/



















Tags: механика токарные станки
Year: 1975
Similar




Text
2 2 5 9
19 7 5
1'0*5 8
УЧЕБН0-НЛГ/1Я21НЫХ
У W ШИВ
ПОСОБ
Ж m
ИЛБРИМ
ЭКРАННЫХ
Групповая
обработка
деталей
на фрезерных
станках
Основами группового метода производства являются:
1. Классификация деталей, видов работ и технологических
процессов.
2. Конструирование групповых приспособлений и инстру-
ментальных наладок.
3. Модернизация и специализация оборудования.
4. Внедрение групповых поточных и автоматических линий.
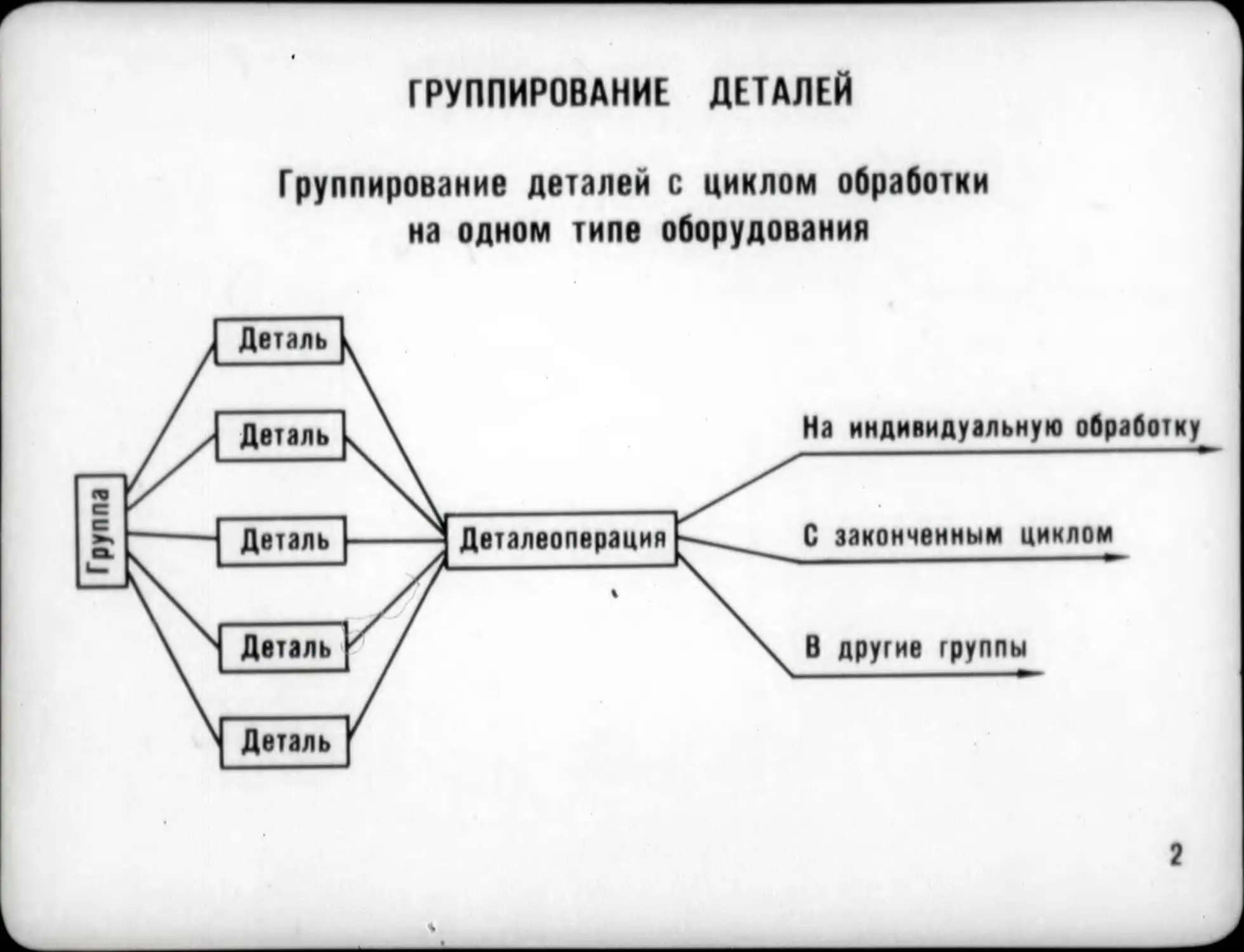
ГРУППИРОВАНИЕ ДЕТАЛЕЙ
Группирование деталей с циклом обработки
на одном типе оборудования
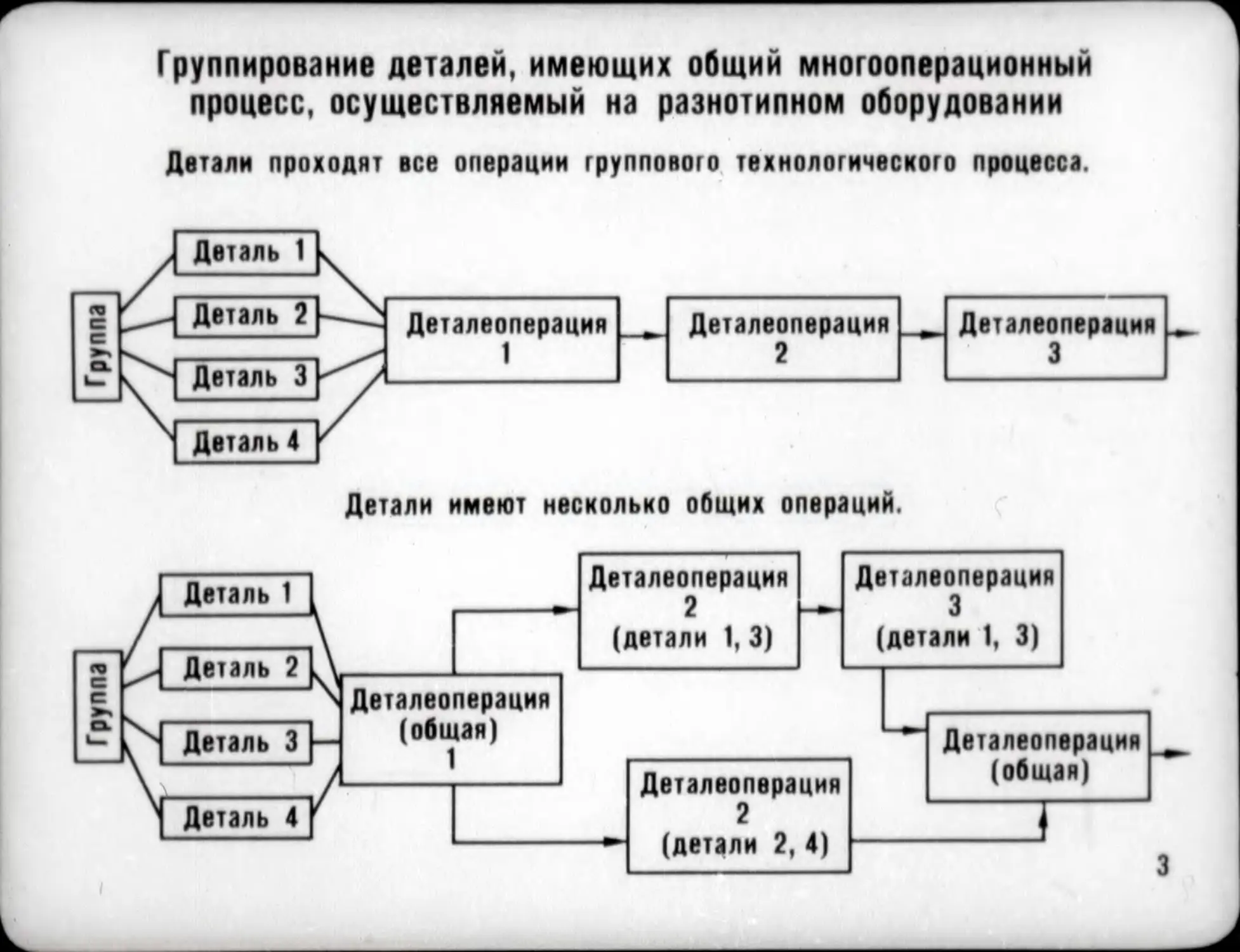
Группирование деталей, имеющих общий многооперационный
процесс, осуществляемый на разнотипном оборудовании
Детали проходят все операции группового технологического процесса.
Детали имеют несколько общих операций.
Группа
Деталь 3
Деталь 4 f
Деталеоперация
2
(детали 2, 4)
Деталеоперация
3
(детали 1, 3)
ц=—
И Деталеоперация!
| (общая) р
3
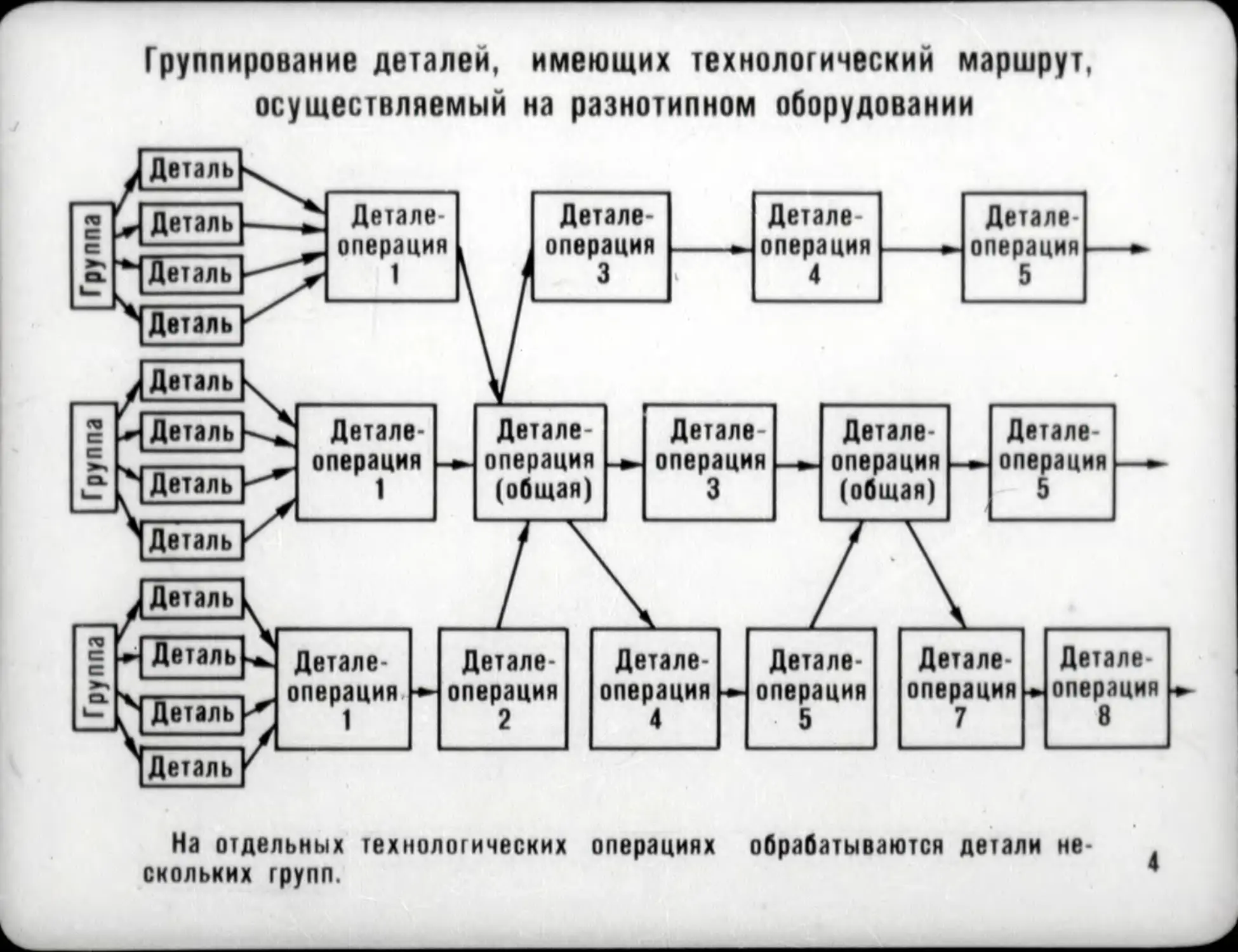
Группирование деталей, имеющих технологический маршрут,
осуществляемый на разнотипном оборудовании
На отдельных технологических операциях обрабатываются детали не-
скольких групп.
Классификация деталей, обрабатываемых на фрезерных станках, сводится
к созданию групп, в которых обработка детали производится с примене
нием одного и того же станка, приспособления и режущих инструментов,
т. в. по общему групповому операционному технологическому процессу.
Группы деталей рычагов
Группа деталей гаек
ГРУППОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Последовательность разработки группового технологического процесса:
1) выбор наиболее характерной детали,
2) разработка группового технологического процесса на характерные
детали,
3) определение возможности и рациональности обработки по этому
процессу остальных деталей группы.
Операционная карта
1 Нм-."» <>. м 6039 I
РИ_У1п1 L i J 1, *- J
Р«»ряд | 1 | МММ. МММ | 6HI3
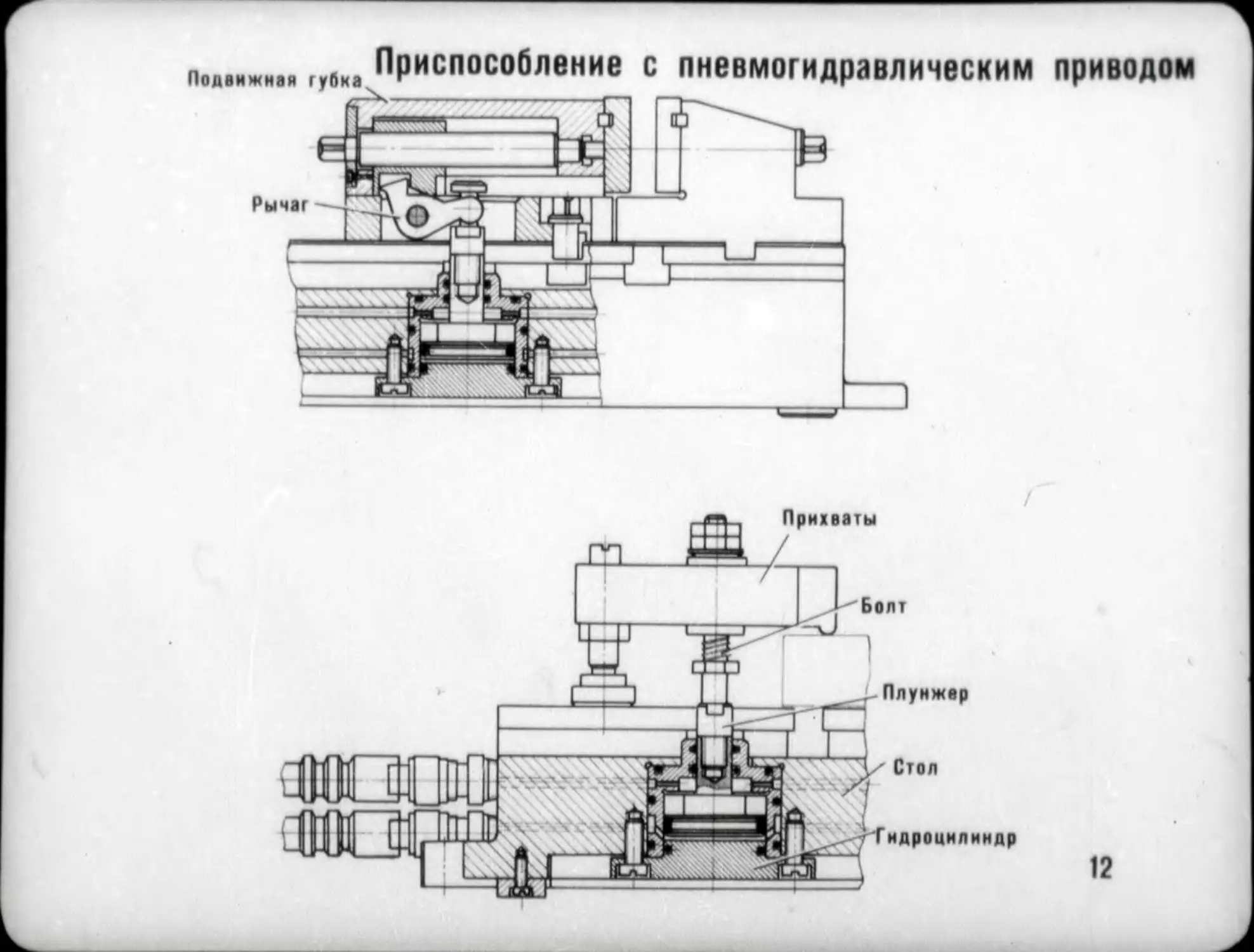
Приспособление
Блоки гиОрмликгские tpyniweut 72000145
.t. »XP".V - И”4”—
/ Л0 110 IK KO 2,39 2.49 ЗЛ9 2.69 1.79 ЗЛ9 51517601 ЖЖ,
2 III -ISO 340 630 2.55 2.67 2.79 2.91 3,03 3.IS 51517602
3 ISI ISO V 500 2,71 2,87 3,03 3.19 3,32 3,48 51517603
4 131—175 6Ю too 2.87 im 3.27 l.tr 3,67 3.87 51517ЫН
S I76-2OO SOO SIS 3.03 3.28 3,53 3,78 4.03 4.28 51517603
Схема базирования и закрепления деталей
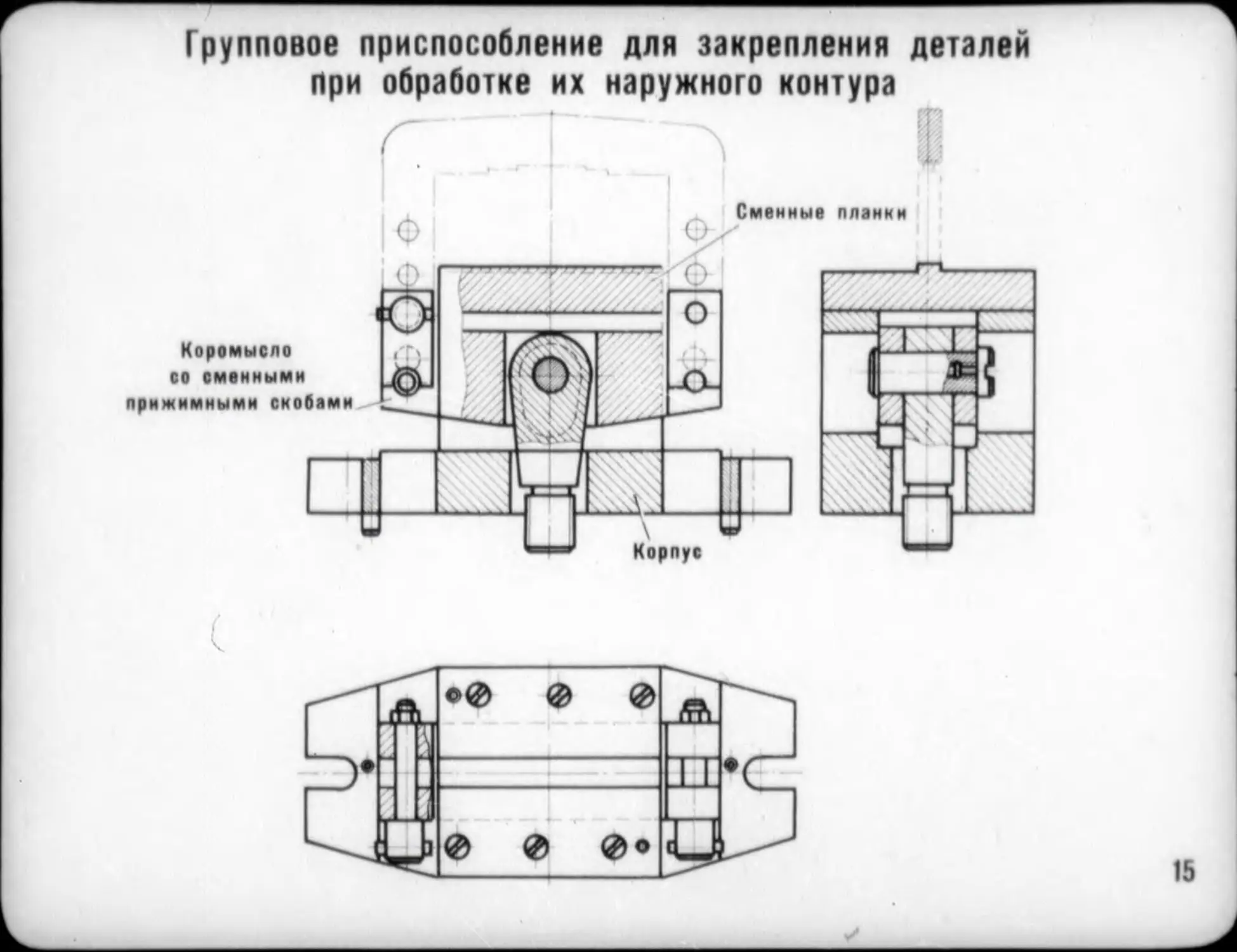
Групповое приспособление для закрепления деталей
при обработке их наружного контура
Сменные вкладыши
Групповое приспособление для закрепления деталей
при обработке пазов
Сменные планки
18
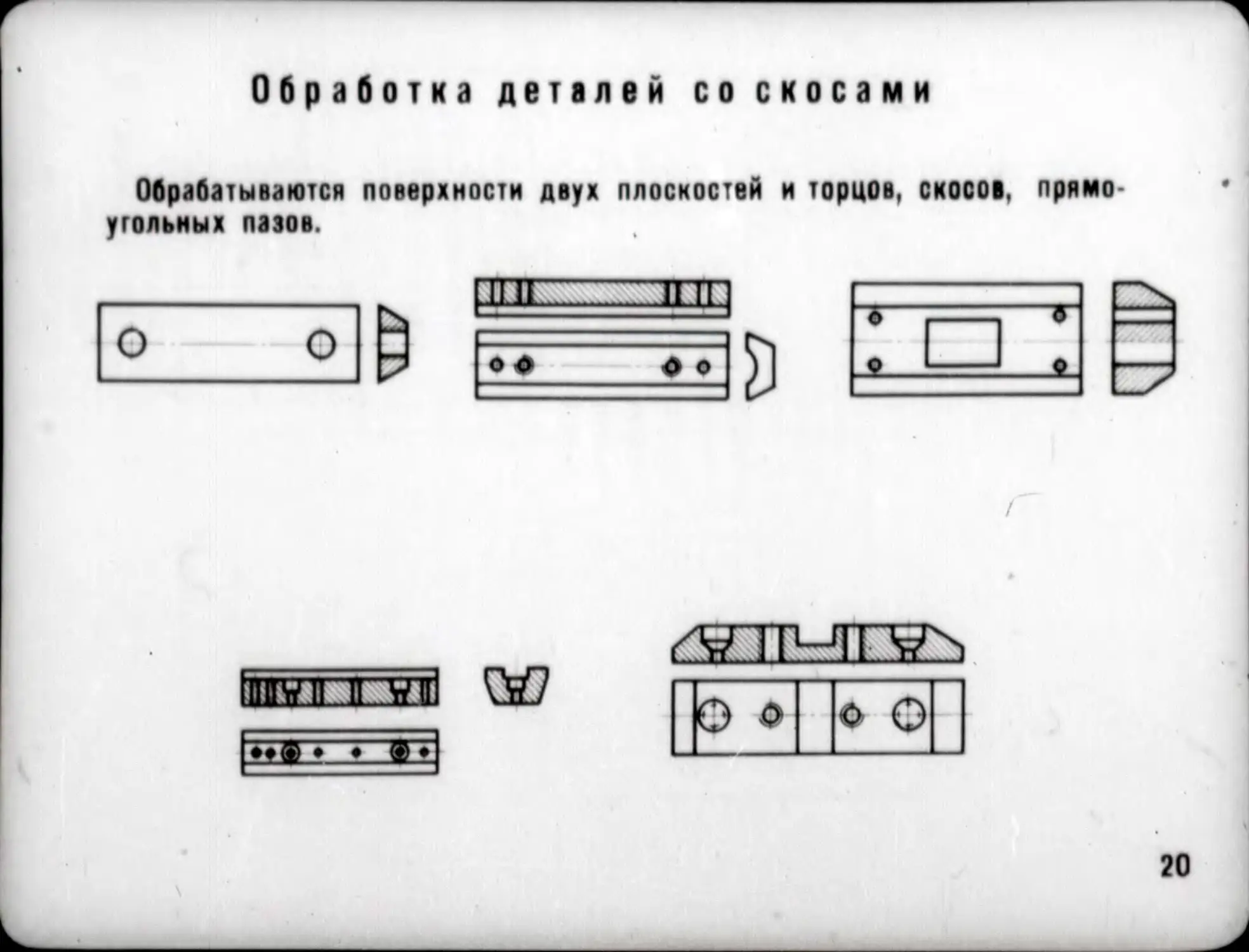
Обработка деталей соскосами
Обрабатываются поверхности двух плоскостей и торцов, скосов, прямо-
угольных пазов.
Приспособление для обработки плоскостей
на вертикально-фрезерном станке
Групповое приспособление для обработки плоскости
Приспособление для фрезерования паза
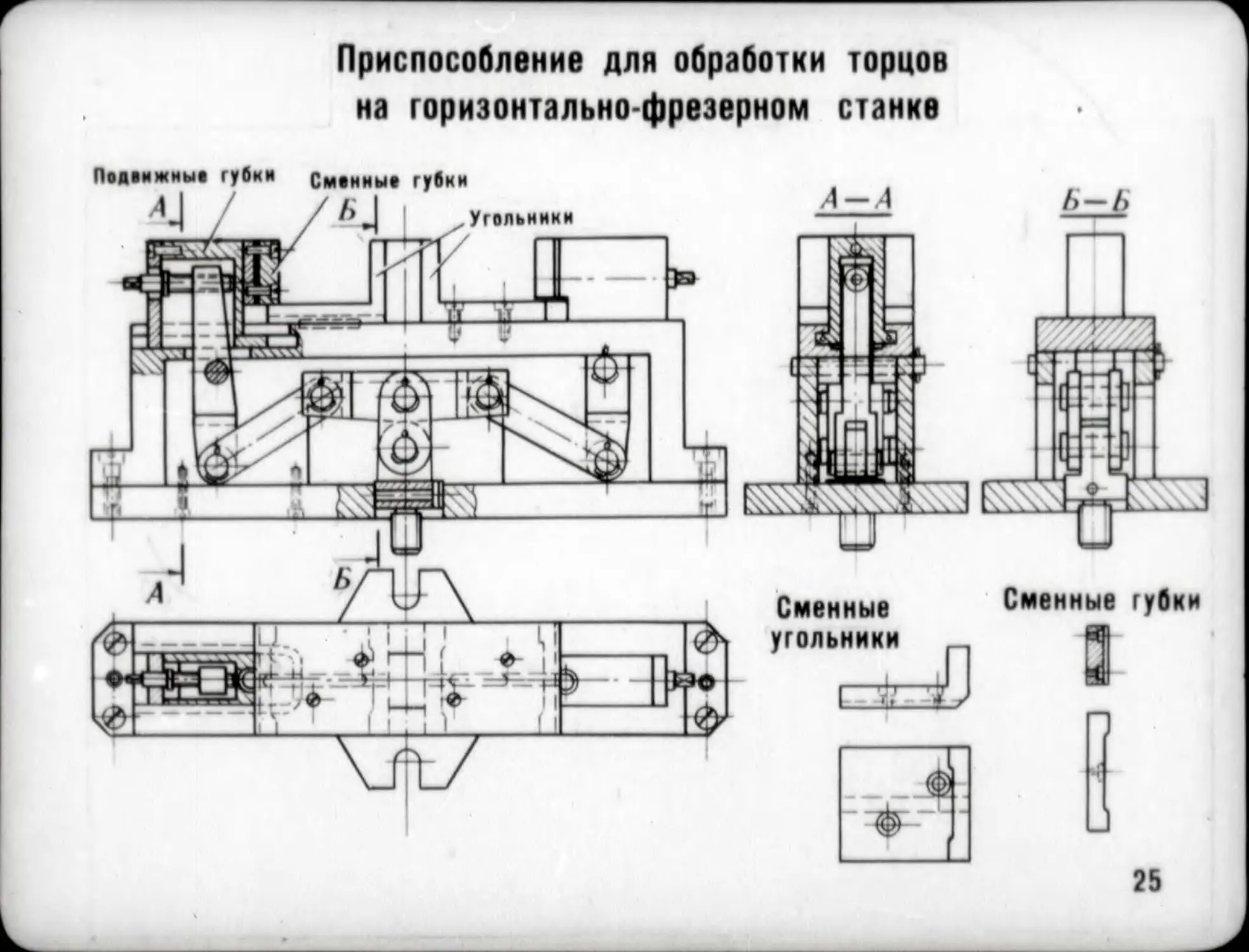
Приспособление для обработки торцов
на горизонтально-фрезерном станке
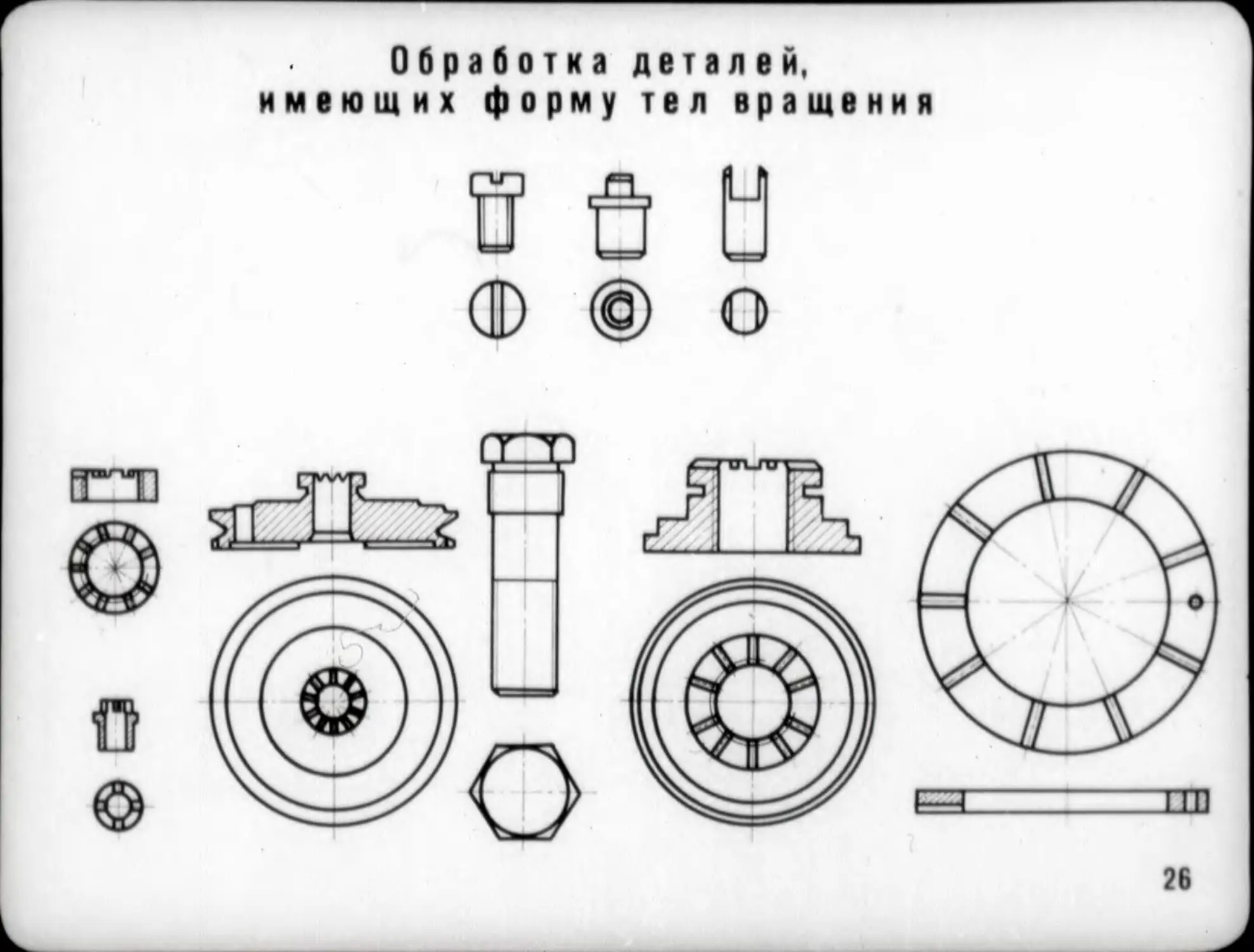
Обработка деталей,
имеющих форму тел вращения
О© е©
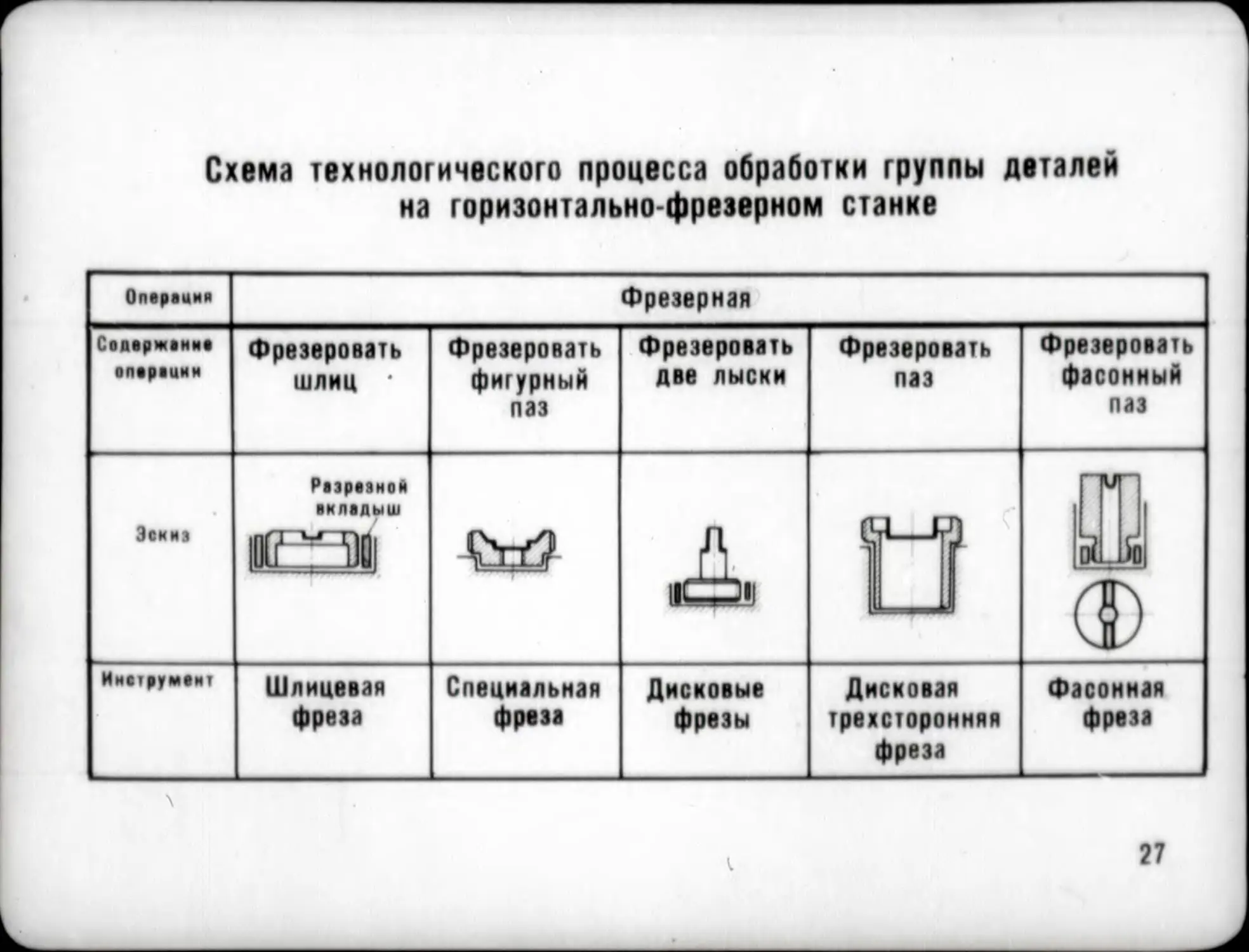
Схема технологического процесса обработки группы деталей
на горизонтально-фрезерном станке
Омм»"* Фрезерная
Фрезеровать шлиц Фрезеровать фигурный паз Фрезеровать две лыски Фрезеровать паз Фрезеровать фасонный паз
операции
Эоииэ Раараакой вкладыш ||Д|| п i
Ииетрумвнт Шлицевая фреза Специальная фреза Дисковые фрезы Дисковая трехсторонняя фреза Фасонная фреза
27
Приспособление для обработки группы деталей
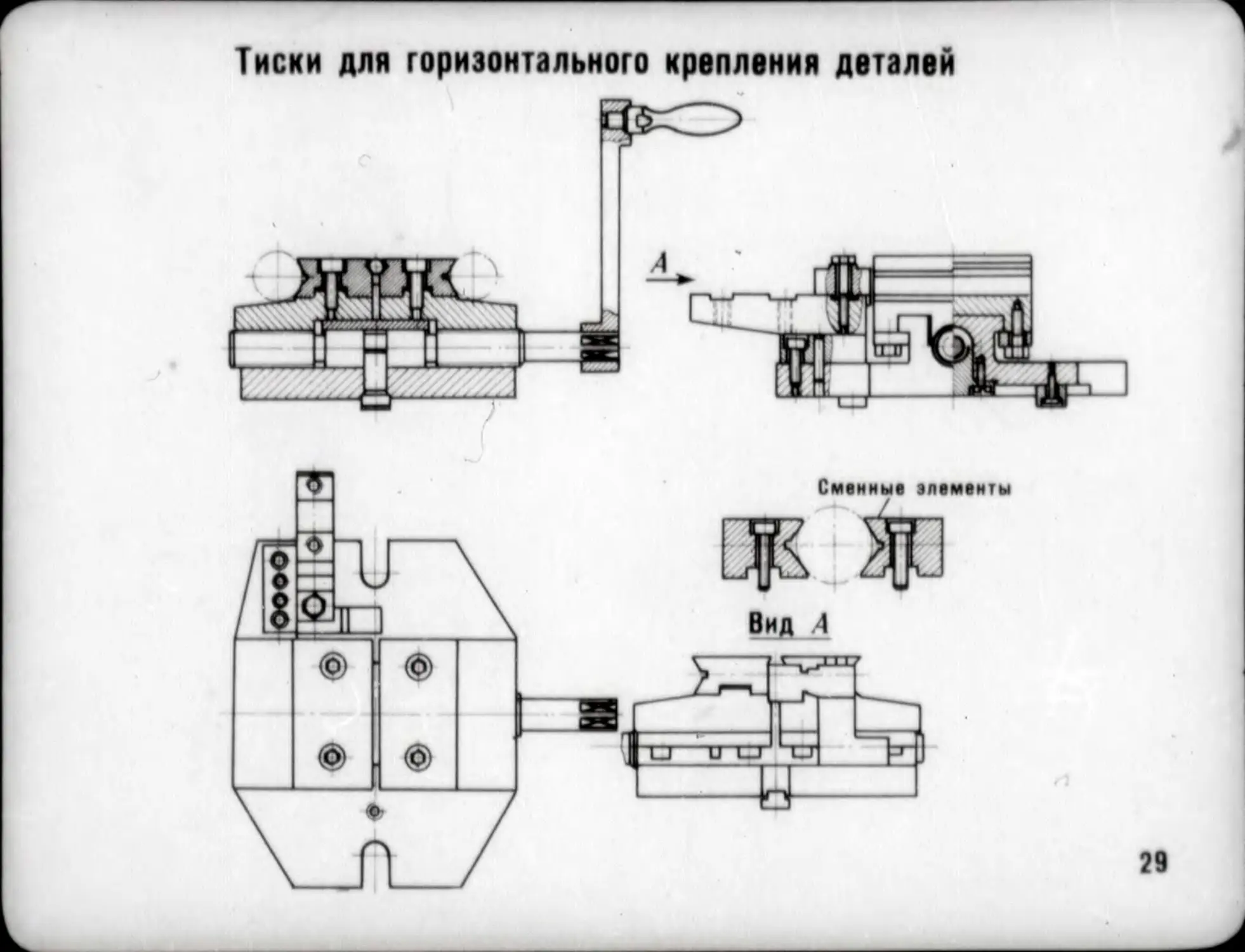
Тиски для горизонтального крепления деталей
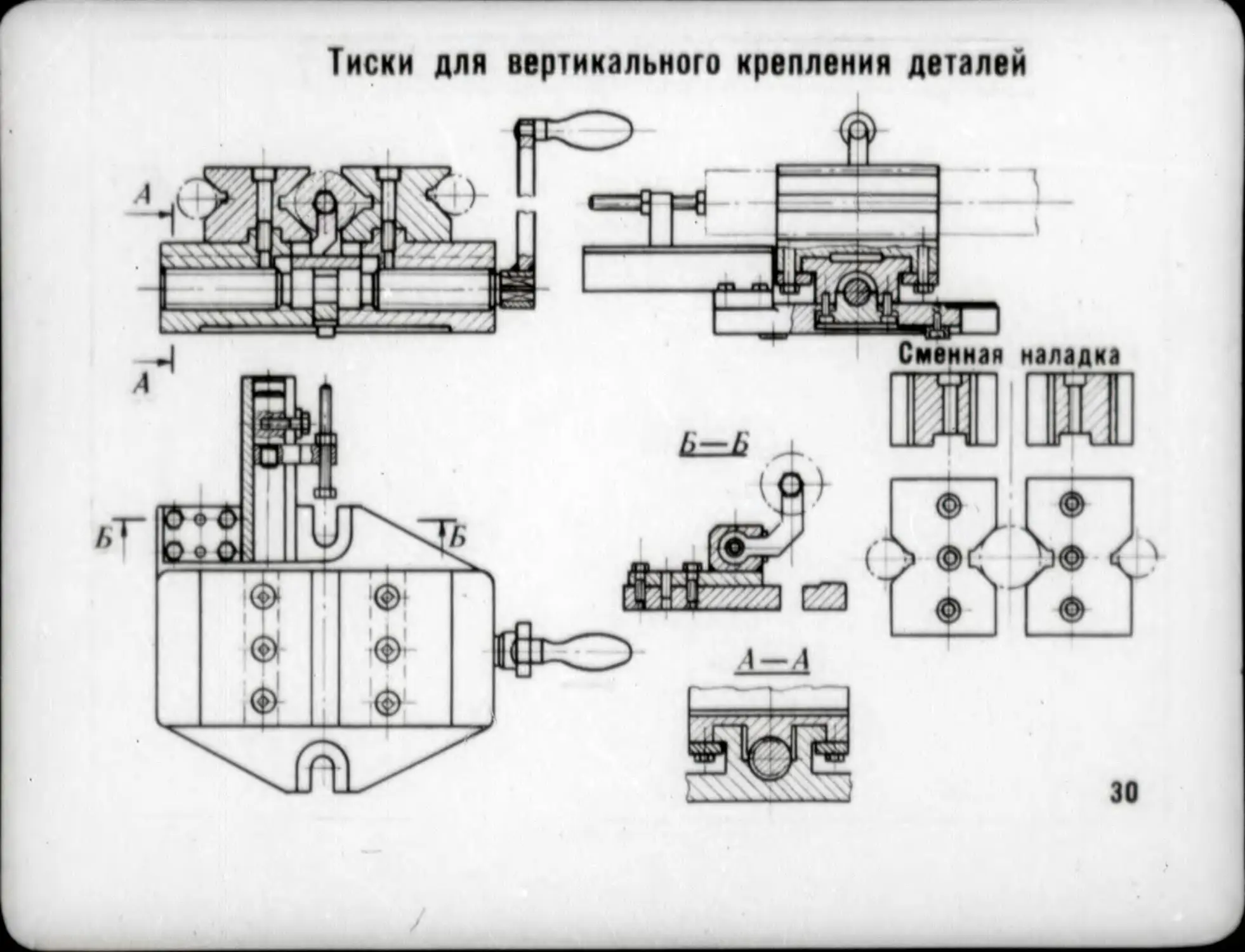
Тиски для вертикального крепления деталей
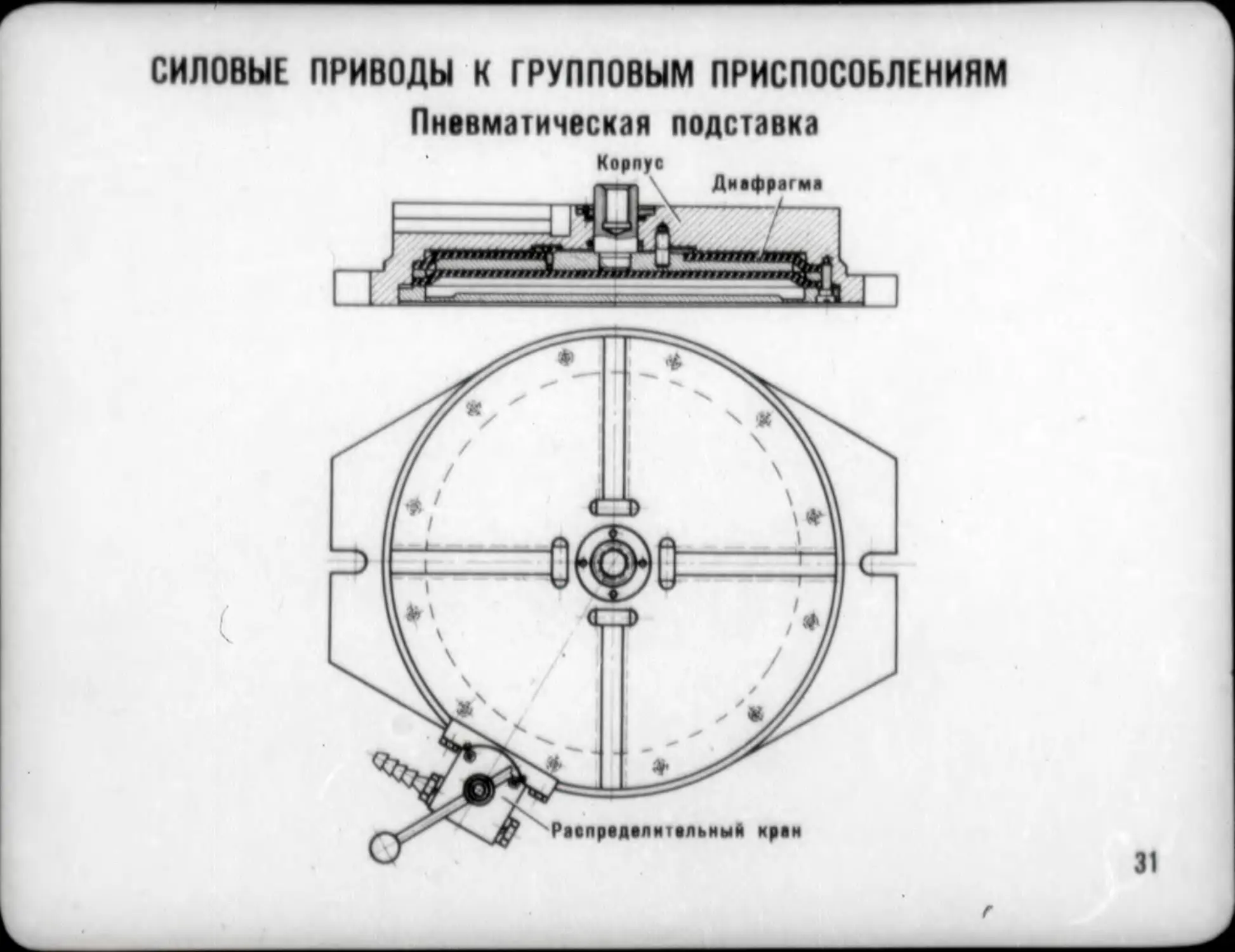
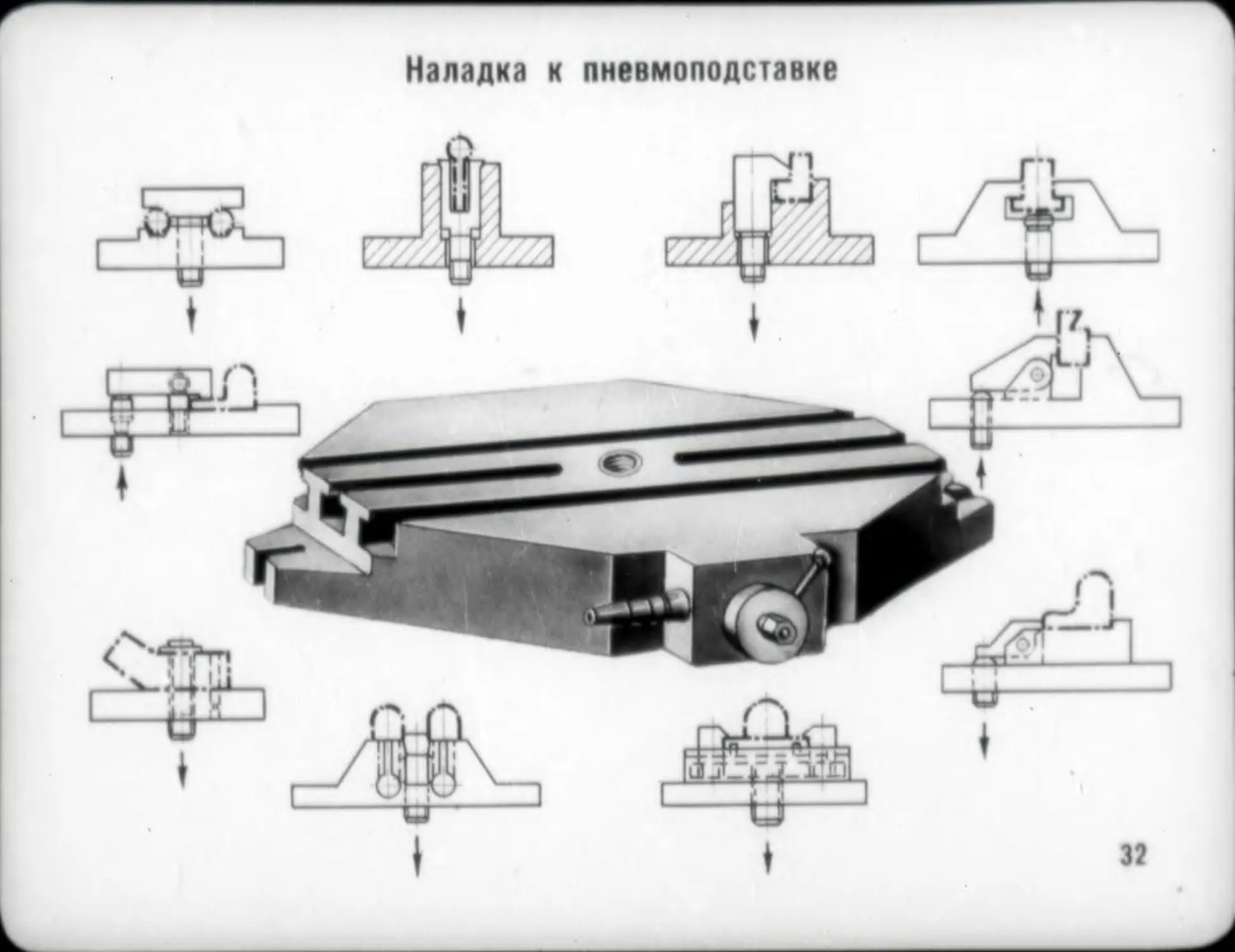
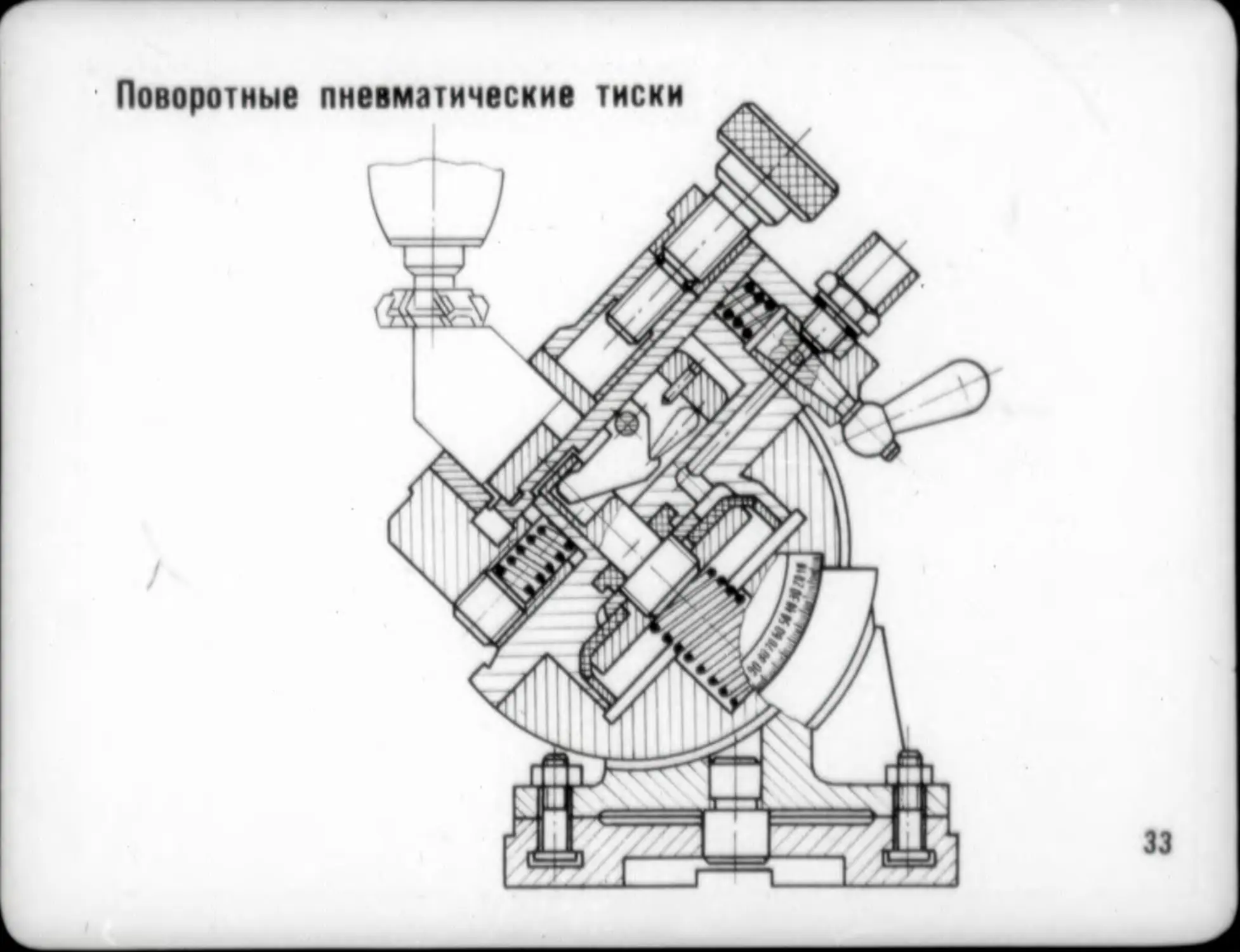
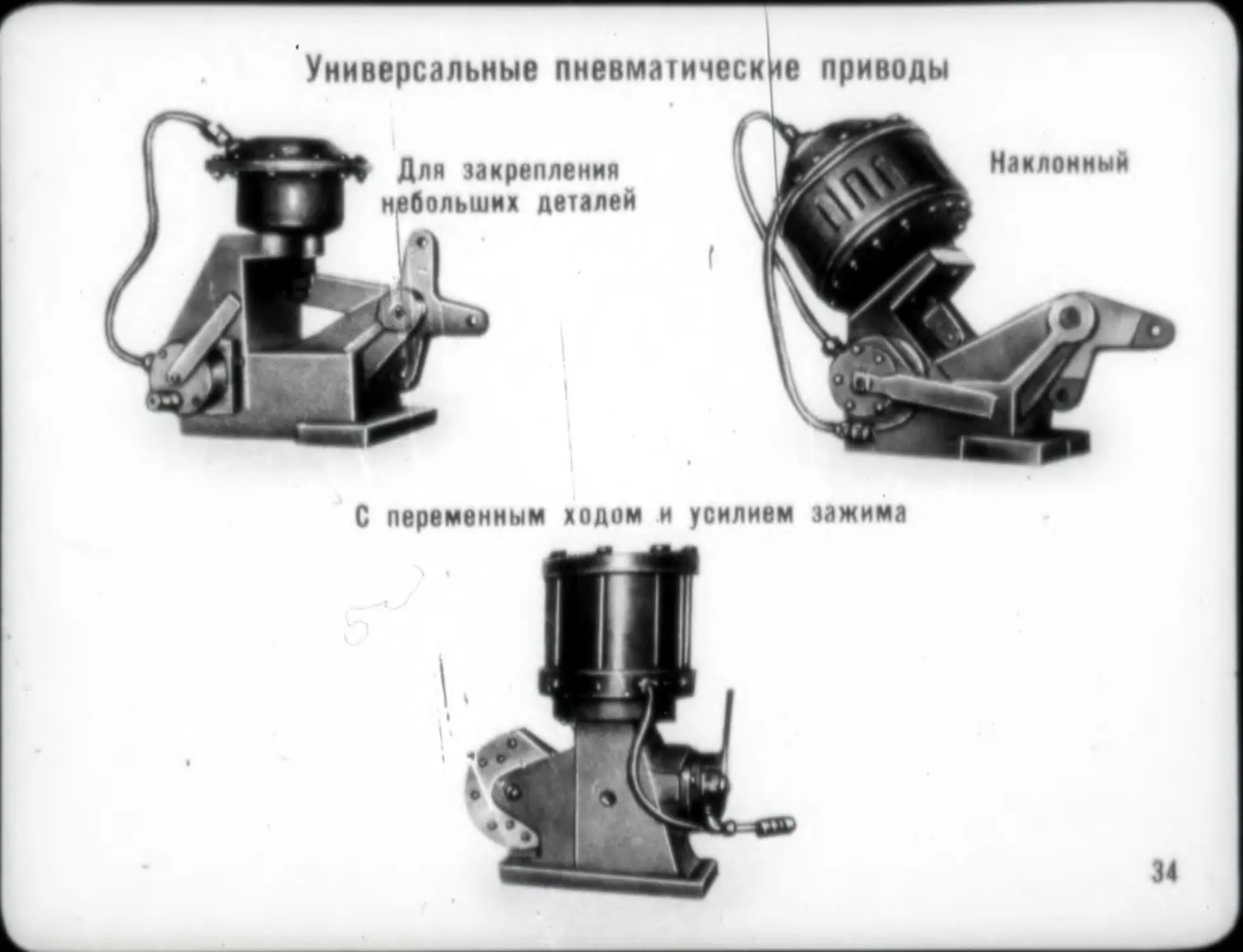
СИЛОВЫЕ ПРИВОДЫ К ГРУППОВЫМ ПРИСПОСОБЛЕНИЯМ
Пневматическая подставка
'МНОГОПРЕДМЕТНЫЕ ГРУППОВЫЕ ПОТОЧНЫЕ ЛИНИИ
Схема движения деталей или групп деталей к станкам
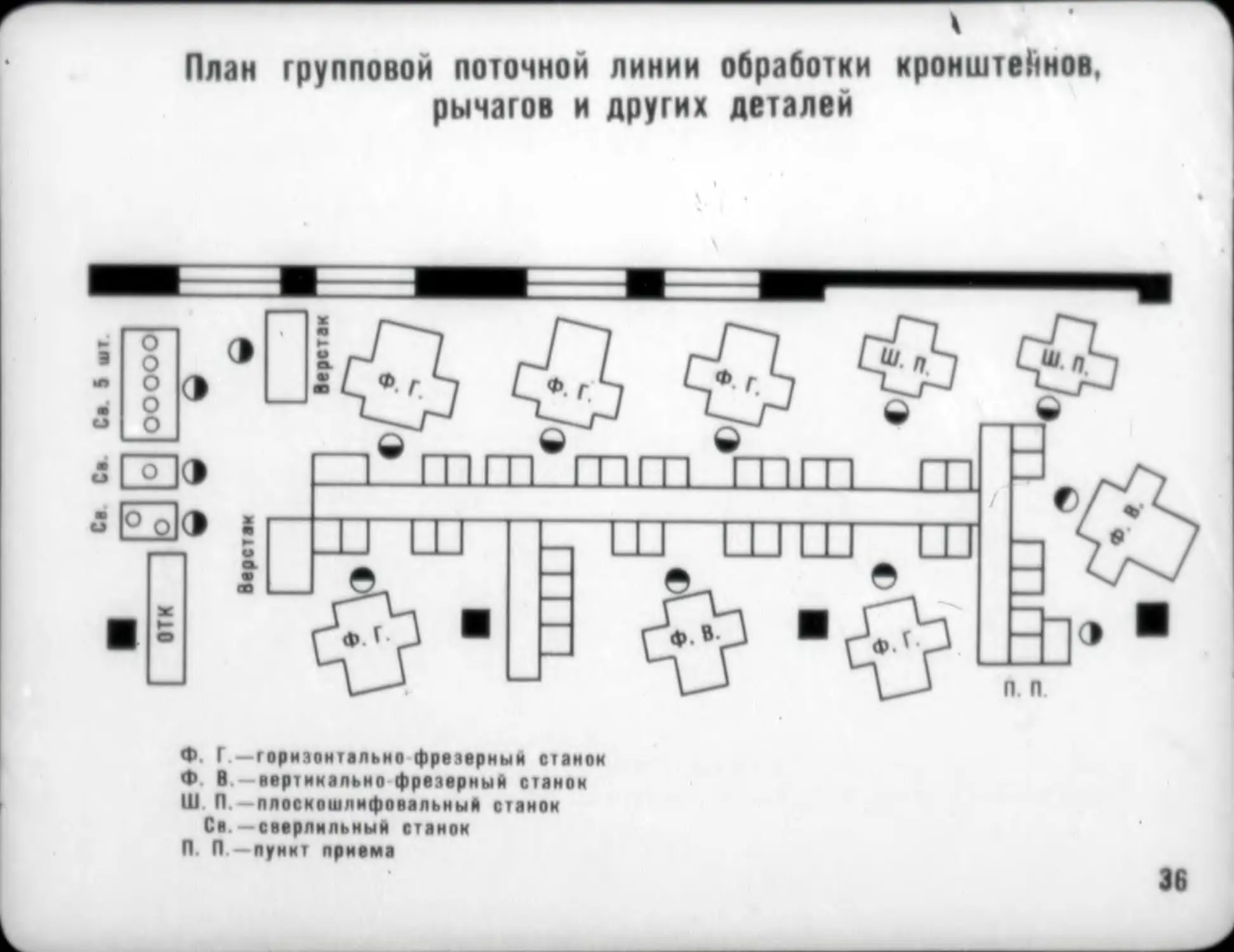
План групповой поточной линии обработки кронштейнов,
рычагов и других деталей
Наладка комплектно-групповой поточной линии
Запуск в обработку деталей разных наименований или разных типо-
размеров ведется комплектами. Комплекты подбираются из деталей одно-
го изделия.
37
Конец диафильма
Автор кандидат технических наук И. С. Большаков
Консультант В. Ф. Бастов
Художники Т. А. Руднева, Е. Ю. Кострома
Редактор И. И. Иванова
М 29791
Издано Фабрикой зкранны» учебно-наглядны» пособий
Всесоюзного треста производственны» предприятий
Государственного комитета Совета Министров СССР по профтеюбразованию
ЛЕНИНГРАД, 198085
ул. Зои Космодемьяисиой, 28
1873