/














































































Text
н аучно-
г ехмическое
У правление
аар*»флота
в воздушном
«нти МНТП СССК • госмашмотй'щат 1< Л *
АВИОРЕМОНТНОЕ ДЕЛО
к В ВОЗДУШНОМ ФЛОТЕ
л ' '
’Г 1С ГЕШбгПТ
0 Н Т И НКТП СССР • 1934 • ГОСМ АШМЕТИЗДАТ
Mi-Л.1.
Редактор С. Г. Бошенятов.
Технический реджтор Е. Н. Симкина
Сдана в набор 26/V 1931 г. Подпит, к
печ. 8/IX 1934. Издзт. >4 163. Инд.
МХ-ЗС-4 (5) 3 (.'). Тираж Б ЧХ) (ТКК-123).
Кол. печ. л. 10. Кол. печ.'знак. в л.52600.
Формат буи-. 62хЯ’/«- Уполп. Глав-
£3 лита В-81311. Зиказ № 2(40
1-я Журн. теп. ОНТИ НКТП СССР.
Москва, Денисовский пер. 30.
Оглавление
Глава I- Введение.............
Глава II. Вопросы общего ру-
ководства ремонтом в ГВФ
Глава III. Объекты ремонта .
Глава IV. Классификация ре-
монта самолетов и моторов
Классификация ремонта самоле-
тов ........................
Проект новой классификации . .
Классификация ремонта моторов
Ценностная характеристика ре-
монтов .................
Глава V. Организация ре-
монтных органов ..............
Организационная схема ремонт-
ных органов ................
Глава VI. Методы организации
ремонта. .....................
Глава VII. Увязка ремонта и
эксплоатации..................
План ремонта и план эксплоа-
тации ......................
Первый вариант..........*. .
Второй вариант .............
Глава VIII. Ремонт самолетоз
Ремонт фюзеляжа.............
Ремонт плоскостей ..........
Ремонт баков, радиаторов, бен-
зиновых и масляных маги-
стралей ....................
Ремонт приборов ............
Ремонт электрооборудования . .
Ремонт радио- и фотоустановок
Приспособления для ремонта . .
Сборка самолета.............
Контроль ремонта самолета . .
Испытание самолета в воздухе .
Примерная дефектная ведомость
ремонта самолета АНТ-9 . ’. .
1 лава IX. Ремонт моторов . .
Разборка мотора ............
Промывка деталей мотора и их
очистка ..................
Составление дефектных ведо-
мостей .....................
Ремонт неисправ ых деталей ’
'-оорка мотора..............
5 Примерная дефектная ведомость
на ремонт мотора....................46
7 Испытание мотора на станке . . 48
8 Условия браковки основных де-
талей авиамоторов при осмот-
10 ре перед ремонтом..............49
Условия обмера основных дета-
11 лей авиамоторов...........60
14 Глава X. Оборудование ре-
14 монтных органов............ 62
Примерный перечень ходового
15 - оборудования самолето-ре-
монтных мастерских............. 62
16 Глава XI. Техническое норми-
рование в авиаремонте . . 67
18 Введение....................... 67
Основные разделы времени . . 71
20 Метод исчисления прибавочного
времени..................... 73
24 Практика нормирования .... 75
Статистика времени и фотогра-
25 фирование рабочего дня ... 95
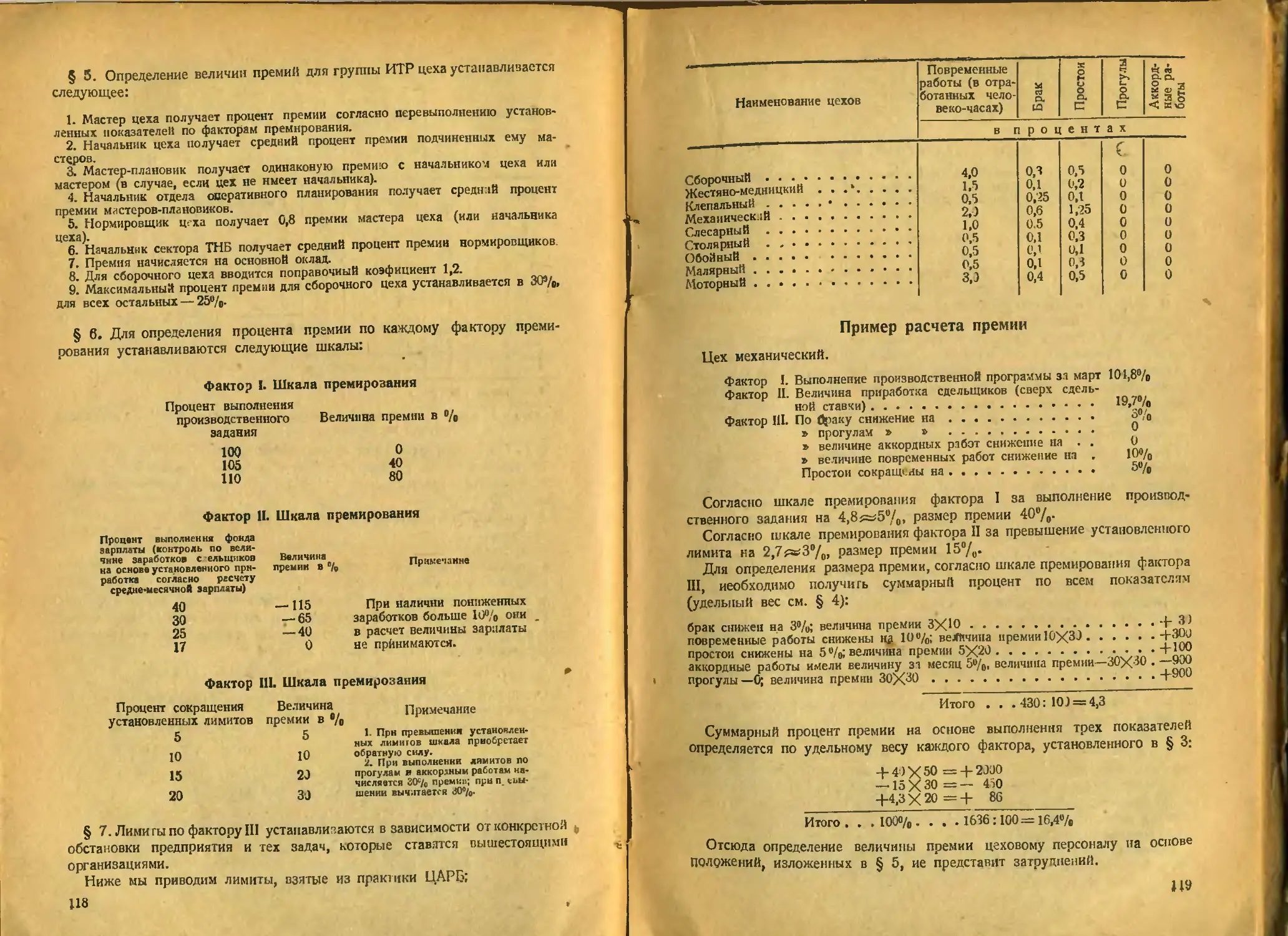
26 (Глава XII. Труд и его оплата 98
27 Системы премиальных оплат . . 114
29 Глава XIII. Планирование ре-
32 монта........................120
33 Глава XIV. Техническая доку-
ментация ..........................122
Порядок прохождения заказов . 122
33 Общие документы по всем за-
34 казам........................123
34 Г л а в а XV. Испытание самоле-
34 тов, выходящих из ремонта 124
35 Порядок предъявления самоле-
35 тов к испытанию..............125
36 Испытание самолетов........125
38 Г л а в а XVI. Испытание моторов
после ремонта..................127
38 Точность измерений при испыта-
42 нии моторов..............128
43 Охлаждение.................129
Производство испытаний мото-
43 ров, выпускаемых из ремоита 130
Аннулирование и браковка испы-
43 таний .......................131
44 Приложения 1—20...................132
45
ОТ АВТОРОВ
Настоящий труд рассчитан на широкий круг читателей, интересующихся
постановкой авиаремонтного дела в ремонтных предприятиях Граждан-
ского воздушного флота.
Поэтому пришлось по возможности кратко охватить все моменты авиа-
ремонта, дав цельное представление о ремонте самолето-моторного парка.
Труд этот появляется в печати впервые. До сих пор подобного рода
печатных трудов не было.
В основном изложенное в данной книге относится к ремонтным ма-
стерским линейного типа, т. е. небольшой пропускной способности.
В связи с необходимостью в последнее время создания крупных ре-
монтных заводов значительных мощностей в смысле пропускной способ-
ности, постановка авиаремонтного дела на этих больших заводах несколько
изменится. Но это вопрос будущего.
Очевидно, читатели внесут ряд конкретных замечаний по существу
данного труда; чтобы в дальнейшем можно было учесть их при прора-
ботке повторного издания, просим все замечания направлять по адресу:
Москва, Новослободская ул., д. 49, кв. 1, А. М. Дубенскому.
В настоящем труде главы: XI — «Техническое нормирование в авиа-
ремонте» и XII — «Труд и его оплата», написаны Е. М. Новожиловым,
остальное—А. М. Дубенским.
Авторы
Глава I
ВВЕДЕНИЕ
Опыт показывает, что правильно поставленный ремонт самолето-мотор-
ного парка в значительной степени влияет на успешность эксплоата-
ции воздушного флота. В частности, на работу воздушных линий, аэро-
съемку, работу по борьбе с вредителями сельского и лесного хозяйства
и т. п.
Основными показателями состояния ремонтного дела являются: быст-
рота ремонта, его качество и стоимость. За эти показатели должны вести
борьбу ремонтные предприятия, а эксплоатациопные органы должны
следить за данными этих показателей и требовать от ремотных пред-
приятий наименьшего времени простоя в ремонте самолето-моторного
парка, снижения стоимости ремонта и улучшения его качества.
Эти факторы существенно влияют на работу эксплоатационных органов.
1. Снижение стоимости ремонта понижает также и стоимость 1 км
воздушного пути, так как расходы на ремонт идут за счет эксплоатацион-
ной сметы.
2. Быстрота ремонта, сокращая нахождение самолето-моторного парка
в таковом, позволяет полнее использовать наличный парк.
3. Хорошее качество ремонта позволяет удлинять сроки работы само-
летов и моторов мёжду отдельными видами их ремонта.
Органы эксплоатации должны принимать следующие меры для оказа-
ния помощи ремонтным предприятиям: бережно относиться к самолетам
и моторам, пользоваться инструкциями по технической эксплоатации
самолето-моторного парка, вестл техническую статистику наиболее изна-
шивающихся деталей самолетов и моторов и вести учет всех дефектов,
встречающихся в период эксплоатации, составляя так называемые пред-
варительные дефектные ведомости для направления их в тот ремонтный
орган, где будет ремонтироваться данный самолет.
Наличие исчерпывающих инструкций по уходу за самолетами и мо-
торами способствует повышению продолжительности службы материаль-
юй части и рациональному использованию ее. Правильно обставленные
п техническом отношении воздушные линии, т. е. оборудованные хоро-
шими аэродромами, ангарами и различными приспособлениями по обслу-
живанию самолета и могора, окажут весьма существенное влияние на
уменьшение выходов в ремонт самолетов и моторов и главным образом
снизят процент крупных ремонтов (т. е. ремонтов второго класса и выше).
дним из основных требований, предъявляемых к новым конструкциям
5
самолетов, является возможность производства быстрого и несложного
их ремонта; к сожалению, это требование далеко не всегда учитывается.
Вопросы строительства ремонтных органов в значительной степени зависят
от перспектив авиационной промышленности, т. е. от характера конструк-
ций самолетов и моторов; чрезвычайно важно знать основные габариты
самолетов, так как они влияют на размер ремонтных помещений, особенно
сборочных цехов.
Как показал опыт, успех ремонта, особенно авиамоторов, в значитель-
ной мере зависит от наличия запасных частей. Правда, промышленность
дает при самолетах и моторах так называемые одиночные и групповые
комплекты запасных частей. Однако обычно этих запасных частей, пре-
дусмотренных комплектами, бывает недостаточно для обслуживания всего
числа ремонтов, проходимых мотором за весь его амортизационный срок
службы. Вопрос о запасных частях является поэтому весьма важным, а в
связи с ростом гражданского воздушного флота и соответственным расши-
рением ремонта этот вопрос встает во всей остро/е, заставляя уже сейчас
думать о постройке специальных заводов по изготовлению запасных час-
тей как к самолетам, так и к моторам.
Весьма значительную роль в ремонтном деле, очевидно, должен играть
принцип взаимозаменяемости частей во всей продукции самолето-и мото-
ростроительной промышленности. От взаимозаменяемости запасных частей
будет в значительной степени зависеть основной порядок ремонта, а сле-
довательно, и характер организации самих ремонтных органов.
Централизованная заготовка запасных частей, а также мелких ходовых
нормализованных деталей, удешевит ремонт, упростит организацию ре-
монтных органов со всеми вытекающими отсюда экономическими показа-
телями ремонта.
Квалификация рабочего и инженерно-технического персонала играет j
в задачах ремонта весьма значительную роль. К квалифицированному
рабочему, среднему и высшему техническому персоналу ремонтных орга-
нов предъявляется требование всестороннего знания принятых на снаб-
жение в воздушном флоте систем самолетов и моторов. Так как задача
₽та из-за многообразия типов самолетов и мотороз весьма трудно раз-
решима, то здесь приходится специализировать ремонтные предприятия
по ремонту определенных типов самолетов и моторов.
Вопрос подобной специализации неразрывно связан с целым рядом
крупных организационных вопросов, как то: основные габариты мастер-
ских, специальное крупное оборудование их, складское хозяйство, под-
готовка квалифицированных рабочих, низшего и высшего технического
персонала, организация ФЗУ,—все эти вопросы получат совершенно
иное разрешение при специализации мастерских по ремонту определен-
ных типов самолетов и моторов, особенно же самолетов крупных габа-
ритов или моторов больших мощностей. Это, естественно, должно будет
сказаться на стоимости ремонта, его качестве, а следовательно, и на
стоимости эксплоатации.
Особенное внимание следует уделить мастерским, приспособленным
для изготовления подсобного оборудования и специального ремонта,
как то предметов аэродромного оборудования, радиооборудования, авиа-
приборов и т. д. Настоящее положение, когда псе эти работы приходится
сосредоточивать в ремонтных органах, производящих основной ремонт
б
ч
самолетов и .моторов, нужно признать совершенно нетерпимым. При
гаком положении вещей страдают как интересы эксплоагацин, так и
интересы ремонтных органов.
Глава II
ВОПРОСЫ ОБЩЕГО РУКОВОДСТВА РЕМОНТОМ В ГВФ
Все ремонтные предприятия Гражданского воздушного флота (ГВФ)
можно разделить на следующие группы:
1. Ремонтные мастерские, предназначенные для ремонта самолетов
и одновременно моторов.
2. Ремонтные мастерские, предназначенные для ремонта только моторов.
3. Ремонтные заводы, т. е. ремонтные мастерские с большой про-
пускной способностью, предназначенные для ремонта и самолетов и моторов.
4. Малые ремонтные мастерские с небольшой пропускной способностью,
предназначенные для частичного (малого) ремонта самолетов и перечистки
моторов.
Все эти ремонтные предприятия разбросаны по сети воздушных линий.
Ремонтные мастерские большой пропускной способности располагаются
преимущественно в узловых пунктах воздушных линий, мастерские же
малой пропускной способности располагаются обычно на второстепенных
узловых пунктах воздушных линий, конечных или отдаленных от железно-
дорожных путей сообщения. Такое расположение мастерских диктуется,
во-первых, необходимостью обеспечить ремонт неисправного самолето-
моторного парка всех сходящихся в узел воздушных линий, а во-вторых,
необходимостью обеспечить малый ремонт самолетов в отдаленных пунк-
тах, избегая тем самым весьма сложной и дорогостоящей транспорти-
ровки самолетов для ремонта в узловую ремонтную мастерскую.
К сожалению, мы до сих пор не имеем подвижных ремонтных мастер-
ских для срочного ремонта самолета на месте при незначительной аварии.
Такие мастерские, в зависимости от местных условий, должны быть
в виде оборудованного вагона или автомобиля-мастерской.
Все перечисленные мастерские требуют как технического, так и адми-
нистративного руководства. Независимо от организационной схемы упра-
вления мастерскими руководство ими заключается в основном в следующем.
1. Составление общих производственных планов как по ремонту
самолетов и моторов, так и по выполнению прочих заказов на мелкий
ремонт, изготовление запасных частей и предметов оборудования.
2. Инструктаж и указания по организации учета производства и от-
четности.
3. Руководство планированием ремонта в мастерских.
4. Контроль и наблюдение за выполнением промфинпланов, состоянием
трудовой дисциплины; учет показателей социалистического соревнования
и ударничества; контроль действительного хозрасчета в цехах и бригадах.
5. Выработка наиболее рациональных методов ремонта самолетов
и моторов.
6. Проработка вопросов постановки технического контроля.
7. Установление единой организации производства, технического нор-
мирования, подготовки работ и составление дефектных ведомостей.
7
8. Изучение опыта отдельных ремонтных мастерских, организация об-
мена опытом между ними и использование этого опыта в целях внедрения
наилучших методов работы.
9. Объединение дела рационализации производства, рабочего изобре-
- тательства и рабочих предложении.
10. Организация работ по стандартизации и нормализации ремонт-
ного дела.
11. Учет оборудования всех ремонтных единиц, использования этого
оборудования, учет его состояния и стандартизация.
Основная же задача руководства такого органа — принятие всех
мер к обеспечению выполнения планов по ремонту, вытекающих из пла-
новых заданий эксплоатации.
К обязанностям руководящего органа относится также планирование
капитального строительства, ремонтных заводов и мастерских, с учетом
перспектив развития ГВФ, и контроль снабжения мастерских материалами
и предметами оборудования, поставленными центральными снабжающими
органами. 4
Вот те главные обязанности, которые должны лечь в основу по-
ложения об органе, руководящем всеми ремонтными мастерскими.
В данное время руководств^ эго "Осуществляется по линии органов
ГУГВФ, эксплоатирующих самолето-моторный парк и ведающих вопро-
сами чистого производства и ремонта.
Глава III
ОБЪЕКТЫ РЕМОНТА
В ремонтных органах ГВФ производятся следующие работы: ремонт
самолетов, моторов, авиаприборов, радиоаппаратуры; изготовление це-
лого ряда деталей самолетов, идущих на их ремонт, как то: радиаторов,
баков, плоскостей, шасси и т. п.; переоборудование самолетов для спе-
циальных целей; оборудование их под другие моторы. Кроме того,
в службе эксплоатации встречается надобность в целом ряде предметов
специального аэродромного оборудования.
По весьма важному вопросу о запасных частях существуют две точки
зрения. Согласно первой из них, изготовление частей предусматривается
на стороне или на специально построенных для этой цели заводах;
в этом случае ремонт самолетов и моторов заключается главным образом
в монтаже готовых запасных частей на ремонтируемые самолеты и моторы.
Другая точка зрения отстаивает изготовление частей в тех же мастер-
ских, в которых производится ремонт данного самолета и мотора. .
Схемы организации производства ремонта в обоих случаях будут резко
отличаться одна от другой; подробно мы разбираем этот вопрос ниже
в гл. VI «Методы ремонта». ____—•
Вполне понятно, что производство запасных частей на заводах, изго-
товляющих самолеты и моторы, будет болез рационально, нежели изго-
товление их в ремонтных органах, по следующим причинам:
1. Стоимость запасных частей на заводах серийного производства
будет значительно ниже, нежели стоимость этих же деталей, изготовляе-
мых в ремонтных органах.
8
2. По методу производства взаимозаменяемость деталей на заводах
серийного производства будет несравненно выше.
3. Целый ряд затруднений возникнет в отношении специальных при-
способлений, оборудовании, необходимых дл;ы производства запасных
частей, способов обработки и т. п.
Таким образом основные детали самолетов и моторов необходимо по-
лучить от заводов серийного производства, и только мелкие детали, и
главным образом нормализованные, должны изготовляться в ремонтных
органах.
Объекты ремонта в основном можно разделить на следующие
виды: 1) самолеты, 2) моторы, 3) авиаприборы, 4) радиоаппаратура и
специальное оборудование, 5) общее оборудование самолета.
Эти объекты ремонта следует признать основными. Кроме того, в ре-
монтных органах сейчас производятся следующие работы: 1) изготовление
запасных частей для самолетов и моторов, 2) изготовление разного
аэродромного оборудования, 3) изготовление приспособлений для произ-
водства ремонта самолето-моторного парка, 4) переоборудование само-
летов для различных целей, 5) изготовление и ремонт радио- и фотоап-
паратуры, 6) ремонт заводского оборудования, 7) ремонт автомобилей,
8) разные поделки по отдельным заказам органов эксплоатации.
Ремонт самолетов. В ремонт обыкновенно поступают самолеты
самых разнообразных конструкций. Перечислять их здесь не имеет смысла;
необходимо лишь разбить их на следующие главнейшие типы: а) само-
леты деревянной конструкции, б) самолеты смешанной конструкции,
в) самолеты металлической конструкции.
Очевидно, что как рабочая сила по ее количеству и качеству, так
и потребные для ремонта материалы, а равно и приспособления, инстру-
мент и оборудование мастерских будут во всех этих случаях различны.
Все могущие встретиться в практике виды ремонта в зависимости от
конструкции самолетов сведены в стандартные классы согласно характе-
ристик, приведенных ниже (гл. IV).
Ремонт моторов производится так же, как и самолетов — по типам
конструкции, причем все моторы разделяются на следующие две катего-
рии: а) моторы водяного охлаждения и б) моторы воздушного охлажде-
ния. Эти два вида конструкции моторов обусловливают различие в обо-
рудовании испытательных станций, монтажных и демонтажных приспо-
соблений; в остальном же разница мастерских, ремонтирующих моторы
воззушного охлаждения, и мастерских, ремонтирующих моторы водяного
охлажде шя, незначительна.
Ремонт моторов, так же как и самолетов, сведен в стандартные классы
согласно характеристик, указанных ниже (гл. IV).
Ремонт приборов и радиоаппаратуры. Ремонт приборов
самолетов крайне необходим для эксплоатации и осуществляется особыми
цехами, организуемыми в составе ремонтных мастерских. Ремонт прибо-
ров сводится гла -.ным образом к их проверке и замене отдельных из-
носившихся или поврежденных частей новыми.
Нерационально организовывать во всех ремонтных мастерских капи-
тальный ремонт приборов и радиоаппаратуры. Такой ремонт целесооб-
разно сосредоточить только в крупных ремонтных мастерских, которые
должны обслуживать более мелкие самолето-ремонтные мастерские. Что
9
же касается проверки приборов, то таковая должна быть организована
во всех ремонтных мастерских. Отсюда вытекает, что лаборатории по
испытанию приборов должны быть при всех ремонтных мастерских.
Разные поделки. К числу разных поделок, которые производятся
ремонтных мастерских, следует отнести: изготовление тележек для
перевозки самолетов, моторов и их крупных деталей* изготовление водо- и
цаслогреек, ветроуказателей, мачт для ветроуказателей, стремянок, об(!>-
t-ревателей, стартеров и т. п.
Ремонт автомобилей включает как легковые, так и грузовые машины,
обслуживающие воздушные линии и управленческие органы эксплоатации,
а также автомобили самих ремонтных мастерских.
Переоборудование самолетов, производящееся в ремонтных органах,
разделяется на:
1) переоборудование под аэрофотосъемку, заключающееся в том, что
ha самолете устраиваются дополнительные приспособления для установки
фотоаппарата и для управления самолетом при аэросъемке;
2) переустройство самолетов для работы по борьбе с вредителями
вельского хозяйства, заключающееся в том, что на самолете устанавливается
щропыл;
3) переделку самолета из пассажирского в почтовый или грузовой
Ч обратно, а также для различных специальных экспедиций.
Изготовление ремонтных приспособлений предусматривает производство
йх самых различных видов, связанных как с ремонтом самолетов и мо-
торов, так и с их эксплоатационной работой.
Из изложенного можно сделать вывод, что для обслуживание нужд
Эксплоатации самолето-моторного парка необходимы, не только мастер-
ские, производящие ремонт самолетов и моторов, но и специальные цеха
h этих мастерских, приспособленные для ремонта авиаприборов и радио-
аппаратуры. Кроме этого, в системе ГВФ необходимы мастерские, при-
способленные для производства и ремонта предметов специального обо-
Ьудования для нужд как воздушных линий, так и ремонтных предприятий.
Глава IV
КЛАССИФИКАЦИЯ РЕМОНТА САМОЛЕТОВ И МОТОРОВ
Классификация (характеристика) ремонта самолетов и моторов играет
К’сьма важную роль в ремонтном деле. Характеристика эта необходима:
1) для подсчета пропускной способности как имеющихся ремонтных
Мастерских, так и ремонтных заводов и мастерских, вновь строящихся;
2) при составлении плана ремонта самолетов и моторов по всему ГВФ
Ч по его отдельным подразделениям;
3) при составлении заявок на материалы, потребные для выполнения
Фаиного плана по ремонту;
4) при всех подсчетах, связанных с плановой работой, касающейся
доставления контропьных цифр по ремонтному делу.
Характеристика ремонтов должна предусматривать ремонт всех видов"
(даолетов и моторов. Отнесение ремонта самолетов и моторов к тому
Чти иному виду ремонта может быть произведено на основании объема
Ьамонтных работ, предусмотренных тем или иным типовым видом pe-
lt)
монта, и на основании дефектной ведомости, оставленной в соответствии
с объемом ремонтных работ, предусмотренных в определении объема
данного вида ремонта.
КЛАССИФИКАЦИЯ РЕМОНТА САМОЛЕТОВ
Приводимая здесь классификация ремонта самолетов касается в оди-
наковой степени ремонта металлических, смешанных и деревянных кон-
струкций. Классификация составлена применительно к ВСТ № 52 на ре-
монт самолетов, причем эта классификация принята в ГВФ.
По этой классификации ремонт самолетов делится на четыре основных
вида в зависимости от степени износа объекта ремонта и объема работ:
1) частичный ремонт, 2) полный ремонт, 3) восстановительный ремонт,
4) особый ремонт.
Полный ремонт в свою очередь подразделяется на классы, указанные
ниже.
Частичный ремонт
Частичный ремонт самолета заключается в ремонте отдельных его
частей, перечень которых указывается заказчиком. При таком ремонте
мастерская, производящая ремонт, не несет ответственности за состояние
всего самолета в целом; эта ответственность лежит на заказчике. К частич-
ному ремонту относится специальное переоборудование самолета, кото-
рое не меняет его основной конструкции и не влияет на его летные
качества.
Частичный ремонг производится по мере надобности вне зависимости
от сроков, установленных для полных ремонтов.
Полный ремонт
К полному ремонту следует отнести ремонт всего самолета в целом
согласно приведенной ниже характеристики. В этом случае ремонтный
орган несет полную ответственность как за правильное опре-
деление объема ремонта, так и за качество выпускаемого из ремонта
самолета. К полному ремонту следует также отнести переустройство
самолета для специальных целей, требующее внесения в него сущест-
венных изменений.
Полный ремонт самолета подразделяется на три класса: III, II и I.
Полный ремонт III класса. В этот ремонт входят:
1. Полная разборка самолета со снятием мотора.
2. Промывка и очистка всех разобранных частей.
3. Частичная смывка поврежденной окраски и возобновление лаки-
ровки конструкции.
4. Просмотр и ремонт механизма рулевого управления со сменой сно-
шенных болтов, втулок, пальцев, тросов управления, роликов, тандеров
и пр.; просмотр и частичный ремонт соединительных штангов, рычагов,
педалей, штурвалов и пр.; восстановление окраски и лакировки.
5. Просмотр, проверка и чистка всей арматуры с отжигом масло-
проводов, частичной сменой ниппелей, гаек и кранов; притирка и про-
верка прочих краников, редукторов, крановых батарей, помп, фильтров
И пр.; единичная смена трубок.
« 6. Промывка, испытание и частичный ремонт бензиновых и масляных
баков и радиаторов; возобновление лакировки и окраски.
7. Проверка приборов и градуировка их; ремонт и замена неисправных
приборов запасными, включая световое, сигнальное и противопожарное
оборудование.
8 Проверка и частичный ремонт или замена механизмов управления
газом, зажиганием, радиаторами и моторными заслонками; ремонт или
замена глушителей.
9. Смена комплектов шасси с колесами, поплавков, лыж и костылей;
просмотр и ремонт их:
а) шасси—с заменой всех сношенных пальцев и втулок, заваркой
ушков, перемоткой амортизаторов, сменой резиновых буферов и предо-
хранителей, шаровых креплений стоек обтекателей, покрышек и камер;
возобновление окраски и лакировки;
б) поплавков —с заваркой ушков, заме!-о! заглушек, наложением за-
плат на наружную обшивку, сменой деревянных брусков, осмолкой и про-
веркой на водонепроницаемость;
в) лыж — с заваркой кабанчиков, сменой втулок, постановкой заплат
на металлической, деревянной обшивке и обновлением матерчатой об-
шивки, сменой или ремонтом металлических лент на нижней поверхности;
возобновление лакировки и окраски; х
г) костылей — со сменой втулок, пальцев крепления, наваркой пяты,
оклейкой, перемоткой амортизаторов и возобновлением лакировки и
окраски.
10. Ремонт фюзеляжа:
а) частичная замена поврежденной металлической и деревянной обшивок
на отдельных участках, составляющих около 10°/п общей площади, или
полная смена полотняной обшивки; выправка вмятин профилей обшивки;
б) постановка усиливающих накладок или муфт на профили и смена
вспомогательных и второстепенных элементов конструкции; подварка
узловых ушков, смена узлов без нарушения связи между основными эле-
ментами конструкции;
в) ремонт и замена подножек, ручек, вырезов, облицовок, концевых
чехлов и пр.;
г) ремонт или замена обивки пассажирских и пилотских кабин, кресел,
стекол, козырьков, а также ремонт или установка отопительной системы;
д) восстановление лакировки и окраски.
11. Ремонт центроплана, подмоторной рамы, капота, оперения, плос-
костей, стоек и подкосов для крыльев. Ремонт, аналогичный указанному
в п. 10, а, б, в и г, с добавлением: смены сношенных подкосов центро-
плана, замены или ремонта стоек, развертки или заварки ушков башма-
ков подкосов крыла, кабанчиков, замены болтов крепления этих под-
косов и стоек обтекания; замена пальцев и втулок на кронштейнах,
подвесок оперения, замена и сварка поврежденных ушков.
12. Ремонт мотора или замена мотора запасным.
13. Сборка всего самолета, нивеллировка, поверка, регулировка, взве-
шивание и испытание в полете.
При ремонтах III класса наличие работ, предусмотренных II и I классами по
второстепенным объектам, не слу:к it признаком перевода всего ремонта в высший
класс, если общая трудоемкость ремонта в нормированных человеко-часах не
12
выходит за пределы: для одномоторных самолетов —1500 человеко-часов и для
многомоторных (не выше трехмоторных типа АНТ-9) — 6000 человеко-часов.
Полный ремонт II класса. В этот ремонт входят все работы,
предусмотренные характеристикой ремонта III класса, со следующими
добавлениями: <
По п. 3 — полной смывки окраски.
По п. 4 —смены узловых соединений штурвального управления, штур-
вальных колонок и штурвалов, рычагов, тяг, сердечников, педалей, сое-
динительных валов и пр.; полной окраски и лакировки.
По п. 5 — смены ответственных групп деталей, как то: кранов, крано-
вых батарей, редукторов, фильтров и трубок бензино- и маслопроводов
в пределах до 20% всего их количества.
По п. 6 — смены внутренних перегородок бака, одного из днищ внут-
ренних растяжек, полной или частичной смены арматуры бака; смены
секций радиатора в пределах до 20®/„ их количества, а также верхних
и нижних коробок радиатора; полной лакировки и окраски.
По п. 9, б —ремонта переднего и заднего отсеков поплавка; поп. 9, в —
частичной смены основных элементов лыж с полной их расшивкой.
По п. 10, а — замены металлической обшивки до 50% общей площади,
а деревянной—до 100%; по п. 10, б — смены комплектов шпангоутов, стрин-
геров, лонжеронов, подкосов в пределах до 20% их количества, с час-
тичной или полной заменой узлов второстепенного значения, заменой
хвостовой фермы конструкции; поп. 10, д — полной окраски и лакировки.
По п. 11," в отношении центроплана и крыльев — с добавлением смены
одного или нескольких лонжеронов (без нарушения целости всей конст-
рукции), подкосов, нервюр, расчалок в количестве общей сложностью
не более 20% всего их наличия с единичной заменой естественных уз-
лов; замены крыльев или центроплана запасными; в отношении опере-
ния— смены основных узлов, лонжеронов и нервюр или с заменой
оперения запасными частями; в отношении подмоторной рамы — смены
(без нарушения целости конструкции) шпангоутоз, подмоторных брусьев,
подкосов, стрингеров и связей в количестве не более 50% всего их на-
личия, а обшивки — 100%; в отношении капота — смены шпангоутов,
усиливающих профилей и обшивки или изготовления нового.
Полный ремонт! класса включает все работы, предусмотренные
характеристикой ремонта II класса, с добавлениями:
По п. 5 —смены всех трубопроводов.
По п. 6 — изготовления новых бензиновых, масляных баков и радиа-
торов.
По п. 9 — замены до 50% конструкции поплавка.
По п. 10 — смены шпангоутов, стрингеров, лонжеронов, подкосов,
диагоналевых связей, до 50% всей конструкции, с допуском нарушения
целости таковой.
По п. 11—смены лонжеронов, соединительных частей и всей обшивки.
Смена лонжеронов в металлических самолетах допускается до 50% всей кон-
струкции. Для самолетов смешанной или деревянной конструкции такой объем
работ служит признаком восстановительного ремонта.
По п. 12—определения центра тяжести.
13
Ремонт моторов
Ремонт 9-цилиндрового мотора воздушного охлаждения!
стоимость общего ремонта.............• . •................. 900 руб.
стоимость перечистки.................................... 300 »
Количество погребных рабочих часов:
общий ремонт..................................................... 190 чел.-час.
перечистка............................................... 100 »
Сроки простоя в ремонте:
общий ремонт ...................................................... 8 дней
перечистка................................................... 1 »
Ремонт 12-цилиндрового хотора водяного охлаждения:
стоимость оэщего ремонта........................................ 3 325 руб.
стоимость перечистки................................ 2 015' »
Количество потребных рабочих часов:
Общий ремонт ................................................... 240 чел.-час.
перечистка.........................<....................... 181 » »
Сроки простоя в ремонте:'
общий ремонт...................................................... 10 дней
перечистка................................................... 9 »
Цифры эти ориентировочные и не являются постоянными. Колебания
могут быть в настоящее время до 15— 20% в обе стороны. Для частич-
ного ремонта эти колебания могут быть значительно увеличены, так как
объем работы точно характеристикой не определяется. «
На трудоемкость, а следовательно, и на стоимость ремонта, влияет
количество цилиндров и количество клапанов па каждом цилиндре, так
как это определяет количество клапапов, которые необходимо притереть1
Кроме того, трудоемким процессом нужно считать шабровку подшип-
ников, и чем больше баббитовых подшипников, тем трудоемкость больше.
Сложность конструкции, как следствие разборки и сборки, тоже уве-
личивает трудоемкость ремонта мотора.
На стоимость ремонта мотора влияет в отношении материалов и за- <с
пасных частей износ запасных частей. Чем больше изнашиваются запас-
ные части и чем, следовательно, больше их заменяют- в процессе ремонта
новыми, тем выше стоимость ремонта мотора. Особенно повышает
стоимость ремонта мотора износ крупных деталей, как то: поршни,
цилиндры, коленчатые валы и т. п.
Для полного представления о сроках простоя в ремонте необходимо
для каждого класса ремонта и типа самолета, на основании типовой
дефектной ведомости на каждый вид ремонта и тип самолета, иметь
график ремонтных работ, из которого можно было бы видеть, правильно
ли организовано производство ремонта.
Здесь следует максимально использовать возможность, при строгой
последовательности ремонтных операций, перекрытия одних работ дру-
гими, т. е. организовать ремонт по принципу наибольшей параллельности
работ; это ласт возможность максимально сократить сроки простоя са-
молетов и моторов в ремонте.
Глава V
ОРГАНИЗАЦИЯ РЕМОНТНЫХ ОРГАНОВ
Организация ремонтных органов зависит от следующих факторов:
1) типов ремонтируемых самолетов и моторов, 2) характера производи-
мого ремонта, 3) пропускной способности мастерских и 4) метода ремонта.
16
В понятие «ремонтный орган» входят: 1) производственные корпуса
для ремонта самолетов, моторов, приборов и оборудования; 2) испыта-
тельная станция; 3) аэродром; 4) складское хозяйство; 5) бензинохра-
пплище; 6) сантехустройство; 7) подъездные пути; 8) лесосушилка;
9J склад ремфонда, гараж и водомаслогрейка и 10) ФЗУ.
Ремонтные органы ио своему назначению разделяются па следующие
категории: 1) самолето-ремонтные, 2) моторо-ремонтные и 3) самолето-
моторо-ремонтные, т. е. смешанные. Последний вид мастерских в на-
стоящее время в ГВФ является наиболее распространенным.
Самолето-ремонтные мастерские могут быть самой различной пропуск-
ной способности и должны быть рассчитаны для ремонта различных
типов самолетов. То же относится и к моторо-ремонтным мастерским,
которые или придаются самолето-ремонтным или же являются самостоя-
тельными, причем они должны обеспечить ремонт моторов, необходимых
ОШЗХОН 03 ЗПНЗЖПО О'
РазЬорОчнЬ!и цех ! ПрОмЬВоч нЬш цех к<Х Ремон тпЬш цех к I 1 МонгпиЖнЬц) цех \х .X ч *.\ Мппрр пЬн) цех Цех окончотелБ ной сборки
\\'А \\'. v
Столярная Ремонт деребян- нЬ/х плоское тей Ремнтно - плоские тной( кеталличес кии) чех ПромеЛсуточнЬ1и склад Цех инет рун и приспо- t cobnemju МоторнЬ/и цех
SSSSSSSSSS. . s' • \ W •'
ДереВо - обделочная Обоино пошиёоч пая Жестя- ницкий чех Me днич- кий цех Цех глаВно гонеса ника Слесарю cSapOHhbiU цех Метопический цех Skene диция
Склад сухо го леса ЛаБора-
6buno6bie устроисгд д КонторЬ/
Склад материалов Склад материалов
Точнее прибора тории
кишои пондоюр | I Тд[ютбои
Фиг. I. Примерная планировка цехов ремонтного завода.
для самолетов, выходящих из ремонта соответствующих самолето-ремонт-
ных мастерских; кроме того, они должны обслуживать нужды ремонта,
ьытекающие из эксплоатации.
Пропускная способность моторо-ремонтных мастерских в данное время вы-
ражается количеством 750 — 2800 и больше общих ремонтов моторов в год.
Кроме таких мастерских есть, как уже было сказано, еще малые ре-
монтные мастерские, рассчитанные на пропускную способность порядка
/2 ремонта моторов в год. Такие мастерские приспосабливаются отчасти
и для мелкого ремонта самолетов. Они обыкновенно располагаются
в отдаленных пунктах, вдали от железных дорог или на второстепенных
станциях воздушных линий.
В данное время в ГВФ имеются проекты трех классов типовых моторо-
ремонтных мастерских, отличающихся друг от друга лишь пропускной
способностью. w
Примерная планировка цехов ремонтного завода представлена на фиг. 1.
2 Авивреь'он! ное дгло в ГВФ 17
Восстановительный ремонт
Восстановительным ремонтом называется ремонт самолета, отработав-
шего норму часов, установленную для исчисления амортизации данного
типа самолета; этот ремонт заключается в полном возобновлении всех
основных элементов конструкции.
Выпуск самолета из восстановительного ремонта приравнивается к
выпуску нового самолета, со всеми относящимися к этому правилами
и порядком сдачи самолета.
Особый ремонт
Под особым ремонтом подразумевается ремонт III, II и I классов, со*
пряженный с переделками, производящимися впервые и изменяющими
конструкцию и аэродинамические свойства самолета.
Самолеты, выпущенные из такого ремонта, относятся к группе опыт-
ных самолетов и проходят испытания, установленные для этой последней
категории.
ПРОЕКТ НОВОЙ КЛАССИФИКАЦИИ
В настоящее время эту классификацию ремонта самолетов предполо-
жено изменить. По новой классификации намечаются три категории ре-
монта:
1 категория (бывш. восстановительный)—замена ответственных узлов
фюзеляжа на 75%, замена лонжеронов фюзеляжа на 75%, замена лон-
жеронов во многолонжеронных плоскостях на 75’/п, в малолонжеронных
плоскостях — на 50°/п.
2 категория (бывш. капитальный) — замена ответственных узлов фю-
зеляжа на 40%, замена лонжеронов фюзеляжа на 50%, замена лонже-
ронов плоскостей на 25%.
3 категория (бывш.просмотр после отработки нормы часов)—замена
одиночных деталей: стоек, лонжеронов, нервюр, расчалок; обтяжка по-
лотном и гофром; устранение люфта системы управления рулей, упра-
вления газом; окраска самолета и т. п.
Цель классификации —дать точное определение объема ремонтных
работ, чтобы можно было по дефектной ведомости без всяких затруд-
нений отнести ремонт'самолета к тому или другому классу и определить
примерную трудоемкость ремонта.
В настоящем виде приведенная классификация еще недостаточно раз-
работана; она требует уточнений и, быть может, иной основной схемы.
КЛАССИФИКАЦИЯ РЕМОНТА МОТОРОВ
Приводимая ниже характеристика ремонта моторов несколько отли-
чается от характеристики ремонта моторов, изложенной в ВСТ № 83.
Надо полагать, что характеристика ремонта моторов будет пересмот-
рена и ВСТ № 83 будет принят за основу.
Существующая характеристика ремонта моторов, принятая ГВФ, преду-
сматривает следующие виды ремонта моторов: 1) притирку клапанов,
2) очередную перечистку и 3) общий ремонт.
14
1 Притирка клапанов заключается в том, что с мотора сни-
маются цилиндры, очищаются от нагара, осматриваются, и по мере на-
добности производится притирка клапанов, а также замена деталей в са-
мом незначительном количестве. Допускается устранение мелких дефектов,
не требующих разборки мотора. При этом ремонте мотор не снимается
с самолета.
Притирка клапанов предусматривается не для всех типов моторов
Обыкновенно она производится в моторах с большим количеством часов
работы между отдельными видами ремонта (например 150 час. и выше),
когда клапаны через меньший срок работы между отдельными видами
ремонта (например через 60 — 75 час.) начинают неплотно закрывать
клапанное отверстие, т. е. неплотно садятся на клапанное гнездо. В этом
случае весь мотор перебирать нецелесообразно, а следует лишь прите-
реть клапаны, неплотно сидящие на клапанных гнездах.
2. Очередная перечистка мотора является очередным его
просмотром через установленный для данного типа мотора эксплоата-
ционный срок. Могор снимается с самолета, разбирается, промывается
и все его детали просматриваются. Годные детали вновь пускаются в ход,
а неисправные ремонтируются. При очередной перечистке допускается
замена и пригонка (шабровка) подшипников, а также замена отдельных
деталей.
3. Общий ремонт мотора может быть двух видов: ремонт
вила А и ремонт вида Б.
Ремонт в и д а А, как правило, производится после двух перечисток
мотора. Этот ремонт состоит в том, что мотор ремонтируется и соби-
рается по производственным допускам и зазорам из взаимозаменяемых
деталей.
Ремонт вида Б состоит в том, что у мотора заменяются по пре-
имуществу основные детали, включая и коленчатый вал. Ремонт вида Б
производится по истечении установ-тараого срока службы мотора
и в случае аварии. Целесообразность ргмонга вида Б устанавливается
особой комиссией.
ЦЕННОСТНАЯ ХАРАКТЕРИСТИКА РЕМОНТОВ
Ценностная характеристика ремонта самолетов и моторов, в смысле
ее полной денежной стоимости, а также количества потребных для ре-
монта часов и дней простоя в ремонте, характеризуется по статистиче-
ским данным на 1932 г. следующими цифрами:
Ремонт металлических самолетов типа АНТ-9:
Стоимость1 полного ремонта I класса ...........................34 714 руб. •
» » » II » ..........................23835 »
» частичного ремонта............................... 8 000 »
Количество потребных рабочих часоз:
полный ремонт I класса................................ 9000 чел.-час.
» » II » ................................7 000 » »
» » III » ................................ 5 500 » »
ремонт частичный.......................................... 2000 » »
Стоимость
всюду дана, включая накладные расхоаы.
15
ОРГАНИЗАЦИОННАЯ СХЕЛ1А РЕМОНТНЫХ ОРГАНОВ
Организационная схема ремонтных органов зависит главным образом
от принятого метота ремой га. В общих чертах процесс ремонта состоит
в следующем. Неисправная машина поступает в ремонтный орган, где
она разбирается, моется, очищается от грязи. Путем составления дефект-
ной ведомости устанавливается объем ремонта с подробным перечнем
ремонтных 15 а бот, количества потребного пл я ремонта материала и коли-
чества запасных частей, необходимых для замены негодных.
Дальнейшая работа по ремонту сводится к изготовлению запасных
частей и отдельных мелких деталей. Самый процесс ремонта будет за-
висеть от того, будут ли запасные части изготовлены заранее или они
будут изготовляться в момент прохождения самолетом ремонта. В пер-
вом случае необходимы заблаговременно статистические данные, показы-
вающие с достаточной, точностью, какие части и при каких ремонтах
идут на данный тип самолета.
В интересах дела нужно признать вполне рациональным изготовление
запасных частей к самолетам и моторам на тех заводах, на которых
поставлено серийное производство этих самолетов и моторов, или на
специальных заводах, предназначенных для их изготовления. В ремонт-
ных органах эти запасные части должны будут лишь монтироваться на
самолеты и моторы. Мелкие же запасные части можно изготовлять
и в ремонтных органах. При такой постановке ремонта вопрос о взаимо-
заменяемости запасных частей приобретает огромное значение. Как след-
ствие этого, упростится оборудование ремонтных органов и значительно
сократятся их производственные площади; сокращение площадей должно
будет произойти, главным образом, за счет уменьшения количества гро-
моздких приспособлений в виде стапелей.
Помимо этого сократится время пребывания в ремонте самолетов, что
в свою очередь также отразится на производственных площадях ре-
монтных органов в смысле их уменьшения. При значительном увеличе-
нии в ближайшем же будущем основных габаритов самолетов вопрос
этот Приобретет особое значение.
Вопросы подготовки кадров будут также зависеть в значительной сте-
пени от того, откуда будут получаться ремонтными органами запасные
части.
Тесную связь с только что сказанным имеет и складское хозяйство
ремонтных органов в смысле его характера и размеров складов.
Опыт в работе по ремонту самолетов и моторов, при котором детали
частично изготовляются в ремонтных органах, а частично получаются
со стороны, показывает, что управление мастерскими должно иметь
в своем составе следующие основные отделы: 1) технический, 2) произ-
водственный, 3) контрольный, 4) учетный, 5) плановый, 6) отдел снаб-
жения, 7) отдел рационализации, 8) отдел главного механика, 9) упра-
вление делами, 10) отдел заказов и сбыта и 11) специальный отдел.
Ниже приводятся основные функции следующих отделов, являющихся
главными:
Технический отдел. Прорабатывает вопросы рациональных ме-
тодов ремонта применительно к данным условиям. Систематизирует до-
пуски для ремонта самолетов и моторов. Вырабатывает нормы на произ-
18
родственные материалы и запасные части. Проектирует приспособления
по ремонту и изготовлению запасных частей и прочих поделок. Проек-
тирует специальный инструмент. Изготовляет чертежи, хранит, выдает
их и снабжает ими все производство. Разрабатывает совместно с конт-
рольным отделом инструкции и технические условия.
Производственный отдел. Основная задача этого отдела —
выполнение производственной программы данной мастерской. Он орга-
низует производственные процессы ремонта и распределяет работы по*
цехам. Устанавливает количество бригад, их численный состав и квали-
фикацию рабочих. Осуществляет хозяйственный расчет в цехах и бри-
гадах. Строит всю работу производства на принципе ликвидации обез-
лички во всех случаях работы, а также в отношении имеющегося
в производстве оборудования. Принимает меры к изжитию в производстве
брака, осуществляет практическое руководство работой дефектчикоз
и нормировщиков в цехах. Составляет месячные цеховые планы и рабо-
чие графики по бригадам и станкам. Разрабатывает вопросы улучшения
качества ремонта. Изучает предварительные и последующие калькуляции,
а также цеховые себестоимости. Ведет общий и цеховой контроль сроков
выполнения работ. Инструктирует техп ерсонал и рабочих по производству
выполняемых ими работ. Непосредственно руководит цехами и бюро
распределения работ.
Контрольный отдел. Производит техническую проверку и приемку
всех основных и вспомогательных производственных материалов, горю-
чего, смазочного для авиамоторов, инструмента, запасных частей и при-
боров, поступающих на склады мастерских; поверяет эти материалы, если
они не имеют соответствующих документов, указывающих на их каче-
ство. Определяет степень пригодности к дальнейшей службе поступаю-
щих в ремонт самолетов, моторов и их частей. Определяет объем и ха-
рактер ремонта самолетов и моторов при составлении дефектных ведо-
мостей. Проверяет и принимает по качеству и количеству готовые
изделия, комплектные и единичные детали и полуфабрикаты, изготовляемые
и ремонтируемые в мастерских во всех стадиях их производства, обра-
ботки, сборки и и.пытания. Проверяет правильность хранения произгод-
ственных материалов, ремонтного фонда, запасных частей, приборов и
готовых изделий. Проверяет состояние имущества и правильность
укупорки при получении и отправке. Производит учет и анализ брака.
Учетный отдел. Ведает надлежащей постановкой бухгалтерского
и статистического учета и отчетности. Составляет периодические финан-
совые отчеты. Исследует эффективность капиталовложений. Контроли-
рует результаты хозяйственной деятельности мастерских. Составляет
финансово-кредитные и кассовые планы.
Плановый отдел. Разрабатывает технико-экономические показа-
тели по мастерским для промфинплана. Составляет промфинплан по
заводу или мастерской. Контролирует выполнение производственных
планов.
Отдел снабжения. Составляет план снабжения по мастерским.
Составляет заявки на потребное количество материалов, инвентаря, обо-
рудования, инструмента и запасных частей. Заключает договоры с мест-
ными организациями на снабжение фондируемыми материалами. Орга-
низует приемку и хранение имущества и запасных частей и отпуск
19
Таковых. Организует хранение ремонтного фонда. Ведает укупоркой
и отправкой имущества и продукции мастер:ких по назначению.
Отдел главного механика. Вздет учет всего оборудован»!!
мастерских. Выявляет потребность в оборудовании и дает заявки на
таковое. Ведет учет степени использования оборудования. Ведает вопро-
сами ремонта оборудования. Наблюдает за оборудованием, уходом за
ним и правильной его эксплоатацией; занимается вопросами монтажа
оборудования, вопросами мелкого строительства и электрооборудования.
Глава VI
МЕТОДЫ ОРГАНИЗАЦИИ РЕМОНТА
В соответствии с установившейся практикой, каждый поступающий
в ремонт самолет подвергается наружному осмотру (после частичной
предварительной разборки самолета и вскрытия, если нужно, обшивки
и обивки), которым устанавливается объем работ по дальнейшей деталь-
ной разборке самолета. После этого составляется дефектная ведомость.
По этой ведомости необходимые для ремонта самолета части требуются
со склада готовых изделий. Если же запасных частей нет, то их при-
ходится изготовлять в процессе ремонта. Неисправные детали ремонти-
руются. Как вновь изготовленные, так и готовые и отремонтированные
части направляются в промежуточный склад, где хранятся до затребо-
вания для монтажа их при сборке.
Очевидно, подготовку ремонта нужно организовать так, чтобы на
складе всегда имелись ходовые детали объектов . ремонта в достаточном
количестве и для различных типов машин. Однако точное планирование
ремонта при этих условиях затруднительно, так как сами ремонтные
органы нередко не знают, когда и какая именно по типу машина посту-
пит в ремонт.
При имевшем место ранее методе ремонта не возникал вопрос о пред-
варительных дефектных ведомостях, которые должны составляться орга-
нами эксплоатации и направляться заблаговременно в соответствующие
мастерские. Примерный процесс ремонта самолетов при этом порядке
состоял в следующем: самолет поступал в ремонтный орган в разбороч-
ную, где он разбирался, промывался от грязи и пыли, с него смывалась
покраска и, если это было необходимо, составлялась дефектная ведо-
мость. Если детали были исправны, то они направлялись в промежуточ-
ный склад, где хранились до момента затребования для той машины,
с которой они были сняты. Детали, подлежащие ремонту, направлялись
в соответствующие цеха, откуда после ремонта они направлялись в про-
межуточный склад для монтажа их на прежнюю машину. Недостающие
детали заказывались вновь и по изготовлении тоже сдавались в тот же
склад до затребования. Ремонт крупных деталей, как то: фюзеляжа,
плоскостей и оперений, производился в специальных стапелях; это отно-
сится к такому ремонту, когда нарушены связи основных точек конструк-
ции. По получении деталей из промежуточного склада производилась
окончательная сборка самолета, включая установку мотора, регулировку,
нивелировку и испытание в воздухе.
Процесс ремонта моторов был следующий: мотор поступал з разбо-
2J
Рочную, где он разбирался, передавался в моечное отделение, где все
детали промывались, а затем отдельные детали передавались в дефектную
бригаду, где дефектчики определяли их годность; совершенно негодные
детали заменялись новыми со склада, который получал их в свою оче-
редь со стороны. Неисправные детали, требующие ремонта, ремонтиро-
вались. Весь ремонт мотора, включая притирку клапанов, шабровку
подшипников и сборку мотора, производился одной бригадой. Затем
мотор отправлялся на испытательную станцию, откуда в случае удовле-
творительных результатов испытания отправлялся па склад для отправки
заказчику. '
В отличие от этого метода ремонта, сейчас частично применяется так
называемый «японский» метод, заимствованный ГВФ у ремонтных орга-
нов НКПС. Этот метол, как показал опыт ремонта паровозов и вагонов,
дает хорошие результаты в отношении сокращения времени простоя
в ремонте; преимущества этого метода характеризуются следующими
данны ми, полученными из опыта ремонта желез подорожных мастерских:
простои по капитальному ремонту снизились до 11,5 раб. дней вместо
45 в предыдущем году, т. е. на 74,5%; стоимость ремонта снизилась
с 17 787 до 14 870 руб, т. е на 18°/о’ затрата рабочей силы снизилась
с 8500 до 4870 чел.-час., т. е. на 41%.
В основном сущность японского метода ремонта заключается в сле-
дующем:
1. Строгое планирование производства ремонта как внешнего, так
и внутреннего; под внешним планированием следует понимать план от-
хода в ремонт на основании эксплоатационного плана
2. Предварительное изучение материальной части, поступающей в ре-
монт. Изучение это ведется во время нахождения ее в эксплоатации.
При изучении ремонтный орган должен иметь описания материальной
части и все ее чертежи.
3. Построение ремонта по принципу узкого фронта с максимальной
плотностью, т. е. сосредоточение максимального количества рабочих на
одной узкой группе ремонтируемых машин.
4. Организация параллельности работ.
Планирование при японском методе является основным фактором, де-
лающим этот метод ремонта показательным в смысле уменьшения про-
стоев объектов ремонта и сокращения времени ремонта.
Планирование производства на ремонтных заводах, так же, как и пла-
нирование производства на заводах серийного изготовления, играет
огромную роль. Нужно сказать, что планирование производства ремонта
дело более трудное, нежели планирование серийного производства.
В саном деле, при спланированном и однажды налаженном процессе
производства требуется в дальнейшем лишь наблюдение за подачей мате-
риала, исправным состоянием оборудования и обеспеченностью произ-
водства инструментом и рабочей силой. Здесь же в производстве ремонта
па ремонтных заводах контроль за непрерывностью процесса имеет ог-
ромное значение. Путем планирования можно добиться большой манев-
ренности производством и сравнительно легко изжить всякие задержки
в нем. Таким образом планирование в ремонтных органах играет огром-
ную роль, являясь залогом успеха ремонтного дела.
Планирование разделяется па: 1) техническое, заключающееся в раз-
21
работке рабочих графиков на осно е максимального уплотнения рабочих
процессов ремонта, использования оборудования, параллельности выпол-
нения специальных процессов и уплотнения их во времени после изуче-
ния технологических процессов ремонта и закрепления их в определен-
ных кормах рабочего времени; 2) оперативное, календарное, цель которого—
осуществление работ по разработанным графикам; планированием этого
рода стремятся обеспечить своевременную доставку материалов, черте-
жей, документов и т. п. к рабочему месту.
Планирование осуществляется путем составления месячных, декадных
и даже суточных планов; последнее, однако, не обязательно.
Месячный ступенчатый график составляется на основании месячного
плана. В нем должны быть указаны порядок и сроки выполнения основ-
ных процессов ремонта, а также количество рабочих на данном объекте.
Суточный план желателен потому, что при ремонте могут встречаться
перебои, которые не всегда возможно заранее предусмотреть. Суточный
план является документом внутризаводского планирования.
Часто в ремонтных органах составляют еще шести- или пятиднев-
ный план.
Крайне необходимо для увязок и проведения в жизнь составтенных
планов устройство совещаний. Следует различать внутрицеховые и между-
цеховые совещания. Внутрицеховые совещания созываются ежедневно.
Мастера цехов, соприкасающихся в работе, обойдя бригады, собираются
в одной из цеховых контор на получасовые совещания; они происходят
под председательством заведующего производственным отделом; на них
необходимо присутствие заведующего распределительным бюро. На
междуцеховых совещаниях разрешаются все вопросы, связанные с задерж-
ками, с перебоями в сроках работ, с целью принятия мер по ликвида-
ции всех неполадок.
Внутрицеховые совещания (бригадиров) являются подготовительными
совещаниями к междуцеховым. Они созываются в каждом цехе.
На совещаниях необходимо придерживаться следующих правил:
1. Не затягивать совещания больше получаса (все участники должны
быть подготовлены к ним зарйнее).
2. Соблюдать дисциплину (ни одного лишнего слова).
3. Назначать совещания с таким расчетом, чтобы они не перекрыва-
лись с другими совещаниями.
Одной из основных особенностей японского метода ремонта является
предварительное изучение материальной части, поступающей в ремонт.
Во избежание разнородности объектов ремонта в данной мастерской
производится расписка их по типам по разным мастерским. В ремонт-
ных органах ведется точный технический учет приписанной материальной
части, а равно и всех специфических особенностей индивидуальных
объектов ремонта, могущих повлиять на ход ремонта. Такне ведомо:ти
могут передаваться в другие органы, где будет в дальнейшем произво-
диться ремонт объектов.
Большую роль при этом методе ремонта играют предварительные де-
фектные ведомости. Эти ведомости должны составляться эксплоатацион-
ными учреждениями и присылаться 15-го числа месяца, предшествующего
сдаче объекта в ремонт.
Дефектные ведомости являются основным условием для планомерной
22
работы ремонтных органов. Они должны содержать в себе перечень не-
исправностей, требующих заготовки новых частей, и настолько опреде-
лять размер ремонта, чтобы его возможно было приблизительно отнести
к определенному типу ремонта и подгбтовиться к производству последнего.
Инструктаж персонала и наличие единых форм дефектных ведомостей
обусловливают возможность получения ремонтными органами дефектных
ведомостей, отвечающих задачам планирования.
Месячный план должен являться в основном результатом проработки
предварительных дефектных ведомостей. Реальность этого плана будет
зависеть, во-первых, от качества этих ведомостей и, во-вторых, от того,
насколько органы эксплоатации выдержат сроки доставки в мастерские
объектов ремонта. Согласование этих вопросов производится путем со-
зыва совместных совещаний представителей органов ремонта и эксплоа-
тации, на которых утверждаются месячные планы.
Месячные совещания представляют больший интерес, чем годовые
и квартальные. Время созыва совещаний устанавливается по соглашению
с работниками эксплоатации, примерно, между 10 и 20 числами месяца,
предшествующего тому, на который утверждается план. Продолжитель-
ность совещаний не больше 1—2 дней. Утвержденный план вручается
обеим сторонам для точного исполнения. На месячном совещании обсу-
ждаются также явления ненормальных износов и поломок, качество ре-
монта, претензии со стороны эксплоатации, нарушения сроков предста-
вления предварительных дефектных ведомостей и вопросы методики их
составления.
Опыт показал, что такая постановка работы обеспечивает:
1) равномерную ежемесячную и ежедневную загрузку объектами
ремонта;
2) четкость и плановость в ремонте;
3) лучшую подготовку к ремонту;
4) лучшее использование рабочей силы и оборудования;
5) равномерную загрузку цехов;
6) сокращение простоев объектов в ремонте;
7) сокращение оборотного капитала завода.
Выполнение плана ремонта в значительной степени зависит от конт-
роля исполнения. Без хорошей работы контроля все построенные планы
будут оставаться на бумаге, а ежедневные совещания, о которых гово-
рилось выше, будут бесполезно отнимать время.
Для успеха работы необходима организация непрерывного контроля
исполнения. Весь контроль выполнения плана осуществляется через пла-
новый отдел. ,
В первую очередь обращается внимание на выполнение суточного
плана. Планировщики должны неослабно следить за ходом работы в це-
хах и за прохождением операций. Необходимо принимать немедленные
меры к устранению встречающихся задержек в снабжении материалами,
запасными частями и инструментом. На обязанности цеховых планиров-
щиков лежит также проверка правильного распределения рабочей силы.
Кроме ежедневной проверки план выполнения проверяется также пяти-
дневными статистическими сводками. Результаты проверки должны быть
немедленно известны тем должностным лицам, от которых зависит устра-
нение недочетов, мешающих выполнению плана. Следует составлять еже-
23
дневные донесения (рапортички) о выполнении плача; эти рапортички
должны посылаться директору завода и главному инженеру, к которым
они поступают через заведующего произ одством. В рапортичках необ-
ходимо указывать причины задержки выполнения плана и виновных
в этом лиц.
В этой главе пришлось частично коснуться вопроса планирования;
более детально на этом вопросе мы остановимся в гл. XIII.
х
Глава VII
УВЯЗКА РЕМОНТА И ЭКСПЛОАТАЦИИ
Успех работы по эксплоатации воздушных линий, по борьбе с вреди-
телями сельского хозяйства, по аэросъемке и т. п. зависит в значительной
степени от хорошо налаженного ремонта самолето-моторного парка. От-
сюда следует, что ремонт и эксплоатации должны быть тесно увязаны
между собой. Увязка эта должна сводиться, главным образом, к совмест-
ному планированию работы эксплоатации с работой ремонта.
В целях такой увязки рационально прикреплять самолеты и моторы
к определенным мастерским на период всей их службы до полной амор-
тизации. Мастерская в интересах наилучшего и рационального ремонта
будет иметь возможность наблюдать за прикрепленными к ней самоле-
тами и моторами; будет знать, когда примерно самолет нлн мотор вновь
поступит в ремонт и с каким объемом ремонта; будет изучать типичные
дефекты конструкции, более изнашивающиеся детали; обзаведется Со-
ответствующими чертежами и описаниями и т. д.
Пропускная способность ремонтных заводов и вновь строящихся ма-
стерских и их месторасположение должны быть строго увязаны и согла-
сованы с эксплоатацией.
Планирующие органы должны знать месторасположение ремонтных
мастерских и их пропускную способность при различном количестве смен.
Под пропускной способностью мастерской понимается то количество ре-
монта самолетов и моторов в гол, которое она способна выполнить с
учетом возможного ремонта по типам самолетов и моторов и по виду его.
Техническая статистика по линии эксплоатации совместно с техниче-
ской статистикой ремонтных заводов и мастерских должна дать исчерпы-
вающий материал для подсчета наиболее изнашивающихся частей само-
летов и моторов, сроков их работы по типам и различным условиям
эксплоатации между отдельными видами ремонта (в зависимости от вре-
мени гола, качества аэродромов и климатических условий). Эта же ста-
тистика дает возможность подсчитать, на какое количество километров
или часов летной работы приходится в среднем одна авария, а это
позволит подсчитать количество возможных аварийных ремонтов.
Одним из важных вопросов, влияющих на планирование работы ре-
монтных заводов и мастерских, является определение годовой потребности
в различном аэродромном и ангарном оборудовании, которое приходится
изготовлять в ремонтных органах.
Предметами такого оборудования являются:
1. Тележки: а) для перевозки крыльев; б) для подвозки бензина,
масла и воды; в) подкостыль"ые.
24
2. Различные стремянки, металлические и деревянные.
3. Флюгера с мачтами.
4. Подсадочное Т.
Чехлы зимние и летние на колеса, винты, моторы и т. п.
6. Балансирные станки. х
7. Обогреватели моторов.
8. Различные воронки.
9. Части отопления кабин самолетов и т. п.
Потребность в этих предметах, сильно загружающих мастерские, можно
установить также путем статистики. Очевидно, что определенный спрос
на эти предметы может повлечь создание особого цеха или даже особых
мастерских для их производства.
Существенную помощь ремонтным заводам и мастерским окажет со-
ставление предварительных дефектных ведомостей на самолет и мотор
во время их работы на воздушных линиях и вообще в эксплоатации.
Эти дефектные ведомости должны составляться экипажем самолета под
руководством ответственных технических лиц того аэропорта, к которому
самолет приписан; эти лица должны быть хорошо знакомы с конструк-
циями самолето-моторного парка и с их ремонтом.
Предварительные дефектные ведомости, составляемые эксптоатацией, по-
мшут ремонтным органам -'оставить быстрее дефектные ведомости при
поступлении в ремонт данного самолета, а также заранее подготовиться
к его ремонту.
ПЛАН РЕМОНТА И ПЛАН ЭКСПЛОАТАЦИИ
План ремонта является функцией плана эксплоатации. Для составления
плана ремонта необходимо знать лишь некоторые данные эксплоатацион-
ного плана, а именно: где и какие самолеты будут работать, число часов
налета самолетов и число часов работы моторов. Исходя из этих данных,
можно с большой точностью вычислить количество ремонтов самолетов
и моторов, работающих на данном участке воздушных линий. Кроме
того, эксплоатации должна дать сведения об авариях, приходящихся на
определенное число часов налета.
Эти статистические данные позволят установить дополнительное коли-
чество ремонтов I класса.
Опыт показал, что необходима хорошо налаженная техническая ста-
тистика для точного установления сроков работы самолетов и моторов
между отдельными видами ремонта. Для подтверждения этого положения
приводятся два варианта норм работы самолетов и моторов между от-
дельными видами ремонта. Второй вариант норм хотя и базируется па
практических данных, во все же требует еще дальнейшей проверки. Кроме
того, необходимо эту статистическую работу вести непрерывно, так как,
во-первых, имеются такие типы самолетов, о которых не имеется еще
достаточно материалов, для установления по ним нормы, а во-вторых,
некоторые самолеты и моторы могут быть лишь в будущем введены в
эксплоатацию ГВФ и данных по ним, разумеется, нет вовсе.
Нужно отметить, что во втором варианте норм введен так называемый
очередной просмотр самолета в период времени между двумя очередными
планово-предупредительными ремонтами, проводящимися в заводских ус-
25
ловиях. Такой очередной просмотр безусловно необходим; цель его —преду-
предить серьезные повреждения самолета при дальнейшей работе, очистка
самолета от грязи, восстановление покраски и лакировки, просмотр тро-
сов управления, очистка трубопроводов, исправление всех мелких неис-
правностей и т. д.
Такие просмотры должны производиться непосредственно на линиях
без сдачи самолета для этого просмотра в ремонтные мастерские или
заводы.
ПЕРВЫЙ ВАРИАНТ
Полный срок амортизации, в период которого самолет про-
ходит целый ряд различных ремонтов. f
Деревянные самолеты....................... 150 летных часов или 4 года
Самолеты смешанной конструкции............ 1800 » » » 5 лет
Металлические самолеты.................... 3000 » » » 5 »
Металлические гидросамолеты: речные, морские
на поплавках, морские типа лодки 2005 » » » 5 »
Примечание. Эти амортизационные сроки—для самолетов, работающих
в транспортной авиации. Для самолетов, работающих в СХА, ГАФС, и учебных
сроки эти нике.
Сроки просмотров и ремонтов самолетов
I
Деревянные самолеты — просмотр . через каждые 150 летных
часов.
Ремонты этих самолетов в течение срока амортизации следующие:
Через 150 летны е часов .... частичный
» 253 » » .... • . . • • *
»- 353 Х> > .... III класса
1> 450 » » . • • • II »
* 550 > > .... частичный
» 700 » > .... . . . . *
> 800 » » • • • • определение дальнейшей пригодности
Самолеты смешанной конструкци и—просмотр через каждые
150 летных часов.
Ремонты этих самолетов в течение срока амортизации следующие:
Через 400 летных часов ....... . .
» 750 » » ..............
» 1050 > » ’ . . ..........
» 1350 » »
» 1610 » » .............. .
» 1803 » » ..............
III класса
III »
I! >
III »
III г
определение дальнейшей пригодности
Самолеты металлические — просмотр через каждые 250 лет-
ных часов.
Ремонты этих самолетов в течение срока амортизации следующие:
Через 1000 летных часов .................III класса
» 1250 > » .................определение дальнейшей пригодности
» 1503 » » > »
» 1750 • » I класса
26
Через 2000 летных часов............. частичный
» 2250 » > ................Ш класса
» 2500 » » ................II »
• 2750 » > ................частичный
> 3000 » » ................определение дальнейшей пригодности
Приведенные сроки прогмогроз и ремонтов самолетов в настоящее
время являются устаревшими и приведены для сравнения со сроками
просмотров и ремонтов самолетов, установленными в последнее время н
приводимыми во втором варианте.
ВТОРОЛ ВАРИАНТ
Самолеты металлические, дуралевые, типа АНТ-9:
Через 25и летных часов
» 45J » •
» 750 » »
» 900 » »
> 1100 » »
» 1350 » »
» 1559 » »
» 1809 » »
» 2000 » »
» 2250 » »
.............. • . . просмотр
......... очередной ремонт
.............. .... просмотр
. ...............о (вредно I ремонт
. просмотр
.очередной ремой
..............просмотр
............ очередной ремонт
.............. просмотр
..............определение годности к дальнейшей
эксплоатации
Самолеты смешанной конструкции типа К-5:
Через 159 летных часов .... просмотр
300 х> » • « • • « , . . . . о (вредной ремонт
» 450 > • • • > . а . а . ПрОСМОТр
» 600 » » • • • • « .... очередной ремонт
> 750 » > • а • • . а а В • ПРОСМОТР
> 909 » • а • • а .... очередной ремонт
> 1050 » » .... просмотр
> 1200 > > • , • . •
эксплоатации
Самолеты деревянной конструкции типа У-2:
Через 175 летных часов................просмотр
» 350 » » очередной ремонт
» 525 » » просмотр
» 700 » » очередной ремонт
» 875 » » просмотр
» 1050 » » ...............определение годности к дальнейшей
эксплоатации
Так как деревянные самолеты весьма чувствительны к температурным
условиям, особенно к резким переменам и высоким температурам, то для
работы самолета в условиях Средней Азии сроки просмотров и ремонтов
будут пониженные, а именно:
Через 150 летных часов
> 300 » »
450 » »
> 600 > •
» 750 >
» 9J0 >
пр осмотр
оч" р .дной ремонт
прос лотр
очередной ремонт
просмотр
опэетелени- годности к дальнейшей
эксплоатации
27
Самолеты деревянной конструкции типа П-5:
Через 260 летных часов . . . . просмотр
» 400 » » . . . < очередной ремонт
» 6'Ю » » • • .« « просмотр .
j> 80J » » . . . . очередной ремонт
» 1000 » » • « < просмотр
» 1200 » определение годности к дальнейшей
* эксплоатации
Для того же типа самолетов, но в условиях работы в Средне'! Азии,
сроки будут следующие:
Через 150 летных часов
р 300 > х>
& 450 > »
» 600 х> »
ь 750 1л
& 900 >
> 1050 » >
просмотр
очередной ремонт
просмотр
очередной ремонт
просмотр
очередной ремонт
определение годности
эксплоатации
к тальн й ней
Самолеты деревянной конструкции типа Ш-2:
Через 150 летных часов...............просмотр
т 250 » » очередной ремонт
» 400 » » просмотр
» 500 » » очередной ремонт
» 650 » » просмотр .
» 750 » » ..............определение годности к дальнейшей
эксплоатации
Самолеты деревянной конструкции типа НИАИ-1:
Че; ез 100 летных часов..............
» 200 » т- ............... . .
» ЗОЭ » » ...• ..........
i> 400 » » ...............
» 500 > » ...............
» 600 » » ...............
просмотр
очередной ремонт
просмотр
очередной рэтлеяг
просмотр
определение годности к дальнейшей
эксплоатации
Под просмотром во втором варианте понимается не только внешний
осмотр самолета, по и частичный мелкий ремонт самолета (устранение
мелких неисправностей) с очисткой от грязи и пыли тех мест самолета,
где имеется возможность произвести осмотр и к которым есть доступ для
производства очистки.
Срок полной амортизации моторов, в течение которого они
проходят целый ряд ремонтов:
Мотор БМВ-П1а........6JJ час.
» БМБ-IV..........70J »
» БМВ-VI.........10J0 »
» Л-5 ........ 1U00 »
Юпитер VI............75Э »
Могор БМВ-Illa перечищается через каждые 75 час. работы и под-
вергается общему ремонту через каждые 180 час?, а через 600 час. произ-
водится определение дальнейшей пригодности мотора.
Мотор БМВ-IV перечищается через каждые 60 час. работы, подвер-
28
гается общему ремонту через каждые 180 час., а через 700 час. про-
изводится определение дальнейшей его пригодности.
Мотор БМВ-VI перечищается через каждые 150 час., через 400 час.
подвергается общему ремонту, а через 900 час. производится определение
дальнейшей его пригодности.
Мотор Л-5 перечищается через каждые 150 час., через 450 час. под-
вергается общему ремонту.
Здесь не указаны сроки, через которые производится притирка клапанов
у моторов, так как таковая осуществляется не в ремонтных органах, а на
самих линиях эксплоатации и в некоторых случаях даже непосредственно
на самолете. По всем видам ремонта самолетов и моторов имеются ут-
вержденные нормы ГВФ, которыми и надлежит руководствоваться. Нормы
эти не являются стабильными и могут изменяться в сторону увеличения.
Все нормы базируются на статистических данных, получаемых из опыта
эксплоатации.
Глава VIII
РЕМОНТ САМОЛЕТОВ
Трудоемкость ремонта самолета зависит от его колструкции и класса
ремонта; данные по трудоемкости были приведены выше. Для всех типов
самолетов: цельнометаллических, смешанных, деревянных и стальных,
применяются различные методы ремонта, различные приспособления, обо-
рудование, складское хозяйство, а равно требуется различная квалифи-
кация рабочих.
Самолет, подлежащий ремонту, поступает в ремонтный орган, как
правило, при акте с формуляром. Самолет должен прибывать со всем
присвоенным ему оборудованием и приборами, а главное с мотором.
Всякие попытки снимать какое-либо оборудование с са-
молета нужно искоренять самым категорическим обра-
зом. Это требование диктуется тем, что все приборы для данного само-
лета должны быть обязательно проверены и, если нужно, отремонтиро-
ваны, что может выясниться лишь после проверки их.
Особо вопрос может быть поставлен о моторе. Может оказаться, что
при сдаче самолета в ремонт мотор еще будет иметь запас часов. В та-
ком случае эксплоатационный орган, сдающий самолет в ремонт, должен
снять с самолета мотор, имеющий ресурс часов работы; но при снятии мотора
с самолета нужно обеспечить его'другим мотором, не имеющим ресурса
часов работы и, следовательно, подлежащим сдаче в ремонт. Если же этого
не будет сделано, то может оказаться, что после ремонта самолета его
нельзя будет своевременно испытать в полете из-за отсутствия мотора.
Прибывающий в ремонт самолет поступает в отдел заказов и прини-
мается комиссией согласно приемо-сдаточной ведомости (форма ведомости
приведена в приложении 1).
Необходимо отметить, что без предварительного согласия ремонтного
органа самолет в ремонтные мастерские направляться не должен. Как
правило, в мастерские принимаются лишь те самолеты, которые преду-
смотрены планом ремонта. Ни в коем случае не следует делать из ма-
стерских склад для хранения самолетов.
Поступивший в ремонт самолет в первую очередь направляется в раз-
борочный цех ремонтных мастерских, где он поступает в распоряжение
2J
Дефектного бюро. В этом цеху производится первичная разборка само-
лета, т. е. снимаются плоскости, хвостовое оперение и мотор. Все опера-
ции разборки производятся по распоряжению дефектного бюро, кэторое
является ответственным за самолет в целом.
При самолетах больших габаритов необходимо предусмотреть специаль-
ные приспособления для съемки плоскостей; чаще всего съемка произ-
водится передвижными кранами или передвижными тележками на моно-
рельсах, которые служат и для съемки моторов.
До разборки самолет нивеллируется, если он прибыл в собранном виде.
После первичной разборки самолет осматривают дефектчики-норми-
ровщики и составляют ведомость на его дальнейшую разборку, которая
затем и производится согласно этой ведомости (форма дефектной ведо-
мости приведена в приложении 2). Детали промываются, очишаются от
грязи, на самолетах металлической конструкции смывается старая краска;
обшивка фюзеляжа и плоскостей, а если нужно и оперения, отсверли-
вается частично в местах приклепки в целях доступа для осмотра повре-
жденных мест и самой обшивки. В самолетах смешанной или деревянной
конструкции полотняная обшивка снимается с фюзеляжа, плоскостей и
смирения. После полной разборки, чистки, промывки и вскрытия обшивки
дефектчики-нормировщики составляют дефектные ведомости, каждый на
свою группу.
Опыт показал, что дефектчики должны специализироваться по типам
самолетов и даже по отдельным деталям самолета. Возможно полное ди-
ференцирование работы между отдельными дефектчиками нужно признать
весьма желательным. Примерно дефектирование по объектам можно раз-
делить на следующие группы: фюзеляж, крылья, оперение, арматура,
подмоторная рама, бензиновая и масляная проводка, шасси. Каждая группа
цефектчиков может быть разбита еще и на подгруппы. По каждой группе
составление дефектной ведомости может производиться или одним чело-
веком, или несколькими. Для того чтобы дефектчик не пропустил ни
одной детали самолета и особенно тех деталей, ремонт которых чаще
всего встречается, необходимо иметь картотеку по следующей, примерно,
форме:
Примерная карточка для картотеки
на самолет (т и п) «........»
30
Эта картотека — постоянная; в нее следует вкладывать листы, которые
вынимаются как черновики для составления дефектных ведомостей. Кроме
того, дефектчнкам должна даваться номенклатура деталей самолета с ука-
занием возможных их дефектов, а также инструкция по определению
дефектов, с указаниями, в каком случае деталь совершенно бракуется,
а в каком случае ее можно отремонтировать, и как именно. Наличие
этих материалов даст возможность дефектчнкам полнее охватить ремонт
самолета и в возможно краткий срок составить дефектную ведомость.
Перечисленные материалы, облегчающие работу дефектчиков, к сожа-
лению, имеются не всюду. Практика ремонта настоятельно требует раз-
работки таких материалов и снабжение ими дефектно-технических бюро
ремонтных предприятий.
Составленная дефектная ведомость дается на утверждение контрольному
отделу, так как контроль может не согласиться с методом исправления
дефектов самолетов и моторов. Для того чтобы все эти разногласия
устранить до начала производства ремонтных работ, дефектные ведомости
должны быть подписаны контрольным отделом. По мере составления де-
фектных ведомостей на отдельные части самолетов, производится и нор-
мирование работ по ремонту (исправлению дефектов этих деталей). Из
этих отдельных дефектных ведомостей составляется сводная полная де-
фектная ведомость на весь самолет.
Дефектная ведомость является документом, из которого можно полу-
чить данные для планирования ремонта по всем отраслям, как то: по
рабсиле, материалам и т. д.
Начиная с III класса ремонта, самолет полностью разбирается, и при
этом с него снимается мотор. Характер разборки самолета и ее меха-
низация в значительной степени зависят от конструкции самолета. Ремонт
самолетов больших габаритов требует наличия грузоподъемных приспо-
соблений, без которых в некоторых случаях весьма затруднительна раз-
борка самолета. В процессе разборки самолета применяется целый ряд
специальных инструментов, указанных ниже, в гл. X.
Ремонтный орган несет ответственность, начиная с ремонта III класса,
за объем ремонта и за качество выпускаемого из ремонта самолета.
Если дефектная ведомость составлена неполно и при ремонте появится
необходимость в дополнительных работах, не перечисленных в дефектной
ведомости, то за них заказчик платит неполностью; таким образом не-
полное или небрежное составление дефектных ведомостей влечет за собой
убыток для ремонтного органа. Поэтому необходимо добиваться соста-
вления дефектгой ведомости, целиком охватывающей все работы по
ремонту данного самолета.
Одним из больных мест ремонта самолетов является отсутствие ремон-
тных допусков и, главное, допусков на износ. Как следствие этого,
определение дефектов самолета в большинстве случаев делается на-ощупь
и зависит от опыта дефектчика. В этом заключается трудность опреде-
ления годности деталей по износу, с одной стороны, и индивидуальный
подход к этому дефектчика в каждом отдельном случае, с другой. Вопрос
выработки ремонтных допусков требует скорейшего разрешения.
По окончании описанных выше процессов детали самолета, как то:
плоскости, оперение и фюзеляж, поступают в соответствующие цеха пли
в промежуточный склад, где и хранятся на специальных козелках ил i
31
стеллажах в ожидании ремонта. Прочие детали, как то: шасси, управление,
5ензиновая и масляная магистрали, приборы и пр., если они не требуют
ремонта, поступают для хранения также в промежуточный склад.
Моторы самолета передаются для ремонта в моторный цех или в мо-
торно-ремонтные мастерские.
Все вышеизложенное относится к ремонту самолета с полным заводским
ремонтом, т. е. начиная с III класса и выше. Частичные ремонты, без
полного просмотра, требующие лишь устранения некоторых дефектов
(смена шасси, костыля, выправки хвостовой фермы и т. д.), а также до-
оборудование самолетов радио и другими специальными установками,
производятся без разборки, непосредственно в сборочном цеху. Чаще
всего эти ремонты производятся в малых ремонтных мастерских при аэро-
дромах или просто в ангарах.
Кроме того, на линиях, непосредственно в ангарах, должны произво-
диться очередные просмотры самолетов между двумя очередными ремон-
тами согласно норм налета часов между отдельными видами ремонта.
Все поломанные и негодные летали, снятые с самолета в разборочном
цеху (нервюры, узлы, баки, радиаторы и пр.\ поступают также в про-
межуточный склад, откуда, в случае надобности, поступают с соответст-
вующие цеха или же сдаются в утиль.
РЕМОНТ ФЮЗЕЛЯЖА
Фюзеляж сварной конструкции поступает из промежуточного склада
на специальных тележках или кранах в стапель, находящийся в сварочно-
фюзеляжном цеху, где производится его проверка, замена лонжеронов,
стоек и про их приварных деталей, а та .же постановка растяжек. По
окончании ремонтных работ, производимых в стапеле, и приемки их
контролем фюзеляж поступает в ремонтно-монтажный цех, где окраши-
вается его ферма и производится обтяжка полотном; покрытие эмалитом
при обтяжке может производиться здесь же на специальном участке ре-
монтно-монтажного цеха под специальной установкой для вытяжки вред-
ных газов.
По окончании обтяжки полотном и эмалитных работ производится
прием этих работ контролем; затем фюзеляж поступает в эмалитно-
алярный цех, если не имеется указанного специального участка, где
обтяжка фюзеляжа покрывается эмалитом, красится и наносятся опозна-
вательные знаки. По окончании ремонта фюзеляж поступает в сборочный
цех для дальнейшей сборки; если сборка задержана неготовностью не-
которых деталей, то фюзеляж сдается на промежуточный склад; однако
нужно стремиться так спланировать ремонт самолета, чтобы фюзеляж не
приходилось сдавать в промежуточный склад.
Фюзеляжи деревянной конструкции из склада поступают в ремонтно-
монтажный цех в стапель, где и производится их ремонт: смена лонже-
ронов, стоек, распорок и фанерной обшивки. Материал для смены
лонжеронов и других деталей заготовляется на станках в дерево-обде-
лочном цеху и передается в столярный цех для окончательной обработки,
подгонки по месту и установки. Дальнейшее следование такое же, гак
и сварного фюзеляжа.
Фюзеляж цельнометаллической конструкции (дуралевый) поступает из
32
промежуточного склада в ремонтно-монтажный цех в стапель, где и произ-
водится его ремонт по наращиванию лонжеронов, профилей, приклепки
обшивки, пригонки и постановки прочих деталей, отделенных при раз-
борке. Изготовление профилей, шпангоутов и прочих деталей для выпол-
нения клепальных работ ведется из заготовленного материала заготови-
тельным цехом; перед обработкой дураль облагораживается в специальном
термическом цеху или в железных ваннах с раствором натриевой и ка-
лийной селитр, устанавливаемых в медницком цеху (последнее—в не-
больших ремонтных мастерских).
Узлы и прочие стальные детали изготовляются или ремонтируются
в слесарном цеху, свариваются в цеху для сварки мелких деталей, а по-
сле сварки подвергаются термической обработке. Весь дальнейший ремонт
аналогичен ремонту фюзеляжа сварной конструкции, за исключением
покрытия эмалитом, так как дуралевый фюзеляж покрывается предохра-
нительным лаком и затем окрашивается алюминиевым порошком, раство-
римым в тинктуре, а остальные его детали — масляной краской.
РЕМОНТ ПЛОСКОСТЕЙ
Плоскости цельнометаллической конструкции поступают из промежу-
точного склада в ремонтно-монтажный цех в стапель, где и производится
их ремонт, аналогичный ремонту фюзеляжа дуралевой конструкции.
В случае восстановительного ремонта металлических плоскостей произ-
водится примерка их по местам крепления к фюзеляжу.
Плоскости деревянной конструкции также поступают в ремонтно-мон-
тажный цех из промежуточного склада в стапель и их ремонт аналогичен
ремонту фюзеляжей деревянной конструкции. Кроме того, производится
обтяжка полотном, покрытие эмалитом и регулировка стяжек.
РЕМОНТ БАКОВ, РАДИАТОРОВ, БЕНЗИНОВЫХ И МАСЛЯНЫХ
МАГИСТРАЛЕЙ
Перед отправкой баков для испытания в медницкий цех они промы-
ваются водой в течение 15 мин. рабочими склада и просушиваются.
Лишь после этого баки передаются для ремонта и испытания на специ-
альном приспособлении под давлением 0,25 ат. По окончании ремонта при-
нятые контролем баки с заглушенными отверстиями поступают в малярный
цех для окраски. Из малярного цеха они поступают в промежуточный склад,
откуда передаются в ремонтно-монтажный цех для установки га самолет.
Если бак необходимо изготовить вновь, то заготовительный цех про-
изводит заготовки и передает их в медницкий цех, где бак и изготавли-
вают. Необходимая для бака арматура либо берется со старого, забра-
кованного при разборке бака (в случае годности арматуры), либо, в случае
отсутствия ее на складе, изготавливается заново механическим цехом. Эта
арматура по изготовлении поступает в промежуточный склад, а оттуда
в медницкий цех. Дальнейшее следование аналогично описанному для
ремонтного бака.
Порядок ремонта и изготовления радиаторов аналогичен ремонту баков,
с ТоИ лишь разницей, что промывка радиаторов производится не водой,
а Раствором, устраняющим накипь.
з Аипареиоитаое дело в ГВФ ^3
Трубки масляной и бензиновой магистралей из промежуточного склада
поступают в медницкий цех, где отжигаются, испытываются и запаиваются
серебряным припоем; после приемки контролем они передаются в проме-
жуточный склад, откуда поступают для монтирования в ремонтно-сбороч-
ный цех. Новые трубки изготовляются также в медницком цеху; арматура
для них изготовляется механическим цехом и через промежуточный склад
передается в медницкий.
Краны, фильтры, заливные насосы, альвейеры и прочие детали посту-
пают из промежуточного склада в арматурный цех (а если такого цеха
нет, то в слесарный), где ремонтируются и испытываются; притирка кранов
производится на специальном станке; приточка пробок кранов и изгото-
вление кранов в целом производятся в механическом цеху, откуда они
через промежуточный склад передаются для обработки в арматурный цех.
Арматура после приемки контролером поступает в промежуточный склад
и, далее, для монтажа в ремонтно-монтажный цех.
РЕМОНТ ПРИБОРОВ
Приборы из промежуточного склада поступают в г>:х точных приборов,
где ремонтируются и испытываются на специальных установках; после
приемки их контролем приборы поступают обратно в промежуточный
склад, а оттуда в ремонтно-монтажный цех, где и устанавливаются на
самолет.
РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ
Электрооборудование, как то: плафоны, фары, переходные коробки,
дичамо, пусковое магнето и т. д., ремонтируются в электромонтажном
цеху, куда они поступают из промежуточного склада и возвращаются
в него после ремонта обратно для передачи в ремонтно-монтажный цех
для постановки на самолет. Зарядка аккумуляторов производится в акку-
муляторной.
РЕМОНТ УПРАВЛЕНИЯ
Ремонт управления производится на верстаках в монтажно-ремонтном
цеху; детали для ремонта изготовляются в механическом и слесарном
цехах и передаются в промежуточный склад для хранения. Тросы, не тре-
бующие плетения по месту, изготовляются в тросовой. После ремонта
управление монтируется на самолете; одновременно плетутся тросы, тре-
бующие заплетки по месту. Если после ремонта нельзя почему-либо
вести монтаж, то отремонтированное управление сдается на хранение
в промежуточный склад.
РЕМОНТ РАДИО- И ФОТОУСТАНОВОК
Ремонт радио- и фотоустаповок ведется в радиофотоцеху. Детали для
ремонта после разборки сдаются непосредственно в этот цех. Предвари-
тельный монтаж ведется в монтажно-ремонтном цеху, а окончательная
установка в сборочном.
При ремонтах больших объемов часто приходится заменять старые
детали новыми, причем эти детали или изготовляются в ремонтном органе
34
или получаются со стороны. При болыпОм количестве ремонтов необхо-
димо организовать ремонт таким образом, чтобы готовые детали получа-
лись со стороны и их приходилось бы лишь монтировать.
При таком порядке ремонта возникает вопрос об организации заводов,
изготовляющих эти детали, или о специализации отдельных заводов на
изготовление отдельных деталей, например: радиаторов, баков, шасси
и т. п.
ПРИСПОСОБЛЕНИЯ ДЛЯ РЕМОНТА
Касаясь вопроса ремонта деталей самолета, необходимо затронуть
также вопрос о специальном оборудовании и приспособлениях, употреб-
ляемых при ремонте самолетов. Основным специальным оборудованием
ремонтных органов являются стапеля для фюзеляжа, плоскостей, оперения,
служащие для фиксирования основных точек самолета и его деталей.
Целый ряд стапелей для сварки сложных сварных деталей, например,
моторных рам, узлов и т. п. (а также мелкие приспособления для этого),
поддержек для клепки в виде эксцентриков, концентриков, лягушек,
козелков — составляют большой контингент приспособлений; затем идет
целая серия выколоток, прокатки, вальцовки; далее — зигмашины, заги-
балки, пилы, разные ножницы, шаблоны и т. п.
Особое внимание следует уделить и электросварке; ее также при-
ходится широко применять, особенно при стальных конструкциях.
Подробный перечень типового оборудования самолето-ремонтных ма-
стерских указан ниже, в гл. X.
i
СБОРКА САМОЛЕТА
Сборка производится в сборочном цеху, где на фюзеляже монтируются
плоскости, хвостовое оперение, устанавливается мотор, производится ра-
бота по регулировке управления самолета, нивелировка и взвешивание;
после окончания всех этих работ и общего тщательного осмотра контро-
лерами самолет выводится на аэродром, где испытывается мотор, произ-
водится пробный полет и затем самолет передается заказчику.
В большинстве случаев контроль всегда обнаруживает ряд дефектов,
которые устраняются ремонтно-монтажным цехом. Следует принять реши-
тельные меры к тому, чтобы подобных дефектов было как можно меньше,
на это надо обращать повседневно сугубое внимание инженерно-техни-
ческого персонала.
I Порядок сборки самолетов изложен в специальных инструкциях и опи-
саниях. Для каждой конструкции самолета мы имеем особые принципы
сборки. Поэтому особо останавливаться на процессе сборки мы не будем.
Необходимо отметить, что сборка отремонтированного самолета является
поверкой выполнения ремонтных работ всех цехов. Поэтому работа сбо-
| рочного цеха, выполняющего сборку самолетов, в весьма значительной
степени зависит от работы других цехов. Максимальная связь с другими
цехами является залогом успеха работы сборочного цеха. Этот цех яв-
ляется основным, по которому должны равняться все прочие цеха. Про-
пускная способность мастерских также зависит от пропускной способности
сборочного цеха. Механизация сборочного цеха является залогом успеха
° производительности, особенно при больших габаритах самолетов,
в» 35
Здесь имеются в виду такие приспособления, как грузоподъемные крйнь!,
тали, подвижные краны, кошки электрические, тележки-козелки, подставки
и т. п. Все эти приспособления и предметы оборудования будут спо-
собствовать ускорению процессов сборки.
Тенденция загружать цех самолетами, подлежащими ремонту, должна
искореняться самым категорическим образом. При планировке ремонтных
органов должны быть предусмотрены специальные помещения для хра-
нения подлежащих ремонту самолетов и моторов; это — так называемые
склады ремонтного фонда.
В отношении квалификации рабочих, участвующих в сборочных ра-
ботах, нужно отметить, что для производства этих работ необходимы
как высококвалифицированные рабочие, так и подручные. Особое вни-
мание приходится уделять вопросам подготовки сборщиков. Работа по
сборке является весьма ответственной; за ней должен бить особенно
зоркий надзор руководящего технического персонала, мастеров и брига-
диров. Огромное внимание сборке должен уделять и контроль. Необхо-
димо обратить внимание на то, что сборочные работы часто сопряжены
с опасностью для рабочего и с возможностью поломок уже готовых
деталей самолета; поэтому меры безопасности должны здесь соблюдаться
особенно тщательно; как правило, все такие работы должны произво-
диться под непосредственным наблюдением ответственных исполнителей.
Сборочный цеу несет ответственность за весь самолет в целом, вплоть
до сдачи его заказчику. На этом цеху лежит обязанность подготовки
самолета к полетам на аэродроме и обслуживание его при всех опытных
и контрольных полетах. Поэтому сборочный цех должен быть обес-
печен штатом квалифицированных сборщиков-мотористов, хорошо знающих
уход за мотором.
РЕГУЛИРОВКА И НИВЕЛИРОВКА САМОЛЕТА
Регулировка и нивелировка самолета производятся сборочным цехом
по наставлениям и описаниям самолетов или по специальным регулиро-
вочным и нивелировочным чертежам. Производить регулировку и нивели-
ровку должен мастер или техник по ремонту. В качестве примера этих
работ приводим чертеж (фиг. 2) и данные по регулировке и нивели-
ровке (приложение 3).
Цель нивелирозки и регулировки — установить правильное положение
основных точек самолета, правильное положение деталей его и правильное
действие органов управления.
КОНТРОЛЬ РЕМОНТА САМОЛЕТА
Качество ремонта играет весьма важную роль; поэтому контроль при
ремонте должен быть организован повсюду, и в процессе ремонта и после
него, при осмотре самолета. Принципы организации контроля одинаковы
с принципами заводского контроля на самолето-строительных заводах.
В своей работе контролеры должны строго руководствоваться инструк-
циями. Такие инструкции следует широко применять в ремонтном деле
и требовать от контролеров их точного выполнения.
Разделение контрольной работы производится по количеству цехов;
36
при небольших цехах контролер может объединять контрольную работу
по нескольким цехам. В больших цехах количество контролеров опреде-
ляется объемом производимой работы.
Контроль осуществляется браковщиками и контролерами. Браковщики
могут ставиться на контроль лишь на второстепенных объектах ремонта.
Контроль более сложных работ поручается контролеру или контрольному
мастеру. От контролера требуется всесгор ннее знание процесса произ-
водства той работы, которую он контролирует.
Работа контроля в ремонтных органах разнообразна; она обнимает
контроль ремонта самолетов, изготовление запасных частей к самолетам
и моторам, ремонт моторов, ремонт приборов и их испытание, проверку
изготовления разных поделок и приспособлений, приемку предметов обо-
рудования и материалов, применяемых при работах в ремонтных органах.
Естественно, весь состав контрольного отдела должен быть обеспечен
Фиг. 2. Нивелировочные данные самолета.
исправным контрольным измерительным инструментом и приспособлениями,
необходимыми для текущей контрольной работы. При проверке деталей,
изготовляемых по чертежам, контролер должен строго руководствоваться
этими чертежами или же точно придерживаться образцов, если детали
изготовлялись по таковым. Все, что бракуется контролем по окончательным
браковочным листкам, изымается из производства. Контролер запол яет
браковочный листок (приложение 4) с указанием причин и виновников
брака и отмечает, окончательно ли негодна работа или деталь или же
ее можно исправить, и как именно.
Сведения о браке срочно сообщаются производственному отделу и
дефектно-техническому бюро, для того чтобы взамен забракованной детали
сейчас же была заказана новая, так как возможны случаи, когда самолет,
выходящий из ремонта, из-за отсутствия деталей, забракованных контро-
лем и своевременно не заказанных, не сможет быть выпущен из ремонта.
Контрольный отдел не должен зависеть от заведующего производствен-
ным отделом или главного инженера, которые могут оказывать давление
на работу контроля в смысле подхода к браковке. Контроль—это глаз
производства, строго наблюдающий за качеством продукции; он должен
иметь в своем распоряжении все средства, чтобы своевременно исправить
дефекты производства.
37
ИСПЫТАНИЕ САМОЛЕТА В ВОЗДУХЕ
Окончательной стадией контроля заводского ремонта самолета является
испытание его в воздухе.
Прежде чем допустить самолет к полету, контролер должен детально
осмотреть его, испытать на земле работу мотора, его агрегатов, прове-
рить бензинопрОБОдку, масло про водку, работу радиаторов и т. д., и
только после этого дать разрешение на выпуск самолета в воздух для
заводского испытания. Обслуживание самолета при старте и ответствен-
ность за него лежи г на производственном отделе ремонтного органа.
Испытания в воздухе осуществляются по специальному акту, приведен-
ному в приложении 18.
Для испытания самолетов в воздухе в штате ремонтного органа должен
состоять летчик-сдатчик, на обязанности которого и лежит производство
полетов. В настоящее время для таких полетов ремонтные органы обычно
пользуются аэродромами воздушных линий. В будущем, при большой
пропускной способности мастерских, с одной стороны, и значительной
загрузке линейного аэродрома, с другой, крупным ремонтным органам—»
заводам—придется иметь свои аэродромы.
Ниже мы даем примерную дефектную ведомость ремонта самолета.
ПРИМЕРНАЯ ДЕФЕКТНАЯ ВЕДОМОСТЬ РЕМОНТА САМОЛЕТА АНТ-9
Разборка*
1. Снять руль поворота, отсоединить тросы, расшплинтовать гайки и вынуть
болты.
2. Снять киль, расшплинтовать гайки и вынуть болты.
8. Снять руль глубины, отсоединить тяги его, расшплинтовать гайки и вынуть
болты.
4. Снять и разработать шасси, расшплинтовать гайки и вынуть болты.
5. Снять стабилизатор.
6. Снять винты и капоты всех моторов.
7. Отсоединить от моторов проводы счетчиков оборотов, масляные и бензи-
новые проводки, электропроводку и противопожарное оборудование.
8. Снять глушители всех моторов, расшплинтовать гайки и отвернуть их.
9. Снять моторы.
10. Снять моторные рамы.
11. Снять элероны с плоскостей и отсоединить элеронные тяги.
12. Сиять штурвальное управление, расконтрить и отвернуть гайки его кре-
пления и отсоединить тросы руля глубины и гоша.
13. Снять тросы и ролики управления элеронами в центроплане и кабине.
14. Снять тяга элеронов, расшплинтовать гайки и вынуть болты.
15. Снять ножное управление тяги, отсоединить тросы руля поворота.
16. Сиять тросы и ролики.
17. Отсоединить бензиновую проводку от баков, распустить ленты, крепящие
баки, и вынуть их.
18. Отсоединить трубки маслопроводки от баков, распустить ленты крепления
и снять масляные баки.
19. Сиять костыль, его амортизацию и предохранители (поставить хвостовую
часть на козелок}.
20. Сиять пассажирские кресла.
21. Снять передний и верхний козырек пилотской кабины.
22. Снять электропроводку освещения и плафоны.
* За исключением снятия плоскостей
38
Промывка
I. Промыть и очистить от грязи все снятые детали.
2. Смыть старую краску с фюзеляжа, плоскостей, хвостового оперения, цен-
троплана, шасси, капотов, масляных и бензиновых баков.
Фюзеляж
1. Рассверловка обшивки, заготовить новую и приклепать ее.
2. Смеиа нижнего ушка крепления руля поворота.
3. Выправка гофра.
4. Постановка заплат.
5. Смеиа гофра.
6. Смена раскосов шпангоутов с изготовлением их и косыиок.
7. Выправка легких вмятин на боковой и иижией обшивках.
8. Ремонт засова дверки пассажирской кабины и замка.
9. Смена ручкодержалки в пассажирской кабине.
10. Подбивка сидений подушки пилота и механика волосом.
II. Изготовление новых плечевых и поясных ремней пилота и механика с ис-
пользованием старых пряжек.
12. Покрытие фюзеляжа предохранительным лаком снаружи целиком и внутри
частично.
13. Окраска фюзеляжа алюминиевым порошком и черным лаком.
14. Нанесение опознавательных знаков на фюзеляже с обеих сторон и написа-
ние иа хвостовой части даты ремонта, веса конструкции, нагрузки и полетного
веса.
Плоскости
I. Расшивка концевого кожуха плоскости и обшивка до поперечного профиля,
обрезка ее и лонжеронов (с зачисткой).
2. Надставка на соединительные муфты лонжеронов, профилей на накладки
и концевую нервюру крепления элеронов.
3. Приклепка концевых нервюр плоскости и угольников ее соединения с про-
филями.
4. Приклепка усилительных нервюр.
5. Злготовка, склепка и гофрировка обшивки для верхней и нижней частей
конца плоскости.
6. Приклепка обшивка снизу и сверху.
7. Выправка обшивки.
8. Изготовление муфты для соединения лонжеронов плоскости.
9. Изготовление нервюр плоскости, косынок крепления ее с профилями.
10. Изготовление накладок стыка профилей.
11. Изготовление концевого кожуха плоскости и усиливающих нервюр.
12 Покрытие предохранительным лаком плоскости (снаружи — целиком, вну-
три — частично).
13. Окраска плоскости алюминиевым порошком с промывкой перед окраской
и окраска (за 2 раза).
14. Нанесение опознавательных знаков на плоскости с обеих сторон.
Элероны
1. Надставка лонжеронов на муфту и приклепка нижней трубки, обрезка по
месту.
2 Приклепка концевых нервюр компенсатора, щечек, пластин и угольников.
3. Заготовка гофра и клепка обшивки для конца э терона.
4. Приклепка обшивки с низа и верха конца в терона.
5. Навеска элеронов на плоскость с подгонкой новых болтов его крепления
и со сверловкой дыр для шплинтов (для окончательной сборки).
6. Покрытие влеронов снаружи целиком и изнутри новых его частей предо-
хранительным лаком.
7. Окраска влеронов алюминиевым порошком (за 2 раза).
8. Изготовление концевых кожухов, нервюр, щечек и пластин крепления кон-
цевой нервюры (по образцам с подгон<рй по месту).
39
Цен троплан
1. Заготовка, прокатка, загофрнрование и приклепка обшивки и обтекания по
передней кромке обшивки центроплана.
2. Выправка гофра с обеих сторон центроплана.
3. Покрытие центроплана предохранительным лаком целиком внутри и снаружи.
4. Постановка центроплана на фюзеляж.
5. Окраска центроплана алюминиевым порошком (с 2 раз и с промывкой
бензином).
Шасси и костыль
1. Переборка правого амортизацио шого подкоса и смена амортизационной
резины.
2. Смена серьги переднего жесткого подкоса левой стороны шасси (у фю-
зеляжа).
3. Снаряяка колес новым скатом.
4. Постановка обтекателей на колеса с обеих сторон.
5. Постановка шасси на самолет с подгонкой новых амортизационных подко-
сов, затяжка (для окончательной сборки).
6. Постановка колес с пришабровкой новых втулок, устранение поперечного
люфта путем регулировоч ых колец и постановки ограничительных колпачков.
7. Смена пчты костыля.
8. Постановка костыля на место с намоткой нового амортизатора и постановкой
предохранителя его.
9. Окраска шасси черным лаком.
Моторные рамы
1. Постановка моторных рам. •
2. Покраска моторных рам.
Киль
1. Смена косынок.
2. Изготовление косынок, усиливающих нижиюю часть киля.
3. Покрытие киля предохранительным лаком и окраска алюминиевым порошком.
Руль поворотов
1. Выправка нижнего концевого кожуха руля поворота и изготовление накла-
1ок его крепления с трубкой средней части. •
2. Заготовка обшивки для нижней части руля поворота, гофрировка ее.
3. Приклепка обшивки нижней части рулт поворота, постановка концевых
«ервюр нижиего кожуха.
4. Расшивка по задней кромке руля поворота, выправка гофра и смена его.
5. Покрытие руля поворота предохранительным лаком, окраска алюминиевым
юрошком (за 2 раза).
Руль высоты •
1. Смена ушков крепления руля к стабилизатору.
2. Выправка кожуха компенсатора левой половины руля высоты (предвари-
(ельно отжечь).
3. Расшивка по кромке правой половины руля высоты, выправка гофра и за-
клепка.
Стабилизатор
1. Гофрировка, прокатка и постановка обтеха.тия на обш 1вку для нижней
<асти стабилизатора и приклепка обшивки на место.
2. Постановка заплат с расшивкой и заклепкой у кромки.
3. Постановка киля на болты и зашплинтовка.
Оперение
1. Навеска руля глубины на стабилизатор.
2. Постановка стабилизатора па болты, постановка его подкосов на болты.
3. Постановка руля поворота.
4. Присоединение троса руля поворота, регулировка, закоитровка тандеров.
5. Соединение тяг руля глубины с тросами, присоединение к рулю.
Штурвальное управление
1. Переборка штурвального управ тения, смена цели левого штурвала и за-
плетеиие новых тросов механизма включения.
2. Зап летка новых тросов руля глубины.
3. Заплетка новых тросов гоша по старым образцам.
4. Смена втулок в рычаге руля глубины штурвального управления.
5. Смена болтов в роликах штурвального управления тросов гоша.
6. Постановка штурвального управления, крепление в узлах к фюзеляжу.
7. Присоединение троса гоша и руля глубины к штурвалу.
8. Смена оси штурвала.
Ножное управление
1. Переборка ножного управления, смена втулок и болтов его крепления к фю-
зеляжу.
2. Смена втулок в тягах соединения педалей с рычагами ножного управления,
подгонка в ннх новых болтов.
3. Смена пружин, оттягивающих педали Заплетение новых тросов руля по-
воротов.
4. Постановка ножного управления на болты.
5. Постановка роликов с кожухами, смазка их тавотом, зашплинтовка, при-
соединение тросов к рычагу управления.
Капоты-чехлы
1. Выправка капотов и на сладка заплат.
2. Окраска капота моторов.
3. Постановка капотов моторов на шпильки.
4. Изготовление чехлов на винты моторов и кабину.
Бензиновые баки
1. Испытание бензиновых баков под давлением.
2. Промывка бензиновых баков после испытания.
3. Покрытие бензиновых баков предохранительным лаком.
4. Постановка бензиновых баков на место, затяжка лент их крепления.
5. Замена новыми пробок наливных горловин бензиновых баков.
6. Постановка всей бензиновой и масланой проводки с кранами у баков и при-
соединение к бакам.
Масляные баки
1. Испытание масляных баков, выправка вмятин.
2. Промывка масляных баков после ремонта и испытание.
3. Покрытие масляных баков предохранительным лаком.
4. Постановка масляных баков на крепящие их лецты.
Арматура бензино-масля и ой проводки
1. Разборка, притирка, сборка и испытание кранов бензиновой проводки.
2. Притирка, испытание и постановка на место сливных кранов.
3. Переборка бензиновых фильтров промывка, сборка и постановка их на
место.
4. Переборка масляных фильтров, промывка, смена их сетки и постановка на
место.
5. Изготовление сетки для масляных фильтров.
6. Переборка бензиновых часов правой и левой группы баков, смена про-
кладок под их стеклами и постановка на место.
7. Переборка шприцев заливной системы моторов, смена кожи и пос анонса
на место на хомутах с присоединением трубок.
Бензино-ма сл я яая магистраль
I. Изготовление новых трубок.
Арматура самолета и мотора
1. Испытание и ремонт всех приборов.
2. Постановка на самолет всех приборов: арматурных досок, компаса и кре-
номеров.
3. Постановка новой электропроводки освещения и зажигания.
Моторная установка
1. Установка моторов на моторные рамы, присоединение бензиновой и масля-
ной проводки, электропроводки, валика счетчика оборотов, масляного манометра
и троса управления мотора. .
2. Постановка глушителей мотора.
3. Постановка винтов.
4. Постановка масляных радиаторов с промывкой их перед постановкой.
Окончательная сборка-испытание
I. Навеска плоскостей (правой и левой).
2. Присоединение троса гоша и отрегулирование его.
3. Постановка промежуточных лент плоскостей.
4. Постановка передних съемных частей центроплана и переднего козырька
пилотской кабины.
5. Заправка самолета горючим и смазочным, испытание моторов на земле
и сдача самолета в воздухе.
6. Устранение обнаруженных дефектов после окончательной сборки и полета.
В конце книги приведены типовые графики технологического процесса
ремонта самолетов типа К-5 и АНТ-9 с указанием цехов, в которых про-
изводится данный процесс средней нормы времени процесса и продол-
жительности в днях, а также с указанием, какие процессы перекрываются
одни другими (приложение 5 и 6).
Глава IX
РЕМОНТ МОТОРОВ
При организации мастерских по ремонту моторов необходимо преду-
сматривать возможность ремонта моторов как водяного, так и воздуш-
ного охлаждения.
Весь процесс ремонта моторов состоит в следующем: 1) разборка мо-
тора, 2) промывка деталей мотора, 3) составление дефектной ведомости,
4) ремонт неисправных деталей мотора, 5) сборка мотора, 6) испытание
мотора на станке, 7) контроль в процессе производства всего ремонта
и во время испытания мотора на станке.
Прежде чем перейти к процессу ремонта, необходимо уточнить порядок
приемки моторов в ремонт.
Как правило, поступающий в ремонт мотор должен приходить с форму-
ляром и актами о состоянии моторй и с указанием, для какой цели
направляется в ремонтный орган данный мотор. По прибытии в ремонт-
ные мастерские мотор должен осматриваться комиссией с представителями
от производства, администрации и контроля ремонтных мастерских.
Мотор должен прибывать всегда с полным оборудованием, т. е. со
всеми агрегатами, которые являются неотъемлемой частью конструкции
мотора и составляют его полный комплект. Имеющиеся тенденции орга-
нов эксплоатации к оставлению у себя таких агрегатов, как магнето,
свечи, карбюраторы, а также мелкие части, должны быть в корне пре-
42
сечены. Необходим стандартный бланк приемо-сдаточной ведомости (при-
ложение 7), в которой заполняются лишь самые необходимые сведения
и, главным образом, цифровые данные. После составления приемо-сда-
точной ведомости мотор переходит в ведение ремонтных мастерских, и
последние с этого момента являются ответственными за полную сохран-
ность как мотора в целом, так и его отдельных частей и агрегатов;
мотор должен быть передан или в склад ремонтного фонда, или прямо
в производство для выполнения ремонта.
Передача мотора в ремонт осуществляется через отдел заказов. В конце
главы излагается примерный ход ремонта мотора. Там же приводятся
условия браковки деталей мотора и способы определения дефектов.
РАЗБОРКА МОТОРА
Разборка мотора производится строго по инструкциям, издаваемым
соответствующими заводом или фирмой, выпускающими данный мотор.
Следует указать, что на работу по разборке моторов обыкновенно ста-
вятся рабочие низкого (примерно, второго-третьего) разряда. Для раз-
борки моторов применяется ряд приспособлений, облегчающих процессы
разборки или помогающих удобнее размещать как целый мотор, так и
отдельные детали его. К такого рота приспособлениям следует отнести:
козлы для моторов, стеллажи для укладки на них разобранных деталей
мотора, а также различные съемники, специальные ключи и пр.
К каждому мотору заводом или фирмой, выпускающими мотор, как
правило, прикладывается инструмент, применяемый для разборки и сборки
мотора.
ПРОМЫВКА ДЕТАЛЕЙ МОТОРА И ИХ ОЧИСТКА
Промывка деталей мотора производится бензином в специальных ван-
нах. Одной порцией бензина можно промывать несколько моторов; это
осуществляется за счет циркуляции бензина в специальной ванне, закры-
ваемой крышкой.
Имеется возможность подавать бензин для промывки струей под дав-
лением, что облегчает промывку деталей. Ванна сверху закрывается
крышкой, изолирующей испаряющийся бензин от окружающей среды,
чем уменьшается запах бензина.
В последнее время стараются перейти на промывку деталей горячим
щелочным раствором. Опыты дают положительные результаты. Имеются
особые составы для промывки как стальных, так и медно-алюминиевых
деталей. Однако в настоящее время твердо установленных рецептов для
промывочной жидкости еще не имеется. Следует отметить во всяком
случае, что за этим способом промывки имеются большие преимущества.
Примерный химический состав жидкости для промывки деталей мото-
ров приведен в приложении 8.
СОСТАВЛЕНИЕ ДЕФЕКТНЫХ ВЕДОМОСТЕЙ
По существу дефектная ведомость является отражением полного техно-
логического процесса ремонта мотора. В ней мы имеем перечень всех
операций ремонта, указание специальност! и разряда рабочего, выпол-
4?
няющего данную работу, времени на работу и необходимого количества
материалов и запасных частей. Для определения дефектов деталей мотора
необходимо иметь перечень всех встречающихся в ремонтной практике
дефектов деталей, а так же указания, как эти дефекты устранить.
В конце -лавы приводятся такие перечни. Эти перечни должны быть
на руках у дефектчиков и помогать им при осмотре мотора, с тем,
чтобы не были пропущены ни один дефект и ни одна из деталей. Ниже
даются указания, как производить испытания моторов, обмер и осмотр
деталей.
При ремонте необходимо промерять не все детали, а лишь те, кото-
рые чаще всего изнашиваются, и на которые установлены допуски на
износ. Ведомость деталей, подвергающихся обмеру, должна быть у
дефектчика.
Примерная форма такой ведомости приведена ниже, в главе «докумен-
тация в ремонтных органах». Следует иметь отдельные формы для 6- и
12-цилиндровых моторов водяного охлаждения, а так же для моторов
с воздушным охлаждением; в последнем случае необходимо иметь раз-
личные формы для моторов с воздушным охлаждением в зависимости от
их конструкции.
Дефектчику нужно иметь сводную ведомость ремонтных допусков де-
талей различных моторов, с тем чтобы он, промерив деталь, сразу же мог
определить: следует ли ее заменить новой, оставить ли на моторе без
всякого исправления или отправить в ремонт. Составленная дефектная
ведомость подписывается как дефектчиком, так и представителем конт-
рольного отдела, и передается для нормирования вместе с рабочими
карточками на ремонт данного мотора.
Как видно из сказанного выше, дефектная ведомость является основ-
ным производственным документом и поэтому составлению ведомостей
необходимо уделять особое внимание. Дефектчик должен быть технически
грамотным, хорошо разбираться в допусках и зазорах, хорошо знать
мотор в целом, знать, в каких условиях работает данная деталь, уметь
пользоваться всеми измерительными инструментами и приборами для
испытания деталей мотора, и знать весь процесс ремонта. Дефбктчики
руководствуются инструкциями, которые должны в обязательном порядке
составляться для них. В мастерских с небольшой пропускной способ-
ностью трудно провести специализацию дефектчика на дефектирование
определенных деталей, так как это невыгодно с экономической стороны.
Что же касается мастерских с большой пропускной способностью, то
здесь весьма целесообразно специализировать дефектчиков по определен-
ным деталям или узлам мотора. Эта мера даст быстроту работы дефект-
чиков и повысит ее качество. При составлении дефектных ведомостей в
первую очередь необходимо определять те дефекты деталей моторов,
которые выводят детали в брак, так как, выяснив, что деталь подлежит
замене, других дефектов ее определять незачем.
РЕМОНТ НЕИСПРАВНЫХ ДЕТАЛЕЙ
Чем больше будут механизированы процессы ремонта, тем меньшая
квалификация рабочего потребуется для устранения дефекта, а также
меньше потребуется времени на ремонт. То же самое следует сказать и про
44
различные приспособления, облегчающие процессы устранения дефектов
деталей мотора. Больше всего времени тратится на притирку клапанов
и шабровку подшипников, поэтому на механизацию этих процессов ра-
боты и устройство приспособлений, облегчающих эти виды ремонтных
работ, следует обращать особое внимание. Также большого внимания
требует заливка вкладышей баббитом.
Процесс заливки необходимо в обязательном порядке ставить лишь в
крупных мастерских, с тем чтобы они обслуживали и мелкие близлежа-
щие мастерские.
СБОРКА МОТОРА
Одной из ответственных работ является работа по сборке мотора. Орга-
низация работ по сборке будет зависеть от того, обезличены ли детали
мотора или нет. При обезличенных деталях сборка производится
отдельно от ремонта, т. е. отремонтированные детали поступают непо-
средственно в сборочную или же предварительно на склад. Если же
детали не обезличены, сборка производится немедленно после ремонта
деталей, и для сборки идут детали того же мотора, с которого они
были сняты.
Сборка мотора из обезличенных деталей не применяется в ГВФ. Между
тем этот вид сборки моторов может дать огромные преимущества в
смысле маневренности с запасными частями, особенно если принять анор-
мальные детали, т. е. детали увеличенного внутреннего диаметра.
В интересах же эксплоатации и качества ремонта обезличка деталей не-
желательна; эксплоатации должна точно знать, как ведут себя отдельные
детали мотора, как они изнашиваются и сколько их приходится за-
менять при данном виде ремонта. Располагая такими статистическими
данными, можно подсчитать количество деталей, необходимых для ремон-
та определенного количества и вида ремонта, что обеспечит планиро-
вание снабжения запасными частями по линии эксплоатации и ремонт-
ных органов.
Для сборки моторов имеется целый ряд приспособлений, которые об-
легчают процесс сборки, ускоряют и повышают его качество. Отдел
рационализации должен уделять этому вопросу должное внимание, при-
влекая инженерно-технических работников и рабочих на изобретательство
новых, болез совершенных приспособлений. Учитывая ответственность
работ по сборке мотора и его отдельных агрегатов, на это дело необ-
ходимо ставить высококвалифицированных рабочих, давая им в помощь
менее квалифицированных.
Необходимо иметь в виду следующие виды сборки: сборка отдельная
из обезличенных деталей и сборка в процессе ремонта из деталей ре-
монтируемого мотора. В первом случае мы имеем особые сборочные бри-
гады, во втором сборку производит бригада, ремонтирующая данный
мотор. Кроме того, сборку можно организовать по узлам, т. е. специ-
ализировать бригады на сборке определенных крупных деталей мо-
тора. Контроль при сборке должен весьма бдительно смотреть за де-
фектами, так как ясно, что дефекты сборки мотора сопряжены с большим
риском аварии в воздухе или с возможносгью вынужденной посадки
самолета.
45
ПРИМЕРНАЯ ДЕФЕКТНАЯ ВЕДОМОСТЬ НА РЕМОНТ МОТОРА
Примерный процесс ремонта мотора водяного охлаждения
с Наименование монтажа и описа-
g о ние процесса
с fj. Наименование монтажа и описа-
g о ние процесса
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
I. Подготовка к ремонту i
Доставить мотор из склада в мо-
торный цех на тележке или электро-
каре.
Спустить масло из картера.
Снять глушитель.
Расшплинтовать гайки на по-
верхности мотора.
Снять карбюратор (сшмаются
подогревательная и всасывающая
трубки, освобожлаются гайки и
вытирается карбюратор).
Снять картер распределитель-
ного вала (отвинтить колпачковую
гайку, снять трубки масляные,
отвинтить крепящие картер гайки
и т. п.).
Снять магнето и провода (сиять
проводку, трубки проводов, вы-
вернуть свечи, открыть стальные
ленты).
Снять цилиндры (снимаются во-
допроводные трубы, хомутики,
лапки и цилиндры).
Расконтрить и снять поршни.
Снять кольца с поршней.
Снять клапаны (удалить шплинт,
отжать клапанную тарелку, от-
винтить клапанную гайку).
Снять вертикальный приводной
вал распределения.
Снять водяную помпу.
» воздушную помпу.
» масляную помпу.
Разъединить картер и снять его
верхнюк) половину.
Снять коленчатый вал.
> шатуны.
Разобрать коленчатый вал.
II. Разборка отдельных частей
Разобрать картер кулачков го
вала (снимаются крышки, деком-
прессионный рычаг, предохраль-
тельныйболт,коническая шестерня
и т. п).
Разобрать водяной насос.
» масляный »
Снять упорный подшипник (вы-
нуть шпонку втулки промера,
снять зажимное кольцо, двухдон-
ное плечевое кольцо, вытянуть
подшипники).
24
25
1
1
I
2
3
4
5
6
7
8
9
10
11
12
1
2
3
4
Замазать салом или тавотом все
отверстия ^чя масла на коленча-
том валу и шатунах.
Очистить от нагара цилиндр д,
клапаны, поршни, поршневые
кольца, картер мотора.
III. Промывка
Перемыть и перечистить все де-
тали мотора.
IV. Контроль
Произвести контрольные обмеры
и осмотр деталей мотора и соста-
вить контро ьную' ведомость.
V. Составление дефектно-
калькуляционной ведомости
VI Обработка дефектно-каль-
куляционной ведомости в от-
деле подготовки производства
(нормы, рабочие карты, требования)
V1L Ремонт
Цилиндр и клапаны
Замени ь цилиндр (подобрать и
пригнать).
Заварить рубашку цилиндра.
Заменить и подоги; ть втулку
направляющего штока клапана.
Проверить посадку втулки.
Пришарошить гнезда клапанов.
Заменить шпильки цилиндров.
» кольца межцилиндро-
вые.
Заменить клапаны.
Снять фаску на рабочей поверх-
ности клапана.
Притереть клапаны.
Собрать клапаны и опробовать
(в случае необходимости замен гть
клапанные пружины).
Подогнать новые дюритовые
шланги.
Картер
Устранить неровность поверхно-
сти сэприкосно ения двух половин
картера путем прчгоики на плите.
Промыть маслопровод.
Заварить трещины в картере,
об 1аруженные при контрола.
Подогнать кожух картера.
е Наименование монтажа и описа-
g g ние процесса
Наименование монтажа и описа-
ние процесса
«g
Распределительный вал
Магнето
1
2
3
4
5
6
Разобрать и промыть распреде-
лительлый вал.
Пришабрить подшипники толка-
телей клапанов распределительной
коробки.
Притереть крышки картера рас-
пределительного вала.
Заменить ролики с пальцами.
Заменить гайку и шестерню.
Подогнать вертикальную пере-
дачу.
1
2
3
4
5
Поршни и поршневые
кольца
1 Заменить поршень, подобрав по
весу.
2 Заменить поршневые кольца.
3 Подогнать (притереть) поршне-
вое кольцо.
1
2
3
4
5
6
7
8
Коленчатый вал
1 Отшлифовать шейки вала (ша-
тунные и коренные).
2 Вывести эллипс шеек (шатунных
и коренных).
Шатун
1 Заменить поршневые втулки ша-
туна
2 Заменить шатун, подобрав по
вегу.
I
2
3
4
5
6
7
8
9
10
11
12
Разобрать магнето.
Промыть части.
Собрать.
Заменить электропроводку от
магнето к свечам (с напайкой на-
конечников).
Заменить муфту сцепления ма
гието.
Масляная помпа
Разобрать марляную помпу.
Очистить и промыть.
Заменить сетку помпы.
Заменить валик с шестернями.
Изготовить бумажную прокладку.
Заменить валик.
Промыть помпу перед сборкой.
Собрать и зашплинтовать.
Водяная помпа
Раюбрать помпу.
Очистить и промыть.
Притереть пробку краника.
Заменить шпильку.
Изготовить бумажную прокладку.
Отшлифовать валик.
Выправить патрубок.
Напаять трубку иа краник.
Заменить резиновое кольцо.
Поставить новые сальники.
Промыть помпу перед сборкой.
Собрать и зашплинтовать.
Подшипники
Карбюратор
1
2
3
4
5
6
7
8
9
10
Заменить вкладыши (коленчатого
вала, шатуна).
Пришабрить вкладыши (коленча-
того вала, шатуна).
Расточить вкладыш шатуна для
заливки.
То же коленчатого bi ла.
3 тлить вкладыш коленчатого вала.
Залить баббитом вкладыши ша-
туна.
Проточить втладыш коленчатого
вала'после заливки.
То же шатуна.
Пришабрить вкладыш шатуна
после заливки.
То же коленчатого вала.
1
2
3
4
5
6
7
8
9
1 Перебрать карбюратор.
2 Заменить резиновые кольца.
3 » жиклеры.
VIII. Сборка мотора
Установить упорный подшипник.
Собрать картер кулачкового вала.
» коленчатый вал.
Поставить шатуны.
Установить коленчатый вал.
Собрать картер.
Установить масляную помпу.
То же бензиновую.
То же водяную.
47
с Наименование монтажа и on ica
g о нне процесса
с Наименование монтажа и оп-чса-
g о нне процесса
10
11
12
13
14
15
16
17
Установить вертикальный привод
распределительного валиса.
Собрать и установить клапаны.
Одеть поршни.
Одеть поршневые кольца.
Установить цилиндр.
То же распределительный вал.
То же карбюратор.
Зашплинтовать гайки.
1
2
3
4
5
IX. Регулировка
/Отрегулировать газораспределе-
ние.
Поставить мотор на зажигание.
Поставить магнето.
Поставить свечи.
Поставить трубки с проводни-
ка мч.
18
Просмотреть и законтрить вес
детали мотора.
Примечание. Контроль
сборки производится поопе-
рациоино.
ИСПЫТАНИЕ МОТОРА НА СТАНКЕ
Все дефекты отремонтированного мотора особенно выпукло обнаружи-
ваются при испытании мотора испытательной станцией на станке. Нужно
иметь в виду, что всякие неполадки мотора на испытательном станке
отражаются на общих сроках ремонта; это особенно относится к крупным
дефектам, для исправления которых моторы приходится отправлять об-
ратно в цех.
Перед установленным испытанием мотор обыкновенно обкатывается на
небольших оборотах. Это производится в том случае, если у мотора
заменены основные детали и детали, требующие приработки.
Особое внимание должно быть уделено вопросу транспортировки мо-
тора из цеха на испытательную станцию и особенно в том случае, когда
испытательная станция расположена не непосредственно рядом с мотор-
ной мастерской, а отдельно. Если испытательная станция расположена
даже и в непосредственной близости, все же вопросам транспортировки
моторов должно быть уделено должное внимание. Мотор, находящийся
на испытательной станции, числится за производственным отделом, и он
отвечает за его сохранность.
В приюжениях № 9—11 приведены графики длительности техноло-
гического процесса ремонта средне-типового мотора на общий ремонт
и перечистку, а также примерные нормы времени, потребные для ремонта
моторов.
48
УСЛОВИЯ БРАКОВКИ ОСНОВНЫХ ДЕТАЛЕЙ АВИОМОТОРОВ
ПРИ ОСМОТРЕ ПЕРЕД РЕМОНТОМ
(По ВСТ № 83) 7
Признаки бракования (дефект) Способ определения дефекта Заключение
Цилиндр
1. Износ рабочей части
бочыпе установленного пре-
дела
2. Эллипсиосгь рабочей
части больше предела
3. Конусность рабочей‘'м-
сти больше предела
4. Глубокие царапины (рис-
ки) по зеркалу цилиндра
5. Течь цилиндра через
соединение стакана (гильзы)
с блоком или головкой ци-
линдра; то же через свечное
гнездо
6. Перегрев стакана (ц> ета
побежалости, исключая жел-
тый цвет)
7. Ржавчина забоин, на-
штартовыванзе тела поршня
иа зеркало цилиндра
8. Трещины, осадка кла-
панных седел
9. Раковины, риски, вы-
боины иа клапанных сед-
лах
10. Износ клапанных се-
дел сверх установленно о
предела
Л. Забитость гнезд вту-
лок (например клапанов) (от
частой смены втулок)
12. Трещины по зеркалу
или по головке цчлиндрз
13. Течь рубашки цилиндра
Измерение нутромером-
микрометром
То же
Осмотр
Испытание керосином
или бензином под давле-
нием 30 ат изнутри ци-
линдра
Осмотр
Подлежит окончатель-
ному забракованию
Можно выводить до
пределов износа
То же
Можно устранить со-
ответствующим ремонтом
Подлежит окончатель-
ному забракованию
Можно выводить до
пределов износа
Подлежит окончатель-
ному забракованию
Можно выводить
14. Течь рубашки блока
15. Забитость гвезд шпи-
лек
16. Помятость рубашек ци-
линдров
Осмотр (обмер)
Осмотр и обмер калиб-
ром или специальным ну-
тромером
Постукивание, осмотр
и испытание керосином
под давлением 30 ат
Испытание теплой во-
дой под давлением 2—Зат
в рубашке. То же воз-
духом, введенным в ру-
бзшку под давлением
3 ат, опуская цилиндр
в воду
То же
Осмотр
Подлежит окончатель-
ному забракованию
То же
Можно устранить ре-
монтом
То же
Брак ииличдра или по-
становка его на индиви-
дуальный мотор
При невозможности вы-
править окончательный
брак
< Авиореиоктное дело в ГВФ
49
Спо:об определения
дефекта
Признаки бракозанпя
(дефект)
За клочен не
Направление втулки клапанов
1. Износ больше установ-
ленного предела
2. Эллипсность больше
установленного предела
3. Трещины
4. Порча нарезки
1. Износ торца штока по
диаметру больше установ-
ленного предела
2. Износ штока по диа-
метру больше усыновлен-
ного предела
3. Наволакивание мате-
риала направляющей втулки
на шго< клапана
4. Сработка рабочей по-
верхности грибка до предела
5. Коробление грибка кла-
пана
6. Риски, выбоины рабо-
чей поверхносги грибка
7. Перегрев клапана
8. Вытягивание клапана
9. Трещины на грибках и
штоках клапана
Обмер микрометром и
калибром (или специаль-
ным нутромером)изнутри
н снаружи
То же
Осм тр
»
Клапана
Обмер микрометром
Обмер микрометром
Осмотр
Осмотр и обмер
Осмотр с лупой и по-
стукивание
Подлежит окоччттель-
иому забракованию
То же
Подлежит окончатель-
ному забракованию
То же
Можно выводить шли-
фовкой
Подлежит окончатель-
ному забракованию
То же
Подлежит ремонту
Подлежит окончатель-
ному забракованию
То же
> »
I. Трещины
Пружины клапанов
Осмотр с лупой
2. Потеря упругости
3. Деформация (перекос)
Обмер прибором
Осмотр в свободном
состоянии
Подлежит окончатель-
ному забракованию
То же
1. Износ по диаметру
поршня больше установлен-
ного предела
2. Эллипсность больше
установленного предела
3. Трещины в днище, в
гтездах (бобышках) поршне-
вого пальца и других ме-
стах
Поршни*
Обмер микрометром
или скобой
Обмер микрометром
Осмотр с лупой, по-
стукивание и испытание
гидравлической пробой
Подлежит окончатель-
ному забракованию
То же
1 Индивидуальная пригочка колец и других деталей в дачлом случае вообще
не воспрещается, го такой мочтаж следует проводить особо в двигателе, соби-
раемом индивидуально.
L0
Признаки бракования (дефект) Способ определения дефекта Заключение
4. Выгорание днпщз порш- ня 5. Разработка (износ) ка- навок поршневого кольца 6. Эллипсность (износ) гнезд поршневого пальца 7. Наволакивание алюми- ния от перегрева на рабочей поверхности 8. Глубокие риски в боль- шом количестве 9. Коробление поршня 10. Несоответствие по весу сравнительно с другими поршнями 11. Усадка днища (провал) • Осмотр Обмер щупом или спе- циальным шаблоном Обмер специальным ну- тромером или калибром Осмотр » То же и обмер Взвешивание Осмотр, обмер лекалом или линейкой по внеш- ней поверхности Подлежит окончатель- ному забракованию То же Следует развернуть до установленного предела, уничтожив эллипсность Подлежит окончатель- ному забракованию То же » » Следует отсортировать в подходящую по весу группу поршней Подлежит забракова- нию
Палец поршиев 1. Износ больше установ- ленного предела 2. Эллипсность больше установленного предела 3. Износ в установленных пределах, но неравномерный по длине пальца 4. Трещины 5. Перегрев (цвета побе- жалости, исключая желтый цвет) ой и па лец добавоч Обмер микрометром » » Осмотр и обмер микро метром Осмотр с лупой Осмотр ного шатуна Подлежит забракова НИЮ Следует шлифовать Следует пришлифовать до установленного пре- дела Подлежит окончатель- ному забракованию То же
3 а м к н поршневого пальца (алюминиевы
Осмотр
1. Трещины
2. Малая поверхность при-
легания к цилиндру
3. То же к пальцу
К
1. Износ по образующей
поршня (ширина) больше
установленного предела
2. Неполное прилегание
кольца к цилиндру
Осмотр (опалины), об-
мер по цилиндру
Осмотр по выработке
ольца поршневые
Обмер микрометром
или скобой
е)
Подлежит окончатель-
ному забракованию
Следует подогнать
3. Увеличение зазора в
стыке больше установлен-
ного предела
4. Попря упругост.I
«•
Обмер с просвечива-
нием (кольцо заклады-
вается в калибровочное
кольцо или рабочий ци-
линдр и просвечивается)
Обмер щупом в кали-
бровочном кольце или в
цилиндре
Обмер специальным
прибором
Подлежит забракова-
нию
Следует пришлифовать
(притирка)
Подлежит забракова-
нию
То же
51
Признаки бракования (дефект) Способ определения дефекта Заключение
1. Искривление 2. Перегрев Шатуны Обмер па плите со спе- циальными ш/льцами или на валу с угольником Осмотр Следует выправить ‘ Подлежит забракованию
3. Трещины х. 4. Забоины 5. Износ больше установ- ленного предела верхней го- ловки шатуна (рабочей по- верхности) 6. Эллнпсность больше установленного предела 7. Износ больше предела 8. Конусность 9. Уменьшение внутрен- него диаметра головки из-за подпилов 10. Несовпадение центров болтовых отверстий у поло- винок нижней головки ша- Осмотр с лупой Осмотр Обмер нутромером или калибром То же » » Обмер калибром Зачистка илн брак Подлежит забракова- нию Следует вывести шли- фовкой Подлежит забракова- нию Следует вывести шли- фовкой Браковать в исключи- тельных случаях; можно допускать при условии хорошей пригонки по стыку и по диаметру Следует подогнать дру- гую половину головки или забраковать
11. Неровная поверхность стыка половинок головки шатуна 12. Неправильное поло- жение осей (верхней и ниж- ней головок) непараллель- ность в одной плоскости Проверка па краску в собранном шатуне Правка па поверочной плите Выравнять опиловкой При невозможности вы- равнять — браковать
Втулка
1. Износ больше предела
по внутреннему диаметру
(и по внешнему — для пла-
вающих втулок)
2. Эллнпсность больше
предельного
3. Трещины
4. Наволакивание
верхней головки ш
Обмер специальным ну-
тромером или щупом при
наличшуторшневого паль-
ца; внешний диаметр —
микрометром
То же
Осмотр с лупой
Осмотр
атуна
Подлежит окончатель-
ному забракованию
То же
» »
Должна быть восста-
новлена
Болты с гай ками нижней голов ки шатуна
1. Несоответствие размера Обмер мнкрометрэм Подлежит забракова-
по диаметру (имеется в виду случай постановки неподходящих ш ю
2. Потянувшаяся резьба по размеру болтов при переборках)
Осмотр То же
3. Забитость, помятины в резьбе >
4. Забитые грани головок » » »
или гаек
52
Признаки бракования
(дефект)
Способ определения
дефекта
Заключение
Вкладыш нижней головки шатуна
I. Износ больше уста- Обмер нутромером или I Следует провести по-
новленного предела по вну- калибром вую заливку баббитом
трениему диаметру
Примечание. Относится и к нижним головкам] шатуна, имеющим за-
ливку баббита непосредственно по головке.
2. То же по внешнему
(в моторах, где работает вто-
рой шатун, по вкладышу пер-
вого)
3. Эллнпсность по внеш-
нему диаметру
4. Трещины в теле вкла-
дыша
5. Трещины, выкрашива-
ние баббите
6. Уменьшение внешнего
диаметра вкладыша сверх
установленного предела за
счет подпиленных поверх-
ностей стыка
7. Плохое прилегание внеш-
ней поверхности вкладыша
к головке шатуна (посадка
в гнезде)
8. Плохое прилегание вну-
тренней поверхности вкла-
дыша к шейке вала
9. Слабая посадка в гнезде
по поверхности фланца вкла-
дыша (моторы БМВ, Лоррен-
Дитрих и др.)
10. Раковины в баббите
Обмер микрометром
Осмотр с лупой
Обмер шаблоном или
пробой иа краску в сты-
ке, на собранном шатуне
Проба на краску по
внешней поверхности в
собранном шатуне
Проба на краску по
внутренней поверхности
в собранном на валу ша-
туне
Пробная посадка по
краске или по усилию
при установке на шатун
Осмотр с лупой, проба
на звон (постукивание)
Подлежит забракова-
нию
Следует вывести
Подлежит забракова-
нию
Следует провести но-
вую заливку баббитом
Подлежит забракова-
нию
Следует пригнать к
гнезду
Следует пригнать к
шейке вала
Подлежит забракова-
нию
Подлежит
баббитом
перезаливке
1. Износ шеек больше
установленного предела
2. Эллнпсность шеек
3. Козус ость шеек
4. Риски, царапины, за-
боины, ржавчина шейки вала
5. Уменьшение радиуса
галтелей шейки вала
6. Трещины на теле шейки
7. Волосовины иа теле шей-
ки
8- Трещины и волосовины
на галтелях шеек
Коленчатый вал
Обмер микрометром
» »
» »
Осмотр
Обмер шаблоном
Простукивание медным
молотком, подвижка вала,
осмотр с лупой
> »
Подлежит забракова-
нию
Следует шлифовать
Следует увеличить ра-
диус при шлифовке шей-
ки
Подлежит забракова-
нию
Браковать не следует
Подлежит забракова-
нию
53
Признаки бракования (дефект) Способ определения дефекта Заключение
9. Трещины на шейках Простукивание медным Подлежит забракова-
вала молотком, осмотр с лупой НИЮ
10. Прогиб вала Обмер индикатором н^ проверочной плите или токарном (или шлифо- вальном) стайке Следует выправить. При невозможности выправить вал — забраковать
11. Биение носка вала(по- гнутость) То же То же
12. Эксцентричность ко- ренных шеек вала (оси шей- кн не лежат на одной линии центров шеек вследствие односторонней сработки и сошлифовки во время пе- риодических шлифовок вруч- ную) > » Шейки прошлифовать с одного центра. Эксцен- тричность более установ- ленной не допускать
13. То же шатунных шеек » > Следует уничтожить шлифовкой; более уста- новленной — не допус- кать
14. Сорванная резьба нос- ка вала (для гайки крепле- ния упорного подшипника) Осмотр Вал подлежит забрако- ванию
15. Забитая резьба носка вала > Прн небольшом коли- честве попорченных ни- ток можно резьбу вы- править и вал пропу- стить
16. Нашвартование (на- клепка металла втулки винта на носок вала) Можно вывести ручной шлифовкой. При больших повреждениях— шлифов- ка на станке
17. То же на конце вала, несущем ведущую шестерню (мотор БМВ) > То же
18. Негерметичность за- Проверка керосином Следует устранить спо-
глушек шеек вала под давлением 6—12 ат собами в зависимости от конструкции вала
19. Поломка вала Осмотр Подлежит окончатель- ному забракованию
20. Перегрев шейки вала То же
21. То же носка вала (при плохой пригонке втулки винта) » » »
22. Забивание контровых отверстий на валу для шу- рупов гайки упорного под- шипника У » порный подшипник Высверлить на новом месте. В общей сложно- сти не допускается боль- ше двух отверстий
1. Ржавчина иа шариках Осмотр Подлежит забракова- нию
2. Выкрашивание, трещи- ны на шариках или обоймах » То же
3. Износ обоймы шариков или самих шариков То же и проба покачи- ванием (люфт) » >
54
Признаки бракования
(дефект)
Способ определения
дефекта
Заключение
Г
1. Забитость нарезки
2. То же — отверстия для
контровых винтов
3. Выработка наружной
поверхности от тугой на-
бивки сальника (на могорах,
где имеются сальники набив-
ные)
4. Биение гайки у тех же
моторов (центры внутренней
и внешней поверхностей не
совпадают)
5. Забитость граней для
ключа
1. Ржавчина забоины, на-
швартовывание металла иа
поверхности соприкоснове-
ния с носком вала
2. Искривление дисков
втулки
айка упорного подшипника
Осмотр
Осмотр и обмер
Обмер на стайке или
плите вместе с валом
Осмотр
Втулки винта
Осмотр
Осмотр н обмер на
плите
G
Незначительную по раз-
мерам можно выправить;
остальное — брак
Можно выправить или
сделать новое, но не боль-
ше 2 в общей сложности
Подлежит окончатель-
ному забракованию
Прошлифовать; при
больших размерах бие-
ния — забраковать
Забраковать, если не-
возможно выправить
Можно вывести шли-
фовкой; при большой глу
бнне забоин подлежит за-
бракованию
Можно выправить
Вкладыши коренных (картерных) подшипников
1. Износ больше установ-
ленного по внутреннему диа-
метру
2. Уменьшение больше
установленного внешнего
диаметра за счет спиленных
поверхностей стыка вклады-
шей
3. Трещины в теле вкла-
дыша
4. Трещины, выкрашива-
ние в баббите
5. Плохое прилегание внеш-
ней поверхности вкладыша
к гнезду картера (i осадка
в гнезде)
6. Плохое прилегание внут-
ренней поверхности вклады-
ша к шейке вала
7. Слабая посадка в гнез-
де по поверхности фланца
вкладыша (моторы БМВ,
Лорреи-Дитрих и др.)
8. Раковины в баббите
Обмер микрометром-
нутромером, отпечатком
на свинцовую проволоку
при затяжке с валом
Обмер микрометром
или шаблоном; самое про-
сюе — проба на краску
в стыке на собранном
картере
Осмотр с лупой
» » »
Проба на краску в
гнезде картера
Проба ва краску с уста-
новленным валом
Осмотр, проба на звон
Следует провести но
вую заливку баббитом
Подлежит забракова-
нию
То же
Следует провести но-
вую заливку баббитом
Следует пригнать к
гнезду, обрабатывая ша-
бером или напильником
поверхность подшипника
Следует пригнать раз-
верткой и шабером или
только шабером
Подлежит забракова-
нию
Следует провести но-
вую заливку баббитом
55
Способ определения I
дефекта
Признаки бракования
(дефект)
Заключение
Картеры (основные)
1. Увел.ччеиие больше уста-
новленного предела диаметра
гнезда для вкладышей
2. Уменьшение больше
установленного предела дли-
ны гнезда в моторах, где
вкладыши снабжены флан-
цем
3. Увеличение по ширине
гнезда упорного подшип-
ника
4. Трещина или излом в
гнезде упорного подшипника
5. То же в гнезде сальни-
ка носка картера
6. Трещины или излом
фланца, соединяющего лапки
крепления картера к подмо-
торным брусьям
7. Трещины на лапках кре-
пления картера к подмотор-
ным брусьям
8. Трещины на фланцаг
соединения двух половине-'
картера и вблизи фланцев I
9. Трещины на половине
картера, не несущей подшип-
ники
10. Трещины на половине
картера, несущей подшип-
ники (при подвесном вале)
11. Трещины в подшипни-
ках, перемычках
12. Трещины в боках и
днище картера
13. Пробоины
14. Трещины в гпездах для
шпилек картера и в болто-
вых отверстиях
15. Неровность поверхно-
сти соприкосновения двух
половинок (плоскость разъе-
ма)
16. Неровность поверхно-
сти соприкосновения картера
с фланцами цнлиндоов, с пом-
। ами и т. д.
17. Коробление половинки
картера
18. Разбитая или срезанная
резьба у гнезда шпилек кар-
тера
19. Повреждения масло-
проводной магистрали
Обмер нутромером
Обмер штанген-цирку-
лем
То же
Простукивание осмотр
с лупой
То же
Осмотр
Осмотр с лупой
Поверка с краской на
плите или одной полови-
ны по другой
То же
Проверка линейной или
на плите
Осмотр
Осмотр и поверка ке-
росином под давлением
Подлежит забракова
нию
> »
Подлежит ремонту
Следует предотвратить
распространение, засвер-
лив конец трещины (или
иным способом)
Трещины в ответ-
ственных местах алю-
миниевого литья могут
повести к разрушению
отливки во время экс-
плоатации. Подобные
повреждения могут
быть устранены ремон-
том.восстана вливающим
> прочность поврежден-
ного места или не по-
зволяющим дефекту рас-
пространяться. Тахой
ремонт может быть раз-
решен тем ремонтным
органам, которые име-
ют достаточный опыт,
проверенный испыта-
| наем или эксплоатацией
Следует пригнать
»I »
Подлежит забракова-
нию
Индивидуальная при-
гонка шпильки (с увели-
чении.! диаметром) или
брак картера
Подлежит забракова-
нию при недоступности
для ремонта
56
Признаки бракованна
(дефекг)
Способ определения
дефекта
Заключение
20. Разрушение в виде
инееподобного налета от дей-
ствия морской воды (корро-
зия)
1. Износ зубьев
2. Выкрашивание поверх-
ности зубьев
3. Трещины
4. Пололка зубьев
5. Разработка шпоночных
канав и отверстий для кре-
пительных болтов
6. Забоины, иашвартовы-
ваиче металла на поверхно-
сти соприкосновения шестер-
ни с валом
7. Искривление шестерни
Осмотр
Шестерни
Осмотр с лупой, обмер
специальными приборами
Осмотр с лупой
Осмотр
Осмотр и обмер
Подлежит забракова-
нию
Подлежит забракоза-
нию
Допустимое определен-
ное (небольшое) количе-
ство точек
Подлежит забракова-
нию
То же
Следует пришлифовать
Подлежит забракова-
нию
одшипники роликовые и
Осмотр с лупой
П
1. Ржавчина иа роликах
или шариках и поверхно-
стях качения их
2. Трещин.', выкрашива-
ние роликов, шариков
3. Радиальный люфт (за-
зор) у роликов или шариков
в обойме
4. Трещины, выкрашива-
ние в обоймах
5. Износ отдельных роли-
коз (мотор БМВ-VI)
6. Конусность роликов
шариковые
Подлежит забракова'
нию
То же
Определение наощупь
Осмотр с лупой
Обмер специальным
прибором
То же
Передаточные валики
1. Износ больше установ-
ленного трущейся поверх-
ности
2. Прогиб
3. Ржавчина трущейся по-
верхности
4. Излом
5. Трещины
Кожу:
1. Вмятины
Обмер микрометром
Индикатором на плите
ил» на станке
Осмотр
Осмотр с лупой
передаточных вал
Осмотр
Подлежит забракова-
нию
Следует выправить
Подлежит забракова-
нию
То же
» »
'КОВ
Выправить
57
Признаки бракования (дефект) Способ определения дефекта Заключение
Картер рас
1. Трещины
О
2. Излом фланцев
3. Неровность поверхно-
сти соприкосновения с бло-
ком или с крышкой распре-
делительного вала
4. Коробление
5. Износ гнезд клапанных
коромысел
Ра с
1. Износ опорных шеек
вала
2. Износ втулок подшип-
ников распределительного
вала
3. Износ кулачков больше
установленного предела
4 Неравномерный износ
кулачка по ширине его
5. Трещины
6. Раковины на кулачке
7. Прогиб
8. Коробление
9. Поломка
Ко
1. Эллнпсность валиков
2. Ржавчина трущейся по-
верхности
3. Поломка
Ролик
1. Износ внешней поверх-
1ости больше установленно-
го предела
2- Износ внутренней по-
верхности (работающей по
пальцу)
58
пр еде лительного м
Простукивание подве-
шенного картера. Осмотр
с лупой
То же
Поверка с краской на
плите или с соединяемой
деталью
Поверка линейкой или
плитой
Поверка наощупь с
поставленными коромыс-
лами или специальным
нутромером
и р е д е л и те л ь н ы й в:
Обмер микрометром
Обмер нутромером или
проба на краску
Поверка индикатором с
шаблоном
То же
Осмотр с лупой
» >
Поверка индикатором
на плите, на станке или
специальным прибором
То же
Осмотр
>о м ы с л а клапанньы
Обмер микрометром
Осмотр
। клапанных кором
Осмотр с лупой и об-
мер микрометром
Определение наощупь
люфта на пальце
еханизма
Можно заварить
Подлежат ремонту, так
же как и ответственные
места основного картера
(см. пп. 7—14)
Следует пригнать ша-
бровкой или притиркой
Подлежит забракованию
Следует пригнать
л
Шлифовка вала.
Подгонка новой втул-
ки, если старая вышла из
допуска.
Подлежит забракованию
Следует выравнять шли-
фовкой, не выходя за
пределы допускаемого из-
носа
Подлежит забра кова нию
» »
Следует выправить
Подлежит забракованию
Следует вывести шли"
фовкой
То же
Подлежит забракованию
ысел
Подлежит забракованию
Признаки бракования
(дефект)
Заключение
3. Ржавчины
4. Трещины
5. Выкрашивание цемента-
ционного слоя
6. Заедание в коромысле
1. Износ больше установ-
ленного предела
2. Трещины
Способ определения
дефекта
Осмотр с лупой
» >
> »
Определение наощупь
Пальцы роликов
Осмотр и обмер
Осмотр с лупой
Следует сошлнфовать
Подлежит забракованию
> »
Следует переклепать
ролнк
Подлежит забракованию
Ударники клапанов
1. Сработанность рабочего
конца
2. Забитая резьба
Осмотр
Подлежит забракованию
Болты, шпвльки, гайки к ним
1. Потянувшаяся резьба
2 Забитая, сорванная
резьба
3. Погнутость болта,
шпильки
4. Забитые грани головки
или гайки
5. Несоответствие размера
по диаметру
Осмотр с лупой
Осмотр
Обмер
Подлежит забракованию
Водяная помпа
1. Конус крыши имеет
трещины
2. То же имеет поломку
3. Крыльчатка погнута
4. Валик имеет износ
Осмотр с лупой
Осмотр
>
Обмер микрометром
Подлежит ремонту
Подлежит забракованию
Подлежит ремонту
Подлежит забракованию
Масляная помпа
1. Корпус имеет трещины
2. Трущиеся части имеют
износ больше установленно-
го предела
Осмотр с лупой
Обмер и осмотр
Подлежит ремонту
Подлежит забракованию
Карбюратор
1. Корпус имеет трещины
2. Гнезда жиклеров и про-
бок имеют испорченную
резьбу
Осмотр с лупой
» »
Подлежит ремонту
Подлежит забракованию
59
Признаки бракования (дефект) Способ определения дефекта Заключение
3. Седло иглы имеет заби- тую поверхность Осмотр Следует притереть
4. Заслонки дроссельные имеют искривления » Заменить
5. Оси заслонок имеют износ Осмотр и обмер >
6. Жиклеры имеют увели- Обмер калибром и спо- »
ченные отверстия собой «истечения»
7. Оси, грузики поломаны Осмотр »
8. Поплавок имеет течь Проверкй спусканием в горячую воду Запаять
9. Поплавок имеет несоот- Взвешивание на весах Подогнать или заменить
ветствующий топливу вес и проверка уровня бен- зина в поплавковой ка- мере
УСЛОВИЯ ОБМЕРА ОСНОВНЫХ ДЕТАЛЕЙ АВИОМОТОРОВ
I. Цилиндр
Проверка износа, эллипсно-
ст и, конусности
Обмер зеркала цилиндра проводится
по диаметру микрометром-нутромером
в положении: верхней мертвой точки,
середины рабочего хода и нижней мерт-
вой точки (примерно в положении верх-
него кольца поршня). Измерение де-
лается в двух взаимно перпендикуляр-
ных направлениях: вдоль оси коленча-
того вала и поперек.
II. Направляющая втулка клапана
Проверка износа
Обмеряется внутри у нижнего и верх-
него концов 5 —10 мм от края, в местах
наибольшей разработки, в двух взаимно
перпендикулярных направлениях.
II!. Клапан
Проверка износа штока
Обмер диаметра производится в двух
поясах, соответствующих обмерам втул-
ки, в двух взаимно перпендикулярных,
направлениях, в местах наибольшего
износа.
IV. Пружины клапанов
Проверка упругости
Обмер на специальном приборе, опре-
деляющем упругость, характеризуемую
грузом и величиной сжатия пружины
при этом грузе.
60
V. Поршни
1. Проверка износа, эллипс-
ност и
Обмер производится в трех поясах:
1) над верхним кольцом (верх), 2) от-
ступя 10 мм от нижнего обреза поршня
(вниз) и 3) под нижним рабочим кольцом.
Обмер делается в двух взаимно пер-
пендикулярных направлениях: по оси
пальца и поперек.
2. Проверка износа и эллипс-
ности бобышек поршня
Для поршней с плавающим пальцем
обмер производится в каждой бобышке,
посредине ее, в двух взаимно перпен-
дикулярных направлениях: по осн порш-
ня и поперек.
VI. Палец поршневой и палец нижней
головкн добавочных шатунов
1. Проверка износа
Плавающий палец измеряется в трех
поясах: на местах, работающих по бо-
бышке поршня, и на месте, работаю-
щем в головке поршня. Для закреплен-
ных пальцев обмер производится в
местах, работающих на трение, напри-
мер: мотор Лоррен-Дитрих — концы
пальца, работающие в бобышке поршня;
мотор ЮЛ-5, поршень старого типа —
средина пальца, работающш в головке.
Обмер производят в двух взаимно пер-
пендикулярных направлениях.
2. Проверка износа добавоч-
ного шатуна
Обмер диаметра производится в двух
поясах на расстоянии 10 мм от внут-
ренних щек добавочного шатуна в на-
правлении оси шатуна и перпендику-
лярно ей.
V1I. Кольца поршневые
1. Проверка зазора в стыке
Обмер производится щупом в кольце,
заложенном в калибр или в рабочий
цилиндр (позади кольца должен быть
поршень, удерживающий кольцо в одной
плоскости).
2. Проверка износа по обра-
зующей поршня (ширина)
Производится микрометром посреди- е
кольца. Проверка износа ь плоскости
кольца не производится, но произво-
дится проверка упругости с помощью
прибора, устанавливающего величину
груза, при котором кольцо смыкается
в стыке.
VIII. Шатуны
I. Проверка изноеа рабочей
поверхности нижней го;i о в к н
шатуна
Обмеряются головки, работающие не-
посредственно по бронзе, по баббиту
или по роликам.
Диаметр измеряется в двух поясах на
расстоянии около 10 мм от краев го-
ловки, в двух взаимно перпендикуляр-
ных направлениях, под углом 45° к оси
шатуна.
2. Пр о’верка износа рабочей
поверхности верхней голов-
ки шатуна
Производится в одном поясе посре-
дине, в двух взаимно перпендикулярных
направлениях: по оси шатуна и пер-
пендикулярно ей.
3. Обмер нижней головки
среднего шатуна, залитой
баббитЪм
Производится в собранном виде при
нормальной затяжке в двух поясах и в
двух взаимно перпендикулярных на-
правлениях, под углом 45° к плоскости
разъема.
Положение поясов определяется по
средним точкам между краями шатуна
и стержня.
IX. Втулка верхней головкн шатуна
Проверка износа
Для плавающей втулки обмер про-
изводится снаружи и внутри. Для вту-
лок закрепленных обмер производится
с внутренней стороны.
X. Вкладыши шатунных и коренных
подшипников
1. Проверка износа
Обмер производится микрометром в
собранном виде при нормальной за-
тяжке, в двух поясах, на расстоянии
около 10 мм от краев, и в двух взаимно
перпендикулярных направлениях под
углом 45° к плоскости разъема. Обмер
производится по внутренней поверхно-
сти и по наружной, если по вкладышу
работает шатун (плавающий вкладыш
или вкладыш вильчатого шатуна).
2. Проверка износа поверх-
ности шатунных вкладышей
Обмер производится в собранном виде
при нормальной затяжке, в двух поясах,
на расстоянии около 10 мм от внут-
ренних щек вильчатого шатуна и в двух
взаимно перпендикулярных направле-
ниях под углом 45° к плоскости разъема.
XI. Коленчатый вал
1. Проверка износа, эллипс-
ности и конусности
Обмер шеек производится микромет-
ром в трех поясах: два потса на рас-
стоянии 10 мм от щеки и один посре-
дине в двух взаимно перпендикулярных
направлениях: вдоль щеки и поперек
ориентировочной (берется только одна
щека, расположенная в сторэиу носка
вала).
2. Проверка прогиба, биения
и эксцентричности щек
Производится на контрольной плите
или на станке индикатором.
XII. Шестерни
Проверка износа зубьев
Производится специальным прибором.
XIII. Передаточные валики
Проверка износа
Обмер производится только на тру-
щихся местах в двух взаимно перпен-
дикулярных направлениях.
61
XIV. Распределительный вал
1. Проверка износа опорных
шеек вала
Обмер производится в одном пояс?
(посредине) в двух взаимно перпенди-
кулярных направлениях.
2. Проверка изгиба
Производится на плите.
XV. Коромысла клапанные
Проверка эллипсност и,
износа
Обмер производится на расстоянии
10 мм от краев в двух поясах и в двух
взаимно перпендикулярных направ те-
ниях.
XVI. Ролики клапанных коромысел
и пальцы роликов
1. Проверка износа
Обмер производится в одном поясе
в двух взаимно перпендикулярных на-
правлениях.
2. Проверка износа, овала ко-
нусности роликов, работаю-
щих в шатунном механизме
и в подшипниках
Обмер производится в двух поясах
на расстоянии 10 мм от края ролика
в двух взаимно перпендикулярных на-
правлениях в местах наибольшего изно-
са (для роликов длины, превышающей
25 мм, и в завпсимости от наблюдаю-
щихся взносов — для меньших длин).
Глава X
ОБОРУДОВАНИЕ РЕМОНТНЫХ ОРГАНОВ
Правильное оборудование ремонтных органов является вопросом боль-
шой важности. Нужно сказать, что в практике наблюдаются случаи,
когда при составлении заявок на необходимое для ремонтных мастерских
оборудование часто включается такое оборудование, которое совершенно
не применяется н процессе ремонта или же если и применяется, то ис-
пользуется неполностью.
Зачастую оборудование выписывается без учета типов самолетов и мо-
торов, которые придется ремонтировать в данных мастерских, причем не-
редко пропускается весьма необходимое оборудование.
В целях стандартизации оборудования ремонтных мастерских ниже
дается примерный перечень оборудования цехов без указания количества,
но с указанием краткой характеристики этого оборудования.
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ХОДОВОГО ОБОРУДОВАНИЯ САМОЛЕТО-
РЕМОНТНЫХ МАСТЕРСКИХ
I. Механический цех
1. Токарные станки; высота цент-
ров 175 мм, расстояние между центра-
ми 750 мм.
2. То же, высота центроз 175 мм,
расстояние между центрами 1003 мм.
(Примечание. Крупные токар-
ные станки порядка 200 мм иметь
нерационально.
3. Револьверные станки ипа Питлер
для материала диаметром до 30 мм.
Станок должен быть снабжен всеми при-
способлениями для обработки на нем
деталей. <—
4. Универсальные фрезерные станки;
62
самоход стола: продольный 560 м и, по-
перечный 200мм и вертикальный 460 мм.
5. Шепинги с наибольшим ходом рез-
ца до 500 ми. —
6. Наждачные точила сухие.
7. Наждачные точила мокрые.
8. Сверлильные станки для сверления
от 13 до 22 мм. f
9. Шкафчики для инструмента.
10. Плита разметочная: 1000 X1500 мм
или 500 X1000 мм.
II. Ремонтно-фюзеляжный цех
1. Вальцовка для гофра со сменпыми
вальца мч.
2. Электродрели.
3. Переносные влектрические лампы.
4. Рычажные ножницы для резки же-
леза до 6 мм.
5. Наждачное .точило сухое.
6. Настольный сверлильный станок
для сверления до 6 мм.
7. Сверлильный станок для сверленил
до 13 мм.
8. Верстаки.
9. Тиски параллельные.
10. Козелки разные по типам само-
летов.
11. Циркульная пила по металлу.
12. Электросварочные аппараты для
сварки стальных самолетов для точечной
и роликовой сварки.
13. Стапеля.
14. Тележки под костыль.
III. Монтажно-фюзеляжный цех
1. Слесарные верстаки.
2. Тиски параллельные.
3. Козелки разные.
4. Электродрели для сверления до 6 мм.
5. Переносные лампы.
6. Тележки под костыль.
IV. Слесарный цех
1. Сверлильные станки на котонке для
сверления отверстий до 22 лл; тоже —
до 13 мм\ то же — до 40 мм.
2. Наждачные точила для сухой и
мокрой точки инструмента.
3. Поверочные плиты до 500ХЮ0Э мм.
4. Разметочные плиты 600X1000 леи.
5. Верстаки для тисков 3000X1500 леи.
6. Тиски параллельные и стуловые.
7. Дисковая пила диаметром 300 мм.
8. Рычажные ножницы для резки же-
леза до 6 мм.
9. Пресс ручной.
V. Дерезообделочный цех
1. Фуговальные станки для обработки
дерева, п = 3500 об/мип.
2. Фрезерные по дереву станки.
3. Ленточные пилы для дерева.
4. Круглые пилы дчя дерева, D =
= 510лл, « = 2000 об мия.
5. Лобзиковые станки для дерева.
6. Циркульные пилы, £> = 600 мм.
7. Рейсмусов ки.
8. Строгальный станок.
9. Наждачное точило, D = 350 мм.
10. Эквилибрчтор для проверки ба-
лансировки винтов.
И. Верстаки стотярные
12. Шкафы для инструмента.
13. Парилка
14. Сушильный шкаф.
15. Торцовая пила.
16. Сверлильный станок до 50 мМ.
Диаметр пильного шкиаа 830 мм.
17. Токарный станок, высота цент-
ров 150 ли.
18. Шлифовальным станок.
19. Лобзик
20. Песочное точило, размер камня
800X150 мм.
VI. Столярный цех
1. Точила приводные с диаметром
камня до 5j0 ли.
2. Резные козелки (например для пло-
скостей, хвостового оперения и др.).
3. Столярные верстаки 2000X700 лл.
4- Верстаки для клейки 800 X 500 мм.
5. Шаблоны разные.
6. Сушилка.
VII. Цех окончательной сборки
1. Портальные краны, блоки Людерса.
2. Тележки разные.
3. Верстаки слесарные.
4. Тиски параллельные.
5. Электродрели для сверления до
6 мм.
6. Переносные лампы 12-вольтовые.
7. Стремянки разные.
8. Весы для взвешивания самолетов
(комплект 3 шт.).
9. Нивелир со штативом для регули-
ровки самолета.
10. Эквилибратор для проверки вин-
тоз.
11. Станок для надевания резины
VIII. Цех ремонта металлических
плоскостей
1. Стапеля по типам самолетов.
2. Рычажные ножницы для резки ме-
та зла
3. Ленточные пилы для резки дураля.
4. Насточьные сверлильные станки
для сверления дыр до 6 мм.
5. Сверлильный станок для сверления
дыр до 13 мм.
6. Верстаки слесарные.
7. Тиски параллельные.
8 Козелки под плоскости разные.
9. Электродрели ручные для сверления
дыр до 6 лл.
10. Тележки для перевозки плоско-
стей.
11. Приспособления для установки
плоскостей на ребро и сохранения их
в таком виде.
12. На «дачное точило сухое, диаметр
камня 2и0 лл.
63
13. Пневматические молотки (где вве-
дена пневматическая клепка .
IX. Обойно-пошивочный цех
1. Чесальные машины.
2. Стелами 3003 X 800 мм.
3. Разные козелки.
4. Шорная машина 45-го класса.
6. Электрические утюги.
6. Шкафы для материала.
7. Столы для готовых изделий.
8. Стол для шорных работ.
9. Закроечный стол.
10. Швейная машина 15-го класса.
X. Цех ремонта точных приборов
1. Токарный станок нормального ти-
па, высота центров 100 мм, расстояние
между центрами 350 лт.и.
2. Сверлильный станок настольного
типа для сверления до 6 мм.
3. Наковальни малые.
4. Шкаф для хранения приборов.
5. Прибор для проверки счетчиков
оборота.
6. То же для проверки манометроз.
7. Стол для испытания приборов.
8. Верстаки слесарные.
9. Прибор для проверки аэротермо-
метров.
10. Станос для резки стекол.
11. Насос воздушный.
XI. Эмалитно-малярный цех
1. Краскотерки приводные или руч-
ные.
2. Стелами для работ по покрытию
вмалитом плоскостей, оперения и пр.,
размер 3000X800 мм.
3. Разные козелки под плоскости.
4. Разные стремянки.
5. Стелами для окрашенных деталей.
6. Пульверизаторы-распылители.
7. Резервуары для краски.
\ XII. Медницкий цех
1. Станок для загиба труб.
2. Ванна для испытания баков.
3. Столы для пайки радиатороз 2000Х
X ЮОО мм.
4. Стелами для баков и радиаторов,
1500 X 750 мм.
5. Горн.
6. Гомеровальный станок.
7. Маховые ножницы для резки же-
леза до 2 мм.
8. Рычажные ножницы для резки же-
леза до 6 мм.
9. Наждачное точило сухое.
10. Стол для пайки баков.
11. Прибор для испытания бакОй.
12. Разные ванны.
13. Полировочный станок.
XIII. Жестяницкий цех
1. Вальцовки с гладкими вальцами.
2. Зиг-машииы с выле о,| до 300 мм.
3. Прессы ручные винтовые.
4. Плиты разметочные 1000 X500 мм
и 2000 X ЮОО ляг.
5. Рычажные ножницы для резки же-
леза до 6 мм.
6. Верстаки 2000 X 800 мм.
7. Маховые ножницы для резки же-
леза до 2 мм.
8. Наждачное точило сухое.
9. Сверлильные станки для сверления
до 13 мм.
10. Вальцовка для профилей.
11. Стелами для изделий.
12. Разные приводные ножницы (на-
пример вибрационные). ,
13. Дыропробивные станки.
14. Загибочные станки.
15. Разные выколотки (шаблоны).
16. Клепальные станки.
17. Выколотные станки.
18. Электродрели ручные и пневма-
тические.
19. Пневматические молотки.
XIV. Сварочный цех
1. Стапеля для сварки по типам са-
молетов (если здесь предусмотрена за-
варка фюзеляжей самолетов смешанных
конструкций и подмоторных рам).
2. Кирпичные огнеупорные верстаки.
3. Баллоны для кислорода.
4. Генераторы для ацетилена типа
«Рекорд» (или ацетилен подводится от
центрального газогенератора).
5. Верстаки для тисков 3000ХЮ00 мм.
6. Тиски параллельные.
7. Тележки для перевозки баллонов.
8. Шкафчики для инструмента.
9. Электросварочные аппараты для то-
чечной и роликовой сварки (если это
будет электросварочный цех).
10. Пескоструйные аппараты (с эксга-
устером, пылесборнико.м и электропечью
для сушки песка).
XV. Заготовочный цех
1. Прессы ножные.
2. Винтовые ручные прессы малые-
3. Пресс приводной.
4. Ножовки приводные.
5. Циркульная пила по металлу.
6. Вибрационные ножницы.
7. Дыропробивные ножницы.
61
8. Сверлильные станки для сверления
до 13 мм.
9. Стелами.
10. Верстаки.
11. Тиски.
12. Гильотинные ножницы для ре ки
металла.
13. Обсечнои станок.
14. Плиты чугунные, 2000 X ЮОО мм
и 1000 X1000 мм.
XVI. Компрессорная
1. Трехступенчатый компрессор до
150 ат с полным оборудованием.
2. К нему электромотор 125 л. с.
3. Верстак.
XVII. Кузнечный цех
1. Горны.
2. Наковальни кузнечные стальные,
весом до 75 кг.
3. Баки для воды.
4. Яшики для песка.
5. Ящики для угля.
6. Печи для иагрева металла
7. Молоты.
8. Вентиляторы для дутья Сирокко
(с электромотором к ним .
9. Шкафы для инструмента.
10. Тиски стуловые.
11. Стелажи для инструмента.
XVIII. Термическая по стали
1. Закалочные печн Роквела.
2. Цементационная печь Роквела.
3. Вентиляторы Сирокко (с электро-
м «тором к ник).
4. Тиски стуловые.
5. Верстаки.
6. Ванна ди воды.
7. Ванна для масла.
XIX. Аккумуляторная
1. Умформер постоянного тока 20 а.
2. Верстаки
3 Шкаф вытяжной.
4. Амперметр.
5. Вольтметр*.
XX. Ремонтно-фюзеляжный цех*
1. Циркульные пилы по дура по
2. Стапеля под фюзеляж.
3. Стапеля под плоскости.
4. Эксцентрики для клейки.
о. Концентрики для клейки.
6. Козелки разные.
(вместо’п н'ш) м“ой "рооусчиой способности
5 Ав,а.ремон,цой де,0 в гвф
7. Пирамиды для плоскостей.
8. Стремянки разные.
9. Верстаки.
10. Сверлильные станки до 12 мм.
11. Сверлильные станки до 22 мм и
выше.
12. Тиски.
13. Электродрели.
14. Пневматические сверлилки.
15- Переносные лампы.
16. Стелажи разные.
17. Краны передвижные.
XXI. Термический цех по дуоалю
1. Ванны для растворов натриевой и
калиевой селигр
2. Ванны для воды.
3. Пирометры до 600°Ц.
4. Самопишущий прибор.
5. Гальванометр.
6. Столы для деталей.
XXII. Радио-цех
1. Амперметры тепловые 25 а.
2. Вольтметры переменного точа
1300 в.
3. То же, 150 в.
4. Волноме; ы коротковолновые.
5. То же, длишюзолновые.
6. Омметры до 1о00 омов.
7. Трансформаторы для повыш ния и
понижения тока.
XXIII. Инструментальный цех
1. Токарные станки 150 X 75J мм.
2. Сверли тьные станки до б мм.
3. Шлифовальные станки.
4. Станки для заточки инструмента.
5. Точила наждачные qyxne и мокрые.
6. Станки для заточки сверл.
7- Верстаки.
8. Тиски.
XXIV. Разборочный цех
1. Портальные краны.
2. Краны типа «Гусы».
3. Верстаки слесарные 3 м
4. Тиски параллельные.
5. Козелки разные.
6. Шкафчики для инструмента.
7. Электродрели.
8. Переносные лампы на 12 в.
Естественно, что при сосавлеыии зтч-
вок на обэрудование необходимо поль-
зоваться соогветствующими каталогами,
в которых точно указаны типы станков,
заводы, их изготовляющие, основные
размеры, стоимость и в пеьогорых слу-
чаях характеристика их.
65
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ХОДОВОГО ОБОРУДОВАНИЯ МОТОРНО-РЕ-_
МОНТНЫ’< МАСТЕРСКИХ
1. Общецеховое оборудование
1. Поворотные краны для разгрузки
и погрузки моторов (1-тонные).
2. Тележки для транспортировки мо-
торов (1-тонные).
3. Тали с кошками подвижными по
балкам для установки моторов на стан-
ки; они необходимы: 1) в разборочной
2) сборочной, 31 в холодной обкатке.
4) на испытательной станции, 5) в склале.
4. С ганки сборочные поворотные для
различных моторов воздушного охла-
ждения.
5. Этажерки подвижные для разоб-
ранных моторов.
6. Тележки малые для деталей мотора.
7. Деревянные тумбы для сборки кар-
теров моторов воздушного охлаждения
8. Компрессоры давле шя 2 кг/см*
с воздухопроводом для продувки ма-
сляных каналов и обдувки деталей.
9. Подставки для поршней.
10. Подставки для цилиндров.
11. Ящики для колец, мелких деталей,
клапанов и пружин.
12. Электродрели для сверления дыр
до 6 мм.
1k Мокрое точило наждачное.
14. Мокрое точило песочное.
15. Станки сборочные с регулировкой
под разные моторы вэдяпого охлажде-
ния на колесах
15а. То же, под разные моторы воз-
душного охлаждения.
16. Комплекты заводского инстру-
мента.
II. Разборочный и промывочный цеха
1. Ванны для горячей промывки мо-
тороз с талью на рельсах для опуска-
ния и вынимания деталей, с сушильным
шка Ьом для деталей после промывки.
2. Станки для очистки поршней от
нагара.
3. Электропечи для нагрева поршней.
4. Приспособления для выпрессов .и
поршневых пальцев.
5. Тиски для разборки коленчатого
вала.
6. Электромоторы с гибким валом.
III. Ремонтный цех ф |
,1. Станки для шлифовки клапанов. \1
2. Станки для притирки клапанов.
3. Станки для шлифовки поршневы
колец.
66
4. Станки для притирки поршневых
колец.
5. Прессы ручные для запрессовки
шатунных втулок.
6. Приспособления для запрессовки и
выпрессовки направляющих втулок кла-
панов.
7. Шкаф для подогревания цилиндров
при запрессовке направляющих втулок
и соединения головки цилиндра со ста-
каном.
8. Сверлильный станок для высверли-
вания шпилек до 15 мм.
Т7 9. Токарный станок для расточкн под-
шипников, подгон <и поршней по весу,
^ремонта инструмента и изготовления
)единичных деталей для помп, магнето
/и карбюраторов (размер станка: высота
/ центров . Дойлем и расстояние между
L центрами 750 мм). JH-
10. Приспособления 'на токарный ста-
нок для расточ си шатунных втуло с.
11. Приспособления для разв ртки
втулок шатуна.
12. Весы для взвешивания поршней
до 5 кг с разновесами.
13. Развертки регулирующиеся для
подшипников главного шатуна.
14. Развертки простые для напра-
вляющих втулок клапана.
15. Развертки регулирующиеся для
шатунных втулок.
16. Развертки для коренных подшип-
ников.
17. Развертки для картера.
18. Развертки для шатунов коленча-
того вала регулирующиеся.
19. Развертки для шатунов поршне-
вого пальца регулирующиеся.
20. Развертки для картера распреде-
лительного валика.
\| 21. Станок для шлифовки зеркала
||цилиндра с набором фетровых щеток. >
" 22. Приспособления для расшарошн- /
вання гнезда клапана с шарошками.
23. Электромотор с гибким валом.
24. Установка для испытания водяных
рубашек под давлением (воздухом). -4~
25. Установка для гидравлическогб
испытания рубашек. *
26. Плита для шабровки картеров.
27. Приспособления для шабровки кар-
теров распределительных валиков. »
28, Линейки разные.
IV. Контрольный отдел
1. Приспособления для проверки Ша-
тунов.
3. Прибор для испытания масляной
и бензиновой помп.
4. Комплекты разверток для жиклеров.,
VII. Сборочная
_______' —
1. Диски для регулировки моторов.
2. Контрольные свечи для определе-
ния верхней мертвой точки.
3. Масляная ванна для подогрева ко-
лец шарикоподшипника. —
4. Приспособление для надевания пор-
шневых колец. -*
5. Электропечи для подогрева иорш-
ней.
6. Тиски для сборки коленчатого вала, у
7. Подставки для сборки коленчатых
валов.
т
VIII. Испытательная станции
I. Станки балансирные. \
2. Приборы для замера расхода го-
рючего и масла. *-
3. Приборы разные для ведения йены-
тания (счетчики оборотов, термометры
и др).
4. Стартер для пуска мотора.
5. Печь для подогрева масла. *
6. Приборы для производства замеров.
7. Мулинетки. —
5. Полный комплект обмерочного ин-
струмента.
3. Проверочтя плита с призмами и
подставками 300 X 350 мм и 750 X
X 15J0 мм.
4. Весы аптекарские с разновесами.
5. Набор скоб и калибров для уста-
новки индикатора. ~'е
6. Приборы для испытания клапанных
пружин.
7. Приборы для испытания поршневых
колец.
8. Подставки для микрометров..
9. Железный шкаф для хранения изме-
рительногЬ инструмента.
10. Станок для правки коленчатых
валов.
V. Отделение ремонта магенто
1. Станок для испытания магнето.
2. Станок для испытания свечей.
3. Прибор для намагничивания дуг.
4. Умформер для постоянного то.са..
VI. Отделение ремонта карбрюато-
ров и помп
1. Прибор для испытания жиклеров
на истечение.
2. Прибор для испытания уровня по-
плавковой камеры.
Глава
XI
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ В АВИОРЕМОНТЕ
ВВЕДЕНИЕ
Практика технического нормирования в авиоремонге бедна не только
накопленным опьиом, но и методами работы. На большинстве предприя-
тий технического нормирования в собственном смысле нет; имеется ско-
рее расценочная работа, сводящаяся к определению стоимости ремонта
или изготовления какой-либо детали в денежном выражении, от которого
затем уже приходят к времени, затрачиваемому на работу.
Неудовлетворительность постановки технического нормирования нахо-
дит свое объяснение в ряде причин:
1. Удельный вес гражданской авиации до 1931 г. был очень незначи-
телен, в силу чего производственные предприятия, обслуживающие ее
эксплоатационные Нужды, будучи немногочисленными по количеству, и
качественно представляли небольшие полукустарного типа мастерские,
работавшие без производственных планов, на основе отсталых форм
управления. Это обстоятельство накладывало оiпечаток на характер про-
изводственной деятельности, в том числе и на дело организации труда
и технического нормирования. Наряду с этим неудовлетворительное со-
стояние работы в области технического нормирования находило свое
*• 67
объяснение в отсутствии внимания к этому вопросу со стороны руковод-
ства гражданской авиацией.
2. Специфическая особенность ремонтного дела, обусловливает еди-
ничность и разнообразие изготовляемых и ремонтируемых изделий; кроме
того, почти в каждом ремонте объем и характер работы различны; это
еще более усложняет вопросы организации труда и его нормирования
и требует большой организационной гибкости
3. Отсутствие кадров специалистов по нормированию, что приобретаег
особенное значение для авиоремонтных предприятий, насчитывающих
лишь немногие годы развития.
За последнее время достигнуты значительные успехи в области вне-
дрения технических обоснований для выработки норм времени. Основным
методом для установления норм принята поэлементная разбивка той или
иной работы с определением времени, необходимого для выполнени,>
каждого элемента, сумма которых, будучи увеличена на подготовительно-
заключительное и прибавочное время, дает требуемую норму на изгото-
вление или ремонт детали 1 .
Это только первый этап, который еще далеко не везде привит, и по-
требуется немало усилий, чтобы внедрить его в практику всех пред-
приятий авиоремонта.
Следующей очередной задачей этого участка работы, к разрешению
которой руководству ремонтных предприятий следует перейти, является
выработка рациональной нормы, сочетающей в себе высшую производи-
тельность рабочей сиды и оборудования, а также внедрение ее через
инструктаж рабочих в производство. Разрешение этой задачи потребует
создания центрального ТНБ, обобщающего опыт отдельных ремонтных
предприятий, устанавливающего стандарты времени на элементы работы,
проводящего исследовательскую работу и разрабатывающего руководя-
щие материалы методологического порядка.
Большое значение для перестройки работы по техническому нормиро-
ванию в авпоремотге должно иметь постановление Наркомтяжпрома и
ВЦСПС «Об организации и постановке технического нормирования на
предприятиях машиностроительной, металлургической и угольной про-
мышленности» от 11 июля 1932 г. Существовавшая структура (да и до
сих пор, еще существующая на многих авиоремонтных предприятиях ГВФ)
органов технического нормирования и организации труда страдает всеми
недостатками, с исчерпывающей полнотой вскрытыми постановлением, и
вряд ли нуждается в дополнительной критике. Постановление Нарком-
тяжпрома вносит кардинальное изменение не только в организационную
структуру органов технического нормирования, подчиняя их руководству
главного инженера, но и предусматривает целый ряд мероприятий, обес-
печивающих подведение научной базы в дело нормирования труда.
Сущность решения заключается в придании нормированию труда тех-
нического приоритета на основе включения его в систему, технического
руководства предприятием и тесной организационной увязки с органами
технологического планирования. Вместо имевшего место нормирования
1 При суммировании поэлементных расчленений необходимо каждую сумму
округлять не менее, как до 0,1 минуты; устанавливаемая жг норма округляется
обязательно с точностью до минуты.
Ы
вообще, без учета особенностей рабочего места, технологии самого про-
цесса, инструмента и т. п., техниконормпровочный сектор устанавливает
норму на основе тщательно разработанного технологического процесса,
ву юлняя тем самым функции организатора труда в производстве. Норма
становится материальным выражением рационального использования как
рабочего места и оборудования, так и самого рабочего. Наряду с этим
особо подчеркиваются роль и значение производственного инструктажа,
как формы, при помощи которой внедряются установленные методы
работы.
Организационная перестройка на основе решения Наркомтяжпрома
имеет некоторые особенности в авиорсмонте, не свойственные другим
отраслям промышленности. Технологический процесс ремонта ’самолето-
моторного парка устанавливается дефектным сектором, который до опуб-
ликования постановления существовал в виде самостоятельного отдела,
находившегося в подчинении главного инженера или начальника произ-
водства, и не имел связи, ни организационной, ни практической, с орга-
нами технического нормирования и тарифно-экономической работы, под-
чиненных помощнику начальника по труду.
Специальная комиссия, созданная при Главном управлении аэрофлота
по перестройке органов технического нормирования и организации труда
ликвидировала должность помощника начальника, по труду, создав отдел
оперативного планирования н организации труда и подчинив его непо-
средственному руководству главного инженера.
Указанный отдел включает в себя три сектора:
1) сектор меж- и внутрицехового оперативного планирова 1ия,
2) технико-нормировочный сектор и
3) сектор заработной платы.
Техническому отделу, существовавшему и до перестройки, был подчи-
нен сектор дефектирования, причем структура этого отдела была опре-
делена следующая:
1) чертежно-конструкторский сектор,
2) сектор дефектирования,
3) сектор нормирования материалов,
4) инструментальный сектор.
Отдел также подчинен главному инженеру.
Произведенную перестройку, осуществленную на одном из крупнейших
авиоремонтных предприятий ГВФ, графически можно изобразить схе-
мой 1 (см. стр. 70).
Анализ приведенной схемы, принятой в Центральной авиоремонтной
базе (ЦАРБ) ГВФ, не устраняет коренной порок технико-нормировоч-
ной работы — отрыв от технологического планирования (в условиях
авиоремонта — сектора дефектирования), так как эти два, органически
связанные в своей работе, сектора организационно разорваны, находясь
в подчинении двух самостоятельных отделов.
Для устранения отмеченного выше недостатка в построении органов
технологического планирования и организации труда в авиоремонте
нами была предложена следующая схема, принятая Всесоюзным совеща-
нием по труду работников ГВФ, состоявшимся 26—28 апреля 1933 г.
(схема 2 на стр. 70).
Приведенная схема позволяет устранить разрыв между сектором дефек-
69
тироваиия и нормировки материалов и технико-нормировочным сектором,
давая тем самым практическое разрешение вопросу, потчеркнугому с осо-
Схема 1
Схема 2
бой силой постановлением Наркомтяжпрома. В схеме 2 мы не вос-
производим взаимоотношения с цехами, —они остаются аналогичными
со схемой 1.
7Q
ОСНОВНЫЕ РАЗДЕЛЫ ВРЕМЕНИ
Основными разделами времени, из которых складывается всякая норма,
являются: 1) подготовительно-заключительное время, 2) штучное и
31 прибавочное.
Подготовительно-заключительный раздел нормы складывается примерно
из следующих операций: 1) получить наряд (рабочую карточку) на ра-
боту; 2) получить чертеж, инструкцию или указания; 3) получить мате-
риал; 4) получить инструменты; 5) сдать изделие контролеру; 6) сдать
рабочую карточку для отметки времени; 7) сдать инструмент и чертежи;
8) убрать рабочее место.
Задачей ТНБ всякого предприятия является установление норм вре-
мени на каждую операцию на основе рациональной организации про-
изводства с учетом его конкретной действительности. Определение этих
величин должно производиться наряду с устранением причин, вызываю-
щих напрасную трату времени и связанных с недостаточно рациональ-
ной организацией труда.
Определение размера прибавочного времени производится по «Вре-
менной шкале прибавок 1 на утомляемость и неизбежные потери»
инж. Иоффе, который в основу определения степени утомляемости кла-
дет следующие факторы: 1) затрата усилий, 2) темп работы, 3) рабо-
чее положение, 4) напряженность внимания, 5) процент участия времени,
которое можно рассматривать как отдых, в общей длительности работы.
Каждый из первых четырех факторов оценивается по 5-балльной си-
стеме согласно табл. 1.
Таблица 1
Временная шкала прибавок на утомляемость и неизбежные потери
Валлы Фактор утомления
Затрата усилий Темп Рабочее положение Напряжение внимания
0 Очень лег.сое, до 1 «г Очень медлен- Свободное, по вы- Незначитель-
НО бору рабочего ное
I Легкое, до 1—2,5 кг Медленно Стесненное Повышенное
2 Среднее, до 2,5—5 кг Умеренно Неудобное Среднее
3 Тяжелое, до 5—20 кг Быстро Напряженное Сильное
4 Очень тяжелое, до Очень быстро Очень напряженное Очень сильное
20—45 кг
С целью установления правильного метода пользования этой шкалой
ааберем каждый из учитываемых факторов.
Затрата усилий
Очень легкое усилие (0)—преодоление сопротивлений, не превышающих 1 кг.
Легкое усилие (1) — преодоление сопротивлений, не превышающих 2,5 кг,
причем усилия в 2,5 кг должны составлять не менее
25% всех усилий.
1 Изложение «Временной шкалы прибавок» инж. Иоффе приводится по книге
«Техническое нормирование» П. П. Файнглуза.
71
Среднее усилие (2) — преодоление сопротивлений от 2,5—5 кг, причем ус i-
лия от 3—5 кг должны составлять не менее 2>%
всех усилий.
Тяжелое усилие (3) — преодоление сопротивлений 5—20 кг, причем усилия
10—20 лг составляют ие менее 35% всех усилий.
Очень тяжелое усилие (4) — преодоление сопротивлений до 45 кг.
Темп
Таблица 2
Характеристики темпа работы
Движе ше Скорость движений
очень мед- ленно мед- ленно уско- ренно скоро быст- ро
Ходьба в м/сек • • • • 0,6 0,85 1,2 1,7 2,4
Движение рукой туда и обратно или ние рукоятки: враще-
число движений в мин.:
размах — 100 juju длина рукоятки— 50 » :::} 100 153 200 300 400
размах—350 * дтипа рукоятки — 125 » • • • 1 70 100 135 200 270
размах — 700 » длина рукоятки — 375 » :::} 40 55 80 ПО 150
Нагнуться, достать и выпрямиться:
число движений в мин. при расстоянии 100 мм 45 60 90 130 180
» » » » > » 300 » 30 40 60 83 120
» > » » » » 700 > 18 25 35 50 70
Рабочее положение
Свободное положение
Стесненное
Неудобное
Напряженное
Очень напряженное
(0) — когда рабочий во время работы может посто: яио по
своему желанию менять свое положение.
(1)—когда рабочий может расположиться достаточно
удобно, но обязательно в одном каком-либо положе-
нии, например сидя илн стоя.
(2) — когда исполнение работы требует колебания туло-
вища, поворотов его или требуется держать руки на
уровне плеч.
(3) — когда приходится низко нагибаться, резко поворачи-
вать корпус, поднимать и держать руки выше плеч,
работать стоя на коленях, например поднимание
тяжестей на полу, завертывание и отворачивание
винтов и гаек на высоте ниже 500 и выше 1500 мм.
(4; — когда приходится работать лежа, скрючившись, в очень
тесных местах, в тяжелой атмосфере, очень внима-
тельно следя за равновесием тела, например: клепка
внутри хвостовой части фюзеляжа, в плоскостях, ра-
бота на плоскостях на большой высоте и т. г),
78
Напряжение внимания
Фактор внимания зависит как от степени требуемой точности, так и от
темпа работы. Интенсивность внимания зависит и от прочих факторов,
хотя чаще затрата усилий и темп работы лают обратную зависимость,
т. е. чем с большим усилием и темпом работа выполняется, тем меньше
получается точность и аккуратность; однако это невсегда справедливо,
поэтому в каждом отдельном случае рекомендуется оценивать степень
интенсивности внимания вне зависимости от остальных факторов.
МЕТОД ИСЧИСЛЕНИЯ ПРИБАВОЧНОГО ВРЕМЕНИ
В заключение надо сказать, что при отнесении определенной работы
к той или иной категории интенсивности надо иметь в виду, что рабо-
чий процесс никогда не протекает с одной и той же интенсивностью
для всех факторов и что трудно установить среднее значение; при этом
надо помнить твердо, что степень интенсивности одних факторов нахо-
дится в определенной зависимости от степени интенсивности других, и
эту зависимость можно охарактеризовать следующим образом:
Ус те Темп Внимание Положение
0 0—4 0-4 0—1-
1 0—4 1—4 0-1
2 0—3 2—4 1—3
3 0-2 З—-4 3„ -4
4 0-1 3—4 4
Таблицу эту надо понимать таким образом, что если мускульное уси-
лие, например, в 3 балла, то темп не может быть выше 2 баллов, вни-
мание при этом не может быть меньше 3 баллов и положение—меньше
3 баллов. С особенной осторожностью надо судить о работах, требую-
щих напряженного и очень напряженного положения лишь на незначи-
тельной своей части, например, если треть работы проходит при напря-
жении в 3 балла, а две трети нри напряжении в 1 балл, то вся работа
считается при напряжении в 2 балла.
Для исчисления прибавки на утомляемость работу оценивают по сте-
пени интенсивности каждого фактора отдельно соответствующим баллом,
согласно табл. 1,'и полученные баллы складывают, получая таким обра-
зом категорию работы.
На основе полученной категории работы определяют процент приба-
вочного времени на основное время по табл. 3.
Таблица 3
Категория работы.............О 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
% прибавки ................. 5 7 ТО 15 20 25 30 35 40 47 55 63 70 80 9J 100
Определение процента перерывов п работе, используемых как отдых
(автоматическое машинное время при станочных работах, установление
детали под сварку, которое обычно в условиях авиоремонта делается
подсобным рабочим, нагрев детали при ковке), производится по формуле:
перерывы я работ*, используемые как отдых — О.1
время непосредственной работы 4-0,1
100 = о/, фактических перерывов.
73
Из найденного процента прибавки, согласно категории работы по
табл. 3, исключают процент фактических перерывов, и получают окон-
чательный процент прибавки, который начисляется на величину времени
1 непосредственной работы, так называемого основного времени.
Необходимо отметить, что факторы утомляемости, а па основе этого
и категория работы, определяются отдельно по каждому разряду работы.
Таким образом, если какую-либо работу производят:
II развода ... 55 час., т. е. 50% по отношению ко всей работе
IV » . . . 30 » » » 27% » » » »
VI » ... 25 » > » 23% > > » » »
а всего. . .110 час.,т. е. 100%,
то для характеристики факторов утомляемости для каждого разряда имеем:
Факторы Разряды II IV V!
Усилие . . I 1 1
Темп . . . 1 1 2
Положение 2 0 1
Внимание . 1 1 2
Всего. . . 5 3 6
Таким образом средне-возвышенный балл получаем, умножая процент
отношения часов ко всей работе на сумму баллов, характеризующих
данный разряд, т. е.:
(50X5)+ (27X3)+ (23X6) __350 + 81 + 138 _ А е
100 ~ 100 ,0 оалла,
чему соответствует надбавка в 23®/о (см- табл. 3). Следовательно над-
бавка вместе со штучным временем составит:
для II разряда...55 + = 55 + 12,7 = 67,7 = 68 час.
1VV
» IV » ......30 + -,^.—= 30+ 6,9 = 37 час.
• VI » ......25 + ^2^3 = 25 + 5,8 = 30,8 = 31 час.
Итого. . .136 час.
Определение величины штучного времени производится, как уже гово-
рилось выше, на основе элементной разбивки. Этот метод применяется
при определении норм времени по всем цехам. Определение величины
времени на элементы работы производится на большинстве предприятий
путем опытных данных, колебания которых по отдельным предприятиям
достигают иногда значительных размеров.
74
ПРАКТИКА НОРМИРОВАНИЯ
Ниже мы изложим практику нормирования по ряду цехов па одном
из ремонтных предприятий гражданского воздушного флота (ЦАРБ).
Нормирование цеха точных приборов
Нормирование цзха точных приборов осуществляется при помощи эле-
ментной разбивки ремонта каждого прибора. Для определения норм вре-
мени на отдельные элементы был использован метод фотохронометража.
Ниже мы приводим пооперационную карту ремонта литромера (см.
стр. 76), по типу которой нормированы все остальные работы этого цеха.
Определение подготовительно-заключительного времени производилось
на основании установленных стандартов времени; при этом необходимо
отметить, что организация рабочего места и технологический процесс
ремонта не требуют дополнительных затрат времени на получение инстру-
мента, приспособлений, материала и т. д. Каждый рабочий имеет полный
набор необходимого ему инструмента. Недостаток места не позволяет
дать подробные пооперационные карты ремонта всех приборов, устанав-
ливаемых на самолетах АНТ-9, К-5, Р-5; поэтому мы ограничимся лишь
приведением норм времени (табл. 4).
Определение прибавочного времени производилось на основании под-
робно разобранной выше шкалы инж. Иоффе.
Нормирование малярных работ
Малярные работы можно разбить на два основных вида: смывка и ок-
раска. Отправной величиной для определения необходимого времени на
эти работы является площадь изделия, подвергаемая покраске или смывке.
Произведя фотохронометраж окраски или смывки гладкой и гофрирован-
ной поверхности различного материала, мы сможем, имея в рабочей кар-
точке площадь изделия, установить норцу, корректируя ее на основе
опытных данных (или хронокарт) поправочными коэфициентами на не-
удобство работы, недоступность и т. п. Этот способ установления норм
времени целиком относится к работам по смывке и окраске плоскостей,
фюзеляжа, оперения и т. п. Ниже мы приводим таблицу норм времени
на единицу поверхности (табл. 5),
Нормирование работ клепального цеха
Основными элементами штучного времени клепальных работ являются:
установка детали по месту с предварительной или последующей разметкой
места и шага заклепок, сверловка и клепка. Если нормирование пригонки
детали по месту требует наличия проверенных опьпных данных, то для
определения времени на сверловку и клепку необходимо осуществить хро-
нометраж, так как это позволит иметь строго обоснованные стандарты
времени на сверловку и клепку в зависимости от диаметра, качества и
толщины материала. Ниже мы приводим таблицы времени на основные
операции клепальных работ (табл. 6 и 7),
Z6
лятромера
ЦАРБ—ТНБ Самолеты АНТ-9; К-5; Р-5 Группа Авиоприборы
Пооперационная карта № *
Наименование детали Литромер Чертеж №. .
Налмевованне операция Ремонт
< X ф 5 2 Наименование элемента операции Количество детален Разряд Время Приме чание
час. мин.
Разборка
1 Подгоговятельио-заыючительное время . . . — IV — 13 Подготовительно-за-
ключительное время
2 Отвернуть рант со стеклом и резиной .... — IV —- 3 а) получить наряд 3 м.
3 Сиять стрелку, винт 0 2 мм 1 V — 1 б) > матер. . .
4 Вывернуть механизм, винт Q 2 мм Снять глебан, винт 0 2 4 IV — 5 в) > чертеж. .
5 2 IV — 3 т) » ннструм. .
6 Снять рычаг, винт 0 2 мн.......... 1 IV — 2 д) » приспособь.
7 Снять большое колесо с пружины 3 IV — 4 е) сдать наделие . 10 и.
8 —- — —* 5 Итого 11 ".
Итого ... — — —. 23
Ремонт
9 Чистка всего механизма бензиновым составом — IV —- 18
10 Чистка пружинки наждачным порошком • . — IV — 3
Итого • . . Сборка — — 21 Прибавочное время Баллы для определения 1 категории работы; J
Поставить корпус большое колесо и пру-
И
жнну V —— 10 Усилие
12 Установить под пружиной у порку, вннт 0
2 мм .................... 3 V — 4 Темп
13 Установить в корпус механизм V — 4 Положение
14 Поставить к механизму глебан, винт 0 2 мм 2 V —- 3 Внимание 1
15 Поставить рычаг, винт 0 2 мм ....... ] V — 2 % прибавки ... .7
16 Поставить шкалу и отрегулировать —- V м— 20
17 Поставить стрелку, вннт 0 2 мм ...... 1 V — 1
18 Поставить на шкалу медное кольцо — V — 1
19 Поставить в рант резину — V — 1
20 Герметически закрыть рант — V — 3
21 Очистить и покрасить корпус — III — 7
Итого. — —— £6
Расчет нормы на 1 прибор:
Подготовительно-заключитель- \
ное время 1а мни. 1 III— 8 мин. —— —
Штучное время 1 час. 40 > 1 IV— 47 » — — —- ——
Прибавочное время 7% 7 » / V—1ч. 05м. — — — —
Всего. . .2 часа — —
П одготовятел ь- вое врема на партию 13 мвн. Ручное время на 1 штуку 1 час. 40 м. Надбавка на услоаия работы в 7о • • 7% 7 мни. Потери ’/0
Дата 193. .г. Нормировщчк . Заведующий ТНБ
7«
Таблица 4
Нормы времени на ремонт явиоприбороч
£ В! S « Штучное время Приба- вочное время Норма
Наименование работ 5 8. ж . Разряды времени
Подготов заключит, III IV V VI VII процент время время разряды
1 2 3 4 5 6 7 8 9 10 Альтиметр Термометр (водяной или масляный) Тахометр («Авиоприбор») Тахометр («Морелль»). Пионер Указатель скорости «Саф» • Указатель угла атаки . . Манометр (бензиновый или водяной) .... Манометр (масляный). . Лмтоомер ....... 20 м. 20 м. 20 м. 20 м. 20 м. 13м. 13м. 13м. 13м. 13 м. 13м. 19м. 16 м. 16м. 15м. Юм. 7 м. 14 м. 14м. 7 м. 37м. 37 м. 37 м. 27 м. 23 м. 15 м. 46 м. 36 м. 44 м. 38 м. 23 м. 1 ч. 13м. 1 ч. 13м. 14. 25М. 51 м. 1ч. 22 м. 49 м. 38 м. 1 ч. 43м. 59 м. 59 м. 40 м. 15 м. 1ч. 22 м. 1 ч. 02 м. Зч. 47 м. 1 ч. 37 м. 1 ч. 44 м. 1 ч. 44м. 2 ч. 11м. 2 ч. 33 м. 7 7 7 7 7 7 7 7 7 7 22 м. 19м. 20 м. 20 м. 21 м. 18м. 7 м. Юм. Юм. 7 м. 4 ч. 23 м. 40м. 40 м. 15 м. 2 4.04м. 1 ч. 50м. 25 м. 40м. 20 м. 2 ч. 12 м. 1 ч. 03 м. 1 ч. 17м. 40 м. 17м. 2 ч. 12м. 1 ч.ОЗм. 1 ч. 17м. 40 м. 17м. 2 ч. 40 м. 43 м. 1 ч. 30 м. 30 м. 16м. 2 ч. 56 м. 16м. 55 м. 25 м. Им. 1 ч.40м. 16 м. 8 м. 1 ч. 40 м. 50 м. 15м. 1 ч. 2 J м. 40 м. )5м. 1 ч. 05 м. 47 м. VII VI V III VII IV V VI 111 VII VI V IV 111 VII VI V IV Ill VII VI V IV Ill VII VI V IV III V IV HI VI IV HI VI IV HI V IV
11 Компас 13м. ' 1 ч. __ 7 6 м. 7м. 1 ч.45м. III IV
12 Креномер 4 м. — 26 м. 18м. —. —. 7 2 м. 20м. IV
77
Таблица S
Расчетные данные для нормирования работ малярного цеха
№
Наименование операции
Норма вре-
мени на 1 ла
в мин.
1
2
3
4
5
6
7
8
9
10
11
Смыть растворителем (глалиая поверхность):
а) в удобном месте.....................................
б) в неудобно .< месте . ...........................
в) в очень неудобном................................
Промыть бензином......................................
Покрыть предохранительным лаком (гладкая поверхность) . .
Покрыть алюминиевым порошком » »
Покрыть черной эмалью » »
Зашкурить полотно.....................................
Зашпаклевать фанеру...................................
Покрыть лаком гофр по фюзеляжу........................
Покрыть лаком гофр по плоскости.......................
Покрыть гофр алюминиевым порошком.....................
Покрыть гофр черной эмалью............................
45
63
Ь2
2.5
3,7
4
5
2,5
36
6,3
5
4
5
Примечание. При смывке по гофру вводится поправочный коэфч-
циент 1,3.
При окраске черной эматью небольших участков, требующих тщательдой
отделки, вводится поправочный коэфициент 2Д ~ "
Таблица 6
Время рассверловки одной дуралевой заклепки
Время в мин- Диаметр Легкая Средняя Трудная
заклепки, мм —— доступность доступность доступность
2,5 0,2 0,3 0,5
3,0 о.з 0,4 0.6
3,5 0,4 0.5 0,8
4.0 0,5 0,7 1,2
5.0 0,6 0,9 1.0
Таблица 7 •
Время клепки одной дуралевой заклепки
Время в мин Диаметр — Легкая Средняя Трудная
за .ленки мм доступность доступность доступность
2,5 0,4 0,5 0,6
3,0 0,5 0,7 1,1
3,5 0,7 0,9 1.5
4.0 0,9 1,2 2,1
5,0 1,2 1,7 2,6
Пр । м е ч а и и е. Приведенные данные включают и время, необходимое
на сверловку отверстия при помощи электродрели, вставку aai лепки и другие
подсобные операции, выполняемые при клепке (натяжка, обжимка и т. п.)
Ниже мы приводим нормали для расчета времени на ряд часто астро-
чающихся операций при клепальных работах:
78
Ы1Й.
Кериовка в одио ! точке...............................о, >5
Выбивка рассверленной з крепки...................... 0,07
Разметка о иной заклепки..............................С,1
Отрезка гофра поперек волны (ручной ножовкой) на длину 1 м 4,0
Отрезка гофра вдоль волны (ручными ножницами) на длину 1 м 0,6
Прорезка кромки гофра на одну волну...................0,1
Отбортовка одной волны гофра после прорезки...........0,3
Изложенное выше в значительной степени относится к нормированию
работ, где основной величиной является ручное время.
. Нормирование станочных работ
Нормировочным инструментом для определения машинного времени при
станочных работах рекомендуем специальную счетную линейку сиаемы
ннж. С. Ф. Глебова (фнг. 4).
Линейка имеет две подвижных части (2 и 3) и две неподвижных (/ и 4).
Подвижная часть 2 имеет две шкалы; в верхней части нанесены вели-
/ Дианетр)дтстр-длина)
ih г 2’л ? эъ 4 it
.........1.1.1 .1 I-1 -m J< 1,1.1,1.1........
40 50 60 70 80 100 120 150
Оборотов 6 минуту fl
В 0 19
200 250 300
“^i's
ihnhllhluiliulmL,
400 ::
ДМнЬа хоМ
4д»ясгпрм ьдълб
2Й | ВО
ubiLL.l.W.1.1 UhlliLIl
500 6,00 700 800
СКорост
резания
8 9 <0
30
Подача
12 15 20 25 30 35 40
40 50 БО 70 ВО 90 100 120
.....1.1।з.,
50 60 70 80 90100 120
Число обороток f минуту
0.1 " 0.08'
35 4
0.06" 0,05" 0,04' ДОЗ
дог'
0,015'
9 10 12 15
20 25
7
б 6
Длина (cmpuaipuoa) fni 1111 bn luilinhlibid ini. 1, 1. 11F11. t. hl J11 J,! Т jib иЬг-Гп.Ни! 11! f 1111, Ь I ill f«I i h bill J iblihiiLilhSTl t11
150 180 ZOO 250 300 350 400 500 600 700 800 1000 1200
________________________llllllllllllhlllllllil ilililililllihlilillllli!illlllillllllliHilihllllllllliiiiliiiiliiiiliiiiliinliiitlii»liiiillilll«iil 11 ihiilnihiiL
4
водачомл turn (к)
пи Ipptl
Ф ,г. 4. Специальная счетная линейка для определения времени обработки на ме-
таллообрабатывающих стайках (уменьшено в l8/t раза).
чины скорости резания в м/мин, в нижней части — величины подачи в мм.
Подвижная часть 3 в верхней части имеет шкалу для определения вре-
мени на один проход, а в нижней части дана шкала с величинами длины
обрабатываемого предмета.
Неподвижная часть линейки 1 имеет шкалу с диаметрами обрабатыва-
емых предметов для станков с вращательным движением или шкалу с
длинами для строгальных работ. Наряду с этим на шкале имеется ряд
стрелок, которые служат для определения числа оборотов н минуту
(станки с вращательным движением) и двойных ходов (для станков с пря-
молинейным движением).
Неподвижная часть линейки 4 имеет ряд стрелок, которые служат для
установления длины предмета при помощи шкалы, помещенной на вы. -
вижиой части 3, а также н для подач.
79
В основу построения линейки легли исследования Тейлора и Барта.
Оборотная сторона линейки имеет таблицу, которая дает приблизи-
тельный выбор скоростей резания в разных случаях (для разных мате-
риалов, резцов, рода обработки и сечения стружки).
В качестве справочника для определения подготовительно-заключитель-
ного времени, основных расчетных величин, прибавочного времени, дли-
тельности ручных операций можно пользоваться таблицами опытных дан-
ных, приведенных в книге «Техническое нормирование станочных работ
в механических цехах» Б. А. Пирожкова и А. И. Осминк жа.
Для определения времени обработки на металлообрабатывающих стан-
ках счетной линейкой системы инж. Глебова необходимо иметь следую-
щие расчетные данные: 1) паспорт станка, 2) скорость резания, 3) по-
дачу.
Рабочая карточка, для того чтобы нормировщик мог произвести рас-
чет нормы, должна включать следующие сведения: 1) марку материала,
2) диаметр заготовки, 3) длину заготовки.
На основании данных рабочей карточки и чертежа или образца, имея
паспорт, величины скорости и подачу, производится расчет нормы.
В условиях авиоремонта основные марки сталей и других металлов,
имеющие широкое применение, деются в табл. 8, где приводятся также
величины и скорости резаиия: при обдирке, чистовой обточке и нарезке
резьбы.
Приведенные значения скорости резания взяты кац средние величины,
колебание от которых в ту или иную сторону, в зависимости от мощ-
ности станка, его состояния, качества резца и способа обработки, неиз-
бежно должны иметь место и корректироваться в практической работе
Ниже мы приводим пример расчета нормы, где используется табл. 8,
паспорт станка и таблицы опытных данных Б. А. Пирожкова и А. И. Ос-
мнпкина. (Попутно заметим, что книга Пирожкова и Осминкина по своей
практической ценности должна быть настольной для каждого нормиров-
щика механического цеха.)
С целью установления норм на револьверные и штамповочные работы,
фрезеровку болтов и гаек, нарезку головки болтов под отвертку, т. е. там,
где изготовление или обработка обычно производятся крупными партиями,
рекомендуется прибегать к хронометражу, так как нормы, установленные
расчетным путем, могут иметь большую неточность в силу краткости вре-
мени изготовления приходящегося на единицу изделия.
Нормирование сварочных работ
Нормирование сварочных работ (кислородно-ацетиленовая сварка) ис-
ходит из о,'1!ов!:ой величины—времени сварки шва на единицу длины.
Продолжительность сварки шва является зависимой величиной от качества
материала, его толщины, профиля шва, длины шва и, наконец, от тща-
тельности пригонки деталей, подлежащих сгарке.
Результаты хронометрирования скорости сварки материала (сталь ли-
стовая марки М 1) различной толщины при прямолинейном шве по дан-
ным ремонтных мастерских приведены в табл. 9, где они даются в срав-
нении с данными Прегера («Обработка металлов», т. I и II) и Шимпке
(«Автогенная сварка и резка»’'.
во
Таблица 8
Наименование матерчала Марки Сопро- тивление разрыву К, Скорость резания, м.1 мин, при 9 = 1
обдироч- ная чистовая резьбовая
Прутковая сталь ГМ 40- 55 18 21 8
» » ГС 55— 65 15 18 7,5
J> гпт 55— 65 15 18 7,5
Х> » сс 55- 65 15 18 7,5
Р » епт 65— 75 13 15 6,5
» » СП 78- 85 11 13 5,5
Хрэмоинкелевая сталь для це- ментации (прутки, поковки): стг 85— 95 9 11 4,5
отожженная ЦК 31*5 20 24 10
закаленная и отпущенная Хромоникелевая (прутки, по- ковки): > 58 15 18 7,5
отожженная XIH 58*8 15 18 7,5
закаленная и отпущенная Хромоникелевая сталь (прутки, трубы): 85*5 9 И 4,5
отожженная хн 60*5 14 17 7
закаленная н отпущенная Хромоникелевая сталь (прутки): 9J*10 10 12 5
отожженная Х2Н 63*6 13 15,5 6,5
закаленная и отпущенная Хромоникелевая сталь (поковки): 5> 96*10 9 11 4.5
отожженная хзн 65*6 12 14 6
закаленная и отпущенная Хромоникелевая сталь (поковки): » 110*10 8 9,5 4
отожженная Х4Н 75*9 И 13 5,5
закаленная и отпущенная > I2J*1O 7 8,5 3,5
Бронза мягкая — «« 25 30 И
Бронза твердая —— — 20 24 10
Латунь .... — — 25 30 12,5
Алюминий — — 40 48 20
Примечание. Резец из быстрорежущей стали среднего качества.
Таблица 9
Сравнительная скорость сварки листовой стали по Прегеру, Шимпке
н данным авиоремонтных мастерских
Толщина материа- ла мм Длина шва мм Скорость сварки по Прегеру в мин. Скорость сварки по Шимпке в МИН. Данные авиоремонт- ных мастер- ских в мин. Процент разрыва между скоростью сварки по Шимпке и по данным авио- рсммастерских
1 100 0,55 0,8 1.2 50
1,5 100 0,63 0,9 1.3 41
2 100 0,73 1,1 1.4 27
3 250 2,15 3,1 3,7 16
4 250 2,55 3,5 4,0 14
5 250 3,0 3,95 4,5 14
6 Авторемонтное дело в ГВФ
81
Примел расчета нормы
Эскиз ЦАРБ, ТНБ Группа . . .
Мот< тр Гайт
15 J-*- и Й г чЗ Пооперационная карта № Чертеж №
Наименование Болт (съемник । Матер.: сталь
деталей крышки мотора Райт) ГМ, Q 35 мм
L ♦ 0 7 L-30-U, , 138 Наименование Токарная Станок № 1
Фиг. 5. операций обработка
Название элемента
операции
1. Подготовительно - заключи-
тельное время .............
Установка материала . . .
Отрезка начерно (Q 35 мм;
, 35 ,_ .
1= g- — 17,5 мм) ......
Центровка ...............
Установка( на центра . . . .
2.
3.
4.
5.
6. Обдирка Q35j«a<; а =
35—33 , , .
= —g— = 1 мм; I— 183 мм).
Обдирка под готовку (Q
„ 33—17 о
33 мм; а = —g— = 8 мм;
I = 150 мм) .........
Обточка под нарезку резьбы
(а = 0,5 мм; I— 150 мм; N
17 м и)..................
Проточить хвостовик (/ =
=7 мм; а—1^>мм; Q 16 мм) .
10. Выемка галтели...........
И. Подготовка станка к нарезке
резьбы .....................
12. Нарезка лент, резьбы (а =
= 1,5 мм; / = 138 мм; t —
= 3 мм; Q 16 мм) ......
13. Зачистка резьбы..........
14. Чистовая подрезка (Q 13-иж;
15.
16.
7.
8.
9.
17.
18.
19.
20.
21.
1—6,5 мм) . '..............
Перестановка детали . . . .
Чистовая подрезка (Q 33м и;
1=16,5жлт)..................
Снятие галтелн .............
Снятие детали...............
Смена режущего инструмента,
На переточку инструмента 6°/(
от машинного времени . . . .
Надбавка на машинное времт
Число обор, в 1 мин. Скорость резания Подача за 1 оборот Число про- ходов Время
подго- товит.- заключ. машин- ное ручное
30
— — — —, — — 2
по 12 0,1 1 — 1,6 0,3
— .— —. —. — — 1,5
— — — —• —. — 1
155 17 0,3 1 — 4 0,7
160 17 0,3 2 — 6,2 0,6
400 21 0,1 1 — 3,8 0,7
400 21 — 1 — 0,2 0,6
— — —• — —. 2 —
— — — — 3 — —
160 8 ... 18 — 10,5 5,4
— — — —. —. — 1,5
310 12 0,1 — — 0,2 0,3
— — — — — — 0,5
115 12 0,1 1 — 1,4 0,3
— — — — — 1,5 —
— — — — — — 0,5
— — — — — — 3
1,9
о
— — — — — — 1.6
33 31,4 22,4
— — - - 3,1 2,2
22. Прибавочное время 10°/о
Примечание. Величины времени на элементы 1, 4, 5, 10, 11, 13» 17, 19
взяты из табанц опытных данных, приведенных в книге Пирожкова и Осминкинт.
82 ,
Значительная разница в скорости сварки для материала толщиной до
2 .мн по данным Шимпке и ремонтных мастерских объясняются: 1) качест-
вом ацетилена, добываемого в ремонтных мастерских; 2) сильной изно-
шенностью сварочного инструмента, а также его конструктивной отста-
лость о. Объяснение этой разницы можно найти еще и в том, что длина
шва в авиоремонте не превышает 150—200 мм,— это безусловно отра-
жается на скорости сварки. Следует также отметить, что в графиках как
Прегера, так и Шимпке мы не имеем ссылок на марку материала.
Значительный интерес представляет формула для определения скорости
сварки, предложенная ииж. Саферьяни на X Международном конгрессе
по ацетилену и сварке в июле 1930 г. Формула действительна для тол-
щины материала в пределах от 2 до 12 мм:
lv = 12,
где: I — толщина материала в мм, a v— скорость сварки в м/час.
Значения v даны в следующей Таблице:
Толщина материала ^начеии
мм м/час
2 6
3 4
4 3
5 2,4
и т. д.
Скорость сварки листового алюминия
практикой определена следующая:
авиационных марок заводской
Скорость сварки листового алюминия
Толщина материала в мм Длина шва в мм Скорость сварки в МИЯ. Примечание
0,8 100 1,5 Шов односторонний
1,5 100 1,8 Скорость сварки дуралюминия по-
2,5 100 2,1 нижается на 10—2и°/0
Следующей величиной, определение которой необходимо для расчета
норм, является время, затрачиваемое на прихватку деталей под сварку.
По данным авиоремонтных мастерских мы устанавливаем следующие ве-
личины для листово! о алюминия и стали (табл. 10 на стр, 84).
Количество точек прихватки определяется в каждом конкретном случае
и зависит от сложности, качества материала, длины и «профиля» шва.
Приведенные данные скорости сварки относятся к прямолинейному
шву. Профиль шва также оказывает существенное значение на произво-
дительность сварки. Хронометражные наблюдения позволяют установить,
что в случае, если сварка происходит по окружности при диаметре при-
•* 83
1‘ а б л и ц а 10
Время, затрачиваемое на прихватку деталей
Толщина
материала
мм
Время на прихватку
в одной точке
в мин.
Примечание
0,2
0,3
0,4
ОЛ
Время на установку детали для прихвмки
в приведенные данные не включено и начи-
сляется дополнительно на основе опытных
данных. •
мерно 50 мм и меньше, приведенную в табл. 9 скорость сварки необхо-
димо умножить на поправочный коэфициент 1,5—2,5. Этот поправочный
коэфициент, конечно, не объемлет всех конкретных условий, которые
встречаются в практической работе и влияют в ту или другую сторону
на скорость сварки. Разрешение этого вопроса должно быть найдено
при изучении условий сварки и определении величины их влияния.
Рассмотрим, из каких элеменгов складывается подготовительно-
заключительное время при сварочных работах. В основном эти
элементы следующие: 1) получить рабочую карточку (наряд); 2) сменить
сгарочный мундштук (наконечник); В) зажечь и отрегулировать горелку
4) получить чертежи илн указание и разобраться в работе; 5) выехать
в цех или на аэродром; 6) сдать изделие контролеру.
Очевидно, что не всякая норма включает в себя все эти элементы;
какие из них должны быть включены, определяется каждый раз в зави-
симости от конкретных условий, в которых проходит та или иная ра-
бота. Необходимо также заметить, что длительность элементов во вре-
мени я’ляется следствием степени организованности производства: чем
менее налажен производственный организм, тем длительнее во времени
эги элементы. Поэтому задачей всякого ТНБ, стремящегося поставить дело
нормирования на технической основе, является определение необходимых
затрат времени на эти элементы с устранением всех ненормальностей,
влияющих на увеличение затрат времени. Только на основании этих дан-
ных возможно устанавливать технически обоснованную норму времени.
Нами не учитываются в подготовительно-заключительном времени сле-
дующие элементы:
1) утренняя подготовка всей сварочной аппаратуры для работы (взя-
тие из ящика редуктора горелок, шлангов, проверка годности инстру-
мента и т. п.);
2) производство мелкого ремонта (перемена фибровой прокладки, под-
тяжка ее и т. п.).
Выполнение работ, указанных в п. 1, производится подсобным рабочим’
который наряду с этой работой исполняет обязанности по обслуживанию
генератора для добывания ацетилена и по доставке кислородных баллонов.
В случае отсутствия подсобного рабочего время, потребное для вы-
полнения этих операций, необходимо, конечно, включать в норму.
Ниже мы приводим схему, поясняющую, какими факторами опреде-
8-1
ляется продолжительность того или иного элемента, из которых склады-
вается подготовительно-заключительное время, с их краткой характери-
стикой:
№ 110 пор. Наименование элемен- тов подготовительно- заключительного вре- мени Характеристика
1 Получить рабочую кар точку Время включается в норму. Продолжительность зависит от степени организованности предприятия
2 Сменить сварочный мундштук Время включается в норму. Необходимость смены определяется толщиной и качеством материала, из которого изготовляется деталь. Материалом же определяется и количество смен мундштука, не- обходимое в процессе сварки. Если в смене нег надобности, время не дается
3 Зажечь и отрегули- ровать пламя свароч- ной горелки Время включается в норму, количество регули- ровок пламени берется в качестве средней вели- чины в зависимости от длительности работы по сварке той или иной детали
1 Получить чертеж или указание и разобрать- ся в работе Время включается в норму, в случае если сварка производится по чертежу или если, ввиду слож- ности, необходимы те или иные указания При сварке несложных деталей время давать не сле- дует. Время, необходимое для получения чертежа, зависит от степени организованности производства
5 Выехать в цех или на аэродром Время включается в норму в случае необходи- мости производства сварки вне пределов свароч- ного цеха. Величина времени зависит от террито- риального расположения цеха или аэродрома, где должна производиться работа
6 Сдать изделия кон- тролеру Время включается в норму. Величина времени зависит от объема выполненной работы
В процессе нормирования могут встретиться те или иные случаи,
отличающиеся от предусмотренных выше, рассмотрение которых должно
явиться задачей нормировщика.
В табл. 11 приводятся опытные данные на элементы подготовительно-
заключительного времени одной из ремонтных мастерских.
Таблица 11
№ по Наименование элементов подготовителыто-заключитель- Время
пор. кого времени в мин.
1
2
3
4
5
6
Получить рабочую карточку...........................
Сменить сварочный мундштук..........................
Отрегулировать сварочное пламя (один раз)...........
Получить чертеж или указание........................
Выехать в сборочный цех.............................
Сдать изделия контролеру ...........................
3
1,5
0,5
5
20
10
85
Штучное время складывается из следующих элементов: 1) уста-
новка изделий под сварку, 2) прихватка, 3) предварительный нагрев,
4) сварка, 5) охлаждение деталей под слабым пламенем сварочной го-
релки для устранения внутренних напряжений в металле, вызывающих
образование трещин.
В свою очередь штучное время мы разбиваем па два раздела:
1) вспомогательное время и 2' время основное.
Ниже приводится схема с характеристикой элементов:
№ по пор. Наименование эле- ментов штучного времени Характеристика
1 Установка изделий под сварку Время включается в норму; продолжи ельность зависит от сложности, точности и веса детали; относится к разделу вспомогательного времени
2 Прчхватка деталей под сварку Время включается в норму; продолжительность зависит от сложности деталей и длины сваривае- мого шва; относится к разделу вспомогательного времени
3 Предварительный нагрев Время включается в норму, если нагрев тре- буется, что зависит от свойств ма ериала, идущего на изделие, его качества и величипы изделия; от- носится к разделу вспомогательного вре лени
4 Сварка Величина времени зав хит от толщины металла, характера шва, его длины и состояния аппаратуры и инструмента; относится к разделу основного времени
5 Охлаждение детали То же, что по п. 3
Определение размеров надбавки на нормы, проходящей по разделу
«прибавочное время», производим по шкале прибавок на утомляе-
мость инж. Иоффе с несколько иной характеристикой факторов, лежащих
в определении степени утомляемости, так как сварка имеет свои специ-
фические особенности:
1. Затрата усилий — обычно очень незначительна, так как сварщику
приходится оперировать со сварочной горелкой и деталями, легкими по
весу. Очень редко вес свариваемых деталей достигает 20 «г; в этом слу-
чае детали переставляются уже при помощи подсобных рабочих.
2. Инж. Иоффе устанавливает пять разделов темна: очень медленный,
медленный, умеренный, быстрый и очень быстрый. Темп в сварочном цеху
определяется скоростью сварки, которая в свою очередь является произ-
водной от толщины материала. Характеристику темпа работы, исходя гз
толщины свариваемого материала, ориентировочно можно разбить на
следующие разделы:
1) очень медленный—сварка железных листов толщиной от 10 до 20 мм\
2) медленный — сварка листов толщиной ох 4 до 10 м и;
3) умеренный—сварка листов толщиной от 1,5 до 4.«.м;
4) быстрый — сварка листов толщиной до 1,5 м if.
3. Рабочее положение по Иоффе характеризуется также пятью разде-
лами: свободное по выбору рабочего, стесненное, неудобное, напряженное
и очень напряженное. В сварочном деле рабочее положение в больш ин-
86
стве случаев зависит от выбора рабочего. Стесненным можно определить
положение, например, в том случае, когда сварщику приходится на са-
молете, в неудобном месте, сваривать какую-нибудь деталь или узел,
а неудобным — в случаях потолочной сварки. Напряженным положением
Иоффе называет такое, «когда приходится очень низко нагибаться, резко
поворачивать корпус, держать руки поднятыми выше уровня плеч, и т. а.».
Очень напряженного положения, насколько нам позволяет судить прак-
тика нормирования сварочных работ в авиоремоите, встречать не при-
ходится. •
4. Внимание Иоффе разбивает, как и все предыдущие факторы, также
на пять основных разделов, определяя их в зависимости от степени ак-
куратности или точности работы: незначительное, повышенное, среднее,
сильное и очень сильное. Мы считаем, что наряду с этими признаками
внимание при сварке зависит в большей степени от толщины сваривае-
мого материала, и оставляем только четыре раздела, а именно: 1) незна-
чительное при толщине свариваемого материала от 5 до 20 мм\ 2) повы-
шенное—при толщине материала от 3 до 5 лм\ 3) среднее — при толщине
от 1,5 до 3 мм\ 4) сильное — от 0,2 до 1,5 м.и.
При отнесении работы к тому или иному разделу по этому признаку
необходимо также учитывать требуемую точность и аккуратность работ.
При оценке утомляемости следует принимать во внимание, что далеко
не вся работа протекает с одной и той же степенью интенсивности
каждого из факторов; поэтому рекомендуем брать среднее значение, оце-
нивая степень интенсивности с учетом отдельных степеней интенсивности
в продолжение всей работы. Эти средние значения могут оцениваться
и дробными долями баллов.
С нашими изменениями таблица Иоффе в окончательном виде приме-
нительно к сварочным работам примет следующий вид (табл. 12):
Таблица 12
Кате- гория интен- сив- ности Факторы утомляемости
Усил <е Темп Положение Внимание
0 Очень лег- кое до 1 кг Очень медленное, сварка материала от 10 до 2О.иж Свободное по выбору рабочего Незначительн., свар- ка при толщине мате- риала от 5 до 20 мм
1 Легкое 1—2,5 кг Медленное, сварка материала толщиной от 4 до 10 мм Стесненное Повышенное, сварка при толщине материа- ла от 3 до 5 мм
2 Среднее 2,5—5 кг Умеренное, сварка материала толщиной от 1,5 до 4 мм Неудобное Среднее, сварка при толщине материала от 1,5 до Змм
3 Тяжелое от 5 до 20 кг Быстрое, сварка ма- териала толщиной от 0,2 до 1,5 мм Напряжен- ное Сильное, сварка при толщине материала от 0,2 до 1,5 мм
Порядок исчисления прибавки на утомляемость нами разобран выше.
Надбавка производится только на время сварки; все перерывы и время
87
Установки детали пот сварку, которая обычно производится подсобными
рабочими, зачитываются для сварщика как отдых. Процент перерывов,
используемых как отдых во времени, необходимом па сварку, вычитается из
общей прибавки; при этом разность может получить и отрицательное
значение в случае, если перерывы перекрывают с избытком расчетную
прибавку на отдых.
Пример пользования шкалой Иоффе
Сварка глушителя мотора L-5
Чистое время сварки с прихваткой............... 4 час. 30 мин.
Установка под сварку подсобными рабочими, регу-
лировка пламени горелки, смена мундштука ... 3 » — »
Всего . . 7 ч с. 30 мин.
Фиг. 6. Деталь глушителя мотора М-11.
Определение процента фактического перерыва производится по приве-
денной выше формуле:
3 — 0,1
4,5 + 0,1
63%.
Категория работы по утомляемости:
по усилию.................................... О
по темпу................................... 3
по положению............................... 0
по вниманию.................................. 3
Всего... 6 баллов
По табл. 3 находим, что при категории работы, равной 6 баллам,
прибавка должна быть ЗО°/о; но так как фактических перерывов в нашем
примере 63°/о, то прибавки давать не следует.
Использование приведенного здесь материала возможно только при
критической его проверке в соответствии с конкретной обстановкой ра-
боты предприятия.
Ниже мы приводим образец сокращенного расчета нормы времени на
сварку деталей глушителя к мотору М-11.
83
Расчет нормы
Материал: листовая сталь марки С-6, фланцы из материала толщи-
ной 4 мм\ количество: 1 штука.
Условия работы: сварочная горелка № 1, присадочный материал —
проволока диаметром 1 мм.
Упрощенный способ подсчета нормы
№ по порядку 1 Наименование операций Подготовительно- заключительное время Время изго- товл. в мин. Примечание
основное вспомога- тельное
1 Подготовительно-заключительное вре- мя 6,5 Табл. 11
2 Установка детали под сварку .... — —. 11,0 Опытные дал-
3 Првхватка детали, под сварку в 37 точ- ках (0,2X37) — 7,1 - ные Табл. 10
4 Сварка прямолинейного шва 1044 мм (1,2X10,44) — 12,5 Табл. 9
5 Сварка криволинейного шва 993 мм (1,2 X 1.5 X 9,93) —. 17,9 — Табл. 9
6 Сварка криволинейного шва (при тол- щине материала 4ж.«) 360 леи (1,6 X 1,5 X 3,6) — 86 Табл. 9
Итого. . . 6,5 46,4 11,0 —
Прибавочное время 11,5®/0 ... - —. 5,1 —. —
Всего. . . 6,5 51,8 11,0 —•
Определяем для нашего случая процент прибавочного времени:
Категория работы по утомляемости (табл. 12):
Увилие...................................... О
Теми ....................................... 3
Рабочее положение........................... 1
Внимание.................................... 3
Итого... 7 баллов
По табл. 3 находим прибавку в 35°/0.
Выясним процент фактических перерывов:
Сварка............................... 46,4 мин.
Вспомогательное время................ 11 »
Процент фактического перерыва:
100 = 23,5>/,
89
Исклюив из процента прибавки согласно категории работы (35’/л)
процент фактических перерывов (23,5л/0). получаем прибавку в 11,5л/в,
которую и начисляем на время чистой сварки.
По квалификационному справочнику определяем разряд работы, кото-
рый для данного случая равен шестому, т. е. норма будет исчисляться:
Пэдго овительно-заключительиое время . . 6,5 мин.
Штучное время (время изготовления) . . . 57,4 »
Приба точное время 11,50/0............... 5,4 »
Итого. . . . 69,3 мин.
г. е. округло 70 мин. или 1 час 10 мин. по VI разряду.
Нормирование кузнечных работ
Участие кузнечного цеха в ремонте самолетов и моторов очень незна-
чительно. Основное значение кузнечный цех приобретает при изгото-
влении инструмента, приспособлений, ремонта оборудования и других
мелких работ, которые непосредственного значения в ремонте самолето-
моторного парка не имеют, а носят вспомогательный характер. Неком-
плектность в изготовлении, единичность, сопровождаемая разнообразием
деталей, ставят гопрос о применении того метода нормирования, который
позволил бы без значительной затраты време ти нормировщика достигнуть
удовлетворительных по качеству результатов.
Технико-нормировочная литература не особенно богата работами, ко-
торые посвящаются кузнечному делу. Наибольшей известностью пользу-
ются способы нормирования Логажа, Цшайле, Зибсля. Из русских иссле-
дователей этим вопросом занимался Д. С. Катков, который на основе
анализа данных опытов Цшайле для горна с дутьем 250 мм водяного
этолба и длины предмета 150 мм предложил формулу для определения
временного нагрева:
tH = Al<fa,
где: t,— время нагрева;
/—площадь поперечного сечения заготовки;
К и а — коэфициенты, которые применяются:
при /до 20 см2 . . ./<=1,58, а = 0,5
» / от 20 до 150 слт2 .../<= 0,95, а = 0,6(.
А — коэфпциент, зависящий от сорта стали н равный:
для мягкой стали........................... 1
» средней » 0,88
» твердой » 0,72
» инструментальной стали твердой . . . .' 0,45
» инструментальной стали мягкой.......... 0,57
Если длина нагреваемого предмета более 150 мм, то на каждые до-
полнительные 100 мм добавляется 10%.
Исходя из этой основной формулы, Катков дает вторую, при помощи
которой определяется время на охлаждение с 1250 до 900° или, иными
словами, время па работу, так как продолжительность времени, в тече-
90
кие которого кузнец может производить нужные деформации заготовки
с целью получения необходимой формы, определяется этим отрезком
времени. Попутно заметим, что нормального качества железо и сталь
куются при следующих температурах?
сталь............. от 1000 до 1200°Ц
железо............ » 1000 » 1200°Ц (так называемый слабо-
белокалильный жар)
Формула для определения времени на охлаждение или рабочего времени
будет:
t —
• 1,75 ’
где: 4 — время охлаждения или рабочее время,
tH—время нагрева,
1,75 — эмпирический коэфициент.
Время повторного нагрева:
t =-^~
"« 1,33 •
Эти три формулы: для нагрева, охлаждения и повторного нагрева,
увязывающие три величины: температуру нагрева, объем и качество ма-
териала, дают достаточно надежный способ, пользование которым на
практике показало его удовлетворительность. Способ этот страдает тем
существенным недостатком, что он дает суммарную норму, что уже из-
жито в практике нормирования большинства отраслей промышленности;
необходимость пользования им вытекает, однако, из того, что кузнечный
цех по своему удельному весу занимает в а; иоремонте очень небольшое .
место, к тому же с очень разнообра зии объемом работ.
Пользование вышеразобранным методом не снимает с порядка дня
вопроса о введении поэлементного нормирования кузнечных работ там,
где в этом встречается необходимость (большой удельный вес цеха, зна-
чительное количество вырабатываемой продукции); мы полагаем, что
работа в этом направлении должна итти по пути выработки эмпирических
формул (основанных на хронометраже), увязывающих три основных фак-
тора: температуру нагрева, объем материала и его качество для каждого
элемента кузнечной работы; элементы работы в основном следующие:
1) нагрев, 2) отрезка и отрубка, 3) пробивка дыр, 4) вытяжка, 5) вы-
садка и осаживание, 6) выгибание, 7) закручивание, 8) сварка, 9) от-
делка.
Всякая, хотя бы и наиболее сложная кузнечная работа в конечном
счете представляет комбинацию этих основных элементов, и, имея воз-
можность определить каждую в отдельности, мы сможем определить и сумму
времени, потребного для выполнения той или иной комбинации из этих
элементов.
Необходимо упомянуть о работе Прейсса «Расчетные таблицы для опре-
деления норм времени при свободной ковке» *.
Пользование этими таблицами в условиях наших мастерских вряд ли
1 Изд. «Техника управления».
81
Фиг. 7. График времени нагрева (Прейсс).
нагреваемой
возможно, так как они согласно заявления самого Прейсса составлены
«как для общего времени обработки, так и для чистого времени по
ковке, выполняемой под паровым молотом», тогда как в ремонтных орга-
нах мы имеем так называемую горновую ковку, производимую от руки
на наковальне при помощи молотобойца. Значительный интерес пред-
ставляет график времени нагрева того же Прейсса (фиг. 7) для опреде-
ления времени, необходимого для нагревания куска стали или железа
до температуры 900° Ц в
обычном кузнечном горнепро-
изводительностью до 800 кг
в час.
Способ пользования графи-
ком заключается в следую-
щем: по оси абсцисс берем
значение поперечного сече-
ния в см\ проводим перпен-
дикуляр до пересечения с
наклонной линией и от най-
денной точки пересечения
проводим влево горизонталь-
ную прямую, которая и даст
на оси ординат время нагрева
в минутах. Наклонная линия
соответствует
детали длиной в 500 мм.
Если заготовка будег длин-
нее или короче, то время на-
грева соответственно умень-
шается или увеличивается.
График эгот также следует
проверить в конкретной дей-
ствительности той или иной
мастерской, и уже только
тогда пользоваться им.
Перейдем к рассмотрению
основных разделов нормы ку-
знечных работ.
В раздел подготовительно-
заключительного времени мы включаем следующие операции: 1) получить
рабочую карточку, 2) получить материал, 3) получить чертеж, указания
и разобраться в работе, 4) заправить горн, 5) сдать изделие контролеру.
Ниже мы приводим таблицу опытных данных по времени на выполне-
ние операции подготовительно-заключительного раздела норм, принятых
в одном из авиоремонтных предприятий (табл. 13;.
Штучное время складывается из двух основ 'ых разделов: 1) основного
и 2) дополнительного. Основным временем мы будем считать время, по-
траченное на изменение форм заготовок согласно предъявленных требо-
ваний, т. е. на кузнечную работу в непосредственном смысле. Время же
нагревов относится к разделу вспомогательного. Необходимость этого
отнесения диктуется, кроме соображений методологического порядка, еще
92
Таблица 13
№ по пор. | Наименование операции Время в мин. Примечание
1 Получить рабочую карточку . 3 В зависимости от колнче-
2 Получить материал 10-15
3 Получить чертеж, указания и разобраться в работе . . . 2-5-10 ства В зависимости от сложности
4 Заправить горн 15 детали Начисляется одни раз на
5 Сдать изделия контролеру . . 5—10 дневную норму В зависимости от объема
и те м, что в норму прибавочнс >го времени выполненной работы и ее ха- рактера в части точности, слож- ности н т. п. прибавка па утомляемость
включается только на величину основного времени Само собой разумеется»
что, когда в работе находятся одновременно две летали (и больше)
и процесс изготовления их протекает таким образом, что кузнец рабо-
тает непрерывно, т. е. когда одна деталь нагревается, а другая подвер-
гается ковке, тогда прибавочное время на утомляемость следует начислять
на величину штучного времени. Установленный по шкале Иоффе процент
прибавочного времени следует уменьшать на величину фактических пере-
рывов, которые происходят во время нагрева деталей и рассматриваются
как отдых. Определение величины фактических перерывов производится
по приведенной выше формуле.
Ниже мы приводим практический пример расчета нормы времени на
работу, основанного на применении разобранных выше формул Каткова.
Расчет нормы
Изделие: двухсторонний гаеч-
ный ключ.
Материал: полосовая мягкая
сталь 14X50 мм.
Количество: 20 штук.
Ковка по шаблону.
Количество потребных нагре-
вов по опыту берем равным 8.
Подготовительно-заключитель-
ное время (табл. 13):
получить рабочую карточку................... 3 мин.
» материал............................... 10 »
» указания............................... 2 »
Оправить горн............................... 15 »
сдать изделие контролеру ................... 10 >
/ Итого... 40 мич.
Ш|учиое время определяем по формулам Каткова.
93
Находим значения коэфицнентов при /=5,0Х 14 = 7 си*:
К= 1,58.
а = 0,5,
Л = 0,57;
подставляя найденные значения в формулы, получим:
4 = 0,57 X 1.58 X 7,0 = 3,2 мин.,
3,15 г, .
ТЗЗ =2,4 МИ“-’
а всего: 3,2 -|- 2,4 X 7 + 1,8 X 8 — 34,4 мин.
Определяем прибавочное время. Характеристика работы по шкале
Иоффе на утомляемость:
Усилие................................. 1,5
Темп................................... 1,5
Рабочее положение.................... 0
Внимание ............................ 1
Всего... 4 балла = 20%
Процент фактического перерыва:
19,95 — 0,1
12,6 +0,1
X Ю0= 155%.
Вгиду того что процент фактических перерывов больше процента
прибавочного времени, начисление прибавок на утомляемость произво-
дить не следует.
Норма в окончательном виде на изготовление двухстороннего гаечного
ключа будет:
подготовительно-заключительное
штучное время . . ............
40 „
время ‘2q’ = 2 мин.
. . . 34,4 мин.
Всего. . . 36,4 =а 37 мип.
По квалификационному справочнику определяем разряд работы, ко-
торый для кузнеца равен шестому, для молотобойца —третьему, т. е.
37 мин.— VI разряда
37 » — III »
Полученные нормы при помощи формул Каткова, будучи проверены
хронометражем, подтвердили их жизненность.
Нами не з: тронута практика нормирования ряда крупных цехов авто-
ремонтного предприятии: сборочного, моторного, столярно - обойного,
жестяницко-м.дницкого и слесарного. В области нормирования по этим
цехам мы имеем еще непочатый край работы, и отсутствие исслелога-
94
ТельскоЙ работы по техническому нормированию сказывается в зтой
связи особенно сильно.
На ряде предприятий имеются достаточно подробные элементные карты
работ сборочною и моторного цехов. В частности, ЦАРЕ имеет осо-
бенно де:альную разбивку по элементам, причем для определения вре-
мени на отдельные операции, как то: сверловка отверстий, свертывание
и навертывание гаек, шабровка, нарезка резьбы, были использованы
расчетные данные, опубликованные ВОМТ, и ряд других данных. Но это
только первые шаги. Использование фотографии рабочего времени — хро-
нометража— позволит перевести нормирование в этих цехах пока на
основе опытных данных — на технически обоснованный расчет.
СТАТИСТИКА ВРЕМЕНИ И ФОТОГРАФИРОВАНИЕ РАБОЧЕГО ДНЯ
Существенное значение для проверки установленных норм может иметь
статистика фактически отработанного времени (приложение 12). Но
необходимо отметить, что практика отметки в рабочих карточках фак-
тически отработанного времени поставлена, как правило, весьма неудо-
влетворительно. К концу месяца на руках у рабочего обычно скапли-
ваются все рабочие карточки, по которым он выполнял работу в течение
месяца, и отметка отработанного времени производится в момент от-
правки их для оплаты. Ясное дело, что при таких условиях учитывать
фактически проработанное время — полнейшая бессмыслица, так как, во-
первых, отметка его производится на-глазок и, во-вторых, будучи бес-
контролен, рабочий через отметку может регулировать сам себе размер
заработной платы. Основным способом изжития такого положения, не
позволяющего при помощи статистики получать материалы для проверки
установленных норм и приводящего нередко к злоупотреблениям, причиняю-
щим материальный ущерб предприятию, является наличие н? руках у рабо-
чею одного наряда, время выдачи которого зафиксировано. После выполне-
ния указанной в наряде работы он должен быть возвращен в цеховую контору
с отметкой времени исполнения ее (возвращения'». Только югда статистика
фактически отработанного времени может с ужить указанным выше целям.
Необходимо остановиться несколько подробнее на технике фото-
графирования рабочего дня и анализа фотокарт. Разбора
принципов хронометрирования, сущности и обработки хронокарт мы не
производим ввиду наличия целого ряда работ, посвященных этому вопросу
и разбирающих основы и технику хронометража достаточно подробно
(назовем работы Карташева, Файнглуза, Бураса, Орентлихгра).
Техника фотографирования рабочего дня сравнительно несложна, на-
блюдения производятся при помощи простых часов (запись результатов
производится на специальном бланке), причем наблюдатель должен быть
вне поля зрения рабочего, чтобы не отвлекать и не рассеивать его вни-
мания. На бланке записываются подряд операции, причем для облегчения
фиксируется только время начала каждой операции. Продолжительность
операции вычисляется по окончании наблюдения.
Основными задачами, которые возможно разрешить при помощи фо-
тографии рабочего дня, язля.отся:
1. Определение соотношения между временем работы и перерывов,
с указанием причин этих перерывов.
85
2. Определение соотношения между подготовительно-заключительным,
основным и вспомогательным временем.
3. Определение приближенных норм выработки.
Роль фотографии с этой точки зрения приобретает особо существенное
значение в цехах с преобладанием ручного труда, где нардду с этим мы
не имеем повторяемости операций, к тому же протекающих во времени
длительным периодом; к ним относятся цеха: сборочный, моторный, ма-
лярный, обойный.
Наряду с этими задачами, разрешение которых возможно при помощи
фотографии, мы имеем также возможность определить фактическую за-
трату времени на ту или иную работу (операцию), используя этот ма-
териал для проверки установленных норм времени, а также можем судить
о темпе работы.
Обработка данных фотографии в первоначальной стадии заключается
в проверке наблюдательных листов, равняется ли общая сумма отрезков
времени, стоящих в графах «работа» и «перерывы» (приложение 13),
точно длительности рабочего дня.
Следующей задачей является индексация элементов времени по пред-
лагаемой разбивке:
Индексы
1. Подготовительно-заключительная работа............... Ai
2. Вспомогательная работа.............................. А3
3. Основная работа..................................... А-
4. Бесполез :ая и случайная работа..................... Si
а) зависящая от исполнителя.......................... Б\а
б) независящая от исполнителя........................ Б1й
5. Перерывы, зависящие от рабочего..................... Bt
а) регламентированные................................ В\„
б) прочие..................................... • Bls
6. Перерывы, не зависящие от рабочего.............. В2
а) по причинам организяционтого характера........ В2а
б) по причинам технического характера............ В2в
После индексации производится подсчет суммы времени одноименных
индексов, каковые записываются в конце наблюдательного листа.
Окончательной стадией обработки фотокарт является вывод на основе
полученных’материалов для ручных работ следующих коэфициентов:
1) коэфициента полезной работы исполнителя . .
2) коэфициента загруженности исполнителя .... К<£
3) коэфициента использования исполнителя .... К3',
для работ со значительной долей участия машинного времени необ-
ходимо определение:
4) коэфйциента использования механизма .... Kv
Необходимо отметить, что определение коэфициента использования
исполнителя (7<s) возможно в условиях того предприятия, где работа по
техническому нормированию поставлена достаточно удовлетворительно,
с наличием проверенного руководящего материала, так как определение
этого коэфициента производится на следующих основаниях:
1) суммируется время индексов At, А*, Л3, время отдыха рабочего
и регулярные перерывы Варег; j
2) определяется фактическое время подготовительно-заключительной
и вспомогательной работ, т. е. сумма времени индексов At +
96
3) определяется согласно имеющимся нормам время, необходимое на
подготовительно-заключительную и во о лога тельные работы.
Проделав это, определяют коэфициент, согласно следующей формуле:
__ (dj + ^2 + ^3 + + ^2P«-) — КА + ^2)фах>п. — Ml + И2)но;1л«.] jqq
N (продолжительность рабочего дня)
Определение коэфициентов К2 и Kt не представляет особой труд-
ности и является вполне разрешимой задачей органов технического
нормирования при наличии даже и мало удовлетворительной постановки
работы в этой области.
Коэфициент полезной работы исполнителя есть выраженное в процен-
тах отношение времени фактической полезной работы исполнителя на
продолжении рабочего дня к номинальной продолжительности рабочего
дня N, т. е.:
А\= A+zk+A,. 100
1 N
Коэфициент загруженности исполнителя есть выраженное в процентах
отношение времени фактической полезной работы плюс время, затра-
ченное рабочим на перерывы, от него не зависящие, работу бесполезную
и случайную, к номинальной продолжительности рабочего дня N, т. е.:
К2 = А + Лз + Лз + Вз + F, j 0()
Коэфициент использования механизма есть выраженное в процентах
отношение времени работы механизма и холостой работы его на про-
должении рабочего дня к номинальной его продолжительности N, т. е:
^=^±£г-1оо.
При определении коэфициента использования механизма мы вводим
два дополнительных индекса:
Pt — время эффечтивнзй рабэтя механизма,
Р-д—время холостой работы механизма.
Наряду с указанным значением фотографии рабочего дня в деле тех-
нического нормирования необходимо подчеркнуть еще одну сторону его
использования: это — получение материала для нормирования подготови-
тельно-заключительного времени. Кроме того материалы фотографии
Р очего дня в свете анализа могуг быть положены в основу нормаль-
ного баланса рабочего времени, предусматривающего новый рациональ-
ы режим работы. Проектирование нормального баланса рабочего вре-
мени не представляет особых затруднений и в основном сводится к пе-
Р- Руппировке отдельных статей фактического баланса рабочего времени
впе °Снове СОкрашений или полного устранения отрезков изаншнего
6otv РасходУемЬ|х рабочим на подготовительно-заключительную ра-
У> неполезную и случайную, а также всех излишних перерывов.
7 А-иоремоптное
дало в ГВФ
97
В заключение необходимо сказать, что в названной г ^аве мы пытаемся
изложить практику технического нормирования в авиоремонте, используя
как свой собственный опыт, так и материалы авиоремонтных пред-
прият!й и ряд литературных источников, практику, не претендующую на
исчерпывающую полноту и представляющую лишь первый опыт система-
тизации, быть может, далсхо несовершенной.
ЛИТЕРАТУРА К ГЛАВЕ XI
1. Прегер, Обработка металлов, ч. 1 и 2, ГНТИ, М. 1931.
2. Агарков, Автогезеая сварка и резка металлов.
3. Файнглуз, Техчическое нормирование, Техника управлепчз, М., Киев 1931.
4. Катков, Техническое нормирование в куз ечном деле, 1928.
5. П р е й с с, Расчетные таблицы для определения нор?л времени при свободной
ковке, Техника управление М. — Л., 1931.
6. Шнмпке, Автогенная сзарка и резса.
7. Б. А. Пирожков и А. И. О с м н н к и н, Техническое нормирование ста-
ночных работ, ГНТИ, 1930.
8. Материалы Центральной авиоремочтной базы ГУГВФ.
9. Образцов, Основы техн.ческого нормирования, ОНТИ НКТ.1 СССР,
М. — Л., 1932.
10. Виноградский, Как устанавливаются нормы времени, Соцэкгиз,
М, —Л., 1933.
Глава XII
ТРУД И ЕГО ОПЛАТА
Организация труда в ремонтных предприятиях определяется производ-
ственными задач "ми, заключающимися в основном в ремонте самолето-
моторного парка, поступление которого в ремонт определяется тремя
факторами: 1) сроками эксплоатации материальной части, 2) режимом
ее работы, 3) авариями.
Если первые два фактора позволяют (хотя не с безусловной точ-
ностью в силу малой изученности влияния этих факторов па материаль-
ную часть) планировать сроки поступления в ремонт. самолетов и мо-
торов, то последний является как бы дезорганизующим началом, нару-
шающим расчеты плановой загрузки ремонтного предприятия.
Аварийность, не позволяя определять загрузку предприятия со сто-
роны количественной, нарушает плановость ремонта и в силу того, что
авария сопровождается иным характером и объемом работы.
Плановость нарушается еще и тем обстоятельством, что до сих пор
не произведено закрепления определенных типов самолетов и моторов
за той или иной мастерской. Дислокация самолето-моторного парка
пока еще очень переменная величина, что крайне затрудняет специали-
зацию предприятия не только с точки зрения приспособленности ею
оборудования, но и в значительной мере со стороны организации техно-
логического процесса и организации труда.
Совокупность всех этих условий предъявляет к ремонтной единице
ряд требований, главнейшими из которых будут следующие: 1) умение
в короткий срок увеличивать свою пропускную способность до макси-
мума; 2) умение па-ходу организовать технологический процесс ремонта
нового типа самолета или мотора с тем или иным объемом и хаоакте-
98
ром ремонта; 3) уметь выпускать объекты из ремонта в срок, предпи-
санный заказчиком и часто весьма короткий; 4) уметь в любой момент
приостанавливать работу менее срочную, в каком бы положении она ни
находилась, и осуществлять более срочный заказ; 5) выпускать продук-
цию по максимально низкой себестоимости.
Все эти условия требуют гибкой и способной перестраиваться на-ходу
организации труда, обеспечивающей выполнение всех требований, выте-
кающих из производственной обстановки.
Кроме работы по ремонту самолето-моторного парка мастерские за-
гружаются производством запасных частей, изготовлением инструмента
и различных приспособлений. Эти работы также могут нарушать основ-
ной план работы мастерских.
Резюмируя производственные условия работы по авиоремонту, можно
сказать, что мастерские исполняют самый разнообразный ремонт различ-
ных типов самолетов или моторов; это не позволяет специализировать
производство, почти вся работа которого носит единичный несерийный
характер, загрузка же определяется не на основе пропускной производ-
ственной возможности, а в силу той или иной необходимости.
Основной формой оплаты труда в ремонтных мастерских является
система прямой неограниченной сдельщины. При сдельной системе рабо-
чий оплачивается по результатам работы, причем его заработок пропор-
ционален количеству произведенной им продукции.
Наряду со сдельной системой широким распространением пользуются:
повременная оплата, средне-сдельная и др.
Как повременная, так и средне-сдельная система оплаты обычно со-
провождаются низкой производительностью труда. Однако применение
их в ремонтных предприятиях практикуется в широких размерах в силу
наличия большого количества работ, не поддающихся нормированию,
а стало быть и сдельной системе оплаты. Повременная работа (поденная)
оплачивается тарифной сеткой, которая является гарантированной зара-
ботной платой за удовлетворительно выполненную работу.
Сдельщику же, который поставлен в определенные рамки времени для
выполнения определенного объема работы, устанавливается так называе-
мая сдельная сетка, полученная путем увеличения тарифной сетки на
определенный процент, называемый расчетным процентом приработка.
Зарплата по сдельной сетке гарантируется в том случае, если рабочий
«укладывается в норму».
Основным недостатком в системе оплаты труда большинства ремонт-
ных мастерских являлось до 1932 г. отсутствие сдельной сетки, несмотря
на наличие сдельных работ. Отсутствие сдельной сетки приводило
к практике построения норм, включающих расчетный процент приработка
в установленную норму времени. Поясним это примером: на изготовле-
ние детали необходимо 4 часа; «норма» устанавливается однако в 7 час.,
чтобы рабочий имел «приработок»; таким образом, чтобы создать для
ра очего материальный стимул для «сдельной» работы, нормировщик
вынужден был увеличивать норму сознательно, что приводило к более
высокой стоимости фактически проработанного часа сдельщика.
акиг «нормы», естественно, не могут служить показателем произво-
дительности ТРУца’ так как их перевыполнение допускается сознательно;
не могут также служить отправными данными для исчисления рабо-
99
Чей силы вследствие своей преувеличенности; они не могут, наконец,
служить показателем работы нормировщика, обязанного давать обосно-
ванные и ориентирующиеся на ударника нормы. Однако самый главный
недостаток таких «норм» состоит в том, что они не стимулиэуют тре-
буемой производительности труда.
Недостатки системы оплаты труда усугубляются еще и тем обстоя-
тельством, что до последнего времени отметки фактически отработан-
ного времени производятся на наряде рабочим бесконтрольно, Следствием
такого положения дела является невозможность корректирования давае-
мых норм посредством статистики фактически проработанного времени,
так как рабочий нивеллирует отметку времени, перенося его с одной его
карточки, где он не доработал, туда, где заработок чересчур велик.
Это в свою очередь ведет к тому, что с ТНБ снимается ответствен-
ность за правильное расходование фондов заработной платы, так так
высоту своего заработка в отдельных случаях (довольно частых) рабо-
чий регулирует сам.
Из обрисованного положения очевидно, что изжитие недостатков в су-
ществующей практике оплаты труда является очередной задачей, тем
более, что существовавшие тарифные сетки ремонтных предприятий были
построены в своих разрядных коэфициентах по принципу «потухающей
кривой» с целью подтягивания заработка низких разрядов к заработку
квалифицированных рабочих. Неправильность основного принципа в по-
строении сетки и несоответствие ее последним указаниям т. Сталина
вряд ли нужд ются в доказательствах.
Изложенный ниже вариант тарифной сетки, принятой не только иа
авиоремонтных предприятиях, но также и на авторемонтных, исходит из
следующих положений:
1. Существующий уровень заработной платы для I разряда остается
без повышения.
2. Вместо восьми устанавливается семь разрядов. Целесообразность
такого количества разрядов вытекает из практики авиоремонтных мастер-
ских, насчитывающих рабочих VIII разряда единицами, причем и это
небольшое количество рабочих не обеспечивается работой, тарифицируе-
мой по квалификации VIII разряда.
3. Коэфициент разрыва между I и VII разрядами установлен в соответ-
ствии с постановлением Президиума ВСНХ СССР и ВЦСПС «О пере-
стройке системы заработной платы в металлургии и угольной промыш-
ленности» (см. раздел II о тарифной сетке, § 3, по Объединению «Сталь»
от 22/IX 1931 г.); этот коэфициент равен 3,3.
На основании этих отправных данных была построена сетка разряд-
ных коэфициентов по формуле возрастающей геометрической прогрес-
сии (а’”’1) (см. табл. 14).
Основной формой организации труда рабочей силы являются бригады,
за исключением станочных работ, где рабочие работают индивидуально.
Состояние организации труда характеризуется следующими основными
факторами: 1) во многих мастерских отсутствуют схема управления и раз-
работанные на основе схемы штаты; 2) неудовлетворительно разработаны
технологические процессы ремонта самолетов и моторов; 3) функции
отделов недостаточно ясны; 4) неудовлетворительно поставлена работа
с дефектированием самолето-моторного парка; как правило, инструкции
100
Таблица 14
гпавнительная таблица коэфициентов старой н повой тарифной сетки, действующей в настоящее время в авноремонтных предприятиях ГВФ
Разряды Коэфициенты Процент разрыва между разрядами Примечание
старой сетки НОВОЙ сетки старой сетки новой сетки старой сетки НОВОЙ сетки
1 1 1.0 1,0 _ Расчетным прпра-
2 2 1,2 1,2 20 20 ботком для сдельной
3 3 1,45 1,15 21 21 сетки взято 35%
4 4 1.1 1,75 17,2 21
5 5 1,95 2,15 15 23
6 6 2,2 2,65 13 23
7 7 2Л 3,3 13 24,5
8 — 2,8 — 12 —
для дефектчиков отсутствуют, ведомости составляются неполно, по слу-
чайным формам, что затрудняет нормировку как рабочей силы, так
и материалов; 5) вопросы рационализации и рабочего изобретательства
не поставлены в основу работы по выполнению промфинплана пред-
приятия.
Вследствие общей неудовлетворительности организации труда, недо-
статка инструмента, неналаженности в подготовке работ коэфициент
полезного действия рабочего не превышает 60—70°/о.
Основные потери рабочего времени следующие:
1. Необеспеченность исправным инструментом и зачастую его отсут-
ствие.
2. Неподготовленность работ вследствие отсутствия нужного образца,
чертежа, материала.
3. Обезличенность станков, а отсюда плохой уход за ними; грязное
содержание станков и, как следствие его, частые поломки, быстрый из-
нос и низкое качество работы.
4. Перерывы между концом одной работы и началом другой являются
также существенным недостатком в сумме всех потерь, так как плани-
ровка дневной загрузки рабочего почти нигде не организована и всякое
окончание одной работы неизбежно связано с «поисками», зачастую
довольно продолжительными, другой.
5. Несоответствие материала, выписывание его в большем, чем нужно,
количестве, слабая постановка дела контроля и учета брака приводят
также к непроизводительным затратам рабочей силы и материала.
Наряду с этим положением процент обслуживающего персонала недо-
пустимо велик. Несмотря на насыщенность не только сотрудниками
учета и прочих категорий, но и инженерно-техническими работниками,
постановка работы на основании приведенной выше характеристики оста-
вляет желать много лучшего.
Одной из основных задач нормирования трудовых затрат на единицу
изделия является поднятие производительности труда. Наличие учета
производительности труда играет существенную роль в правильном
101
регулировании заработной плата и себестоимости продукции черев со-
поставление уровня производительности с высотой заработной платы.
Наиболее совершенным методом учета производительности труда является
учет по нормированному грэмеии. Необходимым условием для введения
э ого метола является высокий уровень нормировочной работы как в ко-
личественном отношении (нормами должны быть охвачены хотя бы
80--9-% ВСех рабочих), так и в качественном отношении (нормы на
разные работы должны отличаться одинаковой степенью жесткости).
Достоинства этого метода в основном сводятся к следующим: 1) пол-
ный учет всего производства, приуроченного точно к определенному
периоду времени; 2) возможность перехода от операции через цех к пред-
приятию; 3) возможность сопоставления производительности труда и за-
работной платы для отдельных рабочих и их групп; 4) возможность
контроля нормировочной работы; 5) возможность контроля правильного
использования рабочей силы (в смысле соответствия разрядов работ
и рабочих).
Под производительностью труда обычно понимается количество изде-
лий, изготовляемое рабочим в единицу времени. Это определение со-
храняет свое практическое значение для предприятия в том случае, когда
номенклатура изделий, выполняемая рабочим, ограничивается одним из-
готовляемым все время изделием. Как только количество выпускаемых
изделий 1 ревышает единицу, способ выражения производительности труда
в натуральных показателях теряет свое значение, давая неверные резуль-
таты, не отражающие действительного положения.
Таким образом в условиях работы предприятия, занимающегося выпу-
ском различных изделий с неодинаковыми трудовыми затратами на еди-
ницу продукции, необходим иной метод учета, который, до нашему
мнению, должен являться методом замены натуральной единицы его тру-
довым содержанием, т. е. трудоемкостью. Применение этого способа,
теоретически и практически обоснованного А. Г. Спахом, характеризуется
тем обстоятельством, что каждому изделию соответствует определенная,
заранее могущая быть вычисленной трудоемкость. В этой связи рассмот-
рим несколько подробнее понятия о производительности и интенсивно-
сти труда.
Если интенсивность труда можно формулировать как количество энер-
гии, затрачиваемой во время работы в единицу времени, то производи-
тельность труда «определяется многосложными обстоятельствами, как то:
средней степенью искусства рабочего, уровнем развития науки и ее тех-
нических применений, общественной организацией производственного
процесса, размерами и дееспособностью средств производства и, наконец,
природными условиями»
Если понятия производительность труда и интенсивность трактовать
в практическом значении трудовых вопросов производственного пред-
приятия, то под интенсивностью следует понимать количество нормиро-
ванных человеко-часов (приведенных к I разряду), отработанных рабочим
за час работы (фактически проработанный час также приводится к I раз-
ряду). Чтобы сформулировать понятие производительности труда, необ-
ходимо уточнить понятия проработанного и затраченного часа, так как
1 Маркс, Капитал, т. Г, стр. 6, ГИЗ, 1925.
102
оли не всегда совпадают: как правило, гремя затраченное всегда больше
воемеяи проработанного, так как па его величину влияет ряд причин:
качество оборудования, материала, инструмента, чертежей, простои, брак
и т. п. Поэтому в случае даже наличия стабильной интенсивности рабо-
ч й тратит времени больше, чем это необходимо, вследствие указанных
причин. Таким образом под производительностью труда следует пони-
мать количество нормированных человеко-часов (приведенных к I раз-
ряду), приходящихся на один затраченный человеко-час.
Показатель производительности труда, таким образом, получается путем
деления производительности предприятия, выраженной в нормированных
человеко-часах, i а единицу рабочего времени (человеко-гол, человеко-
месяц, человеко-день или человеко-час) или иначе его можно выразить
отношением количества нормированного времени (пр [веденного к I раз-
ряду) к количеству затраченного времени (также приведенного к I раз-
ряду).
Техника постановки учета необходимых величин для выгода показа-
теля по производительности и расчет самого показателя будут следующие.
Рабочие карючки, направляемые для окончательного расчета, должны
быть предварительно зарегистрированы по следующей форме:
I
Мастерская.............................
Цех...................месяц.............193 . . г.
Т к как нор .трованное время неравноценно на работах разной слож-
ности, то его необходимо привести ко времени простейшего труда
(к I разряду). При подсчете по цеху производительности труда сумми-
руется время, нормированное по отдельным операциям, и приводится
к I разряду, затем суммируется время, фактически затраченное цехом,
приведенное также к I разряду.
Приведение к первому разряду производится следующим образом: нор-
мированное время умножается на коэфициент разряда работы, а факти-
ческое время — на коэфициент разряда рабочего, выполнившего работу.
Подсчет ьоказателя производительности труда делается по следующей
формуле: в числителе — сумма часов, потраченных на изготовление продук-
ции, выраженная в единицах нормированного времени за какой-нибудь
отрезок времени, умноженная на коэфициент разряда работы по каждой
операции, в знаменателе — сумма затраченных часов по данной продук-
ции, включая время простоев и время, потраченное на изготовление
103
бракованно!! продукции, умноженная па коэфициент разряда рабочих;
таким образом:
НВ1УК1+НВ.2уК.+.. .+нвпукп
ФЯ1ХК1+Ф53ХКа+ • +ФВпукп’
где:
НВ^, НВ ,...,НВп — нормированное время отдельных работ,
Kt, Klt- .,Кп — коэфщиент разрядов работы,
ФВХ, ФВг,.. .,ФВп — фактически затраченное время на работу,
Кх, Кг,...,Кп — коэфициент разрядов рабочих.
Поясним изложенное выше практическим примером из пракгики ремонт-
ного предприятия.
Цех —слесарный; месяц —май.
Наименование
Время нормированное
Время, фактически про-
работанное (включая
простои и брак)
операции
Разряды
I II III IV V VI VII
Разряды
II
III IV
v vi'vii
Изготовление
плиток, 70 ком-
плектов . . .
Изготовление
узлов, 25 шт. .
Изготовление
костылей сам
лета ЮГ-1,
10 шт.........
12,5
90 12) — 90
150
37,5
300
22
45 45
i
- 120 40
I
12--------
60 60 —
Итого . — I —1115[120|12,5| 90Д50| 487,51 — | 45| б7| — | 72|18Э| 40
160
31
210
404
I
о
о
S
Приводим к I разряду
нормированное время:
115 Х1.45= 166,75
120 ><1,75 = 210
12,5X2,15= 26,9
90 Х 2,65 = 238,5
150 ХЗ.З = 495
Итого . . . 1137,15 час.
Приводим к I разряду
фактически отработан-
ное время:
45XL2 = 54
67 XI >45= 97,15
72X2,15=154,8
180X2,65 = 477
40X3,3 =132
Итого , . . 914,95 час.
Производится1 ноет и труда равна:
1137,15
914,95
•100=124,2.
Полученная величина, будучи сравнена с показателем предыдущего
периода, покажет динамику роста или падения производительности труда.
Материал, приведенный в табл. 15, может быть использован, как уже
говорилось выше, для контроля нормировочной работы и правильного
использования рабочей силы (в смысле соответствия разрядов работ и
рабочих). J
Контроль нормировочной работы осуществляется определением про-
цента переработки норм через сопоставление нормы времени и факти-
104 -
чески проработанного времени, пли, иначе говоря, процент переработки
норм выражается дробью, у которой числитель — норма времени, а зна-
менатель — проработанное количество часов для выполнения объема ра-
боты, определенного этой нормой времени.
Определение показателя, свидетельствующего о правильном использо-
вании рабочей сил а, рекомендуется делать путем сравнения средних
разрядов работы и разрядов рабочих на основе коэфициента квалификации
(установленных тарифной сеткой).
Разберем это на практическом примере:
Проработано часов
на работах:
III разряда . . . 100 час.
IV » ... 150 »
V » ... 100 »
VI » ... 50 »
Итого . . . 400 час.
При приведении
к I разряду:
X 1,45 =145 час.
X 1,75 = 262,5 »
X 2,15 = 215 »
X 2,65 = 132,5 »
Итого . . . 755 час.
755
Средний коэфициент квалификации работы равен ^=1,89, откуда
средний разряд работы равен 4,32.
Аналогичным методом подсчитывается средний разряд рабочих; исход-
ным моментом в данном случае служит число часов, проработанных ра-
бочими.
При правильном использовании рабочей силы средний разряд работы
должен быть несколько выше (порядка 10—20®/0) среднего разряда ра-
бочих.
Значение текучести рабочей силы для нормального хода производства
общеизвестно. Рост текучести находит свое отражение в падении произ-
водительности труда, росте брака, простое, что приводит к ухудшению
качества продукции, выпускаемой тем или й.?ым предприятием, а след-
ствием ухудшения вышеназванных показателей является невыполнение
промфинплана.
Общеупотребительный способ определения текучести рабочей силы,
удовлетворительный по выводам, заключается в следующем: берется мень-
шая из двух абсолютных цифр — принятых и уволенных рабочих — и де-
лится на среднее списочное количество рабочих за определенный отрезок
времени.
Способ, предложенный ВСНХ в 1928 г., дает более точные данные.
Согласно этому способу, под текучестью понимается излишний оборот
рабочей силы, причем все случаи увольнения с последующим замеще-
нием относятся к излишнему обороту.
Если обозначим средне-списочное:
А — число
В — »
С- »
D- »
£ — »
ТО общий
рабочих за данный период,
» уволенных с последующей заменой,
» вновь принятых на новые места,
» уволенных за окончанием работы,
» нанятых взамен уволенных,
оборот рабочей силы будет (в процентах)!
(£+С)+.(?,*£) х100
А
106
Текучесть — число излишних затенений —выразится в процентах:
4*100.
Необходимый оборот рабочей силы:
(c_±Z2Xioo.
Произведенный подсчет текучести по одному из ремонтных предприятий
за один квартал выявил следующее положение, приводимое в качестве
иллюстрации. Для подсчета была произведена классификация уволенных
за квартал согласно табл. 15.
Учет принимаемой рабочей силы должен быть построен таким образом,
чтобы можно было определить число принятых на новые места и при-
нятых взамен уволенных.
Предприятие имело средне-списочное количество рабочих Л = 392.
Принято взамен уволенных £ = 46.
Уволено с последующей заменой /3 = 46.
Уволено за окончанием работ D — 7-\- И + 12 = 30.
Принято на новые места С=1.
Общий оборот рабочей силы:
<«+1) + <* + 3°).10(> g.ioo = 31,4.
оУа ОУ/
Текучесть — число излишних замещений:
46
g-100=H,7.
Необходимый оборот рабочей силы:
^~2--100=~-100 = 7,9.
106
Разобранный выше способ определения текучести нельзя рекомендовать
как единственно приемлемый, в силу его еще недостаточной проверен-
ное™ в практике производства, требующего к тому же более деталь-
ного учета причин движения рабочей силы.
Существенным разделом работ тарифно-экономического сектора является
расчет плана по труду. Б качестве исходной базы для исчисления яв-
ляются производственное задание и технические нормы на объекты, пре-
дусматриваемые производственными заданиями. Техника расчета сводится
в основном к следующей работе, которую мы опишем ниже на практи-
ческом примере.
Авиоремонгной мастерской дано производственное задание отремонти-
ровать в квартал:
самолетоз АНТ-9.........5 шт.; класс ремонта......11
» К-5 .......8» » » .......II
» П-5............4 » » » ...........II
Согласно предварительных норм ТНБ определяем среднюю трудоем-
кость ремонта одного самолета на основе статистической обработки де-
фектных ведомостей.
При определении трудоемкости ремонта самолета необходимо прини-
мать в расчет процент переработки порм, соответственно ужесточая на
эту величину тру ©емкость.
Ремонт самолетов занимает:
АНТ-9, JI класса.................................. 10 600 час.
К-5 II » .................................. 4 200 »
П-5 II » .................................. 5000 »
Таблица 16
Процентное ссэтношение цехов в ремонте самолета
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Бригада разборщиков самолета...................
» комплектовщиков...........................
Сборочный .....................................
Сдаточная бригада .............................
Клепальный ....................................
Механический . ................................
Жестяницкий....................................
Медницкий......................................
Слесарный......................................
Бригада кранов бензо-масло-водомагистрали . . . .
Сварочный......................................
Столярный......................................
Малярный.......................................
Обойный .......................................
Цех авиоприборов ..............................
Электро-магнетный .............................
Электромонтажный ............................ .
Бригада смывщиков..............................
3.5 5,0 6,0
3,7 5,0 6,0
20,0 21,0 23,0
2,5 4,0 3,8
24,0 12,0 0,2
7,5 7,5 14,0
5,0 12,0 9,0
3,5 4,0 3,3
4,0 2,4 5,0
0,6 0,7 0,7
1,5 1,3 1,7
4,0 3,5 7,0
6,0 6,0 6,0
3,0 9,3 8,0
0,7 1,1 1.1
0,5 0,4 0,1
2,0 0,8 0,8
8,0 4,0 4,0
Итого . . .
100 ЮО 100
107
Следующей расчетной величиной, необходимой для определения коли*
чества рабочей силы, является наличие данных, позволяющих судить
об удельном весе цехов, участвующих в ремонте самолетов.
Приводим таблицу, дающую удельный вес цехов в общей сумме часов,
потребных для производства ремонта II класса на один самолет:
АНТ-9 К-5 П-5
Бригада разбор- щиков . Бригада компле- ктовщи- ков . . Сбороч- ный цех Сдаточная бригада и т. д.. 53000 X 3,5= 1855 ч. 53000 X 3,7= 1961 » 53000X20 =10600 » 53009X2,5= 1325 » 33 600 X 5,0= 1689 ч. 33 600 X 5,0= 1680 » 33 604X21,0 = 7056 » 33 600 X 4,0= 1344 » 20 000 X 6,0=1200ч. 20 000 X 6,0=1200» 20 000 X 23,0 = 4600» 20 000 Х 3,8 = 760»
Суммируем:
Бригада разборщиков.............
» комплестовщикэз............
1855 + 1680 + 1200 = 4735 час.
1961 4-1680-1- 1209= 4841 »
Сборочный цех....................
Сдаточная брнгада ...............
и т. д.
106J0 4- 7056 + 4600 = 22 256 ч.
1325 + 1344 + 760 = 3429 »
На основе приведенных данных- определяем количество необходимых
трудо-часов для выполнения производственного задания:
На ремонт 5 самолетов АНТ-9:
10600 (норма на 1 самолет)Х5 = 53000 трудо-часов.
На ремонт 8 самолетов К-5:
4 200 X 8 = 33 600 трудо-часов.
На ремонт 4 самолетов П-5:
5000X4 = 20000 трудо-часов.
Следующей задачей является определение количества трудо-часов, па-
дающих на каждый цех, согласно табл. 16 (см. стр. 107).
Для подсчета количества рабочих по цеху на основе величины часов,
падающих на цех, необходимо иметь еще «месячный стандарт трудоем-
кости рабочего». С целью его получения устанавливаются лимиты потерь
рабочего времени и роста производительности труда на планируемый пе-
риод.
108
Величина потерь определяется или йи основе фактических данных,
которые после анализа и наметки ряда мероприятий, долженствующих
сократить непроизводительные потери, соответственно ужесточаются, или
на основе данных плановых лимитов.
Ниже мы приводим табл. 17, характеризующую величину потерь
рабочего времени одного авпоремонтного предприятия за I квартал 1933 г.
Таблица 17
Потери рабочего времени в процентах
Me яцы Статьи потерь Январь Февраль Март Лимиты, уста- новленные для расчета плана по труду
Отпуска 4,0 4 06 3,74 4,9
Болезни 3,7 3,4 3,42 3,5
Исполнение общественных и госу- дарственных обязанностей . . . 0,05 0,53 0,97 0,6
Дисциплинарные взыскания . . . —— 0,3 0,47 03
Прогулы уважительные о,и 0,07 0,03 0,05
» неуважительные и опо- здания 0,02 0,04 0,06 0,02
Простои 1,68 1,6 0,49 1,0
Брак 0,5 0,66 0,66 0,5
Итого . . . 10,09 10,66 9,81 9,97 (=10%)
Рост производительности труда проектируем по каждому источнику
отдельно, намечая попутно и пути реализации запроектированных де-
личин:
%
За счет переем ! ра норм времени......................... 5,5
» » сокращения простоев.................. 0,5
» » увеличения охвата сдельщиной..........3,5
*• » уменьшения брака.......................'...........0,2
» » рационализаторских мероприятий........ 0 8
Итого . . . 10,5%
Расчет «стандарта месячной трудоемкости рабочего» производится сле-
дующим образом (при 6-дневной прерывной неделе):
Число рабочих дней в месяце......................25 дней
Продолжительность рабочего дня................... 7 час.
Общее количество человеко-часов за месяц.........25X7=175
Полученное количество человеко-часов уменьшаем на величину цело-
дневных потерь (8,5%); имеем:
175X8,5%= 14,9; 175 — 14,9 = 161,1 час.
Полученную отдачу рабочего уменьшаем на потери внутри рабочего
Дня (нецелодневные—брак и простои):
161,1X1,5% =2,4 час., 161,1-2,4=158,7 час.
109
Число часов месячной отдачи (с вычетом потерь) увеличиваем на за-
проектированный процент роста производительности труда:
158,7X10.5% = 16,7; 158,7+16,7=175,4 час.
Квартальный «стандарт трудоемкости рабочего» получаем, умножив
месячный на 3, т. е.:
175,4X3=526,2 или^#526 человеко-часов.
Разделив количество часов, необходимых цеху для выполнения произ-
водственной программы, на квартальный «стандарт трудоемкости рабо-
чего», получаем месячное средне-списочное количество рабочих по плану:
Бр гада разборщиков.......................... 4735:526 = 9
» комплектовщиков...................... 4 841:526 = 9,2
Сборочный цех................................ 22 256 : 526 = 42,3
Сдаточная бригада.............•.............. 3 429:526 = 6,5
н т. д.
Произведя аналогичный подсчет по остальным цехам, подсчитываем
итог; округлив его до целых чисел, на основе этого итога округляем
количество человек уже до целых величин по цехам, с тем чтобы общее
количество, полученное в итоге, не изменилось.
Произведя расчет количества потребных рабочих по цехам, необходимо
дать также квалификационную разбивку рабочей силы. Для этого нужно
определить на основе дефектных ведомостей процентное соотношение
нормированных человеко-часов по разрядам, и на основе этих соотно-
шений произвести разбивку планового количества рабочих.
Сопоставляя потребное количество рабочей силы, определенное по
методу, предложенному нами, и сравнив его с наличным составом рабо-
чих, мы можем дать заключение о выполнимости заданного объема
работ не только в части количественной, но и качественной (соответ-
ствие разрядности), а также определить величину дефицита или излишка
рабочей силы по разрядам. Необходимо отметить, что средний разряд
работы, требующийся для ремонта указанного выше самолетного парка,
согласно данным ЦАРБ определен четвертый (коэфициент—1,75).
Имея количество потребной рабочей силы для выполнения определен-
ного объема работ, нетрудно вычислить и фонд заработной платы,
произведя предварительно расчет средне-месячной зарплаты. Правильное
исчисление ее, будучи увязано с хозяйственными задачами, стоящими
перед предприятием — повышение производительности труда, выполнение
лимитов по фондам заработной платы, борьба с текучестью, уравни-
ловкой— даст мощный рычаг выполнения производственной программы.
Для того чтобы средне-месячная зарплата являлась таким рычагом, не-
обходимо установление ее производить на достаточно точных расчетах.
Изложенная ниже схема расчета исходит из наличия следующих данных:
1. Тарифная сетка сдельных н повременных работ ***
2. Средней разряд работы
НО
3. О гд та человеко-часов за месяц (оплачиваемых)
4. Охват сдельщиной (го о работапному гремели)
5. Проектируемый средней приработок сдельщиков
6. Средний тарифный коэфициент повременных р бочлх
7. Величина доплат, входящих в часовой, диеоной и месячный
фонды заработной платы
8. Величина премия ьтого фо :да
9. Приработок повременных рабочих (в осговпол состоит из
доплат согласно премидльым системам, установленным для
улучшения качества и уваличевия объема работ)
Наличие этих данных позволяет с достаточной полнотой установить
средне-месячную зарплату для исчисления необходимых фондов.
Расчет тарифной ставки — задача не менее интересная и важная,— нами
не приводится. Коэфициенты разрядоз принимаем согласно табл. 14.
Ставки первого разряда как сдельщиков, так и повременщиков берем
существующие. Потери рабочего времени — на основании табл. 17.
Расчет средне-месячной зарплаты
Для производства расчета используем данные ЦАРЬ:
Ставка первого разряда сдельщика....................49 коп.
» » » повремепщикт.......................36,1 »
Средний коэфициент квалификации работ (согласно норм
времени на объем работ, включенных в производствен-
ную программу)...................................... 1,82
Средний коэфициент квалификации повременщиков (проек-
тируемая величина).................................. 1,65
Запроектируемый процент приработка сделыцикоз .... 25%
За проектируемый процент приработка повременщиков . . 15%
Процент охва-а сдельщиной но отработанному времени,
установленный согласно плановому задан по...........90%
Прежде чем переходить к расчету, необходимо установить величину
часов в месяц, оплачиваемых полностью за счет фонда заработной
платы:
Количество часов, предполаг емых к от, а'отке за месяц
(25 рабоч *х дней X 7 час.)...........................175 час.
Be ичина неоплаченного времени или оплачиваемого не-
полностью, согласно табл. 17: °, о.
Болезни (оплачиваются за счет начислений на зарплату) . 3,5
Прогулы уважите 1ьные п неуважительные (не оплачи-
ваются ......................................... 0,07
Дчсцнпл.1 парные взыскания (ярет; не оплачиваются) . . 0,3
Пчотои и брак (оплачиваются не полностью!...........1,5
Исполнение общественных и гос/дарственных обязанно-
стей (оплачивается неполностью)................... 0,6
Итого .... 5,97%=6%
Таким образом количество часов, оплачиваемых полно:тг>ю, будет:
17оХб70 = Ю,5; 175 -10,5 = 164,5^165 час.
111
1
Расчет средней месячной зарплаты сдельщика
I. Часовой фонд
1. Оплатт проработанных часов:
49 X 1.82X165 ....................... 147 руб. 18 коп.
2. Приработок 20%.......................... 29 » 44 »
3. Оплата сверхурочных часов из расчета 5 час.
в месяц на одного человека (без доплаты за ра-
боту сверх нормальной г.родо нкительности ра-
бочего дня):
И7^8 + 29,44)Х5............. 5 » 35 >
165
4. Доплата за обучение производственного учени-
чества (определяется согласно штата учеников
по промфинплану и условий оплаты за обуче-
ние, определенных коллоговором); в нашем слу-
чае — 0,3% от фонда зарплаты, выплаченного
сдельщикам:
(147,18 + 29,44) X 0,3............. — » 51 »
5. Премиальный фонд (выплачиваемый за пере-
работку норм, за уменьшение брака, простоев
и т. д.) проектируем в 10%:
(147,18 + 29,44 + 5,354-0,51)ХЮ ... 18 » 25 »
6. Отлата брака, лимит которого установлен в
0.5% (табл. 17); стоимость оплаты берется 0,5
от стоимости часа повременщика:
(175 X 0,5) X (36.4 X 1 75 X 0.5) . . — » 46 »
Итого часовой фо.Щ . 201 руб. 19 коп.
II. Доплата до дневного фонда
7. Доплата за сверхурочные часы (0,75 от часовой
ставки повременщика):
36,1X1.75X0,75X5 ................ 2 » 40 »
8. Прочие доплаты (оплаты п'рерывов, кормящих
матерей и т. п.) (0,2 от часового фонда)... — » 40 »
Итого доплат .... 2 ррб. 80 коп.
III. Доплаты до месячного фонда
9. Оплата исполнения государственных и обще-
ственных обязанностей (конференции, уход на
военную подготовку и др.\ лимит по которым
по табл. 17 установлен 0,6% или:
(175 X 0,6%) = 1 час.
Стоимость часа принимаем ка:< 0,8 стоимости
часа сдельщика:
1,08X0,8X1....................... — » 86 »
10. Пртчие доплаты (оплата командировок, дтя
проведения кампаний и др.) принимаем в 1%
от часового фонда зарплаты.................... 2 » 01
Итого доплат .... 2 руб. 87 коп.
112
iV. Доплаты, входящие в кневдой
и месячный фонд зарплаты
11. Оплата часов текущего простоя, входящих в
дневной фонд зарплаты, и оплату простоев
в течение целого дня, входящих в месячный
фонд зарплаты, согласно лимита по табл. 17
определена в 1%; оплата производится из рас-
чета 0,5 стоимости часа повременщика:
(175 X 1) X (36,4 X 1 »75 X 0.5)..... —руб. 58 коп.
Всего средне-месячная
зарплата сдельщика . . . 207 руб. 44 коп. = 207
Подсчитанная аналогичным методом величина средне-месячной зарплаты
повременщика определилась в 177 руб.
Таким образом, имея согласно приведенному выше расчету общее ко-
личество потребных рабочих и средне-месячные зарплаты как сдельщика,
так и повременщика, нетрудно подсчитать и фонд заработной платы.
Прогрессивно-премиальную сист чму, по нашему мнению, необходимо
рассматривать как средство для ликвидации узких мест производства
в том случае, если основная форма оплаты труда в нашей промышлен-
ности — прямая сдельщина — не стимулирует необходимой для ликвида-
ции производственных прорывов производительности труда. Основным
условием для введения прогрессивной сдельщины является наличие прямой
сдельщины; где прямой сдельщины нет, там вводить прогрессивную си-
стему оплаты нельзя.
При определении предела, от которого следует производить исчисление
премии, необходимо принимать во внимание средний уровень переработки
норм данной мастерской; только выше его следует начислять процент
повышения расценок.
Возможность выплаты рабочим повышенных расценок без повышенна
при этом себестоимости получается в результате экономии за счет со-
кращения независимых от количества выпускаемой продукции "акладных
расходов на единицу продукции, получающейся благодаря более быстрому
исполнению работ по ремонту.
Основанием для определения премии рекомендуется брать процент
уплотнения в норме. Порядок вычисления этого процента дается на при-
мере, приводимом ниже. Допустим, что бригаде сборщиков на сборку
шасси самолета (костыльной группы) дано по норме 34 час. (цифра
произвольная). Фактически проработано 28 час. (цифра произвольная).
Процент уплотнения будет равен:
1^.100=17,7^187..
Исключив из полученного процента уплотнения средний уровень ''в про-
центах) переработки норм, существующий по цеху и равный, скажем, 127.,
мы получим процент уплотнения в окончательном виде: 18—12=67.,
от которого и будем определять размер премии.
пе менее важным вопросом является определение размера премии
в зависимости от процента уплотнения нормы. С этой целью необходимо
проделать ряд расчетов, с тем чтобы выяснить, что происходит с се-
естоимостью продукции при том или ином размере премии.
8 Авиоремонтное дело в ГВФ ИЗ
Схема этого расчета заключается, примерно, в следующем. Первона-
чально определяется фактическая пропускная способность мастерских,
приведенная к единице ремонта в месяц: затем выясняется существующая
себестоимость единицы отдельно по прямой заработной плате и накладным
расходам. На основе взятых произвольно размеров процента премии за
уплотнение норм задаемся определенным повышением производительности
труда, в силу чего количество условных самолетов, ремонтируемых
в течение месяца, увеличивается. В таком случае с себестоимостью про-
изойдет следующее. Расход прямой зарплаты на единицу ремонта уве-
личится за счет выплаты премии; абсолютная сумма независимых накладных
расходов на единицу уменьшится в силу того, что количество единиц
выпускаемой продукции увеличится; значит, общее уменьшение себе-
стоимости единицы продукции за счет сокращения независимых накладных
расходов, вследствие увеличения производительности труда, обусловленной
прогрессивной сдельщиной, произойдет только в том случае, если ве-
личина сумм премии не будет превышать сумм экономии, получаемой
в результате уменьшения независимых накладных расходов.
В случае, если взятая величина премии не даст понижения себестои-
мости, размер премии необходимо уменьшить и проделать аналогичные
расчеты еще раз.
Введение прогрессивной сдельщины можеть быть произведено только
з том случае, если отметка фактически отработанного времени будет
поставлена удовлетворительно. Особое внимание должно быть обращено
на борьбу со всякого рода злоупотреблениями, которые обычно выра-
жаются: I) в переброске времени с одного наряда на другой и 2) в пере-
броске времени работы одного рабочего на наряд другого.
До тех пор пока дело с отметкой рабочего времени не будет поста-
влено на должную высоту (т. е. фактически отмеченное время не будет
соответствовать фактически проработанному), вводить прогрессивную
сдельщину, построенную в зависимости от процента уплотнения норм,
нельзя, так как эго будет ничем неоправданным мероприятием, приводящим
лишь к росту себестоимости продукции.
СИСТЕМЫ ПРЕМИАЛЬНЫХ ОПЛАТ
Ниже приводятся системы премиальных оплат различных категорий
работников.
Системы премиальной оплаты бригады разборщиков самолетов
Оплату труда разборочной бригады производят по сдельной системе
на основании норм времени.
За сохранность всех деталей самолета при производстве разборки без
поломки и повреждения бригаде уплачивается премия из расчета рас-
ценка на разборку в 12°/0.
При сохранности деталей самолета без поломок, но с незначительным
повреждением двух-трех деталей (неответственных) или с потерей до
10 мелких болтов (размером 3—4 лж), размер премии снижается до 6%-
При сохранности деталей, но с потерей болтов свыше 10 шт. (3 — 4 жж)
или втулок, стаканчиков и других аналогичных деталей, уплачивается
обычный расценок.
114
За поломку одной детали самолета при производстве разборки вы-
плачивается расценок, пониженный, на 6°/в-
Прн поломке более одной детали выплачивается расценбк, пониженный
на 12%.
Система премиальной оплаты труда бригады комплектовщиков
самолетов и моторов
Оплату труда комплектовщиков моторного и сборочного цехов про-
изводят на следующих основаниях.
1. Проработанное время оплачивается по повременной ставке.
2. Размер приработка принимается равным приработку цеха, который
обслуживается комплектовкой.
3. В случае прикрепления комплектовщиков к определенному самолету
или мотору приработок их определяется в зависимости от приработка
бригады, ремонтирующей этот самолет или мотор.
4. Приработок выплачивается в случае выполнения плана работ по
комплектовке, установленного Отделом оперативного планирования.
б. При невыполнении заданного объема работ размер приработка
снижается по следующему графику:
Процент невыполнения плата Пр; цент снижения приработка Примечание
10 20 Определение процента выполнения плана
20 39 производится начальником отдела оптативного
39 45 планирования.
Система премиальной оплаты бригады дефектчиков
самолетов
Оплата труда дефектчиков самолетов производится на принципе пре-
миальной системы при следующих условиях работы:
1. Норма выработки в месЛц устанавливается: в 4 дефектных ведомости
самолета типа АНТ-9 и в 5 дефектных ведомостей самолета типа К-5.
2. За выполнение нормы выплачивается фонд зарплаты, причем раз-
работка технологических процессов на заказы, не связанные непосредственно
с ремонтом самолетов, входит в круг обязанностей бригады и особой
оплате не подлежит.
3. При перевыполнении норм выработки выплачивается премия по
следующему графику:
Типы самолетоз Процент премии на оклад Примечание
АНТ-9 К-5. П-5
5-я ведом. 6 » 7 > 6-я ведом. 7 » 8 » 5 10 25 Класс ремонта — II, пр» средней за- трате часов: по АНТ-9 10 690 час. К-5 и П-5 .... до 5 000 »
8»
Пэ
4. В целях улучшения качества дефектации устанавливается преми-
рование за качество работы, определение которого производят по ве-
личине доработок (процент доработок определяется по нормированному
времени, отнесенному к выпущенным за месяц самолетам), согласно
следующему графику:
АНТ-9 К-5 и П-5 1
Процент доработок Процент премил Процент доработок Процент премии
а б а б
5 0 3 —— 0
4 6 4 2 ' 4 8
3 8 6 1 К 12
2 10 9 0 14 20
1 12 13 — — —
0 14 20 — — —>
Примечания. 1. График действует при выполнении норм выра-
ботки согласно литеры а.
2. При увеличении процента доработок выше установленных пре-
делов оклад дефектч жов уменьшается согласно л итеры б.
Система премиальной оплаты испытательной станции
моторного цеха
Для и-, питательной станции моторного цеха устачав ивается премиальна.:
система в зависимости от числа сданных моторов на одном испытательном
станке при следующих условиях:
1 . Проработанное время, независимо от числа сданных моторов, оп-
лачивается по повременной ставке того разряда, к которому отнесен
работающий.
2 . К испытательному станку прикрепляется одна бригада в 2 чел., осу-
ществляющая работу в одну смену.
3 . Размеры премии за каждый сданный мотор определяются по воз-
растающей геометрической прогрессии.
4 . Определение количества сданных моторов производят по каждому
станку отдельно.
5 . Абсолютные величины премии.
6 , При производстве испытаний моторов различной конструкции на
одном стан,е количество моторов приводится к одному типу при помо-
щи переводных коэфициентов, определяемых на основе установленных
норм; базой принимается тип с наибольшим количеством сданных моторов
(см. табл. 18).
Система премиальной оплаты цехового инженерно-техническо-
го персонала (начальники цехов, мастера оперативного плани-
рования и техники-нормировщики)
§ 1. За 1О0°/о выполнение количественных и качественных показателей,
установленных промфинпланом, выплачивается оклад, который является
гарантированным.
116
Таблица 18
Моторы водяного охлаждения Моторы воздушно- го охлаждения (Райт, Сименс, Юпитер) Моторы воздушно- го охлаждения (типа М-22) Моторы типа М-15 и М-2
Норма Пре- мия вруб. Норма Пре- мия вруб. Норма Пре- мия вруб. Норма Пре- мия вруб.
1 мотор 7 1 мотор 8 1 мотор 10 1 мотор 12
2 » 8 2 » 9 2 » 12 2 » 15
3 » 3 » 10 3 » 15 3 » 18
4 » 10 4 » 11 4 » 18 4 » 22
5 » 12 5 • 12 5 » 21 5 » 27
6 » 13 6 » 14 6 » 27 6 » 34
7 » 14 7 » 16 7 » 33 7 » 42
8 » 15 8 » 19 8 » 39 8 » 50
9 » 16 9 » 22 9 » 45 8 моторов
10 » 17 10 » 27 220 р
11 » 19 11 » 32 9 моторов
12 » 20 12 » 40
13 » 25
14 » 35 12 моторов 220 р.
14 моторов 220 р.
Примечание. При сдаче мотора свыше нормы премия стабильна; несданные
моторы не оплачиваются.
§ 2. Основными факторами премирования служат:
1. Перевыполнение производственной программы (фактор I).
2. Экономия в расходовании установленного фонда заработной платы
<фактор II).
3. Сокращение установленных лимитов (фактор III) по:
а) браку,
б) простоям,
в) величине повременных работ,
г) величине аккордных работ,
д) проценту прогулов и опозданий по неуважительным причинам.
§ 3. Для определения единого процента премирования за выполнение
факторов, лежащих в основе премиальной системы, устанавливаются
следующие удельные веса каждого фактора:
1. Перевыполнение производственной программы за месяц
(фактор 1)........................................50%
2. Экономия в расходовании установленного фонда зара-
ботной платы (фактор II)..........................30%
3. Сокращение установленных лимитов по III фактору § 2.20%
Итого .... 100%
§ 4. Для исчисления единого показателя по фактору (§2j устана-
вливается следующий удельный вес каждого лимита по:
а) браку.....................................10%
б) простоям..................................20%
в) величине повременных работ................30%
г) величине аккордных работ ..................30%
д) процент прогулов и опозданий по неуважитель-
ным причинам...................................Ю%
117
§ 5. Определение величин премии для группы ИТР цеха устанавливается
следующее:
1. Мастер цеха получает процент премии согласно перевыполнению установ-
ленных показателен по факторам премирования.
2. Начальник цеха получает средний процент премии подчиненных ему ма-
стеров.
3. Мастер-плановик получает одинаковую премию с начальником цеха или
мастером (в случае, если цех не имеет начальника).
4. Начальник отдела оперативного планирования получает средний процент
премии мастеров-плановиков.
5. Нормировщик цеха получает 0,8 премии мастера цеха (или начальника
цеха).
6. Начальник сектора ТНБ получает средний процент премии нормировщиков
7. Премия начисляется на основной оклад.
8. Для сборочного цеха вводится поправочный коэфициент 1,2.
9. Максимальный процент премии для сборочного цеха устанавливается в 30%,
для всех остальных — 25%.
§ 6. Для определения процента премии по каждому фактору преми-
рования устанавливаются следующие шкалы:
Фактор I. Шкала премирования
Процент выполнения
производственного Величина премии в %
задания
10Q 0
105 40
ПО 80
Фактор II. Шкала премирования
Процент выполнен ня фонда
зарплаты (контроль по вели-
чине заработков с ельщнков
на основе установленного при-
работка согласно расчету
средне-месячной зарплаты)
40
30
25
17
Величина
премии в %
Примечание
— 115 При наличии пониженных
— 65 заработков больше 10% они
— 40 в расчет величины зарплаты
0 не принимаются.
Фактор III. Шкала премирования
Процент сокращения Величина установленных лимитов премии в % 5 5 10 ю 15 2Э 20 30 Примечание 1. Прн превышения установлен- ных лимитов шкала приобретает обратную силу. 2. При выполнении лимитов по прогулам и аккордным работам на- числяется 30% премии; прн п. сьы- шении вычитается 30%.
§ 7. Лими гы по фактору III устанавливаются в зависимости от конкретной
обстановки предприятия и тех задач, которые ставятся вышестоящими
организациями.
Ниже мы приводим лимиты, взятые из практики ЦАРЕ;
118
Наименование цехов Повременные работы (в отра- ботанных чело- веко-часах) Брак Простои Прогулы Аккорд- ные ра- боты
В П р О L е н т а х
с
Сборочный 4,0 0,3 0,5 0 0
Жестяно-медницкий . . .‘ 1.5 0,1 0,2 0 0
Клепальный • 0,5 0,25 0,1 0 0
Мехаиическтй 2,1 0,6 1,25 0 0
Слесарный 1.0 0.5 0,4 0 0
Столярный 0,5 0,1 0,3 0 0
Обойный 0,5 0,1 0,1 0 0
Малярный 0,5 0,1 0,3 0 0
Моторный • 3,1 0,4 0,5 0 0
Пример расчета премии
Цех механический.
Фактор I. Выполнение производственной программы за март 101,8%
Фактор II. Величина приработка сдельщиков (сверх сдель-
ной ставки).................................. 19,7%
Фактор III. По Араку снижение на.......................... 3%
» прогулам » » ..................... О
» величине аккордных работ снижение на . . 0
» величине повременных работ снижение на . 10%
Простои сокращены на........................... 5%
Согласно шкале премирования фактора I за выполнение производ-
ственного задания на 4,8«5°/0, размер премии 4О°/о-
Согласно шкале премирования фактора II за превышение установленного
лимита на 2,7^3°/о, размер премии 15°/0.
Для определения размера премии, согласно шкале премирования фактора
III, необходимо получить суммарный процент по всем показателям
(удельный вес см. § 4):
брак снижен на 3%; величина премии 3X10........................+ 3)
повременные работы снижены вд 10%; величина премии10><3J.......+300
простои снижены на 5 %; величина премии 5X20...................+100
аккордные работы имели величину зт месяц 5%, величина премии—30Х-30 • —900
прогулы —0; величина премии 30X30 .............................+900
Итого . . . 430:101 = 4,3
Суммарный процент премии на осноне выполнения трех показателей
определяется по удельному весу каждого фактора, установленного в § 3:
+ 41X50 = + 2J00
— 15X30=— 450
+4,3X20=+ 86
Итого . . . 100% .... 1636:100=16,4%
Отсюда определение величины премии цеховому персоналу на основе
Положений, изложенных в § 5, ие представит затруднений.
J19
В этой главе освещены практические вопросы работы тарифно-эко-
номического сектора авиоремонтного предприятия, в которых автор
принимал непосредственное участие. Наряду с изложением практики нами
использованы и литературные источники.
ЛИТЕРАТУРА К ГЛАВЕ XII
1. Готман С. Е„ Основы планирования и учета труда в промышленности.
2. С п а х А. Г., Производственный учет рабочей силы.
3, Материалы Центральной авиаремонтной базы ГВФ.
Глава XIII
ПЛАНИРОВАНИЕ РЕМОНТА
В основу производства ремонта, как всякого производства, должна
быть положена плановость.
Следует различать внешнее и внутреннее планирование. Под внеш-
ним планированием понимается увязка ремонта с планом экспло-
атации. Внешним планом мы должны предусмотреть количество самолетов
и моторов, подлежащих ремонту в данных мастерских, учет, хотя бы при-
мерный, типов самолетов и моторов, предполагаемых к ремонту, а также
видов ремонта самолетов н моторов, и, наконец, примерные сроки по-
ступления в ремонт самолетов и моторов.
Во внешнем планировании мы должны предусмотреть планы годовые,
квартальные и месячные. Все эти планы должны быть строго увязаны
с эксплоагацией. Такой план должен, безусловно, выполняться как эксплс-
атацией, так и ремонтными органами. Особое внимание следует обращать
на то, чтобы показатели, по которым рассчитывается план, были строго
продуманы и проработаны. От реальности этих показателей зависит вы-
полнение самого плана. К числу таких показателей относятся сроки ра-
боты самолетов и моторов между отдельными видами ремонтов, продол-
жительность нахождения в ремонте самолетов и моторов, сроки их
амортизации и пропускная способность мастерских. Прикрепление самоЛето-
моторного парка к определенным ремонтным мастерским позволит реаль-
нее подходить к вопросу внешнего планирования. Без участия предста-
вителей эксплоатации не мыслится внешнее планирование ремонтных
мастерских. Съезды и совещания могут помочь возможно реальнее со-
ставить внешний план ремонта.
Внутреннее планирование затрагивает исключительно плани-
рование производственных процессов ремонта. Основная цель этого пла-
нирования— разработка плана таким образом, чтобы его легко можно
было довести до рабочего и до станка, чтобы план был совершенно
понятен рабочему, к которому он попадет на выполнение, и чтобы учет
его выполнения не представлял никаких затруднений. План этот должен
предусматривать полное использование оборудования и рабочей силы,
полное использование площадей ремонтных предприятий и экономное
расходование материалов.
Основные задачи внутреннего планирования заключаются в: 1) равно-
мерной ежедневной загрузке объектами ремонта, 2) строгой плановости
120
»
в работе мастерских и четкости работы, 3) своевременно!! и даже за-
благовременной подготовке к ремонту, 4) наидучшем использовании ра-
бочей силы, оборудования и площадей, 5) равномерной загрузке цехов,
6) сокращении сроков простоя объектов ремонта в мастерских, 7) сокра-
щении оборотного капитала в виде большого количества запасных частей,
изготовляемых на склад, j
Во внутреннем планировании различают календарное планирование,
заключающееся в месячном ступенчатом плане для каждого самолета и
и мотора, и суточный план. Эти планы являются основой работы. Нужно
заметить, что в некоторых случаях планы расходятся с действительностью.
Это происходит по целому ряду причин. Нужно всемерно стремиться
к тому, чтобы в самом начале появления признаков расхождения плана
с действительностью были приняты меры к ликвидации таких расхожде-
ний. В даньом случаг правильно поставленный контроль за выполнением
планов будет сигнализировать производству о прорыве, и производство
должно принять все меры к ликвидации его.
Успеху планирования в ремонтном деле способствуют: 1) хорошо про-
работанные типовые дефектные ведомости как на самолеты, так и па
моторы; ведомости эти должны иметься на все типы машин и виды ре-
монта; они должны давать исчерпывающие данные по рабочей силе, ука-
зызая число человеко-часов, потребных для выполнения ремонта, квали-
фикацию рабочего и полные данные о спецификации материалов, идущих
па ремонт; 2) точные данные о пропускной способности ремонтных орга-
нов, подсчитанной по графику технологического процесса ремонта; 3) ис-
черпывающие данные об обеспе-.енности плановых работ нужными мате-
риалами, приборами, запасными частями и т. п.; 4) производственный
аппарат, учитывающий опытные данные по ремонту, систематизирующий
их и вносящий в планирование коррективы, полученные в результате
наблюдений и статистических данных.
Правильное планирование производства мыслится как организационная
увязка планирования работ отдельных цехов и бригад. Подобного рода
увязки могут иметь успех при ежедневных совещаниях представителей
этих производственных единиц. Не следует бояться, что на такого рода
совещания будет итти много времени. Необходимо стремиться планово
проводить эти совещания, отводя им строго определенное время. Такие
совещания перед началом занятий и после них достаточно полно отразят
состояние на данный день выполнения плановых заданий i ынешнего дня
и дадут направление работы и конкретные плановые задания на следу-
ющий день. Порядок созыва таких совещаний, состав их и время предо-
ставляются выбору заведующего производством. Совещания эти должны
вестись при исключительной дисциплине. На обязанности руководителя
совещаний лежит строгое соблюдение времени, отведенного для этих
совещаний.
Следует отметить, что время, затраченное на совещания, при правиль-
ной подготовке их, целиком оправдается, так как опыт показал, что
увязки и переговоры между отдельными цехами и бригадами занимают
достаточно много времени, и в большинстве случаев больше, чем сове-
щания, производимые организованно и в строго-плановом порядке.
Глава XIV
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Роль технической документации в производстве ремонта весьма значи-
тельна, особенно при хозрасчете, когда предварительной калькуляции
отводится первое место. Все ответственные в производстве лица должны
стремиться обрабатывать документы надлежащим образом, помня, что
в них отражается вся работа мастерских, т. е. объем работы, сроки вы-
полнения, нормы рабочего времени и материалов и стоимость работы.
Обработанная документация с суммированными результатами дает полную
картину работы мастерских. Все должностные лица, которым приходится
соприкасаться с документами, должны относиться к ним внимательно,
т. е. следить за правильным их заполнением, сохранностью и чистотой.
Техническая документация в ремонтных предприятиях в основном дол-
жна состоять из следующих документов: заказы (формы 1—4 приложе-
ния 14) и дефектная ведомость (приложение 2).
Прежде чем перейти к описанию обработки документов, перечисленных
выше, необходимо указать на порядок прохождения заказов в ремонтных
мастерских.
ПОРЯДОК ПРОХОЖДЕНИЯ ЗАКАЗОВ
Заказ обыкновенно поступает в отдел заказов ремонтных мастерских
или от внешних заказчиков, т. е. от учреждений, с которыми заключены
договоры, или по отдельным письменным заявкам; это так называемый
внешний заказ.
Кроме того заказ может поступить от определенных отделов и дол-
жностных лиц ремонтных мастерских. Контингент этих лиц устанавли-
вается начальником мастерских; к числу их могут быть отнесены, напри-
мер: главный инженер, заведующий техническим отделом, заведующий
производственным отделом, главный механик. Только за подписью этих
лиц заказ считается действительным. Такие заказы называются внут-
ренними.
Заказ дается всегда в письменном виде и должен быть обеспечен чер-
тежом, эскизом или образцом, каковые должны быть исчерпывающими
и вполне доброкачественными, т. е. технически грамотными и ясными.
Заказчик должен помнить, что заказ, выполненный строго по образцу,
чертежу или эскизу, считается правильно выполненным даже в том слу-
чае если сам образец почему-либо оказывается дефектным (не считая,
конечно, грубых и явных неправильностей).
В процессе выполнения заказа документы на него заполняются следу-
ющим порядком:
1. По заказам, на ремонт самолетов и моторов обработка документов
начинается с дефектного отдела (или бюро); схема прохождения заказа
дана в приложении 15.
На каждый подлежащий ремонту самолет дефектчиками составляется
дефектная ведомость (приложение 2). В этой ведомости дефектным отделом
заполняются следующие графы: 1) наименование работ, 2) наименование
материалов, 3) количество и размер материалов, 4) количество запасных
частей, 5) проставляются по всей дефектной ведомости номера операций.
122
К составленной дефектной ведомости должны быть приложены нее не-
обходимые чертежи, эскизы или образцы. Кроме того дефектный отдел
проставляет вид ремонта, руководствуясь имеющимся делением его на
классы.
В дефектной ведомости проставляются: 1) разряд работы, 2) нормы
в часах и 3) стоимость в рублях и копейках.
Законченными дефектными ведомостями считаются такие, в которых
указаны нормы и к которым приложены рабочие карточки (приложение 16,
форма 5) и требования на нужный материал.
Дефектные ведомости должны, как правило, печататься в нужных ко-
личествах экземпляров из расчета, что дефектные ведомости необходимы
производству, контрольному, плановому и учетному отделам. В связи
с обязанностью ремонтных органов изучать материальную часть (самолеты
и моторы), прикрепленную к ремонтному органу, дефектные ведомости
приобретают особое значение, и архив для систематизации этого мате-
риала и надлежащего' хранения его должен быть поставлен образцово.
Этот материал должен давать исчерпывающие ответы на вопросы, связан-
ные со снабжением и планированием ремонтного дела в широком мас-
штабе, не только для ремонтных органов, но и для эксплоатации.
2. На изготовление запасных частей отдел заказов составляет заказ
по форме 3 приложения 14 (так называемая операционная ведомость).
На основании этой ведомости составляются следующие документы:
1) списки по цехам (форма 1 приложения 14), 2) требование-ордер на
материалы для склада и бухгалтерии (форма 6 приложения 17), 3) на-
ряды для распределительного бюро и та нового отдела.
По запасным частям и разным поделкам отдел заказов (персонально
техник-калькулятор) разрабатывает технологический процесс изготовления
таковых, записывая в операционную ведомость (форма 3 приложения 14)
процесс изготовления по порядку работ в цехах, а именно: 1) содер-
жание работы, 2) наименование материала и детали с указанием размера
и количества (необходимо указывать марки материалов), 3) номера чер-
тежей, эскизов или ссылки на образец, 4) количество деталей, подлежа-
щих изготовлению. По заполнении операционной ведомости таковая пе-
редается в нормировку, откуда идет в распределительное бюро.
Стоимости материалов и запасных частей в соответствующих докумен-
тах'проставляются в отделе заказов на основании ценников, получаемых
от отдела снабжения. Отделом заказов делается общий подсчет по сле-
дующим данным: а) заработной плате, б) стоимости материала, в) на-
кладным расходам и г) числу нормированных часов. Это производится по
всем заказам.
ОБЩИЕ ДОКУМЕНТЫ ПО ВСЕМ ЗАКАЗАМ
Распределительное бюро, получив документацию заказов, распределяет
ее следующим образом: 1) списки работ —по цехам (форма 1 приложе-
ния 14), 2) общие требования (форма 2 приложения 14) складу и бух-
галтерии; 3) наряды к запасным частям и дефектные ведомости в одном
экземпляре — в плановый отдел; 4) требования на склад сопровождаются
запиской (форма 7 приложения 17) с просьбой забронировать имеющийся
материал для данных заказов и сообщить отделу снабжения, каких ма-
териалов и запасных частей недостает на складе для обеспечения данных
123
заказов; 5) отдел снабжения также запрашивается о том, каких матери-
алов недостает на складе для обеспечения выполнения заказов (форма 8
приложения 17).
Цеховая администрация получает по заказам следующие документы:
1) дефектные ведомости или списки работ, 2) общие требования на склад
на материалы и запасные части, 3) табельные листки (форма 1 прило-
жения 14) для отметки времени работ.
Требования и табельные листки бригадиром вкладываются в папку
бригады. В случае необходимости получения материала рабочий из бри-
гады берет папку бригады и идет на склад, где ему в требовании в графе
«отпущено» склад проставляет количество отпущенного, а в соседней
графе ставится штамп склада и рабочий расписывается в получении.
Отметка времени делается бригадиром совместно с цеховым контор-
щиком ежедневно иа табельном листке пооперационно.
Из форм документов понятно их заполнение; на этом останавливаться
не будем.
Глава XV
ИСПЫТАНИЕ САМОЛЕТОВ, ВЫХОДЯЩИХ ИЗ РЕМОНТА
Начиная с третьего класса ремонта и выше, как уже было сказано,
все самолеты, выходящие из ремонта, подлежат перед пуском их в экс-
плоатацию испытанию в воздухе.
Проведение всех полетных и предварительных перёд полетными испы-
таний лежит иа обязанности производственного отдела, в частности са-
молетно-сборочного цеха, под наблюдением контрольного отдела ремонт-
ного органа и представителя от эксплоатации.
Перед официальным испытанием самолет подготовляется к таковому
на земле, а если необходимо, и в воздухе без представителя от экспло-
атации. Только после того как самолет совершенно готов к полетам,
приглашаются представители от эксплоатации. В гражданском воз-
душном флоте все самолеты, выходящие из ремонта, испытываются
специальными комиссиями, создаваемыми на местах распоряжением на-
чальников управлений воздушных линий и предъявляются Бюро по испы-
танию самолетов по реестру Научно-исследовательского института ГВФ
НИИ ГВФ).
После испытания самолетов комиссиями на местах выдается временно?
удостоверение о пригодности самолета к эксплоатации, утверждаемое
Бюро НИИ ГВФ по представлении всех материалов по испытанию.
Испытания самолетов в ГВФ бывают:
а) сдаточные — для самолетов, вновь поступающих на эксплоатацию
в ГВФ, и для самолетов, прошедших восстановительный и особый ремонты,
т. е. ремонты, связанные с переделками, изменяющими конструкцию
и аэродинамические свойства самолета;
б) контрольные — для самолетов, вышедших из ремонтов III, И
и I классов, и для самолетов, подвергающихся периодическому контролю,
т. е. после истечения срока, указанного в удостоверении о пригодности
самолета.
124
ПОРЯДОК ПРЕДЪЯВЛЕНИЯ САМОЛЕТОВ К ИСПЫТАНИЮ
1. Самолет, предъявляемый к испытаниям, должен быть совершенно
готов для их производства. Никаких доделок и переделок не допускается.
2. При самолете должны иметься формуляры как на самолет, так
и на стоящий на нем мотор. В этих формулярах должны быть занесены
все данные, характеризующие данный самолет и мотор. Заполнение
формуляров должно производиться строго по правилам, изложенным
в инструкциях по заполнению формуляров.
В формуляр должны быть занесены все сведения, характеризующие
данный самолет, т. е. его конструктивные, полетные и нагрузочные
данные, приборы и инструмент, а также свидетельство о регистрации.
3. При самолетах, выпущенных из ремой га, должны быть дефектные
ведомости.
4. При испытании самолет пилотируется летчиком (желательно посто-
янным) по назначению начальника местного управления воздушных
линий.
ИСПЫТАНИЕ САМОЛЕТОВ
Испытание самолетов разделяется на: 1) техническое испытание само-
лета иа земле и 2) полетные испытания. При техническом испытании
комиссия должна получить формуляры, протоколы технического осмотра,
если они производились, и вообще все документы, имеющиеся иа дан-
ный самолет.
Комиссия ведет работу примерно в следующем порядке:
1. Производит наружный осмотр самолета и сравнение размеров
с чертежами.
2. Взвешивает самолет пустой и с нагрузками для определения об-
щего веса и положения центра тяжести при разных нагрузках. Это де-
лается не при всех ремонтах (см. классификацию ремонта самолетов,
гл. IV).
3. Проверяет наличие приборов, приспособлений, оборудования и их
действие.
4. Проверяет правильность сборки и регулировки самолета и действие
его отдельных частей.
5. Проверяет узлы расчалок, стоек и все крепления.
6. Проверяет исправность всех частей самолета (плоскости, фюзеляж,
оперение, шасси и т. д.), отсутствие люфта в соединениях частей, ис-
кривлений и покоробленности их, правильность обтяжки и обшивки,
исправность покраски самолета и правильность посадки заклепок.
7. Проверяет соответствие регулировки самолета конструктивным дан-
ным угла атаки, выноса поперечного V, угла атаки стабилизатора, от-
клонения рулей глубины, поворотов и гоша.
8. Проверяет оборудование самолета (световое, противопожарное,
сигнализационное), бензино- и маслопроводную системы, емкость бензи-
новых и масляных баков и систему охлаждения мотора.
9. Осматривает моторную установку и самый мотор, а именно: 1) хо-
рошо ли законтрены все гайки крепления; 2) нет ли в системе водяного
охлаждения подтеканий; 3) нет ли обрывов и трещин в изоляции элек-
тропроводки (которая должна быть тщательно изолирована); 4) качество
125
воздушного винта, его крепление; 5) хорошо ли подогнан капот и нс*
правно ли он зашплинтован.
10. Осматривает кабину летчика, а именно:
а) исправно ли управление и нет ли люфта в рулях управления;
б) нет ли течи в бензиновых кранах и хорошо ли они притерты;
в) исправно ли газоуправление; при этом секгора должны допускать
мягкий и плавный перевод мотора с одного режима па другой и не
допускать изменения режима работы мотора помимо желания обслужи-
вавшего состава;
г) не люфтует ли штурвал стабилизатора;
д) не имеет ли задержек штурвал радиатора, не подтекают ли шланги
(которые должны быть эластичны), хорошо ли закрыты жалюзи, пра-
вильно ли и прочно укреплен козырек, свободно ли открываются пере-
движные козырь ;и и нет ли заеданий при их открывании и закрывании.
11. Осматривает пассажирскую кабину, а именно:
а; прочно ли укреплены, согласно плану их расположения, сиденья
для пассажиров:
б) исправны ли и достаточно ли прочны ремни и пряжки;
в) вывешены ли в кабине обязательные для пассажиров объявления,
как например: «не курить», «не открывать дв’рь» и т. д.;
г) плотно ли и прочно ли закрываются окна и двери и в полной ли
исправности запоры;
д) защищены ли в'е проводки, проходящие через пассажирскую ка-
бину, от возможности случайного повреждения пассажирами;
е) помещения для грузов и багажа поверяются в соответствии с нор-
мами для данного типа самолета; особое внимание должно быть обра-
щено на крепление приспособлений укладки груза, а также на запоры
люков и дверей.
12. Комиссия должна произвести заправку самолета горючим и сма-
зочным, проверить соответствие весовых и объем тых величин входящего
в баки горючего и смазочного данным самолета и проверить время за-
полнения всех баков.
13. Комиссия проверяет работу мотора путем пробы его на земле на
минимальных и максимальных оборотах.
14. Комиссия проверяет наличие и правильность надписей на самолете.
Полетные испытания производятся с целью: а) определения допусти-
мой нагрузки; б) определения горизонтальной скорости у земли (не
выше 100 л) и на разшх высотах, а также наименьшей и наибольшей
посадочных скоростей; в) определения потолка и скороподъемности;
г) определения длины и времени разбега и пробега; д) определения
управляемости; е) контроля действия различных механизмов самолета
в воздухе (правильная подача горючего и смазочного, действие радиа-
тора, работа ветрянок и т. д.); ж) определения продолжительности по-
лета, радиуса действия и расхода горючего и смазочного.
Все эти пункты относятся к сдаточным испытаниям; контрольные ис-
пытания производятся по тем же пунктам, за исключением п, а, б и ж.
Испытания самолета производятся по техническим условиям. В обяза-
тельном порядке должно проводиться следующее: у
1. Испытание на скороподъемность до 3000 л по барографу с запи-
сями по приборам данных мотора: температуры воды, масла, давления
16
бензина и масла, показаний тахометра и температуры воздуха по термо-
метру, причем все записи производятся на 500, 1000 и далее через
каждые 100Олт; также производится наблюдение за исправностью и точ-
ностью показаний альтиметра, сравниваемых с показаниями барографа.
2. Испытание самолета на управляемость на виражах.
8. Испытание самолета по прямой в целях выявления устойчивости
самолета в зависимости от изменения угла атаки стабилизатора и числа
оборотов мотора на высоте 500 м.
Самолеты для высотных полетов (для горных линий, фотосъемки и т. п.)
испытываются, кром* указанного, на потолок и скорость на своей рабо-
ч й высоте, согласно техническим условиям данного типа самолета.
Самотеты специального назначения (сельхозавиации и др.) испытыва-
ются, согласно дополнительным техническим условиям в части их спе-
цчал кого назначения.
Все гидросамолеты испытываются с учетом их особенностей, н част-
ности, обращается особое внимание на водонепроницаемость лодок или
поплавков и отрыв при взлете на спокойной пресной воде.
При неблагоприятных условиях в контрольных испытаниях полет на
высоту может быть заменен полетом на продолжительность (не ниже
100 л и не менее 1 часа), что устанавливается каждый раз комиссией
по испытанию самолетов; это не касается специальных типов самолетов
(например, высотные, фотосъемочные и т. п.), от которых высота требуется
как основной момент.
Если самолет прибывает со стороны со всеми документами об ис-
пытании его, с полной характеристикой, и если самолет после испыта-
ния эксплоатирог.ался не более 3 месяцев, то нового испытания комис-
сия может не производить, составляя акт на основании документов,
поступивших с самолетом, и технического осмотра его на земле.
После каждого полета обязательно производится осмотр самолета с
целью определения: деформации, нарушения регулировки, повреждения
отдельных частей и т. п.
Испытания в воздухе не могут производиться при наличии средней ско-
рости ветрт 12 м/сек и более у земчи (при замере ее на высоте 4—5 м).
Испытание записывается двумя выверенными барографами.
После испытания самолета на земле и в воздухе комиссия составляет
акт (приложение 18), точно указывая данные испытания со своим за-
ключением о допустимой коммерческой нагрузке на данном самолете,
полетном его весе и общей пр шоднссти самолета к эксплоатации. К
акту должны пр 1кладываться: а) заверенные барограммы на высоту или
продолжительность полета, б) анкета с замечаниями пилота—члена комис-
сии, пилотировавшего самолет (приложение 19), в) график размещения
нагрузок, г) схема положения центра тяжести при разных нагрузках са-
молета.
Глава XVI
ИСПЫТАНИЕ МОТОРОВ ПОСЛЕ РЕМОНТА
После ремонта все моторы должны испытываться на испытательной
станции. Цель такого испытания: 1) определение мощности, 2) числа
оборотов, 3) расхода горючего и смазочного, 4) замер температуры
127
воды и масла, 5) определение приемистое:и мотора, 6) общая поверка
прави |ьности монтажа. Испытания мэторсв могут происходить на стаже
любой конструкции, позволяющей определить мощность и число обо-
ротов. Испытания должны проводиться на тех горючем и смазочном,
на которых мотор должен эксплоатироваться на воздушных линиях.
Результаты приводятся к нормальным атмосферным условиям (760 мм
рт. ст. при температуре + 15°Ц) и к нормальному числу оборотов.
Все данные по испытанию авиомоторов заносятся в акт приемо-сда-
точного испытания; форма акта указана в приложении 20.
ТОЧНОСТЬ ИЗМЕРЕНИЙ ПРИ ИСПЫТАНИИ МОТОРОВ
Замеры при испытании моторов должны производиться со следующей
точностью:
1. Крутящий момент — с точностью 2’/0.
2. Число оборотов — с точностью 10 об/мин.
3. Барометрическое давление — с точностью до 1 мм ртутного столба.
4. Расход смазки—с точностью до 5%.
5. Темп р ура окружающего воздуха —с точностью до 1°Ц.
6. Расход горючего—с точностью до 3°/0.
7. Температура входящего и выходящего масла — с точностью до 2° Ц.
8. Температура входящей и выходящей воды—с точностью до 2°Ц.
9. Давление масла в главной магистрали маслопровода — с точностью
до 0,25 ат.
10. Замеры вышеуказанных величин производятся через спределенные
промежутки времени, а именно:
а) крутящий момент, число оборотов, температуры масла и' воды и
давление масла — через каждые 10 мин.;
б) расход топлива и смазки — через каждые 30 мин.; определяется
расход как средняя величина из всех отсчетов, произведенных при испы-
тании мотора на эксплоатационной мощности;
в) температура окружающего воздуха и барометрическое давление —
через каждый час.
ИСПЫТАТЕЛЬНЫЕ УСТАНОВКИ
1. Приемо-сдаточные испытания моторов производятся на станках любой
конструкции, позволяющих произвести замер крутящего- момента или
определить мощность по оборотам на тарированной мулинетке со ско-
шенными лопастями, применяемыми при испытаниях моторов с воздушным
охлаждением.
2. Чувствительность станка должна быть не менее 2% от замеряемого
момента или мощности.
3. Все соединения проводок для воды, масла, горючего и управления
мотором должны быть гибкими и расположенными так, чтобы влияние
их на измеряемый крутящий момент не превосходило указанных выше
пределов чувствительности станка.
4. На моторах, имеющих выхлоп, влияющий на крутящий момент
(с неуравновешенным выхлопом других групп цилиндров), выхлопные
патрубки должны быть расположены таким образом, чтобы выхлоп ие
323 '"
пял на величину крутящего момента (выход коллектора вдоль оси
ора). Если не имеется установки, устраняющей влияние реакции
^ыхлопа, то в подсчеты мощности следует вводить поправки на момент
ог реакции выхлопа для всех режимов, установленных при испытании
моторов. Поправки определяются двумя испытаниями: первый замер про-
изводится на полном газу (на полном открытии дросселя, снабженного
выхлопным коллектором, уничтожающим влияние выхлопа на крутящий
момент), и второй замер производится на полном газу без коллектора.
разница показаний крутящего момента этих двух испытаний прини-
мается как поправка, для чего она пересчитывается на проценты.
5 При испытании мотороз на открытом воздухе испытательная уста-
новка должна быть защищена от бокового ветра, влияющего на показа-
ния станка. )
6. При одновременном производстве испытаний нескольких моторов на
рядом "расположенные установках давление потока воздуха от соседних
установок, могущее оказать влияние на показания весов станка, должно
быть учтено и внес*.но в виде поправки в измерение момента. При не-
возможности такого учета соседние установки должны быть выключены.
7. Применение тянущего винта на моторах водяного охлаждения не
допускается.
8. При испытании моторов с воздушным охлаждением на балансирном
станке торможение мотора производится с помощью вентилирующей му-
линетки или тянущего винта (не подверженного деформациям в работе).
Влияние обдувающего потока на крутящий момент мотора должно быть
учтено для всех режимов, назначенных при его испытании, со внесением
поправок в соответствующие измерения момента. Такая поправка опре-
деляется путем торможения мотора прямо мулинеткой, подобранной так,
чтобы при полностью открытых дросселях число оборотов было такое
же, как и на тарируемой мулинетке или винте.
9. В случаях применения внешнего искусственного обдува при испы-
тании моторов воздушного охлаждения, влияние его на крутящий момент
также должно быть учтено с внесением соответствующих поправок в
следующие измерения моментов. Такая Поправка определяется путем
измерения крутящего момента мотора на полном газу: 1) в спокойной
среде и 2) с обдувом.
Разность измерений определяет поправку. При торможении моторов
гидравлическим тормозом, последний должен быть защищен от влияния
обдувй. Трубопроводы, подводящие воду к тормозам, должны быть гиб-
кими и не должны изменять принятую точность замера крутящего момента.
10. Испытательный станок, мулинетка или винт, мерные баки и тер-
мометры должны быть тарированы и иметь свидетельство о тарировке
с соответствующими диаграммами и таблицами, подписанное представи-
телями эксплоатации и контрольным отделом ремонтного органа.
ОХЛАЖДЕНИЕ
1. Охлаждение моторов с водяной системой охлаждения производится
™ водой> не Дающей значительных отложений известковых солей в
вн Х ‘Оубашках мотора Во время длительных испытаний. В противном
учае вода должна быть очищена и смягчена.
9 Авноремонтиое дело в ГВф 129
2. Давление воды перед водяной помпой не должно превышать 3 .и водя-
ного столба. J
3. Температура воды, выходящей из мотора во время испытания, не
должна быть выше 85° Ц.
Разница между температурами входящей и выходящей воды не должна
превышать 12°Ц при работе мотора на всех режимах.
4. Охлажге те моторов с воздушным охлаждением производится по-
средством тянущем винта или тянущей вентилирующей мулинетки. Допу-
скается внешний искусственный обдув мотора с тем, чтобы скорость
обдувающего потока не превышала 50 м/сек.
5. Для масла разрешается искусственное охлаждение или подогрев в
отдельно поставленном аппарате при условии, чтобы температура посту-
пающего в мотор масла не была ниже 40° Ц.
Температура масла, выходяще о из мотора, должна быть не выше
100° Ц для моторов с воздушным охлаждением и не выше 75° Ц для
моторов с водяным охлаждением»
ПРОИЗВОДСТВО ИСПЫТАНИЙ МОТОРОВ, ВЫПУСКАЕМЫХ ИЗ РЕМОНТА
1. Моторы, вышедшие из ремонта, проходят испытание в зависимости
от характера произведенного ремонта.
2. В случае притирки клапанов моторы испытываются на земле 10 мин.,
после чего мотор проходит непрерывное испытание в продолжение 20мин.
в воздухе для проверки его работы.
3. В случае очередной перечистки мотор проходит непрерывное 2-ча-
совое испытание на следующих режимах: па максимальной мощности
3 мин., fia номинальной мощности 30 мйй., наэксплоатационной 1 час 25 Мин.
и па максимальной мощности 3 мин.
При испытании мотора производится проверка действия высотной
регулировки карбюратора, минимального числа оборотов и приемистости
мотора, т. е. способности его правильно работать при быстром, но
плавном открытии и закрытии дроссельных заслонок. Мотор испыты-
вается на балансирном станке.
4. В случае общего ремонта мотор проходит 2-часовое непрерывное
испытание, которое производится на следующих режимах: на макси-
мальной мощности 2 мин., 1 а номинальной мощности 25 мин., на экспло-
атацноиной мощности 1 час 30 мин. и на максимальной мощности
3 мин.
5. Как правило, мотор, подлежащий испытанию, прогревается на малых
оборотах от 400 до 1000 об/мин в продолжение 30—40 мин., после
чего начинается официальное испытание в присутствии представителей
эксплоатации, контрольного отдела ремонтного органа и моторного цеха.
6. Особое испытание моторов производится в случае общего ремонта
вида Б. В этом случае мотор испытывается в течение 3 час. непрерывно
на следующих режимах: на максимальной мощности 2 мин., на номиналь-
ной мощности 30 мин., на эксплоатационной мощности 2 часа 25 мин. и
на максимальной мощности 3 мин.
В случае шабровки более 80% подшипников в моторах, прошедших
общий ремонт, как вида А, так и вида В, такие моторы должны про-
ходить «заводскую приработку» продолжительностью 2 часа.
130
АННУЛИРОВАНИЕ И БРАКОВКА ИСПЫТАНИЙ
]. Работа мотора на ставке рассматривается как работа мотора на
самолете в воздухе, соответственно чему ведется и обслуживание.
2 . Испытание может быть аннулировано в зависимости от недостатков,
которые выявятся па испытании.
3 .* Испытания могут быть аннулированы по следующим причинам:
а) если не соблюдены требования, предъявляемые к мощности, числу
оборотов, расходу топлива и смазки, температуре воды и масла и его
давлению;
б) если произошла остановка по вине мотора.
4. Мотор, показывающей неудовлетворительные результаты при его
испытании, должен быть подвергнут соответствующим исправлениям перед
повторным испытанием.
5. Неисправностями по вине мотора считаются: закапчивание и зама-
сливание свечей, прекращение циркуляции воды и масла и подачи горю-
чего в том случае, если это вызвано неисправностью частей мотора.
6. Неисправностями ке по вине мотора считаются: повреждение свечей,
неисправности приборов, принадлежащих к оборудованию станка, неи-
справное гь самого станка, установочных приспособлений и вообще частей,
не подлежащих приемке.
7. Мотор считается не выдержавшим испыта"ие, если он имеет два
аннулированных испытания, или произошла поломка главных частей мотора.
Главными частями мотора являются: коленчатый вал, шатуны, шатунные
и коренные подшипники, поршни, поршневые пальцы, цилиндры, клапаны,
распределительные валики и шайбы с их подшипниками, помпы ма.сляная,
водяная, бензиновая, карт р, детали передаточных механизмов к распре-
делению и агрегатам.
8. Моторы, испытания которых признаны неудовлетворительными,
поступают вновь на переборку с последующим испытанием по правилам,
изложенным выше.
Все данные, полученные в результате испытания мотора на станке,
заносятся в акт испытания по форме, указанной в приложении 20.
приложения
Приложение Г
ПРИЕМО-СДАТОЧНАЯ ВЕДОМОСТЬ
на самолет .........................опознавательный знак————£
___________193______г. на основании распоряжения............................
от ............193 -.г. за №____комиссия в составе председателя
*.............—....। членов тт.-..........—......— ——
................и представителя................технического приемщика
т. —...........................................-.произвела приемку и сдачу самолета-
—........Jb......после ремо па из------------------Л-1Я........................
........................... , причем установила следующее:
Самолет....—.....ХЬ...— согласно формуляру от «.».................................... 19 „- Г.
имеет палет «.....» чае. «_» минут до ремонта, после ремонта «-» час.
« да-* мин. имел.-.—капитальных и----------средних ремонтов.
На самолете установлен мотор........л. с.—№....о [работавший соглас-
но формуляру от «..............................».19........г. «.—» час. «—» мин., имел-ремонта
Самолет.... подробно состоит
из с.едующего
Коли-
чество
Состоя-
ние
Примечание
1. Фюзеляж № .................... . . .
2. Крыло правде №........................
8. » леаое №............................
4. Центроплан №.........................
5. Элеронов правых......................
в. » Левых...............................
7. Шасси................................
8. Кол-са, размер..............• . . . .
9. Покрышки, размер.....................
10. Камеры, размер.......................
11. Стабилизатор.........................
12. Кчль.................................
13. Руль поворота........................
14. » глубины............................
J5. Баков бензиновых главных.............
16. » » добавочных............
17 » » самотечных............
18. » масляных...........................
19. Стоек и подюсов крмльез..............
20.
Оборудование кабины
21. Плотское сидение.....................
22. Подушка к нему ................. .
23. Релней привязных....................
24. Сиденье во 2-й кабине................
25. Подушек к нему . •...................
2в. Ремней привязных.....................
27. Радиаторов...........................
28. Рычагов управления полетом...........
29. Ножных рычагов управления............
Ж). Механн:м упразлен in радиатором . . . .
31. » » стабилизатором. . .
1 Приложения 5, 6, 9 и 10 см. в конце кп.
132
Самолет .... подр био состоит
из следующего
Количе-
ство
Состоя-
и е
Примечание
32. Рычагов норчальн го газа.............
23^ » высотного газа....................
34’ » опережения зажигания..............
35^ Кранов бензиновых................• . .
Зб. » воздушного давления...............
37. Контрольных стаканчиков с тарном . . .
38. Фильтров бензиновых.................
39. Тавотннц............................
40. Ручных помп бензиновых..............
41. Электроламп.........................
42. Аккумулятор 12 в....................
43. Винт воздушный №....................
44. Козырьков...........................
45. Трубка Сафа.........................
46. Трубка пионера......................
47. Костыль.............................
.........................................
Приборы
1. Указатель скорости №..................
2. Счетчик оборотов №...................
3. Альтиметр №..........................
4. Термометр воды №.....................
5. » масла №............................
6. Манометр » Хе........................
7. » бензина №..........................
8. Амперметр с регулятором вольтажа № . .
9. Литромер №...........................
10. Креномер поперечный №................
11. » продольный №......................
12. Пионер фирмы..............№..........
13. Вибратор....................... • . -
14. Индукционная катушка.................
15. Насос заливной.......................
16. Компас Хе............................
17. Пусковое магне О №...................
18. Бензиновые часы №....................
19. Распределительная доска приборов . . . .
20. Переключатель зажигания.............
21. Часы самолетные №....................
22. Помп бензиновых часов...............
23 ....................................
24. . . . ...................
25 . . .
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
Мотор №
Карбюраторов........................
Помпа бензиновая .................. •
» масляная ...........................
» водяная ............................
Электропроводка ......................
Динамо № .............................
Бобина правая №.......................
* левая № ............................
Магнето правое №......................
D * левое №...........................
Втулка винта № .......................
133
,,. — 1 Самолет .... подр обно состоит из следующего Количе- ство Состоя- ние Примечание
12. Св чей...............................
13. Труб ж подводки бензина к карбюратору .
14. Водяная труба........................
1 . Всасывающая труба....................
16. Ручка декомпрессора..................
17. Патрубки.............................
18. Глушитель............................
19
23.......................................
21. . . .................................
К самолету приложено
1. Чехол па кабину......................
2. » » мотор........................
3. » » радиаторы....................
4. » » воздушный винт..............
5. » » колеса.......................
6. * » трубку Сафа.................
7. Огнетушитель.........................
8
9
10
Документы
1. Свидетельство о регистрации №........
от «... »..........19 . . г.........
2. Уд icTOuepcH'ie о пригодности №......
от «... ».............................
3. Формуляр самолета №. . от « . . » . . .
4. » мотора №. . от « . . » . . .
5. Барограмма полета « . . . »..........
6. Карточка на воздушный винт №.........
7. » » магоето №... №............
8. Аттестаты на приборы.................
9. Справка о весе конструкции...........
10. » о загрузке самолета................
Горючее н смазочноз
1. Бензин................................
2. Мас то................................
« . . . ».........19 . . .г.
Председатель комиссии
Члены
к
Представитель..............
Самолет сдал......................
Самолет принял....................
131
(Страница 1)
Наименование завода
Приложение 2
Основание заказа , .............\
число . / . мег........1^3. . г.
Заказ №.......
ДЕФЕКТНО-КАЛЬКУЛЯЦИОННАЯ ВЕДОМОСТЬ №. . . .
Начата . . . . « » . . . . 193 . . г. Окончена . . . . « » .... 193 .. г-
Обозяачепие самол та:
Самолет...................... тип................№....
С мотором.................... тип................№....
С пропеллером.............. г п..................№....
Втулка..................... т.п..................№....
Мест эксплоатации......................................
Причина поступления в ремонт ..........................
Акт технического осм тра №.............................
Акт приемо шый №.......................................
Класс ремонта .............................................................
Общее число часо» работы до ремонта............час.. . мнн.
ремя поступления в ремонт.............« . . . » 193 ... г.
Начало ремонта...........................« . . . » 193 ... г.
Срок окончания...........................« . . . » 193 ... г.
Ремонт начат................. Окончен.......................
Всего нормированных часов......................% переработки...............
Фактически затраченных часов...................% недоработки...............
Зав. дефектным бюро
Зав. п/отделом подготовки раб л
« ' »..................193 . . г.
Свидетельствую: Технический приемщик
« »..................193 .. г.
(Стран нш 2)
. Заказ №.................
Цех Наименование работ Количе- ство Техлор м а На всю партию № опера- ции
Время Руб. Коп.
135
(Стран на 3)
Наименование н марка материалов Потребные материалы
На единицу На всю партию
Мера Вес Стои- мость Мера Вес Стои- мость
1-S6
Приложение 3
ДАННЫЕ ПО РЕГУЛИРОВКЕ И НИ-
ВЕЛИРОВКЕ САМОЛЕТА
Моноплан
1. Установочный угол крыльев 0°
2. Поперечное V..........— 6° 15'
3* Диапазон изменения устано-
вочного угла стабилизатора +1°15'
— 4°45'
4. Диапазон огклон. руля выс.4- 15°
— 25°
5. Максимальное отклонение
руля направления............+ 20°
6. Максимальное отклонение
элеронов ................... + 20°
7. Смещение носка киля влево 70 мм
8. Установочныйуголоснмотора —0°
9. Допуск на установочный
угол крыла..................+ Ю'
10. Допуск на поперечное V . Ц-10'
ц. » на установку оси
мотора .................... + Ю'
12. Парал. смещение оси мотора -рЗж.к
Биплан
1. Угол атаки верхнего право-
го крыла у фюзеляжа . . .4-2°
2. Угол атаки верхнего право-
го крыла у стойки...........+2°
3. Угол атаки верхнего левого
крыла у фюзеляжа . . . . -|-2о
4 Угол атаки верхнего левого
крыла у стойки..............-р
5 Угол атаки нижнего право-
го крыла у фюзеляжа . . .4-2°
6 Угол атаки нижнего право-
го крыла у стойки . . . . -|- 2°
7. Угол атаки нижнего левого
крыла у фюзеляжа . . . .4-2° КУ
8. Угол атаки нижнего левого
крыла у стойки...........-|-2о20'
9. Поперечное V верхних
крыльев ... .......4-2°
10. Поперечное V нижних
крыльев.................-р 2°
Примечание. Допуск ± КУ.
И- Вынос верхнего крыла . . 800 мм
12. Установочный угол стаби-
лизатора ..................4-2°
(Допуск ±15')
1о. Отклонение руля высоты от
горизонтали (вверх и вниз . 19*
14 Смещение киля относитель-
но оси симметрии............ 0°
15. Отклонение руля направле-
ния (вправо н влево) . . . 22°
16. Отклонение элеронов от
хорды вверх..........- . — 15°
17. Отклонение элеронов от
хорды вниз..................— 10°
Примечание. Допуск ± 2°.
Приложение 4
БРАКОВОЧНЫЙ ЛИСТОК №....
К рабочей карточке №...
Счет № .
Наименование предмета............
Деталь №... Черт. № . . .
Наряд №... Заказ № . . .
Операция № ......................
Наименование операции ...........
Забраковано . . .
Брак по вине . .
Доработка по вине
Рабочего ....
Материала ....
Чертежей ....
Организации . . .
Доработка ....
штук. . НБ
Инструмента . .
Образца ....
Технпч. руков. .
. . штук . . . НБ
Причина...........................
Дальнейшее использование............
Подлежит 1 Зарплата...............
удержа- < Материал................
нню (.Шт. . . наб. . . Р . . К. . .
Выписан: Наряд №
Брак по ви-
не (подпись
Раб. кар. №
Кон- троль I Ма- стер План - пронза. отд. Склад Бух- галт
1 | 1 1 1
На- клад- ная №
Примечание. Браковочный листок
посылается в планово-производственный
отдел для выписки наряда на брак или
рабочей карточки для доработки, а за-
тем направляется в бухгалтерию.
137
Приложение 7
ПРИЕМОСДАТОЧНАЯ ВЕДОМОСТЬ
Приложение к на клади ;Н №-----------
На мотор——.................... №---------, отработавший согласно формуляр;
от «-----»•••,—гдо- -------------------193—~-г. < — » час. <— » мин,
имел *—.....» ремонтов.
Сдан ....-....................... ’...-------------------------------------
На основании............№...T._V_..от «.......»............193.....г......—
Я m
О S W
ь Я а
£
С
ГЗ х
gg
Наименование предметов
о
ss
Примечание
л. с.
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26 -
27
28 -
29 ;
Мотор
При и ем:
Магнето правое . . .
> левое . . .
Динамомашина «Делько» . . .
Распределитель «Делько» правый
» » левый
Ручка декомпрессора .......
Свечей ....................
Проводка высокого напряжения,
комплект...................
Карбюраторов...............
К нему всасывающих патрубков
Помп воздушных.............
» масляных...............
» водяных................
» бензиновых.......
К нему комплект труб ....
Магистралей водяных........
» масляных ....
Демультипликаторов.........
Выхлопных патрубков компл. .
Глушитель.............. .
Втулка винта ..............
Формуляр мотора............
Акт о необходимости ремонта,
аварийный или технического
осмотра ...................
Ящик упаковочный...........
Мотор сдал.....—__________________________
Мотор согласно ведомости и накладной принял
«--------------».............................. ..........................193.........г.
в
ч °
О Е
о
1
188
Приложение 8
ХИМИЧЕСКАЯ ОЧИСТКА МОТОРА
1. Необходимое оборудование
Для очистки необходимо иметь три железные ванны, в которых могли бы
свободно помещаться моторные детали. Ванны должны иметь устройства для
подогрева. В первой ванне находится состав для стальных и чугунных деталей,
во второй — состав для алюминиевых деталей, в третьей—чистая горячая вода.
Ванны должны быть обязательно из черного железа и непаянные оловом; над
ваннами необходимо делать пароотвод с высасывающим вентилятором, чтобы
в промывочной не скоплялся пар. Необходимо иметь для рабочих резиновые
перчатки и прорезиненные фартуки.
2. Процесс очистки
Алюминиевые детали. Состав ванны подогревается до температуры
кипения воды. Детали кладут сначала в ванну с горячей водой и нагревают их
в чистой воде до температуры кипения воды, затем детали вынимают из горячей
воды, переносят в ванну с составом, укладывают на подставку над жидкостью
и промывают их этой жидкостью кистью или тряпкой; при этом вся грязь и на-
гар легко сходят с деталей (толстый слой нагара с алюминиевых поршней
снимается хорошо, если указанный горячий химический состав будет итти под
давлением со 3 ат. Пос де этого детали опускают в ванну с чистой кипящей водой
для окончательной промывки на 10—15 мин.
Вынутые из воды детали быстро высыхают, и после остывания могут напра-
вляться в дефектную или на сборку.
Стальные и чугунные детали без предварительного подогрева прямо опуска-
ются в горячую ванну с химическим составом на 2—3 часа, после чего промы-
ваются течение 10—15 мин. в ванне с чистой кипящей водой. Очищающим
составом снимается весь нагар, грязь и краска, и таким образом устраняется
очистка твердыми предметами и связанный С ней возможный преждевременный
из 'ос деталей.
I
3. Составы
Для алюминиевых деталей:
Углекислого натрия ................................. 120Э г
Едкого натрия ....................................... 350 »
Фосфорно-кислого натрия............................... 36 J »
Зеленого мыла........................................ 200 »
Указанная смесь разводится 260 л воды (20 ведер).
Для чугунных и стальных деталей:
Едкаго калия.........................................6000 г
Зеленого мыла........................................ 80J »
Углекислого натрия ,................................1200 »
Касторки (необязательно) ............................ 200 *
Указанная смесь разводится в 260 л воды.
Все химические материалы надо иметь не химически чистые, а та< нззызаамыз
технические :последние значительно дешевле.
13J
Приложение 11
ПРИМЕРНЫЕ НОРМЫ ВРЕМЕНИ,
ПОТРЕБНОГО ДЛЯ РЕМОНТА МОТОРОВ М-17 И М-22 (ОБЩИЙ РЕМОНТ)
№ по пор. Наименование операций Норма в часах
М-17 М-22
1 Разборка мотора .... 20 15
2 Промывка и очистка деталей моторов от грязи и на- гара 20 10
3 Дефектирование 25 16
4 Ремонт цилиндров 20 15
5 » поршней 5 3
6 » шатунов 6 3
7 » коленчатого вала 8 2
8 » распределения с шабровкой подшипников . . 30 3
9 » карбюратора .* 5 3
10 > масляных и водяных помп 3 2
11 » зажигания (магнето и свечей) б 5
12 » картера с шабровкой подшипников 12 1
13 Обточка подшипников 2 0,5
14 Разные токарные работы 4 2
15 » шлифовальные работы 3 2
16 > сварочные работы 1 0,5
17 Заливка подшипников 1 — —<
18 Сборка и регулировка (включая чистовую промывку и обдувку деталей) 40 26
Итого. . . 210 109
19 Вторичная переборка Разборка ..... 12 9
20 Промывка 6 4
21 Контроль и устранение дефектов 4 3
22 Сборка мотора 24 18
Итого. . . 46 31
Всего. . . 256 113
1 Норма не указывается, так как эта работа зависит от наличия того или
иного оборудования.
140
Приложение 12
КАРТОЧКА УЧЕТА ФАКТИЧЕСКИ ОТРАБОТАННОГО ВРЕМЕНИ
Наименование детали-—...........—.......~—-------------
Операция
Материал
№ чертежа
Фамилия рабочего
Разр.
испол.
Колич.
по р/к.
№
заказа
Норма
вре-
мени
№
наряда
Разр.
работ
№
р/к.
Фактич. „
Дата
время
Итого. .
Среднее улучшение па I шт.
Среднее
фактическое на
1 шт...........
Приложение 13
ТНБ НАБЛЮДАТЕЛЬНЫЙ ЛИСТ № индивидуальной фотографии рабочего дня
-Специальность ...
Разряд--
Рабочий (фамилия)..
41
Приложение 14
Заказ №.... ( Фор м.а 2
Тип самолета--------------------№...~ / Начато..................
или наименование заказа 3
цех Окончено ---------------
№ опера- ции Материалы
Наименование материала Требуется Отпущена Штамп склада
Количе- ство Стои- мость Кол иче- ство Стои- моЛь
1 *
Заказ №
Приложение 14
• Форма 3
Наименование работ 1 Количество I Технорма На операцию Наименование и марка материалов
Разряд рабо- ты На еди- ницу На всю партию
| Время | Руб. 1 Коп. | I Время I Руб. - Е О
ПоТребпые матер.
На еди- На всю
вину партию
142
Приложение j
143
rf* Наименование работ За as № Тит самил та № или наимевовапле заказа Цех
Количество
Разряд Рабочая сила
Часы
Руб. Стоимость
Коп.
№ операции
Наименование материалов М а т е
•
Авиоремонтное дело в ГБФ
чястеИ
О
Ведомость
оплаты по
авансовым за-
пискам
Срок окогна-
ция работ
OU ‘ —ы.*-
№ опера- ции
&
5 Ьа
S
№ табеля
Разряд
Р
i
>
с
i
о
2
»
м
Приложение 16
Форма 5
1 Дата 2 Цех 3 Бригада Срок ис юлнения 6 Заказ № 7 Дефектная ведомость (операцион- ная карта) РАБОЧАЯ КАРТА 10
4 Начать 5 Окончить - Наряд №—
За день Вы полн. За день Выполн №
11 Наименование работы 12 Общее количество 13 Специф. матер. 14 Изделия сдать 15 Накладная на сдачу
16 № детали 17 Наименование операции 18 Ко,и че- стно 19 Разряд работы ТНБ Контроль 26 Сумма
20 Норма временя, на 1 ед. 21 Расценок на 1 ед. 21 Годные » Брак
23 № акта о браке 24 Оплачен 25 Не оплачен
27 Работа начата 28 Работа прервана 29 Работа возобновлена 30 Работа окончена Со *-• ’ Работу принял СО 1 Выдал 33 Рабочий или бригадир
Месяц Число Часы Мин. Месяц Число Часы Мин. Месяц Число Часы Мин. Месяц Число Часы Мин.
Принял 34 Мастер
35 Бюро подг. пр-ва 36 ТНБ 37 План распр. отд. 3ri Цех плаьир. | 39 Мастер 40 Контроль 41 Расчет счетов 42 Кальку- ляция № требования на материал
г
1 № табеля 1 Фамилия и имя Тарифный Разряд 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 Итого ча- сов Ставка в час Общий заработок Выдано авансом К выдаче Отметка
.6 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 Руб. К. Дата № Руб К. Руб. К.
Всего проработано 113 них:
Итого
часов------
Урочно
Сверхурочно
Аккордно
Подпись
Расч. стол
Калькул.
Архив
№ балансов, счета
193-
Приложение 17
Форма 6
№ склада
-г * ..общий
Требов.-ордер №-------
склада
Отпустить для.
Цех № Наряд № Заказ № Деталь Ns Статья расх. Символ счета
Отпустил
Получил
Приложение '7
Форма 7
Заведующему складом
Препровождая при сем общие требования по цехам на материалы и запасные
части самолета.......... . за №. ., прошу забронировать имеющиеся и
сообщить Отделу снабжения, что отсутствует на складе.
«. . . >193 . .г.
Отдел заказов
Приложение 17
Форма 8
Отделу снабжения
Нами сдан в работу заказ №.. по...........Прошу сообщить не позднее
...........что отсутствует из материалов и запасных частей на складе.
Отдел заказов
148
Приложение 18
АКТ №
ЗАВОДСКОГО ИСПЫТАНИЯ САМОЛЕТА ГВФ
« , . . »........193 ... г. настоящий составлен старшим техприечщиком
Снабаэрофлота...................летчиком-сдатчиком.....................
техприемщико.л....................о производстве.........................
испытания самолета..............за №... с мотором................
за № • . • «авода...............#. выпущенного 193 ... г.
мощностью...........л. с., винт...........диаметр ........ число
лопастей ................материал ........
Самолет оборудован приборами: тахометр ...... бензинометр . . • . . .
манометр бензина....................масла.............счетчик..........
оборотов....................саф ...... альтиметр .....................
компас..............выключатель...............термометры...............
огнетушитель...............часы.................креномер...............
пионер..................другие, не вошедшие сюда............... . . .
При метеорологических условиях: ветер (сила и направление)...........
............Облачность (количество и высота облаков)...................
Давление и температура воздуха.................................барометра.
1. Пилотировал летчик ...............................Наблюдение в пояете
производил...............................................................
При испытании нагрузка равнялась............. кг.........при центровке
самолет: ................................
2. Испытания мотора на земле:
Продолжительность летных испытаний: часы .... мин.............сек.. . .
149
4. Общее заключение . . ..................... Горизонтальные скорости,
на высоте 500 м..............км/час при............об м гн.............
иа высоте 1000 м . . . . км/час при.................об/мин..............
на высоте.....................км/час при.........................об'мн.ч
Взлетный разбег м ......... . сек. Посадочный про-
бег .................................. м. сек.
5. Осмотр самолета после полета.......................................
Отзывы летчика о работе мотора и летные качества самолета.............
Отзывы техприемщика...................................................
6. Весовые данные самолета и нагрузка, определенная для указанного са-
молета:
а) Вес конструкции самолета; с маслом в картере, охладительной жидкостью
в системе охлаждения в случае невоздушного охлаждения, а также со всей эки-
пировкой самолета, включая радио, противопожарное оборудование, полагаю-
щийся по табелю инструмент, и т. п........_.............................
б) Горючее...........................................................
в) Смазочное.........................................................
г) Экипаж (в испытательном полете балласт вместо людей)..............
д) Пассажиры.........................................................
е) Груз.......................................... ...................
ж) Общая полетная нагрузка ..........................................
7. Регулировка самолета:
150
Биплан
Вынос правого крыла у крайней
т\ стойки......................
у фюзеляжа.....................
Вынос левого крыла у крайней стой-
ки ............................
У фюзеляжа.....................
Поперечное V у правого крыла ме-
жду стойками...................
У фюзеляжа.....................
Поперечное V у левого крыла ме-
жду стойками ..................
У фюзеляжа.....................
Угол атаки правого крыла между
стойками ......................
У фюзеляжа.....................
Угол атаки левого крыла между
стойками.......................
У фюзеляжа.....................
Моноплан
Угол атаки центроплана
по 3—7-му лонжерону
по 3—9-му лонжерону.
Положение хвоста относительно ли-
нии полета ....................
Положение подмоторных брусьев . .
Поперечное V....................
Горизонтальное поперечное положение стабилизатора.....................
Положительный угол стабилизатора......................................
Отрицательный угол стабилизатора......................................
Элероны провисают на...........................мм.
Ручка управления установлена .........................................
8. Замеченные недочеты во время построй н и испытания................
В чем заключаются недочеты Исправления
9. Замечания и выводы, не вошедшие сюда................................
Ю. Считать, что самолет к эксплоатации вполне пригоден и что удостовере-
ние о годности к эксплоатации может быть выдано на срок...................
Приложение. Барограмма испытательного полета, анкета летчика.
Ст. техприемщик Снабаэрофлота.............................. .
Представитель Контрольного отдела ..............................
Летчик-сдатчик..................................................
Техприемщик..............................................
(Акт должен заполняться четко, без помарок, чернилами; не допускаются ни-
какие прописки и прочеркивання).
151
Приложение 18
АКТ«№
КОМИССИИ ПО ОСМОТРУ И ИСПЫТАНИЮ САМОЛЕТОВ ГРАЖДАНСКОГО
ВОЗДУШНОГО ФЛОТА,
бывших и находящихся в эксплоатации или вышедших из ремонта .
193 ... г. Комиссия под председательством...............................
.......в составе членов...произвела .......
.... испытание самолета.....................с мотором . ..............
принадлежащего ...... ..................................................
и определила следующее:
1) А. Самолет.................типа...............заводе сой №........
с мотором........................типа...................опознавательный
знак..............Дата выпуска с з вода................................
Количество налетанных часов: а) со дня выпуска с завода.................
б) после последнего ремонта.......Число ремонтов.......................
из коих средних.........4..........и капитальных.......... .............
Предшествовавший испытанию ремонт исполнен в ...........................
мастерских и закончен « . . . »........193 ... г.
Характер ремонта........................ причем произведены следующие
работы:
а) по замене деталей (указать подробно).............................
б) по ремонту деталей (указать подробно).................Подробности
о ремонте в дефектной ведомости №............учреждения.
Б- Мотор................типа..............мощность.................л. с.
............ . заводской №...................год выпуска с завода......
число час....... работы.................................................число предшествовавших ре-
монтов ..... f .... из которых перечисток ...............................средних
ремонтов........................., капитальных ремонтов.................
предшествовавший испытанию ремонт мотора исполнен в.....................
и закончен « . . . ».......193 ... г. Характер ремонта ,.................
причем произведены следующие работы:
а) по замене деталей (указать подробно) . . * . 4 ..................
б) по ремонту деталей (указать подробно) ...............Подробности
о ремонте в дефектной ведомости №..... учреждения.
2) Винт №.........система........... . число лопастей...............
шаг ....... диаметр .........................материал ..................
3) Самолет оборудован приборами: бензинометр, манометры бензина.....
..........м ела........................счетчик оборотов......................
саф .......... альтиметр...........................................компас.
часы.........креномеры............другие, не вошедшие сюда .......
4) Все конструкции самолета с маслом в картере, охладительной жидкостью
152
в системе охлаждения в случае невоздушного охлаждения, а также со всей эки-
пировкой самолета, включая радий, противопожарное оборудование, полагающийся
по табелю инструмент, и т. п.
5) При пробе на земле мотор развивал на малол газе...............................
об/мин, на полном газе...................об/мин.
6) При техническом осмотре состояния конструкции, органов управления
и оборудования самолета обнаружено (указать подробно, что именно)...................
В. 1) Полетное испытание производилось « . . . »..........193 ... г., пило-
тировал летчик.......................................наблюдения в полете производил.
2)........................При испытании нагрузка равнялась.кг, при центровке само-
лета
3) Метеорологические условия испытания, давления им, темпе-
ратура воздуха........................................................ОЦ, ветер.м/сек, облачность.
4) В полете обнаружено (указать подробно, что) .................................
5) Устранение всех замеченных недочетов при испытании (что именно устра-
нено) ..............................................................................
6) Скороподъемность самолета. Время набора высоты.
500 м макс, при . . . об/мин. и скорость по прибору
1000 »» »...» » » » »
2000 »»»...»»» » »
ЗЭЭО »» »...» » *> » »
Потолок ................................
7) Горизонтальные скорости:
на высоте 500 м........км/час при .... об/мин
> » 1030 »... » » ....»
8) Взлетный разбег.м.......сек.
Посадочный пробег.».......»
Заключение комиссии
1) Самолет годен к эксплоатации как.......................
2) Данные нагрузки, определенные комиссией для указанного самолета:
а) полный полетный вес . • . . •........................• ... кг
б) общая полезная нагрузка.....................................»
в) горючее......................... •...................»
г) смазочное............................................»
д) экипаж...............................................»
е) пассажиры.......................................... »
ж) груз...................................................
3) График нагрузки (нагрузка в самолете должна распределяться).
4) Комиссия считает, что удостоверение о годности самолета к зксплоатации
может быть выдано на срок............. . .................................-
5) Замечания и выводы комиссии, не указанные выше ............
Приложения. Барограмма испытательного полета, анкета летчика
члена комиссии.
Председатель комиссии..........................
Члены....................................................
(Акт должен заполняться четко, без помарок, чернилами; не допускаются ни-
какие пропуски и прочеркивания).
Приложение 19
Акт .................
Самолет №............................
Опознавательны!! знак................
АНКЕТА
данных полетных испытаний для пилота члена Испытательной
* комиссии самолета
Полет числа а . . . » месяца ........ 193 ... г.
Вопросы Ответы
1. Тип и № самолета и мотора; опознаватель- ный знак самолета •
2. Работа мотора на минимальных, средних н максимальных оборотах на земле
3. Хорошо ли самолет слушается рулей при ру- лежке на земле
4. На сколько оборотов был накручен или откру" чен стабилизатор при взлете, при наборе вы" с’оты в горизонтальном по тете и перед посад" кой. Если стабилизатор не регулирующийся — указать, под каким углом стоял стабилизатор
б. Давление на ручку управления при подъеме в горизонтальном положении и при спуске
6. Заворачивает ли самолет при подъеме и куда, и принятые пилотом меры
7. Какая скорость при наборе высоты и число оборотов мотора
8. Как ведет себя самолет в горизонтальном по- лете: валится ли вправо, или влево, кабрирует или клюет на нос
9. Тугое нли мягкое управление самолетом
10. Работа мотора на минимальных, средних и ма- ксимальных оборотах (на каком числе оборотов мотор трясет) в воздухе
11. Хватает ли стабилизатора и руля глубины, при посадке и в воздухе, равно и элеронов и руля поворота (отклонения)
Вопросы Ответы
12. Какая максимальная скорость на полном числе оборотов мотора; указать максимальное число оборотов мотора на высотах 1000—2000, 3000 и 5000 м
13. Как идет самолет с отпущенным управлением
14. Не приходится ли самолет держать ногой во время полета
15. Не зарывается ли самолет на продолжитель- ных виражах, набирает высоту или снижается
16. Как вообще ведет себя самолет иа вираже
17. Как ведет себя самолет на фигурах
18. Какие части самолета вибрируют в полете и при каких оборотах мотора
19. Охлаждение мотора в полете
20. Температура И давление масла в полете
21. Работа приборов и арматуры
22. Планирование самолета: нет ли стремления пе- рейти на иос и увеличить угол планирования
23. На какой скорости самолет идет нормально на посадку •
24. Особенности самолета на посадке и подходах к таковой
25. Вылетел в «. . . » час. « » мин.
26. Посадка в « » час. « » мин.
27. Устранены ли отмеченные выше дефекты и какие именно
Член Комиссии пилот..............................
« . . . »............193 ... г.
Место испытания..................................
(какой аэродром)
155
(Страница I)
Приложение 20
АКТ № :. .
приемо-сдаточного испытания мотора
Мотор фирмы..................тип.............зап. №. . . . нормальная
мощность.............л. с. при..............об/мин, выпущен из ... .
........ремонта...................мастерскими «...»................
193. . .г.
На моторе находится
Магнето (фирма............. тип ..... колич..........прав. № . . .,
лев. №.... свечи .... тип ..... колич.. . . (Другая аппаратура . . .
Регулировка жиклеров: главный...............пусковой ...............
...........компенсационный..........................................
Опережение: сторона
впуска
до в. м т.
выпуска
Мотор подвергался приемочному испытанию на станке
_ мулннетка
Тормоз: -вицт
Горючее: сорт . .
Смазка: сорт. . .
уд. вес
уд. вес
Дата испытания . .
Температура воздуха
Давление
в мм рт. ст.
Продолжительность приемочного
испытания. . . час . . . мин.
На номинальной мощности . . . мин. при числе
оборотов п= .................................
На эксплоатационной мощности . . . мин. при
числе оборотов п — ..........................
На максимальной мощности. . . мин. при числе
оборотов л =.................................
На малом газу . . . мин. при числе оборотов
л =..........................................
Температуры
Входящей воды . . .
Выходящей воды ...
Входящего масла . .
Выходящего » . .
Давление » .
Приведенная мощность к 15°Ц и 760 мм .
рогов......................Расход горючего
Расход масла ..............................
__ высота напора
Давление горючего -^,-<.нае „ поип~ . . . .
л. с. при числе
обо-
г/л. с. ч.
г/л. с. ч
156
о
ш
с
я
-е
я
<
С-
о
ь
о
5
| PV3PH ЭНИЭГСР]/
| riKwos эинэкавр
Температура Масла 1 хид
тгохд
Воды •хпё
тгохд
| Расход Масла Э 'V
я₽9 н-г
«Eg и-т
Бензина Э 'If
яв 9 и-з
игр и-т
1 3 § 1 g привел л. с.
действ, л. с.
ник/go
Замер, момент
Атм. давление
Темпера- тупя воздуха оц
Время Мин.
Час.
15/
(Страница
(Страница 4)
Исправления после приемочного испытании............................
Заключение о приемке.............................................
• •
««••••••••• ••••• ••••••••••
После исправления вышеуказанных дефектов мотор подвергался « » . >
.........193... г.... . мин. контрольному испытанию................
Результат контрольного испытания ................................
Окончательное заключение о приемке...............................
Дата; « »...................193 ... г.
Подписи: