частиц Y2O3 после 32 ч помола и спе-
кания (1100 °C) составляет 2 нм, а их концентрация ~1,61023 м-3.
Деформационное растворение оксидов Fe2O3. Сравнительное исследо-
вание кинетики деформационного растворения оксидов железа Fe2O3 вы-
полняли на порошковой смеси Fe + 1,5% Y + 1,35 % РеэО3, обработанной в
мельнице 2, 5, 10, 16 и 32 ч с последующим компактированием и отжигом в
вакууме при 1100 °C в течение 30 мин. В в качестве носителя кислорода при
механическом легировании использовали не труднорастворимые оксиды
иттрия с высокой энергией межатомной связи, а малоустойчивые оксиды
железа Fe2O3, которые при холодной деформации более легко растворяют-
ся в металлической матрице. При обработке в мельнице и высокотемпера-
турном спекании образуются вторичные оксиды иттрия Y2O3 (см. рис. 4.43,
б). Сохраняются измельченные исходные оксиды железа Fe2O3, которые ча-
стично трансформируются в оксиды FeO [105].
На рис. 4.46 представлены электронно-микроскопические изображения
структуры с оксидами разного размера в синтезированном сплаве Fe +
-г 1,5% Y + 1,35% Fe2O3 после обработки в мельнице в течение 2, 5, 10, 16 и
32 ч с последующим холодным компактированием и спеканием при 1100 °C.
Соответствующие зависимости распределения оксидных частиц по разме-
рам в этих образцах от времени механического легирования представлены
на рис. 4.47. Следует отметать, что в данной порошковой смеси присутству-
ют не только частицы оксида железа, но и достаточно крупные частицы чи-
стого иттрия с преобладающим размером до 200 нм. Размеры и количество
исходных крупных оксидов железа Fe2O3 и частиц иттрия уменьшаются с
увеличением времени обработки в мельнице от 2 до 10 ч. Этот процесс идет
интенсивнее по сравнению с аналогичным дроблением и растворением ок-
сидов иттрия в матрице железа (см. рис. 4.47, 4.45). Наиболее полное рас-
творение оксидов железа происходит после 32 ч помола (рис. 4.47, д), как и
оксидов иттрия. По деформационно-индуцированному уменьшению коли-
чества крупных частиц достаточно трудно говорить о преимущественном
г астворении оксидов железа (с увеличением времени помола) по сравнению
с оксидами иттрия, так как дроблению подвергаются также и частицы чис-
того иттрия. Однако, как видно из рис. 4.48, интенсивность уменьшения
бъемной доли первичных частиц в зависимости от времени предваритель-
1 ого механического легирования в спеченном при 1100 °C сплаве Fe + 1,5%
А' + 1,35% Fe2O3 все же больше, чем в сплаве Fe + 2% Y2O3. Это говорит о
меньшей деформационной устойчивости оксидов железа.
Наиболее активное растворение первичных оксидов железа, по срав-
нению с растворением оксидов иттрия, выявляется по формированию зна-
гптельно большего количества вторичных нанооксидов размером до 5 нм,
выделяющихся при отжиге механолегированной (в течение 5—16 ч) смеси
267
Рис. 4.46. Изменение структуры спеченного
при 1100 °C (30 мин) сплава после предвари-
тельного механического легирования по-
рошка Fe + 1,5% Y + 1,35% Fe2O3 в шаровой
мельнице в течение 2 (а), 5 (б), 10 (в), 16 (г) и
32 ч (д)
Fe + 1,5% Y + 1,35% Fe2O3, чем при отжиге деформированного порошка
Fe + 2% Y2O3 (рис. 4.49). Как видно из рис. 4.44-4.47, 4.49 (несмотря на ло-
кальную структурную неоднородность механолегированных образцов,
выявление существенно большего количества вторичных оксидов разме-
ром до 5 нм (60% от общего количества частиц) обеспечивается уже после
5-10-часового помола и спекания смеси Fe + 1,5% Y + 1,35% Fe2O3
(рис. 4.47, б, в, рис. 4.49, верхняя кривая). За это же время помола и после-
дующего высокотемпературного отжига смеси Fe + 2,0% Y2O3 образуется
существенно меньше оксидов размером менее 5 нм (5-7,5% от общего ко-
268
a
40 -
30 -
0 10 20 30 40 50 60
Средний размер частиц, нм Минимальная концентрация, кг’
2,5 7,8-1022
Рис. 4.47. Гистограммы распределения
частиц оксидов по размерам в спечен-
ном при 1100 °C (30 мин) сплаве после
предварительного механического леги-
рования порошка Fc + 1,5% Y + 1,35%
Fe2O3 в шаровой мельнице в течение
2(a), 5(6), 10(b), 16(г)и32(д)ч
личества частиц). Все это свидетельствует о более активном деформаци-
онном насыщении кислородом матрицы при интенсивном растворении
первичных оксидов Fe2O3 за время 5-10 ч помола, чем при растворении
первичных оксидов Y2O3 в процессе механического легирования. Пред-
ставленные результаты дополнительно свидетельствуют о меньшей де-
формационной устойчивости оксидов железа и большей интенсивности их
деформационного растворения в матрице ОЦК-железа по сравнению с
оксидами иттрия. С увеличением времени помола до 32 ч крупные оксиды
растворяются полностью, а средний размер выделившихся вторичных на-
нооксидов в смеси Fe + 1,5% Y + 1,35% Fe2O3 составляет 2,5 нм при выяв-
ленной концентрации ~7,8-1022 м-3 (рис. 4.47, д).
269
Рис. 4.48. Зависимость объемной доли первичных псрастворившихся частиц в спеченных при
1100 °C сплавах Fe + 2% Y2O3 и Fe + 1,5% Y + 1,35% Fe2O3 от времени предварительного
механического легирования в мельнице
Рис. 4.49. Зависимость количества выделившихся вторичных оксидов размером до 5 нм в
спеченных при 1100 °C сплавах Fe + 2% Y2O3 и Fe + 1,5% Y + 1,35% Fc2O3 от времени предва-
рительного механического легирования в мельнице
Таким образом, с увеличением времени помола порошковых смесей
Fe + 1,5% Y + 1,35% Fe2O3 и Fe + 2% Y2O3 до 5-10 ч происходит более актив-
ное уменьшение объемной доли исходных первичных оксидов Fe2O3 по
сравнению с первичными оксидами Y2O3. Насыщение кислородом a-матри-
цы при деформационном растворении оксидов иттрия и оксидов железа при
обработке в шаровой мельнице до 10 ч различается в несколько раз. Высо-
котемпературный (1100 °C) отжиг механолегированной смеси Fe + 1,5% Y +
+ 1,35% Fe2O, приводит к выделению 60% (от общего числа частиц) вто-
ричных оксидов размером 2-5 нм и только 5-7% вторичных оксидов тако-
го же размера в смеси Fe + 2% Y2O3.
4.4.3. Причины низкотемпературного деформационного
растворения оксидов
Особенностью метода СД является возможность создания сильных пла-
стических деформаций в объемных образцах без нарушения сплошности
структуры. При этом железо из оксидов растворяется в металле матрицы.
В случае МС в шаровых мельницах происходит частичное восстановление
железа до катион-дефицитных оксидов [125, 126]. При воздействии СД вто-
рая составляющая оксида железа - ионы кислорода, не покидая объема об-
разца, из оксидов железа могут транспортироваться в металл. В связи с
этим деформационно-индуцированное перераспределение кислорода в спе-
циально легированных ДУО-сталях реализуется с образованием твердых
растворов и новых оксидов, в том числе термически устойчивых упрочняю-
щих нанооксидов Y2TiO5, особенно при последующем высокотемператур-
ном отжиге. Образованию вторичных оксидов при холодной деформации
способствует и то, что элемент внедрения кислород обладает не только по-
вышенной скоростью диффузии, но и большой реакционной способностью.
На основе проведенного «изотопного» эксперимента с матрицей железа
и специально легированных сталей уравнение механохимической реакции,
270
учитывающее транспорт кислорода из неустойчивых оксидов железа в ма-
трицу a-Fe-L (с образованием пересыщенного кислородом твердого рас-
твора, магнетита, вюстита, оксидов легирующих элементов) можно запи-
сать следующим образом:
Fe2O3(Fe3O4) + a-56Fe-L —> Fe3_yO4 + Fel xO +
+ 56Fe-L-O + LXOV + 56Fe-Fe-L.
A У
Деформационно-индуцированное низкотемпературное (~300 К) раство-
рение оксидов железа или иттрия в сталях при сильной деформации являет-
ся аномальным диффузионным процессом. При этих температурах в спла-
вах железа диффузия элементов Fe и Y, образующих твердые растворы за-
мещения, не идет даже по дислокациям и границам зерен (она начинается
при нагреве до 650 К и выше). Понятно, что диффузия ускоряется в резуль-
тате деформационной генерации точечных дефектов (вакансий и междо-
узельных атомов) [23, 44, 47, 74, 76, 80], как это наблюдается при образова-
нии радиационно-индуцированных точечных дефектов при облучении спла-
вов высокоэнергетическими частицами [127]. Ранее [15] было показано, что
растворение частиц Ni3Ti в Fe-Ni-Ti-аустените может проходить при темпе-
ратурах ниже 250 К, когда вакансии малоподвижны и диффузия Ni, Ti и Fe
по вакансиям затруднена. Как показывает расчет [76], для низкотемпера-
турного (Т < 250 К) растворения частиц Ni3Ti по-видимому необходим де-
формационно-индуцированный перевод атомов Ni и Ti в мсждоузельные
положения для их дальнейшего перемещения по матрице в поле напряже-
ния движущихся дислокаций. Энергия миграции атомов никеля в междо-
узельном положении может составлять 0,2 эВ, а в положении элемента за-
мещения -0,8-1,0 эВ [76].
Диффузия элементов, образующих твердые растворы внедрения (С, О,
N), может происходить и при пониженных температурах. Например, диф-
фузия углерода в Fe-C-мартенсите развивается при 228 К [1]. При перере-
зании карбидов или оксидов дислокации могут образовывать облака из эле-
ментов внедрения и перемещать их по матрице, вызывая растворение час-
тиц. Этот процесс происходит, если энергия связи атомов внутри частицы
меньше, чем энергия связи этих атомов с дислокацией. Так, было проанали-
зировано растворение цементита Fe3C в стали при холодной деформации
81]. Деформационное растворение специальных карбидов с повышенной
энергией межатомной связи (WC, VC) протекает более сложно [81, 128]. Та-
кая же ситуация возникает и при деформационном растворении оксидов:
можно полагать, что малоустойчивые оксиды железа растворяются в мат-
рице стали при холодной деформации легче, чем оксиды Y2O3 с большей
энергией атомной связи.
Диффузионный процесс аномального деформационного растворения
крупных исходных оксидов, который является необходимым условием со-
здания ДУО-сталей методом механического легирования, происходит в ус-
ловиях деформационно-индуцированной генерации большого количества
точечных дефектов и дислокаций. При холодной деформации СД или в ша-
ровых мельницах идет локальное «сваривание» порошка, а затем наблюда-
271
ется дислокационный массоперенос с растворением оксидов, усиленный ге-
нерацией точечных дефектов. Как показали мессбауэровские эксперимен-
ты, одновременно с образованием твердого раствора Fe-O при холодной
пластической деформации может развиваться альтернативное диффузион-
ное образование вторичных оксидов, особенно при такой высокой реакци-
онной способности кислорода. Подобный альтернативный процесс выделе-
ния дисперсных е- и /-карбидов наблюдался при преобладающем низкотем-
пературном (300 К) деформационном растворении цементита Fe3C в стали
ШХ15 [75]. Выделение упрочняющих вторичных панооксидов можно суще-
ственно облегчить, используя отжиг механически синтезированных сплавов
при повышенных температурах.
Таким образом, использование при механосинтезе малоустойчивых
оксидов железа Fe2O3 или Fe3O4 вместо применявшихся ранее труднорас-
творимых оксидов Y2O3c сильной межатомной связью, позволяет сущест-
венно ускорить механическое легирование, связанное с растворением ок-
сидов и получением твердого раствора железо-кислород. Применение в
качестве стальной матрицы порошков сплавов на основе железа, предва-
рительно легированных элементами, образующими термоустойчивые на-
нооксиды, например иттрием и титаном, обеспечивает формирование вто-
ричных упрочняющих нанооксидов типа Y2TiO5 при постдеформационном
отжиге, что дает возможность реализовать необходимое высокое упроч-
нение ДУО-сталей.
4.5. ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ ДЕФОРМАЦИОННО-
ИНДУЦИРОВАННЫХ ДИФФУЗИОННЫХ ПРОЦЕССОВ
ДЛЯ УЛУЧШЕНИЯ СВОЙСТВ СТАЛЕЙ
Обсуждаемые в работе особенности развития низкотемпературных
диффузионных превращений при холодной деформации высоколегирован-
ных сталей при контролируемой температуре, степени деформации и внеш-
ней среде позволяют выяснять закономерности широко распространенного
процесса механического легирования, а также получить новые структур-
ные состояния и улучшить свойства сталей.
1. Холодная деформация в отдельных случаях [15-19] может быть прак-
тически единственным способом получения пересыщенного твердого рас-
твора в разных сталях и сплавах.
2. Только с помощью холодной деформации можно осуществить гомо-
генизацию некоторых сплавов с плохой интерметаллидной или карбидной
прокаливаемостью.
3. Растворение дисперсных интерметаллидов и других упрочняющих
фаз в поверхностных слоях трущихся деталей позволяет объяснить пони-
женную износостойкость диперсионно-твердеющих ГЦК-сталей и целена-
правленно создавать новые износостойкие материалы с трудно раствори-
мыми (при деформации) частицами [28].
4. Использование в качестве носителей кислорода малоустойчивых ок-
сидов (Fe2O3, Fe3O4 и др.), легко растворяющихся в матрице сплавов при хо-
лодной деформации в процессе механического легирования, позволяет раз-
272
рабатывать новые прогрессивные технологии получения упрочняемых спе-
циальными оксидами (Y2O3, TiO2 и др.) жаропрочных сталей и сплавов [102].
5. Атомное расслоение при сильной холодной деформации [20] может
стать причиной потери важного свойства немагнитности в некоторых ау-
стенитных сталях, используемых в энергетике, приборостроении и судост-
роении.
6. Деформационно-индуцированное снижение концентрации хрома в
приграничных областях может привести к развитию межкристаллитной
коррозии в нержавеющих сталях.
7. Анализ деформационно-индуцированных приграничных сегрегаций
атомов легирующих элементов и примесей позволит прогнозировать фор-
мирование радиационно-индуцированных сегрегаций в реакторных сталях и
сплавах без использования облучения в ядерном реакторе.
Таким образом, выяснение механизма диффузионных фазовых превра-
щений в сталях и сплавах при интенсивной холодной деформации открыва-
ет перспективы создания новых технологических процессов и новых мате-
риалов с улучшенными свойствами.
СПИСОК ЛИТЕРАТУРЫ
Chen Р.С., Winchell P.G. Martensite lattice changes during tempering//Met. Trans., 1980. Vol. 11 A,
No. 8. P. 1333-1339.
2 Kurdyumov G.V. Martensite crystal lattice, mechanism of austenite-martensite transformation and
behavior of carbon atoms in martensite // Met. Trans., 1976. Vol. 7A, No. 7. P. 999-1011.
3 . Wassermann G. Einfchluss des a—yy umwandlung auf kristallorentirung und zugfestigkeit //
Archiv fiir das Eisenhuttenwesen, 1932/1933. No. 8. S. 347-351
- Гайдуков М.Г., Садовский В.Д. Изменение коэффициента упрочнения, связанное с раз-
витием мартенситного превращения при пластической деформации // МиТОМ, 1958.
.V 5. С. 4-8.
5 Zackay V.F., Parker E.R., Fahr D„ Buch R. The enhancement of ductility in high-strength steels //
Trans. ASM, 1967. Vol. 60. P. 252-259.
• Малышев К.A , Сагарадзе В.В., Сорокин Id П. и др. Фазовый наклеп аустенитных спла-
ов на железоникелевой основе. М.: Наука, 1982. 260 с.
Филиппов М.А., Литвинов В.С., Немировский Ю.Р. Стали с метастабильным аустени-
том. М.: Металлургия, 1988. 258 с.
Богачев И.Н., Минц Р.П. Кавитационное разрушение железомарганцевых сталей. М.:
Машгиз, 1959. 220 с.
В Коршунов Л Г Структурные превращения при трении и износостойкость аустенитных
сталей Ц ФММ, 1992. Т. 74, вып. 2. С. 150-162.
. Коршу нов Л.Г., Сагарадзе В В., Терещенко Н.А., Черненко НЛ. Влияние Е-мартенсита на
~ренис и изнашивание высокомарганцевистых сплавов // ФММ, 1983. Т. 55, вып. 2.
С. 341-348.
К нага S Characteristic features of shape memory effect and related transformation behavior in
Fc-based alloys // Mat. Sci. Eng., 1999. A 273-275. P. 67-88.
2 Bwijamin J.S Mechanical alloying // Sci. Amer., 1976. Vol. 234, No. 5. P. 40-48
' •'•amin J.S Fundamentals of mechanical alloying // Mat. Science Forum, 1992 Vol. 88-90.
P 1-18.
- V_ -hanical alloying / Ed. P.H. Shingu Ц Mat. Sci. Forum. Trans. Tech. Publ. Kyoto University,
Japan. 1992. Vol. 88-90. P. 816.
Сагарадзе В В.. Шабашов В А. Лапина Т.М и др. Низкотемпературное деформационное
' .створение интерметаллидных фаз Ni3Al(Ti. Si, Zr) в Fe-Ni сплавах с ГЦК решеткой //
'4М. 1994. Т. 78, № 6. С. 49-61.
273
16. Шабашов В.Л., Сагарадзе В.В., Морозов С.В. и др. Влияние холодной пластической де-
формации на поведение карбидной фазы в состаренной аустенитной стали 50Н31Ф2 //
ФММ, 1991. Т. 12. С. 119-129.
17. Шабашов В.А., Сагарадзе В В., Морозов С.В., Волков Г.А. Мессбауэровское исследова-
ние кинетики деформационного растворения интерметаллидов в аустените Fe-Ni-Ti //
Металлофизика, 1990. Т. 12, № 4. С. 107-114.
18. Шабашов В.А., Сагарадзе В.В , Мукосеев А Г. и др. Формирование ГЦК твердых раство-
ров внедрения Fc-Ni-C при холодной деформации под давлением //Изв. РАН. Сер. физ.,
1999. Т. 63, № 7. С. 1440-1445.
19. Сагарадзе В.В., Шабашов В.А., Мукосеев А.Г, Печеркина НЛ. Формирование явнокрис-
таллических Fe-Ni-C ГЦК твердых растворов внедрения при сильной холодной дефор-
мации // Структура и свойства нанокристаллических материалов. Екатеринбург: УрО
РАН, 1999. С. 46-63.
20. Завалишин В.А., Дерягин А.И., Сагарадзе В.В. Индуцируемое холодной деформацией пе-
рераспределение легирующих элементов и изменение магнитных свойств стабильных ау-
стенитных хромоникелевых сталей. I. Экспериментальное обнаружение явления // ФММ,
I993.T. 75, вып. 2. С. 90-99.
21. Дерягин А.И., Завалишин В.А., Сагарадзе В.В., Кузнецов А.Р. Низкотемпературное ме-
ханоиндуцированнос атомное расслоение в хромоникелевых сталях // ФММ, 2000. Т. 89,
вып. 6. С. 82-93.
22. Сагарадзе В.В., Шабашов В.А., Лапина Т.М., Арбузов ВЛ. Фазовые превращения при
низкотемпературном облучении электронами в аустенитных Fe-Ni и Fe-Ni-Ti сплавах //
ФММ, 1994. Т. 78, вып. 4. С. 88-96.
23. Смирнов Б.И. Генерация вакансий и изменение плотности щелочногалоидных кристал-
лов при пластической деформации // ФТТ, 1991. Т. 33, вып. 9. С. 2513-2526.
24. Фазовые превращения при облучении / Под ред. Ф.В. Нолфи. Челябинск: Металлургия,
1989. 312 с.
25. Marwich A.D., Pillar R.C., Horten Е. Radiation-induced segregation in Fe-Ni-Cr alloys dimcn-
cional stability and mechanical behavior of irradiated metals and alloys // Brit. Nucl. Energy
Soc. L„ 1983. V. l.P. 11-15.
26. Chambered A., Laygier J., Penisson J.M. Elektron irradiation effect on iron nickel invar alloys Ц
JMMM, 1979. No. 10. P. 139-144.
27. Алиев C.C., Грузин ПЛ., Меньшиков А.З. и др. Низкотемпературные фазовые превра-
щения в железоникелевых сплавах при облучении электронами // Металлофизика. Киев:
Наук, думка, 1985. С. 80-86.
28. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
29. Меньшиков А.З., Теплых А.Е. Диаграмма магнитного состояния y-FeNiCr сплавов //
ФММ, 1977. Т. 44, вып. 6. С. 1215-1221.
30. Такзей Г.А., КостышинА.М. Аспсромагнетизм в сплавах // Письма в ЖЭТФ, 1984. Т. 40,
№7. С. 308-310.
31. Такзей Г.А., Костышин А.М., Сыч И.И. Двойной температурный переход парамагне-
тик-антиферромагнетик-спиновое стекло в ГЦК сплавах железа с конкурирующим об-
меном // ФТТ, 1987. Т. 29, вып. 8. С. 2434-2441.
32. Hiraga К., Ishikawa К. Low temperature magnetic properties of austenitic iron based alloys con-
taining y' particles Ц J. Japan Inst. Metals, 1987. V. 51, No. 6. P. 479-487.
33. Свечкарев И.В. Весы с автокомпенсацией для измерения магнитной восприимчивости Ц
ПТЭ, 1963. № 4. С. 142-143.
34. Abraham I.K., Jackson 1.К., Leonard I. X-ray study of the aging process in an austenitic Fe-31
Ni-3,5 Ti alloy //Trans. ASM, 1968. Vol. 61, No. 2. P. 233-241.
35. Сагарадзе В.В., Морозов С.В., Шабашов В.А. и др. Растворение сферических и пластин-
чатых интерметаллидов в Fe-Ni-Ti аустенитных сплавах при холодной пластической де-
формации Ц ФММ, 1988. Т. 66, вып. 2. С. 328-338.
36. Бозорт Р. Ферромагнетизм. М.: Изд-во иностр, лит., 1956. 784 с.
37. Suryanarayana С. Mechanical alloying and milling. N. Y.: Marcel Dekker, 2004. 458 p.
38. Sagaradze V.V., Morosov SV. Mechanical alloying of Fe-Ni-Ti austenite during low temperature
deformation // Mechanical alloying Materials Science Forum / Ed. P.H. Shingu. Kyoto, 1992.
Vol. 88-90. P. 147-154.
274
39. Королев А.И., Дерягин А.И., Завалишин В.А., Кузнецов Р.П. Особенности магнитного
состояния сильнодеформированного поликристаллического супермелкозернистого ни-
келя // ФММ, 1989. Т. 68, вып. 4. С. 672-678.
40. Morii К., Meeking Н., Nakayama У. Development of shear bands in F.C.C. single crystals // Acta
Met., 1985. Vol. 33, No. 3. P. 379-386.
41. Валиев P.3., Мулюков P.P., Овчинников В.В. и др. О физической ширине межкристал-
литных границ Ц Металлофизика. Киев: Наук, думка, 1990. С. 124—126.
42. Шабашов В.А., Волков ГЛ., Сагарадзе В.В. Фазовые превращения при интенсивной де-
формации в стабильных аустенитных сталях // Celostatnc dni tcpelncho spracovania:
Konferencia XIII. CSSR. Bratislave: Dorn techniky, 1990. P. 10-11.
43. Дерягин А.И., Завалишин В.А., Сагарадзе В.В. и др. Влияние состава и температуры на
перераспределение легирующих элементов в процессе холодной деформации Fe-Cr-Ni
сплавов // ФММ, 2008. Т. 106, вып. 3. С. 301-311.
44. Кузнецов А.Р„ Стариков С.А., Сагарадзе В.В. и др. Исследование деформационно-инду-
цированной сегрегации в сплаве Fe-Cr-Ni // ФММ, 2004. Т. 98, № 3. С. 65-71.
45. Стариков С.А., Кузнецов А.Р., Сагарадзе В.В. и др. Модель деформационно-индуциро-
ванной сегрегации на движущейся границе зерна в сплаве Fe-Cr-Ni // ФММ, 2006. Т. 102,
№ 2. С. 147-151.
46. Нечаев Ю.С., Владимиров С.А., Ольшевский II.Л. и др. О влиянии высокоскоростного
деформирования на диффузионный массоперснос в металлах // ФММ, 1985. Т. 60, вып. 3.
С. 542-549.
47. Сагарадзе В.В. Диффузионные превращения в сталях при холодной деформации // Ми-
ТОМ, 2008. № 9 (639). С. 19-27.
- Tsong Т.Т., Muller E.W. Domain structure of ordered eqiatomic PtCo observed in the fiel-ion
microscope//!. Appl. Phys., 1967. Vol. 38, No. 3. P. 545-549.
49. Taunt RJ., Sinclair R., Ralph B. Measurements of relative bond energies in some ordered nickel-
based alloys by field-ion microscopy //Phys. Stat. Sol. A, 1973. Vol. 16. P. 469-489.
? . Рыбин B.B. Большие пластические деформации и разрушение металлов. М.: Металлур-
гия, 1986. 224 с.
' . Сагарадзе В .В., Данильченко В.Е.,Леритъе Ф. Фазовый наклеп и образование нанокри-
сталличсского Fe-Ni аустенита при мартенситных у-ос-у превращениях // ФММ, 2001.
Т. 92, № 4. С. 56-70.
.'2. Albertsen J.F., Knudsen J.M., Roy-Poulsen N.O., Vistisen L. Tetragonal lattice of tctratacnite
(ordered Fe-Ni, 50-50) from 4 meteorites // Physica Scripta, 1981. Vol. 23. P. 301-306.
c: Стариков C.A., Кузнецов A.P., Сагарадзе B.B. и др. Влияние температуры и скорости ге-
нерации точечных дефектов на процессы деформационно-индуцированной сегрегации в
ставе Fe-Cr-Ni // ФММ, 2010. Т. 109, № 4. С. 407-414.
Стариков С.А., Кузнецов А.Р., Сагарадзе В.В. и др. Образование зернограничных сегре-
гаций в сплаве Fe-Cr-Ni при сильной деформации и под облучением//ФММ, 2012. Т. 113.
.V 3. С. 255-260.
3' Pechenkin V.A., Stepanov LA. Modeling the radiation-induced segregation of undersized solutes
"^аг grain boundaries // Mater. Science Forum, 1999. Vol. 294-296. P. 771-774.
6 Wiedersich H„ Okamoto P.R., Lam N.Q. A theory of radiation-induced segregation in concentra-
-J alloys //J. Nucl. Mater., 1979. Vol. 83. P. 98-108.
. Степанов И.А., Печенкин В.А. Кинетика радиационно-индуцированной сегрегации на
—«аницах зерен в сплавах Fe-Cr-Ni // Металлы, 2003. № 6. С. 84-90.
'г Аосиезер И.А., Давыдов Л.И. Введение в теоретическую радиационную физику металлов
v сплавов. Киев: Наук, думка, 1985. 144 с.
- _Z убровский И.М., Егоров Б.В., Рябошапка К.П. Справочник по физике. Киев: Наук.
мка, 1986. 558 с.
В .7 гнилое С.Е., Арбузов ВЛ., Гощицкий Б.Н. и др. Радиационные дефекты в аустенитных
жавеющих сталях // Вопросы атомной науки и техники. Сер. Физика радиационных
-оеждений и радиационное материаловедение, 2002. Т. 81, № 3. С. 31-35.
I I лигренченко В.А., Пантюхова О.Д., Черепанов Д.Н. и др. Модели пластической дефор-
п« материалов с ГЦК-структурой. Томск: Изд-во НТЛ, 2011. 244 с.
_ • weea С.Н., Старение! iko В.А., Попов Л.Е. Неустойчивости пластической деформа-
< <7 сталлов. Томск: Изд-во Томского ун-та, 1994. 302 с.
275
63. Земцова II.Д., Сагарадзе В.В., РомашевЛ.Н. и др. Повышение температуры Кюри ста-
реющих сплавов в процессе пластической деформации // ФММ, 1979. Т. 47, вып. 5.
С. 937-942.
64. Ракин В.Г., Буйнов Н.Н. Влияние пластической деформации на устойчивость частиц рас-
пада в сплаве алюминий-медь // ФММ, 196!. Т. 11, № 1. С. 59-73.
65. Dawance М.М., Ben Israel D.H., Fine M.E. Magnetic study of deformation in agehardened Ni-Ti
alloy // Acta Met., 1964. Vol. 12, No. 6. P. 705-712.
66. Gleiter H. Die formanderung von ausscheidungen durch diffusion im spannungsfeld von verset-
zungen Ц Acta Met., 1968. Vol. 16, No. 3. P. 455—464.
67. Любов Б.Я., Шмаков В.А. Влияние дрейфа на диффузионный рост центра новой фазы в
поле упругих напряжений краевой дислокации // Изв. АН СССР. Сер. Металлы, 1970.
№ I.C. 123-129.
68. Перекос А.Е., Березина А Л., Чуиапов В.К. Влияние пластической деформации на состо-
яние когерентных выделений в сплавах никеля // ФММ, 1974. Т. 37, вып. 5. С. 1111-1113.
69. Мукосеев А.Г., Шабашов В.А., Пилюгин ВП., Сагарадзе В.В. Деформационно-индуциро-
ванное формирование твердого раствора в системе Fe-Ni Ц ФММ, 1998. Т. 85, вып. 5.
С. 60-70.
70. Лариков Л.И., Фальченко В.М., Мазанко В.Ф. Ускорение самодиффузии в никеле и ко-
бальте при пластической деформации Ц ДАН УССР, 1975, № 2. С. 167-169.
71. Герцрикен Д.С., Мазанко В.Ф., Фальченко В.М. Некоторые закономерности миграции
атомов в условиях скоростной пластической деформации // Металлофизика, 1983. Т. 5,
№ 4. С. 74-80.
72. Шабашов В.А., Сагарадзе В.В.,Литвинов А.В., Козлов К.А. Влияние скорости холодной
пластической деформации на кинетику механолегирования сплава Fc-35Ni-5Al // ФММ,
2010. Т. 109, № 5. С. 520-528.
73. Сагарадзе В.В., Шабашов В.А. Аномальные диффузионные фазовые превращения в ста-
лях при интенсивной холодной деформации // ФММ, 2011. Т. 112, № 2. С. 155-176.
74. Герцрикен Д.С., Мазанко В.Ф., Тышкевич В.М., Фальченко В.М. Массоперенос в метал-
лах при низких температурах в условиях внешних воздействий. Киев: РИО ИМФ, 1999.
436 с.
75. Shebashov V.A., Korshunov L.G., Mukoseev A.G. et al. Deformation-induced phase transformation
in high-carbon steel // Mater. Sci. Eng., 2003. Vol. A 346/1-2. P. 196-207.
76. Кузнецов A.P., Сагарадзе В.В. О возможном механизме низкотемпературного деформа-
ционного растворения интерметаллидных фаз в Fe-Ni-Ti сплавах с ГЦК-решеткой //
ФММ, 2002. Т. 93, вып. 5. С. 13-16.
77. Шпгремель М.А. В какую сторону идет диффузия? // МиТОМ, 2004. № 4. С. 12-13.
78. Инденбом ВЛ. Междоузельный (краудионный) механизм пластической деформации и
разрушения // Письма в ЖЭТФ, 1970. Т. 12, вып. 11. С. 469-492.
79. Лариков Л.И., Фальченко В.М., Мазанко В.Ф. и др. Предположение междоузельного ме-
ханизма диффузии при скоростной деформации // ДАН СССР, 1975. Т. 221, № 5.
С. 1073-1076.
80. Скакав Ю.А. Высокоэнергетическая холодная пластическая деформация, диффузия и
механохимический синтез // МиТОМ, 2004. № 4. С. 3-12.
81. Гриднев В.Н., Гаврилюк В.Г. Распад цементита при пластической деформации стали //
Металлофизика, 1982. Т. 4, № 3. С. 74—87.
82. Любое Б.Я., Шмаков В.А. Влияние дрейфа на диффузионный рост центра новой фазы в
поле упругих напряжений краевой дислокации // Изв. АН СССР. Сер. Металлы, 1970.
№ 1. С. 123-129.
83. Wilson D.V. Effect of plastic deformation on carbide precipitation in steel Ц Acta Met., 1957.
Vol. 5, No. 6. P. 293-302.
84. McGrath J.T., Bratina WJ. Interaction of dislocations and precipitations in quench-aged iron-car-
bon alloys subjected to cyclic stressing // Acta Met., 1967. Vol. 15, No. 2. P. 329-339.
85. Гаврилюк В.Г. Распределение углерода в стали. Киев: Наук, думка, 1987. 208 с.
86. Kalish D., Cohen М. Structural change and strengthening in the strain tempering of martensite //
Material Science and Engineering. AMS. Metals Park. Ohio, 1970. No. 6. P. 156-166.
87. Белоус M.B., Черепин B.T. Изменения в карбидной фазе стали под влиянием холодной
пластической деформации // ФММ, 1961. Т. 12, вып. 5. С. 685-692.
276
88. Swahn II., Hecker P.C., Vingsbo O. Martensite decay during rolling contact fatigue in ball bear-
ings // Met. Trans., 1976. Vol. 7Л. P. 1099.
89. Кузнецов Р.И., Быков В.И., Чернышов В.П. и др. Пластическая деформация твердых
тел под давлением. 1. Оборудование и методика (Препринт ИФМ УНЦ АН СССР).
Свердловск, 1985. 32 с.
90. Rusakov V.S., Chistyakova N.I. Mossbauer Program Complex MS Tools Ц Proc. Latin American
Conf. Appl. Mossbauer Effect (LACAME'94). Buenos Aires, 1992. No. 7-3.
91. Sastrie S.A , Ray R. Mossbauer studies on aging of highly deformed hadfield's manganese steel //
Met. Trans., 1974. Vol. 5, No. 6. P. 1501-1503.
92. Шабашов В.А., Коршунов Л.Г., Балдохин Ю.В. Мессбауэровское исследование структу-
ры стали 1 ЮГ! 3, деформированной в условиях трения // ФММ, 1989. Т. 67. вып. 6.
С. 1197-1203.
93. Георгиева И.Я , Макашова О.П. О влиянии углерода на точку Кюри аустенита железо-
никелевых сплавов Ц ФММ, 1967. Т 24, вып. 3. С. 574—575.
94. Rull R.C., Cohen М. //Trans. TMS-AIME, 1969. Vol. 245. P. 241-251.
95. Lesoille M., Gielen P.M. Mossbauer spectroscopy study of iron-carbon austenite and virgin
martensite// Met. Trans., 1972. Vol. 3. P. 2681-2689.
96. Shebashov V.A., Mukoseev A.G., Sagaradze V.V., Sagaradze l.V. Dissolution of carbon in Ni-1
at.% Fe upon strong cold deformation // Mat. Sci. Eng., 2001. Vol. A 316. P. 174—181.
97. Седов ВЛ. Антиферромагнетизм гамма-железа. Проблема инвара. М.: Наука, 1987. 288 с.
98. Shabashov V.A., Borisov S.V., Zamatovsky А.Е. et al. Deformation-induced transformations in
nitride layers formed in BCC iron // Mat. Sci. Eng., 2007 Vol. A 452-453 P, 575-583.
99. Shabashov V.A., Borisov S.V., Zamatovskii A.E. et al. Structural and phase transitions in nitrided
layers of iron alloys during severe cold deformation // Bull, of RAS: Physics, 2010. Vol. 74,
No. 3. P. 363-367.
100. Шабашов В.А., Литвинов А.В., Мукосеев А.Г. и др. Деформационно-индуцированные
фазовые переходы в системе оксид железа-металл // ФММ, 2004. Т. 98, № 6. С. 38-53.
101. Шабашов В.А.,Литвинов А .В., Сагарадзе В.В. и др. Механосинтез ODS-сплавов с ГЦК-
решеткой на основе системы Fe-Ni // ФММ, 2008. Т. 105, № 2. С. 169-179.
102. Сагарадзе В.В.,Литвинов А В., Шабашов В.А и др. Новый метод мсханосинтеза ODS-
сталей с использованием оксида железа // ФММ, 2006. Т. 101, № 6. С. 618-629.
103. Shabashov V.A., Sagaradze V.V., Litvinov A.V. et al. Mechanical synthesis in the iron oxide -
metal system // Mat. Sci. Eng., 2005 Vol. A 392. P. 62-72.
104. Ukai S., 1 larada M., Okada 11, et al. Alloyng design of oxide dispersion strengthened ferritic steel
for long life FBRs core materials H J. Nucl. Mater., 1993. Vol. 204. P. 65-73.
105. Сагарадзе В.В.,Литвинов А.В., Шабашов В.А и др. Новый метод мсханосинтеза ODS-
сталей с использованием оксида железа // ФММ, 2006. Т. 101, № 6. С. 618-629.
106. Козлов К.А., Сагарадзе В.В., Литвинов А.В. и др. Использование оксида железа при
механосинтезе ODS-сталей, перспективных для применения в качестве реакторных ма-
териалов Ц Вопросы атомной науки и техники. 2008. Т. 2 (71). С. 21-31.
107. Сагарадзе В.В..Литвинов А.В., Козлов К.А. и др. Получение дисперсно-упрочненных
оксидами сталей с использованием предварительного поверхностного окисления //
ФММ, 20I1.T. 112, № 1.С. 56-63.
108. Агеев В.С., Вильданова Н.Ф., Козлов К.А. и др. Структура и термическая ползучесть
дисперсно-упрочненной оксидами реакторной стали ЭП-450 // ФММ, 2008. Т. 106, № 3.
С. 329-336.
109. Kishimoto И., Alinger М.А., Odette G.R., Yamamoto Т. ТЕМ examination of microstructural evo-
lution during processing of 14CrYWTi nanostructured ferritic alloys // J. Nucl. Mater., 2004.
Vol. 329-333. P. 369-371.
110. Sakuma D., Yamashita S„ Oka K„ Ohnuki S. et al. Y2O3 nano-particle formation in ODS ferritic
steels by Y and О dual ion-implantation //J. Nucl. Mater., 2004. Vol. 329-333. P. 392-396.
111. Ukai S., Nishida T., Okuda T., Kazutaka A. Development of Oxide Dispersion Strengthened
Ferritic Steels for Fast Reactor Core Application//Proc. Inter. Symposium on Material Chemistry
in Nuclear Environment, 1996. P. 891-900.
112. Yun T„ Binguan S„ Qingchun P., Jiguang S. Stadies on ODS ferritic alloy for advanced LMFBR
cladding application in CISR1 // Proc. Mater, for Advanced Energy Systems & Fission and Fusion
Engineering, Southwestern Institute of Physics. Chengdu, China, 1995. P. 110-115.
277
113. Wilson A.M., Clayden M.C., Standring J. // Proc. Inter. Conf, of Materials for Nuclear Reactor
Core Application. Bristol, 1987. P. 25-30.
114. Asano K„ Kohno Y„ Kohyama A. et al. Microstructural evolution of an oxide dispersion strength-
ened steel under charged particles irradiation //J. Nucl. Mat., 1988. Vol. 155-157. P. 928-934.
115. Mukhopadhyay D.K.H., Froes F., Celles D.S. Development of oxide dispersion strengthened fer-
ritic steel for fusion // J. Nucl. Mat., 1998. Vol. 258-263. P. 1209-1215.
116. Шалаев В.И., Сагарадзе В.В., Кочеткова Т.Н. и др. Структура и ползучесть дисперсно-
упрочненных оксидами иттрия нержавеющих сталей // ФММ, 2001. Т. 91, № 3.
С. 103-109.
117. Sagaradze V.V., Shalaev V.I., Arbuzov V.L. et al. Radiation resistance and thermal creep of ODS
ferritic steels //J. Nucl. Mat., 2001. Vol. 295. P. 265-272.
118. Monnet I., Dubuisson P., Serruys Y. et al. Microstructural investigation of the stability under irra-
diation of oxide dispersion strengthened ferritic steels//J. Nucl. Mat., 2004. Vol. 335. P. 311-321.
119. Millet M.K., Hoelzer D.T., Babu S.S. et al. High Temperature Microstructural Stability of a
MA/ODS Ferritic Alloy. High Temperature Alloys Ц Processing for Properties / Ed. by
G.E. Fuchs and J.B. Wahl TMS (The Minerals, Metals & Materials Society), 2003.
120. Ohtsuka S., Ukai S., Fujiwara M. et al. Improvement of 9Cr-ODS martensitic steel properties by
controlling excess oxygen and titanium contents//J. Nucl. Mat., 2004. Vol. 329-333. P. 372-376.
121. Klimenkov M„ Lindau R., Moslang А. ТЕМ study of internal oxidation in an ODS-Eurofer alloy
//J. Nucl. Mat., 2009. Vol. 386-388. P. 557-560.
122. Klimiankov M., Lindau R., Moslang A. HRTEM study of yttrium oxide particles in ODS steels
for fusion reactor application //J. Crystal Growth, 2003. Vol. 249. P. 381-387.
123. Lindau R., Moslang A., Schirra M. et al. Mechanical and microstructural properties of a hipped
RAFM ODS-steel //J. Nucl. Mat., 2002. Vol. 307-311. P. 769-772.
124. Miller M.K., Hoelzer D.T., KeniK E.A., Russel K.F. Nanometer scale precipitation in ferritic
MA/ODS alloy MA957 Ц J. Nucl. Mat., 2004. Vol. 329-333. P. 338-341.
125. Hoffmann M„ Campbell S.L, Kaszmarek W.A. Mechanochemical transformation of hematite to
magnetite-structural investigation // Mat. Sci. Forum., 1996. Vol. 228-231. P. 607-613.
126. Ding J., Miao W.F., Street R., McCormic P.S. Fc3O4/Fe magnetic composite synthesized by
mechanical alloying//Scripta Matcrialic, 1996. Vol. 35, No. 11. P. 1307-1310.
127. Pechenkin V.A., Stepanov LA. Modeling the radiation-induced segregation of undersized solutes
near grain boundaries // Mat. Sci. Forum, 1999. Vol. 294-296. P. 771-774.
128. Сагарадзе В.В., Шабашов В.А., Мукосеев А.Г. и др. Растворение углеродсодержащих
частиц - сажи, цементита и карбидов VC в ГЦК сплавах Fe-Ni при сильной холодной де-
формации // ФММ, 2001. Т. 91, № 3. С. 88-96.
Глава 5
УПРОЧНЕНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И СТАРЕНИЕМ
5.1. ВЛИЯНИЕ СТАБИЛЬНОСТИ АУСТЕНИТА НА СТРУКТУРУ,
ХАРАКТЕР РАЗРУШЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА
СТАРЕЮЩИХ НИКЕЛЕВЫХ СТАЛЕЙ
Упрочнение стареющих аустенитных сталей осуществляли, используя
четыре варианта комбинированных обработок [1—10]: 1) пластическую де-
формацию (30%) + старение (схему упрочнения обозначим как ДС); 2) ста-
рение + пластическую деформацию (30%) при температуре старения (СД);
3) старение при 600 °C + пластическую деформацию (30%) при температу-
ре старения + старение при 650 °C (СДС); 4) высокотемпературную дефор-
мацию в режиме ВТМО [11] (прокатка при 1100...800 °C на 30%) + старе-
ние (ВДС)*. Кроме того, исследовали второй вариант обработок - СД при-
менительно к фазонаклепанным сталям, упрочняемым в результате прямо-
го и обратного мартенситных превращений.
Деформация, проводимая в ручьевом прокатном стане при комнатной
температуре, переводит метастабильные аустенитные стали из однофазно-
го (у) состояния в двухфазное (у + а) [12]. Чтобы сохранить стали в аусте-
нитном состоянии, их деформацию в первом варианте обработки осуществ-
ляли при температуре Тд = 200 °C, исключающей образование мартенсита
деформации.
5.1.1. Структура упрочненных никелевых сталей
Упрочнение сталей по схемам ДС и СД приводит к перераспределению
дислокаций и формированию ячеистой структуры (рис. 5.1, а). Увеличение
—'одолжительности (до 4 ч) и температуры (с 550 до 600 °C) старения мало
«еняет описанную картину. В этом случае упрочняющая фаза, выделивша-
яся при старении, трудно различима в фольгах из-за сильного деформаци-
нного контраста от дислокаций. Выделение интерметаллидной фазы по
'заницам зерен происходит значительно сильнее в результате упрочнения
первому варианту, чем по второму. Это различие тем больше, чем про
з злжительнее старение. Следует отметить, что выбор указанных темпера-
тур при вариантах упрочнения по схемам ДС и СД обусловлен требованием
* Далее в таблицах и рисунках для вариантов комбинированных обработок приняты со-
- .ения: С (старение), Д (деформация), 3 (закалка).
279
Рис. 5.1. Дислокационная структура Cr-Ni-Ti аустенитных сталей после упрочнения по
схемам СД (а) и ВДС (б)
получения неферромагнитного материала.
Пластическая деформация, используемая при схеме упрочнения СД, не-
однозначно влияет на мартенситную точку Мн: в интервале температур де-
формации от 20 до 550 °C (15 мин) она снижается с 120 до 150 °C и, достиг-
нув минимального значения, вновь возрастает. При Тс > 700 °C величина Мн
становится положительной, а сталь - магнитной.
Изотермическая выдержка так же, как и температура деформации
(или старения), неоднозначно влияет на Мн. Например, при Тс = 600 °C
(выдержка т = 5 мин) мартенситная точка снизилась с -130 до -150 °C. При ।
дальнейшем росте т до 4 ч значение Мн увеличивается. При Тс = 650 °C на-
блюдается та же закономерность изменения Мн с увеличением изотер-
мической выдержки, но абсолютные значения этой величины выше при
всех т. Наблюдаемые зависимости Мн = f(Tc, т) можно объяснить следую-
щим образом.
Изменение Мн обусловлено упругопластическими свойствами материа-
ла [13, 14]. В сталях и сплавах, имеющих сравнительно высокий предел те-
кучести, т. е. в материалах, способных накапливать большие упругие иска-
жения в решетке, деформация до определенных степеней повышает Мн и
активизирует мартенситное превращение. При более сильных степенях де-
формации или более высоких температурах деформации Тд аустенит стаби-
лизируется и Мн понижается. Пластическая деформация существенно по-
давляет изотермическое мартенситное превращение. Мартенситную точку
атермического превращения пластическая деформация может даже не-
сколько повышать. Поэтому в сплавах со смешанной кинетикой мартенсит-
ного превращения пластическая деформация может подавлять и активизи-
ровать указанные фазовые превращения.
В стали Н25Х2ТЗ со смешанной кинетикой мартенситного превращения
деформация на 30% при комнатной температуре привела к повышению
мартенситной точки на 20 град (с -130 до -110 °C). С повышением темпера-
280
туры деформации, т. е. с уменьшением предела текучести аустенита, эф-
фект активизации мартенситного превращения постепенно ослабевает и
вытесняется торможением. Следствием этого является снижение М„ до
-150 °C после деформации при 550 °C.
Последовательность операций старения и пластической деформации су-
щественно влияет на мартенситную точку (сравните схемы СД и ДС). Рас-
смотрим старение при Тс = 600 °C. При схеме упрочнения СД пластическая
деформация стабилизирует состаренный аустенит и тем сильнее, чем про-
должительнее старение (ДМ,, изменяется с 25 до 120 °C). При схеме упроч-
нения ДС стабилизация состаренного аустенита наблюдается только при
т = 0,25 ч. При этом величина ДМ„ = 10 °C, т. е. значительно ниже, чем при
схеме упрочнения СД. Дальнейшее увеличение продолжительности старе-
ния приводит к замене эффекта стабилизации на дестабилизацию. Кроме
того, уже после четырехчасового старения (схема ДС) при 600 °C величина
М„ = 25 °C, что практически исключает использование стали в качестве не-
магнитного материала. При Тс = 650 °C и схеме упрочнения ДС уже непро-
должительная (0,25 ч) изотермическая выдержка приводит к дестабилиза-
ции аустенита (ДМ„ = 20 °C), а часовое старение делает невозможным ис-
пользование материала в качестве немагнитного (М„ = 40 °C).
Аналогичные изменения мартенситной точки наблюдаются во всех ис-
пользованных метастабильных сталях. Следовательно, для получения не-
магнитного материала способ обработки по схеме СД целесообразнее, чем
по схеме ДС.
После проведения цикла у-а-превращепия мартенситная точка в стали
Н25Х2ТЗ снижается с -130 до -140 °C [15], фазовый наклеп приводит к
практически полному подавлению изотермического мартенситного превра-
щения. Пластическая деформация (30%), проведенная при комнатной тем-
пературе, несколько повышает М,„ т. е. наблюдается дестабилизация аусте-
нита. Повышение температуры деформации уменьшает М„, которая, до-
стигнув минимального значения при Тс = Тд = 550 °C, повышается при даль-
нейшем увеличении Тд.
Таким образом, качественно зависимости М„ = f(Tc) для закаленного и
фазонаклепанного аустенита одинаковы, имеются количественные разли-
чия. Степень стабилизации при сравнительно низких тмпературах деформа-
ции (200...400 °C) в фазонаклепанном аустените выражена сильнее. Так,
при Тд = 400 °C величина ДМ„ в фазонаклепанном и закаленном аустенитах
равна 20 и 10 °C соответственно, а при более низкой Тд = 200 °C у них даже
знаки эффекта разные (-10 и 10 °C соответственно). При температурах, при
которых происходит интенсивный распад твердого раствора (600 °C), стаби-
зязация фазонаклепанного аустенита протекает слабее, чем закаленного: в
интервале изотермических выдержек от 1 до 4 ч величина ДМ„ меняется в
пределах от 20 до 45 °C для фазонаклепанного и от 50 до 120 °C для зака-
ленного аустенитов. Такие различия обусловлены следующими причинами.
При низких температурах деформации общий эффект стабилизации фа-
зонаклепанного аустенита определяется двумя (а не одним, как у закаленно-
го аустенита) факторами, действующими в одном направлении: влиянием
—-а-превращения и пластической деформации. Фазонаклепанпый аустенит,
281
по сравнению с закаленным, содержит значительно большее количество
дислокаций, которые интенсифицируют распад твердого раствора. Увеличе-
ние количества интерметаллидной фазы в значительной степени дестабили-
зирует сталь. Этот фактор, действующий тем сильнее, чем продолжительнее
старение, в значительной степени ослабляет стабилизацию, обусловленную
циклическим у—>сх—»у-превращением и пластической деформацией.
Аустенит сталей, которые остаются стабильными после схемы упрочне-
ния СД, можно дестабилизировать дополнительным старением, т. е. осуще-
ствить такую схему упрочнения: старение при Т, + пластическая деформа-
ция при Т1 + старение при Т2 > Т] (СДС). Так, сталь Н15Х5ГЗТЗ после ста-
рения при 600 °C в течение 2 ч и деформации при этой температуре (схема
СД) имеет стабильный аустенит. Дополнительное старение упрочненной
стали при 650 °C (т > 2 ч) дестабилизирует аустенит за счет обеднения твер-
дого раствора никелем и титаном при выделении интерметаллидной фазы.
После растяжения этой стали при комнатной температуре появляется мар-
тенсит деформации, количество которого увеличивается и после 6 ч изотер-
мической выдержки достигает 38%.
В некоторых случаях упрочнение стареющих аустенитных сталей мето-
дами СД и ДС нецелесообразно из-за отсутствия достаточно мощного обо-
рудования. Вместо указанных методов можно применить высокотемпера-
турную пластическую деформацию (Тд = 1100...800 °C), проводимую в ус-
ловиях, исключающих развитие рекристаллизации. Неизбежное снижение
прочности аустенита при такой обработке может быть компенсировано
старением (схема упрочнения ВДС). Следует иметь в виду и еще одно пре-
имущество схемы ВДС перед ДС и СД: возможность совмещать упрочняю-
щую обработку с приданием изделию необходимой формы, что возможно
легко осуществить, благодаря низким прочностным свойствам материала
при высоких температурах деформации.
По схеме ВДС упрочняли три стали: Х12Н20ТЗ, мас.%: 0,01 С; 20,1 Ni;
12,3 Сг; 2,8 Ti; Х12Н18ТЗ - 0,01 С; 17,6 Ni; 11,8 Сг; 2,8 Ti; Х12Н15ТЗ -
0,01 С; 14,8 Ni; 12,1 Сг; 2,8 Ti. Их нагревали до 1150 °C, выдерживали при
этой температуре в течение 2 ч (в целях растворения интерметаллидов, вы-
делившихся при ковке), после чего деформировали прокаткой на 30% при
непрерывном охлаждении в интервале 1150...850 °C и затем охлаждали на
воздухе. После высокотемпературной деформации стали имеют однофаз-
ную аустенитную структуру, которая сохраняется при охлаждении до
-196°С (Мн < -196 °C).
Электронно-микроскопические исследования показали, что структура
аустенита после высокотемпературной деформации состоит преимущест-
венно из длинных узких субзерен шириной до 0,3 мкм, вытянутых в одном
направлении (рис. 5.1, б). Встречаются и более равноосные субзерна. Суб-
границы образованы дислокационными сетками и в участках с вытянутыми
субзернами обычно параллельны следам плоскостей скольжения {111 }у.
В некоторых зернах аустенита наблюдаются мощные дислокационные
сплетения и даже перераспределение дислокаций с образованием ячеистой
структуры. Внутри субзерен плотность дислокаций колеблется в пределах
(1,6-3,8)10'° см-2, а их азимутальная разориентировка (на площади фольги
282
12 мкм2) изменяется от 8 до 1°. Такие различия в плотности дислокаций и
азимутальной разориентировке обусловлены широким интервалом темпе-
ратур деформации. Уменьшение азимутальной разориентировки субзерен
свидетельствует о замедлении фрагментации зерен при снижении темпера
туры деформации. При меньшей степени фрагментации субзерен наблюда-
ется повышение плотности дислокаций.
Старение деформированных сталей при 650...750 °C происходит за счет
выделения интерметаллидов, как в никелевых сталях, описанных выше.
При этом дислокационная субструктура сталей существенно не меняется,
поскольку закрепляется интерметаллидной фазой. После старения при
650 °C интерметаллидные частицы хорошо видны только на контурах экс-
тинции и имеют размер ~5 нм. При повышении температуры старения раз-
мер частиц увеличивается до 10 нм и более.
5.1.2. Фрактография стареющих аустенитных сталей
разной стабильности
Разрушение аустенита и мартенсита деформации в стали Н25Х2ТЗ, уп-
рочненной по схеме СД. вязкое. Вдоль некоторых границ зерен наблюда-
ются протяженные «выступы» (рис. 5.2), которым соответствуют «впади-
ны» на другой части разрушенного образца. Протяженность границ зерен,
на которых обнаружены «выступы», увеличивается по мере продолжитель-
ности изотермической выдержки. После старения при 600 °C продолжи-
тельностью более 4 ч наблюдался в основном вязкий излом внутри зерен и
хрупкий - по их границам.
Повышение температуры старения до 650 °C (схема СД) влияет на из-
лом так же, как увеличение изотермической выдержки при Тс = 600 °C. На-
пример, после старения при 650 и 600 °C в течение 0,5 и 8 ч фрактограммы
аналогичны. Образование «выступов» и хрупкое разрушение можно объяс-
нить следующим образом.
Структурные исследования показали, что при схеме упрочнения СД
наблюдается некоторая неравномерность распределения интерметалли-
дов внутри и по границам зерен. Эта неравномерность распределения час-
тиц обусловливает снижение пластичности приграничных зон, особенно
из-за мартенсита деформации,
который наследует интерметал-
лиды. Поэтому по границам зе-
рен появляются выступы, обра-
зование которых предшествует
хрупкому разрушению мартен-
ситных кристаллов. Об опреде-
ляющей роли мартенсита дефор-
мации в хрупком разрушении
Рис. 5.2. Поверхность разрушения стали
Н25Х2ТЗ, упрочненной по схеме СД:
600 °C, т = 4 ч + Д при 600 °C
283
свидетельствует тот факт, что дополнительное легирование стали
Н25Х2ТЗ никелем и хромом, исключающее появление в структуре мар-
тенсита деформации, обусловливает вязкое разрушение материала. Так,
стабильная сталь Н27Х5ТЗ, упрочненная по схеме СД, разрушается вязко
после старения при 600 и 650 °C. Только сильный распад твердого раство-
ра при 700 °C приводит к появлению фасеток хрупкого разрушения в ста-
бильном упрочненном аустените.
Деформация, проведенная при температуре старения, существенно вли-
яет на характер разрушения. Например, в состаренной (600 °C, 4 ч) стали
Н25Х2ТЗ наблюдается смешанное разрушение с преобладанием хрупкого
(см. гл. 2). Пластическая деформация состаренного аустенита при темпера-
туре 600 °C (СД) приводит к получению полностью вязкого излома. Такое
различие фрактограмм обусловлено стабилизацией аустенита и измельче-
нием кристаллов мартенсита деформации за счет создания субструктуры
внутри зерен аустенита и закрепления границ субзерен интерметаллидными
частицами.
Степень распада твердого раствора и, следовательно, фрактографию
можно изменять за счет легирования сталей титаном. Если в стали
Н25Х2ТЗ (2,7% Ti) уменьшить количество титана до 2,1%, то изотермичес-
кая выдержка (Тс = 600 °C), при которой вязкое разрушение заменяется
смешанным, увеличивается с 4 до 8 ч. И наоборот, дополнительное легиро-
вание стали титаном (до 3,3%) приводит к развитию смешанного разруше-
ния при т < 4 ч. Несмотря на то что фазовый наклеп в определенной степе-
ни ускоряет распад твердого раствора, упрочнение по схеме СД фазонакле-
панной стали Н25Х2ТЗ практически не вносит изменений в характер разру-
шения по сравнению с нефазонаклепанным состоянием. По-видимому, от-
сутствие фрактографических изменений в сталях с различной термомехани-
ческой обработкой обусловлено более равномерным распределением уп-
рочняющей фазы внутри зерна фазонаклепанного аустенита и дополни-
тельным стабилизирующим влиянием цикла у—>а—уу-превращений.
Последовательность операций старения и пластической деформации за-
метно влияет на характер разрушения сталей. После упрочнения по схеме
ДС смешанный излом наблюдали при меньших изотермических выдержках,
чем в схеме СД. Эта закономерность справедлива для всех исследованных
метастабильных никелевых сталей. Так, вязкое разрушение в стали
Н25Х2ТЗ, упрочненной по схеме ДС (Тс = 600 °C), заменяется смешанным
уже после т > 1 ч. При продолжительности старения т = 4 ч хрупкое разру-
шение преобладает (по схеме СД разрушение вязкое). В стабильной стали
Н26Х5ТЗ после указанных режимов обработки наблюдается вязкое разру-
шение. Следовательно, в обеих схемах упрочнения (СД и ДС) выявляется
определенная роль мартенсита деформации в хрупком разрушении сталей.
Более низкая пластичность сталей, упрочненных методом ДС, по сравне-
нию с методом СД, обусловлена значительной дестабилизацией аустенита.
Сталь Н15Х5ГЗТЗ после упрочнения по схеме СД (600 °C, 2 ч) стабиль-
на и разрушается вязко (см. рис. 5.2). Дополнительное старение при 650 °C
(схема СДС) изменяет фрактографию стали. При увеличении изотермичес-
кой выдержки ячейки вязкого излома имеют меньшие глубину и размеры.
284
После т = 4ч некоторые участки излома при средних увеличениях (до 1000)
можно классифицировать как фасетки хрупкого разрушения. И только уве-
личение 3000 и более позволяет выявить очень мелкие ячейки на указан-
ных поверхностях. Дальнейшее продолжительное старение приводит к по-
явлению смешанного излома. Количество мартенсита деформации, образу-
ющегося в стали при растяжении до разрушения, составляет не менее 20%
в тех образцах, в которых обнаружено смешанное разрушение. Увеличение
количества ферромагнитной фазы в упрочненной стали Н15Х5ГЗТЗ каче-
ственно коррелирует с увеличением площади поверхности, занятой хруп-
ким разрушением.
Дополнительное легировпие стали Н15Х5ГЗТЗ молибденом (0,5%) умень-
шает долю хрупкого разрушения по границам зерен, по-видимому, благодаря
более равномерному распределению упрочняющей фазы в аустените. Увели-
чение количества никеля (до 16,5%) стабилизирует мартенситное у—»ос-пре-
вращение при растяжении Поэтому совместное легирование никелем и мо-
либденом позволяет получить в стали Н16Х5ГЗТЗМ вязкий излом при т - 6 ч
(схема СДС), а появление смешанного разрушения можно наблюдать только
при т = 8 ч. В стали Н16Х5ГЗТЗМ количество мартенсита деформации не
превышает 20 % в тех образцах, которые разрушаются вязко.
Рассмотрим фрактографию сталей Х12Н15ТЗ, Х12Н18ТЗ и Х12Н20ТЗ,
упрочненных термомеханической обработкой по схеме ВДС. После высо-
котемпературной деформации (1150...800 °C) все стали разрушаются вяз-
ко. Ячейки излома глубокие, и их диаметр изменяется в широких преде-
лах. В стабильной стали Х12Н20ТЗ после старения при 650...700 °C (до
т = 8 ч) характер разрушения не меняется, глубина ячеек уменьшается
при Тс = 700 °C и т > 4 ч. Метастабильная сталь Х12Н18ТЗ после старения
при 650 °C (до 8 ч) и 700 °C (до 6 ч) разрушается вязко, а после т — 8ч при
Тс = 700 °C наблюдается смешанное разрушение. В менее стабильной ста-
ли Х12Н15ТЗ смешанный излом наблюдается уже после 3 ч изотермичес-
кой выдержки при Тс - 700 °C, и при т = 8 ч большая часть поверхности
излома хрупкая.
Сопоставление фрактографических и магнитометрических исследова-
ний показало, что образование в метастабильных сталях до 20-25% мартен-
сита деформации не изменяет вязкий характер разрушения. Следовательно,
для всех исследованных схем упрочнения (ДС, СД, СДС, ВДС) могут быть
найдены режимы упрочнения, которые обеспечивают вязкое разрушение
аустенита и мартенсита деформации, а значит, и высокие пластические
свойства материалов.
5.1.3. Механические свойства никелевых сталей
Холодная пластическая деформация метастабильной закаленной стали
Н25Х2ТЗ на 10% при 20 °C увеличивает временное сопротивление пример-
но на 16% (с 600 до 700 МПа), предел текучести <т02 - в 2,4 раза (с 250 до
600 МПа), а относительное удлинение 5 уменьшается в 3 раза (с 60 до 20%)
[82]. При 30 и 50% деформации <5„ повышается до 850 и 900 МПА, о02 - до
800 и 850 МПа, а относительное удлинение уменьшается до 15 и 10% соот-
285
Таблица 5:1
Зависимость механических свойств стабильных аустенитных сталей,
упрочненных по схеме ДС, от температуры Тс и продолжительности т старения
Тс. °C т. ч Оя 0(1.2 V 8
м Па 4
Сталь И27Х5Т2
600 1 980 910 60 12
600 2 1010 950 60 II
600 4 1080 1000 58 11
600 8 1140 1030 55 10
650 1 1120 1020 58 10
650 2 1250 1170 55 10
650 4 1300 1200 52 9
650 8 1350 1250 42 9
700 1 1200 1170 50 9
700 2 1280 1200 45 8
700 4 1250 1150 35 7
700 8 1200 1100 27 7
Сталь I127X5T3
500 0,25 1150 1050 65 11
500 1 1200 1100 65 И
500 2 1260 1150 58 И
500 4 1290 1200 55 11
550 0,25 1380 1200 53 10
550 1 1420 1260 53 10
550 2 1460 1300 50 10
550 4 1490 1320 47 10
600 0,25 1460 1350 50 10
600 1 1560 1400 48 8
600 2 1620 1440 45 8
600 4 1660 1460 40 8
ветственно. Величина 5 определяется сосредоточенной составляющей, а
равномерная составляющая удлинения отсутствует. Относительное суже-
ние обычно постоянно и имеет высокие значения = 70%) при всех степе-
нях деформации (до 50%). Деформированный аустенит и мартенсит дефор-
мации разрушаются вязко. При этом определяется сосредоточенной со-
ставляющей (\|/ = \/с, = 0). Закономерности изменения механических
свойств, описанные выше для стали Н25Х2ТЗ, остаются такими же практи-
чески для всех исследованных никелевых сталей.
Деформированные стали можно дополнительно упрочнять старением.
В табл. 5.1 приведены механические свойства стабильных сталей Н27Х5ТЗ
и Н27Х5Т2, упрочненных по схеме ДС и различающихся только содержа-
нием титана.
286
Уровень прочностных свойств стабильной стали Н27Х5Т2 повышается
по мере увеличения продолжительности и температуры старения. Прочность
в этом случае определяется действием двух факторов: упрочнением за счет
распада твердого раствора и разупрочнением деформированного аустенита
при нагреве. При Тс = 600 и 650 °C первый фактор превалирует, поэтому на-
блюдается увеличение Gn и о02. После сравнительно длительного (т > 4 ч)
старения при Тс = 700 °C второй фактор оказывает несколько большее влия-
ние, поэтому отмечается небольшое снижение прочностных свойств. Отно-
сительное сужение уменьшается по мере увеличения степени распада твердо-
го раствора, а относительное удлинение не изменяется и сохраняет низкий
уровень значений несостаренного деформированного состояния.
Повьгшение содержания титана в стали Н27Х5ТЗ обеспечивает более
высокую прочность, чем в стали Н27Х5Т2. При этом закономерности изме-
нения механических свойств остаются прежними (см. табл. 5.1). Изменение
последовательности операций старения и пластической деформации не ока-
зывает существенного влияния па механические свойства стабильных ста-
лей. Однако механические свойства метастабильных сталей, упрочненных
по схемам ДС и СД, существенно различаются [2, 4, 6].
Зависимость прочностных свойств от температуры и продолжительнос-
ти старения в метастабильной стали Н25Х2ТЗ такая же, как в описанных
стабильных материалах (см. табл. 5.1 и 5.2). Однако относительное удлине-
ние метастабильной стали изменяется немонотонно: повышается с 15 до
32% при т = 2 ч и, достигнув при оптимальной кинетике у—^а-превращения
максимального значения 8ыах, уменьшается практически до исходного уров-
ня при увеличении продолжительности старения. При этом рост 5 опреде-
ляется равномерной составляющей 8р, которая увеличивается практически
от нуля до 32%, а сосредоточенная составляющая уменьшается с 15% почти
до нуля. Аналогично изменяется относительное удлинение в других мета-
стабильных сталях (Н27Т2 и Н26ТЗ). При повышении количества титана в
твердом растворе значение 8мах достигается при меньшем времени старения
и более низкой температуре (см. табл. 5.2).
Относительное сужение упрочненной (по схеме ДС) стали Н25Х2ТЗ мо-
нотонно снижается при увеличении продолжительности старения. При
этом наблюдается полная корреляция между фрактографией и уровнем
значений \у: вязкое разрушение обеспечивает высокий, а смешанное - низ-
кий уровень относительного сужения При вязком разрушении некоторое
понижение уровня значений коррелирует с уменьшением глубины чаше-
чек и исчезновением следов пластической деформации внутри пор.
Аналогично изменяется относительное сужение в сталях Н27Т2, Н26ТЗ и
Н15Х5ГЗТ2. При этом уровень прочностных свойств последней стали ниже,
чем первой, хотя при старении они упрочняются одинаково. Более низкая
~рочность стали Н15Х5ГЗТ2 обусловлена, видимо, протеканием в ней интен-
сивного процесса возврата при нагреве деформированной матрицы (см.
~абл. 5.1). Прочностные свойства стали Н25Х2ТЗ после упрочнения по схе-
- СД выше, хотя это различие сравнительно небольшое (см. табл. 5.2 и 5.3).
Относительное удлинение при схемах СД и ДС изменяется со временем
также немонотонно и в последнем случае (Тс = 600 °C) (при тс > 1 ч) снижа-
287
Таблица 5.2
Зависимость механических свойств метастабильных аустенитных сталей,
упрочненных по схеме ДС, от температуры и продолжительности старения
с. Оо.2 8
МПа %
Сталь Н25Х2ТЗ
600 0 850 800 70 15
600 0,25 1000 900 50 21
600 1 1350 1050 30 32
600 2 1400 1030 16 20
600 4 1450 1100 9 10
Сталь Н27Т2
600 0,25 980 820 65 15
600 1 1120 950 64 23
600 2 1180 1050 62 30
600 4 1250 1100 58 29
600 8 1280 1100 44 28
Сталь Н26ТЗ
500 0,25 1100 940 58 35
500 1 1250 1050 47 30
500 2 1350 1100 35 26
500 3 1400 1100 25 20
500 4 1480 1150 20 18
Сталь Н15Х5ГЗТ2
600 1 830 750 68 21
600 2 850 800 67 22
600 4 950 820 65 33
600 6 980 850 62 38
ется сильнее. Еще более отличается уровень значений \|/. Например, при т =
= 4 ч и Тс = 600 °C относительное сужение стали Н25Х2ТЗ, упрочненной по
схеме СД, в 5,5 раза больше. Такое различие пластических свойств можно
объяснить следующими причинами.
При схеме ДС выделяется большее количество интерметаллидной фа-
зы, особенно по границам зерен, что обусловливает дестабилизацию аусте-
нита в приграничной зоне. Вблизи границ зерен снижение пластичности за
счет избыточной фазы усугубляется выделением мартенситных кристал-
лов, которые создают у границ зерен дополнительные напряжения. Кроме
того, сами мартенситные кристаллы могут разрушаться хрупко при опреде-
ленном содержании интерметаллидных частиц.
При Тс = 600 °C (схема СД) значение 5мах достигается при т = 0,5 ч.
Уменьшение Тс до 550 °C увеличивает продолжительность старения для до-
стижения 8мах с 0,5 до 4 ч, а увеличение Тс до 650 °C, наоборот, сокращает
288
Таблица 5.3
Зависимость механических свойств метастабильных аустепитпых сталей системы
Fe-Nl-Ti, упрочненных ио схеме СД, от температуры и продолжительности старения
Тс,°С т, ч а» СЦ2 V 8
м Па %
Сталь Н25Х2ТЗ
550 0,25 850 700 68 12
550 1 990 900 68 15
550 2 1200 1020 68 26
550 4 1320 1100 68 37
600 0,08 1220 930 60 20
600 0,25 1360 1070 60 35
600 0,50 1400 1120 60 40
600 1 1450 1110 59 35
600 2 1480 1150 55 32
600 4 1500 ИЗО 50 30
650 0,08 990 880 60 40
650 0,25 1000 1100 28 25
Сталь П27Т2
550 0,25 900 800 70 15
550 4 1100 950 70 18
550 12 1200 1100 68 30
Сталь Н26ТЗ
550 0,08 800 750 68 20
550 0,25 1000 950 65 35
550 1 1250 1100 64 45
550 2 1450 1200 60 40
550 4 1700 1240 24 20
600 0,08 1200 1050 68 25
600 0,25 1500 1150 55 35
600 1 1600 1160 30 25
время старения до 5 мин. Важно подчеркнуть, что во всех случаях одновре-
менно с увеличением б от минимального до максимального значения проис-
:ит рост прочности. Относительное сужение при оптимальных значениях
ттносительного удлинения имеет высокий уровень (\|/ = 60%) и определяет-
ся равномерной составляющей (у = \|/р). Закономерности изменения ов, о02,
= f(Tc, т) в других метастабильных сталях (Н27Т2, Н26ТЗ) аналогичны
см табл. 5.3).
Различие в прочностных свойствах после применения схем упрочнения
ДС и СД особенно заметно в тех сталях, матрица которых сильно разупроч-
ется при отжиге. В качестве примера рассмотрим упрочнение стали
5Х5ГЗТЗ (ср табл. 5.2 и 5.4). Так, предел текучести в стали, упрочненной
схеме СД (Тс = 600 °C, т = 6 ч), в 1,4 раза больше, чем при обратной по-
289
Таблица 5.4
Зависимость механических свойств метастабилыюй аустенитной стали Н15Х5ГЗТ2,
упрочненной во схеме СД, от температуры и продолжительности старения
Т, ч V 8
МПа ь
Тс = 550 °C
0,25 800 750 70 22
2 1000 900 70 24
4 1150 1000 60 30
6 1230 1100 55 40
т 1 с = 600 °C
0,25 850 760 70 25
1 950 850 65 28
2 1100 1000 60 35
4 1300 1130 55 45
б 1400 <200 40 50
Таблица 5.5
Зависимость механических свойств мстастабильпоп аустспптпой стали Н27ХТ,
упрочненной по схеме СД, от температуры старения и содержания Ti
Ti, мас.% 0(12 V 8
МПа %
Тс = 550 °C
0,0 600 550 75 18
1,0 750 650 70 15
2,0 900 750 70 15
2,5 1000 850 70 14
3,0 1100 930 70 30
3,3 1250 1050 65 40
4,0 1350 1150 55 35
Тс = 600 °C
0,0 550 500 75 23
1,0 750 650 70 20
2,0 1100 800 65 25
2,5 1200 1050 65 30
3,0 1400 1100 50 30
3,3 1650 1150 42 20
4,0 1700 1250 20 15
Таблица 5.6
Зависимость механических свойств стали Н15Х5ГЗТ2, упрочненной
по схемам СД и СДС, от температуры и продолжительности старения
Обработка С, V 8 d
МПа %
Тс = 600 °C
Схема СД 0,5 1110 900 55 15 0
2 1200 ИЗО 50 14 0
4 1240 1200 32 13 0
6 1250 1220 28 13 0
Тс = 650 °C
Схема СДС: 600 °C; 2 1200 ИЗО 38 15 2
2 ч + Д 30% при 3 1250 1140 32 30 18
600 °C + 650 °C; 4 1280 1150 30 40 26
время разное 5 1340 1170 22 28 30
6 1400 1200 20 21 36
следовательности операций деформации и старения (схема ДС). Такое раз-
личие в прочности обусловлено тем, что в последнем случае деформирован-
ный аустенит более длительное время находился при повышенной темпера-
туре и успел в значительной степени разупрочниться. Анализ механических
свойств сталей, упрочненных по схеме СД, показал, что температуры старе-
ния 550 и 600 °C позволяют получать наилучший комплекс прочностных и
пластических свойств.
Выбор конкретного режима упрочнения зависит от степени легирования
твердого раствора титаном (табл. 5.5). При концентрации титана меньше 2%
одновременного увеличения прочностных свойств и относительного удлине-
ния практически не наблюдается. Вместе с тем при концентрации титана свы-
ше 3,3% даже небольшие изменения температуры старения могут привести к
-злъному снижению обеих характеристик пластичности (5, \|/). Поэтому опти-
алъное количество титана в сталях находится в пределах от 2 до 3,3% [4].
Стабильную сталь Н15Х5ГЗТЗ, упрочненную по схеме СД, можно де-
билизировать за счет дополнительного старения при Тс = 650 °C (схема
табл. 5.6). В качестве предварительной обработки выбран такой ре-
жмм СД (Тс = 600 °C, т = 2 ч), после которого образцы разрушаются вязко.
При увеличении продолжительности старения при 650 °C прочностные
йства растут, хотя и сравнительно медленно, а относительное сужение
уменьшается. Наблюдаемые изменения обусловлены дополнительным вы-
_~ением интерметаллидной фазы, которая, в свою очередь, приводит к де-
'илизации аустенита, и количество мартенсита деформации при растя-
- - -"ии увеличивается. Эта дестабилизация аустенита неоднозначно влияет
к тносительное удлинение. Оптимальная кинетика мартенситного пре-
г е;тя и, следовательно, значение 5мах = 40% достигается после 4 ч изо-
*е еской выдержки. Характеристики пластичности в этом случае опре-
•Еявется равномерными составляющими (5 = 6р, \|/ — \|/р), а сосредоточен-
291
Таблица 5.7
Зависимость механических свойств аустенитных высокохромистых сталей,
упрочненных по схеме ВДС, от температуры и продолжительности старения
Тс,°С Т, ч ^0.2 V 8
МПа %
Сталь Х12Н20ТЗ
650 1 1200 990 65 15
650 3 1280 1110 70 13
650 8 1350 1 100 69 15
700 1 1300 1180 71 14
700 3 1350 1200 65 15
700 8 1350 1200 50 15
Стал ь Х12Н18НЗ
650 1 1180 1080 70 15
650 3 1240 1120 65 20
650 8 1250 ИЗО 60 25
700 1 1300 1150 70 20
700 3 1380 1200 60 45
700 8 1500 1250 50 40
Сталь Х12П15ТЗ
650 1 1050 950 72 27
650 3 1300 1050 65 51
650 8 1500 1055 50 45
700 I 1250 1000 60 52
700 3 1530 1050 40 35
700 8 1750 ИЗО 22 20
ные составляющие практически равны нулю. При этом разрушение образ-
цов в основном вязкое; фасетки хрупкого разрушения занимают незначи-
тельную площадь излома.
Дополнительное легирование молибденом (-0,5%) улучшает равномер-
ность распределения интерметаллидной фазы (значительно уменьшает ко-
личество интерметаллидов по границам зерен) и обусловливает вязкий ха-
рактер разрушения стали Н16Х5ГЗТЗМ. В этой стали после изотермичес-
кой выдержки т = 4 ч (Тс = 650 °C, СДС) получены следующие механичес-
кие свойства: о02 = 1100 МПа, у = 51%, 5 = 46%.
Механические свойства аустенитных сталей Х12Н20ТЗ, Х12Н18ТЗ и
Х12Н15ТЗ, упрочненных термомеханической обработкой по схеме ВДС,
представлены в табл. 5.7 [5]. После высокотемпературной деформации
(30%) в интервале температур от 1100 до 850 °C и охлаждения на воздухе
указанные стали имеют примерно одинаковые свойства: <5„ = 850 МПа,
ао,2 - 750 МПа, 5 = 10%, \|/ = 70%. Однако различное содержание никеля в
твердом растворе влияет на степень стабильности аустенита и это приводит
к резкому изменению пластических свойств.
292
Рис. 5.3. Зависимость количества мартенсита де-
формации в разорванных образцах сталей
X. 2Н20ТЗ (1), X12Н18ТЗ (2, 3) и X12Н15ТЗ (4, 5) от
продолжительности старения при температурах
650 (2, 4) и 700 °C (1,3, 5)
Старение деформированной стали
Х12Н20ТЗ при 650 и 700 °C (до т = 8 ч) повы-
шает прочностные свойства (см. табл. 5.7),
но относительное удлинение остается
практически постоянным и имеет низкий
уровень (от 13 до 15 %). Относительное
сужение во всех случаях имеет высокие значения (65-70%) и только при
сравнительно длительных изотермических выдержках т > 3 ч и Тс = 700 °C
несколько уменьшается, однако остается достаточно высоким (\|/ = 50%).
Повышение прочностных свойств обусловлено выделением при старении
интерметаллидной фазы, а ее равномерное распределение обеспечивает
вязкое разрушение образцов и соответственно высокие значения относи-
тельного сужения. Низкие значения относительного удлинения характерны
для стабильных сильнодеформированных аустенитных сталей. Магнитоме-
трические измерения показали, что сталь Х12Н20ТЗ обладает достаточно
высокой стабильностью, при которой выделение избыточной фазы во вре-
мя старения и обусловленная этим дестабилизация аустенита не влекут за
собой развития мартенситного превращения в процессе механических ис-
пытаний при 20 °C.
Сталь Х12Н18ТЗ менее стабильна, по сравнению с Х12Н20ТЗ, поэтому
гри растяжении в ней развивается мартенситное у—>ос-превращение. Коли-
ество мартенсита деформации увеличивается с повышением температуры
продолжительности старения (рис. 5.3, кривые 1-3). В результате мартен-
- гного превращения происходит увеличение равномерного удлинения и
общего относительного удлинения (рис. 5.4, кривые а и б). В результате об-
I сботки ВДС (Т = 700 °C, т = 3-8 ч) можно получить аустенитные немагнит-
с. 5 4. Изменение равномерного удлинения от времени старения (а) сталей Х12Н20ТЗ (1),
|ТЗ (2, 3), Х12Н15ТЗ (4, 5) при 650 °C (2, 4), 700 °C (1, 3, 5) и механических свойств
^тных сталей от продолжительности старения (б) при комбинированных способах
упрочнения (схема)
293
ные стали с высоким комплексом прочностных и пластических свойств:
<5В = 1380-1500 МПа, о0,2 = 1200-1250 МПа, 8 = 40-45%, у = 50-60%. Сопо-
ставление механических свойств сталей Х12Н20ТЗ и Х12Н18ТЗ показыва-
ет, что при одинаковом пределе текучести относительное удлинение в по-
следней возросло в 3 раза и более чем на 10% увеличился предел прочнос-
ти. Закономерности изменения механических свойств самой нестабильной
стали Х12Н15ТЗ после старения при 650 и 700 °C (см. рис. 5.3, кривые 1-5)
такие же, как в стали Х12Н18ТЗ (см. рис. 5.4, а, кривые 1-5, табл. 5.7). Од-
нако максимальные значения относительного удлинения в последнем мате-
риале наблюдаются при больших изотермических выдержках. Так, в стали
Х12Н18ТЗ (Тс = 700 °C) 8мах = 45% после т = 3 ч, а в стали Х12Н15ТЗ вели-
чина 8мах = 52% после т = 1 ч. При Тс = 650 °C в первой стали оптимальную
кинетику мартенситного превращения можно получить только при т = 8 ч
(более длительные изотермические выдержки не исследовали), а во второй
стали такая кинетика достигнута после 3 ч старения (8мах = 51%). Меньшее
содержание никеля в твердом растворе стали Х12Н15ТЗ обусловливает, по-
видимому, снижение степени распада твердого раствора при старении и как
следствие уменьшение предела текучести (см. табл. 5.7).
Приведенные экспериментальные результаты обобщены в виде схем
(см. рис. 2.17) [16-18]. Для метастабильных сталей, упрочненных старением
и пластической деформацией, можно построить такую же схематическую
зависимость относительного удлинения от интенсивности (скорости) мар-
тенситного превращения при растяжении. Различие в этих рисунках только
в том, что точка А в значительной степени приблизится к точке G.
Метастабильные стали после упрочнения прокаткой (т = 0 в схемах уп-
рочнения ДС, СД, ВДС; при схеме СДС т = 0 для второго старения) харак-
теризуются точкой А, поскольку их аустенит стабилен. Стабильность аус-
тенита и кинетику (скорость) мартенситного превращения можно регули-
ровать за счет распада пересыщенного твердого раствора, т. е. сталь после
старения может характеризоваться точками В, С, D и т. д. (см. рис. 2.17).
Дестабилизирующее старение (точки А и Q) повышает 8р и уменьшает 8С.
Общее относительное удлинение 8 = 8р + 8С определяется равномерной со-
ставляющей (8р > 8С) и увеличивается одновременно с ростом о„ и <50 2 (см.
рис. 5.4, б). При определенной степени дестабилизации аустенита (т = тс)
достигается оптимальная кинетика мартенситного у—»а-превращения при
растяжении (точка С), что обусловливает получение максимального значе-
ния относительного удлинения. При дальнейшей дестабилизации аустени-
та (т > тс) относительное удлинение уменьшается (точки C-D-M).
Сосредоточенное относительное сужение, как и сосредоточенное от-
носительное удлинение, монотонно снижаются при увеличении изотерми-
ческой выдержки. Зависимости ур(Т) и 8р(Т) аналогичны. Общее относи-
тельное сужение \|/ = \|/р + \|/с определяется сосредоточенной составляющей
(\|/с > \|/р), поэтому монотонно снижается.
Для состояний сталей, которые описываются точкой С (см. рис. 2.17),
характерно присутствие в структуре в большом количестве дисперсного
мартенсита деформации. При этом состаренный аустенит и мартенситные
кристаллы разрушаются вязко. Существенное уменьшение обеих характе-
294
Рис. 5.5. Сравнение механических свойств сталей после
комбинированного упрочнения по схеме СД (1) и по
схеме ДС (2) (схема)
ристик пластичности наблюдается при тех ре-
жимах старения, которые приводят к хрупкому
разрушению мартенсита деформации, образо-
вавшегося из состаренного аустенита. Для ста-
лей со смешанным изломом характерно при-
сутствие более крупных мартенситных крис-
таллов, большая часть которых частично или
полностью сдвойникована.
В метастабильных сталях последователь-
ность операций пластической деформации и старения имеет важное значе-
ние для получения высокого комплекса прочностных и пластических
свойств. Схема упрочнения ДС оказывается хуже, чем СД, поскольку в по-
следнем случае можно получить одновременно более высокий уровень пре-
дела текучести, относительного удлинения и относительного сужения
(рис. 5.5, кривые 1, 2). Основной характеристикой прочности, используе-
мой конструкторами для расчета некоторых параметров изделий, является
предел текучести, поэтому изменение временного сопротивления имеет, во-
обще говоря, второстепенное значение. Повышение предела текучести оп-
ределяется в основном более высокой плотностью дислокаций из-за резко-
го сокращения времени пребывания упрочненного аустенита при высоких
температурах. Улучшение пластических характеристик обусловлено силь-
ным стабилизирующим влиянием пластической деформации на состарен-
ный аустенит и уменьшением количества интерметаллидной фазы, выделя-
ющейся по границам зерен, поскольку время нахождения деформированно-
го аустенита при температуре распада твердого раствора незначительно.
Поэтому ускоряющее влияние пластической деформации на выделение ин-
терметаллидов по границам зерен отсутствует
В заключении этого раздела следует подчеркнуть, что совмещение
процессов распада твердого раствора и пластический деформации (схема
СД) не только является эффективным методом повышения прочности,
ио и позволяет получить качественно новый комплекс механических
свойств, что невозможно при раздельном применении старения и дефор-
мации. В качестве примера рассмотрим механические свойства трех ме-
-астабильных сталей Н26ТЗ, Н25Х2ТЗ и Н27Т2. После старения при
°C, т — 1 ч и 600 °C, т = 1 и 8ч соответственно механические свойст-
ва следующие: сг02 = 500 МПа, 6 = 29%, у = 20% (Н26ТЗ); а02 = 500 МПа,
- = 20%, v = 15% (Н25Х2ТЗ); сг02 = 520 МПа, 8 = 20%, у = 25% (Н27Т2).
У казанные режимы старения обеспечивали получение максимального
р эвня предела текучести аустенитных сталей при сохранении немагнит-
ого состояния (М„ < 0 °C). После комбинированной обработки (СД при
. с же Тс и т) и при сохранении немагнитности материала механические
-пойства выше: о02 = 1100 МПа, 8 = 45%, у = 65% (Н26ТЗ); = 1110 МПа,
Б = 35%, = 59% (Н25Х2ТЗ); сг0>2 = 1150 МПа, 8 = 35%, у = 53% (Н27Т2).
295
Io сравнению с упрочнением за счет старения относительное удлинение
товысилось в 1,5 раза, а предел текучести и относительное сужение - бо-
зее чем в 2 раза.
5.2. ВЛИЯНИЕ СТАБИЛЬНОСТИ АУСТЕНИТА НА СТРУКТУРУ
И МЕХАНИЧЕСКИЕ СВОЙСТВА МАРГАНЦЕВЫХ СТАЛЕЙ
Влияние комбинированной обработки на структуру, физические и меха-
нические свойства марганцевых сталей рассмотрим в основном на примере
:тали типа 40Х4Г18Ф. Сталь упрочняли теми же методами, которые описа-
ны выше [7, 19, 20]. Однако в схемах упрочнения введены некоторые изме-
нения. Во-первых, пластическую деформацию проводили при комнатной
температуре. Во-вторых, степень деформации снизили с 30 до 20%, по-
скольку такая деформация обеспечивает получение достаточно высокого
значения <т0 2 и отсутствие ферромагнитной фазы при Тд = 20 °C.
5.2.1. Структура марганцевых сталей
Электронно-микроскопические исследования показали, что в результа-
те деформации закаленной стали 40Х4Г18Ф повышается плотность дисло-
каций, которые в отдельных областях образуют ячеистую структуру. По-
скольку аустенит стали метастабилен, то наблюдается превращение по схе-
ме у—»(ДД, е), т. е. такие же структурные изменения, как и описанные в гл. 1
в случае деформации закаленной стали при растяжении. После 20%-й де-
формации при Тд = 20 °C структура стали однофазна (у + ДД).
После старения деформированной стали при 600...700 °C (схема ДС) в
аустените видны дисперсные (10-20 нм) карбиды ванадия, плотность рас-
пределения которых увеличивается вдоль двойниковых границ (рис. 5.6).
По мере повышения температуры старения доля крупных выделений кар-
бидов ванадия и хрома по границам зерен возрастает.
В результате обработки по схеме СД наблюдается перераспределение
дислокаций с образованием ярко выраженной ячеистой структуры. Дефор-
мационные двойники и £-мартенсит при указанной обработке не образуют-
ся. Дополнительное старение стали (схема СДС) не изменяет электронно-
микроскопической картины.
После прокатки стали 40Х4Г18Ф
величина Др/р и, следовательно, ко-
личество пакетов (ДД, 8) монотонно
возрастает по мере повышения сте-
пени деформации. Уменьшение в
этой стали количества хрома и мар-
ганца увеличивает отношение Др/р
при всех степенях деформации
Рис. 5.6. Структура стали после обработки
по схеме ДС
296
Таблица 5.8
Зависимость относительного изменения плотности Др/р от степени деформации Д
при различных обработках марганцевых аустепитньгх сталей
д.% Обработка Др/р-1 о4 Обработка Др/р-1 о4
8 Прокатка стали 40Х4Г18Ф 8 Прокатка стали 40Х4Г18Ф 21
12 при Тд = 20 °C 12 при Тд = 20 °C + 650 °C; 33
15 20 6 ч + растяжение при 20 °C 44
22 40 (ДС)
30 53
8 Прокатка стали 40Г18Ф 10 Старение стали 40Х4Г18Ф 15
12 при Т„ = 20 °C 18 при 650 °C; 6 ч + прокатка 25
15 30 при 650 °C (СД) + растяже- 32
22 50 ние при 20 °C
30 57
8 Прокатка стали 40Г15Ф 17 Прокатка стали 40Х4Г18Ф 10
12 при Тд = 20 °C 30 при 650 °C + растяжение 15
15 42 при 20 °C 21
22 54 25
30 62
(табл. 5.8). После старения при Тс = 600 °C деформационные двойники ис-
чезают (Др/р = 0). Аустенит, упрочненный по схеме ДС, вновь испытывает
превращение у—>(ДД, £) при механических испытаниях. При схеме упрочне-
ния СД интенсивность этого превращения тем меньше, чем короче длитель-
ность старения перед прокаткой (см. табл. 5.8).
5.2.2. Механические свойства марганцевых сталей
Увеличение плотности дислокаций, количества двойников и е-мартенси-
та при повышении степени деформации обусловливает рост прочностных
свойств стали 40Х4Г18Ф. Те же факторы, которые увеличивают прочность,
приводят к значительному снижению относительного удлинения. При этом
относительное сужение изменяется незначительно и определяется сосредо-
точенной составляющей, как в случае упрочнения прокаткой никелевых
сталей.
Изменение механических свойств деформированной стали при увеличе-
нии продолжительности старения представлено в табл. 5.9. Так, снижение
прочности после старения при 600 °C обусловлено тем, что разупрочнение
при нагреве не компенсируется упрочнением за счет выделения карбидных
частиц. Старение деформированной стали при 650 °C обеспечивает выделе-
ние большего количества упрочняющей фазы и предел текучести практи-
чески остается постоянным. После старения деформированного аустенита
при 700 °C количество карбидной фазы повышается недостаточно, чтобы
компенсировать сильное разупрочнение матрицы, в результате увеличение
продолжительности старения приводит к снижению прочности. Во всех
трех случаях выделение карбидной фазы из твердого раствора снижает от-
297
Таблица 5.9
Влияние продолжительности и температуры старения па механические
свойства стали 40Х4Г18Ф (1,4 мас.% V), упрочненной по схеме Д
Оси V 8
МПа ъ
Тс = 600 °C
0 1300 1100 55 15
2 1300 1080 45 18
4 1280 1050 41 20
6 1220 1020 38 19
8 1200 1000 35 19
Тс = 650 °C
2 1350 1100 38 20
4 1370 1100 30 20
6 1380 1100 25 20
8 1400 1080 24 18
Тс = 700 °C
2 1250 1030 35 20
4 1200 950 31 20
6 1200 900 20 18
8 1180 870 18 15
носительное сужение и тем сильнее, чем продолжительнее старение. Отно-
сительное удлинение при нагреве деформированного аустенита изменяется
сравнительно мало и имеет низкий уровень (см. табл. 5.9).
В том случае, когда деформацию стали проводили не при 20, а при
500 °C, наблюдали снижение прочностных свойств и повышение относи-
тельного удлинения. Относительное сужение практически оставалось по-
стоянным. Теплая деформация (Тл = 500 °C) позволяет получить следующие
механические свойства: ов = 1150 МПа, о02 = 950 МПа, \|/ = 50%, 5 - 30%.
Старение этой стали при 600 и 650 °C слабо меняет прочностные и пласти-
ческие свойства: е>„ - 1120 и 1150 МПа, о02 = 900 и 950 МПа, у = 50 и 45%,
5 = 30 и 28% соответственно.
Прочностные свойства стали 40Х4Г18Ф, упрочненной по схеме СД в
интервале от 600 до 650 °C, повышаются при увеличении температуры и
продолжительности старения (табл. 5.10). При более высокой Тс = 700 °C
предел текучести изменяется немонотонно и уровень значений ниже, так
как разупрочнение из-за динамического отдыха преобладает над упрочне-
нием за счет карбидных частиц. Предел текучести повышается при старе-
нии до 1 ч. При дальнейшем увеличении изотермической выдержки уп-
рочнение замедляется и при т < 4 ч разупрочнение стали за счет отдыха
не компенсируется упрочнением благодаря распаду твердого раствора.
Те же рассуждения применимы для обсуждения зависимости <5в(т). Одна-
ко следует учесть, что на уровень значений предела прочности влияет
298
Таблица 5.10
Механические свойства стали 40Х4Г18Ф, упрочненной по схеме СД,
в зависимости от продолжительности и температуры старения
т, ч °0.2 V 8
МПа %
Тс = 600 °C
0 1030 880 60 30
1 1200 1090 49 26
2 1300 1150 48 22
4 1400 1250 45 20
6 1420 1250 41 20
8 1400 1300 40 20
Тс = 650 °C
0 980 800 55 35
1 1320 1200 50 26
2 1390 1300 45 22
4 1500 1390 38 20
6 1550 1440 32 20
8 1550 1450 30 20
Тс = 700 °C
0 910 700 55 45
1 1350 1100 41 25
2 1400 1100 40 22
4 1350 1000 35 20
6 1310 950 31 20
8 1290 950 30 20
у—’(ДД, е)-превращение, протекающее при растяжении. Выделение кар-
сидов дестабилизирует аустенит по отношению к указанному превраще-
нию, и зависимость количества пакетов (ДД + е) от продолжительности
зотермической выдержки нелинейна.
Уровень пластических свойств (\|/ и 8) снижается при удлинении изотер-
м еской выдержки из-за увеличения в аустените количества карбидной фа-
и неравномерности ее распределения. Однако определенные режимы уп-
?• тения позволяют получить достаточно хороший комплекс прочностных и
- стических свойств. Например, после упрочнения при Тс = Тд = 600 °C
продолжительностью 4—6 ч механические свойства имеют следующие
вчения: ср = 1400 МПа, о02 = 1250 МПа, у = 43%, 8 = 20%.
Сравнение двух методов комбинированного упрочнения ДС и СД пока-
з тто последний из них позволяет получать более высокие прочностные
ос 'ства, обусловленные кратковременностью пребывания деформирован-
* аустенита при сравнительно высоких температурах.
Тзделия крупных размеров в большинстве случаев деформируют при
> жги дробной деформации. В этом случае эффективность варианта об-
299
работки по схеме СД будет снижаться, поскольку увеличивается время пре-
бывания деформированной матрицы при высокой температуре.
Приведенные выше экспериментальные данные можно обобщить и
объяснить по схеме, представленной на рис. 2.17. Применительно к мар-
ганцевым сталям на рисунке по оси абсцисс отложена скорость превраще-
ния у—>(ДД, е), а по оси ординат - 5. Отсутствие в упрочненной стали
40Х4П8Ф эффекта аномальной пластичности, который четко наблюдает-
ся в никелевых сталях, можно объяснить, по-видимому, несколькими при-
чинами. После упрочнения по схемам СД и ДС сталь 40Х4Г18Ф характери-
зуется такими точками на кривой АВ СМ, которые весьма далеко удалены
от точки С, поэтому, несмотря на изменение кинетики (скорости) превра-
щения у—>(ДД, е), заметного увеличения 5 не наблюдается. Кроме того, в
упрочненной стали 40Х4Г18Ф значения 5 в точках А и С различаются не
столь существенно, по сравнению с никелевыми сталями, т. е. аномальный
эффект выражен слабо.
5.3. ФРАКТОГРАФИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА
АУСТЕНИТНЫХ СТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
Механические свойства упрочненных сталей, описанные выше, были
получены при комнатной температуре испытания. В последнее время воз-
никает острая необходимость в создании высокопрочных материалов, в ко-
торых высокие характеристики пластичности сохранились бы при низких
температурах. Для решения этой задачи были выполнены исследователь-
ские работы, в том числе в области металловедения аустенитных сталей
[21—23]. Большая часть исследований посвящена изучению закаленного со-
стояния. Влияние распада твердого раствора и, особенно, при термомехани-
ческой обработке, на уровень механических свойств при низких температу-
рах изучено в значительно меньшей степени. Этому вопросу посвящен на-
стоящий раздел главы.
Сталь Н26Х5ТЗ, упрочненная по схеме СД (табл. 5.11), стабильна при
температуре испытания Т11С = 20 °C и характеризуется низким уровнем от-
носительного удлинения. Снижение Т11С до -196 °C дестабилизирует аусте-
нит и пластичность повышается в 2,7 раза. Если использовать схему, пред-
ставленную на рис. 2.17, то указанный процесс дестабилизации аустенита
можно представить как переход состояния из точки А в точку на участке
АС (точки А-С).
В менее стабильной стали H32T3, тоже упрочненной по схеме Д, харак-
теризуемой точкой А (см. рис. 2.17), в результате снижения температуры
растяжения аустенит стабилизируется и оптимальная кинетика у—»ос-пре-
вращения достигается уже при Т1|с = -80 °C. Максимальное значение отно-
сительного удлинения 5мах = 38%. При снижении Т11С интенсивность (ско-
рость) мартенситного превращения увеличивается (точки С-D, см. рис. 2.9),
в результате чего относительное удлинение уменьшается (см. табл. 5.11).
Чем меньше стабильность стали, тем при более высокой температуре
растяжения достигается оптимальная кинетика у—»ос-мартенситного пре-
вращения. Так, в стали Н26ТЗ максимальная пластичность 5|Пах = 45% на-
300
Таблица 5.11
Механические свойства сталей, упрочненных термомехапической обработкой,
при различных температурах испытания
Обработка Т °C * ИС» <т„;, МПа г V
%
Сталь Н26Х5ТЗ
Схема СД, Тс = 550 °C, 0,25 ч 20 1210 10 54
-196 1220 27 75
Сталь H32T3
Схема СД, Тс = 550 °C, 1 ч 20 1100 15 60
-80 ИЗО 38 68
-100 1140 35 68
-196 1060 21 28
Сталь Н26ТЗ
Схема СД, Тс = 550 °C, 1 ч 20 1110 45 64
0 900 33 63
—40 670 20 35
-90 550 18 20
-100 1200 10 15
Сталь Н16Х5ГЗТЗ
Схема СД, Тс = 600 °C, 2 ч 20 950 16 74
-60 970 58 73
-196 1090 53 58
। Схема СДС, Тс = 600 °C, 100 1100 10 50
। 2 ч + второе ст. Тс = 650 °C, 4 ч 20 1150 46 51
0 1100 30 50
-60 1270 21 17
! -100 1000 10 14
Сталь Н25Х2Т2
Схема ВСД, Тд = 800 °C, 20 660 20 85
Тс = 550 °C, 4 ч -60 750 40 80
-100 800 30 60
-196 850 20 56
Схема ВСД, Тс = 600 °C, 20 760 40 60
6 ч, Т„ = 800 °C -196 1260 9 9
блюдается при Т11с = 20 °C. Снижение Тис увеличивает интенсивность мар-
тенситного превращения и относительное удлинение уменьшается. Интен-
сивность мартенситного превращения в некоторых случаях можно характе-
ризовать отношением RM = M/8 (М - количество мартенсита деформации в
разорванном образце, %, 8 - относительное удлинение, %). В стали Н26ТЗ
для температур испытания 20, 0, -40 и -90 °C величина RM = 1; 2,1; 3,8; 4,7
соответственно.
301
Предел текучести деформированного аустенита незначительно повы-
шается при снижении Т11С, но эта закономерность нарушается, если темпе-
ратура растяжения приближается к М„. Так, в стали Н26ТЗ при М„ = Т|1С =
= -90 °C предел текучести снижается в 2 раза (см. табл. 5.11). Авторы [24]
считают, что снижение предела текучести при приближении Тис к М„ обус-
ловлено автокаталитической природой мартенситного превращения у—»а в
метастабильных сталях.
Упрочненная сталь Н26ТЗ (см. табл. 5.11) имеет вязкий излом и высокий
уровень относительного сужения (\у > 63%) в температурном интервале
150.. .0 °C. При снижении температуры испытания появляется смешанный из-
лом и доля хрупкой составляющей увеличивается по мере уменьшения Тис,
что коррелирует со снижением относительного сужения. Появление смешан-
ного излома обусловлено хрупким разрушением мартенситных кристаллов,
которые наследуют интерметаллидные частицы, находящиеся в состаренном
аустените. Чем выше стабильность аустенита, тем при меньшей температуре
растяжения наблюдается смешанный излом. Следует обратить внимание на
то, что относительное сужение стали Н26Х5ТЗ увеличивается при снижении
Тис с 20 до -196 °C. При Т11С = 20 °C пластические свойства стали имеют сле-
дующие значения: 8 = 8С = 10% и у = ус = 54%. Дестабилизация аустенита при
Тис =-196 °C обусловливает увеличение 8Р примерно до 27%, ур-до 21%. При
этом величина ус практически не изменяется, поэтому общее значение отно-
сительного сужения у = ур + ус = 54 + 21 = 75%.
Сталь Н16Х5ГЗТЗ, упрочненная по схеме СД (см. табл. 5.11), стабильна
при комнатной температуре и имеет низкий уровень относительного удли-
нения. Дестабилизировать аустенит этой стали можно следующим образом.
Во-первых, можно снизить температуру испытания, а, во-вторых, провести
дополнительное старение при 650 °C (по схеме СДС). Уменьшение Тис поз-
воляет значительно (в 3,3-3,6 раза) повысить относительное удлинение в
интервале температур от -60 до -196 °C. При этом предел текучести увели-
чивается, а относительное сужение, хотя и снижается, при Т = -196 °C име-
ет высокий уровень (см. табл. 5.11).
В результате упрочнения стали Н16Х5ГЗТЗ по схеме СДС при Т - 20 °C
I получено высокое значение относительного удлинения - 46%. Интенсивность
'мартенситного превращения увеличивается по мере снижения Тис. Так, при
температурах испытания 20,0, -60 °C отношение RM = М/8 составляет 0,5; 1,3
и 2,6 соответственно. Как результат повышения скорости мартенситного пре-
вращения выше оптимальной относительное удлинение уменьшается (см.
табл. 5.11). Следует обратить внимание на то, что в стали Н16Х5ГЗТЗ после
упрочнения по схеме СД аустенит разрушается вязко с высокими значениями
|\|/ даже при Тис = -196 °C. Дополнительное выделение в аустените интерметал-
лидной фазы при схеме упрочнения СДС приводит к тому, что мартенситные
кристаллы, наследующие эту фазу, разрушаются хрупко при низких темпера-
турах (вязкий излом заменяется смешанным и снижается при Т|1С = -60 °C).
Относительное удлинение стали Н25Х2Т2 (с 1,8 мас.% Ti), упрочненной
по схеме ВДС (см. табл. 5.11), зависит от Т11С немонотонно, поскольку состо-
яние упрочненного аустенита сразу после деформации характеризуется
точкой А или близкими к ней точками (см. рис. 2.17). При снижении темпе-
102
Рис. 5.7. Зависимость количества мартенсита де-
формации в изломе и механических свойств мета-
стабильных (1, 3, 5, 7, 9) и стабильных (2, 4, 6, 8,
10) аустенитных сталей, упрочненных комбини-
рованной обработкой по схеме СД, от продолжи-
тельности старения т (схема):
1,2- предел текучести 3,4- предел прочности о„; 5.6 - от-
носительное удлинение 8: 7, 8 - ударная вязкость KCU; 9. 10 -
количество мартенсита М
ратуры испытания аустенит дестабили-
зируется (точки А—»С), относительное
удлинение возрастает и достигает мак-
симального значения 5 = 40% при Тпс -
= -60 °C (точка Q). При Тис < -60 °C отно-
сительное удлинение имеет более низкие значения (см. табл. 5.11). В том слу-
чае, когда в результате старения 5мах достигается при Тпс = 20 °C (Тд = 800 °C,
Тс = 600 °C, т = 6 ч), оно монотонно снижается по мере уменьшения темпе-
ратуры растяжения (см. табл. 5.11). Следует обратить внимание на то, что
выделение интерметаллидной фазы по границам зерен ухудшает пластич-
ность тем сильнее, чем ниже температура испытания. Так, сталь Н25Х2Т2,
упрочненная по схеме ВДС (Тд = 800 °C, Тс = 600 °C, т = 6 ч), при комнатной
температуре разрушается вязко (\j/ = 60%, 5 = 40%), а при Т„с = -196 °C поч-
ти полностью хрупко по границам зерен (5 ~ у ~ 9%). Если после ВДС на
границах зерен выделение фазы практически отсутствует (Тд = 800 °C, Тс =
= 550 °C, т = 4 ч), то вязкое разрушение и высокий уровень относительно-
го сужения сохраняются вплоть до Тис = -196°С (см. табл. 5.11). О причине
снижения 5 сказано выше.
Сопоставим механические свойства и ударную вязкость сталей при из-
менении температуры испытания. Анализ механических свойств аустенит-
ных сталей, упрочненных по схеме СД, показал, что в метастабильном со-
стоянии прочностные и пластические свойства (при 20 °C) изменяются так,
как показано на рис. 5.7 (кривые 1, 3, 5). В стабильной стали повышения от-
носительного удлинения не наблюдается (кривые 2, 4, 6).
При ударных испытаниях упрочненные метастабильные стали разру-
шаются вязко, если время старения позволяет получить максимальное
значение относительного удлинения. Например, при температуре ста-
рения 550 °C для стали Н26ТЗ продолжительность старения 0,5 ч. Вязко-
му разрушению соответствуют высокие значения ударной вязкости
(KCU > 2,0 МДж/м2, табл. 5.12). При увеличении продолжительности ста-
рения до 1 ч вязкий излом заменяется смешанным, что обусловливает
снижение ударной вязкости в 2 раза.
В более стабильной упрочненной стали H32T3 при Тс = 550 °C продолжи-
тельность старения составляет 2 ч (см. рис. 5.7 и табл. 5.12). После изотерми-
ческой выдержки 4 ч вязкое разрушение заменяется смешанным. Поскольку
доля хрупкого разрушения в изломе сравнительно небольшая, то ударная вяз-
кость остается на достаточно высоком уровне (KCU = 1,5 МДж/м2). После
обработки по схеме СД (Тс = Тд = 550 °C, 1 ч) стабильная сталь Н26Х5ТЗ име-
ет ударную вязкость в 1,4 раза выше, чем сталь Н26ТЗ. Однако, если аусте-
303
Таблица 5.12
Ударная вязкость и количество мартенсита в изломе состаренных
и деформированных аустенитных сталей при разных температурах испытания
Обработка Т. Ч Т °C 1 ИС* кси, МДж/м2 м м, м2
%
Сталь Н26ТЗ
Схема СД: 0 20 2,2 30 30 0
Тс = Тд = 550 °C, 0,5 20 2,0 25 25 0
т - время старения 1 20 1,0 20 20 0
1 -20 0,4 25 25 0
1 -80 0,2 28 28 0
1 -196 0,1 30 15 15
Сталь H32T3
Схема СД: 0,25 20 2,0 9 9 0
Тс = Т„ = 550 °C, 2 20 2,0 8 8 0
т - время старения 4 20 1,5 9 9 0
1 20 2,0 8 8 0
1 -20 1,4 20 20 0
1 -80 1,0 25 25 0
1 -196 0,5 31 31 0
Сталь Н26Х5ТЗ
Схема СД: 1 20 1,4 0 0 0
Тс = Тд = 550 °C, 1 -196 0,9 5 5 0
т - время старения
Сталь Х12Н18ТЗ
Схема ВДС: 3,5 20 2,3 5 5 0
Тд= 1100...800 °C, 3,5 -60 2,3 6 6 0
Тс = 700 °C, 3,5 -100 1,4 8 8 0
т - время старения 3,5 -196 0,8 12 12 0
Сталь Х12Н20ТЗ
Схема ВДС: Тс = 700 °C, 3,5 20 2,2 0 0 0
Тд = 600 °C + Тс = 650 °C, 3,5 -196 1,2 5 5 0
т - время старения
Сталь Н15Х5ГЗТЗ
Схема СДС: 2 20 1,2 10 10 0
Тс = 600 °C, 4 -60 0,1 20 20 0
Тд = 600 °C + Тс = 650 °C 2 20 2,0 0 0 0
СД: (Тс = Тд = 600 °C), 2 -100 1,5 6 6 0
т - время старения 2 -196 1,2 12 12 0
*М = М, + М2; Mj - мартенсит деформации, М2 - мартенсит охлаждения.
Рис. 5.8. Зависимость количества мартенсита деформа-
ции (Mt) и охлаждения (М2), механических свойств на
растяжение и ударной вязкости от температуры испы-
тания в сталях, упрочненных ТМО (схема).
1 - предел прочности сгв; 2 — М] при растяжении; 3, 6 — предел текучести
crn.S 5, 7 - относительное удлинение 8; 4 - относительное сужение ч/;
8. 9 - KCU; 10, 12 - суммарное количество М (мартенсит деформации
и охлаждения, формирующийся при ударных нагрузках); 11 - М2 при
охлаждении
нит и мартенсит деформации упрочненной
стали разрушаются вязко, то уровень вязкос-
ти в метастабильной стали, например H32T3,
может быть больше, чем в стабильной - 2,0
вместо 1,4 МДж/м2 (см. табл. 5.12).
Таким образом, режимы термомеханичес-
кой обработки, обеспечивающие получение
максимального значения относительного уд-
линения, позволяют получить в метастабиль-
ных сталях высокий уровень ударной вязкос-
ти при комнатной температуре.
При снижении температуры испытания
ниже комнатной происходит дестабилизация
аустенита и изменение механических свойств: количество мартенсита де-
формации (рис. 5.8, кривая 2), временное сопротивление (кривая 1) и предел
текучести (кривая 6) увеличиваются, а относительное удлинение (кривая 5)
и относительное сужение (кривая 4) уменьшаются. Для некоторых сталей
по мере приближения Т11С и М„ предел текучести снижается до минимально-
го значения при Т11С = М„ (кривая 3). В этом случае мартенсит деформации
появляется при напряжениях, меньших предела текучести. Стабилизация
деформированного аустенита за счет дополнительного легирования твердо-
го раствора (например хромом) исключает как появление мартенсита
деформации, так и снижение предела текучести (кривые 3 и 6). В этом слу-
чае пластичность до Тис = Мд (Мд и Мд - мартенситные точки для сталей с
Мн < -196 °C и М„ < 20 °C соответственно) остается неизменной, но уровень
пластических свойств различен: относительное удлинение имеет низкие, а
относительное сужение - высокие значения. При Т11С > М{, относительное
удлинение возрастает, благодаря протеканию мартенситного превращения
у-ос при растяжении (см. рис. 5.8, кривые 5, 7).
При ударных испытаниях снижение стабильности аустенита по мере
уменьшения температуры испытания проявляется в увеличении количест-
ва мартенсита деформации в изломе (см. рис. 5.8, кривая 10, табл. 5.12).
Кроме мартенсита деформации при Т„с > Мн появляется мартенсит охлаж-
дения (рис 5.8, кривая 11, табл. 5.12), уменьшая количество мартенсита де-
формации, хотя суммарное его количество повышается. Так, в упрочнен-
ной (СД) стали Н26ТЗ (см. табл. 5.12) объем мартенсита деформации при
Тис = -196 °C, по сравнению с Т1|С = -80 °C, снизился почти в 2 раза.
При снижении температуры испытания вязкий излом (при Т„с = 20 °C)
заменяется смешанным. Хрупкое разрушение происходит как по границам,
305
так и внутри зерен. В последнем случае фасетки хрупкого разрушения ока-
зываются окруженными чашечками вязкого разрушения. Чем стабильнее
сталь (см. рис. 5.8, кривые 10, 12), тем меньше поверхность излома, занятая
хрупким разрушением.
Фрактографические изменения коррелируют с изменением ударной вяз-
кости. При испытаниях Тис = Тк, когда вязкий излом заменяется смешан-
ным, наблюдается уменьшение KCU (рис. 5.8, кривые 8, 9). Критическая
температура Тк зависит от режима термомеханической обработки и ста-
бильности аустенита: чем стабильнее сталь (кривые 10, 12), тем ниже зна-
чения Тк. Так, при одном и том же режиме обработки (СД: Тл = 550 °C, 1 ч)
в сталях Н26ТЗ, H32T3 и Н26Х5ТЗ значение указанной критической темпе-
ратуры Тк изменяется следующим образом: 20, -80 и -100 °C соответствен-
но (см. табл. 5.12). Можно применять такие режимы термомеханической
обработки, которые позволяют в сталях Н15Х5ГЗТЗ, Х12Н18ТЗ и
Х12Н20ТЗ снизить Тк до -100 °C и даже до -196° С. Таким образом, в мета-
стабильной аустенитной стали можно получать высокую прочность, плас-
тичность и ударную вязкость как при комнатной, так и при понижен-
ных температурах (до Тис = -196 °C). При Тпс = 20 °C сталь Х12Н18ТЗ, уп-
рочненная по схеме BDC, имеет следующие механические свойства: =
= 1250 МПа, 5 = 45%, у = 60%, KCU = 2,3 МДж/м2 (см. табл. 5.11, 5.12)“, а
в стали Н15Х5ГЗТЗМ, упрочненной по режиму СД, Тис = -196 °C, о02 =
= 1090 МПа, 5 = 53%, \|/v = 58%, KCU = 1,2 МДж/м2.
В гл. 1 показано, что в закаленных сталях типа 40Х4Г18Ф при темпера-
туре испытания ниже комнатной резко снижается ударная вязкость. Термо-
механическая обработка не улучшает ее, поэтому применение упрочнен-
ных сталей целесообразно только при комнатной температуре.
В заключение необходимо отметить, что в метастабильных никелевых
сталях с ГЦК-решеткой, упрочненных термомеханической обработкой,
путем изменения степени распада твердого раствора можно управлять
уровнем прочности и кинетикой мартенситного превращения при растя-
жении, которая определяет уровень относительного удлинения. При этом
можно наблюдать аномальный, по сравнению со стабильным аустенитом,
эффект пластичности: одновременное увеличение относительного удли-
нения, временного сопротивления и предела текучести. Этой уникальной
особенностью обладают только дисперсионно-твердеющие стали с мета-
стабильным аустенитом. После трех режимов термомеханической обра-
ботки, которые обеспечивают одновременное повышение прочности и от-
носительного удлинения при данной температуре испытания, упрочнен-
ный аустенит и мартенсит деформации разрушаются вязко как при растя-
жении, так и при ударных нагрузках, что обусловливает получение высо-
ких значений пластичности и ударной вязкости не только при комнатной,
но и при пониженных (-196 °C) температурах. В метастабильных марган-
цевых аустенитных сталях с ГЦК-решеткой термомеханические методы
упрочнения повышают прочность, но снижают пластичность, несмотря на
развитие мартенситного у—>(ДД, е)-превращения. Аномальный эффект
повышения пластичности в этих сталях отсутствует, по-видимому, потому,
что пластины е-мартенсита разрушаются хрупко.
306
5.4. ВЛИЯНИЕ ХОЛОДНОЙ ДЕФОРМАЦИИ НА СТРУКТУРУ
И МЕХАНИЧЕСКИЕ СВОЙСТВА АУСТЕНИТНОЙ СТАЛИ
С КАРБИДНО-ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
Пластическая деформация закаленной аустенитной стали
40Г11Н10Ю5Ф приводит к повышению прочности и снижению пластиче-
ских характеристик (табл. 5.13 [25]). Прирост предела текучести состав-
ляет До02 - 458 МПа. В железоникелевой стали Н25Х2ТЗ величина
До0.2 = 500 МПа [2], а в железомарганцевой стали 40Х4Г18Ф 680 МПа
[20]. Как показали электронно-микроскопические исследования, в сталях
40Г11Н10105Ф и Н25Х2ТЗ упрочнение происходит в основном за счет
увеличения плотности дислокаций. В свою очередь, в стали 40Х4Г18Ф
наряду с увеличением плотности дислокаций образуется большое количе-
ство хаотически расположенных дефектов упаковки и деформационных
двойников [26], что обусловливает дополнительное повышение о02.
Отметим, что прирост предела текучести в стареющих сплавах зависит
и от количества избыточных компонентов (в данном случае ванадия, алю-
миния или титана) в твердом растворе. Например, в закаленной аустенит-
ной стали Н28 без титана величина До02 меньше - 400 МПа [4]. Аналогич-
ная зависимость До02 от содержания ванадия наблюдается в железомарган-
цевой стали [27]. Данное обстоятельство связано не только с твердорас-
творным упрочнением, но и частичным распадом стали при закалке и де-
формации.
Старение стали при Тс = 600 °C повышает прочностные свойства и сни-
жает пластические (см. табл. 5.13). При этом уровень относительного суже-
ния состаренной стали высок (\|/ > 50%), что обусловлено равномерным рас-
пределением упрочняющей фазы на первой стадии распада твердого рас-
твора [25]. При такой обработке формируется квазипериодическая субст-
руктура, состоящая из высокодисперсных частиц у'-фазы NiAl и карбидов
VC, когерентных с матрицей [25].
Комбинированная обработка, включающая предварительную пласти-
ческую деформацию и старение, обеспечивает увеличение временного
сопротивления и предела текучести о0 2 по сравнению как с деформи-
рованным, так и состаренным состоянием аустенита. Упрочняющее ста-
рение деформированного аустенита при 600 °C практически не изменяет
пластических свойств. При этом относительное удлинение имеет доста-
точно низкие значения (5=11-12%), а относительное сужение - высокие
(V = 50-58%) [25]. Отмеченные особенности механических свойств харак-
терны для стабильных железоникелевых сталей [17]. Однако при сравне-
нии микроструктуры стали, подвергнутой старению при 600 °C после за-
калки и после деформации на 20%, выявлено ускорение распада в предва-
рительно деформированной стали. В деформированной на 20% и соста-
ренной при 600 °C в течение 5 ч стали обнаружены высокодисперсные
реечные частицы a' (NiAl) с В2-решеткой, образование которых в зака-
ленной стали наблюдается лишь после 16-20 ч старения при той же тем-
пературе, т. е. на второй стадии распада твердого раствора для стали дан-
ного типа [25].
307
Таблица 5.13
Механические свойства стали 40Г11Н10Ю5Ф
Обработка «о.: 8
* псп’
МПа %
3 20 750 350 38 64
3 + 600 °C, 2 ч 20 950 680 25 55
3 + 600 °C, 5 ч 20 1140 950 19 50
3 + ХД (20%) 20 918 808 И 58
3 + ХД + 600 °C, 2 ч 20 1183 1107 12 55
3 + ХД + 600 °C, 5 ч 20 1407 1330 И 50
3 + 650 °C, 2 ч 20 1390 1210 5 9
3 + 650 °C, 2 ч 20 1505 1320 5 6
3 + ХД + 650 °C, 2 ч 20 1430 1345 12 55
3 + ХД + 650 °C, 5 ч 20 1605 1380 12 36
3 + ХД (20%) -196 1414 1188 10 58
ХД + 600 °C, 2 ч -196 1571 1314 15 46
ХД + 600 °C, 5 ч -196 1737 1494 33 50
Старение стали при более высокой температуре 650 °C также повыша-
ет прочностные свойства и снижает пластические и тем сильнее, чем про-
должительнее старение. Обращает на себя внимание то, что уровень плас-
тичности очень низкий (см. табл. 5.13). Полученные значения механических
свойств типичны для второй стадии распада твердого раствора, когда наря-
ду с карбидными частицами VC образуются выделения oc'(NiAl) с 132-струк-
турой. Высокодисперсные карбиды VC по-прежнему сохраняют равноос-
ную форму, тогда как выделения на основе В2 (NiAl) имеют форму реек с
габитусом, близким к {111 }у || {110}В2, и длинной осью вдоль <11-2>у.
Заметным становится гетерогенное выделение более крупных частиц VC и
а' на границах зерен и двойников отжига [25].
Холодная деформация перед старением при 650 °C существенно повы-
шает прочностные и пластические свойства, по сравнению с недеформиро-
ванной и аналогично состаренной сталью. Так, относительное удлинение
увеличивается более чем в 2 раза (с 5 до 12%), а относительное сужение - в
6 раз. Можно полагать, что, во-первых, предварительная деформация за-
метно изменяет характер распределения упрочняющей фазы по объему
аустенита. Об этом свидетельствует сравнительное электронно-микроско-
пическое изучение микроструктуры внутри зерен и вблизи их границ соста-
ренной по одинаковым режимам закаленной и деформированной стали. Ус-
тановлено, что в деформированной стали частицы VC и oc'(NiAl) более дис-
персны (в 2-3 раза). Они декорируют равномерно распределенные дислока-
ции и в значительно меньшей степени присутствуют на границах зерен. Во-
вторых, электронно-микроскопически в образцах после испытаний наряду
с равномерно распределенными дислокациями присутствовало большое ко-
личество микродвойников деформации [25].
Аналогичные закономерности наблюдаются при комбинированной об-
работке железоникелевых сталей. Так, сталь Н25Х2ТЗ, упрочненная по ре-
308
жиму: ХД + старение при 600 °C, 1 ч, имела ст02 = 1000 МПа, а = 30%. По-
сле старения при 600 °C, 1 ч в предварительно закаленной стали эти же па-
раметры были равны 500 МПа и 15% соответственно. Таким образом, в ре-
зультате комбинированной обработки пластичность и прочность увеличи-
лись в 2 раза. В железомарганцевых сталях такого эффекта не наблюда-
лось [20]. По-видимому, предварительная пластическая деформация оказы-
вает заметное положительное влияние только в том случае, когда в неде-
формированной стали имеется склонность к гетерогенному механизму вы-
деления, особенно по границам зерен.
Снижение температуры испытания Тисп от 20 до -196 °C повышает проч-
ностные свойства деформированного аустенита, а пластические свойства
практически не изменяются (см. табл. 5.13). Испытание при -196 °C образ-
цов, упрочненных комбинированной обработкой, приводит к одновремен-
ному повышению прочностных и пластических свойств. Относительное уд-
линение повышается тем сильнее, чем продолжительнее старение. На фоне
равномерно распределенных дислокаций и дисперсных частиц высокой
плотности в большом количестве присутствуют деформационные микро-
двойники, ориентированные вдоль одной, наиболее благоприятной системы
сдвига {111} <11-2> [25]. Более равномерное скольжение дислокаций и ми-
кродвойникование обусловливают повышение относительного удлинения.
Это связано с дестабилизацией аустенита и снижением энергии дефектов
упаковки, что может иметь место в метастабильных по отношению к мар-
тенситным превращениям сплавах железа [4, 26, 27]. Следует отметить, что
ферромагнитная a-фаза практически не образуется (а < 1 %).
Относительное сужение, как видно из табл. 5.13, изменяется незначи-
тельно. Это можно объяснить следующим образом [17]. Общее относитель-
ное сужение состоит из сосредоточенной \]/с и равномерной \ур составляю-
щих. Благодаря развитию деформационного двойникования при растяже-
нии образцов увеличивается равномерное относительное сужение \/р. Со-
средоточенное относительное сужение снижается, поскольку на послед-
ней стадии деформации в шейке образца уже присутствует большое коли-
чество двойников и пластичность такой стали ниже, чем в стали без микро-
двойников, что практически компенсирует увеличение \/р.
5.5. УПРОЧНЕНИЕ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ
ИЗ АУСТЕНИТНЫХ СТАЛЕЙ
Практическое использование результатов лабораторных исследований,
описанных в разделах 5.1-5.4, применительно к упрочнению немагнитных
бандажных колец электродвигателей и турбогенераторов осуществлено на
Уральском заводе тяжелого машиностроения (УЗТМ) [31, 32]. Бандажное
кольцо является одной из наиболее нагруженных и ответственных деталей
турбогенератора и электродвигателя [33]. Наряду с неферромагнитностыо
и сравнительно высоким электросопротивлением, бандажное кольцо долж-
но в течение длительного времени выдерживать высокие механические на-
пряжения, возникающие при установке его на ротор и при эксплуатации из-
за действия сил в радиальном направлении.
309
5.5.1. Упрочнение бандажных колец электродвигателей
и турбогенераторов при старении
Одним из простых способов повышения прочности аустенитной немаг-
нитной стали является старение. Попытки использования дисперсионно-
твердеющих сталей в качестве материала для немагнитных бандажных ко-
лец предпринимались неоднократно [31, 34]. Однако стали этого класса не
нашли широкого применения в производстве немагнитных колец, что объ-
ясняется двумя причинами. Во-первых, достижение высокой прочности ма-
териала при дисперсионном твердении обычно сопровождается резким сни-
жением пластичности до уровня, который принято считать неприемлемым
для бандажных колец. Во-вторых, процессы выплавки и ковки сталей, име-
ющих, как правило, сложный химический состав, часто бывают сопряжены
со значительными технологическими трудностями.
Бандажные кольца из стали 40Х4Г18Ф закаливали от Т3 = 1070...
1175 °C в проточной воде и старили при 600...650 °C, затем охлаждали на
воздухе. Результаты механических испытаний обрабатывали с помощью
методов математической статистики [35]. Кроме вычисления средних зна-
чений предела текучести о02, временного сопротивления ов, относительно-
го удлинения 5 и относительного сужения для всех указанных величин
были определены доверительные интервалы значений (До02, Дов, Д8, Д'|0-
Увеличение как температуры закалки и старения, так и продолжитель-
ности изотермической выдержки повышает прочностные свойства бан-
дажных колец (табл. 5.14). Среднеквадратичная ошибка для всех парамет-
Таблица 5.14
Механические свойства бандажных колец, упрочненных старением
Размеры бандажных Термическая с. 8
колец, мм обработк МПа %
о. н т,.°с Тс.°С т, ч <*(1.2 ДСо.2 С. Дсв 8 Д8 V Ду
494 447 346 1070 650 2 560 36 974 21 40,7 3,5 41,5 5,4
390 353 316 1070 650 2 538 18 960 9 38,5 2,9 39,1 3,4
565 360 155 1070 650 3 612 38 994 10 37,0 3,7 37,6 4,0
705 580 575 1070 650 3 629 28 986 18 41,0 7,3 42,9 6,5
650 375 106 1070 650 5 675 56 1007 16 40,5 2,8 41,0 6,4
630 500 545 1100 600 3 569 13 968 8 47,4 1,5 44,3 2,0
565 360 155 1100 600 3 574 6 946 3 44,2 1,1 46,0 3,2
650 442 ПО 1100 600 3 591 15 962 17 44,8 3,0 49,1 4,7
630 500 545 1100 600 5 690 59 1001 27 40,4 2,8 41,7 5,3
630 500 545 1100 600 5 693 29 1011 14 39,3 1,9 44,3 2,1
590 544 284 1100 650 2 743 40 1050 14 35,2 2,4 39,8 4,7
390 353 316 1100 650 2 743 34 1029 42 34,9 6,9 36,8 9,5
1020 240 312 1150 650 1 689 4 1008 8 34,3 1,3 32,9 3,0
1020 240 312 1150 650 2 703 6 1012 И 31,5 0,9 35,8 2,0
1020 240 312 1150 650 3 735 6 1036 5 34,4 1,0 36,6 2,4
1020 240 312 1175 650 5 926 28 1168 32 16,3 2,6 19,2 1,7
* D„, DB, Н — наружный, внутренний диаметры и высота бандажного кольца соответственно.
310
ров механических свойств бандажных колец, закаленных от температуры
1150 °C, имеет наименьшее значение.
Закаленные в проточную воду бандажные кольца старили при 650 °C в
течение различного времени. Увеличение изотермической выдержки обус-
ловливает повышение прочностных свойств и снижение пластических. Дли-
тельное старение (более 10 ч) нецелесообразно, так как пластичность
уменьшается. По тем же причинам нежелательно увеличивать температуру
закалки выше 1150 °C. Уменьшение температуры закалки снижает уровень
прочности.
Повышение пластических свойств бандажных колец при высоком уровне
прочности можно достичь за счет увеличения в стали количества углерода.
Например, состаренная сталь 40Х4Г18Ф с пределом текучести о02 = 926 МПа
(см. табл. 5.14) имеет сравнительно низкие пластические свойства: 8= 16,3%,
V = 19,2%. Бандажные кольца, изготовленные из стали 50Х4Г18Ф, после за-
калки от Т3 = 1150 °C и старения при 650 °C (5 ч) имеют тот же предел теку-
чести, но лучшие показатели пластичности: 8 - 27,5%, V = 25,8%. Такое улуч-
шение пластичности обусловлено дополнительной (по сравнению со сталью
40Х4Г18Ф) стабилизацией аустенита по отношению к деформационному
двойникованию вследствие более высокого содержания углерода.
5.5.2. Упрочнение бандажных колец с применением
пластической деформации
Деформацию при Тл = 20 °C закаленных (Т3 = 1050 °C) бандажных ко-
лец. изготовленных из сталей 60ХЗГ8Н8В, 40Х4Г18 и 55Х4Г18, проводили
с помощью гидрорастяжепия (см. табл. 5.15). Мехатшческие свойства круп-
ногабаритных бандажных колец, упрочненных старением, представлены в
табл. 5.16.
Деформацией (Д) стабильной стали 60ХЗГ8Н8В на 32,5% и метастабиль-
ной стали 40Х4Г18 на 26,7% можно получить одинаковый предел текучести
сг02 = 870 МПа. В последней стали такая степень деформации является пре-
дельной, т. е. при увеличении Д > 26,7% изделие разрушается. Предельная
степень деформации Д = 52% в первой стали позволяет получить следующие
механические свойства. ов = 1138 МПа, о02 = 1024 МПа, 8 = 24%, у = 30%.
Низкая предельная степень деформации бандажного кольца, изготовленно-
го из метастабильной стали, обусловлена образованием хрупкого е-мартен-
сита и двойников деформации (ДД) при фазовом превращении у-(ДД, е). Ес-
ли бандажное кольцо изготовить из такой метастабильной стали, в которой
при деформации сохраняется однофазная структура (у + ДД), то ее предель-
ная степень деформации существенно увеличится. Более того, деформация
метастабильной закаленной стали 55Х4Г18 на 40%, что существенно ниже
предельной деформации, позволяет получить следующие механические
свойства: с0 2 = 1073 МПа, ог, = 1254 МПа, 3 = 27% и у = 37%. Из сопоставле-
ния механических свойств стабильной (6ОХЗГ8Н8В) и метастабильной
(55Х4Г18) сталей очевидно, что последняя обладает более предпочтитель-
ными прочностными и пластическими свойствами, несмотря на меньшую
степень деформации.
311
Таблица 5.15
Механические свойства бандажных колец, упрочненных старением и деформацией
д,% Тс,°С т, ч 0(1.2 С» 5 V
МПа %
Сталь 40X4 Г18Ф
30 400 2 1185 1327 16,1 35,3
600 2 1175 1340 15,9 30,9
600 6 1262 1395 13,1 21,7
650 2 1109 1403 12,0 16,8
20 400 2 1013 1188 24,5 39,5
600 2 1032 1228 21,1 30,9
600 6 1091 1281 19,2 29,4
650 2 1034 1351 14,6 19,9
Сталь 60ХЗГ8П8Ф
30 400 2 1256 1405 17,2 34,1
600 2 1280 1436 17,0 29,2
600 6 1303 1425 17,2 30,2
650 2 1240 1418 15,3 24,5
Таблица 5.16
Механические свойства крупногабаритных бандажных колец после закалки
от разных температур Т, и старения Тс = 650 °C (4-12 ч)
Термическая ав 6 V
обработка МПа %
Т„ °C Т, Ч Цц Да,,., ©к Да. 8 Дб V Ах/
1125 6 699 14 996 12 35,9 2,6 35,9 2,7
1 150 4 760 5 1033 4 36,8 0,8 36,5 1,2
1150 4 774 7 1044 8 36,1 0,9 37,0 0,9
1150 5 764 6 1035 6 37,3 0,7 38,4 0,8
1150 6 806 14 1062 8 29,7 1,0 34,1 1,6
1150 10 835 23 1060 12 30,3 1,5 32,3 1,8
1150 10 841 8 1072 6 29,1 1,0 30,9 1,2
1150 12 841 12 1087 12 25,4 2,7 27,7 4,2
1175 10 897 18 1131 20 27,5 1,8 34,3 2,7
Различие в механических свойствах сталей 55Х4Г18 и 6ОХЗГ8Н8В мож-
но объяснить следующим образом. В метастабилыюй стали при упрочне-
нии возникает большое количество дислокаций и деформационных двойни-
ков. В стабильной стали последние не образуются, поэтому уровень преде-
ла текучести повышается только за счет увеличения плотности дислокаций.
Упрочнение двойникованием более эффективно, поэтому один и тот же
уровень предела текучести в метастабильной стали был достигнут при зна-
чительно меньших степенях деформации. Повышение пластических
312
свойств происходит за счет равномерных составляющих (5р и \ур) и благода-
ря деформационному двойникованию, которое имеет место не только при
упрочняющей обработке, но и при определении механических свойств. Та-
ким образом, использование метастабильных аустенитных сталей, упрочня-
емых холодной деформацией, для изготовления крупногабаритных изделий
вполне целесообразно.
Рассмотрим далее влияние термомеханической обработки на свойства
сталей. Термомеханическую обработку по схеме старение + деформация
(СД) проводили на моделях бандажных колец, изготовленных из сталей
40Х4Г18 и 6ОХЗГ8Н8Ф. Последняя сталь является видоизменением первой,
где часть марганца заменена никелем и углеродом. В результате такой за-
мены сталь становится стабильной по отношению к у—>(ДД, Е)-превраще-
нию при комнатной температуре. Изделия имели следующие размеры: вну-
тренний диаметр DB = 456 мм, наружный D„ = 731 мм и высоту Н = 315 мм.
Бандажные кольца закаливали от 1100 °C в воде и старили при 600 °C в
течение 2 ч после медленного нагрева до этой температуры. После старе-
ния заготовки (не охлаждая) деформировали на 20 и 30%. Дробная дефор-
мация заготовок проходила в течение 1 ч. К концу деформации поверхность
заготовки охлаждалась до 200 °C, т. е. упрочнение протекало в интервале
температур 600...200 °C.
Деформация бандажных колец на 20% повышает предел текучести и
временное сопротивление стали 40Х4Г18Ф до значений 983 и 1153 МПа со-
ответственно. Относительное удлинение и относительное сужение при
этом снижаются до 18,5 и 36,1%. Увеличение степени деформации до 30%
приводит к возрастанию о0 2 и до 1092 и 1269 МПа. При этом 5 и \|/ умень-
шаются до 12,4 и 32,6. Прочность бандажных колец оказывается ниже, чем
прутков сечением 22x22 мм2, деформированных на ту же степень. Различие
в прочностных свойствах связано с технологией упрочнения изделий, кото-
рые длительное время находятся при повышенных температурах. Такая
технология в значительной степени способствует разупрочнению. Дополни-
тельное старение повышает прочность деформированных бандажных ко-
лец (см. табл. 7.3).
Таким образом, основные выводы, сделанные при изучении аустенит-
ных сталей в лабораторных условиях, подтверждаются применительно к
крупным изделиям.
СПИСОК ЛИТЕРАТУРЫ
1. Пушин В.Г., Романова Р.Р., Уваров А.И., Барановский Л.Н. Влияние старения и пласти-
ческой деформации на структуру и механические свойства сплава Н15Х5ГЗТЗ с метаста-
бильным аустенитом // ФММ, 1980. Т. 49, вып. 2. С. 372-382.
2. Уваров ЛИ,, Малышев К.А. Влияние пластической деформации на изменение структуры
и механические свойства при старении аустенитного сплава Fe-Ni-Ti // ФММ, 1968. Т. 26,
вып. 3. С. 535-540.
3. Беленкова М.МУваров А.И., Малышев К.А., Михеев М.Н. Изменение прочностных,эле-
ктрических и магнитных характеристик аустенитной стали типа 40Х4Г18Ф при термиче-
ской и тсрмомсханической обработках // ФММ, 1973. Т. 36, вып. 5. С. 971-977.
4. Уваров А.И. Новый метод упрочнения стареющих аустенитных сплавов // ФММ, 1969,
Т. 28, вып. 4. С. 691-699.
313
5. Уваров А.И.. Сагарадзе В.В., Савельева А.В., Малышев К.А. Влияние стабильности аус-
тенита на механические свойства сплавов, упрочняемых термомеханической обработкой
и старением // ФММ, 1977. Т, 43, вып. 2. С. 329-334.
6. Уваров А.И., Малышев К.А., Гомонова Р.Р. Влияние режимов обработки на механичес-
кие свойства сплава Fe-Ni-Ti при совмещении старения и пластической деформации //
ФММ, 1969. Т. 28, вып. 1. С. 166-172.
7. Уваров Л.И., Малышев К.А. Термомеханическое упрочнение аустенитных стареющих
сталей // Высокопрочные немагнитные сплавы. М.: Наука, 1973. С. 46-53.
8. Карбышев О.А Пластичность и сверхпластичность металлов. М.: Металлургия, 1975
279 с.
9. Уваров А.И., Малышев К.А., Беленкова М.М., Михеев М.Н. Влияние стабильности аус-
тенита в жслсзо-никель-титановых сплавах на механические и магнитные свойства после
термомеханической обработки // ФММ, 1974. Т. 38, вып. 4.С. 822-826.
10. Уваров А.И., Зельдович В.И., Васечкина Т.П. и др. Исследование мартенситных превра-
щений, протекающих в процессе пластической деформации в дисперсионно-твердеющих
немагнитных сталях //Высокопрочные немагнитные стали. М.: Наука. 1978. С. 75-82.
11. Соколков Е.Н., Садовский ВД Высокотемпературная термомехапическая обработка
металлов и сплавов // ФММ, 1965. Т. 18, вып. 2. С. 226-232.
12. Малышев К.А., Уваров Л.И. Влияние пластической деформации на изменение физичес-
ких свойств при старении аустенитного сплава // ФММ, 1968. Т. 25, вып. 3. С. 5)8-521.
13. Головчинер Я.М., Тяпкип ЮД. Явление стабилизации при обратном мартенситном пре-
вращении // ДАН СССР, 1953. Т. 93, № 1. С. 39—42.
14. Максимова О.П О превращении аустенита в мартенсит// Проблемы металловедения и
физики металлов. М.: Металлургия, 1964. С. 169-186.
15. Уваров Л.И., Малышев К.А. Влияние пластической деформации на физические и меха-
нические свойства при старении фазонаклепанного аустенитного Fe-Ni-Ti сплава //
ФММ, 1969. Т. 27. вып. 5. С. 910-915.
16. Уваров А.И. Мартенситные превращения, протекающие при нагружении, и механичес-
кие свойства в стареющих сплавах на железоникелевой основе // Металлофизика. Киев:
Наук, думка, 1978. С. 109-111.
17. Уваров А.И. Влияние стабильности аустенита на механические свойства немагнитных
стареющих сталей и сплавов // Высокопрочные немагнитные стали. М.: Наука, 1978.
С. 192-200.
18. Уваров А.И. Мартенситное превращение при деформации и механические свойства ста-
реющих аустенитных сплавов на железоникелевой основе // Фазовые превращения и
структура металлов и сплавов. Свердловск: Урал, рабочий, 1982. С. 142-147.
19. Романова Р.Р., Уваров А.И., Уксусников А.Н., Буйнов Н.Н. Влияние пластической де-
формации и старения на механические свойства стали 40Х4Г18Ф // ФММ, 1973. Т. 35,
вып. 6. С. 1213-1219.
20. Уваров А.И., Малышев К.А., Мирмелыитейн В.А., Устюгов П.А. Механические свойст
ва аустенитной стали 40Х4Г18Ф при пластической деформации и старении // МиТОМ,
1971. № 10. С. 34-38.
21. Старцев В.И., Ильичев В.Я., Пустовалов В.В. Пластичность и прочность металлов и
сплавов при низких температурах. М.: Металлургия, 1975. 327 с.
22. Лебедев Д.В. Конструктивная прочность криогенных сталей. М.: Металлургия, 1976.
264 с.
23. Банных О.А., Ковнеристый Ю.К. Стали для работы при низких температурах. М.: Ме-
таллургия, 1969. 191 с.
24. Замбржицкий В.Н., Максимова О.П., Москвичев И.Ф. О мартенситном превращении при
деформации в изотермических и атермических сплавах системы Fe-Ni-C//ДАН СССР,
1972. Т. 202, № 6. С. 1304-1307.
25. Уваров А.И., Путин В.Г., Блинов С.Г. Влияние холодной пластической деформации на
структуру и механические свойства аустенитной стали 40Г11Н10Ю5Ф // ФММ, 1991.
№ 11. С. 192-199.
26. Васечкина Т.П., Пунши В.Г., Уксусников АН., Уваров А.И. Структура и механические
свойства метастабильных хромомарганцевых сталей после деформации растяжением //
ФММ, 1978. Т. 46, вып. 5. С. 963-969.
314
27. Уваров А.И., Малышев К.А., Мирмелыитейн В.А., Устюгов П.А. Влияние ванадия на
упрочнение аустенитной стали 40Х4Г18Ф при старении // МиТОМ, 1971. № 6. С. 60-62.
28. Петров Ю.Н. Дефекты и бездиффузионные превращения в стали. Киев: Наук, думка,
1978. 262 с.
29. Пушап В.Г., Романова Р.Р., Уваров А.И. Структурный механизм аномальной пластично-
сти стали с метастабильным аустенитом // ФММ, 1986. Т. 62, вып. 1. С. 187-196.
30. Кондратьев В.В., Путин В.Г. Предмартенситные состояния в металлах, их сплавах и со-
единениях: экспериментальные результаты, модели структуры, классификация Ц ФММ,
1985. Т. 60, вып. 4. С. 629-650.
31. Малышев К. А., Мирмелыитейн В.А., Уваров А.И., Устюгов П.А. Дисперсионно-твсрде-
ющая сталь для немагнитных бандажных колец//Производство крупных машин. М.: Ма-
шиностроение, 1974. Вып. 23. С. 69-76.
32. Малышев К.А., Мирмелыитейн В.А., Уваров А.И., Устюгов П.А. Упрочнение крупных
изделий, изготовленных из аустенитной стали 40Х4Г18Ф // Структура и свойства немаг-
нитных сталей. М.: Наука, 1982. С. 102-107.
33. Греков Н.А., Пименова Л.Н. Роторные бандажные кольца турбогенераторов. М.; Л.:
Энергия, 1965. 96 с.
34. Придаицев М.В., Талое НЛ.,Левин ФЛ. Высокопрочные аустенитные стали. М.: Метал-
лургия, 1969. 248 с.
35. Касандрова О.Н., Лебедев В.В. Обработка результатов наблюдений. М.: Наука, 1970.
104 С.
Глава 6
УПРОЧНЕНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
УДАРНЫМИ ВОЛНАМИ
6.1. СТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА
ЗАКАЛЕННОЙ АУСТЕНИТНОЙ СТАЛИ 55Х4Г18Ф
ПОСЛЕ УДАРНО-ВОЛНОВОГО НАГРУЖЕНИЯ
Нагружение ударными волнами находит применение как способ упроч-
нения металлов и сплавов [1-7] без изменения размеров и формы, что це-
лесообразно для изготовления изделий сложной конфигурации. Была ис-
следована неупрочняемая старением сталь 55Х4Г18, содержащая, мас.%:
18,0 Мп, 3,72 Сг, 0,52 С, 0,55 Si, 0,045 N [8]. Для нагружения ударными вол-
нами были приготовлены пластины, предварительно подвергнутые закал-
ке от 1100 °C с охлаждением в воде и шлифовке. Плоские ударные волны
(ПУВ) создавали соударением метаемой пластины (ударника) с пластиной
исследованной стали [8]. Метаемую пластину разгоняли скользящей дето-
национной волной.
Исследование структуры исходного состояния стали 55Х4Г18 показало,
что сталь после закалки имеет аустенитную структуру, сохраняющуюся
при охлаждении вплоть до -196 °C. На электронных микрофотографиях
наблюдались отдельные хаотически расположенные дислокации, плот-
ность которых составляет примерно 107 см-2. Большинство дислокаций
расщеплено на частичные дислокации Шокли с протяженными дефектами
упаковки между ними, что свидетельствует о низкой энергии дефекта упа-
ковки. Нагружение стали ударными волнами привело к образованию вну-
три полиэдрических зерен аустенита полос деформации по нескольким си-
стемам скольжения <110> {111). После обработки косой ударной волной
(КУВ) с давлением 10 ГПа видны как расщепленные, так и нерасщеплен-
ные дислокации, достаточно равномерно распределенные между пересека-
ющимися тонкими микродвойниками и полосами скольжения, в большом
количестве содержащими дислокации. При этом на микроэлектронограм-
мах наряду с рефлексами у-матрицы наблюдались рефлексы микродвойни-
ков и тонкие протяженные штрихи диффузного рассеяния от хаотических
дефектов упаковки [8].
Повышение амплитуды КУВ до 15,0 ГПа приводит к некоторому увели-
чению количества и толщины микродвойников деформации, образующих-
ся по нескольким системам сдвига <112>{ 111]. Возрастает и плотность дис-
локаций в промежутках между пересекающимися двойниками. Электроно-
графический анализ показал, что наряду с микродвойниками в стали суще-
ствуют топкие протяженные прослойки е-мартенсита, параллельные мик-
316
Рис. 6.1. Темнопольное изображение микродвойни-
ков и тонких пластин е-мартенсита в стали 55Х4Г18
после нагружения ПУВ (32 ГПа)
родвойникам. Судя по электронно-микро-
скопическим наблюдениям, количество е-
фазы невелико.
Представляло интерес сравни гь струк-
туры деформации в стали, подвергнутой
ударным нагружениям одинаковой интен-
сивности, но разными способами (при воз-
действии косой и плоской ударными волнами) Исследование стали, упроч-
ненной плоскими ударными волнами с давлением 14,5 ГПа, показало следу-
ющее. При такой схеме нагружения преобладающими в структуре являют-
ся «пачки» тонких первичных микродвойников, формирующихся вдоль пер-
вичной системы сдвига, наиболее благоприятно ориентированной в каждом
зерне относительно действующей нагрузки. Между ними образуются более
короткие и тонкие вторичные микродвойники. Существенно возрастают,
по сравнению со структурой стали, деформированной косыми ударными
волнами с близким по величине давлением 15 ГПа, плотность дислокаций и
неравномерность их распределения, которую в определенном смысле мож-
но сопоставить с тенденцией к формированию несовершенной ячеистой
субструктуры дислокаций. Еще более высокая плотность дислокаций, ярко
выраженное множественное двойникование, происходящее по нескольким
системам сдвига <112>{ 111) по трем-четырем плоскостям {111}, присутст-
вие в небольшом количестве тонких коротких прослоек е мартенсита, ха-
рактерны для структуры стали после нагружения плоскими ударными вол-
нами с давлением 32 ГПа (рис. 6.1). Особенно велики искажения и плот-
ность дислокаций в местах пересечения «пачек» микродвойников разных
систем сдвига. На микроэлектронограммах наблюдались азимутальное раз-
мытие и расщепление брэгговских рефлексов матрицы и двойников, свиде-
тельствующие о заметной фрагментации субструктуры стали, упрочненной
ударными волнами с давлением 32 ГПа [8].
Обнаруженная эволюция структуры деформации в зависимости от амп-
литуды волны и схемы нагружения коррелирует с изменением механичес-
кие свойства стали. В табл. 6.1 представлены прочностные характеристики
(предел текучести <л0 2, временное сопротивление ов) и пластические свойст -
ва стали (относительное удлинение 5 и сужение у/) в исходном состоянии и
после ударно-волнового нагружения. Как следует из приведенных данных,
после закалки сталь 55Х4Г18 имеет сравнительно низкую прочность и вы-
сокие пластические свойства. Ударное нагружение косыми волнами с дав-
лением 10-15 ГПа повышает о0 2 от 400 до 600 МПа, - от 800 до 950 МПа.
При этом характеристики пластичности снижаются незначительно. Увели-
чение давления косой ударной волны от 10 до 15 ГПа не приводит к суще-
ственным изменениям свойств.
Еще более значительно возрастание прочностных свойств после нагру-
жения стали плоскими ударными волнами: предел текучести увеличивается
317
Механические свойства стали 55Х4Г18 после ударного нагружения
Обработка «0.2 «к 5 '1'
МПа %
3 от 1100 °C 385 807 48,5 40,0
3 + упрочнение косой ударной волной 614 957 38,0 38,0
(КУ В) с амплитудой А = 10 ГПа
3 + КУВ с А = 15 ГПа 585 921 35,5 35,5
3 + упрочнение плоской ударной вол- 753 1042 32,0 30,0
ной (ПУВ) с А = 14,5 ГПа
3 + ПУВ с А = 32 ГПа 825 1049 14,0 5,5
3 + КУВ с А = 10 ГПа + отпуск 400 °C, 1 ч 628 981 39,0 45,5
3 + КУВ с А = 15 ГПа + отпуск 400 °C, 1 ч 585 1038 35,5 38,0
3 + ПУВ с А = 14,5 ГПа + отпуск 400 °C, 728 1064 31,0 35,0
1 ч
до 750-800 МПа, предел прочности - до 1050 МПа. Однако характеристики
пластичности в этом случае снижаются и особенно заметно после ударного
нагружения давлением 32 ГПа (см. табл. 6.1). Можно сделать вывод, что
применение для стали 55Х4Г18 ударно-волнового нагружения плоской вол-
ной с давлением 32 ГПа нецелесообразно. Из табл. 6.1 также видно, что при
практически одинаковом давлении 15 и 14,5 ГПа нагружение плоской вол-
ной приводит к получению более высоких прочностных характеристик, чем
нагружение косой волной. Этот результат объясняется большей дефектно-
стью стали: высокой плотностью дислокаций и большим количеством мик-
родвойников. Разницу в упрочнении, по крайней мере частично, можно
объяснить большей величиной остаточной деформации после нагружения
плоской ударной волной по сравнению с косой.
Под действием ударных волн в метастабильных аустенитных сталях воз-
можно протекание у—>е-мартенситного превращения, которое, как извест-
но, вносит вклад в упрочнение. В данной стали в ряде случаев наблюдали
электронно-микроскопически присутствие Е-мартенсита после ударно-вол-
нового нагружения. При последующем нагреве Е-мартенсит будет испыты-
вать обратное превращение в аустенит. На рис. 6.2 показаны дилатометри-
ческие кривые, полученные при нагреве и охлаждении образцов стали
55Х4Г18 после ударного нагружения косыми и плоскими волнами.
При нагреве ударно-нагруженных косыми волнами образцов на кривых
наблюдается перегиб в интервале температур 200...300 °C, который может
быть связан с мартенситным Е—^-превращением, происходящим с измене-
нием объема [5]. На образцах, подвергнутых нагружению плоскими волна-
ми, такие дилатометрические эффекты не выявлены. Механические испы-
тания после ударно-волнового нагружения и отпуска при 400 °C, 1ч (см.
табл. 6.1) показали, что последеформационный отпуск практически не из-
меняет механические свойства стали. Из этого, как и из структурных иссле-
318
Рис. 6.2. Дилатометрические кривые, полученные
при нагреве стали 55Х4Г18 в исходном состоянии
(а) и после ударно-волнового нагружения:
б - КУВ, 10 ГПа, в - КУВ, !5 ГПа, г - ПУВ. 14,5 ГПа, д - ПУВ.
32 ГПа; 1 - нагрев. 2 - охлаждение
дований, видно, что количество е-мартен-
сита, образующегося при ударно-волно-
вом нагружении, и его вклад в упрочнение
незначительны.
Последеформационный нагрев стали
до 400 °C и изотермическая выдержка
при этой температуре могут приводить, с
одной стороны, к развитию релаксацион-
ных процессов, сопровождающихся от-
жигом и перераспределением дефектов
(вакансий, дислокаций, дефектов упаков-
ки и микродвойников), а с другой сторо-
ны, вызывать дисперсионное твердение,
поскольку в стали возможно выделение
карбидной фазы типа Ме23С6(Сг23С6). Однако измерения механических
свойств (см. табл. 6.1) показали, что свойства остаются практически на
том же уровне. С помощью электронно-микроскопических исследований
отожженной при 400 °C стали обнаружено одновременное развитие двух
альтернативных процессов упрочнения и разупрочнения. Существенно
уменьшается количество и совершенствуется структура микродвойников.
Наблюдается перераспределение дислокаций, сопровождающееся «распу-
тыванием» дислокационных скоплений и появлением (внутри «каркаса»
из дислокационных полос деформации и микродвойников) рядов прямоли-
нейных дислокаций, часто расщепленных с наличием протяженных
дефектов упаковки. Установлено также, что микродвойники и дислока-
ции декорируются дисперсными частицами [8], идентифицировать кото-
рые электронографически не удавалось. Можно предположить, что час-
тицы выделяющейся фазы являются карбидами типа Сг23С6. На темно-
польных изображениях в слабых матричных рефлексах также наблюда-
лись цепочки высокодисперсных частиц, декорирующих дислокации. Эти
наблюдения согласуются с литературными данными [6] о том, что ударное
нагружение интенсифицирует процессы старения при последующем на-
греве. При повышении температуры нагрева до 800 °C и выше в стали на-
чинается рекристаллизация: движение большеугловых границ и образова-
ние новых границ в теле исходных зерен. Как следствие наблюдается су-
щественное измельчение зерна.
Электронно-микроскопические исследования показали, что наряду с об-
разованием зародышей рекристаллизации на границах аустенитных зерен
зародыши возникают и внутри зерен в областях аустенита с максимальной
концентрацией дислокаций, прежде всего вблизи двойников и на их пересе-
чениях [8]. При этом внутри зародышей рекристаллизованных зерен видны
крупные карбидные частицы. Границы рекристаллизованных зерен при
319
движении внутрь деформированного аустенита «оставляют» позади себя
цепочки крупных карбидных частиц [8]. Это также дает основание считать,
что частицы выделились на границах микродвойников и затем были унасле-
дованы рекристаллизованными зернами. При этом вследствие облегчения
диффузии атомов хрома вдоль мигрирующей границы карбиды быстро
коагулируют. Типичной особенностью исследованной стали с достаточно
низкой энергией дефектов упаковки является формирование в ней при рек-
ристаллизации двойников отжига [8].
Конкурирующим с рекристаллизацией процессом при нагреве до высо-
ких температур является полигонизация. Были обнаружены субзеренные
полигонизованные структуры различных видов: с малоугловыми субграни-
цами наклона и кручения, с чередованием полигонизованных двойников и
матрицы [8].
Таким образом, исследования показали, что для упрочнения аустенит-
ных немагнитных сталей типа 50Х4Г18 при незначительном формоизмене-
нии может быть применено ударно-волновое нагружение. Упрочнение ста-
ли обеспечивается высокой плотностью дислокаций и микродвойников де-
формации, образующихся по нескольким системам сдвига. Отжиг при
400 °C стали, подвергнутой ударно-волновому нагружению, не приводит к
разупрочнению Это обусловлено тем, что деформационное разупрочнение
компенсируется дисперсионным твердением за счет выделения карбидных
частиц на дислокациях и границах микродвойников. Рекристаллизация уп-
рочненной ударными волнами стали приводит к измельчению зерна и раз-
вивается как в результате миграции большеугловых границ, так и за счет
появления новых зерен в местах пересечения двойников. В рекристаллизо-
ванных зернах образуются цепочки карбидных частиц, унаследованных от
деформированной матрицы и коагулирующих при прохождении мигрирую-
щей границы.
6.2. СТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА СТАРЕЮЩИХ
АУСТЕНИТНЫХ СТАЛЕЙ 40Х4Г18Ф И 60ХЗГ8Н8Ф
6.2.1. Упрочнение ударными волнами
В качестве высокопрочных дисперсионно-твердеющих материалов
были выбраны аустенитные стали 40Х4Г18Ф (0,43 С; 3,5 Сг; 18,3 Мп;
1,2 V мас.%) и 60ХЗГ8Н8Ф (0,64 С; 3,6 Сг; 7,8 Мп; 8,3 Ni; 1,2 V мас.%) [9], ко-
торые упрочняли «косыми» ударными волнами (см. раздел 6.1). После за-
калки от 1100 °C сталь 40Х4Г18Ф имеет аустенитную структуру, сохраняю-
щуюся при охлаждении вплоть до —196 °C. В структуре стали в закаленном
состоянии обнаруживаются двойники отжига и частичные дислокации
Шокли с протяженными дефектами упаковки между ними.
После нагружения ударными волнами с давлением 15 ГПа в стали
40Х4Г18Ф образуются многочисленные микродвойники и пачки микро-
двойников с развитием деформации по нескольким системам сдвига
<112>{ 1111 [9]. В аустенитных зернах микродвойники деформации распо-
ложены весьма неравномерно. При пересечении микродвойников различ-
320
Рис. 6 3. Микродвойники деформации (а) и дислокации (б) в стали 60ХЗГ8Н8Ф после удар-
но- волнового нагружения с давлением 5 ГПа.
а - темнопольное изображение в рефлексе удв
ных систем образуются участки со значительными искажениями, что вид-
но по сильному деформационному контрасту [9]. Места пересечения явля-
ются сильными стопорами для движения дислокаций, возникающих при
внешних нагрузках. Пересекающиеся микродвойники взаимодействуют:
участок одного двойника может принять ориентировку другого либо не-
которую промежуточную [9]. Микродвойники состоят из большого коли-
чества слабо разориентированных фрагментов. Кроме деформационных
двойников, в аустенитных зернах обнаружены кристаллы е-мартенсита.
Обычно они имеют вид тонких протяженных прослоек, параллельных
двойникам. В стали 40Х4Г18Ф наблюдались пакеты, состоящие из чрез-
вычайно тонких пластин е-фазы. Толщина пакета ~ 0,5 мкм, толщина пла-
стинок около 10 нм [9]. Между деформационными двойниками видны дис-
локации. которые в некоторых местах начинают группироваться в ячей-
ки. Плотность дислокаций различна и повышена вблизи мест пересечения
микродвойников.
После нагружения ударными волнами в стали 60ХЗГ8Н8Ф также на-
блюдаются деформационные двойники и дислокации (рис. 6.3), однако их
плотность существенно меньше, чем в стали 40Х4Г18Ф, и зачастую двойни-
кование происходит по одной системе. Если действует несколько систем
двойникования, то наблюдаются различные случаи взаимодействия двойни-
ков. На рис. 6.4 представлены двойники двух систем {111} <112>, следы ко-
торых пересекаются под прямыми углами. Пересечение тонких двойников
широкими приводит к двум вариантам их взаимодействия: наблюдается ли-
бо параллельное смещение тонких двойников, либо переориентация без
смещения. Можно предположить, что сначала образовались тонкие двойни-
ки, а затем широкие, которые вызвали их смещение.
В стали 60ХЗГ8Н8Ф наряду с двойникованием в значительной степени
получает развитие скольжение (рис. 6.3, б). В участках между двойниками
наблюдается повышенная плотность дислокаций. Кроме того, видны чрез-
вычайно дисперсные частицы фазы выделения, по-видимому, карбидов VC.
В этой стали е-мартенсит не обнаружен.
321
Рис. 6.4. Взаимодействие микродвойников деформации при ударно-волновом нагружении
с давлением 10 ГПа в стали 60ХЗГ8Н8Ф (а):
б - переориентация (1) и смещение (2) микродвойников (схема)
После воздействия ударными волнами наблюдается твидовый контраст,
свидетельствующий о наличии частиц размером несколько нанометров.
Этот эффект имеет место в обеих сталях, но в стали 60ХЗГ8Н8Ф появляет-
ся сильнее и чаще. По-видимому, более высокое содержание углерода и ча-
стичная замена марганца никелем усиливают распад твердого раствора под
действием ударных волн.
Сохранение е-фазы в упрочненной ударными волнами стали 40Х4Г18Ф
свидетельствует о том, что температура образцов в опытах по ударно-вол-
новому нагружению не превышала 350...400 °C. Поэтому выделение дис-
персных частиц карбидов не является результатом повышения температу-
ры. Альтернативное объяснение появления дисперсных частиц сводится к
прохождению начальных стадий старения под действием ударных волн, что
сходно с деформационным старением [10]. Однако нельзя полностью игно-
рировать возможность частичного распада при закалке, особенно если осу-
-196 20 100 200 300 400 Т, °C
ществляется закалка крупного изделия
или партии более мелких деталей. В на-
шем случае вероятность распада при за-
калке минимальна.
На рис. 6.5 показаны дилатометричес-
кие кривые сталей, полученные после
ударно-волнового нагружения. Изгиб
кривых, отмеченный двойной стрелкой,
указывает на переход парамагнитного ау-
стенита в антиферромагнитный в точке
Нееля TN [5]. Необратимый ход кривой
Рис. 6.5. Дилатометрические кривые сталей
40Х4Г18Ф - 15 ГПа (1), 55Х4Г18 - 15 ГПа (2),
60ХЗГ8Н8Ф - 10 ГПа (3) после ударно-волнового
нагружения (двойные стрелки указывают положе-
ние температуры Нееля)
322
Таблица 6.2
Механические свойства сталей после нагружения ударными волнами
Сталь Обработка Вид образцов <*0.2 с. 5 V к, К2
МПа %
40Х4Г18Ф 3 — 400 910 60 60 — —
3 + КУВ, 15 ГПа Попер. 812 1070 39 41 2,03 1,17
То же — — 768 1015 28 35 1,92 1,11
- Прод. 877 980 12 18 2,19 1,07
60ХЗГ8Н8Ф 3 400 900 60 70 - —
3 + КУВ, 5 ГПа — — 715 965 32 53 1,78 1,07
3 + КУВ, 10 ГПа - - 1150 1285 10 19 2,87 1,42
40Х4Г18Ф 3 + ХД, 10% 850 1100 30 57 2,12 1,22
3 + ХД, 20% 11 1100 1300 15 55 2,75 1,44
60ХЗГ8Н8Ф 3 + ХД, 10% »» 750 1100 21 55 1,87 1,22
3 + ХД, 20% 1» 1100 1290 15 51 2,75 1,43
3 + ХД, 30% 1, 1300 1420 13 48 3,25 1,57
3 + ХД, 40% 1» 1480 1520 И 45 3,70 1,68
при нагреве и охлаждении для стали 40Х4Г18Ф (рис. 6.5, кривая 1) свиде-
тельствует о том, что в этом материале после ударно-волнового нагруже-
ния возникло заметное количество е-мартенсита. который при нагреве пре-
вращается в аустенит. Таким образом, результаты дилатометрического ис-
следования подтверждают наличие е-фазы в стали 40Х4Г18Ф после нагру-
жения ударными волнами. Из этого рисунка следует, что сталь 40Х4П8Ф
менее стабильна, чем сталь 55Х4Г18 (см. рис. 6.5, кривые 1, 2).
После закалки предел текучести стали 40Х4Г18Ф несколько выше, чем
в стали 55Х4Г18 (см. табл. 6.1, 6.2). Увеличение О0>2 обусловлено, видимо,
незначительным распадом пересыщенного твердого раствора при охлажде-
нии от температуры закалки до комнатной. Выделяются частицы карбида
ванадия диаметром не более 2 нм. Более заметно различаются временные
сопротивления: в стали 55Х4Г18 оно ниже, видимо, из-за большей стабиль-
ности аустенита. На пластины стали 40Х4Г18Ф размером 95x45x7,5 мм воз-
действовали косыми ударными волнами с давлением 15 ГПа. Образцы вы-
резали вдоль (продольные) и поперек (поперечные) длинной стороны плас-
тин. Поперечные образцы вырезали со стороны входа и выхода ударной
волны, а продольные - из середины пластин. Это позволяло оценить сте-
пень однородности упрочнения пластин. В стали 55Х4Г18 вырезали только
продольные образцы.
В результате воздействия ударных волн предел текучести стали
40Х4Г18Ф существенно увеличивается, наблюдается разброс значения о02 в
различных частях пластины (см. табл. 6.2). Сопоставим прочностные свой-
ства продольных образцов в сталях 55Х4Г18 и 40Х4Г18Ф. В стали
40Х4Г18Ф коэффициент К! = С?о>2/сТо,2 выше, чем в 55Х4Г18 (Gq 2 и Oq 2 - пре-
делы текучести после закалки и обработки ударными волнами соответст-
венно, - см. табл. 6.1 и 6.2). Такое увеличение предела текучести связано,
323
вероятнее всего, с тем, что в результате распада твердого раствора благо-
даря воздействию ударных волн выделяющиеся чрезвычайно дисперсные
частицы являются стопорами движущихся дислокаций. Вследствие взаимо-
действия частиц с дислокациями последние закрепляются и обеспечивается
более высокая плотность дислокаций, чем в стали 55Х4Г18. Второй причи-
ной увеличения предела текучести является снижение стабильности аусте-
нита в стали 40Х4Г18Ф за счет уменьшения в твердом растворе количества
атомов углерода.
Несмотря на то что стабильность аустенита в стали 55Х4Г18 выше,
чем в 40Х4Г18Ф, коэффициент К2 = СУд/о° в последней стали больше (с^ и
Ов - временное сопротивление после закалки и обработки ударными вол-
нами соответственно). Это можно объяснить следующим образом. Распад
пересыщенного твердого раствора неоднозначно влияет на превращение
У —> двойники —> е-мартенсит деформации [11, 12]. Низкие температуры
старения, обеспечивающие выделение очень дисперсных частиц и сравни-
тельно небольшого их количества, стабилизируют превращение. По мере
повышения температуры и, следовательно, увеличения размеров и количе-
ства частиц этот эффект постепенно заменяется на противоположный.
В рассматриваемом случае при растяжении при напряжениях о > о02 про-
является эффект стабилизации указанного превращения.
Воздействие ударных волн на закаленную сталь 6ОХЗГ8Н8Ф приводит к
повышению прочностных свойств (см. табл. 6.2). При увеличении давления
от 5 до 10 ГПа упрочнение существенно возрастает. Эффективность упроч-
нения этой стали выше, чем стали 40Х4Г18Ф, несмотря на то что величина
давления в 1,5 раза меньше. Возможно, это можно объяснить более силь-
ным распадом пересыщенного твердого раствора благодаря воздействию
ударных волн, что обусловлено, в свою очередь, увеличением в стали коли-
чества углерода (с 0,4 до 0,6%) и заменой части марганца на никель.
Закаленные стали 60ХЗГ8Н8Ф и 40Х4Г18Ф можно упрочнять пласти-
ческой деформацией при комнатной температуре (холодной деформацией).
Рассмотрим сначала сталь 40Х4Г18Ф. Структура стали, деформированной
при 20 °C, содержит пакеты перекрывающихся дефектов упаковки. В паке-
тах они располагаются упорядоченно, что приводит к появлению на элек-
тронограммах рефлексов деформационных двойников и в редких случаях -
е-мартенсита. Количество пакетов дефектов упаковки и мартенситных кри-
сталлов увеличивается с возрастанием степени деформации и, особенно,
при снижении температуры растяжения. Деформационные двойники распо-
лагаются по двум плоскостям {111} на фоне равномерно распределенных
дислокаций [12]. В отдельных областях дислокации образуют ячеистую
структуру.
Сталь 6ОХЗГ8Н8Ф более стабильна по отношению к превращению
у -> деформационные двойники —> е при растяжении, чем 40Х4Г18Ф. В
структуре деформированной при 20 °C стали наблюдаются хаотические
дефекты упаковки и немногочисленные деформационные двойники на
фоне однородно распределенных дислокаций. Влияние степени деформа-
ции и снижения температуры растяжения в стали 60ХЗГ8Н8Ф такое же,
как в 40Х4Г18Ф.
324
Таблица 6.3
Механические свойства стали 40Х4Г18Ф после УВН с амплитудой Р = 15 ГПа и старения
Обработка и место вырезки образцов Вид образцов о. <*0.2 к, к2 8 V
м Па %
3 + КУВ, 15 ГПа Попереч. 812 1070 — — 39 41
3 + КУВ, 15 ГПа 768 1015 — — 28 35
3 + КУВ, 15 ГПа Продол. 877 980 — — 12 18
3 + УВН + 600 °C, 6 ч (вход) Попереч. 833 1070 1,02 1,00 38 43
3 + УВН + 600 °C, 6 ч (выход) 765 956 0,99 0,94 20 24
3 + УВН + 600 °C, 6 ч (серед.) Продол. 800 956 0,91 0,97 15 21
3 + УВ+650 °C, 6 ч (вход) Попереч. 820 1043 1,00 0,97 33 37
3 + УВН + 650 °C, 6 ч (выход) 723 1023 0,94 1,00 43 47
3 + УВН + 650 °C, 6 ч (серед.) Продол. 782 885 0,89 0,90 11 18
3 + ХД 20% + 600 °C, 6 ч 1020 1220 0,92 0,93 20 38
3 + ХД 20% + 650 °C, 6 ч 1100 1380- 1,00 1,06 19 25
3 + 600 °C, 6 ч + УВН (вход) Попереч. 1068 1150 1,31 1,07 10 23
3 + 600 °C, 6 ч + УВН (выход) 1022 1146 1,33 1,19 22 23
3 + 600 °C, 6 ч + УВН (серед.) Продол. 1021 1077 1,16 1,12 7 5
3 + 650 °C, 6ч + УВН (вход) Попереч. 1173 1232 1,43 1,18 12 12
3 + 650 °C, 6 ч + УВН (выход) 1149 1189 1,58 1,16 6 8
3 + 650 °C, 6 ч + УВН (серед.) Продол. 1167 1216 1,49 1,37 7 8
Влияние холодной пластической деформации на упрочнение стали
40Х4Г18Ф представлено в табл. 6.2. Временное сопротивление и предел те-
кучести увеличиваются линейно до степени деформации 20%, а затем ин-
тенсивность упрочнения уменьшается [12]. Воздействие ударных волн с дав-
лением 15 ГПа повышает прочностные характеристики материала пример-
но так же, как холодная пластическая 10%-я деформация. Обе эти обработ-
ки имеют примерно одинаковый коэффициент К|. Прочностные свойства и
коэффициент К] после пластической деформации в сталях 40Х4Г18Ф и
60ХЗГ8Н8Ф изменяются практически одинаково. Воздействие ударных
волн с давлением 5 и 10 ГПа повышает прочностные характеристики по-
следнего материала так же, как холодная пластическая деформация со сте-
пенью 10 и 20% соответственно.
Рассмотрим изменение пластических характеристик. Относительное
удлинение 5 существенно уменьшается после воздействия ударных волн
так же, как в случае холодной деформации [9]. При этом наблюдается су-
щественная разница в значениях 5 для продольных и поперечных образ-
цов (табл. 6.3). Аналогичное изменение относительного удлинения на-
блюдали авторы [4, 7, 8], но различий продольных и поперечных образ-
цов они не отмечали.
Сопоставим изменение величины относительного удлинения 5 и относи-
тельного сужения при упрочнении метастабильных сталей холодной пла-
стической деформацией. Первая характеристика резко снижается при срав-
нительно небольших степенях деформации (до 10%). Дальнейшее увеличе-
ние степени деформации уменьшает 5, но несущественно (см. табл. 6.3).
325
Вторая характеристика при повышении степени деформации тоже снижа-
ется, но ее абсолютное значение и при больших деформациях остается до-
статочно высоким (см. табл. 6.3). Такое различное изменение 8 и у можно
объяснить следующим образом [12].
Относительное удлинение 8 и относительное сужение у состоят из двух
компонент - равномерной и сосредоточенной составляющих: 3 = 8р + 8С и
у = у + у,. Равномерные составляющие 8р и ур взаимосвязаны. Даже срав-
нительно небольшая (~10%) деформация обусловливает появление в аусте-
ните большого количества дислокаций, которые неравномерно распределе-
ны в матрице. Эта неравномерность распределения дислокаций вызывает
снижение 8С и 6р. Последняя величина уменьшается особенно сильно. Повы-
шение степени пластической деформации (>10%) несколько усиливает не-
однородность в распределении дислокаций, и происходит медленное умень-
шение 8р и 8С.
Величина (рр уменьшается пропорционально изменению 8р, а ус практи-
чески не меняется или снижается незначительно и не зависит от 8р, 8С и ур.
Величина у. имеет достаточно высокий уровень, поскольку в аустените от-
сутствуют хрупкие фазы, и аустенит остается достаточно пластичным при
формоизменении в шейке растянутого образца. Кроме того, следует
учесть неодинаковый вклад равномерных и сосредоточенных составляю-
щих в общее значение величин 8 и ср: если, как правило, 8р > 8С, то ур ~ ус
либо ус > ур. Достаточно высокий уровень срс определяет соответствующее
высокое значение у.
Величина относительного сужения у уменьшается после воздействия
ударных волн, однако сильнее, чем при холодной деформации (см. табл. 6.2).
Так, в закаленной стали 6ОХЗГ8Н8Ф после холодной деформации на 40%
величина снизилась от 70 до 45%, тогда как после воздействия ударных
волн с давлением 10 ГПа уменьшение произошло до 19% (сравниваются
продольные образцы). Аналогичное сильное изменение у наблюдали в ста-
ли 40Х14Н14В2М [6].
Возникновение хрупкости стали при воздействии ударных волн можно
объяснить двумя факторами: 1) метастабилыюстью аустенита по отноше-
нию к превращению у —> деформационные двойники е; 2) распадом твер-
дого раствора. Данные работ [6, 8] и настоящее исследование подтвержда-
ют эти выводы. Однако для стали 40ХЗГ14Н810Ф [7], в которой оба факто-
ра присутствуют, не наблюдается снижения относительного сужения даже
после воздействия косых ударных волн с давлением 20 ГПа. Оно практиче-
ски остается таким же, как после закалки (у = 70,8%) (см. табл. 6.2). Воз-
можно, причину изменения у можно найти при тщательном изучении про-
цессов упрочнения при растяжении с напряжениями о > о02.
6.2.2. Упрочнение комбинированной обработкой
Старение стали 40Х4Г18Ф при 600 °C после предварительной обработ-
ки КУВ приводит к следующему изменению структуры. Происходит об-
ратное е—^-превращение, о чем свидетельствуют дилатометрические кри-
вые стали [9] и протекание процессов отдыха. Можно наблюдать выстраи-
326
Рис. 6.6. Структура упрочненной ударными волнами. (15 ГПа) стали 40Х4Г18Ф после старе-
ния при 600 (а) и 650 °C (б)
вание дислокаций в стенки (рис. 6.6, а), указывающее на начальные стадии
полигонизации. Часть сохранившихся двойников и дислокаций декориро-
ваны, по-видимому, карбидами ванадия. Увеличение температуры старе-
ния до 650 °C качественно не меняет наблюдаемой картины, но выделяю-
щиеся частицы видны более контрастно (рис. 6.6, б). Изменение структуры
стали 60ХЗГ8Н8Ф после схемы обработки УВН + старение в основном та-
кое же, как в стали 40Х4Г18Ф (рис. 6.7, а). Выделение карбидных час-
тиц происходит не только на двойниках и дислокациях, но и гомогенно.
Последний случай наиболее четко проявляется при температуре старения
650 °C (рис. 6.7. б).
В стали 40Х4Г18Ф, кроме обработки по схеме УВН + старение, проводили
упрочняющую обработку в обратной последовательности: старение + УВН.
При последнем способе упрочнения движущиеся дислокации взаимодей-
ствуют с карбидными частицами, что проявляется в размытости («турбу-
лентности») полос деформации (рис. 6.8, а). Такие структуры принципи-
ально отличаются от представленных выше (см. рис. 6.6, 6.7). В некото-
Рис. 6 7. Структура упрочненной ударными волнами (10 ГПа) стали 60ХЗГ8Н8Ф после ста-
рения при 600 (а) и 650 °C (б)
327
Рис. 6.8. Структура предварительно состаренной при 600 (а, в) и 650 °C (б. г) и упрочненной
УВН стали 40Х4Г18Ф
рых случаях деформационные двойники и их пакеты проходят в аустени-
те без взаимодействия с карбидными частицами (рис. 6.8, б). В большин-
стве же случаев пакеты двойников взаимодействуют с частицами, что
приводит к появлению вокруг дисперсных карбидов многочисленных дис-
локаций (рис. 6.8, в). Следует учитывать тот факт, что при взаимодейст-
вии дислокаций с мелкими частицами наблюдается деформационный
контраст на светлопольных электронно-микроскопических снимках. Это
затрудняет правильную оценку диаметра выделившихся частиц и свиде-
тельствует о возникновении искажений решетки. Около крупных частиц
отмечается повышенная плотность дислокаций (рис. 6.8, г). Крупные ча-
стицы выделяются при остывании слитка и наблюдаются в зернах аусте-
нита весьма редко. Из-за своих крупных размеров они не успевают рас-
твориться в аустените при гомогенизации (1200 °C) и последующем на-
греве перед закалкой.
Рассмотрим механические свойства стали 40Х4Г18Ф после УВН (с дав-
лением Р = 15 ГПа) и старения (табл. 6.3). Эффективность комбинирован-
ной обработки оценим величиной коэффициентов: К, - Оо2/Оо.2 (<^о.2 и °о.2 ~
пределы текучести после УВН и после УВН + старение соответственно) и
К2 = оУ/сф Старение при Тс = 600 °C после УВН позволяет получить Ki в пре-
делах 1,02-0,91 и К2 - от 1,00 до 0,97, т. е. дополнительное старение неэффек-
тивно как метод упрочнения. Повышение температуры Тс от 600 до 650 °C
328
приводит к некоторому уменьшению значений К, и К2 (см. табл. 6.3). Наблю-
даемые экспериментальные данные можно объяснить следующим образом.
При комбинированной обработке по схеме УВН + старение прочност-
ные характеристики определяются наличием двух факторов, действующих
в противоположном направлении: разупрочнением деформированного аус-
тенита при изотермической выдержке и упрочнением матрицы за счет рас-
пада пересыщенного твердого раствора. Для стали 40Х4Г18Ф первый фак-
тор несколько превышает второй, поэтому коэффициенты К, и К2 незначи-
тельно ниже единицы и имеют тенденцию к уменьшению при увеличении Тс
за счет более сильного разупрочнения матрицы. Если вместо УВ-обработ-
ки использовать холодную деформацию прокаткой со степенью Д = 20%, то
коэффициенты К( и К2 будут примерно такими же (см. табл. 6.3). Из этого
следует, что неэффективность указанной комбинированной обработки
обусловлена не способом предварительной обработки, а способностью ма-
трицы стали 40Х4Г18Ф сильно разупрочняться при нагреве.
Принимая во внимание сильное разупрочнение аустенита при схеме об-
работки УВН + старение, можно было ожидать существенного увеличения
прочности при обратной последовательности этих процессов (старение +
+ УВН), поскольку отсутствует разупрочнение при нагреве (старении). Экс-
перимент показал, что это предположение верно и коэффициенты К! и К2
существенно больше, чем в предыдущем случае (см. табл. 6 3). При увели-
чении температуры старения с 600 до 650 °C коэффициенты К, и К2 для
предела текучести увеличиваются на 9-19% для поперечных образцов и на
28% - для продольных. Аналогичная ситуация наблюдается и в случае рас-
смотрения К, и К2 для временного сопротивления, т. е. эффективность
упрочнения повышается.
В качестве примера рассчитаем значение предела текучести для про-
дольных образцов после комбинированной обработки по схеме: старение +
+ УВН:
(^о.г)р = Оо,2 + Д(°ог)1 + Д^о.2 =1157 МПа,
где Gq2 - 400 МПа - предел текучести после закалки, Д(Оо.г)1 и Д°о2 ~ при-
росты пределов текучести после старения при 600 °C, т = 6 ч, и УВН соот-
ветственно.
Экспериментальное значение предела текучести для этого случая
(о0.2)э = Ю21 МПа, т. е. (о02)э < (о02)р и (Д^г), = (о0,2)р - (о0Д = 136 МПа.
Аналогичный расчет для Тс = 650 °C (6 ч) дал следующий результат: (<5012)р =
= 1277 МПа, (о02)э = 1167 МПа, (До02)2 =110 МПа. Обнаруживается отсут-
ствие полного аддитивного сложения факторов, определяющих увеличение
предела текучести за счет распада пересыщенного твердого раствора и уп-
рочнения УВН. Появление До02 можно объяснить следующим образом.
В работе [12] показано, что в состаренном аустените системы Fe-Ni-Ti
можно наблюдать диффузионное растворение дисперсных частиц в резуль-
тате прокатки материала при комнатной температуре до высокой степени
пластической деформации Д > 70% (см. главу 4). Одним из условий актив-
ного растворения является развитие «некристаллографических» микропо-
лос деформации, вызывающих генерацию большого количества точечных
329
Таблица 6.4
Механические свойства стали 60ХЗГ8Н8Ф после различных обработок
(продольные образцы)
0(1.2 Ов 8 V
МПа
КУВ, 5 ГПа 715 965 — — 32 53
КУВ, 5 ГПа + 600 °C, 6 ч 995 1105 1,39 1,14 22 30
КУВ, 5 ГПа + 650 °C, 6 ч 1175 1305 1,64 1,35 14 13
КУВ, 10 ГПа 1150 1285 — — 10 19
КУВ, 10 ГПа + 600 °C, 6 ч 1170 1295 1,01 1,00 9 17
КУВ, 10 ГПа + 650 °C, 6 ч 1210 1340 1,05 1,04 8 13
ХД 20% 1100 1300 — — 15 55
ХД 20% + 600 °C, 6 ч 1020 1290 0,92 0,99 19 38
ХД 20% + 650 °C, 6 ч 1100 1380 1,00 1,06 19 28
дефектов. Поскольку степень деформации относительно невелика, проис-
ходит растворение лишь небольшого количества частиц и как следствие
сравнительно низкий уровень До02. Эта величина имеет тенденцию к сни-
жению при повышении температуры старения, по-видимому, из-за того,
что с увеличением размера частиц их растворение затрудняется.
Воздействие ударных волн с давлением Р = 5 ГПа на закаленную сталь
60ХЗГ8Н8Ф повышает ее прочностные свойства (табл. 6.4). При увеличе-
нии давления с 5 до 10 ГПа упрочнение существенно возрастает. Эффектив-
ность упрочнения этой стали выше, чем стали 40Х4Г18Ф, несмотря на то
что величина давления ударной волны в 1,5 раза меньше (см. табл. 6.3 и 6.4).
Этот экспериментальный факт можно объяснить более сильным распадом
пересыщенного твердого раствора благодаря УВН, что обусловлено, в
свою очередь, увеличением в стали количества углерода (с 0,4 до 0,6%) и за-
меной части марганца никелем [9].
Старение стали 60ХЗГ8Н8Ф, предварительно упрочненной ударными
волнами (Р = 5 ГПа), повышает предел текучести и временное сопротивле-
ние. Эффективность комбинированной обработки для этой стали выше,
чем для стали 40Х4Г18Ф, о чем свидетельствует более высокое значение К]
и К2 (см. табл. 6.3 и 6.4). Эти коэффициенты увеличиваются при повыше-
нии температуры старения.
Сопоставим значения (о012)р и (О0.2)э для этого случая. Рассчитанный для
стали 60ХЗГ8Н8Ф предел текучести (о02)р - Ю15 МПа, экспериментальное
значение предела текучести (о0,2)э = 995 МПа и До02 = (о0.2)р - (с0,2)э =
= 20 МПа. Следовательно, при этой комбинированной обработке (УВН,
5 ГПа + 600 °C, 6 ч) происходит практически аддитивное сложение факто-
ров, влияющих на прочность, т. е. разупрочнение стали при изотермической
выдержке при 600 °C практически отсутствует.
При повышении температуры старения до 650 °C значение До02 несколь-
ко увеличивается: (о02)р = 1215 МПа, (о0.2)э = 1175 МПа, До02 = 40 МПа, что
свидетельствует о некотором усилении процессов разупрочнения дефор-
мированного аустенита при изотермической выдержке. Однако абсолют-
330
ное значение До02 невелико, т. е. разупрочнение матрицы все-таки проте-
кает медленно. При увеличении амплитуды ударной волны в 2 раза эффек-
тивность комбинированной обработки резко падает, на что указывает
уменьшение коэффициентов К, и К2 (см. табл. 6.4). Ту прочность, которая
наблюдается после УВН стали с величиной давления Р = 10 ГПа, можно по-
лучить за счет холодной деформации со степенью Д = 20% (см. табл. 6.4).
Комбинированная обработка по схеме: ХД (20%) + старение также неэф-
фективна, как схема УВН (Р - 10 ГПа) + старение. Таким образом, увели-
чение амплитуды ударной волны снижает эффективность комбинирован-
ной обработки.
Относительное удлинение 8 закаленных образцов уменьшается после
воздействия ударных волн так же, как в случае холодной деформации [9].
При этом следует заметить, что наблюдается существенная разница в зна-
чениях 8 в поперечных и продольных образцах, в последних она имеет мень-
шее значение (см. табл. 6.3). Аналогичное изменение относительного удли-
нения наблюдали в [4, 7,10], хотя различия в данных продольных и попереч-
ных образцов в работах не приводили. Относительное сужение закален-
ных образцов уменьшается после воздействия ударных волн, ио оно изменя-
ется сильнее, чем при холодной пластической деформации [9]. В этом слу-
чае, как и в предыдущем, наблюдается существенное различие в значениях
в продольных и поперечных образцах (см. табл. 6.3).
Старение образцов, предварительно упрочненных УВН, снижает обе
характеристики пластичности (8, у) тем сильнее, чем выше температура на-
грева (см. табл. 6.3). При этом после комбинированной обработки и после
УВН [9] наблюдается сильный разброс значений пластичности в попереч-
ных образцах и более низкий уровень значений 8 и в продольных. Плас-
тичность изменяется аналогичным образом и в том случае, если вместо
УВН применяли упрочнение холодной пластической деформацией [12].
Проведение УВН после старения в стали 40Х4Г18Ф ухудшает пластиче-
ские свойства по сравнению с обратной последовательностью указанных
операций (см. табл. 6.3). Это, видимо, связано с тем, что в результате взаи-
модействия дислокаций с частицами возникают области с высокими внут-
ренними напряжениями (см. рис. 6.8, а). Эти локализованные области ока-
зываются предпочтительными для зарождения трещин и как следствие это-
го способствуют снижению пластичности.
Старение образцов после предварительного УВН в стали 60ХЗГ8Н8Ф
влияет на пластичность так же, как в случае, рассмотренном выше, т. е. 8 и
снижаются тем сильнее, чем выше температура нагрева. При этом повы-
шение амплитуды УВ приводит к снижению пластических свойств (см.
табл. 6.4). Если вместо УВН использовать холодную пластическую дефор-
мацию, то при одинаковой прочности можно получить более высокий уро-
вень пластичности.
Рассмотрим фрактографию стали 40Х4Г18Ф после указанных обрабо-
ток. Известны литературные данные по этой теме [13]. В закаленной стали
при температуре растяжения Тр = 300 °C наблюдали вязкое разрушение.
Поры (чашечки) вязкого излома глубокие, и для внутренней поверхности
чашечек характерна складчатая поверхность, хорошо выявляемая на скани-
331
рующем микроскопе. Складчатый рельеф внутри пор свидетельствует о
высокой пластичности стали. При понижении температуры растяжения до
комнатной вязкий характер разрушения сохраняется, но глубина пор умень-
шается и складки на внутренней поверхности чашечки исчезают. Это свиде-
тельствует о снижении пластических свойств аустенита. Изменение фрак-
тографической картины происходит из-за появления в аустените деформа-
ционных двойников.
При дальнейшем уменьшении Тр разрушение становится смешанным
(вязкое + квазихрупкое). Чем ниже температура растяжения, тем значи-
тельнее доли квазихрупкой и хрупкой составляющих в изломе стали. Квази-
хрупкий излом появляется в том случае, когда в аустените образуются до-
статочно большие пакеты (ДД + Е-фаза). При достаточно большой концен-
трации Е-мартенсита в таком пакете разрушение происходит отрывом и по-
являются участки хрупкого разрушения из-за того, что кристаллы мартен-
сита при данной температуре являются хрупкими составляющими двухфаз-
ной структуры (у + е).
Сталь40Х4Г18Ф, состаренная при 550...600 °C, разрушается вязко. При
этом диаметр и глубина чашек уменьшается по сравнению с закаленным со-
стоянием. Изотермическая выдержка т > 1 ч при 650 °C приводит к смешан-
ному разрушению, и доля хрупкой составляющей растет с увеличением про-
должительности старения. Как правило, небольшие фасетки хрупкого раз-
рушения внутри зерна окружены областями вязкого разрушения. Такой ха-
рактер разрушения обусловлен образованием пакетов (ДД + е) внутри зер-
на. Появление таких пакетов в приграничной области связано с интеркрис-
таллитным разрушением.
Два фактора способствуют появлению у границ зерен областей, способ-
ных к хрупкому разрушению: 1) выделения карбидов на границах зерен, в
результате чего вокруг них в твердом растворе приграничной области
уменьшается количество углерода, что увеличивает вероятность превраще-
ния у—>ДД—>е; 2) неравномерность протекания пластической деформации
при растяжении, которая увеличивается со степенью распада твердого рас-
твора. В этом случае у некоторых границ накапливается критическое коли-
чество дислокаций, приводящее к раскрытию трещин. Оба фактора взаимо-
связаны, поэтому с повышением температуры и продолжительности старе-
ния количество областей хрупкого разрушения увеличивается.
После УВН в закаленной стали 40Х4Г18Ф наблюдается сложная фрак-
тографическая картина разрушения (рис. 6.9, а). Видны отдельные крупные
ячейки с тонкой структурой на внутренней поверхности поры, как в случае
закаленного состояния без УВН [13]. Присутствует большое количество
очень мелких пор (на порядок меньше, чем в случае закаленного состоя-
ния), как при старении закаленной стали при 600...650 °C, что описано вы-
ше [13]. Наличие таких пор обусловлено, видимо, распадом твердого рас-
твора под действием ударных волн [9]. У границы зерна видна фасетка
хрупкого излома, окруженная порами (рис. 6.9, а). Ее происхождение, веро-
ятно, связано с тем, что вблизи границы возникла область, в которой обра-
зовался сравнительно большой пакет (ДД + е). Его появление стимулирова-
ло раскрытие трещины по границе зерна. Поскольку трещина дошла до
332
Рис. 6.9. Разрушение растянутых продольных образцов стали 40Х4Г18Ф после УВН (а) и
обработки по схемам: УВН + старение 600 °C. 6 ч (б, в) и старение 600 С. 6 ч + УВН (г)
стыка трех зерен, повышение напряжения в этом месте, возникающее при
растяжении, стимулировало прохождение трещины из одного зерна в два
соседних. Основной причиной, способствующей раскрытию трещины, явля-
ется выделение карбидов вдоль границ зерна. Об этом свидетельствуют за-
метное увеличение ширины трещины в месте появления частицы (как на
рис. 6.9, а) и видимые крупные частицы на другой половинке разорванного
образца. Наличие фасеток хрупкого разрушения внутри зерна и интеркри-
сталлитное разрушение хорошо коррелируют с низким значением относи-
тельного сужения в продольных образцах (см. табл. 6.3). Изменения меха-
нических свойств и фрактографическая картина разрушения упрочненной
УВН стали эквивалентны снижению температуры растяжения закаленного
материала. Для поперечных образцов закаленной стали, упрочненной УВН
(см. табл. 6.3), характерно только вязкое разрушение.
Старение стали 40Х4Г18Ф после УВН увеличило число зерен, испытав-
ших интеркриста л литное разрушение, т. е. распад твердого раствора
333
(рис. 6.9, б) приводит к снижению пластичности. Изучение при больших
увеличениях поверхностей, по которым разрушаются границы зерен, пока-
зало, что разрушение вязкое (рис. 6.9, в), как и в теле зерна.
При схеме упрочнения «старение + УВН» фрактографическая картина
в основном такая же, как выше, хотя в некоторых случаях наблюдали спе-
цифические области (рис. 6.9, г): на фоне участков с вязким ячеистым рас-
падом были видны достаточно протяженные «гребни», как при разрушении
областей с ячеистым распадом в аустенитных сплавах системы Fe-Ni-Cr-Ti
[14]. Возможно, появление указанных областей связано с особенностями
взаимодействия дислокаций, введенных за счет УВН, с частицами карбидов
(см. рис. 6.8, а).
Фрактография стали 60ХЗГ8Н8Ф, упрочненной по схеме УВН (Р =
= 10 ГПа) + старение, практически такая же, как в стали 40Х4Г18Ф. В слу-
чае амплитуды Р = 5 ГПа разрушение только вязкое. Такой эксперимен-
тальный результат можно объяснить тем, что при низкой амплитуде УВ не
образуется пакетов (ДД + е), способствующих хрупкому разрушению.
6.2.3. Структура и механические свойства шарового
образца стали 60ХЗГ8Н8Ф, упрочненной с помощью
сферических воли напряжений
Структура внутренних слоев нагруженного сферическими волнами на-
пряжений (СВН) шара. Сферическая геометрия нагружения дает возмож-
ность в единичном эксперименте получить широкий диапазон давлений и
температур, что позволяет на одном образце в разных зонах по радиусу ис-
следовать различные структурные состояния - от сильной пластической де-
формации металла в твердом состоянии до испарения при разгрузке ударно-
сжатого расплава с последующей конденсацией паров в центральной поло-
сти сохраняемого при взрывном нагружении образца [15, 16]. Дополнитель-
ное преимущество рассматриваемой постановки эксперимента - защищен-
ность поверхности образовавшейся в шаре центральной полости от нежела-
тельного влияния окружающей атмосферы и продуктов взрыва. Высокий
вакуум, возникающий в центральной полости после остывания обжатого
шара, надежно защищает от окисления поверхности разрушения, затвер-
девший расплав и конденсирующиеся металлические пары.
Исследовали сталь 60ХЗГ8Н8Ф [17, 19] после СВН. Предварительная
обработка заготовки состояла в гомогенизации слитка (1200 °C, 6 ч), ковке
в интервале температур И00... 1150 °C и закалке от 1150 °C (изотермичес-
кая выдержка 2 ч) в воде. После закалки сталь имела стабильную однофаз-
ную гранецентрированную кубическую структуру с мартенситной точкой
ниже -196 °C. В стали в исходном состоянии наблюдали разнозернистость с
величиной зерна от 100 до 400 мкм. Кроме того, в стали в небольшом коли-
честве присутствовали нерастворенные крупные карбидные частицы, кото-
рые выделены в результате предварительной обработки (при ковке) заго-
товки и при температуре закалки не были полностью растворены. Из про-
кованной и закаленной заготовки изготовили шар диаметром 64 мм. Взрыв-
ное нагружение шара проводили аналогично [20, 21]. Разлет продуктов
взрыва (ПВ) в эксперименте сдерживался наружным корпусом. Методом
численного моделирования, как в [zO-23], анализировали волновые процес-
сы в шаре из аустенитной стали, а именно (здесь и далее по тексту: R - ра-
диус выделенного лагранжева слоя в исходном шаре, г -радиус того же слоя
в шаре после нагружения, г0 - радиус центральной полости, образовавшей-
ся в шаре при импульсном нагружении) рассчитывали изменение во време-
ни давления P(R, t) и температуры T(R, t) для лагранжевых слоев, удаленных
от центра шара на различные расстояния R; прослеживали динамику фор-
мирования и развития в шаре центральной полости за фронтом отраженной
от центра шара сферически расходящейся ударной волны; анализировали
поведение материала при отражении от границы растущей полости второй
сферически сходящейся ударной волны, сформировавшейся в результате
взаимодействия ПВ с наружным корпусом.
Постановка задачи и уравнения, описывающие деформацию упруго-
пластического твердого тела без полиморфных превращений для сфериче-
ски симметричного случая при наличии и отсутствии сдерживающего раз-
лет ПВ корпуса, опубликованы в [17, 22-24]. Методика расчета динамики
формирования центральной полости, а также профилей давлений P(R, t) и
температур T(R, t) приведена в работах [16, 22].
В результате взрывного нагружения внешний диаметр шара увеличился
до -65,13 мм, в центре шара образовалась округлая полость объемом V =
~ 8,18 см3 и средним радиусом г0 - 12,5 мм, а внутри полости возникло сво-
бодно расположенное округлое (с выступами) центральное тело диаметром
около 11 мм. При аналогичном воздействии на другие стали [20] подобное
явление не наблюдали. Внутренняя структура ЦТ и механизм его образова-
ния были предметом детального изучения в настоящем исследовании. По-
сле взрывного нагружения обжатый шар разрезали на электроискровом
станке по меридиональной плоскости и вырезали образцы для исследова-
ния. Особенностью твердого раствора выбранной стали является его спо-
собность распадаться при нагреве с выделением дисперсных частиц карби-
да ванадия, которые декорируют как отдельные дислокации и их скопле-
ния, образующиеся при внешнем воздействии, так и границы субзерен и зе-
рен. Декорированные дефекты структуры выявляли химическим или элек-
тролитическим травлением.
После детонации взрывчатых веществ (ВВ) во внешних слоях шара
формировалась сферическая ударная волна, распространявшаяся к его цен-
тру. Вслед за первой волной, в результате взаимодействия продуктов взры-
ва (ПВ) с наружным корпусом, по ПВ и шару начинает распространяться
вторая сходящаяся ударная волна. В результате сферического схождения
давление и температура на фронте первой УВ в глубоко расположенных
слоях шара достигают высоких значений (рис. 6.10, 6.11). Отражение этой
сходящейся волны от центра шара вызывает дополнительное повышение
давления и температуры. За фронтом расходящейся волны реализовыва-
лось всестороннее растяжение материала, происходило возникновение и
развитие центральной полости. Этот процесс сопровождался значительной
сильно изменяющейся по радиусу деформацией окружающего полость ма-
териала. Расчетные оценки изменения во времени давления P(R, t) и темпе-
335
4 6 8 10 12 14 t, мкс
Рис. 6.10. Изменение во времени давлений (a) P(R, t)
и температур (б) T(R, I) для ряда глубоко располо-
женных по радиусу лагранжевых слоев в шаре из
аустенитной стали.
Для большей наглядности каждый из профилей P(R, t) и T(R. t) на-
чиная с N = 2 сдвинут вправо на 1 мкс, т. е. осуществлена замена
1 на t - (N - I)
ратуры T(R, t) для ряда выделенных по ра-
диусу R слоев приведены на рис. 6.10. Со-
гласно расчетным оценкам, давление на
поверхности шара составляло 50 ГПа,
длительность импульса нагрузки пример-
но 1,5 мкс. До радиуса R = 12 мм (при 0,3 <
< R/RBB 0,6, где RBB - наружный радиус
слоя взрывчатых веществ) эффект сфе-
рического схождения сильно не проявляется. Давление на фронте сходя-
щейся волны на этом радиусе равно 50 ГПа. На более глубоких относитель-
ных радиусах давление и температура на фронте сходящейся волны быстро
нарастают (см. рис. 6.10). На рис. 6.11 на фоне основной ударной адиабаты
стали 60ХЗГ8Н8Ф и ее кривой плавления показаны в (Р, Т)-координатах с
учетом волны, отраженной от центра, расчетные траектории изменения со-
стояния ряда глубоко расположенных по радиусу R лагранжевых слоев из
сложнолегированной стали. Во фронте первой сферически сходящейся
ударной волны на радиусе R = 3 мм давление и температура оценены при-
мерно равными Р = 190 ГПа и Т = 3700 °C. В соответствии с фазовой диа-
граммой аустенитной стали на радиусе R = 3 мм материал начинал плавить-
ся на стадии изэнтропической разгрузки, а в более глубоко расположенных
слоях при R < 2 мм плавление осуществлялось непосредственно во фронте
сферически сходящейся ударной волны (см. рис. 6.11).
После нагружения шар разрезали по меридиональной плоскости. Оказа-
лось, что шар не является сплошным. Как отмечено выше, в результате нагру-
жения в шаре возникла округлая центральная полость радиусом г = 12,5 мм
(рис. 6.12) и объемом V ~ 8,18 см3, а внут-
ри полости образовалось изолированное
центральное тело (рис. 6.13) радиусом
около г = 5,5 мм. В материале шара непо-
средственно вблизи поверхности цент-
ральной полости расположена зона шири-
ной около 1 мм, в которой отмечены мик-
ротрещины, а на поверхности централь-
ной полости во многих местах обнаружи-
Рис. 6.11. Траектории изменения состояния для ря-
да глубоко расположенных по радиусу лагранже-
вых слоев шара из аустенитной стали 60ХЗГ8Н8Ф:
1 - ударная адиабата твердой фазы; 2 - ударная адиабата распла-
ва; 3 - кривая плавления; 4 - огибающая состояний в волне изэн-
тропического дожатия; 5 — состояния, достигаемые во фронте
отраженной от центра ударной волны
336
Рис. 6.12. Меридиональное сечение шара из
стали 60ХЗГ8Н8Ф после ударно-волнового
нагружения.
Стрелкой показам вектор поля тяжести при остывании
обжатого шара
вается оплавление материала. На-
блюдаемое в полости центральное
тело (ЦТ), как показал анализ вол-
новых процессов, является сошед-
шимся отколом, сформировавшимся
при выходе на границу растущей по-
лости второй сферически сходящей-
ся ударной волны. Такую интерпре-
тацию механизма формирования ЦТ
подтверждают и результаты изучения микроструктуры (рис. 6 12-6.18),
проведенные методами световой металлографии, а также сканирующей
(СЭМ) и просвечивающей электронной микроскопии.
Схематическое изображение меридионального сечения центрального
тела показано на рис. 6.13. Исследование его поверхности методом СЭМ
(см. рис. 6.14) позволило установить, что центральное тело состоит из не-
больших областей с оплавленными границами и имеет сложный рельеф
поверхности. На месте крупных зерен исходного аустенита в материале ЦТ
образовались мелкие динамически рекристаллизованные зерна. При этом
исходные крупные зерна (или ансамбли крупных зерен) оказались разделе-
ны относительно узкими зонами материала, кристаллизованными из рас-
плава. На рис. 6.15 в качестве иллюстрации показаны два бывших крупных
зерна (теперь они рекристаллизованы), расположенные слева и справа от
зоны оплавления. Величина рекристаллизованных зерен меньше размера
исходных зерен в 10-30 раз и составляет около 10 мкм. Границы рекрис-
таллизованных зерен декорированы карбидной фазой. Электронно-микро-
скопическое исследование рекристаллизованных зерен показало, что вну-
три зерен возникла повышенная плотность дислокаций, наблюдаются пе-
реплетения и клубки дислокаций
(см. рис. 6.16). Обнаружено образо-
вание скоплений дислокаций вблизи
границ зерен (см. рис. 6.17). В неко-
торых случаях на дислокациях вид-
ны дисперсные выделения частиц
карбида ванадия (см. рис. 6.18). Од-
нако наблюдаются и недекориро-
ванные дислокации. В некоторых
зернах отмечены начальные стадии
Рис. 6.13. Схематическое изображение мери-
дионального сечения центрального тела.
Цветом выделены области, кристаллизован-
ные из расплава и пустоты
337
Рис. 6.14. Сканирующая электронная микроскопия
поверхности центрального тела
формирования ячеистой структуры. Круп-
ные карбиды ванадия, присутствовавшие в
исходных аустенитных зернах, практически
не изменились.
Возникновение полости в центре шара и
последующее образование в ней свободно
расположенного тела, согласно анализу вол-
новых процессов, происходило следующим
образом [17-19]. За фронтом отраженной от
центра шара У В частицы материала находи-
лись в радиальном движении от центра, осу-
ществляя деформацию всестороннего рас-
тяжения, в результате чего образовалась
центральная полость. После возникновения
ЦП давление начало снижаться, а металл быстро (в волне разрежения) осты-
вать. Однако в слоях материала, первоначально находившихся на R < 3 мм,
остаточная температура, согласно оценкам, превышала температуру плав-
ления стали при атмосферном давлении ТШ1. Расплавленный металл, зани-
мавший центральную часть шара до радиуса R = 3 мм, объем которого при
нормальных условиях составлял примерно 0,1 см3, оказался распределен-
ным в виде капель в объеме центральной полости.
В слоях на радиусах 3 < R < 5-6 мм температура на фронте первой сфе-
рически сходящейся волны составляла примерно 3500... 1600 °C, что ниже
температуры плавления стали под давлением (см. рис. 6.10, 6.11). Остаточ-
ная температура, которая составляла примерно 1500... 1000 °C, также ниже
температуры плавления стали при атмосферном давлении, не могла вы-
звать плавление материала шара в этих слоях. Однако остаточные темпера-
туры здесь оказались достаточно высоки и могли обусловить плавление ма-
Рис. 6.15. Микроструктура центрального тела.
Видны рекристаллизованные зерна и области кристаллизации из расплава
Рис. 6.16. Дислокации в динамически рекристаллизованных зернах аустенита
338
Рис. 6.17. Скопления дислокаций вблизи границ динамически рекристаллизованного зерна
аустенита
Рис. 6.18. Выделения карбидной фазы на дислокациях внутри динамически рекристаллизо-
ванного зерна аустенита
териала не во всем объеме зерна, а локально в наиболее дефектных местах,
например, в областях, прилегающих к границам зерен. Возможно также,
что температура в области границ зерен была несколько выше расчетной
вследствие особенностей взаимодействия ударных волн с дефектами струк-
туры - границами исходных зерен, закрепленными углеродной атмосферой
и выделениями карбидов. В силу этих обстоятельств в тонком слое матери-
ала в пределах радиусов г от 12 до 13 мм вблизи поверхности центральной
полости оказались реализованы предплавильные температуры, что выра-
зилось в оплавлении границ исходных аустенитных зерен. В результате вы-
хода на поверхность растущей центральной полости отраженной от наруж-
ного корпуса второй ударной волны произошло откольное разрушение ма-
териала. Слабо связанные между собой частицы материала шара с оплав-
ленными границами, расположенные вблизи поверхности центральной по-
лости на радиусах 12,1 мм < г < 12,5 мм, были оторваны от основной массы
шара и начали двигаться к центру. В силу отражения второй ударной волны
с поверхности центральной полости был сорван слой металла толщиной
примерно 0,4-0,5 мм и средний радиус центральной полости увеличился с
12,1 до 12,5 мм. Произошло окончательное формирование центральной по-
лости с конечным радиусом г~ 12,5 мм. Двигаясь к центру шара, откольные
частицы сталкивались, образуя единое тело с неровной поверхностью (см.
рис. 6.13). Оторванные с поверхности центральной полости частицы, разо-
гретые первой волной до предплавильных температур, при движении к цен-
тру сгруппировались в центральное равноосное угловатое тело со средним
Iрадиусом г = 5,5 мм. В качестве одной из составляющих ЦТ оказался также
материал центральной части шара до радиуса R = 3 мм объемом примерно
0,1 см3, расплавленный в волнах напряжений и диспергированный в цент-
ральную полость.
Аналогичное явление при изучении поведения аустенитной стали
12Х18Н10Т во взрывной системе большего габарита наблюдали ранее в
[15, 16]. В этих условиях при достаточно высоких остаточных температурах
339
продолжалась рекристаллизация материала ЦТ. На рис. 6.15 показаны два
исходных крупных аустенитных зерна, в которых, по-видимому, произошла
динамическая (непосредственно при импульсном нагружении, а не в резуль-
тате температурного последействия при атмосферном давлении) рекрис-
таллизация, разделенные зоной оплавленного и кристаллизованного из рас-
плава материала.
Скорость охлаждения материала шара могла быть существенно различ-
ной на разных радиусах R. Согласно расчетным оценкам, приведенным на
рис. 6.10, при изэнтропической разгрузке в течение 1 или 2 мкс происходи-
ло быстрое охлаждение со скоростью до 7109 град/с (см. рис. 6.10, кривые
8 и 9). Однако последующее охлаждение, начиная с температуры примерно
800... 1000 °C, происходило значительно медленнее и контролировалось
скоростью теплоотвода в более высоко расположенные по радиусу слои ма-
териала шара. Время динамической рекристаллизации в теле деформиро-
ванного крупного исходного зерна и время кристаллизации расплава в об-
ластях, прилегающих к границам зерен, могли быть различными в разных
частях ЦТ. В некоторых случаях скорость охлаждения оплавленных границ
зерен была настолько велика, что происходила кристаллизация на подлож-
ке, т. е. «прорастание» кристаллической структуры нерасплавленного мате-
риала зерен в область расплава (см. рис. 6.15). Аналогичную структуру на-
блюдали при лазерной обработке поверхности ряда метастабильных аусте-
нитных сталей [24]. В результате быстрой кристаллизации из расплава (со
скоростью, возможно, составляющей 1-109—1-1O10 град/с) происходило фор-
мирование относительно более мелкого зерна. В местах, где охлаждение
было обусловлено теплопроводностью и остаточная температура превы-
шала Тпл стали, кристаллизация происходила с образованием мелких денд-
ритов, обнаруживаемых как методами металлографии (см. рис. 6.15), так и
электронно-микроскопическим на просвет методом. Соседние исходные
крупные зерна аустенита оказались разделены зоной плавления, закристал-
лизовавшейся при охлаждении (полоса с более мелкими зернами в средней
части рис. 6.15). Судя по характеру структуры, происходила кристаллизация
расплава на подложке. Об этом свидетельствуют особенности структуры на
границе рекристаллизованного исходного аустенитного зерна и зоны крис-
таллизации из расплава, где более крупные рекристаллизованные зерна
оказались как бы продолжены в области кристаллизации из расплава. Ско-
рость его охлаждения в этой области была очень велика, приближаясь к
скоростям закалки областей расплава, реализуемых при лазерном импульс-
ном нагреве с расплавлением поверхности [24].
Формирование дислокационной структуры ЦТ осуществлялось, по-ви-
димому, следующим образом. В результате нагружения происходила де-
формация материала во фронте сферически сходящейся и отраженной от
центра шара ударных волн, при последующем расширении шара и образо-
вании центральной полости, при воздействии второй сходящейся ударной
в элны и деформации в процессе инерционного движения откола, вплоть до
его остановки. Разогрев до предплавильных температур (см. рис. 6.10, 6.11)
уже в первой сферически сходящейся УВ и последующая высокоскоростная
деформация обусловили динамическую рекристаллизацию наклепанного
340
материала. Разогрев материала в глубоко расположенных слоях шара па
3 < R < 6 мм (12,1 < г < 12,5 мм) был достаточен, чтобы появились пригра-
ничные зоны плавления шириной до 1/3 диаметра исходного зерна. Макси-
мальная остаточная температура материала шара на 4 < R < 6 мм, по-види-
мому, не превышала 1300... 1400 °C, так как крупные карбиды ванадия в
аустенитных зернах закаленного материала шара сохранились после ударно-
волнового нагружения и последующего охлаждения при атмосферном дав-
лении. Специально проведенные контрольные эксперименты с закаленной
сталью, кратковременно нагретой при атмосферном давлении до 1300 °C
(в течение времени до 15 мин), свидетельствуют в пользу данного предполо-
жения. Эти карбидные частицы выделились в результате предварительной
обработки слитка (например при ковке) и растворяются при длительных изо-
термических выдержках (в течение времени более 10 ч) при 1200 °C либо при
более короткой выдержке (около получаса) при температуре 1300 °C.
По мере охлаждения центрального тела в интервале температур
850...600 °C, благодаря распаду пересыщенного твердого раствора, проис-
ходило декорирование границ динамически рекристаллизованных зерен
выделениями карбидной фазы VC. Выделение карбидов происходило не
только по границам зерен, но и на дислокациях внутри динамически рекри-
сталлизованных зерен (см. рис. 6.18) Наблюдаемые в аустените ЦТ недеко-
рированные дислокации появились, по-видимому, в процессе деформирова-
ния материала при температурах ниже Т < 400 °C (см. рис. 6.16, 6.17).
Структура и механические свойства внешних слоев шара после воздей-
ствия СВН. В предыдущем разделе представлено изменение структуры вну-
тренних слоев шара на расстояниях г < 0,43R от центра, где R - 32,6 мм - ра-
диус шара. В настоящем разделе исследована структура и определены меха-
нические свойства внешних слоев шара (0,43R < г < R) из аустенитной стали
60ХЗГ8Н8Ф.
По расчетным оценкам давление во фронте волны на поверхности ша-
ра составляло Р ~ 50 ГПа и длительность импульса равна примерно 1,5 мкс.
После воздействия сферическими волнами нагружения (СВН) шар разреза-
ли на электроискровом станке по меридиональной плоскости, проходящей
через верхнюю точку и центр шара. На плоскости проводили котщентриче-
ские окружности радиусом ц с центром, совпадающим с центром шара (г0 =
= 12,5; Г] = 16,5; г2 = 20,5; г3 - 24,5; г4 = 28,5 мм). Кроме того, половину ша-
ра разрезали по плоскости, параллельной меридиональной, на расстоянии
г = 5 мм от центра. На этой плоскости проводили окружности г', аналогич-
ные проведенным на меридиональной плоскости. Вдоль окружностей на ра-
диусах ц и ф измеряли твердость по Роквеллу (не менее 10 измерений на
каждую окружность) и определяли среднее значение. Для определения ме-
ханических свойств из материала шара, обработанного СВН, изготовили
2 разрывных образца с диаметром рабочей части 2 мм и длиной 10 мм. Оси
образцов ориентировали перпендикулярно радиусу шара и располагали на
расстоянии 23 и 26 мм от его центра.
После нагружения СВН с давлением Р ~ 50 ГПа в микроструктуре ста-
ли обнаружены деформационные двойники в плоскостях {111 ] (рис. 6.19).
Согласно оценкам [17, 18], в СВН происходит кратковременный адиабати-
341
Рис. 6.19. Двойники деформации в стали 60ХЗГ8Н8Ф после СВН.
Темнопольное изображение в двойниковом рефлексе g = 002цв
Рис. 6.20. Мелкие субзерна в стали 6ОХЗГ8Н8Ф после СВН
ческий нагрев материала шара до температур от 300 до 500 °C и. возможно,
выше. Вследствие адиабатического нагрева в объеме шара идет распад
твердого раствора с образованием карбидов, декорирующих дефекты суб-
структуры. На малых радиусах г ближе к центру шара распад твердого рас-
твора выражен сильнее. При металлографическом исследовании меридио-
нального сечения нагруженного шара вблизи наружной поверхности в мик-
роструктуре обнаруживаются прямолинейные оборванные линии субструк-
туры длиной около 0,1 мкм, начинающиеся на границах крупных исходных
аустенитных зерен. В объеме шара на более глубоких радиусах г > 0,55 R
обнаруживается развитая субструктура (рис. 6.20). Встречаются участки
субзерен уменьшенных размеров. Часто обнаруживаются оборванные ли
нии субструктуры, хаотически расположенные внутри исходного зерна.
Обычно это волнистые, нередко пересекающиеся линии. Во время высоко-
скоростной деформации в условиях адиабатического нагрева при ударно-
волновом нагружении границы зерен обладают существенной подвижнос-
тью, сравнимой с их подвижностью при высокотемпературной термомеха-
нической обработке. В зависимости от температуры, скорости деформации
и ЭДУ материала изменения структуры могут иметь разный масштаб и ха-
рактер: от возникновения периодических искривлений границ в виде зуб-
цов, локальной миграции границ, приводящей к образованию «языков», и
до полной перестройки зеренной структуры в результате динамической ре-
кристаллизации [25, 26]. В металлах с низкой величиной ЭДУ (<30 Дж/м2)
переползание дислокаций, необходимое для построения субграниц, затруд-
нено. Вместе с тем вследствие затрудненности возврата в таких металлах
плотность дислокаций и соответственно движущая сила миграции границ
может достигать величины, достаточной для локальной миграции границ
[25, 26]. Последняя превалирует в металлах с низкой ЭДУ, в которых дина-
мическая рекристаллизация имеет место при более высоких гомологичес-
кой температуре и уровне деформирующего напряжения, чем в металлах с
высокой ЭДУ. В ряде случаев миграция границы приводит к образованию
«языков» и появлению затем зародышей динамической рекристаллизации.
«Язык» образуется в результате локальной миграции границы, которая при
этом поглощает дислокации, вследствие чего плотность дислокаций в «язы-
342
Рис. 6.21. «Языки» (а) и зуб-
чатые границы (б) субзерен
в стали 60ХЗГ8Н8Ф после
свн
ке» оказывается мень-
ше, чем в материнском
зерне [25]. Формирова-
ние в основании «язы-
ка» замыкающей гра-
ницы превращает его в
зародыш динамичес-
кой рекристаллизации.
Подобный механизм
зародышеобразования преобладает в сплавах с низкой энергией дефектов
упаковки, что является отличительной чертой изучаемого сплава. Незавер-
шенную стадию образования «языка» [25] можно наблюдать на рис. 6.21, а.
Обнаруживается зубчатость границ субзерен (рис. 6.21, б), что свидетельст-
вует об их высокой подвижности. Малый период чередования и острая фор-
ма зубцов характерны для деформации с высокими скоростями при относи-
тельно низких температурах [25] при воздействии СВН относительно невы-
сокого давления. На рис. 6.21, б видны также прямолинейные полосы линий
скольжения, характерные для деформированных образцов материалов с
низкой ЭДУ.
Некоторое различие субструктуры разных аустенитных зерен, которое
является естественным следствием их кристаллографической ориентиров-
ки относительно действующих при данной схеме горячей обработки напря-
жений, обусловливает разброс значений твердости (табл. 6.5). В целом ми-
кроструктура стали после воздействия СВН практически такая же, как и
после термомеханической обработки [26—28].
В объеме шара изредка встречаются крупные частицы карбида ванадия
диаметром до 4 мкм, которые выделились при остывании слитка после ков-
ки и не растворились при предварительной термообработке. Эти карбиды
не разрушаются под воздействием СВН.
Предел текучести о02 закаленной стали 6ОХЗГ8Н8Ф составляет 380-
440 МПа. В результате действия СВН он возрастает в ~2,5 раза и достигает
величины 900-1040 МПа. Предел прочности ов этой закаленной стали ра-
вен 880-900 МПа. После воздействия СВН он увеличивается на ~15% - до
1020-1140 МПа. Относительное удлинение 5 и относительное сужение \|/ за-
каленной стали 60ХЗГ8Н8Ф' составляют 60%. Пластические свойства мате-
риала шара после воздействия СВН также существенно изменяются. Отно-
сительное удлинение стали после СВН сократилось почти в 7 раз (до 9%), а
поперечное сужение уменьшилось в 1,4 раза (до 43%).
Сопоставим механические свойства материала шара после обработки
СВН с давлением Р = 50 ГПа (исследуемый способ обработки) со свойства-
ми этой же стали после ударно-волнового нагружения (УВН) с давлением
5 ГПа (первый вариант обработки) и 10 ГПа (второй вариант обработ-
343
Таблица 6.5
Твердость стали 60ХЗГ8Н8Ф после действия СВН и тсрмомехаиичсской обработки
Способ упрочнения Место измерения твердости Твердость, HRC
1. СВН Радиусы окружностей шара на 16,5 мм 44
меридиональной плоскости, мм 20,5 мм 42
24,5 мм 41
28,5 мм 40
2. СВН Радиусы окружностей шара на 16,5 мм 38
плоскости, параллельной мери- 20,5 мм 37
диональной, мм 24,5 мм 36
28,5 мм 36
3. Прокатка при 20 °C Бруски после различной степе- 20% 28
ни деформации, % 30% 34
40% 38
50% 44
4. ХД (20%) + 600 °C, 4 ч Бруски после деформации про- 41
ХД (40%) + 600 °C, 0,5 ч каткой и старения 41
ХД (40%) + 600 °C, 1 ч 44
ки) — см. табл. 6.4. В первом варианте прочностные свойства стали
6ОХЗГ8Н8Ф ниже, а пластические выше, чем после воздействия СВН с дав-
лением Р = 50 ГПа. Старение сплава при 600 °C после первого варианта об-
работки позволяет получить практически те же прочностные свойства, что
и в случае упрочнения с использованием СВН (см. табл. 6.4). Увеличение
температуры старения от 600 до 650 °C дополнительно повышает прочно-
стные свойства стали, но при этом снижаются пластические характеристи-
ки 5 и которые имеют низкие значения: 8 = 14% и у = 13% (см. табл. 6.4).
Закаленная сталь 6ОХЗГ8Н8Ф имеет высокий уровень значений отно-
сительного сужения (ф = 55-60%) и вязкий характер разрушения при растя-
жении [12]. В работах [12, 29, 30] для ряда аустенитных сталей установлена
корреляция между вязким характером разрушения при растяжении и вели-
чиной относительного сужения после упрочнения старением. После старе-
ния при температурах Тс < 600 °C величина относительного сужения зака-
ленного аустенита снижается, но его уровень остается высоким (<р > 40%).
При повышении температуры старения (Тс > 600 °C ) вязкое разрушение
сменяется вначале смешанным, а затем хрупким, в основном интеркристал-
литным, поскольку упрочняющая фаза интенсивно выделяется по границам
зерен. Изменение характера разрушения коррелирует со снижением отно-
сительного сужения. При полностью хрупком разрушении величина указан-
ной характеристики практически равна нулю (ф = 0%). Тот факт, что иссле-
дуемая сталь 60ХЗГ8Н8Ф после нагружения СВН разрушается вязко и име-
ет ф = 43%, обусловлен, по-видимому, тем, что в аустените выделяются дис-
персные карбиды ванадия, а выделение крупных частиц по границам зерен
практически отсутствует. Следовательно, проходящее по шару СВН нагре-
вает шар до температур не выше Тс = 600 °C. В двух рассмотренных вари-
344
антах нагружения (Р - 5 ГПа и Р = 50 ГПа) повышение прочност ных свойств
обусловлено как увеличением в аустените плотности дислокаций, так и по-
явлением деформационных двойников.
При УВН с давлением Р = 10 ГПа (второй вариант обработки) предел те-
кучести стали 6ОХЗГ8Н8Ф практически такой же, как при исследуемом спо-
собе обработки (Р = 50 ГПа). В то же время для первого случая (Р = 10 ГПа)
характерно несколько большее значение предела прочности (см. табл. 6.4),
однако определяющим парамет ром при расчете изделий из аустенитных ста-
лей является предел текучести. Таким образом, с точки зрения улучшения
прочностных характеристик, увеличение давления выше Р > 10 ГПа себя
не оправдывает. Это, видимо, обусловлено тем, что при больших давлениях
(Р > 10 ГПа) упрочняемый материал разогревается, что приводит к уменьше-
нию в матрице плотности как дислокаций, так и деформационных двойни-
ков. Следует обратить внимание на то, что после второго варианта обработ-
ки относительное сужение значительно ниже, чем после исследуемого спо-
соба обработки (см. табл. 6.4). В этом преимущество упрочнения СВН.
Старение стали 6ОХЗГ8Н8Ф после второго варианта обработки повы-
шает прочностные и снижает пластические свойства. Уровень пластичнос-
ти в этом случае относительно низок, что практически исключает возмож-
ность использования распада твердого раствора при Тс > 600 °C как спосо-
ба дополнительного повышения прочности.
Твердость материала шара характеризуется относительно широким раз-
бросом значений (см. табл. 6.5). Это вызвано, вероятно, тем, что в резуль-
тате действия СВН в материале возникает структурная неоднородность.
Сопоставим измеренные значения твердости с аналогичными данными,
полученными после деформации прокаткой при комнатной температуре.
Увеличение прочности после прокатки обусловлено появлением в аустени-
те деформационных двойников и повышением плотности дислокаций. Ана-
лизируя данные табл. 6.5, можно сделать заключение о соответствии упроч-
нения СВН и холодной деформации прокаткой со степенями 40-50%. Проч-
ность деформированной (прокаткой) стали можно увеличить за счет допол-
нительного старения при 600 °C (см. табл. 6.5). После деформации со степе-
нями 20—40% и последующего старения при Тс = 600 °C с изотермической
выдержкой до T = 4 ч твердость стали имеет примерно те же значения, что
и после воздействия СВН.
6.3. СТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА
АЗОТСОДЕРЖАЩЕЙ СТАЛИ ТИПА Х18АГ18
ПОСЛЕ УДАРНО-ВОЛНОВОГО НАГРУЖЕНИЯ
6.3.1. Нагружение азотсодержащей стали
со структурой прерывистого распада
Исследованная аустенитная сталь Х18АГ18 содержала, мас.%: 0,09 С;
19,5 Сг; 18,6 Мп; 0,6 N [31-34]. Заготовку стали нагревали до 1050 °C, вы-
держивали 2 ч и закаливали в воде Из заготовки приготовили цилиндриче-
ский образец диаметром 19,75 и высотой 30 мм. Цилиндр подвергался воз-
345
действию взрывчатого вещества (ТГ 5/5, диаметр 60 мм, высота 15 мм), рас-
положенного на торцах образца. Для предотвращения разрушения образец
помещали в стальную обойму с наружным диаметром 60 и высотой 30 мм.
Инициирование зарядов осуществляли одновременно (с разновременнос-
тью не более 10-7 с) специальным устройством, создающим плоскую дето-
национную волну. Всю систему помещали в тяжелый корпус. Нагружение
образца и обоймы происходило в ударной волне с давлением Р ~ 40 ГПа,
распространяющейся с торцов, и в ударной волне с давлением Р - 100 ГПа,
возникающей в месте столкновения первичных ударных волн и движущей-
ся от центральной плоскости к торцам. При воздействии ударных волн об-
разец и обойма сохранились.
На рис. 6.22 представлена микроструктура стали, взятой в различных
исходных состояниях и подвергнутой старению при 800 °C. После старе-
ния закаленной стали в течение 1 ч начало прерывистого распада отме-
чается лишь на отдельных участках границ зерен (указаны стрелками на
рис. 6.22, а). Степень распада (величина превращенной площади шлифа)
составляет не более 4-5%. При увеличении времени старения она непре-
рывно возрастает и после выдержки 30 ч достигает 45-50% (рис. 6.22, б).
Увеличение времени старения до 50 ч практически не повышает степень
распада. Следовательно, достигнутая степень распада максимальна для
стали данного химического состава с содержанием 0,6 мас.% N. На при-
мере азотсодержащих аустенитных хромоникелевых сталей установлено
[35], что максимальная степень прерывистого распада определяется со-
держанием азота и что 60% прерывистого распада имеет сталь с
0,59 мас.% N. Таким образом, полученный нами результат согласуется с
данными [35].
На рис. 6.22, в представлена картина прерывистого распада в стали, под-
вергнутой ударно-волновому нагружению и старению в течение 1 ч при
800 °C. Степень распада составляет 45—50%. Сравнение степени прерывис-
того распада при одинаковом времени старения (рис. 6.22, а, в) и сравнение
времени старения, необходимого для достижения одинаковой степени рас-
пада (рис. 6.22, б, в), показывает, что УВН ускоряет распад в 10 раз и более.
Необходимо отметить, что пластическая деформация на 40%, предшеству-
ющая распаду, вызывает смену механизма распада. Прерывистый распад
полностью подавляется, фаза старения выделяется непрерывно на дефек-
тах кристаллической решетки (рис. 6.22, г). При одинаковой степени распа-
да число ячеек прерывистого распада после УВН больше, чем после закал-
ки [31]. Следовательно, число центров (зародышей) прерывистого распада
после УВН возрастает.
Ударно-волновое нагружение стали приводит к возникновению значи-
тельного количества деформационных двойников и повышению плотности
дислокаций [36]. В стали имеются также двойники отжига. Рост ячеек пре-
рывистого распада тормозится (или прекращается) на границах двойников
(рис. 6.23, а) и на плоскостях скольжения, декорированных фазой выделе-
ния (рис. 6.23, б). Вследствие этого границы колоний после УВН имеют за-
частую остроугольную форму и состоят из коротких прямолинейных отрез-
ков, тогда как после закалки они имеют вид плавных линий [31].
346
Рис. 6.22. Микроструктура стали Х18АГ18 после закалки и старения при
800 °C.
Обработка: 3 + С, 1 ч (а); 3 + С. 30 ч (б); УВН + С. 1 ч (в); ХД на 40% + С, I ч (г)
Рис. 6.23. Конкуренция непрерывного и прерывистого распада (а) и распад в области лока-
лизованной деформации (6) при 800 °C, выдержка 1 ч. после УВН
Необходимо отметить, что в участках, где имела место значительная
пластическая деформация, прерывистый распад сменился непрерывным в
согласии с общеизвестной закономерностью [37]. На рис. 6.23, а представ-
лено непрерывное выделение фазы старения на плоскостях скольжения,
на рис. 6.23, б - в области локализованной деформации. На рис. 6.24 пока-
зана стадия зарождения ячейки прерывистого распада. Несколько пластин
фазы старения, отчетливо видимых по характерному дифракционному
контрасту, растут эквидистантно, при этом граница зерна лишь незначи-
тельно изгибается в местах контакта с пластинами (указано стрелкой).
Механизм сморщивания, предложенный Ту и Тарнбаллом в качестве мо-
дели для образования ячейки прерывистого распада (см., например, [37]),
в данном случае не реализуется, поскольку граница зерна не поворачива-
ется вдоль габитусной плоскости выделившихся пластин и не обходит их,
как этого требует модель. Результаты нашего исследования, излагаемые
ниже, свидетельствуют о том, что межфазная граница матрица/фаза ста-
рения не является низкоэнергетической. Вблизи границы существуют зна-
чительные поля упругих напряжений. По-видимому, поэтому граница зер-
на не поворачивается вдоль габитусной плоскости пластин.
Известно, что в азотсодержащих хромомарганцевых сталях прерыви-
стый распад происходит с выделе-
нием частиц нитрида хрома Cr2N
[38]. Наши данные показывают,
что частицы имеют форму тонких
пластин (лент), прямолинейных или
Рис. 6.24. Зарождение ячейки прерывистого
распада в стали Х18АГ18. Обработка: 3 + С,
800 °C, 1 ч
Рис. 6.25. Прерывистый распад при 800 °C в течение 50 ч в предварительно закаленной
стали типа Х18АГ18
Рис. 6.26. Строение ячейки прерывистого распада в закаленной и состаренной (800 °C, 50 ч)
стали типа Х18АГ18: темнопольный снимок в рефлексе (011) Cr2N
изогнутых. Пластины зачастую состоят из отдельных коротких участков
(рис. 6.25, 6.26), которые могут быть смещены друг относительно друга
(указано стрелкой на рис. 6.25).
Установлено [9], что при непрерывном выделении Cr2N в сталях близ-
кого состава, но с меньшим содержанием азота, частицы имеют ориента-
ционную связь с аустенитом. Форма и взаимное расположение частиц на
рис. 6.27 и последующий анализ электронограмм, полученных от ячеек
прерывистого распада [31], показали, что частицы Cr2N в ячейках ориента-
ционно связаны с аустенитом.
Нитрид хрома Cr2N имеет гексагональную кристаллическую решетку, пе-
риоды которой немного изменяются в зависимости от содержания азота в
сталях и составляют (в случае хаотического расположения атомов азота) в
среднем а = 0,275 нм, с = 0,445 нм [35, 38]. Эти значения периодов использо-
ваны при индицировании электронограмм [31]. Полученные рефлексы пере-
несены на стереографическую проекцию так, чтобы в центре проекции рас-
Рис. 6.27. Прерывистый распад в стали Х18АГ18 при 800 °C (1 ч) после УВН
349
полагался полюс {111} аустенита, ближайший к полюсу (001) Cr2N. Установ-
лено, что при ориентационной связи базисная плоскость гексагональной ре-
шетки Cr2N приблизительно параллельна плоскости типа {111} аустенита;
плотноупакованные направления в этих плоскостях также почти параллель-
ны [31]. Параметр несоответствия для плотноупакованных направлений в
плоскостях (001) Cr2N и {111} аустенита определим стандартным способом:
(« - (гф2)°-5)/2)/ф/2)(,-5)/2,
где ау- период решетки аустенита. Для исследованной стали в несостарен-
ном состоянии ау = 0,362 нм и параметр несоответствия составляет 7,4%.
Для сравнения: при выделении фазы Ni3Ti в Fe-Ni-Ti-сплаве по прерыви-
стому механизму [39] параметр несоответствия равен 0,75%, т. е. на поря-
док меньше.
По поводу параметров несоответствия необходимо сделать два замеча-
ния. Во-первых, в ходе прерывистой реакции период решетки аустенита
уменьшается [35], поэтому параметр несоответствия возрастает. Во-вто-
рых, на формирование структуры ячеек прерывистого распада оказывает
влияние параметр несоответствия, определенный при температуре 800 °C.
Однако мы не располагаем данными по периодам решеток фаз при 800 °C,
поэтому вынуждены использовать значения, измеренные при комнатной
температуре. Большая величина параметра несоответствия приводит к зна-
чительным упругим напряжениям и деформациям. На рис. 6.24 в аустените
между пластинами Cr2N виден сильный деформационный контраст, свиде-
тельствующий о разориентации отдельных участков аустенита по отноше-
нию к исходной матрице. По-видимому, разориентация достаточна для фор-
мирования новой мигрирующей границы (указана двойной стрелкой), обес-
печивающей дальнейший рост ячейки. Упругие напряжения и вызванные
ими деформации играют важную роль не только при зарождении ячейки,
но и в процессе ее роста. Они обусловливают изгиб и разрывы пластин
Cr2N, их сколы (указано стрелкой на рис. 6.26), формирование новых границ
в аустените ячейки (указано двойной стрелкой на рис. 6.25) и рождение дис-
локаций (см. рис. 6.25). Дифракционный анализ показал, что в ячейке пре-
рывистого распада присутствуют аустенитные участки двух ориентировок,
оси зон которых различаются на 7 град. Это доказывает появление новых
границ. Таким образом, релаксация упругой деформации, возникающей в
колониях прерывистого распада из-за большого параметра несоответствия
решеток фаз, происходит как в аустените, так и в нитриде хрома.
На рис. 6.27 представлена структура ячеек прерывистого распада в ста-
ли, подвергнутой УВН. Картина распада похожа на описанную выше в за-
каленной стали: наблюдаются развороты и сколы пластин Cr2N, разрывы
пластин на отдельные короткие участки. В аустените ячеек отмечаются
значительные упругие напряжения, довольно высокая плотность дислока-
ций, наличие коротких дефектов упаковки (см. рис. 6.27, б).
Существует ориентационная связь решеток Cr2N и аустенита в ячейках
распада [31]. Отклонение от параллельности базисной плоскости Cr2N и
плоскости {111} аустенита, а также от параллельности плотноупакованных
направлений в этих плоскостях больше, чем в закаленной стали [31]. Воз-
350
Рис. 6.28. Структура стали Х18АГ18
после УВН и старения при 800 °C,
I ч, в местах, не испытавших преры-
вистый распад:
а - двойники деформации; б - область раздвой-
никования; в — полигонизованные участки
можно, ориентационная связь решеток фаз после УВН отличается от той,
которая наблюдается в закаленной стали. Во всяком случае, следует отме-
тить параллельность плоскостей (Oil) Cr2N и (111) аустенита и других пло-
скостей с более высокими индексами [311.
В стали, подвергнутой УВН, та часть микроструктуры, которая не ис-
пытала прерывистого распада, характеризуется большим разнообразием.
На рис. 6.28, а представлены микродвойники деформации, дислокации и
дисперсные частицы фазы выделения. На рис. 6.28, б показан участок
структуры, в котором произошло раздвойникование, но следы границ быв-
ших двойников хорошо различаются за счет декорирования частицами фа-
зы выделения. Следует отметить высокую плотность дислокаций, также за-
крепленных частицами фазы. На рис. 6.28, в показан еще один вид микро-
структуры стали: участок, в котором прошла полигонизация. Субзерна име-
ют прямолинейные границы и повышенную плотность дислокаций. Таким
образом, микроструктура стали характеризуется высокой плотностью раз-
личных дефектов кристаллического строения. Рекристаллизация при дан-
ном режиме термической обработки не наблюдается.
Движущую силу комплексной реакции прерывистого распада можно
представить в виде суммы четырех слагаемых [40]:
Р = Pc + Pg - Pi - Рр,
где рс - химическая движущая сила; ро - движущая сила, обусловленная на-
пряжениями, возникающими при распаде (в деформированном состоянии
это слагаемое включает движущую силу рекристаллизации); р; - слагаемое,
учитывающее энергию возникающих межфазных границ; рр - тормозящая
сила, обусловленная частицами, образовавшимися по непрерывному меха-
351
Параметры кинетики прерывистого распада при 800 °C
и коэффициент граничной диффузии
Таблица 6.6
Исходное состояние Число центров на одно зерно Максим, размер ячеек, мкм Скорость роста G, мкм/ч Межпластинча- тое расстояние. S, мкм Коэффициент граничной диффу- зии DHxlO8, см7с
Закалка 3,5 102 3,4 1,1 2,3
УВН 11 33 33 0,6 6,6
низму распада. Для закаленного состояния последнее слагаемое отсутству-
ет, второе и третье - в какой-то степени компенсируют друг друга, и преры-
вистый распад определяется химической движущей силой.
После деформации на 40%, как следует из микроструктурных наблюде-
ний (см. рис. 6.22, г), прерывистый распад сменяется непрерывным, т. е. пре-
валирует четвертое слагаемое. Существенное ускорение прерывистого рас-
пада после УВН может быть связано со значительным вкладом второго
слагаемого. Действительно, электронно-микроскопические наблюдения
показывают, что плотность дефектов кристаллического строения (дислока-
ций, микродвойников) в аустените внутри ячейки прерывистого распада
значительно меньше, чем в аустенитной матрице. Этот результат не явля-
ется неожиданным, так как прерывистый распад в данном случае представ-
ляет собой комплексную реакцию, включающую распад и первичную ре-
кристаллизацию [40, 41]. Однако остается непонятным, почему после УВН
превалирует действие движущей силы, обусловленной напряжениями (вто-
рое слагаемое), а после пластической деформации преобладает тормозящая
сила (четвертое слагаемое). Можно предположить, что совокупность де-
фектов кристаллического строения, внесенных УВН, отличается от тако-
вой в деформированной стали и что на кинетику распада влияют дополни-
тельные факторы.
Рассмотрим параметры кинетики прерывистого распада в стали, под-
вергнутой УВН, и в закаленном состоянии. Результаты определения пара-
метров по фотографиям микроструктуры сведены в табл. 6.6. Число цент-
ров роста (числа ячеек) в расчете на одно зерно (средний размер зерна со-
ставляет ~200 мкм) увеличивается после УВН в 3 раза. Это увеличение, по-
видимому, еще больше, так как на фотографиях не всегда можно различить
границы ячеек после их смыкания в случае ударно-нагруженной стали. Но-
вые центры роста после УВН появляются как на границах, так и в объеме
исходных зерен. Максимальный размер ячеек в направлении их роста
уменьшается после УВН приблизительно в 3 раза, по-видимому, из-за
столкновения ячеек. Средняя скорость роста G во всем временном интерва-
ле распада увеличивается после УВН на порядок. Межпластиночное рас-
стояние S уменьшается приблизительно вдвое.
Скорость роста ячеек прерывистого распада определяется коэффициен-
том граничной диффузии [37, 40]. В исследованной стали распад контроли-
руется зернограничной диффузией хрома [35]. Следуя [40, 42], оценим зна-
чение коэффициента граничной диффузии хрома по соотношению DB -
- GS2/X, где А - толщина границы. Обычно пршшмают А = 0,5 нм [43].
352
Полученные значения DB (см. табл. 6.6) вполне приемлемы. Для сравне-
ния, коэффициент граничной диффузии железа в y-Fe, рассчитанный для
800 °C по энергии активации и предэкспоненциальному множителю, взя-
тым из [42], составляет 1,311О~8 см2/с. Из таблицы следует, что коэффици-
ент граничной диффузии хрома после УВН возрастает почти втрое.
Принято считать [43], что механизм диффузии атомов замещения по
границам зерен вакансионный. Поскольку коэффициент диффузии пропор-
ционален концентрации вакансий, приходим к выводу, что после УВН она
возрастает в 3 раза. В действительности это увеличение может быть гораз-
до больше, если учесть возможность быстрого стекания вакансий на грани-
цы и дислокации. Таким образом, ускорение реакции прерывистого распа-
да в исследованной стали после ее нагружения ударными волнами обуслов-
лено повышением концентрации избыточных вакансий и вследствие этого
увеличением коэффициента граничной диффузии.
Л.Н. Лариков и О. А. Шматко считают [37], что стекание вакансий повы-
шает их концентрацию у стоков (например у границ зерен и ячеек), ускоряя
зарождение и рост ячеек прерывистого распада. Эта точка зрения полно-
стью применима к нашему объяснению влияния УВН на прерывистый рас-
пад. Для дополнительного подтверждения предложенного объяснения про-
ведены специальные опыты, в которых изменяли скорость охлаждения при
закалке аналогично [37]. Образцы закаливали от температуры 1050 °C в ле-
дяной соленой воде, фиксируя повышенную концентрацию избыточных ва-
кансий, затем проводили распад при 800 °C. Другие образцы переносили из
печи с температурой 1050 °C в печь с температурой 800 °C. Установлено,
что скорость прерывистого распада в первом случае гораздо больше, что
может быть связано только с повышенной концентрацией вакансий.
6.3.2. Изменение твердости при непрерывном
и прерывистом распадах
После УВН, как и после прокатки на 20%, плотность дислокаций при-
мерно одинакова и равна р = (1,8-2,1)10" см-2. В структуре стали Х18АГ18,
подвергнутой УВН, появляются также деформационные двойники, что ти-
пично для материалов с низкой энергией дефектов упаковки. Возникнове-
ние в аустените деформационных дефектов обусловливает возрастание ми-
кроискажений кристаллической решетки. После указанных обработок они
отличаются незначительно и составляют Дд/« = (2,7-2,8)10-3.
При изотермических выдержках структура исследуемой стали, предва-
рительно обработанной УВН или прокаткой, претерпевает существенные
изменения: происходит распад пересыщенного твердого раствора и связан-
ное с ним обеднение твердого раствора аустенита элементами внедрения,
параллельно развивается аннигиляция дислокаций и снимаются микроиска-
жения кристаллической решетки. Первый процесс подтверждается элек-
тронно-микроскопическими исследованиями. Так, в образцах стали после
УВН и старения при 550 °C (рис. 6.29, а) наблюдается непрерывный распад
пересыщенного твердого раствора с выделением частиц нитрида хрома.
Выделяющиеся частицы закрепляют дислокации, образовавшиеся в резуль-
353
Рис. 6.29. Непрерывный (а, б) и пре-
рывистый (в) распад пересыщенного
твердого раствора в стали Х18АГ18
(деформационные двойники декори-
рованы частицами нитрида хрома).
Обработка: а, б - УВН + С - 550 °C. 1 ч; в -
УВН + С - 800 °C, 1 ч
тате УВН, и декорируют границы пакетов деформационных двойников
(рис. 6.29, б). В центре рис. 6.29, б видно, что двойники одной системы пере-
секают двойники другой системы, и при этом происходит смещение тонких
двойников. Аналогичное изменение структуры стали при старении в интер-
вале температур 500...600 °C наблюдается и в случае деформированных
прокаткой образцов.
Прерывистый распад получает максимальное развитие при Тс = 800 °C.
На рис. 6.29, в представлена та область шлифа, где степень прерывистого
распада после УВН минимальна. В промежутках между ячейками прерыви-
стого распада можно четко наблюдать непрерывный распад. Он охватыва-
ет всю область матрицы, не занятую прерывистым распадом. Хорошо деко-
рируются фазой выделения полосы скольжения - свидетельство того, что
при нагреве до 800 °C в аустените еще сохраняется определенная плотность
дислокаций, которые возникли в результате воздействия ударных волн.
Известно, что пластическая деформация (е < 20%) облегчает развитие
непрерывного распада вследствие снижения энергетического барьера за-
рождения частиц и обусловливает подавление прерывистого распада [40].
Поэтому в деформированном (£ = 20%) образце исследованной стали сте-
пень прерывистого распада Р < 5% и фаза старения выделяются непрерыв-
но на дефектах кристаллической решетки.
О втором процессе - аннигиляции дислокаций - в определенной степени
можно судить по изменению микроискажений (ка/а) кристаллической ре-
шетки аустенита. Так, зависимость величины напряжений II рода (Дд/д) от
температуры старения монотонно снижается для обработки по схеме:
УВН + старение (рис. 6.30, кривая 1). После пластической деформации на
20% и старения напряжения II рода также снижаются. Однако при любой
фиксированной температуре старения уровень значений Дд/д выше, чем в
354
Рис. 6.30. Зависимость микроискажений кристал-
лической решетки (Ла!а) в стали Х18АГ18 от тем-
пературы старения при изотермической выдержке
Тс = 1 ч.
Предварительная обработка: 1 — УВН; 2 — ХД при 20 °C на 20%
случае предыдущей обработки (рис. 6.30,
кривые 1, 2). При этом различие в уровне
микроискажений тем сильнее, чем выше
температура старения.
Поскольку исходная (до старения) плотность дислокаций в аустенитной
матрице одинакова для двух сравниваемых обработок, то данные рис. 6.30
свидетельствуют о том, что при нагреве аннигиляция дислокаций развива-
ется интенсивнее после УВН, чем после пластической деформации на 20%.
По-видимому, это обстоятельство объясняется повышенной концентраци-
ей вакансий, существующих в структуре стали, подвергнутой УВН.
Твердость деформированной на 20% стали повышается с 20 (закаленное
состояние) до 41 ед. HRC за счет увеличения плотности дефектов кристал-
лического строения в аустените. Твердость стали после УВН меняется под
влиянием нескольких факторов. С одной стороны, по-видимому, повыше-
ние давления по высоте цилиндра с 40 до 100 ГПа дополнительно упрочня-
ет аустенит, а с другой, увеличивает разогрев матрицы, стимулируя раз-
упрочнение. В итоге для материала, подвергнутого УВН, характерно неод-
нородное распределение твердости по объему; так, по данным табл. 6.7,
значения твердости меняются от образца к образцу в пределах HRC = 39-43.
Однако усредненное значение твердости цилиндра можно определить вели-
чиной 40 HRC, близкой к твердости прокатанной на 20% стали.
Последующее за УВН или прокаткой старение неоднозначно влияет на
прочность стали в зависимости от температуры изотермической выдержки.
В табл. 6.7 приведены значения HRC для различной температуры и продол-
жительности старения, дающие представление об абсолютном уровне твер-
дости, достигаемом в результате этих обработок. Для анализа табличных
данных удобнее пользоваться безразмерным коэффициентом К, характери-
зующим относительное изменение твердости в результате старения. Так, на
Таблица 6.7
Твердость HRC стали Х18АГ18 после различных обработок
Режим старения УВН + старен ие/У ВЫ ХД 20% + старение/ХД 20%
500 °C, 1 ч 43/41* 41,5/40,5
600 °C, 1 ч 40,5/39 43/41
650 °C, 1 ч 42/43 41/41
650 °C, 3 ч 37/40,5 39,5/40,5
650 °C, 5 ч 32/40 38/41
700 °C, 1 ч 38/42 37/41
800 °C, 1 ч 31/39,5 36/41
*В числителе - значение твердости образца после старения, в знаменателе - его твердость до старения.
355
Это объясняется тем, что
Рис. 6.31. Зависимость коэффициента К стали Х18АГ18
от температуры старения Тс при изотермической
выдержке Тс = 1 ч.
Предварительная обработка: 1 - УВН: 2 - деформация при 20 °C на 20%
рис. 6.31 и 6.32 представлены зависимости ко-
эффициента твердости К от температуры и
длительности изотермической выдержки со-
ответственно.
После старения при температурах
500...600 °C коэффициенты К[ и К2 близки
между собой и положительны (см. рис. 6.31).
Следовательно, обработки УВН + старение и
пластическая деформация 20% + старение в
этом температурном интервале обеспечивают
примерно одинаковое повышение твердости,
упрочнение за счет дисперсионного твердения
при распаде твердого раствора превалирует над разупрочнением за счет ан-
нигиляции дислокаций. В значительной мере этому способствует то, что по-
движность дислокаций при этих температурах ограничена выделившимися
частицами. Для сравнения, в закаленной стали увеличение твердости при
нагреве в этом же интервале температур не наблюдается.
Повышение температуры старения до 700...800 °C приводит к разупро-
чению исследуемой стали (см. табл. 6.7) и монотонному снижению коэффи-
циентов, что обусловлено преобладанием разупрочнения (аннигиляции дис-
локаций) над упрочнением за счет выделения нитридных частиц.
Наименьшее снижение в этом температурном интервале наблюдается
для коэффициента К2 (рис. 6.31, кривая 2). Коэффициент К, снижается
сильнее. Так, при Тс = 800 °C величина К2 = -12%, а К, = -22%. Такое раз-
личие коэффициентов можно объяснить следующим образом. В деформи-
рованной (е = 20%) стали, нагретой до Тс = 800 °C (тс = 1ч) действует толь-
ко один фактор, снижающий коэффициент К2 - аннигиляция дислокаций.
В образцах, обработанных по схеме УВН + 800 °C (тс = 1 ч) добавляется
второй разупрочняющий фактор, обусловленный тем, что прерывистый
распад представляет собой комплексную ре-
акцию, включающую распад твердого раство-
ра и первичную рекристаллизацию [40, 41].
Второй фактор дополнительно снижает коэф-
фициент К,.
Часовая выдержка при температуре 650 °C
недостаточна для изменения уровня твердости
стали в сравнении с исходным состоянием:
Рис. 6.32. Зависимость коэффициента К стали
Х18АГ18 от продолжительности изотермической вы-
держки при температуре старения Тс = 650 °C после
УВН(1)иХД, 20% (2)
356
Рис. 6.33. Зависимость степени прерывистого рас-
пада Р стали Х18АГ18 от изотермической вы-
держки при температуре старения Тс = 800 °C.
Предварительная обработка: 1 - УВН; 2 - закалка с 1050 °C в
воде; 3 - нагрев до 1050 °C, перенос на температуру Тс = 800 °C,
изотермическая выдержка при этой температуре и охлаждение
в воде
УВН и прокаткой. Чтобы установить
влияние старения при этой температуре
на прочность исследуемой стали, необхо-
димо изучить зависимость твердости от продолжительности изотермичес-
кой выдержки при 650 °C. При Тс = 650 °C изотермическая выдержка зака-
ленной стали до тс = 5 ч не приводит к появлению прерывистого распада.
Этот распад не наблюдается и в случае деформированных образцов. В них
происходит непрерывное выделение частиц нитрида хрома на дислокациях.
Структура в этом случае примерно такая же, как изображена на рис. 6.29, а.
Разупрочнение при Тс - 650 °C преобладает над процессом упрочнения, по-
этому коэффициент К2 монотонно уменьшается при увеличении изотерми-
ческой выдержки (рис. 6.32, кривая 2).
В случае УВН (рис. 6.32, кривая 1) зависимость К, = f(Tc) тоже монотон-
на, но уменьшение Kj более значительно, чем К2. Так, при параметрах ста-
рения Тс = 650 °C и тс = 5 ч отношение ~ 3. Такое различие в зависи-
мости К| (тс) и К2 (тс) обусловлено тем, что в образцах при старении после
УВН происходит прерывистый распад. Степень его при параметрах старе-
ния Тс = 650 °C и тс = 5 ч такая же, как в случае Тс = 800 °C и тс = 1 ч.
Для закаленного состояния зависимость Р(тс) представлена на рис. 6.33,
кривая 2. Форма этой кривой типична для старения по механизму прерыви-
стого распада для азотсодержащих аустенитных сталей, предварительно за-
каленных в воде. Зависимость Р(тс) для образцов после УВН по уровню зна-
чений Р существенно отличается от описанной для закаленного состояния
(рис. 6.33, кривые 1 и 2), но только для тс < 15 ч (Тс = 800 °C). При тс > 15 ч
это различие исчезает. Ускорение кинетики прерывистого распада, воз-
можно, обусловлено двумя факторами: 1) увеличением центров зарождения
прерывистого распада; 2) увеличением скорости роста ячеек. О наличии
первого фактора можно сделать заключение после оптического анализа
микроструктур. Так, на рис. 6.29, в видно, что ячейки прерывистого распа-
да возникают не только по границам зерен, но и внутри зерна. Принимая во
внимание данные работ [45, 46], возникновение прерывистого распада вну-
три зерен образцов, через которые проходили ударные волны, можно объ-
яснить следующим образом.
УВН приводит к снижению сдвиговой устойчивости кристаллической
решетки аустенита и на мезоуровне II возникают пакеты микродвойников.
Материал начинает фрагментироваться. Возникающие внутри зерна субст-
руктурные (малоугловые) границы являются местами зарождения и после-
|дующего роста зародышей прерывистого роста. Для метастабильных аус-
тенитных сплавов системы Fe-Ni-Ti (мас.%: 25-27 Ni; 3-5 Ti; ост. Fe) в ра-
боте [47] показана такая возможность реализации ячеистого распада с вы-
357
делением стабильной Т|-фазы (состава Ni3Ti с ГПУ-решеткой) в условиях
миграции малоугловых границ.
Увеличение скорости роста ячеек прерывистого распада обусловлено,
по-видимому, наличием в аустените после УВН большого количества ва-
кансий, обеспечивающих ускорение диффузии хрома [31]. При больших
значениях тс избыток атомов азота, способных создать частицы, исчерпы-
вается и значение степени непрерывного распада Р = Рмак для обоих случа-
ев (закалки и УВН) становится одинаковым. Похожие результаты получе-
ны в работе [48]. В ней показано, что при старении фазонаклепанного аус-
тенита метастабильных сплавов системы Fe-Ni-Ti интенсивному выделе-
нию стабильной трфазы Ni3Ti в форме крупных дисков на дефектах крис-
таллической решетки способствуют вакансии, которыми обогащена матри-
ца. Эти вакансии образовались в результате изменения удельного объема
при ос—>у—>0Сф-превращении (оСф - фазонаклепанный аустенит).
Сравним между собой зависимости, представленные на рис. 6.33 (кри-
вые 2, 3). Последняя зависимость получена после следующей обработки:
сталь нагревали до температуры закалки и затем переносили в печь, нагре-
тую до Тс = 800 °C. Далее изменяли изотермические выдержки от 1 до 30 ч.
После старения образцы охлаждали в воде. Из рисунка видно, что степень
прерывистого распада во втором случае (кривая 3) монотонно увеличива-
ется и тем сильнее, чем продолжительнее изотермическая выдержка. Од-
нако во втором случае при всех значениях Тс величина Р меньше. Такое
различие можно объяснить следующим образом. В первом случае (см.
рис. 6.33, кривая 2) в результате закалки фиксируется определенное коли-
чество вакансий, которое практически сохраняется при последующем изо-
термическом старении этих образцов при Тс = 800 °C. Во втором случае
(кривая 3) перенос образцов с температуры закалки на более низкую тем-
пературу Тс = 800 °C приводит к снижению концентрации вакансий, участ-
вующих в процессе роста ячеек прерывистого распада, по сравнению с пер-
вым случаем, поскольку равновесная концентрация вакансий, характерная
для температуры 1050 °C, не фиксируется резкой закалкой. Уменьшение
количества вакансий в аустените замедляет кинетику прерывистого распа-
да, что наблюдается экспериментально (см. рис. 6.33, кривые 2, 3). Замед-
ление ячеистого распада за счет уменьшения в матрице концентрации ва-
кансий показано для многих цветных сплавов [37].
В работе [40] обсуждаются случаи, при которых увеличение количества
вакансий в матрице, обусловленное повышением температуры закалки, за-
медляет прерывистый распад. Это происходит в том случае, когда при ох-
лаждении материала от температуры закалки до комнатной вакансии спо-
собствуют развитию непрерывного распада. Наличие в матрице частиц, вы-
делившихся при непрерывном распаде, уменьшает интенсивность последу-
ющего прерывистого распада. В исследуемой стали описанные процессы не
происходят, видимо, из-за большого энергетического барьера зарождения
частиц Cr2N как внутри аустенита, так и на границах зерен, поскольку пара-
метр несоответствия сопрягающихся решеток указанных фаз достаточно
высок [31]. Отсутствие дисперсных частиц Cr2N, образовавшихся при закал-
ке, подтверждается электронно-микроскопически.
358
6.3.3. Влияние амплитуды ударно-волнового нагружения
на развитие прерывистого распада
При старении хромомарганцевых азотсодержащих сталей конкурируют
два механизма распада пересыщенного твердого раствора: непрерывный и
прерывистый. Выделение частиц нитрида хрома по непрерывному типу в
предварительно закаленном аустените изучено в работах [38, 49]. Развитие
прерывистого распада в аустенитной стали типа Х18АГ18, подвергнутой
предварительному ударно-волновому нагружению, впервые исследовано в
работах [31, 32]. В частности, в [31] установлена ориентационная связь кри-
сталлических решеток нитрида хрома и аустенита в ячейках прерывистого
распада, обнаружено явление интенсификации реакции прерывистого рас-
пада в 10 раз и более по сравнению с закаленным состоянием. Ускорение
реакции прерывистого распада после нагружения ударными волнами объ-
яснено повышением концентрации вакансий и возрастанием коэффициента
граничной диффузии хрома.
Влияние холодной пластической деформации на прерывистый распад в
сплавах проявляется по-разному. Холодная деформация сплавов меди с се-
ребром до 30% заметно понижает скорость ячеистого распада, а деформа-
ция на 50% способствует его ускорению [50, 51]. В сплавах меди с берилли-
ем в интервале деформаций 20-50% наблюдается ускорение прерывистых
выделений, а в интервале 50-90% конкуренция между рекристаллизацией,
гомогенным и прерывистым распадами приводит к снижению скорости по-
следнего [52]. В нержавеющих сталях пластическая деформация способст-
вует значительной интенсификации прерывистого распада [53, 54]. При со-
поставлении деформированных сплавов разных систем легирования авторы
[37] приходят к обобщению, что предварительная деформация в интервале
20-50%, как правило, увеличивает скорость прерывистого распада, а де-
формация в интервале 50-90% замедляет распад. Эти наблюдения дают ос-
нования предполагать, что и ударно-волновое воздействие на материал, по-
добно холодной деформации, может оказывать неоднозначное воздействие
на протекание прерывистого распада при последующем старении.
В настоящем разделе приводятся результаты исследования влияния амп-
литуды ударно-волнового нагружения на структуру и свойства стали
Х18АГ18. Исследованная сталь содержала, мас.%: 0,09 С, 19,5 Сг, 18,6 Мп,
0,6 N. Заготовку стали нагревали до 1050 °C, выдерживали 2 ч и закаливали
в воде. Из заготовок были выточены четыре цилиндрических образца. Ци-
линдры были попарно помещены в массивную стальную обойму и подверг-
нуты воздействию взрыва зарядов взрывчатого вещества, расположенных
на свободных торцах образцов по краям обоймы (рис. 6.34, а). Всю систему
помещали в тяжелый корпус. Инициирование зарядов осуществляли одно-
временно (с разновременностью не более 10“7 с). Каждая пара образцов ис-
пытывала нагрузку от воздействия первичной и отраженной ударных волн.
В первой паре образцов первичная ударная волна с давлением Р ~ 40 ГПа
распространялась с внешних по отношению к обойме торцов каждого об-
разца. Отраженная волна с давлением Р = 100 ГПа возникала при столкно-
вении первичных ударных волн на стыке внутренних торцовых поверхнос-
359
Рис. 6.34. Схема ударно-волнового нагружения цилинд-
рических образцов:
а — I - цилиндрические образцы; 2 - взрывчатое вещество; 3 - стальная
обойма: 4 - массивный корпус; б - схема электроискровой резки цилин-
дрических образцов после ударно-волнового нагружения
тей образцов и двигалась в обратном направ-
лении. Во второй паре образцов давление в
первичной и отраженной волнах составляло
соответственно 32 и 40 ГПа.
На сохраненных после ударно-волнового
нагружения образцах были выполнены изме-
рения твердости. Твердость HV измеряли в
двух направлениях: радиальном и продольном
на приборе Виккерса при нагрузке 10 кгс, по-
сле чего методом электроискровой резки (без
нагрева) образцы разрезали на радиальные
сегменты по схеме, представленной на
рис. 6.34, б. Ориентацию каждого сегмента
относительно исходного положения образца в обойме в момент воздействия
ударных волн фиксировали, что позволило в дальнейшем сопоставлять па-
раметры ударно-волнового воздействия со структурой и свойствами иссле-
дуемой стали. Структуру аустенита, подвергнутого ударно-волновому на-
гружению, исследовали ренттеноструктурным методом на дифрактометре
ДРОН-УМ в железном излучении. Определяли физическое уширение ли-
ний (111)у и (311)г по методике [55] рассчитывали плотность дислокаций р
и величину микронапряжений (искажений II рода). За эталон принималось
исходное (закаленное) состояние материала. Далее полученные образцы
обрабатывали термически. Для развития процессов старения образцы на-
гревали в интервале температур 650...800 °C, выдерживали от 5 до 30 ч и
охлаждали в воде.
Твердость закаленной стали Х18АГ20 не превышает 220 HV. После
ударно-волнового нагружения на образцах были выполнены измерения
твердости, свидетельствующие о существенном упрочнении стали в сравне-
нии с исходным состоянием. Для первой пары цилиндров, подвергшихся
воздействию ударных волн с давлением 40-100 ГПа, результаты измерений
сводятся к следующему. На внешних торцах образцов твердость одинакова
по всей поверхности и составляет 340 ед. HV. Внутренние торцы цилиндров
оказались упрочнены значительно сильнее, но неравномерно. Значения
твердости, измеренные на поверхности внутренних торцов, находятся в ин-
тервале 440-407 ед. HV, что в среднем на 25% превышает твердость внеш-
них торцов. Максимальная твердость фиксируется в центральной области
торцевой окружности; при перемещении в радиальном направлении значе-
ния HV последовательно снижаются, наименьшие значения соответствуют
периферийной области. На рис. 6.35, а представлено распределение твердо-
сти, измеренной на продольном срезе образца. Все приведенные значения
являются результатом усреднений по 3-6 измерениям. Видно, что твердость
HV = 340 ед., зафиксированная на поверхности внешнего торца цилиндра,
360
Рис. 6.35. Распределение твердости по объему цилиндрических образцов стали Х18АГ18,
подвергнутых ударно-волновому нагружению:
а - с давлением от 40 до 100 ГПа; б - с давлением от 32 до 40 ГПа
характерна также для прилегающих областей глубиной в несколько милли-
метров. Далее при смещении по высоте образца твердость увеличивается,
кроме того, в поперечном сечении имеет место обратная зависимость твер-
дости от радиуса. В итоге в центральной зоне цилиндра, вдоль его оси, зна-
чения HV возрастают на 30% (до 450 ед. включительно), на периферийных
участках вблизи боковой цилиндрической поверхности изменение твердос-
ти по длине образца вдвое меньше - 16%.
Распределение твердости во второй паре образцов приведено па
рис. 6.35, б. Поскольку при нагружении этих образцов давление в ударной
волне было существенно ниже (32-40 ГПа), упрочнение материала не столь
велико, как в первом опыте. Соответствующие этому режиму ударно-вол-
нового воздействия значения твердости заключены в интервале 290-390 ед.
HV. Характер изменения твердости в зависимости от высоты и радиуса ци-
линдрических образцов аналогичен, это видно при сравнении данных на
рис. 6.35, а, б.
Обобщая сведения об изменении твердости в двух парах образцов, мож-
но заключить, что упрочнение стали 10Х18АГ20 последовательно повыша-
ется с увеличением амплитуды ударно-волнового нагружения (рис. 6.36,
кривая 1). Эта зависимость коррелирует с увеличением плотности дислока-
ций (рис. 6.36, кривая 2) и повышением уровня микропскажепий (кривая 3)
в структуре стали.
После закалки сталь Х18АГ20 находится в аустенитном состоянии.
Твердый раствор аустенита является пересыщенным и при нагреве до
800 °C распадается по прерывистому механизму. Кинетика распада аусте-
нита в закаленной стали представлена на рис. 6.37, кривая 1. О начале пре-
рывистого распада с определенностью можно судить лишь после выдержки
361
Кинетика прерывистого распада
Рис. б.Зб. Зависимость твердости, плотнос-
ти дислокаций и уровня микроискажений
стали Х18АГ18 от амплитуды нагружения Р
(пояснения в тексте)
в течение 1 ч, когда степень распада
составляет несколько процентов.
Далее, по мере увеличения продол-
жительности выдержки распад раз-
вивается более полно и после 30-ча-
совой выдержки превращенный
объем достигает 50-55%. Дальней-
шее увеличение времени старения
(до 50 ч) не меняет степени распада,
поэтому полноту превращения, рав-
ную 55%, следует признать макси-
мальной для исследуемой стали с ис-
ходным закаленным состоянием.
изменится, если закаленную сталь
подвергнуть ударно-волновому воздействию. Кривые 2, 3 на рис. 6.37 опи-
сываю!' развитие прерывистого старения после нагружения ударными
волнами с амплитудами 32 и 100 ГПа соответственно. При сравнении этих
кривых с кривой 1 для закаленного состояния можно отметить различия.
В стали, нагруженной ударными волнами с амплитудой 32 ГПа, инкубаци-
онный период, как и для закаленного состояния, составляет 1 ч. Увеличе-
ние давления в ударной волне до 100 ГПа на порядок сокращает эту вели-
чину. Реакция прерывистого распада начинается практически сразу после
нагрева на 800 °C, а после часовой выдержки продукты распада занимают
уже более 1/3 объема.
Кривые 2, 3 подобны друг другу и по форме отличны от кривой 1. При
старении стали, подвергнутой предварительному ударно-волновому нагру-
жению, отсутствует типичная для исходного закаленного состояния стадия
медленного развития прерывистого распада. Доля распада, вне зависимости
от амплитуды ударной волны, с самого начала нарастает пропорционально
логарифму продолжительности изотермической выдержки при старении.
В таком скоростном режиме возни-
кает большая часть превращенного
объема, после чего скорость распа-
да аустенита снижается из-за умень-
шения степени пересыщения твер-
дого раствора, и на заключительной
Рис. 6.37. Зависимость степени прерывисто-
го распада от продолжительности изотерми-
ческой выдержки в стали Х18АГ18 при тем-
пературе 800 °C.
Предварительная обработка: I -закалка от 1050 СС; 2 -
УВН е давлением 32 ГПа; 3 - УВН с давлением 100 ГПа
362
Рис. 6.38. Зависимость степени прерывистого рас-
пада от температуры старения стали Х18АГ18
(продолжительность старения 5 ч).
Предварительная обработка: I - закалка от 1050 °C; 2 - УВП с
давлением Р = 32 ГПа; 3 -УВН. Р = 40 ГПа; 4- УВН, Р = 100 ГПа
стадии полнота превращения слабо ме-
няется с увеличением продолжительнос-
ти изотермической выдержки.
Преимущества для развития преры-
вистого распада, приобретенные матери-
алом после ударно-волнового воздейст-
вия с давлением 32 ГПа, носят кинетический характер и исчерпываются при
выдержках < 5 ч, поэтому максимальная полнота превращения оказывает-
ся в этом случае практически в 2 раза меньше, чем после закалки. Нагруже-
ние с амплитудой 100 ГПа, напротив, стимулирует прерывистый распад на
всех этапах; в итоге максимальная полнота превращения превышает 80%,
что существенно больше в сравнении с закаленным состоянием.
Для стали 10Х18АГ20 с исходным закаленным состоянием температур-
ный интервал для развития реакции прерывистого распада довольно узок и
заключен вблизи 800 °C (рис. 6.38, кривая 1). В стали, подвергнутой предва-
рительному ударно-волновому нагружению, аустенит распадается по пре-
рывистому механизму и при более низких температурах. На рис. 6.38 пред-
ставлены кривые изменения степени прерывистого распада стали, испытав-
шей нагружение с различным давлением ударной волны (32, 40 и 100 ГПа),
в зависимости от температуры последующего нагрева. Продолжительность
изотермической выдержки при всех температурах старения составляла 5 ч.
Можно видеть, что сталь чувствительна к воздействию режима ударно-вол-
нового нагружения на развитие прерывистого распада. Из сравнения кри-
вых 2-4 следует, что чем больше давление ударной волны, тем при более
низкой температуре начинается прерывистый распад аустенита. Так, удар-
ная волна с амплитудой 32 ГПа заметно снижает температуру начала пре-
рывистого распада в сравнении с закаленным состоянием, первые порции
образуются при 700 °C. После ударно-волнового нагружения с амплитудой
100 ГПа ячеистый распад фиксируется в структуре уже после старения при
650 °C. Однако значительного развития реакция прерывистого распада при
этой температуре не получает: даже после 30-часовой выдержки полнота
превращения составляет не более 5%.
Степень прерывистого распада также зависит от величины давления в мо-
мент ударной нагрузки. При фиксированной температуре изотермической вы-
держки полнота превращения нарастает по мере увеличения амплитуды удар-
ной волны. Например, после старения при 750 °C она составляет 11, 17 и 78%
соответственно. Для сравнения отметим, что в предварительно закаленной
стали прерывистый распад при этой температуре старения отсутствует. Удар-
но-волновым воздействием определяется и характер зависимости полноты
превращения от температуры последующего старения. Нагружение с давле-
нием 32 ГПа обеспечивает пропорциональность степени прерывистого распа-
да от температуры старения (рис. 6.38, кривая 2). На кривых 3, 4, соответству-
363
Таблица 6.8
Количественные характеристики прерывистого распада в зависимости от амплитуды
ударно-волнового нагружения и температуры последующего старения при 650...800 °C,
5 ч (число центров роста па одно зерпо/максимальпый размер ячеек, мкм)
Амплитуда ударно-волнового нагружения, ГПа Температура старения, °C
650 700 750 800
32 0/0 6/10 7/35 8/40
40 0/0 6/22 16/35 —
100 1/8 11/30 30/35 -
ющих 40 и 100 ГПа, наблюдается перегиб, свидетельствующий о резкой ин-
тенсификации распада аустенита при повышенных температурах.
Известно [1], что причина упрочнения материалов после нагружения
ударными волнами заключается в возникновении большого количества де-
фектов кристаллического строения. Ранее было показано [31], что в струк-
туре стали 10Х18АГ20 в результате ударно-волнового нагружения появля-
ются микродвойники деформации, увеличивается плотность дислокаций, на
границах микродвойников и на дислокациях выделяются дисперсные части-
цы нитридов хрома. Установленная в настоящей работе зависимость твер-
дости стали от давления в ударной волне свидетельствует о том, что коли-
чество таких дефектов определяется режимом ударно-волнового воздейст-
вия на материал.
Развитие прерывистого распада обусловлено потенциальной возможно-
стью сплава к возникновению ячеек и их кинетической способностью к рос-
ту. Рассмотрим распад пересыщенного твердого раствора аустенита в ис-
следуемой стали, воспользовавшись табл. 6.8. В ней систематизированы
данные о параметрах прерывистого распада после различных режимов
ударно-волнового нагружения и последующего старения. Размер аустенит-
ного зерна после всех обработок был постоянен и составлял примерно
200 мкм. Сведения о количестве центров роста на одно зерно и максималь-
ном размере ячеек получены в результате статистической обработки мик-
роструктуры. При определении максимального размера ячеек измерялись
несомкнувшиеся колонии в направлении их роста. Видно, что оба парамет-
ра возрастают при перемещении по столбцам таблицы сверху вниз и движе-
нии по строкам слева направо.
Относительно влияния ударно-волнового нагружения на число центров
зарождения ячеек можно высказать следующие соображения. Максималь-
но возможная степень прерывистого распада для закаленной стали
10Х18АГ20 реализуется после изотермической выдержки при температуре
800 °C в течение 30 ч, при этом в одном зерне содержится в среднем
3,5 ячейки. Предварительное ударно-волновое нагружение с амплитудой
32 ГПа увеличивает число колоний прерывистого распада при этой темпе-
ратуре вдвое. Все потенциально возможные места зародышеобразования
активизируются на начальных стадиях: уже после часового старения коли-
чество ячеек достигает 7 и при увеличении продолжительности выдержки
до 30 ч остается практически неизменным. После воздействия ударной вол-
364
ны с давлением 40 и 100 ГПа число ячеек, возникших при 800 °C, настоль-
ко велико, что не поддается корректному счету. Оценить влияние амплиту-
ды ударной волны на количество ячеек можно при более низких темпера-
турах изотермической выдержки. В частности, после старения при 700 °C
при изменении амплитуды с 32 до 100 ГПа этот показатель увеличивается
вдвое (с 6 до 11), при 750 °C - возрастает примерно в 4 раза (с 7 до 30), что
отличается от исходного закаленного состояния уже на порядок.
Увеличение среднего количества ячеек по мере повышения давления в
ударной волне свидетельствует о возрастании числа мест зарождения пре-
рывистого распада, приходящихся на одно зерно. В работе [31] отмечалось,
что предварительное ударно-волновое нагружение азотсодержащей аусте-
нитной стали способствует увеличению числа ячеек прерывистого распада в
сравнении с исходным закаленным состоянием. Дополнительные места за-
рождения и последующего роста зародышей прерывистого распада созда-
ются в теле зерна на малоугловых субструктурных границах [47]. По резуль-
татам настоящего исследования можно утверждать, что сдвиговая устойчи-
вость кристаллической решетки аустенита чувствительна не только к удар-
но-волновому нагружению исследуемой стали, но и к режиму такого воздей-
ствия. Увеличение плотности дислокаций и уровня микроискажений с повы-
шением давления в ударной волне способствуют фрагментации структуры и
возникновению новых центров зарождения прерывистого распада.
С этих же позиций можно объяснить и расширение температурного ин-
тервала прерывистого распада в стали, подвергнутой ударно-волновому на-
гружению. Прерывистый распад представляет собой комплексную реак-
цию, включающую непосредственно распад пересыщенного твердого рас-
твора и его рекристаллизацию [37], оба процесса являются термически ак-
тивируемыми. Структурные несовершенства, приобретенные материалом в
результате ударно-волнового воздействия, служат движущей силой рекрис-
таллизации и тем самым стимулируют протекание прерывистого распада
при более низких температурах. Степень такого влияния прямо связана с
количеством дефектов кристаллического строения и, следовательно, с амп-
литудой ударной волны.
Сопоставим размер ячеек прерывистого распада в стали с исходным за-
каленным состоянием в стали, подвергнутой ударно-волновой нагрузке.
Максимально возможный размер ячеек в закаленной стали 10Х18АГ20 со-
ставляет 102 мкм; до такой величины вырастают ячейки после старения
(800 °C, 30 ч), обеспечивающего наибольшую полноту превращения аусте-
нита. При этой температуре старения имеет смысл обсуждать размер ячеек
лишь в стали, нагруженной с давлением 32 ГПа. При других режимах фор-
мирование колоний прерывистого распада ограничено их взаимным столк-
новением. В течение 5 ч ячейки вырастают до 40 мкм, максимально воз-
можный размер после старения при 800 °C составляет 50 мкм (после вы-
держки 30 ч).
После старения при 750 °C размер ячеек инвариантен относительно
режима ударно-волнового нагружения и равен 35 мкм. По-видимому, такой
размер колоний близок к максимально возможному при температуре
750 °C, так как в стали, подвергнутой ударно-волновому нагружению с амп-
365
литудой 100 ГПа, превращенный объем за 5 ч достигает 77%. После старе-
ния при 700 °C в течение 5 ч размер колоний прерывистого распада варьи-
рует от 10 до 30 мкм при изменении амплитуды ударно-волнового нагруже-
ния от 32 до 100 ГПа. Возрастание давления в ударной волне создает повы-
шенную концентрацию вакансий, облегчает развитие диффузии и тем са-
мым способствует укрупнению ячеек.
При 650 °C из-за конкурирующего воздействия непрерывного распада
ячейки не могут вырасти крупнее 8 мкм. Эта величина фиксируется уже по-
сле 5-часовой выдержки и при увеличении продолжительности старения до
30 ч, соответствующей наибольшей полноте превращения при 650 °C, оста-
ется практически неизменной.
Таким образом, в стали 10Х18АГ20, подвергнутой ударно-волновому на-
гружению, размер колоний прерывистого распада зависит от амплитуды удар-
ной волны и температуры старения. Однако верхняя граница диапазона воз-
можных значений ограничена 50 мкм, что в 2 раза меньше, чем после закал-
ки. Следует подчеркнуть, что такая разница в величине колоний прерывисто-
го распада имеет место после старения при одинаковой температуре (800 °C),
а следовательно, равной степени пересыщения твердого раствора аустенита.
Ранее было показано [31], что в аустенитной азотсодержащей стали,
предварительно подвергнутой ударно-волновому нагружению, рост коло-
ний прерывистого распада тормозится или прекращается на дефектах кри-
сталлического строения. Вследствие этого при металлографическом на-
блюдении границы колоний имеют специфическую остроугольную форму,
в то время как после закалки они имеют вид плавных линий. Электронно-
микроскопическим исследованием установлено, что многочисленные дис-
персные частицы декорируют границы деформационных двойников, плос-
кости скольжения и дислокации, возникшие в результате прохождения
ударной волны. Такой тормозящий каркас отсутствует при старении стали
с исходным закаленным состоянием; в ней рост колоний ограничен лишь
концентрацией атомов азота и останавливается при исчерпании химической
движущей силы реакции прерывистого распада.
Поскольку в стали, подвергнутой ударно-волновому нагружению, реак-
ция прерывистого распада развивается интенсивнее, чем после закалки, бы-
ло бы естественно предполагать, что и степень распада твердого раствора
аустенита в этом случае будет больше. В действительности максимально
возможная полнота превращения отличается от исходного закаленного со-
стояния как в большую, так и в меньшую сторону (см. рис. 6.38). Для объ-
яснения неоднозначного воздействия ударно-волновой обработки следует
принять во внимание, что протекание прерывистого распада обусловлено
числом колоний и их величиной. Степень прерывистого распада определя-
ется по превращенной площади и рассчитывается по формуле П = S,/S2 %,
где S] - площадь шлифа, занятая прерывистым распадом, S2 - общая наблю-
даемая в микроскоп площадь шлифа. Допустим, что аустенитное зерно в
плоскости шлифа имеет форму окружности диаметром D, ячейка прерыви-
стого распада идентифицируется как окружность диаметром d, в одном ау-
стенитном зерне содержится п ячеек. Тогда степень прерывистого распада
в одном зерне составляет nxd2/D2 %.
366
Таблица 6.9
Степень прерывистого распада в стали 10Х18АГ20 после разных режимов
ударно-волнового нагружения и старения
Обработка Степень прерывистого распада, %
Фактическая Расчетная
3, С 800 °C, 30 ч 50 49
УВН с амплитудой 32 ГПа, С 750 °C, 5 ч И 11
УВН с амплитудой 32 ГПа, С 800 °C, 5 ч 26 18
УВН с амплитудой 32 ГПа, С 800 °C, 30 ч 31 24
УВН с амплитудой 100 ГПа, С 700 °C, 5 ч 26 13
УВН с амплитудой 100 ГПа, С 750 °C, 5 ч 77 50
Если речь идет о среднестатистическом зерне, то степень прерывистого
распада в нем отражает полноту распада в структуре стали в целом. При
этом п трактуется как среднее число ячеек, приходящееся на одно зерно,
d - как максимальный размер ячеек в направлении их роста, D - как сред-
ний размер исходного аустенитного зерна. Это предположение дает воз-
можность аналитически рассчитать степень прерывистого распада, исполь-
зуя экспериментально определяемые параметры прерывистого распада.
В табл. 6.9 сопоставлены фактическая и расчетная полнота распада аусте-
нита в стали 10Х18АГ20 со средним размером аустенитного зерна, равным
270 мкм после некоторых режимов ударно-волнового нагружения и старе-
ния. Можно видеть, что предложенный подход удовлетворительно описы-
вает развитие реакции распада аустенита в исследуемой стали с точностью
до ±5%. В случае большей полноты превращения (77%) расхождение меж-
ду расчетом и экспериментом вполне понятно из-за методической труднос-
ти в измерении параметров ячеистого распада.
СПИСОК ЛИТЕРАТУРЫ
1. Дерибас Л.Л. Физика упрочнения и сварки взрывом. Новосибирск: Наука, 1980. 222 с.
2. Hohman А.Н., Cowan G.R. The strengthening of austenitic manganese steel by plane shock waves Ц
Response of metals to high velosity deformation. N. Y.; L.: Interscience, 1960. P. 444-446.
3. Leslie VV'.G. Microstructural effects of high strain rate deformation // Metallurgical effects at high
strain tares. N. Y.; L.: Plenum Press, 1973. P. 571-586.
4. Ударные волны и явления высокоскоростной деформации металлов / Под ред.
М.А. Мейерса, Я.Е. Мура: Пер. с англ. М.: Металлургия, 1984. С. 202-241.
5. Зельдович В.И., Уваров Л.И., Васечкина Т.П. и др. Мартенситные превращения при де-
формации и механические свойства аустенитных хромомарганцевых сталей Ц ФММ, 1975.
Т. 40, вып. 2. С. 394-402.
6. Смирнов М.Л.,Левит В.И., Минц И.И., Атрощенко Э.С. Влияние ударного нагружения
на структуру и свойства диспсрсионно-твсрдсющих сплавов // ФММ, 1978. Т. 45, вып. 1.
С. 133-140.
7. Банных О.А., Блинов В.М., Гаврильев И.Н. и др. Влияние ударного нагружения на струк-
туру и свойства аустенитной дисперсионно-твердеющей стали // Физика горения и взры-
ва, 1982. №3. С. 104-108.
8. Гаврильев И.Н., Дерибас А.А., Зельдович В.М. и др. Структура и механические свойства
аустенитной хромомарганцевой стали после нагружения ударными волнами // ФММ,
1988. Т. 85, вып. 4. С. 801-808.
367
9. Уваров Л И . Зельдович В.И., Ринкевич О.С., Гаврилов И.П. Структура и механические
свойства аустенитных сталей, упрочненных ударными волнами и старением. I, Упрочне-
ние ударными волнами // ФММ, 1994. Т. 78, № 3. С. 143-152,
10. Бабич Б.К., Гуль Ю П., Долженков И.Е. Деформационное старение. М.: Металлургия,
1972. 320 с.
11. Сагарадзе В.В., Воронин В.И., Филиппов Ю.И. и др. Мартенситные превращения у-Е(а)
и эффект памяти формы в стареющих высокопрочных марганцевых аустенитных ста-
лях Ц ФММ, 2008, Т. 106, № 6 С. 650-659.
12. Сагарадзе В В , Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
13. Уваров А.ИТерещенко НА. Структура и механические свойства железомарганцевых
сплавов после пластической деформации и старения // Высокопрочные аустенитные ста-
ли. М.: Наука, 1987. С. 25-36.
14. Уваров А.И., Ануфриева Е.Н. Влияние температуры деформации на характер разруше-
ния и механические свойства стали Н26Х5ТЗ, предварительно упрочненной прерывис-
тым распадом // ФММ, 1993. Т. 75, вып. 5. С. 148-153.
15. Козлов Е.А , Елькин В.М.,Литвинов Б.В. и др Особенности плавления и кипения аус-
тенитной стали 12Х18Н10Т в сферических волнах напряжений//ДАН. 1996.Т. 351,№6.
С. 756-759
16. Козлов Е.Л., Елькин В.М., Литвинов Б.В. и др. Особенности плавления и испарения ау-
стенитной стали I2X18H10T в сферических волнах напряжений // ФММ, 1997. Т. 83,
вып. 2. С. 116-127'.
17. Козлов Е.А., Коваленко Г.В., Уваров А.И., Теплое В.Л. Изменения структуры аустенит-
ной стали 6ОХЗГ8Н8Ф при воздействии сферических волн напряжений // ФММ, 1999.
Т. 88, вып. 6. С. 95-102.
18. Козлов Е.А , Коваленко Г.В .Литвинов Б.В. и др Особенности деформации и разруше-
ния аустенитной стали 60ХЗГ8Н8Ф в сферических волнах напряжений // ДАН, 1998.
Т. 358, №2. С. 189-192.
19. Уваров А.И., Теплое В.А., Карькина Л.Е. Влияние сферических волн напряжений на
структуру и механические свойства аустенитной стали 60ХЗГ8Н8Ф // ФММ, 2005. Т. 100,
вып, 3. С. 104-108.
20. Kozlov Е.А. Shock adiabat features, phase transition macrokinetics and spall fracture of iron in dif-
ferent phase states // High Pressure Research, 1992. Vol. 10. P. 541-582.
21. Kozlov E.A. Experimental Verification of E.I. Zababakhin’s Hypothesis Concerning Limitation of
Energy Cumulation in the Spherically Converging Shock-Wave Front in Medium with Phase
Transitions// Shock Compression of Condensed Matter., 1991 / Ed. by S.C. Schmidt el al. Elsevier
Science Publishers, 1992. P. 169-176.
22. Kozlov E.A., Kovalenko G.V., Kuropatenko V.F., Sapozhnikova G.N. Computational and experi-
mental investigation of wave processes in metal balls under their loading by spherically conver-
ging shock waves Ц Bull. Am. Phys. Soc., 1991. Vol. 36, No. 6. P. 1831.
23. Kozlov E.A., Zhukov A.V. Phase transitions in Spherical Stress Waves // High Pressure Science and
Technology / Ed. by S.C. Schmidt, J.W. Schancr, G.A. Samara and M. Ross. N. Y., 1994. P. 977-980.
24. Садовский ВД., Счастливцев В M , Табатчикова Т И., Яковлева ИЛ Лазерный нагрев
и структура стали. Свердловск: УрО АН СССР, 1989. 102 с.
25. Капцан А.В., Урцев В.И., Горностырев 10.Н. Эволюция ансамбля межкристаллитных
границ в деформируемом поликристалле // ФММ, 1992. № 1, С. 5-9.
26. Бернштейн МЛ. Термомеханическая обработка сплавов. Т. 1. М.: Металлургия, 1968.
596 с.
27. Смирнов М.А., Петрова С.Н., Смирнов Л.В. Высокотемпературная термомеханическая
обработка и хрупкость сталей и сплавов. М.: Наука, 1991. 168 с.
28. Левит В.И., Смирнов М.А. Высокотемпературная термомеханическая обработка аусте-
нитных сталей и сплавов. Челябинск: ЧГТУ, 1995 258 с.
29. Филиппов Ю.И., Печеркина IIЛ., Уваров А.И. и др. Структура и коррозионно-механиче-
ские свойства аустенитных Cr-Ni-N сталей, упрочненных ВТМО и старением //Высоко-
прочные аустенитные стали. М.: Наука, 1987. С. 51-59.
30. Садовский ВД., Уваров А.И., Горбатенко НА., Патраков Е.Н. Исследование разруше-
ния при растяжении некоторых аустенитных стареющих сталей // Структура и свойства
немагнитных сталей. М.: Наука, 1982. С. 136-142.
368
31. Зельдович В.И., Уваров Л.И., Фролова Н.Ю. и др. Прерывистый распад в аустенитной
азотсодержащей стали, предварительно подвергнутой нагружению ударными волнами. I.
Исследование структуры // ФММ, 1998. Т. 86, вып. 6. С. 70-83.
32. Уваров А.И., Зельдович В.И., Фролова Н.Ю. и др. Прерывистый распад в аустенитной
азотсодержащей стали, предварительно подвергнутой нагружению ударными волнами.
П. Твердость при непрерывном и прерывистом распадах // ФММ, 2000. Т. 89, вып. 3.
С. 93-99.
33. Зельдович В.И., Уваров А.И., Терещенко НА и др. Особенности прерывистого распада
в аустенитной азотсодержащей стали после ударно-волнового нагружения // ДАН, 2000.
Т. 370, №2. С. 178-180.
34. Терещенко II.А., Зельдович В.И., Уваров А.И., Фролова Н.Ю. Влияние давления при
ударно-волновом нагружении на развитие прерывистого распада в аустенитной азотсо-
держащей стали при последующем нагреве // ФММ, 2007. Т. 103, № 6. С. 618-625.
35. Kikuchi М., Kajihara М., Choi S.K. Cellular precipitation involving both substitutional and inter-
stitial solutes: cellular precipitation of Cr,N in Cr-Ni austenitic steels Ц Mater. Sci. Eng., 1991.
Vol. A146, No. 1-2. P. 131-150.
36. Уваров А.И., Литвинов Б.В., Зельдович В.И. и др. Ударно-волновое нагружение аусте-
нитной азотсодержащей стали//Хим. физика, 1995.Т. 14,№2-3.С. 106-111.
37. Лариков Л.Н., Шматко О.А. Ячеистый распад пересыщенных твердых растворов. Киев:
Наук, думка, 1976. 224 с.
38. Hsiao С.М., Dulis EJ. Effect of interstitial carbon plus nitrogen and precipitation reaction on the
properties of austenitic Cr-Mn-C-N steels //Trans. ASM, 1960. Vol. 52. P 855-877.
39. Малышев K.A., Сагарадзе В.В., Сорокин И.П. и др. Фазовый наклеп аустенитных спла-
вов на желсзоникслевой основе. М.: Наука, 1982. 260 с.
40. Суховаров В.Ф. Прерывистое выделение фаз в сплавах. Новосибирск, 1983. 168 с.
41. Хорнбоген Е., Кестер И. Рекристаллизация двухфазных сплавов. Рекристаллизация ме-
таллических материалов. М.: Металлургия, 1982. С. 165-202.
42. Adda У., Philibert J. La diffusion dans les solides. Paris: Saclay, 1966. 1268 p.
43. Бакштейн Б.С. Диффузия в металлах. M.: Металлургия, 1978. 248 с.
44. Мейерс М.А., МурЛ.Е. Образование дефектов при деформации ударной волной// Удар-
ные волны и явления высокоскоростной деформации металлов. М.: Металлургия, 1984.
С. 121-151.
45. Конева Н.А., Козлов Э.В. Физическая природа стадийности пластической деформации //
Изв. вузов. Физика, 1990. № 2. С. 89-106.
46. Панин В.Е. Современные проблемы пластичности и прочности твердых тел // Изв. вузов.
Физика, 1998. № I. С. 7-34.
47. Земцова Н.Д., Старченко Е.М. Возможность развития ячеистого распада в условиях ми-
грации малоугловой границы // ФММ, 1980. Т. 50, вып. 3 С. 655-659.
48. Земцова Н.Д., Малышев К.А., Старченко Е.И. Ячеистый распад в недеформированных
метастабильных сплавах Fe-Ni-Ti // ФММ, 1979. Т. 48, вып. 2. С. 375-381.
49. Sundararaman D., Shankar Р., Raghynathan V.S. Electron microscopic study of Cr2N formation in
thermally aged 316LN austenitic stainless steels // Metal). Mater. Trans., 1996. Vol. 27A, No. 5.
P. 1175-1186.
50. Borchers IE, Scharfenberger IV., Stcege R. Uber das Entmischungsvcrhaitcn Kupfcr-
Silbcr-Lcgicrungcn // Mctall., 1968. Vol. 22, No. 5. P. 405-411.
51. Scharfenberger W, Sleege R., Borchers II. Zcllfrontbc-wcgung in ubersattigten, verformten
Kupfer-Silber-Legierungen // Metall., 1970. Vol. 24, No. 11. P. 1192-1199.
52. Kreye H. The influence of prior cold work on the discontinuous precipitation in copper-2% Be //
Zs. Metallk., 1971. Bd 55, No. 7. S. 556-562.
53. Суховаров В.Ф., Караваева В.В. Влияние предварительного старения при различных тем-
пературах на механизм последующего старения стали ЭИ702 // Изв вузов. Физика, 1968.
Вып. 2. С. 107-117.
54. Суховаров В.Ф., Нумержицкий В.Т., Кольчужная А.И. О прерывистом выделении у'-фа-
зы в сплаве ЭИ437 // Изв. вузов. Физика, 1969. Вып. 10. С. 7-12.
55. Миркин Л.И. Справочник по рентгеноструктурному анализу поликристаллов. М.: Физ-
матгиз, 1961. 864 с.
Глава 7
УПРОЧНЕНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
В РЕЗУЛЬТАТЕ ПРЯМОГО И ОБРАТНОГО
МАРТЕНСИТНЫХ ПРЕВРАЩЕНИЙ, СТАБИЛИЗАЦИЯ
И РЕКРИСТАЛЛИЗАЦИЯ АУСТЕНИТА
Метод упрочнения метастабильных аустенитных сталей в результате
реализации прямого и обратного мартенситных превращений у—>а—>у, на-
зываемый фазовым наклепом, предложен в работах [1, 2] и подробно опи-
сан в монографиях [3, 4]. Упрочнение фазовым наклепом обычно осуществ-
ляется на метастабильных аустенитных сталях с мартенситной точкой Мн,
находящейся в области отрицательных температур. Прямое мартенситное
превращение у—>а проводится при охлаждении ниже Мн в жидком азоте или
в специальных холодильных камерах, а обратное мартенситное превраще-
ние а—>у реализуется при нагреве выше интервала Ан-Ак (в зависимости от
состава сталей это температуры 400...800 °C). В результате такого двойно-
го мартенситного превращения у—>а—ху предел текучести аустенита суще-
ственно возрастает (от 150-200 до 400^4-50 МПа, в частности, в аустенитных
сплавах железа с 29-32 мас.% Ni). Совмещение фазового наклепа с диспер-
сионным твердением позволяет увеличить значения предела текучести до
800-1100 МПа. Исследуя причины возникновения фазового наклепа, важно
знать, наследуются ли аустенитом дислокационная структура исходного
мартенсита или при обратном мартенситном превращении, как и при любой
закалке, возможно появление новых дислокаций.
7.1. ВОЗНИКНОВЕНИЕ НОВЫХ ДИСЛОКАЦИЙ
ПРИ ОБРАТНОМ а->у-ПРЕВРАЩЕНИИ
В ПРОЦЕССЕ НАГРЕВА
Существуют различные точки зрения [3, 5, 6] на причины возникнове-
ния фазового наклепа в результате двойного мартенситного превращения
у—>а—>у в метастабильных аустенитных сталях. В работе [5] отмечается,
что основной вклад в упрочнение вносит прямое мартенситное превраще-
ние у—>а, осуществляемое при обработке холодом, а роль обратного мар-
тенситного превращения сводится лишь к трансляции в у-фазу структурных
несовершенств мартенсита в процессе сдвиговой перестройки решеток а—>у
при нагреве. Вместе с тем предполагается [3, 6], что сдвиговое а—^-превра-
щение, происходящее с изменением формы и удельного объема превраща-
ющихся фаз, должно непосредственно оказывать существенное влияние на
формирование дислокационной структуры и упрочнение аустенита.
370
Чтобы ответить на вопрос о роли ОЦК—>ГЦК-превращения в фазовом
наклепе аустенита, это превращение было осуществлено в полиэдрическом
феррите с малой исходной плотностью дислокаций [7].
В работе [7] исследовали ферритно-аустенитную нержавеющую сталь
Х28Н9М2, содержащую, мас.%: 0,01 С; 28,2 Сг; 8,8 Ni; 2,1 Мо. Структура по-
лиэдрического феррита получалась после закалки в воде из ферритной об-
ласти (1270 °C). Превращение феррита в аустенит исследовали как при мед-
ленном нагреве со скоростью 0,3 град/мин от 250 до 500...900 °C, так и в ус-
ловиях ускоренного нагрева 150 град/мин до 700... 1100 °C с последующими
часовыми выдержками.
7.1.1. Структурный механизм ОЦК-»ГЦК-превращсния
в ферритно-аустенитной стали Х28Н9М2
На рис. 7.1 показана структура аустенита, образующегося при превра-
щении ОЦК—>ГЦК в ферритной матрице стали Х28Н9М2 как при
медленном нагреве, так и в условиях часовых выдержек после ускоренно-
го нагрева. Часовые изотермические выдержки при 700, 800, 900 °C при-
водят к образованию соответственно 42, 48, 37% аустенита. При медлен-
ном нагреве до 500 и 600 °C образуется 10-30% у-фазы. Медленный на-
грев до 700...800 °C вызывает образование более 50% аустенита, однако
кроме аустенита в сплаве Х28Н9М2 в этих условиях нагрева образуется
O'-фаза.
Как показывает электронно-микроскопический анализ [7] с использова-
нием темнопольных изображений в рефлексах {200 }у, при всех условиях на-
грева после определенного инкубационного периода в сталях образуются
две морфологические разновидности аустенита: протяженные пластинча-
тые кристаллы видманштеттова типа (фаза у)т рис. 7.1, а, в) и дисперсные
реечные или стержпеподобные кристаллы с плоскими границами (фаза у2),
показанные в сечении на рис. 7.1, б, г.
Превращение феррита в аустенит начинается с образования различно
ориентированных тонких пластин у,-фазы (см. рис. 7 1, а). При 500 °C тол-
щина пластин составляет 10-100 нм, длина ~30 мкм. Следует отметить,
что тонкие кристаллы часто располагаются параллельными парами или
«косыми» рядами, как и при образовании мартенсита типа Ша, по класси-
фикации [8]. Создается впечатление, что, останавливая свой рост, тонкая
пластина инициирует развитие другого кристалла в близлежащей парал-
лельной плоскости. Пара кристаллов имеет одну ориентацию и дает изоб-
ражение в одном и том же аустенитном рефлексе. По-видимому, такое
расположение пластин у-фазы способствует уменьшению упругих иска-
жений в феррите. Между концом одной пластины и началом другой обна-
руживается размытый контраст (рис. 7.1, а), что является результатом не-
значительного изменения ориентировки этого «межпластинчатого» фер-
рита вследствие релаксации упругих искажений. С повышением темпера-
туры пластинчатый аустенит увеличивает свои размеры во всех направле-
ниях (см. рис. 7.1, в).
371
Рис. 7.1. Структура аустенита, образовавшегося в ферритной матрице стали Х28Н9М2 при
медленном нагреве до 500 (а), 600 (б), 700 (в) °C и при ускоренном нагреве до 800 °C (г)
Дисперсные реечные кристаллы второй структурной разновидности
аустенита (см. рис. 7.1, б) по морфологии похожи на кристаллы дисперсно-
го у-мартенсита сплавов на железоникелевой основе [3]. Они появляются в
наиболее дефектных участках феррита - на дислокациях, как это отмеча-
лось в работе [9]. Часто дисперсные у2-кристаллы группируются в ансамб-
ли - на рис. 7.1, б видна связка близко расположенных реек, что объясняет-
ся условиями минимизации упругих искажений, как при образовании мар-
тенситных пакетов или полисинтетических двойников. Так как образование
дисперсной у2-фазы, в отличие от пластинчатого аустенита, начинается при
больших выдержках и температурах, можно предположить, что этот тип
превращения связан с участием не только сдвиговых, но и диффузионных
процессов.
С повышением температуры фаза у2 укрупняется, ее форма меняется от
тонкой реечной до стержнеподобной с плоскими гранями (см. рис. 7.1, г).
Направление у2-стержней в ферритной матрице близко к <111>а. В сечении
стержни в большинстве случаев имеют форму ромба или параллелограмма
с близкими размерами сторон. Особенно это заметно после часовой вы-
держки при 700...800 °C в быстро нагретых образцах (см. рис. 7.1, г). При
900 °C границы у2-фазы становятся более округлыми.
Видманштеттова у,-фаза, образующаяся при 800 °C, имеет толщину
0,5—1 мкм и длину 200 мкм и более. Пластинчатая форма у,-фазы доказана
372
Рис.7.2. Расположение рефлексов
(200)у на полюсной фигуре исходного
феррита стали Х28Н9М2
многоплоскостным следовым
анализом в работе [10]. Как от-
мечено выше, видманштетто-
вы пластины часто располага-
ются параллельными парами
на близком расстоянии. Элек-
тронно-микроскопические ис-
следования [7] показали, что
ориентационная связь у-фазы и
феррита не противоречит мар-
тенситным ориентационным
соотношениям (о.с).
Чтобы более строго опре-
делить ориентационную связь у-кристаллов с исходным ферритом и выяс-
нить количество у-ориентаций, были выполнены рентгеновские измерения
по монокристальной методике на крупнозернистом образце. На рис. 7.2
представлено экспериментально определенное расположение полюсов
{200} у в координатах исходного феррита. Очерченные штриховыми линия-
ми районы отвечают экспериментально исследованным областям полюс-
ной фигуры с использованием поворотов образца вокруг различных осей.
Обнаруженное в них расположение полюсов {200} у соответствует расчет-
ному для мартенситных о.с. [7]. Более того, по числу попавших в этот рай-
он полюсов {200} у можно сделать заключение о том, что при фазовом пре-
вращении феррит-аустенит в данных условиях нагрева (800 °C, 1 ч) никаких
ограничений на образование различных ориентаций у-фазы не обнаружива-
ется (определено 14 вариантов), и только геометрия съемки не позволила
выявить оставшиеся 10 возможных ориентаций аустенита. В обобщенном
стереографическом треугольнике исходного феррита, как показано в [7],
полюсы {200}у группируются вокруг рассчитанных полюсов для о.с. Янга -
промежуточного между соотношениями Курдюмова-Закса и Нишиямы, от-
клоняясь в сторону соотношения Курдюмова-Закса. Таким образом, все
образующиеся в стали Х28Н9М2 кристаллы аустенита различных морфо-
логических разновидностей имеют типичную для мартенситных превраще-
ний промежуточную ориентационную связь с ферритом.
Определение плоскостей габитуса пластинчатого аустенита, образующе-
гося в стали Х28Н9М2, было выполнено прямым методом с помощью следо-
вого анализа при последовательном снятии поверхностных слоев металла на
глубину более 200 мкм [10]. Пластинчатые -кристаллы имеют обычную
для образующейся сдвиговым механизмом угфазы габитусную плоскость -
{0,21 0,58 0,79}а, близкую к {4.11.15}а. Если эту граничную плоскость пред-
ставить в координатах аустенита, то она будет приблизительно соответство-
вать плоскости (557}у- плоскости габитуса пакетного мартенсита, образую-
щегося при охлаждении в близком температурном интервале.
373
Кристаллографический анализ стержнеподобной у2-фазы показал,
что стержни аустенита имеют направления, близкие к <111>а. Полюсы,
соответствующие ориентациям наиболее протяженных плоскостей
стержнеподобной у2-фазы, располагаются в той области стереографиче-
ского треугольника, которая (с рассеянием ~5°) отвечает местоположе-
нию плоскости габитуса пластинчатой у-фазы - {4.11.15 }а. Стержнепо-
добная у2-фаза представляет собой разросшиеся реечные у2-кристаллы,
поэтому можно заключить, что плоскость габитуса реечной у2-фазы
параллельна наибольшей грани стержпеподобного аустенита, и эти пло-
скости являются инвариантными плоскостями при сдвиговом превраще-
нии а—>у.
Вторая пара меньших по размеру плоскостей стержневидных кристал-
лов является торцевыми гранями разросшихся реек и, по-видимому, пред-
ставляет собой иной тип межфазных плоскостей, формирующихся при ос-
тановке растущего у2-кристалла. Отдельные плоскости по ориентации
близки к обычным плоскостям габитуса у,-фазы, другие отстоят от них на
углы до 8-10° [7].
О развитии сдвиговых процессов при образовании у-фазы в условиях на-
грева можно судить по поверхностному рельефу и изменению формы дила-
тометрических кривых в текстурованных образцах. В результате ускорен-
ного нагрева феррита до 1000 °C на предварительно полированной поверх-
ности шлифа образуются протяженные плоские выступы, отвечающие пла-
стинам у-фазы. Участие только диффузионных процессов при образовании
у,-фазы с меньшим удельным объемом, чем a-матрица, должно было бы
привести к появлению впадин на поверхности образца. Таким образом, пре-
вращение феррит-аустенит в указанных условиях нагрева осуществляется с
участием сдвиговых процессов.
Для оценки дилатометрических аномалий создавали преобладающую
текстуру типа <110>„ в закаленной на феррит стали Х28Н9М2 с помощью
80%-й холодной прокатки в ручьевых валках. В соответствии с мартенсит-
ным ориентационным соотношением текстура <110>„ феррита частично
переходит в аксиальную текстуру <111>г что должно вызвать дилатометри-
ческие аномалии, если процесс ОЦК—>ГЦК-превращения осуществляется
сдвиговым механизмом [11]. Были проанализированы дилатометрические
эффекты превращения феррит—аустенит в изотропном и текстурованном
образцах стали Х28Н9М2 при нагреве до 900 °C со скоростью ~10 град/мин.
Несмотря на то что количество превратившегося феррита в обоих случаях
примерно одинаково (~40%), дилатометрические кривые различаются - в
текстурованных образцах дилатометрический эффект (0,1%) почти в 2 ра-
за меньше, чем в изотропных, что также свидетельствует об участии сдви-
говых процессов при образовании у-фазы.
Чтобы наиболее надежно выяснить наличие сдвиговой перестройки ре-
шеток, проанализированы случаи пересечения тонких у,-пластин, форми-
рующихся в феррите. На рис 7.3 видны две у,-пластины, которые в месте
пересечения испытывают излом, однозначно свидетельствующий о сдвиго-
вой деформации, сопровождающей превращение ОЦК—>ГЦК. Пересече-
ние тонких У]-кристаллов напоминает аналогичную картину пересечения
374
Рис.7.3. Сдвиговая деформация на пересечении
7,-пластин при превращении феррит-аустенит.
Обработка: нагрев исходного феррита до 500 °C со скоростью
0,3 град/мин
тонких кристаллов двойникованного мар-
тенсита с габитусом {3.10.15 }Y, образую-
щихся при отрицательных температурах в
сплавах Fe-Ni-C.
Таким образом, по всей совокупности
признаков (морфология, мартенситные о.с.,
плоскости габитуса, сдвиговая деформация)
можно сказать, что видманштеттов аусте-
нит (фаза у}), появляющийся в ферритной
матрице стали Х28Н9М2 при нагреве, обра-
зуется сдвиговым механизмом. Формирова-
ние реечной у2-фазы в стали Х28Н9М2, как
и подобной дисперсной у-фазы в никелевых метастабильных аустенитных
сплавах [3], сопровождается развитием сопутствующих диффузионных про-
цессов перераспределения легирующих элементов [9].
7.1.2. Повышение плотности дислокаций при сдвиговом
ОЦК-»ГЦК-превращении при нагреве
Характерным признаком фазового наклепа аустенита, образующегося
при сдвиговом ОПК—эГЦК-превращении. может служить повышенная
плотность дислокаций в аустенитных кристаллах (табл. 7.1, рис. 7.1). С по-
вышением температуры нагрева плотность дислокаций уменьшается, осо-
бенно в кристаллах стержневой формы, где они остаются в основном на
межфазных границах.
Плотность дислокаций в аустенитных пластинах, полученных при мед-
ленном нагреве до 700 °C (см. рис. 7.1, в), составляет 3-101П см"2, что при-
мерно на два порядка больше, чем в исходном феррите (4-108 см~2), и сви-
детельствует о возникновении значительного фазового наклепа при пре-
вращении феррит-пластинчатый аустенит. Повышенная плотность дисло-
каций (2-Ю10 см"2) наблюдается в пластинчатой и реечной у-фазах, образо-
вавшихся при ускоренном нагреве до 700 °C (см. рис. 7.1. в). Наиболее вы-
сокие значения (41O10 см-2) наблюдаются в пластинах, формирующихся,
вероятно, из пакета реечных у2-кристаллов. При образовании пластинча-
той у,-фазы плотность дислокаций повышается и в приграничных зонах ос-
таточного феррита (4,8 109 см 2) в результате развития аккомодационной
деформации.
Повышенная плотность дислокаций в видманштеттовом аустените оп-
ределяется сдвиговой мартенситоподобной природой его образования, а
также, возможно, вследствие формирования дислокаций несоответствия на
полукогерентной межфазной поверхности из-за разницы в удельных объе-
мах а- и у-фаз.
375
Таблица 7.1
Плотность дислокаций в феррите и aj стопите стали Х28Н9М2
Фаза Плотность дислокаций, см-2
Исходный феррит Пластинчатый аустенит (у-фаза), образованный при медленном нагреве до 700 °C Пластинчатый аустенит образованный при быстром нагреве до 700 °C Пластинчатый аустенит, образованный при медленном нагреве до 800 °C Пластины аустенита, образованного из сросшихся у2-рсск Стержнеподобный аустенит, образованный при нагре- ве до 800 °C Стержнеподобный аустенит (у2-фаза), быстрый нагрев до 700 °C Межфазная граница а/у Остаточный феррит 4,0-10’ 1,1 • 10'° (на периферии) 3,4-10"1 (в центре) 8,0-109 (на периферии) 2,0-1010 (в центре) 1,7-10"’ 4,0-10"’ 6,2-10"’ 6,4-109 3,1-10"' (3,9-105 см-1) 4,8-10"1
Интерес представляет изменение механических свойств стали Х28Н9М2
в результате ОЦК—>ГЦК-превращения. Определение величины фазового
наклепа осложняется тем, что при медленном нагреве выше 700 °C легко
образуется большое количество O'-фазы из обогащенного хромом и молиб-
деном остаточного феррита [12]. При 400...500 °C как при быстром, так и
при медленном нагреве возникают дисперсные частицы а'-фазы [12] с
ОЦК-решеткой и повышенным содержанием хрома, которые ответствен-
ны за 475°-ю хрупкость хромистого феррита. Эти частицы растворяются в
феррите при температуре выше 600 °C. Поэтому некоторое представление
об изменении механических свойств феррита в результате сдвигового пре-
вращения ОЦК—>ГЦК можно получить, анализируя свойства стали
Х28Н9М2 после ускоренного нагрева до 700 °C, когда практически не обра-
зуются а'- и a-фазы. Если в закаленной от 1270 °C стали а02 = 440 МПа, то
после образования —40% аустенита при 700 °C величина о0 2 повышается до
600 МПа, т. е. почти в 1,5 раза.
При медленном нагреве до 800 °C в отдельных участках образца наблю-
дается возникновение новых мелких зерен у-фазы с характерными двойни-
ками отжига [7]. Новые зерна аустенита развиваются как внутри а- и а-фаз,
так и в пределах фазонаклепанного аустенита, свидетельствуя о его рекри-
сталлизации.
Следует отметить, что пластинчатые кристаллы у,-фазы, образованные
при ускоренном нагреве и часовой изотермической выдержке, сохраняются
при 1000... 1100 °C, обладая устойчивой дислокационной субструктурой.
Таким образом, фазовый наклеп аустенита возникает непосредственно
при сдвиговом превращении отожженного полиэдрического феррита в пла-
стинчатый аустенит при нагреве и для его возникновения не обязательно
наличие высокой плотности дислокаций в исходной ОЦК-фазе, как это
имеет место в мартенсите с ОЦК-решеткой. Следует отметить, что плот-
376
ность дислокаций в фазонаклепанном аустените (3-1010 см-2), образовав-
шемся из «малодислокационного» полиэдрического феррита, не намного
меньше, чем плотность дислокаций в у-фазе (~10н см-2 [13]), образовавшей-
ся из железоникелевого мартенсита при существенно более низких темпе-
ратурах.
Итак, обратное мартенситное ОЦК—>ГЦК-превращение при нагреве
может обеспечить формирование большого количества новых дислокаций,
ответственных в существенной мере за фазовый наклеп аустенита в резуль-
тате двойного мартенситного превращения у—>а—>у.
7.2. О НАСЛЕДОВАНИИ ДИСЛОКАЦИЙ
ПРИ ОБРАТНОМ а—^-ПРЕВРАЩЕНИИ
Несмотря на то что обратное мартенситное превращение при нагреве
само является источником возникновения большого количества дефектов
(см. разд. 7.1), существовавшие до превращения дислокации, по-видимому,
могут наследоваться вновь образующимся аустенитом, сообщая ему допол-
нительное упрочнение.
Наследование мартенситом тонкой структуры аустенита в ходе прямого
мартенситного превращения неоднократно подтверждалось электронно-
микроскопическими исследованиями. В [14-16] показано, что дислокацион-
ная структура (субзеренная или ячеистая), созданная в аустените, переходит
при закалке в мартенсит с сохранением размера субзерен или ячеек и при-
близительным сохранением углов разориентировки. Наследование субст-
руктуры при прямом мартенситном превращении наблюдалось на различ-
ных сталях и сплавах с разной морфологией мартенсита.
При обратном а—уу-превращении в процессе нагрева, если оно происхо-
дит по сдвиговому механизму, также должно иметь место наследование дис-
локационной структуры a-фазы. Проблема наследования субструктуры ос-
фазы при обратном мартенситном превращении представляет значитель-
ный интерес, так как связана с выяснением причин фазового наклепа аусте-
нита при двойном мартенситном превращении у—>а—Уу, а также с реализа-
цией возможности наследования упрочнения при повторной закалке стали,
предварительно прошедшей термомеханическую обработку (ТМО) [17-20].
Ряд экспериментальных данных позволяет сделать вывод о существовании
наследования дислокаций при а—>у-превращении. В [21] показано, что в
сплаве Fe-28%Ni-0,04%C, где прямое и обратное превращения идут по мар-
тенситному механизму, относительное уширение линий мартенсита и обра-
зованного из него аустенита одинаково, что говорит об одинаковой общей
дефектности (плотность дислокаций, размер блоков) кристаллической ре-
шетки исходной и формирующейся фаз. При наблюдении за а—^-превра-
щением в процессе нагрева в колонне электронного микроскопа [22] обна-
ружено, что аустенит наследует границы мартенситных реек или полиго-
нальные границы, если при нагреве до температуры превращения происхо-
дила полигонизация мартенсита.
В [23-25] рассмотрены теоретические аспекты наследования дислока-
ций при мартенситных превращениях. Показано, что степень упрочнения в
результате наследования существенно зависит от того, меняется ли крис-
таллогеометрия наследуемых дислокаций, их упругая энергия, будут ли они
скользящими в новой фазе. При обратном переходе а—>у дополнительное
упрочнение возможно за счет уменьшения подвижности многих наследуе-
мых дислокаций.
Однако следует отметить, что мартенситное превращение не является
одновременной бездиффузионной перестройкой всех атомов решетки в
объеме образца, что позволило бы легко зафиксировать существующие
дислокации в новой фазе. Мартенситные кристаллы, в том числе и при на-
греве, растут из зародышей, при этом возможно взаимодействие упругого
поля растущего мартенситного кристалла с упругим полем матричных дис-
локаций и перемещение их по материнской фазе, а не наследование. Более
того, при повышенных температурах а—»у-превращения облегчено попе-
речное скольжение и переползание дислокаций, что также может затруд-
нить их наследование. Совместное действие высокой температуры и напря-
жений, особенно значительных вблизи вершины кристалла, может привес-
ти либо к уходу отдельных скользящих дислокаций из субграницы, либо к
миграции субграницы в целом [26].
Таким образом, наследование дислокационной структуры в процессе на-
грева при а-уу-превращении может осложняться взаимодействием дисло-
каций исходной ОЦК-фазы с полем упругих напряжений у-кристалла.
7.2.1. Получение дислокационной субзеренной структуры
в исходной ОЦК-фазе
В работе [20] экспериментально изучена возможность наследования
дислокаций в процессе нагрева при ОЦК—>ГЦК-превращении. При иссле-
довании взаимодействия дислокаций ОЦК-фазы с образующимися при на-
греве аустенитными кристаллами целесообразно соблюдать следующие ус-
ловия:
1. В ОЦК-фазе должно присутствовать не слишком большое количест-
во дислокаций, чтобы не затруднять процесс их наблюдения.
2. Дислокации в ОЦК-фазе должны быть объединены в стенки или сет-
ки.
3. Должна быть обеспечена возможность фиксировать все структурные
изменения при комнатной температуре для последующего изучения их в
электронном микроскопе.
4. Желательно для анализа выбрать такой сплав, в котором
ОЦК—»ГЦК-превращение идет как сдвиговым, так и диффузионно-контро-
лируемым механизмами.
Удовлетворяющим всем требованиям оказалась аустенитно-ферритная
сталь Х28Н9М2, содержащая, мас.%: 28,2 Сг, 8,8 Ni, 2,1 Мо, 0,01 С. Подроб-
но фазовые превращения в Х28Н9М2 исследованы [7, 12] и представлены в
разд. 7.1.
При закалке в интервале от 1250 до 1300 °C в стали Х28Н9М2 фиксиру-
ется 100% малодислокационного полиэдрического феррита (плотность дис-
локаций меньше 109 см~2). Создание устойчивой дислокационной структуры
378
Рис.7.4. Типичные субграницы в феррите
стали Х28Н9М2 после ВТМО (деформация
на 30% при 1270 °C)
феррита в виде субграниц было
обеспечено в результате проведения
высокотемпературной термомехани-
ческой обработки (ВТМО). Режим
ВТМО феррита включал горячую
пластическую деформацию осадкой
на прессе на 15-30% со скоростями
0,01; 0,2; 0.3 с-1 после часовой выдержки при 1270 °C [20]. Деформирован-
ные образцы вместе с разогретым теплоизолирующим материалом охлаж-
дались в воде. После ВТМО при всех указанных скоростях деформации на-
блюдались субзерна размером от единиц до десятков мкм. Границы зерен
после деформации извилистые, что типично для мигрирующих границ при
ВТМО. Границы субзерен обычно образованы стенками или сетками дис-
локаций, не всегда регулярными (рис. 7.4).
После нагрева и кратковременных выдержек при 1000 и 1050 °C в фер-
рите появляются в большом количестве кристаллы уг и у2-фаз. Пластинча-
тые у,-кристаллы формируются сдвиговым механизмом, а при образовании
у2-стержней наряду со сдвигом в значительной степени участвуют сопутст-
вующие диффузионные процессы [7].
7.2.2. Наследование и перемещение дислокаций
в процессе ОЦК->ГЦК-превращения при нагреве
При исследовании обнаружены различные варианты взаимодействия
дислокаций полигонизованного ОЦК-феррита с образующимися сдвиго-
вым механизмом (при нагреве) кристаллами у-фазы. В случае образования
пластинчатых угкристаллов возможно как наследование субграниц расту-
щим аустенитом, так и его отсутствие [20].
Наследование дислокационной субграницы. Из рис. 7.5, а видно, что суб-
граница переходит из феррита в аустенит, не меняя своего направления на
одной межфазной границе, и испытывает небольшой сдвиг АВ на противо-
положной межфазной границе. Измерение разориентировки в феррите и
аустените на субгранице показало, что в феррите она больше [20]. Это, ве-
роятно, связано с частичным уходом дислокаций из субграницы в аустените
и изменением ее структуры. Унаследованная при О ЦК—>ГЦК-превращении
дислокационная субграница может испытывать и больший сдвиг на другой
стороне у-кристалла [20].
Наследование дислокаций субграницы с их «разбеганием» по образовав-
шемуся у-кристаллу. На рис. 7.5, б на месте бывшей четкой субграницы вид-
но неупорядоченное скопление дислокаций в угфазе (участок ВС). Показа-
ны два угкристалла, которые при своем росте сместили на большое рассто-
яние (~3 мкм) субграницу феррита. Участки субграницы АВ и CD значи-
379
Рис. 7.5. Варианты наследования и смещения дислокационных субграниц феррита образую-
щейся при нагреве пластинчатой у,-фазой:
а - незначительное смещение (АВ) и наследование (ВС) дислокаций: б - большое механическое смешение субграницы
(см. АВ и CD) и перераспределение дислокаций в растущем у,-кристалле: в - смещение дислокаций субграницы перед
фронтом растущего У]-кристалла
тельно сдвинуты друг относительно друга. При наклоне фольги в обоих
у,-кристаллах не удалось обнаружить дислокационных стенок или сеток,
напоминающих унаследованную субграницу.
Искажение субграницы при наследовании (разбегание унаследованных
дислокаций с образованием скоплений вместо сеток или стенок) или отсут-
ствие наследования может быть связано со взаимодействием дислокаций
субграницы с дислокациями фазового наклепа в у,-кристалле, а также с пе-
рестройкой субграницы при наследовании из-за изменения ее энергетичес-
ких характеристик вследствие изменения типа дислокаций, входящих в нее.
Отсутствие полного наследования, кроме того, может быть следствием
взаимодействия дислокаций субграницы с полем упругих напряжений рас-
тущего кристалла, о чем упоминалось выше. В результате такого взаимо-
действия вблизи У]-кристалла может происходить перемещение субграни-
цы и как результат его должны наблюдаться изгибания субграницы и ано-
мально большой ее сдвиг. Именно такой большой сдвиг границы виден на
рис. 7.5. б. Он соответствует углу макросмещения 45°. Между тем угол ма-
кросдвига при ОЦК-ГЦК-превращении -10° [27]. Большой сдвиг субгра-
ницы (~3 мкм) должен быть связан с дополнительным механическим сме-
щением дислокационной субграницы растущим кристаллом.
Изгибание субграницы и перемещение дислокаций перед фронтом рас-
тущего Уркристалла. Изменение плоскости залегания субграницы вблизи
у,-кристалла показано на рис. 7.5, в. Наклон фольги не выявил наследова-
ния дислокаций субграницы у,-фазой. Если искривление субграницы и ано-
мально большой сдвиг ее являются следствием механического перемеще-
ния субграницы около yj-кристалла под действием напряжений в условиях
высокой температуры, то это перемещение должно происходить в резуль-
тате скольжения составляющих ее дислокаций.
380
В общем случае субграницы (сетки и стенки) могут состоять как из
скользящих, так и из сидячих дислокаций. Последние в субграницах обычно
появляются, когда в формировании их участвует переползание, как это
происходит при ползучести [28]. В нашем случае ВТМО производилась в те-
чение короткого промежутка времени, недостаточного для интенсивного
развития процессов переползания, поэтому субграницы, вероятно, в основ-
ном сформированы за счет скольжения. Хотя нельзя исключить возмож-
ность появления сидячих дислокаций из-за дислокационных реакций.
В работе [20] проведен анализ 20 следов субграниц и находящихся в них
дислокаций для различных осей зон феррита ([НО], [150], [111], [340], [331],
[001]). Из рассмотрения 12 исходных субграниц установлено, что дислока-
ции в них лежат очень близко (с отклонением не больше 6°) к направлени-
ям, принадлежащим плоскостям скольжения ОЦК-решетки {110}, {112},
{123} и, следовательно, должны быть скользящими. Все дислокационные
линии имеют ориентации, значительно отличающиеся от направлений типа
<111>. Это невинтовые дислокации, если считать, что они имеют вектор
Бюргерса я/2 <111>, типичный для ОЦК-металлов. Плоскости субграниц не
всегда совпадают с плоскостями скольжения, хотя часто близки к ним.
Большинство субграниц является дислокационными стенками.
Известно, что дислокационные субграницы из скользящих дислокаций
при одновременном действии высоких температур и напряжений могут ми-
грировать целиком [27]. Если действие напряжений сосредоточено на от-
дельном участке субграницы, может происходить либо вырывание из нее
отдельных дислокаций, либо скольжение и разворот какой-то ее области.
Рис. 7.5, в является примером такого перемещения субграниц вблизи ^-кри-
сталлов. Кристаллографический анализ показал, что наблюдаемые смеще-
ния субграниц могут быть результатом скольжения дислокаций, составляю-
щих эти субграницы.
Таким образом, рассмотрение процесса наследования субграниц плас-
тинчатыми у,-кристаллами при обратном мартенситном превращении под-
тверждает важность взаимодействия между растущим у,-кристаллом и дис-
локациями субграницы. Границы наклона стенки, состоящие из невинтовых
дислокаций, могут преобразовываться при наследовании сложным образом
из-за появления (или усиления) винтовой компоненты. Это связано с появ-
лением дальнодействующих полей напряжений, повышением упругой энер-
гии субграницы и как следствие с перестройкой ее при наследовании (см.
рис. 7.5, б). Вместе с тем, если дислокации в стенке скользящие, то под вли-
янием поля у,-кристалла они могут перемещаться. В результате этого меня-
ется конфигурация границы и наблюдается большой сдвиг (см. рис. 7.5, б,
в). Вероятно, подвижность субграниц-стенок при температуре обратного
ос—»у-превращения является причиной того, что наследование субграниц
(см. рис. 7.5, а) встречается не всегда. Можно предположить, что субграни-
цы-сетки будут менее подвижны. Из сетки труднее «вырвать» одну дисло-
кацию, а так как сетки часто состоят из дислокаций с ориентацией, близкой
к винтовой, то энергетические характеристики такой субграницы при на-
следовании не будут меняться, перестройки ее не будет. Наследование суб-
границ-сеток должно наблюдаться чаще.
381
Рис. 7.6. Перемещение (а) и сохранение (б) дислокационных субграниц исходного феррита
при зарождении у,-фазы вблизи субграниц
Диффузионно-контролируемое образование у2-кристаллов вблизи суб-
границы. Рассмотрим теперь возможность наследования дислокационной
субграницы при формировании второго типа аустенита - у2-стержней по
механизму, контролируемому диффузией [3, 9]. Стержневидные кристаллы
у2-фазы обычно не наследуют дислокационную субграницу (рис. 7.6, а). По-
сле образования двух у2-кристаллов участок АВ субграницы в феррите ока-
зался оторванным от участка CD. Дислокации из субграницы, вероятно, за-
хвачены межфазной границей и внутри кристаллов субграницы нет.
Субграница полигонального феррита может сохраняться в у2-фазе, если
ее кристаллы зарождаются и растут по обе стороны от нее (рис. 7.6, б). Сле-
дует отметить, что дисперсные реечные кристаллы часто зарождаются как
раз на субграницах и растут от них. Таким образом, и при диффузионном
ос—>у-преврагцении возможно сохранение дислокационных субграниц. По-
следнее обстоятельство может послужить причиной сохранения определен-
ной доли упрочнения при диффузионном образовании аустенита как при
фазовом наклепе, так и при повторной закалке стали, предварительно под-
вергнутой термомеханической обработке.
Итак, в процессе сдвигового ОЦК—>ГЦК-превращения при нагреве мо-
жет иметь место как перемещение дислокаций исходной ОЦК-фазы перед
фронтом растущих у-пластин, так и наследование этих дислокаций у-фазой,
что является одной из причин возникновения фазового наклепа аустенита,
наряду с появлением новых дислокаций непосредственно при обратном мар-
тенситном превращении. Чтобы наследование дислокаций происходило эф-
фективнее, необходимо закрепление исходных дислокаций, в частности в
сетках, на межфазных границах, при декорировании их дисперсной фазой и
т. д. Желательно, чтобы унаследованные дислокации были малоподвижны
в новой фазе. Этому вопросу посвящен следующий раздел работы.
7.2.3. Теоретический анализ дислокационных изменений
в процессе наследования дислокаций при мартенситных
превращениях у<->а. е
Кристаллогеометрия наследования дислокаций при мартенситных пре-
вращениях и двойниковании теоретически рассмотрена в ряде работ [23,
24-26, 30]. В частности [24], в результате анализа бездиффузионных
382
ГЦК—»ОЦК-превращений показано, что наследование дислокаций при пря-
мом и обратном мартенситных превращениях происходит неодинаково.
При обратном ОЦК—>ГЦК-превращении, в отличие от прямого, не все пло-
скости скольжения ОЦК-фазы остаются таковыми для дислокаций в конеч-
ной ГЦК-фазе, в результате чего часть их переходит в разряд малоподвиж-
ных. Теоретический анализ наследования дислокаций при мартенситных
превращениях, описываемых неоднородной деформацией решетки
(ГЦК<->ГПУ и ОЦК<-»ГПУ) [30], показал, что большинство дислокаций в
этих превращениях трансформируются в нетипичные (малоподвижные) для
конечного продукта превращения.
Работа [26] посвящена кристаллогеометрии наследования дислокаций, а
именно преобразованию плоскостей скольжения и ряда элементов дислока-
ционной структуры при мартенситных ГЦК—» ГПУ- и ГПУ —>ОЦК-превра-
щениях, а также преобразованию некоторых расщепленных дислокацион-
ных конфигураций при мартенситных ГЦК—»ОЦК-превращениях.
Результаты матричных преобразований плоскостей скольжения при
ГЦК<->ГПУ-, ГЦК<->ОЦК-, ГПУ<-»ОЦК- превращениях [24, 26] приведены
в табл. 7.2. Как видно, при прямом превращении ГЦК—»ГПУ все плоскости
скольжения типа {111 }у остаются таковыми в конечной ГПУ-фазе, тогда
как при обратном превращении ГПУ—»ГЦК плоскостями скольжения в ко-
нечной ГЦК-фазе остаются только четыре (или 25%) из 16 плоскостей
скольжения в исходной ГПУ-фазе.
Будем называть прямым превращение ГПУ—»ОЦК и обратным
ОЦК—>ГПУ, чтобы сохранить привычную для сталей терминологию для
цепочек прямого превращения ГЦК—»ГПУ—»ОЦК и обратного
ОЦК—»ГПУ—»ГЦК. При прямом ГПУ—>ОЦК-превращении из 16 плоско-
стей скольжения в исходной ГПУ-решетке в конечной ОЦК-фазе тако-
выми остаются десять (-62,5%), тогда как при обратном ОЦК—»ГПУ-пре-
вращении в конечной ГПУ-фазе плоскостями скольжения остаются
десять из 42 (24%) в исходной ОЦК-фазе (см. табл. 7.2). Аналогичный
анализ ГЦК—»ОЦК-превращений [24] приводит к следующим цифрам:
прямое ГЦК—»ОЦК-превращение - 100%, обратное ОЦК—»ГЦК - 10%
(четыре из 42).
Преобразование плоскостей скольжения при мартенситных превраще-
ниях в процентном отношении представлено в табл. 7.3. Как видно, во всех
случаях наследование плоскостей скольжения неодинаково для прямых и
обратных превращений: при обратных превращениях число плоскостей
скольжения уменьшается в несколько раз (от четырех до десяти), а при пря-
мых превращениях - уменьшается только в одном случае (ГПУ—»ОЦК) ме-
нее чем в 2 раза. Это отчасти объясняется тем, что общее число возможных
кристаллографических плоскостей скольжения в ГЦК-, ГПУ-, ОЦК-фазах
разное (4, 16,42 соответственно) и оно возрастает при прямых превращени-
ях и уменьшается при обратных. Анализ преобразования векторов Бюргер-
са показал, что наследование дислокаций при мартенситных превращениях
может привести к появлению дислокаций, не свойственных конечной фазе.
В связи с этим была отмечена возможность протекания дислокационных
реакций, направленных на уменьшение упругой энергии дефектов.
383
Таблица 7.2
Преобразование плоскостей скольжения при мартенситных превращениях
ГЦК-ЮЦК, ГЦК->ГПУ, ГПУ-ЮЦК
Перестройка решетки Плоскости в исходной фазе II их число Плоскости в конечной фазе II их число
ГЦК-ЯТТУ [ИЦ 4 (0001)* 1 (1011)* 2 (ОНО)* 1
ОЦК->ГПУ [011)6 (0001)* 1 {0lT0}* 1 [ОНО)* 1
[1121 12 {ОНО)* 2 [ОНЗ) 3 [1121] 5 {Н22|*2
[123| 24 (0Н2) 4 [01T5J4 [0331) 4 [1231) 4 [1232) 4 (1233) 4
ГПУ-ЮЦК (0001) 1 (ОН)* 1
{0110| 3 [011|* 1 [Н2)*2
[0111) б {011 )* 4; [013) 2
[1122] 6 [112)* 2; (125) 4
ГПУ-»ГЦК (0001) 1 (111)* 1
{ОНО) 3 {111)* 1 ; (ИЗ) 1
[0111) б {111}* 2; [000 2; (ИЗ) 1; (134) 1
[1122) 6 (113) 2; [135| 2; [137) 2
гцк-юцк (Н1)4 (110)* 4
оцк-яцк [110)6 |111)* 4; (100) 2
[112) 12 [101) 4, [311) 8
(123) 24 [133) 8; {115) 8; {122] 8
*Являются плоскостями скольжения в конечной фазе.
Таблица 7.3
Количество преобразованных плоскостей скольжения при прямом
и обратном мартенситных превращениях
Превращения Прямое. % Обратное, %
ГЦКе-ЮЦК 100 10
ГЦКоГПУ 100 25
ГПУ ЦК -62,5 24
Учитывая рассмотренные в [24, 30] возможные реакции, следует заме-
тить, что дислокациям с большим вектором Бюргерса, например 1/2 [112]р
возникающим при О ЦК—»ГЦК- и ГПУ—>ГЦК-превращениях, энергетичес-
ки выгодно распадаться на две одиночные согласно реакции 1/2[112]у —»
—> 1 /2[ 101 ]у + 1/2[011 ]у, т. е. в ряде случаев результатом превращения может
быть увеличение общей плотности дислокаций [26, 31].
Наличие расщепленных дислокационных конфигураций в исходной фа-
зе должно оказывать существенное влияние на эффект наследования. На-
следование дефектов упаковки (ДУ) в результате прямого ГЦК—»ОЦК-пре-
вращения далеко не всегда может сопровождаться появлением стянутой
дислокации [24], например 1/6[311]оцк + 1/3[011]Оцк —* 1/2[1 ll]OLlK, а может
происходить посредством дислокационных реакций [26]:
1/3[01Т] -> 1/8[01Т] + 5/24[01Т],
1/6[31Т] -» 1/8[01Т] + 1/24[12.1.Т],
1/24Ц2.1.Т] + 5/24[01Т] -» 1/24[21Т].
Преобразование барьера Ломера-Котрелла при ГЦК—»ОЦК-превраще-
нии в виде, представленном в [24], влечет за собой образование высоко-
энергетических ДУ. Однако можно видеть, что такая конфигурация значи-
тельно понижает свою энергию, перейдя в другую с образованием типич-
ных для ОЦК частичных дислокаций 1 /8<011>, ограничивающих свойствен-
ные ОЦК-фазе ДУ за счет выгодных дислокационных реакций
1/3[01Т] -> 1/8[01Т] + 5/24[01Т],
1 /3[011] -> 1/8[011] + 5/24[011]
и устранения высокоэнергетического ДУ при присоединении дислокаций
5/24<011> к вершинной 1 /3<010> [26].
Таким образом, как следует из рассмотренных примеров [26], наследо-
вание расщепленных дислокаций и дислокационных конфигураций при
мартенситных превращениях может приводить к увеличению общей плот-
ности дислокаций или появлению в конечной фазе несвойственных ей ДУ и
дислокаций с нетипичными векторами Бюргерса.
Наследование дислокаций целесообразно рассмотреть как фактор до-
полнительного упрочнения при фазовом наклепе сталей, осуществляемом
путем последовательного проведения прямого и обратного мартенситных
превращений. В цикле у—>ос—»у эффект наследования в количественном от-
ношении наиболее выражен при обратном ос—»у-превращении, так как мар-
тенситная ос-фаза содержит большое количество дислокаций (~10и см-2),
которые могут транслироваться в аустенит. Исходная плотность дислока-
ций в у-фазе на несколько порядков ниже (106—108 см’2).
Условием наследования дислокаций, по-видимому, должно быть незави-
симое и «нетермоупругое» развитие обратного превращения (не по обрат-
ным кристаллографическим путям), которое, в частности, может быть
обусловлено разрывом когерентности на межфазных границах вследствие
385
релаксации микронапряжений при прямом превращении. Именно в этом
случае может происходить не только рождение новых дефектов [7], но и
преобразование исходных дефектов прямого превращения в соответствии с
кристаллогеометрией обратного превращения.
Из приведенного анализа следует, что число плоскостей скольжения
при их наследовании уменьшается главным образом в результате обратных
мартенситных превращений (точнее, когда конечная фаза характеризуется
меньшим числом возможных кристаллографических плоскостей скольже-
ния). Это особенно ярко выражено, например, при ОЦК—>ГЦК-превраще-
нии. В этих случаях наследование дислокаций должно приводить к пониже-
нию их подвижности и можно ожидать определенного вклада в упрочнение
при фазовом наклепе. Более детальные выводы, однако, могут быть сдела-
ны при рассмотрении кристаллогеометрии наследования конкретных дис-
локаций прямого мартенситного превращения, наблюдаемых эксперимен-
тально.
Наследование дислокаций при цикле у—>а—>у (ГЦК—>ОЦК—>ГЦК). Из
работ [32-34| известно, что основными дислокациями в а-марте пейте явля-
ются дислокации с вектором Бюргерса 1/2<111>ос. Как показывает крис-
таллографический анализ [24], дислокации этого типа при мартенситном
ОЦК—>ГЦК-превращении полностью переходят в дислокации 1/2<110>а,
типичные для ГЦК-фазы. Однако из плоскостей скольжения ОЦК-фазы
только часть (четыре плоскости {110 }„) переходят при мартенситном пре-
вращении в плоскости скольжения типа {111) у, остальные переходят в пло-
скости, не являющиеся плоскостями скольжения в ГЦК-фазе. Следователь-
но, винтовые дислокации 1/2<111>а, расщепленные по плоскостям {110} гх и,
особенно, по плоскостям {112}а, при наследовании ГЦК-фазой должны те-
рять свою подвижность, вызывая дополнительное упрочнение.
Итак, при фазовом наклепе сталей в результате цикла у—>а—»у-превра-
щений, помимо генерации новых дислокаций, вызывающих упрочнение,
возможен дополнительный вклад в упрочнение, обусловленный наследова-
нием дислокаций 1/2<111> а-мартенсита с уменьшением их подвижности в
конечной ГЦК-фазе [26].
Наследование дислокаций при цикле у—>е—>у (ГЦК—»ГПУ—>ГЦК). Фазо-
вый наклеп при этом цикле превращений характеризуется более низкой
степенью упрочнения, чем при у—>а—»у-превращениях. Так, о0 2 в марганце-
вых сталях за счет у—»е—уу-перехода увеличивается на 100-150 МПа, в то
время как при у—>а—>у-превращениях возрастает на 200-300 МПа [3, 35].
Структуру Е-мартенсита с ГПУ-решеткой можно представить как систе-
му упорядоченно расположенных дефектов упаковки, на каждый из кото-
рых приходится по две частичные дислокации Шокли с вектором Бюргерса
1/3<1100> или 2/3<1100>. При обратном мартенситном превращении
ГПУ—>ГЦК такие дислокации, согласно кристаллографическому анализу
[30], должны полностью переходить в скользящие частичные дислокации
Шокли в ГЦК-фазе с вектором Бюргерса 1/6<112> или 1/3<112>г Базисная
плоскость (0001)г всегда переходит в плоскость {111} у, также содержащую
дефекты упаковки. Следовательно, должно происходить либо стягивание
расщепленной дислокации и устранение ДУ (если ГПУ—> ГЦК-превращение
386
идет по обратным кристаллографическим путям), либо транслирование де-
фектов упаковки в ГЦК-фазу с изменением его ширины в зависимости от
энергии ДУ в новой фазе. Поскольку общее количество дислокаций пре-
вращения после цикла у—>е—>у невелико и все наследуемые от Е-фазы ти-
пичные дислокации подвижны в ГЦК-фазе, упрочнение «циклированного»
аустенита, обусловленное наследованием дислокаций, будет незначитель-
ным. Вероятно, больший вклад в упрочнение может давать наследование
других дислокаций, появление которых связано, например, с релаксацией
микронапряжений от у—мх-превращения.
Таким образом, как свидетельствует кристаллографический анализ
[26], при прямых мартенситных превращениях в железных сплавах (у—>Е,
Е—*с/., у—>«) имеет место преимущественный переход плоскостей скольже-
ния исходных фаз в типичные плоскости скольжения вновь образующих-
ся фаз. При обратных мартенситных переходах Е—>у, а—»Е, а—>у «скользя-
щие» плоскости преобразуются соответственно в 25, 24, 10% типичных
плоскостей скольжения, что свидетельствует о возможности дополни-
тельного упрочнения за счет уменьшения подвижности многих наследуе-
мых дислокаций при переходе в новую кристаллическую решетку в про-
цессе нагрева.
7.3. КРИСТАЛЛОГРАФИЧЕСКИЕ ОСОБЕННОСТИ
ОБРАТНОГО а—>у-ПРЕВРАЩЕНИЯ
Прежде чем перейти к анализу упрочнения аустенита при прямом и об-
ратном мартенситном превращении, рассмотрим некоторые кристаллогра-
фические особенности, присущие обратному мартенситному превращению
ОЦК—>ГЦК при нагреве. На механизм этого превращения может оказы-
вать влияние достаточно высокая температура, вызывающая, в частности,
кристаллографическую необратимость двух последовательных у—>(/.- и
а—уу-превращений. Кроме того, появление у-фазы может происходить гете-
рогенно - на границах разориентированных мартенситных кристаллов или
на границе остаточного аустенита, чего не наблюдается при прямом мар-
тенситном превращении.
7.3.1. Теоретический анализ кристаллогеометрии
обратного мартенситного превращения
В соответствии с феноменологической теорией [36—38], обратное мар-
тенситное превращение можно разделить на три этапа: 1) обратная дефор-
мация Бейна, отвечающая перестройке решеток ОЦК—>ГЦК и переводя-
щая сферический элемент объема в вытянутый эллипсоид вращения (мат-
рица деформации Всх_,у); 2) сдвиг «g» в ГЦК-фазе, не изменяющий решетку
и вызывающий такую трансформацию бейновского эллипсоида деформа-
ции, при которой одна из главных осей эллипсоида становится равной диа-
метру исходной сферы, что необходимо для получения инвариантной плос-
кости (матрица сдвига G); 3) жесткий поворот решетки аустенита относи-
387
тельно исходной а-решетки, возвращающий в исходное положение инвари-
антную плоскость после первых двух этапов а—уу-превращения (матрица
поворота R'p). Матрица полной деформации решетки F„_>7 при а—>у-превра-
щении определяется произведением матриц, соответствующих всем трем
этапам последнего: F - R'^G-B^y и, в частности, для системы сдвига (111)
[112]у равна [28]:
F -
1 а—>у
( 0,8801 0,0350
0,0505
,-0,0729
0,9852
0,0214
0,1865 А
-0,0786
1,1135 .
В работе [39] по методике [28] выполнен расчет кристаллографических
характеристик аустенита, образующегося при а—>у-превращснии (плос-
кость габитуса, о.с., направление макросмещения и угол макросдвига), для
всех известных систем скольжения и двойникования в решетках О ЦК и
ГЦК с учетом обоих возможных значений дополнительного сдвига g. От-
дельные результаты расчета [39] для соотношения параметров у- и а-реше-
ток 1 = ау/аа = 1,2510 представлены в табл. 7.4.
В расчет включены десять систем сдвига при инвариантной решетке,
которые являются неэквивалентными относительно бейновской оси де-
формации и охватывают все системы скольжения и двойникования, рас-
пространенные в аустените (с общей плоскостью {111 }у и направлениями
<011>у и <112>у) и мартенсите (с общим направлением <111>а и плоскостя-
ми [011 }а, {112)а, (123}а). Расчет по этим системам дает 31 вариант неэк-
вивалентных габитусных плоскостей, обозначенных в табл. 7.4 и на
рис. 7.7 порядковыми номерами от 1 до 31. Распределение нормалей к
рассчитанным габитусным плоскостям аустенита в стереографическом
треугольнике исходной a-фазы различно для систем сдвига, соответству-
ющих системам скольжения и двойникования, распространенным в аусте-
ните и в мартенсите (рис. 7.7). В первом случае они занимают преимуще-
ственно правую нижнюю часть треугольника, приближенно отвечая экс-
периментальным данным, приведенным в [28], во втором - распределение
менее определенно. Большинство из рассчитанных вариантов имеют о.с.,
близкие к мартенситным с отклонением плотноупакованных плоскостей
не более 1° (см. табл. 7.4).
Можно ожидать, что упругие искажения, возникающие при ос-»у-пре-
вращении, будут минимальны при наименьшем значении угла макросдвига
или наименьших деформациях по главным осям. В [39] рассчитаны направ-
ление макросмещения и угол макросдвига, которые могут быть оценены
экспериментально.
Анализ параметров формоизменения (см. табл. 7.4) позволяет выде-
лить наиболее вероятные варианты 11, 11' с минимальным значением угла
макросдвига % = 12,2° и варианты 1, 2, 20, 23 с величиной угла макросдвига
X < 15°. Из них три варианта 1, 2,_11 относятся к системам сдвига, распрост-
раненным в аустените, - (111)[101 ], (111)[ 111]. Экспериментальные исследо-
вания дают угол макросдвига при ос-эу-превращении 11,5° (сталь Н25Ф [42])
388
Таблица 7.4
Рассчитанные [39] характеристики обратного мартенситного превращения а—уу
(отдельные варианты)
Система сдвига Система сдвига в у- и а-фазах Величина сдвига g, угол макросдвига / и главные дефор- мации Вариант Нормаль к плоскости габитуса п Направление макросмсщеиия S Отклонение от параллельности плотноупакован- ных плоскостей и направлений, град
I (Н1) [ЮТ]у (Oil) [111]а 0,2473, 15,26°, е, =0,8596 е2 =1,0000 е3 =1,1389 1 2 -0,7298 +0,3168 -0,6058 “+0,5339“ +0,1561 +0,8310 “+0.6354“ -0,2002 -0,7458 “+0,8038“ -0,3384 +0,4892 0,43 1,27 1,27 0,43
IV (1И)[И2]у (ОН) [011]а 0,2686, 12,21°, £, =0,8864 е2 = 1,0000 £3 = 1,1066 И И' -0,7013 -0,2034 +0,6832 “-0,7013“ +0,2034 -0,6832 “+0,776 Г +0,1799 +0,6043 “+0,7761“ +0,1799 -0,6043 3,74 0,58 3,74 0,58
VIII (313) [10Т]у (123) [111]ос • 0,22496, 13,29°, Е, =0.8801 е2 = 1,0000 е3 = 1,1123 0,4562, 14,52°, е, =0,8704 е2 = 1,0000 е3 = 1,1248 20 23 “-0,6700“ +0,3603 -0,6490 “-0,1705“ +0,8718 +0,4593 “+0,5565“ -0,4613 -0,6990 +0,9961 +0,0756 +0,0460 0,48 2,27 0,44 1,60
Рис. 7.7. Рассчитанные положения нормалей к габитусным плоскостям аустенита в коорди-
натах исходного а-мартенсита для систем сдвига, распространенных в аустените (а) и мар-
тенсите (б).
Цифры соответствуют расчетным вариантам [39]
и 22° (сталь НЗЗ [43]). Выделенные варианты, за исключением четырех-
кратно вырожденного варианта 11, соответствуют о.с., близким к мартен-
ситным с отклонением плотноупакованных плоскостей ~1° и менее. Для ва-
рианта 11 и 11' это отклонение несколько больше - 3,75°, но расхождение
плотноупакованных направлений мало - 0,6°. Рассчитанные плоскости га-
битуса 1, 2, 11 [39], что соответствует плоскостям 1, 2, 7 [28], относительно
близки к экспериментально определенным плоскостям габитуса.
7.3.2. Плоскости габитуса у-фазы
В табл. 7.5 и на рис. 7.8 в обобщенном стереографическом треугольнике
исходной ос-фазы представлены значения плоскостей габитуса типа ~(134)а
образующейся при нагреве пластинчатой у-фазы [10] в сталях Н26ХТ1 и
Х28Н9М2 (полюсы 4 и 3 соответственно). Приведены полученные в [28] экс-
периментальные данные по плоскости габитуса дисперсной пластинчатой
у-фазы в стали НЗ1 и у-фазы в сталях с пакетным мартенситом (полюсы 1 и
2 соответственно). Здесь же приведены экспериментальные данные по плос-
кости габитуса крупнопластинчатой у-фазы в стали Н32 [40,44] и в монокри-
стальных усах чистого железа [41] - полюс 5 и область 6 соответственно. Для
сравнения на рис. 7.8 представлена также наиболее предпочтительная рас-
четная плоскость габитуса [28] (полюс 7). В таблице дополнительно даны
данные по плоскости габитуса ГЦК-фазы, образующейся в сталях Х26Н5М
[9] и Н18М6 [45], а также ГЦТ-фазы, образующейся при охлаждении в ре-
зультате мартенситного ОЦК-^ГЦТ-превращения в медных сплавах [46, 47].
Близкое совпадение плоскостей габитуса морфологически одинаковой круп-
нопластинчатой у-фазы в сталях Н26ХТ и Н32 (полюсы 4, 5 на рис. 7.8) сви-
детельствует о большей достоверности двухповерхностного метода анализа в
работе [40], чем одноповерхностного метода, использованного в [43] и не поз-
волившего получить корректные результаты, что отмечено в [49].
390
Таблица 75
Плоскости габитуса пластинчатой ГЦК-фазы, образующейся в результате
ОЦК-ГЦК-превращепия
Сплавы и стали Условия превращения Плоскость габитуса в координатах О ЦК-фазы Близкая плоскость Источник
Н31 Медленный нагрев пластинчато- го мартенсита, v = 0,3 град/мин {0,13 0,62 0,77 ( -{156} 128]
Х28Н9М2 Ускоренный нагрев полиэдриче- ского феррита, v = 150 град/мин {0,21 0,58 0,791 -{4.11.15) [Ю]
Н26ХТ Ускоренный нагрев пластинчато- го мартенсита, v = 150 град/мин {0,19 0,63 0,75| —{4.13 16) ПО]
Н32 {0,23 0,62 0,75) ~{4.11.13| [40]
Н32 {0,17 0,31 0,94) {0,38 0,54 0,75| -(2.4.11) -{234} [43]
Монокристал- лы железа «усы» Ускоренный нагрев, v = 60 град/мин {0,01 0.60 0,801 -{034] [41]
Х26Н5М Ускоренный нагрев феррита до 500 °C - -{133} [9]
Н18М6 Ускоренный нагрев пакетного мартенсита до 550...650 °C - -{011} [45]
Cu-Zn (40 мас.% Zn)* Охлаждение, закалка от 750 °C {0,120,68 0,72}* -{2.11.12) [46]
Cu-Sn (25,6 мас.% Sn) Охлаждение, закалка от 855 °C {0,21 0,690,69)* -{133} [47]
Fc-Si-N (5,6 мас.% Si, 0,1 мас.% N) ОЦК—УГЦК-прсвращснис при азотировании, 500 °C, 10 ч — -Ц351 [48]
*Данные для ГЦТ-фазы, образующейся при ОЦК—»ГЦТ-превращении.
Из экспериментальных данных на рис. 7.8 следует отметить результат,
полученный в работе [10] на стали Х28Н9М2 с крупнозернистой ферритной
структурой (полюс 3). Возможность непосредственного определения ориен-
тации исходной сс-фазы рентгеновским методом и прямое наблюдение плас-
тин у-фазы при снятии значительных по толщине слоев металла, безуслов-
но, должны исключать ряд дополнительных технических трудностей и свя-
занных с ними погрешностей, возникающих в случае аналогичных измере-
ний у-пластин, располагающихся в дисперсных кристаллах ос-мартенсита или
дисперсных у-пластин, наблюдаемых только в электронном микроскопе. Все
экспериментальные данные в целом (за исключением только данных Зерве-
ка и Веймана [41] - область 6) близки между собой и мало зависят как от
структурных типов у-фазы, так и от исходной структуры ос-фазы.
Следует отметить, что к эспериментальным данным по плоскости габи-
туса пластинчатой у-фазы с ГЦК-решеткой близки результаты [46, 47] по
391
Рис. 7.8. Расчетное и экспериментальные положе-
ния нормалей к плоскостям габитуса пластинчатой
у-фазы (1-7) и пересчитанные в координатах а-фа-
зы плоскости габитуса трех распространенных
типов ос-мартенсита (2, 8, 9):
1 - дисперсная у-фаза в стали Н31 [28]; 2 - «восстановленная» ре-
ечная y-фаза в стали Н28 и сталях с пакетным мартенситом; 3 — ур
пластины, образующиеся при нагреве в феррите стали Х28Н9М2
[10]; 4 - крупнопластинчатая у-фаза в стали II26XT [10]: 5 -у-пла-
стины в стали Н32 [40]; 6 - у-фаза в мопокристальных усах желе-
за [4!]; 7 - предпочтительная расчетная плоскость габитуса [28]:
2 - пакетный {557 }т||{ 2.9.11 |п, 8 - изотермический {225|т||(235](К,
9 ~ двои ни кованный 13.10.15 |у[|| 577 ]а
плоскости габитуса ГЦТ-фазы в цветных сплавах (см. табл. 7.5), которая то-
же образуется из ОЦК-фазы в результате мартенситного превращения, но
при охлаждении. Это свидетельствует о том, что кристаллогеометрия мар-
тенситного превращения в данном случае мало зависит от состава сталей и
сплавов, а определяется, вероятно, только решетками исходной и конечной
фаз и не очень низкими температурами превращения.
На рис. 7.8 приведены плоскости габитуса а-мартенсита различной мор-
фологии, пересчитанные в мартенситных координатах с учетом конкретно-
го варианта ориентационного соотношения и представленные в обобщен-
ном стереографическом треугольнике a-фазы. Как видно, плоскость габи-
туса пакетного мартенсита {557}у||{2.9.11 }а, образованного в процессе
у->а-превращения при температурах выше 20 °C, наиболее близка к экспе-
риментально наблюдаемым плоскостям габитуса у-фазы, образующейся
при а—>у-превращении в различных сплавах, в том числе в сплавах с пакет-
ным мартенситом [28]. Анализируя полученные данные, можно, как и в
[28], сделать вывод, что а- и у-кристаллы граничат преимущественно по
близкой плоскости независимо от того, получены они в процессе у—^-пре-
вращения при охлаждении или а-эу-превращения при нагреве, если эти
превращения проходят при температурах выше 20 °C.
Следует отметить, что полученные результаты не намного отличаются
и от предпочтительной, рассчитанной по феноменологической теории [28.
39] плоскости габитуса_(полюс 7). Эта расчетная плоскость соответствует
системе сдвига (111)[112]у и отличается минимальным (из всех рассчитан-
ных вариантов) формоизменением с углом макросдвига -12,2°. Близкие
плоскости габитуса у-фазы можно получить, выполняя расчет межфазной
поверхности a/у по наибольшему числу совпадающих узлов контактирую-
щих решеток [50], а также по энергетическим параметрам [50, 51].
7.3.3. Ограничение числа ориентации у-фазы при а-»у-превращепии
В результате циклического у—>а—>у-превращения в метастабильных ау-
стенитных сталях обычно наблюдается восстановление исходной ориента-
ции аустенита [3, 52], а не последовательное «размножение» ориентировок
у-фазы, предсказываемое мартенситным характером этого превращения.
392
Известно, что зарождение «-фазы при прямом мартенситном у—>а-превра-
щении происходит в монокристальной аустенитной матрице, что позволяет
формироваться 24 кристаллографически эквивалентным вариантам мар-
тенсита. Напротив, образование первых порций аустенита при мартенсит-
ном а—»у-превращении во многих случаях осуществляется в поликристал-
лической «-структуре, например, на границах двойников превращения или
различно ориентированных «-пластин пакетного мартенсита. При этом
возможно существенное ограничение числа ориентировок у-фазы, если вы-
полняется мартенситная ориентационная связь образующегося аустенита
одновременно с двумя соседними «-кристаллами. В работах [53, 54] выпол-
нен матричный расчет возможных ориентировок у-фазы, зарождающейся
на границах мартенситных двойников превращения, «-пластин пакетного
мартенсита, а также в монокристальных областях «-фазы при ориентаци-
онных соотношениях Курдюмова-Закса, Нишиямы и промежуточных меж-
ду ними.
Граничное зарождение у-фазы при а—>у-превращении с наиболее рас-
пространенными промежуточными о.с. в частично двойникованном линзо-
видном мартенсите или «-мартенсите нержавеющих сталей (с двойниковой
ориентацией примыкающих друг к другу «-пластин) позволяет реализовы-
ваться не 48, а только двум ориентировкам у-фазы: исходной, существовав-
шей до цикла у—>«—>у, и двойниковой по отношению к ней с плоскостью
двойникования типа {111 }у, входящей в конкретный вариант о.с. Если при
нагреве наблюдаются соотношения Курдюмова-Закса, то количество воз-
можных у-ориентаций возрастает до шести (четыре новые ориентировки
получаются разворотом исходного и двойникового у-кристаллов на 60° в
обе стороны вокруг оси типа <110>а, входящей в данный вариант ориента-
ционного соотношения).
Расчет когерентного зарождения аустенита иа «-«-границах пакетного
мартенсита, выполненный для промежуточных ориентационных соотноше-
ний, показал, что в любой области пакета с шестью ориентациями мартен-
сита может появляться у-фаза также с исходной и двойниковой ориентиров-
ками. Кроме того, на отдельных границах возможно образование аустени-
та еще четырех ориентаций, отличающихся от исходной и двойниковой иа
малый угол 4°18' [3, 54]. Ограничение у-ориентаций при обратном мартен-
ситном превращении а—>у может быть вызвано также влиянием ориентиро-
ванных остаточных напряжений и остаточного аустенита [3].
7.3.4. О степени обратимости сдвиговых процессов
при у—>а- и а—>у-мартенситпых превращениях
Известно [3, 52], что при ускоренном нагреве при обратном мартенсит-
ном превращении «—>у в метастабильных аустенитных сталях имеет место
восстановление исходной ориентации аустенита, существовавшей до цикла
у—>«—>у. Однако кристаллографическая обратимость у-»а- и «—>у-превра-
щений пе обязательно предопределяет обратимость сдвиговой перестройки
решеток и обратимость дислокационных реакций при этих превращениях.
393
В условиях идеального восстановления у-фазы после цикла у—»а—>у, ве-
роятно, следовало бы ожидать и восстановления исходной «малодефект-
ной» структуры аустенита, т. е. восстановления исходных механических
свойств. Этого, однако, не происходит и значительный фазовый наклеп ау-
стенита (увеличение на три порядка плотности дислокаций) определяется,
вероятно, необратимостью сдвиговых процессов, происходящих при у—>ос- и
а—^-превращениях, несмотря на преимущественное восстановление ориен-
тации исходного аустенита.
В работах [55-57] исследована степень обратимости сдвиговой перест-
ройки ГЦК- и ОЦК-решеток в метастабильной аустенитной стали Н26ТЗ
со структурой ячеистого распада. Колонии ячеистого распада, состоящие
из расположенных по плоскостям (111 }7 параллельных пластин фазы
Ni3Ti с ГПУ-решеткой (т|-фаза с параметрами а = 0,5101 нм, с = 0,8307 нм,
а/с =1,63 {111 }у|| {00.1 )п) являются естественными метками, позволяющи-
ми анализировать характеристики сдвиговой деформации при прямом и
обратном мартенситных превращениях [56]. Исследованный сплав Н26ТЗ,
содержащий, мас.%: 26,1 Ni, 3,0 Ti и 0,06 С, имел в состаренном состоянии
мартенситную точку Мн, равную 40 °C. Ячеистый распад гомогенизиро-
ванного, прокованного и закаленного от 1200 °C сплава Н26ТЗ осуществ-
лялся при 820 °C в течение 4 ч. Образцы состаренного сплава подвергали
атермическому мартенситному у—»ос-превращению при охлаждении в жид-
ком азоте. Обратное мартенситное а—>у-превращение осуществляли при
нагреве до 820 °C со средней скоростью 150 град/мин. Кристаллографиче-
скую ориентацию исходного аустенитного зерна определяли [56] однопло-
скостным методом с помощью геометрического анализа следов плоско-
стей {111 }у.
Развитие мартенситного превращения (рис. 7.9) в состаренной стали
Н26ТЗ при быстром охлаждении свидетельствует о том, что колонии ячеи-
стого распада не являются непреодолимым препятствием для роста линзо-
видных ос-кристаллов с плоскостью габитуса, близкой к плоскости
{3.10.15)г Как видно из рис. 7.9, а, образующиеся при охлаждении в жидком
азоте мартенситные кристаллы в значительной мере деформируют тонкие
пластинки т|-фазы. Каждая мартенситная линза может пересекать до 20 и
более пластин Г|-фазы, закономерно изгибая их. Растущий мартенситный
кристалл сталкивается с пластиной т|-фазы и в результате упругих искаже-
ний продолжает свое развитие с другой стороны Т]-пластины на участке не-
сколько меньшей площади [56].
Кристаллы а-мартенсита группируются в пары, в которых взаимно ком-
пенсируется сдвиговая деформация от каждого кристалла. Рис. 7.10 иллюс-
трирует распределение сдвиговой деформациии в таком ансамбле из двух
кристаллов. При возникновении первого мартенситного кристалла а, на-
блюдается изгиб естественных меток (пластин трфазы) на угол -10°. Обра-
зующийся рядом второй кристалл а2 вызывает сдвиговую деформацию тех
же меток в противоположном направлении, тем самым ликвидируя или
уменьшая прежнее искажение.
Направление и положение Т|-пластин после прохождения через них па-
ры a-кристаллов практически не меняется. Однако в малой области у-мат-
394
Рис. 7.9. Деформация пластин г]-фазы сплава H36T3 при у—>а-мартенситном превращении (а)
и цикле у—>а—>у (б)
рицы, заключенной между кристаллами а, и «,, заметно существенное сме-
щение Г]-пластин Д1. Оно максимально в месте стыка двух «-кристаллов и
уменьшается при увеличении расстояния от вершины фермы (см. рис. 7.10).
Указанное обстоятельство связано с тем, что д-пластины, находящиеся в
остаточном аустените между двумя «-кристаллами, сопротивляются сдви-
говой деформации и испытывают аккомодационный изгиб, уменьшающий
Д1 (зона С на рис. 7.10). Изгиб д-пластин в зоне С характеризует область ис-
кажений в аустените вокруг «-кристалла, простирающуюся на 1/4-1/2 часть
толщины линзовидного кристалла (до ~5 мкм) Когда расстояние между «-
кристаллами мало, зоны искажений взаимно перекрываются и общее сме-
щение д-пластин становится большим (Д1, > Д12). Подобное искажение д-
пластин имеет место и внутри мартенситных кристаллов, вследствие чего
изгиб меток не везде однороден и по форме напоминает знак интеграла.
Следует отметить, что наличие аккомодационных сдвиговых деформаций в
остаточном аустените и в мартенситных кристаллах, обнаруживаемое по
плавному изгибу д-пластин, по-видимому, является одной из особенностей
мартенситного превращения.
Наиболее однородную сдвиговую де-
формацию, соответствующую макси-
мальному углу изгиба, пластинки д-фазы
испытывают в двойникованной области
(рис. 7.10, зона А). В этой зоне они сохра-
Рис. 7.10. Распределение сдвиговой деформации в
двух a-кристаллах мартенситной фермы и в окру-
жающей матрице с тонкими пластинами г]-фазы
395
няют прямолинейность. На периферии мартенситного кристалла наблюда-
ется аккомодационная зона В. в которой на мартенситную сдвиговую де-
формацию накладывается деформация аккомодации, компенсирующая
сдвиговые напряжения на границе двух фаз. В результате угол изгиба плав-
но изменяется от максимального (-10°) до минимального (0°). При этом в
наиболее обширных зонах аккомодации - вдали от стыков кристаллов -
имеются участки изгибов обратного знака (см. рис. 7.9, а), расположенные
у самых границ кристаллов. Вблизи стыков кристаллов зоны аккомодации
отсутствуют, что свидетельствует о максимальной компенсации сдвиговых
напряжений (рис. 7 10, область D). Внутренняя разориентация мартенситно-
го частично двойникованного кристалла в дислокационной и двойникован-
ной областях наблюдалась ранее [58] Однако большой изгиб меток (-10°),
вероятно, связан в основном не с разворотом отдельных областей «-крис-
талла, а с различной степенью макросдвига (на периферии и в центре), не
меняющего решетку, но вызывающего макроизгиб Г|-пластин.
Сдвиговую деформацию, вызванную мартенситным превращением оце-
нивали [56] по величине изгибов грнластин внутри ос-кристалла. Для опре-
деления полной деформации формы необходимо знать как минимум две ее
составляющие. Поэтому анализировали ситуации, когда один мартенсит-
ный кристалл изгибает метки, расположенные по двум или более разным
плоскостям {111} Y [56]. В общем случае можно получить четыре различные
составляющие деформации формы, анализируя изгибы плоскостей {111 )г
Положение плоскостей (111| относительно отдельного мартенситного
кристалла разное. Каждая плоскость {111 }у составляет конкретный угол
как с плоскостью габитуса, так и с направлением макросмещения (табл. 7.6)
и должна иметь соответствующий угол изгиба <р при данном кристаллогра-
фическом варианте у-эос-превращения.
Приведенные в табл. 7.6 значения углов (p-изгиба различных плоскостей
{111 )у вычислены с использованием расчетных данных теоретической ра-
боты [38] по габитусу пт, углу макросдвига % и направлению макросмеще-
ния ST соответственно:
(-0,5691)
''0,7660'
0,2400
,0,5964,
-0,1783
,+0,8027,
Х=Ю,3°;
Таблица 7.6
Расчетные утлы изгиба Т]-пластин по плоскостям {111}т мартенситными
(Х-кристаллами с габитусом (10,3.15)г град
Плоскость Угол С ПЛОСКОСТЬЮ габитуса S У гол с направлением макросмещсния (о Угол изгиба мартенсит- ным кристаллом (р
I-(111)т 88,2 65,4 9,6
II-(111)Y 76,2 39,2 6,7
П1-(111)г 26,5 14,6 1,1
IV-(Ill), 46,6 1,4 0,1
I
Рис. 7.11. Гистограмма углов изгиба
трпластин (<р) после у—>сх- (а) и
у—>сс—>у- (б) превращений
0 2 4 6 8 10 12 14 16
Результаты эксперимен-
тального определения этих же
углов приведены в [207]. Наи-
более часто находился угол ср1.
Его средняя величина состав-
ляет -9,1°, а на гистограмме
(рис. 7.11, а) наблюдается ост-
рый пик при значении 10°.
Средняя оценка угла ср11 = 6,8°
должна быть менее точной из-
за меньшего числа наблюде-
ний. Угол (рП| оценен наиболее
приблизительно - согласно всем трем определениям он близок к нулю.
Определение угла макросдвига и направления макросмещения произво-
дили по средним экспериментальным значениям углов изгибов ср1 и <рп [56].
Угол макросдвига % и направление макросмещения S равны 10,2° и [27.5.19]
соответственно. Отклонение экспериментально полученного направления
S от приведенного выше расчетного составляет 5,3°. Экспериментальные
данные хорошо согласуются с соответствующими расчетными результата-
ми [38], а также с экспериментальными данными других авторов, приведен-
ными в [59].
В работе [60] обратное мартенситное а—>у-превращение в железонике-
левых сплавах связывалось со сдвиговой перестройкой решеток, проходя-
щей строго по обратным путям и вызывающей восстановление ориентации
исходного аустенитного зерна, существовавшего до цикла у—»ос—>у. В после-
дующих работах [61, 62] было показано, что при обратном мартенситном
превращении на месте бывшего мартенситного кристалла возникает ан-
самбль тонких у-пластин. Однозначного ответа о путях сдвиговой деформа-
ции при обратном мартенситном превращении не было.
На рис 7.9, б приведена структура стали Н26ТЗ после ячеистого рас-
пада, прямого и обратного мартенситных превращений. Как показывает
кристаллографический расчет [56], основанный на анализе таких струк-
тур, обратное мартенситное превращение ct-эу если и изменяет, то весьма
незначительно те искажения естественных меток, которые получились
при прямом мартенситном превращении у-эа. Согласно выполненным 25
определениям угла изгиба (р1 [56], среднее его значение составляет 8,3°
(против 9,1° без обратного превращения), а на гистограмме (рис. 7.11, б)
виден пик при значении 8,0° (против 10,0° без обратного превращения).
Небольшое разгибание трпластин (на 5-20% от первоначальной деформа-
ции) в результате обратного мартенситного ос-4у-превращения свидетель-
ствует о том, что основная компенсация сдвиговой деформации происхо-
дит внутри каждого мартенситного кристалла в результате образования
ансамбля тонких у-пластин.
397
Полученные результаты позволяют сделать важный вывод о том, что в
состаренной по ячеистому способу аустенитной матрице сплава Fe-Ni-Ti
сдвиговая деформация при прямом и обратном мартенситных превращени-
ях в целом не является обратимой и развивается различными путями. Раз-
ные пути сдвиговой перестройки решеток при прямом и обратном мартен-
ситных превращениях должны приводить к большему увеличению количе-
ства дефектов, чем в условиях обратимого ос—>у-превращения, что является
одной из причин фазового наклепа.
7.3.5, Упорядочение аустенита сплава Fe—32%Ni по типу Ыо
и выявление соотношений Хэдли-Брукса при а—уу-прсврашепии
Структурные и кристаллографические исследования метастабильных
аустенитных сплавов системы Fe-Ni, в том числе сплава Fe-32%Ni, пред-
ставляют значительный интерес в связи с удобством их использования в ка-
честве модельных материалов. В этих сплавах обнаружены различные фа-
зовые превращения и новые функциональные свойства (инварный эффект,
магнитно-дисперсионное твердение, образование нанокристаллического
аустенита, фазовый наклеп и др.). В работах [3, 4, 63-65] в метастабильных
аустенитных сплавах инварного типа (Fe - 30-32 Ni) определены ориента-
ционные соотношения при а—>у-превращении. а также общее формоизме-
нение, плоскости габитуса у-фазы, особенности образования и наследова-
ния дислокаций. Выяснены условия образования множества у-ориентаций с
формированием обогащенного никелем нанокристаллического аустенита,
в котором можно ожидать развитие упорядочения
О возможности упорядочения аустенита в сплавах типа Fe-32%Ni. Ряд
работ [66-70] указывают на возможность протекания упорядочения по ти-
пу Ll0 в Fe-Ni-сплавах в особых условиях обработки. В частности, упорядо-
ченную фазу Fe-50%Ni («тетратейнит») наблюдали в Fe-Ni-метеоритах
[66-68].
Диффузионный процесс образования упорядоченной у-фазы в метеори-
тах возможен благодаря чрезвычайно длительным изотермическим вы-
держкам, которым они подвергаются при перемещении в космическом про-
странстве. На основе термодинамических расчетов и экспериментальных
данных, полученных с образцов метеоритов, приблизительно определена
область существования упорядоченной фазы - у"-фазы (Fe-50%Ni) с Тг ~
~ 330 °C на фазовой диаграмме Fe-Ni [67]. Однако до настоящего времени
упорядочение в обычных массивных Fe-Ni-образцах некосмического про-
исхождения не обнаружено. Вследствие малой скорости диффузии никеля
наблюдать обогащение аустенита никелем и упорядочение в соответствии с
диаграммой равновесия Fe-Ni [67] не удается даже при очень медленном на-
греве от 250 до 400...510 °C (со скоростью 0,2 град/мин) массивных одно-
фазных образцов деформированного (на 93%) аустенитного сплава Н32
[64], когда общее время нагрева составляет более 20 ч.
Ускорить развитие диффузионных процессов перераспределения нике-
ля и упорядочения по типу Ll0 при пониженных температурах в аустенит-
ных сплавах Fe-32-36Ni можно искусственным введением точечных дефек-
398
тов, например при облучении сплавов высокоэнергетическими частицами.
В работе [70] в результате низкотемпературного электронного облучения
Fe-Ni-инваров обнаружено образование упорядоченной фазы Fe-Ni (L10) с
использованием методов мессбауэровской спектроскопии и рентгеногра-
фии. Достаточное количество точечных дефектов можно ввести и с помо-
щью сильной холодной деформации, что также позволяет интенсифициро-
вать развитие диффузионных процессов. В работе [71] методами электрон-
ной и полевой ионной микроскопии на аустенитном сплаве Fe-12Cr-30Ni
при холодной деформации обнаружено формирование упорядоченной фа-
зы Ыо (вблизи стоков точечных дефектов - границ зерен и деформацион-
ных фрагментов), имеющей повышенную концентрацию никеля. Одним из
способов стимулирования упорядочения в сталях типа Н32 является также
измельчение высоконикелевых пластин у-фазы до толщины в несколько
нанометров, что позволяет реализовать их диффузионное обогащение ни-
келем и упорядочение даже при относительно малых временах выдержки.
В работе [69] показано, что в эпитаксиальных пленках Fe-Ni (с толщинами
150, 60 нм) при увеличении температуры отжига имеет место синтез упоря-
доченных фаз Ni3Fe (~35О °C) и NiFe (-400 °C).
Вероятность наблюдения упорядоченной фазы Ыо не исключена и в
массивных железоникелевых сплавах с содержанием никеля 30-32%, если в
них реализовать формирование нанокристаллических пластин аустенита
при обратном ос—>у-превращении в условиях медленного нагрева до
400...500 °C со скоростями 0,2-0,4 град/мин [3, 4, 63]. В этом случае успева-
ет произойти диффузионное перераспределение никеля между исходным а-
мартенситом и образующимися пластинами у-фазы толщиной до 5-10 нм,
приводящее к обогащению никелем наноразмерной пластинчатой у-фазы
[2—4] в соответствии с диаграммой равновесия Fe-Ni [67]. Обнаружение упо-
рядочения у-фазы в Ыо при ос-эу-превращении в сплаве Fe-32%Ni осложня-
ется также тем, что интервал этого превращения обычно находится выше
расчетной температуры упорядочения Тс - 330 °C [67].
Упорядочение по типу Ыо в массивных образцах сплава Fe-32%Ni и со-
отношения Хэдли-Брукса при а—уу-превращении. Настоящая часть рабо-
ты, как и [72, 73], посвящена электронно-дифракционному анализу ос—>у-
превращения при медленном нагреве со скоростью 0,2 град/мин в сплаве
Fe-32%Ni в целях обнаружения упорядочения у-фазы по типу Ыо. Интерес-
но также выяснить возможность реализации между исходной a-матрицей и
образующейся у-фазой в указанных условиях ос—»у-превращения ориентаци-
онных соотношений Хэдли-Брукса [74], которые встречаются в железных
сплавах при повышенных температурах полиморфного превращения (З^у
[74] или ос-эу [75]) - наряду с о.с. Курдюмова-Закса, но статистически реже.
Для исследования был взят сплав железа с 32,5 мас.% Ni и 0,01 мас.% С
(Н32), имеющий мартенситную точку Мн = -95 °C. Образцы закаливали в
воде от 1100 °C и охлаждали в жидком азоте для формирования -80% атер-
мического линзовидного ос-мартенсита с ОЦК-решеткой. Формирование
нанокристаллического аустенита осуществляли при ос—>у-превращении при
медленном нагреве со скоростью 0,2 град/мин от 240 °C до различных тем-
ператур (430...500 °C) в межкритическом интервале. Для упорядочения ау-
399
Рис. 7.12. Структура явнокристаллической у-фазы, образовавшейся в результате <7—^-пре-
вращения при медленном нагреве со скоростью 0,2 град/мин до 480 °C в мелких (а) и круп-
ных (61 кристаллах исходного а-мартенсита сплава Н32
стенита после медленного нагрева некоторые образцы были изотермичес-
ки выдержаны в течение 120 ч при температуре 280 °C, находящейся ниже
расчетной температуры упорядочения Тг = 330 °C [67].
В соответствии с [3, 4, 63], в процессе ос—уу-превращения в сплаве Н32
при медленном нагреве со скоростью 0,2 град/мин в каждом исходном мар-
тенситном кристалле образуется до 24 ориентаций реечного аустенита с
толщиной реек -5-10 нм (на начальных этапах превращения) и повышен-
ной концентрацией никеля (до 40-50 мас.%). Типичная структура с различ-
но ориентированными нанокристаллами у-фазы в сплаве Н32 представлена
на рис. 7.12. Кристаллы наноразмерной у-фазы располагаются в пределах
исходных пластин мартенсита (рис. 7.12, а). Тонкие у-пластины (рис. 7.12, б)
имеют внутреннюю полосчатую структуру и состоят из отдельных фраг-
ментов и, возможно, микродвойников.
Упорядочение нанопластинчатой у-фазы наблюдали в образцах сплава
Fe-32%Ni после закалки на а-мартенсит, медленного нагрева до 430 °C и
последующего отжига при 280 °C, 120 ч. На электронограмме, рис. 7.13, б
ориентировке _матричной ос-фазы соответствует сетка рефлексов с осью
зоны (ОЗ) [523]„, выделенная сплошными линиями. В сетке рефлексов у-
фазы с ОЗ [1 10]7, выделенной штриховыми линиями, видны одновременно
два типа сверхструктурных рефлексов - (110)у и (001 )у, что полностью соот-
ветствует структуре Ll0. Они могут принадлежать обогащенной никелем
(до 50%) дисперсной у-фазе. На рис. 7.13, б видно, что рефлексы (222)а и
(220)7 находятся на одной линии, определяя параллельность плотноупако-
ванных направлении_[111]о и [110]у. На этой же линии лежат и сверхструк-
турные рефлексы (110)у. Сравнение электронограммы, рис. 7.13, б с изобра-
жением структуры на рис. 7.13, а обнаруживает важную деталь: линия на
микродифракции с рефлексами (222)а и (220)т параллельна следам тонких
пластин у-фазы. Анализ с использованием стереографических проекций
400
Рис. 7.13. Светлопольное изображение (а) и соответствующая электронограмма (б) сплав
Fe-32%Ni после закалки на мартенсит, частичного а—»у-превращения при медленном нагре
ве до 430 °C и последующей выдержки при 280 °C (120 ч).
Выделены сетки рефлексов с осями зон [523]а и [110]7 (б)
показал, что параллельны (с точностью метода ±5°) также ппотноупако
ванные плоскости (110)а и (111)у. Таким образом, выполняются кристал
лографические соотношения, близкие к о.с. Курдюмова-Закса (К-3)
(110)а||(П1)г[1Т1]а||[1Т0]г
Микродифракционная картина на рис. 7.13, б содержит ряд других ре
флексов, не относящихся к двум рассмотренным ориентировкам. Особен
ностью ее является то, что почти все рефлексы расположены в равноотсто
ящих рядах, перпендикулярных линии, на которой лежат рефлексы (222)а г
(220)у. Своеобразный вид электронограммы, возможно, связан с наложени-
ем отражений от исходного ос-кристалла и нескольких (до 6) различны?
ориентировок мартенситных у-кристаллов, имеющих общее плотноупако-
ванное направление [110]у, которое лежит в плоскости дифракции и входит
в о.с. К-3. Максимально возможное число таких у-ориентировок 6 (три па-
ры двойниковых) из полного числа 24 мартенситных у-ориентаций объясня-
ется тем, что они связаны только с одним из четырех плотноупакованных
направлений <111> в исходном а-кристалле.
Сверхструктурные рефлексы дисперсной у-фазы удалось обнаружить
также при исследовании сплава Fe-32%Ni после а-у-превращения при мед-
ленном нагреве до 500 °C и последующем отжиге при 280 °C в течение 120 ч.
На рис. 17.14, а представлена электронограмма с выделенными сетками
рефлексов от осей зон [231]а и [112].. для условно выбранного варианта ин-
дицирования. Как и в предыдущем_примере, на одной линии электроно-
граммы располагаются рефлексы (222)а и (220)у, определяющие параллель-
ные плотноупакованные направления: [111]оцкД 11 Ю]гцк (на этой же линии
наблюдаются и сверхструктурные рефлексы (110)у, (110)у, свидетельствую-
щие об упорядочении у-фазы).
Анализ с помощью стереографических проекций показал, что парал-
лельны (с точностью ±5°) также плотноупакованные плоскости (110)а и
(111)у, следовательно, выполняются те же о.с. К-3, что на рис. 7.13, б. Вы-
деленная на электронограмме линия, содержащая рефлексы (222)„ и (220)у,
параллельна одному из направлений следов у-пластин на темнопольных
401
Рис. 7.14. Электронограмма (а) и структура сплава Fe-32%Ni после закалки на мартенсит,
частичного а—»у-превращения при медленном нагреве до 500 °C и упорядочения при 280 °C
(120 ч).
Выделены сетки рефлексов с осями зон [231 ]„ и [ 112]у (а); б, в - темнопольные изображения в рефлексах (220)у и (110)Y
соответственно
изображениях структуры (см. рис. 7.14, б, в), полученных в структурном и
сверхструктурном рефлексах - (220)у и (110)у соответственно.
На рис. 7.15 приведен еще один пример структуры и электронограммы
того же образца, на которой наблюдаются не только характерные для Ыо
сверхструктурные рефлексы одновременно двух типов: (110)у и (001 )7, но и
редко встречающиеся ориентационные соотношениями между а и у-фаза-
ми. На рис. 7.15, а выделены сетки рефлексов матричной a-фазы с осью
зоны (ОЗ) [1 Ю]а и у-фазы с ОЗ[110]у (сплошными линиями), а также двой-
никовой у-фазы с ОЗ[1 10]7дв (штриховыми линиями). Видно, что сетка ре-
флексов с О3|110]., содержит сверхструктурные рефлексы (110) и (001),
свидетельствующие об упорядочении у-фазы по типу Ll0.
5 Этскхронограмма (а) и темнопольное изображение у-фазы в рефлексе (111)у (б)
Fe-324Ni (другой участок образца, представленного на рис. 7.14).
• - ~ - - - - к -ртине (а) выделены сплошными линиями сетки рефлексов с О3[ 110]а и О3| 110]¥. а также
О3[ 110]Уда (штриховые линии)
Рис. 7.16. Электронограмма (а) и
структура (б) наноразмерных у-плас-
тин в сплаве Fe-32%Ni, полученных в
процессе а—>у-превращения при мед-
ленном нагреве до 430 °C:
а - выделены сетки рефлексов а-матрицы
О3[134] н у-фазы 03(001]; б - темнопольное
изображение в составном рефлексе: в - увели-
ченный фрагмент из а. выделены сетки рефлек-
сов у-фазы 03(001] и е-фазы: 03(001], ОЗ[121];
кольцами показаны расстояния до рефлексов
I 111 }ти (ПО).
На рис. 7.15, а видны лежащие на одной линии рефлексы (222)а и (220)у,
определяющие параллельные плотноупакованные направления [111]а||
[110]у, и видны почти совпадающие рефлексы (110)а и (111)г определяющие
параллельные плотноупакованные плоскости двух фаз. Однако в этих пло-
скостях не лежат указанные плотноупакованные направления (в отличие от
о.с. К-3): угол между линией параллельных плотноупакованных направле-
ний и нормалью к параллельным плотноупакованным плоскостям состав-
ляет -35,26° (см. рис. 7.15, а). Наблюдающиеся о.с. (110)а|| (111)у, [110]а||
[110]у соответствуют о.с. Хэдли-Брукса [74], характерным для повышенных
температур фазовых превращений.
Исследование тонкопластинчатой у-фазы, полученной в сплаве
Fe-32%Ni в процессе а-у-превращения при медленном нагреве до 430 °C
(без отжига при 280 °C) показало, что и в этих условиях удается наблюдать
упорядочение, иногда слабо выраженное. Отмеченная температура нахо-
дится выше расчетной температуры упорядочения Тс = 330 °C, что требует
уточнения ее значения для фазы Ll0 в системе Fe-Ni.
На рис. 7.16, а представлена микродифракция образца сплава Fe-32%Ni
после частичного а—>у-превращения при медленном нагреве до 430 °C. На
ней сплошными и штриховыми линиями соответственно выделены сетки
рефлексов a-матрицы (О3[134]а) и у-фазы_(ОЗ[001]у). Расположенные на
одной линии электронограммы рефлексы (222)а и (220)^ определяют парал-
лельность плотноупакованных направлений [111]а || [110]у. На этой же ли-
нии в сетке рефлексов у-фазы наблюдается сверхструктурный рефлекс
403
(ПО), свидетельствующий об упорядочении Ll0, а сама линия, как и во всех
предыдущих примерах, параллельна одному из направлений следов у-плас-
тин на темнопольном изображении структуры (рис. 7.16, б), полученном в
составном рефлексе, отмеченном на электронограмме стрелкой. Анализ с
помощью стереографических проекций показал, что наиболее близки по
ориентации (отклонение ~8,6°) плотноупакованные_ плоскости (101)а и
(111)г в которых лежат параллельные направления [111]а и [110]?. Следова-
тельно, с некоторым приближением выполняются о.с. К-3. Отклонение от
параллельности плоскостей, входящих в о.с. К-3 (превышающее ±5°), мо-
жет быть связано с отклонением О3[001]у от пучка электронов.
При выполненном ТЭМ-исследовании не удалось определить отноше-
ние с/а упорядоченной Fe-Ni-фазы Ll0 вследствие малого различия параме-
тров а и с (согласно данным [76], в Fe-Ni-метеоритах а = 0,3576 нм, с -
= 0,3589 нм).
Таким образом, электронно-микроскопическое исследование мета-
стабильного аустенитного сплава Fe-32%Ni, подвергнутого закалке на
а-мартенсит, обратному а—эу-превращению при медленном нагреве со
скоростью 0,2 град/мин до 430 и до 500 °C с последующим длительным от-
жигом при 280°С, позволило обнаружить в наноразмерной двойникован-
пой у-фазе упорядочение Ll0 с фиксацией сверхструктурных рефлексов
(100) и (ПО). Упорядочение Ыо в тонкопластинчатой у-фазе также обна-
ружено при температуре 430 °C, превышающей расчетное значение Тс =
= 330 °C [67], что требует уточнения температуры упорядочения у-фазы
в системе Fe-Ni.
Сверхструктурный рефлекс (1 lO)lJo, как правило, обнаруживался на од-
ной линии электронограммы с рефлексами (222)а и_(220)г определяющими
параллельные плотноупакованные направления [111]а|| [110]у, входящие в
ориентационные соотношения двух фаз - а и у, а сама линия была парал-
лельна одному из направлений следов тонких у-пластин на изображении
структуры. Это означает принадлежность входящих в о.с. плотноупакован-
ных направлений <111>а|| <110>7 габитусной плоскости у-пластин {156} ос ~
|| {557 }у (определенной в [28, 10]), а также наличие ориентационной связи
между «осью порядка» ([001]) Ып-аустенита и его габитусом.
7.3.6. Образование промежуточной Е-фазы при а—>у-превращсппи
в Fe-Ni-сплавах
В аустенитных марганцевых и хромомарганцевых ГЦК-сталях с низ-
кой энергией дефектов упаковки при охлаждении наблюдается образова-
ние мартенситной Е-фазы с ГПУ-решеткой, которая является сопутству-
ющей или промежуточной фазой при формировании а-мартенсита с
ОЦК-решеткой [77-81]. Шуман [82] объяснил образование Е-мартенсита
как промежуточной фазы при у—>Е—>а-превращении с позиций кристал-
логеометрии, считая, что в месте пересечения ГПУ-пластин Е-мартенси-
та кристаллографическая решетка становится более близкой к ОЦК-ре-
шетке а-мартенсита. В никелевых и никель-углеродистых аустенитных
404
сталях с высокой энергией дефектов упаковки Е-фаза не наблюдалась [4].
Однако при высоком давлении Е-мартенсит с наиболее плотной решеткой
образуется в ОЦК-железе и в Fe-Ni-сплавах. В частности, на сплаве
Fe-25Ni мессбауэровским методом (по изменению изомерного сдвига) об-
наружено формирование е- и у-фаз в процессе мартенситного сс->у-пре-
вращения при повышении давления до 25 ГПа [83]. В сплаве Fe-32Ni не
удалось обнаружить Е-фазу мессбауэровским методом даже под высоким
давлением [83]. Неожиданными оказались выводы авторов работы [84] о
том, что Е-фаза является промежуточной при ГЦК—>ОЦК- и
ОЦК—>ГЦК-превращениях во всех сплавах железа, независимо от энер-
гии дефектов упаковки. Авторы [84] провели скоростные рентгеновские
измерения при у—>сс- и а—^^-превращениях в железе и сталях с 0,8 и
0,3 мас.% углерода и показали, что они осуществляются через промежу-
точную фазу, предположительно Е-фазу. Правда, по размытым одиноч-
ным рефлексам при скоростной рентгеновской съемке трудно однознач-
но утверждать, что промежуточная фаза является Е-мартенситом. В лите-
ратуре нами не обнаружено работ, подтверждающих эти результаты. Ав-
торы [84] считают, что промежуточную Е-фазу трудно зафиксировать
при сс—>Е—превращении, так как время его, например в чистом железе,
менее 0,12-0,15 с при скорости нагрева 100 град/с.
Настоящий раздел, как и [73], посвящен обнаружению промежуточного
Е-мартенсита при сс—>у-превращении в сплаве Fe-32%Ni (Н32) с высокой
энергией дефектов упаковки. Известно, что в условиях медленного нагрева
это превращение проходит в несколько стадий, а его интервал расширяется
и сдвигается в область более высоких температур: от 400 до 550 °C [4].
На электронограмме (рис. 7.16, а) вызывают интерес рефлексы с рас-
стоянием до центрального пятна чуть меньше и чуть больше, чем у ре-
флексов (111)а и (110)7 соответственно, которые похожи на Е-рефлексы.
На увеличенном фрагменте электронограммы (рис. 7.16, в) кольцами обо-
значено местоположение рефлексов плотноупакованных плоскостей
(111 )у и (110)а. Близко к кольцу (111)у, с внутренней стороны, видны шесть
рефлексов, образующих 60°-ю сетку. Она хорошо совпадает с сеткой оси
зоны Е-фазы[001], содержащей рефлексы {100 }Е с d/n = 2,20 А. Можно так-
же заметить другие рефлексы, которые лежат близко к кольцу (110)а, с
наружной стороны, образуя сетку с углом -80,6°. Она хорошо совпадает
с сеткой рефлексов Е-фазы с осью зоны [121], содержащей рефлексы
{101 }Е с d/n = 1,94 А.
Соотношение значений d/n для рефлексов плотноупакованных плоско-
стей трёх фаз удобно анализировать по соответствующим брэгговским от-
ражениям в рентгеновском спектре. Относительно близкие по углу 20 отра-
жения Е-фазы (100), (002) и (101) близки также к отражениям плотноупако-
ванных плоскостей (110)а и (111)у, что хорошо видно на рис. 7.17 при нало-
жении расчетных рентгеновских спектров трех фаз. В расчете отражений
для излучения Сиа1 (А, = 1,540562 А) использованы параметры решеток, А:
аа = 2,87, = 3,585, аЕ = 2,547 и сЕ = 4,096.
Смещение пиков отражений (110)а и (111 )у, связанное с изменением со-
держания Ni в а- и у-фазах, согласно фазовой диаграмме Fe-Ni [67], не мо-
405
Рис. 7.17. Расположение расчетных рентгеновских линий а-, у- и Е-фаз в области отражений
от плотноупакованных плоскостей
жет привести к их наложению. Так, в интервале содержаний Ni от 0 до
40 ат.% параметры решеток а- и у-фаз, если обобщить данные [85, 86], из-
меняются соответственно в пределах 2,861-2,870 А и 3,572-3,604 А, что при-
водит к разбросу значений d/n: 2,023-2,030 А и 2,062-2,081 А для (110)к и
(111)7 соответственно.
На рис. 7.16, в сетки рефлексов Е-фазы с О3[001] и ОЗ[121] (выделен-
ные штрихпунктирными линиями) имеют общий рефлекс (210)е, достаточ-
но близкий к (220)у: б/п(2д0)Е = 1,268 и d/n(22G)7 = 1,273. Этот рефлекс определя-
ет плотноупакованное направление в кристаллической решетке Е-фазы,
также как рефлекс (220)у в решетке у-фазы. Таким образом, на рис. 7.16, а
практически на одной линии располагаются рефлексы трех фаз (а, у и е),
каждый из которых определяет плотноупакованное направление в своей
кристаллической решётке. Анализ с использованием стереографических
проекций показал, что между ориентировками Е-фазы (ОЗ[121]Е) и а-мат-
рицы (О3| 134]а) выполняются о.с., заключающиеся в параллельности плот-
ноупакованных плоскостей и лежащих в них плотноупакованных направле-
ний: (001 )Е|] (101)к, [100]Е|| [111]а. Такого же типа о.с. определены и для у- и
a-ориентировок: (111)7 ~|| (101)а, [110]7|| [111]а. Поскольку в двух видах ОС
(ГПУ/ОЦК и ГЦК/ОЦК) участвуют одни и те же плоскости и направления
a-фазы, то наблюдается общее соотношение для трех фаз одновременно.
А выделенная на электронограмме линия (см. рис. 7.16, а, в), отвечающая
параллельным плотноупакованным направлениям трех фаз, вероятно, сов-
падает с одним из направлений следов пластин на рис. 7.16, б, относящихся
и к у-, и к Е-фазе.
Относительно четкие рефлексы Е-фазы обнаружены на электронограм-
мах сплава Fe-32%Ni после закалки на мартенсит, превращения а—»у при
медленном нагреве до 500 °C и длительного отжига при 280 °C (рис. 7.18).
На светлопольном изображении структуры (рис. 7.18, а) видно множество
различно ориентированных дисперсных пластин, относящихся не только к
у-, но и к £-фазе. На рис. 7.18, б выделены три сетки рефлексов: а-матрицы
с О3[137], у-фазы с О3[013] и Е-фазы с О3[101]. Обнаружены также другие
отдельные у- и Е-рефлексы. На темнопольном изображении (рис. 7.18, в),
406
Рис. 7.18. Структура сплава Fe-32%Ni после закалки на мартенсит, а—^-превращения при
медленном нагреве до 500 °C со скоростью 0,2 град/мин и отжига при 280 °C, 120 ч:
а - светлопольное изображение; б - электронограмма, выделены сетки рефлексов с О3[137]0, ОЗ[0ТЗ] и О3[ 101 ]Е;
в - темнопольное изображение в у-рефлексе {111), отмеченном стрелкой: г - темнопольное изображение в е-реф-
лексе (111)€
полученном в рефлексе {111 }7, отмеченном стрелкой на электронограмме,
видны у-пластины преимущественно одного направления с хорошо замет-
ной субструктурой, возможно, связанной с внутренним {111}-нанодвойни-
кованием. Субструктура этих пластин отражена и на светлопольном изоб-
ражении (см. рис. 7.18, а). На темнопольном изображении (рис. 7.18, г), по-
лученном в е-рефлексе (111), засвечены Е-пластины также в основном одно-
го (но уже другого) направления, которые, возможно, тоже имеют свою
субструктуру. Как видно, количество Е-фазы в данном примере существен-
но выше, чем в предыдущем. Анализ с помощью стереографических проек-
ций показал, что два вида ориентационных соотношений (ГЦК/ОЦК и
ГПУ/ОЦК), связывающие у- и Е-ориентировки с ориентировкой «-матри-
цы, однотипны: (111)7|| (011)а, [011]7|| [111]а и (001 )е|| (011)а, [010]Е|| [111]а, так
как оба характеризуются параллельными плотноупа кованными направле-
ниями, лежащими в параллельных плотноупакованных плоскостях.
Таким образом, в сплаве Fe-32%Ni с высокой энергией дефектов упа-
ковки обнаружено присутствие Е-фазы с ГПУ-решеткой: в ходе развития
обратного а—^-превращения при медленном нагреве до 430 °C и до 500 °C
407
с последующим отжигом при 280 °C в течение 120 ч. Присутствие Е-фазы
свидетельствует о сложном ступенчатом механизме исследованного процес-
са превращения: «—>Е—>у. По-видимому, существование промежуточной Е-
фазы при «—>у-превращении типично для сплавов железа даже с высокими
значениями энергии дефектов упаковки, как это отмечалось в работе [84].
7.3.7. Разориентации у-кристаллов после а—уу-превращения
и циклических превращений у—>а—>у
Упрочнение аустенита в результате циклических превращений у—>«—эу
определяется не только увеличением плотности дислокаций [3,4, 6], но и уг-
лами разориентации между соседними у-кристаллами [65]. В общем случае
при ориентационных соотношениях Курдюмова-Закса или промежуточ-
ных о.с. Янга между у- и a-кристаллами при циклическом у->«->у-превра-
щении возможно образование до 242 = 576 у-кристаллов различных и совпа-
дающих ориентаций. С повышением симметрии о.с. число новых ориента-
ций уменьшается. Так, в случае наиболее симметричных о.с. Нишиямы воз-
можно образование лишь до 122 = 144 ориентаций аустенита. Общее число
всех возможных пар кристаллов аустенита, образующих межзеренную гра-
ницу, вычисленное по формуле для числа сочетаний, достаточно велико и
составляет С2(576) = 576!/574!2! = 165 600. Однако, если отбросить неизбеж-
ное множество одинаковых и подобных разориентаций аустенитных крис-
таллов, сформировавшихся в результате цикла у->«->у-превращений, то
количество неповторяющихся углов разориентаций будет намного меньше.
Расчет матриц ориентационной связи между у-кристаллами после цик-
ла у->«->у-превращений производили по формуле, использованной в ра-
ботах [53, 54]:
(7.1)
Ну(ф) = CjT-1((p)CiT((p),
матрица связи между у- и «-решетками после у-^«-превращения; Cj(C,) - ма-
<1 0 0А
0
трицы [53] типа
1 0
0 1,
описывающие симметрические повороты в
<0
кубической решетке, i(j) = 1,2, ..., 24; ф - угол поворота, позволяющий пе-
рейти от о.с. Нишиямы к о.с. Янга и Курдюмова-Закса.
Значения угла ф - 0°, -2,63° и -5,26° отвечают о.с. Нишиямы, промежу-
точным и Курдюмова-Закса. В расчетной модели [65] мы ограничились ус-
ловием однотипности о.с. между у- и «-кристаллами для двух мартенсит-
408
ных превращений у—>сс и а—>у. В действительности известно, что в железо-
никелевых сплавах при у—>а-превращении наблюдаются промежуточные
о.с. Янга (с небольшим отклонением от параллельности плотноупакован-
ных плоскостей и соответствующих данным о.с. направлений). Относи-
тельно о.с. при сс—>у-превращении, согласно выполненным исследованиям
[4], они отличаются от о.с. Нишиямы, но их трудно отнести к конкретному
типу - Курдюмова-Закса или промежуточным - из-за погрешности экспе-
римента. ОЦК—>ГЦК-превращение в стали Х28Н9М2 отвечает промежу-
точным о.с. [7].
Из формулы (7.1) видно, что матрица Н-(ф) имеет в общем случае 576
кристаллографических вариантов. Однако нетрудно заметить, что она мо-
жет менять значения своих элементов (без учета их знаков и порядка) толь-
ко при изменении значений индекса i от 1 до 24 и не должна их менять при
изменении индекса j, так как матрица Cj осуществляет симметрические пре-
образования в кубической решетке аустенита на заключительном этапе
превращения, и они не могут внести изменение в тип связи. Другими слова-
ми, при изменении значений индекса j от 1 до 24 не будет возникать новых
типов ориентации ГЦК-кристаллов, кроме одинаковых и однотипных, по
отношению к тем, которые возникают при изменении i.
Таким образом, кристаллографический расчет должен дать в общем
случае только 24 независимых типа ориентации аустенитных кристаллов
(по отношению к одному исходному) в результате двойного
ГЦК—>ОЦК—>ГЦК-мартенситного превращения. Все остальные ориента-
ции повторяются или являются однотипными. Расчетом [65] получены все
24 возможные матрицы Н(ср) для о.с. Курдюмова-Закса, промежуточных и
Нишиямы. По полученным матрицам производили расчет углов р и осей
разворота [U V W] между всеми возможными парами у-кристаллов, исполь-
зуя известные математические формулы: Р = arccos{(hn + h 22 + h 33 - 1)/2);
U:V:W = [h|2-h2I]:[h23-h32]:[ h31 - hI3], где hkl-элементы матрицы Н(ср). При
этом в каждом отдельном случае проводили расчеты для всех 24 различных
(по индексу j) кристаллографических вариантов матрицы Н(<р) и выбирали
лишь тот, который соответствует минимальному углу р.
Анализ полученных результатов показал (табл. 7.7), что число различ-
ных разориентаций кристаллов уменьшается с повышением симметрии о.с.
Так, в случае промежуточных о.с. из рассчитанных 24 типовых вариантов
оказались однотипными еще 6 пар вариантов, в случае о.с. Курдюмова-За-
кса - 7, а в случае о.с. Нишиямы - 5 (из 12 неповторяющихся вариантов). В
табл. 7.8 и на рис. 7.19 в виде гистограммы показано распределение рассчи-
танных разориентаций кристаллов аустенита по частоте повторения (доля,
%, по отношению к числу 24) с учетом только одних углов разворота.
Из гистограммы видно, что по величине угла разворота все у-разориен-
тации делятся на «малоугловые» с углом Р от 0 до 21° и «большеугловые» с
углом Р от 46 до 63°. Преобладают «большеугловые» разориентаций. Сред-
ние значения углов разориентаций для выбранных в расчете о.с. отсутству-
ют. Более детальный кристаллогеометрический анализ полученных ре-
зультатов расчета может быть полезен для оценок возможных межзерен-
ных границ по их геометрии, энергии и подвижности. Подобные углы раз-
409
Таблица 7.7
Вычисленные разориентации для 24 и 576 гамма-кристаллов после ОЦК—>ГЦК
и ГЦК—ЮЦК—>ГЦК-прсвращсний при о.с. Курдюмова-Закса, Нишиямы
и промежуточных
Номер варианта О.с. К-3 О.с. Пр. О.с. Н
Угол, град Ось разворота Угол, град Ось разворота Угол, град Ось разворота
1 0,00 — 0,00 — 0,00 —
2 60,00 <1.1.1>* 60,00 <1.1.1>* 60,00 <1.1.1>*
3 57,21 <5.13.15> 54,70 <4.5,9> 19,47 <0.1.1>
4 20,61 <6.11.11> 57,23 <5.6.8> 53,69 <16.22.29>
5 57,21 <3.5.6> 55,41 <4.6.7> 50,05 <2.7.7>
6 50,51 <4.13.16> 50,16 <2.7.8> 50,05 <2.7,7>
7 50,51 <4.13.16> 50,16 <2.7.8> 53,69 <16.22 29>
8 50,51 <2.2.3> 52,05 <11.13.18> 53,69 <16.22.29>
9 57,21 <3.5.6> 55,41 <4.6.7> 13,76 <0.0.1>
10 14,88 <2.12.31> 14,05 <1.3.16> 13,76 <0.0.1>
И 14,88 <2.12.31> 14,05 <1.3.16> 53,69 <16.22.29>
12 50,51 <2.2.3> 52,05 <11.13.18> 62,80 <7.17.17>
13 10,53 <1.1.1> 5,26 <1.1.1> — —
14 49,47 <1.1.1> 54,74 <1.1.1> — -
15 57,21 <5.13.15> 59,94 <3.7.8> - -
16 21,06 <0.4.9> 19,88 <0.2.3> — —
17 60,00 <0.1.1> 57,20 <9.10.14> — -
18 49,47 <0.1.1> 46,62 <0.1.1> - -
19 51,73 <6.11.11> 50,32 <7.17.17> — -
20 47,11 <3.6.7> 50,32 <5.8.10> — —
21 47,11 <3.6.7> 50,32 <5.8.10> - —
22 20,61 <0.5.16> 16,95 <0.2.13> - —
23 10,53 <0.1.1> 11,42 <0.2.5> - —
24 60,00 <0.1.1> 57,20 <9.10.14> - -
•Аналогично двойникованию по пл. {111J.
ориентации аустенита, по-видимому, наблюдаются и после рекристаллиза-
ции дисперсной разориентированной у-фазы, так как в этом случае сохра-
няется текстура двойного мартенситного превращения у—>а—>у [3].
Выполненные расчеты относятся к разориентациям всех возможных 576
кристаллов аустенита, образовавшихся после цикла у—>а—>у-мартенситных
превращений, по отношению к одному, исходному у-кристаллу. Относитель-
но остальных 575 кристаллов ясно, что эта ситуация должна повторяться
аждый раз, так как все 576 кристаллографических вариантов ориентации
кристаллов аустенита эквивалентны между собой. Поэтому произведенный
расчет является полным, относящимся ко всем 576 кристаллам аустенита с
сохранением доли частоты повторения разориентации (см. рис. 7.19) к пол-
ному числу пар у-кристаллов: С2(576) = 165 600.
Все отмеченные минимальные углы разориентации у-кристаллов и
соответствующие оси разворота (см. табл. 7.8, рис. 7.19) относятся и к
24 у-кристаллам, сформировавшимся только в одном a-кристалле при мар-
410
Таблица 7.8
Распределение разориентации гамма-кристаллов по углам разворота
после ОЦК—>ГЦК- и ГЦК—>ОЦК—>ГЦК-превращений
11омер п/п О.с. Пр. О.с. К-3 О.с. Н
Угол, град Доля, % Угол, град Доля, % Угол, град Доля, %
1 0,00 4,17 0,00 4,17 0,00 8,33
2 5,26 4,17 10,53 8,33 13,76 16.67
3 11,42 4,17 14,88 8,33 19,47 8,33
4 14,05 8,33 20,61 8,33 50,05 16,67
5 16,95 4,17 21,06 4,17 53,69 33,33
6 19,88 4,17 47.11 8,33 60,00 8,33
7 46,62 4,17 49,47 8,33 62,80 8,33
8 50,16 8,33 50,51 16,67 — —
9 50,32 8,33 51,73 4,17 — —
10 50,75 4,17 57,21 16,67 — —
11 52,05 8,33 60,00 12,50 — —
12 54,70 4,17 — — — —
13 54,74 4,17 — — — —
14 55,47 8,33 — — — —
15 57,20 8,33 — — — —
16 57,23 4,17 — — — —
17 59,94 4,17 — — — —
18 60,00 4,17 - - - -
тенситном а—»у-превращении. С вовлечением в мартенситное а—»у-превра-
щение остальных 23 a-кристаллов не наблюдается дополнительных у-разо-
риентаций и углов разворота. Ограничение возможных у-разориентаций
может отмечаться при а—»у-превращении только при зарождении у-фазы
на границах двух различных мартенситных кристаллов с выполнением мар-
тенситной ориентационной связи одновременно с обоими кристаллами (а,
и а2). Такой случай реализуется при зарождении у-фазы в двойникованном
мартенсите на границе двойников превра-
щения и в пакетном (реечном) мартенси-
те - на границах любых из 6 «-кристал-
лов, составляющих пакет [54, 87]. Как по-
казывает расчет, возможные разориента-
ции у-кристаллов в мартенситном пакете
равны 0°; 11,42°; 46,62°; 57,2°; 60° для про-
межуточных о.с. и 0°; 10,53°; 49,47°; 60°
для о.с. Курдюмова-Закса.
60
40
Рис. 7.19. Гистограмма распределения углов раз-
ориентации (<р) аустенитных кристаллов после цик-
лического ГЦК—»ОЦК—>ГЦК-мартенситного пре-
вращения для ориентационных соотношений Ни-
шиямы (1), Курдюмова-Закса (2) и промежуточ-
ных между ними (3)
Угол разориентации, град
411
Таким образом, как показано в работе [65], любые соседние кристал-
лы «циклированного» аустенита, образующиеся в результате прямого и
обратного мартенситных превращений ГЦК—>ОЦК—>ГЦК (у—->сх—уу) с од-
нотипной ориентационной связью, имеют ограниченное количество неза-
висимых углов разориентаций: 18 (для промежуточных о.с.); 11 (для о.с.
Курдюмова-Закса); 7 (для о.с. Нишиямы). Указанное количество углов
разориентаций имеют и все возможные пары у-кристаллов, образовавши-
еся в одном ос-мартенситном кристалле при а—уу-превращении. Разориен-
тации между кристаллами аустенита, образовавшегося в результате
у—>сх—уу-превращения, разделяются на две группы: «малоугловые» (0-21°)
и «большеугловые» (46-63°) с заметным количественным преобладанием
последних.
Количество независимых разориентаций любых сх-кристаллов (после
цикла мартенситных а—уу—>а-превращений) равно 21 для промежуточных
о.с.; 11 - для о.с. Курдюмова-Закса; 6 - для о.с. Нишиямы. Преобладают
большеугловые разориентаций (41-60°). Такие же углы разориентаций на-
блюдаются между a-кристаллами, образовавшимися в одном аустенитном
зерне. В каждом мартенситном пакете, содержащем до 6 различно ориенти-
рованных a-кристаллов, наблюдаются следующие углы разориентаций:
5,26°; 54,74°; 60°; 60,21° (Пр. о.с.); 10,53°; 49,47°; 60° (о.с. К-3); 0°; 60° (о.с.
Н). Преобладание большеугловых разориентаций является одной из причин
упрочнения при мартенситном превращении.
7.3.8. Формоизменение при а—>у-превращении в Fe-Ni-сплавах
Обратное а—уу-превращение в метастабильных аустенитных сталях
является одним из этапов упрочняющей обработки, называемой фазовым
наклепом [2, 3, 88] и включающей последовательные мартенситные пре-
вращения у—и а-уу. Эффективность фазового наклепа в значительной
мере может определяться соотношением сдвиговых и диффузионных
процессов при фазовом превращении а—уу и при нагреве. Как показано
ранее [62, 89, 90], уменьшение скорости нагрева при а—уу-превращении в
сплавах железа с 30-32% Ni до 0,2-0,4 град/мин полностью изменяет
структурный механизм образования аустенита. Превращение сх—>у начи-
нается с появления различно ориентированных дисперсных пластинча-
тых у-кристаллов, связанных мартенситным соотношением с исходной а-
фазой, и завершается формированием глобулярного аустенита. Образо-
ванию у-фазы сопутствуют диффузионные процессы перераспределения
никеля [90].
Чтобы определить, имеет ли место сдвиговая деформация при обрат-
ном cl—уу-превращении в условиях медленного нагрева, необходимо знать
изменение формы монокристалла a-фазы. В работе [91] определено фор-
моизменение при образовании различных структурных типов у-фазы при
медленном нагреве. Для исследования использовали гомогенизированный
и закаленный от 1050 °C сплав железа с 32,5% Ni и 0,01% С (Н32) [91],
имеющий мартенситную точку Мн = -95 °C и образующий при охлажде-
412
нии в жидком азоте ~80% линзовидного а-мартенсита. Текстурную пере-
стройку анализировали рентгенографически на дифрактометре при съем-
ке на отражение и на просвет [92], а изменение формы - дилатометричес-
ким методом. Так как получить монокристалл ос-фазы достаточно боль-
ших размеров не удается, изучали деформированные текстурованные об-
разцы. Образцы с аксиальной текстурой, использованные в [93] для этих
целей, позволяют найти изменение формы преимущественно в одном на-
правлении <110>„. Существенно больше возможностей дает анализ фор-
моизменения на плоских деформированных образцах с однокомпонентной
текстурой мартенсита. При этом можно проследить изменение размеров
во всех направлениях в плоскости листа, а также в перпендикулярном на-
правлении - на составных образцах. Основными недостатками метода ди-
латометрического анализа формоизменения являются: 1) использование
образцов после сильной пластической деформации; 2) трудность создания
псевдомонокристальной сх-текстуры; 3) реализация не одного, а множест-
ва кристаллографических вариантов ос—уу-превращения при нагреве. В по-
следнем случае изменение формы будет вызвано не трансформацией
ос-монокристалла в монокристалл у-фазы, а превращением сс-кристалла в
поликристаллическую у-фазу, что позволяет определять только характе-
ристики суммарного сдвига.
Текстурные изменения при а—^-превращении. Выполненные ранее
структурные исследования а—>у-превращения в деформированном сплаве
Н32 [94] свидетельствуют о том, что деформация несколько изменяет
структурный механизм этого превращения, сдвигая область появления
глобулярного аустенита к более низким температурам, но сама последо-
вательность структурных изменений в основном сохраняется. В деформи-
рованном и недеформированном сплавах превращение начинается с об-
разования дисперсной пластинчатой у-фазы и по дилатометрическим
кривым, полученным при нагреве деформированного образца, можно су-
дить, в частности, о характере формоизменения при возникновении дис-
персных у-пластин.
Для получения более острой псевдомонокристальной текстуры дефор-
мации [95] проводилась перекрестная
прокатка мартенситных образцов в двух
взаимно перпендикулярных направлениях
с общей степенью обжатия 90% (55% от
всей деформации в одном направлении,
обозначенном как преимущественное на-
правление прокатки НП на рис. 7.20, и
45% - в другом). Текстура деформации
была исследована [91] при съемке на про-
свет. Как видно из рис. 7.20, выбранные
Рис. 7.20 Центральная часть полюсной фигуры
(Н0| мартенсита сплава Н32, деформированного
на 90% с помощью перекрестной прокатки.
• - (001)[Т10]„
413
Рис. 7.21. Текстура аустенита (полюсные
фигуры (100|у), образованного в процессе
а—уу-прсвращсния при медленном нагреве
до 450 (а) и 550 °C (б) в деформированном
сплаве Н32 и расчетная полюсная фигура
(100) аустенита (в), ориентационно связан-
ного промежуточным соотношением с мар-
тенситом с однокомпонентной текстурой
(001)[110]а (очерчены области у-ориента-
ций, отвечающих ограниченному числу ва-
риантов мартенситной перестройки реше-
ток а->у)
условия деформации позволяют получить достаточно острую однокомпо-
нентную текстуру (001)[ 110]а.
Медленный нагрев в интервале а—уу-превращения (380...550 °C) приво-
дит к образованию текстурованного аустенита (рис. 7.21, а, б). Полюсная
фигура на рис. 7.21, а соответствует текстуре различно ориентированных
дисперсных у-пластин, образовавшихся при нагреве до 450 °C. Вторая по-
люсная фигура на рис. 7.21, б отвечает текстуре глобулярного аустенита,
который занимает весь объем образца после нагрева до 550 °C. Как видно
формирование у-глобулей в основном сохраняет текстуру тонкопластинча-
той у-фазы, но наблюдается рост интенсивности наиболее слабых компо-
нент и большее рассеяние остальных.
Чтобы расшифровать текстуру тонкопластинчатой у-фазы, был вы-
полнен расчет текстуры аустенита, претерпевшего мартенситное о,—>у-
414
Рис. 7.22. Структура дисперсной плас-
тинчатой у-фазы (а) и глобулярного
аустенита (б), образованная в дефор-
мированном сплаве Н32 при медлен-
ном нагреве соответственно до 450 (а)
и 535 °C (б)
превращение при реализации
всех 24 вариантов промежу-
точного ориентационного со-
отношения с использованием
матрицы ориентационной свя-
зи Т, приведенной в работе
[54]. На рис. 7.21, в представле-
но расчетное положение полюсов (100}у в координатах исходной «-фазы
(положение исходного a-кристалла, как на рис. 7.20). Сравнение расчет-
ной и экспериментальной полюсных фигур свидетельствует об их качест-
венном совпадении при ограничении некоторых вариантов мартенситного
о.с.: на экспериментальной полюсной фигуре, так же как в [94], отсутст-
вуют полюсы {100 }у в центре полюсной фигуры. Можно полагать, что из
24 кристаллографических вариантов «—^-превращения практически не
реализовались 8, отвечающих одному из трех вариантов бейновской де-
формации решетки. По-видимому, характер распределения напряжений в
прокатанной пластине способствует указанному ограничению вариантов
а-уу-превращения [96].
Таким образом, в соответствии с мартенситным о.с. в плоскости листа
находятся плоскости, близкие к {177 }у и {144 )у, а вдоль преобладающего
направления прокатки - направления НП, близкие к <111>у, <579>у, <459>у,
<233>у. На полюсной фигуре наблюдаются также слабые компоненты ак-
сиальных текстур [100]у и [010]у, отвечающие, по-видимому, текстуре оста-
точного аустенита [94]. Ограничение возможных вариантов а—^-превра-
щения позволяет предполагать, что изменение размеров образца Н32 при
образовании аустенита анизотропно. Рассчитаем возможное формоизмене-
ние при мартенситной перестройке а—>у и сравним его с эксперименталь-
ными данными.
Приближенный расчет формоизменения при ОС—уу-превращении. При
мартенситном механизме у—>«- или сх—>у-превращений имеет место дефор-
мация решетки, которая приводит к трансформации сферического объема
в эллипсоидальный [82, 97-99]. Наиболее простое математическое описа-
ние мартенситного превращения включает два этапа [99]: бейновскую де-
формацию, вызывающую превращение шарового объема в эллипсоид и пе-
реводящую решетку ГЦК в ОЦК с нужными параметрами и разворот полу-
ченного эллипсоида деформации относительно исходной решетки в поло-
жение, характеризуемое определенным типом мартенситных о.с. Подобное
представление применимо для описания превращения в монокристальных
объемах только в качестве первого приближения к реальному случаю, так
как оно не учитывает сдвиговой деформации решетки, приводящей к фор-
мированию габитусной плоскости кристаллов. В этом случае «чистая де-
Рис. 7.23. Сечения исход-
ного сферического объе-
ма (a-фазы) и рассчитан-
ного для а—уу-прсвраще-
ния эллипсоида дефор-
мации (у-фаза).
Стрелками отмечены векторы
типа <100>, <110>, <111> исход-
ного мартенсита, расположен-
ные относительно у-рсшетки в
соответствии с соотношениями
К-3, Н и Пр
формация», связанная с образованием эллипсоида деформации, определя-
ется только первым этапом и не зависит от последующего разворота реше-
ток, т. е. является постоянной для всех типов мартенситных о.с. Форма эл-
липсоида бейновской деформации определяется только соотношением па-
раметров решеток сх- и у-фаз [91]
Деформация Бейна при а—^-превращении, переводящая решетку ОЦК
в ГЦК, описывается [97] матрицей
где I равно отношению параметров решеток аустенита и мартенсита а^аа и
применительно к сх—>у-превращению в^сплаве Н32 при 350...450 °C состав-
ляет 1,2510 (ау~ 3,5970 А; аа ~ 2,8763 А). При такой деформации происхо-
дит растяжение решетки (~ на 25%) в направлении [001]а и всестороннее
сжатие (~ на 11,5%) в перпендикулярной плоскости, в результате шаровой
элемент объема превращается в вытянутый эллипсоид вращения с большой
осью /3 = 1,2510 и малыми осями Ц = 12 = 0,8846 (рис. 7.23). Матрица Ва^у
определяет величину и направление любого вектора после бейновской де-
формации в координатах сх-фазы. Чтобы найти положение этого вектора
в аустенитных координатах (матрица S„__>7), нужно домножить матрицу
416
Ва_^у на матрицу перехода Тв к новой системе координат, т. е. совершить
поворот на 45° вокруг оси [001 ]а:
( 1/2
Sa^=TB Ta^=/ -1/2
1/2 0"
1/2 0
0 1>
' cos 45° sin 45° 0"
r-pB -sin 45° cos 45° 0
< o 0 1>
В табл. 7.9 [91] даны рассчитанные направления и длины векторов по-
сле а—уу-превращения Направление большой оси эллипсоида деформации
в координатах аустенита всегда отвечает направлению [001]г
Вторая часть расчета заключалась в определении пространственного
положения эллипсоида деформации относительно исходных координат а-
фазы, которое будет зависеть от типа о.с. В общем случае положение эл-
липсоида деформации (в а-координатах) определяется матрицей Da_^r рав-
ной произведению матрицы бейновской деформации Ва^у на матрицу пово-
рота R, характеризующую переход от соотношений Бейна с другим мартен-
ситным о.с. (Da_^y = R-Bf,^y). Матрица Da^y может быть записана и в другом
виде: Da^y = Ty^a-Sa^y, где матрица о.с. (матрица такого типа приведе-
на в работе [54]). Для трех типов о.с. (Нишиямы, промежуточных и Курдю-
мова-Закса) матрицы Da^y (а также (Da^y)_|) будут равны соответственно:
'0,7071 0 0 "
D" = I 0 0,6969 0,1691
k o 0,1196 0,9856,
/1,4142
0 0 "
1,3938 0,2391
0,1619 0,9856,
'0,7064
D^y=/ -0,0230
, 0,0230
0,0817
0,6966
0,1199
-0,0375"
-0,1685 ;
0,9850 ,
( 1,4127
(Dr’P
( “~>Y
- 0,0375
I
^-0,0375
-0,0459 0,0459"
1,3932 0,2398
-0,1685 0,9850,
417
Таблица 7.9
Основные расчетные данные и параметры деформации* при а-уу-превращении
Направление в а- и у-коорди- Исходное направление в у-коорди натах при промежуточном о.с. Длина векто- ра 5 после превраще- ния ос—>у Угол между исходным на- правлением и главной осью эллипсоида, ot, град d, d. d_,
натах
/ +0,1428'] 9,736 1,2335 1,2420 1,2330
+0,0969 ~(1.1.10)„ 1,2510 9,940 1,2328 1,2417 1,2322
[001]у к +0,9850 'У ' 'Y 10,529 1,2306 1,2405 1,2300
(+0,6737' 180-
[212k +0,7196 ~ (144),, 0,8846 80,264 0,8910 0,8972 0,8719
[1Ю]у -0,1685 Y 80,300 80,406 0,8909 0,8908 0,8971 0,8968 0,8715 0,8703
'+0,7251' -0,6876 0,8846 180- 90,00 0,8846 0,8846 0,8846
~ (011/у
110 87,851 0,8849 0,8852 0,8837
JY [-0,0375, 7 85,704 0,8858 0,8871 0,8809
1112k (+0,9891' 180-
+0,0226 ,-0,1457 X. ~(0l7)v 0,8846 83,133 0,8878 0,8909 0,8782
[100] ' 'Y 81,625 0,8893 0,8939 0,8749
'y 80,164 0,8911 0,8974 0,8703
[11 °] ( +0,0368' 83,133 0,8878 0,8909 0,8782
Ja -0,9950 ~(0.1.10)у 0,8846 84,685 0,8865 0,8884 0,8802
[01°]у к +0,0926 Л 86,280 0,8855 0,8865 0,8809
[Ю1]д 1 1 21 '+0,6137' -0,4177 ~(233)у 1,0834 45,819 47,935 1,0166 1,0045 1,0782 1,0648 1,0588 1,0489
I11 zJy 1<+0,6700> Y 50,042 0,9929 1,0513 1,0372
Г1Пт1 (+0,4117' 180-
ll0lL -0,5547 ~(579)у 1,0834 45,819 1,0166 1,0782 1,0588
012] 43,697 1,0293 1,0916 1,0670
Jy 1^-0,7230, Y 41,568 1,0424 1,1048 1,0736
[Oil] '+0,5774' -("О, 54,736 0,9690 1,0214 1,0214
L Ja [H2]y +0,5774 1,0834 54,736 0,9690 1,0214 1,0214
,+0,5774 Y 54,736 0,9690 1,0214 1,0214
Окончание табл. 7.9
Направление в а- и у-коорди- натах Исходное направление в у-координатах при промежуточном о.с. Длина векто- ра Sпосле превраще- ния сх-эу Угол между исходным на- правлением и главной осью эллипсоида, а, град и, d. d3
[°т 'L '-0,3753^ -0,4403 <+0,8156> ~(459)у Y 1,0834 35,264 35,350 35.605 1,0834 1,0828 1,0811 1,1420 1,1415 1,1401 1,0834 1,0823 1,0788
Ы7
["Ча [10Ч7 40,8900' +0,0744 +0,4498, ~(012)у У 1,0214 61,874 63,272 64,650 0,9383 0,9330 0,9282 0,9780 0,9700 0,9623 0,9758 0,9677 0,9590
1'4 40,725 Г -0,0375 ч-0,6876, ~(0П)у У 1,0214 ISO- 48,190 1,0030 1,0632 1,0171
[|0']7 46,559 45,000 1,0123 1,0214 1,0735 1,0834 1,0204 1,0214
1'4 40,6443' +0,1122 v-0,7565, ~<167)у У 1,0214 48,190 49,886 51,640 1,0030 0,9937 0,9845 1,0632 1,0523 1,0411 1,0171 1,0118 1,0042
[°Ч
1т,|]„ 40,4930' +0,0518 ~(059) 1,0214 61,875 60,459 59,036 0,9383 0,9438 0,9497 0,9780 0,9863 0,9949 0,9758 0,9833 0,9902
[01 Чу ^+0,8684^ У
* Значения a, dt, d2, <Ъ приведены для трех соотношений - Нишиямы, промежуточных и Курдюмова-Закса (соот-
ветственно строки 1. 2, 3).
' 0,7041
-0,0459
. 0,0459
0,0375 —0,0749'
0,6957 -0,1667
0,1208 0,9832
( 1,4082
= 1 0,0749
V-0,0749
-0,0918 0,0918'
1,3914 0,2416
-0,1667 0,9832,
С помощью произведения b“" = D„^y-bf, можно определить длину 6 и ко-
нечное положение (Ь£он) любого единичного вектора Ьа после cz—^-превра-
щения в координатах исходной a-фазы, а также рассчитать угол [3 между
векторами Ьа и Ь™": 5 = | b*°"|, cosfj = b“"-ba. Положение любого вектора ау-
419
Таблица 7.10
Направления большой оси эллипсоида деформации
при различных ориентационных соотношениях
Ориентационное соотношение Матрица ориентационных соотношений Направление большой осн [001 ]т эллипсоида при а—^-превращении
Бейна Нишиямы i Промежуточное Курдюмова-Закса '0,7071 -0,7071 О' 0,7071 0,7071 0 . 0 0 1, '0,7071 -0,7071 0 ) 0,6969 0,6969 -0,1691 ^0,1196 0,1196 0,9856 J <0,7251 -0,6876 -0,0375) 0,6737 0,7196 -0,1685 ч 0,1428 0,0969 0,9850 J '0,7416 -0,6667 -0,0749' 0,6498 0,7416 0,1667 ( 0,1667 0,0749 0,9832 J 'О' 0 '7а Г 0 ' -0,1691 . 0,9856 X '-0,0375) -0,1685 < 0,9850 X '-0,0749' -0,1667 , 0,9832 X
стенита (в частности направление большой оси эллипсоида деформации
[001 ]у) в координатах исходной a-фазы можно также найти по уравнению
ba = Т^а-Ьу (табл. 7.10). Эллипсоид вращения с теми же параметрами полу-
чается и при других путях а—>у-перестройки. Например, аналогично [82],
а—>у-превращение (с соотношением Нишиямы) можно представить с помо-
щью преобразования атомных плоскостей (110)а в плотноупакованные
(111)т (путем растяжения и сжатия) и сдвига в этих плоскостях.
На рис. 7.23 и в табл. 7.9 дано взаимное положение основных направле-
ний исходной а-решетки <100>, <110>, <111> для трех различных о.с. - Ни-
шиямы, Курдюмова-Закса и промежуточных [54] относительно главной
оси [001]7 эллипсоида деформации (различные сечения сферического объе-
ма на рисунке совмещены).
Для количественной оценки формоизменения при а—>у-превращении
(в представленном идеальном случае) выполнены расчеты изменения дли-
ны исходного элемента объема для некоторых основных направлений в а-
решетке и различных о.с. В каждом из указанных основных направлений а-
решетки определены три связанных с деформированной решеткой рассто-
яния ф, d2, d3 в относительных единицах. Величины d(, d2, d3 (см. табл. 7.9 и
рис. 7.23) определяются отношением соответствующих расстояний в абсо-
лютных единицах к диаметру исходного шарового элемента объема или от-
ношением полурасстояний к радиусу исходной сферы или длине вектора Ьа.
Расстояние d| является диаметром эллипсоида деформации в выбранном
a-направлении. Его необходимо знать для анализа общего формоизмене-
420
ния при нескольких вариантах а—>у-превращения. Для расчета d, определим
единичный вектор са, из которого при а—>у-превращении образуется иско-
мый полудиаметр эллипсоида:
ca = ((Da^)-1ba)/|(Da^)-1ba)|.
Отсюда
учитывая, что | Ьк | =1, d, = | (О^)-1 Ьа |“’.
Параметр d2 характеризует расстояние между двумя параллельными
плоскостями, касательными к эллипсоиду и перпендикулярными выбранно-
му «-направлению, и определяет изменение длины круглого или шарового
образцов при «—>у-превращснии. Расстояние d2 является проекцией диаме-
тра эллипсоида, проходящего через точки касания, на выбранное «-направ-
ление. В расчете d2 используем единичный вектор еа, из которого в процес-
се превращения образуется интересующий полудиаметр эллипсоида: d2 = ba
(D(My-e(t) = (D^y b„)ea, где - транспонированная матрица D(I_,y. Учи-
тывая, что d2 является наибольшей проекцией из всех проекций диаметров
эллипсоида, находим d2 = | D^y bj.
Расстояние d3 определяется проекцией трансформированного (после
а^у-превращения) вектора Ь£он на исходное направление и характеризу-
ет изменение длины «линейного» образца при фазовом переходе а—>у • d3 =
= Scosp = b*OH-ba = (Da_>y-fea)ba.
Полученные выражения d,, d2, d3 определяются только матрицами
а^у-превращения и направлениями Ьа. Они могут быть использованы для
анализа формоизменения при перестройке решеток по любому закону, на-
пример по феноменологической теории мартенситных превращений [97],
если известна матричная запись этого процесса. Результаты расчета приве-
дены в табл. 7.9. Относительное изменение длины рассчитывается по раз-
нице (d - 1)100% и составляет, например, в направлении [001 ]„ 23-24%. Как
видно из табл. 7.9, наибольшая разница между формоизменением шарового
и линейного образцов (расхождение в длинах d2 и d3) достигает 6% в отдель-
ных направлениях типа <011>а и <111>а. Максимальное различие между
значениями d2 в зависимости от типа о.с. составляет -2,7% (в направлении
[101]а). Эта разница между размерами d3 меньше - до 1,8%.
Реализация всех 24 вариантов о.с. при а—>у-превращении должна приве-
сти к компенсации деформаций и квазиизотропному изменению объема.
Однако, как показывает текстурный анализ (рис. 7.21, а, б), при «—>у-пре-
вращении не обнаруживается группа у-кристаллов, большие оси эллипсои-
дов бейновской деформации которых близки по направлению к нормали к
плоскости листа (угол отклонения -10°). На рис. 7.24, а схематически при-
ведены результаты расчета формоизменения при «—>у-превращении с уче-
том экспериментально обнаруженных вариантов мартенситных соотноше-
ний. Если формоизменение, сопровождающее а^у-превращение, отвечает
представленной выше идеальной схеме, то в плоскости прокатки должно
421
Рис. 7.24. Схематическое изображение расчетного (а) и экспериментально определенного (б)
эллипсоидов деформации, отвечающих ограниченному числу кристаллографических вари-
антов а—>у-превращения
наблюдаться небольшое удлинение (~5%), а в направлении, перпендикуляр-
ном плоскости прокатки, будет иметь место сжатие примерно на 11 %.
Экспериментальное определение формоизменения при а—^-превраще-
нии в сплаве Н32. Изменение длины текстуровапных образцов сплава Н32
при а—>у-превращении в условиях медленного нагрева определяли [91] в че-
тырех различных направлениях: [1 10]„, [010]n, [110]„ и [001]„. Эти измере-
ния оказались возможными, так как деформированные в перекрестных на-
правлениях мартенситные образцы Н32 имели достаточно острую одно-
компонентную текстуру (001 )[110]а. Для анализа формоизменения в пер-
вых трех направлениях, лежащих в плоскости прокатанного листа, выреза-
ли дилатометрические образцы (длиной 50 и толщиной 0,8 мм) соответст-
венно вдоль преимущественного направления прокатки и под углами 45 и
90° по отношению к нему. Дилатометрический образец состоял из трех
пластинок и имел общую толщину 2,4 мм. Измерение длины образца по на-
правлению [001 ]а, перпендикулярному плоскости листа, проводилось на со-
ставном дилатометрическом образце, состоящем из многих пластинок раз-
мером 2,5x2,5x0,8 мм. На рис. 7.25 представлены дилатометрические кри-
вые ОС—>у-превращения всех четырех образцов при медленном нагреве со
скоростью 0,4 град/мин.
Практически все уменьшение удельного объема при образовании у-фа-
зы связано с уменьшением толщины листового образца только в одном на-
правлении [001]к, перпендикулярном плоскости листа (рис. 7.25, кривая 1).
Изменение длины (на 2,1 %) почти в 3 раза превышает нормальное сжатие
при фазовом ос—>у-превращснии в изотропном образце.
Экспериментально обнаруженное формоизменение сплава Н32 при
ос—>у-превращении в условиях медленного нагрева схематически представ-
лено на рис. 7.24, б. Это превращение приводит к трансформации шарово-
го элемента объема в сплюснутый эллипсоид вращения с направлением
наибольшей деформации (сжатие на 2,1%) таким же, как направление наи-
большего сжатия при прокатке листа. Формоизменение при ос—^-превра-
щении качественно соответствует расчетному для мартенситной перестрой-
422
Рис. 7.25. Дилатограммы текстурованных образцов
сплава Н32, полученные при медленном нагреве (—>)
и последующем охлаждении (<-):
1-4 - изменение длины при а-эу-превращении в направлениях соот-
ветственно [001]н, [Т10]„, [010]п и [110]„
ки решеток при ограниченном количестве
его вариантов (см. рис. 7.24) стой разницей,
что наблюдаемые деформации меньше рас-
четных Расхождение объясняется прибли-
женностью расчета и возможным появле-
нием небольшого количества у-кристаллов
с направлением бейновской деформации,
перпендикулярным плоскости листа.
Примерно такое же формоизменение
имеет место и при а—>у-превращении в ус-
ловиях быстрого нагрева деформированно-
го сплава Н32 (удлинение в плоскости листа
~0,10%, сжатие по нормали к плоскости ли-
ста -1,8%), несмотря на образование другой
структурной формы аустенита. Вероятно,
ориентированные микронапряжения [96],
существующие в деформированном матери-
але и связанные с его дислокационной
структурой, вызывают реализацию строго
определенных вариантов мартенситного
о.с. а—>у и приводят к наблюдаемому фор-
моизменению независимо от морфологии
продукта сдвигового превращения.
Таким образом, а^у-превращение в
сплаве Н32 при медленном нагреве, особен-
но на стадии образования различно ориентированной пластинчатой у-фазы
(дисперсный у-мартенсит), сопровождается мартенситоподобным формоиз-
менением, связанным со сдвиговой деформацией решеток.
Итак, на деформированных пластинчатых образцах сплава Н32 с одно-
компонентной текстурой (001)[110]а показано, что при нагреве со скоро-
стью 0,4 град/мин текстурованный мартенсит переходит в текстурованный
аустенит, связанный с исходной a-фазой мартенситным ориентационным
соотношением. При этом наблюдается ограничение числа возможных у-
ориентировок: не образуются у-кристаллы, принадлежащие одному вариан-
ту бейновской деформации с осями [001]а, близкими к направлению [001 ]а,
перпендикулярному плоскости прокатки.
В соответствии с экспериментально наблюдаемой текстурой выполнен
приближенный расчет формоизменения при мартенситном а—^-превраще-
нии для различных типов мартенситной ориентационной связи. Дилатомет-
рическим методом определено изменение длины текстурованных образцов
при а-^у-прсвращении в трех направлениях [110]а, [010]а, [110]а, лежащих в
плоскости листа, и одном направлении [001]а, перпендикулярном плоскости
423
прокатки. Формоизменение при а—>у-превращении в деформированных об-
разцах связано с трансформацией шарового элемента объема в сплюсну-
тый эллипсоид вращения с основной деформацией сжатия (на 2,1 %) перпен-
дикулярно плоскости листа и небольшим удлинением (на 0,14-0,17%) в пло-
скости листа. Сравнение расчетного и экспериментально наблюдаемого
формоизменения при а—>у-превращении свидетельствует о качественном
совпадении их и существовании сдвиговой деформации при медленном на-
греве, в частности при образовании дисперсной пластинчатой у-фазы.
7.4. СТРУКТУРНЫЕ ФОРМЫ у-ФАЗЫ,
НАНОКРИСТАЛЛИЧЕСКИЙ АУСТЕНИТ И ФАЗОВЫЙ НАКЛЕП
В РЕЗУЛЬТАТЕ у-а-у-ПРЕВРАЩЕНИЙ
Как показано в работах [3, 4, 63, 88, 89, 100-107], в зависимости от ско-
рости нагрева при ос^у-превращении в сплавах железа с 28-32% никеля
можно получить различные структурные формы у-фазы (крупнопластин-
чатую, реечную нанокристаллическую и равноосную или глобулярную),
которые имеют разные прочностные характеристики.
7.4.1. Крупнопластиичатая у-фаза и фазовый наклеп аустенита
Формирование крупнопластинчатого аустенита (рис. 7.26, а) наблюдает-
ся при ускоренном нагреве (например при 10 град/мин и более), когда пре-
вращение а—>у обладает всеми признаками мартенситного механизма, по-
этому эту фазу называют крупнопластинчатым у-мартенситом [3]. Превра-
щение начинается от границ остаточного аустенита. Кристаллы у-фазы
имеют мартенситную ориентационную связь с исходной а-фазой, их обра-
зование сопровождается мартенситоподобным формоизменением, приводя-
щим к появлению рельефа и дилатометрических аномалий [3]. Мессбауэ-
ровские исследования [64, 90] свидетельствуют об отсутствии диффузии ни-
келя при а-у-превращении. Основное отличие обратного мартенситного
превращения а—>у от прямого у—>а заключается в ограничении числа крис-
таллографических вариантов образующейся у-фазы. Так, в сталях типа Н32
после цикла у—>а-^у формируется пластинчатый аустенит исходной ориен-
тации, а также небольшое количество у-кристаллов с ориентировками,
близкими к двойниковым (рис. 7.27, а). Уменьшение числа у-ориентаций хо-
рошо объясняется матричным расчетом [53, 54] когерентного зарождения
аустенита на границах мартенситных двойников превращения, а также ори-
ентирующим воздействием остаточного аустенита. Плоскость габитуса
крупнопластинчатого аустенита, названного крупнопластинчатым у-мар-
тенситом [53, 103], в высоконикелевых сталях, а также в ферритных хроми-
стых сталях, близка к {4.11.13 |а (см. разд. 7.3). Крупнопластинчатые у-кри-
сталлы (см. рис. 7.26, а) являются вытянутыми субзернами с большим коли-
чеством дислокаций (—5-1010 см2), образовавшимися на месте кристаллов
линзовидного мартенсита и разориентированными друг относительно друга
на углы до нескольких градусов [3]. Эта структура типична для высокони-
424
Рис. 7.26. Структурные фор-
мы аустенита:
а - крупнопластинчатая у-фаза; б -
различно ориентированная нанокри-
сталлическая реечная у-фаза; в —
одинаково ориентированная тонко-
пластинчатая у-фаза; г - концентра-
ционно-неоднородный глобулярный
аустенит; д - концентрационно-одно-
родный равноосный (глобулярный)
аустенит; стали: Н26ХТ1 (а); НЗО
(б, г. д) и Н28 (в)
Рис. 7.27. Распределение ориентаций у-фазы (полюсы |200)у) после цикла у—>а—>у-превра-
щений в координатах исходной у-фазы:
а - крупнопластинчатый аустенит; б - различно ориентированный тонкопластинчатый аустенит; в - равноосный
аустенит; заштрихованы расчетные области разрешенных у-ориентаций [3] для двойного мартенситного превраще-
ния у—>а—>у
Рис. 7.28. Влияние числа циклов у—>а-уу-прсвращсний
на упрочнение метастабильной аустенитной стали [31
келевых метастабильных аустенитных ста-
лей, упрочняемых фазовым наклепом. Уп-
рочнение аустенита при фазовом наклепе
определяется наследованием аустенитом
дислокаций а-мартенсита, формированием
новых дислокаций при а—ху-превращении и
образованием границ и субграниц у-фазы
при не полностью обратимом развитии об-
ратного мартенситного превращения. При
этом в результате одного цикла у—>(/.—>у-
превращений в нестареющих безуглеродистых метастабильных аустенит-
ных сталях наблюдается увеличение предела текучести аустенита от
150-200 до 450-500 МПа. На зависимости прочностных характеристик ни-
келевой аустенитной стали от числа циклов фазового наклепа [3] видно
(рис. 7.28), что основное упрочнение достигается при первом цикле. Следу-
ет отметить, что увеличение количества крупнопластинчатой у-фазы с пре-
имущественной ориентацией остаточного аустенита в стали с исходной мар-
тенситной структурой вызывает общее снижение прочностных свойств, так
как прочность фазонаклепанного аустенита меньше, чем прочность а-мар-
тенсита. Существенно большее упрочнение (а02 = 800-1000 МПа) может
быть получено при совмещении фазового наклепа и старения [3].
7.4.2. Нанокристаллический аустенит и упрочнение
а-мартенсита кристаллами у-фазы (закалка «вверх»)
Уменьшение скорости нагрева при а—>у-превращении до определенной
критической величины (-0,2-0,4 град/мин в аустенитном сплаве типа Н30)
приводит к изменению размеров, морфологиии и ориентации образующих-
ся кристаллов аустенита [89, 101-103]. При медленном нагреве в никелевых
сталях или в изотермических условиях в никель-титановых метастабильных
аустенитных сталях [3] с частично двойникованным мартенситом образует-
ся наноразмерная реечная или стержнеподобная у-фаза (см. рис. 7.26, б) с
толщиной реек до 5-10 нм и плоскостью габитуса {156 }а. Подобная реечная
структура (у2-фаза) образуется и в ферритной матрице стали Х28Н9М2, ко-
торая при дальнейшем нагреве превращается в стержневидные кристаллы.
Образование этой структурной формы аустенита происходит с выполнени-
ем мартенситных ориентационных соотношений. Она имеет множество
ориентировок, разрешенных мартенситной ориентационной связью
(рис. 7.27, б), и зарождается внутри монокристальных областей а-мартенси-
та. Появление нанокристаллической у-фазы также сопровождается мартен-
ситоподобным формоизменением, обнаруженным на текстурованных
Fe-Ni-образцах [3]. Развитие сдвиговых процессов при образовании этой
разновидности аустенита позволило назвать эту фазу дисперсным у-мартен-
426
Рис. 7.29. Структура у-фазы (а), образованной в результате прямого у—>а- и обратного (изо-
термического) а-уу-мартенситных превращений в стали Н26ХТ1, и соответствующая элек-
тронограмма циклированного и исходного аустенита (выделены ориентировки с осями зов
[110]а и [411]Y) (б)
ситом [3]. Однако нельзя сказать, что дисперсная у-фаза формируется стро-
го по бездиффузионному механизму. Как показали мессбауэровские иссле-
дования [64, 90] на сплаве Н32, дисперсная у-фаза, появляющаяся в процес-
се а—>у-превращения при медленном нагреве, содержит различный набор
концентраций никеля. По-видимому, сдвиговое а-4у-превращение сопро-
вождается диффузионным перераспределением никеля (в соответствии с
диаграммой равновесия Fe-Ni) между остаточным а-мартенситом и вновь
образующимися у-кристаллами, которое становится заметным из-за боль-
шой суммарной площади границ дисперсных у-пластин. Это превращение
можно назвать бейнитным.
На рис. 7.29, а представлена дисперсная структура разориентированной
у-фазы, сформировавшейся в пределах одного мартенситного а-кристалла
в сплаве Н26ХТ1 (Мп = -130 °C) в результате прямого у—>а-перехода (ох-
лаждение до 77 К) и обратного а—>у-изотермического превращения (560 °C,
2 ч). На рис. 7.29, б дана электронограмма сформировавшегося аустенита
внутри исходного а-мартенситного кристалла с осью зоны [110]а.
На рис. 7.30, а [3] представлено расположение аустенитных рефлексов
по дебаевскому кольцу (220)у в соответствии с экспериментом. Рис. 7.30, б
отображает расчетную полюсную фигуру для всех 24 возможных у-крис-
таллов: рефлексы {220 }7 располагаются относительно a-кристалла (ось зо-
ны близка к [110]а), ориентированного как на дифрактограмме (рис. 7.29,
б). Видно, что экспериментально наблюдаемое расположение групп ре-
флексов (220)у (см. рис. 7.30, а) соответствует расчетному расположению
у-рефлексов на внешнем круге полюсной фигуры (обведены кругами на
рис. 7.30, б). Эти полюсы на полюсной фигуре отстоят на угол, близкий к
90° от нормали [110]к, и должны соответствовать положению у-рефлексов
(220)у на дифрактограмме. Таким образом, при нагреве в одном а-кристал-
ле наблюдаются все у-ориентации без ограничения, которые предопределя-
ются мартенситным ориентационным соотношением.
427
Рис. 7.30. Схематическое расположение (а) рефлексов {220}у относительно остаточного
а-мартенсита, соответствующее экспериментальной электронограмме, и полюсная фигура
типа {220} аустенита (в центре проекции направление [110] исходного (остаточного) а-мар-
тенсита) (б)
На рис. 7.27, б показано распределение полюсов {200 }у аустенита после
цикла у—>ос—>у в стереографическом треугольнике исходного аустенита НЗ1
[3]. Видно, что все полюсы у-фазы располагаются в расчетных областях
(очерчены линиями), разрешенных для у—>ос—>у-превращения с ориентаци-
онными соотношениями К-3.
Формирование обнаруженной разновидности у-фазы объяснено [63] с
помощью представлений о «буферном» слое. При медленном нагреве до А„
успевает произойти перераспределение никеля между остаточным аустени-
том и мартенситом в соответствии с диаграммой равновесия Fe-Ni. На гра-
ницах линзовидных a-кристаллов образуется малоникелевый «буферный»
слой, более устойчивый по отношению к ос—>у-превращению, так как тем-
пература начала превращения в приповерхностном малоникелевом буфер-
ном слое на 100-200 °C выше, чем внутри a-кристалла. В этих условиях
ориентирующее влияние остаточного аустенита устраняется и имеет место
размножение у-ориентаций (при зарождении у-фазы внутри монокристаль-
ных участков мартенсита), предопределяемое мартенситным характером
ос—>у-превращения.
Фазовый наклеп с образованием дисперсной различно ориентированной
у-фазы (нанокристаллический у-мартенсит) определяется большим упрочне-
нием, чем при формировании крупнопластинчатой «восстановленной»
у-фазы при ос—>у-превращении в условиях ускоренного нагрева. Так, сталь
Н26ХТ1 со структурой дисперсного у-мартенсита и остаточного аустенита
имеет а02 = 1000 МПа [3]. Более того, с помощью дисперсных кристаллов
у-фазы можно существенно упрочнить мартенсит (закалка «вверх»). На
428
Рис. 7.31. Зависимость предела текучести (при
20 °C) и количества образующегося при а—^-пре-
вращении аустенита в сталях НЗО (1) и Н28 (2) от
температуры медленного нагрева; Аи и А, - тем-
пература начала и конца а—>у-превращения
рис. 7.31 представлены зависимости пре-
дела текучести а02 сталей НЗО и Н28, име-
ющих в исходном состоянии соответст-
венно 90 и 95% линзовидного и пакетного
мартенсита, от температуры медленного
нагрева со скоростью 0,3 град/ мин [106].
При образовании 15-35%-й дисперс-
ной у-фазы разной ориентации наблюда-
ется рост более чем в 1,5 раза предела
текучести стали НЗО с преобладающей
исходной мартенситной структурой - с
700 до 1050-1150 МПа (рис. 7.31, кривая
1). В данном случае аустенит выступает
в качестве упрочняющей мартенсит у-фазы, препятствующей перемеще-
нию дислокаций, как и при дисперсионном твердении мартенсита при выде-
лении дисперсных интерметаллидов или карбидов. Резкий спад предела те-
кучести при нагреве выше 500 °C связан с образованием другой разновид-
ности у-фазы - глобулярного аустенита (рис. 7.26, г).
Следует отметить, что формирование дисперсной одинаково ориенти-
рованной пластинчатой у-фазы (рис. 7.26, в) в стали Н28 фактически не вы-
зывает заметного упрочнения (рис. 7.31, кривая 2). Вероятно, дисперсные у-
пластины единой ориентации, формирующиеся параллельными рядами
вдоль габитусной плоскости реечного мартенсита, близкой к одной из пло-
скостей типа {111 }у, не являются существенным препятствием для дислока-
ций, перемещающихся в плоскостях типа (11С)(И, почти параллельных пло-
скости габитуса а-мартенсита. Кроме этого, появление тонких у-кристал-
лов преимущественно вдоль границ а-реек в пакетном мартенсите мало из-
меняет расстояние между структурными барьерами. Разупрочнение «мар-
тенсита» при образовании однонаправленных «восстановленных» у-крис-
таллов в процессе а—>у-превращения имеет место и в других сталях с пакет-
ным мартенситом - Х16Н8, Х16Н8МЗ [106].
Таким образом, ориентация дисперсных у-пластин, образующихся при
а—>у-превращении, имеет существенное значение для получения высокой
прочности стали. Наибольшее упрочнение наблюдается не при «восстанов-
лении», а при «размножении» у-ориентаций.
7.4.3. Глобулярный аустенит
Глобулярный, а в конечном счете, полиэдрический аустенит при нагре-
ве выше температуры конца обратного мартенситного превращения явля-
ется продуктом рекристаллизации фазонаклепанного пластинчатого аусте-
429
нита и естественно, полного разупрочнения стали. Образование глобуляр-
ного или равноосного аустенита (см. рис. 7.26, г) может иметь место и на
второй завершающей стадии а—^/-превращения при медленном нагреве со
скоростью 0,3 град/мин [3]. Он появляется на месте дисперсных у-пластин,
остаточного а-мартенсита и остаточного аустенита, сохраняя концентраци-
онную неоднородность, свойственную этим структурным составляющим
(см. рис. 7.26, г). На электронно-микроскопических снимках внутри у-глобу-
лей виден тонкий полосчатый контраст: темные наноразмерные полоски -
на месте обогащенных никелем нанокристаллов у-фазы, светлые участки
между полосками - на месте обедненного никелем остаточного мартенсита.
Нагрев до 800 °C приводит к росту зерен и гомогенизации сплава с образо-
ванием обычного однородного по составу полиэдрического аустенита
(рис. 7. 26, д). Ориентация у-глобулей (в координатах исходной у-фазы, су-
ществовавшей до цикла у—»а—>у-превращения) может отвечать как тексту-
ре двойного мартенситного превращения, если зародышами у-глобулей яв-
ляются сами дисперсные пластинчатые у-кристаллы [108], так и комплексу
случайно ориентированных кристаллов (см. рис. 7.27, в), если зародыши у-
глобулей формируются внутри достаточно крупных у-пластин [3, 108].
Формирование у-глобулей при медленном нагреве во многом аналогич-
но развитию массивного превращения, когда происходит диффузия атомов
никеля на короткие расстояния. Сохранение в у-глобулях концентрацион-
ной неоднородности исходной (а+у)-структуры позволяет в широких преде-
лах регулировать коэффициент теплового расширения никелевых метаста-
бильных аустенитных сталей (в пределах (2-10) 1 О'6 град-1 [109]) - см. гл. 12.
Формирование глобулярного аустенита уменьшает плотность дислока-
ций (до 108 см-2) и существенно снижает прочностные свойства сталей, что
видно по нисходящим ветвям кривых на рис. 7.31. При этом резко повыша-
ается пластичность стали (относительное удлинение в стали Н30 возраста-
ет, например, до 55% [3]), чрезвычайно сильно измельчается зерно (в попе-
речнике у-глобули могут достигать 1 мкм и менее), что трудно обеспечить
обычной рекристаллизацией от фазового наклепа В связи с таким резким
измельчением зерна предел текучести аустенитной стали НЗО со структу-
рой глобулярного аустенита достигает ~38О МПа, т. е. существенно выше,
чем в исходном закаленном состоянии. Итак, при медленном нагреве при
а—»у-превращении в никелевых сталях можно обеспечить значительное из-
мельчение зеренной структуры аустенитной стали.
7.5. ФАЗОВЫЙ НАКЛЕП АУСТЕНИТА В РЕЗУЛЬТАТЕ
у-Е-у-ПРЕВРАЩЕНИЙ
Известно [80], что двухфазные (у+Е) железомарганцевые стали могут
упрочняться методом фазового наклепа, как и железоникелевые стали [3,
4]. Особенностью упрочнения за счет цикла у—»Е—>'/-превращения в стали
20Г18С2Ф является возможность проведения циклической обработки в
предварительно состаренном аустените [81, 110]. Циклическая обработка
у—»Е—>ув стали 20Г18С2Ф реализуется при термической обработке по схе-
ме: закалка от 1175 °C в воде + охлаждение до -196 °C + нагрев до 350 °C.
430
Чтобы упрочнить сталь 20Г18С2Ф карбидным старением и фазовым накле-
пом, ее выдерживали в аустенитном состоянии при 700 °C в течение 6ч»
далее подвергали у—>е—Уу-превращению. В состаренном состоянии сталь
имела следующие механические свойства: о„ = 1078 МПа, о02 ~ 637 МПа.
5 = 29%, \|/ = 49%. Структура стали состояла из 30% аустенита и 70% е-мар-
тенсита, и в обеих фазах были равномерно распределены дисперсные кар-
биды ванадия VC.
После первого цикла у—эе—>у-превращений предел текучести о02 возра-
стает на 98 МПа и достигает 735 МПа. При дальнейшем циклировании (до
4 раз) предел текучести и предел прочности практически не меняются. Пла-
стические свойства (5, у) стали после 1—4 циклов у—>е-превращения практи-
чески остаются такими же, как в исходном (после старения) состоянии.
После упрочнения стали в результате у—>е—уу-превращения количество
ГПУ-фазы остается таким же, как и в нефазонаклепанном состоянии. По-
этому увеличение предела текучести можно объяснить фазовым наклепом
е-мартенсита. Однако плотность дислокаций может повышаться не только
в е-мартенсите, но и в аустените, т. е. имеют место те же закономерности,
что и в железоникелевых сталях. Для количественной оценки вклада фазо-
вого наклепа аустенита в общее упрочнение двухфазной стали проводили
испытание ее механических свойств при 300 °C, т. е. выше температуры об-
ратного е-уу-превращения (Ак = 200 °C). Термообработку осуществляли по
нескольким схемам.
При обработке по схеме I образец нагревали до температуры закалки
1175 °C, переносили в печь с температурой 700 °C и старили сталь 6 ч, за-
тем охлаждали в термостате с температурой 300 °C (1175->700—>300 °C).
Этот термостат устанавливался на разрывной машине, что позволяло опре-
делить механические свойства стали при указанной температуре. В резуль-
тате испытания получен предел текучести 333 МПа
Обработка по схеме II отличалась тем, что перед определением о02 со-
старенный (700 °C, 6 ч) образец охлаждался до -196 °C (1175—>700—>
->...-196—>300 °C). В результате обработки холодом в структуре образует-
ся 70% е-мартенсита, который испытывает обратное е—уу-превращение при
ТИс = 300 °C. Предел текучести после такой обработки равен 490 МПа.
Поэтому упрочнение, приобретенное аустенитом в результате у—>е-перехо-
да, можно оценить как о02 = 157 МПа. Схемы обработки III (1175...300 °C)
и IV (1175—>...-196—>300 °C) были аналогичны I и II соответственно, но
не включали очередного старения. В этом случае предел текучести аусте-
нита g02 = 117 МПа, а предел текучести стали после фазового наклепа
°о,2 =184 МПа. При этом в обратном е—уу-превращении участвовало ~30%
е-мартенсита, изменение предела текучести после одного цикла составля-
ло 67 МПа. Таким образом, 1% е-мартенсита, образованного из состарен-
ного и несостаренного аустенита, при е-уу-превращении увеличивает
прочность на 157:70 ~ 67:30 ~ 2,2 МПа.
Упрочнение, приобретенное в результате у—>е—уу-превращений, должно
сниматься при нагреве. Литературные данные по этому вопросу немного-
численны и противоречивы. Так, в [111] сообщено о развитии рекристалли-
зации в стали Г20 после фазового наклепа. В работе [112] отмечено, что в
431
стали И 8 при медленном нагреве рекристаллизация отсутствует, и она раз-
вивается лишь при ускоренном нагреве фольги до 750...800 °C под элек-
тронным пучком в микроскопе.
Для определения температурного интервала разупрочнения железомар-
ганцевых сталей, подвергнутых фазовому наклепу, анализировали зависи-
мость прочностных свойств фазонаклепанного аустенита стали Г18С2, со-
держащей, мас.%: 0,01 С, 17,8 Мп, 2,0 Si, от температуры отжига. В стали
практически отсутствовал углерод и ванадий для того, чтобы исключить
влияние карбидообразования на уровень прочностных свойств.
Сталь Г18С2 после упрочнения фазовым наклепом
(1175—>20—> -196—>350—>20 °C) была отожжена при температурах 300, 500,
700, 900 и 1000 °C в течение 0,25 ч и испытана при Т11С = 300 °C. Оказалось,
что предел текучести монотонно снижается с 200 МПа (отжиг при 300 °C)
до 110 МПа (отжиг 900 °C). Подобная зависимость прочности от темпера-
туры нагрева свидетельствует или о развитии процессов возврата, или о вя-
лой кинетике рекристаллизации. В железоникелевых сталях после фазово-
го наклепа в результате у—>сс—>у-превращения рекристаллизация сопровож-
дается резким падением твердости и прочностных свойств в относительно
узком интервале температур.
Исследование рекристаллизации фазонаклепанной стали 20Г18С2Ф
[110] проводили следующим образом. Для получения крупного зерна образ-
цы выдерживали в течение 2 ч при 1300 °C и охлаждали на воздухе до 20 °C.
На шлифе уколами алмазной пирамиды отмечали отдельные особо круп-
ные зерна. Затем образец заваривали в кварцевую ампулу и последователь-
но нагревали до 1000, 1200 и 1250 °C со скоростью 10 град/мин. Ампулу вы-
держивали при каждой указанной температуре 30 мин и охлаждали на воз-
духе до 20 °C. После каждого нагрева на шлифе не обнаружили какого-ли-
бо изменения в зеренной структуре. В то же время в месте локальной плас-
тической деформации алмазной пирамидкой наблюдаются мелкие рекрис-
таллизованные зерна. Увеличение количества Е-фазы до 70% в результате
предварительного дестабилизирующего старения при 700 °C также не вы-
звало рекристаллизации у-фазы при высокотемпературном нагреве. Анало-
гичная картина имеет место и в мелкозернистых образцах стали 20Г18С2Ф,
нагретых до 800... 1200 °C.
Исследовали также влияние быстрого нагрева. После обработки лазе-
ром (скорость нагрева ~105- 10б град/мин) на матовой поверхности образцов
сталей Г18С2 и 20Г18С2Ф появляется полоска оплавившегося и вновь закри-
сталлизовавшегося металла шириной около 1 мм и глубиной несколько де-
сятых долей миллиметра. При нагреве в околошовной зоне протекает об-
ратное Е-у-превращение. При последующем охлаждении образцов Е-фаза
образуется вновь, так как температура М^с = 100 °C. Заметной рекристал-
лизации фазонаклепанного аустенита (рис. 7.32, а) в данном случае также не
наблюдается. Металлографически зеренная структура зоны термического
влияния почти не отличается от структуры основного металла (имеются
редкие мелкие зерна в области фазонаклепанного аустенита, которые не по-
лучили развитие при нагреве). Таким образом, необходимо констатировать
практически отсутствие рекристаллизации от фазового наклепа в сталях,
432
Рис. 7.32. Влияние лазерного нагрева на изменение зеренной структуры сталей 20Г18С2Ф (а)
и Н32 (б), испытавших превращения у<->е (а) и у<-нх (б)
склонных к у—»£—^-превращениям и имеющим различие как в количестве
Е-мартенсита (от 30 до 70%), так и структурном состоянии Е-фазы (для Е-мар-
тенсита, образовавшегося из закаленного и состаренного аустенита).
Совсем иная картина наблюдается при лазерном нагреве высоконикеле-
вой стали Н32 (0,01 С, 31,6 Ni, Мн = -100 °C, Ан = 340 °C), которая после за-
калки и охлаждения до -196 °C содержит 80% атермического линзовидного
мартенсита и 20% остаточного аустенита. В такой двухфазной у+а-структу-
ре при лазерном нагреве успевает пройти а—>у-превращение и рекристал-
лизация фазонаклепанного аустенита (рис. 7.32, б). Вдали от шва, где тем-
пература нагрева выше = 340 °C, но ниже температуры рекристалли-
зации, наблюдается участок крупного восстановленного аустенитного зер-
на, существовавшего до цикла у-»а—>у-превращения. В восстановленных
аустенитных зернах наблюдаются отдельные пластины двойниковой ориен-
тации [3]. Прямо к зоне лазерного шва примыкает участок мелкозернисто-
го аустенита, образовавшегося на месте восстановленной у-фазы, претер-
певшей рекристаллизацию от фазового наклепа при лазерном нагреве. Как
показано в работах [52, 113], двухстадийная схема перекристаллизации (сна-
чала восстановление ориентации исходного аустенитного зерна после цик-
ла у—ю.-уу-прсвращсния, а затем его рекристаллизация) присуща в опреде-
ленных условиях нагрева практически всем сталям, испытавшим мартен-
ситное ГЦК-О ЦК-превращение при охлаждении.
Причиной отсутствия рекристаллизации у-фазы, претерпевшей цикли-
ческое мартенситное превращение у—»£—>у, может быть меньшая степень
упрочнения аустенита, чем после у—>а—»у-превращения. Прирост предела
текучести в результате фазового наклепа железомарганцевого аустенита в
433
2-3 раза ниже, чем прирост предела текучести в железоникелевых сталях в
результате у—»а-^у-превращения.
Электронно-микроскопическое исследование стали 20Г18С2Ф, упроч-
ненной циклами у—>£—//-превращений [114], показало, что по мере возрас-
тания числа циклов в стали увеличивается количество расщепленных дис-
локаций и ДУ аустенита. В стали могут наблюдаться как скопления ДУ, так
и отдельные редко расположенные ДУ. В редких случаях после большого
числа циклов у—>Е—//-превращений (до 30 циклов) на месте бывших крис-
таллов Е-мартенсита появляются протяженные дислокации вдоль следов
плоскостей {111 }у [110, 114].
Отсутствие рекристаллизации в техническом титане после цикла
Р—Ш—^-превращений (ОЦК—>ГПУ—»ОЦК) авторы [115] объяснили ма-
лым объемным эффектом (0,17%) при а-»Р-превращении, которое приво-
дит к незначительному внутреннему наклепу. В стали 20Г18С2Ф объемный
эффект Е—//-превращения велик (1,7%) и сопоставим с объемным эффек-
том у—^-превращения в стали Н32, что не позволяет использовать эту ги-
потезу при объяснении наблюдаемого различия в поведении сталей
20Г18С2Ф (Г18С2) и Н32.
Более приемлемое объяснение можно высказать, основываясь на следу-
ющем предположении. В стали 20Г18С2Ф мартенситные превращения у—>£
(ГЦК—>ГПУ) и £—/у (ГПУ—>ГЦК) осуществляются с помощью обратимых
дислокационных реакций и в результате цикла у—»Е—//-превращений коли-
чество дислокаций в аустените увеличивается лишь в незначительной сте-
пени из-за отдельных «сбоев» в дислокационном механизме превращения.
Согласно работам [116, 117], образование Е-фазы можно трактовать как ча-
стичное или полное упорядочение лавинообразно возникающих ниже М„
дефектов упаковки аустенита. Правильная решетка ГПУ-фазы формирует-
ся при расположении ДУ через два атомных слоя ГЦК-фазы. Таким обра-
зом, дислокационный механизм у-Е-превращения связан с появлением ДУ.
Расщепление типичной полной дислокации [118] в ГЦК-фазе с образовани-
ем ГПУ-прослойки - ДУ описывается простой дислокационной реакцией
о/2[110] —> о/6[211] + п/6[121]. Можно полагать, что при нагреве в процессе
Е—/y-превращения легко осуществляется обратимая дислокационная реак-
ция, переводящая ГПУ-прослойку в ГЦК-фазу.
Превращения у—>ос и О'—У/ с помощью простых обратимых дислокацион-
ных реакций представить не удается [118]. По-видимому, различные пути
осуществления у—>а- и а—//-перестройки решеток являются причиной воз-
никновения большого количества новых дислокаций, вызывающих сущест-
венно большее упрочнение и последующую рекристаллизацию у-фазы из-
за фазового наклепа.
7.6. СТАБИЛИЗАЦИЯ АУСТЕНИТА
Регулирование устойчивости аустенита по отношению к прямому мар-
тенситному у—>а-превращению имеет немаловажное значение как для осу-
ществления фазового наклепа, так и для расширения температурной обла-
сти применения аустенитных сплавов, им упрочняемых. Стабилизацию аус-
434
тенита могут вызвать следующие основные факторы: отпуск, связанный с
перераспределением дефектов и примесей, не вызывающий старения и при-
водящий к так называемой тепловой стабилизации [2, 119]; пластическая
деформация [120], увеличивающая плотность дислокаций; перераспределе-
ние легирующих элементов между а- и у- фазами, приводящее к обогаще-
нию аустенита компонентами, снижающими Ми [121]; упорядочение [122];
измельчение аустенитного зерна [123, 124]; всестороннее сжатие аустенита
[125]; карбидное старение [126]; интерметаллидное старение [127]; воздей-
ствие циклами у—»а—»у-превращений [1].
Влияние фазового наклепа (в результате у—>ос-эу-превращения) на ста-
билизацию аустенита следует считать комплексным фактором воздейст-
вия, включающим, в зависимости от состава стали и режима термической
обработки, практически все перечисленные выше причины стабилизации.
Так, тепловая стабилизация может иметь место в процессе нагрева при
ос—>у-превращении.
В работе [ 1] на малоуглеродистых хромоникелевых аустенитных сталях
типа Х10Н14 показано сильное стабилизирующее влияние выдержек аусте-
нита при 300...500 °C на кинетику изотермического мартенситного превра-
щения при последующем охлаждении. Уменьшение содержания углерода
существенно снижает склонность сталей к стабилизации [128]. Тепловая
стабилизация связывается с релаксацией способствующих мартенситному
превращению напряжений [119] с перераспределением дефектов решетки и
атомов внедрения (например углерода), дезактивирующих зародыши мар-
тенситного превращения [1, 129].
Увеличение плотности дислокаций, дробление и разориентировка субзе-
рен в аустените, вызываемые фазовым наклепом или пластической деформа-
цией, также приводят к стабилизации у-фазы [120]. Наиболее чувствительно
к внешним воздействиям изотермическое мартенситное превращение [120].
Если в Fe-Ni-сплавах (FI31, Н32) с атермическим мартенситным превращени-
ем фазовый наклеп практически не вызывает снижение мартенситной точки
М„ [121, 130], то в сплаве Н29 со смешанной кинетикой у-»ос-превращения на-
блюдается заметная задержка его изотермической части [130]. Один цикл
фазового наклепа в хромоникелевом аустенитном сплаве Н20Х5 с изотерми-
ческим мартенситным превращением полностью стабилизирует аустенит
(количество ос-фазы, образующейся при охлаждении до -196 °C, уменьшает-
ся от 45% в закаленном состоянии до 0% в фазонаклепанном).
Авторы [130] объясняют высокую склонность к стабилизации аустенит-
ных сталей, имеющих низкую энергию дефектов упаковки, изменением ме-
ханизма мартенситного превращения, связывая его с последовательной пе-
рестройкой у—>£—»ос или у—>ДУ—>ос. Характер влияния фазового наклепа,
осуществляемого в условиях прямого и обратного мартенситных превраще-
ний, на стабилизацию аустенита более подробно описан в гл. 1. Рассмотрим
влияние на М„ диффузионных процессов, которые могут сопутствовать
ос—//-превращению при медленном нагреве.
В работе [121] показано, что наиболее интенсивная стабилизация
Fe-Ni-аустенита при ос—>у-превращении имеет место в условиях медленно-
го нагрева. В этом случае возможно перераспределение никеля между а- и
435
у-фазами, приводящее в соответствии с диаграммой равновесия к обогащению
никелем у-фазы и снижению ее мартенситной точки Мн. Экспериментальное
перераспределение никеля надежно установлено по повышению точки Кюри
Fe-Ni-аустенита [131], а впоследствии подтверждено исследованиями [17,132].
Объясняя обнаруженную стабилизацию у-фазы, авторы [121] указыва-
ют на необходимость присутствия некоторого количества обедненной нике-
лем a-фазы (феррита), находящейся в равновесии с высоконикелевым аус-
тенитом. Однако стабилизация аустенита имеет место и после завершения
а—»у-превращения В литературе практически нет данных о стабильности
различных структурных форм у-фазы, образующихся в условиях медленно-
го нагрева при а—»у-превращении.
7.6.1. Стабилизация Fe-Ni-аустенита в результате
у—XX—>у-превращеним
Для исследования были взяты гомогенизированные железоникелевые
сплавы Н28, НЗО и Н32, выплавленные в вакуумной индукционной печи из
чистых материалов. Была определена стабильность аустенита в различном
структурном состоянии. Образование у-фазы с полосчатой субзеренной
структурой при ускоренном нагреве при обратном мартенситном превраще-
нии не приводит к заметной диспергизации сплавов и перераспределению
никеля. Наблюдаемое очень незначительное снижение Мн в сплаве Н32
(~ на 10 град) можно объяснить более высокой плотностью дислокаций в
фазонаклепанном аустените по сравнению с закаленным сплавом [121]. На-
против, дисперсный нанопластинчатый аустенит, образующийся при мед-
ленном нагреве в первой части интервала А„-Ак (см. рис. 7.26, б), полностью
стабилен по отношению к мартенситному у—хх-превращению во всех иссле-
дованных сплавах, даже при охлаждении в жидком азоте.
Указанное наблюдение не является неожиданным и объясняется повы-
шенным содержанием никеля и высокой дисперсностью у-мартенсита (тол-
щина полученных при медленном нагреве до 470...500 °C у-кристаллов мо-
жет составлять 50-300 А). Стабилизация у-фазы из-за резкого измельчения
структуры отмечается также в работе [123]. По-видимому, резкая дисперги-
зация структуры препятствует развитию мартенситного превращения из-за
упругого взаимодействия зародыша мартенсита с близко расположенным
структурным барьером в виде границы кристалла.
Глобулярный аустенит (см. рис. 7.26, г), формирующийся при медленном
нагреве в области 490...520 °C и содержащий различный набор концентра-
ций, в том числе низко- и высоконикелевые дисперсные у-составляющие,
также существенно стабильнее, чем закаленная у-фаза. Разница между мар-
тенситными точками закаленного и мелкокристаллического глобулярного
аустенита (АМ„) составляет для сплавов Н28, НЗО и Н32 соответственно 80,
85 и более 100 град. Сплав Н32 со структурой концентрационно неоднород-
ного глобулярного аустенита имеет мартенситную точку М„ ниже -196 °C.
Повышение температуры нагрева приводит к снижению концентрационной
неоднородности и увеличению размеров аустенитных зерен. Вследствие это-
го уменьшается стабильность аустенита. Мартенситная точка сплавов Н28 и
436
Рис. 7.33. Влияние температуры отжига (выдержка
40 мин) на положение М„ предварительно стабили-
зированных аустенитных сплавов Н28, НЗО, Н32.
Исходная стабилизирующая обработка ос—>у-превращение при
нагреве до 550 °C со скоростью 0,2 град/мин
НЗО поднимается близко к исходному
уровню уже при нагреве до 700...750 °C
(рис. 7.33). В сплаве Н32 в этих условиях
нагрева ДМН остается еще больше 100°.
Вероятными причинами такой высо-
кой стабильности у-фазы могут быть ма-
лый размер зерна глобулярного аустени-
та и субмикроскопические размеры мало-
никслевых областей в нем. В соответст-
вии с результатами мессбауэровских ис-
следований, в сплаве Н32 малоникелевая
у-составляющая, содержащая -25% Ni, должна иметь мартенситную точку
не ниже 100 °C. Следовательно, снижение М„ малоникелевой у-составляю-
щей в сплаве Н32 достигает 300 °C и более, даже если глобулярный аусте-
нит нагревался до 700 °C. Подобную стабилизацию нельзя объяснить толь-
ко малым размером зерна (при 550 °C 1-2 мкм, а при 700 °C - 5 мкм). Как
известно [123], уменьшение размера зерна даже до 0,6 мкм в сплаве Н32 еще
полностью не стабилизирует аустенит при охлаждении до —196 °C. Видимо,
необходимо учитывать особое структурное состояние обедненных у-облас-
тей, имеющих чрезвычайно малые размеры, сравнимые с размерами дис-
персного у-мартенсита. Устранение концентрационных микронеоднородно-
стей при повышенных температурах и увеличение размеров этих областей
ослабляет их стабилизирующее влияние на М„ всего сплава. Когда происхо-
дит практически полное выравнивание концентрации никеля внутри глобу-
лярного аустенита, за стабилизацию отвечает только малый размер зерна.
Так. в процессе отжига при 850 °C в сплаве Н32 имеет место практически
полное устранение концентрационной субмикронеоднородности, а мартен-
ситная точка находится на 45 град ниже М„ исходного аустенита.
Таким образом, как дисперсный у-мартенсит, так и дисперсный глобу-
лярный аустенит обладают высокой стабильностью по отношению к пря-
мому мартенситному у—эос-превращению.
7.6.2. Стабилизация Fe-Ni-Ti-аустснита
Проведение прямого и обратного мартенситных превращений в мета-
стабильных аустенитных сплавах Fe-Ni-Ti вызывает существенно более
интенсивную стабилизацию аустенита [133], чем в бинарных Fe-Ni-сплавах
близкого состава, что, как известно, связано со старением Fe-Ni-Ti-аусте-
нита. Исследование склонности к стабилизации Fe-Ni-Ti-аустенита необхо-
димо не только для получения более стабильных аустенитных сплавов по-
сле фазового наклепа, но и для обеспечения их поверхностного упрочнения
с помощью контролируемого мартенситного превращения [4].
437
Впервые стабилизация Fe-Ni-Ti-аустенита при изотермической вы-
держке в области 500.. .600 °C отмечена К.А. Малышевым и М.М. Василев-
ской [127]. При исследовании кинетики прямого и обратного мартенситных
у-»а- и а—//-превращений авторы [127] обратили внимание на существен-
ное снижение мартенситной точки в сплавах железа с 27% Ni и 2,68-3,58%
Ti в процессе старения при 500...600 °C. В случае выделения избыточной
фазы Ni3Ti, обедняющей у-матрицу Ni и Ti, следовало бы ожидать повыше-
ние М„. На рентгенограммах, полученных с образцов, состаренных при
700.. .750 °C, присутствовали линии трфазы (Ni3Ti) с гексагональной решет-
кой. Изотермические выдержки при 500...600 °C не приводили к выделе-
нию трфазы, хотя наблюдалось изменение свойств аустенита. Предположе-
но [127], что в этой области температур имеют место лишь начальные ста-
дии старения (дисперсная интерметаллидная у '-фаза с ГЦК-решеткой еще
не была обнаружена). Эффект интенсивной стабилизации аустенита авто-
ры [127] объяснили сегрегацией атомов легирующих элементов (Ni и Ti) во-
круг потенциальных центров мартенситного превращения, следствием чего
является частичная дезактивация зародышей мартенсита. Ранее [1] анало-
гичным образом была объяснена тепловая стабилизация Fe-Cr-Ni-аустени-
та. Впоследствии авторы [134] описали подобное явление в системе
Fe—Ni—А1, объясняя повышение устойчивости аустенита воздействием дис-
персных когерентных у '-частиц состава Ni3Al, выделяющихся при старении
(400...600 °C) и имеющих изоморфную матрице ГЦК-решетку.
Увеличение температуры и времени старения приводит к укрупнению
частиц и повышению М„. При мартенситном переходе дисперсные упорядо-
ченные когерентные у'-частицы могут быть превращены совместно с мат-
рицей в ОЦК-структуру. Если у-частицы имеют достаточно большие разме-
ры, они остаются непревращенными, и тогда между матрицей и частицей
образуется некогерентная граница. В обоих случаях требуется дополни-
тельная энергия для начала у—>а-превращения, что делает необходимым
большее переохлаждение сплава.
Авторы [135] применили предположения, высказанные в работе [134],
к объяснению стабилизации в системе Fe-Ni-Ti, в которой могут образо-
вываться кластеры и частицы у'-фазы. Авторы [136] полагают, что части-
цы у'-фазы в определенных случаях могут не менять свою решетку и ос-
таваться когерентными после мартенситного превращения у-матрицы,
подвергаясь упругой деформации, что также вызывает затраты энергии и
снижает М„.
В работе [135] обнаружены кристаллы NixTi с двумерной морфологией,
выделяющиеся при закалке, с которыми связывалась стабилизация аусте-
нита. Дестабилизация у-фазы при дальнейшем нагреве объяснялась измене-
нием морфологического типа выделений. Надежным экспериментальным
подтверждением существования высоконикелевых выделений в закален-
ном Fe-Ni-Ti-аустените является наблюдаемое в работе [137] повышение
температуры Кюри аустенита более чем на 100 °C при холодной пластиче-
ской деформации. Такое повышение Тс связано с переходом атомов никеля
из фазы выделения в матричный твердый раствор при взаимодействии дис-
локаций с кластерами или дисперсными у'-частицами [137].
438
Таблица 7.11
Основные характеристики Fe-Ni-Ti-сплавов и влияние старения на М„
Состав, мас.% Мн/количество мартенсита при -196 °C
Сплав с Ni Ti Сг Закалка Закалка + старение 550 °(
1100 °C 1 ч Зч 6 ч 12 ч
Н26ХТ1 0.06 25,4 1,5 1,1 -80/60* — -100/43 -110/40 -110/32
Н27Т2 0,01 27,0 2,3 — -10/86 — -50/68 -60/66 -50/59
Н28Т2 0,01 27,6 2,3 — -40/80 - -60/67 -70/61 -80/59
Н29Т2 0,01 29,2 2,1 — -80/71 — -110/47 -120/10 -196/0
Н30Т2 0,01 30,4 2,1 — -90/64 — -120/8 -196/0 -196/0
H3IT2 0,01 31,0 2,1 — -120/55 — -196/0 -196/0 -196/0
Н26ХТЗ 0,02 26,6 2,8 1,3 -80/60 — -120/31 -120/26 -120/32
Н27ХТЗ 0,02 26,5 2,8 1,4 -100/48 — -140/13 -196/0 -196/0
Н28ТЗ 0,01 28,5 2,9 — -80/74 — -110/34 -160/7 -196/0
Н26Т4 0,01 26,3 3,8 — -80/60 -196/0** -196/0 -196/0 —
Н26Т5 0,01 26,0 5.0 - -80/62 -196/0 -196/0 -196/0 -
*В числителе - положение М„,°С, в знаменателе - количество мартенсита, %, образующегося при охлаждении до
-196 °C.
** Для всех случаев (-196/0) температура М„ ниже -196 °C.
Согласно работе [138], стабилизирующее влияние частиц у'-фазы в
сплавах Fe—Ni—Ti связано с дроблением аустенитной матрицы и соответст-
венным уменьшением критического размера зародышей ос-фазы. Сниже-
ние Мн после старения может быть объяснено барьерным эффектом выде-
ляющихся частиц или созданием полей упругих напряжений, препятствую-
щих зарождению мартенсита. Более общий подход высказывает М.Е. Блан-
тер [139], полагая, что всякое упрочнение аустенита увеличивает работу
сдвига при мартенситном превращении, что предопределяет дополнитель-
ное переохлаждение у-фазы и снижение М„.
Рассмотрим некоторые особенности стабилизации Fe-Ni-Ti-аустенит-
ных сплавов (табл. 7.11), упрочняемых фазовым наклепом. Выбранные со-
ставы позволяют проследить влияние титана (от 1,5 до 5%) на склонность к
стабилизации аустенита в сплавах с различной мартенситной точкой [140].
Кроме того, можно оценить влияние Сг, вводимого для снижения темпера-
туры Кюри у-фазы, на развитие мартенситного превращения.
Закаленный аустенит во всех исследованных сплавах был практически
пеферромагнитным. Исключение составлял сплав Н31Т2, намагниченность
которого в поле 3000 Э при комнатной температуре соответствовала
8 Гс-см3/г. Однако точка Кюри этого сплава может быть существенно сни-
жена в область отрицательных температур за счет обеднения аустенитной
матрицы Ni в результате выделения у'-фазы при старении.
При охлаждении до низких температур аустенит исследованных сплавов
(с высоким содержанием Ni) наряду с мартенситным превращением испы-
тывает магнитный переход. Разделение мартенситного и магнитного пре-
вращений проводили путем циклического охлаждения и нагрева в магнито-
метре, используя обратимость магнитного перехода.
439
Рис. 7.34. Изменение магнитной индукции стали
Н31Т2 при низких температурах.
Предварительная обработка: 1 - закалка от 1100 °C в воде; 2 - за-
калка + старение при 500 °C. 3 ч; 3 - 500 °C, 12 ч: 4 - 550 °C, 3 ч;
5-550 °C, 12 ч
Так, в закаленном сплаве Н31Т2 при об-
работке холодом мартенситному превраще-
нию предшествует магнитное превращение
(рис. 7.34). При охлаждении до -120 °C на-
блюдается обратимое увеличение магнит-
ной индукции, отвечающее переходу аусте-
нита в ферромагнитное состояние. И лишь
ниже -120 °C происходит необратимое из-
менение намагниченности (см. рис. 7.34, пе-
региб на кривой 1), связанное с образованием атермического мартенсита.
Характер мартенситного превращения в сплавах существенно изменяет-
ся после старения при 450...550 °C. Как видно на рис. 7.34, с повышением
температуры и времени старения переход аустенита в ферромагнитное со-
стояние сдвигается в область более низких температур.
Наблюдаемое снижение точки Кюри аустенита свидетельствует о выде-
лении фазы старения (у'-фазы с ГЦК-решеткой состава Ni3Ti [135]), обед-
няющей аустенитную матрицу Ni, что должно повышать То и М„ сплава.
Однако мартенситная точка также существенно снижается. Причины ста-
билизации аустенита рассмотрены выше.
Наиболее интенсивно стабилизация аустенита происходит в процессе ста-
рения при 550 °C. С увеличением времени выдержки до 3 ч в сплаве Н31Т2 и
6 ч в сплаве Н30Т2 наблюдается абсолютная стабилизация аустенита, при ко-
торой мартенситное превращение не развивается при охлаждении до темпера-
туры жидкого гелия (рис. 7.34, кривые 4, 5 характеризуют только магнитное
превращение стабилизированного сплава в области температур 0...-196 °C).
В табл. 7.11 приведено положение Мн всех сплавов, содержащих 1,5-5%
Ti, после закалки и старения в течение 1, 3, 6, 12 ч при температуре наиболее
интенсивной стабилизации (550 °C). Кроме того, указано количество мартен-
сита, образующегося при охлаждении до -196 °C после этих режимов обра-
ботки. Анализируя представленные данные, можно отметить следующие
особенности в поведении Fe-Ni-Ti-сплавов в процессе старения при 550 °C.
1. Наибольшая интенсивность стабилизации наблюдается в основном в
течение первых трех часов старения. Последующее увеличение времени
выдержки изменяет Мн незначительно, однако количество мартенсита, об-
разующегося при охлаждении в жидком азоте, постоянно уменьшается с
увеличением времени старения.
2. Замена части никеля хромом (~1,5% Сг) существенно стабилизирует ау-
стенит. Так, в закаленном сплаве Н29Т2 (Мн = -S0 °C) при обработке холодом
образуется больше мартенсита, чем в сплавах Н26ХТ1 (М„ = -80 °C) и Н26ХТЗ
(М„ = -80 °C). Это обстоятельство представляется важным, поскольку для ре-
ализации наибольшего упрочнения при фазовом наклепе необходимо полу-
чить максимально возможное количество ex-фазы при у—хх.-превращении.
440
3. Склонность к стабилизации повышается с увеличением содержания
титана и количества у'-фазы. Сплавы с 4-5% Ti стабилизируются сущест-
венно интенсивнее даже при более низких температурах старения. Одноча-
совой выдержки при 450...550 °C достаточно для полной стабилизации
сплава Н27Т4, тогда как 12-часовая выдержка сплава Н26ХТ1 при 550 °C
приводит к снижению Мн всего на 30 °C.
4. Следует отметить совершенно разную интенсивность снижения М„ и
количества образующегося при обработке холодом мартенсита при старении
Fe-Ni-Ti-сплавов, содержащих 2% Ti и несколько отличающихся по содержа-
нию Ni (см. табл. 7.11). Шестичасовое старение при 550 °C снижает М„ спла-
вов с 27-28% Ni на 30-50 °C, а в сплавах с 30-31% Ni - более чем на 100 °C
(в них не образуется мартенсит даже при охлаждении в жидком гелии). Ма-
ловероятно, что увеличение содержания Ni на 2% вызовет изменение меха-
низма выделения у'-фазы при 550 °C. Основное различие этих сплавов в том,
что формирование а-мартенсита в первой группе материалов идет в парамаг-
нитном аустените, а во второй группе - в ферромагнитном (мартенситному
у—>а-превращепшо в сплавах Н29Т2, Н30Т2, Н31Т2 предшествует магнитное
превращение) (см. рис. 7.34). Можно предположить, что более резкая стаби-
лизация сплавов с 29-31% Ni (по сравнению со сплавами Н27Т2 и Н28Т2) свя-
зана с большей интенсивностью температурного роста предела текучести о02
состаренного ферромагнитного аустенита (при охлаждении) и, следователь-
но, с большим сопротивлением сдвиговому у—»а-преврагцению. Влияние маг-
нитного перехода упарамаг„ —> УферРомагп на дополнительное упрочнение аустени-
та и морфологию мартенсита отмечено в работах [4, 141].
Для проверки высказанного предположения выплавлены два стабиль-
ных аустенитных сплава Н36Т2 и Н30Х5Т2, имеющих в закаленном состо-
янии температуры Кюри при 160 и -70 °C соответственно и не образующих
a-фазу при охлаждении до низких температур. Последнее обстоятельство
позволило провести измерение механических свойств аустенита на разном
удалении от точки Кюри у-фазы.
На рис. 7.35 представлены температурные измерения пределов текучес-
ти и намагниченности насыщения сплавов Н36Т2 и Н30Х5Т2 в состаренном
состоянии. Видно, что с понижением тем-
пературы предел текучести парамагнит-
ного аустенита 2 увеличивается в незна-
чительной степени (при охлаждении от
200 до -100 °C на 50 МПа). Когда начина-
ется образование ферромагнитного аус-
тенита (особенно в состаренной у-матри-
це), предел текучести о()2 существенно
возрастает. Так, охлаждение состаренно-
го сплава 1 от Тс (-110 °C) до -196 °C
Рис. 7.35. Температурная зависимость удельной на-
магниченности и предела текучести о02 аустенит-
ных сплавов Н36Т2 (1) и Н30Х5Т2 (2).
Обработка: закалка и старение при 650 °C в течение 30 мин (1)
и 3 ч (2)
441
Рис. 7.36. Морфология мартенсита сплава Н26Т4 в закаленном (а) и стабилизированном (б)
состояниях
приводит к увеличению с?02 на 700 МПа. Исходя из изложенных результа-
тов можно объяснить большую склонность к стабилизации ферромагнит-
ного аустенита, чем парамагнитного в сплавах Fe-Ni-Ti. Старение сплавов
Н28Т2 и Н30Т2 при 550 °C приводит к приблизительно одинаковому упроч-
нению, что должно снизить Мн в обоих сплавах примерно на одинаковую ве-
личину (например на 40°). Такая стабилизация имеет место в парамагнит-
ном сплаве Н28Т2 (см. табл. 7.11). В сплаве Н30Т2 при охлаждении до пред-
полагаемого нового положения Мн мартенситное превращение не произой-
дет из-за дополнительного магнитного упрочнения аустенита. Для развития
у—>ос-превращения потребуется большее переохлаждение у-фазы.
5. Стабилизации подвержены сплавы как с атермической, так и со сме-
шанной кинетикой превращения (кинетика у—>а-превращения оценивалась
по морфологии ос-фазы [142]); имеет место снижение Мн как в сплаве
Н31Т2 с частично двойникованным атермическим мартенситом, так и в
сплаве Н27Т2 с большим количеством изотермического мартенсита в виде
тупоугольных пар, располагающихся около ферм линзовидного атермичес-
кого мартенсита. После стабилизирующего старения, несмотря на обедне-
ние аустенита никелем, частично двойникованный мартенсит заменяется
тонкопластинчатым полностью двойникованным (рис. 7.36), характерным
для Fe-Ni-сплавов, содержащих больше 33% Ni. Это наблюдение свидетель-
ствует о том, что морфология мартенсита не всегда определяется составом
исходного аустенита, а по-видимому, связана с физическими и механически-
ми свойствами испытывающей превращение среды.
7.7. КРИСТАЛЛОГРАФИЧЕСКИЕ ОСОБЕННОСТИ
РЕКРИСТАЛЛИЗАЦИИ ФАЗОНАКЛЕПАННОГО АУСТЕНИТА
Процесс рекристаллизации у-фазы от внутреннего (фазового) наклепа,
возникающего вследствие у—»ос—>у-превращений, рассматривался в работах
[113, 17, 143, 3, 4]. Однако эти работы относятся преимущественно к рекри-
сталлизации (восстановленных после цикла у—»ос—>у-превращений) аусте-
нитных зерен, имеющих те же размеры, форму и ориентацию, что и исход-
ные у-кристаллы.
442
Как отмечено в [121], в высоконикелевых сталях рекристаллизация фа-
зонаклепанного аустенита исходной (восстановленной) ориентации! может
проходить путем миграции границ зерен. Рекристаллизация фазонаклепан-
ного аустенита при более низких температурах, чем рекристаллизация ос-
таточной у-фазы, может также развиваться в результате зарождения и рос-
та новых зерен [113]. Ориентация рекристаллизованных от фазового на-
клепа у-зерен в конструкционных среднеуглеродистых сталях [143] опреде-
ляется поворотом на 20-45° вокруг оси [111] исходного аустенита (анало-
гично повороту Кронберга-Вильсона при рекристаллизации от внешнего
наклепа [144]).
Данный раздел посвящен сравнительному исследованию рекристаллиза-
ции восстановленного аустенита и невосстановленной дисперсной у-фазы
(дисперсного нанокристаллического у-мартенсита) в сплаве Н26ХТ1, а так-
же рекристаллизационных процессов после ос—>у-превращения при медлен-
ном нагреве в железоникелевых сплавах.
Были использованы гомогенизированные монокристаллы, выращен-
ные из расплава. После закалки от 1050 °C и охлаждения в жидком азоте в
монокристаллах Н26ХТ1 получали около 60% частично двойникованного
атермического мартенсита (мартенситная точка М„ = -130 °C).
В целях изменения структурного механизма формирования аустенита
обратное ос—>у-превращение проводили как в изотермических условиях
(при 540 °C), так и при ускоренном (150 град/мин) и быстром (2000 град/с)
нагревах до 700... 1200 °C. Градиентный нагрев со средней скоростью
2000 град/с осуществляли пропусканием электрического тока через клино-
видный монокристальный образец, что позволило фиксировать последова-
тельное изменение структуры от исходного сс-мартенсита (в широкой части
образца) до рекристаллизованного аустенита (в узкой части образца) [113].
7.7.1. Рекристаллизация преимущественно восстановленного
Fe-Ni-Ti-аустепита
Преимущественное восстановление ориентации исходного аустенита
после одного цикла у—>ос—>у-превращений с использованием ускоренного
нагрева показано в работах [143, 3]. Нагрев стали Н26ХТ1 со скоростью
150 град/мин и 2000 град/с при ос—>у-превращении приводит в основном к
восстановлению ориентации исходного монокристалла аустенита, что от-
мечается по значительному увеличению интенсивности рефлексов аусте-
нита, совпадающих с рефлексами остаточной у-фазы. Наряду с этим на
месте мартенсита появляется небольшое количество пластинчатых крис-
таллов у-фазы, отличающихся по ориентировке от исходного аустенита.
Эти пластины у-фазы в пределах каждого кристалла ос-мартенсита чаще
всего имеют одно и то же направление и близки к двойниковой ориен-
тировке.
Рекристаллизация путем миграции старых границ зерен, обнаруженная
в поликристаллическом материале [121], в нашем случае исключена, так
как для исследования были взяты монокристаллы аустенита. Для в, яс £
чия возможности миграции границ вновь образованных невосстановленных
Рис. 7.37. Развитие рекристаллизации (от фа-
зового наклепа) преимущественно восста-
новленного аустенита стали Н26ХТ1 при
нагреве со скоростью 150 град/мин до 850 °C
пластинчатых кристаллов аустенита
проводился кристаллографический
анализ у-фазы.
В работе [3] в координатах ис-
ходного аустенита показано распо-
ложение полюсов {100}, {110}и{111} у-фазы стали Н26ХТ1. полученное в
результате у—>0'—»у-превращений с использованием ускоренного и быстро-
го нагрева (на рис. 7.27, а дано расположение полюсов {100 }у). Полюсы не-
многочисленных кристаллов иначе ориентированного аустенита располага-
ются в местах, разрешенных двойным мартенситным превращением
у—>у, но преимущественно в областях, близких к двойниковым по отно-
шению к исходному аустениту.
Рекристаллизация при нагреве со скоростью 150 град/мин становится
отчетливо заметной при температурах выше 850 °C [108]. В структуре по-
являются неравноосные рекристаллизованные зерна, содержащие двойни-
ки отжига (рис. 7.37) [108]. Пластинчатые кристаллы невосстановленного
аустенита сохраняются до 900 °C. С дальнейшим повышением температуры
они поглощаются растущими рекристаллизованными зернами. На месте
бывших мартенситных кристаллов остаются темнотравящиеся следы, что,
вероятно, связано с декорированием границ невосстановленных у-кристал-
лов интерметаллидной фазой.
Подобная металлографическая картина наблюдается и при рекристал-
лизации фазонаклепанного аустенита в образце, нагретом со скоростью
2000 град/с. Рекристаллизация развивается путем образования вытянутых
зерен у-фазы с искривленными границами (рис. 7.38, а). На более поздней
стадии рекристаллизации можно видеть существенное спрямление границ
зерен (рис. 7.38, б), что совпадает с исчезновением следов мартенсита, по-
видимому, из-за растворения декорирующей фазы старения.
Рис. 7.38. Развитие рекристаллизации фазонаклепанного (восстановленного) аустенита ста-
ли Н26ХТ1 при нагреве со скоростью 2000 град/с до температур, незначительно (а) и суще-
ственно (б) превышающих Ак. Исходное состояние - литой аустенитный монокристалл
444
новленного» аустенита стали Н26ХТ1 в координатах исходного аустенита
Кристаллографический анализ ориентировок новых зерен на всех
стадиях рекристаллизации показывает [108], что при скоростях нагрева
150 град/мин и 2000 град/с исходная текстура у—>ос—>у-превращений заменя-
ется беспорядочно ориентированными кристаллами у-фазы, полюсы кото-
рых полностью заполняют стереографический треугольник исходного аус-
тенита (рис. 7.39). Развитие рекристаллизации путем миграции существую-
щих границ невосстановленных у-кристаллов, приводящей к сохранению
текстуры фазового превращения, не наблюдается. Отсутствие миграции
этих границ при рекристаллизации можно объяснить [145] малой подвиж-
ностью двойниковых границ, которые образуются в основном между не-
восстановленными пластинами и исходным аустенитом.
Таким образом, рекристаллизация восстановленного при быстром и ус-
коренном нагреве аустенита, содержащего пластинчатые кристаллы у-фа-
зы с ориентацией, близкой к двойниковой, проходит путем зарождения и
роста у-фазы, приводящих к измельчению зерен аустенита и устранению
текстуры фазового превращения.
7.7.2. Рекристаллизация невосстановленной
нанокристаллическон у-фазы в сплаве Н26ХТ1
Уменьшение скорости нагрева до 0,2 град/мин при ос—>у-превращении
или проведение последнего в изотермических условиях приводит к замене
|восстановления исходной ориентации аустенита размножением ориентиро-
вок у-фазы в пределах каждого ос-кристалла в соответствии с мартенсит-
ным ориентационным соотношением при нагреве и вызывает появление на-
нокристаллического у-мартенсита в сплаве Н26ХТ1 [3, 4].
В работе [3] в координатах исходного аустенита стали Н26ХТ1 пред-
ставлено расположение полюсов [100], [ПО], {111} нанокристалличес-
кой у-фазы, образованной в результате одного цикла у—»ос—^-превраще-
ния с использованием изотермической перестройки решеток ос—>у при
540 °C. На рис. 7.27,6 представлено расположение полюсов {100}у. По-
люсы располагаются в областях, разрешенных для двойного мартенсит-
ного превращения.
Нагрев образцов с такой структурой при средней скорости 150 град/мин
приводит к развитию рекристаллизации, начиная от 800 °C. На рис. 7.40
445
Рис. 7.40. Рекристаллизация дисперсной нано-
пластинчатой у-фазы при нагреве до 900 °C
в стали Н26ХТI
показана цепочка мелких рекрис-
таллизованных зерен аустенита,
расположенных на месте у-мартен-
сита. в свою очередь находившего-
ся в пределах исходных кристаллов
a-фазы. Многие у-зерна имеют тен-
денцию вытягиваться вдоль бывших
ос-мартенситных пластин, что связано с их преимущественным ростом в
сторону более дефектной структуры. При 900 °C рекристаллизованные
зерна начинают расти и в область остаточного аустенита.
Анализ ориентации рекристаллизованных зерен (рис. 7.41) [108] пока-
зывает, что при 800...900 °C они занимают те же области стереографичес-
кого треугольника, что и кристаллы дисперсного у-мартенсита (в местах,
разрешенных двойным мартенситным превращением). Лишь нагрев до
1000 °C приводит к частичному заполнению полюсами «запрещенных»
участков стереографического треугольника, что может быть обусловлено
развитием рекристаллизации остаточного аустенита.
Итак, рекристаллизация дисперсного у-мартенсита в сплаве Н26ХТ1
при 800...900 °C не вызывает появления новых у-ориентаций. Рекристалли-
зационный процесс проходит без образования новых центров путем разра-
стания существующих дисперсных кристаллов у-фазы, в результате чего ау-
стенитные зерна оказываются текстурованными, имеющими мартенсит-
ную ориентационную связь с исходной ос-фазой.
Таким образом, на сплаве Н26ХТ1 можно проследить мартенситный
механизм зарождения у-фазы и последующий диффузионный рост отдель-
ных у-кристаллов путем миграции большеугловых границ зерен. Анало-
гичный процесс, по-видимому, наблюдается и в обычных конструкцион-
ных сталях. Развитие текстурованного комплекса мелких аустенитных зе-
рен при средних скоростях нагрева в предварительно закаленных конст-
рукционных сталях приводит к появлению текстуры двойного мартенсит-
Рис. 7.41. Расположение полюсов {100} (а), {110} (б) и (111) (в) рекристаллизованных у-зе-
рен, полученных в результате нагрева дисперсного у-мартенсита до 850 °C, в координатах
исходного аустенита (сталь Н26ХТ1)
446
ного превращения у—>а—>у [3, 146], что также можно объяснить мартенсит-
ным зарождением у-фазы и ее последующим диффузионным ростом, как
при рекристаллизации.
7.7,3. Рекристаллизация Fe-Ni-аустенита при медленном нагреве
Образование дисперсного глобулярного аустенита на второй стадии
а—>у-превращения при медленном нагреве сплава Н32 можно отождест-
вить с рекристаллизацией двухфазной структуры а + у. При этом умень-
шается плотность дислокаций, на рентгенограммах появляются острые
точечные рефлексы, в растущих зернах возникают двойники отжига, а
вдоль движущихся границ зерен может проходить диффузия никеля [3].
В то же время этот процесс является завершающей стадией фазового
ос-эу-превр ащения.
Таким образом, при медленном нагреве со скоростью 0,2-0,4 град/мин
рекристаллизация может развиваться в температурном интервале Ан-Ак,
что необходимо учитывать, проводя упрочняющую обработку у—>ос—>у.
В отличие от сплава Н26ХТ1 в сплаве Н32 глобули у-фазы развивают-
ся не только на месте дисперсного у-мартенсита, но и в пределах крупных
кристаллов аустенита. Развитие мелких у-зерен приводит к устранению
текстуры фазового превращения у—>ос—>у: наблюдается сплошное запол-
нение стереографического треугольника полюсами {100}Y [3]. Это свиде-
тельствует о том, что рекристаллизационный рост у-глобулей в сплаве
Н32 идет не только путем разрастания дисперсных у-пластин, но и в ре-
зультате неупорядоченного зарождения у-зерен, например в областях ос-
таточного аустенита.
7.7.4. Влияние легирующих элементов на рекристаллизацию
фазонаклепанного аустенита
Фазовый наклеп аустенита получается наибольшим, если нагрев при об-
ратном ос—>у-превращении соответствует температуре Ак или несколько
превышает ее. С увеличением температуры, а также продолжительности
нагрева прочность фазонаклепанного аустенита падает из-за развития про-
цессов возврата и рекристаллизации.
Известно [147, 148], что дополнительное легирование аустенитных ста-
лей элементами, затрудняющими самодиффузию железа, а также снижаю-
щими миграционную способность границ зерен приводит к повышению
температуры рекристаллизации деформированного аустенита.
Можно полагать, что такое же легирование должно привести к расши-
рению температурных пределов существования фазонаклепанного аустени-
та. Как показано в [149-151] на нержавеющих хромоникелевых сталях, тем-
пературный порог рекристаллизации фазонаклепанного аустенита сущест-
венно повышается при дополнительном легировании 1,5-3,0% Мо или W,
|Nb, Ti, V. Благоприятное влияние Ti (по отношению к термической устой-
чивости фазонаклепанного аустенита) следует из того, что в железоникеле-
447
Таблица 7.12
Основные характеристики конструкционных сталей
Сталь Состав, мас.%* Температура фазового превращения, °C
с Сг Ni Мп Si Мо Ас, AcJ
40ХЗН5 0,43 3,00 5,08 0,26 0,15 0,03 680 770
40ХЗН5М0,! 0,44 2,28 4,67 0,28 0,15 0,09 690 780
40X3 Н5М1 0,41 3,18 4,99 0,28 0,16 1,04 710 800
40ХЗН5М2 0,41 3,21 4,57 0,26 0,16 2,08 730 810
*Содержание S и Р не превышало 0.025 мас.%.
вом сплаве Н32 развитие рекристаллизационных процессов в условиях мед-
ленного нагрева начинается при 500 °C, а в сплаве Н26ХТ1 - при темпера-
турах, превышающих указанную более чем на 100 °C.
Аналогичная картина наблюдается в сталях с пакетным мартенситом
после прямого и обратного мартенситных превращений с использованием
ускоренного нагрева. В стали 0X16Н9 после ос—>у-превращения (при уско-
ренном нагреве до 775 °C) рекристаллизация фазонаклепанного аустенита
начинается через 3 мин при 775 °C, а в сталях, легированных Мо или W
(0Х16Н8МЗ, 0Х16Н8ВЗ), получасовая выдержка при 850 °C еще не вызыва-
ет рекристаллизацию у-фазы [149]. Интенсивная рекристаллизация аусте-
нита в стали 0Х16Н8МЗ развивается через 1-2 ч.
Интересно проследить влияние Мо и скорости нагрева на рекристалли-
зацию фазонаклепанного среднелегированного углеродистого аустенита
[148]. Для исследования были взяты стали типа 40ХЗН5 (табл. 7.12). Основ-
ной особенностью этих сталей с пакетным мартенситом является упорядо-
ченный характер ос—>у-превращения, приводящий к восстановлению ори-
ентации исходного аустенита при различных скоростях нагрева (2, 10, 25,
2000 град/мин). На рис. 7.42 представлена зависимость температуры начала
рекристаллизации фазонаклепанного восстановленного аустенита от со-
держания Мо и скорости повторного нагрева в интервале Ас1-Ас3. За нача-
ло рекристаллизации принималась температура, нагрев до которой с задан-
ной скоростью и 5-минутная выдержка вызывали появление 10-15% новых
рекристаллизованных зерен. Уменьшение скорости нагрева стали 40ХЗН5
(при 650...800 °C) повышает температуру начала рекристаллизации восста-
новленного аустенита с 820 до 900 °C.
Содержание 1% Мо в сталях типа
40ХЗН5М при одинаковых условиях
обработки повышает температур-
ный порог рекристаллизации фазо-
Рис. 7.42. Влияние скорости повторного на-
грева закаленных сталей 40ХЗН5 (I),
40ХЗН5М0,! (2), 40ХЗН5М1 (3)и40ХЗН5М2
(4) на температуру начала рекристаллизации
фазонаклепанного аустенита
448
наклепанного аустенита на 30-50 град. Таким образом, с помощью легиро-
вания и условий термообработки можно регулировать термическую устой-
чивость фазонаклепанного аустенита.
7.8. ИЗМЕНЕНИЕ ФУНКЦИОН АЛЬНЫХ
СВОЙСТВ СТАЛЕЙ ПРИ ОБРАЗОВАНИИ
НАНОКРИСТАЛЛИЧЕСКОГО АУСТЕНИТА
Формирование нанокристаллического аустенита при а—»у-превращении
позволяет коренным образом изменить прочностные и некоторые функци-
ональные свойства сталей.
В метастабильных аустенитных сталях при частичном а—^-превраще-
нии в результате очень медленного нагрева со скоростью 0.2-0.4 К/мин об-
разуется различно ориентированный нанокристаллпческий аустенит, пре-
пятствующий перемещению дислокаций, что вызывает высокое упрочне-
ние мартенсита (так называемую «закалку вверх»). Упрочнение мартенси-
та сталей за счет образования нанокристаллического аустенита рассмотре-
но в разд. 7.4.
При частичном ос-у-превращении в реакторных нержавеющих сталях с
пакетным мартенситом увеличивается площадь стоков точечных дефектов
на O'/у межфазных границах, что сдерживает порообразование при облуче-
нии высокоэпергетическими частицами. Это позволяет создать стойкие к
радиационному распуханию стали со структурой чередующихся тонких пла-
стин аустенита и мартенсита (см. гл. 13).
Следует отметить, что нанокристаллическое состояние у-фазы мож-
но использовать в качестве промежуточного, позволяющего получать
уникальные тепловые свойства в метастабильных Fe-Ni-сплавах и управ-
лять коэффициентом термического расширения (КТР) с помощью тер-
мообработки. В частности, в условиях медленного нагрева со скоростью
0,2-0,4 К/мин до 200...530 °C предварительно закаленного на мартенсит
сплава П32 происходит образование нанопластинчатой у-фазы и ее обо-
гащение никелем до различных концентраций. Сохранение заданного
концентрационного расслоения по никелю можно обеспечить быстрым
нагревом такой а+у-смеси до 600 °C в аустенитную область. При этом
можно регулировать КТР аустенита в широких пределах (см. гл. 12).
Коротко рассмотрим возможность формирования магнитотвердого
состояния в высокопрочных мартенситно-стареющих сталях в результа-
те образования различно ориентированных нанопластии аустенита [152]
в пределах холоднодеформированного ферромагнитного мартенсита.
Проблема создания высокопрочных полутвердых магнитных материалов
для гистерезисных двигателей возникла в связи с необходимостью увели-
чения скорости вращения дисковых роторов до 105 мин-1. Одновременно
с высокими прочностными характеристиками (а02 = 1500 МПа) материал
должен обладать повышенной коэрцитивной силой Нс, высокими значе-
ниями максимальной индукции Вт и остаточной индукции Вг в малых по-
лях (20-60 А/см). При этом прямоуголыюсть кривой размагничивания,
характеризуемая отношением ВГ/ВП1, должна составлять не менее 0,7-0,8.
449
Рис. 7.43 Частные петли гистерезиса в стали
Н18К9М5Т, измеренные в поле Н„, = 32 А/см
(1-3) и Н„, = 65 А/см (4).
Обработка: 1 - закалка от 1000 °C в воде; 2 - закалка + хо-
лодная прокатка с обжатием 40%; 3,4- закалка + холодная
прокатка (40%) + частичное а—уу-превращение с образовани-
ем нанокристаллической у-фазы и старение с выделением
интерметаллидов (550 °C, 2 ч + 570 СС, 1 ч)
Высокий уровень магнитных гистере-
зисных свойств получен на стали
Н18К9М5Т с помощью механико-
термической обработки, включаю-
щей холодную прокатку на 40% с со-
зданием двухкомпонентной текстуры
(001){ 110} + (111)[—110], интерметал-
лидное старение при 550...570 °C и
частичное а- у-превращение при этих
же температурах. На рис. 7.43 пред-
ставлены частные петли гистерезиса в высокопрочной мартенситно-ста-
реющей стали Н18К9М5Т после различных режимов обработки.
При оптимальной обработке (рис. 7.43, кривые 3, 4) получен высокий
уровень магнитных характеристик (Вг = 0,96 Т, В,./Вт = 0,80, Нс = 24 А/см в
поле 32 А/см) и механических свойств (предел текучести а02 = 1700 МПа,
временное сопротивление Ов = 1840 МПа, относительное удлинение 5 =
= 10%, относительное сужение \|/ = 43%).
На рис. 7.44 показано изменение коэрцитивной силы Нс и магнитной ин-
дукции Bs в зависимости от температуры нагрева в интервале 823-903 К.
С повышением температуры отжига предварительно упрочненной про-
каткой стали Н18К8М5Т увеличивается количество нанокристалличес-
кого аустенита, что вызывает повышение коэрцитивной силы и сниже-
ние магнитной индукции. Интервал оптимальных температур отжига для
получения высокопрочного магнитотвердого состояния в стали
Н18К9М5Т составляет 843-863 К, при котором сохраняются достаточно
высокие значения Bs. Получение высоких магнитных свойств можно объ-
яснить [152] возникновением магнитной анизотропии, обусловленнной
как снижением магнитостатической энергии вследствие дробления маг-
нитных доменов текстурованного мартенсита слабомагнитными нано-
пластинами у-фазы, так и снижением магнитоупругой энергии при появ-
лении растягивающих напряжений
при сдвиговом а—уу-превращении.
Рис. 7.44. Зависимость коэрцитивной силы
Нс и магнитной индукции В, от температуры
отжига (вызывающего а—>у-превращение)
предварительно упрочненной холодной де-
формацией (с обжатием 40%) стали
Н18К9М5Т
450
7.9. АУСТЕНИТНЫЕ СТАЛИ, УПРОЧНЯЕМЫЕ
ФАЗОВЫМ НАКЛЕПОМ
В табл. 7.13 представлены свойства различных аустенитных сталей, уп-
рочненных как непосредственно фазовым наклепом (ф.н.), так и комплекс-
ными методами с использованием фазового наклепа.
Наибольшее упрочнение аустенита (с>02 = 800-1080 МПа) достигается
при совмещении фазового наклепа и старения. Упрочняющее старение мо-
жет выполняться и после операции фазового наклепа (безуглеродистые ни-
кельтитановые стали), и в процессе самого фазового наклепа, точнее, при
обратном мартенситном превращении (никельмолибденовые аустенитные
стали с 0,3-0,5 мас.% углерода [3]). Как отмечено в монографии [3], упроч-
нение фазовым наклепом можно проводить и без обработки холодом, ис-
пользуя предварительное дестабилизирующее старение, поднимающее
мартенситную точку М„ выше 20 °C.
Таблица 7.13
Свойства сталей и чугунов, упрочняемых фазоаым наклепом
Сталь Свойства Режим упрочнения Источ- ник
Исходные После упрочнения
М... а, Сц2 О02 с. 5 V
°C % МПа %
Н29 -20 90 170 490 540 25 70 Ф.н. Ц'->а -196 °C) + + (а-»у 600 °C) [3]
НЗО -60 80 170 570 640 20 75 Ф.н., 460 °C
H26XTI -80 60 260 800 1200 27 35 Ф.н., 800 + 500 °C; 24 ч
Н29Т2 -80 71 260 872 1313 27 30 Ф.н., 800 + 580 °C; 24 ч [103]
Н30Т2 -100 64 270 853 1235 34 40 Ф.н.. 800 + 580 °C; 24 ч
Н31Т2 -150 55 270 804 1105 29 63 Ф.н., 800 + 580 °C; 24 ч
Н25М2Т2 -80 56 275 853 1520 26 26 Ф.н., 800 + 580 °C; 24 ч
Н26М2Т2 -НО 50 280 608 813 28 30 Ф.н., 800 + 550 °C; 3 ч
804 1205 42 48 Ф.н., 800 + 550 °C; 24 ч
Н21ХМ2ТЗ -80 45 280 784 980 8 10 Ф.н., 800 + 550 °C; 24 ч
Н26ХТЗ -80 60 270 853 1274 28 26 Ф.н., 800 + 550 °C; 24 ч
912 1294 16 16 Ф.н., 800 + 580 °C; 24 ч
Н26Т4 -100 50 290 843 1294 26 24 Ф.н., 830 + 550 °C; 3 ч
941 1313 18 18 Ф.н., 830 + 550 °C; 12 ч
980 1176 6 7 Ф.н.. 830 + 550 °C; 24 ч
Н25ХТ2 >20 65 784 1127 30 60 700 °C; 8 ч + Ф.н., 800 + [3]
после + 575 °C; 24 ч
старс- 882 1176 25 55 700 °C; 8 ч + Ф.н., 820 +
НИЯ + 575 °C; 36 ч
451
Окончание табл. 7.13
Свойства
Сталь Исходные После упрочнения Режим упрочнения Источ-
М„. а, О<12 с. 5 V ник
°C % МПа %
Н26ТЗ >20 после старе- ния 70 833 833 1176 1225 30 20 40 30 700 °C; 8 ч + Ф.н., 800 + + 575 °C; 24 ч 700 °C; 8 ч + Ф.н.. 800 + + 575 °C; 24 ч [3]
Х16Н9 -70 50 245 340 725 36 64 Ф.н., 700 °C [136]
Х15Н7Г2 30 70 200 320 845 41 64 Ф.н., 700 °C
Х15Н8М2 -30 60 290 610 920 31 61 Ф.н., 775 °C
Х16Н8ВЗ -70 60 290 620 930 29 61 Ф.н., 775 °C
Х12Н12ТЗ >20 после старе- ния 50 300 700 650 °C, 5 ч + Ф.н., 800 + + 600 °C; 6 ч
Х12Н14ТЗ 50 300 800 1300 25 22 700 °C + Ф.н., 800 + + 650 °C; 6 ч [153]
30Н24М4 -120 310 540 805 1080 855 1020 1200 29 22 30 53 48 47 Ф.н., 650 °C; соль, 1 цикл Ф.н., 650 °C; 2 цикла Ф.н., 650 °C; 5 циклов [3]
50Н21МЗ -100 360 360 715 1070 795 1040 1060 1410 1050 1455 34 25 25 25 31 22 20 20 Ф.н., 700 °C; 1 цикл 200 град/мин Ф.н., 700 °C; 5 циклов Ф.н.,675 °C, 2 град/мин, 1 цикл Ф.н., 675 °C, 4 цикла
20Г20С2Ф 69е + + 31у 352 735 1156 26 40 700 °C; 6 ч + Ф.н.. 1 цикл [81]
Ауст. чугун ЧН17М4Ш -90 37 65 200 400 480 550 640 8 5 - Ф.н., 700 °C 700 °C; 4 ч + Ф.н. 700 °C [154]
Ауст. чугун ЧН20М2Ш -120 20 58 240 310 500 550 650 13 8 - Ф.н., 700 °C 700 °C; 4 ч + Ф.н. 700 °C
♦Ф.н. — фазовый наклеп.
СПИСОК ЛИТЕРАТУРЫ
I. Малышев К.Л., Бородина Н.А., Мирмелыитейн Б.Л. Стабилизация аустенита при темпе-
ратуре выше интервала мартенситного превращения Ц ФММ, 1956. Т. 2, вып. 2. С. 277-284.
2. Малышев К.Л., Бородина Н.А., Мирмельштейн В.А. Упрочнение метастабильных аусте-
нитных сплавов путем фазового наклепа //Труды ИФМ У ФАН. 1958. Вып. 20. С. 339-348.
3. Фазовый наклеп аустенитных сплавов на железоникелевой основе / К.А. Малышев,
В.В. Сагарадзе, И.П. Сорокин и др. М.: Наука, 1982. 260 с.
4. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
5. Горбач В.Г. Явление фазового наклепа при у—>а—>у-превращениях // Металлофизика,
1970. № 127. С. 5-39.
6. Сагарадзе В.В., Печеркина ИД., Васечкина Т.П., Кабанова И.Г. О наследовании струк-
туры a-фазы аустенитом и возникновении новых дислокаций при ОЦК-ГЦК превраще-
нии//Высокопрочные аустенитные стали. М.: Наука, 1987. С. 120-126.
7. Сагарадзе В.В., Кабанова И.Г., Печеркина ПЛ., Малышев А.Н. Кристаллографические
особенности превращения феррит-аустенит и фазовый наклеп аустенита // ФММ, 1985.
Т. 60, вып. З.С. 530-541.
8. Изотов В.И., Хайдаров П.А. Классификация мартенситных структур в сплавах железа //
ФММ, 1972. Т. 35, вып. 2. С. 332-338.
9. Southwick P.D., Honeycomb R.W.K. Decomposition of ferrite to austenite in 26%Cr-5%Ni stain-
less steel // Met. Sci., 1980. No. 7. P. 253-261.
10. Кабанова И.Г., Сагарадзе В.В. О плоскостях габитуса ГЦК-фазы, образующейся при на-
греве в кристаллах мартенсита и полиэдрического феррита с ОЦК-решеткой // ФММ,
1984. Т. 58, вып. 3. С. 522-531.
11. Зельдович В.И., Садовский ВД., Сорокин И.П. О дилатометрических аномалиях в текс-
турованных сплавах при а—»у-превращении Ц ФММ, 1966. Т. 22, вып. 6. С. 890-895.
12. Косицына И И „Сагарадзе В.В., Коршунов Л .Г., Печеркина И Л. Структура и износо-
стойкость высокохромистых аустенитоферритных сталей // ФММ, 1985. Т. 60, вып. 4.
С. 785-791.
13. Krauss G. The structure of austenite prodused by the reverse martensitic transformation // Acta
met., 1963. Vol. 11, No. 6. P. 499-509.
14. УтевскийЛ.М. Дифракционная электронная микроскопия в металловедении. М.: Метал-
лургия. 1975. 582 с.
15. Maki ТА., Wayman С.М. Substructure of ausformed martensite in Fe-Ni and Fe-Ni-C alloys //
Met. Trans. A, 1975. Vol. 7. P. 1151-1158.
16. Козлова А.Г., УтевскийЛ.М. Наследование мартенситом субграниц, существовавших в
аустените конструкционной стали // ФММ, 1974. Т. 37, вып. 1. С. 218-220.
17. Садовский ВД. Структурная наследственность в стали. М.: Металлургия, 1973. 206 с.
18. Садовский ВД., Бухвалов А.Б., Смирнов Л.В. О наследственном упрочнении при терми-
ческой обработке стали // МиТОМ, 1969. № 12. С. 13-20.
19. Бернштейн МЛ., КапуткинаЛ.М., Прокошкин СД. и др. Структурная и субструктурная
наследственность при термомеханической обработке сталей // Металловедение стали и
титановых сплавов. Пермь: Перм. политех, ин-т, 1980. С. 9-16.
20. Печеркина ИЛ., Сагарадзе В.В., Васечкина Т.П. О наследовании дислокационной структу-
ры при ОЦК-ГЦК превращении в процессе нагрева// ФММ, 1988. Т. 66, вып. 4. С. 750-758.
21. Зайцев В.И., Горбач В.Г. Влияние исходной структуры мартенсита на упрочнение аусте-
нита при фазовом наклепе // ФММ, 1965. Т. 20, вып. 4. С. 608-613.
22. Бернштейн МЛ., Капуткина Л.М., Прокошкин СД., Иикишов П.А Непосредственное
наблюдение процессов превращения при нагреве сталей в колонне электронного микро-
скопа Ц Изв, АН СССР. Металлы, 1982. № 3. С. 76-88.
23. Брайнин Г.Э.,Лихачев В.А. Кристаллография наследования дислокаций при мартенсит-
ных превращениях и двойниковании // Металлофизика, 1982. Т. 4, № 3. С. 50-56.
24. Брайнин Г.Э.,Дрибаи В.А..Лихачев В.А. Кристаллогеометрия наследования дислокаций
при мартенситном превращении // ФММ, 1979. Т. 47, вып. 3. С. 611-619.
25. Брайнин Г.Э., Лихачев В.А. Кристаллогеометрия разностных дислокаций в мартенсит-
ных и двойниковых границах Ц ФММ, 1982, Т. 53, вып. 1. С. 14—21.
453
26. Кабанова И.Г., ЯковенковаЛ.И., Сагарадзе В.В. О наследовании дислокаций при мартен-
ситных превращениях // ФММ, 1985. Т. 60, вып. 3. С. 599-606.
27. Myshlyaev М.М., Caiilard D., Martin L.L. Creep at intermediate temperatures: An in situ study of
evolution of the cell boundaries in the high voltage electron microscope // Scr. met., 1978. Vol. 12,
No. 2. P. 157-160.
28. Кабанова И.Г., Сагарадзе B.B. Теоретический анализ кристаллогеометрии обратного
мартенситного превращения Ц ФММ, 1980. Т. 50, вып. 3. С. 588-60].
29. Мышляев М.М., Ходос И.И., Сеньков О.И.. Романов Ю.А. Дислокационная структура
границ блоков в монокристаллах молибдена и вольфрама // ФММ, 1979. Т. 47, вып. 5.
С. 1086-1098.
30. Брашшн Г.Э., Лихачев В.А. Кристаллография наследования дислокаций при мартенсит-
ных превращениях, описываемых неоднородной деформацией решетки Ц ФММ, 1980.
Т. 49, вып. 4. С. 694-705.
31. Krauss С, Cohen М. Stabilization of austenite by cyclic martensitic transformations // TMS AIME,
1963. Vol. 227, No. 1. P. 278-282.
32. Изотов В.И., Утевский Л.М. О тонкой структуре мартенсита Ц Тр. ЦНИИЧМ, 1968.
Вып. 58. С. 24-37.
33. Wakasa К., Wayman С.М. The morphology and crystallography of ferrouse lath martensite stadies
of Fe-20%Ni-5%Mn Ц Acta met., 1974. Vol. 29, No. 6. P. 991-1011.
34. Sandvick B.P.I., Wayman C.M. Electron microscopy studies of lath martensite // J. Phys., 1982.
Vol. 43, No. 12. P. 557-562.
35. Сагарадзе В.В., Терещенко И.А., Уваров А.И. О перекристаллизации Fc-Mn-сплавов, ис-
пытавших у—>а—уу-прсвращенис И ФММ, 1984. Т. 58, вып. 1. С. 81-89.
36. Bowles I.S., Mackenzie J.К. The crystallography of martensitic transformations Ц Acta met., 1954.
Vol. 1. P. 129-147.
37. Wayman C.M. Introduction to the crystallography of martensitic transformations. N.Y.: Macmillan,
1964. 194p.
38. Wechsler M.S., Lieberman D.S., Bead T.A. On the theory of the formation of martensite // TMS
AIME, 1953. Vol. 197. P. 1503-1515.
39. Кабанова И.Г., Подчииенова ГЛ., Сагарадзе В.В. Кристаллографические характеристи-
ки обратного мартенситного превращения а—>у, рассчитанные на ЭВМ с учетом геомет-
рии сдвига и тетрагон ал ьности ос-фазы Ц ФММ, 1982. Т. 53, вып. 2. С. 346-353.
40. Halbig 11., Kessler И., Pitsh W. Bestimmung dcr Habitusibcne des im Martensitic ruckumgcwan-
dcltcn Austcnits mit Hilfe von Kosscl-Diagrammcn // Acta met., 1967. Vol. 15. P. 1894-1897.
41. Zerweck R.P., Wayman C.M. On the nature of the a-y-transformation in iron: A study of Whis-
kers // Acta met., 1965. Vol. 13. P. 99-107.
42. Изотов В.И., Козлов А.П. Влияние предварительной деформации на структуру и свойства
сплава Fe-Ni-V-C после обратного а—уу-превращения // ФММ, 1979. Т. 48, вып. 2. С. 382-389.
43. Shapiro S., Krauss G. The crystallography of the reverse martensitic transformation in an iron-
nickel alloy//TMS AIME, 1967. Vol. 239. P. 1408-1415.
44. Kessler 11., Pitsch W. Verlauf dcr Martensit-Austenit-Riickumwandlung mit 32,5 Gcv.% Ni bai
Schnellem Aufheizen // Arch. Eisenhutcnw., 1967. Bd 38, No. 6. S. 469-473.
45. Кардонский B.M. Обратное а—уу-превращение в железоникелевых сплавах // ФММ,
1974. Т. 38, вып. 2. С. 366-375.
46. Hull D., Garwood R.D. The diffusionless transformation of metastablc p-brass // Metals: Symp. on
the mech. of phase transformation in metals, 1955, P. 219-227.
47. Greninger A.B., Mooradian V.G. Strain transformation in metastable beta coppcr-zinc and beta
copper-tin alloys//Trans. AIME, 1938. Vol. 128. P. 337-355.
48. Власова Е.И., Молотилов B.B. Мартенситное превращение ОЦК-ГЦК в сплавах желе-
зо-кремний-азот И ФММ, 1978. Т. 45, вып. 2. С. 360-366.
49. Pitsch W. On the mechanism of the martensite to austenite reverse transformation in an Fc-Ni alloy
//TMS AIME, 1968. Vol. 242. P. 2019-2020.
50. Ecob R.S. Models and observations of fcc/bcc interfaces // J, Microscopy, 1985. Vol. 137, No. 3.
P. 313-337.
51. Balluffi R.W., Brokman A., King А.И. CSL/DSC model for general crystal/crystal boundaries and
their line defects // Acta met,, 1982. P. 1453-1470.
454
52. Садовский ВД., Соколов Б.К О некоторых закономерностях формирования структуры
аустенита при нагреве закаленных сталей // Проблемы металловедения и термической
обработки. Москва; Свердловск: Машиностроение, 1960. С. 5-19.
53. Сагарадзе В.В., Сорокин И.П. Кристаллографические особенности обратного мартен-
ситного превращения в сплавах с двойникованным мартенситом // ФММ, 1976. Т. 42,
вып. 4. С. 825-836.
54. Сорокин И.П., Сагарадзе В.В Распределение ориентировок аустенита после двойного
мартенситного превращения у—>а—>у// ФММ, 1978. Т. 45, вып. 4. С. 748-762.
55. Земцова НД., Малышев К.А. Прерывистый распад в сплавах Fe-Ni-Ti Ц Структурный
механизм фазовых превращений металлов и сплавов. М : Наука, 1976. С. 138-142.
56. Кабанова И.Г., Земцова ИД., Сагарадзе В В. Характеристики сдвиговой деформации
при мартенситных превращениях у—и а—>у в состаренном аустенитном сплаве
Fe-Ni-Ti // ФММ, 1984. Т. 58, вып. 2. С. 344-354.
57. Сагарадзе В.В., Кабанова И.Г., Земцова ИД. Особенности ос—>у-превращения в высоко-
легированных сталях с различной структурой ос-матрицы // Структура и физико-механи-
ческие свойства немагнитных сталей. М.: Наука, 1986. С. 4-9.
58. Изотов В.И., Козлов Л .Я. О разориентированных зонах в деформированных скольжени-
ем кристаллах {259)-мартенсита сплава Fe-31Ni // ФММ, 1977. Т. 43, вып. 2. С. 647-649.
59. Билби Б.А., Христиан Д.В Мартенситные превращения// Фазовые превращения в ста-
ли. М : Металлургиздат, 1961. С. 7-71.
60. Головчинер Я.М. Микроструктурное исследование «обратимых» превращений у—их—»у в
железоникелевых сплавах // Проблемы металловедения и физики металлов. М.: Метал-
лургия, 1951. Вып. 2. С. 119-128.
61. Горбач В.Г., Бутакова ЭД. Металлографическое исследование превращения мартенси-
та в аустенит// ФММ, 1963. Т. 16, вып. 2. С. 292-297.
62. Сагарадзе В.В. Структурные формы у-фазы в сплавах с обратным мартенситным пре-
вращением Ц Мартенситные превращения. Киев: Наук, думка, 1978. С. 257-260.
63. Sagaradze V.V., Danilchenko V.E., L'Heritier Р., Shabashov V.A. The structure and properties of
Fe-Ni alloys with a nanocrystalline austenite formed under different conditions of y—>a—»y trans-
formations U Mat. Sci. Eng. A 337, 2002. P. 146-159.
64. Сагарадзе В.В., Шабашов В.А. Причины активного низкотемпературного перераспреде-
ления никеля в желсзоникслевых сплавах // ФММ, 1984. Т. 57, вып. 6. С. 1166-1171.
55. Кабанова И.Г., Сагарадзе В.В. Статистический анализ взаимных разориентаций кристал-
лов аустенита (мартенсита) после мартенситных у—»а—»у(а—>у—»а)-превращений Ц
ФММ, 1999. Т. 88, вып. 2. С. 44-52.
66. Albertsen J.F. Tetragonal lattice of tetrataenit (ordered Fe-Ni, 50-50) from 4 meteorites // Physica
Scripta, 1981. Vol. 23. P. 301-306.
57. Reuter K.B., Williams D.B., Goldstein J.l. Determination of the Fe-Ni phase diagram below
400 °C // Met. Trans. A, 1989. Vol. 20A. P. 719-725.
58. Yang./., Golstein J.l An improved model to determine the cooling rates of mesosiderites and iron
meteorites // Lunar and Planetary Science, 2003. Vol. XXXIV; http://www.lpi.usra.edu/mcet-
ings/lpsc2003/pdf/l 156.pdf.
59. Мягков В.Г., Баюков О.Ю., Жигалов В.С., Бондаренко Г.И. Твердофазный синтез в эпи-
таксиальных Ni/Fe/MgO(00l) тонких плёнках // Письма в ЖЭТФ, 2004. Т. 80, вып. 7.
С. 555-559.
70. Chamberod А., Laugier .1., Penisson J.M. Electron irradiation effects on iron-nickcl invar alloys //
JMMM, 1979. Vol. 10, No. 2-3. P. 139-144.
71. Дерягин А.И., Завалишин B.A., Сагарадзе В.В. и др. Влияние состава и температуры на
перераспределение легирующих элементов в процессе холодной деформации Fe-Cr-Ni
сплавов // ФММ, 2008. Т. 106. № 3. С. 301-311.
72. Кабанова И.Г., Сагарадзе В.В., Катаева НВ Образование сверхструктуры 7.1(, в аустените
при a-у превращении в инварном сплаве Fe-32%Ni Ц ФММ, 2011. Т. 112, № 3. С. 285-294.
F3. Кабанова И.Г., Сагарадзе В.В., Катаева И.В., Данильченко В.Е. Обнаружение Е-фазы и
ориентационных соотношений Хэдли-Брукса при a-у превращении в сплаве Fe-32%Ni//
ФММ, 2011, Т. 112, №4. С. 404—41 1.
74. Headley T.J., Brooks .1.A. A new BCC-FCC orientation relationship observed between ferrite and
austenite in solidification structures of steels // Met. Mater. Trans. A, 2002. Vol. 33A. P. 5-15.
455
75. Земцова НД.. Кабанова И.Г., Ануфриева Е.И. Кинетика и механизм реализации обрат-
ного а—»у-превращения в метастабильных сплавах Fe-Ni-Ti. II. Электронно-микроскопи-
ческое исследование структуры сплава Ц ФММ, 2008. Т. 105, № 1. С. 23-40.
76. Albertsen J.F., Nielsen Н.Р., Buchwald V.F. On the fine structure of meteoritieal tacnile/tetratae-
nite and its interpretation // Physica Scripta, 1983. Vol. 27. P. 314—320.
TI. Reed R.P. The spontaneous martensitic transformation in 18%Cr, 8%Ni steels // Acta Met., 1962.
Vol. 10, No. 9. P. 865-877.
78. Lagnehorg R. The martensitic transformation in 18%Cr-8%Ni steels Ц Acta Met., 1964. Vol. 12.
No. 7. P. 823-843.
79. ЛысакЛ.И., Николин Б.И. Взаимная ориентировка решеток у- и Е-фаз при у—>е превра-
щении в сплавах Fc-Mn и стали Fc-Mn-C // ФММ, 1963 Т. 16, № 2. С. 256-259.
80. Богачев И.Н., Еголаев В.Ф. Структура и свойства железомарганцевых сплавов. М.: Ме-
таллургия, 1973. 296 с.
81. Терещенко НА., Сагарадзе В.В., Уваров А.И., Малышев К.А. Стареющие стали со струк-
турой Е-мартенсита // ФММ 1982. Т. 53, № 1. С. 124—130.
82. Schumann И. Formanderugen bei martensitishen Gitterumwandlungen in Eisenlcgierungcn // Neue
Hiittc, 1976. Vol. 21, No. 9. P. 551-556.
83. Шабашов В.А., Заматовский A.E., Пилюгин В.П. Аккомадационные напряжения и
структурно-фазовые переходы в Fe-Ni сплавах при сжатии в наковальнях Бриджмена И
ФММ, 2009. Т. 108, № 5. С. 504-512.
84. Бурдин В.В., Гриднев В.Н., Минаков В.Н. и др. Образование промежуточной фазы при
(аЕ>у)-прсвращснии в железе и углеродистых сталях //ДАН. Сер. физика. 1974. Т. 217,
№ 5. С. 1045-1048.
85. ValderrutenJ.F., Perez Alcazar G.A., Greneche J .M. Mossbauer and x-ray study of mechanically
alloyed Fe-Ni alloys around the Invar composition // J. Phys.: Condcns. Matter., 2008. Vol. 20.
P. 485204-485209.
86. Ruhl R.C.. Cohen M. Splat quenching of iron-nickel-boron alloys //Trans. Met. Soc. AIME, 1969.
Vol. 245, No. 2. P. 253-257.
87. Счастливцев В.М., Блинд Л Б., Родионов Д.И.. Яковлева ИЛ. Структура пакета мартен-
сита в конструкционных сталях // ФММ, 1988. Т. 66, № 4. С. 759-769.
88. Малышев К.А. Фазовый наклеп аустенитных сталей // Тр. ИФМ УНЦ АН СССР, вып. 27.
Свердловск, 1968. С. 385-401.
89. Сагарадзе В.В., Васева 10. А , Малышев К.А. Изотермическое сдвиговое а-^у превраще-
ние в сплаве железо-никель-титан // ФММ, 1974. Т. 37. С. 590-598.
90. Шабашов В.А., Сагарадзе В.В., Юрчиков Е.Е., Савельева А.В. Мессбауэровское и элек-
тронно-микроскопическое исследование а—>у превращения и стабилизации жслезонике-
левого аустенита // ФММ, 1977. Т. 44. С. 1060-1069.
91. Сагарадзе В.В , Кабанова И.Г., Шабашов В.А. Формоизменение при а—>у превращении в
сплаве Н32 с однокомпонентной структурой мартенсита // ФММ, 1980. Т. 50, вып. 1.
С. 100-112.
92. Гейслер А.Х. Определение ориентировок кристаллов и полюсных фигур // Современные
физические методы исследования в металловедении. М. Мсталлургиздат, 1968.
С. 150-175.
93. Зельдович В.И., Сорокин И.П. О дилатометрическом эффекте в тскстурованном желс-
зоникелевом сплаве при а—>у превращении // ФММ, 1966. Т. 21. С. 223-227.
94. Сагарадзе В.В., Шабашов В.А., Титоров Д.Б. и др. Влияние пластической деформации
на структурные, текстурные и концентрационные изменения при а—>у превращении в
сплаве Н32 // ФММ, 1979. Т. 47, вып. 4. С. 784-795.
95. Вассерман Г., Гревен И. Текстуры металлических материалов. М.: Мсталлургиздат, I960,
218 с.
96. Богачев И.И., Малинов Л .С. Влияние хрома и никеля на фазовые превращения и упроч-
нение марганцовистой стали при пластической деформации // ФММ, 1963. Т. 15.
С. 678-684.
97. Wayman С.М. Introduction to the crystallography of martensitic transformation. N.Y.: Macmiliian,
C°, 1964. 194 p.
98. Ройтбурд А Л., Эстрин Э.И. Мартенситные превращения // Итоги науки и техники. Ме-
талловедение и термическая обработка. М.: ВИНИТИ, 1968. С. 5-102.
456
99. Ройтбурд АЛ. Современное состояние теории мартенситных превращений// Несовер-
шенства кристаллического строения и мартенситные превращения. М.: Наука, 1972.
С. 7-63.
100. Сагарадзе В.В. Структура железоникелевых аустенитных сплавов, упрочняемых фазо-
вым наклепом // Фазовые превращения и структура металлов и сплавов. Свердловск:
УНЦ АН СССР, 1982. С. 134-141.
101. Измайлов Е.А., Горбач В.Г. Морфология и кристаллография продуктов а—^-превра-
щения в сплавах на железонпкелевой основе // Мартенситные превращения. Киев:
Наук, думка, 1978. С. 264—268.
102. Сагарадзе В.В., Васева Ю.А. Упрочнение Fe-Ni сплавов дисперсными кристаллами
у-фазы Ц ФММ, 1976. Т. 42, вып. 2. С. 397-405.
103. Сагарадзе В.В. Структурный механизм а-уу-прсвращснпя и свойства фазонаклспанно-
го аустенита // Высокопрочные немагнитные стали. М.: Наука, 1978. С. 21-32.
104. Счастливцев В.М., Копцева И.В. Электронно-микроскопическое исследование образова-
ния аустенита при нагреве конструкционной стали // ФММ, 1976. Т. 42, вып. 4. С. 837-847.
105. Зельдович В.И.. Счастливцев В.М., Самойлова К.С., Садовский ВД. Морфология об-
разования у-фазы в сплаве викаллой // ФММ, 1975. Т. 40, вып. 1. С. 143-152.
106. Сагарадзе В.В., Ожиганов А.В., Шабатов В.А., Кабанова ИГ. Особенности а—»у-прс-
вращения и упрочнения метастабильных сплавов с различной морфологией мартенси-
та Ц ФММ, 1979. Т. 43, вып. 3. С. 584-594.
107. Горбач В.Г, Измайлов Е.А., Панпанза И.С. Электронно-микроскопическое исследова-
ние превращения мартенсита в аустенит // ФММ, 1972. Т. 34, вып. 6. С. 1238-1241.
108. Сагарадзе В.В., Васева Ю.А., Малышев К.А. Рекристаллизация у-фазы в сплаве
Fe-Ni-Ti после прямого и обратного мартенситного превращения // ФММ, 1975. Т. 40,
вып. 5. С. 1037-1045.
109. Сагарадзе В.В., Шабатов В.А., Юрчиков Е.Е., Кабанова И.Г. Регулирование коэффи-
циента линейного расширения жслезоникелсвых сплавов с ГЦК-рсшсткой // ФММ,
1981. Т. 52, вып. 6. С. 1320-1323.
110. Терещенко Н.А. Фазовый наклеп стареющих сталей в результате у—>Е-превращсний //
Структура и физико-механические свойства немагнитных сталей. М.: Наука, 1986.
С. 10-13.
111. Богачев И.II., Филиппов М.Л. Роль фазового наклепа в упрочнении аустенита сплава
Г20 при повышенных температурах // Температурная микроскопия металлов. М . На-
ука, 1974. С. 27-31.
112. Волосевич П.Ю. Наблюдение процесса рекристаллизации при нагреве в колонне элек-
тронного микроскопа с ускоряющим напряжением 100 кВ // ФММ, 1978.Т. 45. вып. 2.
С. 300-314.
113. Садовский ВД., Малышев К.А., Сазонов Б.Г. Фазовые и структурные превращения при
нагреве стали. Москва; Свердловск: Металлургиздат, 1954. 184 с.
114. Сагарадзе В.В., Терещенко Н.А., Уваров А.И. О перекристаллизации Fc-Mn-сплавов,
испытавших у—>ос—>у-превращенис Ц ФММ, 1984. Т. 58, вып. 1. С. 81-89.
115. Садовский ВД., Богачева Г.Н., Смирнов JI. В. и др. Исследование перекристаллизации в
титане И ФММ, 1960. Т. 10, вып. 3. С. 397-403.
116. Лысак Л.И., Николин Б.И. Физические основы термической обработки стали. Киев:
Техника, 1975. 304 с.
117. Лысак Л.И., Гончаренко И.Б. О роли дефектов упаковки в формировании г'- и Е-мар-
тенсита//ФММ, 1971. Т. 31, вып. 5. С. 1004-1017.
118. Петров Ю.Н. Дефекты и бездиффузионное превращение в стали. Киев: Наук, думка,
1978. 262 с.
119. Гуляев А.П., Зеленова ВД. Исследование мартенситного превращения в аустенитном
порошке Ц ФММ, 1958. Т. 6, № 5. С. 945-946; 1959. Т. 8, № 3. С. 475-476.
120. Курдюмов Г.В., Максимова О.П., Тагунова Т.В. О превращении деформированного ау-
стенита в мартенсит//ДАН СССР, нов. серия, 1950. Т. 73. С. 307-310.
121. Kraus G., Cohen М. Stabilization of austenite by cyclic martensitic transformations//Trans. Met.
Soc. AIME, 1963. Vol. 227. P. 278-283.
122. Kajiwara S., Owen PCS'. The reversible martensite transformation in iron-platinum alloys near
Fe,Pt // Met., 1974. Vol. 5, No. 9. P. 2047-2061.
457
123. Leslie W.C., Mieler R.Z. The stabilization of austenite by closely-spaced boundaries //Trans. Met.
Soc. AIME; Trans. ASM, 1964. Vol. 57. P. 972-979.
124. Блинова Е.П., Глезер A.M., Дьяконова Н.Б., Жорин В.В. Размерный эффект при мар-
тенситном превращении в сплавах железо-никель, закаленных из расплава // Изв. АН.
Сер. физ., 2001. Т. 65, № 10. С. 1444-1449.
125. Мельников Л .А., Соколов Б.К., Стрегулин А.И. Влияние высокого всестороннего дав-
ления на превращения в Fe-Ni сплаве // ФММ, 1963. Т. 15, № 3. С. 357-361.
126. Maki Т., Shimooka S'., Umeinoto М., Tamura I. The morphology of strain-induced martensite and
thermally transformed martensite in Fe-Ni-C alloys // Trans. Jap. Inst. Met., 1972. Vol. 13.
P. 400-407.
127. Малышев К.А., Василевская M. Изменение физических свойств при отпуске мартенси-
та в желсзоникелевых сплавах, легированных титаном // ФММ, 1964. Т. 18, № 5.
С. 793-795.
128. Бородина Н.Л., Малышев К.А., Мирмелышпейн В.А. Влияние углерода на стабилиза-
цию аустенита в Fe-Cr-Ni сплавах // ФММ, 1958. Т. 6, № 5. С. 937-938.
129. Kinsman K.R., Shyne J С. The thermal stabilization of austenite // Acta met., 1966. Vol. 14.
P. 1063-1072.
130. Бутакова ЭД., Малышев К.А. Влияние внешних воздействий на кинетику мартенсит-
ного превращения // ФММ, 1973. Т. 35. № 2. С. 398-402.
131. Iloselitz К., Sucksmit W. A magnetic study of the two-phase iron-nickel alloys // Proc. Roy. Soc.,
1943. Vol. A 181. P. 303-313.
132. Зельдович В.И., Садовский ВД. Перераспределение компонентов между а- и у-фа-
зами при а—»у превращении в жслезоникелевых сплавах // ФММ, 1969. Т. 28, № 4.
С. 715-722.
133. Головчинер Я.М., Тяпкин ЮД. Явление стабилизации при обратном мартенситном пре-
вращении//ДАН СССР, 1953. Т. 93, № I. С. 39-42.
134. Hornhogen Е., Meyer W. Martensitische Umwadlung von mischkristallen mil koharenten
teilchcn // Acta met., 1967. Vol. 15, No. 3. P. 584-588.
135. Abraham J.K., Paskover J .S. The transformation and structure of Fe-Ni-Ti alloys //Trans. Met.
Soc. AIME, 1969. Vol. 245, No. 4. P. 759-768.
136. Горбач В.Г., Козяткин /7.//., Кокорин В.В. и др. Старение и мартенситное превраще-
ние в сплаве железо-никель-титан // ФММ, 1974. Т. 37, № 3. С. 582-589.
137. Земцова НД., Сагарадзе В.В., Ромашов Л.Н. и др. Понижение температуры Кюри ста-
реющих сплавов в процессе пластической деформации // ФММ, 1979. Т. 47, № 5.
С. 937-942.
138. Ковалев А.И., УтевскийЛ.М. Электронно-микроскопическое изучение структуры аус-
тенита Fe-Ni-Ti сплава после фазового наклёпа и старения//Физ. и хим. обработки ме-
таллов, 1968. № 2. С. 66-71.
139. Блантер М.Е. Мартенситные превращения и механическое состояние фаз // МиТОМ,
1975. №5. С. 7-12.
140. Сагарадзе В.В., Малышев К.А., Савельева А.В. и др. Поверхностное упрочнение аусте-
нитных сплавов с помощью контролируемого мартенситного превращения // Высоко-
прочные немагнитные стали. М.. Наука, 1978. С. 167-176.
141. Davis R.G., Magee C.L. Austenite ferromagnetism and martensite morphology // Met. Trans.,
1970. Vol. 1, No. 10. C. 2927-2931.
142. Георгиева И.Я., Никитина И.И. О различных влияниях внешних воздействий на мар-
тенситные превращения, идущие с атермической и изотермической кинетикой // ФММ,
1972. Т. 33. № 1.С. 144-150.
143. Счастливцев В.М., Дрозд В.П., Ожиганов А.В. Ориентационная связь между исходны-
ми рекристаллизованными зернами аустенита при рекристаллизации, обусловленной
фазовым наклепом И ФММ, 1971. Т. 32, № 4. С. 805-812.
144. Kronberg М., Wilson И. Secondary recrystallization in copper//Trans. AIME, 1949. Vol. 185.
P. 501-506.
145. Каи P. Физическое металловедение. M.t Мир, 1967. T. 3. 412 с.
146. Ожиганов А.В., Счастливцев В.М. Особенности формирования аустенитной структуры
в критическом интервале температур при медленном нагреве закаленных и отпущен-
ных сталей Ц ФММ, 1973. Т. 36, № 5. С. 1025-1032.
458
147. Штейнберг М.М., Фарафонов В.К., Третьякова Э.Г., Мирзаев Д.А. Влияние легирова-
ния на разупрочнение и жаропрочность хромоникелевого аустенита // ФММ, 1965.
Т. 19, №3. С. 411-417.
148. Сагарадзе В.В., Оми га нов А.В., Крехтунов В.В., Садовский ВД. Фазовый наклеп аус-
тенита среднелегированных конструкционных сталей // ФММ, 1973. Т. 36, № 1.
С. 121-128.
149. Малышев К.А., Сагарадзе В.В., Довгопол Д.В. О причинах высокого упрочнения //
ФММ, 1969. Т. 28, № 2. С. 315-322.
150. Сагарадзе В.В., Малышев К.А. Влияние легирующих элементов на характер а—уу пре-
вращения и упрочнение аустенита Cr-Ni нержавеющих сталей при фазовом наклепе //
ФММ, 1972. Т. 33, № 2. С. 607-613.
151. Сагарадзе В.В., Малышев К.А. Фазовый наклСп аустенита хромоникелевых сталей //
МиТОМ, 1973. № 4. С. 69-71.
152. Белозеров Е.В., Сагарадзе В.В., Попов А.Г. и др. Формирование магнитной текстуры в
высокопрочной мартенситно-стареющей стали // ФММ, 1995. Т. 79, № 6. С. 59-67.
153. Сагарадзе В.В., Малышев К.А., Ожиганов А.В., Косицына И.И. Фазовый наклеп старе-
ющих аустенитных нержавеющих сталей // Структура и свойства немагнитных сталей.
М.: Наука, 1982. С. 148-151.
154. Платонов В.Н., Малышев К.А. Природа упрочнения аустенитных чугунов с шаровид-
ным графитом при у—>а—уу-превращении // МиТОМ, 1977. № 4. С. 24-28.
Глава 8
ВЛИЯНИЕ ТЕРМОЦИКЛИРОВАНИЯ НА ИЗМЕНЕНИЕ
СТРУКТУРЫ И СВОЙСТВ МАРГАНЦЕВЫХ
И ХРОМОНИКЕЛЕВЫХ АУСТЕНИТНЫХ СТАЛЕЙ
8.1. ИЗМЕНЕНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
АУСТЕНИТНЫХ СТАЛЕЙ Г40 И Х12Н40
ПРИ ТЕРМОЦИКЛИРОВАНИИ
Многие конструкционные элементы, работающие в условиях нестацио-
нарного теплового воздействия, в частности первая стенка термоядерного
реактора, испытывают влияние циклического изменения температуры, что
вызывает преждевременные повреждения. Возникающие термические на-
пряжения при термоциклической обработке (ТЦО) зависят как от темпера-
турно-временных параметров цикла, так и от теплофизических характери-
стик и механических свойств материала. В работе [1] выполнен анализ из-
менений структуры и свойств при циклических теплосменах марганцевого и
хромоникелевого аустенитов, являющихся основой для многих аустенит-
ных сталей и сплавов со специальными свойствами. Эти два класса матери-
алов имеют различные характеристики теплопроводности, коэффициента
линейного расширения, энергии дефектов упаковки и механических
свойств, что может предопределять их отношение к возникновению терми-
ческих напряжений и появлению микротрещин при ТЦО [1-6].
Для исследования были выбраны аустенитные сплавы на основе железа
Г40 и Х12Н40, содержащие, кроме марганца, хрома и никеля, около
0,02 мас.% углерода. При выборе материалов учитывали следующие фак-
торы. Сплавы были стабильны по отношению к образованию мартенсита
охлаждения или деформации, что исключало влияние фазовых превраще-
ний у—>а, е—>у и фазового наклепа на отношение к ТЦО. Кроме того, для
снижения изменений удельного объема при ТЦО и уменьшения термичес-
ких напряжений составы сплавов были подобраны таким образом, чтобы в
них при охлаждении ниже 160... 180 °C происходило магнитное упорядоче-
ние с примерно одинаковым положительным магнитообъемным эффектом
(рис. 8.1). В железомарганцевом аустените Г40 наблюдалось антиферро-
магнитное упорядочение в точке Нееля TN = 160 °C, а в железохромонике-
левом аустените Х12Н40 имело место ферромагнитное упорядочение в точ-
ке Кюри Тс = 180 °C (на дилатометрических кривых в районе этих темпера-
тур наблюдаются перегибы - см. рис. 8.1).
Стали закаливали от 1100 °C в воде. Термоциклирование в интервале
температур -196...<->900 °C осуществляли при нагреве в соляной ванне
(время выдержки 3 мин) с последующим охлаждением через воду в жидком
Рис. 8.1. Дилатометрические кривые сплавов
Г40(1)и Х12Н40(2)
азоте (скорость нагрева 200 град/с, ско-
рость охлаждения в воде 500 град/с, в
жидком азоте - 20 град/с). Структурные
превращения при ТЦО сопоставляли с из-
менениями, вызываемыми деформацией.
Деформацию образцов на 5, 15, 25% осу-
ществляли при комнатной температуре
на лабораторном прокатном стане в ручь-
евых валках. Механические свойства при
одноосном растяжении определяли на пя-
тикратных образцах диаметром 3 мм, из-
готовленных из внутренней части образ-
цов сечением 8x8 мм, подвергнутых термоциклированию (2, 10, 50, 100 цик-
лов) в интервале температур —196...<-^900 °C. При этом удалялись повреж-
денные и окисленные поверхностные слои металла и анализировались
только объемные изменения структуры и свойств термоциклированных об-
разцов. Измерение плотности сплавов осуществляли методом гидростати-
ческого взвешивания [7], максимальная погрешность метода ±0,0017 г/см3.
Взвешивание образцов с точ-
ностью 0,0001 г проводили на
воздухе и в жидкости (тетра-
бромэтане С2Н2Вг4), характе-
ризующейся высокой плотнос-
тью, линейно связанной с тем-
пературой.
На рис. 8.2 и 8.3 представле-
но изменение физико-механи-
ческих свойств сплавов Г40 и
Х12Н40 после различного чис-
ла циклов при ТЦО в интерва-
ле температур - 196...900 °C.
Прочностные характеристики
этих сплавов заметно не изме-
няются после 100 циклов ТЦО,
лишь предел текучести повы-
шается на 2-3 МПа. Пластич-
ность снижается особенно рез-
ко в марганцевом аустените:
Рис. 8.2. Зависимость физико-механи-
ческих свойств сплава Г40 при термо-
циклической обработке в интервале
температур -196°С... <-> 900°С от
количества циклов
461
Рис. 8.3. Зависимость физико-механи-
ческих свойств сплава Х12Н40 при
термоциклической обработке в интер-
вале температур -196...<->900 °C от
количества циклов
относительное сужение ф пада-
ет от 68 до 32%. Аналогично
изменению относительного су-
жения уменьшается плотность
сплавов d. За 100 циклов ТЦО
плотность сплава Г40 снижает-
ся от 7,838 до 7,794 г/см3, или на
0,56%, а сплава Х12Н40 - с
8,295 до 8,269 г/см3, что состав-
ляет 0,31%. Такое значитель-
ное снижение плотности нельзя
объяснить повышением плот-
ности дислокаций, оно связано
с возникновением внутренних
микронесплошностей (микро-
трещин, пор и др.).
Интересно отметить, что
относительное сужение ф в
сплаве Г40 уменьшается на 50% от первоначальной величины, а в сплаве
Х12Н40-на 30%, что пропорционально изменению плотности. Иными сло-
вами, значения Avp/vp отражают степень воздействия ТЦО на материал, ко-
торое в данном случае связано с уменьшением плотности или «степенью
разрыхления» (внутренней дефектностью) сплавов после ТЦО.
8.2. ЭВОЛЮЦИЯ СТРУКТУРЫ ПРИ ТЕРМОЦИКЛИРОВАНИИ
Исследованные сплавы не имеют в температурном интервале циклиро-
вания фазовых превращений I рода, не содержат вторых фаз. При ТЦО в
сплавах не наблюдается изменения размера зерна, основные преобразова-
ния происходят в дислокационной структуре. В закаленном состоянии спла-
вы имеют аустенитное зерно размером 150 (Х12Н40) и 80 мкм (Г40) с боль-
шим количеством двойников отжига. В структуре обоих сплавов уже после
закалки (рис. 8.4, а) наблюдается небольшое количество отдельных хао-
тически распределенных дислокаций, плотность которых составляет
~108 см 2. После двух циклов нагрева до 900 °C и охлаждения в жидком азо-
те происходит накопление дефектов (рис. 8.4, б, 8.5, а), плотность дислока-
ций р возрастает в 10 раз по сравнению с исходным состоянием. В отдель-
ных участках сплава Х12Н40 величина р достигает 101П см-2, при этом спле-
тения часто похожи на стенки ячеек (см. рис. 8.5, а). После 10 циклов ячеи-
стая структура встречается в обоих сплавах, стенки ячеек содержат не толь-
ко дислокации, но и дислокационные петли (рис. 8.4, в). Дальнейший рост
462
Рис. 8.4. Структура стали Х12Н4О по-
сле термоциклической обработки:
а - исходное состояние (закалка в воде от
1100 °C); 6-2 цикла: в - 10 циклов; г - 50 цик-
лов: д - 100 циклов
числа термоциклов приводит к изменению стенок ячеек, они становятся
уже, выстраиваются в сетки (рис. 8.4, г, 8.5, б). После 50 циклов эти сетки
чаще имеют неправильную конфигурацию, после 100 циклов в сплаве Г40
встречаются более регулярные сетки (рис. 8.5, в).
Рост плотности дислокаций, появление ячеистой структуры — это ре-
зультат пластической деформации при ТЦО, степень которой повышается
с увеличением числа циклов. В свою очередь переход ячеистой структуры в
полигональную - это результат перестройки дислокационной структуры
под влиянием высокой температуры и действующих напряжений. Поэтому,
как и в работе [8], после большого числа термоциклов в сталях формирует-
ся субструктура, характерная для ползучести и ВТМО. Однако при этом да-
же после 100 циклов в некоторых участках структура напоминает структу-
ру после двух циклов.
В микроструктуре сплавов присутствуют не только дислокации, но и
внутренние трещины, особенно по границам зерен (рис. 8.6), которые могут
463
0,5 мкм
I______________I
Рис. 8.5. Структура
стали Г40 после тер-
моциклической обра-
ботки:
а - 2 цикла; 6-50 циклов; в -
100 циклов
Рис. 8.6. Микротрещины в стали Х12Н40 после термоциклической обработки (100 циклов)
в интервале температур - 196...<->900 °C
Рис. 8.7. Изменение формы образцов сталей Г40 (1) и Х12Н40 (2) при термоциклической
обработке:
а - 0 циклов; 6-100 циклов
образовываться как в результате скола, так и в процессе слияния микропор.
Пористость может развиваться вследствие того, что образующиеся вакан-
сии при ТЦО адсорбируются на границах зерен [5, 8]. По сильному измене-
нию плотности ясно, что внутреннее микрорастрескивание при ТЦО проис-
ходит в большей степени в железомарганцевом аустените. При ТЦО форма
образцов значительно изменяется (рис. 8.7).
Таким образом, при ТЦО совмещаются процессы внесения, перераспре-
деления и залечивания дефектов, упрочнения и разупрочнения материала.
8.3. ПРИЧИНЫ СТРУКТУРНЫХ ИЗМЕНЕНИЙ
ПРИ ТЕРМОЦИКЛИРОВАНИИ
Прежде чем перейти к обсуждению причин меньшей термоциклической
стойкости железомарганцевого аустенита, рассмотрим, какую долю в
уменьшение плотности при ТЦО может внести не трещинообразование, а
обычное увеличение плотности дислокаций при холодной деформации. Со-
поставим также изменение плотности дислокаций и механических свойств
сплавов Г40 и Х12Н40 после пластической деформации на разную степень
при комнатной температуре в ручьевых валках. Пластическая деформация,
в отличие от ТЦО, значительно повышает прочностные свойства: с увели-
чением степени деформации от 0 до 25% предел текучести в сплаве Г40 рас-
тет от 260 до 760 МПа (рис. 8.8), в сплаве Х12Н40 - от 230 до 620 МПа (рис.
8.9). Относительное удлинение уменьшается при этом в 4 раза, в то время
как относительное сужение в отличие от воздействия ТЦО, уменьшает-
ся мало, а в сплаве Г40 даже имеет тенденцию к росту.
Структура деформированного материала отличается от структуры, обра-
зующейся при ТЦО. В сплаве Г40 после деформации на 5 и 25 % наблюдается
ячеистая дислокационная структура и двойники деформации (рис. 8.10). В
сплаве Х12Н40 такая структура видна после больших степеней деформации
465
, МПа р, см"2 d. г/см3
Рис. 8.8. Зависимость физико-механи-
ческих свойств сплава Г40 от степени
деформации
Рис. 8.9. Зависимость физико-механи-
ческих свойств сплава X12Н40 от сте-
пени деформации
% ‘2 ‘Л
Рис. 8.10. Структура стали Г40 после деформации на 5 (а) и 25% (б)
(25%), а после деформации 5% образуется однородно-сетчатая дислокацион-
ная структура (рис. 8.11). Плотность дислокаций после холодной деформации
в обеих сталях на порядок выше, чем после ТЦО (2,8-1010 см'2 в стали Х12Н40
и 2,640ю см'2 в стали Г40). Следует отметить, что, несмотря на существенно
более высокую плотность дислокаций, введенных пластической деформа-
цией, по сравнению с ТЦО. плотность сталей после холодной прокатки
практически не изменяется после всех изученных степеней деформации (см.
рис. 8.8 и 8.9). Это обстоятельство еще раз свидетельствует в пользу того, что
резкое изменение плотности образцов после ТЦО связано не с повышением
количества дислокаций, а с появлением внутренних микронесплошностей.
Меньшее сопротивление ТЦО в сплаве Г40 можно объяснить более вы-
сокими термическими напряжениями, а также физико-механическими свой-
ствами железомарганцевого аустенита. Известно [9], что напряжения, воз-
никающие при термоциклировании образца, определяются формулой о =
1 = pE(tcp - t)/( 1 - V), где р - коэффициент термического расширения (КТР);
Е - модуль упругости; V - коэффициент Пуассона; ttp - средняя температу-
ра тела; t - температура тела в рассматриваемом сечении.
Значение At = ttp -1 зависит от теплопроводности материала. Так как для
аустенитных сплавов значения Е и v мало изменяются с изменением состава,
то возникающие при ТЦО напряжения при одинаковой температуре среды
зависят от КТР и коэффициента теплопроводности а. Чем больше КТР и
меньше а, тем существеннее разница между объемными изменениями мате-
риала в поверхностных областях и в глубине образца, т. е. выше возникаю-
щие напряжения и возможность образования трещин. Сплавы Х12Н40 и Г40
имеют различные КТР. В интервале температур от-150 °C до температуры
Кюри для первого КТР равен 8.5 10*’ град'1. В сплаве Г40 от -150 °C до тем-
467
Рис. 8.11. Структура стали Х12Н40 после деформации на 5 (а) и 25% (б)
пературы Нееля величина КТР также близка к 8,5-К)-6 град-1. Выше темпе-
ратуры Кюри для сплава Х12Н40 КТР составляет 15,0-10-6 град-1, для сплава
Г40 выше температуры Нееля он равен 21,5-Ю-6 град-1 (см. рис. 8.1). Таким
образом, в интервале - 196.. .900 °C средний коэффициент линейного расши-
рения в железомарганцевом аустените выше, чем в железохромоникелевом.
Теплопроводность марганцевых аустенитных сталей ниже, чем хромонике-
левых [10]. Напряжения, возникающие при ТЦО, выше в образцах сплава
Г40 с более высоким КТР и меньшей теплопроводностью, что является од-
ной из причин снижения сопротивления термической усталости по сравне-
нию со сплавом Х12Н40.
Склонность к зарождению термоусталостных трещин можно качествен-
но оценить по условиям релаксации напряжений в скоплениях дислокаций
одного знака путем поперечного скольжения, что зависит от легирования
сплава. В сплаве Г40 образуется большее количество двойников отжига и
деформации, чем в сплаве Х12Н40, из-за меньшей энергии дефектов упа-
ковки [11, 12] железомарганцевого аустенита. Более низкая ЭДУ приводит
к большей степени упрочнения этого аустенита при холодной деформации.
Поперечное скольжение в сплавах с меньшей энергией дефектов упаковки
затруднено, и этим обстоятельством можно объяснить меньшую склон-
ность к релаксации напряжений в дислокационных скоплениях в марганце-
вом сплаве Г40. Более того, широко известно [13], что марганцевые аусте-
нитные стали имеют пониженные значения ударной вязкости при отрица-
тельных температурах по сравнению с хромоникелевыми аустенитными
сталями, что также может стать причиной их растрескивания в процессе
ТЦО при резком охлаждении до -196 °C.
В заключение следует отметить, что наличие в сплавах Г40 и Х12Н40
положительного магнитообъемного эффекта при магнитном упорядоче-
468
нии, приводящего к уменьшению КТР ниже TN (Тс) примерно в 2 раза, не
позволило все же избежать почти двукратного ухудшения относительного
сужения после 100 циклов ТЦО. По-видимому, можно ожидать большего
снижения термических напряжений при ТЦО в аустенитных Fe-Ni-сплавах
инварного типа.
Таким образом, термоциклическая обработка в интервале температур
-196...<->900 °C с увеличением числа циклов до 100 на порядок повышает
плотность дислокаций в стабильных аустенитных сплавов Г40 и Х12Н40.
Эволюция дислокационной структуры от дислокационных скоплений до яче-
истой и полигональной указывает на превалирующую роль высокой темпе-
ратуры в процессе формирования структуры при ТЦО. Термоциклическое
воздействие, в отличие от холодной деформации со степенями обжатия до
25%, существенно снижает относительное сужение (до 50%) при незначи-
тельном изменении прочностных характеристик и относительного удлине-
ния. Изменение относительного сужения Дф/ф характеризует степень воздей-
ствия ТЦО на сплав. Несмотря на положительный магнитообъемный эф-
фект, приводящий к уменьшению объемных изменений и напряжений при
ТЦО, в сплавах Г40 и Х12Н40 наблюдается микрорасгрескивание, что сопро-
вождается сильным уменьшением плотности образцов (на 0,3-0,5 %). Более
низкая стойкость к термоциклическому воздействию марганцевого аустени-
та по сравнению с хромоникелевым определяется его меньшей теплопровод-
ностью, более высоким значением КТР, а также более низким сопротивлени-
ем динамическим нагрузкам при отрицательных температурах.
СПИСОК ЛИТЕРАТУРЫ
1. Сагарадзе В.В., Косицына И.И., Печеркина НЛ., Хакимова О.И. Изменение структуры
и свойств аустенитных сплавов при термоциклировании // ФММ, 1992. № 9. С. 119-122.
2. Туляков Г.А. Термическая усталость в теплоэнергетике. М.: Машиностроение, 1978. 200 с.
3. Баландин Ю.Ф. Термическая усталость металлов в судовом энергомашиностроении. Л.:
Судостроение, 1967. 272 с.
4. Швиденко В. Термоусталость. Киев.: Высш, шк„ 1980. 208 с.
5. Дехтяр И.Я. К вопросу термической усталости металлов // Вопросы физики металлов и
металловедения. Киев: Наука, 1964. С. 32-42.
6. Бочвар А. А., Сергеев Г.Я., Жулькова А.А. и др. Влияние циклических нагревов и охлаж-
дений на размерную стабильность различных металлов и сплавов // МиТОМ, 2002. №11.
С. 29-30.
7. Розенберг В.М., Шалимов А.В. Прецизионное определение плотности образцов методом
гидростатического взвешивания // Завод, лабор., 1967. № 5 С. 586-587.
8. Баранов А .А. Структурные изменения при термоциклической обработке металлов И Ми-
ТОМ, 1983. № 12. С. 2-10.
9. Тайц Н.Ю. Технология нагрева стали. М.: Металлургиздат, 1962. 568 с.
10. Лившиц Б.Г., Крапошин В.С., Липецкий Я.С. Физические свойства металлов и сплавов.
М.: Металлургия, 1980. 320 с.
11. Волосевич Л.Ю., Гриднев В.Н., Петров Ю.А. Влияние марганца на ЭДУ в сплавах Fe-Mn
И ФММ, 1976. Т. 42, вып. 2. С. 372-376.
12. Соколов ЛД., Шнейберг А.М., Скудное В.А. Энергия дефектов упаковки и факторы,
влияющие на нее // Технология легких сплавов, 1982. № 2. С. 82-99.
13. Богачев И.Н., Еголаев В.Ф., Звягинцева Г.Е., Фролова ТЛ. Хрупкость аустенита желе-
зомарганцевых сплавов // МиТОм, 1972. № 8. С. 51-53.
Глава 9
МАГНИТОДИСПЕРСИОННОЕ ТВЕРДЕНИЕ
ИНВАРНЫХ АУСТЕНИТНЫХ СТАЛЕЙ
9.1. ЭФФЕКТ ИНВАРНОГО УПРОЧНЕНИЯ
Известно, что в процессе магнитного упорядочения аустенита (при перехо-
де парамагнитного в ферромагнитное или антиферромагнитное состояние)
определенные металлические сплавы испытывают аномальное изменение
физико-механических свойств. Так, в железоникелевых аустенитных сплавах
с содержанием никеля более 29% при охлаждении ниже температуры Кюри
Тс происходит изменение теплоемкости, коэффициента теплового расшире-
ния, электросопротивления, модуля упругости, эффекта Холла, прочностных
и других свойств [1-19]. Антиферромагнитное упрочнение марганцевых аус-
тенитных сталей также сопровождается аномальным изменением коэффици-
ента линейного расширения, парамагнитной восприимчивости, удельной теп-
лоемкости, электросопротивления и механических свойств [20-34].
Изменение механических свойств при магнитном упорядочении обнару-
живается и в чистых металлах. В точке Кюри в железе наблюдается изме-
нение пластичности [35], а также уменьшение энергии активации ползучес-
ти [36]. Излом на температурной зависимости твердости при магнитном
превращении имеет место в никеле [37]. Охрупчивание хрома многие авто-
ры [38, 39] связывают с антиферромагнитным упорядочением.
Однако, если говорить о существленном повышении прочностных харак-
теристик при магнитном упорядочении, то следует обратить внимание на же-
лезоникелевые аустенитные стали инварного состава (30-38% никеля).
Боллинг и Ричман [4—6] впервые в 1969-1971 гг. наблюдали необычно
сильную обратимую температурную зависимость напряжения течения
ГЦК железо-никель-углеродистых инварных сплавов ниже температуры
Кюри, которая не была связана с образованием мартенсита деформации и
объяснялась магнитным упорядочением. Наблюдаемый эффект будем на-
зывать «инварным упрочнением» [7, 8]. Например, в сплаве Н32, содержа-
щем 31,7 мас.% Ni (30,6 ат.%) и 0,03 мас.% С (0,14 ат.%), снижение темпе-
ратуры испытания с Тс ~ 382 до 230К (выше М„) приводит к увеличению
сопротивления начала течения деформации (Д = 10-3) от 105 до 280 МПа
[4]. Подобная интенсивность упрочнения имеет место и в углеродистом
сплаве 23Н28, содержащем 26,8 мас.% Ni и 0,23 мас.% С, что свидетельст-
вует о незначительном влиянии углерода на упрочнение железоникелево-
го аустенита при ферромагнитном упорядочении в сталях инварного типа.
470
Таблица 9.1
Характеристики никелевых аустенитных сталей [4]
Сталь Ni С йа/ЭТ, кг/(мм2-град) (Т>м„) Магнитное
мас.% состояние
Н50 755 49.2 0,03 -0.05
72НЗЗ 490 33,0 0,72 -0,15
ЗЗНЗЗ 460 33,1 0,33 -0,15 Фсрромаг-
НЗЗ 435 33,3 0,03 -0,15 нитный
Н32 382 31,7 0,03 -0,15 аустенит
46Н30 381 29,7 0,46 -0,15
23Н28 271 27,8 0,23 -0,16
29Н25 24,8 0,29 -0,03
36Н24 23,6 0,36 -0,03 Парамаг-
63Н23 23,0 0,63 -0,06 НИТНЫЙ
45Н22 22,8 0,45 -0,05 аустенит
96Н16 15,9 0,96 -0,07
Этот вывод подтверждается на никелевых сталях с 0,03-0,72 мас.% С
(табл. 9.1). Прирост сопротивления течения заметно снижается при умень-
шении величины фиксируемой минимальной деформации от 10-3 до 4-10-5.
Примерно в этот же период (1970-1972 гг.) появились работы Дэвиса и
Мэги [7, 8], Ечигоя, Хаяши и Ямомото [9], посвященные анализу влияния маг-
нитного упорядочения в никелевых аустенитных сталях на механические
свойства и мартенситное у—>а-превращение. Инварное упрочнение железони-
келевого метастабильного аустенита при температурах ниже Тс является при-
чиной смены типа мартенситного превращения: вместо реечного дислокаци-
онного мартенсита в сталях формируются частично двойникованные линзо-
видные мартенситные кристаллы [7, 8] с габитусной плоскостью [259}т
В табл. 9.1 [4] представлены средние значения интенсивности упрочнения
Дсг012/ДТ для никелевых аустенитных сталей в ферромагнитном и парамагнит-
ном состояниях. Видно, что интенсивность повышения сопротивления малой
деформации (Д = 2-10-2) при снижении температуры в магнитоупорядоченном
состоянии может быть в 5 раз выше, чем в парамагнитном (-0,15 и -0,03 соот-
ветственно). Магнитное превращение в железоникелевых сплавах неинварно-
го типа (см. сплав Н50, табл. 9.1) дает заметно меньший эффект упрочнения.
Японские авторы [9] подтверждают наличие высокого «инварного уп-
рочнения» на монокристаллах различной ориентации. Если напряжение те-
чения т ГЦК-монокристаллов Со-50 мас.% Ni и Си-40 мас.% Ni при охлаж-
дении от 150 до 20 °C возрастает всего на 1 кг/мм2, то в монокристальном
ферромагнитном образце стали Н32 с ориентацией [001] оно увеличивается
в 3 раза - от 3 до 9 кг/мм2.
Не вызывает сомнения, что высокое «инварное упрочнение» связано с
большим магнитообъемным эффектом, сопровождающим магнитное упо-
рядочение никелевых сталей инварного типа [4-9] и в значительной мере
должно определяться их составом.
471
9.2. МАГНИТОДИСПЕРСИОННОЕ ТВЕРДЕНИЕ СТАЛЕЙ
НА Fe-Ni-OCHOBE
9.2.1. Упрочнение различных однофазных аустенитных сплавов
на Fe-Ni-основе при магнитном упорядочении
Чтобы оценить степень упрочнения при магнитном упорядочении аусте-
нитных сталей с различными инварными свойствами и температурой Кюри,
исследовали [13-17] нестареющие сплавы железа с 30-90% никеля, чистый
никель, никелевые ГЦК-стали с дополнительным содержанием кобальта,
марганца, хрома и титана (табл. 9.2).
Таблица 9.2
Химический состав, мас.%, и температура Кюри исследованных ГЦК-сплавов и сталей
Сплавы и стали С Ni Ti Со Сг Мп Тс, °C
Группа /
НЗО 0.01 30,0 — — __ — 30.0
нзз 0,01 32,8 — — — — 180
Н34 0,01 34,0 — — — — 200
Н36 0,01 35,5 — — — — 260
Н38 0.02 38,0 — — — — 310
Н40 0,01 40,5 — — — — 360
Н30Т2 0,01 30,4 2,1 — — - 10,0
Н31Т2 0,01 31,0 2,1 — — — 25,0
Н36Т2 0,02 35,6 2,5 — 0,2 — 160
Н38Т2 0,01 38,0 2,5 — — — 250
НЗОКЮТЗ 0,01 30,0 3,3 10,0 0,1 — 210
НЗЗК10ТЗ 0,01 33,0 3,1 10,0 — — 270
H36K10T3 0,01 36,0 2,9 10,0 - - 330
ГруппаП
Н44 0,01 44,0 — — — — 400
Н45 0,02 44,8 — — — — 430
Н50 0,01 49,5 — — — — 520
Н60 0,01 60,0 — — — — 580
Н75 0,02 75,0 — — — — 600
Н90 0,01 90,0 — — — — 490
Никель 0,01 100,0 — — — — 360
Н38Г8 0,01 38,0 — — — 8,5 150
Н38К10 0,01 38,0 10,0 - - 450
Группа III
Н27Т2 0,01 27,0 2,3 — — — —
Н28Т2 0,01 27,6 2,3 — — — —
Н28Г10 0,01 28,0 — — — 10,0 -100
Н30Г8Т2 0,02 30,0 2,5 — — 8,0 -100
Н30Х5Т2 0,02 30,6 2,4 — 4,9 — -50
H21X13T3 0,01 21,0 3,0 - 12,5 - -
472
-100 0 100 200 300 400
800
600
400
200
800
600
400
200
Рис. 9.1. Температурная зависимость удлинения дилатометрических образцов (а) и прочност-
ных характеристик с(12, о„ (б):
1-4 - ферромагнитные инвары Н34, Н36Т2, Н38, II38T2 (группа I); 5-7 - ферромагнитные неинвары 1138Г8, H38KI0.
Н44 (группа П); 8, 9 - парамагнитные аустенитные стали НЗОХ5Т2, Н28Г10 (группа III)
Исследовались три группы аустенитных высоконикелевых сталей: ферро-
магнитные инвары (сплавы железа с 30-40% никеля, Н36Т2, Н38Т2 и др. -
группа 1); ферромагнитные неинвары (сплавы железа, содержащие 44 мас.%
и более никеля, Н38Г8, Н38К10 - группа II; парамагнитные неинвары
Н30Х5Т2, Н28Г10 - группа III. Стали этих групп хорошо разделяются по типу
дилатометрических кривых (рис. 9.1, а) и коэффициенту линейного расшире-
ния. На дилатометрических кривых в никелевых сталях первой группы в ин-
варной области температур (ниже Tq) наблюдается близкий к горизонтально-
му участок, свидетельствующий о присущем инварам малом коэффициенте
линейного расширения а = 210-6 град1. Ферромагнитные аустенитные стали
группы II, отличающиеся по составу от типичных инваров, ниже Тс имеют
средний коэффициент линейного расширения а = 6-Ю-6 град1. Дилатометри-
ческие кривые парамагнитных аустенитных сталей (группа III) в исследован-
ной области температур вообще не имеют перегибов и значения среднего ко-
эффициента линейного расширения у них велики: а = 14,7-10*6 град-1.
На рис. 9.1, б представлены температурные зависимости прочностных
473
Рис. 9.2. Концентрационная зависимость
температуры Кюри Тс, предела текучести
g()2 и временного сопротивления разруше-
нию с„ железоникелевого аустенита при
-196 (1), 20 (2), 200 °C (3) соответственно
свойств типичных сталей всех трех
групп. Видно, что наибольший тем-
пературный коэффициент упрочне-
ния ниже Тс имеют инвары
(Дс>02/ДТ = -1,4 МПа/град; Дс>в/ДТ =
= -2,1 МПа/град в интервале
-196...20 °C), в меньшей степени уп
рочняются неинварные ферромагнит-
ные сплавы (До02/ДТ = -0,8 МПа/град,
До„/ДТ = -1,7 МПа/град в той же тем-
пературной области). Наименьшее
упрочнение испытывают аустенит-
ные парамагнитные материалы
(До0т/ДТ = -0,7 МПа/град, Дов/ДТ =
= -1,5 МПа/град). Таким образом,
только инвары испытывают наибо-
лее интенсивное повышение предела
текучести о02 при охлаждении до тем-
пературы жидкого азота.
Интерес представляет исследование механических свойств нестарею-
щих бинарных ГЦК-сталей системы Fe-Ni ниже Тс. На рис 9.2 представле-
ны концентрационные зависимости условного предела текучести о0 2 и вре-
менного сопротивления разрушению о„ ГЦК-железоникелевых сплавов
при 200, 20 и -196 °C, а также температурах Кюри, взятых из [40]. Видно,
что самую большую разницу в значениях с>0 2 при 20 и -196° С в ферромаг-
нитном у-состоянии имеют сплавы инварного типа с 30 -40% Ni. Эта разни-
ца заметно уменьшается в сплавах с 44-75% Ni и становится совсем незна-
чительной (по о02) в сплаве Н90 и чистом никеле. В табл. 9.3 представлены
средние коэффициенты упрочнения До02/ДТ и Дов/ДТ железоникелевых
сплавов в интервале температур от 20 до -196 °C. Интенсивность повыше-
ния предела текучести в инваре Н36 в 5 раз выше, чем в ферромагнитном
аустенитном сплаве Н75.
Таблица 9.3
Значения средних коэффициентов упрочнения Дп0,/Д'Г и Дст„/ДТ ГЦК-сплавов
в интервале температур от 20 до -196 °C
Коэффициент упрочнения, МПа/град Сплав
H36 Н38 1140 Н45 1150 1160 Н75 П90 Ni
Ag0=2/AT -2,0 -1.8 -1,3 -0,9 -0,85 -0,8 -0,4 -0,25 -0,15
Да./ДТ -2,45 -2,45 -2,4 -2,25 -1,7 -1,45 -1.1 -1,25 -1,4
474
Рис. 9.3. Температурная зависимость предела
текучести а02 сталей Н12 (1), Н38 (2),
Н28Г10 (3) и сплава Н90 (4)
На рис. 9.3 совмещены темпера-
турные зависимости <502 всех трех
типов аустенита (парамагнитного
неинвара Н28Г10, ферромагнитного
инвара Н38, ферромагнитного неин-
вара Н90) и ферромагнитной мар-
тенситной стали Н12. Как видно,
высокий температурный коэффици-
ент упрочнения инвара Н38 близок по своему значению к типичному коэф-
фициенту упрочнения До02/ДТ ОЦК-мартенсита (сплав Н12). Рассмотрим
причины наблюдаемого инварного упрочнения.
9.2.2. Причины инварного упрочнения.
Магнитодисперсионное твердение
Как известно, в сплавах с ГЦК-решеткой с понижением температуры
сопротивление пластическому течению обычно меняется мало. Напротив, в
ОЦК-сплавах при температурах ниже 0,2 Тпл наблюдается резкое увеличе-
ние о02, которое, в частности, объясняется [41] затруднением при низких
температурах термически активированного перемещения дислокаций, ядро
которых расщеплено по различным плоскостям. Характерное для ГЦК-ре-
шетки расщепление дислокаций в плоскостях скольжения типа {111 ^суще-
ственно не изменяет их подвижности.
Повышение прочностных характеристик при переходе ГЦК-сплавов в
ферромагнитное состояние может объясняться рядом причин: возникнове-
нием так называемого «магнитного трения» движущихся краевых дислока-
ций [9], образованием барьеров для перемещения дислокаций в виде домен-
ных границ [42], возможным фазовым переходом I рода, сопровождающим
магнитное превращение и изменяющим кристаллическую решетку, напри-
мер ГЦК-ГЦТ [24]. Однако эти эффекты могут быть характерны для всех
ферромагнитных материалов, в то время как наибольшее упрочнение ис-
пытывают сплавы инварного типа.
Упрочнение в результате магнитного трения дислокаций. Рассмотрим
подробнее наиболее распространенное представление об упрочнении, свя-
занное с магнитным трением дислокаций. «Магнитное трение» краевых
дислокаций возникает, по мнению авторов [9], при магнитном упорядоче-
нии ниже Тс из-за разницы в спонтанной намагниченности ГЦК-матрицы и
искаженных областей вокруг краевых дислокаций. Сжатие ГЦК-решетки
вблизи краевой дислокации (в определенной степени аналогичное всесто-
роннему давлению) существенно снижает Тс и уменьшает в этих участках
намагниченность в сплавах с большим положительным магнитообъемным
эффектом (к этим сплавам относятся железоникелевые инвары). Движущи-
еся при температурах ниже Тс краевые дислокации вызывают локальное
475
Рис. 9.4. Дислокационная структура сталей Н38 (а) и Н 44 (б), деформированных на 2-3%
растяжением при -196 °C
уменьшение намагниченности аустенитной матрицы, что требует энергети-
ческих затрат и сопровождается возникновением «магнитного трения». Из-
менение магнитной структуры вокруг дислокаций отмечалось в работе [43].
Ечигоя, Хаваши и Ямомото [9] описывают увеличение сопротивления сдви-
гу в результате магнитного трения дислокаций следующей формулой: т =
= (co/b)J2(aAp)pd, где J - намагниченность; р - плотность краевых дислока-
ций; b - вектор Бюргерса дислокаций; d - размер зоны краевой дислокации,
где уменьшена намагниченность (d = 100b для инваров); со - константа мо-
лекулярного поля; Др - изменение давления в зоне влияния краевой дисло-
кации; а - константа, выражающая чувствительность намагниченности к
изменению давления (AJ = ocJAp).
Приведенный в работе [9] расчет дает близкие к экспериментально на-
блюдаемым значения т в 70, 100, 10 МПа соответственно для сталей Н30,
Н35 и Н45 при комнатной температуре. Экспериментальным подтвержде-
нием существования магнитного трения авторы [9] считают уменьшение
подвижности краевых дислокаций ниже Тс, благодаря чему в структуре де-
формированного инвара обнаруживаются только прямолинейные дислока-
ции одного знака.
Однако выполненные в работе [15] исследования показали, что прямо-
линейный характер дислокаций «/2<110> с преобладанием краевой компо-
ненты при низкотемпературной деформации (-196 °C) с малыми степенями
(до 2-3%) имеет место не только в инварах типа Н38, но и в парамагнитных
аустенитных сталях типа Н28Г10, а также в ферромагнитных неинварах
Н44, Н90 и др. (рис. 9.4). При повышении температуры деформации до
20...300 °C во всех сплавах железа с 30-90% никеля формируются клубко-
вые дислокационные скопления, состоящие из изогнутых смешанных дис-
локаций. В ряде участков наблюдалась ячеистая дислокационная субструк-
476
тура без заметной разориентации между ячейками, что указывает на разви-
тие термоактивируемого поперечного скольжения. Установленные особен-
ности тонкой структуры свидетельствуют о затрудненности поперечного
скольжения, а следовательно, о задержке формирования ячеистой структу-
ры во всех исследованных сплавах при низких температурах.
Уменьшение подвижности краевых дислокаций может быть связано не
только с магнитным трением, но и уменьшением энергии дефектов упаков-
ки при снижении температуры [44] или добавлении марганца в Fe-Ni-спла-
вы, а также, возможно, и с другими факторами [54, 55]. Поэтому экспери-
ментальный факт - наличие прямолинейных дислокаций в деформирован-
ных ниже Тс сплавах - не позволяет однозначно связать инварное упрочне-
ние с магнитным трением, как это сделано в [9]. Авторы [10], исследуя ко-
личественную температурную зависимость критического напряжения сдви-
га железоникелевых инваров, также отметили невозможность объяснения
всего прироста упрочнения при низких температурах только магнитным
трением дислокаций. Кроме того, зона влияния краевой дислокации на из-
менение намагниченности (d = 100, b = 0,25 нм) представляется чрезвычай-
но завышенной.
Упрочнение в результате магнитодисперсионного твердения. В работе
[13] высказана, другая точка зрения на природу инварного упрочнения,
учитывающая ярко выраженную магнитную неоднородность инваров ни-
же Тс [45-50]. Упрочнение объясняется торможением дислокаций на не-
однородных в магнитном и других отношениях микрообластях (магнито-
дисперсионное твердение, аналогичное дисперсионному твердению при
выделении мелких частиц). Представление о магнито дисперсионном твер-
дении инваров основано на существовании спиновых флуктуаций, связан-
ных с атомными статистическими флуктуациями размером 1-1,5 нм, обна-
руженными с помощью нейтронографии и используемыми в работах
[45-50]. Подобная магнитная неоднородность железоникелевых инваров с
ГЦК-решеткой объясняется существованием атомов железа, среди всех
12 ближайших соседей которых (в первой координационной сфере) нахо-
дятся тоже только атомы железа. В этих субмикрообъемах более выраже-
но антиферромагнитное взаимодействие между атомами Fe-Fe, в отличие
от ферромагнитного взаимодействия пар атомов Fe-Ni и Ni-Ni, преобла-
дающего в аустенитной матрице. Как следует из работ [45-50], магнитное
состояние статистических флуктуаций Fe-Fe зависит от температуры ох-
лаждения. При Т > Тс обогащенные железом субмикрообласти и матрица
парамагнитны и в магнитном отношении однородны. При Т < Тс «субми-
крочастицы» парамагнитны или слабоферромагнитны. Понятие «слабого
ферромагнитного порядка» внутри микронеоднородности связано с пре-
|цессированием магнитного момента по направлению спонтанной намагни-
,ченности окружающей матрицы [45] (рис. 9.5). При очень низких темпе-
ратурах в этих областях возможно возникновение спинового стекла или
антиферромагнитного упорядочения [45]. Точка Нееля у-железа считает-
ся равной 90К или ниже [33]. Таким образом, магнитная структура этих
|флуктуационных субмикрообъемов резко отличается от магнитной
структуры у-матрицы.
477
Рис. 9.5. Магнитная структура Fc-Ni-инвара при тем-
пературе ниже Тс [45]
По расчетам [47], в инварных сплавах
железа с 34-40% никеля вероятность
флуктуационного появления атома желе-
за, имеющего среди ближайших соседей
атомы железа, составляет 0,7-0,2% (один
из 143-500 атомов). В этом случае среднее
расстояние между такими «аномальными»
атомами железа в указанных инварах с
ГЦК-решеткой должно составлять
1,05-1,8 нм. Следовательно, если размеры
флуктуации принять равными 1 нм [45, 47],
то эти субмикрообласти или кластеры, должны располагаться достаточ-
но плотно друг около друга (см. рис. 9.5).
Инварное упрочнение в неоднородных в магнитном отношении сплавах
можно объяснить следующим образом. На границе субмикронеоднород-
ность-матрица возникают упругие искажения, которые зависят от темпера-
туры. При температуре выше Тс они малы, так как разница между темпе-
ратурными коэффициентами расширения матрицы и кластера, находящих-
ся в парамагнитном состоянии, практически отсутствует. С уменьшением
температуры ниже Тс упругие искажения вокруг кластеров возрастают, по-
скольку увеличивается разница в удельных объемах между испытывающи-
ми нормальное температурное сокращение парамагнитными «субмикроне-
однородностями» и претерпевающей положительное магнитообъемное из-
менение у-матрицей. Упругие искажения на границах «субмикронеоднород-
ность-аустенитная матрица» служат причиной торможения дислокаций так
же, как при дисперсионном твердении в результате выделения когерентных
частиц. Поэтому инварное упрочнение было названо авторами [13] магни-
тодисперсионным твердением.
Оценим вклад магнитодисперсионного твердения в упрочнение инваров
[13, 15], определив напряжения, необходимые для перерезания краевыми
дислокациями магнитонеоднородных «субмикрочастиц» (винтовые дисло-
кации как более подвижные покидают у-матрицу уже на ранних стадиях
низкотемпературной деформации). Прирост предела текучести поликрис-
талла за счет «когерентных субмикрочастиц», перерезаемых дислокация-
ми, определим по формуле [51-53]:
= PmGe3/2(Rf/b)l/2,
где Р - коэффициент, характеризующий тип дислокаций (р = 3 для краевых
дислокаций); m - ориентационный множитель, учитывающий сопротивле-
ние деформации поликристалла (т = 3,1 для ГЦК-решетки), G - модуль
сдвига аустенита (G ~ 68 670 МПа); R - радиус упрочняемых частиц; b - век-
тор Бюргерса (Ь = 0,255 нм); f - объемная доля выделений; е - величина уп-
ругой деформации.
478
Объемную долю выделений (f) радиусом R в ГЦК-сплавах с параметром
решетки а = 0,36 нм можно связать с вероятностью п появления статистиче-
ской флуктуации атомов железа, окруженных только 12 железными атома-
ми [13, 49]:
f = —= 4/3nR3/(a34n) = 16,75(R3/«3)n = 356nR3.
VMaTp
Межчастичное расстояние X определяется по формуле [53]:
X = 1,62R/f1/3 = 0,633(о/п|/3) = 0,228п-1/3 (нм).
Прирост предела текучести в результате магнитодисперсионного твер-
дения составляет:
Дс02 = 23,95 106R2nl/3e3/2.
Заметим, что радиус магнитной неоднородности, определенный с помо-
щью малоуглового рассеяния нейтронов [47], составляет в инварах 0,5-0,8 нм.
Вероятность п появления статистической флуктуации атомов железа,
окруженного 12 атомами железа, зависит от его концентрации С и вычис-
ляется из биномиального распределения [49]:
п = (С + Е22/С)12,
где Е22 - параметр атомной корреляции, Е22 = -0,01 для Fe-Ni-сплавов ин-
варного состава [49].
Величина упругих искажений (е) при Т < Тс между ферромагнитной ма-
трицей и парамагнитными Fe-Fe-кластерами зависит от разницы в средних
коэффициентах линейного расширения Да (которую можно определить по
рис. 9.1) и степени переохлаждения ДТ ниже Тс и вычисляется по формуле:
е = кДаДй
В общем случае прирост предела текучести за счет «магнитодисперси-
онного твердения» аустенита в зависимости от концентрации железа и сте-
пени переохлаждения ниже Тс можно выразить формулой:
До02 = 23,95-Каде + Е22/С)]6Да3/2ДТ3/2 (МПа).
На рис. 9.6, а штриховыми линиями нанесены расчетные [13, 15] кривые
зависимости прироста предела текучести от температуры и радиуса магнит-
ной неоднородности для инвара Н38. Сплошными линиями показаны экспе-
риментальные кривые. Кривая 5 характеризует прирост о02 только за счет
магнитодисперсионного твердения (за вычетом обычной температурной за-
висимости а0 2 ферромагнитного неинварного сплава Н50, в котором упроч-
нение за счет магнито дисперсионного твердения практически отсутствует).
Как видно из рис. 9.6, д, имеет место достаточно хорошее совпадение экспе-
риментальной кривой упрочнения с расчетными кривыми 2 и 3 при радиусе
магнитной неоднородности 0,6-0,7нм.
Расчетная концентрационная зависимость прироста а0 2 указанных спла-
вов в результате магнитодисперсионного твердения от содержания железа
479
Рис. 9.6. Расчетные температурные (а) и концентрационные (б) зависимости прироста преде-
ла текучести вследствие магнитодисперсионного твердения при разном радиусе микронеод-
нородностей:
1-4 - 0,5, 0,6,0,7, 0,8 нм; 5, 6 - экспериментальные кривые (сталь Н38)
и радиуса магнитной неоднородности при температуре испытания 20 °C
приведена на рис. 9.6, б. Если сравнить полученные теоретические кривые
с экспериментальной кривой 2 на рис. 9.2, а, то видно, что при R = 0,6-0,7 нм
они достаточно близки. С увеличением содержания железа более 60 % на-
чинается (ниже Тс) заметный концентрационный рост предела текучести,
что объясняется увеличением вероятности образования статистических
флуктуаций Fe-Fe. Снижение сг02 при дальнейшем повышении содержания
железа (более 70%) связано с уменьшением переохлаждения АТ, так как Тс
сплавов при уменьшении количества никеля приближается к температуре
испытания (20 °C).
Таким образом, представление о магнитодисперсионном твердении поз-
воляет удовлетворительно объяснить температурную и концентрационную
зависимости предела текучести железоникелевых сплавов.
Для экспериментального определения микроискажений кристалличес-
кой решетки, обусловливающих магнитодисперсионное твердение инваров,
выполнены рентгеновские дифрактометрические исследования в интервале
температур от 20 до-170 °C [15], Интегральная ширина линий стали Н28Г10,
а также ферромагнитных неинваров Н44, Н50, Н90 в этом интервале темпе-
ратур остается постоянной. На рис. 9.7 представлена температурная зависи-
мость средних значений микроискажений в инваре Н36, определенная по
рентгеновским линиям (420), (333), (531) с учетом результатов работы [56], в
которой для Н36 определена аналогичная зависимость Ad/d, но в интервале
температур от 20 до 400 °C.
Оказалось, что величина микро-
искажений в инварных сплавах при
-170 °C достигает значений Ad/d = 0,2%.
Указанные значения Ad/d примерно в
Рис. 9.7. Температурная зависимость средних
значений микроискажсний в стали Н36 (в интер-
вале 20...370 °C построение по данным [56])
480
2 раза меньше расчетных упругих искажений [13], что может быть связа-
но как с приближенностью расчета, так и с трудностью точного экспери-
ментального определения микроискажений вблизи обогащенных железом
кластеров.
9.2.3. Влияние магнитодисперсионного твердения
на упрочнение стареющих Ni-Ti-аустенитных сталей
Для получения более высоких прочностных характеристик аустенита
целесообразно совместить упрочнение от старения и магнитного упоря-
дочения. В табл. 9.4 приведены данные об изменении предела текучести
при разных температурах в зависимости от режимов старения парамаг-
нитных и ферромагнитных Ni-Ti- и Ni-Co-Ti-сталей в сравнении с неста-
реющим инваром Н34. Как видно, с понижением температуры предел те-
кучести состаренной и несостаренной парамагнитной стали Н30Х5Т2
возрастает в незначительной степени Да02/ДТ = -(0,2...0,3) МПа/град.
Так, в стали Н30Х5Т2 при охлаждении от 200 до -50 °C су0 2 увеличивает-
ся на 60 МПа. Значительно большая интенсивность упрочнения наблюда-
ется при температурах ниже Тс: одновременно с увеличением ферромаг-
нитных свойств образца имеет место повышение а02 на 400 МПа в стали
Н34 и на 550 МПа в стали Н36Т2. Средняя интенсивность изменения
предела текучести с температурой Да()2/ДТ составляет -0,3; -1,3;
-1,6 МПа/град соответственно для парамагнитного аустенита Н30Х5Т2
(интервал -50... 150 °C); ферромагнитной у-фазы Н34 (-100...200 °C) и
Н36Т2 (-196...50 °C).
Таблица 9.4
Свойства стареющих Ni-Ti-сталсй и инвара Н34 при разных температурах
Сталь Обработка* о —4 о ? Сод. МПа, при температуре, °C Дол2/ДТ, МПа/град (интервал температур, °C)
200 20 -100 -196
Н34 3 в воде от 1100 °C, 1 ч 200 102 270 500 502 -1,3, (-100...200)
Н36Т2 3 от 1150 °C, 1 ч 160 207 350 551 741 -1,5, (-196... 150)
Н36Т2 3 + С 650 °C, 30 мин 100 394 600 922 1107 -2,3, (-196...100)
Н36Т2 3 + С 650 °C, 6 ч 90 637 750 1047 1103 -2,4 (-100... 100)
Н30Х5Т2 3 от 1150 °C, 1 ч -50 214 250 347 452 -0,3, (-50...200)
Н30Х5Т2 3 + С 650 °C, 3 ч -100 465 500 545 679 -0,2, (-100...200)
НЗОХ5Т2 3 + С650 °C, 12 ч -100 594 520 679 764 -0,3, (-100...200)
H36K10T3 3 + С 650° С, 3 ч 310 630 930 1100 1180 -1,5, (0...300)
H33KI0T3 3 + С 650 °C, 6 ч 230 740 1010 1070 1100 -1,5, (0...200)
НЗОК1ОТЗ 3 + С 700 °C, 6 ч + + ф.н. (О до -196 °C + + Н до 800 °C, 30 мин) + С 500 °C, 10 ч 160 720 700 -1,2, (100...200)
Обработка: ФН - фазовый наклеп; О - охлаждение; И - нагрев.
481
Однако наибольший температурный коэффициент упрочнения и макси-
мальное инварное упрочнение наблюдаются в состаренном ферромагнит-
ном Fe-Ni-Ti-аустените. Значения <502 в состаренной при 650 °C стали
Н36Т2 увеличиваются на 700 МПа при охлаждении ниже Тс от 100 до -196 °C
(Да0 2/ДТ = -2,3 МПа/град). Следует отметить, что предел текучести соста-
ренного парамагнитного аустенита Н30Х5Т2 (650 °C, т = 3 ч) возрастает при
охлаждении от 200 до -100 °C всего на 70 МПа. Высокое инварное упрочне-
ние в стали Н36Т2 по абсолютной величине сравнимо с упрочнением, вызы-
ваемым старением или мартенситным превращением у—»ос.
Таким образом, интенсивность До02/ДТ и абсолютные значения сг02 ин-
варного упрочнения могут быть существенно увеличены в результате пред-
варительного старения аустенита. Как показали мессбауэровские исследо-
вания [13], усиление эффекта упрочнения при магнитном упорядочении со-
старенных сталей связано с введением при старении дополнительных кон-
центрационных и, следовательно, магнитных неоднородностей. Анализ
мессбауэровских данных (изменение эффективного поля на ядре 57Fe, опре-
деление Тс [13]) позволяет представить следующим образом картину фор-
мирования концентрационных неоднородностей в стали Н36Т2. Старение
Fe-Ni-Ti-аустенита, которое начинается уже при закалке, приводит к обра-
зованию когерентных неферромагнитных частиц у'-фазы состава, близко-
го к Ni3Ti. Размер частиц в результате непродолжительного старения при
650 °C достигает 8-10 нм, межчастичное расстояние - 20-30 нм, объемная
доля -10% [51]. Чтобы обеспечить в у'-фазе высокое содержание никеля,
последний диффундирует из у-матрицы, существенно обедняя ее и создавая
градиент концентраций по никелю. Вокруг у'-частиц формируется обеднен-
ная у-фаза (-5%), содержащая менее 25 мас.% никеля. Примерно на полови-
не расстояния между частицами имеется ~15% у-фазы с содержанием нике-
ля 30,5-32,5%. Между бедными и богатыми никелем участками располага-
ется основная масса аустенита с концентрацией никеля 30,5% и меньше.
Тридцатиминутной выдержки при 650 °C недостаточно для полного вырав-
нивания состава в межчастичной области. Парамагнитные у'-частицы диа-
метром до 10 нм окружены также парамагнитными малоникелевыми обла-
стями у-фазы. Между частицами располагаются ферромагнитные при 25 °C
участки аустенита, соизмеримые по размерам с частицами у'-фазы (10 нм).
Снижение температуры до -196 °C уменьшает долю парамагнитных участ-
ков, частично переводя их в ферромагнитное состояние.
Интересно отметить, что наличие у'-частиц в стали Н30Х5Т2 практиче-
ски не вызывает изменения предела текучести при снижении температуры
испытания от 200 до -100 °C. И только магнитное превращение в концент-
рационно-неоднородной состаренной стали приводит к существенному уве-
личению о0 2 при температурах ниже Тс.
Можно полагать, что инварное упрочнение состаренного Fe-Ni-Ti-аус-
тенита определяется неоднородностями двух типов: 1) рассмотренными ра-
нее флуктуационными субмикронеоднородностями (размером -1 нм), кото-
рые ответственны и за упрочнение нестареющих инваров; 2) концентраци-
онными микронеоднородностями (размером -10 нм), образовавшимися в
результате старения. Они обеспечивают дополнительный прирост величи-
482
ны о02 в стареющих инварах по сравнению с нестареющими. В последнем
случае состаренная сталь состоит как из флуктуационных субмикрооблас-
тей, так и из на порядок более крупных инварных областей различного со-
става, испытывающих магнитное превращение при разных температурах,
что должно вызвать дополнительные искажения в процессе охлаждения и
увеличить эффект инварного упрочнения.
Разница в линейных размерах контактирующих пара- и ферромагнит-
ных участков при понижении температуры принципиально может стать
больше 0,2-0,4%. Однако в инварах на железоникелевой основе эта разни-
ца может существенно уменьшаться, так как при постепенном охлаждении
парамагнитные участки, находящиеся в контакте с ферромагнитными, сами
испытывают магнитное превращение, что не позволяет накапливаться
чрезвычайно высоким напряжениям.
Если возникающие упругие искажения превысят предел текучести, то
это вызовет рождение новых дислокаций. В этом случае циклическое маг-
нитное превращение уп—>Уф может послужить источником возникновения
нового типа упрочнения, для обнаружения которого нужны исследования
на сплавах с большой спонтанной магнитострикцией.
В стали Н36Т2 максимальное инварное упрочнение достигается при ох-
лаждении до -196 °C (на 300 °C ниже Тс). Представляет несомненный инте-
рес поднять область высокого магнитного упрочнения в район комнатных
температур, для чего необходимо повысить температуру Кюри аустенита.
С этой целью Ni-Ti-стали были дополнительно легированы кобальтом (см.
табл. 9.1). Кобальт, повышая температуру Кюри (до 330 °C в H36K10T3),
одновременно сохраняет инварный эффект, что важно для реализации вы-
соких прочностных свойств в результате магнитного упорядочения. Леги-
рование кобальтом позволяет получить также метастабильные стареющие
аустенитные стали с высокой точкой Кюри, которые предполагалось до-
полнительно упрочнять фазовым наклепом в результате прямого и обрат-
ного мартенситного превращений у—»а—»у.
Как видно из табл. 9.4, в более стабильных аустенитных сталях с ко-
бальтом H36K1OT3 и НЗЗК10ТЗ при 20 °C достигаются значения а02 -
= 930-1010 МПа. Такие высокие прочностные свойства обеспечиваются
одновременно интенсификацией процессов старения при увеличении со-
держания титана до 3% и повышением температурного интервала инвар-
ного упрочнения при введении кобальта. Однако во всех исследованных
сталях с разным исходным пределом текучести в состаренном состоянии
(400-650 МПа) дополнительное инварное упрочнение не позволило увели-
чить <50 2 более чем до 1100-1180 МПа. Снижение содержания никеля до
30% в стали НЗОК1ОТЗ переводит ее в класс метастабильных аустенитных
сталей, образующих мартенсит при обработке холодом.
Испытания механических свойств выше температуры Кюри (при
230 °C) позволили оценить вклад в увеличение о02 стали H30K10T3 различ-
ных методов упрочнения. Старение закаленного аустенита (500 °C, 10 ч)
приводит к росту предела текучести от 200 до 350 МПа. Фазовый наклеп на
базе мартенсита охлаждения (30% a-фазы) и аналогичное старение повы-
шают предел текучести аустенита до 550 МПа (измерения при 230 °C). Фа-
483
зовый наклеп после предварительной дестабилизирующей обработки (60%
a-фазы) и такое же старение увеличивают сг02 аустенита уже до 720 МПа.
С уменьшением температуры испытания ниже Тс метастабильная сталь
H30K10T3 ведет себя иначе, чем стабильные ферромагнитные сплавы. По-
вышение о02 в результате магнитного упорядочения на 100-250 МПа сме-
няется существенным падением предела текучести, что связано, как и в [57],
с появлением мартенсита в упругой области деформации в нестабильном
аустените.
Таким образом, используя интерметаллидное старение и магнитное упо-
рядочение, удается повысить предел текучести выше 1000 МПа при комнат-
ной температуре и в Ni-Co-Ti-сталях.
9.2.4. Влияние магнитодисперсионного твердения
на ударную вязкость
Исследование влияния магнитного упорядочения на изменение ударной
вязкости аустенитных сталей представляет значительный интерес [30], осо-
бенно при разработке и использовании криогенных сталей. Так, авторы
[21] связывают низкотемпературное охрупчивание марганцевых аустенит-
ных сталей с магнитным упорядочением (превращением парамагнитного
аустенита в антиферромагнитный), хотя полной ясности в этом вопросе не
существует, поскольку имеются другие точки зрения, объясняющие низко-
температурное падение ударной вязкости в железомарганцевом аустените
наличием примесей (Р, S и др.) по границам зерен, увеличением ковалент-
ности связей при легировании твердого раствора марганцем и др.
Исследовались стали трех групп (см. табл. 9.2): ферромагнитные (при
20 °C) инварные и неинварные, а также парамагнитные аустенитные, в ко-
торых часть никеля заменена марганцем или хромом. Определение ударной
вязкости при динамическом нагружении выполнялось на образцах сечени-
ем 10x10 мм с усталостной трещиной, нанесенной по методу Дроздовского
[58]. Так как образцы закаленных аустенитных сталей с трещиной не раз-
рушались даже при —196 °C, на всех образцах с трех сторон дополнительно
наносились надрезы радиусом 0,1 мм
и глубиной 1 мм. Использование таких
образцов позволило фактически оп-
ределить работу развития трещины
ар в аустенитных сталях разного со-
става при различных температурах и
обработках.
На рис. 9.8 представлена темпе-
ратурная зависимость работы разви-
тия трещины для двух стабильных
сталей Н38 и Н28Г10. Частичная за-
Рис. 9.8. Температурная зависимость удель-
ной намагниченности о и работы развития
трещины ар сталей Н38 (1) и Н28Г10 (2)
484
Рис. 9.9. Температурная зависимость работы разви-
тия трещины ар сталей в закаленном (з) и состарен-
ном (с) состояниях:
1-13 - стали Н38; Н38Т2з; Н36Т2; Н38Т2с; Н38Г8; Н38К1О; Н44.
Н21Х13ТЗз; Н30Г8Т2з; Н28Г1О; Н21Х13ТЗс; НЗОГ8Т2с и
НЗОХ5Т2з соответственно
мена никеля марганцем приводит к замет-
ному снижению Тс - от 310 °C в Н38 до
температуры ниже -100 °C в Н28Г10. На-
магниченность стали Н38 в поле 159 кА/м
при -196 °C в 30 раз выше, чем стали
Н28Г10. Работа развития трещины в не-
инварной парамагнитной стали Н28Г10
практически не изменяется с понижени-
ем температуры и даже имеет тенденцию
к росту (Дар/ДТ = -0,0006 МДж/(м2-град)),
тогда как в инваре Н38 в этих же усло-
виях испытания наблюдается падение
ар почти в 2 раза: с 2,8 до 1,6 МДж/м2
(Дар/ДТ = 0,0043 МДж/(м2трад)).
В сталях Н28Г10 и Н38 при всех тем-
пературах разрушения излом вязкий и
проходит по телу зерна. Поверхность из-
лома состоит из большого количества мелких ячеек вязкого разрушения со
следами сильного пластического течения. Ячейки стали Н38, разрушенной
при -196 °C, более округлой формы в отличие от вытянутых ячеек при тем-
пературе испытания 200 °C, что свидетельствует о меньшей степени плас-
тической деформации при динамическом нагружении.
Следовательно, частичная замена никеля марганцем, переводящая аус-
тенитную сталь из класса ферромагнитных в класс парамагнитных матери-
алов и снимающая эффект инварного упрочнения, может в значительной
степени улучшить поведение аустенита при ударных нагрузках в условиях
низких температур.
Из температурных зависимостей работы развития трещины во всех трех
группах исследованных сталей (инвары, ферромагнитные и парамагнитные
неинвары) как в закаленном, так и в состаренном состояниях (рис. 9.9)
видно, что в инварах с понижением температуры во всех случаях аэ снижа-
ется (Дар/ДТ = 0,0043 МДж/(м2трад)). В двух других группах неинварных
сталей (ферромагнитных и парамагнитных) значения ар мало зависят от
температуры.
Однако магнитного уп—>у()-превращения еще недостаточно, чтобы значи-
тельно уменьшить работу развития трещины, и сильное снижение ар имеет
место только при магнитном упорядочении инваров. Существенное моно-
тонное падение ар начинается не при Тс, а при температурах на 100-150 °C
ниже, когда в аустените достигается высокое инварное упрочнение. Инвар-
ное упрочнение и снижение ар не имеют какого-либо выраженного темпе-
ратурного порога, и изменение свойств инваров ниже Тс монотонное. На-
485
блюдаемое упрочнение обратимо по температуре: при повышении темпе-
ратуры испытания механические свойства инваров восстанавливаются.
Старение аустенитных сталей, связанное с выделением у'-фазы, пони-
жает общий уровень работы развития трещины (см. рис. 9.9). Упрочнение
инваров в результате старения и магнитного упорядочения может вызвать
падение ар до чрезвычайно низких значений (в состаренной стали Н38Т2
ар = 0,33 МДж/м2 при -196 °C). В изломе появляется хрупкая составляющая,
разрушение частично идет по границам зерен. Сильное снижение ар наблю-
дается и при образовании мартенсита в процессе ударного нагружения при
низких температурах. Так, сталь Н34 имеет значение ар = 0,26 МДж/м2 и
смешанный характер разрушения.
Рассмотрим причины различного характера изменения ударной вязкос-
ти в исследованных сталях. Инвары с ГЦК-решеткой имеют более высокий
температурный коэффициент упрочнения ниже Тс в сравнении с неинвар-
ными сталями (см. рис. 9.3) и ведут себя аналогично металлам и сплавам с
ОЦК-решеткой, в которых при отрицательных температурах наблюдается
интенсивное повышение о02 и снижение ударной вязкости. Последнее в
ОЦК-сплавах может объясняться либо ослаблением границ зерен (переход
к межкристаллитному разрушению), либо уменьшением деформируемости
металлов в результате затруднения при низких температурах термически
активируемого перемещения дислокаций [41], что может вызвать более
раннее появление трещины и преждевременное разрушение.
В стабильном инваре Н38 с ГЦК-решеткой при -196 °C наблюдается
вязкий транскристаллитный излом. Снижение ар и повышение о0 2, по-види-
мому, объясняется увеличением сопротивления перемещению дислокаций
при температурах ниже Тс. Причины, объясняющие торможение дислока-
ций при магнитном упорядочении инваров (магнитодисперсионное тверде-
ние), рассмотрены в разд. 9.2.2.
Уменьшение подвижности дислокаций при магнитном упорядочении в
процессе снижения температуры приводит к уменьшению работы развития
трещины при ударном нагружении, если эффект инварного упрочнения
наиболее выражен. Если инварное упрочнение мало (стали Н44, Н38К1О,
Н38Г8) или практически отсутствует (парамагнитная сталь Н28Г10), имеет
место постоянство или даже тенденция к росту ар при понижении темпера-
туры (см. рис. 9.8), несмотря на некоторое повышение прочностных харак-
теристик.
Эффекты повышения пластичности и вязкости, по всей видимости,
можно связать с механическим микродвойникованием, которое прогрессив-
но развивается в этих сталях при снижении температуры.
Рентгенографическое исследование сталей Н28Г10 и Н38 показало от-
сутствие а-мартенсита и е-фазы при низкотемпературной деформации. Ре-
зультаты электронно-микроскопического исследования стали Н28Г10
представлены на рис. 9.10. Двойниковая ориентация тонких пластинчатых
у-кристаллов легко доказывается с помощью темнопольного изображения
в двойниковом рефлексе. Подобные двойники деформации, хотя более гру-
бые и в существенно меньшем количестве, образуются при низкотемпера-
турном динамическом нагружении также в стали Н38 [14]. Двойники де-
486
Рис. 9.10. Микроструктура стали Н28Г10 после удар-
ных испытаний при температуре -196 °C
формации толщиной от 10 до 200 нм часто
группируются в виде тонких параллельных
кристаллов, расположенных близко друг к
другу и имеющих повышенную плотность
дислокаций. Микродвойникование, как и
мартенситное превращение, приводит к тор-
можению процессов развития трещины при
низкотемпературном динамическом нагру-
жении и способствует релаксации пиковых
напряжений [59-62].
Таким образом, инварное упрочнение
железоникелевого аустенита, постепенно
усиливающегося в процессе магнитного упо-
рядочения с понижением температуры, при-
водит к монотонному снижению работы развития трещин в образцах при ди-
намическом нагружении. Старение и образование мартенсита деформации
способствует более интенсивному снижению ар инваров при охлаждении.
Легирование железоникелевых инваров марганцем, хромом и другими
элементами, устраняющими или в значительной мере ослабляющими эф-
фект инварного упрочнения и вызывающими развитие микродвойникова-
ния при деформации [14, 63], способствует сохранению высоких значений
работы развития трещины при отрицательных температурах.
9.2.5. Влияние магнитодисперсионного твердения на пластичность
На рис. 9.11 представлены температурные зависимости относительного
удлинения 8 и сужения в аустенитных сталях всех трех групп, представлен-
ных в табл. 9.2. Несмотря на инварное упрочнение (группа I), значения 8 и
с температурой меняются мало. В ферромагнитных неинварах и парамаг-
нитных сталях (группы II. III) относительное удлинение с понижением тем-
пературы может существенно возрасти. Так, в стали Н28Г10 (см. рис. 9.11)
одновременно с увеличением прочности при снижении температуры испы-
тания от 200 до -196 °C наблюдается повышение 8 более чем в 1,5 раза (от
32 до 56%) при практически неизменном относительном сужении
= 73-78%). Следует отметить, что в метастабильных (по отношению к
образованию мартенсита деформации) сталях может наблюдаться умень-
шение 8 и v при низких температурах [14]. Сохранение высокого относи-
тельного удлинения при снижении температуры испытания в инварах типа
Н38. Н36Т2 и заметное повышение этой характеристики в других сталях
। см. рис. 9.11) можно связать с развитием микродвойникования [14]. Двой-
ники деформации, формирующиеся при низкотемпературном растяжении в
стали Н28Г10, аналогичны представленным на рис. 9.10. Высокая пластич-
-ость. наведенная двойникованием (ПНД-эффект), хорошо известна [60, 61].
487
Рис. 9.11 Температурная зависимость относи-
тельного удлинения 8 и сужения \|/ в инварах (I),
ферромагнитных неинварах (II) и парамагнит-
ных аустенитных сталях (III):
1-7 - стали Н38, Н36Т2. Н44, Н38Г8, Н38К1О. НЗОХ5Т2
и Н28П 0 соответственно
Она обеспечивается релаксацией пико-
вых напряжений при формировании
микродвойников, что предотвращает
появление трещин и преждевременное
разрушение сталей. При понижении
температуры испытания во всех трех
группах сталей количество деформаци-
онных микродвойников возрастает.
Этот эффект обеспечивается, вероят-
но, снижением энергии дефектов упа-
ковки (ЭДУ). Последнее наблюдается,
вероятно, и при частичной замене нике-
ля марганцем.
На рис. 9.12 представлены кривые
начала интенсивного двойникования
сталей Н38, Н28Г10 и Н38Т2 [17]. Как
видно, переход от обычного скольжения к двойникованию в аустените об-
легчается с понижением температуры, когда сопротивление перемещению
дислокаций возрастает (увеличивается о02)- Вероятно, существует критиче-
ское значение сг02кр, выше которого пластической деформации энергетиче-
ски выгодно осуществляться с помощью не полных дислокаций, а двойни-
кующих частичных дислокаций [64]. Более высокие значения с0 2 в закален-
ной, а тем более в состаренной стали Н38Т2, могут стать причиной разви-
тия двойникования при более высоких температурах и малых степенях де-
формации, несмотря на относительно высокие значения энергии дефектов
упаковки. Существенное увеличение удлинения при температурах выше Мн
обнаружено и в стали 60Н21 [65], что объяснено образованием небольшого
количества «strain-induced» мартенсита. Однако элсктронограмма, пред-
ставленная в статье [65], свидетельствует об образовании большого количе-
ства двойников деформации, которые могут быть ответственны за увеличе-
ние пластичности.
Таким образом, повышение ха-
рактеристик пластичности в аусте-
нитных сталях можно обеспечить в
результате развития микродвойнико-
Рис. 9.12. Зависимость начала двойникова-
ния аустенитных сталей Н38 (1), Н28Г10 (2),
Н38Т2 (3, 4) от температуры (Тд) и степени
деформации (Д):
1-3 - после закалки; 4 - после старения
488
Рис. 9.13. Концентрационная
зависимость относительного
удлинения 5 (а) и относительно-
го сужения (б) железоникеле-
вого аустенита при температу-
рах испытания -196 (1), 20 (2) и
200 °C (3)
вания [60, 61], которое реа-
лизуется в сплавах на же-
лезоникелевой основе как
при уменьшении ЭДУ за
счет легирования и сниже-
ния температуры испыта-
ния, так и при повышении
с02 в результате старения и
инварного упрочнения.
Интересно выяснить
изменения пластичности
аустенита при снижении
температуры в сплавах, в которых отсутствует двойникование. На
рис. 9.13 представлены концентрационные зависимости бинарных спла-
вов железа с никелем. Общий уровень относительного удлинения при
температурах, меньших Тс, существенно ниже в инварах и повышается
при увеличении содержания никеля от 45 до 90% Подъем б в нестабиль-
ных инварах Н30 (при 20 °C) и Н35 (при -196 °C) связан с особенностями
пластической деформации аустенита, развитием двойникования и мар-
тенситного превращения при растяжении и известен как ПНД- и трип-
эффект [60-62].
Неожиданным оказалось увеличение относительного удлинения с пони-
жением температуры испытания в стабильных аустенитных сплавах желе-
за с 45-90% никеля. Так, в сплавах Н50 и Н90 8 возрастает от 35 до 42-52%
при снижении температуры испытания от 200 до -196 °C.
Относительное сужение ведет себя иначе - при низких температурах
оно уменьшается, особенно в сплавах, по составу близких к FeNi (Н50) и
FeNi3 (Н75), в которых, вероятно, даже в закаленном состоянии имеет мес-
то некоторая степень атомного упорядочения.
Анализ кривых растяжения показал, что основной вклад в повышение
пластичности с понижением температуры вносит равномерная составляю-
щая удлинения 8р (8 = 8р + бс). Дополнительная деформация, характеризую-
щая удлинение образца после начала локализованного течения в шейке
(сосредоточенная составляющая удлинения бс), мало меняется при разных
температурах испытания. Аналогичные кривые характерны для всех спла-
вов железа с 45-90% никеля. Отметим одну важную особенность кривых
растяжений [15]. Если на начальных этапах деформации коэффициент де-
формационного упрочнения для всех температур испытания практически
одинаков (Ло/ЛД ~ 0,3 МПа), то при увеличении степени пластической де-
формации он остается почти постоянным (вплоть до разрушения) только
489
Рис. 9.14. Структура сплава Н90, деформированного при -196 (а) и 200 °C (б) на 60%
при -196 °C, а при 20 и, особенно, при 200 °C уже после 20-25% деформа-
ции До/ДЦ начинает уменьшаться.
Таким образом, процессы разупрочнения и начало локализованного те-
чения в шейке оказываются задержанными при отрицательных температу-
рах, и это позволяет провести деформацию сплава растяжением до значи-
тельно больших степеней.
Для установления структурных особенностей пластической деформа-
ции было выполнено электронно-микроскопическое изучение образцов
после одноосного растяжения и прокатки [15]. Сплавы инварного состава
со стабильным аустенитом наряду со скольжением испытывают достаточ-
но интенсивное микродвойникование в процессе низкотемпературной де-
формации как при растяжении, так и при прокатке. После деформации
при 200 °C двойники в них наблюдались редко. В сплавах неинварного со-
става (с содержанием никеля выше 45%) при растяжении двойники прак-
тически не образуются. Отдельные микродвойники встречались в сплавах
с 45-75% никеля, деформированных прокаткой лишь при -196 °C. В спла-
ве Н90 двойники ни при прокатке, ни при растяжении вообще не наблю-
дались (рис. 9.14). Следовательно, увеличение относительного удлинения
при снижении температуры деформации в высоконикелевых сплавах не
связано ни с механическим двойникованием, ни с мартенситным превра-
щением. Деформация сплавов при повышенных температурах уже на ран-
них этапах обеспечивает неравномерное распределение криволинейных
смешанных дислокаций в виде клубковых скоплений, переходящих в рав-
новесную ячеистую субструктуру без заметной разориентации. При уве-
личении деформации до 10-15% плотность дислокаций в стенках ячеек
повышается настолько, что отдельные дислокации перестают «разре-
шаться», области внутри ячеек остаются относительно свободными от
490
дислокаций. Разориентация ячеек по отношению друг к другу нарастает,
что обнаруживается на электронограммах по азимутальному размытию и
расщеплению брэгговских рефлексов. Вследствие неравномерности плас-
тической деформации в других участках образцов наблюдается переход
от равноосной к более вытянутой в направлении скольжения ячеистой
структуре. Дальнейшая деформация приводит к доминированию в сплавах
субструктуры из вытянутых пересекающихся ячеек или полос деформа-
ции, параллельных, как правило, нескольким системам скольжения
(см. рис. 9.14). Средняя величина макроскопического сдвига, определенно-
го по величине ступенек в местах пересечения следов скольжения, нарас-
тает с повышением степени деформации и, например, для сплава Н50, де-
формированного на 15% при 200 °C, составляет 100-150 нм при средней
ширине полосы деформации 1000 нм. Разориентация между полосами де-
формации значительна и достигает 3-5°.
Сплавы, деформированные при низких температурах на 10-15%, сохра-
няют достаточно высокую однородность распределения как отдельных дис-
локаций, так и их переплетений. При дальнейшем повышении степени де-
формации начинают формироваться полосы скольжения с концентрирую-
щимися в них дислокационными сплетениями по плоскостям {111} (см. рис.
9.14). Вытянутые, как правило, в одном направлении скольжения дислока-
ционные субструктуры могут быть названы «полосовыми», аналогично
структурам деформации в монокристаллах, ориентированных для легкого
скольжения. Полосы, «переходя» из зерна в зерно, эстафетно распростра-
няются в глубь кристаллитов. Вблизи границ зерен активно действует не-
сколько систем аккомодационного скольжения и наблюдаются пересекаю-
щиеся полосы скольжения.
Исходя из особенностей формирования субструктуры деформации не-
обычное повышение пластичности (равномерной составляющей относи-
тельного удлинения) в высоконикелевых ферромагнитных сплавах при по-
нижении температуры можно объяснить следующим образом. В результа-
те низкотемпературного снижения подвижности краевых дислокаций
структура ферромагнитных сплавов уже после малых деформаций состоит
преимущественно из прямолинейных краевых дислокаций, равномерно рас-
пределенных по объему зерен. Поперечное скольжение затруднено. Разви-
тие дальнейшего скольжения преимущественно по одной-двум активно дей-
ствующим системам (наиболее благоприятно ориентированным) обеспечи-
вает наибольший макроскопический сдвиг в направлении оси растяжения,
возможный в условиях совместности пластической деформации поликрис-
таллов. Формирование полосовых субзерен является, очевидно, и упрочня-
ющим фактором, препятствующим развитию локализованного течения
(образованию шейки). Как известно [66], границы субзерен могут создавать
дальнодействующие внутренние напряжения, задерживая дислокащш дру-
гих систем скольжения.
С повышением температуры испытания начинают развиваться процес-
сы поперечного скольжения, приводящие к релаксации упругих напряже-
ний и деформационному разупрочнению, завершающемуся преждевремен-
ной локализацией пластической деформации. Эти процессы в условиях ак-
491
тивного скольжения по нескольким системам и приводят, по-видимому, к
меньшей равномерной составляющей относительного удлинения.
Можно полагать, что сохранение постоянного коэффициента упрочнения
при низкотемпературной деформации, сопровождающее формирование од-
нонаправленных «полосовых» структур деформации: полос скольжения,
двойников, мартенситных кристаллов вдоль одной преимущественной систе-
мы сдвига - должно сопровождаться возрастанием равномерного относи-
тельного удлинения, если в сплавах нет явно выраженного охрупчивания.
Специальные эксперименты на железоникелевых сплавах с ОЦК-структу-
рой (8—22 мас.% Ni) показывают, что при снижении температуры испытания
и в этих сплавах имеет место тенденция к росту относительного удлинения.
Высказано предположение [15], что в сплавах, не склонных к низкотем-
пературному охрупчиванию, в которых по каким-либо причинам затрудне-
но поперечное скольжение и задержано образование ячеистой равноосной
структуры (в результате снижения энергии дефектов упаковки, ближнего
атомного или магнитного упорядочения и др.), обычным должен быть рост
относительного удлинения при снижении температуры.
9.2.6. Влияние магнитодисперсионного твердения
на износостойкость
Определенный научный и практический интерес представляет изучение
влияния магнитных переходов на износостойкость и коэффициент трения
металлов и сплавов. По данному вопросу публикации в технической литера-
туре практически отсутствуют. В единственной работе [16] исследована из-
носостойкость и фрикционные свойства в районе температуры Кюри желе-
зоникелевых аустенитных инварных сталей и в районе температуры Нееля
железо-марганцевого аустенитного сплава.
Исследованию подвергались стали НЗЗ, Н36, Н38Т2, Г40, Н28Г10 [16].
Образцы сталей НЗЗ, Н36, Г40, Н28Г10 закаливали от 1100 °C, а Н38Т2 - от
1150 °C в воде. После закалки сталь Н38Т2 подвергали старению при
700 °C, 2 ч. Структура сталей НЗЗ, Н36, Н28Г10, Г40 была аустенитной, в
стали Н38Т2 присутствовала у'-фаза (Ni3Ti). Микротвердость сталей после
указанной термообработки составляла, МПа: у НЗЗ - 1610, Н36 - 1460,
Н28Г10- 1480, Н38Т2- 3670, Г40-1650. Точка Кюри железоникелевых ста-
лей НЗЗ, Н36, Н38Т2 находилась при температурах соответственно 180, 260,
150 °C. Сталь Н28Г10 (точка Кюри ниже -100 °C) была парамагнитна при
всех температурах испытания. Точка Нееля стали Г40 -170 °C.
Испытание материалов на трение и изнашивание проводили на воздухе
без смазки при температурах от 20 до 400 °C в соответствии с методикой,
описанной в работе [67]. Прирост средней объемной температуры в поверх-
ностном слое образца за счет фрикционного нагрева не превышал 10-15 °C.
Пары трения составляли из одинаковых материалов (одноименные пары).
Износ пластин (образцов) определяли взвешиванием. Погрешность опреде-
ления коэффициента трения и интенсивности изнашивания не превышала
соответственно 10 и 20%. Испытания показали, что изнашивание всех ста-
лей в исследованном интервале температур (20...400 °C) носит ярко выра-
492
Рис. 9.15. Влияние температуры испытания на интенсивность изнашивания сталей:
1 -НЗЗ; 2 - Н36; 3 - H38T2; 4 - Г40; 5 - Н28Г10
женный адгезионный характер. Поверхность трения образцов и инденторов
имеет грубый рельеф с многочисленными следами схватывания и переноса
материала. Фрикционное окисление поверхности заметное развитие полу-
чило при 350 и 400 °C.
Фазовый анализ поверхности трения образцов (пластин) показал, что в
стали НЗЗ в условиях трения при 20 и 60 °C образуется до 20-25% а-мартен-
сита деформации. При больших температурах испытания мартенсит в дан-
ной стали не возникал. Аустенит остальных сталей полностью сохранял
стабильность при всех температурах испытания.
Влияние температуры испытания на интенсивность изнашивания и ко-
эффициент трения показано на рис. 9.15. Видно, что интенсивность изнаши-
вания парамагнитной стали Н28Г10 (точка Кюри ниже -100 °C) в интерва-
ле температур 20... 125 °C сохраняется постоянной. Дальнейшее повышение
температуры вызывает непрерывное возрастание интенсивности изнаши-
вания, что обусловлено, очевидно, развитием при температурах выше
125 °C процессов термического разупрочнения поверхности. У инваров
НЗЗ, Н36, Н38Т2 по мере увеличения температуры вблизи точки Кюри на-
блюдается резкое повышение интенсивности изнашивания (в 2-3 раза) и ко-
эффициента трения. Начало такого роста лежит на 50-60 °C ниже точки
Кюри. При достижении точки Кюри увеличения интенсивности изнашива-
ния практически не происходит до температуры 300 °C. При температурах
300.. .400 °C характер изменения интенсивности изнашивания исследуемых
материалов определяется развитием на поверхности трения процессов тер-
мического разупрочнения, а также фрикционного окисления, уменьшаю-
щего адгезионное воздействие поверхностей (например в стали Н38Т2 при
Тис = 400 °C). Из рис. 9.15 видно, что в стали Г40 вблизи точки Нееля
(Т„с = 100...200 °C), как и в Fe-Ni-аустените вблизи точки Кюри, резко воз-
растают коэффициент трения и интенсивность изнашивания. Увеличение
температуры испытания выше точки Нееля (от 175 до 300 °C) не вызывает
493
заметного повышения трения и износа. Влияние температуры на микро-
твердость (нагрузка 0,49 Н) и физическое уширение линии (200) аустенита
в поверхностном слое исследуемых материалов показано в [16]. Микротвер-
дость (средние значения из 10 измерений) и физическое уширение линии
(200) аустенита в поверхностном слое сталей НЗЗ и Н38Т2 практически не
изменяются при увеличении температуры испытания от 20 до 175 °C. Даль-
нейшее повышение температуры вызывает заметное снижение рассматри-
ваемых характеристик упрочнения, что отражает развитие при повышен-
ных температурах процессов термического разупрочнения.
В стали Г40 в районе температур испытания 100...200 °C наблюдается
заметное снижение физического уширения линии (200) аустенита [16]. При
этом микротвердость уменьшается незначительно.
Отсутствие заметного изменения физического уширения линии (200)
аустенита и микротвердости сталей НЗЗ и Н38Т при температурах испыта-
ний вблизи точки Кюри объясняется, по-видимому, тем, что измерения ука-
занных параметров упрочнения поверхности выполнены при комнатной
температуре. При охлаждении этих материалов до комнатной температуры
растет их прочность, характерная для инварных сплавов при охлаждении
ниже точки Кюри. Обратимое восстановление прочности инварных спла-
вов при охлаждении их до комнатной температуры не позволяет при данной
методике измерения микротвердости и рентгеновской съемки выявить на-
личие разупрочнения сплавов при повышенных температурах испытания,
обусловившего падение их износостойкости.
Полученные результаты свидетельствуют о том, что падение износостой-
кости железоникелевого аустенита при температурах, близких к точке Кю-
ри, в значительной мере обусловлено снижением прочности, которое обыч-
но наблюдается у инваров при нагреве до температуры Кюри. Согласно со-
временным представлениям, рост прочности металлов при переходе из пара-
магнитного состояния в ферромагнитное обусловлен увеличением сопротив-
ления перемещению дислокаций в ферромагнитном аустените, что связано, в
частности, с явлениями «магнитодисперсионного твердения» инваров [13-16].
Наблюдаемая температурная зависимость интенсивности изнашивания и ко-
эффициента трения сталей НЗЗ, Н36, Н38Т2 качественно подобна темпера-
турной зависимости прочностных свойств инваров ниже точки Кюри.
Как отмечалось ранее, с увеличением температуры испытания инваров
выше точки Кюри и стали Г40 выше точки Нееля интенсивность изнашива-
ния данных материалов практически не изменяется вплоть до 300 °C. В па-
рамагнитной стали Н28Г10 в интервале температур 200...300 °C она замет-
но возрастает, что обусловлено термическим разупрочнением стали. Отно-
сительное постоянство интенсивности изнашивания сталей, претерпеваю-
щих магнитное превращение, в рассматриваемом интервале температур,
по-видимому, обусловлено ростом сил межатомной связи в решетке аусте-
нита при переходе аустенита из антиферромагнитного состояния в парамаг-
нитное и из ферромагнитного в парамагнитное.
О росте сил межатомной связи в аустените свидетельствует увеличение
модуля упругости аустенитных сплавов в районе точек Кюри и Нееля [7,
68]. Повышение сил межатомной связи в данном случае препятствует раз-
494
витию процессов термического разупрочнения, обеспечивая тем самым со-
хранение приблизительно постоянной интенсивности изнашивания сталей в
рассматриваемом интервале температур.
Таким образом, в железоникелевых инварах при повышении температу-
ры в район точки Кюри и в железомарганцевом аустените Г40 в области
температур испытания, близких к точке Нееля, резко возрастают интенсив-
ность изнашивания (в 2-3 раза) и коэффициент трения. Это обусловлено
снижением прочности аустенита, которое сопровождает процесс магнитное
разупорядочение данных материалов.
9.2.7. Влияние магнитодисперсионного твердения
на стабилизацию состаренного Fe-Ni-Ti-аустенита
Известно [69-71], что выделение дисперсной когерентной у'-фазы в
Fe-Ni-Ti-аустените приводит к его стабилизации и заметному снижению
Мн, несмотря на обеднение у-фазы никелем.
Шестичасовое старение при 550 °C снижает Мн в сталях с 27-28% никеля
на 30-50 °C, а в сталях с 30-31% никеля - более чем на 100 °C (в них не обра-
зуется мартенсит даже при охлаждении в жидком гелии). Основное различие
этих сталей в том, что начальные порции а-мартенсита образуются в I груп-
пе материалов в парамагнитном аустените, а во II — в ферромагнитном.
Объяснение большей стабилизации ферромагнитного аустенита при
старении по отношению к у-»а-превращению сводится к следующему. Ста-
рение сталей с 27-31% никеля при 550 °C приводит приблизительно к оди-
наковому упрочнению, увеличивает работу сдвиговой деформации при об-
разовании мартенсита, и к снижению Мн на одинаковую величину 40-50 °C.
Такая стабилизация имеет место в парамагнитных сталях Н27Т2 и Н28Т2
[69]. В сталях с 30-31% никеля при охлаждении до предполагаемого нового
положения М„ мартенситное превращение не произойдет из-за дополни-
тельного «инварного» упрочнения аустенита (к обычному дисперсионному
твердению за счет выделения у'-фазы добавляется магнитодисперсионное
твердение ниже Тс). Для развития у—>а-превращения потребуется большее
переохлаждение у-фазы.
Таким образом, в никельтитановых сталях, испытывающих магнитное
превращение, можно обеспечить существенно большую стабилизацию аус-
тенита при выделении у'-фазы, чем в близком по составу парамагнитном
аустените.
9.3. МАГНИТОДИСПЕРСИОННОЕ ТВЕРДЕНИЕ
АНТИФЕРРОМАГНИТНЫХ АУСТЕНИТНЫХ СТАЛЕЙ
НА Fe-Mn-OCHOBE
Аустенитные марганцевые стали при охлаждении испытывают в точке
Нееля магнитное превращение - переход парамагнитного аустенита в анти-
ферромагнитное состояние. Явление антиферромагнетизма в железомар-
ганцевом аустените достаточно хорошо изучено: построена магнитная фа-
495
Рис. 9.16. Дилатометрические кривые сталей 75Г20
(1), 73Г20Ф2М4 (3, 4), 26Г20Ф2М4 (2, 5), Г36 (6),
Г32 (7).
Обработка: 3 от 1150 °C, вода (1, 2, 4); 3 + С 650 °C. 10 ч (3, 5);
3 от 1050 °C, масло (6, 7)
зовая диаграмма [23, 33, 72], прослежено
изменение физических свойств в широ-
ком интервале концентраций марганца
[20,26,73,74], рассмотрено изменение ме-
ханических свойств [27, 30, 75] в сплавах с
26-33 мас.% Мп и более. Однако в литера-
туре нет единого мнения о причинах влия-
ния антиферромагнитного упорядочения
на механизм упрочнения марганцевых
сталей. В работе [76] рассмотрена воз-
можность объяснения упрочнения этих
сталей при охлаждении ниже точки Нееля
с помощью модели «магнитодисперсион-
ного твердения», предложенной ранее
[13] при рассмотрении упрочнения желе-
зоникелевых инваров в результате фер-
ромагнитного упорядочения (см. раз-
дел 9.2.2). Были исследованы [76] мар-
ганцевые аустенитные стали 75Г20,
26Г20Ф2М4, 73Г20Ф2М4, содержащие
20 мас.% Мп, 0,26 и 0,75 мас.% углерода, легированные Мо и V, и безугле-
родистые (<0,02 мас.% С) сплавы с 32 и 36 мас.% Мп.
О развитии магнитного перехода упарамагнстик->уаитиферромагнетик в исследо-
ванных сталях свидетельствует аномальное изменение коэффициента ли-
нейного расширения. Если определять температуру магнитного перехода
по перегибу соответствующих дилатометрических кривых (рис. 9.16), то
точка Нееля для закаленных сталей 75Г20 будет равна 40 °C, для
26Г20Ф2М4 - 40 °C, 73Г20Ф2М4 - 50 °C, для закаленных и состаренных ста-
лей 26Г20Ф2М4 - 45 °C, 73Г20Ф2М4 - 60 °C, для закаленных сплавов Г32
-140 °C, Г36 - 160 °C. Ход дилатометрических кривых для всех сталей и
сплавов при охлаждении и нагреве полностью обратим. Образцы в парамаг-
нитном состоянии (выше TN) имеют одинаковый и больший, чем в антифер-
ромагнитном состоянии, коэффициент линейного расширения. Изменение
химического состава стареющих сталей в исследуемых пределах не оказало
существенного влияния на положение TN. Температура Нееля несколько
больше в состаренном состоянии, когда у-твердый раствор обеднен легиру-
ющими элементами. В Fe-Mn-сплавах с повышением содержания марганца
TN увеличивается.
На рис. 9.17 и 9.18 представлены структура, температурные зависимос-
ти механических свойств закаленных сталей 75Г20, 26Г20Ф2М4,
73Г20Ф2М4, состаренных сталей 26Г20Ф2М4, 73Г20Ф2М4 и закаленных
сплавов Г32 и Г36. Исследованные стали и сплавы являются стабильными
496
Рис. 9.17. Изменение механических свойств сталей 75Г20 (а), 26Г20Ф2М4 (б), 73Г20Ф2М4 (в)
в зависимости от температуры испытаний.
Обработка: 1 - 3 от 1150 °C. вода ; 2 - 3 + С при 650 С, 10 ч
-200 -100 0 100Т,°С
Рис. 9.18. Электронограмма и
двойники в сталях 75Г20 (а, в) и
26Г20Ф2М4 (61 после деформа-
ции при 20 (а), -50 °C (б) и -90 °C
(в); в - темное поле в рефлексе
двойника (111)
Таблица 9.5
Предел текучести и «температурный коэффициент упрочнения» Ag02/AT сталей
при разных температурах
Сталь Термообработка Предел текучести. МПа. при температуре. °C ДоС2/ДТ в интер- вале температур
-196 -100 -50 20 100 200 20...-196 200...20
75Г20 3 в воде 1150 °C, 1 ч 750 430 410 370 340 310 -1.6 -0,3
26Г20Ф2М4 То же 670 500 430 380 310 250 -1,4 -0,7
26Г20Ф2М4 3 + С650 °C, 10 ч 1220 ИЗО 1110 1030 950 910 -1,0 -0,6
73Г20Ф2М4 3 в воде 1150 °C, 1 ч 1100 750 630 580 500 440 -2,5 -0,7
73Г20Ф2М4 3 + С 650 °C, 5 ч 1860 1700 1530 1440 1310 1270 -2,0 -0.8
Таблица 9.6
Предел текучести и «температурный коэффициент упрочнения» Ас|12/АТ
бсзуглсродистых сплавов при разных температурах
Сплав Термообработка Предел текучести, МПа, при температуре, °C Да0>2/ДТ в интервале температур
-196 -100 20 100 TN 200 300 Т„...196°С 300 °C...TN
Г32 3, масло 1050 °C 390 335 280 240 215 205 200 -0,5 -0,1
Г36 То же 395 305 260 230 205 185 180 -0,5 -0,17
при охлаждении до -196 °C: а- или е-мартенсит не возникают. При малых
степенях деформации мартенсит деформации также не образуется во всех
сталях, поэтому о влиянии магнитного упорядочения на упрочнение судили
в основном по изменению сопротивления малым пластическим деформаци-
ям (о0 2). На кривых температурной зависимости прочностных характерис-
тик наблюдается перегиб, который коррелирует с положением точки TN.
Ниже ее в исследованных марганцевых аустенитных сталях имеет место бо-
лее интенсивный рост прочностных свойств, не свойственный сплавам с
ГЦК-решеткой. Как видно из табл. 9.5, в закаленной стали 26Г20Ф2М4 при
снижении температуры с 200 до 20 °C предел текучести увеличивается с 250
до 380 МПа, а при охлаждении с 20 до -196 °C - с 380 до 670 МПа; в зака-
ленной стали 73Г20Ф2М4 в первом интервале температур предел текучести
растет с 440 до 580 МПа, во втором - с 580 до 1100 МПа. «Температурный
коэффициент упрочнения» (оД02/ДТ) исследованных сталей для парамаг-
нитного состояния изменяется от -0,3 до -0,8 МПа/град, для антиферромаг-
нитного состояния от -1,0 до -2,5 МПа/град. В сплавах без углерода с боль-
шим содержанием марганца До0 2/ДТ меньше и равен -0,5 МПа/град для ан-
тиферромагнитного состояния (табл. 9.6).
Следует учитывать влияние углерода и отметить, что увеличение его со-
держания в марганцевом аустените повышает интенсивность роста прочно-
стных характеристик при антиферромагнитном упорядочении, однако и в
498
парамагнитном состоянии эти характеристики выше. Наблюдаемое упроч-
нение в антиферромагнитном состоянии меньше упрочнения безуглеродис-
тых инваров Н36Т2 и Н38Т2, для которых До02/ДТ при Т < Тс составляет от
-1,5 до -2,4 МПа/град [13-15].
Более интенсивное повышение прочностных характеристик марганце-
вых аустенитных сталей при охлаждении ниже TN связано, по мнению авто-
ров [33, 27], с установлением антиферромагнитного порядка. В ряде работ
предполагается [23, 30], что увеличение температурной чувствительности
предела текучести происходит как за счет появления в силе Пайерлса до-
полнительной магнитной составляющей, так и возникновения «магнитного
трения решетки», обусловленного сопротивлением созданию при движении
дислокаций типа 1/2а<110> ферромагнитных связей между ближайшими со-
седями в антиферромагнитной структуре. В качестве причин антиферро-
магнитного упрочнения автором работы [77] на примере хрома указывает-
ся наличие доменных границ, однако они не могут играть большую роль в
упрочнении, так как энергия взаимодействия дислокаций с границами таких
доменов на один - два порядка меньше, чем энергия других дислокационных
реакций.
Упрочнение железомарганцевых ГЦК-сплавов в результате магнитного
превращения, по нашему мнению, можно объяснить с помощью представле-
ний о «магнитодисперсионном твердении», предложенном ранее [13] для
Fe-Ni-инваров. Подчеркнем еще раз, что все исследованные в работе Fe-Mn-
стали и сплавы стабильны при охлаждении (температурный ход дилатомет-
рических кривых обратим - см. рис. 9.16), изменение о02 не связано с образо-
ванием под нагрузкой а- и е-мартенситных фаз. Аномальный рост предела
текучести с понижением температуры можно было бы связать и с повыше-
нием модуля упругости. Однако при охлаждении Fe-Mn-сплавов модуль упру-
гости в точке Нееля сначала падает, а затем возрастает с меньшей интенсив-
ностью, чем в области температур, превышающих TN [20, 23, 26].
Развитие процессов «магнитодисперсионного твердения» происходит за
счет формирования субмикрообластей флуктуационной природы с отлича-
ющейся магнитной структурой, которые мы будем называть кластерами,
или субмикрочастицами. В отличие от Fe-Ni ГЦК-сплавов, где имеет место
как положительное обменное взаимодействие атомов (Fe-Ni, Ni-Ni), так и
отрицательное (Ni-Ni), в ГЦК-сплавах системы железо-марганец наблюда-
ется только отрицательное обменное взаимодействие (Fe-Fe, Fe-Mn,
Mn-Mn) [33], однако области с различным атомным окружением могут
иметь разные температуры антиферромагнитного упорядочения. Если счи-
тать, как в работе [47], что центрами флуктуаций являются атомы железа,
окруженные в первой координационной сфере только атомами железа, то
при Т > TN эти обогащенные железом субмикрообласти и аустенит матри-
цы парамагнитны и в магнитном отношении однородны. При Т < TN пара-
магнитные субмикрообласти находятся в антиферромагнитном аустените,
т. е. образуется гетеромагнитная структура (TN чистого ГЦК-железа нахо-
дится ниже 90 К [33]). Упругие искажения, возникающие при охлаждении
на границе «парамагнитная субмикрообласть — антиферромагнитная у-мат-
рица» из-за разницы в коэффициенте линейного расширения (он различа-
499
ется в 2 раза в парамагнитном и антиферромагнитном аустенитах - см.
рис. 9.16), могут служить причиной торможения дислокаций. С понижени-
ем температуры по мере удаления от TN несоответствие между параметра-
ми антиферромагнитных и парамагнитных областей растет и повышается
упрочнение.
Модель «магнитодисперсионного твердения» не дает скачкообразного
прироста предела текучести в точке Нееля, а определяет постепенное по-
вышение предела текучести при удалении от TN за счет монотонного увели-
чения величины упругих искажений вокруг обогащенных железом класте-
ров, что повышает сопротивление перерезанию их дислокациями. Модель
качественно объясняет снижение интенсивности упрочнения при TN в
Fe-Mn-сплавах с повышением содержания марганца [27]. Это связано с
уменьшением концентрации обогащенных железом парамагнитных класте-
ров при общем снижении содержания железа в сплаве.
Вклад в упрочнение наблюдаемого «магнитодисперсионного тверде-
ния» можно приближенно оценить, определив напряжения, необходимые
для перерезания краевыми дислокациями когерентных парамагнитных суб-
микрочастиц. Прирост предела текучести рассчитывается по формуле [78]:
w<RfV/2
a = PmGe3/2( —1 (МПа),
где Р - коэффициент, характеризующий тип дислокаций (Р = 3 для краевых
дислокаций); m - ориентационный множитель, учитывающий сопротивле-
ние деформации поликристалла (т = 3,1 для ГЦК-решетки); G - модуль
сдвига аустенита (G = 68 670 МПа); R - радиус упрочняемых частиц; b - век-
тор Бюргерса (Ь = 0,255 нм); f - объемная доля выделений; е - величина уп-
ругой деформации.
Величину объемной доли выделений f можно связать с вероятностью п
появления статистической флуктуации атомов железа, окруженных только
12 железными атомами [13, 49]:
f = Част, = 4/3kR3 = 356nR3
Ч1атр & /4п
(для у- фазы с параметром а = 0,36 нм). Вероятность того, что атомы же-
леза имеют среди z (z = 12) ближайших соседей х (х = 12) атомов железа, за-
висит от концентрации (с) железа и может быть вычислена из биномиаль-
ного распределения:
_ Z' „х/1 „\z-x „12
п = —---— с (1 - с) = с
При концентрации железа с = 0,73 в стали 26Г20Ф2М4 и с = 0,79 в стали
75Г20 вероятность Fe-Fe-окружения составляет около 2-6%, а в сплавах
500
Таблица 9.7
Расчетное увеличение предела текучести в зависимости от радиуса магнитной
неоднородности в сталях с различной концентрацией железа
Радиус магнитной неоднородн., нм Прирост предела текучести, МПа
0,79 0,75 0,73 0,68 0,64
0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 27 61 109 170 245 333 435 550 20 45 80 125 180 245 320 405 17 38 61 107 153 209 273 345 20 45 80 125 180 245 320 450 19 42 75 105 169 230 305 381
Г32 (с = 0,68) и Г36 (с = 0,64) вероятность меньше 1%. Величина упругих ис-
кажений (е) между антиферромагнитной матрицей и парамагнитными
Fe-Fe-кластерами зависит от разницы в коэффициентах линейного расши-
рения Да (которую можно определить по рис. 5.1) и степени переохлажде-
ния ниже TN и вычисляется по формуле [15]: £ = ДаДТ. Так, упругие искаже-
ния при -196 °C составят для стали 26Г20Ф2М4 £ = (20-10 6 - 10-10"6)240 =
= 0,0024, для сплава Г32 Е = (2110*6 - 10-10^)330 = 0,0036.
Итак, как и в работе [15], прирост предела текучести за счет «магнито-
дисперсионного твердения» аустенита можно выразить формулой
До02 = 23,95• 106К2с6Да3/2ДТ3/2 (МПа).
В табл. 9.7 приведены расчетные значения прироста предела текучести
для сталей 75Г20 (с = 0,79), 26Г20Ф2М4 (с = 0,73), 73Г20Ф2М4 (с = 0,75), бе-
зуглеродистых сплавов Г32 (с = 0,68) и Г36 (с = 0,64) в зависимости от ра-
диуса магнитной неоднородности или кластера. Степень переохлаждения
для сталей с концентрациями железа 0,79; 0,75; 0,73 равна 240 °C, для 0,64
и 0,68 - 330 °C.
Экспериментально полученный прирост предела текучести для безугле-
родистых сплавов Г32 и Г36 составляет 175 и 190 МПа, что соответствует
расчетным значениям До0 2 Для парамагнитных частиц радиусом 0,6 и 0,7 нм.
Однако прирост предела текучести для марганцевых аустенитных сталей с
0,2 и 0,7 мае. % С не может быть обусловлен только «магнитодисперсион-
ным твердением», так как в этом случае диаметр магнитной неоднороднос-
ти превышал бы межчастичнос расстояние, вычисленное по формуле [19]:
X = 0,81-2R/fl/3 = 0,229п~|/3 ~ 0,229с*4 (нм), и происходило бы «перекрытие»
парамагнитных субмикрообластей. Например, для стали 75Г20 X = 0,6 нм, а
наблюдаемое значение Да02 = 340 МПа соответствует радиусу магнитной
неоднородности 0,7 нм. Более высокие значения До0 2 для высокоуглеродис-
гых сталей связаны с влиянием углерода. По-видимому, дислокации тормо-
зятся за счет не только наличия кластеров, но и облаков из элементов вне-
дрения (углерод и др.) на дислокациях. Отрыв дислокаций от примесей -
501
-200-100 0 100 200 300
Рис. 9.19. Зависимость механических свойств марганцевых аустенитных сталей Г32 (а) и Г36 (б)
от температуры.
Обработка: закалка от 1050 °C в масле
термически активируемый процесс, и с понижением температуры должен
иметь место более резкий прирост предела текучести в Fe—Мп—С-аустени-
те, чем в Fe-Mn. Магнитные неоднородности радиусом 0,5-0,6 нм обнару-
жены при исследовании малоуглового рассеяния нейтронов в инварных
Fe-Ni-сплавах авторами работы [47], для наших сплавов подобные данные
отсутствуют.
Пластические свойства исследованных сталей в основном уменьшаются
с понижением температуры испытаний (рис. 9.17). Некоторое повышение
относительного удлинения в сталях 75Г20, 26Г20Ф2М4 объясняется двойни-
кованием аустенита при деформации. В структуре этих сталей после дефор-
мации при одноосном растяжении при 20; -50; -90 °C наблюдаются тонкие
параллельные пластины толщиной 20-70 нм с повышенной плотностью
дислокаций, представляющие собой двойники. Двойниковая ориентация их
подтверждается электронографически (рис. 9.18, в). Снижение температу-
ры деформации приводит к более интенсивному развитию двойникования.
В сплавах Г32 и Г36 рост пластичности при низких температурах (рис. 9.19)
может быть обусловлен также развитием двойникования.
Антиферромагнитный Fe-Mn-аустенит обычно обладает низкой удар-
ной вязкостью при отрицательных температурах. Железомарганцевые
сплавы имеют порог хладноломкости, который может совпадать с точкой
Нееля, но в аустенитных сталях с 20^10% марганца он может находиться су-
щественно ниже TN, например в районе температуры, при которой наблю-
дается переход неколлинеарной антиферромагнитной структуры в колли-
неарную антиферромагнитную, связанный с ГЦК-ГЦТ-перестройкой [21,
24, 33, 75, 79, 80]. Низкотемпературное снижение ударной вязкости Fe-Mn-
аустенита нельзя связать только с магнитодисперсионным твердением, как
это имеет место в Fe-Ni-инварах. Структура низкотемпературного излома
Fe-Mn-аустенита обычно смешанная - разрушение идет как по телу зерна,
так и по его границам [21, 75, 81, 82]. Очистка стали от примесей увеличи-
вает вязкую составляющую в изломе [83]. Интеркристаллитное разруше-
ние Fe-Mn-аустенита при ударном нагружении может быть связано с нали-
чием по границам вредных примесей (S, Р и др.). Ликвидация межзеренных
502
границ в железомарганцевом аустените хотя и увеличивает общий уровень
ударной вязкости, не устраняет порога хладноломкости [83] - охрупчиваю-
щее выделение примесей может происходить и по границам субзерен.
Таким образом, аномально высокий прирост предела текучести марган-
цевых аустенитных сталей при снижении температуры испытаний ниже
точки Нееля можно объяснить торможением дислокаций при «магнитодис-
персионном твердении», вызванном появлением упругих искажений вокруг
обогащенных железом парамагнитных субмикрочастиц флуктуационной
природы, располагающихся в антиферромагнитной матрице Увеличение
содержания углерода также способствует дополнительному росту Асу02-
СПИСОК ЛИТЕРАТУРЫ
1. Белов К.П Редкоземельные магнетики и их применение. М.: Наука, 1980. 240 с.
2. Ливщиц Б Г, Крапошин В.С., Липецкий Я.П. Физические свойства металлов и сплавов.
М.: Металлургия, 1980. 320 с.
3. Кондорский Е.И. О причинах особенностей физических свойств инварных сплавов //
ЖЭТФ, 1959. Т. 37, № 7. С. 1819-1820.
4. Boiling G.F., Richman R.H. The plastic deformation-transformation of paramagnetic FCC
Fe-Ni-C alloys // Acta met., 1970. "Vol. 18, No. 6. P. 673-681.
5. Richman R.H., Boiling G.F. Stress, deformation and martensitic transformation // Met. Trans.,
1971. Vol. 2, No. 9. P. 2451-2462.
6. Boiling G.F, Richman R.H. The plastic deformation of ferromagnetic face-centred cubic Fe-Ni-C
alloys// Philos. Mag., 1969. Vol. 19, No. 158. P. 247-264.
7. Devies R.G., Magee C.L. Influence of austenite and martensite strength on martensitic morpholo-
gy // Met. Trans., 1971. Vol. 2, No. 7. P. 1939-1947.
8. Devies R.G., Magee C.L. Austenite ferromagnetism and martensite morphology // Met. Trans.,
1970. Vol. 1, No. 10. P. 2927-2931.
9. Echigoya I., Hayashi S., Yamamoto M. Plastic deformation of iron-nickel invar alloys Ц Phys, sta-
tus solidi a., 1972. Vol. 14, No. 2. P. 463^171.
10. Flor H., Gudladt H.I., Schwink C. Plastic deformation of Fe-Ni invar alloys // Acta met., 1980.
Vol. 28, No. 12. P 1611-1619.
II. Марьин Г.А , Дорошек С.И. Физическая природа аномалий механических свойств ГЦК
жслезоникелевых сплавов // Физика магнитных материалов. Калинин: КГУ, 1983.
С. 45-51.
12. Miodownik Л. Effects of the magnetic transformation on structure Fe-alloys // Inter, symp. met.
chcm.: Appl. ferrous met. Sheffield, 1971.
13. Сагарадзе В.В., Земцова НД., Старченко Е.И. и др. Влияние магнитного упорядочения
на свойства аустенитных сплавов // ФММ, 1983. Т. 55, вып. 1. С. 113-124.
14. Садовский ВД, Сагарадзе В.В., Старченко Е.И. и др Влияние магнитного упорядоче-
ния на работу развития трещины и пластичность аустенитных сплавов на Fe-Ni основе //
ФММ, 1984. Т. 57, вып. 5. С. 959-966.
15. Сагарадзе В.В., Старченко Е.И., Путин В.Г., Турхан Ю.Э. Магнитное упорядочение и
механические свойства аустенитных сплавов системы Fe-Ni Ц ФММ, 1986.Т. 62, вып. 6.
С. 1144-1155.
16. Коршунов Л.Г., Сагарадзе В.В., Старченко Е.И. Влияние магнитных превращений на па-
раметры трения и изнашивания аустенитных сплавов // ФММ, 1984. Т. 58, вып. 3.
С. 585-588.
17. Сагарадзе В.В., Старченко Е.И., Морозов С.В. Влияние микродвойникования на низко-
температурные свойства аустенитных железоникелевых сталей И Структура и физико-
механические свойства аустенитных железоникелевых сталей. М.: Наука, 1980.
С. 130-134.
18. Miodownik А.Р. The concept of two gamma states Ц Physics and applications of invar alloys, 1978.
P. 288-310 (Honda Mem. Ser. Mater. Sci. No. 3).
503
19. Physics and applications of invar alloys, 1978. 642 p. (Honda Mem. Ser. Mater. Sci. No. 3).
20. Богачев И.Н., Еголаев В.Ф. Структура и свойства железомарганцевых сплавов. М.: Ме-
таллургия, 1973. 30 с.
21. Богачев И.Н., Еголаев В.Ф., Звигинцева Г.Е., Фролова ТЛ. Хрупкость аустенитных же-
лезомарганцевых сплавов Ц МиТОМ, 1972. № 8. С. 51-53.
22. Соколов О.Г., Кацов К.Б. Железомарганцевые сплавы. Киев: Наук, думка, 1982. 216 с.
23. Богачев И Н., Филиппов М.А., Фролова ТЛ. Особенности мартенситных и магнитных
превращений в марганцевых сплавах // Термическая обработка и физика металлов.
Свердловск: УПИ, 1979. Вып. 5. С. 5-19.
24. Богачев И.И., Кибальник В.Д., Фролова ТЛ., Чумакова Л. Д. Рентгенографическое изу-
чение магнитных превращении в у-фазе системы железо-марганец // ФММ, 1974. Т. 37,
вып. 5. С. 966-972.
25. Сахин С.И., Соколов О.Г., Мелькер А.И. Аномалии термического расширения Fe-Mn
сплавов// Металловедение. Л.: Судпромгиз, 1964. С. 104—115.
26. Богачев И.II., Еголаев В.Ф , Фролова ТЛ. Концентрационная зависимость аномалий фи-
зических свойств при антиферромагнитном превращении в железомарганцевых сплавах
И ФММ, 1970. Т. 29, вып. 2. С. 358-364.
27. Богачев И.И., Еголаев В.Ф., Фролова ТЛ. Особенности упрочнения аустенитных желе-
зомарганцевых сплавов // ФММ, 1972. Т. 33, вып. 4. С. 808-813.
28. Echigoya I. Dislocation motion in antiferromagnetic Fe-Ni alloys // Phys, status solidi, 1973.
Vol. 77, No. 2. P. 67-685.
29. Богачев И.Н., Еголаев В.Ф., Эфрос Б.М. Влияние легирующих элементов на удельное
электросопротивление железомарганцовистого аустенита при антиферромагнитном
превращении // ФММ, 1970. Т. 29, вып. 2. С. 424—426.
30. Богачев И.Н., Звигинцева Г.Е. Взаимосвязь магнитных превращений в металлах и спла-
вах со свойствами и мартенситным превращением // МиТОМ, 1980. № 3. С. 51-58.
31. Богачев И.Н., Звигинцева Г.Е. Влияние магнитного состояния аустенита на мартенсит-
ное превращение // ДАН СССР. 1974. Т. 215, № 3. С. 610-612.
32. Богачев И.Н, Звигинцева Г.Е. Магнитные перестройки и мартенситные превращения в
Fe-Mn-сплавах // ФММ, 1976. Т. 41, вып. 1. С. 75-82.
33. Седов ВЛ. Антиферромагнетизм гамма-железа: Проблема инвара. М.: Наука, 1987.
288 с.
34. Литвинов В.С., Каракшиев С.Д., Овчинников В.В. Ядерная гамма-резонансная спектро-
скопия. М.: Металлургия, 1982. 144 с.
35. Пресняков Л А., Самойлов В.Л., Червякова В.В. Пластичность технических сплавов. Ал-
ма-Ата: Изд-во АН КазССР, 1964. 220 с.
36. Karashima S„ Oikawa Н„ Watanahle Т. Effect ferromagnetism upon deep deformation of alpha
iron and its solid-solution alloys//TMS AIME. 1968. Vol. 242, No. 8. P. 1703-1708.
37. Агеев И.В., Быков В.И., Трапезников В.А. О природе хрупкости хрома // Современные
проблемы металлургии. М.: Изд-во АН СССР, 1958. С. 556-558.
38. Агеев Н.В., Трапезников В.А. Исследование хрупкости хрома // Некоторые проблемы
прочности твердого тела. М.: Изд-во АН СССР, 1959. С. 172-175.
39. William/: R.O. Microhardnces of the crome near the neel point Ц TMS AIME, 1958.Vol. 212.
P. 497-502.
40. Меньшиков A.3., Юрчиков E.E. Температура Кюри железоникелсвых сплавов с ГЦК-ре-
шеткой Ц Изв. АН СССР. Сер. физ., 1972. Т. 36, вып. 7. С. 1463-1467.
41. Павлов В.А. Влияние винтовых дислокаций на механические свойства металлов с ОЦК-
решеткой // ФММ, 1978. Т. 45, вып. 4. С. 815-839.
42. Каменецкая Д.С., Пилецкая И.Б., Ширяев В.Н. Влияние постоянного магнитного поля на
пластическую деформацию железа высокой степени чистоты // ФММ, 1973. Т. 35,
вып. 2. С. 318-322.
43. Диченко А.Б., Николаев В.В. О распределении осей легкого намагничивания вблизи кра-
евой дислокации в кубическом ферромагнетике // ФММ, Т. 48, вып. 6. С. 1173-1179.
44. Волосевич П.Ю., Петров Ю.Н., Гриднев В.Н. Исследование структурных изменений
аустенита при мартенситном превращении в сталях с повышенной энергией дефекта упа-
ковки Ц ФММ, 1972. Т. 34, вып. 4. С. 788-794.
504
45. Кузьмин И.П., Меньшиков А.З. Низкотемпературное критическое рассеяние нейтронов
в сплавах железо-никель и никель-марганец// ФММ, 1980. Т. 49, вып. 2. С. 433-437.
46. Меньшиков Л.З., Сидоров С.К., Архипов В.Е. Магнитная структура ГЦК железоникеле-
вых сплавов // ЖЭТФ, 1971.Т. 61,№ I. С. 311-319.
47. Меньшиков А.3., Шестаков В.А Магнитные неоднородности в инварных железоникеле-
вых сплавах // ФММ, 1977. Т. 43, вып. 4. С. 722-733.
48. Сидоров С.К. Феноменологическая теория намагниченности сплавов со смешанным об-
менным взаимодействием // ФММ, 1978. Т. 45, вып. 3. С. 532-546.
49. Меньшиков А.З., Архипов В.Е., Захаров А.И., Сидоров С.К. Атомная корреляция в ин-
варных железоникелевых сплавах Ц ФММ, 1972. Т. 34, вып. 2. С. 309-315.
50. РомашевЛ.Н., Ворончихин Л Д., Факидов И.Г. Изменение магнитных свойств аустенит-
ной стали вблизи мартенситной точки Ц ФММ, 1973. Т. 36, вып. 2. С. 291-298.
51. Путин В.Г, Романова Р.Р., Уваров А.И., Барановский А.И. Влияние старения и пласти-
ческой деформации на структуру и механические свойства сплава Н15Х5ГЗТЗ с метаста-
бильным аустенитом // ФММ, 1980. Т. 49, вып. 2. С. 372-382.
52. Gerold V., Haberkorn И. On the critical resolved shear stress of solid solution containing coherent
precipitates // Phys, status solidi, 1966. Vol. 16, No. 2. P. 675-684.
53. Гольдштейн М.И. Дисперсионное упрочнение низколегированных конструкционных
сталей И МиТОМ, 1975. № 11. С. 50-58.
54. Горбач В Г. Явление фазового наклепа при у—эа—уу-превращениях Ц Металлофизика,
1970. № 127. С. 5-39.
55. Сагарадзе В.В., Кабанова ИГ., Печеркина ИЛ., Малышев А.И. Кристаллографические
особенности превращения феррит-аустенит и фазовый наклеп аустенита И ФММ, 1985.
Т. 60, вып. 3. С. 530-541.
56. Arai /. Lattice distortion and magnetic inhogenety in Fe-Ni invar alloy//Jap. J. Appl. Phys., 1981.
Vol. 20, No. 3.P. 511-574.
57. Вираховский Ю.Г., Георгиева И.Я., Гуревич Я.Б. и др. Использование мартенситного пре-
вращения, вызываемого деформацией, для повышения пластичности аустенитных ста-
лей, упрочненных теплым наклепом Ц ФММ, 1971. Т. 32, вып. 2. С. 348-363.
58. Методы испытания, контроля и исследования машиностроительных материалов: Спра-
вочное пособие. М.: Наука, 1974. 522 с.
59. Уваров А.И. Влияние стабильности аустенита на механические свойства немагнитных
стареющих сталей и сплавов // Высокопрочные немагнитные стали. М.: Наука, 1978.
С. 192-200.
60. Георгиева И.Я., Гуляев А.И , Кондратьева Е.Ю. Деформационное двойникование и ме-
ханические свойства аустенитных марганцевых сталей // МиТОМ, 1976. № 8.С. 56-58.
61. Remy 1. The interaction between slip and twinning systems and the influence of twinnin on the
mechanical behavior of fee metals and alloys// Met. Trans. A., 1981. Vol. 12, No. 3. P. 387-408.
62. Замбржицкий В.И., Максимова О.И., Панарина И.Ю. Особенности формирования меха-
нических свойств в сплавах со сложной кинетикой мартенситного превращения // ФММ,
1976. Т. 41, вып. 3. С. 608-613.
63. Садовский В.Д., Сагарадзе В.В., Старченко Е.И., Земцова И.Д. Повышение низкотемпе-
ратурной пластичности и ударной вязкости в результате микродвойникования при леги-
ровании аустенитных сталей марганцем //ДАН СССР, 1983. Т. 273, № 6. С. 1371-1374.
64. Трефилов В.И., Милъман Ю.В., Фирсов С.А. Физические основы прочности тугоплавких
металлов. Киев: Наук, думка, 1975. 440 с.
р5. Maxwell Р.С., Goldberg A., Shyne l.S Stress-assisted and strain-induced martensites in Fc-Ni-C
alloys // Met. Trans., 1974. Vol. 5, No. 6. P. 1305-1318.
Г. Mughrabi H. Dislocation wall and cell structure and long-range internal stresses in deformed metal
crystals // Acta met., 1983. Vol. 3, No. 9. P. 1367-1379.
67. Коршунов Л.Г., Богачев И.И. О влиянии окисления и схватывания при трении металлов
на величину и знак термо-эдс // Проблемы трения и изнашивания. Киев: Техника, 1974.
С. 97-101.
58. Прецизионные сплавы с особыми свойствами теплового расширения и упругости. Спра-
вочник. М.: ЦНИИЧМ, 1963. 40 с.
59. Фазовый наклеп аустенитных сплавов на железоникелевой основе / К.А. Малышев,
В.В. Сагарадзе, Н.П. Сорокин и др. М.: Наука, 1982. 260 с.
505
70. Малышев К.А., Василевская М.М. Влияние старения в у-состоянии на упрочнение спла-
вов Fe-Ni-Ti при фазовом наклепе // ФММ, 1964. Т. 19, вып.5. С. 793-796.
71. Ковалев Л.И., УтевскийЛ.М. Электронно-микроскопическое изучение структуры аусте-
нита Fe-Ni-Ti сплава после фазового наклепа и старения // Физ. и хим. обработки мате-
риалов, 1966. № 2. С. 66-72.
72. Endoh Y., fshikawa Y. Antiferromagnetism of iron manganes alloys // J. Phys. Soc. Jap., 1971,
No. 6. P. 1614-1627.
73. Кибальник В.Д., Литвинов B.C. Влияние алюминия на антиферромагнитный переход в
железомарганцевых аустенитных сплавах И ФММ, 1984. Т. 58, вып. 5. С. 902-906.
74. Хоменко О.А., Хилькевич И.Ф., Звигинцева Г.Е., Ваганова Л.А. Магнитообъемная ано-
малия в сплавах железо-марганец с ГЦК-решеткой // ФММ, 1978. Т. 45, вып. 4.
С. 729-736.
75. Литвинов В.С., Кибальник В.Д., Филиппов М.А. Влияние алюминия на хладноломкость
железомарганцевых аустенитных сплавов // ФММ, 1986. Т. 61, вып. 5. С. 1026-1028.
76. Косицына И.И., Сагарадзе В.В. Изменение механических свойств и антиферромагнитное
упорядочение марганцевых аустенитных сталей при низких температурах // ФММ, 1989.
Т.68, вып. 4. С. 818-825.
77. Бутыленко А.К. Современные представления об антиферромагнитном упорядочении в
хроме Ц Электронные свойства металлов и сплавов. Киев: Наук, думка, 1966. С. 18-48.
78. Gerold V., Haherkorn Н. On the critical resolved shear stress of solid solutions containing cohe-
rent precipitates // Phys. Stat. Sol., 1966. Vol. 16, No. 2. P. 675-684.
79. Hicks T.L., Pepper A.R., Smith J.H. Antiferromagnetism in y-phase manganese-palladium and man-
ganc'c-nickel alloys//J. Phys. C, 1968. Vol. 1. P. 1683-1689.
80. Yamacka T. Antiferromagnetism iny-phase Mn-Ir alloys // J. Phys. Soc. Jap., 1974. Vol. 36, No. 2.
P. 445-450.
81. Вольтова Т.Ф., Мнасин B.M. Вязкость разрушения аустенитных железомарганцевых
сплавов Ц Структура и физико-механические свойства немагнитных сталей. М.: Наука,
1986. С. 87-90.
82. Кондратюк С.Е., Николин Б.И., Винокур Б.Б. и др. Влияние структуры марганцовистой
стали на характер ее разрушения // Металлы, 1987. № 4. С. 103-109.
83. Садовский В.Д., Сюткин Н.Н., Родионов Д.П., Смирнов Л.В. О хладноломкости стали
Гадфильда// ФММ, 1983. Т. 56, вып. 3. С. 618-621.
Глава 10
УСТАЛОСТНАЯ ПРОЧНОСТЬ МЕТАСТАБИЛЬНЫХ
АУСТЕНИТНЫХ СТАЛЕЙ
Детали машин и механизмов, изготовленные из аустенитных сталей,
нередко испытывают знакопеременные нагрузки. Значительная часть
поломок машин и механизмов обусловлена усталостью материалов, по-
этому этой проблеме уделено большое внимание исследователей [1—4].
Периодическое напряжение может иметь симметричный цикл. В этом
случае сопротивление усталости при количестве циклов 107 характеризу-
ется пределом выносливости о_|. При выборе материала для практичес-
кого использования учитывают не только величину o_t, но и параметр
вязкости разрушения К1с [5], который характеризует способность стали
сопротивляться распространению в нем трещин. Основным условием оп-
ределения этой величины является наличие плоской деформации в вер-
шине трещины в момент ее самопроизвольного роста. Такое напряжен-
ное состояние можно получить при испытании сталей на усталость, что
позволило разработать новый метод определения К1с [6, 7]. На величину
предела выносливости аустенита влияют размер образцов, состояние по-
верхностного слоя, величина зерна, легирование, величина энергии де-
фекта упаковки, температура испытания, стабильность аустенита и др.
[8—24]. В настоящей главе представлены результаты усталостных испы-
таний метастабильных аустенитных сталей, испытывающих мартенсит-
ное превращение при деформации.
10.1. ВЛИЯНИЕ МАСШТАБНОГО ФАКТОРА
И ПОВЕРХНОСТНОЙ ОБРАБОТКИ
Влияние размеров образцов на предел выносливости <5_ь известно
[8-10]. Применительно к аустенитным сталям влияние диаметра образца
рассмотрено на примере аустенитных закаленных (Т3 = ИЗО °C) сталей
60Г16Ю2Ф и 40Г14Н8ХЗЮФ [11], а влияние длины образца (при постоян-
ном значении диаметра 9 мм) - на метастабильных аустенитных сталях
30Х10Г10, мас.%: 0,28 С; 10,5 Мп; 10,9 Сг; М„ = -20 °C) и 44Х10Г7, мас.%:
0.45 С; 7,16 Мп; 10,1 Сг; М„ = -60 °C, закаленных от 1100 °C в воде [12].
В последних двух сталях в значительной степени изменяли отношение 1/d
(длина и диаметр соответственно). Увеличение диаметра шлифованных об-
разцов сталей 60Г16Ю2Ф и 40Г14Н8ХЗЮФ с 6 до 25 мм приводит к резко-
му снижению а_, от 340 до 170 МПа. Однако не во всех сталях наблюдается
столь сильное влияние масштабного фактора. В закаленной (Т3 = 1100 °C)
507
стали 07Х18Н10Т увеличение диаметра образцов с 4 до 24 мм приводило к
меньшему снижению (от 265 до 240 МПа).
Изменение величины 1/d существенно сказывается на температуре разо-
грева (при испытаниях) образцов метастабильных сталей 30Х10Г10 и
44Х10Г7 в области малоцикловой усталости. При значениях 1/d ~ 8 темпера-
тура образцов первой стали повышалась до 650, а второй - до 450 ° С. При
1/d < 1 образцы обеих сталей практически не нагревались. Количество мар-
тенсита деформации 30Х10Г10 может достигать 90% в образцах, для кото-
рых 1/d < 1. При этом сталь имеет = 640 МПа [13]. Разогрев образцов при
1/d = 8 препятствует мартенситному превращению, поэтому предел вынос-
ливости в таких образцах уменьшается. Однако интенсивное охлаждение
образцов, например, в струе воды устраняет самонагрев стали и повышает
в образцах с отношением 1/d 8; 4; 0 на 84; 67 и 42% соответственно [13].
В более стабильной стали 1Х18Н9Т, мас.%: 0,1 С; 0,5 Ti; 17,0 Сг; 10,2 Ni об-
разование мартенсита деформации практически не наблюдается [14]. Влия-
ние температуры разогрева образцов на усталостные характеристики стали
в этих условиях мало заметно.
Существенное влияние на предел выносливости оказывает способ за-
вершающей обработки поверхности образцов перед их испытанием, что
определяет возникновение на поверхности изделий остаточных напряже-
ний. Влияние последних на предел усталости рассмотрен на примере ста-
лей 60Г16Ю2Ф и 45Х14Н14В2М [15, 16]. Распределение остаточных на-
пряжений в образцах после шлифовки, точения и поверхностного пласти-
ческого деформирования существенно различно. После шлифования в
обеих сталях возникают растягивающие напряжения около 400-500 МПа,
а после точения — такие же величины напряжения сжатия. При поверхно-
стном наклепе дробью возникают напряжения сжатия величиной до
800 МПа в стали 60Г16Ю2Ф и 1300 МПа в стали 45Х14Н14В2М. Макси-
мум сжимающих напряжений в обеих сталях достигается на глубине
0,1 мм от поверхности. Сталь 60Г16Ю2Ф после шлифования, точения и
наклепа дробью имеет пределы выносливости 340, 520 и 640 МПа соот-
ветственно. Растягивающие напряжения (шлифование) снижают а_, на
120 МПа (с 460 до 340 МПа), а сжимающие (точение, наклеп дробью) уве-
личивают соответственно на 60 и 180 МПа. В стали 45Х14Н14В2М пре-
делы выносливости после шлифования, точения и обкатки роликом рав-
ны 230, 360 и 400 МПа соответственно.
10.2. РАЗМЕР ЗЕРНА И УСТАЛОСТНАЯ ПРОЧНОСТЬ
АУСТЕНИТА
Известно, что аустенитные стали склонны к росту зерна. Те или иные
отклонения от режимов термической обработки в производственных усло-
виях могут повлиять на предел выносливости [2, 17]. В работе [2] отмечено,
что а_ь как правило, увеличивается с уменьшением величины зерна d и мо-
жет быть выражена уравнением, подобным уравнению Холла-Петча:
о_, = а + Kd~I/2.
508
Таблица 10.1
Влияние термической обработки иа механические свойства
и размер зерна аустенитных сталей
Режим термической обработки* Величина а. °0.2 8 V
зерна, балл МПа %
Сталь Н26ХТ1
3 от 1050 °C + ФН + 550° С, 24 ч 7-8 1260 840 27,5 56,3 630
3 от 1090 °C + ФН + 550° С. 24 ч 6 1300 850 25,6 54,2 600
3 от 1120 °C + ФН + 550° С, 24 ч 4 1270 840 25,6 54,0 570
3 от 1150 °C + ФН + 550° С, 24 ч 3 1220 840 27,0 53,0 540
3 от 1200 °C + ФН + 550° С, 24 ч 1 1285 825 19,0 30,0 470
Сталь 40П8ЮЗФ
Зот 1120 °C+ 675 °C, 16 ч 7-8 1100 1000 20,0 54,0 500
Зот 1150 °C+ 675 °C, 16 ч 7 1090 1000 20,0 48,0 470
Зот 1170 °C+ 675 °C, 16 ч 5 1080 970 18,0 50,0 410
Зот 1180 °C+ 675 °C, 16 ч 3 1100 960 20,0 40,0 360
Зот 1200 °C+ 675 °C, 16 ч 0-1 1060 950 13,0 36,0 260
В работе [18] исследовано влияние величины зерна на усталостную
прочность аустенитных сталей Н26ХТ1, мас.%: 0,06 С; 1,2 Сг; 25,8 Ni; 1,67 Ti
и 40Г18ЮЗФ, мас.%: 0,39 С; 18,1 Мп; 1,1 V; 3,1 А1 после таких обработок
(табл. 10.1), которые обеспечивают близкий уровень прочностных свойств.
Величину зерна (рис. 10.1) в упрочненной фазовым наклепом и старением
стали Н26ХТ1 изменяли с 1 до 7 балла (см. табл. 10.1), что привело к росту
a_i от 470 до 630 МПа. При этом константы а и кв уравнении Холла-Пет-
ча равны 480 МПа и 0,6 МПам|/2 соответственно.
В состаренной стали 40Г18ЮЗФ величина зерна изменялась от 0 до
8 баллов и а_] линейно увеличивалась от 260 до 500 МПа. Константы о и к
в этом материале были равны 300 МПа и 0,8 МПа-м1/2 соответственно. Од-
нако следует сказать, что анализ данных, представленных на рис. 10.1, да-
ет основание утверждать, что каждая из кривых состоит из двух отрезков,
которые пересекаются при значении d_|/2 = 3. При этом значения углов,
образующих эти отрезки, различны. Отклонение от прямой зависимости
а_! - f(d) второй стали более значительно, чем в первой.
Анализ фрактографии сталей показал, что вязкое и транскристаллит-
ное разрушение наблюдаются не при
всех размерах зерен. При крупных зер- 600
нах (0-3 балла) можно видеть участки
межзеренного хрупкого усталостного е
разрушения, что определяет более 400
сильное падение <5_|. Поэтому наклон
-------------------------------------- 200
Рис. 10.1. Влияние размера зерна d на предел вы-
носливости а,, упрочненных аустенитных ста-
лей Н26ХТ1 (I) и 40Г18ЮЗФ (2)
509
функции о_] = f(d_|/2) изменяется. В стали 40Г18ЮЗФ типичные фасетки
хрупкого межзеренного разрушения встречаются чаще, поэтому падение
о_| происходит сильнее. Ослабление границ в стали 40Г18ЮЗФ определяет-
ся, вероятно, не большим размером зерна, а выделением при старении кар-
бидной фазы по границам зерна. Сталь Н26ХТ1 упрочняется при старении
за счет интерметаллидной фазы, которая выделяется преимущественно
внутри аустенитного зерна, как во многих других аустенитных сталях,
упрочненных перед старением методом фазового наклепа [24]. Поэтому
охрупчивающее влияние границ зерен на предел выносливости в стали
40Г18ЮЗФ проявляется сильнее, чем в стали Н26ХТ1. Так, одинаковое
укрупнение зерна снижает о., в первом материале почти в 2 раза (с 500 до
260 МПа), а во втором - всего на 25%.
10.3. ВЛИЯНИЕ СТАБИЛЬНОСТИ АУСТЕНИТА
Мартенситные превращения у—> а или у—» деформационные двойники
ДД —>Е, а, протекающие при нагружении, сильно влияют на предел выносли-
вости <5_, [19-21]. Стабильная аустенитная сталь Н26Х5ТЗ в закаленном состо-
янии имеет предел выносливости Сщ = 210 МПа. Закаленные метастабильные
аустенитные стали Н25Х2ТЗ и Н26ТЗ имеют одинаковую прочность, но раз-
ный уровень усталостной прочности: 270 и 330 МПа соответственно. При
этом в менее стабильной стали Н26ТЗ значение предела выносливости выше.
Увеличение обусловлено развитием мартенситного у—> «-превращения в
микрообъемах образца при нагружении, что приводит к релаксации напряже-
ний и уменьшает вероятность образования трещин критического размера.
В закаленной стали Н15Х5ГЗТЗ при о = ферромагнитная фаза прак-
тически не образуется, поэтому ее аустенит можно считать стабильным по
отношению к у—» a-превращению. Однако в этом аустените при микропла-
стической деформации могут появляться деформационные двойники и, воз-
можно, пакеты (ДД + е). Поэтому предел выносливости этой стали выше,
чем в стали Н26Х5ТЗ, в которой аустенит более стабилен по отношению к
двойникованию.
Превращение у—>(ДД, е) исследовано на марганцевых сталях, в которых
мартенситное превращение протекает по схеме: у—>ДД—»(е, а). Чем больше
образуется двойниковых и Е-мартенситных тонких прослоек, тем выше о_|.
Так, в закаленных сталях 40Х4Г18Ф и 40Г15Ф пределы выносливости рав-
ны 320 и 360 МПа соответственно. Уменьшение стабильности аустенита в
закаленных никелевых сталях может повышать вязкость разрушения. В
сталях Н26Х5ТЗ, Н25Х2ТЗ и Н26ТЗ коэффициенты К1с равны 27; 34 и
44 МПа-м1/2 соответственно. В марганцевых сталях наблюдали аналогич-
ную зависимость: К1с составлял 44 и 47 МПа-м1/2. Необходимо учитывать,
что преимущество нестабильного аустенита перед стабильным, выражаю-
щееся в высоких значениях предела выносливости, временного сопротивле-
ния, относительного удлинения и др., может быть ликвидировано при на-
греве выше Md, когда аустенит становится устойчивым к мартенситному
а—>у-превращению. Так, повышение температуры испытания упрочненной
аустенитной стали Н26ХТ1 от 20 до 250 °C практически не изменяет вели-
510
чину о02 (800 МПа), но резко снижает о_, от 600 до 440 МПа [18], переводя
материал в разряд стабильных аустенитных сталей. Эта же сталь в мартен-
ситном состоянии почти не снижает ст , при таком повышении температуры
циклического испытания. Таким образом, при эксплуатации деталей из ме-
тастабильных аустенитных сталей необходимо учитывать рабочий интер-
вал температур.
10.4. ВОЗДЕЙСТВИЕ ДЕСТАБИЛИЗИРУЮЩЕГО
ИНТЕРМЕТАЛЛИДНОГО И КАРБИДНОГО СТАРЕНИЯ
Старение является одним из основных методов термического упрочне-
ния аустенитных сталей. При этом дестабилизирующее интерметаллидное
старение метастабильных сталей обеспечивает во многих случаях одновре-
менное увеличение как прочности и пластичности (см. гл. 2), так и предела
выносливости и вязкости разрушения. Например, старение стали
Н15Х5ГЗТЗ при 650 °C в течение 9 ч повышает CL, и К1с почти в 1,5 раза (до
390 МПа и 56 МПа-м|/2 соответственно). Дестабилизирующее старение аус-
тенитной стали ЗЗН25ЮЗФ при 600 °C в течение 2 ч обеспечивает увеличе-
ние предела выносливости в 1,5 раза (с 270 до 400 МПа) и вязкости разру-
шения в 1,3 раза (с 40 до 51 МПа м|/2). Аналогично влияет старение и в тех
сталях, в которых аустенит метастабилен уже после закалки. Так, в стали
Н26ТЗ изотермическая выдержка в течение 1 ч при 550 °C позволяет повы-
сить о., на 15% (до 380 МПа) и коэффициент К1с на 9% (до 48 МПа-м|/2).
Старение стабильной стали Н26Х5ТЗ при 600 °C в течение 6 ч повышает
<5_i в 1,6 раза (до 340 МПа) и К1с в 1,7 раза (до 45 МПа-м|/2). Этот режим упроч-
нения обеспечивает получение высоких значений временного сопротивления
(о,, = 1100 МПа) и предела текучести (о02 = 750 МПа). В метастабильной со-
старенной стали (550 °C, т = 1 ч) Н26ТЗ, несмотря на то что ее прочностные
свойства значительно ниже (ов = 900 МПа, о02 = 500 МПа), предел выносли-
вости и вязкость разрушения выше на 11 и 7% соответственно. Следователь-
но, мартенситное у—»а-превращение, протекающее в поверхностных слоях
образцов, является эффективным способом повышения величины и К1с в
аустенитных сталях, упрочненных выделениями у'-фазы.
Существенное изменение CL, можно обеспечить карбидным старением
(табл. 10.2). Предел выносливости стали 40Х4Г18Ф снижается по мере уве-
личения продолжительности старения при 600 °C и достигает минимально-
го значения при т = 8 ч (см. табл. 10.2). При этом предел текучести монотон-
но увеличивается. При более высокой температуре распада твердого рас-
твора (Тс = 650 °C) предел выносливости со временем изменяется немоно-
тонно: сначала несколько снижается, а затем увеличивается (см. табл. 10.2).
Предел текучести при этом старении монотонно возрастает, как и в первом
случае. Изменение О_,(Т) можно объяснить следующим образом. Старение
при 600 °C является стабилизирующим для стали 40Х4Г18Ф, т. е. в резуль-
тате выделения дисперсных карбидов ванадия сильно затрудняется проте-
кание мартенситного у—»(ДД, Е)-превращения, что снижает его релаксаци-
онную способность. Поэтому в состаренной стали уменьшается, по срав-
нению с закаленным состоянием.
511
Таблица 10.2
Влияние времени старения Т на предел текучести сго 2 и предел выносливости О_|
аустенитной стали 40Х4Г18Ф
°0.2 O-I Оо.з О-1
МПа МПа
7 = боо °с Гст = 650 °C
0 400 465 1 550 450
1 490 425 2 620 500
2 540 415 4 700 520
4 630 415 8 790 545
8 740 402
При повышении температуры старения до 650 °C распад твердого рас-
твора протекает интенсивнее, поэтому стабилизирующее старение за 1 ч
сменяется дестабилизирующим за 2ч. При этом релаксационная способ-
ность у—>(ДД, е)-превращения увеличивается и возрастает. Следователь-
но, процессы стабилизации и дестабилизации у—>(ДД, е)-превращения, про-
текающие при старении метастабильного марганцевого аустенита, могут
существенно влиять на свойства сталей при циклическом нагружении.
При оценке влияния старения на предел выносливости необходимо
строго учитывать режимы обработки поверхности образцов перед испыта-
нием. В метастабильных сталях о_1 дополнительно уменьшается из-за изме-
нения фазового состава в поверхностном слое образцов. Например, в зака-
ленной метастабильной стали 40Х4Г18Ф после интенсивной шлифовки об-
разца уменьшился более чем на 30% (с 465 [21] до 320 МПа [20]). Деста-
билизирующее старение усиливает отрицательное влияние указанного фак-
тора на предел выносливости. Так, в состаренной (650 °C, 8 ч) стали
40Х4Г18Ф интенсивное шлифование образцов снизило о_] в 2 раза (с 545
[21] до 270 МПа [20]). После интенсивной шлифовки в поверхностных сло-
ях стали 40Х4Г18Ф образуются пакеты (ДД + е), что существенно уменьша-
ет релаксационную способность у—>(ДД, Е)-превращения при циклических
испытаниях. Поэтому, если закаленные образцы после интенсивной шли-
фовки состарить при 600 и 650 °C, то можно получить практически такие
же значения, которые приведены в табл. 10.2. Старение образцов следует
провести в запаянных вакуумированных ампулах, чтобы свести до миниму-
ма окисление и обезуглероживание поверхности стали. При нагреве до ука-
занных температур происходит обратное (ДД, £)—уу-превращение и отрица-
тельное влияние интенсивной шлифовки нейтрализуется. Следовательно,
для интенсивно шлифованных образцов последовательность операций за-
калки, старения и механической обработки имеет существенное значение
для получения необходимых значений предела выносливости.
Следует обратить внимание на то, что в интенсивно шлифованных об-
разцах закаленной стали 40Г15Ф старение при 650 °C в течение 7 ч позво-
ляет повысить предел усталости в 1,4 раза и вязкость разрушения в 1,6 ра-
за. Эти данные свидетельствуют о том, что в результате старения измене-
ние величин о_] и К|с в этом материале происходит не так, как в стали
512
40Х4Г18Ф. При интенсивном шлифовании на поверхности образцов стали
40Г15Ф образуется определенное количество пакетов (ДД + е). Сталь
40Г15Ф значительно менее стабильна, чем 40Х4Г18Ф. Поэтому в процессе
циклических испытаний образцов в ней дополнительно происходит доста-
точно интенсивное у—>(ДД, Е)-превращение, что существенно повышает о_,,
несмотря на отрицательное влияние растягивающих напряжений, возника-
ющих при шлифовке.
10.5. ФАЗОВЫЙ НАКЛЕП И ВЫНОСЛИВОСТЬ
ДЕТАЛЕЙ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ
Другим методом термического упрочнения метастабильных сталей яв-
ляется фазовый наклеп [24], который существенно увеличивает предел
выносливости [19-21]. Сталь НЗО после упрочнения методом фазового на-
клепа (1100 °C + жидкий азот + 600 °C, 15 мин) повышает величину с.л в
3 раза (до 490 МПа) [22]. Авторы [22] указывают три причины, ответст-
венные за повышение CL,: 1) высокая плотность дислокаций; 2)фрагмен-
тация зерен; 3) мелкоблочная структура (размер блоков 60-80 нм). Нике-
левая сталь удобна для принципиального выяснения влияния фазового на-
клепа на предел выносливости. В том случае, если никелевую сталь до-
полнительно легировать титаном, то такой материал можно упрочнить
комбинированной обработкой, включающей фазовый наклеп и старение.
Для проведения такой обработки в работе [22] была выбрана сталь
Н27ТЗ. После фазового наклепа предел выносливости увеличился при-
мерно в 2 раза (до 400 МПа). После старения фазонаклепанной стали
Н27ТЗ при 600 °C в течение 1,5 ч предел усталости увеличился до 500 МПа.
При этом = 1450 МПа и о0 2 = 950 МПа.
В разрушенных в результате циклических испытаний фазонаклепанных
образцах появляется не менее 15-20% мартенсита деформации. Количество
его уменьшается до 5% в состаренном фазонаклепанном материале [22].
Следовательно, дисперсионное твердение может стабилизировать аустенит
по отношению к образованию мартенсита деформации при циклических на-
грузках. Аналогичные результаты получены в работах [20, 23].
Следует отметить, что метод фазового наклепа очень эффективен для
увеличения предела выносливости. Так, в стабильной состаренной (600 °C,
6 ч) стали Н26Х5ТЗ предел текучести в 1,7 раза больше, чем в метастабиль-
ной фазонаклепанной стали Н25Х2ТЗ, но предел усталости, наоборот, в по-
следнем материале выше на 30%.
В работе [23] приведены физико-механические и технологические свой-
ства аустенитной стали Н26ХТ1 при лабораторном и промышленном ис-
пользовании. Для проведения исследовательских работ и производственного
опробования было выплавлено 15 плавок общей массой 4,5 т. Химический
состав изменялся в следующих пределах, мас.%: 0,04-0,06 С; 0,32-0,39 Si;
0.38-0,45 Мп; 1,12-1,21 Сг; 1,12-1,77 Ti; 0,07-0,20 Си; 0,30-0,39 А1;
0,003-0,008 S; 0,004-0,006 Р; 25,0-25,6 Ni. На заводе «Трансмаш» (г. Барна-
ул) был установлен следующий режим штамповки деталей из стали
Н26ХТ1: нагрев до 1150 °C, температура окончания штамповки не ниже
513
900 °C. Этот режим применяется для деталей из ферромагнитной стали
40Х2Н2МА. В производственных условиях проведена штамповка трех пар-
тий деталей из аустенитной стали Н26ХТ1 по серийной технологии.
Количество мартенсита, участвующего в прямом и обратном мартен-
ситном у—>а—уу-превращении определяет степень упрочнения при фазовом
наклепе [24]. Закалка стали Н26ХТ1 от 1050 °C в масле или воде с последу-
ющим охлаждением в жидком азоте позволяет получить до 70% мартенси-
та. Температура нагрева при обратном мартенситном превращении сущест-
венно влияет на прочность фазонаклепанной стали: высокая температура
нагрева уменьшает прочностные свойства материала, а при низкой темпе-
ратуре остается незначительное количество ферромагнитной фазы, что ис-
ключает применение указанной стали в качестве немагнитного материала.
Для стали Н26ХТ1 наиболее приемлем нагрев до 750 °C с изотермической
выдержкой 1 ч. Обрабатываемость стали Н26ХТ1, в отличие от стабиль-
ных аустенитных сталей, можно регулировать в широких пределах за счет
получения однофазного у- или двухфазного у+а-состояний. В частности, в
последнем случае использовали магнитные столы для крепления деталей
при выполнении операций шлифовки. Обратное мартенситное ос—уу-пре-
вращение обусловливает заметное уменьшение линейных размеров дета-
лей, что необходимо учитывать при их изготовлении. Поэтому упрочнение
методом фазового наклепа осуществляли после черновой механической об-
работки деталей в аустенитном состоянии. Основной особенностью терми-
ческой обработки фазонаклепанных сталей, в отличие от большинства из-
вестных режимов упрочнения конструкционных сталей, является необходи-
мость охлаждения заготовок в жидком азоте. В настоящее время возмож-
ность охлаждения до -196 °C не представляет проблемы для многих заводов
страны, имеющих высокопроизводительные установки для получения жид-
кого азота. Расход азота можно существенно уменьшить, применяя промы-
шленные холодильные установки.
Обратное а—уу-превращение осуществляли в камерных печах при за-
грузке деталей в один слой (750 °C, т = 1 ч). Старение фазонаклепанной ста-
ли проводили при 550 °C. При увеличении времени старения прочность ста-
ли повышается, а пластичность изменяется незначительно. При этом проч-
ностные свойства ниже, а пластические - выше на образцах, вырезанных из
деталей (табл. 10.3). Их магнитная проницаемость при указанной упрочня-
ющей обработке не превышает 1,02.
Из упрочненной стали Н26ХТ1 были изготовлены усталостные образ-
цы типа I (ГОСТ 2860-65) с диаметром рабочей части 7,5 мм и испытаны на
машине МУИ-6000. Измерения показали (рис. 10.2, табл. 10.3), что увеличе-
ние продолжительности старения с 12 до 48 ч влияет на предел выносливо-
сти о_,, который имеет высокий уровень значений и изменяется в опреде-
ленных пределах (от 570 до 630 МПа). Это позволяет варьировать техноло-
гию термообработки деталей для получения оптимальных механических
свойств при растяжении и циклических нагрузках. В производстве была ре-
комендована продолжительность старения, равная 16-20 ч, так как при
этом наблюдалась более высокая стабильность фазонаклепанного аустени-
та, чем после выдержки т = 36 ч.
514
Таблица 10.3
Зависимость механических свойств фазопаклспаппой стали Н26ХТ1
от времени изотермической выдержки X при Тст = 550 °C
с. °0,2 8 V
МПа
1090* 780 27,0 56,5
12 — —— — 570
1030 725 29,7 57,2
1164 815 26,6 56,0
24 — —— —— — 580
1 146 783 28,4 56,1
1213 825 25,0 55,3
36 — — 610
1173 805 29,3 52,5
1270 850 25,3 56,4
48 — — — 630
— — — —
*В числителе указаны свойства, полученные на отдельно обработанных образцах, в знаменателе - на деталях.
Таблица 10.4
Свойства сталей при статическом и циклическом нагружениях
Сталь Обработка °О,2 Он 8 V МПа
М Па 9 ь
40Г18ЮЗФ 3 от 1130 °C+ 670 °C, 16 ч 980 1090 20 48 470
45Г14Н9ХЗЮФ 3 от 1150 °C+ 675 °C, 16 ч 1150 1180 21 37 480
18Х2Н4ВА 3 от 860 ° С + 200 °C 1150 1290 16 60 550
40Х2Н2МА 3 от 890 ° С + 580 °C 1100 1220 16 54 530
Сравнивая пределы выносливости упрочненных сталей, следует обра-
тить внимание на два обстоятельства. Во-первых, прочностные свойства ау-
стенитных состаренных сталей 40Г18ЮЗФ и 45Г14Н9ХЗЮФ выше, чем ста-
ли Н26ХТ1 (см. табл. 10.3 и 10.4). При этом уровень предела выносливости
в последнем материале существенно больше. Во-вторых, широко применя-
емые в промышленности стали типа 18Х2Н4ВА и 40Х2Н2МА имеют более
низкое значение <7„|э чем упрочненная аустенитная сталь Н26ХТ1. Следова-
тельно, эти ферромагнитные материалы можно с успехом заменить на не-
магнитные, что имеет важное значение в некоторых отраслях энергетичес-
кого машиностроения.
Стабильность аустенита стали Н26ХТ1 по отношению к мартенситному
превращению при низких температурах зависит от режима термической об-
работки. Старение фазонаклепанного аустенита в течение 3 ч увеличивает
устойчивость аустенита, снижая мартенситную точку стали с -80 до -120 °C.
Увеличение продолжительности старения до 36 ч повышает М„ до -70 °C,
т. е. изотермическая выдержка при 550 °C позволяет осуществлять стаби-
лизирующее и дестабилизирующее старение.
Изучение длительной изотермической выдержки (до 20 сут.) показало,
что изотермическое мартенситное превращение при - 40 °C развивается в
515
Рис. 10.2. Кривые выносливости упрочнен-
ных сталей:
1^4 _ сталь Н26ХТ1, 5 - 18Х2Н4ВА- 6 - 40Х2Н2МА; 7 -
4ОГ18ЮЗФ; 8 -45Г14Н9ХЗЮФ.
Режимы обработки и механические характеристики даны
в тексте
течение нескольких суток и затем
затухает. В закаленных образцах
при этой выдержке образуется до
2% ферромагнитной ос-фазы. Старе-
ние фазонаклепанной стали при
550 °C в течение 36 ч стабилизирует
аустенит, поэтому количество фер-
ромагнитной фазы после 20 ч изо-
термической выдержки не превышает 1%. При 20 °C мартенситное превра-
щение затухает в течение 3 сут. и общее количество ферромагнитной фа-
зы не превышает 0,5%. Таким образом, упрочненную старением фазонак-
лепанную сталь Н26ХТ1 можно использовать при низких температурах
(до —40 °C) без опасности появления неприемлемого количества ферромаг-
нитной фазы (более 1%).
Детали, изготовленные из стали Н26ХТ1, работают при напряжениях
ниже пределов текучести и выносливости. Экспериментальное определе-
ние магнитности стали в процессе усталостных испытаний при напряже-
ниях, близких к <5_, показало отсутствие ферромагнитной фазы на образ-
цах без трещин, что свидетельствует о постоянстве магнитных харак-
теристик упрочненной стали (ц < 1,02) в условиях знакопеременного на-
гружения.
Разрушенные образцы могут иметь на поверхности излома до 80% фер-
ромагнитной фазы. Количество мартенсита уменьшается по мере удаления
от поверхности разрушения в глубь образца и на расстояниях 0,06; 0,12; 0,20
и 0,30 мм от нее составляет 46, 13, 10 и 0% соответственно. Магнитометри-
ческие измерения свидетельствуют о том, что развитие усталостной трещи-
ны в стали Н26ХТ1 сопровождается мартенситным у—> a-превращением и
релаксацией напряжений.
В условиях циклического нагружения проведена оценка коэффициента
К1с упрочненной фазонаклепанной стали Н26ХТ1. При о_, - 610 МПа полу-
чено значение К1с = 46,4 МПа м|/2 [23]. Определенная для сравнения на кон-
струкционной стали 18Х2Н4МА величина К|с = 44,9 МПа м|/2. Следует об-
ратить внимание на то, что все упрочненные стареющие аустенитные стали
чувствительны к концентраторам напряжений. Предел выносливости на
образцах с острым надрезом может быть в 1,5-2 раза ниже, чем величина
<у_|, определенная на гладких образцах.
В заключение отметим, что предел выносливости и вязкость разруше-
ния в исследованных сталях увеличиваются по мере уменьшения стабильно-
сти аустенита, которую можно регулировать старением. Дестабилизирую-
щее старение, обеспечивающее одновременное повышение прочности и от-
носительного удлинения, повышает значения и К1с.
516
СПИСОК ЛИТЕРАТУРЫ
1. Кацанъда С. Усталостное разрушение металлов. М.: Металлургия, 1976. 456 с.
2. Иванова В.С., Терентьев В.Ф. Природа усталости металлов. М.: Металлургия, 1975. 455 с.
3. Иванова В.С. Разрушение металлов. М.: Металлургия, 1979. 168 с.
4. Трощенко Л.А., Сосновский Л.А. Сопротивление усталости металлов и сплавов: Спра-
вочник. Киев: Наук, думка, 1987. Ч. 1. 506 с.
5. Браун У., Сроули Дж. Испытания высокопрочных металлических материалов на вяз-
кость разрушения при плоской деформации: М.: Мир, 1972. 244 с.
6. Иванова В.С., Кудряшов В.Г. Метод определения вязкости разрушения по данным испы-
тания образцов на усталость // Проблемы прочности, 1970. № 3. С. 17-19.
7. Иванова В.С., Маслов Л.И., Ботвина Л.Р. Фрактографические особенности и вязкость
разрушения стали при циклическом нагружении Ц Проблемы прочности, 1972. № 2.
С. 37-41.
8. Шушания В.Р., Молчанов Я.Н. О влиянии рабочей длины образца и его нагрева на уста-
лостную долговечность стали при чистом изгибе // Завод, лабор., 1964. № 5. С. 599-600.
9. Подстрикач Я.С., Чаевский М.Н. О температурных напряжениях, обусловленных внут-
ренним рассеянием энергии, и их влиянии на усталостную прочность деталей // Изв. АН
СССР. ОТН, 1959. № 1. С. 97-102.
10. Погорецкий Р.Г. Статистический фактор в масштабном эффекте при испытаниях стали
на циклическую прочность// Физ.-хим. механика материалов, 1965. Т. 2. С. 147-150.
11. Виноградова Н.В., Вудман В.А., Потапов В.В. и др. Влияние масштабного фактора на
выносливость аустенитных сталей // Высокопрочные немагнитные стали. М.: Наука,
1978. С. 126-130.
12. Богачев И.Н., Рудаков А.А. Влияние длины образца на циклическую прочность метаста-
бильных аустенитно-мартенситных сталей // ФХММ, 1968. Т. 4, № 1. С. 225-230.
13. Богачев И.И., Рудаков А.А. Влияние охлаждения на циклическую прочность нестабиль-
ной аустенитной стали 30Х10Г10 при изменении длины образца // ФХММ, № 5.
С. 548-553.
14. Александров ВЛ., Богачев ИН., Минц Р И. Некоторые особенности поведения аусте-
нитных сталей при циклическом нагружении // Изв. АН СССР. Металлы, 1966. № 6.
С. 68-72.
15. Рудман В.А. Факторы, оказывающие влияние на усталостную прочность высокопроч-
ных диспсрсионно-твердеющих немагнитных сталей // Структура и свойства немагнит-
ных сталей. М.: Наука, 1982. С. 176-182.
16. Рудман В.А. Об усталостной прочности немагнитных дисперсионно-твердеющих ста-
лей//Высокопрочные немагнитные сплавы. М.: Наука, 1973. С. 90-96.
17. Ратнер С.И. Разрушение при повторных нагрузках. М.: Оборонгиз, 1959. 352 с.
18. Щедрин Е.И., Сагарадзе В.В., Малышев К.А. Влияние величины зерна на усталостную
прочность немагнитных сталей // Структура и свойства немагнитных сталей. М.: Наука,
1982. С. 148-151.
19. Уваров А. И., Карпов П. П. Влияние стабильности аустенита на усталостную прочность
и вязкость разрушения немагнитных стареющих сплавов // Высокопрочные немагнит-
ные стали. М.: Наука, 1978. С. 102-108.
20. Уваров А.И., Карпов П.П. Усталостная прочность дисперсионно-твердеющих высоколе-
гированных сталей // МиТОМ, 1978. № 5. С. 5-9.
21. Уваров А.И., Карпов П.П. Влияние старения на предел выносливости метастабильной
аустенитной стали 40Х4Г18Ф // ФММ, 1985. Т. 60, вып. 3. С. 621-622.
22. Аветисян Ю.А., Горбач В.Г. Фазовый наклеп как способ повышения усталостной проч-
ности аустенитных сплавов // Высокопрочные немагнитные стали. М.: Наука, 1978.
С. 117-121.
23. Щедрин Е.И., Сагарадзе В.В. Физико-механические и технологические свойства аусте-
нитного сплава Н26ХТ1 Ц Высокопрочные немагнитные стали. М.: Наука, 1978.
С. 200-204.
24. Фазовый наклеп аустенитных сплавов на желсзоникелевой основе / К.А. Малышев,
В.В. Сагарадзе, И.П. Сорокин и др. М.: Наука, 1982. 260 с.
517
Глава 11
ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ И ПОВЫШЕНИЕ
ИЗНОСОСТОЙКОСТИ АУСТЕНИТНЫХ СТАЛЕЙ
Использование аустенитных сталей в узлах и деталях машин, работаю-
щих на трение, часто сдерживается из-за их низкой износостойкости, прису-
щей металлам и сплавам с ГЦК-решеткой. Для увеличения износостойкос-
ти отдельные части деталей подвергают поверхностному упрочнению. По-
верхностное упрочнение ГЦК-сталей существенно отличается по своим
особенностям от широко применяемых методов поверхностного упрочне-
ния сталей с ОЦК-решеткой (цементации, азотирования, нитроцементации
и др.). Высокую износостойкость цементируемых сталей с ОЦК(ОЦТ)-ре-
шеткой обеспечивает твердый высокоуглеродистый мартенсит поверхност-
ных слоев. В аустенитных сталях, подвергнутых цементации, износостой-
кий (Х-мартенсит не образуется. Поэтому для повышения стойкости аусте-
нитных сталей к трению и изнашиванию разрабатываются как новые мето-
ды поверхностного упрочнения, так и составы специальных поверхностно-
упрочняемых аустенитных сталей.
11.1. ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ МЕТАСТАБИЛЬНЫХ
АУСТЕНИТНЫХ СТАЛЕЙ С ПОМОЩЬЮ КОНТРОЛИРУЕМОГО
МАРТЕНСИТНОГО ПРЕВРАЩЕНИЯ
11.1.1. Метод упрочнения
Известные мартенситные стали с ОЦК- и ОЦТ-решетками обладают вы-
сокой износостойкостью, если они упрочнены до твердости 45-60 HRC. Та-
кую высокую твердость в ГЦК-сталях получить обычно не удается ни повы-
шением в них содержания углерода, ни дисперсионным твердением. Поэтому
значительный интерес представляет получение на метастабильных аустенит-
ных сталях поверхностных мартенситных слоев с высокой твердостью.
Метод поверхностного упрочнения. Самый простейший способ поверх-
ностного упрочнения метастабильных аустенитных сталей с мартенситной
точкой ниже 0 °C заключается в проведении поверхностной обработки холо-
дом. Но в этом случае не удается строго регулировать толщину и твердость
слоя. Для получения высокой твердости (>45 HRC) требуется достаточно
большое количество мартенсита (более 40%). Следовательно, необходимо ох-
ладить поверхность значительно ниже мартенситной точки или провести изо-
термическое у—> (Х-превращение. Однако в связи с высокой теплопроводнос-
тью сталей это приводит к развитию мартенситного превращения в глубин-
518
Рис. 11.1. Схема термообработки для полу-
чения поверхностного мартенситного слоя
ных слоях изделия. Кроме того, из-за
градиента температур происходит не-
равномерное распределение мартен-
сита в поверхностном слое.
Авторами [1-3] предложен способ
поверхностного упрочнения, в кото-
ром мартенситное превращение осу-
ществляется в поверхностном слое не
за счет создания градиента темпера-
тур, а в результате полного и равно-
мерного охлаждения детали после предварительной подготовки структуры
сердцевины и поверхностного слоя. Для этого использовано явление стабили-
зации Fe-Ni-Ti-аустенита [4] вследствие выделения у'-фазы при старении [5].
Подготовка структуры стали заключается в снижении мартенситной точ-
ки М„ далеко в область отрицательных температур (стабилизация) и последу-
ющем подъеме Мн до исходного уровня (-40... 100 °C) только в поверхност-
ном слое (дестабилизация), например, с помощью нагрева токами высокой
частоты (ТВЧ) для растворения у'-фазы. После этого осуществляется мар-
тенситное превращение в дестабилизированном внешнем слое детали при ох-
лаждении ее до температур, находящихся между мартенситными точками по-
верхности и сердцевины. Мартенсит дополнительно упрочняется старением
(рис. 11.1). Принципиально в стареющих мартенситных безуглеродистых ста-
лях может быть достигнута твердость более 60 HRC. Данный способ упроч-
нения применим ко всем склонным к стабилизации метастабильным аусте-
нитным сплавам систем Fe-Ni-Ti [4-6], Fe-Ni-Al [7], Fe-Cr-Ni [8], Fe-Ni-C
[9]. Стабилизацию можно осуществлять не только с помощью старения, но и
обратного сс—>у-превращения, особенно в условиях медленного нагрева [6,
10-12]. В сталях с низкой энергией дефектов упаковки, в частности хромони-
келевых нержавеющих, может быть осуществлена тепловая стабилизация
аустенита в результате изотермических выдержек при 400...500 °C [8].
Предложенный способ поверхностного упрочнения впервые был опро-
бован на стали Н21ТЗМ2 [1, 2]. Обработка проводилась по следующему ре-
жиму: 1) стабилизация аустенита при трехчасовом старении при 475 °C (Мн
снизилась от -70 до -145 °C); 2) дестабилизация поверхностного слоя в ре-
зультате закалки токами высокой частоты (ТВЧ) с частотой тока 3 кГц;
3) мартенситное превращение в дестабилизированном слое (выдержка 3 ч
при -120 °C, при этом образуется около 50 % мартенсита); 4) старение при
450 °C, 1 ч. Твердость поверхностного упрочненного слоя после указанной
обработки составила 48 HRC, глубина упрочнения 4 мм. В исследуемой ста-
ли при предварительном стабилизирующем старении не было достигнуто
снижение Мн до -196 °C, что не позволило получить максимально возмож-
ное количество мартенсита в поверхностном слое при обработке холодом.
Дальнейшие исследования проводились в целях выбора оптимального со-
става более простых Ni-Ti-сталей и условий стабилизации аустенита.
519
Таблица Hl
Влияние термообработки никельтнтановых сталей на положение Ми (°C)
и % а-мартенсита после охлаждения в жидком азоте
Сталь М,/% а при-196 °C
Закалка, 1100 °C Закалка + старение (ч) при 550 °C
1 3 6 12
Н26ХТ1 -80/60 -100/43 -110/43 -110/32
Н27Т2 -10/86 -50/68 -60/66 -50/59
Н28Т2 -40/80 -60/67 -70/61 -80/59
Н29Т2 -80/71 -110/47 -120/10 <-196/0
Н30Т2 -90/64 -120/8 <-196/0 <-196/0
Н31Т2 -120/55 <-196/0 <-196/0 <-196/0
Н26ХТЗ -80/60 -120/31 -120/26 -120/32
Н27ХТЗ -100/48 -140/13 <-196/0 <-196/0
Н28ТЗ -80/74 -110/34 -160/7 <-196/0
Н26Т4 -80/60 <-196/0 <-196/0 <-196/0 <-196/0
Н26Т5 -80/62 <-196/0 <-196/0 <-196/0 <-196/0
Поверхностно-упрочняемые аустенитные стали. Для исследования
выбраны [3] упрочняемые фазовым наклепом метастабильные никельтита-
новые стали (табл. 11.1).
В работах [7-13] кратко рассмотрено явление стабилизации, лежащее в
основе предложенного метода поверхностного упрочнения. Впервые стаби-
лизация Fe-Ni-Ti-аустенита при изотермической выдержке в диапазоне
температур 500...600 °C обнаружена Малышевым и Василевской [4]. Эф-
фект Малышева-Василевской в разной степени проявляется во всех иссле-
дованных сталях.
Анализируя табл. 11.1, отметим следующие особенности в поведении
никельтитановых сталей при стабилизирующем старении [6].
1. Наибольшая интенсивность стабилизации наблюдается в основном в
течение первых 3 ч старения. Последующее увеличение времени выдержки
изменяет М„ незначительно, однако количество мартенсита, образующего-
ся при охлаждении в жидком азоте, постоянно уменьшается с увеличением
времени старения.
2. Замена части никеля хромом (1,5%) существенно стабилизирует аус-
тенит. Так, в закаленной стали Н29Т2 (М„ = -80 °C) при обработке холодом
образуется больше мартенсита, чем в сталях Н26ХТ1(Мн = -80 °C) и
Н26ХТЗ (Мн = -80 °C). Это необходимо учитывать, так как для реализации
наибольшей твердости в поверхностном слое требуется максимально воз-
можное количество (У.-фазы.
3. Склонность к стабилизации возрастает с увеличением содержания ти-
тана. Стали с 4-5 мас.% титана стабилизируются существенно интенсивнее
даже при более низких температурах старения. Одночасовой выдержки при
450...550 °C достаточно для полной стабилизации стали Н26Т4, тогда как
выдержка в течение 12 ч стали Н26ХТ1 при 550 °C приводит к снижению
М всего на 30 град.
520
4. Следует отметить совершенно разную интенсивность снижения Мн и
количества образующегося при обработке холодом мартенсита в состарен-
ных сталях с 27-31 мас.% никеля и 2 мас.% титана (см. табл. 11.1). Шестича-
совое старение при 550 °C снижает Мн сталей с 27-28 мас.% никеля на
30-50, а в сталях с 30-31 мас.% никеля - более чем на 100 град. Формирова-
ние O'-мартенсита в первой группе материалов идет в парамагнитном аусте-
ните, а во второй группе - в ферромагнитном. Наблюдаемый эффект свя-
зан с дополнительным снижением М„ за счет магнитодисперсионного твер-
дения ниже Тс и рассмотрен в гл. 9.
Учитывая сказанное, можно рекомендовать для поверхностного упроч-
нения стали Н30Т2, Н28ТЗ, Н26Т4, Н26Т5, Н27ХТЗ, образующие больше
45% мартенсита и способные к полной стабилизации при старении. Более
предпочтительна сталь с 3,8 мас.% титана (Н26Т4), так как стали с 5 мас.%
титана менее технологичны из-за трудностей, возникающих при горячей
механической обработке, хотя они позволяют получать большую поверх-
ностную твердость.
Поверхностное упрочнение стали Н26Т4. Глубину упрочняемого слоя
можно регулировать, изменяя частоту тока при нагреве ТВЧ, а также время
выдержки при поверхностном нагреве. На рис. 11.1 показана схема получе-
ния поверхностного слоя. Цилиндрические образцы стали Н26Т4 (0-37 мм)
закаливали на аустенит в воде (Мн - -80 °C) и затем подвергали стабилизи-
рующему старению при 550 °C в течение 6 ч (Мн < -196 °C, см. табл. 11.1) и
поверхностному нагреву. Согласно расчету, представленному в работе [3],
время прогрева образца 0-37 мм из аустенитной стали на глубину 2 мм (час-
тота тока 66 кГц) составляет 1 с. В соответствии с этим был выполнен дес-
табилизирующий нагрев ТВЧ с выдержками 1, 2 и 3 с (охлаждение в воде).
После этого образцы со стабилизированной сердцевиной и дестабилизиро-
ванной поверхностью охлаждали в жидком азоте для получения мартенсита
в дестабилизированном слое. Для окончательного упрочнения мартенсита
образцы подвергали часовому старению при 450 °C.
Как видно из рис. 11.2, односекундный нагрев обеспечивал получение
2 мм упрочненного слоя. Увеличение времени нагрева от 2 до 3 с приводи-
ло к росту глубины упрочнения до 3 и 4 мм соответственно. Твердость слоя,
практически одинаковая по всей толщине, составляла 52 HRC.
1 см
I I
Рис. 11.2. Макроструктура поверхностно-упрочненной стали Н26Т4:
а. б, в - нагрев ТВЧ соответственно 1, 2, 3 с
521
Рис. 11.3. Изменение морфологии мартенсита стали Н26Т4 в переходной зоне от мартенсит-
ной поверхности (а) к аустенитной сердцевине (б)
На рис. 11.3 показана микроструктура переходного слоя (—0,4 мм) на
границе между аустенитной сердцевиной и мартенситной поверхностью.
Переходный слой представляет собой области с мартенситной точкой, по-
степенно убывающей в сторону сердцевины. На стыке стабилизированного
аустенита и дестабилизированного слоя Мн = -196 °C. Таким образом, на од-
ном образце можно проследить за изменением морфологии мартенсита в
зависимости от положения Мн: наблюдается переход от линзовидного мар-
тенсита с «рваными» границами к тонкопластинчатому мартенситу с прямо-
линейными границами, образующемуся в областях с низким значением М„.
11.1.2 . Износостойкость метастабильной стали Н26Т4
Износостойкость метастабильного аустенитного сплава Н26Т4, упроч-
няемого с помощью контролируемого мартенситного превращения, опре-
деляли при трении скольжения по схеме диск-палец в условиях, которые
возможны при работе реальных деталей (диски, валы и др.). При испытании
исследуемые цилиндрические образцы своими торцами изнашивались о
плоскую поверхность вращающегося диска из стали XI2М (62-64 HRC).
Влияние структурного состояния, а также скорости скольжения на вели-
чину износа и коэффициент трения стали Н26Т4 при испытании без смазки
характеризуют данные табл. 11.2.
Износостойкость рассматриваемой стали изучалась в сравнении с изно-
состойкостью углеродистой конструкционной стали 45 и высоколегиро-
ванной мартенситно-стареющей стали Н18К12М4Т, термообработанных
на высокую (51-54 HRC) твердость. Сталь Н26Т4 испытывалась в трех
структурных состояниях: 1) в аустенитном (закалка от 1100 °C в воде, НВ =
= 2000 МПа); 2) в мартенситно-аустенитном (закалка от 1100 °C в воде,
Таблица 11.2
Износ, мг/км, и коэффициент трения сталей при различных видах обработки
и скоростях скольжения (трение без смазки), м/с
Сталь: режим термообработки* Твердость HRC Приведенный износ/коэффициент трения сталей при скоростях скольжения
0,75 1.5 3,0
Н26Т4: 3 от 1100 °C 192,0 29,0 61,0
в воде 0,57 0,50 0,45
Н26Т4: 3 от 1100 °C в воде, О до -196 °C 30-33 44,0 0,43 70,0 0,47 155,0 0,46
Н26Т4: 3 от 1100 °C в воде, 52-54 9,8 9,5 10,5
О до-196 °C, С 450 °C, 2 ч 0,54 0,47 0,40
Сталь 45: 3 от 850 °C в во- 0,3 7,6 131,0
дс, отпуск 200 °C 51-53 0,55 0,56 0,57
Сталь Н18К12М4Т: 3 от 22,2 137,0 95,0
950 °C, С 480 °C, 3 ч 54 0,68 0,60 0,30
* 3 - закалка, О - охлаждение, С - старение.
охлаждение -196 °C; 60% сх-фазы, 30-33 HRC); 3) в состаренном мартенсит-
но-аустенитном (закалка от 1100 °C в воде, охлаждение до -196 °C, старе-
ние при 450 °C, 2 ч; 60% сх-фазы, 52-54 HRC); это структурное состояние
формируется в поверхностном мартенситном слое. Видно, что в условиях
сухого трения при относительно небольшой скорости скольжения 0,75 м/с
износостойкость стали Н26Т4 в значительной степени определяется уров-
нем ее исходной твердости. Минимальной износостойкостью в данном слу-
чае обладает аустенитная структура, а наибольшей - аустенитно-мартен-
ситная структура после старения (52-54 HRC). Увеличение скорости сколь-
жения до 3,0 м/с приводит к резкому снижению износостойкости сталей 45,
Н18К12М4Т, а также стали Н26Т4, закаленной на мартенсит (30-33 HRC).
Сталь Н26Т4, содержащая в структуре 60 % состаренного мартенсита, со-
храняет значительную износостойкость при скорости 1,5-3,0 м/с.
Износостойкость сталей и сплавов при повышенных скоростях сколь-
жения определяется не только их исходной прочностью (твердостью), но
также теплостойкостью и склонностью к образованию устойчивых оксид-
ных пленок на поверхности трения.
Сталь Н26Т4, содержащая в структуре состаренный мартенсит и аусте-
нит, характеризуется, очевидно, благоприятным сочетанием исходной твер-
дости и теплостойкости, а также, вероятно, образует прочные оксидные
пленки, препятствующие схватыванию. Это обстоятельство обеспечивает
значительную износостойкость стали как при небольшой (0,75 м/с), так и
при повышенных скоростях скольжения (см. табл. 11.2). В отличие от угле-
родистого мартенсита стали 45, который теряет прочность уже при темпе-
ратурах выше 250 °C, стареющий мартенсит стали Н26Т4 сохраняет высо-
кую прочность до 500 °C. Наличие в структуре состаренной стали Н26Т4
523
Таблица 11.3
Износ, мг/км, и коэффициент трения сталей при различных обработках
и скоростях скольжения (трепне со смазкой), м/с
Сталь: режим термообработки* Твердость HRC Приведенным износ/коэффициепт трения сталей при скоростях скольжения
0,75 1,5 3,0
Н26Т4: 3 от 1100 °C в воде 0,9 0,8 1,2
0,12 0,04 0,4
Н26Т4: 3 от 1100 °C в воде, од 7,3 2,3 1,4
О до-196 °C 3V-33 0,13 0,12 0,10
Н26Т4: 3 от 1100 °C в воде, 10,4 2,0 3,5
О до-196 °C, С 450 °C, 2 ч 0,13 0,10 0,11
Сталь 45: 3 от 850 °C С 1 С9 0,8 2,2 2,7
в воде, отпуск 200 °C 51-53 0,06 0,07 0,10
большого количества остаточного аустенита, обладающего повышенной
теплостойкостью и склонностью к деформационному упрочнению, способ-
ствует, по-видимому, увеличению ее сопротивления тепловому износу. По-
ниженную износостойкость мартенситно-стареющей стали HJ8K12M4T
при скоростях скольжения 1,5-3,0 м/с, учитывая ее значительную твердость
и теплостойкость, следует, очевидно, связывать с малой устойчивостью ок-
сидных пленок, возникающих на ее поверхности трения [14].
Результаты испытания стали Н26Т4 при трении со смазкой приведены в
табл. 11.3, из которой видно, что износостойкость стали Н26Т4 при всех ско-
ростях относительно мало зависит от характера структуры и уровня прочно-
сти. Это свидетельствует о том, что в данных условиях граничного трения
она в значительной степени определяется особенностями взаимодействия
смазки с поверхностью трения [13]. При скорости скольжения 0,75 м/с сталь
Н26Т4 уступает в износостойкости и антифрикционных свойствах стали 45,
а при скоростях 1,5 и 3,0 м/с износостойкость обеих сталей практически
одинакова. Относительно небольшой износ и коэффициент трения стали
Н26Т4 при скоростях 1,5 и 3,0 м/с свидетельствует о хорошем удержании
смазки и сохранении смазочного действия на трущихся поверхностях.
Анализируя полученные данные, можно сказать, что по износостойкос-
ти сталь Н26Т4 со структурой состаренного мартенсита и остаточного аус-
тенита превосходит высоколегированную мартенситно-стареющую сталь
Н18К12М4Т, а также сталь 45 (при повышенных скоростях скольжения 1,5
и 3,0 м/с). Эта аустенитная метастабильная сталь может быть использована
в качестве износостойкого высокопрочного материала, подвергаемого по-
верхностному упрочнению с помощью контролируемого мартенситного
превращения.
Стабилизирующее старение при 550 °C можно использовать для повы-
шения уровня прочностных характеристик поверхностно-упрочняемых де-
талей. При этом значения о() 2 в состаренной стали типа Н26Т4 могут дости-
гать 450 МПа. Еще в большей степени упрочняется сердцевина деталей в
524
результате осуществления прямого и обратного мартенситных превраще-
нии (фазовый наклеп) с последующим стабилизирующим старением (<502
возрастает до 800 МПа).
Следует отметить, что предложенный способ обработки стабилизирую-
щихся метастабильных сталей может быть применен не только для поверх-
ностного упрочнения, но и для целенаправленного получения ферромагнит-
ных областей разных размеров и геометрии в парамагнитной матрице. Для
этих целей можно использовать, в частности, локальный лазерный нагрев
стабилизированной стали (до температур выше 900 °C), что позволяет при
дальнейшей обработке холодом получать ферромагнитный мартенсит
только в местах локального разогрева.
11.2. ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ ПРИ АЗОТИРОВАНИИ
Наиболее широкое применение в качестве упрочняющей поверхност-
ной химико-термической обработки аустенитных сталей получил процесс
азотирования [15-21]. В монографии [15] достаточно подробно рассмотре-
но азотирование аустенитных сталей, упрочняемых карбидным старением.
Поэтому в настоящей работе представлена только краткая характеристика
азотирования высокопрочных сталей с ГЦК-решеткой.
Основные характеристики азотированных слоев аустенитных ста-
лей. Азотированию могут подвергаться практически все аустенитные стали,
однако толщина азотированного слоя в них существенно меньше, чем в
обычных конструкционных сталях с ОЦК-решеткой, так как скорость диф-
фузии в ОЦК-фазе намного выше, чем в ГЦК. Для увеличения глубины азо-
тированного слоя обычно повышают температуру азотирования аустенит-
ных сталей с 550 до 650...700 °C, что снижает твердость слоя из-за коагуля-
ции нитридных частиц. Глубина азотированного слоя уменьшается и при
увеличении в аустените содержания С, W, Ni, Mo, Si. Мп, Сг, что объясняет-
ся снижением коэффициента диффузии азота в у-матрице, а также уменьше-
нием растворимости азота в присутствии легирующих элементов [15].
Обычно азотирование осуществляют в аммиаке или в его смеси с азотом и
другими газами. В частности, азотирование аустенитной марганцево-никеле-
вой стали 40Г14Н9Ф2 при 560.. .600 °C (т = 48 ч) в смеси 70-80% N2 + 20-30%
NH3 позволяет получить поверхностный слой с максимальной твердостью до
~14 000 МПа и глубиной 300 мкм [15]; на глубине 150 мкм твердость снижа-
ется до 5000 МПа. Микроструктура азотированного слоя состоит из не-
скольких зон [15] в соответствии с диаграммой равновесия Fe-Ni: 1) тонкий
поверхностный слой, содержащий £-фазу с ГПУ-решеткой (твердый раствор
на основе Fe2(3)N); 2) слой у'-фазы с ГЦК-решеткой и меньшим содержанием
азота (твердый раствор на основе Fe4N); 3) область азотистого аустенита (у-
фаза), отделенная от у'-фазы переходной зоной у + у'.
Твердость азотированного слоя зависит от состава и количества нитри-
дов и карбонитридов и увеличивается при легировании марганцево-никеле-
вой аустенитной стали хромом, титаном или алюминием [15, 16]. В табл.
11.4 представлены режимы азотирования, глубина и твердость азотирован-
ного слоя различных аустенитных сталей.
525
Таблица 11.4
Характеристики азотируемых слоен аустенитных сталей
Сталь Режим азотирования Толщина слоя, мм Твердость HV Источник
2Х18Н9 560/48* 0,19-0,20 827-1027
0Х20Н4АГ10 560/48 0,20-0,21 1027-1171 П61
X13H35IOT3 560/48 0,07-0,08 929-1027
! Х17Н25М6 560/48 0,07-0,08 926-966
4Х14Н14В2М 560/32 0,09 949 П 71
25Х18Н8В2 560/48 0,17 810-825 [1 /J
40Г14Н9ХЗЮФ2 560/48 0,25-0,30 1400
600/48 0,23-0,27 1320 . Г1К1
680/20 0,17-0,20 724-792 1 1OJ
750/20 0,19-0,23 649-665
40Г14Н9Ф2 560/48 0,20 900
600/48 0,24 750 Г1 S 1 R1
40Г14Н9ХЗФ2 560/48 0,22 1200
600/48 0,27 1050
20Г20 520/12 + 535/48 0,25 8500**
29Г20Ф2 520/12 + 535/48 0,20 9500**
24Г20Ф2М4 520/12 + 535/48 0,20 12900**
*В числителе — температура, °C, в знаменателе - время, ч.
♦♦Значения микротвердости, МПа.
Следует отметить, что по износостойкости азотированные аустенитные
стали (в частности 40Г14Н9ХЗЮФ2) почти не уступают известным азотиру-
емым конструкционным материалам типа 38XMIOA с ОЦК-решеткой при
высоких контактных напряжениях (650-800 МПа) [15]. Совмещение азоти-
рования с упрочняющим старением у-матрицы позволяет уменьшить веро-
ятность продавливания тонкого поверхностного азотированного слоя в тя-
желых условиях нагружения.
Поверхностное упрочнение метастабильных аустенитных сталей с
помощью контролируемого мартенситного превращения и азотирова-
ния. В работе [22] показана возможность азотирования метастабильных ау-
стенитных сталей, в частности Н26Т4, Н26ТЗ и др., в которых с помощью
контролируемого мартенситного превращения предварительно была сфор-
мирована поверхностная мартенситная «корочка» глубиной до 3 мм (см.
разд. 11.1). При этом можно ожидать ускорения диффузии азота, так как
азотированию подвергается a-фаза с ОЦК-решеткой, а также увеличения
сопротивления продавливанию слоя при высоких контактных нагрузках
вследствие того, что азотированный слой располагается на твердой
(-50 HRC) мартенситной «подложке».
На рис. 11.4 (кривая 1) представлено распределение микротвердости
аустенитной стали Н26ТЗ, упрочненной с помощью контролируемого мар-
тенситного превращения и азотирования. Мартенситный слой глубиной
около 3 мм получали в результате предварительного стабилизирующего
старения при 550 °C (6 ч), снижающего Мн ниже -196 °C, дестабилизирую-
щего поверхностного нагрева ТВЧ и мартенситного у—» ос-превращения
Рис. 11.4. Изменение микротвердости ^2
Нц по толщине упрочненных поверх-
ностных слоев: 3
1 - контролируемое мартенситное превращение X
стали Н26ТЗ с последующим азотированием при Ja
520 °C, 12 ч + 535 °C, 8 ч; 2- цементация стали о
29Г20Ф2 при 940 °C, т = 25 ч с последующим ста-
рением при 650 °C, т = 10 ч и азотированием
са
только в дестабилизирован-
ном поверхностном слое при
охлаждении образца в жидком
азоте. Упрочняющее старение
Расстояние от поверхности
мартенсита совмещали с азотированием (512 °C, 12 ч + 540 °C, 48 ч).
В этих условиях обработки проходило интерметаллидное старение
и частичное ос—> у-превращение в зоне азотированного аустенита, по-
скольку азот снижает интервал обратного мартенситного превращения.
Микротвердость азотированного слоя толщиной ~0,35 мм составляет
9000-5000 МПа, мартенситная зона до глубины 2,6 мм имеет твер-
дость 4500 МПа (см. рис. 11.4, кривая 1). Интенсивность изнашивания
такой азотированной стали Н26ТЗ в паре со сталью Х12М при удельном
давлении 2 МПа в условиях сухого трения при скоростях скольжения
0,05-1,65 м/с сопоставима с интенсивностью изнашивания состаренного
мартенсита (Ih = 2-108), а при скоростях скольжения 2,3-4,0 м/с она оста-
ется такой же в азотированной стали и возрастает почти на порядок в не-
азотированном мартенсите [22].
11.3. ЦЕМЕНТАЦИЯ СПЕЦИАЛЬНО ЛЕГИРОВАННЫХ
АУСТЕНИТНЫХ СТАЛЕЙ
Процесс цементации ферромагнитных конструкционных сталей, заклю-
чающийся в высокотемпературном науглероживании глубоких поверхност-
ных слоев толщиной 2-4 мм при 900... 1000 °C с последующим образовани-
ем высокоуглеродистого мартенсита при закалке, широко известен и при-
меняется как основной способ повышения контактной прочности тяжело-
нагруженных деталей. Цементация аустенитных сталей начинает находить
применение [23-25] также для повышения поверхностной твердости и изно-
состойкости неферромагнитных деталей. Однако повышение твердости в
цементованных слоях известных аустенитных сталей связано с образовани-
ем не высокоуглеродистого мартенсита, а карбидов.
В табл. 11.5 [23] представлены режимы цементации и значения поверх-
ностной твердости некоторых аустенитных и аустенитно-ферритных не-
ржавеющих сталей.
Повышение температуры цементации от 900 до 1100 °C значительно
увеличивает глубину науглероженного слоя. Повышенная твердость цемен-
тованных слоев нержавеющих сталей связана с образованием крупных хро-
мистых карбидов типа Ме7С3 [25], которые могут формироваться как при
самой цементации (при низкотемпературном науглероживании), так и при
527
Таблица 11.5
Режимы цементации и твердость цементуемых слоев нержавеющих сталей [23]
Сталь Исходный фазовый состав стали Режим цементации Твердость слоя HRC
1Х18Н9Т Аустенит 1100/30* 39
Х14Г14 Аустенит 1100/30 44
Х21Н5Т Аустенит + феррит 1100/20 37
Х17Н5МЗТ Аустенит + феррит 1100/20 48
Х17Н5МЗС2 Аустенит + феррит 900/20 43
*В числителе — температура, °C» в знаменателе — время выдержки, ч.
охлаждении от температуры цементации. Наличие этих карбидов является
причиной повышения износостойкости.
Как видно из табл. 11.5, наибольшая твердость HRC в цементованных
слоях аустенитных нержавеющих сталей 1Х18Н9Т и Х14Г14 достигает
39-44, а в аустенитно-ферритных сталях - 37-48 ед. Максимальные значе-
ния микротвердости (выше 7ГПа) наблюдаются в слоях глубиной 0,3-0,5 мм
[23]. Следует отметить, что цементуемые ферритно-аустенитные стали не-
пригодны в качестве неферромагнитных материалов. В науглероженных
нержавеющих сталях типа XI8Н9Т также может появляться небольшое ко-
личество ферромагнитной фазы - а-мартенсита [23], когда большая часть
хрома переходит в карбиды и в результате обеднения хромом аустенитной
матрицы значительно повышается температура М„. Чтобы повысить твер-
дость и износостойкость за счет выделяющихся карбидов, были разработа-
ны специальные аустенитные стали [26-28].
11.3.1. Влияние углерода на структуру и свойства стареющих
Мп—V-Mo-аустенитных сталей
Для получения оптимального комплекса механических свойств в цемен-
тованных аустенитных слоях, в том числе высоких значений твердости (>50
HRC) и износостойкости, необходимо обеспечить выделение в науглеро-
женной зоне чрезвычайно дисперсных специальных карбидов. Как показа-
но в работе [23], формирование крупных карбидов хрома в цементованной
нержавеющей аустенитной стали не даст повышения твердости более 39^44
HRC (см. табл. 11.5). В работах [26-28] рассмотрено изменение структуры,
износостойкости и других механических свойств бесхромистых аустенит-
ных Mn-V-Mo-сталей с различным содержанием углерода, которое можно
получить при разных режимах поверхностного науглероживания.
Известно, что наиболее эффективное упрочнение стареющих аустенит-
ных сталей достигается в результате выделения дисперсных карбидов вана-
дия. Дополнительный рост прочности этих сталей может быть обеспечен при
совместном легировании их W, Мо и V (стали типа 70Г17Н8М5В5Ф), что объ-
ясняется одновременным образованием двух типов карбидов: VC и Ме6С [15].
Для определения необходимого количества молибдена и ванадия для уп-
рочнения аустенитных сталей типа Г20 была оценена [27] твердость ряда
528
Рис. 11.5. Влияние содержания углерода на ме-
ханические свойства состаренных (650 °C, 10 ч)
аустенитных Mn-V-Mo-сталей
1800
- HRC
1200
600
°0.2
HRC
-60
-50
-40
-30
-20
- 10
Jo
0,2 0,4 0,6 0,8 1.0 1,2
С, мае. %
е>
С
е
0
5^
высокоуглеродистых сталей с различ-
ным легированием, имитирующих по
составу цементованные аустенитные
слои. Твердость определялась после
закалки от 1150... 1170 °C и старения
при 600, 650, 700 °C в течение 1-20 ч.
Значения максимальной достижимой
твердости составили, ед. HRC: в стали
75Г20 - <20 (89 ед. HRB), 75Г20М2 -
<20 (95 ед. HRB), 73Г20Ф2 - 47,
86Г20Ф4 - 47, 78Г20ФМ2 - 49,
73Г20Ф2МЗ - 52,79Г20Ф2М5 - 51, 80Г20Ф2М7 - 50, 77Г20Ф2М9 - 52. Как
видно, введение одного молибдена слабо упрочняет аустенитные стали ти-
па 80Г20. Напротив, легирование ванадием сильно повышает твердость
этих сталей - до 47 HRC. Увеличение количества ванадия с 1,5 до 4% прак-
тически не влияет на уровень твердости. Добавление молибдена в ванадий-
содержащие стали позволяет повысить твердость до 50-52 HRC, причем для
этого вполне достаточно 2—4 мас.% молибдена.
На основании полученных результатов для дальнейших исследований
в качестве основного материала были взяты стали с 2 мас.% ванадия и
2-4 мас.% молибдена. Количество карбидообразующих элементов в вы-
бранных сталях значительно меньше, чем в сталях типа 70Г17Н8М5В5Ф,
предложенных авторами [15].
На рис. 11.5 представлены зависимости механических свойств закален-
ной и состаренной при 650 °C, 10 ч стали Г20Ф2МЗ от содержания углеро-
да. Видно, что упрочнение в существенной мере определяется содержанием
углерода. Наибольший прирост До02 и Дов при старении (на 940 и 720 МПа
соответственно) имеет место в аустенитной стали Г20Ф2МЗ с повышенным
содержанием углерода - 0,73%, что не достигается в подобных сталях без
молибдена. Однако и в стали с 0,08% С старение позволяет увеличить пре-
дел текучести с 270 до 500 МПа. Десятичасовой выдержки при 650 °C доста-
точно для получения наибольшего упрочнения во всех сталях с 0,08-0,73%
С. Высокая пластичность (5 > 30%, у > 40%, KCU+2° > 1,4 МДж/м2, KCU-196
> 0,4 МДж/м2) сохраняется в состаренных сталях с содержанием углерода до
|0,2%. Пластичность снижается до допустимого уровня (8 > 20%) при высо-
ких значениях прочности (о02 > 1100 МПа) в сталях с 0,26-0,31 % С. Лишь
|при содержании углерода более 0,5% пластичность падает до низких для ау-
стенитных сталей значений.
Положительное влияние молибдена при дисперсионном упрочнении
карбидами сказывается на увеличении не только уровня прочности и твер-
дости, по и теплостойкости аустенитных сталей [27]. В сталях с молибденом
и ванадием заметное снижение твердости начинается при температурах ста-
рения более 750...800 °C, что на 50-100 °C выше, чем в сталях с одним ва-
529
надием. Так. 20-часовая выдержка при 750 °C сохраняет твердость 50 HRC
в стали 73Г20Ф2М4 и 42 HRC в стали 31Г20Ф2МЗ, в то время как в анало-
гичных сталях без молибдена твердость по сравнению с максимальной сни-
жается на 10 HRC.
Как показали электронно-микроскопические исследования [27, 28], на
ранних стадиях старения (600...650 °C, выдержка 1 ч) в Mn-V-Mo-сталях
наблюдается матричный деформационный контраст с двумерной полосча-
тостью вдоль направлений <100>. На электронограммах рефлексов от но-
вой фазы не обнаруживается, а вблизи отражений от у-матрицы появляют-
ся диффузные пятна, расположенные симметрично относительно основных
отражений по направлениям <100> обратной решетки. Подобные картины
«твидового» контраста и дифракции электронов обычно объясняются фор-
мированием квазипериодической (модулированной) структуры из системы
кластеров или когерентных с матрицей частиц при наличии периодическо-
го поля вызванных ими упругих искажений [29].
С увеличением выдержки до 3 ч в сталях с 0,2-0,3% С матричный кон-
траст от выделений на электронно-микроскопических изображениях усили-
вается, однако на дифракционных картинах по-прежнему присутствуют
лишь рефлексы от у-твердого раствора. На этой стадии старения уже име-
ет место сильное упрочнение сталей. Старение при 650 °C в течение 5 ч и
более приводит к изменению микродифракционной картины. Около мат-
ричных рефлексов со стороны меньших углов появляются дополнительные
рефлексы, проиндицировапиые как отражения от дисперсных частиц кар-
бида ванадия с ГЦК-решеткой, изоморфной матрице. Темнопольное изоб-
ражение карбидов в рефлексе (1 ll)vc дано на рис. 11.6, а.
Увеличение выдержек при 600.. .700 °C до 10-20 ч и более, а также изме-
нение содержания углерода от 0,2 до 0,7% не сопровождается заметным ка-
чественным изменением тонкой структуры сталей. Во всех исследованных
Mn-V-Mo-сталях при температурах старения 600.. .800 °C наблюдается гомо-
генное матричное выделение карбидов. Лишь для малоуглеродистых сталей
без молибдена с меньшим пересыщением легирующими элементами (сталь
29Г20Ф2) обнаружена критическая температура 730 °C, выше которой про-
исходит смена механизма зарождения карбида ванадия (рис. 11.6, б). В этой
стали при температурах старения 750...800 °C частицы карбида ванадия вы-
деляются гетерогенно на дислокациях и ДУ. Как видно из рисунка, часть де-
фектов свободна от выделений VC и, вероятно, эти ДУ образовались после
выделения карбидов при охлаждении стали от температуры старения.
В отдельных случаях на электронограммах сталей вокруг основных у-
рефлексов наблюдаются дополнительные экстра-рефлексы. На дифракци-
онной картине им соответствует появление в структуре групп дефектов
упаковки по всем четырем плоскостям {111 ]г По-видимому, выделение
карбидов, происходящее в области ДУ, вызывает перемещение частичных
дислокаций в результате их взаимодействия с полем напряжений, создавае-
мым когерентными частицами VC. При этом размеры д.у. в плоскостях
[111 )у существенно увеличиваются, что объясняет появление на электроно-
граммах до четырех дополнительных экстра-рефлексов вокруг основных
отражений от у-решетки [27, 28].
530
Рис. 11.6. Выделение карбидов ванадия в сталях 26Г20Ф2МЗ (а) и 29Г20Ф2 (б) после закал-
ки, старения при 650 °C, т = 10 ч (а) и 750 °C, т = 5ч(б)
В аустенитных марганцевых сталях с молибденом (70Г20МЗ) происхо-
дит гетерогенное выделение карбидов Мо2С на дислокациях и довольно
крупных карбидов Ме6С на границах зерен [27, 28]. Карбиды молибдена вы-
деляются и в Mn-V-Mo-сталях, что подтверждается рентгеноструктурным
анализом карбидных осадков. Однако из-за большой плотности выделений
VC не удается электронно-микроскопически выявить мелкие карбиды
Мо2С, которые так же, как и в Mn-Mo-сталях, выделяются на дислокациях.
Отдельные крупные карбиды Ме6С на границах зерен зафиксированы в вы-
сокоуглеродистых Mn-V-Mo-сталях [27].
Карбид ванадия обладает широкой областью гомогенности. Его состав
значительно отклоняется от стехиометрического с дефицитом по углероду
от VC073 (а = 0,41310 нм) до VC087 (а = 0,41655 нм) [30].
В работе [27] методом рентгеноструктурного анализа карбидного осадка
измерен параметр решетки карбида ванадия сталей 75Г20Ф2 и 73Г2ОФ2МЗ,
закаленных и состаренных при 650 °C, т = 10 ч. В стали без молибдена карбид
ванадия имеет параметр а = 0,4153 ± 0,0001 нм, что соответствует составу
УСП8? [30]. В ванадиевой стали с молибденом параметр решетки карбида вана-
дия увеличивается до а = 0,4175 ± 0,0001 нм. Решетка с таким параметром не
укладывается в область гомогенности нелегированного карбида ванадия.
Аномально большой параметр решетки можно объяснить легированием кар-
бида ванадия молибденом, так как, согласно данным [30], в VC может раство-
ряться до 25% Мо и параметр решетки карбида увеличивается до а = 0,4220 нм.
В табл. 11.6 [27] представлены средние значения размеров и плотности
карбидов VC, (V, Мо), С, Мо2С, вычисленные по темнопольным электрон-
но-микроскопическим изображениям. Крупные карбиды VC и Ме6С (разме-
ром более 100 нм) в расчетах не учитывались.
Количественный анализ позволил выявить ряд закономерностей. Плот-
ность частиц карбида ванадия зависит в первую очередь от реализуемого в
531
Таблица 11.6
Размер и количество дисперсных карбидов в исследуемых сталях
Сталь Старение Карбид Средний размер, нм Число частиц в ед. объема, см-3 Твердость HRC
Т, °C т, ч
29Г20Ф2 650 10 VC 5,3 1,8-1016 38
800 1 VC 18,5 3,9-10'3 33
73Г20Ф2 650 120 VC 4,7 3,8- 10,fi —
800 5 VC 5,6(79%) + +16,4(21%) 2,7-1 О'6 43
75Г20М2 650 10 Мо2С 11,4 Выделение на дисло- кациях 20
650 120 Мо2С 4...37 7,5-1014 -
08Г20Ф2МЗ 700 10 (V, Мо)С 6,9 9,0-1015 20
26Г20Ф2М4 650 10 (V. Мо)С 4,3 3,6-1016 42
650 120 (V, Мо)С 4,7 5,3-101й —
800 1 (V, Мо)С 4,9 3,2-1016 41
73Г20Ф2М4 650 10 (V, Мо)С 4,1 9,2-10'6 52
650 120 (V, Мо)С 4,6 9,2-10,й —
800 5 (V, Мо)С 7,8 4,5-101й 47
стали механизма выделения. При гетерогенном зарождении карбидов на дис-
локациях и ДУ число частиц в единице объема составляет 3,9-1013 см-3, сред-
ний размер —18,5 нм. При гомогенном зарождении средний размер карбида
ванадия меньше, а плотность частиц примерно на три порядка выше и зави-
сит от содержания в стали углерода и молибдена. В стали Г20ФМЗ с 0,08% С
количество карбидов в состаренном состоянии меньше (9,0-1015 см-3), чем в
сталях с 0,26% С (3,6-1016 см-3) и 0,73% С (9-1016 см-3 - см. табл. 11.6). При оди-
наковом содержании углерода выявляется влияние молибдена, присутствие
которого в стали увеличивает количество карбидов МеС. Так, в стали
29Г20Ф2 число частиц в единице объема (после старения при 650 °C, 10 ч) со-
ставляет 1,8-1016 см4, а в 26Г20Ф2М4 - З,6-1О16 см-3; в стали 73Г20Ф2, соста-
ренной по режиму 650 °C, т = 120 ч, - 3,8-1016 см-3, в 73Г20Ф2М4 после такой
же обработки - 9,2-Ю16 см-3.
Легирование карбида ванадия молибденом особенно сказывается на раз-
мере частиц при высоких температурах старения (см. табл. 11.6). Молибден
сдерживает рост частиц VC. Так, в ванадийсодержащих сталях с молибденом
карбид ванадия укрупняется незначительно, тогда как в стали 73Г20Ф2 от-
дельные частицы вырастают в 4-5 раз. Наряду с влиянием на состав, разме-
ры частиц и их количество, молибден упрочняет и "/-твердый раствор. Это от-
ражается на повышении твердости Mn-V-Mo-сталей в закаленном состоянии
при введении молибдена. Кроме того, не связанный в карбиды молибден сни-
жает диффузионную подвижность легирующих элементов в аустените.
С увеличением температуры старения от 650 до 800 °C максимальный
размер частиц карбида ванадия в стали с молибденом 75Г20ФМЗ увеличи-
532
вается с 6 до 12 нм, а в стали 75Г20Ф2 появляются частицы размером до
20 нм. Меньший размер карбида ванадия и большая его плотность в
Mn-V-Mo-сталях приводит к более высокому уровню прочности и твердо-
сти по сравнению с Mn-V-сталями.
Оптимальному сочетанию механических свойств (б > 20%, о02 >1100 МПа)
соответствует структура среднеуглеродистых аустенитных сталей с одно-
родно распределенными карбидами (V, Мо)С размером ~4,3 нм, плотнос-
тью ЗЮ16 см-3, небольшим числом крупных карбидов VC и МебС. Наиболь-
шее упрочнение (о02 > 1500 МПа, HRC > 50) достигается в высокоуглероди-
стой легированной совместно ванадием и молибденом стали, структура ко-
торой характеризуется максимальным количеством карбидов, равным
9,2-1016 см-3, большим количеством крупных частиц Ме6С и VC [27].
11.3.2. Износостойкость состаренных Mn-V-Mo-аустеннтных
сталей с высоким содержанием углерода
Как показано выше, старение неферромагнитных высокоуглеродистых
Mn-V-Mo-аустенитных сталей позволяет увеличить твердость HRC до 50 и
более, что существенно больше, чем твердость состаренных цементован-
ных слоев нержавеющих аустенитных сталей. Представляло интерес оце-
нить износостойкость Mn-V-Mo-аустенитньтх сталей при различных усло-
виях нагружения.
В работах [26-28] рассмотрено влияние дисперсионного твердения на
износостойкость аустенитных марганцевых сталей в условиях сухого тре-
ния скольжения. В табл. 11.7 приведены значения интенсивности изнашива-
ния и микротвердости поверхности ряда сталей до испытаний на трение и
после них при скорости скольжения 0,07 м/с и удельном давлении 6,0 МПа.
Видно, что в результате деформации при трении поверхностные слои ста-
лей с разным легированием (а следовательно, и различной исходной твердо-
стью) сильно упрочнились.
Несмотря на то что степень деформационного упрочнения вападийсо-
держащих сталей обычно меньше, чем сталей 75Г20 и 75Г20М2, уровень
микротвердости (на поверхности трения после испытаний) достигает более
высоких значений, особенно высокоуглеродистой стали, легированной сов-
местно ванадием и молибденом. Это связано с большей исходной твердос-
тью последней стали. Лучшая износостойкость при таких условиях трения
наблюдается также у Mn-V и Mn-V-Mo-сталей.
Интересно, что при низкой исходной твердости сталь 75Г20М2 оказа-
ла достаточно высокое сопротивление атермическому изнашиванию.
В этой стали присутствуют крупные карбиды Ме6С и Мо2С, которые сла-
бо влияют на прочность и твердость аустенита, но, по-видимому, положи-
тельно сказываются на его износостойкости. Согласно данным табл. 11.8,
при низких удельных давлениях и слабом фрикционном нагреве стали
75Г20М2 и 73Г20Ф2М4 обладают одинаковой износостойкостью, сравни-
мой с износостойкостью стали Гадфильда. Однако при увеличении удель-
ного давления более прочная сталь с V и Мо проявляет лучшую износо-
стойкость, чем сталь 75Г20М2.
533
Таблица 11.7
Деформационное упрочнение и интенсивность изнашивания состаренных
(650 °C, 1 = 10 ч) марганцевых сталей при трепни скольжения
со скоростью 0,07 м/с и удельным давлением 6 МПа
Сталь Исходная микро- твердость Ннсх, МПа М икротвердость на поверхности трения НП(1В, МПа Степень упрочнения НППВ /Нисх Интенсивность изнашивания IhlO3
26Г20Ф2М4 3190 7840 2,5 38,0
75Г20 2150 6330 2,9 41,0
73Г20Ф2 5470 7520 1,4 23,0
75Г20М2 2510 7130 2,8 28,0
73Г20Ф2М4 6680 8410 1,3 23,0
Таблица 11.8
Влияние удельного давления на интенсивность изнашивания
и коэффициент трения при скорости скольжения 0,07 м/с
Сталь Режим обработки Характеристики трения и изнашивания прн удельных давлениях, МПа
1 2 4 б 8
75Г20М2 3,0 „ 3,6 25,0 28,0 27,0
3 1150 °C + 0,70 0,75 0,50 0,65 0,65
75Г20М2Ф4 +С 650 °C, 10 ч 3,0 _4,4_ 18,0 23,0 19,0
0,70 0,75 0,50 0,70 0,65
110Г13 3 1150 °C 5,0 2,0 10,0 20,0 20,0
0,65 0,55 0,64 0,54 0,49
*В числителе — интенсивность изнашивания Ih-I О3, в знаменателе — коэффициент трения.
Влияние скорости скольжения на интенсивность изнашивания
и коэффициент трения с удельным давлением 2 МПа
Таблица 11.9
Сталь Режим обработки Характеристики трения и изнашивания* при скоростях скольжения, м/с
0,05 0,65 1.65 2.3 4,0
26Г20М2Ф4 3 1150 °C + 1,9 8,4 2,3 5,5 28,0
+ С 650 °C, 10 ч 0,56* 0,38 0,35 0,35 0,29
73Г20Ф4 То же 1,7 4,1 2,1 15,0 29,0
0,64 0,50 0,38 0,38 0,43
75Г20М2 U 5,6 0,8 1,8 6,7 32,0
0,32 0,25 0,26 0,19 0,22
3 7 1,2 1,1 4,8 2,9
75Г20М2Ф4
0,40 0,20 0,20 0,15 0,22
И0Г13 3 1150 °C, вода 0,3 0,3 7 64 160
0,5 0,44 0,37 0,40 0,44
*В числителе - интенсивность изнашивания lh-103, в знаменателе - коэффициент трения
ем 2 МШ?Х” П Ра3™™ь,х скольжения с удельным давлен,,-
МПа (табл. 11.9) позволили оценить износостойкость сталей в услови-
Пр^малГгТско™ И теплового схватывания при адгезионном изнашивании
на паз™ Лю °СТЯХ5КОЛЬжен™ (0,05-1,65 м/с) все материалы, несмотря
изношстойкоотX” ??КСТП "Ме<ОТ ПрИмерн0 одинаковую и высокую
2 МО м/с У Р" У”"1™"™ скорости скольжения до
75ППМ? интенсивность изнашивания сталей 26Г20Ф2М4, 73Г20Ф2 и
m™°M2 заметно <на порядок) повышается, что связано с развитием тепло
вого схватывания и термического разупрочнения. И только у высокоугле-
пиемСТОГ° Ж®лезомаРгаицевого аустенита, совместно легированного вана-
кость n. n Zv6”0" (СТаЛЬ 73Г20Ф2М4)> сохраняется высокая износостой-
сть при всех исследованных скоростях скольжения [26-28]
Однозначное объяснение полученным результатам дать сложно Ясно
что одно повышение исходной твердости не может гарантировать высокой
износостойкости в условиях теплового схватывания. Так, сталь 73Г20Ф2,
Обладая за счет выделения дисперсных карбидов ванадия твердостью
47 HRC, характеризуется практически таким же сопротивлением износу,
что и сталь 75Г20М2 с твердостью меньше 20 HRC. Возможно, что наличие
в аустенитных сталях дисперсных частиц упрочняющей фазы, имеющих
равноосную форму, не обеспечивает высокой износостойкости. Для ее по-
вышения предпочтительнее сосуществование мелких и крупных неравноос-
ных карбидов. Последние могут выступать над поверхностью и восприни-
мать основную нагрузку при трении. Твердая и прочная у-матрица с дис-
персными карбидами VC при трении не продавливается этими крупными
карбидами, задерживая износ. В стали 73Г20Ф2М4, имеющей высокую из-
носостойкость в условиях теплового схватывания, такими упрочняющими
фазами (кроме дисперсных частиц VC) являются карбиды Ме6С и нераство-
рившиеся при нагреве под закалку крупные карбиды VC. Повышенная теп-
лостойкость стали также положительно сказывается в условиях сильного
фрикционного нагрева при больших скоростях скольжения. Коэффициент
трения исследованных сталей с увеличением скорости скольжения заметно
снижается, а при скорости скольжения 0,07 м/с не меняется с повышением
удельного давления.
Следует отметить очень малую величину коэффициента сухого трения
состаренных марганцевых сталей, легированных молибденом. В сталях
75Г20М2 и 73Г20Ф2М4 значения коэффициента трения при малых скоростях
скольжения (0,05 м/с) составляют 0,32-0,40, а при больших (0,65^4,0 м/с) -
0,15-0,26 (см. табл. 11.9), что существенно меньше, чем в стали 73Г20Ф2 и в
никелевых сталях со стареющим мартенситом Н26Т4, Н18К12М4Т. По види-
мому, одной из причин высокой износостойкости состаренного Mn-Mo-V-
аустенита является низкий коэффициент трения. Последнее обстоятельство
может быть связано как с наличием каркаса из крупных карбидов, так и с об-
разованием прослоек ГПУ-кристаллов — небольшого количества Е-фазы де-
формационного происхождения или групп дефектов упаковки, образованных
при старении (см. рис. 11.6, б и [27]). Снижение коэффициента трения при об-
разовании ГПУ-фазы в марганцевых сталях известно из работы [31] и будет
обсуждаться далее.
535
Таким образом, совместное легирование аустенитных марганцевых ста-
лей ванадием и молибденом позволяет значительно повысить их твердость и
износостойкость. Наибольший эффект достигается при повышении содер-
жания углерода до 0,8-1,2% [26-28], что можно обеспечить с помощью це-
ментации средне- или малоуглеродистых Mn-V-Mo-аустенитных сталей.
В работе [32] предложен способ химико-термической обработки, совме-
щающий цементацию и азотирование. На рис. 11.4 (кривая 2) представлено
распределение микротвердости стали 29Г20Ф2 после цементации при
940 °C (25 ч), старения и азотирования по режиму 520°С, т = 12 ч + 535°С,
т = 40 ч. Как видно, состаренный цементованный слой с микротвердостью
5500-6000 МПа и глубиной ~3,2 мм имеет на поверхности азотированную
зону толщиной 0,1 мм (HV 10 000 МПа). Аналогичная картина наблюдает-
ся при цементации и азотировании Мп—V—Mo-аустенитных сталей, при этом
микротвердость цементованного слоя может достигать 6500 МПа.
11.4. ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ ВЫСОКОХРОМИСТЫХ
АУСТЕНИТНО-ФЕРРИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ
В РЕЗУЛЬТАТЕ ОБРАЗОВАНИЯ О-ФАЗЫ
Нержавеющие аустенитно-ферритные стали с высоким содержанием
хрома склонны к интенсивному твердению в результате образования о-фа-
зы при 700...800 °C [33-35]. В случае полного превращения феррита в о-фа-
зу и аустенит эти стали теряют свою ферромагнитность и могут быть ис-
пользованы в качестве твердых немагнитных материалов, стойких к высо-
котемпературной эрозии и износу [35].
Однако выделение о-фазы сопровождается сильным охрупчиванием
сталей, что в ряде случаев делает невозможным их практическое использо-
вание. Избежать полного охрупчивания, по-видимому, можно при получе-
нии упрочняющей су-фазы только в поверхностных слоях деталей.
В работах [33, 34] предложен способ поверхностного упрочнения высо-
кохромистых нержавеющих сталей за счет преимущественного выделения
СУ-фазы в предварительно обезуглероженном поверхностном слое. Иссле-
дование [34] проводили на высокохромистых сталях с различным содержа-
нием углерода (табл. 11.10). Химический состав сталей подбирали так, что-
бы в поверхностном обезуглероженном слое при старении достаточно быс-
Таблица 11.10
Состав аустспитпо-фсрритных сталей, мас.%
Сталь С Сг Ni Мо Мп Si
Х29Н8М2 0,02 28,3 8,6 1,9 0,22 0,20
20Х29Н8М2 0,18 29,1 7,9 1,8 0,22 0,22
40Х29Н8М2 0,42 29,5 7,9 1,7 0,10 0,17
70Х29Н8М2 0,65 29,4 8,0 1,8 0,22 0,15
Х27Н9 0,02 26,9 9,4 — 0,10 0,16
20Х27Н9 0,26 26,9 9,3 — 0,06 0,19
70Х27Н9 0,74 26,9 9,0 - 0,65 0,19
536
тро выделялась о-фаза. Стали содержали большое количество хрома (до
29%) и были дополнительно легированы элементами, ускоряющими выде-
ление о-фазы, - молибденом и кремнием [34]. Введение в хромистые стали
8-9% никеля расширяет область у-фазы и необходимо для получения не-
ферромагнитного состояния. Увеличение содержания углерода от 0,02 до
0,74% позволило получать после соответствующей термической обработки
разное количество о-фазы. Исследование сталей с 0,02-0,18% С необходи-
мо для оценки износостойкости и упрочнения материала, имитирующего
поверхностный обезуглероженный слой, содержащий о-фазу. Стали с по-
вышенным содержанием углерода позволяют проследить за магнитностью
и твердостью основного материала
11.4.1. Фазовые превращения в аустенитно-фсррнтных сталях
В табл. 11.11 показано изменение содержания феррита в сталях после
закалки от различных температур [34]. С повышением температуры закал-
ки от 1000 до 1300 °C количество феррита в сталях увеличивается. При на-
греве до 1250 °C и выше сталь Х29Н8М2 становится полностью ферритной,
сталь 70Х27Н9 остается аустенитной. Увеличение содержания углерода
приводит к уменьшению количества феррита после закалки, а при прочих
равных условиях количество феррита наибольшее в сталях с молибденом.
Таким образом, изменяя температуру закалки и содержание углерода в
хромоникелевой стали, можно в широких пределах регулировать количест-
во феррита, что, в свою очередь, должно сказаться на объемной доле выде-
ляющейся при старении о-фазы и на твердости.
Авторами [34, 36] исследованы структурные превращения, приведены
изохроны изменения твердости стали Х29Н8М2 при изотермических вы-
держках, характеризующие кинетику выделения более твердых, чем исход-
ный феррит, фаз. На рис. 11.7 показана зависимость механических свойств
от температуры отжига при непрерывном медленном нагреве со скоростью
0,3 град/мин, приведена кривая изменения количества ферромагнитной со-
ставляющей, характеризующая степень распада ферромагнитного ферри-
та. На кривых изменения твердости имеются два максимума при температу-
рах около 500 и 800 °C: в первом случае твердость повышается до 35 HRC,
во втором - до 52 HRC. В этих же температурных интервалах наблюдается
Таблица Н.Н
Количество феррита в сталях после закалки от разных температур
Сталь Содержание ферромагнитной О ЦК-фазы, %, после закалки от температур, °C
1000 1100 1200 1250 1300
Х29Н8М2 65 72 91 100 100
20Х29Н8М2 49 57 58 58 59
40Х29Н8М2 34 36 40 50 57
70Х29Н8М2 21 26 28 30 50
Х27Н9 24 29 36 39 43
537
Рис. 11.7. Зависимость твердости HRC, коли-
чества ферромагнитной a-фазы и механиче-
ских свойств стали Х28Н8М2 от температу-
ры отжига при медленном нагреве со скоро-
стью 0,3 град/мин (испытание при 20 °C)
рост прочностных характеристик и
снижение пластичности, особенно
при 700...800 °C, когда наступает
полное охрупчивание материала.
Как показывает электронно-микро-
скопическое исследование [36], при
нагреве до 500 °C в структуре фер-
рита наряду с единичными пластина-
ми у-фазы появляется большое ко-
личество плотно расположенных
дисперсных сферических частиц, размер которых не превышает 20 нм. С
помощью дифракции электронов не удается обнаружить решетку, отлич-
ную от ОЦК-решетки исходного феррита. По всей видимости, эти частицы
представляют собой высокохромистую а'-фазу [37, 38] с решеткой, изо-
морфной ОЦК-матрице. Образование а'-фазы начинается с расслоения
феррита на обогащенные хромом дисперсные зоны при обеднении этим
элементом матрицы. Этот распад является упрочняющим процессом, со-
провождается падением пластичности и служит причиной «475-градусной
хрупкости» хромистого феррита [38]. Двухчасовая изотермическая вы-
держка при 475 °C приводит к повышению твердости до 35 HRC и при даль-
нейшем увеличении выдержки твердость не изменяется. Выделение «'-фа-
зы в стали при медленном нагреве до 500 °C сопровождается повышением
предела прочности до 1080 МПа при уменьшении относительного сужения
с 50 до 30% (см. рис. 11.7).
Дальнейший нагрев интенсифицирует превращение ОЦК—>ГЦК и одно-
временно вызывает растворение а'-фазы. Так, в медленно нагретой
до 600 °C стали ферритная матрица свободна от частиц а'-фазы, количест-
во у-кристаллов существенно больше, чем после отжига при 500 °C. Крис-
таллы аустенита образуются в виде двух морфологических разновидностей:
довольно протяженных «видманштеттовых» пластин и тонких дисперсных
реек, превращающихся при более высоких температурах в стержни с пло-
скопараллельными гранями [39].
При нагреве в интервале 700...900 °C в структуре стали Х29Н8М2 наря-
ду с аустенитом и ферритом начинает появляться (5-фаза (рис. 11.8). При
температурах 700...800 °C, когда скорость выделения о-фазы максимальна,
она наблюдается уже после двухчасовой выдержки. Наличие о-фазы под-
тверждается электронно-микроскопическими исследованиями и рентгено-
структурным фазовым анализом [36]. Наряду с рефлексами аустенита и
феррита, наблюдаются рефлексы о-фазы, имеющей сложную тетрагональ-
ную решетку с параметрами а = 0,881 нм, с = 0,540 нм. Выделение о-фазы
начинается на аустенитно-ферритных границах, где она имеет вид более
538
Рис. 11.8. Структура ст фазы в стали Х28Н8М2 (а) посте закатки от 1250 °C, старения (750 °C.
т = 2 ч) и структура переходной зоны стали 70Х29Н8М2 (б) после обезуглероживания распа-
да (750 °C. т = 5 ч) с выделением о-фазы (ст фаза - темные участки)
темных участков неправильной формы. В дальнейшем о-области, «огибая»
аустенитные участки (см. рис. 11.8, а), разрастаются в глубь ферритной
матрицы. По всей видимости, при наличии двух фаз - феррита и аустенита,
<5-фаза предпочтительнее образуется в феррите, так как в результате пере-
распределения легирующих элементов между а- и у-фазами в ферритных
зернах концентрируются a-образующие элементы - хром и молибден. При
этом отклонения от среднего состава в а- и у-фазах могут составлять не-
сколько процентов [26, 37]. В стали 70Х29Н8М2, имеющей после закалки
двухфазную (а + у)-структуру. старение приводит к выделению о-фазы
только в ферритных зернах [36].
Следует отметить роль молибдена, значительно ускоряющего выделе-
ние о-фазы в высокохромистых сталях. В структуре стали Х29Н8М2 после
10-часовой выдержки при 700...800 °C присутствуют лишь аустенит и о-фа-
за. В стали Х27Н9 (без молибдена) полный распад феррита на смесь аусте-
нита и о-фазы при этих же температурах заканчивается за 40 ч. Формиро-
вание достаточно крупных кристаллов о-фазы. вызывая общий рост твер-
дости до 52 HRC. не повышает предел текучести стали Х29Н8М2 более
850 МПа, что, вероятно, объясняется возможностью «беспрепятственного»
перемещения дислокаций по широким «аустенитным каналам», в которых
отсутствуют дисперсные частицы второй фазы.
Нагрев стали Х29Н8М2 выше 950 °C вызывает растворение о-фазы,
что приводит к падению твердости до 19 HRC. Пластины и стержни у-фазы
могут сохраняться до температур 1000... 1100 °C. Повышение содержания
углерода приводит к уменьшению количества выделяющейся о-фазы и к
снижению общей твердости до 30-35 HRC в сталях 40Х29Н8М2 и
70Х29Н8М2. В безмолибденовых сталях превращение феррита протекает с
меньшей скоростью, кроме того, максимальные значения твердости не пре-
вышают 35 и 25 HRC соответственно.
Следует отметить, что в сталях с углеродом образуются карбиды типа
М23С6, которые, хотя и незначительно, также повышают твердость. Так. в
стали 70Х27Н9 о-фаза не выделяется, а при старении образуются карбиды,
поэтому твердость HRC возрастает всез о лишь на 5 ед.
539
Таким образом, поверхностное упрочнение за счет выделения о-фазы мо-
жет быть осуществлено на сталях типа Х29Н8М2 с повышенным содержани-
ем углерода (-0,7%), если в поверхностном слое будет уменьшена концентра-
ция углерода до 0,2% и ниже. Обезуглероживание стали 70Х27Н9 привело бы
к получению упрочненного G-фазой поверхностного слоя при более пластич-
ной и полностью аустенитной сердцевине, однако при этом в поверхностном
слое не удается получить максимальную твердость из-за недостаточного ко-
личества G-фазы, что, по-видимому, связано с отсутствием в стали молибдена.
11.4.2. Поверхностное упрочнение стали 70Х28Н8М2
и износостойкость О-содержащих сталей
Наибольшие трудности представляло поверхностное обезуглероживание
сталей типа 70Х29Н8М2 из-за большого содержания в них карбидообразую-
щего элемента хрома. Было опробовано несколько различных способов обе-
зуглероживания [34]: в вакууме, на воздухе, во влажном водороде, в твердой
обмазке (85% СаСО3 + 15%Fe3O4). Указанные способы (1050... 1300 °C,
выдержка 10-24 ч) позволили получить обезуглероженный слой толщиной
0,15-0,25 мм. Более эффективным оказалось обезуглероживание в вакууме
с предварительным окислением стали, протекающее за счет восстановле-
ния оксидной пленки углеродом основы с образованием и удалением в ваку-
уме оксида углерода [35].
Сталь 70Х29Н8М2 предварительно окисляли на воздухе при 1000 °C,
Т = 3 ч, затем отжигали в вакууме (Р = 0,133 Па) при 1300 °C в течение 10 ч.
Последующее старение (750 °C, т = 5 ч) вызвало преимущественное выде-
ление G-фазы в обезуглероженном слое. На рис. 11.8, б показана структура
зоны, где видно постепенное уменьшение количества G-фазы (темнотравя-
щиеся участки) при переходе от обезуглероженной поверхности к цент-
ральной необезуглероженной части образца. Твердость упрочненного слоя
стали 70Х29Н8М2 составляла HV 680-630, сердцевины - HV 330. На
рис. 11.9 показано распределение твердости на различном расстоянии от по-
верхности: толщина упрочненного слоя 0,8 мм. Образцы после поверхност-
ного упрочнения были полностью неферромагнитными. Пластические
свойства поверхностно-упрочняемой стали 70Х29Н8М2 после старения при
750 °C, т = 5 ч относительно низкие (5 = 4%, у = 15%), но выше, чем стали
Х29Н8М2 после аналогичной обработки (8 и у близки к нулю).
Испытанию на изнашивание подвергали образцы сталей Х29Н8М2 и
20Х29Н8М2 после закалки от 1200 °C и старения при 700 °C, т = 20 ч. По-
еле такой обработки структура стали
Х29Н8М2 состояла из G-фазы и аусте-
нита (53 HRC), стали 20Х29Н8М2 - из
G-фазы, аустенита и карбидов типа
М23Сб(46 HRC). После термической
Расстояние от поверхности, мм
Рис. 11.9. Распределение твердости по Виккерсу
HV в упрочненном a-фазой поверхностном слое
стали 70Х29Н8М2
540
Таблица 11.12
Характеристика трения и износа высокохромистых сталей
Сталь Трение без смазки при удельных давлениях, МПа
I 2 4 6 8
Х29Н8М2 20Х29Н8М2 9X18 2,2/0,50* 2,2/0,30 0/0,54 8,4/0,55 2,8/0,30 0,38/0,60 18,9/0,36 34,2/0,40 0,60/0,51 39,6/0,42 72,0/0,47 0,52/0,56 49,0/0,50 107/0,43 0,60/0,50
Сталь Трение со смазкой при удельных давлениях, МПа Абразивная износостойкость
10 12 15
Х29Н8М2 20Х29Н8М2 9X18 0,07/0,10 0,40/0,08 0/0,10 0/0,008 0,07/0,010 0,20/0,08 2,45 2,75 2,40
*В числителе - интенсивность изнашивания IhlO’, в знаменателе - коэффициент трения К.
обработки образцы механически шлифовали и электрополировали. Для
сравнения с исследуемыми сталями испытывали сталь 9X18, термически об-
работанную на твердость -56-58 HRC (закалка от 1050 °C в масле, отпуск
при 250 °C, т = 2 ч).
Из табл. 11.12 видно, что при трении без смазки интенсивность изнаши-
вания сталей Х29Н8М2 и 20Х29Н8М2 при всех удельных давлениях на
один-два порядка выше, чем интенсивность изнашивания стали 9X18. Ко-
эффициенты трения исследуемых сталей примерно одинаковы и при малых
давлениях относительно низки (0,30). Интенсивность изнашивания при по-
вышенных давлениях стали 20Х29Н8М2 в 2 раза выше, чем стали
Х29Н8М2. Результаты [34] металлографического исследования поверхнос-
ти трения образцов показали, что изнашивание сталей Х29Н8М2 и
20Х29Н8М2 начинается с избирательного разрушения (отрыва) отдельных
участков поверхности с повышенной хрупкостью, затем деформация и раз-
рушение охватывают всю рабочую поверхность образца. Происходит пере-
нос материала образца на поверхность пластины, и при этом образуется
большое количество частиц износа со средним размером около 100 мкм.
В данном случае наблюдается ярко выраженное схватывание поверхнос-
тей. Увеличение давления интенсифицирует схватывание и изнашивание
(см. табл. 11.12). Изнашивание стали 9X18 в этих условиях имеет нормаль-
ный (окислительный) характер, интенсивность ее изнашивания мала и
практически не зависит от удельного давления. Склонность сталей
Х29Н8М2 и 20Х29Н8М2 к схватыванию можно, очевидно, объяснить высо-
кой хрупкостью <5-фазы, облегчающей отрыв частиц с поверхности трения
при нарушении возникающих адгезионных связей. Сопротивление мартен-
сита стали 9X18 разрушению при адгезионном воздействии, вероятно, зна-
чительно выше, чем о-фазы, что и обусловливает значительно меньшую
интенсивность изнашивания стали 9X18 по сравнению с изнашиванием ста-
лей Х29Н8М2 и 20Х29Н8М2.
541
При трении со смазкой, когда адгезионное воздействие поверхностей
мало (К < 0,1, см. табл. 11.12), интенсивность изнашивания стали Х29Н8М2
не выше, чем стали 9X18. В условиях граничного трения, при котором вза-
имодействие поверхностей сопровождается многократным упругопластиче-
ским деформированием, сопротивление разрушению о-фазы довольно ве-
лико и практически такое же, что и мартенситной матрицы стали 9X18.
При трении по закрепленному абразиву, когда основными механизмами
разрушения являются микрорезание и царапание, наличие в структуре аус-
тенитных сталей значительного количества о-фазы обеспечивает получе-
ние более высокой износостойкости, чем стали 9X18 (см. табл. 11.12).
Таким образом, нержавеющие неферромагнитные стали, подвергае-
мые поверхностному упрочнению в результате выделения о-фазы, целе-
сообразно использовать при трении со смазкой или в условиях абразивно-
го воздействия
11.5. ВЛИЯНИЕ МАРТЕНСИТНОГО у-МХ-ПРЕВРАЩЕНИЯ
ПРИ ТРЕНИИ НА ИЗНОСОСТОЙКОСТЬ
МЕТАСТАБИЛЬНЫХ АУСТЕНИТНЫХ СТАЛЕЙ
При трении в метастабильных аустенитных сталях могут возникать мар-
тенситные фазы. Новые мартенситные фазы, образующиеся в зоне сильно-
го деформационного воздействия при трении, обладают более высокой
прочностью и иным коэффициентом трения, что не может не повлиять на
износостойкость материалов. В работах [40—44] рассмотрены характерис-
тики трения и изнашивания метастабильных аустенитных сталей, образую-
щих мартенсит деформации. Впервые положительное влияние а-мартепси-
та деформации на износостойкость метастабильных аустенитных сталей
показано в работе [40] при сухом трении скольжения по схеме диск-палец.
Метастабильные аустенитные стали 40Г13, 40Н25,40Х10Г10, 35X10Н9, как
правило, имеют заметно более высокую износостойкость при сухом трении,
чем стабильная аустенитная сталь 40Х25Н20 и мартенситная нержавеющая
сталь 1X13 при удельных давлениях 0,1-1,0 МПа и скоростях скольжения
0,75-7,5 м/с [40]. Нестабильные аустенитные стали, образующие на поверх-
ности трения мартенсит деформации, лучше сопротивляются изнашиванию
в условиях схватывания, чем стабильный аустенит, что связано с сильным
упрочнением поверхности в результате у—> а-превращения. При этом коэф-
фициент трения остается достаточно высоким (0,5—0,9) при скоростях
скольжения 0,75-4,5 м/с и сопоставим с коэффициентом трения стали
40Х25Н20и 1X13 [40].
В табл. 11.13 [41] приведены характеристики упрочненного при трении
поверхностного слоя и износостойкость никелевых, хромомарганцевых и
хромоникелевых метастабильных аустенитных сталей с 0,4 мас.% Св срав-
нении со стабильной аустенитной сталью 40Х25Н20. Повышение износо-
стойкости метастабильных сталей связано со значительной степенью уп-
рочнения поверхностных слоев и появлением большого количества (до
50%) мартенсита деформации на поверхности трения (см. табл. 11.13). Так,
приведенный износ (при скорости скольжения 1,5 м/с и удельном давлении
542
Таблица 11.13
Изменение износостойкости аустенитных сталей при образовании разного количества
мартенсита деформации в условиях сухого трения при удельном давлении 1 МПа [41]
Скорость скольжения, м/с Твердость на поверхности трения Нгоах. МПа Степень упроч- нения Н,га,/Нип Глубина упроч- нения. мкм Колич. мартен- сита деформа- ции, % Приведенный износ, мг/км
0,35 509 Сталь 40Н25, 7 3,2 = 161 МПа 350 42 15
0,75 509 3,2 200 8 10
1,5 487 3,0 300 14 10
4,5 447 2,8 300 30 20
7,5 349 2,2 250 0 30
0,35 С/ 795 паль 40Х10Г10 2,9 //„„ = 275 МП< 300 45 20
0,75 752 2,7 350 38 10
1,5 677 2,5 250 19 10
4,5 509 1,8 350 30 30
7,5 509 1,8 250 10 10
0.35 С 644 таль 35X10119, 2,5 Нисх = 257 МПа 300 50 35
0,75 644 2,5 400 23 10
1,5 644 2,5 250 21 15
4,5 509 2,0 300 12 40
7,5 381 1,5 200 15 20
0.35 С/ 435 паль 40X25И20 1,9 Н„сх = 232 МПс 250 0 60
0,75 501 2,2 300 0 20
1,5 480 2,1 350 0 240
4,5 442 1,9 250 0 215
7,5 401 1,7 250 0 40
1 МПа) в сталях 40Н25, 40X10Г10, 35Х10Н9 более чем на порядок меньше,
чем в стабильной стали 40Х2Н20. Кристаллы мартенсита деформации вы-
страиваются перпендикулярно направлению скольжения, являясь прочны-
ми барьерами на пути движения дислокаций в аустените. Развитие у—>а-пре-
вращения при трении способствует также релаксации пиковых напряже-
ний. С увеличением скорости скольжения от 0,75 до 4,5-7,5 м/с возрастает
средняя объемная температура от 100... 120 до 320...550 °C и снижается об-
щее количество мартенсита деформации, что вызывает увеличение износа.
Кроме того, образующийся на первых стадиях скольжения мартенсит мо-
жет в дальнейшем перейти в аустенит в результате обратного мартенситно-
го превращения, что также сопровождается разупрочнением [41].
В работе [42] исследована износостойкость метастабильной аустенит-
ной стали 45X12Г8 в условиях воздействия циклических знакопеременных
напряжений при возвратно-поступательном движении образца при трении
543
без смазки на воздухе и в безокислительной среде (керосине). Износостой-
кость метастабильной стали 45Х12Г8 с большой интенсивностью упрочне-
ния была заметно выше, чем стабильной аустенитной стали Гадфильда
110Г13, что авторы объясняют образованием в первой стали до 100% а-
мартенсита деформации.
Таким образом, повышенная износостойкость среднеуглеродистых ме-
тастабильных аустенитных сталей, по сравнению со стабильными, объясня-
ется [40-42]: большой степенью упрочнения при образовании мартенсита
деформации, анизотропным его распределением в поверхностных слоях и
релаксацией напряжений при локальном превращении. Большую роль при
высоких скоростях скольжения играют легированность и теплостойкость
мартенсита деформации.
Совсем иную причину повышенной износостойкости имеют метаста-
бильные марганцевые аустенитные стали, в которых образуется мартенсит
деформации с ГПУ-решеткой (е-фаза).
11.6. ВЛИЯНИЕ Е-МАРТЕНСИТА ИА СНИЖЕНИЕ КОЭФФИЦИЕНТА
ТРЕНИЯ И ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ МАРГАНЦЕВЫХ
АУСТЕНИТНЫХ СТАЛЕЙ
Впервые в работе [43] на примере метастабильной аустенитной стали
Г21 было показано существенное снижение коэффициента трения К (до
0,25) при образовании е-мартенсита с ГПУ-решеткой (с/п = 1,61), что приве-
ло к значительному повышению износостойкости. Обнаруженное анти-
фрикционное воздействие е-фазы подтвердилось на многих марганцевых
сталях с разным содержанием марганца [44, 45]. Оказалось, что стали, со-
держащие ГПУ-фазу, по своим антифрикционным свойствам не отличают-
ся от материалов с ГПУ-решеткой (кобальта, лантана и др.), обладающих
низким коэффициентом трения [46]. В то же время известно, что образова-
ние ГПУ-фазы в титане и в некоторых марганцевых сталях [47] не приво-
дит к повышению износостойкости в условиях сухого трения скольжения.
Поэтому в работе [43] подробно исследовано влияние Е-мартенсита на ха-
рактеристики трения скольжения марганцевых метастабильных аустенит-
ных сталей.
Для исследования была взята практически безуглеродистая сталь Г21,
мас.%: 0,02 С; 20,8 Мп и стареющая сталь 20Г18С2Ф, мас.%: 0,25 С; 18,4 Мп;
2,3 Si; 1,1 V. Изнашивание однородных пар (палец-пластина) осуществляли
при нагрузке 294 Н в условиях возвратно-поступательного движения со
средней скоростью 0,07 м/с при температурах от 20 до 300 ° С по специаль-
ной методике [43].
Результаты испытания стали Г21, содержащей в исходном закаленном
состоянии 65% Е-мартенсита и 35% аустенита, приведены на рис. 11.10 [43].
Характер изменения коэффициента трения (его средних значений) и интен-
сивности изнашивания данного материала от температуры нагрева образ-
цов практически одинаков. Изменение коэффициента трения для стали Г21
в зависимости от температуры в значительной степени подобно изменению
коэффициента трения кобальта в интервале 300...450 °C, описанному Бак-
544
Рис. 11.10. Влияние температуры испытания на
коэффициент трения К, интенсивность изна-
шивания Ih, микротвсрдость Нр, уширение ли-
нии (111) аустенита Р и количество Е-мартенси-
та в поверхностном слое стали Г21
ли и Джонсоном [46]. При температу-
рах 20 и 60 °C коэффициент трения и
интенсивность изнашивания стали Г21
малы. Металлографическое изучение
образцов показало, что на поверхнос-
ти видны следы интенсивной пласти-
ческой деформации в направлении
трения. Наличия фрикционного окис-
ления, а также следов схватывания не
обнаружено.
Повышение температуры испыта-
ния от 60 до 175 °C приводит к значи-
тельному увеличению коэффициента трения и интенсивности изнашивания
стали Г21. При 200 °C наблюдается дальнейшее скачкообразное по харак-
теру возрастание коэффициента трения (до 1,15) и интенсивности изнаши-
вания. Повышение температуры до 300 ° С приводит к снижению рассмат-
риваемых характеристик (см. рис. 11.10). При температурах выше 60 °C на
поверхности стали Г21 интенсивно развиваются процессы схватывания и
глубинного вырывания [43], прогрессирующие с ростом температуры. При
200...300 °C схватывание принимает катастрофический характер. Глубина
повреждений на поверхности трения достигает 1 мм и более. Изменение ин-
тенсивности изнашивания инденторов от температуры качественно подоб-
но показанному на рис. 11.10 изменению интенсивности изнашивания плос-
ких образцов [43].
Таким образом, полученные результаты показывают очень сильную
температурную зависимость параметров трения и изнашивания стали Г21.
В интервале 20.. .200 °C интенсивность изнашивания возрастает более чем в
100 раз, а коэффициент трения - более чем в 3 раза. При этом наблюдается
изменение фазового состава поверхностных слоев стали (см. рис. 11.10). Фа-
зовый анализ поверхностного слоя образцов, испытанных при 20 и 60 °C, по-
казывает наличие в стали значительного (35-65%) количества е-мартенсита.
Данный фазовый состав обеспечивает минимальные значения коэффициен-
та трения и интенсивности изнашивания. Выше 60 °C количество Е-мартен-
сита снижается по сравнению с его исходным содержанием, что, очевидно,
обусловлено протеканием на поверхности трения е—уу-превращения. В тече-
ние всего испытания при 20 °C коэффициент трения и термо-эдс стали Г21
сохраняют относительно стабильные и минимальные по величине значения.
Это свидетельствует о приблизительном постоянстве структурного состоя-
ния поверхностных слоев материала [43]. Испытания при 60 и 100 °C харак-
теризуются резкими периодическими изменениями коэффициента трения
[43]. Его рост обусловлен возникновением на поверхности стали Г21 участ-
545
ков, имеющих аустенитную структуру, которой свойствен высокий коэффи-
циент трения (К = 0,8) при температурах 250...300 °C (см. рис. 11.10). Повы-
шение температуры до 100 °C увеличивает частоту возникновения участков
с аустенитной структурой, а также длительность их существования. Высокие
и стабильные значения коэффициента трения и термо-эдс при 200 °C (К =
= 1,1) отражают присутствие на поверхности материала в течение всего ис-
пытания преимущественно аустенитной структуры [43].
Интенсивная пластическая деформация в сочетании с нагревом способ-
ствует увеличению стабильности стали Г21 по отношению к у—> 8-превра-
щению. Доказательством этого служит сохранение в стали аустенитной
структуры после испытаний при повышенных (200...300 °C) температурах
(см. рис. 11.10). Согласно дилатометрическим исследованиям, 8—уу-превра-
щение в стали Г21 происходит в интервале температур 170...220 °C, что в
условиях трения при температурах образца 60... 150 °C отчасти можно объ-
яснить влиянием выделения тепла при трении. Однако фрикционный на-
грев поверхности относительно мал (ДТ = 20...30 °C). Очевидно, данное
превращение при столь незначительных температурах обусловлено влияни-
ем сильной пластической деформации, способствующей снижению темпе-
ратуры начала 8—>у-превращения в стали Г21 в условиях трения [43].
На рис. 11.10 показано изменение средних значений микротвердости
(нагрузка 0,49 Н) на поверхности трения, а также физического уширения
линии (111)у стали Г21 в зависимости от температуры испытания. Физичес-
кое уширение возрастает в 2-2,5 раза при 150 и 175 °C, а при дальнейшем
повышении температуры снижается. Изменение физического уширения в
интервале 60... 175 °C происходит в соответствии с изменением количества
8-мартенсита. При снижении количества 8-мартенсита происходит рост фи-
зического уширения линии (111) аустенита. Данный факт, очевидно, можно
объяснить влиянием 8-мартенсита на коэффициент трения стали Г21. Рост
силы трения, обусловленный уменьшением количества 8-мартенсита на по-
верхности материала, способствует интенсификации пластической дефор-
мации и, следовательно, увеличению концентрации дефектов кристалличе-
ского строения в аустените.
Как известно, низкий коэффициент трения ГПУ-металлов обусловлен
тем, что пластическая деформация в них осуществляется преимущественно
скольжением по базисным плоскостям (0001). При трении поликристалли-
ческих ГПУ-металлов в результате текстурирования поверхности плос-
кость (0001) устанавливается приблизительно параллельно поверхности
трения. Сопротивление сдвигу материала в плоскости базиса минимально,
что способствует локализации пластической деформации на поверхности
трения [46, 48]. Величина коэффициента трения в первом приближении оп-
ределяется для ГПУ-металлов отношением сопротивления сдвигу в плоско-
сти базиса к твердости данного материала [49]. Установлено, что с ростом
параметра ГПУ-решетки с/а от 1,56 (Gd) до 1,62 (Со) коэффициент трения
металлов (за исключением Ti и Be) снижается более чем в 2 раза [50]. Зна-
чения параметра с/а у кобальта и е-мартенсита близки - соответственно
1,62 и 1,61, что дает основание ожидать у 8-мартенсита такого же низкого
коэффициента трения, как и у кобальта. Данное предположение подтверж-
546
Рис. 11.11. Влияние содержания марганца на ин-
тенсивность изнашивания Ih, коэффициент тре-
ния К, количество а- и Е-фаз и микротвсрдость
Н(] в поверхностном слое марганцевых сталей
(трение скольжения на воздухе со скоростью
0,07 м/с, давление 6 МПа)
дается результатами испытаний стали
Г21 при 20 и 60 °C. Уменьшение коли-
чества ГПУ-фазы при температурах
выше 60 °C обусловливает рост коэф-
фициента трения и, следовательно,
снижение износостойкости стали Г21.
Как показано в работе [43], наличие
ГПУ-фазы в закаленной или предвари-
тельно состаренной стали 20Г18С2Ф1
также оказывает существенное влия-
ние на износостойкость. Однако
30-60% е-мартенсита в структуре со-
старенной стали приводит к меньшему
снижению коэффициента трения и ин-
чем в стали Г21. По-видимому,
тенсивности изнашивания при 20...60 °C,
присутствие карбидов ванадия повышает сопротивление сдвигу в плоскости
базиса (0001) е-мартенсита. Возможно, затруднение базисного скольжения
связано также с большой дефектностью e-мартенсита, образующегося в со-
старенной у-матрице.
В работе [44] исследована большая группа сталей, содержа!цих 10—40%
марганца, в которых могут присутствовать а-, е-, у-фазы в различных усло-
виях температурного и деформационного воздействия. На рис. 11.11 [44]
представлена концентрационная зависимость коэффициента трения К, ин-
тенсивности изнашивания Ih, микротвердости Н и фазового состава (коли-
чества мартенситных а- и е-фаз) деформированного поверхностного слоя
марганцевых сталей. Наибольшая износостойкость и низкий коэффициент
трения (~0,3) наблюдаются в сталях с 27-36% Мп, образующих при трении
15-90% е-мартенсита деформации (см. рис. 11.11). Следует отметить, что
эти стали в исходном состоянии были полностью аустенитными. Исследо-
ванная ранее сталь типа Г21 с 30% е-фазы в закаленном состоянии имеет
несколько большую интенсивность изнашивания. Замена е-мартенсита де-
формации на ос-фазу (стали с 10-14% Мп) или на стабильную у-фазу (сталь
с 40% Мп) резко увеличивает интенсивность изнашивания (см. рис.11.11).
Если изнашивание стали Г40 осуществлять при -196 °C, когда образуется
более 10% е-мартенсита, то износостойкость этой стали резко увеличивает-
ся [44]. Как показали структурные исследования [44], на глубине до 10 мкм
от поверхности трения располагаются ультрадисперсные кристаллы
(0,1-0,5 мкм) фрагментированного е-мартенсита различной ориентации, ха-
рактерные для сильно деформированного состояния. Под ними находится
слой (до 50 мкм) текстурованной е-фазы. Сталь с подобной структурой име-
ет низкий коэффициент трения и высокую износостойкость.
547
Таким образом, аустенитные метастабильные стали с 21-36 % Мп, обра-
зующие при трении мартенсит деформации с ГПУ-решеткой, можно рас-
сматривать в качестве основы для новых антифрикционных материалов.
11.7. ВЛИЯНИЕ ЛЕГИРОВАНИЯ АЗОТОМ
НА ИЗНОСОСТОЙКОСТЬ Сг-Мп-АУСТЕНИТНЫХ СТАЛЕЙ
Легирование Сг-Мп-аустенитных сталей азотом до 0,4-0,8 мас.% (стали
типа 10Х19Г19АС2-4) позволяет уменьшить коэффициент трения (до
0,3-0,4) при повышенных скоростях скольжения и существенно улучшить
износостойкость в условиях теплового адгезионного изнашивания, несмот-
ря на отсутствие е-мартенсита [51]. Повышенные трибологические свойст-
ва азотсодержащих хромомарганцевых аустенитных сталей авторы [51]
объясняют интенсивным деформационным упрочнением, наноструктури-
рованием у-фазы, развитием планарного скольжения и значительной теп-
лостойкостью аустенита. Следует отметить, что развитие прерывистого
распада с образованием колоний из нитрида хрома и обедненного азотом
аустенита приводит к заметному снижению сопротивления абразивному и
адгезионному изнашиванию.
Азотсодержащие аустенитные нержавеющие стали могут находить
практическое применение в качестве коррозионно-стойких и износостой-
ких корпусных материалов, в частности для ледокольного флота [52]. По-
вышение мощности атомных ледоколов для обеспечения круглогодичной
проводки судов по Северному морскому пути и освоения месторождений
арктического шельфа приводит к неизбежному увеличению коррозионно-
эрозионного износа стального корпуса при эксплуатации в мощных ледо-
вых полях. Так как коррозионный износ затрагивает только наружную по-
верхность обшивки корпуса, то экономически целесообразно применение
новых двухслойных плакированных сталей с плакирующим слоем из немаг-
нитной коррозионно-стойкой стали. Чтобы не допустить нарушения сплош-
ности плакирующего слоя по причине возможных механических поврежде-
ний при эксплуатации, необходимо иметь толщину слоя 3—5 мм. Примени-
тельно к ледоколам и арктическим морским буровым платформам при из-
готовлении плакированных сталей используют обычные Cr-Ni-аустенит-
ные нержавеющие стали. Недостатком их является пониженная износо-
стойкость и склонность к питтинговой коррозии в морской воде. Поэтому
целесообразно использовать для плакирующего слоя азотсодержащие аус-
тенитные нержавеющие стали [53, 54]. Азотистые стали открытой выплав-
ки обычно содержат 0,3-0,5 мас.% азота, что в значительной степени увели-
чивает показатель их питтингостойкости в морской воде по сравнению с
традиционными нержавеющими сталями. Кроме того, азот существенно
повышает прочностные характеристики и связанное с ними сопротивление
износу под воздействием льда. В этой связи возрастает интерес и к трибо-
логическим свойствам данных материалов. Показано, что износостойкость
и коэффициент трения азотсодержащих нержавеющих аустенитных сталей
могут существенно меняться в зависимости от степени и характера их леги-
рования азотом, хромом, марганцем, кремнием, никелем и другими элемен-
548
Рис. 11.12. Субзерна в горячекатаной стали
04Х20Н6Г11М2А0.4БФ
тами, а также от режима термичес-
кой обработки [55-61J. В условиях
изнашивания многие из исследован-
ных ранее нержавеющих азотсодер-
жащих сталей [55. 57-60] проявляют
фазовую нестабильность, испыты-
вая мартенситное у—«/-превраще-
ние. Это относится и к широко ис-
пользуемым безазотистым нержаве-
ющим сталям типа Х18Н9Т. Объем сс'-мартенсита, образующегося в по-
верхностном слое сталей толщиной 5 мкм, обычно составлят 10-15%, а в
продуктах изнашивания - до 50% [55, 57-60].
В работе [52] исследованы трибологические свойства и структурные
превращения при абразивном и адгезионном изнашивании стабильных аус-
тенитных нержавеющих сталей с 0,3-0,5 мас.% азота, которые устойчивы к
образованию мартенсита деформации (рис. 11.12). Материалом для иссле-
дования служили аустенитные нержавеющие стали 03Х20Н14Г6М2А0.3БФ
и 04Х20Н6Г11М2А0.4БФ-ЭШП с 0,3 и 0,4 мас.% азота соответственно. Па-
раллельно с этими сталями для сравнения испытывали применяемую в
энергомашиностроении стабильную аустенитную нержавеющую сталь
07Х18Г18А0.5 с повышенным содержанием азота (0,54 мас.%), а также ме-
тастабильную аустенитную сталь 12XI8H9, в которой образование мартен-
сита при трении повышает износостойкость. Испытывали также и износо-
стойкую высокомарганцовистую сталь 1 ЮГ 13.
Испытания на изнашивание [52] осуществляли при возвратно-поступа-
тельном движении (скольжении) образцов сталей по контртелу. Площадь
геометрического контакта образцов с контртелом составляла 0,49 см2.
При испытании на абразивное изнашивание скольжение торцовой части
образцов происходило по закрепленному абразиву - шлифовальной бума-
ге 14А16НМ (электрокорунд зернистостью 160 мкм) при нагрузке 49 Н и
скорости скольжения 0,18 м/с. Путь трения составлял 17,6 м. Испытания
выполняли при комнатной температуре в воздушной среде. Абразивную
износостойкость е материалов определяли как отношение потери массы
образца армко-железа (эталон) ДМЭ к потере массы образца испытуемого
материала ДМм: Е = ДМэ/ДМм. Относительную абразивную износостой-
кость материалов устанавливали по результатам 2-4 параллельных испы-
таний. Удельную работу абразивного изнашивания сталей W, характери-
зующую энергоемкость разрушения поверхности материала, рассчитыва-
ли по формуле
W = f-N-S-p/AMM>
где f - коэффициент трения; N - нормальная нагрузка, Н; S - путь трения,
см; р - плотность материала образца, г/см3; ДМм - потери массы образца, г.
549
Рис. 11.13. Структура поверхностного слоя стали 04Х20Н6Г11М2А0.4БФ после закалки
от 1150 °C и адгезионного изнашивания в паре со сталью 45:
светлопольное (а) и темнопольное (в рефлексе (111)у) (б) изображения
Испытания пар сталь-сталь в условиях сухого трения скольжения
(рис. 11.13) проводили по схеме палец (образец размером 7x7x15 мм) -
пластина (размером 80x60x5 мм). Материалом пластины (контртела) слу-
жила термоупрочненная сталь 45 (HRC = 50-52). Скорость скольжения
составляла 0.07 м/с, нормальная нагрузка - 294 Н, путь трения - 80 м. При
таких условиях испытаний температура в поверхностном слое (толщиной
~0,5 мм) не превышала 40...50 °C. Интенсивность изнашивания Ih образ-
цов определяли по формуле
Ih = AMM/p-S-q,
где ДМм - потери массы образца, г; р - плотность материала, г/см3; S - путь
трения, см; q - геометрическая площадь контакта, см2.
Потери массы образца ДМм определяли как среднее арифметическое по
результатам из 2-Л параллельных испытаний. Коэффициент трения f опреде-
ляли как отношение силы трения, соответствующей установившемуся пери-
оду изнашивания, к нормальной нагрузке. Перед испытаниями рабочие по-
верхности образцов подвергали механическому шлифованию (Ra = 0,5 мкм)
и очистке. Очистку поверхностей осуществляли промыванием в ацетоне.
Структуру сталей исследовали металлографическим, рентгеновским и элек-
тронно-микроскопическим методами анализа.
11.7.1. Исходная структура азотсодержащих аустенитных сталей
Структура исходных образцов горячекатаной стали
04Х20Н6Г11А0.4М2БФ [52] состояла из вытянутых субзерен, содержащих
небольшое количество мелких нитридов типа VN (см. рис. 11.12), что харак-
терно для режима высокотемпературной термомеханической обработки. В
структуре имелись также и рекристаллизованные зерна с выделившимися
частицами типа VN размером до 3^4 нм. По данным ионной томографии
[62]. в таких сложнолегированных сталях, содержащих азот и углерод и
сильные карбидообразующие элементы, на первой стадии старения выделя-
ются кластеры или карбонитриды типа VNb(N,C), дополнительно легиро-
550
ванные хромом и молибденом. В перекристаллизованных зернах наблюда-
лась достаточно высокая плотность дислокаций, достигающая ~1010 см“2. Так
как во время горячей деформации развиваются динамические процессы пе-
рераспределения дислокаций и изменения в субзеренной структуре, то в ло-
кальных участках одного и того же образца могут различаться форма и раз-
мер субзерен, а также тип субграниц и плотность дислокаций [61]. Изредка
встречаются крупные частицы фаз типа Cr2N размером 100 нм и более, рас-
полагающиеся достаточно равномерно в объеме зерен или образуют цепоч-
ки на границах зерен и субзерен. Близкую структуру имеет горячекатаная
сталь 03Х20Н16Г6А0.3М2БФ. Стали с отмеченной выше структурой имеют
достаточно хорошие механические свойства: предел текучести стали в тон-
ких листах достигает 800 МПа и более при сохранении высоких значений
пластичности (б = 34%, — 63%) и ударной вязкости [61]. Прочностные ха-
рактеристики азотсодержащих сталей в отсутствие полной рекристаллиза-
ции при горячей прокатке определяются развитием трех процессов: твердо-
растворным упрочнением азотом, увеличением плотности дислокаций и ча-
стичным выделением наноразмерных нитридов ванадия и хрома.
После закалки от 1100... 1150 °C в обеих сталях происходит растворение
мелких нитридов и существенно уменьшается плотность дислокаций. В аусте-
ните сталей наблюдаются плоские скопления дислокаций типа мультиполей,
которые свидетельствуют о склонности данных ГЦК-материалов к планарно-
му скольжению дислокаций [63]. Отсутствие в рассматриваемых сталях де-
фектов упаковки свидетельствует о том, что их энергия выше, чем у нержаве-
ющих хромоникелевых аустенитных сталей типа Х18Н9 (-10-20 мДж/м2
[64,65]). По данным рептгеноструктурного анализа, параметр кристалличес-
кой решетки аустенита закаленных сталей 03Х20Н14Г6М2А0.3БФ и
04Х20Н6ГПМ2А0.4БФ равен соответственно 0,3608 и 0,3616 нм. Это свиде-
тельствует о большей концентрации азота в у-твердом растворе последней
стали [66]. В горячедеформированном состоянии параметр решетки аустени-
та был практически таким же - 0,3607 и 0,3616 нм соответствешю, что гово-
рит о незначительном выделении дисперсных нитридов из у-твердого раство-
ра при охлаждении от температуры горячей деформации.
11.7.2. Абразивная износостойкость сталей
В [52, табл. 11.14] приведены результаты испытаний аустенитных ста-
лей на абразивное изнашивание. В данных условиях испытания основным
механизмом разрушения поверхности исследуемых материалов является
микрорезание, поскольку твердость закрепленных абразивных частиц
(электрокорупд микротвердостыо -30 ГПа) примерно на порядок превы-
шает твердость аустенитных сталей [67]. Видно, что по абразивной износо-
стойкости стали 03Х20Н14Г6М2А0.3БФ и 04Х20Н6Г11М2А0.4БФ нена-
много превосходят метастабильную нержавеющую сталь 12Х18Н9, но за-
метно уступают высокоуглеродистой стали 110Г13 и стали 07Х18Г18А0.5,
содержащей повышенное количество (0,54 мас.%) азота. Как и износостой-
кость, удельная работа изнашивания W, характеризующая энергоемкость
разрушения поверхности материала исследуемых сталей ниже, чем у ста-
551
Таблица II .14
Исходная микротпердость, абразивная износостойкость
и удельная работа изнашивания аустенитных сталей
Сталь, обработка Микротвердость Н„, МПа Абразивная ИЗНОСОСТОЙКОСТЬ Е Удельная работа изнашивания W, кДж/см3
03Х20Н14Г6М2А0.3БФ, 3 от 1150 °C 2245 1,9 54,0
03Х20Н14Г6М2А0.3БФ, ГП 2390 2,0 53,0
04Х20Н6Г11М2А0.4БФ, 3 от 1150 °C 2656 2,1 57,0
04Х20Н6Г11М2А0.4БФ, ГП 2970 2,1 53,0
07Х18Г18А0.5, 3 от 1150 °C 2600 2,4 60,0
12Х18Н9, 3 от 1150 °C 1600 1,8 51,0
110Г13. Зот 1100 °C 2500 2,4 58,0
*ГП “ горячая прокатка.
лей 110Г13 и 07Х18Г18А0.5, но превышает таковую для стали 12Х18Н9.
Закалка горячедеформированных сталей 03Х20Н14Г6М2А0.3БФ и
04Х20Н6Г11М2А0.4БФ, приводящая к растворению нитридных частиц и
снижающая твердость сталей, не оказывает существенного влияния на аб-
разивную износостойкость и удельную работу изнашивания рассматривае-
мых сталей. Сталь 04Х20Н6Г11М2А0.4БФ немного превосходит в износо-
стойкости сталь 03Х20Н14Г6М2А0.3БФ, что можно объяснить большим
содержанием азота. В общем случае, как следует из табл. 11.14, абразивная
износостойкость азотсодержащих аустенитных сталей с увеличением со-
держания в них азота от 0,3 до 0,5 мас.% возрастает примерно на 20%.
11.7.3. Износостойкость сталей при сухом трении скольжспия
Результаты трибологических испытаний сталей при сухом трении
скольжения в паре со сталью 45 приведены в [52, табл. 11.15]. В данных ус-
ловиях испытаний изнашивание азотсодержащих аустенитных сталей и ста-
ли 12X18Н9 носило адгезионный характер и характеризовалось преимуще-
ственным переносом материала образца на поверхность контртела из стали
45. Из табл. 11.15 видно, что сталь 03Х20Н14Г6М2А0.3БФ с наименьшим
содержанием азота характеризуются значительно большей интенсивнос-
тью адгезионного изнашивания, чем более высокоазотистые стали
04Х20Н6Г11М2А0.4БФ и О7Х18Г18АО.5 и, особенно, сталь 110Г13, изнаши-
вание которой в данном случае носит усталостно-окислительный характер.
Сталь 03Х20Н14Г6М2А0.3БФ по сопротивлению адгезионному изнашива-
нию находится примерно на уровне стали 12X18Н9. Сталь
04Х20Н6Г11М2А0.4БФ в 2-3 раза превосходит в износостойкости сталь
03Х20Н14Г6М2А0.3БФ и имеет относительно низкий коэффициент трения
(f = 0,37-0,38 против f = 0,42-0,43 в стали 03Х20Н14Г6М2А0.3БФ). По срав-
нению со сталью 12Х18Н9 сталь 04Х20Н6Г11М2А0.4БФ характеризуется
примерно в 2 раза меньшей интенсивностью изнашивания (см. табл. 11.15).
Дополнительная закалка от П50°С горячедеформированных сталей
03Х20Н14Г6М2А0.3БФ и 04Х20Н6Г11М2А0.4БФ практически не изменя-
552
Таблица 11.15
Интенсивность адгезионного изнашивания, коэффициент трения, мпкротвсрдость
па поверхности трения и средняя плотность дислокаций в поверхностном слое
толщиной 5 мкм в аустенитных сталях, испытанных в парс со сталью 45
Сталь, обработка 111, ю-7 f II,,. МПа р-IO-12, см-2
03Х20Н14Г6М2А0.3БФ, 3 от 1150 °C 6,4 0,42 5910 4,0
03Х20Н14Г6М2А0.3БФ. ГП 7,8 0,45 7510 2,1
04Х20Н6Г11 М2А0.4БФ, 3 от 1150°С 2,7 0,38 6010 2,9
04Х20Н6Г11М2А0.4БФ, ГП 2,4 0,37 5910 3,5
07Х18Г18А0.5, 3 от И50°С 1,9 0,37 8100 3,8
12Х18Н9, Зот 1150°С 5,9 0,38 7100 —
ПОПЗ.Зот 1100°С 0,4 0,58 8000 3,0
ет, как и в случае испытаний по закрепленному абразиву, их износостойко-
сти и коэффициента трения. Из табл. 11.15 следует, что поверхностный
слой сталей, претерпевающий при трении интенсивную пластическую де-
формацию, сильно упрочняется. Средняя плотность дислокаций в слое тол-
щиной 5 мкм повышается до уровня (2-4)1012 см-2, а микротвердость на по-
верхности трения сталей 03Х20Н14Г6М2А0.3БФ и 04Х20Н6Г11М2А0.4БФ
возрастает до 6000-7500 МПа (т. е. в 2-3 раза). Такое интенсивное фрикци-
онное упрочнение в общем случае типично для аустенитных сталей [68]. Из
табл. 11.15 видно, что сопротивление адгезионному изнашиванию испытан-
ных азотсодержащих аустенитных сталей по мере повышения содержания
в них азота 0,30 до 0,54 увеличивается примерно в 3 раза, т. е. существенно
резче, чем сопротивление абразивному изнашиванию.
Непосредственно вблизи поверхности трения во всех сталях формиру-
ются нанокристаллические аустенитные структуры с размером кристалли-
тов 10-100 нм (см. рис. 11.13). С увеличением расстояния от поверхности
трения (в пределах 1-10 мкм) наблюдается уменьшение дисперсности крис-
таллов аустенита, обусловленное снижением контактных напряжений и со-
ответственно интенсивности пластической деформации по глубине поверх-
ностного слоя сталей. Мартенсит деформации (а, е) в анализируемых ста-
лях, деформированных трением, не обнаружен. Его отсутствие в поверхно-
стном слое сталей 03Х20Н14Г6М2А0.3БФ и 04Х20Н6Г11М2А0.4БФ под-
тверждено также рентгенографическими и магнитометрическими данны-
ми. Проведение закалки не оказывает влияния на характер структурных
превращений, происходящих в поверхностном слое сталей
03Х20Н14Г6М2А0.3БФ и 04Х20Н6ГПМ2А0.4БФ при изнашивании [52].
В отличие от азотсодержащих сталей, сталь 12X18Н9 при абразивном и
адгезионном изнашивании претерпевает мартенситное у—>а'-превращение.
По данным рентгеновского фазового анализа, в деформированном слое
толщиной 5 мкм стали 12Х18Н9 возникает большое количество (до 90%)
а'-мартенсита. При этом мартенсит, как и аустенит, имеет нанокристалли-
ческое строение. Нанокристаллическая двухфазная (а' + у) структура име-
ет весьма высокую микротвердость - 7100 МПа (см. табл. 11.15). Однако по
сопротивлению изнашиванию рассматриваемый материал уступает одно-
фазной нанокристаллической аустенитной стали 04Х20Н6Г11М2А0.4БФ,
553
имеющей существенно меньшую микротвердость (-6000 МПа). Этот факт
можно объяснить повышенной хрупкостью нанокристаллического «'-мар-
тенсита. Отрицательное влияние хрупкости мартенсита на износостой-
кость стали12Х18Н9 ярче проявляется при адгезионном изнашивании, ког-
да процессы пластической деформации в поверхностном слое стали проис-
ходят интенсивнее, чем при абразивном изнашивании (см. табл. 11.14 и
11.15). Это обусловлено тем, что при испытаниях пар трения «сталь-сталь»
использована повышенная нормальная нагрузка (294 Н), а также происхо-
дило активное адгезионное взаимодействие исследуемых сталей с контрте-
лом из стали 45.
Таким образом, в условиях интенсивной пластической деформации,
имеющей место при абразивном и адгезионном видах изнашивания, азотсо-
держащие нержавеющие аустенитные стали 03Х20Н14Г6М2А0.3БФ и
04Х20Н6Г11М2А0.4БФ-ЭШП в горячекатаном и закаленном состояниях
сохраняют стабильность по отношению к мартенситному превращению. С
увеличением концентрации азота от 0,3 до 0,5 мас.% сопротивление этим
видам изнашивания повышается. Азотсодержащие стали существенно (до
2,5 раз) превосходят в сопротивлении адгезионному изнашиванию метаста-
бильную нержавеющую сталь 12Х18Н9, несмотря на ее поверхностное уп-
рочнение за счет мартенситного у—-превращения.
СПИСОК ЛИТЕРАТУРЫ
1. А.с. 449940 (СССР). Способ термической обработки аустенитных метастабильных ста-
лей и сплавов/В.В. Сагарадзе, Е.И. Щедрин, К. А. Малышев и др. Опубл. 15.11.74. Б.И.
№42. МКИ C22C41/00C2I d 1/78.
2. Сагарпд.зс В.В., Малышев К.А., Щедрин Е.И. и др Поверхностное упрочнение аустенит-
ных сталей Ц МиТОМ, 1977. № 8. С. 7-10
3. Сагарадзе В.В., Малышев К.А., Савельева А.В. и др. Поверхностное упрочнение аусте-
нитных сплавов с помощью контролируемого мартенситного превращения // Высоко-
прочные немагнитные стали. М.: Наука, 1978. С. 167-176.
4. Малышев К.А., Василевская М.М. Влияние старения в у-состоянии на упрочнение спла-
вов Fe-Ni-Ti при фазовом наклепе И ФММ, 1964. Т. 19, вып. 5. С. 793-796.
5. Ahrahum 1.К., Paskover l.S. The transformation and structure of Fe-Ni-Ti alloys //TMS AIME,
1969. Vol. 245, No. 4. P. 759-769.
6. Малышев K.A., Сагарадзе В.В., Сорокин И.И. и др. Фазовый наклеп аустенитных спла-
вов на железоникелевой основе. М.: Наука, 1982. 260 с.
7. Hornhogen Е., Meyer W. Martcnsitische Unwandlung von Misschkristallen mit Koharentcn
Teilchen // Acta met., 1967. Vol. 15, No. 3. P. 584-588.
8. Бородина II.А., Малышев К.А., Мирмелыитейн В.А. Влияние углерода на стабилизацию
аустенита в Fe-Cr-Ni сплавах // ФММ, 1958. Т. 6, вып. 5. С. 937-938.
9. Maki Т., Shimooka S., Fujiniara S., Tamura /. Formation temperature and growth behavior of thin
plate martensite in Fe-Ni-C alloys//Trans. JIM, 1975. Vol. 16, No. l.P. 35—41.
10. Горбач В.Г., Козятник Н.Н., Кокорин В.В и др. Старение и мартенситное превращение
в сплаве железо-никель-титан // ФММ, 1974. Т. 37, вып. 3. С. 582-589.
11. Лысак Л.И., Кондратьев СЛ., Татарчук В.С. Стабилизация аустенита при многократ-
ных переходах в стали 40Н16Г2 Ц ФММ, 1976. Т. 41, вып. 4. С. 828-833.
12. Захер И.М., Максимова О.П., Никанорова А.И. и др. Изучение явления стабилизации
аустенита при фазовом наклепе // Изв. АН СССР. Металлургия и топливо, 1960. № 2.
С. 93-103.
13. Бланпгер М.Е. Мартенситные превращения и механическое состояние фаз // МиТОМ,
1975. №5. С. 7-12.
554
14. Пинегин С.В. Контактная прочность в машинах. М.: Машиностроение, 1965. 192 с.
15. Банных О.А., Блинов В.М. Дисперсионно-твердеющис немагнитные ванадийсодержа-
щие стали. М.: Наука, 1980. 190 с.
16. Лахтин Ю.М., Блинов В.М , Мальцева Т.М. и др. Влияние легирования и барополигони-
зации на структуру и свойства азотированного слоя дисперсионно-твердеющих немагнит-
ных сталей // Высокопрочные немагнитные стали. М.: Наука, 1978. С. 131-139.
17. Бабенко Н.П., Гаврилова А.В., Герасимов С.А., Косолапов Г.Ф. Структура и свойства
азотированного слоя аустенитных сталей //Там же. С. 139-146.
18. Рудман В.А., Блинов В.М. О причинах возникновения некоторых дефектов в азотиро-
ванном слое аустенитных сталей //Там же. С. 147-151.
19. Никанорова А.И., Флоренсова Ф.Р Азотирование аустенитных сталей // МиТОМ, 1965.
№ 10. С. 16-18.
20. Сорокин Ю.В., Минкевич А.Н. Азотирование стали в смеси азота и аммиака // МиТОМ,
1966. № 5. С. 49-52.
21. Блинов В.М., Волкова Р.М., Ковнеристый 10.К. и др. Поверхностное упрочнение диспер-
сионно-твердеющих немагнитных сталей // МиТОМ, 1973. № 3. С. 12-17.
22. А.с. 1077932 (СССР). Способ термической обработки аустенитных метастабильных ста-
лей / В.В. Сагарадзе, Л.Г. Коршунов, И.И. Косицына и др. Опубл. 07.03.84. Б.И. № 9.
МКИ С 22Д 6/00.
23. Вороненко Б.И. Цементуемость маломагнитных нержавеющих сталей различных струк-
турных классов // Структура и физико-механические свойства немагнитных сталей. М.:
Наука, 1986. С. 105-107.
24. Малинов Л.С., Якушечкшш М.И., Малиново ЕЛ. Низкоуглеродистыс марганцовистые
цементуемые стали // МиТОМ, 1985. № 3. С. 32-35.
25. Ramanarayunan Т.А., Retkovic-Lutoc R. A study of temperature carburisation and its correlation
with the creep-rupture properties of 3OCr-3ONi austenitic steel // Corrosion, 1981. Vol. 37. No. 12.
P. 712-721.
26. Сагарадзе В.В., Косицына И.И., Коршунов Л.Г. Износостойкость диспсрсионио-твсрдс-
ющих аустенитных сталей на железомарганцевой основе // Структура и физико-механи-
ческие свойства немагнитных сталей. М.: Наука, 1986. С. 107-110.
27. Косицына И.И., Сагарадзе В.В. Высокопрочные аустенитные стали с карбидным упроч-
нением. Екатеринбург: УрО РАН, 2010. 178 с.
28. Коршунов Л.Г., Косицына И.И., Сагарадзе В.В., Черненко НЛ. Влияние карбидной фа-
зы на трибологические свойства высокомарганцовистых антиферромагнитых аустенит-
ных сталей, легированных ванадием и молибденом // ФММ, 2011. Т. 112, № 2. С. 155-174.
29. Тяпкин ЮД., Травина Н.Т., Козлов В.П. Электронно-микроскопическое исследование
пространственного распределения выделений второй фазы в стареющих сплавах на ни-
келевой основе // ФММ, 1973. Т. 35, вып. 3. С. 577-583.
30. Гольдшмидт ХД. Сплавы внедрения. М.: Мир, 1971. Т. 1. 424 с.
31. Коршу нов Л.Г., Черненко НЛ. Влияние мартенситного у—^-превращения на трение и из-
нашивание марганцовистых аустенитных сплавов // Структура и физико-механические
свойства немагнитных сталей. М.: Наука, 1986. С. 114-122.
32. А.с. 277499 (СССР). Способ химико-термической обработки аустенитных сталей /
А.А. Нсмчинский, Т.Ф. Фрей и др. Опубл. 22.07. 70. Б.И. № 24. МКИ С 23С 11/14.
33. А.с. 827565 (СССР). Способ термической обработки немагнитных сталей и сплавов /
В.В. Сагарадзе, И.И. Косицына, А.В. Ожиганов. Опубл. 07.05. 81. Б.И. № 17. МКИ С
22Д 1/78.
34. Косицына И.И., Сагарадзе В.В., Коршунов Л.Г. Поверхностное упрочнение при образо-
вании сьфазы и ее влияние на износостойкость высокохромистых аустенитных сталей //
МиТОМ, 1983. № 8. С. 28-32.
35. Gilman I. Hardening of high-cromium steels by sigma phase formation // Trans. ASM, 1954.
Vol. 4. P. 161-193.
36. Косицына И.И., Сагарадзе В.В., Коршунов Л.Г., Печеркина НЛ. Структура и износо-
стойкость высокохромистых аустенитно-ферритных сталей // ФММ, 1985. Т. 60, вып. 4.
С. 785-791.
37. Southwick P.D., Honeycomb R.W.K. Decomposition of ferrite to austenite in 26%Cr-5%Ni stain-
less steel // Mel. Sci., 1980. No. 7. P. 253-261.
555
38. Solomons U.S , Levinson L.M. Mossbauer effect study of 475° embrittliment of duplex and ferritic
stainless steels // Acta met., 1978. Vol. 26. P. 429^142.
39. Сагарадзе В.В., Кабанова И.Г, Печеркина НЯ., Малышев А.Н. Кристаллографические
особенности превращения фсррит-аустснит и фазовый наклеп аустенита // ФММ, 1985.
Т. 60, вып. 3. С. 530-541.
40. Коршунов Л .Г., Минц Р И Исследование износостойкости нестабильных аустенитных
сталей при сухом трении скольжения // ФММ, 1969. № 5. С. 569-572.
41. Коршунов Л.Г., Богачев И.II., Чумакова Л.Д., Ткачева С.И. Влияние мартенситного пре-
вращения на упрочнение и износостойкость аустенитных сталей при трении // ФММ,
1973. Т. 36, вып. 5. С. 1005-1011.
42. Черных С.Г, Хадыев М.С. Влияние мартенситного у—>а-прсвращения на кинетику уп-
рочнения и сопротивление разрушению поверхности трения аустенитных сталей при по-
лидеформационном характере изнашивания // ФММ, 1980. Т. 49, вып. 1. С. 113-120.
43. КоршуновЛ.Г., Сагарадзе 13.В., Терещенко Н.А., Черненко НЯ. Влияние Е-мартенсита на
трение и изнашивание высокомарганцовистых сплавов // ФММ, 1983. Т. 55, вып. 2.
С. 341-348.
44. Коршунов Л Г., Черненко НЯ. Структурные превращения при трении и износостойкость
сплавов системы Fe-Mn, содержащих Е-мартенсит // ФММ, 1987.Т. 63, вып. 2. С. 319-328.
45. Kiihne L, Rothig I. Martensitische Umwandlungen in austenischen Mangan-Kohlcnstoff-Stahlcn //
Neuc Hiitte, 1983. Bd 17, No. 8. S. 299-301.
46. Buckley D.H., Johnson R.L. The influence of crystal structure on friction characteristics of rare-earth
and related metals in vacuum to 10“loof mercury//Trans. ASLE, 1965.Vol. 8, No. 2. P. 123-131.
47. Коршунов Л.Г. Износостойкость и структурные превращения нестабильных аустенит-
ных сталей при трении // Контактная прочность металлических сплавов: Тр. УПИ.
Свердловск, 1972. № 210. С. 72-86.
48. De Gee A.W.I. Friction and wear as related to the composition, structure and properties of metals //
Inter. Met. Rev., 1979. Vol. 24, No. 2. P. 57-67.
49. Боуден Ф П., Тайбор Д Трение и смазка твердых тел. М.: Машиностроение, 1968. 544 с.
50. Buckley D.H., Johnson R.L. The influence of crystal structure and some properties of hexagonal
metals on friction and adhesion // Wear, 1968. Vol. 11, No. 6. P. 405-419.
51. Коршунов Л.Г., Гойхенберг Ю.Н., Черненко ИЛ. Влияние легирования и термической
обработки на структуру и трибологические свойства азотсодержащих нержавеющих аус-
тенитных сталей при абразивном и адгезионном изнашивании Ц МиТОМ, 2007, № 5 (623).
С. 9-18.
52. Коршунов Л .Г., Косицына И.И., Сагарадзе В.В., Черненко НЯ. Влияние карбидной фа-
зы на трибологические свойства высокомарганцовистых антиферромагнитых аустенит-
ных сталей, легированных ванадием и молибденом // ФММ, 2011. Т. 112, № 2. С. 155-174.
53. Горынин ИВ., Малышевский В.А..Легостаев ЮЛ , Грищенко Л В. Высокопрочные сва-
риваемые стали //Вопросы материаловедения, 1999. № 3 (20). С. 21-29.
54. Банных О.А., Блинов В.М., Пойменов ИЛ., Кувшинов Г.А. Влияние термической обра-
ботки на структуру и механические свойства немагнитных высокоазотистых сталей, по-
лученных с использованием литья с противодавленим Ц Изв. АН СССР. Металлы, 1982.
№ 4. С. 89-85.
55. Lenel U.R , Knott B.R. Structure and properties of corrosion and wear resistant Cr-Mn-N steels //
Met. Trans., 1987. Vol. 18A. No. 5. P. 847-855.
56. Schumacher WJ. Stainless steel alternative to cobalt alloys // Chcm. Eng., 1981. Vol. 88 (19).
P. 149-152.
57. КоршуновЛ.Г., Гойхенберг Ю.Н., Терещенко Н А. и др. Износостойкость и структура по-
верхностного слоя азотсодержащих нержавеющих аустенитных сталей при трении и аб-
разивном воздействии // ФММ, 1997. Т. 84, вып. 5. С. 137-149.
58. КоршуновЛ.Г., Гойхенберг Ю.Н., Черненко НЯ. Влияние прерывистого распада на три-
бологические свойства высокоазотистой хромомарганцевой аустенитной стали
Г22Х18АО,80 // ФММ, 2000. Т. 90, № 2. С. 107-114.
59. Коршунов Л Г., Черненко НЯ., Терещенко Н.А , Уваров А.И Влияние старения на три-
бологические и механические свойства азотсодержащей нержавеющей аустенитной ста-
ли Ц ФММ, 2005. Т. 99, № 1. С. 99-109.
60. КоршуновЛ.Г., Гойхенберг Ю.Н., Черненко ИЛ.Влияние легирования и термической об-
556
работки на структуру и трибологические свойства азотсодержащих нержавеющих аустс-
нитых сталей при абразивном и адгезионном изнашивании // МиТОМ, 2007. № 5. С. 9-18.
61. Сагарадзе В В , Печеркина НЛ., Завалишин В А и др. Влияние скорости охлаждения в
интервале 1100-800 °C на механические свойства и структуру азотсодержащей аустенит-
ной стали И Вопросы материаловедения, 2011. Т. 3 (67). С. 5-12.
62. Rogozhkin S.V., Ageev V.S., Aleev А.А. et al. // Phys. Metals Mctallogr., 2009. Vol. 108. P. 577.
63. Gerald V., Karnthaler HP. On the origin of planar slip in F.C.C. alloys // Acta Met., 1989.
Vol. 47, No. 8 P. 2177-2183
64. Херцберг P.B. Деформация и механика разрушения конструкционных материалов. М.:
Металлургия, 1989.576 с.
65. Hirth 1.Р., Rigney D A. The application of dislocation concepts m friction and wear // Dislocations
in Solids / Ed. F.R N. Nabarro. 1983. Vol 6. No 25 P. 3-54.
66. Баннов P.M., Златева Г.З. Влияние азота на концентрацию дефектов упаковки в Сг-Мп-
аустените Ц Изв. АНССР. Металлы, 1977. № 2. С. 172-176.
67. Хрущов М.М., Бабичев М.А. Абразивное изнашивание. М.: Наука. 1970. 252 с.
68. Лихачев В.А., Панин В.Е., Засимчук Е Э. и др. Кооперативные деформационные процес-
сы и локализация деформации. Киев: Наук, думка, 1989. 320 с.
Глава 12
УПРОЧНЕНИЕ Fe-Ni-ИНВАРОВ И РЕГУЛИРОВАНИЕ
КОЭФФИЦИЕНТА ТЕРМИЧЕСКОГО РАСШИРЕНИЯ
12.1. ВЫСОКОПРОЧНЫЕ СТАРЕЮЩИЕ АУСТЕНИТНЫЕ ИНВАРЫ
12.1.1. Структура и физико-механические
свойства Fe-Ni-Co-Ti-инвара с метастабильным аустенитом
Известно, что все инвары по значению коэффициента линейного рас-
ширения Р делят на четыре группы [1]: 1) Р < 3,5-10-6 град1; 2) 3,5-Ю-6 < Р <
< 6,5кг6 град-1; 3) 6,5-Ю-6 < Р < 12-Ю-6 град-1; 4) Р > 12-10-6 град-1. В соот-
ветствии с этими областями значений Р принято называть сплавы с мини-
мально низким, средним и высоким коэффициентом линейного расшире-
ния. В каждой из групп существует большое количество инваров, каждый
из которых имеет после закалки строго определенные значения р и других
физических и механических свойств, которые незначительно изменяются в
результате термообработки [1]. Однако в материале, в котором после за-
калки образуется метастабильный аустенит с пересыщенным твердым рас-
твором, эти параметры могут существенно изменяться при термообработ-
ке. В настоящем разделе рассматриваются именно такие метастабильные
инвары, в частности инвар НЗОК1ОТЗ.
В зависимости от термообработки проанализированы следующие пара-
метры аустенитного сплава НЗОК1ОТЗ: коэффициент линейного расшире-
ния р, твердость HV, электропроводность о, магнитная проницаемость ц.
Термическое расширение образцов измеряли с помощью дилатометра
DL-1500 PHP (ULVAV-R1KO), по результатам которого рассчитывали ко-
эффициент линейного расширения [3. Твердость определяли на приборе
Виккерса, электропроводимость о анализировали с помощью стандартных
методик [2], магнитную проницаемость ц определяли с помощью накладно-
го преобразователя по методике [3,4]. После закалки от 1150 °C в воде ин-
вар НЗОКЮТЗ имеет ферромагнитную аустенитную структуру с точкой
Кюри Тс ~ 200 °C. Сплав метастабилен при охлаждении в жидком азоте и в
нем образуется мартенсит при охлаждении ниже мартенситной точки М„ =
= -80 °C. Мартенситная a-фаза представляет собой пересыщенный твер-
дый раствор, способный к интерметаллидпому распаду при последующем
нагреве. Указанный материал упрочняли шестью способами [5-9] с исполь-
зованием следующих обработок.
1. Закалка (3) и старение (С) в интервале температур от 550 до 750 °C
(упрочнение происходит за счет выделения в аустените интерметаллидной
фазы [5-7]).
558
2. Дополнительное охлаждение в жидком азоте (С + ЖА) после упроч-
нения старением (мартенсит охлаждения, появляющийся в закаленных и со-
старенных образцах в результате у—>а-превращсния, дополнительно упроч-
няет сплав [5]).
3. Старение образцов, предварительно упрочненных методом фазового
наклепа (Ф.н. + С) [10, И] (распад пересыщенного твердого раствора в фа-
зонаклепанных образцах проводится в том же температурном интервале,
что и в случае первого метода упрочнения).
4. Охлаждение в жидком азоте после фазового наклепа и старения
(Ф.н. + С + ЖА) (появляющийся мартенсит охлаждения дополнительно уп-
рочняет сплав).
5. Холодная деформация (ХД) при 20 °C на 30% предварительно зака-
ленного сплава и старение (ХД + С) в том же температурном интервале, что
и в первом случае (упрочнение осуществляется за счет дислокаций и интер-
металлидов).
6. Охлаждение в жидком азоте деформированных и состаренных образ-
цов (ХД + С + ЖА) для превращения части деформированного аустенита в
мартенсит, который дополнительно упрочняет инвар.
Структура сплава. Величина зерна инвара НЗОК1ОТЗ после закалки со-
ставляет в среднем 300-350 мк. Несмотря на то что аустенит сплава пред-
ставляет собой пересыщенный твердый раствор, старение сплава практиче-
ски не происходит до температуры Тс = 500 °C. Известно [5] , что в аусте-
нитных сплавах системы Fe-Ni-Ti распад пересыщенного твердого раство-
ра происходит по двум механизмам: непрерывному и прерывистому. В пер-
вом случае выделяется у'-фаза химического состава Ni3Ti. Этот интерме-
таллид, как и аустенит, имеет ГЦК-решетку. Частицы у-фазы выделяются
одновременно по всему объему образца, но при этом скорость выделения
меняется от одного участка к другому.
Во втором случае выделяются частицы Т|-фазы того же химического
состава, что и в первом случае. Указанная фаза имеет ГПУ-решетку.
Прерывистый распад представляет собой пластинчатые колонии (ячей-
ки), напоминающие перлитные в конструкционных низколегированных
сталях. Ячейки состоят из чередующихся прямых и параллельных плас-
тин д-фазы и аустенита (у-фазы). Эта у-фаза обеднена никелем по срав-
нению с закаленным состоянием. В интервале температур от 550 до
650 °C распад пересыщенного твердого раствора происходит только по
непрерывному механизму [5, 6]. После старения при Тс = 700 °C, кроме
непрерывного, наблюдаются начальные стадии прерывистого распада,
что проявляется в утолщении границ зерен при наблюдении в оптический
микроскоп. Интервал температур прерывистого распада (ПР) в твердом
растворе составляет 200 °C. Он начинается с Тс = 700 °C и завершается
при Тс - 900 °C.
При электронно-микроскопическом исследовании внутри аустенитных
зерен закаленного инвара наблюдаются редкие пластины мартенситной фа-
зы (рис. 12.1, а). Наличие в сплаве при комнатной температуре указанной
сс-фазы свидетельствует о том, что в закаленном сплаве НЗОК1ОТЗ проте-
кает слабо выраженное изотермическое у-->а-превращение [6]. При охлаж-
559
Рис. 12.1. Структура инвара НЗОК1ОТЗ после различных схем упрочнения:
а - мартенситные кристаллы в закаленном образце, темнопольное изображение в рефлексе (101 )а; б - мартенсит после за-
калки и последующего охлаждения сплава в жидком азоте; в — кристаллы фазонаклепанного аустенита (Уф); г - атермиче-
ские кристаллы а-мартенсита в фазонаклепанном инваре, темнопольное изображение в рефлексе a-фазы; д — мартенсит
деформации, темнопольное изображение в рефлексе (112)а; е - дислокации в аустенитных зернах; ж - полосы скольжения,
декорированные интерметаллидной фазой; з - мартенсит старения в деформированном и состаренном сплаве
дении инвара до температур Тохл < —80 °C начинает реализовываться ярко
выраженное атермическое мартенситное у—»сс-превращение.
После температур старения Тс > 600 °C происходит повышение мартен-
ситной точки выше комнатной. При охлаждении сплава с М„ > 20 °C от тем-
пературы старения до комнатной в нем происходит у—»ас-превращение, и
а с-фаза названа «мартенситом старения». Этот термин введен для того,
чтобы не путать с «мартенситом охлаждения» (сс-фазой). В последнем слу-
чае мартенситные кристаллы образуются в сплавах, имеющих М„ ниже
0 °C, при охлаждении в жидком азоте. После старения исследуемого инвара
при Тс = 600 °C ас-фаза не образуется. Отсутствие у—>ас-превращения обус-
ловлено тем, что указанная температура старения находится в области ста-
билизации аустенита. Старение при Тс - 700 °C и охлаждение до комнатной
температуры обусловливает появление в структуре сплава кристаллов мар-
тенсита старения атермического типа.
Охлаждение закаленного образца в жидком азоте приводит к образова-
нию внутри у-фазы мартенситных кристаллов сс-фазы атермического типа
(рис. 12.1, б). Аналогичные мартенситные кристаллы образуются и в случае
охлаждения в жидком азоте состаренных образцов.
Если закаленный инвар упрочнить методом фазового наклепа, то изо-
термический мартенсит, возникающий после закалки, исчезает. Это проис-
ходит потому, что мартенситные кристаллы при нагреве до 800 °C испыты-
вают обратное а—>у-превращение. Аналогичный процесс происходит в слу-
чае нагрева атермического мартенсита, который образуется при охлажде-
нии закаленного материала в жидком азоте. Кристаллы фазонаклепанного
аустенита (Уф-фазы) металлографически наблюдали как темные иглы на
белом фоне остаточного ( не принимавшего участия в у—»а—»Уф-превраще-
нии) аустенита (рис. 12.1, в).
В структуре инвара, упрочненного методом фазового наклепа, элек-
тронно-микроскопическим методом обнаружены отдельные тонкие крис-
таллы атермического мартенсита (рис. 12.1, г). Их появление, видимо, обус-
ловлено следующими причинами. При обратном мартенситном ОС—»Уф-пре-
вращении происходит старение аустенита и выделяется у'-фаза. Выделение
интерметаллидов обедняет матрицу никелем и титаном, и мартенситная
точка сплава становится выше комнатной. Этот упрочненный фазовым на-
клепом материал испытывает мартенситное у—»ССс-превращение. Из-за дис-
персности кристаллов ас-фазы они не видны в оптический микроскоп.
Изучение в оптическом микроскопе состаренных фазонаклепанных об-
разцов позволяет сделать следующие выводы: кристаллы фазонаклепанно-
го аустенита теряют четкость тем сильнее, чем выше температура старения
из-за выделения интерметаллидных частиц внутри Уф-фазы; в остаточном
аустените после старения при температурах выше 600 °C появляется ас-фа-
за атермического типа. Четкость этих мартенситных игл уменьшается тем
сильнее, чем выше температура старения.
Структуру деформированного сплава изучали в оптическом и электрон-
ном микроскопах. В первом случае присутствие мартенсита деформации не
выявлено. Во втором случае обнаружены отдельные дисперсные кристал-
лы мартенсита деформации (см. рис. 12.1, д). Кроме того, в у-фазе наблюда-
561
ли дислокации, образующие полосовую структуру (см. рис. 12.1, е). Эти дис-
локации при старении декорируются интерметаллидной фазой, в результа-
те чего данную полосчатую структуру можно наблюдать не только в элек-
тронный микроскоп (рис. 12.1, ж). Итак, структура деформированного ин-
вара состоит из аустенита с большой плотностью дислокаций, которые де-
корируются интерметаллидными частицами мартенсита деформации (осл) и
деформированного изотермического мартенсита (О'.,,,), выделившегося при
закалке материала.
Распад пересыщенного твердого раствора происходит при температурах
Тс > 650 °C, в результате чего при охлаждении сплава от температур старе-
ния до комнатной развивается мартенситное у—^.-превращение. Внутри ау-
стенитных зерен появляются кристаллы ас-фазы изотермического типа
(рис. 12.1, з). При повышении температуры старения до Тс = 700 °C грани-
цы аустенитных зерен утолщаются. Это свидетельствует о том, что при
указанной температуре нагрева прерывистый механизм распада пересы-
щенного твердого раствора повышает твердость материала. Ячейки преры-
вистого распада в оптический микроскоп не видны. Они разрешаются толь-
ко в электронном микроскопе.
Охлаждение деформированных и состаренных образцов в жидком азоте
обусловливает частичное превращение у-фазы в мартенсит охлаждения
(у—>а) атермического типа. В деформированных образцах, состаренных при
Тс > 650 °C, в структуре сплава, кроме аустенита, присутствует смесь двух
мартенситов: охлаждения (ос) и старения (ас).
Твердость сплава. После закалки инвар имеет твердость HV = 190, кото-
рая не изменяется при температурах старения до Тс = 500 °C (рис. 12.2, а),
поскольку при этих температурах распада пересыщенного твердого раство-
ра не происходит. При первом варианте обработки нагрев сплава в интер-
вале температур от 600 до 750 °C позволяет повысить твердость материала.
Увеличение твердости обусловлено как выделением в аустените интерме-
таллидных частиц, так и появлением в матрице кристаллов мартенсита ста-
рения (<7.с).
Охлаждение закаленного образца в жидком азоте обусловливает про-
хождение в нем у—w.-прсвращения, второй способ обработки (у—»(7.) обус-
ловливает дополнительный рост прочности всех состаренных образцов
(рис. 12.2, а, кривые 1, 2). При этом, однако, форма зависимостей HV (Т) в
обоих вариантах обработки одинакова.
После упрочнения закаленного инвара фазовым наклепом (у—>ос—>уф)
его прочность увеличивается (рис. 12.2 а, кривая 3). В интервале темпе-
ратур нагрева от комнатной до 400 °C уровень прочности фазонаклепан-
ного сплава не меняется, поскольку распада пересыщенного твердого
раствора при указанных температурах старения не происходит. Только
при Тс > 500 °C наблюдается увеличение твердости. Из сопоставления
кривых 1 и 3 (см. рис. 12.2, а) можно сделать вывод о том, что цикл пре-
вращений у—>ос—>y* ускоряет старение. При Тс = 700 °C как в закаленном,
так и в фазонаклепанном сплаве идет перестаривание, поэтому сопостав-
ление твердости в инваре после указанных (Тс = 700 °C) обработок не по-
казательно.
562
Рис. 12.2. Влияние температуры
старения на твердость HV (а),
электропроводность о (б) и маг-
нитную проницаемость |1 (в)
сплава H30K10T3.
Режимы исходной обработки: I - 3 + С;
2 - З + С + Ов жидком азоте (Ж/А); 3 -
ФИ + С; 4 - ФН + С + Ж/Л: 5 - 3 + ХД + Q
6-3 + ХД+С + Ж/Л (тс = I ч)
Охлаждение в жидком азоте фазонаклепаниых и состаренных образцов
повышает их твердость (рис. 12.2, а, кривые 3, 4). При этом твердость ХД +
+ С + Ж А (тс = 1 ч), остается практически неизменной от комнатной темпе-
ратуры до Тс = 500 °C, после достижения которой она повышается и дости-
гает максимума при Тс = 700 °C.
Пластическая деформация (30%) закаленного инвара увеличивает его
твердость (рис. 12.2, а, кривые 1, 5), нагрев деформированной у-фазы до
температур Тс = 400 °C не изменяет ее твердости, которая повышается
при Тс > 550 °C. Если сравнить зависимости HV (Т) в недеформированном
и деформированном материале (см. рис. 12.2, а, кривые 1, 5), то можно
сделать вывод об интенсификации распада пересыщенного твердого рас-
твора в последнем случае. Твердость достигает одного уровня при нагре-
ве сплава до Тс = 700 °C, что обусловлено перестариванием твердого рас-
твора.
Шестой метод упрочнения (ХД + С + Ж А) не изменяет хода зависимос-
ти HV(TC) по сравнению с пятым (рис. 12.2, а, кривые 5, 6), но повышает все
значения твердости деформированного и состаренного материала. Повы-
шение прочности обусловлено превращением при охлаждении части аусте-
нита в мартенсит (у—»сс).
563
Рис. 12.3. Зависимость твердости
HV (а), электропроводности о (б)
и магнитной проницаемости р (в)
от продолжительности старения
тс при температуре 600 °C для раз-
личных вариантов обработки:
1-3 + С:2-3+С + ЖА: 3 - Ф.н. + С;
4 - Ф.н. + С + ЖА; 5 - 3 + ХД + С; 6 - 3 +
+ ХД + С + ЖА
Твердость меняется не только от температуры, но и от продолжитель-
ности старения. После Тс = 600 °C она монотонно возрастает со временем
(рис. 12.3, а, кривая 1). Однако уже после изотермической выдержки тс = 2 ч
прирост твердости практически прекращается. Монотонность увеличения
твердости при Тс = 700 °C нарушается уже при т > 1 ч. Снижение HV проис-
ходит из-за перестаривания. Этот процесс структурно проявляется в том,
что на границах зерен начинает развиваться прерывистый распад, и при
этом частицы у-фазы становятся крупнее.
После первого и второго вариантов обработки закаленного сплава зави-
симости HV (тс) аналогичны (см. рис. 12.3, а, кривые 1, 2). Различие заклю-
чается в том, что численные значения твердости выше в последнем случае
из-за дополнительного образования в структуре мартенсита охлаждения.
Твердость инвара, упрочненного фазовым наклепом, при Тс = 600 °C воз-
растает при увеличении изотермической выдержки (рис. 12.3, а, кривая 3).
При этом она выше, чем в случае закаленного (нефазонаклепанного) сплава
(см. рис. 12.3, а, кривые 1, 3). Сравнение указанных зависимостей HV (тс) поз-
564
воляет утверждать, что в фазонаклепанном инваре распад пересыщенного
твердого раствора протекает интенсивнее, чем в закаленном. При повыше-
нии температуры старения от 600 до 700 °C зависимость HV (тс) меняется уже
немонотонно. При этом максимальное значение прочности достигается при
= 1 ч> и из-за перестаривания уровень значений твердости снижается с уве-
личением продолжительности старения. Максимальный уровень прочности
после старения при Тс = 700 °C и Тс = 600 °C практически одинаков.
Рассмотрим зависимость HV(тс) фазонаклепанных и состаренных образ-
цов после охлаждения в жидком азоте. При Тс = 600 °C она монотонно воз-
растает (рис. 12.3, а, кривая 4). В результате охлаждения сплава в жидком
азоте твердость увеличилась (см. рис. 12.3, а, кривые 3, 4). Та же зависи-
мость при Тс = 700 °C изменяется немонотонно и достигает максимальной
величины при тс = 1 ч. В этом случае твердость охлажденного в жидком азо-
те и неохлажденного материала отличается незначительно.
Для инваров, деформированных на 30% при комнатной температуре, за-
висимость HV (тс) монотонно увеличивается после старения при Тс - 600 °C.
В этом случае после 1С = 6 ч прирост упрочнения практически заканчивает-
ся. Однако, если температура старения повышается до Тс - 700 °C зависи-
мость HV (тс) становится немонотонной и достигает максимального значе-
ния при тс = 1 ч. При увеличении изотермической выдержки (т > 1 ч) проч-
ность снижается в результате развития процессов перестаривания.
После пятого и шестого вариантов обработки инвара зависимости HV
(тс) аналогичны (рис. 12.3, а, кривые 5, 6). Различие заключается в том, что
численные значения твердости выше в последнем случае, поскольку в
структуре охлажденного сплава дополнительно образуется мартенсит ох-
лаждения.
Электропроводность инвара. Электропроводность о при старении зака-
ленного сплава остается неизменной до Тс = 600 °C и при Тс = 700 °C имеет
максимальное значение (рис. 12.2, б, кривая 1). При охлаждении закаленно-
го образца в жидком азоте его электропроводность увеличивается, т. е. по-
явление в аустенитной структуре мартенситных кристаллов повышает ве-
личину ст (рис. 12.2, б, кривые 1, 2 ). При этом форма зависимостей о (Тс)
при обоих вариантах обработки одинакова.
Фазовый наклеп практически не изменяет электропроводность сплава.
При старении фазонаклепанного образца ее величина остается неизменной
до Тс = 600 °C и при увеличении температуры старения резко возрастает
(рис. 12.2, б, кривая 3). Следует обратить внимание на то, что после старе-
ния в интервале температур от 400 до 600 °C твердость увеличивается, а
электропроводность не изменяется (см. рис. 12.2, а, б, кривые 3). Это свиде-
тельствует о том, что дисперсность интерметаллидных частиц по-разному
влияет на указанные характеристики. Дисперсные частицы практически не
изменяют и, но заметно повышают HV.
Сравнение кривых 3 и 4 (см. рис. 12.2, б) показывает, что в интервале
температур старения от 20 до 600 °C электропроводность в охлажденном (в
жидком азоте) сплаве больше, чем в неохлажденном. При этом в обоих слу-
чаях максимальные значения о (при Тс = 700 °C) практически совпадают по
величине.
565
Электропроводность закаленного сплава после деформации на 30%
уменьшилась незначительно (см. рис. 12.2, б, кривые 1, 5). Это значение о
не изменяется в интервале температур старения от 20 до 600 °C и сущест-
венно повышается после нагрева до Тс = 700 °C (см. рис. 12.2, б, кривая 5).
Повышение электропроводности обусловлено появлением в структуре мар-
тенсита старения. Охлаждение деформированного (30%) сплава в жидком
азоте повышает о. Зависимости о (Тс) при пятом и шестом методе обработ-
ки аналогичны (см. рис. 12.2, б, кривые 5, 6). Различие в том, что в послед-
нем случае при всех температурах старения значение электропроводности
выше, благодаря появлению в структуре мартенсита охлаждения.
Распад пересыщенного твердого раствора при Тс = 600 °C слабо влияет
на электропроводность. Практически исходный уровень значений о начина-
ет изменяться при изотермической выдержке тс > 4 ч (рис. 12.3, б, кривая 1).
Однако зависимость о (тс) при более высокой температуре старения 700 °C
представляет собой монотонно возрастающую кривую. Такое различие в
зависимостях о (тс) при температурах старения 600 и 700 °C можно объяс-
нить тем , что в первом случае действует только один фактор (выделение
интерметаллидных частиц), а во втором - на электропроводность дополни-
тельно влияет появление в структуре кристаллов мартенсита старения, воз-
никающих в результате превращения у—>ас. Охлаждение состаренных при
Тс = 600 °C образцов в жидком азоте существенно повышает их электропро-
водность (рис. 12.3, б, кривые 1, 2). После второго способа обработки зави-
симость о(тс) монотонно увеличивается.
С возрастанием изотермической выдержки при Тс = 600 °C электропро-
водность фазонаклепанного материала монотонно увеличивается (рис. 12.3,
б, кривая 3). Зависимость о(тс) при Тс = 700 °C тоже монотонно возрастает.
Таким образом, в фазонаклепанном сплаве при исследованных температу-
рах старения электропроводность существенно выше, чем в случае закален-
ного инвара (см. рис. 12.3, б, кривые 1, 3). Зависимость о(тс) при Тс = 600 °C
после охлаждения образцов в жидком азоте меняется слабо (кривая 4).
При Тс = 700 °C электропроводность достигает максимального значения
при тс = 1 ч и при увеличении изотермической выдержки не меняется.
Увеличение тс при Тс = 600 °C не влияет на электропроводность дефор-
мированного (30%) сплава (рис. 12.3, б, кривая 5), а при Тс = 650 °C приво-
дит к ее монотонному увеличению. В результате старения при Тс = 700 °C
длительностью тс = 6 ч электропроводность существенно увеличивается,
что обусловлено, по-видимому, как наличием в структуре кристаллов мар-
тенсита старения, так и увеличением количества выделяющихся интерме-
таллидов. Охлаждение деформированных и состаренных при Тс = 600 °C об-
разцов в жидком азоте повышает о (см. рис. 12.3, б, кривые 5, 6). При этом
зависимости о(тс) после пятого и шестого вариантов обработки различают-
ся незначительно.
Магнитная проницаемость инвара. При старении закаленного сплава
магнитная проницаемость остается неизменной до Тс = 500 °C и далее снижа-
ется по мере увеличения температуры старения до 700 °C (см. рис. 12.2, в).
Снижение магнитной проницаемости обусловлено двумя факторами: распа-
дом пересыщенного твердого раствора и превращением частиц аустенита в
566
мартенсит старения (у—>ас), который имеет более низкое значение ц, чек
аустенит.
При охлаждении закаленного образца в жидком азоте магнитная прони-
цаемость практически не меняется. Тенденция к уменьшению Ц при второе
варианте обработки наблюдается для всех состаренных образцов. После
первого и второго вариантов обработки зависимости р(Тс) аналогичны
(рис. 12.2, в, кривые 1, 2).
В результате проведения в инваре цикла у—>а—ууф-превращения магнитная
проницаемость меняется незначительно, старение фазонаклепанного аустени-
та до Тс = 500 °C не изменяет ее значений ц. Магнитная прошщаемость фазо-
наклепанного сплава снижается при Тс > 600 °C и достигает минимального зна-
чения ц = 23 при Тс = 700 °C (рис. 12.2, в, кривая 3). Уменьшение численных
значений магнитной проницаемости после старения в фазонаклепанном спла-
ве обусловлено теми же причинами, что и в случае закаленного сплава.
При охлаждении в жидком азоте фазонаклепанных и состаренных об-
разцов магнитная проницаемость уменьшилась (рис. 12.2, в, кривые 3, 4). В
интервале температур старения от 20 до 500 °C в охлажденном сплаве она
остается неизменной, и уровень ее значений становится ниже, чем в не-
охлажденном сплаве. После старения при Тс = 700 °C величина ц охлажден-
ного сплава достигает минимального значения.
Магнитная проницаемость в результате 30%-й деформации при 20 °C
снижается (рис. 12.2, в, кривые 1, 5). При увеличении температуры старения
указанный уровень р деформированного материала сохраняется практиче-
ски неизменным до Тс = 600 °C, и после старения при 700 °C магнитная про-
ницаемость уменьшается (см. рис. 12.2, в, кривая 3). Снижение Ц обусловле-
но, видимо, появлением в структуре сплава мартенсита старения и сильным
распадом пересыщенного твердого раствора.
При охлаждении в жидком азоте деформированных и состаренных об-
разцов магнитная проницаемость уменьшается (см. рис. 12.3, в, кривые 5, 6).
При этом зависимости ц(Тс) для пятого и шестого вариантов упрочнения
аналогичны, но в последнем случае значения |Д ниже, что обусловлено пе-
реходом части аустенита в мартенсит охлаждения (у—>а).
Величина магнитной проницаемости закаленного сплава при увеличе-
нии продолжительности старения уменьшается (см. рис. 12.3, в). После
первого и второго вариантов обработки зависимости р(тс) аналогичны
(кривые 1, 2). Различие заключается в том, что численные значения ц ни-
же в последнем случае. Увеличение температуры старения с 600 до
700 °C приводит к дополнительному снижению значений ц, но при этом
ход кривых р(тс) остается прежним.
Для третьего и четвертого вариантов обработки (см. рис. 12.3, в, кри-
вые 3, 4) наблюдаются те же закономерности в изменении р(тс), как и в слу-
чае первого и второго вариантов обработки (кривые 1, 2). При этом кри-
вые 3 и 4 проходят ниже, чем кривые 1 и 2.
Увеличение тс при Тс = 600 °C не влияет на магнитную проницаемость
деформированного (30%) сплава (см. рис. 12.3, в, кривая 5). Изотермическая
выдержка деформированного образца до тс = 6 ч при Тс = 700 °C монотон-
но снижает значения р.
567
Охлаждение деформированных и состаренных образцов в жидком азоте
снижает магнитную проницаемость (см. рис. 12.3, в, кривые 5, 6) и для об-
разца с Тс = 600 °C и Тс = 6 ч получаем |1 = 5, т е. то же значение магнитной
проницаемости, как и в случае неохлажденного материала, но состаренно-
го при 700 °C (тс = 6 ч).
Изменение коэффициента линейного расширения. Условная схема изме-
нения коэффициента линейного расширения р при различных методах упроч-
няющих обработок представлена на рис. 12.4, кривые 1-6. В общем виде тем-
пературную зависимость коэффициента линейного расширения Р(Т) можно
представить кривой 1. Эта зависимость состоит из трех частей. В интервале
инварности AT = Т, - То (То - комнатная температура, Т, - максимальная тем-
пература нагрева сплава, при которой еще не происходит резкого изменения
величины Р) и аустенит находится в ферромагнитном состоянии. В интервале
температур от Т, до Т2 (рис. 12.4, кривая 1) наблюдается интенсивное измене-
ние величины р, связанное с тем, что ферромагнитный аустенит переходит в
парамагнитное состояние. В интервале температур от Т2 до Т3 отмечается
плавное и незначительное повышение Р уже парамагнитного аустенита. В
случае однофазного (у-фаза) состояния структура инвара в интервале темпе-
ратур от Т3 до Т4 (см. рис. 12.4, кривая 1) происходит дальнейшее плавное и не-
значительное повышение Р парамагнитного материала. Однако, если сплав
находится в двухфазном состоянии (у + а), то при нагреве до некоторой темпе-
ратуры Тв (см. рис. 12.4, кривая 1) происходит обратное превращение мартен-
ситных кристаллов (a-фазы) в фазонаклепанный аустенит (а—>Уф). В резуль-
тате обратного мартенситного превращения на зависимости Р(Т) появляется
минимум, который условно обозначен АВС. Применительно к закаленному
сплаву НЗОК1ОТЗ рассмотрим минимум подробнее.
Поскольку на рис. 12.4 представлена
условная схема изменения зависимости
Р(Т), то следует иметь ввиду, что поло-
жение точки В на кривой 1 условное,
т. е. значение в указанной точке, опре-
деляемое по оси р, несопоставимо по ве-
личине со значением в точке рь Кривая
АВС подчеркивает только факт сниже-
ния р при обратном мартенситном пре-
вращении при нагреве. То, что выше
сказано относительно численных значе-
ний в точке В (кривая АВС), справедли-
во и относительно точек М(ДМН),
P(NPQ), G(WGF), K(LKS).
Рис. 12.4. Условная схема температурной зави-
симости коэффициента линейного расширения
[3 в сплаве H30K10T3 после различных вариан-
тов обработки:
1 - 3; 2 - 3 + стабилизирующее старение (Тс = 600 °C); 3 -
3 + дестабилизирующее старение (Тс = 700 °C); 4 - Ф.н.;
5-3 +ХД; 6-3 + Ж/Л
568
Рис. 12.5. Температурные зависимости коэффициентов линейного расширения р в закален-
ном (1, 3) и фазонаклепанном (2, 4) сплаве H30K10T3 после различных предварительных
обработок:
1 - 3; 2 - Ф.Н.; 3-3 + 700 °C, 1 ч; 4 - Ф.н. + 700 °C, 1 ч
Реальная зависимость Р(Т) для закаленного образца представлена на
рис. 12.5, кривая 1. При То = 20 °C величина р = 2,5-10-6 град-1 и плавно ме-
няется в интервале инварности от То до Т, = 175 °C. В интервале темпера-
тур от Т] до Т2 = 300 °C происходит сильное увеличение р, обусловленное
переходом ферромагнитного состояния аустенита в парамагнитное. При
температуре вблизи 560 °C обнаружено снижение Р (см. рис. 12.5, кривая 1,
АВС), где в точках А и С (парамагнитное состояние) Р примерно равно
16-10-6 град-1, а в точке В значение Р минимальное. Минимум АВС рассмо-
трим подробнее.
Не следует думать, что сплав НЗОК1ОТЗ при температуре Т = 560 °C
имеет значение р, равное примерно 1,0 10-6 град-1 (см. рис. 12.5, кривая 1,
569
точка В). Такой закаленный материал испытывает обратное превращение
изотермического мартенсита аиз в фазонаклепанный аустенит уф, т. е. мини-
мум АВС (см. рис. 12.5, кривая 1) обусловлен динамическим эффектом. По-
сле того как закончится обратное а,13—»уф-превращение, сплав имеет Р =
16-10-6 град-1, следовательно, практически коэффициент линейного расши-
рения материала имеет значения, лежащие на линии АС. Чтобы подчерк-
нуть динамический характер изменения (3(Т) в области температур 560 °C,
линия АС проведена штрихами (см. рис. 12.5, кривая 1). Аналогичные рас-
суждения применимы для рассмотренных ниже динамических эффектов:
DHN (кривая 2) и DKLM (кривые 3, 4).
В результате старения при Тс = 600 °C (тс = 1 ч) коэффициент линейного
расширения при То - 20 °C повысился с (3, = 2,5-10-6 град-1 до р2 = 5-10-6 град-1,
а температура Ть наоборот, снизилась до значения примерно 115 °C. Мини-
мум АВС, наблюдающийся для закаленного состояния, отсутствует (см.
рис. 12.4, кривые 1, 2). Это связано с тем, что нагрев образца до 600 °C обус-
ловливает превращение изотермических мартенситных кристаллов, образо-
вавшихся при закалке, в уф-фазу (ос—»уф). При повышении температуры ста-
рения с 600 до 700 °C (тс = 1 ч) величина коэффициента линейного расшире-
ния при То увеличивается уже до значения рз = 810-6 град-1. Для этой зависи-
мости Р(Т) наблюдается резкое снижение р в области температур от 350 до
600 °C с минимумом при Тм = 500 °C. Появление минимума DMH (см. рис. 12.4,
кривая 3) вызвано тем, что при нагреве в дилатометре образца, предвари-
тельно состаренного при Тс = 700 °C, наблюдается обратное превращение
мартенсита старения в аустенит (осс—>уф). Реальная зависимость Р(Т) для Тс =
= 700 °C представлена на рис. 12.5, кривая 3.
При Тс = 700 °C (тс = 1 ч) в закаленном сплаве происходит распад пере-
сыщенного твердого раствора, что приводит к появлению в материале мар-
тенсита старения осс. На зависимости Р(Т) состаренного (Тс = 700 °C) сплава
наблюдается резкое снижение коэффициента линейного расширения в об-
ласти температур от 350 до 600 °C с минимумом при 500 °C (см. рис. 12.5,
кривая 3). Появление минимума DKLM обусловлено тем, что при нагреве в
дилатометре образца, предварительно состаренного при Тс = 700 °C, проис-
ходит обратное превращение (осс—>уф). Широкий интервал превращения
осс—>уф, по-видимому, связан с неоднородностью кристаллов мартенсита ста-
рения, которые наследуют интерметаллидные частицы, выделившиеся при
предварительном распаде пересыщенного твердого раствора.
Зависимость Р(Т) для фазонаклепанного образца показана на рис. 12.5,
кривая 2. Из сравнения кривых 1 и 2 (см. рис. 12.5) можно сделать следующие
выводы: 1) минимум АВС (кривая 1) отсутствует, так как при нагреве сплава
|до 800 °C происходит обратное превращение ос113->уф; 2) Р при То = 20 °C сни-
жается (с 2,5-К)-6 град-1); 3) интервал инварности в фазонаклепанном сплаве
[сужается, так как Т, уменьшается со 175 до 140 °C; 4) коэффициент линейно-
го расширения снижается в интервале от 575 до 675 °C и достигает минимума
|при Т = 640 °C (см. рис. 12.5, кривая 2 - DHN). Образование кривой DHN мож-
но объяснить следующим образом. Изотермическая выдержка при 800 °C
|при фазовом наклепе приводит к повышению мартенситной точки сплава
(переход из области отрицательных температур, в область положительных),
I570
поэтому при охлаждении материала до комнатной температуры в нем обра-
зуется мартенсит старения ас. Эта мартенситная фаза неустойчива, и в интер-
вале температур 575...675 °C происходит обратное превращение 0Сс—»уф (см.
рис. 12.5, кривая DHN).
На кривой 4 (см. рис. 12.5) представлена зависимость Р(Т) для состаренно-
го (Тс = 700 °C, тс = 1 ч) фазонаклепанного инвара. Сравним кривые 3 и 4 (см.
рис. 12.5) между собой. Для закаленного сплава Р = 7,5-10-6 град-1 при То =
= 20 °C, а для фазонаклепанного материала коэффициент линейного расши-
рения увеличивается и достигает величины 10-10^ град-1. Минимум DKLM
наблюдается как в закаленном (кривая 3), так и в фазонаклепанном (кри-
вая 4) сплаве, поскольку причины его появления в обоих случаях одинаковы.
В результате холодной (при 20 °C) пластической деформации на 30%
значение коэффициента линейного расширения при комнатной температу-
ре (рис. 12.6, кривая 1) снизилось до Р - 1,5-Ю-6 град-1, а интервал инварно-
сти АТ = Т, - То остался таким же, как в закаленном недеформированном
материале. Кроме того, в зависимости Р(Т) наблюдается снижение Р в обла-
сти температур от 550 до 670 °C с минимумом при 620 °C. Появление мини-
мума, обозначенного буквами А-В-С, обусловлено тем, что при нагреве де-
формированного образца наблюдается обратное превращение смеси мар-
тенситов а113 + ад в аустенит (а„3 + ад-»у). Минимум АВС имеет такое же
происхождение, как АВС (см. рис. 12.5).
После изотермической выдержки при Тс = 600 °C в течение тс - 1 ч мар-
тенсит старения в сплаве не образуется, так как указанная температура на-
ходится в области стабилизации аустенита. Коэффициент линейного рас-
ширения увеличивается до значения р = 2,5-10-6 град-1 при 20 °C и интервал
инварности сужается (рис. 12.6, кривая 2). Продолжительное старение тс от
1 до 6 ч обусловливает дальнейшее увеличение коэффициента линейного
расширения при 20 °C до значения р = 3,5-10-6 град-1 и интервал инварности
сужается (рис. 12.6, кривая 3).
Повышение температуры старения от 600 до 700 °C (тс = 1 ч) приводит
к увеличению коэффициента линейного расширения при 20 °C до значения
Р ~ бКУ^град-1 (рис. 12.6, кривая 4). При этом распад пересыщенного твер-
дого раствора вызывает образование мартенсита старения ас, поскольку Мн
находится в области дестабилизирующих температур. На зависимости Р(Т)
наблюдается минимум в области температур от 350 до 670 °C. Появление
минимума DKLM обусловлено тем, что при нагреве деформированного об-
разца, предварительно состаренного при Тс = 700 °C (тс = 1 ч), происходит
обратное превращение мартенсита старения в аустенит (ас—>уф). Довольно
широкий интервал превращения ас—>уф обусловлен, по-видимому, неодно-
родностью мартенситных кристаллов (ас), которые наследуют интерметал-
лидные частицы, выделившиеся при термомеханической обработке (дефор-
мация = старение).
Увеличение степени холодной деформации с 30 до 50% практически не
изменяет вид зависимости Р(Т) (см. рис. 12.6, кривая 1), значение р при 20 °C
и интервал инварности. Незначительно изменяется также зависимость Р(Т)
сплава, состаренного при 600 и 700 °C (кривые 2^4). Следовательно, увели-
чение степени пластической деформации выше 30% неэффективно с точки
571
Рис. 12.6. Температурные зависимости коэффициентов линейного расширения р в сплаве
H30K10T3 после различных исходных термомеханических обработок:
1 - Д 30%; 2 - Д 30% + 600 °C (тс = 1 ч); 3 - Д 30% + 600 “С (гс = 6 ч); 4 - Д 30% + 700 °C (rc = 1 ч)
зрения изменения коэффициента линейного расширения, магнитной прони-
цаемости, электропроводности.
После охлаждения закаленного сплава в жидком азоте его коэффици-
ент термического расширения при То повышает свое первоначальное зна-
чение до Р = 5-10-6 град-1 из-за образования мартенсита. При температуре
нагрева Т > 100 °C наблюдается сильное снижение величины р, минимум
которой зафиксирован при Т ~ 163 °C. Снижение, видимо, можно объяснить
тем, что образовавшийся при охлаждении сплава мартенсит оказывается
неустойчивым и при нагреве в интервале температур от 100 до 206 °C испы-
тывает обратное ос—>у-превращсние.
Влияние термообработок на коэффициент линейного расширения мож-
но обобщить, используя рис. 12.4. Коэффициент линейного расширения, из-
меренный при 20 °C, после закалки равен Р,, при увеличении температуры
572
старения повышается рз > р2 > Рь а интервал инварности при этом сужает-
ся. При нагреве закаленного образца в дилатометре до Т4 = 700 °C на зави-
симости Р(Т) наблюдается минимум АВС, обусловленный обратным пере-
ходом в аустенит изотермического мартенсита, образовавшегося в закален-
ном сплаве (кривая 1). Старение сплава при Тс < 600 °C не приводит к появ-
лению в структуре мартенситной фазы (кривая 2), а Тс > 600 °C обусловли-
вает появление в аустените мартенсита старения ас. Эта а,-фаза при после-
дующем нагреве сплава становится неустойчивой и испытывает обратное
превращение ас—>у (кривая 3, минимум DMH). Интервал температур обрат-
ного превращения а113—>у лежит внутри интервала ас—>у(см. рис. 12.4, кри-
вая 1 - АВС, кривая 3 - DMH).
После упрочнения сплава методом фазового наклепа коэффициент ли-
нейного расширения практически не изменился ф] ~ ф, рис. 12.4, кривые 1,
4). Мартенсит старения, возникший в процессе у—>ос—»у-превращения при по-
следующем нагреве, становится неустойчивым и испытывает обратное пре-
вращение ас—»у (см. рис. 12.4, кривая 4, минимум NPQ). Интервал этого пре-
вращения сдвинут вправо по температурной шкале (ср. кривые 1 и 4, Тр > Тв).
Закономерности изменения коэффициента линейного расширения от темпе-
ратуры старения такие же, как и в случае нефазонаклепанного сплава.
Пластическая деформация снижает коэффициент линейного расшире-
ния. Мартенсит деформации, образующийся в процессе прокатки, оказыва-
ется неустойчивым, при последующем нагреве испытывает обратное пре-
вращение осд->у примерно в том же температурном интервале, что и в слу-
чае ас—>ув фазонаклепанном сплаве (рис. 12.4, кривые 4 и 5, Тр ~ Тс). С по-
вышении температуры старения наблюдаются такие же изменения р5, как
в случае недеформированного сплава.
Охлаждение закаленного сплава в жидком азоте повышает значение ко-
эффициента линейного расширения (PG > Pi), образующаяся a-фаза неус-
тойчива и при последующем нагреве испытывает обратное а—»у-превраще-
ние в интервале температур более низких, чем интервал превращений
ос,)3—>у (кривая АВС), оу—»у (кривая 3 DMH и кривая 4 NPQ) и ад—>у (кривая
5 WGF), т. е. Тк < Тм < Тв < TG < Тр. Кроме того, появление в структуре ОС-
фазы снижает интервал инварности. Аналогичные изменения на зависимо-
сти Р(Т) происходят и в том случае, если в исходном состоянии (до охлажде-
ния) будет состаренный, фазонаклепанный и деформированный аустенит.
12.1.2. Физико-механические свойства инваров с устойчивым
при охлаждении аустенитом
Исследовали инвары Н38, мас.%: 0,02 С; 38 Ni; H32T3, 0,03 С; 32,1 Ni; 3,1
Ti; H38T3, 0,01 С; 38 Ni; 2,5 Ti и H36K10T3, 0,01 С; 36,0 Ni; 2,9 Ti; 10,0 Со, в
которых после закалки и охлаждения в жидком азоте не происходит мар-
тенситного у—»а-превращения [12-14]. Предварительная термообработка
заключалась в закалке в воду от 1150 и 1050 °C сплавов, содержащих и не
содержащих титан соответственно.
Влияние термических обработок на коэффициент линейного расшире-
ния. На рис. 12.7 (кривая 1) показана температурная зависимость коэффици-
573
Рис. 12.7. Температурная зависимость коэф-
фициента линейного расширения р в сплавах
Н38 (1). H32T3 (2). H38T3 (3-5) после раз-
личных обработок:
1 - 3 (•). 3 + ХД 60% (х); 2 - 3; 3 - ХД 60% + 650 °C. 1 ч;
4 - ХД 60% + 650 °C, 4 ч; 5 - 3 + ХД 60%
ента линейного расширения |3(Т) для
закаленного инвара Н38. Как видно,
сплав имеет интервал инварности
AT = Т, - То ~ 100 °C, коэффициент
линейного расширения, измеренный
при комнатной температуре 20 °C,
равен ро = 210-6 град-1. Уменьшение в
сплаве содержания никеля до 32% по-
вышает коэффициент линейного рас-
ширения до р0 ~ 5-10-6 град-1, и при
этом интервал инварности практиче-
ски исчезает (рис. 12.7, кривые 1, 2).
Дополнительное легирование сплава
Н38 титаном повышает коэффици-
ент линейного расширения до [30 ~
~ 4-10-6 град-1, и в обоих сплавах пла-
стическая деформация (60%) практически не влияет на ход зависимости
= [3( Г) (ср. кривые 1 и 5) и интервал инварности. Распад пересыщенного твер-
дого раствора в деформированном сплаве H38T3 при температуре старения
Тс = 650 °C несколько повышает значение коэффициента линейного расши-
рения и сужает интервал инварности (см. рис. 12.7, кривые 3-5).
После закалки инвар H36K10T3 имеет коэффициент линейного расши-
рения Ро = 4-10-6 град-1 и температуру Кюри Тс = 320 °C (рис. 12.8, кривая 1)
Распад пересыщенного твердого раствора в закаленном сплаве в интервале
температур от 500 до 700 °C приводит к повышению коэффициента линей-
ного расширения и сужению интервала инварности (кривые 1-4).
Пластическая деформация закаленного сплава на 30-60% немного по-
вышает точку Кюри (с 320 до 329 °C) и увеличивает интервал инварности.
Это можно объяснить следующим образом. Закалка инвара полностью не
предотвращает распад пересыщенного твердого раствора и внутри аусте-
нитных зерен образуются кластеры у'-фазы (Ni3Ti) размером не более 3 нм.
При пластической деформации эти кластеры в поле напряжений дислока-
ций растворяются в у-фазе. После пластической деформации величина Ро
изменяется незначительно. Пластическая деформация бинарного сплава
ИЗ 8 не меняет положение точки Кюри и интервал инварности, поскольку в
аустенитных зернах этого закаленного сплава отсутствуют кластеры у'-фа-
зы. Старение деформированного сплава H36K10T3 практически не влияет
на величину ро, но снижает интервал инварности (см. рис. 12.8, кривые 5, 7).
Проведение теплой деформации (при 650 °C) вместо холодной сужает ин-
тервал инварности, а использование высокотемпературной деформации
(в интервале 800... 1100 °C) вместо холодной не изменяет зависимости f3(T)
574
Рис. 12.8. Температурная зависимость коэф-
фициента линейного расширения р в сплаве
H36K10T3 после различных обработок;
1 - 3; 2 - 3 + С 550 °C, 4 ч; 3 - 3 + 650 °C, 4 ч; 4 - 700 °C,
4 ч; 5 - ХД 30%; 6 - ХД 60%; 7 - ХД 30% + 650 °C. 4 ч; 8 -
ТД 30% при 650 °C; 9 - ВД 30%. 10 - ВД 30% + 650 °C, 4 ч
(кривые 5, 7). Старение (Тс = 650 °C)
после высокотемпературной дефор-
мации незначительно уменьшает ин-
тервал инварности. Следовательно,
изменяя термические и термомеха-
нические обработки, можно в той
или иной степени влиять на зависи-
мость Р(Т) инвара H36K1OT3.
Механические свойства инваров
Н38 и H36K10T3 после различных
упрочняющих обработок. При старе-
нии сплава H36K1OT3 наблюдается
характерное для аустенитных мате-
риалов изменение прочности и плас-
тичности (рис. 12.9, а) из-за выделе-
ния в матрице у'-фазы. В результате
старения закаленного сплава при
650 °C в течение 4 ч предел текучес-
ти увеличивается в 2, а временное со-
противление - в 1,5 раза. Упрочнение
сопровождается снижением относи-
тельного сужения в 2,6 и относитель-
ного удлинения - в 4,3 раза.
Сплав Н38 упрочняется не за счет
старения, а только за счет пластичес-
кой деформации. Установим, как влияет степень деформации на механичес-
кие свойства инваров Н38 и H36K10T3 (рис. 12.10). Как видно, прочностные
свойства (предел прочности О„ и предел текучести о02) монотонно увеличива-
ются по мере повышения степени деформации, а пластические (ф - относи-
тельное сужение, 8 - относительное удлинение) снижаются. При этом отно-
сительное сужение сохраняет высокий уровень (в Н38 ф > 70%, в H36K10T3
ф > 50%), а относительное удлинение снижается до весьма низкого уровня
(в Н38 8min = 12%, в H36K10T3 8min = 5%). Инвары H36K10T3 и Н38 стабиль-
ны по отношению к мартенситному превращению при холодной деформа-
ции. Прочностные характеристики <5() 2 и о„ в сплавах повышаются в резуль-
тате увеличения плотности дислокаций практически линейно до степени де-
формации Е - 30%. Однако эффективность деформационного упрочнения
сплава с титаном и кобальтом существенно выше, чем бинарного сплава Н38
(см. рис. 12.10). При сохранении достаточно высокого относительного суже-
ния (ф = 50%) в сплаве H36K10T3 после 30% холодной деформации можно
обеспечить значения о02 = 850 МПа против о02 = 540 МПа в сплаве Н38.
575
Рис. 12.9. Зависимость механических свойств инвара H36KI0T3 после различных упрочняю-
щих обработок:
а - С при 650 °C; б - ХД, Е = 30% + С при 650 °C; в - С при 650 °C + Д (е = 30%) при 650 °C: г - высокотемпературная
(800,.. 1000 °C) деформация (£ = 30%) + С при 650 °C; 1 - <ун; 2 - 3 - у; 4 - S
В том случае, если определение механических свойств закаленного
сплава Н38 проводить не при комнатной температуре, а при температуре
жидкого азота (Т„сп = -196 °C), то его прочностные свойства существенно
увеличиваются, а пластические остаются практически на том же уровне
(табл. 12.1)
Аналогичные выводы можно сделать, если вместо закаленного сплава
использовать деформированный на 60% (см. табл. 12.1). Если сплав Н38
предварительно деформировать (на 30%) в жидком азоте, а потом - при
комнатной температуре (механичес-
кие свойства в обоих случаях прово-
дили при 20 °C), то прочностные
свойства получаются разными. В
сплаве Н38, предварительно дефор-
мированном при низкой температу-
ре, предел прочности и предел теку-
чести оказываются более высокими,
Рис. 12.10. Зависимость механических свойств
от степени холодной деформации инваров
Н38 (1-4) и H36K10T3 (5-8):
I, 5 - а,; 2, б- 3, 7 - V. 4, 8 - 8
0 12 3 4
576
Таблица 12 1
Влияние термообработки и императоры испытания
на механические свойства иивара Н38
Термообработка т с с. 5 V
МПа %
Н38 3 20 320 500 33 72
Н38 3 + Д 30%, 20 °C 20 626 653 10 Т1
Н38 3 + Д 30%,-196 °C 20 840 849 6 81
Н38 3 + Д 60%, 20 °C 20 675 703 13 79
Н38 3 -196 650 970 33 70
Н38 3 + Д 60%. 20 °C -196 1000 1120 15 71
хотя пластические свойства практически близки. Более высокие прочност-
ные свойства в этом случае можно объяснить изменением дислокационно-
го механизма пластической деформации при снижении температуры про-
катки: преобладающее скольжение полных дислокаций при 20 СС в значи-
тельной мере заменяется движением двойникующих дислокаций при темпе-
ратуре жидкого азота. Полосчатая дислокационная структура заменяется
на двойники деформации (рис. 12.11).
Зависимость механических свойств от продолжительности старения при
Тс = 650 °C после предварительной деформации на 30% при комнатной тем-
пературе (схема ХД + С) показана на рис. 12.9, б. Как видно, прочностные
свойства монотонно увеличиваются, а пластические монотонно снижаются
по мере продолжительности старения. Эти изменения обусловлены дейст-
вием двух факторов: разупрочнением деформированной матрицы при на-
греве и упрочнением за счет распада пересыщенного твердого раствора при
упрочнении старением. Последний фактор имеет определяющее значение.
Распад твердого раствора происходит наиболее интенсивно в первый час
изотермической выдержки, поэтому величины о,,, о02, \|/ и 8 изменяются
наиболее сильно именно в этот период вре-
мени. Кроме схемы упрочнения ХД + С ис-
пользовали: С + Д (рис. 12.9, в). Сначала
сплав старили при Тс = 650 °C, а затем де-
формировали на 30% прокаткой при темпе-
ратуре старения. При обработке ВД + С
(рис. 12.9, г) сначала проводили высокотем-
пературную деформацию сплава на 30% в
температурном интервале 800... 1000 °C, за-
тем старили при Те = 650 °C. При схемах уп-
рочнения ХД + С, С + Д, ВД + С прочност-
ные свойства определяются одинаковыми
факторами, указанными выше, но во вто-
ром случае (С + Д) следует учитывать, что
Рис 12.11. Структура сплава Н38 после деформации
£ = 30% при -196 °C
577
Таблица 122
Упрочняющие обработки, обеспечивающие оптимальные
механические свойства инвара H36K10T3*
Обработка Пв °0.2 V 5
МПа %
С 650 °C, 2 ч 980 790 30 18
ХД, 30% 900 850 50 10
ХД, 30% + 650 °C, 0,5 ч 1200 1050 30 5
650°С, 1 ч + ТД, 30% при 650 °C 1300 1180 30 10
ВД, 30% + 650 °C, 0,5 ч 1000 830 31 15
*Все оптимальные обработки обеспечивают а < 5-10-6 град-' в интервале от 20 до 200 °C.
время пребывания деформированной матрицы при Тс = 650 °C минимально,
а в третьем случае исходная прочность (до старения) минимальна из-за вы-
сокой температуры деформации.
Рис. 12.9 позволяет выявить виды упрочняющих обработок, обеспечиваю-
щие получение оптимальных механических свойств после различных обрабо-
ток (табл. 12.2). Как видно, величины <т„ и <У02 всегда выше при использовании
комбинированных обработок, включающих пластическую деформацию и
старение. Из трех термомеханических обработок наименьшие прочностные
свойства можно получить после схемы упрочнения ВД + С. Уровень относи-
тельного сужения после упрочнения старением и комбинированными обра-
ботками практически совпадает, а относительное удлинение наиболее высо-
кое значение имеет после одинарной обработки. Близкие значения относи-
тельного удлинения можно получить, используя схему обработки ВД + С. Са-
мое высокое значение достигается пластической деформацией без старения.
Для проверки возможности использования инвара H36K10T3 после
кратковременного повышения температуры измеряли механические свой-
ства упрочненного инвара непосредственно при 250 и 20 °C по окончании
различных изотермических выдержек при 250 °C.
Для анализа влияния изотермической выдержки можно использовать
коэффициент относительного разупрочнения К] = (щ1, - о„)/о|, (oj, и о„ - вре-
менные сопротивления до изотермической выдержки и после нее соответ-
ственно). Аналогично можно записать К2 применительно к пределу текуче-
сти. Данные табл. 12.3 приводят к следующим выводам: 1) изотермическая
выдержка до 200 ч деформированных (ХД до 30%) образцов практически не
влияет на прочностные свойства, а после выдержки т = 400 ч наблюдается
заметное уменьшение свойств (К! = 10%, К2 = 13%); 2) сильное разупрочне-
ние имеет место и после высокотемпературной деформации. Если после уп-
рочнения холодной деформацией, особенно высокотемпературной, провес-
ти старение (схемы ХД + С и ВД + С), то происходит закрепление дислока-
ций интерметаллидными частицами и величина коэффициентов К] и К2 зна-
чительно снижается (см. табл. 12.3). Пластические свойства упрочненного
сплава после изотермической выдержки либо не меняются, либо повыша-
ются с уменьшением прочности.
578
Таблица 12.3
Влияние времени изотермической выдержки при 250 °C
на механические свойства упрочненного инвара H36K10T3 (Т11С„ = 20°С)
Обработка с. °0,2 S V К| к2
МПа %
ХД. 30% 0 900 850 10 55 0 0
ХД, 30% 200 900 830 10 55 0 2
ХД, 30% 400 8)0 740 15 55 10 13
ХД, 30% + 650 °C, 1 ч 0 1350 1250 5 12 0 0
ХД. 30% + 650 °C, 1 ч 200 1340 1250 5 12 4 0
ХД, 30% + 650 °C, 1 ч 400 1295 1160 5 12 4 7
ВД, 30% 0 800 700 18 42 0 0
ВД, 30% 200 740 545 19 45 7 22
ВД, 30% 400 686 501 28 50 14 29
ВД, 30% + 650°С, 1 ч 0 1110 910 10 25 0 0
ВД, 30% + 650°С, 1 ч 200 1110 900 10 24 0 1
ВД, 30% + 650°С, I ч 400 1093 903 10 24 1 1
Таблица 12.4
Механические свойства упрочненной стали H36K10T3 при 250 °C
П. V 8
МПа %
650 °C, 1 ч 633 486 50 25
650 °C, 2 ч 654 525 33 20
ХД, 39% + 650 °C, 1 ч 957 885 20 10
ХД, 30% + 650 °C, 2 ч 963 907 12 8
650 °C, 1 ч + ТД, 30% при 650 °C 1083 1011 32 12
650 °C, 2 ч + ТД, 30% при 650 °C 1022 953 26 12
ВД + 650 °C, 1 ч 856 692 36 16
ВД + 650 °C, 2 ч 884 763 32 15
ВД + 650 °C, 4 ч 923 769 20 6
Увеличение температуры испытания с 20 до 250 °C заметно снижает
прочностные свойства инварного сплава (ср. табл. 12.3 и 12.4): уменьшение
предела текучести может достигать 15-30%. Это связано преимущественно
с «устранением» эффекта инварного упрочнения в сплаве при нагреве до
температур, близких к Тс. Таким образом, кратковременное повышение
температуры эксплуатации выше комнатной приводит к снижению прочно-
стных характеристик, что следует учитывать при расчете нагрузок на изде-
лия, в которых используется данный сплав.
Влияние хрома па механические и магнитные свойства инвара
H36K10T3. В настоящем разделе исследовали три инвара. В качестве базо-
вого использовали сплав H36K10T3. По сравнению со сплавом № 1
(H36K10T3) в инвар № 2 (Н36К10Х5Т2) дополнительно введен хром, мас.%:
579
Рис. 12.12. Зависимость магнитных свойств за-
каленного сплава H36K10T3 от времени изо-
термической выдержки при температуре ста-
рения Тс = 650 °C
36,2 Ni; 10,1 Со; 5,2 Сг; 2,4 Ti, ост. Fe, а
в инваре № 3 (Н36К5Т2) уменьшено со-
держание кобальта (36,1 Ni ; 5,2 Со;
2,4 Ni, ост. Fe). Далее показано влия-
на механические и магнитные свойства.
нне химического состава сплавов
В качестве измерения магнитных свойств рассматриваются зависимости:
1) намагниченности насыщения от изотермической выдержки при опреде-
ленной температуре старения Ms(tc) и 2) коэрцитивной силы от изотермиче-
ской выдержки Нс(тс). Величины Ms и Нс определены по стандартной мето-
дике [15]. Другие магнитные свойства, такие как начальная и максимальная
магнитные проницаемости, неоднозначно изменяются с увеличением вре-
мени выдержки либо практически не изменяются. Как видно из рис. 12.9, а
и 12.12, з, зависимости <3„, о()2(тс) и Нс(тс) монотонно увеличиваются, а 5,
Ау(Д) и Ms(Tc) монотонно снижаются, что обусловлено выделением внутри
аустенитных зерен парамагнитных интерметаллидных частиц Ni3Ti.
Закономерности изменения механических и магнитных свойств при ста-
рении сплавов 2 и 3 такие же, как и в сплаве 1 (рис. 12.12-12.14). Различие
этих материалов в том, что они по-разному упрочняются за счет распада пе-
ресыщенного твердого раствора. Например, после тс = 1 ч в состаренном
сплаве 1 предел текучести, по сравнению с закаленным состоянием, увели-
чился на 78, в сплаве 2 - на 127 и в сплаве 3 - на 137%. При этом изменение
относительного сужения и относительного удлинения происходит в мень-
шей степени. Различие в уровне магнитных свойств сплавов 1-3 обусловле-
но разным химическим составом материалов уже после закалки и неодина-
ковой интенсивностью распада твердого раствора.
Коэрцитивная сила, согласно теории включений (12.13), зависит как от
объема (Нс ~ f(v)), так и от дисперсности выделившихся частиц, которые за-
трудняют или облегчают смещение доменных границ при намагничивании
и перемагничивании сплавов.
Существует некоторый критический размер частиц, при котором на-
блюдается максимальное увеличение коэрцитивной силы. При старении за-
каленного сплава 1 величина Нс возрастает на 44%, а сплавов 2, 3 - соответ-
ственно в 3 и 5 раз. Поскольку объем выделившейся фазы в сплавах 2 и 3
примерно равен (см. рис. 12.13, 12.14, кривая Ms), то рост коэрцитивной си-
лы у них, по-видимому, обусловлен размером частиц Ni3Ti. В сплаве 1 ин-
тенсивный распад твердого раствора приводит к образованию более мелких
частиц выделяющейся фазы, которые не являются стопорами доменных
границ. Поэтому рост Нс будет связан с увеличением объема выделившей-
ся фазы. Возможно, значительное увеличение Нс изученных сплавов связа-
но с появлением концентрационной неоднородности при выделении фазы
Ni3Ti. Так как тридцатиминутной выдержки при 650 °C недостаточно для
полного выравнивания состава, парамагнитные у-частицы (Ni3Ti), окружен-
580
Рис. 12.13. Зависимость магнитных и механических свойств закаленного сплава
Н36К10Х5Т2 от времени изотермической выдержки Тс при температуре старения Тс = 650 °C
Рис. 12.14. Зависимость магнитных и механических свойств закаленного сплава Н36К5Т2
от времени изотермической выдержки тс при температуре старения Тс = 650 °C
ные также парамагнитными малоникелевыми областями аустенита, пред-
ставляют собой барьеры, затрудняющие смещения доменных границ.
Высокотемпературная деформация приводит к увеличению в аустените
плотности дислокаций. По этой причине в закаленном сплаве 2 после ВД
прочностные свойства повышаются. Рост пределов прочности и текучести
после ВД сопровождается снижением относительного удлинения. При этом
относительное сужение сохраняет высокое значение (рис. 12.15).
Дислокации, появляющиеся в аустените после ВД, являются стопора-
ми, затрудняющими перемещение доменных границ при перемагничива-
нии сплавов. Согласно теории напряжений [15], Нс = f(VN), где N - плот-
ность дислокаций. Поэтому после обработки по режиму ВД коэрцитивная
сила сплавов 2 и 3 выше, чем у закаленных образцов (ср. рис. 12.13, 12.14 и
12.15, 12.16, кривая Нс). Если деформированные (ВД) образцы сплавов 2 и
3 старить при температуре Тс = 650 °C (обработка ВД + С), то наблюдается
увеличение прочностных и снижение пластических свойств (см. рис. 12.15,
12.16). Изменение механических свойств обусловлено распадом пересыщен-
ного твердого раствора и выделением на дислокациях интерметаллидной
фазы. Это характерно для термомеханической обработки (ВД + С) аусте-
нитных сталей.
При старении деформированных сплавов 2 и 3 распад твердого раство-
ра идет интенсивнее, чем при старении закаленных сплавов, что подтверж-
дает ход кривых намагниченности насыщения. Таким образом, снижение Ms
при старении закаленных сплавов 2 и 3 составляет ~6,8%, а при старении де-
формированных - 17% (см. рис. 12.13-12.16, кривая Ms). Коэрцитивная сила
при старении деформированных образцов изменяется мало по сравнению с
581
Рис. 12.15. Зависимость магнитных и механических свойств сплава Н36К10Х5Т2 после вы-
сокотемпературной деформации от времени изотермической выдержки тс при температуре
старения Тс = 650 °C
Рис. 12.16. Зависимость магнитных и механических свойств сплава Н36К5Т2 после высо-
котемпературной деформации от времени изотермической выдержки тс при температуре
старения Тс
Нс закаленных и состаренных образцов (см. рис. 12.13-12.16, кривая Нс). Та-
кое поведение Нс может быть связано с тем, что образующиеся при распа-
де твердого раствора высокодисперсные частицы Ni3Ti выделяются на дис-
локациях и закрепляют их. В результате при старении деформированных
сплавов плотность дислокаций мало меняется, следовательно, мало изменя-
ется и коэрцитивная сила.
При старении деформированных сплавов одинаковый качественный ход
имеют кривые Ms(t) и ов(т), следовательно, контроль качества изделий,
подвергнутых высокотемпературной деформации и старению, можно про-
водить по результатам измерений величины намагниченности насыщения.
12.2. РЕГУЛИРОВАНИЕ КОЭФФИЦИЕНТА ТЕРМИЧЕСКОГО
РАСШИРЕНИЯ АУСТЕНИТА В СПЛАВЕ Н32 В РЕЗУЛЬТАТЕ
ВНУТРИЗЕРЕННОГО ПЕРЕРАСПРЕДЕЛЕНИЯ НИКЕЛЯ
Как показано в разделе 12.1, регулирование коэффициента термическо-
го расширения (КТР) в метастабильных инварах можно обеспечить с помо-
щью интерметаллидного старения и мартенситного превращения. Образо-
вание мартенсита существенно повышает КТР в инварном сплаве, состоя-
щем из смеси аустенита с низким значением КТР и мартенсита с высоким
КТР. Однако термическая устойчивость такой двухфазной смеси ограниче-
на температурой начала обратного мартенситного а—//-превращения (в
сплаве Н32 она составляет 300 °C).
582
Представляет значительный интерес осуществить регулирование К1Р
Fe- -Ni-инваров в термически устойчивом однофазном аустенитном состоянии
с помощью термообработки. Ясно, что изменить КТР инвара можно путем
регулирования концентрационной неоднородности по никелю, что, в частно-
сти, осуществляется облучением сплава высокоэнергетическими частицами
[16]. Мы используем возможность перераспределения никеля в сплаве Н32
между нанопластинчатым аустенитом и мартенситом в процессе термообра-
ботки при а—уу-превращении в соответствии с результатами исследований
[17, 18]. Закаленный от 1050 °C сплав Н32 охлаждали в жидком азоте для по-
лучения 80% атермического мартенсита (Мн--80 °C). Затем осуществляли
а—уу-превращение при нагреве до температур 400...520 °C со скоростью
0,2 град/мин. Как показано ранее, в этих условиях медленного нагрева обра-
зуется иопокристаллический тонкопластинчатый аустенит и происходит ин-
тенсивное перераспределение никеля между а- и у-фазами в соответствии с
диаграммой равновесии Fe-Ni (a-фаза существенно обедняется, а дисперсная
у-фаза обогащается никелем). При этом нагрев до разных температур в ин-
тервале 400...520 °C вызывает разную степень обогащения аустенита нике-
лем. В соответствии с диаграммой равновесия Fe-Ni при повышении темпе-
ратуры а—уу-превращения концентрация никеля в у-фазе уменьшается, а об-
щее количество аустенита возрастает. Полученную при каждой температуре
концентрационную неоднородность двухфазной смеси а + у затем переводи-
ли в однофазное аустенитное состояние быстрым нагревом до 600 °C.
На рис. 12.17 показан ряд спектров
тров образцов, прошедших указан-
ную обработку [19]. Спектр 1 зака-
ленного аустенитного сплава Н32
представляет собой слаборазрешен-
ный секстет у0 с полем на ядре НЭф =
= 18,3 МА/м (230 кЭ). Спектры 2-6
отвечают неоднородному аустениту,
в котором произошло расслоение на
высоконикелевую составляющую
(более 36%) и малоникелевую (менее
28%) в зависимости от температуры
медленного нагрева. Для наглядности
спектры представлены в двух вариан-
тах. На рис. 12.17, а легко проследить
за изменением количества малонике-
левой составляющей у3 при нагреве от
400 до 520 °C. Вероятность эффекта
Рис. 12.17. Мессбауэровские спектры резо-
нансного поглощения у-кваитов сплава Н32
после различных обработок:
I - 3 от 1050 °C в воде: 2 - 3 + медленный нагрев (МН) со
скоростью 0,2 град/мин до 400 °C + быстрый нагрев (БН) до
600 “Q 3 - 3 + МН 450 'С + БН 600 "С 4 - 3 + МН 470 "С +
+ БН 600 °C; 5 — 3 + МН 490 °C + БН 600 °C: 6 - 3 + МН
520 °C + БИ 600 °C; 7-3 + МИ 460 °С + Б11800°С
ядерного гамма резонанса (ЯГР) спек-
583
Рис. 12.18. Структура сплава Н32 в концент-
рационно неоднородном (а) и однородном (б)
состояниях
поглощения в центральной части спектра, пропорциональная количеству ма-
лоникелевого парамагнитного аустенита, сначала растет - при нагреве от 400
до 450...470 °C, а затем падает - при нагреве до 520 °C. Уменьшение количе-
ства малоникелевой составляющей, возможно, связано с некоторым выравни-
ванием концентрации аустенита по никелю при более высоких температурах
нагрева, особенно при образовании глобулярного аустенита на второй стадии
а—>у-превращения в процессе нагрева до 520 °C.
Появление обедненной у3-составляющей сопровождается образованием
отдельных областей обогащенного никелем аустенита. Как видно из
рис. 12.17, б, в спектре ЯГР легко обнаруживается ферромагнитная состав-
ляющая у2 с полем на ядре Нэф до 23,9 МА/м (кривые 3, 4), что соответству-
ет содержанию никеля
аустените ~40%. Увеличение температуры нагре-
ва до 490...520 °C уменьшает степень обогащения
аустенита никелем. Нагрев концентрационно не-
однородного сплава до 800 °C обусловливает воз-
врат спектра ЯГР к исходному уровню (ср. спект-
ры 7 и 1), приводя к гомогенизации сплава.
На рис. 12.18 представлена электронно-микро-
скопическая структура зерен концентрационно
неоднородного аустенита (а) и гомогенизирован-
ного при 800 °C однородного аустенита (б) в спла-
ве Н32. Темные пластинчатые участки толщиной
10-20 нм сформировались на месте бывших обо-
гащенных никелем нанокристаллов у-фазы, а
светлые малоникелевые области между темными
пластинами появились на месте бывшего остаточ-
ного а-мартенсита (рис. 12.18, а). Гомогенный ау-
стенит имеет однородный светлый дифракцион-
ный контраст (рис. 12 18, б).
В
Рис. 12.19. Дилатометрические кривые сплава Н32.
Кривые 1-5 соответствуют номерам обработок, указанным в табл. 12.5
584
Таблица 12.5
Средние значения КТР-10” сплава Н32 после различных термообработок
обра- ботки Режим термообработки Интервал, °C
-50...4-50 250. 350
1 3 от 1050°С в воде 2,5 16,5
2 МН со скоростью 0,2 град/мин до 430 °C + БН до 600 °C 7,9 15,6
3 3 + МН 470 °C + БН 600 °C 10,5 15,6
4 3 + МН 490 °C + БН 600 °C 6,0 15,6
5 3 + МН 460 °C + БН 800 °C 2,4 16,0
Следует отметить, что обработка по варианту 3 (а—^-превращение при
медленном нагреве до 450.. .470 °C + быстрый нагрев до 600 °C) ведет к наи-
более существенному расслоению сплава Н32 по никелю: 30-40% аустени-
та имеет концентрацию его менее 28%, 30-Л0% аустенита - концентрацию
> 40%. Остальной аустенит сформировался в основном на месте остаточно-
го аустенита и близок к исходному составу сплава (32% Ni). Итак, железо-
никелевый инвар Н32 после такой термообработки оказался расслоенным
на «неинварные» составляющие, что должно привести к заметному увели-
чению значений КТР.
Как показали дилатометрические исследования (рис. 12.19. табл 12.5),
изменение коэффициента термического расширения в инварной темпера-
турной области полностью коррелирует с изменением микроконцептраци-
онной неоднородности сплава Н32. Если в гомогенном закаленном сплаве
Н32 (рис. 12.19, кривая 1) КТР начинает резко уменьшаться при охлажде-
нии ниже температуры Кюри Тс ~ 150 °C и достигает 2,5-Ю-6 град '. то с уве-
личением микроконцентрационной микронеоднородности (кривые 2-4)
значения КТР возрастают. После термообработки, создающей наибольшее
расслоение по никелю, сплав Н32 практически теряет свои инварные свой-
ства (КТР ~ 10,5-10 6 град-1, - см. табл. 12.5). Восстановление инварных
свойств происходит при на1реве до 800 °C (рис. 12.19, кривая 5).
Таким образом, можно в широких пределах регулировать коэффици-
ент термического расширения аустенита в сплаве Н32 (от 2,5-10-6 до
10,5Т0-6 град-1) с помощью термической обработки (см. [19]) и получать
конкретные значения КТР на одном и том же материале.
12.3. ИСПОЛЬЗОВАНИЕ СТАЛЕЙ С РЕГУЛИРУЕМЫМ КТР
ДЛЯ СОЗДАНИЯ ПСЕВДОБИМЕТАЛЛИЧЕСКИХ СЕНСОРОВ
Как показано в разделе 12.2, с помощью термической обработки можно
изменять коэффициент термического расширения железоникелевых мета-
стабильных инварных сплавов. В этих сплавах, предварительно закаленных
на ot-мартенсит, при медленном нагреве в результате перераспределения
никеля при а—>у-превращении происходит концентрационное микрорассло-
ение инварного аустенита на неинварные составляющие: обогащенные ии-
585
Рис. 12.20. Граничная зона между аустенитным и мартен-
ситным слоями сплава Н32 после закалки от 1100 °C
в воде, охлаждения в жидком азоте и обработки лазером
келем нанокристаллические у-пластины и
обедненную никелем ос-матрицу. При бездиф-
фузионном превращении такой смеси а + у
в аустенит в процессе быстрого нагрева до
~600 °C это концентрационное микрорасслое-
ние сохраняется в однофазном у-состоянии,
что дает возможность зафиксировать «неин-
варное» состояние в инварном сплаве.
В настоящем разделе показана возмож-
ность использования этого явления для получе-
ния монолитных материалов со свойствами
термобиметалла на одном и том же сплаве. С
помощью термической обработки создается
двухслойная композиция в Fe-Ni-аустенитном сплаве, слои которого одина-
ковы по химическому и фазовому составу, но различаются значениями КТР.
Для исследования использовали сплав Н32, содержащий, мас.%: 0,01 С,
32,2 Ni, остальное - железо. Температура начала мартенситного превраще-
ния Мн = -80 °C, температура Кюри Тс = 140 °C. В закаленном от 1100 °C
состоянии КТР = 2,5-10-6 град-1 в интервале температур -50...+50 °C. Выше
точки Кюри КТР резко возрастает до 16,0-10-6 град-1.
Для получения аустенитного Fe-Ni-образца со свойствами биметалла
[20] необходимо создать активный слой с большим КТР, в качестве которо-
го должен выступать микронеоднородный по никелю аустенит. В роли пас-
сивного слоя с малым значением КТР использует химически однородный
аустенит того же сплава. Ниже приводится режим обработки для получения
псевдобиметаллических образцов.
Гомогенизированные образцы из сплава Н32 размером 60x4x4 мм зака-
ливали в воде от 1100 °C, а затем охлаждали в жидком азоте для образова-
ния -80% мартенсита. Затем образцы с одной стороны обрабатывали с по-
мощью углекислотного лазера непрерывного действия ЛГН-702 «Карда-
мон» (диаметр луча 2,5-3 мм, скорость перемещения образца от 530 до
1030 мм/мин). В зависимости от режима лазерной обработки происходила
аустенитизация образцов на глубину от 1 до 3 мм. В нашем случае прове-
ден быстрый лазерный нагрев на половину толщины образца (2 мм).
В этих условиях нагрева на половине образца произошло бездиффузион-
ное СУ—>у-превращение с образованием однородного по составу фазонакле-
панного аустенита. Такой нагрев можно проводить и другими способами со
скоростью не менее -10 град/мин. Таким образом, одна часть образца по-
прежнему имела мартенситную структуру, а другая, обработанная лазе-
ром, содержала гомогенный аустенит (рис. 12.20)
На заключительной стадии термической обработки образцы нагревали
до 470 °C со скоростью 0,2 град/мин для образования обогащенного нике-
лем (до -40 %) нанопластинчатого аустенита, соседствующего с обедненной
586
по никелю (менее 28%) а- фазой. Полученное концентрационное расслое-
ние по никелю фиксировали в однофазном у-состоянии при ускоренном на-
греве до 600 °C (см. рис. 12.18, а). При этом концентрационно неоднородная
половина образца имела значения КТР = 10,5-Ю-6 град-1, а вторая половина
образца состояла из гомогенного аустенита с КТР = 2,5 10-6 град-1.
В результате такой обработки [20] получены монолитные однофазные
аустенитные двухслойные материалы, обладающие свойствами термобиме-
талла в интервале температур от —100 до 140 °C, не теряющие этих свойств
после отжига до 700 °C. Такие «псевдобиметаллы» могут использоваться в
сенсорах, в которых изменение температуры создает большие изгибные
усилия. При этом сохраняется высокая прочность между термообработан-
ными слоями. Производство такого псевдобиметалла осуществляется толь-
ко с помощью термообработки и не требует какой-либо механической об-
работки для сочленения металлов с разными значениями КТР [21].
СПИСОК ЛИТЕРАТУРЫ
1. Захаров А.И. Физика прецизионных сплавов с особыми тепловыми свойствами. М.: Ме-
таллургия, 1986. 238 с
2. Лившиц Б.Г., Крапошин В.С., Липецкий ЯЛ. Физические свойства металлов и сплавов.
М.: Металлургия, 1980. 320 с.
3. Дякин В.В., Сандовский В.А. Теория и расчет накладных вихретоковых преобразовате-
лей. М Наука, 1981 196 с.
4. Сандовский В.А , Дякин В.В., Дударев М.С. О частотной зависимости магнитной прони-
цаемости при контроле накладными преобразователями //Дефектоскопия, 1997. № I.
С. 63-66.
5. Сандовский В.А., Уваров А И., Казанцев В.А и др. Исследование распада пересыщенно-
го твердого раствора и мартенситного превращения в инваре НЗОК1ОТЗ // ФММ, 2003.
Т. 96, вып. 5. С. 67-73.
6. Уваров А.И., Казанцев В.А ., Ануфриева Е.И., Васечкина Т.П. Влияние термических об-
работок на температурный коэффициент линейного расширения и магнитный момент
образцов инварного сплава НЗОК1ОТЗ // ФММ, 2004. Т. 98, вып. 4. С. 35-43.
7. Уваров А.И., Сандовский В.А., Казанцев В.А и др Влияние термических обработок на
физико-механические свойства фазонаклспанного инвара НЗОК1ОТЗ // ФММ. 2005. Т. 99,
вып. 6. С. 94-102.
8. Уваров А.И., Сандовский В.А., Казанцев В.А. и др. Влияние предварительной пластиче-
ской деформации на структуру и физико-механические свойства стареющего инвара
НЗОК1ОТЗ //ФММ, 2006. Т. 101, вып. 4. С. 392-399.
9. Уваров А.И., Сандовский В.А., Казанцев В.А. и др Влияние термических и термомеха-
нических обработок на структуру и физико-механические свойства инвара НЗОКЮТЗ //
ФММ, 2008. Т. 105, вып. 5. С. 50-61.
10. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1989. 270 с.
11. Фазовый наклеп аустенитных сплавов на жслсзоникелевой основе Ц К.А. Малышев,
В.В. Сагарадзе, И.П. Сорокин и др. М.: Наука, 1982. 260 с.
12. Уваров А И., Сагарадзе В.В., Меньшиков А.3. и др. Влияние упрочняющих обработок на
тепловые и механические свойства железоникелевых инваров, легированных кобальтом
и титаном// ФММ, 1995. Т. 80, вып. 5. С. 155-164.
13. Сагарадзе В.В., Уваров А.И., Ануфриева Е.И. Влияние холодной деформации на упроч-
нение и коэффициент термического расширения инварного сплава Н38 // ФММ, 1994.
Т. П, вып. 6. С. 156-161.
14. Горкунов Э.С., Уваров А .И., Сомова В.М. и др. Влияние старения и пластической дефор-
мации на механические, магнитные и тепловые свойства инваров, содержащих кобальт//
Дефектоскопия, 2005. № 12. С. 40-49.
587
15. Михеев M.U., Горкунов Э.С. Магнитные методы структурного анализа и неразрушающе-
го контроля. М.: Наука, 1993. 252 с
16. Chambered A., Lautfier./., Penisson J.M. Electron irradiation effects on iron-nickel invar alloys //
JMMM. 1979. Vol. 10. P. 139-144.
17. Шабатов В.А., Сагарадзе В.В., Юрчиков Е.Е., Савельева А.В. Мессбауэровское и элек-
тронно-микроскопическое исследование а—превращения и стабилизации желсзонике
левого аустенита//ФММ, 1977 Т 44 вып. 5. С. 1050-1059.
18. Сагарадзе В В , Шабатов В.А . Титоров ДБ. и др Влияние пластической деформации
на структурные, текстурные и концентрационные изменения при а-^у превращении в
сплаве Н32 // ФММ, 1979. Т. 47, вып. 4. С. 784-795.
19. Сагарадзе В.В., Шабатов В.А., Юрчиков ЕЮ., Кабанова И Г. Регулирование коэффици-
ента линейного расширения железоникслевых инваров с ГЦК-решеткой // ФММ., 1981.
Т. 52, вып. 6. С. 1320-1323.
20. А.с. № 1650721 (СССР). МКИ С 21 D 1/09. Способ термической обработки инварных
сплавов /В.В. Сагарадзе, И.И. Косицына, С.В. Косицын.
21. Термобиметаллы. Композиции, обработка, свойства / Ю.А. Башнин, Ф.Б. Улановский,
И.В. Перепелица и др. М.: Машиностроение, 1986. 136 с.
Глава 13
УПРОЧНЕНИЕ И РАДИАЦИОННАЯ СТОЙКОСТЬ
АУСТЕНИТНЫХ СТАЛЕЙ ПРИ НЕЙТРОННОМ
ОБЛУЧЕНИИ
Исследование и разработка радиационно-стойких реакторных сталей
нового поколения представляют не только значительный научный интерес,
но актуальны и важны для практического использования в атомной и ядер-
ной энергетике. В частности, в работах [1-20] уделено большое внимание
изучению поведения аустенитных сталей, преимущественно реакторных,
при облучении высокоэнергетическими частицами (нейтронами, ионами,
электронами), которые способны выбивать атомы из узлов кристалличес-
кой решетки с образованием как одиночных вакансий и междоузельных
атомов, так и кластеров точечных дефектов на месте каскадов смещений.
Рождение и миграция точечных дефектов при облучении вызывают значи-
тельные изменения физико-механических свойств металлов и сплавов, при-
водя к упрочнению, деградации пластичности, ускоренной ползучести, раз-
ным видам охрупчивания, порообразованию. В связи с развитием энергети-
ки на быстрых нейтронах и созданием термоядерных реакторов в настоя-
щее время возникла необходимость серьезного улучшения жаропрочности
и сопротивления радиационному порообразованию в реакторных сталях.
В настоящей главе рассмотрены некоторые аспекты воздействия облуче-
ния на физические и механические свойства аустенитных сталей.
13.1. ВЛИЯНИЕ МАЛОДОЗНОГО НЕЙТРОННОГО ОБЛУЧЕНИЯ
ПРИ 77К И НАСЫЩЕНИЯ ТРИТИЕМ НА СТРУКТУРУ
И МЕХАНИЧЕСКИЕ СВОЙСТВА АУСТЕНИТНЫХ
РЕАКТОРНЫХ СТАЛЕЙ
В последнее время возрастает интерес к исследованию структуры и
физико-механических характеристик реакторных материалов при кас-
кадообразующем облучении быстрыми нейтронами (энергией больше
0,1 МэВ) в условиях достаточно низких температур (-196 °C ) и малых
флюенсов (10В * * * * * * * * * 18—1019 н/см2). Такое низкотемпературное нейтронное воз-
действие позволяет ограничить миграцию образующихся вакансий и меж-
доузельных атомов и наблюдать непосредственно влияние точечных де-
фектов и их скоплений в виде кластеров (в каскадных областях) на изме-
нение низкотемпературных механических свойств при облучении быстры-
ми нейтронами. Сравнительное изучение перспективных ОЦК- и ГЦК-
сплавов для ядерных и термоядерных реакторов позволяет не только оце-
589
нивать их практическую пригодность, в частности для криогенных систем
сверхпроводящих магнитов, но и анализировать причины различной де-
градации пластических характеристик.
13.1.1. Методические особенности обработки сталей
В работе [14] исследовано изменение механических свойств при низко-
температурном нейтронном облучении (при -196 °C ) в нержавеющих ста-
лях Х16Н15МЗТ1, Х13, Х16Н9МЗ (табл. 13.1) в ГЦК-, ОЦК- и ГЦК + ОЦК-
состояниях соответственно. Аустенитная сталь Х16Н15МЗТ1 с радиацион-
но-индуцированным старением и аустенитно-мартенситная сталь Х16Н9МЗ
после специальной обработки [4, 5], в которых сформированы стоки точеч-
ных дефектов в виде межфазных границ у'/у и a/у, обладают большим со-
противлением вакансионному распуханию при высокодозном облучении в
области температур до 650 °C [4, 5]. Ферритная сталь XI3 является основой
для многих ферритных и мартенситных сталей с высокой стойкостью к по-
рообразованию. Различное поведение сплавов с ГЦК- и ОЦК-решетками
[7, 12, 13] по отношению к низкотемпературному охрупчиванию предопре-
деляет интерес к изучению пластичности после воздействия дополнитель-
ных охрупчивающих факторов: насыщения тритием (табл 13.2) и низко-
температурного нейтронного облучения. Обычно ОЦК-стали имеют порог
хладноломкости при температурах ниже 20 °C, а Cr-Ni-аустенитные стали с
ГЦК-решеткой вообще такового не имеют. Для сравнения с нержавеющи-
ми сталями в работе выполнен также анализ радиационно-индуцированно-
го изменения характеристик пластичности ОЦК-ванадиевых сплавов повы-
шенной чистоты - V-10Cr-5Ti и V^lCr-4Ti.
Облучение нейтронами с энергией Е > 0,1 МэВ проводили при -196 °C в
низкотемпературной петле в реакторе ИВВ-2М [14]. Плоские разрывные об-
разцы сечением 0,3x2,2 мм и длиной рабочей части 10 мм помещали в алюми-
Таблица 13.1
Состав исследованных сталей, мас.%
Сталь С Сг Ni Мо Ti Фазовый состав
Х16Н15МЗТ1 0,03 15,9 15,0 2,53 1,02 ГЦК
Х16Н9МЗ 0,02 16,0 8,4 2,8 — ГЦК + ОЦК
Х13 0,02 12,6 - - - ОЦК
Таблица 13.2
Режимы насыщения сплавов изотопами водорода
Сплав Время насыщения т, ч Давление насыщения Р, МПа Т насыщения, °C Суммарное содержа- ние изотопов водо- рода, ат.%
Х16Н15МЗТ1 3 2,0 673 0,055
XI6H9M3 3 1,7 573 0,031
V-Ti-Cr 3 1,3-1О’4 427 >0.02
590
ниевый контейнер и облучали флюенсами 1,5х1018; 7х1018 и 1,5х1019 н/см2.
Флюенс быстрых нейтронов измеряли активационными детекторами по по-
роговой реакции 54Fe(n, р)54Мп, имеющей эффективный энергетический по-
рог Е3ф = 3 МэВ. Переход от величины флюенса для нейтронов с энергией
более 3 МэВ к значению для энергии более 0,1 МэВ осуществлялся по рас-
четному спектру нейтронов в месте установки канала низкотемпературно-
го облучения. Доля нейтронов с энергией 3 МэВ составляла -20% от ней-
тронов с энергией выше 0,1 МэВ. После облучения образцы переносили в
дьюар с жидким азотом, выдерживали 2 месяца при -196 °C для уменьше-
ния наведенной радиоактивности и определяли механические свойства (до
2 образцов на точку) на разрывной машине при этой же температуре.
Часть облученных образцов испытывали при -196 °C после промежуточно-
го отжига при 25 (24 ч) и 273 °C (1 ч). Отдельные образцы после облуче-
ния испытывали при 25 °C.
Степень отжига точечных дефектов контролировали обычным спосо-
бом по изменению удельного электросопротивления Др/Др_196о (испытания
при -196 °C). Перед облучением образцы стали X16HI5M3T1 закаливали
на воздухе от 1050 °C (выдержка 20 мин). Сталь XI3 отжигали в ферритной
области при 820 °C (4 ч). Сплавы V-4Ti-5Cr, V-4Ti-4Cr закаливали от
1075 °C в вакууме 10*6 Па (выдержка 3 ч). Сталь Х16Н9МЗ закаливали от
температуры 1050 °C, проводили прямое мартенситное у—>а-превращение
при -83 °C (выдержка 3 ч) и частичное обратное О'.—^-превращение при
670 °C (выдержка 1,5 ч).
Часть термообработанных образцов перед облучением насыщали трити-
ем и другими изотопами водорода из газовой смеси 40,4%Т + 55,6%Д + 4%Н
при повышенных температурах и давлении газа. После насыщения изотопа-
ми водорода образцы охлаждали под давлением, а затем хранили при темпе-
ратуре -196 °C для предотвращения обезгаживания [8, 9]. Режимы насыще-
ния и суммарное содержание изотопов водорода представлено в табл. 13.2.
13.1.2. Упрочнение аустенитной стали Х16Ш5МЗТ1 при насыщении
тритием и низкотемпературном нейтронном облучении
При нейтронном облучении возможно образование трития, влияющего
на механические свойства реакторных сталей и сплавов [14, 21-26]. На
рис. 13.1 показано изменение механических свойств аустенитной стали
Х16Н15МЗТ1 с тритием в дислокационных ловушках и без трития в зависи-
мости от флюенса быстрых нейтронов [14]. Перед облучением образцы час-
тично обезгаживали при 750 °C, оставляя тритий только в дислокационных
ловушках (0,7 аррш). В этой стали, так же как и в других исследованных в ра-
боте нержавеющих сталях и ванадиевых сплавах, начиная с самого малого
флюенса 1,5-1018 н/см2 и кончая флюенсом 1,5-1019 н/см2, наблюдается суще-
ственное повышение прочностных характеристик и снижение пластичности.
Рассмотрим подробнее причины изменения механических свойств при
облучении. Каждый быстрый нейтрон с энергией выше 0,1 МэВ образует
каскад атомных смещений, приводящих к формированию кластера, в цент-
ре которого повышена концентрация радиационно-индуцированных вакан-
591
Рис. 13.1. Зависимость прироста предела текучести До0, (а) и временного сопротивления раз-
рушению Дов (б) от флюенса F быстрых нейтронов в стали XI6Н15МЗТ1 в исходном закален-
ном состоянии (О, —) и после предварительного насыщения тритием и дейтерием (• —).
Температуры облучения и испытания -196 °C
сий, а на периферии наблюдается увеличение количества междоузельных
атомов. При нагреве от -196 °C до 25 °C более подвижные междоузельные
атомы уходят на стоки и размеры кластера уменьшаются. На рис. 13.2 пред-
ставлены кластеры со средним размером 3^4 нм в стали Х16Н15МЗТ1 по
еле нейтронного облучения при -196 °C (флюенс 1.51O19 н/см2) и отогрева
до -300 °C. По сведениям [3], после облучения в реакторе ИВВ-2М разме-
ры низкотемпературных (при-196 °C ) и обычных вакансионных кластеров
(при 25-30 °C ) в стали составляют соответственно 8 и 4 нм. Кластеры пре-
пятствуют перемещению дислокаций и упрочняют сталь, как при дисперси-
онном твердении. Концентрация образующихся частиц-кластеров п про-
порциональна флюенсу F, зависит от сечения у пругого рассеяния нейтронов
ОцСЕ,,) и определяется следующим выражением [2]:
n = N(,g11(E11)F = XF,
где No - общее число атомов в единице об-
лучаемого объема.
Оценочный расчет для сечения упру-
гого рассеяния <5П(ЕП) = 2,1-10“28 н/м2 (ядро
56Fe, энергия нейтронов Еп = 1 МэВ) [2] и
флюенса F = 7-1022 н/м2 дает концентра-
цию кластеров n ~ 1024 м~3. Вследствие
возможного перекрытия части кластеров
при облучении и приближенности расчета
Рис. 13.2. Кластеры в стали Х16Н15МЗТ1, образо-
вавшиеся в процессе облучения быстрыми нейтро-
нами при -196 °C (флюенс 1,5-1019 н/см2 ) с последу-
ющим отогревом до ~30 °C
592
указанное значение п завышено. Можно полагать, что концентрация клас-
теров будет почти на порядок меньше, как и в работе [3]. Зная концентра-
цию и размер кластеров, можно рассчитать изменение предела текучести в
моделях Орована или Набарро соответственно для огибания или перереза-
ния частиц-кластеров дислокациями. Обычно для расчета упрочнения До02
при облучении используется модель огибания частиц [3, 10, 14]:
До02 = 2aGb(nd)°-5 = 2ocGb(AdF)0-5,
где G = 70 000 МПа - модуль сдвига аустенита; b = 0,25 нм - вектор Бюргер-
са типичной для ГЦК-сталей дислокации а/2<110>; а - коэффициент, ха-
рактеризующий силу барьера, который изменяется от 0,1 до 0.5 [3] (для низ-
котемпературного кластера а - 0,13 [3]).
Расчетное упрочнение при низкотемпературном облучении флюенсом
7-1022 н/м2 и значениях п = 5-1023 м-3, d = 8 нм составляет До02 = 409 МПа, ко-
торое близко к экспериментально наблюдаемому (До02 = 496 МПа - см.
рис. 13.1). В этих условиях объемная доля низкотемпературных кластеров
диаметром 8 нм составит f = nnd3/6 ~ 0,2%, а доля вакансионных кластеров
диаметром 4 нм будет равна «1,5%.
Однако более вероятно, что низкотемпературные и вакансионные клас-
теры не огибаются, а перерезаются дислокациями из-за малости их размеров
(4-8 нм), близкого расположения и низкой энергии связи атомов внутри кла-
стера. В частности [И], перерезаются дислокациями даже крупные коге-
рентные или полукогерентныс у'-интерметаллиды Ni3Al размером 100 нм
в ГЦК-сплавах, несмотря на большие упругие искажения вокруг выросших
у'-частиц. Упрочнение ДоС2 облученной стали в модели перерезания класте-
ров дислокациями в существенной степени зависит не только от размера d и
плотности п частиц, но и от упругих искажений е вокруг них [12]:
До02 = |3mGe1’5(df/2b)0’5,
где Р - коэффициент, характеризующий тип дислокаций ([3=1 для винто-
вых, р = 3 для краевых, Р = 2 для смешанных дислокаций); m = 3,1 - ориен-
тационный множитель для ГЦК-матрицы; f - объемная доля кластеров, f =
= n4/3n(d/2)3 = 7ind3/6. Если учесть, что n = XF, то
Доо.2 = pmGe'’5d2(n/12b)°-5(XF)0-5.
Расчетное значение низкотемпературного упрочнения при нейтронном
облучении [14] в модели перерезания кластеров дислокациями, равное экс-
периментальному До02 = 496 МПа (флюенс 7-1022 н/м2, Т - -196 °C ), полу-
чится при значениях упругих искажений вокруг кластеров е « 0,04. Такое
значение е существенно меньше, чем в аустените при выделении когерент-
ных карбидных частиц VC [12], но больше, чем при выделении у'-фаз Ni3Ti
или Ni3Al [13].
Рис. 13.1 отражает влияние флюенса быстрых нейтронов на прирост пре-
дела текучести До02 и временного сопротивления разрушению До„ в зака-
ленной нержавеющей стали Х16Н15МЗТ1 с ГЦК-решеткой. Зависимость
До от флюенса нейтронов F аппроксимировалась степенной функцией. Fla
593
6,2
5,8
5,4
5,0
5,2
4,8
4,4
4,0
41,50 42 00 24.50 43,00 43.50 44.00 44.50
Рис. 13.3. Зависимость прироста пределов те-
кучести (а) и прочности (б) от флюенса быс-
трых нейтронов (в логарифмических коор-
динатах) для стали Х16Н15МЗТ1 в исходном
закаленном состоянии (О, —) и после предва-
рительного насыщения тритием и дейтерием
(•, —). Температуры облучения и испытания
-196 °C
рис. 13.3 в логарифмических коорди-
натах представлены соответствую-
щие прямо линейные зависимости,
построенные методом наименьших
квадратов (коэффициент корреля-
ции R2 составляет 0,92-0,99). Обра-
щает на себя внимание чрезвычайно
большое повышение сопротивления
in(F) малым пластическим деформациям
при -196 °C в условиях низкотемпе-
ратурного нейтронного облучения: А<502 изменяется от 530 до 1097 МПа в
стали без трития и от 530 до 1155 МПа - в стали с изотопами водорода. Этот
эффект имеет место при флюенсе 1,5-1019 н/см2 (Е > 0,1 МэВ) и небольшой
повреждающей дозе ~0,005 смещений на атом (сна). В интервале флюенсов
(1,5-15)1018 н/см2 зависимость радиационно-индуцированного прироста пре-
дела текучести определяется выражениями [14]: Аф]/0 = 9-10-5 F0-’5 и А<502 =
= 1 • 10-5 В0,4. Зависимость прироста временного сопротивления от флюен-
са быстрых нейтронов в насыщенных тритием и дейтерием ГЦК-стали и ста-
ли без изотопов водорода имеет следующий вид [14]:
AuJ+D = 6-10-4 F0-29; Аф = 7-Ю-7 F0’44.
В степенной зависимости А<502 = f(Fk) показатель степени к ~ 0,3-0,4, что
ниже, чем в известных теоретических выражениях. Это свидетельствует о
приближенном характере описания экспериментальных зависимостей Ас =
= f(F). Следует отметить, что прирост временного сопротивления (Аф, =
= 60-158 МПа) при облучении в несколько раз меньше, чем увеличение пре-
дела текучести (см. рис. 13.1, 13.2). Близкие значения сопротивления боль-
шим пластическим деформациям Аф, в облученных и необлученных образцах
стали Х16Н15МЗТ1 можно объяснить растворением дисперсных частиц-кла-
стеров при увеличении степени деформации при растяжении до 30-60% в ре-
зультате их взаимодействия с движущимися краевыми дислокациями [13].
В процессе холодной деформации при -196 °C не происходит перемеще-
ния малоподвижных точечных дефектов на стоки, а сами стоки - в виде кра-
евых дислокаций подходят к скоплениям точечных дефектов - кластерам и
поглощают их. К моменту разрушения образца структура облученной ста-
ли уже практически не будет содержать кластеров и приблизится к струк-
туре деформированной необлученной стали, предопределяя близость их
прочностных характеристик. Подобная ситуация наблюдается при раство-
594
рении у'-частиц Ni3Ti и Ni3Al в случае холодной деформации при -196 °C и
25 °C в состаренных аустенитных сплавах. Для растворения частиц Ni3Ti,
состоящих из элементов замещения, требуется перерезание частиц дисло-
кациями и дрейф атомов никеля и титана в у-матрицу на одно межатомное
расстояние за каждой выходящей из частицы дислокацией [13]. В случае пе-
ресечения краевыми дислокациями низкотемпературных или обычных ва-
кансионных кластеров процесс их растворения облегчен, так как каждая
краевая дислокация при своем движении через кластер может поглотить
большое количество точечных дефектов. Деформационному растворению
кластеров способствуют также их малые размеры и отсутствие сильной ме-
жатомной связи в области ядра или периферии кластера. Если бы кластеры
не перерезались, а огибались дислокациями при деформации, значения в
облученных образцах были выше. Необходимо отметить, что в стали
Х16Н15МЗТ1 при напряжениях выше о02 развивается мартенситное у—XX-
превращение, повышающее общий уровень упрочнения.
13.1.3. Распределение трития и его влияние
на упрочнение стали Х16Н15МЗТ1
Как видно из рис. 13.1, предварительное насыщение стали
Х16Н15МЗТ1 дейтерием и тритием из газовой фазы до 0,030 ат.%, как и в
работах [8, 9], приводит к небольшому повышению Д<502 и До,, при -196 °C
на ~35 МПа. Это упрочнение практически сохраняется примерно на близ-
ком уровне (До = 20-85 МПа) и после низкотемпературного нейтронного
облучения, когда тритий находится в дислокационных ловушках. Радио-
генный гелий в количестве 2,5 аррш в необлученной стали Х16Н15МЗТ1
практически не влияет на механические свойства [9].
Рассмотрим локализацию водорода в стали, используя данные автора-
диографического электронно-микроскопического анализа аустенитной
стали типа Х16Н15МЗТ1, насыщенной радиоактивным изотопом водоро-
да - тритием [21]. На рис. 13.4, а представлены различные участки струк-
туры стали Х16Н15МЗТ1 после закалки от 1050 °C и длительного старения
(100 ч) при 700...850 °C. В закаленном состоянии границы зерен чистые,
свободные от выделений. Имеются редкие достаточно крупные включения
карбидов TiC. После длительного высокотемпературного старения на гра-
ницах зерен наблюдается выделение частиц второй фазы - интерметалли-
дов Ni3Ti с ГПУ-решеткой.
После насыщения стали тритием при температуре 450 °C под давлением
9,4 МПа и последующего обезгаживания (в целях уменьшения концентра-
ции трития и облегчения получения авторадиограмм) удается проследить за
распределением остаточного трития с помощью выделений кристаллов
серебра в специальной эмульсионной пленке на образце под воздействием
Р-частиц радиоактивного трития. Как видно из рис. 13.4, б, тритий концен-
трируется на ловушках - дислокационных субграницах и вокруг крупных
частиц второй фазы, около которых наблюдалась повышенная плотность
дислокаций. Следует особенно подчеркнуть, что большеугловые границы
зерен остаются практически свободными от изотопа водорода. И только ког-
595
a
б
Рис. 13.4. Структура стали Х16Н15МЗТ1:
а - после закалки и старения; б - после насыщения тритием. Тритий распределен по дислокационным субграпицам, вокруг
включений и вокруг зернограничных выделений, окруженных дислокациями
да на границах зерен находится вторая некогерентная фаза (см. рис. 13.4, б)
наблюдается интенсивное насыщение границы водородом.
Таким образом, можно сделать вывод о том, что изотопы водорода со-
бираются в объеме зерен на дислокациях и вокруг некогерентных включе-
ний. Закрепление водородом дислокаций является причиной дополнитель-
ного упрочнения сталей.
13.1.4. Отжиг точечных дефектов и изменение механических свойств
На рис. 13.5 представлены кривые относительного изменения удельного
электросопротивления Др/Др77 и предела текучести До012/Д(30,2(77 к> ПРИ 77 К,
характеризующие степень сохранения физико-механических свойств облу-
ченной стали Х16Н15МЗТ1 в зависимости от температуры отжига
(-196 °C.. .350 °C). Как видно из кривых Др/Др77, точечные дефекты - междо-
узельные атомы начинают заметно отжигаться при температурах ниже
-173°С. Полный отжиг «радиационных» междоузлий и вакансий, приводящий
к восстановлению электросопротивления, наблюдается при 252 °C (флюенс
F - 1,51018 н/см2) и при 352 °C (F = (7-15)1018 н/см2). Восстановление механи-
ческих свойств в облученной стали происходит существенно медленнее. Так,
при промежуточном нагреве насыщенной тритием и дейтерием и облученной
ГЦК-стали Х16Н15МЗТ1 до 273 °C (см. рис. 13.5) предел текучести Дс02 вос-
станавливается всего на -9% (в образцах, облученных максимальным флюен-
сом F = 15-1O18 н/см2) и на 37% после малодозного облучения (F = 1,5-1018 н/см2).
Также плохо восстанавливаются характеристики пластичности 8 (на 10-37%).
В этих же условиях отжиг точечных дефектов происходит на 73-87% (см.
рис. 13.5). Интересно отметить, что отжиг облученной (F = 15-1018 н/см2) фер-
ритной стали Х13 с ОЦК-решеткой при 25 и 273 °C приводит не к уменьше-
нию, а к увеличению о02 соответственно на 76 и 112 МПа.
Это обстоятельство, по-видимому, объясняется начальными этапами
расслоения стали XI3 (по хрому) в случае миграции накопленных при низ-
котемпературном облучении точечных дефектов, а также, возможно, обра-
зованием дислокационных петель и развитием на них сегрегационных про-
цессов. Замедленное восстановление GB и о02 при отжиге хорошо видно и на
рис. 13.6. По-видимому, полное восстановление механических свойств облу-
ченных ГЦК- и ОЦК-сталей будет
наблюдаться только в результате
рекристаллизации, устраняющей
вакансионные кластеры, дисл ока-
Рис. 13.5. Влияние температуры промежу-
точного отжига на относительное измене-
ние удельного электросопротивления
Др/Др77К (1-3) и предела текучести
До02?Дс>п 2(77к) (4-6) облученной стали
Х16Н15МЗТ1, насыщенной тритием и
дейтерием.
Температура испытания 77 К, облучение при 77 К флю-
енсом, н/см2: □- 1.51018; 0-7,0-Ю18; А - 15-1018
-10 L юо 200 300 400 500 600 Т, К
597
Рис. 13.6. Изменение значений Доп2 и Да, при -196 “С стали Х16Н15МЗТ1 в зависимости от
флюенса быстрых нейтронов.
а, в - сталь без трития: б, г - сталь с тритием и дейтерием: обработка: - испытания при -196 °C без промежуточно-
го отжига; □ - промежуточный отжиг при 25 °C: А - промежуточный отжиг при 273 °C
ционные петли и возможное радиационно-индуцированное расслоение по
легирующим элементам.
13.1.5. Изменение характеристик пластичности
Низкотемпературное облучение сталей и сплавов быстрыми нейтронами
снижает характеристики пластичности - равномерное и общее относительное
удлинение соответственно [14]. На рис. 13.7 представлены данные по измене-
нию 8р и S в аустенитной стали Х16Н15МЗТ1 с ГЦК-решеткой и в ферритной
стали Х13 с ОЦК-решеткой. Так как закон изменения пластичности с ростом
598
Рис. 13.7. Зависимость характеристик
пластичности (общего 5 и равномерного
5р относительного удлинения) от флюен-
са быстрых нейтронов в сталях
Х16Н15МЗТ1 и Х13 Сплошны-
ми линиями указано изменение пластич-
ности в стали Х16Н15МЗТ1 с тритием
и дейтерием
70
60
20
10
0
0.00Е+00 4.00Е+18 8.00Е+18 I.20E+19 1.60Е+19
Флюенс F, п/см2
флюенса нейтронов неизвестен, то
зависимость 5 = f(F) аппроксими-
ровалась преимущественно лога-
рифмической функцией, более
адекватно описывающей экспери-
ментальные результаты.
Облучение нейтронами вызы-
вает снижение пластичности в
стали Х16Н15МЗТ1 почти в 2 ра-
за - от 65-73 до 32-38%. Предва-
рительное насыщение стали три-
тием и дейтерием в ловушках не-
много усиливает этот эффект (на 2-7%) при малых флюенсах нейтронов и
практически не влияет на пластичность при F = 1,5-1019 н/см2. Однако значе-
ния пластичности (S, 8р) после максимальной дозы облучения в ГЦК-стали
с тритием и без трития остаются на порядок выше, чем в облученной
ОЦК-стали Х13 (см. рис. 13.7). На рис. 13.8 представлена гистограмма изме-
нения пластичности в сплавах с разными решетками: Х16Н15МЗТ1 (ГЦК),
Х13 (ОЦК), V—4Ti-4Cr (ОЦК), V-10Ti-5Cr (ОЦК) и Х16Н9МЗ (ОЦК + ГЦК).
В отдельных случаях анализировались сплавы с тритием (Т) и дейтерием (D).
Как видно, при снижении температуры испытания от 25 °C до -196 °C удли-
нение необлученной стали Х16Н15МЗТ1 возрастает от 45 до 73%. Это связа-
но с развитием мартенситного у—>а-превращения при низкотемпературных
испытаниях, вызывающего релаксацию пиковых напряжений и предотвра-
щающего преждевременное разрушение (TRIP-эффект [7]). Облучение при-
водит к снижению 8 и 8р до 30^10%. В сталях с ОЦК-решеткой падение пла-
стичности более существенно. Следует отметить, что при -196 °C ванадие-
вые сплавы с ОЦК-решеткой имеют достаточно высокую пластичность (8 =
1= 19-20%), что свидетельствует о высокой их чистоте. В частности, содер-
жание Mo, Fe, Si в ванадиевых сплавах находится на уровне 0,02-0,03 мас.%,
а количество остальных примесей - на 1-2 порядка меньше. Однако низко-
температурное облучение ОЦК-сталей и сплавов флюенсом (7—15)1018 н/см2
снижает общее удлинение до 2-6%, а равномерное удлинение 8р - до 1-2% в
ванадиевых сплавах и до 0% в стали Х13 (см. рис. 13.8).
Сильная деградация характеристик пластичности в ОЦК-сталях и спла-
вах при низкотемпературном облучении достаточно малой повреждающей
дозой нейтронов является их отрицательным свойством. Промежуточный
отжиг облученных ОЦК-сплавов при 25...273 °C практически совсем не
восстанавливает характеристики пластичности при -196 °C.
599
70
60
50
40
<-o
30
20
10
0
12345 12345 12345 12345 12345 12345
X16H15M3T1 Fe-13Cr V-10Ti-5Cr
X16H15M3TI V-4Ti^lCr X16H9M3
(Т + Д) Т + Д Т + Д
Рис. 13.8. Гистограмма изменения пластичности 5 (а) и 8Р (б) при облучении в сталях и спла-
вах X16HI5M3TI, Х13, У-ЛП-ЛСг, V-10Ti-5Cr, Х16Н9МЗ.
Обработка к температура испытания. “С: 1 - 25, 2-5 - ...-196; F, п/см2: 1, 2-0; 3 - I.5-IO'8; 4 - 7,010“, 5 - 15-101*
Как показали эксперименты, предотвратить снижение низкотемпера-
турной пластичности при облучении нержавеющих сталей с ОЦК-решет-
кой можно, если ввести в структуру дополнительное количество аустенита
в результате частичного ос—>у-превращения. Сталь Х16Н9МЗ со структурой
чередующихся тонких реек мартенсита и фазонаклепанного аустенита не
только обладает повышенной стойкостью к порообразованию при
450...550 °C [5], но и сохраняет достаточно высокую пластичность (5 =
= 19-20%) при -196 °C после насыщения тритием и низкотемпературного
облучения флюенсом быстрых нейтронов F = ],51019 н/см2 (см. рис. 13.8).
Таким образом, низкотемпературное (-196 °C) облучение быстрыми
нейтронами (F = (1,5—15)1О18 н/см2) более чем в 2 раза увеличивает предел
текучести с02 (до 1100 МПа) в ГЦК-стали Х16Н15МЗТ1, что объяснено
600
формированием низкотемпературных частиц-кластеров (в каскадах смеще-
ния), тормозящих перемещение дислокаций. Упрочнение описывается сте-
пенной функцией До0,2 = A'Fk. Оценочные расчеты подтверждают возмож-
ность развития процессов перерезания кластеров дислокациями. Предвари-
тельное насыщение стали Х16Н15МЗТ1 тритием и дейтерием до 0,055 ат.%
и последующее частичное обезгаживание приводит к упрочнению, которое
сохраняется практически на том же уровне (До0 2 = 20-85 МПа) при низко-
температурном (-196 °C) нейтронном облучении. Низкотемпературное об-
лучение нейтронами вызывает сильную деградацию характеристик плас-
тичности при -196 °C в сплавах с ОЦК-решеткой (Х13, V-Ti-Cr), в то же
время удлинение сохраняется на высоком уровне (8 = 30-40%) в облученной
ГЦК-стали Х16Н15МЗТ1. На примере стали Х16Н9МЗ показана возмож-
ность сохранения высокой пластичности (8 = 19-20%) при -196 °C после об-
лучения (F - 1,5-1019 н/см2) в результате формирования смешанной тонко-
пластинчатой мартенситно-аустенитной структуры (ОЦК + ГЦК).
13.2. НЕТРАДИЦИОННЫЕ ПОДХОДЫ К СДЕРЖИВАНИЮ
РАДИАЦИОННОГО РАСПУХАНИЯ АУСТЕНИТНЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Известно, что радиационная стойкость реакторных сталей при облуче-
нии быстрыми нейтронами с энергией Е > 0,1 МэВ определяется тремя ос-
новными факторами: сопротивлением вакансионному распуханию, охруп-
чиванию и ползучести. В настоящем разделе главное внимание уделяется
вакансионному распуханию и возможности сдерживания этого процесса
нетрадиционными методами. О вакансионном порообразовании в сталях
при облучении быстрыми нейтронами впервые было сообщено в 1967 г.
[27]. Уже в 1971-1975 гг. [28-34] были объяснены причины распухания и
найдены почти все основные подходы к сдерживанию порообразования.
Более поздние исследования (см., например, [35-65]) расширили представ-
ления об эволюции структуры и распухания в различных сплавах при облу-
чении высокоэнергетическими частицами. Появление избыточных вакан-
сий, формирующих поры, объяснялось различием в упругом взаимодейст-
вии образующихся при облучении междоузлий и вакансий с краевыми дис-
локациями - стоками точечных дефектов [28]. Ниже перечислены основ-
ные известные способы сдерживания радиационного распухания в процес-
се облучения нержавеющих сталей при температурах активного формиро-
вания вакансионных пор (400...600 °C).
1. Холодная пластическая деформация (10-30%) увеличивает плотность
дислокационных стоков точечных дефектов и позволяет отодвинуть нача-
ло интенсивного образования пор до доз 40-60 смещений на атом (сна) [33,
34]. Однако когда под воздействием облучения дислокации перестраивают-
ся и их плотность уменьшается, радиационное распухание возобновляется с
прежней интенсивностью.
2. Легирование аустенитных нержавеющих сталей небольшим количе-
ством Si, Ti или Sc (до 0,3%) приводит к формированию комплексов «точеч-
ный дефект - примесь» с измененными характеристиками диффузии, что
601
может усилить рекомбинацию точечных дефектов и задержать вакансион-
ное распухание [35].
3. Использование стареющих аустенитных нержавеющих сталей и спла-
вов с радиационно-стимулированным выделением интерметаллидов
Ni3Ti(Al) [32] или фосфидов Ме2Р [36, 37] позволяет также увеличить со-
противление распуханию. Этот эффект наблюдался в основном на высоко-
никелевых сплавах Х16Н42МЗТ1.3Ю1 (РЕ-16), Х16Н79ЮЗ, Х16Н40Т2БЗ,
Х15Н25МТ2[32], Х20Н45МБР [38] и нержавеющих сталях Х16Н14-17МЗТР
с добавлением 0,03-0,1% фосфора [36, 37].
4. Замена аустенитных нержавеющих сталей с ГЦК-решеткой на фер-
ритные или ферритно-мартенситные стали с менее плотной ОЦК-решет-
кой и большей диффузионной подвижностью вакансий в ос-фазе обеспечи-
вает существенное уменьшение порообразования. На аустенитно-феррит-
ной стали Х24Н6МЗ показано [32], что при ионном облучении до 140 сна
ферритная составляющая распухает всего на 1,4%, а аустенит увеличивает
свой объем почти в 20 раз - на 26%. Однако использование нержавеющих
сталей с ОЦК-решеткой осложняется из-за их склонности к радиационно-
индуцированному охрупчиванию [16].
Настоящий раздел включает сведения по повышению сопротивления
радиационному распуханию в экономно-легированных нержавеющих
сталях в результате создания высокой плотности стоков точечных дефек-
тов при интерметаллидном старении и ос-уу-превращении. Исследования
были выполнены на двух классах нержавеющих сталей, содержащих в
структуре высокопластичный аустенит (табл. 13.3): 1) аустенитно-мар-
тенситные стали с дисперсной реечной структурой ос/у; 2) стареющие
Таблица 13.3
Химический состав сталей, мас.%
Сталь Обработка С Сг № Мо Мп Ti W
Х16Н9МЗ Аустенитно-j 3 от 1050 °C, мартен 0,02 ситны 15,8 в стал1 8,9 2,7
Х16Г6В2 -80 °C, 3 ч, 560 °C, 1 ч Зот 1050 °C, 0,06 15,5 6,0 2,0
Х13Г7В2 -80 °C, 3 ч, 670 °C, 1,5 ч 3 от 1050 °C, 0,06 12,5 7,0 2,0
X16HI5M3 -80 °C, 3 ч, 670 °C, 1,5 ч Аусте/ штные 0,02 стали 16,0 15,0 2,7
Х16Н15МЗТО.З 0,02 16,0 15,0 2,7 - 0,3 -
Х16Н15МЗТ1 Закалка от 1100 °C 0,03 15,9 15,0 2,5 0,38 1,0 -
X12H30M3T0.55 0,02 12,8 31,0 2,7 - 0,55 —
X12H30M3T1.2 0,02 12,4 30,1 2,7 1,2 -
602
аустенитные стали с радиационно-индуцированным выделением у'-фа-
зы (Ni3Ti).
Облучение при 480...650 °C проводили преимущественно электронами
1 МэВ (электронный микроскоп JEM-1000), ионами Кг 1,5 МэВ и быстры-
ми нейтронами (реактор БН-600). Структурную эволюцию и фазовые пре-
вращения изучали с помощью нейтронографии и трансмиссионной элек-
тронной микроскопии (JEM-200CX).
13.2.1. Нержавеющие Cr-Ni-Mo-стали
с аустенитно-мартенситной структурой
В качестве реакторных материалов активно используются ферритные,
мартенситные и ферритно-мартенситные нержавеющие стали с ОЦК-ре-
шеткой, обладающие высоким сопротивлением вакансионному распуха-
нию, но склонные к сильной деградации пластичности и охрупчиванию под
облучением. В частности, в работе [48] сравнительному исследованию были
подвергнуты ферритные (F17-0.06X17ГБ), мартенситно-ферритные (ЕМ-
12-0.09Х10М2ГФБ) и мартенситные (НТ-9-19Х12МГНФБ; 1.4914-
17X11МГНФБ) стали, охрупчивание которых объясняется радиационно-ин-
дуцированным выделением фаз а', % и Ме6С. Характеристики пластичнос-
ти и ударной вязкости сталей с преобладающей ОЦК-решеткой могут быть
существенно улучшены, если обеспечить в структуре достаточное количе-
ство высокопластичного аустенита [7]. Необходимо, чтобы в двухфазной
стали в качестве ОЦК-структуры присутствовал не феррит, а мартенсит, а
в качестве ГЦК-фазы - продукт обратного мартенситного превращения
ос—уу - фазонаклепанный аустенит с повышенной плотностью дислокаций,
которые являются эффективными стоками радиационных точечных де-
фектов и сдерживают порообразование. Чтобы получить слоистую аусте-
нитно-мартенситную структуру с высокой плотностью стоков в виде близ-
ко расположенных межфазных границ a/у и внутриреечных дислокаций,
можно использовать нержавеющие стали с мартенситной точкой Мн =
= 100.. .250 °C, в которых при закалке формируется более 80% реечного ос-
мартенсита с плоскостью габитуса {557 )у. В результате частичного обрат-
ного мартенситного ос—>у-превращения при нагреве до 550...650 °C между
мартенситными рейками формируются тонкие пластинки обращенного ау-
стенита. Однако для исследования была выбрана [49] модельная сталь
Х16Н9МЗ (см. табл. 13.3), имеющая мартенситную точку в районе 0 °C. Эта
сталь использована для того, чтобы одновременно облучать высокоэнерге-
тическими электронами как слоистую двухфазную структуру а/у, так и об-
ширные поля остаточного аустенита. Таким образом, сравнительному ана-
лизу подвергался аустенит двух модификаций: обычный полиэдрический,
существующий в закаленных аустенитных сталях, и тонкопластинчатый,
расположенный между рейками а-мартенсита.
Облучение и исследование стали осуществляли на фольгах толщиной до
0,7 мкм в электронном микроскопе JEM-1000 с ускоряющим напряжением
1 МэВ [49] (поток 5,5-1019 э/(см2-с)). Температура облучения составляла
603
Рис. 13.9. Остаточный аустенит ОА
и реечная аустенитно-мартенситная
структура стали Х16Н9МЗ в исход-
ном состоянии (а) и после облуче-
ния электронами (Е = 1 МэВ) до
дозы 20 сна при 500 °C (б) и ионами
Kr+ (Е = 1.5 МэВ) до 200 сна при
650 °C (в).
Исходная обработка: 3 от 1100 °C, у-^а-превра-
щение при -80 °C (3 ч), частичное а-уу-превра-
щение, 560 °C, 1 ч
400...600 °C. Мартенситное у—>ос-превращение в закаленной стали проводи-
ли в изотермических условиях (время выдержки 3 ч) при температуре
-80 °C, обеспечивающей максимальное количество реечного мартенсита
(~60%). Чтобы получить около 30% достаточно стабильного тонкопластин-
чатого аустенита, частичное обратное а—»у-превращение (А„ = 525 °C, Ак =
= 650 °C) осуществляли при нагреве до 560 °C (выдержка 1 ч). Тонкопластин-
чатый обращенный аустенит с ориентацией, близкой к остаточному аусте-
ниту, образовывался на границах мартенситных реек [7,66]. На рис. 13.9, а
видны обе аустенитные составляющие - большие светлые поля остаточно-
го аустенита и тонкие вытянутые кристаллы обращенного аустенита, распо-
лагающиеся между мартенситными рейками. Сдвиговое ос—уу-превращение,
приводящее к формированию фазонаклепанного аустенита с повышенной
плотностью дислокаций, сопровождается развитием диффузионных процес-
сов перераспределения никеля между а- и у-фазами [7, 66] в соответствии с
диаграммой равновесия Fe-Ni. Обращенный аустенит обогащается никелем
и повышает свою стабильность (Мн снижается от 0 до -50 °C). Свойства ста-
ли Х16Н9МЗ после указанной обработки достигают достаточно высоких
значений: о02 = 700 МПа, ов = 886 МПа, 5 = 27%, у = 70% (Тисп = 20 °C).
Шестичасовое облучение электронами при 500 °C (доза 20 сна) не вызы-
вает какого-либо порообразования в слоистой ое/у-структуре (рис. 13.9, б).
В этих условиях облучения полиэдрический остаточный аустенит распуха-
ет (AV/V - 0,2% - см. рис. 13.9, б). Поры диаметром до 15 нм появляются в
областях остаточного аустенита уже после 30-минутного электронного об-
лучения (флюенс F= 1-1023 эл/см2, доза 1,7 сна). Часовая выдержка увеличи-
вает средний размер пор до 18 нм.
604
Рис. 13.10. Средний размер пор d, их
плотность р и распухание AV/V в аусте-
ните разной морфологии в зависимости
от флюенса электронов (Е = 1 МэВ)
при 500 °C:
1 - Х16Н9МЗ; 2 - 06Х16Н15МЗБ, полиэдрический
аустенит; 3 - Х16Н9МЗ» реечный аустенит
Изменение среднего размера пор d, их плотности р и величины распуха-
ния (AV/V) Cr-Ni-Mo-аустенита разной морфологии от флюенса электро-
нов при 500 °C представлено на рис. 13.10. Для сравнения приведены также
данные для стандартной стали Х16Н15МЗБ. Большее распухание полиэдри-
ческого аустенита стали Х16Н9МЗ по сравнению с Х16Н15МЗБ можно
объяснить меньшим количеством никеля [39].
Основные причины различного поведения полиэдрического аустенита и
реечной сх/у-структуры следующие:
1. Большое количество межфазных ot/y-границ между чередующимися
рейками аустенита и мартенсита (на расстоянии 100 нм) являются близко-
расположенными стоками точечных дефектов, что сдерживает порообра-
зование. 2. Повышение плотности дислокаций - стоков в мартенсите (до
1011 см“2) и в фазонаклепанном аустените (до 5 1010 см-2) [7, 66] также задер-
живает распухание. 3. Сохранение обращенного аустенита в структуре мар-
тенситно-аустенитной нержавеющей стали должно обеспечить повышен-
ную пластичность и ударную вязкость по сравнению с мартенситной или
ферритной сталями.
Изменение температуры облучения показывает, что устойчивость рееч-
ной а/у-структуры сохраняется при 400...550 °C и порообразование не на-
блюдается. Повышение температуры облучения до 600...650 °C вызывает
развитие а—>у-превращения, укрупнение реечной у-фазы и снижение плотно-
сти дислокаций в обращенном аустените. Все это приводит к прогрессирую-
щему развитию порообразования в пластинах у-фазы, хотя и в меньшей сте-
пени, чем в массивных полях остаточного аустенита. На месте реечной струк-
туры видны поры (рис. 13.9, в) в стали Х16Н9МЗ (крупные, размером 40 нм и
мелкие - 10 нм) после облучения ионами Кг с энергией 1,5 МэВ при 650 °C.
605
13.2.2 . Нержавеющие стали с реечной а/у-структурой
и уменьшенной активируемостью
В силу экологических причин, значительный интерес представляют мало-
активируемые реакторные стали и сплавы, в которых при нейтронном облу-
чении образуются только «короткоживущие» изотопы с малым периодом по-
лураспада, например при Т1/2 < 314 сут, что позволит безопасно использовать
их после выдержки в течение 100 лет [51]. Аустенитообразующим элементом
в сталях с уменьшенной активацией может быть марганец. Никель и медь об-
разуют долгоживущий изотоп 60Со с периодом полураспада 5,3 года, азот да-
ет изотоп 14С (Т1/2 = 5,73-103 лет) [51]. Малоактивируемые ОЦК-стали могут
создаваться на основе систем Fe-Cr, Fe-V, Fe-Cr-V(W), а ГЦК-стали - на ос-
нове Fe-Mn. Выбранная [51] в качестве прототипа малоактивируемая сталь
Х12Г20В содержит много марганца (~20%). Если использовать реечную мар-
тенситно-аустенитную структуру с 15-30% пластичной у-фазы. то содержа-
ние марганца в стали можно уменьшить до 6-8 мас.%. В табл. 13.3 представ-
лены составы двух малоактивируемых Fe-Mn-W сталей Х16Г6В2 и Х13Г7В2.
Сталь с большим количеством хрома в закаленном от 1050... 1100 °C состоя-
нии содержит до 30% 5-феррита. Сталь с 12,5 мас.% хрома (Х13Г7В2) явля-
ется практически мартенситной (Мн ~ 170 °C, 5-феррита < 5%), в ней образу-
ется около 75% а-мартенсита после закалки от 1050 °C и обработки холодом
(-80 °C, 3 ч). В стали Х16Г6В2 после аналогичной обработки содержится
~50% мартенсита, ~30% 5-феррита и около 20% остаточного аустенита. Сле-
дует отметить, что интервал а-уу-преврагцения в стали Х13Г7В2 равен
640...720 °C, что почти на 100 °C выше, чем в Cr-Ni-Mo стали Х16Н9МЗ.
Поэтому температурная область устойчивости реечной структуры больше,
чем в Cr-Ni-Mo-стали. Для создания слоистой а/у-структуры в стали
Х13Г7В2 осуществляли обратное а—>у-превращение при нагреве до 670 °C
(выдержка 1,5 ч). В этих условиях нагрева происходит стабилизация образу-
ющейся реечной у-фазы вследствие обогащения ее аустенитообразующими
элементами. Облучение аустенитно-мартенситной структуры электронами с
энергией 1 МэВ до дозы 150 сна при 600 °C не приводит к появлению каких-
либо пор (рис. 13.11, а). Поры не образуются и в 5-феррите. Мелкие поры
Рис. 13.11. Структура стали Х13Г7В2 после облучения электронами 1 МэВ, доза 150 сна,
500 °C (а) и ионами Кг+ 1,5 МэВ, доза 200 сна, 650 °C (б)
606
размером до 10 нм появляются в реечной структуре стали Х13Г7В2 при об-
лучении 1,5 МэВ ионами криптона при 650 °C до дозы 200 сна (рис. 13.11, б).
Таким образом, тонкопластинчатая мартенситно-аустенитная структура в
малоактивируемой стали типа Х13Г7В2 достаточно устойчива к радиацион-
ному распуханию до температуры 600 °C.
13.2.3 . Аустенитные нержавеющие стали
с радиациошю-нндуцируемым иптерметаллидным старением
Порообразование в дисперсионно-твердеющнх и нестареющих нержа-
веющих сталях. Существует два типа радиационных пор: гетерогенные и
гомогенные. Гетерогенные поры образуются на кристаллических дефектах
и границах фаз, а гомогенные формируются случайно на спонтанно образо-
вавшихся скоплениях вакансий [16, 64]. В работе [65] исследована радиаци-
онная пористость «твэлыюй» стали ЧС-68 (Х16Н15М2ТФР) в холодноде-
формированном состоянии, облученной быстрыми нейтронами в реакторе
БН-600 при температурах 410...600 °C до различных повреждающих доз
(20-90 сна). В процессе высокодозного облучения при температурах
410.. 600 °C в реакторе БН-600 в холоднодеформированной стали ЧС-68
(Х16Н15М2ТФР) происходит зарождение и рост нескольких типов пор, раз-
личающихся по средним размерам и механизмам образования. Наиболее
крупные поры первого типа зарождаются преимущественно в узлах пересе-
чения дислокаций. Образование пор второго типа связано с радиационно-
индуцированными фазами, формирующимися в более поздний период вре-
мени. Поры третьего и четвертого типов возникают при гомогенном меха-
низме. Средний размер пор всех типов увеличивается с повышением по-
вреждающей дозы, причем скорость роста крупных пор больше, чем мел-
ких. С увеличением повреждающей дозы до некоторого порогового значе-
ния концентрация пор всех типов увеличивается. После достижения порого-
вой повреждающей дозы, при которой концентрация и размер пор стано-
вятся значительными, начинается их коалесценция, что приводит к умень-
шению количества пор. Наибольший вклад в распухание вносят поры пер-
вого и второго типов.
Снижение величины радиационного распухания в результате радиаци-
онно-индуцируемого старения [32] относится преимущественно к сталям и
сплавам с высокой концентрацией никеля (40-80%) и большим содержани-
ем интерметаллидообразующих элементов (Ti, AI). В таких материалах из-
за выделения большого количества интерметаллидов типа Ni3Me трудно
ожидать сохранения достаточно высокой пластичности после длительного
термического или радиационно-термического старения. Поэтому сущест-
венный интерес представляли исследования экономно легированных сталей
типа Х16Н15МЗ с таким минимальным количеством титана (~1 мас.%), что-
бы перевести их в класс дисперсионно-твердеющих с медленно протекаю-
щей реакцией выделения когерентной фазы Ni3Ti [7]. Большее количество
титана (2-3 мас.%) интенсифицирует распад у-твердого раствора при
500...600 °C и может привести к огрублению у'-частиц, перестраиванию в
процессе облучения и существенной потере характеристик пластичности,
607
Таблица 13.4
Радиационное распухание сталей Х16Н15МЗ и X12H30M3
с дополнительным легированием
Сталь Обработка d пор. НМ Плот- ность пор р, 1014 см-’ AV/V, % эл. микр. AV/V, % плотн. Щ./С
Х16Н15МЗ 1-я груш га 80 1,7 4,4 480
X16H15M3T0.3 - — 4,0 - 480
Х16Н15МЗЮ0,6Т0,3 3 от 1100 °C, 0,5 ч 100 0,7 3,9 — 480
Х16Н15МЗС0,6Т0,3 — - 4,0 — 480
Х16Н15МЗТ1 78 0,25 0,6 - 480
Х16Н15МЗС0,6Т0,3 3 от 1100 °С + 1,2 480
Х16Н15МЗ + ХД 40% + 680 °C, 1 ч 2-я груш га 8,2 500
Х16Н15МЗБТ0.1 — — — 7,5 500
Х16Н15МЗБ - - — 10,5 500
Х16Н15МЗТО.З 3 от 1100 °C, 0,5 ч — — — 7,0 500
Х16Н15МЗТ1 — — — 2,5 500
X12H30M3T0.6 25 10 4,5 3,0 500
X12H30M3T1.2 20 13 2,0 2,5 500
как и при обычном термическом старении. Поэтому исследование было вы-
полнено на сталях типа Х16Н15МЗ, легированных 0,3-1,0 мас.% Ti, Al, Si [4,
43, 44] (см. табл. 13.3), формирующих интерметаллидную у'-фазу типа
Ni3Ti(Al, Si) при облучении быстрыми нейтронами в реакторе БН-600 в об-
ласти температур максимальных скоростей распухания 480...500 °C. Поток
нейтронов с энергией Е > 0,1 МэВ и Е > 0 в реакторе БН-600 соответствен-
но равен 4Д-1019 и 6,71019 н/(м2-с) (скорость повреждения 0,16 сна за эффек-
тивный день). Флюенс быстрых нейтронов (Е > 0,1 МэВ) при 480...500 °C
составил 1,4 1027 н/м2, общий флюенс - 2,3-1027 н/м2, повреждающая доза
~60 сна.
В первой группе (табл. 13.4) распухание при 480 °C закаленной от
1100 °C стали с 1 мас.% титана составило 0,6% (при дозе 60 сна), что в 7 раз
меньше, чем в остальных закаленных нержавеющих сталях типа
Х16Н15МЗ без титана, а также с 0,3 мас.% Ti, 0,6 мас.% А1 или Si, в кото-
рых AV/V = 3,9%. Сталь с 1 мас.% титана имела концентрацию пор р =
= 0,25-1020 м-3, что в несколько раз меньше, чем в других сталях, размеры
пор в первой группе сталей отличались незначительно (78-100 нм) - табл.
13.4). Качественно аналогичная ситуация наблюдалась и во второй группе
сталей (облучение при 500 °C, доза 60 сна). Сталь Х16Н15МЗТ1 имела рас-
пухание AV/V в 3-4 раза меньше, чем аналогичные стали без титана или с
0,1-0,3 мас.% Ti (см. табл. 13.4). Основное отличие в структуре облученной
608
Рис. 13.12. Вакансионные поры в стали XI6H15M3 (а; и Х16Н15МЗТ1 (б) после облучения
быстрыми нейтронами при 480°С (доза 60 сна)
стали с 1 мас.% титана от сталей без титана или с 0,3 мас.% Ti заключается
в образовании около 3% частиц когерентной упорядоченной у'-фазы Ni3Ti с
ГЦК-решеткой (размер частиц около 8 нм) [43 |. Радиационно-индуцируемое
интерметаллидное старение стали Х16Н15МЗТ1 подтверждается не только
электронно-микроскопическими исследованиями [4], но и нейтронографи-
ческими данными [44]. На нейтронограмме облученной стали с 1 мас.% Ti
присутствуют сверхструктурные рефлексы (100), (110), (112) упорядоченной
фазы Ni3Ti, которых нет в стали с 0,3 мас.% титана (рис. 13.13).
Известно, что тепловыделяющие элементы атомных реакторов нахо-
дятся под воздействием градиента температуры по высоте активной зоны,
поэтому температурная зависимость распухания при высокой дозе облуче-
ния представляет существенный интерес. На рис. 13.14 показаны поры в
Рис. 13.13. Нейтронограммы сталей X16H15M3T0,3 (1) и Х16Н15МЗТ1 (2) после облучения
быстрыми нейтронами при 500 °C (доза 60 сна)
609
Рис. 13.14. Поры в стали Х16Н15МЗ при 650 °C (а) и зависимость вакансионного распухания
AV/V аустенитных сталей Х16Н15МЗ (1) и Х16Н15МЗТ1 (2-4) от температуры облучения
1,5 МэВ ионами Кг+, 200 сна (б).
Обработка: 1, 2 - 3 от 1050 “С; 3 3 + С 650 °C. 8000 ч.: 4 - 3 + ХД, 20%
стали Х16Н15МЗ, образовавшиеся при 650 °C, и температурная зависимость
величины распухания AV/V сталей Х16Н15МЗ и Х16Н15МЗТ1, облученных
до 200 сна ионами криптона с энергией 1,5 МэВ [52]. Максимум распухания
стали Х16Н15МЗ при облучении ионами Кг+ наблюдается при 650 °C, что
примерно на 150 °C выше, чем при облучении быстрыми нейтронами. Этот
известный эффект [16, 32] связан с быстрым набором повреждающей дозы
и составляет специфику ионного облучения. Облученная 1,5 МэВ Кг+ сталь
Х16Н15МЗТ1 распухает существенно меньше (-0,2%) как в закаленном, так
и в отожженном состояниях (8000 ч при 650 °C). В холоднодеформирован-
ном состоянии в стали с 1 мас.% Ti не удалось обнаружить вакансионных
пор при дозе облучения Кг+ 200 сна, что свидетельствует о существенном
повышении стойкости к радиационному распуханию при совместном воз-
действии холодной деформации и радиационно-индуцированного интерме-
таллидного старения.
Повышение содержания никеля в нержавеющих сталях до 30 мас.% поз-
воляет перевести их в разряд дисперсионно-твердеющих под облучением
при содержании титана всего 0,55 мас.%. Стали Х12Н30МЗТ0,55 и
Х12Н30МЗТ1,2 при облучении быстрыми нейтронами (500 °C, доза 60 сна)
образуют у'-фазу [4] и уменьшают склонность к порообразованию до уров-
ня стали Х16Н15МЗТ1 (табл. 13.4, вторая группа сталей).
Следует отметить, что характеристики пластичности сталей с 1 мас.%
Ti, 0,3 мас.% Ti и без титана после облучения быстрыми нейтронами при
480...500 °C до 60 сна остаются близкими и достаточно высокими (относи-
тельное удлинение 8 при 20 °C составляет 6-15%) при существенно боль-
шем упрочнении стареющей стали Х16Н15МЗТ1 [4].
Причины сдерживания порообразования в стареющих ГЦК-сталях. Рас-
смотрим, каким образом можно представить появляющиеся при облучении
когерентные у'-частицы в качестве фактора, сдерживающего радиацион-
ное распухание [5]. Любые дисперсные частицы закрепляют дислокации и
сдерживают их перемещение. Поэтому закрепление дислокационных сто-
ков точечных дефектов в сплавах, особенно в холоднодеформированном
610
состоянии, может увеличить инкубационный период и задержать порообра-
зование. Второй причиной сдерживания порообразования могут быть коге-
рентные напряжения «растяжение-сжатие» в районе у'-частиц, которые
способствуют развитию противотока вакансий и междоузлий, создавая ус-
ловия для усиленной рекомбинации [38]. Однако основная причина задерж-
ки распухания, по-видимому, состоит в том, что выделяющиеся под облуче-
нием у'-частицы Ni3Ti являются эффективными «косвенными» стоками то-
чечных дефектов [4, 5]. Так, для выделения Ni3Ti в Cr-Ni-Mo-стали требу-
ется подвод атомов никеля и титана к месту зарождения фазы и отвод из
этих зон «лишних» атомов железа, хрома и молибдена. При вакансионном
механизме диффузии радиационные вакансии будут «задействованы» в
диффузионных потоках элементов замещения до тех пор, пока идет распад
аустенита. Чем больше выделяющихся частиц, тем большее число вакансий
будет занято в диффузионных процессах.
При вялой кинетике выделения дисперсных у'-частиц, что имеет место
при 500. ..600 °C в нержавеющих сталях типа Х16Н15МЗТ1 с малым пере-
сыщением по титану, процесс старения долго не завершается. Это происхо-
дит еще и потому, что одновременно идет растворение у'-частиц в каскадах
смещений [46]. В этих условиях задержка радиационного распухания может
быть чрезвычайно длительной. Указанный фактор сдерживания распуха-
ния не требует обязательной когерентности выделяющихся частиц и высо-
ких упругих искажений вокруг них. Важно, чтобы частицы содержали эле-
менты замещения (диффузия атомов внедрения не требует перемещения
вакансий) и находились на близком расстоянии друг от друга.
В соответствии с моделью «размазанных» радиационных стоков [40], со-
гласно которой все стоки рассматриваются как поглощающая среда, прове-
дем, как и в [4, 5], оценку влияния выделений у'-фазы на подавление распу-
хания Cr-Ni-Ti-аустенитных сталей. Так как исследования проводились при
высокодозном нейтронном облучении, можно считать, что радиационные
точечные дефекты распределены по объему образца равномерно и процесс
можно рассматривать как стационарный. Тоцца уравнение для концентрации
образующихся при облучении точечных дефектов в этом случае имеет вид
К'а - цгПДСъ - K2DaCa - K2D,C, = 0,
где К„ - скорость генерации точечных дефектов; Da (а = i, о) - коэффици-
енты диффузии точечных дефектов; Са - концентрации дефектов.
Второй член уравнения определяет скорость рекомбинации вакансий и
|междоузельных атомов; ц - коэффициент рекомбинации ~1017 см-2 [40].
Третье слагаемое - скорость ухода дефектов на краевые дислокации и по-
ры, а К2 - сумма сил этих стоков. Четвертое слагаемое уравнения - ско-
рость захвата точечных дефектов нейтральными стоками, выделениями в
частности (К2 - суммарная интенсивность ухода точечных дефектов на ней-
тральные стоки). Поскольку средний размер выделяющихся интерметал-
ридпых частиц мал (~8 нм), а размерное несоответствие параметров у/у' ме-
нее 0,1 %, можно полагать, что величина упругих искажений и их дальнодей-
ствие незначительны. Тогда выделяющиеся частицы можно рассматривать
как нейтральные стоки по отношению к междоузлиям и вакансиям.
611
Определяющим сомножителем в каждом слагаемом уравнения являют-
ся коэффициенты К2, К2, поэтому оценивая каждый коэффициент, можно
определить вклад всех стоков в поглощении точечных дефектов.
Согласно [40], для выбранной модели можно воспользоваться формулой
К2 = YaD + ZaL (а = V, i),
где Za и Ya - эффективность стоков, дислокаций и пор соответственно. Ес-
ли взять Za и Ya, равными единице, что приемлемо для больших доз облу-
чения, то
К2 = D + L.
Величина D определяется как
D =
Здесь <с1г)> - средний диаметр пор; N„ - их плотность; L - суммарная длина
дислокаций в единице объема. Подставляя значения средних размеров и
плотности пор в аустенитной стали типа Х16Н15МТ1 и считая, что плот-
ность дислокаций не может быть больше чем 1012 см-2, получаем макси-
мально возможную оценку коэффициента К2 ~ 1()12 см-2.
Для того чтобы рекомбинация точечных дефектов на выделениях дава-
ла существенный вклад, концентрация частиц выделений должна быть до-
статочно большой, и К2 должен значительно превосходить К2, т. е. быть по-
рядка 10'3 см-2. Определяя силу нейтральных стоков как
D = 2Tt<ds>Ns,
где <ds> - средний размер частиц у'-фазы, а Ns - их плотность, получаем
что плотность интерметаллидных частиц должна быть 1018 см-3, т. е. они
должны находиться на расстоянии порядка 10 нм. Это приблизитель-
но согласуется с результатами работ [43, 44], где подобное распределе-
ние у'-фазы обнаружено в облученной нейтронами стали Х16Н15МЗТ1.
Оценка проведена по самой верхней границе, соответствующей плотнос-
ти дислокаций р ~ 1012 см-2. Однако при облучении быстрыми нейтрона-
ми аустенитных нержавеющих сталей до доз ~60 сна и более, как в зака-
ленном, так и в холоднодеформированном состояниях, устанавливается
приблизительно постоянное значение р = 6-1010 см"2 [39]. Поэтому сниже-
ние распухания за счет дисперсионного твердения железохромоникеле-
вых сплавов реально должно наблюдаться уже при плотностях выделив-
шихся частиц ~1016 см-3. Для наглядности в табл. 13.5 приведены значения
объемной доли выделений в зависимости от размера частиц и межчастич-
ного расстояния (или плотности частиц). Объемная доля определялась из
соотношения [7]:
f = 4,22(d/2^)3.
Существенное подавление распухания в Fe-Cr-Ni-Ti-аустенитных спла-
вах при наблюдаемой в них объемной доле выделившейся у'-фазы 1-3,5% мо-
612
Таблица 13.5
Значения объемной доли выделений 1 в зависимости от размера частиц d
и межчастичного расстояния X
Плотность частиц, см-3 X, нм Средний диаметр частиц d, нм
2 4 6 8 10 12 14 16
4,3-10'8 5 3,4 27,2 — — — — — —
5.3-1017 10 0,4 3,4 11,4 27,2 — — — —
1,6-1017 15 0 1,0 3,4 8,1 15,7 27,2 — —
6.6-1016 20 0 0,4 1,4 3,4 6,6 11,5 18,2 27,2
3.4-1016 25 0 0,2 0,7 1,7 3,4 5,9 9,3 13,8
2,010'й 30 0 0,1 0,4 1,0 2,0 3,4 5,4 8,1
1,2-1016 35 0 0,1 0,3 0,6 1,2 2,1 3,4 5,1
8,3-10” 40 0 0,1 0,2 0,4 0,8 0,8 2,3 3,4
Таблица 13.6
Механические свойства (при 20 °C) трубок 6,9x0,4 мм
(в числителе - вдоль, в знаменателе - поперек направления прокатки)
из аустенитных сталей Х16Н15МЗТ1 и ЧС-68
Сталь, обработка Ов а0. Оравл V
МПа %
ЧС-68, ХД (20-25%) 981 634 16,0 9,0 36,0
930 699 19,6 3,3 40,0
Х16Н15МЗТ1, ХД (20%) 892 541 19,6 11,5 35,0
884 591 18,0 3.4 39,4
жет быть достигнуто (табл. 13.5) в интервале размеров частиц от 2 до 14 нм
и плотности частиц не ниже 1016 см-3 (эти зоны выделены жирным шрифтом).
Механические свойства стали Х16Н15МЗТ1 до нейтронного облучения
и после пего. Проведено сравнение исходных кратковременных механичес-
ких свойств близких по составу сталей Х16Н15МЗТ1 (с 1% Ti) и ЧС-68
(Х16Н15МЗТФР) на образцах, вырезанных из оболочек тепловыделяющих
элементов (твэлов) реактора БН-600 по направлениям как вдоль, так и по-
перек прокатки (табл. 13.6).
Исследования позволили установить, что кратковременные механичес-
кие свойства необлученных сталей после холодной деформации близки
между собой. Однако прочностные характеристики в аустенитной стали
ЧС-68 несколько выше, чем в стали Х16Н15МЗТ1, вследствие более высо-
кого содержания углерода в первой стали. После облучения при температу-
ре 450.. .600 °C ситуация меняется на противоположную, так как сталь с 1 %
титана дополнительно упрочняется за счет выделения у'-фазы Ni3Ti. Пре-
дел текучести стали Х16Н15МЗТ1 после нейтронного облучения в реакто-
ре БН-600 составил 807 МПа, в стали Х16Н15МЗТ1 с 0,3% Ti - всего
586 МПа [4]. Пластичность стали Х16Н15МЗТ1 в продольном направлении
несколько выше, чем стали ЧС-68.
613
Таблица /3.7
Свойства предварительно закаленной стали Х16Н15МЗТ1
после облучения быстрыми нейтронами (480...500 °C, 60 спа)
Обработка с. 0(12 с Ораян 8огцц Т °C
МПа %
1-я партия
3 от 1100 °C 942,5 807,5 14,2 14,9 20
(выдержка 0,5 ч). 718,0 663,0 1,9 2,3 500
облучение 480 °C 550,0 500,0 1,5 2,0 650
2-я партия
3 от 1100 °C 1050,0 950,0 5,0 6,0 20
(выдержка 0,5 ч), 749,0 709,0 0,6 3,0 500
облучение 500 °C 580,0 560,0 1,0 2,2 650
Проведены кратковременные механические испытания предварительно
облученных (до повреждающей дозы 60 сна) образцов стали Х16Н15МЗТ1
в температурном интервале 480...500 °C (табл. 13.7).
Высокодозное облучение стареющей стали Х16Н15МЗТ1, легирован-
ной 1 % титана, приводит к дополнительному упрочнению в результате вы-
деления дисперсной у'-фазы Ni3Ti. Это упрочнение накладывается на
упрочнение, обусловленное повышением плотности кластеров и петель ра-
диационного происхождения. Тем не менее облученная сталь Х16Н15МЗТ1
не достигает критических параметров деградации пластичности. Относи-
тельное удлинение при 20 °C в облученной стали составляет 6-14%, а при
температуре 500...600 °C - 2-3%. Более высокие характеристики пластич-
ности при комнатной температуре, по-видимому, объясняются развитием
двойникования в процессе испытания механических свойств.
Влияние (/-фазы на распухание нержавеющих сталей с ОЦК-решет-
кой. Известно [16, 32], что ферритные и ферритно-мартенситные стали с
ОЦК-решеткой, содержащие 10-15% хрома, имеют более высокое со-
противление вакансионному порообразованию, чем аустенитные стали с
ГЦК-решеткой. Считается, что это преимущество послужит основанием
для выбора ОЦК-сталей в качестве основных материалов горячей зоны
реакторов на быстрых нейтронах и первой стенки термоядерных реакто-
ров, несмотря на то что ферритно-мартенситные стали имеют меньшее со-
противление охрупчиванию, коррозии и ползучести по сравнению с аусте-
нитными реакторными сталями [16]. Причины высокой радиационной
стойкости ферритно-мартенситных сталей с ОЦК-решеткой до настояще-
го времени окончательно не выяснены [50, 54-56]. В частности, предпола-
гается, что различие между ОЦК- и ГЦК-сталями объясняется типом об-
разующихся дислокационных петель и большей диффузионной подвиж-
ностью точечных дефектов и легирующих элементов в более рыхлой
ОЦК-решетке. Однако показано [57], что рекордная скорость вакансион-
ного порообразования (AV/V ~ 3%/сна при 520 и 600 °C) имеет место имен-
но в ОЦК-сплаве (V - 5%Fe). На рис. 13.15 показаны вакансионные поры в
614
Рис. 13.15. Структура облученных быстрыми нейтронами образцов ot-Fe (а) и сплава
Fe-5 мас.% Сг (б) при 480°С (60 сна)
чистом Fe и Fe-5 мас.% Сг, полученные в результате облучения быстрыми
нейтронами при 480 °C в реакторе БН-600 (доза 60 сна). В работе [58] ис-
следовалось влияние содержания хрома (до 18%) в сплавах Fe-Сг на интен-
сивность распухания ОЦК-феррита при облучении быстрыми нейтронами
при 425 °C. Наибольшую устойчивость к распуханию до дозы 140 сна име-
ют сплавы Fe с 12,5 и 18 мас.% хрома (AV/V < 0,5%) по сравнению с низко-
хромистыми (6-9% Сг) сплавами (AV/V ~ 1,5-2,3%).
Следует отметить, что в ферритно-мартенситных сталях с 12-13 [59] и
17% хрома [48] при облучении быстрыми нейтронами обнаружено расслое-
ние a-твердого раствора с изоморфным выделением дисперсной высоко-
хромистой а'-фазы с ОЦК-решеткой, близкой по параметрам к а-матрице.
В обычных термических условиях (без облучения) а'-фаза образуется в
ОЦК-сталях с большим содержанием хрома и в значительной мере охруп-
чивает материал (475°-я хрупкость). Можно полагать [5], что формирова-
ние а'-фазы под облучением в ферритно-мартенситных сталях с содержа-
нием Сг и других ферритообразующих элементов (Mo, W) около 12% и бо-
лее приводит к сдерживанию радиационного порообразования, как это на-
блюдается при выделении у'-фазы в аустенитных нержавеющих сталях [43,
44]. Сплавы Fe-Сг с меньшим содержанием хрома под облучением не испы-
тывают расслоения с выделением а'-фазы [48] и подвержены активному ва-
кансионному распуханию [58]. Участие радиационных точечных дефектов
в организации диффузионных потоков Fe, Сг и других элементов замещения
при равномерном и повсеместном выделении большого количества дис-
персной а'-фазы препятствует объединению вакансий в поры. Кроме того,
упругие напряжения вокруг а'-фазы, как и вокруг у'-фазы, могут способст-
вовать рекомбинации точечных дефектов, что уменьшает порообразова-
ние. Малые размеры а'-частиц (5-8 нм [59] в стали Crl3Mo2NbVB) сравни-
мы в определенных случаях с размерами каскадов смещений и могут слу-
жить причиной их растворения в этих каскадах, как и дисперсной у'-фазы в
аустенитных сталях. Поэтому радиационно-стимулированное «выделе-
ние-растворение» а'-частиц долго не завершается, отодвигая начало интен-
сивного порообразования. Задержке распухания ферритно-мартенситных
сталей могут способствовать также дисперсные выделения и других фаз
615
(карбиды, /-фаза [42, 48]). Существует, однако, большая разница во влия-
нии а'-и у'-фаз на свойства сталей: у'-фаза в ГЦК сплавах не охрупчивает
материал, а (/-фаза является причиной сильного охрупчивания ОЦК-фер-
рита или мартенсита.
Таким образом, чтобы обеспечить в ОЦК-сталях меньшее распухание,
необходимо развитие дисперсных «'-выделений, а для сдерживания охруп-
чивания, напротив, предотвращение подобного распада a-твердого раство-
ра. Для уменьшения радиационно-стимулированного образования высоко-
хромистой (/-фазы начинают использовать сплавы железа с пониженной
концентрацией хрома (до 9%). Однако это снижает коррозионную стой-
кость реакторных сталей и их сопротивление распуханию. Поэтому одним
из важных направлений реакторного материаловедения остается совершен-
ствование более пластичных и коррозионно-стойких ГЦК-сталей в целях
сдерживания радиационно-индуцированного порообразования.
Таким образом, возможно резкое снижение вакансионного порообразо-
вания в процессе облучения высокоэнергетическими частицами нержавею-
щих сталей при введении большой плотности прямых и косвенных стоков
точечных дефектов в виде межфазных границ a/у и образующихся под об-
лучением дисперсных интерметаллидов (у'- и (/-фаз в сталях с ГЦК- и
ОЦК-решетками соответственно).
13.3. РАСТВОРЕНИЕ ИНТЕРМЕТАЛЛИДОВ
В КАСКАДАХ СМЕЩЕНИЯ ПРИ НЕЙТРОННОМ
ОБЛУЧЕНИИ АУСТЕНИТНОЙ СТАЛИ H35T3
Процессы растворения вторых фаз в каскадах смещений рассмотрены
теоретически в работе [46]. Экспериментальных работ, касающихся рас-
творения частиц при ионном и, особенно, при нейтронном облучениях, ма-
ло. В наиболее информативной работе [53] электронно-микроскопическим
методом показано растворение достаточно крупных частиц у'-фазы Ni3Al и
одновременное образование мелких у'-частиц в никелевых сплавах при ка-
скадообразующем ионном облучении в области повышенных температур
(650 °C). Однако в этом случае трудно разделить обычные термические, ра-
диационно-ускоренные и неравновесные радиационно-индуцируемые про-
цессы. Авторы [50], обсуждая работу [55], считают неприемлемой концеп-
цию растворения у'-частиц в каскадах смещения при анализе радиационно-
индуцированных структурных изменений в состаренном сплаве РЕ-16.
Оценка [55] низкотемпературного (25 °C) растворения упорядоченных ин-
терметаллидов Ni3Al по исчезновению сверхструктурных отражений также
неоднозначна и может быть связана только с разупорядочением частиц. На-
стоящее исследование посвящено мессбауэровскому изучению инициируе-
мого нейтронами растворения частиц Ni3Ti, являющихся распространенной
фазой в реакторных сплавах с ГЦК-решеткой.
Исследование было выполнено на стареющем модельном инварном
сплаве H35T3 с ГЦК-решеткой, содержащем, ат.%: 34,2 Ni; 3 Ti; 0,1 С; ос-
тальное - Ге. Для анализа количества когерентной упорядоченной у'-фазы
Ni3Ti в облучаемом сплаве оказались мало информативными как метод
616
электронной микроскопии ввиду плохого разрешения дисперсных частиц,
так и метод нейтронографии, так как облучение может приводить к разу-
порядочению фазы Ni3Ti без ее растворения, что затрудняет количествен-
ный анализ по сверхструктурным отражениям. Поэтому радиационно-ин-
дуцированное растворение или выделение высоконикелевой фазы Ni3Ti,
приводящие, соответственно, к обогащению или обеднению аустенитной
матрицы никелем и сильно изменяющие магнитные свойства выбранного
модельного сплава, анализировали наиболее информативным методом
мессбауэровской спектроскопии. Мессбауэровские измерения проводили
при 25 °C на ЯГР-спектрометре с источником 57Со(Сг). Растворение дис-
персной у'-фазы в каскадах смещения осуществляли при облучении сплава
быстрыми нейтронами (флюенс 51019; Ю20; 51020 н/см2) в реакторе ИВВ-
2М при достаточно низкой температуре 67 °C , чтобы по возможности из-
бежать развития конкурирующих процессов старения, которые активизи-
руются при повышении температуры. Титан в позициях замещения в коли-
чествах 2-3 мас.% практически не влияет на вид спектров исследуемого
сплава [67]. Сильное изменение магнитных характеристик и, в частности,
зеемановского размещения мессбауэровских спектров, как показано в ра-
боте [67], происходит вследствие растворения или выделения высоконике-
левой фазы Ni3Ti. Распределение атомов никеля в матрице Fe-Ni-Ti спла-
ва анализировали по функциям распределения внутреннего эффективного
поля на ядрах 57Fe Р(Н). Для реставрации функций плотности распределе-
ния Р(Н) применяли алгоритмы Виндоу [68] и Хессе-Рубарча [69] с регуля-
ризацией [70]. В качестве исходной информации использовали данные об
асимметрии спектров Fe-Ni вследствие различия изомерного сдвига I.S. па-
ра и ферромагнитного аустенита и представления «размытого» магнитно-
го перехода, допускающего сосуществование пара и ферромагнитных об-
ластей при температуре ниже Тс. В ферромагнитной области устанавлива-
ли варьируемую линейную связь между Н и I.S. (в соответствии с моделью
зависимости магнитного момента на железе от ближайшего атомного ок-
ружения) и пренебрегали анизотропными магнитным и квадрупольным
вкладами из-за малости магнитных моментов на атомах Fe и Ni и кубичес-
кой симметрии кристаллической решетки. Критерием достоверности Р(Н)
наряду с регуляризацией служила устойчивость решений Р(Н) по отноше-
нию к разным алгоритмам реставрации [68, 69]. Принято считать [71], что
пикам плотности Р(Н) с более высокими полями соответствует увеличен-
ная концентрация Ni в пределах первой координационной сферы атома Fe.
Однако количественная интерпретация пиков Р(Н) неоднозначна вследст-
вие наложения динамических процессов в системе магнитных моментов,
особенно вблизи Тс, и носит, скорее, качественный характер. Поэтому для
количественного анализа использовали средние величины распределенных
мессбауэровских параметров, например среднее поле Н. Возможность ко-
личественного анализа по средним мессбауэровским параметрам объясня-
ется сильной зависимостью как локальных, так и средних мессбауэровских
параметров от локального и среднего состава сплавов. Рассчитанные сред-
ние поля Н использовали далее для анализа состава матрицы сплава H35T3
на основе полученных в [72] зависимостей Н = f(CNi).
617
Сталь H35T3 исследовали в трех состояниях- после закалки, холодной
деформации и старения. Структуру изучали в электронном микроскопе
JEM-200CX. Изменения параметра решетки аустенита анализировали рент-
геновским методом.
13.3.1. Мессбауэровское исследование растворения у'-частиц
Средний размер первичных каскадов смещения в Fe-Ni ГЦК-сплавах
типа Н36 при облучении быстрыми нейтронами с энергией Е > 0,1 МэВ в
реакторе ИВВ-2М составляет ~6 нм [22]. Поэтому было интересно оце-
нить интенсивность радиационно-индуцированного растворения дисперс-
ных частиц интерметаллидов с размерами как меньше области каскада
смещения, так и больше ее [73-77], что и было выполнено в работах
[78-80]. Наиболее мелкие когерентные частицы у'-фазы Ni3Ti размером
~2 нм [44, 73] с ГП,К-решеткой, близкой по параметру к аустенитной мат-
рице, создавали в модельном сплаве H35T3 при неполной закалке в воде
от 1050 °C. Эти частицы плохо разрешаются в электронном микроскопе и
дают дифракционный контраст типа ряби (рис. 13.16, а). Выделения у'-фа-
зы более крупного размера (~6 нм в диаметре) создавали в результате ста-
рения закаленного сплава H35T3 при 650 °C в течение 30 мин (рис. 13.16,
б). Исследованию подвергали также холоднодеформированные образцы
стали H35T3 (рис. 13.16, в). ЯГР-спектры и соответствующие им распреде-
ления магнитных полей Р(Н) в сплаве H35T3, содержащем у'-частицы раз-
ного размера, представлены на рис. 13.17, а, а', в, в'. После нейтронного
облучения при 67 °C мессбауэровские спектры и распределение Р(Н) силь-
но изменяются (рис. 13.17, б, б', г, г'). Р(Н) спектров исходного и облучен-
ного образцов характеризуется рядом пиков плотности, рост Н которых
связан с увеличением количества атомов Ni преимущественно в первой
Рис. 13.16. Структура стали НЗЗТЗ.
Обработка: а - 3 от 1050 °C в воде; б — 3 + С при 650 °C (0,5 ч): в - 3 + ХД с обжатием 94%
Ы8
-6 -4-2 0 2 4 6
V, мм-с-1
Рис. 13.17. Мессбауэровские спектры (а-г) и соответствующие им функции плотности вероят-
ности распределения магнитных полей Р(Н) (а-г') сплава H35T3 после закалки от 1100 °C
(а, а'), старения при 650 °C (0,5 ч) (в, в') и последующего облучения быстрыми нейтронами при
67 °C (флюенс 5-10|lJ н/см2) в закаленном (б, б’), а также состаренном (г, г') состояниях
координационной сфере ГЦК-железа. Результатом облучения становится
увеличение интегральной интенсивности под пиками с возросшими значе-
ниями Н, что соответствует повышению содержания никеля в матрице
сплава. По среднему магнитному полю на ядре 57Fe (Н = 137 кЭ) можно
оценить концентрацию никеля и распределение у'-частиц в исходном аус-
тените после следующих обработок.
1. Закалка от 1100 °C в воде. Быстрым охлаждением при закалке не уда-
ется подавить интерметаллидное старение. В аустенитной ГЦК-матрице
выделяются частицы у'-фазы Ni3Ti размером -2 нм, а концентрация никеля
в аустените снижается от 34,2 до 31,2 ат.% (см. рис. 13.17, а, а' и рис. 13.18,
кривая 2, в котором представлены значения CNi по зависимости Н = f(CNi)
[78, 80]), что соответствует выделению -4 об.% частиц Ni3Ti при плотности
-4,5-1018 см-3 и среднем расстоянии между центрами частиц -5 нм.
2. Старение закаленного сплава H35T3 при 650 °C (30 мин). Старение
приводит к уменьшению концентрации Ni в аустенитной у-фазе до 30,5 ат.%
(см. рис. 13.17, в, в' и рис. 13.18, кривая 1) и выделению -5 об.% более круп-
ных у-частиц Ni3Ti (см. рис. 13.16, б) размером -6 нм (плотность -3 1017 см-3,
расстояние между центрами частиц ~13 нм) [78, 80].
3. Холодная деформация прокаткой па ~94% при 25°С предварительно
закаленного сплава H35T3. В случае прокатки у'-фаза частично растворя-
ется и концентрация никеля в твердом растворе Fe—Ni—Ti возрастает до
-32,9 ат.% (рис. 13.18, кривая 3) [13, 78, 80].
619
Рис. 13.18. Изменение среднего поля Н и концентра-
ции никеля CNj в аустенитной матрице сплава H35T3
в зависимости от флюенса быстрых нейтронов.
Исходная обработка: 1 - С при 650 °C (0,5 ч); 2 - 3 от 1100°С в
воду; 3 - ХД (94%) закаленного сплава
Спектр облученного нейтронами об-
разца (флюенс 5-1019 н/см2, 340 К) с части-
цами размером 2 нм представляет собой
магнитный секстет с существенно боль-
шим средним полем на ядре (Н = 171 кЭ),
чем до облучения, что отвечает средне-
му содержанию никеля в облученном ау-
стените 32,4 ат.% (см. рис. 13.17, б, б', рис. 13 18, кривая 2). Этот резуль-
тат может объясняться только радиационно-индуцированным растворе-
нием высоконикелевой у'-фазы. Нейтронное облучение нестареющего
бинарного сплава Fe + 35 ат.% Ni в таких же условиях не приводит к за-
метным изменениям в ЯГР-спектрах. Следует отметить, что увеличение Н
в Fe-Ni-аустените может происходить в результате расслоения и ближне-
го упорядочения. Однако в этих случаях [72] появление парциальных ком-
понент с увеличенными полями в Р(Н) сопровождается образованием ком-
поненты с малыми полями. В результате Н изменятся незначительно.
Мессбауэровские спектры и значения Р(Н) стареющего сплава H35T3 с
большим размером у'-частиц (6 нм) до облучения и после него представ-
лены на рис. 13.17, в, г. В результате нейтронного облучения среднее по-
ле на ядре Н возрастает от 90 до 104 кЭ (см. рис. 13.18, кривая 1), что со-
ответствует увеличению средней концентрации никеля [72, 80] только на
0,2% (от 30,5 до 30,7 ат.%).
Таким образом, увеличение концентрации никеля в аустенитной мат-
рице при облучении сплава H35T3 с мелкими (-2 нм) и более крупными
(6 нм) частицами у'-фазы соответственно на 1,2 и 0,2% свидетельствует
о радиационно-индуцированном растворении (при флюенсе 5-1019 н/см2)
-1,5% (из общего объема -4%) дисперсных частиц у'-фазы Ni3Ti в зака-
ленном сплаве и 0,25 % более крупных частиц у'-фазы в предварительно
состаренном сплаве. Атомное перемешивание и растворение у'-частиц
может происходить, когда каскад смещений задевает край частицы и
край матрицы или перекрывает всю частицу при ее меньших размерах,
чем каскадная область. Если каскад смещений формируется внутри круп-
ной частицы Ni3Ti, то происходит только разупорядочение этой области
интерметаллида, а не его растворение (рис. 13.19). Если принять первона-
чальный размер каскада смещений -6 нм, то при случайном распределе-
нии каскадов в закаленном сплаве H35T3 каждый каскад попадет на
одну или больше дисперсных частиц размером 2 нм (межчастичное рас-
стояние 5 нм) и растворит их (рис. 13.19, а). В состаренном сплаве при
расстоянии между частицами -13 им каскад смещений может форми-
роваться как на краю частицы, так и между частицами или внутри них
(рис. 13.19, б). В последних двух случаях растворение интерметаллидов не
происходит.
620
Рис. 13.19. Схематическое распределение каскадов смещения (светлые кружки) среди
мелких (а) и более крупных (б) у'-частиц (темные кружки) в сплаве H35T3
Увеличение флюенса нейтронов по-разному влияет на фазовую стабиль-
ность сплава H35T3 после трех указанных обработок. С увеличением флю-
енса до 1О20 и 5-1O20 н/см2, когда каскады смещения размером ~4-6 нм занима-
ют весь объем образца, растворение самых мелких частиц размером -2 нм
приостанавливается (см. рис. 13.18, кривая 2), а более крупные частицы раз-
мером 6 нм продолжают растворяться (см. рис. 13.18, кривая 1). Понятно,
что наряду с неравновесным процессом растворения у'-частиц в каскадах
смещения при 67 °C развивается конкурирующий равновесный процесс ста-
рения в результате миграции (вне каскада и в каскаде смещений) отдельных
вакансий и междоузельных атомов.
По-видимому, при данной температуре в сплаве существует определен-
ная квазиравновесная концентрация никеля, к которой стремится система в
процессе облучения. Возможно, это концентрация -32,2 ат.% Ni (см.
рис. 13.18, кривая 2), которая не меняется с увеличением флюенса. В образ-
цах с более крупными (6 нм) и редко расположенными у'-частицами (на рас-
стоянии -13 нм) множество каскадов смещения образуется в межчастичном
пространстве, что не вызывает повсеместного растворения фазы Ni3Ti
(кривая 1). Поэтому интенсивность растворения этих частиц невелика, но в
сплаве преобладает процесс растворения, а не выделения, по-видимому, до
тех пор, пока не будет достигнута указанная «квазиравновесная» концент-
рация никеля 32,2 ат.%. Совсем иная ситуация наблюдается в холодноде-
формированном сплаве H35T3, когда концентрация никеля в ГЦК-матрице
составляет около 33 ат.% и имеется большое количество дислокаций. Облу-
чение деформированного сплава H35T3 флюенсом 5-1019 нейтр/см2 немно-
го повышает концентрацию никеля в твердом растворе аустенита (см.
рис. 13.18, кривая 3).
Однако при дальнейшем увеличении флюенса нейтронов начинает пре-
обладать не растворение, а выделение высоконикелевых частиц, и концен-
трация никеля в ГЦК-матрице снижается до предполагаемого «равновесно-
го» уровня 32,2 ат.% (см. рис. 13.18, кривая 3). Подобное старение наблюда-
лось ранее при «бескаскадном» электронном облучении сплава H35T3 [72].
Следует отметить, что при повышении температуры нейтронного об-
лучения от 67 до 257 °C в сплаве H35T3 активизируются альтернативные
процессы радиационно-ускоренного старения, что вызывает выделение
621
Рис. 13.20. Мессбауэровские спектры (а, б) и соответствующие им функции плотности ве-
роятности распределения магнитных полей Р(Н) (а', б') сплава H35T3 после старения (а, а')
при 650 °C (0,5 ч) и последующего облучения быстрыми нейтронами при 257 °C в течение
300 ч (б, б')
фазы Ni3Ti и уменьшение среднего поля от 90 до 42 кЭ (рис. 13.20) [80].
Это обстоятельство свидетельствует об уменьшении концентрации нике-
ля в аустенитной матрице от 30,5 до 29 ат.% в указанных выше условиях
облучения.
13.3.2. Рентгенографическое исследование
облученного сплава H35T3
В дополнение к мессбауэровским исследованиям на тех же облученных
нейтронами образцах были выполнены рентгенографические исследования
аустенитного сплава H35T3 в трех аналогичных исходных состояниях
(флюенс 5-Ю19, IO20, 5-1O20 н/см2) [74]. После различных воздействий был
проанализирован параметр а решетки аустенита, который сильно зависит
от концентрации титана в ГЦК-матрице (увеличивается или уменьшается в
зависимости от растворения или выделения высокотитанистой фазы Ni3Ti).
Параметр а определяли в СнКа-излучении по задней линии (331)а, имеющей
значение 20 ~ 138°.
В табл. 13.8 приведены значения параметра решетки аустенита а сплава
H35T3 после различных режимов термообработки и облучения. Как видно,
исходный параметр аустенита равен 3,596 А после закалки образцов от
1100 °C в воде. Старение при 650 °C (30 мин) приводит к дополнительному вы-
делению у'-фазы Ni3Ti и снижает параметр а до 3,590 Б. При холодной дефор-
мации прокаткой предварительно закаленного сплава H35T3 частично рас-
творяется дисперсная у'-фаза, существующая в закаленном сплаве (см. преды-
дущий раздел) и увеличивается параметр решетки аустенита до 3,600 А.
Поведение у'-фазы Ni3Ti в процессе нейтронного облучения при 67 °C,
фиксируемое рентгенографически по изменению параметра решетки аус-
тенитной матрицы (см. табл. 13.8), качественно не отличается от поведе-
622
Таблица 13.8
Изменение параметра решетки аустенитной матрицы в сплаве H35T3
после разных режимов обработки и нейтронного облучения при 67°С
Обработка Флюенс F, н/см2
0 510” ю2“ 5-10="
Параметр аустенита п, А
3 в воде от 1100 °C 3.596 3,598 3,600 3,598
3 + С при 650 °C, 0,5 ч 3,590 3,594 — 3,595
3 + ХД (прокатка на 94%) 3,600 3,592 3,593 3,597
ния фазы Ni3Ti, выясненного по мессбауэровским данным. Так, облучение
состаренного при 650 °C сплава вызывает прогрессирующий рост параме-
тра решетки а от 3,590 (в исходном состоянии) до 3,595 А после флюен-
са 5-1020 н/см2, что свидетельствует о растворении у'-фазы в каска-
дах смещения. Радиационно-индуцированное растворение очень дисперс-
ной у'-фазы (бчастиц - 2 нм) в закаленном сплаве также наблюдается при
флюенсе 5-1019 н/см2, а затем растворение сопровождается старением и па-
раметр решетки остается на близком уровне -3,598 А. В холоднодеформи-
рованном сплаве наблюдается заметное падение, а затем некоторое уве-
личение параметра решетки аустенита, что свидетельствует в основном о
выходе титана из твердого раствора в виде фазы Ni3Ti, как это показано и
в мессбауэровских исследованиях.
Таким образом, при нейтронном облучении в стареющем аустенитном
сплаве H35T3 может происходить как растворение частиц Ni3Ti в каскадах
смещения, так и их выделение в зависимости от температуры облучения,
флюенса, исходного количества и размеров у'-частиц. По всей видимости,
существует «квазиравновесная» концентрация никеля в ГЦК-матрице
(-32,2 ат.% при 67 °C), к которой стремится облучаемая система Fe-Ni-Ti
при каждой температуре в зависимости от исходного состояния [74, 78-80].
13.4. СТРУКТУРНЫЕ И КОНЦЕНТРАЦИОННЫЕ ИЗМЕНЕНИЯ
В АУСТЕНИТНЫХ СТАЛЯХ ПРИ ОБЛУЧЕНИИ
13.4.1. Расслоение по никелю и старение аустенитных сталей
на Fe-Ni-основе при низкотемпературном (393-473 К)
электронном облучении
Диффузионные фазовые превращения в аустенитных сплавах на Fe-Ni-
основе при низких температурах (27...327 °C) в обычных условиях нагрева
практически невозможны из-за малых коэффициентов термической диф-
фузии. Однако при облучении сплавов высокоэпергетическими частицами,
вызывающими формирование вакансий и междоузельных атомов и резко
ускоряющими диффузионные процессы, появляется возможность развития
низкотемпературных диффузионных превращений [81-83]. В работах [72,
81] исследованы процессы радиационно-индуцированного низкотемпера-
623
турного распада ГЦК-твердых растворов в сплавах Fe-Ni и Fe-Ni-Ti (Al, Si,
Zr), образующих различные интерметаллидные фазы. Исследования [72,
81] выполнены на высоконикелевой аустенитной стали Н36 и дополнитель-
но легированных аустенитных сталях следующего состава, мас.%): H35T3
(34,7 Ni: 2,6 Ti), Н34Ю5 (34,2 Ni; 5,4 Al), H34C3 (34,2 Ni; 2,9 Si), Н35ЦЗ (35,5
Ni; 3,5 Zr), в которых возможно выделение интерметаллидов Ni3Ti, Ni3Al,
Ni3Si и Ni3Zr [13]. Анализ выделения никельсодержащих интерметаллидов
осуществляли мессбауэровским методом по изменению среднего поля на
ядре 57Fe, которое сильно зависит от содержания никеля в у-матрице в спла-
вах на основе Fe-34-35%Ni. Подробное изложение методики мессбауэров-
ского анализа концентрационных изменений представлено в работах [13,
72, 81]. Облучение электронами с энергией 5,5 МэВ при 120, 160, 200 °C до
флюенса ~5-I018 эл/см2 осуществляли на линейном ускорителе электронов.
Распад Fe-Ni-аустенита, легированного Ti (Al, Si, Zr). Как известно [13],
Fe-Ni-аустенитные сплавы, легированные Ti, Al или Si, обычно образуют
при старении дисперсную когерентную упорядоченную по типу Ы2 у'-фазу
Ni3Me с параметрами решетки 0,359; 0,356 и 0,350 нм соответственно. В
сплавах с цирконием формируется двойная кубическая фаза Ni3Zr с параме-
тром 0,668 нм. Кроме того, при охлаждении от высоких температур в спла-
вах с Si и Zr образуются достаточно крупные кристаллы стабильных фаз
Ni3Si и Ni3Zr с гексагональной решеткой [13]. В результате облучения эле-
ктронами при 120...200 °C все четыре сплава ведут себя по-разному [81]:
в сплавах с Ti и AI в ГЦК-матрице уменьшается концентрация никеля (на
1,5 мас.%), что свидетельствует об образовании высоконикелевых иптерме-
таллидных фаз, а в сплавах с Si и Zr средняя концентрация никеля в у-мат-
рице практически не изменяется. На рис. 13.21 по результатам анализа мес-
сбауэровских спектров представлены функции плотности распределения
эффективных магнитных полей в исходном деформированном состоянии
(кривые 1) и после облучения электронами с энергией 5,5 МэВ (флюенс
5-1018 эл/см2) при 160° С (кривые 2). Видно, что центр тяжести участков, ог-
раниченных кривыми 1, сместился в сторону меньших полей после элек-
тронного облучения (кривые 2) в сплавах с Ti и А1 (рис. 13.21, а, б соответ-
ственно). Это свидетельствует об уменьшении среднего эффективного по-
ля Н, подтверждающего снижение концентрации никеля в у-матрице, что
однозначно объясняется развитием процессов радиационно-индуцирован-
ного старения с образованием высоконикелевых интерметаллидных фаз
типа Ni3Ti и Ni3AL В сплавах с Zr и Si изменение среднего поля на ядре 57Fe
в у-матрице после облучения электронами практически не наблюдается —
центр тяжести областей, ограниченных кривыми 2, смещается мало
(рис. 13.21, в, г). Следовательно, выделения высоконикелевых фаз не про-
исходит. Каковы причины отсутствия низкотемпературного радиационно-
индуцированного интерметаллидного старения в сплавах H34C3 и Н35ЦЗ?
Малая интенсивность обычного термического старения с выделением мета-
стабильной у'-фазы при 450...600 °C в закаленных или деформированных
сплавах H34C3 и Н35ЦЗ, по сравнению со сплавами H35T3 и Н34ТО5, отме-
чена ранее [13]. Этот эффект связывается с наличием в закаленном состоя-
нии значительного количества труднорастворимых при холодной деформа-
624
Рис. 13.21. Функции распределения внут-
ренних эффективных магнитных полей
на ядре 57Fc в сплавах H35T3 (а), Н34Ю5
(б), Н35ЦЗ (в), H34C3 (г) и Н36 (д) после
деформации при 20 °C (кривые 1) и по-
следующего облучения электронами при
160 °C (кривые 2) флюенсом 1019 (а, в, д),
5-10” (б, г) эл/см2.
Обработка: а — 3 от 1077 °C + прокатка (П). е = 4.2;
б - С при 600 °C, 6 ч + сдвиг под давлением (СД) при
9 ГПа. е = 5.93; в - С при 600 °C, 6 ч + СД 8 ГПа,
е = 5,93; г - 3 от 1100 °C + СД 9 ГПа. е = 6,8; д - 3 от
1077 °С+ П, 0 = 0,5
ции интерметаллидов Ni3Si и Ni3Zr с гексагональной решеткой. При этом
обеднение у-матрицы никелем снижает интенсивность распада при низко-
температурном облучении. Кроме того, диффузия тугоплавкого элемента
Zr при достаточно низких температурах вообще затруднена. Можно также
предположить, что при низкотемпературном облучении электронами Si
склонен к образованию сегрегации [84-86], а не интерметаллидов типа
Ni3Si. Возможно, при низкотемпературном облучении электронами имеет
место перераспределение Si (а не Ni) и мессбауэровским методом это обна-
ружить затруднительно. Лишь при более высоких температурах (300...500
°C) возможно эффективное формирование областей с повышенным содер-
жанием Ni и Si [87].
На рис. 13.22 по мессбауэровским данным показано изменение концент-
рации никеля в ГЦК-матрице бинарного сплава Н36 [72, 81], а также спла-
вов с 34-35% Ni, содержащих третий элемент (Ti, Al, Si, Zr) в результате об-
лучения 5,5 МэВ электронами при 160 °C (флюенс 51018 эл/см2). Видно, что
интерметаллидное старение сплавов с А1 и Ti вызывает снижение концент-
рации никеля в у-твердом растворе на 1-1,5 мас.%. В сплавах с Si и Zr изме-
нение средней концентрации никеля в у-матрице не происходит. В двухком-
понентном сплаве Н36 имеет место расслоение аустенитной матрицы по ни-
келю, что приводит к увеличению содержания Ni на 5% в высоконикелевой
625
FeNi (M)
Рис. 13.22. Изменение содержания Ni в матрице же-
лезоникелевого сплава с различным легированием
после облучения электронами при 160 °C
составляющей и снижению его концент-
рации на 4% в малоникелевой составляю-
щей. Следует отметить, что старение за-
каленного и деформированного Fe-Ni-Ti-
аустенита при обычном термическом воз-
действии без облучения (160 °C, 23 ч)
практически не происходит.
Кинетика старения аустенитного
сплава H35T3 при облучении электрона-
ми. На рис. 13.23 представлены времен-
ные зависимости изменения концентра-
ции никеля в у-матрице сплава H35T3 при
облучении электронами. Кривые на рис. 13.23 относятся к сильно деформи-
рованному (а) и закаленному (б) состояниям. Холодная деформация прокат-
кой (е = 4,2) необходима для растворения в аустените частиц у'-фазы Ni3Ti
[13], которые образовались в процессе быстрого охлаждения от 1050° С при
закалке. Видно, что старение, проявляющееся в снижении концентрации
никеля в исходной у-матрице, сначала развивается достаточно интенсивно,
особенно в деформированных образцах, но при увеличении времени вы-
держки быстро затухает.
При каждой температуре облучения не достигается равновесная кон-
центрация никеля в у-матрице. В частности, при 200 °C в деформированном
сплаве (кривая 3) через 23 ч она снижается от 33 до 31,6 ат.% и далее изме-
няется мало. Это неравновесная концентрация, так как в закаленном спла-
ве H35T3, содержащем в у-матрице 31,4 ат.% Ni, старение при облучении
(200 °C) развивается интенсивно и концентрация Ni через 9 ч достигает
30,8 ат.%. Радиационно-индуцированное выделение фазы Ni3Ti идет даже в
термически состаренной при 923 К у-матрице [76]. Таким образом, при каж-
дой температуре облучения и каждом исходном состоянии достигается своя
минимальная концентрация никеля и затем радиационно-стимулированное
старение приостанавливается. Экстраполяция зависимости lnCNi = f(l/t) на
бесконечно большое время
позволяет приблизительно
оценить остаточную концент-
рацию никеля Сю для каждой
температуры. Значения С^для
температур облучения 120, 160,
Рис. 13.23. Зависимость концентрации
никеля CNi в у-матрице от времени об-
лучения для деформированного (1-3)
прокаткой (е = 4,2) и закаленного (4, 5)
сплава H35T3:
T, °C: 1 4 - 120; 2 - 160 °C; 3, 5 - 200
626
Рис. 13.24. Зави-
симость приведен-
ной концентрации
икеля в у-матри-
нс сплава H35T3
^прокатка, е = 4,2)
от времени облу-
чения.
Т. “С: 1 - 120, 2 - 160
3 - 200 °C; на вставке -
зависимость 1пт от 1/Т
при уменьшении кон-
центрации Ni вдвое от
максимально возмож-
ной дтя каждой темпе-
ратуры облучения
-J_______________I________________I
20 30 т, ч
200 °C составляют соответственно 32,0, 31,6, 31,4 ат.% Ni в исходном дефор-
мированном состоянии. Эти значения необходимо учесть, чтобы построить
приведенную концентрацию Ni в зависимости от времени облучения (С -
С J/(C0 - CJ = f(T) (рис. 13.24). Видно, что все кривые распада при разных
температурах близки (в пределах ошибки измерения), что свидетельствует
об отсутствии температурной зависимости кинетики старения.
На вставке к рис. 13.24 представлена зависимость Int = f(l/T) при умень-
шении концентрации Ni наполовину от максимально возможной при каж-
дой температуре. Кривая располагается горизонтально, что говорит о зна-
чениях энергии активации процесса, близких к нулю. Старение контролиру-
ется только подводом точечных дефектов радиационного происхождения.
Другими словами, процесс интерметаллидного старения является только
радиационно-индуцированным. Как приблизительно оценено [72, 81], коэф-
фициент термической диффузии Ni при температурах 120...200 °C очень
мал (D < 10-25 см2с), а коэффициент радиационно-ускоренной диффузии в
этих условиях электронного облучения на много порядков больше
(1018—10'7 см2-с). Диффузия происходит в малой межчастичной зоне (рас-
стояние между центрами у'-частиц размером 4 нм составляет ~15 нм [72]
при реальной объемной доле частиц -1,3%).
Особенности диффузии на короткие расстояния подтверждаются сопо-
ставлением вида функций плотности вероятности эффективного поля Р(Н)
стареющего Fe-Ni-Ti-аустенита с Р(Н) бинарных Fe-Ni-эталонов. Об этом,
в частности, свидетельствует отсутствие компоненты с близкими к нулю
эффективными полями в Р(Н) Fe-Ni-Ti-аустенита по сравнению с Fe-Ni-за-
каленным аустенитом того же среднего содержания никеля. Такая особен-
ность спектров Fe-Ni-Ti-аустенита (см. рис. 13.21, а) проявляется в наиболь-
шей степени на начальных этапах низкотемпературного старения и может
объясняться неоднородной диффузией никеля на короткие расстояния без
активного участия удаленных от у-частиц областей матрицы сплава. Радиа-
ционно-индуцированное старение не проходит до конца, а практически ос-
627
танавливается через несколько часов, уменьшая концентрацию никеля
только на 1-1,5 мас.%. Концентрация вакансий при дозе облучения 510"4
смещений на атом (сна) при флюенсе 5-Ю18 эл/см2 составит 0,05%. Чтобы
уменьшить концентрацию никеля на 1 % (как это наблюдается в экспери-
менте), каждой вакансии необходимо переместить не менее 20 атомов нике-
ля [72] до ее рекомбинации. Из сказанного можно сделать следующий вы-
вод: с развитием старения усиливается рекомбинация точечных дефектов и
каждая вакансия успевает переместить к у-частице не 20 атомов Ni, а суще-
ственно меньше. Одной из причин повышенной рекомбинации точечных
дефектов при развитии радиационно-индуцированного старения может
быть усиление противотока вакансий и междоузлий в поле напряжения у-
частиц [88]. С ростом когерентных у'-частиц, несмотря на малое несоответ-
ствие параметров решетки у- и у'-фаз (<1%) [13], напряжения вокруг них
возрастают, что усиливает противоток вакансий и междоузлий, способствуя
рекомбинации точечных дефектов и уменьшению времени их жизни. При
этом, по-видимому, может происходить самоторможение старения из-за
резкого уменьшения количества ускоряющих распад «радиационных» то-
чечных дефектов.
Таким образом, мессбауэровским методом показано [72, 81], что в ре-
зультате низкотемпературного (120...200 °C) облучения электронами энер-
гией 5,5 МэВ наблюдается значительное уменьшение концентрации никеля
в аустенитной матрице сплавов H35T3 и Н34Ю5, что связано с выделением
интерметаллидов Ni3Ti и Ni3Al. Заметного интерметаллидного старения в
этих условиях облучения в сплавах H34C3 и Н35ЦЗ не обнаружено. Радиа-
ционно-индуцированный распад аустенита сплава H35T3 с разной исходной
концентрацией Ni в у-матрице не приводит к установлению одной равновес-
ной концентрации никеля при каждой температуре облучения. Аномальная
задержка радиационно-индуцированного распада объясняется возможным
усилением рекомбинации точечных дефектов в растущем поле напряжений
выделяющихся когерентных интерметаллидов.
13.4.2. Образование приграничных и внутризеренных
атомных сегрегаций в аустенитных сталях
при высокодозном облучении
Экспериментальные данные и теоретические расчеты показывают [86,
89-92], что в результате обратного эффекта Киркендала при облучении
аустенитных сталей высокоэнергетическими частицами образуются радиа-
ционно-индуцированные сегрегации атомов, связанные, например, с обога-
щением никелем и кремнием стоков точечных дефектов (границ зерен, дис-
локаций, пор и др.). Одновременно наблюдается обеднение границ зерен
хромом. На рис. 13.25 представлены данные Арагонской Национальной Ла-
боратории (ANL) США по приграничному изменению концентрации Сг, Ni,
Fe и Si в аустенитной стали типа Х25Н20 после нейтронного облучения при
354°С. Содержание никеля возрастает от 18 до 42%, а концентрация хрома
уменьшается от 26 до 15%. Изменение концентрации легирующих элемен-
тов с каждой стороны межзеренной границы может достигать 3-10 нм.
628
Рис. 13.25. Изменение концентрации Сг, Ni, Fe и Si в аустенитной стали типа Х25Н20 вблизи
границы зерна в результате нейтронного облучения при 354 °C [ANL, USA]
Приграничное обеднение хромом при нейтронном облучении может
привести к развитию межкристаллитной коррозии, что необходимо
учитывать при разработке оптимальных составов нержавеющих реак-
торных сталей. В ферритных реакторных сталях с ОЦК-решеткой, на-
против, нейтронное облучение может вызвать обогащение границ зерен
хромом.
В работах [6, 93] обнаружены радиационно-индуцированные атомные
сегрегации, например никеля, которые образуются и внутри зерен. На
рис. 13.26 представлена структура аустенитной стали Х16Н15МЗТ1 после
высокодозного облучения при 500...650 °C ионами криптона +Кг энергией
1,5 МэВ. Эта энергия достаточна, чтобы пройти ионам сквозь облучаемую
фольгу. В процессе облучения ионами +Кг с повреждающей дозой 10 смеще-
ний на атом (сна) при 500...650 °C формируются дислокационные петли
(рис. 13.26, а), при дозе 30-200 сна внутри каждого аустенитного зерна на-
блюдается «мозаичная» структура с чередующимися участками с темным и
светлым дифракционным контрастом (рис. 13.26, б-г). Размер темных уча-
стков изменяется в пределах 200—400 нм и эти зоны появляются при каждой
температуре облучения. При дозе 200 сна начинают появляться отдельные
рекристаллизованные зерна размером ~20 нм (см. рис. 13.26, д). Качествен-
но аналогичная картина наблюдается и при облучении ионами железа с
энергией 0,4 МэВ [93] (см. рис. 13.26, б-г и рис. 13.28, а). Анализ состава при
использовании микрозонда EDAX-9900 в электронном микроскопе “Philips
СМ-30” показал, что концентрация легирующих элементов заметно изменя-
629
Рис. 13.26. Структура стали
Х16Н15МЗТ1 после облуче-
ния ионами +Кг (1,5 МэВ)
дозой 10 (а) и 30 сна (б) при
550 °C, 100 сна (в) при 500 °C,
200 сна (г, д) при 650 °C
ется при переходе от светлых участков структуры к темным [93]. На
рис. 13.27 показано изменение концентрации хрома при перемещении зон-
да. Темная зона с повышенной концентрацией хрома (16-17,5 мас.%) имеет
размер ~300 нм, а светлые области с пониженной концентрацией хрома
(12,5-15,5 мас.%) - более 350 нм.
Образование такой внутризеренной сегрегации хрома и мозаичного
темно-светлого контраста (рис. 13.28, а) при высокодозном облучении свя-
зано с формированием ячеис-
той дислокационной структуры
(рис. 13.28, б), которая хорошо
видна при большем увеличении
и оптимальном наклоне иссле-
Рис. 13.27. Изменение концентрации
Сг в негомогенной области облучен-
ной ионами +Кг стали Х16Н15МЗТ1
(доза 200 сна, температура 650 °C)
630
Рис. 13.28. Концентрационо-неоднородные зоны (а) и распределение дислокаций по грани-
цам ячеек в стали Х16Н15МЗТ1 после облучения ионами Fe энергией 0,4 МэВ при 550 °C до
повреждающей дозы 30 сна
дуемой фольги в микроскопе. Скопления дислокаций по границам ячеек яв-
ляются эффективными стоками точечных дефектов и обедняются хромом,
как это происходит по границам зерен при облучении. Хром мигрирует от
границы внутрь ячеек и создает повышенную концентрацию в их сердцеви-
не. Полученная сегрегация легирующих элементов неравновесна и может
быть устранена последующим термическим отжигом даже при более низ-
кой температуре (520 °C) [93].
13.4.3. Формирование нанокристаллической структуры
при высокодозном облучении
Легирование аустенитной стали типа Х16Н15МЗ титаном (~1 мас.%) за-
держивает развитие диффузионных процессов при повышенных температу-
рах и повреждающих дозах, так как дислокации и границы зерен закрепля-
ются частицами дисперсной фазы Ni3Ti. Поэтому рекристаллизация стали
Х16Н15МЗТ1 в процессе облучения при 650 °C становится заметной только
при высокой повреждающей дозе 200 сна (рис. 13.26, д) [52]. В стали без ти-
тана Х16Т15МЗ, в которой дислокации и границы зерен не закреплены ин-
терметаллидами, рекристаллизация при 600 СС с образованием различно
ориентированного аустенита размером 20-30 нм происходит уже при по-
вреждающей дозе 30 сна (рис. 13.29, а). На месте каждого зерна аустенита
наблюдается дифракция от множества разориентированных кристаллов на-
норазмерной у-фазы, сформировавшихся в результате облучения. При уве-
личении времени облучения (доза 100 сна) рекристаллизованные зерна аус-
тенита достигают величины 50-150 нм (рис. 13.29, б).
631
Рис. 13.29. Рекристаллизованные наноразмерные зерна в стали Х16Н15МЗ, облученной при
600 °C ионами +Кг энергией 1,5 МэВ до 30 (а) и 100 (б) сна (а - темнопольное изображение
в аустенитном рефлексе)
Таким образом, облучение высокоэнергетическими частицами при по-
вышенных температурах является одним из способов создания нанокрис-
таллического состояния в сталях и сплавах.
13.4.4. Об аналогии воздействия точечных дефектов
радиационного и деформационного происхождения
При сравнительном изучении низкотемпературной деформации и облу-
чения показано [94-99], что при обоих способах внешнего воздействия в
сталях могут развиваться в определенной степени аналогичные диффузион-
ные процессы (образование атомных сегрегаций, растворение дисперсных
частиц и др.), что связано с генерацией большого количества точечных де-
фектов и их миграцией на стоки. Нами обнаружено и изучено диффузион-
ное перераспределение никеля [94-97] в сплаве Fe-12Cr-30Ni с обогащени-
ем до 50% и упорядочением микрообластей вблизи границ нанозерен, вновь
образовавшихся при холодной деформации, хотя обычная диффузия эле-
ментов замещения при такой низкой температуре (~27 °C) в сплавах желе-
за не наблюдается (см. главу 4). Мессбауэровским методом показано [13, 94,
98], что мегадеформация (£ - 6-8) при ~27 °C вызывает растворение интер-
металлидов, карбидов, нитридов и оксидов в матрице железных сплавов.
Растворение частиц второй фазы происходит также в каскадах смещения
при облучении быстрыми нейтронами или другими высокоэнергетически-
ми частицами [78-80]. Согласно расчетам [99], растворение интерметалли-
дов Ni3Ti в аустенитной Fe-Ni-Ti-матрице при холодной деформации может
происходить только при деформационно-индуцированном переводе атомов
632
Ni и Ti в междоузельные положения и их дрейфе в поле напряжения пере-
секающих частицу дислокаций с энергией активации 0,2-0,3 эВ. Энергия ак-
тивации миграции этих атомов по вакансионному механизму составляет
0,8-1,0 эВ, что не позволяет им перемещаться при температурах ~27 °C и
ниже. В качестве практических рекомендаций можно использовать данные
по анализу деформационно-индуцированных приграничных атомных сегре-
гаций для первичного прогнозирования радиационно-индуцированных сег-
регаций в реакторных сталях и сплавах без облучения в ядерном реакторе.
13.5. ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ
И ПОЛЗУЧЕСТЬ РЕАКТОРНЫХ СТАЛЕЙ,
ДИСПЕРСНО-УПРОЧНЕННЫХ ОКСИДАМИ
На рис. 13.30 представлены зависимости [100-102] скорости ползучести
от приложенных напряжений при 650 и 700 °C, относящиеся к ферритно-
мартенситной стали 12Х13М2БФР (ЭП-450) и аустенитной стали
Х16Н15МЗТФР (ЧС-68) (кривые 4, 5), которые используются в реакторе
БН-600 в качестве оболочек тепловыделяющих элементов (ТВЭЛ) и чех-
лов тепловыделяющих сборок (ТВС). Кривые 1-3 отражают [100] скоро-
Igcr, МПа
Рис. 13.30. Зависимость скорости ползучести е от приложенного напряжения при 650 (а) и
700 °C (б) ДУО сталей, содержащих 0,06 (1), 0,16 (2), 0,30 % (3) оксидов Y2TiO5, и обычных
реакторных сталей ЭП-450 (4) и ЧС-68 (5)
633
Рис. 13.31. Длительная прочность при 650 °C ДУО сталей, содержащих 0,06 (1), 0,16 (2),
0,30% (3) нанооксидов Y2TiO5, и обычных реакторных сталей ЭП-450 (4) и ЧС-68 (5)
сти ползучести (на установившейся стадии при нагрузках 150-450 МПа) ме-
ханически легированных и закаленных от 1100 °C дисперсно-упрочненных
оксидами (ДУО) ферритных сталей Х13М2Т2, Х13М1Т1 и Х13В2Т1, со-
держащих оксиды Y2TiO5 размером ~3 нм (см. раздел 2.5). Наибольшую
скорость ползучести при повышенных напряжениях имеет сталь ЭП-450,
затем - аустенитная сталь ЧС-68. Самое высокое сопротивление ползуче-
сти, особенно при 700 °C, имеют наиболее упрочненные ДУО-стали № 3 и
№ 2 (о02 = 490-515 МПа при 650 °C), содержащие наибольшее количество
нанооксидов. Разница в скорости ползучести ДУО стали Х13В2Т1 с 0,30%
нанооксидов при высоких напряжениях может достигать 3 порядков даже
по сравнению с аустенитными реакторными сталями металлургического
производства. При неоптимальной технологии механического легирования
[100] и малом количестве упрочняющих нанооксидов (0,06%) сопротивле-
ние ползучести стали Х13М2Т2-ДУО резко падает (см. рис. 13.30, кривая
1), но остается на более высоком уровне, чем в обычной реакторной стали
ЭП-450 с ОЦК-решеткой.
На рис. 13.31 даны характеристики длительной прочности для всех пяти
сталей. Преимущество в длительной прочности ДУО-сталей по сравнению
со «штатными» сталями ЧС-68 и ЭП-450 становится очевидным начиная с
напряжения о = 200 МПа и усиливается при снижении напряжения вплоть
до выдержки 20 000 ч.
Следует учитывать, что при сохранении максимально высокого уп-
рочнения оболочки тепловыделяющего элемента из ДУО стали могут
обладать сильной анизотропией свойств по отношению к прокатке в про-
дольном и поперечном направлениях (рис. 13.32). Подтверждается влия-
ние структурной анизотропии на анизотропию механических свойств
ДУО-сталей, если в них сформированы вытянутые (в направлении про-
катки) тонкие перекристаллизованные зерна (при этом возможная длина
пробега дислокаций вдоль и поперек вытянутых зерен отличается в не-
сколько раз). На рис. 13.32 в качестве примера приведены зависимости
времени до разрушения стали 1 ЗСг-1 Мо-1 Ti-ДУО от приложенных на-
пряжений при испытании образцов, вырезанных из оболочки твэл, па-
634
5
Рис. 13.32. Зависимости времени до разрушения от приложенных напряжений при 650 °C,
определенные на образцах стали 13Сг-1Мо-1 Ti-ДУО, вырезанных вдоль (1) и поперек (2)
направления прокатки
раллельно и перпендикулярно направлению прокатки. Образцы имеют
большую разницу во времени до разрушения.
Таким образом, использование ДУО-сталей позволит качественно уве-
личить жаропрочность наиболее радиационно-нагруженных изделий в ре-
акторах на быстрых нейтронах.
СПИСОК ЛИТЕРАТУРЫ
I. Фазовые превращения при облучении: Пер. с англ. / Под ред. Ф.В. Нолфи. Челябинск:
Металлургия, 1989. 312 с.
2. Шалаев А.М. Структура и свойства металлов и сплавов //Свойства облученных металлов
и сплавов. Киев: Наук, думка, 1985. 308 с.
3. Козлов А. В Основные механизмы влияния структурных изменений, происходящих в
аустенитной стали при низкотемпературном нейтронном облучении, на ее физико-меха-
нические свойства// ФММ, 1996. Т. 81, вып. 3. С. 97-106.
4. Sagaradze V.V., Nalesnik V.M., Lapin S.S., Aliabev V.M. Precipitation hardening and radiation
damagcability of austenitic stainless steels Ц J. Nucl. Mater., 1993. Vol. 202. P. 137-144.
5. Сагарадзе B.B., Лапин C.C. Нетрадиционные подходы к сдерживанию радиационного
распухания нержавеющих сталей // ФММ, 1997. Т. 83, вып. 4. С. 129-144.
6. Garner F A., Me CarthyJ.M., Russel К.С., Hoyt J J. Spinodal-like decomposition of Fe-35Ni and
Fe-Cr-35Ni alloys during irradiation or thermal aging // J. Nucl. Mater, 1995. Vol. 205.
P. 411-425.
7. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука. 1989. 270 с.
8. Sagaradze V.V., Arbuzov V.L., Lapin S.S. et al. The influence of hydrogen isotops and radiogenic heli-
um on the structure and mechanical properties of radiation-resistant steels with a composite
alpha/gamma structure//J. American Nucl. Soc., October, 1995. Vol. 286, No. 3, pt 2. P. 1274-1277.
9. Goshchilskii B.N., Sagaradze V.V., Arbuzov V.L. et al. The use of the tritium trick for analysis of
the influence that hydrogen and helium exert on the mechanical properties of radiation-resistant
precipitation-hardening FCC steels // Fusion Technology, 1995. Vol. 286, No. 3, pt 2, fust 8(3),
1001-1618, issn.: 0748-1896 (Journal of the American nuclear society), October. P. 1165-1168.
10. Соловьев Г.И., Жуков В.П. Действие облучения на металлы и сплавы. М.: Изд-во МИ-
ФИ, 1983.70 с.
11. Gleiter IL, Hornbogen Е. Die formandcrung von ausschcidungcn durch diffusion on spannungs-
fcld von versetzungen // Acta Met., 1968. Vol. 16, No. 3. P. 455—464.
635
12. Романова Р.Р., Пушин В.Г., Уксусников А.Н., Буйнов Н.П. Структура и механические
свойства аустенитных никелевых и марганцевых сталей, упрочненных карбидами вана-
дия Ц ФММ, 1984. Т. 51, вып. 6. С. 1263-1273.
13. Сагарадзе В.В., Шабашов В.А.,Лапина Т.М. и др. Низкотемпературное деформационное
растворение интерметаллидных фаз Ni3Al(Ti, Si, Zr) в Fe-Ni сплавах с ГЦК решеткой //
ФММ, 1994. Т. 78, вып. 6. С. 49-61.
14. Сагарадзе В.В., Арбузов В.А., Гощицкий Б.Н. и др Влияние трития и нейтронного облу-
чения при 77 К на физико-механические свойства реакторных нержавеющих сталей И
ФММ, 1997. Т. 84, № 3. С. 167-176.
15. Физика радиационных явлений / Под ред. А.М. Паршина, И.М. Неклюдова, Н.В. Камы-
шанченко. М.; СПб.; Белгород, 1998. 378 с.
16. Garner F.A. Irradiation performance of cladding and structural steels in liquid metal reactors //
Nuclear Materials/Ed. B.R.T. Frost. Material Science and Technology, 1993. Vol. 10. P. 419-543.
17. Maziasz P..1. Formation and stability of radiation-induced phase in neutron-irradiated austenitic and
ferritic steels // J. of Nuclear Materials, 1989. Vol. 169. P. 95-115.
18. Maziasz PJ. Overview of mirostructural evolution in neutron-irradiated austenitic stainless steels
//J. of Nuclear Materials, 1995. Vol. 205. P. 118-145.
19. Вотинов C.H., Прохоров В.И., Островский З.Е. Облученные нержавеющие стали. М.:
Наука, 1987. 128 с.
20. Зеленский В.Ф., Неклюдов И.М., Черняева Т.П. Радиационные дефекты и распухание ме-
таллов. Киев: Наук, думка, 1988. 296 с.
21. Zouev Yu.N., Podgornova I.V., Sagaradze V.V. Visualization of tritium distribution by autoradiog-
raphy technique // Fusion Engineering and Design, 2000. Vol. 49-50. P. 971-976.
22. Goshchitskii B.N., Sagaradze V.V., Arbuzov V.L. et al. The effect of tritium and low-temperature
neutron irradiation at 77K on the structure and mechanical properties of reactor steels // J. of
Nuclear Materials, 1998. Vol. 258-263. P. 1681-1686.
23. Kiritani M. Observation and analysis of defect structure evolution from radiation damage by D-T
fusion neutrons // J. of Nuclear Materials, 1986. Vol. 137. P. 261-278.
24. Zouev Yu.N., Sagaradze V.V., Podgornova EV., Kulinich Yu.A. The distribution of tritium in the
structure of the 16Crl5Ni3MolTi steel and the effect of tritium on the mechanical properties //
Advances in Science and Technology, 1999. Vol. 24. P. 491—498.
25. Sagaradze V.V., Zouev Yu.N., Goshchitskii B.N., Arbuzov V.E.The effect of tritium and neutron
irradiation on the structure and properties of reactor steels and alloys // Fusion Engineering and
Design, 2004. Vol. 70. P. 57-66.
26. Арбузов ВЛ., Распопова Г.А., Сагарадзе В.В. и др. Радиационно-индуцированная сегре-
гация дейтерия в аустенитных сталях. 1 . Роль титана // ФММ, 2004. Т. 97, № 6. С. 66-74.
27. Cawihorne С.Е. Pulton Nature. L., 1967. Vol. 216. P. 575.
28. Pugh S. Voids formed by irradiation of reactor materials //J. British Nuclear Energy Society, 1971.
Vol. 10, No. 3. P. 159-164.
29. Proc. BNES Conf, on Void Formed by Irradiation of Reactor Materials / Ed. S. Pugh et al., 1971.
30. Proc. Albany Conf, on Radiation-Induced voids in Metals / Ed. J.W. Corbett and L.C. lanniello.
USAEC Symposium series, 1972.
31. Proc. Conf, on Effect of Radiation on Substructure and Mechanical Properties of Metals and Alloys
// ASTM STP 529, 1973.
32. Johnston W.G., Rosolowsky J.H., Turkalo A.M., Lauritzen T. An experimental survey of swelling
in commercial Fe-Cr-Ni alloys bombard with 5 MeV ions // J. Nucl. Mater., 1974. Vol. 54.
P. 24-40.
33. Johnston W.G., Rosolowsky J. H., Turkalo A.M„ Lauritzen T. Nickel-ion bombardment of annealed
and cold-worked type 316 stainless steel // J. Nucl. Mater., 1973. Vol. 48. P. 330-338.
34. Brager H R. The effect of cold working and pre-irradiation heat treatment on void formation in
neutron-irradiation type 316 stainless steel // J. Nucl. Mater., 1975, Vol. 57. P. 103-113.
35. Garner P.A., Wolfer W.G. The effect of solute addition on void nucleation// J. Nucl. Mater., 1981.
Vol. 102. P. 143-150.
36. Kurishila H., Miroga T., Watanabe H. et al. Effect of FFTF irradiation on tensile properties of P
and Ti modified model austenitic alloys with small amounts of boron // J. Nucl. Mater., 1994.
Vol. 212. P. 519-525.
636
37. Shibahara I., Akasaka N., Onose S. et al. Swelling of advanced austenitic stainless steels developed
for the environment of heavy neutron exposure//J. Nucl. Mater., 1994. Vol. 212-215. P. 487-491.
38. Партин A.M. Структура, прочность и радиационная повреждаемость коррозионно-стой-
ких сталей и сплавов. Челябинск: Металлургия, 1988. 656 с.
39. Bates J.F., Powell R.W. Irradiation-induced swelling in commercial alloys//J. Nucl. Mater., 1981.
Vol. 102. P. 200-213.
40. Конобеев К).В., Голубов С И. Современное состояние теории радиационных поврежде-
ний //Труды Мсждунар. конф, по радиационному материаловедению. Алушта, 1990. Т. 1.
С. 142-171.
41. Seran J.L., Levy V., Duduisson Р. et al. Behavior under neutron irradiation of the 15—I5Ti and
EM10 steels used as standard materials of the Phenix fuel subassembly H Effect of Radiation on
Materials: 15,h Inter. Symp., ASTM-STP. Philadelphia, 1992. P. 209-1233.
42. Challenger K.D., Lauritzen T. Effect of the degree of cold work on the irradiation-induced swelling
of type 316 stainless steel Ц Properties of reactor structural alloys after neutron or particle irradia-
tion. ASTM Special Technical Publication 570. Baltimore, 1976. P. 388-403.
43. Сагарадзе В.В., Павлов В.А., Алябьев В.М. и др. Влияние интерметаллидного старения
при облучении быстрыми нейтронами на порообразование в аустенитных нержавеющих
сталях // ФММ, 1988. Т. 65, вып. 5. С. 970-977.
44. Алябьев В.М., Вологин В.Г., Дубинин С.Ф. и др. Нейтронографическое и электронноми-
кроскопическос исследование процессов распада и радиационно-стимулированного ста-
рения Cr-Ni-Ti аустенитных сталей // ФММ, 1990. № 8. С. 142-148.
45. Neklyudov 1.М., Voevodin V.N. Features of structure-phase transformations and segregation
processes under irradiation of austenitic and ferritic-martensitic steels // J. Nucl. Mater., 1994.
Vol. 212-215. P. 39-44.
46. Бакай А.С., Кирюхин H.M. Об эволюции выделений в состаренных сплавах под облуче-
нием // Вопросы атомной науки и техники. Сер. Физика радиационных повреждений и ра-
диационное материаловедение, 1983. Вып. 5 (28). С. 33-40.
47. Чуев В.В., Ланских В.II., Огородов А.И. и др. Работоспособность ТВС быстрых реакто-
ров // Исследования конструкционных материалов элементов активной зоны быстрых
натриевых реакторов. Екатеринбург: УрО РАН, 1994. С. 85-140.
48. Duhuisson Р., Gilhon D., Seran J.L. Microstructural evolution of ferritic-martensitic steels irradi-
ated in the fast breeder reactor Phenix //J. Nucl. Mater., 1993. Vol. 205. P. 178-189.
49. Сагарадзе В.В., Павлов В.А., Алябьев В.М. и др. Радиационное распухание сталей с ре-
ечной мартенсито-аустенитной структурой И ФММ, 1987. Т. 64, вып. 5. С. 966-970.
50. Gelles D.S. Solute-segregation to point defects sinks in neutron-irradiated Nimonik PEI6 // II J.
Nucl. Mater., 1979. Vol. 83. P. 200-207.
51. Иванов Л.И. Некоторые проблемы создания малоактивируемых, радиационностойких
металлических материалов для атомной, термоядерной энергетики, ускорителей и кос-
мической техники Ц Конструкционные материалы для реакторов термоядерного синте-
за. М.: Наука, 1993. С. 4-13.
52. Sagaradze V.V., Lapin S.S., Goshchitskii B.N., Kirk M.A. Influence of high- dose Kr+irradiation on struc-
tural evolution and swelling of 16Cr-15Ni-3Mo-lTi // J. Nucl. Mater., 1999. Vol. 274. P. 287-298.
53. Nelson R.S., Hudson J.A., Mazey DJ. The stability of precipitates in an irradiation environment //
J. Nucl. Mater., 1972. Vol. 44, No. 3. P. 318-330.
54. Maziasz P„ Klueh R.L. Comparison of the effect of long-term thermal aging and HFIR irradiation
on the microstructural evolution of 9Cr-lMoVNb steel // Effect of Radiation on Materials: 15lh
Inter. Symp., ASTM-STP 1125. Philadelphia, 1992. P. 1135-1156.
55. Little E.A. Material for nuclear reactor core applications // BNES, 1987. Vol. 2. P. 47-55.
56. Odette G.R. On mechanisms controlling swelling in ferrite and martensite alloys //J. Nucl. Mater.,
1988. Vol. 155-157. P. 921-927.
57. Matsui И., Gelles OS., Kohno Y. Large swelling observed in V-5Fc alloy after irradiation in FF I F //
Ann. Prog. Report, Japan-USA collaboration, 1990. P. 112-125.
58. Gelles DS. Void swelling resistance in Fe-Cr alloys at 200 dpa // Mat. Res. Soc. Symp., 1995.
Vol. 373. P. 69-74.
59. Dvoriaskin A.M., Dmitriev V.D., Khaharov V.S. The effect neutron irradiation on the microstruc-
ture and tensile properties of !Crl3Mo2NbVB steel //Effect of Radiation on Materials: 15th Inter.
Symp. ASTM-STP 1125. Philadelphia, 1992. P. 1180-1189.
637
60. Dequidt E., Arroyo J., Sehina M. The mechanical behaviour of newly designed low-activation
high-chromium martensitic steels // J. Nuclear Materials, 1991. Vol. 179-181. P. 659-662.
61. Налесник B.M., Сагарадзе В.В., Барсаков В.И. и др. Исследование эффективности спо-
собов подавления радиационного распухания в аустенитных сталях типа 16-15 при их об-
лучении быстрыми нейтронами // Радиационное материаловедение: Труды Междунар.
конф, по радиационному материаловедению. Алушта, 1990. Т. 2. С. 127-140.
62. Сагарадзе В.В., Гощицкий Б.Н., Арбузов ВЛ., Зуев Ю П Дисперсионно-твердеющая аус-
тенитная сталь для реакторов на быстрых нейтронах // МиТОМ, 2003. № 8. С. 13-20.
63. Garner F.A., Sekimura N., Grossheck ML. et al. Influence of details of reactor history on microstruc-
tural development during neutron irradiation //J. Nuclear Materials, 1993. Vol. 205. P. 206-218.
64. Damcott D.L., Was G.S., Bruemmer S.M. Proton irradiation induced grain boundary segregation in
austenitic stainless steels // Microstructure of irradiated materials: Materials Research Society
Symposium Proceeding. Boston, USA, 1995. Vol. 373. P. 131-136.
65. Портных И.А., Сагарадзе B.B., Козлов А.В., Скрябин Л.А. Связь характеристик радиа-
ционной пористости в стали Х16Н15М2ГТР (ЧС-68) с температурой и дозой нейтронно-
го облучения Ц ФММ, 2002. Т. 94, № 1. С. 105-112.
66. Фазовый наклеп аустенитных сталей на железоникелевой основе / К.А. Малышев,
В.В. Сагарадзе, И.П. Сорокин и др. М.: Наука, 1982. 260 с.
67. Шабашов В.А., Сагарадзе В.В., Морозов С.В. и др. Мессбауэровское исследование кине-
тики деформационного растворения интерметаллидов в аустените Fe-Ni-Ti // Металло-
физика, 1990. Т. 12, вып. 4. С. 107-114.
68. Window В. Hyperfine field distribution from Mossbauer spectra//J.Phys.E: Sci. Instrum., 1971.
Vol. 4, No. 5. P. 401-402.
69. Hesse J., Ruhartsch A. Model independent evaluation of overlapped Mossbauer spectra // J. Phys.
E: Sci. Instrum., 1974. Vol. 7, No. 7. P. 526-532.
70. Литвинов B.C., Каракишев С.Д., Овчинников B.B. Ц Ядерная гамма-резонансная спект-
роскопия сплавов. М.: Металлургия, 1982. 143 с.
71. Макаров В.А., Пузей И.М., Сахарова Т.В. и др. Эффект Мессбауэра и магнитная струк-
тура инварного сплава с примесью марганца // ЖЭТФ, 1974. Т. 67, № 2. С. 771-779.
72. Сагарадзе В.В., Шабашов В.А., Лапина Г.М., Арбузов ВЛ Фазовые превращения при
низкотемпературном облучении электронами в аустенитных Fe-Ni и Fe-Ni-Ti сплавах //
ФММ, 1994. Т. 78, вып. 4. С. 88-96.
73. Abraham J.K., Jackson J.К., Leonard L. X-ray study of the aging process in an-austcnitic
Fc-31 Ni-3,5Ti alloy//Trans. ASM, 1968. Vol. 61. P. 223-241.
74. Сагарадзе В.В., Колосков В.М., Пархоменко ВЛ. и др. Растворение интерметаллидов в
каскадах смещения при нейтронном облучении дисперсионно-твердеющих сплавов // Во-
просы атомной науки и техники. Харьков, 2000, № 4. С. 134-139.
75. Кристиан Дж.У. Фазовые превращения // Физическое металловедение / Ред. Р. Кан. М.:
Мир, 1968. Т. 2. С. 246.
76. Кузнецов А.Р., Горностырев ЮН., Кузнецов Р.И., Половое И.Б. Образование некоге-
рентных зародышей новой фазы на дислокациях И ФММ, 1996. Т. 82, вып. 5. С. 24-32.
77. Козлов А.В., Портных И.А., Скрябин Л.А. и др. Особенности радиационного упрочне-
ния аустенитных сталей при действии криогенного нейтронного облучения // Вопросы
атомной науки и техники. Харьков, 1999. Вып. 1 (73). С. 36-50.
78. Сагарадзе В.В., Колосков В.М., Шабашов В.А. и др. Растворение интерметаллидов в ка-
скадах смещения при нейтронном облучении дисперсионно-твердеющих сплавов // Пись-
ма в ЖТФ, 2001. Т. 27, № 6. С. 26-33.
79. Сагарадзе В.В., Шабашов В.А., Литвинов А.В. и др. Радиационно-индуцированное рас-
творение частиц интерметаллидов Ni3Me (Me = Ti, Al, Zr) в каскадах смещения в процес-
се облучения Fe-Ni-Me сплавов нейтронами при 340 К // ФММ, 2010. Т. 109, № 5.
С. 511-519.
80. Sagaradze V.V., Koloskov V.M., Goshchitskii B.N., Shahashov V.A. Dissolution kinetics of inter-
metallics in aging austenitic steels during neutron irradiation // J. Nucl. Mater., 2002. Vol. 307-311.
P. 317-321.
81. Сагарадзе В.В.,Лапина Т.М., Шабашов В.А., Арбузов ВЛ. Радиационно-индуцированное
низкотемпературное (393—473 К) интерметаллидное старение в ГЦК сплавах Fe-Ni-Ti
(Al, Si, Zr)//ФММ, 1997. Т. 83, № 5. С. 121-126.
638
82. Chamherod A., LaugierJ., Penisson J.M. Electron irradiation effect on iron-nickel invar alloys //
J. Magnetism and Materials, 1979. Vol. 10, No. 2-3. P. 139-144.
83. Алиев C.C., Грузин ПЛ., Меньшиков А.З. и др. Низкотемпературные фазовые превра-
щения в железоникелсвых сплавах при облучении электронами И Металлофизика,
1985.Т. 7, № 5. С. 80-86.
84. Шуле В., Шольц Р. Роль точечных дефектов в образовании наведенных радиацией
структурных изменений в коррозионно-стойких сталях // Высокотемпературные меха-
нические свойства коррозионно-стойкой стали для атомной техники. М.: Металлургия,
1987. С. 277-293.
85. Dimitrov С., Tent! М., Dimitrov О. Resistivity recovery in austenitic Fc-Cr-Ni alloys neutron
irradiated at 23 К Ц J. Phys. F: Metal Phys., 1981. Vol. 11. P. 753-765.
86. Okamoto P.R., Rehn L.E. Radiation induced segregation in binary and ternary alloys // J. Nucl.
Mat., 1979. Vol. 83. P. 2-23.
87. Родионов ЮЛ., Исфандияров Г.Г., Замбржицкий В Н. Влияние отжига на перераспре-
деление атомов в аустените сплавов Fe-Ni-Mo и Fe-Ni-Si // ФММ, 1980. Т 49, вып. 2.
С. 335-341.
88. Орлов А.П., Паршин А.М., Трушин 10.В. Физические аспекты ослабления радиацион-
ного распухания конструкционных сплавов Ц ЖТФ, 1983. Т. 53, вып. 3. С. 2367-2372.
89. Johnson R.A., Lam N.Q. Solute segregation in metals under irradiation // Phys. Rev. B, 1976.
Vol. 13. No. 10. P. 4364-4375.
90. Wiedersich IL, Okamoto P R., Lam N.Q. A theory of radiation-induced segregation in concen-
trated alloys H J. Nucl. Mater., 1979. Vol. 83. P. 98-108.
91. Watanabe S„ Takatsu Y., Sakaguchi N., Takahashi H. Sink effect of grain boundary on radiation-
induced segregation in austenitic steel Ц J. Nucl Mater., 2000. Vol. 283-287. P. 152-156.
92. Stepanov LA., Pechenkin V.A., Konobcev Yu.V. Modeling of radiation-induced segregation at
grain boundaries in Fe-Cr-Ni alloys //J. Nucl. Mater., 2004. Vol. 329-333. P. 1214—1218.
93. Sagaradze V.V., Lapin S.S., Kirk M. Non-equilibrium intragrain concentration redistribution of
the aloying elements tn austenite steels under irradiation // J. Nuclear Materials, 2000. Vol. 280.
P. 345-352.
94. Sagaradze V.V. Anomalous phase transformation during severe cold deformation leading to for-
mation of nanocrystalline alloys. Severe plastic deformations: toward bulk production nanostruc-
tured materials. Ch 2.2 / Ed. Allan Burhancttin. Nova Science Publ., Inc., 2005. P. 137-152.
95. Стариков C.A., Кузнецов A.P , Сагарадзе В.В. и др Моделирование деформационно-
индуцированной сегрегации на движущейся границе зерна в сплаве Fe-Cr-Ni // ФММ,
2006. Т. 102, № 2. С. 147-151
96. Кузнецов А.Р., Стариков С.А., Сагарадзе В.В. и др. Исследование деформационно-ин-
дуцированной сегрегации в сплаве Fe-Cr-Ni Ц ФММ, 2004. Т. 98, № 3. С. 65-71.
97. Дерягин А .И., Завалишин В.А., Сагарадзе В.В., Кузнецов А .Р. Низкотемпературное мс-
ханоиндуцированное атомное расслоение в хромоникелевых сталях // ФММ, 2000. Т. 89,
№ 6. С. 82-93.
98. Сагарадзе В.В. Диффузионные превращения в сталях при холодной деформации //
МиТОМ, 2008. № 9 (639). С. 19-27.
99. Кузнецов А.Р., Сагарадзе В.В. О возможном механизме низкотемпературного дефор-
мационного растворения интерметаллидных фаз в Fe-Ni-Ti сплавах с ГЦК-решеткой //
ФММ, 2002. Т. 93, № 5. С. 13-16.
100. Шалаев В.И., Сагарадзе В.В., Кочеткова Т.Н. и др. Структура и ползучесть дисперсно-
упрочненных оксидами иттрия нержавеющих сталей // ФММ, 2001. Т. 91, № 3.
С. 103-109.
101. Sagaradze V.V., Shalaev V.L, Arbuzov V.L. et al. Radiation resistance and thermal creep of ODS
ferritic steels //J. Nucl. Mater., 2001. Vol. 295. P. 265-272.
102. Goshchitskii B.N., Sagaradze V.V., Shalaev V.L el al. Structure, radiation resistance and thermal
creep of ODS ferritic steels // J. Nucl. Mater., 2002. Vol. 307-311. P. 783-787.
Глава 14
КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ
АУСТЕНИТНЫХ СТАЛЕЙ ПОД НАПРЯЖЕНИЕМ
14.1. МЕТОДИКА ИССЛЕДОВАНИЯ
АУСТЕНИТНЫХ СТАЛЕЙ НА КРН
Для исследования сталей на коррозионное растрескивание под напряже-
нием (КРН) использовали [1] прямоугольные образцы с размерами
60x11x10 мм и концентратором Шарли глубиной 1,5 мм. В области концен-
тратора напряжения на виброустановке выращивали усталостную трещину
глубиной 1,5 мм. Таким образом, суммарная глубина концентратора дости-
гала 3 мм. Образцы для определения сопротивления КРН вырезали из де-
формированных листов в направлении, перпендикулярном направлению
прокатки. Острый надрез и усталостную трещину формировали на торце-
вой части разрезанного листа перпендикулярно плоскости листа, при этом
эффективное сечение образца уменьшалось до 8x10 мм.
Испытания на коррозионное растрескивание под напряжением проводи-
ли по методу Броуна [2] на стандартной рычажной установке при консоль-
ном изгибе образца. Конструкция установки для испытания образцов под
напряжением в коррозионной среде показана на рис. 14.1.
Расчетная нагрузка 1 передает усилие через рычаг 2 на образец 3. Рас-
тягивающее напряжение, действующее в устье трещины образца, рассчи-
тывается по известной формуле
PL
о =--
w
где о - изгибающий момент; w - момент сопротивления сечения образца,,
Р - масса расчетного груза; L - расстояние между трещиной на образце и
точкой подвеса груза. Момент сопротивления сечения образца находится по
формуле
b-h2
w =------,
6
где b - ширина, h - высота эффективного сечения образца.
В процессе испытания образец находится в ячейке 4 с агрессивной средой.
Предусмотрен нагреватель 5 для испытания на коррозионную стойкость при
повышенных температурах среды. Коррозионной средой в большинстве
случаев служил 3,5%-й водный раствор NaCl, возобновляемый через каждые
48 ч. Температура испытания в основном составляла около 25 °C.
640
Рис. 14.1. Схема установки для испытания об-
разцов под напряжением в коррозионной
среде:
1 - груз, создающий напряжение в образце: 2 - рычаг, че-
рез который передастся усилие на образец: 3 - испытуе-
мый образец: 4 - ячейка с агрессивной средой; 5 - нагре-
ватель среды для проведения испытаний при повышен-
ных температурах
Сопротивление коррозионному растрескиванию под напряжением оп-
ределяется величиной разрушающей нагрузки в среде ос, порогом корро-
зионно-механической стойкости опор = о' при некоторой временной базе
испытаний, отношением разрушающего напряжения в среде к разрушаю-
щему напряжению на воздухе Сс/о'в, в том числе пороговым значением
где о' находим на воздухе при постепенном увеличении нагрузки на рычаг
через каждые 10 мин разрушения образца. На испытательной машине FP-
100 записывалась диаграмма нагрузка-стрела прогиба, по которой опреде-
лялась величина разрушающего напряжения на воздухе о' = сви, предел
текучести GT1, и по площади под диаграммой рассчитывалась работа разру-
шения Ари.
Для определения пороговых напряжений опор при коррозионном растре-
скивании испытывали несколько образцов. Последовательно уменьшая на-
пряжение от образца к образцу, до 0,9-0,3 от ови, определяли такие напря-
жения, ниже которых за время, меньшее базового тбаз, разрушения не на-
блюдалось. Базой испытания обычно принималось время не менее 2000 ч.
14.2. КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ
ПОД НАПРЯЖЕНИЕМ Cr-Ni-Ti-АУСТЕНИТНЫХ СТАЛЕЙ
С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ
Как отмечено в работе [3], среди различных видов коррозионного раз-
рушения материалов особенно важен процесс, в котором одновременно с
воздействием агрессивной среды материал подвергается действию напря-
жений. Такой процесс приводит к коррозионному растрескиванию под на-
пряжением: возникновению и развитию трещин в коррозионной среде под
действием напряжений [1, 4]. Характерной особенностью КРН является то,
что разрушенными оказываются отдельные участки конструкции, тогда
как окрестности указанного участка сохраняют свойства исходного состоя-
ния. К настоящему времени разработаны различные представления о меха-
низме КРН аустенитных нержавеющих сталей [2, 4—9]. Однако эта пробле-
ма и в научном, и тем более в практическом плане далека от завершения.
В нержавеющих сталях увеличение содержания никеля более 8-10%
приводит к повышению стойкости к КРН [4]. Благотворное влияние нике-
ля некоторые авторы [8] объясняют высокой энергией связи атомов нике-
ля и хлора, что препятствует миграции ионов хлора в окисной пленке в об-
ласть максимальных напряжений в район трещины. Возможно другое объ-
яснение положительного влияния никеля на КРН - никель стабилизирует
641
аустенит по отношению к мартенситному у—>а-превращению при деформа-
ции. Более низкая коррозионная стойкость мартенсита и наличие напряже-
ний на границе раздела аустенит-мартенсит должны ухудшать сопротивле-
ние коррозионному растрескиванию [10]. Однако предпочтительное рас-
творение мартенситных кристаллов должно приводить к затуплению тре-
щины и ее остановке, что повышает стойкость материала по отношению к
КРН [11]. В реальных случаях указанные факторы влияют одновременно,
поэтому результирующее их действие может быть неоднозначным.
Наличие в аустенитных сталях титана позволяет упрочнять их путем ин-
терметаллидного старения [12, 13]. Склонность состаренной стали к КРН
определяется несколькими факторами: степенью равномерности распреде-
ления частиц в объеме и по границам зерен; коррозионной стойкостью зо-
ны выделения упрочняющих частиц; уровнем напряжений, которые возни-
кают в аустените из-за выделения избыточных фаз. Как правило, режимы,
обеспечивающие максимальное упрочнение и наибольшую стойкость к
КРН, не совпадают. Поэтому при выборе режимов старения нержавеющих
сталей приходится идти на компромисс и выбирать приемлемые для полу-
чения оптимальных механических и коррозионных свойств.
Механические свойства нержавеющих аустенитных сталей можно изме-
нять за счет пластической деформации, которая в одних случаях увеличивает
[14, 15], а в других - уменьшает [13, 16] склонность сталей к КРН. Степень де-
формации и изменение фазового состава в результате мартенситного у—»ос-
превращения могут существенно повлиять на склонность к КРН [16, 17].
Термомеханическая обработка изменяет тонкую структуру аустенита. Яче-
истая дислокационная структура уменьшает склонность стали к КРН, а нали-
чие больших групп плоских скоплений дислокаций влияет противоположным
образом. В этом вопросе нет единого мнения исследователей [4, 14, 18-22].
В работах [1, 23, 24] рассмотрено влияние различных структурных фак-
торов на сопротивление КРН аустенитных Cr-Ni-Ti-сталей с различной
стабильностью аустенита, упрочняемых с помощью термомеханической
обработки и старения. Исследовались аустенитные нержавеющие стали, в
которых количество хрома и титана было практически постоянным
(12,1±0,2 Сг; 2,9±0,2 Ti), а содержание никеля изменялось от 15,1 до 21,6%.
14.2.1. Влияние ТМО и старения на упрочнение
и сопротивление КРН аустенитной стали Х12Н18ТЗ
Так как КРН аустенитных сталей может проходить по ослабленным
границам зерен, в качестве методов упрочнения были выбраны такие спо-
собы обработки, которые в наименьшей степени снижают прочность меж-
зеренных границ по отношению к воздействию напряжений и коррозион-
ной среды [1]. Аустенитные стали упрочняли с помощью ТМО и интерме-
таллидного старения с равномерным выделением когерентной у'-фазы по
всему объему материала. Для исследования были использованы безуглеро-
дистые аустенитные Cr-Ni-Ti-стали типа Х12Н18ТЗ [23, 24].
Гомогенизированные слитки подвергали обжатию и горячей прокатке при
1200 °C. Затем прокатанные листы подстуживали до 1000 °C и осуществляли
642
Рис. 14.2. Субструктура упрочненной термомеханической
обработкой стали Х12Н18ТЗ.
Режим ТМО: деформация 30% при 1000...800 °C
термомеханическую обработку, заключающую-
ся в прокатке на 30% за четыре прохода при
1000.. .700 °C с последующим охлаждением в во-
де. ТМО по указанному режиму приводила к вы-
тягиванию аустенитных зерен в направлении
прокатки. Рекристаллизация не развивалась и
границы зерен не изменяли своей геометрии, от-
сутствовала зубчатость или волнистость, харак-
терная для высокотемпературной термомехани-
ческой обработки среднелегированных и нетер-
мостойких сталей [25].
После ТМО наблюдали внутри зерна длин-
ные и узкие субзерна толщиной 0,1-0,4 мкм
(рис. 14.2), вытянутые в направлении <111>у.
Субграницы были образованы дислокационными сетками и внутри субзе-
рен наблюдалась достаточно высокая плотность дислокаций (2-1010 см-2).
Старение деформированного аустенита при 600...750 °C происходит за
счет непрерывного выделения интерметаллидных частиц. Вид субструкту-
ры после старения практически не меняется: размер субзерен остается тем
же, плотность дислокаций не снижается. Это можно объяснить высокой ус-
тойчивостью дислокационной структуры, сформированной при высокотем-
пературной деформации, а также закреплением дислокаций выделяющейся
интерметаллидной фазой. После старения при 650 °C частицы имеют раз-
меры, не превышающие 5 нм. Они хорошо видны в электронный микро-
скоп только на контурах экстинции. При повышении температуры старе-
ния размер частиц увеличивается до 10 нм и более [24].
Прочностные свойства закаленной стали Х12Н18ТЗ существенно повы-
шаются после проведения высокотемпературной термомеханической обра-
ботки: предел текучести о02 - почти в 3 раза, временное сопротивление
о„ - на 9%. При этом относительное сужение остается на том же уровне, а
относительное удлинение снижается в 2 раза (табл. 14.1).
Таблица 14.1
Влияние ТМО и старения на механические свойства стали Х12Н18ТЗ
1 Вид обработки О, °02 V 8
МПа %
ВТМО 700 650 73 21
1 ВТМО + С 600 °C, 8 ч 1050 800 70 20
ВТМО + С 650 °C, 8 ч 1060 800 72 32
ВТМО + С 700 °C, 8 ч 1180 950 55 20
ВТМО + С 750 °C, 8 ч 950 700 45 20
643
Рис. 14.3. Сопротивление КРН стали Х12Н18ТЗ в 3%-м водном растворе поваренной соли.
Обработка: 1 - ТМО + С 700 °C: г = 8 ч: 2 - ТМО + С 700 “С. т = 8 ч + ХД прокаткой е = 15%); 3 - ТМО + С 700 °C,
t = 8 ч + ХД изгибом, £ = 20%; числами указаны значения о012 после упрочнения
Старение деформированной стали при 600 и 650 °C приводит к выделе-
нию дисперсной интерметаллидной у'-фазы в объеме зерна. Наблюдается
заметное повышение прочностных свойств. Практически равномерное рас-
пределение упрочняющей фазы не уменьшает относительное сужение, а
относительное удлинение даже увеличивается. Увеличение последней ха-
рактеристики пластичности обусловлено тем, что происходит мартенсит-
ное у—>ос-превращение при растяжении стали.
После ТМО и всех исследованных режимов старения образцы с трещиной
из стали Х12Н18ТЗ (открытой выплавки) не разрушались в 3%-м водном рас-
творе поваренной соли (рис. 14.3, кривая 1) при напряжениях 0,9 о' (база ис-
пытаний 2000 ч) [23, 24]. Зародившаяся в коррозионной среде очень узкая зо-
на межкристаллитного разрушения не получала развития под нагрузкой в те-
чение 2000 ч. Испытания на различных плавках сталей типа Х12Н18ТЗ, упроч-
ненных с помощью ТМО и старения (о0 2 > 800 МПа), показали высокую стой-
кость к КРН. Только ослабление границ зерен в результате граничного выде-
ления интерметаллидов при высоких температурах старения приводило к раз-
рушению образцов в коррозионной среде при нагрузках, превышающих
0,8 о'. Если упрочнение стали Х12Н18ТЗ осуществлять только за счет старе-
ния (без предварительной термомеханической обработки), то значения ас/о'
будут выше 0,9 при а02 - 600 МПа.
Таким образом, упрочнение аустенитных сталей типа Х12Н18ТЗ в ре-
зультате термомеханической обработки и интерметаллидного старения со-
провождается сохранением высокой стойкости к КРН.
14.2.2. Влияние частичного ячеистого распада на КРН
При выполнении упрочняющей обработки в аустенитных сталях типа
Х12Н18ТЗ наряду с непрерывным распадом может происходить выделение
интерметаллидов прерывистым или ячеистым способом, связанное с мигра-
цией границ зерен. Ячеистый распад развивается в том случае, если предше-
ствующая термомеханическая обработка выполняется не по оптимальной
технологии, что приводит к образованию некоторого количества рекрис-
таллизованных зерен (рис. 14.4, а).
644
- - Расположение мелких рекристал-
rc ванных зерен с «оторочкой» ячеистого
распада в стали Х12Н18ТЗ после ТМО и ста-
рения при 650 °C, 8 ч
Развитие ячеистого распада в де-
формированном аустените можно
представить следующим образом. В
результате высокотемпературно!!
прокатки на границах относительно
крупных зерен появляются скопле-
ния дислокаций и создается благо-
приятная ситуация для прохождения
рекристаллизации при значительных
выдержках в области высоких темпе-
ратур. что, в конечном счете, обус-
ловливает возможность возникнове-
ния мелких рекристаллизованных зе-
рен вдоль границ исходного аустени-
та (рис. 14.4. б). При температуре ста-
рения границы этих рекристаллизо-
ванных зерен легко мигрируют в сто-
рону деформированной матрицы, ос-
тавляя за собой колонии ячеистого распада из чередующихся пластин аусте-
нита и Г]-фазы. Одновременное развитие непрерывного распада в теле зерна
является одной из причин остановки мигрирующей границы и торможения
реакции ячеистого распада.
Участки деформированной стали, в которых обнаружены вытянутые
зерна, окруженные при ячеистом распаде мелкими рекристаллизованными
зернами (см. рис. 14.4), будем называть областями аномального распада
(ОАР). Образцы упрочненной стали Х12Н18ТЗ с ОАР разрушаются в кор-
розионной среде при меньших нагрузках, чем образцы с «нормальной»
структурой.
Фрактографическая картина изломов образцов с ОАР на воздухе и в
3%-м растворе соли различна. В первом случае излом вязкий (см. рис. 14.5, а).
На фоне сравнительно мелких пор видны широкие и вытянутые ячейки с
более тонким внутренним строением. По-видимому, образование таких
вытянутых ячеек обусловлено разрушением в ОАР. Изломы образцов с
ОАР, разрушенных в растворе поваренной соли, содержат плоские участ-
ки-выступы, параллельные плоскости прокатанного листа и располагаю-
щиеся вдоль границ зерен, окаймленных ОАР. Следовательно, ОАР явля-
ются теми участками, которые ослаблены в отношении не только механи-
ческой прочности, но и в большей степени развития микротрещин в кор-
розионной среде под напряжением.
Коррозионные трещины распространяются как по границам, так и по
телу зерна. В некоторых зернах наблюдаются транскристаллитные сколы с
рисунком, напоминающим ручьистый узор. Эти области ограничены вязки-
645
Рис. 14.5. Структура изломов сплава Х12Н18ТЗ после ТМО и старения
а - разрушение на воздухе; б — разрушение в 3%-м водном растворе поваренной соли
ми гребнями отрыва. Появление таких областей ослабляет сопротивление
оставшихся участков (перемычек), через которые не прошла трещина. Пе-
ремычки разрушаются механизмом слияния пор. В образцах, в которых под
усталостной трещиной обнаружены ОАР, коррозионное растрескивание
выражено сильнее, что проявляется в снижении пороговых значений вели-
чины ос/а' с 0,9 до 0,8.
14.2.3. Влияние холодной пластической деформации на КРН
Сталь Х12Н18ТЗ, упрочненную ТМО и старением (700 °C, т = 8 ч), де-
формировали при 20 °C [24]. Холодную деформацию (ХД) проводили в
гладких валках (степень обжатия 15%) и путем изгиба-разгиба образцов
на 26° (в области растяжения максимальная деформация составляет при-
близительно 20%). При ХД образцов с субзеренной структурой плотность
дислокаций в теле субзерен и на их границах возрастает более чем в 2 ра-
за (до 4,3-10'° см 2), границы субзерен становятся менее четкими и в них
трудно различить отдельные дислокации. По направлению следов плоско-
стей {111},. возникают дислокационные скопления, которые пересекают
субграницы [24].
Повышение плотности дислокаций в стали Х12Н18ТЗ позволило увели-
чить предел текучести прокатанного материала от 880 до 1240 МПа, времен-
ное сопротивление от 1170 до 1347 МПа. При этом относительное сужение
практически не изменилось (\|/ = 57%), а удлинение снизилось с 22 до 8%. Де-
формация путем изгиба-разгиба была локализована в той области, в которой
затем выращивалась усталостная трещина. В указанных условиях обработки
в стали Х12Н18ТЗ практически не образуется мартенсит деформации.
Уровень разрушающего напряжения образцов, упрочненных по схеме
ТМО + С + ХД, уменьшается с 1730 до 1400 МПа уже при испытании на воз-
духе, несмотря на повышение а02 и о„. Если до ХД упрочненные ТМО и ста-
рением образцы не разрушались при напряжении 0,9 с'в более 2000 ч (см.
646
рис. 14.3, кривая 1), то после деформации они разрушаются за 100-1000 ч
при напряжениях 0,75 с' (см. рис. 14.3, кривые 2, 3) [24].
В изломе образцов, разрушившихся в 3%-м растворе поваренной соли, со-
держатся зоны транскристаллитного скола и межзеренного разрушения. В не-
которых случаях участки излома, которые при сравнительно небольшом уве-
личении видны как фасетки межзеренного скола, при значительном увеличе-
нии представляют собой области, разрушившиеся вязко по механизму слияния
микропор. При этом ямки имеют небольшой диаметр и их глубина незначи-
тельна, что свидетельствует об очень малой пластической деформации при
разрушении. Наблюдаемая картина разрушения обусловлена, видимо, тем,
что грубые скопления дислокаций по субграницам и границам зерен с выде-
лившимися на них интерметаллидными частицами и неметаллическими вклю-
чениями служат очагами коррозии в водном растворе поваренной соли.
Итак, холодная деформация ухудшает стойкость состаренной ста-
ли Х12Н18ТЗ к КРН, но оставляет ее на сравнительно высоком уровне
(о'/о' > 0,75).
14.2.4. Влияние стабильности аустенита на КРН
Изучение влияния стабильности аустенита на сопротивление КРН про-
ведено [1, 23] на аустенитных сталях Х12Н15ТЗ, Х12Н18ТЗ, Х12Н21ТЗ, со-
держащих соответственно 15,1; 18,4; 21,6% никеля и образующих разное
количество мартенсита при холодной деформации.
После ТМО во всех трех сталях предел текучести был примерно равным и
составлял -500 МПа. Старение при 650 °C, т = 8 ч с выделением у'-фазы обес-
печило увеличение о02 до 870-920 МПа
(большие значения относятся к сталям с
более высокой концентрацией никеля).
На рис. 14.6 представлена зависимость ме-
ханических свойств от содержания никеля
в сталях. Уменьшение стабильности со-
старенной стали из-за снижения количе-
ства никеля вызывает существенный рост
ов и 5 при очень незначительном измене-
нии о02 и Такая ситуация характерна
для трип-сталей и связана с более интен-
сивным развитием мартенситного превра-
щения при растяжении в стали Х12Н15ТЗ.
Количество мартенсита в области равно-
мерной деформации в стали с 15% никеля
достигает 30-40%, что значительно боль-
ше, чем в сталях с 18 и 21% никеля (соот-
Рис. 14.6. Влияние содержания никеля на механиче-
ские свойства Cr-Ni-Ti-сталей, упрочненных ТМО
и старением (650 °C, т = 8 ч)
647
Рис. 14.7. Зависимость абсолютного ос
(а) и относительного gc/o' (б) разруша-
ющего напряжения от времени вы-
держки в 3%-м водном растворе пова-
ренной соли упрочненных аустенит-
ных сталей Х12Н21ТЗ (1), Х12Н18ТЗ
(2) и Х12Н15ТЗ (3)
ветствепно 10 и 0%). Относи-
тельное удлинение в менее ста-
бильной стали Х12Н15ТЗ в
4 раза выше, чем в наиболее
стабильной стали Х12Н21ТЗ, и
в 2 раза больше, чем в стали
Х12Н18ТЗ. Таким образом, на-
иболее высокий комплекс ме-
ханических свойств при стати-
ческих испытаниях после ТМО
и старения имеет сталь
Х12Н15ТЗ (o0i2 = 870 МПа, ав = 1320 МПа,8 = 41%, у = 50%).
Известно, что уменьшение стабильности сталей может привести не
только к росту относительного удлинения и прочности, но и к снижению
ударной вязкости при динамическом нагружении [26]. Образование мартен-
сита деформации может оказать, по-видимому, неблагоприятное влияние и
на коррозию под напряжением, усиливая воздействие агрессивной среды в
напряженных и химически неоднородных аустенитно-мартенситных участ-
ках. Рис. 14.7 отражает влияние коррозионной среды на разрушение кон-
сольных образцов с трещиной при консольном изгибе в зависимости от вре-
мени выдержки и стабильности аустенита [23]. Несмотря на то что умень-
шение стабильности увеличивает прочность при испытании на растяжение
гладких образцов, в образцах с трещиной напряжение разрушения при кон-
сольном изгибе без воздействия коррозионной среды значительно снижает-
ся при уменьшении стабильности аустенитной стали (см. рис. 14.7, а). Так, в
сталях с 21,6, 18,4 и 15% никеля напряжение разрушения (на воздухе) со-
ставляет соответственно 1860, 1749, 1430 МПа. По-видимому, достаточно
интенсивное образование ос-фазы при деформации способствует релакса-
ции напряжений и затрудняет зарождение трещины (что в итоге дает выиг-
рыш в прочности гладких образцов), но существенно уменьшает работу ее
распространения, снижая прочность образцов с готовой трещиной, которая
легко распространяется в участках с более хрупкой ос-фазой.
Коррозионная среда уменьшает величину разрушающего напряжения
во всех исследованных сталях (см. рис. 14.7), но наибольшее относительное
снижение разрушающей нагрузки в 3%-м растворе поваренной соли наблю-
дается в нестабильной аустенитной стали Х12Н15ТЗ (ас/ав = 0,65).
В разрушенных образцах наиболее стабильной стали Х12Н21ТЗ мартен-
сит деформации в изломе не был обнаружен как при разрушении на возду-
хе, так и в растворе соли. Количество мартенсита в 1-мм слое от поверхно-
сти излома в стали Х12Н18ТЗ составляет ~3%, а в нестабильной стали
648
Рис. 14.8. Структура излома нестабильной аусте-
нитной стали Х12Н15ТЗ, испытанной в коррозион-
ной среде под напряжением.
Обработка: ТМО + С 650 °C, т = 8 ч
Х2Н15ТЗ ~21-28%. Содержание мартен-
сита в разрушенных образцах практичес-
ки не зависит от состава воздействующей
среды. На воздухе все стали разрушаются
в основном вязко и имеют типичный ча-
шечный излом (см. рис. 14.5, а), хотя в из-
ломе наименее стабильной стали появля-
ются зоны внутризеренного скола. Разру-
шение в коррозионной среде сопровожда-
ется появлением транс- и интеркристаллитного скола, количество участков
межзеренного хрупкого разрушения в нестабильной стали максимально
(рис. 14.8). В изломе стали Х12Н15ТЗ наблюдается также большое количе-
ство вторичных трещин по границам зерен.
Таким образом, упрочненная стабильная аустенитная сталь Х12Н21ТЗ и
сталь Х12Н18ТЗ с вялой кинетикой мартенситного превращения показыва-
ют достаточно высокое сопротивление КРН (<5С/<5В > 0,8). Снижение стой-
кости к КРН состаренной нестабильной аустенитной стали Х12Н15ТЗ мож-
но объяснить образованием в зоне развития трещины большого количест-
ва мартенсита деформации, который обладает пониженной пластичностью
(из-за наследования у'-фазы) и меньшей коррозионной стойкостью, чем ау-
стенит.
Следует отметить, что неблагоприятное влияние мартенситного у—>а-
превращения при испытании на сопротивление КРН стареющих нестабиль-
ных Cr-Ni-Ti-аустенитных сталей обнаружено на образцах с сильным кон-
центратором напряжений в виде острой усталостной трещины. Образова-
ние мартенсита деформации при испытании гладких образцов может увели-
чить сопротивление КРН [11], что связано, вероятно, с увеличением рабо-
ты зарождения трещины.
14.2.5. Влияние водорода на охрупчивание и КРН
аустенитных Cr-Ni-сталей
Следует отметить, что разрушение закаленных ОЦК- и ГЦК-сталей при
КРН обычно транскристаллитное вязкое. И только если появляется водо-
род, который часто собирается вблизи границ зерен, происходит межкрис-
таллитное хрупкое разрушение.
Рассмотрим локализацию водорода в стали, используя данные автора-
диографического электронно-микроскопического анализа аустенитной
стали типа Х16Н15МЗТ1, насыщенной радиоактивным изотопом водоро-
да - тритием [27]. На рис 14.9 представлены различные участки структуры
стали Х16Н15МЗТ1 после закалки от 1050 °C и длительного старения
(100 ч) при 700...850 °C. В закаленном состоянии границы зерен чистые.
649
Рис. 14.9. Распределение трития в стали Х16Н15МЗТ1 по дислокационным субграницам (а)
и границам зерен вблизи зернограничных выделений (б)
свободные от выделений. Имеются редкие достаточно крупные включения
карбидов TiC. После длительного высокотемпературного старения на гра-
ницах зерен наблюдается выделение частиц второй фазы - интерметалли-
дов Ni3Ti с ГПУ-решеткой.
После насыщения стали тритием при температуре 450 °C под давлением
9,4 МПа и последующего обезгаживания (в целях уменьшения концентра-
ции трития и облегчения получения авторадиограмм) удается проследить за
распределением остаточного трития с помощью выделений кристаллов
серебра в специальной эмульсионной пленке на образце под воздействием
[3-частиц радиоактивного трития [28]. Как видно из рис. 14.9, тритий кон-
центрируется на ловушках - дислокационных субграницах и вокруг распо-
ложенных на границах зерен частиц второй фазы, около которых наблюда-
лась повышенная плотность дислокаций. Большеугловые границы зерен в
закаленной стали остаются практически свободными от изотопа водорода.
И только когда по границам зерен выделяется вторая фаза (рис. 14.9, б), на-
блюдается интенсивное насыщение границы водородом, что должно спо-
собствовать межзеренному хрупкому разрушению сталей при КРН.
14.3. КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ
ПОД НАПРЯЖЕНИЕМ ВЫСОКОПРОЧНЫХ
МАРГАНЦЕВЫХ АУСТЕНИТНЫХ СТАЛЕЙ,
УПРОЧНЯЕМЫХ КАРБИДНЫМ СТАРЕНИЕМ
Использование высокопрочных хромоникельтитановых аустенитных
сталей в качестве материала, стойкого к КРН, часто сдерживается дефици-
том никеля. В работе [1] исследована другая группа высокопрочных нефер-
ромагнитных материалов - марганцевых аустенитных сталей. Методы эф-
фективного интерметаллидного упрочнения марганцевого аустенита пока
не разработаны, поэтому в качестве упрочняющей обработки используется
карбидное старение с выделением дисперсных частиц VC, NbC и др. При
карбидном старении возможно образование крупных карбидов по границам
650
зерен, что должно снизить стойкость марганцевого аустенита к КРН. По-
этому для исследования были выбраны в основном аустенитные стали с
20% марганца, содержащие очень малое или среднее количество углерода
(0,08-0,30%). Чтобы увеличить эффективность упрочнения при малом со-
держании углерода, марганцевые аустенитные стали были легированы
2 мас.% ванадия и 3-4 мас.% молибдена. Сопротивление КРН в 3%-м вод-
ном растворе поваренной соли анализировали [1] при консольном изгибе
образцов с усталостной трещиной по методике, описанной в разд. 14.1. Ана-
лизировалось влияние на КРН содержания углерода, термомеханической
обработки, устойчивости состаренного марганцевого аустенита по отноше-
нию к деформационному у—>е, «-превращению.
14.3.1. Коррозионное растрескивание стареющих марганцевых
аустенитных сталей типа Г20Ф2МЗ с разным содержанием углерода
и различной стабильностью аустенита
Сравнительному исследованию подвергали [1, 29] три аустенитные стали
08Г20МЗФ2,16Г20МЗФ2, 28Г20МЗФ2, содержащие 0,08,0,16 и 0,28% углеро-
да. Упрочнение закаленных от 1150 °C сталей осуществляли в результате вы-
деления легированных молибденом карбидов ванадия при 600...700 °C (вы-
держка 10-15 ч). Структурные изменения при старении Mn-V-Mo-аустенит-
ных сталей описаны в работах [1,30]. В табл. 14.2 приведены свойства сталей,
упрочненных по режимам, позволяющим сохранить достаточно высокие ха-
рактеристики пластичности (5 = 21-51%, V - 21-60%). В малоуглеродистой
марганцевой стали (с 0,08 мас.% С) о02 достигает 500 МПа, в стали с
0,16 мас.% С - 780, а в стали с 0,28 мас.% С - 860-950 МПа.
Увеличение временного сопротивления ов в состаренной стали в 1,5 ра-
за за счет повышения содержания углерода от 0,08 до 0,28% приводит к не-
Таблица 14.2
Механические свойства и фазовый состав (в зоне излома)
упрочненных марганцевых сталей
Механические свойства на гладких образцах Свойства при изгибе образцов с трещиной
Сталь, обработка с. г V О. Ос (2000 ч) Сс/С,' Фазовый состав в области излома
МПа % МПа (2000 ч)
28Г20МЗФ2, 3 + + 700 °C, 10 ч 950 1258 21 21 1240 1140 0,92 у+VC + + 15%а ДД +
28Г20МЗФ2, 3 +600 °C, 10 ч 860 1093 44 44 1475 1080 0,73 у+VC + ДД
16Г20МЗФ2, 3 + + 700 °C, 15 ч 780 1080 28 44 1434 960 (при 1000 ч) 0,66 Y+VC + +28 %а ч ДД + н5%е
08Г20МЗФ2, 3 + +650 °C, 10 ч 495 867 51 60 1223 870 0,71 Y+VC + + 32%а ДД + + <5%е
651
Рис. 14.10. Зависимость абсолютного Щ
(а) и относительного ос/о' (б) разрушаю-
щего напряжения от времени выдержки в
3%-м водном растворе поваренной соли
упрочненных старением марганцевых
аустенитных сталей типа Г20МЗФ2.
Обработка: I - 700 °C. т = 10 ч, 28Г2ОМЗФ2; 2 - 600 °C,
т = 10 ч, 28Г20МЗФ2; 3 - 700 °C, т = 15 ч, 16Г20МЗФ2;
4 — 650 °C, т = 10 ч, 08Г20МЗФ2
большому увеличению усилия
разрушения на воздухе образцов с
трещиной: с'к = 1223-1475 МПа
для сталей 08Г20МЗФ2 и
28Г20МЗФ2 (см. табл. 14.2). Сов-
сем иная ситуация наблюдается при разрушении таких образцов в коррози-
онной среде (рис. 14.10). Лучше всего противостоит коррозионному растре-
скиванию под напряжением упрочненная сталь 28Г20МЗФ2. Абсолютное
разрушающее напряжение в 3%-м растворе поваренной соли в этой ста-
ли существенно выше, чем в сталях с 0,08 и 0,16% С (рис. 14.10, а). Причем
режим упрочняющего старения также влияет на значения ос. Следует отме-
тить, что разрушающее напряжение состаренных марганцевых сталей в
коррозионной среде монотонно уменьшается с увеличением времени вы-
держки до 5000 ч и кривые, отражающие сопротивление КРН, не выходят
на горизонтальный участок (см. рис. 14.10) в отличие от хромоникельтита-
новых аустенитных сталей. По-видимому, это объясняется сильным разви-
тием общей коррозии марганцевого аустенита, постепенно уменьшающей
сечение нагруженного образца.
Анализ изменения относительного разрушающего напряжения в корро-
зионной среде gc/<j'(t) (рис. 14.10, б, табл. 14.2) показывает, что наиболь-
шим сопротивлением КРН обладает также сталь 28Г20МЗФ2. С увеличени-
ем температуры старения от 600 до 700 °C в этой стали о'/о' возрастает от
0,73 до 0,92 при базе коррозионных испытаний 2000 ч. Это, по-видимому,
связано с уменьшением упругих искажений вокруг выделяющихся частиц
VC в процессе их коагуляции при более высокой температуре старения, не-
смотря на существенное снижение пластичности (см. табл. 14.2). Стали с
0,08 и 0,16 % С имеют заметно более низкие значения <5с/о' (0,66-0,71).
Можно было ожидать, что в сталях с более высоким содержанием угле-
рода и соответственно большим количеством карбидов, в том числе по гра-
ницам зерен, сопротивление КРН будет меньше. Например, в состаренной
при 600...650 °C аустенитной стали 40Х12Г20М4Ф2, где по границам зе-
рен выделяется большое количество крупных карбидов типа Cr23Q, КРН в
3%-м водном растворе происходит при <5с/о' = 0,3-0,4 всего за десятки часов.
Низкое сопротивление КРН наблюдается также в состаренной бандажной
стали 40Х4Г18Ф.
Более низкое сопротивление КРН в состаренных сталях 08Г20МЗФ2 и
16Г20МЗФ2, чем в 28Г20МЗФ2, объясняется меньшей деформационной ста-
бильностью первых по отношению к у—»«-, е-превращению. Как показали
электронно-микроскопические и рентгеновские исследования [19], в зоне
652
Рис. 14.11. Поверхности разрушения состаренных марганцевых аустенитных сталей после
~200 ч испытания на КРН.
Обработка: а - 700 °C. т = 10 ч, а' = 0,9 с', 28Г20МЗФ2; б - 650 °C, г = 10 ч, с'с = 0,8 с<. О8Г2ОМЗФ2
излома в коррозионной среде в марганцевых сталях с 0,08-0,16% углерода
наблюдается существенно больше мартенсита (~ 30%), чем в стали с 0,28%
С. Кроме того, в малоуглеродистых сталях обнаружено до 5% е-мартенсита
деформации (см. табл. 14.2).
В состаренном марганцевом аустените происходит достаточно интен-
сивное избирательное травление в солевом растворе границ зерен [19], на
которых располагаются цепочки крупных карбидов ванадия и молибдена.
Разрушение марганцевых аустенитных сталей в коррозионной среде явля-
ется интеркристаллитным с участками транскристаллитного скола
(рис. 14.11). Напротив, излом упрочненных марганцевых сталей на воздухе
вязкий ямочный.
Таким образом, на ослабление стойкости стареющего марганцевого аусте-
нита к КРН оказывает влияние не только увеличение содержания углерода и
соответственно приграничных карбидов, но и уменьшение стабильности аус-
тенита по отношению к у—>£-, a-превращению при нагружении. Последний
фактор является преобладающим в марганцевых сталях с малым содержани-
ем углерода. Сопротивление КРН высокопрочных стареющих аустенитных
марганцевых сталей типа 28Г20МЗФ2 может быть достаточно высоким.
14.3.2. Влияние ВТМО на КРН стареющих
марганцевых аустенитных сталей
Положительное влияние высокотемпературной термомеханической об-
работки (ВТМО) на сопротивление КРН аустенита показано [21, 31] на при-
мере низкопрочных нестареющих хромоникелевых сталей. Использование
марганцевых аустенитных сталей, упрочняемых в результате карбидного
старения, не позволяет получать такую высокую стойкость к КРН, как в
высокопрочных хромоникельтитановых аустенитных сталях с интерметал-
лидным старением. Поэтому представляет значительный интерес исследо-
вание влияния на КРН высокотемпературной термомеханической обработ-
653
ки, изменяющей геометрию границ зерен, что может ослабить вредное воз-
действие интеркристаллитного выделения карбидов. В работах [1, 32] изу-
чено воздействие ВТМО на КРН стареющей аустенитной марганцевой ста-
ли 08Г20МЗФ2.
После закалки от 1190 °C и старения при 650 °C, т =10 ч в изучаемой ста-
ли формируются равноосные зерна размером 25...40 мкм. Дисперсные кар-
биды ванадия размером ~ 4...5 нм равномерно распределены по телу зерна;
плотность их составляет 2,3-1016 см-3. Свойства упрочненной стали
08Г20МЗФ2 даны в табл. 14.2.
Вторая партия образцов была упрочнена ВТМО с последующим старе-
нием: 650 °C, т =10 ч. Хорошо известно, что структура, формирующаяся при
горячей пластической деформации, зависит от режима ВТМО, который
определяет перераспределение дислокаций, формирование субграниц и из-
менение геометрии границ зерен (зубчатость или волнистость границ). По-
следний фактор оказывает положительное влияние на ударную вязкость
материала [25], поэтому при выборе режима ВТМО для образцов второй
партии были получены зубчатые границы зерен [32].
Опытные образцы деформировали горячей осадкой при температурах
1200...900 °C. Степень деформации е = 10-40% при скорости деформации
0,5-0,01 с-1. При температурах деформации 1100, 1000, 900 °C границы зе-
рен остаются прямыми. Существенные структурные изменения в аустени-
те происходят при температуре деформации 1200 °C. Полнота их зависит
как от скорости, так и от степени деформации. При скорости деформации
0,5 с’_| и степенях деформации е > 30% наблюдается легкое искривление
границ зерен. С уменьшением скорости деформации до 0,2-0,3 с_| волнис-
тость границ зерен становится все более заметной при хорошо выражен-
ных границах субзерен (рис. 14.12).
Искривление или изменение геометрии межзеренной границы является
следствием миграции ее в горячедеформированном металле. Известно, что
зубчатость большеугловой границы при ВТМО может быть связана либо
со скоплением дислокаций в приграничном объеме, либо с развитием поли-
гонизационных процессов, либо с деформацией по границам зерен.
Структурные исследования [32] показали, что образцы второй партии
лучше всего обрабатывать по следующему режиму ВТМО: Тд = 1200 °C, е =
= 15-20%, скорость деформации 0,2 с-1. Этот режим обеспечивает получе-
ние волнистой границы зерна с хорошо развитой внутризеренной субструк-
турой без развития рекристаллизационных процессов (рис. 14.12, а). После-
дующее старение после ВТМО при 650 °C в течение 10 ч приводит к выде-
лению мелкодисперсных карбидов ванадия размером 5-7 нм, которые рав-
номерно распределены внутри субзерен (рис. 14.12, б). Плотность карбид-
ных выделений составляет 2,Т1016 см-3, т. е. практически сопоставима с
плотностью выделений в закаленных и состаренных образцах.
Механические свойства стали 08Г20МЗФ2, упрочненной ВТМО с после-
дующим старением, мало отличаются от таковых для первой партии образ-
цов: <5„ = 877 МПа, <з02 = 499 МПа, 8 = 42%, у = 57%. Это свидетельствует о
том, что основное упрочнение при выбранном температурно-скоростном
режиме деформации вносит карбидное старение.
654
Рис. 14.12. Изменение геометрии границ зерен (а) и субструктуры (б) аустенитной стали
08Г20МЗФ2 после упрочнения с помощью ВТМО (осадка на 17% со скоростью 0.2 с-1 при
1200 °C) и старения (650 °C, т = 10 ч)
На рис. 14.13 представлены коррозионные кривые для исследуемой ста-
ли, обработанной по двум упрочняющим режимам: закалка + старение (1) и
ВТМО + старение (2), которые дали примерно одинаковое упрочнение
гладких образцов аустенитной стали 08Г20МЗФ2 при их растяжении на воз-
духе (с02 = 500 МПа). Однако разрушающее напряжение на воздухе при
консольном изгибе образцов с готовой трещиной после этих обработок раз-
ное (см. рис. 14.13, а): 1230 МПа после первой и 1360 МПа после второй.
ВТМО стареющих марганцевых сталей увеличивает прочность образцов с
усталостной трещиной на ~10%. затрудняя развитие трещин при нагруже-
нии даже в отсутствие коррозионной среды.
ВТМО не только оказывает благоприятное влияние на повышение аб-
солютного разрушающего напряжения на воздухе, но и обеспечивает повы-
шение относительного разрушающего напряжения в коррозионной среде
ос/о', (см. рис. 14.13, б, кривые 1, 2). В ча-
стности, при базе испытания 1000 ч
ВТМО повышает разрушающую нагруз-
ку в соленой воде с 0,82 до 0,85 от исход-
ной прочности, определенной на воздухе.
С увеличением времени испытания в кор-
Рис. 14.13. Зависимость абсолютного ос (а) и отно-
сительного Сс/о' (б) разрушающих напряжений об-
разцов стали 08Г20МЗФ2 от времени выдержки
в 3%-м водном растворе поваренной соли.
Обработка: 1 - 3 + С при 650 °C, т =10 ч; 2 - ВТМО + С 650 °C,
655
розионной среде сопротивление КР постоянно снижается (при базе испыта-
ния 2000 ч), что, по-видимому, объясняется постепенным растворением бес-
хромистого аустенита в 3%-м растворе поваренной соли.
Для того чтобы разобраться в причинах различной стойкости к КР ис-
следуемой стали после двух видов упрочняющих обработок, наряду со
структурными исследованиями было проведено изучение изломов разру-
шенных образцов [32]. Поверхность излома можно разделить на три зоны:
1 - зона усталостной трещины (ЗУТ); 2 - зона коррозионного или медлен-
ного разрушения (ЗКР), эта зона отсутствует у образцов, испытанных на
воздухе; 3 - зона долома (ЗД).
Характер разрушения в ЗД во всех случаях типично вязкий или ячеистый.
В ячейках при большом увеличении можно видеть крупные карбидные выде-
ления. Характер поверхности в ЗУТ и в ЗКР в образцах, обработанных по
двум режимам, неодинаков. Для ЗУТ типично вытравливание границ зерен в
результате длительного воздействия солевого раствора. Это свидетельствует
о коррозионном воздействии среды на приграничные участки с высокой
плотностью дефектов и карбидных выделений. Такое же растравливание на-
блюдается и по границам субзерен, полученным в результате ВТМО, в кото-
рых также отмечена повышенная плотность карбидов ванадия [32].
Для ЗКР закаленных и состаренных образцов характерен в основном
хрупкий межкристаллитный излом (см. рис. 14.11) с наличием участков
транскристаллитного скола. Интеркристаллитное и транскристаллитное
разрушение в этой зоне наблюдается также и в образцах, упрочненных
ВТМО с последующим старением. Однако в изломе отсутствуют протяжен-
ные участки хрупкого разрушения. Микрорельеф части разрушенной по-
верхности в этом случае напоминает область мелкокристаллического «ква-
зивязкого» разрушения. При внимательном рассмотрении фрактограмм,
снятых при больших увеличениях, можно заключить, что эти области состо-
ят из небольших участков, по размерам соответствующих субзернам [32].
Изложенное выше объясняет, почему склонность к КРН образцов, уп-
рочненных ВТМО и старением, ниже, чем у закаленных и состаренных об-
разцов. Это связано с тем, что развитие трещины в области волнистых гра-
ниц затруднено. Кроме того, происходит ее «ветвление» по границам субзе-
рен, в результате чего интенсивность напряжений в вершине вторичных
трещин снижается, что позволяет им распространиться на большую глуби-
ну до того момента, когда их длина достигнет критических значений, при
которых происходит ускоренное разрушение материала.
14.3.3. Влияние деформационного двойникования
на КРН аустенитных сталей типа 40Х4Г18Ф
В [1, 19] исследовано влияние механического двойникования на сопротив-
ление КРН аустенитных сталей. В некоторых аустенитных сталях на железо-
марганцевой основе при деформации происходит превращение по трем эта-
пам: образование в аустените деформационных двойников, формирование
кристаллов с ГПУ-решеткой (е-мартенсита) и образование а-мартенсита с
ОЦК-решеткой [33]. Деформационное двойникование (ДД) может повлиять
656
на КРН иначе, чем мартенситные у-а(е)-превращения. Основанием для тако-
го предположения может быть, например, сравнительное влияние ДД и е-
мартенсита на пластичность в железомарганцевых сталях: ДД повышают от-
носительное удлинение, а е-мартенсит снижает из-за его хрупкости [33, 34].
В работе [19] исследовали две стали типа 40Х4Г18Ф, содержащие 0,43 и
0,52 мас.% С. В этих сталях пластическая деформация при комнатной тем-
пературе осуществляется в основном за счет двойникования [33]. Образцы
сталей закаливали от 1240 и 1100 °C в воде. Первая температура закалки
обеспечивала получение зерна величиной 300-350, вторая - 35-40 мкм.
Увеличение размера зерна дестабилизирует превращение у—>ДД. Увеличе-
ние в стали количества углерода от 0,43 до 0,52% стабилизирует аустенит в
той же степени, что и измельчение зерна. Предел текучести аустенита о02
при таком изменении величины зерна и количества углерода изменялся ма-
ло, поэтому различие в стойкости к КРН было обусловлено преимущест-
венно структурными изменениями, протекающими при разрушении мате-
риала. В зависимости от степени дисперсности карбидов, выделяющихся
при старении сталей, наблюдается неоднозначное их влияние на превраще-
ние у—>ДД. В данной работе выбрано старение при 600 °C (6 ч), которое ста-
билизирует деформационное двойникование [5, 33, 34]. При этом происхо-
дит полная стабилизация превращения в мелком зерне и частичная стабили-
зация в крупном. В первом случае изменение КРН будет обусловлено толь-
ко присутствием в аустените частиц, а во втором - за счет частиц и превра-
щения у -» ДД. Это позволит выявить влияние каждого фактора на КРН.
Мелкозернистая сталь с 0,43% С при напряжении сс = 765 МПа в 3,5%-м
растворе поваренной соли имеет время до разрушения т > 2000 ч (образцы,
которые не разрушились в течение 2010 ч, снимали с испытания). Крупнозер-
нистая сталь разрушается после г = 1152 ч. Уменьшение времени до разруше-
ния можно объяснить следующим образом. В мелкокристаллическом и круп-
нозернистом образцах наблюдается разная степень развития деформацион-
ного двойникования. В последнем случае в основной массе зерен количество
ДД достигло практически максимального уровня [33]. В небольшом количе-
стве зерен, в которых реализовывалась максимальная или близкая к ней сте-
пень деформации, обнаружены кристаллы е-фазы с ГПУ-решеткой и «-мар-
тенсита с ОЦК-решеткой, т. е. наблюдалось превращение у—>ДД—»(е, а). Та-
кие фазы возникают вследствие неравномерности развития пластической де-
формации в разных аустенитных зернах. ДД (рис. 14.14, а) и кристаллы е-мар-
тенсита бывает трудно различить морфологически и поэтому наличие фазы
с ГПУ-решеткой выявляли с помощью анализа дифракции электронов. Кри-
сталлы а-мартенсита существенно отличаются от е-мартенсита по внешнему
виду (рис. 14.14, б).
В мелкозернистом сплаве в аустенитных зернах, испытавших макси-
мальное упрочнение, в отличие от крупнозернистого материала, мартен-
ситных фаз не обнаружено. Количество ДД в зернах изменяется в соответ-
ствии с той степенью пластической деформации, которую испытывает зер-
но при нагружении. Дестабилизация превращения у—>ДД, обусловленная
укрупнением зерна, снижает стойкость материала к коррозионно-механи-
ческому разрушению.
657
Рис. 14.14. Структура закаленной стали после испытания на КР: а - темнопольное изображе-
ние микродвойников; б - темнопольное изображение кристалла а-мартенсита
Для подтверждения влияния на КРН стабилизации аустенита (по отно-
шению к превращению у—>ДД) испытана [19] крупнозернистая сталь с повы-
шенным содержанием углерода (0,52 мас.%). В обоих случаях сопротивление
КРН достаточно стабильных сталей с повышенным содержанием углерода
или с мелким зерном было высоким: коррозионное растрескивание в раство-
ре поваренной соли при ос = 765 МПа происходит за время т > 2000 ч. Таким
образом, стабилизация аустенита за счет как измельчения зерна, так и до-
полнительного легирования твердого раствора углеродом обусловливает
повышение стойкости закаленной стали к КРН.
Данные фрактографического анализа разрушенных образцов хорошо
согласуются с экспериментальными результатами, описанными выше [19].
Мелкозернистая и крупнозернистая стали разрушаются на воздухе в основ-
ном вязко (рис. 14.15, а). В зернах крупнозернистой стали, где электронно-
микроскопически обнаружен е-мартенсит, наблюдали и квазихрупкое раз-
Рис. 14.15. Поверхности разрушения закаленной стали 40Х4Г18Ф после испытания на возду-
хе в мелкозернистом (а) и крупнозернистом (б) состояниях
658
Рис. 14.16. Поверхности разрушения закаленной крупнозернистой стали 40Х4Г18Ф после
испытания в 3%-м растворе поваренной соли
рушение (рис. 14.15, б). При большем увеличении видно, что отдельные об-
ласти квазихрупкого разрушения представляют собой систему вытянутых
гребней. При испытании в растворе поваренной соли в крупнозернистой
стали 40Х4Г18Ф наблюдали самые разные виды разрушения: вязкий ямоч-
ный излом (как в случае разрушения на воздухе - см. рис. 14.15, а), хрупкий
излом по границам зерен (рис. 14.16, а), квазискол внутри зерна (рис. 14.16, б).
В случае мелкозернистой стали четкость картины квазискола снижается.
Качественный анализ изломов позволяет сделать вывод о том, что число
зерен с интеркристаллитным разрушением уменьшается. Эти данные мож-
но объяснить тем, что в мелкозернистой стали при разрушении не образу-
ются кристаллы е-мартенсита.
При металлографическом анализе зоны разрушения можно подтвер-
дить, что трещина распространяется как внутри зерен (рис. 14.17, а), так и
по их границам (рис. 14.17, б). Как правило, трещина внутри зерна распро-
страняется по плоскостям скольжения дислокаций (см. рис. 14.16, а). Заро-
дившись на границе зерна, трещина ветвится в разных направлениях и ино-
гда переходит внутрь зерна.
Распад пересыщенного твердого раствора в закаленной крупнозернис-
той стали с 0,43% С ухудшает стойкость к КРН [19]. Так, в растворе соли
состаренная сталь при напряжении стс = 810 МПа разрушается за 63 ч. До
старения она простояла 648 ч даже при несколько большем напряжении
<5С = 846 МПа. Чем выше напряжение, тем существеннее разница во време-
ни до разрушения образцов в закаленном и состаренном состояниях. Соста-
ренный образец при ос = 1156 МПа разрушается в течение 1 ч, а закален-
ный даже при большем значении ос = 1300 МПа - за 134 ч. Уменьшение
времени до разрушения в состаренной крупнозернистой стали обусловлено
двумя факторами: распадом твердого раствора и превращением у—>ДД. В
мелкозернистой состаренной стали с 0,43% С деформационное двойнико-
вание отсутствует и ухудшение стойкости к КРН обусловлено только вы-
делением частиц. Торможение превращения у—>ДД существенно увеличи-
вает время до разрушения образцов при КРН. Так, при близких значениях
659
Рис. 14.17. Распространение коррозионно-механической трещины внутри зерен (а) и по их
границам (б)
ос = 1156-1140 МПа время до разрушения в крупнозернистой стали состав-
ляет 1 ч, а в мелкозернистой -81ч. При этом электронно-микроскопичес-
ки существенных изменений в размере частиц и распределении карбидов
внутри и по границам зерна не наблюдали. Следовательно, задержка де-
формационного двойникования в состаренной стали повышает ее стой-
кость к КРН, а выделение дисперсных частиц сильно снижает сопротивле-
ние КРН. Фрактографическая картина разрушения в состаренной стали по
сравнению с закаленной (см. рис. 14.15, 14.16) принципиально не меняется.
Однако необходимо отметить тенденцию к увеличению количества зерен в
состаренной стали, в которых наблюдается хрупкое (в основном интеркри-
сталлитное) разрушение.
Таким образом, дестабилизация аустенита Cr-Mn-сталей по отношению
к деформационному двойникованию снижает сопротивление коррозионно-
му растрескиванию под напряжением так же, как и дестабилизация аустени-
та по отношению к образованию мартенсита деформации.
14.3.4. Влияние перестаривания на сопротивление КРН
марганцевых аустенитных сталей
Уровень механических свойств дисперсионно-твердеющих марганцевых
сталей зависит в основном от количества, размера и характера расположения
карбидных выделений, что, в свою очередь, определяется режимами закалки
и старения [35]. В работе [36] была исследована сталь 15Г20М4Ф2 в целях оп-
ределения сопротивления КРН в нормально состаренном и перестаренном со-
стояниях. После закалки от 1175 °C в воде сталь имела аустенитную структу-
ру с размером зерна 30-50 мкм. Предел текучести о02 закаленной стали со-
660
О 5 10 15 20 0 5 10 15 20
Продолжительность старения, ч
Рис. 14.18. Изменение механических свойств стали 15Г20М4Ф2 от времени старения при
температурах 600 (1), 650 (2), 700 (3), 750 °C (4)
ставлял 380 МПа, временное сопротивление разрушению ов = 800 МПа, отно-
сительное удлинение 5 = 54%, относительное сужение \|/ = 64%. Старение ста-
ли 15Г20М4Ф2 проводили при температурах 600...750 °C. Как в закаленном,
так и в состаренном состояниях аустенит рассматриваемой стали был стаби-
лен при охлаждении до -196 °C. Однако в процессе КРН при консольном из-
гибе образцов в зоне разрушения может проходить образование тонких де-
формационных у-двойников, а также кристаллов а- и Е-мартенсита [29].
Зависимость механических свойств от температурно-временных пара-
метров старения приведена на рис. 14.18 [36]. Наблюдается характерное для
дисперсионного твердения увеличение прочности и снижение пластичности
во время изотермических выдержек. Максимальное упрочнение с сохране-
нием достаточно высокой пластичности имеет место при старении в темпе-
ратурном интервале 650...700 °C. В частности, в результате 15-часовой вы-
держки при 650 °C достигаются следующие механические свойства: оп =
— 1100 МПа, о02 = 970 МПа, 5 = 25%, = 60%. При 600 °C дисперсионное
твердение протекает медленнее, предел текучести за 20 ч достигает мень-
шей величины, чем за 5 ч в процессе старения при 650...750 °C. Однако по-
сле старения при температуре 600 °C сохраняется более высокая пластич-
ность (5 > 35%, > 60%), что характерно для Mn-Mo-V-аустенитных ста-
лей с относительно низким содержанием углерода - 0,15-0,20% [30]. При
температуре старения 750 °C максимальные значения пределов прочности
и текучести достигаются за 5 ч, а затем развиваются процессы перестарива-
ния и о0 2 снижается от 873 до 745 МПа. Пластичность при перестаривании
повышается: относительное удлинение с минимального значения 22,5% по-
661
Рис. 14.19. Зависимость абсолютного пс
(а) и относительного ojo', (б) разрушаю-
щих напряжений от времени выдержки
(т) в 3,5%-м водном растворе хлорида на-
трия стали 15Г20М4Ф2 после старения
при 650 °C, 10 ч (1) и 750 °C, 20 ч (2)
еле 10 ч старения возрастает до
25% в результате 20 ч выдержки,
относительное сужение растет от
40,5 до 45,5% (см. рис. 14.18).
Стойкость материала стали
15Г20М4Ф2 к КРН в 3,5%-м рас-
творе хлорида натрия изучали
[36] после старения по режиму
650 °C, 10 ч, когда достигается
наилучшее сочетание прочности
и пластичности (ов = 1050 МПа,
ст0#2 = 835 МПа, 8 = 30%, =
= 63,5%), и после старения 750 °C,
20 ч, когда имеет место переста-
ривание, и сталь обладает мень-
шими значениями прочности и
пластичности (о0 =1000 МПа, о02 = 745 МПа, 8 = 26%), \|/ = 45%). Как видно
из рис. 14.19, а, по мере повышения приложенной нагрузки время до разру-
шения состаренных при 650 °C образцов уменьшается гораздо быстрее, чем
перестаренных образцов. В частности, за 1000 ч испытаний ос во втором
случае составляла 1300 МПа, а в первом - всего 800 МПа. Перестаренные
образцы при значениях Сс = 0,75о' выдерживали без разрушения 3500 ч, а
обработанные на максимальную прочность при старении 650 °C (10 ч) раз-
рушались уже через 400 ч (рис. 14.19, б).
Фрактографический анализ показал, что после низкотемпературного
старения при КРН в зоне медленного разрушения наблюдается преимуще-
ственно хрупкий интеркристаллитный излом (рис. 14.20, а). Межзеренное
разрушение происходит из-за преобладающего хрупкого растрескивания
материала по границам зерен, что связано с зарождением микротрещин на
границах раздела у-матрица - карбиды. В перестаренном состоянии излом в
зоне медленного разрушения имеет смешанный характер и развивается как
по границам, так и по телу зерна с преобладанием вязкой составляющей
(рис. 14.20, б). В зоне долома в обоих случаях характер разрушения вязкий.
Таким образом, марганцевая аустенитная сталь 15Г20М4Ф2, обработан-
ная по оптимальному режиму старения (650 °C, 10 ч), позволяющему полу-
чить наиболее высокие значения прочности и пластичности, обладает чрез-
вычайно низким сопротивлением КРН (ос < 0,4 о') при выдержке в 3,5%-м
водном растворе хлорида натрия (не более 1500 ч). Напротив, в перестарен-
ном состоянии (750 °C, 20 ч) эта же сталь превращается в стойкий к корро-
зионному растрескиванию неферромагнитный высокопрочный материал
(Сод = 745 МПа, сс = 0,75с>' при т > 3500 ч).
662
Рис. 14.20. Поверхность разрушения стали 15Г20М4Ф2 после испытания на КРН.
Обработка: а - 650 °C, 10 ч: б - 750 °C. 20 ч
Склонность к КРН дисперсионно-твердеющих сталей определяется на-
ряду с другими факторами способностью материала к релаксации напряже-
ний в вершине возникающего дефекта (микротрещины). Развитие растрес-
кивания зависит от величины когерентных напряжений на границе раздела
упрочняющая фаза - матрица и от расстояния между частицами [13]. Как
показывают электронно-микроскопические исследования (см. рис. 14.20),
при всех температурах старения происходит матричное гомогенное выделе-
ние дисперсных частиц карбидов VC, легированных молибденом [30]. В ис-
следованной стали также возможно выделение карбидов молибдена: Мо2С
в основном на дислокациях и (Fe, Мо)6С - преимущественно на границах зе-
рен. Вокруг карбидов VC, выделившихся при 650 °C, на светлопольных изо-
бражениях присутствует характерный контраст в виде пары сегментов, раз-
деленных линией нулевого контраста, что свидетельствует о когерентной
или полукогерентной связи карбидов с у-матрицей. Такой контраст отсутст-
вует на изображениях карбидов, выделившихся при 750 °C в результате 20-
часового старения (рис. 14.21). Заметно, что размер и количество карбидов
типа VC изменяется при увеличении температуры и продолжительности
старения (рис. 14.21, а, б). Вычисленный [36] по результатам статистичес-
кой обработки темнопольных электронно-микроскопических изображений
средний размер (d) карбидов VC после термообработки (650 °C, 10 ч) со-
ставляет 5,4 нм; число частиц в единице объема п = 5-1015 см 3. После друго-
го высокотемпературного старения (750 °C, 20 ч) d = 8,2 нм, n = 1,6-1015 см-3.
Иными словами, с увеличением температуры и продолжительности старе-
ния частицы карбидов VC растут, их становится меньше в теле зерна, объ-
емная доля немного увеличивается (7,8-10"4 и 8,9-10"4 соответственно).
Известно [33, 37], что упрочняющее старение Mn-Mo-V-сталей вызыва-
ет не только выделение дисперсных карбидов VC в теле зерна, но и образо-
вание цепочек более крупных приграничных карбидов. При повышении
температуры старения от 650 до 750 °C расположенные на границах карби-
ды VC и (Fe, Мо)6С увеличиваются в размерах (рис. 14.21, в), около укруп-
663
Рис. 14.21. Структура состаренной стали 15Г20М4Ф2.
Обработка: а - С, 650 °C, 10 ч; б, в - С, 750 °C, 20 ч
пившихся зернограничных карбидов возрастает ширина зоны, свободной от
дисперсных выделений. Образование таких зон является характерной осо-
бенностью структуры стареющих марганцевых аустенитных сталей [30, 35,
36], что связано с коагуляцией приграничных карбидов и обеднением по ва-
надию и углероду около карбидных областей. В растворах хлоридов рас-
травливание стали и зарождение первых трещин при КРН происходит на
химически неоднородных границах зерен, ослабленных карбидными выде-
лениями [19]. Можно полагать, что одной из причин, уменьшающих коли-
чество хрупкой зернограничной составляющей в изломе при перестарива-
нии стали 15Г20М4Ф2, является увеличение размеров приграничных зон,
свободных от выделений. Коррозионно-механическая трещина тормозится
на этих участках.
Таким образом, структурные изменения, происходящие при перестари-
вании (750 °C, 20 ч): коагуляция матричных выделений, увеличение рассто-
яния между ними, уширение приграничных зон, свободных от дисперсных
выделений, возможное выравнивание состава приграничных зон по основ-
ным легирующим элементам, способствуют релаксации напряжений в вер-
шине растущей трещины при коррозионно-механическом нагружении, что
повышает сопротивление КРН материала. Увеличение сопротивления КРН
наблюдается, несмотря на развивающуюся при 750 °C дестабилизацию аус-
тенита по отношению к у—>а(г)-превращению, снижающему коррозионно-
механическую прочность [19].
В работе [36] определена также величина упругих искажений в решетке
аустенита при различных температурах дисперсионного твердения. В
табл. 14.3 [36] представлены значения общего экспериментального (В) и
физического (0) уширений дифракционной линии (311 )у, дана оценка уров-
ня микроискажений кристаллической решетки (&а/а) стали 15Г20М4Ф2 в
зависимости от температуры старения и времени выдержки. Видно, что с
увеличением продолжительности старения по мере возникновения и роста
карбидной фазы у-твердый раствор обедняется карбидообразующими эле-
ментами, вследствие чего период решетки аустенита уменьшается.
664
Таблица 143
Значения периодов кристаллической решетки («),
экспериментальное общее уширение (В) и физическое уширение (В)
линии аустенита (311)т, изменение уровня микроискажепий (Дд/«)
кристаллической решетки в стали 15Г20М4Ф2 после термообработки
Термообработка а, нм В, град Р. мрад Дд/я, %
3 в воде от 1175 °C 0,3617 0,22
3 + С, 650 °C, 5 ч 0,3616 0,26 3,7 0,09
3 + С. 650 °C, 10 ч 0,3616 0,38 6,0 0,15
3 +С, 650 °C, 15 ч 0,3615 0,39 6,2 0,16
3 + С, 650 °C, 20 ч 0,3614 0,45 7,4 0,18
3 + С, 750 °C, 5 ч 0,3612 0,35 5,4 0,13
3 + С, 750 °C, 10 ч 0,3611 0,42 6,8 0,17
3 + С, 750 °C, 15 ч 0,3611 0,45 7,3 0,18
3 + С, 750 °C, 20 ч 0,3610 0,34 4,8 0,05
При температуре старения 750 °C в течение 20 ч, когда диффузионные
процессы идут наиболее активно и распад пересыщенного твердого раство-
ра происходит быстрее, период решетки а аустенита уменьшается на макси-
мальную величину Ад = 0,0007 нм (от 0,3617 до 0,3610 нм). При 650 °C пери-
од кристаллической решетки аустенита уменьшается от 0,3617 до 0,3614 нм
(Ад = 0,0003 нм). Можно отметить, что при 750 °C период решетки аустени-
та снижается за первые 5 ч сразу на 0,0005 нм, а затем изменяется мало. При
650 °C происходит постепенное уменьшение периода кристаллической ре-
шетки у -фазы.
При старении наблюдается не только уменьшение периода решетки,
обусловленное выделением карбидов, но и изменение структурного состо-
яния стали, что выражается в изменении ширины дифракционных макси-
мумов. Наибольшее влияние на состояние твердого раствора оказывают
когерентные выделения, которые вызывают смещение атомов в матрице,
обусловленное различиями в удельных объемах у-матрицы и выделяю-
щейся фазы. Анализ изменения физического уширения линий аустенита в
результате старения позволяет оценить поля искажений и когерентность
выделений [38]. Уширение линии (311)у и уровень микроискажений крис-
таллической решетки (см. табл. 14.3) растут в процессе выделений карби-
дов при температуре старения 650° С почти в 2 раза. Выделяющиеся из
твердого раствора карбиды VC имеют ГЦК-решетку, отличающуюся по
параметру от решетки матричного ГЦК-твердого раствора на -0,05 нм.
На межфазной границе областей выделившейся фазы и матрицы создают-
ся микроискажения при наличии когерентных или полукогерентных гра-
ниц. Так, физическое уширение линии (ЗИ)Т после старения (650 °C, 20 ч)
достигает 7,4 мрад, а уровень микроискажений - 0,18%. При температуре
старения 750 °C после выдержки 20 ч происходит резкое уменьшение зна-
чений В, р, Ад/д. Физическое уширение линии (311)7 уменьшается с 7,3 до
4,8 мрад. Величина микроискаженнй (0,05%) становится существенно
меньше, чем после старения как при 650 °C, так и при 750 °C на ранних
стадиях старения.
665
Как показано выше, средний размер частиц VC при старении, Т = 650 °C,
10 ч, составляет 5,4 нм, а при 750 °C, 20 ч - 8,2 нм. Так как разница в периодах
кристаллической решетки частиц VC и у-матрицы велика (Да = avc - ау =
= 0,41-0,36 = 0,05 нм), частицы размером 5,4-8,2 нм не являются полностью
когерентными: они могут быть полукогерентными (с наличием дислокаций
несоответствия на границе VC/y) или некогерентными. Согласно [39], рас-
стояние между дислокациями несоответствия составляет
0,05
avc-a 0,410,36 Q nc
р =-----— =---------= 2,95 нм.
«vc-«7
Первые дислокации несоответствия на межфазной границе VC/y долж-
ны появляться при увеличении размера карбида VC более ~3 нм. Следует
отметить, что микроискажения кристаллической решетки Аа/а держатся на
достаточно высоком уровне при выделении полукогерентной фазы VC
(старение при 650 °C - до 20 ч и при 750 °C - до 15 ч) и резко падают почти
в 3 раза (см. табл. 14.3) при увеличении времени старения при 750 °C от 15
до 20 ч. Можно сделать вывод о том, что после старения при 750 °C, 20 ч,
происходит практически полный срыв когерентности решеток VC и у-мат-
рицы, приводя к снижению общего уровня микроискажений в стали и поло-
жительно влияя на сопротивление КРН в 3,5%-м водном растворе хлорида
натрия [36].
Таким образом, важным фактором, увеличивающим сопротивление
КРН дисперсионно-твердеющих аустенитных сталей, является осуществле-
ние при термообработке как можно более полной релаксации микронапря-
жений, возникающих при выделении упрочняющих частиц. В частности, ре-
жим «перестаривания» может обеспечить полную или частичную потерю
когерентности выделившихся частиц, уменьшение микроискажений и по-
вышение коррозионно-механической стойкости сталей.
14.3.5. Влияние легирования молибденом стали Г20Ф2М
на сопротивление КРН
При разработке новых высокопрочных конструкционных материалов,
предназначенных для эксплуатации в агрессивных средах под напряжени-
ем, необходимы знания о влиянии легирования и термической обработки
на коррозионно-механическую стойкость. В этом аспекте актуально изу-
чение влияния легирующего элемента молибдена на сопротивление КРН
аустенитных марганцевых дисперсионно-твердеющих сталей в 3,5%-м вод-
ном растворе хлорида натрия [40]. Как показано в работе [30], легирование
стареющих Mn-V-аустенитных сталей молибденом в количестве 2-4 мас.%
существенно увеличивает их прочностные характеристики и теплостой-
кость, что связано с повышением плотности выделения и термической ус-
тойчивости карбидных частиц VC благодаря растворению молибдена в ва-
надиевых карбидах и у-матрице. Имеются сведения [35], что введение мо-
либдена в коррозионно-стойкие стали способствует значительному повы-
666
Рис. 14.22. Изменение механических свойств сталей 20Г20Ф2М2 и 25Г20Ф2М6 при старении:
I - предел прочности; 2 - предел текучести; 3 - относительное удлинение; 4 - относительное сужение
шению их стойкости к щелевой коррозии и образованию питтингов. При
всем этом оценки влияния молибдена на КРН сталей, сделанные в [41],
весьма противоречивы.
В работе [40] рассмотрено влияние молибдена на механические свойст-
ва, структуру и стойкость к КРН аустенитных марганцевых дисперсионно-
твердеющих сталей типа 25Г20Ф2М. Исследовали стали, содержащие,
мас.%: 0,15 и 0,25 углерода, 19,7-20,5 марганца, 2,2-2,4 ванадия и легирован-
ные молибденом в количестве 2,0, 4,1 и 6,4. Образцы закаливали от темпе-
ратуры 1175 °C в воде и старили при температурах 600, 650, 700, 750 °C в те-
чение 1-20 ч.
На рис. 14.22 [40] показана зависимость механических свойств сталей
20Г20Ф2М2 и 25Г20Ф2М6 от времени старения при 650 и 750 °C. Макси-
мальное упрочнение с сохранением достаточно высокой пластичности до-
стигается для всех сталей после старения при 650 °C в течение 10-15 ч,
но уровень прочности и пластичности зависит от содержания в сталях угле-
рода, ванадия и молибдена, определяющих количество выделяющихся при
старении карбидов. Так, сталь 25Г20Ф2М4, содержащая 0,25 мас.% углеро-
да, после 10 ч старения при 650 °C имеет более высокий предел текучести
(а02 = 980 МПа), чем сталь 15Г20Ф2М4, которая при том же количестве кар-
бидообразуюпщх элементов содержит 0,15 мас.% углерода (о02 = 800 МПа).
Пластичность же стали с 0,15 мас.% С выше, чем стали с 0,25 мас.% (5 =
= 16%, = 30% и 5 = 33%, = 64% соответственно). Увеличение содержа-
667
Рис. 14.23. Выделение карбидов при старении в сталях:
а -15Г20Ф2М4, 750°С. 20 ч: б - 25Г20Ф2М6. 750 °C. 20 ч
ния молибдена ведет к повышению прочности состаренной стали во всем
температурно-временном интервале старения (600...800 °C, 1-20 ч). Так, у
стали с 6,4 мас.% молибдена (25Г20Ф2М6) о02 = 1300 МПа (после выдерж-
ки 10-15 ч при 650 °C). Молибден легирует основную упрочняющую фазу
этих сталей - карбид ванадия, что приводит при дисперсионном твердении
к увеличению объемной доли и дисперсности карбидов (V, Мо)С [30].
При температуре 750 °C максимумы пределов прочности и текучести
достигаются за 5 ч старения, а затем развиваются процессы перестаривания
со снижением прочностных и пластических характеристик (см. рис. 14.22).
При старении [29] в качестве упрочняющей фазы внутри зерна выделяют-
ся карбиды VC, легированные молибденом (рис. 14.23, а). Однако в иссле-
дованных аустенитных марганцевых сталях по границам зерен могут выде-
ляться карбиды VC и карбиды молибдена типа (Fe, Мо)6С. В стали с 2% мо-
либдена границы зерен после старения в основном чистые, в стали с 4.1%
молибдена карбиды (Fe, Мо)6С встречаются довольно редко, в стали с 6,4%
молибдена много зернограничных карбидов размером до 200 нм выделяет-
ся по границам зерен (рис. 14.23, б) [40].
Стойкость всех сталей к КРН в 3,5%-м растворе хлорида натрия изуча-
ли после старения в течение 10 ч при 650 °C, когда наблюдается оптималь-
ное сочетание прочности и пластичности, и после 20 ч при 750 °C, когда
прочность и пластичность понижены вследствие перестаривания стали. Как
видно из рис. 14.24. по мере повышения приложенной нагрузки время до
разрушения образцов, состаренных при 650 °C, сокращается гораздо быст-
рее, чем перестаренных.
Перестаренные образцы всех сталей выдерживали без разрушения бо-
лее 4000 ч (были сняты с испытаний через полгода) при значениях <5С =
= 0,8<т', а обработанные на максимальную прочность разрушались уже че-
рез 200 ч при таких же разрушающих напряжениях (рис. 14.24). Образцы,
состаренные при 650 °C, выдерживают без разрушения 1500 ч при разруша-
ющем напряжении всего лишь о(. ~ (0,4-0,5)о'.
Фрактографический анализ показал, что при КРН после низкотемпера-
турного старения в зоне медленного разрушения наблюдается интеркрис-
668
25Г20Ф2М2
О IOOO 2000 3000 4000
25Г20Ф2М6
1700
g 1400
1100
e 800
Рис. 14.24. Временная зависимость абсолютного и относительного
<\/°в сопротивлений КРН сталей 25Г20Ф2М2, 15Г20Ф2М4, 25Г20Ф2М6
в 3,5 %-м водном растворе NaCl.
Режимы старения: 1 - 650 °C, 10 ч; 2 - 750 °C, 20 ч
таллитный излом, причем преобладающее хрупкое растрескивание матери-
ала по границам зерен связано с зарождением микротрещин на границе раз-
дела у-матрица - частица зернограничного карбида. В перестаренном состо-
янии излом в зоне медленного разрушения имеет смешанный характер и
развивается как по границам, так и по телу зерен с преобладанием вязкой
составляющей.
Причины такого различия в стойкости сталей к КРН в 3,5%-м раство-
ре хлорида натрия после различных режимов дисперсионного твердения
могут быть связаны со структурными изменениями, происходящими при
перестаривании (750 °C, 20 ч): коагуляцией матричных выделений карби-
дов (V, Мо)С; увеличением расстояния между ними; коагуляцией зерно-
граничных карбидов (V, Мо)С и (Fe, Мо)6С; уширением приграничных
зон, свободных от дисперсных карбидных выделений. Значительное по-
вышение сопротивления КРН при перестаривании обусловлено, как пока-
зано в работе [36], потерей когерентности упрочняющих частиц (V, Мо)С
и соответствующим троекратным уменьшением общего уровня микроис-
кажений Дд/я кристаллической решетки аустенита. Все это способствует
релаксации напряжений в вершине растущей трещины при коррозионно-
механическом воздействии.
В результате увеличения содержания молибдена от 2 до 4 и 6 мас.% рас-
тет порог коррозионной стойкости исследованных сталей, упрочненных 10-
часовым старением при температуре 650 °C [40]. Разрушающее напряжение
в 3,5%-м растворе NaCl (ос) в течение 1500 ч испытаний для сталей
25Г20Ф2М2, 25Г20Ф2М4, 25Г20Ф2М6 составляет соответственно 950, 1000
и 1150 МПа, а относительное сопротивление КРН (ос/о') равно соответст-
венно 0,56, 0,61 и 0,75 (см. рис. 14.24). В перестаренном состоянии (750 °C,
20 ч) влияние содержания молибдена не проявляется. Для всех исследован-
ных сталей разрушающее напряжение в среде в течение 1500 ч составляет
1300 МПа. Относительная коррозионная стойкость ос/о' равна 0,88-0,92
при 1500 ч испытаний, а при 4000-часовом испытании образцы не разруша-
ются в среде при напряжениях 1030-1060 МПа. Разрушающее напряжение
несколько меньше (<зс = 700 МПа на базе 1500 ч) для стали с пониженным
углеродом 15Г20Ф2М4, которая имеет и меныпую исходную прочность по-
сле старения.
14.3.6. Катастрофическое коррозионное растрескивание
стареющих Cr-Mn-V-аустенитных сталей
При введении более 12 мас.% хрома марганцевый аустенит становится
коррозионно-стойким. Однако стойкость к КРН аустенитных высокопроч-
ных дисперсионно-твердеющих Cr-Mn-сталей весьма проблематична и тре-
бует дополнительных исследований. В [42] исследовали коррозионно-меха-
нические свойства известной стареющей бандажной стали 40Х4Г18Ф [43] и
стали 35Х12Г24Ф2М с более высоким содержанием хрома (см. табл. 14.4).
Сравнительному анализу подвергли также аустенитную хромоникельтита-
новую сталь Х12Н18ТЗ с интерметаллидным упрочнением [23] и азотсодер-
жащую сталь типа Х18Г20Л0,5 с твердорастворным упрочнением [44^46].
670
Таблица 14.4
Химический состав исследуемых сталей, мас.%
Марка стали С Сг Мп Ni Мо V
40Х4Г18Ф 0,43 3,5 18 — 1,23
35Х12Г24Ф2М 0,3 12,3 24 - 0,35 2,00
Таблица 14.5
Режимы упрочнения и механические свойства Сг-Мп-сталсй
Марка стали Вид обработки а. °(1,2 8 V
МПа %
40Х4Г18Ф 3 1100 °C+ 600 °C, 6 ч 1027 581 38,0 35,0
3 1200 °C+ 600 °C, 6 ч 995 720 29,0 18,0
35Х12Г24Ф2М 3 1150 °C+ 600 °C, 10 ч 1220 950 25,0 36,0
3 1200 °C+ 650 °C, 10 ч 1220 1095 11,0 12,0
Х18Г20А0,5 3 1100 °C + тепл, наклеп 500...200 °C, 6 ч 1120 988 32,0 55,0
3 1100 °C+ 700 °C, 24 ч 964 613 29,0 40,0
Анализ кинетики трещинообразования выполняли методом акустичес-
кой эмиссии (АЭ) [42]. В качестве информационного параметра АЭ регис-
трировали N (интенсивность АЭ), равную количеству импульсов за 5 мин.
N является параметром, отражающим накопление повреждений в металле
при КРН и коррелирует с общей длиной растущих трещин [47-49]. АЭ из-
меряли с пьезокерамическим датчиком ЦТС-19 с главным резонансом на
частоте 120 кГц при ширине резонанса 10 кГц. Электрические сигналы с
датчика регистрировались разработанным прибором, имеющим следующие
характеристики: полоса частот регистрации 80—180 кГц; уровень шума, при-
веденный по входу, <5 мкВ, нижний порог регистрации, приведенный по
входу, 2 мкВ и выше степенями через 3 дБ; двухуровневая система регист-
рации (когда регистрируемое число импульсов равно разности числа превы-
шений сигналом нижнего порога и числа превышений сигналом верхнего
порога, который в 2,7 раза выше нижнего). Двухуровневая система регист-
рации при резонансном датчике обеспечивает относительную независи-
мость числа регистрируемых импульсов от начальной амплитуды сигналов,
если последняя превышает верхний порог регистрации. При измерениях
фиксировали число импульсов АЭ за 1 мин или 5 мин (интенсивность АЭ).
При этом нижний порог регистрации составлял 8 мкВ, что соответствовало
амплитуде механических колебаний 0,8-10-14 м.
Для изучения коррозионно-механических свойств стареющих аустенит-
ных Cr-Mn-V-сталей были выбраны температурные режимы закалки (1100,
1150, 1200 °C) и температурно-временные режимы старения (600 °C, 10 ч;
650 °C, 10 ч), обеспечивающие лучшее сочетание прочности и пластичности
(табл. 14.5). Сталь Х12Н18ТЗ упрочнялась за счет интерметаллидного старе-
ния при 700 °C, 24 ч, а сталь Х18Г20А0,5 - с помощью теплого наклепа при
671
Рис. 14.25. Временная зависи-
мость сопротивления КРН
в 3,5%-м водном растворе
NaCl сталей 40Х4Г18Ф и
35Х12Г24Ф2М после разных
режимов закалки и старения
500...200 °C, кроме того,
в ней имеет место твердо-
растворимое упрочнение
азотом. Предел текучести
всех исследованных ста-
лей превышал 600 МПа.
В табл. 14.5 представ-
лены механические свой-
ства упрочненных аустенитных сталей, а на рис. 14.25 [42] показано сопро-
тивление КРН сталей в 3,5%-м водном растворе NaCl. В Cr-Mn-V-сталях в
состаренном состоянии наблюдаются катастрофически низкие значения со-
противления КРН в агрессивной среде. Образцы этих сталей как угодно
долго не разрушаются на воздухе под нагрузкой о', а в 3,5%-м водном рас-
творе NaCl разрушаются через 3-20 ч при существенно меньших нагрузках.
Стойкость в коррозионной среде 100 ч и более имеет место в стали
40Х4Г18Ф только при нагрузках, в 2 раза меньших о', а для стали
35Х12Г24Ф2М - при нагрузках в 3,5 раза меньших о'. При одинаковых на-
пряжениях, например при ос = 1100 МПа, сталь 40Х4Г18Ф более стойкая к
КРН, нежели сталь 35Х12Г24Ф2М с большим содержанием хрома: разру-
шение происходит соответственно через 81 и 21 ч. Полученные экспери-
ментальные данные свидетельствуют о сильном влиянии агрессивной среды
на коррозию под напряжением упрочненных сталей 40Х4Г18Ф и
35Х12Г24Ф2М.
Фрактографическое исследование разрушенных на воздухе образцов
показало вязкий характер разрушения состаренной стали 40Х4Г18Ф: видны
ямки, образовавшиеся путем зарождения, роста и слияния микропор
(рис. 14.26, а). В этих же условиях в состаренной стали 35Х12Г24Ф2М на-
блюдается смешанный излом: преобладают ямки вязкого разрушения и
имеются участки внутризеренного скола (рис. 14.26, б).
При кратковременном воздействии агрессивной среды (около 3 ч) и на-
грузки ас = (0,8-0,9)о' в обеих сталях преобладает межзеренное хрупкое
разрушение (рис. 14.27). Однако в менее легированной стали 40Х4Г18Ф
можно обнаружить участки с признаками транскристаллитного разрушения
(рис. 14.27, а). Вязкое разрушение преобладает в зоне долома. С увеличени-
ем выдержки в агрессивной среде при действии нагрузки ос < 0,8ов межзе-
ренное разрушение усиливается. Наблюдаются глубокие вторичные тре-
щины по границам зерен. Таким образом, можно заключить, что в исследо-
ванных Cr-Mn-V-сталях разрушение в агрессивной среде развивается пре-
имущественно по границам зерен, и причины резкого снижения коррозион-
ной стойкости в 3,5%-м растворе NaCl связаны, по-видимому, с ослаблени-
ем границ зерен в результате упрочняющей обработки.
672
Рис. 14.26. Поверхность изломов образцов после разрушения на воздухе:
а - сталь 40Х4Г18Ф. 3 от 1100 °C + С при П00 °C, 6 ч; б - сталь 35Х12Г24Ф2М. 3 от 1150 СС + С при 650 °C. 10 ч
Электронно-микроскопические исследования [42] показали, что в
структуре стали 35Х12Г24Ф2М после закалки присутствуют отдельные
крупные карбиды VC как на границах, так и в теле аустенитных зерен
(рис. 14.28, а). При старении гомогенно выделяются мелкодисперсные час-
тицы карбида VC (рис. 14.28, б) размером 4-5 нм и высокой плотностью
(-1-1016 см-3). На границах зерен появляются крупные карбиды С23С6 в виде
почти сплошной сетки (рис. 14.28, б. в). На рис. 14.28. в показано темно-
польное изображение в рефлексе (022) карбида С23С6. В состаренной стали
40Х4Г18Ф с 4 мас.% хрома электронно-микроскопически карбиды хрома не
обнаружены. К ослаблению границ зерен в ней приводят крупные карбиды
VC, как первичные, так и выделяющиеся при старении (рис. 14.28, г). Отсут-
ствием большого количества карбида хрома в стали 40Х4Г18Ф можно объ-
яснить ее более высокую стойкость к КРН.
Рис. 14.27. Поверхность изломов после разрушения в 3,5%-м водном растворе NaCl состарен-
ных образцов из сталей 40Х4Г18Ф (а) и 35Х12Г24Ф2М (б). Время до разрушения 3 ч
673
Рис. 14.28. Структура закаленной от 1150 °C (а) и дополнительно состаренной 10 ч при
650 °C (б, в) стали 35Х12Г24Ф2М, а также состаренной 6ч при 600 °C стали 40Х4Г18Ф (г)
Повышение температуры закалки до 1200 °C в Cr-Mn-V-сталях приво-
дит к более полному растворению карбидов и усилению дисперсионного
твердения при последующем старении. При изменении температуры закал-
ки от 1100 до 1200 °C в стали 35Х12Г24Ф2М зерно увеличивается от 30 до
140 мкм. С ростом зерна аустенита уменьшается суммарная поверхность
границы, что вызывает большее обогащение границ зерен примесями и
карбидами и приводит к снижению пластичности. Так, в стали
35Х12Г24Ф2М после закалки от 1150 °C и старения при 650 °C, 10 ч наблю-
даются следующие характеристики пластичности: 8 = 15%, \|/ = 20%. После
закалки от 1200 °C и аналогичного старения пластичность снижается: 8 =
= 9%, у = 11%.
Все перечисленные факты приводят к тому, что склонность к КРН со-
старенных сталей после предварительной высокотемпературной закалки
возрастает (см. рис. 14.25), причем в более сильной степени в стали
40Х4Г18Ф. Так, в состаренной стали 35Х12Г24Ф2М при близких напряже-
ниях (ос = 876 и ос = 831 МПа) разрушение наступает через 29 ч после пред-
варительной закалки от 1150 °C и через 1 ч - после закалки от 1200 °C. В
674
Рис. 14.29. Поверхность изломов закаленной от 1200 С и состаренной 5 ч при 650 °C стали
35Х12Г24Ф2М после разрушения на воздухе (а) и в среде 3,5%-го водного раствора NaCl (б)
изломах, полученных на воздухе в состаренной стали 35Х12Г24Ф2М
(рис. 14.29, а), после предварительной закалки от 1200 °C (по сравнению с
закалкой от 1150 °C) увеличивается доля транскристаллитного квазискола
при уменьшении объема вязкого разрушения по телу зерна. В воздушной
среде образцы с крупным зерном не разрушаются при напряжении
0,8-0,9ос. Разрушение в агрессивной среде хрупкое (рис. 14.29, б), развива-
ется по границам зерен. В изломах при большом увеличении на вскрыв-
шейся поверхности зерен стали 35Х12Г24Ф2М видны крупные каверны и
цепочки более мелких углублений от выкрошившихся карбидов различной
величины. Наблюдаемые вторичные трещины также имеют межзеренной
характер.
Следует отметить, что образцы высокопрочных безуглеродистых не-
ржавеющих сталей Х18Г18АО,5 и Х12Н18ТЗ. в которых отсутствуют при-
граничные карбиды, простояли без разрушения в 3,5%-м водном растворе
NaCl при напряжении 0,9о' в течение 4000 ч.
Чтобы проследить за кинетикой накопления повреждений при КРН,
проводили [42] измерения интенсивности акустической эмиссии на трех ти-
пах сталей: состаренной (600 °C, 6 ч) аустенитной стали 40Х4Г18Ф, закален-
ной и деформированной стали Х18Г18А0,5 и упрочненной с помощью ин-
терметаллидного старения (700 °C, 24 ч) стали Х12Н18ТЗ. На образцах с
трещиной без нагрузки уровень фона АЭ составлял 1-3 имп/мин. Сначала
образцы нагружали и выдерживали на воздухе под нагрузкой, при этом сра-
зу же после нагружения для всех образцов интенсивность АЭ возрастала и
за 2-3 мин спадала до уровня фона. Затем, не снимая нагрузки, образцы
омывали 3,5%-м водным раствором NaCl.
В состаренной стали 40Х4Г18Ф под нагрузкой ос = 0,760' при воздейст-
вии соленой воды сразу же отмечалось прогрессирующее увеличение чис-
ла сигналов АЭ до 200-300 имп/мин. Через 10-12 мин интенсивность АЭ
спадала до уровня 20-40 имп/мин. При дальнейшей выдержке наблюдалось
постепенное увеличение интенсивности АЭ, что свидетельствовало о
675
Рис. 14.30. Временная зависимость интенсив-
ности акустической эмиссии при коррозион-
ном растрескивании в 3,5%-м водном раство-
ре NaCl (1, 3, 4) и дистиллированной воде (2)
аустенитных сталей 40Х4Г18Ф (1, 2),
Х18Г20А0.5 (3) и Х12Н18ТЗ (4)
непрерывном образовании и росте
трещин. После 4-часового нахожде-
ния образца в растворе поваренной
соли происходило резкое возраста-
ние интенсивности АЭ и образец
разрушался. На рис. 14.30 (кривая 1)
приведена временная зависимость
числа импульсов АЭ (фиксируемых
через каждые 5 мин) при коррозион-
ном растрескивании состаренной
стали 40Х4Г18Ф.
Катастрофическое накопление повреждений в нагруженном образце
стали 40Х4Г18Ф наблюдалось и в дистиллированной воде, где отсутству-
ет ион хлора. Разрушение образца происходило даже несколько раньше
(через 2 ч), чем в растворе поваренной соли (рис. 14.30, кривая 2). Кине-
тика изменения интенсивности АЭ была аналогична КРН в растворе со-
ли. Подобную картину разрушения в дистиллированной воде можно свя-
зать [50] с диссоциацией воды в области трещины по реакции Me + Н2О =
= Ме(ОН)” + Н+, проникновением водорода в микротрещины в районе
приграничных карбидных выделений, резким водородным охрупчивани-
ем и разрушением образца. При снятии нагрузки с образца находящегося
как в растворе соли, так и в дистиллированной воде, интенсивность АЭ
снижалась до уровня фона.
Как показывает опыт, катастрофического коррозионного растрескива-
ния упрочненного хромомарганцевого аустенита можно избежать, если ис-
пользовать твердорастворное упрочнение азотом. Отсутствие карбидных и
нитридных выделений в закаленных и деформированных аустенитных азот-
содержащих сталях типа Х18Г20А0,5 гарантирует высокую стойкость к КР
при нагрузке 0,9о': появление импульсов АЭ не фиксировалось в течение
всей выдержки до 120 ч в 3,5%-м водном растворе поваренной соли (рис.
14.30, кривая 3). Аналогичная ситуация имеет место и в состаренной стали
Х12Н18ТЗ (рис. 14.30, кривая 4), в которой старение не приводит к ослабле-
нию границ зерен, так как упрочняющая когерентная у'-фаза выделяется
преимущественно в теле зерна.
Таким образом, в стареющих среднеуглеродистых аустенитных сталях
40Х4Г18Ф и 35Х12Г24Ф2М после упрочняющей обработки (закалка + ста-
рение) наблюдается катастрофическое снижение стойкости к КРН в 3,5%-м
растворе NaCl при нагрузке ос = 0,1-0,9о', связанное с ослаблением границ
зерен при выделении карбидов VC и С23Сб. Методом измерения интенсивно-
сти акустических сигналов обнаружено прогрессирующее накопление мик-
ротрещин под нагрузкой в состаренных Cr-Mn-V-сталях при воздействии
676
соленой и дистиллированной воды, которое может привести к катастрофи-
ческому разрушению даже в течение 1 -4-часовых выдержек. Накопление
микротрещин при нагрузке ос = 0,9о' в 3,5%-м водном растворе NaCl прак
тически не происходит в сталях типа Х12Н18ТЗ с интерметаллидным уп
рочнением и азотсодержащей Х18Г20А0,5, упрочненной теплым наклепом
в которых эти обработки не вызывают выделения фаз по межзеренным
границам.
14.4. КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ
ПОД НАПРЯЖЕНИЕМ АЗОТИСТЫХ АУСТЕНиТНЫХ СТАЛЕЙ
14.4.1. Коррозиоппо-механическая стойкость аустенитных
Cr-Mn-сталей с нитридным упрочнением
Сопротивление КРН высокопрочных Сг-Мп-аустепитных сталей, по-
видимому, можно увеличить, заменив карбидное упрочнение на нитридное
[37]. Определенный интерес представляет изучение процессов нитридного
упрочнения ванадийсодержащих коррозионно-стойких сталей с молибде-
ном. Во-первых, легирование стареющих Mn-V-аустенитных сталей 2-4
мас.% молибдена вызывает существенное увеличение прочностных харак-
теристик и теплостойкости, что связано с повышением плотности карбид-
ных частиц VC и их большей термической устойчивостью за счет растворе-
ния молибдена в ванадиевых карбидах и у-матрице. Во-вторых, введение
молибдена в азотистые коррозионно-стойкие стали способствует значи-
тельному повышению их стойкости к питтинговой и щелевой коррозии.
Разрабатываемые в настоящее время хромомарганцевые аустенитные ста-
ли с азотом упрочняются преимущественно твердорастворным легировани-
ем и деформацией [51-53].
В работе [54] исследованы структура и свойства стареющей нержавею-
щей аустенитной хромомарганцевой стали, содержащей, мас.%: 0,4 N, 18 Сг,
15 Мп, 6 Ni, легированной V в количестве 1,7 мас.% и Мо - 2 мас.% в целях
упрочнения нитридами при дисперсионном твердении. Для стабилизации ау-
стенита в сталь добавлен никель в количестве 6 мас.%. Изучение структуры
и механических свойств стали 04Х18Г15Н6АФ2М2 осуществляли после за-
калки от температур нагрева 1100... 1250 °C и старения при 600...700 °C в
течение 1-20 ч.
Как показало исследование влияния температуры закалки на зерен-
ную структуру стали 04Х18Г15Н6АФ2М2, при нагреве до температуры
закалки 1100 °C не происходит растворения выделившихся в процессе ков-
ки или остывания слитка нитридных частиц, аустенитное зерно не растет,
размер зерна составляет 4 мкм. После нагрева до 1250 °C размер зерна
увеличивается до 100 мкм, указывая на растворение частиц, препятствую-
щих его росту. После закалки от 1150 °C в структуре сохраняется неболь-
шое количество нерастворившихся нитридных частиц VN (100-200 нм),
что обеспечивает сохранение мелкозернистой структуры с размером зер-
на 15 мкм. В структуре закаленной стали 04Х18Г15Н6АФ2М2 наблюдает-
.я матричный деформационный контраст типа ряби, косвенно свидетель-
677
Рис. 14.31. Изменение механических свойств стали 04Х18Г15Н6АФ2М2 с увеличением
времени старения при 600 (1), 650(2) и 700 °C (3)
ствуя о наличии высокодисперсных частиц, выделившихся при охлажде-
нии в воде от температуры закалки. Предел текучести закаленной стали
04Х18Г15Н6АФ2М2 довольно высок и составляет 640 МПа (рис. 14.31).
По-видимому, определенный вклад в упрочнение вносит как твердорас-
творное упрочнение, механизм которого обсуждается в работе [55], так и
развитие процессов распада пересыщенного твердого раствора стали при
охлаждении при закалке.
В зависимости от температуры и времени старения наблюдается харак-
терное повышение прочностных характеристик и снижение пластичности.
Оптимальное сочетание механических свойств достигается после старения
в течение 10-20 ч при 650 °C: о0 2 ~ 850 МПа, 5 ~ 25%, v ~ 40%. Дисперсион-
ное твердение стали 04Х18Г15Н6АФ2М2 при 650 °C происходит за счет го-
могенного выделения частиц VN в у-матрице (рис. 14.32).
Возможно, нитрид ванадия, со-
став которого изменяется в преде-
лах VN0i72-VN1j0 [56], легирован мо-
либденом и хромом. Размер частиц
составляет ~5 нм. При повышении
температуры старения до 700 °C
размер VN возрастает до 12 нм за
20 ч выдержки [54]. Присутствуют
Рис. 14.32. Структура стали
04Х18Г15Н6АФ2М2 после закалки в воде от
1150 °C и старения при 650 °C, 10 ч
678
Таблица 14.6
Характеристики сопротивления КРН упрочненной старением стали 04Х18Г15Н6АФ2М2
сс, МПа т, ч У<!,'
1373 96 0,98
1250 720 0,89
1221 744 0,87
1283 840 0,92
1007 2688* 0,72
790 2808* 0,56
728 2808 * 0,51
*Образец не разрушился, нагрузка снята.
также первичные нитриды, около которых видны области, свободные от
выделений из-за обеднения твердого раствора легирующими элемента-
ми. В структуре состаренной стали не наблюдается скоплений нитридов
по границам зерен. Не обнаружено и выделений частиц Cr2N на границах
по механизму прерывистого распада, что имеет место в азотистых сталях
на хромомарганцевой основе без ванадия [52] и приводит к резкому сни-
жению пластичности, ударной вязкости и коррозионно-механической
стойкости.
В табл. 14.6 представлены характеристики сопротивления КРН в
3,5%-м водном растворе NaCl стали 04Х18Г15Н6АФ2М2, закаленной и со-
старенной при 700 °C, 10 ч. Выбранный режим термообработки объясняет-
ся повышением стойкости стали к КРН при перестаривании [36].
Разрушающее напряжение на воздухе о' составляет 1395 МПа. Образцы
как угодно долго не разрушались на воздухе под нагрузкой, составляющей
0,92о'. В водном растворе 3,5%-й NaCl при близкой нагрузке ос = О,89о' раз-
рушение происходит через 720 ч (см. табл. 14.6). Образцы практически не
подвержены КРН при нагрузках, составляющих ас = 0,72о' и меньше. Пре-
дел длительной коррозионной стойкости (база испытаний 2600 ч), ниже ко-
торого КРН в 3,5%-м водном растворе NaCl не наблюдается, составляет
1000 МПа для стали с нитридным упрочнением 04X18115Н6АФ2М2. В ста-
ли с карбидным упрочнением 35Х12Г24Ф2М2, рассмотренной в работе [42],
происходит катастрофическое быстрое межзеренное хрупкое разрушение
через 43 ч при нагрузке всего лишь ос = 0,5о', что связано с морфологией и
неоднородностью выделения фазы старения.
Фрактографическое исследование образцов стали 04Х18Г15Н6АФ2М2
показало, что в воздушной среде наблюдается вязкое разрушение (рис.
14.33, а): видны ямки, образовавшиеся путем зарождения, роста и слияния
микропор. При разрушении в среде 3,5%-го водного раствора NaCl излом
имеет смешанный характер с преобладанием вязкого разрушения (рис.
14.33, б). Часто зарождение микропор происходит по границе раздела мат-
рица - крупная частица нитрида ванадия. При коррозионном растрескива-
нии образуются вторичные трещины по границам зерен. В зоне медленно-
го разрушения наблюдаются следы коррозии. С увеличением выдержки в
агрессивной среде характер излома не меняется.
679
Рис. 14.33. Поверхность изломов состаренной (700 °C, 10 ч) стали 04Х18Г15Н6АФ2М2 после
разрушения на воздухе (а) и в 3,5%-м водном растворе поваренной соли (б)
Таким образом, Cr-Мп-аустенитные стали со средним содержанием азо-
та (~0,4 мас.%), упрочняемые нитридами ванадия, имеют предпочтение по
сопротивлению КРН перед аналогичными сталями, упрочняемыми карби-
дами ванадия.
14.4.2. КРН Cr-Мп-нержавеющих сталей
с повышенным содержанием азота
Для производства неферромагнитных бандажных колец турбогенерато-
ров используются Cr-Мп-немагнитные аустенитные стали, содержащие до
0,5 мас.% углерода или до 0,7 мас.% азота [33, 52, 53, 57-63]. Эксплуатация
бандажных колец требует не только повышения прочностных характерис-
тик (<j02 > 900 МПа), но и высокого сопротивления КРН. Ниже представле-
ны результаты испытаний на КРН четырех партий образцов стали
10Х18АГ20-Ш, обработанных по четырем разным режимам. В партиях об-
разцов сталь содержала, мас.%: 0,09 С; 18,6 Мп; 18,6 Сг; 0,56 N; 0,27 Si; 0,05
S; 0,024 Р; 0,19 Ni; 0,03 V.
Первая партия образцов была изготовлена из бандажного кольца, кото-
рое обрабатывалось по обычно используемому на заводе-производителе
(Уралмашзавод) режиму: 1) ковка заготовок в интервале температур от
1230 до 950 °C; 2) механическая обработка поковок под закалку; 3) закалка
поковок; 4) их механическая обработка для предварительной деформации;
5) рекристаллизационная обработка, включающая в себя предварительную
деформацию и последующую закалку. Указанная обработка обеспечивает
измельчение зерна (бандажного кольца), которое имеет сравнительно
большие размеры после ковки; 6) механическая обработка перед упрочня-
ющей операцией гидрорастяжения; 7) гидрорастяжение (упрочнение) на
степень деформации е = 15-35% в зависимости от требуемой прочности;
8) отпуск для снятия напряжения (350 °C).
680
Вторая партия образцов изготовлялась из бандажного кольца, которое
было упрочнено по второму варианту обработки - без операций № 4 и № 5
старой технологии. При этом существенно сокращалось время технологи-
ческого процесса упрочнения заготовок.
Третья и четвертая партии образцов были изготовлены из материала
другого бандажного кольца. Сталь содержала, мас.%: 0,12 С; 20,75 Мп; 17,8
Сг; 0,45 N; 0,42 Si; 0,24 Ni; 0,04 V; 0,01 S; 0,03 Р.
Третий вариант обработки заготовки проводили в лабораторных услови-
ях по следующей схеме: 1) высокотемпературная (при 1100 °C) деформация
ВТМО (моделирующая ковку); 2) после ВТМО проводили охлаждение образ-
цов с печью, что моделирует охлаждение бандажного кольца на воздухе. Ох-
лаждение образцов в разных температурных интервалах проходило с разной
скоростью. В интервале температур от 900 до 700 °C, где возможно наиболь-
шее выделение нитрида хрома в виде прерывистого распада по границам зе-
рен, средняя скорость охлаждения была примерно равной 3,5 град/мин Эта
скорость, вероятно, вполне сопоставима с той, которую реально имеет бан-
дажное кольцо при охлаждении на воздухе ; 3) охлажденные с печью образ-
цы закаливали от температуры 1070±10 °C в воде; 4) закаленные образцы уп-
рочняли прокаткой при комнатной температуре на степень е ~ 27%. Прокат-
ка при 20 °C моделировала упрочнение бандажного кольца методом гидрора-
стяжения. Третий вариант обработки позволял выяснить влияние на КРН
воздушного охлаждения бандажного кольца после ковки (ВТМО).
Нужно было выяснить также, обеспечивает ли нагрев под закалку пол-
ное растворение в аустените прерывистых выделений нитрида хрома, по-
явившихся при ковке и медленном охлаждении поковки.
Четвертый вариант обработки отличается от третьего только тем, что
степень деформации при ВТМО составляла 20, а не 10%.
Испытание всех партий образцов на КРН проводили на образцах с уста-
лостной трещиной в 3,5%-м водном растворе поваренной соли при консоль-
ном изгибе. База испытаний составила 3600 ч.
На всех четырех партиях образцов определяли предел прочности а„,
предел текучести а02, относительное удлинение 5 и относительное сужение
V (табл. 14.7)
На рис. 14.34 представлены кривые относительного сопротивления
КРН ас/а' при нагрузках 0,79-0,98 от разрушающего напряжения на возду-
хе. Видно, что обработка по трем первым режимам показала сопротивле-
Таблица 14.7
Механические саойстаа партий образцоа упрочненных сталей типа 10Х18АГ20
Партия о. 8 V
МПа %
1 983 1073 32,5 69,5
2 957 1039 33,5 65,0
3 1198 1284 17,0 70,5
4 1114 1125 22,5 69,0
681
Рис. 14.34. Влияние режи-
мов обработки бандаж-
ных колец на относитель-
ное сопротивление КРН:
1-4 - варианты режимов обра-
ботки, представленные в тексте
ние КРН выше 0,9 <?'. И только в четвертой партии образцы разрушились
при нагрузках 0,83-0,98 от а'.
При структурном исследовании в образцах четырех партий можно было
найти три типа границ: тонкие (Ь < 0,4 мкм), уширенные (0,4 < d < 4 мкм),
толстые (Ь > 4 мкм). Толщина границы, вероятно, зависит от количества
выделившихся на ней нитридов хрома. Можно допустить, что чем толще
границы и больше их суммарная протяженность, тем вероятнее разрушение
образцов при испытании КРН в соляном растворе.
По виду микроструктур бандажного кольца можно условно разделить
на четыре категории. В первой все границы зерен и двойников отжига тон-
кие. Во второй категории бандажных колец встречаются как тонкие, так и
уширенные границы. В третьей категории доля уширенных границ, по срав-
нению со второй, увеличивается. Кроме того, в структуре наблюдаются и
толстые границы, общая протяженность которых невелика. Можно допус-
тить, что если из бандажного кольца вырезать образцы, в структуре кото-
рых встречаются толстые границы, то они могут разрушиться раньше базо-
вого времени при испытании на КРН. В четвертой категории бандажного
кольца с наиболее пониженным сопротивлением КРН количество зерен с
толстыми границами достаточно велико и встречаются зерна, полностью
ограниченные «толстыми» границами с большим количеством нитридов
хрома. Поэтому все или почти все образцы при испытании на КРН разру-
шаются раньше базового времени.
Таким образом, упрочненные бандажные кольца из стали 10Х18АГ20
имеют достаточно высокое сопротивление КРН. Однако в стали возможно
выделение нитридов (при замедленном охлаждении), что может привести к
снижению сопротивления КРН.
СПИСОК ЛИТЕРАТУРЫ
1. Коррозионное растрескивание аустенитных и ферритоперлитных сталей / В.В. Сагарад-
зе, Ю.И. Филиппов, А.Ф. Матвиенко и др. Екатеринбург: УрО РАН, 2004. 228 с.
2. Brown B.F. Ц Mater. Res. and stand., 1966. Vol. 6. No. 3. P. 129-133.
3. Коррозионное растрескивание под напряжением трубных сталей. Проблемы. Решения:
Материалы семинара / Под ред. В.Н. Лисина. Ухта: СедерНИИГЮГаз, 1966. 142 с.
4. Герасимов В.В., Герасимова В.В. КР аустенитных нержавеющих сталей. М.: Металлургия,
1976. 173 с.
5. Васечкина Т.П., Уваров А.И., Малышев К.А. Влияние распада пересыщенного твердого
раствора на стабильность аустенита при деформации // Структура и свойства немагнит-
ных сталей. М.: Наука, 1982. С. 96.
6. Коррозия конструкционных материалов водоохлаждаемых реакторов / Под ред. В.П. По-
година. М.: Атомиздат, 1965. 268 с.
682
7. Назаров А.А. Механизм коррозии под напряжением стали типа Х18Н10Т в растворах
хлоридов Ц Защита металлов, 1982. Т. 18, № 2. С. 212-219.
8. Рябченков А.В., Герасимов В.И., Сидоров В.П. Коррозия аустенитных сталей под напря-
жением Ц Итоги науки и техники. Коррозия и защита от коррозии. М.: ВИНИТИ, 1976.
Т. 5. С. 48-54.
9. Хор Т., Хайнс Д. КР аустенитных нержавеющих сталей в водных растворах хлоридов //
Коррозионное растрескивание и хрупкость. М.: Наука, 1961. С. 104—118.
10. Попова Л.Е. Влияние легирования на коррозионную стойкость сталей с метастабильным
аустенитом //Защита металлов, 1984. Т. 20, № 1. С. 3-7.
11. Ford Р.Р. Stress corrosion cracking in iron-base alloys in aqueous envisonments //Treatise Mater.
Sci. and Technol., 1983. Vol. 25. P. 235-274.
12. Княжева B.M., Чигал В., Колотыркин Я. М. Роль избыточных фаз в коррозионной стой-
кости нержавеющих сталей //Защита металлов, 1975. Т. 9, № 5. С. 531-551.
13. Розенфельд И.И., Спиридонов В.Б., Кондради М.В. Влияние температуры старения на
склонность к КР мартенситно стареющих высокопрочных сталей // Защита металлов,
1979. Т. 15, №4. С. 416-420.
14. Muraleedharan Р., Knatak //. Effect of cold work on sec behavior of types 304 and stainless
steels Ц Met. Trans., 1985. No. 2. P. 285-291.
15. ParkinsR. Stress corrosion cracking ofmild steels //J. Iron and Steel Inst., 1952. Vol. I72.P. 149-165.
16. Ажогин Ф.Ф., Прибылова Л.И. Влияние пластической деформации на КР высокопроч-
ных сталей Ц Защита металлов, 1966. Т. 11. № 4. С. 425-429.
17. Логин ХЛ. Коррозия под напряжением. М.: Металлургия, 1970. 340 с.
18. Берничпейн МЛ. Термомеханическая обработка сплавов. М.: Металлургия, 1968. Т. 1.596 с.
19. Васечкина Т.П., Сагардзе В.В., Печеркина Н.П. и др. О роли стабильности аустенита при
коррозионном растрескивании стареющих марганцевых аустенитных сталей // Защита
металлов, 1989. Т. 25, № 3. С. 131-139.
20. Герасимов В.И., Рябченков А.В., Аксенова Л.И. и др. Связь устойчивости против КР с
субмикроструктурой Cr-Ni аустенитных сталей // МиТОМ, № 2. С. 148-151.
21. Рехтер Д.З., Фрейд М.Х., Копыло Г.Г. Влияние ТМО на КР стали X18Н1 ОТ // Защита ме-
таллов, 1976. Т. 12, № 6. С. 690-697.
22. Сотниченко АЛ., Ярковой В.И., Панарин В.И., Корпев М.С. Структура и свойства хо-
лоднодеформированных нержавеющих сталей // МиТОМ, 1974. № 7. С. 6-10.
23. Сагарадзе В.В., Уваров А.И., Филиппов Ю.И. и др. Влияние стабильности аустенита на
коррозионное растрескивание Cr-Ni-Ti аустенитных сталей Ц ФММ, 1988. Т. 66, № 6.
С. 1185-1191.
24. Филиппов Ю.И., Печеркина НЛ., Уваров А Н. и др. Структура и коррозионно-механиче-
ские свойства аустенитных сталей Cr-Ni-Ti, упрочняемых ВТМО и старением //Высоко-
прочные аустенитные стали. М.: Наука, 1987. С. 51-59.
25. Соколков Е.Н., Садовский В.Д Высокотемпературная термомеханическая обработка
металлов и сплавов // ФММ, 1965. Т. 18, вып. 2. С. 226-232.
26. Гуляев А.П., Минаев А.М. Изучение ударной вязкости аустенитной стали при низких тем-
пературах//МиТОМ, 1966. № 10. С. 45-47.
27. Антонов В.Г. О механизме разрушений магистральных газопроводов вследствие корро-
зионного растрескивания под напряжением трубных сталей // Коррозионное растрески-
вание под напряжением трубных сталей. Проблемы. Решения: Материалы семинара /
Под ред. В.К. Лисина. Ухта: СеверНИИТТИГаз, 1966. С. 33-37.
28. Zouev Yu.N., Podgornova I.V., Sagaradze V.V. Visualization of tritium distribution by autoradio-
graphy technique // Fusion Engineering and Design, 2000. Vol. 49-50. P. 971-976.
29. Васечкина Т.П., Сагарадзе В.В., Печеркина НЛ. и др. О роли стабильности аустенита
при коррозионном растрескивании стареющих марганцевых аустенитных сталей//Защи-
та металлов, 1989. Т. 25, № 3. С. 131-139.
30. Косицына И.И., Сагарадзе В.В., Фризен Э.Н. Структура и свойства стареющих
Мп-Мо-V-аустенитных сталей с различным содержанием углерода Ц ФММ, 1986. Т. 62,
вып. 3. С. 556-565.
31. Яковлев В.Б , Васильев В.Ю., Бернштейн МЛ. и др. Коррозионная стойкость стали
I2X18H10T после высокотемпературной термомеханической обработки //ФХММ, 1981.
Т. 17, № 6. С. 20-25.
683
32. Васечкина Т.П., Сагарадзе В.В., Исчеркана НЛ., Филиппов Ю.И. Влияние ВТМО на кор-
розионное растрескивание стареющей аустенитной марганцевой стали // Защита метал-
лов, 1987. Т. 23, № 5. С. 815 -821.
33. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей М.: Наука, 1989. 270 с.
34. Гуляев А.А., Милованова О.А. Механические свойства и субструктура сталей системы
Fe-Mn-C Ц МиТОМ, 1988. № 1. С. 5-8.
35. Heubner V. // Werstoff und Korrosion, 1986. Bd 37, No. 1. S. 7-12.
36. Косицына И.И., Сагарадзе В.В., Филиппов Ю.И. Влияние перестаривания на повышение
сопротивления коррозионному растрескиванию высокопрочной марганцевой аустенит-
ной стали//ФММ, 1995. Т. 79, №2. С. 136-143.
37. Банных О.А., Блинов В.М. Дисперсионно-твсрдеющис немагнитные ванадийсодержа-
щие стали. М.: Наука, 1980. 190 с.
38. Горелик С.С., Расторгуев А .И., Скоков Ю.А. Рентгенографический и электроннооптиче-
ский анализ. М.: Металлургия, 1970. 336 с.
39. Келли А., Гоовс Г. Кристаллография и дефекты в кристаллах. М.: Мир, 1974. 496 с.
40. Косицина ИИ., Филиппов Ю.И., Сагарадзе В.В. Влияние легирования молибденом на
стойкость марганцевой стали Г20Ф2 против коррозионного растрескивания Ц Защита
металлов, 2000. Т. 36. С. 506-510.
41. Вороненко Б.И. Коррозионное растрескивание под напряжением низколегированных
сталей. Влияние легирующих элементов//Защита металлов, 1997. Т. 33, № 3. С. 472-480.
42. Завалишин В.А., Сагарадзе В.В., Филиппов Ю.И. и др. Катастрофическое коррозионное
растрескивание стареющих Cr-Mn-V-аустснитных сталей // Проблемы прочности, 1991.
№ 1 (259). С. 51-58.
43. Уваров А.И , Малышев К.А., Мирмелыитейн В.А., Устюгов ПЛ. Влияние ванадия на
упрочнение аустенитной стали 40Х4П8 старением // МиТОМ, 1971. № 6. С. 60-62.
44. Блинов В.М., Губернаторов И.Ф., Когеров В.И. Исследование и разработка высоко-
прочной коррозионно-стойкой стали с высоким содержанием азота //Тез. докл. и сообщ.
10-й урал. шк. металловедов-термистов. Ижевск, 1987. С. 74—75.
45. Stein С. The development of new materials for non-magnetireble retaining rings and other appli-
cation in the pavcrgc-ncrating industry // Steel Forgings. ASTM Spec. Tcchn. Publ., 1986. No. 527.
P. 237-257.
46. Горынин И.В , Малышевский В.А., Калинин Г.Ю. и др. Коррозионно-стойкие высоко-
прочные азотистые стали //Вопросы материаловедения, 2009. № 3 (59). С. 7-16.
47. Баранов В.М., Морозцов К.К. Исследование КР материалов методом акустической эмис-
сии // Неразрушающий контроль напряженно-деформированного состояния конструкци-
онных материалов и изделий с использованием эмиссии волн напряжений. Хабаровск,
1972. С. 25-30.
48. Забильский В.В., Бартенев О.А., Величко В В., Полонская С.М. Фрактографическое и
акустико-эмиссионное зарождение интсркристаллитной трещины при замедленном раз-
рушении Ц ФММ, 1986. Т. 62, № 6. С. 793-799.
49. Куксенко В .С., Ляшков Л.И., Савельев В И Акустическая эмиссия при зарождении и раз-
витии микротрещин в сталях //Дефектоскопия, 1980. № 6. С. 57 -64.
50. Томкине В. Инженерное проектирование с учетом коррозионной усталости Ц Коррози-
онная усталость металлов. Киев: Наук, думка, 1982. С. 72-78.
51. Афанастов ИД., Гаврилюк В Г, Дузь В.А и др. Структурные изменения при холодной
пластической деформации азотосодержащих нержавеющих сталей // ФММ, 1990. № 8.
С. 121-126.
52. Гойхенберг Ю И., Журавлев Л.Г., Внуков В.Ю. и др. Влияние распада аустенита на кор-
розионное растрескивание и свойства хромомарганцевых сталей с азотом//ФММ, 1990.
№ 1. С. 99-107.
53. Гойхенберг Ю.Н., Журавлев Л.Г., Мирзаев Д.А. и др. Исследование КР, структуры и
свойств Cr-Mn-аустенитных сталей с азотом // ФММ, 1988. Т. 65, вып. 6. С. 1131-1137.
54. Косицына И.И., Сагарадзе В.В., Хакимова О.И., Филиппов Ю.И. Коррозионно стойкая
аустенитная сталь с нитридным упрочнением // ФММ, 1991. № 7. С. 179-183.
55. Гаврилюк В.Г.Дузь В.А., Ефименко С.П., Квасневский О.Г. Взаимодействие атомов уг-
лерода и азота с дислокациями в аустените // ФММ, 1987. Т. 64, вып. 6, С. 1132 - 1135.
56. Гольдшмидт Х.Дж. Сплавы внедрения. Т. 1 М.: Мир, 1971 424 с.
684
57. Гойхснберг Ю.П., Мирзаев Д.Л., Журавлев Л.Г. и др Исследование горячей пластичнос-
ти высокоазотистых хромомарганиевых аустенитных сталей // Изв. вузов. Чер. метал-
лургия, 1991. № 10. С. 64—66.
58. Гойхенберг Ю.Н., Мирзаев ДА., Мирмелыитейн В.А и др. Структура и коррозионно-ме-
ханические свойства высокоазотистых Сг-Мп сталей с ванадием, упрочненных старени-
ем и холодной деформацией И ФММ 1991. № 8. С. 176-182.
59. Малышев К.А., Мирмелыитейн В А , Уваров А И Устюгов П 4. Дисперсионно-тверде-
ющая сталь для немагнитных бандажных колец//Производство крупных машин. М.: Ма-
шиностроение. 1974. С. 69-76.
60. Малышев К.А., Мирмелыитейи В.А., Уваров А.И., Устюгов П.А. Упрочнение крупных
изделий, изготовленных из аустенитной стали 40Х4Г18Ф // Структура и свойства немаг-
нитных сталей. М.: Наука, 1982. С. 102-106.
61. Сагарадзе В.В., Уваров А.И., Печеркина НЛ. и др. Влияние упрочняющей обработки на
структуру и механические свойства закаленной азотсодержащей аустенитной стали
04Х20Н6Г11АМ2БФ Ц МиТОМ, 2008. Т. 10. С. 33-38.
62. Сагарадзе В.В., Печеркина НЛ., Завалишин В.А. и др. Влияние скорости охлаждения в
интервале 1100-800 °C на механические свойства и структуру азотсодержащей аустенит-
ной стали Ц Вопросы материаловедения, 2011. Т. 3 (67). С. 5-12.
63. Уваров А.И., Терещенко П.А., Шабашов В.А., Лапина Т.М. Фазовые превращения и из-
менение механических свойств в аустенитных сталях на Сг-Мп основе, содержащих азот
//ФММ, 1992. №7. С. 108-119.
Глава 15
ВЫСОКОПРОЧНЫЕ ДИСПЕРСИОННО-ТВЕРДЕЮЩИЕ
АУСТЕНИТНЫЕ СТАЛИ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ
Среди интеллектуальных металлических материалов, обладающих эф-
фектом памяти формы, наибольшее распространение получили цветные
сплавы системы Ni-Ti, производство которых связано с высокими затрата-
ми и значительными технологическими трудностями (выплавка и горячая
прокатка сплавов требует защитной среды, вследствие низкой пластичнос-
ти практически нет возможности осуществлять холодный передел, характе-
ристики сплавов сильно зависят от малых изменений состава и др.). Поэто-
му в технических целях наиболее привлекательны сплавы на основе желе-
за, к которым относятся и легированные метастабильные аустенитные ста-
ли. Использование черных металлов (ЭПФ-сталей) оправдано, в частности,
в тех случаях, когда необходимо соединение стальных изделий без развития
прогрессирующей электрохимической коррозии, которая возникает, на-
пример, при соединении стальных труб с помощью муфт из нитинола
(Ni-Ti). Кроме того, выплавка и прокатка высокопрочных ЭПФ-сталей от-
носительно дешевы и могут быть осуществлены в массовых количествах.
Основными характеристиками сплавов с памятью формы являются величи-
на ЭПФ и «реактивное» усилие, например при разгибе образца в процессе
восстановления формы, которое увеличивается с упрочнением сплава,
обычно определяемым условным пределом текучести о02.
15.1. ОБ ОБРАТИМОЙ ДЕФОРМАЦИИ
В МАРГАНЦЕВЫХ АУСТЕНИТНЫХ СТАЛЯХ
С МАРТЕНСИТНЫМ у->Е-ПРЕВРАЩЕНИЕМ
Проявление ЭПФ (с обратимой деформацией до 2-3%) на метастабиль-
ных аустенитных сталях можно реализовать в результате двух типов цик-
лических мартенситных превращений: у—>е—уу и у—>ос—уу. В первом случае
обычно используются аустенитные сплавы на основе железа с 18-35 мас.%
марганца и 2-6 мас.% кремния, в которых образуется е-мартенсит дефор-
мации с ГПУ-решеткой [1-8]. Наиболее распространенным материалом
такого типа [5] с величиной ЭПФ ~ 2,5-3% является сталь с основой
Fe-28Mn-6Si. Во втором случае применяются аустенитные сплавы
Fe-Ni-Co-Ti(Ta) [9-11], в которых после интерметаллидного старения
формируется ос-мартенсит деформации с ОЦТ-решеткой. Типичными
примерами могут служить сплавы Fe-30Ni-20Co-4Ti [10] и
Fe-28Ni-17Co-ll,5Al-2,5Ta [11]. Эти сплавы даже условно трудно назвать
686
сталями, так как в них содержится меньше 50% железа. В настоящей главе
представлены результаты исследований марганцевых аустенитных сталей.
Мартенситные у—>е- и е—уу-превращения в марганцевых аустенитных
сталях с памятью формы ранее анализировались, в частности, в работах
[1-8]. Одной из первых публикаций, в которой описан слабый обратимый и
необратимый ЭПФ в стали с 18,5% марганца (18 Мп), является работа [3].
В предварительно деформированной изгибом (на 2-3%) стали 18Мп с малы-
ми прочностными характеристиками (а0 2 = 242 МПа) наблюдается незначи-
тельный эффект восстановления формы (обратимая деформация составля-
ет ~0,2%). Этот результат можно объяснить образованием малого количест-
ва ориентированного е-мартенсита деформации при предварительном изги-
бе, что обусловливает незначительную величину ЭПФ при последующем
обратном е—уу-превращении при нагреве. В малопрочном аустените такая
деформация осуществляется преимущественно скольжением дислокаций.
Поэтому сталь обычно упрочняется за счет твердорастворного легирования
кремнием, углеродом или азотом, чтобы при упругой или небольшой плас-
тической деформации формоизменение образца осуществлялось в основном
за счет у—>е-мартенситного превращения с ограниченным оптимальным ко-
личеством кристаллографических вариантов е-мартенсита в каждом зерне.
Важным фактором является и обеспечение оптимальной стабильности аус-
тенита по отношению к образованию е-мартенсита деформации. Легирова-
ние стали 18% марганца, 4% хрома и углеродом (0,4-0,5 мас.%) позволяет [2]
увеличить абсолютную величину обратимой деформации при нагреве до
0,3% (после значительного предварительного растяжения на 20-58%). В со-
старенной стали 0,4C-18Mn-l,2V после растяжения на 15% величина обра-
тимой деформации при нагреве возрастает до 0,68% [2]. В сложнолегирован-
ной стали 0,06C-28Mn-5Cr-6Si-0,5Nb после предварительной прокатки на
6-20% и старения при ~800 °C авторы обнаружили обратимую деформацию
при нагреве до ~3,5% [6, 8]. Следует отметить, что увеличение количества
ниобия до ~1,59 мас.% в подобных сталях (0,18C-15Mn-9Cr-5Ni-5Si-l,59Nb
[8]) сохраняет достаточно высокие значения обратимой деформации, но не
дает возможности реализовать значительное дисперсионное твердение и пе-
ревести их в разряд высокопрочных. Таким образом, прочностные характе-
ристики всех перечисленных выше сталей не являются достаточно высоки-
ми, что не позволяют обеспечить максимальные усилия в образцах при про-
явлении ЭПФ при нагреве.
В настоящем исследовании осуществлялось интенсивное дисперсионное
твердение за счет выделения нанокарбидов VC в железомарганцевых эко-
номнолегированных аустенитных сплавах с ЭПФ [12]. При дисперсионном
твердении предполагалось увеличить не только прочностные характерис-
тики, но и величину ЭПФ вследствие осуществления деформации в высоко-
прочном аустените преимущественно за счет мартенситного у—>е-превра-
щения, а также получить возможность регулирования величины ЭПФ в ре-
зультате карбидной стабилизации и дестабилизации аустенита.
Работа выполнена на дисперсионно-твердеющих аустенитных сталях с
18 мас.% марганца, легированных 2% Si в целях снижения энергии дефек-
тов упаковки и облегчения образования е-мартенсита. Для регулирования
687
' прочности и величины ЭПФ стали дополнительно легированы углеродом и
карбидообразующим элементом - ванадием.
Известно [12], что высокими прочностными и пластическими характери-
стиками обладают стареющие марганцевые аустенитные стали с 0,4 мас.%
углерода и 2% ванадия. В качестве основного исследуемого материала была
выбрана [13] дисперсионно-твердеющая аустенитная сталь с 0,4 мас.% С и
2 мас.% V (сталь 40Г18С2Ф2 или 0,4C-18Mn-2Si-2V). Для сравнения была
исследована менее прочная сталь с 0,2 мас.% С и 1 мас.% V (сталь 20Г18С2Ф1
или 0,2C-18Mn-2Si-l V). В целях связывания углерода в карбиды VC при ста-
рении (и получения оптимального для проявления ЭПФ состава Fe-Mn-аусте-
нитной матрицы) соотношение углерода к ванадию в сталях (мас.%) выбира-
ли, как 1 к 5.
Стали выплавляли в индукционной печи, гомогенизировали и проковы-
вали при нагреве до 1150...1200 °C. Затем заготовки подвергали горячей и
холодной прокатке на воздухе. После прокатки и закалки образцов от
1150 °C проводили карбидное старение при 600, 650 и 720 °C (время старе-
ния преимущественно составляло 0,5; 3 и 12 ч). В целях осуществления мар-
тенситного у—>Е-превращения термообработанные пластинчатые образцы
толщиной b = 1,38 мм, шириной 5,00 мм и длиной 55,00 мм изгибали при
комнатной температуре на 180° вокруг цилиндра диаметром D = 29 мм. Де-
формацию на внешней растянутой поверхности изогнутой пластины опре-
деляли по известной формуле е = b/D. В этих условиях максимальная дефор-
мация достигала ~4,7%. Затем в специальном дилатометре при скорости на-
грева ~5 град/мин определяли температурный интервал обратного мартен-
ситного е—>у-превращения и величину ЭПФ при разгибе каждого образца
(по форме близкого к полукольцу), оцениваемую по расхождению концов
образца (мм) при нагреве.
15.2. СТРУКТУРНЫЕ ИЗМЕНЕНИЯ
В СТАЛЯХ (0,2-0,4)C-18Mn-2Si-2V ПРИ СТАРЕНИИ
На рис. 15.1, 15.2 представлены данные по структуре состаренных и хо-
лоднодеформированных (на 4,7%) изгибом при 20 °C образцов стали
0,4C-18Mn-2Si-2V (фольги для ТЕМ-анализа были вырезаны из растяну-
тых при изгибе областей вблизи внешней поверхности образца). Видно
Рис. 15.1. Дисперсные карбиды VC (а) и кристаллы е-мартенсита (б) в стали типа 40Г18С2Ф2
после старения (600 °C, 15,5 ч) и последующей холодной деформации (е - 4,7%)
688
Рис. 15.2. Темнопольное изображение укрупненных карбидов в рефлексе VC (а) и кристал-
лы е-мартенсита (б) в стали типа 40Г18С2Ф2 после старения (720 °C, 12 ч) и холодной дефор-
мации (е - 4,7%)
(рис. 15.1, а), что «низкотемпературное» старение при 600 °C в течение 15,5 ч
приводит к появлению матричного твидового контраста, особенно на кон-
турах экстинции, что объясняется образованием дисперсных когерентных и
полукогерентных частиц VC размером до 3-5 нм [7], создающих упругие по-
ля искажений в матрице Отчетливые рефлексы от упругоискаженных час-
тиц VC на электронограммах не обнаруживаются. При малой холодной де-
формации (до 4,7%) в стали появляются кристаллы Е-мартенсита и дефек-
ты упаковки (рис. 15.1, б). После «высокотемпературного» старения при
720 °C (до 12 ч) в структуре стали 0,4C-18Mn-2Si-2V формируются более
крупные карбиды ванадия (рис. 15.2, а).
По темнопольным изображениям в рефлексе VC определена величина
карбидов и построена гистограмма распределения карбидов по размерам
(рис. 15.3). Средний размер карбидов VC в состаренной при 720 °C (6 ч) ста-
ли составляет 9 нм, плотность карбидных частиц 3-1016 см’(~2,4 об.%). Так
как отдельные частицы VC на темнопольных снимках не всегда видны в од-
ном рефлексе, можно утверждать, что они имеют иную ориентировку вслед-
ствие потери когерентности и накопления разориентаций при их росте. При
температуре 720 °C возможно развитие гетерогенного старения на дислока-
циях, что подтверждается распределением частиц по цепочкам вдоль отдель-
ных дислокаций (рис. 15.2, б). Образующиеся при холодной деформации кри-
сталлы Е-мартенсита наследуют карбидные частицы. Количество Е-мартен-
сита в перестаренной при 720 °C стали за-
метно больше, чем в стали после «низко-
температурного» старения при 600 °C.
Качественно подобная картина в
структурных изменениях при аналогич-
ном старении наблюдается в стали с
меньшим количеством углерода -
0,2C-18Mn-2Si-lV.
Рентгеновский фазовый анализ по-
верхностных слоев изогнутого образца в
Рис. 15.3. Распределение частиц VC по размерам
в стали 40Г18С2Ф2 после старения при 720 °C, 6 ч
689
Рис. 15.4. Электронограмма от фаз у, £, VC в
стали 40Г20С2Ф2 после старения при 720 °C,
12 ч и последующей холодной деформации
изгибом на 4,7% (фольга вырезана из по-
верхностной области образца в зоне растя-
жения)
зоне растяжения показал, что содер-
жание е-мартенсита в перестаренной
стали (720 °C, 3 ч) не достигает мак-
симально возможных значений (бо-
лее 90%) и составляет ~50%, что пока не позволяет надеяться на получение
максимально возможной величины ЭПФ при последующем нагреве.
На рис. 15.4 представлена электронограмма предварительно состарен-
ного при 720 °C и деформированного изгибом образца, которая доказывает
присутствие всех трех фаз: видны сетки рефлексов от матричного аустени-
та с осью зоны [ПО], от карбидов с такой же осью зоны и от кристаллов
е-мартенсита с осью зоны [010].
15.3. ИЗМЕНЕНИЯ ВЕЛИЧИНЫ ЭПФ В СТАЛЯХ
ПРИ СТАБИЛИЗИРУЮЩЕМ И ДЕСТАБИЛИЗИРУЮЩЕМ
СТАРЕНИИ
О количестве образовавшегося е-мартенсита деформации косвенно
можно судить по величине ЭПФ при обратном е—»у-нревращении в процес-
се нагрева. На рис. 15.5 представлена температурная зависимость обрати-
мой деформации при разгибе в предварительно изогнутых образцах стали
0,2C-18Mn-2Si-lV после различного времени старения при 600 (а) и 720 °C
(б). Как видно из рис. 15.5, а, «низкотемпературное» старение при 600 °C
в течение 0,5-15,5 ч стабилизирует аустенит по отношению к образованию
е-мартенсита при предварительной холодной деформации, что проявляется
в уменьшении обратимой деформации от 9 до 6 мм в процессе обратного
е—>у-превращения при нагреве до 300 °C.
Стабилизация аустенита объясняется [7] упругими полями напряжений
вокруг многочисленных когерентных частиц, которые препятствуют появ-
лению и развитию зародыша мартенсита со своим полем напряжений, не-
смотря на дестабилизируещее обеднение аустенитной матрицы ванадием и
углеродом. Видно также, что выделение карбидов ванадия может повы-
сить температуру начала обратного превращения Ан от 80 до 180 °C (см.
рис. 15.5, а). Температура конца превращения Ак меняется мало и сохраня-
ется на уровне 275 °C.
Выделение более крупных карбидов ванадия в режиме перестаривания
при 720 °C повышает температуры начала и конца обратного Е—^-превра-
щения (рис. 15.5, б). Трехчасовое старение при 720 °C дестабилизирует аус-
тенит, увеличивает количество мартенсита деформации и вследствие этого
повышает величину проявления ЭПФ от 8-9 до 11 мм в стали
0,2C-18Mn-2Si-lV при нагреве до 300. ..320 °C (см. рис. 15.5, б).
690
Рис. 15.5. Изменение обратимой деформации в процессе е—//-превращения при нагреве в ста-
ли 0,2C-18Mn-2Si-l V после предварительной закалки от 1150 °C и старения при 600 °C (а)
и 720 °С(б).
Время старения, ч: 1-0; 2-0.5; 3 - 3 и 3,5; 4- 12 и 15.5
Понятно, что в закаленной стали 0,4C-18Mn-2Si-2V, наиболее стаби-
лизированной углеродом и ванадием, образуется меньше мартенсита де-
формации при 20 °C, чем в закаленной малоуглеродистой стали
0,2C-18Mn-2Si-l V. При этом величина обратимой деформации при нагре-
ве до 300 °C в стали с 0,4% С составляет 7 мм, а в стали с 0,2% С - 9 мм
(ср. рис. 15.5 и 15.6). На более легированной состаренной стали
0,4C-18Mn-2Si-2V с большим количеством выделяющихся карбидов раз-
личие в дестабилизации и стабилизации аустенита (при разном старении)
по отношению к образованию е-мартенсита деформации, а также разли-
чие в изменении величины ЭПФ при нагреве еще более заметны (рис.
15.6). Как видно из рис. 15.6, а, непродолжительное (0,5 ч) старение при
600 °C стабилизирует аустенит стали 0,4C-18Mn-2Si-2V, а старение в те-
чение 15,5 ч дестабилизирует его и увеличивает обратимую деформацию
от 7 до 9 мм при нагреве. Старение исследованных сталей с 0,2 и 0,4% С
при более высокой температуре 650 °C (0,5-12 ч) позволяет получить зна-
чения обратимой деформации 6-12 мм, которые близки к величинам ЭПФ
в состаренных при 600 °C образцах.
691
Рис. 15.6. Изменение обратимой деформации в процессе Е->у-превращения при нагреве в ста-
ли 0,4C-18Mn-2Si-2V после предварительной закалки от 1150 °C и старения при 600 °C (а)
и 720 °С(б).
Время старения, ч: 1 - 0; 2 - 0,5; 3 - 3 и 3,5; 4 - 12 и 15,5; 5-3 после повторной закалки
Наиболее интенсивная дестабилизация аустенита имеет место при об-
разовании более крупных и редко расположенных карбидов в процессе
«высокотемпературного» старения при 720 °C (рис. 15.6, б). Трехчасовое
старение при 720 °C (в том числе после повторной «восстановительной»
закалки от 1150 °C) позволяет настолько дестабилизировать аустенит,
что малая холодная деформация (4,7%) приводит к образованию наи-
большего количества е-мартенсита (~50%), хотя резервы его повышения
еще не исчерпаны. Достаточно крупные и редко расположенные некоге-
рентные частицы VC не препятствуют появлению и росту зародышей
мартенсита при деформации в обедненной аустенитной матрице состава
692
Рис. 15.7. Соединительная муфта из ЭПФ-ста-
ли типа 20Г18С2Ф2
Fe-18Mn. Стабилизация и дестаби-
лизация аустенита при интерметал-
лидном старении наблюдалась ра-
нее в Fe-Ni-Ti-сплавах [7]. Подоб-
ная дестабилизация, в свою оче-
редь, увеличивает величину дефор-
мации при разгибе образцов при по-
следующем нагреве до 16,5-18,5 мм,
что соответствует в последнем слу-
чае величине обратимой деформации 2,3%. Несмотря на то что аустенит-
ная матрица сталей с 0,2 и 0,4% С в результате старения при 720 °C оди-
наково освобождается от углерода и ванадия и одинаково дестабилизиру-
ется, величина ЭПФ в более упрочненной стали с 0,4% С существенно
больше, чем в стали с 0,2% С. Это подтверждает высказанное выше пред-
положение о необходимости увеличения пределов упругости и текучести
стали для обеспечения преобладающего способа холодной деформации
за счет образования е-мартенсита. Это приводит и к увеличению ЭПФ
при последующем нагреве. Полученная величина ЭПФ (2,3%) в состарен-
ной стали 0,4C-18Mn-2Si-2V близка к обратимой деформации известной
поликристаллической ЭПФ-стали типа 28Mn-6Si, однако прочностные
характеристики исследованных в настоящей работе стареющих аустенит-
ных сталей существенно выше.
На рис. 15.7 представлены муфты из ЭПФ-стали, предназначенные
для соединения труб без использования сварки. На рис. 15.8 видна обо-
лочка (длиной 1 м) из ЭПФ-стали, предназначенная для герметизатора
обсадных труб нефтяных скважин, в исходном холоднодеформированном
состоянии (а) и после обратимой деформации при е—>у-превращении при
нагреве до 400 °C (б).
Рис. 15.8. Оболочка герметизатора из ЭПФ-стали до нагрева (а) и после нагрева (б) до 400°C
693
15.4. МЕХАНИЧЕСКИЕ СВОЙСТВА ЭПФ-СТАЛЕЙ С 0,4 И 0,2% С
Исследованию изменения прочностных характеристик при старении в
аустенитных сталях близкого состава посвящено много работ (см., напри-
мер, [4, 7, 12]). В частности, в [12] показано, что наибольшее упрочнение
марганцевой аустенитной стали типа 0,45С-19Мп—2V—2Мо наблюдается в
процессе старения при 650 °C (5-20 ч). При этом предел текучести а02 уве-
личивается до 900 МПа и более. В табл. 15.1 приведены характеристики
временного сопротивления ов, условного предела текучести о0>2, относи-
тельного удлинения 8 и относительного сужения у исследованных сталей с
0,2 и 0,4 мас.% углерода после низкотемпературного (650 °C) и высокотем-
пературного (720 °C) старения.
Следует отметить, что в результате старения (650 °C, 12 ч) в стали с
0,2% С условный предел текучести о02 возрастает от 257 до 585 МПа, вре-
менное сопротивление о„ увеличивается до 1179 МПа. При этом сохраня-
ются достаточно высокие характеристики пластичности (8 = 32-39%, V =
= 32^-3%). Наибольшие прочностные характеристики (так же как и вели-
чина ЭПФ) достигаются в сталях с 0,4 мас.% углерода и 2 мас.% ванадия.
В состаренной при 650 °C стали с 0,4% С величина о02 возрастает более
чем в 2,5 раза и достигает значения 805 МПа (<5В =1281 МПа; 8 = 17,3%;
V = 20,4%). Дестабилизирующее высокотемпературное старение при
720 °C, приводящее к получению наибольших значений ЭПФ, вызывает в
стали с 0,4% С увеличение условного предела текучести до 728 МПа, а вре-
менного сопротивления - до 1312 МПа. В стали с 0,2% С наблюдается уве-
личение о02 до 528 МПа, <тв - до 1102 МПа.
Высокое сопротивление большим пластическим деформациям (ав ~
~ 1100-1300 МПа) связано не только с дисперсионным твердением, но и с
развитием мартенситных у—>£(а)-превращений при растяжении образцов.
Этим же объясняется достаточно высокая пластичность сталей (8 =
= 20-43%) в высокопрочном состоянии (TRIP-эффект [7]). Предел текуче-
сти исследованных аустенитных ЭПФ-сталей меньше, чем полученный в
работе [12], что можно объяснить отсутствием Мо и образованием е-мар-
Таблица 15.1
Механические свойства сталей 0,2C-18Mn-2Si-lV и 0,4C-18Mn-2Si-2V
после различных режимов закалки и старения при 650 и 720 °C
Сталь Термообработка о. <Ъ 8 v
МПа %
0,2C-18Mn-2Si-l V 3, 1160 °C, 0,5 4 984 257 32,2 32,0
0,2C-18Mn-2Si-l V C, 650 °C, 3 ч 1096 424 39,7 38,0
0,2C-18Mn-2Si-lV C, 650 °C, 12 ч 1179 585 34,2 43,2
0,2C-18Mn-2Si-l V C, 720 °C, 0,5 ч 1090 349 38,3 37,0
0,2C-18Mn-2Si-l V C, 720 °C, 3 ч 1102 528 21,0 26,0
0,2C-l8Mn-2Si-l V C, 720 °C, 6 ч 1097 497 19,1 21,1
0,4C-I8Mn-2Si-2V C, 650 °C, 12 ч 1281 805 17,3 20,4
0,4C-18Mn-2Si-2V C, 720 °C, 3 ч 1312 728 19,4 22,7
694
тенсита в упругой области деформации при испытании на растяжение. Од-
нако прочность предложенных дисперсионно-твердеющих ЭПФ-сталей,
существенно превышает прочность известных ЭПФ-сталей типа Г28С6
(о0,2 = 496 МПа, ов = 890 МПа).
Таким образом, перевод аустенитных марганцевых сталей в разряд ин-
тенсивно дисперсионно-твердеющих (в частности с помощью легирования,
обеспечивающего образование нанокарбидов VC) позволяет получать вы-
сокие значения эффекта памяти формы при значительном повышении
прочностных характеристик. При изменении количества, дисперсности и
распределения карбидов VC при старении удается регулировать в широких
пределах характеристики прочности и величину ЭПФ. Предложенные ста-
ли содержат существенно меньше марганца (16-20% вместо 28%) и кремния
(2% вместо 6%).
15.5. ПРИЧИНЫ РАЗЛИЧНОЙ ВЕЛИЧИНЫ
ЭПФ В СТАЛЯХ С 0,01-1,0% УГЛЕРОДА
Наибольшая величина ЭПФ (2-2,5%) при нагреве стали
0,4C-20Mn-2Si-2V достигается после первоначального образования макси-
мального количества Е-мартенсита при исходной холодной деформации, на-
пример изгибом, на ~3-5%. Однако в наименее стабильном (по отношению
к у—>Е-превращению при охлаждении) аустенитном сплаве типа Fe-20Mn
при небольших степенях исходной холодной деформации образуется мало
Е-мартенсита, что приводит к реализации незначительной величины ЭПФ
(менее 0,3% [13]) при обратном Е-у-превращении. Стареющие стали типа
0,4C-20Mn-2Si-2V [13-17] и известные высоколегированные стали
28Mn-6Si [5, 6] образуют гораздо больше Е-мартенсита деформации и име-
ют более высокие значения ЭПФ. В настоящем разделе представлены ре-
зультаты исследований [17] по выяснению причин разной величины ЭПФ в
этих сталях. Интерес представляло также изучение влияния содержания уг-
лерода и карбидообразующего элемента ванадия на упрочнение и абсолют-
ную величину эффекта памяти формы Mn-V-сталей. Кроме этого, в рабо-
те [17] исследовали ЭПФ-стали с карбидным старением после нанострукту-
рирования с помощью интенсивной холодной деформации и быстрой крис-
таллизации из расплава (БКР).
Исследованию [17] подвергали стареющие аустенитные марганцевые
стали типа 20Г20С2Ф1 (0,20C-20Mn-2Si-lV); 45Г20С2Ф2
(0,45C-20Mn-2Si-2V); 45Г20С2Ф2В2 (0,45C-20Mn-2Si-2V-2W);
70Г20С2ФЗ (0,70C-20Mn-2Si-3V); 100Г20С2Ф4 (l,0C-20Mn-2Si^lV), со-
держащие 0,2-1,0 мас.% углерода и 1-4% ванадия, что позволяло получать
от ~1 до 4-5 мас.% нанокарбидов VC при дисперсионном твердении. Для
сравнения были изучены также практически нестареющие стали Г18
(18 Мп), Г18С2 (18Mn-2Si), Г28С6 (28Mn-6Si) с 0,01-0,02 мас.% С и углеро-
дистые стали 20Г18С2 (0,2C-18Mn-2Si), 40Г22С2 (0,4C-22Mn-2Si).
Выплавленные стали проковывали и гомогенизировали при 1150... 1200 °C.
Старение осуществляли при 600.. .720 °C (0,5-12 ч). После закалки от 1150 °C
и старения в целях реализации мартенситного у—>Е-превращения проводили
695
Рис. 15.9. Изменение обратимой деформации в процессе £—уу-превращения при нагреве ста-
лей 0,7C-20Mn-2Si-3V (1-3) и 28Mn-6Si (4). Предварительная обработка стали
0,7C-20Mn-2Si-V: 3 от 1150 °C, С (6 ч) при 720 (1), 650 (2), 600 (3), ХД изгибом е ~ 4%.
Исходная обработка стали 28Mn-6Si: 3 от 1150 °C и ХД Е ~ 4% (4)
холодную деформацию сжатием (на 4-30%) или изгибом на 180° вокруг ци-
линдрических оправок диаметром 30 или 60 мм. Деформацию (е, %) на
внешней поверхности изогнутого пластинчатого образа определяли по из-
вестной формуле е = 100 b/D, где b - толщина пластины, D - диаметр изо-
гнутого образца. Исходная пластическая деформация на внешней «растяну-
той» поверхности изогнутого образца составляла ~4 или ~2%. Определение
величины обратимой деформации и температурного интервала Е—^-пре-
вращения при нагреве предварительно деформированных сжатием цилинд-
рических образцов осуществляли в дилатометре ULVAK-RIKO DL-1500
RHP. На другом специально созданном дилатометре фиксировали расхож-
дение концов предварительно изогнутого образца в процессе его распрям-
ления при нагреве [14]. Обратимую деформацию е (величину ЭПФ, %) счи-
тали по разнице между исходной холодной деформацией (е0, %) и оставшей-
ся деформацией (ег, %) после формоизменения образца при нагреве.
На рис. 15.9 показано влияние температуры старения (с выделением кар-
бидов VC разной дисперсности) на изменение ьеличины ЭПФ в стали
70Г20С2ФЗ в процессе обратного мартенситного е—>у-превращения при нагре-
ве. Низкотемпературное старение при 600...650 °C (6 ч), вызывающее выде-
ление когерентных или полукогерентных карбидов VC размером 3-5 нм, ста-
билизирует аустенит по отношению к образованию е-мартенсита при исход-
ной холодной деформации изгибом е ~ 4%, что снижает величину ЭПФ при по-
следующем е—>у-превращении (рис. 15.9, кривые 2, 3). Старение при темпера-
туре 720 °C вызывает выделение достаточно крупных и редко расположенных
карбидов VC с преобладающим размером ~9 нм [13], которые практически не
696
Рис. 15.10. Дилатометрические кривые, полученные на образцах ЭПФ сталей 45Г20С2Ф2,
70Г20С2ФЗ, 100Г20С2Ф4 при нагреве в процессе е—>у-прсвращения и охлаждении.
Предварительная обработка: С. 720 °C, 6 ч + ХД сжатием на ~6% при 20 (I), -60 (2) и -196 °C (3)
мешают зарождению и росту 70-80% е-мартенсита при прямом у—^-превра-
щении в процессе холодной деформации (~ 4%). В этих условиях величи-
на ЭПФ в состаренной стали 70Г20С2ФЗ (0,7C-20Mn-2Si-3V) достигает
еэпф ~ 2,2% (рис. 15.9, кривая 1) Близкие значения обратимой деформации
имеет известная аустенитная ЭПФ-сталь Г28С6 (Fe-28Mn-6Si) [6, 7], в кото-
рой нет карбидного упрочнения (рис. 15.9, кривая 4).
На рис. 15.10 представлены дилатометрические кривые нагрева и ох-
лаждения цилиндрических образцов трех метастабильных аустенитных ста-
лей, содержащих разное количество углерода. Предварительная обработка
образцов включала закалку от 1150 °C, последующее дестабилизирующее
карбидное старение при 720 °C (6 ч) и образование е-мартенсита при дефор-
мации сжатием на ~6%.
Нагрев деформированных образцов в дилатометре приводит к проявле-
нию эффекта памяти формы, выражающемуся в удлинении (на 1,6-2,2%)
предварительно сжатых образцов в интервале обратного е—>у-превращения
при 150...400 °C (см. рис. 15.10). Обратимая деформация на образцах, пред-
варительно деформированных сжатием, несколько меньше, чем величина
ЭПФ, полученная на образцах, деформированных изгибом (ср. рис. 15.9
и 15.10). Снижение температуры предварительной холодной деформации
697
Рис. 15.11. Дилатометрические кривые, характеризующие е(а)—>у-превращение при
нагреве в сталях 40Г22С2 (а) и 01Г18С2 (б), предварительно деформированных сжатием
на 4(1) и 12 (2)%
от 20 до -60 °C практически не изменяет величину ЭПФ. И только дефор-
мация при -196 °C несколько увеличивает ЭПФ, что связано с образовани-
ем большего количества Е-мартенсита. Следует отметить, что увеличение
содержания карбидов VC с увеличением концентрации углерода (от 0,45 до
1,0%) и ванадия (от 2 до 4%) в состаренной аустенитной матрице лишь не-
значительно снижает количество мартенсита деформации и соответственно
проявление ЭПФ (см. рис. 15.10).
Если в качестве ЭПФ-сталей использовать не упрочняемые карбидами
сплавы железа с 18-22% Мп, 2% Si и 0,01-0,40% С, то величина ЭПФ в них
будет заметно меньше, чем в исследуемых дисперсионно-твердеющих сталях.
Как следует из рис. 15.11 и работ [13, 14], практически безуглеродистые ста-
ли Г18, Г18С2 и среднеуглеродистая сталь 40Г22С2 имеют пониженные зна-
чения ЭПФ (0,20, 0,70, 0,25% соответственно) после исходной холодной де-
формации сжатием на ~4%. Малую величину ЭПФ в стали 40Г22С2 можно
связать с влиянием углерода на повышение энергии дефекта упаковки (ЭДУ),
что вызывает стабилизацию аустенита по отношению к образованию Е-мар-
тенсита деформации. Низкие значения ЭПФ в наиболее нестабильных безуг-
леродистых сталях Г18, Г18С2 объяснить труднее. Видно (см. рис. 15.11), что
увеличение степени исходной холодной деформации от 4 до 12% позволяет
немного увеличить значения ЭПФ (до 0,55-Ю,95%). Чтобы выяснить количе-
ственные характеристики прямого мартенситного у—>Е-превращения при хо-
лодной деформации был выполнен рентгеновский фазовый анализ марганце-
вых аустенитных сталей после различных обработок.
В табл. 15.2 представлено экспериментально определенное содержание
у-, Е-, a-фаз в исследованных сталях после разной степени холодной дефор-
мации. Образование большого количества Е-мартенсита (~74-90%) в ре-
698
Таблица 15.2
Измспспис содержания у-, Е- и a-фаз и марганцевых сплавах
с увеличенном степени деформации, %
Сталь Деформация Y Е а Вид обработки
Г18 4,7 78 22 0 3 от 1150 °C
11,0 28 48 24
20,4 15 51 34
40,9 0 68 32
Г18С2 4,0 26 62 12 — —
12,0 0 81 19
30,0 0 58 42
20Г18С2 3,0 82 18 0
5,0 76 24 0
14,0 35 65 0
40,0 0 100 0
40Г22С2 4,0 80 20 0 »»
12,0 73 27 0
30,0 77 23 0
Г28С6 5,8 15 84 1
10,6 16 81 3
16,5 12 83 5
32,0 13 76 11
40Г18С2Ф2 5,0 23 74 3 3 от 1150 °С+С, 720 °C, 6 ч
10,0 10 73 17
15,0 2 61 37
20,0 0 49 51
40Г18С2Ф2В2 4,0 10 90 0
10,0 0 84 16
зультате слабой холодной деформации (4-5%) наблюдается только в стали
Г28С6 и дестабилизированных старением дисперсионно твердеющих сталях
типа 40Г18С2Ф2 и 40Г18С2Ф2В2.
Такая же деформация приводит к формированию существенно меньшего
количества Е-мартенсита (20-24%) в стабилизированных углеродом сталях
40Г22С2, 20Г20С2 и в безуглеродистой стали Г18 с малыми значениями ЭПФ
(см. табл. 15.2). В наименее стабильной аустенитной стали Г18С2 образова-
ние достаточно большого количества Е-мартенсита (62%) сопровождается
появлением а-мартенсита с ОЦК-решеткой (-12%), количество которого
возрастает до 42% с повышением степени холодной деформации (е = 30%).
Такая же ситуация имеет место и во многих других сталях (см. табл. 15.2). По-
явление второй мартенситной фазы (а) неблагоприятно сказывается на ха-
рактеристиках ЭПФ и на температуре конца обратного мартенситного
Е(а)—>у-превращения, которая повышается до 500...600 °C (рис. 15.11,6).
Следует отметить, что обратное а—>у-превращение приводит также к
проявлению ЭПФ, связанного с аномальным увеличением длины дилатоме-
699
трического образца при нагреве (см. рис. 15.11, б), несмотря на меньший
удельный объем образующейся у-фазы [7].
Таким образом, использование метастабильных сплавов типа Fe-18Mn и
Fe-20Mn-2Si-0,2(0,4)C в качестве ЭПФ-материалов нецелесообразно не
только из-за их низкой прочности, но и потому, что в них образуется недо-
статочно е-мартенсита при холодной деформации с малыми степенями
(4-5%). Такая деформация осуществляется преимущественно в результате
скольжения полных дислокаций. Большое количество необходимого Е-мар-
тенсита образуется только при увеличении степени деформации (более
40%), когда обратимость у—»е- и е—>у-превращений может значительно на-
рушаться. Возможное образование а-мартенсита сильно увеличивает тем-
пературу обратного мартенситного превращения. Напротив, в состаренных
сталях типа 40Г20С2Ф2 с равномерно распределенными нанокарбидами VC
малая деформация осуществляется в основном за счет перемещения частич-
ных дислокаций, формирования и упорядочения дефектов упаковки с обра-
зованием до 70-90% е-фазы. По-видимому, частицы VC способствуют рас-
щеплению полных дислокаций на частичные [18], что вызывает образова-
ние дефектов упаковки. В работе [18] на аустенитной стали
0,lC-18Cr-10Ni-lNb впервые показано, что отжиг при 700 °C (5 ч) снижает
ЭДУ и приводит к диссоциации дислокаций с образованием дефектов упа-
ковки. Увеличение времени старения до 72 ч при 700 °C вызывает форми-
рование видимых в микроскоп очень дисперсных карбидов NbC на дефек-
тах упаковки. В состаренной матрице подобных сплавов холодная деформа-
ция, вероятно, осуществляется преимущественно за счет миграции частич-
ных дислокаций с образованием дефектов упаковки, которые при их сис-
темном упорядочении образуют е-фазу. Запасенные ориентированные уп-
ругие напряжения, которые возникают вокруг частиц VC при деформации
исходной у-решетки при превращении состаренного аустенита в е-фазу,
также должны способствовать развитию обратимого е—>у-превращения при
нагреве. Аналогичная ситуация ранее наблюдалась в стареющих сплавах
Fe-Ni-Co-Ti [9], в которых выделение фазы типа Ni(Co)3Ti резко усилива-
ет обратимость у—>а- и а—>у-превращений и способствует проявлению
ЭПФ. В работе [19] в известной аустенитной ЭПФ-стали Г31С6 при старе-
нии (600 °C, 36 ч) обнаружены наночастицы P-Мп, которые дали возмож-
ность увеличить ЭПФ от 1,8 до 2,3%, что можно объяснить (по аналогии с
влиянием частиц VC) образованием большего количества е-мартенсита де-
формации в распавшемся твердом растворе аустенита.
15.6. УПРОЧНЕНИЕ МАРГАНЦЕВЫХ ЭПФ-СТАЛЕЙ С 0,2-1,0% С
В РЕЗУЛЬТАТЕ КАРБИДНОГО СТАРЕНИЯ
Как известно [7], наибольшее упрочнение в анализируемых марганце-
вых аустенитных сталях достигается при выделении нанокарбидов разме-
ром 5-6 нм в процессе «низкотемпературного» старения (600...650 °C).
В этом случае происходит частичная стабилизация аустенита по отноше-
нию к мартенситному у—^-превращению при холодной деформации, что
снижает количество образующегося е-мартенсита и приводит к уменьше-
700
Рис. 15.12. Структура и электронограммы статей 1 .OC-2OMn-2Si—IV (а, в) и
0,45C-20Mn-2Si-2V-2W (б) после закалки от 1150 °C. старения при 650 °C. 3 ч. и холодной
деформации (е - 4%). Темнопольное изображение от карбидов VC (а. б) и е-мартенсита (в)
нию обратимой деформации превращения при нагреве. Наибольшая вели-
чина ЭПФ в аустенитных сталях достигается после начальных этапов «пе-
рестаривания» в условиях «высокотемпературного» нагрева до 720...750 °C,
когда карбиды VC укрупняются. Увеличение количества углерода до
0,45-1.0% вызывает появление как дисперсных карбидов ванадия в процес-
се старения (рис. 15.12, а), так и довольно крупных первичных карбидов VC
размером 100-200 нм, выделяющихся при кристаллизации (рис. 15.12, б).
Плотность крупных частиц VC около 1013 см 3. Количество дисперсных ча-
стиц VC увеличивается до 9 1016 см-3 в стали 0,45C-20Mn-2Si-2V-2W и до
6-1016 см-3 в стали l,0C-20Mn-2Si^lV. В сталях с малым и повышенным со-
держанием углерода присутствуют кристаллы е-мартенсита (рис. 15.12, в) и
дефекты упаковки.
Отметим, что в высокоуглеродистых сталях с 0.7-1.0% С наблюдается
также выделение более крупных карбидов VC по границам зерен, что мо-
жет снижать характеристики ударной вязкости и пластичности.
В табл. 15.3 представлены значения механических свойств сталей с
0,2-1,0% С (предел текучести и02, условный предел прочности ов, относи-
тельное удлинение 5, относительное сужение у) после различных режи-
мов старения при 650...720 °C. Видно, что с увеличением содержания уг-
лерода и ванадия упрочнение возрастает. Так, старение при 650 °C (12 ч)
позволяет увеличить о02 от 585 МПа (в стали с 0,2% С) до 805 (в стали с
0,45% С) и до 825-883 МПа (в сталях с 0,7-1,0% С). Одновременно уменьша-
ется пластичность от S = 34,2% (в стали с 0,2% С) до 8 = 10—13% (в сталях с
0,7-1,0% С). При дестабилизирующем старении (720 °C, 3 ч) о02 изменяется
от 528 до 750 МПа (см. табл. 15.3). Следует подчеркнуть, что максимальный
рост упрочнения имеет место нс при увеличении содержания углерода до
0,7-1,0%, а при добавлении в сталь с 0,45% С 2% W. что позволяет повысить
а02 до 965 МПа (8 = 14%). Высокое упрочнение связано [3, 15] с тем, что в
аустенитных Mn-V-сталях добавление тугоплавких карбидообразующих
701
Таблица 15.3
Механические свойства и обратимая деформация еэПФ в Mn-Si-V-C-сталях
Сталь Вид обработки а. Со.’ 8 V £ЭПФ
МПа %
0,2C-20Mn-2Si-2V 3 от 1150 °C, 0,5 ч, 984 257 32,2 32,0 1,13
вода
3 + 650 °C, 3 ч 1096 424 39,7 38,0 1,36
3 + 650 °C, 12 ч 1179 585 34,2 43,2 —
3 + 720 °C, 0,5 ч 1090 349 38,3 37,0 —
3 + 720 °C, Зч 1102 528 21,0 26,0 1,7
3+720 °C, 6 ч 1097 497 19,1 21,1 -
0,45C-20Mn-2Si-2V 3 + 650 °C, 12 ч 1281 805 17,3 20,4 1,4
3 + 720°С,3 ч 1312 728 19,4 22,7 2,1
0,7C-20Mn-2Si-3V 3, 1150 °C, 0,5 ч, вода 989 547 П,7 18,4 —
3 + 650 °C, 12 ч 1319 883 13,3 21,0 0,8
3 + 720 °C, 3 ч 1168 642 14,6 22,7 2,3
1,0C-20Mn-2Si-4V 3, 1150 °C, 0,5 ч, вода 1110 641 16,6 21,7 —
3 + 650 °C, 3 ч 1217 819 14,3 18,6 —
3 + 650 °C, 12 ч 1267 825 11,3 11,6 —
3 + 720 °C, 3 ч 1120 665 10,0 16,0 -
0,45C-20Mn-2Si-2V-2W 3, 1150 °C, 0,5 ч, вода 1046 517 31,4 34,2 1,0
3 + 650 °C, 3 ч 1157 632 39,5 36,5 2,1
3 + 650 °C, 12 ч 1319 965 14,1 20,0 —
3 + 720 °C, 0,5 ч 1157 608 37,0 36,2 —
3 + 720 °C, 3 ч 1212 750 23,0 35,5 2,4
3 + 720 °C, 6 ч 1234 704 21.6 29,1 -
элементов Mo(W) приводит к легированию ими матрицы и карбидов и об-
разованию чрезвычайно дисперсных карбидов V(Mo, W)C с более высокой
плотностью распределения, чем в обычных Mn-V-аустенитных сталях.
15.7. УПРОЧНЕНИЕ СТАРЕЮЩИХ ЭПФ-СТАЛЕЙ
С ПОМОЩЬЮ ТЕПЛОЙ ДЕФОРМАЦИИ
Субмикрокристаллическую зеренную структуру в ЭПФ-сталях
20Г20С2Ф1 и 40Г22С2Ф2 получали на достаточно массивных пластинчатых
образцах теплой дробной прокаткой при -400 °C. Теплая прокатка при
400 °C выбрана в целях предотвращения образования охрупчивающих мар-
тенситных кристаллов и исключения интенсивного упрочняющего старе-
ния. Теплую прокатку осуществляли с помощью многократных проходов с
небольшими степенями деформации (5-8%) и промежуточными отжигами
при той же температуре (400 °C). Повышение температуры деформации до
600...650 °C приводило к интенсивному старению и потере пластичности.
Кроме того, отжиги при этих температурах вызывают заметное разупроч-
нение деформированной стали в результате развития процессов возврата.
702
б
Рис. 15.13. Темнопольные изобра-
жения (а. в) структуры ЭПФ-сталей
20Г20С2Ф1 (а) и 40Г22С2Ф2 (в) в
рефлексе (110)у и соответствующая
рис. а электронограмма (б).
Обработка: дробная прокатка при 400 °C на
92 (а) и 82% (в)
Структура стали 20Г20С2Ф1 после дробной теплой прокатки при
400 °C с обжатием 92% состоит из ультрамелкозернистых аустенитных
кристаллов и субзерен размером от 150 до 1500 нм (рис. 15.13). На темно-
польных снимках в рефлексе аустенита видна полосовая структура с тол-
щиной вытянутых кристаллов 150-250 нм. Наблюдаются также мелкие
выделения карбидов VC размером менее 10 нм. В структуре деформиро-
ванной на 82% стали 40Г22С2Ф2 присутствуют тонкие двойники и вытя-
нутые субзерна толщиной —150 нм. В табл. 15.4 представлены данные по
Таблица 15.4
Механические свойства сталей 20Г20С2Ф1. 40Г22С2Ф2 и величины ЭПФ 1^^,)
после термомеханической обработки
Режим обработки L с* <^0.2 5 От,
МПа %
Сталь 20Г20С2Ф1
| 3, 1050 °C. 0.5 ч 867 339 37,5 1,65
Д, 82%, 400 °C 1648 1363 7,5 0,79
1 С, 650 °C, 5 ч + Д 88%, 400 °C 1800 1520 1,95 0,70
Д, 92%, 400 °C 1726 1620 1,1 0,28
Д, 92%, 400 °C + С, 400 °C, 1 ч 1687 1627 1,13 0,53
1 Д, 92%, 400 °C + С, 650 °C, 5ч 1015 903 15,2 0,75
Д, 32%, 20 °C 1324 1264 13.6 1,10
Д, 32%, 20 °C + С, 400 °C, 1 ч 1479 1431 4,3 1,00
Сталь 40Г22С2Ф2
Д, 41%, 650...600 °C 1547 1310 16,3 —
, Д, 50%, 450...400 °C 1665 1556 17,7 0,88
[ Д, 82%, 450...400 °C 2044 1904 7,5 0,60
703
механическим свойствам сталей с использованием суммарной деформа-
ции 82-92% при 400 °C. Как видно, увеличение степени деформации ста-
ли 20Г20С2Ф1 от 82 до 92% при 400 °C приводит к росту условного пре-
дела текучести а02 от 1363 до 1620 МПа при значительном снижении пла-
стичности (относительное удлинение уменьшается с 7,5 до 1%). При этом
величина обратимой деформации при нагреве Ему (значение ЭПФ) изме-
няется от 0,79 до 0,28%. Дополнительное старение с выделением карби-
дов VC при температуре интенсивного распада аустенита (650 °C, 5 ч) в
условиях активного возврата снижает а0 2 до 903 МПа и увеличивает
до 0,75%. Увеличение степени деформации от 50 до 82% в стали с более
высоким содержанием углерода (40Г22С2Ф2) приводит к росту предела
текучести от 1556 до 1904 МПа (см. табл. 15.4) с сохранением относи-
тельно высокой пластичности (удлинение 5 = 7,5%). Величина ЭПФ при
этом снижается с 0,88 до 0,60%.
15.8. ИЗМЕЛЬЧЕНИЕ ЗЕРНА ЭПФ-СТАЛЕЙ
В РЕЗУЛЬТАТЕ БЫСТРОЙ КРИСТАЛЛИЗАЦИИ ИЗ РАСПЛАВА
Для получения тонких лент ЭПФ-сталей с ультрамелкозернистой струк-
турой выполнена быстрая кристаллизация из расплава (БКР) на водоох-
лаждаемый барабан. Полученные ленты имели ширину ~1,5 и 3 мм и тол-
щину —30-40 и 40-50 мкм для БКР сталей 45Г20С2Ф2 и 20Г20С2Ф1 соответ-
ственно.
Структура сталей после кристаллизации на барабане состояла в ос-
новном из мелких зерен размером 1-8 мкм, внутри которых наблюдались
равноосные ячейки (субзерна) с дислокационными границами. Субзерна
вытянуты в направлении теплоотвода при кристаллизации. На узкой лен-
те шириной ~1,5 мм и преобладающей толщиной ~30 мкм (сталь
45Г20С2Ф2) размер субзерен составлял -250-500 нм, длина субзерен
достигала 2 мкм (см. рис. 15.14). На субграницах видны крупные частицы
карбидов ванадия размером 20—30 нм. Кроме того, внутри субзерен и
на субграницах наблюдается контраст в виде пар дужек, характерный
для мелких когерентных частиц VC, выделившихся при скоростном
охлаждении.
В широкой ленте толщиной -40 мкм (сталь 20Г20С2Ф1) субзерна круп-
нее, чем в стали с 0,4% С (рис. 15.15). Их размер составляет 2-8 мкм. В изо-
гнутых (деформированных) участках фольги в малоуглеродистой стали
видны дислокационные сплетения, дефекты упаковки и прямолинейные
кристаллы Е-мартенсита. Наличие Е-фазы подтверждается микродифрак-
цией и темнопольными снимками. Формирование более крупных кристал-
литов в БКР стали 20Г20С2Ф1, по-видимому, объясняется меньшей скоро-
стью охлаждения при ее кристаллизации на барабане (при этом лента ста-
новится толще и шире).
На БКР лентах исследована обратимость эффекта памяти формы при
малых деформациях изгибом (по изменению диаметра d изогнутой ленты
при нагреве) в закаленных и состаренных сталях в интервале стабилизации
(650 °C, 6 ч) и дестабилизации (700 °C, 6 ч) аустенита.
704
Рис. 15.14. Субзерна в поперечном
(а) и продольном (б) сечениях,
дефекты упаковки (в) в быстро за-
кристаллизованной из расплава
ЭПФ-стали 45Г20С2Ф2
В табл. 15.5 представлены данные по величинам исходной холодной де-
формации лент изгибом, остаточной деформации после завершения е—>у-
превращения при нагреве, общей обратимой деформации и восстановления
формы. В перестаренных (700 °C) сталях с 0,20 и 0,45% С происходит 100%-е
восстановление исходной прямолинейной формы в процессе е—^-превра-
щения при нагреве до 300 °C, если предварительная холодная деформация
изгибом не превышала —1,1% (см. табл. 15.5). Если холодная деформация
достигала 3-4%, то восстановление формы происходит только на 50-60%.
При этом абсолютная величина ЭПФ составляет ~2%, что сопоставимо с
ЭПФ образцов большей толщины. В БКР-состоянии и после стабилизиру-
ющего старения при 650 °C восстановление формы меньше, чем после де-
стабилизирующего старения при 700 °C, что связано с уменьшением коли-
чества е-мартенсита деформации.
Рис. 15.15. Зеренная структура (а) и дефекты упаковки (б) в быстро закристаллизованной из
расплава ЭПФ-стали 20Г20С2Ф1
705
Таблица 15.5
Характеристики ЭПФ в быстро закристаллизованных
из расплава лентах сталей 45Г18С2Ф2 и 20Г18С2Ф1
№ обр. dЗЯ гиб разгиб Е ЕЭПФ % восст.
ММ % формы
Сталь 20П8С2Ф1 (700 °C, 6 ч)
1 10,1 оо 0,5 0 0,5 100
2 4,8 оо 0,8 0 0,8 100
8 4,7 оо 1,1 0 1,1 100
3 0,99 1,9 4 2 2 50
Сталь 45Г18С2Ф2 (700 °C. 6 ч)
4 1,2 3,1 3,3 1,3 2 60,6
5 7,5 ОО 0,53 0 0,53 100
6 8,1 ОО 0,5 0 0,5 100
7 4,8 ОО 0,83 0 0,83 100
Сталь 20Г18С2Ф1 (650 °C, 6 ч)
11 5 6,1 1 0,8 0,2 20
12 8,1 Оо 0,5 0 0,5 100
Сталь 45Г18С2Ф2 (650 °C. 6 ч)
9 19,3 ОО 0,31 0 0,31 100
10 2,9 4,5 1,38 0,88 0,5 36,2
Сталь 45П8С2Ф2 (БЗР, без старения)
13 0,9 1,4 4,4 2,8 1,6 36,4
14 1,5 2,2 2,7 1,8 0,9 33,3
15 2,3 3,9 1,3 0,8 0,5 38,5
16 5,4 9,8 0,6 0,3 0,3 50
17 14 26,7 0,3 0,15 0,15 50
Таким образом, получены высокие прочностные характеристики (о0 2 =
= 585-883 МПа) в Mn-V-аустенитных ЭПФ-сталях с 0,2-1,0 мас.% С в ре-
зультате выделения карбидов VC. Дополнительное легирование стали
0,45C-20Mn-2Si-2V вольфрамом (~2%) приводит к увеличению предела те-
кучести о0 2 до 965 МПа при сохранении достаточно высокой пластичности
(5 = 14%). Теплая дробная деформация прокаткой при 400 °C со степенями
обжатия 80-90% вызывает формирование ультрамелкозернистой структу-
ры в Mn-V-аустенитных сталях с 0,2-0,4% углерода и позволяет повысить
величину о02 до 1500-1900 МПа.
706
15.9. НЕРЖАВЕЮЩИЕ ЭПФ-СТАЛИ С КАРБИДНЫМ
УПРОЧНЕНИЕМ
Представляет значительный интерес получить эффект памяти формы на
стареющих нержавеющих сталях. В табл. 15.6 даны составы исследованных
нержавеющих сталей [16], которые подвергались дестабилизирующему кар-
бидному старению по отношению к последующему у—>Е-превращению при
холодной деформации. На этих аустенитных нержавеющих Cr-Mn-V-C-ста-
лях с 12-14 мас.% хрома и различным содержанием углерода, ванадия и мар-
ганца показано влияние старения при 720 °C на изменение величины обра-
тимой деформации при Е—>у-превращении в процессе нагрева.
Таблица 15.6
Элементный состав (мас.%) и величина обратимой деформации в различных
высокохромистых аустенитных сталях, дестабилизированных старением (720 °C, 6 ч)
Марка стали С Сг Мп Ni Si V Е, %
25Х13Г14СЗФ1 0,25 13 14 — 3,5 1,2 0,97
45Х13Г14СЗФ2 0,45 13 14 — 3,5 2 1,35
45Х14Г16С2Ф2 0,45 14 16 — 2,0 2 1,14
45Х12Г12С2Ф2 0,45 12 12 - 2,0 2 1,20
Как видно из табл. 15.6, дестабилизирующее старение нержавеющих ста-
лей при 720 °C в течение 6 ч приводит к обратимой деформации 1-1,35% при
исходной холодной деформации ~2%. Полученные значения ЭПФ меньше,
чем в дисперсионно-твердеющих сталях типа 45Г18С2Ф2, что связано с не-
оптимальной обработкой и составами исследованных нержавеющих сталей.
15.10. ЭФФЕКТ ПАМЯТИ ФОРМЫ С ИСПОЛЬЗОВАНИЕМ
ДЕФОРМАЦИОННОГО ДВОЙНИКОВАНИЯ е-МАРТЕНСИТА
Значительный интерес вызывает реализации ЭПФ в подобных
Mn-V-C-сталях, находящихся в исходном Е-мартенситном состоянии, в ре-
зультате двойниковой переориентации Е-мартенсита при холодной дефор-
мации с последующим обратимым е—^-превращением при нагреве. Такие
условия реализации обратимой деформации известны в литературе. В част-
ности, на этом принципе реализуется магнитоуправляемый эффект памяти
формы в сплавах Ni2MnGa. Предварительная холодная деформация мартен-
сита осуществляется путем двойникования, а возврат формы обеспечивает-
ся обратимым передвойникованием в магнитном поле или обратным мар-
тенситным превращением при нагреве [20, 21]. В сплаве U-6 мас.% Nb про-
явление ЭПФ обеспечивается также в результате двойникования моно-
клинной мартенитной а"-фазы при холодной деформации с последующей
обратимой деформацией при нагреве сплава в аустенитную уо область [22,
23]. В работе [24] показана возможность реализации эффекта памяти фор-
мы в Мп—V—С-сплаве с исходной Е-мартенситной структурой.
707
Обр. № 1
Обр. № 2
Обр. № 3
Обр. № 4
Обр. № 5
Рис. 15.16. Схема холодной деформации изгибом-разгибом образцов состаренной стали
20Г20С2Ф
Исследованию [24] подвергали стареющую аустенитную метастабильную
марганцевую сталь типа 20Г20С2Ф1 (0,20C-20Mn-2Si-lV). После закалки от
1150 °C и дестабилизирующего старения при 720 °C (6 ч) получали Е-мартен-
ситную структуру в результате холодной деформации изгибом (на ~4%) и при
растяжении на 5-25%. Повторную деформацию изгибом проводили также на
образцах с Е-мартенситной структурой. Степень деформации на внешней по-
верхности изогнутого пластинчатого образца определяли по известной фор-
муле Е = 100b/D. Обратимую деформацию (величину ЭПФ, %) считали по
разнице между исходной холодной деформацией (е0, %) и оставшейся дефор-
мацией (Ер %) после формоизменения образца при нагреве.
Для определения величины ЭПФ состаренной стали 20Г20С2Ф в зависи-
мости от исходного количества мартенсита проводили однократный и мно-
гократные изгибы образцов вокруг оправки диаметром 30 мм в соответст-
вии со схемой деформации, представленной на рис. 15.16. Затем осуществ-
ляли нагрев до 400 °C каждого из пяти предварительно деформированных
образцов для проведения обратного е—уу-превращения. Измеренные значе-
ния обратимой деформации или величины ЭПФ для всех обработок пред-
ставлены в табл. 15.7.
Исходная холодная деформация изгибом до 3-5% вызывает образование
60-85% Е-мартенсита деформации в сталях подобного состава. Величина эф-
фекта памяти формы в обр. № 1 в результате е—>у-превращения при нагре-
ве составляет 2,6% (см. табл. 15.7). На рис. 15.17 представлена структура ста-
ли 20Г20С2Ф после дестабилизирующего старения при 720 °C и холодной де-
формации на 5%. В структуре преобладают тонкие пластинчатые кристал-
лы Е-мартенсита разной ориентации (рис. 15.17, а, в), остаточный аустенит и
дисперсные частицы карбида VC размером до 10 нм (рис. 15.17, в, г). Отра-
жения от VC-, у- и Е-фаз видны на электронограмме (рис. 15.17, б).
708
Таблица 15.7
Общая исходная деформация в пластинах стали 20Г20С2Ф, деформация
при последнем изгибе (до ТО и после нее) и величины эффекта памяти формы
№ обр. Общая исходная деформация Деформация при по- 1 Остаточная деформация ЭПФ
следнем изгибе (до ТО) (после ТО)
%
1 0 3.7 1,1 2,6
2 и 3,6 1.2 2.4
3 18 3,4 1,7 1,7
4 24,9 3,5 1,9 1,6
5 31,8 3,4 1,8 1,6
Второй образец был также согнут, а затем разогнут в исходную прямую
пластину и деформирован в обратную сторону (см. рис. 15.16, обр. № 2, об-
щая степень деформации на поверхности образца 11%). Величина ЭПФ в
этом случае уменьшилась и составила 2,4%. Понятно, что при разгибе и по-
вторном изгибе образца в обратную сторону основная деформация осуще-
ствлялась в Е-мартенситном состоянии. С увеличением числа изгибов до 3-5
раз обратимая деформация уменьшается до 1,6-1,7% (см. табл. 15.7).
Как видно из рентгенографических данных (рис. 15.18), с ростом числа
изгибов количество аустенита на поверхности образца уменьшается, а со-
Рис. 15.17. Структура (а. в, г) и электронограмма (б) стали 20Г18С2Ф (обр. № 1) после холод-
ной деформации е = 5%; в - темнопольное изображение в рефлексах (100), + (111)т + (11 l)v6
г - темнопольное изображение в рефлексах (011)е + (11 l)vc
709
20, град
Рис. 15.18. Изменение интенсивности ре-
флексов у- и Е-фаз на поверхности образцов
стали 20Г20С2Ф с увеличением числа изги-
бов от 1 до 2, 3 и 4 (снизу вверх)
держание Е-фазы увеличивается
почти до 95%: после 4 циклов изги-
ба линии аустенита (111)Y и (200)у
почти исчезают и остаются рефлек-
сы Е-мартенсита (110)£, (002)е и
(101)Е. Следовательно, последний
этап холодной деформации изгибом
(на ~4%) в обр. № 4 проходит в чис-
то Е-мартенситном состоянии. При
этом обратимая деформация, реали-
зуемая при нагреве выше темпера-
туры обратного мартенситного пре-
вращения е—>у, равняется 5е = 1,6%.
Следует отметить, что общая де-
формация на поверхности обр. № 4
составила 24,9%.
Объяснение наблюдаемого эффекта памяти формы в стали 20Г20С2Ф с
участием процесса переориентации Е-мартенсита при первичной холодной
деформации, по всей видимости, заключается в том, что Е-мартенсит в мар-
ганцевых метастабильных аустенитных сталях легко испытывает сдвиговое
передвойникование [25, 26]. Двойники деформации, как и кристаллы мар-
тенсита деформации, при изгибе ориентируются необходимым образом и
их последующее превращение в высокотемпературную у-фазу при нагреве
вызывает частичное восстановление первоначальной формы образца, как,
например, в сплаве U-6Nb [23]. В работе [25] на примере метастабильной
аустенитной стали 30Х12Г23 (0,3C-12Cr-23Ni-Fe) выяснены структурно-
фазовые превращения в Е-мартенситной структуре при холодной деформа-
ции. Показано [25], что образование и упорядочение дефектов упаковки
при холодной деформации в стали 30Х12Г23 приводит к появлению е-двой-
ников в результате небазисных сдвигов в ГПУ-фазе. Кроме этого, при хо-
лодной деформации развивается обратное Е—>у-превращение, а также обра-
зуются у-двойники. Как следует из [25], при каждой температуре деформа-
ции устанавливается динамическое равновесие у—»е- и е—»у-превращений,
что, в частности, вызывает сохранение ~5% остаточного аустенита в иссле-
дуемой стали 20Г20С2Ф в процессе деформации при 20 °C. Уменьшение ве-
личины ЭПФ от 2,6 до 1,6% в поликристаллическом сплаве 20Г20С2Ф объ-
ясняется еще и тем, что в обр. № 4 общая предварительная пластическая де-
формация составляет достаточно большую величину 24,9% (см. табл. 15.7),
которая существенно затрудняет обратимость у<->Е-превращений.
Чтобы проверить возможность проявления ЭПФ в пластинчатых об-
разцах с Е-мартенситной структурой, созданной другим способом, напри-
мер с помощью растяжения, проанализированы образцы стали
710
20Г20С2Ф, растянутые на 5, 10 и 25% при комнатной температуре [24].
Все пластинчатые образцы после растяжения содержали более -85-90%
мартенсита. Однако степень проявления ЭПФ при изгибе в этих исходно
Е-мартенситных образцах составила 1,5, 1,1% и 0,7% после предваритель-
ного растяжения на 5, 10 и 25% соответственно. Уменьшение обратимос-
ти деформации в процессе нагрева при превращении «двойникованная
Е-фаза —> у-фаза» также связано с развитием необратимых структурных
изменений при холодной деформации. Интересно отметить то, что вели-
чина ЭПФ после нескольких циклов «загиба-разгиба» образцов с общей
деформацией 31,8% остается на существенно более высоком уровне (5е =
1,6%, см. табл. 15.7), чем после предварительной деформации растяжени-
ем на 25% (8е = 0,7%). Возможно, это связано с «тренировкой» образца по
отношению к передвойникованию в процессе «загиба-разгиба», что поз-
воляет увеличить степень обратимости деформации изгибом на послед-
нем этапе обработки при Е-уу-превращении. Как показано на «малопроч-
ном» нестареющем аустенитном сплаве Fe-30Mn-6Si [27], величина эф-
фекта памяти формы может быть значительно увеличена, если использо-
вать марганцевые метастабильные аустенитные стали в монокристаль-
ном состоянии.
Таким образом, в метастабильных сталях типа 20Г20С2Ф с исходной Е-
мартенситной структурой может быть получен эффект памяти формы до
1,6-1,7% в результате сдвигового передвойникования Е-мартенсита в про-
цессе холодной деформации (на 3-4%) и последующего е—>у-превращения
при нагреве выше 300 °C.
СПИСОК ЛИТЕРАТУРЫ
1. Николин Б.И.,Лысак Л.И., Макогон Ю.Н. Диаграммы мартенситных фаз марганцевых
сталей Ц ФММ, 1971. Т. 32. С. 871-879.
2. Зельдович В.И., Уваров А.И., Васечкина Т.П. и др. Мартенситные превращения при де-
формации и механические свойства аустенитных хромомарганцевых сталей. I. Дилатоме-
трические эффекты при е—>у превращении в деформированных сталях // ФММ, 1975.
Т. 40, № 2. С 394-402.
3. Enami R., Nagasawa Nenno S. Reversible shape memory effect // Scripta Metallurgica, 1975.
Vol. 9, No. 9. P. 941-948.
4. Терещенко II.A., Сагарадзе В.В., Уваров А .И., Малышев К.А. Стареющие стали со струк-
турой Е-мартенсита // ФММ, 1982. Т. 53, № 1. С. 124-130.
5. Murakami К., Otsuka И., Suzuki H.G., Matsuda S. Complete shape memory effect in polycrys-
talline Fe-Mn-Si // ICOMAT-96. Nara Imao Tamura Eds., 1987. P. 985-988.
6. Baruj Л., Kikuchi T., Kadjivara S., Shiny a N. Improved shape memory properties and internal
structures in Fe-Mn-Si-based alloys containing Nb and C // J.Phys. IV France, 2003. Vol. 112.
P. 373-376.
7. Сагарадзе В.В., Уваров А.И. Упрочнение аустенитных сталей. М.: Наука, 1987. 270 с.
8. Dong ZZ., Kajiwara S., Kikuchi T., Sawaguchi T. Effect of pre-deformation at room temperature
on shape memory properties of stainless type Fe-15Mn-9Cr-5Ni-(0,5-l,0)NbC alloys // Acta
Matcrialia, 2005. Vol. 3. P. 4009-4018.
9. Кокорин B.B. Мартенситные превращения в неоднородных твердых растворах. Киев:
Наук, думка, 1987. 166 с.
10. Чумляков Ю.И., Киреева И.В., Панченко Е.Ю. и др. Эффекты памяти формы в монокри-
сталлах FeNiCoTi с термоупругими мартенситными превращениями // Докл. РАН, 2004.
Т. 394, № 1. С. 54-57.
711
11. Ma J., Kockar B., Evirgen A. et al. Shape memory behavior and tension-compression asymmetry
of a FeNiCoAlTa single-crystalline shape memory alloy И Acta Materialia, 2012. Vol. 60.
P. 2186-2195.
12. Косицына И.И., Сагарадзе В.В. Аустенитные стали различных систем легирования с кар-
бидным упрочнением // Металлы, 2001. № 6. С. 65-74.
13. Sagaradze V.V., Belozerov Ye.V., Pecherkina N.L., Mukhin M.L. The shape memory effect in high-
strength precipitation-hardening austenitic steels // Adstract book of International Conference on
Martensitic Transformations. Shanghai, China, 2005. P. 155.
14. Сагарадзе В.В., Белозеров Е.В., Мухин МЛ. и др. Новый подход к созданию высокопроч-
ных аустенитных сталей с регулируемым эффектом памяти формы // ФММ. 2006. Т. 101,
№5. С. 551-558.
15. Sagaradze V.V., Belozerov Ye.V., Pecherkina N.L. et al. The shape memory effect in high-strength
precipitation-hardening austenitic steels // Mat. Sci. Eng. A, 2006. Vol. 438-440. P. 812-815.
16. Sagaradze V.V., Mukhin M.L., Belozerov E.V. et al. Controlled shape memory effect in high
strength Mn and Cr-Mn steels // Mat. Sci. Eng. A, 2008. Vol. 481-482. P. 742-746.
17. Сагарадзе В.В., Воронин В.И., Филиппов К).И. и др. Мартенситные превращения у-е(сс)
и эффект памяти формы в стареющих высокопрочных марганцевых аустенитных ста-
лях Ц ФММ, 2008. Т. 106, № 6. С. 650-659.
18. Van Aswegen J.S.T., Honeycomhe R.W.K. Segregation and precipitation in stacking faults // Acta
Metallurgica, 1962. Vol. 10, No. 3. P. 262-264.
19. Gavriljuk V.G., Blizntik V.V., Shanina V.D., Kolesnik S.P. Effect of silicon on atomic distribution
and shape memory in Fe-Мп base alloys // Mat. Sci. Eng. A, 2005. Vol. 406, No. 1. P. 1-10.
20. Ullakko K., Huang J.K., Kantner C. et al. Large magnetic-field-induced strains in Ni-Mn-Ga sin-
gle crystals // AppL Phys. Letters, 2000. Vol. 69, No. 13. P. 1966-1968.
21. Попов А.Г., Белозеров E.B., Сагарадзе В.В. и др. Мартенситные превращения и магнито-
индуцированные деформации в сплавах Ni5()Mn5O_xGa // ФММ, 2006. Т. 102, No. 2.
С. 152-161.
22. Vandernteer В.A. Phase transformations in uranium + 14 at. % niobium Alloy // Acta Metallurgica,
1980. Vol. 28. P. 383-393.
23. Vandernteer R.A., Ogle J.C., Northcutt W.G. A phenomenological study of the shape memory
effect in polycrystallinc uranium-niobium alloys // Met. Trans., 1981. Vol. 12a, May. P. 733-741.
24. Сагарадзе В.В., Афанасьев С.В., Катаева II.В. Эффект памяти формы в Mn-V-C аусте-
нитных сталях с использованием деформационной переориентации Е-мартенсита //
ФММ, 2013. Т. 114, вып. 5. С. 1-5.
25. Филиппов М.А., Литвинов В.С., Немировский Ю.Р. Стали с метастабильным аустени-
том. М.: Металлургия, 1988. 257 с.
26. Немировский М.Р., Немировский Ю.Р., Рудаков А.А. Фазовые и структурные изменения
при деформационном у«-»Е превращении в сплаве 30X12Г23 // ФММ, 1980. Т. 50, вып. 5.
С. 1074-1080.
27. Sato A., Mori Т. Shape memory alloy of Fc-Mn-Si //Proc. Inter. Simp, on Shape Memory Alloys.
China Academic Publishers, Beijing, China, 1986. P. 353-358.
ОГЛАВЛЕНИЕ
Введение .................................................................. 3
Глава 1. Аустенитные стали с твсрдорастворпым упрочнением ................. 5
1.1. Механические свойства никелевых сталей................................ 6
1.2. Механические свойства марганцевых сталей............................. 12
1.3. Азотсодержащие аустенитные стали ................................ 20
1.3.1. Физико-механические свойства при комнатной температуре.......... 20
1.3.2. Физико-механические свойства при низких температурах ........... 22
1.3.3. Комплексное упрочнение азотсодержащей толстолистовой аустенит-
ной стали 04Х20Н6Г11АМ2БФ ............................................. 50
Список литературы ........................................................ 66
Глава 2. Аустенитные стали, упрочняемые напоразмерпыми частицами...... 72
2.1. Интерметаллидное упрочнение.......................................... 73
2.1.1. Структура и физические свойства сталей.......................... 73
2.1.2. Фрактография и механические свойства сталей при растяжении ..... 79
2.1.3. Изменение ударной вязкости ..................................... 85
2.1.4. Механические свойства фазонаклепанного аустенита ............... 87
2.1.5. Нейтронографический и электронно-микроскопический анализ микро-
напряжений, возникающих при интермсталлидном старении ................. 90
2.2. Карбидное упрочнение................................................ 101
2.2.1. Структура никелевых сталей..................................... 102
2.2.2. Механические свойства никелевых сталей......................... 103
2.2.3. Структура марганцевых сталей .................................. 109
2.2.4. Фрактография и механические свойства стареющих марганцевых сталей . 112
2.2.5. Механические свойства стареющих марганцевых сталей с двухфазной
(у+Е)-структурой................................................. 115
2.2.6. Возникновение микронапряжений при карбидном старении .......... 120
2.3. Карбонитриднос упрочнение........................................... 133
2.4. Карбидно-интерметаллидное упрочнение ............................... 135
2.5. Упрочнение нанооксидами............................................. 143
2.5.1. О технологии получения дисперсно-упрочненных оксидами сталей .... 144
2.5.2. Формирование аустенитных ДУО-сталей с использованием механичес-
кого легирования в смеси порошков Fc2O3-Fe-35Ni-3Ti(Zr).......... 146
Список литературы ....................................................... 155
Глава 3. Бсздиффузпоппыс фазовые превращения и упрочнение аустспитпых
сталей при холодной деформации........................................... 160
3.1. О деформационном упрочнении стабильных и метастабильных аустенитных
сталей................................................................... 160
3.2. Свойства аустенитной стали Х18Н10Т, деформированной прокаткой и равно-
канальным угловым прессованием .......................................... 162
3.2.1. Структура и свойства стали после РКУ-прессования .............. 163
3.2.2. Структура и свойства стали после холодной деформации прокаткой ... 165
3.2.3. Причины повышенной пластичности стали после РКУ-прессования ... 168
713
3.3. Образование ферромагнитного мартенсита в относительно стабильных аус-
тенитных сталях при холодной деформации ................................ 169
3.3.1. Образование ферромагнитных фаз (мартенсита и карбидов) при холод-
ной деформации стали Гадфильда ....................................... 169
3.3.2. Мартенситное превращение при холодной деформации в высоколеги-
рованной азотсодержащей стали 1ОХ18АГ18............................... 171
3.3.3. Мартенситные превращения и изменение магнитных свойств стали
04Х20Н6Г11 АМ2БФ при холодной деформации.............................. 176
3.3.4. Образование мартенсита и феррита в аустенитной стали 40Г17ЮЗ при
деформации и термообработке .......................................... 181
3.4. Текстурные, концентрационные и структурные изменения при «-^-превра-
щении в деформированном сплаве Н32 ..................................... 196
3.4.1. Структурные изменения............................................ 196
3.4.2. Концентрационные изменения....................................... 198
3.4.3. Текстурные изменения ............................................ 202
Список литературы .......................................................... 206
Глава 4. Аномальные диффузионные фазовые превращения при холодной
деформации и изменение свойств аустенитных сталей............ — 210
4.1. Диффузионное перераспределение легирующих элементов и образование
сегрегаций Ni при холодной деформации в Cr-Ni-аустенитных сталях..... 211
4.1.1. Изменение магнитных свойств в стабильных Cr-Ni-аустенитных сталях
при холодной деформации ............................................ 211
4.1.2. Диффузионное перераспределение никеля в Cr-Ni-аустенитных сталях
при холодной деформации .............................................. 216
4.1.3. Влияние температуры деформации на перераспределение легирующих
элементов в аустенитных Cr-Ni-сталях.................................. 220
4.1.4. Упорядочение обогащенных никелем кластеров, формирующихся в
аустенитных Cr-Ni-сталях при холодной деформации ..................... 225
4.1.5. Теоретическое описание деформационно-индуцированных сегрегаций . 229
4.2. Растворение интерметаллидов в аустенитной матрице при холодной деформации 234
4.2.1. Низкотемпературное деформационно-индуцированное образование
твердых растворов при растворении интерметаллидов разного размера 235
4.2.2. Деформационное растворение интерметаллидов с разным знаком пара-
метров несоответствия ГЦК-рсшеток частиц и матрицы.................... 239
4.2.3. Влияние температуры деформации на растворение вторых фаз.. 240
4.2.4. Влияние скорости холодной деформации на растворение интерметал-
лидов ............................................................... 241
4.2.5. О механизме низкотемпературной диффузии при холодной деформации 243
4.3. Деформационно-индуцированное низкотемпературное растворение углерода,
карбидов и нитридов в аустените ........................................ 244
4.3.1. Сплавы и методика исследования деформационного растворения угле-
родсодержащих частиц.................................................. 246
4.3.2. Деформационное растворение частиц сажи в Fe-Ni-аустените ........ 249
4.3.3. Деформационное растворение карбидов Fc3C в аустенитном сплаве Н36 252
4.3.4. Деформационное растворение карбидов Fc3C в ГЦК-сплаве Ni—1 % 57Fe 253
4.3.5. Деформационное растворение специальных карбидов VC в аустенит-
ном сплаве Н36 ....................................................... 254
4.3.6. Образование азотистого аустенита при растворении нитридов в сплавах
железа при холодной деформации........................................ 256
4.4. Растворение оксидов в сталях при холодной деформации .................. 257
4.4.1. Мессбауэровский анализ процесса растворения оксидов в железе при
холодной деформации................................................... 257
4.4.2. Сравнительный анализ кинетики деформационного растворения окси-
дов У2О3 и Fe2O3 в сталях ............................................ 260
714
4.4,3. Причины низкотемпературного деформационного растворения
оксидов.......................................................... 270
4.5. Перспективы использования деформационно-индуцированных диффузион-
ных процессов для улучшения свойств сталей............................... 272
Список литературы ....................................................... 273
Глава 5. Упрочпепне аустенитных сталей пластической деформацией и старением . 279
5.1. Влияние стабильности аустенита на структуру, характер разрушения и меха-
нические свойства стареющих никелевых сталей ............................ 279
5.1.1. Структура упрочненных никелевых сталей ........................ 279
5.1.2. Фрактография стареющих аустенитных сталей разной стабильности .. 283
5.1.3. Механические свойства никелевых сталей......................... 285
5.2. Влияние стабильности аустенита на структуру и механические свойства мар-
ганцевых сталей ......................................................... 296
5.2.1. Структура марганцевых сталей .................................. 296
5.2.2. Механические свойства марганцевых сталей....................... 297
5.3. Фрактография и механические свойства аустенитных сталей при низких тем-
пературах ............................................................... 300
5.4. Влияние холодной деформации на структуру и механические свойства аусте-
нитной стали с карбидпо-интерметаллидным упрочнением..................... 307
5.5. Упрочнение крупногабаритных изделий из аустенитных сталей........... 309
5.5.1. Упрочнение бандажных колец электродвигателей и турбогенераторов
при старении ........................................................ 310
5.5.2. Упрочнение бандажных колец с применением пластической дефор-
мации ............................................................... 311
Список литературы ....................................................... 313
Глава 6. Упрочнение аустенитных сталей ударпыми волнами.................. 316
6.1. Структура и механические свойства закаленной аустенитной стали 55Х4Г18Ф
после ударно-волнового нагружения........................................ 316
6.2. Структура и механические свойства стареющих аустенитных сталей
40Х4Г18Ф и 60ХЗГ8Н8Ф .................................................... 320
6.2.1. Упрочнение ударными волнами................................... 320
6.2.2. Упрочнение комбинированной обработкой ........................ 326
6.2.3. Структура и механические свойства шарового образца стали
60ХЗГ8Н8Ф, упрочненной с помощью сферических волн напряжений . 334
6.3. Структура и механические свойства азотсодержащей стали типа Х18АГ18
после ударно-волнового нагружения........................................ 345
6.3.1. Нагружение азотсодержащей стали со структурой прерывистого рас-
пада ................................................................ 345
6.3.2. Изменение твердости при непрерывном и прерывистом распадах. 353
6.3.3. Влияние амплитуды ударно-волнового нагружения на развитие преры-
вистого распада ..................................................... 359
Список литературы ....................................................... 367
Глава 7. Упрочпепне аустенитных сталей в результате прямого и обратного мар-
тенситных превращений, стабилизация и рекристаллизация аустенита . . 370
7.1. Возникновение новых дислокаций при обратном а—>у-превращспии в процес-
се нагрева............................................................... 370
7.1.1. Структурный механизм ОЦК—>ГЦК-превращения в ферритно-аусте-
нитной стали Х28Н9М2 ................................................ 371
7.1.2. Повышение плотности дислокаций при сдвиговом ОЦК—>ГЦК-превра-
щении при нагреве.................................................... 375
7.2. О наследовании дислокаций при обратном а-у-превращении............. 377
7.2.1. Получение дислокационной субзеренной структуры в исходной
ОЦК-фазе......................................................... 378
715
7.2.2. Наследование и перемещение дислокаций в процессе ОЦК—>ГЦК-пре-
вращения при нагреве.................................................. 379
7.2.3. Теоретический анализ дислокационных изменений в процессе наследо-
вания дислокаций при мартенситных превращениях у<->а, Е .............. 382
7 3. Кристаллографические особенности обратного а—>у превращения...... 387
7.3.1. Теоретический анализ кристаллогеометрии обратного мартенситного
превращения...................................................... 387
7.3.2. Плоскости габитуса у-фазы ..................................... 390
7.3.3. Ограничение числа ориентации у-фазы при а—>у-превращении ...... 392
7.3 4. О степени обратимости сдвиговых процессов при у—>а- и а->у-мартен-
ситных превращениях.............................................. 393
7.3.5. Упорядочение аустенита сплава Fe-32%Ni по типу Ыо и выявление
соотношений Хэдли-Брукса при а->у-превращении......................... 398
7.3.6. Образование промежуточной Е-фазы при а—>у-превращении в Fe-Ni-спла-
вах .................................................................. 404
7.3.7. Разориентаций у-кристаллов после а—»у-превращения и циклических
превращений у—>а->у................................................... 408
7.3.8. Формоизменение при а->у-превращении в Fe-Ni-сплавах ........... 412
7.4. Структурные формы у-фазы, нанокристалличсский аустенит и фазовый
наклеп в результате у-а-у-превращений .................................... 424
7.4.1. Крупнопластинчатая у-фаза и фазовый наклеп аустенита........... 424
7.4.2. Нанокристаллический аустенит и упрочнение а-мартенсита кристалла-
ми у-фазы (закалка «вверх») ..................................... 426
7.4.3. Глобулярный аустенит ............................ 429
7.5. Фазовый наклеп аустенита в результате у-Е-у-превращений ............. 430
7.6. Стабилизация аустенита............................................. 434
7.6.1. Стабилизация Fe-Ni-аустенита в результате у—>а—уу-превращений .... 436
7.6.2. Стабилизация Fe-Ni-Ti-аустенита................................ 437
7.7. Кристаллографические особенности рекристаллизации фазонаклепанного
аустенита ................................................................ 442
7.7.1. Рекристаллизация преимущественно восстановленного Fe-Ni-Ti-аусте-
нита ................................................................. 443
7.7.2. Рекристаллизация невосстановленной нанокристалличсской у-фазы в
сплаве Н26ХТ1......................................................... 445
7.7.3. Рекристаллизация Fe-Ni-аустснита при медленном нагреве......... 447
7.7.4. Влияние легирующих элементов на рекристаллизацию фазонаклепан-
ного аустенита........................................................ 447
7.8. Изменение функциональных свойств сталей при образовании нанокристалли-
ческого аустенита ...................................................... 449
7.9. Аустенитные стали, упрочняемые фазовым наклепом...................... 451
Список литературы ........................................................ 453
Глава 8. Влияние термоцнклировапия па изменение структуры и свойств марган-
цевых и хромоникелевых аустенитных сталей ................................ 460
8.1. Изменение физико-механических свойств аустенитных сталей Г40 и Х12Н40
при термоциклировании..................................................... 460
8.2. Эволюция структуры при термоциклировании ............................ 462
8.3. Причины структурных изменений при термоциклировании ................. 465
Список литературы ....................................................... 469
Глава 9. Магнитодиспсрсиоппое твердение инварных аустенитных сталей... 470
9.1. Эффект инварного упрочнения.......................................... 470
9.2. Магнитодисперсионное твердение сталей на Fe-Ni-основе ............... 472
9.2.1. Упрочнение различных однофазных аустенитных сплавов на Fc-Ni-oc-
нове при магнитном упорядочении ...................................... 472
716
9.2.2. Причины инварного упрочнения. Магнитодисперсионное твердение .. 475
9.2.3. Влияние магнитодисперсионного твердения на упрочнение стареющих
Ni-Ti-аустенитных сталей........................................... 481
9.2.4. Влияние магнитодисперсионного твердения на ударную вязкость. 484
9.2.5. Влияние магнитодисперсионного твердения на пластичность ........ 487
9.2.6. Влияние магнитодисперсиониого твердения на износостойкость ..... 492
9.2.7. Влияние магнитодисперсиониого твердения на стабилизацию состарен-
ного Fe-Ni-Ti-аустенита................................................. 495
9.3. Магиитодисперсионное твердение антиферромагнитных аустенитных сталей
на Fe-Mn-основе ........................................................... 495
Список литературы ......................................................... 503
Глава 10. Усталостная прочность метастабильных аустенитных сталей ......... 507
10.1. Влияние масштабного фактора и поверхностной обработки ............... 507
10.2. Размер зерна и усталостная прочность аустенита ...................... 508
10.3. Влияние стабильности аустенита....................................... 510
10.4. Воздействие дестабилизирующего интсрмсталлидного и карбидного старения . 511
10.5. Фазовый наклеп и выносливость деталей из аустенитных сталей ......... 513
Список литературы ......................................................... 517
Глава 11. Поверхностное упрочнение и повышение износостойкости аустенит-
ных сталей................................................................. 518
11.1. Поверхностное упрочнение метастабильных аустенитных сталей с помощью
контролируемого мартенситного превращения.................................. 518
11.1.1. Метод упрочнения............................................... 518
11.1.2. Износостойкость метастабильной стали Н26Т4..................... 522
11.2. Поверхностное упрочнение при азотировании............................ 525
11.3. Цементация специально легированных аустенитных сталей ............... 527
11.3.1. Влияние углерода на структуру и свойства стареющих Mn-V-Mo-ayc-
тенитных сталей........................................................ 528
11.3.2. Износостойкость состаренных Mn-V-Mo-аустенитных сталей с высо-
ким содержанием углерода............................................... 533
11.4. Поверхностное упрочнение высокохромистых аустеиитно-ферритных не-
ржавеющих сталей в результате образования о-фазы .......................... 536
11.4.1. Фазовые превращения в аустеиитно-ферритных сталях.............. 537
11.4.2. Поверхностное упрочнение стали 70Х28Н8М2 и износостойкость
о-содсржащих сталей.................................................... 540
11.5. Влияние мартенситного у—>сх-прсвращсния при трении на износостойкость
метастабильных аустенитных сталей.......................................... 542
11.6. Влияние Е-мартеисита на снижение коэффициента трения и повышение
износостойкости марганцевых аустенитных сталей............................. 544
11.7. Влияние легирования азотом на износостойкость Cr-Мп-аустенитных сталей .. 548
11.7.1. Исходная структура азотсодержащих аустенитных сталей........... 550
11.7.2. Абразивная износостойкость сталей ............................. 551
11.7.3. Износостойкость сталей при сухом трении скольжения ............ 552
Список литературы ......................................................... 554
Глава 12. Упрочнение Fe-Ni-инваров и регулирование коэффициента термичес-
кого расширения ........................................................... 558
12.1. Высокопрочные стареющие аустенитные инвары.......................... 558
12.1.1. Структура и физико-механические свойства Fe-Ni-Co-Ti-инвара с
метастабильным аустенитом ............................................. 558
12.1.2. Физико-механические свойства инваров с устойчивым при охлажде-
нии аустенитом....................................................... 573
717
12.2. Регулирование коэффициента термического расширения аустенита в сплаве
Н32 в результате внутризеренного перераспределения никеля .................. 582
12.3. Использование сталей с регулируемым КТР для создания псевдобиметалли-
ческих сенсоров ............................................................ 585
Список литературы ........................................................ 587
Глава 13. Упрочнение и радиационная стойкость аустенитных сталей при пей-
троппом облучении .......................................................... 589
13.1. Влияние малодозного нейтронного облучения при 77 К и насыщения трити-
ем на структуру и механические свойства аустенитных реакторных сталей .. 589
13.1.1. Методические особенности обработки сталей....................... 590
13.1.2. Упрочнение аустенитной стали Х16Н15МЗТ1 при насыщении трити-
ем и низкотемпературном нейтронном облучении..................... 591
13.1.3. Распределение трития и его влияние на упрочнение стали Х16Н15МЗТ1 595
13.1.4. Отжиг точечных дефектов и изменение механических свойств.... 597
13.1.5. Изменение характеристик пластичности...... ...... . .. . 598
13.2. Нетрадиционные подходы к сдерживанию радиационного распухания аусте-
нитных нержавеющих сталей................................................... 601
13.2.1. Нержавеющие Cr-Ni-Mo-стали с аустенитно-мартенситной структурой 603
13.2.2. Нержавеющие стали с реечной а/у-структурой и уменьшенной акти-
вируемостью............................................................ 606
13.2.3. Аустенитные нержавеющие стали с радиационно-индуцируемым
интермсталлидным старением ............................................ 607
13.3. Растворение интерметаллидов в каскадах смещения при нейтронном облуче-
нии аустенитной стали H35T3................................................. 616
13.3.1. Мессбауэровское исследование растворения у'-частиц.............. 618
13.3.2. Рентгенографическое исследование облученного сплава H35T3....... 622
13.4. Структурные и концентрационные изменения в аустенитных сталях при
облучении................................................................... 623
13.4.1. Расслоение по никелю и старение аустенитных сталей на Fe-Ni-осно-
ве при низкотемпературном (393-473 К) электронном облучении .... 623
13.4.2. Образование приграничных и внутризеренных атомных сегрегаций
в аустенитных сталях при высокодозном облучении........................ 628
13.4.3. Формирование нанокристаллической структуры при высокодозном
облучении . ........................................................... 631
13.4.4. Об аналогии воздействия точечных дефектов радиационного и де-
формационного происхождения............................................ 632
13.5. Длительная прочность и ползучесть реакторных сталей, дисперсно-упроч-
ненных оксидами ............................................................ 633
Список литературы .......................................................... 635
Глава 14. Коррозионное растрескивание аустенитных сталей под напряжением . 640
14.1 Методика исследования аустенитных сталей на КРН ....................... 640
14 2 Коррозионное растрескивание под напряжением Cr-Ni-Ti-аустенитных
сталей с интерметаллидным упрочнением .................................. 641
14.2.1 . Влияние ТМО и старения на упрочнение и сопротивление КРН аусте-
нитной стали XI2Н18ТЗ ................................................. 642
14.2.2 . Влияние частичного ячеистого распада на КРН.................... 644
14.2.3 . Влияние холодной пластической деформации на КРН ............... 646
14.2.4 . Влияние стабильности аустенита на КРН.......................... 647
14.2.5 . Влияние водорода на охрупчивание и КРН аустенитных Cr-Ni-сталей 649
14.3. Коррозионное растрескивание под напряжением высокопрочных марганце-
вых аустенитных сталей, упрочняемых карбидным старением..................... 650
14.3.1 Коррозионное растрескивание стареющих марганцевых аустенитных
сталей типа Г20Ф2МЗ с разным содержанием углерода и различной
стабильностью аустенита ............................................... 651
718
14.3.2, Влияние ВТМО на КРН стареющих марганцевых аустенитных
сталей............................................................. 653
14.3.3. Влияние деформационного двойникования на КРН аустенитных ста-
лей типа 40Х4Г18Ф ................................................. 656
14,3.4. Влияние перестаривания на сопротивление КРН марганцевых аусте-
нитных сталей ..................................................... 660
14.3.5. Влияние легирования молибденом стали Г20Ф2М на сопротивление
КРН................................................................ 666
14,3.6. Катастрофическое коррозионное растрескивание стареющих
Cr-Mn-V-аустенитных сталей ........................................ 670
14.4. Коррозионное растрескивание под напряжением азотистых аустенитных
сталей .................................................................. 677
14.4.1. Коррозионно-механическая стойкость аустенитных Cr-Мп-сталей с
нитридным упрочнением.............................................. 677
14.4.2, КРН Cr-Мп-нержавеющих сталей с повышенным содержанием азота 680
Список литературы ....................................................... 682
Гпава 15. Высокопрочные дисперсиопно-твсрдеющие аустенитные стали с
эффектом памяти формы.................................................... 686
15.1. Об обратимой деформации в марганцевых аустенитных сталях с мартен-
ситным у->Е-превращением ................................................ 686
15.2. Структурные изменения в сталях (0,2-0,4)C-18Mn-2Si-2V при старении ... 688
15.3. Изменения величины ЭПФ в сталях при стабилизирующем и дестабилизи-
рующем старении ......................................................... 690
15.4. Механические свойства ЭПФ-сталей с 0,4 и 0,2% С ................... 694
15.5. Причины различной величины ЭПФ в сталях с 0,01-1,0% углерода.... 695
15.6. Упрочнение марганцевых ЭПФ-сталей с 0,2-1,0% С в результате карбидно-
го старения.............................................................. 700
15.7. Упрочнение стареющих ЭПФ-сталей с помощью теплой деформации..... 702
15.8. Измельчение зерна ЭПФ-сталей в результате быстрой кристаллизации из
расплава ................................................................ 704
15.9. Нержавеющие ЭПФ-стали с карбидным упрочнением...................... 707
15.10. Эффект памяти формы с использованием деформационного двойникова-
ния г-мартенсита ........................................................ 707
Список литературы ....................................................... 711
Научное издание
Виктор Владимирович Сагарадзе
Александр Иванович Уваров
УПРОЧНЕНИЕ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Рекомендовано к изданию ученым советом
Института физики металлов
и президиумом УрО РАН
Редактор Л.А. Урядова
Технический редактор Е.М. Бородулина
Корректоры Н.В. Каткова, Г.Н. Старкова
Компьютерная верстка Г.П. Чащиной
Дизайн обложки Т.О. Турыгнпой
НИСО УрО РАН № 7-54(12). Подписано в печать 28.01.13.
Формат 70x100 1/16. Бумага типографская. Печать офсетная.
Усл. печ. л. 45. Уч.-изд. л. 65. Тираж 250. Заказ №71.
Оригинал-макет подготовлен в РИО УрО РАН.
620990, Екатеринбург, ул. Первомайская, 91.
Отпечатано в типографии
«Уральский центр академического обслуживания».
620990, Екатеринбург, ул. Первомайская, 91.